/














































































































































































































































































































































































































































































































































































































































































































































































































































































Автор: Решетов Д.Н.
Теги: общее машиностроение технология машиностроения машиноведение машиностроение детали автомобиля
ISBN: 5-217-01949-2
Год: 1995




Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЯ В СОРОКА ТОМАХ
РЕДАКЦИОННЫЙ СОВЕТ
ФРОЛОВ К.В.
Председатель редакционного совета, главный редактор
Члены совета:
Колесников К.С. (зам. Председателя редакционного совета и главного редактора), Гусенков А.П. (зам. Председателя редакционного совета и главного редактора), Анфимов Н.А., Адамов Е.О., Белянин П.Н., Березовский Б.А., Бессонов А.П., Васильев В.В., Глебов И.А., Глухих В.К., Долбенко Е.Т., Ишлинский А.Ю., Ковалевский М.А., Коптев Ю.Н., Кузнецов Н.Д., Михайлов В.Н., Новожилов Г.В., Образцов И.Ф., Огурцов А.П., Панин В.Е., Паничев Н.А., Патон Б.Е., Пугин Н.А., Салтыков Б.Г., Свищев Г.П., Силаев И.С., Соломенко Н.С., Сосковец О.Н., Туполев А.А., Усков М.К., Федосов Е.А;, Фокин А.В., Черный Г.Г., Шемякин Е.И.
МОСКВА "МАШИНОСТРОЕНИЕ" 1995
Раздел IV КОНСТРУИРОВАНИЕ
МАШИН
Том IV-1.
ДЕТАЛИ МАШИН КОНСТРУКЦИОННАЯ ПРОЧНОСТЬ ТРЕНИЕ, ИЗНОС, СМАЗКА
Редактор-составитель - заслуженный деятель науки и техники, д-р техн, наук Д.Н. Решетов Ответственный редактор - академик РАН К.С. Колесников.
Редакторы тома: чл.-корр. РАН, д-р техн, наук А.П. Гусенков (Конструкционная прочность), д-р техн, наук О.П. Леликов (Детали машин), д-р техн, наук Ю.Н. Дроздов (Трение, износ, смазка).
МОСКВА ’’МАШИНОСТРОЕНИЕ" 1995
ББК 34.44 М 38
УДК 621.01/.03
Авторы: Д.Н. Решетов, А.П. Гусенков, Ю.Н. Дроздов, О.П. Леликов, В.Н. -Артамонов, Н.П. Баловнев, И.А. Биргер, Ю.А. Богданова, И.М. Буланов, В.А. Воскресенский, В.В. Джамай, В.И. Дьяков, К.П. Жуков, И.М. Забулонов, HJL Зезин, В.Н. Иванов, И.И. Ивашков, Е.Г. Иосилевич, Е.И. Квитницкий, В.П. Когаев, М.В. Коровчинский, В.Н. Кудрявцев, И.С. Кузьмин, В.Н. Лозовский, Л.В. Марголин, Р.М. Матвеевский, В.И. Махненко, Н.А. Махутов, Н.К. Мышкин, Б.П. Нажесткин, • И.П. Норенков, А.В. Орлов, В.Г. Павлов, В.В. Петровский, Б.А. Пронин, В.Н. Пучков, О.А. Ряховский, А.П. Семенов, В.И. Смирнов, Н.И. Смирнов, Г.А. Снесарев, В.И. Труфяков, В.З. Фадеев, В.Ф. Федоров, Р.В. Федякин, А.Л. Филипенков, В.Т. Фирсов, Н.Ф., Хлебалин, О.В. Холодилов, В.А. Чесноков, С.А. Шувалов, В.В. Шульц
Рецензенты: Л.Е. Андреева, В.В. Брагин, И.И. Воробьев, И.П. Глущенко, С.М. Захаров, М.В. Коровчинский, З.М. Левина, И.Б. Мишулин, Г.А. Николаев, А.А. Петрик, Г.А. Ревков, А.Н. Романов, Г.А. Снесарев, Ю.Н. Соколов, О.В. Сорокин, И.П. Сухарев, А.М. Фигатнер, Г.М. Флидлидер
Бюро редакционного совета: К.С. Колесников, Б.И. Антонов, П.Н. Белянин, А.П. Бессонов, В.В. Васильев; А.П. Гусенков, Е.Т. Долбенко, И.Н. Жесткова, М.К. Усков, Н.Н. Боброва
Машиностроение. Энциклопедия / Ред. совет: К.В. Фролов (пред.) и др. М 38 М.: Машиностроение.
Детали машин. Конструкционная прочность. Трение, износ, смазка. Т. IV-1 / Д.Н. Решетов, А.П. Гусенков, Ю.Н Дроздов и др.; Под общ. ред. Д.Н. Решетова. — 864 с.: ил.
ISBN 5-217-01949-2
ISBN 5-217-01953-0 (Т. IV-1)
Рассмотрены конструкционная прочность при статическом, мало- и многоцикловом нагружении и контактная прочность. Приведены расчеты. Акцентированы вопросы прочности, наиболее важные для машин.
Изложены трение, износ и смазка: сила трения, интенсивность изнашивания, гидродинамическая и контактно-гидродинамическая теории смазки, материалы трущихся поверхностей, их упрочнение и покрытия, смазочные материалы. Приведены направления развития теории, расчета и конструирования деталей и узлов машин общемашиностроительного применения всех основных видов: сЬединений, передач, валов и осей, подшипников, упругих элементов, муфт, САПР и т.д. Для групп деталей изложены области применения, геометрия (конструкции), точность, кинематика, материалы и упрочнения, виды отказов, динамика, расчеты на прочность, вероятность безотказной работы, износостойкость.
2702000000-084 _ вп м_________________Без ооъявл.
038 (01) - 95
ББК 34.44
ISBN 5-217-01949-2
ISBN 5-217-01953-0 (T.IV-1)
© Издательство ’’Машиностроение”, 1995
© Бюро редакционного совета энциклопедии, 1995
Оглавление
Предисловие ................... 10
Часть I. ПРОЧНОСТЬ, ИЗНОСОСТОЙКОСТЬ
МАШИН.................... 13
Раздел 1. КОНСТРУКЦИОННАЯ ПРОЧНОСТЬ...................... 13
Глава 1. Расчеты на статическую прочность (Н.А. Махутов) ................. 13
1. Расчетные случаи, предельные состояния и расчетные нагрузки ......... 13
2. Расчеты на прочность при выборе основных размеров . . 16
3. Расчеты на прочность по категориям напряжений .... 18
4. Расчеты по местным напряжениям и деформациям .................... 18
5. Расчеты по характеристикам механики разрушения............... 19
6. Расчетные характеристики конструкционных материалов................20
7. Расчетные характеристики прочности для зон концентрации с учетом объемности напряженных состояний.................24
8. Расчетные характеристики прочности при наличии трещин....................30
Глава 2. Расчеты на прочность при малом числе циклов нагружения (А.П. Гусенков)..................35
1. Сопротивление деформированию и разрушению при малоцикловом нагружении . . 35
2. Сопротивление деформированию и разрушению при длительном малоцикловом и неизотермическом нагружении................55
3. Расчеты на прочность при малом числе циклов нагружения................65
4. Основные положения расчета элементов конструкций на прочность при длительном и неизотермическом малоцикловом нагружении..........78
Список литературы...............85
Глава 3. Расчеты на прочность при многоцикловом переменном нагружении (В.П. Когаев) . . 87 1. Характеристики сопротивления усталости материала............................87
2. Факторы, влияющие на сопротивление усталости деталей машин ...............94
3. Статистическая теория подобия усталостного разрушения................. 107
4. Статистические характеристики переменной нагру-женности деталей .......... 114
5. Расчеты на прочность при напряжениях, переменных во времени ................ 122
6. Закономерности развития усталостных трещин ........ 127
Список литературы . . . .,......... 137
Глава 4. Контактная прочность (А.В. Орлов)...................... 139
1. Основные положения....... 139
2. Расчет контактных напряжений и деформаций . 140 3. Оптимизация форм поверхностей качения.............. 144
Список литературы.................. 146
Раздел 2. ТРЕНИЕ, ИЗНОС, СМАЗКА ............................ 148
Глава 1. Общие понятия (Ю.Н. Дроздов)..... ... . 148
Глава 2. Трение, износ, основы расчетов (Ю.Н. Дроздов) ... 152 1. Трение ......................... 152
2. Износ.................... 154
3. Структура расчетных методов................. 160
Список литературы.................. 163
Глава 3. Методы упрочнения и модифицирования поверхностей трения (А.П. Семенов).................... 165
1. Общие сведения .......... 165
2. Покрытия, получаемые методами химического осаждения из газовой фазы........................166
3. Покрытия, пол \ чаемые термовакуумным нанесением................. 167
4. Вакуумные ионно-плазменные покрытия и модифицированные слои................... 167
6
Оглавление
5. Газотермические покрытия . 170
6. Лазерные и электроннолучевые методы модифициро-
вания и легирования поверхностных слоев ........... 171
7. Электроискровые покрытия . 172
8. Гальванические покрытия .. 173
9. Химико-термические методы модифицирования поверхностных слоев.............. 174
10. Основные принципы выбора метода упрочнения трущихся поверхностей............... 179
Список литературы.................. 183
Глава 4. Смазочные материалы
(Р.М. Матвеевский, В.Г. Павлов, В.Н. Пучков) . . 186
1. Смазочные масла.......... 186
2. Пластичные смазки........ 192
3. Твердые смазочные материалы.................. 197
4. Твердые смазочные покрытия .................. 198
5. Ротапринтная смазка...... 199
6. Магнитные смазочные материалы...................201
7. Антифрикционные самосма-зывающиеся материалы .... 206 Список литературы...................213
Глава 5. Гидродинамическое смазывание опор (М.В. Коровчинский).......215
1. Общие положения гидродинамической теории смазки . . 215
2. Вязкость жидкостей (газов) и ее зависимость от температуры и давления ... 219
3. Плотность, теплоемкость и теплопроводность смазочных жидкостей и газов........221
4. Кавитация.................224
5. Контактная гидродинамика . 224
Список литературы...................225
Глава 6. Трение и износ опор скольжения, работающих без смазочных
материалов (В.Н. Артамонов,
Ю.Н. Дроздов) ...........226
1. Предварительный расчет . . . 226
2. Расчет ресурса подшипников скольжения и шарниров по критерию износа...........227
3. Расчет контактных параметров в подшипниках скольжения . 229
4. Трибологические характеристики материалов для опор
скольжения................233
Список литературы...................239
Глава 7. Износ зубчатых передач (Ю.Н. Дроздов, Б.П. Нажесткин, НИ. Смирнов) .....................240
1. Общие положения.........240
2. Тяжелонагруженные зубчатые передачи...................243
3. Тихоходные зубчатые передачи...................244
4. Особенности изнашивания зубчатых передач, работающих в вакууме.......245
5. Цилиндрические зубчатые передачи с зацеплением Новикова ..................248
6. Зубчатые передачи со сложной кинематикой................250
Список литературы.................252
Глава 8. Диагностика изнашивания трибосопряжений (Н.К. Мышкин, О. В. Холодилов, В.Н. Лозовский) ..................253
1. Методы диагностики изнашивания трибосопряжений . 253
2. Перспективы развития диагностики изнашивания .....258
Список литературы.................258
Часть II. ДЕТАЛИ МАШИН............260
Основные направления развития исследований, расчета и конструирования деталей машин (Д.Н. Решетов).............260
Список литературы.................266
Раздел 1. СОЕДИНЕНИЯ .............267
Глава 1. Сварные соединения (В. И. Махненко, В. И. Труфяков)...................267
1. Геометрические особенности и механическая неоднородность сварных соединений . . 267
2. Остаточные сварочные напряжения.................273
3. Особенности распределения напряжений в типовых соединениях от внешней нагрузки...................276
4. Сопротивление сварных соединений статическим нагрузкам..................283
5. Сопротивление усталости соединений в многоцикловой области....................285
6. Долговечность соединения в малоцикловой области .... 294
7. Упрочняющая обработка . . . 298
Список литературы.................299
Оглавление
7
Глава 2. Паяные соединения (Н.Л. Зезин).......................301
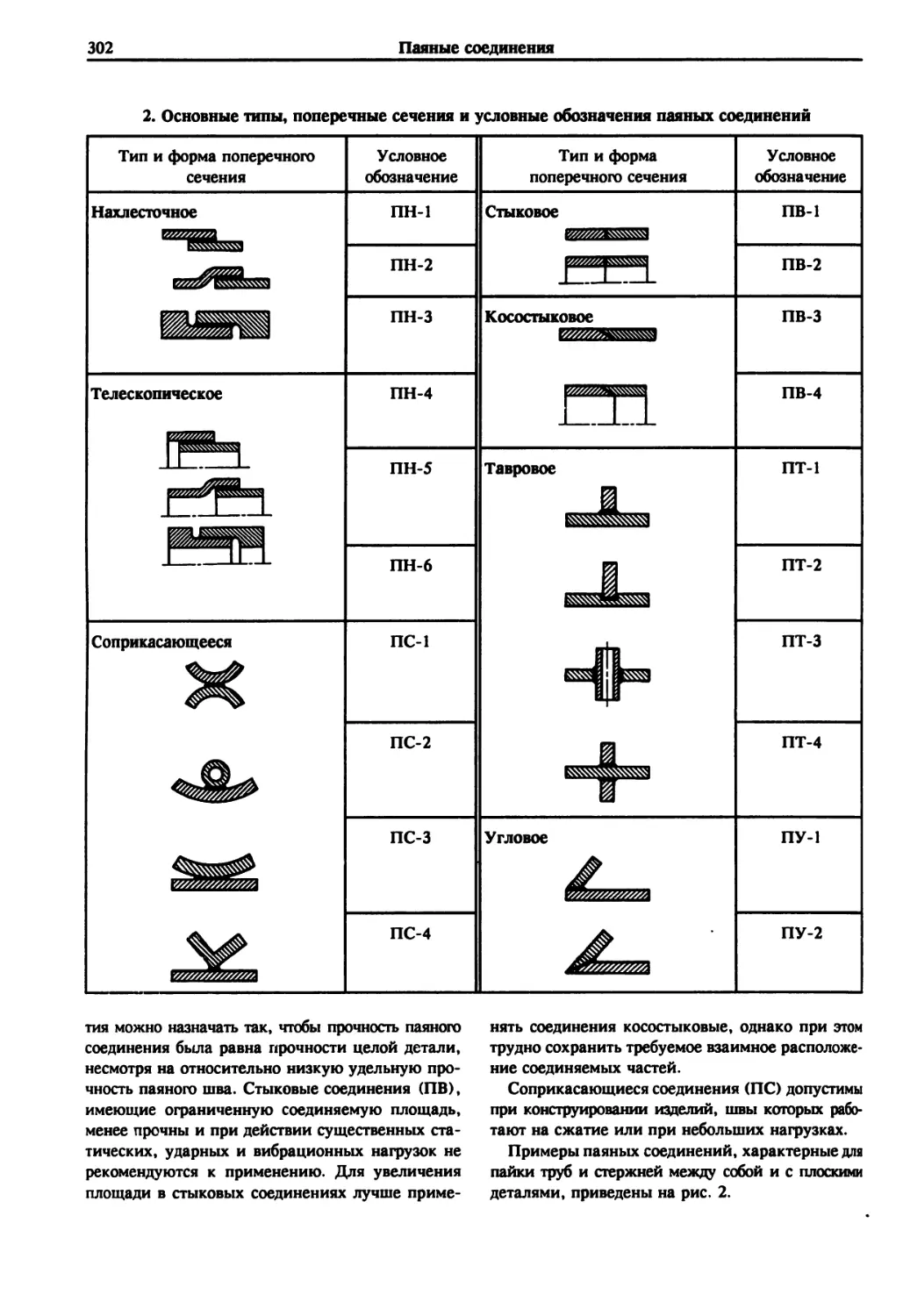
1. Конструкции паяных соединений..................301
2. Припои...................303
3. Расчет паяных соединений на прочность................304
Список литературы..................305
Глава 3. Клеевые соединения (И.М. Буланов).....................306
1. Проектирование клеевых соединений..................306
2. Расчет клеевых соединений . 308
3. Выбор клеев и склеивание . . 309
Список литературы..................311
Глава 4. Заклепочные соединения (В.В. Джамай) .....................312
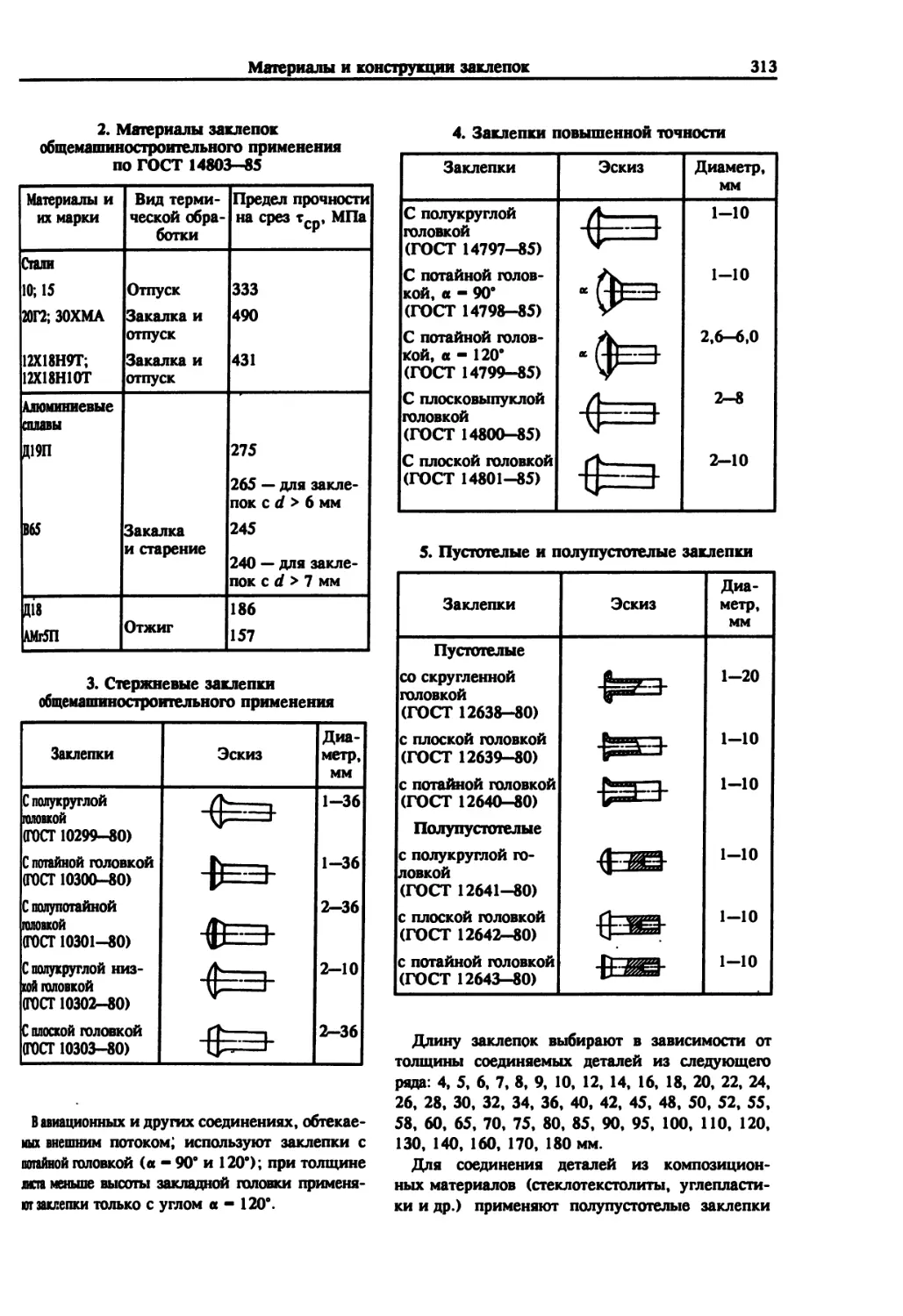
1. Материалы и конструкции заклепок....................312
2. Заклепочные соединения ... 315
3. Расчет заклепочных соединений..................317
Список литературы..................318
Глава 5. Соединения деталей с натягом (В.Т. Фирсов,' Д.Н. Решетов) .....................319
1. Цилиндрические соединения 319
2. Конические соединения .... 327
3. Соединения деталей с помощью стяжных элементов ,.........327
Список литературы..................328
Глава 6. Резьбовые соединения (И. А. Биргер, Е.Г. Иосилевич)....................329
1. Основные сведения о резьбах...................329
2. Механические свойства материалов резьбовых деталей.....................341
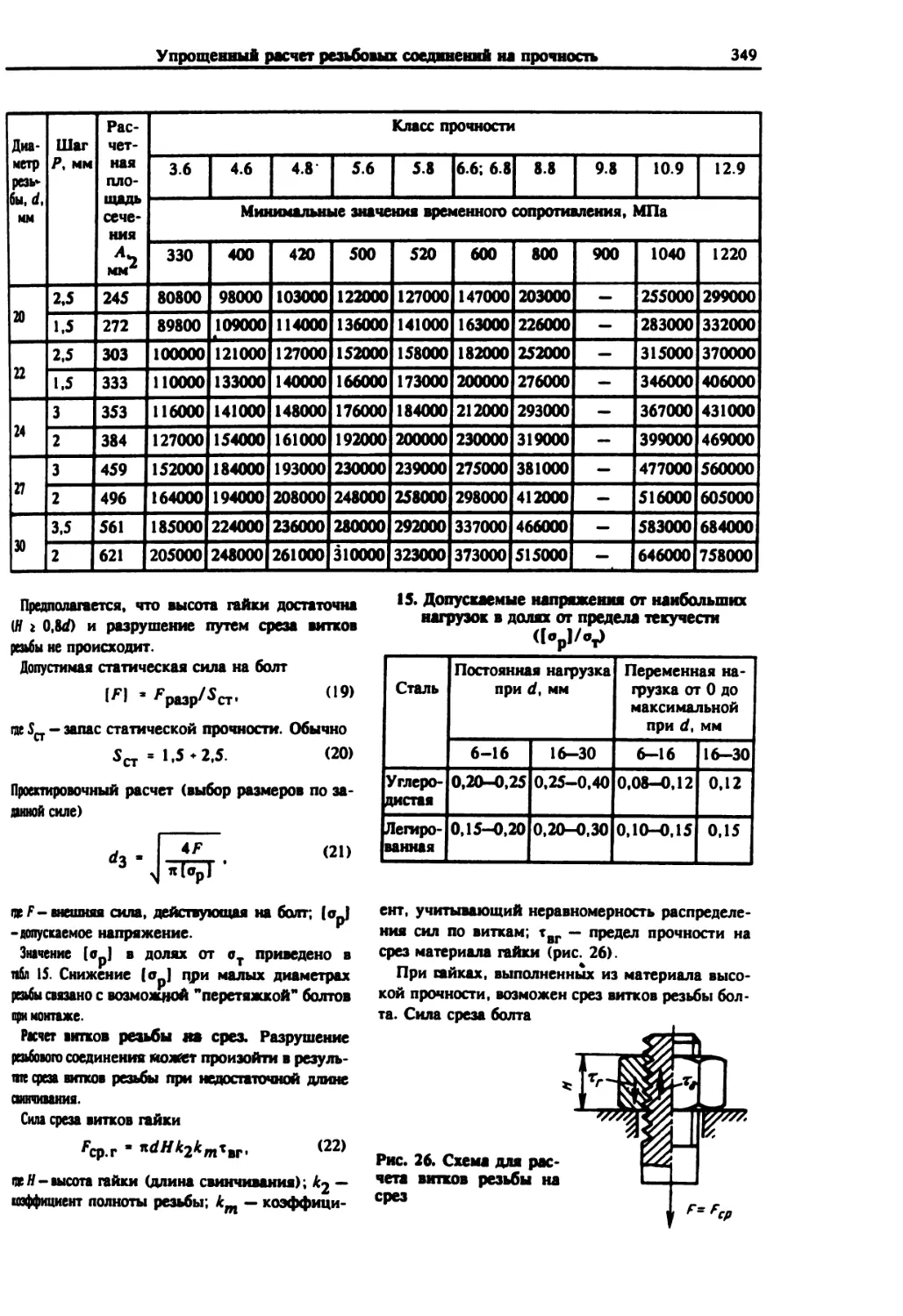
3. Упрощенный расчет резьбовых соединений на прочность ......................347
4. Стандартные резьбовые детали......................351
5. Силы в резьбовых соединениях ................355
6. Силы в групповых резьбовых соединениях ................359
7. Распределение нагрузки по виткам резьбы...............362
8. Прочность резьбовых соединений при статических нагрузках ....................366
9. Прочность резьбовых соединений при переменных нагрузках ..................368
Ю.Затяжка резьбовых соединений................370
11 .Повышение надежности резьбовых соединений......372
Список литературы..................373
Глава 7. Шпоночные, профильные и шлицевые соединения............... 374
1. Шпоночные соединения (А.Л. Филипенков) ............. 374
2. Профильные соединения (АЛ. Филипенков) .............. 377
3. Конструкции шлицевых соединений (А.Л. Филипенков) ....... 377
4. Расчет шлицевых соединений (Д.Н. Решетов) ................ 381
Список литературы................... 384
Раздел 2. ПЕРЕДАЧИ.................. 385
Глава 1. Зубчатые передачи. Обозначение, наименование параметров и единицы измерения ................ 385
1. Общие сведения (В.Н. Кудрявцев) ........................ 387
2. Геометрия и кинематика цилиндрических эвольвентных зубчатых передач (В.Н. Кудрявцев, И.С. Кузьмин) ............... 389
3. Виды повреждения зубьев (А.Л. Филипенков)............ 401
4. Расчет на прочность зубьев эвольвентных цилиндрических передач (В.Н. Кудрявцев, И.С. Кузьмин) ............... 404
5. Уточненный расчет на изгиб зубьев прямозубых цилиндрических передач внешнего зацепления (В.Н. Кудрявцев, И.С. Кузьмин) ............... 415
6. Упрощенные расчеты цилиндрических зубчатых передач на кон-
тактную и изгибную прочность (В.Н. Кудрявцев, И.С. Кузьмин) ........................ 416
7. Расчет на предотвращение глубинных контактных разрушений (В.Н. Кудрявцев, И.С. Кузьмин) .......................... 418
8. Определение коэффициента Kv высокоскоростных передач (А.Л. Филипенков) •............ 419
9. Указания к проектировочным расчетам цилиндрических зубчатых передач (В.Н. Кудрявцев, И.С. Кузьмин) ................. 421
10. Потери на трение в зацеплении, смазывание зубчатых редукторов и тепловой расчет (А.Л. Филипенков) ...................... 426
11. Планетарные зубчатые передачи (В.Н. Кудрявцев, И.С. Кузьмин, А.Л. Филипенков)............ 429
12. Некоторые проблемные вопросы в оценке несущей способности зубьев цилиндрических передач (В.Н. Кудрявцев, И.С. Кузьмин) ........................... 446
8
Оглавление
13. Геометрический расчет конических зубчатых колес (Н.Ф, Хле-балин) ........................ 451
14. Расчет на прочность конических зубчатых передач (И.С. Кузьмин, В.Ф. Федоров) ............ 460
15. Силы в зацеплениях зубчатых передач {И.С. Кузьмин) ........ 473
16. Зубчатые передачи Новикова . . 475
1. Геометрия и условия работы (Р.В. Федякин, В. А. Чесноков) ....................... 415
2. Расчеты на прочность (В.И. Смирнов) ............. 484
Список литературы.................... 486
Глава 2. Общепромышленные редукторы и мотор-редукторы (Г. А. Сне-сарев) .............................. 491
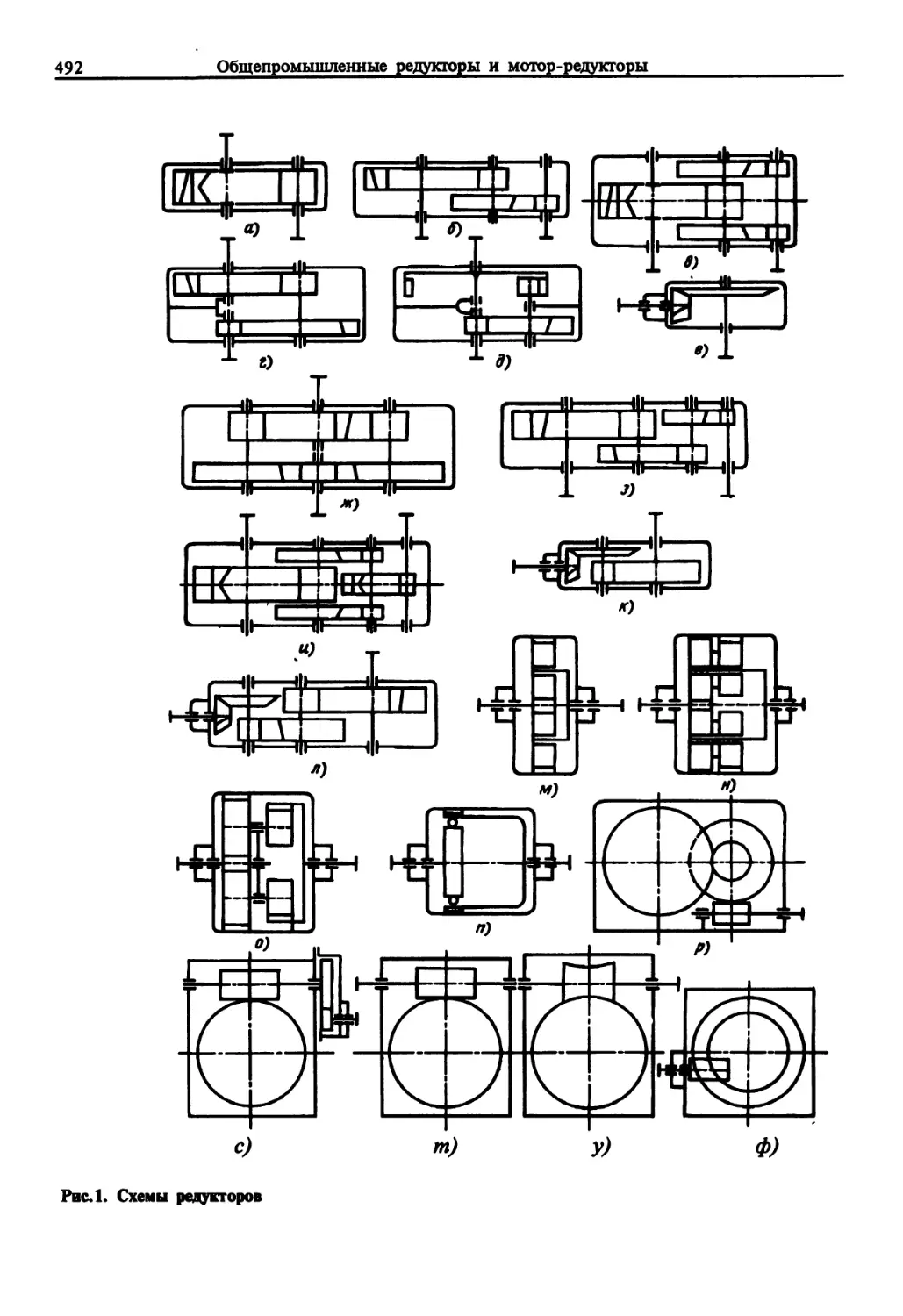
1. Схемы редукторов ........... 491
2. Зацепление передач.......... 493
3. Основные параметры редукторов ........................... 493
4. Материалы и способы упрочнения зубчатых колес............. 494
5. Корпусные детали............ 494
6. Валы, шестерни, зубчатые колеса .......................... 495
7. Опоры валов и уплотнения .... 496
8. Смазывание.................. 496
9. Надежность редукторов....... 497
10. Технический уровень и оптимизация редукторов ............... 497
11. Паспортизация редукторов .... 498
Глава 3. Волновые зубчатые передачи (С. А. Шувалов) ..................... 499
1. Общие сведения.............. 499
2. Конструкция волновых зубчатых передач и их деталей .......... 501
3. Расчет волновых зубчатых передач ........................... 505
Список литературы.................... 510
Цевочные передачи.................... 511
Глава 4. Червячные передачи (В.В. Шульц) ........................ 512
1. Общие сведения.............. 512
2. Рекомендации к выбору вида червячной передачи ............ 514
3. Качественные показатели червячных передач ................ 516
4. Основные геометрические параметры червячных передач........ 518
5. Исходный червяк и исходный производящий червяк............ 520
6. Расчет геометрии цилиндрических модифицированных передач ........................... 520
7. Точность изготовления червячных передач.................... 525
8. Статика и кинематика червячной передачи................... 525
9. Материалы червячных пар .... 526
10. Смазывание червячных передач 528
11. КПД и потери мощности в червячных передачах............... 530
12. Работоспособность и предельные состояния червячных передач ......................... 532
13. Расчет передачи на нагрев и отсутствие заедания.............. 532
14. Расчет на контактную выносливость ......................... 535
15. Расчет на прочность при изгибе от действия максимальной нагрузки ........................ 536
16. Расчет ресурса червячной передачи .......................... 537
17. Подбор серийно выпускаемых передач редукторов общемашиностроительного применения . . . 538
18. Проектный расчет цилиндрической червячной передачи.......... 539
19. Глобоидные червячные передачи .......................... 540
Список литературы..................... 541
Глава 5. Цепные передачи (И. И. И веников) ................................. 543
1. Общие сведения.............. 543
2. Приводные цепи.............. 546
3. Звездочки для приводных цепей.......................... 563
4. Прочие (вспомогательные) элементы цепных передач............ 567
5. Основные характеристики цепных передач.................... 570
6. Расчет и проектирование цепной передачи................... 575
Список литературы..................... 577
Глава 6. Передачи винт — гайка (В.З. Фадеев, Л.В. Марголин) . . 578
1. Общие сведения.............. 578
2. Передача винт — гайка скольжения .............‘........... 578
3. Шариковая передача винт-гайка ........................ 580
4. Роликовая передача винт-гайка ......................... 587
Список литературы..................... 588
Глава 7. Фрикционные передачи и вариаторы (Д.Я. Решетов) ................. 589
1. Общие сведения.............. 589
2. Фрикционные передачи основных типов ..................... 591
3. Планетарные фрикционные вариаторы ....................... 599
4. Расчеты кинематические и расчеты на прочность ............. 600
5. Потери на трение, КПД и расчет нажимных механизмов .... 602
6. Импульсные вариаторы......... 604
Список литературы •................... 605
Оглавление
9
Глава 8. Ременные передачи (Б. А. Пронин, Н.П. Баловнев, К.П. Жуков) ............................... 606
1. Общие сведения.................. 606
2. Плоскоременные передачи .... 610
3. Клиноременные и поликлиновые передачи ...................... 615
4. Круглоременные передачи.... 625
5. Зубчато-ременные передачи . . . 626
Список литературы................... 631
Раздел 3. ВАЛЫ, ПОДШИПНИКИ, МУФТЫ И ДРУГИЕ ДЕТАЛИ ... 632
Глава 1. Валы и оси (В.П. Когаев, О.П. Леликов) ...................... 632
1. Общие сведения, классификация ........................... 632
2. Выбор формы вала по длине . . 633
3. Выбор формы поперечного сечения ........................... 633
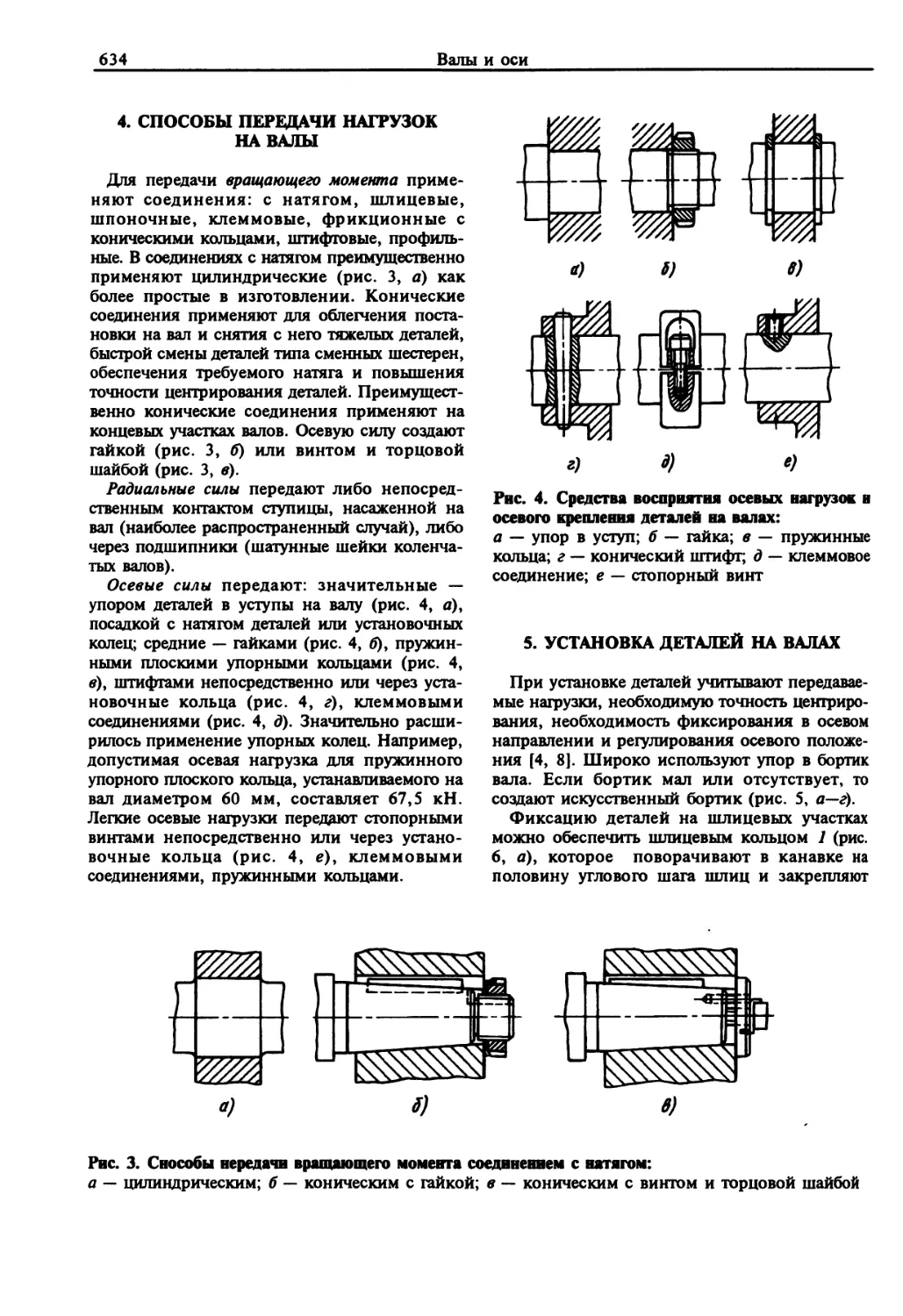
4. Способы передачи нагрузок на валы .......................... 634
5. Установка деталей на валах . . . 634
6. Способы передачи нагрузок с вала на корпус................... 638
7. Регулирование осевого положения вала....................... 639
8. Конструирование валов в режиме диалога с ЭВМ.................... 640
9. Материалы валов и осей..... 641
10. Расчетные схемы валов и осей, критерии расчета........... 642
11. Расчеты валов на прочность . . . 643
12. Расчеты валов на жесткость . . . 657
13. Расчеты валов на колебания ... 661
Список литературы........................ 666
Глава 2. Подшипники качения (В.Н. Иванов, И.М. Забулонов) . 667
1. Общие сведения.................. 667
2. Классификация подшипников качения........................ 667
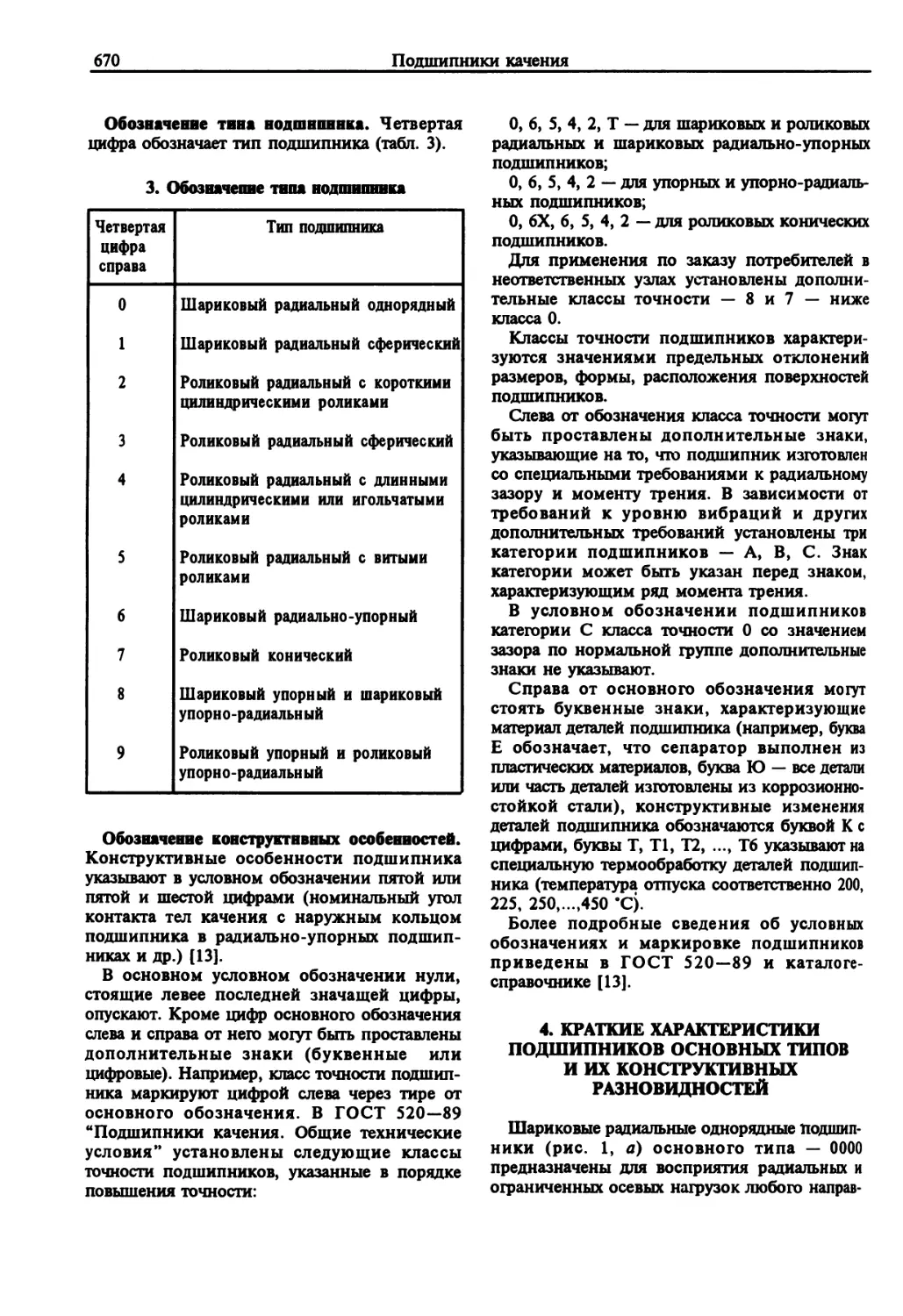
3. Условные обозначения подшипников качения ...................... 667
4. Краткие характеристики подшипников основных типов и их конструктивных разновидностей ........................... 670
5. Материалы и твердость колец и тел качения.................. 673
6. Краткое описание узлов с опорами качения................... 674
7. Регулирование осевых зазоров радиально-упорных и упорных подшипников.................... 675
8. Посадки подшипников качения ........................... 677
9. Выбор и расчеты подшипников качения........................ 680
10. Предварительный натяг радиально-упорных подшипников.......... 696
11. Трение в подшипниках....... 698
12. Смазка подшипников ............. 701
13. Уплотнения подшипниковых узлов.......................... 702
14. Предельная быстроходность .... 704
15. Автоматизация выбора и расчетов подшипников ............... 705
Список литературы.................... 706
Приложения .......................... 708
Глава 3. Подшипники скольжения
(Е.И. Квитницкий, В. А. Воскресенский, В.И. Дьяков)....... 714
1. Определения, характеристика, области применения............. 714
2. Радиальные гидродинамические подшипники.................... 714
3. Осевые гидродинамические подшипники ...................... 734
4. Гидростатические подшипники ......................... 739
5. Гидростатодинамические подшипники ...................... 745
6. Подшипники с газовой смазкой .......................... 747
7. Магнитные опоры скольжения .......................... 764
Список литературы.................... 768
Глава 4. Муфты приводов (О. А. Ряхов-ский) ............................... 770
1. Жесткие некомпенсирующие муфты......................... 770
2. Жесткие компенсирующие муфты......................... 773
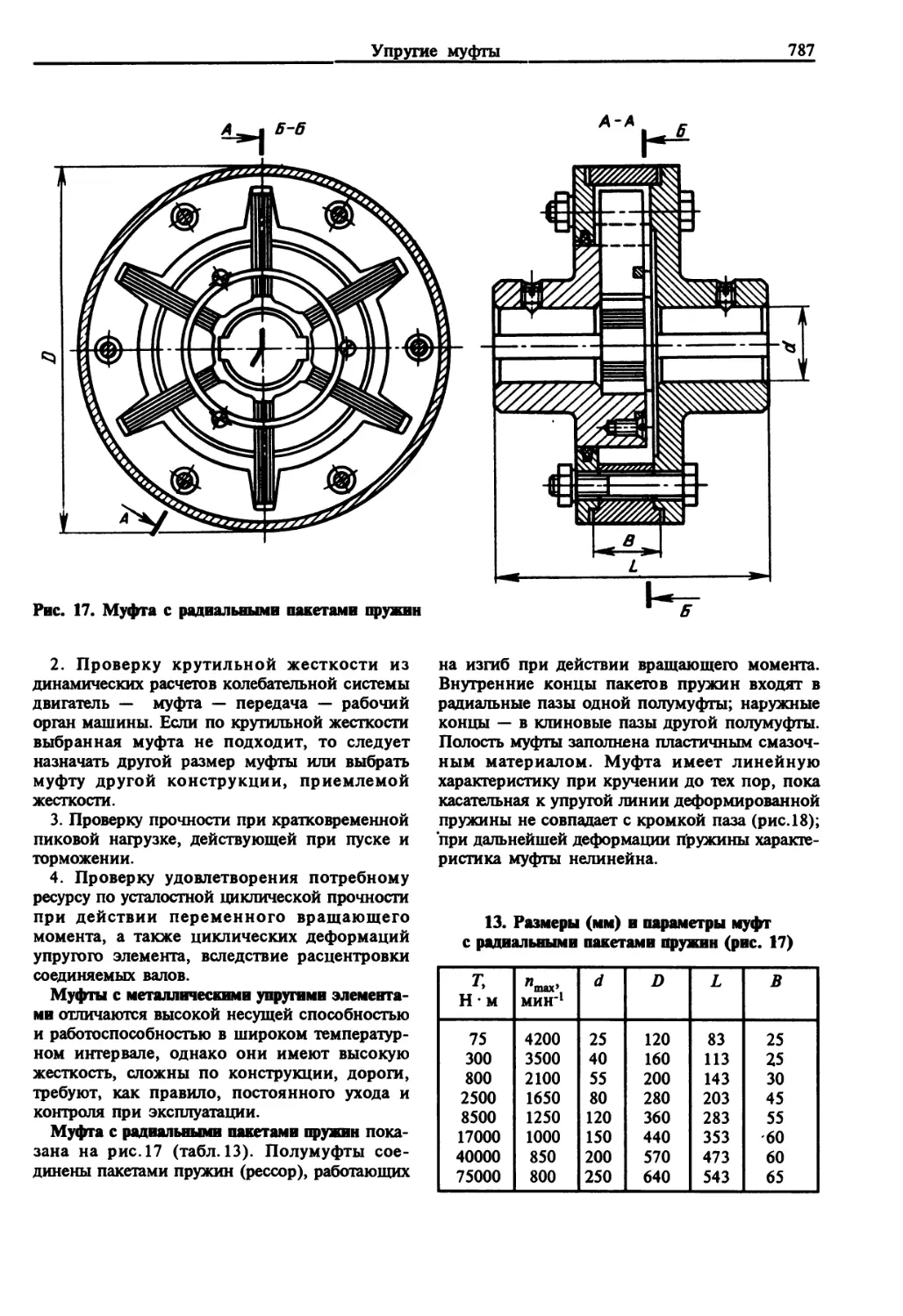
3. Упругие муфты ............. 782
4. Сцепные управляемые механические муфты.................. 801
5. Муфты свободного хода....... 810
6. Предохранительные муфты .... 816
7. Центробежные муфты.......... 821
Список литературы.................... 828
Глава 5. Упругие элементы (Ю. А. Богданова, В.В. Петровский) .............. 829
1. Материалы упругих элементов ........................ 830
2. Плоские пружины ............
3. Винтовые пружины............ 832
4. Фасонные витые пружины .... 837
5. Тарельчатые пружины ........ 838
6. Прорезные пружийы........... 838
7. Манометрические упругие элементы ........................ 839
Список литературы.................... 845
Глава 6. Автоматизация проектирования узлов и деталей машин ...... 846
1. Структура и функционирование САПР (И.П. Норенков) . . . 846
2. Программно-методические комплексы САПР (И.П. Норенков) ...................... 852
3. Пример подсистемы автоматизированного проектирования механического привода (С.А. Шувалов) ......................... 858
Список литературы.................... 863
ПРЕДИСЛОВИЕ
Цель предлагаемого тома — способствовать повышению уровня расчетов и конструирования машин на основе современных достижений в области прочности, циклической долговечности и износостойкости, а также накопленного опыта конструирования. Том состоит из двух частей. Первая часть "Конструкционная прочность. Трение, износ и смазка" охватывает важнейшие из областей наук, составляющих научную базу проектирования деталей машин. Вторая часть "Детали машин" содержит основы теории, расчетов и проектирования элементов конструкций и узлов машин, разъемных и неразъемных соединений. Том является комплексным и может использоваться самостоятельно.
Прочность — непременное условие обеспечения возможности выполнять свои функции машинами и сооружениями. При эксплуатации машин и конструкций в большинстве случаев потери ими работоспособности (отказов), в том числе катастрофических, лежит именно нарушение прочности
*и целостности. Поэтому критерии прочности и конструкционной целостности являются одними из основных при проектировании и расчетах машин.
Необходимость повышения производительности, быстроходности и надежности машин при уменьшении их массы и создание машин новых поколений требуют непрерывного углубления теории и уточнения расчетов прочности машин.
Общие разделы комплексной проблемы обеспечения прочности — теория деформаций и напряжений; критерии и теории, методы решения задач пластичности и ползучести; прочность и разрушение; механика деформируемого твердого тела; механика композиционных материалов и конструкций; динамика; устойчивость; расчеты деталей базовых геометрических форм; экспериментальные методы — отнесены к тому энциклопедии 1—3, книга 1, "Динамика и прочность машин".
В настоящем томе рассматриваются вопросы прочности в аспекте сопротивления материалов и элементов конструкций деформированию и разрушению при статическом, малоцикловом и контактном нагружениях (Часть I, раздел 1).
Расчеты на прочность при статическом нагружении (глава 1) являются исходными для всех расче
тов на прочность. Они применяются как основные, если размеры и сечения детали определяются статической прочностью (например при постоянном нагружении массовыми силами, внутренним давлением) и как упрощенные, предварительные на начальных этапах конструирования, когда предельное состояние по условиям прочности связано с длительностью, повторностью и локальностью действия эксплуатационных нагрузок, а также вязкостью разрушения и живучестью конструкции на стадии распространения трещин.
Расчеты при малоцикловом нагружении необходимы для деталей, подверженных высоким (глава 2) переменным напряжениям, приводящим к работе конструкционных материалов в максимально нагруженных зонах деталей за пределами упругости.
Большинство деталей машин подвержено многоцикловым нагружениям и, соответственно, расчеты на прочность при таких режимах работы имеют широчайшее применение (глава 3).
В ряде случаев роль контактной прочности для многих деталей машин имеет преобладающее значение. Это в первую очередь относится к подшипникам и направляющим качения, многим зубчатым, червячным, фрикционным передачам. Расчеты на контактную прочность имеют существенную специфику и их проводят отдельно от других расчетов, хотя уже намечается разработка совместных (комплексных) расчетов.
В томе изложены наиболее характерные вопросы прочности машин с отражением влияния следующих существенных факторов:
уровня эксплуатационных нагрузок и влияния среды;
механических свойств конструкционных материалов в условиях эксплуатационных воздействий;
переменности нагрузок — длительности нагружений, нестационарности режимов, нере1уляр-ности действия случайных нагрузок, перегрузок, двухчастотности нагружения и т.д.
наличия исходных (технолошческих) или приобретенных (эксплуатационных) дефектов, определяющих вязкость разрушения, уровень трещинос-тойкости и живучести;
конструкционных форм и абсолютных размеров;
Предисловие
11
технологической наследственности;
объемного и поверхностного упрочнения, наличия защитных покрытий.
Знания в области сопротивления материалов в объеме программ машиностроительных специальностей вузов вместе с приведенными в томе сведениями по конструкционной прочности позволят выполнять прочностные расчеты деталей машин на современном уровне.
Расчеты на прочность особо ответственных деталей машин и расчеты машин высоких параметров естественно требуют использования материалов данного тома и тома энциклопедии ’’Машиностроение” 1—3.
Значение трения в технике огромно вследствие его уникальных особенностей: передавать касательные силы в покое и движении; удобства регулирования, приложения и снятия сил. На трении основана работа всего самоходного сухопутного транспорта; ряда важных механических передач — ременных, фрикционных; механического ре1ули-рования скорости; соединений — резьбовых, прессовых, клиновых, клеммовых; тормозных и предохранительных устройств. Трение защищает от вредных для здоровья колебаний, уменьшает опасность разрушений от резонанса колебаний. Относительное движение и равновесие контактирующих тел связано с трением.
На внешнее трение тратится более трети вырабатываемой на земном шаре энергии, а вместе на внешнее и внутреннее трение с включением трения в технологических процессах — основная ее часть. Трение органически связано с изнашиванием; износ является основной причиной выхода деталей и машин в целом из строя.
Вопросам трения, износа и смазки посвящен раздел 2 первой части книги. В этом разделе рассмотрены:
1. Расчеты сил трения, необходимые для борьбы с износом, для экономии энергии, для проектирования передач и устройств, основанных на трении, для выбора оптимальных схем механизмов, для расчета мощностей приводных двигателей.
2. Расчеты интенсивности изнашивания, дающие возможность определять долговечность деталей и машин в целом.
3. Гидродинамическая и контактно-гидродинамическая теории смазки, составляющие научные основы решения проблемы оптимизации узлов трения.
4. Конструкционные материалы и технологии модификации трущихся поверхностей для создания технически совершенных и надежных узлов трения.
5. Смазочные материалы, обеспечивающие перевод трения в его другой, более совершенный вид, в результате чего достигается многократное уменьшение или практически полное исключение износа в течение всего срока службы изделия.
6. Изнашивание на примере деталей с локальным контактом (зубчатые передачи) и контактом на поверхности (подшипники скольжения).
7. Трибодиагностика, необходимая для установления природы и уровня процессов трения и изнашивания, а также для оценки фактического состояния узлов трения.
Во второй части тома рассмотрены составные элементы машин, включающие основные детали и их комплексы, подчиненные общему назначению или общим сборочным операциям: передачи, редукторы, вариаторы, муфты и др. Охвачены типовые детали общемашиностроительного применения.
Сначала рассмотрены основные общие направления развития, а затем расчеты и конструирование деталей машин отдельных групп, изложены основы конструирования деталей машин (” Machine design”).
Расчеты выполняются по основным критериям прочности, жесткости, теплостойкости, износостойкости, виброустойчивости.
Материал расположен в соответствии с классификацией деталей машин с учетом значения и распространения конструкций. Традиционно в начале рассматриваются соединения, затем передачи, валы, опоры, муфты и другие детали.
Вероятностные расчеты и расчеты надежности даны в сжатой форме, учитывая наличие фундаментальных справочных материалов по данной проблеме. Вопросы САПР деталей машин отнесены к отдельной, заключающей главе книги.
Возможности современной технологии изготовления деталей оптимальных форм, необходимой точности, поверхностно упрочненных, позволяют варьировать несущую способность деталей в несколько раз, а ресурсные характеристики — до десятков раз. В настоящем томе технологические сведения ограничиваются необходимыми для принципиального выбора конструкций и для конструкторских расчетов.
Единицы измерения физических величин при-ййты согласно СИ (Международной системы единиц) , но в соответствии с материалами ИСО размеры поперечных сечений деталей в большинстве расчетов приняты в миллиметрах и соответственно напряжения в мегапаскалях. При этом, так как моменты подставляются в ньютонометрах, то в ряде формул в томе, как и в основной технической
12
Предисловие
литературе и стандартах, пришлось вводить коэффициент 1(Р, выражающий перевод метров в миллиметры. В тепловых и гидродинамических расчетах преимущественно применяется система СИ без отклонений.
Буквенные обозначения выбраны наиболее близкими к международным и к широко распространенным отечественным. В России и странах ближнего зарубежья основное распространение имеет обозначение коэффициента запаса прочности буквой п. Вместе с тем в материалах ИСО и в отечественном стандарте на расчеты зубчатых передач на прочность принято обозначение S от слов Security и Sicherheit. В качестве основного в томе принято обозначение S. Однако так как обозначение одной величины обычно требует изменения обозначений других сопряженных величин, в том числе зафиксированных в ГОСТах, то в некоторых расчетах сохранено обозначение п.
Для допускаемых напряжений сохранено общепринятое обозначение заключением в квадратные скобки, которое наглядно отличает допускаемые напряжения от действующих напряжений. Возможно также применяемое в некоторых стандартах и удобное в странах английского языка обозначение индексом р от слова permissible. Переход к нему от обозначения квадратными скобками очень прост.
К составлению статей тома были привлечены видные ученые ведущих по соответствующим научным направлениям научных центров страны, НИИ и вузов Москвы, Санкт-Петербурга, Киева, Харькова, в том числе ИМАШ РАН, ИЭС им. Патона, МГТУ им. Баумана, ЛМИ (БГТУ), ЦИАМ, ВНИИМБТМАШ, ЭНИМС, ВНИПП, МАИ, ВВИА, ВЗПИ (МГОУ), ЛИСИ (СПбАСУ), МАМИ (МГААТМ), МИСИ, МПИ, ХАИ, ХПИ и др. В скобках даны новые сокращенные названия институтов.
Заслуженный деятель науки и техники РФ, проф., д.т.н. Д.Н. РЕШЕТОВ
Часть I ПРОЧНОСТЬ, ИЗНОСОСТОЙКОСТЬ МАШИН
Раздел 1
КОНСТРУКЦИОННАЯ ПРОЧНОСТЬ
Глава 1
РАСЧЕТЫ НА СТАТИЧЕСКУЮ ПРОЧНОСТЬ
1. РАСЧЕТНЫЕ СЛУЧАИ, ПРЕДЕЛЬНЫЕ СОСТОЯНИЯ И РАСЧЕТНЫЕ НАГРУЗКИ
Расчеты на статическую прочность являются основными для элементов машин и сооружений, нагружаемых как статистически, так и повторно, и служат исходными для всех расчетов на прочность.
В общем случае современные расчеты на конструкционную прочность состоят из двух частей:
проектировочные расчеты, предусматривающие обоснование выбора базовых размеров несущих элементов конструкций и деталей машин из условий прочности по заданным расчетным нагрузкам;
проверочные расчеты, предусматривающие обоснование прочности, долговечности, трещиностой-кости для наиболее опасных сечений, зон и точек несущих элементов и деталей после выбора основных размеров для всех комбинаций эксплуатационных нагрузок.
Если ответственные размеры и Материалы деталей в проектах приняты по результатам комплексных проектировочных расчетов, то эти расчеты принимают за основные. Если в эскизных и технических проектах размеры и материалы деталей назначают на базе опыта эксплуатации существующих близких конструкций и упрощенных расчетов на прочность, то за основные принимают проверочные расчеты.
В главе рассмотрены основные расчеты на статическую прочность в объеме, необходимом для деталей, для которых она является лимитирующей. Упрощенные расчеты на статическую прочность с обобщением опыта выбора допускаемых напряжений широко освещаются в технической литературе.
Расчеты на конструкционную прочность охватывают следующие типы предельных состояний:
разрушение при однократном кратковременном статическом нагружении (вязкое или хрупкое);
разрушение при однократном динамическом нагружении (вязкое или хрупкое);
разрушение в условиях ползучести при длительном статическом нагружении (вязкое или хрупкое);
образование пластических деформаций по всему сечению деталей машин и элементов конструкций при однократном статическом или динамическом нагружении;
накопление предельно допустимой деформации ползучести при длительном нагружении;
накопление циклической пластической деформации и образование недопустимого формоизменения деталей при статическом нагружении;
возникновение разрушения при циклическом (малоцикловом) нагружении;
возникновение разрушения при циклическом многоцикловом нагружении (наиболее опасный и распространенный вид разрушения деталей машин) ;
возникновение макротрещин при однократном статическом, динамическом, длительном статическом и циклическом нагружении;
потеря устойчивости при кратковременном статическом, динамическом и длительном нагружении.
Основные стандартные испытания, необходимые для установления механических свойств материалов, проводят на гладких стандартных лабораторных образцах; для расчетов при нагружении большинства видов осуществляют также стандартные и унифицированные испытания на образцах с концентрацией напряжений и трещинами.
Для случаев кратковременного статического нагружения при температурах, не вызывающих выраженную ползучесть конструкционных материалов, расчеты по указанным предельным состояниям проводятся с использованием характеристик механических свойств материалов (прочность и пластичность, кривые статического деформирования), определяемых при кратковременном статическом нагружении. Для случаев длительного статического нагружения при расчетах по указанным выше типам предельным состояний используют характеристики механических свойств (ползучести, длительной прочности и пластичности, изохромные кривые деформирования), определяемые при длительном нагружении (с варьированием времени нагружения). Для случаев динамического нагружения при расчетах по указанным выше предельным состояниям используют характеристи
14
Расчеты на статическую прочность
ки механических свойств (динамической прочности и пластичности), определяемые при варьировании скоростей нагружения или деформирования.
Для случаев циклического нагружения при расчетах основных размеров по перечисленным выше предельным состояниям используют характеристики механических свойств (разрушающие амплитуды напряжений и деформаций, кривые циклического деформирования), определяемые при циклическом (мало- и многоцикловом) нагружении.
Базовыми характеристиками механических свойств материалов являются: предел текучести; предел прочности (временное сопротивление); пределы длительной прочности и ползучести; предел динамической прочности; предел ограниченной выносливости; предел выносливости; модуль продольной упругости; показатель упрочнения материалов в неупругой области; предельная пластичность; трещи ностой кость.
Расчетные формулы, регламентирующие выбор основных размеров, базируются на методах предельных нагрузок, соответствующих следующим предельным состояниям: вязкое или хрупкое разрушение по всему сечению, возникновение недопустимой пластической деформации или деформации ползучести по всему сечению, потеря устойчивости. При этих расчетах, как правило, используют номинальные эксплуатационные напряжения и допускаемые напряжения, определяемые через указанные выше базовые характеристики механических свойств и соответствующие запасы прочности.
В наиболее сложных и ответственных случаях осуществляют расчеты: на кратковременную статическую прочность; динамическую прочность; длительную статическую прочность; циклическую прочность; трещиностойкость; прогрессирующее циклическое формоизменение; вибропрочность.
Наряду с номинальными напряжениями, используемыми при упрощенных расчетах основных размеров, в уточненных расчетах используют локальные (местные) напряжения и деформации, коэффициенты интенсивности напряжений и деформаций. При этом в расчетные формулы входят предельные разрушающие нагрузки, напряжения и деформации, критические значения коэффициентов интенсивности напряжений и деформаций, предельные долговечности (по числу циклов и времени нагружения), критические размеры трещин. При таких расчетах учитывают запасы, соответствующие заданному типу предельного состояния и критерия разрушения.
Расчетными характеристиками условий эксплуатационного нагружения являются:
внешние и внутренние нагрузки F (механические продольные, поперечные силы, давления, массовые нагрузки, инерционные силы, электро-магнитные нагрузки, снеговые, ветровые и сейсмические нагрузки, силы затяга и монтажа, тепловые нагрузки, обусловленные неравномерностью распределения температур и различием теплофизических свойств, нагрузки от изменения объема при радиационных воздействиях);
температура t рабочих сред и рассчитываемых элементов;
время т эксплуатационного нагружения;
число циклов N эксплуатационного нагружения.
В расчетах основных размеров и в проверочных расчетах используют данные о параметрах истории эксплуатационного нагружения. Историю эксплуатационного нагружения задают в технических заданиях на проектирование в виде наборов эксплуатационных режимов или графиков изменения параметров нагружения. Для эксплуатируемых машин и конструкций восстановление истории нагружения проводят по данным непрерывной или дискретной регистрации параметров F и t. В общем случае историю эксплуатационного нагружения получают из анализа кривых изменения по времени т величин F и t (рис. 1).
На примере одного блока эксплуатационного нагружения, типового для тяжелого и энергетического машиностроения (рис. 1), выделяют характерные режимы:
монтаж (М) машины или конструкции (с применением операций сборки, сварки, затяга и др.), когда изменяются и силы, и температуры;
испытания (И) поузловые, агрегатные и установки в целом (гидро- и пневмоиспытания, разгонные испытания, опрессовки, ударные испытания и др.);
пуск (П) в эксплуатацию с выходом на заданные нагрузки и температуры;
работы на стационарном (С) режиме с поддержанием заданных параметров;
регулирование (Р) базовых параметров (смена мощностей, давлений, скорости вращения, ускорений);
возникновение аварийных (А) ситуаций (несрабатывание систем регулирования, разрушение сопряженных элементов, взрывы, пожары, землетрясения) ;
срабатывание систем блокировки и защиты (3) в аварийных и послеаварийных ситуациях;
Расчетные характеристики конструкционных материалов
15
Рис. 1. Схема эксплуатационного нагружения и основные параметры эсплуатационных нагрузок
остановки (О) эксплуатации плановая или аварийная.
Для расчетов конструкционной прочности из анализа истории нагружения устанавливаются следующие параметры:
максимальная расчетная нагрузка — предельная нагрузка, при которой допускается работа рассчитываемого элемента при заданном характерном режиме нагружения;
максимальная расчетная температура ^тах — предельная температура в рассчитываемой зоне элемента при заданном характерном режиме эксплуатационного нагружения;
время Г; заданного режима нагружения, блока нагружения и общего времени нагружения (временной ресурс
В качестве расчетных параметров используют также:
размахи сил AF, равные удвоенным амплитудам сил (AF- 2Fa);
размахи температур At рассчитываемых элементов;
размахи сил AF в условиях вибронагружения (для режимов двухчастотного и многочастотного нагружения).
Прочность и ресурс в условиях неизотермического нагружения определяются не только максимальными силами -Fmax» но и максимальными температурами tmax, размахами сил AF и температур At, а также временем Ту. Поэтому в расчетах должны быть проанализированы все /-режимы;
из этого анализа следуют наиболее неблагоприятные сочетания F и t.
По величинам F и t с использованием методов сопротивления материалов, теорий упругости, пластичности, ползучести устанавливаются номинальные и местные напряжения а и деформации е для всей истории нагружения. По выделенным циклам напряжений а (деформаций е) для дальнейших расчетов используются: максимальные напряжения цикла атяу; размахи напряжений А о, 2аа; размахи вибрационных напряжений Аав.
При выборе основных параметров и проведении проверочных расчетов в зависимости от источника возникновения напряжений а (или деформаций) или способа их определения выделяют следующие категории напряжений:
ст — общие мембранные напряжения, обусловленные действием механических нагрузок и равные среднему напряжению по всему рассматриваемому сечению;
— локальные (местные) мембранные напряжения, действующие в ограниченных зонах рассматриваемых элементов;
— общие избыточные напряжения от механических нагрузок, меняющихся по линейному закону по всему сечению;
а^£ — локальные избыточные напряжения, вызываемые действием краевых сил и моментов от механических нагрузок;
— общие температурные напряжения, обусловленные неравномерным распределением темпе
16
Расчеты на статическую прочность
ратур или различием коэффициентов линейного расширения и приводящие к недопустимым изменениям формы или размеров конструкций;
—локальные температурные напряжения, которые не могут вызвать недопустимых изменений формы или размеров конструкций;
ок — напряжения компенсации, обусловленные стеснением свободных тепловых расширений;
°тах к ~~ максимальные местные напряжения в зоне концентрации.
По указанным выше составляющим назначают группы напряжений, которые в последующем сопоставляют с определенным уровнем допускаемых напряжений для соответствующих режимов нагружения.
Ниже рассмотрены расчеты на статическую прочность — прочность при однократном нагружении. Эти расчеты выполняют для режимов работы, при которых возникают наибольшие силы ^тах (напряжения отах) * наибольшие температуры ^тах или наи^°лее неблагоприятные (опасные) сочетания. Как правило, к числу опасных относятся режимы испытаний ( в силу высокой нагру-женности) стационарные (в силу высокой длительности работы на них) и аварийные (в силу экстремальности нагрузок).
2. РАСЧЕТЫ НА ПРОЧНОСТЬ ПРИ ВЫБОРЕ ОСНОВНЫХ РАЗМЕРОВ
На стадии проектирования одной из главных задач расчетов на прочность является определение размеров сечений несущих элементов. Эти разме
ры устанавливаются из ставших классическими условий прочности:
^тах^ °тах =
___ $ [a], U)
{A.B'n.W'p.Sh]
где ^тах — обобщенная механическая сила (продольная Р, поперечная Q, изгибающий А/и или крутящий Мк момент, внутреннее или внешнее давление р); 5 — обобщенная геометрическая характеристика поперечного сечения (площадь поперечного сечения А, осевой 1УИ или полярный W& момент инерции, толщина стенки сосуда 5); т) — коэффициент ослабления сечения (отверстиями, выточками, пазами или сварными швами); [о] — допускаемое напряжение.
Максимальное мембранное напряжение отах в условиях прочности (1) обычно устанавливают по формулам сопротивления материалов без учета
концентрации напряжений. В тех случаях, когда напряжения получают численными методами (например, методом конечных элементов), величину °тах 0ПРеДеляют как среднее напряжение по сечению (от) и изгибное напряжение (ор или приведенное напряжение при кручении. Приведение касательных напряжений к нормальным (при сдвиге, кручении) осуществляют по одной из четырех классических гипотез (теорий) прочности. Наиболее приемлемыми для большой группы конструкционных металлических и полимерных материалов являются теории наибольших касательных напряжений или энергии формоизменения. Первая из них оказывается наиболее простой (в силу того, что в рассчитываемых точках напряженное состояние бывает одноосным или двуосным).
В соответствии с условием (1) основные размеры 5 поперечных сечений при известных силах Лпах и ДогтУскаемЬ1Х напряжениях [о] определяют из неравенства
Ш i (f|nax> <2>
[ф
Это же условие прочности может быть использовано для определения предельно допускаемых сил при известных 5 и [о]:
{(ЛпахП * О)
или для обоснования возможности использования нового конструкционного материала при известных tFmaxJ и
{р I
(а] 4 (4)
Коэффициент т), учитывающий ослабление сечения, определяется числом и формой зон ослабления, соотношением толщин, диаметров оболочек и ослабляющих отверстий, формой подкрепляющих элементов. Этот коэффициент вычисляют по формулам или выбирают по справочникам. Для оболочек с одиночными отверстиями (диаметром 0,15—0,5 от диаметра оболочек) величина л изменяется в пределах 0,4—0,75. При наличии рядов отверстий величина л определяется отношением размера перемычки между отверстиями к шагу отверстий (расстоянию между центрами отверстий) .
Для сварных соединений величина т) зависит от отработанности технологии сварки, вида сварки, свариваемых материалов, термической обработки
Расчетные характеристики конструкционных материалов
17
и уровня контроля после сварки. Для широко применяемых конструкционных сталей при значительном опыте применения сварных соединений Н v 0,8. Для высокопрочных сталей (400 < < °0 2 < 800 МПа) величина т) находится в пределах 6,75-0,5.
Допускаемые напряжения [о] в (1) устанавливают двумя основными способами:
назначением конкретных величин в виде таблиц допускаемых напряжений;
установлением их значений через базовые характеристики механических свойств конструкционных металлов и запасы прочности.
Первый из указанных способов используют в тех случаях, когда речь идет о заданных типах машин и конструкций, принятых и установившихся технологиях изготовления и значительном опыте применения аттестационных исследований конструкционных материалов. Второй способ в большей степени применяют тогда, когда создаются новые машины и конструкции, ограничен или отсутствует опыт их создания и эксплуатации, а также данные широко поставленных экспериментов по определению характеристик механических свойств материалов. Этот же способ используют, когда существует необходимость выбора материала из числа заданных или когда речь идет о создании специальных материалов.
При первом и втором способах для определения допускаемых напряжений учитывают следующие факторы: максимальные расчетные температуры t\ время эксплуатации т; опыт проектирования, изготовления и эксплуатации, ответственность; серийность рассматриваемого типа машин и конструкций.
Повышение температур и увеличение ресурса, как правило, приводят к снижению допускаемых напряжений; отсутствие опыта создания машин и конструкций также связано со снижением величин [о].
Если используют второй способ назначения допускаемых напряжений, то в общем случае их величину принимают минимальной из соотношения
[а] = min1
°в °0,2 °дп °п °вд и в Лт Лдп Лп Лвд
(5)
где ов — предел прочности (временное сопротивление) при заданной расчетной температуре; oq 2 — условный предел текучести при той же температуре; адп — предел длительной прочности при расчетных температуре и временнбм ресурсе; оп — предел ползучести при тех же температуре и
времени; авд — предел динамической прочности при расчетной температуре и заданной скорости динамического нагружения (деформирования); п — соответствующие запасы прочности.
Входящие в (4) характеристики механических свойств устанавливают из результатов стандартных (□в, °0,2* °дп» °п) 11/111 унифицированных (авд) испытаний.
Если создаваемые машины и конструкции эксплуатируют в области относительно невысоких температур (до 0,25—0,3 от температуры плавления конструкционного металлического материала), то при определении [о] преимущественно используют запасы При более высоких температурах, когда проявляются эффекты ползучести и накопления длительных повреждений, в дополнение к запасам п^и п? используют запасы пдп и пп. Более детально расчеты на прочность (на длительную прочность и ползучесть) рассмотрены в специальном томе настоящей серии справочников. Для случаев динамического нагружения в дополнение к запасам и пт используют запас Пдд-
В общем случае в практике создания машин и конструкций пв 2 {о,., пдп, Пн}. Для большинства изделий машиностроения запасы п* назначают в пределах 1,7—3, запасы и лп - в пределах 1,2—1,7, а запасы пдп — в интервале между запасами и пп. Так как для многих конструкционных материалов в области комнатных и повышенных температур овд 2 ов, то запас принимают не ниже п*.
Коэффициент п* для машин и конструкций, применяемых в энергетическом, химическом, нефтяном и других отраслях машиностроения, принимают равным 2,2—2,7; в тяжелом, металлургическом, транспортном машиностроении — 2,5—3,2. Для объектов новой техники (авиационная, ракетно-космические аппараты, специальные транспортные установки), где используют новые материалы и технологии, а массовые* показатели имеют решающее значение, запасы пв составляют 1,5-2,0.
Отношение запасов гц. по пределам текучести к запасам по пределам прочности, как правило, увеличивается от 0,5 до 0,8 при снижении от 3 до 1,5.
Если отсутствуют данные аттестационных испытаний конструкционных материалов (ов, °0,2’ °дп’ °п и °вд) в Диапазоне расчетных рабочих температур, времени нагружения, скоростей деформирования, то в расчетах можно использовать аналитические зависимости, основанные на обобщении большого экспериментального материала. Эти зависимости приведены ниже.
18
Расчеты на статическую прочность
3. РАСЧЕТЫ НА ПРОЧНОСТЬ ПО КАТЕГОРИЯМ НАПРЯЖЕНИЙ
После удовлетворения условий статической прочности (1)—(5) с использованием номинальных напряжений для несущих элементов машин и конструкций с учетом режимов эксплуатационного нагружения проводят проверку прочности по категориям напряжений. Основные категории напряжений приведены в параграфе 1. Из категорий напряжений формируются группы категорий напряжений; последние сопоставляют с допускаемыми напряжениями. С учетом режимов нагружения и распределения механических и температурных напряжений расчет по категориям напряжений проводят для различных комбинаций F, Г, т (см. рис. 1). Опыт расчетов по категориям напряжений сложился в атомном энергомашиностроении.
При расчетах формируют следующие группы категорий напряжений:
(о)1 = aw;
(°) 2 = aml) + °д;
(a)3 = <am, OmI) + < obL + ot < otL <• а*;
(а>4 = amaxk^am> ° ml) + °b +
♦ GbL + °t + °tL + °jUmaxk-
Выделение этих групп категорий напряжений предусматривает:
по (а) । исключение образования разрушения по всему сечению и недопустимых общих пластических деформаций;
по (а)2 исключение образования разрушения и пластических деформаций на наиболее нагруженных поверхностях;
по (0)3 исключение образования местного разрушения в наиболее нагруженных сечениях вне зоны концентрации напряжений;
по (а)исключение образования разрушения и вторичных пластических деформаций при повторном нагружении в зонах концентрации напряжений.
Условия прочности по группам категорий напряжений с учетом (1) и (5) записываются в виде <(а)р(а)2» (0)3, (0)4} £ (фр ф2» Ф3, Ф^Ю»^) где фр Ф2* Фз» Ф4 — коэффициенты повышения допускаемых напряжений [а] для соответствующих групп категорий напряжений.
Если в рассчитываемых элементах при нормальных условиях эксплуатации действуют преимущественно растягивающие напряжения, то величину ф| принимают равной единице. Для кате
гории напряжений (а) 2 величина Ф2 находится в пределах 1,25—1,35. Величину ф^ назначают в интервале ф2 £ Ф3 £ &].’ а величину Ф4 принимают равной ftp. Для случаев кратковременных отклонений от нормальных условий эксплуатации указанные выше величины ф увеличивают примерно в 1,2 раза, а для аварийных ситуаций — в 1,4 раза. Во всех анализируемых режимах нагружения величины ф должны быть не выше п^.
4. РАСЧЕТЫ ПО МЕСТНЫМ НАПРЯЖЕНИЯМ И ДЕФОРМАЦИЯМ
При расчетах по номинальным напряжениям (параграф 2) и по группам категорий напряжений (параграф 3) действующие напряжения от эксплуатационных нагрузок определяют обычно в предположении упругого деформирования, а допускаемые напряжения назначают такими, чтобы эффекты неупругого деформирования были незначительными.
Однако для большого числа машин и конструкций при принятых выше запасах прочности местные (локальные) напряжения могут быть выше условного предела текучести. Для конструкционных материалов повышенной пластичности это превышение предела текучести при однократном нагружении обычно не приводит к возникновению опасных состояний. Вместе с тем для материалов повышенной прочности и низкой пластичности в случае низкотемпературного и динамического эксплуатационного нагружения опасность разрушений и образования трещин в наиболее нагруженных зонах возрастает. Для исключения этого проводят дополнительные расчеты по местным напряжениям и деформациям.
Схема деформирования элемента в зоне концентрации приведена на рис. 2. Связь между напряжениями а и деформациями е в упругой области определяется линией 1 (до предела текучести условный предел текучести gq 2 соответствует остаточной (пластической) деформации е - 0,2 %. Линия 2 определяет условное упругое деформирование за пределом текучести, в то время как фактическое упругопластическое деформирование описывается линией 3. Номинальные напряжения °н <°н “ распределены линейно в опасном сечении, и он з [о] по условию прочности.
Если теоретический коэффициент концентрации напряжений ао, то при «а 2 Пр условные упругие напряжения в зоне концентрации
°maxk ж “о°н = °т- t7)
Расчетные характеристики конструкционных материалов
19
Рис. 2. Схема деформирования элемента в зоне концентрации:
1 — линия упругого деформирования; 2 — линия условного упругого деформирования; 3 — линия фактического упругопластического деформирования; 4 — распределение в зоне концентрации условных упругих напряжений; 5 — распределение фактических напряжений с учетом упругопластического деформирования; 6 — уровень номинальных напряжений; 7 — уровень допускаемых напряжений
Распределение этих напряжений описывается решениями теории упругости (линия 4 на рис. 2), и поэтому условные упругие деформации
♦ °maxk аа°н
чпахк = а^н = —= —g—’
(8)
где ае — теоретический коэффициент концентрации деформаций aQ).
С учетом упругопластического деформирования фактические местные напряжения omaxk s s °тах£’ а Фактические местные деформации emaxk * emaxk’ аналогии с можно записать:
°maxk = ^а°н*
emaxk = ^е^н*
где К0 и Ке — коэффициенты концентрации напряжений и деформаций с учетом их перераспределения (кривая 5) в упругопластической области. С увеличением он значения Ке возрастают, а К0 уменьшаются (К0 $ aQ $ Ке).
Для реализации расчетов по местным напряжениям и деформациям необходимо располагать
значениями ашах к и £тах к- Условия прочности по местным напряжениям и деформациям по аналогии с (1) записываются в виде
*
°maxk = ^о°н * 1°)к = —---*
°тах
етахк = * ^к = —------*
Чпах
где [а]к, [е]к — допускаемые местные напряжения и деформации; ак, ек — предельные (критические, разрушающие) местные напряжения и деформации; пп , пр — запасы по местным г-н —а- атах етах
напряжениям и деформациям.
Величины ак и ек определяют по результатам испытаний лабораторных образцов (в том числе стандартных); порядок их определения изложен ниже.
Запасы nomax принимают в интервале пв $ $ пп $ а„п_, а запасы пР — в интервалах ° В 2 ешах
ле и. £ $ а пи. Уменьшению пластичнос-
етах о в
ти конструкционных материалов соответствует повышение запасов по местным напряжениям и деформациям.
5. РАСЧЕТЫ ПО ХАРАКТЕРИСТИКАМ МЕХАНИКИ РАЗРУШЕНИЯ
Расчеты прочности по (1)—(11) основываются на предположениях:
об отсутствии исходных или возникающих в эксплуатации макродефектов (трещин) в деталях машин и элементах конструкций;
р разрушении при достижении максимальными нагружениями или деформациями предельных величин в наиболее опасной точке;
о мгновенности разрушения по всему сечению после возникновения трещины.
Многочисленные наблюдения за разрушениями машин и конструкций, а также дефектоскопический контроль состояния конструкционных материалов в процессе изготовления и эксплуатации машин и конструкций показывают, что создание и работа несущих элементов без дефектов практически не возможны и их наличие не означает полной потери несущей способности.
Научной основой расчетов прочности с учетом возникающих и развивающихся дефектов (трещин) является механика разрушения (рис. 3). С переходом от пластины без надреза (с равномер-
20
Расчеты на статическую прочность
Рис. 3. Перераспределение напряжений в зоне концентрации по мере уменьшения радиуса кривизны (при переходе от гладкой пластины «о -1 к пластите с трещиной)
ным распределением напряжений на уровне ан) к пластине с трещиной максимальные напряжения Одщх к увеличиваются при упругом состоянии материала от ан до бесконечности. Из сингулярных решений теории упругости для тел с трещиной следует, что на расстоянии г от вершины трещины
*1
(13)
где Kj — коэффициент интенсивности напряжений, зависящий от способа нагружения, уровня действующих напряжений он, размеров пластины и размеров трещины (глубины /).
На основе решения краевых задач механики разрушения, численных и экспериментальных исследований
Kj = ан7пГAKj), (14)
где — безразмерная функция, зависящая от размеров тела и трещины.
Тогда, используя уравнения прочности (11), по локальным напряжениям у вершины трещины, определяемым (13) и (14), можно записать:
Ki = cHViT/<Ki)s[Ki] =_, <15)
"к
где [К] j — допускаемый коэффициент интенсивности напряжений; К^с — критическое (предельное значение коэффициента интенсивности напряжений (характеристика трещиностойкости конструкционного материала); — коэффициент запаса по трещиностойкости (по коэффициенту интенсивности напряжений).
Вопросы определения для расчетов прочности рассмотрены ниже. Критические величины К^с устанавливаются по унифицированным испытаниям обарзцов с трещинами. Так как с увеличеним размеров трещин / номинальные разрушающие напряжения уменьшаются, то обычно в расчетах прочности запасы пк выбирают в пределах гц. $ *Ик*Пв-
При упругом деформировании роль коэффициентов интенсивности напряжений аналогична роли теоретических коэффициентов концентрации напряжений aQ. С переходом в стадию упругопластического деформирования у вершины трещины происходит перераспределение напряжений и деформаций, аналогичное их перераспределению в зоне концентрации (см. рис. 2). В этом случае роль KQ и Ке играют коэффициенты К^а и К^е> определяемые из решения задач нелинейной механики разрушения. Результаты этих решений приведены ниже.
Критические величины К^с зависят от условий нагружения (температур, скоростей деформирования, времени и цикличности нагружения). Эти зависимости приведены ниже.
Таким образом, для наиболее ответственных машин и конструкций в расчетах прочности при однократном нагружении должна быть удовлетворена система запасов прочности, входящая в (5), (6), (11), (12), (15).
Ниже приведены основные зависимости и порядок определения всех величин, отражаемых в базовых условиях прочности.
б. РАСЧЕТНЫЕ ХАРАКТЕРИСТИКИ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
При расчетах прочности используют характеристики механических свойств конструкционных материалов, получаемых при испытаниях стандартных или унифицированных образцов трех основных типов (рис. 4):
Расчетные характеристики конструкционных материалов
21
Рис. 4. Диаграммы деформирования до момента разрушения:
1 — гладкий образец; 2 — образец с концентрацией напряжений; 3 — образец с трещиной
энергетические критерии эквивалентны и их можно свести к силовым.
Если разрушения соответствуют точкам на участке АС, то их можно классифицировать как ква-зихрупкие. При этом макрокластические деформации возникают по всему сечению. Скорость развития трещин составляет 200—600 м/с. Поверхность разрушения имеет вязкие и кристаллические зоны. Разрушения описываются обычно деформационными и энергетическими критериями.
Для участка СК характерны вязкие разрушения с большими пластическими деформациями в значительном объеме образцов. Скорость развития трещины составляет 0—200 м/с. Поверхность разрушения имеет вязкую составляющую как основную. В качестве критериев вязких разрушений следует использовать деформационные и энергетические. По диаграммам деформирования определяют истинные и условные напряжения
гладких цилиндрических или плоских (aQ “ 1, Z-0);
цилиндрических или плоских с концентрацией напряжений (aQ > 1, /"0);
цилиндрических или плоских с трещинами («0 -«>,/> 0).
На этом рисунке приведены диаграммы деформирования до момента разрушения для этих образцов (соответственно кривые /, 2 и 5). По оси ординат отложены осевые растягивающие силы F, условные напряжения о и истинные напряжения ои; по оси абсцисс — удлинения образца или приращение трещины А/, уменьшение АЛ поперечного сечения А, истинная относительная деформация еи и относительное удлинение рабочей части б.
Характерными точками на этой диаграмме являются:
точка А, соответствующая предельному значению упругих деформаций при F - /*т;
точка С, соответствующая максимальной (критической) нагрузке Fc и окончанию равномерной пластической деформации;
точка К, соответствующая нагрузке F& и окончательному разрушению образца.
Если разрушения возникают на очастке ОА, они рассматриваются как хрупкие. При этом макроп-ластические деформации отсутствуют; микроплас-тические деформации сосредотачиваются в узких зонах, непосредственно примыкающих к поверхности разрушения. Скорость развития трещин при хрупких разрушениях достигает в стальных образцах 800—2500 м/с. Поверхность разрушения имеет выраженный кристаллический вид. Для таких разрушений силовые, деформационные и
о =___; aM = _
А0 И А
Al = lo - /; б - 4*; Ф - ±1 = Т Aq Aq
= еп—!—; е = 6, и п1-ф
где Aq, А — исходное и текущее значение площади поперечного сечения; Zq — исходная длина рабочей части образца.
Для характерных точек диаграмм деформирования гладкого образца (кривая /) устанавливают следующие силовые характеристики механических свойств:
где ат — предел текучести; oq 2 условный предел текучести; ав — предел прочности (временное сопротивление); ак — напряжение разрушению; 5К — истинное сопротивление разрушению; Ак — конечное поперечное сечение в зоне разрушения (в шейке).
Характеристиками пластичности материала являются:
22
Расчеты на статическую прочность
• ^к “ 4) . л0 " лк. . 1 ек = ес = 1п_--------
с > -
(18)
18(^к/«т>
4П-Г^/‘т
(20)
Для конструкционных пластичных сталей при Е -- 2-105 МПа
где — длина рабочей части образца после разрушения.
Характеристики материалов от (или oq 2>. ов» 5К, ок и фк являются базовыми; они включены в технические условия на поставку конструкционных материалов, в паспорта приемочных испытаний, а также в стандарты. К числу базовых относится модуль продольной упругости Е, определяе-мыей как тангенс угла а начального участка деформирования ОЛ, и коэффициент Пуассона ц, определяемый как модуль отношения поперечной деформации к продольной.
Для расчетов прочности используют два наиболее распространенных метода аппроксимации диаграмм деформирования (линейный и степенной) в упругопластической области (при о г от). Тогда для упругой (о $ от) и неупругой (о * от) стадий деформирования
°0,2 1/(1- т) ; (21) ». (22)
(Е0,2Ю“2*o0(2)W к ® °В^1 *
Если учесть концентрацию напряжений и деформаций в шейке образца, то уточненное значение показателя упрочнения т « 0,75m* и с учетом (21) и (22)
igjLa*^) ’0,2
(23)
lg 105ln_2_ /(200*0,5oq,2)
о = Ее при о £ от;
о = Оу + Ет(е — е<р),
(19)
при о * от
где Ет, т — модуль и показатель упрочнения в упругопластической области; еТ — деформация предела текучести (ет - от/Е).
Для реальных металлических конструкционных материалов
По (23) показатель упрочнения определяется через стандартные характеристики механических свойств.
При уточненных расчетах по номинальным напряжениям [уравнения (1), (5)], по категориям напряжений [уравнение (6)], по местным напряжениям и деформациям [уравнения (11), (12)] и по характеристикам механики разрушения [уравнение (15)] для крупногабаритных деталей машин и элементов конструкций следует иметь в виду близкую к степенной зависимость механических свойств металлов от абсолютных размеров сечений А:
<°0,2>А = °0,2
лор-2 “J • ’ °'
тв
(24)
О £ ЕТ £ 0,2Е;
0£М£0,35
- ЕТ ЕТ=____«0,35т .
1 Е I
Степенная аппроксимация диаграммы деформирования для истинных напряжений ои и деформаций еи справедлива до точки разрушения X* (кривая Г на рис. 4) при ои - 5К и еи - eR. Это позволяет определить в первом приближени показатель упрочнения
где Aq — поперечное сечение лабораторного образца.
Для большинства конструкционных сталей то 2 ® ® 0’013 и ms « 0,040; повышение сте-
пени легирования сталей приводит к увеличению т^ от 0,024 до 0,040.
Показатель упрочнения Ет и т мало зависят от абсолютных размеров сечений.
При высоких температурах f, когда возникают статические деформации ползучести, в основные
Расчетные характеристики конструкционных материалов
23
расчетные уравнения (1), (5), (6), (11), (12), (15) вместо характеристик кратковременной прочности ов и пластичности фк вводят характеристики длительной статической прочности овт и пластичности фкт для времени т. Эти зависимости в первом приближении, идущем в запас прочности, аппроксимируют степенными уравнениями
t t .
St= °в(то/т> ;
t t тФк
♦кт = .
(25)
где tq — время испытаний до разрушения при кратковременном статическом нагружении; та , Шф — параметры материалов и температуры.
Усчитывая, что при повышенных температурах окончательному длительному статическому разрушению предшествует образование макротрещин, парметры (25) определяют для этой стадии повреждения. При этом предельная ^пластичность на стадии образования трещины получается в интервале между значениями равномерной фвт и максимальной местной пластичности фкт в зоне разрушения:
*0г= О °-3 s *0т s о,7.(26)
Характеристика та при т до 10^ ч в зависимости от температуры T(l6 выражается экспоненциальной функцией
т«»в = <ехР(Ч7')’ (27)
о о
для определения длительного условного предела текучести:
Г t t (29)
°0,2т = °0,2(т0/т> ’ •
где Mq 2 ~ характеристика материала и температуры.
Значение mg 2 находят, предположив, что при длительном статическом разрушении за время т остаточная деофрмация не ниже 0,2 %:
wO,2="laB18(<’o,2/oBt)/lg(oB/°BT)- (30)
Характеристики <?вт и °о 2 ИСПОЛЬЗУЮТ ПРИ определении параметров диаграмм статического деформирования при высоких температурах (т, от). По этим диаграммам анализируют кинетику местных упругопластических деформаций в зонах и вне зон концентрации напряжений, а также в окрестности трещин.
С понижением температуры и увеличением скорости деформирования сопротивление упругопластическим деформациям и разрушению увеличивается по экспоненциальному или стеленному закону. Зависимость пределов текучести о* и пределов прочности от температуры Т(К) можно записать в виде
t
о* = отехр 1 — JL ;
Т т ННТ1Г г I
(31)
t
ОввхРРв т - 4- р
И Го1
0 где гп °в риала (
материала.
— константа, малозависящая от мате-0 —Я
т - 1-10 Q); ро — характеристка в
Для аустенитных коррозионно-стойких сталей р0 равно примерно 5,1* 10“^, для низколегированных (Сг—Mo—V) теплостойких сталей ро -- 6,1-10”^, для низколегированных хромистых сталей р0 - 5,8* 10“3. Значения ито связаны зависимостью, близкой к линейной:
где от, ов — пределы теку^ест^ и прочности при температуре Tq - 293 К; от, ов — пределы текучести и прочности при температуре Т; рт, Рв — характеристики материала.
При понижении температуры испытаний до Т« (равной критической темпераргре по схеме А.Ф. Иоффе) рредел текучести о^., временное сопротивление ов и истинное сопротивление отрыву 5К оказываются равными и поэтому
Щфк = Кф тОв, (28)
в .'8«к/ов>
₽в ’ Ч<М«т>’
(32)
где — характеристика материала, равная соответственно для указанных выше групп сталей +(1,15-1,6); -(0,1-0,15) и+(0-0,3).
Степенное уравнение типа (25) используют и
где 5К — сопротивление отрыву при комнатной температуре.
Температуру Т* определяют из условия о* " - от* - 5К при Т - Т*:
24
Расчеты на статическую прочность
Рис. 5. Зависимость параметров рт и от пре* делов текучести </ и ©т
1 1ж($к/от)]->
Tq * 0.43Р,.
(33)
Параметр рт, входящий в (31)—(33), зависит от предела текучести стали ©т (рис. 5).
Изменение температур испытания влияет и на характеристики пластичности:
где фк, фк — относительное сужение площади поперечного сечения при температурах Т и 7q соответственно; от — предел текучести при температуре Т*; Пф — характеристика материала.
По данным экспериментов, Пф зависит от отношения предела текучести oq 2 к пределу прочности ок и увеличивается с уменьшение последнего. В интервале значений oq 2^°в " 0,85*0,45 Пф возрастает от 1,55 до 2,15. Й первом приближении зависимость Пф от oq ° в можно принять линейной:
Пф = 2,15 - 1,4(о0,2/ов - 0,45).
Для мягких низкоуглеродистых и низколегированных конструкционных сталей отношение °0,2/ов " 0-5*0.55, - 2.
Из (20)—(23), (31), (32) и (34) следует, что при уменьшении температуры испытаний показатель упрочнения m в неупругой области уменьшается, но несущественно.
Увеличение скорости деформирования при данной рмпературе Т испытания влияет на величины о? и 0&, приводя к их росту примерно по степенному закону:
о Nr /о]
(35)
О, ® °. тё
где 0^, — пределы текучести и прочности
при заданной скорости деформирования ё\ ©т, ©в — пределы текучести и прочности при фиксиро
ванной скорости деформирования, соответствующей стандартным испытаниям на растяжение (^0 " 1—5* 10“3 1/с); — характеристи-
ки материала.
При ё > значение а^. в 1,5 раза превышает значение (а^. « 1,50^) и зависит от абсолютного значения предела текучести ©т (см. рис. 5). t
Подставляя в (34) значения ©т по (31), можно получить зависимость фк от температуры Т и скорости деформирования ё. Используя затем (18), получают зависимость между разрушающей деформацией ёк = ёс и температурой Т.
Расчетные характеристики, входящие в (16)— (35), определяют по результатам испытаний:
на длительную прочность и ползучесть гладких стандартных образцов при растяжении;
на однократное статическое растяжение гладких стандартных образцов в широком интервале температур (положительных и отрицательных);
на однократное динамическое растяжение гладких образцов при испытаниях на электрогидравли-ческих машинах, копрах, пневматических установках в широком диапазоне скоростей деформирова
ния.
Эффект абсолютных размеров сечения в расчетах прочности может быть учтен при использовании (24).
7. РАСЧЕТНЫЕ ХАРАКТЕРИСТИКИ ПРОЧНОСТИ ДЛЯ ЗОН КОНЦЕНТРАЦИИ
С УЧЕТОМ ОБЪЕМНОСТИ НАПРЯЖЕННЫХ СОСТОЯНИЙ
Большинству деталей машин и элементов конструкций, рассчитываемых на прочность, присущи неоднородные и неодноосные напряженные состояния. Эти состояния характерны для зон термомеханического нагружения, остаточных напряжений от сварки и концентрации напряжений. Конструктивная концентрация напряжений создается отверстиями, выточками, галтелями, патрубками, резьбами, изменениями толщин, присоединением у к-
Расчетные характеристики прочности для зон концентрации
25
репляющих элементов. Важнейшими параметрами конструктивной концентрации напряжений, входящими в расчеты по (6), (11) и (12), являются теоретические коэффициенты концентрации напряжений ао, а также относительные градиенты напряжений.
При возникновении упругопластических деформаций в зонах концентрации происходит (см. рис. 2) перераспределение напряжений и деформаций; при этом коэффициенты концентрации напряжений Ко в (9) и (11) уменьшаются (1 £ *К0 * «0), а коэффициенты концентрации деформаций Ке в (9), (12) для ^счетных нагрузок увеличиваются (ао £ Ке £ aQ).
Точные аналитические решения краевых задач о концентрации напряжений при упругопластическом деформировании практически отсутствуют. В связи с этим пользуются приближенными методами теории пластичности (методами упругих решений, переменных модулей упругости), численными методами (методами конечных элементов, вариационно-разностными методами, методами граничных интегральных уравнений), а также экспериментальными методами (оптически активных наклеек, муара, сеток, малобазной тензометрии, голографии, лазерной и оптической интерферометрии). Эти методы, как правило, дают решение частной рассматриваемой задачи и не могут быть распространены на другие конструктивные формы, условия эксплуатационного нагружения (см. рис. 1) й применяемые конструкционные материалы.
Поэтому в инженерных расчетах прочности наиболее перспективны приближенные аналитические решения для коэффициентов концентрации напряжений Ка и деформаций Ке. К числу таких решений относится решение Нейбера:
-Т-'1 “о
(36)
или его модификация, учитывающая широкий диапазон напряженных состояний ао, показатели упрочнения (т, Ет) и уровень номинальных напряжений он:
КаКе
—— = Ла0, он{т, Вт»; (37)
где F(«a, aH, {m, Ет}) — безразмерная функция вида
Л«о, он<т, Ет» =
(38)
где п — характеристика материала, принимаемая постоянной (п - 0,5).
Для упрощения и обобщения расчетных зависимостей вводят относительные напряжения о и деформации с учетом (19):
_ о _ е _ _ _
о =___; е =__; о = е при о £ г,
°т ет (39)
5 = 1+ Ёг(ё — 1); 5 = е m при 5 г 1, где £т — относительный модуль упрочнения
- Ет
т Е)
Тогда для зон концентрации максимальные местные напряжения и деформации равны:
^гпахк =^шахк ПРИ ^тахк*1»
®тахк=^о®н» ^тахк= (40)
__ _ -1/т =Кевп=<’шахкп₽и oiL
С использованием (37)—(40) для степенной аппроксимации диаграммы деформирования получим
2/(1 ♦т)-(1—т)/(1 + т) ос о„
при О» £ 1, где А = nd — т)[1 — (он — 1/ао)]/(1 <• т);
2/(1+т) ке ’-----д’
<“оон> <41)
при он Г,
26
Расчеты на статическую прочность
2m/(l + т)
г = “5
° - .А
°н (“о°н'
при ©н £ 1;
(41)
2т/ (1 +т)
«о
Ко = -------— при он * 1.
(“о^Р
В случае линейной аппроксимации диаграммы деформирования
2- - 2
= (1-Ет)2 _
е " ~ - .В .дг2-2
5 ^Мао°н> 42?т ©н
1-Ет
— _ д- при ©н £ 1,
2£тон
где В = n(l - fT)[l - (он - 1 /ао>]
„ 2т/(1 m)(l <-m)
“о °н (43)
при он £ 1;
v 2т/(1 + m) - ,
Ка = “о ПРИ °н 1 1
На рис. 6 приведены коэффициенты концентрации деформаций Ке и напряжений в зависимости от номинальных напряжений он для различных теоретических коэффициентов концентрации «о, равных 1,5; 2 и 3, и показателей упрочнения т. При 1/ао £ он £ 1 значения Ке возрастают более интенсивно, чем при он * 1.
Для получения расчетных предельных деформаций и напряжений при неодноосных напряженных состояниях с компонентами напряжений ©j 2 * °2 * °3 и Деформаций е1 * е2 * е3 вводят н* относительные величины
©1 = ©1 /©1 -1; о2 = ®2^°1»
03=03/01; (44)
fa (1-£т)2
Ле“ -=—----7—д*—,5 6
5 ^твн(аоон)
1-£т
— » _ при он 2 Г, 2Ет*н
^1 =^1/^1 =И ^е2^е\'
(42)
2- - 2
%0Н J1-£T)Z
(«О©н) 4©н
<1-ёт)2
= 1-----2Г"д *---75—
°н^ао°н^ 4©н
1-£т
+ при OH i 1.
2он
При % < 2,5 и т > 0,25 можно пользоваться (36); тогда
„ 2/(1 +m)-(l-m)/(l +m)
ке = “о %
Тогда относительные интенсивности напряжений и деформаций равны:
(45)
Напряжения и деформации в упругой стадии связаны между собой обобщенным законом Г^ка:
*1 я il°l " Н(°2 * оз>1‘»
L
62 = 1(52 - М03 * 0р];
«з = 4л5з - h(«i + 32)i,
2S
при он £ Г, (43)
.. 2/(1 +m) - t
ке = “0 п₽и °н *
где Е — модуль упругости; ц — коэффициент Пуассона.
Соотношения (44)—(46) могут быть использованы как для анализа номинального напряженного состояния, так и для анализа напряженного состояния в зонах концентрации. Линейное номиналь-
Расчетные характеристики прочности для зон концентрации
27
Рис. 6. Коэффициенты концентрации деформаций и напряжений в зависимости от номинальных напряжений и показателя упрочнения при различных «о
ное напряженное состояния характеризуется напряжениями и деформациями:
51н. °2н “ 53н = °:
«1н = *’1н*2н = «Зн = (47)
_ _ _ 2 -
°ш = °1н> ет = 3^
Плоское номинальное напряженное состояние характеризуется напряжениями и деформациями:
®1н*> ®2н =®1н°2н’> °Зн=0»
- к =2
°ж “ °1hJ 1 "" °2н * °2н*
(48)
- 2,. - . = =2 .
в|н *3 * ♦1Ih01hn ""°2н ♦°2н
Для объемного номинального напряженного состояния
28
Расчеты на статическую прочность
®1н‘> °2н = ®1н°2н‘» °3н = °1н°3н;
- 1 - / = 2 = = 2 = 2*
°«н =-7=°1ну ^""°2н^ *^°2н""°3н^ +<о3н“1) ’
А
*i’H = -у°1н(1 ♦ Ин> х (49)
Х^1 - о2н)2 * <°2н - «Зн)2 ♦ (озн - I)2 •
Коэфициент Пуассона цн, входящий в (47) и (48), зависит от упругих и упругопластических деформаций:
цн « 0,5 - 0,2^. (50)
Для степенного уравнения (19) диаграммы деформирования
-пс 0,2
Ин " ’ 5 (1—m)/m '
°1Н
= 0,5 - 0,2_ (51)
-d-m) еш
Для линейной аппроксимации диаграммы деформирования уравнение (19)
Ин = 0>5 — 0,2.___________
(5щ—1)/Ет-1
1 ♦£-(£•„—1)
0,5 - п(7 т ж ет
(52)
Возникновение плоского, а в общем случае объемного напряженного состояния приводит к повышению первых главных напряжений, при которых происходит образование упругопластических деформаций. При линейном и объемном напряженном состоянии условие возникновения пластических деформаций можно записать соответственно в виде
— —J1 . — 1 —V
<’«н°<’1н°,: °1Я°-Т=°1н
х/(1-<^,)2> «огн-оЗн»2* «ОЗН-1»2 • <53>
откуда коэффициент повышения первого главного напряжения в результате возникновения объемного напряженного состояния
Рис. 7. Зависимость коэффициента повышения первого главного напряжения от второго и третьего главных напряжений
7н =
-о
11
(54)
= /2/ [(1 -о“2н)2 * (агн-’Зн)2 * (озн-1»2! •
Значения коэффициента /н в зависимости от °2н и °3н приведены на рис. 7. В то же время объемность напряженного состояния влияет на снижение предельных пластических деформаций.
Коэффициент снижения предельных номинальных пластических деформаций , равный отношению интенсивностей деформаций при разрушении в условиях линейного и объемного напряженного состояния, на основании (46) и (49), (54):
аерн
(! - о°2н>2 * <°2н ~ °3н)2 * (о3н ~ »2 /2(1 + о2н * о=3н)
*2)
--------Z------1— (55)
* °2н * °3н)
где Лр — характеристика материала.
Величина к& изменяется в пределах 0,8—1,2 и в расчетах может быть принята равной единице. Полагая, что (19) в истинных напряжениях и
Расчетные характеристики прочности для зон концентрации
29
деформациях справедливо до момента разрушения, на основании (44)—(45) выполняют рсчеты прочности по деформационным критериям разрушения.
Для анализа предельных состояний в зонах концентрации могут быть использованы те же критерии разрушения, что и при отсутствии концентрации напряжений. При определении максимальных напряжений и деформаций в зонах концентрации в (47)—(49) индекс ”н” следует заменить индексом ”тах к”. Для упругой области терретический коэффициент концентрации первых главных напряжений
Аналогично для интенсивностей напряжений и деформаций °/тахк. м = *
ij'maxK = —------
ет
Теоретический эффект концентрации, использованный выше,
“о = ^aOjaei (58)
Тогда для линейного напряженного состояния в зонах концентрации и вне этих зон на основании (48), (562 и (57)
°1тахк = ®1н“ор °2тахк =
°3тахк = О’» о/max к = ®1н“ор
*/тахк=-|(1 *Ншах^1н“ор
1 ♦Птах
При плоском номинальном напряженном состоянии и линейном напряженном состоянии в зоне концентрации
°1тахк = ®1h^“oi “ °2н^
° 2 max к = 0; ^Зтахк =_^;
°/тахк = °1н<аО1 “ °2н^
^‘тахк = * Нщах)х
х н<“о1 “ °2н>;
“oj - °2н
о» = / ----
* /= = 2
V1 - °2н * °2н
а°1 °2н 1 ♦ Рщах (60)
Для линейного номинального напряженного состояния и плоской деформации в зоне концентрации при езщдхк - 0
°1тахк = °1наор
°2тахк = Hmax®lHaof»
°3тахк = 0;
max к = “oj^l нл] ^“"Нтах+ Нтах ;
2-е/тахк = -jolHaoi х
(61)
2
х <1 * Ртах\ 1“"^тах + Нтах ;
Г 2
“o/^oi^-Hmax^max •
1 *Нтах П 2
«еГ«о I ^Нтах + Нтах •
Для плоского номинального напряженного состояния и плоской деформации в зоне концентрации
°1тахк = ®1н^аор °2н^
°2тахк = Мтах®1н^аО1 “ °2н)’>
°3тахк = О’»
^‘тахк = j^Ih^oi "" °2н^х X(1 ♦Mmax^J 1-"Hmax + Hmax ;
«о/в<«о1-ов2н> х
1 = =2 ’
J 1 “ °2н * °2н
30
Расчеты на статическую прочность
“ei = (“oi “ 52н> *
х 1 X
1 * Ин
~ 2
1 * Ншах * Ншах :
1 - О2н * °2н
Объемное напряженное состояние приводит к увеличению в зонах концентрации первых главных напряжений oimaxK, которые вызывают образование упругопластических деформаций. Это условие записывается в форме, аналогичной (53): OjmaxK " °1тахк "
°imax ‘ ~^°тах кГ1 ~°2тахк>2 * <52тахк " (“3)
“ —°3шахк)2 + ^3шахк—
Тогда по аналогии с (54) коэффициент повышения первого главного напряжения в зоне концентрации
—О г ° 1 max к
max = —----- =
—Л ° 1 шах к
По уравнениям (18), (24), (25), (34), (41), (42), (55), (64), (65) определяют относительную местную предельную разрушающую деформа-
- ешахс - «
нию етахс“-----“ ек и деформацию с -
ет
- екет, по которой в соответствии с (12) проверяют прочность деталей машин и элементов конструкций в зонах концентрации.
По локальной предельной деформацииешахс можно ^установить локальное предельное напря-жение oJnaxc - ё^с и ок - 5^^, а по (11) проверить прочность рассчитываемой детали.
8. РАСЧЕТНЫЕ ХАРАКТЕРИСТИКИ
ПРОЧНОСТИ ПРИ НАЛИЧИИ ТРЕЩИН
Наличие или образование трещин в деталях создает предельно высокую концентрацию напряжений и деформаций (см. рис. 3). Основой расчета на прочность в этом случае является линейная и нелинейная механика разрушения. В рамках линейной механики разрушения напряженно-деформированные состояния в вершине трещины определяются в соответствии с (13) коэффициентами интенсивности напряжений Кр а условия прочности по (15) критическими значениями Xjc — базовой характеристикой трещиностойкости материала при хрупких разрушениях (участок ОС по кривой 3 на рис. 4). Из решения краевых задач теории упругости для зон трещин интенсивности напряжений и деформаций равны при плоском напряженном состоянии
= у2^1 °2шахк)2 * (®2тахк ~ “
- °3тахк>2 * ^Зтахк ”
1 ♦ 3sin2£ ;
2
(66)
Зависимости коэффициентов Zmax от главных напряжений приведены на рис. 7. Объемность напряженного состояния в зонах концентрации Напряжений вызывает снижение предельных пластических деформаций. Аналогично (55) формулу для оценки снижения предельных пластических деформаций в зонах концентрации напряжения можно записать в виде
ё? п , стах ^emax = KD—-----
ё?
стах к
______________________________(65)
Лпах<1 + ^2 шах к * ^Зшахк*
в._2(1+н)
1 *3sin2® , 2
где 0 — полярная угловая координата радиуса-вектора г от вершины трещины.
Для плоской деформации, когда отсутствуют поперечные деформации,
А1 е
o,=-=cos /2пг 2
(1 -2|i)2+sin2® ;
. . 2(1 ♦ |>) Ъ А ei ----УУТ-- ;__COS—.
Jlwr 2
(67)
X (1 - 2 ц)2 ♦ 3sin2 ® 1 "
Расчетные характеристики прочности при наличии трещин
31
Рис. 8. Модели нагружения и перемещений в зонах трещин: а — нормальный отрыв; б — поперечный сдвиг; в — продольный сдвиг
Если ввести понятие условного теоретического коэффициента концентрации интенсивности напряжений и деформаций, то
°' = 1 о/н <>1н ^2пг
- = 1 К*
Ci ein eiHE J2nr
(68)
Теоретический коэффициент концентрации
2(1 * р)
(69)
Если подставить aQ в (41)—(43), то для од £ 1 можно получить уравнение для коэффициентов интенсивности деформаций К^е и напряжений К1о в упругопластической области:
х!в = к?™-.
к1а = Kj при он з 1;
(70)
- -(1—m)/(l +т) -рке
К1е = «н К1
-(1—m)/[m(l +m)]-Рке
° °н _ К1 при он а 1, где X] — относительный коэффициент интенсивности напряжений при упругом деформировании (jq - Kj/ap.
Показатели степени в (69)
2 — n(l - m)(l — он) ₽ке ’ Г75п ’ (71)
Рко = шРке*
При т - 1 (упругое деформирование) рке -“ Рко " 1 и *
Формулы (13), (14), (65)—(71) относятся к случаю модели I механики разрушения, к трещине нормального отрыва (см. рис. 3). Общая схема /, II и III модели трещин (рис. 8)
= БН^ГЛкр;
кп = ?н5/5Гккн), (72)
*111 =
где он, тн — относительные номинальные напряжения (он - он/от, тн - тнАт); /— безразмерные поправочные функции.
Значения поправочных функций /(Ю зависят от размеров пластин, оболочек, стержней, от длин трещин / и способов нагружения. Результаты обобщения данных об этих функциях приведены на рис. 9, 10 и в таблице.
Численные решения упругопластических задач для вершины трещины дают следующие компоненты напряженного состояния: сц - 1, 03 " И " - 0,3; 03 - 0 — для плоского напряженного состояния и oj-1; од ® 0,8 и 03 - 1,8ц = 0,54 — для плоского напряженного состояния. Тогда коэффициент снижения предельных пластических деформаций в зоне вершины трещины с учетом (55) De « 0,61 для плоского напряженного состояния и De - 0,21 для плоской деформации. Для упругих напряженных состояний (при изменении J3) величины De приведены на рис. 11. Кривая 1 отно-
32
Расчеты на статическую прочность
Рис. 9. Схемы нагружения пластин, стержней, оболочек
Рис. 10. Поправочные функции для определения коэффициентов интенсивности напряжений
Расчетные характеристики прочности при наличии трещин
33
Таблица. Поправочные функции для определения коэффициента интенсивности напряжений
Схема нагружения по рисунку Напряжение Функция (Xj)
9, а ®н sin^P
9, .5
9, в *н 0
9, г ®н * +cosa) / 1 ♦sin2—] у/й 2>
9, д Рис. 10: кривая 1 — oj н - О2н» кривая 2 — О2н " ®
9, е 1,12
9, ж /[2В/(л0]tg[it//(2B)] —рис. 10, кривая 3
9, з J[2B / (nD]tg[nl/ (2B)]f(l/B) ; рис. 10: кривая 4 — - Г, кривая 5—^-3
9, к 5н-оМи/(вЯ2) g(l/B)B2j(B—l)3nl ; g(l/B) — рис. 10, кривая 7
9, л 8Я/|/1—ц2 /(81/бЯ2)
9, м о„ = оМир/Я 1
9, и ®н Рис. 10, кривая 6
9, н °н sin2p
9,о on=pR/H 1/1 *1,61/2/(ЯЯ)
9, п ®н (Dc/dc)2^Dc/l f(dc!DcY, fidf/DJ — рис. 10, кривая 8
9.Р а 2 Фл — рис. 10, кривая 9 Фо
9, с J_[l .0,12(1-В/в)]7[2Я/(кВ)Ив(2Я) Ф0
Примечание. Для схем нагружения по рис. 9: а — - ~ sin0cosР; в —
" /(2£/(ic/))tg[ic//(M)] I г —/(Яц) “ —/sinaU — cose) (1 * sin2a); для всех осталь-/2?
ныхсхем нагружения/(/Cjj) "О и/(^щ) " 0.
сится к случаю плоской деформации ( 03 - 1,8ц, вариация ц); кривая 2 — к случаю плоского напряженного состояния ( 03 - 0; 03" Н» вариация ц); кривая 3 — к промежуточным случаям (вариация 03).
Коэффициент повышения первого главного на-
2 Зак. 1113
пряжения I в вершине трещины вследствие возникновения объемного напряженного состояния с учетом (54) изменяется по кривой 4 (рис. 11) от 1,1 для плоского напряженного состояния до 2,49 для плоской деформации (по мере роста 03 от 0 до 0,54).
34
Расчеты на статическую прочность
0,30 0,32 0,31 0,36 0,38 0,40 0,420,44 0,46 0,48JJ । i.i ...х- „ill । i i J О 0,1 0,2 0,3 0,4 0,3 0,6 0,7 0,0 0,9 63
Рис. 11. Характеристики объемности напряженного состояния в вершине трещины
С учетом этого локальная разрушающая деформация в вершине трещины
emax ~ ес ~ ~
= 1 [ь 1 -]Dg
М 1 -’hcl1
(73)
Условия статического разрушения с использованием деформационного критерия (73) и с учетом (14), (70), (72) записывается в виде
[3НС^Г^(Xi)]₽Ke = КХес, (74)
где онс — относительное номинальное разрушающее напряжение для детали с трещиной длиной /; К^ес ~ критическое значение коэффициента интенсивности деформаций при хрупком, квазихруп-ком и вязком разрушении.
Для случая хрупкого разрушения детали из упругого материала т - 1, - 1 и К^ес - К^с. В
соответствии с этим условие прочности (15) в более общем виде записывается так:
*1е = [5нс/^~A*i)]₽Ke s
s [Л1ес] = (75)
пк
Входящие в (70)—(75) базовые характеристики механических свойств конструкционных материалов (от, т, ек) зависят от температуры Л скорости ё и времени т нагружения, абсолютных размеров А по (24)—(35).
Учитывая указанные выше факторы, расчеты на прочность по критериям трещиностойкости на базе (15) и (75) рассматриваются как заключительные, из которых вытекает необходимость обоснованного выбора материалов (по от, m, ек, К1с), назначения уровня дефектоскопического контроля на стадиях изготовления и эксплуатации, а также проведения ремонтно-восстановительных работ.
В случае необеспеченности комплекса запасов прочности, входящих в (5), (6), (11), (12), (15), (75), проводят:
дополнительные уточненные расчеты напряженно-деформированных состояний в упругой и упругопластической области;
дополнительные аттестационные испытания конструкционных материалов для прямого получения расчетных характеристик;
дополнительные стендовые или натурные испытания с определением реальной кинетики напряженно-деформированных и предельных состояний.
Как отмечалось (см. параграфы 1—5), даже при выполнении упомянутых выше дополнительных требований запасы статической прочности должны быть не ниже 1,1—1,25.
Глава 2
РАСЧЕТЫ НА ПРОЧНОСТЬ ПРИ МАЛОМ ЧИСЛЕ ЦИКЛОВ НАГРУЖЕНИЯ
Традиционные расчеты статической и длительной прочности деталей машин и конструкций, как правило, дополняют проверочными расчетами, учитывающими сложный и переменный характер эксплуатационного нагружения [6, 12, 14, 18, 20, 27]. Наиболее ответственные элементы при этом рассчитывают на сопротивление повторному действию нагрузок [3, 6, 16, 19, 23, 28], в том числе в условиях проявления ползучести [3, 17, 24-26].
В главе рассмотрена система данных по сопротивлению, деформированию и разрушению материалов и конструктивных элементов при нормальных, повышенных и высоких (в том числе переменных) температурах. В частности, представлены диаграммы циклического неупругого деформирования и деформационно-кинетические критерии малоциклового разрушения, приведены расчетные характеристики для конструкционных сталей и сплавов. Дана методика расчета на прочность при малом числе циклов нагружения и основные положения расчета элементов конструкций в условиях длительного малоциклового и неизотермического нагружения, особенности расчетов и запасы прочности в зависимости от степени упрощения расчетных подходов и процедур.
В зависимости от наличия базы данных о расчетных характеристиках малоциклового сопротивления материалов (статические, изоциклические и изохронные кривые деформирования, деформационная особенность конструкционных материалов, режим эксплуатационного нагружения, поля напряжений и деформаций и др.), объема и полноты обоснования метода определения прочности и ресурса (расчетно-экспериментальное определение напряжений и деформаций, моделирование, натурный эксперимент и т.п.) долговечность элементов машин и конструкций оценивают по методикам в упругой или неупругой, циклической, температурно-временной постановке. При этом в зависимости от точности расчетно-экспериментальных процедур вводят запасы по числу циклов и деформациям в диапазоне nN - 10+3 и пе --2’1,25.
2*
I. СОПРОТИВЛЕНИЕ ДЕФОРМИРОВАНИЮ И РАЗРУШЕНИЮ ПРИ МАЛОЦИКЛОВОМ НАГРУЖЕНИИ
Разрушение от малоцикловой усталости — это разрушение в условиях повторного упругопластического сформирования с числом циклов до 5- Ю^+Ю . Указанная граница является условной и определяется переходом от упругопластического к упругому циклическому деформированию.
Характерной особенностью сопротивления материалов малоцикловому деформированию является непостоянство диаграммы деформирования с изменением числа циклов. При этом возникает неста-ционарность деформирования элементов конструкций даже при регулярном нагружении, когда процесс протекает в общем случае при действии циклических знакопеременных и односторонне накопленных деформаций. Это определяет возможность квазистатического или усталостного типов разрушения.
При расчетах на прочность при малоцикловом нагружении необходимо знать закономерности циклического деформирования материалов и располагать критериями прочности, учитывающими кинетику нестационарного напряженно-деформированного состояния. В общем случае при нагружении элементов конструкций в максимально напряженных зонах, как правило, реализуется упругопластическое деформирование с изменяющимися от цикла к циклу напряжениями и деформациями (рис. 1, а). Вместе с тем для получения основных свойств и расчетных характеристик используют систему данных при стационарных режимах нагружения. При этом различают нагружения в мягком и жестком режимах (рис. 1, бив).
Жесткое нагружение — циклическое нагружение, при котором средние и амплитудные значения циклических деформаций сохраняют свои исходные значения.
Мягкое нагружение — циклическое нагружение, при котором средние и амплитудные значения циклических напряжений (сил) сохраняют свои исходные значения.
36
Расчеты на прочность при малом числе циклов нагружения
Рис. 1. Диаграммы циклического упругопластического деформирования материала в максимально напряженных зонах элементов конструкций (а), а также нагружения образцов при мягком (б) и жестком (в) режимах
Циклическое деформирование в упругопластической области (в мягком и жестком режимах) сопровождается образованием петли гистерезиса, характеризующей работу упругопластического деформирования за цикл нагружения. Связь меж-
ду напряжениями и деформациями при этом выражают диаграммами упругопластического деформирования по параметру к числа полуциклов нагружения (0, 1, 2, 3, 1, ...) в координа-
тах (а — е) и (S — е).
Сопротивление при малоцикловом нагружении
37
Рис. 2. Схематизация диаграмм деформирования при степенной (а) и линейной (6) аппроксимациях
Петлю гистерезиса и циклическую диаграмму деформирования характеризуют: макисмальное . (к) с (к) напряжение (деформация) цикла (<*шах. 5шах*
(И е а ), минимальное напряжение (деформация) ШаЛ
(к) (к)
(omin, emin), среднее напряжение (деформация)
U) (Л)
(ат , ет ), амплитуда напряжений (деформаций) (о^, , е^), размах напряже-
<1 <1 <1 <1
ний (деформаций) е ^).
Размах и амплитуда деформаций могут быть определены для упругопластической, упругой и пластической компонент е , ее, е^, е, е?
Ширина петли гистерезиса — ма-
ксимальная пластическая деформация в цикле или полуцикле нагружения.
Модуль разгрузки — тангенс угла наклона прямой, соединяющей точки диаграммы, соответствующие началу и концу разгрузки.
Показатели упрочнения при степенной и линейной аппроксимации диаграмм статического и цик
лического деформирования
-<к)
ЕТ определяют (рис. 2) из зависимостей
-(0) = -<0)т(0) -Ц) = Ак)т(к)
5<0) . (1 _ fjo>) . f(0)e-<0). ’
= 2(1 — Ё<к)) ♦ Ё<к)1<к), где
j(0) _ Л>. -<0) = е(0).
°пц епц
§<к) = 3Ц). -Ц) _ г(к)
,(1)’ ' (I)
^пц епц
При этом апц = 1, епц = 1.
Для инженерных расчетов часто принимают
°пц " °пц " ’
Рис. 3. Диаграммы деформирования при мягком нагружении циклически упрочняющихся (а), разупрочняющихся (б) и стабилизирующихся (в) материалов
38
Расчеты на прочность при малом числе циклов нагружения
Рис. 4. Диаграммы деформирования при жестком нагружении циклически упрочняющихся (а), разупрочняющихся (б) и стабилизирующихся (в) материалов
При малоцикловом нагружении различают циклически изотропные и анизотропные упрочняющиеся, разупрочняющиеся и стабилизирующиеся материалы.
У циклически упрочняющихся материалов при мягком нагружении ширина петли гистерезиса уменьшается (рис. 3, а), а при жестком нагружении максимальные напряжения цикла увеличивали ются (рис. 4, а), показатели упрочнения , -U)
ЕТ от цикла к циклу возрастают.
У циклически разупрочняющихся материалов при мягком нагружении ширина петли гистерезиса увеличивается (рис. 3, б), а при жестком нагружении максимальные напряжения цикла уменьшаются (рис. 4, б); показатели упрочнения т^\ -(*)
ЕТ от цикла к циклу снижаются.
У циклически стабилизирующихся материалов ширина петли при мягком и жестком нагружении, а также показатели упрочнения остаются практически постоянными (рис. 3, в и 4, в).
Один и тот же материал в зависимости от структурного состояния может быть или упрочняющимся, или разупрочняющимся, или циклически стабильным. Материалам, находящимся в упрочненном состоянии, свойственно разупрочнение, а материалам с низкими прочностными и высокими пластическими свойствами — упрочнение.
Материалы, у которых равномерная деформация при статическом разрушении невелика, склонны к циклическому разупрочнению; материалы с большой равномерной деформацией упрочняются; материалам, у которых равномерная деформация и удлинение на стадии образования шейки при
близительно равны, свойственна циклическая стабильность.
У циклически анизотропных материалов сопротивление циклическому деформированию в четных и нечетных полуциклах нагружения не одинково.
В зависимости от циклической изотропности или анизотропности материала, характера изменения свойств при малоцикловом нагружении, режима испытаний происходит перераспределение накопленных деформаций. Односторонне накопленную деформацию определяют по упругопласти-(k) ческой или пластической (е^ ) деформации, достигнутой в процессе циклического нагружения после Л-го полуцикла:
= ё<°) ♦ Е (-!)*?<*>;
*=1
L
_а> ___(0)_5(0) t t^k-w р * = 1 р
(1)
- ё<°> - 5<°> * Е <-!)*»<*> *=1
На рис. 5 показано изменение односторонних деформаций с числом полуциклов нагружения. При малоцикловом нагружении возможны накопление односторонних деформаций в направлении как четных, так и нечетных полуциклов, смена направления процесса, а также уменьшение накопленных односторонних деформаций.
Односторонне накопленная за цикл пластическая деформация — алгебраическая сумма ширин петель гистерезиса двух соседних полуциклов нагружения. Различают квазистатическое,
Сопротивление при малоцикловом нагружении
39
Рис. 5. Изменение деформаций с числом полуциклов нагружения при мягком нагружении циклически изотропного (сплошные линии) или анизотропного (штриховые линии) материала: а — упрочняющегося; б — разупрочняющегося; в — стабилизирующегося
усталостное и смешанное малоцикловые разрушения.
Квазистатическое малоцикловое разрушение— разрушение преимущественно вследствие одностороннего накопления деформаций, равных деформациям при статическом разрыве. При этом « (0,9+1,0)еп или е^ - (0,9+1,0)ед где ев — деформация временного сопротивления; еу— деформация окончательного разрушения при статическом нагружении образцов материала.
Усталостное малоцикловое разрушение — разрушение без выраженного накопления односторонних деформаций. При этом е^ или е^ не более
0,1 от деформаций при статическом разрыве еЕ или еу.
Смешанное малоцикловое разрушение — разрушение, при котором е^ ~ (0,1-0,9)ев или е?к> - (0,1 -0,9)ef
Область квазистатических малоцикловых разрушений по числу циклов нагружения зависит от типа и состояния материала, а также режима нагружения и может охватывать диапазоны от статического разрыва до 10^ циклов и более.
Смешанное малоцикловое разрушение наблюдается между числами циклов квазистатического и усталостного разрушений. Диапазон смешанного малоциклового разрушения может составлять от десятков до нескольких тысяч циклов.
Связь напряжений и деформаций. Диаграммы циклического деформирования. Наиболее обоснованной экспериментально является обобщенная диаграмма циклического деформирования [4, 15, 18, 25].
Обобщенная диаграмма циклического деформирования отражает зависимость между напряжениями и деформациями в каждом отдельном полу-цикле нагружения. Она строится в координатах 5—е, начало которых совмещено с точкой разгрузки в данном полу цикле. Основное свойство обобщенной диаграммы состоит в том, что для жесткого, мягкого и промежуточного между ними нагружения все конечные и текущие точки диаграмм деформирования k-ro полу цикла, полученные при различных уровнях исходных деформаций, располагаются на одной и той же кривой. В качестве примера на рис. 6 показана схема построения обобщенной диаграммы для полуцикла k - 1.
Рис. 6. Схема построения обобщенной диаграммы циклического деформирования
40
Расчеты на прочность при малом числе циклов нагружения
Рис. 7. Обобщенные диаграммы циклического деформирования по параметру числа полуциклов нагружения аустенитной коррозионно-стойкой стали 12Х18Н9Т (а) и алюминиевого сплава АД 33 (б):
1 — растяжение-сжатие; 2 — сжатие-растяжение; 3 — сдвиг
При совмещении точек начала разгрузки (I—III на рис. 6, а) в координатах 5— е образуется обобщенная диаграмма деформировании первого полуцикла нагружения (рис. 6, б). Такие кривые могут быть получены вплоть до разрушения (появления макротрещины).
Возможность построения обобщенной диаграммы циклического упругопластического деформирования была установлена на материалах, циклически упрочняющихся, разупрочняющихся и стабилизирующихся при исходных деформациях (5-10)^ц в условиях растяжения — сжатия и сдвига, что позволяет предположить общность этой диаграммы [4, 15]. Схема образования обобщенных диаграмм циклического деформирования приведена на рис. 7.
Обобщенная диаграмма может быть выражена аналитически. Для этого диаграмму рассматривают в относительных координатах, причем все напряжения и деформации отнесены соответственно к напряжению и деформации предела пропор-
циональности в исходном нагружении (S -" S,omv 5 " о/оп1Г * = * /епц- « " е/епц и т п'
Тогда
-Ц) = s(k) ($(*) < 5^);
-U) = g(k) + gU) tf) S^),
(2)
где Ър — пластическая составляющая деформации на данном уровне напряжений S^\ —
предел пропорциональности в координатах 5—ё.
В первом приближении ё(А) . а<*> <з>
ер 6 •
т.е. пластическая составляющая деформации равна ширине петли гистерезиса после разгрузки от этого уровня напряжений. Таким образом можно записать
. 5 (к) . -<к) = $(к) * Цк) (4)
и форма обобщенной диаграммы циклического деформирования будет определена, если известна ширина петли гистерезиса при различных уровнях исходных деформаций и различных числах нагружений.
Наиболее удобным является исследование ширины петель гистерезиса при мягком нагружении,
Сопротивление при малоцикловом нагружении
41
при котором максимальные напряжения поддерживают на заданном уровне. Ширина петель гистерезиса при малоцикловом нагружении в общем
случае
. а* е~(0) _
с<1) 4ПЦ
2
1 7“
S(l)
= А* е(0) - ”ц ехр[р« - 1))
Рис. 8. Зависимость ширины петли гистерезиса в первом полуцикле нагружения от степени исходного деформирования при симметричном и асимметричном режимах мягкого нагружения алюминиевого сплава В96
^•(1) -(0) _ пц
exp[0U — 1)],
где е — степень исходного деформирования;
Н1)
5пц
— предел пропорциональности в первом по
луцикле нагружения, считая исходное нагружение
за нулевой полу цикл; к — число полу циклов на
гружения; А, А *, а, р — константы.
Степенной закон изменения ширины петель тстерезиса с числом циклов нагружений характерен для упрочняющихся материалов, экспоненциальный закон — для разупрочняющихся.
Константы аир характеризуют интенсивность протекания процессов упрочнения и разупрочнения материалов при циклическом упругопластическом деформировании и зависят от степени исходного нагружения:
а = в(5(0) - S^/2);
Р = С(е(0) - S^/2),
где Б(0) — напряжение в исходном нагружении;
В и С — константы.
Наличие у материалов циклической анизотропии свойств отражается введением (А — А *). В (5) члены А *(ё^ — /2)ка и А *(ё^ —
— $пц /2)ехр[₽и — 1)] характеризуют поведение материала без учета циклической анизотропии.
В связи с независимостью обобщенной диаграммы циклического упругопластического деформирования от характера нагружения предполагается, что форма диаграммы определяется амплитудными значениями. Следствием этого является приведенная на рис. 8 для одного из материалов схема образования петли гистерезиса в первом полу цикле нагружения 6^ в зависимости от исходного деформирования , ёи ё^ , где находят по диаграмме нагружения — ё^ с использованием амплитудного значения нагружений -<0) п 1(0) -(0)
аа . При построении связи 6' ' и е& экспериментальные точки асимметричных нагружений располагаются на той же прямой, что и при симметричном цикле мягкого нагружения. От амплитудных значений напряжений и деформа-
„ -(0) ции еа зависит интенсивность изменения ши--/м
рины петель гистерезиса 6' ' с числом полуциклов нагружения (рис. 9).
В соответствии с (3) и (4) можно записать аналитическое выражение обобщенной диаграммы
42
Расчеты на прочность при малом числе циклов нагружения
/ 2 3 4 5 6 7 3 9 10 20 30 40 50 60 70 90 100 к
Рис. 9. Изменение ширины петель гистерезиса с числом полуциклов нагружения при симметричном и асимметричном режимах мягкого нагружения алюминиевого сплава В96
циклического упругопластического деформирования материалов:
_(_ПЛДЛ 2
1 ка
Значения параметров для ряда материалов даны в табл. 1 и 2. Используя эти значения, по (6) рассчитывают обобщенную диаграмму. Уравнения (6) отражают поцикловую трансформацию диаграммы. Предельные изменения обобщенной диаграммы в процессе циклического нагружения представлены в соответствии с рис. 10. Материалы, упрочняющиеся при циклическом нагружении, переходят в состояние, в котором зависимость между напряжениями и деформациями становится близкой к линейной (прямой ОАВ), а диаграмма ра-зупрочняющихся материалов приближается к диаграмме идеальной пластичности (линия ОАС).
2 I 2
xexpfpU- 1)J +
A A i А
2 2“
ехр [р)Л -1)].
(6) х
Зная закон изменения ширины петель гистерезиса с числом полуциклов нагружения в зависимости от степени исходного деформирования, уравнение обобщенной диаграммы деформирования можно определить по диаграмму исходного нагружения/2) и известным А, А *, а, 0, $пц, которые названы параметрами обобщенной диаграммы циклического деформирования.
Рис. 10. Предельные изменения обобщенной диаграммы циклического деформирования в зависимости от числа полуциклов нагружения
SШ дпц
2 J 2
Сопротивление при малоцикловом нагружении
43
1. Параметры обобщения диаграммы циклического деформирования
Марка материала А В с ^(1) 6ПЦ р<0) £т т<°>
Алюминиевые сплавы
В96 1,15 0,720 — 1,840 0,043 0,239
АК8 1,35 0,525 — 1,665 0,0595 0,236
Д16Т 1,10 0,610 — 1,720 0,070 0,273
АДЗЗ 1,68 0,730 — 1,600 — —
В95 1,62 0 0 1,700 0,061 0,257
Стали низколегированные углеродистые
45 3,55 0 0 1,130 — —
ЗОХГСА 1,70 -0,835 0,0115 1,680 — —
Высокопрочные чугуны
ХНМ 1,00 -0,170 0,0090 1,620 0,199 0,606
ВПЧНМ 1,63 0 0 1,590 0,077 0,365
Жаростойкие стали
12Х18Н9Т 1,13 0,273 — 1,660 0,048 —
ТС1 (15Х2МФА) 1,93 — 0,0070 1,450 0,033 0,146
ТСП (12Х2МФА) 1,28 — 0,0095 1,520 0,029 0,223
2. Параметры А и А * циклической анизотропии свойств
Параметр В96 АК8 В95 ТС1
А 1,150 1,350 1,620 1,930
А* 1,130 1,355 1,605 1,855
С использованием обобщенной диаграммы циклического деформирования удается описать связь между циклическими напряжениями и упругопластическими деформациями для режимов сложного малоциклового нагружения (рис. 11, о-в). Интерпретация позволяет получать кривые статического и циклического деформирования [14,15]. При этом, как и для простых типов напряженного состояния, сохраняют свои значения параметры обобщенной диаграммы, характеризующие циклическое упрочнение, разупрочнение и стабилизацию, а также параметр А, описывающий связь статической диаграммы деформирования и обобщенной диаграммы в полуцикле нагружения (рис. 12, а и б).
Актуальным является вопрос о связи напряжений и деформаций при повышенных температурах и неизотермическом малоцикловом нагружении. В диапазоне значений температур, в котором временные эффекты практически не проявляются, параметры обобщенных диаграмм циклического деформирования не реагируют на повышенную температуру и форму циклического нагрева (рис. 13—15) [4, 15]. Обобщенная диаграмма циклического деформирования изменяется с температурой подобно статической диаграмме, а при переменных температурах, несмотря на различие хода кривых деформирования в промежуточных точках диаграмм, конечные значения в пределах разброса данных одинаковы для изотермического и неизотермического нагружений. В этом случае связь напряжений и деформаций по параметру числа полуциклов нагружения может быть выражена в форме:
еШ _ S(k) + £($(*>, (7)
Е *
44
Расчеты на прочность при малом числе циклов нагружения
Рис. 11. Диаграммы статического (а, б) и циклического (в) деформирования стали 50 в интенсивностях напряжений и деформаций:
I — циклический сдвиг — статическое растяжение; II — циклическое растяжение — сжатие — статический сдвиг
где 0 -А [/(5^/2), 0 — 1], причем
/(5^/2, 0 определяют по диаграмме исходного
нагружения при температуре t\ А — параметр обобщенной диаграммы, не зависящий от темпера
2_ uF,(k, О -ехр[₽(Л—1)] -ка
туры; Fj(Л, 0 -
функции числа полуциклов нагружения соответ
ственно для циклически упрочняющихся и разуп-рочняющихся материалов.
Отмеченное выше является основанием для введения [4, 15] представлений о наличии поверхности нагружения в координатах напряжение — деформация-температура (рис. 16), что аналогично трактовке [28] для исходного нагружения. Поверхность нагружения по параметру числа полуциклов образуется семейством диаграмм деформирования, полученных при постоянной температуре. В данный момент времени для заданного напряже
ния и температуры деформация определяется соответствующей кривой изотермического деформирования. Режимы нагружения и нагрева предполагаются таковыми, что при различных температурах в процессе возрастания нагрузок происходит увеличение пластических деформаций. Поверхность неизотермического нагружения трансформируется с числом циклов нагружений.
При использовании обобщенной диаграммы циклического деформирования в решении задач пластичности при повторном нагружении вводятся упрощения [4, 15]. В (6) параметры аир изменяются с ростом уровня исходного нагружения, а циклический предел пропорциональности неодинаков у различных конструкционных материалов.
Положим, что " 2 " const Д^151 всех материалов, а параметры а и р не зависят от ё и могут быть приняты равными значению при соответству-
Сопротивление при малоцикловом нагружении
45
б)
Рир. 12. Зависимость ширины петель гистерезиса от числа циклов нагружения (а) и ширины петли гистерезиса в первом полуцикле от степени исходного деформирования (б) стали 50:
1 - циклическое растяжение — сжатие; 2 — циклический сдвиг; 3 — статический сдвиг — циклическое растяжение — сжатие и статическое растяжение — циклический сдвиг
Рис. 13. Зависимость ширины петли гистерезиса в первом полуцикле нагружения, а также параметров а и р от степени исходного деформирования сталей:
а — 12Х18Н9Т (20—500 *С); б — теплоустойчивой стали (20—350 °C)
46
Расчеты на прочность при малом числе циклов нагружения
Рис. 14. Циклические напряжения и деформа-
ции при изотермическом жестком нагружении стали 22К
В инженерных расчетах обычно используют еще более упрощенную зависимость между напряжениями и деформациями — линейную:
5<0) = +Ёт(0)е<0>;
s = 2[1 — Ё^] + E^e^k\
где циклический модуль упрочнения
-(*)
Ei
I + А 1 1 1
ka 2Ё®>
* -4^-expIpU- 1)] ♦
2Et(w
ющей степени исходного деформирования. Тогда (6) принимает вид:
<9
Рис. 15. Диаграммы статического деформирования жаростойкой хромоникелевой стали при изотермическом и неизотермическом нагружениях (а), а также зависимость ширины петли гистерезиса в первом полуцикле нагружения от степени исходного нагружения (б)
Сопротивление при малоцикловом нагружении
47
Рис. 16. Поверхность неизотермического нагружения
мягкого и жесткого, так и для промежуточного режима нагружений, с учетом нестационарности условий.
Как установлено (Менсон—Коффин), малоцикловую прочность при жестком нагружении определяют с помощью характеристик пластичности статического разрушения, а зависимость ресурса Nj от пластической деформации в цикле нагружения Ср имеет вид:
zpN^P - 41П<1 ” ♦> = С/’ <12>
эффектами циклической анизотропии свойств в расчетах на прочность можно пренебречь. При этом циклический модуль упрочнения для циклически упрочняющихся и разупрочняющихся материалов приводят к виду:
-(*)
Е1
А 1 ка
1 *_±_ехр[ра-1>] 2Ёт'ш
В расчетах широко применяют аппроксимацию статической и циклической диаграмм деформирования степенной функцией:
5<0) = -<0)т(0). <10>
$(Ю = -<к)т(к\ <и>
Значения Ё^ приведены в табл. 3 и 4.
Обобщенная форма диаграмм циклического деформирования позволяет отразить основные особенности поведения материалов при повторном нагружении за пределами упругости.
Критерии малоцикловой прочности. В зависимости от типа испытаний при одной и той же исходной деформации (напряжении) ресурс -при малоцикловых нагружениях может отличаться на порядок и более по числу циклов, в связи с чем описание закономерностей разрушения при отдельных типах нагружения недостаточно и необходима разработка критерия предельного состояния по моменту образования трещины как для
где ф — коэффициент поперечного сужения; тр — показатель степени; тр может быть принят равным 0,4—0,6.
Так как в общем случае циклическая пластическая деформация изменяется с числом циклов нагружения в (12) рекомендуется [5, 22] вводить значение гр, соответствующее 50 % циклов нагружения от ресурса. В некоторых случаях в (12) используют значения е циклической упругопластической деформации (вместо ер).
Зависимости типа (12) были предложены для условий разрушения при жестком нагружении и малых циклов, когда разрушение определяет пластическая составляющая деформации (Лу < 1(Р). Однако с увеличением числа циклов до разрушения пластическая деформация становится соизмеримой с упругой, в связи с чем необходима модификация уравнений.
В работах Мэнсона-Ленджера [ 11 ] в целях распространения зависимостей на число циклов нагружения порядка 105 и дефференциации влияния упругой и пластической составляющих деформации кривые усталости предложены в виде:
3,5а» _л 1 о е • __“ЛГЧМ2 +
Е
_J_ln 2N0'5
1 + 2a-l
1 - ♦ + ~E~'
е
e —упругопластическая деформация в цикле; g_j — предел выносливости; Е — модуль упругости; ов — временное сопротивление. Здесь при малом числе циклов преобладает влияние е ,
1 1 Р характеризуемое слагаемыми ______In_______и
1 — ф
N~~0’6 ^1п 1 котоРое изменяется с ростом
W усилением зависимости от упругой деформации
48
Расчеты на прочность при малом числе циклов нагружения
3. Механические свойства конструкционных материалов
Марка материала Термическая обработка ?в 1 ?(L2 а. % Е- 10”5, МПа х(0) £т
МПа
Стали
Отжиг 700 400 25 2,05 0,039
40Х Закалка, отпуск при 600 °C 1000 780 9 2,1 0,028
Закалка, отпуск при 500 °C 1200 1100 6 2,08 0,022
40ХН2МА Закалка, отпуск при 560 °C 1100 940 10 2 0,0285
Закалка, отпуск при 600 °C 1000 800 12 2,05 0,0180
ЗОХГСА Закалка, отпуск при 510 °C 1300 1040 8 2,05 0,035
ЗОХГСНА Закалка изотермическая при 330 °C 1600 720 8 1,95 0,224
Закалка, отпуск при 525 °C 1150 770 9 1,95 0,0545
18Х2Н2МА Закалка при 950 °C, закалка при 850 °C, отпуск при 180 °C 1300 530 10 1,95 0,331
Закалка при 1050 °C, 620 188 49 1,88* 0,117
12Х18Н9Т Закалка, отпуск при 650 °C 300 160 30 1,7 0,131
09Х14Н119В2Б Нормализация и отпуск при 500 °C 1300 520 11 1,95 0,226
15Х18Н12С4ТЮ Закалка при 950 °C 800 Сплавы 220 33 1.8 0,327
В95Т Закалка, искусственное 600 460 6 0,7 0,0353
АК4 старение 400 200 15 0,72 0,126
Д16 Закалка, естественное старение 500 300 13 0,75 0,0625
ВТ1 Отжиг при 700 °C 600 330 15 1,17 0,079
4. Механические свойства конструкционных материалов при повышенных температурах
Марка материала Термическая обработка Темпе-ратура, °C °в °0,2 в. % Е- 10”5, МПа
Ml Па
Стали
ЗОХГСА Закалка, 20 1300 1040 8 2,05 0,035
отпуск при 300 1210 572 11 1,83 0,1936
510 °C 400 500 1060 780 530 10 9 11 1,65 1,35 0,187 0,667
40ХН2МА Закалка, 20 1100 940 10 2,0 0,0285
отпуск при 300 1010 559 15 1,83 0,0268
560 °C 400 500 930 690 526 365 12 12 1,68 1,48 0,1050 0,0857
Сопротивление при малоцикловом нагружении
49
Марка Термическая Темпе- °в "0,2 х °/ Е- МГ5, МПя £-(0)
материала обработка ратура, О» /о МПа т
•с мпа
18Х2Н2МА Закалка, 20 1150 770 9 1,95 0,0545
отпуск при 300 ИЗО 552 9 1,86 0,1406
525 °C 400 1050 480 8 1,76 0,0540
500 900 352 8 1,42 0,3254
ЗОХГСНА Изотермичес- 20 1600 720 8 1,95 0,224
кая закалка 300 1500 359 И 1,8 0,426
при 130 °C 400 1330 346 7 1,68 0,402
500 850 188 9 1,35 0,538
12Х18Н9Т Закалка при 20 620 188 49 1,88 0,117
1050 "С в 300 460 109 33 1,65 0,154
воде 400 460 80 32 1,56 0,208
500 450 88 32 1,49 0,194
15Х18Н12С4ТЮ Закалка при 20 800 220 33 1,8 0,327
950’С 300 640 190 28 1,7 0,195
400 620 160 26 1,6 0,157
09Х14Н19В2Б Нормализа- 20 1300 520 11 1,95 0,226
ция и отпуск 300 1270 510 8 1,86 0,248
при 500 °C 400 1210 488 10 1,73 0,252
500 1060 359 7 1 1,68 0,348
Сплавы
Д16Т Закалка, 20 530 340 9,5 0,72 0,0445
естественное 200 410 241 И 0,61 0,0784
старение 250 260 149 10 0,59 0,1550
300 170 69 10 0,52 0,2270
ВТ1 Отжиг при 20 600 330 15,5 1,17 0,0790
700 -С 250 300 119 24,5 0,96 0,1860
350 240 89 20,0 0,91 0,2949
450 200 58 13,0 0,8 0,3960
ее, представленной выражениями 3,5ов/ (EN®'1 и 2о—|/Е.
Соответствие экспериментальных расчетных ресурсов, определенных по (12) и (13), наблюдают у конструкционных сталей и сплавов в пределах до одного порядка по числу циклов до разрушения (рис. 17).
Если при жестком нагружении прочность в области малых чисел циклов нагружения коррелирует в основном с характеристиками пластичности * материала при однократном разрушении, то в условиях мягкого нагружения, основное влияние оказывают [5,12] статические прочностные свойства (рис. 18).
При мягком нагружении уравнение кривой усталости в приближенном виде:
aNv - (14)
в в ’
где v - lg(oB/0_1)/lg(7Vo_1 /ЛГОв); Na__} -число циклов до разрушения соответственно на уровнях временного сопротивления и предела выносливости материала (рис. 19). Для ряда конструкционных материалов примем значения для NB и Na__^ соответственно 10 и 1(А Тогда в (14) показатель степени
v = 0,21g(oB/<j_i). (15)
Корреляция между пределами выносливости и временным сопротивлением материала:
0—1 « 0,4ов. (16)
Для оценки циклической прочности при мягком нагружении с учетом (16) уравнение (15) преобразуют к виду:
- авлЛ08 (И) в в
50
Расчеты на прочность при малом числе циклов нагружения
Рис. 17. Сопоставление значении долговечностей, рассчитанных по (10) и (13) и экспериментальных, полученных при жестком нагружении ряда конструкционных материалов
Рис. 18. Кривые усталости конструкционных материалов при мягком нагружении
Рис. 19. Единая кривая малоцикловой усталости и схема ее образования при "Мягком нагружении ряда конструкционных материалов
На рис. 19 приведены экспериментальные данные, подтверждающие для многих материалов достаточное соответствие выражению (17) в области $ 10^ циклов. Для некоторых материалов значение отношения o_j / ав существенно отличается от (16), что влечет за собой значительную погрешность (17). При этом для описания результатов может быть рекомендовано (14).
Рассмотренные прочностные данные получены при мягком нагружении в условиях симметричного цикла. Асимметрия напряжений Rq существенно
влияет на долговечность. Так, для циклически стабильных и разупрочняющихся материалов в интервале напряжений, приводящих к квазистати-ческому разрушению, ресурс определяют по значению максимального напряжения цикла (рис. 20). У циклически упрочняющихся материалов с усталостным разрушением малоцикловую прочность характеризуют амплитудные значения напряжений (рис. 21).
Асимметрия цикла деформаций практически не влияет на долговечность в условиях малоциклового
Сопротивление при малоцикловом нагружении
51
жесткого нагружения пластичных сталей и сплавов. В таких случаях ресурс материалов при жестком нагружении определяется единой кривой малоцикловой усталости (рис. 22).
Вместе с тем для условий жесткого нагружения, когда статическая составляющая деформации в цикле равна примерно половине пластичности при статическом разрыве, происходит снижение долговечности. На рис. 23 приведены характерные кривые малоцикловой усталости стали [3]. Так, при ет = 20 % и менее данные по малоцикловому ресурсу при различных значениях статической составляющей деформации оказываются практически в пределах разброса экспериментальных значений ресурса. В то же время для случая, когда средняя деформация ет = 40 %, ресурс снижается до пяти раз.
Указанные особенности влияния асимметрии на долговечность при жестком нагружении могут быть [4, 15] описаны на основании (12):
С/ — ет гР
(18)
где ет — средняя деформация в цикле нагружения. В соответствии с уравнением по мере роста ет влияние средней деформации постепенно усиливается и становится значительным, когда исходная пластичность материала существенно исчерпана в результате наклепа.
Рассмотренные выше условия малоцикловой прочности пригодны для частных видов нагружений. Однако при расчете на малоцикловую усталость элементов конструкций необходимы критерии, описывающие условия разрушения при достаточно произвольных, в том числе нестационарных режимах деформирования.
В настоящее время используют деформационнокинетические критерии малоцикловой прочности, основанные на суммировании усталостных и ква-зистатических повреждений [4, 14, 15, 17, 20, 25]. Осуществляют линейное суммирование повреждений, вызванных циклическими и односторонне накопленными деформациями, с учетом их кинетики по циклам и во времени, а также изменения механических свойств в процессе нагружения, в частности, в связи с деформационным старением и охрупчиванием. Усталостные повреждения связывают с циклическими деформациями, квазистатические — с односторонне накопленными. При этом доля усталостного повреждения
Рис. 20. Кривые усталости и пластичность при асимметричных режимах мягкого нагружения стали 45
Рис. 21. Кривые усталости и пластичность при асимметричных режимах мягкого нагружения алюминиевого сплава В96
Nf
d (19)
f \Nfi
где N — число циклов нагружения; Nf. — число циклов, определяемое при заданной в цикле нагружения деформации по кривой малоцикловой усталости в условиях жесткого нагружения; Nj — число циклов до разрушения (появления трещины); доля квазистатического повреждения
«,
о 7
(20)
где е — односторонне накопленная в процессе статического и циклического нагружения дефор-
52
Расчеты на прочность при малом числе циклов нагружения
Рис. 22. Единая кривая усталости при асимметричных режимах жесткого нагружения стали А201 и низколегированной стали А517 [2]
Рис. 23. Кривые усталости при жестком нагруже* нии в зависимости от средней деформации
мация; еу — односторонне накопленная деформация к моменту разрушения (появления трещины); — деформационная способность материала. Предельное состояние по условиям малоциклового разрушения наступает при
Nf ef
df*ds-<21>
f И/, i'/
Условия прочности no критериям усталостного и квазистатического разрушения
Nf ef
f™. S 1 и S 1. <22>
1 Nfi О е/
Уравнения (21) используют как для нормальных, так и для повышенных температур, когда отсутствуют или слабо выражены временные эффекты [4, 15].
При изотермическом малоцикловом нагружении для температур, при которых временные эффекты незначительны, ползучесть не выражена, а пластичность изменяется во времени; например, вследствие старения (21) имеет вид:
Nf ef
С dN + f de _ । (23)
J Nf.m e/(T) ’ •
При этом в расчет вводят характеристики, определяющие минимальное сопротивление разрушению.
Использование (21) и (23) предполагает независимое суммирование квазистатических и усталостных повреждений. Принципиальным в этом случае является вопрос об использовании соответствующей системы базовых данных при определении компонент повреждений.
Расчет усталостного повреждения базируется на кривой усталости, получаемой в испытаниях при жестком нагружении и соответствующей температуре.
Деформационную способность для вычисления квазистатического повреждения получают при статическом разрыве с различной длительностью и соответствующей температуре, которые выбирают с учетом условий работы детали. Квазистати-ческое повреждение принимают не зависящим от знака деформации.
Базовые данные должны быть получены с учетом формы и размеров образца, а также типа напряженного состояния и уровня концентрации
Сопротивление при малоцикловом нагружении
53
напряжений, определяющих стеснение предельных деформаций статического разрушения и снижение пластичности [4, 15, 16]. Расчет повреждений ведут в инвариантных величинах.
Уравнения (21) и (23) определяют условия достижения предельного состояния по моменту образования трещины. Выполнена широкая экспериментальная проверка (21) и (23) для многих конструкционных материалов. Программа испытаний охватывала различные типы нагружения (мягкое, жесткое с симметрией и асимметрией по напряжениям и деформациям, случайное), что позволило дозировать долю усталостного повреждения от накопления односторонних деформаций вследствие циклической анизотропии свойств, асимметрии и т.п. На рис. 24 приведены экспериментальные данные, полученные для сталей и сплавов, обладающих контрастными свойствами. Разброс накопленного суммарного повреждения d для всех рассмотренных режимов нагружения находится, как правило, в пределах 0,5—1,5, что соответствует разбросу экспериментальных данных в малоцикловом диапазоне чисел циклов до разрушения.
Результаты испытаний, обосновывающих деформационную трактовку накопления усталостных повреждений при нерегулярном малоцикловом и многоцикловом нагружении с перегрузками, приведены в работах [4, 8, 15 и др.]. Выполненная экспериментальная проверка гипотезы линейного суммирования усталостных повреждений в деформационной трактовке подтвердила ее применимость при нерегулярном случайном нагружении. Максимальные экспериментально получаемые значения накопленных повреждений приблизительно равны двум, что наблюдается при однократном переходе с режима на режим, когда практически отсутствует взаимное влияние повреждений. Получаемые сравнительно большие значения суммарных повреждений в таких условиях нагружения дают при расчете долговечности заниженный результат.
Если корректно не учитывать основные параметры процесса деформирования, а также изменение механических свойств и расчетных характеристик, отклонения в оценке ресурса могут в пределе составить 0,1—10 по сравнению с единицей [3, 6]. Правильная интерпретация данных позволяет получил» хорошее согласование результатов экспериментов и расчета в соответствии с деформационно-кинетическими критериями по (21) и (23).
Для расчета малоциклового сопротивления при неоднородном напряженном состоянии следует использовать интерпретацию в интенсивностях
Рис. 24. Распределение суммарного накопленного повреждения по числу циклов до разрушения при мягком и жестком режимах малоциклового нагружения конструкционных материалов
Рис. 25. Кривые малоцикловой усталости при плоском напряженном состоянии стали А302: о — плоский изгиб консольной пластины (продольная линейная деформация); д — то же (интенсивность деформаций); • — изгиб круглой пластины (интенсивность деформаций)
деформаций или максимальных сдвиговых деформациях, причем несовпадение оказывается незначительным, но по максимальным касательным напряжениям обеспечивается несколько больший запас прочности [1, 4, 8, 9, 12, 14, 15, 17, 19, 25 и др ].
Представительные данные по малоцикловой усталости при двухосном напряженно-деформиро-ванном состоянии (НДС) получены на материалах, типичных для сосудов давления. Выполнена серия испытаний на циклический изгиб круглых и консольных пластин. Результаты испытаний показывают (рис. 25), что малоцикловый ресурс в значительной мере зависит от вида НДС. Использование инвариантных к типу напряженного состояния интерпретаций дает единую кривую малоцикловой усталости. Аналогичные данные опубликованы [9] для случаев испытаний образцов на изгиб, кручение и растяжение — сжатие.
Цикл испытаний на малоцикловую прочность при сложном нагружении [14] также подтвердил правильность применения трактовки в интенсивностях циклических и односторонних деформаций для расчета усталостных и квазистатических повреждений в соответствии с деформационно-кинетическими критериями прочности (рис. 26). Режим циклического нагружения: жесткий симметричный по деформациям.
54
Расчеты на прочность при малом числе циклов нагружения
Рис. 26. Зависимость суммарного накопленного повреждения от числа циклов тонкостенных трубчатых образцов при сложном малоцикловом нагружении теплоустойчивой стали при 20 ’С (точки /) и 400 "С (точки 2)
Рис. 27. Зависимость деформационной способности стали 15Х2МФА от параметра жесткости напряженного состояния для температур: 1 - 20 °C; 2 - 400 °C
При вычислении малоциклового ресурса важнейшее значение имеет зависимость деформационной способности материала от вида НДС [4, 17]. В качестве основного параметра, характеризующего снижение предельных пластических деформаций при разрушении в условиях неодноосного нагружения, можно принять согласно [15—17, 22] величины, пропорциональные отношению гидростатического давления к интенсивности напряжений. В частности, параметром жесткости напряженного состояния может быть принято отношение [16]
П = (oj + 02 + (24)
В качестве примера на рис. 27 показаны соответствующие данные по теплоустойчивой стали для случаев кручения (П - 0), растяжения (П - 1), кручения с растяжением (0 * П * 2), трехосного растяжения (2,5 £ Л £ 4,2). При варьировании
риментальных Nj
долговечностей при малоцик-
ловом нагружении конструктивных элементов:
1 — образцы с концентрацией при сложном малоцикловом нагружении; 2 — телескопическое кольцо; 3 — цилиндрический и сферический корпуса горячего тракта ГТД; 4 — линейная часть и трой
никовые соединения магистральных продуктопро-
водов
жесткости напряженного состояния в пределах, характерных для работы материалов в зонах концентрации напряжений реальных конструктивных элементов, деформационная способность может сильно снижаться и составлять для высокопластичных при линейном напряженном состоянии материалов всего несколько процентов.
Уточненные значения деформационной способности материалов вводятся в расчет накопления повреждений в соответствии с деформационнокинетическими критериями малоцикловой прочности, правомерность чего была проверена и подтверждена на примерах испытаний образцов с концентрацией напряжений, при сложном нагружении, при расчетах сосудов давления, линейной части и тройников магистральных трубопроводов, самокомпенсирующихся труб, сильфонных компенсаторов, гибких металлорукавов и др. Разброс накопленных повреждений лежит в пределах двукратного по числу циклов (рис. 28).
Методы определения долговечности изложены выше для температур, при которых реологические эффекты практически отсутствуют. При этом с повышением температур, как правило, незначительно изменяются характеристики статической прочности и пластичности, а также долговечности при циклическом нагружении. Исключение составляют материалы, подверженные интенсивному
Сопротивление при малоцикловом нагружении
55
деформационному старению, у которых в диапазоне температур старения прочность повышается, пластичность уменьшается, а кривая усталости сдвигается в область меньших чисел циклов до разрушения.
Процессы деформационного старения при на-фужении за пределами упругости проходят достаточно быстро, так что статическое разрушение с варьируемой длительностью дает одни и те же характеристики прочности и пластичности при временах, превышающих 5—10 мин. В табл. 5 и 6 для стали 22К приведены характеристики прочности и пластичности в диапазоне времен разрушения 1,5—105 мин и сопротивлению усталости при жестком нагружении с частотами нагружения 1 и 0,1 цикл/мин в условиях нагрева до температуры деформационного старения (270 °C).
Расчет на прочность в рассматриваемых условиях необходимо проводить с использованием данных, полученных при рабочих температурах с учетом временных параметров нагружения. При этом для изделий, работающих в диапазоне температур, охватывающем температуры деформационного старения, расчет в запас прочности ведут по минимальным характеристикам.
5. Зависимость механических свойств стали 22К от времени до разрушения
Скорость перемещения захвата, мм/мин Время раз-рушения, мин °пц °в %
Ml Па
5 1,5 113 376 45,1
0,5 14 135 433 45,9
0,05 105 115 425 46,9
6. Показатели долговечности при нагружении стали 22К с варьируемой скоростью нагружения
Параметр испытания Размах циклической деформации, %
3,16 3,0 1,45 1,54
Скорость перемещения захвата, мм/мин 5 0,5 5 0,5
Общее время до разрушения, мин 315 2640 896 8658
Число циклов до разрушения 291 269 1059 963
Рис. 29. Долговечность при малоцикловом нагружении аустенитной коррозионно-стойкой (а) и низкоуглеродистой (б) сталей при температурах 350 и 300 "С соответственно
В условиях, когда временные эффекты слабы, сопротивление малоцикловому разрушению при жестком неизотермическом нагружении не зависит от формы цикла нагрева [4, 15]. Характерные кривые усталости теплоустойчивой стали и стали 22К при постоянных повышенных температурах, а также при неизотермическом нагружении приведены на рис. 29. В пределах разброса данных все экспериментальные точки для каждой из сталей образуют свою единую кривую малоцикловой усталости.
Расчет напряженно-деформированного состояния элементов конструкций необходимо проводить с учетом формы цикла нагружения и нагрева. Возникновение термических напряжений в конструкциях существенно зависит от распределения температур по поверхности и сечениям элементов. Форма цикла нагрева влияет на кинетику формирования температурных полей и уровень термических напряжений.
2. СОПРОТИВЛЕНИЕ ДЕФОРМИРОВАНИЮ И РАЗРУШЕНИЮ ПРИ ДЛИТЕЛЬНОМ МАЛОЦИКЛОВОМ И НЕИЗОТЕРМИЧЕСКОМ НАГРУЖЕНИИ
Уравнения состояния, диаграммы деформирования. Эффективным методом построения уравнений состояния при циклическом нагружении является подход, основанный на работах А.А. Ильюшина и В.В. Москвитина, в которых показано, что возможно использование конечных соотношений между напряжениями и деформациями.
56
Расчеты на прочность при малом числе циклов нагружения
Рис. 30. Диаграмма длительного малоциклового деформирования при нагружении с выдержками и без выдержек соответственно при растяжении и сжатии:
1,4 — мгновенное деформирование; 2,5 — нагружение с умеренной скоростью; 3, б — деформирование с выдержками
Рис. 31. Зависимость необратимых деформаций от числа полуциклов нагружения в четных (а) и нечетных (б) полуциклах при нагружении с выдержками 5 мин (сталь 15Х2МФА, t - 550 'С): 1,4— для суммарной необратимой деформации; 2, 5 — для необратимой деформации активного деформирования; 3, б — для необратимой деформации ползучести на этапе выдержки
Развитием указанных методов в области повы шейных и высоких температур явилось введени! изоциклических и изохронных диаграмм длителъ кого малоциклового деформирования [4, 5, 15] Исследования сопротивления высокотемпературно му малоцикловому деформированию позволил! сформулировать, что в каждом полуцикле на учас тке активного нагружения можно использовал зависимости, характерные для статической ползу чести в соответствии с теорией Работнова [24] При этом основная особенность диаграммы дефор мирования с проявлением временных эффекта состоит в том, что циклические изохронные кри вые (по параметру времени) образуют при задан ном режиме нагружения единую зависимого между напряжениями и деформациями, отсчиты ваемыми от момента перехода через нуль и напр» жений.
Таким образом, диаграмма длительного мало циклового деформирования конструкционной материала образуется на основе диаграмм малоциклового нагружения, получаемых в условиях исключающих проявление временных эффектов* изоциклических кривых, а также изохронны кривых, отражающих влияние времени и ползу чести при высокотемпературном деформировании На рис. 30 приведена диаграмма длительного mi лоциклового деформирования для к — 1 и к полу циклов нагружения, отражающая изложенну! выше модель. Изоциклическая диаграмма дефор мирования построена в координатах 5 — е, изо хронные кривые — в координатах о — е. Пр мгновенном нагружении (линия /) временны эффекты не проявляются. Активное нагружени (линия 2) сопровождается временными эффекта ми. Для текущей необратимой деформации можн записать уравнение
= F(S)Fl(k)F2(T) ♦
* Ф(о)Ф1(к)Ф2(Т)Ф3(Та). 05
При этом напряжение в четных и нечетных полу циклах нагружения соответственно
о(2*> . s(2k-l) _ о(2к-1) и а<2*+1> = $<2*> _ о<2*)_
На рис. 31 приведены значения необратимы деформаций за полуцикл при нагружении обра
Сопротивление при малоцикловом и неизотермическом нагружении
57
цов из стали 15Х2МФА с выдержками. Функции F। (к) и Ф} U) близки между собой, т.е. необратимые суммарные деформации (7), активного нагружения (2) и деформации ползучести (3) изменяются с числом нагружений подобно. Таким образом, (25) можно записать:
=£1«)^<Т)[Л5) * (26)
* Ф(о)Ф3(Тв)].
При этом в первом приближении принимается, что функции и Ф2<77 могут быть выражены одной зависимостью. Уравнение (26) справедливо на участке нагружения, а при разгрузке - 0.
В уравнении (26) функции напряжений и числа полуциклов напряжения для заданной температуры определяют по мгновенным кривым циклического деформирования, получаемым при непрерывном циклическом деформировании со скоростями нагружения, исключающими влияние общей продолжительности* деформирования, т.е. /^(Т).
Вид функций напряжений Г(5) и Ф(о) определяется мгновенной диаграммой статического деформирования для рассматриваемой температуры, причем/($'*'/2) -/(а).
Выражение в квадратных скобках (26) определяет необратимую де^юрмацию в первом полуцик-ле нагружения через сумму упругопластической деформации и деформации ползучести, накопленной при напряжении o(S/2 - о) в исходном статическом нагружении. По экспериментальным данным, вид функции и значение постоянных сохраняются теми же, что и для повторного нагружения при нормальных, повышенных и высоких температурах в условиях нагружения без выдержек [1]:
= F(S)Fi(k)F2<T), <27>
где fj (к) - \/ка или T^Gt) - exp [₽(£— 1)].
Подтверждается линейная связь необратимых деформаций нулевого и первого полуциклов (рис. 32 и 33).
«<П-Ле<в). (28)
р р
Таким образом, выражение для необратимой деформации
= ер >Fi(k)F2(T), <29)
где «р ' определяется в соответствии с (28) вели-чиной необратимой деформации в нулевом полу-
Рис. 32. Зависимость необратимых деформаций в первом полуцикле от степени исходного деформирования для стали 12Х18Н9 (7 - 650 вС): • — активное нагружение без выдержки; х, о — нагружение с выдержкой соответственно 1 и 5 мин
Рис. 33. Зависимость необратимых деформаций в первом полуцикле (сплошная линия) (1) и коэффициента р (штриховая линия) от исходного деформирования для стали 15Х2МФА (7 -- 550 ’С) при выдержке 5 мин (7, 3) и без выдержки (2, 4)
цикле ер по диаграмме статического деформирования, отражающей наличие или отсутствие временных эффектов.
Коэффициенты а, р функции T^U), характеризующие интенсивность процесса циклического упрочнения или разупрочнения, также зависят от степени исходного нагружения, определяемой условиями деформирования соответственно по мгновенной или изохронной диаграмме (рис. 33).
58
Расчеты на прочность при малом числе циклов нагружения
Рис. 34. Кривые деформирования при длительном малоцикловом и статическом нагружениях (о-в) и кривая релаксации напряжений в условиях жесткого режима с выдержкой нагрузки (г):
1 - мгновенное статическое деформирование (для исходного полу цикл а, Т_ - 0), 2—4 - статическая ползучесть; 5-7 - мгновенное циклическое деформирование для полуциклов соответственно к - 1,2 3,5 — изоциклическое деформирование для Л-го полуцикла; 9—12 — циклическая ползучесть (изохронные кривые) в к-м полуцикле для выдержек
Свойства материала при циклическом нагружении за пределами упругости в основном определяются суммарной деформацией в целом независимо от причин их накопления.
Существенную роль в описании процесса длительного малоциклового нагружения играет функция ^(D, отражающая влияние общего времени деформирования. Предполагается, что деформационные свойства не находятся в прямой зависимости от скорости деформирования, а основное значение имеет время деформирования. Принимается также, что функция не зависит от формы цикла нагружения и может быть получена экспериментально как при циклическом нагружении с варьируемой частотой испытания, так и при нагружении с высокотемпературной выдержкой под нагрузкой и без нее.
Функцию времени приближенно можно выразить уравнением
F2(T) = 1/(1 ♦ аТп). (30) где а и п — постоянные, зависящие от температуры испытания.
Функцию Фз(Тв), учитывающую накопление деформаций ползучести в исходном нагружении на этапе выдержки, записывают с использованием подобия изохронных кривых статической ползучести в форме, аналогичной зависимости (30):
Ф3(ТВ) = 1/(1 * стД (31)
где с и d — постоянные, определяемые для различных температур при обработке экспериментальных изохронных кривых или с использованием мгно
венной диаграммы деформирования и кривых ползучести.
Применение (31).для описания изохрон исходного нагружения в условиях длительного малоциклового нагружения сталей 12Х8Н9 (650 "С) и 15Х2МФА (550 ’С) показало, что d - 0,3, с - 0,1 и d - 0,33, с - 0,16 соответственно для сталей 12Х8Н9 и 15Х2МФА.
Постоянные в (30) для стали 12Х8Н9, полученные по результатам испытаний с варьируемой частотой нафужения, равны: а - 0,0035, п - 0,575 (500 ’С); а - 0,0125, п - 0,6 (600 ’С); а - 0,0225, и-0,625 (700 ’С).
Рассмотренные закономерности длительного малоциклового деформирования позволяют на основе приведенных уравнений записать выражения для изохронных кривых циклической ползучести при заданном числе полуциклов нагружения по параметру времени г™ - S™/E (в пределах упругой разгрузки) и
eU) , t Fl(k)F2eniF(S) + (32) + ф(а)Ф3(Тв)].
(при деформировании за пределами упругости и в условиях временных эффектов).
Схема изохронных кривых статической ползучести показана на рис. 34, о—г. Семейство изо-циклических кривых при Тв - 0, что соответствует случаю отсутствия ползучести, приведено на рис. 34, б. Изохронные кривые циклического деформирования представлены на рис. 34, в. Изохронные кривые для данного полуцикла деформирования зависят от режима предыдущего цикли-
Сопротивление при малоцикловом и неизотермическом нагружении
59
Рис. 35. Рассчитанные по уравнению (36) изохронные кривые статической ползучести на этапе
Рис. 36. Изохронные кривые статической и циклической ползучести стали 12X18Н9Т (а, б) и 15Х2МФА (в, г):
а, в - к - 0; б — к - 4; г — к - 19; 1, 5, 9 и 1 Г, 2 и 6; 3, 7, 10 и 12; 4 и 8 — соответственно для выдержек 0,25; Г, 5; 50 мин
ческого нагружения. Это проявляется прежде всего через функцию общего времени деформирования, частоту активного нагружения и выдержку.
При определенных условиях, когда деформация ползучести является преобладающей, (32) представляет изохронные кривые длительного малоциклового деформирования, которые в первом приближении могут быть построены в координатах о - е. На рис. 35 показано соответствие расчетных и экспериментальных изохрон исходного нагружения для стали 12Х18Н9Т при 650'С и стали 15Х2МФА при 550 "С. Расчет выполнялся с ис
пользованием указанных выше параметров уравнений.
Изохронные кривые циклической ползучести для стали 12Х18Н9Т (650*0 приведены на рис. 36, а и б. Кривые для времени 0,25 мин соответствуют активному нагружению без выдержки и, по-видимому, близки к кривым мгновенного нагружения, когда время в цикле может не учитываться. Эти кривые для различных чисел циклов образуют семейство изоциклических кривых. Аналогичные данные для стали 15Х2МФА (550 *С) представлены на рис. 36, виг.
60
Расчеты на прочность при малом числе циклов нагружения
(kl
Рис. 37. Изменение 'с числом полуциклов нагружения для стали 12Х18Н9Т при изотермическом
(/—3) и неизотермическом длительном малоцикловом нагружении (4):
/, 2, 3 — соответственно при 450, 550 и 600 "С; 4 — при 125—600 "С
Таким образом, на основе рассматриваемого подхода можно описывать диаграммы длительного малоциклового нагружения, используя характеристики изоциклических (мгновенных) кривых деформирования и параметры -изохронных кривых обычной статической ползучести (32).
Записанное для наиболее общего случая длительного малоциклового нагружения (32), характеризующее сопротивление деформированию при наличии в цикле выдержек, сохраняет свою структуру и для более простых типов нагружения. Так, если в к-м полу цикле нагружения Тв - 0, в уравнении остается только необратимая деформация, соответствующая активному нагружению. Для циклического деформирования при нормальной и повышенных температурах, когда временными процессами можно пренебречь !, (32)
приводится к виду обобщенной диаграммы циклического деформирования:
е(Л) = S/E ♦ = S/E + /'(S),
Особый случай представляет собой процесс в условиях переменных температур. При этом следует разделять условия неизотермического малоциклового деформирования, когда временные процессы незначительны, и условия неизотермического длительного малоциклового деформирования.
При неизотермическом малоцикловом нагружении, связь напряжений и деформаций по парамет
ру числа полуциклов можно выразить в форме (33), т.е. поверхность нагружения по параметру числа полуциклов образуется семейством диаг рамм деформирования при постоянной температуре. Для этого случая поверхность неизотермического нагружения изменяется лишь с числом циклов нагружения и в силу умеренности температур не зависит от частотно-временных параметров режимов.
В области неизотермических длительных малоцикловых нагружений для сравнительно непродолжительных циклов эффекты времени успевают проявиться не сразу. Это дает возможность сопоставить диаграммы неизотермического деформирования так же, как и при изотермическом малоцикловом нагружении. С увеличением времени неизотермического циклического деформирования параметры функции общего времени нагружения /*2 (7) начинают отличаться от параметров нагружения при постоянных температурах. На рис. 37 показано изменение необратимых деформаций с числом полуциклов нагружений при изотермическом и неизотермическом нагружениях для стали 12Х18Н9Т. С ростом числа нагружений кривая для переменных температур (125—600 'О отличается от кривой, соответствующей постоянной температуре 600 "С.
Таким образом, поверхность нагружения зависит также от температурно-временного режима предыдущего нагружения. При этом для условий выра-
Сопротивление при малоцикловом и неизотермическом нагружении
61
Рис. 38. Типичные режимы жесткого термомеханического малоциклового нагружения:
а - изотермический; б—е — неизотермические (б и е — противофазный; в и д — синфазный; г — термоусталостный)
женного влияния формы цикла нагрева расчет процесса циклического деформирования выполняют с помощью поверхности нагружения для соответствующих изотермических условий при режиме, выбранном с учетом приведения неизотермического цикла к эквивалентному изотермическому (4,5]. Это можно выполнить на основе введения эквивалентных неизотермическому по температурам и временам д еформирования режимов изотермического нагружения
е<*> . S <*>/£(/) ♦
ил (34)
Например (см. рис. 37). эквивалентной температурой для неизотермического режима 125—600 "С (частота 0,25 циклов в минуту) может быть в первом приближении температура около 525 "С в изотермических испытаниях стали 12Х18Н9Т.
Прочность при длительном и неизотермическом малоцикловом нагружении. С ростом температур усиливается влияния температурно-временных характеристик цикла нагружения и нагрева как на поля деформаций, так и на механические свойства материалов.
В эксплуатационных условиях реализуются различные режимы термомеханического нагружения, которые обычно при расчетах и в экспериментах заменяют схематизированными. При этом
типичные сочетания циклов нагрузки и температуры для мягкого и жесткого режимов нагружения можно представить в виде, показанном на рис. 38. Экстремальные значения температуры и нагрузки приняты совпадающими, что обусловливает, как правило, наиболее сильные повреждения при длительном малоцикловом и неизотермическом нагружениях.
Основные параметры режима термомеханического нагружения—длительность циклов нагружения и нагрева, наличие выдержки под нагрузкой в полуциклах, а также температурной выдержки; уровень циклических температур, и характер их изменения — сочетание циклов нагрева и нагружения, степень их фазности и др. При этом как контрастные различают противофазный и синфазный режимы неизотермического нагружения.
Для противофазного режима (см. рис. 38, б) характерно сочетание циклов температуры и деформации, при котором в полу цикле растяжения достигаются минимальные температуры, а в полуцикле сжатия — максимальные, причем экстремальные значения деформаций и температур совпадают во времени. Обратному сочетанию циклов соответствует синфазный режим малоциклового нагружения (см. рис. 38, а).
Для отражения временных эффектов на стадиях достижения максимальных нагрузок и температур
62
Расчеты на прочность при малом числе циклов нагружения
Рис. 39. Температурные зависимости относительного сужения при кратковременном (сплошные линии) и длительном (штриховые) статических нагружениях образцов из жаропрочных сплавов: /—4 — ХН75МБТЮ-ВД для времени деформирования до разрушения Ту- 0,1; 1,0; 10 и 100 г соответственно; 5 — ХН56МВТЮ
Рис. 40. Изменение относительного сужения при длительном нагружении образцов из низколегированной стали 12X1 МФ (кривая /) и жаропрочных сплавов ХН75МБТЮ-ВД (кривые 2 и 3) и ХН56МВТЮ (кривая 4). Светлые точки соответствуют результатам экспериментов при переменной температуре Г, зачерненные — при постоянной Г, равной верхнему предельному значению fmax соответствующего интервала
Рис. 41. Зависимость относительного сужения образцов из литейного жаропрочного сплава: 7 — от температуры при кратковременном растяжении; 2 — от времени деформирования при длительном статическом нагружении (1000 °C)
вводят температурную выдержку при постоянной нагрузке либо циклическое деформирование осуществляют при переменных скоростях нагружения и нагрева.
При моделировании режимов термомеханического нагружения применяют и другие сочетания циклов деформации и температуры (см., например, рис. 38, дне).
Описано сравнительно ограниченное число комплексных экспериментов по исследованию закономерностей длительного малоциклового и неизотермического нагружения. Результаты исследований [5, 6] получены на жаропрочных контрастных по механическим свойствам сталях и сплавах высокой, средней и малой пластичности. При этом деформационная способность материалов исследована в условиях длительного статического растяжения при различных скоростях деформирования, длительном статическом нагружении (ползучесть), длительном малоцикловом нагружении с постоянными максимальными циклическими деформациями при стационарных и переменных температурах с варьированием времени до разрушения 0,1-500 ч.
Выявлены сложные зависимости характеристик сопротивления длительному малоцикловому и неизотермическому нагружению от пластичности материала и характера изменения ее в температурном и временном диапазоне, от режима нагружения и других факторов.
Материалы обладают широким спектром изменения характеристик пластичности в зависимости от температуры и длительности разрыва (рис. 39—41). Рассматриваемые материалы имеют весьма контрастные характеристики пластичности — от 10 до 65 %. Сплав ХН56МВТЮ и сталь 12X1 МФ имеют постоянную, не зависящую от температуры пластичность. У литейного сплава с ростом температуры пластичность снижается, а для сплава ХН75МБТЮ-ВД после прохождения минимума в районе температуры 700 °C характерен рост пластичности до температуры 900 °C.
Столь же различно поведение материалов и при вариации длительности разрушения. Деформационная способность стали 12X1 МФ остается неизменной в диапазоне времени испытаний. Литейный сплав с возрастанием времени до разрушения увеличивает пластичность с 3 до 9 %. У сплавов ХН75МБТЮ и ХН56МВТЮ по мере роста длительности до разрушения пластичность снижается, причем в диапазоне температур деформационного старения сплава ХН75МБТЮ-ВД (700 “О интенсивность процесса максимальная.
Сопротивление при малоцикловом и неизотермическом нагружении
63
Рис. 42. Кривые малоцикловой усталости сплава ХН75МБТЮ-ВД в полных деформациях для режимов нагружения:
1 и 3 — изотермических при 200 и 860 *С соответственно; 2 и 4 — неизотермических противофазного (200-860 *С) и синфазного (860—200 ’С) соответственно
Рис. 43. Кривые малоцикловой усталости жаропрочного сплава ХН56МВТЮ для режимов нагружения:
1,2 — изотермических при 200 и 930 *С соответ-свенно; 3, 4 — неизотермических противофазного (200-930 ‘С) и синфазного (930—200 ‘С) соответственно
Рис. 44. Кривые малоцикловой усталости стали 10Х11Н20Т2Р для режимов нагружения:
I и 2 — изотермических при 100 и 650 °C соответ-свенно; 3 и 4 — жесткого противофазного (100—650 *С) и синфазного (650—150 *С) соответ-свенно
Различный характер изменения пластичности дает возможность проанализировать наличие или отсутствие характерной для умеренных температур корреляции ресурса материалов при жестком малоцикловом нагружении со статической пластичностью. В общем случае отсутствует прямая зависимость характеристик сопротивления малоцикловой усталости при жестком нагружении от статической пластичности (рис. 42, 43). Так, для сплавов ХН75МБТЮ-ВД и ХН56МВТЮ с повышением температуры кривые усталости существенно смещаются в зону меньших ресурсов, хотя характеристики пластичности при этом соответствуют пластичности при минимальной температуре.
Рис. 45. Кривые малоцикловой усталости жаропрочного сплава ХН60ВТ для режимов жесткого нагружения:
7—3 — изотермического (800 ’С) при длительностях цикла т - 2; 21; 40 мин и времени нагрева Тн - 1; 4 и о — синфазного (800—200 ’С) при тц - 2 и 21 мин соответственно; 5 — противофазного (200—800 *С) при т - 2 мин
Рис. 46. Кривые малоцикловой усталости литейного жаропрочного сплава для режимов нагружения:
I — изотермического при 1000 ‘С; 2 и 3 — противофазного (200—1000 °C) и синфазного (1000-200 “О
64
Расчеты на прочность при малом числе циклов нагружения
л)
Рис. 49. Кривые малоцикловой усталости литейного жаропрочного .сплава при режиме жесткого нагружения:
7—3 — при длительности цикла 2 мин и температурах 1000, 200 и 700 ’С соответственно; 4 и 5 — при длительностях цикла 14 и 112 мин
Рис. 47. Кривые малоцикловой усталости коррозионно-стойких сталей 15Х18Н12С4ТЮ (а) и 12Х18Н9 (б) для режимов нагружения:
7, 7 — изотермического при температуре 600 °C; 5, 6, 8, 9 — изотермического при температурах 500, 550, 650, 700 °C соответственно; 2, 4, /0, 77 — синфазного (600—200 "С, 700—200 “С, 700—150 "С, 650—150 ’С соответственно); 3 — противофазного (200*600 °C)
Рис. 48. Кривая усталости низколегированной стали 12X1 МФ для режимов нагружения:
1 — изотермического (500 “О; 2 и 3 — синфазного (500*100 °C) и противофазного (100*500 ’С) соответственно
Для литейного сплава (хотя при температуре 1000 °C пластичность сплава увеличивается с ростом длительности испытания на разрыв) соответ-
ствующего повышения долговечности не происходит в случае снижения частоты малоцикловых испытаний (рис. 44). Кривые усталости, полученные в диапазоне длительностей цикла от 2 до 112 мин, показывают обычное снижение сопротивления малоцикловому деформированию.
В то же время для сталей 12Х1МФ и 12Х18Н9 (рис. 45 и 46) кривые усталости соответствуют характеру изменения пластичности с температурой. Кривые усталости в широком диапазоне температур укладываются в узкой полосе рассеяния данных, что коррелирует с постоянством характеристик пластичности этих материалов.
Для неизотермического нагружения характер смещения кривых усталости в зависимости от уровня максимальных температур цикла и режима неизотермического нагружения (синфазное, противофазное) также оказывается сложным. Прежде всего типичным является наличие максимально повреждающего режима неизотермического нагружения. Так, для большинства материалов кривые усталости при синфазном нагружении оказываются смещенными в область меньших ресурсов, и это смещение может составлять От нескольких раз до одного порядка и более по числу циклов до разрушения (см. рис. 42—47). Некоторые материалы вместе с тем не обнаруживают отмеченную зависимость. В качестве примера на рис. 48 представлены соответствующие данные для стали 12Х2МФ.
Для всех рассмотренных материалов кривые усталости, полученные при противофазном неизотермическом нагружении, достаточно систематически совпадают с кривыми усталости для максимальной температуры цикла при изотермических испытаниях.
Характерная для нормальных температур достаточно четкая зависимость характеристик сопротивления длительной малоцикловой и неизотерми-
Сопротивление при малоцикловом и неизотермическом нагружении
65
Рис. 50. Разброс суммарных накопленных повреждений при изотермическом и неизотермическом режимах малоциклового нагружения
ческой усталости от деформационной способности материала не подтверждается (см. рис. 39—49). Это свидетельствует о сложности происходящих явлений.
Один из возможных подходов к расчету ресурса - получение зависимостей, инвариантных к рассматриваемым факторам. Такую зависимость удается получил» [4, 5, 22] на основании деформационно-кинетического критерия при неизотермическом нагружении в форме
N! ef
f dN t f de „ j (35) 1 Q e/^,tvaP
Nf . Г dN
где — число циклов до разрушения по моменту образования трещины, определенное при заданном размахе циклической деформации по кривой усталостного разрушения в условиях длительного жесткого нагружения с учетом частоты (времени) нагружения.
Квазистатическое повреждение, накопленное в материале в процессе циклического нагружения, может быть оценено как
где е — деформация, односторонне накопленная в процессе статического и циклического нагружений.
Методику определения доли повреждений на основании деформационно-кинетического критерия длительной малоцикловой и неизотермической прочности см. [5]. Кривые изменения суммарного повреждения независимо от режима жесткого нагружения укладываются в достаточно узкой полосе разброса (рис. 50). Последнее обосновывает оценку ресурса деталей при высоких переменных температурах с использованием критерия прочности в форме (35).
где ^.(T,tyar) — ресурс, определяемый по кривой усталости при заданной в цикле деформации жесткого нагружения с учетом частоты (времени) и формы циклов термомеханического нагружения; еу(Т, ^аг) — предельная пластическая деформация при монотонном или длительном статическом неизотермическом нагружении (деформационная способность материала).
Долю усталостного повреждения [первое слагаемое (35)) определяют по кривой усталости. При заданной комбинации циклов нагрузки — температуры долю квазистатического повреждения (второе слагаемое) определяют ца основании зависймости относительного сужения от формы циклов нагрузки и температуры. Частным случаем являются условия при постоянстве температур.
Накопленное усталостное повреждение при длительном малоцикловом нагружении:
3 Зак. 1113
3. РАСЧЕТЫ НА ПРОЧНОСТЬ ПРИ МАЛОМ ЧИСЛЕ ЦИКЛОВ
НАГРУЖЕНИЯ
Общие положения. Расчет [15, 20] распространяется на действие механических и тепловых нагрузок в диапазоне числа циклов нагружения до 1Сг, расчет выполняют в качестве поверочного.
Несущую способность элементов конструкций при циклическом нагружении по условиям образования малоцикловых трещин определяют либо по предельным местным деформациям (напряжениям) для чисел циклов, равный эксплуатационным, либо по предельным числам циклов для деформаций (напряжений) от эксплуатационных нагрузок. Предельные состояния могут создаваться в зонах концентрации напряжений — от силовых и температурных нагрузок, вне зон концентрации — от действия местных температурных напряжений и
66
Расчеты на прочность при малом числе циклов нагружения
напряжений компенсации в компенсирующих устройствах.
В расчетах несущей способности учитывают число циклов нагружения, температуру, асимметрию цикла деформаций (напряжений), нестацио-нарность нагружения, уменьшение пластичности при технологических и монтажных операциях или деформационном старении, наличие сварных швов и др.; в этих расчетах не учитывают повышение прочности в результате деформационного старения, коррозию, фактическую последовательность режимов нагружения. Метод не распространяется на расчеты циклической прочности на стадии развития трещин.
Расчет для заданных условий эксплуатации проводят по критериям квазистатического и усталостного разрушения. Квазистатические разрушения возникают вследствие накопления односторонних пластических деформаций, равных деформациям при однократном статическом разрушении. Усталостные разрушения происходят вследствие накопления усталостных повреждений.
Несущую способность по долговечности и деформациям (напряжениям) рассчитывают на основании анализа общих и местных деформаций (или напряжений) с использованием расчетных кривых усталости или малоцикловых испытаний лабораторных образцов, а также оценивают по результатам испытаний моделей узлов или натурных элементов конструкций.
Максимальные температуры цикла, при которых проводят оценку несущей способности элементов конструкций, 450 *С для аустенитных хромоникелевых сталей и 350 *С для углеродистых и низколегированных сталей. Указанный метод оценки несущей способности не распространяется на случаи возникновения деформаций ползучести.
Местные деформации определяют по данным упругого или упругопластического расчета или по данным измерений деформаций на моделях и на натурных конструкциях для заданных эксплуатационных нагрузок. При расчете местных деформаций используют кривые (диаграммы) циклического деформирования или расчетные кривые статического деформирования.
В результате расчета прочности при малоцикловом нагружении определяют коэффициенты запаса прочности по деформациям (напряжениям ) и по долговечности.
Выбор более низких значений запасов прочности должен быть обоснован более точными методами
расчета и испытаниями модельных или натурных элементов.
Расчетные нагрузки, напряжения, деформации и температуры. Определения расчетных параметров приведены ниже.
Рабочий цикл — изменение во времени основных параметров (давления, температуры,деформаций и напряжений) от одних крайних значений до других и обратно.
Расчетная температура — максимальная температура рассчитываемого элемента для заданного цикла.
Режим нагружения — процесс изменения деформаций (напряжений), характеризуемый определенными уровнями расчетной температуры и циклических деформаций (напряжений).
При принятых расчетных нагрузках и температурах определяют напряжения и деформации статического нагружения. При этом местные деформации е могут быть выражены в условных упругих напряжениях о при расчетной температуре.
Расчет проводят в. циклической постановке. Если при решении задачи о повторных нагружениях размахи приведенных деформаций (напряжений) превышают удвоенный предел текучести, их находят экспериментально или расчетом с использованием диаграмм циклического деформирования. При отсутствии диаграмм циклического упругопластического деформирования в расчет вводят условную диаграмму циклического деформирования, получаемую удвоением значений деформаций и напряжений, взятых по кривой статического растяжения при расчетной температуре.
При известных из расчета или эксперимента главных деформациях вр е2, ез (ej * е2 * е3) и главных напряжениях ор о2, приведенные деформации (напряжения) определяют по теории наибольших касательных напряжений (или энергетической теории прочности). Если расчетные упругие деформации (напряжения), вычисленные при значении коэффициента Пуассона ц - 0,3, превышают предел текучести, то их определяют при значении коэффициента:
для зон концентрации напряжений ц - 0,5 -— 0,2(oq 2/<>е); вне зон концентрации ц - 0,5 -
Приведенные циклические деформации (напряжения) и соответствующие им числа циклов нагружений устаналивают по данным об эксплуата-онных мехнических и температурных нагрузках. Для каждого расчетного цикла нагружения уста
Расчеты на прочность при малом числе циклов нагружения
67
навливают также расчетные температуры. При определении приведенных деформаций (напряжений) необходимо учитывать направления и значения нормальных и касательных составляющих напряжений, линейных и сдвиговых деформаций; при этом предварительно выбирают систему и направления осей координат.
На основании анализа условий эксплуатации: составляют последовательность работы и для принятой последовательности расчетом в упругой постановке определяют значения трех составляющих нормальных напряжений и линейных деформаций и трех составляющих касательных напряжений и сдвиговых деформаций без учета концентрации напряжений, по которым определяют значения главных деформаций и главных
напряжений ор <*2» °з*
Главным напряжениям и деформациям для одного из режимов (например, пуска или стационарного) присваивают индексы /, /, к\
Для зафиксированных главных площадок i, /, к строят зависимость изменения деформаций
?£ и напряжений Ор оу, а^ при последующих расчетных режимах;
для моментов времени тр Т2» •••> тв» соответ“ ствующих достижению экстремальных значений деформаций и напряжений в заданном z-м режиме: 6; , €; , €; . , €; . , .
‘max /max ‘min /min *max *min ‘max ‘min /max /min *max *min определяют текущие значения деформаций еу, и напряжений Ор Оу, и приведенные деформации и напряжения (их алгебраические значения):
е,- — е,-, в: — еь, е; — еь,
‘max / ‘max К К
О: — О», О; — GL. С: — 0Ь.
‘max / ‘max * / К
при tj;
e'min- еГ e'min- ek' ei ~ e/c'
as . —- as. as . — ol, as — аь. ‘min / ‘min * / *
при т2;
eC • , € lr € if €j € if
*min ‘ *min / ‘ /
ox. aif аь o«, o> a if
*min ‘ *min / 1 /
при тв;
строят зависимость приведенных деформаций и напряжений от времени для всех режимов;
по временным зависимостям определяют максимальные размахи приведенных деформаций и напряжений для каждого полу цикл а;
2<еа)пр = ^ei “ e/)max “ ^ei “ е/)пшг
2<°а)пр = “ °/^max “ “ °/^min;
2<ea)np = ^ej “ ePmax “ ^ej “ ePmin;
2<°a)np = “ °Pmax “ “ oPmin’»
^tea^np = ^ek “ e?max “ ^ek ” ePmin’»
2<°a)np = ^°k “ °?max “ ^°k ” °Pmin‘» при этом максимальные (emax)np и (omax)np, a также минимальные <^mjn>np и <<*mjn)np приведенные деформации и напряжения
<°max)np = (°i " °/max» “ °Ртах»
<°/ “ °Ртах *
(°тйРпр = ~ °pmin» ~~ °Pmin»
<<7 “ %>min * 0
Для многих элементов конструкций и деталей машин (при одноосном и плоском напряженных состояниях в стержнях, пластинах и оболочках) вторым положительным главным напряжением (деформацией) можно пренебречь.
Рассчитанные максимальные ^етах^пр и (отах)пр’ а также амплитудные (еа)пр и (оа)пр значения деформаций (напряжений) от механических и температурных нагрузок для каждого полуцикла нагружения определяют на основании анализа их изменения во времени и используют в дальнейших расчетах, если они не превышают пределов текучести при расчетной температуре. В противном случае приведенные деформации (напряжения) находят из упругопластического расчета.
Определяя приведенные местные деформации (напряжения) по данным расчетов или по данным испытаний при эксплуатационных f-x режимах нагружения получают значения деформаций с учетом эффекта концентрации. Циклическую прочность определяют по указанным выше местным деформациям (напряжениям).
При отсутствии экспериментальных данных о значениях местных напряжений и деформаций в зонах концентрации в расчет вводят коэффициенты деформаций Ке (условных упругих напряже
68
Расчеты на прочность при малом числе циклов нагружения
ний Ко), равные приведенным теоретическим коэффициентам (ao)n0 концентрации напряжений.
Для нахождения приведенных теоретических коэффициентов концентрации («о)Пр для каждой из составляющих главных напряжений ор оу, используют соответствующие теоретические коэффициенты концентрации напряжений аа., ao,t аа^ с учетом того, что для равномерно распределенных и линейно распределенных напряжений изгиба коэффициенты напряжений аа., ao.,ao^ различны, как и теоретические коэффициенты концентрации температурных напряжений (аа.)р (ао.);, (ao^)^ для главных напряжений от температурных нагрузок. Последние определяют расчетом по коэффициентам концентрации напряжений
aa -’ aa^ Для условий равномерного одноосного растяжения, учитывающих влияние градиента температур по толщине, с использованием приближенной формулы
(«о.) = 1 ♦ 9г(«о. -1).
где qt — коэффициент, равный: 1 — для напряжений, обусловленных равномерно распределенной составляющей температурного поля; 0,5 — для напряжений, обусловленных линейно распределенной составляющей температурного поля.
Для напряжений, обусловленных нелинейной составляющей температурного поля и получаемых вычислением линейно распределенных напряжений, коэффициент принимают равным: 0,3 — при распределении температур в зоне рассматриваемой точки по квадратной параболе; 0,15 — по кубической параболе; 0,08 — по параболе четвертой степени; 0 — по параболе более высоких степеней.
Определив суммарные приведенные местные деформации (напряжения), получаемые на основе указанных выше компонентов и теоретических коэффициентов концентрации напряжений, и отношение их к соответствующему суммарному приведенному напряжению, устанавливают значе-ние
При образовании в зонах концентрации упругопластических деформаций коэффициент концентрации деформаций определяют приближенно:
‘ <“0>пр/К» =
где Ка — коэффициент концентрации напряжений в упругопластической области (при упругих деформациях Ка - ао). Формула для Ke<KQ ) при
менима при (%)пр s 3,5. При больших значениях («о)Пр эта формула дает результаты в запас прочности.
При определении максимальной местной деформации цикла <£тах)Пр и амплитуды местной деформации (еа)Пр следует принять соответственно
t t
к = °0*2 = °0Д
^^шах^пр /о* > и (ошах'пр
или
t t
к = a°»2 = ao»2
£(еа>пР (<)пр’
f л ^тах *min. _ .
где <Jq j " 0,5(oq2 “ °0 2 “Ри ЭТ0М * *
£ Ко £ (“(Рпр’ Если 8 зонах концентраций расположены сварные швы, то в формуле для Ko Oq 2 принимают для металла шва, но оно не должно быть выше значения предела текучести для основного металла.
Для уточненной оценки (с учетом упрочнения материала в упругопластической области)
к‘(во>пР1!Т^-1 °0,2
<а<Рпр»
= к* =
где еПр£^ - (о )пр — приведенное напряжение (амплитуда и максимальное без учета концентрации напряжений), К — коэффициент (табл. 7), зависящий от (ао)Пр и показателя упрочнения п№ при статическом нагружении (нулевой полуцикл).
Показатель (табл. 8) определяют в зависимо t / t
мости от сужения и отношения °q 2' % • ПРИ‘ нимаемого максимальным в интервале температур цикла.
Если при определении эксплуатационных мес-
тных деформаций и (или напряжений ♦э *э.
°шах и °а в У0710™™ повышения градиентов
напряжений с учетом К - К - (аЛ)_ получают СТ О и Пр
етя*Е * " °mL < °П 2» ея Е * " °я < °П 2» то шах шах 0,2' а а 0,2*
коэффициент концентрации Ке - Кд , для опреде-
Расчеты на прочность при малом числе циклов нагружения
69
7. Значения коэффициента К
(“<?Пр Показатель упрочнения
0,3 0,25 0,18 0,13 0,07 0,04 0,0
1,5 0,26 0,32 0,38 0,44 0,48 0,53 0,64
2,0 0,32 0,38 0,45 0,50 0,55 0,60 0,70
3,0 0,31 0,37 0,43 0,50 0,56 0,65 0,70
5,0 0,29 0,35 0,42 0,51 0,57 0,68 0Л5
8. Значения показателя
г , t °0,2/ов л ♦/
10 20 30-60
0,3 0,29 0,27 0,35
0,5 0,21 0,17 0,19
0,7 0,11 0,11 0,13
0,9 0,05 0,06 0,07
0,95 0,02 0,03 0,04
1,0 0,00 0,00 0,00
Примечание. Отношение °q 2^% допускается принимать для температуры, соответствующей окончанию полуцикла нагружения.
пения местных деформаций „(oZL )t или
Шоа Шоа
, для которого выполняется указанное условие, вычисляют из соотношений
где / — коэффициент чувствительности материала к концентрации напряжений (q $ 1);
°0,2 “ °-1
х [<“о^препр^ f ~ °_1 1-
Коэффициент q не зависит от асимметрии цикла напряжений.
Коэффициент q в зависимости от относительного градиента напряжений и отношения <*q 2^% ста“ ли принимать для зон концентрации равным:
для зон концентрации у галтелей, выкружек, опорных устройств корпусов, патрубков, у отверстий для болтов и шпилек крепления крышки к корпусу, у отверстий в крышке и днище и т.д. q - 1 при радиусах закругления более 40 мм для
°0 2^°в " 0»4+0»8‘»
0,9; 0,95; 1 — при радиусах закруглений в пределах 10—40 мм для отношений ©q 2^% соответ~ ственно 0,4; 0,6 и 0,8;
0,7; 0,8 и 0,9 — при радиусах закруглений
4—10 мм для отношения °q2^°b соответсвенно 0,4; 0,6 и 0,8;
0,3; 0,6 и 0,8 — при радиусах ^закругления менее 1 мм для отношения ©q 2^% соответственно 0,4; 0,6 и 0,8.
При других значениях отношении °q 2'% Ра‘ диусов закругления величина q устанавливается линейной экстраполяцией.
При определении максимальных (*тах)пр или (°тал > и амплитудных (еа)пр или (о*Э)пр местных деформаций от силовых и температурных нагрузок для зон концентрации соответствующие значения напряжений умножают на соответствующие им коэффициенты концентрации.
Если амплитудные или максимальные приведенные деформации (или напряжения) цикла превышают предел текучести ^2(°о,2) ’ т0 ^шах^пр [или (отах)пр1 и (еа)пр [или (о*)пр] должны быть определены по упругопластическому расчету. При этом используют диаграмму статического (для исходного нулевого полу цикла) или циклического (для последующих полуциклов) деформирования. Значения (^1^, и (оа)пр находят по результатам вычислений размахов деформаций в полуциклах нагружения, составляющих принятую последовательность режимов работы при эксплуатации.
Диаграммы статического деформирования в координатах получают по данным статических испытаний лабораторных образцов при растяжении или расчетом по формулам
о = eEt при е $ (fyE
о = oT(e/eT)w при e o^lE1,
e - деформация при статическом нагруже-
где
нии; — предел текучести (пропорциональное-
70
Расчеты на прочность при малом числе циклов нагружения
ти) с допуском на пластическую деформацию 0,02 %; ет — деформация предела текучести (е? - о^/Е Ь ; — показатель упрочнения.
Показатель упрочнения
(0) п -с Xi{Sk,at(),^
т =0,75—-------------------!-------------
lg In 100 +<Oq 2/£ '♦0,210-2) 100-i|y
где s£ — истинное сопротивление разрушению; определяют напряжение в шейке по данным испытаний или по формуле (для пластичных низкоуглеродистых и низколегированных сталей)
Sk = + 1Л4у/100>,
где — сужение образца в шейке.
Предел текучести находят по экспериментальным данным или расчетом:
t
°0,2
t 7 t т
(Е Г0,210 + 00,2»
1/(1-m(0))
Диаграммы циклического деформирования (в координатах в точке начала рагрузки) получают пу данным экспериментов или при е $ $ In________расчетом:
100 - Фв р
S = еЕ f при е $ S*/E f;
S = STf(e/e')mU> при e г $//Е
где S? — циклический предел текучести (пропорциональности) с допуском на пластическую деформацию 0,04 %; е^, — деформация циклического предела текучести (- S*/Е*У, п№ — показатель упрочнения при циклическом нагружении.
Значение S* находят экспериментально или подсчитывают по формуле S? - 2о*; тогда el " 2eJ; показатель - W(0)_^_, ж <°> + д т + а
где А — параметр диаграммы циклического де-
формирования; А -0,16 1
1 1 f f 1 “ •0,2/ов.
; при
* 0,8 допускается (в запас прочности) в принимать равным т' .
Характеристики сопротивления циклическому
нагружению устанавливают для расчетных температур (с учетом температурных зависимостей), модуля упругости Е*, предела текучести Од 2 и вРе‘ менного сопротивления </, относительного суже-
ния фу и предела выносливости <j_|. При расчете конструкций из материалов с пониженной пластичностью в интервале эксплуатационных температур (при температурах деформационного старения), характеристики пластичности принимают в соответствии с минимальным значением фу. Уве-t t t
личение °q 2 • °в и °—1 от стаРения материала в
расчете не учитывают^
При расчете етахЕ* коэффициент асимметрии цикла деформаций
* _ D _ ~ _ emin
ет + еа ешах
°min °т “ °а D *
~ =—-------Г =Ло-
°тах °т + °а
Эту формулу применяют для коэффициента г при расчете пластической составляющей амплитуды разрушающих деформаций в зависимости от числа циклов по критерию разрушения при жестком нагружении (усталостное разрушение). Учитывая только эксплуатационные нагрузки, определяют значение
= е * — ел или о* = о** - о* ш а. щ а
где
* шах е -
i
ешах
1ешах " еа1
или
#4е шах о = i
о шах
1°шах - 2оа*1
Расчеты на прочность при малом числе циклов нагружения
71
При расчете упругой составляющей амплитуды разрушающих деформаций в зависимости от числа циклов (с учетом остаточных напряжений) для определения коэффициента асимметрии циклафг -- Ra применяют ту же формулу, что и для г . В этом случае
= = °о,2 ~ е*Е
если
^ет * еа)Е * * °0,2’ и
ew£ * = ат ~ елЕ *°о,2» если
| (ет * еа)Е * | = °0,2’
Для расчета упругой составляющей амплитуды деформаций при “ °а * °д 2 коэффициент асимметрии г - 1.
Амплитуды разрушающих деформаций в зависимости от числа циклов по критерию разрушения при мягком нагружении (квазистатическое разрушение) рассчитывают с учетом коэффициента асимметрии цикла г.
Коэффициенты гиг используют при определении разрушающих амплитуд деформаций еа (условных упругих напряжений оа) и чисел циклов; значение коэффициентов асимметрии во всех случаях при (г, г | *1 и (г, г ) < -1 принимают равным минус единице.
Остаточные деформации (напряжения) от сварки и других технологических операций ед - од учитывают при определении коэффициентов асимметрии г путем их алгебраического суммирования с деформациями (напряжениями) от нагрузок; при этом значение CqE* - erg принимают не более 0q 2 № основного металла или металла шва и в расчете используют только остаточные деформации (напряжения) растяжения.
Остаточные пластические деформации ед (независимо от их направления), возникающие после технологических операций, определяют по изменению пластичности металла экспериментально при статическом растяжении или на основании значений расчетных или экспериментально измеренных остаточных пластических деформаций.
Если на основные деформации (напряжения) ешах<°шах) и еа^°а^ от механических и тепловых нагрузок накладываются высокочастотные вибрационные напряжения с амплитудой еа (оа ) (от механических, гидродинамических и аэродинамических вибраций и от местных температурных пульсаций потоков жидкостей и газов), то вибрационные деформации (напряжения) при стационарных режимах учитывают через коэффициенты асимметрии цикла гиг. Для переходных эксплуатационных режимов вибрационные деформации (напряжения) учитывают введением коэффициентов снижения долговечности.
Определение разрушающих напряжений и долговечности. Если эксплуатационные местные
э э э э деформации (напряжения) *а(0а) и *w(<*w) от силовых и температурных нагрузок в конструкции определены экспериментально или из расчета, то независимо от циклических свойств металлов разрушающие амплитуды деформаций (напряжений) при заданном числе циклов до разрушения N или число циклов до разрушения N при заданной амплитуде деформаций ел - еа (напряжений о&) определяют по критерию усталостного разрушения (жесткое нагружение)
еа -_________!_______Ш 100 ♦
(4A0m₽ + J_L2 10°-Ф*
1 - г*
°L1 * °а
где Е* — модуль продольной упругости; ф* — относительное сужение; а_| — предел выносливости на базе 1(А а — временное сопротивление; тп — в р
характеристика металла.
Характерно гики Е^, ов, ф* как для основного металла, так и для металла сварных швов (но не выше, чем для основного металла) принимают минимальными.
Показатель степени для низкоуглеродистых, низколегированных и высоколегированных сталей с временным сопротивлением о* - 300+700 МПа принимают равным 0,5. При более высоких значениях временного сопротивления (700 £ о* £ £ 1200) В
72
Расчеты на прочность при малом числе циклов нагружения
тр • 0,5 + Кт(о*а - 700),
где Кт — коэффициент, равный 0,0002.
При отсутствии экспериментальных значений предела выностивости для указанных сталей (300 £ % * 700) принимают
Г „ t о_1 = К_1»в.
где К__| - 0,4.
При значениях с/ в пределах 700—1200 МПа
К-! = 0,4 - Кт(о[ - 700).
При о* £ 1200 МПа - фу для фу £ 30 % и ф* - 15 + 0,5фу для фу > 30 %.
Для уточненной оценки еа(о*) и N по критерию усталостного разрушения
o_j /Е 1
‘ t , Г l.r 1 ♦ °-1 ' °»-5-
1 в 1 —г
* °а Е *'
где А — характеристика свойств материала; фв — относительное сужение образца при напряжениях, равных пределу прочности; — характеристика материала, зависящая от циклических свойств и асимметрии цикла напряжений; («о)Пр — теоретический коэффициент концентрации напряжений.
Значение относительного сужения находят экспериментально или определяют по формуле
4r.At 1—°—1/ов
♦в * */—7-----i---7
Sk,a* ‘ о0,2^°в
Показатель степени
m, = 1^1(1,200 2/o' - 0,35).
(4Л0т₽ ♦ 100
1 -г*
J/E ' в а
1 ♦ Г Е» t
(4Л0 е ♦ 1 г Е
1 — г
где те — характеристика материала.
При отсутствии соответствующих данных можно принять т_ - 0,1321g(<//</ ,).
Если местные деформации е*, (напряже-* э * э
ния о& , от ) от силовых и температурных на-
грузок определены экспериментально или из расчета, то для циклически разупрочняющихся металлов разрушающие амплитуды деформаций еа при заданном числе циклов N или число циклов до разрушения N при заданной амплитуде деформаций по критерию разрушения при мягком нагружении определяют по формуле
Коэффиц иент асимметрии г принимают равным г*. если emaxE< - s о' и еаЕ‘ - о* s </.
п₽и ешах£'" °тах г °т и еа£' " °а 4 °т для
уточненного расчета можно пользоваться фор
мулой
2^а
кетах'
г = 1 -
2оа
= 1 -
(о )т 'max'
а при е Et - о* * и елЕ1 - о* -г шах шах та ат
формулой
то г = 1 — 2/temax)
emax“emin т
2 J
а ~7й7 “о)пр—1П------7
Nm' 2 100-*'
Для уточненной оценки еа(о*) и допускается применение формулы
Расчеты на прочность при малом числе циклов нагружения
73
A z ч2 1-г.
а • -тг^Чт1* 1
100 100-ф'
№ °а
т, 1 +г я*
(4Л0 е ♦ 2— Е
1 —г
При определении коэффициентов запаса за расчетные принимают минимальные значения разрушающих амплитуд деформаций еа (напряжений оа) и чисел циклов У по критериям разрушения при жестком и мягком нагружениях. Разрушающие амплитуды ^ас^°а местных деформаций для металла сварных соединений (для рекомендованных техническими условиями режимов сварки и сварочных материалов) находят экспериментально в соответствии с методическими указаниями. При отсутствии экспериментальных данных принимают
еас * 4teea<°ac = *ceab
где ва(оа) — разрушающая амплитуда деформаций (напряжений), для основного металла; <рс — «коэффициент, зависящий от сварки, сварочных материалов и термической обработки (табл. 9). Для других методов сварки, сварочных и свариваемых материалов, не указанных в таблице, значения должны определяться экспериментальным путем.
Для сварных соединений с остаточными растягивающими деформациями ед предел выносливости в уравнениях для амплитуд разрушающих деформаций определяют, предполагая симметричный цикл механических и температурных нагрузок, по формуле
°-1 с = °-i(1 - °0/о1Л
t t
где о_| и ов — предел выносливости и временное сопротивление металла сварного соединения, причем
°0 = ‘0е '• < *-1°в
Для термически не обработанных сварных соединений CqE* - од - Од j • Сжимающие остаточные
9. Значение коэффициента фс
Метод сварки Свариваемая сталь Термическая обработка
Ручная дуговая Низкоуглеродистая Без термической обработки 0,8
Низколегированная Отпуск 1.0
Аустенитнокоррозионностойкая Без термической обработки Отпуск
Автоматическая дуговая Низкоуглеродистая Без термической обработки 0,9
Низколегированная Отпуск 1.0
Электро-шлаковая Низкоуглеродистая Нормализация, отпуск
Низколегированная Закалка, отпуск 0,8
Аргоноду-говая Низколегированная Без термической обработки Отпуск 1.0
Аустенитная коррозионно-стойкая Без термической обработки Отпуск
напряжения в расчете не учитывают. Концентрацию напряжений и деформаций в сварных соединениях, обусловленную изменением геометрии, вызванной сварным швом (например, не удаленным усилением стыкового шва), учитывают в соответствии с рекомендациями данного метода расчета.
Для сварных соединений с неполным проплавлением (щелевые сварные швы) в местах сваривания тонких патрубков с обечайками, крышками, днищами или приваривания элементов жесткости и фланцев разрушающие амплитуды еа (°а ) для заданного числа циклов У получают из уравнения для амплитуд разрушающих деформаций как отношение
74
Расчеты на прочность при малом числе циклов нагружения
Рис. 51. Эффективные коэффициенты концентрации деформации для щелевых сварных швов: 1 — для низколегированных циклически разупроч-няющихся сталей (oq 2^°в > ПРИ осевом на-гружении; 2 — для низкоуглеродистых и низколегированных циклически стабильных сталей (0,4 $ i Oq 2^% * 0*^ ПРИ осевом нагружении; 3 — для аустенитных коррозионно-стойких сталей (0,3 * Oq 2^ °в * 0’6) ПРИ осевом нагружении; 4 — для указанных выше сталей при изгибе
еа = ел /К* (о* = о* IK *),
ащ ан е ащ ан о
где Ке (Ко) — эффективный коэффициент концентрации деформаций (напряжений) (рис. 51);
ел ) — номинальные деформации (напряжены ан
ния) в зоне щелевого сварного шва.
При сочетании в конструкции изгиба и растяже
ния для каждой из составляющих номинальных
напряжений используют соответствующие значения ) • При расчете щелевых сварных соединений коэффициенты запаса пе - 1,25 и nN~ 2’1-
Если элементы конструкций подвергают предварительной пластической деформации еп, то в расчетные уравнения для амплитуд разрушающих деформаций вместо характеристик пластичности
п 100 И .п 100
100-ф* 100-фу
необходимо ввести характеристики пониженной пластичности
„ 100 г . „ L 100 К Л
*п " t кп—Рп и *п ..... t кп-еп •
100-ф I 100 -фу.
где — коэффициент, зависящий от температуры предварительного пластического деформирова-
ния и типа стали (А^ * 1).
Повышение характеристик прочности °q 2 ’ °в и о__| от предварительных пластических деформаций и старения в расчетах не учитывают, но изменение отношения Oq 2^°в пРинимают 80 внимание. Для низкоуглеродистых и низколегированных сталей, склонных к деформационному
старению (в случае .предварительного пластического деформирования) А^ - 1,2. Если при неравномерных предварительных пластических деформациях возникают остаточные деформации (напряжения) ед(Оф), то их учитывают в соответствии с рекомендациями данного расчета.
Рассчитывая конструкции, изготовленные из деформационно-стареющих сталей и эксплуатиру
емые при повышенных температурах, включая температуры деформационного старения, учитывают снижение характеристик пластичности фу и ф и не учитывают повышение характеристик прочности Oq 2 • °в • В формулы для амплитуд разрушающих деформаций вводят минимальные значения характеристик ф у и ф в и соответствующие рабочей температуре характеристики °0,2’ °в'
Эффект коррозионных воздействий учитывают в зависимости от типа коррозии — общей или местной (язвенной), коррозионной среды, ее давления и скорости, а также длительности воздей
ствия, частоты нагружения и концентрации напряжений. Снижение долговечности вследствие коррозионных повреждений оценивают по экспериментальным данным. При отсутствии их долговечность для низкоуглеродистых и низколегированных сталей в коррозионной среде (при равномерной коррозии)
Л'кс = ™ - Ркс>.
где N — число циклов до разрушения, ₽кс — коэффициент влияния среды (Ркс < 1); для частот порядка 0,1—1 Гц Ркс - Kc\gN.
Расчеты на прочность при малом числе циклов нагружения
75
При осуществлении специальных мероприятий, по снижению коррозионного воздействия водной среды Кс - 0,02*0,05. При числах циклов N л IO** и воздействии водных и паровых сред без предварительной очистки Кс - 0,1. С повышением давления от 0,1 до 10 МПа при специальной водоочистке коэффициент Кс линейно увеличивается до 0,2. Уменьшение частоты нагружения на один порядок по сравнению с указанным выше приводит к увеличению Кс на 10—15 %.
10. Значения коэффициента v
Сталь V
Низкоуглеродистая 1.3
Среднеуглеродистая и низколегированная 1.8
Аустенитная коррозионно-стойкая 1.6
Наложение на основные циклы изменения деформаций еа вибрационных воздействий (от гидродинамических, механических и тепловых пульсаций) с амплитудами еа и частотами /в приводит к снижению долговечности. Число циклов до разрушения с учетом наложения вибраций оценивают по формуле
NB = W/kb,
где — коэффициент вибраций (i^ * 1), -
• (/в//)У^ав^ва^ . v — коэффициент, определяемый для материала экспериментально (у < 2) (табл. 10);
* ‘а * еав = % *
Определение прочности и долговечности деталей машин и элементов конструкции. Коэффициент запаса прочности по местным деформациям еа (напряжениям оа) для заданного режима нагружения
/ э °а
пе ~ ~ по ~ ——•
где ea(aft) — разрушающие амплитуды местных деформаций (напряжений) для эксплуатационного числа циклов N - N3 $ 10$; ef (о* Э) — амплиту-a &
да местных деформаций (напряжений) в наиболее нагруженной при эксплуатации зоне.
Коэффициент запаса по долговечности
nN = ЛГ/№.
где W — разрушающее число циклов для эксплуа-э * э
тационных уровней деформаций ел - еа (оа = оа) ® a a a
при N s 10^; N3 — эксплуатационное число циклов нагружения.
Значения коэффициентов пе(по) и устанавливают с учетом типа конструкций и машин, условий их эксплуатации и ответственности, опыта проектирования и изготовления, точности расчетов и задания исходной информации, рассеяния характеристик нагруженности и механических свойств.
Для сосудов давления, трубопроводов, корпусов, листовых конструкций, применяемых в энергетическом и химическом машиностроении, промышленности строительных материалов, в магистральных газопроводах, запасы прочности {пе, по] - 2, а 10.
Для элементов конструкций и деталей машин с высокой исходной концентрацией напряжений (щелевые сварные соединения, резьбовые соединения и др.) или испытывающих действие только высоких температурных напряжений от резких перепадов температур и по толщине стенки, можно принять {пе, по} - 1,5; - 3.
В тех случаях, когда по расчету настоящим методом не удается обеспечить запасы прочности He(%) и zijy, их снижение возможно только после проведения модельных или натурных испытаний в условиях, приближающихся к эксплуатационным.
Если испытанию подвергают натурные конструкции или полномасштабные модели, то запасы прочности при расчете по моменту образования трещин должны быть не ниже {не, по} г 1,25 и i 2,0.
При циклических испытаниях допускают форсирование режимов нагружения. При этом пересчет результатов испытаний на натурные, а также назначение режимов форсированных испытаний проводят по уравнению для разрушающих деформаций (при испытаниях не допускается увеличивать механические нагрузки более чем в 1,5 раза и одновременно местные деформации больше чем в 3 раза).
76
Расчеты на прочность при малом числе циклов нагружения
Допустимые амплитуды деформаций [еа] (напряжений [оа]) и чисел циклов [ЛП получают как минимальные из условий
[еа] = 1еаГ = ел/пе
♦ %/Et
пе {4[N}me ♦ Е*
1—г
и [У] = N/nN,
где еа(оа); N — разрушающие амплитуды деформаций (напряжений) и число циклов для разрушающих деформаций; ие(%), — запасы
прочности по деформациям (напряжениям) и ресурсу.
Вводя запасы пе - по и в уравнение для амплитуд разрушающих деформаций (напряжений), получают систему двух уравнений для определения [еа] и [V] по критерию разрушения:
„ ‘ОО
Г 1 100-ф'
[еа1 = —-------------------г- *
ГПп 1 *
пе (4[ЛГ]> ₽ * _!_£_
1-г’
о . !Е * —1
= [»*]/£';
Шп 1 + г *
«пдДЛф р * г
1 —т *
%/Е ' to’]
в а
+ = ______________________
tn л 1 + Г JJ» t
(4nN[N]) е * Е
В качестве расчетных используют минимальные значения [еа] ([ оа ]) и [ЛП в приведенных выше системах уравнений.
Для циклически разупрочняющихся сталей вводят запасы пе - по й в уравнение для амплитуд разрушающих деформаций. При этом [еа] ([ оа ]) и [ЛП определяют по критерию квазистатического разрушения как минимальные из системы уравнений:
ка,=---------
<ne[JV]) 1
п 100
100—ф*
А
П 100
[еа] -______“У"*.....
<4nN(N])m₽ + -LL
1—г
о .!Е* —1 пе[1*о£,/о'.
toa1. Е *
’Ll/£' . t
—* B1—Г
Г 1 Z1 1 —Г . v2
<лу[ЛП) 1
ш J00
100—ф*
А
о_х!Ег [o’]
Для уточненной оценки [ea] ([ oa ]) и [ЛП запасы пе - по и вводят в уравнения
ка] -
к»
100-ф *
ле (4[лп)т₽ + 2_2_ 1-г*
Для уточненной оценки [еа] ([ о& ]) и [ЛП запасы пе и вводят в уравнения:
mi м \2 1“г 1« 100 Ж
[ а1 ------О>ПРТ --------------Г
<пе[ЛП) 1 100-ф*
Расчеты на прочность при малом числе циклов нагружения
77
пе<А[Ы]™е *
г 1 <4 / \2
[«а1 •-------
(П/ДМ) 1
(4nN[N])me 1^. £‘
В приведенных выше уравнениях для допустимых деформаций и чисел циклов нагружения за расчетные принимают минимальные значения [еа]([о*])и [ЛП.
Для сварных соединений и элементов конструкций, подвергающихся предварительной пластической деформации, при определении допустимых [еа’]([аа]) и [W] учитывают снижение разрушающих амплитуд напряжений введением коэффициента фс, а также пластичности и предела выносливости, вызванными напряжениями oq. Кроме того, при расчете [еа] ([ оа ]) и [ЛП должно был» учтено снижение сопротивления разрушению от деформационного старения.
Расчетные кривые допустимых амплитуд деформаций и чисел циклов строят по рассмотренным выше уравнениям как нижние огибающие для заданных коэффициентов асимметрии гиг.
Для элементов конструкций и деталей машин, нагружаемых в соответствующем диапазоне температур при коэффициентах асимметрии г s О, т i 0 (при действии преимущественно пульсирующего давления, осевых нагрузок и изгибающих моментов) определение прочности можно провести по кривым допустимых амплитуд и чисел циклов при т - т "0. Для циклически разупрочняющихся
[б *),МПа
№•14 6 Юг2 4 610*2 4 010'2 4 01042461О>2 4 6(4}
Рис. 52. Расчетная кривая малоцикловой усталости для углеродистых сталей при температурах до 350 *С
П >0° 100-ф'
Рис. 53. Расчетные кривые малоцикловой усталости для низколегированных сталей при температурах до 350 ’С
104 4 6104 Ь 610*2 О 610*2 4 610*2 4 610*2 4 6[Н]
Рис. 54. Расчетная кривая малоцикловой усталости для хромоникелевых сталей при температурах до 450 ’С
сталей такие кривые строят при г - —Г, для эксплуатационных условий эти кривые используют без ограничения по коэффициентам асимметрии г.
Для низкоуглеродистых и низколегированных
сталей при Oq > 0»7. °в * ^50 МПа, фу 32 % и Е* - 1,95- 10$ MJIa для интервала тем-
ператур 20—350 °C и г - г - 0 расчетная кривая малоцикловой усталости приведена на рис. 52. Для углеродистых и низколегированных сталей при 0,7 * °о 2^°в * 0.9. % * 500 МПа, фу
45 % и Е* - 1,9-10? МПа для интервала температур 20—350 °C расчетные кривые малоцикловой усталости приведены на рис. 53. Эти кривые построены для различных значений коэффициента концентрации (ао)п0 и г-—1. Кривой 1 соответствует значение V«o)np * 2,5, кривым 2 — значение (<*о)по * 2,5. р
Для хромоникелевых ^аустенитных коррозионно-стойких сталей для интервала температур 20—450 °C и г - г* - 0 при Oq 2^°в * 0.7 и о' г 350 МПа, 2 45 % и Е* - 1,73 * х 105 МПа расчетная кривая усталости приве-дена на рис. 54.
Для расчетных температур, меньших, чем наибольшие в указанных выше интервалах [еа]
78
Расчеты на прочность при малом числе циклов нагружения
([ <>а 1) * допускается умножить на отношение модуля упругости при расчетной температуре к модулю упругости при наибольшей температуре интервала.
При определении циклической прочности неста-ционарность силовых и температурных нагрузок при эксплуатации на различных режимах учитывают на основании линейного суммирования повреждений:
к э £N?/[N]i -а, z=l
где W? — число циклов нагружения на i-м режи-1 л- Э .
ме в эксплуатации с деформациями е_ (напряже-♦э ® i
пнями оа ); [WL — допустимое число циклов на-а j i
гружения, определяемое по расчетным уравнениям или по расчетным кривым усталости на уровне э *э
деформаций е_ (о_ ), т.е. на уровне f-го режима; а । а ।
к — число режимов нагружения.
Условием прочности при нестационарном нагружении является неравенство а £ 1, где а — накопленное усталостное повреждение.
4. ОСНОВНЫЕ ПОЛОЖЕНИЯ РАСЧЕТА ЭЛЕМЕНТОВ КОНСТРУКЦИЙ
НА ПРОЧНОСТЬ ПРИ ДЛИТЕЛЬНОМ И НЕИЗОТЕРМИЧЕСКОМ МАЛОЦИКЛОВОМ НАГРУЖЕНИИ
Метод оценки долговечности в условиях длительного малоциклового нагружения. Изменение деформаций конструктивных элементов при длительном малоцикловом нагружении зависит от режима приложения нагрузок, напряженного состояния и свойств материалов с учетом их возможного изменения в процессе эксплуатации [7, 23]. Диаграммы циклического деформирования при различных циклах нагружения (рис. 55) отражают различный характер изменения циклических и односторонне накопленных деформаций.
Расчет ресурса при длительном и неизотермическом малоцикловом нагружении выполняют на основе деформационно-кинетических критериев разрушения, модифицированных с учетом условий деформирования.
Предельное состояние в условиях длительного малоциклового нагружения характеризуется мерой накопления усталостных и квазистатических повреждений.
Условие усталостного разрушения, сформулированное на основании правила линейного суммирования повреждений, имеет вид
Nf
df. f dN . 1.
где Nj — чисел циклов до разрушения;NfAT, t) — число циклов, определяемое для заданного размаха циклической деформации по кривой усталостного разрушения в условиях длительного жесткого нагружения при температуре t с учетом формы цикла нагружения.
Условие квазистатического разрушения:
dS - 7 ае = i, <зб>
где ef — деформация, односторонне накопленная к моменту разрушения; de — приращение за цикл односторонне накопленной деформации; г f AT, t) — предельная деформация разрыва для заданной длительности, получаемая при монотонном статическом нагружении.
В переходной области разрушение описывается соотношением
ef f dN (de f
Базовыми экспериментами при использовании деформационно-кинетического критерия прочности являются испытания на малоцикловую усталость при одноосном напряженном состоянии в жестком режиме нагружения и испытания на статический разрыв переменной длительности.
В качестве расчетных характеристик, необходимых для оценки меры квазистатических повреждений, принимают предельную разрушающую при статическом нагружении пластическую деформацию г AT, t), характеризующую деформационную способность материала. В общем случае предельные пластические деформации при длительном высокотемпературном нагружении зависят от процессов деформационного старения и охрупчивания, а также от вида НДС. Эту зависимость необходима учитывать при оценке доли квазистатичес-кйх повреждений. Предельные пластические деформации могут уменьшаться в 2—3 раза и более, что влияет на долю квазистатических повреждений при одних и тех же односторонне накопленных деформациях.
При расчете доли усталостных повреждений используют результаты испытаний в жестком режи-
Основные положения расчета элементов конструкций
79
Рис. 55. Диаграммы циклического деформирования при нагружениях:
с, в — мягком; б, <? — жестком; а, б — симметричном, в, г — отну левом; д — в зоне концентрации напряжений
ме нагружения, в частности кривые малоцикловой усталости при расчетных параметрах (деформация, температура, форма цикла нагружения и нагрева), причем в широком интервале изменения коэффициента асимметрии цикла деформаций долговечность материалов определяется единой кривой малоцикловой усталости (рис.56).
В зависимости от режима нагружения превалирующими могут быть односторонне накопленные деформации и квазистатические повреждения (см. рис. 55, айв) или циклические деформации и усталостные повреждения (см. рис. 55 би г). Односторонне накопленные деформации могут приводить не только к квазистатическим разрушениям, но и к разрушениям смешанного типа, когда накапливаются и квазистатические и усталостные повреждения.
В деталях при повторном нагружении максимально нагруженными могут быть зоны концентрации напряжений и моментные зоны, в которых возникают условия деформирования (см. рис. 55, б), определяемые локализацией зоны пластичности и стесненностью развития односторонне накопленных деформаций. Появление зна
копеременных напряжений в зоне концентрации сопровождается возникновением циклических деформаций (рис. 55, в), превышающих деформации в мембранной зоне. При этом накопление односторонних деформаций статической и циклической ползучести ограничивается влиянием прилегающих упругонапряженных объемов материала. В этих условиях в зоне концентрации достижение предельного состояния по критериям прочности
Рис. 56. Кривая малоцикловой усталости при жестком нагружении
80
Расчеты на прочность при малом числе циклов нагружения
Рис. 57. Схема температурного и механического циклов неизотермического нагружения материала в опасных точках конструктивных элементов
определяется в основном долей усталостного повреждения, близкой к единице; доля квазистатического повреждения вследствие незначительного перераспределения и накопления деформаций аккумулируется практически только в начальных циклах деформирования.
В мембранных зонах могут проявляться процессы циклической ползучести (см. рис. 55, в) и разрушение наступает при выраженных односторонне накопленных деформациях, когда доля квазистатического повреждения может быть значительной.
В мембранной зоне деталей в зависимости от геометрии элементов конструкций возможны случаи и знакопеременных нагружений. В таких условиях при оценке повреждений рассматривают вопросы накопления квазистатических и усталостных повреждений с учетом знакопеременных циклических и односторонних деформаций активного нагружения и ползучести в общей постановке решения задачи.
Применяя метод оценки долговечности в условиях длительного повторного нагружения, можно определить скорость накопления повреждений в зависимости от типа напряженного состояния, режима нагружения и свойств материала, а следовательно, прогнозировать место разрушения. В качестве базовых данных при оценке долговечности используют кривые длительной малоцикловой усталости и деформационной способности конструкционного материала. При анализе кинетики НДС в рассмотрение вводят диаграммы длительного циклического деформирования и кривые циклической ползучести. В этом случае сопротивление деформированию характеризуется соответствующими мгновенной и изохронными кривыми деформирования.
Особенности расчета на прочность элементов конструкций при малоцикловом неизотермическом нагружении. Большинство конструкций в эксплуатационных условиях работают
Основные положения расчета элементов конструкций
81
Рис. 58. Влияние температуры и частоты нагружения (жесткий режим) на кривые малоцикловой усталости: аconst; б — t - const
при нестационарных температурных режимах (рис. 57, о-ц).
Расчеты на прочность при неизотермическом малоцикловом нагружении (как и при изотермическом) можно выполнить на основании деформационно-кинетического критерия, используя правило линейного суммирования повреждений в критериальной зависимости. Принципиальное отличие этих расчетов — учет особенностей неизотермических воздействий.
Основное критериальное соотношение для малоциклового неизотермического нагружения можно записать так:
Nf ef
f dN + f =1 <37)
0 o e/J-^,*vaP
но величины, входящие в него следует определять с учетом переменности температур. Зависимость (37) описывает условие достижения предельного состояния по квазистатическому и усталостному разрушению при неизотермическом и нестационарном (в частности, мягком, жестком и промежуточном) нагружениях.
Для оценки прочности элементов конструкций при неизотермическом малоцикловом нагружении в соответствии с критериальным соотношением (37) необходима информация о кинетике параметров процесса циклического упругопластического деформирования в условиях проявления временных эффектов в опасной зоне конструктивного элемента. Необходимы данные об изменении полной или необратимой деформации, о накоплении деформаций с увеличением числа циклов нагружения, а также кривая малоцикловой усталости соответствующего режима нагружения и нагрева.
Кривые малоцикловой усталости получают для длительного изотермического и неизотермического малоциклового жесткого нагружения с учетом температуры t (рис. 58, а), частоты v (времени цикла Т) деформирования (рис. 58, б), а также режима термомеханического нагружения (рис. 59). Кривые для жесткого режима деформирования с максимальным повреждающим эффектом смещены в область меньшей долговечности (/ и II на рис. 59).
Кроме того, для расчета необходима информация о деформационной способности материала при монотонном растяжении (рис. 60, а и б) с учетом скорости деформирования либо при длительном статическом нагружении (рис. 60, в и г). Такие испытания проводят при постоянных или циклически изменяющихся температурах, характерных для реального режима термомеханического нагру-
Рис. 59. Типичные кривые малоцикловой усталости при неизотермическом жестком нагружении при различном сочетании циклов нагрузки и нагрева
82
Расчеты на прочность при малом числе циклов нагружения
Рис. 60. Основные виды термомеханического нагружения в условиях постоянных (а и в) и циклически меняющихся (6 и г) температур
жения в опасной зоне конструктивного элемента. При испытаниях необходимо обеспечивать:
постоянство от цикла к циклу заданных максимальных нагрузок (деформаций) и температур;
заданный закон изменения нагрузок (деформаций);
синхронность режимов нагружения (деформирования) и нагрева (охлаждения) по заданной программе;
статическое нагружение с разными скоростями деформирования, а также длительное статическое нагружение при постоянной и переменной температурах;
диапазон частот нагружения (деформирования), позволяющий исследовать эффекты длительного нагружения (охрупчивание материала, ползучесть и т.п.) и кратковременное циклическое нагружение, при котором указанные временные эффекты еще не проявляются.
Основной вид испытаний — осевое растяжение — сжатие, основной тип нагружения — жесткое.
В процессе испытаний исследуют сочетания режимов нагружения и нагрева, имитирующие эксплуатационные, в том числе приводящие к наибольшим повреждениям при малоцикловом неизотермическом нагружении, а также определяют влияние знака напряжений при высокотемпературной выдержке и роль фазности циклов нагружения и нагрева. Испытания проводят при температурах эксплуатационного режима либо изменяя максимальную и минимальную температуры цикла, частоты нагружения и длительности выдержки с учетом обеспечения эквивалентности повреждающего эффекта.
Основные характеристики при испытаниях в условиях малоциклового неизотермического нагружения:
кривые усталости при жестком и мягком режимах неизотермического нагружения по параметрам: фазности циклов нагрузки и температуры, максимальной и минимальной температуры цикла, частоты циклов нагружения, длительности выдержек при экстремальных параметрах цикла, коэффициенту асимметрии цикла нагружения по напряжениям, деформациям, времени;
кривые длительности, прочности, пластичности и ползучести при неизотермическом нагружении.
В качестве базовых характеристик используют также кривые усталости и длительной прочности, пластичности и ползучести при экстремальных температурах цикла неизотермического режима нагружения.
В связи с отсутствием четкой зависимости доли повреждений от механических свойств конструкционных материалов (корреляционных соотношений) необходимы прямые экспериментальные данные о характеристиках сопротивления длительному малоцикловому и неизотермическому деформированию для конструкционных материалов и режимов неизотермического нагружения.
Алгоритм расчета на ЭВМ параметров напряженно-деформированного состояния элементов конструкций при малоцикловом термомеханическом нагружении. При однократном нагружении прочность в наиболее опасной точке конструкции определяют, используя критерии, основанные на компонентах тензора напряжений и деформаций, а также механические характеристики материалов, зависящие от температуры. При циклическом
Основные положения расчета элементов конструкций
83
упругопластическом нагружении ресурс вычисляют на основании критериев прочности, учитывающих историю изменения напряжений, деформаций и температур в опасной точке. В общем случае решают задачи нестационарной теплопроводности и термопластичности в циклической темпе-ратурно-временнбй постановке с получением полей температур, напряжений и деформаций.
С математической точки зрения задачи нестационарной теплопроводности и термопластичности относятся к классу краевых задач. Их аналитические решения получены лишь для некоторых элементов конструкций (оболочек, пластин, стержней). При решении этих задач для элементов со сложной геометрией необходимо привлекать численные методы, ориентированные на использование ЭВМ.
Наиболее распространены универсальные методы решения краевых задач: конечных элементов (МКЭ) и конечных разностей (МКР).
В процессе решения задач об определении НДС элементов конструкций в физически нелинейной циклической температурно-временнбй постановке в рассмотрение вводят зависимости между напряжениями и деформациями, учитывающие изменение температуры и сопротивление циклическому деформированию конструкционных материалов.
В соответствии с применяемой теорией пластичности зависимость между напряжениями и деформациями представляют в виде дифференциальных или конечных соотношений; в инженерных расчетах, как правило, используют диаграммы циклического упругопластического деформирования, построенные для конкретной температурно-временнбй истории нагружения.
В результате решения задач численными методами определяют наиболее нагруженные зоны, исследуют изменение НДС и на основании этих данных протезируют места повреждения материала конструкции. В итоге определяют зону возможного разрушения и на основании принятого критерия прочности с учетом изменения механических свойств материалов при высокотемпературном нагружении за пределами упругости материала рассчитывают долговечность конструкции.
Расчет долговечности элементов конструкций при длительном и неизотермическом малоцикловом нагружении. Расчет на прочность деталей машин конструкций при длительном малоцикловом и неизотермическом нагружении включает анализ режимов термомеханического нагружения, исследование полей деформаций и напряжений (в
первую очередь в наиболее нагруженных зонах), введение критериев прочности и уравнений состояния (рис. 61).
Анализ режимов термомеханического нагружения. Эксплуатационный режим высоконагруженных элементов конструкций в течение характерного периода весьма сложен: спектр нагрузок включает статическую, повторно-статическую (низкая частота) и переменную (высокая частота) составляющие. Типичный режим работы одного из элементов высоко-нагруженной конструкции (рис. 62) характеризуется существенной нестационарностью температуры и напряжений, а также наличием и чередованием нестационарных и стационарных нагрузок.
При оценке прочности конструктивного элемента в условиях длительного неизотермического нагружения реальные режимы термомеханического нагружения схематизируют. При этом выделяют характерные режимы, в которых определяют наиболее повреждающие участки (по максимальным значениям основных параметров, например, о и t для стационарных этапов) и приводят к ним остальные режимы на основании гипотез линейного суммирования повреждений и независимости накопления усталостных и квазистатических повреждений. Схематизированный режим, эквивалентный реальному, принимают в качестве основного при определении НДС реальной детали.
Таким образом, в результате обработки данных определяют основные особенности и параметры расчетного режима термомеханического нагружения: характер сочетания циклов повторно-статической нагрузки и температуры, значения предельных нагрузок (деформаций) и температур *max. ^min* Диапазон их изменения, частоту цикла нагружения в переменной части цикла, время выдержки нагрузки и температуры, число циклов и т.д. Эти данные используют в дальнейшем для выбора режимов и проведения испытаний на малоцикловую усталость с целью получения базовых характеристик и для оценки прочности конструкции при длительном малоцикловом нагружении.
Исследование полей деформаций и напряжений. Суммирование повреждений, расчет ресурса и назначение коэффициента запаса. На основании данных о режимах термомеханического нагружения определяют циклические и односторонне накопленные деформации в максимально нагруженных зонах элементов конструкций, характеризующие сопротивление длительному малоцикловому и неизотермическому нагружению. Деформации устанавливают экспе-
Рис. 61. Этапы оценки длительной малоцикловой и неизотермической прочности
Расчеты на прочность при малом числе циклов нагружения
Основные положения расчета элементов конструкций
85
Рис. 62. Изменение основных параметров режима термомеханического нагружения в максимально напряженной зоне детали за характерный период эксплуатации:
/ — выход на режим; II — стационарный режим; III — останов; I — температура t °C; 2 — повторно-статические напряжения; 3 — циклические напряжения высокой частоты
риментально или в результате решения соответствующей задачи применительно к эксплуатационным условиям рассчитываемой конструкции.
Ресурс оценивают, используя суммирование повреждений в соответствии с деформационно-кинетическим критерием прочности. Базовые данные и расчетные характеристики получают при термомеханическом режиме нагружения, соответствующем эксплуатационному или эквивалентному ему по деформациям, температурам и длительностям. При этом определяют кривые малоцикловой усталости (при жестком нагружении) и деформационной способности материала (при монотонном статическом нагружении или испытании на длительную прочность и пластичность).
Для получения системы базовых данных и расчетных характеристик используют материал (основной и для сварных соединений) в состоянии, выбираемом с учетом термической обработки, возможного деформационного охрупчивания, вида и режимов сварки и т.д.
Для оценки долговечности с максимальным запасом прочности в расчет вводят минимальные значения характеристик сопротивления усталости (например, для наиболее опасных режимов неизотермического нагружения) и деформационной способности (например, предельную пластическую деформацию при равномерном удлинении в состояний деформационного охрупчивания).
Коэффициенты прочности принимают по числу циклов (пдО и деформациям (пе или п8). При этом расчетные кривые малоцикловой усталости материала и располагаемой пластичности выбирают из условия обеспечения минимальной долговеч
ности, а следовательно, максимального запаса. Коэффициенты запаса назначают в зависимости от типа изделия и его эксплуатационных характеристик, точности определения нагрузок, деформаций, механических свойств и расчетных характеристик, влияния среды, технологии (в том числе сварки), точности контроля состояния детали в эксплуатации, разрушающей способности средств обнаружения дефектов, степени ответственности конструкции и др. При длительном малоцикловом и неизотермическом нагружении в первом приближении принимают - 3+10 и пе - 1,25+2,0. Минимальные значения коэффициентов запасов выбирают при наличии результатов модельных или натурных испытаний, проведенных в условиях, приближенных к эксплуатационным.
Список литературы
1. Айвз К.Д., Куистра Л.Ф., Таккер И.Т. Малоцикловые усталостные характеристики типичных сталей сосудов давления в условиях двухосного напряженного состояния с одинаковыми главными деформациями // Теоретические основы инженерных расчетов. Труды АОИМ 1966. Т. 88, сер. Д. № 4. С 62-72.
2. Болотин В.В. Прогнозирование ресурса машин и конструкций. М.: Машиностроение, 1984. 312 с.
3. Влияние средних напряжений и деформаций на малоцикловую усталость сталей А-517, А-201 / И.И. Дюбук, И.Ванассе, А.Бирон и др. // Конструирование и технология машиностроения. Труды АОИМ. 1970. № 1. С. 38-54.
4. Гусенков А.П. Прочность при изотермическом и неизотермическом малоцикловом нагружении. М.: Наука, 1979. 295 с.
5. Гусенков А.П., Котов П.И. Малоцикловая усталость при неизотермическом нагружении. М.: Машиностроение, 1983. 240 с.
6. Гусенков А.П., Котов* П.И. Длительная и неизотермическая малоцикловая прочность элементов конструкций. М.: Машиностроение, 1988. 264 с.
7. Дайчик М.Л., Пригоровский Н.И., Хуршу-дов Г.Х. Методы и средства натурной тензометрии. М.: Машиностроение, 1989. 240 с. (серия ’’Основы проектирования машин”).
8. Даунис М.А. Прочность и долговечность при малоцикловом нестационарном нагружении. Вильнюс: Молокае, 1989, 254 с.
9. Дубинин Г.Н., Тананов А.И. Авиационное материаловедение. М.: Машиностроение, 1988. 320 с.
86
Расчеты на прочность при малом числе циклов нагружения
10. Дульнев Р.А., Котов П.И. Термическая усталость металлов. М.: Машиностроение, 1980. 200 с.
11. Дульнев Р.А., Бычков Н.Г., Рыбина Т.В. Модели долговечности при малоцикловом нагружении // Проблемы прочности. 1989. № 4. С. 8-13.
12. Карзов Г.П., Леонов В.П., Тимофеев Б.Т. Сварные сосуды высокого давления. Прочность и долговечность. Л.: Машиностроение, 1982. 267 с.
13. Карпенко Г.В., Кацов К.Б., Кокотайло И.В. и др. Малоцикловая усталость стали в рабочих средах. Киев: Наукова думка, 1977. 112 с.
14. Китаин В.В., Гусенков А.П., Гаврилов M.IL, Казанцев А.Г. Сопротивление разрушению в условиях сложных режимов малоциклового нагружения / Проблемы прочности. 1989. № 4. С. 3-8.
15. Когаев В.П., Махутов Н.А., Гусенков А.П. Расчеты деталей машин и конструкций на прочность и долговечность. М.: Машиностроение, 1985. 224 с. (серия "Основы проектирования машин").
16. Колмогоров В.Л. Напряжение, деформация, разрушение. М.: Металлургия, 1970. 230 с.
17. Махутов Н.А. Деформационные критерии разрушения и расчет элементов конструкций на прочность. М.: Машиностроение, 1981. 272 с.
18. Москвитин В.В. Пластичность при переменных нагружениях. М.: МГУ, 1965. 266 с.
19. Мэнсон С. Температурные напряжения и малоцикловая усталость. М: Машиностроение, 1974. 344 с.
20. Нормы расчета на прочность элементов реакторов, парогенераторов, сосудов и трубопроводов атомных электростанций, опытных и исследовательских ядерных реакторов и установок. М.: Металлургия, 1973. 458 с.
21. Проблемы надежности и ресурса в машиностроении / Отв. редакторы К.В. Фролов, А.П. Гусенков. М.: Наука, 1988. 246 с.
22. Прочность материалов и элементов конструкций в экстремальных условиях. В 2-х т. // Под ред. Г.С.Писаренко. Киев: Наукова думка, 1981. Т. I, 531 с. Т. II, 766 с.
23. Пригоровский Н.И. Методы и средства определения полей деформаций и напряжений. М.: Машиностроение, 1983. 248 с. (серия "Основы проектирования машин").
24. Работнов Ю.Н. Ползучесть элементов конструкций. М.: Наука, 1966. 752 с.
25. Сервисен С.В., Когаев В.П., Шнейдеро-вич Р.Н. Несущая способность и расчеты деталей машин на прочность. М.: Машиностроение, 1975. 488 с.
26. Туляков Г.А. Термическая усталость в теплоэнергетике. М.: Машиностроение, 1978. 199 с.
27. Фролов К.В. Методы совершенствования машин и современные проблемы машиностроения. М.: Машиностроение, 1984. 224 с. (серия "Основы проектирования машин").
28. Шевченко Ю.Н. Термопластичность при переменных нагружениях. Киев: Наукова думка, 1970. 287 с.
Глава 3
РАСЧЕТЫ НА ПРОЧНОСТЬ ПРИ МНОГОЦИКЛОВОМ ПЕРЕМЕННОМ НАГРУЖЕНИИ
В деталях машин, рассчитанных на длительный срок службы (автомобили, тракторы, самолеты, локомотивы, вагоны, сельскохозяйственные, горные, металлургические, металлообрабатывающие, подъемно-транспортные, дорожные и другие машины), в процессе эксплуатации возникают переменные напряжения, число циклов повторения которых может достигать N - 10^+10^® и более. Такое нагружение называют многоцикловым.
В главе рассмотрены характеристики сопротивления усталости, роль конструктивных, технологических и эксплуатационных факторов, статистические аспекты усталости, расчеты на прочность в детерминированной и вероятностной постановке и, наконец, живучесть деталей на стадии развития трещин.
1. ХАРАКТЕРИСТИКИ СОПРОТИВЛЕНИЯ УСТАЛОСТИ МАТЕРИАЛА
Эти характеристики получают путем испытаний на усталость при регулярном нагружении стандартных лабораторных образцов малого диаметра при изгибе с вращением, изгибе в одной плоскости, при растяжении-сжатии или кручении. Типы стандартных образцов, схемы машин, методы испытаний и обработка результатов испытаний приведены в ГОСТ 25.502—79. Регулярным называют нагружение, характеризующееся периодическим законом изменения нагрузок с одним максимумом и одним минимумом в течение одного периода при постоянстве параметров цикла напряжений в течение всего времени испытаний или эксплуатации. Типичные случаи регулярного нагружения приведены на рис. 1.
Максимальным птах (минимальным omjn> напряжением цикла называют наибольшее (наименьшее) по алгебраическому значению напряжение цикла. Амплитуда оа и среднее напряжение цикла от соответственно равны:
°max “ °min . °тах + °min < i) =-----5-----°т =-------2------
Отношение минимального напряжения цикла к максимальному характеризует коэффициент асимметрии цикла напряжений
R = <2)
°max
Сопротивление усталости определяют при испытании на усталость не менее 10 образцов, по результатам которого строят кривую усталости. Кривая усталости гладких лабораторных образцов из стали СтЗ диаметром d - 7,5 мм при изгибе с вращением (Я - — 1) приведена на рис. 2. Кривая построена в двойных логарифмических координатах 1g оа — 1g АС Базой испытаний называют предварительно задаваемую наибольшую продолжительность испытаний на усталость, выраженную в числе циклов. Для сталей при испытании на воздухе при нормальной температуре принимают - 10' циклов. Для легких сплавов -- 5- 1О7 *10® циклов. При испытаниях при повышенных температурах или в коррозионных средах рекомендуют увеличивать базу испытаний до 5* 10'+10° циклов. На рис. 2 точками отмечены сломавшиеся образцы. Четыре образца не сломались до - 10' циклов, что отмечено стрелками. Так, например, образец А, испытанный при амплитуде напряжений oQ - 222 МПа, сломался при числе циклов W - 1,6-10^; образец В при оа -- 220 МПа не сломался до базы испытания.
Пределом выносливости при симметричном цикле называют наибольшее значение амплитуды переменных напряжений, до достижения которого не происходит поломки образца до базы испытаний. Для точного определения предела выносливости о_| необходимо испытать большое число образцов. В данном случае по результатам испытаний было найдено о_|д - 221 МПа. Предел выносливости может быть приблизительно определен также как ордината наклонной ветви кривой усталости при 2* 10 .
В двойных логарифмических координатах lg аа — 1g N кривая усталости может быть аппроксимирована двумя прямыми линиями (рис. 2). Уравнение кривой усталости имеет вид:
88
Расчеты на прочность при многоцикловом переменном нагружении
О) 6) S)
Рис. I. Циклы напряжений:
а — симметричный цикл: afflax - — amin - aQ\ R - — 1;
б - отнулевой цикл: от - оа - amax; amin -
Рис. 2. Кривая усталости гладких лабораторных образцов из стали СтЗ при изгибе с вращением
Характеристики сопротивления усталости материала
89
Рис. 3. Схематизированная диаграмма предельных амплитуд при асимметричных циклах для стали СтЗ
Рис. 4. Схематизированная диаграмма предельных напряжений цикла при асимметричных циклах для стали СтЗ
°а a-lNG п₽и °а 4 (3)
7V = « при оа < о_р
Здесь Nq — абсцисса точки перелома кривой усталости.. Для сталей во многих случаях Nq -- (1+3)10° циклов. В среднем в расчетах можно принимать Nq - 2-106; т — показатель угла наклона левой ветви кривой усталости,
„. „ад»
!де aQt N — координаты одной из точек наклонного участка.
Предел выносливости гладких лабораторных образцов для сталей связан с временным сопротивлением ав эмпирической зависимостью (по ГОСТ 25.504-82):
3-1 " (0.55 - 0,0001 3В)5В, (5)
где ов — в МПа.
Для алюминиевых деформируемых сплавов аналогичная зависимость для N$ - 10? циклов имеет вид (16):
о л л-А 63 (А)
О-1 = 3,49 ав 107
Для высокопрочного чугуна ВЧ
= (0,58 - 0,0002ов)ов; (7)
для ковкого чугуна КЧ
5-j = (0,48 - 0,0002 ов)ов; (8) для серого чу!уна СЧ
3-1 = (0,52 - 0.0003 5В)5В. (9)
При кручении можно принять ?-1 = (0,5 * 0,6) 5. р (Ю)
Показатель угла наклона левой ветви кривой усталости для лабораторных стальных образцов без концентрации напряжений
т = 5 ♦ (где ав в МПа).
Горизонтальный участок кривой усталости имеет место для образцов из углеродистых сталей при нормальной температуре и отсутствии коррозионного воздействия. Для высокопрочных легированных сталей, легких сплавов и чугунов при нормальной температуре и отсутствии коррозии, а также для всех материалов при повышенных температурах и наличии коррозии кривая усталости не имеет горизонтального участка. Она может быть аппроксимирована в двойных логарифмических координатах двумя наклонными прямыми:
mi .
о N - о . Nq при аа ъ o_i ;
а -1 а 1 (12)
«2 т2
°а N = °-iNG п₽и °а < °-1 •
где а_| — предел выносливости, соответствующий числу циклов N - Nq.
Правая ветвь имеет малый наклон. Для алюминиевых деформируемых сплавов при изгибе с вращением уравнение кривой усталости [16]
90
Расчеты на прочность при многоцикловом переменном нагружении
°-'N = 1<>'2 (13)
°-1 (IgAO1,19
где а_| — предел выносливости при N ~ 10?; o.jyy — то же, для текущего числа циклов N.
Пределом выносливости при асимметричном цикле од называют максимальное напряжение цикла omax - ат + до достижения которого образцы не ломаются до базы испытания. Результаты испытаний при асимметричных циклах изображают или на диаграмме предельных амплитуд (рис. 3), или на диаграмме предельных напряжений при асимметричных циклах (рис. 4). Точки А соответствуют симметричным циклам
<аа я °тах = °-1* °т = 0);
точки Б — отнулевым циклам (ofl - от - 0,5gq), где gq — предел выносливости при отнулевом цикле.
Реальные диаграммы схематизируют прямыми, проходящими через точки Азл Б.
Уравнение линии АБ на рис. 3 имеет вид:
°а = °-1 " *а°т
(для кручения ха - т_ । — фттт), (14)
2o i-o0( 2t i-t0]
где ф =-------- ф- =----------- .
°0 ( ’0 J
Уравнение справедливо в области — 1 < R < (0,1 * - 0,3). В ГОСТ 25.504—82 рекомендованы следующие эмпирические зависимости:
для сталей
♦„ = 0,02 ♦ г-Ю-4^ (ов в МПа);
♦с • 0,5фо; для алюминиевых деформируемых сплавов " - 0,25 * 0,35, для титановых сплавов --0,4 *0,5 [16]; для высокопрочных, ковких и серых чугунов при растяжении-сжатии и от > 0
р
. °-1 (17)
♦о = ——.
°в
где — предел выносливости лабораторного образца при симметричном цикле растяжения-сжатия.
Для высокопрочных, ковких и серых чугунов при изгибе [11]
1. Соотношения между механическими характеристиками чугунов
Чугун а!1/о-1 <^1/оВ t-1/o-i t-j/Ов
сч 0,60—0,70 0,28-0,34 0,75-0,85 0,35-0,42
кч 0,55-0,65 0,22-0,28 0,80—0,90 0,32-0,38
вч 0,65-0,75 0,28-0,34 0,70-0,80 0,30-0,36
При отсутствии прямых экспериментальных данных о 0^1, g_ и т _ 1 можно пользоваться табл. 1.
Для описания сопротивления усталости при сложном напряженном состоянии используют гипотезы прочности. При совместном изгибе и кручении (плоское напряженное состояние с амплитудами оа, т^) экспериментальные данные для пластичных материалов (стали и легкие деформируемые сплавы) соответствуют уравнению, вытекающему из обобщенной гипотезы максимальных касательных напряжений:
(\2 ( \2
"а + та „ , <19)
°-1 I»-1 I
При плоском напряженном состоянии с одинаковыми знаками главных напряжений oj и (03 " " 0) влиянием 02 можно пренебречь. В более сложных случаях экспериментальные данные практически отсутствуют [4].
Рассеяние характеристик сопротивления усталости порождается статистической природой процесса усталостного разрушения, связанной с наличием в металле различных фаз, дефектов кристаллической решетки, включений, различной ориентацией зерен и т.д. [3]. Важно учитывать также межплавочное рассеяние механических свойств. Для оценки рассеяния и получения статистических характеристик сопротивления усталости необходимо испытать достаточно большое число идентичных по геометрии и режимам изготовления образцов из металла одной плавки. По результатам испытаний строят вероятностные диаграммы усталости, в частности полные, характеризующие связь между амплитудой напряжений числом циклов до разрушения W и вероятностью разрушения Q(Q — а — N диаграммы), где Q - 1 — Р, а Р — вероятность безотказной работы.
Вероятностные диаграммы обычно строят на вероятностной бумаге, со шкалами, в которых
Характеристики сопротивления усталости материала
91
Рис. 5. Полная вероятностная диаграмма усталости для гладких образцов диаметром dQ - 7,5 мм (</0-1,0) из стали ЗОХГСА при изгибе с вращением
ных значениях afl, на рис. 5, б — зависимости аа от W при разных 0,*а на рис. 5, в — зависимости Q от оа при разных М Рис. 5, б построен на полулогарифмической бумаге; рис. 5, а и в — на нормальной вероятностной бумаге, основанной на использовании нормального закона распределения
Up
Q » Ф(ир) = f e’015“2rfu, (20)
где
up
(21)
— квантиль нормального распределения случайной величины х со средним значением х и средним квадратическим отклонением S.
Зависимость между квантилью up и интегральной функцией Ф(ир) нормированного нормального распределения приведена в табл. 2. В ряде источников приведены таблицы
UP 2
Фл(иР) * J е’0,5“ du, 0
при использовании которых Q - 0,5 + Фд(ир), где Фд(ир) “ ФункЧия Лапласа.
На нормальной вероятностной бумаге квантили Up откладываются в равномерной шкале.
Для построения функции распределения логарифмов ресурсов (рис. 5, а) при некотором уровне амплитуд напряжений аа значения ресурсов х располагают в возрастающем порядке, образуя вариационный ряд:
*1 s *2 * ... s х/ ... хп.
Для каждого X} оценивается вероятность разрушения
е = i+0.5 ид,, п
вероятностные зависимости выражаются прямыми линиями.
Полная вероятностная диаграмма усталости для гладких образцов диаметром dQ - 7,5 мм из сталей ЗОХГСА при изгибе с вращением приведена на рис. 5. Для построения полных вероятностных диаграмм усталости обычно испытывают по 20—30 образцов на каждом из четырех—шести уровней амплитуд напряжений, что требует испытания до 100-200 образцов одного типоразмера. На рис. 5, а показаны зависимости Q от W при раз-
Qi»
а = 1, 2,
и).
По величинам абсциссы и ординаты Q- точка наносится на нормальную вероятностную бумагу. На рис. 5, а нанесены указанные точки для трех амплитуд напряжений, при каждой из которых было испытано по 10 образцов. Аналогичным образом осуществлялась оценка экспериментальных функций распределения случайных величин oai при некотором значении 1g N (рис. 5, в).
92
Расчеты на прочность при многоцикловом переменном нагружении
2. Интегральная функция нормированного нормального распределения
up
Ф(ир) - -2— J е
-®’5“2du
Up Ф(цр) Up Ф(ир
-0,00 0,5000 -1,05 0,1469
-0,05 0,4801 -1,10 0,1357
-0,10 0,4602 -1,15 0,1251
-0,15 0,4404 -1,20 0,1151
-0,20 0,4207 -1,25 0,1056
-0,25 0,4013 -1,30 0,0968
-0,30 0,3821 -1,35 0,0885
-0,35 0,3632 -1,40 0,0808
-0,40 0,3446 -1,45 0,0735
-0,45 0,3264 -1,50 0,0668
-0,50 0,3085 -1,55 0,0606
-0,55 0,2912 -1,60 0,0548
-0,60 0,2743 -1,70 0,0446
-0,65 0,2578 -1,75 0,0401
-0,70 0,2420 -1,80 0,0359
-0,75 0,2266 -1,85 0,0322
-0,80 0,2119 -1,90 0,0288
-0,85 0,1977 -1,95 0,0256
-0,90 0,1841 -2,00 0,0228
-0,95 0,1711 -2,50 0,0062
-1,00 0,1587 3,00 0,9986
Примечание, вероятность отказа Q -безотказной работы Р - 1 В задачах надежности Ф(ир), а вероятность 1 — Ф(ир).
Другой способ построения функции распределения ресурса предполагает использование основных параметров распределения:
среднего
среднего квадратического отклонение
S =
(22)
коэффициента вариации
= Six.
В предположении нормального закона распределения величины х эмпирическую функцию распределения можно изобразить в виде прямой линии, проходящей через точку с абциссой х - х, соответствующую Q - Ф(ир) - 0,5; up - 0, и через точку с абсциссой х - х — S, соответствующую up - -1 по (21) и Q - Ф(ир) - 0,1587 (табл. 2).
При малых значениях амплитуд напряжений часто наблюдаются заметные отклонения от нормального распределения lg N. В этом случае можно воспользоваться нормальным законом распределения величины х - lg (N — Nq) , где Nq — порог чувствительности по циклам [3]. Соответствующие методы статистической обработки приведены в руководствах [14—16]. Можно ограничиться также графическим построением семейства функций распределения циклической долговечности, по которым строят полные вероятностные диаграммы усталости двух других типов.
Функцию распределения предела выносливости на заданной базе по числу циклов N строят или "пробит"-методом, или методом "лестницы" [3]. В первом случае на нескольких уровнях амплитуд напряжений, близких к пределу выносливости, испытывают по п образцов и находят процент разрушившихся образцов. Принимая эти проценты за статистическую оценку вероятности разрушения Qp на нормальную вероятностную бумагу наносят точки, имеющие абсциссы и ординаты Q^. Соединяя точки линией, получают эмпирическую оценку функции распределения предела выносливости на заданной базе N& Этот метод чрезвычайно трудоемок, так как требует испытания до 100 образцов и более до баз испытаний 10? циклов.
Менее трудоемким является метод "лестницы". По этому методу среднее значение и среднее квадратическое отклонение предела выносливости можно оценить по результатам испытания 15—20 образцов. Вначале приблизительно оценивают среднее значение о_| по формулам (5)—(10) и среднее квадратическое отклонение $ / =
1
= 0,05а * искомого предела выносливости. Далее первый образец испытывают при амплитуде напряжений ofl| " °-1 * Если образец не разрушился до базы испытания, то следующий испытывают при амплитуде а^, которая на одну ступеньку d (МПа) превышает од1, т.е. " °ai + d, где ступенька d - So .
Характеристики сопротивления усталости материала
93
Рис. 6. Диаграмма испытаний гладких образцов d0 - 7,5 мм из стали 20ХГСА по методу "лестницы"
Если образец разрушился до базы испытания, то следующий испытывают при амплитуде, которая на одну ступеньку ниже предыдущей, и т.д. Результаты испытаний для определения предела выносливости гладких образцов из стали 20ХГСА по методу "лестницы" приведены на рис. 6. Не-разрушившиеся образцы отмечены кружочками, разрушившиеся — крестиками. График показывает последовательность испытаний при различных амплитудах. На графике справа показано число разрушившихся (гр Ъ неразрушившихся (т{>) образцов при каждой из амплитуд. По этим числам подсчитывают среднее значение и среднее квадратическое отклонение Sa_ предела выносливости О-i [3]:
- 1.62г/ ЛЛ-/2 * 0,029
не Л- £ ir.- в - £ Д.; «•О («О
к
(23)
Знак ”+” принимают в том случае, если расчет проводят по неразрушенным образцам, знак "—" по разрушенным. Здесь oQ — амплитуда напряжений, соответствующая наименьшему уровню,
при котором имелись неразрушившиеся или разрушившиеся образцы. При подсчете по неразру
шенным образцам в (23) вместо г- подставляют т^. Предпочтительнее вести расчет по меньшему из чисел и Нумерацию i следует начинать с нижнего уровня напряжений.
Минимально допускаемое число образцов при приемлемой точности, необходимое для построения полной вероятностной диаграммы усталости, составляет 50—60^ При этом испытуемые образцы целесообразно распределить так, как проиллюстрировано на примере построения диаграммы на рис. 5. Вначале строят кривую усталости и определяют ориентировочное значение предела выносливости по результатам испытания 10 образцов стандартным методом. Далее на трех уровнях амплитуд напряжений испытывают по 10—15 образцов и строят функции распределения циклической долговечности (рис. 5). Наконец, испытывают 15—20 образцов по методу "лестницы" и определяют среднее значение и среднее квадратическое отклонение предела выносливости. По этим данным строят полную вероятностную диаграмму усталости. Вначале строят график в координатах С — lg 7V с параметром ofl (рис. 5, а), затем кривые усталости в координатах ofl — W для ряда значений вероятности разрушенйя Q (рис. 5, б). Для амплитуд, при которых находили функции распределения циклической долговечности, точки наносят по рис. 5, а путем фиксирования циклических долговечностей N, соответствующих заданным Q. При базе испытания (обычно W - 10? циклов) на рис. 5, б наносят вертикальный ряд точек, отражающих расположение предела выносливости по данным метода "лестницы".
94
Расчеты на прочность при многоцикловом переменном нагружении
Ординаты точек, соответствующих заданным вероятностям,
(оа>в, = 5-]д * uPso_in’ <24> где up — квантиль, соответствующая вероятности Q по табл. 2; величины ®-1д. найдены
методом "лестницы". По нанесенным 1%чкам графическим методом строят кривые усталости, соответствующие различным Эта же задача может решаться на ЭВМ методами математической статистики.
2. ФАКТОРЫ, ВЛИЯЮЩИЕ НА СОПРОТИВЛЕНИЕ УСТАЛОСТИ ДЕТАЛЕЙ МАШИН
К указанным факторам относят: концентрацию напряжений; абсолютные размеры поперечного сечения (масштабный фактор); качество обработанной поверхности; эксплуатационные факторы (коррозия, температура, частота нагружения); технологические методы поверхностного упрочнения деталей.
Суммарное влияние указанных факторов приводит к тому, что предел выносливости детали । д оказывается в 2—5 раз меньше, чем предел выносливости а_] гладких лабораторных образцов диаметром dQ - 7,5 мм. Суммарное влияние всех факторов оценивают коэффициентом
Концентрация напряжений. Напряжения, вычисляемые по формулам сопротивления материалов для гладких брусьев, называют номинальными и обозначают индексом "н". Имеются в виду следующие формулы для изгиба, растяжения-сжатия и кручения, соответственно:
Мм F Т l. =__; о„ =__; т„ = ___
н 1¥и н а н Wp
где Ми, Т — изгибающий и крутящий моменты; F — осевая сила; И^и, Wp — моменты сопротивления при изгибе и кручении; А — площадь расчетного поперечного сечения детали.
В местах резкого изменения размеров и очертаний детали, например в местах расположения канавок, отверстий, резьбы, шпоночных пазов, перехода от одного диаметра к другому по галтели и т.п. (см. примеры на рис. 7), возникает местное повышение напряжений — концентрация напряжений.
Распределение напряжений в пластине с двумя боковыми надрезами при растяжении приведено на рис. 7, а. У дна надреза максимальное напряжение существенно превышает номинальное он. Отношение
= JWx (27)
°н
называют теоретическим коэффициентом концентрации напряжений. Эти коэффициенты и распределение напряжений находят методами теории
Рис. 7. Детали с концентрацией напряжении
*2
Факторы, влияющие на сопротивление усталости деталей машин
95
упругости [7], численными методами анализа напряженно-деформированного состояния (например, методом конечных элементов) и экспериментальными методами.
Значения аа представлены на рис. 8 для ступенчатых пластин с галтелью при изгибе. С уменьшением отношения p/d и увеличением D/d коэффициенты резко возрастают и достигают значений 2—3 и более. Поэтому применять малые радиусы закруглений в деталях не рекомендуется.
Теоретические коэффициенты концентрации напряжений aQ определяют по формулам:
для пластин с боковыми надрезами при растяжении-сжатии (рис. 7, а) по формулам Нейбе-ра [7]
ао ~ 1 * -------5---------о’
(a/o-l)2>(«f<,-l)2
(28)
(29)
(30)
для пластин с боковыми надрезами при изгибе (рис. 7, а) — по (28), где <уо по (29), a ata — по формуле Нейбера [7]
для круглых стержней с надрезом при растяжении-сжатии (рис. 7, в) — по (28), (29), а коэффициент
2;
1
N = _.
Р
(32)
Рис. 8. Теоретические коэффициенты концентрации для ступенчатых пластин с галтелью при изгибе
\/т - 0,3 — коэффициент Пуассона;
для круглых стержней с надрезом при изгибе (рис. 7, в) — по (28), (29), а коэффициент
“'° = 477
“♦1 *4 + 2-р т
(33)
N = 3
для круглых стержней с надрезами при кручении (рис. 7, в) теоретический коэффициент концентрации «т получают по формуле, аналогичной (28), с заменой и а^о на ад и а*т:
96
Расчеты на прочность при многоцикловом переменном нагружении
(34)
(35)
для ступенчатых пластин и круглых стержней с переходом по галтели при различных видах нагружения (рис. 7, б, г)
“о’1
1
(l*g/p)2x С а/р (а/p)3 <Г/р)2
Р Р
(36)
где коэффициенты Af Bf С и Z определяют по табл. 3
(а d/2 или а = Ь/2) при Г/р > 1;
3. Значения коэффициентов для вычисления ао по (36) (для ступенчатых пластин
и круглых стержней с переходом по галтели)
Коэффициент Образец Вид нагружения
Изгиб Растяжение-сжатие Кручение
А Круглый 0,62 0,62 3,4
Плоский 0,50 0,50 —
В Круглый 5,80 3,50 19,0
Плоский 6,00 2,50 —
С Круглый 0,20 — 1,0
Z 3,00 — 2,0
для тонкой пластины с поперечным отверстием диаметром а при растяжении или сжатии (рис. 7, д)
а„ - 3 - 2,8П£ О
(37)
при 0 $ £ 0,5.
Эта формула является аппроксимацией полиномом второй степени точного решения Гоулянда (погрешность не превышает 1 % в указанном диапазоне изменения а/b). Значения ао для других форм деталей и видов нагружения находят по графикам, приведенным в [10] и ГОСТ 25.504-82.
На сопротивление усталости влияет также относительный градиент первого главного напряжения в зоне концентрации О, (1/мм).
G • 1 1^1 . <38)
°шах L“xJx«0
ще G - [ДЛI — градиент напряжений, пропор* l“*Jx»O
циональный тангенсу угла наклона касательной к эпюре напряжений в точке их максимального значения (у дна надреза, т.е. при х - 0).
Формулы для определения G для основных геометрических форм деталей и видов нагружения приведены в табл. 4. Эти формулы получены по решениям Нейбера (для валов с канавкой, плас* тин с надрезами) или по экспериментальным данным.
В ряде случаев детали имеют, достаточно сложную конфигурацию, для которой номинальное напряжение, а следовательно, и аа определить не представляется возможным. В случае плоского напряженного состояния (например, при растяжении, рис. 9, а) распределение первого главного напряжения в окрестности образующей, проходящей через точку А, может быть описано формулой ° • <39)
где /(ф) — безразмерная функция некоторого параметра ф, имеющая наибольшее значение /(ф) - 1 при ф - 0 (в точке А). В общем случае, объемного напряжения (рис. 9, б) распределение напряжений в окрестности точки А наибольшей напряженности
° • ₽>• (40)
где /(а, Р) — безразмерная функция двух координат точек поверхности, имеющая наибольшее значение/(а, 0) - 1 в точке А.
В этих случаях оценка сопротивления усталости деталей осуществляется без использования величин ао, Ко, непосредственно через [пропорционального (в упругом случае) основному силовому фактору].
Концентрация напряжений снижает сопротивление усталости. Фактическое снижение предела выносливости характеризуется эффективным коэффициентом концентрации напряжений
Факторы, влияющие на сопротивление усталости деталей машин
97
4. Формулы для определения градиентов напряжении G в зависимости от вида нагружения
Деталь Соотношение размеров Изгиб G Растяжение-сжатие G Кручение Gx
VI т‘и 2 2 7 Ъ 2 7 —
1.5 п 2(1 *Ф) * 2 р т 2(1 +ф) Р
LZ 7“15 2 . 2 7 7 2 Р 1 * 2 7 7
.у -
1"'5 2(1 ♦<₽) * 2 р 7 2(1 -.<р> р 1 2 7*7
hl—н- 2.3 2 ~ и 2,3 Р —
Н < 1.5 А 2,3(1 ♦<₽) * 2 Р 7 2,3(1 »ф) Р —
Ml 2.3 . 2 — ~а 2,3 Р 1,15 2 ~ 7
Г* ' Зэ
2,3 (1*<р) 2 Р 7 2,3(1 +ф) Р 1,15 2 “7" *7
— — 2,3 Р —
„ °-ld
Ло - —---
°-1д
„ ’ 1 q° = «—Г «о - 1
(41)
(42)
где 0-1^ — предел выносливости гладкого (без концентрации напряжений) образца диаметром (или другим размером) d, равным диаметру детали; о-1 д — предел выносливости детали с концентрацией напряжений, выраженный в номинальных напряжениях.
Коэффициенты KQt как правило, меньше «о. Это явление называется неполной чувствительностью материала к концентрации напряжений и оценивается коэффициентом чувствительности к концентрации напряжений
4 3аж. 1113
Если концентрация напряжений не влияет на сопротивление усталости, то KQ - 1 и qo - 0. При *о - % и - 1 материал обладает полной чув-свительностью к концентрации напряжений. Коэффициенты чувствительности изменяются в пределах 0 s i 1. Зная «о и qo, можно определить
= 1 *^(«о - В- <43)
Данная формула, однако, не обеспечивает надлежащую точность оценки Ко, так как коэффици-
98
Расчеты на прочность при многоцикловом переменном нагружении
енты qa неоднозначно зависят от свойств материала, от радиуса закругления р в зоне концентрации напряжений, от абсолютных размеров поперечного сечения детали.
На рис. 10 представлена зависимость qa от радиуса р и свойств материала, влияющих на отношение предела текучести от к временному сопротивлению ов. Формула (43) может приводить к погрешностям оценки KQ при использовании рис. 10 до 10—25 %. Тем не менее для приближенных расчетов пользоваться (43) и рис. 10. Более точная методика оценки влияния концентрации напряжений, масштабного фактора, вида нагружения, формы поперечного сечения и свойств материала основывается на использовании статистической теории подобия усталостного разрушения [3].
С уменьшением радиуса кривизны р в зоне концентрации напряжений коэффициенты чувствительности qQ снижаются (рис. 10). Эти коэффициенты увеличиваются с ростом абсолютных размеров поперечного сечения образцов при соблюдении геометрического подобия, обеспечивающего постоянство теоретического коэффициента концентрации aQ. Эффективные коэффициенты концентрации напряжений KQ и коэффициенты .чувствительности qa в зависимости от диаметра
Рис. 10. Зависимость коэффициентов чувствительности qo от р и от/ав
образца из углеродистой стали [18] при соблюдении геометрического подобия представлены на рис. 11. Геометрически подобные образцы диаметром d-7t5 + 75 мм с глубоким гиперболическим надрезом испытывались при изгибе с вращением. В области малых диаметров рост Ка с увеличением d белее интенсивный и он практически затухает после d - 30 + 50 мм. Поэтому в случае экспе-
риментального определения Ка рекомендуется использовать модели диаметром d ъ 30 + 50 мм.
При соблюдении геометрического подобия с ростом d увеличиваются и радиусы закругления р (так как - const), что согласно рис. 10 приво-d
дит к увеличению qQ, а следовательно, и KQ (так как ao - const при геометрическом подобии). Это одна из причин, вызывающих увеличение Ко с ростом d. Другая причина связана со статистической природой процесса усталостного разрушения, приводящей к увеличению вероятности разрушения с ростом абсолютных размеров детали (см. ниже).
Рис. 11. Зависимость эффективных коэффициентов концентрации Ка и коэффициентов чувствительности qa для геометрически подобных образцов с надрезом при изгибе с вращением от диаметра рабочего сечения (jL =35, ea=3,35, D/d=l\
Факторы, влияющие на сопротивление усталости деталей машин
99
Рис. 12. Зависимость 1д и а . д кр для углеродистой стали: 1 — а_|д -
Особые закономерности влияния концентрации напряжений проявляются на деталях с предельно острыми надрезами, т.е. при р < ркр - 0,1 + - 0,6 мм, где ркр — критический радиус надреза. В качестве примера на рис. 12 приведены результаты испытания образцов диаметром d - 5 мм с надрезом при изгибе с вращением. Линия 1 соответствует оценке предела выносливости с использованием теоретического коэффициента концентрации. При «о > 1,75 появляются два предела выносливости: по началу образования трещины о-1д (линия 2) и окончательному разрушению °-1дкр (линия 5). В критической области р < рКр трещины усталости, появившись, далее не распространяются. о-1дкр не зависит от радиуса кривизны при р < ркр, а следовательно, и от а0. Определение о~1дкр рассмотрено ниже.
Абсолютные размеры поперечного сечения (масштабный фактор). С ростом диаметра гладких образцов при изгибе с вращением или кручении (в меньшей степени при растяжении-сжатии) пределы выносливости снижаются до 50 % при увеличении диаметра образцов с 7,5 до 300 мм, что является следствием влияния металлургического, технологического и статистического факторов.
Влияние металлургического фактора сводится к тому, что с ростом размеров заготовки снижаются временное сопротивление и предел выносливости о-1, так как увеличивается неоднородность металла, уменьшается степень уковки, затрудняются условия качественного проведения термической обработки и т.д.
Зависимость коэффициента ACj, характеризующего уменьшение пределов прочности и выносливости, от диаметра d заготовки для легированных сталей:
°-1
J
- 1 - 0,21g 4-“0
(44)
для d i 150 мм;
л в
*1 =
- 0,74 для d > 150 мм;
для углеродистых сталей - Г, здесь бв; д_| — медианные значения соответственно временного сопротивления и предела выносливости для совокупности всех плавок металла данной марки, определенные на стандартных гладких лабораторных образцах малого диаметра, изготовленных из заготовок диаметром d, равньп^ абсдютному размеру рассчитываемой детали; бв, б'^ —то же, при изготовлении образцов из заготовок диаметром или толщиной 10—20 мм.
Диаметр dg гладкого лабораторного образца при определении а_] принят 7,5 мм. Формула (44), включенная в ГОСТ 25.504—82, получена путем обобщения данных, полученных учеными.
Таким образом, если о_:| и °в получены при испытаниях образцов, изготовленных из заготовок натурного размера, то их значения непосредственно используют в расчете, а коэффициент не учитыва1уг. Есуш же расчетчик располагает значениями о_ ।, ов, полученными для образцов, изготовленных из прутков или листов диаметром или толщиной 10—20 мм, а рассчитываемая деталь имеет значительно больший размер d, то в расчете используют
°-i = ; 5в= • (45)
Коэффициенты для других материалов определяют опытным путем.
Если лабораторные образцы выполнить из металла одной плавки, то найденное в результате их испытаний медианное значение предела выносливости ("пробит"-методом или методом "лестницы") обозначают . Для множества всех плавок эта величина является случайной.
Медианное значение о_ j предела выносливости материала на множестве всех плавок о.} / , среднее квадратическое отклонение j и коэффициент вариации среднего значения предела выносливости определяют по формулам:
ч*1£?-и; (46)
п
100
Расчеты на прочность при многоцикловом переменном нагружении
Рис. 13. Зависимость коэффициентов влияния абсолютных размеров поперечного сечения при изгибе с вращением гладких образцов из углеродистых сталей от диаметра образца
„ 1 Д л <*п
sa_i * —-г Е (о-1 i - а-\) •
1
v- _ (48)
^-1 •— ’
Таким образом, для определения а_], и vj р используемых в расчетах на сопротивление усталости вероятностными методами, необходимо собрать статистические данные по значениям о _ i для достаточно представительного числа плавок металла данной марки и найти эти значения по (46)—(48). При отсутствии данных по межпла-вочному рассеянию значений а_ ], учитывая близкую к линейной зависимость предела вынос* ливосги от временного сопротивления, в первом приближении можно принять
V5_! - v„B. (49)
Медианное значение предела выносливости гладких лабораторных образцов при кручении
Т-1 =0,6а_]. (50)
Чтобы исключить влияние металлургического фактора при исследовании влияния абсолютных размеров на сопротивление усталости, образцы различных диаметров изготовляют из одной или нескольких идентичных заготовок большого диа* метра из металла одной плавки. При этом схему вырезки образцов принимают такой, чтобы окруж
ности образцов различных диаметров касались окружности рабочего сечения больших образцов, что обеспечит тождественность свойств металла образцов различных диаметров с учетом изменения свойств по радиусу заготовки.
Технологический фактор связан с влиянием наклепа и остаточных напряжений от механической обработки. Влияние этого фактора исключается при изготовлении образцов с большим числом ходов при резании и постепенным уменьшением глубины резания и подачи. При этом толщина наклепанного слоя и остаточные напряжения получаются минимальными и не влияют существенно на сопротивление усталости. В ряде исследований проводили отжиг образцов в вакууме для полного снятия наклепа и остаточных напряжений. После исключения влияния металлургического и технологического факторов существенное снижение пределов выносливости связано со статистическим фактором и хорошо описывается количественно и качественно уравнениями статистической теории подобия усталостного разрушения.
Влияние масштабного фактора связано со статистической природой процесса усталостного разрушения и количественно оценивается с помощью коэффициентов
и ~ ~ » (*1) 0-1 Т_1
Факторы, влияющие на сопротивление усталости деталей машин
101
Рис. 14. Кривая усталости оси железнодорожного вагона диаметром d - 241 мм с напрессовкой при изгибе с вращением
гае о. 1 г _ 1 d — пределы выносливости гладких полированных образцов (без концентрации напряжений) диаметром d при изгибе с вращением или кручении соответственно; о_ i, г _ i — то же, для гладких лабораторных полированных образцов малого диаметра dn - 7,5 мм. При d - 50 мм Kda - 0,085+0,9, при d - 150 мм Kda - 0,55+0,70 (рис.. 13).
Величины КKdx могут быть оценены по уравнениям статистической теории подобия усталостного разрушения. Линии на рис. 13 проведены по уравнению подобия усталостного разрушения при различных значениях определяющего параметра v0 (см. ниже).
Фрелинг-коррозия. Резкое снижение сопротивления усталости наблюдается в местах контакта сопрягаемых деталей, например в местах напре-ссовки на вал зубчатых колес, колец подшипников, муфт и других деталей.
Кривая усталости оси железнодорожного вагона диаметром d - 241 мм при изгибе с вращением (поданным Хоргера) приведена на рис. 14. Материал осей — среднеуглеродистая сталь; механические свойства: ов - 640 МПа, от - 350 МПа, о.! - 310 МПа. Испытания проводили на базе 10° циклов. Залитые кружки соответствуют разрушившимся образцам, не залитые — образцам не-разрушившимся, но имевшим под ступицей малые усталостные трещины. Предел выносливости при разрушении составляет о_ j д - 75 МПа, что в 4,1 раза меньше предела выносливости гладкого лабораторного образца о.] (рис. 14). Предел выносливости по началу образования усталостных трещин менее 30 МПа. Разрушение происходит по сечению, совпадающему с краем напрессованной детали.
Столь резкое снижение предела выносливости деталей в зонах контакта является следствием, с одной стороны, концентрации напряжений у края
контакта и, с другой стороны, коррозии трения (фреттинг-коррозия), под которой понимают сложные механические и физико-химические процессы, протекающие на стыке двух сопрягаемых , деталей при малых взаимных циклических смещениях (величиной 10”^—0,25 мм).
Механические процессы изнашивания при фреттинге сопровождаются химическими процессами взаимодействия поверхностных слоев сопрягаемых деталей и отделившихся частиц с окружающей средой, а также процессами электроэрози-онного разрушения. Повреждение поверхностных слоев от фреттинга возникает даже при весьма малых контактных давлениях и увеличивается с ростом давления до определенных пределов. После расспрессовки соединяемых деталей на поверхности контакта видны следы коррозии в виде затемненных пятен (каверн). Типичным признаком фреттинг-коррозии является красный порошок [образующийся на контактирующих поверхностях стальных деталей], обычно представляющий собой окислы железа (Fe20g).
Для стальных валов и осей с напрессованными деталями отношение —— " ---------- характеризу-
емо °-1д ющее влияние концентрации напряжений и масштабного фактора при фреттинг-коррозии для случая передачи силы и момента через напрессованную деталь, может быть оценено по формуле
*о РЧ ./,//
Ъо edol
(52)
I Ко I где значения 1__— определяют по рис. 15 или
1^0 Jo по формулам, аппроксимирующим линии на рис. 15,
=0,38 + 1,48 lgd при </<150 мм; Ю
(53)
при dz 150мм.
Коэффициенты С и Г учитывают влияние временного сопротивления стали ов (МПа) и давление посадки р (МПа):
102
Расчеты на прочность при многоцикловом переменном нагружении
Рис. 15. Зависимость
ко
____ от диаметра валов
с напрессованными деталями при изгибе (ов -- 500 МПа, р - 30 МПа):
/ — через напрессованную деталь передается сила или момент; 2 — через напрессованную деталь
нагрузка не передается
t! « 0,305 * 0,00139 ов;
(54)
- 0,65 * 0,014р при р £ 25МПа;
=1 при р > 25 МПа.
Здесь р — давление посадки, которое при на-прессовке кольца на вал может быть подсчитано по формуле Лямэ.
Если через напрессованную деталь не передает-
ся сила и момент, то значение по (52),
следует умножить на 0,85.
Для уменьшения влияния фреттинг-коррозии применяют конструктивные и технологические мероприятия. Так, разгружающие выточки на торце напрессованной детали (рис. 16, б) или поясок (рис. 16, в) повышают предел выносливости вала с напрессовкой (по сравнению с конструкцией, показанной на рис. 16, а) в 1,2—1,35 раза, а утолщение подступичной части с разгружающими выточками — в 1,7—1,9 раза (рис. 16, г).
Разгружающие выточки у вала (рис. 16, д), нанесенные путем накатки роликом, повышают предел выносливости в 1,4 раза. Существенное повышение пределов выносливости деталей с на-прессовками (в 1,5—2 раза и более) достигается при применении технологических методов поверхностного упрочнения.
Качество обработанной поверхности. Неровности после механической обработки поверхности снижают сопротивление усталости. В результате обработки резанием на. поверхности образуется наклеп и возникают остаточные напряжения, значение и знак которых зависит от свойств металла и режимов резания. Наклеп поверхности и остаточные напряжения сжатия повышают сопротивление усталости, а остаточные растягивающие напряжения снижают предел выносливости. В результате суммарного влияния этих факторов происходит снижение пределов выносливости с ухудшением качества обработки поверхности, тем большее, чем выше временное сопротивление стали. Снижение пределов выносливости оценивают коэффициентами влияния качества обработки
Рис. 16. Конструктивные методы повышения сопротивления усталости валов с напрессованными деталями
Факторы, влияющие на сопротивление усталости деталей мятии
103
Рис. 17. Зависимость коэффициента Кр^ влияния качества обработанной поверхности от временного сопротивления ав и параметра шероховатости Rz
поверхности Кро, Крх при изгибе и кручении соответственно. Указанные коэффициенты зависят от временного сопротивления стали и параметра шероховатости Rz (рис. 17):
„ . *-l(Rz)
Л/10 - ——----——
°-l(Rzsl)
l-0,221gRz Ig^ -1
(56) при Rz>l мкм;
Kfo’l
при Rz £ 1 мкм,
где о.] — предел выносливости гладкого об-
разца с параметром шероховатости поверхности Rz; °-1 (Rz 1) — предел выносливости гладкого тщательного полированного образца;
KFx = 0tS7SKFa ♦ 0,425. (57)
При низком качестве обработанной поверхности предел выносливости образцов из легированных сталей может снижаться на 50 % и более (рис. 17). Поэтому при использовании легирован
ных сталей для деталей, подверженных воздействию переменных нагрузок, необходимо предусмотреть тонкое шлифование или полирование поверхностей, прилегающих к зонам концентрации напряжений.
Чувствительны к качеству обработанной поверхности титановые сплавы. Шлифование вместо точения повышает предел выносливости образцов из титановых сплавов на 30 %. Увеличение подачи на оборот при обтачивании с 0,08 до 0,4 мм снижает о_| в2 раза и более; существенно снижается также при возрастании глубины резания. Значения коэффициента KFo для алюминиевых деформируемых сплавов приведены в табл. 5.
5. Значения коэффициента KFo для алюминиевых деформируемых сплавов
Окончательная обработка Параметр шероховатости Rz, мкм KFo
Полирование 0,5-1 1,00
Шлифование 1,5-2 0,96-0,98
Чистовое точение 4-10 0,87-0,94
Точение 10-15 0,84-0,88
Грубое точение 20-30 0,78-0,83
Весьма грубое точение 50-100 0,70—0,75
Маркировка обработанной поверхности может резко снизить предел выносливости, например маркировка листовых образцов из алюминиевых или магниевых сплавов снижает предел выносливости на 30 %. Аналогичное влияние оказывают и случайные забоины. При написании цифр электрокарандашом KFo равно: 0,88 — для стали, 0,8 — для дюралюминия и 0,57 — для магниевого сплава. Предел выносливости может существенно снизиться из-за повреждений поверхности при шлифовании (прижоги и шлифовочные трещины).
Создание на поверхности мягкого и даже весьма тонкого слоя (при обезуглероживании, омеднении и т.п.) существенно снижает предел выносливости, так как в мягком слое легко зарождается усталостная трещина, которая затем распространяется по сечению детали. Так, при обезуглероживании поверхности стальных образцов коэффициент
KFo = U05 - 0,0005 ов, (58)
где ов — временное сопротивление, МПа.
104
Расчеты на прочность при многоцикловом переменном нагружении
Рис. 18. Зависимость коэффициента Кадр влияния коррозии на предел выносливости сталей от временного сопротивления ав: 1 — в пресной воде; 2 — в морской воде
Для деталей сложной формы, для которых нельзя определить он, Ка, <хо, расчет проводят в величинах максимальных напряжений в зоне концентрации о_|д. При этом качество обработанной поверхности учитывают коэффициентом
Кр = 2, (59)
1 ♦ \IKFo
Коррозия. Многие детали машин в условиях эксплуатации подвергаются воздействию коррозионных сред (вода пресная или морская, атмосферное воздействие, химические вещества и т.д.). При одновременном воздействии переменных напряжений и коррозионной среды возникает явление более интенсивного накопления усталостных повреждений. Предел выносливости вследствие влияния коррозионной среды снижается в 3—6 раз и более, что характеризуется коэффициентом
*кор . ±1^. (60)
О.)
где О-i кор, °-1 ~~ пределы выносливости гладких лабораторных образцов в коррозионной среде и на воздухе.
Коэффициент Яадр зависит от временного сопротивления стали, что выявлено при испытании гладких лабораторных образцов в пресной и морской воде на изгиб с вращением (рис. 18). Влияние коррозии с ростом временного сопротивления стали усиливается. Предел выносливости в условиях коррозии не зависит от временного сопротивления стял»;, вследствие чего применение легиро-
Рис. 19. Зависимость предела выносливости a__j от временного сопротивления стали при испытании на воздухе (/) в пресной (2) и морской (3) воде
ванных сталей при работе в коррозионной среде нецелесообразно (рис. 19). Поэтому необоснованно предложение о замене углеродистых сталей легированными в металлоконструкциях, сельскохозяйственных, строительно-дорожных, подъемнотранспортных и других машин, работающих в условиях атмосферной коррозии. Существенно снижается предел выносливости и в том случае, когда образцы подвергаются коррозии до испытания на усталость в течение нескольких дней, после чего их испытывают на усталость без воздействия среды.
При использовании характеристик сопротивления усталости в условиях коррозии <<*-1кор* А^р, параметры кривых усталости) следует иметь в виду, что они зависят от числа циклов и частоты испытания. Кривая коррозионной усталости не имеет горизонтального участка и может быть аппроксимирована двумя прямыми линиями, уравнения которых имеют вид (12). Например, для стали 20Х параметры указанных кривых имеют значение (при частоте 33 Гц): o_jKOp " 160 МПа; Nq - 2* 10?; - 8,3; m2 " 63. С уменьшением
частоты испытания от 166 до 33 Гц пределы выносливости образцов из стали 20Х снижаются приблизительно в 1,5 раза при числе циклов --10?, что объясняется увеличением времени испытания для достижения заданного числа циклов. С увеличением времени испытания в коррозионной среде увеличиваются также коррозионно-усталостные повреждения, приводящие к дополнительному снижению предела выносливости, поэтому при учете влияния коррозии в расчете на выносливость коэффициенты Кадр следует брать для частот испытания и числа циклов, соответствующих условиям эксплуатации.
Факторы, влияющие на сопротивление усталости деталей машин
105
Электролитическое хромирование и никелирование не являются эффективными средствами защиты от коррозионной усталости. Это объясняется отрицательным влиянием остаточных растягивающих напряжений, возникающих в слое при электролитическом покрытии. Однако, если перед покрытием (электролитическое хромирование) деталь подвергнуть поверхностной закалке с нагревом токами высокой частоты, то предел выносливости образцов в соленой воде возрастает в 3 раза. При наклепе поверхности дробью и последующем электролитическом хромировании предел коррозионной выносливости возрастает в 2 раза. Аналогичный эффект дает кратковременное азотирование в сочетании с покрытием.
Технологические методы поверхностного упрочнения. К методам поверхностного упрочнения относят:
поверхностное пластическое деформирование (ППД) путем обдувки дробью, наклепа роликами, алмазного выглаживания, чеканки, раскатки и т.п.;-
химико-термические методы: цементацию, азотирование, нитроцементацию, цианирование;
поверхностную закалку с нагревом токами высокой частоты;
лучевые методы: лазерную обработку, ионную имплантацию, обработку электронным лучом и др.;
комбинированные методы (цементацию с последующей обдувкой дробью и др.).
Перечисленные методы приводят в раде случаев к существенному повышению пределов выносливости (в 2—3 раза и более).
Повышение пределов выносливости вследствие поверхностного упрочнения характеризуется коэффициентом
, °-1дупр (61)
°-1д
где 0-1дупр’ °-1д — пределы выносливости упрочненной и неупрочненной деталей.
С ростом концентрации напряжений эффект упрочнения возрастает, с увеличением размеров детали — уменьшается. Причинами существенного положительного влияния методов поверхностного упрочнения являются остаточные сжимающие напряжения в поверхностном слое и повышенная прочность материала слоя. Влияние остаточных напряжений связано с характером зависимости предельных амплитуд при асимметричном цикле от среднего напряжения цикла (рис. 20). При
Рис. 20. Зависимость предельных амплитуд оа (в долях от 0—1) от среднего напряжения цикла от для среднеуглеродистых сталей
среднем сжимающем напряжении цикла ат -- —400 МПа предельная амплитуда аа в 1,5 раза превышает предел выносливости при симметричном цикле. Если рабочие напряжения в детали (от внешней нагрузки) изменяются по симметричному циклу, а в поверхностном слое имеют место остаточные напряжения сжатия оост < 0, то результирующие напряжения изменяются по асимметричному циклу со средним напряжением ат “ °ост < 0 и амплитудой аа - о^. Наложение средних сжимающих напряжений увеличивает предельную амплитуду (рис. 20).
При поверхностном пластическом деформировании в поверхностном слое имеет место наклеп, приводящий к увеличению твердости, а следовательно, и пределов выносливости, определяемых как бы на микрообразцах, вырезанных из наклепанного слоя (при равномерном наклепе пределы выносливости повышаются пропорционально твердости). Суммарный эффект упрочнения зависит от взаимного расположения эпюр распределения остаточных и рабочих напряжений и механических свойств по сечению детали.
Эпюра распределения твердости (линия /), а следовательно, и пределов выносливости о_| микрообразцов, вырезанных из различных зон поперечного сечения, отнесенных к пределу выносливости исходного неупрочненного материала о_] исх> приведена на рис. 21. Линия 2 характеризует распределение остаточных напряжений при обкатке роликами. В поверхностном слое глубиной 2 мм остаточные напряжения являются сжимающими, в остальной части сечения — растягивающими.
Для того чтобы учесть влияние остаточных напряжений, необходимо ординаты линии 1 при каждом значении абсциссы х умножить на значе-
106
Расчеты на прочность при многоцикловом переменном нагружении
Рис. 21. Схема, поясняющая механизм поверхностного упрочнения при обкатке стальных образцов при глубине упрочненного слоя 2 мм
ние отношения взятого по рис. 20 для
ат " °ост и соответствующего данному значению х. В результате таких вычислений построена эпюра 3 (рис. 21), характеризующая распределение пределов выносливости микрообразцов, вырезанных из разных зон по сечению детали, с учетом влияния остаточных напряжений, деленных на предел выносливости исходного неупрочненного металла. Для поверхностного слоя эпюра 3 располагается правее эпюры 7, так как сжимающие напряжения в слое повышают предельную амплитуду. При х > 2 мм эпюра 3 проходит левее эпюры 7, так как в сердцевине действуют растягивающие остаточные напряжения, снижающие предельную амплитуду. Линии 7 и 3 пересекаются в точке А, соответствующей oQCT - 0.
Предельная эпюра рабочих напряжений при изгибе гладкого образца изображена прямой линией 4, касательной к линии 3. В точке В их касания возникает очаг усталостного разрушения, т.е. разрушение в данном случае будет подслойным.
Значение о_|/о_|исх " Ь5, полученное при пересечении линии 4 с осью ординат, определяет расчетный коэффициент упрочнения - 1,5. Экспериментально определенное значение Kv -- 1,45, т.е. получено хорошее соответствие расчетной модели эксперименту. Описанная модель позволяет качественно и количественно объяснить влияние глубины упрочненного слоя, изменения по сечению детали механических свойств и остаточных напряжений, диаметра детали, уровня концентрации напряжений и других параметров детали и технологического процесса упрочнения на эффект упрочнения, характеризуемый Ку Так, например, находит объяснение рост Ку с увеличе-
Рис. 22. Влияние концентрации напряжений на коэффициент упрочнения Kv при азотировании (данные Б.Ф. Балашова); ступенчатые образцы диаметром 40 мм с галтелью радиусом р при изгибе (7) и кручении (2) и с гиперболической канавкой при изгибе (3)
нием уровня концентрации напряжений при азотировании (рис. 22).
С ростом асимметрии цикла эффект упрочнения снижается. Так, при переходе от симметричного цикла рабочих напряжений к отнулевому коэффициент упрочнения Kv при цементации снижается на 25 %. Коэффициент влияния асимметрии цикла для упрочненных образцов выше, чем для не-упрочненных. Для неупрочненных образцов из легированной стали 12Х2Н4А фо - 0,1 + 0,14, а для цементованных образцов фо - 0,5 * 0,6 (данные Д.С. Бленовского).
Суммарное влияние всех факторов. Суммарное влияние всех факторов на предел выносливости детали оценивают с помощью коэффициента К -0-1
" ----- (формула (25)), определяемого как
°-1д
К = К° + 1 - 11 1 (62)
«do М
Аналогично для касательных напряжений при
кручении
(63)
Коэффициент Ад учитывает влияние анизотропии на сопротивление усталости и применяется в тех
Статическая теория подобия усталостного разрушения
107
случаях, когда первое главное напряжение при изгибе и растяжении-сжатии направлено перпендикулярно к направлению прокатки материала.
о_, МПа 600 КА 0,90
600-900 0,86
900-1200 0,83
1200 0,80
При кручении следует принимать Кд - 1. Формула (62) может быть использована в тех случаях, когда расчет ведется в номинальных напряжениях. В более сложных случаях (см. рис. 9, а, б) понятие номинального напряжения, а следовательно, и величин KQ, aQ, qo является неопределенным и расчет ведут по максимальным напряжениям в зоне концентрации а _ । .
3. СТАТИСТИЧЕСКАЯ ТЕОРИЯ ПОДОБИЯ УСТАЛОСТНОГО РАЗРУШЕНИЯ
Подобие усталостного разрушения деталей. Для объяснения влияния концентрации напряжений, масштабного фактора, формы поперечного сечения и вида нагружения, которые называют конструктивными факторами, на сопротивление усталости была предложена [3] статистическая теория подобия усталостного разрушения. Эта теория явилась развитием идей В. Вейбулла, Н.Н. Афанасьева, С.Д. Волкова, В.В. Болотина. На основе статистической теории прочности наиболее слабого звена и исходного распределения прочности элементарных объемов в форме В. Вейбулла при замене интегрирования по объему интегрированием по площади поперечного сечения в соответствии с предложением Н.Н. Афанасьева, было получено [3] следующее исходное уравнение
7 = -2,31g(l - (?) =
С dA (64)
J °0 л0 ’
где Q — вероятность разрушения (образования первой макроскопической усталостной трещины) в сечении тела с максимальным напряжением °шах и Распределением напряжений, заданным безразмерной функцией |/(х, у)| Г, m, oq, и - параметры исходного распределения Вейбулла;
и — минимальная граница прочности, выдержанной через °тах* в том смысле, что вероятность события ошах < и принимается равной нулю; Аи — часть площади поперечного сечения детали, в которой а ъ и, являющаяся областью интегрирования в (64) ; Aq — площадь единичного элемента.
Вычисление интеграла (64) покажем для пластины с двумя боковыми надрезами при растяжении (см. рис. 7, а). Реальную эпюру в зоне интегрирования (от точки х - Gq, в которой а - и, до точки С, в которой о - отяу заменим касательной к эпюре напряжений в точке С, имеющей уравнение
о - и = G(x - oq) , (65)
Ida ]
где G - —. — градиент напряжении у дна
1х=а
надреза (в точке х - а), МПа/мм.
После интегрирования выражение для (64) принимает вид:
L 1 (£-1)тИ
GAq J £ <66)
= - 2,31g(l - 2),
/7 G __ м
где G =------ — относительный градиент первого
°тах
главного напряжения в зоне концентрации напряжений (у дна надреза), 1/мм;
L = 26;
f = °тах = °-1ДаО (67)
“ 0,5 О_] ’
1Д “ предел выносливости детали в номинальных напряжениях; аа — теоретический коэффициент концентрации напряжений. Здесь принято и -0,5о_ J, где О-i — среднее для данной плавки металла значение предела выносливости гладкого полированного лабораторного образца диаметром ^0 " 1'5 мм ПРИ изги^ с вращением, который далее будем называть эталонным образцом.
Случайная величина £ пропорциональна пределу выносливости детали о_|д, который также рассматривается как случайная величина.
Уравнение (66) является семейством функций распределения величин £, выражающих зависимость вероятности разрушения Q от С а следовательно, и пределов выносливости о_|д для образцов, моделей и деталей с различными значениями критерия L/G, который называют критерием подобия усталостного разрушения. Смысл этого кри-
108
Расчеты на прочность при многоцикловом переменном нагружении
Рис. 23. Детали с двумя градиентами напряжений при изгибе
терия состоит в том, что если образец, модель и деталь имеют различные размеры, форму, вид нагружения, но одинаковое значение UG, то функции распределения их пределов выносливости совпадают. Эта закономерность подтверждена большим количеством опытных данных [3], что является достаточным основанием для широкого использования теории подобия усталостного разрушения для расчета и моделирования при усталостных испытаниях деталей машин. Зная параметры oq, т, по (66) можно построить функцию распределения пределов выносливости детали и найти ее параметры: среднее значение предела выносливости о_1д для данной плавки и коэффициент вари-тах
ации величины о_1д — предельного максимального напряжения в зоне концентрации (о-?д “ “max " УР»»ие"ие (66) спра-
ведливо для деталей прямоугольного поперечного сечения типа пластин с боковыми надрезами (см. рис. 7, а) или ступенчатым переходом по галтели (рис. 7, б) при растяжении-сжатии или изгибе в плоскости пластины (L - 2ft), для деталей круглого поперечного сечения с надрезом (рис. 7, в) или ступенчатым переходом по галтели (рис. 7, г) (L - лб/) при растяжении-сжатии при изгибе с вращением. Таким образом, L — это периметр рабочего сечения детали (рис. 7, в, г) или его часть, прилегающая к зоне повышенных напряжений (см. рис. 7, а, б).
На рис. 23 представлены детали, характеризующиеся двумя градиентами напряжений, один из которых G« - ____ характеризует скорость
у=0
падения напряжений в плоскости хОо от точки О, а второй G? - 1—1 — в вертикальной плоское-
L^JxM)
у=0 ти уОа. К таким деталям относятся пластины с боковыми надрезами (рис. 23, а), ступенчатым
переходом по галтели (рис. 23, б), с отверстием (рис. 23, в) при изгибе в плоскости, перпендикулярной к плоскости пластин (изгиб относительно оси х), а также круглые сплошные и полые детали с отверстием (рис. 23, г, д). В качестве G2 можно принять G2 “ 2ошах/Л и (fy G2/°max “ - 2/А, т.е. такое же значение, как при изтбе гладкого бруса высотой h.
В результате вычисления интеграла (64) получают [3]
= 2h и G\ л01 °0
т q-pw*2 в
62(m + l)(m + 2)
(68)
-2,31g (1 - 0.
Для деталей круглого поперечного сечения при изгибе в одной плоскости аналогичное интегрирование приводит к выражению
= -2,318(1-0. (69)
1
где Ix<£, m) - J (?z - 1)т /1 - z2 dr, 1/6
z = Z; 5 = °Шах (70)
CL ’ U
Зная параметры распределения u, oq и m, по уравнениям (66), (68), (69) можно найти функции распределения пределов выносливости деталей, показанных на рис. 7 и 23. Аналогичные формулы можно вывести для тонкостенных труб и профилей (4], а также для деталей других форм.
Некоторое неудобство в использовании указанных уравнений состоит в том, что для деталей разных форм получаются функции распределения различного типа, причем достаточно сложного вида (например, (69)].
Статическая теория подобия усталостного разрушения
109
Это неудобство успешно преодолевается переходом к единому для всех деталей уравнению подобия усталостного разрушения, имеющему вид:
IgU - 1) = -valg0 * upS. (71)
Здесь 5 = "J**" = 2^; <72)
0,5o_i и
0 - Ll° = 1 -(L/G)o
(73)
относительный критерий подобия усталостного
разрушения;
,2
L =2Й-=^=88.3мм2-
IgJo
значение L/G для эталонного образца, т.е. гладко-, го полированного образца диаметром </q - 7,5 мм при нимбе с вращением (£ - G - 2/</q); u--0,5o.i , vQ, 5 — параметры уравнения подобия; Up — квантиль нормального распределения, соответствующая вероятности Q появления усталостной трещины.
Уравнение (71) выражает нормальное распределение случайной величины х - 1g (С — 1). среднее значение которой (при up - 0) составляет х -- - v0 1g 0, а среднее квадратическое отклонение равно 5. Параметр и - 0,5 5_i является, как и прежде, минимальной границей для ошах ~ " °—1д“о в Том смысле,что вероятность появления неравенства ошах < и равна нулю.
Указанное значение u(0,5o_i) принято на основе обобщения многочисленных экспериментальных данных (3]. Параметр уравнения подобия v0 является новой характеристикой чувствительности металла к концентрации напряжений и масштабному фактору: с ростом vQ чувствительность к концентрации напряжений падает, а масштабный эффект увеличивается.
Значения параметров подобия О-р vQ, 5 определяют на основе испытаний образцов на усталость не менее чем четырех—пяти типоразмеров с изменениями критерия подобия 0 в возможно более широких пределах.
При отсутствии прямых опытных данных параметр v0 может быть определен для сталей по эмпирическим уравнениям, полученным на основе обобщения многочисленных экспериментальных данных:
для числа циклов от Nq (точка перелома кривой усталости) до N - 10? циклов;
v0=0,211-0,000143 ов при ав£ 1300 МПа;
(74)
vo=0,025 при ов>1300 МПа.
Уравнение подобия справедливо и в области ограниченного числа циклов 104 < N < Nq\ при этом параметры о_р 5 и vQ зависят от числа циклов.
Для легированных сталей
vo^=vo+0,55-0,0871gW при Jg^6,3;
(75)
vo№vo при lgA>6,3;
для углеродистых сталей
vo7V=va+0,39-0,062^ при lgA^6,3;
(76)
vo№vo при lgA>6,3,
где vQ — по уравнению (74).
Зависимость о_ j от определяется медианной кривой усталости для эталонного образца. Среднее квадратическое отклонение 5 величины х - 1g U -- — 1) можно в первом приближении принять независящим от N в соответствии с имеющимися ограниченными экспериментальными данными.
Формулы для определения относительного градиента напряжений G даны в табл. 4; для деталей других форм он определяется численными методами анализа напряженно-деформированного состояния. Формулы для определения параметра L приведены в табл. 6.
Из уравнения подобия (71) непосредственно получают формулы для определения различных величин, используемых в расчетах на сопротивление усталости.
Так, медианное значение I-следует из (71) при Up " 0:
I = = 1 ♦ e’vo (77)
0,5 о. 1
Откуда медианное значение предела выносливости для заданной плавки
(78)
г«е Fе • —у
(79)
110
Расчеты на прочность при многоцикловом переменном нагружении
6. Формулы для определения параметра L
Образцы Рисунок Формула для расчета L
Круглые осесимметричные:
при изгибе с вращением, растяжении-сжатии, кручении диаметром в рабочем сечении d (гладкие, с кольцевыми канавками, со ступенчатым переходом с галтелью, с кольцевым выступом и т.п.); 7, в, г nd
при изгибе в одной плоскости 7, в, г 0,06itd
С прямоугольным поперечным рабочим сечением при переменном изгибе или растяжении-сжатии, когда две стороны прямоугольника размером 6 соприкасаются с зоной повышенных напряжений, две другие — с зоной малых напряжений 7, а, б, д, з 26
Сплошные круглые диаметром d с поперечным отверстием при растяжении-сжатии 7, е 2d
Трубчатые с наружным диаметром D и внутренним диаметром d с поперечным отверстием при растяжении-сжатии 7, ж 2(D-d)
Прямоугольного сечения гладкие, с отверстиями, уступами и т.п. при переменном изгибе (возникают два градиента напряжений) 23, а—в 0,055/ipG
Круглые сплошные или трубчатые с поперечным отверстием при изгибе (возникают два градиента напряжений) 23, г, д 0,028DaG
Ка °-1
Отношение ___- _____, входящее в (62), полу- - ( х
*d° ^o=±^=Fero.0.5 1<°-
чается непосредственно из (78): °-1
(82)
ка _ 5-1 s “о
^do °-1д ^6
= 0,5
(80)
Уравнение (71) может быть также представлено в виде
-V- upS $-1=0 °10 ,
в чем можно убедиться, прологарифмировав обе части этого уравнения. Отсюда получается уравнение для значения предела выносливости детали, соответствующей вероятности разрушения Q:
о«?> _ i+e v° \oupS »-i (8D
-1Д 2 57’
Выражение для коэффициента влияния абсолютных размеров поперечного сечения К^а получается из (78) при aQ - 1:
где — медианное значение предела выносливости гладкого образца диаметром d;
fl 1 itd2 ( d I2
гл = 883 Т = '
значение критерия подобия усталостного разрушения для гладкого образца диаметром d при изгибе с вращением.
Эффективные коэффициенты концентрации KQ вычисляют по формуле, следующей непосредственно из (78) и (80):
’ _ °-1<^еглао 1+вгл (83) 'в '
Статическая теория подобия усталостного разрушения
111
7. Параметры образцов и результаты испытаний образцов диаметром 5 мм с выточкой глубиной t и радиусом в надрезе р на усталость
t, мм р, мм “о 1«е °-1д °—1д кр 1g («-1) 1g <€кр-1> 8, %
Ml Па
— 1,00 - 0,356 235 — 0,064 — 5
1,0 1,43 - 1,214 186 — 0,158 — 1,5
0,3 1,90 - 1,674 157 162 0,240 0,260 4,3
0,1 0,1 2,67 -2,112 127 157 0,300 0,453 0
0,05 3,39 -2,406 113 157 0,400 0,590 0
1,0 1,54 - 1,146 162 — 0,107 — 3,6
0,5 0,5 1,89 - 1,423 137 — 0,142 — 4,3
Значение максимального напряжения в зоне концентрации, соответствующего вероятности разрушения Q, вычисляют по формуле, вытекающей из (81):
Между параметрами уравнений подобия усталостного разрушения (66) и (71) может быть установлена приближенная связь:
(84)
1 ; т = -5_ - 0,64; (86)
m+0,64 vo
Отсюда может быть получено приближенное выражение для коэффициента вариации vQ тяу. Запишем медианное значение ошах и значение, отвечающее квантили up - —2:
om„ - ill,. .-’4
2,i
Аппроксимируя нормальное распределение lg <°шах — 1) нормальным распределением отах, вычисляем приближенное значение среднего квадратического отклонения S _ _nv величины от-и шал ш&Х
_ ир = -2 °шах - “max ° о max ~----я------- =
5-’е °(1-ю-Ч
4
Коэффициент вариации va max величины ошах‘ *$ошах vomax ~ ----
°тах
°(l-10~2s)
(85)
-V
1-10'2s
0
2(1 +0 V°) 2(1 *0V°)
и т =0,0152 _!_*о,зб =0,0152 (т + 1); (87)
А. .’о
с _ 0.62 о - _____
m + 1
(88)
Подобие усталостного разрушения деталей с предельно острыми надрезами. Существует критическое значение ркр радиуса кривизны у дна надреза, ниже которого, т.е. при р < ркр, появляются нераспространяющиеся усталостные трещины и, как следствие два предела выносливости: о_| — по критерию начала образования усталостной трещины, О—1Д кр — по полному разрушению образцов, в—1Д кр в области 0 < р < ркр не зависит от р (см. рис. 12). Для иллюстрации указанных закономерностей на рис. 12 и в табл. 7 представлены результаты Ниситани (31], полученные на образцах из углеродистой стали (ов -- 538 МПа, о_ j - 218 МПа) диаметром d - 5 мм с кольцевой канавкой глубиной t - 0,1 мм и различными радиусами закругления р. Образцы испытывались при изгибе с вращением.
Предел выносливости гладких лабораторных образцов диаметром - 7,5 мм, найденный путем определения параметров уравнения подобия
112
Расчеты на прочность при многоцикловом переменном нагружении
Рис. 24. Зависимость 1g (£ — 1) от 1g 0 для образцов диаметром d - 5 мм с выточкой глубиной ОД мм (по данным Ниситани):
1 — по началу образования трещины для р > > рк0 - 0,4 мм; 2 — по началу образования трещины для р < ркр; 3 — по окончательному разрушению
1g« -1) -lg({Kp-l) =-v„Kpag0-l«eKp),(89)
где 1g 6кр и 1g (£кр - 1) - - vo 1g 0кр - абсцис-са и ордината точки разветвления соответственно.
На основе этих уравнений после преобразований получаем уравнение подобия усталостного разрушения по началу образования усталостной трещины в критической зоне р < ркр:
IgU-l) =-vOKplg6 + (vOKp-vo)lgeKp. (90)
Точка разветвления А находится на рис. 24 на
пересечении линий 1 и 2.
Новый параметр v
°кр
находится из (89):
_ lga-D-lg(^Kp-l)
V°KP ' lgO-lgOKp
усталостного разрушения по методике, описанной ниже, составляет о_ j —218 МПа. Предел выносливости гладких образцов диаметром d - 5 мм при изгибе с вращением, найденный по уравнению подобия (71), - 230 МПа.
На рис. 12 ординаты точек линии 1 равны о_1д - /ао - 230/ао. Так как опытные зна-
чения пределов выносливости выше, то это говорит о неполной чувствительности стали к концентрации напряжений. Линия 2 соответствует пределам выносливости по началу образования усталостных трещин, линия 3 — по окончательному разрушению. Правее точки А линии 2 и 3 расходятся. В этой области имеют место два предела выносливости в связи с появлением нераспространя-ющихся усталостных трещин.
На рис. 24 те же данные, а также данные для образцов с t - 0,5 мм из той же стали, представлены в координатах 1g (£ — 1) — 1g 0. Линия / соответствует пределам выносливости по началу образования усталостных трещин для р > ркр (в данном случае ркр 0,4 мм): Эта линия построена по четырем точкам (залитые кружки), соответствующим двум первым и двум последним строкам табл. 7 (первая строка соответствует испытаниям гладких образцов диаметром d - 5 мм, a_i - 235 МПа, расчетное значение o__j -- 230 МПа). Уравнением линии 1 является уравнение подобия (71) при up - 0 и - 0,12.
Точки, соответствующие р - 0,3; 0,1 и 0,05 мм (третья, четвертая и пятая строки табл. 7), не ложатся на линию 1. Через эти точки, соответствующие значениям о_|д (треугольники), проведена линия 2, уравнение которой может быть представлено в виде
где lg (£ — 1) и 1g 0 — координаты любой точки (кроме точки Л) на линии 2.
В данном примере имеем следующие координаты:
точка A: 1g 0 - - 1,61; 1g (£ - 1) - 0,192;
точка В: 1g 0 - - 2,5; lg (£ - П * 0,421.
По уравнению (91)
У°кр
0,421 - 0,192
-2,5 - (-1,61) "
Таким образом, уравнение линии 2 принимает вид:
1g(5 - 1) • -0,257 lg0 - 0,219. (92)
Если учесть, что для исследуемой стали vQ - 0,12, то в первом приближении для углеродистых сталей можно принять vo - 2vq.
Уравнение (90) и его^конкретизация (92) для данной стали позволяют рассчитать пределы выносливости деталей с предельно острыми надрезами р < ркр. Величина ркр получается расчетом из величины 1g 0кр, определяемой как абсцисса точки А пересечения линий 7 и 2 на рис. 24, а величина ркр однозначно связана с 0кр соотношением (73). Например, для изгиба с вращением круглых образцов диаметром d с выточкой имеем
^вКр = ,g[-go-q ут] = г ( оо,3 Cz )
1 nd ]
88j 2(1 *<р)/ркр*2ZrfJ’
(93)
где ф - ----- , .
2 + 4^7ркр
Статическая теория подобия усталостного разрушения
113
В данном случае 1g 6Кр - —1,61; d - 5 мм; t - 0,1 мм.
Для определения предела выносливости детали с предельно острым надрезом о—। Кр находим предел выносливости по линии 7, соответствующий точке Л, который согласно рис. 12 равен °-1д йр* ^ля этого в уравнение линии 1 подставляем 1g 6 ; 1g (С - 1) - -vQ 1g в - -vo 1g в -- — 0,12(—1,61) -0,192;
“о°-1д 0,5 o-j
= 2,56.
При а0 - 1,75 (для р - рКр - 0,4 мм) и o_j --218 МПа получаем
2*56*0,5*218 1 сп мпв
°-1дкр = ------------- = 159 МПа
В [4] предложено также уравнение для °-1дкр’ полУЧенное на основе представлений механики разрушения:
ДКМ
О-1ДКР = -----г—=• (94)
2,76 ♦ рКр
ще t-глубина выточки, мм; Д/^д, МПа /м — порог развития усталостных трещин, который можно найти для стали по приближенной корреляционной формуле
Д*М = 12,7 - 0,006 от -
(95)
- (11,37 - 0,0065 от) Я,
где от, МПа — предел текучести; 0 i R * 0,9 — коэффициент асимметрии цикла.
Числовые коэффициенты в (95) имеют единицу измерения Ум. Для стали 500 s ов $ 1500 МПа
Ркр = °»5 - 0.0004 (ав - 500), (96)
где ов — временное сопротивление, МПа. В данном случае /в - 0,1 мм, рКр - 0,4 мм, от -- 320 МПа; по формуле (94)
о.|П1[0 =_____320 = 163 МПа,
Д ₽ 2,76/0,1+0,4'
что близко к ранее найденному значению 159 МПа.
Согласно (94) с ростом глубины выточки /в, ’-1д кр падает’ а К°кр - O-ld/o-la кр тает, что подтверждается экспериментальными данными. После достижения определенной глубины эти изменения должны замедляться и значение
°—1д кр стабилизироваться. Однако это положение требует экспериментального обоснования, ибо прямых опытных данных в широком диапазоне изменения dt /в и р пока нет.
Коэффициенты вариации пределов выносливости деталей машин. Коэффициент вариации предела выносливости детали
здесь vo — коэффициент вариации, определяемый по уравнению (85) и характеризующий рассеяние пределов выносливости деталей, изготовленных из одной плавки металла строго по номинальным размерам.
По опытным данным, 5 - 0,045 + 0,05 для сталей, 5 - 0,05 * 0,06 для алюминиевых и магниевых деформируемых сплавов [см. (85)]. Если принять в среднем 5 - 0,05, то из (85) следует
0,1 v°max =-------- (98)
1 +а °
Таким образом, с ростом критерия подобия 6, что связано обычно с увеличением размеров, коэффициенты вариации vo уменьшаются. Это обычная закономерность, вытекающая из статистических теорий прочности. Зависимость коэффициента vo от 6 для ряда конструкционных материалов представлена на рис. 25.
Межплавочное рассеяние механических свойств учитывается в (97) коэффициентом вариации
I медианного (в пределах одной плавки) значения предела выносливости o_j эталонного гладкого лабораторного образца. Этот коэффициент определяется по (46)—(49).
Коэффициент уа характеризует вариации теоретических коэффициентов концентрации aQ, связанные с отклонениями фактических размеров деталей от номинальных, особенно радиусов закруглений в зонах концентрации р, от которых аа зависят в наибольшей степени. Коэффициенты вариации ур радиусов закруглений р ур --0,03 + 0,10 и более. Эти коэффициенты определены по формулам типа (46)—(48), в которых о.} / нужно заменить на р{*. Зная у?, нетрудно найти Уа . Для этого представим зависимость aQ от р в виде
«а = Ф<р)«
По известной приближенной формуле математической статистики получаем среднее квадратическое отклонение S„ величины a • “а о
114
Расчеты на прочность при многоцикловом переменном нагружении
X = о - ow, которая также характеризует случайный процесс изменения напряжений, но в координатах t—х, изображенных на рис. 27 штриховой линией. Среднее значение (математическое ожидание) процесса х(0 равно нулю, что упрощает дальнейшие выводы.
Рассмотрим параметр к, равный отношению среднего числа ’’нулей процесса” пд [т.е. числа точек пересечения графиком функций x(t) своей оси абсцисс, совпадающей со средним уровнем напряжений], к среднему числу экстремумов процесса (т.е. всех максимумов и минимумов) на некотором отрезке времени Т:
к = 02.. «к»)
"э
где производные берутся при средних (номинальных) значениях определяющих размеров (влиянием отклонений других размеров, например толщины, диаметров, длин и т.п., как показывают расчеты, можно пренебречь при определении vaQ); Р» Vp — среднее значение и коэффициент вариации р.
Коэффициент вариации
4. СТАТИСТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПЕРЕМЕННОЙ НАГРУЖЕННОСТИ ДЕТАЛЕЙ
Очень многие машины и их детали подвержены нагрузкам, не удовлетворяющим условиям регулярности, т.е. периодичности действия с постоянным циклом, имеющим один максимум и один минимум (рис. 26, а). К нерегулярным относят бигармоническое(рис. 26, б),полигармоническое, блочное (рис. 26, в) и случайное нагружения (рис. 26, г). В большинстве случаев при эксплуатации имеет место случайное нагружение, при котором изменение нагрузок описывается случайным процессом [3]. Различают два вида процессов изменения напряжений во времени: узкополосные (рис. 27, а) и широкополосные (рис. 27, б). В общем случае случайный процесс можно представить как некоторое среднее значение от, на которое наложен переменный процесс случайных колебаний. Для удобства вводят величину
На рис. 27 ’’нули процесса” отмечены крестиками на отрезке Т, а экстремумы — кружками.
По рис. 27, а: Пд - 15, пэ - 20, к - 15/20-- 0,75; по рис. 27, б: Пд - 5, пэ - 20, к - 5/20 -- 0,25.
Для гармонического закона изменения о (например, синусоидального) к - 1. Случайный процесс, для которого к = 1 (например, процесс, график которого приведен на рис. 27, а), называют узкополосным. У такого процесса частоты сосредоточены вблизи одного определенного значения. Для процесса, называемого широкополосным (рис. 27, б), обычно параметр к мал, а частоты процесса расположены в достаточно широком интервале.
В случае узкополосного процесса понятие амплитуды напряжений достаточно очевидно. На рис. 27, а обозначен некоторый максимум omax f-с номером /. Амплитуда напряжения, соответствующая этому Z-му циклу,
°ai = °!пах/. " °т-
Поэтому, если известна функция распространения максимумов процесса/w(omax), то известна также и функция распределения амплитуд напряже-НИЙ/а(оа).
Однако в случае широкополосного процесса (рис. 27, б) к выделению амплитуд напряжений, оказывающих основное влияние на Накопление усталостных повреждений, можно подходить по-разному. В связи с этим и появилось большое число, так называемых, способов схематизации случайных процессов, целью которых является
Статические характеристики переменной нагруженности
115
б,
Рис. 27. Два типа случайных процессов изменения напряжений
получение функции распределения амплитуд напряжений, эквивалентной данному случайному процессу по степени вносимого усталостного повреждения.
К ним относятся методы максимумов, экстремумов, размахов, полных циклов с различными видоизменениями. Применительно к узкополосным процессам все методы дают практически совпадающие результаты. Для широкополосных процессов результаты могут не совпадать: иногда эти различия очень существенны.
В методе максимумов в качестве амплитуд напряжений принимают разности, определяемые (101). При этом во внимание принимают только те максимумы, которые лежат выше среднего уровня процесса, т.е. удовлетворяющие условию о max i > ат' Следовательно, для процесса, показанного на рис. 27, б, максимумы 5, б и 7 исключаются из рассмотрения.
В методе максимумов предполагается, что за максимумом некоторого уровня* отах / следует минимум того же уровня amin i' ДаЮ1Дий ту же амплитуду, так что пара этих экстремумов образует один полный цикл изменения напряжений с амплитудой aai.
Метод максимумов часто приводит к схематизированному процессу, более поврежденному, чем реальный случайный процесс. При этом в случае широкополосных процессов получается систематическая ошибка оценки циклической долговечности, часто довольно значительная, однако идущая в запас.
116
Расчеты на прочность при многоцикловом переменном нагружении
Тем не менее метод максимумов играет важную роль в тех случаях, когда на стадии проектирования при отсутствии еще опытного образца машины необходимо оценить циклическую долговечность ее основных силовых элементов. В этом случае методами статистической динамики можно рассчитать спектральную плотность $(ы) случайного процесса изменения напряжений [3]. Для оценки эксплуатационной нагруженности может быть применена теория Райса [34]. Согласно этой теории формула для плотности вероятности максимумов нормального стационарного процесса [34] имеет вид:
Л и v — параметры, определяемые по (103)
ve-A2/(2v2)
(102)
-v2) Ле"л2/2Ф
Графики плотности распределения максимумов процесса по Райсу, подсчитанные по (102), представлены на рис. 28.
Плотность распределения максимумов зависит лишь от одного параметра v, который может меняться от 0 до 1. При
где v2 = 1
(103)
v-О, Ф
_—h -1 и V J
Л 9 1 с -t£/2 Ф(х) - ___ е d t — интегральная функция
2л J -00
распределения нормального закона;
00
о2 = К(0) = [ S(<o)rfu; «04)
« 2л >
- 00
o^ = -Kn(0)=J_ f <o2S(Q)rf<o; (105) *1 2п J
-00
o2=K(IV)(0)=_L [ «06)
С 2л J
E(D — случайная функция изменения напряже-2
нии с нулевым средним, дисперсией и автокорреляционной функцией К(т), спектральной плотностью S(<i>), дважды дифференцируемая и стационарная;
С (О-dt dt
первая и вторая производные случайного процесса 2 2 2
С (О; о^, о^, — дисперсия процессов (, ц и С
соответственно.
Л2 /(Л)-Л expl--L. ,
т.е. получается закон распределения Рэлея. При v - 1 второе слагаемое в квадратных скобках стремится к нулю и
1 Л2
/(Л) - — ехр - " Л7 I 2
т.е. к нормальному закону распределения относительных максимумов процесса.
Отношение среднего числа нулей процесса^ к среднему числу экстремумов Л^экст
- . 2
к = N° = -X.; (107)
^экст °? °C
из (103) и (107) следует
V2 = 1 - к2 (,0Ю
Для детерминированного синусоидального процесса к - 1 и v " 0. Для узкополосного случайного процесса, приведенного на рис. 27, а, к - 1; для широкополосного (рис. 27, б) v « 0. Таким образом, для узкополосного случайного процесса распределение максимумов описывается законом, близким к Рэлеевскому. Показатель к называют характеристикой сложности структуры процесса.
Статические характеристики переменной нагруженности
117
Среднее число максимумов нормального стационарного процесса [3]
. -
% ' к ’
(112)
Or
V = *
/vmax 9 • 2лол
(109)
Плотность распределения амплитуд процесса по методу максимумов совпадает с плотностью распределения максимумов, описываемой формулой Райса (102); число циклов в единицу времени определяется величиной Wmax; абсолютный уровень амплитуд напряжений определяется диспер-
2
смей процесса о^ (105). Таким образом, зная спектральную плотность процесса 5 (со), по (102)—(106) можно найти все необходимые для оценки циклической долговечности характеристики случайной нагруженности.
Однако этот расчет соответствует схематизации процесса по методу максимумов, а следовательно, приводит к заниженным расчетным оценкам циклических долговечностей. Этот метод рекомендуется только для расчетов на стадии проектирования, когда нет еще результатов тензометрирования опытного образца машины в условиях эксплуатации.
Метод размахов. Согласно этому методу за амплитуду напряжений ош- и среднее напряжение одля i-го цикла принимают
°max i ~ °тшп i.
°ai=-------5--------
(110)
°max i+ °min i °тГ--------J------
где °max v °min i "" *‘й максимум и непосредственно следующий за ним т-й минимум. Среднее напряжение цикла вычисляют как полусумму двух соседних экстремумов. Таким образом, возникает необходимость использования так называемой двухпараметрической схематизации, в результате которой строят корреляционную таблицу, характеризующую статистическое распределение максимумов и минимумов, или связанного с ним распределения амплитуд оа и средних напряжений цикла ат.
В этом случае вычисляют эквивалентные амли-туды ош э, приведенные к симметричному циклу,
аа1э = °ai *
где — коэффициент влияния асимметрии цикла Й1я детали;
1де фо определяется по (15)—(18), а коэффициент К-по (62), (63).
Пересчет по (111) сводит корреляционную таблицу к распределению амплитуд напряжений, приведенных к симметричному циклу. Так как величины фо для натурных деталей весьма малы (фо " 0 Д+ 0,1 в большинстве случаев), то уче*? средних напряжений не вносит существенных изменений в оценку циклической долговечности большинства встречающихся на практике случайных процессов.
Метод размахов приводит к схематизированному случайному процессу, менее повреждающему, чем реальный процесс для широкополосных процессов (для узкополосных процессов — все методы схематизации дают практически одинаковый результат).
Метод ’’дождя” (ГОСТ 25.101—83) приводит к результатам, практически совпадающим с результатами, полученными методом полных циклов, и более удобен для программирования на ЭВМ и автоматизации процесса обработки экспериментальных данных о нагруженности, записанных на магнитных лентах или осциллограммах. На рис. 29 представлена осциллограмма изменения напряжений во времени, расположенная так, что ось времени направлена сверху вниз, а ось напряжений — слева направо. Предположим, что приведенный отрезок осциллограммы соответствует одному блоку нагружения, под которым понимают совокупность последовательных значений переменных напряжений при определенной наработке в эксплуатации измеренных в километрах пробега (для транспортных машин), часах работы и т.д. Общая наработка до появления усталостной трещины
L = /бХ, (ИЗ)
где А. — число блоков нагружения до появления трещины (циклическая долговечность).
Число циклов в блоке нагружения и суммарное число циклов до появления трещины ^сум связаны соотношением
^сум = ^пб* (Н4)
Штриховые линии на рис. 29, напоминающие струи дождя, построены по следующим правилам.
118
Расчеты на прочность при многоцикловом переменном нагружении
-W-30-20-10 О 10 20 30&(1)МПа
Рис. 29. Схема обработки осциллограммы по методу дождя
Они начинаются с внутренней стороны экстремумов. Если струя начинается из минимума, то она стекает до тех пор, пока не встретит более отрицательный минимум (т.е. расположенный левее исходного). Так, струя, начавшаяся с минимума 7Z, стекает до тех пор, пока не достигнет точки А, лежащей напротив минимума Г, и в этой точке останавливается (минимум 3' является первым по порядку минимумом, который оказался левее минимума Г). Аналогично, если струя начинается с внутренней стороны некоторого максимума, то она стекает до тех пор, пока не встретит более правый максимум. Например, струя, начавшаяся в максимуме 7, прерывается сразу после точки Г, так как в этом месте она пришла в точку, лежащую против максимума 3 — первого по порядку максимума, лежащего правее исходного максимума 1.
Струя должна быть остановлена, если она встретит на пути другую струю, стекающую с более высокой "крыши”. Например, струя, начав
шаяся с минимума 5', останавливается в точке под максимумом 5, так как в этом месте она встретилась со струей, стекающей с минимума 3' через точки 4, 5, 6 и т.д. Каждая часть осциллограммы должна быть пройдена струями только один раз. После того как струи проведены, подсчитывают полуциклы, соответствующие размахам напряжений цикла, определяемым началом и концом струй. Иначе говоря, размах, соответствующий некоторому потоку дождя, равен расстоянию, пройденному потоком по горизонтали (проекции потока на горизонтальную ось).
Потоки, изображенные штриховыми линиями на рис. 29, соответствуют размахам напряжений в табл. 8, I (размах напряжений равен удвоенной амплитуде 2оа).
Каждый размах соответствует одному полуциклу напряжений. Поэтому общее число циклов в блоке нагружения (за время 7g) равно половине числа размахов z. По табл. 8
z 39 ng = — = — 8 20 циклов.
Для построения функции распределения амплитуд напряжений полученные значения размахов делят на 2 и располагают в возрастающем порядке, как показано в табл. 8, П (образуется вариационный ряд). Данные таблицы нанесены на нормальной вероятностной бумаге (рис. 30). Абсциссами точек являются значения ош«, ординатами -(i — 0,5)/z* 100 %. Через экспериментальные точки (кружки) проведена линия 7, являющаяся графиком эмпирической функции распределения амплитуд напряжений. Значения функции определены методом ’’дождя”. Эта линия не является прямой, что говорит о несоответствии эмпирического распределения нормальному закону. Линия 2 (помечена крестиками) — функция распределения амплитуд напряжений, полученная по методу полных циклов [3]. Функции распределения амплитуд, найденные обоими методами, практически совпадают.
Линия 3 характеризует распределение амплитуд, найденное методом максимумов. Для широкополосного процесса метод максимумов приводит к тому, что схематизированный процесс вызывает большие повреждения, чем реальный, ибо вся функция распределения амплитуд (линия 3) существенно сдвинута в сторону больших амплитуд.
Для выполнения расчетов эмпирические функции распределения амплитуд описывают каким-либо аналитическим законом или осуществляют ступенчатую аппроксимацию (аппроксимация кривой 1 рис. 30 приведена в табл. 8, III).
Статические характеристики переменной нагруженности
119
8. Расчеты на выносливость при многоцикловом нагружении I. Значения размахов напряжений
Обозначение полуцикла напряжения 2оа, МПа Обоазначение полуцикла напряжения 2’а-МПа
1-Г 45 11-17' 78
Г-3 55 1 Г—12 15
2-2' 8 12-11' 15
2'—2 8 12'-13 16
3-8' 75 13-12' 16
3'-7 67 13'—14 16
4-4' 11 14-13 16
4'—4 11 14'—17 68
5-5' 18 15-15' 15
5'-5 18 15'—15 15
6-6' 15 16-16' 17
б'-б 15 16'—16 17
7-7'(до 3') 67 17-14' 68
7-8 20 17'—20 58
8-7 20 18-18' 12
8'-11 80 18'—18 12
МО' 35 19-19' 23
940 8 19'—19 23
10-9' 8 20-20' 30
10-9 35
Продолжение табл. 8
II. Вариационный ряд амплитуд напряжений (построен по методу ’’дождя”)
i МПа ioo% Z i МПа £±£юо% Z
1 4 1,28 21 9 52,6
2 4 3,85 22 9 55,2
3 4 6,4 23 10 57,7
4 4 9,5 24 10 60,3
5 5,5 11,5 25 11,5 62,9
6 5,5 14,1 26 11,5 65,5
7 6 16,7 27 15 68,1
8 6 19,2 28 17,5 70,7
9 7,5 21,8 29 17,5 73,3
10 7,5 24,4 30 22,5 75,8
11 7,5 26,9 31 27,5 78,4
12 7,5 29,5 32 29 80,9
13 7,5 32,1 33 33,5 83,4
14 7,5 34,7 34 33,5 86,0
15 8 37,2 35 34 88,5
16 8 39,8 36 34 91,1
17 8 42,3 37 37,5 93,6
18 8 44,9 38 39 96,2
19 8,5 47,5 39 40 99,7
20 8,5 50
Примечание. Ряд амплитуд напряжений построен по данным табл. 8, I.
Продолжение табл. 8
Ш. Ступенчатая аппроксимация эмпирической функции распределения амплитуд напряжений
Параметры блока нагружения Номер интервала Суммарное значение параметра
1 2 3 4 5 6 7 8 9 10
«а;. МПа 0 5 10 15 20 25 30 35 40 45 —
Pj. % 0 9 55 70 74 78 83 90 99 1 —
Интервал 0-5 5-10 10-15 15-20 20-25 25-30 ‘30—35 35-40 40-45 — —
Середина интервала МПа 2,5 7,5 12,5 17,5 22,5 27,5 32,5 37,5 42,5 — —
% 9 46 15 4 4 5 7 9 1 — - 100 %
0,09 0,46 0,15 0,04 0,04 0,005 0,07 0,09 0,01 — ч-1
120
Расчеты на прочность при многоцикловом переменном нагружении
Параметры блока нагружения Номер интервала Суммарное значение параметра
1 2 3 4 5 6 7 8 9 10
°ai 1,8 0,0588 9,2 0,177 3 0,294 0,8 0,411 0,8 0,530 1 0,647 1,4 0,765 1,8 0,883 0,2 1 — n6“S'tj6" - 20
Oflmax
В первой строке табл. 8, Ш даны левые граничные значения интервалов напряжений аш-, во второй строке — соответствующие им вероятности Р (%) по кривой 1 на рис. 30, в третьей — сами интервалы, в четвертой — середины интервалов. В пятой строке приведены значения разности ДРХ- - Pt- — । (i - 1, 2, 3, ..., 10), показываю-
щие вероятность попадания амплитуд в определенный интервал (%); в шестой строке — значения - ДРх/100 %, выражающие те же вероятности в долях единицы. Таким образом, четвертая (середина интервалов аш) и шестая (fp строки задают ступенчатую функцию распределения амплитуд напряжений, являющуюся аппроксимацией приведенной на рис. 30 функции, заданной линией 1.
Ступенчатая функция распределения амплитуд с общим числом циклов в блоке нагружения является исходной информацией о случайной нагруженности, используемой для расчета на выносливость. Здесь - 20 (табл. 8, I, метод ’’до-
Рис. 30. Функции распределения амплитуд напряжений, найденных методами:
1 — дождя; 2 — полных циклов; 3 — максимумов
средственно число циклов повторения ампли* туд аш- в блоке нагружения:
п,б ^п1б • «б- (1,я
Значения указаны в седьмой строке табл. 8, III. То, что n.jfi получились дробными, не имеет значения, так как общее число блоков нагружения А. за срок службы может быть очень большим (десятки и сотни тысяч). Поэтому число циклов повторения амплитуд аш- за весь срок службы
nt- = nt-gA. (116)
получается всегда целым.
Закон распределения амплитуд удобнее представить в относительных величинах oai!oa max (см. табл. 8, III) в сочетании с
Блок нагружения. Машины работают в разных режимах эксплуатации, для каждого из которых необходимо проводить тензометрирование. Для получения совокупности режимов выделяют регламентируемые факторы. Например, для грузовых автомобилей такими факторами являются тип дороги (асфальт, булыжник, грунт), груз в кузове (полный, 0,5 полного, без груза), скорость движения (например, 40, 60 и 80 км/ч). Таким образом в данном примере имеем 3^ " 27 комбинаций регламентируемых факторов, т.е. режимов, для которых необходимо провести тензометрические исследования.
Кроме регламентируемых имеются нерегламен-тируемые факторы, влияющие на нагруженного хотя и не столь сильно, как регламентируемые.
Применительно к грузовым автомобилям к та-ким факторам можно отнести вариации качеств дорог в пределах одного типа (например, асфаль товых дорог), квалификация и состояние здоровы водителя, условия погоды, индивидуальные особенности данной машины и т.д. Чтобы оценил влияние этих факторов, необходимо проводил повторные тензометрические измерения при каж-дом из сочетаний регламентируемых факторов варьируя нерегламентируемые факторы. Таки повторных измерений должно быть не мена
Статические характеристики переменной нагруженности
121
5—10. При этом для простоты наработку, соответствующую одному блоку нагружения Jg, целесообразно оставить одной и той же.
Для расчета необходимо установить долю времени работы машины при каждом /-м сочетании регламентируемых факторов (/-1,2, ..., т, где т — общее число регламентируемых факторов).
Далее, взяв по одной реализации (типа табл. 8, Ш) нагруженности при каждом /-м режиме, образуют смешанный блок нагружения, вычисляя повторяемость амплитуд в каждом х-м интервале (сохраняя неизменными интервалы разбиения по ош)
/-1
Здесь «<& — число повторения амплитуд i-ro интервала в блоке нагружения £-й реализации /-го режима; — число повторения амплитуд <-го режима в I-й реализации смешанного блока нагружения. В образованной реализации смешанного блока нагружения находят максимальную “"““"УДУ ° а шах’ отношения ода/оатах*. Разбивают диапазон изменения ош-/оа mgv на интер-валы, заносят в таблицу величины повторяемостей и вычисляют отношения t- - Полу-
ченная таблица в сочетании с величинами оа шах^ и является одной из реализаций смешанного блока нагружения.
г
Здесь п$к =Е ni6k - (118)
i=l
общее число циклов в к-й реализации смешанного режима.
При определении оа тЯУ. в £-й реализации смешанного блока нагружения необходимо учесть, что если число циклов повторения некоторой амплитуды за срок службы весьма мало, то эта амплитуда не влияет на накопление усталостных повреждений. Поэтому амплитуды, удовлетворяющие условию
"it _ "тб^Л(оатР < 0 доj (П9) Ni т
в-1Д*О
отбрасывают и за оатах^ принимают первую наибольшую амплитуду смешанного блока ош>^, которая не удовлетворяет этому условию.
В уравнении (119) т — показатель наклона левой ветви усталостной кривой детали; Л — число блоков нагружения за нормативный срок служ-кт щ .. / т бы детали; °а[/с “ число циклов
по усталостной кривой детали, соответствующее амплитуде ош-^.
Для учета влияния нерегламентируемых факторов на рассеяние характеристик нагруженности необходимо получить несколько таких реализаций смешанного блока (не менее 10), используя результаты повторных измерений при каждом сочетании регламентируемых факторов и повторяя описанную процедуру. При этом интервалы разбиения по шкале onilon mav целесообразно остав-
Ш U Шал ж
лять общими.
Обозначим «g^. — соответствую-
щие величины для £-й реализации смешанного блока. Тогда среднее значение ёашах, среднее квадратическое отклонение ^оатах и коэффициент вариации vOamax - ve величины оа шах вычисляют по формулам:
°ашах
°атах£;
(120)
1
' 7
a max
(121)
Vo °атах
°атах °атах
(122)
Учет рассеяния числа циклов в блоке нагружения удобнее проводить, прологарифмировав их, т.е.
= 4 Е ^Чк*
1 £ = 1
(123)
(124)
_ Sl««6
пб 1g ng
(125)
Форму смешанного блока нагружения, определяемую величинами также целесообразно задать по средним значениям этих величин, т.е.
122
Расчеты на прочность при многоцикловом переменном нагружении
, г ,
(126)
Полученные данные являются исходной информацией о нагруженное™, необходимой для расчета детали при нерегулярном нагружении вероятностными методами.
5. РАСЧЕТЫ НА ПРОЧНОСТЬ ПРИ НАПРЯЖЕНИЯХ, ПЕРЕМЕННЫХ ВО ВРЕМЕНИ
Расчет на прочность при регулярном переменном нагружении по коэффициентам запаса прочности. При регулярном переменном нагружении (см. параграф 4) расчет на прочность может вестись по коэффициентам запаса прочности, вычисляемым по известным формулам С.В. Серен* сена—Р.С. Кинасошвили при возникновении в детали напряжений:
нормальных
=
касательных =
нормальных и касательных
"-1 > (S); <127)
1 i (SJ; (128)
тельно к отдельным деталям и типам машин. При этом учитываются такие факторы, как степень ответственности машины, последствия аварии, степень точности определения напряжений и характеристик прочности, однородность материала, уровень и стабильность технологического процесса изготовления и контроля детали и другие.
Расчет на прочность при нерегулярном нагружении по коэффициентам запаса прочности. Нерегулярное нагружение путем схематизации реальных процессов сводят к блочному нагружению, представляемому таблицей пар чисел (ош-, n£g; i - 1, 2, .... г), где — амплитуда i-й ступени нагружения; — число циклов повторения амплитуды ош* в блоке нагружения, соответствующем наработке в условиях эксплуатации (километры, часы, числа полетов и т.п.). При комбинированных режимах нагружения в расчете следует использовать смешанный блок, формирование которого описано выше.
Для расчета циклической долговечности при блочном нагружении была предложена линейная гипотеза суммирования усталостных повреждений. Линейная гипотеза может в отдельных случаях приводить к существенному завышению расчетного ресурса по сравнению с опытным. Поэтому было предложено много других правил суммирования усталостных повреждений при нерегулярных нагрузках.
Одним из наиболее эффективных правил является корректированная линейная гипотеза суммирования усталостных повреждений [3], описываемая уравнениями:
Здесь । — пределы выносливости гладких лабораторных образцов диаметром dQ - 7,5 мм при изгибе с вращением и кручении соответственно; 0g, — амплитуды нормальных и касатель-
ных рабочих напряжений в детали; ow, хт — средние напряжения цикла; К — коэффициенты суммарного влияния всех факторов на сопротивление усталости, определяемые по (62); (63); фо, — коэффициенты влияния асимметрии цикла на предельные амплитуды гладких лабораторных образцов малого диаметра dQ - 7.5 мм); [5] — нормативное минимально допустимое значение коэффициента запаса прочности. Это значение устанавливается обычно в диапазоне [5] - 1,5 * - 2,5 на основе обобщения опыта расчетов, конструирования и эксплуатации машин примени-
<®врв-1д> N‘
а s °ашах£ “0’5°-1 д
Р °ашах “0,5 о-iд
(130)
при Пр^0,1; (131)
I = Е —rf ; (132) (Одр0,5а_1д) °amax
Ч s V £ W "6 / = 1
(133)
Расчеты при напряжениях, переменных во времени
123
Эти уравнения соответствуют усталостной кривой с левым наклонным и правым горизонтальным участками. Здесь oQ шах, о1д — соответственно максимальная амплитуда блока нагружения и предел выносливости детали; tij " — общее
число циклов повторения амплитуды <>ш* за весь срок службы; А — число блоков нагружения за весь срок службы до появления усталостной трещины; — предельное число циклов при амплитуде по усталостной кривой детали, полученной при гармоническом нагружении, которое можно найти из уравнения (3), записанного для детали:
£ -2* Е *-вр
<0ара-1д> <°ai<a-la> N‘ <136>
при оа щах * °-1 д»
ГП Ж7
Ni = °'1д ° <134)
т
ПРИ ®ашах < °-1 д! (,37)
ар«?.£ О3»
i = 1 ° a max
<, . %: ,.б . £ »,6. <1Э»
"б /=1
Суммирование в (130) осуществляется только по амплитудам а 1д, ибо при oQ- < а_1д, • согласно (3), так что соответствующее слагаемое в (130) равно нулю [об этом говорит неравенство в скобках, стоящее под знаком суммы в (130)].
Корректирующий линейную гипотезу коэффициент Др, определяемый по (131), изменяется в пределах 0,1 s Op s 1.
Если по (131) получится < 0,1, то следует принять Ор - 0,1.
Коэффициент £ определяют по (132), причем суммирование осуществляют по амплитудам ош* 2 *0,5о_1д, о чем говорит неравенство в скобках под знаком суммы.
Число ступеней в укороченном блоке нагружения q получается из исходного полного блока путем отбрасывания ступеней, удовлетворяющих условию ош- < 0,5о_1д. *
Общее число циклов в укороченном блоке • Подставляя - An£g и (134) в (130), получим формулу для циклической долговечности при блочном нагружении, выраженной числом блоков А.
Ш Ж7 aP°-\aNG
Ет
% •а/"Л
<«ai4 «-1д>
(135)
где г — общее число ступеней нагружения в исходном блоке.
Выражение для циклической долговечности, измеряемой числом блоков А, получаем из (136), если выразить из (12):
m ..
А =
(140)
При < о._|д первая сумма в знаменателе (140) равна нулю.
При подсчете коэффициента запаса прочности so как обычно, предполагаем, что переход к предельному состоянию осуществляют путем увеличения всех амплитуд в so раз. Положив 5оо^ вместо в (135), получим
m .. aP°-laNG
Е <,«°apWni6 (soaji O_ 1 д)
Отсюда
Jo « 12* г [j] . (141)
°экв
где аэкв =
Если усталостная кривая выражается двумя наклонными участками (12), то соответствующие уравнения корректированной линейной гипотезы имеют вид:
— эквивалетное напряжение.
тс
°ai пЙо
(142)
124
Расчеты на прочность при многоцикловом переменном нагружении
Здесь у всех основных величин добавлен индекс о в связи с тем, что аналогичное выражение может быть записано для случая возникновения касательных напряжений.
« 211® г [j] . тэкв
(143)
гДе тэкв =
Так как величина s0Ux) входит в выражение °экв^тэкв)’ т0 определяют методом последовательных приближений: задавшись некоторой величиной sa по (142), находят оэкв и по (141) — sQ. Если исходное и полученное выражение $а отличаются более чем на 10 %, то вычисление повторяют при новом значении $а, близком к полученному по (141) (аналогично для $х).
При возникновении в детали одновременно нормальных а и касательных г напряжений коэффициент запаса прочности
s
SaST ° Т г И-
2 2 .
5 с + \
Расчет на прочность при нерегулярном переменном нагружении по коэффициентам запаса прочности не учитывает рассеяние характеристик сопротивления усталости и эксплуатационной нагруженности и не дает представления о связи циклической долговечности с вероятностью безотказной работы, т.е. о надежности.
В этом смысле расчет по коэффициентам запаса прочности менее предпочтителен, чем расчет циклической долговечности вероятностными методами.
Расчет функций распределения циклической долговечности при нерегулярном нагружении и линейном напряженном состоянии. Циклическая долговечность, выраженная в числе блоков нагружения А, при линейном напряженном состоянии определяется по (135), (140). А является функцией случайных величин т, oai, n£g,
каждая из которых имеет свою функцию распределения. Величина также должна рассматриваться как случайная, так как она зависит от °—1д- Поэтому наиболее полным путем расчета функции распределения величины циклической долговечности А является применение метода ста
тистических испытаний (Монте-Карло). Суп метода применительно к данной задаче сводится к следующему [5].
Существуют программы для ЭВМ, которые по* зволяют получить последовательность чисел, распределенных по любому заданному закону распределения. На ЭВМ реализуется вычисление первых случайных значений всех определяющих аргументов, далее по (135) находят первое случайное значение А. Далее этот процесс повторяют некоторое заданное число раз N (N - 100 + 1000), в результате чего получают ряд случайных чисел (Af; 1-1,2.....N):
Aj s А2 s ... * А£- $ ... $ Адг.
Обрабатывая эти данные на ЭВМ методами математической статистики по известным стандартным программам, получают функцию распределения А и ее параметры.
Можно предложить также более простой, но обладающий достаточной точностью метод расчета функций распределения циклической долговечности, заключающийся в следующем.
Большинство деталей машин, рассчитанных на большой срок службы (более 10—20 лет), имеют амплитуды напряжений оа, не превышающие предел выносливости о_|д (т.е. <jfl < о_|д). В этом случае подсчет циклической долговечности по (135) не представляется возможным, ибо сумма в знаменателе (135) становится равной нулю. Вместе с тем в результате случайных вариации пределов выносливости и максимальных амплитуд блока нагружения ofl max могут иметь место амплитуды ofl > о_|д, так что появляется определенная вероятность разрушения при заданной наработке в условиях эксплуатации L - А^. Чтобы рассчитать эту вероятность, зададим ряд значений относительных коэффициентов нагруженности Ир в интервале 1—2,5:
п „ шах (l4J)
₽ °-1д
С учетом этого коэффициента преобразуем (135) к виду
apNG
°а шах пр,
т
ti (146)
Расчеты при напряжениях, переменных во времени
125
п/б 2^
; «б я Е п/б-пб Ы
(147)
С учетом (150) и (151) квантиль нормального распределения
Введя обозначения
flP
Одшах. л _ пр
(153)
4± "р.
а • —— ti
°атах) (148)
Суммарное число циклов за срок службы -- Хпф отсюда получаем формулу, выражающую зависимость относительной долговечности Womny
^сум
т г
ПР , Е
I °ai
[°ашах
Коэффициент а», а также пары чисел! —/1, и loamax J
характеризующие форму блока нагружения в относительных величинах, можно считать не зависящими от вариации случайных нерегламентиру-емых факторов. Вследствие этого их вариациями можно пренебречь при подсчете функции распределения относительной долговечности которая будет зависеть в основном от вариаций величин шах и °- 1д’ вх°Дя1Дих в Др.
При заданном N^/Nq и соответствующем ему значении по (148) условие разрушения имеет вид:
°ашах < Ир °-1 д
и приняв во внимание, что
V . 5°-1Д- v =5qgmax <154) °“1Д °-1д е °атах
получают формулу для подсчета квантиля Up, соответствующего вероятности разрушения Q до относительного числа циклов - ^п^/Nq
при нерегулярном (в том числе случайном) нагру-
жении:
(155)
(149)
ИЛИ М = ИрО—1 д — °а тяу < 0.
В случае нормального распределения величин °-1д и ° a max со сРЗДинлн значениями °_1Д и Од щах и коэффициентами вариации vo и
- v, величина М также распределена °атах с
нормально с параметрами
Л/ = ИрО-1д - оашах;
(150)
Sw-nV + S* , (151)
м Р °—1д °ашах
2 2 2
гае $ w — дисперсии соответ-
м °-1д °атах
ствуютцих величин, указанных в индексах.
Формулы (150), (151) справедливы при независимости величин о«.1Д и оа шах, что имеет место на практике.
Вероятность разрушения определяют из условия Mq » М ♦ UpSfif = 0. (152)
Последовательность расчета функции распределения циклической долговечности сведена к следующему:
по данным об эксплуатационной нагруженности строят функцию распределения амплитуд напряжений в относительном виде в ступенчатой форме {oailaa max* '?• определяют оа шах (среднее значение максимальной амплитуды блока нагружения), Л£ и ve по результатам натурных испытаний на усталость или расчетным путем по изложенной выше методике (ГОСТ 25.504—82);
определяют расчетные характеристики сопротивления усталости
с-1д> ”о_1д> АГСит;
для ряда значений по (148) находят соот-
ветствующие значения и далее значения и, Л -по
- по (153) и значения квантилей иР по (155).
п
По таблице нормального закона распределения по квантилям Up находят вероятности разрушения Q (%). Совокупность пар чисел 0) определяет функцию распределения циклической долговечности, которая может быть построена на логарифмически нормальной вероятностной бумаге.
В случае усталостной кривой, имеющей горизонтальный участок, используют (148). Аналогии-
126
Расчеты на прочность при многоцикловом переменном нагружении
ное соотношение может быть получено и для усталостной кривой, аппроксимируемой двумя наклонными прямыми в координатах 1g о — 1g N, т.е. описываемой (12). В случае усталостной кривой с двумя наклонными участками уравнение, аналогичное (148), может быть получено из (140):
Расчет функций распределения циклической долговечности при нерегулярном нагружении и сложном напряженном состоянии. Когда в детали одновременно возникают нормальные о и касательные т напряжения, изменяющиеся во времени нерегулярно (вал, подверженный изгибу и кручению), условие прочности аналогично условию прочности для лабораторного образца (19):
т-1 д,
= 1,
(157)
cai °amax
где
°экв
(158)
и
При Од шах < о_|д первое слагаемое в квадратной скобке (156) отсутствует. Последовательность расчета функции распределения циклической долговечности остается такой же, как и для усталостной кривой с горизонтальным участком.
Бели функции распределения амплитуд напряжений выражены непрерывными функциями, то соотношения (148) и (156) заменяют соответствующими интегральными соотношениями, в которых интегралы выражены через функции распределения х2. Для ряда законов распределения амплитуд соответствующие формулы приведены в работе [3].
Подбор по эмпирическим функциям распределения амплитуд некоторых непрерывных функций для их описания и последующего использования интегральных формул при расчете функций распределения циклической долговечности является менее предпочтительным методом по сравнению со ступенчатой аппроксимацией непосредственно эмпирических распределений и расчетов распределения циклической долговечности по описанной выше методике. Наряду с корректированной линейной гипотезой суммирования усталостных повреждений существует другой метод оценки накопления усталостных повреждений при нерегулярном нагружении [3]. В этом методе учтено постепенное снижение предела выносливости вследствие циклических перегрузок. Результаты оценки весьма близки к результатам, полученным на основе корректированной линейной гипотезы суммирования усталостных повреждений. В практических расчетах могут быть использованы оба метода.
экв
(159)
Величины Л£, т, и могут быть раз-
личными при изгибе и кручении, поэтому в их обозначение введены дополнительные индексы о и г.
По аналогии с (135) для нормальных и касательных напряжений
"‘О ара^Оо°-1д Л.0 = ----------;
'MaZj °ai *io (160) mT
_ apxNGtx-\a xai *1*
Из (158) и (160) ( „ Я ( . )2/т„ экв °. (161)
[ •-1Д ) [ J
Аналогично получим экв . И \ (162)
.х -1 д J ( J
С учетом (157) связь между числом блоков до разрушения А. (при совместном действии о и т), и (Учтены только нормальные или касательные напряжения) выразится уравнением
Расчеты при напряжениях, переменных во времени
127
Функции распределения ко и А.т можно найти по (146), (155). По этим функциям по (163) находят функцию распределения А. при совместном действии нормальных и касательных напряжений. Эта задача может быть решена на ЭВМ методом статистических испытаний. Для этого на ЭВМ моделируют распределения А.о и А.т; получив их случайные значения по (160), вычисляют случайное значение А, являющееся одним из элементов выборки. Повторяя эту операцию многократно, находят выборку случайных значений А., по которой на ЭВМ определяют функцию распределения А и ее параметры.
Можно использовать также приближенный метод, заключающийся в следующем. Допустим, что имеет место соотношение
ma = mx = m.
Тогда из (163) следует:
* _ kokx
(164)
Медианная долговечность (отвечающая вероятности разрушения 50 %)
( 2/т 2/т]т/2 J
(165)
Далее вводят обозначения: 1g А. -у; lg А.о - jq;
1g Ат - х2.
После логарифмирования (165)
Дисперсию величины у находят по известной из математической статистики приближенной формуле в предположении некоррелированности X] и х2:
2l]2s2 ♦ dxj J *1
ду 1%2 * *
*2’
(166)
5
2
У
2 2
где S , S — диасперсии jq и х7.
Л2 * л
С учетом этих соотношений получают:
(167)
Средние квадратические отклонения находят по формулам (3):
5lg Aos°»434m
2 2 (168)
Sig AT=0»434m
2 2 (169)
v .
-1Д e
Логарифм медианного значения L наработки и среднее квадратическое отклонение 5^ £ определяют по формулам, которые можно получить из (113):
lgL = lg (/6i); <170)
•^IgL’^lgA-
Значение наработки Lq, соответствующее вероятности разрушения Q,
lgLQ =\gL * upS IgL. (172)
Функцию распределения наработки L при нерегулярном нагружении и сложном напряженном состоянии строят по (172).
6. ЗАКОНОМЕРНОСТИ РАЗВИТИЯ УСТАЛОСТНЫХ ТРЕЩИН.
СКОРОСТЬ РАЗВИТИЯ УСТАЛОСТНЫХ ТРЕЩИН
Во многих деталях машин уже в процессе изготовления появляются дефекты, которые можно рассматривать как некоторые эквивалентные трещины по их влиянию на прочность. В сварных деталях к таким дефектам могут быть отнесены непровары, горячие и холодные трещины; в отливках — газовые пузыри, шлаковые включения, литейные трещины; возможно появление дефектов при нарушениях технологом термической обработки, шлифования и т.д. При резкой концентрации напряжений и дефектов могут возникнуть усталостные трещины на ранних стадиях эксплуата-
128
Расчеты на прочность при многоцикловом переменном нагружении
Рис. 31. Диаграммы усталостного разрушения низколегированной стали НТ80 при различных коэффициентах асимметрии цикла [33]
ции машин. Поэтому большое значение имеет проблема оценки живучести детали в условиях эксплуатации на стадии развития трещины, т.е. от момента появления первой макроскопической трещины длиной 0,2—0,5 мм до окончательного разрушения. Оценка живучести важна, так как именно живучесть определяет в основном ресурс деталей с дефектами (сварных, литых, с наплавками и т.п.).
Оценка живучести ответственных несущих элементов, не имеющих начальных дефектов, также имеет большое значение, так как необходимо установить длительность периодов эксплуатации между дефектациями. Развитие экспериментальных методов оценки циклической трещиностой-кости и выявление закономерностей развития усталостных трещин позволяют разработать критерии выбора матеариалов и конструктивнотехнологических вариантов, обеспечивающих
наибольшую надежность при наименьшей металлоемкости.
Скорости развития усталостных трещин зависят от уровня переменных напряжений в окрестности ..орня трещины. Для бесконечной пластины с центральной трещиной длиной 2/, растягиваемой номинальными напряжениями он, направленными перпендикулярно к трещине, напряженное состояние на основе методов теории упругости было найдено Ирвиным. Согласно этому решению напряжение по оси х на продолжении трещины
(173)
Jlitx
где К = - <174)
коэффициент интенсивности напряжений, МПа«Ум.
По мере приближения к корню трещины, т.е. при х -» 0, напряжение оу стремится к бесконечности, так что охарактеризовать уровень напряженности у корня трещины с помощью напряжений нельзя. Характеристикой уровня напряженности в этом случае является коэффициент интенсивности напряжений К.
Значения коэффициентов интенсивности напряжений зависят от формы и размеров тела и трещины, а также от вида нагружения. Формулы для коэффициентов интенсивности напряжений приведены в справочном пособии и методических указаниях [6, 12]. Основной характеристикой циклической трещиносгойкости материала является диаграмма усталостного разрушения (рис. 31) в координатах- скорость развития усталостной трещины v - __ (мм/цикл); размах коэффици-ента интенсивности напряжений Д/С - ^шах ” — По оси абсцисс откладывают или амплитуду коэффициента интенсивности напряжений ДХ/2, или максимальное в цикле значение коэффициента интенсивности
Хшах = - Л), (175)
где R - “ коэффициент асимметрии
цикла. По осям координат используют логарифмические шкалы, учитывая изменение v и ДК в широких пределах.
На рис. 31 сплошными линиями показана диаграмма усталостного разрушения для низколегированной стали НТ80 (<тв - 824 МПа; от - 795 МПа) [33]. Параметром кривых является коэффициент асимметрии цикла R. Штриховая часть кривых построена из условия, что при стремлении к критическому коэффициенту интенсивности на
Закономерности развития усталостных трещин
129
пряжений для материала данной толщины при циклическом нагружении Kfc скорость развития трещины стремится к бесконечности.
Используя (175), получают
ДА/с = KfcU - X). (176)
Диаграммы усталостного разрушения имеют три характерные зоны: I, П, Ш. Границы зон могут изменяться в зависимости от типа металла, размеров образца, окружающих условий и других факторов.
В зоне 11 логарифмы 1g и 1g ЛК связаны линейной зависимостью
1g - п 1g ДК * lg С, <177>
где С и п — константы, зависящие от механических свойств материала. Уравнение (177) эквивалентно уравнению
у = 4£-С(ДЮл, «78)
которое называют уравнением Пэриса. Таким образом, это уравнение справедливо только в весьма ограниченной зоне средних скоростей (v --10“$ + 10“$ мм/цикл; иногда в более широкой или узкой области).
В области I каждая кривая стремится к некоторой вертикальной асимптоте, отсекающей на оси абсцисс отрезок, соответствующий ДХ^, называемый порогом развития усталостных трещин. При АК < ЛХ^ усталостная трещина не развивается. Практически порог определяется величиной ДХ, соопетспуюшей очень маленькой скорости, чаще всего v s 10“° мм/цикл.
В области Ш диаграмма также стремится к вертикальной асимптоте, отсекающей на оси абсцисс отрезок ДХу . Обе асимптоты показаны вертиальными штриховыми линиями для симметричного цикла (Я - — 1). Штриховые линии в эоне Ш построены по ориентировочному значению
- 180. Таким образом, правая асимптота отсекает на оси абсцисс отрезок ДХу - Kf (1 — - Ю - 360 МПа* \/м, левая асимптота — значение порога развития усталостной трещины при симметричном цикле ДХ^д - 11,1 МПа*Ум. В экспериментах [33] ДХ определяли как полный размах, равный удвоенной амплитуде при всех Я, включая отрицательные значения. В некоторых работах при Л <0 размах принят ДХ - Х^яу, т.е. сжимающие напряжения цикла не учитывают на основании предположения, что они не влияют на развитие трещин. Асимметрия цикла в областях I
и Ш резко влияет на скорость v, изменяя ее на несколько порядков при незначительном изменении Я. В средней области II влияние асимметрии цикла существенно меньше. Например, изменение Я в пределах 0,4—0,8 не сказывается на скорости роста усталостной трещины.
Конструкция образцов, методика испытаний и построения диаграмм усталостного разрушения подробно разработаны и изложены в монографиях и методических указаниях [1, 2, 8, 9, 12, 17, 19—21 ]. Важной проблемой является аналитическое описание диаграммы усталостного разрушения. Используются десятки уравнений для описа-
ния этих диаграмм. В координатах — Х—а..
Дя шал во всем диапазоне скоростей диаграмму строят по уравнению [21]
Q
^max ~^th к/с~&тлх
(179)
v » v0
где Vq, q — экспериментально найденные параметры уравнения; Х^д — максимальное в цикле значение коэффициента интенсивности, соответствующее порогу ДХ^, в соответствии с (175)
<180>
Бели диаграмма построена в координатах v — ДХ, то аналогом (179) является уравнение
\q
v ' ^Kth. (181)
v • * ДК/с-ЛЛ •
полученное из (179) с учетом (180); при этом параметры Vq и q не изменяются.
Если известна скорость развития усталостной трещины, то интегрированием можно найти зависимость длины трещины / от числа циклов М необходимую для оценки живучести детали. Однако проблема осложнена тем, что параметры Vq, ДХ^д, q и ЛХ^с зависят от многих конструктивных, технологических и эксплуатационных факторов.
Порог развития усталостных трещин. Порог развития усталостных трещин ДХ^д определяет безопасную границу переменных напряжений для тел с трещинами^ Поэтому определению порогов ДХ^ для разных материалов в связи с влиянием асимметрии цикла, свойств материала, среды и других факторов уделяется большое внимание. На рис. 32—35 представлены некоторые результаты экспериментальных исследований порогов ДХ^д
5 Зак. 1113
130
Расчеты на прочность при многоцикловом переменном нагружении
Рис. 32. Зависимость порогов развития усталостных трещин ДХ^ от коэффициента асимметрии цикла R для различных сталей
Рис. 34. Зависимость порога развитая трещин ДХ^ при пульса* ционном цикле от предела теку* чести стали (Я - 0)
Рис. 33. Зависимость порогов развития усталостных трещин ЛХ^ от Я и толщины образцов 6 для различных сталей
стали при Я - 0,7 + 0,9
для сталей, на рис. 36 — для титанового сплава, на рис. 37 — для алюминиевых сплавов. С увеличением коэффициента асимметрии Я - omin/ отяу пороги развития трещин ДХ^ уменьшаются. Пороги для сталей имеют тенденцию к снижению с ростом предела текучести при наличии существенного разброса, причем эта тенденция выражена более сильно при пульсационном цикле, чем при Я - 0,7 + 0,9.
Порог ДХ^ существенно уменьшается с ростом толщины образцов 6 (с 12 до 50 мм) при Я < 0 + ♦ 0,1, а при высоких асимметриях цикла (Я i * 0,6 * 0,8) изменения ДХ^ с ростом толщины не происходит (см. рис. 33). При других исследованиях изменение толщины в пределах 2.5—25 мм не приводило к изменению ДХ^.
Рис. 36. Зависимость порогов ДХ^ от Я для планового сплава Ti—6А1—4V:
7-6-1,3 мм [26] ; 2 — 6 - 5,17 мм (38]; 3. 4-6 - 6,35 мм [25]
Осредненная зависимость ДХ^ для старей при Я - 0 + 0,05, показанная штриховой линией на рис. 34, имеет вид:
ДХгЛ() » 12,7 - 0,006а,., (182)
Закономерности развития усталостных трещин
131
марка соответствующего отечественного сплава): / - RR58 (АК-4) (25]; 2 - 7075 - Т651 (В95), 3 _ 7075 - Т7351 (В95); 4 - 2L93; 2, 3 и 4 - по [22]
Рис. 38. Зависимость между растягивающим напряжением о и расхождением краев трещины 8
где " в МПа 7м ; от — в МПа Для больших асимметрий цикла (R - 0,7 + 0,9) аналогичная зависимость имеет вид:
= 3,6 - 0,008ат. (183)
На основании (182) и (183) получается приближенная зависимость для подсчета порога ДХ^ для сталей:
= 12,7 - 0,006 ат - (11,37 -
W (184)
- 0,0065<jt) R при -0,1 < R < 0,9.
Для титанового сплава при испытании на воздухе
ДК<Л = 6,5 -5,6R при 0 i R s 0,9. <1в5>
Приведенные формулы могут быть использованы лишь для предварительной ориентировочной оценки порогов ДХ^д. В ответственных случаях необходимо экспериментальное определение ДХ^ для заданного материала, асимметрии цикла, окружающей среды, формы и толщины образцов и других факторов. Так, например, на рис. 36 /—3 для титанового сплава соответствуют испытаниям на воздухе обычной влажности, 4 — в вакууме. Значение ДХ^ в вакууме в 2,2—2,4 раза выше, чем на воздухе. Таким образом, ДХ^ существенно зависит от окружающей среды.
Закрытие усталостных трещин. Для понимания механизма развития усталостных трещин важное значение имеет закрытие трещин.
При уменьшении растягивающей нагрузки, действующей на образец с усталостной трещиной, ее закрытие, т.е. соприкосновение краев, происходит раньше, чем нагрузка достигнет нуля. Номинальное растягивающее напряжение, при котором
5*
происходит закрытие трещины, обозначают а соответствующий коэффициент интенсивности напряжений — Х^у. Если увеличивать растягивающую нагрузку от нуля, то открытие трещины происходит не сразу, а в момент достижения номинальным напряжением некоторого значения которому соответствует коэффициент интенсивности напряжения Хотк. Этим объясняют многие закономерности развития усталостных трещин. Обычно имеет место равенство Хотк « ^ак-
Элбер [20] испытывал плоские образцы из алюминиевого сплава 2024—ТЗ (аналог Д16) толщиной 5 мм, шириной 130 мм с центральным отверстием диаметром 30 мм с боковыми надпилами и предварительно выраженной усталостной трещиной. Испытания проводились с частотой 30 Гц, а измерения, связанные с выявлением закрытия и открытия усталостной трещины, — при частоте 1 Dj. Размах коэффициента интенсивности напряжений варьировался в диапазрне 13 < К < < 40 МПа Ум, а коэффициент асимметрии цикла — в пределах 0,1 < R < 0,7. Раскрытие краев трещины измеряли с помощью датчика, положение которого показано на рис. 38. Записывали изменение напряжения о в зависимости от смещения краев трещины 6. В начале нагружения зависимость между о и 6 соответствует прямой линии АВ, имеющей такой же угол наклона, как и линия /, которая является графиком такой же зависимости для образца без трещины (тангенс угла наклона линии 1 пропорционален жесткости о/8 образца без трещины). На участке АВ трещина полностью закрыта. Точка В соответствует отклонению зависимости о—8 от начальной прямой. В этой точке начинается процесс постепенного от
132
Расчеты на прочность при многоцикловом переменном нагружении
крытия усталостной трещины, который заканчивается в точке С. После точки С трещина полностью открыта, зависимость о—б снова становится линейной, а отрезок CD (кривая 2) параллелен линии 3, тангенс угла наклона которой к оси абсцисс пропорционален жесткости о/б образца с полностью открытой усталостной трещиной. В точке D снова начинается отклонение зависимости о—б от прямой. Процесс нагружения заканчивается в точке Е. Нелинейность на участке DE связана с появлением пластической деформации удлинения у корня трещины.
При разгрузке у корня трещины возникают остаточные сжимающие напряжения, которые вызывают закрытие трещины при положительном напряжении. Концепция Эльбера основана на том, что после закрытия трещины рост ее невозможен. Поэтому вместо размаха внешних напряжений До следует учитывать так называемый эффективный размах
Доэф = °шах ~ °отк-
Было введено и в дальнейшем широко использовано понятие относительного эффективного размаха
и ш gmax~gOTK s Доэф = дкэф, (i87) <’тах*°ш1п До д^
где 0Ш|П — минимальное напряжение цикла.
Путем измерений при различных значениях ДХ и — 0,1 < R < 0,7 Элбер нашел для сплава 2024 (типа Д1б) следующую зависимость:
и = 0,5 * 0,4Я. (188)
В связи с этим уравнение Пэриса предложено записывать в виде
^£=С(ДЛэф)и=С(иДЮи. (189)
Обрабатывая данные Хадсона для рассматриваемого сплава по (188), (189), Элбер удовлетворительно объяснял влияние симметрии цикла на скорость развития усталостных трещин. В координатах dl/dN — ДХ кривые скоростей роста трещин для различных асимметрий R не совпадают. В координатах dl/dN — ДХ^ точки, соответствующие различным X, попадают на одну кривую. Эта концепция объясняет также снижение порогов развития трещин ДХ^д с ростом X, так как при увеличении R растет и.
На рис. 39 представлена зависимость и от коэффициента асимметрии R и максимального в цикле
Рис. 39. Зависимость и от асимметрии цикла R и Хшах для титанового сплава Ti—6А1—4V:
/—4 — соответственно для Хд^, равного 40,7; 35,7; 33,0; 27,5 МПа Ум; 5 — зависимость Элбера [23]
значения коэффициента интенсивности напряжений напряжений для титанового сплава Ti—6А1—4V [36]. Штриховая линия 5 построена по уравнению Элбера (188). Линии /—4 соответствуют различным значениям Хтяу. То, что u < 1, свидетельствует о существовании закрытия трещины. Однако в отличие от уравнения Элбера (линия 5) здесь обнаруживается четкая зависимость и от Хшах. При больших значениях Хд^ (35,7-40,7 МПа Ум ) зависимость и от Хтах несущественна (разница в ординатах линий 1 и 2 невелика). Однако при снижении Кгпл^ до 33 и 27,5 МПа Ум происходит резкое возрастание и. При R > 0,3 закрытие трещин на образце из титанового сплава обнаружено не было (и - 1), т.е. трещина открыта в течение всего цикла нагружения и разгружения. Зависимость и от Хд^ и толщины образцов выявлена также при испытании алюминиевых сплавов (рис. 40). С ростом толщины происходит значительное уменьшение и, что связано с переходом от плоского напряженного состояния в образцах малой толщины к плоскому деформированному состоянию в середине образцов большой толщины. С ростом Хдду при постоянной асимметрии цикла величина и снижается как для титанового (рис. 40), так и для алюминиевого сплава.
Для низкоуглеродистой стали зависимость и от R и ДХ - Xmax — Хш1п представлена на рис. 41. Если учесть, что Хд^ - ДХ/(1 - X), то при од-
Закономерности развития усталостных трещин
133
Рис. 40. Зависимость и от максимального коэф* фициента интенсивности напряжений цикла Л™, асимметрии цикла R и толщины образцов 6 для алюминиевого сплава 2219—Т851 [39]: /, 2, 3, 4 - б - 12,7 мм; Г, 2\ 3' , 4' - б --2,54 мм; /,/'—/?- 0,7; 2, 2' - R - 0,5; 3,. Г-Я-0,3; 4, Г-Л-0,05
Рис. 41. Зависимость и т R для низкоуглеродистой стали НТ80:
1,2, 3 - для ДК - 31; 12,4 и 6,2 МПа Ум соответственно; 4 — зависимость Элбера [23]
ном и том же Л при снижении ДК уменьшается Крду при соответствующем уменьшении и. Таким образом, для стали получили зависимость и от Кдяу при одном значении Я, противоположную наблюдавшейся для алюминиевых сплавов.
Указанное различие в зависимостях и от £шах может быть связано с тем, что в [33] закрытие трещин и величины и определяли при низких скооостях трещин, близких к 10”?— 10“° мм/цикл, и при значениях ДК, близких к
Рис. 42. Схема изменения напряжении при перегрузках
пороговым значениям ДК^д, а в работе [6] значения и определяли при больших скоростях развития трещин и значениях ДК, намного превышающих д^А.
При использовании влажного воздуха вместо сухого азота напряжения закрытия трещины [28] снижаются, причем тем в большей степени, чем больше влажность. Во влажном (80 %) воздухе
скорость роста трещины возрастает на порядок, что связано с ростом ДЯ - при уме-
ньшении
Задержка роста усталостных трещин после однократных или многократных перегрузок. Однократные или многократные перегрузки вызывают задержку в развитии усталостной трещины на сотни тысяч циклов. Это явление имеет большое практическое значение для разработки методов оценки живучести при нерегулярном нагружении для обоснования режимов опрессовки при испыта
wiufivrunwiunmni гж мппппиы!:
приведен на рис. 42. Коэффициенты основного R и перегрузочного Rn ляются отношениями
Я = K|nin , R п ^шах
ниях или монтаже, для лучшего понимания механизма развития усталостных трещин и его использования при разработке методов оценки и повышения надежности элементов машин и конструкций.
Основной режим асимметричного нагружения (участки А и В) с коэффициентами интенсивности напряжений цикла: минимальным и максимальным Лдду и режим перегрузки (участок Б) с коэффициентами интенсивности напряжения (максимальным и минимальным Я^.п> । асимметрии циклов опреде-
Кп min рг-max
(190)
Чаще всего минимальные значения коэффициента интенсивности напряжений основного и перегрузочного циклов равны, т.е. “ ^min-
134
Расчеты на прочность при многоцикловом переменном нагружении
Рис. 43. Схема, поясняющая эффект задержки развития усталостной трещины после перегрузки
Размахи напряжений основного и перегрузочного циклов
До = °шах ” °min»
а соответствующие им размахи коэффициентов интенсивности /
ЛК - ^шах ~ ^min и
А „ п п п
= Ашах ’ AmhT
Степень перегрузки
б = ^шах^шах
или
61 = ДК П/ДЛ. 090
Зависимость между длиной трещины и числом циклов при испытаниях с однократной перегрузкой приведена на рис. 43. В начале нагружения от точки О скорость роста трещины, характеризуемая тангенсом угла наклона касательной к кривой, возрастает на некотором участке, соответствующем зоне каклепа, образовавшегося при нанесении исходного надреза. Далее зависимость 1—N становится прямолинейной при испытании с постоянным размахом коэффициента интенсивности АК и коэффициента асимметрии R.
Чтобы обеспечить постоянство ЛК и R по мере роста длины трещины, ступенчато снижают максимальные и минимальные нагрузки цикла, причем ЛК снижается не более чем на 1—2 % после каждого продвижения трещины (на 0,25 мм). На
tfl мм/цикл
0 12 3 4 а, мм
Рис. 44. Изменение скорости развития трещины после однократной перегрузки для алюминиевого сплава 2024-ТЗ (типа Д16) [38]
первом участке ОА скорость роста усталостной трещины V| - A/|/A7Vj. Точка А соответствует однократной перегрузке, при которой скорость роста трещины снижается, т.е. рост длины трещины резко замедляется. По прошествии некоторого числа циклов исходного режима нагружения скорость v снова начинает возрастать и зависимость L—N после точки В — прямая линия с соответствующей ей скоростью “ А/2/д^2’ ® общем случае скорость может отличаться от первоначальной скорости У|. Число циклов называют задержкой развития усталостной трещины. Величина А/* характеризует протяженость зоны влияния перегрузки по направлению развития трещины.
Изменение скорости v по мере продвижения трещины на расстояние а от точки приложения перегрузки (точке А соответствует а - 0) для конкретного случая показано на рис. 44. После точки А скорость резко падает, достигая минимального значения после продвижения трещины на некоторую величину (а - 0,7 мм). В дальнейшем скорость начинает увеличиваться и в точке В выходит на новый постоянный уровень; А/ (равная 4,2 мм) соответствует протяженности зоны влияния перегрузки.
Влияние однократных перегрузок на задержку в развитии усталостной трещины на плоских образцах толщиной 3,2 мм из алюминиевого сплава 2024-ТЗ (типа Д16), для которого ав - 495 МПа и от - 362 МПа, изучалось Фон-Йо и др. [38].
Закономерности развития усталостных трещин
135
Рис. 45. Задержка развития трещины ND вследствие однократной перегрузки для алюминиевого сплава 2024-ТЗ при R - 0 и различных перегрузках Qt - ДК^/ДК; графики построены по (39) [38]
Зависимость lg от размаха коэффициента интенсивности напряжений основного режима ДК при Л - 0 для различных уровней однократной пиковой нагрузки, характеризуемых величиной
- ДК11/ ДК, показана на рис. 45. Задержка в развитии трещины получается очень большой: ДОд-З* 10* + 3* 105 циклов, причем она увеличивается с ростом ДК и 2Г На рис. 45 приведена зависимость lg N& от коэффициента асимметрии цикла R для некоторых сочетаний и ДК. Графики на рис. 45 и 46 построены по уравнениям, полученным по данным [38] для R ъ 0:
^=2,126! >0,037 ДК-0,5Я
при 1,3; (192)
lg?Vp=O при Ci <1,3,
где ДК — размах коэффициента интенсивности напряжений, МПа Ум.
Протяженность зоны влияния перегрузки Д/* практически совпадает с протяженностью зоны пластической деформации 2/у образовавшейся от пиковой нагрузки с размахом коэффициента интенсивности напряжений ДХ11:
Д/‘.2гу.2±[^12, <1’3)
J 2 л I п_
где от — предел текучести материала, МПа.
Рис. 46. Зависимость задержки развития усталостной трещины Np от асимметрии цикла и уровня перегрузки Q^t
1 — для - 2; ДК - 16,5 МПа Ум; 2 — для " 2; ДК " 9,9 МПа Ум; 3 — для Qj " 1,5;
ДК- 16,5 МПа Ум
Значение
\/d - Ф1/6 + Ф2^2»
где ф| — относительная доля площади излома с признаками разрушения, характерными для отрыва; Ф2 — то же, с признаками разрушения от среза.
Зависимость задержки в развитии трещины от числа перегрузочных циклов для алюминиевого сплава 2024 (типа Д16) приближенно может быть описана уравнением [35]
Igtfp = 3,7 > 0,175 lgtfn,
где Nn — число перегрузочных циклов; 3,7 — значение lg Np при Nn - 1.
Таким образом, обобщая зависимость (192) для произвольного числа циклов перегрузки, получаем для сплава типа Д16 при малой толщине (t < < 5 мм)
lgND = 2f12Q1 >0,037 ДК-
-0,5Л >0,175lgNn при 1.3;
lg?Vp=0 при Qi <1,3.
Эта зависимость является весьма приближенной, поэтому для оценки живучести реальных конструкций в ответственных случаях необходимо провести соответствующие эксперименты для уточнения коэффициентов, а в случае необходимости — и вида самой зависимости. В пределах
136
Расчеты на прочность при многоцикловом переменном нагружении
20 30 ЧО SO АК,МПа\/7;
Рис. 47. Зависимость от АК и 6 для стали НТ80; R - 0; Q - 2(30]
экспериментальных данных [38] зависимость (194) дает удовлетворительные результаты.
На задержку развития трещин влияют толщина образцов, температура, влажность воздуха и другие факторы, причем это влияние для различных материалов и сочетания других факторов неоднозначно. В качестве примера на рис. 47 представлена зависимость задержки развития трещины JVp от толщины образцов. При ДК - 20 МПа Ум для низкоуглеродистой стали толщина практически не влияет на задержку TVp, а при больших ДХ увеличение толг_’ины д от 2 до 18 мм снижает задержку до 4—6 раз. . ичем, если при д - 2 мм задержка TVp растет с увеличением ДХ, то при д - 18 мм она снижается с ростом ДХ. Задержка в развитии трещины ND у низкоуглеродистой стали (10* < < Хр < 10^) существенно меньше, чем у алюминиевого сплава (5- 10^ < JVp < 8- 10$) при тех же условиях [30].
С ростом температуры от нормальной до 300 °C задержка увеличивается в 2—4 раза, что связано с увеличением протяженности зоны пластической деформации, образующейся при перегрузке, вследствие снижения предела текучести.
Переход от сухого аргона к воздуху с 80 %-ной влажностью в качестве окружающей среды уменьшает JVp в 5—6 раз. Это объясняют связью явления задержки с эффектом закрытия трещины при уменьшении нагрузки, так как влажность воздуха изменяет напряжения закрытия трещины, а следовательно, и эффективный размах коэффициента интенсивности.
В образцах с большей толщиной (75 мм), как показывают измерения с помощью ультразвука, фронт трещины не является прямолинейным. В
центре образца, где имеет место плоское деформированное состояние, трещина находится на 6— 7 мм впереди трещины по боковой поверхности пластины. После приложения пиковой нагрузки задержка в развитии трещины в центре наступает немедленно, а на краях с запозданием, что приводит к уменьшению кривизны фронта трещины. Однако период задержки в центре заканчивается раньше, чем по краям, вследствие чего опережение трещины в центре начинает возрастать до ~ 10 мм, увеличивая кривизну фронта. По окончании периода задержки у края трещины на поверхности образца кривизна фронта начинает снова уменьшаться. В деталях значительных толщин развитие усталостных трещин имеет более сложный характер в связи с изменением формы фронта трещины при перегрузках.
Задержка в развитии трещин может возникать не только при перегрузках, но также и при переходе с одного уровня циклических напряжений на другой [24].
Влияние эксплуатационных факторов на скорость развития усталостных трещин. Эксплуатационные факторы, такие, как окружающая среда, температура, частота испытания и другие, существенно влияют на скорость развития усталостных трещин. Так, при испытании титановых сплавов во влажном воздухе вместо сухого аргона скорость v возросла в 5—10 раз, в дистиллированной воде или 3,5 %-ном растворе NaCl в 1,5—2 раза (по сравнению с воздухом).
На рис. 48 приведена зависимость отношения
Рис. 48. Отношение скоростей развития трещин в воде Род и на воздухе V™ в зависимости от ДК и частоты испытаний в образцах из легированной стали:
/, 2, 3 — для / - 6; 60 и 180 цикл/мин соответственно [38]
Закономерности развития усталостных трещин
137
на воздухе в зависимости от ДК и частоты испытания для легированной стали (ов -- 1638 МПа) при асимметричном цикле R - 0,1. При частоте 6 цикл/мин переход от воздуха к воде увеличивает скорость v в 4—6,5 раз, а при частоте 180 цикл/мин — только в 1,2—2,2 раза. Пороги ’ развития трещин в условиях коррозии
КОр существенно ниже, чем на воздухе. При испытании образцов из углеродистой стали скорости v в морской воде оказались в 10 раз более высокими, чем на воздухе; кроме того, при испытании в воде порог развития трещин отсуствует [29].
С понижением температуры от +20 °C до -95 * 120 °C скорости развития трещин v уменьшаются примерно от 3 до 10 раз.
При повышенных температурах наблюдается рост скоростей развития усталостных трещин с увеличением температуры, связанный с уменьшением предела текучести и активизацией окислительных процессов. При этом начинает сказываться частота нагружения: при снижении частоты наблюдается увеличение скорости v.
Так, при испытании сплава HS " 188 (Сг — _ W — Со — Ni — Fe — С — Si — Мп — А1) увеличение температуры от нормальной до 870 °C приводит к повышению скорости v примерно в 30 раз при частоте 1—10 Гц [32]. При частоте 0,1 Гц происходит Дополнительное десятикратное увеличение скорости V.
Список литературы
1. Иванова В.С., Терентьев В.Ф. Природа усталости металлов. М.: Металлургия, 1975. 454 с.
2. Когаев В.П. Расчеты на прочность при напряжениях, переменных во времени. М.: Машиностроение, 1977. 232 с.
3. Когаев В.П., Махутов Н.А., Гусенков А.П. Расчеты деталей машин и конструкций на прочность и долговечность. М.: Машиностроение, 1985. 223 с.
4. Когаев В.П., Петрова И.М. Расчет функций распределения ресурса деталей машин методом статистических испытаний// Вестник машиностроения. 1981. № 1. С. 5—7.
5. Махутов Н.А. Деформационные критерии разрушения и расчет элементов конструкций на прочность. М.: Машиностроение, 1981. 272 с.
6. Механика разрушения и прочность материалов: Справ, пособие. В 4 т./ Под общ. ред. В.В. Панасюка. Киев: Паукова думка, 1988. Т. 2. Коэффициенты интенсивности напряжений в телах с трещинами/ М.П. Соврук. 1988. 620 с.
7. Нейбер Г. Концентрация напряжений. М.: Гостехиздат, 1947. 204 с.
8. Панасюк В.В., Андрейкив А.Е., Ковчик С.Е. Методы оценки трещиностойкости конструкционных материалов. Киев: Паукова думка, 1977. 280 с.
9. Писаренко Г.С., Лебедев А.А. Деформирование и прочность материалов при сложном напряженном состоянии. Киев: Паукова думка, 1976. 415 с.
10. Петерсон Р. Коэффициенты концентрации напряжений. М.: Мир, 1977. 302 с.
11. Р54-25—88. Расчеты и испытания на прочность. Методы расчета характеристик сопротивления усталости деталей из чугуна. М.: ВНИИН-МАШ. 23 с.
12. РД 50-344—82. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при циклическом нагружении: Методические указания. М.: Изд. Стандартов, 1982. 68 с.
13. Сервисен С.В., Когаев В.П., Шнейдеро-вич Р.М. Несущая способность и расчеты деталей машин на прочность. М.: Машиностроение, 1975. 488 с.
14. Смирнов Н.В., Дунин-Барковский И.В. Краткий курс математической статистики для технических приложений. М.: Физматтиз, 1959. 436 с.
15. Степанов М.Н. Статистическая обработка результатов механических испытаний. М.: Машиностроение, 1972. 232 с.
16. Степнов М.Н., Гиацинтов Е.В. Усталость легких конструктивных сплавов. М.: Машиностроение, 1973. 317 с.
17. Трощенко В.Т. Деформирование и разрушение металлов при многоцикловом нагружении. Киев: Паукова думка, 1981. 342 с.
18. Ужик Г.В. Об эффекте масштаба при переменных напряжениях.// Symposium о йпагё, CS. VTS. Прага, 1960. С. 493-502.
19. Циклическая вязкость разрушения металлов и сплавов/ Под ред. В.С. Ивановой, С.Е. Гурвича, М.: Наука, 1981. 199 с.
20. Школьник Л.М. Скорость роста трещин и живучесть металла. М.: Металлургия, 1973. 215 с.
21. Ярема С.Я., Микитишин С.И. Аналитическое описание диаграммы усталостного разрушения материалов// Физ.-хим. механика материалов. 1975. № 6. С. 47-54.
22. Advances in Fracture Reseatch. 5th Intern. Conf, on Fracture. Cannes, 1981, 805 p.
138
Расчеты на прочность при многоцикловом переменном нагружении
23. Damage Tolerance in Aircraft Structures, ASTM STP. 486, American Society for Testing and Materials, 1971, p. 251.
24. Druce S.G., Beevers C J., Warner E.F. Fati-que crack growth retardation following load reductions in a plain Mn Steel// Engen. Frac. Meeh. 1979. Vol. 11, p. 385-395.
25. Fracture 1977. 4. Intern. Conf, on Fracture, 1977, Waterloo, Canada, Vol. 1, 834 p.; Vol. 2, 1392 p.; Vol. 3, 1232 p.
26. Fatique Crack Growth Under Spectrum Loads, ASTM STP. 595, American Society for Testing and Materials. 1976, p. 339.
27. Fracture Tougness and Slow Stable Cracking. ASTM STP. 559, American Society for Testing and Materials, 1974, 315 p.
28. Irving P.E., Robinson J.L., Beevers CJ. A study of the effects of mechanical and environmental variables on fatigue crack closure// Eng. Fruc. Meeh. 1975. Vol. 7. P. 619-630.
29. Kawai S. The effect of the stress ratio on fatigue crack growth in a 3 % NaCl solution// Engineering Fracture Mechanics, 1982. Vol. 16, N 6. P. 857-870.
30. Matsuoka S. and Tanaka K. The influence of sheet thickness on delaved retardation phenomena in fatigue crack growth in HT 80 steel and A5083 aluminium alloy// Eng. Fracture Meeh., 1980. Vol. 13, p. 293-306.
31. Nisitani H. Correlation between notch sensitivity of a materials and its non-propagation crack
under rotating bending. Proc, of the Intern. Cont. on Meehan. Behav. of Mater., Kyoto. 1971. Vol. 11. P.‘ 312-322.
32. Ohmura T., Pelloux R.M. and Grant NJ. High Temperature Fatigue Crack Growth in a Cobalt Base Superalloy// Eng. Frac. Meeh. 1973. Vol. 5. P. 909—922.
33. Ohta A., Kosuge M. and Sasaki E. Fatigue crack closure over the range of stress ratios from-1 to 0,8 down to stress intensity threshold level in HT80 steel and SUS 304 stainless steel// Intern. Joum. of Fract. Vol. 14, N 3, June 1978, p. 251-264.
34. Rice LR., Beer R.P. On the distribution of rises and falls in a continuous random process// Journal of Basic Engineering. 1965. N 2. P. 154—161.
35. Progress in Flow Growth and Fracture Toughness Testing, ASTM STP. 536, American Society for Testing and Materials, 1973, p. 491.
36. Shin T.T. and Wei R.P. A study of Crack Closure in Fatigue// Eng. Frac. Meeh. 1974. Vol. 6. P. 19—32.
37. Stewart A.T. The influence of environment and stress ratio on fatigue crack growth at near threshold stress intensities in low-alloy steels// Engineering Fracture Mechanics. 1980. Vol. 13. P. 463—478.
38. Stress Analusis and Growth of Cracks, ASTM STP. 513, American Society for Testing and Materials. 1972. P. 307.
39. Unangst K.D., Shin T.T. and Wei R.P. Crack closure in 2219—T851 Aluminium Alloy// Eng. Frac. Meeh. 1977. Vol. 9. P. 725-734.
Глава 4
КОНТАКТНАЯ ПРОЧНОСТЬ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
Под контактной прочностью материала понимается его способность противостоять без разрушения циклическим контактным нагрузкам, передаваемым через ограниченные участки рабочих поверхностей сопряженных деталей. В общепринятом смысле контактным разрушением в отличие от износа, задира и других видов разрушения поверхностных слоев деталей называют образование на их поверхностях выкрашивания (питтинга) в виде отдельных выемок. Начальные размеры и форма этих выемок зависят от свойств материала, характера и величины напряжений. При дальнейшей работе количество выемок увеличивается, они укрупняются, часть их сливается друг с другом, эона разрушения захватывает все больший участок поверхности [1, 3].
Усталость материала, приводящая к выкрашиванию, возникает в результате повторных микроп-ластических сдвигов в некоторых невыгодных ориентированных и поэтому перенапряженных зернах материала, а также вследствие концентрации напряжений у поверхностных неровностей и внутренних пороков материала. Повторение микроп-ластических сдвигов в зоне вблизи площадки контакта 2а (рис. 1) приводит к разрыхлению материала на плоскостях скольжения и созданию здесь "аморфного” слоя с ослаблением спайности, нарушением равновесия внутрикристаллических связей и образованием первичной усталостной микротрещины. Условия зарождения и роста этих трещин определяются свойствами материала, состоянием поверхности, температурой, влиянием окружающей среды и т.д. Обязательным условием выкрашивания является наличие смазочного материала. Попадая в поверхностные микротрещины, которые затем перекрываются под большим контактным
Рис. 1. Деформации в области контакта при качении под нагрузкой
давлением поверхностью сопряженной детали, он играет роль гидравлического клина и вызывает рост трещины. Трещина идет вглубь под некоторым углом к поверхности, и затем ослабленный объем материала отделяется от поверхности — образуется выемка. На интенсивность и направление развития трещин сильно влияют касательные силы на контакте. Соответственно большое значение имеет характер относительного перемещения поверхностей (чистое качение, качение со скольжением, является поверхность отстающей или опережающей), коэффициент трения скольжения, смазка. Так как в основе накопления материалом усталостных повреждений лежат микропластичес-кие сдвиги, амплитуда которых зависит от твердости материала, контактная прочность с уменьшением последней резко падает.
Трещина развивается с поверхности. Однако касательные напряжения, которые считаются основным фактором контактной усталости и разрушения, достигают наибольшего значения на определенной глубине под поверхностью контакта. В совокупности с переменной твердостью по глубине это дает основание считать, что в некоторых условиях трещина может зарождаться под поверхностью и в процессе развития выходить наружу.
При расчете на контактную прочность ориентируются, как правило, на максимальное контактное давление , либо реже на наибольшее касательное напряжение *тах- Такой расчет в значительной мере является условным. Разрушение в большинстве случаев начинается не в местах действия этих напряжений. Например, в условиях пульсирующего контактного нагружения пары сфера — плоскость первичные трещины возникают, как правило, у контура площадки контакта, а не в ее центре или в зоне действия тшах. При качении шара по круговому желобу в случае фиксированного положения дорожки качения на шаре выкрашивание его поверхности в большинстве случаев начинается вблизи зон чистого качения, где давление рх < Pq. Следовательно, ответственным за раз-
В расчетах деталей машин при начальном касании по линии и в точке (т.е. в расчетах по Герцу) обычно обозначается о.
140
Контактная прочность
рушение в обоих случаях является другой комплекс напряжений, деформаций и сопутствующих им явлений, которые связаны с наибольшим контактным давлением, но не определяются однозначно его значением.
Все большее признание получает идея расчета на контактную прочность по максимальному растягивающему напряжению, которое должно определяться с учетом нормальных и касательных сил на контакте, а также остаточных напряжений в материале. В силу сложности и многообразия физико-химических явлений и процессов, приводящих к контактному разрушению, аналитическое их описание и количественная оценка, подтвержденные экспериментально и представленные в форме, позволяющей проводить инженерные расчеты на долговечность, не получены.
2. РАСЧЕТ КОНТАКТНЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ
Начальный контакт в точке. В общем случае площадка контакта двух тел, ограниченных поверхностями постоянной (в обеих главных плоскостях) кривизны и соприкасающихся до деформации в одной точке, представляет собой эллипс с полуосями а и Ь (рис. 2):
а = п
3 пЛ 2ТГ
b
3 2TF
Здкъ л — характерная постоянная материалов соприкасающихся тел; — сумма значений главной кривизны их поверхностей; F — нормальная нагрузка, сжимающая тела; па и — коэффициенты, определяемые геометрией поверхностей.
Главными плоскостями в данном случае называют две взаимно перпендикулярные плоскости,
Рис. 2. Напряжение при сжатии с начальным контактом в точке
линия пересечения которых совпадает с общей нормалью к поверхностям сжимаемых тел, т.е. проходит через точку начального контакта, причем одна из них совпадает с плоскостью, в которой кривизна данной поверхности имеет экстремальное (наибольшее или наименьшее) значение. Радиусы кривизны в этих плоскостях называются главными.
Характерная постоянная материалов определяется по их упругим константам:
2 2
1-нГ п = .. ♦ _______
где и “ коэффициенты Пуассона материалов соответственно первого и второго тел; и £?2 “ нх модули упругости.
Сумма значений главной кривизны соприкасающихся тел
Е* ' *11 * *12 ♦ *21 + *22
Здесь*п - *12- *21 - *22“
" --J—, ще । и 2 —главные радиусы кривиз-
Л22
ны первого тела в точке начального контакта; /?21 и R22 “ т0 же» Для второго тела.
В общем случае плоскости главной кривизны первого и второго тел не совпадают и составляют между собой угол со. Главную кривизну принимают со знаком плюс, если ее центр расположен внутри рассматриваемого тела. Если же поверхность в рассматриваемой плоскости не выпуклая, а вогнутая, то главную кривизну принимают со знаком минус. Коэффициенты nQ и выбирают по таблице в зависимости от аргумента
в = ^/<*11-*12)2* (*21-*22>2* ’
* 2^11 “ ^12> ^21 “ ^22>cos2o.
В частном случае, когда плоскости главной кривизны к} । и ^21 совпадают (либо одна из поверхностей симметрична относительно общей нормали)
*11-*12**21-*22
£к
Эпюра давлений на площадке контакта представляет собой половину эллипсоида с полуосями а, д и pg (pg — наибольшее давление в центре площадки). Следовательно, общая нагрузка F -
2 з F
- _ icodpg, а наибольшее давление р0 - __f.
3 и 2 nab
Расчет контактных напряжений и деформаций
141
Таблица. Коэффициент nQ, пр и
0 па пь пр «в
0,01923 1,013 0,9873 0,9999 0,9999
0,03949 1,027 0,9742 0,9997 0,9997
0,06087 1,042 0,9606 0,9992 0,9992
0,08350 1,058 0,9465 0,9985 0,9985
0,1075 1,076 0,9318 0,9974 0,9974
0,1330 1,095 0,9165 0,9960 0,9960
0,1602 1,117 0,9005 0,9942 0,9942
0,1894 1,141 0,8837 0,9919 0,9919
0,2207 1,168 0,8660 0,9890 0,9889
0,2545 1,198 0,8472 0,9853 0,9852
0,2913 1,233 0,8271 0,9805 0,9804
0,3314 1,274 0,8056 0,9746 0,9744
0.3755 1,322 0,7822 0,9669 0,9667
0.4245 1,381 0,7565 0,9571 0,9566
0,4795 1,456 0,7278 0,9440 0,9432
0.4914 1,473 0,7216 0,9409 0,9400
0.5036 1,491 0,7152 0,9376 0,9366
0.5161 1,511 0,7086 0,9340 0,9329
0,5291 1,532 0,7019 0,9302 0,9290
0,5423 1,554 0,6949 0,9262 0,9248
0,5560 1,578 0,6876 0,9219 0,9203
0,5702 1,603 0,6801 0,9172 0,9155
0,5848 1,631 0,6723 0,9121 0,9102
0,5999 1,660 0,6642 0,9067 0,9045
0,6155 1,693 0,6557 0,9008 0,8983
0,6317 1,729 0,6468 0,8944 0,8916
0,6486 1,768 0,6374 0,8873 0,8841
0,6662 1,812 0,6276 0,8766 0,8759
0,6845 1,861 0,6171 0,8710 0,8668
0,7037 1,916 0,6059 0,8614 0,8566
0,7238 1,979 0,5938 0,8507 0,8451
0,7449 2,053 0,5808 0,8386 0,8320
0,7673 2,141 0,5665 0,8246 0,8168
0,7911 2,248 0,5505 0,8082 0,7990
0,8166 2,381 0,5325 0,7887 0,7775
0,8300 2,463 0,5224 0,7774 0,7650
0,8441 2,557 0,5114 0,7647 0,7509
0,8587 2,669 0,4993 0,7504 0,7349
Продолжение табл.
0 па пь пр «в
0,8741 2,805 0,4858 0,7338 0,7163
0,8904 2,975 0,4704 0,7144 0,6943
0,9077 3,199 0,4524 0,6909 0,6675
0,9113 3,253 0,4484 0,6856 0,6613
0,9150 3,311 0,4442 0,6799 0,6549
0,9187 3,373 0,4398 0,6740 0,6481
0,9225 3,441 0,4352 0,6678 0,6409
0,9264 3,514 0,4304 0,6612 0,6333
0,9303 3,594 0,4253 0,6542 0,6251
0,9342 3,683 0,4199 0,6467 0,6164
0,9383 3,781 0,4142 0,6387 0,6071
0,9425 3,890 0,4080 0,6300 0,5970
0,9467 4,014 0,4014 0,6206 0,5860
0,9511 4,156 0,3942 0,6104 0,5741
0,9556 4,320 0,3864 0,5990 0,5608
0,9601 4,515 0,3777 0,5864 0,5460
0,9649 4,750 0,3680 0,5721 0,5292
0,9698 5,046 0,3568 0,5555 0,5096
0,9749 5,432 0,3436 0,5358 0,4864
0,9803 5,976 0,3273 0,5112 0,4574
0,9861 6,837 0,3058 0,4783 0,4186
0,9923 8,609 0.2722 0,4267 0,3579
Давление
где пр — коэффициент, определяемый из таблицы по ар1ументу 6.
В результате упругого деформирования тела сближаются на некоторую величину. Упругое сближение их точек, достаточно удаленных от зоны контакта,
• 31---------
. _ п» VrtF2.
Коэффициент также выбирают из таблицы по аргументу в.
Для ряда частных случаев эти формулы могут быть упрощены. Так, при контакте двух сферических тел с радиусами и
142
Контактная прочность
а = b = 0,9086
быть найдено из уравнения поверхности эллипсоида, т.е.
0,5784
Я|*1 **2Г X л1л2 j
8 = 0,8255
<ПЯ
2 Л1 +л2
~*\*Г
Среднее давление рСр “ 2рд/3.
В центре площадки контакта имеет место всестороннее объемное сжатие
2ц*В, „ 1+2uB.
°х = “Р°“ГТ °У = ~Р°ТПГ
< Л1+*2
3
X
Если оба тела изготовлены из одного материала и ц - 0,3, то
3 а = b = 1,109
X
F r\r2
21 ^1 *^2 I Ро-0,388 ;
1,231
Г|2*1 *Я2 е] R\R2 *
Если сферическое тело радиуса Я] соприкасается со сферической впадиной радиуса R2 > Яр то в приведенных формулах сумма (Я| + R2) заменяется разностью (Я2 — Яр. При контакте сферы радиуса Я с плоскостью, т.е. когда Я2 " °0*
3______ 3
а = b = 0,9086 УлЯЯ"; р0 = 0,5784
3
8 = 0,8255 X
или при - И2 * и £1 - Е2 - Е,
°z = “Р0*
где р — b/а. На поверхности соприкасания по концам большой оси эллиптической площадки контакта касательное напряжение равно нулю, а нормальные напряжения в координатных плоскостях
ох = —Оу = —Pq(1 — 2р)_^(1 — 2. arc the), где е - yl — Р2 .
По концам малой оси касательное напряжение также равно нулю, а нормальные напряжения
°х ° ~°у ° Ро<’ “ “ 7 arctglj.
Наибольшее касательное напряжение находится в точке, лежащей на центральной оси z. При а- b оно располагается на глубине 0,47а и равно 0,31 Pq.
Линейный начальный контакт имеет место при сжатии двух тел цилиндрической или конической формы с осями в одной плоскости В частном случае поверхность одного из тел может быть цилиндрической впадиной (отверстием) либо плоскостью.
Полуширина площадки контакта двух цилиндров радиусов Л] и R2
3
8 = 1,231
Ь - 1,128 «и > *2*^1
Эти же формулы справедливы и для случая контакта двух цилиндров со взаимно перпендикулярными осями и одинаковыми радиусами R. Давление рх у в некоторой произвольной точке площадки контакта с координатами х, у может
Здесь погонная нагрузка q - Я//, где F — общая нормальная нагрузка; I — длина линии контакта. Знак "минус” берут в случае сжатия цилиндра радиуса Яд с цилиндрической впадиной радиуса Я2 > Яр Максимальное контактное давление
PQ
= 0,5642
q E2±R\
Л1Л2
Расчет контактных напряжений и деформаций
143
Рис. 3. Напряжения при сжатии с начальным линейным контактом
давление в точке с ординатой у (рис. 3) ру -
•Ро^1 - y2ft>2 •
Если Ej - ^2 и 1*1 " то
b = 1,522
q ^1^2
Е ^2*^1
;р0=°>418 \ к1я2
В этом случае для контакта цилиндр — плоскость
b • 1,52275r7F; pg » 0,418У<?£/Л .
Приведенные зависимости не учитывают влияние краевого эффекта, который имеет место у концов площадки контакта вследствие отличия условий деформации по сравнению со средней по длине ее частью и вызывает увеличение давления в этих местах на 30—35 %.
Уточненный расчет может быть выполнен по методике, приведенной в [4].
Упругое сближение осей двух цилиндров
2/
» . |1П2Д1
п Е] ( b
* 0,407 ♦
♦ М-2*2 ♦ 0,407 £2 I
На поверхности контакта при у - z - 0 ох -- - 2црд, Оу - az - — pg. Наибольшее касательное напряжение ттяу “ О,3рд имеет место в плоскости xz на глубине z - 0,786.
Если используются нестандартные материалы, упругие характеристики которых неизвестны либо зависят от вида нагружения и напряженности (например, пластмассы), постоянная ц данной пары материалов может быть определена путем измерения площадки контакта под выбранной нагрузкой с последующим обратным пересчетом по приведенным выше формулам. Наиболее удобным для такого опыта является контакт сферы с плос
костью. В этом случае т) - (2а)^/(6ЕЛ), где 2а — диаметр площадки контакта, полученной при сжатии силой F шара радиуса R с плоским образцом.
Для поверхностей переменной кривизны расчет напряжений и деформаций может быть выполнен численным методом на основе теоремы Буссинес-ку, согласно которой нормальная поверхности деформация в точке наблюдения, вызванная нормальной нагрузкой р, приложенной на расстоянии г от рассматриваемой точки, равна U - р(1 — ц^)/ (лЕг). Проверенная экспериментально методика расчета для тел качения с поверхностями переменной кривизны применительно к случаям, когда alb ъ 4, содержится в [4]. Этот метод также может быть использован в расчетах, учитывающих изменение исходной формы поверхностей вследствие их износа и пластических деформаций.
Долговечность (ресурс) деталей машин по критерию контактной прочности определяется факторами, каждый из которых может быть назван первостепенным [7, 8, 10]. К ним относится правильное конструктивное решение узла, обеспечивающее минимальный уровень и возможно рациональное распределение нагрузки как по отдельным контактирующим телам, так и по каждой площадке контакта в отдельности, поскольку 20/3
ресурс обратно пропорционален Pg при линей-9
ном начальном контакте и Pg при точечном. В этом отношении большие возможности представляет оптимизация форм рабочих поверхностей [4]. В случае линейного контакта необходимо предусмотреть коррекцию профиля одного из тел для снижения концентрации давления, вызываемой перекосами и краевым эффектом. Должны быть приняты возможные меры для уменьшения тангенциальных сил на контакте и динамичности приложения нагрузки, существенно снижающих долговечность. Большое значение имеет правильный выбор материала, его механическая и термическая обработка, микрр- и макрогеометрия поверхности (шероховатость, волнистость, огранность), поверхностное упрочнение и покрытия, вид смазочного материала, способ его подвода и защита от попадания абразива, среды. Резервом повышения контактной прочности остается разработка и правильное применение новых материалов и покрытий.
При расчете на контактную прочность обязательным является условие pg < [р]. В случае статического нагружения допускаемое напряжение для улучшенных сталей равно (2,8 * 3,0) от. На закаленных (61 — 63 HRC) сталях первые пластические деформации (порядка 0,1 мкм) появляются
144
Контактная прочность
ПРИ Pq “ 3 ГПа, но при циклическом нагружении допускаемыми для них являются напряжения 4 — 4,5 ГПа; напряжения порядка 5,5 ГПа существенно снижают точность и долговечность узла, но к аварийному разрушению при отсутствии серьезных дефектов в материале не приводят. Для улучшенных сталей при циклическом нагружении принимают [pq] "2 НВ + 70 МПа; для цементованных и нитроцементованных — 23 HR С.
Расчет на долговечность проводят с учетом работы проектируемого узла по методикам, изложенным в соответствующих главах (см. “Зубчатые передачи”, “Подшипники качения”).
3. ОПТИМИЗАЦИЯ ФОРМ ПОВЕРХНОСТЕЙ КАЧЕНИЯ
Поверхности качения профилируют, как правило, простейшими линиями — дугой окружности и прямой. Однако такие формы в большинстве случаев не являются оптимальными по долговечности и функциональной пригодности узла.
Точечный начальный контакт характерен резко неравномерным распределением давления по эллиптической площадке контакта. В результате несущая способность значительной части рабочего объема материала недоиспользуется, в то время как в центре площадки максимальное давление Pq - 1,5 РСред- Ресурс же обратно пропорциона-9
лен Pq , а пластические деформации (“ложное бринеллирование”) растут пропорционально Pq Давление Pq может быть снижено уменьшением отношения радиуса желоба к диаметру шара RyjDwt но при этом растут потери на дифферен-
Рис. 4. Желоб сложного профиля
б)
Рис. 5. Площадка контакта и эпюры давлений при различных значениях Rq!Dw и 2уд
циальное проскальзывание, увеличивается износ и нагрев элементов опоры. Более широкие возможности повышения долговечности, легкости хода или статической грузоподъемности при регламентированном уровне остальных дает профилирований дорожки качения линией переменной кривизны [4]. Одним из наиболее перспективных является профиль, показанный на рис. 4. Средняя его часть ВС на центральном угле 2уд очерчена дугой постоянного радиуса Rq, а боковые участки АВ и CD имеют переменный радиус кривизны р, который в точке сопряжения равен Rq и увеличивается по мере приближения к краям желоба. Контакт шара с желобом такого профиля определяется параметрами 2уд, к - Rq/2>w и ру - /(у).
При 2уд г 50* и £ 2 0,51 площадка контакта имеет эллиптическую форму (рис. 5, а). Если 2уд - 30 + 50* и £ « 0,505, то площадка по форме приближается к полоске примерно постоянной ширины с плавными закруглениями по концам (рис. 5, б), давление вдоль оси ох распределено более равномерно и Pq уменьшается по сравнению с давлением pq^ на круговом желобе на 10—15 %. Такой профиль при 2уд - 38 + 46* обеспечивает повышение долговечности средне- и тяжелонагруженных (р0 - 3,2 + 4,3 ГПа) шарикоподшипников на 60—90 %. В радиально-упорных подшипниках ось симметрии желоба нужно повернуть на угол, больший угла контакта на 4-6* (упреждение на износ). Расхождение между углом
Оптимизация форм поверхностей качения
145
контакта подшипника и углом расположения оси симметрии желоба в пределах 6* повышает pg не более чем на 3 %.
С уменьшением развала до к ° 0,495 возникает двухточечный начальный контакт и под нагрузкой площадка напоминает восьмерку (рис. 5, в). Эпюра давлений имеет два менее резко выраженных максимума (pg > рдкр), энергетические потери на 30-40 % меньше по сравнению с круговым желобом благодаря сближению зон максимальных давлений с зонами чистого качения и, следовательно, снижению потерь на дифференциальное проскальзывание. Желоба с таким профилем увеличивают легкость хода опоры и ее быстроходность. Аналогичные результаты могут быть получены профилированием желоба дугой эллипса, расположенной у конца его большой полуоси, при условии В^: :Л » 0,4952)^ (А и В — большая и малая полуоси эллипса).
При к к 0,485 область контакта разделяется на два участка (рис. 5, г). Такой профиль может быть использован в четырехточечном радиальноупорном подшипнике, воспринимающем переменную по направлению осевую нагрузку. В этом случае, однако, лучше применить комбинацию двух профилей типа 26, оси симметрии которых разнесены на угол 2ад, при 2уд е 30*, к - 0,505 и Ру "/(у)« обеспечивающим зазор в нижней точке желоба.
Для тяжелонагруженных тихоходных опор, в которых момент трения имеет второстепенное значение, а лимитирующим становятся контактные давления и пластические деформации, предпочтительным является профиль с 2уд - 55 * 60* и* «0,505.
Расчет контактных напряжений и деформаций, а также энергетических потерь для описанных случаев, проводят численным методом (4). Расчет формы поверхностей качения по заданному закону распределения давления может быть выполнен по методике [5]. Если форма поверхностей контактирующих тел неизвестна, но их площадка контакта при заданной нагрузке F может быть определена экспериментально, то давление в точке х, у (рис. 5, а) определяется из зависимости
2Fbx. \-{y2lbb
Рх,у =
а2
* f bldx
-«1
где функцию Ьх - /(х) находят по четырем — шести характерным точкам контура площадки. Если последнее оказывается затруднительным, то область контакта разбивают на п полос шириной I и давление в точке у середины полосы i равно
2Fbiy l-(y2/b%)
Фру *
п 2 nl Е bf
i = l 1
Линейный начальный контакт обеспечивает более высокую грузоподъемность по сравнению с точечным. Однако возможности его могут быть полностью реализованы лишь при устранении влияния краевого эффекта, который вызывает увеличение давления у торцов ролика на 30—35 % по сравнению со средней его частью. С этой целью прибегают к профилированию ролика (или дорожек качения) дугой окружности. Радиус окружности, обеспечивающий при заданной нагрузке наиболее равномерное ее распределение вдоль образующей, может быть найден по методике [5]. Лучший результат получается в случае профилирования ролика прямой, сопряженной по концам с дугами переменной кривизны.
Другой причиной снижения долговечности роликовых опор является относительный перекос их колец (или направляющих), вызываемый упругими деформациями. Влияние перекоса можно устранить продольной коррекцией одной из поверхностей качения. Для этого ролику цилиндрического подшипника придается конусообразная форма с таким расчетом, чтобы угол между его образующими был равен углу перекоса 0пер осей колец подшипника при наибольшей длительно действующей нагрузке В результате при этой нагрузке перекос на контакте 0КОНТ - 0 и будет получена предельно возможная (для прямолинейной образующей) равномерность ее распределения по длине ролика. В коническом подшипнике соответственно изменяется конусность ролика. Та же цель может быть получена приданием конусности дорожке качения одного из колец. В этом случае наклон образующей ркор - ртер. При F < рпер < ₽КОр» 470 вызывает концентрацию нагрузки на другом конце ролика, но давление остается меньше Ршах» соответствующему Fmax, вследствие меньшей общей нагруженности опоры. Описанная коррекция может быть применена и для прямозубых зубчатых передач [6]. Наилучшие результаты достигаются при ее сочетании с закруглением концов роликов.
146
Контактная прочность
Tsiny
Рис. 6. Механизм правки круга
Обработка поверхностей сложной формы проводится врезным шлифованием. Правку круга осуществляют с помощью механизма, оснащенного ЧПУ, либо алмазным роликом выбранного профиля. При отсутствии таких возможностей можно использовать механизм правки, один из вариантов которого показан на рис. 6. Игла 1 закреплена в рычаге 2, поворачивающемся на оси 3 и поджатом пружиной 4 к профильной части штока 5, которая может быть круговой либо наклонной. Ролик б штока опирается на торцовый кулачок 7 (внизу показана его развертка). При повороте скобы на угол у толкатель опускается на АЛ - T(sin у — — sin Yg)tg ф, а радиус Яд изменяется на АЯ -- АЛ/ tg <p/L. При tg <р - 0,02 и LU - 4 точность
профиля изделия в 200 раз выше точности кулачка 7. В случае обработки профильного ролика, кольца роликового подшипника или направляющей устройство перемещается по направляющим параллельно оси круга или под заданным углом к нему; кулачок 7 делают прямым.
Список литературы
1. Беляев Н.М. Труды по теории упругости и пластичности. М.: Гостехиздат, 1957. 629 с.
2. Коровчинскии М.В. Распределение напряжений в окрестности локального контакта упругих тел при одновременном действии нормальных и
Оптимизация форм поверхностей качения
147
касательных сил в контакте // Машиноведение. 1967. № 6. С. 85-96.
3. Макушин В.М. Упругие перемещения и напряженное состояние в местах силового контакта деталей // Расчеты на прочность в машиностроении / Под ред. С.Д. Пономарева, т. П. М.: 1958. С. 386-486.
4. Орлов А.В. Опоры качения с поверхностями сложной формы. М.: Наука, 1983. 125 с.
5. Орлов А.В. Определение формы поверхности качения, обеспечивающей заданный закон распределения давления // Машиноведение. 1986. № 1. С. 90—99.
6. Орлов А.В. Повышение нагрузочной способности консольных зубчатых передач // Вестник машиностроения. 1959. № 2. С. 15—16.
7. Петрусевич А.И. Контактная прочность деталей машин. М.: Машиностроение, 1970. 64 с.
8. Пинегин С.В. Контактная прочность и сопротивление качению. М.: Машиностроение, 1969, 244 с.
9. Решетов Д.Н. Фрикционные передачи и вариаторы: Справочник машиностроителя. Т. 3. 1969. С. 424-458.
10. Трубин Г.К. Контактная усталость материалов для зубчатых колес. М.: Машгиз, 1962. 404 с.
Раздел 2
ТРЕНИЕ, ИЗНОС, СМАЗКА
Глава 1
ОБЩИЕ ПОНЯТИЯ
Внешнее трение — явление сопротивления относительному перемещению, возникающее между двумя телами в зонах соприкосновения поверхностей сопровождающееся диссипацией энергии. Трение сопровождается физическими, химическими и механическими процессами. Сила трения направлена тангенциально к контакту и характеризует сопротивление относительному перемещению трущихся тел. Различают трение покоя, скольжения, качения и качения с проскальзыванием. Частным случаем трения скольжения является трение верчения и сочетание верчения с качением и скольжением. Коэффициент трения — отношение силы трения к силе нормального давления. Коэффициент сцепления является отношением неполной силы трения к силе нормального давления. По виду взаимодействия поверхностей и состоянию смазочного слоя трение классифицируют по следующим признакам: трение ювенильных поверхностей, трение при граничной смазке, при гидродинамической (газодинамической) смазке, при гидростатической (газостатической) смазке, при контактно (эласто)- гидродинамической смазке, в условиях электромагнитных взаимодействий. В практике часто встречаются смешанные режимы смазки и соответственно трения.
Изнашивание — процесс поверхностного разрушения и изменения размеров тела при трении вследствие отделения материала с поверхности твердого тела, накопления необратимых остаточных деформаций поверхностных слоев трущихся тел. Износ — результат изнашивания, определяемый в единицах длины, объема, массы (и других). Износостойкость — свойство материала оказывать сопротивление изнашиванию, оцениваемое величиной, обратной скорости или интенсивности изнашивания. Скорость изнашивания — отношение значения износа к интервалу времени, в течение которого он происходил. Интенсивность изнашивания — отношение значения износа к пути трения или к работе сил трения.
Смазочный материал — материал, вводимый на поверхность трения, в контакт трущихся тел для уменьшения силы трения и интенсивности изна
шивания. Во фрикционных передачах и устройствах смазочный материал вводят для одновременности увеличения силы трения и уменьшения интенсивности изнашивания. Смазка — действие смазочного материала в контакте трущихся тел, приводящее к уменьшению интенсивности (скорости) изнашивания и силы трения. Смазывание — подведение смазочного материала к поверхности трения.
Трибология — наука о явлениях, закономерностях и процессах трения, изнашивания и смазки. Триботехника — включает прикладную часть трибологии, методы и средства обеспечения работоспособности узлов трения. Химмотология -теория и практика рационального применения топлив, масел, смазок, специальных жидкостей в технике. Понятие антифрикционное™ отражает свойство трущихся тел (материалов) реализовать низкие значения силы (коэффициента) трения, фрикционность — высокие значения силы (коэффициента) трения. Поня™е фрикционного взаимодействия используют как характеристику взаимодействия твердых тел при трении.
Виды смазки различаются по физическому состоянию смазочного материала (газовая, жидкостная, твердая) и по условиям разделения поверхностей трения смазочным слоем: гидродинамическая (газодинамическая), гидростатическая (газостатическая) , эласто (контактно) гидродинамическая, граничная, полужидкостаая (смешанная). Гидродинамическая (газодинамическая) смазка приводит к полному разделению поверхностей под действием давлений, самовозникающих в слое жидкое™ (газа) при относительном движении тел. В условиях гидростатической (газостатической) смазки полное разделение поверхностей трения осуществляется в результате действия жидкости (газа) в зазоре между поверхностями трения путем подвода ее под внешним давлением. При эласто-гидродинамической смазке на процессы в контакте трущихся тел влияют не только реологические свойства смазочного материала, но и упругие свойства материалов твердых тел. Граничный вид смазки относится к случаю, при котором трение и
Общие понятия
149
износ определяются свойствами поверхностей твердых тел и физико-химическими свойствами смазочного материала, отличными от объемных. Смешанный режим смазки характеризует существование в контакте одновременно нескольких указанных выше видов смазки. Используются различные методы смазывания: непрерывное, периодическое, циркуляционное, ресурсное, под давлением, погружением, масляным туманом, капельное, ротапринтное и другое. Ротапринтный метод смазывания основан на непрерывной подаче в малых дозах твердого смазочного материала в зону контакта путем использования специальных смазочных элементов, не воспринимающих основную рабочую силу. Нанесенные ротапринтным методом пленки удерживаются на поверхностях трения силами механического сцепления с микрорельефом основы и силами адгезионного взаимодействия. Магнитопорошковый метод смазывания применяется при использовании магнитных полей для непрерывной подачи на поверхности трения смазочного материала и циркуляции его внутри механизма. Смазочная пленка не только прочно соединяется с основным материалом, но и постоянно восстанавливается в процессе работы узла трения. Порошкообразные магнитоактивные смазочные материалы получаются путем введения в твердосмазочную основу ферромагнитных компонентов, например, эффективны материалы на основе дисульфида молибдена, диселенида молибдена с добавлением никеля, кобальта, железа и другие. Зубчатые передачи с магнитопорошковым методом смазывания испытывали в вакууме, в среде углекислого газа СО2» на воздухе. Применение магнитопорошкового метода смазывания позволило увеличить ресурс до 10 раз по сравнению с самосмазывающимися материалами и покрытиями. Разработан магнитопорошковый метод смазывания опор скольжения и качения. Эффективность метода очевидна при высоких температурах узлов и малых скоростях перемещения.
Существуют смазочные материалы жидкие, пластичные, газообразные, твердые. По своему происхождению масла разделяются на минеральные, нефтяные, растительные, животные, синтетические. Применяются с присадками (легированные) и без присадок (нелегированные). Присадки представляют собой жидкие или твердые вещества, добавляемые к смазочному материалу для улучшения его качества. Используются различные виды присадок — противоизносные, противозадирные, антикоррозионные, антиокислительные, депрессорные, понижающие температуру застывания
смазочного материала, противопенные и другие. Все большее применение находят многофункциональные присадки. Важной характеристикой смазочных материалов является совместимость, т.е. способность двух или нескольких смазочных материалов смешиваться между собой без ухудшения их эксплуатационных свойств и стабильности при хранении. Вязкость смазочного материала определяет объемное свойство оказывать сопротивление относительному перемещению его слоев. Безразмерная величина, характеризующая по стандартной шкале чувствительность масла к температуре, называется индексом вязкости. Высокому индексу соответствует меньшее изменение вязкости с температурой. Применяют смазочные масла моторные, газотурбинные (реактивные), трансмиссионные, индустриальные и другие. Смазочные масла уменьшают трение, износ, предотвращают задир поверхностей, отводят теплоту от трущихся узлов, защищают детали от коррозионного воздействия внешней среды, удаляют продукты изнашивания. Эксплуатационные свойства смазочных материалов характеризуются комплексом свойств: смазочные, вязкостные, противокоррозионные, антиокислительные, моющие, защитные, противопенные. Смазочные материалы различаются физической, термической стабильностью, испаряемостью, биостойкостью, радиационной стойкостью, экологическими свойствами, совместимостью с конструкционными материалами и др. Наибольшее распространение получили нефтяные масла. Для низких и высоких температур все большее применение находят синтетические масла, например, кремнийор-ганические жидкости (полисилоксаны, сложные эфиры, полигликоли, фтор- и хлорорганические жидкости).
Антифрикционные, противоизносные, противозадирные присадки к смазочным маслам содержат различные активные элементы — серу, фосфор, хлор и другие. Эффективность действия присадок зависит от физико-химических свойств и состава базового масла.
Пластичные смазки представляют собой трехкомпонентные коллоидные системы, содержащие дисперсионную среду (70—90 %, жидкая основа), дисперсную фазу (10—15 %, загуститель), модификаторы структуры, добавки, присадки, наполнители (1—15 %).
В качестве дисперсионной среды используют нефтяные, синтетические масла. Загустителями служат соли высокомолекулярных жирных кислот — мыла, твердые углеводороды и др. Производство пластичных смазок составляет не более
150
Общие понятия
4 % нефтяных масел, но по разнообразию объектов и узлов трения, в которых они применяются, пластичные смазки превосходят жидкие смазочные материалы. Пластичные смазки снижают трение, износ, предотвращают задир, защищают от коррозии, уплотняют зазоры, снижают вибрацию, шум, удары. Пластичные смазки по назначению разделяют на антифрикционные, консервационные, уплотнительные, специального назначения. Отличие пластичных смазок от жидких масел заключается в наличии предела прочности (смазки приобретают способность течь только в определенных условиях), в способности хорошо удерживаться на наклонных и вертикальных поверхностях. Однако они не обладают способностью отводить теплоту от смазываемых деталей. Использование магнитных жидкостей в качестве смазочного материала дает существенные преимущества при обеспечении работоспособности узлов трения в сложных условиях, особенно в магнитожидкостных уплотнениях, магнитогидродинамических подшипниках, муфтах, демпферах и других. Магнитные жидкости, ферромагнитные средства применяют в медицине, сельском хозяйстве, биологии и других отраслях.
Для фрикционных передач и высокоскоростных опор качения создают специальные жидкости (масла), позволяющие получить повышенное значение коэффициента трения скольжения и уменьшить износ. Широкое внедрение получили опоры с газовой смазкой, с минимальными потерями на трение и повышенной износостойкостью — в турбокомпрессорах, турбодетандерах, гироскопах, быстроходных шпиндельных узлах металлорежущих станков, вентиляторах, приборном и специальном оборудовании для исследовательских целей. На практике используют различные газовые среды: воздух, аргон, гелий, углекислый газ и другие. Возможность применения опор с газовой смазкой в широком диапазоне изменения скоростей (от нуля до сотен метров в секунду), температур, в различных газовых средах, практическая безызносность обеспечивают широкую перспективу их промышленного использования.
Эффективно применение магнитного подвеса для различных узлов машин. Использование сил магнитного или электрического поля открывают возможность создания механизмов, работающих без взаимного механического контакта, бесшумно, с минимальными потерями на трение, практически неограниченно во времени. В качестве подшипниковых наиболее распространены металлические антифрикционные материалы (оловянистые, свин
цовые, медные, алюминиевые и цинковые сплавы, антифрикционные чугуны и др.), допустимые режимы работы которых приведены в настоящем томе. Их состав, физико-механические и антифрикционные свойства рассмотрены в различных работах.
В экстремальных условиях работы пар трения широко используются антифрикционные износостойкие покрытия и самосмазывающиеся композиционные материалы. Такими условиями являются, например, трение деталей машин без жидкого смазочного материала в вакууме, при криогенных температурах, при низких (ниже — 60 ’С) и высоких (выше + 300 *С) температурах, при действии радиации, в коррозионных средствах, в среде жидкометаллических теплоносителей, при смазывании водой и различными растворами.
Твердые смазочные материалы имеют высокую прочность сцепления с основой и низкое сопротивление на сдвиг, радиационностойки, слабо испаряются в глубоком вакууме. Основное назначение их — обеспечить низкий коэффициент трения и заданный ресурс работы узла трения. Твердые смазочные материалы не загрязняют другие детали механизмов, просто наносятся на трущиеся поверхности, обладают высокой несущей способностью, особенно для стационарных контактов. Однако в процессе изнашивания они не восстанавливаются, поэтому обладают ограниченным ресурсом, зависящим от толщины смазочной пленки и условий эксплуатации. Применяются при низких криогенных температурах и высоких, превышающих 1000 'С, в низкоскоростных узлах трения, в режимах пуска и останова механизмов, когда жидкие и пластичные смазочные материалы не обладают необходимой несущей способностью, защищают поверхности трения от схватывания. К твердым смазочным материалам относят графит, дисульфид молибдена, нитрид бора, сульфиды, селениды, хлориды, фториды, йодиды, оксиды металлов, мягкие металлы (Au, Ag, Pb, In, Cd, Си, Co и др.), органические вещества (пластмассы, полиамиды, полиимиды и др.). Применяют их в виде пленок, наносимых натиранием, твердых смазочных покрытий, прессованных таблеток и брикетов для использования в качестве смазывающих карандашей в ротапринтных узлах трения, в составе композиционных самосмазывающихся материалов. Повышение износостойкости и снижение сил трения осуществляется путем использования синтетического материала — карбонофторида (фторида углерода). Карбонофторцд состоит из совокупности равноотстоящих слоев атомов углерода и фтора.
Общие понятия
151
Эффективность действия его в качестве твердого смазочного материала обусловлена высокой адгезией к подложке, термической стабильностью и долговечностью по сравнению с дисульфидом молибдена и графитом. Карбонофторид (CFp используют также в качестве присадок к смазочным композициям и загустителям в высокотемпературных пластичных смазках. Повышенная адгезия к металлической поверхности в условиях механической активации обеспечивает высокую естественную сцепляемость карбонофторида с поверхностями трения в процессе работы.
Антифрикционные самосмазывающцеся материалы находят широкое применение в различных узлах трения — в подшипниковых опорах, шарнирах, зубчатых передачах, направляющих и других. Используют антифрикционные самосмазывающиеся пластмассы, полимеры, содержащие в своем составе антифрикционные, армирующие и другие наполнители; широко используют металлофторопластовые ленточные материалы, тканевые антифрикционные материалы, покрывающие трущиеся поверхности. Металлофторопластовая лента имеет высокие несущую способность и антифрикционные характеристики. Детали, изготовленные из нее (с малым объемом и массой), устойчивы к коррозии при действии промышленных жидкостей и газов, стойки к действию растворителей, работают в широком интервале температур (от — 200 *С
до + 280 *С). Ленты на основе антифрикционных тканей из химических волокон (фторопластовых, полиамидных нитей и др.) получают путем пропитки их клеевым связующим с наполнителями. Толщина ткани ленты 0,08—1,5 мм. После крепления непосредственно на поверхность трения узел выдерживает давление 500—600 МПа и работает в широком диапазоне температур — 200 + + + 250 'С. Композиционные порошковые антифрикционные материалы имеют высокую износостойкость, жаропрочность, твердость и коррозионную стойкость. Применяют железографитовые, бронзографитовые материалы, железоникелевые сплавы, сульфидированные, сульфоборированные коррозионно-стойкие стали. Все более широкое применение находят минералокерамические материалы. К выбору вода и сорта смазочного материала, методов смазывания, самосмазывающихся материалов необходимо относиться не менее ответственно, чем при назначении конструкционных материалов деталей машин. Неправильное использование смазочных материалов может привести к аварийным ситуациям и катастрофам. Повышение эффективности и качества смазочных материалов, рациональное конструирование узлов трения из самосмазывающихся материалов приводит к значительным экономическим эффектам, обеспечивает надежность, экологичность, безопасность.
Глава 2 ТРЕНИЕ, ИЗНОС, ОСНОВЫ РАСЧЕТОВ
1. ТРЕНИЕ
Силы трения (коэффициент трения) существенно влияют на напряженно-деформированное состояние в зоне контакта деталей машин, интенсивность изнашивания и контактную прочность. Значение сил трения является принципиально необходимым при проектировании фрикционных и ременных передач, фрикционных устройств, тормозов, муфт, подшипников, при обеспечении работоспособности контакта колесо — рельс, колесо — дорожное полотно и др. Рассмотрим закономерности изменения коэффициента трения скольжения при качении со скольжением тел в случае начального касания тел в точке и по линии. Названные условия характерны для работы различных классов зубчатых и фрикционных передач, подшипников качения, кулачковых механизмов, катков и других. Экспериментально установлена принципиальная близость всех закономерностей для сил трения при начальном касании тел в точке и по линии. С увеличением скорости (рис. 1) коэффициент трения скольжения сначала быстро увеличивается (область /), затем после убывания (область ID резко возрастает в связи с разрушением смазочного слоя и заеданием трущихся поверхностей (область III). На этапе проектирования механизмов и узлов трения необходимо уметь отстроиться от возможного возникновения катастрофического разрушения поверхностей (область III). С увеличением суммарной скорости качения в контакте коэффициент трения скольжения уменьшается, особенно в области малых значений ско-
Рис. 1. Зависимость коэффициента трения скольжения/от скорости скольжения vCK при качении со скольжением тел
ростей до -1,5 + 2 м/с; коэффициент трения сложным образом зависит от контактных давлений. В области малых скоростей качения и вязкости масла коэффициент трения с увеличением контактных давлений сначала уменьшается, а в области высоких давлений перестает от них зависеть. При высоких скоростях качения и больших значениях вязкости масла коэффициент трения сначала увеличивается, а потом остается постоянным. Существуют сочетания скоростей качения и вязкости масла, при которых коэффициент трения не зависит от контактных давлений. Увеличение
твердости и параметра шероховатости вызывает рост, а приведенного радиуса кривизны — уменьшение коэффициента трения скольжения. На основе контактно-гидродинамической теории смазки и экспериментов получена расчетная формула [3]:
10 Mg
Л 0,02 Лон
0,07 0,12 0,2
•* ”Ек ”ск
где А — размерный коэффициент, равный 4,5 * х 10“3; он — максимальное контактное напряжение по Герцу, МПа; НВ — твердость по Бринеллю менее твердого из контактирующих материалов, МПа; Ra — параметр шероховатости (более твердого тела, м; £пр — приведенный модуль упругости материалов, МПа; — приведенный радиус кривизны, м; р — вязкость масла при температуре вступающих в контакт поверхностей, м2/с; vEk “ суммарная скорость качения, м/с; vCK -скорость скольжения, м/с. Область экспериментальной проверки формулы: р > 1* 10""® м^/с, он * 300 МПа, НВ i 500 МПа, Япр ъ 0,005 м и при скоростях скольжения, больших чем скорости, соответствующие максимальному коэффициенту трения, т.е. vCK//max " 0,01 + 0,5 м/с. Увеличение вязкости масла и контактного давления приводит к уменьшению Угу//тя^- Коэффициент трениг скольжения, установленный экспериментально при использовании жидких масел, /- 0,01 + 0,1. При использовании пластичных смазочных материала коэффициент трения скольжения имеет аналогичные закономерности. Структура формулы дм расчета коэффициента трения при скольжении
Трение
153
ижелонагруженных смазанных металлических тел в безразмерном виде
y-4.g "«В ,д
НУиАф^ТТр
где А и В — постоянные величины; N — нагрузка; р - вязкость масла при температуре вступающих в контакт поверхностей; vCK — скорость скольжения; ЯПр — характерный размер; НВ — твердость по Бринеллю более твердого тела; £Пр — приведенный модуль упругости материалов. В случае контакта несмазываемых деталей как в покое, так и в движении коэффициент трения скольжения рассчитать трудно в связи с неоднородностью и нестабильностью физико-химических и механических свойств контактирующих поверхностей. Контакт твердых тел имеет дискретную природу и происходит по отдельным неровностям. Взаимное внедрение микронеровностей, сопротивление деформированию поверхностных слоев при скольжении, возникновение адгезионного (межмолекулярного, межатомного) взаимодействия зависят от состава и структуры поверхностных пленок, которые в процессе трения и изнашивания существенно изменяются, что затрудняет математическое описание сил трения в указанных условиях. Адгезионно-деформационная теория трения твердых тел позволяет понять и объяснить экспериментальные закономерности, полученные в различных условиях контактирования.
Коэффициент трения скольжения для твердых тел, несмазанных жидкими или пластичными смазочными материалами, включая самосмазыва-ющиеся, для фрикционных устройств изменяется в диапазоне/" 0,05 + 0,6. Однако при возникновении схватывания (заедания) коэффициент трения может иметь много большие значения.
На рис. 2 представлена кривая Герси — Штри-бека, полученная при исследовании режимов смазки в подшипниках скольжения.
На графике зависимости коэффициента трения скольжения от фактора pvCK/Afn, где vCK — скорость скольжения, Nn — погонцая нагрузка (нагрузка, приходящаяся на единицу длины), можно выделить различные режимы смазки. Область / относится к режиму граничной смазки, в которой на коэффициент трения скольжения влияют контакт микронеровностей, физико-химические свойства поверхностных пленок и граничных смазочных слоев, физика, химия и механика контакта и не влияют объемные, реологические свойства смазочного материала. В области II наблюдается смешанный и частично контактно-гидродинамический
Рис. 2. Зависимость Герси—Штрибека: —
толщина смазочного слоя при контактно-гидро-динамическом режиме смазки
режим смазки. На коэффициент трения влияет взаимодействие неровностей поверхностей и сопротивление сдвигу внутри смазочного слоя. Приложенная внешняя нагрузка уравновешивается частично гидродинамическим действием смазочного слоя и усилиями в контактах неровностей. Область III относится к гидродинамической или контактно-гидродинамической смазке; здесь поверхности полностью разделены смазочным слоем. Сила трения определяется сопротивлением сдвигу внутри смазочного слоя. Износ в этой области не возникает или незначителен. Поэтому при возможности необходимо обеспечивать гидродинамический режим смазки, при котором отсутствует непосредственный контакт деталей друг с другом. Несущая способность смазочного слоя обеспечивает уравновешивание внешней нагрузки. Если в гидродинамическом режиме смазки (в области III) коэффициент трения скольжения / " 0,005 + 0,0005, то при граничной смазке (область /) /- 0,1 + 0,2. Для стационарных контактов и при граничной смазке твердых тел экспериментально установлено существование минимума коэффициента трения при изменении шероховатости и контактного давления. Коэффициент трения скольжения в условиях качения со скольжением контактирующих деталей, смазываемых пластичными смазочными материалами, зависит от многих факторов. Анализ процесса трения основывается на четырехпараметрической реологической модели:
r А х |Эу|и—1 dv м л Эу Т Т0 + ♦ НН -5- ^-5-’
|Эу| ду ду
где т — касательное напряжение в смазочном слое; tq — предел текучести пластичного смазочного материала; Ф, п — коэффициенты; v — скорость сдвига; л — предельная вязкость пластичного сма
154
Трение, износ, основы расчетов
зочного материала при высоких скоростях сдвига. Вязкость пластичного смазочного материала падает с ростом скорости сдвига, а при высоких скоростях сдвига стремится к некоторому постоянному значению. Величина Ф зависит от консистенции смазочного материала, л — от вязкости базового масла и обычно превышает его вязкость. Показатель степени п для большинства пластичных смазочных материалов лежит в интервале 0 < п < 1. В случае низких скоростей сдвига определяющим является второй член уравнения; при высоких dv/dy > >10* с"^ — третий. Толщину смазочного слоя при пластичной смазке можно оценить по формулам контактно-гидродинамической теории смазки. Предельная вязкость пластичного смазочного материала зависит от вязкости базового масла, структуры, геометрической формы частиц и концентрации загустителя. Толщина смазочного слоя при использовании пластичного смазочного материала больше толщины слоя при использовании в аналогичных условиях базового масла. Коэффициент трения скольжения при качении со скольжением тел, смазывающихся пластичным смазочным материалом на базе углеводородного масла с мыльным загустителем,
-0,07-0,1 -0,1
v v£k vck
где он - °н/₽ат (°н — максимальное контактное напряжение по Герцу, МПа; рат - 0,1 Па — атмосферное давление); НВ — твердость по Бринеллю (менее твердого тела), Па; Ra — параметр шероховатости поверхности (более твердого тела), м; Епр — приведенный модуль упругости материалов, Па; £Пр — приведенный радиус кривизны контактирующих тел, м; v - Л, vi — кинемати-
V1
ческая вязкость базового масла при высоких скоростях сдвига и средней температуре контактирующих тел перед входом в контакт, м^/с, vj -
<7. - vEk
- 10“ м*/с; -_______ vjjK суммарная ско-
Ч) уск
рость качения, м/с; - 0,01 м/с;
v Vlt V/1 Vlv
— скорость скольжения, м/с. / « 0,02 + 0,12 при качении со скольжением тел с пластичной смазкой.
Сопоставление расчетных зависимостей для коэффициента трения скольжения показывает качественную и количественную аналогию по
влиянию силовых, кинематических, микро- и макрогеометрических, механических характеристик тел при использовании жидких и пластичных смазочных материалов.
2. ИЗНОС
В процессе трения и изнашивания деталей машин протекают сложные, взаимосвязанные физические, химические и механические явления.
Методы расчета на износ деталей машин основаны на экспериментально-теоретических Подходах.
В разработке расчетных методов на износ необходимо учитывать следующие особенности: существенную зависимость интенсивности процесса изнашивания от физико-химического влияния окружающей среды, смазочного материала; стохастическое распределение и дискретность поверхностных сил, тепловых источников, импульсивность их воздействия, высокую скорость протекания химических реакций; наличие значительных градиентов полей напряжений, деформаций, температур, диффузионных процессов массопереноса; зависимость интенсивности изнашивания от кинематики контакта (скольжение, качение, качение со скольжением); высокую дефектность поверхностных и приповерхностных слоев, наличие концентраторов напряжений, механотермическую активацию, возможные динамические структурные, фазовые, химические превращения, возникновение различных химических поверхностных соединений, неоднородность и неизотропность свойств материалов, участвующих в процессе трения и изнашивания; изменение макро- и микрогеометрии трущихся тел в процессе изнашивания.
Особенность методического подхода к анализу изнашивания заключается в тесном взаимодействии экспериментальных и теоретических методов. На этапе проектирования конструкций необходимо уметь предвидеть доминирующий вид изнашивания деталей и узлов в различных условиях эксплуатации, предусмотреть методы обеспечения надежности и заданного ресурса. Во время работы узла трения, особенно в неустановившемся режиме, вид изнашивания может изменяться, а также может одновременно протекать несколько видов изнашивания.
Абразивное изнашивание относится к механическому разрушению трущихся поверхностей, возникающему в результате режущего или царапающего действия твердых тел и частиц. На изнашивающейся поверхности остаются следы (риски, канавки, царапины) как резуль
Износ
155
тат микрорезания, снятия стружки, пластического деформирования. Абразивное воздействие оказывают твердые частицы в потоке жидкости, газа, воздуха при попадании на твердое тело. Возникновение трения и удара в месте контакта приводят к ударно-абразивному, ударно-гидроабразивному, ударно-усталостному, ударно-тепловому разрушению.
Зависимость объемного износа V от нормальной нагрузки АГ, пути трения S, начальной твердости металла Н, размера абразивного зерна а, полученная М.М. Хрущовым, имеет вид V - CNSa/H, где С — коэффициент, зависящий от абразивных свойств истирающей поверхности, условий взаимодействия контактирующих тел, кинематики движения и закрепления абразива, остроты ребер абразива.
Обратная пропорциональность износа числу твердости относится к технически чистым металлам и сталям в отожженном состоянии. Износ линейно увеличивается с ростом размера зерна только до некоторой его критической величины, а затем не изменяется. Размер зерна имеет большое значение при изнашивании полимеров в связи с их низкой когезионной прочностью. Для механически наклепываемых металлов и сталей, если в процессе наклепа не происходит фазовых превращений, относительная износостойкость не зависит от твердости стали после наклепа, так как в процессе самого изнашивания имеет место значительный наклеп. Скорость скольжения (если не приводит к заметному нагреву контакта) мало влияет на износ. Относительная износостойкость зависит от соотношения твердостей абразива и металла. Абразивное изнашивание имеет место в сельскохозяйственных, горных, дорожных, строительных, транспортных, металлургических и других машинах. Ему подвержены также лопатки газовых турбин, рабочие колеса, направляющие гидравлических турбин, трубы и насосы земснарядов, детали абразивных станков, агрегаты, оборудование, выполненные из металлов, сплавов, полимеров, композиционных материалов, керамики, углеграфитов.
Коррозионно-механическое изнашивание возникает при трении материалов, вступающих в химическое взаимодействие с окружающей средой. Могут иметь место также электрические процессы. Изнашивание в этом случае происходит под влиянием одновременно протекающих процессов поверхностного разрушения от механического и коррозионного факторов. Интенсивность коррозионно-механического изнашивания зависит от природы контактирующих
материалов, их коррозионной стойкости, состава окружающей среды.
От соотношения скоростей разрушения и восстановления оксидных пленок зависит интенсивность и механизм поверхностного разрушения. При высоких скоростях разрушения оксидных слоев образуются ювенильные поверхности, имеющие повышенную склонность к схватыванию и быстрому разрушению.
В процессе изнашивания проявляется существенное влияние водорода. Водород выделяется из материалов трущихся тел, смазочных материалов, топлива, паров воды, пластмасс, окружающей среды и увеличивает интенсивность изнашивания. Возникает охрупчивание и образование мелкодисперсного порошка при изнашивании материала.
Коррозионно-механическое изнашивание типично для различных узлов машин, особенно для машин, аппаратов, оборудования нефтехимической, пищевой,горно-металлургической,дерево-обрабатывающей, микробиологической промышленности. Для уменьшения эффекта коррозии используют углеродные материалы, искусственные графиты, полимеры с наполнителями, коррозионно-стойкие стали и сплавы, материалы неметаллической группы, керамику.
Адгезионное изнашивание возникает при действии межповерхностных сил, молекулярного сцепления на поверхности раздела, образования адгезионных связей между касающимися поверхностями. Под адгезией понимают слипание соприкасающихся поверхностей разнородных твердых или жидких тел. Адгезионные взаимодействия вызывают подповерхностное разрушение трущихся материалов, появление заедания, возникновение ’’холодной сварки”, повышенные интенсивность изнашивания и силы трения. Проблема адгезионного взаимодействия является центральной в науке о трении и износе твердых тел — металлов, полимеров, керамики, композитов, полупроводников.
Адгезия металлов с гексагональной кристаллической структурой и с плотной упаковкой атомов меньше, чем адгезия металлов с объемно центрированной и гранецентрированной кристаллическими решетками. Легирующие элементы (углерод, сера) уменьшают адгезионный износ. Для приближенной оценки объемного адгезионного износа V используется уравнение Арчарда:
V = кШ,
н
156
Трение, износ, основы расчетов
где К — коэффициент адгезионного износа; Н — твердость более мягкого материала. Обычно пластическая деформация неровностей имеет место при начальном касании тел. Последующие условия контактирования приводят к упруго-пластическим и к упругим деформациям. Износ зависит не только от нагрузки, твердости и пути трения, но и от топографии поверхностей, действующих температур, физико-механических свойств приповерхностных слоев, смазочных материалов, окружающей среды и других факторов.
Адгезионное изнашивание часто возникает при недостаточном количестве или при отсутствии смазочного материала, в случаях разрушения загрязнений, адсорбированных пленок, окислов. В практике встречается во многих узлах трения — опорах скольжения и качения, в зубчатых передачах, муфтах, направляющих, кулачковых механизмах, при механической обработке материалов. Особенно адгезионный износ опасен для космической техники, вакуумного оборудования, механизмов атомных реакторов и других высоконагружен-ных узлов, функционирующих в газовых и жидких агрессивных средах.
Усталостное изнашивание возникает в результате повторного деформирования микрообьемов материала, вызывающего возникновение трещин и отделение частиц материала. Циклически изменяющиеся контактные напряжения вызывают поверхностное разрушение в виде ямок выкрашивания (питтинг), трещин, осповидного изнашивания, отслаивания. Образующиеся раковинки с диаметром от сотых долей миллиметра до нескольких миллиметров увеличиваются в процессе работы узла трения, возникает шелушение поверхности. Количественная оценка контактной усталости выражается в числе циклов нагружения или в часах работы до возникновения усталостных разрушений поверхностей. Выкрашивание приводит к усилению вибрационно-акустической активности механизмов, повышению уровня шума, увеличению концентрации нагрузки, контактных напряжений, уменьшению размера площади несущей поверхности трущихся поверхностей, возникновению интенсивного износа и заедания. Условия возникновения и кинетика развития усталостного изнашивания зависят от напряженно-деформированного состояния поверхностных и приповерхностных слоев материала деталей, физикомеханических, физико-химических свойств смазочных материалов и окружающей среды, толщины смазочного слоя, кинематики контакта, формы и размеров соприкасающихся деталей.
Расчетное нормальное контактное напряжение он по Герцу и число циклов N нагружения до наступления выкрашивания связаны уравнением: о - AVm, где А — зависит от свойств материала, условий нагружения, свойств смазочного материала и других факторов; т — показатель степени.
Фрикционно-усталостная модель изнашивания была развита И.В. Крагельским. При относительном скольжении трущихся тел разрушение происходит в результате многократного деформирования истираемого материала жесткими микронеровностями контртела. Уравнение для фрикционной усталости [9]:
г-;— Ра «*
/л = 1/л7^— ——.
Рг «
где h/R — относительная глубина внедрения (А — глубина внедрения единичной неровности; R — радиус неровности); ра и рг — соответственно номинальное и фактическое давление; ку — коэффициент, зависящий от расположения неровностей по высоте; а — отношение номинальной площади к площади трения; п — число циклов, которое выдерживает деформированный объем до разрушения. Подповерхностная пластическая деформация накапливается при многократных проходах неровностей; при этом образуются трещины и пустоты в подповерхностных слоях металла, происходит их рост и слияние. Процесс отслаивания рассматривается Су как кумулятивный. Под действием каждой проходящей неровности происходит некоторый сдвиг материала. Лепестки износа возникают после прохождения достаточно большого числа неровностей. Методы расчетов усталостной долговечности учитывают свойства материалов контактирующих тел, физико-химические характеристики смазочных материалов, микрогеометрию поверхностей трения, отношение толщины слоя смазки к средней квадратической высоте микронеровностей, коэффициент трения скольжения. В некоторых условиях эксплуатации развиваются усталостные трещины, вызывающие отслаивание. Трещины возникают под упрочненным поверхностным слоем; при этом отделяются крупные частицы разрушенного материала, уменьшается площадь контактирующей поверхности, возникают концентраторы напряжения. Интенсивность дальнейшего изнашивания в связи с этим резко увеличивается. Поэтому несущая способность контакта увеличивается с ростом толщины упрочненного слоя и твердости материала, лежащего под этим слоем. Усталостное разрушение поверхностных слоев материалов в
Износ
157
виде выкрашивания возникает в хорошо смазывающихся механизмах, трущиеся сопряжения которых работают в режимах кинематического качения, скольжения, качения со скольжением. Наиболее подвержены контактному разрушению в виде выкрашивания зубчатые передачи, подшипники качения и скольжения, катки, кулачковые механизмы, фрикционные передачи и другие. Усталостные процессы разрушения обычно сопутствуют различным видам изнашивания, так как переменные во времени напряжения имеют место при различных видах трения и приводят к усталостным разрушениям на микро- и макроуровнях.
Изнашивание при фреттинг-коррозии возникает при малых колебательных, циклических, возвратно-поступательных перемещениях с малыми амплитудами. Необходимым условием возникновения фреттинг-коррозии является наличие проскальзывания между контактирующими поверхностями. Фреттинг-коррозйя возникает в клепаных, болтовых, шлицевых, шпоночных, штифтовых, прессовых соединениях деталей, в стальных канатах, шарнирах, соединениях муфт, рессорах, клапанах, регуляторах электрических контактов, кулачковых механизмах, элементах ядерных реакторов, несущих системах вертолетов и самолетов, деталях газотурбинных двигателей. Активизирует этот процесс наличие вибраций, переменных во времени крутящих и изгибающих моментов. Повреждения концентрируются на небольших участках и напоминают точечную коррозию. Повышается шероховатость, образуются натиры, налипания, каверны, микротрещины; при этом снижается сопротивление усталости деталей. Изнашивание при фреттинг-коррозии зависит от одновременно протекающих процессов микросхватывания, усталостного, коррозионно-механического, абразивного воздействия.
Расчетные зависимости по определению износа в условиях фреттинг-коррозии имеют весьма приближенный, оценочный характер.
Для уменьшения износа используют смазочные материалы, в которых кислород имеет низкую растворимость и у которых пониженный коэффициент диффузии, высокая противоокислительная стабильность, повышенные адгезионные, адсорбционные свойства к контактирующим поверхностям. Нанесение неметаллических покрытий, использование прокладок, коррозионно-стойких материалов уменьшают интенсивность изнашивания. Правильный выбор материалов деталей должен сочетаться с уровнем контактных нагружений, амплитуд перемещений, видом смазочного материала и
характером окружающей среды. Ресурс работы сопряжения при фреттинг-коррозии зависит также от сопротивляемости материала абразивному, усталостному, коррозионному разрушению, от его ударно-вязкостных свойств. Существенное влияние имеет структура материала и склонность к схватыванию.
Эрозионное изнашивание происходит в результате воздействия на поверхность потока жидкости, газа, твердых частиц. С удалением приповерхностных локальных микрообъемов при повторных воздействиях частиц возникают ярко выраженные неровности и огрубления поверхности. Интенсивность эрозионного разрушения зависит от прочности когезионных связей в материале. Энергия, выделяющаяся в момент соединения частиц с поверхностью, может вызвать частичное оплавление места контакта. Эрозия при воздействии воды происходит вследствие трения потока о поверхность, возникновения кавитации и от ударного воздействия частиц потока. При этом может иметь место процесс электрохимической коррозии; поэтому во многих случаях эрозионное изнашивание сопровождается коррозионно-механическими разрушениями. Интенсивность эрозионного изнашивания зависит от скорости потока, угла атаки с изнашивающейся поверхностью, механических свойств и концентрации воздействующих частиц, агрессивности среды-носителя, физико-механических и химических свойств поверхностных и приповерхностных слоев материала.
Гидроабразивное изнашивание имеет место в различных деталях гидромашин, патрубков, землесосов, турбобуров и др. Воздействующими факторами являются абразивные частицы и поток жидкости, несущий твердые частицы. Механическое воздействие твердых частиц может сочетаться с коррозионным и кавитационным разрушением.
Износ является функцией энергии, подводимой твердыми частицами к местам контакта с поверхностью твердого тела, и имеет абразивно-усталостную природу. Предельное накопление энергии в материале до его разрушения зависит от физикомеханических свойств материала, структурного и фазового состояния, сопротивления материала возникновению пластической деформации и хрупкому разрушению. Необходимо учитывать при подборе материалов возможное коррозионное воздействие газовой среды и электрохимические процессы при взаимодействии среды и частиц. Увеличение твердости для повышения износостойкости может быть получено путем легирования, химикотермической и физической (лазерной, плазменной
158
Трение, износ, основы расчетов
и др.) обработки поверхности. Эрозионный вид изнашивания может иметь место также в результате воздействия разрядов при прохождении электрического тока.
Кавитационное изнашивание возникает при относительном движении твердого тела и жидкости в условиях кавитации. Для образования кавитации в жидкости необходимо падение давления до давления насыщенных паров. Кавитационный износ типичен для деталей машин, работающих в жидких средах. Процесс образования гидродинамической кавитации связан с возникновением каверн —кавитационных пузырьков. Основные действующие факторы при кавитации имеют различную природу (значительные локальные механические силы, химические, тепловые, электрические и другие процессы). Механизм и кинетика кавитационного изнашивания стадийные, включают процесс зарождения и роста кавитационных каверн, их захлопывание (схлопывание), разрушительное воздействие на поверхность. Поверхность твердого тела в зоне кавитации получает механическое повреждение вследствие захлопывания кавитационных пузырьков. Возникают ударные волны на поверхностях деталей. Кавитационный износ (кавитационная эрозия) металлических тел имеет вид выдавленных кратеров, периодически образующихся в процессе работы деталей.
Местные неровности и волнистости способствуют возникновению процесса кавитации и изнашиванию. Значительное влияние на кавитационное изнашивание оказывает скорость потока жидкости и вибрация контактирующих с жидкостью деталей (вибрационная кавитация).
Кавитационному изнашиванию подвержены различные детали гидромашин, рабочие колеса насосов, гребных винтов, лопасти гидротурбин. Для понимания и описания механизма процесса кавитационного изнашивания перспективны кумулятивно-релаксационные модели разрушения твердых тел.
Изнашивание при заедании является наиболее опасным разрушением трущихся поверхностей, возникающим в результате схватывания, глубинного вырывания материала, переноса его с одной поверхности трения на другую, разрушающего воздействия образовавшихся неровностей. Заедание проявляется в виде глубоких борозд, вырывов, наростов, рисок, оплавлений. Изнашивание при заедании может иметь лавинный, катастрофический характер и приводить к полному выходу узла трения из строя. Заедание
имеет место в тяжелонагруженных зубчатых передачах, кулачковых механизмах, шарнирных соединениях, подшипниковых опорах, в цилиндро-поршневых парах, в направляющих станков, в стационарных контактах при наличии вибрации. Условия возникновения и кинетика развития изнашивания при заедании зависят от напряженно-деформированного состояния контакта, кинематики движения (качение, скольжение, качение со скольжением), температурного состояния, физикомеханических и химических свойств контактирующих тел, характеристик смазочных материалов, окружающей среды, количества и качества присадок к основному маслу, способа смазки, шероховатости контактирующих поверхностей и других факторов. Обязательным условием возникновения заедания является разрушение промежуточных смазочных слоев и взаимодействие чистых (ювенильных) контактирующих поверхностей. Сближение атомов контактирующих материалов на расстояние межатомных взаимодействий, электронный обмен приводят к образованию узлов схватывания, возникновению прочных химических связей. Механические свойства узлов схватывания (мостиков сварки) зависят от процессов рекристаллизации, диффузии, релаксации напряжений. Рекристаллизация приводит к образованию общих зерен в местах контакта, диффузионные процессы сопровождают упрочнение, разупрочнение, охрупчивание материалов. Пластическая деформация, предшествующая заеданию, активирует поверхности трения. При этом возникает неравновесное электронное состояние, активированное состояние атомов поверхностей. В момент возникновения заедания, как правило, резко увеличивается коэффициент трения скольжения (для тихоходных и среднескоростных трущихся тел), растет температура, в механизмах развиваются динамические процессы, повышается виброакустическая активность.
Методы прогнозирования условий возникновения заедания на этапе проектирования узлов трения базируются на следующих критериях.
Критерий Блока основан на гипотезе о существовании критической температуры разрушения смазочного слоя, характерной для каждой комбинации масла и материалов. Температура в контакте рассчитывается как сумма объемной (поверхностной) температуры 0О тел перед входом в контакт и мгновенного повышения температуры в контакте, возникающей в процессе трения тел, -температурной вспышки и. Температуру 0О определяют экспериментально или рассчитывают ня
Износ
159
основе рассмотрения теплового баланса узла трения. Температурная вспышка для катящихся со скольжением цилиндрических тел [6—8]:
0,83^n(V1-v2>
(/XlPiqvi +^2P2«2v2
где f — коэффициент трения скольжения; Nn — погонная нагрузка; vi» v2 — скорости качения тел; Хр Х2 — теплопроводность материалов тел; рр р2- плотности материалов тел; Ср с2 удельные теплоемкости материалов; b — полуширина площадки контакта, рассчитанной по Герцу. Условие отсутствия возникновения заедания по Блоку:
«о
O,83/jVn(V]—v2)
* ®£кр>
где — суммарная критическая температура, при которой происходит заедание поверхностей. На основе анализа экспериментально-расчетных данных для различных условий трения, материалов, смазочных сред 0£Кр " 100 + 350 °C.
Критерий заедания, основанный на оценке контактной температуры в дискретных пятнах касания,
03У4^п<Ч-»2)
/AjPiqvi +/Х2Р2с2”2
1
*пр<П1 +П2>
1/4
< 1.
где ЛПр — приведенный радиус контактирующих поверхностей; n i» Л2 — упругие постоянные материалов тел.
Метод расчета на заедание по предельной толщине смазочного слоя, соответствующий началу заедания, основывается на уравнении:
WnP/*np — комплекс, характеризующий деформируемость контактирующие тел и пьезовязкостные свойства масла; — теплофизи-2_ к e'I0vjPel,2
ческий комплекс; Rap Ra2 — среднее арифметическое отклонение профилей шероховатостей трущихся рабочих поверхностей; pg — динамическая вязкость масла; у^к — суммарная скорость качения (Vjjk " Vj + v2); Р — пьезокоэффициент вязкости масла; А. — теплопроводность масла; а — коэффициент температурной зависимости вязкости; vs — скорость скольжения в контакте; vs - Vj — v2; Ре । 2 ~ среднее число Пекле; к — показатель степени, равный ± 0,5; знак плюс (+> в случае > > vs; знак минус (—) в случае < vg.
Механотермовременной критерий заедания, полученный на основе термофлуктуационного уравнения прочности Журкова, представлен в виде [7]:
a7Eln_L
° 4. f 1Г
Зх«т кр’
где о — нормальное контактное напряжение; от — предел текучести приповерхностных слоев менее прочного материала; х — коэффициент механической перегрузки; а — коэффициент теплового расширения; Т — абсолютная температура; Е — модуль упругости; т — время протекания процесса трения в контакте; тд — период колебания атомов; Kjtp — критическое (безразмерное) значение критерия заедания.
Для оценки удельной нагрузки, приводящей к заеданию, применительно к условию скольжения металлических поверхностей получено следующее уравнение [6]:
«з НВ
30.4104
^пр "НВ"
0,8
г
2
0,62 х
*пР Лпр
2_ к W's Pei,2J
^np^Kpj[RaVS
где К, d — величины, характеризующие физико-химические процессы в граничных смазочных слоях (определяются экспериментально); Янр/ J Raj^ + Ra2 — комплекс, характеризующий микро- и макрогеометрию контактирующих тел; Ро^к/АГп — гидродинамический комплекс, характеризующий несущую способность контакта;
где q3 - АГ3/АП — удельная нагрузка заедания; N3 — нагрузка заедания; Ап — площадь контакта; а — коэффициент температуропроводности материала; Ra — среднее арифметическое отклонение профиля неровностей (шероховатостей) более твердой поверхности. Безразмерная удельная нагрузка заедания является функцией механических свойств материалов Е^/НВ, реологических про
160
Трение, износ, основы расчетов
цессов в смазочном слое Ravs/(£np^np>’ пР°^есса диффузии теплоты a/(Ravs) — комплекса, близкого по своей структуре к критерию Пе^ле, диссипации энергии внутри слоя A./(<x|1qVs ). В случае изнашивания поверхностей в режиме заедания при качении со скольжением тел отстающие поверхности подвержены большему износу, чем опережающие. В режиме заедания интенсивность изнашивания на несколько порядков увеличивается по сравнению с изнашиванием до возникновения заедания.
Расчетные уравнения строят на синтезе теоретических представлений (фундаментальных уравнений), описывающих природу процесса, и экспериментальных исследований. В случае механического разрушения поверхностей, когда химические и тепловые процессы не имеют решающего значения, интенсивность изнашивания целесообразно находить в виде зависимостей, описывающих процесс в следующих физически информативных (безразмерных) обобщенных факторах [5—8]:
^Ам s АФ&» Фсм* Фу* ФпР *
3. СТРУКТУРА РАСЧЕТНЫХ МЕТОДОВ
В расчетах деталей машин используют понятия интенсивности линейного изнашивания -- dhldS, объемного изнашивания - dV/dS, массового изнашивания Jq - dG/dS, энергетического изнашивания Jyy-dV/dA.
В этих соотношениях А, V, G — соответственно линейный, объемный, массовой износ; S — путь трения; А — работа силы трения. При установившемся процессе изнашивания используют среднеинтегральные значения интенсивности изнашивания:
z Л- G. т V
где фа - р/Н или фа - fp/H — комплексы, характеризующие напряженное состояние контакта, безразмерную площадь фактического касания тел; р — нормальное контактное давление; / — коэффициент трения скольжения; Н — твердость материала; фсм " А/х, где А — толщина смазочного слоя; х — характерный размер (диаметр режущей абразивной частицы, приведенный параметр шеро-2 2 1 /о
ховатости); х " Ra " (Raj + Ra2 ) , где Ra{ и
Ra2 — среднее арифметическое отклонение профиля. Комплекс определяет относительную толщину смазочного слоя в контакте; фу - €p/oq, где С -коэффициент, зависящий от коэффициента трения / и напряженного состояния в контакте; <jq — предел выносливости материала в данных условиях трения. Комплекс используют для характе-
где А - FS — работа силы трения F.
В некоторых случаях целесообразно рассчитывать износ, возникающий за один цикл процесса изнашивания (трения): /ц - h/n^ где А — износ за Иц циклов процессов изнашивания (трения).
Скорость изнашивания, интенсивность изнашивания по времени определяют как отношение износа к интервалу времени возникновения износа ^Ат " где т — время изнашивания. Установим зависимость линейной и скоростной интенсивностей изнашивания: - J^T/v, где у — скорость перемещения (скольжения, качения).
Необходимо в расчетах оценивать изменение геометрических параметров во времени, возможность возникновения критических ситуаций, приводящих к катастрофически быстрому изнашиванию и выходу узлов из строя. Законы изнашивания в общем случае должны учитывать физические, химические, механические, геометрические факторы и контактную ситуацию (кинематику движения, состояние смазочного слоя и поверхностных слоев материалов, другие характеристики).
ристики сопротивления усталости трущихся повер-
„ . Лтах хностей- фш- 7FFT7VT’
где Ятяу — наибольшая
высота неровностей профиля; г — приведенный радиус неровностей; by и vj — параметры опорной кривой поверхности. Комплекс фш может иметь и другой вид, например фш - Sm/Ra, где Sm -средний шаг неровностей, фш - Ra/r. На рис. 3 приведена зависимость интенсивности изнашивания от обобщенных безразмерных факторов:
'-Лм =/<Фсм); =/(Фй);
Интенсивность изнашивания в случае физико-химического воздействия среды с учетом сорбционных процессов и химического модифицирования можно выразить в виде:
^Лф х =-^Фкин’ «Ьр.ад* <hp.x* Фт>*
Структура расчетных методов
161
Рис. 3. Зависимость интенсивности изнашивания от обобщенных безразмерных факторов
Рис. 4. Зависимость интенсивности изнашивания /Дф х от обобщенных безразмерных факторов
Ч.ф =/(фк Т» Фг.т.с» ^.н^»
где фкин - Pvtq/ (Я</ф) — комплекс, характеризующий временной фактор физико-химических превращений в области контакта; р — контактное давление; v — относительная скорость перемещения в области контакта; tq — характерное время, например период колебаний атомов твердых веществ (tq s 10“^с); <1ф — средний диаметр пятна фактического контакта; фф ад " KT/Q — комплекс, характеризующий свойства граничной смазки адсорбционной природы; R — газовая постоянная; Т — абсолютная температура в контакте; 2-теплота адсорбции смазочных слоев; ФфХ " - ПТ/U — комплекс, учитывающий химическую модификацию и образование Защитных поверхностных соединений в результате трения и действия присадок к смазочным материалам; U — энергия активации распада межатомных связей химически модифицированных слоев;
фт — временные комплексы (симплексы); например для случая качения со скольжением тел различают четыре характерных времени: среднее время единичного контакта, среднее свободное от непосредственного контакта шероховатостей время, время контакта по номинальной площади, время до возникновения очередного номинального контакта. На рис. 4 приведена зависимость интенсивности изнашивания /а, от обобщенных безразмерных факторов:
в /Икин)» $ — к = -^Фгр.ад) •
Зависимость интенсивности изнашивания от тепловых факторов ищется в виде функции
где Фк.т " ^к^ко комплекс, учитывающий влияние контактной температуры; tK — температура в контакте трущихся тел; tvn — критическая темпе-ратура, например температура плавления материала, гомологическая температура, температура физико-химических, структурных превращений в материалах трущихся тел; Фг т с “ —
комплекс, характеризующий влияние температурного градиента и теплового пограничного слоя; q — удельный тепловой источник; бт — размер теплового пограничного слоя; Л — теплопроводность материала; fKD — критическая температура; фтк - EaAf/[(l — vJOjjp] — комплекс, определяющий термонапряженность приповерхностных слоев; Е — модуль упругости; а — температурный коэффициент линейного расширения; Д7 — приращение температуры; v — коэффициент Пуассона; аПр — предельное напряжение. На рис. 5 приведена зависимость интенсивности изнашивания
ф от обобщенных безразмерных факторов:
/’2-Ч.ф=/(^т.с>^-Ч.ф =
= /(Фк.т);*-^Лт.ф=/(*г.н>-
Представленные на рис. 5 закономерности имеют условный характер, так как в результате физико-химических поверхностных явлений при трении и условий формирования смазочного слоя в контакте представленные закономерности могут иметь и другой вид. Диапазон изменения интен-
6 Зак. 1113
162
Трение, износ, основы расчетов
Рис. 5. Зависимость интенсивности изнашивания ^Ат.ф от обобщенных безразмерных факторов
сивности изнашивания материалов в различных узлах трения весьма широк (Уд - 10“^ + 10“^), т.е. приблизительно интенсивность изнашивания может изменяться на десять порядков (таблица).
Изнашивание во времени т представлено на рис. 6. Можно выделить три характерных периода: 1 — приработка; 11 — установившийся износ; 111 — ускоренный (катастрофический) износ.
В период приработки происходит изменение макро- и микрогеометрии поверхности; устанавливается шероховатость; обычно уменьшаются сила трения и температура контакта; вследствие увеличения фактической площадки контакта снижаются контактные давления, происходят структурные, физические, химические и механические изменения поверхностных слоев. При установившемся износе стабилизируется сила трения, температура, интенсивность (скорость) изнашивания. Процесс можно считать стационарным. Период ускоренного (катастрофического) износа вызывается различными причинами, например, изменением геометри-
Таблица. Диапазон изменения интенсивности линейного изнашивания различных трущихся деталей (элементов)
Машина (узел), установка, агрегат, инструмент Деталь, элемент Линейная интенсивность изнашивания
Двигатель внут- Поршневое 10-9-10-12
реннего сгора- кольцо
ния Гильза цилиндра 10-9-10-12
Шатунная шейка колен- 10—*°—10—12
чатого вала
Коренная шейка коленчатого 10_,0-10-12
вала
Станок Направляющие Ю-’-Ю-11
Инструмент Режущий инструмент IO-4—10-8
Калибр Наконечник 10—9—10—11
Тормозное уст- Фрикционная
ройство накладка, тормозной диск Ю-О-Ю-9
У плотнител ьное Изнашиваю- 10-5-10-9
устройство щийся элемент
Подшипник Вал, втулка
скольжения, при устойчи- Ю“12-10“13
шарнир вой жидкостной смазке
Самосмазыва-ющаяся пара и С 1А
пара с твердыми смазочными покрытиями 10-5-10_,°
Тяжелонагру- Зубчатое коле- 10—7—10—9
женный редуктор со 10-7-10-10
Передача винт- Изнашиваю-
гайка с трением скольжения щаяся гайка
Тяжелонагру- Изнашиваю-
женные авиаци- щийся элемент
онные шарнир- при использо- 10-5-10-9
ные соединения вании пластичной смазки
Экскаватор Зубчатое колесо (открытое) Ю-б-Ю-8
Опорно-поворотный круг Ю-8—10—10
Зуб ковша 10-3-10-5
Структура расчетных методов
163
Машина (узел), установка, агрегат, инструмент Деталь, элемент Линейная интенсивность изнашивания
Буровое долото Грунтосмесительная машина Пневматическая шина Фрикционная пара колесо—рельс Кулачковый механизм Конвейерная лента Сельскохозяйственный плуг Узлы трения механизмов, функционирующих в открытом Космосе Опора скольжения Лопатка ротора Протектор шины Колесо, рельс Кулачок, толкатель Обкладка, трущийся элемент Лемех плуга Зубчатое колесо из самосма-зывающегося материала и с твердыми са-мосмазываю-щимися покрытиями 10-5-10-7 ю^-ю-8 10—7—10—10 10—7—10—10 10—7—10—10 10-7-10-9 10~4-1 О-6 lO^-lO-9
Опора скольжения, шарнир из самое -мазывающего-ся материала и с твердыми смазывающими покрытиями 10-5-10-10
Рис. 7. Различные закономерности процесса изнашивания во времени
ческих характеристик сопряжения, повышением динамических нагрузок, температур, истиранием защитных, износостойких слоев и др. Интенсивность изнашивания У^(т) имеет соответственно три характерных периода (рис. 6). Конструкторско-технологическими и эксплуатационными методами стремятся сократить период приработки, увеличить период установившегося износа и избежать катастрофического износа. В некоторых случаях износ протекает по другим закономерностям (рис. 7): например, кривая 1 соответствует износу цилиндропоршневых пар, кривая 2 — износу режущего инструмента, некоторых типов подшипников скольжения из самосмазывающихся материалов, при усиливающемся воздействии абразива, при микросхватывании поверхностей в вакууме; кривая 3 — стационарному износу некоторых композиционных материалов. Закономерности изнашивания во времени различных материалов, механизмов и узлов устанавливают экспериментально. Для описания процесса изнашивания используют аналитические аппроксимации.
Наибольшие износы возникают в период пуска, останова и реверса, в условиях несформировавше-гося смазочного слоя. Данное обстоятельство особенно важно учитывать в расчетной методологии.
Список литературы
1. Болотин В.В. Прогнозирование ресурса машин и конструкций. М.: Машиностроение, 1984. 312 с.
2’. Виноградов В.Н., Сорокин Г.М., Албагачи-ев А.Ю. Изнашивание при ударе. М.: Машиностроение, 1982. 192 с.
3. Дроздов Ю.Н. Передаточные механизмы. Трение, изнашивание, смазка: Справочник. Кн. 2/ Под ред. И.В. Крагельского, В.В. Алисина. М.: Машиностроение, 1979. С. 113—147.
4. Дроздов Ю.Н., Широбоков В.В., Пашков А.И. Исследование процесса смазки тяжелонагруженных тел качения со скольжением при использовании пластичного смазочного материала//Вестник машиностроения. 1984. №11. С. 27-30.
5. Дроздов Ю.Н., Фролов К.В. Теоретико-инвариантный метод расчета интенсивности поверхностного разрушения твердых тел при трении // Поверхность, физика, химия, механика. 1982. № 5. С. 138-146.
6*
164
Трение, износ, основы расчетов
6. Дроздов Ю.Н., Арчегов В.Г., Смирнов В.И. Противозадирная стойкость трущихся тел. М.: Наука, 1981. 168 с.
7. Дроздов Ю.Н., Павлов В.Г., Пучков В.Н. Трение и износ в экстремальных условиях. М.: Машиностроение, 1986. 223.
8. Когаев В.П., Дроздов ЮЛ. Прочность и износостойкость деталей машин. М.: Высшая школа, 1991, 320 с.
9. Крагельский И.В., Добычин М.Н., Комба-лов В.С. Основы расчетов на трение и износ. М.: Машиностроение, 1977. 525 с.
10. Проников А.С. Надежность машин. М.: Машиностроение, 1978. 592 с.
11. Решетов Д.Н. Работоспособность и надежность деталей машин. М.: Высшая школа, 1974. 205 с.
12. Решетов Д.Н. Детали машин: Учебник. 4-е изд., перераб. и доп. М.: Машиностроение, 1989. 496 с.
13. Трение, изнашивание и смазка: Справочник. В 2-х кн./Под ред. И.В. Крагельского, В.В. Алисина. М.: Машиностроение, 1978. Кн. 2. 400 с.
14. Фролов К.В. Методы совершенствования машин и современные проблемы машиноведения. М.: Машиностроение. 1984. 224 с.
15. ХрущовМ.М., Бабичев М.А. Абразивное изнашивание. М.: Наука, 1970. 225 с.
Глава 3
МЕТОДЫ УПРОЧНЕНИЯ И МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ ТРЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ
При изнашивании закрепленным абразивом с высокой твердостью износостойкость материалов зависит от их твердости (рис. 1) и модуля упругости [55, 56]. От этих свойств в значительной степени зависят и противозадирные свойства материалов [47], что важно для деталей машин, контактирующих не с абразивом, а друг с другом.
Из простых веществ высокой твердостью обладают лишь алмаз (углерод) и бор. Большинство веществ с высокой твердостью —* химические соединения.
Представляют интерес химические соединения элементов таблицы Менделеева (рис. 2): металлоподобные соединения d-переходных металлов IV— VI*групп таблицы (бориды, карбиды, силициды, нитриды); неметаллические бескислородные соединения (кубический нитрид бора, карбид бора, карбид кремния, нитрид кремния); оксиды (алюминия, титана, циркония, хрома, бериллия); сложные соединения с участием нескольких металлов и легких элементов первых двух периодов (бор, углерод, азот, кислород, кремний), а также алюминиды и бериллиды.
Рис. 1. Зависимости относительной износостойкости е при абразивном изнашивании (испытания при трении об абразивную шкурку) от твердости HV:
а - чистых металлов и сталей в отожженном состоянии; б — термически обработанных сталей
Твердые износостойкие тугоплавкие соединения — хрупкие. По этой причине, а также вследствие технологических трудностей и высокой стоимости они не могут быть использованы в качестве основных материалов для изготовления деталей машин.
Удовлетворить противоречивые требования к поверхностным (высокая твердость и износостойкость, высокие антифрикционные свойства) и объемным (высокие прочность и ударная вязкость) свойствам можно путем создания композиций с послойным расположением материалов, выполняющих различные функции. В связи с тем, что допускаемый износ деталей машин мал (обычно не более нескольких десятых долей миллиметра), толщина поверхностного слоя с заданным комплексом триботехнических свойств может быть небольшой. Это позволяет свести к минимуму возможное неблагоприятное воздействие поверхностного слоя на прочностные свойства деталей. Одним из путей снижения отрицательного влияния относительно хрупкого поверхностного слоя на прочность деталей является также создание достаточно больших остаточных напряжений сжатия в поверхностных слоях варьированием режимов технологического процесса.
Для повышения износостойкости подвижных сопряжений машины следует, как правило, упрочнять поверхность одной из деталей. В ряде случаев положительный эффект достигается при разной степени упрочнения сопрягаемых поверхностей.
III IV V VI
в5 с ’ N 7 o’
Al13 Si14 s16
22 «V 23“ Cr 33“ Se
46 Zr 41 Nb 42 Mo 52 Те
,2Hf Ta 74 w
Рис. 2. Элементы периодической системы Менделеева, перспективные для синтеза тугоплавких износостойких и антифрикционных веществ
166
Методы упрочнения и модифицирования
Применение для изготовления сопряженных деталей одноименных материалов (сталей и чугунов) с одинаковым упрочнением поверхностей трения нецелесообразно из-за низких противозадирных свойств. При выборе метода упрочнения следует учитывать служебные свойства сопряжений, применяемые материалы, условия эксплуатации, экономические вопросы и экологию.
Нанесение покрытий на те или иные материалы и создание модифицированных поверхностных слоев не просто улучшает их свойства, а приводит к образованию нового композиционного материала с комплексом свойств, который должен учитываться при разработке конструкций машин и механизмов.
Существуют традиционные способы создания поверхностных слоев с повышенной износостойкостью [8, 19, 35, 42, 50, 60]. Наиболее широко применяют методы поверхностной закалки, поверхностного наклепа, химико-термические способы обработки (в первую очередь цементацию и азотирование), диффузионного насыщения поверхностных слоев, гальванического осаждения, наплавки, газотермического напыления и т.п. Иногда положительный эффект достигается при комбинации нескольких способов поверхностного упрочнения.
Наиболее просто поверхностный слой детали можно упрочнить наклепом (при локальном пластическом деформировании). Деформирование может осуществляться различными способами: накаткой, обдувкой дробью, деформированием алмазным инструментом и т.п. При этом повышается твердость поверхностного слоя и в нем создаются остаточные напряжения сжатия. Однако наклеп мало эффективен для повышения стойкости против абразивного изнашивания [55, 56].
Поверхностная высокочастотная индукционная закалка позволяет повысить твердость и износостойкость трущихся поверхностей деталей машин. При применении этого вида закалки необходимо учесть знак и значение образующихся остаточных напряжений.
Относительно толстые наплавленные слои деталей позволяют работать им в тяжелых условиях. Разработано производительное оборудование для наплавки высокоэффективных наплавочных материалов, не содержащих остродефицитных элементов (вольфрама, кобальта и др.).
Упомянутые традиционные методы поверхностного упрочнения с целью повышения износостойкости хорошо известны. Основное внимание в дальнейшем изложении уделено новым перспективным технологиям.
Новые методы упрочнения поверхностей основаны на воздействии на поверхностные слои деталей потоков частиц (ионов, атомов, кластеров) и квантов с высокой энергией. С их помощью стало возможным создавать поверхностные слои и управлять их свойствами в широких пределах без существенного термического воздействия на основной объем материала деталей. К новым весьма перспективным способам повышения триботехнических свойств поверхностных слоев следует отнести в первую очередь вакуумные ионно-плазменные [6, 15, 17, 22, 24, 31, 32, 45, 46, 49, 59] и лазерные методы упрочнения [9, 12, 25, 26, 39, 40]. Существенно развились также способы осаждения покрытий из газовой фазы при атмосферном давлении и в разреженной среде [1, 29, 33]. Расширилось применение газотермических методох нанесения покрытий в связи с развитием плазменных [18, 27, 28, 30, 53, 54] и детонационного [3, 4, 20, 30, 36, 48, 57] способов напыления порошкообразных материалов различного состава. Возможно создание поверхностных слоев методом контактного эвтектического плавления [43, 44].
Предшественниками вакуумных ионно-плазменных методов нанесения покрытий и модифицирования поверхностных слоев являются методы химического осаждения из газовой фазы и термовакуумные методы [38].
2. ПОКРЫТИЯ, ПОЛУЧАЕМЫЕ МЕТОДАМИ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ГАЗОВОЙ ФАЗЫ
Методы химического осаждения из газовой фазы (или газофазные методы) основаны на осаждении покрытий на нагретую подложку в результате разложения относительно нестойких газообразных веществ или взаимодействия двух или более газообразных веществ (или переведенных в паровую фазу твердых веществ) с образованием на поверхности слоя химического соединения.
Наибольшее распространение получил метод осаждения покрытий из карбида титана на нагретых до высокой температуры (1000—1100 °C) деталях и инструментах в результате химической реакции двух веществ, находящихся в газообразном состоянии:
TiCl4 + СН4 - TIC + 4НС1.
Получаемые таким образом покрытия в несколько раз повышают стойкость неперетачиваемых инструментов из твердых сплавов. Вследствие высо
Вакуумные ионно-плазменные покрытия и модифицированные слои
167
ких температур, необходимых для прохождения реакции и образования прочного соединения с подложкой, этот метод непригоден для закаленных углеродистых и быстрорежущих сталей. Однако можно наносить покрытия из других износостойких соединений при значительно более низких температурах [45]. Так, например, температура получения покрытия из карбида вольфрама уже вполне приемлема для закаленных быстрорежущих и некоторых штамповых сталей.
Другим возможным путем использования газофазных покрытий на сталях является закалка деталей после нанесения покрытия (сразу после нанесения или после повторного нагрева).
Создание установок, работающих по замкнутому циклу без выброса вредных веществ в атмосферу [1,29], существенно усовершенствовало процессы газофазного осаждения покрытий.
3. ПОКРЫТИЯ, ПОЛУЧАЕМЫЕ ТЕРМОВАКУУМНЫМ НАНЕСЕНИЕМ
Термовакуумный метод нанесения покрытий [32,38] основан на конденсации на поверхностях деталей пленки металла или химического соединения, переведенного в парообразное состояние нагревом наносимого вещества (от нагревателя сопротивления, электронным лучом, "взрывом” проволочки и, наконец, лазерным лучом). Энергия атомов или молекул в образующейся паровой фазе «невелика, поэтому для образования качественного покрытия с хорошей адгезией к основе требуется подогреть ее до температур, обеспечивающих прохождение диффузионных процессов на границе покрытие — основа. Термовакуумные методы могут быть реализованы в высоком вакууме. К их недостаткам относятся: изотропный разлет наносимых веществ при их испарении; невозможность нанесения недостаточно стабильных веществ; трудность нанесения сплавов из-за различной упругости паров компонентов; необходимость нагрева деталей до высоких температур.
4. ВАКУУМНЫЕ ИОННО-ПЛАЗМЕННЫЕ ПОКРЫТИЯ И МОДИФИЦИРОВАННЫЕ
СЛОИ
Для образования качественного покрытия при более низких температурах деталей необходимо повысить энергию конденсирующихся на них частиц. При соударении с твердой поверхностью частиц с достаточно высокой энергией в микрообъемах создаются условия, при которых обеспечивает-
JlfAfCM*
10 и
м*
lot*
-10t
Ei,t8
•,Ь»г' 101 10* 10* Г,*С
—ki
Рис. 3. Диаграмма, характеризующая различные вакуумные ионно-плазменные методы нанесения покрытий [17]: I — процессы, имеющие тепловую энергию; 1а — низкотемпературные плазменные процессы; П — конденсация из ускоренных ионных потоков; Ш, Ша — процессы ионного легирования и имплантация — предельно допустимый поток мощности, определяемый энергетическими условиями на поверхности)
ся образование химических связей без объемного нагрева деталей, что является основой всех вакуумных ионно-плазменных методов нанесения покрытий. В образовании покрытия участвуют нейтральные и возбужденные частицы (атомы, молекулы и кластеры) с высокой энергией (превышающей в десятки и сотни раз энергию "тепловых" атомов и молекул) и ионы, энергию которых можно варьировать в широких пределах изменением ускоряющего напряжения. В общем энергетическом балансе процесса образования покрытий реактивными (с участием плазмохимических процессов) методами может играть большую роль тепло, выделяемое при экзотермических реакциях образования соединений.
Вакуумные ионно-плазменные процессы нанесения покрытий характеризуются: генерацией атомарного или молекулярного потока вещества, его ионизацией, ускорением и фокусировкой и конденсацией на поверхности деталей или подложки. Генерация ионизированного потока вещества осуществляется либо испарением, либо распылением (эрозией) электродов при воздействии интенсивных электронных или ионных пучков.
На рис. 3 приведена диаграмма [17], характеризующая различные вакуумные ионно-плазменные методы по степени их воздействия на обрабатываемые поверхности.
Вакуумйые ионно-плазменные методы нанесения покрытий и создания модифицированных поверхностных слоев можно условно разделить на четыре группы: а) ионно-диффузионные методы, осуществляемые в тлеющем разряде; б) методы,
168
Методы упрочнения и модифицирования
1. Влияние режимов ионного азотирования на толщину и твердость износостойкого слоя [29]
Марка стали Темпера-тура, °C Длительность азотирования, ч, для получения слоя толщиной, мм HV, ГПа
0,15-0,2 0,2-0,25 0,25-0,3 0,3-0,35 0,35-0,4
40Х 520 4" 5 7-9 9-12 12-15 15-18 5,0-5,5
40ХФА 520 4“ 5 6-8 8-10 12-15 15-18 5,1-5,6
18ХГТ 550 3—4 4-5 6-8 9-12 15-18 5,3-6,0
ЗОХЗМФ 530 4- 5 6-8 9-12 15-18 — 7,0-7,6
38Х2МЮА 550 4- 5 5-7 7-9 9-12 15-18 9,0-9,5
основанные на явлении катодного распыления в разряде постоянного тока и в высокочастотном разряде; в) ионное осаждение; г) ионное легирование и внедрение (имплантация).
Примером методов первой группы является ионное азотирование [1, 29]. Ионы азота, образующиеся в тлеющем разряде постоянного напряжения (в азоте или аммиаке), бомбардируют поверхность деталей, являющихся катодом, и, диффундируя вглубь, образуют азотированный слой. Диффузионные процессы существенно ускоряются в результате повышения температуры при бомбардировке поверхности ионами (обычно до 500—600 °C), а также вследствие высокой энергии ударяющихся о поверхность ионов (ускоряющее напряжение несколько сотен вольт). Физико-механические характеристики получаемых слоев выше (табл. 1), чем при традиционных методах азотирования.
Ионно-диффузионные методы могут быть применены для насыщения поверхностных слоев кремнием, углеродом и другими элементами, для получения карбонитридных слоев и т.п.
При использовании методов, основанных на явлении катодного распыления [38, 45], покрытие образуется в результате конденсации главным образом нейтральных частиц, выбиваемых из мишени бомбардировкой ионами инертного газа (аргона, криптона), имеющими высокую энергию. Энергия частиц наносимого материала по крайней мере на порядок выше, чем энергия частиц, образующихся при испарении в термовакуумных методах. Благодаря этому обеспечивается высокая адгезия покрытия к подложке и высокое качество самого покрытия. Методы позволяют наносить различные материалы, причем стехиометрический состав даже относительно нестойких соединений не изменяется, и пригодны для нанесения самых тугоплавких, а также недостаточно стабильных соединений, нанесение которых термовакуумными методами невозможно. Находят применение систе
мы с автономными ионными источниками (типа Кауфмана и др.). Системы распыления на постоянном токе используются для нанесения покрытий из проводящих электрический ток материалов, системы высокочастотного распыления — из диэлектриков. Для повышения качества покрытий их нанесение можно осуществлять с приложением к деталям отрицательного потенциала смещения (при этом производится непрерывная бомбардировка покрытия в процессе его образования ионами инертного газа).
Наиболее полно преимущества методов, основанных на явлении катодного распыления, реализуются в системах магнетронного распыления [16]. В этих системах разряд осуществляется в скрещенных электрических и магнитных полях, благодаря чему производительность процесса многократно повышается.
Производительность магнетронных распылительных систем одного порядка с установками, работающими по методу КИБ (с дуговым испарителем). К преимуществам их относится отсутствие капельной фазы, что позволяет наносить покрытия практически без ухудшения исходного качества поверхности.
При использовании методов ионного осаждения [36, 45, 46] частицы наносимого материала, переведенного тем или иным способом в газообразное или парообразное состояние, ионизируются и ускоряются в электрическом поле. Энергия ионов возрастает. Благодаря высокой энергии ионов при их соударении с поверхностью детали, находящейся под отрицательным потенциалом, облегчается образование высококачественного покрытия с высокой адгезией к основе. У нас применяются методы КИБ (конденсация при ионной бомбардировке), РЭП (реактивное электронно-плазменное напыление) и др. В табл. 2 приведены сведения об износостойкости покрытий, нанесенных методом КИБ [31].
Вакуумные ионно-плазменные покрытия и модифицированные слои
169
2. Триботехнические характеристики покрытий TiN, нанесенных на сталь Р6М5 методом КИБ, при трении со смазкой М14В2 по разным материалам (линейный контакт) [31]
Материал контртела HV 0,2 материала контртела, ГПа Удельный объемный износ, мм^/мм Коэффициент трения
контртела (109) покрытия (1011)
Медь Ml 0,9 16000,0 60,0 58,0 0,11 0,09
Техническое железо Э 1,6 9000,0 140,0 110,0 “80" 0,12 М8
Серый чугун 3,2 70,0 40,0 “зТ 0,13 0,03
Сталь 45 5,6 2100,0 1,4 17,0 2,7 0,11 0,08
Сталь 20Х2Н4А (цементованная) 9,4 140,0 2,8 6,7 1.3 0,14 0,03
Сталь 38Х2МЮА (азотированная) 11.1 340,0 2,О' 11,0 0,12 0,09
Примечание. В числителе указаны значения для покрытия в исходном состоянии, в знаменателе — после полирования.
Ионное легирование, или имплантация [15, 17, 22, 45], основано на том явлении, что при очень больших энергиях ионы проникают в кристаллическую решетку. Благодаря радиационно-стимулированной диффузии легируется слой, толщина которого во много раз превышает глубину начального проникновения ионон. Механические свойства модифицированных таким способом поверхностных слоев повышаются также и в результате искажений кристаллической решетки, возникающих при "вбивании" в нее ионов легирующего компонента.
Вакуумные ионно-плазменные методы нанесения покрытий могут осуществляться с участием как физических (состав наносимого материала не изменяется), так и химических процессов (образуются новые соединения). При таких методах, именуемых реактивными, происходят плазмохимические реакции с ионами рабочего газа или специально вводимых в камер? добавок. Таким образом, можно получать покрытия из разнообразных материалов и в различных комбинациях. Освоено получение чистых металлов, карбидов, нитридов, силицидов, халькогенидов, оксидов и т.п. Можно получать покрытия сложного состава (например, оксикарбиды;, многослойные или переменного по толщине состава. Разработаны методы нанесения алмазоподобных пленок с очень высокой твердостью [2, 21J.
Одним из перспективных направлений является получение полимерных пленок и прививка молекул других мономеров к полимерам, не обладающим необходимым комплексом поверхностных свойств. В частности, разработан метод прививки фторуглеродных ’’концов” к поверхностям молекул каучуков и других полимеров. Благодаря этому удается совместить высокую эластичность каучуков и крайне низкую адгезионную способность фторполимеров, определяющую их высокие антифрикционные свойства.
Покрытия, наносимые ионным? методам? имеют следующие отличительные особенности-а) адгезия покрытий к основе высок? благодаря интенсивной очистке поверхностей (бомбардировкой ионами инертного газ? или наносимого материала) и их радиационной активации, а также высокой энерши конденсирующихся частиц, б) для получения качественного покрытия нет необходимости повышать температуру основы до высоких значений; й) состав и свойства покрытий можно варьировать в широких пределах, причем возможно получение многослойных покрытий с плавным изменением состава от одного слоя к другому; г) покрытия лишены крупных дефектов и концентраторов напряжений, вызывающих начальные разрушения в процессе износа (фактически происходит "залечивание” имевшихся поверхностных повреждений); д) покрытия можно на
170
Методы упрочнения и модифицирования
носить на окончательно обработанные поверхности деталей и инструментов практически без ухудшения геометрического качества поверхностей.
Некоторые разработанные методы ионного нанесения покрытий уже находят применение в промышленности. Успешно используется ионное азотирование. Стойкость неперетачиваемого инструмента из быстрорежущих сталей и твердых сплавов повышается в несколько раз при ионном реактивном нанесении тонких слоев (до 10 мкм) некоторых тугоплавких веществ (карбидов, нитридов, оксидов). Зафиксировано многократное увеличение стойкости при нанесении на инструмент методом катодного распыления нитрида титана и других твердых тугоплавких соединений. Высокими антифрикционными свойствами обладают наносимые с помощью катодного распыления покрытия из M0S2 без связующего [10, 13].
5. ГАЗОТЕРМИЧЕСКИЕ ПОКРЫТИЯ
Газотермические методы нанесения износостойких и антифрикционных покрытий [3, 4, 18, 20, 27, 28, 30, 33, 34, 36, 45, 48, 53, 54, 57] заключаются в нагреве распыляемого материала или порошка высокотемпературным источником до температуры плавления (и полного или частичного расплавления), образовании направленного двухфазного газопорошкового потока, переносе этим потоком материала и формировании покрытия на поверхности изделия. К этим процессам относятся дуговая металлизация и газопламенное напыление, плазменное напыление и детонационный метод нанесения покрытий. По типу источника тепловой энергии они подразделяются на газопламенные и электрические. Как правило, газотермические методы могут быть применены для нанесения относительно толстых слоев термически стабильных материалов.
Часть газотермических методов — газопламенных и дуговой металлизации — хорошо известна и достаточно широко применяется. Плазменное и детонационное нанесение покрытий является одним из наиболее перспективных направлений порошковой технологии.
При плазменном нанесении покрытий [4, 18, 27, 28, 30, 33, 36, 53, 54] материал плавится и распыляется струей дуговой низкотемпературной плазмы. В качестве рабочего газа чаще всего применяют аргон. Поскольку струя плазмы захватывает воздух, напыление активных по отношению к кислороду материалов проводится в камерах, пред-
Рис. 4. Схема устройства для детонационного
напыления
варительно заполняемых инертным газом. Получают развитие методы нанесения покрытий в динамическом вакууме.
Плазменные покрытия имеют сложную арочную структуру. Пористость колеблется в пределах 2—15 %. Плазмой ‘ можно наносить покрытия практически из всех материалов. Разработаны плакированные порошки, что позволяет включать в состав покрытий даже недостаточно стабильные при нагреве материалы (например, MoS2>>
Высокая температура и энергия плазмы позволяют с успехом использовать плазменный метод для нанесения покрытий из всех тугоплавких материалов (за исключением сублимирующихся и интенсивно разлагающихся при температуре нанесения), отличающихся высокой энергией связи в кристаллической решетке и вследствие это-
3. Относительная износостойкость плазменных покрытий (определенная при истирании по шлифовальной шкурке в течение 1 мин при скорости скольжения 8 м/с и давлении 1,7 МПа) [53]
Материал покрытия Износ, мг Относительная износостойкость
Низкоуглеродистая сталь 900 1
Легированная молибденом коррозионно-стойкая сталь 711 1,27
Хромомолибденовая сталь 509 1,77
Стеллит № 66 486 1,85
Стеллит № 33 289 3,11
Стеллит № 11 66,3 13,57
Колмоной № 4 142,1 6,33
Колмоной № 5 111,3 8,09
Колмоной № 6 35,5 25,35
Газотермические покрытия
171
4. Относительная износостойкость детонационных покрытий1 из твердых сплавов на титановом сплаве ВТЗ-1
(нагрузка 29,4 МПа; температура 300 °C; амплитуда виброперемещений 110 мкм; число циклов 5* 105) в одноименном сочетании [34]
Материал покрытия Относительный износ Относительная износостойкость
ВТЗ-1 без покрытия ВК8 ВК15 ВК20 1 Толщиной И 1 0,553 0,35 0,282 >0-200 мкм. 1 1,81 2,86 3,55
го высокой твердостью и износостойкостью (табл. 3).
Принцип детонационного способа нанесения покрытий [3, 20, 34, 48, 57] заключается в следующем. В канал 5 (рис. 4) открытого с одного конца ствола через смеситель 4 подается порция газовой смеси, способной детонировать при зажигании. Синхронно в канал ствола через дозатор 2 поступает порция порошка наносимого материала и с помощью запального устройства 3 инициируется взрыв газовой смеси. Напыляемый материал нагревается, ускоряется и выбрасывается на поверхность детали 7. В результате взрыва смеси горючего газа (ацетилена) и кислорода введенные в газ частицы напыляемого материала нагреваются (не выше 2850 °C) и разгоняются до очень высоких скоростей (примерно до 1000 м/с). При ударе частиц, обладающих высокой кинетической энер-гией, о твердую поверхность освобождается большое количество теплоты и их температура может достигать 4000 °C.
Благодаря высоким скоростям напыляемых частиц детонационные покрытия по сравнению с плазменными и тем более обычными газопламенными имеют более высокие плотность (98—99 %) и прочность сцепления с основой. Преимуществом детонационного метода по сравнению с газопламенным и плазменным является его дискретность, а вследствие этого и меньшая теплонапряженность (нагрев обрабатываемой детали в процессе напыления может не превышать 200 °C). Освоено нанесение покрытий разнообразного состава детонационным методом.
Детонационные покрытия за рубежом нашли широкое применение, особенно в авиации. Разра
ботаны фирмой "Юнион Карбайд" и наносятся следующие покрыттйг: LW-1, LW-1N30, LW-1N40 (WC - Со); WT-l(WTiC + ND; LW-15, LW-16 (WC + Co + Cr); LC - IB, LC-lC(Cr3C2 + Ni + Cr); LA-2-400(Al203); LA-7(A12O3 + TiO2); LC-5 (Cr2O3 + A12O3); LCN-l(Cu + Ni + In). В близких направлениях ведутся работы и у нас.
Применение детонационных покрытий позволяет многократно повышать износостойкость поверхностей трения деталей машин и инструментов, например, компрессорных лопаток авиационного двигателя (табл. 4).
б. ЛАЗЕРНЫЕ И ЭЛЕКТРОННО-ЛУЧЕВЫЕ МЕТОДЫ МОДИФИЦИРОВАНИЯ И ЛЕГИРОВАНИЯ ПОВЕРХНОСТНЫХ СЛОЕВ
Значительные возможности повышения износостойкости поверхностей появились с разработкой промышленных газовых лазеров [9, 12, 25, 26, 39, 40, 49, 59]. Благодаря высокой поверхностной плотности энергии в луче лазера (до 10? Вт/см^) возможен быстрый нагрев тонкого поверхностного слоя металла (со скоростью до 10& °C* с“Ь до его расплавления (и даже испарения). Последующий быстрый отвод теплоты в объем металла приводит к закалке поверхностного слоя с приданием ему высокой твердости и износостойкости. Процессы, происходящие в поверхностном слое, а следовательно, и его свойства определяются мощностью и длительностью действия лазерного луча. Возможные режимы обработки лазером, в том числе с целью повышения износостойкости, приведены на рис. 5. При высокой плотности энергии и малой длительности можно реализовать упрочне-
Длшпыьность действия, с
Рис. 5. Режимы обработки лазером:
7 — ударное упрочнение; 2 — "выглаживание”, легирование; 3 — сверление; 4 — сварка; 5 — термическая обработка
172
Методы упрочнения и модифицирования
5. Сравнительные данные по износу стальных образцов, упрочненных разными методами (трение на машине МИ-1М по сферическому образцу из стали ШХ15 со смазкой маслом И-12) [12]
Материал Метод упрочнения HV, ГПа Линейный износ, мкм Износ по массе, мг Суммарный износ
* Образец Шарик Образец Шарик линейный, мкм по массе, мг
Сталь 40Х Лазерная закалка 7,3-9,8 2,45 52,51 1,74 0,27 54,96 2,01
Сталь ЗХ2В8 Азотирование — 2,66 110,20 2,79 1,16 112,86 3,95
Сталь 20 Цементация — 10,50 52,17 3,75 0,26 62,67 4,01
Сталь 40Х Закалка, отпуск 4,37 23,00 23,43 12,74 0,05 46,43 12,79
Сталь 40Х То же 2,5 70,0 31,25 40,44 0,09 101,25 40,53
ние, подобное наблюдаемому при действии взрыва. Снижением мощности лазерного луча с одновременным увеличением длительности можно осуществлять закалку с оплавлением и в твердой фазе. Можно также осуществлять легирование поверхностного слоя [25] оплавлением лазерным лучом предварительно нанесенного легирующего компонента, а также наносить покрытия введением порошка напыляемого материала в луч лазера. Накоплен опыт лазерного упрочнения деталей из сталей и чугунов.
Лазерную термическую обработку целесообразно применять в случае: необходимости обработки деталей, коробление которых должно быть минимальным; трудности подвода теплоты к обрабатываемой поверхности другими способами; малой поверхности зоны, нуждающейся в упрочнении. Несмотря на низкий КПД использования энергии, лазерный луч, обеспечивающий высокую производительность, успешно конкурирует с индукционной закалкой и традиционными химико-термическими способами упрочнения и объемной закалкой.
В табл. 5 приведены сведения о повышении износостойкости стали в результате лазерной закалки.
Высокие скорости нагрева (до 10^ "С* с“Ь обеспечивает при закалке тонкого поверхностного слоя электронно-лучевой нагрев (поверхностная плотность энергии от 10® до 5* 10® Вт/см^). Охлаждение нагретого слоя осуществляется с высокой скоростью (5* 105 "С* с“Ь в результате отвода теплоты в материал детали. Вследствие высоких скоростей нагрева и охлаждения фазовые и структурные превращения существенно отличаются от имеющих место при объемной и поверхностной высокочастотной закалке. Микротвердость поверхностного слоя конструкционных сталей в резуль
тате электронно-лучевой закалки отожженных образцов увеличивается более чем в 3 раза; предварительно закаленных — на 30 %. В результате электронного облучения существенно повышается стойкость режущих и деформирующих инструментов, особенно изготовленных из быстрорежущих сталей (в 1,8—4,8 раз), а коэффициент трения снижается.
Электронно-лучевой нагрев может быть использован также для упрочнения сплавов цветных металлов (на основе алюминия, меди, титана).
7. ЭЛЕКТРОИСКРОВЫЕ ПОКРЫТИЯ
Метод электроискрового легирования, основанный на переносе материала электрода (преимущественно материала анода) при импульсном искровом разряде в газовой среде на обрабатываемую поверхность [7, 11, 49], позволяет наносить прочно сцепленные с поверхностью слои из любого токопроводящего материала, включая тугоплавкие соединения и твердые сплавы. К достоинствам метода относится его универсальность, простота обслуживания оборудования, возможность варьирования структуры и состава* покрытий в широких пределах, получение слоев сравнительно большой толщины. Кроме того, деталь в процессе нанесения покрытия нагревается незначительно. Для нанесения электроискровых покрытий используют вибрирующие электроды. В Болгарии был разработан способ упрочнения вращающимся электродом. У нас для нанесения покрытий применяют ручные и механизированные установки (типа ЭФИ и др.).
В последние годы для нанесения покрытия начали использовать порошковые материалы (50— 150 мкм), подаваемые из питателя в межэлектродный зазор, образованный анодом и обрабатываемой деталью (катодом).
Электроискровые покрытия
173
6. Твердость и относительная износостойкость стали СтЗ, упрочненной d-переходными металлами и их карбидами [41]
7. Свойства и относительная износостойкость
Материал электрода Толщина слоя, мкм Микротвердость, ГПа Относительная износостойкость е
Т1 280-300 11,0-12,0 1,2
Zr 300-350 13,0 1,4
V 230 9,3-12,0 1,66
Nb 200-250 13,0—13,7* 1,7
Та 200 15,0-16,0 2,4
Сг 300 10,13-12,5 1,7
Мо 150-200 17,0-19,0 1,9
W 150-200 21,0-29,0 3,4
Т1С 80-120 30,4 9,9
ZrC 70-120 26,5 7,8
NbC 80-150 16,6 5,0
G3C2 120-160 16,0 4,0
М02С 100-180 14,0 1,4
wc 110-180 17,0 и 32,0 2,0
Сталь СтЗ — — 1
стали 45, упрочненной электроискровым легированием, при гидроабразивном ичияпппииша^ 1Л11
Материал электрода Микротвердость, ГПа Относительная износостойкость е
Сталь 45 исходная 3,8 1
Т1С 19,5 5,22
Сг3С2 + 15 % N1 14,5 4,07
Т1В2 29,0 3,76
ZrB2 + 5 % Мо 21,0 3,62
ZrC 20,5 3,08
NbC 18,5 3,05
1 Испытания в течение 4 ч, диаметр струи 6 мм, окружная скорость образцов, закрепленных на диске, 60 м/с.
покрытий, небольшая толщина, низкая производительность, высокая шероховатость обработанных поверхностей, остаточные напряжения растяжения.
При нанесении металлических покрытий в материале основы сохраняется исходный фазовый состав. При легировании соединениями (металлоподобными) происходит, как правило, химическое взаимодействие с материалом основы с образованием химических соединений элементов, входящих в наносимый материал, с элементами основы. Электроискровые покрытия существенно повышают износостойкость и антифрикционность поверхностей. Для большинства применяемых покрытий износостойкость увеличивается в несколько раз. В табл. 6 приведены значения относительной износостойкости электроискровых покрытий [41], установленные при испытаниях по методике М.М. Хрущова и М.А. Бабичева [55] (изнашивание по электрокорундовой абразивной шкурке).
В результате электроискрового легирования существенно повышается износостойкость сталей при гидроабразивном изнашивании (табл. 7). Разгаростойкость поверхностей после электроискрового летрования также значительно возрастает.
Области целесообразного применения электроискрового легирования многообразны. Однако ему присущи недостатки — дискретность и пористость
8. ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
Гальваническими методами можно наносить покрытия из металлов, сплавов и композиционных материалов [5, 14, 58, 59]. В последнем случае вместе с металлом из гальванической ванны осаждаются взвешенные в электролите мелкодисперсные частицы твердых износостойких, или антифрикционных, веществ.
Покрытия из чистых металлов. Хромовые покрытия широко применяются для повышения износостойкости и защиты от коррозии поверхностей трения. Твердость получаемых покрытий высокая (может превышать 10,0 ГПа). Хром плохо смачивается смазочными материалами на нефтяной основе. Для того чтобы смазка лучше удерживалась поверхностью хромового покрытия в нем химически (растравливанием исходной сетки трещин) или механически создается сеть каналов (канальчатый хром) или углублений (пористый хром). Возможно нанесение крупных круглых углублений, располагающихся на поверхности в шахматном порядке.
Железные покрытия, часто применяемые при восстановлении изношенных деталей, обладают лучшей прирабатываемостью по сравне
174
Методы упрочнения и модифицирования
нию с соответствующими сталями. Твердость и износостойкость зависят от состава электролитов, режимов нанесения и методов обработки поверхностей перед нанесением и после осаждения покрытия.
Легирование покрытия фосфором (железофосфорное покрытие) позволяет повысить его теплостойкость (термическая обработка такого покрытия при 400 °C повышает его твердость). Износостойкость при трении без смазки повышается по сравнению с закаленной сталью 45 более чем в 3 раза.
Никелевые покрытия. При применении никелевых покрытий в качестве износостойких в процессе нанесения покрытия проводят легирование никеля фосфором и бором.
Другие металлические покрытия. В качестве противозадирных находят применение покрытия на основе меди. Для работы в вакууме в качестве антифрикционных используют покрытия из свинца, серебра и золота. В качестве приработочных покрытий биметаллических подшипников скольжения двигателей внутреннего сгорания применяют покрытия на основе олова, индия и свинца. Высокой износостойкостью обладают родиевые и рениевые электролитические покрытия.
Композиционные гальванические покрытия. Введение в состав покрытий на основе хрома, железа и никеля частиц карбидов, оксидов, боридов, твердых металлов и т.п. позволяет существенно повысить их износостойкость, а введение халькогенидов, графита, полимеров —антифрикционность покрытий [5,14]. Технология электролитического осаждения позволяет получать покрытия с содер-
8. Состав и свойства никелевых композиционных покрытий [5]
Основа покрытия Объемная доля MoS2, % Микротвердость, ГПа Относительная износостойкость е
Ni-WC 6,4 3,9 1,1
Ni-TiC 8,6 4,5 5,5
Ni-А12О3 7,3 3,8 2,7
Ni-ZrO? 6,2 3,8 1,1
Ni-ZrB2 6,2 3,8 1,5
Ni-HfB2 4,0 4,0 2,7
* Износостойкость дана в сравнении с основой покрытия (без MoS2)*
жанием частиц до 40 % и толщиной до 100 мкм.
В покрытия вводят карбиды (WC, TIC, ZrC, HfC, SiC, В^С), бориды (TIB2, 2гВ2, HfB2, TaB2), силициды (TaSi2), нитриды (BN, Si^N^), оксиды (AI2O3, СГ2О3, SiO2, ZrO2» сульфиды (MoS2, WS2). Наиболее легко захватываются и "заращиваются” покрытием электропроводные частицы.
При одновременном введении в покрытие частиц с высокой твердостью и частиц твердой смазки износостойкость и антифрикционные свойства повышаются. Наилучшими триботехническими свойствами обладают композиционные покрытия на основе никеля, содержащие M0S2 (табл. 8).
9. ХИМИКО-ТЕРМИЧЕСКИЕ МЕТОДЫ МОДИФИЦИРОВАНИЯ
ПОВЕРХНОСТНЫХ СЛОЕВ
Химико-термические методы модифицирования поверхностных слоев [19, 42, 52, 58, 60] металлов и сплавов, сочетающие термическое и химическое воздействия, применяют с целью изменения химического состава, структуры и свойств поверхностного слоя. Осуществляются они в результате диффузионного насыщения металла или сплава неметаллами (С, N, В, Si и др.) или металлами (Al, Cr, Zn и др.) раздельного и в ряде методов совместного в определенном температурном интервале в активной (или специально-активируе-мой) среде.
Для повышения износостойкости и долговечности деталей из сталей широко применяют цементацию (науглероживание), нитроцементацию (цианирование, карбонитрация) и азотирование, в меньшей степени — насыщение бором и кремнием, а также металлами (Cr, А1 и др.).
Основные методы насыщения диффундирующими элементами при процессах химико-термической обработки: 1) насыщение из порошковых смесей (порошковый метод); 2) прямоточный и циркуляционный методы диффузионного насыщения из газовых сред; 3) диффузионное насыщение из расплавов металлов и солей; содержащих диффундирующий элемент (с электролизом и без применения электролиза); 4) насыщение из паст и суспензий (шликерные методы); 5) диффузионное насыщение с использованием вакуума; осуществляется из сублимированной фазы диффундирующего элемента; 6) вакуумные ионно-плазменные методы поверхностного диффузионного насыщения; 7) метод диффузионного насыщения, основанный на явлении контактного эвтектического
Химико-термические методы модифицирования поверхностных слоев
175
плавления [43, 44], позволяющий за весьма короткое время осуществлять насыщение поверхности элементом (например, углеродом), имеющим с обрабатываемым материалом диаграмму состояния эвтектического типа, а также получить композиционные покрытия со "вставками” из насыщающего элемента.
Выбор того или иного способа насыщения и диффундирующего элемента (элементов) осуществляют с учетом требований, предъявляемых к свойствам модифицированной поверхности, вида производства, размеров обрабатываемых деталей, требуемой толщины получаемого слоя и т.п.
При цементации сталей в твердом карбюризаторе детали помещают в ящики, заполненные древесным углем (дубовым или березовым) или каменноугольным полукоксом, к которому добавляют активизаторы, например ВаСО^ и Na2CO^, в количестве 10—40 % от массы угля.
Газовая цементация, имеющая ряд преимуществ по сравнению с цементацией в твердом карбюризаторе, осуществляется в газообразном карбюризаторе, представляющем собой многокомпонентную смесь N2 — С(>2 — СО — Н2 — 1^0 — СН^, получаемую из природного газа и пропанбутановых смесей в специальных генераторах или путем пиролиза в рабочей камере печи углеводородных жидкостей (керосина, синтина, спиртов и др.). Газовую цементацию осуществляют обычно при 930-950 °C в печах: шахтных, камерных и непрерывного действия.
При вакуумной цементации детали нагревают в вакуумной печи (вакуум 13—13* 10“^ Па) до температуры 1000—1100 °C и затем в нее подают очищенный газообразный углеводород (метан, реже пропан или бутан) до создания оптимального давления [(1,3 + 3,9) 10^Па]. При ионной цементации в разреженной [(1,3 + 19,5)10^ Па] атмосфере насыщающего газа (метана, пропана и других углеводородов в смеси с аргоном, диссоциированным аммиаком или азотом) между катодом (деталью) и анодом возбуждается тлеющий разряд. Положительные ускоренные в электрическом поле ионы газов, бомбардируя поверхность детали, нагревают ее до рабочей температуры (1000— 1050 °C) и науглероживают. Ионная цементация осуществляется в 2—3 раза быстрее, чем обычная газовая цементация. Детали могут нагреваться только тлеющим разрядом или дополнительно подогреваться с помощью графитовых нагревателей.
Разработан процесс цементации в кипящем слое в атмосфере эндогаза с добавкой метана. Поток
газа при этом проходит через слой мелких (0,05— 0,20 мм) частиц твердого вещества (чаще всего корунда), интенсивно их перемешивая.
При цементации в расплавленных солях применяют смесь, состоящую из карбонатов щелочных металлов (натрия или калия) и карбида кремния. Вместо последнего иногда используют карбид кальция или высокоуглеродистый ферромарганец (~ 9 % С). Возможна цементация и при электролизе карбонатов щелочных или щелочно-земельных металлов с добавкой галогенидов. Анод изготовляют из графита или карборунда. Процесс ведут при 950 °C; цементованный слой образуется с большой скоростью (0,5—0,8 мм/ч).
В условиях единичного и мелкосерийного производства некоторое применение нашла цементация из паст (обмазок). После нанесения обмазки и просушки проводится нагрев до 950—1000 °C (ТВЧ, контактным электронагревом, в печах или с помощью экзотермической реакции). За 1,5— 3,0 ч можно получить науглероженный слой толщиной 0,6—1,0 мм.
Нитроцементация (азотонауглероживание) заключается в насыщении поверхности стали одновременно углеродом и азотом при 700—950 °C в газовой среде (смеси науглероживающего газа и аммиака). После нитроцементации проводят закалку в масло с повторного нагрева или непосредственно из нитроцементационной печи. Нашел также применение так называемый метод ’’карбонитрации” [37], при котором также осуществляется насыщение поверхностного слоя азотом и углеродом.
Процесс нитроцементации получил широкое распространение в машиностроении для деталей, по условиям эксплуатации которых вполне достаточна толщина слоя 0,2—1,0 мм. При легировании стали азотом снижается температура а -> у превращения железа, благодаря чему процесс насыщения ведется при более низких температурах, чем цементация. При оптимальных условиях насыщения слой после термической обработки должен состоять из мартенсита, небольшого количества карбонитридов и аустенита. Твердость слоя 58—64 HRC (на поверхности твердость на несколько единиц ниже вследствие повышенного содержания остаточного аустенита). В нитроцементован-ном слое возникают остаточные напряжения сжатия до 400 МПа. Максимальное напряжение — на некоторой глубине (-0,1 мм).
Нитроцементация повышает предел выносливости при изгибе. Контактная выносливость тем выше, чем больше толщина слоя и твердость сердцевины.
176
Методы упрочнения и модифицирования
Цианирование (азотонауглероживание) проводится при 820—950 °C в расплаве, содержащем цианистые соли. Используется для повышения поверхностной твердости, износостойкости, предела выносливости при изгибе и контактном нагружении. Структура слоя аналогична получаемой при нитроцементации. Среднетемпературное цианирование проводится при 820—860 °C. Учитывая ядовитость цианидов, при цианировании необходимо следить за выполнением правил техники безопасности.
Цианированию подвергают детали после окончательной механической обработки или с небольшими припусками на шлифование. Не подлежащие цианированию участки покрывают медью (~20мкм). После закалки (непосредственно из цианистой ванны) и отпуска при 180—200 °C планированный слой имеет твердость 58—62 HRC. По сравнению с цементованным цианированный слой обладает более высокими износостойкостью и пределом выносливости.
Для получения слоя большей толщины (0,5— 2,0 мм) проводят высокотемпературное или глубокое цианирование при 930—950 °C. Закалку в этом случае осуществляют после повторного нагрева в соляной ванне или печи. После отпуска (180—200 °C) твердость планированного слоя составляет 58—62 HRC.
Азотирование представляет собой процесс диффузионного насыщения азотом поверхностного слоя стали (а также образующих с азотом твердые нитриды других металлов) при нагревании в азотсодержащей среде [29, 33]; обычно применяют низкотемпературное азотирование (при 500— 600 °C). Азотированию подвергают любые стали перлитного, ферритного и аустенитного классов, а также чугуны. Высокотемпературное азотирование (при 600—1200 °C) используют для ферритных и аустенитных сталей, а также тугоплавких металлов (Ti, Мо, Nb и др.). В результате азотирования поверхностные слои сталей приобретают высокую твердость (не изменяющуюся при нагреве до 400— 450 °C); высокие износостойкость и противозадирные свойства; высокие предел выносливости, кавитационную стойкость и сопротивляемость коррозии в атмосфере, пресной воде и паре.
Низкотемпературное азотирование обычно проводят в частично диссоциированном аммиаке, в смеси аммиака и азота, аммиака и предварительного диссоциированного аммиака
Азотирование железа не вызывает значительного повышения твердости. Все легирующие элементы уменьшаю! толщину азотированного слоя, но рез
ко увеличивают его твердость. Наиболее сильно твердость повышается при легировании вольфрамом и хромом. Для деталей, работающих на износ и в коррозионных средах, требуется азотированный слой с развитой нитридной зоной. Слой без нитридной зоны рекомендуется для режущего и штампового инструментов (а также деталей из стали 38Х2МЮА, содержащей алюминий), работающих на изнашивание в условиях динамических нагрузок.
Образование в поверхностном слое азотированных сталей нитридной зоны и зоны внутреннего азотирования, обладающих бблыпим удельным объемом, приводит к возникновению в них больших остаточных напряжений сжатия (до 600 МПа). Предел выносливости гладких образцов повышается на 25—30 %, а образцов с надрезом -на 100 %. Различные повреждения поверхности, резкие переходы сечений и другие концентраторы напряжений после азотирования практически не оказывают ослабляющего влияния.
Износостойкость азотированной стали в 2—4 раза выше цементованной. Увеличение твердости не всегда сопровождается повышением износостойкости. Так, износостойкость сталей, азотированных при 620 °C, выше, чем сталей азотированных при 520—560 °C, хотя твердость их ниже.
Азотирование широко применяют для упрочнения конструкционных, коррозионно-стойких, жаропрочных, мартенситно-стареющих и инструментальных сталей.
При азотировании углеродистых сталей марок 20, 45, 20Х, 40Х и др. (520-^570 °C, выдержка 1—6 ч) повышаются износостойкость, противозадирные свойства, сопротивление знакопеременным нагрузкам и коррозии (повышение твердости при этом сравнительно невелико). Для деталей (зубчатых колес, червяков и т.п.), эксплуатационная надежность которых определяется поверхностной твердостью и износостойкостью, применяют легированную алюминием сталь 38Х2МЮА. После азотирования при 500—520 °C твердость 11-12ГПаНУ.
Широкое применение получили легированные азотируемые стали, не содержащие алюминия (40ХФА, 18ХГТ и т.п.). Чем больше нитридообразующих элементов содержит сталь, тем выше твердость азотированного слоя.
Азотирование повышает износостойкость и сопротивление усталости мартенситно-стареющих сталей. На высокопрочных сталях тиль HI8K9M5T ь результате азотирования при 450—500 °C образуется слой толщиной 0,2—С,25 мм с твердостью до
Химико-термические методы модифицирования поверхностных слоев
177
9 ГПа HV. Коррозионно-стойкие мартенситностареющие стали также успешно азотируются.
С целью повышения твердости, износостойкости и эрозионной стойкости азотированию подвергают наиболее широко применяемые в энергомашиностроении коррозионно-стойкие и жаропрочные стали ферритного (12X13), мартенситного (20X13, 30X13 и др.) и аустенитного (45Х14Н14В2М, 17Х18Н9, О8Х18Н10Т и др.) классов. Стали с высоким содержанием хрома подвергают для удаления оксидной пленки, препятствующей насыщению азотом, травлению, гцдропестсоструйной очистке или депассивации в процессе азотирования. Высокохромистые стали (ферритные и мартенситные) после азотирования при 560—600 °C имеют твердость на поверхности до 10 ГПа HV, постепенно уменьшающуюся по глубине. Стали, имеющие при температуре азотирования ГЦК-решетку (у-фаза), азотируются хуже, чем стали с ОЦК-ре-шеткой (а-фаза\ Азотирование аустенитных сталей при 560-580 °C не позволяет получить слой толщиной более 0,12-0,15 мм.
Кратковременное азотирование (15—60 мин) инструмента из быстрорежущих сталей (сверл, метчиков и др.) повышает его стойкость в 1,5—2 раза. Оптимальная толщина азотированного слоя для инструмента 0,01—0,025 мм. Слой обладает высокой твердостью (13,4—14,6 ГПа HV) и теп-лостойкостыб (твердость при 700 °C равна 7 ГПа). При азотировании в атмосфере предварительно диссоциированного аммиака твердость азотированного слоя несколько снижается (до 11—12 ГПа HV) при значительном повышении работоспособности режущего инструмента (в 2—4 раза).
Хорошо азотируются высокоуглеродистые, содержащие 12 % хрома, штамповые стали XI2М и Х12Ф1. Устойчивость пресс-форм для литья под давлением из хромовольфрамовых сталей к растворению в жидких алюминиевых сплавах в результате азотирования повышается в 4-5 раз.
Широко используется азотирование для поверхностного упрочнения высокопрочных магниевого v никельмолибденового (ВПЧНМ) и хромоникельмолибденового (ВПЧХНМ) чугунов. Предел выносливости высокопрочных чугунов в литом состоянии при азотировании повышается не 25 %, после нормализации и отпуска — на 50 %. Износостойкость азотированных чугунных коленчатых-валог дизелей и работающих в контакте с ними вклады шей подшипников скольжения в 2,5—5 раз выше по сравнению с неазотированными.
Ионное азотирование осуществляется в тлеющем разряде г атмосфере аммиака, азота или смеси
водорода и азота при давлении 133—665 Па и рабочем напряжении 350—550 В. По сравнению с печным ионное азотирование имеет следующие преимущества: диффузионные процессы ускоряются в 1,5—2 раза, значительно сокращается общее время процесса в результате уменьшения времени нагревания и охлаждения садки; позволяет азотировать коррозионно-стойкие, жаропрочные и мартенситно-стареющие стали без дополнительной депассивирующей обработки; обладает большей экономичностью и сокращ ает расход насыщ ающ их газов; нетоксично и экологически чистое.
Азотирование тугоплавких металлов IV— VI групп периодической системы элементов СП, V, Nb, Cr, Мо и др.) и их сплавов 123] повышает твердость, износостойкость, а в ряде случаев и жаропрочность.
Диффузионное насыщение сталей и сплавов металлами и неметаллами (бором, кремнием). Насыщение поверхностей осуществляют: из порошковых смесей, из газовых сред прямоточным и циркуляционным методами, из суспензий и паст, из расплавов металлов и солей, с использованием вакуума, с использованием металлотермии.
Алитирование (алюминирование) — насыщение металлов и сплавов (сталей и чугунов; жаропрочных сплавов, тугоплавких металлов, сплавов на основе титана, меди и др.) алюминием с целью повышения жаростойкости, коррозионной и эрозионной стойкости. Наиболее широко применяют алитирование в порошковых смесях. Алитирование осуществляют также в ваннах с расплавленным алюминием и путем металлизации алюминием с последующим диффузионным отжигом.
Алюминидные покрытия на никелевых жаропрочных сплавах применяют при изготовлении лопаток газотурбинных двигателей. При алитировании никеля при 950 °C в смеси 98 % FeAl (50 % Al) с 2 % NH^CI образуется трехслойное покрытие, состоящее из алюминидов N1A1 и Ni^Al (общая толщина покрытия — 150 мкм) [29].
Силицирование — насыщение поверхностного слоя металлов и сплавов кремнием, в результате чего повышаются коррозионная стойкость, жаростойкость, твердость и износостойкость. При силицировании железа и сталей на поверхности образуется a-фаза (твердый раствор кремния в a-железе). Иногда слой состоит из упорядоченной а'-фазы (FejSi) на поверхности к а-фазы ь более глубоких слоях
Силицирование можно проводить порошковым или жидкостным (электролизным и безэлектролизным) методами, а также газовым (б газовой хло-
178
Методы упрочнения и модифицирования
9. Сравнительная абразивная износостойкость1 отдельных фаз диффузионных слоев, полученных при различных видах химико-термической обработки (р - 1 МПа, v - 30 м/с) [29]
Вид обработки Марка стали Фазовый состав слоя Относительная износостойкость e
Борирование двухфазное (в расплаве карбид бора +Na2B^O2) 45 FeB Fe2B 6,75 2,24
10 FeB Fe2B 5,00 2,07
У8 FeB Fe2B 6,10 1,76
Борирование однофазное (в расплаве карбид кремния + Na2B^Oj) 20 У8 FeB Fe2B 2,65 2,49
Хромирование 20 У8 Cr23C6 + Cr7C3 Cr23C6 + Cr7C3 4,48 5,60
Силицирование 10 а'-фаза a-фаза 1,56 0,98
Хромосилицирование 45 У8 Cr23C6 + Cr7C3 Cr23C6 + Cr7c3 5,17 6,75
Алюмосилицирование У8 Fe3<Al, Si) 1,56
Титаноалитирование У8 (Fe, TDAl + (Fe, Ti)3Al 2,17
Ванадийалитирование У8 (Fe, V)3A1 1,68
1 В качестве эталона использовалась закаленная сталь 45.
ридной среде циркуляционным методом). Большие перспективы у силицирования в тлеющем разряде (температура процесса насыщения и длительность насыщения ниже). Значительно медленнее образуются покрытия из паровой фазы кремния в вакууме.
Механизм защитного действия силицидного покрытия (например, на молибдене) при высокотемпературном окислении связан с образованием стекловидной пленки SiO2-
Хромирование — насыщение поверхностного слоя металлов и сплавов хромом с целью повышения износостойкости и коррозионной стойкости. Диффузионному хромированию подвергают чугуны, стали, сплавы на основе никеля, молибдена, вольфрама, ниобия, кобальта и порошковые материалы. Наиболее широко применяют вакуумный и порошковый методы хромирования.
При хромировании летрованной стали со средним и высоким содержанием углерода (0,3— 1,0 % С) на поверхности образуется сплошной
слой твердой и износостойкой карбидной фазы (Сг23С^ и СГ7С3). Далее следует переходная зона. Содержащиеся в сталях углерод, марганец, никель препятствуют диффузии хрома, а ванадий, ниобий, титан, молибден, вольфрам и хром способствуют хромированию. Микротвердость образующейся карбидной фазы превышает 18 ГПа.
При хромировании графита на поверхности образуется карбидный слой с твердостью более 20 ГПа HV, обладающий высокой износо-, жаро-и эрозионной стойкостью.
Борирование — насыщение поверхности металлов и сплавов бором с целью повышения твердости, износостойкости, а также коррозионной стойкости. Подвергают борированию стали перлитного, ферритного и аустенитного классов, никелевые сплавы и тугоплавкие металлы. Осуществляют его в порошковых смесях, в расплавах солей и оксидов, в газовых средах и из паст.
При борировании железа покрытие состоит из ромбического борида FeB и тетрагонального борида
Химико-термические методы модифицирования поверхностных слоев
179
Fe^. Под слоем боридов имеется переходный слой из раствора бора в а-железе. Микротвердость FeB равна 20 ГПа, a Fe2B — 15,5 ГПа. При борировании инструментальных сталей (ХВГ, XI2М, Р9 и Р18) твердость достигает 24,5—34,5 ГПа HV.
Износостойкость двухфазных боридных слоев находится на уровне износостойкости хромированных сталей и значительно превосходит износостойкость слоев, получаемых при других видах химико-термической обработки (табл. 9).
Высокая микротвердость боридных слоев, не уступающая микротвердости закаленной среднеуглеродистой стали, сохраняется при температурах до 700 "С.
Борирование широко применяют для повышения износостойкости деталей машин и инструментов, работающих в условиях абразивного изнашивания; деталей пресс-форм для литья алюминиевых сплавов; штампов для холодной и горячей обработки металлов и т.п. В зависимости от материала основы и режима борирования получают увеличение износостойкости в 2—10 раз и более.
Тиганирование — насыщение поверхностного слоя сталей, чугунов и сплавов цветных металлов титаном с целью повышения поверхностной твердости и износостойкости, коррозионной и кавитационной стойкости. Проводят его в порошков. смесях, в расплавах солей (электролизным и без электролизным способом) в паровой фазе с использованием вакуума, в газовых смесях и пастах с нагревом ТВЧ.
При насыщении стали, содержащей 0,3 % С, в смеси порошков (75 % FeTi, 15 % CaF2, 4 % NaF с добавками) при 1150 °C в течение 8 ч образуется диффузионный слой толщиной 300—500 мкм с концентрацией титана в тонкой поверхностной зоне до 80 %. В результате образования карбида титана поверхностная микротвердость достигает 22-27 ГПа. Повышение содержания углерода в стали приводит к увеличению толщины покрытия из карбида титана.
Стали типа XI2 при охлаждении на воздухе после титанирования закаливаются, приобретая твердость 56—61 HR С. Тонкое карбидное покрытие твердостью до 30—40 ГПа HV на твердой подложке отличается высокой износостойкостью (стойкость формообразующего инструмента повышается в 3—10 раз). Детали из сталей ШХ15, 9ХС, ХВГ, У12 и других после титанирования для получения этого эффекта следует закаливать. Ти-танирование твердых сплавов ТТ10К8Б, ТТ7К12, Т14К8 и других повышает стойкость неперетачи-ваемых пластин в 2,5—4 раза (при толщине кар
бидного слоя 3—6 мкм). Возможно совмещение титанирования с цементацией.
Многокомпонентные диффузионные покрытия можно получать одновременным и последовательным насыщением. Некоторое распространение получили: алюмохромирование (или хромоалитирование), алюмосилицирование, алюмоборирование (или бороалитирование), хромосилицирование, алюмохромосилицирование, алюмоцирконо-силицирование, хромотитаноалитирование, алю-мохромониобирование и т.п. Для защиты лопаток реактивных двигателей применяют многокомпонентные покрытия Ni — Cr — Al — Y, N1 — Со — Cr — Al — Y, наносимые шликерным и электронно-лучевым [32] методами. Многокомпонентные покрытия, как правило, более эффективны, чем однокомпонентные и двухкомпонентные.
Сульфидирование и сульфоцианирование применяют для повышения противозадирных свойств сталей [58]. Проводятся обычно в соляных ваннах. Сульфидирование снижает коэффициент трения, увеличивает нагрузку заедания, повышает износостойкость в 2—5 раза. Сульфоцианирование отличается от сульфидирования тем, что одновременно с насыщением серой происходит насыщение азотом. Противозадирные свойства при этом повышаются меньше, чем при сульфидировании; износостойкость для ряда материалов повышается больше.
Наилучшие результаты получаются при сульфидировании и сульфоцианировании углеродистых и низколегированных сталей и чугунов. Менее эффективны эти методы ХТО для хромистых и коррозионно-стойких сталей. Существенный эффект получается при сульфидировании титановых сплавов.
10. ОСНОВНЫЕ ПРИНЦИПЫ ВЫБОРА МЕТОДА УПРОЧНЕНИЯ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ
Методов упрочнения (повышения износостойкости) поверхностных слоев деталей машин и инструментов, изготовленных из металлов и сплавов, очень много. Широки условия осуществления этих методов (по температуре, внешней среде, длительности и т.п.). В их основе лежат различные физические и химические явления: диффузия, химические реакции, процессы сплавления и наращивания слоев присоединением к поверхности жидких или твердых макрочастиц, а также микрочастиц (атомов, ионов и молекул), имплантация.
180
Методы упрочнения и модифицирования
Универсальных методов упрочнения трущихся поверхностей нет. Каждый из них имеет определенные ограничения по составу получаемых покрытий и модифицированных слоев, их толщине, по условиям и режимам их реализации. При выборе метода упрочнения для каких-то конкретных деталей необходимо учитывать большое число факторов. Исходными являются требования, предъявляемые к свойствам поверхностного слоя (твердости, износостойкости, противозадирным и антифрикционным свойствам, коррозионной стойкости, теплостойкости, совместимости с материалом контртела и средой), а также допустимый износ. Далее следует учитывать приемлемые для данной детали условия реализации метода упрочнения. Наиболее важные из них: допустимая температура нагрева, возможное воздействие жидкой или газообразной технологической среды, допустимое коробление деталей, значение и знак остаточных напряжений, необходимость последующей механической обработки и т.п. Важными являются экономические соображения и возможность реализации методов применительно к данной детали в условиях конкретного производства. В ряде случаев определяющим может оказаться наличие или отсутствие необходимого оборудования и материалов, а также персонала соответствующей квалификации. Все большее значение приобретает степень экологической чистоты метода упрочнения.
Лишь с учетом всего комплекса требований и возможностей можно выбрать оптимальный для данного конкретного случая метод упрочнения поверхностных слоев деталей машин, приборов и инструмента.
Возможности и области рационального применения методов упрочнения термической обработкой и наклепом (объемным и поверхностным) общеизвестны и не требуют пояснения.
При работе деталей в тяжелых абразивных условиях и при значительных допустимых износах (доли и целые миллиметры) оптимальными являются методы наплавки, позволяющие создавать износостойкие слои большой толщины. Материалов наплавок много. Большинство из них содержит значительное количество твердых тугоплавких включений (карбидов, боридов и др.).
Методы химического осаждения из газовой фазы, позволяющие получать тонкие покрытия (микрометры и десятки микрометров) из износостойких тугоплавких соединений, требуют для реализации высоких температур. Это неприемлемо для закаленных сталей. В некоторых случаях возможна
последующая закалка деталей, но их коробление, возникновение закалочных трещин, необходимость защитной атмосферы затрудняют практическое использование такого варианта повышения износостойкости стальных деталей. Методы химического осаждения из газовой фазы успешно применяют для нанесения износостойких покрытий на инструменты и детали из твердых сплавов.
Недостатком этих методов является образование в процессе нанесения покрытий летучих галогенопроизводных, выброс которых в окружающую среду недопустим из экологических соображений. Возможным путем преодоления этого недостатка является создание установок, работающих по замкнутому циклу (без выброса вредных веществ).
Термовакуумные методы позволяют наносить тонкие покрытия из металлов, сплавов и стабильных химических соединений. Для обеспечения прочной адгезионной связи с основой необходим нагрев деталей до высоких температур (> 0,5 Т^). Это ограничивает круг материалов, для которых целесообразно использование этого метода.
Вакуумные ионно-плазменные методы, обеспечивающие получение тонких износостойких покрытий и модифицированных слоев, являются оптимальными для повышения износостойкости прецизионных деталей и инструментов, допускаемый износ которых мал (от десятка до долей микрометра). Упрочнению могут подвергаться окончательно обработанные поверхности деталей, и могут наноситься покрытия из разнообразных износостойких и антифрикционных соединений и материалов (включая алмаз). Возможности эффективного применения этих методов будут существенно расширены при разработке низкотемпературных (до 250 °C) процессов нанесения износостойких покрытий, что позволит упрочнять детали из закаленных углеродистых нелегированных и низколегированных сталей без их недопустимого отпуска.
Методы имплантации позволяют упрочнять поверхностные слои сталей и сплавов без их существенного нагрева, но толщина модифицированных слоев мала, и возможности изменения химического состава поверхностных слоев ограничены. Кроме того, необходимые для реализации метода имплантации высокие напряжения требуют повышенного внимания к соблюдению правил техники безопасности.
Лазерные методы термической обработки ба оплавления также можно эффективно применял для повышения износостойкости окончательно обработанных поверхностей деталей машин, изготовленных из сталей и чугунов. Методы термичес
Основные принципы выбора метода упрочнения трущихся поверхностей
181
кой обработки с оплавлением и наплавки с использованием лазерного нагрева требуют после операции упрочнения осуществлять механическую обработку, что снижает их эффективность.
Последующая механическая обработка требуется также после нанесения покрытий газотермическими методами (плазменным, детонационным, газопламенным). По толщине покрытия занимают промежуточное положение между наплавленными слоями и вакуумными ионно-плазменными покрытиями (доли миллиметра). Каждый из этих методов имеет свои преимущества и недостатки. Наиболее высокими прочностью и износостойкостью обладают детонационные покрытия. К тому же при их нанесении поверхности деталей не нагреваются до высоких температур. Однако реализация метода затруднена значительным шумом от "выстрелов”, сравнительно невысокой производительностью (процесс нанесения покрытия прерывистый), отсутствием выпуска специализированного оборудования и порошков.
Близко к газотермическим примыкают электроискровые методы нанесения износостойких покрытий, но они малопроизводительны, не позволяют наносить сплошные, равномерные по толщине покрытия, и обычно при их использовании требуется последующая механическая обработка поверхностей.
Многочисленные химико-термические методы упрочнения поверхностных слоев, главным образом сталей и чугунов, позволяют придавать им как высокую износостойкость, так и хорошие противозадирные и антифрикционные свойства. Толщина слоев, образуемых в результате диффузионных процессов, сравнительно невелика. В связи с тем
что процессы ведут при сравнительно высоких температурах, возможно коробление деталей. Это, а также ухудшение качества поверхности, предопределяет необходимость последующей механической обработки поверхностей. Ряд химико-термических процессов упрочнения не удовлетворяют требований экологической чистоты.
Гальванические покрытия широко применяют несмотря на то, что технологии их нанесения не являются экологически чистыми. Арсенал износостойких электролитических покрытий ограничивается в основном хромовыми. Получили ограниченное применение композиционные электролитические покрытия (КЭП), содержащие в металлической матрице (никелевой, железной и др.) включения твердых износостойких (например, карбидов) или антифрикционных (графит, M0S2) материалов. К недостатку хромовых износостойких покрытий следует отнести возникающие в них остаточные напряжения растяжения, приводящие к образованию трещин. Это существенно снижает их коррозионную стойкость. Без трещин хромовые покрытия можно наносить вакуумными ионноплазменными методами. Хромовые покрытия при контактировании с рядом сталей имеют сравнительно невысокие противозадирные свойства (отчасти из-за плохой смачиваемости маслами).
Приведенные соображения свидетельствуют о сложности выбора оптимальных методов повышения трибологических свойств трущихся поверхностей нанесением покрытий и модифицированием поверхностных слоев. В табл. 10 приведены традиционно применяющиеся и новые упрочняющие технологии.
10. Применяемые и рекомендуемые упрочняющие технологии
Условия работы трущихся сопря-жений, типовые детали, требования к технологическому процессу Упрочняющие технологии
Традиционные Новые
Работа при наличии абразива Траки и шарниры гусеничных машин; детали и инструменты землеройных машин, почвообрабатывающих, сельхозмашин, нефте-и газопромыслового оборудования, дорожных машин, угле- и рудодобывающих машин и т.д. Термическая обработка объемная и поверхностная, наплавка (газопламенная, дуговая), химико-термические методы обработки (ХТО) Плазменные и детонационные покрытия, лазерная закалка, лазерная наплавка, вакуумные ионно-плазменные покрытия (ВИП)
182
Методы упрочнения и модифицирования
Условия работы трущихся сопря-жений, типовые детали, требования к технологическому процессу Упрочняющие технологии
Традиционные Новые
Обработка резанием Твердосплавные инструменты Химическое осаждение из ВИП, имплантация, ионное
Инструменты из быстрорежущих газовой фазы Химико-термические методы азотирование, лазерная закалка То же
сталей Инструменты из углеродистых обработки Закалка объемная и по-
сталей Формообразование материалов в твердом (и жидком) состояниях Штампы для горячей ковки и верхностная, химико-термические методы обработки Наплавки, ХТО Плазменные и детонационные
штамповки Штампы для холодной штамповки ХТО, поверхностная закалка покрытия, лазерная термическая обработка и наплавка ВИП, лазерная термическая
Прокатные валки Наплавка, поверхностная за- обработка, ионное азотирование, имплантация Ионное азотирование, лазер-
Фильеры калка ХТО, электроискровое упро- ная и электронно-лучевая закалка ВИП, имплантация, ионное
Пресс-формы чнение Гальванические покрытия, азотирование ВИП, имплантация, ионное
Литейные формы ХТО, электроискровое упрочнение ХТО, гальванические покры- азотирование, плазменные покрытия ВИП, имплантация, ионное
Высоконагруженный линейный и точечный контакт (граничная смазка) Зубчатые колеса тия Поверхностная закалка (ТВЧ), азотирование, плазменные покрытия Лазерная и электронно-луче-
Кулачковые сопряжения ХТО (цементация, азотирование) Наплавка, ХТО вая закалка, ионное азотирование, имплантация ВИП, детонационные и плаз-
Подшипники качения Закалка, ХТО менные покрытия ВИП, имплантация, лазерная
Рассредоточенный контакт (смазка гидродинамическая и граничная) Коленчатые и распределительные Поверхностная закалка, ХТО закалка I Ионное азотирование, им-
залы ДВС плантация, ВИП
Основные принципы выбора метода упрочнения трущихся поверхностей
183
Условия работы трущихся сопря-жений, типовые детали, требования к технологическому процессу Упрочняющие технологии
Традиционные Новые
Направляющие станков Поверхностная закалка Лазерная закалка
Уплотнения Наплавка, гальванические покрытия, ХТО ВИП, ионное азотирование, плазменные и детонационные покрытия
Работа при высоких температурах Гильзы цилиндров ДВС Термическая обработка, гальванические покрытия Лазерная закалка, ионное азотирование
Поршневые кольца Гальванические покрытия Плазменные покрытия, ВИП
Лопатки газотурбинных двигателей Термовакуумные покрытия, плазменные покрытия ВИП, имплантация
Разрежение (в том числе космический вакуум), низкие и высокие температуры
Детали космической и авиационной техники, детали вакуумного технологического оборудования Гальванические покрытия, ХТО, термовакуумные покрытия ВИП, имплантация, плазменные и детонационные покрытия, лазерная термообработка и наплавка
Отсутствие коробления деталей при упрочнении (невозможность последующей механической обработки) Гальванические покрытия, локальный поверхностный наклеп ВИП, имплантация, ионное азотирование, лазерная закалка
Необходимость локального упрочнения Наплавка, электроискровое упрочнение, закалка токами высокой частоты, поверхностный наклеп Лазерная и электронно-лучевая закалка, ВИП, имплантация, ионное азотирование детонационные и плазменные покрытия
Список литературы
1. Арзамасов Б.Н. Химико-термическая обработка металлов в активизированных газовых средах. М.: Машиностроение, 1979. 224 с.
2. Бакай А.С., Стрельницкий В.Е. Структурные и физические свойства углеродных конденсаторов, полученных осаждением потоков частиц: Обзор. М.: ЦНИИатоминформация, 1984. 87 с.
3. Бартенев С.С., Федько Ю.П., Григоров А.И. Детонационные покрытия в машиностроении. Л.: Машиностроение, 1982. 215 с.
4. Борисов Ю.С., Борисова А.Л. Плазменные порошковые покрытия. Киев: Техника, 1986. 223 с.
5. Бородин И.Н. Упрочнение деталей композиционными покрытиями. М.: Машиностроение, 1982.141 с.
6. Верещака А.С., Третьяков И.П. Режущие инструменты с износостойкими покрытиями. М.: Машиностроение, 1986. 190 с.
7. Верхотуров А.Д., Муха И.М. Технология электроискрового легирования металлических поверхностей. Киев: Техника, 1982. 181 с.
8. Власов В.М. Работоспособность упрочненных трущихся поверхностей. М.: Машиностроение, 1987. 304 с.
9. Влияние лазерного термоупрочнения на износостойкость металлов при граничном трении / В.Н. Литвинов, Н.М. Михин, Г.И. Козлов, А.Д. Сокуренко // Трение и износ. 1983. Т. IV, № 2. С. 341-343.
10. Влияние температуры подложки на структуру и триботехнические свойства тонких слоев Мо$2' полученных высокочастотным катодным распылением / М.В. Ноженков, А.С Ави*
184
Методы упрочнения и модифицирования
лов и др.// Поверхность. 1984. №8. С. 113--119.
11. Гитлевич А.Е., Михайлов В.В., Паркан-ский Н.Я., Ревуцкий В.М. Электроискровое легирование металлических поверхностей. Кишинев: Штиинца, 1985. 196 с.
12. Горленко О.А. Износостойкость поверхностей, упрочненных лазерной обработкой // Трение и износ. 1981. Т. II» № 1. С. 27-31.
13. Григоров А.И., Семенов А.П. Обработка газовых подшипников с применением ионного распыления. М.: Наука, 1976. 123 с.
14. Гурьянов Г.В. Электроосаждение износостойких композиций. Кишинев: Штиинца, 1985. 283 с.
15. Гусева М.И. Ионная имплантация в металлах // Поверхность. 1982. № 4. С. 27—50.
16. Данилин Б.С., Сырчин В.К. Магнетронные распылительные системы. М.: Радио и связь, 1982. 62 с.
17. Дородное А.М., Петросов В.А. О физических принципах и типах вакуумных технологических плазменных устройств // ЖТФ. 1985. Т 51. № 3. С. 504-524.
18. Достанко А.П., Грушецкий С.В., Киселевский Л.И. и др. Плазменная металлизация в вакууме. Минск: Наука и техника, 1983. 279 с.
19. Дубинин Г.Н. Классификация методов диффузионного насыщения поверхности сплавов металлами // Диффузионные покрытия на металлах. Киев: Наукова Думка. 1965. С. 3—12.
20. Зверев А.И., Шаривкер С.Ю., Астахов Е.А. Детонационное напыление покрытии. Л.: Судостроение, 1979. 232 с.
21. Зорин Сухоруков В.В.< Тетель-баум Д.И. Осаждение карбиновых и алмазоподобных пленок ь плазме газового ВЧ разряда // ЖТФ. 1981. Т. 5Г. № :. С. 175—1 ”7.
22. Ионная имплантация / Под ред. Дж.К. Хир-вонена. М.: Металлургия, 1986. 362 с.
23. Кипарисов С.С., Левинский Ю.В. Азотирование тугоплавких металлов. М.: Металлургия, 1972. 160 с.
24. Клебанов ЮХ Сумароков В.К. Перспективы применения корпускулярно-пучковых рабочих процессов ь гибких автоматизированных производства /' Машиноведение > 985. №4. С 49-55.
25. Колесников k.С., Колесников Ю.В., Инютин В.П. Легирование поверхностных слоев деталей машиь ~ использованием лазерного излучения // Машиноведение. 1987. № 4. С 10-19
26. Крапошин В.С. Обработка поверхности металлических материалов лазерным излучением И Поверхность. 1982, № 3. С. 4—12.
27. Кудинов В.В. Плазменные покрытия. М.: Наука, 1977. 184 с.
28. Кудинов В.В., Иванов В.М. Нанесение плазмой тугоплавких покрытий. М.: Машиностроение, 1981. 192 с.
29. Лахтин Ю.М., Арзамасов Б.Н. Химико-термическая обработка металлов. М.: Металлургия, 1985. 256 с.
30. Линник В.А., Пекшев П.Ю. Современная техника газотермического нанесения покрытий. М.: Машиностроение, 1985. 127 с.
31. Любченко А.П., Мацевитый В.М., Бака-кин Г.Н. и др. Исследование износа вакуумноплазменных покрытий из TiN при трении по металлическим материалам // Трение и износ. 1983. Т. IV, № 5. С. 892-897.
32. Мовчан Б.А., Малашенко И.С. Жаростойкие покрытия, осаждаемые в вакууме. Киев: Наукова Думка, 1983. 231 с.
33. Повышение качества поверхности и плакирование металлов: Справочник / Под ред. А. Кнаушнера. М.: Металлургия, 1984. 368 с.
34. Повышение ресурса компрессорных лопаток детонационным напылением износостойких покрытий / В.А. Венедиктов, А.З. Шарыпов, А.И. Хорошенин, ПЛ. Морозов // Трение и износ. 1989. Т. 1. № 6. С. 1093-1096.
35. Полевой С.Н., Евдокимов В.Д Упрочнение металлов: Справочник. М.: Машиностроение, 1992. 320 с.
36. Порошковая металлургия и напыление по* крытия / Под ред. Б.С. Митина. М.: Металлургам, 1987. 792 с.
37. Прокошкин Д.А. Химико-термическая обработка металлов — карбонитрация М.. Металлургия, 1984. 240 с.
38. Ройх И.Д., Колтунова Л.Н.. Федосов С.Н. Нанесение защитных покрытий в вакууме. М.: Машиностроение. 1976. 368 с.
39. Рыкалин Н.Н., Углов А.А.. Кокора АН. Лазерная обработка материалов М Машиностроение. 1975. 296 с.
40. Рыкалин Н.Н., Углов А.А. Состояние и перспективы лазерной технологии и металлургии // Поверхность. 1983. № 6 С 5-16.
41. Самсонов ГХ., Верхотуров А.Дм Вов-кун Г.А., Сычев Б.С< Электроискровое легирование металлических поверхностей. Киев: Наукова Думка, 1976. 220 с.
Основные принципы выбора метода упрочнения трущихся поверхностей
185
42. Самсонов Г.В., Эпик АЛ Тугоплавкие покрытия. М.: Металлургия, 1973. 400 с.
43. Семенов АЛ Вопросы получения температуроустойчивых антифрикционных и износостойких покрытий методом контактного эвтектического плавления // Защитные высокотемпературные покрытия. Л.: Наука, 1972. С. 121—126.
44. Семенов АЛ, Поздняков В.В., Крапоши-на ДБ. Свойства поверхностных слоев, полученных способом контактного эвтектического плавления И Защитные покрытия на металлах / Киев: Наукова Думка, 1973. Вып. 7. С. 159—161.
45. Семенов АЛ Создание • износостойких и антифрикционных покрытий и слоев на поверхности трения деталей машин новыми методами // Трение и износ. 1982. № 3. С. 401—411.
46. Семенов АЛ, Григоров А.И. Износостойкие покрытия, наносимые вакуумными ионноплазменными методами // Технология автомобилестроения. 1978. № 7. С. 13—20.
47. Семенов АЛ Схватывание металлов и методы его предотвращения при трении // Трение и износ. 1980. Т. I. № 2. С. 236-246.
48. Семенов АЛ, Федько ЮЛ, Григоров АЛ Детонационные покрытия и их применение. М.: НИИМаш, 1977. 72 с.
49. Современные методы упрочнения поверхностей деталей машин. Научно-технический прогресс в машиностроении // Сб. научн. работ. Вып. 9. М.: МЦНТИ, 1989. 286 с.
50. Сулима А.М., Шулов В.А., Ягодкин Ю.Д. Поверхностный слой и эксплуатационные свойства деталей машин. М.: Машиностроение, 1988. 239 с.
51. Толок В.Т., Падалка В.Г. Разработка и внедрение новых методов вакуумной ионно-плазменной технологии высоких энергий // Вестник АН УССР. 1979. № 4. С. 4G-50.
52. Трение, изнашивание и смазка: Справочник / Под ред. И.В. Крагельского и В.В. Алисина. М.: Машиностроение, 1978. Кн. 1. 400 с.
53. Хасуй А. Техника напыления. М.: Машиностроение, 1975. 283 с.
54. Хасуй А., Моригаки О. Наплавка и напыление. М.: Машиностроение, 1985. 239 с.
55. Хрущов М.М., Бабичев М.А. Исследования изнашивания металлов. — М.: Изд. АН СССР, 1960. 351 с.
56. Хрущов М.М., Бабичев М.А. Абразивное изнашивание. М.: Наука, 1970. 252 с.
57. Шоршоров М.Х., Харламов Ю.А. Физико-химические основы детонационно-газового напыления покрытий. М.: Наука, 1978. 224 с.
58. Энциклопедия неорганических материалов. Киев: Главная редакция УСЭ, 1977, Т. 1, Т. 2. 840 с., 814 с. соответственно.
59. Tribology International, 1978, Vol. 11, № 2. Р. 99-143.
60. Wilson R.W. Surface Treatment to Combat Wear. // First European Tribology Congress. The Inst, of Meeh. Eng. Conf. Publication 18, 1973. P. 165-176.
Глава 4
СМАЗОЧНЫЕ МАТЕРИАЛЫ
Основным назначением смазочных материалов является снижение трения и изнашивания в трибосопряжениях машин, механизмов, приборов, применяемых в различных областях техники. Надежность трибосопряжения во многих случаях определяется качеством смазочного материала, поэтому его свойства должны учитываться наравне со свойствами материалов сопряженных деталей при разработке узла трения. На практике широко применяются жидкие, пластичные и твердые смазочные материалы.
1. СМАЗОЧНЫЕ МАСЛА
Смазочные масла по производственному применению подразделяют на моторные (для поршневых двигателей); трансмиссионные (дляцилиндрических, конических, спирально-конических и гипоидных передач, зубчатых редукторов, шарниров); индустриальные (для машин и механизмов промышленного оборудования — станков, направляющих скольжения, промышленных редукторов, прокатных станов, приборов) и различного назначения — компрессорные, холодильные, турбинные. Смазочные масла независимо от области их применения и помимо основного назначения (снижения трения и изнашивания в трибосопряжениях) должны удовлетворять следующим требованиям — защищать поверхности трущихся деталей от коррозионного воздействия внешней среды, отводить теплоту от поверхностей трения, удалять из зоны трения частицы износа.
Эксплуатационные свойства масел. Свойство жидкости оказывать сопротивление взаимному перемещению ее слоев под действием внешней силы характеризуется динамической ц или кинематической v вязкостью. Количественно динамическая вязкость (Па* с) определяется отношением касательной составляющей силы трения к градиенту скорости между слоями жидкости:
2 __1
Кинематическая вязкость (мм- с ) определяется отношением динамической вязкости к плотности жидкости v - ц/р.
Вязкость масла зависит от температуры (рис. 1) [13]. С понижением температуры вязкость возрастает, что затрудняет пуск машины или механизма
и увеличивает сопротивление вращению деталей, разделенных слоем масла. При выборе масла желательно, чтобы изменение вязкости в рабочем диапазоне температур трибосопряжения было наименьшим, т.е. вязкостно-температурная кривая была более пологой. Параметром, характеризующим "пологость” кривой, является безразмерная величина — индекс вязкости. Чем выше индекс вязкости, тем меньше изменение вязкости с температурой. Для товарных минеральных масел индекс вязкости составляет 70—80. Его повышения (до 100 и выше) достигают смешением масла с синтетическими эфирами, полимерными присадками, а также использованием'пщрокрекинга при технологическом процессе получения масла. Характерными эксплуатационными свойствами масел служат температура вспышки, температура застывания, противокоррозионные свойства, оцениваемые по кислотному числу (количество КОН мг для нейтрализации 1 г масла). Одним из наиболее важных свойств масел являются их смазочные свойства — антифрикционные противоизносные и противозадирные. Смазочные свойства масел оценивают при триботехнических испытаниях. Наиболее распространены испытания на четырехшариковой
Рис. 1. Зависимость вязкости некоторых товарных масел от температуры:
1 - ТСЗП-8, 2 - ТСП-14, 3 - нигрол 3; 4 -ТАП-15В; 5 — ТАД-17; 6 — гипоидное
Смазочные масла
187
машине с определением нагрузки заедания Гк, нагрузки сваривания Fc, диаметра пятна износа и индекса задира величины, вычисляемой
по результатам измерения износа шариков:
1 из-1Е^-7
где Г* — осевая нагрузка /-го испытания, Н; dr — диаметр площади упругой деформации по Герцу при нагрузке Гр мм; — средний диаметр пятен износа при нагрузке Гр мм; п — число испытаний (ГОСТ 9490—75). Чем выше Гк, Гр И3 и чем меньше dw тем выше уровень противозадирных и противоизносных свойств масла.
Антифрикционные свойства могут быть определены методом оценки температурной стойкости масел при трении (ГОСТ 23.221—84) в диапазоне температур 20—300 °C. Данный метод позволяет выявить предельные (критические) температуры работоспособности граничных слоев, образованных в результате физической адсорбции, а также определил» температуры образования химически модифицированных слоев на поверхностях трения, в результате продуктов разложения химически активных присадок с металлом поверхности (рис. 2). В данном методе в узле трения машины можно сочетать образцы из различных металлов и сплавов (рис. 3) [8].
Присадки, назначение и классификация. Повышение смазочной способности, антиокислитель-ных, противокоррозионных и других эксплуатационных свойств масел достигается введением в их
Рис. 2. Зависимость коэффициента трения от температуры:
1 - минеральное масло с поверхностно-активной присадкой; 2 — минеральное масло с химически-активной присадкой; Тко — критическая температура; Тхм — температур химической модификации повеохности
Рис. 3. Схемы трения при испытаниях масел на четырехшариковой машине по ГОСТ 23.221—84: А — четыре шарика; Б — шарик — кольцо; В — шарик — три ролика (контакт шарика по торцам роликов); Г — шарик — три ролика (контакт шарика по образующим роликов); Д — конус — три ролика (контакт шарика по образующим роликов); Е — конус — кольцо
состав небольшого количества соответствующих присадок. По механизму смазочного действия антифрикционные, противоизносные и противозадирные присадки, улучшающие смазывающие свойства масел, могут быть поверхностно-активными или химически-активными.
К поверхностно-активным присадкам относятся животные и растительные жиры, жирные кислоты, мыла жирных и нафтеновых кислот, жирные амины и амиды и другие соли органических кислот, а также растворимые в маслах металлоорганические соединения. Температурные пределы работоспособности присадок этого типа 100— 200 °C.
188
Смазочные материалы
1. Противоизносные и противозадирные присадки
Марка Химическая характеристика Концентрация присадок в масле, % ГОСТ, ТУ Область применения
ОТП Осерненные тетрамеры пропилена 5-6 ОСТ 38 018-77 Трансмиссионные масла
КИНХ-2 Осерненные полиолефины 3-4,5 ТУ 38 101980-84 и
Л3-23к Этилен-бис-изопро-пилен 5 и
АБЭС Бис- (алкилбензил-тио) этан 3,5-3,8 ТУ 38 101327-77 Масла для зубчатых передач транспортных машин
Хлорпарафин Хлорированный парафин 5-10 ТУ-6-01120-67 Масла для промышленных редукторов
Сульфол Бис- (трихлорамил) сульфид 4-5 ТУ-6-03113-64 Масла для приработки зубчатых и червячных передач
Хлорэф-40 Дибутиловый эфир трихлорметиловой кислоты 2 ТУ-6-02-579—75 Масла для гипоидных передач
ДФ-11 Диалкил-дитиофос-фат цинка 0,8-3 ОСТ 38 0398-86 Масла для коробок передач (механических и гидравлических)
ВНИИНП-354 Диоктилфенил-дити-офосфат цинка 5 ТУ 38 101680-77 Масло для зубчатых передач
ВИР-1 Многокомпонентная присадка 6,5 ТУ 38 101799-83 Масла для гипоидных передач, универсальные масла
Химически активными присадками являются органические соединения, содержащие серу, хлор, фосфор (в том числе их соединения с азотом, кислородом, цинком, молибденом и др.) или комбинации этих элементов. Молекулы этих соединений при определенных температурах фрикционного разогрева (100—250 °C) разлагаются, их активные компоненты вступают в химическое соединение с металлом поверхностей трения, образуя модифицированные слои с пониженным сопротивлением сдвигу, что приводит к снижению трения, а также износа и предотвращению заедания. Противоизносные и противозадирные присадки, широко применяемые для улучшения качества масел, приведены в табл. 1. Смазочные масла под действием высоких температур и каталитического воздействия металла подвергаются окислительным превращениям, что приводит к значительным из
менениям их исходных свойств. Для предотвращения или уменьшения окисляемости в состав масел вводят антиокислительные присадки беззольные (не содержащие металла): .ионол (4-метил-2, 6-дитребутилфенол), Агидол-2 (2,2-метилен-бис-4-метил-6-третбутилфенол) и зольные (содержащие металл) - ВНИИНП-354, ДФ-11, ДФ-1, ИХП-21.
Снижение коррозионности масел достигается путем повышения их антиокислительных свойств, уменьшением содержания химически активных присадок и добавлением к маслу специальных соединений — ингибиторов коррозии. Характерными ингибиторами коррозии являются селектив-ноочищенные нитрованные масла (АКОР-1) и сукцинимид мочевины (СИМ).
Индустриальные масла общего и специального назначения. Основу индустриальных масел (табл. 2) составляют нефтяные дистиллятные,
Смазочные масла
189
2. Характеристики индустриальных масел
Марка Обозначение по ГОСТ 17479.4— 87 Плотность при ЗД °C кг/м3, не более Кинематическая вяз-кость при 40 °C, мм2/с Температура, °C Область применения
вспышки в открытом тигле, не ниже застывания, не выше
И-5А И-Л-А-7 870 880 6-8 140 150 -18 Малонагруженные высокоскоростные механизмы, контрольно-
И-8А И-Л-А-10 9-11 -15 измерительные приборы
Подшипники, узлы
И-12А И-Л-А-22 880 13-17 165 -30 ткацкого оборудования, шпиндели станков
И-20А И-Г-А-32 890 29—35 200 -15 Гидравлические систе-
И-ЗОА И-Г-А-46 890 41-^51 210 -15 мы станочного оборудования, автоматичес-
И-40А И-Г-А-68 900 910 61-75 90-100 220 -15 -20 ких линий, мало- и средненагруженных
И-50А И-Г-А-100 225 зубчатых передач
ИГП-4 И-Л-С-5 850 4,3-6,0 110 -15 Узлы трения высокос-
ИГП-6 И-Л-С-10 880 9,0-11,0 143 -15 коростных механизмов
ИГП-8 И-Л-С-10 880 9,0-11,0 143 -15
ИГП-18 И-Г-С-32 880 24-30 176 -15 Гидравлические систе-
мы станков автомати-
игп-зо И-Г-С-46 885 35-50 200 -15 ческих линий, высокоскоростные коробки
ИГП-38 И-Г-С-68 890 35-65 210 -15 передач, мало- и сред-ненагруженные редукторы и червячные
ИГП-49 И-Г-С-68 895 70-85 215 -15 передачи, вариаторы, подшипники
ИГП-72 И-Г-С-100 900 110-125 220 -15 Гидросистемы тяжелого прессового оборудо-
ИГП-91 И-Г-С-150 900 148-165 225 -15 вания, шестеренчатые передачи, средненаг-
ИГП-114 И-Г-С-220 900 186-205 230 -15 руженные зубчатые и червячные редукторы
ИГП-152 И-Т-С-320 905 288-352 230 -15 Нагруженные зубчатые и червячные пере-
ИГП-182 И-Т-С-320 910 288-352 240 -15 дачи, коробки скоростей и другие узлы
Примечания: 1. Испытания на коррозию стали и меди по ГОСТ 19199—74 выдерживают.
2. Индекс вязкости для масел от ИГЛ-18 до ИГП-182 равен 90, а для масел от И-20А до И-110А — 85.
3. Для масел серии И-Л-С нормируют: кислотное число 1,0 мг КОН/г, зольность < 0,2 %; содержание механических примесей — отсутствие, воды — следы. ___
4. Для масел других серий ИГЛ нормируют: кислотное число 0,6—1,0 мг КОН; число опыления 0,8—2,5 мг КОН/г; поверхностное натяжение < 28 мН/м; зольность <0,2 %; содержание механических примесей и фенола — отсутствие, воды — следы.
190
Смазочные материалы
3. Эксплуатационные свойства индустриальных масел различных серий с присадками
Марка Обозначение по ГОСТ 17479.4-87 Плотность при 20 :с, кг/м , не более Кинематическая ВЯЗКОСТЬ Ш)И 50 °C, мм2/с Температура, °C Смазывающие свойства по ГОСТ 9490-75 Область применения
вспышки в открытом тигле застывания "з рс.н d, мм
ИСП-40 И-Т-Д-68 900 34,2-40,5 200 -10 40 2660 0,45 Зубчатые и червячные ме-
ИСП-65 И-Т-Д-100 900 60,8-68,4 210 -10 45 3150 0,45 ханизмы, коробки скоростей, мотор-
ИСП-110 И-Т-Д-220 910 109,5-118,5 210 -10 50 3350 0,45 редукторы
ИРп-40 И-Т-Д-68 900 36-44 190 -10 40 3150 0,7 Зубчатые передачи промыш-
ИРп-75 И-Т-Д-100 900 72-80 200 -10 45 3350 0,9 ленного оборудования при
ИРп-150 И-Т-Д-220 910 120-140 210 -20 50 3550 0,9 средних и высоких нагрузках
ИНСп-40 И-Н-Е-68 908 35-45 190 -20 31 2000 — Горизонтальные и вертикальные
ИНСп-65 И-Н-Е-100 910 60-70 190 -20 34 2000 — направляющие при раздельной
ИНСп-110 И-Н-Е-220 920 100-120 200 -15 36 2240 — и общей системе смазки
ИТП-200 И-Т-Д-460 935 216-240 200 -10 55 3760 0,7 Тяжелонагру-женные зубча-
итп-зоо И-Т-Д-680 955 304-748 200 —5 55 3760 0,7 тые и червячные передачи
ИЦП-20 — 1005 155-165 240 -10 — — — Цепи подвесных напольных
ИЦП-40 — 930 800-920 250 -10 — — — конвейеров
Обозначения: Я3 — индекс задира; Рс — нагрузка сваривания; d — показатель износа. —
4. Характеристики трансмиссионных масел
Характеристика ТСэп-8 ТСп-10 с ОТП ТМ-5-12 ТСп-15к ТАП-15В ТСп-14гип ТАД-17И Нигрол
зимний летний
Вязкость: кинематическая при 100 °C, мм2/с 7,5 10,0 12,0 16,0 15,0±1 14,0 17,5 18-22 27-34
динамическая при -20 °C, Па-с — — 50 90 — 85 100 — —
Смазочные масла
191
Характеристика ТСэп-8 ТСп-10 с ОТП ТМ-5-12 ТСп-15к ТАП-15В ТСп-14гип ТАД-17И Нигрол
зимний летний
Индекс вязкости, не менее 140 90 130 90 — 85 100 — —
Температура, °C: вспышки 170 128 180 185 185 215 200 170 180
застывания -50 -40 -40 -25 -20 -25 -25 -25 —5
Смазывающие свойства на 4ШМ: индекс задира Я3, не менее 40 48 58 55 50 60 58
износ шарика за 1 ч, мм, не более 0,50 0,80 0,50 0,50 — — 0,40 — —
Рс, Н не менее 2764 3479 3480 3479 3283 3920 3687 — —
Рк, Н, не менее 823 — — — — — — — —
Обозначения: Рс — нагрузка сваривания; Рк — нагрузка заедания.
Примечания: 1. Испытания на коррозию стали и медь выдерживают.
2. Испытания на износ на четырехшариковой машине 4ШМ при 20 °C и нагрузке 392 Н.
остаточные масла и их смеси [3, 12]. Масла серии И не содержат присадок, а масла серии ИГЛ содержат комплекс присадок (антиокислительную, противоизносную, противокоррозионную и проти-вопенную). В связи со значительным различием условий работы зубчатых передач используют также индустриальные масла специальных серий: ИСП с противозадирной, противоизносной и антифрикционной присадками (АБЭС, ДФ-11, В-15/41); ИТП с противозадирной, антифрикци-ной и антиокислительной присадками (ОТП, ДФ-11, В-15/41); ИРп с противозадирной, противоизносной, противоокислительной, антифрикционной и противопенной присадками (ДФ-11, АКФ, ОТП, В-15/41, ПМС-200А).
Для гидравлических систем применяют масла серии ИГЛ, содержащие помимо присадок, улучшающих смазочную способность, антиокислитель-ные, антикоррозионные, противопенные и ди-эмулымрующие присадки. Для смазывания направляющих скольжения (горизонтальных, вертикальных наклонных) используют масла серии ИНСп, содержащие противоскачковую, противозадирную, солюбилизирующую и противопенную
присадки (Л3-23к, стеарат алюминия, сульфонит натрия, натуральный каучук, ПМС-200А). Для смазывания цепей подвесных и напольных конвейеров, проходящих через сушильные камеры с температурой 180—200 °C, используют масла серий ИЦП, содержащие пакеты присадок (ДФ-11, КП-10, В-15/41, M0S2)* Эксплуатационные свойства индустриальных масел с присадками приведены в табл. 3 [12].
Динамическая вязкость при температуре t (°C) приближенно может быть оценена по зависимости
- H|0<^)/0m, где — табличное значение динамической вязкости при fy, т - 2,6 + 3 — показатель степени.
Трансмиссионные масла. Основное назначение масел данного класса — смазывание трансмиссий транспортных машин, а также тяжелонагружен-ных промышленных редукторов. Характеристики некоторых трансмиссионных масел приведены в табл. 4 [12].
При известной кинематической вязкости v динамическая вязкость ц - O,lvp, где ц — в Па* с, v — в мм^* с"1, р — плотность масла в г/см^.
192
Смазочные материалы
2. ПЛАСТИЧНЫЕ СМАЗКИ
Коллоидная система пластичных смазок имеет пространственный структурный каркас, образуемый при охлаждении системы загустителем (дисперсной фазой). Высокая степень структурирования придает смазкам пластичность, упругость, не-растекаемость под действием собственной массы. При сравнительно малых нагрузках, превышающих предел прочности структурного каркаса, смазки начинают течь как пластичное тело, но без нарушения сплошности. В то же время при снятии нагрузки течение прекращается и смазка восстанавливает первоначальные свойства (тиксотропные превращения).
Основное влияние на структуру и свойства смазок оказывают загустители. Так, для натриевых мыл характерно образование каркаса с длинными волокнами (до 80 мкм), для литиевых и кальциевых — короткие (соответственно 2—5 мкм и 1—3 мкм), для алюминиевых каркас образуется мелкими аморфными частицами. Химический состав дисперсной среды так же влияет на структуру и свойства смазок (изменение размеров частиц и их ориентация), как и вводимые в смазку присадки и модификаторы структуры (смолы, нефтяные кислоты, поверхностно-активные вещества, кислородсодержащие соединения).
Качество пластичных смазок оценивают по показателям физико-химическим (вязкость, плотность, температура каплепадения, испаряемость, диэлектрическим, оптическим и некоторым другом свойствам) и эксплуатационным (прочностной и вязко-температурной, смазочной и герметизирующей способности и стойкости против окисления и коррозии).
Эксплуатационные свойства пластичных смазок. Прочностные свойства пластичных смазок оценивают пределом прочности — минимальной нагрузкой, при которой происходит необратимая сдвиговая деформация. При превышении предела прочности смазки начинают деформироваться, а при нагрузке ниже предела прочности они проявляют упругость как твердые тела. С повышением температуры в большинстве случаев предел прочности смазок уменьшается. Верхний температурный предел работоспособности смазок соответствует температуре, при которой предел их прочности приближается к нулю и смазки переходят из пластичного состояния в жидкое. Значение предела прочности и его зависимость от температуры в значительной степени определяют силы трогания в узлах трения, способность пластичной смазки
поступать к поверхностям трибосопряжений и удерживаться на них.
Предел прочности определяют различными методами: при сдвиге коаксиальных цилиндров или сдвигом смазки в оребренном капилляре или при вырывании из смазки шурупа или пластины. Для большинства пластичных смазок предел прочности при температуре 20 °C находится в пределах 100— 1000 Па.
Прочность пластичной смазки в производственных условиях часто определяется числом пенетра-ции, которое измеряется глубиной погружения в смазку конуса стандартной массы в течение 5 с и выражается в десятых долях миллиметра. Чем глубже погружение конуса, тем выше пенетрация и меньше прочность смазки. Число пенетрации смазок изменяется в пределах 170—420.
Вязкость пластичных смазок в отличие от вязкости масел зависит не только от температуры, но и от градиента скорости сдвига. С увеличением скорости сдвига вязкость резко снижается. Поэтому определяется, так называемая, эффективная вязкость при заданном градиенте сдвига. Для измерения вязкости применяют капиллярные и ротационные вискозиметры. Увеличение температуры приводит к снижению вязкости. В .условиях минимальных рабочих температур вязкость не должна превышать 2000 Па* с (при градиенте сдвига 10“1 с). Вязкостно-температурные свойства пластичных смазок выше, чем у масел, так как температура мало влияет на прочность структурного каркаса смазок. Повышение концентрации и степени дисперсности загустителя увеличивает вязкость смазок.
Тиксотропные превращения смазок или их механическая стабильность зависит от типа загустителя, размеров и формы его частиц, прочности связи между дисперсными частицами, а также от состава и свойств дисперсионной среды, наличия в смазке ПАВ, наполнителей и добавок. Механическая стабильность возрастает с увеличением концентрации загустителя для мыльных смазок с увеличением отношения длины волокон к их диаметру. Механическую стабильность пластичных смазок определяют в ротационном приборе — таксометре — по изменению механических свойств в процессе разрушения смазок или непосредственно после окончания разрушения и рассчитывают по изменению предела прочности смазки на рызрыв индекс разрушения и индекс тиксотропного восстановления К*.
Способность пластичных смазок удерживать масло в каркасе называется коллоидной стабиль-
Пластичные смазки
193
5. Основные характеристики смазок на кальциевых мылах
Смазка Вязкость, Па* с Противозадирные свойства Температурный диапазон применения, •с Примечание
-30 -с 20 °C Гк, И /•с.н
Гидратированные кальциевые смазки
Пресс-солидол С 500-2000 30-90 550-650 1750-2000 От —40 до 50
Солидол С 11500-3000 80-150 550-900 1750-2500 ”-30 ”60 Нерастворимы
Пресс-солидол Ж — 30-40 — — ”-40 ”50 в воде; низко-
Солидол Ж 700-1500 40-180 700-800 1580-1600 ”-30 ”70 температурные узлы трения (подшипники
Графитная УСсА 1400—2000 60-100 670-1000 2000-2500 ”-20 ”60
(4 % графита) качения и др.)
Контактная (30 % графита) — 200-400 790 4470 ” 0 ”60
ИП-1Л (летняя) 2000-4000 80-90 550-650 1600-2000 ”-10 ”70
ИП-13 (зимняя) 1000-2500 50-70 550-650 1600-2000 ”-15 ”65
ЦИАТИМ-208 — — — — ”-40 ” 100
Комплексные кальциевые смазки
ЦИАТИМ-221 При —50 °C 40-100 280-340 1100-1780 От—60 до 150 Высокая темпе-
400-700 ратурная стой-
Униол-1 1000-2000 40-80 800-1120 2240-3200 ” -30 ” 150 кость и смазочные свойства
Униол-2 При —15 "С 55 890 2820 ” -30 ” 150 Тяжелонагру-
700 женные уз-
Униол-ЗМ 500—800 40-60 900-950 2510 ” -50 ” 140 лы — зубчатые передачи, под-
Дисперсол-1 600 90 890 2820 ”-40 ” 100 шипники качения и скольже-
ВНИИ НП-207 600-1400 80-100 420 1780 ” -50 ” 180 ния, шарниры.
ВНИИ НП-214 При —40 °C 60 1000 5620 ” -70 ” 180 Недостаток —
(4 % графита, 3 % MoS2) 330 склонность к термоупрочне-
600-800 80-100 360 6310 ” -40 ” 180 нию
ВНИИ НП-219
(2 % MoS2)
ВНИИ НП-220 При —50 °C 40-65 280 3780 ” -60 ” 150
(3 % MoS2) 250-600
Обозначения: FK — нагрузка заедания; Fc — нагрузка сваривания.
ностью. Эта эксплуатационная характеристика смазок зависит от совершенства структурного каркаса, вязкости дисперсионной среды и технологии изготовления смазок (режим охлаждения). Чрезмерно большое выделение масла из пластичной смазки в процессе работы приводит к резкому упрочнению смазки и нарушает поступление ее к поверхности трения. Коллоидную стабильность оценивают методом механического отпрессовывают масла из некоторого объема смазки на прибо-
рах типа КСА при комнатной температуре в течение 30 мин (выражается в процентах и не должна превышать 30 %).
Важной характеристикой пластичных смазок является их химическая стабильность — стойкость против окисления кислородом воздуха, кислотами, щелочами. При окислении смазок происходит их разупрочнение, ухудшение коллоидной стабильности, смазочной способности, понижение температуры каплепадения. Особенно важна стойкость
7 Зак. 1113
194
Смазочные материалы
6. Основные характеристики смазок на натриевых и натриево-кальциевых мылах
Смазка Вязкость, Па* с Противозадирные свойства Температурный диапазон применения, -с Примечание
-15-С 20 °C гк, Н ^•н
Консталин-1 Консталин-2 ЯНЗ-2 1-13 лз-цнии ДТ-1 (4,5 % графита, 3 % MoS2) КСБ (10 % медной пудры, 3 % серы) НК-50 (самолетомоторная) (0,5 % графита) ИТ-текстильная Лейнерная ВЛ (графит) ВНИИ НП-228 ВНИИ НП-257 800-1500 800-1600 500-700 600-1000 При —30 "С 1100 При —30 °C 4000 1100 При —30 °C 1800-3500 При -30 °C 400-600 900 При —40 “С 400—1000 При -50 °C 200 100-200 100-200 80-150 100-200 100-200 90 200-300 200-750 50-80 110-130 При 0 °C 40-80 30 700-850 700-850 400-890 600-1120 800-1200 872 700 650-750 400 950-1000 2000 2000 2000-2240 1780-2250 2000-2250 2764 2250 2250-3550 1600 3780 От —20 до ПО ” -20 ” ПО ” -30 ” 100 ” -20 ” ПО ” —40 ” ПО ” -40 ” 120 ” -30 ” ПО ” -15 ” 150 ” -30 ” 80 ” -15 ” 120 ” -45 ” 150 ” -60 ” 150 Растворимы в воде; роликовые и шариковые подшипники различных механизмов
Обозначения: FK — нагрузка заедания; F- — нагрузка сваривания.
7. Основные характеристики смазок на литиевых мылах и их смесях
Смазка Вязкость, Па* с Противозадирные свойства Температурный диапазон применения, •с Примечание; область применения
-30 -с 20 °C Гк, Н FC,H
На литиевых мылах стеариновой кислоты
ЦИАТИМ-201 200-350 45-120 280-500 1000-1580 От —60 до 90
ЦИАТИМ-203 200-700 70-150 360-400 1580-2000 ” -50 ”100 Низкая меха-
ВНИИ НП-242 При —20 "С 140-240 700 2250 ” -30 ” 100 ническая
(2 % MoS2) 800-1600 стабильность;
Свинцоль-01 (10 % РЬ) 300 70 1000 2240 ” -60 ” 90 узлы трения, работающие
Свинцоль-02 (10 % РЬ) 230-400 40 890 2820 ” -50 ” 90 при низких температурах
ЛЗ-31 При -30 -С 1500-1800 160 670-790 1410-2240 ”-40 ” 120
На литиевых мылах 12-оксистеариновой кислоты
Литол-24 I 800-1500 I 80-120 I I 630-800 I 1600-2240 I I От —40 до 1301
Литол-459/5 | — — — — ” -40 ” 130 |
Пластичные смазки
195
Смазка Вязкость , Па* с Противозадирные свойства Температурный диапазон Примечание; область при-
-зо -с 20 °C Гк, Н FC,H применения, -с менения
Фиол-1 Фиол-2 Фиол-2М (2 % MoS2) Фиол-2У (5 % MoS2, 0,5 % полиэтилена) ЛСЦ-15 (17 % ZnO) ЛДС-1 Шрус-4 (MoS2, фторопласт) Зимол (фторопласт) Северол-1 ЛС-1П На смеси лити< №158 ЖРО ЖТКЗ-65 БНЗ-З ЦИАТИМ-202 На сме Лита ЭШ-176 Крон-1 600 1000 1200 1200-2000 1000-3000 При —40 "С 850-1000 1800 300-500 500-700 1600-2500 гвых мыл сте« 4500—6000 900-1500 300 При —20 "С 900-1200 800-1300 «и литиевых 800-1000 При —15 "С 1200-1800 120-500 50-100 80-120 80-120 140-180 80-160 160 200 80-170 80-100 30-100 ариновой и 80-150 200-300 70-150 65-180 50-100 мыл с твер. 85-115 180-350 30 600-800 600-800 650-900 790-890 710-890 890 1410-1580 500-900 1400 1000-1260 12—оксисгеа 600 350-450 550 530-710 дыми углевод] 630-890 500-700 1100-1400 1200-1400 1800-2000 1800-2000 1400-1780 2000 7500-10000 1580-3000 2250 2240-2500 риновой кисл 2000 1800-2000 1580 1580-2000 юродами (и п 1580-1780 2250-3550 ” -40 ” 120 От—40 до 120 ” -40 ” 120 ” -30 ” ПО ” -40 ” 130 ” -40 ” 120 ” -40 ” 120 ” -50 ” 130 ” -50 ” 120 ” -40 ”130 ют или касторов От —30 до 110 ” -40 ” 120 ” -30 " 100 ” -30 ” 1000 ” -40 *110 [рочими мыламт От —50 до 100 ” -25 ” 100 ” -60 ” 60 Высокая стабильность свойств во времени; узлы трения с широким интервалом температур, нагрузок и скоростей юго масла О
Обозначения: — нагрузка заедания; — нагрузка сваривания.
8. Критические температуры некоторых пластичных смазок [12]
Смазка ГОСТ, ТУ Лео- ‘С
М3 ОСТ 38 01145-80 30
ГОИ-54 ГОСТ 3276-89 115
ЦИАТИМ-201 ГОСТ 6267-74 90
ЦИАТИМ-203 ГОСТ 8773-73 190
ЦИАТИМ-221 ГОСТ 9433-80 280
Лмтол-24 ГОСТ 21150-87 160
Униол ГОСТ 23510-79 300
ВНИИНП-228 ГОСТ 12330-77 270
ВНИИНП-286 ТУ 38101181-77 280
ВНИИНП-274 ГОСТ 19337-73 300
против окисления для смазок, которые должны работать в узле трения без замены в течение ряда лет или при высоких температурах и в контакте с цветными металлами (Си, Sn, Pb и др.). Химическую стабильность оценивают при ускоренном окислении смазок под воздействием высокой температуры и катализаторов по кислотному числу, количеству и скорости поглощения кислорода, изменению структуры смазок. Для улучшения химической стабильности в смазки вводят анти-окислительные присадки (дитиокарбаматы, аминофенол и серосодержащие соединения).
Смазочную способность пластичных смазок — их антифрикционные, противоизносные и противозадирные свойства оценивают методами, применяемыми в этих целях для смазочных масел.
196
Смазочные материалы
9. Консервационные смазки
Марка Состав Область применения
ПВК Сплав петролатума, церезина и вязкого минерального масла с присадкой МНИ-7 Недостаток — потеря подвижности при температуре ниже —10 °C. Обладает высокой водостойкостью и стабильностью, низкой испаряемостью, обеспечивает хранение до 10 лет
ГОИ-54п Масло МВП загущенное церезином с присадкой МНИ-7 Работоспособность до —50 ’С. Защита механизмов и приборов, работающих на воздухе
ВТВ-1 Маловязкое индустриальное масло, загущенное смесью церезина и парафина с добавкой полиизобутилена и присадки МНИ-7 Клеммы аккумуляторов автомобилей ,
ВНИИСТ-2 (полужидкая) Консервационное масло НГ-204у с наполнителями Наземные трубопроводы
Мыльные смазки АМС Цилиндровое масло, загущенное алюминиевыми мылами стеариновой и олеиновой кислот Механизмы морских судов, имеющих прямой контакт с морской водой
ЗЭС Вязкое масло, загущенное смесью алюминиевых мыл синтетических жирных кислот и петролатума Линии электропередач и другая высоковольтная аппаратура
39у Смесь нигрола, гудрона, церезина и фракции синтетических жирных кислот выше с20 Канаты рудничных, буровых подъемно-транспортных машин
Классификация и назначение пластичных смазок. По назначению различают пластичные смазки: 1) антифрикционные для снижения трения и изнашивания деталей машин и механизмов; 2) уплотнительные для герметизации узлов трения, сальников, зазоров и др.; 3) консервационные для предохранения металлических конструкций от коррозии; 4) специального назначения (фрикционные, приработочные и др.).
Смазки классифицируют и по составу смазочного материала. Так, по типу загустителя их делят на органические (загустители — мыла, твердые углеводороды, пигменты, некоторые кристаллические полимеры) и неорганические (загустители — селикагель, бентонит, сажа и др.). Мыльные смазки в свою очередь делят на кальциевые, натриевые, литиевые, бариевые, алюминиевые. Кроме того, в зависимости от состава жиров, используемых для изготовления мыльных загустителей, различают смазки на синтетических жирных кислотах и природных жирах, а также технических жирных кислотах (стеариновой и др.).
Антифрикционные пластичные смазки широко применяют для смазывания подшипников качения и скольжения, зубча
тых, винтовых и цепных передач, шарниров, плоских направляющих, электрических контактов и многих других механических систем и конструкций. Подразделяют на смазки общего и специального назначения. В общей группе выделяют смазки для невысоких температур (до 70 °C) и для повышенных температур (до 120 °C и выше). Специальные антифрикционные смазки делят на термостойкие (150 °C и выше), морозостойкие (—40 °C и ниже), а также на противозадирные и противоизносные и на химически и. радиационно стойкие. Характеристики антифрикционных пластичных смазок с указанием области применения приведены в табл. 5—7 [1, 11]. Критические температуры, характеризующие предел антифрикционных свойств некоторых смазок при испытании на четырехшариковой машине температурным методом по ГОСТ 23.221—84, приведены в табл. 8 [12].
Консервационные пластичные смазки. Для длительного предохранения металлов от коррозии консервационные смазки должны обладать следующими свойствами: химической инертностью по отношению к металлу (т.е. не вызывать коррозию), малой проницаемостью для коррозионно-агрессивных веществ, водо
Твердые смазочные материалы
197
стойкостью, высокой химической и коллоидной стабильностью, хорошей адгезией к поверхности в широком диапазоне температур. Защитный эффект консервационных смазок определяют в основном два фактора — механическая изоляция поверхности металла от влаги и кислорода воздуха и торможение электрохимических процессов коррозии в результате ингибирующего действия компонентов смазки, т.е. сопротивление току коррозии, возникающему в результате анодной или катодной поляризации металла под тонким слоем смазки.
Ассортимент консервационных смазок сравнительно невелик (табл. 9) [3]. Наибольшее применение имеют углеводородные смазки с низкой температурой плавления (40—75 °C), что позволяет наносить их на поверхность в расплавленном виде окунанием детали в расплав или методом распыления. Недостаток большинства углеводородных смазок — ограничение применения при температурах выше 50 °C.
3. ТВЕРДЫЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ
Твердые смазочные материалы (ТСМ) применяют в условиях, когда реализуется режим граничной смазки и происходит непосредственно контактирование металлических тел. Такие условия возникают при действии высоких нагрузок, при малых скоростях или при повышенных температурах. Твердые смазки способны понижать трение и износ путем разделения тел, находящихся в относительном движении. Тонкий слой твердого смазочного материала, отличающийся легкостью сдвига и высокой несущей способностью, предотвращает прямой контакт трущихся поверхностей. Этот слой способен выравнивать поверхности, заполняя поверхностные микровпадины, что приводит к более равномерному распределению нагрузки вдоль сглаженной поверхности контакта.
Твердые смазочные материалы используют в виде свободного порошка, покрытий, присадок к жидким и пластичным смазкам, а также в виде прессованных таблеток и брикетов для использования в качестве смазывающих карандашей в ротапринтных узлах трения. ТСМ используют в составе композиционных самосмазывающихся материалов, применяемых в виде узлов трения, изготовляемых методами порошковой металлургии. В качестве твердых смазок применяют халькогениды тугоплавких металлов, фториды кальция и церия, ио-
10. Свойства твердых смазочных материалов
Характеристика Графит M0S2 ПТФЭ
Цвет Черный Черный Белый
Плотность, г/см^ 2,25 4,8 2,2
Коэффициент трения: в статике в динамике 0,2 0,05 0,2 0,02 0,05 0,02
Термостойкость, ’С 600 400 310
Химическая стойкость Высокая Низкая Высокая
Продукты разложения Газы Твердые вещества Газы
дцд серебра, графит, мягкие металлы (Ag, Pb, Sn), полимеры (нейлон, ПТФЭ и др.). Наиболее распространенными ТСМ являются дисульфид молибдена, графит и ПТФЭ или фторопласт. Сравнительные свойства этих материалов приведены в табл. 10. Благодаря своей химической природе M0S2 и графит в результате взаимодействия с поверхностью металла образуют прочную пленку. Из всех известных твердых смазочных веществ ПТФЭ имеет самый низкий коэффициент трения. При скольжении по поверхности, смазанной ПТФЭ, отсутствует скачкообразное движение. ПТФЭ теплоустойчив и химически инертен до температуры 310 °C. Поэтому ПТФЭ используют как покрытие в агрессивных средах, как подшипниковый материал, как покрытие и как сухую смазку. Преимущество ПТФЭ по сравнению с M0S2 и графитом — неспособность пачкать другие материалы связана с присущей ему слабой адгезией. Эта же особенность является недостатком, так как пленка ПТФЭ имеет низкую прочность сцепления с поверхностью металла и легко выдавливается из контакта. Низкая несущая способность натертых пленок ПТФЭ ограничивает их применение в узлах трения.
M0S2 — ПОР°ШОК» диссоциирует в вакууме при температуре 1600 °C, имеет твердость 20 HV, теплопроводность 0,13 Вт/(м* °C) при 40 °C и 0,19 Вт/(м* °C) при 400 °C, температурный коэффициент линейного расширения в базисной плоскости 10,7-10"”6 коэффициент трения 0,03— 0,06. На воздухе M0S2 сохраняет смазочные свойства в температурном диапазоне от криогенных температур до 400 °C, а в неокислительной среде — при значительно более высоких температурах. При высоких удельных нагрузках M0S2 сохраняет смазочные свойства, демонстрируя высо
198
Смазочные материалы
кую несущую способность. Так, например, при удельной нагрузке 3450 МПа в контакте оставалась пленка M0S2 толщиной 1,2 мкм.
Графит — минерал, одна из полиморфных модификаций углерода, твердость по Моосу 1—2, на ощупь жирный, хорошо проводит электричество, отличается высокой термостойкостью, поэтому широко применяется в качестве высокотемпературного ТСМ. Температура плавления ~ 3800 °C. При температуре 2000 °C становится пластичным, выше температуры 400 °C начинает окисляться. Механизм смазочного действия графита связывается с наличием физически сорбированных молекул воды и других веществ, испарение которых приводит к потере графитом смазочных свойств. Для улучшения смазочных свойств графита в условиях, когда граничные слои отсутствуют (сухой воздух, вакуум), предлагается вводить в состав графита различные соединения, которые способны в этих условиях испаряться или разлагаться с выделением веществ, сорбирующихся на поверхности трения. Повышение смазочных свойств слоистых веществ, в том числе графита и M0S2* при добавлении определенных соединений обусловлено внедрением атомов или молекул веществ, так называемых интеркалянтов, между плоскостями слоистых твердых тел, вызывающих образование химических соединений, в результате чего расстояние между плоскостями слоистых веществ увеличивается, происходит ослабление сил Ван-дер-Ваальса (снижение межплоскостной энергии связи) и осуществляется более легкое скольжение одной атомной плоскости по другой. Метод интеркаляции открывает пути для создания ТСМ с заданными свойствами, с повышенной износостойкостью, низким коэффициентом трения и высокой несущей способностью.
ТСМ обладают рядом преимуществ по сравнению с традиционными смазочными материалами. M0S2 и графит обладают высокой несущей способностью, превышающей предел текучести большинства металлов. Они предотвращают фреттинг-из-нос при вибрационном контактировании. ТСМ в процессе работы не требуют обслуживания. Пленки ТСМ эффективны при малых скоростях скольжения и высоких нагрузках, когда гидродинамика не действует. Применение ТСМ не связано с проблемами, возникающими при использовании жидких смазочных материалов. ТСМ можно применять при высоких температурах; они мало подвержены действию загрязнений или пыли. ТСМ эффективны при использовании в механизмах, работающих с частыми остановками или длительно
простаивающих. Применение ТСМ позволяет избежать схватывания трущихся поверхностей в узлах трения, совершающих колебательные движения с небольшими амплитудами в условиях фреттинг-коррозии.
Наряду с преимуществами ТСМ отличаются повышенным изнашиванием, низкой теплопроводностью и сравнительно невысокой долговечностью. Эффективность ТСМ снижается при высоких скоростях скольжения из-за значительного выделения теплоты при трении. Пленка ТСМ не обеспечивает демпфирования при действии вибрационных нагрузок. При царапании и повреждении пленки ТСМ часть ее полностью удаляется и ее уже нельзя восстановить, если не происходит "залечивание”. Ресурс ТСМ зависит от толщины смазочной пленки и условий работы. Значительный интерес представляют исследования методов восстановления изношенного слоя ТСМ. К таким методам относятся ротапринтный и магнито-порошковый методы смазки.
4. ТВЕРДЫЕ СМАЗОЧНЫЕ ПОКРЫТИЯ
Твердые смазочные покрытия (ТСП) начали разрабатывать для удовлетворения нужд авиационно-космической промышленности. ТСП со связующими — это продукт, использующий специфические смазочные свойства различных ТСМ. ТСМ находится в матрице связующего вещества и играет роль активного наполнителя, определяющего антифрикционные свойства ТСП. Связующее непосредственного участия в смазочном действии не принимает, однако его свойства влияют на эксплуатационные свойства ТСП, особенно на температурные пределы его применения. Основная функция связующего —• препятствовать удалению ТСМ в результате сдвиговых деформаций. Кроме того, связующее обеспечивает защиту от коррозии. Повышение адгезии ТСП к основе — одно из основных направлений совершенствования технологии производства ТСП.
ТСП со связующими могут смазывать узлы трения, работающие в широком температурном диапазоне (от —186 ’С до +540 ’С). Несущая способность ТСП очень высокая и может достигать 720 МПа. Многие ТСП обеспечивают низкий коэффициент трения, который снижается при увеличении действующей нагрузки. ТСП после нанесения подвергается отверждению. Температура и время отверждения зависят от состава ТСП. Разработаны ТСП, отверждающиеся при комнатной*
Ротапринтная смазка
199
температуре, очень удобные для проведения восстановительного ремонта в полевых условиях. В качестве твердых смазочных наполнителей, содержащихся в составе ТСП, часто используют M0S2 и графит в количествах от 80 до 90 % M0S2 и от 10 до 20 % графита. Распространенным смазочным наполнителем является также ПТФЭ. Для высокотемпературных ТСП используют фтористый графит, для электропроводных ТСП — NbSe. ТСП могут содержать порошкообразные металлы РЬ, Sn, In, Ag, Zn и др. Успешное применение ТСП связано с комплексом свойств базового материала, материалов, входящих в состав ТСП, условий предварительной подготовки основы, нанесения и отверждения. 80 % всех случаев неудачного применения ТСП связано с плохим нанесением и подготовкой поверхности перед нанесением.
В качестве полимерных связующих для ТСП применяют органические смолы, обладающие высокой адгезией и высоким сопротивлением абразивному изнашиванию и царапанию. Наиболее пригодными для использования в качестве связующих ТСП по своим физическим и механическим свойствам (химическая и температурная стойкость, поверхностная адгезия, сопротивляемость к действию растворителей, твердость, хрупкость, стойкость при абразивном изнашивании и др.) являются эпоксидные, фенольные, полиамидные смолы. Акриловые смолы удобны, так как могут отверждаться на воздухе, однако они отличаются 'высокой хрупкостью.
Неорганические связующие применяют в специальных случаях, например при высоких температурах или в среде кислорода. Стекла и силикаты, применяемые в качестве связующих, обладают инертностью в агрессивных средах, высокой твердостью и теплостойкостью, однако недостаточно пластичны. Более высокой пластичностью обладают получающие распространение фосфаты и хроматы.
Для правильного применения ТСП важно, чтобы контуры участка с покрытием находились за пределами площадки контакта. В противном случае ТСП при входе и выходе из зоны контакта интенсивно разрушается. Участки с острыми углами не должны входить в контакт с поверхностью ТСП, так как они могут вызвать локальное разрушение ТСП. Предпочтительнее использовать ТСП в условиях скольжения, а не в условиях качения. Лучше наносить ТСП на обе поверхности контактирующих деталей. В узлах трения с ТСП необходимо предусматривать возможность рассеяния теплоты, возникающей при трении, так как ТСП, в отличие
от жидкой смазки, не обладает способностью отводить теплоту из зоны контакта.
Адгезия ТСП к основе существенно зависит от предварительной подготовки поверхности перед нанесением покрытия. Для устранения загрязнений при нанесении ТСП применяют обезжиривание. Максимальное сцепление покрытия с основой достигается в результате увеличения собственно адгезии и механического сцепления. Для повышения механической связи покрытия с основой необходимо образование заданного микрорельефа поверхности. Шероховатость улучшает условия растекания жидкого вещества в процессе нанесения, повышая тем самым адгезию к поверхности. Шероховатость можно создавать химическим путем (анодированием, фосфатированием, травлением и т.д.) и механическим (пескоструйная обработка). Оптимальной считается шероховатость Ra « «1,25 + 0,63 мкм, полученная при обработке абразивом определенной зернистости (100— 150 мкм). При уменьшении размера зерна абразива уменьшается шероховатость поверхности, а с ней и доступная удельная поверхность, что приводит к ухудшению механической связи покрытия с основой и более быстрому его разрушению.
Износостойкость ТСП повышается при нанесении промежуточного слоя различных металлов и сплавов газотермическими методами.
5. РОТАПРИНТНАЯ СМАЗКА
Ротапринтный метод смазки (РМС) известен как перспективный способ повышения работоспособности узлов трения, работающих в условиях, кода традиционные методы смазки неэффективны. РМС находит применение в ряде отраслей техники в подшипниках качения с самосмазывающимися сепараторами, в подшипниках и направляющих скольжения, в подпятниках и в зубчатых передачах и т.д. (2, 4, 5, 7].
Преимущество РМС перед наиболее распространенным способом применения смазывания твердым смазочным покрытием в том, что в процессе работы ротапринтного узла обеспечивается непрерывная подача твердой смазки и тем самым существенно увеличивается общая долговечность узла трения. На рис. 4 приведены схемы применения РМС в подшипнике скольжения и в направляющих станков.
Перспективы применения^МС связаны с расширением диапазона рабочих характеристик ротапринтных узлов трения, повышением их долго-
200
Смазочные материалы
Рис. 4. Схемы применения ротапринтного метода смазки:
а — в подшипнике скольжения: 7 — брикет твердого смазочного материала; 2 — подшипниковый материал; 3 — вал; б — в направляющих станков: 1 — каретка; 2 — станина; 3 — брикет твердого смазочного материала
вечности, нагрузочной способности и увеличением температурного диапазона их работы.
Износостойкость ротапринтного узла трения определяется свойствами перенесенной в процессе трения пленки твердой смазки. На ее свойства влияет: режим работы узла трения, окружающая среда, температура, соотношение нагрузок на смазывающий элемент и несущие элементы узла трения, микрогеометрия поверхностей трения и др. На рис. 5 показаны результаты испытаний, проведенных на машине трения палец — кольцо [20] при скорости скольжения 3 м/с, нагрузке 70 Н. Сравниваются результаты применения ТСМ (Мо$2' графит, ПТФЭ) в виде прессованных брикетов (7) и в виде порошка (2). Наименьший износ образца подшипникового материала получен при использовании брикетированных ТСМ.
Смазочное действие ротапринтного метода обеспечивается в результате переноса смазочной плен-
Путь трения
Рис. 5. Объемный износ подшипникового материала при смазывании прессованными брикетами твердых смазочных материалов (7) (О — MoS2, □ — графит; д — ПТФЭ) и порошками (2) (• — MoS2; — графит; * — ПФТЭ; Ф — парафин), смешанными с вазелиновым маслом
ки, т.е. смазывания с участием третьего тела. В процессе трения на поверхности контртела образуется пленка твердой смазки толщиной 1—2 мкм [7]. Периодически на поверхности трения появляется зеркальный блеск с последующим образованием местных вздутий — пузырей, происходит их последующее разрушение и образование участков с отслоившейся твердой смазкой. После отслаивания поврежденная смазочная пленка восстанавливается; процессы разрушения и "залечивания” повторяются и сопровождаются изменением толщины перенесенной пленки и степени ее ориентации относительно поверхности трения.
Смазочный материал, применяемый в ротапринтных узлах трения, должен обеспечивать образование смазочной пленки, обладающей высокой несущей способностью и износостойкостью вследствие высокой адгезионной и когезионной прочности перенесенной пленки. Повышение адгезионной прочности возможно за счет механического и физико-химического взаимодействия материала твердой смазки с материалом контртела (особенно при участии химически активных добавок и при действии высоких температур). Создание на поверхности контртела шероховатости с развитыми впа
Магнитные смазочные материалы
201
динами и углублениями (например, травлением или фосфатированием) способствует образованию прочного перенесенного смазочного слоя.
В шарикоподшипниках смазка дорожек качения и шариков осуществляется путем переноса на них материала сепаратора, изготовленного из самосма-зывакиДегося композита.
Выход из строя приборных подшипников связан с разрушением сепараторов, вызванным высокой температурой, развиваемой при трении. Поэтому пр проектировании узлов трения, работающих в условиях повышенных температур, осуществляют подбор материала смазывающего элемента с учетом его теплостойкости [5, 7].
В подшипниках скольжения ротапринтные вкладыши из АСП (см. с. 297) или других самосмазывающихся материалов установлены в углублениях, выполненных в шейке вала, и прижимаются к смазываемой поверхности центробежной силой. Такое решение; позволяет значительно повысить нагрузочную способность узла, увеличить его ресурс.
Достоинства конструкций подшипников с РМС заключается в том, что они мало чувствительны к перекосам осей валов, простоты в изготовлении, дешевы, монтаж и пригонка деталей при сборке узлов нетрудоемки.
В зубчатом зацеплении для смазки используют шестерни из самосмазывающихся материалов, не передающие рабочей нагрузки. Повышение эффективности ротапринтных зубчатых передач может быть достишуто при увеличении числа смазывающих шестерен и выборе оптимальных нагрузок, а также правильным подбором материалов шестерен с учетом условий работы передачи [4].
РМС применяют для исключения автоколебаний при трении, что имеет большое значение для повышения точности измерений и позиционирования в координатно-измерительных машинах и рото-технических системах.
Применение самосмазывающихся материалов в узлах трения ограничивается их недостаточной теплопроводностью и небольшой прочностью по сравнению с металлическими материалами, кото- • рые склонны к схватыванию. Сочетание самосмазывающихся и металлических материалов в единой конструкции позволяет осуществить принцип РМС путем прерывистых металлополимерных поверхностей [7]. Такие поверхности можно создать подшипниках скольжения, на штоках гидравлических и пневматических механизмов, направляющих станин и кареток металлорежущих станков, гайках больших размеров, плунжерных парах, поршнях насосов и щдроцилин-Дров и др.
6. МАГНИТНЫЕ СМАЗОЧНЫЕ МАТЕРИАЛЫ
Созданные магнитные смазочные материалы открывают новые возможности в повышении качества машин по нагрузкам, скоростям и температурам. Дальнейшее развитие этого направления связано с совершенствованием технологии создания стабильных магнитных смазочных материалов и разработкой магнитных систем подачи смазки.
Выбор материалов, конфигурации деталей, общей компоновки механизма должен быть направлен на формирование между сопряженными телами мапштных полей такой структуры, чтобы обеспечивалась непрерывная подача на поверхности трения смазочного материала и циркуляция его внутри механизма.
Сопрягаемые детали трения (или, по крайней мере, одну из них) следует выполнять из ферромагнитный материалов. На механизм необходимо накладывать магнитное поле. Составные части механизма должны быть скомпонованы так, чтобы они составляли замкнутый магнитный контур, в пределах которого формируются неоднородные поля, возрастающие в направлении поверхностей трения. При соблюдении этих условий на магнитоактивные частицы смазки, находящиеся в пространстве между деталями трения, будет действовать магнитная сила, стремящаяся перемещать их в зону фрикционного контакта. Этот эффект базируется на физическом явлении, когда на ферромагнитное тело в неоднородном постоянном магнитном поле действует сила, равная произведению MVH, где М — магнитный момент тела, VH — градиент напряженности поля в точке расположения тела (М 11 Я). Кроме этой силы к такому движущемуся телу будут приложены сила тяжести, инерционная сила и сила вязкого сопротивления со стороны окружающей среды- В случае, если суммарный вектор этих сил направлен в сторону зоны фрикционного контакта твердых тел, то и само тело будет перемещаться в этом направлении. На рис. 6 на примере зубчатых передач представлены некоторые принципиальные схемы узлов трения с магнитной системой смазки.
Известны магнитные жидкие и порошкообразные смазочные материалы. Магнитные жидкие смазочные материалы представляют собой устойчивые коллоидные растворы супердисперсных твердых частиц (магнетит, железо, никель и др.) в жидкости-носителе (углеводороды, кремнийорга-
202
Смазочные материалы
Рис. 6. Схемы зубчатых передач с магнитной системой смазки:
а — внешнее расположение магнита; б — внутренние расположение магнита; в и г — принципы регулирована подачи смазочного материала; 1 — картер; 2 — зубчатые колеса; 3 — смазочный материал;
4 — магнит
нические, фторорганические масла, вода и др.) с добавлением поверхностно активных стабилизирующих веществ. Твердые частицы имеют размеры порядка 10—15 нм, однодоменную структуру и магнитный момент М - VJ, где V и J — объем и намагниченность частицы соответственно. При отсутствии внешнего поля магнитные моменты отдельных частиц вследствие теплового броуновского движения распределены хаотично и суммарная намапшченность магнитной жидкости равна нулю. Внешнее магнитное поле ориентирует моменты отдельных частиц так, что магнитная жидкость при определенных значениях Н намагничивается до насыщения - SMs, равной сумме моментов частиц в единице объема жидкости.
Вязкость магнитных жидких смазочных материалов ЗавИСИТ ОТ ВЯЗКОСТИ ЖИДКОСТИ-НОСИТеЛЯ Т]д, объемной концентрации твердых частиц <р и внешнего магнитного поля. В отсутствие внешнего поля при малых концентрациях, когда относительное содержание твердой фазы в единичном объеме среды ф не превышает 0,01, магнитные жидкости ведут себя как ньютоновские жидкости, подчиняясь уравнению
Л = ло<1 + 2,5ф).
С увеличением концентрации частиц их влияние на вязкость коллоида растет и может быть описано формулой
П
ло ехр
2,5рф+2,7(рф)^ , 1 —0,б09рф ,
где р — коэффициент, не зависящий от концентрации твердой фазы.
Практически вязкость магнитных жидкостей с умеренной концентрацией твердой фазы может возрастать в 5—8 раз по сравнению с вязкостью основы. Наложение внешнего поля способствует дальнейшему возрастанию этого параметра.
Технология изготовления магнитной жидкости включает два одновременно протекающих процесса: получение магнитных частиц коллоидных размеров и стабилизацию их в жидкой основе вследствие образования адсорбционных слоев на поверхности твердых частиц. Например [16], методом химической конденсации получают магнитные
Магнитные смазочные материалы
203
II. Физические свойства магнитных жидкостей при 25 ’С
Жидкая основа Намагниченность к^/м Плотность Р- кг-13. кг/м° Вм-КОСТЬ *, Па-с Температура затвердев^ НИЯ , •с Температура кипения , •с Поверхностное натяжение, Н/м Теплопроводность Вт/ (м--°С) Объемная теплоемкость (с-10-*, Дж/ (м*х х°С) Коэффициент линейного рас-ширен-ния * р- ю4, •С"1
Этилгексиловый эфир азелаино-вой кислоты 15,90 1,185 0,075 -37 149 — — — —
Углеводороды 15,90 31,80 1,05 1,25 0,003 0,006 5 8 77 77 0,028 0,028 0,15 0,15 1,715 1,840 9,0 8,6
Фторалкиловый полиэфир 7,96 2,05 2,500 -34 183 0,018 0,20 1,966 10,6
Эфир кремниевой кислоты 15,90 31,80 47,70 1,15 1,30 1,40 0,014 0,030 0,035 -56 -56 -56 149 149 149 0,026 0,026 0,021 0,31 0,31 0,31 3,724 3,724 3,724 8,1 8,1 8,1
Вода 15,90 31,80 1,18 1,38 0,007 0,010 о о Ли! 2б’6 26*6 0,026 0,026 1,40 1.40 4,184 4,184 5,2 5,0
Полифениловый эфир 7,96 2,05 7,500 10 260 — — — —
Измерена при отсутствии магнитного поля при у > 10 с""1. 1 Соответствует значению п - 100 Па- с. ” при давлении 133 Па. * Среднее значение в интервале 25—94 ’С. $ Точка замерзания. ° При давлении 3,2 кПа.
жидкости на основе магнетита путем смешивания 10 %-ных водных растворов солей FeC^^^O, РеС1з*6Н2О с водным раствором аммиака NHjOH. В процессе реакции в осадок выпадает монодисперсный (размер частиц d 8 10 нм) Ре^Од. Далее магнетит нагревают для отделения воды, а затем в полученную суспензию вводят стабилизатор-олеиновую кислоту и жидкую основу. Образовавшаяся магнитная паста затем может быть растворена в любом количестве жидкого носителя.
Получены магнитные жидкие смазочные материалы на углеводородной (керосин, турбинные, индустриальные, вазелиновые, вакуумные нефтяные масла), кремнийорганической (полифенилме-тилсилоксан), фторорганической и водной основах. Физические свойства некоторых известных магнитных жидкостей при температуре 25 ’С представлены в табл. 11 [16].
Магнитоактивные порошкообразные смазочные материалы представляют собой смесь мелкодисперсных твердосмазочных материалов с ферромаг
нитными частицами. Выбор исходных компонентов для таких материалов, а также конструкционных материалов для изготовления деталей трения, должен проводиться с учетом следующих факторов.
Ферромагнитными свойствами обладают чистые металлы Fe, Со, Ni, Cd, Er, некоторые сплавы неферромагнитных элементов, а также большинство сталей и сплавов железа. На магнитное состояние тел в слабых и средних магнитных полях оказывают влияние величина зерна, форма и распределение структурных составляющих, фазовый состав, механические напряжения, интенсивность пластической деформации. Даже такой классический ферромагнетик, как железо, в зависимости от типа решетки может быть ферромагнетиком и парамагнетиком; например, феррит — ферромагнитен, аустенит — парамагнитен.
По свойствам твердых материалов с упорядоченным магнетизмом лишь ориентировочно можно судить о том, какими магнитными свойствами будет обладать вещество в порошкообразном состо
204
Смазочные материалы
янии. Существенным параметром в этом случае является размер частиц. С его уменьшением снижается магнитная проницаемость, а коэрцитивная сила вначале растет, а по достижении определенного размера частиц начинает падать.
Изменение размера частиц твердого смазочного материала также влияет на его свойства: чем меньше размер частицы, тем больше ее удельная поверхность и тем более она активна вследствие поверхностной энергии. Но значительное уменьшение размера частиц не всегда желательно. Сверхмалые частицы легко агрегируются и такую спонтанную коагуляцию трудно предотвратить.
Намагниченность частиц зависит от физических свойств материала, их формы и напряженности внешнего поля. Учитывая влияние формы тела на результирующее магнитное поле внутри частицы, нет необходимости стремиться беспредельно повышать исходные магнитные характеристики материалов. Достаточно, чтобы их относительная магнитная проницаемость р. была не ниже 30—40. Более предпочтительной является продолговатая форма частиц. В процессе приготовления смазочных материалов желательно введение технологических операций, способствующих однонаправленной ориентации удлиненных ферромагнитных частиц. Такой операцией может бйть наложение магнитного поля на прессуемую порошкообразную смазочную смесь, когда частицы стремятся развернуться вдоль силовых линий и сгруппироваться в цепочки. Материалы ферромагнетиков должны быть по возможности более пластичными, чтобы свести к минимуму эффект их абразивного воздействия на поверхности деталей трения.
Температурная стойкость магнитных порошковых смазочных материалов является одним из наиболее важных их достоинств. Она определяется соответствующими свойствами исходных компонентов. Достоинства твердых смазочных материалов в этом отношении очевидны. Они сохраняют служебные свойства, не окисляясь на воздухе, при температурах (300—450 °C) и не разлагаясь в вакууме и инертных газовых средах (до 700— 1400 °C).
Температуростойкость ферромагнетиков характеризуется точкой Кюри Ur) — температурой, выше которой область спонтанного намагничивания (домены) в материалах разрушается, превращая их в парамагнетики. Намагниченность, остаточная индукция и коэрцитивная сила уменьшаются с повышением температуры и приближаются к нулю вблизи Для большинства ферромагнитных элементов и их бинарных сплавов значения
этих температур достаточно велики, что позволяет создавать магнитные смазочные материалы с высокими температурными пределами. Действительно, точка Кюри равна, °C: 358 для Ni; 770 для Fe; 1331 для Со; 970 для FeCo; 213 для Fe^C; 500 для Fe^Al; 920 для С02Р; 815 для GdCoy Относительно высокими являются температуры, до которых смазочные материалы сохраняются в исходном состоянии в смеси с металлами, не вступая в реакции между собой в твердофазном состоянии. Так, для ряда перспективных систем
(Ni - WSe2; Ni - NbSe2; Ni - TaSe2;
Co — NbSe2; Co — TaSe2; Ni — MoS2)
эти температуры находятся в пределах 600-900 °C.
Магнитные свойства порошкообразных смазочных материалов зависят от состава и соотношения исходных компонентов, а также от плотности материала, получаемого в результате предварительной опрессовки его давлением. При исследовании магнитных свойств порошкообразных смесей [MoS2 + Ni], [MoSe2 + Ni] с объемными соотношениями смазка — ферромагнетик, равными 1:1; 2,5:1; 5:1, а также порошков Ni, MoS2, MoSe2 установлено, что материалы на основе дисульфида молибдена и диселенида молибдена при равном количестве находящегося в них никеля имеют одинаковые магнитные свойства и с увеличением напряженности магнитного поля в диапазоне 400—3000 А/см магнитная проницаемость смесей р. уменьшается (рис. 7). Коэффициент объемного наполнения смазки рс - УС/(УС + Уф), где Ус и Уф — объемы, занимаемые смазочным материалом и ферромагнетиком. На рис. 8 для
Рис. 7. Зависимость магнитной проницаемости магнитопорошковых смазочных материалов от коэффициента объемного наполнения смазки рс при различных значениях напряженности магнитного поля Я, А/см: /- 400; 2 -1200; 3-3000
Магнитные смазочные материалы
205
Рис. 8. Зависимость магнитной проницаемости смазочного материала [MoSj+Ni] и интенсивно-ста изнашивания пары трения 20X13—20X13 (80 НВ) от [ц (вторая ось) определено при Я-500 А/смТ
материала. [Мо$2 + Ni] с различными коэффициентами объемного наполнения Рф “ V(lc+V приведено изменение магнитной проницаемости ц (при В - 0,05 Тл) и интенсивности износа J. Данные по износу получены на роликовых образцах из стали 20X13 с твердостью 80 НВ при окружных скоростях образцов V| - 138 см/с, V2 “ ПЛ см/с, нагрузке N - 495 Н, магнитная индукция В --0,03 +0,05 Тл.
Триботехнические характеристики порошкообразных магнитоактивных смазочных материалов [M0S2 + Ni; 3:1]; [MoSe2 + + Ni; 3:1]; [MoS2 + Fe; 10:1]; [MoS2 + Co; 5:1]; [M0S2 + Co; 4:1]; [M0S2 + никель — марганцевый феррит; 4:1] имеют ряд общих свойств, которые можно продемонстрировать на примере [M0S2 + +Ni; 3:1]. Испытания проводили на роликовых образцах диаметром 44 мм, шириной 5 мм, при В -- 0,03 + 0,05 Тл в середине зазора высотой 5 мм; полюс магнита — роликовый образец.
С ростом нагрузки и скорости скольжения в диапазоне 0 < F < 735 Н, 0 < v < 1,5 м/с для данного смазочного материала коэффициент трения скольжения плавно снижается с 0,125 до 0,091. Оптимальное соотношение Ni и M0S2 находится в пределах 0,08 < Рф < 0,32 (рис. 9). При рф < 0,08 смеси имеют недостаточно высокие магнитные свойства и плохо перемещаются магнитным полем при В до 0,1 Тл. При Рф > 0,32 избыточное количество никеля в смеси снижает ее смазочные свойства, что приводит к относительно высокому коэффициенту трения, слабой адгезии к поверхности трения и отсутствию плавности в работе трибосопряжения.
Рис. 9. Зависимость коэффициента трения образцов из стали 20X13 от рА в смазочом материале [MoS2 + Ni] *
Рис. 10. Зависимость интенсивности изнашивания материалов от твердости:
О - 20X13; О - ЗОХГСА; • - сталь 45; д -40Х; v- 12ХНЗА
Общий момент для всех отмеченных выше материалов — несколько повышенное значение коэффициента трения в начальной стадии работы узла. В течение первых минут работы f снижается на 20—100 %, после чего принимает устойчивое постоянное значение.
Повышенное значение коэффициента трения в начале испытаний определяется фрикционными свойствами дисульфида молибдена, входящего в состав магнитоактивного смазочного материала. Это явление известно под названием ”стоп-эф-фекта” и характерно для большинства слоистых смазочных материалов, а у M0S2 оно выражено наиболее отчетливо.
Влияние твердости. С увеличением твердости поверхностей трения их износ уменьшается, причем для смазочного материала [M0S2 + + Ni; 3:1] при твердости поверхностей 35—40 HRC он резко снижается, стремясь к нулю (рис. 10; роликовые образцы). Значение коэффициента
206
Смазочные материалы
трения практически не зависит от твердости материала подложки.
Частицы ферромагнетика, входящее в состав смазочного материала, так же как и частицы слоистых материалов, при расположении базисными плоскостями перпендикулярно к поверхности трения шаржируют материал основы на тех участках, где отсутствует сплошная поверхностная пленка. Интенсивность изнашивания в этом случае зависит от соотношения твердостей порошкообразных частиц Н| и поверхностей трения Н2* По-видимому, с ростом твердости материала образцов выполнялось условие (полученное М.М. Хрущевым и М.А. Бабичевым) * 1,3), в результате
чего износ снижался.
Влияние температуры на свойства магнитопорошковых смазочных материалов проявляется двояко. При нагреве смазочных композиций утрачиваются магнитные свойства, когда достигается ферромагнитная точка Кюри (^); для ферромагнитной составляющей — это первая критическая температура . Порошковые смеси при определенной температуре могут потерять смазочные свойства вследствие химического разложения твердой смазочной компоненты с образованием абразивных соединений или взаимодействия с ферромагнетиком; это вторая критическая температура ?2« Для смазочного материала [M0S2 + Ni; 3:1] критические температуры составляют - 320 + + 330 °C; t2 - 340 + 370 °C.
7. АНТИФРИКЦИОННЫЕ САМОСМАЗЫВАЮЩИЕСЯ МАТЕРИАЛЫ
Антифрикционные, самосмазывающиеся композиционные материалы широко применяют для обеспечения надежной работы узлов трения в условиях, когда применение обычных традиционных материалов невозможно. К таким условиям относятся: трение без жидких и пластичных смазочных материалов на воздухе и в вакууме, при криогенных температурах, при низких (ниже —60 °C) и высоких (выше +300 °C) температурах, при действии радиации, в коррозионных средах и др.
В машиностроительной практике для создания узлов трения широко используют антифрикционные сплавы, спеченные порошковые материалы, антифрикционные пластмассы, металлополимер-ные композиционные материалы.
Высокую износостойкость, жаропрочность, коррозионную стойкостью имеют композиционные
спеченные антифрикционные материалы — железографитовые, бронзографитовые, металлографитовые, металлостеклянные и др. [15].
Широкое применение в узлах трения получили антифрикционные самосмазывающиеся пластмассы (АСП) — ненаполненные и наполненные термопластичные полимеры, теплостойкие пластмассы, тонкослойные листовые материалы, армированные термореактивные пластмассы, полимеры, содержащие антифрикционные, армирующие дисперсные наполнители [1, 14, 18]. Все больше применение находят углепластики и карбопластики, упрочненные угольным волокном. Композиционные самосмазывающиеся материалы триботехнического назначения, содержащие дихалькогениды тугоплавких металлов, применяют в тяжело нагруженных узлах трения на воздухе, в воде и в вакууме.
Большие перспективы применения у комбинированных самосмазывающихся материалов типа металлофторопласты, металлопласты, тканевые антифрикционные материалы [2, 5, 9]. В табл. 12 приведены сравнительные триботехнические характеристики антифрикционных материалов [15].
Триботехнические керамики находят применение в узлах трения, работающих при высоких температурах, в коррозионных средах, в вакууме и в атомно-энергетических установках.
Применение химически активных твердых смазочных наполнителей позволит в ближайшем будущем уменьшить коэффициенты трения керамик и повысить их вязкость разрушения. Применение таких наполнителей, как ПТФЭ, графит, нитрид бора и т.п. позволяет снижать коэффициенты трения керамики по стали. Налажено производство керамических изделий с тонкой и плотной структурой, способных 'заменить металлы — в качестве конструкционных высокотемпературных материалов.
Металлокерамические антифрикционные материалы, получаемые методами порошковой металлургии, обладают высокой износостойкостью, жаропрочностью, твердостью и коррозионной стойкостью. Особенностью порошковых материалов является наличие пористости, составляющей 8— 27 % объема. Порошковый материал превращается в композиционный и приобретает смазывающие свойства после пропитки пористого каркаса антифрикционными компонентами (графитом, сульфидами, селенидами, фторидами, фторопластом, мягкими металлами, химически активными твердыми смазочными материалами, например, йодидами металлов).
Антифрикционные самосмазывающиеся материалы
207
12. Сравнительные триботехнические характеристики антифрикционных материалов
Материалы Допускаемые контактные напряжения р, МПа Допускаемые скорости скольжения v, м/с Предельное значение ру, МПа* м/с Допускаемые рабочие температуры, “С Коэффициент трения
Углеграфитовые композиции
Графит АО, АГ 1,0-4,0 0,5-40 1,0 100 0,05-0,1
Графит, пропитанный Sn, Pb и др. 4,0 2-3 1,5 100 —
Углеграфит 3,0 ьо 0,5 500 —
Углеграфит пропитанный 8,0 20-40 1,6 250 —
Полимерные материалы
Полимерные смолы 4,0 1—5 0,2 50 0,1-0,3
Полиамидные покрытия с наполнителем 5-6 1-5 0,2 80 0,1-0,3
Фенолформальдегидная смола 5,0 0,5-5 0,9 80-180 0,1-1,1
АМАН 6-35 4—5 0,4-1,0 130-300 0,12
ПТФЭ 2,0 1,0 0,2 -27О-И-250 0,04—0,12
ПТФЭ с наполнителем 3,0 5,0 0,45 -270-И-250 0,05-0,14
Металлофторопластовые
Наполненные биметаллические 2-10 5,0 0,45-4,9 | —270—И-250
Порошковые материалы
Твердая смазка в порах 8-12 1 1,5-2,5 1 lj2 | 100-250 —
Металлографитовые 2-1,5 10,0 3,2-5 1 600 | 0,6-0,05
Минералокерамические материалы
ЦМ-332 1,0 2,5 1,55 500 —
С-8 2,0 2,5-4,0 2,6 700 —
Ситалл 1,0 5,0 1,55 540 —
Примечание. Металлофторопластовая лента сохраняет работоспособность при напряжении до 200—300 МПа [9] при малой скорости скольжения.
Различают железографитовые, бронзографитовые и металлографитовые порошковые металлокерамические антифрикционные материалы. Для работы при высоких температурах, в коррозионных средах, в вакууме разработаны порошковые материалы, такие, как сульфидированный и высоколегированный железографиты, материалы на основе железо-никелевого сплава, сульфидированные и сульфоборированные коррозионно-стойкие стали, минералокерамические материалы [2, 15]. Для повышения физико-химических свойств и износостойкости антифрикционных материалов можно применять все виды ХТО (цементацию,
азотирование, цианирование, сульфидирование и др.). Борирование порошкового чугуна, наполненного бронзой, повышает износостойкость композиции вследствие создания неоднородной структуры, содержащей в матрице из бронзы включения твердых боридов.
Применение химически активных твердых смазочных материалов (сульфиды и иодиды металлов) в качестве наполнителей порошковой металлокерамики позволяет повысить смазочное действие наполнителей в результате химического взаимодействия с металлами и путем модификации поверхности трения, способствующей повышению про
208
Смазочные материалы
тивозадирных свойств пары трения. Одним из эффективных способов повышения антифрикционных свойств порошковых подшипниковых композиций — легирование металлического пористого каркаса. Порошковые сплавы легируют углеродом, хромом, никелем, медью, фосфором, молибденом, бором, кремнием, цинком и т.д. Введение легирующих элементов существенно повышает износостойкость композиционного материала. Введение угольных волокон в металлическую основу уменьшает износ. Для повышения когезионной прочности порошкового материала на графитовые волокна наносят электролитические покрытия металлов [15].
Для деталей узлов трения химического оборудования, работающего в условиях высоких температур, давлений, в агрессивных средах, в присутствии абразива, разработаны подшипники скольжения из металлокерамических твердых сплавов ВК-2, ВК-3, ВК-6 [2].
Из керамических материалов изготовляют узлы трения, преимущественно подшипники скольжения, работающие при температурах выше 1000 °C, в агрессивных средах, в присутствии абразива. Исходным сырьем для их изготовления служит оксид алюминия A12Oj, который входит в состав корундовой керамики ЦМ-332; MgO, SiO2, из которых получают стеатитовую керамику ТК-21 и ситалл; нитрид кремния, оксид циркония, карбид кремния, сиалон [2, 6, 17, 19].
На рис. 11 приведены сравнительные свойства различных керамик по критерию износа при трении пары: стальной шарик по керамической плос-
Wr,MM3 Шар
0,5
0,4
0,J
0,2
0,1 -
0 -
0,1 -0,2 -0,5 -
0,4 -
ZrOt
0,5 L Плоскость
Рис. II. Объемный износ стального шарика и керамических плоских образцов
Рис. 12. Коэффициенты трения трех керамических материалов (О — SiC, — ZrO2, ▲ — сиалон) и отбеленного чугуна (ж) в паре кулачок-толкатель (нагрузка 800 Н, частота вращения 1500 мин""1, температура 100 °C, смазка—минеральное базовое масло) [17]
кой поверхности. Наилучшие результаты получены для оксида циркония [19]. Оксид циркония-один из перспективных видов технической керамики, на механические свойства которой удается влиять добавлением необходимого количества стабилизирующей добавки. Нитрид кремния, обладающий структурной и химической стабильностью в условиях высоких температур (1000—1400 °C) и в агрессивных средах, может быть использован в узлах трения, работающих при высоких температурах на воздухе. Коэффициент трения горячепрессованного нитрида кремния и спеченного карбида кремния при комнатной температуре (скорость скольжения 0,2 см/с) составляет 0,7. При скорости скольжения 10 см/с во влажной среде коэффициент трения нитрида кремния снижается до величины, соответствующей гидродинамической смазке. При изнашивании нитрида кремния в воде происходит трибохимическое растворение нитрида кремния с образованием аморфного SiO2. Этот вид износа приводит к образованию исключительно гладкой поверхности, обеспечивающей создание гидродинамической смазочной пленки. Поэтому нитрид кремния может быть успешно использован для изготовления подшипников скольжения гидродинамического трения, работающих на водяной смазке, а также на водосодержащих смазочных материалах.
Оксид циркония обладает стойкостью к тепловому удару и применяется для изготовления направляющих толкателей, гнезд клапанов и других дета-
Антифрикционные самосмазывающиеся материалы
209
13. Физико-механические свойства подшипниковых керамических материалов [2]
Материал Плотность, г/см^ Твердость, HRA Прочность, МПа Удар-ная вязкость, Дж/см2 Ехз хЮ , МПа Температура размягчения, -с Теплоемкость, Дж/’С Теп-лопро-вод-ность, Вт/ (мх х‘С) Коэффициент линейного расширения •106, -С"1 Водо-пог-лоще-ние, %
при изгибе при сжатии при растяжении
ЦМ-332 3,83-3,93 90-95 4Л 30-40 1-2,6 0,5— 1,2 380 1700-1750 0,861 19,23 7,9-8,26 0,1
ТК-21 2,65-2,92 70-75 1,4-1.5 25, 30 0,45-0,6 1,4-2,4 10,5 1250-1360 — 2,717 8,15— 9,9 0,1
Ситалл СТЛ 2,45-2,54 627-870 НУ 1— 2,25 нГ 0,86— 2,0 — 0,72— 0,85 960- 1100 0,71-0,92 1,17-1.67 — —
лей адиабатного двигателя, в бурильных машинах, скреперах, в металлургическом оборудовании и др. На рис. 12 представлены коэффициенты трения трех керамических материалов (SIC, ZrO2 и сиа-лон) в сравнении с отбеленным чугуном. После приработки для всех керамик наступает стационарный период работы с постоянным коэффициентом трения (0,1—0,3). Коэффициент трения отбеленного чугуна продолжает возрастать после 20 ч работы. Использование S1C и сиалона в качестве керамических вставок на рокерах газораспределительного механизма керамического двигателя по-•казало их высокую износостойкость и низкий коэффициент трения [17].
В табл. 13 приведены основные физико-механические свойства отечественной керамики. Керамика ЦМ-332 обладает хрупкостью и не выдерживает резких колебаний температуры. Для повышения устойчивости к ударным нагрузкам керамический подшипник заключают в металлическую обойму из коррозионно-стойкой стали. Для смазки применяют M0S2 и графит. Литиевые ситаллы марки СТЛ отличаются высокой жаропрочностью (до 1200 °C), окислительной и химической стойкостью. Они могут выдерживать резкие изменения температуры без нарушения прочности. Трение керамических подшипников сопровождается, как правило, интенсивным износом контртела. Поэтому для изготовления валов рекомендуется использовать хастеллой, стеллит, карбид титана и др. [2].
Антифрикционные самосмазывающиеся плас-массы. Наряду с ненаполненными пластмассами (ПЭ, ПТФЭ, ПА, полиимцды и др.) в узлах трения все более широкое применение получают антифрикционные самосмазывающиеся пластмассы (АСП) — полимеры, содержащие в своем составе антифрикционные, армирующие или дисперсные
наполнители. В результате использования наполнителей получаются АСП, значительно отличающиеся от ненаполненных пластмасс высокими прочностными и антифрикционными свойствами. АСП делятся на три основные группы [14]: 1) композиции, содержащие только антифрикционные добавки (твердые смазочные материалы — графит, Мо$2> NB, диселениды металлов, иодиды металлов и др.; полимеры — ПЭ, ПТФЭ и др.; смазочные материалы, пластификаторы); 2) композиции с комплексными наполнителями, которые содержат вместе с антифрикционными добавками жесткие, прочные наполнители — волокнистые (стеклянные, углеродные, металлические, полимерные) или дисперсные — металлические, минеральные или органические порошки; 3) комбинированные материалы типа металлофторопластовой ленты, металлопластов и тканевых антифрикционных материалов, нанесенных на прочную основу — стальную ленту или массивный образец. В комбинированных материалах совмещаются преимущества антифрикционного материала и прочной теплопроводной основы, обладающей высокой несущей способностью.
Наиболее широкое применение в узлах трения находит наполненный ПТФЭ вследствие наилучших триботехнических характеристик по сравнению с другими наполненными пластмассами. В качестве наполнителей используют стекловолокно, Мо$2' кокс, асбестовое волокно, графит, слюду, никель и бронзу. В табл. 14 представлены допустимые значения pv при различных скоростях скольжения и предельные значения [pv] для наполненного ПТФЭ разных составов, а также показатели износостойкости по сравнению с ненаполненным ПТФЭ [2]. Введение наполнителей существенно повышает допустимое pv в широком диапазоне скоростей скольжения. Наилучшие результаты
210
Смазочные материалы
14. Допустимые значения ру и относительная износостойкость наполненного ПТФЭ различного состава [2]
Материал ру, МПа*м/с, при* у, м/с [pv]. ’ МПа* м/с Относительная износостойкость
0,05 0,5 5,0
Чистый ПТФЭ (ненапол-ненный) 0,045 0,065 0,09 0,075-0,1 1
Ф4С15—15 % стеклянного волокна 0,35 0,45 0,55 0,13 250
Ф4С15М5—15 % стеклянного волокна и 5 % M0S2 0,4 0,5 0,62 0,15 275
Ф4К20—20 % кокса 0,5 0,7 1,1 0,325 625
Ф4К15М5—15 % кокса, 5 % MoS2 0,6 0,7 1,1 0,5 1000
Ф4М15—15 % MoS2 Износ 0,127 нм за 100 ч. 0,5 0,5 0,4 0,185 360
получены для ПТФЭ с комплексным наполнителем (15 % кокса и 5 % Мо$2>* Коэффициенты трения наполненного ПТФЭ с различными наполнителями (стекловолокно, порошок бронзы, частицы двуокиси Т1, мелкодисперсный M0S2 или графит) при скорости скольжения 0,1—2,5 м/с и нагрузке 10—50 Н находятся в пределах 0,2—0,3.
Наполнитель воспринимает нагрузку и способствует ее равномерному распределению, приводя к снижению интенсивности изнашивания. Форма и размер частиц наполнителя оказывают более существенное влияние на интенсивность изнашивания, чем материал наполнителя. Более высокая износостойкость достигается при использовании волокнистого наполнителя.
Наполненный ПТФЭ применяют в химически агрессивных средах, в широком диапазоне рабочих температур от криогенных до 250 °C, в вакууме и газовых средах, в среде сжиженных газов. Наполненные ПТФЭ (табл. 14) применяют для изготовления уплотнительных колец компрессоров для сжатия газов, деталей уплотнений насосов для перекачки агрессивных сред и маловязких жидкостей, не обладающих смазочными свойствами, подшипников, работающих во влажных газовых средах, в вакууме, в сухом воздухе, в сухих агрессивных газах; деталей узлов трения, работающих при повышенных температурах.
АСП типа АМАН — радиационно-стойкие, химически стойкие к маслам и растворителям, применяют при температурах от —200 до 300 "С в вакууме. АСП на основе теплопластичных связующих, таких, как полиамиды, пентапласты, полиа-
рилаты, ПТФЭ и другие, размягчаются при нагревании, поэтому предельно допустимые температуры для них определяются температурой размягчения полимерного связующего. С целью расширения температурного диапазона применения АСП используют термопластичные связующие с высокой температурой размягаения (такие, как термостойкие полиимиды), либо термореактивные смолы (фенопласты, аминопласты, эпоксидные смолы, ненасыщенные полиэфиры, полиуретаны), позволяющие существенно повысить предельную рабочую температуру применения АСП.
Разработаны АСП на основе полифениленсуль-фцда, имеющего точку плавления 288 °C, высокую механическую прочность и химическую стойкость. При введении наполнителей (ПТФЭ, M0S2» асбеста, стекловолокна, графитового волокна) коэффициент трения АСП на основе полифениленсульфи-да менее 0,3. Значения допустимого ру и износостойкость подшипников из наполненного полифе-ниленсульфида выше, чем у прочих наполненных термопластов (нейлон, полиоксиметилен). Введение наполнителей приводит к увеличению допустимого pv в 3 раза и уменьшению износа в 30 раз.
Одним из важнейших показателей АСП является теплопроводность. Наибольшей теплопроводностью обладают графитопласты с содержанием углеродного наполнителя 78—85 %. В таких материалах высокая теплопроводность сочетается с низким, устойчивым коэффициентом линейного расширения, благодаря чему обеспечивается постоянство зазора в сопряжении. Недостатком этих материалов является низкая ударная вязкость.
Антифрикционные самосмазывающиеся материалы
211
15. Триботехнические свойства углепластиков при трении со смазкой на водной основе по стали 95X18 (при р - 2 МПа, v - 1 м/с, испытания на машине трения МИ-1м) [14]
Марка материала Коэффициент трения Интенсивность изнашивания J10*
АФ-ЗТ 0,087 3,1
АМС-1 0,1 3,4
АМС-3 0,065 2,5
АГ-1500-С05 0,063 3,6
полиамидом П6, особенно при повышенных нагрузках [14]. При трении по стали 95X18 со смазкой водой (табл. 15) графитопласты АМС-1, АМС-3 и АФ-ЗТ имеют высокие антифрикционные свойства и меньшую интенсивность изнашивания по сравнению с графитом АГ-1500-С05, пропитанным свинцом и оловом [2]. Сравнительные данные о коэффициентах трения и интенсивности изнашивания для разных марок АСП на основе СФД и ПА (сополимеры формальдегида, полиамида и полиимидов) приведены в табл. 16. Преимуществом этих АСП является высокая хладо- и теплостойкость [14].
16. Триботехнические свойства материалов на основе СФД и ПА [14]
Показатель АСП
СФД-А, СФД-В СФД-ДМ СФД-БС СФД-АФ СФД-ВМ-БС ПА66ПЭ
Коэффициент трения (испыта- 0,35— 0,18— 0,15— 0,io- 0,16-
ния на МИ-2 при р - 0,8 МПа, v-0,3 м/с) 0,37 0,26 0,30 о.20 0,20 —
Коэффициент трения (испыта- 0,14— 0,12— 0,10- о,os- 0,Io- 0,13—
ния на МАСТ-1 при р “ - 2,5 МПа, v - 0,06 м/с) 0,17 0,15 0,12 о.10 О.12 0,16
Интенсивность изнашивания Мг (испытания на МИ-2 при р - 0,8 МПа, v - 0,3 м/с) 3,1— 2,6- 2,2- 1,7- 1.8— 0,56—
3,5 2,8 2,6 1,9 2,2 0,6
17. Влияние температуры на коэффициент трения АСП на основе СФД и ПА
(торцовое трение по стали при р - 20,0 МПа, v- 0,025 м/с [14]
Марка материала Коэффициенты трения при температуре, "С
+70 +20 0 -30
СФД 0,15 0,20 0,27 0,31
СФД-ДМ 0,12 0,19 0,21 0,22
СФД-БС 0,11 0,15 0,20 0,21
СФД-АФ 0,09 0,12 0,16 0,17
ПА 66 0,36 0,40 — —
ПА66ПЭ 0,19 0,24 — —
Высокой ударной прочностью обладают графитопласты на основе термопластичных пластмасс. Гра-фитопласт АТМ-2 на основе полиамида, уступая углеграфитовым материалам в теплопроводности, имеете 10 раз большую ударную прочность. Кап-ропласт КПГ является более износостойким по сравнению с полиформальдегидом, текстолитом,
Триботехнические свойства АСП зависят от температуры окружающей среды (табл. 17) и от шероховатости металлического контртела (табл. 18). Наименьшую чувствительность к шероховатости контртела проявляет капропласт. Наиболее сильно изнашиваются в паре с шероховатым контртелом полиформальдегид, поликарбонат.
В табл. 19 представлены результаты испытаний некоторых АСП, полученные в различных условиях лабораторных испытаний [14].
Комбинированные самосмазывающиеся материалы содержат металлическую основу в виде стальной ленты или металлической сетки, выполняющих роль теплопроводной, как правило, пористой подложки, пропитанной антифрикционным самос-мазывающимся материалом. Металлофторопластовая лента (МФЛ) — стальная лента с пористым слоем антифрикционной бронзы, пропитанной ПТФЭ. В структуре МФЛ удачно сочетается высокая несущая способность основы с превосходными антифрикционными свойствами ПТФЭ, наполненного твердым смазочным материалом (25 % Мо$2 [9]. МФЛ сохраняет работоспособность при попадании умеренного количества загрязнений в зазор
212
Смазочные материалы
18. Интенсивность изнашивания АСП и исходных полимерных материалов J-107 при реверсивном трении по стали 45 при р - 12,5 МПа, v - 0,002 м/с [14]
Материал Параметры шероховатости контртела
Rz - 20 мкм Ra - 1,25 мкм
Термопластичны! е
Полиформальдегид 168,0 107,0
СФД 28,6 6,4
СФД-ДМ 7,0 *1
Поликарбонат 181,0 118,0
ДАК-8 12,5 ♦1
Полиамид П6 49,6 37,2
ПА С-1-203 117,0 104,0
АТМ-2 14,3 *1
Термореактивньк в
Текстолит 83,0 22,2
Графитированный текстолит 9>4 3,1
Волокнит 214,0 105,0
Кордоволокнит 241,0 214,0
Графитированный волокнит 53,8 24,1
Капропласт 14,2 11,0
Графитированный капропласт 13,3 7,8
Древеснослоистый пластик ДСП-Г 63,7 —
Древпресс-крош-ка МДПК-В3 358 299
♦1 жл 1 Износ в пределах погрешности взвешивания, т.е. 0,740"“ .
между трущимися поверхностями; детали, изготовленные из МФЛ, имеют малый объем и массу, устойчивы против коррозии при действии промышленных жидкостей и газов, стойки к действию растворителей, работают в широком интервале
19. Интенсивность изнашивания и коэффициенты трения по данным лабораторных испытании АСП [14]
Марка материала Р» МПа V, м/с /X х108 /
1,0 0,5 0,01 0,20
АМС-1 5,0 0,5 0,10 0,08
15,0 0,5 0,27 0,03
1.0 0,5 0,02 0,25
АМС-3 5,0 0,5 0,22 0,1
АТМ-1 4,9 4,3 0,12 0,16
АФ-ЗТ 1,0 4,0 1,0 0,07 0,25 0,18
1,0 0,09
Реолар-9 0,2 2,0 0,1 0,08
Тесан-6 0,2 2,0 0,07 0,06
Эстеран-21 0,2 2,0 0,05 0,08
ФАФФ-31ГЭ — . — 8200 —
ДФГ-1 — — 8100 —
ДГ-1 — — 7700 —
ДГ-2 — — 7500 —
ПАМ-15-67 5,0 0,5 5,0 0,1—0,2
ПАМ-50-67 5,0 0,5 1.0 0,08-0,09
АТМ-2 2,0 0,27 0,54 —
4,0 0,287 0,10 0,15
Ф4С15 1,5 0,25 0,18 —
Ф4К20 1,5 0,25 0,06 —
АФГ-80ВС 4,0 0,287 0,5 —
СФД-ДМ 0,8 0,3 2,7 0,18-0,26
СФД-БС 0,8 0,3 2,4 0,15-0,30
СФД-АФ 0,8 0,3 1.8 0,10-0,20
ПА66ПЭ 0,8 0,3 0,57 —
КС-2 1,0 18 0,5 0,12 0,38 0,21
30,0 —
1,0 0,5 0,83 0,23
УВ-2 18 0,12 12,0 —
КСПЭ 1,0 0,5 0,12 0,44 0,18
18 17,0 —
Антифрикционные самосмазывающиеся материалы
213
Марка материала Р, МПа V, м/с /X хЮ8 /
1,0 0,5 0,17 0,14
КСЦ 18 0,12 11,0 —
2,0 0,06 1,0 0,22
ЭДМА-5 0,4 0,06 0,3 0,23
2,0 0,06 2,0 0,24
ЭДМА-10 0,4 0,06 0,28 0,40
СФД-ВМ-БС 0,8 0,3 2,0 0,16-0,2
П15Н 0,65 1,0 0,05 0,28-0,32
2,0 1,0 0,06 —
ФА 4,0 1,0 0,16 —
10,0 1,0 0,32 —
Э10Н5Г 0,65 1,0 1.2 0,35-0,4
температур (от —200 до +280 °C). МФЛ обладают теплопроводностью и коэффициентом термического расширения, почти такими же, как у стали [9]. МФЛ выпускают толщиной 1,1; 1,6; 2,6 мм и шириной 100 мм. Из МФЛ по ТУ 27-01-01-271 изготовляют свертные втулки с внутренним рабочим слоем и внутренним диаметром 8—55 мм. Изготовляют также вкладыши разъемных подшипников и шарнирные сферические подшипники. Подшипники скольжения из МФЛ нашли применение в системах управления самолетами, в текстильных машинах, в автомобилях и сельскохозяйственных машинах. При pv - 0,4 МПа* м/с долговечность подшипника из МФЛ составляет 100—800 ч; при pv - 0,3 МПа* м/с долговечность 400—4000 ч. Предельные контактные давления 200—300 МПа. Меньшие значения долговечности относятся к режимам с небольшими скоростями, а большие — к режимам с высокими контактными давлениями и низкими скоростями скольжения [9]. Металлопласт с основой из бронзовой сетки, пропитанной ПТФЭ (мае. доля 60 %) обладает высоким пределом прочности, самосмазываемостью, низким тепловым расширением, низкой хладотекучестью, хорошей теплопроводностью, технологичностью изготовления самосмазывающихся опор различной формы. Область применения металлопласта: сферические шарниры и подшипники скольжения, направляющие скольжения станков, подшипники конвейеров и т.д. Максимальное давление, ко
торое выдерживает металлопласт, составляет 400 МПа.
Самосмазывающиеся материалы на основе антифрикционных тканей из химических волокон (например, из фторопластовых и полиимидных нитей) получают путем пропитки клеевым связующим (эпоксидные, фенольные смолы, полиамиды и т.д.) с наполнителями. Ленту приклеивают непосредственно на поверхность трения. Толщина ткани 0,08—1,5 мм. Предельная статическая нагрузка, которую выдерживает антифрикционная ткань, составляет 450—560 МПа и выше. Температурный диапазон их применения —200 — +250 °C, коэффициент трения 0,15 (при температуре 20 °C), 0,02 (при температуре 200 °C), интенсивность изнашивания J - 10""^ + 10”"^®.
Список литературы
1. Антифрикционные и противоизносные свойства смазочных материалов и методы испытаний: Справочник. М.: Машиностроение, 1989, 288 с.
2. Воронков Б.Д. Подшипники сухого трения. Л.: Машиностроение, 1979. 224 с.
3. Гуреев А.А., Фукс И.Г., Лашхи В.Л. Химмотология. М.: Химия, 1986. 368 с.
4. Дроздов Ю.Н., Овсеенко Г.Р., Павлов В.Г. Ротапринтный способ смазки в сухих зубчатых редукторах // Вестник машиностроения. 1973. № 7. С. 18-22.
5. Дроздов Ю.Н., Павлов В.Г., Пучков В.Н. Трение и износ в экспериментальных условиях. М.: Машиностроение. 1986. 223 с.
6. Кацура А.А., Семенов А.П. Высокотемпературное трение оксидных керамик на основе корунда. М.: Наука, 1974. 119 с.
7. Ланкастер. Смазывание переносом в условиях высоких температур: Обзор // Пробл. трения и смазки. № 4. 1985. С. 1—8.
8. Матвеевский Р.М., Буяновский И.А., Лазовская О.В. Противозадирная стойкость смазочных сред при трении в режиме граничной смазки. М.: Наука, 1978. 192 с.
9. Семенов A.IL, Савинский Ю.Э. Металлофторопластовые подшипники. М.: Машиностроение, 1976. 190 с.
10. Силиции В.В., Викторова Ю.С. Эффективность действия антифрикционных добавок в пластичных смазках // Трение, износ и смазочные материалы. Ташкент: 1985. Т. 2. С. 67—71.
214
Смазочные материалы
11. СиренкоГ.А. Антифрикционные карбопластики. Киев: Техника, 1985. 195 с.
12. Топлива, смазочные материалы, технические жидкости. Справочное издание под редакцией В.М. Школьникова. Ассортимент и применение. М.: Химия, 1989. 432 с.
13. Трение, изнашивание и смазка: Справочник / Под ред. И.В. Крагельского, В.В. Алисина. М.: Машиностроение, 1979. Т. 1,2.
14. Триботехнические свойства антифрикционных самосмазывающихся пластмасс. М.: Госстандарт, 1982. 62 с.
15. Федорченко И.М., Пугина ЛИ. Композиционные спеченные антифрикционные материалы. Киев: Наукова думка, 1980. 403 с.
16. Фертман В.Е. Магнитные жидкости. Минск: Высшая школа, 1988, 184 с.
17. Eyre T.S., Benson J. Friction and wear of sone ceramics in an overhead finger follower system // SAE Techn. Pap. Ser., 1986. № 860 398. 12 p.
18. Cardos M.N. Self — lubricating composites for extreme environmental conditions // Frict. and Wear Polym. Compos. — Amsterdam e.a., 1986. P. 397-447.
19. Klaffke D.Schwindigungverschleiskeramischer Werkstoffe // Reib und Verschleiss metal, und nicht-metal. Werkst. Oberursel. 1986. P. 171—180.
20. Wada M., Mizuno M. Effect of solid lubricants — Tentative plan for sliding bearing // Сэйми-цу кикай, J. Jap. Soc. Precis. Eng. 1985. 51. № 7. P. 1414-1419.
Глава 5
ГИДРОДИНАМИЧЕСКАЯ СМАЗКА ОПОР
1. ОБЩИЕ ПОЛОЖЕНИЯ ГИДРОДИНАМИЧЕСКОЙ ТЕОРИИ СМАЗКИ
Гидродинамическая смазка — это жидкостная смазка, при которой полное разделение поверхностей трения смазочным слоем осуществляется в результате давления, возникающего в смазочном слое при относительном движении поверхностей, ограничивающих этот слой.
Вязкость представляет собой реакцию жидкости на изменение ее формы — сопротивление искажению формы жидкости, которое зависит от скорости деформации. Соответствующие закономерности задаются в виде функциональной связи между касательным напряжением т на какой-либо площадке внутри движущейся жидкости и поперечной производной скорости и по нормали п к этой площадке. Эти зависимости, которые находят опытным путем, называют "реологическими характеристиками" вещества.
В общем случае деформация среды начинается лишь после того, как напряжение т достигает некоторого предела tq, называемого предельным напряжением сдвига. Выше предельного напряжения сдвига Tq определяется лишь поперечной производной скорости (рис. 1 и 2, кривая I). Таким образом, в общем случае
Среда, подчиняющаяся такой зависимости, называется нелинейно вязкопластичной. К таким средам относится большинство коллоидных растворов и суспензий.
Среда, у которой отсутствует предельное напря-0 и F(0) - 0, в общем случае называется жидкостью.
жение сдвига, tq
Рис. I. Общая зависимость напряжения сдвига в жидкости от попе-речной производ-ной скорости
Среда, у которой с некоторого значения поперечной производной скорости напряжение т линейно зависит от du/dn называется телом Шведова (рис. 2, кривая J). Такая среда обладает двумя различными предельными напряжениями сдвига. Первый, отвечающий напряжению tq, при котором начинается течение, называется статическим предельным напряжением сдвига. Экстраполяция прямолинейного участка кривой I до пересечения с осью ординат (осью т) дает второе предельное напряжение сдвига т^, называемое динамическим предельным напряжением сдвига. Участок ab реологической характеристики называется областью аномалии вязкости. Пластичные смазки и некоторые коллоидные растворы ведут себя, как тела Шведова.
Среды, для которых tq “ 0, но * 0, называются аномальными, или неньютоновскими, жидкостями. К ним относятся минеральные масла при низких температурах, жиры и некоторые коллоидные растворы и суспензии.
Частным случаем тела Шведова является среда Бингама — Воларовича, для которой tq - т^, т.е. когда
Такая среда называется вязкопластической.
Если, наконец, Tq - - 0, т.е.
г = <1>
то такая среда называется истинно, вязкой, или ньютоновской жидкостью.
Течение подавляющего числа смазочных жидкостей — всех минеральных, растительных, животных и синтетических масел — при температурах, не очень близких к температурам застывания,
Рис. 2. Зависимость напряжения сдвига» от поперечной производной скорости для п жидкостиШведова ч — Бингама (I) и ** ньютоновской * ЖИДКОСТИ (II)
216
Гидродинамическое смазывание опор
а газов при всех температурах с большой степенью точности подчиняется последней закономерности (рис. 2, кривая JJ).
Коэффициент пропорциональности ц называется динамическим коэффициентом вязкости, или просто коэффициентом вязкости, жидкости или газа.
При отсутствии аномалии вязкости коэффициент вязкости от поперечной производной скорости не зависит и поэтому для всех ньютоновских жидкостей является важнейшей физической характеристикой.
Единицы измерения вязкости устанавливаются исходя из закона течения (1).
В системе СИ такой единицей является паскаль-секунда:
1 Пас = 1Нс/м2.
Так как паскаль-секунда слишком большая единица, то в практике пользуются единицей, в тысячу раз меньшей — миллипаскаль-секунда.
Мерой совместного действия сил вязкости и сил инерции жидкости является кинематическая вязкость v, определяемая как отношение динамической вязкости ц к плотности жидкости р. За единицу кинематической вязкости в системе СИ принимается м^/с.
При технических измерениях вязкость нефтепродуктов выражают в условных единицах — градусах Энглера, °Б, под которыми понимают отношение времени вытекания 200 см^ при данной температуре к времени вытекания того же объема дистиллированной воды при температуре 20 °C через капилляр аппарата Энглера.
Вязкость необходимое, но не достаточное условие существования устойчивого смазочного слоя, полностью разделяющего тела, скользящие друг относительно друга. Для появления такого слоя в нем должно развиваться избыточное давление, которое могло бы уравновесить внешнюю нагрузку, приложенную к этим телам. Обычно на входе и выходе смазочного слоя избыточное давление равно нулю, т.е. оно должно развиваться внутри слоя, достигая в некоторых местах максимума. Иначе говоря, градиент давления при следовании вдоль смазочного слоя должен быть переменным, что может осуществиться при дополнительном условии его переменной толщины или плотности смазочного материала. Чтобы этот градиент давления имел место, поперечная производная скорости слоя должна не только существовать внутри него, но и меняться по его длине. При несжимаемости смазочного материала, а значит, постоянстве его расхода в каждом поперечном сечении слоя гради
ент давления может быть лишь при переменном сечении этого слоя, а при сжимаемой смазке -лишь при переменной плотности смазочной жид* кости. Таким образом, силы вязкости, препятству-ющие растеканию, преодолеваются повышением давления внутри слоя, которое передается на тела, ограничивающие этой слой.
Особенно сильное влияние на рост давления в смазочном слое оказывает средний смазочный зазор А. Среднее значение поперечной произвол* ной скорости, а значит, и касательного напряжения в слое обратно пропорционально А, а градиент давления, если пренебречь силами инерции смазочного материала, равный поперечной производной касательного напряжения, обратно пропорционален квадрату зазора А. Реакция на цапфу или пяту также обратно пропорциональна квадрату среднего зазора. Этим объясняется малый средний зазор А между цапфой и подшипником или пятой и упорным гребнем, составляющий 0,001 от характерного размера опоры скольжения, например радиуса цапфы q. Величина A/q - ф называете! относительным зазором. Таким образом, если главным вектором сил давления F, определяющим несущую способность смазочного слоя, оценивать работоспособность подшипника или пяты, то F-- bLd/b?- ЦдУГр где L — длина проекции смоченной поверхности; d — ее ширина; цд — характерная вязкость; v — скорость; С — коэффициел пропорциональности. Этот коэффициент называет ся коэффициентом нагруженности, зависит от геометрии смазочного слоя, его нагрева и являет наиболее важной величиной, определяющей работоспособность опоры скольжения. Итак,
. F ф2
Кроме того, С является числом Лагранжа, п мерой отношения гидродинамических сил в сю зочном слое к силам вязкости, и характеризуй течение смазочного материала.
Касательные силы в слое, как следует из (1) обратно пропорциональны толщине зазора, поэт му полная сила трения обратно пропорционалък значению зазора А. Следовательно, влияние а трения сравнительно с гидродинамическими сид ми во столько раз меньше, во сколько раз зазор! меньше, например, характерного размера q цаг фы, т.е. в ф раз. Но это не значит, что можно» норировать влияние сил трения на свойства сю зочного слоя. Влияние сил трения оказывается е менее важным, чем гидродинамических сил, к
Общие положения гидродинамической теории смазки
217
это влияние проявляется косвенно вследствие зависимости коэффициента вязкости от температуры при одновременном тепловыделении, в первую очередь определяемом силами трения.
Оценивая значение трения через момент трения Г, получаем
Т = ZLd! Л2мо”г1-
ще С—коэффициент пропорциональности. Коэффициент ( называется коэффициентом сопротивления вращению;
( -Л- — Ldq MqV
Для частного случая изотермического течения несжимаемой смазки при конечной скорости вращения цапфы момент касательных сил отличен от нуля и постоянен, что позволяет написать
T/CLdq) = pqv/A*C[1 + ИЧС)],
причем ИЧО) - 0.
Постоянная С зависит от геометрии зазора, конструкции опоры и т.п. так же, как и функция W0, зависящая от коэффициента нагружен-ности.
Если обе части последнего равенства поделить на нагрузку F и назвать 77 (Pq) коэффициентом трения /, а среднее давление рт определить как Fl(Ld), найдем, что
/= С[1 * W(Q].
Pm
При совпадении оси цапфы и подшипника (С = «О, IF(0 - 0), смазочный слой заполняет весь зазор, что имеет место в случае, рассмотренном Петровым. Положив при этом С " тс, получим формулу Петрова для трения цапфы в подшипнике.
В более общем случае изотермического течения, заметив, что С/С " Т'/(Рг1ф) -//ф и v/q « со — угловая скорость вращения цапфы, получим
, = W* С J + w MQ”
Рт ♦ РтФф2|
Иначе говоря, коэффициент трения, определяющий тепловыделение в смазочном слое, зависит от отношения PQ(*)/pm обратно пропорционально коэффициенту нагруженности.
Зависимость / - /(pgсо /рт), представленная на рис. 3, называется диаграммой Герси, или диаграммой трения.
Рис. 3. Диаграммы Герси изменения коэффициента трения в опоре скольжения от параметра ^0“/рт
На этой диаграмме ветвь ab соответствует трению со смазочным материалом, а ветвь, лежащая слева от точки b минимума коэффициента трения, отвечает сначала режимам полужидкостного, затем граничного и, наконец, сухого трения, которые могут возникнуть при недостаточном количестве смазочного материала или его отсутствии, чрезмерно большой нагрузке или малой скорости вращения.
Коэффициент / является функцией 1/C " jiq<o: :<Ршф2), и всякое изменение входящих сюда величин немедленно отражается на коэффициенте трения, а следовательно, и тепловыделении в смазочном слое.
Минимальные коэффициенты трения изменяются в пределах 0,001—0,005.
Экспериментально полученные Штрибеком зависимости коэффициента трения в опорах скольжения от окружной скорости (рис. 4) или нагрузки эквивалентны диаграмме Герси. Однако диаграммы Штрибека не так наглядны, как диаграммы Герси, показывающие влияние скорости, нагрузки и вязкости, зависящей от тепловыделения в смазочном слое, на ? работу опоры сколь- <» жения.
Рис. 4. Зависимость ' коэффициента тре-______________________
ния в подшипнике v
скольжения от скорости скольжения ? при постоянном среднем давлении и от нагрузки при фиксированной f окружной скорости (диаграммы Штри- L______________________
бека) Р
218
Гидродинамическое смазывание опор
Рис. 5. Зависимость вязкости вещества от температуры
Диаграммы Герси или Штрибека могут быть получены лишь опытным путем для уже изготовленного подшипника. Расчет и проектирование опоры скольжения проводится с помощью таблиц (см. главу "Подшипники скольжения", ч. П), содержащих значение коэффициента нагруженности, коэффициента сопротивления вращению или движению и коэффициента расхода смазки для заданного расположения поверхностей трения и их размеров. Основой для этих таблиц являются уравнения Рейнольдса для компонент скоростей vx, vz течения жидкости в узком зазоре между поверхностями, ограничивающими смазочный слой:
*£ -2. |. -0;
дх ду ду ) ду
др „ д [ 17
После интегрирования уравнения Рейнольдса для скоростей получаем уравнение Рейнольдса для давлений:
= 12Л££ ♦ 12pv * б-Д-(руЛ) dt дх
в тонком слое толщиной Л(х, z) сжимаемой смазки. При точной постановке задачи записывается также уравнение состояния, связывающее удельный объем, давление и температуру в каждой точке смазочного слоя, а также уравнение притока теплоты (уравнение энергии), описывающее процесс диссипации энергии в смазочном слое и теплообмен этого слоя с окружающей средой. Это уравнение используется лишь в простейших случаях течения смазки, и поэтому в общем случае тепловой расчет смазочного слоя проводится интегрально с использованием осредненного теплового баланса.
Уравнение Рейнольдса для давлений в газовых подшипниках решается при краевом условии, которое заключается в равенстве давления по границам области смазки давлению окружающей среды ра, а уравнение состояния берется в виде закона Бойля — Мариотта р - Ср, где С — постоянная.
Если смазка проводится несжимаемыми жидкостями (р “ const), то уравнение Рейнольдса упрощается, приобретая вид:
« 6pJL (уЛ) + 12цу.
Эти уравнения получаются из уравнений движения вязкой жидкости Навье — Стокса при течении этой жидкости в тонком слое вдоль оси ох, когда характерная толщина слоя равна А и когда, следовательно, силы инерции жидкости в ф раз меньше сил вязкости. В этих уравнениях р — гидродинамическое давление, которое, как следует из второго уравнения, с точностью до величин порядка ф не изменяется по толщине слоя.
Уравнение неразрывности течения имеет вид:
др d(pvx) dipvy) d(pv2)
It + “37“ + ~* “17“ ° '
в котором p — плотность смазки, если последняя сжимаема.
Здесь давление р не абсолютное, как в газовых подшипниках, а избыточное; оно обращается в нуль на торцах опоры при z - ± L/2, где L -длина опоры, и в месте начала слоя при х - jq. Обрывается смазочный слой за минимальным зазором при некотором значении х - *2» в общем случае зависящем от z, при котором не только давление, но и производная давления по координате х обращается в нуль:
р[*2<«>. «] - *1 ° °-
Если минимальная толщина смазочного слоя совпадает с выходной кромкой (по вращению) поверхности скольжения, то
Вязкость и ее зависимость от температуры и давления
219
р(х = Х2» г) = 0.
Для расчета опор скольжения необходимы конкретные значения физических констант смазочных материалов, приводимые в следующем параграфе.
2. ВЯЗКОСТЬ ЖИДКОСТЕЙ (ГАЗОВ) И ЕЕ ЗАВИСИМОСТЬ ОТ ТЕМПЕРАТУРЫ
И ДАВЛЕНИЯ
Динамическая вязкость ц обуславливается молекулярным строением вещества и поэтому является функцией состояния. Так как три параметра, определяющие состояние жидкости, связаны между собой уравнением состояния, то независимыми величинами, от которых будет зависеть вязкость, служат температура и давление, наиболее просто измеряемые в соответствующих опытах.
При постоянном давлении полная кривая температурной зависимости вязкости вещества, для которого имеет место понятие критического состояния, охватывает области как жидкого, так и газообразных состояний (рис. 5). При критической температуре жидкость превращается в пар, и вязкость ц падает с уменьшением температуры t, хотя интенсивность этого падения не столь велика, как интенсивность падения вязкости с возрастанием температуры. Причиной изменения вязкости в зависимости от температуры является изменение структуры вещества при нагревании или охлаждении.
Относительное расположение кривых при сравнении произвольных жидкостей будет произвольным, но для веществ, обладающих сходной структурой, например для гомологических рядов органических веществ, эти кривые расположатся в последовательности, соответствующей критической температуре tc
Смазочные масла являются ассоциированными жидкостями, представляющими либо смесь углеводородов (с высокой молекулярной массой) с присадками и добавками, если речь идет о маслах нефтяного происхождения, либо высокомолекулярные синтетические жидкости со сложной структурой; поэтому изменение вязкости подобных масел с температурой велико (табл. 1).
В качестве показателя пологости температурных кривых принят температурный коэффициент вязкости (ТКВ):
ТКВ = (vq — vio())/v5O
или v5(/vi(X)- Индексы внизу указывают температуру» при которой берется кинематическая вязкость. Чем меньше ТКВ, тем меньше вязкость изменяется с температурой. С увеличением молекулярной массы масла ТКВ также увеличивается.
Температурные кривые вязкости описываются эмпирическими формулами, основой для получения которых является факт, что производная вязкости по температуре меняется в зависимости как от вязкости, так и температуры и тем сильнее, чем выше вязкость и ниже температура, т.е.
dyJdt —Л(ц — a)* Kt — d)n,
где a, b, kt з, п — постоянные, которые можно найти, зная кривую ц - ц(0.
При з-О
1п(ц-а) = С * <2)
л—1
При а - О, b - —273 "С + d, С - In (где — некоторая условная величина, имеющая смысл вязкости при t - в© и п - 2) получим формулу Фогеля с тремя постоянными:
ц = Цоо exp(V(T — d>],
где Т — температура в градусах Кельвина. Эта формула имеет молекулярно-кинетическое обоснование и хорошо передает ход температурной кривой вязкости в достаточно широком температурном интервале 0—150 "С.
Более простой, но справедливой в достаточно узком интервале температур является двухконстантная формула Рамана — Френкеля, которая получается из (2) при а - О, b - —273 "С, С - In А, п --2:
ц = A exp(VD.
Если обозначить через и ц2 вязкости при температурах и в величину к! (273 ’С)^ через 0, то из формулы Рамана — Френкеля получим формулу
Р2 г Щ ехр[-Р(Г2 - Гр],
предложенную Рейнольдсом. Эта формула для смазочных масел хорошо отвечает опыту при небольших температурных интервалах и тем" пературах до 100 °C. Зависимость, предложенная Рейнольдсом, удобна при теоретических исследо-
1. Динамичекая вязкость минеральных масел, Па* с
Масло ГОСТ Температура, °C т
0 10 20 30 40 50 60 70 80 90 100
Турбинное
Тп-22с ТУ 38.101821—83 0,415 0,189 0,085 0,048 0,0318 0,0187 0,0128 0,0091 0,0068 0,0051 0,0040 1,98
Тп-30 9972-74 0,776 0,31 0,145 0,074 0,0432 0,0272 0,0179 0,0127 0,0092 0,068 0,0051 2,18
Тп-46 9972-74 1,575 0,630 0,270 0,139 0,0746 0,0472 0,0297 0,0206 0,0143 0,0104 0,0077 2,30
Индустриальное
И- Г-А-15 0,157 0,077 0,044 0,026 0,0176 0,0114 0,0081 0,0060 0,0048 0,0039 0,0033 1,75
И-Г-А-32 0,248 0,102 0,064 0,038 0,0244 0,0164 0,0110 0,0083 0,0063 0,0050 0,0044 1,84
И-Г-А-46 17479.4—87 0,585 0,270 0,126 0,075 0,0442 0,0270 0,0185 0,0138 0,0093 0,0077 0,0050 2,00
И-Г-А-68 1,070 0,452 0,207 0,108 0,0610 0,0380 0,0244 0,0171 0,0122 0,0095 0,0073 2,21
И-Г-А-100 2,060 0,752 0,298 0,144 0,0792 0,0442 0,0324 0,0208 0,0140 0,0140 0,0076 2,28
Авиационное
МС-14 21743-76 — — — — — 0,0930 — — — — — 2,70
МС-20 ОСТ 38.01403—86 6,850 2,430 1,000 0,465 0,2350 0,1315 0,0785 0,0500 0,0339 0,0238 0,0172 2,85
МС-24 21743-76 — — — — — 0,1600 — — — — — 2,95
МК-22 ОСТ 38.01403-186 — 3,550 1,860 0,620 0,3030 0,1640 0,0960 0,0605 0,0400 0,0273 0,0205 2,89
Цилиндровое-52 6411-76 — — — — — — 0,2440 0,1480 0,0860 0,0585 0,0415 —
Полисилоксановое МРТУ-208-140 0,21 0,163 0,129 0,093 0,0820 0,0680 0,0620 0,0550 0,0445 0,0397 0,0374 0,71
ОМТИ, ИВВИОЛЬ-3 — — — — — — 0,0270 0,0170 0,0120 0,0088 0,0065 0,0052 1,98
220_________________Гидродинамическое смазывание опор
Вязкость и ее зависимость от температуры и давления
221
2. Вязкостные свойства масел
Масло ц, Па* с ail О4, 1/МПа рю*, 1/’С
50’С 80 °C 120 °C
МС-20 0,114 0,0340 0,0105 22,3 6,95
Трансформаторное 0,0074 0,0032 0,0016 15,9 5,66
75 % МС-20 + 25 % трансформаторного 0,0584 0,0191 0,0067 20,6 6,70
50 % МС-20 + 50 % трансформаторного 0,0285 0,0105 0,0041 19,2 6,46
25 % МС-20 + 75 % трансформаторного 0,0146 0,0060 0,0027 17,6 6,08
Веретенное 0,0116 0,0047 0,0022 12,8 3,60
МК-8 0,0074 0,0030 0,0016 15,9 4,37
Б-38 0,0232 0,0083 0,0035 8,4 0,36
50-1-4Ф 0,0068 0,0038 0,0021 0,92 2,94
ваниях, но коэффициент Р остается постоянным лишь в температурном интервале до 20 °C, а в более широком температурном интервале этот коэффициент уменьшается как с увеличением температурного интервала, так и с повышением начальной вязкости.
Для инженерных расчетов удобна формула Прокофьева
дающая аппроксимацию температурной кривой вязкости в интервале температур до 50 °C. Показатель т для различных масел приведен в табл. 1.
Вязкость смазочных масел при тех давлениях, которые имеют место в тяжелонагруженных парах трения, зависит от давления и при постоянной температуре может быть описана формулой Ба-РУса:
н - мое“₽.
me pq — вязкость при атмосферном давлении; а — пьезокоэффициент вязкости.
Пьезокоэффициент вязкости, так же как и сама вязкость ц, является функцией состояния, но заметным образом на его величину влияет лишь температура t. Эта зависимость в интервале температур 40—150 °C хорошо аппроксимируется линейной функцией вида
а = «1 [1 — ра — Гр], где а । — пьезокоэффициент при температуре “ -50 °C, a t и а — текущие значения этих величин (табл. 2).
Вязкость газов и зависимость ее от температуры при атмосферном давлении описывается формулой Сэзерленда:
|1 " м,Т3/2/(Т + С),
где С — постоянная Сэзерленда, имеющая свое значение для каждого газа; — коэффициент, определяемый по формуле - 0,176 /МК !d\ где Af — масса молекулы; d — ее диаметр; К — постоянная Больцмана.
Если через Pq обозначить коэффициент вязкости газа при температуре О °C, то формуле Сэзерленда можно придать вид:
ц " у^Т3/2/(Т ♦ С),
3/2 причем коэффициент 6-(Tq + C)/Tq . Постоянная С берется в градусах Кельвина, а То - 273 °C.
Теоретические (по формуле Сэзерленда) и экспериментальные (по данным Голубева) значения Pq в Па* с, постоянная С в формуле Сэзерленда, а также температурный интервал А Г, в котором справедлива формула Сэзерленда, приведены в таблице 3.
Вязкость газов зависит не только от температуры, но и от давления (табл. 4).
3. ПЛОТНОСТЬ, ТЕПЛОЁМКОСТЬ И ТЕПЛОПРОВОДНОСТЬ СМАЗОЧНЫХ ЖИДКОСТЕЙ И ГАЗОВ.
Плотность смазочных масел, оцениваемая относительной плотностью d при комнатной температуре, изменяется в пределах 0,78-0,97. Для масел нефтяного происхождения из одного и того же
222
Гидродинамическое смазывание опор
3. Вязкостные свойства газов
Параметр Н2 Не Аг О2 N2 С°2 Воздух
|Aq406, Па* с, теорет. 8,57 18,87 21,10 19,26 16,74 13,88 —
I*q-1 0б, Па* с, экспер. 8,40 18,60 20,85 19,10 16,65 13,67 17,08
С, К 75 80 140 125 105 250 —
ДГ, °C 0-100 0-200 0-800 0-800 0-800 0-280 —
исходного сырья плотность возрастает с увеличением температуры начала и конца кипения фракций. Плотность коррелирует с теплоемкостью и теплопроводностью в эмпирических формулах, но с температурой изменяется незначительно.
Для однородных жидкостей плотность dt при температуре t
где коэффициент а является средним объемным коэффициентом термического расширения в температурном диапазоне 11 ПРИ котором объе-
мы Vj и ^2 равны.
Однако более удобна формула Менделеева dt = doU-W’
где 0 — средний температурный коэффициент плотности:
0 = (d$-dt)l(d00.
Если допустима линейная зависимость от температуры, то формуле Менделеева можно придать вид
^2 = <0 “ Y^2 “
где у -d0P « djP.
Для тяжелых нефтепродуктов с большой степенью точности справедлива формула Кусакова
Y = 0,001828 - 0,0013204.
4. Динамическая вязкость воздуха ц, мк ПА* с
Р, МПа Температура, °C
14 25 50 90 100
0,1 17,86 18,37 19,55 21,35 21,80
2 18,16 — 19,80 21,70 —
5 18,77 19,22 20,32 22,00 22,40
10 20,18 20,69 21,50 22,98 23,35
15 21,90 22,15 22,80 23,90 24,20
20 23,82 23,95 24,35 25,10 25,30
Если при - 20 °C
= <*20 ~ al(r ~ 20) + д1(г~ 20>2- <3)
то имеется связь между изменением плотности с температурой и молекулярной массой.
Если средний температурный коэффициент расширения между температурами и “21" - (^2— » то иРи линейной зави-
симости отъема от температуры можно полагать «21 -пи считать, что
«21 s ₽/[<* “ ₽*1><1 “ ₽'2>1-
Кроме того, приближенно можно полагать, что Y =^*21-
Для быстрого определения можно пользоваться данными Кусакова:
«............... 0,7-0,75 0,75-0,8 0,8-0,85
«2Г103.'С-1 • • 1.201 1,039 0,896
а...............0,85-0,9 0,9-0,95 0,95-1,0
«21103, °C-1 . . 0,770 0,657 0,555
Погрешность, получаемая при допущении «2j = » 0, составляет 02(q + г2)-
Коэффициент термического расширения зависит не только от плотности, но и от температуры, изменяясь больше всего с температурой у парафинистых нефтепродуктов.
Изменение удельного объема (или плотности) с давлением оценивается коэффициентом сжатия 1/Vq* dV/dpt значительно уменьшающимся с увеличением давления, причем это уменьшение для различных жидкостей одинаково и отличается лишь постоянным множителем. С увеличением давления коэффициент сжатия падает, причем тем больше, чем выше давление.
Для всех смазочных масел минерального и органического происхождения изменение плотности с давлением оказывается одинаковым не только качественно, но и количественно и до 350 МПа при постоянной температуре может быть выражено формулой
2 «р = «О^1 ★ тР — пр ),
Свойства смазочных жидкостей и газов
223
5. Значения коэффициентов тип
Коэффициент Г, °C
0 20 40 60 80 100
т-104,1/МПа 5,83 6,12 6,35 6,55 6,68 6,76
л-106.1/МПа2 1,455 1,319 1,172 1,067 0,989 0,931
6. Значения Ад и а для различных масел
Масло Ад, Дж/(м-с-вС) «104, 1/°С Масло Ад, Дж/(м* с-вС) «• ю4, 1/°С
Касторовое 0,1830 5,00 Цилиндровое (среднее) 0,1550 4,1
Оливковое 0,1697 3,50 Трансформаторное 0,1357 6,0
Льняное 0,1646 5,0 Парафиновое 0,1257 5,5
где коэффициенты тип имеют значения, приведенные в табл. 5.
Коэффициент термического расширения с увеличением давления уменьшается, но значительно слабее, чем коэффициент сжатия. При низких давлениях коэффициент сжатия с повышением температуры увеличивается.
Теплоемкость используется при тепловом расчете подшипника. Теплоемкость различных нефтепродуктов колеблется в пределах 1700—2500 Дж/ (кг’С) и изменяется с температурой, возрастая с ее увеличением. С увеличением давления теплоемкость сначала уменьшается при 200—300 МПа, достигая минимума, составляющего 0,9 первоначальной величины, а затем возрастает, но весьма медленно. В большинстве случаев теплоемкость нефтепродуктов уменьшается с возрастанием плотности, т.е. с возрастанием молекулярной массы нефтепродуктов парафинового ряда. У углеводородов ароматического ряда зависимость обратная.
Для подсчета теплоемкости с, Дж/(кг-°С) удобна формула Крагое:
с = _d_ + 3,77(1 — 15), V^lT”
где А - 1780 для масел парафинового основания; Л - 1738 для масел смешанного основания; А --1696 для масел нафтенового основания.
Можно также пользоваться формулой Краус-сольда:
с = а + 4.61U- 15).
Здесь а - 2978 — 1290 при < 0,9; а --3925 —2146^5 при > 0,9.
Для более точных расчетов можно пользоваться формулой Фаллона и Ватсона:
с = 829 < J 3,389 < «15 I
1,248 ^15
(0,05k + 0,41).
t
Здесь К — характеризующий фактор;
3.---------------
X - /1,81кип ♦ 491,7/d15, где гкип — температура кипения нефтепродуктов.
Для продуктов парафинового основания К -- 12,2 + 12,5, смешанного основания К - 11,8 * + 12,0; нафтенового основания X- 11,0 + 11,5. Этой формулой можно пользоваться при температурах от О °C до температуры кипения для всех жидких нефтепродуктов.
Теплопроводность. При обычной температуре теплопроводность А для углеводородов и смазочных масел находится в пределах 0,12 + 0,17 Дж/ (м* с-° С) и падает медленно с температурой.
С достаточной степенью точности можно положить
Ar = Ад[1 — «а — fg)], где Ад — теплопроводность при t - Гд. Величины Ад при Гд - 0 в пределах температур до 150 вС приведены в табл. 6.
Для определения величин А минеральных масел существует формула Крагое:
А • 2^22 (1 - 5,410“4t *С). «15
Эта формула применима при d^ - 0,780 + + 0,950 и температурах 0—200 °C. Последнюю
224
Гидродинамическое смазывание опор
формулу, по-видимому, можно применять и для других органических жидкостей.
С давлением теплопроводность органических жидкостей и масел растет, но при высоких давлениях эффект давления меньше, чем при низких.
4. КАВИТАЦИЯ
Кавитация представляет собой нарушение сплошной жидкой фазы и выделение в смазочном материале газа или пара.
Условия и причины возникновения кавитации анализируют на основе нестационарных гидродинамических моделей теории смазочного слоя, приводящих, к давлениям, меньшим давлений насыщенных паров жидкой фазы (при фиксированной температуре). Начало выделения пузырьков из смазочного материала соответствует давлению, принимаемому за критическое. В теоретических решениях задач существование очагов кавитации обычно соответствует нулевым или отрицательным расчетным значениям давлений. Использование высокоскоростной кинокамеры для исследования процессов кавитации в динамически нагруженных подшипниках позволяет установить кинетику газовой и паровой кавитации.
При схлопывании пузырьков возникают ударные волны, поверхности твердых тел повреждаются в виде кавитационной эрозии. Эрозионные повреждения возникают во многих подшипниках скольжения и в системах гидромашин как следствие кавитационных процессов.
5. КОНТАКТНАЯ ГИДРОДИНАМИКА
Контактно-гидродинамическая теория смазки является обобщением классической гидродинамической теории с учетом условий контакта, влияющего на свойства смазочного слоя и деформацию контактирующих тел. Применение методов контактной гидродинамики позволяет определить толщину смазочного слоя и характер распределения давления в зоне контакта.
Контактно-гидродинамическая теория смазки (или эластогидродинамика) основана на следующих предпосылках:
течение смазочного слоя в зоне считается неразрывным, а свойства слоя описывают с помощью заранее выбранной реологической модели;
деформация контактирующих поверхностей считается упругой, а значения упругих перемеще
ний определяются как для упругого полупространства.
Зависимости, интерполирующие результаты численных решений контактно-гидродинамических задач, позволяют оценить толщину смазочного слоя в контакте.
При изотермическом режиме среднюю толщину смазочного слоя Л контактно-гидродинамической природы можно оценить по формуле, предложенной Ю.Н. Дроздовым:
= 1,65 Лпр
₽И0у£]0,73 2^пр ]
OhY-0,18
Е1
где ЯПр — приведенный радиус кривизны; 0 -пьезокоэффициент вязкости масла; цд — динамическая вязкость масла; — суммарная скорость качения; он — максимальное давление в контакте (по Герцу); Е' — приведенный модуль упругости. Оба выражения в скобках безразмерные.
В случае, когда существенное влияние оказывают тепловые эффекты, рекомендуется [9] обобщенная формула, учитывающая нагрев смазочного слоя от скольжения и качения:
ht
Лпр
= 1,65
2^Пр
X
где а — коэффициент зависимости вязкости от температуры; Л — теплопроводность масла; vs -скорость скольжения. Остальные обозначения соответствуют предыдущей формуле.
В условиях тяжелонагруженного контакта зубчатого зацепления свойства смазочного слоя существенно отличаются от свойств ньютоновской жидкости. Для того чтобы их охарактеризовать, необходимо использовать как минимум два параметра: вязкость и предельное напряжение сдвига смазочного слоя. Впервые понятие предельного напряжения сдвига смазочного слоя было введено А.И. Петру севичем.
Толщина смазочного слоя является важным критерием, определяющим режим трения в контакте и интенсивность изнашивания рабочих поверхностей. Безызносный режим реализуется в случае, когда толщина смазочного слоя превышает высоту неровностей контактирующих поверхностей. Механическое изнашивание рабочих поверхностей зубчатых колес практически прекраща
Контактная гидродинамика
225
ется при толщине смазочного слоя, превышающей 3-4 мкм.
Реологические свойства смазочного слоя в зоне упругопщродинамического контакта под действием высоких контактных давлений, температур и скоростей сдвига зависят от этих факторов. Зарубежными учеными Бэйром, Винером, Якобсоном установлено, что величина предельного напряжения сдвига зависит от типа смазочного материала, давления и температуры, а предельное напряжение сдвига во многом определяет коэффициент трения, реализующийся в контакте.
Список литературы
1. Воскресенский В.А., Дьяков В.И. Расчет и проектирование опор скольжения. М.: Машиностроение, 1980. 223 с.
2. Галахов М.А., Гусятников П.Б., Новиков А.П. Математические модели контактной гидродинамики. М.: Наука, 1985. 295 с.
3. Коднир Д.С., Жильников Е.П., Бай-бородов Ю.М. Эластогидродинамический расчет деталей машин. М.: Машиностроение, 1988. 160 с.
4. Коровчинский М.В. Теоретические основы работы подшипников скольжения. М.: Машгиз, 1959. 404 с.
5. Коровчинский М.В. О некоторых вопросах эластореологии, имеющих приложение в теории трения // Трение и износ в машинах. 1962. № 17. С. 68-164.
. 6. Петрусевич А.И. Основные выводы из контактно-гидродинамической теории смазки // Известия АН СССР. 1951. № 2. С. 72-76.
7. Петрусевич А.И. Упрощенный метод решения контактно-гидродинамических задач // Машиноведение. 1971. № 6. С. 72—76.
8. Шейнберг С.А., Жедь В.П., Шишеев М.Д. Опоры скольжения с газовой смазкой. М.: Машиностроение, 1969, 334 с.
9. к Широбаков В.В., Дроздов Ю.Н. Толщина смазочного слоя при качении со скольжением тел с учетом тепловых процессов // Машиноведение. 1979. № 4. С. 90-93.
8 Зак. ШЗ
Глава 6
ТРЕНИЕ И ИЗНОС ОПОР СКОЛЬЖЕНИЯ, РАБОТАЮЩИХ БЕЗ СМАЗОЧНЫХ МАТЕРИАЛОВ
Узлы трения (цилиндрические и радиальные сферические шарниры) обычно не требуют специального обслуживания в течение периода эксплуатации благодаря использованию высокоэффективных самосмазывающихся, износостойких материалов и покрытий. Применение опор скольжения позволяет создавать компактные, с малой массой механизмы и конструкции высокой несущей способности. Современные самосмазывающиеся материалы обеспечивают работоспособность этих узлов в широком диапазоне изменения нагрузок, температур, скоростей скольжения, в различных условиях эксплуатации.
\ Рис. 1. Цилиндрический
—J- подшипник скольжения / и шарнир
Рис. 2. Сферический подшипник скольжения и шарнир
Рис. 3. Схема нагружения цилиндрических и сферических самоустанавливающихся опор скольжения
В зависимости от условий эксплуатации и заданных характеристик применяют подшипниковые узлы различных конструкций (рис. 1—3) [2, 6, 8].
Практика эксплуатации подшипников скольжения и шарниров показывает, что основной причиной нарушения их работоспособности является износ. В связи с этим при проектировании назначение срока службы, выбор материалов и типоразмеров проводят по критерию износа. Расчет осуществляют по следующей схеме:
1) предварительный выбор типоразмера подшипника и материалов пары трения;
2) определение ресурса на основе анализа кинематики, геометрии, напряженного, температурного состояний и других факторов;
3) оптимизация конструктивного исполнения.
1. ПРЕДВАРИТЕЛЬНЫЙ РАСЧЕТ
Целью расчета является определение геометрических размеров (типоразмера) и выбор материалов пары трения исходя из действующих нагрузок, скоростей скольжения, температур, условий эксплуатации.
При конструировании определяют силы, воспринимаемые опорой скольжения, частоту вращения или качания, а также устанавливают требования по температурной стойкости, запыленности среды, ее коррозионной активности и др. Определяют критерий отказа, ограничивающий ресурс работы узла. В большинстве случаев задают критерий требуемой кинематической точности, т.е. предельные зазоры и критерий допустимого момента сопротивления вращению, исходя из энергетических возможностей.
Предварительный расчет рассматриваемых подшипников проводят по тем же зависимостям, что и подшипников с жидкой смазкой, т.е. по допустимому давлению р и допустимому произведению pv, условно характеризующим работоспособность подшипников (см. разд- 3, часть П, гл. 3). Допустимые характеристики устанавливают экспериментально или оценивают по табл. 4 в соответствии с группами подшипниковых материалов.
В расчетах по допустимому давлению под действием изменяющейся силы вводят эквивалентную нагрузку: при несимметричном линейном законе
Предварительный расчет
227
изменения нагрузки Г- + 4Гтяу)/7 и при симметричном линейном законе
F = <2^min + 3^max>/5. (1)
Для сферических шарниров при одновременном действии радиальной Fr и осевой Fa сил эквивалентная нагрузка
2
(2)
После предварительного расчета подшипника необходимо оценить срок его службы и окончательно уточнить типоразмер и вид материала.
Срок службы подшипника скольжения вращательного движения определяют как ожидаемое общее число оборотов, либо время до его отказа.
2. РАСЧЕТ РЕСУРСА ПОДШИПНИКОВ СКОЛЬЖЕНИЯ И ШАРНИРОВ
ПО КРИТЕРИЮ ИЗНОСА
Процесс изнашивания любых узлов трения, в том числе и опор скольжения, является многостадийным и его кинетика обычно выражается кривой с двумя или тремя характерными особенностями.
В большинстве случаев можно выделить три периода: I — приработка; 11 — установившийся износ; Ш — катастрофический износ. Опора скольжения выходит из строя либо раньше достижения периода Ш (по критерию кинематической точности), либо при его достижении, так как в период катастрофического износа не обеспечивается нормальное функционирование узла. Период приработки, в процессе которого изнашивание имеет нелинейный во времени характер, в рационально спроектированных опорах скольжения непродолжителен. В противном случае (если приработка происходит в течение всего срока службы узла или с начального момента эксплуатации изнашивание имеет катастрофический характер) можно сделать вывод о нерациональности спроектированной опоры.
Наиболее типична линейная зависимость между износом и наработкой при постоянном режиме нагружения, т.е. интенсивность изнашивания остается постоянной во времени при неизменных параметрах нагружения.
Формулы оценки ресурса опор скольжения получены для установившегося режима износа.
8е
Рис. 4. Схемы нагружения подшипника скольже-
ния и шарнира:
а —- вращается вал; вектор силы неподвижен относительно втулки; б — вращаются втулка и вектор силы (циркулирующая нагрузка); в — вращается втулка; вектор силы неподвижен относительно вала; г — вращаются вал и вектор силы (циркулирующая нагрузка)
Цилиндрические подшипники скольжения. Исходя из общей схемы расчета узлов трения на износ [4] рассмотрим три схемы.
1. Общий случай для подшипника скольжения при необходимости учета изнашивания обоих трущихся элементов с интенсивностью 7^:
Ресурс (в ч)
L- 1И} (3)
где индексы соответствуют нумерации элементов пары трения (рис. 4, а); п — частота вращения; [Я] — общий допустимый износ; Sp S2 — пути трения.
Общее число оборотов N-__________________™
*Jh2s2
Пути трения за один оборот подвижного элемента и S2 находят из кинематического анализа подшипника скольжения: в случае, если вращается
228
Трение и износ опор скольжения, работающих без смазочных материалов
вал и вектор нагружающей силы неподвижен относительно втулки либо вращаются втулка и вектор силы (циркулирующая нагрузка) (рис. 4, а, б); тогда - 2k/^2» $2 " 2фдЯр В случае, если вращается втулка и вектор нагружающей силы неподвижен относительно вала либо вращается вал и вектор силы (циркулирующая нагрузка) (рис. 4, в, г), то - 2(Pq7?2, " 2лЛр
Допустимый износ [И] во всех формулах определяют, исходя из задаваемого предельного состояния: если ограничена толщина а изнашиваемого слоя контактирующих элементов (в основном при тонких покрытиях), то [И] - а\ если ограничивается допустимая величина радиального зазора (критерий кинематической точности), то [Я] -- [ДЛ] - дя.
2. Частные случаи для подшипника скольжения с одним изнашиваемым элементом. Здесь выделяют четыре расчетные схемы, сводимые к двум расчетным зависимостям: обратная пара (изнашивается вал) (рис. 4, в, г), г) либо прямая пара (изнашивается втулка) (рис. 4 а, б):
ресурс
L = [Я] 10“6, (4)
•^Луск ‘
где vCK — м/с; [И] — мкм.
Прямая пара (рис. 4, в, г) либо обратная пара (рис. 4, а, б):
L = _L J£L 10“6; (5)
ФО JhvCK
где Фо — в рад.
Из сопоставления (4) и (5) становится очевидным, что во втором случае при прочих равных условиях нагружения долговечность подшипника скольжения в л/фд раз больше, чем в первом, так как путь трения для точек поверхности изнашиваемого элемента оказывается меньшим в л/фд раз за оборот.
Цилиндрические и сферические шарниры. На основе той же схемы расчета [4] строят зависимости для ресурса шарнирных подшипников скольжения по критерию износа. За один цикл качания шарнира принимается отклонение от точки О (см. рис. 2) на угол ± р/2 до возвращения в исходное положение, т.е. за один цикл сум
марное угловое перемещение подвижного элемента составляет 2р.
Общий случай для шарнира со взаимно изнашивающими элементами:
L = 1И] Ш
<^1 ^А/2)'- ’
где v — число качаний в секунду; остальные величины — аналогично выражению (3).
Пути трения за один цикл качания подвижного элемента и находят из кинематического анализа шарнира:
в случае, если подвижным элементом является вал и вектор нагружающей силы неподвижен относительно втулки либо качательные движения совершает втулка синхронно с вектором силы (циркулирующая нагрузка) (рис. 4, а, б), Sj -- 2р^2* $2 " ^0^1 ПРИ 2Ф() * 0 < 4л — 2Фо» $2" - 2рЛ| при 0 < р < 2фд*,
в случае, если подвижным элементом является втулка и вектор нагружающей силы неподвижен относительно вала либо качательные движения совершает вал синхронно с вектором силы (циркулирующая нагрузка) (рис. 4, в, г), - 4фд#2 при
2фд $ р < 4л — 2фд и - 2р/?2 при 0 < Р < 2фд; •S>2 “ 2рЛ|.
Таким образом, циклограмма путей трения для рис. 4, а, б и для рис. 4, в, г ступенчато изменяется при увеличении амплитуды качания (рис. 5).
Частные случаи для шарнира:
’’обратная’’ пара (изнашивается вал) (см. рис. 4, б, в) либо ’’прямая” пара (изнашивается втулка) (см. рис. 4, а, г):
£ - 57-3[Я1 IO"3. (7)
•/Л°сф₽'’
N = 57,3 10“3, (»)
где р — в..”; v — в с-1; Дсф — в м;
’’прямая” пара (см. рис. 4, в, г), либо ’’обратная” пара (см. рис. 4, а, б):
при р $ 2фд используют (7), (8), а при р > 2фд
£ = Ю-3; (9)
4/A<P0^iv
Расчет ресурса подшипников и шарниров по критерию износа
229
Рис. 5. Циклограммы путей трений для точек подвижного элемента шарнира относительно вектора силы:
а-точки О в зависимости от амплитуды качания; б - точек поверхности трения в зависимости их углового положения (относительной координаты ф/фф) при различной амплитуде качания
<W1
Ю-3.
(10)
Зависимости (3) — (10) мо1ут быть использованы для расчета ожидаемого износа И и радиального смещения вала ДА по заданной наработке. Расчетные формулы для соответствующих случаев получаются из (3) — (10) подстановкой вместо [Я] искомого значения износа Я, а вместо L и N соответствующих заданных числовых значений наработки.
Зависимости (3) — (10) для подшипников скольжения и шарниров получены для установившегося режима трения. В случае, если режимы нагружения изменяются, из (3) — (10) определяют износ на каждом из стационарных режимов, суммируют с износом на предыдущих режимах и .сравнивают с предельной величиной, т.е. проверяют условие + Дд * [Дд] либо И % $ [Я].
Вследствие неравномерности распределения контактных давлений, температур, путей трения, а для сферических шарниров и скоростей скольжения по зоне трения, износ также неравномер
ный. Предельное состояние узла определяется износом в точке максимального износа, по которой и ведут расчет ресурса.
Интенсивность изнашивания в (3) — (10) определяют экспериментально; она зависит от режимов эксплуатации узла, материалов пары трения, среды и др.
Полученный таким образом ожидаемый ресурс подшипников скольжения и шарниров позволяет при разработке узла подобрать оптимальные геометрические размеры (типоразмер), вид смазочного материала (материалы пары трения), обеспечивающие требуемый ресурс.
3. РАСЧЕТ КОНТАКТНЫХ ПАРАМЕТРОВ В ПОДШИПНИКАХ СКОЛЬЖЕНИЯ
Распределение контактных давлений по зоне трения и максимальное значение контактных давлений в подшипниках скрльжения находят из решения контактных задач, реализация которых в инженерной практике трудоемка. Для большинства случаев, встречающихся на практике, с достаточной точностью могут быть использованы приближенные формулы, приведенные ниже.
Цилиндрические сопряжения (вал — втулка). Основные расчетные схемы цилиндрических сопряжений приведены на рис. 6. Расчетную схему и расчетные формулы выбирают, исходя из конструктивного исполнения рассчитываемого подшипника скольжения, физико-механических свойств применяемых материалов и действующей нагрузки на основе трех критериев:
критерия нагруженности А - Fn/ (Е^Д^);
критерия физико-механических свойств материалов ф - Ej /Е2;
критерия толщины покрытия х " a!Ry
Индексы соответствуют элементам узла согласно рис. 6.
Погонная нагрузка Fn - Г//, где / — длина втулки (см. рис. 1).
Контактные параметры без учета трения. Расчетный случай 1. Если выполняются условия:
для толстостенной втулки и при отсутствии покрытия (рис. 6, a; a/R} >0,1) [9]
А[(1 - vj) + (1 - у3)*] s 0,092, ° °
где vp v2 — коэффициенты Пуассона для элементов, соответствующих индексам;
для тонких покрытий (рис. 6, 6; a/R^ * 0,1)
230
Трение и износ опор скольжения, работающих без смазочных материалов
а)
Рис. 6. Расчетные схемы для определения контактных давлении и зоны контакта для цилиндрических сопряжении (вал — втулка):
а — подшипник без покрытия или с толстостенной втулкой (a/R^ > 0,1); б — подшипник с тонкостенной втулкой либо с тонким покрытием
____!!— i 0.055. <12> £прдЛ
а
где
1 = £ 1 (л1~а + _а_
£пр Е3
1
Ё2 ’
(13)
то контактные параметры могут быть определены по формулам Герца [9].
Полуугол контакта
ФО
= arcsin — А [(1 — v?) \ 1
о
+ (1 - урф] ;
максимальное значение контактных давлений Рд-2Гп/(пЛ| sin ф0>; распределение контактных давлений по зоне трения р - pg^l — (ф/ф(р2 •
Если условия (11), (12) не выполняются, то расчет ведут по приведенным ниже формулам, предварительно оценивая значения критериев Л, фиХ-
Расчетный случай 2. Если конструкция подшипника скольжения такова, что покрытие отсутствует при любом значении ф (рис. 6, а), либо применяют толстостенную втулку (рис. 6, а; a/R^ > 0,1), либо используют тонкое покрытие (рис. 6, б\ a/R^ £ 3* 10""3 при ф 10“2, в этом случае [3] физико-механические характеристики покрытия не учитывают и в формулу подставляют упругие константы элемента с индексом 3 взамен 1), то максимальное значение контактных давлений
Р0 - ЛГп/(2Я2); (Н)
угол контакта находят по табл. 1 в зависимости от значения коэффициента нагруженности [5] ₽
2 2
-Л/я[(1-vp + (l-урф].
Коэффициент к находят по табл. 1 в зависимости от полуугла контакта фд [5].
Расчетный случай 3. Если покрытие тонкое (рис. 6, б\ a/R^ £ 0,1) при ф s i 10“2, то [7]:
максимальные значения контактных давлений Pq - 2Fn/(i)/?p‘ (1/cos фд — 1); полуугол контакта находят по табл. 2 в зависимости от коэффициента л - 2(1 + v ।) (1 — 2vj)a/ (1 — V|>]• Л либо из решения трансцедентного уравнения 2фд — sin 2фд/сов ф0-г); распределение контактных давлений по зоне трения - 2Fn/(f)J?p * * (COS ф — COS фд)/С05 фр.
Расчетный случай 4. Если покрытие тонкое (рис. 6, б; a/R^ < 0,05 при ф = 1), то применяют решение, приведенное в [1], результаты которого не представлены в виде простой аналитической формулы. Наличие тонкого покрытия с высоким модулем упругости существенно меняет закон распределения контактного давления по сравнению со случаем отсутствия покрытия [1].
В этом случае для оценки угла контакта можно использовать формулу
3/—---------
Ф0 - 0,92угп/(ЕпрДЛ) ,
где 1 /Епр находят по (13).
При решении контактных задач для всех четырех расчетных случаев существует предельный
Расчет контактных параметров в подшипниках скольжения
231
1. Контактные параметры в сопряжении вал — втулка (расчетный случай 2) [5]
₽ ФО к р Ф0 к р Ф0 к 0 Ф0 к
0,00191 5 14,6 0,053 25 2,99 0,2255 45 1,764 0,8581 65 1,354
0,00774 10 7,322 0,0801 30 2,52 0,3099 50 1,622 1,3045 70 1,301
0,0178 15 4,904 0,1159 35 2,19 0,4270 55 1,511 2,2178 75 1,262
0,0326 20 3,704 0,163 40 1,948 0,5965 60 1,423 5,0493 80 1,243
полуугол контакта <pq < л/2. По данным [5], этот угол равен 84е.
Формулы в расчетных случаях 1—4 получены при условии отсутствия трения и определяют значения контактных параметров в начальный момент времени. В процессе изнашивания поверхностей трения происходит изменение размеров зоны контакта и при установившемся режиме распределение контактных давлений достаточно точно [9] описывается зависимостью
Рф = Fn cos<₽/(«2<<₽0 + s’”ФО 008Ф0>1 •
а максимальное контактное давление
Pq = ^п/1Л2<Ф0 + sin<P0 C0S<P(pl
и может достичь в процессе изнашивания минимального значения (при <pQ - п/2) Pq - 2Fn/(nRj).
Контактные параметры с учетом трения. В подшипниках скольжения при вращении в месте касания вала и втулки возникают касательные напряжения, изменяющие размеры зоны контакта, нормальные напряжения и угловое положение максимума контактных давлений. На рис. 7 приведены эпюры распределения контактных давлений, рассчитанные с учетом трения.
При коэффициенте трения / $ 0,2 для расчета контактных параметров можно использовать решения, полученные для /- 0. Однако эпюра контактных давлений и соответственно угловое положение максимума смещаются на угол а, равный углу
2. Контактные параметры в сопряжении вал — втулка (расчетный случай 3) [9]
трения tg а « /, в сторону, противоположную направлению вращения вала (рис. 8).
Угол контакта мало зависит от коэффициента трения и при его увеличении несколько возрастает; максимум контактного давления уменьшается (см. рис. 7).
Сферическое сопряжение (сферический подшипник скольжения и шарнир). Контактные параметры в сопряжении со сферическими поверхностями контакта (сферические подшипники скольжения и шарниры типа ШС — ГОСТ 3635— 78, шаровые пяты) находят из решения контактных задач. Аналогично цилиндрическим сопряжениям для сферических сопряжений рассматривают две основные расчетные схемы (рис. 9). Вид расчетных схем и формул выбирают исходя из особенностей конструктивного исполнения, физикомеханических свойств материалов и действующих нагрузок (критерии Ар ф, х>-
Расчетный случай 1. Если для сферического подшипника без покрытия, либо с толстостенным покрытием (рис. 9, а\ a/Rt > 0,1), либо с тонким покрытием (рис. 9, б; a/R^ * 0,1 при ф * 10“выполняется условие
Xjld _ V,) + (1 - V2>4>] i 0,053, (15)
где Aj - Fn/(Ejе), Fn - F/B? — удельная нагруз-ка; е " — относительный зазор, то контак-
тные параметры могут быть определены по формулам Герца.
Л Фо П Ф0 П Фо
0,0089 5 0,344 35 3,556 65
0,00716 10 0,537 40 5,265 70
0,0244 15 0,807 45 8,183 75
0,0589 20 1,183 50 14,11 80
0,118 25 1,709 55 32,05 85
0,209 30 2,457 60
Рис. 7. Эпюры контактных давлений при различных коэффициентах трения
232
Трение и износ опор скольжения, работающих без смазочных материалов
Рис. 9. Расчетные схемы для определения контактных давлений и зоны контакта в сферических сопряжениях:
а — подшипник без покрытия либо с толстым покрытием или наружным кольцом (a/R^ > 0,1); б — с тонким покрытием
(рис. 9, a; a/R^ >0,1 при ф == 1), либо тонкое (рис. 9, б; a/R^ z 0,1 при ф $ 10“2), то полуугол контакта
ФО = l,47 102(Fn/£1)0’41(e)_°’22(d/«1)~0,38;
если <pQ $ 85°, то максимальное значение контактных давлений
Fn(«2-4VJ)
Р® 2л(200+sin20Q)<pQCOS<pQ ’ если <р - 90е, то
Р° = ------------5----
n(3sinOo+sin°Oo)
Формулы применимы при Fn/E^- 0,4- 10“3 + - 1,6- 10“3; b/Ri - 0,6 + 1,0; е - 0,1- 10“3 # - 3,1- 10“3.
Расчетный случай 3. Если покрытие тонкое (рис. 9, б; a/R^ * 0,1 при ф $ 10“2), то максимальное значение контактных давлений
П1 I cos ф0
полуугол контакта находят по табл. 3 в зависимости от коэффициента
А\а (1 v।) (1 —2v J)
41 °-*Г
либо из решения трансцедентного уравнения
Полуугол контакта
„ . 2
п 2—sin фосозфо—2со$фо Т|1 - _ _____________________
3 cos фо
<Р0 = arcsin0,91 J Aj [(1 — v2) + (1 — у^)ф] , максимальные значения контактных давлений
Pq = 0,58 - vj) Ml - vj)t)2
либо
PO = 3Fn/ (2nsin2(po).
Если условие (15) не выполняется, то расчет контактных параметров проводят по следующим приближенным формулам.
Расчетный случай 2. Если покрытие отсутствует и ф « 1, либо покрытие толстое
распределение контактных давлений по зоне трения
Рф = РО
cos ф— cos фо cos фо
(18)
Формулы (16) — (18) получены из условия осе-симметричности контакта, т.е. для круговой площадки контакта. Учитывая реальные размеры сферических шарнирных подшипников, задаваемых по ГОСТ 3635—78, это условие выполнимо лишь для полууглов контакта <Ро " fy) * 2® + 25*. При больших полууглах контакта решение (17) дает заниженные значения фо«
Расчетный случай 4. Если покрьпме тонкостенное (рис. 9, б; a/R^ < 0,05 при ф « 1),
Расчет контактных параметров в подшипниках скольжения
233
3. Контактные параметры в сферическом сопряжении (расчетный случай 3)
41 ФО ”1 <₽о П1 <₽о ”1 Фр
0,000045 5 0,0295 25 0,344 45 2,0 65
0,00073 10 0,0622 30 0,549 50 3,104 70
0,00373 15 0,118 35 0,854 55 5,021 75
0,0119 20 0,207 40 1,309 60 8,951 80
то применяют решение [1]. Однако в отличие от аналогичного случая для цилиндрического сопряжения наличие тонкого сферического покрытия существенно не влияет на распределение контактных давлений.
Расчет температурного режима подшипников скольжения и шарниров. Температурный режим подшипников скольжения определяется: параметрами нагружения — приложенной нагрузкой, частотой вращения или качания (скоростью скольжения); параметрами теплоотвода — теплофизическими свойствами материалов, площадью теплоотводящих поверхностей (при конвективном теплообмене), свойствами и температурой окружающей среды; коэффициентом трения. Соотношением значений этих факторов определяется тепловой баланс подшипника и температура поверхностей трения.
Ниже приведены приближенные теоретические и эмпирические формулы для оценки максимальных и средних значений температуры нагрева области трения цилиндрических и сферических подшипников скольжения, работающих без жидких смазочных материалов.
Во всех формулах мощность тепловыделения Ъ ’ pcpvciZ
Цилиндрические подшипники скольжения. В большинстве случаев для оценки средней температуры при установившемся режиме трения может быть использовано выражение
Т'ср = Л) + св^ср»
ще Сд - константа, зависящая от условий теплоотвода от зоны трения и определяющая удельное термическое сопротивление контакта, К* м^/Вт. Для оценочных расчетов может приниматься значение св - 1200 К* м^/Вт (рСр — МПа, va-м/с). Диапазон изменения св - 860+ +1530 К* м^/Вт. Константа св зависит от условий теплообмена на поверхности подшипника. Поэтому большие значения принимаются для больших типоразмеров подшипника.
Цилиндрические и сферические шарниры. Подшипники скольжения качательного движения часто работают в теплонапряженном режиме, определяемом интенсивностью тепловыделения при трении.
Удельная мощность тепловыделения в шарнирном сопряжении определяется, как и для подшипников скольжения: <?Ср - PCpVCpf-
Средняя температура поверхности трения подшипника скольжения при качательном движении в 1,3—1,35 раза больше температуры при вращательном движении в аналогичных условиях нагружения и Уср - у^. При расчете шарнирных сопряжений может быть использовано (19).
Приведенные формулы характеризуют температуру при установившемся тепловом режиме трения подшипника скольжения и шарнира. Такой режим достигается достаточно быстро и в реальных условиях эксплуатации большинство подшипниковых узлов работает в стационарном режиме трения. Температура поверхности трения на этом режиме достигает максимального значения и определяет допустимый предел работоспособности подшипника по (фитерию теплостойкости.
4. ТРИБОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ ДЛЯ ОПОР СКОЛЬЖЕНИЯ
В рассматриваемых классах опор скольжения в большинстве случаев используют два вида сопряжений: сталь — сталь с пластичным смазочным материалом, сталь — антифрикционный материал. Наиболее универсальным и перспективным является второй вед сопряжения. Все антифрикционные материалы, применяемые в этом случае в качестве контрповерхности к стали, делятся на три основных группы: I — самосмазывающиеся материалы на основе полимеров (табл. 4); II — тонкие твердые смазочные покрытия; III — износостойкие покрытия и материалы. Каждая группа материалов имеет свои области применения (табл. 4—10).
Материалы группы I для опор скольжения делят на следующие типы: А — ненаполненные полимеры; Б — полимеры с различными наполнителями; В — армированные полимеры; Г — одномерные композиты на основе полимеров (ткани); Д — объемные композиты на основе полимеров.
Сравнительные характеристики материалов различных типов приведены на рис. 10.
Материалы типа А применяют в опорах скольжения в виде толстостенных втулок при низких
234
Трение и износ опор скольжения, работающих без смазочных материалов
4. Условия применения основных групп материалов
Группа материала Средние контактные давления, МПа Диапазон температур, •с Коэффициент трения
статические динамические
I 65 25 —150++450 0,03-0,15
П 100 10 —150+1-750 0,05-0,15
Ш 100 4 -150++950 0,2 -0,35
5. Характеристики подшипников скольжения с тканевыми материалами (группа I, тип Г)
Материал [Рст^’ МПа (₽д), МПа Т, °C
АСО 650 250 —130++250
Нафтлен 600 50 —100++200
Афтал 700 250 —130++250
Файберглайд 560 140 +180
Унифлон — 207 +250
Файберфил 200 — +180
Пидан 310 — +180
ГРФПИ* 460 270 —20++315
Атрер 420 175 —
* pv - 0,7 МПа* м/с.
нагрузках, в ограниченном диапазон^ температур (рис. 10), в механизмах с невысокой кинематической точностью. Несмотря на низкую износостойкость этих материалов (рис. 11) ресурс опоры скольжения достаточно высок благодаря значительному допустимому износу. Ресурс может быть увеличен путем периодической замены втулок. При повышенных нагрузках материал типа А применяют в виде тонких покрытий, толщиной до 200 мкм. В этом случае несущая способность узла определяется механическими свойствами подложки (корпуса либо вала) и адгезионной прочностью соединения покрытие — подложка, а антифрикционные и противоизносные — характеристиками покрытия.
Материалы типа Б применяют в аналогичных случаях, что и материалы типа А.
Введение различных наполнителей существенно повышает несущую способность втулок и покрытий (см. рис. 10), их стойкость к текучести и вы-
6. Сравнительные свойства твердых смазочных покрытий (группы II, III)
Параметр Графит Мо$2 Твердые покрытия
Максимальная температура, °C 450 350 500
Коррозионная стойкость Хорошая Хорошая Хорошая
Химическая стойкость Очень хорошая Посредственная Посредственная
Стойкость в вакууме Посредственная Хорошая Плохая
Радиационная стойкость Хорошая Хорошая Средняя
Свойства при высоких нагрузках Хорошие Очень хорошие Очень хорошие
Свойства при малых нагрузках Хорошие Хорошие Хорошие
Коэффициент трения Низкий Низкий Повышенный
7. Характеристики материалов группы Ш, типа И [2]
Материал Твердость HRA Размягчение, Т, °C Ударная вязкость 10 , Дж/м2
Корундовая керамика ЦМ-332* Стеатитовая керамика ТК-21 Технический ситалл СТЛ Коэффициент трения по ста. 90-95 70-75 627-870 (микротвердость) ли 0,222. 1700-1750 1250-1360 950-1100 0,5-1,2 1,4-н,2,4
Трибологические характеристики материалов для опор скольжения
235
8. Характеристики твердых износостойких покрытии и материалов группы III
Материал Твердость HV, ГПа Плавление, Т, °C Окисление, Т, *С Вязкость разрушения, МПа/м1 /2
объемная покрытия
TIN 20,0 15,0-25,0 2950 540 —
ZRN 15,0 7,0-36,0 — — —
Si3N4 20,0 33 1900 1400 1,8-5,0
TIC 35,0 27,7-41,5 3260 540 —
WC 20,5 18,0-28,0 2785 540 —
VC 25,0 19,0-28,5 — — —
Сг2°3 — 18,0 — — —
SiC — 29,0 2540 1650 3,0-50
A12O3 (корунд) — 21,0 2060 — 1,75-4,0
9. Характеристики материалов для опор скольжения
Тип Основа Наполнитель Армирующие компоненты PV, МПа* м/с т 'max’ •с Марка
Полиамид — — 0,08 90 ПА6-210, ПА6-211
А ПТФЭ — — 0,05 200 Фторопласт, тефлон
ПЭВП — — 0,04 60 Сколефин
Полиамид 6 Графит, MoS2, ПЭВП — 0,09 90 ПА6-1-203, ПКФА, САМ-4
Б Полиацеталь ПТФЭ, MoS2 — 0,12 100 СФД-ВМ, Дельрин А
ПТФЭ Графит, MoS2 — 0,07 200 Ф4К20, Ф4К-15М5, АФГМ
Полиамид ПТФЭ, MoS2, графит — 1,0 280 ПАМ 15-67, ПАМ50-69
В ПТФЭ Pb, MoS2, графит, фенолформальдегидная смола Стальная основа с напеченным бронзовым порошком 0,3-0,6 250 МФЛ, спре-лафлон, пер-магляйд
Полиамид ПТФЭ, графит Углеродное полиамидное волокно 0,7 220 Фенилон ФГ, фенилон ФА
Ткань из волокон ПТФЭ MoS2, целлюлозные, полиэфирные волокна, Pb, Sn Металлические, стеклянные, полиамидные волокна 0,7 220 Файберслип, АСО, Афтал
Г Ткань из углеродных волокон ПТФЭ Полиимидные 0,9 315 ГРФПИ
д Фенолформальдегидные смолы Графит, ПТФЭ Асбестовые, хлопчатобумажные волокна 0,10 150 АФЗТ, текстолит графитированный, АТМ-1
Эпоксидные смолы ПТФЭ, графит Угольные, стеклянные волокна 0,08 150 Кевлар 49, ЭДМА, ЭНГ, ЭНМ
236
Трение и износ опор скольжения, работающих без смазочных материалов
10. Характеристики металлофторопластовых подшипников скольжения (группа I, тип В)
Материал [р^.МПа [рд],МПа, при у- 0,01 м/с ру, МПа* м/с Т, °C
МФЛ 350 160 — —200++280
Полислип Ml 280 — 0,3 —
Спрелафлон — 50 — -130++200
Унимеш 413 179 — +250
Пампус, Металлопласт 400 100 1 —
Гар — Фил 140 140 1,2 -195++200
Гар — Макс 205 140 1 -195++160
Пермагляйд 250 140 3 —
давливанию, расширяет температурный диапазон-применения материалов. Оптимальный подбор сочетания полимера и наполнителя позволяет управлять фрикционными характеристиками материала в зависимости от потребностей практического использования. В качестве наполнителя в зависимости от требуемых характеристик используют M0S2» РЬО, графит, ПТФЭ (тип Бр, рубленое стекло и углеволокно (тип Б2), бронзовую крошку и др.
Материалы типа В обеспечивают высокую несущую способность опор скольжения в широком диапазоне изменения температур и скоростей скольжения. Их применяют в тяжелонагруженных
узлах трения. В качестве армирующего элемента используют металлы в виде пористого основания либо сетки, в которую впрессовывают антифрикционные полимеры с различными наполнителями. Наиболее широкое применение находят металлофторопластовые материалы. Применение этих материалов в виде свертных втулок позволяет продлить ресурс механизма путем замены изнашиваемых элементов. Введение различных наполнителей позволяет управлять фрикционными характеристиками материала.
Материалы типа Г представляют собой ткани из полимерных волокон, закрепляемые на одном из элементов опоры скольжения с помощью клея
Рис. 10. Сравнительные зависимости несущей способности подшипников скольжения с материалами группы I (на основе ПТФЭ):
а — от температуры; б — от скорости скольжения
Трибологические характеристики материалов для опор скольжения
237
/ 10 100 Рср,МПа
Рис. И. Сравнительные зависимости интенсивности изнашивания материалов группы I (на основе ПТФЭ) от среднего контактного давления в подшипнике скольжения
либо припоя, обеспечивающих высокую адгезионную прочность соединения. Применение высокоориентированных непрерывных полимерных волокон определяет высокую несущую способность и износостойкость опор скольжения с этими материалами, что при толщине получаемого покрытия 200—800 мкм позволяет достичь значительного ресурса узла трения при сохранении изначальных антифрикционных характеристик. Применение в плетении ткани различных сочетаний полимерных, металлических, неорганических волокон с введением разнообразных связующих и наполнителей позволяет широко варьировать характеристики покрытия (см. табл. 9).
Материалы типа Д позволяют отказаться от применения специальных покрытий, несколько уменьшить массогабаритные характеристики элементов опоры скольжения. Однако вследствие низкой теплопроводности материалов этого типа при достаточно большой толщине элементов значительно ухудшаются условия теплоотвода от зоны трения. Несущая способность опор скольжения из материалов типа Д существенно ограничивается по сравнению с аналогичными одномерными материалами (типа Г), особенно при повышенных скоростях
скольжения. Возможно применение таких материалов для сферических шарниров со сложной геометрией зоны трения при низких контактных давлениях и скоростях скольжения.
Материалы этой группы отличаются хорошей демпфирующей способностью и стойкостью к вибрационным воздействиям. Наиболее целесообразно применение таких материалов в изделиях общего машиностроения для обеспечения длительного ресурса узлов трения.
Материалы группы II делятся на следующие типы: Е — тонкие пленки слоистых материалов; Ж — тонкие покрытия мягких металлов.
Кроме того, эти материалы используют как наполнители полимерных материалов группы I и для создания элементов опор скольжения с ротапринтной смазкой. Материалы типа Е и Ж имеют высокие смазочные свойства и обеспечивают высокую несущую способность в широком диапазоне температур (рис. 12, 13). Ввиду сложной в большинстве случаев технологии нанесения, высокой стоимости компонентов покрытий применение материалов группы II оправдано при экстремальных условиях эксплуатации опор скольжения, когда материалы группы I не могут быть использованы.
Материалы группы III для опор скольжения делятся на три основных типа: 3 — твердые покрытия; И — спекаемые керамические материалы; К — твердые сплавы.
В подшипниках скольжения без смазочного материала применение материалов этой группы наиболее целесообразно при высоких температурах, низких скоростях скольжения и средних нагрузках, в условиях агрессивных сред, в том числе с абразивными включениями. Эти материалы сохраняют прочностные свойства, термостабильны в широком диапазоне температур. Материалы типа 3 и И имеют одинаковые исходные компоненты и различаются методами консолидации.
Выбор оптимальных начальных зазоров является особенно важным для подшипников, работающих в широком диапазоне изменения температуры, а также при использовании материалов с высоким коэффициентом линейного расширения, в частности полимерных материалов.
В цилиндрических подшипниках скольжения и шарнирах наибольший начальный радиальный зазор с учетом условий эксплуатации
2Д^ = 2Д^у + ду + дв + Ду, (20) где Д ду — наибольший зазор при рабочей температуре; Ду — деформация от натяга в соединении
238
Трение и износ опор скольжения, работающих без смазочных материалов
Pcpt Mffa
Рис. 12. Сравнительные зависимости несущей способности подшипников скольжения с материалами групп II и III от температуры (в воздушной среде)
Рис. 13. Сравнительные зависимости интенсивности изнашивания материалов групп П и III в подшипнике скольжения от температуры (рсо -
-1 МПа) р
корпус — втулка для подшипников скольжения с толстостенными втулками; Ъ? — температурная компенсация; дв — компенсация зазора при изменении влажности (для полимерных материалов). Компоненты в (20) находят из решения соответствующих задач, анализа условий эксплуатации и свойств материалов. После определения наибольшего сборочного зазора выбирают посадку так,
чтобы табличное значение наибольшего зазора не
превышало расчетного.
В большинстве случаев для подшипников с тонкими покрытиями до 400 мкм применяют посадки E8/h8; для толстостенных втулок — E10/h8 либо D10/h8 при эксплуатации подшипника на пре
дельных режимах, а в случае применения мате
риалов со значительным влагопоглощением -C10/h8 либо D11 /Ь8.
В сферических подшипниках скольжения и шарнирах оптимальный начальный радиальный зазор назначают из тех же соображений, что и для цилиндрических сопряжений. В соответствии с ГОСТ 3635—78 регламентируется осевой зазор в сферическом сопряжении.
Для сферических радиальных подшипников
типа сталь — сталь и с тонкими покрытиями из материалов групп II и Ш средний радиальный
зазор Дд - 14,3 рря подшипников с мате-
риалами группы I зазор " 4,01 ^сф^, где Дд — в мкм, Рсф — в мм.
После определения расчетного зазора назначают посадку так, чтобы табличное значение зазора не
превышало расчетного.
В большинстве случаев применяют посадки типа H7/f7, Н7/е8, H7/d8; при работе подшипника на режимах, близких к предельным — H9/f9, H9/d9.
Оптимальную шероховатость поверхностей пары трения выбирают близкой к шероховатости, возникающей после приработки. Это позволяет сократить длительность периода неустановившегося трения — приработки и тем самым уменьшить износ, увеличить долговечность опоры сколь
жения.
Шероховатость для установившегося процесса соответствует минимальному значению сил трения. Оптимальная шероховатость зависит от вида материалов пары трения и определяется соотношением их модулей упругости, твердостью, контурным давлением.
Для материалов группы I оптимальное значение параметра Ra - 0,08 + 0,16 мкм.
Для большинства материалов уменьшение шероховатости поверхности по сравнению с равновесной не приводит к заметному снижению износа.
Улучшение теплоотвода от зоны трения при разработке узла с подшипником скольжения достигается применением материалов с наибольшей теплопроводностью, увеличением поверхности теплообмена с окружающей средой.
Трибологические характеристики материалов для опор скольжения
239
Применение полимерных и керамических материалов в подшипниках скольжения значительно ухудшает теплоотвод от зоны трения, особенно при повышенных скоростях скольжения, но применение тонких (до 1 мм) полимерных и керамических покрытий в шарнирных соединениях не ухудшает существенно теплового режима узла. Применительно к условиям теплоотвода более целесообразно применение подшипников скольжения по схеме "прямая пара”. Уменьшение радиального зазора по сравнению с оптимальным существенно ухудшает тепловой режим подшипника.
Уменьшение контактных давлении в зоне трения является самым эффективным способом увеличения долговечности опор скольжения, что достигается выбором оптимальных геометрических размеров и обеспечением равномерного распределения контактных давлений.
В цилиндрических подшипниках скольжения и шарнирах оптимальное соотношение 1/D - 0,8 + + 1,0.
Вследствие деформаций элементов конструкции (в частности, вала) и неточности установки подшипника контактная зона ограничена. По мере износа площадь контакта возрастает и давление снижается. Однако, если для материалов группы I это допустимо, то материалы групп II и III имеют ограниченные возможности макроприработки, и этот процесс может закончиться полным местным износом либо разрушением покрытия из-за превышения максимальных допустимых давлений.
Сокращение периода макроприработки и обеспечение равномерности распределения контактных давлений достигается путем точного монтажа, точной обработки сопряженных поверхностей и их самоустановкой.
Долговечность опор скольжения сухого трения в значительной мере определяется соотношением износостойкостей материалов элементов сопряжения. Это связано, во-первых, с различием путей трения скольжения (см. параграф 2) для подвижного и неподвижного элементов и, во-вторых, с различной кинетикой приработки, с изменением контактных параметров для "прямой”, "обратной” пары и схемой со взаимно изнашивающими элементами.
Список литературы
1. Александров В.М., Мхитарян С.М. Контактные задачи для тел с тонкими покрытиями и прослойками. М.: Наука, 1983, 488 с.
2. Воронков Б.Д. Подшипники сухого трения. Л.: Машиностроение, 1979. 224 с.
3. Горячева И.Г., Добычин М.Н. Контактные задачи в трибологии. М.: Машиностроение, 1988. 256 с.
4. Дроздов Ю.Н. К разработке методики расчета на изнашивание и моделирование трения / Под ред. А.А. Благонравова, Р.М. Матвеевского. М.: Наука, 1975. 191 с.
5. Дроздов Ю.Н., Павлов В.Г., Пучков В.Н. Трение и износ в экстремальных условиях. М.: Машиностроение, 1986. 224 с.
6. Полимеры в узлах трения машин и приборов: Справочник. М.: Машиностроение, 1988. 328 с.
7. Ремизов Д.Д. Пластмассовые подшипниковые узлы. Харьков: Вища школа, 1982. 176 с.
8. Семенов АЛ, Савинский Ю.Э. Металлофторопластовые подшипники. М.: Машиностроение, 1976. 190 с.
9. Трение, изнашивание и смазка: Справочник. Кн. 2. М.: Машиностроение, 1979. 358 с.
10. Штаерман И.Я. Контактная задача теории упругости. М.: Гостехиздат, 1949. 270 с.
Глава 7
ИЗНОС ЗУБЧАТЫХ ПЕРЕДАЧ
1. ОБЩИЕ ПОЛОЖЕНИЯ
Износостойкость зубчатой передачи характеризуется скоростью изнашивания, либо интенсивностью изнашивания (ГОСТ 23002—87). По интенсивности изнашивания удобно оценивать и синтезировать материалы для различных условий эксплуатации [2, 3].
В качестве количественной меры процесса изнашивания зубьев принимают износ Л, допускаемое значение которого [Л] ограничивается в зависимости от требований к зубчатой передаче: кинематической точностью, шумом, динамическими нагрузками и прочностью, толщиной упрочненного слоя (в грубых передачах и в передачах с тонким, в частности, азотированным слоем), толщиной твердосмазочного покрытия. Правильный выбор конструктором значения [Л] обеспечивает оптимальную долговечность зубчатой передачи без снижения ее эксплуатационных характеристик.
Ресурс цилиндрических зубчатых передач в ч [2]
L =
[Л1УР
У 1,2
(1)
135/Л1,2.
wHt
2 2
1-V1 !-v2
^-]₽П”^1.2Л1’2/
где — удельная нагрузка на единицу длины
l-V l-v2
контактных линии; + — упругая £1 е2
постоянная материалов; v ।, V2» , ^2соответ-
ственно коэффициенты Пуассона и модули упру-
гости материалов шестерни и колеса; —
скорость скольжения в расчетных точках профиля
зубьев;
— скорость перемещения общей
точки по профилю зуба (в расчетной контактной
точке) ; «12е- частота вращения зубчатых колес;
i — число пар зацепления с рассматриваемым зубчатым колесом (для однопарного зацепления iв -1, в планетарном ряде зубчатых колес для солнечной и коронной шестерни i - 3, для сателлита i - 2); индекс 1 в обозначениях соответствует шестерне, индекс 2 — колесу.
Удельную нагрузку на единицу длины контактной линии, скорость качения и скольжения, приведенный радиус кривизны для зубчатых передач с эвольвентным профилем определяют по зависимостям, приведенным в [13, 14], а для передач с зацеплением Новикова — в [10, 12].
В процессе изнашивания зубчатых колес геометрия зубьев изменяется неравномерно как для каждого зуба, так и для отдельных зубьев, поэтому коэффициенты, входящие в расчетные зависимости, могут иметь широкий диапазон изменения. Кроме того, если в расчетах зубчатых передач на сопротивление контактной усталости приведенный радиус кривизны принимают для полюса зацепления, то при расчете зубчатых передач по критерию износа приведенный радиус кривизны следует принимать для точки максимального износа ножки и головки зубьев.
У зубчатых колес с модулем зацепления т s * 1,5 мм (рис. 1) максимальный износ наблюдают в области, отстоящей от вершины зуба шестерни приблизительно на 0,3 т (точка Dy), и в соответствующей сопряженной точке колеса С увеличением износа (свыше 0,05 т) максимум износа перемещается в область крайних точек профиля Ci 2 и 2* Поэтому в зависимости от износа для мелкомодульных колес в качестве характерной обычно принимают либо точку Dj профиля, отстоящую на 0,3 т от вершины, либо точку на вершине зуба шестерни и соответствующие точки С2 на колесе. У зубчатых колес с т > 1,5 мм точками профиля с максимальным износом являются точки 2« ^12 начала и конца зацепления, которые можно выбрать в качестве характерных. Для зубчатых передач с зацеплением Новикова в качестве характерных следует принимать номинальные точки контакта на головке и ножке зуба шестерни и колеса.
Неравномерность изнашивания по высоте профиля зуба уменьшается с увеличением продолжительности работы передачи; ее можно оценивать коэффициентом - Атах/Аср, где Лср — средний интегральный износ по профилю, мкм. Коэффициент к} уменьшается с увеличением износа. Радиус кривизны изношенного профиля в характерной точке [7]
Общие положения
241
Рис. 1. Эпюры распределения износа шестерни hy и колеса по высоте профиля зуба: а - модуль т - 1, мм; б — т - 10 мм
1
₽И 1 — 8А ’ (2)
Рн н
где рн — радиус кривизны исходного профиля; Я-высота изношенного участка профиля. Эта зависимость справедлива для небольших износов, при которых не изменяется знак кривизны изношенного профиля. Для цилиндрических эвольвен-тных передач с т < 1,5 мм можно пользоваться следующими соотношениями:
шестерня ри^ - рн^ + (230 + 180) [Л]; (3) колеса рИ2 - рН2 + (550 + 450) [AJ. (4)
Меньшее значение коэффициента в скобках соответствует зубчатым передачам с твердосмазочным покрытием. При сравнении ресурсов зубчатой передачи со стальными колесами (т - 1 мм, Zj -39, Z2" 81), работающей при контактных напряжениях он - 200 МПа и скорости скольжения vj - 0,43 м/с до полного износа твердосмазочного покрытия ВНИИНП-230 толщиной 15 мкм, найденных без учета и с учетом изменения радиусов кривизны профилей зубьев при износе, оказалось, что во втором случае расчетное значение ресурса возрастает на 34 % для зубчатых передач с эвольвентным профилем и на 0,3 % для передач Новикова. Поэтому расчет ресурса зубчатых передач с эвольвентным профилем целесообразно проводить с учетом изменения радиусов кривизны профилей зубьев шестерни и колеса при
износе, а передач Новикова — по начальным радиусам кривизны профиля зубьев.
Радиусы кривизны профилей зубьев шестерни и колеса в характерных точках определяют по известным зависимостям и основным параметрам передачи: межосевому расстоянию aw, передаточному отношению и, модулю зацепления т и числу зубьев шестерни zj и колеса z^
Отношение путей трения в характерных точках профиля (для передач с углом зацепления at - 20е) lw
51 = Р2 =
52 Р?
0,342z] (1 + u)
(Zj +1,4) sin
f 0,94zi arccos _______
[ zj +1,4
(5) - 1.
Из анализа (5) можно установить соотношение между передаточным отношением передачи и числом зубьев шестерни, при которых путь трения скольжения на шестерне меньше, равен или больше пути трения скольжения на колесе.
Используя экспериментально полученное отношение износов шестерни и колеса которое составляет 0,75—0,95 при работе с пластичными смазочными материалами, 1,15—1,3 — с твердосмазочными покрытиями, и выражение (5), можно получить зависимость отношения интенсивностей изнашивания зубьев колеса J2 и шестерни J] от основных параметров передачи (рис. 2): передаточного отношения и и числа зубьев шестерни zj.
242
Износ зубчатых передач
Рис. 2. Зависимость отношений интенсивностей изнашивания в характерных точках профиля зубьев от передаточного отношения передачи:
а — передачи с твердосмазочными покрытиями; б — с пластичными смазками;
zp 1 - 50; 2 - 45; 3 - 40; 4 - 35; 5 - 30; 6 - 25; 7 - 20; 8 - 16
Интенсивность изнашивания зубьев колеса может быть как меньше (при относительно малых передаточных отношениях), так и больше (при относительно больших передаточных отношениях) интенсивности изнашивания зубьев шестерни (рис. 3).
Для передач с пластичной смазкой ВНИИНП-220 (а^ - 60 мм; Zj - 39; и - 2,077; он - 220 МПа;
" 0’43 м^с» продолжительность испытаний 300 мин) получено - 0,88- 10“^, /2 - 1»5 х х Ю"А ^2^1 " Ь7; 110 Рис- 2 ^2^1 "
При твердосмазочном покрытии ВНИИНП-212, нанесенном на зубья колес из стали 20X13, для передачи с aw - 25 мм, Zj - 50, и - 1,0, он -- 150 МПа, Vj - 0,2 м/с и продолжительности испытаний 600 мин, интенсивности изнашивания
- 6,6- 10"6; /2 " 3,9- 10"6; J2U\ - 0,59; по рис. 2 /2//| "
Приведенные результаты справедливы при одинаковых или мало различающихся твердостях зубьев шестерни и колеса. Изменение соотношения между твердостями зубьев сопряженных колес и большие значения износа влияют на соотношение между интенсивностями изнашивания.
На рис. 4 приведены результаты экспериментального исследования зависимости отношения
и
Рис. 3. Соотношение между передаточным отношением передачи и числом зубьев шестерни zp при которых /2 - /р / — передачи с твердосмазочными покрытиями; 2 — с пластичными смазочными материалами
интенсивностей изнашивания от отношения твердостей подложек шестерни HBj и колеса НВ2:
НВ\
(6)
Общие положения
243
Рис. 4. Зависимость отношения интенсивностей изнашивания зубьев колеса и шестерни Л от отношения твердостей подложки шестерни (HIL) и колеса (НВ^) при работе с покрытиями ВНИ-ИНП-504 (д - 25 мм; т - 0,5 мм; о - 150 МПа; vs-0,2 м/с; 7-25 ’С)
Покрытие может быть нанесено на оба колеса пары или только на одно из них. Приведенные выше данные относятся к зубчатым передачам при нанесении ТСП на оба колеса. При нанесении покрытия только на зубья шестерни интенсивность изнашивания увеличивается в 1,3, а при нанесении покрытия только на зубья колеса в — 1,5 раза.
2. ТЯЖЕЛОНАГРУЖЕННЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
Изнашивание обильно смазываемых профилей зубьев в тяжелонагруженных передачах наблюдается при попадании в масло абразивных частиц, при эксплуатации в условиях высоких температур и больших контактных нагрузках и скоростях скольжения. На изнашивание влияет качество применяемого масла, количество и вид присадок к базовому маслу, метод смазывания, физико-механические характеристики материалов зубчатых колес, характеристики контактирующих поверхностей (физические, химические, механические, геометрические) и другие факторы.
Интенсивность изнашивания зубьев тяжелонагруженных передач [8]
mi т? тъ тл
Jh = Ш ППЖ/ПЯТ1 П , п а см ад в
где к — коэффициент, учитывающий физико-химические свойства контакта; 77а - он/НВ — безразмерный комплекс, характеризующий напря-
женное состояние контакта и площадь фактического касания тел; Псм - /^/х — комплекс, учитывающий относительную толщину смазочного слоя и шероховатость рабочих поверхностей зубьев; hM - /ijp + — толщина масляной пленки —
толщина граничного слоя смазочного материала; hv„ — толщина контактно-гидродинамического J2 2
Raj + Ra2 — приведенный параметр шероховатости поверхностей зубьев (Raj и Ra2 — средние арифметические отклонения шероховатостей); 77ад - RT/Q — комплекс, характеризующий свойства граничной смазки адсорбционной природы (R — универсальная газовая постоянная; Т — температура; Q — теплота адсорбции); 77в -- v jqq/vt — комплекс, характеризующий вязкостные свойства масла; vjqq и vy — соответственно кинематическая вязкость масла при 100 °C и при рабочей температуре смазочного материала; mj, m2* m3* т4 ~ показатели степеней, определяемые экспериментально. Эксперименты проводились на зубчатых колесах с параметрами: т - 6 мм; zj -- 16; Z2" 17; материал — сталь 12ХНЗА (глубина цементации с - 1,2 мм, параметр шероховатости рабочих поверхностей Ra = 1 - 1,25 мкм). Температура масла изменялась в пределах 100—145 °C, контактное напряжение в полюсе зацепления он - 910 - 1640 МПа.
Испытания проводили при различных маслах: 1 — синтетическое моторное масло с антиокисли-тельной и противоизносной присадками (vjqq --5- 10~^м2/с); 2 — маловязкое нефтяное масло, загущенное вязкостной присадкой, содержащей также антиокислительную, противоизносную, противозадирную и антипенную присадки (v jqq" -8- 10“°м2/с); 3 — нефтяное масло, содержащее многофункциональную депрессорную, антипенную присадки (vjqq - 8- 10“° м2/с), обладающее сравнительно крутой вязкостно-температурной характеристикой; 4 — нефтяное масло, содержащее загущающую, депрессорную, антиокислительную, противозадирную, антикоррозионную, антипенную присадки (vjqq - 16* 10“^ м2/с); 5 — нефтяное масло, содержащее многофункциональную, депрессорную присадки (vjqq -- 17* 10“^ м2/с); 6 — нефтяное масло без присадок (vjqq - 20-10“"6 м2/с).
Точка на профиле зуба, соответствующая максимальному износу, у всех испытанных передач находилась в нижней точке пересопряжения. Интенсивность изнашивания зубьев на синтетическом масле № 1 была приблизительно постоянной за
244
Износ зубчатых передач
1. Параметры изнашивания при различных маслах и температурах
№ масла МО5 v8 Х108 Л,мкм /Л8 х!0° Л,мкм т4
при 100 °C при 145 °C
1 1,02 1,02 8,18 8,18 188 29,6 29,6 681 1,5
2 1,67 0,07 11,9 0,5 77 33,1 1,39 215 1
3 0,65 0,045 4,63 0,32 32 52,3 3,62 363 3
4 0,10 0,009 0,55 0,049 4 1,91 0,17 14 1
5 0,08 0,008 0,42 0,042 3 1,91 0,17 13 1
6 0,95 0,059 4,61 0,29 32 63,1 3,87 430 2,5
Примечания. 1.В числителе приведены значения параметров, полученные за период испытаний 2*1 ()6 циклов нагружений, в знаменателе — после остальных .6,52*1 О** циклов нагружений. 2. Контактные напряжения в полюсе зацепления он - 1460 МПа; износ Л соответствует нижней точке пересопряжения. 3. Путь трения скольжения 5 после 2*10^ циклов равен 576 м.
весь период испытаний (до 8,52* 10^ циклов нагружений), на нефтяных маслах было установлено два значения интенсивности изнашивания — по достижению 2* 10^ циклов нагружений и после 6,52* 1()6 циклов. Для данных условий испытаний можно принять показатели степени mj « 1, m2 = — 1, = 1. В табл. 1 приведены значения
коэффициента к, показателя степени тд, а также интенсивностей изнашивания зубьев, относящихся к исследуемым маслам. Значение - h/S определяли в восьми точках профиля зубьев, где h — толщина изношенного слоя (износ); 5 — путь трения скольжения.
Износ зубчатых колес при смазывании синтетическим маслом № 1 больше, чем при смазывании нефтяными маслами. Использование специальных присадок позволяет значительно уменьшить износ
(масла №4 и 5). При повышении температуры масла износ увеличивается значительно. Применение масел с пологой вязкостно-температурной характеристикой уменьшает зависимость интенсивности изнашивания от температуры. Повышение контактных напряжений в диапазоне значений он - 910 + 1640 МПа почти пропорционально увеличивало износ.
3. ТИХОХОДНЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
Изнашивание рабочих поверхностей зубьев является основной причиной выхода из строя тихоходных зубчатых передач (ТЗП).
Для оценки влияния на интенсивность изнашивания ТЗП нагрузки, скорости, свойств смазочных материалов, геометрии и кинематики зубчатого зацепления, физико-механических свойств материалов и микрогеометрии поверхности зубьев можно использовать следующие обобщенные фак
торы:
П| - Iq — безразмерный комплекс, характеризующий несущую способность контакта (pg — динамическая вязкость смазочного масла при температуре испытания, Па* с; — сум-^к марная скорость качения, м/с; q — нормальная нагрузка на зуб, Н/м);
^2 " ^О^пр — безразмерный комплекс, харак
теризующий безразмерную толщину смазочного слоя (Aq — толщина смазочной пленки, мкм; /?Пр — приведенный радиус кривизны, мкм),
- RaEnp/(SmHV) — безразмерный комп
лекс, характеризующий напряженно-деформированное состояние рабочих поверхностей зубьев (Ra — среднее арифметическое отклонение профиля, мкм; Sm — средний шаг неровностей поперек следов обработки, мкм; ЕПр — приведенный модуль упругости, Па; HV — микротвердость, Па);
Пд - — число циклов контактного взаимо-
действия.
Экспериментальные исследования процессов изнашивания выполняли на зубчатых колесах и дисковых моделях. Зубчатые передачи испытывали на шестеренном стенде FZG при циркуляционном смазывании нелегированными нефтяными маслами FVA-2, FVA-3, FVA-4 с динамической вязкостью рдо соответственно равной 12; 33;
Особенности изнашивания в вакууме
245
136 МПа* с. Температура масла на входе в зацепление 60 °C. Окружная скорость шестерни 0,01— 2,76 м/с; контактная нагрузка по Герцу 740— 2380 МПа. Длительность испытаний 600 ч. Цилиндрические эвольвентные зубчатые колеса, изготовленные из стали 15CrNi6E (57—60 HRC), имели следующие характеристики: число зубьев шестерни Zj - 16 и колеса " 24» модуль ш " 4,5 мм; ширина венца колеса b - 18,5 мм; угол зацепления
- 22,44°, коэффициенты смещения шестерни
- 0,18 и колеса - 0,17. После шлифования шероховатость рабочих поверхностей зубьев Ra z s 0,4 мкм.
Дисковые модели испытывали на модернизированном стенде СМЦ-2 при ступенчатом режиме
нагружения в диапазоне контактных нагрузок он, равных 700, 1000, 1300, 1600, 1800 МПа при сум
марной скорости качения v_ - 3 м/с и скорости ^к
скольжения - 0,66 м/с, при циркуляционном смазывании маслом И-20А. Температуру масла на
входе в контакт поддерживали равной 100 °C.
Длительность испытаний на каждой ступени нагружения составляла 5* 10^ циклов.
Цилиндрические дисковые модели из стали 20ХНЗА цементовали и закаливали до твердости 57-60 HRC. Диаметры верхнего отстающего и нижнего опережающего роликов dj - 35 мм и ^2 " 43,7 мм; их ширина b - 5 мм. Различные параметры исходной геометрии рабочих поверхностей роликов Ra - 0,25 - 4 мкм и Sm - 58 + -135 мкм обеспечивали, изменяя режимы шлифования и алмазного точения.
Анализ результатов исследований позволил по
лучить расчетную зависимость для определения интенсивности изнашивания ТЗП, в которой учитывается совокупное влияние несущей способности смазочного слоя и микрогеометрии контакта, физических характеристик смазочного материала и рабочих поверхностей зубьев, числа циклов нагружения:
'л-
= 9,2910“8
Ч0.87Г , \0,8 «Ra 1 |
MOVr $W«HV Л?ц] ’
где а - пьезокоэффициент вязкости масла.
Сравнение расчетных [по уравнению (7)] и экспериментальных значений полученных в результате независимых испытаний зубчатых колес и дисковых моделей [7], показало их хорошую
сходимость.
4. ОСОБЕННОСТИ ИЗНАШИВАНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ, РАБОТАЮЩИХ В ВАКУУМЕ
На износостойкость зубчатых передач в вакууме значительное влияние оказывает степень разрежения и время работы. Плохое восстановление за.-щитных слоев материалов в вакууме повышает интенсивность изнашивания деталей вследствие активизации адгезионного взаимодействия и возникновения задира (табл. 2). Отсутствие конвективной теплопередачи в вакууме вызывает нагрев трущихся поверхностей, всего узла трения. Температура ускоряет деструкцию смазочных слоев, адсорбированных пленок, снижает механическую прочность материалов, способствует развитию пластической деформации в контакте, что повышает коэффициент трения и износ.
Влияние вакуума на интенсивность изнашивания мелкомодульных зубчатых колес приведено на рис. 5.
Давление среды поддерживали постоянным и изменяли от опыта к опыту на один — два порядка; длительность испытаний в зависимости от интенсивности изнашивания была в пределах 2* 10^—10^ циклов [5, 11]. Интенсивность изна-
Рис. 5. Интенсивность изнашивания зубчатых колес при различных смазочных материалах и давлениях окружающей среды (сплошные линии — колеса группы I, штриховые — колеса группы II):
1 — композиционный материал на стальной основе (50 HRC), сопрягаемое колесо из стали (40 HRC); 2 — пористая сталь, пропитанная серебром, сопрягаемое колесо из титанового сплава с азотированными зубьями; 3 — композиционный полимерный материал, сопрягаемое колесо из алюминиевого сплава с анодированными поверхностями трения; 4 — композиционный материал С820, колесо — из стали 07X16Н6; 5 — твердосмазочное покрытие ВНИИНП-230; 6 — пластичный смазочный материал ВНИИНП-220
246
Износ зубчатых передач
2. Интенсивность изнашивания зубчатых колес
Характеристики зубчатых колес Параметры испытаний Группа колес
т,мм Z1 *2 6,мм он,МПа у^,м/с Г, °C Nu.
1 22 74 1 300 1,5 +150 106-107 I
1 39 81 5 200 0,43 +25 2- 105 II
шивания зубьев шестерен и колес определяли по указанной выше расчетной методике на основе экспериментальных данных. Для колес группы I характерной считали точку на вершине головки зуба шестерни; для колес группы II — точку, отстоящую от вершины головки зуба шестерни на 0,3 т и сопряженные точки профиля зуба колеса. Для заданного в экспериментах пути трения в этих точках получен максимальный износ.
В переходном интервале давлений окружающей среды (10—1 + 10^)1,33 Па интенсивность изнашивания изменяется значительно. Лишь композиционные материалы (кривые 3, 4) имеют монотонно убывающий характер изменения Уд с ростом давления окружающей среды. Металлические зубья колес в паре с металлополимерными и С820 практически не имеют износа. Малая чувствительность этих пар к давлению и составу среды приобретает особую ценность для зубчатых передач многоцелевого назначения, предназначенных для работы в различных средах (воздух, вакуум и газовые среды).
Возрастание /д при небольших разрежениях воздуха, при давлениях (400 + 100) 133,3 Па можно объяснить особенностями физико-химических процессов, протекающих на поверхностях трения и сопровождающихся образованием легкоразруша-ющихся высших окислов железа. При разрежении до вакуума 1,33 Па /д снижается, что связано с уменьшением окисления поверхностей трения. При увеличении давления интенсивность изнашивания снова возрастает, что вызывается уменьшением количества адсорбированных веществ на поверхностях трения и снижением их экранирующего действия.
Зубья колес из материала, содержащего серебро и выполняющего роль смазочного компонента, на воздухе имеют максимальный износ вследствие интенсивного окисления серебра.
Для пластичного смазочного материала ВНИ-ИНП-220 с уменьшением давления окружающей среды определяющим среди различных факторов
является температурный. В результате локализации теплоты в смазочном слое последний теряет несущую способность, возникает схватывание, приводящее к увеличению износа.
Твердосмазочное покрытие ВНИИНП-230 работоспособно при более высоких температурах, но в условиях вакуума происходит более интенсивный, чем на воздухе, распад покрытия при трении в результате термохимических процессов. Для сравнения интенсивность изнашивания стали 07X16Н6, из которой изготовлены колеса группы П, без смазочного материала при меньших контактных напряжениях (%" 200 МПа) равна: в вакууме 2,8* 10“^, на воздухе — 3,8* 10“^.
В условиях вакуума при использовании ротапринтного и магнитного способов подачи твердого смазочного материала в зону трения достигается высокая износостойкость зубчатых передач. Интенсивность изнашивания шестерен при этих способах сравнительно невысока, что позволяет получить высокую долговечность зубчатых передач при высоких контактных давлениях.
На рис. 6 показана кинетика изнашивания зубчатых колес в вакууме и при условиях испытания по табл. 2. Интенсивность изнашивания зубьев из композиционных материалов на стальной основе и из пористой стали, пропитанной серебром, была практически неизменной за исключением периода приработки. На полимерных шестернях после периода приработки, составившего (1 * 3)10^ циклов, происходит некоторое снижение интенсивности изнашивания. Зубчатые колеса, имеющие защитные и упрочненные слои на зубьях (азотированные, с твердыми смазочными покрытиями и т.д.), после полного износа защитного слоя в последующем изнашивались интенсивнее. В экспериментах с азотированным титановым сплавом, твердость которого от поверхности вглубь уменьшается, интенсивность изнашивания непрерывно возрастала.
Твердые смазочные покрытия (кривые 3, 5) после приработки при оставшемся граничном слое
Особенности изнашивания в вакууме
247
Рис. 6. Кинетика изнашивания зубчатых колес в вакууме (10“^ + 10“5)1,33 Па (сплошные линии — колеса группы I, штриховые — группы II):
1 - композиционный материал на стальной основе (50 HRC); сопрягаемое колесо из того же композиционного материала (40 HRC); 2 — титановый сплав с азотированными зубьями; колесо из композиционного материала на стальной основе (40 HRC); 3 — сталь (50 HRC) с дисульфидмолибденовым покрытием и полимерным связующим, колесо — сталь (40 HRC) с одноименным смазочным материалом; 4 — композиционный полимерный материал; колесо — из алюминиевого сплава с анодированными поверхностями трения; 5 — твердосмазочное покрытие ВНИИНП-230 на шестерне и колесе; 6, 8 — пластичные смазочные 'материалы ВНИИНП-220 и ВНИИНП-260 соответственно; 7 — самосмазывающийся материал С820
имеют минимальную интенсивность изнашивания сопряжения. После полного износа твердого смазочного материала интенсивность изнашивания повышается до интенсивности изнашивания основного материала.
Твердые смазочные дисульфидмолибденовые покрытия, полученные плазменным напылением молибдена на титановую матрицу и сульфидированием молибденового слоя на глубину 50 мкм, имеют среднюю интенсивность изнашивания - 3 х х 10“А За 10^ циклов нагружений дисульфидмолибденовый слой обычно изнашивается.
Из конструкционных материалов, работающих без смазочного материала, наиболее низкую интенсивность изнашивания имеют металлополимер-ные. Вследствие недостаточно высокой механической прочности полимерных материалов их применение целесообразно в легко и умеренно нагруженных зубчатых парах. Применение твердых
смазочных покрытий в нагруженных зубчатых передачах возможно только при кратковременной работе.
Кинетика изнашивания зубьев колес с пластичными смазочными материалами (кривые 6, 8, рис. 6) аналогична кинетике изнашивания колес с композиционным материалом (кривые 1 и 4) с выраженным периодом приработочного износа. С увеличением времени испытаний или контактных напряжений смазочная пленка теряет первоначальные свойства, что приводит к увеличению интенсивности изнашивания до величины, соизмеримой с для зубчатой передачи без смазки.
Испытания на износостойкость зубчатых колес из порошкового материала в вакууме при работе без смазочного материала проводили на четырехосном трехступенчатом редукторе, смонтированном на специальном фланце. Параметры исследуемых зубчатых колес следующие: Z| и 22; Z2 = 74; z^ = - 74; z^ - 22; т - 1 мм, угол профиля а - 20°. Перед испытанием проводили двадцатиминутную обкатку на холостом ходу (в атмосфере) при п -- 4000 мин"1 и температуре +20 °C. После откачки рабочей камеры до вакуума 1,3* 10“5 Па и достижения температуры +250 °C начинали испытания.
В результате испытаний установлена зависимость интенсивности изнашивания всех металлических зубчатых пар от дааления среды. Минимум интенсивности изнашивания наблюдали при давлении вакуума (13,3 1,33) Па. На шестернях из стали ЗОХ13 минимум смещается в сторону более высокого вакуума — минимальная интенсивность изнашивания соответствовала давлению 1,3 х _____Q
х 10 Па. При испытаниях металлополимерной пары влияние давления вакуума не обнаружено. Различие интенсивностей изнашивания шестерен из металлических материалов в зависимости от давления среды достигает двух порядков. Влияние частоты вращения шестерен на интенсивность изнашивания оценено при двух давлениях среды — (100 и 10~^) 133,3 Па, соответствующих максимальной и минимальной интенсивности изнашивания. Испытания проводили при п - 100 -- 5000 мин-1 в течение 10—100 ч. При контактных наЬряжениях он и 300 МПа интенсивность изнашивания на шестернях и колесах практически не зависит от частоты вращения и равна для порошкового материала (2 - 6) 10“при давлении 100* 133,3 Па и (6 - 8)10“8 при давлении 1,33 Па. Влияние удельной нагрузки на интенсив-
248
Износ зубчатых передач
О)
Рис. 7. Область изменения средней интенсивности изнашивания зубчатых колес, изготовленных из различных конструкционных материалов, работающих с различными смазочными материалами (испытания в вакууме) в зависимости: а — от контактного нормального напряжения; б -от скорости скольжения; в — от числа циклов контактирования
ность изнашивания зубчатых колес определяли при q, равном 20,3; 41,5; 52,4 Н/см. В этом диапазоне интенсивность изнашивания при увеличении нагрузки несколько возрастала. Влияние нагрева на изнашивание зубчатых колес при температурах от —30 до +150 °C оказалось незначительным.
Для получения расчетной зависимости интенсивности изнашивания мелкомодульных зубчатых колес от условий нагружения были испытаны зубчатые колеса с различными типами смазочных материалов и параметрами испытаний (рис. 7): □н - 150 + 600 МПа, vs - 0,213 - 1,28 м/с, t --—60 - +120’С, N„ - 105 107, р - 1,33 х
х 10 J Па. Длительность экспериментов в циклах для материалов с высокой интенсивностью изнашивания соответствовала 5* ю\ с низкой — 10?.
Расчет интенсивности изнашивания мелкомодульных зубчатых передач (т - 0,3 + 1,5 мм) целесообразно проводить по зависимости, полученной на основе инвариантного подхода [6] и обработки большого количества экспериментов:
где к — коэффициент согласования экспериментальных и расчетных данных; он — напряжения в характерной точке контакта; НВ — поверхностная твердость зубьев шестерни, колеса; рс — степень
разрежения среды; ТК — температура в контакте; рКр> Т'кр — критические значения разрежения и температуры смазочного материала (задают ГОСТ или ТУ на смазочный материал); ар а2, «3 -экспериментально определяемые коэффициенты.
Диапазоны изменения коэффициентов к, а ।, а з для зубчатой пары с пластичными смазочными материалами: е——11,1 - 15,3; aj = 1,21 -- 0,75; a2 » (-0,02) - (-0,033); a3 = (-0,8) -- 1,1.
Фактор ан/НВ характеризует напряженное состояние контакта и механические свойства поверхности; факторы Рс/ркр и Тк/Ткр характеризуют условия внешней среды, теплонапряженность и стойкость смазочного материала в этих условиях
Под температурой в контакте понимают сумму температур: температуры внешней среды, превышения температуры над температурой внешней среды, возникающего вследствие плохого теплоотвода.
5. ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ С ЗАЦЕПЛЕНИЕМ НОВИКОВА
Передачи Новикова обладают большей контактной несущей способностью, чем эвольвентные, что обусловлено геометрией и кинематикой зацепления, которые влияют на толщину смазочной пленки, коэффициент трения и температуру в
Цилиндрические зубчатые передачи с зацеплением Новикова
249
Рис. 8. Схема направления скоростей в точке контакта у дозаполюсной передачи Новикова вдоль заполюсных контактных линий
образующей LH. В качестве радиусов кривизны цилиндров, заменяющих поверхности зубьев, приняты радиусы нормальной кривизны винтовых контактных линий на зубьях шестерни pj и колеса Р2 П1- С учетом этого ширина площадки контакта
2*н =2.25jFnLH ’pnp(ei + 02) .
где нормальная сила, приложенная к поверхности зубьев,
2-10“ 3Ti
Г = __________
п djcosa
Рис. 9. Схемы для расчета пути трения скольжения
। + cos2a .
Ctg2p приведенный радиус кривизны .в характерной точке соприкосновения
^1и . cos2a .
рпр = ------------------у- 1 + -5“ *
2 (и +1 >sin a sinzp \| ctgz0
длина активной части профиля по высоте зуба в сечении, нормальном к направлению зуба,
= «|)/57,3,
где ра — коэффициент радиуса выпуклой части головки зуба.
Абсолютные значения скоростей движения точек зацепления вдоль заполюсных и дополюсных кон-КП) КП)
тактных линии шестерни у. и колеса 1 к 2к
- 0,5(01^1/1 + ctg20 + Г2 ± 2/sina ;
контакте. При одинаковых режимах нагружения в передаче типа Новикова износ меньше, чем в прямозубой эвольвентной передаче.
На изменение скорости качения влияет угол наклона линии зуба (уменьшение угла от 40 до 10° приводит к увеличению скорости качения в 4 раза, а скорости скольжения — почти в 1,5 раза). Увеличение коэффициента радиуса выпуклой части головки зуба [13] от 0,7 до 1,5 вызывает увеличение скорости качения на 0,2 %, а скорость скольжения увеличивается более чем в 2 раза. Увеличение нормального модуля в 2 раза повышает скорость скольжения в 2 раза. На рис. 8 показаны направления скоростей в точке контакта у дозаполюсной передачи Новикова вдоль заполюсных контактных линий, а на рис. 9, а, б — схема для расчета пути трения скольжения. При расчете площадки контакта принята схема контактирования двух заменяющих цилиндров (рис. 9, б) по
у‘<П) • 0,5ь>1 * ctg2p * (Z/м)2 т
т (2//u)sina » = 2//dj.
Путь трения скольжения в мин для дозаполюс-ных передач Новикова имеет следующий вид на головке и ножке зуба:
для шестерни
*Г" = 2.25^плн-1 PnpCOj * е2Жрл:Яв х '
- • • •--ЗП" v С
х Kij Ки И1 >
"v у1(П) 141
250
Износ зубчатых передач
для колеса
*2’" ’рпр*0! * в2)ХрХЯв X
* ТИТВ-"2"3'2
В приведенных зависимостях приняты следующие обозначения: Т| — крутящий момент на шестерне; tj 2 — время, мин; и — передаточное число; уШИ — скорость качения в характерной точке профиля; — скорость скольжения; а -^угол давления в номинальной точке профиля; «| 2 ” углы давления на профиле головки зуба соответственно минимальный и максимальный; Р — угол наклона зубьев на основном цилиндре; 0| 2 — Уп” ругие постоянные материалов шестерни и колеса; р| 2 — радиусы кривизны контактных линий на зубьях шестерни и соответственно колеса в характерной точке; 2 — диаметры делительных окружностей шестерни и колеса; b — ширина зубчатых колес; 2 — угловые скорости соответственно шестерни и колеса; он — нормальные контактные напряжения; тп — нормальный модуль зацепления; / — смещение линий зацепления; И| 2 — частота вращения шестерни и колеса; п3 — число пар зацепления с рассматриваемым зубчатым колесом; — коэффициент, учитывающий отличие фактических размеров площадки контакта от теоретических; Кд — коэффициент, учитывающий неравномерность распределения нагрузки между головками и ножками зубьев; Кц — коэффициент, учитывающий увеличение нагрузки вследствие динамических явлений в зацеплении; K/j ~ коэффициент, учитывающий распределение полной приложенной нагрузки между площадками контакта.
Интенсивность изнашивания зубчатых передач Новикова, работающих с жидкостной смазкой [1],
^Лдп(зп)| 2 = ^дп(зп)12
°" ]х
(9)
где НВ| 2 — твердость материала шестерни и колеса; х " (Ra 2 + Ra^)0’S — параметр шероховатости; Rap Ra2 — среднее арифметическое отклонение профиля поверхности зуба шестерни и коле-
0 200 400 000 Ъ'Н'Н
Рис. 10. Зависимость интенсивности изнашивания головки (------) и ножки (-------) зуба
при различных скоростях (/) и различных нагрузках (2, 3). Для заполюсного зацепления расчетно-экспериментальный коэффициент Код --2,74 х 10”Л для дополюсного зацепления Лдп-5,04х10-Г
са, мкм; А^ — граничная толщина смазочной пленки, мкм; Aq — минимальная толщина смазочной пленки, мкм; Rr — газовая постоянная, Дж- моль-1* °C-1; Тк — температура в контакте, °C; U — энергия активации разрушения, Дж* моль-1; Ядп(зп>1 2 — Расчетно”экспеРи‘ ментальный коэффициент для дополюсного и заполюсного зацеплений.
На рис. 10 показано изменение интенсивности изнашивания зубчатой передачи Новикова в зависимости от контактных параметров.
б. ЗУБЧАТЫЕ ПЕРЕДАЧИ СО СЛОЖНОЙ КИНЕМАТИКОЙ
Спироидные передачи (рис. 11) находят все более широкое применение в машиностроении. Разработка инженерных методов их расчета и проектирования представляет практический интерес. Одной из важных задач, которую необходимо решать на стадии проектирования, является оценка ресурса передачи по износу.
Для цилиндрической спироидной передачи при выборе координат расчетной точки, в которой определяют скорости, радиусы кривизны и другие параметры, входящие в расчетные уравнения, принимали во внимание обстоятельство, что поле зацепления в этой передаче простирается практически вдоль всей длины зацепляющей части червяка, а контактные линии располагаются почти ра-
Зубчатые передачи со сложной кинематикой
251
Рис. 11. Спироидная передача
Рис. 12. Кинематическая схема цилиндрической спироидной передачи
диально. В связи с этим было принято, что расчетная точка Рр (рис. 12) находится на делительном цилиндре червяка в середине его зацепляющейся части. Для передачи, характеризующейся основным относительным расположением спироидных червяка и колеса, координаты этой точки можно принять следующие: хр - 0; ур - — q; zp - 0,5 (25| + Ь}). Здесь Г| — радиус делительного цилиндра червяка; 2?i — удаление червяка от межосевой линии передачи; dj — длина нарезанной части червяка. При вспомогательном относительном расположении червяка и колеса знак перед ур нужно изменить на противоположный. Износ А в общем случае назначают исходя из конкретных условий работы передачи, например из требований кинематической точности или из условия прочности зубьев на изгиб. При расчете ресурса передач фузоподьемных механизмов величину h принимали равной 0,15 толщины витка червяка по делительной окружности.
Удельная расчетная нагрузка для рассматриваемой передачи с учетом особенностей расположения прля зацепления и контактных линий
Fpx
Qp"^hK'
где рх — осевой шаг витков червяка; тх — осевой модуль витков червяка; F — равнодействующая
сил в зацеплении по отношению к звену передачи,
которая выражается через окружную Р, радиальную R и осевую А составляющие следующим образом: F- У₽2 ♦ Л2 ♦ Л2 . Значения параметров Р, R и А могут быть вычислены по известным
методикам [4].
Определение радиусов кривизны и р2 рабочих поверхностей и приведенного радиуса кривизны рИр в нормальном сечении, перпендикулярном к контактной линии в расчетной точке, было выполнено по формуле
-Г-П Г П
1 = 1 _ 1 = (V1)G1 _ (v2 )а2
Л ЛП ЛЛ ПиМ12 rfvr^nl2
рпр Р1 р2 I(vl ’ 1 I(v2 ’ 1
где (Vj ) , (V2) и » <*2 ~~ н0Рмальные п0 отношению к контактной линии составляющие
соответственно скоростей перемещения контактной точки по каждой из контактирующих поверхностей зубьев и векторов, которыми определяется скорость изменения направления орта ё нормали и
к этим поверхностям.
Скорость скольжения при выбранном расположении векторов и 6 2 угловых скоростей
где и — передаточное число; aw — межосевое расстояние.
С учетом выбранных координат расчетной точки скорость скольжения
VS = (DJ
25| 2Й-
где знак минус перед q соответствует основному, а плюс — вспомогательному относительному расположению червяка и колеса.
В качестве приближенных значений Vj и v2 мо~ гут быть взяты окружные скорости червяка и колеса, вычисленные в расчетной точке:
252
Износ зубчатых передач
V, = ЯЙ1Г*
1 “35“
Метод расчета ресурса спироидных передач учитывает геометрические, силовые и скоростные параметры, а также интенсивности изнашивания, полученные путем экспериментального исследования износостойкости материалов элементов передачи в конкретных условиях. Экспериментально исследовали спироидную цилиндрическую передачу [4], имеющую следующие параметры: aw --40 мм; zj - 1; z2 - 20; тх - 2,75 мм, d^ -- 49,5 мм; у - 3*1(Г; а - 10е; - 22 мм; Si -
- 41,3 мм; dj 2 " 150 мм; 62 " 17,5 мм; и - 30. На стенде воспроизводили условия работы зубьев в точке с координатами хр - 0; Ур - — г, zp -- 0,5(2S| + др. Удельная нагрузка q -- Ур2 ♦ я2 ♦ a2 /(2*j>.
Частота вращения диска и окружная скорость колеса в расчетной точке:
где П2 — частота вращения колеса; 2)д - 2/| + /2 — диаметр средней окружности диска (/j — расстояние от центра диска до торца ролика, /2 — длина линии контакта ролика с диском).
Частота вращения ролика
60vp
где dp — диаметр ролика; vp - +
+ vr — окружная скорость роЛика; - * I
2Bj **iI2 2й J
12
I — — скорость скольже-
и )
ния'(И] — угловая скорость червяка).
На специальной модели воспроизводили условия работы витка червяка и зуба колеса в характерной расчетной точке. Исследовали сочетания материалов: сталь 45 (50—53 HRC) — бронза БрАЖ9—4; сталь 14Х17Н2 (39—41 HRC) - бронза БрАЖ9-
4. Образцы подвергали приработке, и затем при расчетной нагрузке они*работали в течение 200 ч. Интенсивность изнашивания для первого сочетания материалов составила - 3,2* 10“^; среднее значение коэффициента трения /- 0,07. Для второго сочетания материалов - 8* 10“^; /-- 0,075.
Список литературы
1. Балдаев В.П., Широбоков В.В., Чесноков В. А. Об интенсивности изнашивания зубчатых передач Новикова, работающих с жидкостной смазкой // Вестник машиностроения. 1984. №5. С. 24-27.
2. Дроздов Ю.Н. К расчету зубчатых пар на износ // Машиноведение. 1969. № 2. С. 84—88.
3. Дроздов Ю.Н. Определение интенсивности изнашивания деталей машин // Вестник машиностроения. 1980. № 6. С. 12—15.
4. Дроздов Ю.Н., Анферов В.Н. К расчету ресурса спироидных передач по износу // Расчетноэкспериментальные методы оценки трения и износа. М.: Наука, 1980. С. 19-22.
5. Дроздов Ю.Н., Егоров В.И. Износостойкость сухих зубчатых передач в вакууме // Вестник машиностроения. 1977. № И. С. 38—41.
6. Дроздов Ю.Н., Нажесткин Б.П., Смирнов Н.И. Развитие методов расчета на износ зубчатых колес // Вестник машиностроения. 1990. № 11. С. 15-17.
7. Дроздов Ю.Н., Павлик Б.Б., Бобылев Ю.А. К расчету на износ тихоходных зубчатых передач// Вестник машиностроения. 1985. №9. С. 53-55.
8. Дроздов Ю.Н., Павлов В.Г., Пучков В.Н. Трение и износ в экстремальных условиях. М.. Машиностроение, 1986. 224 с.
9. Изменение геометрии зацепления зубчатых передач в процессе изнашивания в вакууме / Б.П. Нажесткин, Л.П. Варламова, О.П. Леликов, Н.И. Смирнов // Вестник машиностроения. 1982. № 6. С. 22-24.
10. Краснощеков Н.Н., Федякин Р.В., Чесноков В.А. Теория зацепления Новикова. М.: Наука, 1976. 176 с.
11. Нажесткин Б.П., Смирнов НИ. Износостойкость зубчатых передач в вакууме // Вестник машиностроения. 1982. № 3. С. 18—19.
12. Павленко А.В., Федякин Р.В., Чесноков В. А. Зубчатые передачи с зацеплением Новикова. Киев: Техника, 1978. 144 с.
13. Решетов Д.Н. Детали машин. М.: Машиностроение, 1989. 492 с.
14. Часовников Л.Д. Передачи зацеплением. М. Машиностроение, 1969. 476 с.
Глава 8
ДИАГНОСТИКА ИЗНАШИВАНИЯ ТРИБОСОПРЯЖЕНИЙ
1. МЕТОДЫ ДИАГНОСТИКИ ИЗНАШИВАНИЯ ТРИБОСОПРЯЖЕНИЙ
Повышение надежности подвижных сопряжений машин и механизмов во многом связано с развитием и усовершенствованием методов и средств технической диагностики (ТД).
Предупредительный характер ТД заключается в постоянном наблюдении и контроле технического состояния трибосистемы (ТС) с целью обнаружения ее состояния, предшествующего выходу из строя. Периодически осуществляются анализ технического состояния деталей наиболее ответственных трущихся сопряжений машин после испытаний и эксплуатации при определении и продлении ресурса, контроль за характером работы ТС, анализ состояния смазочной среды.
Наибольшую опасность для работоспособности ТС представляют внезапные отказы, связанные с нарушением стабильности трения заклиниванием и разрушением деталей. Непосредственными причинами таких отказов являются прогрессирующие схватывание и контактная усталость материала рабочих поверхностей деталей ТС. Поэтому при диагностике наряду с износом деталей необходимо определять изменение их вида изнашивания, первые признаки контактной усталости или схватывания хотя бы на локальных участках в виде микрозадиров. При этом объект контроля может определяться исходя из оценки условий нагруженности подвижных сопряжений деталей диагностируемой машины. Такая оценка может быть осуществлена на основе статистики и опыта эксплуатации ана-логичных машин и их сопряжений или расчетным методом [7]. Различают тестовую диагностику, связанную с необходимостью подачи специальных внешних воздействий, и функциональную, которая служит для оценки работоспособности ТС в процессе ее функционирования [5].
Одним из основных этапов трибодиагностики является создание диагностического комплекса, который воспринимает характеристические сигналы от датчиков и с помощью определенных операций формирует ряд диагностических признаков (которым в соответствие ставятся определенные состояния ТС или значение ее внутренних пара
метров) , дает заключение о возможности дальнейшей эксплуатации ТС.
Для контроля состояния смазочной среды с целью поддержания ее свойств в нужных пределах требуются средства диагностики, которые могут быть ориентированы на определение содержания в смазочной среде частиц изнашивания, параметров химического состава среды.
Для диагностики изнашивания используют различные физические и физико-химические методы. Классификация этих методов может быть выполнена в соответствии с областью применения, типом исследуемой характеристики и способами ее оценки (рис. 1).
Нейтронно-активационный метод [23] нашел применение при проведении стендовых и натурных испытаний. В основе метода лежит радиоактивная активация элементов ТС. По изменению их радиоактивности можно осуществлять непрерывный контроль изнашивания с высокой чувствительностью, позволяющей оценивать износ с точностью до микрометра, а также дифференциально оценивать составляющую общего износа, связанную с уносом частиц. Другое направление развития этого метода связано с анализом концентрации радионуклидов в смазочной среде [6].
Несмотря на положительные результаты, полученные при оценке технического состояния газоперекачивающих агрегатов, на компрессорных станциях газопроводов этот метод не получил распространения из-за большой трудоемкости и высокой стоимости аналитического оборудования.
Электрофизические методы позволяют определить повреждаемость и степень износа поверхностей, моменты перехода к катастрофическому разрушению без разборки ТС [13], а также находящиеся в масле парамагнитные и ферромагнитные компоненты продуктов изнашивания. Ряд этих методов основан на анализе собственных возмущений электрической природы при фрикционном контакте, другие же связаны с применением сигналов от внешних источников, последующей оценкой переходного сопротивления контакта, его частотных характеристик. Методы основаны на взаимодействии магнитного поля с пробой масла, и их условно можно разделить на группы.
254
Диагностика изнашивания трибосопряжений
Рис. 2. Схема движения частицы в магнитном поле (а) и устройство для магнитного осаждения частиц (б):
7 — полюса магнита; 2 — подложка для канала со смазкой; 3 — канал подвода смазки
Феррография позволяет исследовать дисперсный состав ферро- и парамагнитных частиц отработанного масла и нашла применение как средство прогнозирования повреждений и предупреждения выхода механизмов из строя из-за преждевременного износа в различных областях техники. Метод осуществляется в два этапа: осаждение частиц в магнитном поле (получение феррограммы), получение количественной информации (анализ феррограммы, рис. 2).
Уменьшение габаритов ЭВМ позволяет создать феррографы, встроенные в то или иное устройство. Причем затраты на создание такой системы компенсируются снижением потерь, связанных с ава
рийным выходом из строя всего механизма в целом.
Магнитометрию используют в основном для определения концентрации магнитных частиц в масле. Работа магнитометрических устройств основана на регистрации изменения приложенного магнитного поля при его взаимодействии с магнитным моментом анализируемой пробы или некоторым объемом потока масла в магистрали.
Можно использовать геофизический магнитометр МА-21 для определения содержания магнитных примесей с точностью до 10“^ мае. доля, %. Разработан переносной прибор для экспресс-диаг-ностики ДВС (двигателей внутреннего сгорания) [10], основной частью которого является дифференциальный магнитный мост, собранный на сердечнике из пермаллоя. Прибор позволяет определить ферромагнитные примеси в концентрации КГ"*—60 мае. доля, %.
Метод ядерного магнитного резонанса (ЯМР) обладает высокой чувствительностью к малым концентрациям ферромагнитных частиц (10”? об. доля, %), находящихся в отработанных маслах [22]. Он основан на обусловленном магнетизмом резонансном поглощении электромагнитной энергии в веществах. Чувствительность метода при определении диа- и парамагнетики составляет соответственно 10“3 и 10“3 об. доля, %. К достоинствам метода следует отнести возможность проведения анализа на ранней стадии изнашивания практически любых пар трения, относительно
Методы диагностики изнашивания трибосопряжения
255
малое время анализа. Однако сложность аналитического оборудования сдерживает широкое использование метода на практике.
Акустический анализ относится к неразрушающим методам контроля, при которых узел трения не подвергается разработке. Наибольший интерес наблюдается в развитии метода акустической эмиссии, что связано прежде всего с возможностью обнаружения появления и развития дефектов на начальной стадии функционирования ТС. В работах [3,21, 24, 26, 31] систематизированы результаты исследований, относящиеся к применению метода акустической эмиссии в диагностике фрикционного взаимодействия, сформулированы основные требования к регистрирующей аппаратуре. Показана применимость использования метода АЭ для контроля изнашивания, диагностики прирабатываемое™ подвижных сопряжений, состояния антифрикционных и смазочных слоев режущего инструмента.
Среди оптических методов для диагностики изнашивания смазанных ТС нашли применение методы атомной и молекулярной спектроскопии.
Эмиссионная спектрофотометрия. Интенсивность изнашивания трущихся сопряжений можно оценить, измеряя в масле концентрацию элементов, попадающих туда в результате износа деталей пары трения; при износе поршней современных дизельных двигателей появляется алюминий, бронзовых вкладышей и втулок — медь и свинец, баббитовых вкладышей — свинец, олово и т.д. Эмиссионный спектральный анализ проводят по спектрам испускания атомов и ионов, возбужденных электромагнитным излучением (обычно электрическим источником света, электрической дугой, искрой).
Создание многоканальных эмиссионных спектрофотометрических установок позволяет выполнить многокомпонентный анализ масел в процессе их эксплуатации. Чувствительность анализа при этом достигает (1 + 3)10“^ мае. доля, % [29]. Благодаря информативности этот метод получил наибольшее распространение для диагностирования изнашивания двигателей в лабораторных условиях. Используют фотометры типа МФС-3, ДФС-36.
Атомно-абсорбционная спектрометрия. Согласно этому методу спектрального анализа исследуемую пробу испаряют в анализаторе (в пламени, плазме), затем измеряют интенсивность света от источника дискретного излучения, проходящего через пар исследуемой пробы. По степени ослабления интенсивностей линий определяемого элемен
та судят о концентрации его в пробе [19]. Данный метод обеспечивает учет преимущественно мелких частиц, находящихся в пробе масла, и не реагирует на частицы размером свыше 10 мкм.
Серийно выпускают атомно-абсорбционный спектрометр С-115М1, который снабжен набором спектральных ламп на 30 элементов.
Атомно-флуоресцентная спектрофотометрия заключается в том, что пары исследуемой пробы облучают резонансным для искомого элемента излучением и регистрируют его флуоресценцию. Обычно для облучения пробы используют рентгеновское излучение. Этот метод не накладывает ограничений на размер частиц изнашивания, находящихся в пробе, поэтому можно быстро определить присутствие в смазке крупных частиц, характеризующих катастрофический режим изнашивания. Атомно-флуоресцентная спектрофотометрия пригодна лишь для тех металлов, которые обладают регистрируемым резонансным излучением. Метод рентгеновской флуоресценции близок по своим возможностям к методу атомно-абсорбционной спектрометрии, за исключением определения таких металлов, как литий и магний. Однако, несмотря на достоинства, данный метод не нашел широкого применения.
ИК- и УФ-спектроскопия. Эти методы качественного и количественного молекулярного спектрального анализа устанавливают молекулярный состав исследуемого образца и используются для определения содержания продуктов окисления масла, солей карбоновых кислот, сульфатов и неорганических нитритов. Проводят сравнение ИК- или УФ-спектров исходного масла и после его эксплуатации. По изменению интенсивности полос поглощения судят о степени загрязненности масла [1, 2]. Для регистрации ИК-спектров могут быть использованы приборы типа ИКС и СФ-26.
Абсорбционная спектрофотометрия основана на использовании закона Бугера-Ламберта-Бера (БЛБ), устанавливающего связь между интенсивностями падающего и прошедшего через вещество света в зависимости от толщины поглощающего слоя и концентрации вещества.
Перед проведением анализа готовят растворы отработанного и свежего масел в бензине с целью увеличения прозрачности пробы. По измеренной оптической плотности (в ограниченной области оптического спектра) раствора отработанного масла и эталонного раствора определяют концентрацию нерастворимых примесей в масле [8]. Этот метод позволяет оценить эффективность работы масляных фильтров и качество рабочего процесса
256
Диагностика изнашивания трибосопряжений
двигателя [8]. Использование светофильтров с различной длиной волны пропускания позволяет оценить среднюю дисперсность частиц.
Прямое фотометрирование [27]. В этом методе в качестве показателя, характеризующего пригодность масла к работе, принимают степень его загрязненности. Последняя определяется оптической плотностью масла, измеряемой фотометрировани-ем пробы масла. По этой методике невозможно с достаточной точностью дифференцированно оценить характер загрязненности масла, а именно наличие нерастворимых примесей.
Электрооптический метод [30] основан на явлении релаксации оптической анизотропии после снятия электрических полей, ориентирующих дисперсию. Через пробу, ориентированную до состояния насыщения синусоидальным электрическим полем, пропускается монохроматическое поляризованное оптическое излучение. После снятия электрического поля интенсивность светового потока уменьшается. Экспериментально получив кривую релаксации, можно рассчитать функцию распределения частиц изнашивания по размерам и определить их средний размер. Чувствительность метода составляет 10“^ мае. доля, %. Метод используется только в лабораторных условиях
Микроскопия [12, 20] позволяет вести подсчет количества частиц изнашивания, а также определять их дисперсионный состав. В соответствии с количеством, размерами и конфигурацией частиц можно провести классификацию видов изнашивания. Широкое применение в исследовательской практике ЭВМ позволяет использовать для анализа частиц методы математической морфологии [9, 28]. Получил распространение комплекс "растровый электронный (или оптический ) микроскоп — микроЭВМ” (рис. 3) и пакет прикладных программ для морфологического анализа частиц, который позволяет осуществить точное измерение общей площади, периметра частиц, примерного их числа, средней площади, периметра, коэффициента формы одной частицы, а также получить распределение частиц по размерам. Анализ характера распределения частиц изнашивания по размерам и их статистики позволяет достаточно надежно осуществлять диагностику трибосопряжений и оптимизировать процесс их эксплуатации. Совместное использование РЭМ и рентгеновского микроанализатора позволяет определить элементарный состав частиц износа и возможный источник их образования. Бели анализ частиц изнашивания узлов трения без смазки не встречает затруднений, то для смазанных сопряжений большое значение
Рис. 3. Блок-схема комплекса:
1 — растровый электронный микроскоп; 2 — схема управления; 3, 4 — цифроаналоговый и аналого-цифровой преобразователи; 5 — генератор развертки; б — ЭВМ; 7 — матричное печатающее устройство; 8 — графопостроитель; 9 — накопитель на магнитных дисках
Рис. 4. Схема установки поточной ультрамикроскопии:
7 — источник света; 2 — линза; 3 — щель; 4 -кювета; 5 — бюретки; б — микроскоп
приобретает методика отбора пробы смазки и выделение из нее частиц. Несмотря на большой объем информации, получаемый при использовании автоматизированных комплексов, значительная стоимость и сложность оборудования сдерживают их распространение.
Поточная ультрамикроскопия [14] позволяет определять концентрацию и распределение по размерам частиц изнашивания (рис. 4). Данный метод позволяет исследовать частицы, имеющие размеры до 0,01 мкм, но для него требуются высокие разбавления пробы, сложное оборудование; его применение для оценки загрязненности моторных масел возможно лишь в лабораторных условиях.
Седиментометрия основана на определении диаметра частиц по скорости их осаждения в масле. Осаждение осуществляется под действием либо силы тяжести [4], либо (для ускорения седиментации) центробежной силы (центрифугирование) [32]. Для повышения скорости анализа методом
Методы диагностики изнашивания трибосопряжения
257
осаждения к пробе прикладывается однородное электрическое поле [33]. Размер осажденных частиц определяют либо расчетом, либо с использованием оптических устройств. Чувствительность и разрешающая способность анализа существенно повышаются при наложении переменного поляризующего напряжения.
Полярография. В этом методе используются явления деполяризации на одном из электродов электролитической ячейки при электролизе исследуемого раствора, содержащего продукты изнашивания. Исследуемая проба помещается в ячейку, подключенную к источнику электродвижущей силы. По вольт-амперной характеристике-полярограмме можно определить элементный состав исследуемой пробы и концентрацию веществ. Чувствительность и разрешающая способность анализа существенно повышаются при наложении переменного поляризующего напряжения. Применение полярографии для анализа смазочных масел возможно в лабораторных условиях [18, 25].
Одним из простейших методов определения количественного содержания твердой фазы в дисперсных системах может считаться метод, в котором контролируемым параметром служит плотность смазочного масла [34]. Между плотностью масла и концентрацией нерастворимых загрязнений существует линейная зависимость. Погрешность определения степени загрязненности составляет 10-15 %. Недостатком способа является необходимость учета долива масла в процессе эксплуатации механизма.
В устройствах с общей системой смазывания трудно осуществить индивидуальный анализ трибосопряжения, так как результаты носят интегральный характер, поэтому более предпочтительным в этом случае является использование электромагнитных методов, акустической диагностики, радиоактивных индикаторов.
Составной частью системы диагностирования ТС машин являются анализы рабочих поверхностей деталей с целью выявления признаков неисправного или предотказного состояния, а также исследования причин отказов, включая сопровождаемые авариями машин. На основе объективно установленных причин отказов, их физической сущности только и можно разработать и реализовать рекомендации, предотвращающие повторение этих отказов на других аналогичных машинах. Применительно к типовым сопряжениям деталей машин, таким, как подшипники качения, зубчатые передачи, шарнирно-болтовые соединения, прецизионные золотниковые и плунжерные пары годравли-
9 Зак. 1113
ческих и топливных агрегатов и другие, достаточно подробно изучены причины их характерных отказов и установлены объективные признаки, соответствующие предотказному состоянию и вызвавшим это состояние условиям нагружения деталей.
Объективным признаком возникновения самоустраняющихся отказов авиационных гидравлических и топливных агрегатов является схватывание сопряженных поверхностей деталей золотниковых пар регулирующих устройств. При этом на локальных участках фрикционного контакта деталей образуются микрозадиры, в зоне которых образуются белые нетравящиеся слои толщиной 1—3 мкм с микротвердостью, на 25 % и более превышающей микротвердость неповрежденной поверхности [15]. Такое значительное упрочнение возникает при схватывании у деталей даже из высокопрочных хромистых, а также цементованных и азотированных сталей, и связано это с фазовыми превращениями, сопровождаемыми кроме упрочнения еще и изменением магнитных свойств материала [15].
Указанные изменения физико-механических свойств материала деталей пар трения при схватывании позволяют использовать их как объективный диагностический признак нарушения работоспособности ТС при анализе отказавшей техники. Признаки схватывания на локальных участках фрикционного контакта могут быть выявлены неразрушающим методом. Так измерение микротвердости как на поврежденных схватыванием участках, так и неповрежденных, можно осуществлять непосредственно на поверхности детали, если позволяют ее размеры. Достоверность полученных результатов при измерении микротвердости может был» оценена методом математической статистики [16].
Выявить нетравящиеся слои и изменение магнитных свойств материала также, можно без препарирования детали и изготовления шлифа. С этой целью может быть использована пленка с доменной структурой, наложение которой на анализируемую поверхность детали при поляризованном освещении позволяет выявить наличие магнитной неоднородности.
Рассмотренным способом можно выявить признаки локальных задиров на деталях подшипников качения, зубчатых передач и других типовых сопряжений, работоспособность которых зависит от задиростойкости и питтингостойкости материала.
Наличие признаков схватывания деталей таких сопряжений позволяет диагностировать недопусти-
258
Диагностика изнашивания трибосопряжений
мость реально действующих условий нагружения для их надежной работы, так как схватывание, даже проявляемое на локальных участках контакта, может сопровождаться прогрессирующим заеданием или разрушением по механизму контактной усталости.
Поэтому своевременное выявление в процессе эксплуатации ТС признаков схватывания является одной из важнейших задач ТД машин и механизмов.
2. ПЕРСПЕКТИВЫ РАЗВИТИЯ ДИАГНОСТИКИ ИЗНАШИВАНИЯ
В зависимости от типа диагностируемого механизма и его значимости используемые методы и средства диагностики существенно различаются по сложности. Так, если для диагностики состояния мощного судового двигателя или компрессора неф-те- и газоперекачивающей станции оправдано применение установки самой высокой сложности, то для машин и механизмов, выпускаемых большими сериями, более эффективно использовать бортовые экспресс-приборы, что, однако, не исключает контроль их работоспособности в центрах обслуживания и ремонта.
Наиболее перспективными для проведения экс-пресс-диагностики представляются устройства, основанные, на анализе проб смазочных сред с помощью неоднородных магнитных и электрических полей, а также акустических явлений. Метод феррографии, первоначально имевший чисто качественный характер, по мере своего развития все более приобретает черты универсальности. Он используется в системах, встроенных в контуры циркуляции смазки. Однако фактором, сдерживающим применение феррографии, является неопределенность магнитных характеристик твердых частиц в смазочных средах, в общем случае включающих окислы и карбиды черных и цветных металлов, продукты трибохимических реакций и частицы загрязнений. Кроме того, необходимость осаждения продуктов изнашивания из пробы сма-. зочной среды и анализа полученного осадка серьезно усложняет метод. В этой связи, по-вцдимому, наиболее ценные результаты могли бы быть получены при использовании комбинированных средств воздействия на исследуемые пробы и определении состояния пробы по нескольким параметрам.
Проблемой бортовой экспресс-диагностики является трудность анализа небольших проб, массовая доля продуктов изнашивания в которых составляет
10"3—ИГ"* %. Также не разработаны методические вопросы отбора проб из смазочной системы, создания аккумулирующих устройств отбора, повышающих точность анализа, не искажающих реальное соотношение продуктов изнашивания в пробе и в натурном сопряжении.
Перечень проблем, требующих решения при создании надежных диагностических средств, может быть продолжен. Однако быстрое развитие приборной базы диагностики машин, появление простых, малогабаритных датчиков физических параметров и микропроцессорных систем позволяют надеяться не успешное решение указанных проблем. Поэтому на первый план выдвигаются проблемы, связанные с разработкой методологии триботехнической диагностики, т.е. проблемы выработки диагностических критериев, адекватно отражающих механизм изнашивания, с учетом многообразия процессов разрушения и массопере-носа при трении.
Перспективным направлением совершенствования диагностики машин является разработка экспертно-справочной системы, основанной как на имеющихся методиках и диагностических признаках распознования неисправностей работы типовых трущихся сопряжений машин, так и на обширном накопленном материале по результатам исследования причин их отказов применительно к различным видам техники. Такая система на базе персональной ЭВМ позволит оперативно и достоверно решать инженерные задачи диагностирования ТС как в процессе эксплуатации, так и при определении причин отказов, сопровождаемых аварией машин.
Список литературы
1. Алешкевич Е.Н., Алешкевич С. А. Исследование смазочной способности рабочих жидкостей по УФ-спектрам поглощения*// Трение и износ. 1988. Т. 9. № 4. С. 20-25.
2. Арабян С.Г., Виппер А.В., Холомонов И.А Масла и присадки для тракторных и комбайновых двигателей. М.: 1984. 160 с.
3. Артоболевский И.И., Бобровницкий Ю.И., Генкин М.Д. Введение в акустическую динамику машин. М.: Наука, 1979. 295 с.
4. Белый А.В., Мышкин Н.К. К вопросу о размере отделяющихся частиц при изнашивании // Доклады АН БССР. 1981. Т. 25. № 1. С. 35-38.
5. Биргер И.А. Техническая диагностика. М.: Машиностроение, 1978. 240 с.
6. Тарзанов Е.Г., Ильин В.А., Малофеев В.П.и др. Техническая диагностика поршневых газопере
Методы диагностики изнашивания трибосопряжения
259
качивающих агрегатов по анализу отработанного масла // Трение и износ. 1982. Т. 3. № 2. С. 284— 289.
7. Дроздов Ю.Н. Развитие трибологии для экстремальных условий: Трибология и надежность машин. М.: Наука, 1990. С. 5—18.
8. Зеленецкая И.С., Адаменко С.П. Экспресс-метод определения примесей в работающих маслах по оптической плотности // Химия и технология топлив и масел. 1977. № 8. С. 58—60.
9. Ильин В.А., Сорокин И.А. // Труды между-нар. конф. "Трение, износ и смазочные материалы". М.: 1985. Т. 1.С. 90-93.
10. Канарчук В.Е. Определение загрязненности масла ферромагнитными продуктами износа с помощью транзисторного прибора // Зав. лаб. 1967. № 11. С. 1404-1408.
11. Контроль технической исправности самолетов и вертолетов; Под ред. В.Г. Александрова. М.: Транспорт. 1976. 360 с.
12. Колпаков Л.В., Симаков Ю.С. Избирательный перенос при трении. М.: 1975. С. 64—67.
13. Кончиц В.В., Мешков В.В., Мышкин Н.К. Триботехника электрических контактов. Минск: Наука и техника, 1986. 256 с.
14. Липинов В.Н., Михин Н.М., Мышкин HJG Физико-химическая механика избирательного переноса при трении. М.: 1979.
15. Лозовский В.Н. Диагностика авиационных топливных и гидравлических агрегатов. М.: Транспорт, 1979. 295 с.
16. Лозовский В.Н., Бондал Г.В., Каксис А.О., Колтунов А.Е. Диагностика авиационных деталей. М.: Машиностроение, 1988. 280 С.
17. Маркова Л.В., Мышкин Н.К. Диагностика трибосопряжений по частицам износа // Трение низнос. 1988. Т. 9. № 6. С. 1109-1118.
18. Мельниченко И.М. О начальной стадии избирательного переноса // Трение и износ. 1982. Т. 3. №5. С. 935-939.
19.. Михин Н.М., Литвинов В.Н., Мышкин Н.К., Миленина Д.П. Спектральный анализ частиц износа и поверхностей трения при избирательном переносе // Тез. докл. Всес. науч. конф. Теория трения, износа и смазки". Ташкент: 1976. 4.3. С. 26-27.
20. Мышкин Н.К. Комплексный метод исследования частиц износа при трении // Изв.
АН БССР. Сер. физ-техн. наук. 1979. № 1. С. 41- 44.
.2 1. Павлов В.В. Акустическая диагностика механизмов. М.: Машиностроение, 1971. 223 с.
22. Пинчук Р.Г., Плескачевский Ю.М. Исследование кинетики трения и изнашивания с применением методов радиоспектроскопии // Трение и износ. 1986. Т. 7. № 5. С. 907-918.
23. Постников В.И. Исследование и контроль износа машин методом поверхностной активации. М.: Атомиздат, 1973. 167 с.
24. Рагульскис К.М., Юркаускас А.Ю. Вибрация подшипников. Л.: Машиностроение, 1985. 119 с.
25. Симаков Ю.С., Мельниченко И.М., Поляков А.А., Гаркунов Д.Н. Полярографическое исследование глицерина, работавшего в режиме избирательного переноса // Тез. докл. Всес. науч, конф. "Теория трения, износа и смазки". Ташкент: 1975. Ч. 3. С. 37-38.
26. Свирвденок А.И, Мышкин Н.К., Калмыкова Т.Ф., Холодилов О.В. Акустические и электрические методы в триботехнике. Минск: Наука и техника, 1987.
27. Сорокин Г.М., Ковалевский В.И. Применение прямого фотометрирования для оценки работоспособности моторных масел // Трение и износ. 1984. Т. 5. С. 978-982.
28. Холодилов О.В. Количественный анализ продуктов изнашивания полимеров // Трение и износ. 1988. Т. 9, № 6.
29. Чанкин В.В. Спектральный анализ масел в транспортных двигателях. М.: 1967. 124 с.
30. Шелабанов М.М., Обищенко Л.Н., Михин Н.М. О реализации электрооптических эффектов для дисперсных систем с частицами износа // Трение и износ. Т. 3. № 2. 1982.
31. Щавелин В.М., Сарычев Г. А. Акустический контроль узлов трения ЯЭУ. М.: Энергоиздат, 1988.176 с.
32. А. с. 930120 СССР, МКМ4 СО1 № 3/56. Способ определения качества моторных масел.
33. А. С. 1363020 СССР, МКИ4 СО1 15/04. Спо-соб седиментационного анализа дисперсных систем.
34. А. С. 1282002 СССР, МКИ4 СО1 33/28. Спо-соб определения степени загрязненности работавшего моторного масла.
9*
Часть II
ДЕТАЛИ МАШИН
ОСНОВНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ ИССЛЕДОВАНИЙ, РАСЧЕТА И КОНСТРУИРОВАНИЯ ДЕТАЛЕЙ МАШИН
Конструкции деталей машин должны соответствовать современным требованиям машиностроения:
1. Повышение надежности и ресурса машин [И. 14. 18].
2. Уменьшение материалоемкости (применение новых материалов и методов упрочнения, совершенствование конструкций).
3. Повышение КПД механизмов и совершенствование рабочих органов машин.
4. Применение прогрессивных энергосберегающих технологий.
5. Стандартизация и унификация узлов и механизмов, организация централизованного изготовления комплектующих изделий.
Основные направления развития конструкций деталей машин. 1. Обеспечение прочности и равнопрочное™ деталей; уменьшение концентрации напряжений; конструктирование материалов с улучшенными свойствами.
2. Обеспечение мало или безызносной работы сопряжений, в том числе:
расширение применения узлов трения качения — подшипников качения, направляющих, передач винт — гайка, червячно-реечных передач, шлицевых сопряжений качения;
обеспечение в подшипниках гидростатодинамического режима смазки, применение опор с газовой смазкой, магнитных опор, магнитопорошковой смазки;
повышение износостойкости деталей — совершенствование уплотнительных защитных устройств, применение износостойких материалов и покрытий, снижение нагруженное™ трущихся поверхностей, обеспечение равномерного износа в сопряжении, использование эффекта избирательного переноса.
3. Повышение точности изделий, уменьшение концентрации контактных напряжений, динамических нагрузок в сопряжениях.
4. Расширение применения наряду с механическими системами электрических, электронных, гидравлических и пневматических систем.
5. Оптимизация расчетов и конструирования
деталей машин, многокритериальная оптимизация, в том числе — приводов машин вращательного и возвратно-поступательного движения, зубчатых и волновых передач, коленчатых валов, станин, систем машин.
6. Обеспечение "самоорганизации" деталей и механизмов, т.е.
самосмазываемости в режиме гидродинамичес-кой и газодинамической смазки, применение самосмазывающихся материалов;
самоустанавливаемости — отказ от избыточных связей в механизмах, в том числе — модификация контактирующих поверхностей деталей, применение самоустанавливающихся подшипников, зубчатых передач с точечным начальным контактом, компенсирующих и упругих муфт [19];
самоприрабатываемости — подбор материалов и формы поверхностей трения, приближение к форме естественного износа [22];
самокомпенсируемости — применение систем с обратной связью и т.д.
7. Копирование в машинах принципов функционирования объектов живой природы. Совмещение функций, выполняемых отдельными узлами машин.
8. Резервирование. Реализация принципа безопасности повреждений: эксплуатация по техническому состоянию; введение трещиноостанавливающего вязкого сплава и др. Создание неразборных узлов с гарантированным ресурсом.
9. Применение деталей из перспективных материалов, в том числе —
технической керамики, обеспечивающей изготовление высокопрочных деталей различных форм и размеров;
композиционных материалов (на металлической, полимерной и керамической основе с углеродными, стеклянными, борными волокнами), использующих высокую прочность материалов в малых сечениях, в частности, нитевидных кристаллов, и малую чувствительность к концентрации напряжений в связи с волокнистой структурой;
материалов, обладающих памятью, т.е. способностью восстанавливать первоначальную форму
Основные направления развития, расчета и конструирования машин
261
при определенных температурах, давлении среды и т.д. (в качестве элементов конструкций — в механических соединениях, муфтах, виброзащитных устройствах, терморегуляторах, термомеханических двигателях и генераторах);
материалов, недеформирующихся от остаточных напряжений при упрочнениях и эксплуатации (мартенсито-стареющие стали, позволяющие осуществлять после закалки обработку резанием, и стареющие с повышением твердости до 55 HRC);
материалов типа синтегран, обладающих большой демпфирующей способностью (для деталей несущих систем машин).
10. Использование возможностей и учет специфики новых технологий:
применение деталей сложных форм, обрабатываемых на станках с ЧПУ;
унификация локальных поверхностей деталей;
обработка инструментом, воздействующим на заготовку по всему объему.
11. Применение новых прогрессивных технологий упрочнения (лазерными, электронными лучами, струей плазмы), обеспечивающих высокую интенсивность процессов, локальность и геометрическую точность зоны нагрева и минимальную доводку деталей.
12. Совершенствование смазочных материалов и процесссов смазывания — эффективное и быстрое средство повышения ресурса и надежности машин и экономии энергии.
К направлениям развития комплекса смазочных материалов относятся: расширение предельных температур эксплуатации, создание масел с пологой характеристикой вязкости от температуры, тяговых масел с большим предельным сопротивлением сдвигу, повышение ресурса масел и т.д.
Смазочные материалы разделяют: по своей природе—на нефтяные, синтетические и комбинированные; по агрегатному состоянию — на жидкие (масла), пластичные, газообразные и твердые.
Масла имеют доминирующее применение. Введение малых присадок в масла принципиально улучшает их свойства. Эффективность применения присадок можно сравнивать с эффективностью лепфования сталей. Применяют присадки: антифрикционные, противоизносные, антиокислитель-ные, антикоррозионные и др.
Различают жидкие (моторные, трансмиссионные, индустриальные и гидравлические масла), пластичные и твердые смазочные материалы. Каждый вид смазочного материала характеризуется основными параметрами:
моторные масла — вязкостью, индексом вязкости, температурами застывания и вспышки, щелочным числом и зольностью;
трансмиссионные масла — вязкостью, индексом вязкости, температурой застывания и смазочной способностью;
пластичные и твердые смазочные материалы (в том числе магнитные) — реологическими свойствами и их стабильностью в условиях эксплуатации.
Смазочные материалы применяются не только для снижения потерь на трение (опоры скольжения и качения, различные направляющие и шарниры), но и для различных фрикционных передач. Эти смазочные материалы имеют малую зависимость вязкости от температуры и обеспечивают необходимые тяговые усилия благодаря большим предельным напряжениям сдвига. Подробную информацию о смазочных материалах, процесса трения в условиях смазки и расчетах жидкостного, смешанного и граничного трения можно получить в [26].
Общие вопросы исследований и расчета деталей машин. 1. Применение ЭВМ, обеспечивающих многократное повышение производительности труда: расчетов, выполнения чертежей, обработки деталей, связанной с переходом на станки с ЧПУ и гибкие автоматизированные производства.
2. Использование САПР — системы автоматизированного проектирования во взаимодействии человека и ЭВМ, позволяющей быстро проводить анализ, параметрический и структурный синтез, оптимизацию объекта, геометрическое моделирование и получать машинное отображение результатов.
3. Повышение достоверности знаний нагрузок в машинах благодаря развитию измерительной техники и расчетов на ЭВМ. С этой целью:
расчетное и экспериментальное определение напряжений и деформаций в деталях машин (физическое и математическое моделирование, численные методы конечных и граничных элементов, натурная тензометрия, голография и т.п.);
исследование и отражение в расчетах колебаний замкнутых систем машин с двигателями и рабочими процессами с учетом нелинейности, зазоров и других факторов;
изучение и учет нагрузок в механических системах, имеющих случайно изменяющиеся параметры или подвергающихся случайным внешним воздействиям (порывы ветра, удары волн, случайные колебания);
262
Детали машин
совершенствование методов определения динамических характеристик колебательных систем в условиях случайных внешних параметрических возбуждений;
исследование внутренней динамики — колебательных процессов, вызванных ударными воздействиями, определение внутренних динамических нагрузок, резонансов, вибраций и шума.
4. Переход на вероятностные расчеты, что обусловлено большим, как правило, рассеянием показателей и связано с необходимостью получения достаточной полноты расчетной и экспериментальной информации. При этом требуется:
система данных об отказах в эксплуатации и при испытаниях партий образцов, изделий и единичных экземпляров;
анализ и учет рассеяния механических свойств материалов, распределения нагрузок при эксплуатации, в том числе — учет переменности режимов и нерегулярности нагрузок и напряжений (случайное, двухчастотное, статическое и ударное нагружение с перегрузками и т.д.);
разработка типовых расчетных режимов (тяжелый, средний равновероятный, средний нормальный Гаусса, легкий, особо легкий);
использование моделей, адекватно отражающих реальные условия выработки ресурса и, в частности, градиентная трактовка подобия усталостных разрушений, а также корректированная линейная гипотеза суммирования повреждений, по которой в общем случае сумма относительных повреждений отличается от единицы и определяется некоторой функцией основных параметров процесса [7, 10, 18].
5. Рациональный выбор жесткости деталей, существенно влияющий на точность, динамические нагрузки, резонансы колебаний, прочность и долговечность машин.
Необходимая и достаточная жесткость определяется условиями работоспособности сопряженных деталей и обеспечения точности машин под нагрузкой. В последнее время с помощью ЛПТ — поиска решаются задачи оптимизации конструкций по важнейшим критериям, одним из которых является жесткость (исследовалась жесткость рам автомобилей и тракторов, с/х машин, вагонов, корпусов турбомашин и др. машин).
Определение контактной жесткости необходимо для прецизионных машин, в балансе упругих перемещений которых превалируют контактные деформации. В частности, учет контактных деформаций в нормальном и тангенциальном направлениях позволяет решать важные задачи повышения точности, распределения давления по поверхности
контакта, демпфирования колебаний, совместной работы на сдвиг стыков и соединительных деталей, выявления и уменьшения микропроскальзывания и фреттинг-коррозии во фрикционных соединениях. При этом для единичных и групповых резьбовых и заклепочных соединений рассмотрены: распределение нагрузки с учетом контактной податливости; совместная работа с болтами, заклепками, шпонками, задачи оптимизации соединяемых частей деталей.
В целом, современные проблемы машиностроения и машиноведения требуют решения комплексных и взаимосвязанных задач теории машин и механизмов, динамики, прочности и долговечности, трения, износа и смазки, биомеханики и виброакустики, автоматизации и управления, а также безопасности и надежности при разработке, изготовлении и эксплуатации экономически целесообразных и экологически чистых машин, приборов и аппаратов [21]. В этой связи особую важность приобретают работы по изысканию и оптимальному применению новых технологий и материалов для изготовления узлов и деталей машин [14].
Совершенствование и исследование деталей отдельных групп. 1. Соединения. Совершенствование соединений происходит в направлениях:
обеспечения равнопрочности; равножесткостии приближения по форме к цельным деталям;
исключения или уменьшения остаточных напряжений;
исключения или снижения объема последующей механической обработки.
1.1. Сварные соединения — имеют основное применение в качестве неразъемных соединений. Распространяются на металлические и ряд других материалов и имеют большое многообразие видов со своими рациональными областями применения. Прочность сварных соединений при статических и ударных нагрузках может быть доведена до уровня прочности цельного металла (сплава).
1.2. Заклепочные соединения сохраняют применение в условиях, в которых сварка затруднена. Получают распространение болты-заклепки с кольцевой пластически образуемой резьбой и заклепки разных конструкций с односторонней клепкой.
1.3. Соединения пайкой и склеиванием находят все большее применение благодаря их способности соединения разнородных материалов, тонких листов и разъединения без повреждения деталей. Особенно распространяются комбинированные клеезаклепочные и клееболтовые соединения.
Основные направления развития, расчета и конструирования машин
263
1.4. Резьбовые соединения сохраняют свое монопольное распространение среди разъемных соединений. Применение их даже расширяется на соединения строительных металлических конструкций.
Рациональные формы, стандартизация и технология резьбовых соединений хорошо отработаны. Исследовано напряженное состояние болтов (влияние точности изготовления, повышение точности затяжки и ослабление влияния ее последовательности, оптимизации формы фланцев, расчет болтов совместно с фундаментом).
1.5. Соединения вал — ступица применяются в основном как осесимметричные. Расширяется применение соединений с натягом. Прочность соединения существенно повышается гальваническими покрытиями, оксидированием, воздействием тлеющего разряда. Значительно расширяется применение конических соединений с большим натягом.
В соединениях с натягом исследованы: пространственное напряженно-деформированное состояние с учетом сил трения при тепловой сборке, статическом и циклическом нагружении, остаточные промбы, рассеяние энергии колебаний. Изучались фреттинг-износ и вызываемое им изменение напряженного состояния, контактная прочность и влияние на нее масштабного фактора. Экспериментально исследовано понижение прочности сцепления от переменных напряжений изгиба вала; исследован механизм сползания ступицы при совместном действии осевой и радиальной нагрузок при вращении.
Расширяется применение шлицевых эвольвен-тных соединений. Повышение их прочности и ресурса достигается снижением концентрации контактных и изгибных напряжений и уменьшением зазоров.
Применяются профильные бесшпоночные соединения, характерные самоцентрированием, пониженным шумом, малостью концентрации напряжений кручения и соответственно повышением несущей способности.
При необходимости систематических осевых перемещений применяются шариковые шлицевые соединения.
2. Передачи.
2.1. Зубчатые передачи являются доминирующими среди механических передач. К основным направлениям развития зубчатых передач относятся [1, 2, 8]:
повышение твердости зубьев;
повышение точности зубчатых передач;
расширение применения передач прогрессивных типов: с модифицированным профилем, косозубых, шевронных, с локализованным контактом — с продольной модификацией, с круговым зубом, в том числе — цилиндрических при внешнем и внутреннем зацеплении, гипоидных, Новикова, спироидных;
расширение применения планетарных передач и волновых, развитие мотор-редукторов.
Основные исследования зубчатых передач направлены на оптимизацию геометрии зацепления, включая форму выкружки. Для особо ответственных передач предложены специальные производящие контуры, благодаря чему удалось получить прямозубые передачи с коэффициентом перекрытия больше 2 при угле зацепления 24е и более, что значительно повышает их несущую способность. Проводится уточненное исследование напряженно-деформированного состояния зубьев с использованием численных методов конечных и граничных элементов. Представляется возможным совместное решение контактной задачи и задачи изгиба зубьев.
2.2. Волновые передачи в последние годы нашли новую важнейшую область применения — в роботах. Совершенствование волновых передач связано с существенным уточнением расчетов основных элементов передач, нагрузок, уменьшением кинематических погрешностей и колебаний.
2.3. Червячные передачи, удовлетворяющие современным требованиям, должны иметь шлифованные рабочие поверхности червяков. Соответственно рекомендуются к применению передачи с эвольвентными червяками, а при необходимости обеспечения повышенной несущей способности — передачи с вогнутым профилем червяка, которые частично заменяют более дорогие и сложные глобоидные передачи.
При требованиях высокой точности рекомендуются червячные пары с модифицированной геометрией и полной сопряженностью поверхностей.
2.4. Втулочно-роликовые цепные передачи постепенно вытесняют зубчато-цепные передачи. В зубчатых цепях используются шарниры качения. Совершенствуются профили звездочек, повышается твердость и точность элементов. Следует отметить оптимизацию параметров передач методом нелинейного программирования, уточнение распределения сил между зубьями с учетом удара.
2.5. Ременные передачи благодаря новым синтетическим материалам получили второе рождение. Повышается прочность несущего слоя ремней за счет применения высокопрочных волокон (в том
264
Детали машин
числе — из кевлара) и увеличивается сцепление со шкивом (применение ремней с обкладками и пропиткой, многоклиновых, зубчатых, в том числе — с оптимальной формой зубьев).
Уточнена механика работы ремня на шкивах с учетом его тангенциальной податливости и влияния сил трения на дугах покоя.
2.6. Фрикционные вариаторы совершенствуются в соответствии с основными положениями их проектирования: малое геометрическое скольжение, автоматическое регулирование силы сжатия тел качения с изменением момента, множественность зон контакта, снижение шума.
Доминирующее распространение имеют клиноременные, цепные и многодисковые вариаторы. Расширяется применение масляных вариаторов с синтетическими тяговыми маслами. Масляные передачи исследуются с применением контактногидродинамической теории смазки. Уточняются характеристики скольжения, разрабатываются температурные расчеты.
2.7. Механизм для поступательных перемещений совершенствуются как в традиционных направлениях, так и имеются принципиально новые решения.
Расширяется применение шариковых передач винт — гайка. При больших ходах используются гидростатические передачи винт — гайка. Применяют роликовые планетарные передачи винт — гайка, которые обеспечивают возможность непосредственно соединения электродвигателя с винтом, повышенную равномерность перемещений. Применяются также электромагнитные винтовые пары.
Значительные перспективы имеют линейные электродвигатели: силовые для медленных поступательных движений (перемещений), энергетические или ускорительные — для ударных испытаний, ударной обработки и двигатели для скоростного транспорта.
3. Опоры [20, 26].
3.1. Подшипники качения развиваются во многих направлениях, в которые входят:
совершенствование типажа (расширение его охватом выпуска защищенных подшипников с одноразовым смазыванием, подшипников для специальных условий — коррозийно- и жаростойких, немагнитных и малошумных, подшипников с антифрикционным заполнителем) ;
повышение точности;
централизованное изготовление подшипников узлов;
безотходное производство бесшовных полных шариков;
внедрение сталей электрошлакового и вакуумного переплава, стали, дегазированной в вакууме, безвольфрамовой стали;
диагностика ранних стадий повреждений подшипников;
контроль вибрационных параметров;
совершенствование конструкций (оптимизация внутренних размеров, профиля тел качения, модификация образующей роликоподшипников).
Разработаны уточненные расчеты подшипников с учетом длительных пределов выносливости, перекоса осей колец, угла контактирования колец с телами качения, минимально допустимой нагрузки во избежание проскальзывания тел качения. Разрабатываются расчеты на износ.
3.2. Гидродинамические подшипники скольжения развиваются в направлении расширения области применения:
подшипников с оптимизированной формой расточки (с раздвинутыми осями расточек для тяжелых нагрузок, многоклиновых — для повышения точности и борьбы с вибрациями, с некруглым профилем и с самооптимизацией контура под действием нагрузок);
подшипников с самоустанавливающимися в двух плоскостях подушками;
вкладышей, штампуемых из лент; подшипников, смазываемых водой;
Расширяется также применение гидростатических опор (особенно в тяжелом машиностроении, в станкостроении — благодаря повышению несущей способности — для направляющих до 5 раз, повышению динамической жесткости, надежности, точности, компенсации погрешностей изготовления, снижению потерь на трение).
Уточняются решение задач течения смазочного вещества в зазоре и неизотермические расчеты, проводится термоупруго-гидродинамический анализ подшипников, исследуются работа при динамическом режиме, устойчивость работы в турбулентном режиме при кавитации и различных системах питания.
3.3. Опоры с газовой смазкой (воздушные опоры) успешно применяются при особо высоких скоростях в качестве подшипников и при особых требованиях к точности в качестве направляющих.
Разработаны расчеты воздушных опор с учетом погрешностей изготовления и расчеты точности вращения шпинделей в таких опорах. На основе безразмерных параметров уточнены инженерные
Основные направления развития, расчета и конструирования машин
265
расчеты нагрузочных характеристик и параметров устойчивости опор с газовой смазкой.
3.4. Активные магнитные бесконтактные опоры обеспечивают новые возможности: они могут применяться для роторов массой в несколько тонн, работоспособны при окружной скорости до 200 м/с, в глубоком вакууме, в широком диапазоне температур.
4. Муфты приводов.
Общие тенденции муфтостроения:
расширение области применения муфт в связи с агрегатированием машин и совершенствованием муфт;
централизованное производство муфт;
резкое уменьшение габаритов муфт за счет совершенствования конструкций;
сокращение выпуска муфт с ручным управлением вследствие широкого применения муфт с автоматическим управлением.
4.1. Все муфты можно разделить по назначению и функциям. Для соединения без взаимного перемещения ведущего и ведомого элементов и возможности рассоединения и соединения в движении применяются муфты с принудительным соединением: жесткие и компенсирующие. Они относятся к так называемым постоянным муфтам, которые могут быть управляемыми и не управляемыми.
Наибольший интерес представляют из постоянных муфт широко применяемые в технике упругие муфты. Эти муфты широко применяются благодаря их демпфирующим свойствам. Основное направление развития (кроме тяжелых условий) — это применение неметаллических, преимущественно резинокордных, резиновых или полиуретановых упругих элементов. Упругие элементы выполняются обычно в виде оболочек или пластин. Повышение несущей способности достигается их армированием, вулканизацией в месте зажима, а также предварительным сжатием, обеспечивающим более благоприятный цикл изменения напряжений. Применяют также резину с оптимальным демпфированием.
Широко применяемым видом муфт являются сцепные муфты, в которых существенную роль играют трибологические процессы. Такие муфты работают без проскальзывания только тогда, когда скорости вращения обоих валов, соединяемых муфтой, одинаковы и когда передаваемый через муфту вращающий момент меньше или по крайней мере равен моменту трения муфты.
Совершенствование сцепных муфт проводится в направлении создания фрикционных муфт: конических, двух конусных, цилиндрических, плоских,
а также многодисковых, которые получили благодаря малым габаритам наибольшее применение.
Сцепные муфты имеют различные виды управления: ручное — рычажное, пневматическое, гидравлическое, электромагнитное (широко применяемое благодаря удобству автоматического управления).
Особую группу составляют самоуправляемые муфты: предохранительные, муфты свободного хода, муфты с управлением, включающим центробежные силы и наконец, муфты длительного действия, передающие вращающий момент только при разности скоростей ведущего и ведомого валов.
5. Тормоза.
Выделяются три основных типа фрикционных тормозов: а) кратковременного действия с большой эффективностью, обеспечивающей значительное замедление; б) постоянного (или длительного) действия или иначе замедлители, которые обеспечивают незначительное уменьшение или поддержание постоянной скорости и в) стояночные, которые предназначены для блокировки, т.е. обеспечения неподвижности груза или транспортного экипажа.
Фрикционные муфты и тормоза относятся к наиболее нагруженным узлам машин. Применяемые в них фрикционные пары работают при высоких удельных нагрузках и высоких температурах как на поверхности трения, так и в объеме материалов. По тепловому режиму применяемые в них фрикционные материалы разделяются на четыре группы:
легкие без смазочных материалов при объемных температурах 100 °C;
средние без смазочных материалов, 250 °C;
тяжелые без смазочных материалов, 600 °C;
весьма тяжелые, 800 °C.
При оптимальном конструировании фрикционных муфт и тормозов обязательно должны проводиться триботехнические расчеты с оценкой температурных полей, коэффициентов трения и интенсивностей износа, а также модельные испытания фрикционных пар и натурные стендовые испытания новой конструкции. Наиболее целесообразно применять методики расчета и испытания, основанные на теории нелинейной тепловой динамики и моделировании износа и трения фрикционных пар (при сухом и граничном трении).
Наибольшее применение в тормозах и муфтах имеют следующие фрикционные материалы: леги рованные стали и чугуны, бронзы, полимерные
266
Детали машин
композитные материалы, спеченные порошковые материалы (на железной, медной и никелевой основе) и последние годы углеродные композитные материалы [14, 21, 25, 26].
Последние годы успешно выполняются исследования динамики механических систем с муфтами и тормозами и разработаны основы теории нестационарных процессов их работы как систем с нелинейными распределенными параметрами.
Подробно о конструкциях, расчетах, испытаниях и материалах для фрикционных муфт и тормозов можно ознакомиться в [23—26].
Список литературы
1. Авиационные зубчатые передачи и редукторы / Под ред. Э.Б. Булгакова. М., Машиностроение, 1991.
2. Брагин В.В., Решетов Д.Н. Расчеты на прочность напряженных цилиндрических зубчатых передач, М., 1991. 224 с.
3. Воскресенский В.А., Дьяков В.И. Расчет и проектирование опор скольжения. М. 1980. 224 с.
4. Дроздов Ю.НМ Павлов В.ГМ Пучков В.Н. Трение и износ в экстремальных условиях. М., Машиностроение, 1986. 224 с.
5. Избирательный перенос в тяжелонагруженных узлах трения / Под ред. Д.Н. Гаркунова. М., Машиностроение, 1982. 205 с.
6. Иосилевич Г.Б. Концентрация напряжений и деформаций в деталях машин. М. 1981. 224 с.
7. Когаев В.П., Махутов Н.А., Гусенков А.П. Расчеты деталей машин на прочность и долговечность. М., 1985. 224 с.
8. Кудрявцев В.Н. Детали машин. М—Л., Машиностроение, 1980. 464 с.
9. Левина З.М., Решетов Д.Н. Контактная жесткость в машиностроении. М., 1971. 264 с.
10. Надежность технических систем: Справочник / Под ред. И.А. Ушакова, М., 1985. 608 с.
11. Надежность и эффективность в технике: Справочник, Т. 1—10. М., Машиностроение, 1986-1991.
12. Орлов П.Н. Основы конструирования. В 3 кн. М., Машиностроение, 1976, 1977.
13. Петрусевич А.И. Основные выводы из контактно-гидродинамической теории смазки. Известия АН СССР, 1951, № 2, С. 209-225.
14. Проблемы надежности и ресурса в машиностроении / Под ред- К.В. Фролова и А.П. Гусенкова, М., 1988. 248 с.
15. Расчеты на прочность в машиностроении в 3 т. / Под ред. С.Д. Пономарева. 1956—1959, Т. 1. 884 с., Т. 2. 974 с., Т. 3. 1158 с.
16. Расчет деталей машин на ЭВМ / Под ред. Д.Н. Решетова и С.А. Шувалова, М., 1985. 368 с.
17. Решетов Д.Н. Работоспособность и надежность деталей машин. М., 1974. 208 с.
18. Решетов Д.Н., Иванов А.С., Фадеев В.З. Надежность машин. Высшая школа. М., 1988. 240 с.
19. Решетов Л.Н. Самоустанавливающиеся механизмы. М., Машиностроение, 1991, 284 с.
20. Трение, изнашивание и смазка: Справочник под ред. И.В. Крагельского и В.В. Алисина. Кн. 1 — 400 с. 1978, Кн. 2 — 360 с. Машиностроение, 1979.
21. Фролов К.В. Методы совершенствования машин и современные проблемы машиноведения. М., Машиностроение, 1984. 224 с.
22. Шульц В.В. Форма естественного износа деталей машин и инструмента. Л. Машиностроение, 1990. 180 с.
23. Конструкционные материалы: Справочник / Под общ. ред. Б.Н. Арзамасова. М.: Машиностроение. 1990, 688 с.
24. Фролов К.В., Усков М.К. Современные проблемы трибологии и триботехники. Проблемы машиностроения и автоматизации. Москва — Будапешт. № 11, 1986, с. 10—16.
25. Теоретические и прикладные задачи трения, износа и смазки машин / Под ред. К.В. Фролова, С.В. Пинегина и А.В. Чичинадзе. М.: Наука, 1982. 308 с.
26. Справочник по триботехнике / Под ред. М. Хебды и А.В. Чичинадзе. М.: Машиностроение, Т. 1, 1989. 400 с; Т. 2, 1990. 420 с; Т. 3, 1992. 730 с.
Раздел 1 СОЕДИНЕНИЯ
Глава .1 СВАРНЫЕ СОЕДИНЕНИЯ
Сварка — весьма эффективный процесс получения неразъемных соединений как металлических, так и ряда неметаллических материалов. Сварные соединения широко используются в изделиях и конструкциях ответственного назначения и могут обеспечить их надежную работу в различных условиях. Но для этого при проектировании и расчетах необходимо учитывать особенности сварных соединений. К их числу относятся: характерная геометрическая форма швов и соединений, приводящая к своеобразному распределению напряжений и сил; наличие в соединении разнообразных зон термического влияния, создающих неоднородности -механическую, физическую, химическую, структурную; остаточные напряжения большой величины и в ряде случаев значительные пластические деформации. При определенных условиях эти особенности могут проявить свое влияние и снизить несущую способность изделия.
1. ГЕОМЕТРИЧЕСКИЕ ОСОБЕННОСТИ И МЕХАНИЧЕСКАЯ НЕОДНОРОДНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
Геометрические особенности сварных соединений определяются конструктивно-технологическими факторами и в значительной степени регламентируются соответствующими нормами. Из технологических факторов, определяющих геометрическую форму швов и соединений, наиболее характерным является способ сварки. Основные конструктивные элементы и размеры сварных соединений и швов выполняют автоматической и механизированной сваркой под флюсом (ГОСТ 8713-79, ГОСТ 11533—75); сваркой в защитных газах (ГОСТ 14771—76), ручной сваркой (ГОСТ 5264-80 и ГОСТ 11534—75), электрошлаковой сваркой (ГОСТ 15164—78), контактной сваркой (ГОСТ 15878—79), точечной сваркой (ГОСТ 14776-79) и т.д.
В зависимости от расположения свариваемых элементов различают соединения (табл. 1): стыковое, в котором свариваемые элементы примыкают торцовыми поверхностями (эск. 1—7) ;
угловое, в котором два элемента расположены под углом и сварены в месте примыкания их концов (эск. 8—10);
тавровое, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (эск. 11—16);
нахлесточное, в котором свариваемые элементы частично перекрывают друг друга (эск. 17, 18).
В зависимости от типа сварных швов различают сварные соединения: со стыковыми швами, с угловыми швами, с точечными швами, с проплавленными швами, и соединения, образованные комбинацией различных швов. Стыковые швы используют в основном в стыковых соединениях. Однако возможны варианты их использования в угловых и нахлесточных соединениях.
Стыковой шов характеризуется: глубиной проплавления Н (рис. 1), шириной шва /, высотой усиления #, площадью проплавления ГПр, коэффициентом формы ф - НИ. Важными параметрами являются также радиус перехода R от усиления к основному металлу и угол 0. Здесь и далее толщина соединяемых элементов обозначена s и Sp
Стыковые швы могут быть односторонние, двусторонние, с полным либо частичным проплавлением стыка, без скоса кромок и с различным скосом кромок, могут выполняться на остающейся либо съемной подкладке.
Угловые швы используют в тавровых, угловых и нахлесточных соединениях. Они также имеют характерные размеры (рис. 2): к — катет шва; R — радиус перехода в зоне сплавления.
Угловые швы выполняют с полным и частичным проплавлением, сплошными и прерывистыми, односторонними и двусторонними, однопроходными и многопроходными, без скоса кромок и со скосом кромок.
Точечные швы обычно применяют только в нахлесточных соединениях (рис. 3). Для тонколистового материала используют точечную контактную сварку. В отдельных случаях — при повышенных толщинах, а также в монтажных условиях — используют дуговую сварку. Точечные швы могут быть однорядными (п - 1 на рис. 3) и многорядными, односрезными и двухсрезными. В ряде
1. Классификация сварных соединений, выполняемых дуговой сваркой
Вид соединения Форма подготовительных кромок Шов Эскиз Условные обозначения шва сварного соединения (числитель) и пределы толщин свариваемых деталей, мм (знаменатель), для способов сварки
автоматической и механизированной под флюсом (ГОСТ 8713-79) дуговой в защитном газе (ГОСТ 14771-76) ручной дуговой (ГОСТ 5264-80)
Стыковое Без скоса кромок Односторонний на съемной или остающейся подкладке С4 и С5-А 2-12 С4 и С5 -УП 0,8-8 С4 и С5 1-4
Двусторонний 2 С7-А 2-20 С7-УП 3-12 С7 Т5
Со скосом одной кромки С12-А 14-20 С12-УП 3-60 С12 3-60
С двумя симметричными скосами одной кромки 4 С15-А 20-30 С15-УП 8-100 С15 8-100
Со скосом двух кромок Односторонний на съемной подкладке 3 С18-А 12-30 С18-УП 3-60 С18 3-60
Сварные соединения
Вид соединения Форма подготовительных кромок Шов Эскиз Условные обозначения шва сварного соединения (числитель) и пределы толщин свариваемых деталей, мм (знаменатель), для способов сварки
автоматической и механизированной под флюсом (ГОСТ 8713-79) дуговой в защитном газе (ГОСТ 14771-76) ручной дуговой (ГОСТ 5264-80)
Стыковое Со скосом двух кромок Двусторонний С21 -А 14-30 С21 -УП 3-60 С21 3-60
С двумя симметричными скосами кромок С25-А 18-60 С25-УП 6-120 С25 8-120
Угловое Без скоса кромок Двусторонний У5-А 4-14 У5-УП 8-30 У5
Со скосом одной кромки Односторонний 9 — У6-УП 3-60 У7 3-60
Геометрические особенности и механическая неоднородность_269
NJ
О
Вид соединения Форма подготовительных кромок Шов Эскиз Условные обозначения шва сварного соединения (числитель) и пределы толщин свариваемых деталей, мм (знаменатель), для способов сварки
автоматической и механизированной под флюсом (ГОСТ 8713-79) дуговой в защитном газе (ГОСТ 14771-76) ручной дуговой (ГОСТ 5264-80)
Угловое Со скосом одной кромки Двусторонний 10 iZZZZ/^^^ У7-А 8-20 У7-УП З-бО У7 3^60
Тавровое Без скоса Односторонний я Jg^ Т1 -А 3-40 Т1 -УП 8-40 Т1 Т-45
Двусторонний 12 ТЗ-А 3-40 ТЗ -УП 8-40 ТЗ
Со скосом одной кромки Односторонний 7J — Т6-УП 3-60 Тб 3-60
Сварные соединения
Вид соединения Форма подготовительных кромок Шов Эскиз Условные обозначения шва сварного соединения (числитель) и пределы толщин свариваемых деталей, мм (знаменатель), для способов сварки
автоматической и механизированной под флюсом (ГОСТ 8713-79) дуговой в защитном газе (ГОСТ 14771-76) ручной дуговой (ГОСТ 5264-80)
Тавровое Со скосом одной кромки Двусторонний Т7-А 8-30 Т7-УП 3-30 Т7 3-60
С двумя симметричными скосами одной кромки Двусторонний 15 (W\ Т8-А 16-40 Т8-УП 6-80 Т8 8-100
— Т9-УП 12-100 T9 12-100
Нахлесточное Без скоса кромок Односторонний Н1 -А 1-20 Н1 -УП 8-60 Н1 2^60
Двусторонний 18 Н2-А 1 -20 Н2 -УП 8-60 Н2 2-60
Геометрические особенности и механическая неоднородность
272
Сварные соединения
Рис. 1. Схемы стыкового соединения и геометрические параметры, вызывающие концентрацию напряжений, обусловленную:
а — формой шва; б — смещением кромок; в — угловатостью
Рис. 3. Схемы нахлесточного соединения:
а — с многорядным точечным односрезным швом; б — с двухсрезным швом
Рис. 2. Схемы таврового (а) и крестового (б) соединений и геометрические параметры, вызывающие концентрацию напряжений, обусловленную формой угловых швов (а, б) и угловатостью (в)
случаев точечные швы при сварке плавлением с присадкой выполняют с предварительным сверле* нием отверстий в одном из соединяемых элементов. Возможен вариант применения дуговой сварки с соответствующими сквозными прорезами у одного из соединяемых элементов.
Рассмотренные геометрические особенности связаны с конструкцией сварных соединений и являются не единственными источниками концентрации напряжений в зоне сварных соединений. Необходимо учитывать и концентраторы технологического происхождения. Это главным образом дефекты, связанные со сваркой и сборкой соединений: непровары, несплавления, трещины, подрезы, шлаковые включения, а также неудаленные прихватки, поры, расслоение, царапины^ вмятины и т.п.
Механическая неоднородность свойств в зоне сварных соединений связана с металлургическими и термодеформационными процессами в материалах шва и околошовной зоны при сварке и в значительной степени зависит от составов указанных материалов, условий и режимов сварки. О механической неоднородности различных зон сварного соединения обычно судят по результатам измерения твердости в поперечном сечении углового шва (рис. 4, а). Выделены четыре характерных значе-
Геометрические особенности и механическая неоднородность
273
Рис. 4. Механическая неоднородность в зоне углового шва по результатам измерения твердости HV:
а - схема измерения в поперечном сечении шва;
6 - результаты измерения для трех сталей на жестком (кривая 1) и мягком (кривая 2) режиме сварки; в — зона разупрочнения
Рис. 5. Зависимость временного сопротивления от скорости охлаждения для сталей ВСтЗ (кривая /), 10Г2С1 (кривая 2) и 16Г2АФ (кривая J); к - катет шва
ния твердости: НУМШ — металла шва; ЯИЗТВ и ЯК””1 — максимальная и минимальная зоны тер-зтв к
мического влияния; НУ ом — основного металла. Твердость металла шва зависит от используемых при сварке присадочных материалов и обычно выше твердости основного металла, что связано с дополнительным легированием металла шва при наиболее распространенных способах сварки плавлением. На твердость металла шва при этом влияет термический цикл сварки. На рис. 4, б приведе
ны, по данным В.М. Барышева, результаты измерения распределения твердости в сечении углового шва таврового соединения из низкоуглеродистой (ВСтЗ) и низколегированных сталей (10Г2С1 и 16Г2АФ) при различных тепловложениях. При достаточно жестком режиме (малые тепловложе-ния на единицу длины шва — кривая 7) твердость заметно отличается от твердости на мягком режиме (кривая 2). Соответственно твердости изменяются и прочностные характеристики металла шва. В частности, временное сопротивление для указанных материалов зависит от скорости охлаждения металла шва в районе температур 550 °C (рис. 5). Твердость в зоне термического влияния определяется чувствительностью основного материала к температурному циклу сварки. Материалы, слабочувствительные к указанному термическому воздействию (например, ВСтЗ), не имеют заметных особенностей по сравнению с основным материалом. Материалы, склонные к закалке, обычно в зоне термического влияния имеют максимальную „lzmax
твердость 7т кзтв выше твердости металла шва и основного металла. Термоупрочненные мате^алы могут иметь минимальную твердость ЯИЗТВ в зоне термического влияния ниже твердости основного материала, что обусловлено разупрочнением от нагрева. Зона разупрочнения h (рис. 4, в) зависит от удельных тепловложений при сварке и свойств материала. От величины h зависит степень влияния разупрочнения на несущую способность при нагружении соединения поперечной нагрузкой [1].
2. ОСТАТОЧНЫЕ СВАРОЧНЫЕ НАПРЯЖЕНИЯ
Значительная неравномерность нагрева изделия при сварке, неодновременность проявления объемных эффектов структурных превращений, различие физических свойств материалов свариваемых элементов изделия приводят к интенсивным необратимым деформационным процессам в околошов-ной зоне, что является основной причиной возникновения остаточных (собственных) напряжений в свариваемом изделии.
Многообразие сварных конструкций, узлов и соединений обусловливает соответствующее многообразие распределений остаточных сварочных напряжений. Тем не менее имеются характерные признаки, по которым можно провести обобщения. Одним из таких признаков является степень мно-гоосности напряженного состояния. При сварке тонкостенных изделий обычно компонентами тен-
274
Сварные соединения
S)
Рис. 6. Схемы распределения продольных ахх (а) и поперечных остаточных напряжений при сварке тонок пластин
3. Для прямолинейных швов на плоских элементах со свободными кромками поперечные напряжения Оуу в зоне шва относительно невелики по сравнению с продольными напряжениями ахх, особенно вдали от свободных торцов (х - 0, х - /). Вблизи свободных кромок распределение остаточных напряжений Оуу достаточно характерное и обусловлено влиянием свободной кромки (зона концевого эффекта). В этой зоне остаточные поперечные напряжения от растягивающих значений переходят в сжимающие напряжения, а продольные напряжения плавно уменьшаются вдоль оси х до нулевых на свободной кромке.
Протяженность зоны концевого эффекта (/к на рис. 6) определяется шириной активной зоны укорочения у| и примерно равна (10А15)ур При малых длинах пластины зоны концевых эффектов противоположных торцовых кромок сливаются, что влияет как на продольные, так и на поперечные напряжения.
4. В случае закрепления продольных кромок на поперечные напряжения накладываются дополнительно реактивные напряжения
зора напряжений на площадках с нормалью, направленной по толщине изделия, пренебрегают, т:е. для таких изделий можно говорить о плоском напряженном состоянии остаточных напряжений. На рис. 6 приведены эпюры распределения продольных ахх и поперечных напряжений по характерным сечениям у - 0, х - //2, х - I при сварке напроход тонких пластин из низкоуглеродистой стали в свободном состоянии. Основные особенности этих эпюр следующие [3, 9].
1. Напряжения охх самоуравновешены в сечениях х - const, а напряжения соответственно в сечениях у - const, т.е.
В
J axxsy ndy = 0;
'в <1)
I
joyysx ndx = 0.
О
(л-0,1)
2. Продольные остаточные напряжения в зоне шва растягивающие и по значению близки к пределу текучести материала; у свободных торцов х -- 0; х - /; напряжение ахх - 0.
где ДС/П — поперечная усадка сварного шва при сварке в свободных условиях; Е — модуль упругости.
Согласно [2]
д1/п • (3)
где а — коэффициент относительного температурного удлинения материала в зоне шва; — объемная теплоемкость материала; qn/s — погонная тепловая энергия сварки на единицу толщины пластины; цп — эмпирический коэффициент, равный примерно 0,5—1 при малых qn/s и 1 при больших qn/s. При многопроходной сварке величины ДС/П суммируются от каждого прохода. Реактивные поперечные напряжения могут быть значительными при малых В и больших теплошю* жениях qn/s.
В случае непрямолинейных сварных швов поперечные напряжения могут быть ббльшими.
На распределение остаточных сварочных напряжений в тонкостенных элементах сварных конструкций влияют изгибные деформации, характерные при сварке тонкостенных оболочек. Изолинии остаточных сварочных напряжений в зоне кольце-
Остаточные сварочные напряжения
275
2. Характеристики тонкостенных труб
Рисунок Материал 2R, мм 5, ММ V, м/ч qn/s, Дж/ммх Способ сварки
7, а Сталь, ат - 350 МПа 15,5 8 20,5 125 Дуговая ручная
7,5 Титановый сплав, от - 800 МПа 85 5 19,0 42,5 Электроннолучевая
Pic. 7. Изолинии продольных (окружных) ооп и поперечных (осевых) ахх остаточных напряжений в стенке тонкостенного цилиндра (трубы) 1фи сварке кольцевого шва в сечении х - 0. Материал трубы: а-сталь; б — титан
276
Сварные соединения
Рис. 8. Распределение остаточных напряжений по толщине стыка:
°хх продольные напряжения; о у у — поперечные напряжения; ozz — напряжения по толщине
вого шва тонкостенных труб из материалов, указанных в табл. 2, приведены на рис. 7.
В тонкостенных трубах из материала с теплопроводностью, обеспечивающей достаточно равномерный нагрев по толщине, напряженное состояние в зоне шва меняется существенно, что связано с изгибными деформациями. Эти деформации обусловливает продольная усадка активной зоны, приводящая как бы к уменьшению диаметра соответствующего участка трубы. Поперечные остаточные напряжения охх на внутренней поверхности трубы могут превышать максимальные продольные напряжения орр. В стальной трубе максимальные напряжения о** и орр на внутренней поверхности достигают предела текучести.
В трубах из титана и других материалов максимальные остаточные напряжения обычно ниже предела текучести. На наружной поверхности трубы поперечные напряжения охх распределены так же, как на внутренней, но имеют другой знак. Продольные напряжения ооп на наружной поверхности трубы обычно существенно ниже напряжения на внутренней поверхности. С увеличением параметра jRs при одинаковых тепловложениях qn/s происходит выравнивание остаточных напряжений охх и арр по толщине, т.е. напряженное состояние приближается к напряженному состоянию в тонкой пластине без изгибных деформаций.
Для продольных швов в цилиндрических тонкостенных оболочках, когда изгибные деформации не столь существенны, распределение остаточных сварочных напряжений мало отличается от распределения в пластинах.
При сварке толстостенных конструкций в распределении остаточных сварочных напряжений в зоне шва появляется определенная особенность, связанная с наличием третьей нормальной составляющей ozz, направленной по толщине. Значение этой составляющей в стыковых швах зависит от
отношения ширины зоны активных пластических деформаций к толщине изделия. Однако шириной шва удобней оперировать, нежели шириной зоны пластических деформаций, поскольку последняя трудно поддается измерению и в то же время ее значение хорошо коррелируется с шириной шва. Для стальных пластин критическая ширина однопроходного шва, при которой объемность напряженного состояния можно не учитывать, равна (0,8+ 1,0)$ [1]. Прй обычных способах сварки указанные условия получения объемного напряженного состояния реализуются достаточно редко. Исключение составляют лучевые способы сварки с ’’кинжальным проплавлением”, а также электро-шлаковая сварка толстостенных (св. 100 мм) изделий. Последнее связано с тем, что с увеличением толщины свариваемых электрошлаковой сваркой деталей ширина шва растет незначительно. Эпюры остаточных напряжений охх, Оуу, ozz в зоне шы при электрошлаковой сварке стальных пластш большой толщины приведены на рис. 8 [2].
Изложенные результаты относительно остаток ных сварочных напряжений касаются, главны* образом, соединений со стыковыми швами. Тем и менее многое из отмеченного справедливо и дл> сварных соединений другого типа. Например, пр сварке соединений с угловыми швами сохраняют практически все указанные особенности для стыковых швов, исключая, возможно, небольшие участки самого шва, где геометрические особенного могут создавать некоторые местные эффекты.
3. ОСОБЕННОСТИ РАСПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ В ТИПОВЫХ СОЕДИНЕНИЯХ ОТ ВНЕШНЕЙ НАГРУЗКИ
Сварные соединения со стыковыми швами, ki правило, являются наиболее надежными, посколь ку геометрические особенности стыковых шло (особенно после соответствующей механическа обработки) способствуют минимальным искажен
Распределение напряжений в типовых соединениях от внешней нагрузки
277
ям силовых потоков. Тем не менее отклонения в распределении напряжений (деформаций), по сравнению с номинальными, необработанных швов могут быть достаточно значительными. Наиболее характерным для практики является случай нагружения достаточно тонкостенного элемента конструкции со стыковым швом растягивающей силой Q на единицу длины шва (см. рис. 1), что соответ-
Н Q гч ствует номинальным напряжениям а - —. От-
УУ s
клонение в распределении напряжений в зоне шва может быть вызвано тремя обстоятельствами: 1) усилением шва (см. рис. 1, а); 2) наличием смещения сварных кромок (см. рис. 1,6); 3) наличием местных угловых деформаций (см. рис. 1, в). Указанные отклонения формы приводят к определенным перераспределениям местных напряжений Оуу (например, на рис. 1, а). При этом местные максимальные напряжения (деформации) превышают номинальные на величину, определяемую коэффициентом концентрации напряжений aQ (деформаций ag). При упругом деформировании материалов aQ - ag - a^. При упругопластическом деформировании
max, н max, н
“°s °уу ауу “е = гуу zyy
Теоретический коэффициент концентрации напряжений «т является обычно исходным для оценки aQ и ае; поэтому его используют как характеристику местных (локальных) напряжений в зоне шва.
При наличии одновременно всех трех геометрических особенностей (см. рис. 1)
+ aty - *>• (4)
где ф — коэффициент концентрации напряжений для стыкового соединения, обусловленный формой усиления сварного шва; а* с — то же, обусловленный смещением свариваемых кромок; а, — то же, вследствие угловых деформаций.
Величина а* ф зависит от геометрических параметров (Я, I, s, g, 6), показанных на рис. 1, а. Получить точную аналитическую зависимость, которая связала бы эти параметры с величиной ф, практически невозможно. Обычно для этих целей используют приближенные методы экспериментальной механики (фотоупругость, голографическая интерферометрия и т.д.) либо численные методы. Методом конечных элементов получены результаты в виде приближенных зависимостей, аппроксимирующих численные эксперименты. В работе [4] систематизированы указанные зависи
мости, предложенные различными исследователями, и рекомендованы области их применения.
Для 0,15 <: Us £ 2,3; 0,01 £ R/s £ 0,1; 0,1 £ £ g/s £ 0,2 и малых углов 6 (15е £ 6 £ 30°) применима зависимость
“Гф = 1 * *
(5)
а при больших 0 (45° £ 0 £ 60°)
at ф = 1 + (14Я// * 1,7Я/£+5ЯА) ’°’5.
(6)
Приближенно
а/с ~ 1 + ЗД/з, (7)
где Д — смещение кромок (см. рис. 1,6).
Для угловых деформаций в зоне стыковых швов не существует общепринятых методов описания и измерения. Принято, что 1 £ у < 1 + 6/q/s, где /д — максимальный прогиб на длине регламентируемого шаблона.
Для сварных соединений с угловыми швами в околошовной зоне, так же как и для соединений со стыковыми швами, используют понятие концентрации напряжений у перехода от шва к основному металлу (см. рис. 2). Коэффициент концентрации при нагружении силой Q и моментом М можно представить в виде
at =
Q
— atQ + 6-5 “ГМ х s )
(8)
Q ♦б^Г1
где — коэффициент концентрации, обусловленный формой сварного шва с формой соединения (см. рис. 2, а, 6) при работе соединения только лишь на осевую нагрузку Q\ — то же, но при нагружении изгибающим моментом М в этом же сечении. Наличие угловых деформаций (см. рис. 2, в) в некоторой степени можно учесть с помощью а^, полагая, что М - Q/max. Для тавровых соединений (см. рис. 2, а) при 0,02 £ £ R/s £ 0,2; 0,5 £ k/s £ 1,2; 30е £ 6 £ 80е
“ZQ = 1 +
____________ Isine;
(1+2Vj)2 +1,6 я
(9)
278
Сварные соединения
Рис. 9. Схема сил в сечении углового шва
рной шов плоскостью ф “ const, то действие отсеченной части можно заменить силами Р(ф), У(<р), Т(ф), приложенными в центре сечения, и моментом Л/(ф). Соответственно средние для сечения <р-- const нормальные и касательные напряжения:
= W4C-
А (11)
„ = W. о „ т(Ф) । г 1 ч 111
. 0,13+0,65(1-Я/s)4 „
atM 1 +----------Г75----- х
(Я/s)1/3
(2k/s)0,2S .
1 -Я/s ’
ф(е s) = 1 "exp[_0O>971 +s/(2i)
I 1-ехр[-0,45x^1+s/(2i) ]
Для крестовых соединений (см. рис. 2, б) при 0,02 £ Я/s £ 0,2; 0,5 s к/s s. 1,2; 30° s 0 s 80*
“«2=1+(i,g71Vs)'-l) ’ *(e’s/(2*)l-
aWSl+°-13-°-65<1;/^ Ф[е. s/(2*)]x (Я/s)1/3
(10)
x th
1 - Я/s
th2
f s/(2k) (s/M) +
T
♦ Я/s
Напряженно-деформированное состояние в материале углового шва зависит от многих факторов и достаточно сложно. Главные характеристики этого состояния, определяющие прочность шва, можно с достаточной точностью выразить, зная значение и направление действующей внешней силы и геометрические размеры шва. На рис. 9 в качестве примера показано тавровое соединение с односторонним угловым швом. На примыкаемый элемент действует сила q на единицу длины шва. Сила q задана проекциями 9^, q^. Если рассечь сва-
где величина с - 1 для пластического течения; с « 1,5 при упругом деформировании. Силы Р, V, Т выражаются через проекции внешней нагрузки ^х* Qy* Qz-
Р(ф) aqzcos<p-qysinф; Т(ф)=^х;
И(ф) -qy С08ф+<7г8Шф.
Момент М(ф) также определяется равнодействующей проекций qz, q? и расстоянием от центра сечения ф - const до линии действия этой равнодействующей в плоскости z, у. Интенсивность средних напряжений в точках вдоль сечения Ф " const, допуская, что напряжения - 0 из-за ограниченных размеров шва, можно представить в виде:
Г~2 2 Т~2 , 2 (13)
« ФФ хх фф*х фХ фГ ’
где охх — нормальные напряжения, действующие вдоль шва (оси х). Напряжения ахх трудно поддаются оценке. В работе [5] численными методами исследовано напряженно-деформированное состояние в зоне углового шва для чисто тавровых и крестовых соединений (qx - 0), а также для
лобовых {qx - ?г"0) швов. Показано, что только при развитом пластическом течении напряженное состояние достаточно близко приближается к определенному по (11), т.е. вдоль сечения ф - const напряжения меняются мало, а интенсивность напряжений в наиболее напряженных сечениях можно приближенно определить по (13) при °хх "О’ Соответственно, подставив (11) в (13), получим
1 (PiJ^4cl2+3(F2+T2) . (14)
Для оценки напряженного состояния угловых швов необходимо знать силы qt распределенные вдоль угловых швов в конкретных соединениях. Для нагруженных угловых швов используют допущение о равномерном распределении сил вдоль всей
7
Рис. 10. Сварные соединения с несущими (а и б) и слабонагруженными (в) угловыми швами элементов с ограниченной жесткостью:
а. нахлесточное соединение с фланговыми швами и схема распределения сил Qx(x) вдоль шва (д'); б — тавровое соединение и распределение сил qz(x) вдоль шва (б'); в — присоединение фланговыми швами ненагруженного элемента / к нагруженному элементу 2 и схема распределения сил Qx(x) вдоль шва (в')
Распределение напряжений в типовых соединениях от внешней нагрузки_279
280
Сварные соединения
длины шва. Однако при ограниченной жесткости соединяемых элементов такое допущение не всегда соответствует действительности.
Рассмотрим несколько примеров сварных соединений с угловыми швами (рис. 10). Швы соединений на рис. 10, а, б являются несущими, а на рис. 10, в—слабонагруженными или конструкционными. Если жесткость растяжению (рис. 10, а) либо изгибу (рис. 10, б) невелика, то точность расчетов по средней силе на единицу шва невелика. Для фланговых швов (рис. 10, а) этот вопрос достаточно хорошо исследован. Распределение сил Ях(х) по длине шва показано на рис. 10, а1. Для расчета qx(x) известны различные подходы, основанные на определенных допущениях. Одна из достаточно простых схем позволяет при упругом деформировании элементов 1, 2 и простом упругопластическом нагружении шва получить значения qx(x) в результате решения следующей задачи:
qx(x) = . [KCh(m0+ (17)
Л х (1 +K)sh(m/) ' "
+ch (ml) ch (mx) - sh (ml) sh (mx) ],
где к -
Ei Fi
E2F2
„2 m
— ; /р»
E2F2l X
- — Q/l. Из (17) следует, что qx достигнет^*
при к < 1 у кромки х - 0, а при к > 1 у кромки х= -I.
Соответственно
max «X at =-----
- wf(K*chw? при к.1; (18) (1 +K)shmZ
ml (к ch ml +1) (1 +K)shm/
при ка1.
- Qx - _d_G£_' эх|. a J] х ax[£iFi
(15)
Величины no (18) приведены в табл. 3. Увеличение параметра ml способствует росту а повышение к от 0 до 1, наоборот, уменьшает а?
dxl A ) E^
д 4x
3. Значения
К Значения ml
0,5 1,0 1,5 2,0 2,5 3,0 3,5
0 1 1,08 1,02 1,310 1,08 1,66 1,18 2,07 1,81 2,53 1,47 3,01 1,35 3,50 1,78
(16)
= g
i i
EpT D
g
e2f1'
rae ’ - 1 + 1 ; A - G Ji; EF — произ-
D E|Fj E2F2 ш
ведение модуля упругости на площадь сечения /-го
элемента (J - 1, 2), т.е. жесткость растяжению в направлении х; 6Ш — модуль сдвига материала шва; ф $ 1 учитывает пластическое течение мате-
Для слабонагруженных фланговых швов (рис. 10, в) q^ - 0. Однако силы qx(x) могут заметно отличаться от нулевых. Распределение сил qx(x) показано на рис. 10, в' . Значения qx(x) можно найти расчетным путем из (15) при условиях
риала шва.
x-±zi;±2f О’»
1 3x1 А Е2
Если |#х | < о^А, то ф = 1.
Соответственно при ф - 1, - const и £2^2°
- const
. . ш.
Если |дх | = от А, то ф < 1.
о ш
Здесь от — предел текучести материала шва с учетом условий (температурных) нагружения и достигнутой пластической деформации, если материал деформационно-упрочняющийся. При упругом деформировании шва (ф - 1) и постоянных значениях и ^2^2
qx(x) - - shmx .
E2 mchml\
(20)
Отношение max . max. °ФХ = lgx I = A shm/l (21)
ha„ E2mh chm/j
Распределение напряжений в типовых соединениях от внешней нагрузки
281
При т - О
max
- оЛ
При ml\ > 2,5
max °ФХ
«о»
0,11 1\ ml\ ~И
те. максимальные напряжения в слабонагружен-ном фланговом шве, соединяющем ненагруженный элемент с нагруженным, могут быть соизмеримы с напряжениями в нагруженном элементе. Чем больше длина 2/| флангового шва и больше жесткость соединяемых элементов, тем более высокие силы |4Х I возникают в шве.
У сварных нахлесточных содинений со швами, полученными точечной контактной сваркой либо с помощью электрозаклепок, распределение напряжений (сил) существенно зависит от формы и геометрических размеров соединения.
При числе поперечных рядов п > 2 распределение сил между точками можно принимать равномерным только при развитом пластическом течении. В этом случае
рхк =
к элементу 2, как показано на рис. 3, и q - 0, если нагрузка на элемент 2 приложена со стороны кромки х - 0.
В табл. 4 приведено решение системы (22) при £ - 2,63, к - 1,36 для г| - 0 и г| - 1,0 и различных и от 2 до 6.
При используемых значениях £ и к увеличение числа поперечных рядов г выше трех малоэффективно из условий уменьшения нагрузки на одну точку. Однако увеличение способствует повышению надежности всего соединения, поскольку только отказ нагруженных рядов точек приведет к нагружению слабонагруженных рядов.
Изложенные краткие сведения относительно особенностей распределения напряжений в зоне сварных соединений не затрагивали локальные участки у вершины трещинообразных полостей, присутствие которых достаточно характерно для многих соединений (табл. 5). Для таких участков использование классической теории упругости обусловливает значительные коэффициенты концентрации ат, применение. которых в расчетах встречает затруднения.
4. Значения Т
гае Qx — сила, приходящаяся на один продольный ряд. Однако при малых нагрузках, когда большинство точек деформируется упруго, распределение сил между отдельными точками в данном продольном ряду может существенно отличаться от равномерного. В этом случае можно использовать следующую систему уравнений для относительных значений 7* - ?xknlQx (к = 1, 2, ..., и):
(*=2»•••»
Т2 - ТД1 - U1 * к)] * Ukt] « 1);
Тн - ?„.,[! - U1 * к)] <• ^к(т| - 1),
(22)
п П к
1 2 3 4 5 6
2 1,0 0 0,458 0,722 0,542 0,278 — — — —
3 1,0 0 0,396 0,856 0,065 0,059 0,539 0,004 — — —
4 1,0 0 0,394 0,856 0,030 0,059 0,039 0,004 0,537 0,000 — —
5 1,0 0 0,394 0,856 0,028 0,059 0,004 0,004 0,037 0,000 0,537 0 —
6 1,0 0 0,394 0,956 0,027 0,059 0,002 0,004 0,003 0,00 0,037 0,000 0,537 0,000
. 2itR2Gt Elsl п
ie ; ш ----------г» к - ------, G ~
($1 +S2>E\Sib E2S2
е1+£2 ________= 1, если нагрузка QY приложена 4(1 +v)_л
Более конструктивно напряженное состояние можно представить через соответствующие коэффициенты интенсивности напряжений Кр Кц, кш [15].
282
Сварные соединения
5. Коэффициенты интенсивности напряжений для сварных соединений
Соединение и схема нагружения
Коэффициенты интенсивности
VI
Двустороннее стыковое соединение с неполным проплавлением
Одностороннее стыковое соединение с неполным
*1 - oj*a
1
Ji
cos™ $
проплавлением
Щелевое соединение со стыковым швом
Нахлесточное соединение с роликовым швом (прорезным швом)
Нахлесточное соединение с точечным швом
кп ' ХШ ° 0
кш = о,
л f et 1*12 +5 (fl/S) & zx ~~
4 —П57Г— при 7 s 0,55
*.- v п2 -8
fir 7372
И„*in-О л2-8
„ м
xi" v= 2“F“3
*11 - -=. *щ-0 Уле
*п"
*1-
Р~ + ЗМИ 2jnR^2 2jnR5/2’
^eo e зл/Кр 2^nR3/2’ Ш 4jnRS‘
^eo Г——
1 +i|r*/s 1
/1в ,
1 nfl S+l|FK ф « 1,0 + 1,1, XII “ XIII ° 0
Сопротивление сварных соединений статическим нагрузкам
283
4. СОПРОТИВЛЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ СТАТИЧЕСКИМ НАГРУЗКАМ
Традиционные расчеты сварных невысоконапряженных соединений при статической и близкой к статической нагрузкам проводят по номинальным напряжениям, которые должны быть меньше или равны допускаемым (табл. 6).
б. Допускаемые напряжения
Вид напряжения Шов Сварка Допускаемые напряжения
Растяжение-сжатие Стыковой Дуговая автоматическая и механизированная сварка под флюсом в СО2 Ручная дуговая электродами типа Э42А, Э46А, Э50А Контактная, электронно-лучевая, диффузионная
Срез Угловой Дуговая, автоматическая и 0,8 [<ж]р
Стыковой ная под флюсом в СО2 0,65 (<rjp
Отрыв Точечный Контактная 0,4 («ж! 0,3 м;
Общепринятые формулы номинальных напряжений: для стыковых соединений при растяжении силой о •QI (Zs), при изгибе моментом а - М/ И<; дм соединений угловыми швами при основных дм них сдвигающих нагрузках т - Q/(pkbt где IF- /6— момент сопротивления сечения шва; р- коэффициент, равный при ручной и многопроходной автоматической и механизированной сварке 0,7; при двух- и трехпроходной механизированной сварке 0,8; при двух- и трехпроходной тематической и однопроходной механизированной сварке 0,9; при однопроходной автоматической сварке 1,1. Для соединений комбинированными угловыми швами, нагруженных моментом т -•Ршах^^р’ rae ““ полярный момент инерции опасного сечения шва относительно центра его
тяжести; ртяу — расстояние от центра тяжести до наиболее удаленной точки шва.
Напряжения от сил и моментов геометрически складывают.
В расчете стыковых швов усиления (выпуклость) швов не учитывают.
При статических нагрузках кроме традиционного расчета сварных соединений по допускаемым напряжениям следует дополнительно оценивать возможность проявления видов разрушения, обусловленных геометрической и механической неоднородностями, а также остаточными сварочными напряжениями.
К таким возможным видам разрушения при статическом нагружении следует в первую очередь отнести хрупкое разрушение и разрушение, обусловленное наличием зон разупрочнения. При традиционном расчете по допускаемым напряжениям определяют основные геометрические размеры сварных швов на основе той или иной теории прочности, характеристики напряженного состояния и значения допускаемых напряжений в материалах шва и околошовной зоны, характеризующих несущую способность соединения в данных условиях (температура, среда) нагружения.
Сварные соединения сталей по способу задания допустимых напряжений в шве и околошовной зоне деляг на две группы. К первой группе относят швы из низколегированных сталей обыкновенного качества и низколегированных сталей, для которых механические свойства швов и околошовной зоны соответствуют свойствам основного металла. В этих соединениях допускаемые напряжения в шве.зависят от допустимых напряжений в основном металле на растяжение 1а)р (табл. 6). Ко второй группе относят швы из сталей со специальными свойствами: высокопрочных, коррозионно-стойких и т.д., для которых свойства швов или металла околошовной зоны ниже свойств основного металла. Для этих швов допускаемые напряжения назначают на основе экспериментов. Аналогично поступают и при использовании специальных видов сварки, не указанных в табл. 6.
Хрупкие разрушения обычно зарождаются в сварных соединениях или в непосредственной близости от них и распространяются в основной металл. Очагами таких разрушений служат концентраторы напряжений конструктивного или технологического происхождения. Снижение температуры окружающей среды, увеличение толщины, остаточных напряжений и внешней нагрузки способствуют указанным разрушениям. Большое значение имеет качество металла шва и
284
Сварные соединения
основного металла сварной конструкции в предупреждении таких опасных разрушений, поэтому при разработке новых материалов для сварных конструкций строго руководствуются необходимостью обеспечения достаточно высокой трещи-ностойкости. В качестве характеристики трещи-ностойкости используют либо прямые испытания по механике разрушения с определением вязкости разрушения К^с (/у, 8^(8^ и др., либо косвенные — испытания на ударную вязкость (по Шар-пи). Допускаемый нижний уровень ударной вязкости в зависимости от материала, свариваемых толщин, температурных условий эксплуатации регламентирован [16]. При действующих методах контроля качества сварных швов такая регламентация позволяет исключить опасность хрупких разрушений при статических нагрузках стальных сварных конструкций, эксплуатируемых в обычных условиях, а также при пониженных температурах.
Опасность "охрупчивания” может исходить от сварных соединений с конструктивными особенностями трещинообразного типа (см. табл. 5), закладываемых в конструкцию еще на стадии проектирования. Для оценки предельного состояния таких соединений из обычных материалов при статическом нагружении заслуживают внимания двухпараметрические критерии вязкохрупкого разрушения, например, в виде [6]
^/«р)2 4^±12 -1. <2з>
где о£- — интенсивность нетто-напряжений от внешней нагрузки в рассматриваемом сечении с трещинообразной полостью; Ор —^сопротивление материала вязкому разрушению ; (<>в * Ор < $к);
+ + ^и/-» + — коэф-
фициент интенсивности напряжений по теории обобщенного нормального отрыва [15], определенный значениями К|, /Гц, Кщ от внешней нагрузки и КХг, /С11г, К|П/, от нерелаксированной части остаточных сварочных напряжений; К1е — вязкость разрушения материала; q — поправочный множитель [7], учитывающий конечное притупление в вершине полости и ограниченность характерных размеров, т.е. основные факторы, отличающие рассматриваемую полость от трещины в условиях плоской деформации.
5К — истинное разрушающее напряжение.
Разрушение по зоне разупрочнения определяет сопротивление статическому нагружению сварных соединений из термоупрочненных или наторгованных материалов. При большой ширине зоны разупрочнения предельная нагрузка поперек сварного шва определяется свойствами указанной эоны (временным сопротивлением ) и может быть существенно ниже соответствующей нагрузки для основного металла. Однако при ограниченной ширине зоны разупрочнения стесненность пластическим деформациям обусловливают более высокие предельные нагрузки в этой зоне, что имеет важное значение, поскольку технологией сварки можно регулировать ширину разупрочнения. Исследования несущей способности сварных соединений с зонами разупрочнения (мягкими прослойками) выполнены под руководством проф. О.А. Бакши [1 и др.]. В соответствии с результатами этих исследований нагружаемые элементы сварных конструкций, содержащие поперечную мягкую прослойку (зону разупрочнения) , можно свести к трем основным схемам: элементы компактного сечения, пластины и трубы. Временное сопротивление мягкой прослойки с учетом контактного упрочнения можно представить в виде
». <И|
где К* — коэффициент контактного упрочнения. Для компактного сечения
к = Л/D;
для пластины
(25)
для трубы
Ктр п + 1+2У
* 4 3^3 (1+y)k’
S
Я
Y =
Поскольку К* ъ 0, то (25) применимы только при определенных ограничениях сверху величины к. Для компактных сечений к < 0,9, для пластины к < 3,12; для труб к < 0,8971 *2y . Очевидно, что 1 +Y
повышение прочности мягкой прослойки ограничено уровнем истинного разрушающего напряжения 5К для металла мягкой прослойки. Поскольку ка-
Сопротивление сварных соединений статическим нагрузкам
285
сателг&ые напряжения не приводят к образованию шейки, то они не влияют на контактное упрочнение.
При чистом изгибе эффект контактного упрочнения такой же, как и при растяжении. Коэффициент контактного упрочнения при изгибе пластин [1]
„пл, из 2 (л 1 )
* *7зИ
Во многих случаях зона разупрочнения существенно отличается от прямоугольной. В таких случаях предлагается использовать площадь зоны разупрочнения F и толщину элемента $ [ 1 ]: к - F/s.
5. СОПРОТИВЛЕНИЕ УСТАЛОСТИ СОЕДИНЕНИЙ В МНОГОЦИКЛОВОЙ ОБЛАСТИ
Все положения, касающиеся сопротивления металлов и деталей машин в условиях периодического и случайного нагружений, остаются справедливыми и для сварных соединений. Вместе с тем особенности последних могут существенно изменить циклическую долговечность и пределы выносливости сварных деталей и элементов металлоконструкций, отвечающих виду и характеру их нагружения, и установленных только с учетом влияния свойств и состояния поверхностного слоя основного металла, окружающей среды, абсолютных размеров поперечного сечения и принимаемых коэффициентов концентрации деформаций или напряжений.
К наиболее важным особенностям сварных соединений как факторам, изменяющим их сопротивление усталости, относят: концентрацию напряжений, обусловленную формой соединения, шва или технологического дефекта, и начальные остаточные сварочные напряжения.
Роль факторов, обусловленных сваркой. В сварных деталях и элементах металлоконструкций с необрабатываемой поверхностью усталостные трещины чаще всего зарождаются по линии сплавления шва с основным металлом, т.е. в зонах концентрации напряжений. Наименьшую концентрацию напряжений создают доброкачественные стыковые соединения. У нахлесточных соединений, особенно с фланговыми швами, концентрация напряжений более высокая. В основном этим обстоятельством объясняется снижение сопротивления усталости нахлесточных соединений по сравнению со стыковыми соединениями.
Рис. 11. Снижение сопротивления усталости под влиянием концентрации напряжений и остаточных сварочных напряжений растяжения:
1 — основной металл; 2 — стыковые соединения с низкими остаточными напряжениями; 3 — то же, с высокими остаточными напряжениями
Параметры стыковых и угловых швов (угол перехода и радиус сопряжения с основным металлом, ширина и высота выпуклости) не являются стабильными по длине шва. Радиус перехода на основной металл, например, может изменяться от десятых и сотых долей миллиметра: до нескольких миллиметров. Следствием этого является существенная нестабильность по длине швов концентрации напряжений и соответствующих значений а0. В то же время усталостные трещины не всегда зарождаются в зонах с наименее благоприятной геометрией сварного шва. В локальных участках шва с высокой концентрацией напряжений стадия пластического деформирования может наступить при напряжении, близком к пределу выносливости соединения. Возникают благоприятные сжимающие остаточные напряжения, наклеп и некоторое изменение радиуса сопряжения.. Еще большее влияние на изменение расположения по длине шва начального очага усталостного разрушения имеет эпюра начальных остаточных сварочных напряжений. На участках с высокими растягивающими остаточными напряжениями и относительно плавным переходом шва на основной металл усталостные трещины могут зародиться раньше, чем на участках с более резким переходом шва и начальными остаточными напряжениями сжатия.
Влияние остаточных сварочных напряжений зависит от уровня внешнего нагружения, асимметрии цикла, вида соединения и силового потока. Наибольшее падение сопротивления усталости соединений под действием растягивающих оста-
286
Сварные соединения
Рис. 12. Кривые усталости стыковых (а) и нахлесточных (б) соединений, полученные по трем критериям завершения испытаний
точных напряжений наблюдается при симметричном цикле напряжений. В этом случае снижение предела выносливости соединения только вследствие этого фактора может составлять 35—50 %, что соизмеримо с влиянием концентрации напряжений (рис. 11). С повышением рабочих напряжений или же асимметрии цикла (что также связано с ростом внешнего нагружения) влияние остаточных напряжений ослабевает. Стыковые и нахлесточные соединения, участвующие в передаче основного силового потока, изменяют сопротивление усталости под действием растягивающих остаточных напряжений в основном при знакопеременных нагрузках. В местах прикрепления конструктивных элементов (проушин, ребер жесткости, диафрагм, фасонок и т.п.) растягивающие остаточные напряжения метут проявить свое влияние и в области однозначных переменных напряжений.
Для оценки циклической долговечности соединений имеет значение принимаемый критерий усталостного разрушения. Согласно Методическим указаниям [12], основными критериями усталостного разрушения при определении пределов выносливости соединений и построении соответствующих кривых усталости являются (рис. 12): момент образования макротрещины (кривая 7) глубиной до 0,5 мм (МОТ), момент достижения мак
ротрещиной (ПРТ) предельного размера (глубиной 2—3 мм), начиная с которого возможен переход усталостного разрушения сварных соединений в хрупкое при климатических температурах (кривая 2); полное разрушение образцов (ПРО) (кривая 3). Исходя из анализа разрушений реальных конструкций и результатов исследований [14], применительно к таким конструкциям, как экскаваторы, железнодорожный подвижной состав, краны, дорожные машины и т.п., в качестве критерия разрушения должен приниматься ПРТ. Принятие такого критерия сдвигает кривую усталости сварных соединений при одноосном напряженном состоянии примерно на одну треть интервала, характеризующего период развития трещины.
Уравнения кривых усталости. В широком диапазоне изменения напряжений (деформаций) и чисел циклов, включая и малоцикловую область, результаты испытаний на усталость достаточно точно могут быть представлены уравнение Басте-неера
N^B^Ae-t(a-OR)/(O-OR) <*>
и уравнением Вейбулла
о - oR = A(N + В)'а, (27)
еде N — циклическая долговечность; о — максимальное напряжение цикла; — предел выносливости.
Однако определение параметров А, В, с и а этих четырехпараметрических уравнений связано со значительными трудностями, и особенно это относится к реальным сварным соединениям [10]. Чаще всего используют раздельные уравнения кривых усталости, свойственные мало- и многоцикловой области.
Применительно к расчету металлоконструкций в многоцикловой области получило распространение трехпараметрическое степенное уравнение
<jmW = <28)
где т — показатель наклона крутопадающего участка кривой усталости.
Обычно принимается Nq - 2 млн. циклов. Пренебрежение асимптотическим характером перехода крутопадающего участка к горизонтальному может вносить заметную погрешность в расчетное значение ад. Лучшие результаты получаются при использовании трехпараметрических уравнений ИЭС им. Б.О. Патона
Сопротивление усталости соединений в многоцикловой области
287
7. Пределы выносливости oR сварных соединений основных типов с высокими остаточными напряжениями, МПа [10]
Соединение; сталь Значения oR при Ro
-1 0 0,3 0,5 0,6
Стыковое:
низкоуглеродистая 69 130 186 — —
низколегированная 75 155 — 235 —
высокопрочная 70 ПО — 262 340
Стыковое, пересекаемое продольными швами; низкоуглеродистая 52 106 — — —
Стыковое прикрепление фасонок; низкоуглеродистая Нахлесточное с поперечными угловыми швами (прикрепление планок, ребер жесткости и других вспомогательных элементов): 55 по
низкоуглеродистая 40 95 120 — —
низколегированная 40 100 130 — —
высокопрочная 40 — 120 — 220
Нахлесточное с обваркой по контуру; низкоуглеродистая 35 68 — — —
Нахлесточное с фланговыми швами; низкоуглеродистая 23 58 78 — 120
о = аЛеЛ/(ЛГ+Л. <2»
и преобразованного уравнения Бастенеера (26) при с - 0. Тогда
о - oR = A/(N < В). (30)
Уравнения (28) и (29) достаточно точно аппроксимируют результаты испытаний сварных соединений в многоцикловой области (при W > 5* 10^) и рекомендуются для экстраполяции характеристик усталости в их вероятностной постановке, а также для использования в расчетах на усталость сварных конструкций, работающих при случайных режимах нагружения [10].
Пределы выносливости соединений с высокими остаточными напряжениями. Пределы вынос
ливости необработанных после сварки стыковых соединений различных классов прочности составляют 45—30 %, а нахлесточных соединений с фланговыми швами 20—40 % от пределов выносливости основного металла с прокатанной поверхностью. При использовании более прочных сталей возрастает отношение предела выносливости основного металла к пределу выносливости сварного соединения. Это объясняется не только повышением чувствительности к концентрации напряжений более прочных сталей, но и возрастающим влиянием остаточных напряжений. Пределы выносливости cR сварных соединений сталей различной прочности практически совпадают [14]. Иллюстрацией могут служить результаты испытаний крупномасштабных образцов сварных соединений с высокими остаточными напряжениями по крите-
288
Сварные соединения
Рис. 13. Диаграммы предельных напряжений цикла основных типов сварных соединений низкоуглеродистых (I), низколегированных (II) и высокопрочных (III) сталей:
1 — стыковое; 2 — стыковое, пересекаемое продольными швами; 3 — стыковое прикрепление фасонок; 4 — нахлесточное с поперечными угловыми швами; 5 — нахлесточное с обваркой по контуру; 7, 8 и 9 — предельные статические напряжения соответственно низкоуглеродистых, низколегированных и высокопрочных сталей
рию ПРТ (табл. 7). На диаграмме предельных напряжений линии, относящиеся к однотипным соединениям, но различным сталям, совпадают (рис. 13). Каждая из них является продолжением предыдущей, отражающей сопротивление усталости соединения менее прочного материала. Линии предельных напряжений наклонены под углом 45* к оси абсцисс, что указывает на то, что амплитуды оа не зависят от среднего напряжения цикла ащ.
В области офаниченной долговечности эти закономерности нарушаются. С понижением коэффициента асимметрии цикла Ro амплитуды напряжений возрастают. Относительное влияние такой зависимости усиливается с уменьшением W (рис. 14). Перестает действовать и другая особен
ность, касающаяся влияния.прочности материала. В данной области сопротивление усталости соединений заметно увеличивается с повышением прочности основного металла.
Соединения с технологическими дефектами. Дефекты сварных швов снижают сопротивление усталости соединений, особенно в тех случаях, когда они расположены в зонах высоких растягивающих остаточных напряжений. В этом случае вид диаграмм предельных напряжений сохраняется, а соответствующие значения о & резко уменьшаются (рис. 15).
Сопротивление усталости при циклическом сжатии. В отличие от области растяжения (от 2 0), в которой предельные амплитуды соединений
Сопротивление усталости соединений в многоцикловои области
289
Рис. 14. Диаграммы предельных напряжений цикла нахлесточного соединения с фланговыми швами, соответствующие различным числам циклов нагружения
с высокими остаточными напряжениями не зависят от средних напряжений цикла, в области циклического сжатия предельные амплитуды увеличиваются с ростом абсолютного значения средних напряжений цикла. Пределы выносливости стыковых и нахлесточных соединений, различающиеся в области положительных значений средних напряжений цикла растяжения более чем в 2 раза, в условиях знакопеременного сжатия (Я Q $ 0,8) практически одинаковы и достигают значений расчетных сопротивлений (допускаемых напряжений) сталей по условиям статического нагружения [10].
Пределы выносливости соединений, полученные без учета влияния остаточных напряжений. В тех случаях, когда заранее известно, что в сварных элементах реальны^ изделий остаточные напряжения не будут достигать своих предельных значений или же предусматривается их снятие, оценку сопротивления усталости соединений можно проводить по результатам испытания сравни-
10 Зак. ШЗ
сварных соединений в зонах высоких растягивающих остаточных напряжений:
1 и Г — дефектов нет (стыковой шов стали О9Г2С); 2 и 2* — поры в стыковых или угловых швах; 3 и 3* — подрезы стыковых швов глубиной 2—3,5 мм при толщине основного металла 26— 30 мм; 4 и 4' — непровары; 5 и 6 — основные расчетные сопротивления (допускаемые напряжения) соответственно низкоуглеродистых и низколегированных сталей
тельно небольших образцов, вырезанных из общей сварной заготовки. На результаты испытания таких образцов изменчивость геометрических параметров швов влияет больше, чем в случае образцов с высокими остаточными напряжениями. Соответственно пределы выносливости различаются значительно [2, 8, 10, 14, 17, 18]. Предел выносливости стыкового соединения низкоуглеродистых сталей находится в интервале 70—140 МПа в случае симметричного цикла напряжений и 135—200 МПа — при отнулевом цикле. Еще больший разброс наблюдается при использовании низколегированных сталей: от 90 до 205 МПа при симметричном цикле и от 110 до 235 МПа при отнулевом. Пределы выносливости стыковых соединений высокопрочных сталей изменяются в интервале 80—120 МПа. При этом не удается установить связь между изменениями предела выносливости соединения и способом его сварки, видом разделки кромок, приме-
290
Сварные соединения
Рис. 16. Диаграммы предельных напряжений цикла стыковых соединении низкоуглеродистых (I), низколегированных (II) и высокопрочных сталей (Ш) с низкими (а) и высокими (б) остаточными
напряжениями: _
/-Лг-5-104; 2-W- 1-105; 3 - N - 5-105; 4 - N - 2- 10б;5-ЛГ-5- 10б;6-ЛГ~«»
няемыми сварочными материалами и т.п., если это не приводит к изменению геометрических параметров стыкового шва. В то же время при одном и том же виде сварки можно получить стыковые соединения, существенно отличающиеся сопротивлением усталости. То же самое наблюдается у нахлесточных соединений с поперечными угловыми швами [10].
Значительно меньше влияют размеры образцов на изменение остаточных напряжений в зонах окончания фланговых швов. Более стабильна в этих зонах и концентрация напряжений. Меньший разброс пределов выносливости различных образцов с фланговыми швами и при стыковом прикреплении. Разница между средними и минимальными значениями пределов выносливости не превышает 10—15 МПа. Средние значения пределов выносливости рассматриваемых соединений низко* углеродистых, низколегированных и высокопрочных сталей составляли 60, 55 и 45 МПа при сим
метричном цикле, 95, 85, 90 при отнулевом и 170, 168 и 140 МПа при Ra - 0,5. В этом случае более заметно влияние прочности основного металла на сопротивление усталости, чем в соединениях с поперечными стыковыми и угловыми швами. С повышением прочности стали сопротивление усталости соединения снижается.
Нормативные и расчетные характеристики сопротивления усталости. Характеристики сопротивления усталости (ХСУ) элементов и узлов металлоконструкций определяют в зависимости от конструктивно-технологического решения сварного соединения; остаточных напряжений; класса прочности стали; качества сварного соединения; коэффициента асимметрии цикла [8].
По конструктивно-технологическим признакам сварные соединения, элементы и узлы конструкций деляг с учетом действия сил относительно шва на семь классов (табл. 9). Каждый элемент того или иного класса входит в одну из групп.
Сопротивление усталости соединений в многоцикловой области
291
Рис. 17. Нормативные значения параметров А, В и т уравнений (29) и (28) кривых усталости стыковых соединений с низкими (о) и высокими остаточными напряжениями (б, в):
1 - низкоуглеродистые стали; 2 — низколегированные стали; 3 — высокопрочные стали
Значения ХСУ сварных соединений зависят от класса прочности основного металла низкоуглеродистых (от - 240+280 МПа), низколегированных (от-420+480 МПа) и высокопрочных (ат - 600-*680 МПа) сталей. Остаточные сварочные напряжения (о^) при определении ХСУ соединений принимают в соответствии с разделением их на высокие > 0,5ат) и низкие (а^ s 0,5ат). Величину устанавливают расчетным путем, экспериментально или же условно относят ее к высокой (о^ > 0,5от) или низкой (а^ $ 0,5ат) исходя из того, что остаточные напряжения растяжения достигают предельных значений: в поперечных стыковых соединениях при ширине элемента более 200 мм и толщине не менее 16 мм; в продольных швах длиной более 1000 мм и при толщине металла 10 мм; по концам фланговых швов независимо от их размеров и толщины изделия. В соединениях с более короткими стыковыми и угловыми швами, а также в элементах из листового про
ката толщиной менее 16 мм и фасонного толщиной менее 12 мм oQCT обычно не достигает 0,5от.
Применительно к каждой группе элементов установлены нормативные ХСУ [предел выносливости ад, среднее квадратическое отклонение предела выносливости , а также параметры А и В уравнения (29) и параметр т уравнения (28)] по критерию ПРТ. В качестве нормативных значений приняты ХСУ, отвечающие вероятности не-разрушения Р - 0,50 с уровнем доверия не ниже 0,97. Они получены на основе вероятностно-статистического анализа результатов испытаний на усталость сварных соединений, элементов и узлов конструкций. Общее число серий испытаний составило около пяти тысяч. Для каждой нормативной группы элементов из всех серий испытаний однотипных соединений были сформированы репрезентативные выборки, установлены тип и параметры распределения пределов выносливости и циклической долговечности, построены обобщенные кривые усталости. По обобщенным кривым усталости определены линеаризованные диаграммы предельных напряжений циклов для ЛГ, равных 5-10 , и определены соответствующие нормативные ХСУ. На рис. 16 представлены диаграммы предельных напряжений цикла элементов с поперечным стыковым швом, а на рис. 17 — нормативные значения параметров А, В и т уравнений (29) и (28). Нормативные значения Од и So& основных групп сварных соединений по данным диаграмм предельных напряжений приведены в табл. 8 и 9.
Расчет сварных соединений, отвечающий заданной вероятности неразрушения, выполняют с использованием кривой усталости
О(Р-,Ю -oR<P)'"<”*B.
Расчетное значение предела выносливости аЛ(Я « oR - upSaR, (32) где Up — квантиль нормированного нормального распределения.
В методе расчета по допускаемым напряжениям принимают Р - 0,50 и в качестве расчетных значений предела выносливости и параметров уравнений — их нормативные значения. При расчетах по методу предельных состояний, а также по показателям надежности, расчетное значение од(Р) определяют по (32). При этом принимают, что параметры А и В уравнения (29) не зависят от вероятности.
10‘
292
Сварные соединения
8. Нормативные значения пределов выносливости aR сварных, соединении низколегированных сталей
Коэффициент асимметрии цикла Основной металл с прока-тайной поверхностью Стыковые соединения с поперечным швом
"ост s °’5от 1 "ост > °’5от
База испытаний ЛГ* 10^ циклов
0,05 2 00 0,05 2 00 0,05 2 00
-1,0 -0,9 -0,8 -0,7 —0>6 -0,5 -0,4 -0,3 -0,2 -0,1 0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 285 295 306 316 329 341 355 369 386 159 167 175 183 192 203 214 229 243 260 279 299 328 358 393 136 143 152 159 169 180 190 205 219 236 255 279 305 336 373 276 285 292 300 310 320 330 340 352 365 378 391 112 116 121 126 133 139 147 155 164 174 187 206 226 244 266 294 340 385 97 102 105 ПО 117 122 130 138 146 156 167 181 196 213 235 268 298 342 170 179 187 195 202 211 221 233 246 259 276 292 314 336 362 392 74 82 85 91 95 102 109 117 126 137 149 168 186 211 248 295 367 62 66 69 74 77 83 89 95 104 113 124 140 156 178 207 250 315
Коэф-фици-ент асим-мет-рии цикла Соединения с поперечным угловым швом Стыковая приварка элементов
°ост s °^°т °ост > °’5от °осг s °’5от °ост > °’5от
База испытаний 7V* 10& циклов
0,05 2 00 0,05 2 00 0,05 2 00 0,05 2 00
-1,0 -0,9 -0,8 -0,7 -0,6 -0,5 -0,4 -0,3 -0,2 -0,1 0,0 238 246 254 263 274 285 296 309 322 337 354 94 98 103 108 114 119 126 134 142 153 164 80 83 88 92 96 103 109 117 124 133 144 168 172 183 192 199 208 217 227 242 255 271 60 64 67 71 76 81 86 93 100 ПО 120 50 52 55 59 62 67 71 77 83 91 99 183 191 198 207 216 227 239 250 264 282 297 83 86 91 95 99 106 112 117 126 135 145 65 69 72 76 79 85 90 92 102 109 119 Г53 160 167 173 179 188 197 205 217 228 243 48 52 56 58 62 65 70 75 80 87 96 34 36 39 40 43 45 50 53 57 63 67
Сопротивление усталости соединений в многоцикловой области
293
Коэф-фици-ент Соединения с поперечным угловым швом Стыковая приварка элементов
"ост * °’5’т ’ост > 0,5’т ’ост s °’5’т ’ост>0,5’т
асим- База испытаний 106 циклов
мет-
рии 0,05 2 0,05 2 0,05 2 0,05 2
цикла
0,1 373 178 157 285 134 ПО 318 157 129 260 105 76
0,2 391 193 171 307 151 123 339 173 141 276 118 86
0,3 213 190 326 173 141 361 191 156 293 132 97
0,4 240 213 352 200 165 384 214 175 318 155 114
0,5 270 238 383 240 197 239 198 342 188 137
0,6 310 275 310 248 279 230 370 171
0,7 360 323 400 330 334 277 229
0,8 390 339
Нахлесточные соеди нения с обваркой по Нахлесточные соединения с фланговыми
Коэф- контуру швами
фици-ент ’ост s °>5’т ’ост>0,5’т ’ост s °'5’т . ’ост > 0,5’т
асиммет- База испытаний 10^ циклов
рии цикла 0,05 2 0,05 2 0,05 2 0,05 2
-1,0 152 68 55 134 40 30 145 53 41 132 34 21
-0,9 158 71 58 139 42 32 152 55 43 137 36 22
-4,8 164 74 61 145 45 34 158 58 46 143 38 23
-0,7 171 78 64 151 47 35 165 62 49 149 41 25
-0,6 179 82 67 158 50 38 173 64 51 157 43 26
-0,5 187 87 72 166 54 40 182 68 53 164 46 29
-4,4 196 92 77 175 58 43 190 73 58 172 49 30
-4,3 207 97 81 183 63 47 202 76 62 180 53 33
-4,2 217 105 87 196 68 51 212 83 66 193 58 35
-4.1 230 113 95 207 74 56 225 89 72 204 62 38
0,0 245 122 104 220 81 61 240 96 77 218 68 42
0,1 258 1 32 113 236 90 68 255 103 83 23’3 76 47
0,2 276 144 124 255 102 77 275 114 92 250 86 54
0,3 297 162 139 274 116 88 295 127 103 273 98 61
0,4 320 180 155 305 137 103 323 145 118 297 114 71
0,5 352 212 179 334 163 123 353 161 133 325 137 85
0,6 385 248 212 368 204 153 390 195 142 360 172 106
0,7 298 253 274 206 240 193 393 228 153
0,8 380 322 310 257 346
0,9 358
Примечание. Нормативные значения од получены А.П. Коробовичем.
294
Сварные соединения
9. Нормативные значения среднего квадратического отклонения предела выносливости сварных соединений
Группа элементов Соединение Среднее квадратическое отклонение Sa 1
°ост 4 0'5от "ост > °’5<,Т
1 Основной металл вдали от сварных швов 35 35
3 Стыковое с поперечным швом 20 12
4 С поперечными угловыми швами 15 10
5 Стыковая приварка элементов 12 8
6 Нахлесточное с обваркой по контуру 9 6
7 Нахлесточное с фланговыми швами 7 4
6. ДОЛГОВЕЧНОСТЬ СОЕДИНЕНИЯ В МАЛОЦИКЛОВОЙ ОБЛАСТИ
С переходом в область малоциклового нагружения роль факторов, определяющих циклическую долговечность, изменяется. Усиливается влияние механической неоднородности сварных соединений, в меньшей степени проявляется действие остаточных напряжений. Так же как и в многоцикловой области, первостепенное значение сохраняют результаты изучения несущей способности реальных соединений.
Квазистатические и усталостные разрушения. Верхние части кривых усталости сварных соединений состоят из двух участков: квазистатического и усталостного (рис. 18). При обеспечении статичес
кой равнопрочности соединения основному металлу последний является ответственным за несущую способность на протяжении всего квазистатического участка. В противном случае локализация разрушений и несущая способность соединений в квазистатической области определяются характеристиками и размерами наименее прочной из зон. Область квазистатических разрушений является достаточно протяженной в зависимости от вида соединения, прочности стали, асимметрии цикла; интервал перемен нагружения 10^—10^ [10, 11]. Переход от квазистатических разрушений к усталостным в сварных соединениях практически всегда сопровождается сменой зоны их локализации. Усталостные трещины инициируются и развиваются в зонах конструктивной концентрации напряжений или от дефектов сварных швов.
Результаты экспериментальных исследований, относящиеся к квазистатической и усталостной областям разрушений, достаточно надежно описываются степенными уравнениями
(33)
гУ
где С0 и С' — постоянные уравнении квазистатического и усталостного участков кривых усталости.
Рис. 18. Сопротивление квазистатическим и усталостным разрушениям стыковых соединении сталей различных классов прочности (Яо - 0): 1 - М16С, 2 - 14Г2АФ-У; 3 - 13ХГМФ; 4 -07ХЗГНМЮА
Сопротивление усталости соединений в многоцикловой области
295
При статическом нагружении (N - 1) разрушающие напряжения равны временному сопротивлению соединения . Отсюда С * - . Показатель
к степени т зависит от механических свойств ста-о
ли и асимметрии цикла напряжений:
т* = 0,042 1 О
1g СУ_
.(34)
Параметры усталостного участка определяются прежде всего концентрацией напряжений и деформацией соединения. У нахлесточных соединений усталостный участок смещается в сторону меньшей долговечности по сравнению со стыковыми соединениями.
С ростом механических свойств стали увеличивается наклон усталостного участка кривой ограниченной долговечности соединений. Для соединений различных видов с низкими остаточными напряжениями при асимметрии цикла напряжений-1 nRo $0,75 [10]:
10. Концентрация напряжений в стыковых соединениях низколегированной стали Х70
Сварка Коэффициент концентрации напряжений
Механизированная под флюсом Ручная Порошковой проволокой Стыковая контактная 2,73 1,12-4,33 2,28 1,55 -3,93 1,95 1,42-3,89 1,23 1,18 -1,26
Примечание. В числителе приведены средние значения, в знаменателе — границы разброса.
ту = 0,18 — * 0,07. ° п_
(35)
Увеличение крутизны усталостного участка приводит к сближению амплитуд разрушающих напряжений однотипных соединений сталей различной прочности, наблюдаемому с переходом в область многоциклового нагружения.
Роль отдельных факторов. Влияние отдельных факторов на долговечность соединений в малоцикловой области следует рассматривать в связи с реализацией по квазистатическому и малоциклическому усталостному механизмам.
Формируемая при данном способе и режимах сварки механическая неоднородность в наибольшей степени проявляется в диапазоне квазистатических разрушений, приводя к их локализации в наименее статически прочной зоне. При малых по протяженности участках ЗТВ, различие их в прочностных и деформационных свойствах нивелируется вследствие эффектов ’’контактного” упрочнения [10]. По сравнению с концентрацией напряжений данный фактор оказывает второстепенное влияние на сопротивление соединений усталостным разрушениям.
В зависимости от способа сварки средние значения коэффициента ао соединения могут различаться в 2 раза и более (табл. 10), что приводит к изменению циклической долговечности на порядок и более (рис. 19).
Асимметрия цикла напряжений изменяет наклон квазистатического участка и практически
Рис. 19? Влияние способа сварки на долговечность стыковых соединений стали Х70 (Яо - 0): 1 — механизированная сварка под флюсом; 2, 3 — стыковая контактная сварка соответственно с гратом и без него; 4 — сварка порошковой проволокой; 5 — ручная сварка
296
Сварные соединения
Рис. 20. Долговечность соединений стали СтЗГпс при отнулевом (/) и симметричном (2) циклах нагружения:
/ — основной металл; // — стыковое соединение; III — тавровое соединение; IV — нахлесточное соединение
гладких образцов. Для жесткого нагружения и симметричного цикла критерий разрушения записывают в виде:
1 ь. 1 .
еа = еае * еар =----——
47Vm*P 1 ♦
(38) 0,435ак
EN ze
где ея, и е __ — амплитуды полной, упругой и и ш? с<р
пластической деформаций; т^, тее — постоянные показатели степеней при цикловой долговечности.
Для чисел циклов нагружения до 5-10^—10^ применимо уравнение
параллельно смещает усталостные участки кривой ограниченной долговечности соединений (рис. 20).
Обобщенная зависимость коэффициента чувствительности соединений к асимметрии цикла напряжений от механических свойств стали описывается уравнением
*у = 0,44 — - 0,08. 06)
° °в
Влияние остаточных напряжений на долговечность соединений в малоцикловой области постепенно уменьшается вследствие протекания процессов релаксации. Полное снятие остаточных напряжений происходит при максимальных напряжениях цикла, близких по значению пределу текучести стали [10].
Расчетная оценка долговечности. Сопротивление соединений квазистатическим разрушениям оценивается на основе (33), (34), (36). Более детальный анализ накопления квазистатических повреждений выполняют путем учета поцикловой кинетики деформирования. При этом согласно [7] используют равенство накопленной деформации ее значению при статическом разрушении ер:
N
ItWdN (37)
D к = » 1, еР
где 6 (АО — экспериментально устанавливаемая функция.
В усталостной области в качестве базовых используют критерии разрушения, полученные для
e-Jv"*' - 1 In—I_____ (39)
а 4 1-*п
где фп — коэффициент поперечного сужения, определяют с учетом упругих деформаций образца. Значения постоянных те, тер, тее для металла различных зон соединений ряда сталей приведены в табл. 11. Влияние основных конструктивно-технологических и эксплуатационных факторов учитывают на основе закономерностей изменения долговечности соединений с введением коэффициентов концентрации упругопластических напряжений Ко и деформаций Ке. Последние связаны с коэффициентом «о соотношением Г. Нейбера или его модификацией:
-1: -V F(a°' я°);
^(«q’, Оп\ Пд) -
(40)
При номинальных напряжениях <?п < °т формула Г. Нейбера дает, как правило, завышенные на 20—30 % и идущие в запас прочности значения местных деформаций.
На основе (39), (40) при степенной аппроксимации диаграмм деформирования (а - Ао еЛ°) и для других упругих номинальных напряжений
Долговечность соединения в малоцикловой области
297
11. Значения постоянных mZD мл миш различных зон сварных соединений
конструкционных сталей
Марка Зона соеди- Постоянные
стали Сварка нения «е «ее mtp "о
М16С Ручная ОМ зтв мш 0,564 0,542 0,721 0,049 0,030 0,021 0,604 0,588 0,812 624,8 807,7 878,^ 0,170 0,140 0,123
СтЗсп Ручная ом зтв мш 0,629 0,686 0,553 0,025 0,010 0,012 0,696 0,746 0,637 777,8 945,9 1022,7 0,132 0,130 0,098
20 Ручная ом зтв мш 0,571 0,554 0,592 0,010 0,022 0,017 0,594 0,587 0,633 720,4 838,9 888,5 0,172 0,176 0,128
14Г2АФ-У Механизированная под флюсом ом зтв мш 0,524 0,628 0,696 0,023 0,041 0,007 0,591 0,691 0,786 1466,7 1356,0 1473,5 0,115 0,084 0,069
Ручная ом зтв мш 0,545 0,597 0,584 0,0)0 0,010 0,008 0,696 0,745 0,612 1616,6 1469,7 1147,9 0,091 0,062 0,101
13ХГМФ Электро-шлаковая зтв мш 0.628 0,554 0,018 0,005 0,814 0,649 2239,5 1452,1 0,059 0,093
20ХГСА — ом 0,558 0,005 0,729 2015,0 0,073
Обозн а риал шва. i ч е н и я : ( ЭМ — основной материал, ЗТВ — зона термического влияния; МШ — мате-
°anN
4ла
1+па
(41)
( 1 I0,5
т,/2 От£'"Т^ <«>
При напряжениях оал > от с учетом (39), (40)
Параметры Ао, па принимают осредненными по числу циклов.
Соотношение (41) по структуре идентично аппроксимирующим зависимостям (33). Тогда постоянная СОУ может быть определена, как правая часть уравнения (41). С учетом (35) параметр mJ определяют через характеристику те:
(42)
Для материалов с незначительным деформационным упрочнением (па - 0) на основе (41) имеем:
Учитывая общую структуру уравнений (33), (41), (44), влияние асимметрии цикла напряжений учитывают на основе (36) введением сомножителя <1+ ♦><,)•
Для материалов с резко выраженной поцикло-вой нестабильностью свойств расчетная оценка долговечности должна осуществляться с учетом кинетики процессов деформирования. Условие разрушения определяют из (39) в виде
298
Сварные соединения
N
ДУ = J О
eai
KZZZ 4 1-*п
1/те dN = 1.
(45)
В расчетных соотношениях (41), (42), (43) следует использовать гарантируемые характеристики прочности и пластичности металла зоны соединения, ответственной за усталостное разрушение соединения.
Требуемый уровень надежности эксплуатации соединений при их расчете по методу допускаемых напряжений обеспечивается введением в расчетные соотношения коэффициентов запасов по долговечности и амплитуде напряжений $а, которые в зависимости от конструктивно-технологических особенностей и условий нагружения принимают не ниже 5—20 и 1,5-2 соответственно.
7. УПРОЧНЯЮЩАЯ ОБРАБОТКА
В элементах многих конструкций накопление усталостных повреждений происходит в основном вследствие большого числа перемен нагружений с низкими максимальными напряжениями. В таких элементах прокатанная поверхность основного металла обычно сохраняется, сварные соединения стараются разместить в менее напряженных сечениях, и поэтому сравнительно невысокого уровня их сопротивления усталости бывает достаточно, чтобы обеспечить циклическую долговечность изделия. Но в тех случаях, когда согласно расчету этот уровень оказывается недостаточным, сварные соединения необходимо подвергать дополнительной упрочняющей обработке.
Известные способы повышения сопротивления усталости соединений основаны либо на снижении концентрации напряжений, либо на изменении в зонах концентраторов уровня и характера остаточных напряжений.
Снижение концентрации напряжений. В эту группу способов упрочнения входят механическая, аргонодуговая, плазменная и другие обработки, позволяющие достичь плавности перехода шва на основной металл. Широкое применение на практике получила механическая обработка. Ее выполняют ручным абразивным инструментом, реже — специальными фрезами. Пределы выносливости стыковых соединений после механической обработки повышаются до уровней пределов выносливости основного металла. Меньший эффект дости
гается при обработке других видов соединений. У тавровых соединений повышается предел выносливости на 60—90 % (только в тех случаях, когда они выполнены с полным проваром). У нахлесточных соединений с лобовыми швами — на 5—25 %, а обработка соединений с фланговыми швами не приводит к положительным результатам.
Менее трудоемкими являются аргонодуговая и плазменная обработка. По эффективности они не уступают механической, а в ряде случаев превосходят ее.
Применение упрочняющих обработок рассмотренной группы может оказаться целесообразным как при работе соединений в мало-, так и в многоцикловой области.
Изменение остаточной напряженности. Повышение сопротивления усталости вследствие снятия или искусственного наведения в зонах концентраторов благоприятных остаточных напряжении сжатия может быть достигнуто путем термической обработки изделия или соединения; предварительной перегрузки конструкции; вибрационной обработки; местного нагрева; поверхностного пластического деформирования.
Область рационального использования термической обработки (высокий отпуск) обусловливается наибольшим проявлением влияния остаточных сварочных напряжений растяжения: сравнительно низкие максимальные переменные напряжения, симметричный цикл нагружения и т.д. Пределы выносливости 0_1 стыковых соединений после термической обработки повышаются на величину до 100 %, а конструктивных прикреплений — до 200 %. В то же время термическую обработку нецелесообразно применять, когда стыковые соединения испытывают высокие переменные напряжения, а также для повышения сопротивления усталости нахлесточных соединений с фланговыми швами. Иногда для таких целей применяют предварительную статическую перегрузку конструкции или же ее вибрационную обработку. В последнем случае необходимо принимать во внимание возможность снижения циклической долговечности вследствие накопления усталостных повреждений в процессе обработки, если режимы ее выбраны неверно. Применительно к каждому виду изделия и условиям его работы эффективность данных обработок должна устанавливаться опытным путем.
Поверхностное пластическое деформирование (поверхностный наклеп) как средство повышения сопротивления усталости деталей машин и узлов металлоконструкций получило в машиностроении
Упрочняющая обработка
299
12. Эффективность ультразвуковой ударной обработки сварных соединений
Тип соединения Сталь Коэффициент асимметрии цикла Ra Предел вынос ЦОВ тивости образ-j, МПа Повышение предела вы-иосливости, %
в исходном состоянии после обработки
Стыковое, пересекаемое продольными наплавками Низкоуглеродистая 0,0 -1,0 -1,0 0,0 0,6 0,0 -1,0 +0,6 140 80 70 ПО 340 100 40 200 220 140 130 140 440 230 120 260 57 75 85 27 30 130 300 30
Высокопрочная
С поперечными угловыми швами
наибольшее распространение. Обработку сварных соединений производят специализированным пневматическим упрочнителем с бойками в виде пучка проволоки (диаметром 2—3 мм и длиной 120— 150 мм). Глубина наклепа таким многобойковым упрочнителем достигает 2—3 мм в мягких конструкционных сталях. В результате обработки стыковых соединений обеспечивается повышение пределов выносливости, отвечающих различным характеристикам цикла, от 36 до 106 % [2].
Применительно к упрочнению сварных соединений метод поверхностного пластического деформирования получил дальнейшее развитие. Создан ультразвуковой ударный способ обработки поверхности зоны перехода шва к основному металлу. Ультразвуковую обработку выполняют переносным инструментом, включающим малогабаритный преобразователь со сменными рабочими головками в виде набора стальных игл диаметром 1,6— 1,9 мм. Питание высокочастотного преобразователя осуществляется от ультразвукового генератора мощностью 2 кВт. Скорость перемещения инструмента вдоль шва составляет 0,5 м/мин.
Положительный эффект (табл. 12) достигается снятием растягивающих и образованием в поверхностном слое благоприятных остаточных напряжений сжатия, сглаживанием мест перехода шва на основной металл и поверхностным наклепом.
При выполнении больших объемов работ при необходимости упрочнения труднодоступных участков швов рекомендуется применять локальную взрывную обработку соединений. Эффективность ее примерно такая же, как и ультразвуковой ударной обработки.
Более подробные данные об упрочняющих обработках излагаются в работе [2] и томе Ш-4 энциклопедического справочника.
Список литературы
1. Бакши О.А. Механическая неоднородность сварных соединений. Ч. 1. Челябинск: ЧПИ, 1981. 56 с.
2. Кудрявцев И.В., Наумченков Н.Е. Усталость сварных конструкций. М.: Машиностроение, 1976. 271 с.
3. Махненко В.И. Расчетные методы исследования кинетики сварочных напряжений и деформаций. Киев: Наукова думка, 1976. 320 с.
4. Махненко В.И., Мосенкис Р.Ю. Расчет коэффициентов концентрации напряжений в сварных соединениях со стыковыми и угловыми швами// Автоматическая сварка. 1985. № 8. С. 7—18.
5. Махненко В.И., Великоиваненко Е.А. Распределение напряжений и деформаций в сечении угловых швов при статических нагрузках, близких к предельным// Автоматическая сварка. 1988. № 6. С. 5-13.
6. Махненко В.И., Ющенко К.А., Починок B.R, Воронин С.А. Расчетная оценка несущей способности сварных швов с неполным проплавлением //Автоматическая сварка. 1984. №8. С. 1-6.
7. Махутов Н.А. Деформационные критерии разрушения и расчет элементов конструкций на прочность. М.: Машиностроение, 1981. 272 с.
8. Монзе В.Х. Усталостная прочность сварных
300
Сварные соединения
стальных конструкций: Пер. с англ. М.: Машиностроение, 1968. 310 с.
9. Николаев Г.А^ Куркин QA^ Винокуров В^А. Сварные конструкции. М.: Высшая школа, 1982. 270 с.
10. Прочность сварных соединений при переменных нагрузках/ Под ред. В.И. Труфякова. Киев: Наукова думка, 1990. 255 с.
11. Прочность конструкций при малоцикловом нагружении/ Н.А. Махутов, А.З. Воробьев, М.М. Гаденин и др. М.: Наука, 1983. 273 с.
12. РД 50-551-85. Методические указания. Расчеты и испытания на прочность. Расчетно-экспериментальные методы оценки сопротивления усталости сварных соединений. М.: Изд-во стандартов, 1986. 52 с.
13. РД 50-694-90. Методические указания. Надежность в технике. Вероятностный метод расчета на усталость сварных конструкций. М.: Изд-во стандартов, 1990.
14. Труфяков В.И. Усталость сварных соединений. Киев: Наукова думка, 1973. 216 с.
15. Черепанов Г.П. Механика хрупкого разрушения. М.: Наука, 1974. 640 с.
16. Masubuchi К. Analysis of welded Structures. Pergamon Press. 1980. 642 p.
17. Oliver R., Ritter W. Wdhlerlinienkatalog fur SchweiBverbindungen aus Baustahlen: einheitliche Auswertung von Ergebnissen aus Schwingfestigkeits-versuchen. Dusseldorf: DVS, 1980, Bd. 56 (1—5).
18. Gurney T.R. Fatique of welded structures. London: Cambridge University Press, 1979. 456 p.
Глава 2
ПАЯНЫЕ СОЕДИНЕНИЯ
Пайкой называется способ соединения элементов конструкций межатомными связями путем нагрева соединяемых материалов ниже температуры плавления, смачивания их припоем, затекания припоя в зазор и последующей его кристаллизации.
Наряду с использованием пайки как основного вида соединений в радиоэлектронной и электротехнической аппаратуре паяные конструкции получили широкое распространение в различных отраслях машиностроения.
Пайка позволяет соединить детали не только из однородных, но и из разнородных материалов. Пайкой соединяют, например, стали со сплавами цветных металлов; металлы с графитом, ферритом, фарфором; керамику с полупроводниками;, пластмассу, дерево, резину и т.п. Кроме того, можно паять детали с тонкостенными элементами, в которых применение сварки невозможно из-за опасности прожога. К достоинствам пайки относится возможность распайки без разрушения конструкции.
Современные методы пайки (см. ЭМ т. Ш-4) значительно расширили технические возможности выполнения соединений. Пайку применяют при изготовлении современных камер сгорания ЖРД, лопаток турбин, топливных и масляных трубопроводов, адерных реакторов и других конструкций из тугоплавких металлов (молибдена, ниобия, тантала, вольфрама), плохо поддающихся сварке. С помощью пайки в обшивке самолета листы из малопрочных алюминиевых сплавов заменяют высокопрочными и жесткими панелями (рис. 1) из тонких стальных листов с сотовым и гофровым промежуточным заполнителем, паяными в термических печах.
В каждом конкретном случае пайки необходимо учитывать типы припоя, форму паяного соединения, материалы, габариты изделия, наличие необ-
ходимого оборудования и серийность производства. Характеристики способов пайки приведены в табл. 1.
1. Характеристика способов пайки
Пайка Характеристики
Паяльниками Универсальный ручной способ низкотемпературной пайки
Газовой горелкой Универсальный ручной способ высокотемпературной пайки при низкой стоимости оборудования
Индукционная Для изделий небольших размеров. Быстрый нагрев. Возможность механизации и автоматизации
В печах с флюсом Равномерный нагрев и регулирование режима. Минимальная деформация изделий. Возможность механизации
В печах в контейнерах с инертным газом и в вакуумных печах Универсальный способ высокотемпературной пайки. Минимальная деформация изделия. Отсутствие окисления и флюса на паяемом изделии. Возможность объективного контроля режима
Сканирующим электронным лучом Возможность локализации нагрева. Короткий цикл. Возможность механизации и автоматизации
Погружением в расплавленный припой или флюс Высокая производительность. Быстрый нагрев и точное регулирование температуры
Рис. 1. Паяные детали с сотовым и гофровым заполнителем
1. КОНСТРУКЦИИ ПАЯНЫХ СОЕДИНЕНИЙ
Основные типы паяных соединений и их условные обозначения приведены в табл. 2.
Паяные соединения предпочтительно выполнять нахлесточными (ПН). При этом площадь перекры-
302
Паяные соединения
2. Основные типы, поперечные сечения и условные обозначения паяных соединений
Тип и форма поперечного сечения Условное обозначение Тип и форма поперечного сечения Условное обозначение
Нахлесточное ПН-1 Стыковое ПВ-1
у////////.
ПН-2 ГТн L ПВ-2
ПН-3 Косостыковое ПВ-3
Телескопическое ПН-4 в К ПВ-4
ПН-5 Тавровое ПТ-1
ПН-6 ПТ-2
Соприкасающееся ПС-1 пт-з
ПС-2 ПТ-4
ПС-3 Угловое ПУ-1
VSSSS//SS///7S//'
'/S/S/S//////7/// ПС-4 ПУ-2
тия можно назначать так, чтобы прочность паяного соединения была равна прочности целой детали, несмотря на относительно низкую удельную прочность паяного шва. Стыковые соединения (ПВ), имеющие ограниченную соединяемую площадь, менее прочны и при действии существенных статических, ударных и вибрационных нагрузок не рекомендуются к применению. Для увеличения площади в стыковых соединениях лучше приме
нять соединения косостыковые, однако при этом трудно сохранить требуемое взаимное расположение соединяемых частей.
Соприкасающиеся соединения (ПС) допустимы при конструировании изделий, швы которых работают на сжатие или при небольших нагрузках.
Примеры паяных соединений, характерные для пайки труб и стержней между собой и с плоскими деталями, приведены на рис. 2.
Припои
303
Рис. 2. Примеры паяных соединений цилиндрических, трубчатых и других деталей
Зазоры в паяных соединениях зависят от вида припоя и паяемых материалов и в значительной мере определяют прочность соединения. Уменьшение зазора до некоторого предела увеличивает прочность. Перед пайкой требуется более точная по сравнению со сваркой механическая обработка и сборка деталей. Оптимальный диапазон зазоров, при которых получаются наиболее прочные соединения, для отдельных припоев в сочетании с основными металлами приведен в табл. 3.
3. Зазоры при пайке разных материалов
Припои Зазоры для основных материалов, мм
Медь Медные сплавы Сталь
Медь Латунь Медно-фосфористые Серебря-номедно-фосфори-стые Серебряные Легкоплавкие 0,075-0,4 0,02-0,1 0,06-0,3 0,03-0,25 0,075-0,4 0,025-0,125 0,055-0,3 0,05-0,125 0,01-0,05 0,05-0,125 0,05-0,25 0,1-0,2
Примечание. Зазоры при пайке алюминиевых сплавов алюминиевыми припоями 0,1—0,25; титана и его сплавов серебряными припоями 0,03—0,1 мм.
2. ПРИПОИ
Припои разделяют на высокотемпературные с Тпл * 450 “С и низкотемпературные с Гид < 450 “С. К высокотемпературным относят припои, включающие в качестве основного компо-
4. Высоко- и низкотемпературные припои и рекомендации по их применению
Марка припоя Система припоя Температура плавления, °C Пайка
Начало Конец
Высокотемпературные: ВПр1 Си—Ni 1080 1120 Трубопроводов и других узлов из коррози-
ВПр2 Cu-Mn-Ni 960 970 онно-стойкой стали
ВПр4 Си—Ni—Мп 940 980
Л63 Си—Zn 900 905 Стальных изделий неответственного назна-
чения
ПСр25ф Си—Ag—Р 645 725 Деталей из меди и ее сплавов
ПСр25 Си—Zn—Ag 740 775 Трубопроводов из конструкционных и коррозионно-стойких сталей
ПСр40 Ag—Си—Zn—Cd 590 610 Деталей из сталей, меди и латуни
ПСрМинбЗ Ag—Си—In 750 760 Деталей из титановых сплавов
Низкотемпературные:
304
Паяные соединения
Марка припоя Система припоя Температура плавления, °C Пайка
Начало Конец
чистое олово 02, ОЗ Sn 232 232 Деталей, работающих во всеклиматических условиях без антикоррозионной защиты
ПОС 90 Sn-Pb 183 220 Деталей, подвергающихся гальваническим покрытиям (серебрение, золочение)
ПСр2, 5 Ag—Sn—Pb 295 300 Деталей и электромонтажных соединений, работающих при Т ± 200 °C
П250А Sn—Zn 200 250 Ультразвуковая алюминиевых (в ваннах или паяльником) деталей и электрорадио-
П200А Sn—Zn 189 210 аппаратуры
нента медь, никель, серебро, а к низкотемпературным — олово и свинец. В табл. 4 приведены основные припои и области их применения.
Композиционные припои состоят из нерасплав-ляющегося при пайке наполнителя — из материала близкого к основному (порошков, волокон, сеток и т.п.) и расплавляющихся частиц (чаще порошка никеля). Припой в жидкой фазе при пайке удерживается в зазорах между частицами наполнителя под действием капиллярных сил. Это предотвращает стекание припоя при пайке изделий в любом пространственном положении.
Хорошее соединение пайкой можно получить лишь при исключительно чистых поверхностях соединяемых деталей. Поэтому непосредственно перед пайкой эти поверхности подвергают соответствующей обработке для очистки от грязи и масел — удаления окисных пленок, нанесения покрытий, облегчающих протекание процессов пайки, нанесение барьерных покрытий.
Для уменьшения влияния окисления поверхностей деталей применяют специальные флюсы, которые подразделяют на низкотемпературные [7^ < < 450 °C (канифольные, кислотные и др.)] и высокотемпературные [7^ 450 °C (боридные, бо-
ридно-углекислые и др.)].
Для пайки стали, меди, латуни, бронзы, свинца применяют флюс: 25—30 % хлористого цинка, 75—70 % дистиллированной воды. Для меди, ее сплавов и покрытий применяют также флюсы ФПП и ВТС.
Для пайки деталей из коррозионно-стойких и жаропрочных сталей и сплавов, работающих при температуре 800—1200 °C, с припоем на основе меди, марганца, никеля применяют флюсы 200, В, Н.
3. РАСЧЕТ ПАЯНЫХ СОЕДИНЕНИЙ НА ПРОЧНОСТЬ
Стыковые паяные соединения рассчитывают на прочность по номинальному сечению соединяемых деталей как целые детали. От внешней растягивающей силы F и изгибающего момента М (рис. 3, а)
(1)
5. Допускаемые напряжения для паяных соединений
Материал паяемых элементов Припой Способы нагрева Допускаемые напряжения, МПа, для соединений
стыковых нахлесточных
Латунь Олово Паяльником 40—50 30-40
Медь ПОС 40 60-70 80-90 300-320 40-50 25-40 240-300
ПОС 18
ПСр 45 В печи
Низкоуглеродистая сталь Олово ПОС 40 ПОС 18 ПСр 45 ВПр Ml Паяльником 80 100 105 220-240 300-400 350-400 40 60 50 170-180 250-300 170-200
В печи
Расчет паяных соединений на прочность
305
zzzzzzzzz.
Г f
Рис. 3. Расчетные схемы паяных стыковых и нахлесточных соединений
где И7, — момент сопротивления сечения детали в месте пайки; [о] — допускаемые напряжения на растяжение паяного соединения.
Нахлесточные соединения рассчитывают на срез (рис. 3, б)
т = X * (т], <2>
lb
где [г] — допускаемые напряжения на срез паяного соединения.
С увеличением площади контакта несущая способность соединения возрастает. При этом путем увеличения ширины детали получают больший
эффект, чем при увеличении длины нахлестки, что связано с концентрацией напряжений по концам соединений. Допускаемые напряжения для некоторых паяных соединений приведены в табл. 5.
Список литературы
1. ЭМ, том Ш-4. Технология сварки и пайки/ Под ред. Б.Е. Патона.
2. Хряпни В.Е. Справочник паяльщика. М.: Машиностроение, 1981. 350 с.
Глава 3
КЛЕЕВЫЕ СОЕДИНЕНИЯ
Клеевыми называют неразъемные соединения элементов конструкций с помощью клея, образующего между ними тонкую прослойку.
Клеевые соединения получили широкое распространение во многих отраслях машиностроения благодаря созданию конструкционных клеев на основе синтетических полимеров, позволяющих соединять с достаточно высокой прочностью детали из одинаковых и разнородных материалов. Иногда склеивание представляет собой единственный способ соединения разнородных материалов в ответственных конструкциях.
Клеевые соединения обладают радом достоинств: способны скреплять разнообразные материалы, которые могут существенно отличаться по физикомеханическим свойствам, причем можно соединять элементы конструкций небольшой толщины;
не ослабляют соединяемые детали;
не подвержены коррозии и могут выполняться герметичными;
позволяют создавать изделия сложной формы, с плавными обводами, без выступающих частей;
могут превосходить по прочности ряд других соединений при работе на срез, благодаря сравнительно полному использованию площади сопряжения соединяемых деталей; при этом возможно снижение массы конструкции;
позволяют экономично и быстро осуществлять сборку;
являются хорошими тепло-, звуко- и электроизоляторами;
позволяют скреплять материалы, деформируемые или повреждаемые при сварке и пайке.
К недостаткам клеевых соединений относят:
малое сопротивление отдирающим нагрузкам и ползучести;
нестабильность физико-механических и электрических свойств во времени (старение);
ухудшение механических характеристик при низких и высоких температурах, воздействии биосреды, химических реагентов и других факторов;
пожароопасность и токсичность некоторых клеев, недостаточная жизнеспособность, длительное время отверждения;
потребность технологической оснастки, необходимость тщательной подготовки поверхности под склеивание.
Области и объемы применения клеевых соединений непрерывно растут. Склеивание в машино-, приборо- и автомобилестроении, в авиации и ракетно-космической технике позволяет повышать производительность труда, экономить дорогостоящие материалы и добиваться повышения надежности изделий. Современные самолеты имеют до 500 м^, а аэробусы до 1500 м^ силовых комбинированных клеевых соединений.
1. ПРОЕКТИРОВАНИЕ КЛЕЕВЫХ СОЕДИНЕНИЙ
Клеевые соединения конструктивно подобны паяным. Конструкция соединения обычно обусловливается направлением действия сил и трудоемкостью.
Проектирование соединения должно осуществляться специально под склеивание. Характерной ошибкой является то, что выбор клея откладывается до полного завершения проектирования клеевого соединения. Допуски на сопрягаемые элементы могут не позволить клею проникнуть в соединяемый шов.
При рассмотрении конструкции клеевого соединения учитывают типы действующих напряжений (рис. 1).
Сдвиг. При сдвиге центральной силой напряжение почти равномерно распределяется по всей площади склеивания. Поэтому везде, где возможно, соединение должно быть сконструировано работающим на сдвиг.
Отрыв. Несущие способности соединений, нагруженных на равномерный отрыв и сдвиг, близки. Склеиваемые элементы должны иметь досгаточ-
Рис. 1. Основные типы нагружения клеевых соединений:
а — сдвиг; б — отрыв; в — отдир; г — изгиб
Проектирование клеевых соединений
307
ную толщину и не подвергаться заметному изгибу от нагрузки.
Неравномерный отрыв, наблюдаемый в условиях, если один или оба соединяемых элемента гибкие (нагружены отдирающими нагрузками). В слое клея возникает высокая концентрация напряжений. Везде, где можно, надо избегать нагружения клеевого соединения отдирающими нагрузками.
Изгиб, близкий к неравномерному отрыву. В клеевом шве возникают напряжения растяжения и сжатия, наблюдается концентрация напряжений, особенно при склеивании маложестких деталей неэластичными клеями.
Прочность склеенных деталей во многом зависит от типа клеевого соединения [1,2]. Нахлесточное соединение наиболее распространенное; оно хорошо работает при сдвиге и сжатии и является, как правило, самым простым и дешевым в производстве (рис. 2). По возможности нагрузки должны действовать только в плоскости клеевого слоя. Площадь клеевого соединения лучше увеличивать увеличением его ширины, а не удлинением нахлестки (рис. 3), что объясняется неравномерностью распределения напряжений по длине соединения. Благоприятное влияние на прочность соединений оказывают скосы кромок. Для снижения напряжений в подобных соединениях у кромки следует оставлять клеевой валик.
Соединениям с накладками (рис. 4, а) также присущи неравномерность распределения напряжений по длине стыка и возникновение отрывающих напряжений у концов накладок.
Соединения с односторонней накладкой применяют в таких конструкциях, где одна сторона должна быть ровной. Для увеличения прочности применяют две накладки, а края скашивают.
Стыковые соединения (рис. 4, б) следует применять только при больших площадях соединения. Наибольшую прочность имеет усовое соединение. Шпунтовые, шиповые и зубчатошиповые соедине-
rzzzzz^3I
Рис. 2. Нахлесточные соединения
Рис. 3. Влияние длины и ширины нахлестки на несущую способность типового соединения с одинарной нахлесткой:
1 — ширина (длина 1 см); 2 — длина (ширина
Рис. 4. Соединения с накладками (а) и стыковые (б)
ния используют в основном для соединения деревянных деталей.
В тавровых соединениях (рис. 5, а) для увеличения л рочности следует увеличить площадь склеивания и сделать скосы у кромок клеевого шва.
Надежность трубчатых соединений (рис. 5, б) зависит от качества подгонки поверхностей и геометрических размеров клеевого узла. Лучшие результаты получаются при усовом соединении цилиндрических элементов по конусу. Клеевые соединения труб с наружными разъемными накладками имеют высокую прочность и технологически легко выполнимы. Для соединения соосных цилиндрических деталей применяют также телескопические соединения.
Угловые соединения (рис. 5, в) рекомендуется применять с накладками, которые обеспечивают надежность работы соединения.
Простейшие способы устранения отдира показаны на рис. 6. Они основаны на силовом замыкании нагруженных элементов соединения (рис. 6, а
308
Клеевые соединения
Рис. 5. Тавровые (а), трубчатые (б) и угловые (в) соединения
Рис. 6. Способы устранения отдира в соединениях
и б). Для этих же целей широко используют на практике соединения замком, посредством паза (рис. 6, в). Для повышения прочности соединений используют силовое замыкание использованием сил упругости губок замка (рис. 6, г). Концентрацию напряжений при отдире можно снизить путем увеличения размеров клеевого соединения или применения других способов дополнительного крепления, например применением болтов или заклепок. На рис. 7 показана конструкция клеезаклепочного соединения.
Рис. 7. Клеезаклепочное соединение
Существующие методы расчета клеевых соединений не являются надежным средством точного определения их размеров. Во-первых, не совсем просто установить допускаемые напряжения в клеевом соединении, так как прочность клея зависит от окружающей среды, старения, режимов отверждения, природы и геометрических размеров соединяемых деталей, а также толщины слоя клев в соединении. Кроме того, напряжения в клеевых соединениях редко бывают однотипными, ибо, как правило, действует комбинация напряжений различных типов.
Конструкция клеевого соединения наиболее рациональна при следующих условиях: коэффициенты температурного расширения склеиваемых материалов и клея равны или близки Друг к другу;
детали узла позволяют создать требуемое при склеивании технологическое давление и допускают нагрев до температуры выдержки, необходимой для отверждения клеевых швов;
конструкция деталей допускает двусторонний подход к клеевым швам;
клеевые узлы конструкции просты и имеют минимальное число деталей;
сложные узлы имеют такие разъемы, которые допускают склеивание отдельных простых подсборок, а затем их стыковку с точной фиксацией;
габаритные размеры узлов допускают их склеивание с помощью существующего оборудования;
зазоры в клеевых соединениях между поверхностями, прижатыми друг к другу с оптимальна давлением, не превышают 0,1 мм;
предусматривается защита кромок клеевых шва от проникновения влаги лаками, красками или замазками.
2. РАСЧЕТ КЛЕЕВЫХ СОЕДИНЕНИЙ
Для расчета наиболее распространенных соединений пользуются приближенными формулам! [5]. Действующие напряжения при сдвиге нахлесточного соединения
Расчет клеевых соединений
309
1. Расчетные формулы
Соединяемые элементы Вид деформации Касательные напряжения т Нормальные напряжения
Листы Трубы Растяжение Изгиб Растяжение Изгиб F _ sinO cose sb — SinO cose s^b F sinO cosO 2nrQS гмсго+гр sinO cosO n(r04-q4) - -C sin20 1 sb о - — sin20 s26 of - — sin20 1 2 л 7*0 J „ 2a'<-»,,') ..A ”<r0'rl4)
Обозначения: F — растягивающая сила; М — изгибающий момент; 0 — угол скоса; Гд, q - внешний и внутренний радиусы трубы; $ — толщина листов; b — ширина листа.
т
F Sa
(1)
где F-сдвигающая сила; Ь, а — ширина и длина нахлестки.
Для неответственных соединений длина нахлестки
а = (2,5 + 5)s,
(2)
де j-толщина склеиваемых листов.
При динамических нагрузках прочность при сдвиге принимают равной 1/3 ее значения при статическом нагружении.
Расчетные формулы для определения действующих напряжений в соединениях на ”ус” листов и труб представлены в табл. 1.
Для клеевых соединений деталей из полимерных, композитных и других материалов с малым модулем упругости уточненные расчеты следует вести с учетом деформации деталей [7, 8].
В нахлесточных соединениях листов общей шириной Ь, толщиной Aj и ^2 из материалов с модулем упругости и ^2 П°Д действием растягивающей силы F удельные нагрузки в концевых сечениях (в Н/мм)
Л Fk 1 + ach£6.
"ЖН-ГТа—
л Fk а + chM 02 = -г-гт ------
shM 1 + а
h — толщина клеевой прослойки; G — модуль сдвига клея.
Эпюра удельных нагрузок имеет обычную вогнутую форму с максимальными значениями по концам.
В случае приклейки полки линейно-упругого уголка к жесткому основанию и действия отрывающей нагрузки вдоль другой полки распределение давления в клеевом слое подчиняется зависимостям для балки на упругом основании.
Разработаны расчеты трехслойных нахлесточных клеевых соединений переменной жесткости [9], из разнородных материалов, из анизотропных материалов, динамические расчеты соединений с основными моделями вязкости соединительного материала.
В реальных конструкциях наблюдается значительный разброс показателей прочности. Это следует учитывать при проектировании конструкций, вводя коэффициент запаса прочности, который назначают в результате экспериментальной отработки клеевого соединения. В зависимости от степени ответственности конструкции и условий ее работы выбирают значение коэффициента от 1,5 до 3.
3. ВЫБОР КЛЕЕВ И СКЛЕИВАНИЕ
Клей должен иметь достаточно высокие когезионные и адгезионные характеристики, так как эти свойства определяют достижимую прочность соединения. В зависимости от температурных условий эксплуатации к клею предъявляются требования по теплостойкости. Время, в течение которого в условиях эксплуатации клей сохраняет свои свойства, должно соответствовать требуемому ресурсу изделия.
310
Клеевые соединения
2. Основные механические и технические характеристики клеев
Марка клея Рабочие температуры, “С Особые свойства, предел прочности при сдвиге , МПа, не менее Склеивание
К-300-61 К-600 Криосил ЭПК-1 ВК-9 БФ-2, БФ-4 ВК-32—200 ВИЛАД-ПК КТ-30 ВК-22 Циакрин ПЗ-2 Полистирольный Приведены з» в скобках материи -196 * +250 -196 <- +500 -269 <- +206 -253 ♦ +200 -253 <- +125 Клеи -60 ♦ +180 -60 <-+300 К -190 <-+100 Клев -60 * +250 -60 ♦ +500 -50 + +50 -50 ♦ +60 шчения преде; шов при норм! Клеи термореактивные эпоксидн Водо-, масло-, бензо-, грибостоек. Не вызывает коррозии металлов. - 12 (для сталей) Не вызывает коррозии металлов. Хрупок, не водостоек тс - 4 (для сталей) Не содержит растворителей, водостоек, стоек к перепадам температур, криогеностоек Водо-, грибостоек. Не вызывает коррозии металлов. Обладает повышенной жизнестойкостью (до 5 ч). тсд - 20 (для сталей) Водо-, масло-, бензостоек. Не вызывает коррозии металлов. тсд - 20 (для сталей) термореактивные фенолформалы Водо-, масло-, бензостойки, вызывают коррозию углеродистых и низколегированных сталей, тсд - 20 (для алюминиевых сплавов) Малотекуч, эластичен, вибростоек, необходимо высокое давление склеивания. тсп - 30 (для сталей) леи термореактивные полиуретан Водо-, масло-, бензостоек, криогеностоек. Обладает хорошей адгезией к различным подложкам; т__ - 23 (для сталей) । термореактивные кремнийорган Водо-, грибостоек, ограниченно бензостоек. Механическая прочность невысокая. т - 4 (для резин) Водо-, грибо-, атмосферостоек. Тод - 1 (для теплоизоляционных материалов) Клеи термопластичные Масло-, бензостоек. Отверждается мгновенно. Эластичен и водостоек. т__ - 10 (для сталей) Водо-, маслостоек, прозрачен. тсд - 7 (для полистирола) юв прочности клея при сдвиге для альных температурах. ые Металлов, асбо- и стеклотекстолитов, графита, керамики, пенопластов Металлов, асбо-, стеклотекстолитов, асбоцемента Металлов, деталей теплоизоляции, лавсановых и полиамидных пленок, а также для установки датчиков температуры Металлов, полиэтилена, полипропилена, графита, керамики, резин с металлами, тканей, полиамидов Металлов, пенопластов, полиамидов, графита, керамики, фторопласта пористого дегидные Алюминиевых, магниевых и медных сплавов, слоистых пластиков, слюды, фольги, бумага, кожи, пенопластов Всех металлов, стеклотекстолитов, сотопластов, пенопластов в любых сочетаниях друг с другом овые Сталей различных марок, алюминиевых, титановых, магниевых сплавов, стеклотекстолитов, тканей, дерева, кожи, неметалличес* ких материалов ические Вулканизованных резин и приклеивание их к металлам; стеклотканей между собой, с металлами и керамикой Теплоизоляционных материалов между собой, с коррозионно-стойкой сталью, титановыми и алюминиевыми сплавами Металлов между собой и с неметаллическими материалами, кроме фторопласта, полиэтилена и полипропилена Полистирола соединения деталей из указанны!
Выбор клеев и склеивание
311
По отношению к материалам конструкции клей ее должен быть коррозионно-активным. Желательно, чтобы клей в процессе отверждения имел минимальную усадку. При большой усадке клея необходима тщательная подгонка и плотное сжатие склеиваемых деталей, чтобы обеспечить сплошной слой клея. Количество летучих составляющих, например растворителей, содержащихся в клее, должно быть минимальным. Клей и его компоненты должны обладать грибо-, водо- и атмос-феростойкостью, не быть токсичными.
Ни один из клеевых составов не удовлетворяет в полной мере всем приведенным требованиям.
С целью ускорения отверждения клеевых композиций в них вводят катализаторы и отвердители, которые играют важную роль в формировании соединения. Для придания гибкости и эластичности клеевому слою в состав многих композиций вводят пластификаторы.
В целях упрочнения клея, уменьшения усадки, получения желаемого коэффициента термического расширения, увеличения диапазона рабочих температур и иногда ради придания клеевому слою некоторых специальных свойств (например электропроводности) в клеевую композицию добавляют тот или иной наполнитель (минеральные и металлические порошки, различные волокна).
Для склеивания деталей из металлов, конструкционных неметаллических материалов и их сочетаний наиболее широко применяют синтетические клеи. По клеевой основе синтетические клеи разделяют на термореактивные, термопласты и эластомеры.
Основой термореактивных клеев являются эпоксидные, полиэфирные, фенолформальдегидные, мочевиноформальдегидные, полиуретановые, кремнийорганические и другое смолы. Термопластичные клеи содержат полиэтилен, поливинилхлорид, полистирол, полиакрилаты, полисульфоны, полиамиды и другие полимеры. В состав эластомеров в качестве основы входят натуральный, синтетический и регенерированные каучуки. В табл. 2 приведены основные механические и технические характеристики синтетических клеев.
При склеивании поверхность деталей должна быть хорошо очищена от загрязнений и обезжире
на. Для этого ее очищают механически и промывают органическими растворителями или водными моющими растворами.
Клей наносят на обе соединяемые поверхности. Толщина и равномерность клеевого слоя влияют на прочность склеивания. Жидкие клеи наносят путем распыления, кистью, валиком, шпателем обычно с выдержкой между нанесением слоев 30— 60 мин.
При отверждении клеев требуется давление до 2—2,5 МПа и нагрев в течение 1—2 ч в зажимных устройствах. Затем изделие должно быть охлаждено до нормальной температуры в приспособлении и выдержано в течение двойного времени охлаждения.
Качество склеивания и работоспособность клеевых соединений могут быть определены разрушающими или неразрушающими методами контроля [6].
Список литературы
1. Иосилевич Г.Б. Концентрация напряжений и деформаций в деталях машин. М.: Машиностроение, 1981. 224 с.
2. Иосилевич Г.Б. Детали машин. М.: Машиностроение, 1988. 368 с.
3. Кардашов ДА., Петрова А.П. Полимерные клеи: Создание и применение. М.: Химия, 1983. 256 с.
4. Композиционные материалы: Справочник/ В.В. Васильев, В.Д. Протасов, В.В. Болотин и др.; Под общ. ред. В.В. Васильева, Ю.М. Тарнопольского. М.: Машиностроение, 1990. 512 с.
5. Семин М.И. Проектирование клеевых соединений. М.: Машиностроение, 1982. 28 с.
6. Фельдман Л.С. Неразрушающий контроль качества клеесварных соединений. Киев: Техника, 1973. 86. с.
7. Фрейдин А.С. Прочность и долговечность клеевых соединений. 2-е изд. М.: Химия, 1981. 176 с.
8. Шилдз Дж. Клеящие материалы: Справочник. М.: Машиностроение, 1980. 229 с.
9. Шавырин В.Н., Рязанцев В.И. Клеесварные конструкции. М.: Машиностроение, 1981. 168 с.
Глава 4 ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Заклепочные соединения относят к классу неразъемных и применяют в конструкциях, воспринимающих большие вибрационные и повторные нагрузки (авиационные и корабельные конструкции, рамы грузовых автомобилей и др.), а также для соединения деталей из несвариваемых материалов и не допускающих сварку из-за коробления или отпуска термообработанных деталей. Основными недостатками соединения являются трудоемкость изготовления и невысокая технологичность (шум при ударной клепке).
По назначению заклепочные швы разделяют на прочные (силовые) для восприятия внешних нагрузок и прочноплотные — обеспечивающие также герметичность соединения. Герметичность стыка в прочноплотных швах дополнительно обеспечивается нанесением на поверхности стыка уплотнительных составов — клея, силоксановых эмалей или металлических покрытий, получаемых гальваническим или газоплазменным напылением.
1. МАТЕРИАЛЫ И КОНСТРУКЦИИ ЗАКЛЕПОК
В зависимости от материала соединяемых деталей применяют заклепки из алюминиевых сплавов (В65, Д18, Д19П, АМг5П и др.), сталей (10, 15, 20Г2, 12Х18Н9Т, ЗОХМА), латуни (Л63) и меди (М2) (табл. 1, 2). При соединении деталей из легких сплавов, а также для присоединения деталей из мягких материалов к стальным рекомендуют применять заклепки из алюминиевых сплавов, так как большие силы клепки стальных заклепок вызывают значительные деформации соединяемых деталей. Наиболее распространены заклепки из сплава В65. В конструциях, работающих при 150—250 °C, используют заклепки из сплава Д19П. Для соединения деталей из деформируемых сплавов АМц, АМгЗ, магниевых сплавов и неметаллических материалов применяют заклепки из пластичного алюминиевого сплава АМг5П. Детали из сталей и титановых сплавов соединяют стальными заклепками. Заклепки из коррозионно-стойкой стали 12Х18Н9Т применяют для обеспечения коррозионной стойкости соединения, а также при температурах выше 250 °C. При выборе материала заклепок надо исключать сочетания
материалов, образующих гальванические пары, или наносить на заклепки антикоррозионное покрытие. Например, при соединении деталей ю магниевых или медных сплавов на алюминиевые заклепки наносят кадмиевое или цинковое покрытие.
Наибольшее распространение имеют сплошные стержневые заклепки общемашиностроительного применения (ГОСТ 10299—80, ГОСТ 10304—80) с закладной головкой различной формы (табл. 3). Диаметр отверстия под заклеив выполняют на 0,1 мм больше диаметра стержм заклепки, который в процессе клепки осаживает и плотно заполняет отверстие. Чаще применяют заклепки с полукруглой головкой, как наиболее технологичные.
Для соединения конструкций с высоким требованиями к эксплуатационной надежно используют заклепки повышенной точно (ГОСТ 14797-85, ГОСТ 14803-85) (табл. 4).
1. Материалы заклепок повышенной точного по ГОСТ 10304—80
Материалы и их марки Вид термической обработки Предел прочности на срез Гсв. МПа
Стали Ст2 СтЗ 10 15 10 кп 15 кп 09Г2 12Х18Н9Т Алюминиевые сплавы АМг5П АД1 Д18 310
Отжиг 330
1 310
— 380
Закалка 430
1«0 1 «0
Закалка, естественное старение 190
Медь М3; МТ Отжиг 190
Материалы и конструкции заклепок
313
2. Материалы заклепок общемашиностроительного применения по ГОСТ 14803—85
Материалы и их марки Вид термической обработки Предел прочности на срез тСр, МПа
Стали 10; 15 20Г2; ЗОХМА 12Х18Н9Т; 12Х18Н1ОТ Отпуск Закалка и отпуск Закалка и отпуск 333 490 431
Алюминиевые сплавы Д19П В65 Закалка и старение 275 265 — для заклепок с d > 6 мм 245 240 — для заклепок с d > 7 мм
Д18 АМг5П Отжиг 186 157
3. Стержневые заклепки общемашиностроительного применения
Заклепки Эскиз Дна-метр, мм
С полукруглой 1-36
головкой (ГОСТ 10299-80)
С потайной головкой (ГОСТ 10300—80) [) —и 1-36
С полупотайной головкой (ГОСТ 10301-80) -ф-—н 2-36
С полукруглой низ- 2-10
кой головкой (ГОСТ 10302-80)
С плоской головкой (ГОСТ 10303-80) h 2-36
В авиационных и других соединениях, обтекаемых внешним потоком; используют заклепки с потайной головкой (а - 90° и 120°); при толщине липа меньше высоты закладной головки применяют заклепки только с углом а " 120°.
4. Заклепки повышенной точности
Заклепки Эскиз Диаметр, мм
С полукруглой 1-10
головкой (ГОСТ 14797-85)
С потайной головкой, а - 90е (ГОСТ 14798-85) -фэ 1-10
С потайной голов- 2,6-6,0
кой, а - 120е (ГОСТ 14799-85) л ~
С плосковыпуклой и , 2-8
головкой (ГОСТ 14800-85)
С плоской головкой 2-10
(ГОСТ 14801-85)
5. Пустотелые и полупустотелые заклепки
Заклепки Эскиз Диа-метр, мм
Пустотелые
со скругленной 1-20
головкой (ГОСТ 12638-80)
с плоской головкой 1-10
(ГОСТ 12639-80)
с потайной головкой 1-10
(ГОСТ 12640-80)
Полупустотелые
с полукруглой головкой (ГОСТ 12641-80) 1-10
с плоской головкой (ГОСТ 12642-80) 1-10
с потайной головкой (ГОСТ 12643-80) 1-10
Длину заклепок выбирают в зависимости от толщины соединяемых деталей из следующего рада: 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, ПО, 120, 130, 140, 160, 170, 180 мм.
Для соединения деталей из композиционных материалов (стеклотекстолиты, углепластики и др.) применяют полупустотелые заклепки
314
Заклепочные соединения
Рис. 1. Специальные заклепки
(табл. 5). Глухое отверстие в стержне заклепки снижает силу расклепывания и повышает выносливость соединения. Соединение мягких материалов (кожи, ткани и др.) осуществляют пустотелыми заклепками.
В авиастроении наряду с приведенными выше широко используют специальные заклепки (рис. 1).
Болт — заклепочное соединение (рис. 1, а} — выполняют в виде стержня d - 3,5 + 10 мм из алюминиевых сплавов или стали ЗОХГСА, 16ХСН и др., на конце которого накатаны кольцевые канавки, и обжимного кольца из алюминиевого сплава или мягких сортов стали. Кольцо обжимают пневматическим пистолетом, который одновременно растягивает стержень и потом обжимает его конец. Закладную головку устанавливают со стороны детали меньшей толщины. Постановка болт-заклепки не сопровождается шумом; масса соединения в 1,2—1,5 раза меньше, а сопротивление усталости на растяжение в 2 раза выше, чем у болтового соединения. С помощью болт-заклепок выполняют обычные и высокоресурсные соединения с герметичными и негерметичными швами.
В силовых соединениях, воспринимающих значительные срезающие силы, применяют заклепки
с высоким сопротивлением срезу (рис. 1,6). Стержень (d - 5 + 12 мм) изготовляют из стали ЗОХГСА, а кольцо — из алюминиевого сплава Д18. Образование замыкающей головки происходит путем обжатия кольца вокруг кольцевой выточки стержня. При формировании соединения осаживания стержней не происходит, и они должны ставиться в отверстие с полем допуска по Н8. Стержень заклепки подвергают термической обработке до ов - 1250 МПа и шлифуют.
При одностороннем доступе к месту клепки применяют закладные заклепки, устанавливаемые и замыкаемые с одной стороны. К таким заклепкам относят, например, взрывные заклепки, заклепки с сердечником и гайки-пистоны. Взрывные заклепки диаметром 2 и 2,6 мм (рис. 1, в) с плосковыпуклой или потайной головкой имеют в конце стержня камеру, заполненную взрывчатым веществом. Заклепку ставят на место в холодном состоянии и нагревают до 500 °C; происходит взрыв, разворачивающий свободный конец стержня.
Заклепки с сердечником d - 3,5 + 5 мм (ОСТ 1.11296; ОСТ 1.11299, ОСТ 1.11301; (рис. 1, г) состоят из двух частей — пистона с потайной или полукруглой головкой (из Д18П
Материалы и конструкции заклепок
315
или 1Х18Н9Т) и сердечника (из Д16П или 30X13). Образование замыкающей головки происходит при протягивании сердечника через отверстие пистона. Выступающую часть сердечника удаляют.
Гайки-пистоны диаметром 5 и 6 мм (ОСТ 1.11193—73 — ОСТ 1.11196—73) применяют в несиловых соединениях (рис. 1,6).
Совершенствование заклепочных соединений, подверженных переменным нагрузкам, ведется в направлении повышения их сопротивления усталости. В первую очередь это касается швов с потайными заклепками тонких листов.
К методам, эффективно повышающим сопротивление усталости заклепочных соединений, следует отнести создание больших диаметральных натягов, вызывающих напряжения сжатия в зоне отверстия, и увеличение осевой затяжки, что приводит к возрастанию сил трения между листами соединения, перераспределению и уменьшению нагрузок на заклепки.
Используют новые способы клепки, обеспечивающие диаметральный и осевой натяги. К ним можно отнести клепку с образованием потайной замыкающей головки (ПЗГ), а также клепку защепками с компенсатором (ЗУК) и стержневыми заклепками (ЗУС). При установке обычных заклепок с потайной головкой и образованием плоской замыкающей головки (способ Д) материал детали деформируется со стороны замыкающей головки. Способ ПЗГ приводит к повышению выносливости в 1,5-2 раза (рис. 2). Клепку заклепками ПЗГ применяют при толщинах листов не менее 1,8 мм; при меньших толщинах возможно коробление листа и нарушение герметизации. Для склепывания тонких листов ($ < 1,2 + 1,8 мм) применяют заклепки с компенсатором (ЗУК), имеющие на закладной головке выступ-компенсатор (рис. 1,е), который при клепке вдавливается в тело головки. При этом происходит двухсторонняя деформация заклепки с заполнением потайного отверстия и созданием натяга в зонах головок. Сопротивление усталости соединения повышается в 2—3 раза. При склепывании листов толщиной $ > 3,5 мм заклепки с ПЗГ уже не обеспечивают осевой натяг. Для таких листов применяют клепку стержнями. Заклепки универсальные стержневые (ЗУС) изготовляют из алюминиевого сплава В65. Они представляют собой цилиндрические стержни диаметром 4—8 мм со скругленными торцами (рис. 1,ж). Высокое сопротивление усталости и герметичность швов обеспечивается радиальной
*
I' OW-
| тю-< ЮО-ч
500-i jw-$ too-I Л
Рис. 2. Зависимость выносливости соединений от способа клепки
деформацией отверстия по всей толщине склепываемого пакета.
Наибольшее и практически равномерное упрочнение по толщине деталей получают при клепке стержневых заклепок с заполнением объема КЗО—ЗУ С. Здесь ресурс соединения повышается до 12 раз по сравнению со способом Д.
2. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
Различают нахлесточные соединения (рис. 3, о—в) и стыковые с одной (рис. 4, а) или двумя (рис. 4, б, в) накладками. Применяют однорядные (рис. 3, а и 4, а, б), двухрядные (рис. 3, б и 4, в) и многорядные (рис. 3, в) соединения. В двухрядных и многорядных швах заклепки для увеличения прочности соединяемых деталей, а также для облегчения установки заклепок, как правило, располагают в шахматном порядке. В нахлесточных соединениях и стыковых с одной накладкой, нагруженных растягивающими силами (рис. 5, а, б), возникает изгибающий момент, равный произведению растягивающей силы на толщину листа. Этот момент вызывает изгиб листов и стержней заклепок, приводящий к перегрузке стержня и головки заклепки. В стыковых соединениях с двумя накладками изгибающий момент не возникает (рис. 5, в) и у них сопротивление срезу в 2 раза больше. Увеличение числа рядов более трех в шве повышает прочность соединения незначительно. Поэтому многорядные швы применяют редко. При проектировании клепаных конструкций (рис. 6) надо обеспечить следующие условия: стержни (в частности, уголки) для исключения моментов следует располагать так, чтобы линии действия сил, проходящие через
316
Заклепочные соединения
Рис. 3. Нахлесточные заклепочные соединения
°)
Рис. 4. Стыковые заклепочные соединения с одной и двумя накладками
Рис. 5. Изгиб заклепочных соединений
Расчет заклепочных соединений
317
Рис. 6. Узел клепаной металлоконструкции
центры тяжести сечений стержней, пересекались водной точке; с этой же целью заклепки следует размещать возможно ближе к оси, проходящей через центр тяжести сечения стержня. Число заклепок в соединении во избежание образования шарнира должно быть не менее двух.
Основные параметры заклепочного соединения: d - диаметр заклепки; t — шаг; е — расстояние от заклепки до края листа; s — толщина склепываемых листов; h — толщина пакета.
Рис. 7. Нагрузки в клепаном узле металлоконструкции
FiM =
Mrt ZT Er.
Суммарная сила, действующая на наиболее нагруженную заклепку,
Л max = max ^iF * откуда модуль этой силы
3. РАСЧЕТ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
2 2
Лшах = ™['AFiM*FlF*2FtMFiFa»*i I-
Допускаемые напряжения на срез заклепки
где тСр — предел прочности срезу
(выбирают по табл. 1, 2); [5] — допускаемый
запас прочности.
Допускаемые напряжения на срез и смятие детали обычно принимают: [т^] - 0,2ов; [о^] -(0,4 * 0,5) ов; ов — временное сопротивление материала детали.
При несимметричном нагружении заклепочного соединения (рис. 7) нагрузка между заклепками распределяется неравномерно. В этом случае расчет групповых соединений сводится к определению наиболее нагруженной заклепки и оценке ее прочности. Принимая, что трение между соединяемыми деталями отсутствует, внешнюю нагрузку можно привести к центру С масс поперечных сечений стержней заклепок.
В результате соединение нагружено центральной силой F и вращающим моментом М - FL, где L - расстояние от центра масс до линии действия внешней силы F. Принимаем, что силы на каждую заклепку от момента М пропорциональны расстоянию г(« заклепки от центра масс, а от силы F распределяются равномерно. Тогда i-я заклепка нагружена силами
где <pf- — угол между векторами сил F^p и
Затем выполняют расчет наиболее нагруженной заклепки на срез и смятие.
Расчет на прочность заклепочных соединений обычно ведут после компоновки конструкции узла. При действии силы F, симметричной относительно центра масс сечений заклепок, принимают, что она равномерно распределена между всеми заклепками. Трением между соединяемыми деталями пренебрегают из-за трудности его учета. Диаметр заклепки назначают из соотношения d i. 2jh.
Необходимое число заклепок определяют из условий прочности заклепок на срез
1»ср]
и смятия соединяемых деталей (листов)
F 2 * । [°см!
где п — число плоскостей среза; s — наименьшая толщина соединяемых деталей при нахлесточном
318
Заклепочные соединения
или стыковом шве с одной накладкой, при стыковом шве с двумя накладками s меньшая величина из двух $ или 2S| (см. рис. 4, 6).
Из найденных расчетами значений z выбирают большее.
Соединяемые листы рассчитывают на разрыв между заклепками
р ап - _____._ £ [оп]
Р s(t-d)z Р
и на срез края листа
р
ТсР ° zs2(ei -0.5d) S ксР] ’
Основным видом разрушения заклепочных соединений, подверженных действию многократных переменных нагрузок (авиационные и корабельные), является возникновение усталостных трещин. Отсутствие общепринятых методик расчета заклепочных соединений на выносливость вызвано сложностью физических процессов и случайным характером изменения напряжений во времени.
В общем машиностроении переменный характер нагружения учитывают снижением допускаемых напряжений умножая их на коэффициент
Y = 1/ а - b
Лшп Лпах
1,
где Fmin и Fmax — наименьшая и наибольшая по абсолютному значению силы, действующие на заклепки, взятые со своими знаками; а и b — коэффициенты; а - 1 и b - 0,3 для низкоуглеродистых сталей, а - 1,2 и b - 0,8 для среднеуглеродистых сталей.
В авиации оценку ресурса заклепочных соединений проводят по следующей схеме: систематизация процесса нагружения; пересчет асимметричных циклов нагружения к эквивалентным по повреждаемости отнулевым или симметричным; определение накопления усталостного повреждения с использованием кривой усталости как критерия накопления усталостного повреждения.
В результате систематизации реальный процесс нагружения приводится к действию циклов с соответствующими значениями напряжений oQ и амплитудному и среднему значению цикла.
Пересчет асимметричных циклов нагружения к эквивалентным по повреждаемости отнулевым или симметричным циклам проводится по уравнениям И.А. Одинга:
°а0 = °а/(1 - л)1/2; °а-1 = % + °а°т-
где R - °mif/omax коэффициент асимметрии цикла; o^q и аа — амплитуда отнулевого и симметричного циклов, соответствующих тому же ресурсу, что и циклов с параметрами оа и ащ.
Ресурс при действии совокупности циклов с той же асимметрией, что и кривая усталости, определяют, используя гипотезу линейного накопления усталостного повреждения
где — число циклов с i-м уровнем напряжений; N} — общее число циклов, приводящее к разрушению при этом уровне напряжений.
В качестве кривой усталости обычно используют экспериментальную кривую, полученную при испытании плоских образцов с отверстием. Например, для образца из материала В95Т2 такая кривая описывается уравнением
41g а0 <• IgW « 9,5.
Список литературы
1. Горбунов М.Н. Основы технологии производства самолетов. М.: Машиностроение, 1976. 260 с.
2. Григорьев В.П. Сборка клепаных агрегатов самолетов .и вертолетов. М.: Машиностроение, 1975. 343 с.
3. Основы расчета и конструирования деталей и механизмов самолетов/ Под ред. В.Н. Кастель-мана и Г.И. Рощина. М.: Машиностроение, 1989. 456 с.
Глава 5
СОЕДИНЕНИЯ ДЕТАЛЕЙ С НАТЯГОМ
Различают две группы соединений: по цилиндрическим (рис. /) и коническим поверхностям и плоские с помощью стяжных элементов (рис. 2). Первая группа соединений наиболее распространена и применяется в широком диапазоне размеров для деталей диаметром до нескольких метров
8)
Рис. 1. Соединения по цилиндрическим поверхностям:
а - внутреннего кольца подшипника качения; б
-венца червячного колеса; в — колесной пары
Рис. 2. Соединения по плоскости с помощью: а-стяжных болтов; б — анкеров
(бандажированные зубчатые колеса). Вторую группу соединений используют преимущественно в тяжелом машиностроении (крупные маховики, станины).
1. ЦИЛИНДРИЧЕСКИЕ СОЕДИНЕНИЯ
Общие сведения. Цилиндрические соединения служат для передачи вращающего момента, осевой силы, изгибающих нагрузок.
Достоинства: хорошее центрирование и восприятие динамических и реверсивных нагрузок, меньшая масса исходных заготовок, возможность применения для вала и втулки различных материалов, более простая технология по сравнению с шлицевыми соединениями.
Недостатки: трудоемкость сборки, контроля качества соединения и разборки, чувствительность к погрешностям макрогеометрии сопрягаемых поверхностей, существенная концентрация напряжений в вале, уменьшение прочности соединения во времени вследствие снижения натяга от обмя-тий, истираний и фреттинг-коррозии при микропроскальзываниях .
Различают соединения: а) запрессовкой; б) нагревом охватывающей (втулки) или охлаждением охватываемой (вала) детали [3—7]; в) соединения элементов из материалов с памятью формы. Последний вид соединений далее не рассматривается.
Скорость запрессовки не должна превышать 5 мм/с. Для исключения задиров соединяемые детали снабжают приемными фасками или центрирующими поясками (рис. 3) и смазывают маслом. В качестве центрирующего пояска целесообразно использовать шейку вала под подшипник.
Предпочтительна тепловая сборка, так как ее технология достаточно отработана и проста, а момент сил трения больше, чем при запрессовке. Температура нагрева не должна быть выше температуры отпуска, при которой твердость и прочность детали снижаются (при цементации 230 °C). Температура нагрева ю 3wmax t =-------------------------
ad
где ^max “ максимальный натяг (для посадки в системе отверстия Wmax " es — верхнее отклонение вала, мкм); а — средний коэффициент ли-
320
Соединения деталей с натягом
еъ0,01Л*2нм
а) 6) Ю
Рис. 3. Конструктивные формы вала перед посадочной поверхностью:
а, б — приемные фаски; в — центрирующий поясок
нейного расширения; d — диаметр посадочной поверхности, мм. Детали нагревают индукционным методом, в печах или с помощью горелок.
При сборке охлаждением используют в основном жидкий азот (температура испарения —196 °C). Однако низкие температуры увеличивают опасность травматизма. Охлажденные детали покрываются инеем, который может вызвать коррозию.
При запрессовке происходит смятие микронеровностей, уменьшающее натяг и прочность соединения по сравнению с тепловой сборкой. При сборке охлаждением прочность несколько выше, чем при тепловой. Нагретая втулка, насаженная на холодный вал, охлаждается и укорачивается. При этом силы трения, возникающие на посадочной поверхности, растягивают втулку и сжимают вал. Эти деформации в свою очередь вызывают уменьшение диаметра втулки и увеличение диаметра вала, что повышает натяг. Аналогичное явление имеет место и при сборке с охлаждением вала.
Для сборки и разборки конических, реже цилиндрических соединений к поверхности контакта подводится масло (рис. 4) под давлением, превышающим давление посадки. При разборке надо заботиться о безопасности.
Для проверки качества соединения предпочтительны неразружающие методы контроля. При сборке запрессовкой контролируют силу, которую устанавливают на эталонных образцах.
Основные расчетные зависимости. Расчеты соединений с натягом преимущественно проводят в форме проверочных. После расчета вала по выбранным номинальным размерам соединения и заданной нагрузке определяют требуемый натяг, подбирают посадку и проверяют прочность или вероятность безотказной работы соединения.
Рис. 4. Схема подвода масла при гидрозапрессовке
Нагружение возможно окружной сдвигающей силой Гт - 2-10^ T/d (где Т — вращающий момент, Н м; d — диаметр посадочной поверхности, мм) или осевой силой Га, а при их совместном действии — равнодействующей силой
2 2
F ♦ Л» • Действие смещенной от оси сое-т а
динения сдвигающей силы учитывается здесь условно.
Условие прочности сцепления ndlpf/S * F, а необходимое посадочное давление (МПа) р 2 * FS/indlf), где / — длина ступицы, мм; /-коэффициент трения; S — коэффициент безопасности. В упрощенных расчетах под Т понимают наибольший из реально действующих моментов, выбирают надежное значение /"Д (табл. 1) или /1и; при отсутствии циклических напряжений изгиба 5 » 1,5 + 2, а при их действии, в частности от зубчатых колес, принимают для уменьшения фреттинг-коррозии 5 = 3+4.
При вибрационной нагрузке соединений значения / следует снижать на 30-40 %. Оценку влияния на начальный коэффициент трения переменных напряжений изгиба вала (без учета фреттинг коррозии) иногда производят по формуле, в которой коэффициент трения уменьшают на величину, пропорциональную отношению напряжения изгиба вала аи к давлению посадки р и отношению d/l [6],
f f А °и d
Цилиндрические соединения
321
1. Коэффициенты трения /| и / и коэффициенты вариации Vf
Материал втулки Состояние1 поверхностей Сборка /1 7 7
Сталь Без покрытий Тепловая Гидрозапрессовкой Под прессом со смазкой 0,14 0,12 0,08 0,22 0,20 0,14 0,12 0,13 0,14
Сталь Цементованная, азотированная Тепловая Гидрозапрессовкой 0,28 0,25 0,33 0,30 0,05 0,06
Сталь Оксидированный вал Тепловая Гидрозапрессовкой 0,35 0,26 0,40 0,31 0,04 0,05
Сталь Цинкованный вал, h -- 4—15 мкм Тепловая Гидрозапрессовкой 0,27 0,25 0,31 0,29 0,04 0,05
Сталь С порошком корунда А120з Тепловая 0,45 0,49 0,03
Чугун Без покрытий Под прессом со смазкой Под прессом без смазки Тепловая 0,08 0,09 0,13 0,15 0,16 0,15 0,15 0,15 0,06
Латунь Без покрытий Под прессом без смазки Тепловая 0,05 0,05 0,08 0,10 0,11 0,16
Пластмасса Без покрытий Под прессом без смазки 0,4 0,45 0,04
Алюминиевые и магниевые сплавы *Вал стальной. Без покрытий Под прессом без смазки Тепловая 0,03 0,045 0,045 0,055 0,10 0,06
Коэффициент пропорциональности р по опытам на осевой сдвиг при нагружении на консольной части вала или оси равен 0,08, а при нагружении между опорами через ступицу 0,05. По некоторым опытам в этой формуле d/l можно принимать равным 1.
Расчетный натяг N (мм) для обеспечения требуемого давления определяют в соответствии с зависимостью Ляме:
N = pd
С1 + С21
Е1 е2 Г
где С| и С2 — коэффициенты радиальной податливости вала и втулки:
Cl * —, - иг. С2 =--------------Ц
l-Mj/d)2 l-W/d2>
* иг;
Ер Е2» Рр Р2 ~ соответственно модули упругости и коэффициенты Пуассона для вала и втулки; dp (/2 — диаметры отверстия в вале и наружной поверхности втулки, мм (рис. 5).
Для ступицы с диском за расчетный наружный диаметр ступицы можно принимать диаметр окружности пересечения конических наружных поверхностей полуступиц со средней плоскостью диска (при неодинаковых полуступицах рекомендуется принимать полусумму диаметров окружностей).
Минимальный измеряемый (до сборки) натяг, обеспечивающий предотвращение сдвига в рабочих условиях,
"min и = N ♦ * U = UR + Ut ♦ 1/ш, где Ur — поправка на обмятие микронеровностей при запрессовке деталей; Ut — снижение натяга вследствие нагрева; — снижение натяга в быс-тровращающихся деталях.
Ur - l,2(Rzj + RZ2) « 5,5(Raj + Ra2), где Rzp Rap Rz2> Ra2 — параметры шероховатостей вала и втулки, мм;
Uf = ^[“2^2 “ Ф “ а1 “ *(?]» где ар и Гр ^2» “ коэффициенты линейного
расширения и рабочие температуры вала, втулки
II Зак. 1113
322
Соединения деталей с натягом
Рис. 5. Эпюры напряжений в деталях соединения с натягом
и окружающей среды. Для определения с учетом изменения температуры по сечениям вала и втулки используют работы [8, 11]. Значение следует учитывать при Д/ - /2 — ^0 ^или *0 больше 10 °C.
^ = T5EdW22'di2)(3 + и)’
где р — плотность материала; ц —* коэффициент Пуассона материала детали (при различных значениях р. вала и втулки рекомендуется использовать [8]).
Натяг в соединении исчезает при угловой скорости, мин“1
NE
5 Т* ' pd (d2 - <3 + р)
В соответствии с Wmjn и технологическими возможностями выбирают посадку.
Вероятностный расчет. Условия прочности сцепления (в вероятностной форме)
гсц - Тд + UpST = 0;
тсц - ол-1о’31»<Р/д7/$1,
где Тсц —* момент сцепления (Н*м), который может передавать соединение (вращающая способность) при среднем значении натяга N и среднем коэффициенте трения /; Тд — среднее арифметическое максимальных действующих моментов циклов нагружений; — квантиль нормированного нормального распределения, характеризующая вероятность безотказной работы соединения;
ST —* среднее квадратическое отклонение разности ТСц — Тд; — коэффициент, учитывающий ослабление натяга, уменьшение коэффициента тре-йия и рассеяние факторов, принимаемых детерминированными; St - 1,5; 7\If, Т_, N, / принимаем как случайные величины с распределением, близким к нормальному. Остальные величины в расчете соединения из-за малого рассеяния или недостаточной изученности принимаем детерминированными и учитываем в коэффициенте Sj.
По правилам квадратического сложения определяем коэффициент вариации момента сцепления
J2 2
Ур + Уу , где коэффициенты вариации давления и коэффициента трения Vp - S^/N, а vy- S/7 (см. табл. 1); N - ei + 0,5(^ — t2) — Ц и принимая, что допуск натяга соответствует 63^, 1 Г2 2~ назначают S;y « — + *2 » где и Г2 -
допуски размеров диаметров вала и отверстия. В порядке уточнения можно учесть рассеяние поправок к натягу, в частности
Коэффициент вариации максимальных действующих моментов циклов устанавливают в отраслях; для машин циклического действия при высокой точности знания нагрузки можно оценивать уд -- 0,03 при средней 0,06, при низкой 0,12.
Из условия прочности сцепления (см. выше) после_необходимых подстановок, в том числе вместо Т'сц/Т'д = 5, где S — коэффициент запаса прочности по средним значениям, получаем квантиль
S - 1
иР ’ -г===^=-
ег2 2 2
Sv + у N сц д
По квантили, пользуясь таблицами для нормального распределения, определяют вероятность безотказной работы.
В дальнейшем следует полностью перевести расчет соединений с натягом на вероятностный уровень. Для этого нужно ввести учет надежности расчетной модели (ориентировочное значение коэффициента вариации 0,06), коэффициент ослабления натяга и учесть вероятностный характер других факторов, рассеяние которых может иметь значимое влияние. Тогда коэффициент запаса Sj можно не вводить.
Напряжения и упругие перемещения вала и втулки. Эпюры распределения радиальных ог и окружных оt напряжений охватывающей и охватываемой деталей приведены на рис. 5.
Цилиндрические соединения
323
Рис. 6. Эпюры давлений по длине ступицы колеса:
а - от натяга посадки; б — при дополнительном действии изгибающего момента
Опасным элементом, как правило, является охватывающая деталь, и наибольшие напряжения
возникают на ее внутренней поверхности:
l+(d/d2)2 °г ж -Р'< °t * Р-------ч-
l-(d/d2>2
Наибольшее эквивалентное напряжение
2р °Е = °t - °г =-----—
1 -(d/d2)
Действительное напряженное состояние соединения гораздо сложнее в связи с ограниченной длиной ступицы и действием изгибающего момента. Его особенности существенно влияют на фрет-тинг и соответственно на прочность и износ деталей. Действительное распределение давления по длине соединения иллюстрируется на примере соединения колесо — вагонная ось (рис. 6, а — распределение давления от натяга, рис. 6, б — с наложением давления от изгибающего момента для образующих 1—1 и 2—2).
Уменьшение внутреннего диаметра охватываемой детали и увеличение наружного диаметра охватывающей детали
* . 2₽^1 . . 2pd2
‘ ‘ е |м ,Г
l-Uq/a) I ^2р“2'“' ”4
Пример расчета. Подобрать посадку для передачи вращающего момента Т - 14 000 Н м и центральной осевой силы Fa - 80 000 Н соединением вала с колесом и проверить вероятность безотказной работы. Детали стальные. Предел текучести материала колеса от - 500 МПа. Параметры шероховатости Raj - Ra2 " 2 мкм. Сборка —* механической запрессовкой. Коэффициент трения / - 0,14; - 0,08. Коэффициент вариа-
ции коэффициента трения Уу - 0,14. Коэффициент вариации внешней нагрузки уд - 0,12. Напряжения изгиба вала под ступицей ои - 55 МПа. Диаметр ступицы колеса “ 280 мм, диаметр посадочной поверхности d - 190 мм. Вал сплошной dj - 0. Длина ступицы Z - 195 мм.
Решение. 1. Сдвигающая сила и номинальное давление при 5 - 3,0 и - 0,08
з
2 14000 10 + 800002 = 16,8 104 Н;
190 )
Напряжения определяют по наибольшему натя-гу, равному es — Ur. Условие прочности £ от, це от — минимальный предел текучести.
Наибольший допустимый натяг ^шах (мм) из УСЛОВИЯ Прочности ступицы О£ £ От
SFa = 3,0-16,8-Ю4 Р 0,08я190195
• 54,15 МПа.
!!•
^тах ~ 1
' d Hfi ^2 ](£1
+ Сг]
+ е2\
2. Коэффициенты радиальной податливости вала и колеса (dj - 0, р - pj - р2 - 0,3)
q = 1 - р = 1 - 0,3 = 0,7;
324
Соединения деталей с натягом
1 + (d/d2)2 с2 =-----------у + и =
1 - (d/d2)2
= 1 (190/280)2 + о,з . 3j01.
1 - (190/280)2
3. Поправка на обмятие микронеровностей Ur - 5,5 (Raj + Ra2) =
= 5,5(2 +2) =22 мкм = 0,022 мм.
4. Расчетный натяг (Е - “ 2,1 *
X 105 МПа)
" =₽4<С1 + С2> =
= 190 (О,7 * 3,01) = 0,182мм.
2,1-105
5. Максимальный и минимальный'из условия прочности измеряемые натяги
"шах и =0.5«г (С1 *С2>[1 ’ (d/d2>2] =
= 0,5-500_12L_(0,7+3,01)[l - (190/280)2] +
2,1-IO5 +0,022 = 0,475 мм;
Nmmn = N + UR = °»182 + 0,022 = °’204 мм.
6. По ГОСТ 25346—89 находим, что при d -- 190 мм значениям Wmax и “ 475 мкм и ^min и “ ^04 мкм соответствует посадка H7/v7, для которой табличные натяги ^тах “ 330 мкм, ^min “_288 мкм Дл* выбранной посадки средний натяг N - 284 мкм, допуски размеров вала -" 46 мкм, отверстия ступицы “ 4^ мкм.
7. Среднее давление от натяга посадки
N -Ur Р ~ “77-------- ”
1(С1 + С2)
- (284 - 22)10-3 ,ТЯ|МП,
.ую . (0 7 + 3 01) 2,1 105
8. Средний коэффициент трения с учетом напряжения изгиба вала (d/Z- 1)
71и = 7 - ₽°и/р =
= 0,14 - 0,05-55/78,1 = 0,105.
9. Средняя сила сцепления с учетом коэффициента - 1,5
РСц = f S\ ~
» 0,105-78,1-3,14-190-195/1,5 = 63,6-Ю4 Н.
10. Коэффициенты вариации натяга и сдвигающей силы
6N
- № * 462 = 0.038;
6-284
=
гсц = Jvtf + V2 = /о,О382 + 0,142 = 0,145.
11. Средний коэффициент запаса, значение квантили и вероятность безотказной работы по критерию прочности сцепления вала и ступицы при выбранной посадке
S « ^СЦ = 63,6 1р4 = 3,78;
Гд 16.8-104
3,78 - 1
Уз,782-0.1452 + 0,122
При Up - —4,9 вероятность безотказной работы Р = 1. Соединение имеет достаточную надежность.
Распрессовка соединений в эксплуатации. Наблюдаемые иногда в соединениях с натягом явления сползания при осевой нагрузке, существенно меньшей расчетной статической, но действующей в сочетании с циркуляционной радиальной или изгибающей нагрузкой, связываются с касательной контактной податливостью деталей и дискретностью пятен контакта. При вращении часть пятен в периодически разгружаемой стороне стыка выходит из контакта и вновь начинает передавать нагрузку только после накопления соответствующих касательных контактных упругих перемещений. Если несущая способность пятен контакта, неразгружаемых при вращении соединения, недостаточна для передачи нагрузки, происходят микросмещения.
Цилиндрические соединения
325
Рис. 7. Расчетная схема для определения силы сопротивления распрессовке
Приведенные выше экспериментальные зависимости снижения коэффициента трения в окружном направлении от изгиба вала и соответственно от напряжений сдвига в осевом направлении [6] указывают, что при /< ро^/ф/) может происходить полная распрессовка.
В ответственных соединениях с большим отношением длины к диаметру ступицы, в частности в прокатных валках с насадным ободом, оценивают силу сопротивления распрессовки в эксплуатации на длине контакта I — 2l*\ - fpndd —
-2/$), где Z« — длина области проскальзывания втулки. При симметричном нагружении (рис. 7) распределенной нагрузкой q^ или сосредоточенной силой Гс или только изгибающим моментом М величина Z* определяется из уравнения
MQJ2 a2A2RQ^
+ ^2 “1^1 + а2^2
.2
’ Т”
С1 Г 1
- _L[ch(M*> -1] -Л?
С2 г 1 £*Z*2
- *,/. -_____1 - ml, - 0;
.21 2
2 l/CEiZp ♦ l/(E2J2)
* l/(«iXjGi) + l/(a2A2G2)
L* ’ 1 <• ’
rae.Gp G2 — модули сдвига вала и втулки; т -•fpfi — изгибающий момент на единицу длины, вызванный силами трения; /р /2* ^1» А2 М0‘ менты инерции и площади поперечных сечений вала и втулки;
Э 2
за+ф за+лр «1 ---------«2 =-----------2-
4<1 4(1+Л2+*2)
—* коэффициенты для вала и втулки, учитывающие влияние перерезывающих сил (£j -
^2 “ ^/^2» для вала б®3 отверг™51 «1 “ 1); Лд; Mq — перерезывающая сила и изгибающий момент (Н* мм) в начале участка проскальзывания при х - 0 (рассчитываются как для цельной
детали);
С1
---А- +
«2^2
«1Л1
с/ = R0k»Jl^2 х 2 Щ + “2^2>
«2л2
+ тк*.
ПРИ “ 0 и М - О С| - О, L* - 0. При ?q-0 и Fc - О С| - 0, £♦ - О С?2 " тк*.
Изгибная жесткость соединений. Проскальзывание втулки относительно вала при его изгибе увеличивает прогиб составной детали в 1,2—1,8 раза по сравнению с цельной, имеющей такие же габариты. Но напрессованная деталь увеличивает жесткость вала. При > и “ "0,6 * 1,0 приведенный момент инерции вала со ступицей /др - [1 + (0,5 + 0,9) Z/d], где коэф-
фициент 0,5соответствуетотносительному натягу 0,0003, а 0,9 — натягу 0,001. В современных редукторах, для которых характерны массивные ступицы и большие натяги, /Пр « (1 + Z/d).
При Ud > 0,5 углы поворота сечений вала 6|(х) и втулки ©2 и прогиб вала (х) можно определить по следующим приближенным зависимостям (рис. 7):
326
Соединения деталей с натягом
й. ГН - Ал л М°Х . “1Л1 . Л°х2 X 1
1 0 <tlAi^a2A2 2ExJi Е^
X
С1 / 1 С2
_L(shU.x) - Л,х) + —_ кл к
ch U#x)
6
о (х) - е ♦ м°х - агА2 *°*2 - В 9°х3 - 1
2 0 E2</i+/2) aiA^+a2A2 ?Е2^2 &E2J2 E2J2
*2х2 г -3 2
+ Е*х + тхл ~2~ ] + “6“ + “2“
2 3
A/qX «1Л1 /?qX
1 0 0 2J?j(/|+/2) «|А| +«2^2 61?i/|
sh U#x)
1 ^1 / 1 ^2 / \ L*x
---1— L chtt#x) - 1 4- _1 Shtt#x) - k*x\ + _ «lAiGi a2' I k2\ I 2
где 0q, Kq —- угол поворота и прогиб вала при х -- 0. При х - I* получаем значение 0 и И на краю втулки.
Распределенная нагрузка, действующая на вал,
q(x) = С| chU#x) + shU#x) + L#.
В процессе работы соединения из-за фреттинг-
износа оси и втулки уменьшается натяг. Суммарный износ h оси и втулки в точке посадочной поверхности можно приближенно определить, используя формулу американских исследователей, уточнив ее применительно к сопряженным деталям:
2£pN/p( । 1 If /
Л = —зб-[н7 + ^JP^x^ где fp - 0,6 + 0,8 — коэффициент трения при фреттинге; р(<р), изменение давления и
производной осевого смещения в зависимости от угловой координаты <р окружности посадочной поверхности (МПа, м); кр — коэффициент фрет-тинг-износа (при трении мягкой стали по мягкой стали кр - 0,09- 10“^; мягкой стали по закаленной стали кр - 0,115* 10“^); Нр Н2 — твердость оси и втулки по Викерсу. Приняв распределение давлений и смещений вдоль окружности посадочной поверхности по закону р(<р) " - q(x) coscp* 1/(2г) и Дх(<р) “ [6j(х) — 02(х)]гх
Соединения деталей с помощью стяжных элементов
327
«совф, можно приближенно оценить износ (координата <р отсчитывается от плоскости нагрузки в пределах 0 — л/2, г — радиус оси).
2. КОНИЧЕСКИЕ СОЕДИНЕНИЯ
Эти соединения легче собирать и разбирать, чем цилиндрические. Кроме того, в соединениях с большой конусностью, имеющих торцевое крепление, ослабление посадки может быть ликвидировано подтяжкой. Сборщик вручную может затянуть втулку при диаметре вала до 50 мм; при большем диаметре — требуются усилители момента или нагрев насаживаемой детали. Конусность К - (#2 — 2>p/Z - 2 tga (рис. 8). Давление на рабочей поверхности
я Fa nDKtga + /) *
где — осевая сила затяжки. Момент сил трения T-0,5itD2Zp/.
тепловым способом — с нагревом стяжных элементов.
Напряжение (МПа) в стягивающем элементе 2 площадью А (мм )
F1 о = ‘ (1 ♦ рр,
А
где — часть общей силы Г, отнесенная к одному элементу; если сила Fj создается гайкой, то напряжение увеличивается на 30 %; 0। —• коэффициент запаса, равный 0,2 + 0,4.
Соответствующее удлинение элемента (натяг) (мм):
F1L
ДС -ь -Lq * ₽1 Ч).
где L —• номинальный размер соединения, мм (длина стяжки, диаметр кольца); Lq — размер элемента в холодном состоянии, мм; Е —• модуль упругости, МПа; А — площадь сечения элемента, мм2; х “ 0,2 + 0,3 — коэффициент основной нагрузки, т.е. доля на стягивающий элемент от силы на соединении.
Минимально необходимая температура нагрева стягивающего элемента
а£
где tQ — температура окружающей среды.
Для удобства сборки нагрев ведут на 100— 200 °C выше расчетного.
При воздействии на соединение изгибающих моментов возможно нарушение плотности стыка. Параметром, характеризующим работу стыка, является коэффициент плотности стыка
Рис. 8. Соединение по конической поверхности
Соединения с малой конусностью (1:50) не нуждаются в осевом креплении. В этих случаях расчетный реальный натяг определяют по осевому натягу NQ с поправкой (стр. 321):
Np = NaK - U.
Давления определяют так, как в цилиндрических соединениях.
3. СОЕДИНЕНИЕ ДЕТАЛЕЙ С ПОМОЩЬЮ СТЯЖНЫХ ЭЛЕМЕНТОВ
Соединения должны обеспечить нераскрытое и достаточную жесткость стыка. Применяют стяжные элементы в виде стержней и стяжек или колец. Сборка, как правило, осуществляется
где Ор — абсолютное значение наибольшего растягивающего напряжения от действия рабочей нагрузки (осевой силы и изгибающего момента) в сечении стыка, которое определяют в предположении, что деталь цельная; ок —* абсолютное значение контактного напряжения (давления) от затяжки.
При условии, что во всех точках стыка после приложения нагрузки уп > 1» напряжения остаются сжимающими. При уп < 1 происходит раскрытие стыка, которое не допускается. Из условия недопустимости значимого понижения жесткости давление в стыке ок должно быть больше
328
Соединения деталей с натягом
(3—5) МПа. В общем машиностроении для постоянных нагрузок принимают уп “ 1,5 + 2, для переменных уп “ 2,5 т 4; ок - (1 + 1,2)от, где от — предел текучести соединяемых деталей.
Список литературы
1. Детали машин: Расчет и конструирование: Справочник. Т. 1/ Под ред. И.С. Ачеркана. М.: Машиностроение, 1968. 440 с.
2. Балацкий Л.Т. Усталость валов в соединениях. Киев: Техника, 1972. 180 с.
3. Берникер Е.И. Посадки с натягом в машиностроении: Справочник. Л.: Машиностроение, 1966. 167 с.
4. Биргер И.А., Шорр Б.Ф., Иосилевич Г.Б. Расчеты на прочность деталей машин: Справочник. 3-е изд., перераб. и доп. М.: Машиностроение, 1979. 702 с.
5. Бобровников Г.А. Прочность посадок, осуществляемых с применением холода. М.: Машиностроение, 1971. 90 с.
6. Гречищев Е.С., Ильяшенко А.А. Соединения с натягом: Расчеты, проектирование, изготовление. М.: Машиностроение, 1981. 247 с.
7. Иосилевич Г.Б. Детали машин: Учеб, для студентов машиностроительных спец, вузов. М.: Машиностроение, 1988. 368 с.
8. Левин А.В., Боришанский К.Н., Консон ЕД. Прочность и вибрация лопаток и дисков паровых турбин. Л.: Машиностроение, 1981. 710 с.
9. Левина З.М., Решетов Д.Н. Контактная жесткость машин. М.: Машиностроение, 1971. 264 с.
10. Машиностроение. Энциклопедический справочник. Т. 2, М.: 1948. 890 с.
11. Пономарев С.Д. и др. Расчеты на прочность в машиностроении. Т. 2. М.: Машгиз, 1958. 974 с.
12. Решетов Д.Н., Краснов Ю.В. Статистический анализ коэффициентов трения в соединениях с натягом// Изв. вузов. 1985. № 4. С. 15—19.
13. Решетов Д.Н., Иванов А.С., Фадеев В.З. Надежность машин. М.: Высшая школа, 1988. 238 с.
Глава 6
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовые соединения (соединения деталей с помощью резьбы) являются наиболее распространенными разъемными соединениями в машиностроении.
1. ОСНОВНЫЕ СВЕДЕНИЯ О РЕЗЬБАХ
Общие понятия. Резьбы подразделяют на цилиндрические, образованные на боковой поверхности кругового цилиндра, и конические — на боковой поверхности кругового конуса. Наиболее распространены цилиндрические резьбы. Конические резьбы применяют главным образом для труб, соединительной трубной арматуры, где создается герметичность радиальным натягом. Термины и определения ио резьбе приведены в ГОСТ 11708-82.
В основе геометрии резьбы лежат понятия винтовой линии и винтовой поверхности.
Винтовая линия (рис. 1) на цилиндрической поверхности радиуса г образуется движением точки по поверхности цилиндра, причем перемещение вдоль оси z пропорционально угловому перемещению:
z = Лф,
где к - коэффициент пропорциональности.
Осевое перемещение, соответствующее полному обороту (ф " 2л), называется шагом или ходом винтовой линии Рд. Тогда из (1)
<2> 2л
Угол подъема винтовой линии
Рис. 1. Винтовая линия на цилиндрической поверхности
Винтовая поверхность резьбы (рис. 2) образуется при движении контура кривой (Л^/^), лежащего в плоскости, проходящей через ось цилиндра. Каждая точка контура движется по винтовой линии с одинаковым шагом.
Сечение винтовой поверхности резьбы осевой плоскостью образует профиль резьбы (рис. 3), который содержит многократное повторение одинаковых выступов и впадин.
Шаг резьбы Р — расстояние по линии, параллельной оси резьбы между ближайшими сходственными точками, лежащими в одной осевой плоскости.
Обычно используют однозаходную резьбу, для которой шаг или ход винтовых линий резьбы равен шагу резьбы.
Для многозаходных резьб, ход винтовых линий
Ph = Рп, (4)
где п — число заходов (для стандартных резьб п £ 8).
Наружный диаметр цилиндрических резьб обозначают для наружной резьбы d, для внутренней D. Он представляет диаметр воображаемого прямого кругового цилиндра, описанного вокруг вершин наружной или впадин внутренней резьбы.
Внутренний диаметр обозначают для наружной резьбы dj и для внутренней резьбы D].
Рис. 2. Образование винтовой поверхности резьбы
<д~ ’ i)
Рис. 3. Профиль резьбы: а — винта; б — гайки
330
Резьбовые соединения
Оа» резьбы
Рис. 4. Высота профиля резьбы
Средний диаметр обозначают для наружной резьбы d2, для внутренней Z>2* 011 Р*06” Диаметру воображаемого цилиндра, который пересекает профиль резьбы та$, что ширина выступов и ширина канавок равны между собой.
Угол профиля резьбы а — угол между смежными боковыми сторонами резьбы в плоскости осевого сечения (рис. 3).
Радиус впадины резьбы R — радиус дна канавки в плоскости осевого сечения.
Высоту профиля резьбы обозначают для наружных резьб Лд, внутренних Яд, она представляет расстояние между вершиной и впадиной резьбы в направлении, перпендикулярном к оси (рис. 4).
Рабочую высоту профиля резьбы обозначают Я|, она характеризует перекрытие витков наружной и внутренней резьбы.
Стандартизация размеров резьб. Во всех промышленно развитых странах размеры резьб стандартизированы (международный стандарт ИСО). Профили резьб, диаметры и шаги, основные размеры, допуски и посадки определяются ГОСТами. В некоторых отраслях существуют отраслевые стандарты (ОСТы), дополняющие ГОСТы.
В табл. 1 указаны государственные стандарты на размеры резьб. Основное распространение имеют метрические резьбы. Метрические (треугольные) резьбы. Профиль метрической резьбы по ГОСТ 9150—81 приведен на рис. 5. В основе профиля лежит исходный равносторонний треугольник с высотой Я -- 0,5/3 Р - 0.8660Р. Теоретический профиль сопряжения наружной и внутренней резьб — треугольник со срезанными вершинами: по внутреннему диаметру на Я/4, по наружному — на Я/8. Больший размер среза по внутреннему диаметру позволяет иметь максимальный радиус впадины резьбы
Лшах = 0.144Р. (5)
ШйЛ
1. Государственные стандарты (ГОСТы) на размеры резьб
Резьбы Содержание стандарта ГОСТ
Цилиндрические
Профиль 9150-81
Метрическая Диаметры и шаги 8724-81
Основные размеры 24705-81
Метрическая для приборостроения Диаметры и шаги 16967—81
Метрическая для деталей из пластмасс Профиль, основные размеры 11709—81*
Трапецеидальная Профили, диаметры, шаги 9484-81
Трапецеидальная одноэа-ходкая Диаметры и шаги 24738—81
Основные размеры 24737-81
Трапецеидальная многозаходная Диаметры, шаги, ходы 24739—81*
Упорная Профиль, основные размеры 10177-82
Упорная усиленная 45* Профиль, основные размеры 13535—87*
Трубная Профиль, основные размеры 6357-81’
Круглая Профиль, основные размеры —
* Конические Метрическая Профиль, диаметры, шаги, основные размеры 25229-82*
Трубная Профиль, основные размеры 6211-81’
Дюймовая с углом профиля а-60* Профиль, основные размеры 6111-52’
Вентилей и баллонов для газа Профиль, основные размеры 9909-81’
Стандарты, содержащие допуски.
Форма впадины резьбы болта по ГОСТ 9150—81 не регламентируется и может быть как закругленной, так и плоскосрезанной. Однако по условиям прочности не следует допускать плоскосрезанной формы впадины, так как это приводит к
Основные сведения о резьбах
331
Рис. 5. Профиль метрической резьбы. Размер d$ -диямвтр по дну впадины; полная высота витка Л3 - 17/24Н по ГОСТ 24705—61
Рис. 6. Радиус закругления дна впадины
повышенной концентрации напряжений. Форма впадины наружной резьбы регламентируется ГОСТ 16093-81. При закругленной форме впадины наружной резьбы радиус кривизны реального профиля не должен быть менее Яш|п “ 0,1Р. При высоких требованиях к динамической прочности резьбы J?min - 0,125/».
Связь радиуса закругления R и диаметра по впадине для метрической резьбы устанавливается по рис. 6:
где d — наружный диаметр резьбы.
Номинальный размер по ГОСТ 24705—81 определяется для максимального значения R
d-i • d - 2—Н -d - 1,226869/». <7)
3 24
Номинальные значения внутреннего и среднего диаметров по ГОСТ 24705—81 для метрической резьбы:
d1 - Dj « d - 2*Я • d - 1,082532/»; «)
= d2 = d - г2н = d - 0,649519/».
8
2. Метрическая резьба. Наружные диаметры и шаги (ГОСТ 8724—81, ГОСТ 9150-81, ГОСТ 24705-81) Выборка для диаметров d - 3 ♦ 42 мм
Размеры, мм
Номинальный диаметр резьбы d ШагР Номинальный диаметр резьбы d ШагР Номинальный диаметр резьбы d ШагР
3 0,5 И*2 (1,5) 20 2,5
0,35 1 2
3.5*1 (0,6) 0,75 1,5
0,35 0,5 1
4 0,7 12 1,75 0,75
0,5 1,5 0,5
4.5*1 (0,75) 1,25 22*1 2,5
0,5 1 2
5 0,8 0.75 1,5
0,5 0,5 1
(5,5)'2 0,5 14*1 2 0,75
6 1 1,5 0,5
0,75 1,25 24 3
0,5 1 2
7*2 1 0,75 1,5
0,75 0,5 1
0,5 IS*2 1,5 0,75
8 1,25 (1) 25*2 2
1 16 2 1,5
0,75 1,5 (1)
0,5 1 (26)’* 1,5
9‘2 (1,25) 0,75 27*1 3
1 0,5 2
0,75 17*2 1,5 1,5
0,5 (1) 1
10 1,5 18*1 2,5 0,75
1,25 2 (28) *2 2
1 1,5 1,5
0,75 1 1
0,5 0,75
0,5
332
Резьбовые соединения
Номинальный диаметр резьбы d ШагР Номинальный диаметр резьбы d ШагР Номинальный диаметр резьбы d ШагР
30 3,5 ЗЗ*1 2 (38) 1.5
(3) 1.5 40 (3)
2 1 (2)
1.5 0,75 1.5
1 З?2- 1.5 42 4,5
0,75 36 4 (4)
(32) *2 2 3 3
1.5 2 2
ЗЗ*1 3,5 1.5 1Л
(3) 1 1
Примечания: 1. *Префючтительны диаметры, не отмеченные и диаметры, отмеченные ** предпочтительны по сравнению с диаметрами, отмеченными
2. Диаметры и шаги резьб, заключенные в скобки, применять не рекомендуется.
3. Шаги резьбы по ГОСТ 8724—61 условно делят на крупные и мелкие. При d * 70 мм крупные шаги не применять.
Значения наружных диаметров, шагов и основные размеры для метрических резьб по ГОСТ 8724—81 приведены в табл. 2. Наружный диаметр резьбы, принимаемый за номинальный диаметр резьбы, изменяется в пределах 0,25-600 мм, шаги — в пределах 0,075—6 мм.
Для резьбы каждого диаметра в зависимости от конструктивных требований можно применять крупный шаг и несколько мелких (исключение составляют резьбы малых диаметров d < 1 мм, имеющие только крупный шаг, и резьбы больших диаметров d > 68 мм, для которых используют только мелкие шаги). Условное обозначение резьбы (ГОСТ 8724-81) содержит букву М (признак метрической резьбы); номинальный (наружный) диаметр резьбы; значение шага (только для резьбы с мелким шагом); буквы LH для левой резьбы.
Р
fcbpenffu
Рис. 7. Основной профиль трапецеидальной резьбы по ГОСТ 9484—81
В условное обозначение многозаходной резьбы должны входить: буква М, номинальный диаметр резьбы, значение хода и в скобках буква Р и значение шага.
Пример условного обозначения трехзаходной резьбы с номинальным диаметром 24 мм, ходом 3 мм и шагом 1 мм: М24*3 (Р1).
Трапецеидальные резьбы (ГОСТ 9484—81) используют, главным образом, в винтовых механизмах, преобразующих вращательное движение в поступательное. В основе профиля резьбы лежит равнобедренный треугольник с углом профиля 30е. Теоретический плоскос-резанный профиль резьбы (основной профиль), общий для наружной и внутренней резьбы, показан на рис. 7. Высота исходного треугольника резьбы
Рабочая высота профиля Я| - 0,5 Р или Я| -- 0,268 Я.
Срез резьбы приведен для справок; с - 0,366 Н.
Для трапецеидальных резьб используют шагиР: 1,5; 2; 3; 4; 5; б; 7; 8; 9; 10; 12; 14; 16; 18; 20; 22; 24; 28; 32; 36; 40; 44; 48 мм. Реальные'дро-фили наружной и внутренней трапецеидальной резьбы (по ГОСТ 9484—81 — номинальные профили) приведены на рис. 8.
Зазоры по вершине резьбы в зависимости от шага принимают: ас - 0,15 мм для шага Р -— 1,5 мм; ас - 0,25 мм для шагов 2, 3, 4, 5 мм;
Основные сведения о резьбах
333
Рис. & Номинальный профиль трапецеидальной резьбы по ГОСТ 9484-81
а» 0,5 мм для шагов 6, 7, 8, 9, 10, 12 мм а- 1 мм для шагов 14, 16, 18, 20, 22, 24, 28, За 36,40, 44, 48 мм.
Радиусы скругления по вершине наружной резьбы шах - 0,5 ас. Вместо скругления по вершине наружной резьбы допускается выполнять фаски размером не более 0,5 ас. Радиус скругле-ния по впадине наружной и внутренней резьбы Ijmax " ас' Высота профиля наружной и внутренней резьбы Лд " Яд " 0,5Р + ас.
Диаметры и шаги однозаходной трапецеидальной резьбы приведены в табл. 3.
Основные размеры этой резьбы даны в ГОСТ 24737—81 и вычисляются по формулам: наружный диаметр внутренней резьбы
Яд = d ♦ 2а внутренний диаметр внутренней резьбы
Dx - d - 2НХ » d - Р\ внутренний диаметр наружной резьбы
dj = d - 2Aj = d - P - 2ac; средний диаметр резьбы
dj a s d - Hx = d - 0,5 P.
Обозначение трапецеидальной однозаходной резьбы содержит буквы 7>, номинальный диаметр (наружный диаметр наружной резьбы), значение шага. Для левой резьбы указывают буквы LH.
Упорные резьбы применяют в винто-выхмеханизмах при значительных осевых силах. Основной профиль (ГОСТ 10177—82) приведен на рис. 9. Исходный треугольник имеет угол профиля резьбы (30 + 3)' (3е — угол наклона боковой рабочей поверхности). Высота исходного треугольника
3. Трапецеидальная однозаходная резьба (ГОСТ 24738—81). Диаметры и шаги.
Выборка для диаметров d - 8 + 120 мм ___________________________Размеры, мм
d Р d Р d р
8 1.5 2*2 32 з’1 6 10** 55** — Г ? *<ч %• СО 00 О' — —
9’* ГУ1” 2
34** з’1 6 10**
10 ГУ1-2
60 Г1 в*2 9 12*2 14**
ТУ* Сл) KJ 36 Г1 6 10**
12 г1 3
38** У б*2 7 10**
I71- Г1 3 65** У 10 16**
16 Г1 4
40 з’1 б*2 7 10** 70 Г1 10 16*»
18'* 2й 4
20 У* 4 75** Г1 10 16**
42** 3я— б*2 7 10**
22*1 Г2— з** 5 8**
80 4*1 10 16**
44 з’1 7 в*2 12**
24 Г2 з*‘ 5 в*1 85** Г* 5*2 12 18** 20*2
46** З’1 8 12**
26 Г2 з*‘ 5 в*1
90 4*1 S*2 12 18*2 20*2
48 3’* 8 12**
28 00 О» U) Ь)
50** з’1 8 12**
95** У 5*2 12 18** 20*2
30* г1 6 ю*» 52 У 8 12**
334
Резьбовые соединен—
d Р d р 1 d Р
100 71- 5*2 12 20*1 по*1 Г S’ <мга яг 120 14 16*2 22*1 24*2
1менее предпочтительны. 2Не следует применять при разработке новых конструкций.
Н - 1,587911 Р. Рабочая высота профиля Я| -- 0,75Р.
Номинальные профили наружной и внутренней упорной резьбы (по ГОСТ 10177—82) приведены на рис. 10. Радиус впадины наружной резьбы R -- 0.124Р. Во впадине внутренней резьбы зазор и закругление не предусмотрены (реализуются полями допусков). Зазор по вершине резьбы ас -— 0,117767/’- Высота профиля наружной резьбы Л3 - + ас - 0.867767Р.
Диаметры и шаги упорной резьбы (ГОСТ 10177—82) приведены в табл. 4.
Основные размеры упорной резьбы определяют по формулам:
d2 = D2 - d - 0,75Р;
d3 - d - 2Л3 = d - 1,735534/;
Di = d - 2HX - d - 1,5/.
В качестве номинального диаметра принимают наружный диаметр резьбы d — D.
Рис. 9. Основной профиль упорной резьбы по ГОСТ 10177-82
4. Резьба упорная (ГОСТ 10177—82). Выборка для диаметров d - 10 + 120 мм
Размеры, мм
d Р || d р d р
10 2 Г1 в ю*1 60 з’1 в*2 9 12*1 14*2
12 2 3 II36
14*1 71 3 38*1 з*1 б*2 7 10*«
16 2*1 3 65*1 7^— 10 16*1
18*1 2*1 4 40 71-б*2 7 10*1
70 4*1 10 16*1
20 2’1 4
22*1 ОО Сл СР hJ •— — к 42*1 з’1 б*2 7 10*« 71” 10 и*1
80 4*1 10 1б*>
24 00 Сл СР hJ — — к 44 з’1 7 в*2 12*1
85 7Г~ 5*2 12 18*1 20*1
26 2*2 З*1 5 в*1 46*1 71 8 12*1
48 з’1 8 12*1 • 7Г~ 5*2 12 18*1 20*1
28 З*1
00 50*« 3*1
зо*1 Г1 6 ю*1 4*1 5*2 12 18*1 20*1 4’’ 5*2 12 20*1
52 8 12*1 95*1 100
32 Г1-8 10*1
55*1 З*1 в*2 9 12*2 I4**
34*1 з*1 6 .0-1 |
Основные сведения о резьбах
335
d Р d Р d Р
по*1 4*1 5*2 12 110 20*1 120 16*1 22*1 24*2
120 б*1 14
Дменее предпочтительны. 2Не следует применять при разработке новых конструкций.
Обозначение упорной резьбы содержит букву 5, номинальный диаметр и шаг; для левой резьбы дополнительно указывают буквы LH.
Условное обозначение многозаходной резьбы содержит букву 5, номинальный диаметр, значение хода и в скобках буква Р и значение шага.
Упорная усиленная резьба 45е (ГОСТ 13535-87). Стандарт включает резьбы для диаметров 80—2000 мм и шаги 5—40 мм. Номинальный профиль резьбы приведен на рис. 11.
Угол профиля резьбы (45 + 3)*. Высота исходного треугольника Н - 0.9502Р.
Рабочая высота профиля - 0.590Р. Радиус впадины наружной резьбы R - 0.095Р. Радиус закругления вершины наружной резьбы " -0.075Р.
Закругления с радиусами Г| и допускается заменять фасками соответствующих размеров (исполнения 1 и 2).
Приложение к ГОСТ 13535—87 содержит модификацию усиленной специальной упорной резьбы с углом профиля 45’ с повышенным сопротивлением усталости. Для такой резьбы г - R - 0,125Р, HJ-0.25P.
Наружная резьба
Исполнение / Исполнение I
Рис. 11. Резьба упорная усиленная 45* по ГОСТ 13535—87
Трубная ц и л и н д р и ч е с к а я резь* б а (ГОСТ 6357—81) представляет собой ранее широко использовавшуюся дюймовую резьбу (резьбу Витворта), размеры которой теперь выражены в миллиметрах. Номинальный профиль резьбы приведен на рис. 12; угол профиля резьбы 55*. Высота исходного треугольника Я " 0,960491 Р. Рабочая высота профиля Я| - 0.640327Р. Радиус закругления вершины и впадины резьбы R -- 0.137329Р.
Обозначения размеров резьбы соответствуют старым размерам в дюймах (размер "в свету"). Средний диаметр резьбы " D1 " “
— 0.640327Р. Внутренний диаметр резьбы -- Dj - d — 1.280654Р. Резьбу применяют для цилиндрических резьбовых соединений, а также в соединениях внутренней цилиндрической резьбы
Рис. 10. Номинальные профили наружной и внутренней упорной резьбы по ГОСТ 10177—82
Рис. 12. Резьба трубная цилиндрическая по ГОСТ 6357-81
336
Резьбовые соединения
с наружной конической (ГОСТ 6211-41). В по* следнем случае плоский срез вершин резьбы не допускается.
Обозначение резьбы содержит букву G.
Коническая метрическая резьба (ГОСТ 25229-42) имеет конусность 1:16. Предусматривается применение конических резьбовых соединений, а также соединений наружной конической резьбы с внутренней цилиндрической резьбой с номинальным профилем по ГОСТ 9150-41. Номинальный профиль резьбы показан на рис. 13.
Конусность резьбы 2tg^/2 - 1/16. Угол конуса Ф - 3*34*48*.
Профиль внутренней цилиндрической резьбы, соединяемой с наружной конической, должен иметь плоскосрезанную впадину. При отсутствии особых требований к плотности или при применении уплотнителей форма впадины конической (наружной и внутренней) и цилиндрической (внутренней) резьб не регламентируется.
Размеры элементов профиля конической и цилиндрической резьб (высота профиля резьбы и т.д.) выполняют по ГОСТ 9150-41. Диаметры резьбы указывают в основной плоскости. Положение основной плоскости устанавливается расстояниями от торца (рис. 14).
Средний и внутренний диаметры резьбы — по ГОСТ 24705-41. Они могут быть вычислены по (8) и (9). Внутренняя цилиндрическая резьба должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее 0,8/; длина сквозной внутренней цилиндрической резьбы должна быть не менее 0,8(/| + ty.
Обозначение резьбы должно содержать: буквы МК (для конической резьбы) или М (для внутренней цилиндрической резьбы), номинальный диа-
Рис. 13. Номинальный профиль метрической конической резьбы по ГОСТ 25229—82
Рис. 14. Расположение основной плоскости метрической конической резьбы по ГОСТ 25229-82
метр, шаг и номер стандарта (только для внутренней цилиндрической резьбы), например, МК 20* *1,5\ М 20*1,5 ГОСТ 25229—82.
Для левой резьбы после условного обозначения шага ставят буквы LH.
Обозначение конического резьбового соединения такое же, как конической резьбы. Соединение внутренней цилиндрической с наружной конической резьбой обозначают: дробью М/МК, номинальным диаметром, шагом и обозначением стандарта, например, М/МК 20*1,5 ГОСТ 25229—82.
Трубная коническая резьба (ГОСТ 6211—81) имеет конусность 1:16. Применяется в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-41. Номинальный профиль резьбы приведен на рис. 15.
Рис. 15. Номинальный профиль трубной конической резьбы по ГОСТ 6211—81
Основные сведения о резьбах
337
Рис. 16. Расположение основной плоскост трубной конической резьбы по ГОСТ 6211—81
Высота исходного треугольника, рабочая высота профиля, срез вершин и впадин резьбы: Я-0.960237Р, - 0.640327Р, С-0.159995Р,
R - 0.137278Р. Эти параметры практически не отличаются от параметров резьбы по ГОСТ 6357—81.
Расположение основной плоскости приведено на рис. 16. Она проходит через торец детали с внутренней резьбой. Диаметр дан в основной’ плоскости. Значения среднего диаметра и внутреннего диаметра d^ янкмслякн по формулам:
d2 » D2 = d - 0,640327Р;
dA = Dj = d - 1.280654P.
Обозначение резьбы содержит: буквы (R — для конической наружной резьбы, Rc — для конической внутренней резьбы, R? — для цилиндрической внутренней резьбы) и обозначение размера
резьбы. Условное обозначение левой резьбы дополняется буквами LH.
Резьбовое соединение обозначается дробью, Rc
например _ или RjR, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе — наружной резьбы, и размером резьбы.
Коническая дюймовая резьба с углом профиля 60* (ГОСТ 6111—52) применяется в резьбовых соединениях топливных, масляных, водяных и воздушных трубопроводов машин и станков; имеет конусность 1:16. Профиль дан на рис. 17. Шаг резьбы измеряется параллельно оси резьбы. Биссектриса угла профиля перпендикулярна к оси резьбы. Обозначение резьбы содержит букву К, размер резьбы и номер стандарта.
Допуски и посадки резьбовых соединений. Допуски и посадки метрических резьб определяют по ГОСТ 16093—81 (посадки с зазором); ГОСТ 24834—81 (переходные посадки); ГОСТ 4608—81 (посадки с натягом).
В резьбовом соединении детали должны сопрягаться по боковым сторонам резьбы (кроме трубных резьб), поэтому основным параметром является средний диаметр. Допуски по наружному и внутреннему диаметру исключают возможность защемления соединения по вершинам и впадинам резьбы.
Наиболее распространены посадки с зазором.
Резьба метрическая — посадки с зазором по ГОСТ 16093-81. Лоле
Рис. 17. Профиль и расположение основной плоскости для конической дюймовой резьбы с углом профиля 60е по ГОСТ 6111—52
338
Резьбовые соединения
болт
Рис. 18. Схема расположения полей допусков при посадке с зазором
допуска среднего диаметра внутренней резьбы расположено над полем допуска среднего диаметра наружной резьбы — в соединении обеспечивается зазор (рис. 18). Поле допуска (для диаметра d2) — интервал, внутри которого должно находиться реальное значение d? Величины ез и ei представляют собой верхнее (ев) и нижнее (el) отклонения поля допуска для среднего диаметра наружной резьбы. Соответствующие отклонения для внутренней резьбы обозначают BS и BI.
Разность верхнего и нижнего отклонений называется допуском:
Tj2 = ез - ei;
Tj^ = BS - EI.
В качестве основного отклонения принимают: для наружной резьбы — ei; бля внутренней резьбы — EI. Отклонения отсчитывают от номинального (плоскосрезанного) профиля резьбы в направлении, перпендикулярном оси резьбы Исполь
зуют несколько групп основных отклонений, определяющих зазор (посадку) в резьбовом соединении: для наружной резьбы (резьбы болта) — d, е, f, g, h; для внутренней резьбы (резьбы гаек) -Е, F, G, Н.
Положение полей допусков наружной резьбы с основными отклонениями d, е, f, g, h показано на рис. 19.
Основное отклонение ев (для наружной резьбы) принимают одинаковым для полей допусков среднего d2, наружного d и внутреннего dj диаметров. Допуски на внутренний диаметр d j наружной резьбы не устанавливаются. Однако d] не должен быть менее dy min - d— - 0,1 R j - d - 1,315P (puc. 5). По-
елейнее обеспечивает срез впадины (вершины исходного треугольника) не менее HI 8 и радиус впадины R > Япйп " 0,1Р.
Положение полей допусков внутренней резьбы показано на рис. 20. Основным отклонением для внутренней резьбы является нижнее отклонение EI, которое принимается одинаковым для среднего d2, внутреннего Dj и наружного D диаметров.
Допуск на наружный диаметр внутренней резь-бы D не устанавливается. Реальный профиль впадины внутренней резьбы ни в одной точке не должен выходить за линию плоского среза на
*В ГОСТ 16093—81 указано, что верхнее (основное) отклонение dj должно соответствовать основному отклонению d?
Рис. 19. Положение полей допусков наружной резьбы с основными отклонениями d, е, f, g и с основным отклонением h по ГОСТ 16093-81
Основные сведения о резьбах
339
Ряс. 20. Положение полей допусков внутренней резьбы с основными отклонениями Е, F, G и с основным отклонением Н
расстоянии 1/8'Н от вершины исходного треу-юлышка Наибольший радиус закругления, обеспечивающий это условие, R " И/8 - 0J08P.
Основные отклонения Е я F установлены только для специального применения при значительных толщинах слоя покрытия.
Допуски диаметров резьбы устанавливаются по степеням точности. Приняты следующие степени точности:
Наружная резьба диаметров
d2 - 3; 4; 5; 6; 7; в; 9; 10*;
d - 4; 6; 8;
Внутренняя резьба диаметров
D2 - 4; 5; 6; 7; 8; 9*; Dj - 4; 5; 6; 7; 8.
Примечание Степени точности, отмеченные звездочкой, применяют только для деталей из пластмасс.
Допуски для среднего диаметра d2 (резьбы М16*1):
Степень точности .34567 8 9 10
Tdr мкм 60 75 95 118 150 190 236 300 Допуски среднего диаметра резьбы являются суммарными, учитывающими погрешности собственно среднего диаметра, шага и угла профиля.
Поле допуска диаметра резьбы определяется величиной допуска (степенью точности) и основ
ным отклонением. Обозначение поля допуска диаметра резьбы состоит из числа, обозначающего степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6Н.
Поле допуска резьбы образуется совокупностью поля допуска среднего диаметра с полем допуска диаметра выступов резьбы (диаметров d2 ud, D2 и D])
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметров выступов. Например, 1% 6g — поля допусков диаметров d2 и d; 5Н 6Н — поля допусков диаметров D2 и Dj. В случае, когда поле допуска диаметра выступов совпадает с полем допуска среднего диаметра, в обозначении поля допуска резьбы оно не повторяется. Например: 6g, 6Н. В условном обозначении резьбы обозначение поля допуска следует за обозначением размеров резьбы. Например: Ml 2—7g 6g; Ml2—6g и m.n.
Ограничительный отбор полей допусков резьбы. Поля допусков резьбы (допуски и основные отклонения на средний диаметр и диаметры выступов) могут быть получены различным сочетанием степеней точности и основных отклонений. ГОСТ 16093—81 предусматривает ограничительный отбор сочетаний, соответствующий трем классам точности (точному, среднему, грубому). Применение классов точности связывается с длиной свинчивания. Длины свинчивания также подразделяются на три группы: короткие S,
340
Резьбовые соединения
5. Ограничительное применение полей допусков резьбы по ГОСТ 16093—61
Класс точности Длина свинчивания
5 » 1 1 L
Поле допуска наружной резьбы
Точный * (3h 4h) 4g 4h 5h 4h
Средний 5g 6g (5h 6h) 6d бе 6f 1 ^g 1 6h 7e 6e 7g 6g (7h 6h)
Грубый Sg (8h)” (9g 8g)
Длина свинчивания
класс точности * 1 1 а J 1 £
Поле допуска внутренней резьбы
Точный 4H 4H5H, 5H 6H
Средний (5G) 5H 6G [~6Н~] (7G) 7H
Грубый 7G 7Н (8G) 8H
Примечания: 1. Поле допуска (8h) только для резьбы с шагом Р * 0,8 мм; для резьбы с шагом Р < 0,8 мм поле допуска 8h 6h.
2. Поля допусков, заключенные в рамки, следует применять предпочтительно, а заключенные в скобки — по возможности ограничивать.
3. При длинах свинчивания $ и L допускается применять поля допусков, установленные для длин свинчивания N.
4. В обоснованных случаях допускается применять поля допусков резьбы, образованные иными сочетаниями полей допусков среднего диаметра и диаметра выступов резьбы, например 4h 6h, 5Н6Н.
нормальные N и длинные L. В табл. 5 приведено ограничительное применение полей допусков резь-бы по ГОСТ 16093—81. При увеличении длины свинчивания допуск увеличивается для компенсации накопления отклонений и погрешностей.
Резьбы с защитными покрытиями. Размеры резьбы после нанесения покрытия не должны выходить за пределы, определяемые номинальным профилем резьбы и соответствующие основным отклонениям h и Н. Обозначение посадки резьбового соединения содержит дробь, в числителе которой указывают обозначение поля допуска внутренней резьбы, в знаменателе — поля допуска наружной резьбы. Например, Ml2 — 6H/6g.
Резьба метрическая — переходные посадки по ГОСТ 24834-81. Переходные посадки предназначены для наружных резьб деталей из стали (например, резьбы на ввинчиваемом конце шпильки), сопрягаемых с резьбами на деталях из стали, чугуна, ^алюминиевых и магниевых сплавов. При модуле упругости сопрягаемых деталей меньше 0,5-Кг МПа требуется проверка технических требований к посадке.
Длины свинчивания в зависимости от материала детали с внутренней резьбой приведены шоке:
Материал Длина свинчивания
Сталь........... (1*1,25)6
Чугун........... (1,25*1,5)6
Алюминиевые и
магниевые сплавы (1,5+2)6
Другие длины свинчивания требуют обоснования. Положение полей допусков резьбы показано на рис. 21. Пример условного обозначения посадки
Рис. 21. Положение полей допусков < резьбы при переходных посадках по ГОСТ 24834-81
Основные сведения о резьбах
341
Внутренняя резьба
Наружная резьба
Pic. 22. Положение полей допусков резьбы при посадках с натягом по ГОСТ 4608—81
Посадка без
или
Посадка с сортировкой на две группы
Посадка с сортировкой на три группы
«?
£
Рк.23. Схема сортировки групп по среднему диаметру при посадке с натягом по ГОСТ 4608-81 (пример для резьбы М14х1,5)
резьбы номинальным диаметром 12 мм с круп-ш шагом М12 - 4H6H/4jk
Применение переходных посадок резьбовых соединений Основ-ш область применения — посадка шпилек в корпуса. Однако переходные посадки требуют ^мнительных элементов заклинивания, в кати которых используются сбег резьбы, опорные бурты, концевые упоры в дно отверстия.
Наиболее часто применяют заклинивание по сбегу резьбы, однако оно не пригодно при высоких динамических нагрузках, так как понижает сопротивление усталости резьбового соединения.
При применении заклинивания по сбегу резьбы возможна пластическая деформация внутренней резьбы, особенно при больших крутящих моментах ввинчивания. Рекомендуется зенковка резьбового отверстия в корпусе для устранения возможности появления неплоскостности стыка.
Резьба метрическая — посадки с натягом по ГОСТ 4608—81. Такие посадки не требуют специальных элементов заклинивания; неподвижность соединения обеспечивается натягом по среднему диаметру резьбы. Диаметры и шаги резьб указаны в табл. 2. Длины свинчивания применяют такие же, как и для резьб с переходными посадками Положение полей допусков показано на рис. 22.
Схема сортировки по группам среднего диаметра приведена на рис. 23.
Обозначение посадки резьбы с натягом (для резьбы с наружным диаметром 12 мм с крупным шагом) М12 - 2Н5С(2)/Зр(2).
Допуски и посадки для трапецеидальной резьбы устанавливает ГОСТ 9562—81, для упорной резьбы — ГОСТ 10177—82, для круглой резьбы — ГОСТ 4293—83.
2. МЕХАНИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ РЕЗЬБОВЫХ ДЕТАЛЕЙ
Крепежные резьбовые детали. Среди резьбовых деталей наибольшее распространение получили крепежные детали (рис. 24) — болты, винты, шпильки, гайки и т.д. Размеры крепежных резьбовых деталей стандартизованы (см. разд. 4). Механические свойства болтов, винтов приведены в ГОСТ 1759.4—87, а шпилек и гаек — в ГОСТ 1759.5-87; технические условия на болты, винты, шпильки и гайки указаны в ГОСТ 1759.0—87.
Покрытия болтов, винтов, шпилек и гаек и их условные обозначения указаны в табл. 6. Ограни-
Рис. 24. Стандартные резьбовые детали
342
Резьбовые соединения
6. Виды покрыли крепежных деталей по ГОСТ 1759.0-87
Вид покрытия Условное обозначение Температура, "С до
Без покрытия 00 —
Цинковое, хромированное 01 300
Кадмиевое, хромированное 02 200
Многослойное медь — никель 03 600
Многослойное: медь — никель — хром 04 600
Окисное, пропитанное маслом 05 200
Фосфатное, пропитанное маслом 06 200
Оловянное 07 150
Медное 08 600
Цинковое 09 200
Окисное, наполненное хроматами 10 200
Окисное из кислых растворов 11 200
Серебряное 12 600
Никелевое 13 900
Примечание. Ограничения температуры в ГОСТ 1759.0-87 не указаны; рекомендации даны на основе инженерного опыта.
чения по температуре для резьбовых деталей с металлическими покрытиями важны в связи с эффектом Ребиндера (проникновение расплавов в микротрещины). Например, наблюдались случаи разрушения болтов с кадмиевыми покрытиями при рабочей температуре 250—300 'С.
Механические свойства болтов, винтов и шпилек. По характеристикам статической прочности болты, винты и шпильки разделяют на классы прочности, обозначаемые двумя числами, например: 3.6; 5.8; 12.9. Первое число, умноженное на 100, выражает (приблизительно) минимальное значение временного сопротивления в МПа материала резьбовой детали; второе число, умноженное на 10, дает отношение предела текучести к временному сопротивлению в процентах. Механические свойства приведены в табл. 7.
При механических испытаниях для определения временного сопротивления используют натурные болты, винты и шпильки. При проведении испы
таний длина нагруженной резьбовой части должна составлять 6F, высота гайки должна быть не менее 0,8 диаметра резьбы. Изделие считают выдержавшим испытания, если разрушения происходили по стержню или резьбе, но не у места соединения головки со стержнем.
Временное сопротивление
®В ж &At {10)
где — наибольшая растягивающая сила при испытании на разрыв; А — условная площадь поперечного сечения в резьбовой части стержня,
л it <*2 ♦ *3 «О
J— J ’
где ^2 — средний диаметр резьбы; dj — внутренний диаметр резьбы (по дну впадины).
По ГОСТ 1759.4—87 проводят испытания на растяжение образцов, выточенных из крепежных деталей. Диаметр стержня болта dc должен быть меньше внутреннего диаметра резьбы (dc < dj); расчетная длина L - 5dc. На таких образцах определяют предел текучести от, относительное удлинение 85.
Испытания под действием пробной нагрузки Fnp представляет собой один из способов контрольных испытаний.
Напряжение от пробной нагрузки (в долях от от) указано в табл. 7. Твердость можно измерять по Виккерсу (ГОСТ 2999—75), Бринеллю (ГОСТ 9012—59) и Роквеллу (ГОСТ 9013-^59). В сомнительных случаях твердость по Виккерсу является решающей при приемке. Контроль твердости поверхности проводят по Виккерсу с нагрузкой 300 г.
По ГОСТ 1759.4—87 прочность определяют при разрыве на косой шайбе. Угол скоса составляет 10е при d £ 20 мм и 6е при 20 < d £ 48 мм (для болтов классов прочности 6.8 и 12.9 соответственно 6е и 4е); гладкая часть стержня должна иметь длину свыше 2d. Если длина гладкой части до 2d, то углы скоса при испытаниях уменьшаются до б* при d £ 20 мм и до 4' при 20 < d £ 48 мм (для болтов классов прочности 6.8 и 12.9 угол скоса 4е).
Материалы для изготовления болтов, винтов и шпилек различных классов прочности приведены в табл. 8.
По ГОСТ 1759.4-87 марки сталей и технологические процессы относят к числу рекомендуемых.
Механические свойства материалов резьбовых деталей
343
7. Механические свойства болтов, винтов и шпилек по ГОСТ 1759.4—81
Механические свойства Классы прочности
3.6 4.6 4.8 5.6 5.8 6.6 6.8 8.8 9.8 10.9 12.9
;М16 >М16
Временное сопротивление 0g, МПа найм. 330 400 420 500 520 600 600 800 >30 900 1040 1220
Предел текучести ат, МПа найм. 190 240 340 300 420 360 480 640 660 720 940 1100
Относительное удлинение 6<, % найм. 25 22 14 20 10 16 8 12 /12 10 9 8
Ударная вяз-кость, Дж/см2 найм. — — — 50 — 40 — 60 60 50 40 30
Относительное напряжение от пробной на-ФУЗКИ ап/от 0,94 0,94 0,91 0,94 0,91 0,91 0,91 0,91 0,91 0,91 0,88 о.м
Твердость по Виккерсу HV найм. 95 120 130 155 160 190 190 230 255 280 310 372
наиб. 220 220 220 220 220 250 250 300 336 360 382 434
Твердость по Бринеллю, НВ найм. 90 114 124 147 152 181 181 219 242 266 295 353
наиб. 209 209 209 209 209 238 238 285 319 342 363 412
Твердость по Роквеллу HRB найм. 52 67 71 79 82 89 89
наиб. 95 95 95 95 95 99 99
HRC3 найм. — 20 23 27 31 38
наиб. — 30 34 36 39 44
Твердость поверхности HVo.3 наиб. 320 356 380 402 454
Примечания. 1. Под пределом текучести ат понимается ад 2 2. Класс прочности 9.8 применяют при d £ 16 мм.
Химический состав сталей, указанный в табл. 8 (ограничения по содержанию серы и фосфора опущены), обязателен для тех крепежных изделий, которые не могут быть испытаны на растяжение.
Высокопрочные болты и гайки, предназначенные для металлических конструкций в тяжелом машиностроении, в мостостроении и в строительстве, указаны в ГОСТ 22353—77 — ГОСТ 22356-77 (класс точности В). В табл. 9 приведены механические свойства высокопрочных болтов; в примечании указаны диаметры и шаги резьб.
При испытании болтов определяют коэффициент закручивания (ГОСТ 22356—77):
к = MKp/(Fgd), (12)
где МКр — крутящий момент на гайке; Fg — сила растяжения болта; d — номинальный диаметр болта.
Коэффициент закручивания должен быть 0,14 £ * £ 0,20.
Шайбы (класса точности С) к высокопрочным болтам указаны в ГОСТ 22355—77 (конструкция и размеры); они должны иметь твердость 32—46 нисэ.
Механические свойства болтов, винтов и шпилек из коррозионно-стойких, жаропрочных и жаростойких сталей приведены в табл. 10, для цвет-
344
Резьбовые соединения
8. Стали для болтов, винтов и шпилек
Класс прочности Класс материала Содержание углерода Температура отпуска, *С, не менее Марка стали
не менее не более
3.6 Низкоуглеродистая сталь — 0,20 — 10, 10кп
4.6 Низко-/или среднеуглеродистые стали 0,55 — 20
4.8 10, 10кп
5.6 30,35
5.8 10,10кп, 20, 20кп
6.6 35, 45.40Г
6.8 20,20кп
8.8 Низкоуглеродистые стали с присадками, закалка + отпуск 0,15 0,35 425 35, 35Х, 35ХА.45Г
Среднеуглеродистая сталь, закалка + отпуск 0,25 0,55 450
9.8 Низкоуглеродистые стали с присадками, закалка + отпуск 0,15 0,35 410 40Г2,40Х
Среднеуглеродистая сталь, закалка + отпуск 0,25 0,55 410 ЗОХГСА
10.5 Низкоуглеродистая сталь 0,15 0,35 340 35ХГСА, 16ХСН
Среднеуглеродистая сталь, закалка + отпуск 0,25 0,55 425 20Г2Р
Среднеуглеродистая сталь с присадками 1 0,20 0,55 40ХНМА
Легированная сталь, закалка + отпуск 0,20 0,55
12.9 Легированная сталь, закалка + отпуск 0,20 0,50 380
9. Механические свойства высокопрочных болтов по ГОСТ 22356—77
Номинальный диаметр резьбы, мм Марка стали по ГОСТ 4543-71 Временное сопротивление, МПа Твердость по Бринеллю Относительное удлинение, %
наименьшее наибольшее
От 16 до 27 40Х* ЗОХЗМФ, 30Х2НМФА 1100 1350 1350 1700 388 480 8
30 40Х ЗОХЗМФ. 35Х2АФ 950 1200 1150 1550 363 415 9
36 40Х ЗОХЗМФ 750 1100 950 1550 363 3SS 8 9
Механические свойства материалов резьбовых деталей
345
Номинальный диаметр резьбы, мм Марка стали по ГОСТ 4543-71 Временное сопротивление, МПа Твердость по Бринеллю Относительное удлинение, %
наименьшее наибольшее
42 40Х ЗОХЗМФ 650 1000 850 1550 363 8 9
48 40Х ЗОХЗМФ 600 900 800 1400 — 8 9
*Сталь 40Х "селект”.
Примечания: 1. Диаметры и шаги резьбы для высокопрочных болтов: 16 (18) 20 (22) 24 (27) 30 36 42 48 2 2,5 2,5 2,5 3 3 3,5 4 4,5 5 2. Отнмительное сужение для высокопрочных болтов не менее 35 %, ударная вязкость не менее 50Дж/см2 (5 кгс«м/см2).
10. Механические свойства (при нормальной температуре) болтов, винтов и шпилек из коррозионно-стойких, жаропрочных и жаростойких сталей
Условное обозначение группы Марки сталей Временное сопротивление, МПа Предел текучести, МПа Относительное удлинение, % Ударная вязкость, Дж/см2
21 12Х18Н10Т, 12Х18Н9Т, 10Х17Н13М2Т, 10X17H13M3T, 06ХН28МДТ 510 195 35 Не регламентирована
22 12X13, 08Х21Н6М2Т 590 345 20 60
23 20X13, 14Х17Н2 690 540 12 60
24 10X11Н23, ТЗМР 880 540 8 30
25 13Х11Н2В2МФ, 25Х1МФ, 25Х2М1Ф, 20Х1МФ1ТР 880 735 10 30
26 07X16Н6 1080 835 10 50
11. Механические свойства (при нормальной температуре) болтов, винтов из цветных сплавов
Условное обозначение группы Марка материала или сплава Временное сопротивление, МПа Предел текучести, МПа Относительное удлинение, % Твердость по Бринеллю
31 АМг5п, АМг5 260 120 15 Не регламентирована
32 Латунь Л63, Латунь ЛС59-1 310 Не регламентирован 12 75
33 Латунь ЛС59-1, Латунь Л63
346
Резьбовые соединения
Условное обозначение группы Марка материала или сплава Временное сопротивление, МПа предел текучести, МПа Относительное удлинение, % Твердость по Бринеллю
34 Бронза БрАМц9 —2 490 Не регламентирован 12 Не регламентирована
35 Д1. Д1П,Д16, Д16П 370 195 10
ных металлов и сплавов — в табл. И. Гайки для болтов и шпилек изготовляют из материалов, указанных в табл. 10 и 11.
Механические свойства гаек. В ГОСТ 1759.5—87 указаны механические свойства гаек с метрической резьбой диаметром 1—48 мм с полем допуска резьбы 6Н, размерами под ключ по ГОСТ 24671—84. Классы прочности гаек с высотой, равной или более 0,8d, обозначают числом, указывающим наибольший класс прочности болтов, с которыми они MOiyr сопрягаться в соединении.
Механические свойства материала гаек должны обеспечивать сопротивление срезу резьбы при затяжке болта до значений пробной нагрузки (табл.12). Для гаек с высотой 2 0,5d, но менее 0,8<f (гайки с пониженной высотой) по ГОСТ 1759.5—87 предусмотрены два класса прочности 04 и 05.
Первая цифра — ноль — указывает, что класс прочности относится к пониженной высоте.
12. Классы прочности гаек с высотой 0,8d
Класс Сопрягаемые болты
гаек Класс прочности Д иаметр резьбы
4 3.6; 4.6; 4.8 >М1б
5 3.6; 4.6; 4.3 *М16
5.6; 5.8 *М48
6 6.8 $М4в
8 8.8 *М4в
9 8.8 >М16; *М48
9.8 sM16
10 10.9 iM48
12 12.9 *М48
Примечание. Гайки более высоки классов прочности MOiyr заменять гайки более низких классов прочности.
13. Механические свойства гаек по ГОСТ 1759.5-87
Диаметр резьбы, мм Класс прочности
04 05 4 5 б
от ДО °Р, Н/мм2 HV "Г’, Н/мм2 HV Н/мм2 HV Н/мм2 HV н/4?
не менее не более не менее не более не менее не более не менее не более
— 4 380 188 302 500 272 353 — — — 520 130 302 600
4 7 580 670
7 10 590 680
10 16 610 700
16 48 510 117 302 630 720
Упрощенный расчет резьбовых соединений на прочность
347
Продолжение табл, 13
Диаметр резьбы, мм Класс прочности
6 8 9 10 12
от до HV Н/мм2 HV HV 0/^2 HV Н/мм2 HV
не менее не более не менее не более Н/мм2 не менее не более Н/мм2 не менее не более не менее не более
— 4 150 302 800 170 302 900 170 302 1040 272 353 Ц50 295 353
4 7 810 188 915 188 1040 1150
7 10 830 940 1040 1160
10 16 840 950 1050 1190
16 48 170 920 233 353 920 1060 1200 —
Примечание, а/? — напряжение в стержне болта при пробной нагрузке. Испытание твердости по Виккерсу по ГОСТ 2999—75.
Вторая цифра соответствует 1/100 напряжения от пробной нагрузки в болте, при которой не происходит среза витков резьбы гайки. Механические свойства гаек приведены в табл. 13. Величина ар - напряжение в стержне болта (точнее в закаленной оправке с резьбой) при действии пробной нагрузки (при которой не появляется среза витков). Твердость испытательной оправки должна быть не менее 45 HRC3.
Пробная сила
^пр.срез s aFA*
где А определяется по (11).
В ГОСТ 1759.5—87 даны значения пробных нагрузок для гаек с крупным и с первым мелким шагом. Они получены по (12), причем значения ор взяты по табл. 13. Пробные и разрушающие нагрузки при срезе резьбы зависят не только от механических свойств гайки, но и от механических свойств болта и шага резьбы. При увеличении прочности болта (пробной оправки) прочность резьбы на срез несколько возрастает. В табл. 13 значения ор соответствуют болтам класса прочности 12.9 с крупным шагом.
3. УПРОЩЕННЫЙ РАСЧЕТ РЕЗЬБОВЫХ СОЕДИНЕНИЙ НА ПРОЧНОСТЬ
Расчет стержня болта на растяжение. Болты испытывают внешнюю силу растяжения F и силу затяжки Fq. Первоначальная затяжка создает давление на стыке, что обеспечивает необходимую жесткость соединения и плотность стыка.
При действии переменных (циклических) нагрузок первоначальная затяжка повышает прочность соединения. В затянутом резьбовом соединении полная сила на болт
Лх s *0 ♦ X* <13>
где х < 1 — коэффициент основной нагрузки (в предварительных расчетах принимают х * 0,2 * + 0,3). Напряжение в резьбовой части болта относят к минимальной площади поперечного сечения
Здесь и в дальнейшем под болтом подразумеваются и другие детали с наружной резьбой: шпильки, ьмнты и т.п.
348
Резьбовые соединения
Рис. 25. Поперечное сечение стержня с резьбой
I ^2
I л *«3 (14)
ЛР"— где dg — внутренний диаметр резьбы по дну впадины. Для
метрической резьбы d$ - d — 1,227Р, где dt Р — соответственно наружный диаметр и шаг резьбы.
Условие статической прочности стержня болта на растяжение (в резьбовой части)
• • *п/Лр * ’в-
(15)
где о * — временное сопротивление нарезанного стержня.
Величина ав больше временного сопротивления стержня ов, определяемого на гладких образцах. Это связано с тем, что истинная площадь поперечного сечения нарезанного стержня (рис. 25) больше Apj она включается в работу при достаточно пластичном материале. Объемное напряженное состояние в зонах концентрации напряжений затрудняет развитие пластических деформаций.
При пластичном материале (относительное удлинение при разрыве 65 > 10 %, ударная вяз* кость а > 50 Дж/см^) можно принять
(16)
где ав — временное сопротивление материала резьбового стержня; — средний диаметр резьбы.
Условие статической прочности для пластичных материалов с учетом (15) и (16)
Fn/A 1 ов, (П)
где расчетная площадь поперечного сечения
f (1Ю
* iH-J
Диаметр расчетного цилиндрического стержня принимают как полусумму среднего и внутреннего диаметров резьбы.
Расчетная площадь поперечного сечения болта в резьбовой части А по (18) и условие прочности (17) приняты в ГОСТ 1759.4—81 для определения статических разрушающих нагрузок (табл. 14).
14. Минимальные разрушающие нагрузки (в Н) для болтов, винтов и шпилек
Диаметр резьбы, </, мм Шаг Р, мм Расчетная пло-щадь сечения мм Класс прочности
3.6 4.6 4.3 5.6 5.8 6.6; 6.8 8.8 9.8 10.9 12.9
Минимальные значения временного сопротивления, МПа
330 400 420 500 520 600 800 900 1040 1220
8 1,25 36,6 12100 14600 15400 18300 19000 22000 29200 32900 38100 44600
1 39,2 12900 15700 16500 19600 20400 23500 31600 35300 40800 47800
10 1.5 58,0 19100 23200 24400 29000 30200 34800 46400 52200 60300 70800
1,25 61,2 20200 24500 25700 30600 31800 36700 49000 55100 63600 74700
12 1,75 84,3 27800 33700 35400 42200 43800 50600 67400 75900 87700 103000
1,25 92,1 30400 36800 38700 46000 47900 55300 73700 82900 95800 112000
14 2 115 38000 46000 48300 57500 59800 69000 92000 104000 120000 140000
1.5 125 41200 50000 52500 62500 65000 75000 100000 112000 130000 152000
16 2 157 51800 62800 65900 78500 81600 94000 125000 141000 163000 192000
1.5 167 55100 66800 70100 83500 86800 100000 134000 150000 174000 204000
18 2,5 192 63400 76800 80600 96000 99800 115000 159000 — 200000 234000
1.5 216 71300 86400 90700 108000 112000 130000 179000 — 225000 264000
Упрощенный расчет резьбовых соединений на прочность
349
Диаметр резь-бы. Я, мм Шаг Р, мм Расчетная площадь сечения Л“2 ММ* Класс прочности
3.6 4.6 4.8’ 5.6 5.8 6.6; 6.8 8.8 9.8 10.9 12.9
Минимальные значения временного сопротивления, МПа
330 400 420 500 520 600 800 900 1040 1220
20 2.5 245 80800 98000 103000 122000 127000 147000 203000 — 255000 299000
1.5 272 89800 109000 114000 136000 141000 163000 226000 — 283000 332000
22 2,5 303 100000 121000 127000 152000 158000 182000 252000 — 315000 370000
1.5 333 110000 133000 140000 166000 173000 200000 276000 — 346000 406000
24 3 353 116000 141000 148000 176000 184000 212000 293000 — 367000 431000
2 384 127000 154000 161000 192000 200000 230000 319000 — 399000 469000
27 3 459 152000 184000 193000 230000 239000 275000 381000 — 477000 560000
2 496 164000 194000 208000 248000 258000 298000 412000 — 516000 605000
30 3.5 561 185000 224000 236000 280000 292000 337000 466000 — 583000 684000
2 621 205000 248000 261000 310000 323000 373000 515000 — 646000 758000
Предполагается, что высота гайки достаточна (Я i О.М) и разрушение путем среза витков резьбы не происходит.
Допустимая статическая сила на болт
(Л ’ Fразроет*
где SCT - запас статической прочности. Обычно
S^l.5 + 2,5. (20)
Проектировочный расчет (выбор размеров по за*
данной силе)
15. Допускаемые напряжения от наибольших нагрузок в долях от предела текучести
rf3
(21)
Сталь Постоянная нафузка при d, мм Переменная нафузка от 0 до максимальной при d, мм
6—16 16-30 6—16 16-30
Углеродистая 0.20-0.25 0,25-0.40 0,08-0.12 0.12
Легированная 0,15-0,20 0,20—0,30 0.10-0,15 0,15
ое F - внешняя сила, действующая на болт; (OpJ -допускаемое напряжение.
Значение [Ор] в долях от от приведено в пбл 15. Снижение (ор] при малых диаметрах резьбы связано с возможной "перетяжкой” болтов при монтаже.
Расчет витков резьбы ка срез. Разрушение резьбового соединения может произойти в резуль-ше среза випсов резьбы при недостаточной длине свинчивания.
Сила среза витков гайки
Fcp.r ’ *dHk2kmxw, (22)
пвЯ-высота гайки (длина свинчивания); — шэффициент полноты резьбы; кт — коэффици-
ент, учитывающий неравномерность распределе
ния сил по виткам; твг — предел прочности на срез материала гайки (рис. 26).
При гайках, выполненных из материала высо-
кой прочности, возможен срез витков резьбы бол та. Сила среза болта
Рис. 26. Схема для расчета витков резьбы на срез
350
Резьбовые соединения
Рис. 27. Поверхности среза витков болта и гайки
H^d « 0,6 *0,7. (26)
Для стального болта при ав - 1000 МПа и гайки (корпусной детали) из чугуна (ст-- - 250 МПа) HJd-XJ + 2.
для крепежных деталей, воспринимающих большие статические нагрузки, не следует применять слишком мелкие резьбы (d/P > 15).
Расчет болтов при действии поперечной силы.
Болты часто воспринимают поперечную нагрузку при посадке в отверстие без зазора или с небольшим натягом (рис. 28, а).
Диаметр стержня болта
(27)
^ср.б ^1я*1*тхвб- (23)
Поверхности среза показаны на рис. 27. Коэффициент неравномерности кт зависит от соотношения прочности материалов болта и гайки
В табл. 16 даны значения кт при различных соотношениях и Коэффициент полноты для метрической резьбы " 0.87.
16. Коэффициент неравномерности Дт при срезе резьбы
Шаг резьбы km
> 1.3 Крупный и первый мелкий 0,75-0,7
Мелкий 0,7-0,65
s 1,3 Все шаги 0,55-0,6
Необходимая высота гайки Hq (длина свинчивания), при которой прочность витков на срез равна прочности стержня болта на растяжение.
Яо-_±------
«<*2*ттвг
(24)
При tgp - О.бощ, для метрической резьбы получим
где F — поперечная сила, действующая на болт, [т] — допустимое напряжение среза. Обычно принимают
[т] « (0.2 *0,3) от, (2В)
где ст_ — предел текучести материала болта.
Поперечная нагрузка может восприниматься силами трения на стыке. В этом случае болты ставят с зазором (рис. 28, б) и затягивают с силой Fq, причем
Fo - Flf, <2»
где /—коэффициент трения на поверхности контакта.
Надежность соединения обеспечивают выбором достоверных значений коэффициентов трения или в ответственных расчетах введением коэффиц иента безопасности.
Значения коэффициента трения следующие: ОJ — для необработанных стыков со следами окалины; 0,5 — при пескоструйной обработке; 0,4 -при обработке газовой горелкой; 0,10—0,15—при резании; 0,06 — то же, при наличии масляной пленки; 0,15 — при окраске стыка алюминиевым порошком; 0,10 — при антикоррозионной смазке; 0,06 при окраске стыка свинцовым суриком.
При наличии вибрационных микроперемещений коэффициент трения уменьшается на 30—60 %.
Напряжение затяжки принимают (0,6 * 0,8)с_, и сила затяжки
Я0/<Г-0,47 * (25)
«т °вг1 2d J
Для стальных гаек при о_. = 0,7 о-для резьбы с крупным шагом (кт - 0,75) при P/d - 1/6 ♦ ♦ 1/10
а> 9)
Рис. 28. Болты при действии поперечной силы
Стандартные резьбовые детали
351
Fq = (0,6+0,8) от А, (30)
где расчетное значение площади поперечного сечения болта см. (11).
Момент на ключе для создания необходимой
силы затяжки
Мкл я 0.07 oTd3. (31)
4. СТАНДАРТНЫЕ РЕЗЬБОВЫЕ ДЕТАЛИ
Конструктивные формы и размеры резьбовых деталей (болтов, винтов, шпилек, гаек и др.) предусмотрены государственными стандартами.
Болты. Обзор стандартов приведен в табл. 17 и 18. Основной тип — болты с шестигранной головкой диаметром до 48 мм.
17. Болты шестигранные классов точности А и В
Класс точности А Класс точности В
Тип болта ГОСТ Диаметр, мм Длина, мм Тип болта ГОСТ Диаметр, мм Длина, мм
- 7805-70 1,6-48 2-300 — 7798-70 6-48 8-300
С уменьшенной головкой 7808-70 8-48 8-300 С уменьшенной головкой 7796-70 8-48 8-300
С уменьшенной головкой и направляющим подголовком 7811-70 6-48 28-300 С уменьшенной головкой и направляющим подголовком 7795-70 6-48 28-300
С уменьшенной головкой для отверстий из-под развертки 7817-80 6-48 18-300 С диаметром резьбы свыше 48 мм 10602-72 48-160 140-500
Высокопрочные 22353-77 16-48 40-300
С уменьшенной головкой с диаметром резьбы свыше 48 мм 18125-72 52-160 140-500 С уменьшенной головкой с диаметром свыше 48 мм 18125-72 52-160 140-500
Примечание. Технические требования по ГОСТ 1759.1—82.
18. Болты класса точности С
Тип болта ГОСТ Диаметр, мм Длина, мм
Шестигранные 15589-70 10-48 25-300
с уменьшенной головкой 15591-70 20-48 25-300
с уменьшенной головкой и направляющим подголовком 15590-70 20-48 70-300
С полукруглой головкой и усом 7783-81 5-20 16-200
С потайной головкой и квадратным подголовком 7786-81 5-20 20-200
352
Резьбовые соединения
Тип болта ГОСТ Диаметр, мм Длина, мм
С увеличенной потайной головкой и квадратным подголовком 17673-81 5-16 20-200
С увеличенной полукруглой головкой и усом 7801-81 6-20 25-200
С увеличенной полукруглой головкой и квадратным подголовком 7802-81 5-24 12-260
Шинные 7787-81 10 50-150
Фундаментные 24379.1—80 12-140 —
Откидные 3033-79 5-36 25-320
Дюбели-втулки для строительства 27320-87 6-20 14-80
Примечание. Технические требования по ГОСТ 1759.1—82.
19. Шпильки классов точности А и В
Длина ввинчиваемого конца /, мм ГОСТ Диаметр, мм Длина, мм
Id 22032-76 22033-76 2-48 10-300
l,25d 22034-76 22035-76 2-48 10-300
l,6d 22036-76 22037-76 2-48 10-300
2d 22038-76 22039—76 2—48 10-300
2,5d 22040-76 22041-76 2-48 10-300
Для деталей с гладкими отверстиями 22042-76 22043-76 2—48 10-500
Примечание. Верхние номера стан царта для шпилек класса В, нижние —для шпилек класса А.
Шпильки. Обзор стандартов приведен в табл. 19. Стандарты охватывают шпильки с диаметром резьбы 2—48 мм и длиной ввинчиваемого конца \d\ l,25d; l,6d; 2d; 2,5d классов точности А и В. Шпильки ввинчивают в резьбовые отверстия в стальные, бронзовые и латунные детали (с относительным удлинением 85 не менее 8 %) и детали из титановых сплавов. Допускается изготовление шпилек с диаметром стержня, приблизительно равным среднему диаметру резьбы. Резьбу выполняют по ГОСТ 16093—81. Поле допуска для шпилек, подвергаемых покрытию повышенной толщины, бе.
Винты. Обзор стандартов приведен в табл. 20. Стандарты охватывают винты с диаметром резьбы 1—36 мм классов точности А и В различных видов.
Гайки. Обзор стандартов приведен в табл. 21 и 22. Стандарты охватывают гайки шестигранные, круглые и др. Стандарты на шестигранные гайки устанавливают нормы на изготовление гаек с диаметром резьбы 1,6-48 мм; различной высоты
20. Винты
Тип винта ГОСТ Диаметр, мм Длина стержней, мм
С цилиндрической головкой и шестигранным углублением под ключ класса точности А 11738-84 3-36 5-240
С цилиндрической головкой классов точ- -ности А и В 1491-80 1-20 2-120
С полукруглой головкой классов точности А и В 17473-80 1-20 2-120
Стандартные резьбовые детали
353
Тип винта ГОСТ Диаметр, мм Длина стержней, мм
С полупотайной головкой классов точности АиВ 17474-80 1-20 2-120
С потайной головкой классов точности А и В 17475—80 1-20 2-120
С цилиндрической скругленной головкой классов точности А и В 11644-75 2-10 3-70
Установочные классов точности А и В 1476-84+1488-84 1-36 2-200
Невыпадающие классов точности А и В 10336-80+10344-80 2,5-20 6-100
С накатанной головкой 21331-75+21337-75 1-12 2-60
Самонареэающие для металла и пластмассы 10618—80+10621—80; 11650—80+11652—80 2,5-8 6-50
21. Гайки
Тип гайки | ГОСТ 1 Диаметр, мм
Класс точности А
Шестигранные: 5927-70 1-48
низкие 5929-70 1-48
особо высокие 5931-70 8-48
с уменьшенным размером "под ключ** 2524-70 8-48
низкие с уменьшенным размером "под ключ** 2526-70 8-48
прорезные с уменьшенным размером "под ключ** 2528-73 8-48
высокие 15524-70 3-48
с диаметром резьбы свыше 48 мм 10605-72 52-160
с уменьшенным размером "под ключ** с диаметром резьбы свыше 48 мм 10608-72 52-160
корончатые с уменьшенным размером "под ключ" с диаметром резьбы свыше 48 мм 10609—72 52-160
низкие с уменьшенным размером "под ключ" с диаметром резьбы свыше 48 мм 10610-72 52-160
Круглые: с отверстиями на торце "под ключ" 6393-73 8-100
с радиально-расположенными отверстиями 8381-73 2-20
со шлицем на торце 10657-80 1-20
шлицевые 11871-88 4-20
Колпачковые 11860-85 3-24
ййки-барашки 3032-76 3-24
12 Зак. 1113
354
Резьбовые соединения
Тип гайки | ГОСТ | Диаметр, мм
Класс ТОЧНОСП Шестигранные: \В 5915-70 1,6-48
низкие 5916-70 1-48
с уменьшенным размером "под ключ" 15521-70 8-48
низкие с уменьшенным размером "под ключ** 15522-70 8-48
высокие 15523-70 3-48
особо высокие 15525-70 8—48
корончатые с диаметром резьбы свыше 48 мм 10606-72 52-160
низкие с диаметром резьбы свыше 48 мм 10607-72 52-160
высокопрочные Класс точности Шестигранные | С 22354-77 15526-70 | 16-48 5-48
22. Гайки шестигранные повышенной 23. Шайбы, штифта, шплинта
и нормальной точности Крепежные детали ГОСТ Диаметр крепежной детали, мм
Тип гайки ГОСТ Диаметр, мм
Повышенной точности: прорезные и корончатые 5932-73 4-48
Шайбы
прорезные и корончатые низкие 5933-73 6-48
Пружинные 6402-70 2-48
прорезные низкие с уменьшенным размером "под ключ” 5935-73 8-48 Увеличенные 6958-78 1-48
Уменьшенные 10450-78 1—48
Нормальной точности: прорезные и корончатые 5918-73 4-30 Косые 10906-78 6-27
Многолапчатые 11872-89 4-200
прорезные и корончатые низкие 5919—73 6-48
Стальные класса точности А 9649-78 3-100
(нормальные при высоте т « 0,84, низкие при т » 0,54, высокие при т • 1,24 и особо высокие при m » 1,54), классов точности А, В и С. Применяют гайки с нормальным и уменьшенным раз-мером "под ключ". Шайбы, штифта и шплинта. Обзор стандартов приведен в табл. 23. Стандарты распространяются на подкладные шайбы, шайбы стопорные с лапкой и носком, шайбы стопорные с зубьями, шайбы пружинные, шайбы косые и др. Шурупы. Стандарты охватывают шурупы с полукруглой головкой (ГОСТ 1144—80); с потай- К высокопрочным болтам класса точности С 22355-77 16-48
Упорные 11648-75 2-20
Стопорные: с зубьями 10462-81+10464-81 2-24
с лапкой и носком 13463—77+13466—77 3-48
Шплинты 397-79 0,6-20
Стандартные резьбовые детали
355
Продолжение табл. 23
Крепежные детали ГОСТ Диаметр крепежной детали, мм
Цилиндрические и конические Штифты 3128-70 3120—70 0,6—50
Конические 9464-79 9465-79 19119-80 6-50 5—50 5-15
Цилиндрические 10773-80 Ю774-80 12207-79 12850-80 24296-80 1,6-16 2—25 4-25 1-16 0,6-3
Пружинные 14229-78 1-25
ной головкой (ГОСТ 1145—86), с полупотайной головкой (ГОСТ 1146—80) и др.
Стандартные элементы резьбовых деталей. Выход резьбы (сбеги, недорезы, проточки и фаски) по ГОСТ 27148—86, концы болтов, винтов и шпилек по ГОСТ 12414—66, поверхности опорные под крепежные детали по ГОСТ 12876—64.
5. СИЛЫ В РЕЗЬБОВЫХ СОЕДИНЕНИЯХ
Внешние нагрузки. Растягивающие нагрузки создаются внешними силами, действующими на соединения.
Значительные растягивающие силы создаются при затяжке соединений.
Крутящие нагрузки возникают в теле болта вследствие сил трения в соприкасающихся витках резьбы гайки и болта (шпильки) при затяжке соединения.
Крутящий момент, действующий на стержень,
Мк * Fq-j- *«<♦ ♦ ♦> “
‘ jF0d2
P/(nd2) * fv 1 -/pP/(itd2>
(32)
где Fq — сила затяжки; </2 — средний диаметр резьбы; Р — шаг резьбы; ф — угол подъема резьбы; /р - коэффициент трения в резьбе.
/р =//сов (а/2); <33)
ф = arctg [р/ (я</2) ].
где /— коэффициент трения фрикционной пары; а/2 — угол рабочей грани (для метрической резьбы а - 60’ — угол профиля и /р " 1.15/).
Угол трения
Ф s arctg/р. (35)
Коэффициент трения в резьбе зависит от материала болта и гайки, покрытия, наличия или отсутствия смазывания, числа затяжек и других факторов. При отсутствии экспериментальных данных /р принимают по табл. 24.
24. Значения коэффициентов трения в резьбе
Покрытие Резьба
без смазывания со смазыванием
Без покрытия Кадмиевое Медное Цинковое Оксидное 0,20 0,13 0,18 0,22 0,24 0,16 0,10 0,14 0,18 0,20
Примечания: 1. При наличии заеданий в процессе затяжки коэффициент трения возрастает в 2—3 раза. 2. При повторных затяжках и отсутствии заедания коэффициент трения для смазанных резьб снижается на 10—30 %.
Приближенно
(36)
Крутящий момент на ключе > Мк, так как к последнему добавляется момент сил трения на торце гайки.
Максимальное напряжение кручения в резьбовой части болта (шпильки)
16МК тр =-----у-. (37)
nd*
где — минимальный диаметр резьбы по впадинам. Максимальное напряжение кручения в стержне болта (шпильки)
12*
356
Резьбовые соединения
Рис. 29. Схема для опре-делеиия напряжений изгиба при перекосе опорных поверхностей
•»- «ч
С учетом влияния силы затяжки на изгиб [2]
(43)
16МК Ч ------х-. (38)
Ч
где dc — диаметр стержня болта.
Для шпилек с тонкими
стержнями dc < d$ и при больших коэффициентах трения (/р > 0,25) возможны пластические деформации в стержне.
Условие возникновения пластических деформаций при затяжке болтов (шпилек)
В (42) и (43) а — угол перекоса (в радианах); /, dc — длина, диаметр стержня. При малых oq значения оис по (42) и (43) совпадают.
Напряжения изгиба в резьбовой части стержня
°ир
(44)
(39)
для резьбовой части напряжения затяжки
4F0 °0 ’ —j;
ч
(40)
для стержня болта (шпильки) ч
«ос = —5 Ч
(41)
где d$ — наименьший диаметр резьбы.
Существует несколько способов уменьшения напряжений изгиба в стержне бот (рис. 30, о, б, в, з) и в резьбовой части стержня (рис. 30, г, б, е, ж).
Совместное действие силы затяжки и внешней (основной) нагрузки. Расчетная схема представлена на рис. 31. Стягиваемые детали заменяются эквивалентными (по жесткости на сжатие) втулками.
Удлинение болта при действии растягивающей силы
«б • *6*6. (45)
При перекосе опорных поверхностей на угол а (рис. 29) наибольшие напряжения изгиба в стержне болта (шпильки)
где Аб — коэффициент податливости бот. Для бот с постоянным диаметром стержня
Рис. 30. Способы уменьшения напряжений изгиба в резьбе
Силы в резьбовых соединениях
357
Рис. 32. Схема определения коэффициента податливости болта, А/? —площадь сечения
Рис. 31. Расчетная схема для определения сил в затянутом резьбовом соединении
/ = 4/
Б^Аб
(46)
Для болта с переменным поперечным сечением
(рис. 32)
* А>,-
(47)
me Aft — длина и площадь поперечного сечения i-ro участка болта; п — число участков. Коэффициент податливости промежуточных деталей зиивалентной втулки
*Д = Е 1А 9 ^ДЛД
(48)
2 2
|деАд- k(Db -dg )/4; DB — диаметр эквивалентной иулки.
Сила, растягивающая болт, при совместном действии внешней нагрузки F и силы затяжки Fq
Лх = *0 ♦ X*
ще коэффициент основной нагрузки
^д
X = Т--^Т-
*6 * ЛД
(50)
Силв, действующая на стыке соединяемых деталей,
Fc=F0-(l-x)* W)
Условие нераскрытая стыка
FqXI-хЖ (52)
В затянутом резьбовом соединении внешняя нагрузка передается на болт лишь частично (обычно X " 0,2 ♦ 0,3). Это обстоятельство особенно существенно при действии переменных нагрузок, так как прочность резьбы при переменных напряжениях многократно меньше, чем при постоянных напряжениях.
Правило конструирования резьбовых соединений при действии переменной внешней нагрузки: "жесткие фланцы — податливые болты", что приводит к уменьшению коэффициента основной нагрузки.
Определение податливости болта и промежуточных деталей. Для длинных болтов (/ > 5d) коэффициент податливости находят по (47). Для коротких шпилек и болтов следует учесть податливость витков резьбы:
при .£=6 + 10
Ао = (0,95 *0,80) -L; и Еа
(53)
при 4 = 10*20 А-° (0,80 *0,70)—! Р и Et
где Е — модуль упругости.
В случае, когда модули упругости материала болта (шпильки) и гайки (корпуса) различны,
2. = 1 f JL + 1 1
Ед]
Податливость головки болта высотой Л . (М5
|И>
В общем случае коэффициент податливости болта
Ч-4-Е<55) ^б/м Лб«
Коэффициент податливости промежуточных деталей определяют с помощью конусов давления (рис. 33, а, б). Угол наклона между образующей конуса и его осью симметрии принимают
tga = 0,4+0,5 (а = 22 + 27*).
Коэффициент податливости промежуточной детали (рис. 33, а)
358
Резьбовые соединения
Рис. 33. Схема определения коэффициента податливости промежуточных деталей с помощью конуса давления
Л - 2’3 х
д
(a+do>(a+2/itga-do> 3 (о -dg) (о +2/j tga +</д) ’
где а — диаметр опорной поверхности или размер "под ключ” гайки (головки болта); 4д — диаметр отверстия; /| — толщина промежуточной детали.
При увеличении толщины промежуточной детали (/| - ~) Ад стремится к максимальному значению:
При частом расположении болтов или шпилек (фланцевые соединения сосудов или труб высоко* го давления и т.п.) конус давления выходит за пределы эквивалентной втулки. Если Ад1 — площадь сечения промежуточной детали, приходящаяся на один болт, то диаметр эквивалентной втулки
=
(58)
Коэффициент податливости промежуточной детали в рассматриваемом случае (рис. 34)
2 3
Ад Яд «io tea Х
Х lg (a-d^(Du-dfH * «’>
♦ *2
где
l2 - I - <м>
* 2tga
Если /2 « /, то первым членом в (59) при а > 2dg можно пренебречь. При указанных условиях (59) совпадает с (48).
Случай, когда внешняя нагрузка прикладывается в произвольных сечениях промежуточной детали. На рис. 35 приведена схема
Рис. 35. Схема нагружения силовой шпильки
Рис. 36. Общий случай приложения внешней нагрузки
Силы резьбовых соединениях
359
Рис. 37. Коэффициент основной нагрузки в раз-лпных соединениях
нагружения силовой шпильки блока цилиндров двигателя внутреннего сгорания. Общий случай приложения нагрузки (расчетная схема) дан на рис. 36. Внешняя нагрузка приложена к стыкам iuj.B этом случае детали от 1 до i и от j до п принадлежат "системе болта", а от i+1 до /—/ ~ "системе корпуса".
Коэффициент основной нагрузки
Xv
х = v°bl , (61)
п
Е Xv
v =0
После определения коэффициента основной нагрузки полную силу в болте определяют по (49). Коэффициент основной нагрузки при различных соединениях приведен на рис. 37.
Температурные силы. Температурное расширение влияет на силы в резьбовом соединении.
Увеличение силы затяжки определяется из соотношения
п
L uiTiIi-oqTqIq
п где Т^ — коэффициент линейного расширения, температура и толщина промежуточной детали; <kq, Tq, Iq — те же параметры болта.
6. СИЛЫ В ГРУППОВЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЯХ
Напряжения на стыке при первоначальной затяжке и условие плотности стыка. Рассмотрим плоский стык произвольной формы (рис. 38), затягиваемый болтами (шпильками). Сила затяжки болта Fq-, напряжение затяжки болта oqz-, координаты центра тяжести сечения болта а^, д(*. В результате затяжки на стыке возникают напряжения . В основе расчета лежит предположе-л„ <о>
ние о линейном распределении ос
= А + Вх + Су, где Л, В, С — параметры, подлежащие определению. Исходя из условий равновесия
- J
Ас «•!
- f o^xdAc . £ Fq^, (64)
Лс г = 1
где JLV — коэффициент податливости деталей соединения.
В условной форме (61) можно записать:
J o<0)ydAc = £ FQtbt
Ас <S1
а ^деталей системы корпуса ^Чсех деталей системы
(62)
и выбирая оси х, у главными осями плоскости стыка, получим
360
Резьбовые соединения
Рис. 38. Напряжения на стыке при начальной затяжке
co i A ₽
°c --Г S F0i -лс/=1
(65)
п п
“ -Л- £ F0iai " тг— 52 Jcyi = \ •'cxi = l
где Лс ” f ^c’ ^cy “ J J & ” J"
Aq ^c
— площадь и моменты инерции площади стыка (заштрихованной области на рис. 38).
Если напряжения затяжки во всех болтах (шпильках) одинаковы, т.е.
(°) (0) _ (0) _ (0)
°б1 ‘ °б2 ‘ •" ' °бл ‘ °б ’
(0)
°с =
(66)
. «<0) ’ °б
Условие плотности стыка состоит в том, чтобы во всех точках стыка после приложения внешней нагрузки оставались напряжения сжатия. Пусть нагрузки на деталь, приведенные к главным осям стыка, сводятся к растягивающей силе N и изгибающим моментам Мх и Му. Принимаем, что напряжения на стыке от внешних нагрузок распределяются линейно:
(н) _ W му с ” Т"
Лс JCy
мх у—
Jcx
(67)
Условие плотности стыка
ос « о!0) * о‘Н) < о. <«) с с с
Рис. 39. Схема для определения плотности кольцевого стыка при действии изгибающего момента
Условие плотности стыка (68) означает, что в любой точке плоскости стыка после приложения внешней нагрузки должны , оставаться сжимающие напряжения.
Выполнение условия (68) проверяют для тех областей плоскости стыка, в которых под действием внешней нагрузки образуются растягивающие (н) напряжения (ас >0).
Рассмотрим условие плотности кольцевого стыка (рис. 39) при действии изгибающего момента
Мх. Болты затянуты с напряжением , площадь поперечного сечения болта А& Напряжение затяжки на стыке определяем из (66):
,<0>
(0) 4Лб
(69)
С
я 2 2
где Ас - "^1 ) “ площадь стыка (отвер-
стия под болты не учитываем).
Под действием внешней нагрузки наибольшее напряжение растяжения образуется в точке Лр
- (70) стах ъ * J * Jcx
где осевой момент инерции стыка
Jcx
Условие (68):
а<0) > О»
6 ^б 'сх
Силы в болтах группового резьбового соединения при действии внешних нагрузок. Расчетная схема приведена на рис. 40. Рассмотрим стык, имеющий плоскость симметрии, в которой действует изгибающий момент. Фланец заменяем втулками, Связанными с абсолютно жесткой диаф-
Силы групповых резьбовых соединениях
3.
Рис. 40. Расчетная схема группового резьбового соединения
рамой. К диафрагме приложены внешний изгибающий момент М* и растягивающая сила ЛЛ
Для /-го болта площадь поперечного сечения стержня Agp площадь сечения промежуточной детали (эквивалентной втулки) ЛД|-, длина болта fa, диафрагма присоединяется на длине /g Р.
Обозначая перемещение диафрагмы вдоль оси болта получаем при условии "спаянного стыка"
1 1
Г’---------------m----------- *
(76)
* БдАд1 = 1 * 1
/(?) ЛД«
Д*
где Ьф и Х-j — коэффициенты податливости "системы болта* и "системы корпуса".
Перемещения точек диафрагмы
w = wq ♦ фу, (77)
где wq — смещение точки в направлении оси z; ф — угол поворота диафрагмы.
Учитывая условия равновесия
п п
Т.гт-Мх, 1=1 1 = 1
где - (и>о + ФУ>*/»
найдем силу, действующую на i-й болт:
N
£ т-
V =1 Av
(79)
*61 + lni ^6^61 ^дАд(
L<”
'«ТГ'
ЛДЛД1
где Ffa и — части внешней силы Г(>, с которой диафрагма действует на i-e резьбовое соединение, причем
F6i * ^Д1 = F(. (74)
Вводя коэффициент податливости «-го резьбового соединения по соотношению
(75)
получаем с помощью (73^ и (74)
где у:' — координата центра тяжести се^ечия i-ro болта.
В другой форме
Мг -----Г"
Е >и
V = 1 ^6v
(80)
где xv " -—-Ц— — коэффициент основной на-*6v **av
грузки для^-го болта. Ось х проходит через при-
веденный центр тяжести стыка, для которого
п v.
£*.0 <8>>
/=1 ч
Предыдущие зависимое*и (.прадед произвольном выборе присоединен?з к отдельным втулкам (болпм). В запас njk. можно принять
362
Резьбовые соединения
что д ает
п Е /-1
-о.
(86)
(87)
Аналогично (80), получаем
/(2) =о- /(1) •к- (82>
д1 s°’ 1д>
Случай одинаковых болтов. Часто групповое соединение имеет болты одинаковых размеров. В этом случав из (80) получаем напряжение в i-м болте от внешней нагрузки
N *у.м*).х«3>
л п 2
гдеЛ^- Е л&-/бх“ Е У,- — суммарные
< = 1 i = 1
площадь сечения и момент инерции болтов (моментом инерции сечения болта относительно собственной оси пренебрегаем).
Физический смысл (83) состоит в следующем: напряжение возникает от действия внешних нагрузок в сечении, состоящем из поперечных сечений болтав; коэффициент основной нагрузки учитывает податливость фланца при затяжке болта.
Общий случай геометрии плоского стыка. Рассмотрим плоский стык, не имеющий осей симметрии. Применяя прежние обозначения, найдем приведенный центр тяжести стыка из условий
Л Y. Л у ,
£^-0. <»4>
1=1 А! 1=1 At
Для этого выбираем произвольные оси х2, >2 (рис. 41)* и с помощью соотношений
п -1 / я -1
а • Е x2t\ /Е ;
/и| *"1 (85)
я -1 / л -1
b s Е У21А/ / Е Ai /=1 ' z=l
находим координаты приведенного центра тяжести.
Далее определяем угол поворота 0 главных приведенных осей из условия
Е A6vxv V-1
^х
г 2i~1 -1
Е Уу
V-1
(88)
. 2
V «1
В (88) Xg yt> — координаты центра тяжести сечения i-ro болта в приведенных главных осях.
Для группового соединения с одинаковыми болтами напряжения в i-м болте от внешней нагрузки
где обозначения те же, что и в (83). Главные оси в рассматриваемом случае — это главные оси сечения, состоящего из поперечного сечения всех болтов.
7. РАСПРЕДЕЛЕНИЕ НАГРУЗКИ ПО ВИТКАМ РЕЗЬБЫ
Условие совместности упругих перемещений. При нагружении резьбового соединения, например болт — гайка, происходят изгиб витков, упругие перемещения растяжения тела болта и сжатия тела гайки. Предполагаем, что резьба изготовлена идеально точно и касание по виткам сохраняется во время нагружения.
Схема условия совместности упругих перемещений витков резьбы болта и гайки ("стержневая схема") приведена на рис. 42.
Обозначим 6g(z) и 6r(z) — прогибы витков относительно основания в болте и гайке в сечении х. В начальном, верхнем сечении 6g(0) и 6г(0). Если в результате упругих перемещений болта длина отрезка z увеличилась на Ag(z), а для гайки ухо-
Распределение нагрузки по виткам резьбы
363
Рис. 42. Схема вывода Рис. 43. Давление на условий совместности боковой поверхности перемещений витка
D^*d2
tg2* (95) £
где Я| — рабочая высота витка; цб и цг — коэффициенты Пуассона для материала болта и гайки; Dr — наружный диаметр круглой гайки (размер "под ключ" шестигранной гайки).
Для болта с центральным отверстием диаметра
(96)
роталась на Ar(z), то это должно компенсироваться прогибом витков
A6(z) ♦ Ar(z) » d6(z) ♦
(90) ♦ 8r(z) - (вб(0) ♦ вг(0>).
Из условия совместности перемещений (90) следует, что если стержни болта и гайки абсолютно жесткие (Ag - О, Дг - 0), то прогибы всех витков одинаковы и нагрузка по виткам распределена равномерно.
Удлинение стержня болта
A6(z) - (2^rfz. <’1 >
О
Укорочение гайки
Ar(z) --J^ldz. <92> О Ег
Прогибы витков резьбы относительно основания (точки Ов) определяем как прогибы (в осевом направлении) точки М — середины рабочей грани (рис. 43).
Упругие перемещения гайки и болта в поперечном направлении приводят к образованию зазора в резьбе, что эквивалентно прогибу витка.
Прогибы витков болта и гайки
»б<*>
Еб (93)
er(z) .£^£л,г.
ще Р - шаг резьбы; и 1ВГ — безразмерные коэффициенты податливости витков болта и гайки; p(z) — контактное давление. Для метрической резьбы
2Р2 2
Распределение нагрузки по виткам резьбы в резьбовом соединении типа болт — гайка. Распределение нагрузки по виткам резьбы приведено на рис. 44. В сечении z в стержне болта действует растягивающая сила F(z), в гайке — F(z).
Осевая сила на единицу длины соединения
9(z) - dF.(*y (97)
dz
Связь g(z) и давления на боковой поверхности p(z):
p(z) =
(98)
где /- — проекция боковой поверхности
витка на плоскость, перпендикулярную оси z.
Напряжения в болте и гайке
a6(z) = F(z)/A6; (99)
ar(z) = -F(z)/Ar, (100)
где Аб - —Ar " ~ площади
поперечного сечения болта и гайки.
Рис. 44. Распределение нагрузки по виткам
364
Резьбовые соединения
Рис. 45. Распределение интенсивности осевых сил на единицу длины
Условие совместности перемещения (90), (91)— (100): z
-Л- * тД-Ым* •
• fe(z) - 9(0))[^ ♦ .
Из (101) следует дифференциальное уравнение совместности перемещения относительно интенсивности осевых сил:
'*«<«> ♦ m2«(z) • 0. <Ю2)
dz2
где
т-Ур7Г; (,03)
Рис. 46. Нагрузка на отдельные витки в % от общей осевой силы
Рис. 47. Влияние высот гайки на распределение нагрузки по виткам
Интенсивность нагрузки при z — Н (опорное сечение гайки)
<7 (Я) - Fm(thmH)~'.
(107)
(104)
При возрастании Н Himh - 1; предельное значение
<7(Я)ИЖХ • Fm «ОЮ
Решение (102) для краевых условий, соответствующих соединению болт — гайка,
qiz) . ch mz. «05) shmH
Для абсолютно жестких на растяжение (сжатие) болта и гайки т - 0 и на основе (105)
?(z) - 4, (106)
н
т.е. происходит равномерное распределение нагрузки по виткам.
не зависит от высоты гайки.
На рис. 45 приведено распределение g(z) дм болта М24 при высоте гайки Я - 0,8d.
Распределение нагрузки на отдельные витки резьбы для болта М24 приведено на рис. 46. Первый виток воспринимает 33,1 % всей нагрузки. Высота гайки влияет на распределение нагрузки по виткам (рис. 47). Увеличение высоты гайки сверх (0,8 * l,l)d не приводит к уменьшению нагрузки на первом витке.
Распределение нагрузки по виткам резьбы в резьбовом соединении типа "стяжка”. Распределение нагрузки приведено на рис. 48. Условие совместности перемещений
Распределение нагрузки по видам резьбы
365
Рис. 48. Распределение нагрузки в резьбовом соединении типа "стяжка'*
Рис. 49. Соединение типа "стяжка" с гайкой переменного сечения
соединения типа "стяжка" не следует стремиться к увеличению площади сечения охватываемой детали (гайки), так как это ухудшает распреде-
ление нагрузки. В оптимальном случае для распределения нагрузки - ДД. отношение
(109)
где F(z) — распаивающая сила в сечении z болта; F - полная сила, действующая на соединение. Дифференцируя (109) приходим к (102). Решение (102) при краевых условиях, соответствующих соединению типа "стяжка"
o(z)= Fm chwz + chm(Jf-z) (ПО) PshmH[E6A6 ЕгАг ]’
болт-гайка = 2 chmH (113) (^Нетяжка Т+сЬтЯ’
Для обычных размеров гайки постоянного сечения это отношение близко к двум.
Улучшение распределения нагрузки по виткам в соединении типа "стяжка" объясняется тем, что в болте и гайке возникает упругое перемещение растяжения, что уменьшает разность перемещения, которая вызывает изгиб витков.
Соединение типа "стяжка" с гайкой переменного сечения показано йа рис. 49. Для такого соединения можно получить равномерное распределение нагрузки по виткам.
Условие совместности деформаций для рассматриваемого случая
При абсолютно жестких на растяжение болте и гайке т - 0 и распределение нагрузки по виткам становится равномерным. Значения g(z) при z - О их-Я:
f 1 X
j E6A6(z) }0ErAr(z) (114)
« (F-F(z) }dz*q(z)y (z) -q (0) у (0).
Fm ЕгАг*Е6А6сЬтН (Ш) shmH Е6А6*ЕГА„
qltn. Fm Е6А6*ЕгАГЛтН (П2) sh mH Е6А6+ЕГАГ
Считая значение y(z) приблизительно постоянным, получаем из (106) и (114)
£гЛг<г> ш Н - Z
E(,A6<z) «
(115)
Максимальное значение #(z) соответствует наиболее нагруженному сечению той детали, жесткость которой меньше (если ЕД. > ЕД, то z - Я; если > ЕД, то z - О.При применении резьбового
На рис. 50, а—в приведены конструкции соединений с улучшенным распределением нагрузки по виткам резьбы.
а) 4) Л)
Рис. 50. Конструкции соединений с улучшенным распределением нагрузки по виткам резьбы
366
Резьбовые соединения
8. ПРОЧНОСТЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПРИ СТАТИЧЕСКИХ НАГРУЗКАХ
Статическая прочность стержня болта Приближенный расчет статической прочности резьбовой части болта применительно к стандартным болтам см. разд. 2.
Дополнительные сведения приведены ниже.
Оценку статической прочности стержня с резьбой проводят по запасу статической прочности
(116)
где ов — временное сопротивление стержня с резьбой; ае — эквивалентное напряжение в резьбовой части стержня:
2
Р *
(117)
где напряжение растяжения
Гп ж 4Л1 ЛР
(118)
В (118) Fn — полная осевая сила на болт (шпильку, резьбовую деталь) от силы затяжки и внешней нагрузки (49); dj — внутренний диаметр резьбы по дну впадины:
d3 = d - 1,227Р. (П9)
Напряжение кручения
16МК
тр =-----з". (120)
1td3
где Мк — крутящий момент при затяжке соединения, приложенный к стержню болта (36).
Запас статической прочности выбирают по опыту работы резьбовых соединений в данной отрасли техники или по отраслевым нормам.
Обычно принимают
лст»1,3 + 2,5. (121)
Для болтов (шпилек) с диаметром d * 12 мм лст > 1,8 вследствие опасности перетяжки при монтаже.
Бели диаметр стержня болта (шпильки) dc меньше среднего диаметра резьбы т0 следует проверить запас статической прочности по формуле
лст " °в^°ес» (122)
где ов — временное сопротивление материала болта;
(123)
Нормальное и наибольшее касательное напряжение в стержне болта
4F„ 16МК ec “ —< Ч ж--------
ic<C с с
(124)
Формулы (121)—(123) используют и при наличии проточки, длина цилиндрической части которой / i 0,Id; для полукруглой выточки следует вместо ов принимать в (122) ов •
Величину а* для ответственных резьбовых соединений находят экспериментально или принимают
^р°в*
(125)
Коэффициент Лр приведен в табл. 25.
25. Коэффициент к$
Стали ов, МПа в5- % *0
Низкоуглеродистые 350-500 40-20 1.4—1,2
Среднеуглеродистые и низколегированные 600-1000 20-10 1,2-1,05
Легированные 900-1200 1200-1400 25-15 15-8 1.4-1,2 1,1-1,0
Титановые сплавы 950-1200 16-6 1,1-1,0
Для углеродистых и легированных сталей, применяемых для резьбовых соединений, вместо к$ можно использовать отношение расчетных площадей сечений
(126)
что эквиваленте случаю, гада при определении о* площадь поперечного сечения резьбового стержня считают по диаметру
d,-*W3*d2). (127)
&
Прочность резьбовых соединений при статических нагрузках
367
26. Механические свойства сталей и сплавоц для резьбовых соединений при высоких температурах
Материал Температура испытаний, "С Кратковременные испытания Длительная прочность, МПа Предел ползучести, МПа Наибольшая рабочая темпе-ратура, •с
°в Одр ов за время от за время
МПа 100 ч 200 ч 100 ч 1000 ч
Сталь 45 20 400 540 640 573 340 370 230 150 — — — 65 300
Сталь 38ХА 20 350 710 620 — — — — — 350
Сталь 18ХНВА 20 400 500 1250 1080 900 1110 980 830 860 410 700 200 — 400
Сталь 20ХЗМВФ 20 500 600 900 640 550 750 560 380 430 330 250 350 — 500
Сталь 12X18Н9Т 20 600 700 660 400 280 250 180 160 250 140 230 120 — 90 30 600
Сталь 4Х12Н8Г8МФБ 20 600 700 1000 600 550 700 480 460 750 310 — 350 240 — 650
Сплав на никелевой основе ХН77ТЮР 20 600 700 800 1020 940 850 560 660 610 600 460 680 420 200 660 400 260 60** 750
Титановый сплав ВТЗ-1 20 400 500 1000 600 560 850 490 420 600 360 — — — 450
Титановый сплав ВТ9 20 400 500 550 1150 850 800 780 1030 720 660 620 650 450 — 280 120 — 550
*'3а 10 000 ч - 30 МПа.
Для болтов (шпилек) работающих при высокой температуре ;(Т > 300 °C) применяют материалы (жаропрочные стали и сплавы), указанные в табл. 26.
Расчет проводят по (116), значение к- 1,1 + ♦ 1,1
При низкой температуре (Т - —200 °C) применяют болты и шпильки из легированной стали
ВНС-5 (1Х15Н4АМЗ) с закалкой при 1050 °C на воздухе, с рбработкой холодом при —70 °C в течение 2 ч, отпуск при 350 *С — 1 ч. При этом ов -- 1450 МПа, от - 1150 МПа, 85 - 15 %, ударная вязкость а - 120 Дж/см^.
Статическая прочность витков резьбы. При недостаточной длине свинчивания или очень мелкой резьбе происходит срез витков. Приближенная
368
Резьбовые соединения
Рис. 51. Схема среза випов
оценка сил среза дана в разделе Ш. В уточненном расчете устанавливают поверхность среза, исходя из модели, пока-
занной на рис. 51.
На рис. 52 диаметр поверхности среза обозна-чен</ср.
Из условия равенства срезающей силы для витков болта и гайки, получим
твг^г = твб^б» (128)
где твг и - пределы прочности на срез материалов гайки и болта.
Учитывая равенство
SP * Х6 Р. U29)
находим
Хг - Хвб Р; «30)
твб * твг
5б = Твг р (131)
твб * твг
Диаметр поверхности среза для метрической
резьбы
Величина cLn ограничена пределами ср
* ^ср *
Рис. 52. Поверхности среза витков
Формулы (22) и (23) соответствуют предельным значениям d^.
Силу среза витков резьбы определяют по (22) с учетом (129) и (130):
/?срвп^сря—77— *ттвг (132)
твб*твг
Величина кт в (132) учитывает неравномерность распределения срезывающих сил по длине соединения. Можно принять
1 * 0,1
Значение dlP > 15 для силовых резьб не рекомендуется вследствие малого сопротивления срезу витков.
Необходимую длину свинчивания (высоту гайки) определяют из (132).
Относительные длины завинчивания стальных болтов в корпус приведены в табл. 27.
27. Относительные длины завинчивания стальных болтов в корпус
ов шпиль-ки, МПа Hid для корпусов из материала
сталь чугун и бронза силумин дура-люмин
400-500 0,7-0.8 1,2-1,4 1,4—2 0,9—1
900-1100 0,8-1,0 2* 1,8-2* 1,5-2’
Рекомендуется увеличивать диаметр конца шпильки, ввертываемого в корпус.
Примечание, о»: 250—400 МПа для стальных отливок; 180—250 МПа для чугуна и бронзы; 160—200 МПа для силумина; 360-400 МПа для дуралюмина.
9. ПРОЧНОСТЬ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПРИ ПЕРЕМЕННЫХ НАГРУЗКАХ
Концентрация напряжений и усталостные разрушения. При действии переменных нагрузок с большим числом циклов нагружения (N > 103) в зонах концентрации напряжений возникают усталостные разрушения.
На рис. 53 указаны места концентрации напряжений в шпильках и болтах. Наиболее часто наблюдаются усталостные разрушения по первой впадине резьбы болта (шпилек), где коэффициенты концентрации напряжений «о имеют наиболее высокие значения.
Прочность резьбовых соединении при переменных нагрузках
369
Рис. 53. Зоны и коэффициенты концентрации напряжений в болтах
Сила в болте (шпильке) в каждом цикле *6min - Pq; 037)
^бтах ’ Л) * ХЛ <13в>
где Fq — сила затяжки; х — коэффициент основной нагрузки.
Цикл напряжений в резьбовой части болта (шпильки)
°min ’ °0 > О39)
°max * °0 * X . (140)
2
где oq — напряжение затяжки; Л /4 — минимальная площадь поперечного сечения.
Среднее напряжение и амплитуда переменных напряжений:
ame^omax*°inin) в°°*4Х
В* резьбовом соединении типа болт — гайка приближенное значение
а0 = 1 ♦ l,3jP/R, <134>
где Р — шаг резьбы; Я — радиус закругления впадины резьбы.
Хотя ад во впадинах резьбы гайки имеет приблизительно такое же значение, но усталостные разрушения в гайках практически не встречаются, пк как гайка работает в области сжимающих напряжений.
В свободной части резьбы
«о = 1 + QfiJP/R <135)
существенно меньше, так как резьба нагружена только осевой силой и не испытывает изгиба от боковых давлений на витке.
Приближенное значение теоретического коэффициента концентрации напряжений под Головкой болта
«о 1 1 * 0,6^с/Яб , (,36)
где dQ - диаметр стержня; — радиус закругле-
ния в головке болта.
Для уменьшения концентрации напряжений в головке болта следует применять R^ > 0,ldc.
Диаграмма предельных напряжений. Рассмотрим случай, когда внешняя сила на болт изменяется периодически от 0 до Л.
<’a*4<<’max-°min>=4x (,42)
В практических расчетах можно принимать °m 8 °0- (143)
Диаграмма предельных напряжений цикла для резьбовых соединений приведена на рис. 54. По оси абсцисс отложено среднее напряжение цикла, по оси ординат максимальное и минимальное напряжения (верхняя и нижняя кривые). Максимальные напряжения ограничены статической прочностью (атяу - ав).
Для практических расчетов можно принять, что предельная амплитуда цикла не зависит от средних напряжений. При отах < 0,3ат это допущение идет в "запас прочности".
Постоянство предельной амплитуды объясняется тем, что при обычно применяемых напряжениях
Рис. 54. Диаграмма предельных напряжений для резьбовых соединений
5Ж
Резьбовые соединения
затяжки в основании витков резьбы образуются напряжения, близкие к пределу текучести. При увеличении ат возрастает зона пластической деформации, но напряжения в опасной точке изменяются мало
Запас усталостной прочности резьбовых соединений определяют по переменным напряжениям:
Нд-^-2,5 + 4, °а
(144)
где апа — предельная амплитуда цикла; аа — амплитуда действующих напряжений цикла.
Высокие значения па объясняются возможными погрешностями при определении коэффициента основной нагрузки и рассеянием величины onfl в зависимости от технологических факторов.
Предельная амплитуда цикла для резьбовых соединений типа болт — гайка приведена в табл. 28.
28. Предельная амплитуда цикла для резьбовых соединений
Материал ов, МПа °-1’ мп. anfl. МПа для резьбы
нарезанной накатанной
Сталь: 35 45 38ХА ЗОХГСА ЗОХГСА 40Х2НМА 43ХПН ВТЗ-1 ВТ9 500-600 850-950 1100—1200 1200-1300 1600-1700 1600-1700 1050-1150 1100-1200 1150-1250 200 250 300 300 400 450 300 350 350 45-55 50-60 55-70 65-75 90-110 80-100 50-65 45-60 45-60 55-65 65-75 75-85 75-85 95-110 95-110 60-70 40-60 40-60
Примечание. Меньшие значения сг-д относятся к болтам (шпилькам), термообраоо-танным после изготовления резьбы.
циент концентрации напряжений в резьбе; К* -коэффициент конструктивной формы; Ку — коэффициент поверхностного слоя, Кд — коэффициент масштабного фактора; — суммарный эффективный коэффициент концентрации напряжений.
Материал
Углеродистые стали . . . З.З-^З.б Низколегированные стали 3,6—4,0 Легированные стали . . . 4,0—4,5 Титановые сплавы .... 4,5—5,5
При более точных расчетах проводят оценку каждого из составляющих коэффициентов. Эффективный коэффициент концентрации напряжений
V 1 * * («а - О.
где ад — теоретический коэффициент концентрации напряжений (134); q — коэффициент чувствительности материала к концентрации напряжений: 0,5—0,6 — для углеродистых сталей; 0,7-0,8 — для легированных сталей; 0,8—0,9 — для титановых сплавов.
Коэффициент конструктивной формы К*:! -для резьбового соединения типа болт — гайка; 1,2—1,3 — для резьбовых соединений типа "стяжка”, гаек растяжения; 1,2 — для резьбы со спиральными вставками и для гаек из материала с уменьшенным модулем упругости.
Коэффициент поверхностного слоя КуЛ — для накатанной резьбы; 0,9 — для накатанной резьбы при термической обработке после накатывания; 0,85—0,95 — для нарезанной резьбы.
Коэффициент масштабного фактора
*d -е. * (1
где наибольшее снижение прочности при увеличении диаметра для углеродистых сталей ет - 0,5, для легированных сталей ем - 0,4; 1-0,1 мм'1; d — диаметр резьбы, мм.
Запас в других зонах болта (шпильки) определяют обычными методами.
При отсутствии экспериментальных данных
(145)
где о_| — предел выносливости материала при определенной базе испытаний (обычно 5* 10® + - 2* 10? циклов); Кд — эффективный коэффи-
10. ЗАТЯЖКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Выбор предварительной затяжки. На практике обеспечивают запас плотности стыка,, назначая силу затяжки
Fo = vF(l - х). (146)
Затяжка резьбовых соединений
371
29. Коэффициенты трения в резьбовых соединениях при различных покрытиях и смазочных материал^
Покрытие болтов и гаек Коэффициент трения Без смазывания Машинное масло ГОСТ 20799—88 Солидол синтетический по ГОСТ 4366-76 Машинное масло с добавкой 20 % MoS2
Без покрытия 4 0 40+0’12 и,40-о,ов 0 21 *0*03 °’2 -0,02 0 19*0*02 0,1 *-0,03 0,13 ±0,02
/т 0 20+0’04 о,2°-0,06 0,12 ±0,02 0 13*0*01 °’ -0,02 0 09*0*01 °’°*-0,02
Оксидирование 4 Л АЛ*0-20 °’б4-0,14 0,4510,06 0 44+0’05 °’44-0,07 0,18 ±0,03
/т 0 34+0>09 -0,14 о 26*0*03 °’26-0,07 О ,,*0,03 °’-0,07 0,09 ±0,02
Цинкование 4 ».«:й О 10*0*01 0,1 -0,04 0 17+0’02 о’17-0,03 0 17+0’02 О,17-0,03
/т 0 Ю+0>02 °’1о-0,01 вое*0’02 °’ -0,01 0 08+0’01 0,08-0,02
Фосфатирование 4 0 20*0’03 °’2О-0,05 0 18*0’02 и’ -0,03 0,17 ±0,02 0 1Л*0’01 0,16-0,02
/т 0,12 *0,02 ’ -0,01 он*0*02 и,11-0,01 0,11 ±0,02 0 09+0’01 и> -0,02
Кадмирование 4 0 29+0’03 -0,05 0 21+0>04 и’ -0,06 0 18+<ММ о,18-0,03 0 14+0’01 °’14-0,03
/т 0 17+0,07 °’ -0,05 он*0’04 0,1 -0,06 П11+о,ог 0,11-0,06 1 ОО6*0’01 °’06-0,02
При статических нагрузках принимают v - 1,5 * * 2; при переменных нагрузках v - 2,5 + 4. По условиям герметичности назначают v - 1,2 ♦ 2,5 при мягких прокладках; v - 2,5 + 4 при металлических прокладках.
Напряжение затяжки
Особенно ответственной является затяжка резьбовых соединений (болтов, шпилек) малого диаметра (d £ 12 мм), которые могут быть перетянуты (надорваны) при монтаже.
Момент на ключе при затяжке резьбовых соединений. Момент на ключе
°0 -
4F0
(147)
Л/кл = F0
Практически используют высокие напряжения затяжки
о0 - (0,4 + 0,7) От» (148)
(150)
где от - предел текучести материала.
При затяжке резьбовых соединений для создания сил трения на стыках, воспринимающих поперечные силы, применяют более высокие напряжения затяжки вплоть до
а0 = (0,8+0,9) от. (149)
При условии (149) диаметр стержня болта dc > >dj. Для податливых болтов (dc = dp напряжение затяжки не должно превышать 0,8 от.
где Fq — сила затяжки; Р, — шаг и средний диаметр резьбы; /р и /т — коэффициенты трения в резьбе и на опорной поверхности гайки; Л2 и ^1 — наружный и внутренний радиусы кольцевой опорной поверхности гайки.
372
Резьбовые соединения
Рис. 55. Схема динамометрического ключа с упругим элементом
Рис. 56. Схема контроля затяжки по удлинению стержня болта:
— длина измерения; L — длина деформируемой части соединения
В практических расчетах принимают
М«л " Z?o(4d(^ * Zp) * Мер). <151)
где Лср — средний радиус опорной поверхности.
При определении полагают /р ° /т. Значе-
ние /р принимают по табл. 24. Более полные сведения приведены в табл. 29.
Считая, приближенно, /р " /т " 0,15; d/P - 8;
Яср - 0,7d, из (151)
Мкл - 0,2F0<*- (152>
Принимая напряжение затяжки
OQ » (0,4*0,7) от, получаем при d$ ° 0,85</
Мкл - (0.04 + 0,07) oTd3. <1Я>
Методы контроля затяжки резьбовых соединений. Основные методы контроля затяжки:
1. Измерение крутящего момента при завинчивании гайки динамометрическими или предельными ключами (рис. 55). Погрешность ±25 %.
2. Измерение удлинений болта (рис. 56, а и б) обеспечивающее повышенную точность, но трудное в использовании.
Рис. 57. Схема контроля Рис. 58. Упругая шай-затяжкн с помощью ба для контроля за-специальной шайбы тяжки
3. Измерение угла поворота гайки, обеспечивающее точность при установлении начального положения гайки динамометрическим ключом.
4. Измерение осадки специальных подкладных шайб (рис. 57, 58).
Стабильность напряжений затяжки. В процессе работы может наступить ослабление затяжки, что резко уменьшает надежность соединения, особенно при действии переменных нагрузок. Основные причины ослабления затяжки:
1. Остаточные удлинения болта (шпильки) при действии кратковременных больших сил.
2. Большое число стыковых поверхностей. При действии переменных нагрузок происходит смятие микронеровностей. <
3. Самопроизвольное отвйнчивание гайки (винта) в результате действия переменной нагрузки и вибрации.
Все динамически нагруженные резьбовые соединения должны иметь средства стопорения, препятствующие самоотвинчиванию.
4. Релаксация напряжений затяжки при высокой температуре, как следствие ползучести.
11. ПОВЫШЕНИЕ НАДЕЖНОСТИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Надежность ответственных резьбовых соединений (силовых шпилек, стяжных болтов и т.п.) часто определяет надежность конструкции в целом. Ниже указаны конструктивные и технологические методы повышения надежности соединений, работающих при циклических нагрузках.
Конструктивные методы. На стадии проектирования выбирают размеры соединения, материал и технологию изготовления, обеспечивающие запас по переменным напряжениям:
п. • ^2 > 2,5. <1Я>
°а
Повышение надежности резьбовых соединений
373
Для циклически нагруженных ботов и шпилек рекомендуется:
1. Применять профиль резьбы с увеличенным радиусом закругления
«min > 0.125А <155)
где Р — шаг резьбы.
2. Стержень болта (шпильки) для уменьшения действия внешней силы делать податливым (</с ° «dp.
3. Обеспечил» радиусы закругления при переходе от стержня болта к головке болта R$ > 0,1</с; после резьбового участка делать проточки.
4. В качестве материала болта (шпильки) использовать легированные стали, обработанные при высоком отпуске.
5. Обеспечить стопорение резьбовых соединений с помощью специальных конструктивных элементов.
6. Расчетные циклические нагрузки на болт .(шпильки) следует проверил» тензометрированием в рабочих условиях или на специальных установках.
7. С помощью испытания на усталость следует экспериментально подтвердить принято^ в расчете значение о^.
При достаточном большом объеме исследований имеется возможность определить вероятность усталостного разрушения резьбового соединения по формуле
Ф(и0) =------ ( е Р du
(156)
где Ф (Up) — интегральная функция нормированного нормального наспределения, “
®па~°а
- _ — квантиль этого распределе-
S2
<°па °а
нит, опд’ °а* $<*пп’ S°a "" средние значения и средние квадратические отклонения экспериментальных значений опд и oQ.
Технологические методы. Для обеспечения надежности резьбовых соединений важное значение имеют качество и стабильность технологического процесса.
1. Наиболее эффективный современный метод получения резьбы — накатка роликами. Правильно выбранные режимы накатки дают сжимающие остаточные напряжения во впадинах резьбы, что приводит к повышению сопротивления усталости.
2. Термическая обработка после накатки уменьшает благоприятные остаточные напряжения и существенно снижает предел выносливости (предельную амплитуду цикла переменных напряжений).
3. При получении резьбы методами нарезания или шлифования следует применять обкатывание впадин резьбы или обдувку микрошариками, что увеличивает сопротивление усталости на 20-40 %.
4. Стабильность технологического процесса должна проверяться периодическими измерениями микротвердости и испытаниями на усталость.
5. Важнейшим фактором Надежности резьбовых соединений является высокая затяжка (oq * i 0,6от) и достаточно точные методы измерения силы затяжки [непосредственное измерение удлинения болта (шпильки) ультразвуковым методом, тензометрирование и т.п.].
Список литературы
1. Биргер И.А., Иосилевич Г.Б. Резьбовые и фланцевые соединения. М.: Машиностроение, 1990.363 с.
2. Биргер И.А., Иосилевич Г.Б. Резьбовые соединения. М.: Машиностроение, 1973. 255 с.
3. Биргер И.А., Шорр Б.Ф., Иосилевич Г.Б. Расчет на прочность деталей машин. М.: Машиностроение, 1979. 702 с.
4. Иосилевич Г.Б. Концентрация напряжений и деформаций в деталях машин. М.: Машиностроение, 1981. 224 с.
5. Иосилевич Г.Б., Строганов Г.Б., Шарлов-ский Ю.В. Затяжка и стопорение резьбовых соединений. М.: Машиностроение, 1985. 222 с.
6. Якушев А.И., Мустаев Р.Х., Мавлютов Р.Р. Повышение прочности и надежности резьбовых соединений. М.: Машиностроение, 1979. 212 с.
Глава 7
ШПОНОЧНЫЕ, ПРОФИЛЬНЫЕ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
1. ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Достоинства шпоночных соединений — простота конструкции и сравнительно невысокая стоимость изготовления при единичном производстве. Одна* ко для них требуется в большинстве случаев ручная подгонка, и они не обеспечивают высокую несущую способность. В качестве неподвижных наиболее рациональны шпоночные соединения, сочетающиеся с посадкой ступицы на вал с натягом. При этом можно обеспечить хорошее центрирование ступицы на валу и высокую надежность соединения. Направляющие и скользящие шпонки иногда используют в подвижных шпоночных соединениях. Вследствие низкой несущей способности эти соединения при новом проектировании заменяют подвижными шлицевыми соединениями.
Соединения призматическими и сегментными шпонками. Призматические шпонки применяют наиболее широко. Ширину b и высоту Л выбирают в зависимости от диаметра d по ГОСТ 23360—78 (табл. 1). Концы шпонок могут быть плоскими или скругленными для облегчения направления ступицы при сборке соединения. Для ступиц из чугуна и других материалов более низкой прочности, чем материал вала, допускается более глубокое врезание шпонки в ступицу, а в остальных случаях ее заглубляют в вал на размер ° « 0,6Л.
Осевое фиксирование шпонки наиболее просто осуществляют при использовании глухого паза на валу, изготовляемого концевой фрезой. Однако при изготовлении шпоночного паза дисковой фрезой коэффициент концентрации напряжений меньше, а точность выполнения размера b выше.
Боковые грани призматических шпонок являются рабочими, и размер b выполняют с полем допуска h9. Посадки шпонок в ступицу и вал назначают в системе вала в зависимости от типа соединения: I — свободное для направляющих и скользящих шпонок; II — нормальное для неподвижного соединения при безударном нагружении; Ш — плотное для неподвижного соединения при ударном нагружении.
Тип соединения .... I II Ш Поле допуска паза
на валу............. Н9 N9 Р9
Поле допуска паза
во втулке........... DIO Jg9 Р9
Сборка соединения без обмятая граней обеспечивается, если перекос шпонки Дп относительно пазов ступицы и вала на длине соединения не превышает &ш/2, гда бш — допуск на ширину шпоночного паза. Относительный поворот ступицы и вала на угол у " &Jd компенсирует смещение Дс шпоночных пазов относительно осей отверстия и вала, но приводит к неравномерному распределению давлений по глубине захода шпонки. Для снижения неравномерности распределения давлений устанавливают допуск на смещение паза бс s 2бш.
Критерием работоспособности соединения с призматическими шпонками является сопротивление смятию боковых поверхностей.
Проверочный расчет на смятие выполняют в предположении, что напряжения в зоне контакта осм (МПа) распределены равномерно:
всм-2Т103/р/р(Л-Г1)] s [oCM]-aT/S, (1)
где Т — вращающий момент, Н* м, а размеры d, /р, Л, If, мм приведены в табл. 1.
Давлением на поверхностях шпонок, обусловленным их посадкой в паз с возможным натягом, пренебрегают. Фактически неравномерное распределение напряжений по глубине захода и длине шпонки при необходимост учитывают назначением допускаемых напряжений.
При нереверсивной нагрузке, мало изменяющейся по величине, принимают допускаемый коэффициент запаса £-1,9 + 2,3, а при частых пусках и остановах — £ - 2,9 + 3,5. При реверсивной нагрузке коэффициент запаса повышают против приведенных на 30 %. Для шпонок из чистотянутой стали 45 установлено от - 350 МПа, из стали Стб от - 450 МПа. Бели ступицы выполнены из чу1уна, например марки СЧ20, то принимают от - 130 МПа.
Шпоночные соединения
375
1. Призматические шпонки (из ГОСТ 23360—78)
L
Ь
Исполнения 1 3 2
к
4S
«В
Размеры, мм
Диаметр вала d Сечение шпонки Глубина паза
b Л вала отверстия ?2
Св. 12 до 17 5 5 3 2,3
|> 17 и 22 6 6 3,5 2,8
п 22 30 8 7 4 3,3
п 30 38 10 8 5 3,3
п 38 »» 44 12 8 5 3,3
и 44 ,, 50 14 9 5,5 3,8
п 50 58 16 10 6 4,3
п 58 W 65 18 И 7 4,4
п 65 75 20 12 7,5 4,9
и 75 85 22 14 9 5,4
и 85 95 25 14 9 5,4
п 95 н НО 28 16 10 6,4
ч ” 110 м 130 32 18 11 7,4
Примечания: 1. Стандартный ряд длин /, мм: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; НО; 125; 140; 160; 180; ... до 500.
2. Пример условного обозначения шпонки Ь - 14 мм; Л - 9 мм; I - 100 мм исполнения 1: Шпонка 14*9*100 ГОСТ 23360—78. Обозначение шпонки исполнения 2: Шпонка 2—14*9*100 ГОСТ 23360—78.
Условие прочности на срез учтено при стандартизации шпонок, поэтому проверка на срез не является обязательной. Из (1) можно установить допускаемый момент Тш (Нм), передаваемый шпоночным соединением:
Тш=<Пр(Л-грат/(2 1033).
Сегментные шпонки устанавливают на валу в относительно глубоком пазу, изготовляемом дисковой фрезой; ручная подгонка обычно не требуется. Глубокий паз, обеспечивающий устойчивость сетментной шпонки и достаточно равномерное распределение напряжений на рабочих поверхностях, заметно снижает сопротивление усталости вала, поэтому такие соединения применяют для передачи небольших крутящих моментов. Размеры
сегментных шпонок стандартизированы (табл. 2). Размер шпонки Ь выполняют с полем допуска h9. Как и призматические, сегментйые шпонки сопрягают с пазами в системе вала по типу II или III. Проверочный расчет на смятие сегментных шпонок выполняют по (1).
Соединения цилиндрическими, клиновыми и тангенциальными шпонками. Цилиндрические шпонки можно применять только при свободном доступе к торцовой поверхности сопряжения вала и ступицы (рис. 1, а). Отверстия под эти шпонки изготовляют непосредственно при сборке, обеспечивая посадку с натягом Н7/г6, Н7/р6, реже Н7/п6 или Н7/ш6. Диаметр и длину шпонки принимают соответственно - (0,13 ♦ 0,16)d, /р-<3*4Ыш.
376
Шпоночные, профильные и шлицевые соединения
2. Сегментные шпонки (из ГОСТ 24071—80)
Размеры, мм
Диаметр вала d Размеры шпонки b*h*D Глубина паза Диаметр вала d Размеры шпонки b*h*D Глубина паза
вала отверстия h вала отверстия f2
Св. 7 до 8 2,5x3,7x10 2,7 1.2 Св. 18 до 20 5*7x19 5,5 2,3
” 8 ” 10 3*5x13 3,8 1.4 ” 20 ” 22 5x9x22 7 2,3
” 10 ” 12 3x6,5x16 5,3 1.4 ” 22 ” 25 6x9x22 6,5 2,8
” 12 ” 14 4x6,5x16 5 1.8 ” 25 " 28 6x10x25 7,5 2,8
” 14 ” 16 4x7,5x19 6 1.8 ” 28 ” 32 8хЦх25 8 3,3
” 16 ” 18 5x6,5x16 4,5 2,3 ” 32 ” 38 10x13x3’ 10 3,3
Кроме соединений зубчатых колес с валами цилиндрические шпонки используют также для соединения неплавающих и невращающихся звеньев планетарных передач с корпусом (рис. 1,6). Так как шпонки, установленные с натягом, являются концентраторами напряжений и создают радиальные распорные силы, их диаметр при тонкостенной ступице толщиной Н ограничивают dm * 0,6Я. Размеры шпонок и / целесообразно согласовывать с размерами штифтов по ГОСТ 3128-70.
Установка большого числа цилиндрических пшонок обеспечивает высокую несущую способность соединения. Необходимое число шпонок zm определяют из условия прочности рабочих поверхностей на смятие с учетом неравномерности распределения напряжений по цилиндрической поверхности:
гш-1бТ103/(я^ш/р[всм]). <2>
В связи с более точной расчетной схемой цилиндрических пшонок [осм] можно увеличить против допускаемых для призматических шпонок
на 25—30 %. При необходимости для конструктивно заданных числа хш и размеров цилиндрических пшонок /р (мм) устанавливают допускаемый момент Тш (Н* м), передаваемый шпоночным соединением:
2* ш =я^^ш^р ^см! (16 е 103).
В отличие от шпонок цилиндрические или конические штифты устанавливают перпендикулярно к поверхностям сопрягаемых деталей (рис. 1,в). По ГОСТ 3128—70 цилиндрические штифты выполняют диаметром " 6; 8; 10; 12; 16 мм, а длину назначают из ряда: ...; 12; 14; 16; 20; 25; 30; 36; 40; 45; 50; ..., мм. Исполнением типа I предусмотрено предельное отклонение диаметра шб(пб), а типа II — h8(h9). Пример условного обозначения цилиндрического штифта типа I с диаметром - 10 мм и длиной / - 25 мм: штифт 10т6*25 ГОСТ 3128—70.
Конические штифты (ГОСТ 3129—70) удобны при сборке и разборке соединения, но их применяют еще относительно редко. Общие технические условия на штифты установлены ГОСТ 26862-86.
Профильные соединения
377
а) в)
Рис. 1. Цилиндрические соединения шпонками ипгшфтами
Необходимое число цилиндрических или конических односрезных штифтов определяют из расчета на срез:
2Ш г 8T103/(itd^d[t]). (3)
Допускаемые касательные напряжения могут был» приняты [т] « 0,б[осм]. При определении числа штифтов по (3) напряжения смятия на цилиндрической поверхности не превышают допустимые, если /| 2 (0,6 + 0,7)(/ш (рис. 1, в).
Клиновые шпонки представляют собой призмы со скошенной стороной с уклоном 1:100. В отличие от призматических и сегментных, клиновые шпонки создают напряженное соединение вала и ступицы. При сборке соединения эти шпонки вызывают радиальные смещения ступицы относительно вала, а при коротких ступицах возможен перекос осей соединяемых деталей, поэтому область применения таких соединений ограничена. Размеры соединений с клиновыми шпонками стандартизованы (ГОСТ 24068—80).
Тангенциальные шпонки создают натяг между ступицей и валом не в радиальном, а в тангенциальном направлении. Каждая из шпонок составляется из двух односкосных призм. В соединение устанавливают две шпонки, угол между которыми 120*. Размеры шпонок и сечений пазов регламентирует ГОСТ 24069-80.
2. ПРОФИЛЬНЫЕ СОЕДИНЕНИЯ
В профильных соединениях контакт ступицы и вала осуществляется по некруглой поверхности (рис. 2). Контурные кривые профильных соединений могут быть равноосными (отличаются постоянством диаметрального размера), синусоидальными, циклоидными и др. Наибольшее распространение получили равноосные соединения с тремя, реже пятью, гранями.
Профильные соединения могут быть цилиндрическими или коническими. Их выполняют с зазором или натягом и переходными посадками. При повышенных требованиях к надежности и недопустимости зазоров применяют конические соединения с натягом.
Достоинства профильных соединений: отсутствие концентрации напряжений кручения от формы, благодаря чему повышается статическая и усталостная прочность (но сохранение концентрации напряжения от посадки); хорошее самоцентрирование; существенно улучшенные шумовые характеристики; более высокий, чем у шлицевых соединений, срок службы по износу; повышенная
надежность по критерию прочности сцепления по сравнению с цилиндрическими и коническими соединениями с натягом; существенное повышение производительности обработки.
Применение профильных соединений в дисковых, червячных, цилиндрических, торцовых и других фрезах и инструментах взамен шпоночных не только увеличивает прочность фрез, но и повышает их стойкость.
К недостаткам соединений относится наличие распорных сил и пониженная надежность осевых перемещений под нагрузкой.
Валы профильных соединений рассчитывают на прочность и жесткость, собственно соединения — по допускаемым контактным напряжениям.
Для изготовления профильных соединений необходимо специальное оборудование.
3. КОНСТРУКЦИИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ1
По форме боковых поверхностей зубья шлицевых соединений выполняют с прямобочным, эвольвентным и треугольным профилем (рис. 3).
^В этих соединениях зубья вала входят во впадины между зубьями ступицы, поэтому их называют также зубчатыми.
Рис. 2. Профильные соединения
378
Шпоночные, профильные и шлицевые соединения
Рис. 3. Типы шлицевых соединений
Наиболее распространены соединения с прямо* бочным профилем; их используют для насадки на валы зубчатых колес. Получают распространение соединения с эвольвентным профилем, которые отличаются высокой технологичностью и натру* зочной способностью. Соединения с треугольным профилем зубьев имеют ограниченную область применения, в частности для соединений тор* сионных валов или тонкостенных валов и ступиц. В большинстве случаев соединения с треугольным профилем могут быть заменены эвольвен-тными.
Преимуществом шлицевых соединений по сравнению со шпоночными является большая площадь рабочих поверхностей. Концентрация напряжений в пазах эвольвентных зубчатых соединений меньше, чем в пазах шпоночных соединений. Однако высокопроизводительные способы изготовления шлицевых соединений протягиванием обеспечивают необходимую экономичность только при серийном производстве.
Центрирование. Выбор типа центрирования зависит от требований к точности центрирования, твердости ступицы и вала, а зазор или натяг по центрирующему размеру D, d или Ь — от нагрузок, действующих на соединение, а также требований сборки.
Центрирование по внутреннему или наружному диаметру (рис. 3, а, б) обеспечивает более высокую соосность ступицы и вала. Если твердость ступицы меньше 350 НВ, то применяют центрирование по наружному диаметру: ступицу обрабатывают протяжкой, а наружный диаметр шлицевого вала шлифуют. При этом следует выполнять фаску /Ьс45в на прямобочных (рис. 3, б) или а*Ьс на эвольвентных зубьях (рис. 3, б), превышающую по величине радиус скругления г или р. Размеры фаски, мм, эвольвентных зубьев устанавливают в зависимости от модуля т:а г 0,1m + 0,05; bc г i 0,1m, а размер / прямобочных зубьев — в зависимости от серии и размеров соединения.
К центрированию по внутреннему диаметру приходится прибегать при твердости деталей соединений больше 350 НВ, когда затруднена калибровка ступицы протяжкой или дорном после термической обработки. Окончательную обработку отверстия в ступице осуществляют на внутришли-фовалыюм станке, а шлифование пазов вала обеспечивают профилированными кругами. Форма шлифуемой впадины на валах может быть* принята в соответствии с рис. 3, а для прямобочных зубьев (исполнения А и С по ГОСТ 1139—80), а для эвольвентных зубьев — специальная плоская форма дна по ГОСТ 6033—80.
Конструкции шлицевых соединений
379
а)
Рис. 4. Центрирование соединения по вспомогательным поверхностям:
а - по конической поверхности и цилиндрической втулке; б — по двум цилиндрическим поверхностям стандартизованных втулок
Центрирование по боковым поверхностям зубьев (рис. 3, в, г, е) применяют в условиях динамического или реверсивного нагружения большими крутящими моментами, а также при жестких требованиях к мертвому ходу.
Возможно центрирование по вспомогательным цилиндрическим и коническим поверхностям, что снижает износ соединений (рис. 4).
Соединения с прямобочным профилем. Эти соединения (ГОСТ 1139—80) применяют при наружных диаметрах вала 14—125 мм. С переходом от легкой к средней и тяжелой сериям (табл. 3) для одного и того же диаметра d возрастает диаметр D и увеличивается число зубьев, поэтому соединения средней и тяжелой серий отличаются повышенной несущей способностью, но более высокой трудоемкостью при изготовлении.
При центрировании по d или D для подвижных соединений рекомендуют посадку H7/f7, а для неподвижных обычно используют посадку H7/J&6. По нецентрирующим диаметрам предусматривают значительный зазор: для D Н12/а1Г, для d Hl 1 /all. При центрировании по наружному диаметру рекомендуют применять посадки по размеру 6 F8/f7, F8/js7, а при центрировании по внутреннему диаметру — посадки F10/f8, F8/jg7. Предельные отклонения от параллельности сторон зубьев вала и впадин втулки относительно оси центрирующей поверхности на длине 100 мм не должны превышать 0,03 мм в соединениях повышенной точности и 0,05 мм — в соединениях нормальной точности.
Пример обозначения соединения с центрированием по наружному диаметру, числом зубьев z -• 8, внутренним диаметром d - 62 мм, наружным D- 68 мм, шириной Ь - 12 мм, посадками по наружному диаметру H7/jfi6, по внутреннему диаметру Hl 1/al 1 и размеру b F8/f7:
D - 8х62Н11 /al 1 x68H7/js6*l2F8/f7. Пример обозначения ступицы и вала того же соединения соответственно: D — 8x62Hllx68H7xl2F8;
D-8 x62allx68js6xl2f7.
3. Шлицевые прямобочные соединения (ГОСТ 1139-80)
Размеры, мм
zxrfxD b dp не менее / г, не более Статический момент мм^/мм
Легкая серия
6x23x26 6 22,1 66
6x26x30 6 24,6 0,3 0,2 118
6x28x32 7 26,7 126
8x32x36 6 30,4 163
8x36x40 7 34,5 182
8x42x46 8 40,4 0,4 о;з 211
8x46x50 9 44,6 230
8x52x58 10 49,7 440
8x56x62 10 53,6 0,5 0,5 472
8x62x68 12 59,8 520
10x72x78 12 69,6 750
10x82x88 12 79,3 850
10x92x98 14 89,4 950
10x102x108 16 99,9 1050
10x112x120 18 108,8 1740
Средняя серия
6x11x14 3 9,9 34
6x13x16 3,5 12 39
6x16x20 4 14,6 76
6x18x22 5 16,7 0,3 0,2 84
380
Шпоночные, профильные и шлицевые соединения
Ь dp не менее / г, не более Статический момент SF> мм^/мм
6x21x25 5 19,5 97
6x23x28 6 21,3 145 1
6x26x32 6 23,4 191
6x28x34 7 25,9 0,4 0,3 205
8x32x38 6 29,4 308
8x36x42 7 33,5 343
8x42x48 8 39,5 396
8x46x54 9 42,7 600
8x52x60 10 48,7 672
8x56x65 10 52,2 854
8x62x72 12 57,8 1072
10x72x82 12 67,4 0,5 0,5 1540
10x82x92 12 77,1 1740
10x92x102 14 87,3 1940
10x102x112 16 97,7 2140
10x112x125 18 106,3 3260
Тяжелая серия
10x16x20 2,5 14,1 126
10x18x23 3 15,6 0,3 0,2 195
10x21x26 3 18,5 223
10x23x29 4 20,3 312
10x26x32 4 23 319
10x28x35 4 24,4 426
10x32x40 5 28 0,4 0,3 576
10x36x45 5 31,3 749
10x42x52 6 36,9 978
10x46x56 7 40,9 1020
16x52x60 5 47 1340
16x56x65 5 50,6 1690
16x62x72 6 56,1 0,5 0,5 2140
16x72x82 7 65,9 2460
20x82x92 6 75,6 3480
20x92x102 7 85,5 3880
20x102x115 8 94 5970
20x112x125 9 104 6520
Соединения с эвольвентным профилем (рис. 3, г, д). Эти соединения (ГОСТ 6033—80) предусмотрены для диаметров D - 4 + 500 мм при числах зубьев 6—82 (табл. 4). В отличие от исходного контура для изготовления зубчатых колес угол профиля заметно увеличен (а " 30°), а высота зуба уменьшена (Л - т). В качестве номинального стандартизуемого диаметра соединения принимают его наружный диаметр
D = m(z ♦ 1,1 ♦ 2х), где т — модуль соединения; х — коэффициент смещения.
Для эвольвентных зубьев установлены два вида допусков ширины впадины втулки и толщины зуба вала: Te(Ts) — допуск ширины впадины втулки (допуск толщины зуба вала), контролируемый в случае, когда не применяют комплексный калибр; Т — суммарный допуск, включающий отклонение собственно ширины впадины (толщины зуба) и отклонение формы и расположения элементов профиля впадины (зуба), контролируемый комплексным калибром. Для сопряжения зуба вала и впадины ступицы принята система отверстия. Поля допусков обозначают в виде числа, показывающего степень точности, за которым следует буква, указывающая основное отклонение.
При центрировании по наружному диаметру рекомендуемыми являются посадки: для неподвижных соединений — H7/n6, H7/j^6, H7/h6; для подвижных соединений — H7/g6, H7/f7. Поля допусков ширины впадины ступицы принимают 9Н и ИН, а толщины зуба вала 9h, 9g, 9d, Пси Па.
При плоской форме дна впадины пазов вала допускается центрирование по внутреннему диаметру. Предпочтительными являются посадки H7/h6, Н7/пб, H7/g6.
Пример обозначения соединения D - 60 мм, т - 2 мм с центрированием по наружному диаметру и посадкой по диаметру центрирования H7/h6: 60xH7/h6x2 ГОСТ 6033-80.
Соединения с треугольным профилем. Эти соединения центрируют только по боковым сторонам; они не стандартизированы и изготовляют их по отраслевым нормалям. За номинальный диаметр принимают наружный или делительный диаметр, модуль т - 0,2 + 1,6 мм, число зубьев z - 20 + 70, угол между профилями зуба ступицы Р составляет 60, 72 или 90е (рис. 3, е). При проектировании беззазорного соединения используют конические соединения с треугольными зубьями с конусностью 1:16 по впадине вала.
Конструкции шлицевых соединений
381
4. Соединения шлицевые эвольвентные (из ГОСТ 6033—80)
Размеры, мм
л Число зубьев z при модуле т Статический р Число зубьев z при модуле т Статический млмрит
0,8 1,25 2 3 мм^/мм 3 5 8 1*1 V1*1wall SF< мм^/мм
15 17 20 25 30 35 40 45 50 55 60 65 70 75 80 ’Сред уточнить 17 20 23 30 36 нее значе по форм] 12 14 18 22 26 30 34 38 кие о. т? гле Sjg”- 1 16 18 21 24 26 28 31 34 36 38 гаеского » ),45mz(D 17 18 20 22 24 25 юмента п — т). 87 111 153 251 367 484 635 825 1039 1217 1423 1716 2035 2349 2633 слощади к 85 90 95 100 ПО 120 140 160 180 200 220 240 260 300 340 юнтакта; 27 28 30 32 35 38 45 52 58 цля выбра 15 16 18 18 20 22 26 30 34 38 42 46 50 58 1ННЫХ Z к 18 21 24 26 28 31 36 41 [ т целее 2844 3174 3685 4019 4890 5847 8110 10460 13400 16630 20080 23800 28400 38170 49000 ообразно
Взаимозаменяемость деталей соединения с треугольными зубьями должна обеспечиваться применением комплексных калибров и контролем размеров по роликам.
Наружный диаметр D и длину / шлицевого соединения устанавливают в процессе конструирования. Целесообразно ограничивать длину шлицев / i \t5D. При / > 1 ,SD резко возрастает неравномерность удельных сил по длине соединения и трудоемкость изготовления. В глухих отверстиях ступиц с необходимой точностью возможно изготовление только эвольвентных зубьев ограниченной длины (обычно при / 0,42» методом обкатки на зубодолбежных станках. Не следует размещать зубья на большой глубине в глухом отверстии, так как это сопряжено с понижением точност изготовления. Дно глухого отверстия должно быть плоским или вогнутым.
4. РАСЧЕТ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Расчеты выполняют:
по критерию смятия в качестве основных для соединений типа муфт, передающих только крутящий момент, и в качестве дополнительных для ответственных соединений, подверженных циркуляционной нагрузке; при этом соединения с упрочненными рабочими поверхностями рассчитывают до приработки, а с неупрочненными или улучшенными — в состоянии после приработки;
по критерию износостойкости в качестве основных для соединений, подверженных циркуляционной нагрузке.
При расчете по двум критериям нагрузочную способность выбирают меньшую из двух полученных.
Расчет прямобочных шлицевых соединений приводим в соответствии с ГОСТ 21425—75.
382
Шпоночные, профильные и шлицевые соединения
5. Допускаемые давления аи?и (МПа) при средних условиях , и приближенном расчете шлицевых соединений по критерию износа
Относительные пара-метры нагрузки Термическая обработка и твердость вала
Без обра-ботки, 20HRC3 Улучшение 28 HRCg Закалка Цементация или азотирова-ние, 60HRC„
♦ е 40 HRC3 45 HRC3 52 HRC3
0,59 0 38 42 55 69 75 83
0,25 21 23 29 36 39 44
0,50 18 21 25 32 35 39
0 47 55 67 85 92 100
0,50 0,25 32 37 47 60 66 72
0,50 22 26 34 42 45 50
0 65 76 92 116 127 141
0,42 0,25 42 49 60 75 82 91
0,50 35 41 50 63 68 76
0 73 85 105 130 142 158
0,35 0,25 52 60 77 97 105 117
0,50 38 45 60 75 80 90
* а
Значения о|(ЗН получены при W - 10°, ^дол " " Кусл ~ 1е Указанные давления следует
снижать на 25 % — при работе с частыми реверсами; на 40 % — при ограниченной смазке с загрязнением; в 2,5—3 раза — при осевых перемещениях ступицы относительно вала под нагрузкой (например, в шлицевых соединениях шарнирных муфт).
Основное расчетное условие1 — давление а на рабочих поверхностях зубьев меньше допускаемого [о]:
а = IO?TK/(SF1) s [о],
где Тк — расчетный крутящий момент, Н*м; Sjc— статический момент площади контакта 1 мм длины I соединения (табл. 3 и 4).
Приближенные расчеты прямобочных шлицевых соединений при типовом циркуляционном нагружении (моментом Тк и поперечной силой Ft вращающейся относительно соединения) целесообразно проводить по критерию износостойкости ([al- Онзн по табл. $с учетом поперечной силы F через отношение ее к окружной силе на зубьях — параметр ф - /Иср/(2х х10^Тк) и с учетом относительного смещения плоскости действия поперечной силы F от средней плоскости длины соединения е - е/l (рис. 5).
^Здесь коэффициент запаса прочности при расчете на смятие и коэффициент долговечности при расчете на износостойкость отнесены к допускаемому давлению.
Под Тк здесь и далее понимается наибольший из длительно действующих моментов.
В шлицевых соединениях прямозубых зубчатых передач ф- </Cp/(</w cos®)» где dw — диаметр начальной окружности шестерни; a — угол зацепления; - 0,5 CD + d) — средний диаметр шлицев.
Действие факторов, отличных от средних, можно учитывать дополнительным коэффициентом безопасности, принимая во внимание, что основной коэффициент безопасности, введенный в таблицу, равен 1,3.
Рис. 5. Зависимость коэффициента Ке от параметров ф и е
Расчет шлицевых соединений
383
Детализированный расчет на смятие ведут по давлению °тах от максимального момента Ттяу -“Kjfa *д коэффициент динамичности нагрузки; при частом реверсировании Хд - 2 + 2,5.
10^Ттах
°тах = —я—т— * 1°Jcm»
— —допускаемое давление по а^з^пр^п
критерию смятия, где
°т пов ” пРСДел текучести поверхностных слоев, МПа;
5-1,25 + 1,4 — коэффициент запаса прочности на смятие; меньшие значения для незакален-ных рабочих поверхностей неответственных соединении; большие значения — для закаленных поверхностей ответственных соединений;
^-коэффициент неравномерности распределения нагрузки между зубьями вследствие действия поперечной силы (табл. 6);
6. Коэффициенты неравномерности распределения нагрузки между зубьями
♦ *3 < ♦ *3 %! лз
0,30 1,6 1,1 0,55 2,1 2,2
0,35 1,7 1,2 0,60 2,2 2,5
0,40 1,8 1,4 0,65 2,4 3,0
0,45 1,9 1,6 0,70 2,7 3,7
0,50 2,0 1,9 0,75 3,0 4,5
Кир-коэффициент продольной концентрации нагрузки; при расположении зубчатой? венца со стороны закручиваемого участка вала Х^ - Х^ + +Ке-1, а при расположении венца со стороны везакручиваемого участка выбирается равным бблыпему из значений Х^ и Хе;
- коэффициент концентрации нагрузки от закручивания вала в соединении (табл. 7), определенный из расчета вала как стержня на упругом основании;
Ке - коэффициент концентрации в связи со смещением е нагрузки F от середины длины ступицы (см. рис. 5) е - e/Z, а при действии дополнительно осевой нагрузки Fa на радиусе R е -е Г а^ср п
- - ±______—. Знак + при суммировании
7 2 103Тк/
моментов от F и Fa относительно центра ступицы; знак при вычитании;
7. Коэффициент Хк для прямобочных шлицевых соединений
Серия Z), мм Отношение 1/D
1,0 1,5 2,0
Легкая До 26 30—50 58-120 1,3/1.1 1,5/1.2 1.8/1,3 1.7/1,2 2,0/1,3 2,6/1,4 2,2/1,4 2,6/1,5 3,4/1,7
Средняя До 19 20-30 32—50 54-112 Св. 112 1,6/1,2 1,7/1.2 1,9/1,3 2,4/1,4 2,8/1,5 2,1/1,3 2,3/1,4 2,8/1,5 3,5/1,7 4,1/1,9 2,8/1,5 3,0/1,6 3,7/1,8 4,8/2,1 5,5/2,5
Тяжелая До 23 23-32 35-65 72-102 Св. 102 2,0/1,3 2,4/1,4 2,7/1,5 2,9/1,6 3.1/1.7 3,0/1,6 3,5/1,8 4,1/1,9 4,3/2,0 4,7/2,1 4,0/1,9 4,7/2,1 5,3/2,2 5,6/2,4 6,2/2,5
Примечание. В числителе приведены значения Хк до приработки (для расчета на смятие), а в знаменателе — после приработки для соединений, работающих с переменным режимом. При постоянном режиме после приработки хко - 1.
Хп — коэффициент концентрации нагрузки от погрешностей изготовления. При начальной погрешности шагов и непараллельное^ зубьев осям вала и ступицы менее 0,02 мм Хд - 1,1 + 1,2; при более низкой точности изготовления Хп -- 1,3 + 1,4. После приработки Хд - 1.
Расчет по критерию износостойкости, преимущественно лимитирующей несущую способность шлицевых соединений, ведут по давлению от наибольшего из длительно действующих крутящих моментов:
103Тк
° ° —Spl S 1о,из«’
Г 1 1°1усл г ,
те т----------------Муо, - наи-
л долгл иЗн л у сл большее условное допускаемое давление при базовом числе циклов нагружений 10® и постоянном режиме работы:
HRC3 ....... 20 28 40 45 52 60
[а!усл МПа 95 ПО 135 170 185 205
^олг " *н*ц““ коэффициент долговечности; Хд -
384
Шпоночные, профильные и шлицевые соединения
№
— коэффициент переменности
нагрузки, в котором — число циклов работы соединения с нагрузкой при вращении в одну сторону; W “ общее число циклов работы. Коэффициент можно также оценивать по характеристике режима: 1,0 — постоянный режим;
0,77 — тяжелый (большую часть времени с высо-
кими нагрузками); 0,63 — равновероятный; 0,57 — нормальный; 0,43 — легкий (работа ббльшую
часть времени с малыми нагрузками); К -3|------
- — коэффициент числа циклов. Коэффи-
108
циент долговечности ^долг для неответственных соединений с параметрами эксплуатации, близки-
ми к средни^, можно принимать равным 1.
^изн " кз *пр” к0ЭФФициент износа; к' -коэффициент неравномерности распределения нагрузки между зубьями, учитывающий приработку вследствие скольжения, выбирается по табл. 6;
— коэффициент продольной концентрации нагрузки; определяется так же, как при расчете на смятие, но с учетом приработки;
Куы - — коэффициент условий работы
соединения; Кс — коэффициент смазки; при обильной смазке без загрязнения Кс - 0,7; при средней смазке - Г, при бедной смазке и работе с загрязнениями Кс - 1,4; Кж — коэффициент осевого закрепления или перемещения ступицы. При жестком закреплении ступицы Кж - 1, при закреплении с помощью вилок, допускающем небольшие смещения, - 1,25; при осевых перемещениях под нагрузкой (например, в карданных передачах) - 3.
При необходимости безызносной работы соединения: a s [<у1б.и^Аизн’ 1°1б.и в МПа; Я™ нетермообработанных шлицев оно равно 0,028 НВ; для улучшенных 0,032 НВ; для закаленных 0,3 HRC3; для цементованных 0,4 HRC3.
Расчет эвольвентных шлицевых соединений (ввцду отсутствия соответствующего общего для машиностроения ГОСТа и установившегося расчета) приведен на базе ОСТ 23.1 459—78 и ОСТ 23.1 458—78 для соединений без осевых перемещений по валу под нагрузкой сельскохозяйственных тракторов. Этот расчет условно можно использовать как ориентировочный для шлицевых соединений других машин.
Расчет#?*5 условие
4-103ГкККн
От“ ----57?----
s lol,
где отяу — давление на рабочих поверхностях зубьев от момента Тк, определяемого по номинальному моменту двигателя; [а] "1,2 HRC3 — допускаемое давление, МПа для цементованных и закаленных сталей; К — общий коэффициент неравномерности распределения нагрузки.
При расположении зубчатого венца со стороны незакручиваемого участка вала
К = 5 (Зе// + 0,5) d cosa/dB + 1,
где е — смещение нагрузки от середины длины I ступицы; d и a — делительный диаметр и угол профиля зуба соединения; </в — диаметр основной окружности зубчатого колеса.
При расположении зубчатого венца со стороны закручиваемого участка вала
К = 5(9е// + 0,5) d cosa/dB + 1;
— коэффициент использования мощности; 0,92 — для гусеничных тракторов; 0,78 — для колесных, 0,67 — для самоходньж шасси.
При распространении расчета на другие машины под можно понимать коэффициент переменности нагрузки, рекомендуемый выше для прямобочных шлицевых соединений.
Расчетная оценка ресурса прямобочных и эвольвентных шлицевых соединений при основном для этих соединений циркуляционном нагружении возможна на основе результатов эксплуатационных или экспериментальных данных для некоторых аналогов проектируемых соединений.
В качестве критерия может быть взята условная работа трения в соединении, отнесенная к единице площади контакта зубьев при вращении под действием крутящего момента и радиальной силы, рассчитанная в простейших предположениях.
Список литературы
Глухарев ЕГ„ Зубарев НЛ. Зубчатые соединения: Справочник, Л: Машиностроение, 1983, 270 с.
ГОСТ 21425-75 Соединения зубчатые (шлицевые) прямобочные. Методы расчета нагрузочной способности. 25 с.
Раздел 2. ПЕРЕДАЧИ
Глава 1
ЗУБЧАТЫЕ ПЕРЕДАЧИ ОБОЗНАЧЕНИЕ, НАИМЕНОВАНИЕ ПАРАМЕТРОВ И ЕДИНИЦЫ ИЗМЕРЕНИЯ
Большее зубчатое колесо сцепляющейся Д® пары называют колесом, а меньшее — шестерней. Термин «зубчатое колесо» относится как к шестерне, так и к колесу.
Буквенные обозначения, общие для зубчатых fpb колес сцепляющейся пары (z, d, х, <\, и др.), отмечают индексом 1 для шестерни и индексом нк 2 для колеса. Эти обозначения могут быть н0 записаны с индексом J, например NHg и др., где j= 1,2.
а* — межосевое расстояние, мм;
b — ширина венца зубчатого колеса, мм; %
Ьи — полуширина площадки контак- А та, мм;
Ь* — рабочая ширина венца зубчатого колеса передачи, мм; %
с' — удельная нормальная жесткость F пары зубьев, Н/мм2;
сЛ — средняя удельная торцовая & жесткость зубьев зубчатых Л
колес, Н/(мм *мкм);
d — делительный диаметр, мм; &
da — диаметр вершин зубьев, мм; Л
db — диаметр основной окружности,
мм; г
Е — модуль упругости материала
зубчатого колеса, МПа;
Ft — окружная сила на делитель-
ном цилиндре в торцовом сечении, Н;
FiF — окружная сила на делительном цилиндре при расчете на выносливость при изгибе, Н;
Еш — окружная сила на делительном Кн» цилиндре при расчете на контактную выносливость, Н;
$ — допуск йа направление зуба,
мм;
13 Зак. 1113
— фактическое отклонение положения контактных линий в начальный период работы передачи, мм;
— предельное отклонение шага зацепления, мм;
— твердость сердцевины зуба;
— твердость поверхности зубьев зубчатого колеса;
— толщина упрочненного слоя до исходной структуры (сердцевины), мм;
— коэффициент, учитывающий внешнюю динамическую нагрузку (не учтенную в циклограмме нагружения);
— коэффициент нагрузки при расчете на прочность зубьев при изгибе;
— коэффициент, учитывающий внутреннюю динамическую нагрузку;
— коэффициент, учитывающий распределение нагрузки между зубьями;
— коэффициент, учитывающий неравномерность распределения напряжений у основания зубьев по ширине зубчатого венца;
— коэффициент нагрузки при расчете на прочность активных поверхностей зубьев;
— коэффициент, учитывающий внутреннюю динамическую нагрузку;
— коэффициент, учитывающий приработку зубьев;
386
Зубчатые передачи _______________________________
— коэффициент, учитывающий YA распределение нагрузки между зубьями;
— коэффициент, учитывающий Yd распределение нагрузки между зубьями в начальный период работы (до приработки);
А^ — коэффициент, учитывающий неравномерность распреде-ления нагрузки по ширине зубчатого венца;
А^ — коэффициент, учитывающий неравномерность распределения нагрузки по ширине зуб-чатого венца в начальный период работы (до приработ-ки); rt
А^ — коэффициент контактных на-
пряжений, МПа;
[AJ — допускаемое значение коэффи-
циента А^;
т — нормальный модуль, мм;
N — число циклов напряжений; **
NFE ~ эквивалентное число циклов
напряжений при расчете из-гибкой (контактной) выносли- **
вости; у
— число циклов напряжений за z полный срок службы зубчатого колеса; У
~ число циклов напряжений, со- р
ответствующее перегибу кри- у
вой усталости, при расчете на 5
изгибную (контактную) выносливость;
п — частота вращения, мин1;
qF — показатель степени кривой ус- у
талости при расчете на изгиб- с ную прочность; z
qH — показатель степени кривой ус- -
талости при расчете на контактную прочность;
SF W — коэффициент запаса при расчете на изгибную (контактную) прочность; %е
Т — вращающий момент, Н • м;
TjF (*}я) — расчетный момент при расчете на изгибную (контактную) выносливость; ^я
v — окружная скорость на делительном цилицдре, м/с.
При расчете на изгибную прочность l
х — коэффициент смещения;
— коэффициент, учитывающий двухстороннее приложение нагрузки;
— коэффициент, учитывающий влияние деформационного упрочнения или электрохимической обработки переходной поверхности зуба;
— коэффициент, учитывающий форму зуба и концентрацию напряжений при приложении нагрузки в верхней граничной точке однопарного зацепления;
— коэффициент, учитывающий форму зуба и концентрацию напряжений;
— коэффициент, учитывающий влияние шлифования переходной поверхности зуба;
— коэффициент долговечности при расчете зубьев на изгибную прочность;
— коэффициент, учитывающий влияние шероховатости переходной поверхности;
— коэффициент, учитывающий размер зубчатого колеса;
— коэффициент, учитывающий влияние способа получения заготовки зубчатого колеса;
— коэффициент, учитывающий влияние наклона зуба;
— коэффициент, учитывающий градиент напряжений и чувствительность материала к концентрации напряжений (опорный коэффициент);
— коэффициент, учитывающий влияние перекрытия зубьев;
— число зубьев;
— эквивалентное число зубьев.
При расчете на'прочность активных поверхностей зубьев
— коэффициент, учитывающий упругие свойства материалов сопряженных зубчатых колес, (МПа)0*5;
— коэффициент, учитывающий форму сопряженных поверхностей зубьев в полюсе зацепления;
— коэффициент, учитывающий влияние вязкости смазочного материала;
Общие сведения
387
— коэффициент долговечности при расчете на выносливость активных поверхностей зубьев;
— коэффициент, учитывающий влияние исходной шероховатости сопряженных поверхностей зубьев;
— коэффициент, учитывающий размеры зубчатого колеса;
— коэффициент, учитывающий влияние окружной скорости;
— коэффициент, учитывающий суммарную длину контактных линий;
— делительный угол профиля в торцовом сечении, рад;
— угол зацепления, рад;
— угол наклона зубьев, ’;
— основной угол наклона, рад;
— угол между проекциями на плоскость зацепления осей шестерни и колеса, вызванный деформациями деталей (валов, корпусов, подшипников и др.), зазорами в подшипниках и не-параллельностью осей расточек в корпусе, рад;
— коэффициент торцового перекрытия;
— коэффициент осевого перекрытия;
— суммарный коэффициент перекрытия;
— напряжение изгиба в опасном сечении на переходной поверхности зуба, МПа;
— предел выносливости зубьев при изгибе, МПа;
— предел выносливости зубьев при изгибе, соответствующий базовому числу циклов напряжений, МПа;
— допускаемое напряжение изгиба зуба, МПа;
— допускаемое контактное напряжение, МПа;
— предел контактной выносливости.
Принятые индексы
— относится к расчетам зубьев на изгибную прочность;
— относится к расчетам зубьев на контактную прочность;
— относится к /-й ступени циклограммы нагружения.
I. ОБЩИЕ СВЕДЕНИЯ
Зубчатые передачи применяют при любом взаимном расположении осей: при параллельных осях — цилиндрические передачи, при пересекающихся — конические, при скрещивающихся — гипоидные, винтовые, спироцдные передачи.
Угловые скорости двигателя (ода и рабочего органа машины шр о, как правило, не равны. Обычно > шро; при этом применяют передачи (редукторы), понижающие скорость и увеличивающие момент. При шдв < шро Применяют повышающие передачи — мультипликаторы, используемые, например, в центрифугах.
Зубчатые передачи выполняют в основном закрытыми — размещенными внутри корпуса. При этом обеспечивается достаточно надежная защита от попадания абразивных частиц и благоприятные условия смазывания. Открытыми по условиям компоновки выполняют некоторые тихоходные передачи обычно крупных размеров. Закрытые передачи смазывают обычно жидкими маслами, а открытые — пластичными смазочными материалами с их периодической подачей.
В зависимости от общего передаточного отношения передачи выполняют с одной, двумя и с большим числом ступеней.
Широко используют комбинированные передачи, состоящие из цилиндрических, конических, червячных передач, а также других видов. Распространены передачи коническо-цилиндрические, цилиндро-червячные, цилиндропланетарные и др.
Механические передачи, составленные из зубчатых или червячных передач и различных их сочетаний (редукторы и мультипликаторы), выполняют в виде самостоятельных агрегатов либо встраивают в машину. Последнее характерно для многих транспортных машин, металлорежущих станков, приборов и т.д.
При необходимости варьировать скорость ведомого вала при постоянной или малоиз-меняющейся скорости двигателя используют коробки скоростей, составленные из зубчатых передач [15, 33, 66].
Механический привод с заданным режимом работы, характеризуемый нагрузкой, частотой вращения, числом циклов перемен напряжений и общим передаточным отношением, может быть осуществлен с использованием упомянутых выше передач различных типов и их сочетаний.
Из всех механических передач наименьшие габариты и массу имеют цилиндрические
388
Зубчатые передачи
зубчатые передачи. Их применяют в широком диапазоне мощностей, начиная с ничтожно малых, характерных для приборов, и кончая измеряемыми десятками тысяч кВт. Максимальные окружные скорости в них превышают 150м/с. Коэффициент потерь одноступенчатой цилиндрической передачи у = 0,01-5-0,02.
Конические и гипоидные зубчатые передачи по сравнению с цилиндрическими имеют большие габаритные размеры и массу, сложнее в изготовлении и монтаже (из-за необходимости точной осевой фиксации зубчатых колес). Коэффициент потерь этих передач больше, чем у цилиндрических, приблизительно в 1,5 раза. Однако эти передачи широко используют, поскольку по условиям компоновки часто возникает необходимость в передачах, оси которых образуют некоторый угол (обычно равный л/2).
Червячные передачи по сравнению с зубчатыми характеризуются меньшими интенсивностью шума и виброакгивностыо, большей плавностью работы, компактностью, возможностью получения в одной сцепляющейся паре передаточного числа до 80 и более, выполнением со скрещивающимися осями. Но они имеют повышенную стоимость, бо’лыпие (обычно в 3—4раза) потери на трение, а следовательно, и большие эксплуатационные расходы, требуют применения дорогостоящих бронз.
Для снижения габаритов и металлоемкости привода используют эффект многопоточности. Число потоков мощности в случае планетарных передач обычно равно числу сателлитов п*. Минимальные габариты и масса в многопоточных передачах, в том числе и в планетарных, достигаются при использовании цилиндрических зубчатых колес.
Рнс.1. Габаритные размеры передач различных типов с передаваемой мощностью 50кВт прН и = 5 и частоте вращении тихоходного вала 200 мин*1:
1 — плоскоременная передача; 2 — клиноременная передача; 3 — передача с трехрядной цепью ПРУ; 4 — редуктор одноступенчатый цилиндрический; 5 — планетарный редуктор
Масса многоступенчатой передачи определяется массой тихоходной ступени. Для этой ступени следует использовать передачу с минимальными массогабаритными показателями. В цилиндроконических передачах коническую пару следует использовать в качестве быстроходной ступени. При использовании в комбинированном приводе планетарного механизма А (см. §11) последний следует применять в качестве тихоходной ступени. Такой вариант широко используют, в частности, в трансмиссиях автобусов и грузовых машин.
С целью снижения габаритов, массы и числа деталей привода редуктор и электродвигатель объединяют в один компоновочный блок, называемый мотор-редуктором. В мотор-редукгорах используют специальные электродвигатели с фланцем и центрирующим буртом, предназначенным для крепления электродвигателя к корпусу редуктора и обеспечения их точного расположения. В мотор-редукторах используют цилиндрические передачи, червячные, планетарные, волновые и др.
Редукторы, выполненные в виде самостоятельных агрегатов и мотор-редукторов, изготовляют специализированные предприятия.
На рис.1 и 2 приведено сравнение габаритов одноступенчатых передач и ориентировочные
Рнс.2. Ориентировочные значения коэффициентов потерь y для передач различных танов:
ЦЗП и А — привод, составленный из одно-, двух,... в пятиступенчатых цилиндрических зубчатых передач или из планетарных передач Л; КЗП — коническая зубчатая передача; ПРП — плоскоременная передача; КРП (КШ) — клиноременная передача (корд-шнур); КРП (КТ) — клиноременная передача (корд-ткань); ЦП — цепная передача; ЧП — червячная передача; ВП — волновая передача; С — механизм с одним (лш = 1, см. рис.40, а) и тремя сателлитами (nw = 3, см. рис.40, б); Зк — механизм Зк с двухвенцовым (ДС) и с одновен-цовым сателлитом (ОС)
Геометрия и кинематика цилиндрических эвольвентных зубчатых передач
389
значения коэффициентов потерь передач различных типов.
Динамика механического привода, используемая для формирования циклограммы нагружения, аналитическая теория плоских и пространственных зацеплений, передачи с переменным передаточным отношением, мелкомодульные передачи рассмотрены в [11, 12, 45, 46, 47].
2. ГЕОМЕТРИЯ И КИНЕМАТИКА ЦИЛИНДРИЧЕСКИХ ЭВОЛЬВЕНТНЫХ ЗУБЧАТЫХ ПЕРЕДАЧ
Общие положения. Поверхности, являющиеся аксоодами в относительном движении шестерни и колеса, в теории зубчатых передач называют шкальными поверхностями. В цилиндрических передачах начальными поверхностями являются круговые цилиндры dwl и d^ (рис.З, г, д). Линию w' касания этих цилиндров называют полюсной линией.
Цилиндрические передачи выполняют с внешним (рис.З, г) и внутренним зацеплением (рис.З, ф, отличающимися взаимным расположением аксоидов шестерни и колеса.
(Ирезок называют межосевым расстоянием
дш=0,5(^±^). (1)
Здесь и ниже верхний знак относится к передачам внешнего, а нижний — к передачам внутреннего зацеплений.
Отношение d^/d*x называют передаточным числом и обозначают и. Из (1) имеем
д„ = 0,5^1/± 1). (2)
Длину образующей начальных цилиндров Ьх и Ь2 называют шириной венца зубчатого колеса, меньшую из которых обозначают Ь* и называют рабочей шириной венца зубчатого колеса.
Линии пересечения боковых поверхностей зубьев с любой круговой цилиндрической поверхностью, соосной с начальной, называют линиями зубьев. Если линии зубьев параллельны оси зубчатого колеса, то его называют прямозубым (рис.З, а). Если же эти линии винтовые постоянного шага, то зубчатое колесо называют косозубым (рис.З, б). Углы наклона линий зубьев на начальных цилиндрах обозначают pw. У шестерни и колеса эти углы равны по вели'шне, но противоположны по направлению. Разновидностью косозубых зубчатых колес являются шевронные колеса (рис.З, в). Окружности и d^, полученные сечением начальных цилиндров плоскостью, перпендикулярной к их осям, называют начальными, а точку w касания их — полюсом зацепления (рис.З, г, д).
В плоскости, перпендикулярной к осям колес, профили зубьев называют сопряженными, если при взаимном качении начальных окружностей они находятся в непрерывном касании от момента входа .до момента выхода из зацепления. При этом нормаль к профилям в точке их касания проходит через полюс зацепления и, следовательно, вектор скорости любой точки касания профиля относительно другого направлен по касательной к этим профилям.
Геометрическое место точек касания профилей зубьев называют линией зацепления, а угол между нормалью к профилям в точке касания и перпендикуляром к линии, соединяющей центры колес,— углом зацепления. Участок д2а1 линии зацепления, отсекаемый окружностями вершин зубьев, называют активной линией зацепления (рис.З, г, д).
а) б) 9) г)
РвсЗ. Цшпцдрпеспе передача:
а - прямозубая; б — косозубая; в — шевронная; г — внешнего зацепления; д — внутреннего зацепления
390
Зубчатые передачи
мой /, катящейся без скольжения по основной окружности, описывает эвольвенту этой окружности (рис.4). Если эквидистантным эвольвентам A, Av А^ ... соответствуют одноименные профили соседних зубьев, то шаг их называется основным окружным шагом рЬг
Утлы v и 0 называются соответственно утлом развернутости эвольвенты и утлом эвольвенты в точке А. При этом
0 = v — a = 2BC/db — a = 2AC/db — <x = tg<x — a.
Разность tga — a называют инволютой утла a и обозначают inva, т.е. invoi = tga — a. Обратную функцию a of inva можно вычислить по зависимости [5]
a = fcinva — 2(foinva)3/15 + 3$3inva)5/175 — - 2(v3lnva)7/1575 + ...
В сечении зубчатого колеса, перпендикулярном к оси и называемом торцовым, профили зубьев могут очерчиваться эвольвентами, эпи-и гипоциклоидами, а также другими кривыми. В соответствии с этим различают эвольвенгное, циклоидальное зацепление и другие.
Эвольвенгное зацепление получило наиболее широкое распространение благодаря технологическим преимуществам по сравнению с зацеплениями других видов и достаточно высокой несущей способности.
В цилиндрических передачах, кроме того, находит применение зацепление Новикова.
Зацепление эвольвентных зубьев. Рабочими профилями зубьев зубчатых колес служат эвольвенты, эволютой которых является окружность, называемая в.теории зубчатых передач основной окружностью db. Любая точка (А, ...) пря-
В зацеплении двух эвольвентных зубьев (рис.5) общая нормаль к профилям в точке касания является касательной к основным окружностям dbX и dft. Линия зацепления ЬхЬг совпадает с этой нормалью, а точка пересечения ее с прямой OtO2 является полюсом зацепления. Угол зацепления в эвольвентных передачах обозначают а^.
Окружности dai, d^ и d^, d„, ограничивающие зубчатые венцы, называют соответственно окружностями вершин и впадин (рис.5).
Производящая рейка и исходный контур. Образование зубьев на заготовке можно осуществить методом копирования (деления) или методом обкатки (огибания). Последний способ отличается белее высокой производительностью и, как правило, обеспечивает более высокую точность.
<9
Рис.5. Зацепление эвольвентных зубьев цнлицдрических передач: а — внешнее; б — внутреннее
Геометрия и кинематика цилиндрических эвольвентных зубчатых передач
391
Рк.6. Схема образования эвольвентных зубьев методом обила (огибания)
На рис.6 показана прямая, называемая начальной, которая без скольжения перекатывается по окружности d. С этой прямой неподвижно в плоскости чертежа связана прямая I. Огибающей к различным положениям прямой /является эвольвента окружности db= d cosar Бели представить, что на рисунке показана цилиндрическая заготовка диаметром а прямые /и Я являются проекциями режущих кромок инструмента, совершающего возвратно-поступательное движение в плоскости, перпендикулярной к плоскости чертежа, то при перекатывании начальной прямой по окружности d режущие кромки инструмента формируют на заготовке боковые поверхности эвольвентных зубьев.
На рис.6 приведена схема образования боковых поверхностей одного зуба. Но режущих кромок может быть не две, а гораздо больше, и они в совокупности образуют рейку с зубьями постоянного шага (рис.7).
Цилиндр d, являющийся аксоидом в движении рейки относительно зубчатого колеса, называют делительным, а окружность d — делитель-ндй. Плоскость рейки, по которой перекатывается делительный цилиндр, называют начальной.
При перекатывании без скольжения заготовки из пластичного материала по начальной
Рк.7. Схемж получения эвольвентных зубьев методом шли производящей рейкой
плоскости получим зубчатое колесо способом накатки. При отсутствии остаточных деформаций (т.е. при абсолютно пластичном материале заготовки и абсолютной твердости рейки) зубья очерчены по эвольвенте. В действительности неизбежны отклонения от эвольвенты, зависящие от параметров материалов заготовки и инструмента и технологического процесса. Поэтому накатку в качестве окончательной обработки используют в тех случаях, когда допускаются значительные погрешности. В качестве накатника применяют зубчатое колесо.
Если зубья производящей рейки в начальной или в любой параллельной ей плоскости параллельны оси заготовки, то получаем прямозубое зубчатое колесо; в противном случае — косозубое. Угол между линиями зубьев рейки и осью заготовки обозначают р и называют углом наклона линии зуба рейки, или делительным углом наклона, поскольку на цилиндре d угол наклона линии зуба (дополнительный к углу подъема винтовой линии зуба) равен р.
Угол наклона зубьев на цилиндре заданного диаметра dy определяют по формуле
tgp, = (rf/ntgp. (3)
Рейку, предназначенную для получения зубьев на заготовке, называют производящей, или инструментальной.
Геометрию сечения производящей рейки плоскостью, перпендикулярной к линиям ее зубьев (нормального сечения), назначают в соответствии с параметрами установленного исходного контура (рис. 8). Заштрихованный участок на рис. 8 является как бы контршаблоном производящей рейки.
Шаг исходного контура производящей рейки обозначают р, а отношение р/п называют модулем и обозначают т.
Значения т регламентированы ГОСТ 9563— 60*. Для силовых передач с т > 1 мм имеется два ряда модулей, из которых первый предпочтительнее:
1-й ряд: 1; 1,25; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 25; 32; 40; 50; 60; 80; 100 мм.
2-й ряд: 1,125; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5; 7; 9; 11; 14; 18; 22; 28; 36; 45; 55; 70; 90 мм.
Рис. 8. Исходный контур цилиндрических зубчатых передач:
а — без модификации, б — с модификацией
392
Зубчатые передачи
Другими параметрами исходного контура являются угол главного профиля а и коэффициенты высоты головки Л*, радиального зазора в паре исходных контуров с*, высоты ножки Л: = Л; + с*, глубины захода в паре исходных контуров h* = 2Л *, радиуса кривизны переходной кривой pt. Среднюю линию исходного контура, которая делит глубину захода пополам, называют делительной прямой. Соответствующую этой прямой плоскость производящей рейки называют делительной. Толщина зубьев и ширина впадин по делительной прямой равны друг Другу. Параметры исходного профиля регламентирует ГОСТ 13755—81: а = 20*; Л; = 1,0; с* = 0,25; р} = 0,38.
Расстояние между соответствующими точками соседних зубьев производящей рейки, измеренное параллельно начальной плоскости в сечении, перпендикулярном к оси изделия (в торцовом сечении), называют торцовым шагом и обозначают рр а расстояние, измеренное в сечении, нормальном линиям зубьев, называют нормальным шагом рп. Соответствующие им модули тп = ря/я и mt = pjn называют нормальным и торцовым. Очевидно, что Рп~ р и, следовательно, тп = т, а также ая = а.
Далее имеем (см.рис.7):
Pt = P./COSP - р/cosp; (4)
mt = J”»/008? = m/cosP; (5)
4 = р$к = m^ = mz/wsfi. (6)
Профильный угол производящей рейки в торцовом сечении
tga, = tga/cosp. (7)
Для уменьшения динамических нагрузок и повышения несущей способности при высоких окружных скоростях для зубчатых передач внешнего зацепления рекомендуется исходный контур с модификацией профиля головки зуба (см.рис. 8, 4). Параметрами модификации являются коэффициенты высоты h* и глубины
А* модификации. При m > 1мм модификацию выполняют в виде прямой. При этом профиль зуба головки изделия отклоняется от исходной эвольвенты в тело. Параметры модификации по ГОСТ 13755-81 равны Л* < 0,45 и А* < 0,02. При этом А* является функцией модуля и степени точности зубчатых колес [30].
Начальная и делительная плоскости или прямые производящей рейки могут совпадать или не совпадать. При совпадении этих плоскостей расстояние от оси зубчатого колеса до делительной прямой рейки (рис.9, б) равно Е = 0,54 = 0,5т£. Образуемое при этом зубчатое колесо называют выполненным без смещения исходного контура. Если при нарезании зубьев начальная и делительная прямые производящей рейки не совпадают (рис.9, а и в), то образуемые зубчатые колеса называют выполненными со смещением исходного контура.
Расстояние между начальной и делительной прямыми называют смещением исходного контура, а отношение его к модулю зацепления — коэффициентом смещения х = (£ — 0,5ф/ш = = (Е — 0,5т£)/т.
Если Е > 0,54, то х > 0, и смещение называют положительным, а при Е < 0,54 имеем х < 0, что соответствует отрицательному смещению. Делительная окружность колеса в зацеплении с рейкой совпадает с начальной, а диаметр основной окружности
db = dbosa, = m^cosa/cosp. (8)
С ростом х толщина зубьев на окружности вершин уменьшается, а у основания зубьев увеличивается. Одновременно растут радиусы кривизны эвольвент, очерчивающих боковые поверхности зубьев, и уменьшаются радиусы переходной кривой у основания зубьев.
У зубчатых колес с внешними зубьями диаметры 4e, df и окружная толщина зубьев st по дуге окружности d определяются по следующим формулам (рис.9):
Рвс.9. Зацепление зубчатого колеса с производящей рейкой (ЦП — делительная прямая; НП — шпальная прямая)
Геометрия и кинематика цилиндрических эвольвентных зубчатых передач
393
d„=d + 2(h'a + x)m; I .
df= d- 2(AJ + c - x)m; )
st = 0,5nmt + 2xmtgar (10)
Эвольвентные боковые поверхности впадин колеса с внутренними зубьями совпадают с эвольвентными поверхностями внешних зубьев, если у них одинаковые т, z, р и ширина впадины по дуге окружности произвольного диаметра колеса с внутренними зубьями равна окружной толщине зуба по дуге той же окружности. Сумма ширины впадины и толщины зуба на окружности dy равна шагу по этой окружности Ру = ndy/z- Поэтому толщина внутреннего зуба по дуге, например, окружности d [см.(10)]
st = nmt — (0,5лтг + 2xmtga,) = = 0,5ят, — 2xmtgar (11)
Объединив (.10) и (11), получим
st = 0,5яш; ± 2xmtgal
(12)
Здесь и в последующих формулах верхний и нижний знаки относятся соответственно к внешним и внутренним зубьям.
Половина угловой толщины зуба по дуге окружности d
¥,= *,/</ = (0,5л ± 2xtga)/z (13)
толщина зуба по дуге окружности заданного диаметра dy (рис. 10)
= ± invarт inv%) =
= ^[(0,5л ± 2xtga)/z ± inva, Т invo^J, (14) ще a* = arccos^^).
Расстояние между эвольвентами зуба по длине окружности db (dy = db, inva^ = 0)
Рк.10. Толщина внешних (а) внутренних (б) зубьев
stb = invar) = m/cosar(0,5K ± ± 2xtga ± zinva,). (15)
Расстояние между эвольвентами впадины внутренних зубьев по дуге окружности db
s*b = mycosa/O^n + 2х^а 4- ^inva,). (16)
Окружная толщина зуба по окружности Ч.(<^ = % = «м = arccos^rf,))
= <У(0,5л ± 2xtga)/z± inva,T invaM). (17)
Минимальные значения окружной толщины зуба по окружности da равны s/amin = £/cosp, где к (0,254-0,3)т при однородной структуре материала зубьев и £ ® 0,4m для зубьев, подвергаемых поверхностному упрочнению.
Геометрические соотношения для цилиндрических передач с зубчатыми колесами с внешними зубьями, изготовленными инструментом реечного типа. При совпадающих начальных и делительных окружностях шестерни и колеса (dj - dwp у = 1, 2) межосевое расстояние обозначают а и называют делительным. Из (1) и (6) получим
aw= а = 0,5(^ ± dx) = 0,5(z2 ± ^)m/cosp. (18)
При dj = d^ и отсутствии боковых зазоров sn + = пт,
и поэтому [см.(12)] *2 ± = 0. При внеш-
нем и внутреннем зацеплениях используют обозначения общем случае
± х( = х^. (19)
При = 0 имеем (рис. 11)
cosa^ = djd = cosar
и при внешнем зацеплении
hai = (^i - <W2 = (Л; + хх)т;
ha2 = (ha + Ъ)”1 = (ha “ XJm-
В сравнении с передачей, у которой xt = х^ = 0, в передаче с = 0 значение ha увеличивается у одного из зубчатых колес и настолько же уменьшается у другого.
Если * 0, то при srl + sa > nmt и aw= а зацепление невозможно (возникает пересечение профилей).
394
Зубчатые передачи
Для реализации зацепления надо увеличить против а при внешнем и уменьшить при внутреннем зацеплении. При + sa < nmt и а* = а в зацеплении имеем зазор, для устранения которого надо уменьшить межосевое расстояние при внешнем и увеличить его при внутреннем зацеплении.
Из зависимостей (см.рис.11 и 5)
0,5(</й ± d41)/cosa, = в;
0,5(rfw ± <7M)/cosaM = а„
имеем = acosaycosa^. (20)
Найдем соотношение, связывающее величины и xz(^’ необходимое для геометрических расчетов цилиндрических передач с х^^ # 0.
На рис. 12 сплошными линиями показано зацепление зубчатой пары при х^ # 0. С увеличением на величину da* во внешнем зацеплении (рис. 12, а) возникает зазор
= 2(sinam)</aw, (21)
для устранения которого можно увеличить зА1 или sA2 или, наконец, сумму sAl + Для возможности увеличения на da* межосевого расстояния
при внутреннем зацеплении (рис. 12, 6) надо на величину db увеличить s'tb2 или уменьшить sAl или на db увеличить разность sA2—sAl.
При внешнем зацеплении из (15) находим
Л = + W = 2(т/х»а#а)Л^ =
= 2(md>0sinar
Аналогично при внутреннем зацеплении из (16) и (15) имеем
= d(3M - W = 2(mdxrf)smar
Рис. 12. Схемы для определения зазора (патяга) в зацеплении при изменении межосевого расстояния
Геометрия и кинематика цилиндрических эвольвентных зубчатых передач
395
Объединяя эти зависимости, получим Л = 2(md^.(</))sinar (22)
Из (21) и (22) получим mdxW) = (sina^sina,)^. После интегрирования этого уравнения в пределах от а, до находим
’ад = (inva~ ~ -а,) (23)
ИЛИ inva = + invar (24)
Z, ± Z,
«)
»)
Pic. 13. Схемы алгоритмов для расчета основных геометрических параметров цилиндрических передач вкшнего зацепления с зубчатыми колесами, изготов-кшыми инструментом реечного типа:
а - при заданных коэффициентах xt и х2;
6 - при заданном межосевом расстоянии
Из (21) и (22) следует, что тх^ > aw — а, и поэтому только часть смещения реек воспринимается увеличением межосевого расстояния а — а. Отношение (а* — а)/т называют коэффициентом воспринимаемого смещения и обозначают у, т.е.
У = («„ — а)/т- (25)
Разность Ду = х^ — у (26)
называют коэффициентом уравнительного смещения.
При х^ф * 0 диаметры окружностей впадин определяют также по (9). Но межосевое расстояние при данном значении х^ изменяется на величину aw — а = ут = (Хц^ — Лу)т < х^т. Поэтому для сохранения радиального зазора в передаче равным с*т,' предусмотренным стандартным исходным контуром, необходимо уменьшить диаметры вершин зубьев на величину 2Дут против значений, получаемых по (9), т.е.
da = d + 2(А; + х - Ьу)т. (27)
В некоторых случаях для улучшения тех или иных показателей передачи можно пойти на уменьшение радиального зазора, приняв его меньшим с'т. Остальные геометрические параметры зубчатых передач при * О определяют по формулам:
высота зубьев колес
h = 0,5(de - df) = (2Л; + с* - Ду)т; (28) диаметры начальных окружностей шестерни и колеса
(29)
<A,i = 2а„/(и ± 1);
= 2«»и/(« ± О = межосевое расстояние передачи
e” = + (30)
Расчет основных геометрических параметров зубчатых передач внешнего зацепления, колеса которых нарезают инструментом реечного типа, проводят по схемам алгоритмов, представленных на рис. 13.
Коэффициент х^ф в зависимости от (^ ± Z{) и или от x^J и (^ ± Z{) можно определять не только по (23) и (24), но также с помощью графиков, приведенных в ГОСТ 16532— 70 или в [41].
Основные геометрические параметры зубчатых передач, зубчатые колеса которых нарезаны дол-бяком. Долбяк представляет собой инструментальное зубчатое колесо, имеющее режущие кромки. Зубья долбяка, введенные во впадины нарезаемого колеса, образуют станочное зацепление без радиального зазора между вершинами зубьев долбяка и впадинами нарезаемою колеса.
Долбяками обычно нарезают внутренние зубья колеса, а также зубчатые колеса с внешними
396
Зубчатые передачи
Рис. 14. Схема для определенна диаметров da п df в передачах внешнего зацепления при нарезании зубчатых колес долбяком
Рис. 15. Схема для определения диаметров d* н 4^. в передачах внутреннего зацепления при нарезании зубьев долбяками
зубьями в тех случаях, когда не может быть использована червячная фреза.
Долбяки обычно изготовляют без скруглений вершин зубьев. Однако скругления позволяют увеличить радиусы кривизны переходной кривой зубьев колеса и, следовательно, повысить их несущую способность, лимитируемую изгибной прочностью. Но использование этого ресурса связано со значительным усложнением производства долбяков.
Основные размеры зуборезных долбяков модулей т > 1мм регламентирует ГОСТ 9323—79.
На размеры зубчатых колес, нарезаемых долбяками, влияют не только их параметры (число зубьев модуль угол наклона зубьев Ро, делительный диаметр d0, коэффициент смещения исходного контура х0 и диаметр окружности вершин зубьев da0), но также и параметры станочного зацепления долбяка с нарезаемым колесом. Диаметр dM переточенных долбяков определяют измерением, а коэффициент смещения х0 — пересчетом по результатам измерения его общей нормали с использованием (44).
Угол станочного зацепления зубчатого колеса с долбяком определяют по формуле
invan« = + invai’ <31>
а межосевое расстояние
ew = ?й:«о'яосо8аЛ2со8₽осо8аля>) <32> или
а'ю ~ ( 2cospo + X°x<rf) ” (33)
В (31)-(33) хл = х + л,; х^ = Xj - хо2; = = Z + = Z, — г*, а угол а. рассчитывают
по(7) прир = К ™
Диаметры окружностей вершин и впадин колес, нарезанных долбяками при радиальном зазоре с'т, определяют по формулам (рис. 14 и 15)
f (34)
4 = ±2ашТ(^±2с-т); 1
dM = 2a^ (dfi±2c'm). f <35)
Значения awl и aw2 рассчитывают no (32) или (33) при углах зацепления a/MV1 и a^, определяемых из (31). При этом принимают хл = xt + хо1 и Ъл = + ^>1 Для шестерни и хл = + хл и
= ^2 + ^,2 Для колеса с внешними зубьями и xod = *2 ” и = Ъ ” ^2 ДЛЯ колеса с внутренними зубьями.
В ГОСТ 19274—73 на геометрию цилиндрических зубчатых передач внутреннего зацепления диаметры da при обработке колеса с внутренними зубьями долбяком рекомендуется определять по формулам
dal = di + 2<ha + *1 + АУ- ДЗ'й)’»: I (36} = 4г - 2(л; - Хг + Ду - к)т, f
в которых коэффициент уравнительного смещения
ДУй = *2 - х<а - Ул- (37)
Коэффициент воспринимаемого смещения Уа = - (% - ^2)/(2«>8₽о). (3#)
а коэффициент к = 0,25 — 0,125^ пркл^ < 2 и к = 0 при х > 2.
На рис. 16 представлена схема алгоритма для расчета основных геометрических параметров цилиндрических передач при окончательной
Геометрия и кинематика цилиндрических эвольвентных зубчатых передач
397
обработке долбяком зубчатого колеса с внутренними зубьями.
При определенных сочетаниях геометрических параметров зуборезного инструмента и нарезаемых колес возможно появление дефектов (подрезание, недорезание, срезание вершин зубьев, пересечение головок зубьев сцепляющейся пары колес друг с другом и с переходными кривыми впадин зубьев и др.). Для их предупреждения проверяют качество зацепления по геометрическим показателям по ГОСТ 16532—70 для передач внешнего и по ГОСТ 19274—73 для передач внутреннего зацепления или по справочнику [30].
Коэффициенты перекрытия. Угол поворота зубчатого колеса <ра при перемещении точки касания профилей из одного крайнего положения в другое называют углом торцового перекрытия (см. рис. 17). Отношение углов торцового перекрытия к угловым шагам т = 2я/: называют коэффициентом торцового перекрытия Е.= falAl = <P«2/h‘
Для эвольвентного зацепления угловой шаг зубьев шестерни (рис. 17) т, = 2pbl/db,, а угол торцового перекрытия <pal = 2sal/dM = Коэффициент торцового перекрытия
£«=Л = <hai/Pbt=+ = е.2 + е.1’
где и efll — составляющие коэффициента торцового перекрытия.
Pic. 16. Схема алгоритма для расчета основных пометрпесгах параметров цилиндрических передач ирреянего зацепления при обработке зубчатого колеса шблом
Далее имеем
wat = 0,5dM(tga(Il —
OjW = T tga^,
где ael = arccos^/d^) и ал = arccos^/d^).
Так как основной окружной шаг зубьев Ры = = ^d^/Z^ то
eal = wal/Pbt = - tgOQ/(2jt); <3*)
ел = ^/Pbt = * tgarw)/(27t). (40)
При модификации головок зубьев коэффициент торцового перекрытия еаМ определяют аналогичным образом, но вместо значений углов ад1 и <хл подставляют значения а*, и а^, рассчитываемые по формулам a*! = arccos^/ri^);
= aiccos^/fly, в которых диаметры окружностей модификации головок d = + 4р2 при
р*= 0,5rfsina, ± m(h* — h* ± x)sinar
При проектировочных расчетах коэффициент
еа = [0,95 - 1,6(1/:, + l/^Kcosp + cos2p). (41)
Рис.17. Схема для определения коэффициента торцового перекрытия в эвольвенггной цилиндрической передаче
398
Зубчатые передачи
Для зубчатых передач, колеса которых изготовлены инструментом со стандартным исходным контуром, обычно 1 < ео < 2.
Помимо торцового перекрытия в косозубых передачах обеспечивается и осевое перекрытие ер = VpiAi = ФргЛг Уелы осевого перекрытия <рр1 и фр2 Равны углам поворота зубчатых колес при перемещении точки касания профилей с одного из торцов колеса по линии зубьев на другой торец.
Коэффициент осевого перекрытия в косо-зубых цилиндрических передачах
(42)
ще рх — осевой шаг, равный расстоянию между одноименными точками двух смежных зубьев, измеренному в направлении осей зубчатых колес. Осевой шаг зубьев
Рх = Рь№ь = ™n,cosa/tgpft = лж/tgp. (43)
При ea < 1 в прямозубых передачах касание профилей в отдельных точках происходит вне линии зацепления, что ведет к кромочному контакту и неравномерному вращению зубчатых колес. В косозубых передачах обычно > 1 и ea > 1, хотя возможны передачи, у которых < 1 при ea > 1 и ea < 1 при ер > 1.
Номинальные размеры для контроля взаимного положения разноименных профилей зубьев. Взаимное положение разноименных профилей зубьев может определяться постоянной хордой по дуге некоторой окружности dyy длиной общей нормали или размером по роликам (шарикам), которые являются контролируемыми параметрами.
Рассмотрим из перечисленных наиболее распространенный метод контроля взаимного положения разноименных профилей по длине общей нормали.
Общая нормаль равна расстоянию, измеренному по касательной к основной окружности
между разноименными эвольвентными профилями, нормальными к этой касательной и расположенными по разные стороны от точки касания (рис. 18). Длина ее в торцовом сечении FF= (^ — \)ры +зл. Так какр* = djz» учитывая (7) и (15), а также зависимости W = = IKcosp^ и cosa/x>sp*/cosp = cosa, получим
FK= [п(^ — 0,5) + 2xtga + anvajmcosa, (44)
ще число зубьев охватываемых общей нормалью, равно округленному до целого значения числу
= z/я • [t8«ycos2P» - 2xtga/z - inva,] + 0,5 (45)
Здесь профильный угол в точках пересечения общей нормали с зубьями ax = arccos[zcosa/(z + + 2xcosp)]. При zcosa/(z + Zxcosp) > 1 принимают 4=3.
Для предупреждения пересечения общей нормали с профилями зубьев за пределами их активных участков доджны выполняться условия
< р^< для колес с внешними и Рр2 > >
> рЛ для колес с внутренними зубьями.
Радиусы кривизны в точке пересечения профилей с общей нормалью pw, а также в верхних и нижних активных точках профилей определяют по формулам
pw = 0,5 HfcosP;
р„ = 0,5 Id* - dj ;
P,i = ±а>Лтаг».т O.S^tga^;
= «Vina,, Т 0,5<fMtga<t.
При невыполнении соотношений между радиусами pe, pw и рр следует увеличить или уменьшить z„ на единицу.
Возможность измерения общей нормали на косозубых колесах ыраничивается условием FK < d/sinp*.
Радиусы кривизны и длийа контактных линий эвольвентных цилиндрических передач. На рис. 19, а показаны торцовое сечение пары зубчатых колес и плоскости зацепления прямозубой (рис. 19, б) и косозубых (рис. 19, в,г) передач.
Прямоугольник (см. рис. 19, б) является активным участком плоскости зацепления. При р = 0и1<еа<2 выделяют зоны однопарного и двухпарного зацеплений, в которых теоретически взаимодействуют либо одна, либо две пары зубьев. Положение зоны однопарного зацепления определяется, если от граничных точек активного участка отложить расстояния, равные основным окружным шагам рЬг В соот
Геометрия и кинематика цилиндрических эвольвентных зубчатых передач
399
ветствии с этим длина зоны однопарного зацепления в торцовом сечении равна (2 — Еа)рдг а зоны двухпарного зацепления 2(еа — 1)рьг
Длина контактных линий в передачах с р = О равна / = Ь„ для зоны однопарного и / = 2Ь„ для зоны двухпарного зацеплений.
При р * 0 и еа, равном целому числу (см. рис. 19, г), независимо от углового положения зубчатых колес / = const, так как при повороте шестерни по часовой стрелке уменьшению длины контактной линии 3 соответствует такое же увеличение длины контактной линии /. Аналогичную картину имеем в передаче с ер = bjpx, равном целому числу (рис. 19, в). Для обоих случаев имеем
Рас. 19. Активные плоскости зацепления зубьев прямозубых и косозубых зубчатых передач
/ = t,abjcos^h. (46)
Если еа и Ер не равны целому числу, то длина контактных линий не постоянна (41]. При малых отклонениях Ер от целого числа (например, не больше 0,1) колебание / незначительно. Значение, найденное по (46), является максимальным. Влияние на изгибную и контактную прочность отклонения действительной величины / от найденной по (46), учитывается (57)—(59), (108), (109).
Радиусы кривизны в торцовом сечении для любой точки контакта взаимодействующих профилей зубьев равны расстоянию от нее до точек Ьх и Ь2 (см.рис. 19, а). Для полюса зацепления
р,1 = bp = O.Srf^sina^
Рй = = °'5d»<2sino% = O.Sd^usina^.
В нормальном сечении для той же точки w в соответствии с теоремой Менье
Рл1 = O.S^.sina^cospj;
Рл2 “ O^^usina^cosPj.
(47)
Функция зазора взаимодействующих поверхностей характеризуется приведенным радиусом кривизны, равным для нормального сечения
Риг» Рл1Рл2/(Рл2 Рл1)’
С учетом (47) для полюса зацепления
fusing,, 2(1/ ± l)cospd
(48)
Для прямозубых передач нормальное и торцовое сечение совпадают и значение рълм> рассчитывают по (48) при Рь = 0.
Кинематика эвольвентных цилиндрических передач. Отношение угловых скоростей зубчатых колес пары называют передаточным отношением и обозначают i с двумя индексами, первый из которых соответствует звену, угловая скорость которого в числителе.
/12 = ©i/COp = й)2/й),.
Из равенства окружных скоростей зубчатых колес имеем = d*p2. Поскольку = d^co&ck^ (см. рис.5), с учетом (8) и (6), получим
'12 = = ‘W'A.i = = V*i = и-
Скорости точки к зубьев шестерни и колеса vk\ и Чв (Рис-20, д), раскладываем на нормальные ил1 и vn2 и тангенциальные vxl и ц2 состав
400
Зубчатые передачи
ляющие. Нормальные составляющие ил1 = что следует из условия непрерывности зацепления, являющегося следствием основного закона зацепления. Тангенциальные составляющие 41 и 4г» направленные по общей касательной к профилям, являются скоростями контактирующих точек относительно зоны контакта
vtl = (OlA:)a)lsinalfcl = (^фШр
4г = = (М)ш2-
(49)
Изменение скоростей их1 и показано на рис.20, ц для головок зубьев больше, чем для ножек.
Разность скоростей их1 и v# называют скоростью скольжения в зацеплении:
= kt - «al = т ®2)- (50)
Вектор скорости скольжения изменяет знак в полюсе, в котором vK = 0.
Абсолютную величину алгебраической суммы и называют суммарной скоростью контактирующих точек относительно зоны контакта, т.е.
Рис.20. Скорости в эвольвевтном зацеплении цилиндрической зубчатой передачи
Ч: = kt + HJ- (51)
Для полюса зацепления
= Ivsina^, (52)
где v — окружная скорость передачи.
Отношение скоростей v„ и их для данной точки профиля называют удельной скоростью скольжения (удельным скольжением) б = vn/vr На рис.20, б нанесены значения 6t и б2 для точек профилей зубьев шестерни и колеса. На активном участке линии зацепления удельные скольжения достигают максимальных значений в конечных точках и at:
а = I (“ ± ~ I.
el I tgaw Т «(tgOrf - tgaJ I’
(53)
, _ | (» ± l)(tgaal - tg« J I л I Htga„ T (tgae, - tga J Г
Удельные скольжения пропорциональны удельной работе сил трения и поэтому характеризуют теплонапряженность и в определенной степени износостойкость сопряженных поверхностей.
Точность зубчатых передач нормируют показателями кинематической точности, плавности работы и пятна контакта.
Кинематическая пофешность передачи представляет собой разность между действительным и номинальным углами поворота ведомого зубчатого колеса передачи. Показатели кинематической точности влияют на внешнюю динамику передачи и точность позиционирования выходного вала по отношению к входному.
Показатели плавности работы передачи определяют колебания скорости вращения, многократно повторяющиеся в течение оборота колеса и периода зацепления пары зубьев. Эти показатели связаны с пофешностями шагов и профилей зубьев, определяющими внуфеннюю динамику передачи и ее виброакустические характеристики.
Показатели пятна контакта зубьев характеризуют прилегание зубьев в собранной передаче и степень концентрации удельных сил в зацеплении при работе под нафузкой.
Для предотвращения заклинивания зубьев при рабочей температуре между боковыми сторонами предусматривают необходимый боковой зазор. Боковой зазор офаничивдот при высоких фебованиях к мертвому ходу передачи и учитывают при определении характеристик динамических процессов при крутильных колебаниях невысокозафуженных передач.
Виды повреждения зубьев
401
В ГОСТ 1643—81 на цилиндрические передачи установлено 12 степеней, обозначаемых в порядке убывания точности от 1 до 12. Для степеней точности 1 и 2 допуски и предельные отклонения не регламентируются. Аналогично установлено 12 степеней точности для конических передач (ГОСТ 1758—81).
Допускается комбинирование степенями точности по отдельным показателям. Например, для прецизионных делительных передач при нормах кинематической точности по степени 3 применяют нормы плавности и нормы контакта по степени 4.
Виды сопряжения зубчатых колес не зависят от степени точности и обозначаются в порядке увеличения зазора буквами Н, Е, D, С, В, А. В сопряжении Н минимальный боковой зазор равен нулю. Наиболее распространенным является сопряжение В. Для реверсивных передач рекомендуют применять сопряжения с уменьшенными зазорами.
Обозначение точности цилиндрических и конических зубчатых колес и передач состоит из трех цифр, показывающих соответственно степе-ки кинематической точности, плавности и пятна контакта, и буквенного обозначения вида сопряжения. Например, обозначение 7—6—6—В ГОСТ 1643—81 означает, что соответствующее зубчатое колесо или передача имеет 7-ю степень точности по нормам кинематической точности и 6-ю — по нормам плавности и пятна контакта При сопряжении В. Если степени кинематической точности, плавности и пятна контакта одинаковы, то в обозначении точности зубчатого колеса или передачи оставляют одну цифру, соответствующую этой степени. Например, точность цилиндрической передачи по степени 7 с уменьшенным боковым зазором С обозначают 7-С ГОСТ 1643-81.
Нормы кинематической точности и плавности даются по нескольким показателям, например, нормы кинематической точности — по кинематической погрешности, накопленной погрешности и др., нормы плавности — по циклической погрешности и др. Те или иные показатели используют в зависимости от имеющихся измерительных средств и удобств измерений. '
3. ВИДЫ ПОВРЕЖДЕНИЯ ЗУБЬЕВ
Основным видом повреждений активных поверхностей зубьев хорошо смазываемых закрытых передач является выкрашивание, связанное с развитием усталостных трещин, которые могут быть глубинными или поверхностными.
Развитие усталостных трещин с поверхности связано с действием сил трения и пластическим течением материала. В пределах пластически деформированного слоя трещины развиваются наклонно к поверхности, а затем поворачиваются и далее растут по границе деформированного слоя. Как правило, поверхностные усталостные трещины локализуются в околополюсной зоне, где имеют место наибольшие пластические течения поверхностных слоев под действием максимальных сил трения, меняющих знак на полюсной линии. Развитие усталостных трещин в более глубокие слои связывают с «расклинивающим» действием масла, запираемого в усталостных трещинах на отстающих поверхностях, т.е. на ножках зубьев.
Глубинные усталостные трещины характерны для зубчатых колес с поверхностным упрочнением термическим или химико-термическим, хотя известны примеры развития этих трещин на зубьях колес из термически улучшенных сталей. Развитие глубинных усталостных трещин сопряжено с действием циклических касательных напряжений, достигающих максимальной величины на расстоянии (0,6 -г 1,0)Л>н от поверхности. Наиболее опасными являются усталостные глубинные трещины, развивающиеся под упрочненным слоем или на границе упрочненного слоя. Обнаружение зародышей этих трещин затруднено, а процесс их развития, приводящий к отслаиванию упрочненного слоя, происходит за относительно ограниченное число циклов изменения контактных напряжений.
Обобщенная характеристика состояния активных поверхностей зубьев и передачи в целом в зависимости от числа циклов контактных напряжений может быть представлена ограниченным выкрашиванием, прогрессирующим выкрашиванием и предельным состоянием.
Ограниченное выкрашивание, появляющееся на начальном этапе эксплуатации или испытаний, может переходить в стадию прогрессирующего или исчезать при увеличении числа циклов. Во многих случаях ограниченное выкрашивание возникает из-за перегрузок в отдельных участках зацепления, вызванных погрешностями изготовления; например, погрешности основных шагов в прямозубых передачах являются причиной перегрузок зон двухпарного зацепления.
При использовании полной несущей способности косозубых передач с высоким перепадом твердости активных поверхностей зубьев происходит перераспределение нагрузок между зонами зацепления по разные стороны от полюсной линии. При этом неизбежно повреж
402
Зубчатые передачи
дение выкрашиванием ножек зубчатого колеса с меньшей твердостью, которое не развивается или даже постепенно завальцовывается. Перечисленные варианты являются примерами шраниченного выкрашивания, которое способствует постепенной разгрузке перебуженных участков и перераспределению удельных сил с повышением их на участках незафуженных или недогруженных в начальный период работы.
Прогрессирующее выкрашивание характеризуется непрерывным увеличением степени поражения активных поверхностей раковинами усталостного выкрашивания. Для суждения о возможности развития прогрессирующего выкрашивания важным является параметр То = °в пш/°н mb» гае с„ О. „ц, - максималь-ные и минимальные контактные напряжения в зоне касания сопряженных поверхностей. Если уа -> 1, то уже первые следы усталостных повреждений являются предвестниками появления прогрессирующего выкрашивания, которое сопряжено с уменьшением фактической длины контактных линий и соответствующим увеличением напряжений на сохраняющейся части. При » 1 в результате ограниченного выкрашивания и обмягия части боковой поверхности зубья подвергаются эффективной приработке и стадия прогрессирующего выкрашивания оказывается невозможной. По мере развития повреждений при прогрессирующем выкрашивании отмечается переход зубчатой передачи в предельное состояние, после достижения которого дальнейшая эксплуатация сопряжена с возможностью внезапной потери работоспособности* или выходом функциональных параметров за установленные пределы.
Предельное состояние оценивается разнообразными критериями. Они относятся как к изделию в целом, так и к его узлам, деталям и элементам. Предельное состояние может быть установлено как по степени повреждения поверхностей, так и по выходному параметру узла или изделия в целом, например по уровню шума, кинематической точности, КПД. Несмотря на разнообразие критериев, их объединяет общее функциональное свойство — определять состояние, когда эксплуатация зубчатой передачи должна быть прекращена.
В значительной степени выбор параметров для характеристики предельного состояния связан с окружными скоростями в зацеплениях. Для зубчатых передач при окружных скоростях и < 25м/с предельное состояние обычно достигается при значительном поражении поверхностей раковинами выкрашивания. В
передачах с высокими окружными скоростями (и > 45м/с) уже после появления ограниченного числа раковин на ножках зубьев процесс их дальнейшего развития протекает с высокой интенсивностью и приводит к появлению глубинных усталостных раковин на головках зубьев, т.е. процесс прогрессирующего выкрашивания протекает с высокой интенсивностью [61].
В передачах степеней точности 7 и грубее при окружных скоростях в зацеплении v < 40м/с уровень шума и вибрации обычно имеют тенденцию к снижению по мере развития ограниченных повреждений поверхностей, поэтому данный критерий не может являться достаточным. Изменение КПД в зависимости от* выкрашивания обычно является незначительным и распространенными методами измерений не может быть надежно зафиксировано. Из многообразия других критериев обычно выделяют характеристики площади, пораженной раковинами усталостного выкрашивания. Перспективны критерии, основанные на контроле точности, например циклической потрешности.
При высоком уровне контактных напряжений переход от офаниченного выкрашивания к прогрессирующему, а затем к предельному состоянию протекает относительно быстро, так как сопровождается развитием глубинных усталостных фещин. При снижении уровня контактных напряжений процесс перехода от начальных стадий профессирующего выкрашивания к предельному состоянию продолжается в течение многих десятков и даже сотен млн.циклов; при этом усталостные фещины развиваются, как правило,, с поверхности. Существует уровень контактных напряжений, при котором вообще не происходит переход к предельному состоянию, хотя ограниченное выкрашивание может наблюдаться.
Предельное состояние не имеет сфогих количественных фаниц и поэтому его определение представляет сложную задачу, так как необходимо рассматривать риск или вероятность отказа на основе статистики. Ъ практике обычно сужают проблему установления недопустимого повреждения как условной фаницы перехода к предельному состоянию.
В качестве недопустимого повреждения термоулучшенных косозубых колес можно рассматривать полное поражение ножек зубьев и распространение усталостных раковин на головку зуба [43]. Если нафузку, соответствующую данному повреждению, обозначить Г, то предельное состояние достигается при « 1,25 Т за ~107 циклов.
Для зубчатых колес с поверхностным упрочнением (цементация, нитроцементация) пре
Виды повреждения зубьев
403
дельное состояние достигается при образовании канавки из слившихся раковин усталостного выкрашивания на длине 0,8dw, причем ширина такой канавки составляет не менее половины длины зоны однопарного зацепления. При подобном повреждении на 1/4—1/3 всех зубьев обычно фиксируют сколы головок зубьев и отслаивание упрочненного слоя.
Столь же значительные повреждения активных поверхностей обусловливают переход к предельному состоянию натурных передач в эксплуатационных условиях при v < 10 м/с. В ряде нормативных документов фиксируют переход к предельному состоянию зубчатых колес трансмиссий тракторов при выкрашивании более 30—40% площади зуба при равномерном распределении усталостных раковин или при локальном выкрашивании раковинами глубиной более 1,4 мм.
Из данного анализа состояния зубчатой передачи следует определение понятия контактной выносливости как способности активных поверхностей зубьев противостоять действию циклических контактных напряжений в течение заданного числа циклов без перехода к предельному состоянию. Предельное состояние представляет собой заключительную стадию развития повреждений в виде выкрашивания, заедания, пластического деформирования и непосредственно предшествует отказу зубчатой передачи в связи с отслаиванием упрочненного слоя, скалом или поломками зубьев вследствие увеличения динамических сил. Таким образом, переход к предельному состоянию вследствие повреждений активных поверхностей часто связан с имеющимся резервом изгибной прочности зубьев.
Надежность зубчатой передачи представляет собой вероятность достижения или превышения заданного ресурса без перехода границы допустимого повреждения. Прй стендовых испытаниях в качестве недопустимого повреждения принято распространение раковин выкрашивания на площадь, превышающую । половину площади контакта, рассчитанную по формуле Герца.
В сравнении с повреждениями активных поверхностей поломки зубьев или ободьев зубчатых колес встречаются значительно реже, однако являются более опасными, так как приводят к полной утрате работоспособности; их относят к категории внезапных и полных отказов. При диагностике отказов, связанных с поломками, устанавливают их усталостный или неусталостный характер, а также зависимость от повреждений активных поверхностей зубьев или других деталей.
Усталостные поломки зубьев на массивном ободе обычно связаны с развитием трещины у основания зуба на стороне активного профиля, т.е. в сечении с максимальными местными напряжениями растяжения. В начальный момент трещина растет в направлении нормали к профилю. В дальнейшем усталостная трещина распространяется вдоль основания по сечению с криволинейным вогнутым поперечным сечением.
Некоторыми особенностями отличаются поломки зубьев колес с тонкостенными ободьями, применяемых в планетарных передачах. Усталостная трещина развивается в обод, зарождаясь на стороне сжатия или растяжения в зависимости от напряженного состояния зубьев и обода и характеристики цикла напряжений.
При значительной концентрации удельных сил по длине контактных линий или по ширине зубчатого венца усталостная трещина зарождается в основании зуба на торцовом сечении и выходит на вершину зуба в средней части зубчатого венца. Известны случаи краевых поломок (например, зубьев полушевронов), при которых обломки не попадали в зацепление и передача оставалась в работоспособном состоянии.
Причиной зарождения усталостных трещин могут быть также остаточные деформации, связанные с нанесением монтажных меток кернением, испытанием твердости материала и т.п. Зарождение и развитие усталостных трещин на внутренней поверхности обода сателлита, используемой в качестве дорожки качения, может быть связано с влиянием шлифовочных прижогов или неудовлетворительной конструкции нестандартной опоры качения. В случае тонкостенных ободьев колес, устанавливаемых на вал или в корпус с применением шпонок, развитие усталостных трещин обусловлено концентрацией напряжений в шпоночных пазах.
В некоторых анализах усталостных поломок ободьев (75] указывают как причину поломок возникновение резонансных колебаний на рабочих режимах. Для отстройки от резонанса изменяют конфигурацию зубчатого обода и диафрагмы.
Риск появления усталостных трещин возрастает при случайных спектрах нагрузок, связанных с возможностью кратковременных значительных перегрузок. Для подобных режимов в расчетах предусматривают повышение коэффициентов запаса или дополнительный расчет на перегрузки. При действии значи
404
Зубчатые передачи
тельных статических или ударных нагрузок сечение излома обращено выпуклостью к вершине зуба, а у колес с поверхностно упрочненными зубьями отмечают характерную ступеньку.
Основной целью рассматриваемых далее методов расчета является предупреждение отказов за заданный срок службы из-за поломок зубьев, связанное с прогрессирующим выкрашиванием. Однако при малых окружных скоростях и особенно в тех случаях, когда им сопутствуют повышенные нагрузки (что характерно для передач грузоподъемных машин, а также при частых пусках и высоких контактных напряжениях) разрушение активных поверхностей в результате развития усталостных трещин может сопровождаться повреждениями неусталостного характера. Последние могут задерживать развитие выкрашивания или даже предупреждать его. В этом случае в результате неусталостного изнашивания поверхностный слой удаляется еще до того, как в нем успеют возникнуть усталостные трещины. Толщина снимаемого слоя в результате неусталостного изнашивания в передачах, рассчитанных по приведенной ниже методике, как правило, незначительная. Это связано с тем, что при действии наибольших нагрузок, которым соответствует он > он величина NE составляет малую часть от N* llm.
Это замечание не относится к тому случаю, когда имеет место интенсивное абразивное изнашивание. При этом использование приведенного ниже метода расчета связано со значительным завышением несущей способности против допустимой.
При указанных выше режимах (т.е. при возможности сочетания больших нагрузок и малых скоростей, а также часто повторяющихся пусках и остановах под большими нагрузками) использование в расчетах кривых контактной выносливости, полученных, как правило, при v > 3 м/с и при весьма условных критериях потери работоспособности [43, 86], возможно только при внесении корректив, отраженных в приведенном здесь методе.
4. РАСЧЕТ НА ПРОЧНОСТЬ ЗУБЬЕВ ЭВОЛЬВЕНТНЫХ ЦИЛИНДРИЧЕСКИХ ПЕРЕДАЧ
Метод распространяется на силовые зубчатые передачи внешнего и внутреннего зацепления со стальными зубчатыми колесами, соответствующими исходному контуру по ГОСТ 13755—81, встро
енные или выполненные в воде самостоятельных агрегатов, работающие со смазыванием в закрытом корпусе в пределах температур окружающего воздуха от минус 40 до плюс КХГС.
Исходные данные для проверочного расчета цилиндрических передач. Для этого расчета необходимо иметь данные о геометрии зацепления (а^ Ь„ rf,, dj, m, «р Xj, xj, ₽, ee, ер, точ-ности изготовления, марках стали шестерни и колеса и их термической обработке, механических характеристиках и свойствах, о режиме работы. Режим работы характеризуют действующие нагрузки соответствующие им частоты вращения л^, мин-1, и числа циклов перемен напряжений N(i) за полный срок службы передачи.
Данные о Ft(j)t п^, приводят в прямоугольной системе координат, в которой по горизонтальной оси откладывают значения чисел циклов N. Вверх от оси N откладывают значения окружных сил Ffi отнесенных к делительным окружностям (Ft = 2Tj/dj)t а вниз — значения частот вращения л^, мин-1 (рис.21). Участку циклограммы ОА рассчитываемого зубчатого колеса соответствует < АГя^111цГ Здесь — число циклов перемен напряжений, соответствующее перегибу кривой контактной (из-гибной) усталости. Участку ОВ соответствует число циклов Ny за полный срок службы рассчитываемого зубчатого колеса.
Циклограмму обычно представляют в виде столбчатой диаграммы (гистограммы). Нагрузки и соответствующие им N и п определяют теоретически или в результате статистической обработки данных эксплуатации. Нагрузки располагают в порядке убывания. При этом буквенные обозначения нагрузок и относящихся к ним N
Рис.21. Циклограмма, характеризующая режим работы зубчатой пары
Расчет на прочность зубьев эвольвентных цилиндрических передач
405
и п отмечают индексом i для участка ОА и Г для участка АВ. Здесь i и Г принимают значения 1, 2, ...» к и соответственно Г, 2’, ...» к' и при згой Рцу) > F^ > ...; F^ > F^ > F^... .
На рис.21 имеем F^ = и к = 4. Но дальнейшие выводы справедливы при любых к нк'. Соответствующие нагрузкам F^y Fn2) ... и
F^ ... числа циклов напряжении и частоты вращения обозначают ЛГ(2у ... и п(Г^ п^... на участке ОА и N{vyi N(Ty ... и л(гу» л(2.у ... на участке АВ.
Приведенные сведения о циклограмме нагрузок относятся к расчетам зубьев на контактную и изгибную прочность. На циклограмме (см. рис.21) не показана нагрузка, обозначаемая Гю, при которой у элемента сцепляющейся пары с большим числом вхождений в зацепление каждого данного зуба (обычно шестерни) общее число циклов перемен напряжений не превышает Nq = 105 при расчете зубьев на контактную прочность и NQ = 5 • 104 при расчете их на изгиб.
В многопоточных передачах (с подвижными и неподвижными осями зубчатых коЛес относительно корпуса) больший элемент сцепляющейся пары (колесо) может входить в зацепление с несколькими одинаковыми зубчатыми колесами (например, колесо а с сателлитами g в передаче, показанной на рис.39, в, если da > dg), предназначенными для передачи одинаковых нагрузок. Число таких зубчатых колес обозначают nw (в планетарных передачах п„ — это число сателлитов). В этом случае Nn = Ntfiju, и если nw > и = г2Лг то число вхождений в зацепление каждого данного зуба у колеса больше, чем у шестерни, и, следовательно, к нему относятся приведенные выше значения NQ.
Примечание. На циклограмме (рис. 21) ж показаны возможные максимальные краткое -ременные редко действующие нагрузки, прогнозируемые на основании анализа возможных отклонений от заданных технических условии.
Проверочный расчет зубьев цилиндрических креддч на контактную прочность1. Действующее контактное напряжение
OrZ^FMu ± l)/(Mi«) < 1^1- (54)
1В параграфе 6 приведен упрощенный расчет с усредненными значениями ряда коэффициентов. Погрешность этого расчета при определении размеров передач обычно не превышает 10%.
Здесь верхний знак относится к внешнему, а нижний к внутреннему зацеплению.
Расчетную окружную силу приравнивают максимальному значению Ft(i), т.е.
F,h =
Значения коэффициентов, входящих в (54), приведены ниже.
Коэффициент, учитывающий упругие свойства материала, для стальных шестерни и колеса ZE = 191,6 МПа0*5.
Коэффициент, учитывающий форму сопряженных поверхностей зубьев в полюсе зацепления,
Коэффициент ZE, учитывающий влияние перекрытия зубьев,
при р = 0 Ze = V(4 - €а)/3 ; (57)
при р # 0 и > 1 Ze = € “°-5; (58)
при р * 0 и €р < 1
Л = V(4 - £„)( 1 - £р)/3 + €р/еа. (59)
Коэффициент нагрузки
«не = (6°)
Коэффициент, учитывающий внешнюю динамическую нагрузку, КА = 1, если в циклограмме нагрузки учтены внешние динамические нагрузки. В противном случае можно воспользоваться ориентировочными значениями КА, приведенными в справочной литературе для некоторых типов машин и двигателей (см., например, приложение 4 к ГОСТ 21354—87). При этом расчет выполняют по номинальной потребляемой мощности.
Коэффициенты КНи, и КНа вычисляют по условной эквивалентной нагрузке:
Лад = Ло <61>
Здесь
^(0 = = W^l)! (^2)
И
= (6'3)
Здесь п^. — частота вращения, мин~1, при нагрузке Ft(j)\ t(i) — время, ч, действия нагрузки
406
Зубчатые передачи
Ft(l) за весь срок службы передачи; nw — см. с.405.
Если Nv > Nmnp то в (61) принимают
= 'УвИщГ
Обычно FtHE{ * FtJ№l. Для упрощения расчета в (68), (72), (76) и (77) принимают
Рше = = 0,5(/;Я£1 + FtHa). (64)
Коэффициент, учитывающий внутреннюю динамическую нагрузку, при выполнении условий '
v < 900/Zj при р = 0; (65)
v < 1200/Zj при р # 0 (66)
определяют по формуле
КНь = 1 + у» (67)
гае
<68>
w№>= 6rfow • (69)
Значения коэффициентов 5Я и £0 приведены в табл.1 и 2.
Примечания. 1. Если с шестерней жестко связана массивная деталь (например, зубчатое колесо, надетое на вал-шестерню в непосредственной близости от этой шестерни) с мо-
1. Значения коэффициента 8Я
Твердость поверхностей зубьев Вид зубьев Значение коэф-та 6я
Ht < 350 НВ или Прямые без модификации 0,1
Н2 < 350 НВ головки Прямые с модификацией головки Косые 0,06 0,04
Ht > 350 НВ и Прямые без модификации 0,22
Н2 > 350 НВ головки Прямые с модификацией головки Косые 0,15 0,07
ментом инерции в у раз больше, чем у шестерни, то значение wHv (а также см. с. 411) следует увеличить в V(1 + и2)у/(и2 + у) раз.
2. Если значение wHv (а также превышает значение, указанное в табл.З, то его следует принять равным этому табличному значению.
3. Если не выполнено условие (65) или (66), то КНх) определяют в соответствии с указаниями в №
Коэффициент Кщ, учитывающий неравномерность распределения нагрузки по ширине венца, приближенно можно определять по удобной для технических расчетов формуле (156).
Уточненная формула
= I + (70)
Значения коэффициента К#* учитывающего приработку зубьев, приведены на рис.22.
Коэффициент, характеризующий неравномерность распределения нагрузки по ширине зубчатого венца в начальный период работы (до ПрирабОТКИ), ПРИ Уде < 1,3
= 1 + D + K^bjd,)\ (71)
> которой
D = (°>s ~ m/b^b^cosa,
Л, = «p^cosa, + iwVu/Icos^Pp/e,)!- (73)
2. Значения коэффициента %
Модуль ш, мм Степень точности по нормам плавности (ГОСТ 1643—81)
5 6 7 8 9 10
До 3,55 2,8 3,8 4,7 5,6 7,3 10,0
Св.3,55 до 10 3,1 4,2 5,3 6,1 8,2 11,0
Св.10 3,7 4,8 6,4 7,3 10,Ю 13,5
3. Значения и >РЛиаж, Н/мм
Модуль ш, мм Степень точности по нормам плавности (ГОСТ 1643—81)
5 6 7 8 9, 10
До 3,55 85 160 240 380 700 1200
Св.3,55 до 10 105 194 310 410 880 1500
Св.10 150 250 450 590 1050 1800
Расчет на прочность зубьев эвольвентных цилиндрических передач
407
В (71) Кк = 0,14, если максимальная ордината эпюры распределения удельных нагрузок по ширине зубчатого венца (обусловленная перекосом осей) расположена со стороны подвода вращающего момента; Кк = —0,08 — в противном случае.
Допуск К на направление зуба приведен в табл.4.
В (73) коэффициентом учитываются статистические распределения погрешностей и критерии допустимого повреждения активных поверхностей зубьев; если у шестерни и колеса Но> 350 НВ, то а» « 0,4; если хотя бы у одного зубчатого колеса Но < 350НВ, то яр « 0,3.
Значения для шевронных передач с опорами, расположенными симметрично, даны в [17].
Удельная нормальная жесткость пары зубьев с; Н/(мм2), определяется по рис.23 или по формуле
4. Допуск Гр на направление зуба, мм
Степень точности по нормам контакта (ГОСТ 1643-81) Гр = + Q10-3
А С
5 0,8 4
6 1 5
7 1,25 6,3
8 2 10
9 3,15 16
10 5 25
Примечание. В формулу для Гр величина bw входит в мм.
l/en = 10-3(0,0514 + 0,1425/^ +
+ 0,186/^ - 0,01xt - 0,1027*^ +
+ 0,00455х, + 0,3762*2/^ +
+ 0,00734*? - 0,00054л?2), (74)
в которой = ^/cos3p.
Коэффициент, учитывающий распределение нагрузки между зубьями,
КНп = 1 + (К* - 1)Х~. /101 х /ftt ' /iW
(75)
Коэффициент учитывающий приработку зубьев, определяют по рис.22.
При р = 0 имеем = 1. При р * 0 и еу > 2
*к = 0,9 +
V2(eT-l)/eT>l; (76)
при ег < 2
ЮЫ,
^ = ^(0.9 +
(77)
где эффективное значение погрешности
основных шагов в мм,
Рас23. Значения коэффициента са
Пример. При = 20, zv2 = 25, *7 = х2 = 0 из графика находим с„’« 15 • 103 Н/(мм2)
408
Зубчатые передачи
fpbe ^fpbl * fpbl >
S = ea + ep
aa — коэффициент, учитывающий статистическое распределение погрешностей и критерии допустимого повреждения активных поверхностей зубьев; если у шестерни и у колеса Но > 350 НВ, то оа « 0,4; если хотя бы у одного зубчатого колеса пары Но < 350 НВ, то оа « 0,25.
Величина ст, Н/(мм2), средней удельной торцовой жесткости зубьев пары зубчатых колес
cm = (78)
Величина ХЯа, найденная по (76) и (77), должна удовлетворять условию
1 < (79)
Определение допустимых напряжений. При расчете прямозубых передач и упрощенном расчете косозубых — величина [о^] определяется раздельно для шестерни и колеса (J = 1,2):
= (80)
Значения приведены в табл.5. Указания к расчету коэффициента долговечности ZN даны ниже.
Минимальные значения коэффициента запаса прочности для зубчатых колес с однородной структурой материала SH = 1,1; для зубчатых колес с поверхностным упрочнением Sff = 1,2.
Коэффициент Zjp учитывающий влияние исходной шероховатости поверхностей зубьев, общий для шестерни и колеса, принимают для зубчатого колеса пары с более грубой поверхностью в зависимости от параметров шероховатости:
при Ra = 1,25-5-0,63 мкм ZR = 1;
при Ra = 2,5-5-1,25 мкм ZR = 0,95;
при Rz = 40-5-10 мкм ZR = 0,9.
Коэффициент 2^ учитывающий влияние на сопротивление контактной усталости окружной скорости, равен:
при Но < 350 НВ Zv = O,85tAl > 1; (81) при Но > 350 НВ Zv = O,925tA05 > 1. (82)
Коэффициент ZL учитывает влияние вязкости масла; в ГОСТ 21354—87 имеем ZL = 1. Коэффициент, учитывающий размеры зубчатого колеса,
Zv- 41,07 - Ю-Л/, .
При d < 700мм принимают Zx = 1.
Коэффициент долговечности Здесь рассматриваем общий случай, в котором кривая усталости в логарифмических координатах имеет два наклонных участка с показателями степени 6 и 20. Если у второй ветви наклон принят равным нулю, что еще сохраняется во многих методиках, то коэффициент, учитывающий наклон этой ветви, Z^ = 1.
При постоянной нагрузке
%Nj = » есЛИ
и Zjg = > если Ny >
^Шп = 30Ян2/< 12 • 107. (84)
При переменной нагрузке и
= • (85)
5. Значения
Способ термической и химико-термической обработки зубьев Средняя твердость зубьев (по поверхности) Сталь МПа
Отжиг, нормализация или улучшение Менее 350 НВ Углеродистая и легированная 2Янв+70
Объемная и поверхностная закалка 45-55 HRC3 17ЯНКСэ+200
Цементация и нитроцементация Св. 56 HRC3 Легированная 23ЯНцсэ
Азотирование 550-750 HV 1050
Расчет на прочность зубьев эвольвентных цилиндрических передач
409
Здесь при имеем = 1;
величина FtH^ — из (61).
При переменной нагрузке и Nq >
(86)
Здео, коэффициент = 'IF^F^,
VK/V0-8’ <87>
Примечание. 1. При больших значениях Nj/Ngu-I результаты (87) могут отклоняться от действительных в сторону завышения запаса прочности и массы зубчатой пары. Этого можно избежать при выполнении расчета в следующем порядке.
Проверяют условие
0я/= (ЭД
в котором aHG = 0,65;
Kiw=l+(KHE- DFSf^F^
= 1 + (&НЕ ~
Если условие (88) выполнено, то = 1, если же нет, то
+ tty > 0,8. (89)
Здесь сумма чисел циклов N(iy участков циклограммы на отрезке АВ (см. рис. 21), которая соответствуют нагрузки Ff(jy, удовлетворяющие условию
> $н>
в котором QH из условия (88), и
^r^^HE^\)F^Fw
6. Значения и
Режим нагружения Ид |iF при
«,= 6 9f=9
Тяхеяый 0,500 0,300 0,200
Средний равноверо-1ШЫЙ 0,250 0,143 0,100
Средний нормальный 0,180 0,065 0,036
Легкий 0,125 0,038 0,016
Особо легкий 0,063 0,013 0,004
2. При переменной угловой скорости в первом приближении коэффициент Zv определяют по средней скорости v = 0,5(0^ + v^). При этом рекомендуется несколько увеличить коэффициент запаса SH, например, на 8%. При уточненном расчете передач с & * const в (85) подставляют
f,hej=J(wZL^ (4“)2]Xr <90>
1 1 AH(V ^v(i) J
Здесь £(i) из (62);
ГЯ<1)= 5Я«<1>^Ф(1Ляа(1);
^Я(0 KHv(i)KHW)KHaAiy
Коэффициенты, отмеченные индексами (1) и (i), определяют из (67), (70), (75) и, (77) соответ-ственно при FlH = F,(I) и FlH = Fl(l).
Коэффициенты
1 + VM1)’
^Яи(0 = 1 + VH(i)n(i)№(i)n(\.)}-
В (54) принимают КНЕ = КН(1) и FtH = Ft(]).
При Nq > 2NMim расчет передач с а) * const выполняют с использованием (86), (87).
3. Величина Z^ не должна превышать 2,5 для зубчатых колес с однородной структурой и 1,8 при поверхностном упрочнении.
4. Если заданная упорядоченная циклограмма нагрузок близка к одному их типовых режимов нагружения (см.табл.6, ГОСТ 21354-87 и [9]), то в приближенных расчетах значительно упрощается определение Z^. В этом случае при > >2NHW в (86> w™6*1
z'w = ЧишЛМУ > 1.
Значения рн для установленных типовых режимов приведены в табл. 6. Коэффициент Z'^ определяют по (87).
Для расчета коэффициентов KHv, и КНа ориентировочно принимают FtHE ~ 0,8ЕЮ). При
2NW в (80) ZN=ZN ’
Допустимое контактное напряжение [оя] в (54) при р = 0 приравнивают минимальному из значений (от] и т е.
|ся) = min {[om],
(91)
В приближенном расчете передач при 0*0 1<М = ^,5([omp + |O/np) < 1,2(0^, (92) где IcJmin Равно 1°я1 из (91).
В уточненном расчете передач с 0*0 принимают
410
Зубчатые передачи
[°я] - + ^япГХ^ (93)
[си] = пшНн*,!^]; [аж]); (94)
[оИ1] = min{[oM]; (95)
в (91), (94), (95) (Gml и [сгж] — допустимые напряжения для шестерни и колеса, определяемые по (80). Коэффициент определяют раздельно для шестерни и колеса:
= 1,6 taoo/н^
Здесь Но входит в единицах НВ. При Но < < 200 НВ принимают = 1,6.
Примечание. Величина равная отношению большего из двух значений [ат] и [aHIJ к меньшему, должна удовлетворять условию
Ф < <Рр- (96)
Если Н0] < 350 НВ или Н02 < 350 НВ, то при v < 15м/с
Фр = >/2,7 — 0,lv.
При v > 15 м/с <р « 1,1.
Если Н01 > 350 НВ и Н02 > 350 НВ, то
Ф, = >/1,9 - 0,lv.
При v > 9 м/с, <рр « 1.
Если условие (96) не выполнено, то большее из значении [aHJ и [aHIJ принимают равным меньшему, умноженному на значение фр.
При z„i < 25 более точное значение [о^] передач с р # 0 находят по формуле
= ^(eal^|loznl2 + ел2^|Д°Я1112)еа~1•
в которой
6( = 1 + 0,5ЛГ( - 0,5^/и - Л?/(Зи);
8П = 1 - 0,5К„ + 0,5Jf|]/u - Jtf/Ow);
*i “ ^aiA^itea^);
*41 “ ^fi<o/eav
Примечание. При одинаковых твердостях активных поверхностей зубьев шестерни и колеса Н01 = Н02 в следующих случаях в (54) подставляют значение [ан] того элемента сцепляющейся пары шестерни или колеса, у которого больше величина а) передача с р — 0; б) передача с Р * 0 при Но > 350НВ и окружной скорости v > 9 м/с; в) передача с р *0 при Но < 350 НВ и v > 15 м/с.
В случае передачи с одним зацеплением (шестерня — колесо) при H0J = Н02 в (54) подставляют [0^] и нет необходимости вычислять [ож].
В многопоточных передачах больший элемент сцепляющейся пары может входить в зацепления с несколькими (число их обозначают п^ одинаковыми зубчатыми колесами. В случае, если nju > 1, то и, следовательно, в
(54) [<уя] = [Оде] и нет необходимости вычислять (°hi1-
В случае планетарной передачи А (с.432) при расчете зацепления а — g на контактную прочность в (54) подставляют [оя] = [о^] = [оЛ] (где [оЯа] — допустимое напряжение для центрального колеса а), если nj(zjz^ > 1 или > 0,5 -ф - 1) (см. с.435).
Расчет контактной прочности при максимальных редко действующих нагрузках F^ и при нагрузках F*. При действии упомянутых нагрузок выполняют проверочные расчеты.
При действии, нагрузки
“ «я (97)
ЛЯ£
= 1+ (*ж -
при действии нагрузки Fto
« °я < IМ (98)
Г/(1) ЛН£
В этих формулах сИ — напряжение, найденное по (54) при FtH - Лч; величины КНЕ и Fm определяют по (60) и (64).
Если при действии нагрузки F^ число циклов перемен напряжений не превышает ~30, а число возможных появлений этой нагрузки за полный срок службы передачи не превышает ~40, то можно принять следующие значения
1) для зубчатых колес, подвергнутых нормализации или улучшению, а также сквозной закалке с низким отпуском,
“ 2,8Ор
2) для зубьев, подвергнутых цементации, нитроцементации или контурной закалке,
[°я1тах = 44HRC3;
3) для азотированных зубьев
1оя1щах ~ 2000 МПа.
Величину [oj в (98) определяют по одной из формул (91) — (93) и при этом в (80) принимают ZjfijZjZy = 1 и Zj^ = 2,5 для зубчатых колес
Расчет на прочность зубьев эвольвентных цилиндрических передач
411
с однородной структурой и = 1,8 при поверхностном упрочнении.
Проверочный расчет зубьев на прочность при згабе. Расчетом определяют напряжения в опасном сечении у основания зуба сцепляющихся зубчатых колес.
Проверочный расчет на выносливость при изгибе
< [09]. (99)
Расчетная окружная сила (см.рис.21)
(ЮО)
Примечание. При расчете зубьев на изгиб за расчетную принимают наибольшую длительно действующую нагрузку, при которой число циклов перемен напряжений превышает 5 * 10* у элементов сцепляющейся пары с большим числом вхождений в зацепление каждого данного зуба (см. с.404).
Коэффициент нагрузки
KAKFvK^. (101)
Допустимое напряжение
= ШЩт (102)
Пояснения к определению коэффициента КА даны на с.405.
Для вычисления коэффициентов KF„ и используют условную эквивалентную окружную сипу
(ЮЗ)
Здесь £(/) и N(fy определяют по (62) и (63);
= 9 для зубчатых колес цементованных, ни-троцементованных и азотированных с нешлифованной переходной поверхностью; = 6 для зубчатых колес с однородной структурой материала, включая закаленные при нагреве ТВЧ со сквозной закалкой, и зубчатых колес со шлифованной переходной поверхностью независимо от твердости и термической обработки их зубьев.
Если Ny > Nnua = 4 • 10б, то вместо Ng в (103) принимают Ny = 4 • 10б.
Возможны варианты, в которых * Ftn. В этом случае принимают
%=WF£l + FrF£2). (103, а)
При удовлетворении условий (65) и (66) коэффициент
KFv = 1 + vF (104)
где
Величина
= Мо”
с учетом примечания на с.406.
Для прямозубых передач без модификации головки dF = 0,25, а с модификацией — 6F = = 0,16. Для косозубых передач SF = 0,10.
Значения £0 приведены в табл. 2.
Коэффициент, учитывающий неравномерность распределения напряжений у основания зубьев по ширине зубчатого венца, для ориентировочных расчетов при > 6А (где h — высота зуба) = 0,18 + 0,82Л^р. Значение можно оценивать по (156), принимая KHyv = 1.
Основные зависимости:
Ад = 1 + 0,028-/*~(АГ®р - 1) (105)
при 3 = 0 и
К* = 1 + 0,82(^р - 1) (106)
при р * 0.
В эти формулы подставляют найденное по (71); при этом величину Д полученную по (72), следует умножить на FflfeJFflfe
При р * 0 = К°На.
Здесь К^а определяют по (76) или (77), но при этом второе слагаемое в них следует умножить на Ffifc/Ffjfe [см. (103, л)].
При расчете прямозубых передач сначала принимают = 1 и = 1. Если при этом °я > 71,160 °я > 1°я1» то передач не
грубее 8-й степени точности по нормам плавности (ГОСТ 1643—81) следует выполнить расчет в соответствии с указанием на с.415.
Коэффициент учитывающий форму зуба и концентрацию напряжений, для внешних зубьев определяют по рис.24 в зависимости от Z^ и Xj или приближенно:
Гду = 3,47 + 13,2/%,. - 29,7х/^. + 0,092^?.
Для колес с внутренними зубьями Y^ определяют по рис.25, а — г в зависимости от zv2, \ и числа зубьев Zq долбяка [8].
Коэффициент, учитывающий наклон зуба,
Гр = 1 - врр/120 > 0,7. (107)
412
Зубчатые передачи
Коэффициент, учитывающий перекрытие, при 0 * 0 и а» > 1
П = 1/еа. (108)
При р * 0 и е» < 1
Г6 = 0,2 + 0,8/ев. (109)
При р = 0 предварительно принимают Yz = 1. Но если при этом ол или оп превышает допустимое значение, то выполняют уточняющий расчет.
Предел выносливости зубьев при изгибе (МПа)
Оли.» - (ио)
Значения предела выносливости отну-
левого цикла и коэффициента SF запаса прочности даны на с.414.
Коэффициент, учитывающий способ получения заготовки зубчатого колеса, Yz = 1 для
121^17202530 60506060 100 150 200 300 Zy
Рис.24. Значения коэффициента YK ири а = 20*, а; = 1, г = 0,25 и р}= 0,30
Рнс.25. Значения коэффициента для колес с внутренними зубьями в зависимости от z, х н чисел зубьев долбяка ц (на рнс.25, а, б, в, г значение дм соответственно равно 13, 17, 20, 30)
Расчет на прочность зубьев эвольвентных цилиндрических передач
413
поковок и штамповок; Yz = 0,9 для проката; = 0,8 для литых заготовок.
Значение коэффициента Yg зависит от термической обработки, марки стали и шлифования переходной поверхности зубьев. Если эту поверхность не шлифуют, то Yg = 1.
Коэффициентом Ya учитывают влияние деформационного упрочнения или электрохимической обработки переходной поверхности. При отсутствии упомянутых обработок ^=1-
Коэффициент долговечности Yj^ Вначале рассматриваем общий случай с* учетом наклона кривой усталости в логарифмических координатах на втором правом участке. Если этот наклон равен нулю, то учитывающий его коэффициент в формуле (112) У^ = 1.
При постоянной нагрузке
если
при Ny > NRim. Здесь и ниже NRim = 4 • 106.
При переменной нагрузке и < 4^iim
(“О
При N* > NRim в (111) имеем
= 1- При переменной нагрузке и
<112>
Здесь коэффициент = Рщу/Р1ГЕ и »гЧА- (113)
Примечание. 1. При весьма значительных Ng (например, превышающих 1(F) возможны существенные отклонения результатов (113) от действительных с увеличением запаса прочности. Этого можно избежать при выполнении расчета в следующем порядке.
Проверяем условие
в котором aFG = 0,6;
^=i + (*«-i)W^
Если условие (114) выполнено, то Y^ = 1, если же нет, то
40,_______________
>м= + > V5.
Здесь Ny — сумма чисел циклов N(iy участков циклограммы на отрезке АВ (см. рис.21), которым соответствуют нагрузки, удовлетворяющие условию Ft(l)jKF(l)j > 0& Здесь 0^ из (114) и
КфУ = 1 + (KFE — l)FtFE/Ft(r)j-
2. Значения YNj, найденные по приведенным формулам, не должны превышать 2,5 при qF = 9 и 4 при qF = 6.
3. Если используют типовые режимы нагружения (см.примечание 4 на с. 409), то при NLj > > 4NRim в (112>
где yiF берут из табл. 6 и коэффициент Y^ определяют по (113).
Если < 4Nr^, в (112) Yy = Y^.
При расчете коэффициента К№ ориентировочно принимают FtFE = 0,8Е^.
4. По нагрузке F^ (см. с.405) выполняют проверочный расчет; при этом в (99) принимают FtF = F„ae (102)
=
Здесь — число циклов перемен напряжений при действии нагрузки F^o).
Коэффициентом YA учитывают двустороннее приложение нагрузки к зубьям. При одностороннем приложении нагрузки YA = 1. При двустороннем (при реверсивной нагрузке)
Y = J + Y
Л 1Л ^(FtFJ/Y^
Здесь уА = 0,35 для колес из нормализованной и термоулучшенной стали; уА = 0,25 для зубчатых колес с твердостью поверхностей зубьев, превышающей 45HRC3 (за исключением азотированных); уА = 0,1 для азотированных зубчатых колес; F'tFj — расчетная нахрузка, действующая на противоположную сторону зуба; — соответствующий ей коэффициент долговечности. Эти значения определяют аналогично Ft^ и У^.
Коэффициент, учитывающий градиент напряжений и чувствительность материала к концентрации напряжений для зубчатых колес, подвергнутых нормализации и улучшению (а также поверхностной закалке без охвата основания зуба),
414
Зубчатые передачи
Г5 = (1 - 0,071gm)(l + х°’57Ю0’47 + ’г/875).
Коэффициент Yb для цементованных, нитро-цементованных зубчатых колес и с поверхностной закалкой, охватывающей основания зуба,
Г8 = 0,84(1 + 0,19х°’55).
где х = 2,3/рЛ — относительный градиент напряжений, мм-1; рЛ — радиус кривизны переходной кривой в опасном сечении (рис.26).
Примечание. Для внешних зубьев величина коэффициента Ys близка к единице и его рекомендуется вводить в расчет в том случае, если несущую способность передачи лимитирует изгибная прочность зубьев. Во внутренних зубьях, нарезанных долбяками с нескругленной кромкой зуба, величина Ys может оказать заметное влияние на повышение изгибной прочности.
При выборе значения коэффициента Y# учитывающего шероховатость переходной поверхности зуба, руководствуются следующими рекомендациями. Для шлифования и зубофрезеро-вания при Rz < 40 мкм YR = 1. Для полирования при нормализации и улучшении YR « 1,2. Это же значение YR принимают при полировании зубьев, закаленных ТВЧ, когда закаленный слой распределяется на все сечение зуба, а также на часть ступицы под основанием зуба и впадины или обрывается к переходной поверхности.
Коэффициент, учитывающий размеры зубчатого колеса при т < 30 в соответствии с рекомендациями ISO при объемной закалке,
zv
Рис.26. Значения РЛ/мя переходной кривой внешних зубьев, соответствующих исходному контуру ио ГОСТ 13755-81
Yx = 1,03 - 0,006m при 0,85 < Yx < 1;
при поверхностной закалке и азотировании
Yx = 1,05 - 0,01m при 0,8 < Yx < 1;
Определение величин и •S’/
а) цементованные зубчатые колеса при т < 20 мм и средней толщине диффузионного слоя у переходной поверхности зубьев (0,28m -— 0,007m2), твердости сердцевины зубьев у основания в пределах 30+45 HRC3. При содержании никеля более 1% (например, в сталях 20Х2Н4А, 20ХНЗА, 18Х2Н4ВА) 0%^ = 850 МПа, SF = 1,55. Для безникелевых сталей и сталей с содержанием никеля менее 1% (например, в сталях 18ХГТ, ЗОХГТ, 20ХГР), а также -содержащих хром более 1% и никель более 1% (например, в сталях 12Х2Н4А, 20Х2Н4А) <^= 750 МПа, SF =1,55;
б) нитроцементованные зубчатые колеса при т < 8 мм, толщине диффузионного слоя в переходной поверхности зубьев (0,13+0,2)т, но не более 1,2 мм и твердости сердцевины у основания в пределах 30—45 HRC3.
Для хромомарганцовистой стали, содержащей молибден (например, стали 25ХГМ),
= 850 МПа, SF = 1,55.
Для хромомарганцовистой стали, не содержащей молибден (например, сталей 25ХГТ, ЗОХГТ), 0%^= 650 МПа, SF = 1,55;
в) зубчатые колеса из нормализованных и улучшенных сталей при твердости сердцевины и поверхности 180—350 НВ.
Для углеродистых и легированных сталей (например, сталей 40, 45, 40Х, 40ХН, 40ХН2МА) 0%^ = 1,75Ннв МПа, 5>= 1,7;
г) зубчатые колеса при объемной закалке до твердости поверхности и сердцевины 45+55 HRC3.
Для легированных сталей с содержанием углерода (0,4—0,55)% (например, сталей 40Х, 40ХН, 40ХН2М) 0%^ = 580 МПа, SF = 1,7;
д) зубчатые колеса, азотированные при твердости сердцевины у основания 24+40 HRC3. Для легированных сталей, не содержащих алюминия, с толщиной диффузионного слоя (0,1+0,13)т 0%^ = 270 + HH“₽%R(, МПа, 5>=1,7;
е) зубчатые колеса, закаленные при нагреве ТВЧ, с толщиной закаленного слоя (до структуры сердцевины) у переходной поверхности (0,2+0,4)т. Закаленный слой повторяет очертание впадины.
Для сталей пониженной прокачиваемости с содержанием углерода 0,5—0,6% [например, сталей
Уточненный расчет на изгиб зубьев прямозубых цилиндрических передач внешнего зацепления 415
«'м = *пв = Фл - Д)- <11б>
Величину выражают через wn зависимостью
"м = 0.5»*л^а.
(117)
в которой Kfa — коэффициент, учитывающий неравномерность распределения нагрузки меж-ду парами А и В. Приняв А = из
(115)— (117) получим
2с\ 2c'c'R + fin =-----— + АВ cosa^.
FifKaKFvKf»
Величину Кд* определяют раздельно для шестерни и колеса:
cosa^.
(118)
Рк.27. Схема зацепления прямозубой цилиндрической «редачи
Уб и 58 (ГОСТ 1050—74)] при твердости переходной поверхности (58—62)HRC3 и сердцевины (28-35) HRC3 0%^ = 760 МПа, SF = 1,7.
Для легированных сталей с содержанием углерода 0,35—0,5% и никеля 1% и более (например, сталей 40ХН, 40ХН2МА) при твердости переходной поверхности (48-58)HRC3 и сердцевины (25-35)HRC3 о°Л1тА = бООМПа, SF = 1,7.
5. УТОЧНЕННЫЙ РАСЧЕТ НА ИЗГИБ ЗУБЬЕВ ПРЯМОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ПЕРЕДАЧ ВНЕШНЕГО ЗАЦЕПЛЕНИЯ
Приведенный в параграфе 4 расчет зубьев прямозубых передач на изгиб базируется на предположении, что вся передаваемая нагрузка может быть приложена по линии пересечения боковой поверхности зуба с цилиндром вершин зубьев. Это имеет место у зуба шестерни пары зубьев А (рис.27, а), если после приложения на-фузки деформация 5Л этой пары не превышает разности основных шагов А, мм. Если же 5Л > А, то при касании одного из зубьев в вершине в передаче нагрузки участвует пара зубьев В (рис.27, б), деформация которой равна 5Л — А.
Обозначив и wn удельные нормальные нагрузки в парах Л, В и их сумму, получим
*м+*лв=^ = ЛАЛ/<Л/₽/(*1.С05ал.)- (П5)
Если cj и cF — значения удельных жесткостей
пар зубьев Л и В, то
При внешнем зацеплении приближено принимают = 0,83, = 14000 и = К^.
При внутреннем зацеплении, по данным В.П.Сидорова, Кл. « 0,74, Кт * 19000, КЛ1 « 0,91, Л1 Х>1 ЛА
Кп ~ 21000.
Порядок расчета. Находят значения Кр^ по (118). При Кру > 1,8 найденные ранее значения не корректируют (с.411). Если ** 1,8, то находят коэффициенты учитывающие форму зуба и концентрацию напря
жения при приложении нагрузки по линии зоны однопарного зацепления, наиболее удаленной от основания зуба.
Для передач с внешним зацеплением значения определяют по рис.28. Для передач с внешним и внутренним зацеплением приближенно
(119)
Значения YFSj приведены на рис.24 и 25; величины Оу находят по рис.29 в зависимости от Hj. При внешнем зацеплении
Hj - 2,95(еа - l)sinaey + Ay, (120)
где Ay по (26) и
аау = arccos(rf^cosafl(/rfa7). (121)
При приложении нагрузки в вершине и в зоне однопарного зацепления величина а» прямо пропорциональна соответственно 0,5^j4f^lj^ и
Поэтому при прове-
рочный расчет прочности зубьев на изгиб при р = 0 выполняют по формуле:
(122)
416
Зубчатые передачи
Рис.28. График для определения коэффициента z и х — параметры рассчитываемого зубчатого колеса; и xs — параметры сопряженного зубчатого колеса Пример. У рассчитываемого зубчатого колеса z а 27 и х = 0,2, у сопряженного зубчатого колеса Z, = 64 и х, - 0. Используя указания, находим - 2,52 (см. штриховую линию)
при 0t5Kf^Y^ < Jfsty
= (^(^)) (123)
6. УПРОЩЕННЫЕ РАСЧЕТЫ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ НА КОНТАКТНУЮ И ИЗГИБНУЮ ПРОЧНОСТЬ
Проверочный и проектировочный упрощенные расчеты из условия контактной прочности зубьев с незначительной затратой времени позволяют оценить несущую способность передачи или найти размеры ее с погрешностью, обычно не превышающей 10%, а также массу зубчатых колес. Это особенно актуально при разработке узлов машин со встроенными передачами, коща на ранней стадии проектирования надо определить размеры зоны размещения передачи.
В упрощенном расчете приняты усредненные значения коэффициента КН1Й приемлемые при назначении степени точности в соответствии с окружной скоростью [30, 42]. Усредненными приняты и значения коэффициентов найденные при назначении параметра в соответствии с рекомендациями табл.9 и при выборе диаметров валов, типа подшипников и расположения их относительно зубчатых венцов,
обеспечивающем необходимую жесткость конструкции.
В упрощенных расчетах используют параметр контактных напряжений и его допустимую величину [ЛГ0]. Проверочный расчет с этим коэффициентом выполняют по формулам
ИЛИ
Mi »
2 • 103Тт и ±
М? «
-< ОД;
(124)
(125)
где Тт — в Н • м.
Зависимости для определения допустимой величины [7^] и bjfiu
- 2 X ± 0
dx = 10
з! 2Тт(и ± 1)
(127)
При выборе величины руководствуются табл.9. При Р = 0 принимают
[Ху = minUAy, (128)
при Р * 0
[ХУ = 0,5((А^|] + [Х^]) < 1,441^. (129) Здесь
- min{[Xy, (XJJ). (130)
В (128)—(1J0) имеем
<1м>
Рис.29. Коэффициент О в зависимости от И
Упрощенные расчеты цилиндрических зубчатых передач на конгаюную и изгибную прочность
417
В результате упомянутых усреднений приняты следующие значения коэффициентов в (131): для передач с р = О имеем KHv = 1,2, Г™ = 1,35, = 2,23; при р # О имеем
М. *я« = 1.15; К* = 1,35, Z^Z£ = 1,91. При определении [ая] в упрощенном расчете принимают Z^ZJZLZX = 1 [см.(80)]. В результате получены следующие приближенные зависимости для определения [XJ, Н/мм2: при р = О
1^1 = 3,4 10^0^)2; (132)
при р * О
[Лоу] = 4,4 10^12. (133)
Для передач с цементованными и нитро-цементованными зубчатыми колесами при Ho = 6OHRC3 из (80) и табл. 5 имеем
|(^]= U50Z^ (134)
для. термоулучшенных и нормализованных I зубчатых колес
Ы = (1 .*Ннву + 64)Z^ (135)
Определение коэффициента Z^ дано на с.408. Расчетный момент Тт приравнивают максимальному моменту циклотраммы Т(1)1 (рис.30); Ne)j определяют по (63).
В передачах, предназначенных для продолжительной работы при малоизменяющейся нагрузке, обычно ZKj = 1.
, Масса (кг) шестерни и колеса приближенно
14 Зак. 1113
Здесь Тт — расчетный момент на шестерне, Н м; К# — отношение объема зубчатого колеса к объему цилиндра с диаметром dj и высотой bw. Ориентировочно для шестерни можно принять ЛГ31 « 1^-2; для колеса с внешними зубьями ~ 0,6-г 1, а при внутренних зубьях
~ 0,35.
Примечание. В [KJ входят основные параметры, характеризующие несущую способность передачи при данных dp и, bw. В связи с этим для сравнения несущей способности при различных материалах, режиме работы, геометрии зацепления (при варьировании b, z, х), точности и других показателях достаточно сопоставить соответствующие значения [KJ.
Накопление сведений о значениях Ко действующих передач (без избыточной материалоемкости) в различных отраслях промышленности позволяет с незначительной затратой времени осуществить прикидочные оценки на стадии проектирования. Ограничимся несколькими примерами ориентировочных значений [KJ. В приводах на винт самолета [KJ ~ 5 МПа; в судовых турбозубчатых агрегатах с термоулучшенными зубчатыми колесами [KJ ~ 0,8 МПа; близкое к этому значению имеет [KJ в крупногабаритных передачах цементных и углеразмольных мельниц.
Проверочный расчет зубьев на прочность при изгибе. В упрощенных расчетах на изгиб усреднены некоторые входящие в них величины (в частности, приняты KFE = 1,65, = 0,9); в
результате получены следующие зависимости:
при р # О
cFj = l,5F/Fr^/(^ea) < [a^J; (137)
при р = О
— (138)
Для цементованных и нитроцементованных зубчатых колес при степени точности по нормам плавности не грубее 7-й (ГОСТ 1643—81) принимают 0£ = 1,16. В остальных случаях 0£ = 1,65.
В (137) и (138) определяют в соответствии с указаниями на с.411; величина
е (139)
Значения оЯЬпЛ и SF приведены в табл.7; УЛ = 1 при нереверсивной нагрузке, а также при реверсивной — но только для азотированных зубчатых колес; YA = 0,7 при реверсивной симметричной нагрузке.
418
Зубчатые передачи
7. Ориентировочные значения и для зубчатых колес из легированных сталей
Термическая обработка МПа SF
Цементация и нитроцементация 800 1,6
Азотирование 600 1,7
Закалка ТВЧ с закаленным слоем, 680 1,7
повторяющим очертания впадины Нормализация и улучшение 1>75Нт 1,7
7. РАСЧЕТ НА ПРЕДОТВРАЩЕНИЕ ГЛУБИННЫХ КОНТАКТНЫХ
РАЗРУШЕНИЙ
Предел выносливости материала зубьев с поверхностным упрочнением снижается по мере удаления от активной поверхности. В связи с этим при нагрузках, не вызывающих появление усталостных трещин в поверхностных слоях, глубинные напряжения могут превысить предельные значения и вызвать развитие усталостных трещин, обусловливающих интенсивное разрушение активных поверхностей зубьев.
Наблюдается тенденция к снижению отноше-ния предельных нагрузок из
условия предотвращения развития глубинных и поверхностных усталостных трещин с уменьшением толщины упрочненного слоя Ир твердости сердцевины при данном с увеличением межосевого расстояния. В передачах с азотированными зубатыми колесами значение ht обычно меньше, чем при других видах упрочнения; то же относится и к Нг (при данной Но), если сравнивать с цементацией и нитроцементацией. Поэтому в передачах с азотированными зубчатыми колесами неравенство
< 1 (ИО)
имеет место гораздо чаще, чем при других видах поверхностных упрочнений. Для зубчатых колес, подвергнутых цементации, нитроцементации* и поверхностной закалке, условие (140) выполняется, как правило, при ZN » 1, тогда как при азотировании оно нередко имеет место при ZN < 1. Отсюда следует, что азотированные зубчатые колеса необходимо проверять на глубинную прочность.
Проверочный расчет на глубинную контактную прочность выполняют по формуле1
1 Расчет на глубинную прочность выполнен по методу Р.Р.Гальпера [60, 61].
$HvnJ °H№anij/oH (Hl)
Здесь — коэффициент запаса по глубинным напряжениям; [^л] = 1,4 — допустимое значение этого коэффициента; сн — напряжение, найденное по (54). Напряжение по Герцу °янт соответствующее предельному значению приведенного глубинного касательного напряжения (на глубине равной /г,), определяют по формуле
гд/ “ 1,07ЯЯВд?А(фу)Ц]у^Ь(Г (142)
Здесь Нны9 — твердость сердцевины (шестерни, колеса); Л(фу) — коэффициент для определения напряжения Герца при действии предельного касательного напряжения на глубине, равной толщине азотированного слоя, определяемый по рис. 31 в зависимости от параметра
Ф/ = 1<ИЛ/(РиЛнв^). (143)
Здесь pw — приведенный радиус кривизны в полюсе зацепления [см. (48)]. Толщина h* азотированного слоя приравнивается расстоянию от поверхности до точки, в которой твердости упрочненного слоя и сердцевины равны. — коэффициент, учитывающий возможность возникновения усталостных трещин не в сердцевине, а в упрочненном слое, определяемый по рис.32 в зависимости от параметра фу и отношения (ЯНВ)</(ЯНВ)]Г твердостей поверхности и сердцевины. Коэффициент долговечности при расчете на глубинную прочность
Определение коэффициента К,, высокоскоростных передач
419
Рк32. Коэффициент цг в зависимости от параметра Ф, отношения (Янв)0 /(Янв) <
^^НИтгл/^НЕглр (144)
ie 'Uny = (О.О133ЯНВЛ7 - 1)107; (145)
= <146>
Здесь определяют по (62) и N(i)j — по (63). Величину ПНЕпу- определяют для участка цик-лофаммы ОА (см.рис.21), которому при расчете на глубинную прочность соответствует т^.
Примечание. Формула (145) дает приближенное значение с отклонениями в торону увеличения запаса прочности.
Расчеты на предотвращение глубинных контактных разрушений цементованных и нитроце-натованных зубчатых колес даны в приложении к ТОСТ 21354—87. При использовании этих материалов надо учитывать замечания в [50].
8. ОПРВДЕЛЕНИЕ КОЭФФИЦИЕНТА Ко ВЫСОКОСКОРОСТНЫХ ПЕРЕДАЧ
Зубчатые колеса с валами, опорами и другими присоединенными деталями образуют сложную динамическую систему. В прикладных расчетах ее расчленяют на подсистемы исходя из того, что приведенная жесткость пар зубьев в зацеплении обычно заметно выше приведенной крутильной жесткости валов. При этом условии анализ процесса колебаний может быть выполнен отдельно для области высоких частот пересопряжения пар зубьев f = л^/бО каждой пары зубчатых колес и относительно низких частот динамических процессов, связанных с разгоном или торможением приводных агрегатов. В первом случае при составлении расчетной модели внешние вращающие моменты считают постоянными в процессе высокочастотных колебаний, а во втором случае
14е
пренебрегают влиянием жесткости пар зубьев на процесс низкочастотных колебаний.
Основными причинами появления динамических нахрузок при частотах пересопряжения f являются периодическое изменение жесткости и деформаций пар зубьев, а также погрешности изготовления. Если частота собственных колебаний fr = /, то рассчитываемая зуб’гатая пара эксплуатируется в резонансном режиме при повышенном уровне динамических сил. В зарезонансном режиме при f>fr динамические нагрузки заметно снижаются по сравнению с нагрузками при резонансном режиме.
В распространенных методиках для определения резонансных режимов используют расчетную модель сцепляющихся колес в виде двух масс мр связанных упругой связью с жесткостью сг (рис.33). Собственная частота колебаний двухмассной системы (Гц)
где сг — приведенная жесткость зацепления, Н/м; тг — приведенная масса зубчатых колес, кг,
mr = т/п^Цт^ + mJ.
Приведенная жесткость зацепления может быть принята:
для косозубых колес cr - c*ej)w cosftb; для прямозубых колес сг = с'п(2,2 - 1,2/е^Ь^.
Приведенную к диаметру db условную массу зубчатых колес вычисляют в зависимости от полярных моментов инерции:
m = 4J/4
S)
Рис.33. Расчетная схема для определения резонансных режимов зубчатых колес:
а — с жесткими ободьями; б — с податливым ободом
420
Зубчатые передачи
Для зубчатых колес, представляемых в виде дисков с отверстием полярный момент инерции составляет
^ = «РЛ^4-^)/32,
где b — ширина колеса, учитываемая в расчете; рт — плотность материала зубчатого колеса.
При значениях передаточного числа и > 3 влияние момента инерции зубчатого колеса на величину становится относительно малым и наибольшее влияние на результат оказывает момент инерции шестерни. Если к шестерне жестко присоединена деталь с моментом инерции J = у/л, то масса должна быть принята
»», = (1 + Y)m,',
где mj — масса шестерни.
Рассмотренная схема вычисления частоты /г и приведенной массы тг довольно условна, однако во многих случаях обеспечивает достаточно удовлетворительное совпадение с уточненной расчетной моделью. В уточненном расчете по рис.33 массы т{ и находят по методу Рэлея с учетом изгибной и крутильной деформации валов, а также перемещений в опорах. В методе Рэлея принимают, что перемещения S, элементов с массами Mt в колебательной подсистеме опоры — вал — колесо могут быть установлены как перемещения элементов этой же подсистемы при действии постоянной по величине силы F, приложенной в зацеплении. Условную массу т находят из условия равенства кинетической энергии условной массы т и перемещающихся масс Mt в виде
т = Ел/^/б2,
где 5 — перемещения зубьев колеса при действии F. Присоединительную жесткость с устанавливают как отношение силы F и перемещения 6.
Рис.34. Зависимость коэффициента К9 от окружной скорости V
Для ответственных передач резонансные ре
жимы следует рассчитывать по детализированной схеме и уточнять экспериментально тензо-метрированием колес. В общем случае принимают во внимание, что с увеличением жесткости с собственная частота колебаний растет, однако влияние высокой жесткости с частично уравновешивается увеличением условной массы т\ поэтому собственная частота колебаний не очень заметно отличается от рассчитанной по (147). Увеличение податливости опор и валов способствует снижению присоединительной жесткости с и условной массы т. При этом условии частота fr может быть несколько ниже найденной по (147).
Окружную скорость зубчатых колес при которой развиваются резонансные колебания зубчатых колес, можно установить из условия /г= f в виде
9,03cosaw J с, , й, ч
г1 1 ь, \
(148)
где учитывают жесткость сг в Н/мм, тг — в кг, b — в мм (Ь{ — ширина зубчатого венца шестерни; Ь2 — ширина зубчатого венца колеса). Для средних значений рассчитываемых параметров в передачах с жесткими ободьями ориентировочно
vr = (1300-^1400)/^.
В дорезонансной эоне при v < 0,85 vr динамические нагрузки увеличиваются пропорционально окружной скорости v (рис.34). Для этой зоны коэффициент Kv рассчитывают по формулам, представленным в основной части метода расчета.
Зона окружных скоростей 0,85 vr < v < 1,15ц является резонансной. Расчет коэффициента, учитывающего динамические нагрузки, выполняют по формуле
= 1 + (\Вр + (149)
где коэффициенты Ср. и С4 определяют по табл.8.
8. Значения Ср используемые при расчете коэффициента К9 высокоскоростных передач
Суммарный коэффициент перекрытия
1 < < 2 S>2
С( = 0,226; q = 0,240; С4 = 0,900; С5 = 0,332 С, = q - С5 - 6,226; С4 = 0,32
Указания к расчетам цилиндрических зубчатых передач
421
Коэффициентами Вр, В?и Вк учитывают погрешность шага зацепления погрешность профиля и плавность входа головки зуба в зацепление Са:
вг = ^KaF)-,
4=1- кАСЛАиЛ)!-
Эффективную погрешность шага зацепления (мм) определяют в зависимости от предельных отклонений шага зацепления шестерни fpbl и колеса^ с учетом приработки зубьев в начальный период эксплуатации:
/_„= (1 — + /L>-
/реп ' z J pol J poi
Возможность приработки активных поверхностей довольно ограничена, так как динамические процессы в высокоскоростных передачах нестационарны. По методическим рекомендациям ISO безразмерный параметр для термо-улучшенных колес А = 160/oMim; для поверхностно упрочненных колес А = 0,075.
Если в зацепление вступают зубчатые колеса с различной поверхностной твердостью, то параметр А определяют как среднее арифметическое из значений А, рассчитанных для шестерни и колеса.
Эффективную погрешность профиля (мм) устанавливают в зависимости от допусков на почетность профиля зуба шестерни и колеса Ip с учетом возможной приработки зубьев в начальный период работы передачи:
/м=
Параметр, учитывающий плавность входа зубьев в зацепление,
Са = 0,0015 + 5,55 • 10-5(оМЬп/97 - 18,45)2.
При различной поверхностной твердости зубчатых колес, вступающих в зацепление, в расчетную формулу подставляют среднее арифметическое значение Са1 и Сл шестерни и колеса.
Закритическая зона соответствует скоростям 1,5^ В закритической зоне коэффициент
^=С£Вр + В} + С,, (150)
me коэффициент С5 определяют по табл.8, а коэффициент Cj принимают:
при 1 < еу < 1,5 Cj = 0,75;
при 1,5 < е < 2,5
C, = 0,125sin[n(£y - 1,96)/1,12] + 0,875;
при еу > 2,5 Cj = 1.
В промежуточной зоне при 1,15 vr < v < 1,5ц. коэффициент Kv устанавливают по линейной интерполяционной формуле
^3 + (^-^3)(l,5-v/vr)/0.35, (151)
где Kv2, Kv3 — коэффициенты рассчитанные соответственно по (149) и (150).
9. УКАЗАНИЯ К ПРОЕКТИРОВОЧНЫМ РАСЧЕТАМ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ
Выбор материалов зубчатых колес. Зубчатые колеса выполняют в основном из стали, чугуна и неметаллических материалов. Важнейшим критерием при выборе материала является масса и габариты передачи.
На основании (54) и (136) находим, что масса зубчатой пары
= (152)
Здесь Q параметр, зависящий от и, геометрии зацепления, коэффициентов заполнения Х31 и (см. с.417); рт — плотность материала, кг/мм3.
Масса Gm зубчатых пар из неметаллических материалов (например, из капралона или текстолита) значительно выше, чем стальных колес, несмотря на существенно меньшие значения рт и Стоимость их тоже намного превышает стоимость колес, выполненных из традиционно применяемых металлов. В связи с этим область применения неметаллических материалов для зубчатых колес ограничивается случаями предъявления специальных требований, которым не могут удовлетворить передачи с металлическими зубчатыми колесами, например особо высоким ограничением шумовых характеристик и виброактивности.
Минимальную массу и габариты имеют передачи со стальными зубчатыми колесами. Величина [оя] передач со стальными зубчатыми колесами пропорциональна твердости активных поверхностей зубьев Но (табл.5). Но величина Но в зависимости от марки стали и термической обработки колеблется в широком диапазоне.
Из (80) и табл.5 следует, что отношение [оя] цементованных зубчатых колес и подвергнутых термическому улучшению обычно не менее двух. Это значит, что отношение масс передач с указанными термическими обработками превышает четыре и может быть существенно боль
422
Зубчатые передачи
шим при Nhe < Так, при NHE ~ 20 • 10б это отношение может достигать ~ 7.
Таким образом, при необходимости обеспечить минимальные массу и габариты передачи зубчатые колеса обычно выполняют цементованными или нитроцементованными с Но = (57-5-62)HRC3.
Достаточно высокие значения [оя] можно получить в передачах с зубчатыми колесами из легированных сталей с зубьями, закаленными ТВЧ (см.табл. 5). Но в этом случае значения [оя]ив1А ниже, чем при цементации и нитроцементации на «20%. Поэтому этот вид термической обработки не используют там, где предъявляют особо высокие требования к габаритам и массе привода, как, например, в авиации, а также и во многих наземных транспортных машинах.
Одним из важнейших условий совершенствования машин является снижение их массы и габаритов. Поэтому при новом проектировании, как правило, для зубчатых колес силовых передач назначают стали и термическую обработку, при которых Но > 50-i-55 HRC3. При применении поверхностной закалки ТВЧ предпочтительны стали с пониженной прокали-ваемостью, например марки 58 (ГОСТ 1050— 74), конкурентоспособной с цементуемыми сталями по контактной и изгибной прочности.
При указанных видах поверхностного упрочнения и достаточно высоких механических характеристиках сердцевины достигается также наибольшая изгибная прочность зубьев.
Применение зубчатых колес с Но < 350 НВ может быть оправданным при больших размерах зубчатых колес, в единичном производстве, а также для колеса b в планетарных передачах А с высокими твердостями активных поверхностей зубьев зубчатых колес а и g при параметре р = Ztfa > 3-
Несущая способность, лимитируемая контактной выносливостью активных поверхностей зубьев, может быть повышена против получаемой при термическом улучшении приблизительно в 2 раза при применении азотирования. Для получения высоких твердостей азотированию подвергают стали, легированные хромом, никелем, молибденом, алюминием (например, стали 38ХМЮА, 35ХЮА, 30Х2НВФП, 45Х2Н2МФЮА и др.).
Искажение формы зубьев при азотировании во много раз меньше, чем при цементации и нитроцементации, и меньше, чем при закалке ТВЧ. Высокая твердость обусловливает и высокую износостойкость азотированных зубьев. Но
при этом затруднена приработка, снижающая вредные последствия от местных перегрузок, вызванных погрешностями зубообразования и деформациями. Поэтому реализация преимуществ азотирования возможна только при достаточно высокой точности изготовления или при использовании доводочных операций.
Толщина азотированного слоя невелика (обычно 0,2-0,5 мм). В связи с этим несущая способность азотированных передач во многих случаях лимитируется развитием подслойных усталостных трещин, возможность возникновения которых возрастает при заданном с увеличением dv
Выбор некоторых параметров цилиндрических передач (zt, х1, р). Число зубьев шестерни
Z{ в передачах с эвольвентным зацеплением изменяется в широких пределах, начиная с 9-10 (но встречаются передачи с < 9) и кончая ~70 при Но < 350 НВ хотя бы у одного зубчатого колеса пары. При Н01 > 50 HRC3 и Нш > 50 HRC3 обычно находится в интервале 14-35. При Но < 350НВ у шестерни или у колеса этот интервал в большинстве случаев составляет 15-40.
При заданных и степени точности с увеличением уменьшаются погрешности шагов и профиля зуба, повышается еа и плавность работы, увеличивается несущая способность, лимитируемая сопротивлением выкрашиванию, уменьшается скорость скольжения, потери на трение, снижается опасность возникновения задиров. С увеличением уменьшается объем металла, переводимого в стружку при фрезеровании зубьев. Но при снижении т при данном dx падает изгибная прочность зубьев.
Рекомендуется находить величину из условия равнопрочности зацепления по изгибным и контактным напряжениям. Однако имеются немногочисленные варианты, в которых несущая способность определяется изгибными напряжениями. К ним относятся, в частности, планетарные передачи Зк. Размеры и масса этих передач, начиная с некоторого значения |гве|, зависящего от механических характеристик зубчатых колес и режима работы, определяются из расчета зубьев на изгиб. Лимитирующими могут оказаться изгибные напряжения при ZN » 1 и в первую очередь при высоких значениях Н01 и и реверсивной симметричной нагрузке. *
При выборе величины = bjdx надо учитывать, что с уменьшением растут размеры передачи в плоскости, перпенди
Указания к расчетам цилиндрических зубчатых передач
423
кулярной к осям [см.(127)], но уменьшаются в направлении осей. Характер этих изменений зависит от влияния на значение Кщ. Величина и масса передачи связаны зависимостью, близкой к прямо пропорциональной. Следовательно, при проектировании передачи надо максимально использовать возможности к снижению величины Кщ.
Величины и D [см. (71)-+(73)J связаны зависимостью, близкой к прямо пропорциональной. Допустим, что при \|/w = 0,7 имеем коэффициент D = 0,6 и, следовательно, при V 0,14 имеем А0^ = 1 + 0,6 + 0,068 = 1,67. Снизив с 0,7 до 0,4, получим А^ = 1 + + 0,6 0,4/0,7 + 0,0024 « 1,345. В этом частном случае при снижении с 0,7 до 0,4 масса передачи уменьшается приблизительно на 19%. Но действительное снижение массы в рассматриваемом случае может быть более значительным. Уменьшение открывает возможности к повышению жесткости валов и обеспечению более равномерного распределения нагрузки на опоры в конструкциях с несимметричным расположением их относительно зубчатых венцов. В результате уменьшается а следовательно, и величина D.
Для получения благоприятного распределения нагрузки по ширине зубчатого венца и при сравнительно больших используют продольную модификацию. Простейшей в осуществлении является линейная продольная модификация [42, 561, эффективность которой зависит от характера спектра нахружения, и максимальное повышение несущей способности достигается при постоянной нахрузке.
Ориентировочные значения максимальных величин Vwmax в зависимости от Н01, Нот и особенностей расположения опор относительно зубчатого венца (рис.35) даны в табл.9.
Замечания к выбору коэффициентов смещения х{ и х7. Варьируя величину х, можно существенно влиять на форму зуба (см.рис.9) и, следовательно, на коэффициент YfS, учитывающий эту форму. Так, если при z = 18 и х = 0 имеем Кд = 4,2 (см.рис.24), то при х = 0,6 получим Кд = 3,33 и, следовательно, с переходом от х = 0 к х = 0,6 несущая способность передачи из условия изгибной прочности зубьев (при
Рк35. Схемы зубчатых передач
приложении всей нагрузки в вершине зуба) возрастет приблизительно на 26%.
Изменяя коэффициенты Xj и х2, можно влиять на параметры зацепления, среди которых коэффициент перекрытия еа, приведенные радиусы кривизны, скорость скольжения vn, удельные скорости скольжения бд1 и бд2 и др. (см.400).
При значительных u = z2/Z\ (например, больших 2,5—3) получила распространение система смещений с х^ = 0.
Варьируя xt в системе х^^ = 0, можно существенно увеличить несущую способность, лимитируемую изгибной прочностью зубьев, осуществить равнопрочность зубьев шестерни и колеса по напряжениям изгиба, сблизить величины |Оа1| и Но при этом целесообразно принять значение xt несколько большим того, при котором бд1 = бд2, поскольку при и » 1 в конечной точке контакта (см.рис.20) величина рш1 значительно превышает рш2. Система смещения с = 0 может значительно увеличить несущую способность, лимитируемую контактной выносливостью. Применительно к передачам с р # 0 это можно обнаружить и реализовать из анализа формулы для [оя] при z{ < 25.
Система смещений с > 0 позволяет увеличить приведенный радиус кривизны pw в полюсе зацепления, уменьшить скорости скольжения и 1>яд2 в конечных точках зацепления а{ и а2 и снизить величины |бд1| и |Од2|.
9. Ориентировочные значения __
Расположение опор относительно зубчатого венца (рис35) V**» при твердости активных поверхностей зубьев
IU < 350 НВ (или TL < 350 НВ и Нш< 350 НВ) Н« > 350 НВ; Н^ > 350 НВ
Симметричное и вблизи зубчатого венца (передачи 5 и 6). Несимметричное при высокой жесткости конструкции (передача 4) Несимметричное (передачи 2 и 3) По одну сторону от зубчатого венца (передача /) 1,20-135 1,0-1,1 0,6-0,7 0,9-1,0 0,65-0,75 0,45-0,55
Примечания: 1. При нагрузке постоянной или малоизменяющейся значения v^max могут быть увеличены против табличных на 15—20%. 2. Обычно принимают ум = (0,80-+0,95) х З.^Й* коробках передач для колес, с внешними зубьями обычно принимают = 0,3. В связи с этим на величину накладывается ограничение < 0,5(и + +4)V^ = 0,15(1/ + 1).
424
Зубчатые передачи
В ГОСТ 16532—70 в системе х^ > 0 рекомендовано принимать Xj = Х2 = 0,5. При этом, в сравнении с вариантом х^ = 0, несколько снижаются потери на трение и скорости скольжения, увеличивается несущая способность, лимитируемая изгибной прочностью зубьев, если вся передаваемая нагрузка или существенная часть ее воспринимается в вершине зуба (см.параграф 5). При высоких точности и степени загруженности передачи (например, в случае цементованных зубчатых колес и степени точности не грубее 6-й по ГОСТ 1643—81) величина |рм - рм| может составить лишь малую часть деформации 8 пары зубьев, воспринимающей всю передаваемую нагрузку. В этом случае максимальные напряжения изгиба возникают при приложении нахруз-ки по линии однопарного зацепления, наиболее удаленной от основания зуба. При этом преимущества в отношении несущей способности, лимитируемой изгибной прочностью, оказываются на стороне передачи с Xj = Xj = 0. Проиллюстрируем это частным примером. При Zj = $2 = 25 и xt = х^ = 0,5 имеем ® 3,45 (см.рис.24), а при Xj = х^ = 0 находим, что = 2,77 (см.рис.28) и, следовательно, несущая способность, лимитируемая изгибной прочностью зубьев, у передачи высокой точности с Xj = Х2 = 0 приблизительно на 20% выше, чем у передачи с Xj = х^ = 0,5, в которой деформации зубьев не компенсируют разность основных шагов шестерни и колеса.
Уточненный расчет для определения величины УКи по методу В.В.Брагина дан в ГОСТ 21354-87.
Несущая способность прямозубых передач с Xj = х^ = 0,5 из условия выносливости активных поверхностей зубьев выше, чем у передач с х1 = Xj = 0 в среднем всего только на 2% [56].
Угол наклона зубьев 0. Несущая способность цилиндрических передач из условия сопротивления усталости активных поверхностей зубьев при заданных dlt и и прямо пропорциональна допустимому значению коэффициента контактных напряжений [/у. Поэтому для сравнения передач при 0 # 0 и 0 = 0 воспользуемся отношением этих коэффици-ентов = [A^W [А^]р_о соответственно при 0#Ои0 = Оина основании данных, приведенных в гл.6, получим <рр « 1,3, если [ат] = [Оде]. При [о^] # [Оде] величина <рр может превысить 1,3 и достичь, например, 1,6-2 при значительных перепадах твердостей Н01 и Нш [59]. Помимо этого преимущества косозубые передачи отличаются от прямозубых меньшими виброактивностью и шумом, которые снижаются с увеличением 0. Но с ростом 0
увеличивается осевая составляющая силы в зацеплении. В связи с этим большие значения 0 = 25-г40А используют обычно только в шевронных передачах и в раздвоенных ступенях редукторов (см. рис.35). В остальных случаях обычно принимают 0 = 8-Н8в.
Выбор точности зацепления (см.также с.400). Из (54), (131) и (136) следует, что масса GHm зубчатой пары прямо пропорциональна произведению ^яхЛяр^Яа- На каждый из этих коэффициентов влияет погрешность изготовления. Так, из анализа (67)—(69) и табл.2 следует, что величина (KHv — 1) пропорциональна коэффициенту ^о, зависящему от степени точности и окружной скорости v. Следовательно, при некоторых ограничениях на величину KHv (например, обусловленных требованиями к снижению массы привода) с увеличением v надо повышать точность зацепления зубчатых пар. Эго обстоятельство отражено в справочных таблицах, позволяющих по величине v назначить степень точности [30, 42]. Но скорость не является единственным параметром, позволяющим достаточно обоснованно выбрать точность зацепления. Существенно влияние на величину Gffm коэффициентов и произведение которых может достигать двух и белее. Таблица, связывающая степень точности и ц не ориентирует на выбор точности, направленный к снижению величины при средних и
низких скоростях.
Обозначим jQper величину при у^ = О [см.(73)], вызванную только погрешностями направления зубьев.
Базируясь на зависимостях (54), (70)—(77), формулы для определения jQper и можно представить в следующем виде:
А1- 0,9 + П<,^‘ +?^-. (154)
Здесь ftp и Па — коэффициенты, зависящие от u, еа, m/b*> a,, 0д и параметров, характеризующих жесткость зацепления.
При коэффициенте приработки Кн„ ~ 1, характерном для передач с высокими твердостями активных поверхностей зубьев, величины GHm и связаны зависимостью, близкой
к прямо пропорциональной. Это позволяет воспользоваться (153) и (154) для оценки влияния точности изготовления на массу и несущую способность зацепления в зависимости от и 1ая1- Так, например, можно показать, что с переходом от 6-й степени точности к 8-й (по
Указания к расчетам цилиндрических зубчатых передач
425
ГОСТ 1643—81) для многих характерных вариантов передач масса зубчатой пары при 1 возрастает приблизительно на 30%.
Величины fpb и Fp с возрастанием диаметров зубчатых колес изменяются незначительно. Так, величина Fp прямо пропорциональна d0*3, а величина^, например, в 7-й степени точности при d < 800 (если 3,5 < т < 6,3) изменяется всего только от 17 до 19 мкм. Из этих данных, а также из (153) и (154) следует, что при установленных ограничениях на величину ^ярвЛяа требования к точности зацепления возрастают с уменьшением d{ и [оя].
Порядок выполнения проектировочного расчета вз условия прочности зубьев. Основными исходными данными при проектировочном расчете являются передаточное число и, марки сталей и их механические характеристики, нагрузки и соответствующие им числа циклов перемен напряжений за полный срок службы, представляемые обычно в виде циклограммы. В этом случае в отличие от циклограммы проверочного расчета (см.рис.21) задают значения вращающих моментов.
10. Значения коэффициента К'в (156)
Расположение опор относительно зубчатого венца (см.рис .35) Г при твердости активных поверхностей зубьев Но
НО1>350 НВ; Нш>350 НВ Оба значения Н01 и Нот или одно из них не превышает 350 НВ
Симметричное и вблизи зубчатого венца (передачи 5и 6). Несимметричное при высокой жесткости конструкции (передача 4) 0,06 0,08
Несимметричное (передачи 2 и J) 0,11 0,14
С одной стороны зубчатого венца (передача /) 0,2/0,13 0,35/0,23
С одной стороны зубчатого венца (передача /) при радиально-упорных подшипниках, установленных без зазора или с натягом 0,12/0,08 0,22/0,15
Примечание. Значения в числителе и в знаменателе относятся соответственно к опорам на шариковых и роликовых подшипниках.
Предварительный диаметр шестерни
Я тт(и ± 1)
(155)
Здесь Kd = 840 при р = 0 и Kd = 780 при р # 0.
Ориентировочные значения ум приведены в табл.9. Напряжение [с^] приравнивают значению [оя], найденному по (91) при р = 0 и (92) при р # 0, в которых [Gjyjj и [GflJ определяют по (80), приняв Z^Z^Z* = 1. Значения ZN определяют по (85) при Ny < и по (86) при Ny> 2NmiBV-. Если Н01 = Нот и одинаковые материалы и термические обработки у шестерни и у колеса, то при р = 0 достаточно определить [оя] того зубчатого колеса, у которого больше величина Ny. В передаче, состоящей из шестерни и колеса, Nz{ > Nu и, следовательно, достаточно определить [оЯ1]. В многопоточных передачах возможны варианты, в которых NT2 > И 1°Я21 < 1-
В (155) принимают Тт - Т(1)1 (см.рис.30).
Окружная скорость
v = nd\nx/(jb • 104);
по ней назначают степень точности на основании данных в справочной литературе [30, 42].
Предварительное значение
*4=1 + lOOdf'^V^ - 2) + 0,1ч”м)Л^(15<>)
Здесь истт — числовое обозначение степени точности по ГОСТ 1643—81, значения коэффициента К* даны в табл. 10, а коэффициента — на рис.22.
Уточненный диаметр шестерни
<= 0,9d; ^pday/lej)273-
(157)
Здесь [оя] определяют по (91) при р = 0.
При р # 0
Ю = A5(|GfflP + |affllp).
Величины [g^] и [a^J определяют по (94) и (95).
Максимальное число зубьев шестерни из условия равнопрочности зубьев по изгибным и контактным напряжениям
_ 10Щи ± l)[g/Jmia
,m“ И<ъ1
Здесь = min{[on]; [оя]}; К = 6.4 при Р * 0.
426
Зубчатые передачи
Если при Р = 0 вся передаваемая нахрузка воспринимается в вершине зуба, то Kz = 4,9. В этом случае не используются отмеченные выше возможности совершенствования передачи, связанные с назначением возможно больших значений zr
С учетом распределения нагрузки между двумя парами зубьев
Kf = 9,8/*», гае
Если Кл < 1,4, то следует принять Кл = 1,4. В этом случае максимальные напряжения у основания зуба возникают при приложении нахрузки в зоне однопарного зацепления.
Согласовав т со стаццархным рядом, варьируя в некоторых пределах значения и р, допускаем небольшие отклонения (не более 1-2%) в величине dv
После установления размеров передачи выполняют проверочный расчет по (54); при этом, как правило, имеет место неравенство оя # [оя].
Для обеспечения равенства <уя = [оя] и, следовательно, для предуххреждения возможного занижения ресурса передачи (<уя > [оя]) или завышения ее массы (оя < [оя]) можно изменять размеры, механические характеристики зубчатых колес, точность изготовления.
Одним из простейших способов достижения °я = является изменение ширины зубчатого венца Ь*. Скорректированная ширина
Здесь Ь* рабочая ширина зубчатого венца, найденная в проектировочном расчете; К = в/Двд].
10. ПОТЕРИ НА ТРЕНИЕ В ЗАЦЕПЛЕНИИ, СМАЗЫВАНИЕ ЗУБЧАТЫХ РЕДУКТОРОВ
И ТЕПЛОВОЙ РАСЧЕТ
КПД зубчатых передач. Мощность, теряемая в зубчатой передаче, складывается из потерь на трение в зацеплении, в опорах и потерь на разбрызгивание и размешивание масла. В быстроходных передачах заметное влияние могут оказывать вентиляционные потери. Так как перечисленные виды потерь мощности относительно малы, каждый вид потерь можно рассчитывать отдельно и КПД зубчатой передачи определять в виде
П = I - ¥3 - Vn - Vp> (158)
где у3, уп, ц/р — коэффициенты потерь мощности в зацеплениях, подшипниках, на размешивание и разбрызгивание масла.
С незначительной погрешностью
ЧЧ = 2,3/(1/^ ± 1/^), (159)
хде / — усредненный коэффициент трения для зацепления (рис.36); (верхний знак принимают для внешнего, а нижний — для внутреннего зацепления).
В зубчатых редукторах с последовательным зацеплением нескольких пар зубчатых колес коэффициент потерь у3 находят в виде суммы коэффициентов потерь отдельных зубчатых пар.
Коэффициент потерь на трение в подшипниках качения
Яп
%. = (160)
/-1
хде 7^, Гоу — момент трения и угловая скорость /-го подшипника; па — число подшипников в опорах рассчитываемой зубчатой пары или редуктора; 7со — произведение момента и угловой скорости выходного вала.
Момент трения
= 0,5//# (16D
где /п — коэффициент трения в подшипнике; d — внутренний диаметр подшипника; Fr -радиальная нагрузка на подшипник.
Ориентировочные значения коэффициента /п составляют: для радиальных шариковых однорядных подшипников — 0,0015; для радиальных с. цилиндрическими роликами — 0,0011; для радиально-упорных шариковых однорядных -0,002; для радиально-упорных роликовых -0,0018.
Рис.36. Коэффициент трения/при смазывании жидкнмн пефтяпымп маслами в зав псп мости от окружной скорости v
Потери на трение в зацеплении, смазывание зубчатых редукторов и тепловой расчет
427
Для цилиндрической зубчатой передачи с внешним зацеплением коэффициент
Vp = (Kd^bJT^w/(z, + ^), (162)
где v — кинематическая вязкость масла при рабочей температуре, м2/с; v — относительная окружная скорость, м/с (линейные размеры — в мм, а момент Т — в Н • м). При струйном смазывании принимают коэффициент К = 0,04, а при смазывании окунанием при по1ружении зубчатого колеса на глубину (2+3)ш К « 0,056.
Расчет КПД зубчатой передачи по методу смещения сил рассмотрен в [66]. Этот метод может быть применен также для расчета потерь на трение в зацеплениях и опорах планетарных передач.
На режимах расчетных нагрузок коэффициент потерь цилиндрической зубчатой пары, смазываемой жидким смазочным материалом, составляет у = 0,01+0,015, а конической — у = 0,012+0,02. Коэффициент потерь возрастает ориентировочно в 2 раза при использовании пластичных смазочных материалов для открытых передач.
Смазывание зубчатых редукторов. В зависимости от условий работы в зубчатых редукторах применяют в основном жидкие и значительно реже пластичные и твердые смазочные материалы. В качестве жидких смазочных материалов обычно применяют нефтяные масла — индустриальные масла общего назначения и специальные: турбинные, авиационные, трансмиссионные, автомобильные и т.д. Сведения о вязкости и температуре застывания наиболее распространенных базовых масел (см. раздел 2, гл. 4).
Эксплуатационные свойства нефтяных масел могут быть значительно улучшены введением различных присадок, используемых для повышения противоизносных качеств, антизадирных свойств, предупреждения коррозии, снижения температуры застывания и других целей.
По сравнению с минеральными нефтяными маслами синтетические масла имеют более полотую зависимость вязкости от температуры, обладают лучшими показателями по температурам вспышки и застывания. Вследствие сравнительно высокой стоимости эти масла используют в редукторах с большим интервалом рабочих температур.
Пластичные смазочные материалы, представляющие собой загущенные нефтяные масла с включением присадок, применяют для открытых тихоходных передач.
Твердые смазочные материалы (графит, дисульфид молибдена и др.) применяют для
смазывания открытых зубчатых передач как компонент жидких масел или пластичных смазочных материалов.
Выбор вязкости масла для смазывания закрытых зубчатых передач со стальными зубьями можно осуществить по рис. 37 в зависимости от параметра х [56]:
X = IO-^HhvoVv,
(163)
где Нцу — твердость активных поверхностей по шкале Виккерса; сн — действующие контактные напряжения, МПа; v — окружная скорость в зацеплении, м/с.
Из рекомендованного диапазона значений вязкости (см. заштрихованную зону) выбирают фиксированную величину, сообразуясь с условиями эксплуатации редуктора. Например, при температуре окружающего воздуха ниже +10 °C, а также для передач высокой точности принимают наименьшее значение вязкости из рекомендованного диапазона. Верхний предел назначают для сцепляющихся зубчатых колес из стали одной марки или если хотя бы одно из них выполнено из никелевой или хромоникелевой стали. При подборе масла для многоступенчатых редукторов с общей масляной ванной выбирают промежуточную вязкость между требуемыми значениями для тихоходной и быстроходной ступеней.
В редукторах подшипники качения и скольжения обычно смазывают смазочным материалом, применяемым для зацеплений. Наиболее подходящим для работы подшипников качения является масло с вязкостью (10+30) lO-W/c при рабочей температуре. Повышение вязкости масла и подача необходимого еГо количества в
Рис. 37. Вязкость пелегированных нефтяных масел для стальных зубчатых передач
428
Зубчатые передачи
опоры качения позволяет повысить ресурс опор в 2—3 раза [72].
При окружных скоростях в зацеплении до v = 15 м/с обычно применяют картерное смазывание, при котором колесо быстроходной ступени погружают в масло на глубину ~ 10 мм, но не более 5m. Колеса тихоходных ступеней могут быть погружены в масло на большую глубину. Для уменьшения потерь на размешивание и разбрызгивание масла можно применять раздельные ванны для каждой ступени или погружать в масло не колесо, а брызговики. Расстояние от днища корпуса до побуженного в масло быстроходного колеса должно быть не менее удвоенной глубины погружения этого колеса.
При картерном смазывании смазочный материал к опорам подводится разбрызгиванием масла и масляным туманом. Для увеличения подачи масла к опорам предусматривают сборники масла, стекающего по стенкам. От сборников масло направляют к удаленным опорам по специальным каналам или сверлениям в корпусе [42].
Объем масляной ванны принимают исходя из опыта эксплуатации. Как весьма ориентировочная может рассматриваться рекомендация назначать объем масла в ванне в пределах (0,3-j-0,7) 10-3 м3 на 1кДт передаваемой мощности.
При окружных скоростях зубчатых колес v > 15 м/с в редукторах с интенсивным тепловыделением применяют циркуляционное смазывание, при котором масло подают через щелевые сопла или разбрызгиватели в каждое зацепление и наиболее нагруженные опоры. Этот вид смазывания применяют также при вертикальной компоновке валов. Обычно масло подают со стороны входа зубьев в зону зацепления. В реверсивных передачах полив колес осуществляют с двух сторон от зоны зацепления. Объемный расход определяют из условия отвода маслом общего количества теплоты, выделяемого в зацеплении или опоре при разности температуры подаваемого и отводимого масла не более 10 °C.
Для предотвращения быстрого старения масла скорость в нагнетательных трубопроводах принимают не более 3 м/с, а во всасывающих — не более 1,5 м/с. В гидравлической системе подачи масла целесообразно предусматривать использование фильтров грубой и тонкой очистки, теплообменник, предохранительные клапаны и манометры для контроля давления.
Расчет механических передач па нагрев. При недостаточном отводе выделяющейся теплоты
передача перегревается, что может привести к снижению защитных свойств масляного слоя, повышению интенсивности изнашивания и преждевременному выходу из строя зубчатых колес или опор. Для предупреждения опасных форм повреждения активных поверхностей температура масла не должна превышать пределов допустимого значения [бм], при котором масло сохраняет свои защитные функции. Для минеральных масел обычно принимают [бм] = (8О-5-95)вС. При использовании специальных присадок к маслам или синтетических масел допустимое значение повышают до [бм] = (100-М 10) вС.
Для передач, работающих при постоянной нагрузке на установившемся тепловом режиме, при котором мощность, теряемая на трение, равна мощности отводимого тепдового потока, температура масла
= Лш'И/Пнф + *о.в> (164)
где Рвщ — мощность на ведущем валу передачи, Вт; Оо в — температура окружающего воздуха (при отсутствии специальных указаний принимают Оо в= 20 *С).
Мощность теплового потока О Вф, отводимого от передачи в окружающую среду при разности температуры передачи и среды 1 °C,
О.П, = •Mb + Won.. <165>
где Хд — коэффициент теплопередачи для части поверхности корпуса, не обдуваемой вентилятором; — коэффициент теплопередачи при использовании искусственного обдува корпуса вентилятором; А*, — площади соответствен-
но необдуваемых и обдуваемых поверхностей корпуса, омываемых внутри маслом или его брызгами.
При подсчете площади А учитывают 50% поверхности ребер, выполняемых на наружной поверхности для увеличения теплопередачи. Эмпирически установлены коэффициенты К* = (12т19)Вг/(^С) и 16л/и0^/(м^С), где vo в — скорость потока воздуха относительно охлаждаемой поверхности. При обдуве корпуса редуктора вентилятором ориентировочно принимают р0 в = 3-5-5 м/с.
Для расчета на нагрев редукторов, работающих с остановами, необходимо определить время ty и /0. Время, в течение которого температура масла практически достигает установившегося значения,
/у-3,2П/ОИф. (166)
Планетарные зубчатые передачи
429
Рас.38. Изменение температуры масла (а) за многократно повторяющийся цикл нагружения (б)
Здесь
П =
где 6^м, См — масса масла в передаче (кг) и его удельная теплоемкость [См « 1,7-5-1,9 кДж/(кг • °С)1; Gmjt Cj — масса у-й детали передачи и ее удельная теплоемкость.
Время, в течение которого недогруженная передача охлаждается практически до температуры окружающего воздуха,
Го« 3,2П/ПОХЛ, (167)
где = ПНф, если передача вращается вхолостую и условия теплопередачи сохраняются неизменными; если передача неподвижна, то °и1= КтАл (А< ~ увеличенная на 50% поверхность корпуса, омываемая изнутри маслом).
Если продолжительность работы tT передачи под нагрузкой меньше времени /у, а время останова > t0 и температура успевает снизиться до температуры отфужающего воздуха б01, то проверку на нагрев выполняют по формуле
«.= ^(1 -ГИ'П))/ОИП( + «О,<1«М), (168)
®Х.п, = exp^^rj/n).
Для многих машин, в частности для грузоподъемных, характерны режимы, при которых работа под переменной нагрузкой продол-хительностью tT чередуется с работой без нагрузки при этом время недостаточно для того, чтобы редуктор охладился до
температуры бов. На рис. 38 приведен пример такого цикла и характер изменения температуры бм при периодическом повторении цикла. Для рассматриваемого случая тепловой расчет выполняют по формуле
О = Р ^мтах л вщР“ q нт
+ «о.» < IV
Хнгр 1
ХнГрХохЛ 1
(169)
Здесь
Хохл ехр(П Охл^г=о/П), 1 rf Tt 1 * Tfi
р = — —-dt= — V —
<т Jo Т *т £1 Т
где Т — момент, соответствующий мощности
Если при расчете по представленным выше формулам температура масла оказывается выше, чем [6J, то для увеличения теплопередачи следует воспользоваться одним из следующих мероприятий: изыскивают пути снижения потерь; увеличивают площадь поверхности охлаждения (например, с помощью ребер); предусматривают обдув корпуса вентилятором или водяное охлаждение масляной ванны. При интенсивном тепловыделении в мощных и быстроходных передачах используют циркуляционную систему смазывания.
Необходимый объемный расход масла (м3/с)
е = рвщу/(смРма6),
где рм — плотность масла (для минеральных масел рм « 890 кг/м3); Дб — разность температур масла на выходе и входе в редуктор. Обычно задают Дб = (5-5-8) °C.
11. ПЛАНЕТАРНЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
Термины, определения и классификация планетарных передач. Механизм, состоящий из зубчатых колес, в котором геометрическая ось хотя бы одного из них подвижна, называют планетарным.
Звено планетарного механизма, в котором установлены зубчатые колеса с подвижными геометрическими осями, называют водилом и обозначают буквой h. Зубчатые колеса, имеющие подвижные геометрические оси, называют сателлитами. Сателлит с одним зубчатым венцом называют одновенцовым (рис. 39, а), с двумя — двухвенцовым (рис.39, 6) и т.д.
430
Зубчатые передачи
Рис.39. Схемы планетарных передач 2к — А с ik < 0
Ось, вокруг которой в абсолютном или в относительном движении вращается водило, называют основной осью.
Звено планетарного механизма с осью, совпадающей с основной, которое воспринимает внешний момент, называют основным. Основное звено может воспринимать также момент от взаимодействующего с ним другого основного звена какой-либо планетарной передачи. Основным может быть и невращающееся звено, например колесо, непосредственно связанное с корпусом.
Сцепляющиеся с сателлитами зубчатые колеса с внешними и внутренними зубьями и являющиеся основными звеньями, называют центральными колесами. Центральные колеса с внешними зубьями обозначают а или с, а с внутренними зубьями — b или е.
Планетарный механизм может иметь один или несколько сателлитов одного размера. Число сателлитов п* равно числу потоков мощности в передаче, определяемых числом полюсов зацепления одного из центральных колес. Условно сателлитом называют и два (или более) сцепляющихся зубчатых колес, каждое из которых входит в зацепление с одним из центральных колес планетарной передачи
(см.рис.40, г). Зубчатые венцы сателлитов обозначают буквами g и f
На рис. 39, а показан планетарный механизм с тремя основными звеньями д, b и А, каждое из которых может быть ведущим или ведомым, а также вращающимся или невращающимся (см.схемы передач вариантов 1—3 в табл. 11). При невращающемся водиле имеем передачу с неподвижными осями всех зубчатых колес, которую в отличие от планетарной называют передачей с невращающимся водилом.
Планетарный механизм, в котором вращаются все три основных звена, называют дифференциальной передачей или дифференциалом.
Планетарным механизмам присваивают обозначения в соответствии с обозначениями их основных звеньев. Если, например, основными звеньями планетарного механизма являются два центральных колеса (2k) и водило (А), то его обозначают 2k — А, На рис. 39 представлены распространенные схемы передач 2k — Л, у которых колеса а и Ь (а и с на рис.39, в) при остановленном водиле вращаются в противоположные стороны. В этом случае передаточному отношению передачи с остановленным водилом Р присваивают знак минус, т.е. Р < 0/ Если направление угловых скоростей основных звеньев передачи с невращающимся водилом совпадают, то ее передаточное отношение имеет знак плюс. На рис.40 приведены некоторые схемы передач 2k — А с > 0. Верхний индекс при i соответствует обозначению звена, относительно которого взяты угловые скорости, связываемые данным передаточным отношением.
Рмс.40. Схемы планетарных передач 2А — А с i* > 0
Планетарные зубчатые передачи
431
11. Ориентировочные рациональные передаточные отношения и КПД силовых планетарных передач
Вариант Условное обозначение варианта Схема Ориентировочное рациональное передаточное отношение Ориентировочный КПД
1 м У , ы/Т1и , а 1—1 Л 3-9 0,99-0,97
2 ^hb У а рЦ sb 1,13-1,5 0,996-0,99
3 ^ba 9 Л ^b -(2-8) 0,985-0,96
4 Ъа 9 ' 7-16 0,99-0,97
5 1 L-il х L ’ п! Г Л И 1 '3 8-30 0,80-0,75
6 f 11 '9 Tn* 25-300 0,90-0,40
7 Е
8 /Д-т. i_i । m ’ " t 20-500 0,90-0,80
9 41 9 а 5г h ^L > —= 60-500 0,84-0,70
432
Зубчатые передачи
В схемах планетарных передач вариантов 8 и 9 (табл. 11) основными звеньями являются три центральных колеса, поэтому их обозначают Зк. Водило в этих передачах не является основным звеном, поскольку не воспринимает внешних моментов (и не взаимодействует с другими основными звеньями, если передача Зк входит в привод, составленный из планетарных передач, например из последовательно соединенных передач Зк и 2к — А), а служит для поддержания осей сателлитов.
Наибольшее распространение для планетарных передач получил механизм, показанный на рис. 39, а. Это объясняется сравнительной простотой изготовления, малыми габаритами, массой и высоким КПД. Передачу 2к — А, выполненную по схеме рис. 39, а, обозначают буквой А с добавлением внизу двух индексов, соответствующих обозначениям основных звеньев. При этом первый индекс соответствует звену, момент на котором имеет большее значение. Вверху ставят индекс, соответствующий обозначению невращающегося звена. При остановленном колесе b передачу, схема которой показана на рис.39, а, обозначают
Передаче, выполненной по рис. 39, б, присваивают обозначение В с расположением индексов по тем же правилам, т.е. В^.
Планетарной передаче 2к — h с коническими зубчатыми колесами (рис.39, в) присваивают обозначение Е. Передачи Е широко используют в качестве дифференциалов транспортных машин, металлорежущих станков, приборов и др. Планетарным передачам 2к — h с > О, показанным на рис.40, а—в, присваивают обозначение С, Передачи С можно выполнять с двумя внешними (рис. 40, а) и с двумя внутренними (рис.40, б и в) зацеплениями. Практическое применение находят передачи с двумя внутренними зацеплениями с одним (рис.40, в) или несколькими (рис.40, б) двухвенцовыми сателлитами. Передачи с двумя внешними зацеплениями находят применение, как правило, там, где повышенные потери на трение не имеют существенного значения.
Передаче 2к — А, каждый из сателлитов которой состоит из двух сцепляющихся
зубчатых колес, присваивают обозначение D. В передаче (рис.40, г) имеется внешнее и
внутреннее зацепление центральных колес. Эти передачи выполняют также с двумя внешними и двумя внутренними зацеплениями центральных колес с сателлитами.
Из многочисленных вариантов передач Зк наибольшее распространение получили передачи, схемы которых приведены в табл. 11 (варианты 8 и 9). ।
В отличие от схемы варианта 8 варианту 9 i соответствует планетарная передача с одно* венцовым сателлитом. Соответствующим подбором коэффициентов смещения при одном t и том же межосевом расстоянии обеспечивается j неравенство
По аналогии с передачами А, В и другими обозначения Зк записывают с индексами, порядок простановки которых описан ранее. В соответствии с этим схемы вариантов 8 и 9 табл. 11 обозначают (ЗА)*,. (
В передаче к — h — v (рис.41) основными звеньями являются центральное колесо к, водило h и соосный с ним вал и Специальное устройство с передаточным отношением, равным единице, и называемое механизмом v [44], передает момент от сателлита звену о. В существующих конструкциях используют цевочное зацепление при = 2, а в качеств механизма w применяют механизм параллель ных кривошипов [44].
В табл. 11 представлены кинематические схемы наиболее распространенных планетарии
Рис.41. Схема передачи к — Л — v с Р > О
Планетарные зубчатые передачи
433
12. Ориентировочные рациональные передаточные отношения и КПД некоторых передач, составленных из двух механизмов А
Вариант Условное обозначение варианта Схема Ориентировочное рациональное передаточное отношение Ориентировочный КПД
1 Л а«чт] |тЬ'А* 12-50 0,98-0,94
2 ян Lfn 1 1 *1— •» 10-50 0,975-0,93
3 (^)(^Л2)Л2 -Л /Л LJ, У * 10-20 0,98-0,94
4 • st хГ ПТ '9, 10-20 0,98-0,94
передач, а также приведены их условные обозначения, ориентировочные рациональные передаточные отношения и КПД. С другими схемами можно познакомиться, например, в [44, 56].
Значения рациональных передаточных отношений для каждой схемы находятся в некотором ограниченном диапазоне. В связи с этим при передаточных отношениях, выходящих из этого диапазона, механический привод осуществляют в виде последовательного соединения рассмотренных передач. Таким способом образуют двух-, трехступенчатые и т.п. планетарные передачи.
Схемы наиболее распространенных двухступенчатых передач представлены в табл. 12 (варианты 1 и 2). Обозначение таких передач составляют из обозначений механизмов, образующих их. При этом на первом месте находится обозначение тихоходной ступени. Например, схеме варианта 1 присваивают обозначение А^а1
В этом случае передача состоит из двух механизмов Abha. Основные звенья планетарной
передачи тихоходной ступени отмечают индексом 1, а быстроходной — 2.
Дифференциал служит основой так называемых замкнутых передач. В замкнутых передачах одно из основных звеньев дифференциала связано непосредственно с одним из выходных валов у, а два других с помощью каких-либо передач — с другим выходным валом 8 (рис.42). В соответствии с обозначениями выходных валов замкнутые передачи сокращенно обозначают у - 5. Передачи, соединяющие основные звенья аир дифференциала с валом 6, обозначают а - 5 и р - 5. За звеньями планетарных механизмов, входящих в замкнутую передачу, помимо обозначений а, р, у и 6 сохраняют и традиционные обозначения а, Ь, h и т.п. В передаче, схема которой приведена в табл. 12 (вариант 3), звено р(Л2) и вал 6 соединены непосредственно. Следовательно, передачей р - 8 является часть звена 8 между водилом и колесом bv
Передачи а - 8 и р - 8 могут быть планетарными с неподвижным одним из центральных
434
Зубчатые передачи
колес, замкнутыми планетарными, гидравлическими, электрическими и другими. При использовании в качестве механизмов а - 8 или р - 5 бесступенчато регулируемых передач получим замкнутую бесступенчато регулируемую передачу [44]. Приведенные ниже результаты кинематических и силовых исследований замкнутых пфедач у - 5 справедливы для любых видов передач а - 8 и р - 6.
В качестве дифференциала в передачах у - 8 обычно используют механизм А. При исследовании заданной передачи у - 8 на схеме надо расставить обозначения 8, а, р и у. Если с выходным валом жестко связано только одно зубчатое колесо или только одно водило, то за этим выходным валом закрепляют обозначение у. Два других основных звена дифференциала обозначают буквами аир. Если основными звеньями аир являются центральные колеса, то безразлично, которое из них обозначено буквой а, а которое буквой р. Если же среди этих звеньев имеется водило, то за последним закрепляют букву р. Это правило связано с использованием приведенных ниже формул для определения КПД.
Замкнутые передачи, составленные из двух передач Л, обозначают двумя буквами Л, заключенными в скобки. Вне скобок вверху ставят индекс, соответствующий обозначению невращающего ся основного звена, а внизу — индексы, соответствующие обозначениям звеньев, связанных с выходными валами. При этом обозначения двух основных звеньев, связанных с одним из выходных валов,
Рис.42. Схема замкнутой передачи у — 8
заключены в скобки (см. схемы вариантов 3 и 4 в табл. 12). В соответствии с этим обозначение (ЛЛ)А^1А2)в2 относится к замкнутой передаче, состоящей из двух механизмов Л. Невращающимся звеном передачи является водило тихоходной ступени At; вместе с одним из выходных валов передачи вращаются центральное колесо Ьх тихоходной ступени и водило быстроходной ступени; .другой выходной вал вращается с центральным колесом ^2 быстроходной ступени.
В передаче показанной в табл. 12,
вместе с одним из выходных валов связаны центральные колеса Ьх и Ь2 тихоходной и быстроходной ступеней; центральное колесо а2 вращается вместе с другим выходным валом.
Кинематика планетарных передач. В планетарных механизмах к буквенным обозначениям угловой скорости со или частоты вращения п добавляют индексы, соответствующие обозначениям вращающихся звеньев. Например, угловую скорость (частоту вращещгя) звена Ь обозначают соДлД
Передаточное отношение между двумя звеньями обозначают буквой / с добавлением внизу двух индексов, соответствующих обозначениям вращающихся звеньев. Первый индекс соответствует обозначению звена, угловая скорость которого в числителе. Для звеньев а и b имеем и 'м =
Если оси вращения звеньев параллельны, то передаточное отношение положительно при одинаковом направлении угловых скоростей звеньев и отрицательно при противоположном.
При буквенном обозначении передаточного отношения, связывающего относительные угловые скорости двух звеньев, кроме двух индексов внизу, соответствующих обозначениям этих звеньев, ставят также индекс вверху. Последний соответствует обозначению звена, относительно которого взяты угловые скорости. Например, если в общем случае планетарного механизма даны угловые скорости cov, звеньев ц, v и т, то угловые скорости звеньев ц и v относительно звена т равны соответственно <%- и, и ev- ш,, т.е. = (<о^ - <0,)/(<0v <»,). Аналогично для планетарного механизма схемы А имеем = (<»„ - - шА).
Планетарные зубчатые передачи
435
Если в планетарной передаче вращается одно из центральных колес, то при буквенных обозначениях отношений угловых скоростей звеньев вверху ставят индекс, соответствующий обозначению невращающегося колеса. При невращаю-щемся центральном колесе b (см.рис.39, а) имеем ?аК = = l/i*,.
Передаточное отношение гаЬ> связывающее угловые скорости центральных колес при неподвижном водиле, называют передаточным отношением передачи с остановленным водилом. Для большей общности рассуждений в отдельных случаях при обозначении передаточных отношений, связывающих угловые скорости центральных колес относительно водила, нижние индексы отбрасывают.
Передаточные отношения определяют по известным соотношениям для передач с неподвижными осями. При этом г* выражают через диаметры начальных окружностей зубчатых колес или через число их зубьев, т.е.
Ъ = ±Ч)*М>в =
Например, для передач, показанных на рис.40, б и в, имеем = <^/(^).
Передаточное отношение планетарной передачи im выражают через передаточное отношение Iй передачи, полученной из планетарной остановкой водила, т.е. = /О*).
Для раскрытия этой функции можно воспользоваться зависимостью
= 1 - (ПО)
в которой верхний и второй нижний индексы при i в правой части меняются местами по сравнению с соответствующими индексами при i в левой части.
С учетом этого замечания о расположении индексов в (170) для передачи по рис.39, а, по-
& = 1 - = 1 - $>; §* = 1 - « Т.Д.
Преобразуя (170), получим зависимость, позволяющую определить угловую скорость одного из основных звеньев по заданным скоростям двух других звеньев. Эта зависимость имеет вид:
= + (i7i)
и для ее запоминания следует учесть, что первый нижний индекс при i тот же, что при* и в левой части, а второй — тот же, что и при сомножителе со. Верхний индекс при i соответствует обозначению третьего основного звена.
С учетом сделанных замечаний для передачи по рис.39, а имеем
Для передачи А отношение zjza = — ihab обозначают через р. В соответствии с этим '** = 1 ~ & = 1 + = 1 + А
Передаточное отношение планетарных передач 2к — h при /Л < 0 (для схем Л, В и Е) равно iafl = 1 + |i*J, т.е. на единицу больше по сравнению с полученными из них передачами при соА = 0. В передачах 2к — h с ih > 0 (например, для схемы С) в соответствии с табл. 13 с приближением i*b к единице величина неограниченно растет. Таким образом, подобные передачи можно осуществить с очень большим передаточным отношением.
Угловая скорость сателлита при основных звеньях а, b и h может быть найдена из соотношений
СО СО А и СО ~СО*
----= & = или —8— = i* = -W
Для планетарных передач, выполненных по схеме Зк, передаточное отношение iae, связывающее угловые скорости звеньев а и е, при неподвижном звене b
СО — СО. СО*—СО. к к
а о л Ь_ -Ь р _ в* *
Iй = ае
ш,—ш, _ 1 -i-е»’ Аналогичным образом найдем, что
1 “ >1 1 -
* = _______и я = _________—
в* 1 _ ,•* * 1 _ й
1 lbe 1 1еа
Из приведенных зависимостей следует, что если iheb и приближаются к единице, то передаточные отношения J и |£J неограниченно растут, т.е. передачи Зк обеспечивают высокий кинематический эффект.
Для распространенных схем одноступенчатых планетарных передач в табл. 13 представлены формулы для определения передаточных отношений и угловых скоростей звеньев. Для планетарных передач с последовательным соединением к ступеней передаточное отношение /общ определяют как произведение = ifr-ik? где ij передаточные отношения j-й ступени. Передаточные отношения ij находят по общим правилам для одноступенчатых планетарных передач.
Передаточное отношение замкнутых передач определяют в следующей последовательности. Из (171) имеем соу = т₽асоа + Разделив это равенство на угловую скорость со5 звена 6, получим
436
Зубчатые передачи
13. Передаточные отношения и угловые скорости звеньев планетарных передач
Вариант Условное обозначение варианта Передаточное отношение Угловые скорости звеньев
передачи при соА = 0 планетарной передачи
1 —р *и=1-^=1+р = °; <ов = (1 + /»)«>*; <ot — — р)
2 ^hb ъ = -р <оа = 0; со, = (1 + ppajp-, 2®h/<P - 1)
3 А к = —р М г — соА = 0; (йа = — <Og — “л = 2рсо/(р — 1)
4 fa = ъ-i-e» = 0; we = ll + Z^iZfc)] <о4 - <оА = <й, - (Og = -Z^g/Zf
5, 6 с* ^=i/d-^ = °; “л = (^/(^» - - “л = “/ - “л = “V0 А
8, 9 /*а» = fa = ^(Уе) *t=(i-wi-<w = 0; <oe = i>e; = «>•/<! - 4); <*g - “л = “/ - “л = -2»“ А
Примечания:
1. Схемы передач см.табл.П.
2. Для передач Зк с одновенцовым сателлитом в формулах необходимо принять и = “/•
'у6 = “/“б = '?а“а/“б + =
= fyfa + % = »?8 + ’$»•
(172)
По этой зависимости определим передаточное отношение любой замкнутой планетарной передачи независимо от того, будут ли передачи а — 8 и р — 8 механическими, электрическими или гидравлическими.
Передаточные отношения /а6 и fa рассчитывают по общим правилам для планетарных передач. При этом индексы а, р, ... заменяют соответствующими обозначениями основных звеньев планетарных передач. Например, для передачи у — 8, выполненной по схеме вари-анта 3 табл. 12, имеем = - Z^/Z^ =
= -ft; =1-^ = 1+ ft; fa =
= 'i1,*! = - = - Pp fa = 1> «> следова-
тельно, передаточное отношение fa = р2(р{ + + 1) + 1.
Если /L и ifa имеют разные знаки (т.е. при /₽6/“5 < 0), то можно получить очень большое передаточное отношение 1/^1 = |ш5/шу| = = |1/(*?в + ^1» сближая абсолютные значения :?5 и Однако в этом случае в передаче име
ется циркулирующая (замкнутая) мощность, дополнительно загружающая элементы передачи и существенно снижающая КПД механизма [44].
Замкнутые передачи в ряде случаев имеют конструктивные преимущества перед двухступенчатыми передачами, выполненными по схемам вариантов 1 и 2 (табл. 12). Кроме того, в схеме варианта 3 той же таблицы опоры сателлитов тихоходной ступени разгружены от действия центробежных сил, а водило быстроходной ступени вращается с угловой скоростью тихоходного вала. Поэтому центробежные силы, действующие на опоры сателлитов быстроходной ступени этой передачи, значительно меньше центробежных сил в быстроходной ступени, например, передачи по схеме варианта 1 табл. 12.
Зависимости, связывающие моменты, передаваемые основными звеньями планетарных передач. Зубчатое колесо (или водило) является ведущим, если направления угловой скорости и момента, подводимого к нему, совпадают, и ведомым при противоположных направлениях угловой скорости и подводимого момента.
Планетарные зубчатые передачи
437
Мощность, передаваемая одним из звеньев передачи, равна произведению подводимого вращающего момента на его угловую скорость, т.е. Р = Тео. С учетом направлений Т и со на ведущих и ведомых звеньях передачи имеем мощность ведущего звена Рвщ = (Тсо)вщ > 0 и ведомого звена — РВ1| = (Тсо)вм< 0.
В соответствии с этим, пренебрегая в виду малости потерями на трение в планетарной передаче с основными звеньями ц, v и т при установившемся движении, имеем зависимости К + К + Тх = 0; ТЛ + Tv(ov + = 0, из
которых следует, что
-T/Tv = 1/ZJV; -T/Tt =
-</Tx = 1/^,
(173)
т.е. отношение с обратным знаком моментов, действующих на основные звенья планетарной передачи, равно обратной величине отношения угловых скоростей этих звеньев относительно третьего звена.
При определении моментов, действующих на основные звенья в планетарных передачах, выполненных по схемам А, В и £, потерями на трение можно пренебречь. Этим же правилом пользуются при установлении связи между моментами Ть и Те в передачах Зк и С независимо от передаточного отношения. Соотношения моментов между другими звеньями должны включать КПД. Например, для передачи В (см.рис.39, б) соотношение между моментами, действующими на звенья Ь и Л, имеет вид = -1/»?А = -1/(1 - 1*,) = = -1/(1 - zjfKzjJ] = - ZJlf). Знак
<-» свидетельствует о противоположной направленности моментов Ть и Th.
В передаче Зк моменты, действующие на звенья b и е, связаны соотношением Ть/Те = = -i/^ = —(1—О/( 1—^>) = + ^)] х
х[1 + Для этой же передачи при
ведущем звене а, ведомом звене е и невращаю-щемся звене b соотношение между моментами, действующими на звенья а и е, имеет вид TJTt = l/(i*eni,)> где Т&, — КПД передачи Зк (см. с.439). Для замкнутых передач, если потери на трение в них невелики, в соответствии с (173) имеем (см.рис.42):
Момент Та5 на зубчатом колесе, установлен-.ном на валу передачи а — 5, определяют из равенства То5л8 = Тапа, т.е.
TantJn6
(175)
Аналогично момент на зубчатом колесе передачи р — 6, установленном на валу 6,
T’pg T’pfpg.
(176)
При этом сумма моментов Ta5 + Т& = Тъ. С учетом (174) зависимости (175) и (176) принимают вид:
^a8 V?oJa6 )
I (177)
Условия сборки и подбор чисел зубьев колес планетарных передач. Для обеспечения зазора между соседними сателлитами должно выполняться неравенство (рис.43)
(da)g < 1 = 2^ш(я/Иш), (178)
называемое условием соседства.
Минимально допустимое значение разности Z — (da)g определяется потерями на вентиляцию и барботаж и на практике его принимают ~0,5т.
В планетарных передачах с цилиндрическими зубчатыми передачами межосевые расстояния центральных колес с сателлитами должны быть равны, т.е. необходимо выполнение условия соосности, которое, например, в схеме А, имеет вид (а^а = (а^ь. При равенстве углов зацепления (а^а и (а^ь в передачах а — g и b — g из условия соосности имеем = 0,5(zft — ^).
Выполнение условия соосности достаточно для обеспечения сборки передачи при nw = 1. При числе сателлитов nw > 1 необходимо учитывать дополнительные условия, ограничи
Рнс.43. Условия соседства в планетарных передачах
438
Зубчатые передачи
вающие назначение чисел зубьев колес. Сателлиты, как правило, расположены равномерно по окружности их центров, т.е. каждый из центральных углов ICTI, II ОШ и т.д. (рис.43) равен 2n/nw. Для увеличения возможностей при выборе чисел зубьев допускается отклонение от этого правила. При равенстве каждого из центральных углов 2п/п* число сателлитов в передаче должно удовлетворять условию
(Za + zj/n„ = целое число. (179)
В механизмах по схемам Ви С при двухвен-цовых сателлитах, позволяющих регулировать относительное положение их зубчатых венцов при монтаже, для обеспечения сборки достаточно удовлетворить только условиям соосности и соседства. Для передач с двухвенцовыми сателлитами с нерегулируемым взаимным положением простейший расчет и сборка обеспечиваются в случае, если каждое из значений чисел зубьев центральных колес кратно nw. Данное положение относится и к передачам Зк.
Для случаев, когда у одного или нескольких центральных колес передач Д С и Зк число зубьев не кратно п*> условия сборки, зависящие от числа сателлитов, приведены в [44]. Там же даны таблицы чисел зубьев планетарных передач различных схем, удовлетворяющие условиям сборки.
При подборе чисел зубьев планетарных передач следует учитывать, что одно и то же или близкое значение передаточных отношений может быть получено при различных числах зубьев. Для улучшения динамических характеристик быстроходных передач следует избегать вариантов, при которых числа зубьев сцепляющихся колес имеют общий множитель. Не рекомендуется также для таких передач, чтобы Za и zb были кратными nw [44].
Подбор чисел зубьев, например для передачи по схеме Л, ведут по передаточному отношению = р в зависимости от числа сателлитов nw. При этом задаются числом зубьев и вычисляют zb = pza С учетом (179), варьируя в некоторых пределах параметр р. Из условия соосности находят число зубьев на сателлите
= 0,5(^ - ^,) + О. Если (a„3e = (oQj, что обеспечивается при коэффициентах смещения колес xb — = ха + имеем 0 = 0. При
О = ±0,5 расширяется число возможных вариантов передаточных отношений. При назначении О = — 1 без увеличения диаметральных габаритов передачи можно улучшить условия работы зацепления передачи а — g. С целью
увеличения несущей способности, лимитируемой изгибной прочностью зубьев в передачах невысокой точности, можно назначить малые значения (или при р < 3) и большие (а^ Последний вариант позволяет увеличить также сопротивление заеданию.
Коэффициент полезного действия планетарных передач. Потери в планетарных передачах в основном складываются из потерь в зацеплениях, подшипниках и гидравлических потерь (на размешивание, разбрызгивание, выдавливание из зон взаимодействия зубьев смазочного материала). Наименее исследованным является вопрос о гидравлических потерях в планетарных передачах и особенно при смазывании их окунанием.
К обозначениям КПД ц и коэффициента потерь v = 1 — т] планетарных передач обычно добавляют два индекса внизу, соответствующие обозначениям ведущего и ведомого звеньев, и один индекс вверху, обозначающий невращаю-щееся звено. Например, для передачи А%а при ведущем зубчатом колесе а имеем = 1 — При и ул передачи с невращающимся водилом нижние индексы можно опустить, так как направление потока мощности в этом случае почти не влияет на потери.
Величина планетарной передачи выражается через rf (или yh) передачи, полученной из планетарной остановом водила, т.е. = /(тр) = Коэффициент потерь уЛ равен сумме потерь в зацеплениях у* и подшипниках у * т.е. уЛ = 1 — -П* = Ху3Л +
Если нельзя пренебречь гидравлическими потерями, то КПД планетарной передачи составит 1^= лДпЛ)> гДе Лг учитывает гидравлические потери.
В табл. 14 и 15 приведены формулы для определения КПД распространенных схем планетарных передач 2к — Л, Зк и дифференциалов без учета гидравлических потерь. Для многоступенчатых передач, составленных из последовательно соединенных планетарных передач рассмотренных схем, общий КПД определяют перемножением каждой ступени. Для замкнутых передач, схемы которых приведены в табл. 12, КПД определяют:
для передачи (ЛЛ),^*^
^5=1- (ч»*2( 1 - 1//т8) + чЛрЛ/(у6]; (180) для передачи (АА)"^^
n,8= (181)
в которых р. = Рг = V*2 = V* +
+ 4% + Ч#; V*1 = vSat + 4% + Уп'-
Планетарные зубчатые передачи
439
14. Формулы для определения и у* планетарных передач Ik — h и Зк
Вариант Условное обозначение варианта Т1пл
1 л, ПаЛ = П*. = 1 - W*/(P + О V* = N't + N't + N»J
2 Пы, = vfM = 1 - у*/(Р + О
4 nt = nt = 1 - !**/(! - 1)
5, 6 С*Апри 0 < < 1 nt = 1/(1 + 11 - Un»*); nt = (1 — l»*Jv*)/(l — V*) II u > + + Я >
С* при 1 > 1 nt = (1 - V*)/(1 + lllv*); nt = i - H - ilv*
8,9 (3*)t при (<l)> > Ю, nt - o,98/(1+[!/(1+VU - Hvt>; nt « 0,98(1 - vtl/(l + Ш1 N't = N't = N't + N't
(3*1 при (Ф* < nt“o^e/d+ii/d+vuivt»; nt “ 0,98(1 - vjjl +l/d+
Примечания: 1. Если в передаче п* > 3, то при определении у* учитывают только потери в подшипниках сателлитов. При nw = 1 необходимо учитывать потери в подшипниках сателлитов и основных звеньев.
2. Для передачи Зк с сателлитами, установленными на подшипниках качения, при определении КПД потерями у* можно пренебречь, если при определении и принять коэффициент трения в зацеплении /3 = 0,11 независимо от скорости v^.
КПД передач существенно изменяется в зависимости от передаваемой нагрузки. С уменьшением нагрузки КПД падает, поэтому зависимости табл. 14 и 15 и (180) и (181) не могут быть использованы'для значительно недогруженных передач.
Указания по расчету коэффициентов потерь в зубчатых передачах у* и в подшипниках у* приведены в параграфе 10.
Для планетарных передач, имеющих несколько сателлитов, равномерно расположенных вокруг центральных колес, потерями в подшипниках основных звеньев обычно можно пренебречь. Исключением являются высокоскоростные передачи, поскольку потери на трение в их подшипниках могут оказаться относительно большими и при незначительных нагрузках. Для опор сателлитов планетарных передач мощность, теряемая на трение, определяется в движении относительно водила, т.е. по угловой скорости со* — соА (или ООу. — со А). При значительной величине соА момент трения в подшипниках определяют с учетом центробежных сил. действующих на сателлит.
15. Формулы для определения КПД дифференциалов из планетарного механизма 2А — Л с г* < 0 (см. рис. 39)
Основное звено КПД
ведущее ведомое
ay b h II 1 1 1 С e 8 *
h a, b
b, h а n = 1 - l(«o0 - «>*)/ш
a b, h
h, a b n = 1 -|(<од-а)А)/й>>‘
b h, a
Примечание. В приведенных формулах у* = N't + N't + Vj
440
Зубчатые передачи
Более подробные сведения о КПД планетарных передач, в том числе и о КПД передач не рассмотренных здесь схем, приведены в [40, 44] и др.
Оригинальный и наглядный метод определения КПД предложен Л.Н.Решетовым [66]. Этот метод позволяет, в частности, из графических построений обнаружить свойства самоторможения в некоторых типах планетарных передач.
Остановимся в заключение на одном из приемов, используемых для анализа планетарных передач в отношении их потерь на трение.
Мощность, передаваемая звеном, равна произведению момента на угловую скорость. Но угловая скорость одного и того же звена как по величине, так и по направлению зависит от системы координат, относительно которой ее определяют. Следовательно, произведение момента на относительную угловую скорость звена, имея размерность мощности, не всегда является мерилом энергии. Поэтому наряду с мощностью на /-м звене Pj = Tjxoy вводят понятие мощности в зацеплении, равной произведению момента 7J. на угловую скорость в движении относительно водила (Шу — шл). Чтобы не путать энергетическое понятие мощности с мощностью в зацеплении, обозначению последней присваивают индекс Л, проставляемый вверху, т.е. Р^ = Т^Шу — шА). Мощность в зацеплении характеризует передачу в отношении потерь на трение.
Обозначим буквой ср отношение мощности в зацеплении данного зубчатого колеса к мощности, полученной по угловой скорости, взятой относительно системы координат, принятой за неподвижную. Например, для зубчатого колеса J планетарной передачи
Фу= 1%Р.= = 1-©./coy. (182)
У передач 2к — h с f* < 0 (см.рис.39) при J = о
<₽, = 1 - <^а = 1 - ^ = -1) < 1. т.е. потери на трение у них меньше, чем у передач, полученных из планетарных остановом водила.
Для передач 2к — Л, выполненных по схеме С (см.рис.40, а — в), из (182) для колеса е имеем Ф, = 1 - = 1 — fht = «УН* - »)• Так
как для такой передачи iheb > 0, то |<pj > 1, т.е. потери на трение в такой передаче больше по сравнению с передачей, полученной из нее
остановом водила. При этом, чем больше передаточное отношение ibhei тем меньше отличается от единицы значение iheb и, следовательно, тем больше коэффициент |срJ.
КПД планетарных передач, выполненных по любой схеме, легко определяют по методу М.А.Крейнеса [40].
Ведущее и ведомое звенья обозначают соответственно 0 и оо. Момент на ведущем звене обозначают То ; момент на ведомом звене, найденный без учета потерь на трение, обозначают
а полученный с учетом этих потерь —Т^. В соответствии с этим
= =
Величина /Оов = —T^/Tq названа динамическим передаточным отношением.
КПД передачи
Ле.» = (183)
При определении т]0оо величину i0oo выражают в виде функции от передаточных отношений относительно водила ihi, ih2, механизмов, входящих в исследуемую передачу:
'о-=ЯА *4 /*"). (184)
Выражение i Ооо отличается от i0oo тем, что при каждом из значений № добавляется сомножитель (rfi)-1, в котором надо взять верхний знак, если отношение мощности в зацеплении зубчатых пар j-го механизма к мощности ведущего звена
РН/Р, = (/^(^о-/^) (185)
положительное, и нижний — если оно отрицательное.
Таким образом, в (183) имеем
/О-=Л/*1(Т1А1)±1; W2)-1, /Ал(ПАл)±1)- (186)
Воспользуемся изложенным методом для определения КПД и Р* передачи А^. При Ро = Ра имеем
'о- = = 1 “ 'аЪ>
'7о- = 1 -
Из (185) находим
РЧРа = ИЛ» - &)И*» - &)/<%] =
= + zjz.) = Р/(1 + р) > о;
= (Р/(1 + Р»Ра.
Планетарные зубчатые передачи
441
16. Формулы для расчета dv и, Ncl, N& иснользуемые при расчете планетарных механизмов Л, В и Зк
Тип механизма Рассчитываемая передача и = Zi/Zi "а
А\ В, Зк Zg (ф. 60 |»e - Ncl/(un^
а 8 (<0, Za/Zg TJ(un^ ЛГйи/»ж 60 |л„ - nJv*
А; Зк b - - 8 IJZg ЛГйи/л„ 60 - njny*
В b - -f TtftunJ ЛГйи/л„ 60 - лА|Иу*
Зк е - -f (d), АГйи/л„ 60 - лА|луА
Из (183), (184) и (186) получим
Указания к расчетам на прочность зубьев плантарных передач. Расчет зубьев планетарных передач выполняют с использованием приведенных в параграфах 4—7 и 14 методик расчета цилиндрических и конических передач. Для этого планетарную передачу разбивают на ряд зубчатых пар. Например, передача схемы А состоит из зубчатых пар а — g м b — g, ав передаче Зк можно выделить зубчатые пары а — g, b-gne — 'f. Для возможности непосредственного применения формул этих методик, в которые входят dY и и, в каждом из зацеплений центрального колеса с сателлитом надо выделить меньший и больший элементы сцепляющейся пары, т.е. шестерню и колесо. Значения расчетных моментов можно определить по табл. 16. Расчет числа циклов изменения напряжений зубчатых колес планетарных передач выполняют для случая движения их относительно водила.
Коэффициенты нагрузки
(187)
в которых коэффициенты Кл, Кнь> Kffa, KFlfi определяют в соответствии с указаниями параграфа 4 для /-го центрального колеса, вращающегося ср скоростью по окружной скорости = О,5^(соу — ооА) относительно водила.
Указания к определению коэффициентов Хд и которыми учитывают неравномер
ность распределения нагрузки среди сателлитов и по ширине зубчатого венца, приведены на с.442.
Зубья сателлитов передачи А подвержены действию реверсивной нагрузки, что необходимо учитывать при их расчете на изгиб.
Размеры зубчатых колес планетарных передач определяют из расчета на прочность активных поверхностей зубьев и значительно реже из расчета зубьев на изгиб. В передачах J, предназначенных для многочасовой работы, лимитирующими элементами могут быть подшипники сателлитов.
Проектировочный расчет выполняют по (155). Для передач типа А (с нешевронными зубчатыми колесами) в (155) при р = zjza > 3 принимают Vm = (v&/)a при твердости активных поверхностей зубьев одного или обоих зубчатых колес а и g Hact < 350НВ и Vm = (Vw)a < 0,65, если у зубчатых колес а и g Hact > 350 НВ.
Для передач типа В рекомендуют принимать (yw)fl в соответствии с рекомендациями для передач типа А. В зацеплении b — f принимают Vw = (Vw)/ = bj(djf < 1 при твердости активных поверхностей зубьев у одного или у обоих зубчатых колес Hact < 350 НВ и (VwVс °»7» если у зубчатых колес f и b Hact > 350 НВ.
В передачах Зк рекомендуется принимать (VW)Z< 0,35.
В передачах типа А с шевронными зубчатыми колесами максимальные значения можно принять большими на 50—80% против рекомендованных для передач с нешевронными зубчатыми колесами.
Важным условием совершенствования многопоточных передач является получение возможно более равномерного распределения нагрузки
442
Зубчатые передачи
между потоками мощности (сателлитами в планетарных передачах). Для этого, в частности, используют следующие способы: 1) повышение точности зацепления и водила; 2) использование «плавающих» основных звеньев; 3) варьирование жесткостными характеристиками элементов конструкции.
На практике обычно используют одновременно эти три способа. При очень высокой точности изготовления можно получить удовлетворительное распределение нагрузки между потоками мощности без использования способов 2 и 3. В этом случае неравномерность распределения нагрузок снижается с увеличением передаваемого вращающего момента и действующих в зубьях контактных напряжений.
Для выравнивания нагрузок между потоками мощности и по ширине зубчатых венцов практический интерес представляют само-устанавливающиеся механизмы [66, 67].
Определение коэффициентов и Кл. Ниже даны указания к расчету коэффициентов и
в передачах типа А. Эти коэффициенты учитывают совместное влияние случайных (ХЖе, ХЮе) и Детерминированных (АХ^р, ДЛ^р) факторов на контактную и изгибную выносливость:
+ AA%,A^; (188)
+ ДА%. (189)
К детерминированным факторам относят осесимметричную деформацию деталей планетарной передачи, обусловленную деформацией кручения тела центрального колеса, деформацией водила, неплоской деформацией податливых ободьев центральных колес, перекосом сателлитов вследствие зазоров и деформаций опор. Компенсация влияния осесимметричной деформации возможна путем преднамеренного углового смещения отверстий под оси сателлитов в водиле или коррекции направления образующих зубьев центральных колес.
К случайным факторам должны быть отнесены погрешности изготовления и сборки, вызывающие неравномерное распределение нагрузки между сателлитами и по ширине венцов. Среди этих погрешностей наиболее важными являются смещения осей основных звеньев и сателлитов, а также кинематические погрешности зубчатых колес и погрешности направления зубьев.
Для зацепления а — g и b — g коэффициент ААдр вычисляют соответственно по формулам
(длув = ДА, + |А^(ААрл - А^ДАрУ;
(ДА%)в = (ДЛ^в0,028*4
(дм,), = iauajQm - уцу (ДА%)4 = (д^Догв**.
Здесь
А^ = (1 + A)/(l + 2А + ^sirfaj;
А^ = ЛсовРа^Д! + 2А + ^siiAx,*);
(ДАр)вЛ = {AJCA + Хс[(ДАр)А + (ДХр)в]}Хв;
= [(Д^)А + (ДАр) J Кь,
где А — коэффициент, учитывающий деформацию опор сателлитов; ДХР ДХЦ, Кс — коэффициенты, учитывающие деформацию кручения тела центрального колеса а\ — коэффициент, учитывающий деформацию водила; (ДА-,),,, Ад и (ДАр)4> Кь — коэффициенты, учи-тывающие неплоскую деформацию податливых ободьев центральных колес.
При использовании опор скольжения или размещении опор в щеках водила коэффициент А может быть принят равным нулю. Для роликовых подшипников, размещенных в ободе сателлита, коэффициент
а = о.зздус^/р),
где е — расстояние между средними торцовыми плоскостями опор; I? Zp — длина и число роликов в подшипнике; Ь„ — расчетная ширина зубчатого венца сателлита.
Коэффициенты ДХР ДХЦ и Кс рассчитывают по формулам, следующим из анализа метода [44] и методики [51].
ДХ( = pcthp — 1; ДХЦ = pthp; Хс = th(p)/p.
Параметр ц = Q,32b^nJ((d„-2m)4 - rfj)]1/2, ще d^ m — геометрические параметры колеса а\ п„ — число сателлитов; dQ — диаметр отверстия в центральном колесе а.
Коэффициент Л устанавливают в зависимости от места подвода вращающего момента к центральному колесу а: при подводе момента к правому торцовому сечению принимают Л = +1 (рис.44) или Л = —1, если он приложен к левому торцу колеса. Это правило определения положения торцовых сечений должно соблюдаться и далее, так как оно определяет направление осей в принятой системе.
Для вычисления коэффициента (ДХ^)А ограничимся упрощенным расчетом, учитывающим основные размеры водила (рис.45):
(ДХр)А = 2 • 105ААдап/[ед(агп + ₽£п)], ще — расстояние между средними плоскостями щек водила, мм; гп — радиус положения цен-
Планетарные зубчатые передачи
443
Рк.44. Распределение удельной силы м(х) по ширине зубчатого венца при подводе момента к левому (и) и правому (6) торцовому сечению колеса 4К ...при симметричной деформации кручения; - < - при кососимметричной деформации кручения; — эпюра и<х)
тров тяжести поперечных сечений перемычек, мм; Лц - высота поперечных сечений перемычек, мм; Е - модуль упругости материала водила, Н/мм2.
В данной зависимости принимают коэффициент ЛА = +1, если момент подводят или снимают справой щеки водила. В примере, показанном на рис.45, момент подводят к левой щеке водила, поэтому в этом случае определено АЛ = —1. Влияние деформации водила на распределение нагрузки по ширине зубчатых венцов будет исключено, если внешний момент подводят или снимают в среднем сечении по длине перемычек (ЛА = 0). Коэффициенты аир учитывают жесткостные характеристики щеки и перемычки водила:
Рк.45. Основные размеры водила, учитываемые при рясте деформации
а = 48/(2я* +
Р = 6,8/(0,044 • 4я* + rJV^c)],
где Я, с — толщина и высота поперечного сечения свободной щеки водила.
При симметричном поперечном сечении или запрессовке обода в корпус коэффициенты (ДА^)0 и не рассчитывают и принимают их равными нулю. Для несимметричных сечений податливых ободьев, показанных на рис.46, эти коэффициенты могут быть рассчитаны по общей зависимости для колеса а или Ь:
(Лфнм = + (1ft + 7,5»^)^ +
+ O,3)m/Z0l/L0.
Здесь
= + +0,3)т]
eW U I 2(^ + О,3)£о
где £ = h^/m — коэффициент высоты поперечного сечения обода; Zo — ширина обода; /А, /м — расстояние от центра тяжести поперечного сечения обода соответственно До середины зубчатого венца и зубчатого сочленения. Величины 1Ь и /м рассматривают как алгебраические. Знак «плюс» присваивают этим размерам при отсчете влево от центра тяжести, а знак «минус» при отсчете вправо. Коэффициент А. = +1 для внутренних зубьев, а для внешних зубьев считают X = —1. Если зубья сочленения являются одноименными (внешними или внутренними) с зубьями центрального колеса, то учитывают Х,м = +1; в противном случае принимают Х,м = —1.
Коэффициенты Za и зависят от числа сателлитов:
4 5 6
21,8 15,4 12
80,4 76,5 76,8
Центр
Рис.46. Основные параметры сечения обода центрального колеса с внутренними (в) и внешними (6) зубьями
444
Зубчатые передачи
Частичное выравнивание нагрузки по ширине зубчатых венцов при смещении равнодействующей удельных сил относительно среднего торцового сечения учитывают коэффициентами Ка и Кь. Для жестких ободьев или ободьев, запрессованных в корпус, принимают = 1, а для податливых
Ka(b) = [l+O,167Z)^[Za+^+O,3)/Zo]V^o]4-
При расчете коэффициентов и Кт для приближенной оценки качества изготовления и сборки передачи могут быть использованы точностные параметры сателлитов cg и основных звеньев е:
°*
= [(4е2 + & + S2 + )cos(aw)(Ww + l)/nj V2;
= + W
Здесь и представляют собой погрешности изготовления корпусных деталей, обусловливающие смещения осей подшипников или посадочных поверхностей колес а и b относительно оси водила в радиальном выражении.
Кинематическая погрешность изготовления зубчатых колес определяется допусками на радиальные биения Fm, и F^ соответственно для колес a, g и Ъ. Точность изготовления и сборки узла сателлита характеризуется: допуском eg на смещение отверстия под ось сателлита от номинального положения, заданного в радиальном выражении относительно опорных шеек или посадочной поверхности водила; допуском д на разность полных зазоров в опорах сателлита; допуском 5* на разность толщин зубьев сателлитов по дуге делительной окружности.
Уменьшения величины cg добиваются технологическими приемами изготовления сателлитов [42] или приемами селективной сборки [1]. Влияние точности на распределение нагрузки может быть в значительной степени снижено при проектировании планетарных механизмов без избыточных связей [67]. В частности, в современных конструкциях планетарных передач для компенсации основных погрешностей применяют плавающие основные звенья, т.е. звенья без опор, к которым подводят внешние вращающие моменты посредством торсионных валов или через зубчатые сочленения муфт. Перемещения плавающего звена в радиальном направлении в соответствии с условиями равновесия обусловливают выравнивание нагрузки между сателлитами и частично по ширине зубчатых венцов. Радиальным перемещениям плавающего звена препятствуют реактивные силы и моменты в зубчатых сочленениях муфт или силы упругости в торсионных валах, а также инерционные силы, поэтому полное выравнивание нагрузки практически недостижимо.
Неравномерность распределения нагрузки между сателлитами учитывают коэффициентом ° = Лтах/Л™- ще Ляпах - сила в зацеплении с наи-более нагруженным сателлитом; — сила в зацеплении, вычисленная в предположении равномерного распределения нагрузки между сателлитами.
В передачах с числом сателлитов = 3 коэффициент П рассчитывают по формулам:
при плавающем колесе а или b
а = 1 + /^cosa^; (190)
при плавающем водиле h
П = 1 + 0,5^(^ecosa/M/Te, (191)
где Л Rh — реактивная сила в подвеске колеса а(Ь) или водила А; Та — момент на колесе а.
Реактивная сила зависит от компенсируемой погрешности, конструктивных параметров подвески и жесткости деталей планетарной передачи. Например, при использовании плавающих звеньев с зубчатыми сочленениями реактивная сила
R = 1(есмса)2/(см + сп)2 + Щса + 2см)/(сп + см)] V2, где сп, сы — коэффициент жесткости соответственно планетарной передачи и плавающей подвески; — реактивная сила трения в подвеске.
Коэффициент жесткости сп учитывает жест-костные характеристики основных узлов и деталей планетарной передачи:
са - 7000ЛЛ/Ч + £1а + ^1Л>-
Здесь коэффициенты податливости узла сателлита (цр, ободьев колес а и b (£1в, представлены в виде отношений рассматриваемых податливостей и податливости зацепления. В обычно применяемых конструкциях передач сумма относительных податливостей оси и обода сателлита, его опоры и зацеплений составляет = = 3,2^5. Коэффициент в значительной степени зависит от числа сателлитов, жесткости соединительных оболочек и относительной высоты поперечного сечения [56]. Для ориентировочных оценок коэффициента можно воспользоваться табл. 17. Податливость обода колеса а мало влияет на распределение нагрузки между сателлитами. Например, в передачах с параметром р < 2,5, при котором обод колеса а может быть выполнен относительно тонкостенным, установлено £le = 1-J-3.
Планетарные зубчатые передачи
445
17. Относительная податливость обода колеса b
Значения ^тЬ при Ы
1 2 3
3 40 — —
4 9,5 16 —
5 4,0 15 —
6 2,6 14 6,4
7 1,8 12,5 7,2
Коэффициент жесткости см и реактивная сила зависят рт расстояния 1^ между зубчатыми сочленениями подвески 1, 2 и составляют:
при = 2L
см = 0.25A/L2; = 2^T/(nL);
при L2 = L (рнсАТ, а)
= Л(Л + 24) 2g£ т + ЗЛ) 11/2
(А + Aj2' * kL I + Л J ’ для конструкций с одним зубчатым сочленением (рис.47, б)
см=(Л + Лп)/£2;/?и = 2р77(я£),
ще А « г^^/24 — коэффициент жесткости при перекосе зубчатого сочленения муфты с числом зубьев z# длиной зубьев Ьы и удельной жесткостью с; в 17000 Н/мм2; ц — коэффициент трения зубьев муфты (ц«0,06-Н),08); « nJ)j'J2A —
коэффициент жесткости при перекосе центрального колеса относительно сателлитов; Г - вращающий момент, передаваемый зубчатыми сочленениями, Н • мм.
Плавающие звенья обеспечивают достаточно хорошее выравнивание нагрузки между тремя сателлитами, поэтому при выполнении проектировочных расчетов принимают П « 1,05-Н,1 при = 3. Если п„ > 3, то для компенсации
Pic.47. Схемы плавающпх звепьев с зубчатыми сочленениями
погрешностей изготовления и сборки необходимо предусматривать увеличение податливости деталей передачи. Наиболее эффективными являются конструкции с податливым ободом колеса д, деформация которого способна успешно компенсировать погрешности, которые влияют на величину cg. В таких конструкциях для оценки коэффициента Q может быть использована формула
0 = 1 +
600AV 1 ----—I--х
7лтКЛ ' "w
(192)
т=2 (pg где П j — коэффициент П, рассчитываемый по (190) и (191). Здесь принимают = (лш— 1)/2 при нечетном числе или = nJ2 при четном
Перемещения плавающих звеньев сопряжены с перекосом образующих активных поверхностей зубьев на угол 0. Угол 0 зависит от жесткостных характеристик и сил трения в зубчатых сочленениях муфт. Коэффициент, учитывающий неравномерность распределения нагрузки по ширине зубчатого венца плавающего звена при перекосе на угол 6,
= WV2 -
Угол перекоса образующих и перемещения плавающего звена взаимосвязаны, поэтому оказываются взаимосвязанными коэффициенты Q и , характеризующие загруженность зацепления при проявлении погрешностей cg и е. Совместное действие этих факторов учитывают коэффициентами
= ? + = & + х0,028ш/Ч
В зубчатых сочленениях муфт реактивные силы и моменты образуют сложную систему [59, 61], решение которой сопряжено с применением ЭВМ. Ограничимся простейшими аналитическими зависимостями, которые предназначены для сравнительной оценки качества подвесок.
В подвесках с одним зубчатым сочленением угол перекоса образующих зубьев в зацеплении с наиболее нагруженным сателлитом составляет
0 = {1 + [2цТ£/(МЛ +
Угол перекоса 6 может быть довольно большим при ограниченном размере L. Уменьшению угла перекоса в зацеплениях способствует второе зубчатое сочленение, эффективность которого в значительной степени зависит от соотношения размеров L и L^. В частном варианте подвески
446
Зубчатые передачи
18. Угол перекоса образующих зубьев плавающих звеньев с двумя зубчатыми сочленениями (Д = Z)
Определяемый параметр и формула
wr = 2цТ/л
02 = arcsinlWjZ/^e)]
03 = arctg[wrcos02/G4e/Z + WjSin02)]
у, = e/L, у2 = + 41)
4y9sin0, — w_(l + cos02) 04 = ajctg-------------------------
^(Yi + Уг0080!) + wi5in02
Y3 = YiCOS03 - l2cos(e2 + 63)
Примечание. Расчетные параметры
пояснены в тексте.
при L = Zj (рис.47, а) перекос образующих 0 = Y3 cos(03 + 04), где углы у3, 03 и 04 вычисляют по табл. 18.
Радиальные перемещения плавающего звена с двумя зубчатыми сочленениями при = 2Z не сопровождаются перекосом образующих зубьев в зацеплениях. Этот тип подвески обеспечивает наиболее полное выравнивание нагрузки по ширине зубчатых венцов в зацеплениях при относительном перекосе осей водила и выходного (входного) валов. В планетарных передачах такую подвеску можно удачно использовать для конструирования плавающего водила.
В зацеплениях сателлитов с неплавающими центральными колесами проявляются также погрешности, обусловленные допусками на перекос осей и направление зубьев. Для этих зацеплений вместо рассчитывают коэффициент
Если в зацеплениях плавающего звена окажется Д«^а < Д«ями> то следует принять = Коэффициент подвержен периодическим изменениям в зависимости от угловых положений звеньев, поэтому в расчетах на контактную и изгибную выносливость по (188) и (189) учитывают не максимально возможную, а эффективную величину, вычисляемую по формулам
- ₽Х)/10.5«н(1 - ₽и)]}2/4я;
«Же “ «Ж<П - Р/O/lfXl - •
Здесь ₽я= 2/Кт - 1 > 0; = 2/Кт - 1 > 0.
12. НЕКОТОРЫЕ ПРОБЛЕМНЫЕ ВОПРОСЫ В ОЦЕНКЕ НЕСУЩЕЙ СПОСОБНОСТИ ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ ПЕРЕДАЧ
О распределении удельных нагрузок по длине контактных линий при ₽ # 0. Распределение нп определяют параметрами, характеризующими точность элементов, жесткость элементов конструкции, процессы изнашивания, загруженность передачи. Полагаем, что в передаче высокой точности геометрия зацепления не изменяется в процессе эксплуатации и влияние на wn всех деформаций элементов конструкции за исключением деформаций зубьев пренебрежимо мало. Это реально при больших окружных скоростях, высоких значениях Ят и Яш и малых характерных для высокозагруженных передач транспортных машин. В рассмотренном варианте удельная жесткость зубьев и величина wn максимальны при касании линий зубьев шестерни колеса равноудаленных соответственно от цилиндров da[ и da2. При = 0 упомянутые линии лежат на цилиндрах d{ и где сопротивление выкрашиванию близко к минимальному. Приняв, например, = —% « 0,3, разгружаем зону полюса и способствуем повышению несущей способности передачи из условия сопротивления усталости активных поверхностей зубьев.
Этот вопрос подлежит дальнейшим исследованиям с целью уточнения распределения удельных нагрузок и более обоснованного выбора коэффициентов и Xj.
В ряде работ при выводе формул расчета зубьев косозубых передач на контактную прочность учитывалось влияние на величину переменной удельной жесткости зубьев по длине линии контакта [9, 35, 41, 54, 55].
Рассмотрим косозубую передачу с высоким перепадом твердостей Ят — Яш зубьев шестерни и колеса. В процессе работы при использовании несущей способности передачи, лимитируемой сопротивлением усталостному выкрашиванию, происходит перераспределение удельных контактных нагрузок и wnII между участками линий зацепления, расположенными по разные стороны от полюсной линии (рис.48). Очевидно, что это перераспределение вызывает неравномерность распределения удельных нагрузок по длине контактных линий.
Перераспределение между зонами I и II наблюдается не только при высоких значениях Н01 — Нт, Оно возникает при ограниченных скоростях и при Ят = Яш, если Яя£1 » Яя£2, что нередко имеет место в передачах с и » 1. Но в этом случае в отличие от варианта на рис.48, бо'льшие
Некоторые проблемные воцюсы в оценке несущей способности зубьев цилиндрических передач
447
удельные нагрузки после приработки возникают в зоне I.
Цри высоком перепаде твердостей Н0[ — Яш после завершения приработки > wnII и, следовательно, напряжения изгиба у основания зубьев возрастают у колеса и снижаются у шестерни. В отмеченном варианте с Н0{ = Яш у основания зубьев напряжения увеличиваются у шестерни и снижаются у колеса. Это обстоятельство не находит отражения в методах ГОСТ, ISO и AGMA. Ориентировочные рекомендации по затронутому вопросу даны в справочнике [56].
Влияпие иогрешиостей профилей зубьев ив контактную прочность. В формулы расчета зубьев на контактную прочность входят теоретические величины приведенных радиусов кривизны pv. Действительные значения этих радиусов ръг [59] могут значительно отличаться от ръ. В.Л.Дорофеев [24] предложил поправочные коэффициенты к существующим методам расчета, зависящим от степени точности, которые учитывают влияние неравенства ръ # ръГ Предложения, относящиеся к этому вопросу, не учитывают характерные для многих режимов работы изменения геометрии зацепления в процессе эксплуатации, которые могут существенно повлиять на конечные результаты.
О показателе степени кривой усталости и числе циклов ATMfan. При высоких значениях Н& характерных для передач транспортных машин и все в большей степени используемых в новом проектировании и для стационарных машин, распространены варианты, в которых NHE < < в этнх случаях ZN > 1 и, следовательно [см.(80), (84) и (85), в которых qH = 6], несущая способность и масса передачи [см.(131), (136) и (152)] зависят от принятых в расчете значений qH и которые существенно отличаются в различных методах. Так, для улучшенных, цементованных и нитроцементованных сталей в приложении к ГОСТ 21354—87 имеем дя= 6, по ISO qH = 13,2. В ISO при цементации
и нитроцементации Naim — 50 • 10б, а в приложении к ГОСТ 21354—87 ~ 120 • 10б. От-
сюда неизбежны и существенные отличия в перечисленных методах значений ZM а следовательно, и GHm. Так, для передачи с цементованными зубчатыми колесами при N = 107 отношение величин Z^J, найденных по приложению к ГОСТ 21354—87 и по ISO, равно 1,35. Таково и отношение масс передач, спроектированных по этим методам при N = 107.
Одной из причин таких расхождений результатов расчетов при NHE <£ АГЛЬп является отсутствие необходимой дифференциации критериев, характеризующих потери работоспособности зацепления в зависимости от спектра нагружения, скорости, сочетания нагрузок и скоростей, точности изготовления, твердостей Я01 и Яш и их сочетания. Надо учитывать также влияние адгезионных процессов, возрастающее с уменьшением скорости и увеличением Влияние адгезионных процессов наиболее значительно, когда минимальным скоростям сопутствуют максимальные нагрузки. Для суждения о потере работоспособности активных поверхностей зубьев используют, например, критерий
= от»
где — площадь зуба, поврежденная усталостным выкрашиванием; Л1ПОШ — номинальная площадь активных поверхностей зуба.
Имеются рекомендации [86], в соответствии с которыми ^mav = 0,5% для зубьев с поверхностным упрочнением и 5^^ = 2% при однородной структуре материала. Однако величина изменяется в широких пределах в зависимости от параметра уо (см. с.402), и поэтому ее нельзя принимать постоянной, а сам критерий — признать универсальным.
Приведенные расхождения в расчетах свидетельствуют о необходимости дальнейших исследований по затронутой проблеме, связанных с
Рис.48. Перераспределение удельных контактных нагрузок в зонах I и II косозубого эвольвентного зацепления
448
Зубчатые передачи
выявлением критериев, характеризующих предельное состояние с учетом многообразия влияющих факторов, некоторые из которых упомянуты выше.
Принятое значение qH = 6 используют на протяжении десятилетий при расчете ответственных передач с NHE « ^.т, выпускаемых большими сериями и широко опробованных в эксплуатации. Ошибочность тех или иных рекомендаций обнаруживается легче в том случае, если они вызывают повышение допускаемых нагрузок. Значение qH = 6 значительно меньше, чем, например, в ISO, ще qH = 13,2, а с уменьшением qH при NHE < возрастает допустимая нагрузка.
При дальнейших исследованиях надо принял» во внимание, что при расчете роликовых подшипников (в том числе и с деталями, подвергнутыми цементации и закалке) назначают qH = 6,6.
Приводя соображения, оправдывающие в известной степени построение расчетов с qH = 6, мы далеки от мысли, что это значение qH не подлежит коррективам. Исследования, направленные на уточнение величин qH и ^im, весьма актуальны.
Проблемные вопросы в оценке несущей способности при действии переменных нагрузок. Большинство передач работает при действии переменных нагрузок и нередко при изменяющихся скоростях.
В основу расчета при действии переменных нагрузок положена гипотеза линейного суммирования повреждений, описываемая зависимостью
= а-
Здесь — число циклов перемен напряжений при действии некоторой нагрузки F(/); —
число циклов до разрушения под действием этой нагрузки.
Величина а колеблется в широких пределах Для расчета на контактную прочность принимают а = 1 как в случае подшипников качения, так и для зубчатых передач. Вместе с тем не подлежит сомнению, что величина а зависит от критериев, характеризующих предельное состояние. Но эти критерии находятся в стадии поиска и поэтому расчеты, базирующиеся на упомянутой гипотезе в известной степени условны и подлежат уточнению. Существенное влияние на несущую способность (а также на величину а) оказывает и характер спектра нагружения. Это относится как к контактной, так и к изгибной прочности, о чем, в частности, свидетельствуют работы [37, 38, 62—64]. Влияние спектра нагружения в существующих методиках расчета пока еще не находит отражения.
При определении величин NffE (а также и эквивалентных нагрузок необходимо учитывать, что не все действующие нагрузки оказывают повреждающее влияние на контактирующие поверхности. Обозначим нагрузку, которой соответст-
вует он = Если зубчатая передача находится
под действием переменных нагрузок, среди которых имеются превышающие то повреждающее воздействие на сопротивление усталости зубьев могут оказывать и нагрузки, меньшие Обозначим (TuoBpJmin наименьшую из нагрузок, оказывающую повреждающее влияние. Пусть ада= Нагрузка Т* удовлетворяющая условию 7* < не оказывает повреждающего влияния на контактирующие поверхности. Таким образом, при расчете величины Nhe (или надо отсеивать нагрузки, равные или меньшие аЯв?т» т.е. нагрузки, вызывающие напряжения
< a°^G aMim*
В ГОСТ 21354-87 принят аяс = 0,75. Рад вопросов по затронутой проблеме рассмотрен в работах [35, 42, 59]. В соответствии с [50] в параграфе 4 принят affG = 0,65. Величина aHG влияет на конечные результаты, и вместе с тем этот вопрос нельзя считать решенным, поскольку affG зависит от спектра нагружения и, следовательно, не может быть постоянной.
Замечания к расчетам величин NffE и К№ Коэффициент Кн зависит от FtH и при FtH * const неодинаковы для различных ступеней нагрузок. Это не учитывается в методах расчета и приводит к отклонениям от действительного результата.
В формуле (61) имеем
=
(см. приложение к ГОСТ 21354—87). Подставив это значение NHe из (61) в известную зависимость ZN = получим (85). Распрос-
транена рекомендация для определения КИЕ по величине FtffE для всего спектра нагрузок. Абстрагируясь от многочисленных допущений, принятых в методиках расчета зубчатых передач, можно признать целесообразными попытки использования зависимостей типа
- Е М",,, <™>
(i) 'Л(1) ля(1)'
в которой Кн^ и КН{уу — коэффициенты нагрузки соответственно при действии сил F^ и F^. Заметим, что величины Кн значительны и нередко достигают значений двух и более. Их влияние на величину NHE существенно. С повышением точности изготовления и культуры проектирования снижается негативное влияние отмеченных факторов. При степенях точности не ниже 6-й затронутая проблема в значительной степени теряет свою актуальность.
Об учете распределения удельных нагрузок в зацеплениях. В методах расчета, и в том числе и в приложении к ГОСТ 21354—87 и ISO, все факторы, влияющие на распределение удельных
Некоторые проблемные воцросы в оценке несущей способности зубьев цилиндрических передач
449
нагрузок в поле зацепления, условно расчленяют на три подгруппы, учитываемые коэффициента-
KH(F^ и кн(е» в расчетные завися-мости вводят произведение этих коэффициентов.
В действительности факторы и процессы, учитываемые упомянутыми коэффициентами, взаимосвязаны, и поэтому для построения математической модели, адекватной описываемым процессам, надо исходить из условия совместности деформаций с учетом нелинейности зависимостей между нагрузками и деформациями, вызванной неполнотой прилегания. В связи с этим заслуживают внимания исследования [9, 27, 28, 77, 78], в которых в статистической постановке рассмотрено совместное влияние факторов, определяющих распределение удельных нагрузок по контактным линиям. В [22—24] отражены исходные предпосылки построения математической модели, позволяющей для всего поля зацепления (и в любой фазе его) найти удельные контактные нагрузки и напряжения с учетом совместности деформаций, погрешностей и динамических процессов. Однако в этих исследованиях пока еще не учтены возникающие в процессе эксплуатации изменения геометрии зацепления, которые во многих случаях влияют на конечные результаты. Это влияние зависит от сочетания окружных скоростей и моментов и может быть значительным при малых v и особенно в тех случаях, когда максимальным F сопутствуют минимальные значения и, что. характерно, например, для передач грузоподъемных машин.
О повышении несущей способности эвольвеи-тного зацепления путем варьирования геометрических параметров. Эти вопросы в известной степени затронуты в гл.9 и они отражены в [27, 36, 41, 42, 54, 69]. В дополнение отметим возможность повышения несущей способности эвольвентного зацепления при использовании различных исходных контуров для элементов сцепляющейся пары. Разработанный Э.Б.Вулга-ковым метод проектирования зацепления в обобщенных параметрах [16] позволил вскрыть резервы несущей способности эвольвентного зацепления, которые нельзя получить при одном и том же исходном контуре для шестерни и колеса. Так, с помощью этого метода можно спроектировать передачи с « 24* при £а « 2. При этом несущая способность, лимитируемая прочностью активных поверхностей зубьев, может превышать приблизительно на 15% достижимую в паре с общим исходным контуром у шестерни и колеса.
Принятию решения о применении этого зацепления должен предшествовать экономический расчет, в числе исходных предпосылок к которому — данные о дополнительных расходах на ин
15 Зак. ГГГЗ
струмент и снижение материалоемкости с переходом к упомянутому варианту зацепления.
К вопросу о расчете зубчатых передач на предотвращение заедания1. В нашей стране при проектировании зубчатых передач расчеты активных поверхностей зубьев на заедание обычно не выполняют, и эго связано со следующими причинами. Во-первых, расчетов на заедание нет в большинстве монографий, посвященных зубчатым передачам. Крайне ограниченно освещены они в курсах «Детали машин» и отсутствуют в методике расчета зубчатых передач, в приложении к ГОСТ 21354-87. Во-вторых, расчеты на заедание наход ятся в стадии становления и имеющиеся достаточно серьезные предложения либо отнесены только к прямозубым, либо к косозубым передачам, не охватывая достаточно широкого диапазона и режимов работы. Трудности формирования расчетов на заедание связаны с многочисленностью влияющих на этот процесс и еще далеко не изученных факторов. Среди последних — физико-химические свойства контактирующих поверхностей и смазочных материалов и их сочетаний, геометрия микронеровносгей; начальная и установившаяся в процессе работы, изменение Нагрузок и скоростей и их сочетаний.
Еще нет однозначного подхода к выбору критерия, характеризующего возможности возникновения заедания. Нет и согласованных характеристик для суждения о возможных последствиях появления схватывания: будет ли этот процесс ограниченным или прогрессирующим.
Имеются два основных направления, положенных в основу развиваемых методов расчета на заедание. В соответствии с одним из них задир наступает, если отношение толщины смазочной пленки к среднеквадратическому отклонению высот микронеровносгей меньше некоторого предельного значения [26]. Другой подход базируется на предположении, что задир возникает, если мгновенная температура в зоне контакта превышает некоторое допустимое значение для данных конкретных условий.
Температурный критерий с использованием теории Блока [84] положен в основу методики А.И.Петрусевича [54, 55]. Базируясь на этой методике с введением корректирующих коэффициентов получен метод расчета [61], применимый при указанных в нем ограничениях параметров зацепления, смазочного материала и окружной скорости.
Тепловой критерий положен в основу разработанных в ЦНИИТМАШе (Москва) методических
1 Эти материалы написаны совместно с В.Н.Ражиковым.
450
Зубчатые передачи
указаний «Передачи эвольвентнью цилиндрические прямозубые. Расчет на износостойкость при адгезионном изнашивании РД24.005.24—89», в основном направленных на предотвращение заедания и распространяющихся на прямозубые передачи с еа < 2, при окружных скоростях v = 0,5-НЮ м/с, в которых хота бы у одного из зубчатых колес Но > 350 НВ.
Новые направления в расчетах на заедание связаны с использованием математического аппарата, позволяющего выявить влияние дефектов поверхностного слоя и гидродинамических процессов на температуру в зоне контакта [79].
Замечания к расчетам зубьев на изгиб. Эти расчеты базируются на максимальных местных напряжениях ом в зоне опасного сечения и при этом используют пределы изгибной выносливости, полученные по зависимостям, в которые входят коэффициенты (и позволяющие определить ам. Для определения ом (и соответствующих им Yj^ и У^) до 70-х годов широко применяли гипотезу ломаных сечений А.В.Верховского [13]. Но диапазон параметров, в котором эта гипотеза дает удовлетворительные результаты, ограничен, и ом получают методами теории упругости [31]. Методом комформных отображений зубообразного выступа на полуплоскость значения ом были получены ВЛ.Усти-ненко [70] и АА.Зарифьяном [29]. Позднее для расчета ом получили широкое применение численные методы теории упругости.
Методы вариационно-разностный и граничных элементов использованы В.В.Брагиным [9, 10] и Б.М.Щекиным [77, 78]. ВЛ.Сцдоров [68] применил прямой метод граничных элементов для определения внутренних зубьев и при этом, в частности, им обнаружено существенное влияние на конечный результат переточки долбяка.
В перечисленных работах найдены ом и соответствующие им коэффициенты Y^ и Y^ для массивных зубчатых колес, т.е. при значительной толщине обода.
В многопоточных передачах одним из эффективных методов выравнивания нагрузки между потоками мощности является применение зубчатых колес (в первую очередь с внутренними зубьями) с малой толщиной обода h. С уменьшением h снижается Сц на стороне растяжения зуба и увеличивается |oj на стороне сжатия. При «тонких» ободьях ответственными за поломки являются усталостные трещины, возникающие на стороне сжатия. Применительно к такому варианту Г.А.Малыгин получил ом методом граничных интегральных уравнений [20, 61]. Затронутый вопрос актуален и привлекает внимание исследователей [19—21]. Но в нем еще
много «белых пятен» и он нуждается в дальнейших теоретических и экспериментальных исследованиях.
Одной из важнейших задач в вопросе изгибной прочности зубьев является выявление границ расчетов по напряжениям ом с учетом остаточных напряжений при различных видах термической и химико-термической обработки. Введение в расчет коэффициента К6 (см. с.414) призвано в какой-то степени сблизить фактическую несущую способность с расчетной при малых радиусах кривизны переходной кривой у опасного сечения. Однако экспериментальные данные по этой проблеме ограничены, и необходимы дальнейшие уточнения.
Некоторые вопросы надежности зубчатых передач. Вопросы надежности этих передач наиболее полно отражены в [65]. Ограничимся некоторыми аспектами этой проблемы, относящимися к обеспечению надежности на стадии проектирования.
Повреждения зубьев, вызывающие отказы, зависят от напряжений в них и кинематических параметров в зоне контакта. При заданных характеристиках режима работы эти значения зависят от параметров зацепления (dv bw, и, х? р и др.), устанавливаемых из расчетов на контактную и изгибную прочность зубьев. От норм, заложенных в эти расчеты, зависит возможность отказов. Следовательно, надежность зубчатых передач в большой степени определяют научный уровень и экспериментальные обоснования методов расчета зубьев на прочность. Неадекватное отражение этими методами физических процессов, обусловливающих возникновение отказов, может вызвать как завышение, так и занижение действующих напряжений Против допустимых для конкретных условий. В первом случае снижается ресурс передачи, увеличиваются эксплуатационные расходы и возможны аварии. Во втором — завышаются масса, габариты, стоимость передачи и потери на трение. Надежность при этом увеличивается, но за счет снижения технико-экономических показателей.
В оценке несущей способности зубчатых передач имеется много проблемных вопросов. Об этом, в частности, свидетельствует анализ, приведенный в этой главе, и отмеченные в нем расхождения в оценке различными методами ряда параметров, влияющих на конечные результаты.
Сведения о проблемных вопросах способствуют проявлению необходимой осторожности при проектировании передач и принятию мер, повышающих надежность. Для расчета по
Геометрический расчет конических зубчатых передач
451
заданной вероятности безотказной работы на стадии проектирования необходимы представительные статистические данные о работе передач, близких к проектируемой по всем основным показателям, включая, разумеется, режим работы и условия эксплуатации.
При отсутствии хорошо обоснованных данных о нагрузках с целью повышения надежности передачи значения SH и SF могут быть увеличены против указанных в методике, например, соответственно на 8—12 % и 15—25 % в зависимости от степени ответственности передачи.
13. ГЕОМЕТРИЧЕСКИЙ РАСЧЕТ КОНИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ
Общие сведения. Конические зубчатые передачи передают механическую энергию между валами с пересекающимися осями. Термины, определения и обозначения по ГОСТ 16530— 83 и ГОСТ 19325-73.
Основной кинематической характеристикой конических зубчатых передач, как и цилиндрических, является передаточное отношение zl2, равное отношению угловой скорости ведущего зубчатого колеса к угловой скорости ведомого со2 (рис.49). В конических зубчатых передачах мгновенное вращение ведущего зубчатого колеса относительно сопряженного осуществляется вокруг линии ОО\ которую называют
Рвс.49. Делительные (аксондные) поверхности конической передачи
мгновенной осью в зубчатой передаче. Ось зацепления ОО' совпадает с относительным вектором ш, построенным на векторах и ш2, где = —(Dj. Мгновенная ось относительного движения описывает относительно осей зубчатых колес аксоцдные поверхности, которые являются делительными с углами при вершинах 2б| и 2^.
Диаметры основания делительных конусов шестерни и колеса и соответственно числа зубьев шестерни и колеса связаны с углами их делительных конусов и 8^
и = Zifa = = sin52/sin5j, (194)
где и — передаточное число зубчатой передачи.
Для ортогональных зубчатых передач, которые имеют основное распространение,
*в81 = «А; <195)
tg8j = и. (196)
Зацепление конических зубчатых колес можно рассматривать как качение делительных круговых конусов шестерни и колеса. Можно также представить, что конические делительные поверхности вписываются в сферу с радиусом ОО' = Re, называемым внешним конусным расстоянием.
Так как диаметры делительных окружностей шестерни и колеса пропорциональны их числам зубьев, то внешнее конусное расстояние пропорционально числу z# которое для ортогональных конических зубчатых передач есть число зубьев плоского колеса:
(197)
Ширина зубчатого венца b конического зубчатого колеса (рис. 50) определяется расстоянием между внешним и внутренним торцами зубчатого колеса и измеряется по образующей делительного конуса. Длина отрезка образующей делительного конуса от его вершины до середины ширины зубчатого венца называется средним конусным расстоянием 7^, до внутреннего торца — внутренним конусным расстоянием Rr
Внешние и внутренние торцы на конических зубчатых колесах образуются внешними и внутренними дополнительными конусами. Средний дополнительный конус находится на равном расстоянии от внешнего и внутреннего , дополнительных конусов.
Пересечения делительных конусов с дополнительными конусами определяют диаметры дели-
15*
452
Зубчатые передачи
Рис.50. Основные параметры конического зубчатого колеса
тельных окружностей конического зубчатого колеса. Различают внешний de внутренний dt и средний dm делительные диаметры.
Зуб характеризуют высотой головки hai ножки зуба /у и полной высотой зуба /г; различают высоты зуба у внешнего, среднего и внутреннего сечения по длине зуба, для которых используют индексы а, т и i. Внешний расчетный диаметр dae вершин зубьев определяет наибольший диаметр заготовки зубчатого колеса.
Для характеристики конического зубчатого колеса вводят понятие угла конуса вершины 5в и конуса впадин 6^ угол головки 0в и угол ножки зуба
Одной из характеристик конических зубчатых колес является линия зуба, которая образуется пересечением боковой поверхности зуба с делительной конической поверхностью.
В зависимости от формы теоретической линии зуба плоского колеса различают следующие виды конических зубчатых колес: с прямыми зубьями (рис.51, а), у которых линии зубьев проходят через вершину делительного конуса; с круговыми зубьями (рис.51, б), линии которых являются дугами окружности d0. Применяют конические колеса с криволи
нейными зубьями, у которых линии зубьев очерчены по эвольвенте, циклоиде и т.д., но они мало распространены. Конические колеса с круговыми зубьями характеризуются наклоном линии зуба р„ в среднем сечении по ширине зубчатого венца. Угол наклона — это острый угол между касательной в данной точке линии зуба и образующей делительного конуса.
Конические зубчатые колеса характеризуются также внешним окружным модулем mre, который выражается через внешний делительный диаметр и число зубьев
т* = djz, (198)
В конических колесах с прямыми зубьями внешний окружной модуль mte является расчетным.
В конических колесах с круговыми зубьями расчетным является нормальный модуль в среднем сечении по ширине зубчатого венца; он связан зависимостью с внешним окружным модулем
dm 2L
т„ = «м-г-соф» = ^со«Рл- (199)
и. Л.
Геометрический расчет конических зубчатых передач
453
PBC.S1. Форма лиши зуба конического колеса: а — с прямыми зубьями; б — с круговыми зубьями
Если увеличивать угол делительного конуса колеса, то при б2 = 90° делительный конус превратится в плоский диск, а число зубьев эквивалентного цилиндрического колеса — в бесконечность; следовательно, эквивалентное цилиндрическое колесо превратится в зубчатую рейку, зубья которой имеют прямолинейный профиль. Исходный контур зубчатой рейки характеризуют углом профиля ал, коэффициентом высоты головки Ал, коэффициентом радиального зазора с*.
Конические зубчатые колеса с прямыми зубьями общего назначения с внешним окружным модулем т* свыше 1мм выполняют по ГОСТ 13754—81 со следующими параметрами: ал = = 20е, = 1; с* = 0,2 и = 0,2.
ГОСТ 16202—81 определяет параметры исходного контура для конических колес с круговыми зубьями общего назначения со средним нормальным модулем тп свыше 1 мм: ал = 20°, й; = 1; с’= 0,25; р} = 0,25.
Передаточное число. Число зубьев. Понижающие конические передачи можно выполнять с передаточными числами и = 1-г 10, а повышающие передачи — с передаточными числами не более 3. Передаточные числа рекомендуется принимать целыми числами, которые образуются сочетаниями 1:1; 2:1; 3:1 или более сложными сочетаниями 3:2; 4:3; 5:3. Это обусловлено технологическими особенностями сборки и контроля.
Число зубьев шестерни и колеса выбирают с учетом конструктивных и технологических ограничений.
1. Минимально допустимые числа зубьев шестерни ортогональной конической передачи с прямыми и круговыми зубьями при исходном контуре по ГОСТ 13754-81 и ГОСТ 16202-81 следует выбирать с учетом числа зубьев сопряженного колеса и угла наклона линии зуба (для прямозубых колес рл = 0) по табл. 19.
2. Качество работы конической зубчатой передачи зависит от числа зубьев плоского колеса. Во всех случаях оно должно быть не менее 20, а для передачи с пониженными качественными требованиями может находиться в пределах 25—30. Для ответственных передач число зубьев должно быть не менее 30.
3. Число зубьев шестерни рекомендуется приближенно согласовать с диаметром делительной окружности (рис. 52, д, 6). При этом передачи получаются приблизительно равнопрочными по контактной выносливости и выносливости на изгиб, а также наиболее технологичными.
Угол наклона и направление линии зуба. Расчетный угол наклона может находиться в пределах 0—45’. Рекомендуют принимать одно из значений ряда: 0, 10, 15, 20, 25, 30, 35, 40 и 45’.
При выборе угла наклона линии зуба необходимо учитывать, что увеличение угла способствует повышению плавности работы передачи
454
Зубчатые передачи
Рис. 52. Рекомендуемое число зубьев конической шестерни:
а — с круговыми зубьями Рл = 35е; £ = 90е; б — с прямыми зубьями Ря = О'; £ = 90*
и приводит к увеличению контактной прочности и прочности на изгиб, так как возрастает коэффициент суммарного перекрытия еу.
При круговых зубьях целесообразно выбирать угол наклона так, чтобы суммарный коэффициент перекрытия был немного больше 2, что обеспечивает участие в работе постоянно не менее двух пар зубьев. Это условие можно определять по ГОСТ 19326—73.
При выборе угла наклона Рл необходимо также учитывать, что при значениях коэффициента перекрытия €р меньше 1,25 (см. ГОСТ 19326—73) наличие угла наклона не увеличивает плавность зацепления и передача с круговыми зубьями в этом отношении становится равноценной передаче с прямыми бочкообразными зубьями. При требовании высокой плавности рекомендуют принимать ер > 1,6.
При назначении угла рл следует также учитывать, что с его увеличением возрастают нагрузки на опоры и валы. Рекомендуется угол наклона линии зуба 35е.
Конические колеса с круговыми зубьями могут иметь правое или левое направление. Направление наклона линии зуба определяют по следующему правилу: если при наблюдении
19. Минимально допустимые числа зубьев шестерни ортогональной конической передачи при исходном контуре ал = 20°
Число зубьев шестерни *1 Наименьшее число зубьев колеса % Число зубьев шестерни *1 Наименьшее число зубьев колеса %
6 34 при рл > 42е 12 30 при Рл от 0 до 15*; 28 при рл > 20е; 26 при Рл > 29*
7 33 при рл > 40е 13 26 при рл от 0 до 15е; 24 при рл св. 15 до 29е; 22 при рл > 29е
8 32 при рл > 38е 14 20 при рл от 0 до 45е
9 10 31 при рл > 35е 32 при Рл > 28е 30 при ₽л > 32е 15 16 19 при Рл от 0 до 45е 18 при рл от 0 до 45е
11 30 при рл > 25е 28 при рл > 29е 17 17 при рл от 0 до 45е
Примечание. Для конических колес с прямыми зубьями расчетный угол наклона - О’.
Геометрический расчет конических зубчатых передач
455
с вершины делительного конуса зубья развертываются по часовой стрелке, то направление правое, и наоборот. Сопряженные зубчатые колеса имеют противоположные направления линий зубьев.
Направления линии зуба выбирают исходя из направления вращения зубчатых колес, конструкции и работоспособности опор.
Выбор коэффициентов смещения и коэффициентов изменения расчетной толщины зуба исходного контура. В конических зубчатых колесах наибольшее распространение получили передачи без смещения исходного контура или равносмещенные с выравненными наибольшими коэффициентами удельного скольжения на ножках шестерни и колеса. Для шестерни принимают положительное смещение, а для колеса — отрицательное смещение, причем равные по абсолютной величине,
Хл1 = —Хл2’ (200)
Коэффициенты смещения для ортогональных конических передач с прямыми и круговыми зубьями соответственно при исходном контуре по ГОСТ 13754—81 и ГОСТ 16202—81 в зависимости от z{ и и определяют по формуле
хл1 = 2(1 - 1/и2) VcosVZi- (201)
(для прямозубых колес принимают рл = 0е).
В конических зубчатых колесах даже равно-смещенного вида часто наблюдается значительная разница в изгибной прочности шестерни и колеса. Для достижения равнопрочности увеличивают расчетную толщину зуба шестерни, уменьшая на такую же величину толщину зуба колеса. Это осуществляется без применения специального инструмента. Изменение расчетной толщины зуба характеризуется коэффициентом хт1, положительным для шестерни и равным ему по величине, но обратным по знаку для колеса.
При передаточном числе, равном или более 2,5, числовое значение коэффициента для ортогональных передач общего машиностроения
= 0,03 + 0,008(1/ - 2,5) + 0,0025рп, (202)
где Ря — средний угол наклона зуба (для прямозубых колес рл = 0°). В зубчатых колесах с передаточным числом от 1 до 2,5 принимают х,1 = 0.
Для ответственных тяжело нагруженных передач значения следует определять из расчета зубьев на изгибную прочность.
Модули. Для конических зубчатых колес с прямыми зубьями в качестве расчетного принимают внешний окружной модуль mte по ГОСТ 9563—60. Допускается использовать нестандартные значения модуля, если это не влечет применение специального инструмента (зубострогальных резцов или парных зуборезных головок).
Для конических зубчатых колес с круговыми зубьями в качестве расчетного принимают средний нормальный модуль тп в середине зубчатого венца или в расчетном сечении при среднем конусном расстоянии Rm. Модули рекомендуют принимать по ГОСТ 9563—60, им соответствуют разводы резцов W2 зуборезных головок по ГОСТ 11902—77. Связь между тп и W2 определяется зависимостью
щл = Ж2/[0,5я - 2(А; + c-)tgan + xj; (203)
при исходном контуре по ГОСТ 16202—81
тл = В^/(0,6609 + хт1). (204)
Допускается применять нестандартные и дробные значения тл, если при изготовлении зубчатых колес не применяют специальный инструмент, а также в условиях единичного и мелкосерийного производства. При проектировании желательно всегда исходить из возможности изготовления зубчатых колес как в мелкосерийном, так и крупносерийном (массовом) производстве.
В некоторых случаях в качестве исходного в конических колесах с круговыми зубьями может быть принят внешний окружной модуль mte. При этом связь для исходного контура по ГОСТ 16202—81 между т1е и W2 выражается зависимостью
^2 = - */Ч)(0,6609 + xtl)cospn. (205)
Выбор осевой формы зуба. Осевая форма зуба I (рис.53) характеризуется пропорционально понижающимися зубьями, вершины конусов делительного и впадин совпадают, высота ножки зуба пропорциональна конусному расстоянию. Такую форму зуба применяют для конических колес с прямыми зубьями; для конических колес с круговыми зубьями она имеем ограниченную область применения, так как не всегда обеспечивается удовлетворительная конструкция зуба.
Конические зубчатые колеса с осевой формой зуба II имеют понижающиеся зубья, вершины начального конуса и конуса впадин смещены
456
Зубчатые передачи
20. Основные параметры конических колес с круговыми зубьями различных осевых форм, определяющие область их применения
Параметр Осевая форма зуба
I II III
Средний нормальный модуль тп> мм От 2 до 25 От 0,4 до 25 От 2 до 25
Среднее конусное расстояние 2^, мм От 60 до 650 От 6 до 700 От 75 до 750
Средний угол наклона зуба р0, ...° От 0 до 45 От 25 до 45
Число зубьев плоского колеса Zg 20-100 24-100 Св.40
Отношение kQ среднего конусного расстояния к номинальному диаметру зуборезной головки При рл > 15е — в пределах значений, указанных на рис.54; при рл < 15е - 0,40-0,65 для осевых форм зуба I и II
вдоль оси на величину, обеспечивающую изменение делительной окружной толщины зуба приблизительно прямо пропорционально конусному расстоянию. Эти колеса называют также нормально сужающимися. Они имеют правильную конструкцию зуба, что обеспечивает оптимальную прочность на изгиб во всех сечениях, и являются более технологичными при обработке, чем зубчатые колеса других осевых форм. Конические колеса с круговыми зубьями осевой формы I являются частным случаем колес с осевой формой зуба II. Для конических колес с круговыми зубьями осевая форма II имеет наибольшую область распространения.
Зубья осевой формы III имеют постоянную высоту по ширине зубчатого венца и называются равновысокими. Для такой формы зуба
Рис.53. Осевая форма зуба конического зубчатого колеса:
а — I, б — II (вариант); в — II (вариант); - III
образующие делительного конуса, впадин и вершин параллельны. Для колес с такой осевой формой часто наблюдается неудовлетворительная форма зуба, и при их изготовлении встречаются технологические трудности. Однако в отдельных случаях при большом числе зубьев плоского колеса > 60, главным образом для неортогональных передач с межосевым углом Z < 40°, зубчатые колеса с осеврй формой III обеспечивают оптимальную конструкцию зуба и являются технологичными.
В табл.20 приведены основные параметры конических колес с круговыми зубьями различных осевых форм. На рис.54 приведены рекомендуемые области применения коничес-
Рнс54. Области рационального применения конических зубчатых колес с различными осевыми формами зубьев
Геометрический расчет конических зубчатых передач
457
ких колес (а) с осевыми формами зубьев I, II и III в зависимости от числа зубьев плоского колеса и среднего угла наклона линии зуба Ря при исходном контуре по ГОСТ 16202—81.
Для зубчатых колес с осевой формой II на конструкцию зуба влияет номинальный диаметр d0 зуборезной головки, среднее конусное расстояние Rm, средний угол наклона линии зуба рл. На рисунке области применения различных форм зуба заштрихованы различно. Для осевой формы II выделены две области: рекомендуемая и допустимая (6). Зона, заштрихованная перекрещивающимися линиями, соответствует значениям kQ = RJd^ и рл, при которых осевые формы I и II являются равноценными. Линия, делящая рекомендуемую область применения зубчатых колес с осевой формой III почти на две равные части, соответствует значению dQ = 2Яда$шрл, т.е. частному случаю, когда осевые формы II и III равноценны, а именно зубчатые колеса с осевой формой III являются частным случаем колес с осевой формой II, — нормально сужающимися равновысокими.
Диаметр d$ зуборезной головки необходимо принимать по ГОСТ 11902—77 или из ряда 160, 200, 250, 315, 400 и 500 мм, а также учитывать технологические требования, изложенные в ГОСТ 19326—73 (приложение 2, табл.2).
Расчет углов пожни и головки. В конических колесах с осевой формой I угол ножки зуба
‘в0/.! = = тМ + с' - xnl)/Rt. (206)
При этом образующие конуса впадин проходят через вершину делительного конуса зубчатого колеса. Угол головки зуба шестерни равняется углу ножки зуба сопряженного колеса
ел1 = 0/2, (207)
а для колеса наоборот, т.е.
= ел. (208)
В конических колесах с осевой формой II. углы ножек зуба шестерни и колеса рассчитывают так, чтобы обеспечить окружную толщину зуба, прямо пропорциональную конусному расстоянию от вершины начального конуса, и оптимальную конструкцию зуба. При рл = 0 сумма углов ножек зуба шестерни и колеса (*)
9д - 0/1 +вд = 10800/(ygan) (209)
или при р, = 20*
правила зазора и
(213)
(214) головки
0Л = 29673/^. (210)
Если р„ * 0, то
10800tgp_ / Я_ \
<21°
0д = X/sinpn, (212)
где К — округляют кратным 20 по технологическим требованиям и должно быть не более 500.
Сумма углов ножки Од. между шестерней и колесом перераспределяется обратно пропорционально нормальной толщине зуба в расчетном сечении.
Для зубчатых колес с осевой формой зуба II для обеспечения приблизительного постоянства ширины вершинной ленточки по всей ширине зубчатого венца при определенном сочетании z{ и вынуждены отступать от общего получения постоянного радиального принимать
где Ка{ и Кл — коэффициенты угла зуба (табл.21).
Для зубчатых колес с осевой формой зуба III углы головок и ножек зуба шестерни и колеса равны нулю:
Чн = 0г = 0г °- <215>
Измерительные размеры зуба. Составной частью геометрического расчета конических зубчатых колес является определение измерительных размеров зуба шестерни и колеса. Измерение этих размеров осуществляется штангензубо-мером или кромочно-индикаторным зубомером. Измерение толщины зуба этими приборами можно проводить по постоянной хорде, по хорде делительной окружности или по хорде любой концентрической окружности в середине ширины зубчатого венца, у внешнего торца или в любом нормальном сечении по ширине зубчатого венца (рис. 5 5).
Из многообразия возможных вариантов толщину зуба рекомендуется в первую очередь измерять по постоянной хорде. При этом расчет проводят по простым формулам для шестерни и колеса; измерительные размеры не зависят от числа зубьев.
Расчет измерительных размеров зуба по хорде делительной окружности более трудоемкий; размеры зуба зависят от числа зубьев шестерни и колеса. Такой метод расчета рекомендуется для шестерни с числом зубьев 12 и менее.
458
Зубчатые передачи_________________________________
21. Значения коэффициента угла головки зуба конических колес с круговыми зубьями осевой формы II
В , ...° Коэффициент угла головки зуба Ка ‘при передаточном числе и
СП 1,0 до 1,25 Св. 1,25 ДО 1,6 Св. 1,6 до 2,5 Св. 2,5 до 4,0 Св. 4,0
От 0 до 15 12-13 — — — 0.70 0,95 0.65 0,95
14-15 — 0.75 0,85 0.75 0,90 0.75 0,95 0.70 0,95
16-19 0.80 0,80 0.80 0,85 0.80 0,95 0.75 0,95 0.75 1,00
20-25 0.85 0,85 0.80 0,85 0.80 0,95 0.80 0,95 0.80 1,00
Св. 15 до 29 10-12 — — — 0.75 0,95 0.75 1,00
12-13 — — 0.80 0,90 0.80 0,95 0.75 1,00
14-15 — 0.85 0,90 0.80 0,90 0.80 0,95 0.80 1,00
16-19 0*85 0,85 0.85 0,90 0.85 0,95 0.85 0,95 0.85 1,00
20-25 0.90 0,90 0.85 0,90 0.85 0,95 0.85 0,95 0.85 1,00
Св. 29 до 45 6-9 — — — — 0.75 1,00
10-11 — — — 0.80 1,00 0.80 1,00
12-13 — — 0.90 1,00 0.85 1,00 0.85 1,00
14-15 — 0.90 0,90 0.90 1,00 0.90 1,00 0.85 1,00
16-19 0.90 0,90 0.90 •1,00 0.90 1,00 0.90 1,00 0.90 1,00
20-25 1.00 1,00 1.00 1,00 1.00 1,00 0.90 1,00 0J0 1,00
Примечание. В числителе приведены значения Ка для шестерни, в знаменателе — для колеса.
Рас.55. Измерительные размеры зуба но постоянной хорде н но хорде делительной окружности
Для колеса, у которого коэффициент смещения хл меньше —0,4, измерительная высота зуба небольшая. Это приводит к неустойчивому положению измерительного прибора и, следовательно, к большим погрешностям измерения толщины зуба. В этом случае рекомендуется, измерять зуб по хорде на концентрической окружности, которая параллельна хорде делительной окружности, но смещена на расстояние 0,5т/е (0,5тл) к центру биэквивалентного цилиндрического колеса.
У конических колес с круговыми зубьями рекомендуется измерительные размеры зуба определять для середины зубчатого венца.
Расчет на прочность конических зубчатых передач
459
22. Формулы и пример расчета основных параметров ортогональной конической передачи с прямыми зубьями
Размеры, мм
Параметр Обозначения и расчетные формулы Числовые значения
Исходт Число зубьев: шестерни колеса Внешний окружной модуль Внешний торцовый исходный контур Число зубьев плоского колеса Внешнее конусное расстояние Ширина зубчатого венца Среднее конусное расстояние Средний окружной модуль Внутренний окружной модуль Угол делительного конуса 5Р Передаточное число Коэффициент смещения у шестерни Коэффициент изменения толщины зуба шестерни Внешняя высота головки зуба Внешняя высота ножки зуба Внешняя высота зуба Внешняя окружная толщина зуба Угол ножки зуба Од, Од Угол головки зуба Угол конуса вершин Угол конуса впадин Внешний делительный диаметр Внешний диаметр вершин зубьев Расстояние от вершины до плоскости внешней окружности вершин зубьев Расчет внешней ностоянш Внешняя постоянная хорда зуба Высота до внешней постоянной хорды ле данные для расчета *1 *2 те Расчет с = + % л, = 0,5m-4 b < 0,ЗЯ • b < 10т_ R = Re - 0,5д т = m-R/Re mt = mt(Rt — S)/R, tg81 = Z{/Z> 82 =l9o- и = zJz, x, [cm.(201)] xtl [cm.(202)] + hgA ^>amf n -Л1'1 "Й1 = A«2 + °>2me 4 '-*r TV”-2“ = л*** i z* = (0,?n + Sxjtga/4?- x„)m, - /Ня' eel = ee 8<й ~ 82 + ®<«j S'1 - 81 ~ s'1 4», - *Ce2 fa + 2A»2<x^Si <1 = 0>5<2 - A«2 s*nfi Л = °Xl - A«1 sm82 эй хорды и высоты до нее (при xt < Г . = 0,8830s. _ С2 = 0,8830s* ^cel ~ ^ael " 0,lw7sel ^ce2 ^ae2 " 0,1607зй 15 30 5 По ГОСТ 13754-81 33,5410 83,8525 25 71,3525 4,2546 3,5093 26°34’ 63*26’ 2 0,40 0 7,0 3,0 4,0 8,0 11,0 11,0 9,3096 6,3979 2*44’ 5°27’ 5°27’ 2*44’ 32-0Г 66-10’ 23*50’ 57*59’ 75,0 150,0 87,5217 152,6834 71,8693 34,8168 С 0,4) 8,2206 5,6496 5,5039 1,9718
Примечание. В расчетных формулах обозначены: среднее конусное расстояние без индекса т, внешний окружной модуль — без индекса /, коэффициент смещения у шестерни - без индекса п.
460
Зубчатые передачи
Для конических зубчатых колес (с прямыми и круговыми зубьями), спроектированных по внешнему окружному расчетному модулю, рекомендуется измерительные размеры зуба определять для внешнего торца зуба.
Расчет геометрии конических колес с прямыми зубьями.* Расчет проводят в соответствии с ГОСТ 19624—74. Этот ГОСТ охватывает зубчатые колеса с межосевым углом от 10 до 170° с прямолинейным исходным контуром при обработке методом обкатки зубострогальными резцами или парными зуборезными головками, а также методом копирования по шаблону. В табл.22 приведены исходные данные, расчетные формулы для определения основных параметров передачи и числовой пример.
Расчет измерительных размеров зуба в любом сечении по ширине зубчатого венца и проверку качества зацепления по геометрическим показателям рекомендуется проводить также по ГОСТ 19624-74.
Расчет геометрии конических колес с круговыми зубьями. Полный расчет геометрических параметров и элементов зацепления конических колес с круговыми зубьями проводят по ГОСТ 19326—73. Этот ГОСТ распространяется на передачи зубчатые обкатные общего назначения внешнего зацепления с межосевым углом от 10 до 150* с прямолинейным профилем исходного контура.
В табл. 23 приведены исходные данные, расчетные формулы для определения основных параметров передачи и числовые примеры для трех различных осевых форм зуба.
Расчеты измерительных размеров в любом сечении по ширине зубчатого венца, проверку качества зацепления по геометрическим показателям и отсутствие вторичного резания рекомендуется проводить по ГОСТ 19326—73.
При расчете конических зубчатых колес с круговыми зубьями среднее конусное расстояние обозначают без индекса т.
14. РАСЧЕТ НА ПРОЧНОСТЬ КОНИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ1
Приведенный метод расчета распространяется на силовые передачи со стальными зубчатыми колесами, соответствующими исходному контуру по ГОСТ 13754—81 — прямозубые передачи и исходному контуру по ГОСТ 16202—81 — передачи с круговыми зубьями, встроенные или
1 При написании главы использованы мате-
риалы И.И.Арефьева.
выполненные в виде самостоятельных агрегатов, работающие со смазкой в закрытом корпусе в пределах температур воздуха от минус 40°С до плюс ЮО’С. Обозначение геометрических параметров конических зубчатых передач — по ГОСТ 19325-73.
Проверочный расчет на контактную выносливость активных поверхностей зубьев. Расчет конических передач выполняют по формуле
ZJZu I 2,357^иЛГш$ц)Ё
= Е^н •V —-----------< [с„]. (216)
" d, ’^(1-0,5^)^ "
Коэффициент, учитывающий упругие свойства стальных зубчатых колес, ZE - 191,6 (МПа)0’5 и окружная сила, отнесенная к среднему диа-метру </,, FlH= 2W3Tm/d{, где dt = (l-O.SA^,, Тт “ расчетный момент на шестерне, Н м. Тогда
I TmXuSinZ
<зн = 13140Z„ V ----------------<
(217)
< [СЯ1-
Допустимые контактные напряжения [оя] (МПа) принимают равными меньшему из двух значений [оЯ1] и [п^], рассчитанных для шестерни и колеса по формулам расчета допустимых напряжений для цилиндрических зубчатых колес (с.408).
Определение величин, входящих в формулы (216), (217). Расчетный момент на шестерне Тт определяют так же, как при расчете цилиндрических зубчатых передач (см. с.405).
Коэффициент ширины зубчатого венца «ь. = b/Re.
Коэффициент нагрузки
КН =
Коэффициент КНь рассчитывают по (67), (68), в которых принимают = д, а удельную окружную силу (Н/мм) рассчитывают по формуле
+ V/» < ^Яилах-
Значения 5^, g0, ^Яипах выбирают из табл. 1—3; v — окружная скорость на среднем диаметре мс-1.
Величину приравнивают [см.(156)].
При этом для конических передач в (156) имеем = Kbeu/(2 — п₽и 2 = 90е и
Vw=fcos ^/[^(1 — А^)] при Z # 90е. ' Если шестерня установлена неконсольно, то значения К'щ выбирают по (156) в соответствии с п.П. Для передачи с круговыми зубьями значения снижают в 2 раза.
Расчет на прочность конических зубчатых передач
461
23. Формулы и примеры расчета основных параметров ортогональной конической передачи с круговыми зубьями
Параметр Обозначения и расчетные формулы Числовые примеры
1 2 3
Исходные данные для расчета
Число зубьев шестерни 21 20 17 18
колеса «2 50 34 58
Модуль, мм средний нормальный расчетный т„ — 3 —
внешний окружной mte 10 — 20
Средний угол наклона зуба (расчетный) ₽л 35е 25е 33*16’34”
Надрав-ление линии зуба шестерни — Правое Правое Левое
колеса Левое Левое Правое
Средний нормальный исходный контур — По ГОСТ 16202-81
Расчет
Число зубьев плоского колеса «V = + «2 53,8516 38,0132 60,7289
Среднее конусное расстояние (при заданном тл), мм = m^/(2cosp„) — 62,9142 —
Внешнее конусное расстояние (при заданном тД мм = 269,2580 — 607,2890
Выбор осевой формы зуба См. рис. 54 I II III
Номинальный диаметр зуборезной головки (шлифовального круга), мм 400 160 630
Угол делительного конуса 5Р &2 21*48’ 68е 12’ 26*34’ 63*26’ 17*14’ 72*46’
Ширина зубчатого венца, мм b < 0,35* или b < 0,3*е или b < 14тл или b < 10/иГе 75 22 125 '
462
Зубчатые передачи
Продолжение табл.23
Параметр Обозначения и расчетные формулы Числовые примеры
1 2 3
Передаточное число И = 2,50 2,00 3,22
Коэффициент смещения у шестерни х„, (см.(201)] 0,26 0,31 0,30
Коэффициент изменения толщины зуба шестерни (см.(202)) 0,08 0 0,14
Расчет при заданном тя
Развод резцов зуборезцовой головки для чистовой обработки колеса при расчетном модуле тпУ мм = (0,6609 + x^)m„ 5hf=(W;- Fr2)/(2tga„) Г= 1,9827 (И = 2,00 bhf= -0,024
Расстояние от внешнего торца до расчетного сечения, мм 1 = 0,5Л (рекомендуется); 4 = л, - д. — / = 12,0858 R = 75 (задано) —
Внешнее конусное расстояние, мм Rt=R + lt — 75,0000 —
Внешний окружной модуль, мм т* = 2ЛА — 3,9460 —
Расчет при заданном т*
Развод резцов зуборезной головки для чистовой двусторонней обработки колеса, мм W2 = (т*-Kp/zJ* х (0,6609 + x,|)cosp. II •§ II г-s <=> к> = 12,0 при Ki = 1,0, xTl= 0,14 (уточненное значение)
Нормальный модуль в расчетном сечении, мм т„ = О’»» - AM)cosp„ 7,0507 — 15,0000
Среднее конусное расстояние, мм А» = тЛ/2со^я 231,7594. — 544,7906
Расстояние от внешнего торца до расчетного сечения, мм h-к,-R. 37,4986 « - 37,5 — 62,4984 = «=62,5
Расчет
Высота ножки зуба в расчетном сечении, мм h^ = (h' + c'-xnAmn + bhf + c +*Лтя + ы' 6,9801 10,6466 2,7958 4,6558 14,2500 23,2500
Нормальная толщина зуба в расчетном сечении, мм s„, = (0,5л + 2хя1 tga„+ 12,9735 9,1770 5,3893 4,0355 28,9365 18,1875
Расчет на прочность конических зубчатых передач
463
Продолжение табл.23
Параметр Обозначения и расчетные формулы Числовые примеры
1 2 3
Сумма углов ножек шестерни и колеса (только для зубчатых колес с осевой формой зуба II), минуты при р = О’ ед = 2^673/^; при р_ # 0 К= 10800tgp_/r.tga х Х(1 - 2дД£пря5 0А = X/sinpa; — 240 568 —
Угол ножки зуба с осевой формой зуба^, ед: *8 % = hfi/R Г44’ 2*38' — —
II 9ft ~ 7® - — 4*03' 5*25' —
III О о II II — — 0 0
Угол головки зуба с осевой формой зуба: I Ф%>^ II II S3 ф Ф 2*38' 1*44' — —
и Х^/^смлаЙл^!) 4’36’ АГв1 = 0,85 —
Х^см.та?иЛ1) 3’5Г - 0,95 —
III о о II II ф ф — — 0 0
Увеличение высоты головки зуба при переходе от расчетного сечения на внешний торец, мм fe: 1,7246 1,1347 0,9724 0,8134 0 0
Увеличение высоты ножки зуба при переходе от расчетного сечения на внешний торец, мм 1,1347 1,7246 0,8567 1,1460 0 0
Уменьшение высоты головки зуба в расчетном сечении (только для осевой формы зуба II), мм ЪЬл = (Ь-1,)^-^л) 0 0 0,1424 0,0347 0 0
Высота головки зуба в расчетном сечении, мм АоГ = (Л«+x»i)m1I-8*1>i *<« = (*,Ча 8,8839 5,2175 3,7876 2,0353 19,5000 10,5000
Внешняя высота головки зуба, мм Аае1 ^ael »М2 = К<П + 10,6085 6,3522 4,7600 2,8487 19,5000 10,5000
464
Зубчатые передачи
Продолжение табл.23
Параметр Обозначения и расчетные формулы Числовые примеры
1 2 3
Внешняя высота ножки зуба, мм = + ЛЛЛ1 Л/г2 ” + 8,1148 12,3712 3,6515 5,8018 14,2500 23,2500
Внешняя высота зуба, мм = had + = + hfA 18,7233 18,7234 8,4115 8,6505 33,7500 33,7500
Угол конуса вершин 8«1 = 8! + 4,1 8<й - «2 + 4й 24*26' 69*56' 31’10’ 67’17’ 17*14' 72*46'
Угол конуса впадин II II ►Р’-0’ 1 1 20’04’ 65’34’ 22’3 Г 58’ОГ 17*14' 72*46'
Внешний делительный диаметр, мм d'\ = del = тЛ 200 500 67,0820 134,1640 360,0000 1160,0000
Внешний диаметр вершин зубьев, мм datl ~ del + 2A«lCOs8l Чи2 ~da + ^вй0058: 219,6995 504,7180 75,5968 136,7123 397,2493 1166,2215
Расстояние от вершины до плоскости внешней окружности вершин зубьев, мм А = °>5da - Aoelsin8l fij = 0,5d„ - A^sinS. 246,0603 94,1068 64,9530 30,9931 574,2229 169,9713
Расчет постоянной хорды зуба п высоты до постоянной хорды в расчетном сечении (прп хв1 < 0,4)
Постоянная хорда зуба, мм scl = 0,8830зя1 sa = 0,8830$^ 11,4556 8,1032 4,7587 3,5633 25,5509 16,0595
Высота до постоянной хорды зуба, мм Aci = Лв1 - 0,1607snl Ай = Arf ~ 0.1607s,. 6,7991 3,7428 2,9215 1,3868 14,8499 7,5773
Значения коэффициента Кл выбирают как и для цилиндрических зубчатых передач (см. с.405).
Коэффициент ZH рассчитывают по (56). Как правило, для конических передач + х^ = О, а = 20е; при этом ZH — 2,5. При расчете прямозубых передач принимают Оя = 1.
При расчете конических передач с круговыми зубьями коэффициент
Оя = 1,22 + 0,21м
при твердости поверхности зубьев Но < 350 НВ обоих зубчатых колес конической передачи;
Оя = 1,13 + 0,13м при твердости поверхности зубьев одного из зубчатых колес Но > 45 HRC3, другого — Но < 350 НВ;
при твердости поверхности зубьев шестерни и колеса Но > 45 HRC3.
Проверочный расчет зубьев на выносливость прп изгибе. Расчет конических передач выполняют по формуле
= —»----r < [О 1
я Ьт*(1 - 0,5^)^ я
Принимая FtF = 2- !Q3Tn/dv где dx - (1 -— 0,5^)^, Тп — расчетный момент на шестерне, Н * м, получим
_ 2350Тл^Гга
° л----------------
дя= 0,81 + 0,15и
о < [оп];' (218)
ЪЛлт^\ - 0,5 Л
~ °л^гаг/^ля 1°и1-
(219)
Расчет на прочность конических зубчатых передач
465
Значения коэффициентов и выбирают по рис. 24 в зависимости от эквивалентных чисел зубьев шестерни и колеса:
= ^/cosSy для прямозубых конических колес;
= y(cos5ycos3pn) для конических зубчатых колес с круговыми зубьями.
При расчете прямозубых конических передач принимают = 1.
При расчете конических передач с круговыми зубьями коэффициент
0f = 0,94 + 0,081/
при твердости поверхности зубьев шестерни и колеса Но < 350 НВ;
= 0,85 + 0,043ы
। при твердости поверхности зубьев одного из | зубчатых колес Но > 45 HRC3, другого | Но<35ОНВ;
bF= 0,65 + 0,11ы
при твердости поверхности зубьев шестерни и колеса Но > 45 HRC3.
Допустимые напряжения [оя] и [оп] опреде-। ляют так же, как и при расчете цилиндрических зубчатых передач (см. с.411).
* Расчетный момент на шестерне Тл определяют так же, как при расчете цилиндрических зубчатых передач.
Коэффициент нагрузки
Здесь КА и имеют те же значения, что и при расчете контактной прочности (ЙГ^ » коэффициент KFv рассчитывают по (104), в которой принимают = b.
Удельная окружная сила
*л = Ь&уЩи + 1)/и <
при этом параметры в формуле определяют так хе, как при расчете контактной прочности.
Значение 6F выбирают так же, "как при расчете цилиндрических передач.
Проектировочный расчет конических зубчатых мредач. Проектировочный расчет служит для предварительного определения размеров зубчатых колес и не может исключить проведение проверочного расчета.
Проектировочный расчет прямозубой конической передачи выполняют по формуле
31 TmsiriL
d,, > 1030 V -----&----=-----
“ ’ /^(1 - 0,5r*)M<bl4r
где Tm, H • м; [оя], МПа; рассчитывают так же, как при проверочном расчете.
Метод расчета конических передач с круговыми зубьями, основанный на рекомендациях фирмы «Глисон». Изложенный выше метод расчета конических передач с круговыми зубьями в значительной степени условен. Анализ различных расчетных методик [18, 19, 42, 58, 86] и сравнение их результатов с экспериментами и результатами эксплуатации, выполненный И.И.Арефьевым, показал, что наиболее достоверные результаты получаются при расчете нагрузочной способности конических передач с круговыми зубьями по методике-Глисон.
В основу этой методики положены материалы по эксплуатации конических передач, выполненных фирмой. При этом подходы к построению метода расчета этой фирмы существенно отличаются от других известных методов, а физические основы ряда его положений не удается раскрыть в должной степени.
Приведенный ниже метод является весьма трудоемким, но может быть использован для проектирования ответственных конических передач. Метод апробирован и дал хорошие результаты на предприятиях, занимающихся проектированием высоконагруженных конических передач.
Проверочный расчет на контактную выносливость а к-т ивных поверхностей зубьев. Расчет выполняют по формуле
°Н = (°я1-
Учитывая, что ZE = 235(МПа)0*5 и окружная сила, отнесенная к внешнему диаметру, получим
с„ = 10510^5 < [cj. (220)
Расчетный момент Тт и коэффициент нагрузки Кн определяют так же, как при расчете сн по (217).
Геометрический параметр, учитывающий приведенную кривизну сопряженных поверхностей зубьев, место приложения нагрузки и ее распределение между зубьями,
bd-\KlCv j =------------------(221)
p^Zcosa.cosp, m„,
Величины, входящие в (221), даны ниже.
466
Зубчатые передачи
Допустимые контактные напряжения [<тя] в (220) определяют раздельно для шестерни и колеса:
= (222)
В (220) подставляют [ая] = min{[om], [аж]}. Предел контактной выносливости зубьев оЛ1ш определяют по табл.24.
Нитроцементацию зубчатых колес с модулем тп > 6 мм не рекомендуется применять без специальных испытаний.
Коэффициент долговечности рассчитывают для шестерни и колеса:
%Nj =
где базовое число = 109 циклов. Эквивалентное число циклов NHg рассчитывают в зависимости от характера циклограммы нагружения. При постоянной нагрузке NHE = N# где Nx — число циклов напряжений в соответствии с заданным ресурсом передачи.
Если график нагрузки — ступенчатая циклограмма (см. рис.21), то эквивалентное число циклов
= Е(
где 7} — момент, соответствующий Z-й ступени циклограммы; Nf — число циклов напряжений, соответствующее j-й ступени циклограммы;
— расчетный момент, соответствующий ступени циклограммы i = 1.
Номер i = 1 присваивают той ступени моментов циклограммы, которой соответствует число циклов перемен напряжений шестерни, превышающее 10б при Но < 350 НВ и 2 • 106 при Но > 350 НВ.
При нагрузках, которым соответствует число циклов меньше указанных, величины ZN не должны превышать 1,7.
Коэффициент запаса прочности SH = 1,25.
Коэффициент, учитывающий снижение допустимого контактного напряжения в связи с повышением температуры масла Zr При температуре масла < 70 eC Zt = 1, при от 70 до 150 °C Zt = 344/(274 + бм).
Коэффициенты ZR и ZL определяют так же, как при расчете цилиндрических зубчатых передач (см. с.408).
Расчет коэффициента JH по (221) выполняют в определенной последовательности.
1. Определяют длину активного участка линии зацепления биэквивалентной цилиндрической передачи. Для этого рассчитывают ра
диусы делительных основных Rbvmj акру* ностей и окружностей вершин Ravmj зубчатых колес биэквивалентной цилиндрической передачи:
R =
2cos5lAecos2pll ’
R = <223> um2 2cos52^cos2pn ’
^bvml = ^umlCOSOCn’ ^bvnO = ^vm2COSan’ ^24)
Aivml — + ^avrrtl ~ + (22$)
Геометрические параметры конических зубчатых колес в (223)—(224) известны из геометрического расчета; при этом коэффициенты смещения
Xj = 0,39(1 - 1/1^,), Xj = -хг (226)
Длина активного участка линии зацепления определяется по формуле
(Л OVWIl tftVKX
- (Я«П1 + ^)sina„.
(227)
2. Определяют суммарный коэффициент перекрытия €?, для чего необходимо рассчитать:
угол наклона средней линии зуба в плоскости зацепления
= arcsin(sinp„cosa„);
(228)
нормальный шаг в плоскости зацепления в середине ширины зубчатого венца
= »»(^cosp)lcosa)/A<; (229)
торцовый шаг в плоскости зацепления в середине ширины зубчатого венца
Лм. = (2М)
торцовый коэффициент перекрытия
(231)
осевой коэффициент перекрытия ер = Wg₽„/[’»"1»(1 ~ 0.5ВД (232)
суммарный коэффициент перекрытия
s = , (2зз)
3. Определяют приведенный радиус кривизны профилей зубьев в расчетной точке К. Для этого рассчитывают:
Расчет на прочность конических зубчатых передач
467
24. Рекомендуемые значения пределов контактной п изгибной 0%^ выносливости и предельных напряжений конических зубчатых колес с круговыми зубьями
Марк Способ термической или химико-терми-ческой обработки и требования к ней Концентрация на поверхности, % Твердость зубьев МПа МПа аЛшш> мгь
Углерода Азота Поверхность Сердце-вина
Хромоникелевые сши повышений прочности 12Х2Н4А, МХ2Н4А, 18Х2Н4МА Цементация с контролем углеродного потенциала; закалка в защитной среде. Средняя толщина цементованного слоя 0,07+ +0,22т- 0,005м2. Зерно исходного аусте-нита в диффузионном слое не грубее балла 5 по ГОСТ 5639-82 0,8...!,0 (58-62) HRC3 (30-45) HRC3 1710 430 1170
Хромоникелевые сига 12ХНЗА, 2QXH3A, 20ХНМ i др. легирование стали — (50-60) HRC3 (23-32) HRC3 1370 390 980
Хромомарган-цевые стали, содержащие мо-л!цен (напри-мер,25ХГМ) Закалка с нитроцемен-тационным нагревом (с контролем углеродного потенциала на всех процессах). Толщина диффузионного слоя (0,13--0,2)мж, но не более 1,2 мм, наличие темной составляющей в структуре диффузионного слоя не допускается. Зерно исходного аустенита в диффузионном слое не грубее балла 6 по ГОСТ 5639-82 0,7-1,0 0,15-0,3 (56—60) HRC3 (30-45) HRC, 1370 390 980
0,15-0,5 (56-60) HRC3 (30-45) HRC, 1370 350 980
Легированные спя (например, <40ХН, 45ХН) Закалка, высокий отпуск - - 180 НВ 300 НВ 180 НВ 300 НВ 3,2 НВ ПО • 150 290 400
Углеродистые стали (например, 40, 45) Закалка, высокий отпуск — - 180 НВ 300 НВ 180 НВ 300 НВ 3 НВ ПО 130 290 350
расстояние от точки пересечения окружност выступов с линией зацепления до точки Г
прие7 < 2
В = lz (1 + _ 5l_ ± V
при еу > 2
ял-_(1±2Ц
M 2cospSm \ /
гае К = (3,2^ + 4<|)/(^ — — фактор искаже-
ния; lz = /^cospfcm — малая ось эллипса поля зацепления.
468
Зубчатые передачи
Знак «+» в формулах, если контактирует вогнутая сторона зуба шестерни с выпуклой стороны зуба колеса, знак «—», если контактирует выпуклая сторона зуба с вогнутой стороной. Радиусы кривизны цилиндрической передачи
Poi = р<й =
отрезок активного участка линии зацепления
ДР2 = ~ ₽02»
радиусы кривизны профилей зубьев при контактировании в расчетной точке А"
Pl = Poi ~ ДР1 + р2 Ро2 + Др2 “
приведенный радиус кривизны профилей зубьев при контактировании* в расчетной точке
Рпр = Р1Р2ЛР1 + Рг)-
4. Определяют длину наиболее натруженной контактной линии
L = 2лЦ - 1)(Л=в + ^р)/е*.
5. Рассчитывают коэффициент неравномерности распределения нагрузки между парами зубьев при > 2
е’
(234)
С =_____*
х е3 + 2-7(eJ - 4)3
При еу < 2 Сх = I.
6. Определяют значение JH по (221), принимая Kt = 2/еу при еу < 2 и Kf = 1 при еу > 2.
Проверочный расчет круговых зубьев на при изгибе, формулам
°я-------------
выносливость Расчет выполняют по
< Юд];
(235)
< [ая].
(236)
я Ьт*
Подставив в (235), (236) значение окружной силы (Н)
F,f=210%/rf.
получим
_ 2-КРГдХАдГд . . „
°л-----------------< [Ол1’
-------------------<1О«Ь
Допустимые напряжения [ол] и [оЛ] определяют по формуле
- WAW (237)
Расчетный момент на шестерне Тл и коэффициент нагрузки KF определяют так же, как при расчете <тя по (218).
Масштабный фактор
= л/тц/25,4 > 0,5.
При расчетном значении <0,5 принимают = 0,5.
При расчете допустимых напряжений по (237) предел выносливости (МПа) определяют по табл.24, при этом значения Од^ можно принять отличающимися от приведенных в табл.24, если они оправданы стендовыми или натурными испытаниями зубчатых колес или их моделей.
Если требования к термической или химикотермической обработке и прочностным показателям поверхностей и сердцевины зубьев, причисленные в табл. 24, не выполняются полностью или частично, то в этом случае значения следует уменьшить на 25 % по сравнению с табличными значениями или установить на основании опыта.
В табл.24 приведены значения для зубчатых колес с нешлифуемой переходной поверхностью. Влияние шлифования переходной поверхности на изгибную прочность учитывается коэффициентами, значения которых выбирают так же, как при расчете цилиндрических зубчатых передач (см. с.413). Аналогично определяют и коэффициенты (см. с.413). Температурный коэффициент принимают равным Kr=Zr
Коэффициент запаса прочности SF = 2.
Коэффициенты
^Nj =
где = 6 • 106; NF$ рассчитывают так же, как для цилиндрических зубчатых колес.
Объединенный геометрический параметр YF учитывающий форму зуба, место приложения нагрузки, концентрацию напряжений, распределение нагрузки между зубьями, рассчитывают для шестерни и колеса:
= l/Jjj = (238)
Для определения величины YF необходимо:
Расчет на прочность конических зубчатых передач
469
1. Рассчитать длину активного участка линии вдепления биэквивалентной цилиндрической передачу по (223)—(227).
2. Рассчитать суммарный коэффициент перекрытия по (228)—(233).
3. Определить радиусы скругления резцов, для «го необходимо определить:
внешний угол наклона средней линии зуба
= arcsin[/teinp,/fle + (RJR — R/R^R/d^ внутренний угол наклона средней линии зуба
= arcsinfJ&inpy^ + (RJR — R/R^R/d^ ое dj) — диаметр зуборезной головки; выбирают по табл.25;
внутреннюю высоту головки зуба
^вЛ ” ^а!2 ~
высоту ножки зуба в середине ширины зубча-» того венца
V ~ — 0>5£tg9/v — 0,5/jtgO^;
внутреннюю высоту ножки зуба
fyn = — ^80/1» V = Л/й ~ MgG^;
предварительный коэффициент изменения расчетной толщины зубьев
= exp(3,131n(w/l,45) — 3,912); хх2 = —хт1; окружную толщину зуба
=0,51мии - (Aeel-*„2)tga)/cos₽w + Х^п„-, 1 ^»| = ,ии» ~ $и2> I
развод резцов для нарезания колеса
= ^|СО«3„Д/Л, - 2М“"
(значение W2 округляют до двух знаков после запятой);
внешний теоретический суммарный развод резцов
= ftm.cosp,, - 2tga„(AA1 + й/й);
внешний теоретический развод резцов для нарезания шестерни
внутренний теоретический суммарный развод резцов
= nm^cosp^/A, - 2tga„(A/J1 + й^);
внутренний теоретический развод резцов для нарезания шестерни
теоретический развод резцов FTt для нарезания шестерни принимают равным меньшему из значений и РГП; радиусы делительных окружностей зубчатых колес внутренней биэквивалентной цилиндрической передачи
Rvii ~ ^A88i/cos2pn/, Rvf2 = /?,tg82/cos2pn/;
поправку на межосевое расстояние, учитывающую боковой зазор jn в зацеплении внутренней биэквивалентной цилиндрической передачи,
Дд = .
sino^cosp^A, ’
поправку на радиусы делительных окружностей зубчатых колес биэквивалентной цилиндрической передачи
Ав| — ^S&aRvu/^Rvii + ~~ + Rvfl)'
радиусы делительных окружностей с учетом поправки
= ~ Дв1» ^12 = *v/2 ~ ^^2’
радиусы окружностей вершин зубьев зубчатых колес внутренней биэквивалентной цилиндрической передачи
~ + hail* ^avO. ~ ^e/2’
радиусы основных окружностей зубчатых колес биэквивалентной цилиндрической передачи
= ^COSO^, &ЬиП. = ^v/2C0Sa»i
угол зацепления при выбранном боковом зазоре
ap = агссо8(ЯдЫ1/Я11);
расстояние, измеренное по линии зацепления внутренней биэквивалентной цилиндрической передачи от точки пересечения окружности выступов зубчатого колеса с линией зацепления
470.
Зубчатые передачи
25. Диаметры зуборезных головок для нарезания конических зубчатых колес с круговыми зубьями
Номинальный диаметр зуборезной головки dQi мм Внешнее конусное расстояние Re, мм Ширина зубчатого венца д, мм Максимальная высота зуба Ле, мм Максимальный внешний окружной модуль т*, мм
12,7 6-13 4 3,5 1,75
27,94 13-19 6,5 3,5 1,75
31,8 19-25 8 5 2,5
50,8 25-38 11 5 2,5
88,9 38-70 19 9 3,25
100 46—60 20 9 4,5
125 55-75 25 10 5,0
152,4 70-89 32 10 4,5
160 72-95 32 12 6
190,5 89-102 38 13 6,5
200 90-120 40 15 7
228,6 102-133 48 15 7,5
250 110-150 50 18 8
304,8 133-191 64 19 10,5
457,2 200-280 100 29 15
500 225-300 100 36 18
630 290-380 125 45 22
800 360-480 160 60 30
1000 450-600 200 70 35
до точки касания линии зацепления с основной окружностью,
Лр1 = (Лц + Яй)8тар — ~ ЦрЛ'
Л>2 = + — ~
максимальный допустимый радиус закругления резца инструмента, который не вызывает профильной интерференции,
_ 7?,rtlcosa„ + X^sina - RM + Л
------------'
„ _ W0801». + A>2sinap -Rva + hfn.
рд2------------;—'
1 — sman
максимальный радиус закругления резца, по которому можно осуществить шлифование,
Pj2t = (Ц'ы + 0,38)cosa„/(l — sina„);
Руи = <%2 ~ 0,38)cosa„/(l - sina„);
где — ширина вершин резцов
зуборезной головки или шлифовального круга; выбирается по табл.26.
Для нарезания зубьев шестерни и колеса принимают радиус закругления резца р^ равный минимальному из значений рдР рд2, рдР р^.
4. Определить радиус расположения точек приложения нагрузки. Для этого выполняют расчет следующих параметров:
нормальная толщина зуба шестерни в середи* не ширины зубчатого венца на дуге окружности
$.1= ^ + 2л^ая-лд/Л;
26. Ширина (мм) вершины резца зуборезной головки
W W г,
0,38 0,25 2,54 1,65 5,59 3,18
0,51 0,31 2,78 1,65 5,84 3,18
0,64 0,38 3,05 1,65 6,1 3,18
0,76 0,51 3,3 2,03 6,35 3,81
0,89 0,51 3,56 2,03 6,61 3,81
1,02 0,64 3,81 2,03 6,86 3,81
1,14 0,64 4,07 2,54 7,11 3,81
1,27 0,76 4,32 3,54 7,36 3,81
1,52 1,02 4,57 2,54 7,62 5,08
1,78 1,02 4,83 2,54 7,87 5,08
2,03 1,27 5,08 3,18 8,13 5,08
2,29 1,27 5,34 3,18 8,33 5,08
Расчет на прочность конических зубчатых передач
471
нормальный шаг в среднем сечении
Р„ =
нормальная толщина зуба колеса в среднем сечении
~ ~~ ^2 — ^tga*;
расстояние по линии зацепления от полюса до точки пересопряжения зубьев:
hl ~ Лп ^Л»ит2 ^bvm2 + ^vm2S^nan’
hl ~ ^^avml +
угол профиля в верхней точке пересопря-хения:
«4 = Metrical - Жн +
®й = ~ ^buia + (й)/^4ия2)>
половина угловой толщины зуба на радиусе верхней точки пересопряжения:
“l = V<2*«..l) + - “*ахР
“1 = V(2^wa) + “»v®, ~ “»v«x2;
угол между линией зацепления и перпендикуляром к оси симметрии зуба:
ь = <*xi - “р ъ = ах2 - ®2;
расстояние от делительных окружностей зубчатых колес биэквивалентной цилиндрической передачи до точки приложения нагрузки на линии симметрии зуба:
Ml = ^4uie/COSY2 - Ruia>
радиусы эквивалентных зубчатых колес в среднем сечении:
R»i = t,»MV(2cos8^),
z^WcosSjfl,);
расстояние от середины ширины зубчатого венца до точки приложения нагрузки, измеренное вдоль образующей делительного конуса:
х’,= 6е(,(2ео5/^Т/(Яе₽) ± (1 - 0>5ет)]/е*
при < 2;
। х;=Аеа/(Яеу)
при > 2.
Знак «+» при контакте вогнутой стороны зуба шестерни и выпуклой стороны зуба колеса; знак «—» при контакте выпуклой стороны зуба шестерни и вогнутой стороны зуба колеса;
расчетный радиус расположения точки приложения нагрузки
Ля = Ы* + + АЛр I
Ля = Лл2<* + + ДЛ- /
5. Определить коэффициент формы зуба при расчете местных напряжений. Для этого рассчитывают параметры:
координаты центра радиуса закругления производящего резца
ai = Л1 — Р/> °2 = ^/2 “‘ Р/
ЬО1 = °»55л1 + а№-п + Py/cosa,,;
ьл = °>55л2 + ^8ал + P//cosan;
в первом приближении принимают
Хф1 = а1 + Л1» Хф2 = °2 + Ьо2
и затем рассчитывают параметры: центральный угол
<₽l = \Д«1> *2 = <239>
размер
хи = Хф1 — Ь01> Х12 = Хф2 “ Лй» (240)
координаты центра радиуса кривизны резца
Л1 = flicOs<Pi — XjjSUMpp
£,2 = Ojcoscpj — xl2sin<p2;
Lyi = fljSUMpj + Хцсо$фр 1 7
Zy2 = fl2Sin<P2+xi2COS<P2i
угол между осью симметрии зуба и касательной к переходной кривой в опасной точке основания зуба
0t = arctg(£xl/£yl); 02 = arctgd^); (242) половину толщины опасного сечения зуба
/, = - PjCOse, - 1
f2 = Лшй5““1>2 - P/OS02 - I 1 '
расстояние по оси симметрии зуба от опасного сечения до точки приложения нагрузки
Л1 = + £xi + P/u^i + длр1
*2= Лшй(1—c°ss>2)+ + P/in62 + ДАр J(244'
472
Зубчатые передачи
проверяют выполнение условия (245):
О < 2 — < 0,0015;
О < 2 — t2/(h^2) < 0,0015;
если это условие не выполняется, то принимают Хф1 > а1 + Ьо\ И Хф2 > °2 + Ьо2 и повторяют расчет по (239)—(244) до выполнения условия (245);
геометрические параметры:
ХЛ1 = ХЛ2 = ^/^2»
ал = Ф1 + 0Р ал2 = Ф2 + 02;
Z4Pi = ^i/sinaiP I 2 =
zm = + zflpi);
z«2 = + z4p2);
радиусы переходной кривой зубьев в опасном сечении:.
'/I = Zupl — Zai + Рр rfi = 1щ>2 ~~ + Р/
теоретические коэффициенты концентрации напряжений:
<хо1 = 0,18 +
а<а = 0,18 + (з^’ДЧгул,)0-45;
коэффициент формы зуба при расчете местных напряжений:
ул = 2/{3mJl/xM -
уп = 2/{3m,e[l/xw - tg/j/Oyia^}.
6. Определить эффективную длину зуба:
*Э1 = bL + ЛДапЭДД^/Й!) + шсфОД/ftJ);
ьз2 = bL + ^[агсфСД^/Лз) + aictg^bj/h^];
где bL — проекция контактной линии на основание зуба; bL = tejty Ддр Дд2 — длина участка зуба с повышенной податливостью; для шестерни и колеса Д^ = 0,5(Л—dj — х", Дд2 = 0,5(д — - + *;•
7. Рассчитал» коэффициент распределения нагрузки между зубьями по (234).
8. Рассчитать коэффициенты Уя и Yn по (238).
Проектировочный расчет конических зубчатых пере-д ач с круговыми зубьями. Проектировочный расчет конической передачи с круговыми зубьями выполняют из условий контактной и изгибной прочности. При проектировочном расчете знаком штрих отмечают предварительное значение расчетного
параметра. Из условия контактной прочносп расчет выполняют по формуле <
d‘ = 1010 д/ ГД*И^. (246)
'* ’ -W2
Расчетный момент Тт (Нм) и коэффициент Кщ, учитывающий распределение нагрузки по ширине зубчатого венца, определяют так же, ха при проверочном расчете.
Объединенный фактор геометрических пар* метров /д (приближенное значение) определят по рис. 56 в зависимости от числа зубьи шестерни z{ и колеса z^-
Предварительное значение числа зубьи шестерни z[ определяют по рис.57 в зависимости от заданного значения передаточного число « =
Допустимое контактное напряжение [oj (МПа) в (246) принимают равным меньше» значению допустимых напряжений для шестерни и колеса, рассчитанных по (222) при Z^lZ, = 0,9.
После выполнения расчета по (246) уточняю! число зубьев шестерни z{ по рис.52 в зависимости от и и d'eV По уточненному значению чисел зубьев шестерни z{ и колеса Z} = щ находят JH по рис. 56, после чего корректируют значение диаметра dei:
*41 = ^el
Силы в зацеплениях зубчатых передач
473
Ориентировочное значение внешнего дели-гельного диаметра шестерни d'eX (мм) из условия шибной выносливости зубьев
/ = 10 V (247)
Расчетный момент Гя и коэффициенты КА> определяют так же, как при расчете изгибной шносливости зубьев.
Ориентировочное значение коэффициента, учитывающего динамические нагрузки, принимают равным K'Fv = 1,08.
Предварительное число зубьев шестерни z'{ определяют так же, как при проектировочном расчете из условия контактной прочности.
Коэффициент YF = \/J1F рассчитывают для шестерни и колеса, определяя по рис.58 величину // в зависимости от числа зубьев шестерни к колеса z2 = z{u- Допустимые напряжения IoJ рассчитывают для шестерни и колеса по (2?7). В (247)
(22_) = тах /2к, иш» иол1 |вя1/
В зависимости от рассчитанного значения d'eX и передаточного числа и по рис.52 уточняют числа зубьев шестерни z{ и колеса z2 = Z{u, после чего уточняют значения /я и Jn. Деятельный диаметр шестерни пересчитывают ю формуле
Я 1
пе JF равно меньшему из двух значений /я и k
Окончательно из двух значений del, рассчитанных из условий контактной и изгибной шносливости, принимают большее.
15. СИЛЫ В ЗАЦЕПЛЕНИЯХ ЗУБЧАТЫХ ПЕРЕДАЧ
Саш в зацеплении цилиндрических передач определяют, пренебрегая силами трения ввиду п малости. Распределенную по контактным линям удельную нагрузку заменяют равнодей-спующей £я, лежащей в плоскости зацепления. Погрешности изготовления й деформации цементов зубчатой передачи приводят к неравномерному распределению удельных нагрузок по контактным линиям и по ширине зубчатого кнца. Следствием этого является смещение равнодействующей силы от середины зубчатого кнца на некоторое расстояние. Однако с учетом неравномерности распределения удельных
Рис.57. Определение предварительного числа зубьев шестерни z/
нагрузок, встречающейся в рациональных конструкциях зубчатых передач, указанное смещение составляет малую часть от расстояния между опорами валов. В связи с этим, пренебрегая смещением равнодействующей силы от середины зубчатого венца, вносим ничтожную погрешность в определение реакций опор.
На .рис.59 вектор равнодействующей силы Fn, называемой нормальной силой в зацеплении, приложен к зубу шестерни в плоскости зацепления (рис.59, б) и разложен на окружную 7%,, радиальную Fr и осевую Fx (рис.59, а, в) составляющие. На рис.59, г показаны составляющие вектора Fn в косоугольной проекции.
Для зубчатой передачи с Xj ± xt = О составляющие нормальной силы, углы зацепления и наклона линии зуба обозначены в скобках.
Силы в зацеплении
Рис.58. Определение коэффициента ze — число зубьев сопряженного колеса
474
Зубчатые передачи
Рис.59. Силы в зяцеилении цилиндрической передачи с эвольвентным зацеплением
Л» = 2Т-10’/^ Fx = F^
Fr = F„ = ^(cosa^cosPj) =
= 2Т- lO’/^cosa^cosPj). (248)
При х2 ± xt = 0 имеем Pw = р, d* = d, Ff* = Fp cosa^cosp^ = cosaycosp^, поэтому
Ft = 2M07^ Fx = F/tgp; Fr=F/tga/ = = F/ga^/cosp; F„ = 2 Г 103/(dcosaycosp Д (249)
Для прямозубых передач pft = pw = p = 0 и fx = 0.
Силы в зацеплении конических зубчатых передач. При определении сил коническую передачу заменяют эквивалентной цилиндрической с углом наклона р„ конической передачи (рис. 60). Для эквивалентной цилиндрической передачи радиальная Fw и осевая Fm составляющие в соответствии с (249):
Лг = ^«л/cosPp; Fw = FWn. (250)
Раскладывая силы Fw и Fm на взаимно перпендикулярные составляющие в плоскости осей конических зубчатых колес, находим
радиальную Fr и осевую Fx составляющие в зацеплении конических колес:
F, = ^os8 т ^in5; 1
Fx = Fwsin8 ± F„cos8. J (231)
Здесь верхние знаки используют при направлении винтовой линии зубьев, совпадающем с направлением вращения зубчатого колеса; нижние — при противоположном направлении винтовой линии зубьев и направлении вращения зубчатого колеса- На рис. 60 направление зубьев на колесе (выделенном жирными линиями) правое (см.положение зубьев на развертке делительного конуса, показанных в верхней части рис.60), а направление вращения этого колеса — левое.
Окружная сила в зацеплении конической передачи
Ft = 2Т- 103/[^(1 - 0,5^)], (252)
а осевая и радиальная силы:
для ведущего зубчатого колеса
FX = fXt8a„sin8 ± sinp„cos8)/cos₽„; 1
Fr = F/tgancos5 Т sinp„sin6)/cosp„; f '
Зубчатые передачи Новикова
475
Рве.60. Салы в конических передачах
для ведомого зубчатого колеса
F, = fXtg<x„cos8 Т sin₽„sin5)/cosp„; )
Fr = F/tga^inS ± sin0„cos6)/cosp„. j ' '
Знаки в формулах (253) и (254) проставляют по правилам, указанным для (251).
В прямозубых конических передачах рл = О и ая= а, т.е. в соответствии с (253) и (254)
Fx = F/gasinS; Fr = F^gacosS. (255)
16. ЗУБЧАТЫЕ ПЕРЕДАЧИ НОВИКОВА
1. Геометрия и условия работы
Отличительные особенности. В отличие от передач с плоскими системами зацепления, имеющими начальное касание зубьев по линии (эвольвентных, циклоидальных и др.), передачи Новикова имеют пространственную систему зацепления с начальным касанием зубьев в точке [Н2, НЗ]. Передачи Новикова выполняют косозубыми, шевронными или с арочным зубом. Прямозубыми они быть не мотуг.
Как у нас, так и за рубежом применяют передачи Новикова ОЛЗ (с одной линией зацепления) и передачи ДЛЗ (с двумя линиями зацепления). В передачах ОЛЗ линия зацепления LL расположена параллельно осям вращения зубчатых колес (рис.61, а). Ее положение характеризуется расстоянием Z от оси мгновенного вращения РР (полюсной линии) и углом контакта ак. Вогнутый профиль зуба одного из колес зубчатой пары выполняют радиусом Ру несколько большим, чем радиус выпуклого профиля ра сопряженного зубчатого колеса. Передача Новикова ДЛЗ, получившая основное распространение, имеет две линии зацепления £'£' и расположенные параллельно осям вращения зубчатых колес (рис.61, б). Соответственно имеются две площадки контакта, расположенные на одной или двух соседних парах зубьев.
Отметим отличительные особенности передач Новикова.
1. Начальное касание зубьев в точке. При разности радиусов профилей ру и ра происходит начальное точечное касание зубьев. При упругом деформировании материала нагрузкой зубья, контактируя
476
Зубчатые передачи
Рис.61. Схемы передач Новиком:
а — ОЛЗ (с одной линией зацепления); б — ДЛЗ (с двумя линиями зацепления)
выпуклой головкой с вогнутой ножкой, соприкасаются по площадке контакта, занимающей активный участок профиля по высоте зуба и значительную часть длины зуба. Этим и объясняется увеличение контактной прочности передач Новикова.
Активные поверхности по длине зубьев являются выпуклыми. Поэтому концентрация нагрузки на краях площадки контакта как по высоте, так и по длине зубьев отсутствует.
2. Перекатывание зубьев по их длине. В процессе работы точка зацепления перемещается вдоль зуба от одного торца к другому. Взаимодействующие поверхности зубьев перекатываются по длине со скоростью, намного превышающей окружную скорость. Большие значения радиусов кривизны и скоростей качения вдоль зуба благоприятствуют созданию масляной прослойки, снижению потерь на трение и уменьшению изнашивания зубьев.
3. Невзаимоогибаемость сопряженных профилей и отсутствие торцового перекрытия. Сопряженные профили зубьев не имеют общей огибающей и не являются взаимооги-баемыми. Коэффициент торцового перекрытия таких профилей равен нулю. На их форму накладываются меньшие ограничения, и они могут быть круговыми, эллиптическими,
эвольвентными, циклоидальными и др. Как наиболее простые и технологичные в настоящее время приняты профили, образованные дугами окружностей в нормальном сечении на исходном производящем контуре.
Отсутствие торцового перекрытия в передачах Новикова приводит к несколько повышенным виброактивности и шуму по сравнению с косозубыми эвольвентными. Использование шевронных передач Новикова способствует снижению их шума и вибраций.
Высокая контактная прочность способствует достаточно широкому распространению передач Новикова с твердостью поверхностей зубьев до 320 НВ. Использование твердых зубьев в передачах Новикова долгое время сдерживалось их недостаточной изломной прочностью. С появлением совершенных исходных контуров и методик оценки нагрузочной способности эта проблема получила разрешение. Так, ощутимый эффект был получен при замене цементованных эвольвентных передач со шлифованными зубьями аналогичными передачами Новикова с нешлифованными зубьями, установленными в задних мостах троллейбусов [Н9]. Многолетние испытания нитроцементован-ных передач Новикова с исходным контуром РГУ-5 [Н1], проведенные на Ижевском ПО «Редуктор», дали обнадеживающие результаты, показав повышение нагрузочной способности по изломной прочности по сравнению с эвольвентными анало
Зубчатые передачи Новикова
477
гами тех же параметров [НЮ]. Эго дало возможность выпустить крупную опытно-промышленную партию редукторов общего назначения с нитро-цементованными передачами Новикова и существенно расширить область применения последних.
Большим резервом увеличения нагрузочной способности передач Новикова является повышение модуля в тех же габаритах (уменьшение zj, т.к. при этом увеличивается не только изломная, но и, в отличие от эвольвентных передач, контактная прочность.
Исходные контуры. Зацепление Новикова характеризуется значительной геометрической гибкостью. Варьирование параметрами зацепления позволяет в широких пределах изменять геометрию зуба. При этом могут удовлетворяться приоритетные требования (повышенная изгибная или контактная прочность, малые потери и др.). Увеличение высоты профиля зуба приводит к возрастанию контактной прочности; снижение высоты зуба, некоторый сдвиг f боковых участков профилей головок к оси, а профилей ножек — от оси симметрии зуба приводят к увеличению прочности по излому.
Для передач Новикова с высокой (>56 HRC^ и низкой (< 320 НВ) твердостью материала из-за особенностей зацепления применяют различные исходные контуры.
Передачи ОЛЗ обеспечивают повышение контактной нагрузочной способности в 1,3—1,5 раза по сравнению с эвольвентными передачами. Исходные контуры для них приведены в [Н5].
Для передач Новикова ДЛЗ с твердостью < 320НВ применяют исходный контур по ГОСТ 15023—76 (рис.62, а, табл.27), обеспечивающий повышение контактной нагрузочной способности в 1,5—1,7 раза.
Нашел промышленное применение исходный контур ДЛЗ-1,0-0,15 (рис.62, б) для передач с твердостью < 40HRC3, который обеспечивает повышение контактной нагрузочной способности в 1,6—1,8 раза [Н4]. Повышение нагрузочной способности объясняется сдвигом профилей головки и ножки зуба.
Для цементованных и шлифованных передач с твердостью > 58 HRC3 используют исходный контур ДЛЗ-0,7-0,15 (рис.62, е), который обеспечивает повышение контактной нагрузочной способности в 1,4—1,6 раза [Н1].
Для общего редукторостроения нашел применение исходный контур РГУ-5, который для термоулучшенных зубьев показал нагрузочную способность в 1,25 раза выше, чем передачи с исходным контуром по ГОСТ 15023— 76, а для нитроцементованных зубьев в 1,3—1,4 раза выше, чем аналогичные эвольвентные. На его основе создан исходный контур по РД2Н24-11-88 [Н8], который и рекомендован для передачи Новикова различной твердости в общем редукгоростроении.
Условия нересопряжения и работы. Пересо-пряжение в передачах Новикова происходит только по длине зубьев, так как еа = 0. В передачах ОЛЗ непрерывность зацепления обеспечивается при Ь„> р* где Ь„ — расчетная ширина зубчатого венца; рх — осевой шаг зацепления. Для передач ДЛЗ условия пере-сопряжения более сложны и зависят от геометрии исходных контуров. На рис.63 приведена развертка венца зубчатого колеса на плоскость. Сплошными горизонтальными линиями сверху и снизу развертки показаны торцы зубчатого колеса. Штрихпунктирной линией РР, перпендикулярно в ним, показана полюсная линия. Параллельно ей штриховыми
27. Параметры исходного контура в долях модуля но ГОСТ 15023—76
Модуль мл, мм р.‘ р/ р; xf
От 1,6 до 3,15 1,14742 1,30742 0,52424 0,39270 0,50526 0,07264
Св. 3,15 до 6,3 1,14920 1,28920 0,51806 0,39270 0,48994 0,06356
Св. 6,3 до 10 1,15098 1,27098 0,51129 0,39270 0,47462 0,05448
Св. 10 до 16 1,15277 1,25277 0,50382 0,39270 0,45930 0,04540
Модуль тп, мм А/ й* S* е* е
От 1,6 до 3,15 0,90 1,05 0,52092 1,25932 1,31932 1,53199 1,60960
Св. 3,15 до 6,3 0,90 1,05 0,52172 1,26250 1,31750 1,53559 1,60600
Св. 6,3 до 10 0,90 1,05 0,52254 1,26566 1,31567 1,53919 1,60240
Св. 10 до 16 0,90 1,05 0,52334 1,26885 1,31385 1,54279 1,59880
478
Зубчатые передачи
Рнс.62. Исходные копуры:
а - по ГОСТ 15023—76; б - ДЛЗ-1,0-0,15; в - ДЛЗ-0,7-0,15
линиями £’£’ и L"L" обозначены линии зацепления на головке и ножке зуба для исходных контуров с радиусом профиля головки зуба ра < 1,57тл, получивших наибольшее распространение. Сплошные наклонные линии /7’, 2’2’, 2"2" и т.д. являются
линиями контакта, под которыми понимается геометрическое место точек касания на активных поверхностях зуба.
На дополюсной линии зацепления LZ’размещены точки контакта головки Г, 2', 3\ на запо-люсной линии £’’£’’ — точки контакта ножки 2" 3м, 4м зуба. На каждом зубе может быть не
более двух точек контакта (на зубе 2 — точки 2’ и 2й, на зубе 3 — точки 3’ и 3*).
Точки контакта на головках и ножках расположены последовательно на ширине зубчатого венца. Расстояния между ними и определяют условия пересопряжения. Расстояние qn между точками контакта 2' и 2” на одном зубе -«интервал контактных точек зуба»,
Ят2 = ЩГ + *О/«, (256)
где рх = jcm^/sinp — осевой шаг зацепления; / = f/mn — коэффициент смещения профилей
Зубчатые передачи Новикова
479
ножки и головки зуба; Г = 1/тп — коэффициент смещения линии зацепления от полюсной линии; к = 1 — cosa^inp — коэффициент расстояния между точками контакта на одном зубе; р — угол наклона линии зуба.
Расстояние между ближайшими точками контакта на соседних зубьях д12 — «интервал контактных точек двух зубьев»:
012 = Рх — @57)
Большее из полученных значений д12 и q22 принимают за максимальный интервал контактных точек q^. По его значению и определяют постоянное минимальное число точек контакта ^tnin (табл. 28). В этой таблице введены обозначения: = bjpx — коэффициент осевого
перекрытия по одной линии зацепления; Кр — коэффициент, равный числу осевых шагов на ширине венца; Де — дробная часть коэффициента осевого перекрытия по одной линии зацепления.
При Ьк = = q^ имеем = 1, при
= рх имеем Kmin = 2, при Ь* = 2рх имеем = 4 и т п-
Иногда стремятся выполнить g12 « q^ (как, например, в исходном контуре ДЛЗ-0,7-0,15). В этом случае повышается /fmin и создается более равномерное распределение нагрузки по площадкам контакта.
Работа передачи Новикова хорошо иллюстрируется экспериментальными кривыми 1—3 (рис.64) распределения напряжений изгиба по длине зуба в соответствии с перемещением пло-
Рвс.63. Схема пересопряжения зубьев в передачах Новикова ДЛЗ при соотношении 0 < рв < 0,5д
480
Зубчатые передачи
28. Минимальное число точек контакта и дробная часть коэффициента осевого перекрытия Де
Вид передачи Условие Ae
ОЛЗ < л 0 0 —
>1 Де = £p - Kp
ДЛЗ < ^max 0 0 —
^max < Px 0 1 Де = ee “ 9^/Px
>1 2*« Де = ee - K,
> Vx + >1 2K„+ 1 Де =
щадки контакта. Максимальные напряжения изгиба возникают при однопарном зацеплении и приложении нагрузки на краю зуба у торца с острым углом скоса, а минимальные напряжения — в случае приложения нагрузки посредине зуба. При двухпарном зацеплении нагрузка на участке пересопряжения распределяется между двумя парами зубьев. В этом случае наибольшая величина напряжения опер возникает в точке перехода к однопарному зацеплению. Деформация деталей передачи приводит к изменению фактических углов наклона зубьев. Вследствие этого в момент пересопряжения могут возникать удары на входе зубьев в зацепление. К этому же эффекту приводят и погрешности в окружном шаге.
С целью снижения динамических нагрузок, особенно в высокоскоростных и тяжелонагру-женных передачах, можно применять модификацию зубьев. В отличие от эвольвентных передач модификации подвергают только зубья шестерни на входе в зацепление ее рабочей поверхности у торца с острой кромкой зуба.
В передачах ДЛЗ наблюдается неравномерное распределение нагрузки по площадкам касания вследствие различной суммарной изгибной жес-
Дг _
Рис.64. Распределение напряжений в основании зуба по его длине
ткости в контакте зубьев. С уменьшением числа зубьев шестерни снижается их изгибная жесткость. При контактировании головки зуба шестерни с ножкой зуба сопряженного колеса часть нагрузки «сбрасывается» вследствие уменьшения суммарной изгибной жесткости. Таким образом догружается контакт головки зуба колеса с ножкой зуба шестерни.
Геометрический расчет. Особенность геометрического расчета передач Новикова состоит в определении расчетной ширины зубчатого венца из условия обеспечения непрерывности зацепления. В табл.29 приведены формулы геометрического расчета.
Передачи Новикова можно выполнять корригированными, т.е. со смещением (ненулевые). Их применяют как с целью унификации геометрических параметров в серийном
29. Формулы геометрического расчета
Параметр Обозначение Расчетная формула
Расчетная ширина зубчатого венца Диаметр делительной (начальной) окружности Диаметр выступов Диаметр впадин Межосевое расстояние а Ч, df a* = 7tmne^/smp d = m^cosp d„ = d ± 2h a an df=dT ^fmn aw = 0,5m„(z1+z2)/cosp
h* = hjmn, h} = hj/mn — коэффициенты высоты головки и ножки зуба приведены на исходных контурах (рис.62)
Зубчатые передачи Новикова
481
производстве, так и подобно эвольвентным, для увеличения нагрузочной способности, особенно по изгибу. Допускаемые смещения х в долях модуля офаничены наступлением подрезания выпуклой головки зуба.
В силу теоретически точечного (а не линейного) характера контактирования чувствительность передач Новикова к перекосам, непарал-лельности осей и т.п. несколько ниже, чем у эвольвентных, а к радиальным погрешностям - выше. Это определяет систему допусков передач Новикова, главной особенностью которой являются более жесткие допуски на глубину врезания и межосевое расстояние.
В большинстве случаев передачи нарезают червячными фрезами. Криволинейный профиль исходного производящего контура делает их более сложными и дорогими. Если применяют шлифование, то необходимы специальные фрезы, обеспечивающие нужный припуск под финишную обработку. Поэтому в первую очередь стараются использовать малодеформационные способы поверхностного упрочнения — нитроцементацию, азотирование и т.п.
Рис.65. Ориентировочные значения для цилиндрических передач с твердостью одного или обоих колес < 320 НВ. Передачи (см. рис.35):
1ш — консольные на шарикоподшипниках; 1р — консольные на роликоподшипниках; 2 — с расположением шестерни и колеса у опор; 3 — с шестерней у опоры и колесом, симметрично расположенным относительно опор; 4 — с шестерней, симметрично расположенной относительно опор, и колесом у опоры; 5 - с шестерней и колесом, расположенными симметрично относительно опор в одноступенчатой передаче; 6 — то же в двухступенчатой передаче
2. Расчеты на прочность
Ниже приводится методика расчета для иекорригироваииых передач Новикова с исходным контуром по ГОСТ 15023—76 и с твердостью поверхностей зубьев не свыше 320 НВ, разработанная на основе результатов испытаний таких передач. В основу расчета положено предположение, что после приработки поверхностей имеет место почти линейный контакт в профильном направлении [Н6, Н7].
Расчет на контактную прочность. Проверочный расчет на прочность активных поверхностей зубьев стальных зубчатых колес с твердостью < 320 НВ выполняют по формуле
ви= 3750^ < [о*], (258)
где — расчетный момент на шестерне, Н’й, принимаемый равным максимальному из действующих моментов, число циклов перемен напряжений при котором N > > Q,Q2NffE (см. рис.30); Кщ — коэффициент, учитывающий неравномерность распределения нагрузки среди зон касания по ширине зубчатого венца; KHv — коэффициент, учитывающий динамическую нагрузку в зацеплении; К^и — коэффициент, учитывающий угол наклона зуба и передаточное число; d{ — делительный диаметр шестерни, мм; Кг — коэффициент, учитывающий осевое перекрытие. определяют по (70), в которой Кнцг — коэффициент, учитывающий приработку зубьев (см.рис.22).
Ориентировочные значения Кн^ можно принимать в зависимости от ум = bjd{ по рис.65.
Коэффициент характеризующий неравномерность распределения нагрузки среди зон касания по ширине зубчатого венца в начальный период работы (до приработки), при < 1,3 определяют по зависимости
= 1 + 7600^Уд/Г, + (259)
где Ь* — рабочая ширина зубчатого венца, мм; ук — суммарный угол между проекциями осей зубчатых колес на плоскость, проходящую через линии зацепления, рад (определяется расчетом в зависимости от деформаций всех деталей и в соответствии со схемой передачи); Ft — окружная составляющая силы в зацеплении, отнесенная к делительной окружности, Н; Кк — коэффициент, принимаемый по аналогии с эвольвентными передачами [см.(71)].
16 Зак. 1113
482
Зубчатые передачи
Для шевронных передач с симметричным расположением венца относительно опор при подводе мощности с одной стороны, зацеплении шестерни только с одним колесом и > 1,3 коэффициент
V 1 + 0,12(Vw + 0,4^)**, (260)
где \ — ширина канавки между полушевронами, мм.
Коэффициент
= 1 + aHv(v - 3)Ь5 > 1, (261)
где коэффициент affv равен 0,0006; 0,0018; 0,004 для передач соответственно 6, 7 и 8-й степеней точности по ГОСТ 1643—81;
v = itdYnx/(6 • 104),
где v в м/с.
Коэффициент
(и + 1 \оз
-----^- tgp. (2*2) MCOS3P /
Коэффициент Kz находят по рис.66, где ер = bjpx (рх — осевой шаг зубьев).
Допускаемое контактное напряжение [оя] (МПа) определяют раздельно для шестерни и колеса:
ад = <»з)
Здесь оДкп — предел контактной выносливости, соответствующий экивалентному числу циклов перемен напряжений;
Рис.66. Коэффициент Kt
(264) где caimb — предел контактной выносливости, соответствующий* базовому числу циклов перемен напряжений (см. табл.5, с.408); ZN — коэффициент долговечности (84)—(89).
При кратковременной нагрузке с числом циклов нагружений У < QtQ2NHE в случаях определения допускаемого напряжения [оя] по (263) принимают ZR = Z_ = Zm -ZL = Zx = 1 и ^=2,5.
Коэффициент безопасности SH — 1,2, а для передач, выход из строя которых * связан с тяжелыми последствиями, SH- 1,35.
Коэффициент Zjp учитывающий шероховатость сопряженных поверхностей (общий для шестерни и колеса), определяют в зависимости от параметра' шероховатости Ra для той поверхности, у которой этот параметр наихудший (наибольший):
Ra, мкм 1,25-0,63 2,5-1,25 5,0-2,5 10-5
..........1,025 1,0 0,975 0,95
Коэффициент, учитывающий число зубьев шестерни и колеса,
= 0,707 •/, (265)
ще Zzl и Z& — коэффициенты числа зубьев соответственно для шестерни и колеса. Их определяют по рис.67 в зависимости от = Z /cos3p. Коэффициент, учитывающий модуль передачи,
Zm = 1,07 / m0’05 , (266)
ще т — в мм.
Коэффициент, учитывающий влияние смазывания, пока (до получения соответствующих данных) принимают ZL = 1.
Коэффициент, учитывающий размеры зубчатого колеса,
Zx = / 1,05-d I 104 . (267)
Рис.67. Коэффициент Zt
Зубчатые передачи Новикова
483
Проектировочный расчет из условия контактной выносливости активных поверхностей зубьев. Исходными данными для проектировочного расчета являются: циклограмма нагружения; частота вращения л; параметр = bjdy передаточное число и = z^/Zy параметр ер = Ъ*/рх\ число зубьев шестерни z{; твердость активных поверхностей зубьев Ht и Н2; параметр шероховатости активных поверхностей зубьев Ra, мкм; степень точности по ГОСТ 1643—81; параметры исходного контура.
Назначая zy следует учитывать, что при фиксированных dv и и несущая способность, лимитируемая контактной, а также изгибной прочностью, увеличивается с уменьшением zv В передачах, предназначенных для многочасовой ежедневной работы, рекомендуется принимать Zi = 14 22, а для кратковременной работы — Zi = Ю -5- 15.
При назначении уи следует иметь в виду, что с ростом уи увеличивается неравномерность распределения нагрузки среди зон касания по ширине зубчатого венца и уменьшается контактная прочность передачи. Ориентировочные максимальные значения (vw)max приведены в табл.9, с.423.
При неизменных значениях zY и ум с увеличением растет угол р и осевая составляющая силы в зацеплении. Рекомендуют назначать р = 10 -ь 22°, а для шевронных передач р = 25 -s- 30е.
Рекомендуемый перепад твердостей зубьев Hj - Н2 > 30 НВ, при Ht < 320 НВ.
Порядок выполнения проектировочного расчета. Предварительные значения исходных и расчетных параметров, используемых в проектировочном расчете, обозначают штрихами.
1. Задаются величиной е„ = Ь^/рх из интервалов: 1,15-1,25; 2,15—2,25; 3,2-3,3; 4,2-4,4.
2. Задаются параметром (см. табл.9).
3. Определяют угол наклона зуба на делительном цилиндре
Р = arctg [ я Ер / (?! <им) ] • (268)
4. По (262) определяют значение K*fiu.
5. По рис.65 находят значение K'Hfi .
6. Задаются величиной K’Hv = 1,0 + 1,05.
7. Определяют предварительное значение допускаемого напряжения [ся]‘:
а) в соответствии с гистограммой нагружения по (84)—(89) определяют Nff£l и Nffa и находят значения Zm и Z^;
б) по (264) подсчитывают значения оЯПт1 и °//1ип2»
в) по рис.67 в зависимости от = Zj/cos3/? и = Zi/cos3fl находят коэффициенты Zzl и Ztf и по (265) подсчитывают Z*;
г) задаются предварительными значениями коэффициентов Z*w и Z*x (можно рекомендовать
= Z*x = 1);
д) по заданному параметру шероховатости Ra находят значения ZR (см. с.482);
е) приняв Sff = 1,2 , по (263) определяют величины [a*m] и [а*^];
ж) находят допускаемое значение [о*я]:
при £ 18 величина [о*я ] приравнивается меньшему из двух значений [o*m] и [а*^];
при Zj > 18 значение [о*я] =
= 0,707 V^a’^p+lc*^]2 , но при этом величина [о*я ] не должна превышать меньшее из двух значений [o*m] и [с*ж] более чем на 10%.
8. Определяют предварительное значение диаметра делительной окружности шестерни
d\ = 240 Л/ . (269)
9. Уточняют значение d{.
а) определяют значение Zm = = 1,07/(^005 p/z,)0-05;
б) определяют окружную скорость v = = л d\ л/60000 и по (261) подсчитывают значение Кн^
в) по (267) находят Zx;
г) определяют значение модуля по зависимости
zm zx ГЯи
(270)
Полученное значение модуля округляют до ближайшего большего значения из ГОСТ 14186-69;
д) уточняют диаметр делительной окружности шестерни
d{ = т z{ / cos р . (271)
Расчет зубьев на выносливость при изгибе. Проверочный расчет выполняется по формулам:
rf,» КГр cos’P
2000 Tn ?,2 KM KFtt Гя 'я--------Л " я <
(272)
16’
484
Зубчатые передачи
°п ” °л ~v^~ < l°«l ’
где Гя — расчетный момент, Н * м; он приравнивается наибольшему из действующих моментов за исключением тех, которым соответствует число циклов перемен напряжений за полный срок службы (отсчитываемое от начала координат на циклограмме с нагрузками, расположенными в порядке убывания) N < 5 • 104, при действии моментов, которым соответствует N<>5- 104, выполняется расчет на малоцикловую выносливость при изгибе, аналогично расчету по ГОСТ 21354— 75 для эвольвентных передач;
KFfi — коэффициент, учитывающий распределение нагрузки среди зон касания по ширине зубчатого венца;
+ (273)
где = 1,1; значение %F может отличаться от приведенного и, в частности, можно принять %F= 1, если это подтверждено статистическими данными; этот коэффициент учитывает возможное изменение взаимного расположения сцепляющихся колес в процессе эксплуатации передачи;
— коэффициент, учитывающий распределение нагрузки среди зон касания по ширине зубчатого венца в начальный период работы (до приработки);
*V(*V, (274)
х — показатель степени; х = 0,58 при £ 4т; х = 0,7 при = 7m; х = 0,8 при = 10m;
х = 0,9 при = 20m; х * 1,0 при > 20m.
Значение х для промежуточных величин определяют линейной интерполяцией;
Кр* — коэффициент, учитывающий приработку зубьев, Кр* ~ 0,3 + 0,0035 v2 для
Рвс.68. Коэффициент YF
Н < 200 НВ; - 0,0018 + 0,0035 V2 для 200 НВ < Н < 240НВ; » 0,018 + 0,0041?
для 240 НВ < Н < 320НВ, еде v — окружная скорость, м/с. Если найденное по формулам значение Кр* > 1, то его следует принять равным единице.
Если при окончательном расчете малоответственных передач используют значения KHfi (см. рис.65), то
К^=1 + 1,7(К^-1). (275)
Крэффициент, учитывающий динамическую нагрузку в зацеплении,
= 1 + «л - З)13 . (276)
еде aFv имеет значения 0,001. 0.003; 0,006 для передач, составленных из зубчатых колес, у которых предельные отклонения осевых шагов и окружных шагов не превышают допустимых значений соответственно для передач 6, 7 и 8-й степени точности по ГОСТ 1643—81; при v < 3 м/с значение KFv = 1.
Коэффициент, учитывающий модуль зацепления,
Тда = 0,68 т0-2 . (277)
Коэффициент формы зуба XF при расчете по местным напряжениям определяют по рис.68 в зависимости от величины
Коэффициент Кр, учитывающий влияние геометрии мест касания профилей зубьев на прочность при изгибе, определяют по рис.69 в зависимости от отношения
Рт _ 1Л75 zt и
т (и 4- 1) sin2 р cos р '
Зубчатые передачи Новикова
485
Допускаемое напряжение при расчете зубьев на выносливость при изгибе [oF] (МПа) определяют раздельно для шестерни и колеса:*
W = °Fiim YJSf> (279)
где SF — коэффициент безопасности; SF = 1,7. Предел выносливости зубьев при изгибе, соответствующий эквивалентному числу циклов перемен напряжений, °Flim = b YA YN * (280)
Здесь Ул — коэффициент, учитывающий влияние двустороннего приложения нагрузки; при одностороннем приложении нагрузки Ул = 1; при двустороннем приложении нагрузки Ул = 1 — уЛ6, ще ул = 0,35 , а величина 5 равна отношению меньшего из двух значений (гл/гм) и <гл/глл) к большему. Здесь индексом штрих отмечена расчетная нагрузка, действующая при реверсе передачи.
Коэффициент долговечности YN см. (111)—(113), с.413. При Yn < 1 принимают Yn = 1. В большинстве случаев YN = 1.
Предел выносливости зубьев при изгибе, соответствующий базовому числу циклов перемен напряжений МПа, при коэффициенте асимметрии цикла R = 0,
o>lim = 1,35 Нсерт + 90 или 1,75 Н^т , (281) ще ^сердц — твердость НВ сердцевины материала зуба.
Коэффициент, учитывающий размеры зубчатого колеса,
Ух = 1,04 - d / 104 > 0,8 . (282)
При d < 400 мм принимают Yx = 1.
Проектировочный расчет на выносливость при изги-б е. Исходными данными для проектировочного расчета являются:
циклограмма нагружения;
передаточное число и\ параметр
число зубьев шестерни (см.указания на с.483);
твердость сердцевины материала зубьев шестерни Я, и колеса Щ ;
степень точности передачи поТОСТ 1643—81; параметры исходного контура.
Порядок выполнения проектировочного расчета. Предварительные значения исходных и расчетных параметров, используемых в проектировочном расчете, обозначают штрихами.
1. Задаются величиной ер из интервалов, аналогичных для расчета на контактную прочность.
2. Задаются параметром (см. табл.9).
3. Угол наклона зуба на делительном цилиндре определяют по (268).
4. По (273) или (275) определяют значение KFfl‘
5. Задаются величиной K'Fv « 1,1 и Г’да = 1,0.
6. По рис. 66 определяют коэффициент Ке
7. По (278) подсчитывают отношение р^/т и по рис. 69 находят коэффициент К.
8. Коэффициенты формы Ук и У^ находят по рис.68 в зависимости от = ^/cos3/? и =Z1/<X>Sip.
9. Значения допускаемых напряжений [оя] для шестерни и [оя] для колеса определяют по (279), при этом принимают Кх= 1.
10. Предварительное значение диаметра делительной окружности шестерни
J( 1 ’/ nx»TF,z}KFBKft,rm yf z„o„4 d =------*\/ -----В-!—xP-SL.jn —£_, (283)
COS P v КгКр [dF ]
ще YF/ [of] принимают равной большему из двух значений
YFI/[oFI] и У„/1<з„]. (284)
11. Уточняют диаметр d{:
а) по величине d\ cos р [см.(277)] уточняют
величину Гда = 0,68 ( d\ cos р /z^\
б) определяют окружную скорость v и по (276) подсчитывают значение коэффициента
в) по (282) уточняют значение У*
г) определяют предварительное значение модуля
гт Гс
К* Г'т Yx
(285)
д) полученное по (285) значение tri округляют до ближайшего большего значения из ГОСТ 14186-69;
е) корректируют диаметр делительной окружности шестерни
1 = т Zi / cos Р .
Уточнение расчетов передач Новикова. Проводимые в последнее время интенсивные исследования зацепления Новикова позволили не только создать исходные контуры (РГУ-5 и РД2Н24-11-88), обеспечивающие высокий уровень как контактной, так и изгибной прочности передач, в т.ч. с высокотвердыми поверхностями
486
Зубчатые передачи
зубьев, но и разработать новые подходы к оценке нагрузочной способности передач Новикова [Н2]. Рассмотрим кратко суть этих подходов.
Контактная прочность. Наблюдаемая на практике приработка выпукловогнутых поверхностей зубьев в силу наличия радиальных биений зубчатых венцов колес не приводит к линейному профильному контакту — последний остается практически локальным. В результате приработки, интенсивность которой возрастает с уменьшением твердости поверхностей, фактическая разность радиусов р? и ра уменьшается, а малая ось герцевского эллипса контакта распространяется на значительную часть активной высоты зуба. Вводя в расчет некоторый эмпирический коэффициент “полноты приработки”, характеризующий отношение высоты площадки контакта к активной высоте профиля зуба, уровень контактной напряженности поверхностей связывают с величиной их твердости.
С другой стороны, следует принять во внимание, что контактное напряженное состояние зависит не только от размеров полуосей эллипса контакта, но и от их соотношения, определяемого кривизнами поверхностей. Последние, в свою очередь, сильно варьируют в зависимости от параметров передачи, типа исходного контура, величин смещения рейки при нарезании шестерни и колеса и т.д. Поэтому, чтобы иметь возможность во всех случаях пользоваться известными допускаемыми напряжениями (ГОСТ 21354—87), характеризующими линейный контакт, необходимо от нормальных напряжений перейти к т.н. эффективным (октаэдрическим) контактным напряжениям [Н2, H9J.
Таким образом, проводя контактные расчеты передач Новикова по эффективным напряжениям теоретически точечного контакта с учетом приработки, добиваются универсальности расчета и его хорошей корреляции с результатами испытаний [Н2].
Поверхностно упрочненные передачи Новикова целесообразно проверять на глубинную контактную прочность, поскольку большая площадь поверхности контакта приводит к увеличению глубины залегания максимальных эффективных напряжений. Расчет следует вести с учетом переменной по толщине упрочненного слоя твердости материала [Н2].
Изгибная прочность. Развитие численных методов теории упругости позволило от приближенно-аналитических [Н9] и эмпирических [Нб] перейти к достаточно строгим решениям объемной задачи напряженно-
деформированного состояния зубьев передач Новикова [Н11] и получить удобные для расчетов трафики объемного коэффициента Yv формы зуба при сосредоточенной нагрузке для различных исходных контуров в параметрах х. При этом оказывается, что различие в коэффициентах Yv для высоких и низких зубьев значительно меньше, чем различие в коэффициентах Yf формы зубьев, полученных при решении плоской задачи для этих же зубьев. Это свидетельствует о малой пригодности многих применяющихся методик расчета, основанных на решении плоских задач. Переход в объемной задаче от сосредоточенной силы к нагрузке, распределенной по длине зуба в пределах площадки контакта, проводится в современных расчетах введением дополнительного коэффициента Ya < 1 продольной протяженности контакта, зависящего от кривизны поверхностей и действующей силы. Следовательно, в отличие от эвольвентных передач, связь между передаваемым вращающим моментом и напряжением изгиба в корне зуба колес передач Новикова нелинейна — напряжения изменяются в меньшей степени, чем нагрузка. Применение современной методики расчета передач Новикова на изгиб согласуется с результатами испытаний в широком диапазоне параметров передач [Н2].
Список литературы
1. Авиационные зубчатые передачи и редукторы / Под ред. Э.Б.Вулгакова. М.: Машиностроение, 1981. 374 с.
2. Айрапетов Э.Л. Статистическая нагружен-ность многопарных передач зацеплением // Вестник машиностроения. 1990. №1. С. 16—21.
3. Айрапетов Э.Л., Генкин МД. Деформатив-ность планетарных механизмов. М.: Наука, 1973. 212 с.
4. Айрапетов Э.Л., Генкин М.Д. Динамика планетарных механизмов. М.: Наука, 1980. 256с.
5. Андрющенко В.М. Математические таблицы для расчета зубчатых передач. М.: Машиностроение, 1974. 440 с.
6. Биргер И.А., Шорр Б.Ф., Иосилевич Г.Б. Расчет на прочность деталей машин. М.: Машиностроение, 1979. 702 с.
7. Борович Л.С. Исследование эффективности корригирования цилиндрических зубчатых колес. М.: ЦНИИТмаш, 1962. 89 с.
8. Брагин В.В., Зарифьян А.А., Маурин Н.Н., Шеломов Н.М. Характеристики напряженно-деформированного состояния при изгибе
Список литературы
487
внутренних зубьев цилиндрических прямозубых колес с исходным контуром по ГОСТ 13755— 81 // Вестник машиностроения. 1990. №1. С.21-24.
9. Брагин В.В., Решетов Д.Н. Проектирование высоконапряженных цилиндрических зубчатых передач. М.: Машиностроение, 1991. 224 с.
10. Брагин В.В., Решетов Д.Н., Маурнн Н.Н. Показатели изгибной прочности и жесткости зубьев цилиндрических прямозубых колес // Вестник машиностроения. 1987. №11. С.29—31.
11. Вейц В.Л., Гидаспов И.А., Царев Г.В. Динамика машинных агрегатов с самотормо-зящимися передачами. Изд. Саратовского университета, 1989. 196 с.
12. Вейц ВЛ., Кочура А.Е., Мартыненко А.М. Динамический расчет приводов машин. Л.: Машиностроение, 1971. 352 с.
13. Верховский А.В. Гипотеза ломаных сечений и ее применение к расчету стержней сложной конфигурации // Изв.Томского политехнического института им.С.М.Кирова. Т.61, Вып.1. Томск. 1947.
14. Влияние природы смазочного масла на усталостный износ прямозубых цилиндрических передач: Экспресс-информация. Детали машин. 1987. №28.
15. Волков Д.П., Крайнев А.Ф. Трансмиссии строительных и дорожных машин: Справочное пособие. М.: Машиностроение, 1974. 424 с.
16. Булгаков Э.Б. Соосные зубчатые передачи. М.: Машиностроение, 1987. 256 с.
17. Гальпер Р.Р., Гаркави Л.М. Определение коэффициента неравномерности нагрузки по ширине венцов шевронных зубчатых передач// Вестник машиностроения. 1965. №4. С.35—38.
18. Громан М.Б., Шлейфер МА. Конические передачи с круговым зубом. М.: Машиностроение, 1964. 176 с.
19. Державец Ю.А., Кудрявцев В.Н., Федоров В.Ф. Изгибная выносливость зубьев сателлитов с тонким ободом // Вестник машиностроения. 1981. №5. С. 14—19.
20. Державец Ю.А., Кудрявцев В.Н., Малыгин Г.А. Методика и некоторые результаты исследования усталостной изгибной прочности плавающих центральных колес с внутренними зубьями // Вестник машиностроения. 1982. №1. С. 15-19.
21. Державец ЮА., Шаломов Н.М. Методика расчета зубчатых колес с тонким ободом // Вестник машиностроения. 1990. №7. С. 13—15.
22. Дорофеев В.Л. Основы расчета нагрузки и напряжений, действующих в зацеплении цилиндрических зубчатых передач // Вестник машиностроения. 1983. №1. С.33—37.
23. Дорофеев В.Л. Расчет динамического распределения контактных нагрузок в косозубых передачах // Вестник машиностроения. 1987. №1. С.9-11.
24. Дорофеев ВЛ. Учет геометрических отклонений профиля зубьев в расчете цилиндрических передач // Вестник машиностроения. 1986. №12. С. 11-13.
25. Дорофеев В.Л., Сидоров В.П. Коэффициенты формы зуба зубчатых колес внутреннего зацепления при больших коэффициентах смещения исходного контура // Современные методы расчета и проектирования зубчатых передач: Тезисы докладов. Уфа, 1989. С.29, 30.
26. Дроздов Ю.Н., Павлов В.Г., Пучков В.Н. Трение и износ в экстремальных условиях. М.: Машиностроение, 1986. 224 с.
27. Заблоиский К.И. Зубчатые передачи. Распределение нагрузок в зацеплении. Киев: Техника, 1977. 205с.
28. Заблоиский К.И., Филннович С.И., Нас-сель В.М. Автоматизированный расчет коэффициентов концентрации нагрузки в зубчатых передачах // Вестник машиностроения. 1983. №1. С.14-16.
29. Зарифьяи А.А., Шеломов Н.М. Коэффициенты формы зуба для цилиндрических прямозубых колес внешнего зацепления, нарезанных долбяком// Вестник машиностроения. 1985. №1. С.9—12.
30. Зубчатые передачи: Справочник. 2-е изд., перераб. и доп. / Е.Г.Гинзбург, Н.Ф.Голованов, Н.Б.Фирун, Н.Т.Халебский / Под ред. Е.Г.Гин-збурга. Л.: Машиностроение, 1980.
31. Иосилевич Г.Б. Концентрация напряжений и деформаций в деталях машин. М.: Машиностроение, 1981. 223 с.
32. Кабатов Н.Ф., Лоиато Г.А. Конические колеса с круговыми зубьями. М.: Машиностроение, 1966. 296 с.
33. Кирдяшев Ю.Н., Иванов А.Н. Проектирование сложных зубчатых механизмов. Л.: Машиностроение, 1973. 351 с.
34. Кирдяшев Ю.Н. Многопоточные передачи дифференциального типа. Л.: Машиностроение, 1981. 232 с.
35. Кистьян А.Г. Методика расчета зубчатых передач на прочность / Под ред.Е.П.Унскова. М.: ЦНИИТмаш. Кн.107. 1963. 224 с.
36. Клебанов Б.М. Контактная прочность прямозубых передач // Зубчатые и червячные передачи / Под ред.Н.И.Колчина. Л.: Машиностроение, 1974. С.81—88.
37. Когаев В.П., Махутов НА., Гусенков АП. Расчеты деталей машин и конструкций на прочность и долговечность. М.: Машиностроение, 1985. 221 с.
488
Зубчатые передачи
38. Когаев В.П. Расчеты на прочность при напряжениях, переменных во времени. М.: Машиностроение, 1977. 232 с.
39. Крайнев А.Ф. Словарь-справочник по механизмам. М.: Машиностроение, 1987. 560 с.
40. Крейнес М.А., Розовский М.С. Зубчатые механизмы: Выбор оптимальных схем. М.: Наука, 1972. 428 с.
41. Кудрявцев В.Н. Зубчатые передачи. М — Л.: Машгиз, 1957. 263 с.
42. Кудрявцев В.Н., Державец Ю.А., Глухарев Е.Г. Конструкция и расчет зубчатых редукторов. Л.: Машиностроение, 1971. 328 с.
43. Кудрявцев В.Н., Килимов И.М. К вопросу об оценке несущей способности зубчатых передач, лимитируемой сопротивлением усталостному выкрашиванию // Сборник трудов ЛМИ. Л., 1963. №34. С.
44. Кудрявцев В.Н. Планетарные передачи. М.—Л.: Машиностроение, 1966. 308 с.
45. Кузьмин И.С., Ражиков В.Н. Мелкомодульные цилиндрические зубчатые передачи. Л.: Машиностроение, 1987. 272 с.
46. Литвин Ф.Л. Теория зубчатых зацеплений. Изд.2-е, переработ. и доп. М.: Наука, 1968. 584 с.
47. Литвин Ф.Л. Некруглые зубчатые колеса. Изд.2-е, перераб. и дополн. М.—Л.: Машгиз, 1956. 312 с.
48. Лопато Г.А., Кабатов Н.Ф., Сегаль М.Г. Конические и гипоидные передачи с круговыми зубьями. М.: Машиностроение, 1977. С.395— 416.
49. Малыгин Г.А. К решению плоской задачи теории упругости // Динамика зубчатых передач: Труды докладов Всесоюзного научно-технического совещения. Ереван. 14—16 марта 1979. М., 1979.
50. О методах оценки несущей способности цилиндрических зубчатых передач / В.НКудрявцев, Д.Н.Решетов, И.С.Кузьмин, А.Л.Филипенков // Вестник машиностроения. 1989. № 9, 10.
51. Передачи зубчатые планетарные с цилиндрическими колесами: Расчет на прочность передач основных типов: Методические рекомендации МР 104—84. М.: ВНИИНМАШ. ГОССТАНДАРТ, 1984. 192 с.
52. Передачи зубчатые планетарные с цилиндрическими колесами: Схемы алгоритмов для расчета на ЭВМ несущей способности передач основных типов: Методические рекомендации МР 233-87. М.: ВНИИМАШ. ГОССТАНДАРТ, 1987. 180 с.
53. Перель Л.Я. Подшипники качения: Расчет, проектирование и обслуживание опор: Справочник. М.: Машиностроение, 1983. 543 с.
54. Петрусевич А.И. Зубчатые передачи. Кн.1: Детали машин / Под ред. Н.С.Ачеркана. М.: МАШГИЗ, 1953. С. 199-428.
55. Петрусевич А.И. Зубчатые передачи // Детали машин: Расчет и конструирование. Т.З. / Под ред.Н.С. Ачеркана. М.: Машиностроение, 1969. 471 с.
56. Планетарные передачи: Справочник / Под ред. В.Н.Кудрявцева и Ю.Н.Кирдяшева. Л.: Машиностроение, 1977. 536 с.
57. Проектирование зубчатых конических и гипоидных передач: Инструкционные материалы фирмы “Глисон” США / Под ред. В.Ф.Ро-дионова. М.: МАШГИЗ, 1963. 243 с.
58. Пратусевич Р.М., Решетов Д.Н. Расчет на прочность цилиндрических зубчатых колес металлорежущих станков. М.: ЭНИМС, 1969. 87 с.
59. Прочность и надежность механического привода / Под ред. В.Н.Кудрявцева и Ю.А.Дер-жавца. Л.: Машиностроение, 1977. 239 с.
60. Повышение несущей способности механического привода / Под ред. В.Н.Кудрявцева. Л.: Машиностроение, 1973. 224 с.
61. Редукторы энергетических машин: Справочник / Б.А.Балашов, Р.Р.Гальпер, Л.М.Гаркави, Ю.А.Державец, А.Л.Филипенков; Под общ. ред. Ю.А.Держадца. Л.: Машиностроение, 1985. 232 с.
62. Решетов Д.Н., Чатынян Р.М. Расчет деталей машин на прочность при переменных режимах нагружения // Вестник машиностроения. 1965. №8.
63. Решетов Д.Н., Чатынян Р.М., Кривошеев Ю.А. Контактная выносливость закаленных и цементованных зубчатых передач при переменных режимах нагружения // Известия вузов. Машиностроение. 1978. №7. С. 16—20.
64. Решетов Д.Н., Гацулич И.К. Влияние пусков под нагрузкой и износа на контактную выносливость зубчатых колес // Изв. вузов. Машиностроение. 1968. №3. С.65—70.
65. Решетов Д.Н., Иванов А.С., Фадеев В.З. Надежность машин. М.: Машиностроение, 1988. 240 с.
66. Решетов Л.Н. Планетарные передачи // Детали машин:Расчет и конструирование. Т.З / Под ред. Н.С.Ачеркана. М.: Машиностроение, 1969. 471 с.
67. Решетов Л.Н. Самоустанавливающиеся механизмы: Справочник. М.: Машиностроение, 1991. 284 с.
68. Сидоров В.П. Влияние степени изношенности долбяка на показатели изгибной выносливости зубьев колеса внутреннего зацепления // Тезисы докладов; III национальная конферен
Список литературы
489
ция с международным участием. Болгария, Варна, 1989. С.7.
69. Справочник по геометрическому расчету эвольвентных зубчатых и червячных передач / Под ред. И.А.Болотовского. М.: Машиностроение, 1986. 448 с.
70. Устиненко В.Л. О расчете на изгиб зубьев колес с внутренним эвольвентным зацеплением // Вестник машиностроения. 1964. №7. С.32-33.
71. Устиненко В.Л. Напряженное состояние зубьев цилиндрических прямозубых колес. М.: Машиностроение, 1972. 90 с.
72. Филипенков АЛ., Капцан М.В. Экспериментальные и теоретические исследования подшипников качения сателлитов // Детали машин. Киев: Техника. Вып.44. 1987. С. 126—133.
73. Часовников Л.Д. Передачи зацепления. М.: Машиностроение, 1969. 487 с.
74. Фнлиненков АЛ. Учет приработки зубьев в расчетах на контактную и изгибную выносливость// Вестник машиностроения. 1990. №10. С.45-49.
75. Шнеерсон Л.М., Алексеев В.И. Разрушение зубчатых колес от вибрации Ц Вестник машиностроения. 1961. №4. С.8—12.
76. Шоломов Н.М. Напряженное состояние центрального колеса внутреннего зацепления с тонким ободом // Вестник машиностроения. 1980. №4. С. 15-18.
77. Щекин Б.М. Исследование плоского напряженно-деформированного состояния внешнего зубчатого зацепления методом граничных элементов // Детали машин. Киев: Техника, 1990. Вып. 50. С.32—37.
78. Щекин Б.М. Определение напряженно-деформированного состояния зубьев в многопарных пространственных зацеплениях // Детали машин. Киев: Техника, 1990. Вып.51. С.29-37.
79. Ярита И., Китамура К., Китахама М. Применение теории гидродинамической смазки к явлениям задира при холодной прокатке // Дзюнкацу. 1985. Т.30. №2. С. 116-122.
80. AGMA Standard 216.01. Son. 1964, of surface Durability (Pitting) Formulas for Spiral Bevee Gear Teeth.
81. Pintz A., Kasuba R. Dynamic Load Factors in Internal Spur Gears Drives Transactions of the ASME// Journal of Mechanisms, Transmissions and Automation in Design. № 3. 1985. p.424—429.
82. Archard G.D., Gair F.C., Hirst W. The elas-tohydrodynamic lubrication of rollers // Proceedings of the Royal Society. 1961. Ser.A, Mathematical and Physical Sciences. № 1308. P.51—72.
83. Biedersted Tw. Presspassungen im elastischen, elastischplastischen und plastischen Verfirmungsbe-reich. 1965. 210 p.
84. Blok H. Theoretical Study of temperature raise at surface of actual contact under Oilness lubrication condition General Discussion of lubrication "Institute of Mechanical Engineers”. Yol.2. 1937.
85. Dowson D., Higginson G.R. The role of Lubrication rheology in engineering applications of elas-tohydrodynamic lubrication // The Bulletin of Brit. Soc. of Rheol. 1969. № 4. Yol.12.
86. Nieman G., Winter H. Machinenelement Band II Springen Verlag. Berlin. 1985. 536S.
87. Rettig H. Die Grubchengrenzlost bei Zahnradem Untersuchungen zum Einflup von Werkstoff Oberflachenrauheit, Schmierstoff, Umpfangsgeschwindigkeit und Baugrdpe auf die Walzfestigkeit bei vergQteten, einstgeharteten und nitrierten Zahnradem. Maschinenmarkt, 1969, 75, № 80. S. 1770-76.
88. Rettig H., Stroben H. Belastbariceiteinsatzge-hftrter Zahnrader aus Stahlen hohen Hartbarkeit. Anstriebstechnik. 1982. № 3. S.81—86.
89. Surface durability pitting formulas for bevel gear teeth Gear engineering standard, Gleason woiks, Rochester, N.Y.USA. Copyright, 1960. 1965. 1966.
90. Townsend D.P., Larestsky E.Y., Scflble H.W. Lubricant and additive effects on spur gear fatigue tife Tpans. ASME // J.Tribol, 1986. № 3. 468-475. Dusucuss. 475—476.
Список литературы к параграфу 16 “Зубчатые передачи Новикова”.
Н1. Дозаиолюсиая зубчатая передача с зацеплением Новикова, А.с. 735852 СССР. Бюл. из., 1980, №19.
Н2. Короткий В.И., Харитонов Ю.Д. Зубчатые передачи Новикова, Ростов-на-Дону, Изд.Рост. университета, 1991, 208 с.
НЗ. Новиков МЛ. Зубчатые передачи, а также кулачковые механизмы с точечной системой зацепления. А.С. №109113, СССР, Бюл.из., №10, 1957.
Н4. Новиков М.Л. Зубчатые передачи с новым зацеплением. М'.: ВВИА им. проф. Н.Е.Жуковского, 1958, 187 с.
Н5. Остапчук В.П., Смирнов Л.П., Федякин Р.В., Чесноков В.А. Зубчатая передача с системой зацепления Новикова. А.с.578519, КЛ.16Н55/08, №40, 1977.
Н6. Павленко А.В., Федякин Р.В., Чесноков В.А. Зубчатые передачи с зацеплением Новикова. Киев, Техника, 1973, 143 с.
Н7. Передачи зубчатые Новикова цилиндрические с твердостью поверхности зубьев 320 НВ. Расчет на прочность. Методические рекомендации. ВНИИНМАШ, МР 22 F 86, 1986, 86 с.
490
Зубчатые передачи
Н8. Передачи Новикова цилиндрические ДЛЗ с твердостью зубьев 35 HRC3 и более. Исходный контур. РД2 Н24-11—88. Руководящий документ по стандартизации. 34 с.
Н9. Росливкер Е.Г. Прочность и жесткость зубьев с зацеплением Новикова. Труды ГИИВТ, 1975, Вып.138. С.50—96.
НЮ. Цилиндрические передачи Новикова. Колл, авторов. В.И.Короткин и др.. Киев, Техника, 1991, 146 с.
НИ. Яковлев А.С. Определение напряжений изгиба в зубьях цилиндрических передач Новикова // Вестник машиностроения. 1984. №6, С. 18-20.
Глава 2 ОБЩЕПРОМЫШЛЕННЫЕ РЕДУКТОРЫ И МОТОР-РЕДУКТОРЫ
Редуктор служит для уменьшения частоты вращения и соответствующего увеличения вращающего момента. Механизм, осуществляющий обратное преобразование, называется мультипликатором. Мотор-редуктор — моноблок, состоящий из редуктора и электродвигателя. Редукторы и мультипликаторы конструктивно близки; далее рассматриваются только первые.
Объектом рассмотрения являются общепромышленные редукторы, которые, несмотря на конструктивные различия, близки по основным технико-экономическим характеристикам: невысокие окружные скорости, средние требования к надежности, точности и металлоемкости при повышенных требованиях по трудоемкости изготовления и себестоимости. Специальные редукторы (авиационные, судовые и др.) не рассматриваются.
Основные параметры передач редукторов — межосевые расстояния цилиндрических и червячных передач радиусы водил планетарных передач диаметры конических колес передаточные числа м, коэффициенты ширины V, модули т, коэффициенты диаметров червяков q — должны соответствовать действующим параметрическим стандартам.
Реальный диапазон передаточных отношений редукторов i — от 1 до 1000. Бо'лыпие значения встречаются редко. Значения передаточных отношений должны соответствовать ряду R20 предпочтительных чисел.
1. СХЕМЫ РЕДУКТОРОВ
Наиболее распространенные схемы редукторов приведены на рис.1.
Чаще всего применяют цилиндрические редукторы, имеющие высокие нагрузочную способность и КПД: одноступенчатые (рис.1, д), двухступенчатые развернутой (рис. 1, £), раздвоенной (рис.1, в) и соосной (рис.1, г, д, ж) схем, трехступенчатые развернутой (рис.1, з) и раздвоенной (рис.1, и) схем. Соосный
редуктор может иметь тихоходную ступень с внутренним зацеплением (см.рис.1, д), а также раздвоенный поток мощности (см.рис.1, ж).
Если компоновка машины требует ортогонального расположения быстроходного и тихоходного валов, применяют конические (рис. 1, е) или коническо-цилиндрические двухступенчатые (рис.1, к) и трехступенчатые (рис.1, л) редукторы.
При соосном расположении рабочей машины и двигателя рациональны планетарные редукторы: схемы 2k-h с одинарными сателлитами типа А (рис. 1, м) при i = Z3/Zv + 1, с двухвенцовыми сателлитами типа В (рис.1, н) при 1 = Z2Z4/ (ад) + 1, схемы Зк (рис.1, о) при i = (z3/zY + 1)/[1 — Z&Kzfa)} и волновые редукторы (рис.1, л) при i = — zJ(Zi — zt). Схема Зк имеет очень высокие кинематические возможности, но низкий КПД. Если сделать сателлиты одновенцовыми (z2 = Z4), то 0,73 + 0,75.
Редукторы, в которых использованы червячные передачи, — червячные цилиндрические (рис.1, т), глобоидные (рис.1, у), спироидные (рис.1, ф), червячно-цилиндрические (рис.1, р) и цилиндро-червячные (рис.1, с) — могут обеспечивать высокое передаточное отношение при низком уровне шума, но имеют низкие КПД и ресурс.
Оси валов могут занимать разное положение в пространстве. Если, например, нужно обеспечить наименьшую площадь в плане, их располагают в вертикальной плоскости. Для мешалок, механизмов поворота и т.п. нужны редукторы с вертикальными тихоходными валами. В этом случае удобны редукторы с коническими и червячными передачами, так как ось двигателя остается горизонтальной.
Обычно оси валов многоступенчатых цилиндрических и коническо-цилиндрических редукторов располагают в одной плоскости, совпадающей с плоскостью разъема корпуса, что технологически рационально. Однако при необходимости они могут располагаться под
492
Общепромышленные редукторы и мотор-редукгоры
Рис.1. Схемы редукторов
Зацепление передач
493
углом. Редукторы при числе ступеней три и более иногда выполняют “свернутыми” для минимизации объема.
Мотор-редукторы выполняют на базе всех приведенных схем при мощности электродвигателя до '55 кВт, но этот предел имеет тенденцию к повышению. Обычно двигатель крепят на редукторе с помощью патрубка, а концы валов соединяют муфтой. Реже шестерню насаживают непосредственно на конец вала двигателя, но его допустимое радиальное биение должно быть меньше, а точность присоединительных размеров фланца должна быть выше. Можно разместить редуктор и двигатель й общем корпусе, но такая конструкция дороже, обладает низкой ремонтопригодностью и применяется редко.
Редукторы многоцелевого назначения имеют набор передаточных отношений и могут изготовляться с разными сборками по размещению концов валов. Обозначение схем сборок регламентировано ГОСТ 20373—80. Конструктивные варианты, осуществляемые без изменения корпуса, называют исполнениями редуктора.
2. ЗАЦЕПЛЕНИЕ ПЕРЕДАЧ
Зацепление цилиндрических передач эволь-вентное, реже — зацепление Новикова, которое, в частности, рационально для шевронных передач, длительно работающих с мало-меняющейся нагрузкой.
Эвольвентные непланетарные передачи, к которым не предъявляются повышенные требования по шуму, по нормам плавности (ГОСТ 1643—81) должны изготовляться не грубее степеней, указанных в табл.1. Нормы кинематической точности могут быть на одну степень грубее.
Точность планетарных передач по нормам плавности — по табл.1, но кинематическая точность должна быть не грубее плавности.
Конические передачи изготовляют с исходным контуром по ГОСТ 16202—81 и круговым зубом. Требования к точности аналогичны цилиндрическим эвольвентным непланетарным передачам.
Червячные цилиндрические передачи в большинстве случаев изготовляют с эвольвентным червяком 27 или с вогнутым профилем червяка ZT, который шлифуют торообразным кругом; он также имеет большую нагрузочную способность.
Точность червячных цилиндрических передач по нормам плавности должна быть не ниже 8 по ГОСТ 3675-81.
При твердости колеса зубчатых передач > 40 HRC3 точность по нормам контакта должна быть не ниже 7, при < 350 НВ — не ниже 8.
В цилиндрических передачах с зубьями высокой твердости для уменьшения неравномерности распределения нагрузки по ширине венца используют продольную модификацию шестерни (бочкообразность). В этом случае требования к пятну контакта устанавливают индивидуально.
3. ОСНОВНЫЕ ПАРАМЕТРЫ РЕДУКТОРОВ
Основные параметры выбирают при оптимизации конструкции. Рациональные диапазоны существования редукторов приведены ниже по типам редукторов.
Цилиндрические редукторы. Соотношение межосевых расстояний — 1,12; 1,25; 1,40 и 1,60. При переменных нагрузках, небольших ресурсах и передаточных отношениях — меньшие значения. Передаточные числа тихоходных и промежуточных ступеней — до 6,3; быстроходных ступеней несоосных редукторов — до 8, соосных — до 10. При твердости > 40 HRC3 — на 25% меньше. Коэффициент ширины у при несимметричном расположении передачи относительно опор — до 0,4, при симметричном — до 0,5, разнесенный шеврон — до 0,25, шеврон с канавкой — до 1. Предпочтительными являются небольшие коэффициенты ширины, особенно при зубьях высокой твердости. Отношение модуля к межосевому расстоянию при улучшенных передачах — 0,01—0,02, при поверхностном упрочнении — 0,016—0,0315. Угол наклона зуба у косозубых передач 8—22°, у шевронных 25—45°.
Планетарные редукторы схемы 2А-Л. Соотношение радиусов водил — 1; 1,12 и 1,25. Передаточные отношения 3,15—12,5. Коэффициент ширины — до 0,63. Отношение модуля к радиусу водила в 1,25—1,40 раза больше, чем в рядных передачах. Эвольвенгное зацепление
1. Степени точности зубчатых колес редукторов
Колеса Скорость, м/с
До 5 5-8 8—12,5 12,5-20
Прямозубые Косозубые 9 10 8 9 7 8 6 7
494
Общепромышленные редукторы и мотор-редукгоры
чаще прямозубое, реже косозубое. Должна быть обеспечена равномерность распределения нагрузки между сателлитами, что достигается применением компенсаторов или высокой точностью. Условия существования: соосность, собираемость, соседство (незасекание) сателлитов.
Конические редукторы. Передаточные числа улучшенных передач — до 6,3, поверхностно упрочненных — до 5. Коэффициент ширины y = b*/R'= 0,285. Торцовый модуль mte = 5/— 6Г— = d^/z^ Число зубьев колеса =КУ и yde2 . При НВ < 350 К = 18; при HBt - НВ2 > 80 К = 14; при HRC3 > 40 К = 11,2. Нормальный модуль тм = т* cos 0т. Угол наклона зуба в среднем сечении flm « 35°. Применение стандартных модулей необязательно.
Коническо-цилиндрические редукторы. Соотношение параметров = 1,12; 1,25 и 1,40. Быстроходные ступени комплектуют передачами конических редукторов, промежуточные и тихоходные — передачами цилиндрических редукторов с развернутой схемой.
Червячные цилиндрические редукторы. Отношение межосевых расстояний в двухступенчатых редукторах обычно равно 2. Передаточные числа в одной ступени 8—63; предпочтительный рад R10. Числа зубьев червяка (заходности) 1, 2 и 4. Коэффициенты ширины: при = 1 и 2 у = 0,355, при = 4 у = 0,315. Модуль т = (1,4 -г l,7)aw/^. Коэффициент диаметра червяка q = dl/m = (2aw — mzj/m. Относительное смещение х = (l/m)[aw— т(^ + q)/2]
2. Диапазоны передаточных отношений редукторов
должно лежать в диапазоне ±1. Рациональное отношение «0,4. Предпочтительная комбинация: и и из рада R10.
Диапазоны передаточных отношений редукторов приведены в табл.2.
4. МАТЕРИАЛЫ И СПОСОБЫ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС
Обдувка дробью, накатка или чеканка впадины, электрополирование увеличивают изломную прочность до 25% (табл.З).
5. КОРПУСНЫЕ ДЕТАЛИ
Корпуса изготовляют литыми из чугуна марки не ниже СЧ15 и, реже, из стального литья 25Л или сварными из стали СтЗ. В последнем случае в крупных редукторах используют кованые и литые элементы.
Современная тенденция формообразования: простые геометрические формы, ограниченные плоскостями, стенки снаружи, бобышки под подшипники и ребра внутри, лапы для фундаментных болтов утоплены в корпусе, нет фланцев по разъему, минимальное количество выступающих частей.
Размеры основных элементов корпуса при ат < 710 мм: толщина стенки и ребер 8 = >1 Гшах > 6 (момент в Н • м); болты по
3. Способы упрочнения п материалы зубчатых колес редукторов
Тип редуктора Одноступенчатый Двухступенчатый Трехступенчатый
Цилиндрический 1,6-8 6,3-50 16-250
Планетарный 2к- h 3,15-12,5 10-125 63-1000
Планетарный 2к- h с двухвенцовым сателлитом 10-16 — —
Планетарный Зк 50-1000 — —
Волновой 63-400 — —
Конический 1-6,3 — —
Коническо-цилиндрический — 6,3-40 16-200
Червячный цилиндрический 8-63 63-4000 —
Глобоидный 10-63 — —
Червячноцилиндрический — 25-400 200-2000
Цилиндро-червячный — 16-200 —
Способ упрочнения Стали
Нормализация Улучшение Закалка при нагреве ТВЧ Пламенная закалка Объемная закалка Цементация Нитроцементация Азотирование мягкое Азотирование жесткое 35, 45, 35Л 45, 40Х, 35ХМ, 40ХН 45ХЦ, 45Л, 50ГЛ 35ХМ, 40ХН, 45ХЦ, 50ХН 35ХМ, 40ХН, 45ХЦ 45, 40Х, 35ХМ, 40ХН 45ХЦ 20ХН2М, 18ХГТ, 12ХНЗА 25ХГМ 40ХНМА 38ХМЮА
Примечание. Обдувка дробью, накатка или чеканка впадины, электрополирование увеличивают изломную прочность до 25%.
Валы, шестерни, зубчатые колеса
495
разъему класса прочности не менее 6.6: d = Ття* > 10; шаг этих болтов t < 10d; диаметр фундаментного болта d$= l,25d > 12.
6. ВАЛЫ, ШЕСТЕРНИ, ЗУБЧАТЫЕ КОЛЕСА
Тихоходные валы обычно выполняют с твердостью 269—302 НВ, малонагруженные с твердостью 235—262 НВ. Материал определяется диаметром вала по условию прокаливаемости и выбирается из сортамента сталей для улучшенных зубчатых колес по табл.З. Диаметр конца
з 1--
dr = (4 -г- 5) У . Диаметр конца быстро-з /—
ходкого вала d6 > dT / у и .
Шестерни обычно выполняют как валы-шестерни; материал определяется способом их упрочнения. Диаметр шейки вала под колесо принимают (0,315 + 0,4) aw.
Валы и валы-шестерни в посадочных частях целесообразно выполнять “гладкими”, т.е. одного номинального диаметра, но с разными посадками в системе отверстия. Диаметр впадин зубьев желательно иметь больше диаметра шеек. Если это невозможно, то допустимо прорезать шейку подшипника на глубину до 0,8m, чтобы обеспечить зубофрезерование только осевой подачей.
Для обеспечения жесткости консольной конической шестерни диаметр шейки должен быть приблизительно равен ширине ее венца.
'Цилиндрические колеса при < 400мм выполняют штампованными или коваными,
при больших а„ — бандажированными на литых центрах из стали 45Л. Штампованное улучшенное колесо приведено на рис.2, а. Колеса с поверхностно упрочненными зубьями должны иметь массивную конструкцию для обеспечения конструктивной и технологической жесткости. Обод и ступицу соединяют плавными переходами (рис.2, б). Отверстия в дисках делать не следует. Толщина тела бандажа 80 = (6 + 7)т. Толщина обода сателлита и венца планетарного редуктора 80 « 2т + 1 мм.
Конические колеса при < 250 мм выполняют штампованными, большего размера — бандажированными. Указанная граница является ориентировочной. Требования к жесткости — не ниже, чем в цилиндрических колесах. Пример цельной конструкции приведен на рис.2, в. Конус впадин не должен засекать ступицу. Бандаж рационально крепить к центру заклепками с потайными головками.
Венец из бронзы типа БрО10Ф1 заливают на стальной или чугунный центр. Цилиндрические литые выступы исключают проворот венца. Червячное колесо показано на рис.2, г.
Соединения колес с валами при улучшенных передачах осуществляют шпонками. Шлицевые соединения применяют редко вследствие больших конструктивно-технологических трудностей, особенно при высокой твердости зубчатых колес. Основным способом соединения является бесшпоночное с гарантированным натягом. Применение покрытий, увеличивающих коэффициент трения, обеспечивает надежную передачу моментов в тяжело-нагруженных редукторах. Со временем посадка слабеет вследствие истирания при микропроскальзываниях и контактной коррозии.
Рис.2. Зубчатые червячные колеса
496
Общепромышленные редукторы и мотор-редукторы
Поэтому начальный запас сцепления принимают 2—4,5. Конические соединения на концах валов обеспечивают передачу момента силами трения без участия шпонки. Редукторы насадного исполнения имеют полые тихоходные валы с эвольвентными шлицами.
7. ОПОРЫ ВАЛОВ И УПЛОТНЕНИЯ
Опорами валов в большинстве случаев являются подшипники качения. Наиболее распространенными являются конические роликоподшипники. 90-процентный ресурс подшипников при переменной нагрузке принимают равным 0,25 ресурса редуктора, при постоянной — 0,5. В многоцелевых редукторах, имеющих набор передаточных отношений, эти нормы относятся к расчетному передаточному отношению /р = 3,15 'V £ Z^, которое обеспечивает минимизацию народнохозяйственных затрат на изготовление и эксплуатацию редуктора.
Валы с прямозубыми и косозубыми цилиндрическими зубчатыми колесами устанавливают на конических и, реже, шариковых подшипниках; шевронные колеса — на конических и двухрядных сферических роликоподшипниках; шевронные валы-шестерни — на подшипниках с короткими цилиндрическими роликами; конические и червячные колеса, требующие точного осевого положения, — на подшипниках, имеющих большую осевую жесткость, в большинстве случаев конических. Сателлиты планетарных редукторов рационально устанавливать на сферических подшипниках. Для червяков применяют радиально-упорные шарикоподшипники.
Осевая Hipa в подшипниках нерегулируемых типов 0,4 ± 0,2 мм. Радиально-упорные подшипники, кроме подшипников червяков, рекомендуется регулировать на нуль с возможным зазором, равным d/ЮОО, где d — диаметр подшипника. Регулирование подшипников червяков — по нормам. При закладных крышках (aw < 400 мм) — регулирование винтовое через нажимную шайбу; если крышки привертные — прокладками.
Простые щелевые лабиринтные уплотнения исключают вытекание масла из редуктора, но не защищают от попадания пыли извне. В условиях высокой запыленности достаточно эффективны торцовые гребенчатые уплотнения. Самыми простыми контактными уплотнениями являются манжетные, но они недостаточно
долговечны. Наиболее надежными и долговечными являются торцовые уплотнения. Уплотнение разъемов достигается малыми отклонениями от плоскостности сопрягаемых поверхностей (0,05мм) и применением паст типа “Герметик”.
8. СМАЗЫВАНИЕ
Если монтаж передач с точным осевым положением зубчатых колес (конические, червячные) проводят с помощью калибров от технологических баз, то смотровые люки в редукторах с ат < 250 мм необязательны. Масло заливают через пробки, и его уровень контролируют масломерной иглой или пробками. В редукторах, лимитированных термической мощностью, необходимы отдушины, которые обычно совмещают с фильтрами.
Наиболее распространенным видом смазки при v < 12,5 м/с является картерная. В цилиндрических горизонтальных редукторах тихоходное колесо погружают в масло на глубину 4—5 модулей. Если у этого колеса n*d < 100 (d, м), то дополнительно погружают и промежуточное колесо на 2—3 модуля. В коническо-цилиндрических редукторах смазку конической пары и подшипников конической шестерни обеспечивают погружением колеса в масло на половину ширины венца или интенсивным разбрызгиванием масла, или устройством улавливателей, направляющих масло в пространство между подшипниками шестерни. В вертикальных цилиндрических редукторах при < 500 мм обычно достаточно погружения тихоходного колеса; при 500 < < 800 мм
применяют смазочное колесо на тихоходном валу, сцепляющееся с промежуточным колесом; при aw£ > 800мм необходимы дополнительные меры — насос, ванна под быстроходным колесом и т.п. В планетарных редукторах уровень масла в покое должен соответствовать середине тела качения подшипника сателлита в его нижнем положении. У червячных редукторов, работающих при повторно-кратковременных режимах эксплуатации, червяк должен быть полностью погружен в масло. При непрерывном режиме уровень масла может быть ниже: при нижнем червяке — высота витка, при верхнем — середина тела качения подшипника колеса в нижнем положении.
Допустимая температура масла 95 *С. Если v > 12,5 м/с или лимитирует нагрев, то смазку осуществляют поливом. Охлаждение и очистку циркулирующего масла осуществляют в фильтрах-охладителях.
Надежность редукторов
497
Главной характеристикой масла для смазки зубчатых редукторов является вязкость, которую выбирают в зависимости от контактного напряжения и окружной скорости. Общепромышленные редукторы работают с небольшими скоростями, и главным фактором является напряжение, с ростом которого потребная вязкость растет. Улучшенные передачи смазывают средневязкими индустриальными маслами типа И-Г-А-32 — И-Г-А-68. Для поверхностно упрочненных передач применяют масла большей вязкости: вязкие индустриальные масла, масла И-Л-С по ТУ 38.101413-78 и И-Т-Д по ТУ 38.101292—79, трансмиссионные масла. Перспективной является смазка “Трансол” по ТУ 38.УССР201352—84. Для предотвращения заедания и интенсивного износа применяют соответствующие присадки.
В червячных передачах главным фактором является окружная скорость червяка, с ростом которой вязкость применяемого масла уменьшается. Для червячных редукторов используют масла И-Г-С-220 и И-Т-С-320, авиационное по ГОСТ 21743—76, цилиндровые по ГОСТ 6411—76.
9. НАДЕЖНОСТЬ РЕДУКТОРОВ
Мерой надежности редуктора является вероятность отказов Q в течение заданного срока службы. Для редукторов общего назначения ГОСТ 16162—85 устанавливает Q = 0,1, которая может быть распространена и на другие редукторы средней надежности. Если отказ редуктора опасен для людей или приводит к большим экономическим потерям, его вероятность отказов должна быть уменьшена; для малоответственного редуктора допустимо ее увеличение. Показатели надежности оптимизируют по критерию минимума народнохозяйственных затрат.
Отказы редукторов неравноценны по своим социальным и экономическим последствиям, и для разных элементов принимают разные нормы надежности. Рекомендуемые расчетные вероятности отказа Q для основных элементов редукторов приведены в табл.4.
Рациональный срок службы зубчатого редуктора 10 лет, червячного — 5 лет. Рекомендуемый 90-процентный ресурс соответственно 20—25 тыс.ч. и 10—12,5 тыс.ч. Для непрерывно работающих зубчатых редукторов, особенно в условиях несистематического обслуживания, его принимают до 50— 80 тыс.ч; при легком режиме эксплуатации его целесообразно уменьшить.
10. ТЕХНИЧЕСКИЙ УРОВЕНЬ И ОПТИМИЗАЦИЯ РЕДУКТОРОВ
Народнохозяйственной мерой технического уровня редукторов является относительная цена а = Ц/Т. Сравнивать редукторы с иностранными образцами по этому критерию сложно, что заставляет использовать частный конструкторский критерий — относительную массу у = m/Т кг/(Н*м). Здесь Т — вращающий момент на тихоходном валу редуктора, допустимый по изгибной прочности лимитирующего зубчатого колеса при числе циклов, равном базе изгибных напряжений 4 • 106. Относительная масса зависит от типа редуктора, его величины и технического уровня. Для зубчатых редукторов с цементованными передачами у = 0,03 + 0,05 кг/(Н • м) и имеет тенденцию к снижению. Важной экономической характеристикой редуктора является цена 1 кг его массы (J3 =Ц/т), которая имеет тенденцию к повышению. Относительная цена а = fty.
Критерий оптимальности общепромышленного редуктора — минимум массы, одновременно обеспечивающий при заданном типе и техническом уровне и минимум себестоимости. Оптимизация одноступенчатого редуктора — задача конструкторская, многоступенчатого — в первую очередь, параметрическая. Между массой и объемом по габаритам корпуса существует линейная регрессионная зависимость с высоким коэффициентом корреляции. Это позволяет минимизацию массы свести к минимизации объема, что допускает достаточно строгое аналитическое решение с быстрой сходимостью итерационного процесса. Критерий оптимальности реализуется при выполнении двух условий: контактная равнопрочность ступеней и минимум объема. Масса редуктора мало зависит от коэффициентов ширины зубчатых колес, что сводит минимизацию объема к минимизации произведения двух
4. Рекомендуемые расчетные вероятности отказов
Элементы Надежность
низкая средняя высокая
Зубья, валы, соединения колес с валом 0,01 0,001 0,0001
Рабочие поверхности зубьев 0,1 0,01 0,001
Подшипники 0,5 0,2 0,1
498
Общепромышленные редукторы и мотор-редукторы
габаритных размеров. В зубчатых и планетарных редукторах это произведение минимально, если диаметры колес равны. Задача сводится к разбивке передаточного отношения между ступенями, и результат получается совместным решением уравнений, описывающих контактную равнопрочность и равенство диаметров. Первое приближение получается в виде теоретического отношения главных параметров, второе — после его округления до стандартной величины, окончательное — после проверочного расчета. На второй стадии осуществляется проверка выполнения конструктивных ограничений: и < итах» непересечение зубчатых колес и др.
Если в редукторе предусмотрен набор передаточных отношений, то сначала определяют соотношения главных параметров по принятым наибольшим передаточным числам ступеней, а затем осуществляют разбивку остальных передаточных отношений в унифицированном корпусе по условию контактной равнопрочности.
После параметрической оптимизации равнопрочность остальных элементов обеспечивается конструкторскими методами.
Номинальные моменты, включаемые в паспорт, должны соответствовать значениям чисел ряда R20. Если разрабатывается ряд редукторов с геометрическим знаменателем главных параметров 1,6; 1,25 и 1,12, то знаменатели ряда моментов соответственно равны 1,6’ = 4; 1,25’ = 2 и 1,12’ = 1,41.
Важную группу общепромышленных редукторов составляют многоцелевые редукторы общего назначения, изготовляемые на неопределенного потребителя. Обычно каждый тип включает несколько размеров, выпускаемых с набором исполнений по передаточным отношениям и сборкам. Отдельной задачей является паспортизация таких редукторов и выбор из ряда для использования в конкретной машине.
11. ПАСПОРТИЗАЦИЯ РЕДУКТОРОВ
Паспорт включает условия применения, натрузочную характеристику, габаритные и присоединительные размеры, массу, информацию о возможных исполнениях и сборках, методику выбора, указания по монтажу и техническому обслуживанию.
Нагрузочная характеристика содержит номинальные моменты, допустимые консольные нагрузки и термическую мощность, если при каких-то условиях эксплуатации может лимитировать нагрев.
Номинальным моментом по контактной прочности ТЯИт называется допускаемый вращающий момент на тихоходном валу
редуктора при постоянной нагрузке и числе циклов лимитирующего зубчатого колеса N, равном его базе контактных напряжений Номинальный момент по изгибу TF lim — допустимый вращающий момент на тихоходном валу редуктора при постоянной нагрузке и числе циклов лимитирующего зубчатого колеса, равном базе напряжений изгиба = 4 • 10б. В обоих случаях предполагается, что предельные состояния остальных элементов не ограничивают передаваемую нагрузку. Важнейшей товарной характеристикой редуктора общего назначения является перегрузочная способность т = ?f iim/^я Пт» кот<>Рая должна быть не менее 2.
Радиальная консольная нагрузка на концы валов определяется способом соединения редуктора с двигателем и рабочей машиной. В большинстве случаев это соединение осуществляется муфтами.4
Выбор редуктора проводят по условиям: Ttflim ?НЕ = ^Дд^тах И ^Flim TFE = ^Л^тах» где Ттах — наибольший момент нормально протекающего технологического процесса. Коэффициент долговечности по контактной прочности ХЯд = КНЕ V / АГяит < 1, где N — наработка лимитирующего зубчатого колеса; Nff iim “ база контактных напряжений,
3 / г м
КНЕ=’\1 Е <Т1 / Г1мх)3 -м~ — коэффициент ’ 1
эквивалентности. Коэффициент долговечности
по изгибу KFa = KFE ‘у--------- < 1, где
1 ~N
КЕЕ = А/ Е <Г/ / Г1МХ > 7j~ — коэффициент ’ 1
эквивалентности по изгибу. При однородной структуре материала qF = 6, при поверхностном упрочнении qF= 9. Если допустим небольшой избыточный запас прочности или N > 108, то можно принимать = 1, и условие выбора по изломной прочности имеет вид TFlim > Т^.
Индексация редуктора включает обозначение типа, размера — главного параметра тихоходной ступени, передаточного отношения и схемы сборки. Например, цилиндрический трехступенчатый редуктор с межосевым расстоянием тихоходной ступени 200 мм, имеющий Передаточное отношение 63, полый тихоходный вал и два конца быстроходного вала (сборка 36) имеет обозначение: ЦЗ-200-63-36.
Глава 3
ВОЛНОВЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
1. ОБЩИЕ СВЕДЕНИЯ
Волновые передачи — это механические передачи, в которых движение между звеньями передается перемещением волны упругой деформации гибкого колеса (рис.1). Кинематически они представляют собой планетарные передачи с гибким колесом. Гибкий зубчатый венец 1 деформируется генератором волн 3 и входит в зацепление с центральным колесом 2 в двух зонах.
Соответствующий выбор параметров зацепления и формы деформации гибкого колеса позволяет получить большое число пар зубьев в одновременном зацеплении. Многопарносгь зацепления определяет все положительные качества этих передач: меньшую массу и меньшие габариты, более высокую кинематическую точность, меньший мертвый ход, высокую демпфирующую способность, меньший шум.
Волновые зубчатые передачи (ВЗП) позволяют осуществлять большие передаточные отношения в одной ступени: минимальное 60 (ограничивается изгибной прочностью гибкого зубчатого венца), максимальное 300—320 (ограничивается минимально допустимой величиной модуля, равной 0,2—0,15 мм). При этом КПД равен 85—75%, как и в планетарных передачах при тех же передаточных отношениях.
К недостаткам ВЗП можно отнести мелкие модули зацепления (0,15—2 мм), сложность изготовления гибких колес (требуется специальная технологическая оснастка), ограниченные частоты вращения генератора волн, возникновение вибрации. Эти частоты вращения определяются по (1) для делительных диаметров
< 480 мм и по (2) для > 480 мм при жидком смазочном материале:
nh = 550 + 4,82 • 105 / ; (1)
nh = 5,2 • 10s / . (2)
При пластичном смазочном материале предельные частоты вращения уменьшаются в 4—5 раз вследствие быстрого нагрева передачи.
Генератор волн 3 состоит из овального кулачка соответствующего профиля и специального подшипника с тонкими гибкими кольцами. Генератор волн иногда выполняют в виде двух больших дисков, расположенных на эксцентриковом валу, или в виде четырех роликов.
Сборку зацепления можно осуществить только после деформации гибкого колеса, так как число зубьев У гибкого колеса меньше, чем у жесткого Zq (обычно на два зуба) и они имеют разные угловые шаги.
Рвс.1. Схема волновой передачи
500
Волновые зубчатые передачи
Зубья по большой оси генератора входят в зацепление на полную глубину активной части зуба h# По малой оси генератора зубья не зацепляются. Между этими участками зубья гибкого колеса погружены во впадины жесткого на разную глубину.
Необходимое максимальное радиальное перемещение w0 равно полуразности диаметров начальных окружностей:
= 0,5 - dwl) . (3)
Разность чисел зубьев колес должна быть кратна числу волн (как в планетарной передаче — числу сателлитов):
«2 ~ «I = к1 > (4)
где — число волн (обычно две); к* — коэффициент кратности, равный единице; при передаточном отношении и S 70 к* = 2; при и £ 45 kz = 3.
Для эвольвентного зацепления диаметры начальных окружностей можно выразить через делительные. Тоща максимальная радиальная деформация выражается как межосевое расстояние в обычной передаче внутреннего зацепления:
w0 = 0,5 т (^ — zt) cos а / cos aw , (5) где т — модуль зацепления; а и aw — углы профиля исходного контура и зацепления.
Минимально допустимая радиальная деформация для двухволновой передачи (п„ = 2, kz = 1) при угле зацепления aw = 0 равна w0 = т cos а. Для a = 20° w0 = 0,94 m; для a = 30* w0 = 0,86 m.
Передаточное отношение волновых передач определяется так же, как и для планетарных, по уравнению Виллиса
(»1 - я») / («2 - nh> = «2 / Zl •
где Wj, nh — частоты вращения гибкого, жесткого колеса, генератора волн соответственно.
При неподвижном жестком колесе (^ = 0)
« = л* / «2 = - ?2 / («2 - Zt) ; (7)
знак минус указывает на разное направление вращения ведущего и ведомого звеньев. Умножив и разделив на модуль выражение (7), получим
и =™ - di ^2 — т 2w0
Минимальное передаточное отношение ограничивается изгибной прочностью зубчатого
венца гибкого колеса, так как с уменьшением передаточного отношения увеличиваются потребная радиальная деформация и напряжения изгиба.
Принцип работы ВЗП можно объяснить, рассматривая силовое взаимодействие звеньев (рис.2). Силы направлены по нормали к поверхностям в точках контакта. В ненагруженной передаче результирующий вектор сил деформации Fh приложен к гибкому колесу вдоль большой оси генератора волн. При повороте генератора на угол Аф этот вектор поворачивается в сторону вращения, увеличиваясь по модулю в результате возрастания вращающего момента и сил в зацеплении. Зубчатый венец гибкого колеса получает радиальное перемещение Aw, и в зубчатом зацеплении возникают силы: нормальная Fn и ее составляющие — Ft2, Fn — на жестком, Ftv Fri — на гибком колесе.
Если закреплено гибкое колесо, то жесткое колесо вращается под действием силы Ft2 в сторону вращения генератора. При закрепленном жестком колесе гибкое будет вращаться под действием силы Fn в противоположную сторону.
В режиме мультипликатора, коша закреплено дно гибкого колеса, вращение жесткого колеса против часовой стрелки вызывает ту же систему сил. Под действием сил Ftv Fri гибкое колесо давит на генератор волн с силой F, которая составляет с осью вращения генератора плечо е. Момент F • е вращает генератор волн, если угол трения меньше угла ц. Как правило, для подшипников качения генератора волн это условие выполняется.
КПД ВЗП в режиме мультипликатора на 20% ниже, чем в режиме редуктора.
Рис.2. Принцип работы ВЗП
Конструкция волновых зубчатых передач и их деталей
501
Рк.3. Волновой зубчатый редуктор
2. КОНСТРУКЦИЯ ВОЛНОВЫХ ЗУБЧАТЫХ ПЕРЕДАЧ И ИХ ДЕТАЛЕЙ
Нарис.З показана конструкция ВЗП, близкая i типовой. На быстроходном валу 1 с помощью эвольвентных шлицев установлен кулачок 2 с пбким подшипником. Консольное расположение шпицев относительно центральной плоскости шбкого подшипника обеспечивает радиальную компенсацию отклонения от соосности быстроходного вала, гибкого 3 и жесткого 4 шве (порядка 0,1 мм). Для этой же цели может быть использована шарнирная муфта [2].
Кулачок выполнен без заплечиков, что облегчает его изготовление. Тихоходный вал 5 установлен в подшипниках 6 и зафиксирован в осевом направлении втулкой 7. Ребра 9 на крышке и вентилятор 8 устанавливают, если не обеспечивается температурный режим.
На рис.4 показан герметичный волновой зубчатой редуктор, у которого гибкое колесо выполнено в виде тонкостенного стакана, прикрепленного неподвижно к корпусу. Гибкое колесо деформируется дисковым двухроликовым генератором, волн. Роликовые подшипники в дисках обеспечивают радиальную
Рк.4. Волновой зубчатый редуктор для передачи движения из герметизированного пространства
502
Волновые зубчатые передачи
а) S)
Рис.5. Конструкция гибких колес (см.также рис. 7):
2)0 = (0,77 -5- 0,8)2); 2)t = (1,28 + 1,35)2); Ь = (0,2 + 0,15)2); А, = 10-4 (65 + ) D; Ао = 0,7*
Л4 =1,25Л0; Л5 « 4Лр = (0,8 •* 1)Z>, at = 2Лр rt 5 2 Лг I, II — см.рис.7
жесткость для сохранения заданной радиальной деформации под нагрузкой и исключения проскока генератора. Компенсация отклонения от соосности основных звеньев передачи обеспечивается установкой вала генератора на одном шариковом подшипнике, что допускается при фланцевом двигателе.
Жесткое колесо соединено с полым тихоходным валом. При работе ВЗП в космосе узел / обеспечивает герметизацию подшипников тихоходного вала и зацепления, если используется пластичный смазочный материал. Дно гибкого колеса подпирается через шарик плунжером для снижения напряжений, возникающих от давления в замкнутой полости гибкого колеса.
Оптимальным по нагрузочной способности является кулачковый генератор волн. Дисковый генератор волн имеет меньший момент инерции по сравнению с кулачковым (в 10—20 раз), но содержит больше деталей в размерной цепи “вал генератора — гибкое колесо”, что приводит к большим колебаниям радиальной деформации w0 вследствие допусков на изготовление, а это снижает работоспособность передачи. Для предотвращения “раскатки” сравнительно мягкого гибкого колеса используют подкладное кольцо или азотируют дорожку качения гибкого колеса.
Гибкие зубчатые колеса выполняют, кн правило, с дном (рис.5, а). На дне выполнят утолщенный фланец Do для крепления! тихоходному валу или корпусу. Отверстия в да служат для уменьшения жесткости! напряжений в местах его сопряжения с оболочкой и фланцем. Если в конструкцю требуется сборка генератора со стороны дк гибкого колеса, то фланец выполняют к рис.5, б. Колеса с шлицевым закреплением к рис.6, а и б применяют при мелкосерийное производстве передач. Такая конструкция болк проста, но содержит два лишних зубчата венца. Крутильная жесткость при шлицевое закреплении — ниже, в зазор — больше Внешнее расположение зубчатого венца ю рис.6, а — предпочтительнее, так как ею выполняют идентичным зубчатому венц зацепления.
В узле закрепления гибкого колеса (рис.6) необходимо предусмотреть зазоры Др Aj, та как образующие цилиндрической оболочки npi деформации перемещаются в осевом напри лении.
Для снижения напряжений зубчатый вена волнового зацепления выполняют в соответствии с рис.7. Герметичное зубчатое колесо показано на рис.8. Угол наклона образующей конуса Г30’ необходим для сборки генератор
Конструкция волновых зубчатых передач и их деталей
503
II (Вариант) MS' 1
Рис.7. Конструкции гибкого зубчатого венца (см. также рис.5):
л3 = — о,3; ^2 “ 5Л1
Рвс.6. Шлицевое закрепление гибких колес:
Д1вД2 = *0
с колесом. Утолщение на дне колеса снижает напряжения в галтелях.
Для всех гибких колес, имеющих фланец, разность между диаметрами фланца и цилиндра гибкого колеса влияет на результирующую силу, действующую на генератор, и напряжения в гибком колесе (рис.9). Оптимальное соотношение диаметров 2)/2)0, DJD равно 1,2—1,3. В этом случае напряжения изгиба в гибком зубчатом венце и в местах перехода фланца
Жесткие колеса (рис. 10) должны иметь высокую радиальную жесткость. Иначе возможен “проскок” генератора при больших вращающих моментах.
Материалы зубчатых колес приведены в табл. 1. Термической обработке подвергают заготовку в виде толстой трубы (твердость 30— 37 HRC3). Азотирование и наклеп зубчатого венца — после механической обработки и нарезания зубьев.
Рм.8. Конструкция герметичного гибкого колеса:
V (0,005 * 0,007)2); Л7 = 1,4Лб; Л8 = ЗЛб; Л9 = 6Лр 2)1 = (1,28 -?• 1,35)2); Z4 = (2 - 1,6)2); Ь =(0,12 + 0,18)2)
504
Волновые зубчатые передачи
Рис.9. Результирующие силы, действующие на генератор в одной волне в зависимости от кон* струкций гибких колес с диаметром D = 160мм; колесо:
1 — с дном, Z)/Do = 1,25; 2 — с шлицевым закреплением; 3 — с фланцем, D{/D = 1,25;
= 2Лр 4 — с малым фланцем или дном, DJD = 1,15 или D/Do = 1,15; 5 — прямая, F = 0,78Г Ю3/^; 6 — с малым фланцем, DJD = 1,15, = 8Лр 7 — герметичное
Рис. 10. Жесткие зубчатые колеса:
D3 « 1,17^; Da = (1,22 4- 1,25)^; b2 « 1,1*
1. Материалы для гибких колес
Марка стали Термическая обработка и упрочнение Твердость сердцевины HRC3 Прочность, МПа Ударная вязкость, кДж/м2
°. °т °-1
30ХГСА Улучшение 30-37 1100 850 420-450 4
30ХГСА Улучшение + дробеструйный наклеп 30-37 1100 850 480-500 —
30ХГСА Улучшение + азотирование зубчатого венца (Л - 0,1-^0,2 мм) 30-37 1100 850 480-500 —
38ХМЮА Улучшение + азотирование (Л = 0,1 -г 0,2 мм) 32-37 1000 850 480-550 9
40ХНМА Улучшение 32-39 1100 950 450-480 8
40ХН2МА » 32-39 1100 950 480-550 8
20X13 » 24-30 600 500 280 3
40X13 » 38-42 800 650 380 2 ।
Х18Н10Т Состояние поставки 18-22 600 350 280 11-25
Расчет волновых зубчатых передач
505
Рк.11. Кинематические схемы волновых зубча-
тых передач
3. РАСЧЕТ ВОЛНОВЫХ ЗУБЧАТЫХ ПЕРЕДАЧ
Кинематика передач. Передаточное отношение определяют с использованием (6). Кинематические схемы передач приведены на рис. 11.
Для схемы, приведенной на рис. 11, а, передаточное отношение определяют по (7).
Для схем, приведенных на рис.И, б, в (колесо — неподвижно),
= »* / »Г = % / (% - 21) • <8)
Для схемы по рис. 11, г ведущее звено — генератор волн Л, ведомое — z» колесо — неподвижно
= 1 / (1 — «2Ы / (г1м Z2» - (9)
Рациональные значения передаточных ошошений лежат в пределах 4000 £ и < 10000; КПД 0,2.
Числа зубьев колес
= | и I п„ kt; «2 = .
Для двухволновых передач (nw = 2; kz = 1) ^ = 2(1/1; ^ = ^ + 2. (10)
С увеличением kt увеличиваются числа зубьев плес и уменьшается модуль зацепления при неизменном делительном диаметре колеса и рщальной деформации w0.
Значение kz > 1 берут в том случае, если Шубина захода зубьев hd при геометрическом расчете получается меньше модуля.
Для передачи с коротким гибким колесом (рис. 11, г) числа зубьев определяют по (10), а числа зубьев ZlM = ± 1; = ZlM + 2.
Передачу с коротким гибким колесом чаще применяют при zlM = = > т.е. зацепление
ZlM, используют как подвижное шлицевое соединение. Тогда передаточное отношение определяют по (7) или (8). Коэффициент смещения исходного контура колес определяют по (34).
Предварительные размеры и нагрузочная способность. Для расчета ВЗП есть программа на ЭВМ [4].
Встречаются три случая расчетов1. Первый случай — известны момент на тихоходном валу, частота вращения генератора волн. Определяют предварительный диаметр гибкого колеса Dy по усталостной прочности и Dn - по долговечности подшипника генератора волн. Наибольший из двух округляют до ближайшего наружного диаметра D гибкого подшипника (табл. 2) или по ряду предпочтительных размеров Ra40. Определяют геометрию зацепления и критерии работоспособности. Если они не обеспечиваются, то увеличивают D и повторяют расчет.
Второй случай — известен типоразмер передачи D « « mzv Определяют допустимый
вращающий момент Т на тихоходном звене, геометрию, критерии работоспособности.
Третий случай — известны числа зубьев колес, модуль. Определяют допустимый момент, геометрические размеры.
Если диаметр отверстия гибкого колеса D соответствует наружному диаметру гибкого подшипника, то можно применить и дисковый генератор волн.
Требуемый размер передачи по критерию усталостной прочности гибкого зубчатого венца
А, =--------—----------> (И)
у 1 - 2,3 • Ю10 л2* Ро
ще Do — диаметр колеса без учета частоты вращения генератора;
Ро = 105 \/------«Д-------------, (12)
V0.16 V и e{/(Ko[S])
где G-j — предел выносливости материала стального гибкого колеса (см.табл. 1); Ка~ 1,5 + 0,0015и — эффективный коэффициент концентрации напряжений;
1 Моменты, силы, напряжения измеряют в Н • м, Н, МПа соответственно; длины — в мм, частоты вращения — в мин"1.
506
Волновые зубчатые передачи
2. Радиальные шариковые иодшипники для волновых передач по ГОСТ 23179—78
Условное обозначение подшипника Размеры, мм Радиальный за-зор, мкм Число шариков^ Допустимая частота вращения, мин-1
4. D В г Чп
806 808 809 • 812 815 818 • 822 824 830 836 844 848 860 862 872 3O-o,oio 40-0,012 45-0,012 6°-0,015 75-0,015 90-0,020 1 Ю—0,020 0,020 150-0,025 18°-0,025 22О_оозо 24О_оозо ЗОО_оо35 310-0,0Э5 360_0040 42-о.ои 52-0,013 62_о,о1з 72 8О_о,о1з юо_ОО15 120а015 12$ 15О_оО18 160-0,025 2ОО_оозо 24О_оозо зоо_ОО4О 32О-о,(мо 4ОО_о>о4о 420_0045 480_0045 7 8 9 13 15 18 24 24 30 35 48 48 60 70 72 0,5 3,969 3,969 5,995 7,144 9,128 11,113 14,288 14,288 19,050 22,225 28,575 28,575 36,513 36,513 44,45 10-24 12-26 12-29 13-33 14-34 16-40 20-46 20-46 23—58 24-65 33-83 35-90 45-105 45-105 55-125 21 23 21 23 21 3000
1,0 1500
23 21
23
1,5
2,5
1000
3,5
* Подшипники изготовляют по заказу.
[5] = 1,6 -J- 1,7 — коэффициент безопасности; большие значения — для вероятности неразру-шения свыше 99%.
Допустимый момент на тихоходном валу при известном D
I D V 0,16 V и а .
г = ------------Г-;— г------------• <13>
У \ 105+2,5 • IO8 t?hDI К„ [5]
По критерию динамической грузоподъемности подшипника генератора волн (кулачкового и дискового)
<w> \ Л /
В K^Lhnh
ще для Dn = Dy £ 280 мм А = 0,022, р = 0,357, для Dn > 280 мм А = 0,21, р = 0,417. Для гибкого подшипника генератора В = 0,125, для дискового генератора В = 0,137; — темпера-
турный коэффициент для подшипников качения; KL — коэффициент, учитывающий вероятность безотказной работы подшипника:
Вероятность не-разрушения, % 90 94 96 98 99 99,4 99,8
KL 1 0,92 0,85 0,75 0,66 0,6 0,5
Проверяют кратковременную максимальную допустимую частоту вращения генератора волн по (1).
Параметры передачи и зацепления. Назначают толщину обода зубчатого венца Лр мм (см. рис-7): ----
hx / D = у65 + 2,5 У и2 ) 10"4 . (16)
Если передачу проектируют вновь, можно выбирать оптимальную толщину по зависимости
/ 10,5 Г* 103 \
1---О»007) 0,018. (17)
Толщину оболочки гибкого колеса (см. рис.7) для негерметичных передач принимают Ло = (0,65 0,85)Лр где наибольшие значения
— для тяжело нагруженных передач (Т/D* > 0,25‘10-3, Н‘м/мм3); для герметичных передач Ло = (0,005 -ь 0,007)D.
Радиальная деформация в волновых передача w0 « (0,0125 -5- 0,0031) составляет малое знача* ние от диаметра делительной окружности
Расчет волновых зубчатых передач
507
мбкого колеса при передаточных отношениях 80-320. Параметры зацепления зависят от радиальной деформации. Поэтому к округлению чисел расчетных размеров следует относиться осторожно. Кроме того, при выборе радиальной деформации необходимо учитывать ее уменьшение вследствие допусков на изготовление деталей в размерной цепи “вал генератора —* жесткое колесо” (6В — вероятностное отклонение), упругой деформации системы (6Д), износа деталей при эксплуатации (6И).
При изготовлении деталей “вал” по 6-му иалитету, а “отверстия” — по 7-му квалитету ли отклонения (мм)
8, = 0,005 'J D ; (18)
6„ - 30 ) 2 0,03; (19)
я ED \ I
5„ = 0,7 • 10-* Л , (20)
ще Е = 2,05 • 105 МПа — продольный модуль упругости; Кх — коэффициент, учитывающий перегрузку (1,8—2,2); — отношение
среднего радиуса обода жесткого колеса к толщине обода (см.рис. 1), обычно г2/^2 = = 3,8 — D/2000; Lh — ресурс работы, ч, nh — частота вращения генератора, мин-1.
Расчет зацепления ведут по номинальной радиальной деформации w0, которая будет в натруженной передаче. Величины 5В, 6Д, 6И учитываются при расчете генератора волн, в котором деформация завышается, чтобы при номинальном моменте она стала равной номинальной.
Ниже приведен расчет для зацепления с исходным производящим контуром, имеющим угол профиля а = 20* для модуля т £ 1 по ГОСТ 13755—81 (коэффициенты высоты головки и ножки зуба h*a = 1, радиального | зазора с = 0,25, радиуса скругления головки • зуба р{ - 0,38), для модуля т £ 1 мм по I ГОСТ 9587—81 (а = 20е, = 1, с =0,35,
0,38, а для т £ 0,5 мм с* = 0,5, Р/=°>33)-
При передаточных отношениях менее 130 и нодулях менее 1 мм в целях снижения напряжений в гибком колесе желательно увеличить ширину впадины между зубьями [2] н применять специальный исходный контур с Ъ' = 0,8, с = 0,2, = 0,3 (требуется изготов-
ление инструмента).
Для нарезания зубьев гибкого колеса можно использовать стандартный долбяк, но прошлифованный по заднему конусу. Диаметр вершин
зубьев долбяка уменьшают на величину, равную 2 (0,3 + с)т. Тогда коэффициенты высоты головки зуба долбяка и радиального зазора будут Л*г = 0,5, с = 0,2. При этом жесткое колесо нарезают обычным стандартным долбяком.
Радиальную деформацию в долях модуля w*0 = w0/(mJtp, коэффициенты смещения исходного контура хр и допустимую глубину захода зубьев h*d = hd/(mkz) (без интерференции вершин зубьев) определяют по зависимостям:
w’o 2 0,84 + 0,001м + 1,6• 10•’• Кх и +
+ 0,15 ЧО'5 и ;
0,94 S w0 S 1,35.;
= 1,35 - w'q
** 0,85 / - 0,04
% = xt + w’o + 8Д / (m k{) — 1 ;
(21)
(22)
= 4*0- (4>6 - 4 * о) «I / 1°’ - 2.45- (23)
Если < 1, то увеличивают w*0 и повторяют расчет. Если h*d > 2, то принимают h*d = 2 (для модифицированного контура т <, h'd <, ^л; + л-г).
Из равенства D + 2hx = (см.рис. 5) определяют расчетный модуль (путем последовательных приближений)
D + 2 h,
тл =------;----;—1----;-----» (24)
+Лг)-2с- + 2х1
где вначале принимают с* = 0,25; Л*г = 1 для немодифицированного инструмента.
«Округляют модуль по ГОСТ. Подставив модуль и соответствующее ему с* в (24), определяют новое zv Подставив еще раз в эту формулу /и, ct zx, определяют окончательно хр далее и = zjzx и повторяют расчет по (22) и (23); определяют w0 = w*0 т kz, hd = h9d m kz.
Диаметры впадин и вершин гибкого зубчатого венца, а также жесткого соответственно,
41 = т [г, - (й’в + л; ) - 2С + 2xJ ; (25)
dal = dfl + 2 с т + 2 Л, ; (26)
= +2*о- TD, (27)
где </д2Н — номинальный диаметр; TD — допуск на диаметр,
Чйв = т - 2 **, + 2 «2 ) .
(28)
Есин Ча < Чав ~ TD,v> — йЛв — TD.
508
Волновые зубчатые передачи
Диаметр окружности впадин жесткого колеса зависит от парамеров долбяка: dM — диаметра вершин; Хц — коэффициента смещения исходного контура; Zq — числа зубьев долбяка. ОбычнЬ долбяк выбирают с £ 0,5^. Для среднеизношенного долбяка (Xq = 0)
w (Xb + + Л*г + 2 с* + 2 Xq) . (29)
Определяют угол станочного зацепления (через инволюту) и диаметр впадин колеса d^: inv 0^0 = [<-*2 - •хь) / (*2 - «6)] 2 tg а + inv а;
(30)
= т (Zj - Zq) cos а / (2 cos а^); (31)
dn = 2 а* - dM . (32)
Находят толщину обода жесткого колеса Л2 = 0,5<//2/(г2/Л2-0,5), (33)
где r2/^2 принимают не менее ранее выбранного в (19), чтобы исключить “проскок” генератора волн (если колесо запрессовано в корпус, то в включают толщину корпуса).
Проверяют, чтобы вершины зубьев гибкого колеса не упирались в поверхность впадин жесткого, т.е.
сп = °>5 «й — d<A> ~ **0 2 °>15т •
Если Ср < 0,15m, то необходимо hd уменьшить на разность 0,15m — Ср.
Гибкий зубчатый веиец, нарезанный долбаном. Рекомендуется вначале определить по (21)—(28) параметры в предположении нарезания гибкого зубчатого венца червячной фрезой. Выбрать долбяк, определить d^ xt по зависимостям
= ~ dao)>
= аксо& [ж (zl + Zq) cos а / (2 ew0)];
inv aw0 = tg aw0 — а„0;
*1 = (?! + ^) (mv “ио — inv a)/(2 tg a) - xj,.
Значение xt нужно знать для определения размера по роликам или длины общей нормали. В результате несколько изменятся только коэффициенты смещения при прочих равных параметрах. Если при нарезании убудет взят новый долбяк, то получим размер dfx меньше прежнего и тоньше обод hx примерно на 0,04m, что допустимо.
Геометрические параметры шлицевого соединения. Шлицевое соединение показано на рис.6, а. Принимают = z1M. Коэффициент
смещения исходного контура жесткого колеса муфты Z2M определяют по зависимости
«ь. - + 1.55 (1 -Ч~Ь~Ь^ -
т kz' dx >
- ( * Г" ) А» , (34)
' т '
где Гм — дополнительное смещение исход кого контура и допуск на толщину зуба пс ГОСТ 1643—81; Дм = 1 1,5 — коэффициент
учитывающий преднатяг в шлицевом соедини нии для уменьшения зазора; д2м « 0,5£ х1м = х1‘» А — Длина колеса.
Размеры генератора волн. Расчетная радиаль ная деформация генератора волн
wr = w0 + 5в + 5д + 5и > (ЭД
где 5В, 5Д, 5И - по (18)—(20).
Для дискового генератора находят эксцентри ситет расположения дисков еТ и их диаметр Д в мм (рис. 12, 6)
еТ = 3,6 w0 ; (36|
Da = D + 2 wr - 2 ег - 2 hK + 2 Дк , (37i
где Лк = (1,2 -г l,3)At — толщина подкладной кольца (если беговую дорожку под диски) гибкого колеса азотируют, то кольцо можно к ставить; Лк= Дк = 0); Дк — суммарный допуа на толщину кольца, мм.
Для кулачкового генератора волн координат профиля кулачка рассчитывают по зависимого (рис. 12, а)
р = 0,5 dB + wr w,, (ЗД
где р — радиус-вектор кулачка, мм; 4П -диаметр отверстия гибкого подшипник (см. табл.2); — коэффициент формы кулачп
Форма кулачка подобна форме кольт деформированного четырьмя силами, прило женными под углом Р = 30’ от большой оа кулачка.
В интервале 0 £ ф £ 30*
= 7,4817 (1,4069 cos ф + 0,5 ф sin ф — 4 /я|
В интервале 30* < ф £ я / 2
= 7,4817(1,1278 sin ф + 0,86803(я/2
х cos ф — 4 /я ] .
Сопротивление усталости гибкого зубчатой венца. Определяют коэффициент безопасного или вероятность неразрушения, которая дат больше информации о прочности, так ки последняя резко уменьшается после достиженш
Расчет волновых зубчатых передач
509
кольцом
Рис. 12. Расчетные схемы генераторов волн: а — кулачкового; б — дискового
номинального момента, а коэффициент безопасности с увеличением момента уменьшается плавно.
Высота зуба h* гибкого колеса и радиус переходной кривой в опасном сечении зуба Rj
h^^(dal-dfl)^ (39)
Л т (h\ + с — х — рл2
Л =--------------1--+ pfm . (40)
Л\ + с - %! - p'f + 0,5
где As = 1 для немодифицированного исходного контура; для модифицированного As = 1,3; Sm/pm ~ отношение эффективной ширины впадины к шагу зубьев на диаметре впадин гибкого колеса;
— а — tg оу + оу +
Коэффициент увеличения напряжений в опасном сечении зуба при передаче вращаю-
03^ rf/t
щего момента
т(1 + —&--------)
V 1 + 1 (41)
4,w’o л/ Я, /т di Л2
где Аа = 7; nh — частота вращения генератора, мин-1.
Градиент напряжений G и теоретический коэффициент концентрации напряжений ао находят по зависимостям:
где оу = arccos (mzx cos а /d^).
Эффективный коэффициент концентрации напряжений определяют по уравнению подобия усталостного разрушения:
яо-----------2 а° , (44)
1 + [ L / (88,3 G) ]
С =0,095 (---------
'Я, + 0,05
А; («)
где v = 0,08 — коэффициент чувствительности легированных сталей; L b — периметр сечения разрушения.
Амплитуда знакопеременных эквивалентных напряжений в опасном сечении
ол=------.-------х
а = I + 0,7 (----------+--------------) х
^/*«+0,05 Sm/pm+OfiSf
х Аг , (43)
di
(Л + Л()2
X
Т-103 \2
--------Н. -<45>
Ао »ЛЕП\>
510
Волновые зубчатые передачи
Коэффициент безопасности по усталостной прочности гибкого зубчатого венца и вероятность неразрушения рассчитывают по зависимостям:
00
и, = (1 - sr) / >/ S2f + А , (47)
ще ир — квантиль, по которой определяют вероятность неразрушения Рв; — коэффициент вариации предела выносливости детали (зубчатого венца); va — коэффициент вариации амплитудных напряжений ( яа = 0,08 - 0,18).
Для ?_1д = 0,115, tfa = 0,18 вероятность неразрушения (в %) в зависимости от коэффициента безопасности SF приведена ниже:
SF 1,8 1,7 1,6 1,55 1,5 1,45 1,4 1,3 Рв, % 99,8 99,6 99 98,5 97,8 96,1 95,1 90
Динамическая грузоподъемность подшипника генератора волн. По заданному вращающему моменту и ресурсу работы Lh определяют требуемую динамическую грузоподъемность Стр и сравнивают с расчетной Срасч для гибкого подшипника генератора волн.
Силу, действующую на генератор натруженной передачи в каждой зоне зацепления, находят по зависимости, полученной из расчета МКЭ (см. рис.9):
Fr = Kr Т' 103 / rf, & 0,4 Т-103 / dx . (48)
Коэффициент радиальной нагрузки Кг = 0,78 при вращающем моменте больше половины номинального.
Эквивалентную нагрузку и требуемую динамическую грузоподъемность подшипника генератора волн определяют по зависимостям
Р = FrVK*KT\ (49)'
= рЧ Lhnh/ KL, (50)
где Vt — коэффициенты, учитывающие вращение кольца и безопасность (по исследованиям ВЗП V = К* = 1).
Для дискового генератора по подбирают подшипник с числом тел качения более 14 в целях повышения радиальной жесткости. Каждый диск (см.рис.12) устанавливают на двух подшипниках. В расчетах же полагают, что всю нагрузку воспринимает один подшипник.
Расчетную динамическую грузоподъемность гибкого шарикоподшипника определяют, как для обычного, но с другим коэффициентом 4=5,2:
280 мм Cpsc=/c(/cosa)0’7zIU2/37)1(,l’s ; (51) d, > 280 мм - 3,647(» cos а)0-’ х
х г™ D„i4 , (52)
гДе Zu — число шариков в ряду; i — число рядов; •» 0,09D — диаметр шарика; cos а = 0,98.
Допустимый вращающий момент по упругой податливости звепьев. При определенных моментах вращения передача срабатывает как предохранительная муфта (происходит “проскок” генератора волн). На предельный момент влияют упругая податливость звеньев и допуски на изготовление. Предельный момент, как правило, обеспечивается при выборе параметров по вышеприведенной методике [4].
Качественные характеристики передачи. Коэффициент полезного действия передачи
т|“ 1 / (1 + (и — 1) V* ] , (53)
где ф* — коэффициент потерь (по данным экспериментов равен 0,002—0,003).
Крутильная жесткость передачи С (Н * м/рад) при вращающих моментах, близких к номинальному, и рекомендуемых параметрах
С = Т/ <р = (0,08 -5- 0,12) d3, , (54)
где Г и <р — момент в Н • м и угол поворота тихоходного вала в рад; d{ ~ D — диаметр гибкого колеса, мм; коэффициент 0,08 — для шариковых подшипников генератора волн и минимальных рекомендуемых выше значениях толщины и длины гибкого колеса, толщины обода жесткого колеса, а также при больших зазорах в зацеплении.
Кинематическая погрешность на тихоходном вале передачи приблизительно равна:
Дф” = (2,2—2,8) 105 (Frl + Рл) / (40 + ^), (55) где Дф" — максимальный размах погрешности в угловых секундах; FrV Рл — цтусж на радиальное биение зубчатых венцов, мм.
Список литературы
1. Детали машин: Атлас / Под ред. Д.Н.Реше-това. М.: 1988. 370 с.
2. Иванов М.Н. Волновые зубчатые передачи. М.: Высшая школа, 1981. 184 с.
3. Решетов Д.Н. Детали машин. М.: Машиностроение, 1989. 496 с.
4. Расчет деталей машин на ЭВМ / Под ред. Д.Н.Решетова, С.А.Шувалова. М.: 1985. 368 с.
Цевочные передачи
511
ЦЕВОЧНЫЕ ПЕРЕДАЧИ
Цевочное зацепление применяют в механиз-
мах поворота башенных кранов, насосах, приводах роботов, планетарных редукторах и др.
Так, в планетарных редукторах с механизмом параллельных кривошипов (рис. 1) с целью получения больших передаточных отношений зубчатые колеса выполняют с разностью зубьев
= 1. Центральное колесо выполняют в виде цевок (ролики на осях), расположенных на радиусе 7^ (рис. 2). Зубья сателлитов описаны по эквидистантам к гипоциклоидам. Теоретическое число цевок, находящихся в одновременном зацеплении с зубьями каждого из двух сателлитов, колеблется от / 2 - 1 до %/2.
Ведущий (быстроходный) эксцентриковый вал выполняет роль водила h. Сателлиты с роликовыми подшипниками установлены на эксцентрики. Зацепляясь с цевками, они совершают плоско-параллельное движение, вращаясь относительно водила с частотой лА = - пх - , ще пх = nv — частота вращения тихоходного вала. По л* рассчитывают подшипники сателлитов.
Вращающий момент с сателлитов на тихоходный вал передают механизмом параллельных кривошипов (рис. 1) или специальным устройством с передаточным отношением равным единице, называемым механизмом Ж
Механизм W (рис. 2) состоит из пальцев, запрессованных в планшайбу тихоходного вала на радиусе Для уменьшения потерь на трение на пальцах поставлены ролики диаметром 2гр, которые обкатываются по поверхностям отверстий в сателлитах диаметром 2rw = 2гр + 2д, где а — эксцентриситет расположения сателлитов.
Передаточное отношение при остановленном
колесе
Лм = "* / и1 = - *1 / (*2 - «1) •
Радиус R} расположения осей цевок выполняют со смещением относительно радиуса г2 начальной окружности. Коэффициент смещения х = (Яа — r2) / 7^. Принимают х = 0,15...0,25 при ^2 £ 30 и х = 0,25...0,5 при < 30.
Эксцентриситет расположения сателлитов а, их начальные окружности гр г2, радиусы впадин R?x и вершин Ral вычисляют по зависимостям: а = Г2 / «2 = Аг С1 - х) / V Г2 = ^2 (! - хХ
Г1 = г2 г1 / Ф Ап = Аг * а ’ гд> Art = An + где гц — радиус цевки.
Сила, действующая на подшипник одного сателлита, Н:
Г= 0,055 Ту юЧ 1 + (4 Г! / (я / rv
где Ку = 0,53 - 0,63 х, Tv — момент на тихоходном валу, Н * м; линейные размеры в мм.
Максимальная сила, действующая на палец механизма W, Н:
Fn = 0,54 Tv103/(^^, где nw — число пальцев.
Максимальная сила, действующая на цевку, Н: Гц = 0,2 Tv 103 / (rt ^).
Кроме рассмотренных находят применение также цевочные прецессионные редукторы с коническими колесами (См. В.Н.Кудрявцев "Планетарные передачи", М.-Л., Машиностроение, 1966, а также И.А. Бостан "Прецессионные передачи с многопарным зацеплением", Кишинев. ШТИИНЦА. 1991).
1Кв двумя сателлитами
Рве. 2. Основные геометрические
параметры механизма W со смещением
Глава 4
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
1. ОБЩИЕ СВЕДЕНИЯ
Червячная передача представляет собой трехзвенный зубчатый механизм для передачи движения (моментов, мощностей) между валами, оси которых перекрещиваются в пространстве. Аксоидные поверхности подвижных звеньев — червяка и червячного колеса — являются однополостными гиперболоидами вращения, которые обкатываются и скользят друг по другу. Неподвижное звено — корпус передачи — должно содержать опоры валов, масляную ванну или иные устройства для контроля и поддержания в норме смазочных материалов. В наиболее распространенных случаях червяк представляет собой зубчатое колесо с малым числом зубьев (витков) (q = 1 * 4) похожее на винт с трапецеидальной или близкой к ней резьбой, а червячное колесо имеет зубья особой формы (рис. 1).
Передаточное число червячной передачи
м12 = / «2 = rtg Yt / / Z1 , (1)
где и n2 — частоты вращения червяка и колеса; и - делительные диаметры червяка и колеса; — делительный угол подъема линии витка. Число м12 зависит не только от соотношения диаметров dx и d^, но и от угла В связи с этим, в отличие от цилиндрических и конических зубчатых передач, связь начальных
Рис. 1. Цилиндрическая червячная передача: 1 — червяк; 2 — червячное колесо
поверхностей с аксоидами передачи становится неопределенной [13]. Эта свобода позволяет выбирать в качестве начальных поверхностей различные поверхности вращения — цилиндр, гиперболоид, тор и другие. В зависимости от этого различают цилиндрические червячные передачи (рис. 2, группа I, а), глобоидные (группа II, а), тороидише (труппа III, а), а также спироидные [6], полиглобоидные [10] и т.д. В большинстве случаев угол перекрещивания осей валов передачи равен 90°. Однако известны и неортогональные червячные передачи. В специальных случаях червяк может приобретать форму диска (рис. 2, а) или конуса (рис. 2, б), а между червяком и червячным колесом могут находиться тела качения [5]. При выборе типа передачи для непараллельных валов следует учитывать достоинства червячных передач:
а) по сравнению с винтовыми цилиндрическими, имеющими точечный контакт, — большая нагрузочная способность;
б) по сравнению с коническими и гипоидными возможность большого редуцирования (в серийных редукторах ul2 = 8 80, в специаль-
ных случаях — до 1000); плавность и бесшумность работы; возможность иметь двухопорные (не консольные) валы с выходом их в обе стороны за пределы корпуса передачи.
Выявлены также следующие недостатки: низкий КПД (потери на трение в зависимости от ul2 в 3—5 и более раз больше, чем у зубчатых); необходимость применения для. обода колеса дорогих антифрикционных материалов (за исключением тихоходных малонагруженных передач); в связи с повышенным тепловыделением необходимость специальных мер по интенсификации теплоотвода — применения радиаторов, вентиляторов, а в особых случаях — активных теплообменников.
Указанные свойства делают нерациональными червячные передачи для длительной передачи мощности более 30 кВт. Вместе с тем при работе в повторно-кратковременных'режимах они могут оказаться эффективными и при больших мощностях.
Общие сведения
513
и
II
17 Зак. 1113
Рис. 2. Виды ортогональных червячных передач:
а) О = 0; б) 0 < « < я/2; в) « = я/2; г) (я/2) < в < я; <Э) 4
514
Червячные передачи
Особенностью червячных передач является то, что при углах yt подъема линии витков червяка, меньших приведенного угла трения <р’ (см. параграф 11), они проявляют свойство самоторможения, т.е. невозможность передачи движения от колеса к червяку без приложения к последнему положительного вращающего момента. Это позволяет в простых неответственных механизмах (ручных талях, механизмах открывания ворот и т.д.) обходиться без дополнительных тормозных устройств. Вместе с тем использование таких передач в механизмах с большими присоединенными к валу колеса массами связано с опасностью разрушения передачи в момент выбега и требует специальной проверки (см. параграф 17).
2. РЕКОМЕНДАЦИИ К ВЫБОРУ ВИДА ЧЕРВЯЧНОЙ ПЕРЕДАЧИ
Появление различных видов червячных передач (рис. 2) и их многочисленных разновидностей вызвано, с одной стороны, технологическими возможностями реализации одной из геометро-кинематических схем станочных зацеплений при обработке их элементов, с
другой стороны, необходимостью улучшения качественных показателей передач. В связи с этим вид и разновидность червячной передачи •следует выбирать исходя из указанных соображений с учетом объема производства. В конкретных случаях следует дополнительно принимать во внимание возможности обслуживания и ремонта. Так, если заранее известно, что передача должна был» неортогональной или иметь спирально-дисковый червяк, или содержать промежуточные тела качения, то следует обратиться к специальной литературе [5].
При невысоких требованиях к нагрузочной способности и ресурсу, определяемому износостойкостью колеса, в условиях мелкосерийного производства применяют архимедовы (Z4) и конволютные (ZN) червячные передачи. Их названия отражают характер поверхности червяка: в первом случае — архимедова винтовая поверхность, во втором — конволютная. Нарезание этих линейчатых винтовых поверхностей может быть осуществлено на универсальных токарно-винторезных станках, когда прямолинейная кромка резца воспроизводит либо архимедову (рис. 3, а, г), либо (при > 8е) конволютную (рис. 3, б, О) поверхность.
Б- Б Б-Б Б-Б
•)
Рис. 3. Основные разновидности цилиндрических червяков
д) е)
Рекомендации к выбору вида червячной передачи
515
Качество червячных передач зависит от формы, твердости, точности и шероховатости поверхности стальных червяков. Для его повышения применяют термическую обработку с последующим шлифованием рабочих поверхностей витков. Современные шлифовальные станки позволяют шлифовать червяки ZA и ZV. Однако нередко шлифование таких червяков не проводят, оставляя их с низкой твердостью после нарезания резцом, а колеса нарезают летучим резцом, закрепленным на оправке. Наиболее технологичны эвольвентаые (ZI) (рис. 3, в, е) червячные передачи, а также
передачи, нелинейчатая поверхность которых образуется конусом*(2Ж) (рис. 4, а, б) или тором (27) (рис. 5, а, б). Червяки наиболее распространенных эвольвентных передач при высокой твердости могут был» прошлифованы плоской поверхностью шлифовального круга, ось которого должна быть параллельна нормали к эвольвентой винтовой поверхности. Однако существующие станки позволяют шлифовать эвольвентные червяки лишь поверхностью вращения при установке шлифовального круга по рис. 5, а.
Рис. 4. Червяк, образованный конусом: а — вариант ZK2, б — вариант ZK3
а)
Рис. 5. Нелииейчатый червяк:
а — вариант ZT1\ б — вариант ZT2
17*
516
Червячные передачи
Ниже рассмотрены передачи ZI вследствие их технологичности и передачи ZT в связи с их повышенными качественными показателями. По червячным передачам повышенной несущей способности и надежности проф. Г.Ниманном проведены исследования и разработаны расчеты, получившие распространение во многих странах [27]. Глобоидные червячные передачи, также обладающие высокими показателями, значительно дороже остальных, требуют высокой технологической культуры производства и последующего обслуживания (см. §19).
3. КАЧЕСТВЕННЫЕ ПОКАЗАТЕЛИ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Для червячных редукторов существует около 20 показателей технического уровня и качества [22]. Из них собственно для червячных передач важнейшими являются: вращающий момент (Г2) на валу колеса, КПД (л) и ресурс. При однотипных материалах и смазках эти три показателя в основном зависят от формы сопряженных поверхностей зубьев колеса и витков червяка. Предварительная оценка влияния формы на качественные показатели может быть выполнена с использованием методов классической теории зубчатых зацеплений [13]. В этой теории рассматривается зацепление идеальных, жестких, точно расположенных поверхностей, не подверженных деформациям и износу. Масляная пленка, разделяющая сопряженные поверхности, также не рассматривается. Несмотря на такую идеализацию, теория зацеплений дает базовые представления о контактировании сопряженных поверхностей. По этой теории рабочий червяк идентичен производящей поверхности червячной фрезы, нарезающей зубья колеса в станочном зацеплении, воспроизводящем движение червяка и колеса в рабочем зацеплении. При этом поверхности зубьев колеса должны получаться как огибающие ряда последовательных положений поверхности витков червяка в их относительном движении, а касание между ними должно происходить по контактным линиям сложной формы. Форма контактных линий зависит в основном от формы поверхности червяка, но может несколько изменяться при разных соотношениях между его начальными и делительными поверхностями (зависит от коэффициента х смещения червяка, см. параграф 6). На рис. 6 показано расположение контактных линий, характерное для передач ZI и ZT.
Гидродинамическое трение в зацеплении может существовать [24, 25] при нагрузках, составляющих лишь долю от допустимого Т2 в длительном режиме. На рис. 7 показана зависимость приведенного коэффициента трения /„р от частоты вращения червяка глобоидной передачи редуктора РГУ-125, показывающая возможности перехода из граничного режима трения в гидродинамический [24]. Все попытки целенаправленного изменения формы червяка и колеса и формы контактных линий (нарезание колес фрезами большего, чем рабочий червяк, диаметра для формирования клинового зазора на входе в рабочем зацеплении, замыкание контактных линий) дали незначительный результат. Исходя из факта реализации при номинальных нагрузках и скоростях лишь граничного трения, неизбежный при этом износ элементов передачи следует считать решающим фактором в формировании качественных показателей передачи.
Идеальные условия взаимного огибания поверхностей, которое принимаются в теории зубчатых зацеплений, не могут быть выполнены по ряду причин — отличие формы, положения и деформаций элёментов станочного и рабочего зацепления является неизбежным. Поэтому неизбежной является и начальная неполнота контакта в червячной передаче. Это легко устанавливается по натиру зубьев колеса в начале эксплуатации. Как и в зубчатых передачах, для более яркого выделения пятна контакта на червяк наносят краску (рис. 8). Величина и расположение начального пятна контакта (его локализация) играют существенную роль в изменении качества передачи. В процессе изнашивания пятно контакта растет, постепенно приближаясь к расчетному. При этом реализуется многолинейность (много-парность) контакта.
Контактные лании
a) f)
Рис. б. Контактные линии в передаче с червяком ZI(a) иЗТ(б)
Качественные показатели червячных передач
517
Рис. 7. Зависимость приведенного коэффициента трения/^ от частоты вращения червяка: а — прямой ход; б — обратный ход; червяк глобоидный, масло цилиндровое 52; 1 — 0,05 Т2; 2 — 0,1Т2; 5-0,15Т2; 4-0,2Т2; 5 - 0,ЗТ2; б-0,4Т2
a) S) 6)
Рис. 8. Расположение начального пятна контакта на зубьях червячного колеса: а и в — неправильное; б — оптимальное
Способы управления начальной локализацией пятна контакта изучают с целью его дальнейшего направленного роста. В основном все рекомендации сводятся к тому, чтобы обеспечить начальное пятно контакта несколько смещенным к выходу из зацепления, но с некоторым удалением от его теоретических границ (рис. 8, б). В качестве приемов управления расположением начального пятна контакта применяют смещение фрезы при нарезании колеса, увеличение ее диаметра, изменение взаимного положения элементов передачи. Первые два приема позволяют в значительной мере упростить технологию сборки передачи
при массовом производстве. Однако точность передачи движения в таких передачах подлежит специальному анализу.
Износ, формируя новую геометрическую форму поверхностей, одновременно формирует и отвечающее ей новое напряженное состояние их контакта, отличное от начального. Поскольку при изнашивании, пропорциональном пути скольжения, неразрывность контакта вдоль контактных линий сохраняется [25], то наложение поля скоростей скольжения на поле контактных линий (поле зацепления) может указать концентрацию нагрузки в наиболее напряженной точке на зубе колеса. В районе
518
Червячные передачи
этой точки (обычно на выходе из зацепления) при известных условиях должно начаться усталостное выкрашивание поверхности колеса, что хорошо подтверждается экспериментом и практикой работы червячных передач всех видов (рис. 9). Выкрашивание ведет к перераспределению контактных давлений и ослаблению их концентрации. Локальное выкрашивание выходной зоны зуба колеса не снижает заметно его несущей способности. Вместе с тем в результате износа, как правило, вступают в контакт неглавные поверхности — кромки витков червяка и переходные поверхности зубьев колеса. Известные меры для преодоления этих негативных явлений в передачах ZI тл ZT учтены в расчете геометрии передач (см. параграфы 5, 6). Все это еще раз подтверждает, что износ является решающим фактором в формировании качественных показателей передачи. Отсюда следует, что их повышение необходимо вести путем минимизации энергетических затрат при изнашивании передачи в режиме граничного трения. Первоочередная оптимизация по энергетике износа должна проводиться потому, что износ формирует определенную геометрическую форму трущихся поверхностей (так называемую “форму естественного износа” [25]), образование которой
Рис. 9. Выкрашивание зубьев червячных колес: а — после 7,5 • 10s циклов; б — после 2,36 • 10б
циклов
зависит лишь от времени изнашивания в заданных условиях. Начальное несоответствие этой форме вызывает переходный процесс интенсивного изнашивания сопряжения, тем большего, чем больше начальное несоответствие. Процесс самопроизвольного образования и дальнейшего самоподдержания формы естественного износа является естественным процессом, отражающим фундаментальные принципы самоорганизации термодинамически открытых диссипативных систем. Попытка увеличить ресурс передачи по износу путем, например, повышения твердости червяка, не соответствующего форме естественного износа, приводит лишь к сохранению его исходной, т.е. неоптимальной формы. Поэтому результат таких действий обычно не отвечает ожидаемому. Аналитическим путем можно проводить энергетическую оптимизацию зубчатых и червячных передач всех типов [25]. Существуют и другие критерии оптимизации зацепления червячных передач, связанные с исключением особых узловых точек контактных линий, повторного контактирования, а также другие критерии, которые должны рассматриваться в связи с энергетическими.
4. ОСНОВНЫЕ ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Основное геометрическое соотношение для цилиндрической червячной передачи любого вида:
а* = 0,5 т (д + + 2 х) , (2)
где — межосевое расстояние; т — осевой модуль червяка; q = dx/m — коэффициент диаметра червяка; — число зубьев колеса; х — коэффициент смещения червяка.
Возможны различные сочетания параметров для выполнения этого соотношения. С целью сокращения номенклатуры дорогого инструмента рад параметров регламентирован ГОСТ. Так, значения осевых модулей т по ГОСТ 19672—74 выбирают из ряда: 1,0; 1,25; 1,6; 2,0; 2,5; 3,15; 4,0; 5,0; 6,3; 8,0; 10,0; 12,5; 16,0; 20,0; 25,0 мм. Допускаются 1,5; 3,0; 3,5; 6,0; 7,0; 12,0 мм.
Межосевые расстояния по ГОСТ 2144— 76: 1-й ряд (предпочтительный): 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500 мм; 2-й ряд: 140; 180; 225; 280; 355; 450 мм.
Этим же стандартом регламентированы ряды номинальных передаточных чисел ином: 1-й ряд
Основные геометрические параметры червячных передач
519
(предпочтительный): 8; 10; 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 2-й рад: 9; 11,2; 14; 18; 22,4; 28; 35,5; 45; 56; 71. Фактические передаточные числа и12 не должны отличаться от номинальных более чем на 4 %.
ГОСТ 19672—74 предусматривает рад коэффициентов диаметра червяка q: 1-й рад: 8; 10; 12,5; 16; 20; 2-й рад: 7,1; 9,0; 11,2; 14; 18; 22,4.
Указанные стандартные параметры не распространяются на червячные передачи редукторов специального назначения, а также на нередукторные передачи (делительные передачи станков, поворотных столов и др.). Поскольку в тех же ГОСТ возможности для выбора z{ ограничены тремя значениями 1; 2; 4, то выбор Z2 (при заданном ином) также невелик. В силовых передачах следует назначать z{ таким, чтобы лежало в пределах 30—90. Для того, чтобы точнее сориентировать конструктора, в ГОСТ 2144—76 дано справочное приложение, в котором сочетание основных параметров передачи /и, q, а также числа зубьев колес ^2» соответствующие принятым основным параметрам, увязаны с коэффициентом х и фактическим передаточным числом и12. Вместе с тем значение х может входить в число исходных данных для передач ZI и ZT. В этом случае неизбежны отклонения от регламентаций ГОСТ в части q и и12. Предельные значения х ограничиваются условиями отсутствия подрезания, с одной стороны, и отсутствия заострения зубьев колеса — с другой [13].
Кроме указанных параметров в дальнейших расчетах следует считать принятым как стандартный угол профиля а = 20е, измеряемый у архимедовых червяков в осевом сечении, у конволютных — в нормальном сечении, у эвольвентных — в нормальном сечении косозубой рейки, сцепляющейся с червяком (ая). В технически обоснованных случаях допускается применение для передач Z1 значения ося, отличного от 20е. Для передач ZT угол профиля в осевом сечении витка червяка, измеренный на делительном цилиндре, ах = 22е.
При единичном производстве управление расположением начального пятна контакта достигается регулированием (как -правило, неоднократным) положения средней плоскости венца колеса относительно червяка, а иногда и положения оси червяка после контроля пятна контакта по краске или натиру. При массовом производстве такие приемы нерациональны. В таком случае прибегают к преднамеренному незначительному искажению (отводу) поверхности зубьев колес по высоте (профильная
модификация) или по длине (продольная модификация). При этом погрешности сборки с учетом заданной степени точности не должны существенно изменять локальное положение начального пятна контакта. Локализация — это вынужденное начальное уменьшение пятна контакта против расчетного, которое не должно сохраняться более 0,05 от среднего ресурса передачи. Иначе в расчет прочности следует закладывать уменьшенную длину контактных линий. Существуют различные методы локализации пятна начального контакта. Ниже дан геометрический расчет передач 27 и 2Т с учетом наиболее освоенного промышленностью метода, при котором колесо нарезается фрезой большего диаметра, чем рабочий червяк (рис. 10). С целью установления различий ГОСТ 19036— 81 вводит понятие исходного (имеющего форму стандартного рабочего червяка) и исходного производящего червяка (некоторого воображаемого червяка, образующего стандартные размеры и форму зубьев червячного колеса). Параметры, относящиеся к исходному производящему червяку имеют индекс "0", например </0, т0 и т.д. Если локализация не предусматривается, то в дальнейших расчетах следует полагать qQ = qb mQ = т и т.д.
Рис. 10. Схема установки фрезы большего диаметра, чем рабочий червяк
520
Червячные передачи
5. ИСХОДНЫЙ ЧЕРВЯК И ИСХОДНЫЙ ПРОИЗВОДЯЩИЙ ЧЕРВЯК
Коэффициенты параметров витков исходного червяка должны соответствовать значениям, приведенным в табл.1. Значения всех параметров получают умножением соответствующего коэффициента на модуль т.
Значения коэффициентов параметров витков исходного производящего червяка, отличные от значений коэффициентов исходного червяка, ' должны соответствовать табл.2.
6. РАСЧЕТ ГЕОМЕТРИИ ЦИЛИНДРИЧЕСКИХ МОДИФИЦИРОВАННЫХ ПЕРЕДАЧ
Расчет распространяется на ортогональные червячные передачи с продольной модификацией зуба колеса и червяками U и ZT (табл.3— 6). При проектном расчете для предварительного определения /и и q следует воспользоваться данными параграфа 18, причем q <5 (2aw/m) - %.
1. Коэффициенты параметров витков исходного червяка
Наименования и обозначения коэффициентов Числовые значения или формулы
ZI ZT
Коэффициент высоты витка Коэффициент высоты головки витка h*ai Коэффициент высоты ножки витка h д Коэффициент граничной высоты витка А’Л, не менее Коэффициент глубины захода h *w Коэффициент радиального зазора у поверхности впадин червяка Коэффициент радиального зазора у поверхности впадин колеса с2 Коэффициент расчетной толщины витка з Коэффициент радиуса кривизны переходной кривой витка р д Коэффициент радиуса образующей дуги окружности шлифовального круга р‘ 2 +с\ 1,0 1,0 + 2,0 2,0 0,2 0,2 з* £ 1,4 при ося = 20е, з* £ 1,2 при ося = 15е 0,2 2 + 1,0 1,0 + с\ 2,0 2,0 0,2 0,2 1,05—1,20 при осх = 22е. После уточнения х з* = 0,92 + 0;15х 0,2 4,8-6,0 (при = 1, р* = 5,1)
Примечания: 1. Допускается увеличение коэффициента радиального зазора у поверхности впадин колеса до с2 = 0,3.
2. Обязательно уточнение расчетной толщины витка исходного червяка для обеспечения гарантированного бокового зазора по ГОСТ 3675—81.
3. Форма впадин ниже граничной высоты витка А*л может быть выполнена любыми переходными кривыми.
4. Кромка головки витка притупляется по радиусу рь = 0,05m или фаской соответствующей величины.
Расчет геометрии цилиндрических модифицированных передач
521
2. Коэффициенты параметров витков исходного производящего червяка
Наименования и обозначение коэффициентов Числовые значения или формулы
ZI ZT
Коэффициент диаметра исходного производящего червяка 0*о Коэффициент модуля исходного производящего червяка т*0 Коэффициент высоты витка Л*10 Коэффициент высоты ножки витка h д0 Коэффициент высоты головки вицса А*а10 Коэффициент граничной высоты витка А’Л0, не менее Коэффициент высоты головки витка до начала закругления Коэффициент радиуса скругления кромки витка p*tt0 Коэффициент расчетной толщины витка з*0 Коэффициент радиуса дуги окружности производящего тора р*0 (1,02 * 1,5)0 (tg Yi = £ 2,0 + < 1,0 1,0 2,0 С s*0 £ s* cos (1,02 + 1,2)? :os y/cos y0 7; tg y0 = z,/ д'J c t + c2 + c\ + c‘2 + c-2 1.0 ),2 <Yi ~ Y0) 4,6—5,8 или p‘0<p* - 0,2
Примечание. Большие значения рекомендуется принимать при а* £ 80 мм, т £ 2 мм, £ 5°.
3. Исходные данные для расчета геометрии передачи
Наименования параметров Обозначения Наименования параметров Обозначения
Вид червяка Модуль Коэффициент диаметра червяка Межосевое расстояние передачи Число витков червяка Радиус образующей дуги шлифовального круга (для червяков ZT см.табл.2) Номинальное передаточное число Допустимая погрешность wH0M ZIf ZT т Q а* р Мвом Исходный червяк и исходный npoi червяк (ио табл.1 и 2) Угол профиля Коэффициент высоты витка Коэффициент высоты головки витка Коэффициент глубины захода Коэффициент расчетной толщины витка Коэффициент радиуса кривизны переходной кривой Коэффициент диаметра производящего червяка Коэффициент высоты головки производящего червяка Коэффициент положения центра пятна касания на зубе колеса 13ВОДЯЩИЙ а . а Л» X А* «г 3 р/1 «0 аЮ А
522
Червячные передачи
4. Расчет геометрии червяка и червячного колеса
Наименование и обозначение параметров Расчетные формулы и указания*
Геометрические параметры и передаточное число
Коэффициент смещения червяка х х = (а„/т) — 0,5(1/^ + q) Рекомендуется: 0 £ х £ 1; для передач ZI (ал = 20е) предпочтительно х = 0,5; для передач ZT 1,0 £ х < 1,4 предпочтительно х = 1,1 1,2
Число зубьев червячного колеса = (2ew/m) — 2х — q Округляется до ближайшего целого числа, затем уточняется х по формуле х = (а„/т) — 0,5(г, + q)
Передаточное число (фактическое) ип «12 = Zi/Zt
Погрешность передаточного числа Ди Ди = “12 ~ “-°м 100 % Инои При необходимости уменьшить погрешность изменяют х и
Диаметры червяка и червячного колеса (рнс. 11, 12)
Рис. 11. Геометрические параметры червяков
Рнс. 12. Геометрические параметры червячных колес
Делительный диаметр червяка dx червячного колеса
Начальный диаметр червяка tfwl Делительный угол подъема Начальный угол подъема yw Основной угол подъема уь Основной диаметр червяка db Высота витка червяка
Высота головки витка червяка Ла1
dv = qm
dwl = (Я + 2x)m
tg Yi = Z{/q
tg Yw = Z{/(q + 2x)
cos yb = cos cos ая (для червяка 27)
db = zi™/ tg Уь U71* червяка ZI)
h{ = h
Расчет геометрии цилиндрических модифицированных передач
523
Продолжение табл. 4
Диаметр вершин витков червяка da{ зубьев червячного колеса d^ Наибольший диаметр червячного колеса d^ Размеры, характеризующие форму Радиус кривизны переходной кривой червяка Рд Длина нарезанной части червяка Ь{ а<л = rfi + 2 А*«1 т + 2 (Л\ - Л’в1 + х) т d = d + 6 т л \ + к ’ к = 2 — для передач 27; к = 4 — для передач ZT. При и«ом = 31>5 da^a = Чш2 — ~~ <-ПЛЯ ПеРеДаЧ нарезанной часта червяка венца червячного колеса Pfl = Р}1 т "2 2 2 при х £ 0,75; = 14 т при х = 0; д. = Ь\ + ( ———) х 0,75 при 0 < х < 0,75. Принимают ближайшее целое число
Ширина венца червячного колеса Ь2 b2 = 0,355aw для одно- и двухзаходных передач b2 = 0,315aw<iuiH четырехзаходных передач
Радиус выемки поверхности вершин зубьев колеса R (д'0/2 - Л-„ + Л‘в1); Д™ “вон = 31>5
Расстояние от оси червяка до центра образующей окружности шлифовального круга (для ZT, см.табл.5) а V (0,5 д')2 + (0,5 Zt)2—(p’ sin у„)2 а = т ic* + ' cos уи - 0,5 Z, tg где с находят путем итераций из уравнения [с* (“^f"' с*)] 005 Уи t8ax= > 2д (а - с cos2 уа) V (р‘)2 - (с*)2 где а = а/т
Угол скрещивания осей червяка и шлифовального круга (для ZI) уи Ш У и = /(2а)
524
Червячные передачи
5. Расчет станочной наладки для нарезания зубьев колеса (рис. 10)
Наименование и обозначение параметра Расчетные формулы и указания
Межосевое расстояние в станочном зацеплении (при обработке зубьев колеса) аж 410 ' [Чг1 + 2 (Лв10 - Лв1)] = а + , wC W 2 где d^ — наружный диаметр червячной фрезы; Лвю = Л*в10 т — высота головки витка производящего червяка
Межосевой угол в станочном зацеплении Ес кс Хе = (1 +^-)(Yo“Yi) + «/2, ще кс = 0-j-0,3; кс = 0, ?*0 = q соответствует положению расчетного пятна контакта в средней части зуба колеса; кс > 0 — соответствует положению пятна контакта на выходе из зацепления; рекомендуется кс~ ОД z{-
Примечание. Для иепереточеииой червячной фрезы ее расчетный наружный диаметр ' cos у0 '
б. Расчет размеров для контроля взаимного положения профилей витков червяка 27
Наименование и обозначение параметров Расчетные формулы
Расчетный шаг червяка р{ р{ = п т
Ход червяка pzl Ра = РА
Делительная толщина по хорде витка червяка 5а1 Sal = S*m cos Yi
Высота до хорды витка ha[ *<il = h’al m + °*5 3.1 X x tg ^0,5 arcsin j
Диаметр измерительных роликов D D £ 1,67m Рекомендуется брать ближайшее большее значение D по ГОСТ 2475—88
Размер червяка по роликам COS Yi Мх = dx — (pt — + tg a + D (1 / sin a + 1) для 27 a = 20°
Точность изготовления червячных передач
525
7. ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Нормы точности червячных цилиндрических передач и червячных пар (без корпуса) с модулем от 1 до 25 мм регламентированы ГОСТ 3675—81. Нормы распространяются на ортогональные передачи ZA, ZI, ZK с делительным диаметром червяка до 450 мм и колеса до 6300 мм. Установлены 12 степеней точности, для каждой из которых предусмотрены нормы кинематической точности, нормы плавности и нормы контакта зубьев и витков. Степени точности 3—6 рекомендовано использовать для передач с высокой кинематической точностью, а 7—9 — для силовых передач (табл.7).
7. Стелет точности червячных передач
Степень точности Скорость скольжения м/с Особенности технологии изготовления
7 10 Червяк закален, шлифован и полирован. Колесо нарезают шлифованными червячными фрезами и доводят фрезами-шеверами. Обкатка под нагрузкой с контролем пятна контакта
8 5 То же, но допускается неполированный червяк
9 2 Червяк не шлифуют, колесо нарезают любым способом
Червячные передачи более чувствительны к погрешностям монтажа, чем зубчатые передачи. Поэтому допуски на межосевые расстояния и положение средней плоскости венца колеса относительно червяка более жесткие. Конструкция узла должна предусматривать регулирование его положения вдоль оси. В некоторых случаях предусматривают возможность регулирования угла между осями с помощью эксцентриковых втулок вала червяка.
В. тех случаях, когда проводят продольную или профильную модификацию боковых поверхностей зубьев колеса и витков червяка, а также предусматривают специальные требования к форме и расположению пятна контакта,
показатели и нормы, определяющие контакт колеса и червяка, устанавливают независимо от ГОСТ 3675-81.
У быстроходных червяков для избежания дисбаланса отношение (см.табл.4)
должно быть целым числом, торцовые поверхности червяков следует выполнять плоскими. При недопустимости зазора в червячной передаче средней точности червяк делают с переменной толщиной витков и устраняют зазор осевым перемещением червяка. Применяют также привод колеса двумя червяками с натягом между ними.
8. СТАТИКА И КИНЕМАТИКА ЧЕРВЯЧНОЙ ПЕРЕДАЧИ
В установившемся движении, рассматривая равновесие элементов передачи, реакции связей включают в число задаваемых сил. С целью упрощения сложного фрикционного многолинейного контакта считают, что главный вектор реакции связей сосредоточен в полюсе зацепления. Его удобно задавать тремя взаимно перпендикулярными составляющими (рис. 13, а и б). Окружная сила Ftl на червяке численно равна осевой силе F^ для колеса, а окружная сила Ft2 на колесе — осевой силе Fal для червяка, т.е.
_ 2 Tj •103
2 T2-10J % = (3)
где 7] и Т2 — вращающие моменты на червяке и колесе, Н •' м. /".*
Рис. 13. Силы в червячной передаче
526
Червячные передачи
Окружная и осевая силы на червяке связаны между собой соотношением
Л>1 = Л1 / *8 (Yw ± ф’) > (4)
где знак «+» относится к прямому тяговому режиму, а знак «—» — к инверсному тяговому режиму для несамотормозящихся передач.
Часто пренебрегают трением при определении сил в установившемся движении. Тогда, принимая ал « а, находят нормальную силу (главный вектор)
F, = Fn I (cos « cos Yw) (5) и силу распора между колесом и червяком
Fr = Fii *8 a / cos Y„ • (6)
Вращающий момент на колесе при ведущем червяке
Т2 = 7j ип т]12 . (7)
При свободном или тормозном выбеге момент Т2к в зацеплении следует определять по формулам параграфа 17. В дальнейших расчетах для упрощения использованы значения скорости скольжения и скорости перемещения контактной линии по поверхности колеса (“скорости качения”) zrK, вычисленные в точке полюса. Приближенные выражения для определения и в полюсе (м/с):
vs = я m n{(q + 2х) / (cos 103); (8)
= 1,68 «2 • 10“3 . (9)
Здесь п2 — в с-1. Аналогично зубчатым передачам коэффициент перекрытия для червячных передач определяют как среднее число пар зубьев, находящихся в одновременном зацеплении. Точное определение коэффициента перекрытия для идеальных передач сложно, поэтому прибегают к его вычислению в средней плоскости, где воспроизводится картина зацепления колеса с рейкой. Для передач ZA и ZI со стандартными параметрами при ал - a = 20* коэффициент перекрытия
е, = V [0,17 Zi + 0,34 (х + I)]2 - (0,16 ^)2 -
- 0,058 Zi + 1,01 (1 — х) . (10)
Общий коэффициент перекрытия еобщ 5 £Г
9. МАТЕРИАЛЫ ЧЕРВЯЧНЫХ ПАР
Исходя из особенностей работы червячного зацепления, общие требования к материалам червячных пар формулируют следующим образом: прочность, антифрикционность, прирабатываемость. Для обеспечения антифрик-ционности следует выбирать разнородные металлические материалы (или покрытия), обладающие низкими адгезионными свойствами, способные достаточно быстро и устойчиво (в присутствии смазочных материалов) образовывать вторичные поверхностные структуры, предотвращающие катастрофические формы изнашивания — задир, заедание. Для неметаллических материалов решающими свойствами являются плотность, теплоемкость и теплопроводность. Поскольку при приработке на червяк возлагается роль формообразующего элемента, его прочность, твердость поверхности (закаленного слоя, покрытия) должны быть выше соответствующих свойств колеса.
Материалы для червяков делят на группы: I — нетермообрабатываемые; II — улучшаемые; III — поверхностно-закаливаемые; IV — цементуемые под закалку ТВЧ; V — подвергаемые специальным видам поверхностной обработки (азотирование, хромирование и др.) (табл.8). Наиболее применяемый материал —
8. Характеристики материалов червяков
Труп-па Материал Допустимые напряжения изгиба МПа Твердость рабочих поверх-4 ностей HRC3
I Чугуны СЧ15, СЧ20 ‘ Стали Ст5, 35, 45 50-80 90-160 —
II Стали 40Х, 45Х,40ХН 150-200 30-38
III Стали 40Х, 45Х, 40ХН 190-225 48-54
IV Стали 20, 15Х, 20Х, 18ХГТ (с цементацией) 190-250 57-64
V Сталь 40ХНМА (с азотированием) 250 54-60
Материалы червячных пар
527
9. Основные характеристики бронз и латуней для червячных колес
Марка ГОСТ Способ отливки Временное сопротивление ов, МПа Предел текучести аг МПа Твердость НВ Модуль упругости Е- IO"4, МПа Предел использования по скорости скольжения м/с
БрО10Ф1 613-79 П К 215 245 120 160 75-90 80-100 7,35 25
БрОНФ — ц 284 170 100-120 9,81 35
БрОбЦбСЗ к п 176 147 12
БрО5Ц5С6 613-79 к 176 80-100 60-75 7,35 12
БрО4Ц7С5 п 147 10
БрО4Ц4С17 к, п 147 10
БрА9ЖЗЛ 493-79 п к ц 400 500 500 200 ПО 115 120 5
БрА10Ж4Н4Л к 600 170
БрА10ЖЗМц2 к 500 100-120 9-10 5
ЛАЖМц66-6-3-2 п к ц 600 650 700 240 160 4
ЛМцС58-2-2 17711-80 к п 350 250 140 80 70
ЛМцОС58-2-2-2 к п 320 300 180 100 90
Условные обозначения способов отливки: П — в песок; К —.в кокиль; Ц — центробежный способ.
сталь 18ХГТ. Венцы червячных колес изготовляют в основном из бронзовых сплавов. Чем выше содержание олова в бронзе, тем она дороже, но тем выше способность к образованию вторичных структур и ниже адгезия к стали. Худшими в этом смысле свойствами обладают латуни и чугуны. Значительное влияние оказывает способ отливки заготовки (табл.9). На уровне свойств высокооловянистых бронз находятся свойства порошковых материа
лов на основе сульфидированной железомеди. Косвенной характеристикой противозадирных свойств материала колеса, работающего в паре со стальным червяком, является ограничение скорости скольжения (табл.9).
Основные характеристики материалов для червячных колес приведены в табл.9—1Г.
При расчетах на нацэев и отсутствие заедания необходимы некоторые дополнительные данные о материалах (табл. 12).
528
Червячные передачи
10. Основные характеристики чугунов для червячных колес (но ГОСТ 1412—85)
Марка Временное сопротивление ов, МПа, при толщине стенки 15 мм НВ, не более, при толщине стенки, мм
4 15 150
СЧ10 100 205 190 120
СЧ15 150 241 210 130
СЧ20 200 255 200 143
СЧ25 250 260 245 156
СЧЗО 300 — 260 163
СЧ35 350 — 275 179
И. Основные характеристики неметаллических материалов для червячных колес
Материал ов, МПа £-10-э, МПа Теплостойкость, •с
Текстолит Капрон Капролон В 100 60-70 90-95 6-10 1,5 2-3 120-150 180-260 215-220
12. Дополнительные характеристики материалов
Материал Плотность ру кг/м3 Теплопроводность X при 20-90’С, Вт/(м • *С) Удельная теплоемкость Су Дж/(кг--С)
Сталь Оловян истая бронза 7850 8760 50—57 42-50 -460 -370
Бронза с содержанием алюминия 8760 -80 -420
Латунь 8500 -100 -390
Чугун 7300 -40 -520
Текстолит 1300—1400 0,25-0,35 1,5 • 103
Капрон ИЗО -о,3 (1,7*2,1)103
Капролон 1160 -1,2 1,6-103
10. СМАЗЫВАНИЕ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Смазывание червячных передач уменьшает трение и износ их элементов, обеспечивает отвод теплоты и продуктов износа от трущихся поверхностей, а также защищает от коррозии. От правильного выбора смазочных материалов, методов их подачи в зацепление, а также способов контроля и поддержания их уровня во многом зависит безотказность и долговечность червячных передач. Применяют три основных способа смазывания передач: картерный с окунанием червяка или колеса, картерный с разбрызгиванием и принудительный со струйной подачей масла в зону зацепления. Как правило, опоры валов смазываются тем же объемом масла, для чего иногда применяют устройства для разбрызгивания или съема масла с колеса и подачи его по маслопроводящим каналам к подшипникам. При смазывании окунанием и непрерывной работе минимальный уровень масла устанавливают: а) при нижнем червяке — до оси червяка; б) при верхнем червяке: до оси колеса при £ 80 мм, до оси червяка при > 80 мм; при повторнократковременном режиме работы уровень должен достигать зацепления. Уровень масла в ванне контролируют с помощью маслоука-зателей, щупов или пробок. Избыток масла ведет к повышению потерь и перегреву передачи. Система уплотнений крышек, валов, трубопроводов должнй надежно удерживать смазочный материал от вытекания. При этом особое внимание следует обращать на манжетные уплотнения выхода вала червяка. Шейки вала под манжеты должны иметь твердость £ 40 HRC3 и быть прошлифованы до Ra = 0,63 * 1,25 мкм; в противном случае потери на трение слишком велики, а долговечность манжет не будет достигать 0,25 ресурса передачи. При наличии вертикальных валов верхний подшипник обычно смазывают одноразовой набивкой пластичным смазочным материалом. Пластичные смазочные материалы для зацепления применяют в приборных передачах или при ручном приводе, если частота вращения червяка не превышает 3 с~1. При । окружных скоростях червяка, превышающих 10 м/с, а также при наличии централизованной системы смазывания (например, в станках) применяют струйную смазку под давлением. В этом случае используют маловязкие масла типа И-Г-С-32.
Смазывание червячных передач
529
13. Масла для червячных передач с картерным смазыванием
Марка масла ГОСТ, ТУ Температура окружающей среды, °C Скорость скольжения, м/с
до 1 0,5-2,5 2,0-4,0 3»: 5-6,0 5,0-10
Основные: И-Г-С-220 И-Т-С-320 ТУ 38-101413-78 + 50 -ь - 15 + 50 - - 15 + + + + + + +
Заменяющие: МС-20 ГОСТ 21743-76 + 50 - - ia + + + +
Цилиндровое 52 ГОСТ 64Ц-76 + 50 -i- - 5 + + +
АСЗ„-б ТУ 38-10111-75 + 25 - 42 + + + +
АСЗ„-10 ТУ 38-101267-72 + 25 4- - 36 + + + + +
14. Легированные и нелегированные масла
Марка масла Вязкость, мм/с, при температуре, *С Температура, *С Критическая температура разрушения масляной пленки Оцр/С
вспышки в открытом тигле застывания
50 100
Основные: И-Г-С-220 110-118 15 225 - 15 195
И-Т-С-320 147-158 20 230 - 15 200
Заменяющие: МС-20 158 20 270 - 18 210
Цилиндровое 52 650 50-70 310 - 5 180
АСЗ„-6 — 8 165 -42 90
АСЗо-10 — 10 170 - 36 100
Марки масел выбирают в зависимости от технических характеристик редукторов и условий их применения. Исходными данными для выбора марки масла являются: скорость скольжения в зацеплении, режим работы, температура окружающей среды, условия теплоотвода и расположение червячной пары в пространстве. Рекомендации по применению марок масел для червячных передач с картер-* ным смазыванием даны в табл. 13.
Свойства легированных и нелегированных масел для червячных передач даны в табл. 14.
Правильность выбора марки масла при картерном смазывании в длительном или повторно-кратковременном режиме работы проверяется расчетом на отсутствие заедания. Рекомендации, встречающиеся в справочной литературе и паспортах редукторов, относи
тельно предельных температур масла в картере (90*С для нелегированных и 110*С для легированных) являются только ориентировочными. При струйном смазывании под давлением температура масла регулируется мощностью теплообменника.
Первую замену масла в картере редукторов рекомендуется проводить через 120—150 ч работы; в дальнейшем масла марки И-Г-С меняют через каждые 2000 ч, нелегированные масла — через 500 ч. Заливку или доливку новой порции масла следует проводить до указанного выше уровня в неработающем редукторе. Проверку уровня в работающем редукторе производить не следует, так как масло наволакивается на вращающиеся детали и стенки, а при нижнем червяке сгоняется им, как шнеком, к одному из подшипников.
530
Червячные передачи
11. КПД И ПОТЕРИ МОЩНОСТИ В ЧЕРВЯЧНЫХ ПЕРЕДАЧАХ
В установившемся движении передачи различают КПД прямого тягового ц12 и инверсного тягового т)21 режима:
412= А / А » ’Ы в А / А » где в числителе — полезная мощность, снимаемая с ведомого элемента вала-колеса (Р2) или червяка (Pt); в знаменателе — подводимая мощность к ведущему элементу — червяку или колесу.
При < <р' передача движения от колеса к червяку невозможна без приложения к последнему положительного вращающего момента. Для характеристики этого режима движения, называемого оттормаживанием, вместо КПД вводят понятие коэффициента отгормаживания
Режим оттормаживания не должен быть характерен для установившегося движения. Проверку возможности выбега машины в этом режиме проводят в соответствии с параграфом 17.
Расчет КПД проводят по схеме последовательных потерь мощности, имея в виду общую зависимость ц12 = 1 — ф, где у = Р'/(7\ со— коэффициент потерь, т.е. мощность Р' потерь, отнесенная к подводимой мощности в прямом тяговом режиме. Поскольку, как правило, при проектировании задается лишь полезная мощность, то абсолютную мощность потерь можно относить к полезной мощности, делая при этом несложный пересчет:
V = 1------—. (11)
1 + Р'
где у = —---------условный коэффициент
А Ш2
потерь, отнесенных к полезной мощности.
Потери мощности Р’ в передаче складываются из потерь:
а) на валу червяка (Prt) — в соединительной (с электродвигателем) муфте, в подшипниках, в уплотнениях, на перемешивание и разбрызгивание масла, на работу вентилятора;
б) в зацеплении (7>'зад);
в) на валу колеса (Р2) — в подшипниках, уплотнениях. При расчете Р’2 следует учитывать не только внутренние силы передачи, нагружающие подшипники, но и внешние осевые и консольные нагрузки.
Для прямого тягового режима
Л12 = Чп3811 (1 - Vt) - V2 > (12)
где П^3311 — КПД зацепления; = Р\ / Р(;
*2 = Л/Л-
Рис. 14. Характер распределения потерь в редукторах типа РЧУ:
7 — в уплотнениях; 2 — в подшипниках; 3 — в зацеплении и на размешивание масла
Для инверсного тяговою режима
1hi = 1hi’“(1 - Vj)-> (13)
где Ц21зад — КПД зацепления в режиме
обратного потока мощности; = Р\/Р7\ = Р
Для режима отгормаживания
Й21 = M2i3an(1 — V2) + Vi , (И)
где Ц213ац “ коэффициент оттормаживания зацепления.
Подробный расчет всех составляющих потерь изложен в справочных руководствах [16, 17, 19]. Примерное соотношение потерь в стандартных червячных редукторах дает рис. 14 [22]. Потери в уплотнениях и подшипниках зависят от мН0М и могут достигать 25—40% от потерь в зацеплении. Многое зависит от конструкции передачи. Например, на валу червяка могут был» одна или две манжеты, .вал колеса может опираться на цилиндрические, шариковые или конические подшипники, могут отсутствовать вентилятор и брызговик и т.д Расчет потерь в подшипниках дается в части два, раздел III, гл.2 “Подшипники качения”.
В зацеплении теряется основная часть мощности, поэтому расчет его КПД ведут подробно, с учетом коэффициента перекрытия ег Для прямого тягового режима
<15)
ts (Y1 + <Р) 2
КПД и потери мощности в червячных передачах
531
Для инверсного тягового режима
-зап- «8(Г1-»') ", _Ь_
'•21 ~ •'пр
tgr1 2 п₽
Для оттормаживания
-зад— tg «Р-Y») " f _Ь.
*8 Y, 2 Zi
(16)
(17)
В (15)—(17) первый член выражает основные потери в винтовом движении червяка по отношению к колесу. Второй член учитывает незначительную долю потерь при скольжении профилей витков червяка по зубьям колеса, как в реечном зацеплении. Приведенный угол <р* и
приведенный коэффициент /щ, трения связаны между собой соотношением tg ср’ =
1 + tg2 a cos2 Yj , где / — коэффициент трения между материалами червяка и колеса (в условиях граничного трения).
Для облегчения расчетов можно пользоваться таблицами экспериментально найденных усредненных приведенных углов или коэффициентов трения [22, 23] или формулой
(18)
где коэффициенты Ви С определяют по табл.15, составленной для номинальных значений Т2 и л(= 25 с-1 (1500 мин-1).
15. Значения коэффициентов Ви С в (18)
Материал червячной пары Шероховатость Ra, мкм, не более Смазочный материал Коэффициенты при температуре масла 90*С
Колесо Червяк Дмц/^ред ^зац/^ред
Чугун Сталь > 56HRC3 1,25 Нелегированные масла МС-20 Цилиндровое 24 Цилиндровое 52 0,080/0,095 0,016/0,015
Бронза БрОЮФ! 0,63 0,050/0,060 0,012/0,010
0,065/0,08 0,010/0,008
Бронза БрОЮФ! Легированные масла: И-Г-С-220; И-Т-С-320 0,040/0,050 0,012/0,010
Примечания: 1. В знаменателе даны значения коэффициентов (Яред и Сред) для приближенного определения КПД редуктора с учетом всех потерь: Пи1*” = tg Y,/[tg(Y1 + <₽•)]- 2. Коэффициенты действительны: для чугуна при vs < 2 м/с; для бронзы при < 15 м/с. 3. При температуре масла, отличающейся от 90*С, приведенный коэффициент трения /цр = /L90’^. /v)“0’05, где в скобках дано отношение вязкостей масла при 90*С и при рабочей температуре, /щ,90’ по (18). 4. Скорость скольжения vs определяется по (8). 5. При работе на неполной нагрузке возрастает роль ненагрузочных потерь и общий КПД передачи понижается. Для приближенной оценки т]*12 при работе на неполной нагрузке Т\ в длительном режиме можно пользоваться формулой П'12-’lul 2 I (19) \ /2 /
532
Червячные передачи
12. РАБОТОСПОСОБНОСТЬ И ПРЕДЕЛЬНЫЕ СОСТОЯНИЯ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Червячная передача относится к категории невосстанавливаемых изделий, т.е. ее первый отказ.соответствует предельному состоянию. Вместе с тем, например, стандартный червячный редуктор является восстанавливаемым (ремонтируемым) изделием, расчетный ресурс подшипников составляет 0,5, а ресурс уплотнений 0,25 от расчетного ресурса передачи. Наиболее характерными отказами функционирования для червячных передач являются (в порядке убывания вероятности возникновения): предельный износ; усталостная поломка витков или тела червяка; усталостный разрыв бронзового венца колеса по впадине; усталостная поломка зубьев колеса (после значительного износа или выкрашивания поверхности); ослабление посадки и сползание неметаллического венца колеса.
Наиболее характерными параметрическими отказами являются: задир, заедание поверхностей червячной пары с колесом из твердых безоловянных бронз и диффузионный перенос оловянистой бронзы (“намазывание”) на поверхность червяка; усталостное выкрашивание поверхности зубьев колеса из оловянистых бронз; снижение упругих свойств (размягчение) или оплавление зубьев капралонового венца; образование (в результате износа) недопустимого зазора в зацеплении.
При наступлении параметрического отказа функционирование передачи еще возможно, но при пониженных ресурсе, КПД, точности, повышенном шуме. Например, после возникновения заедания восстановить ранее достигнутый КПД передачи не удается даже после тщательной приработки на пониженных нагрузках или скоростях. Поскольку исключение менее опасных форм отказов гарантирует от возникновения более опасных форм, то практикой выработан набор проверочных расчетов.
1. Расчет на предотвращение схватывания, задира, заедания поверхностей трения.
2. Расчет на контактную выносливость с целью предотвращения усталостного выкрашивания поверхностей зубьев колеса.
3. Расчет на прочность при изгибе от действия максимальной нагрузки с целью предотвращения остаточной деформации или поломки зубьев колеса. Одновременно проверяют тело червяка на жесткость.
4. Расчет ресурса передачи (среднего и у-про-центного).
Вследствие недостаточной разработанности первые три расчета даны (параграфы 13—15) в детерминированной форме и лишь последний — в вероятностной форме (параграф 16). Для эвольвентных червячных передач (27) обычно проводят все четыре проверочных расчета. Для передач ZT можно ограничиться первым и вторым с дополнительной проверкой тела червяка на жесткость при действии максимальной нагрузки.
13. РАСЧЕТ ПЕРЕДАЧИ НА НАГРЕВ И ОТСУТСТВИЕ ЗАЕДАНИЯ
В расчете принимают наиболее тяжелый случай, когда снижение несущей способности масляной пленки сразу же ведет к заеданию поверхностей. Критерием несущей способности масляной пленки является ее критическая температура бкр (см. табл. 14); критерий отсутствия заедания представляется в виде
О + *мгн = » (20)
где б — температура поверхности трения до вступления в контакт; б^ — мгновенная температура (“температурная вспышка”) в контакте.
Дальнейшая расшифровка (20),. представляющей собой критерий Блока, выполнена в интерпретации работы [23]. Температура поверхности трения в первом приближении может быть принята равной температуре масла в картере редуктора или температуре его неохлаждаемой стенки. Температурная вспышка может быть определена только расчетным путем. Достижение суммарной температурой бх критического значения б может быть проверено экспериментально. Принципиальный подход к расчету на отсутствие заедания поясняется рис. 16 (данные получены для редуктора РЧУ-63 при пх = 25-1 и смазке маслом цилиндровое 52). Линия установившейся температуры ts = $ одинакова для различной продолжительности включения и нагружения редуктора моментом 7^пв % в соответствии с нижними шкалами при десятиминутном цикле. Сравнение шкал в долях Т2 дает данные для определения коэффициента режима ЛГПВ. Ординаты верхних кривых получены как сумма 6 + б^, где
+ иптУ q ' 1 2 b бк
Расчет передачи на нагрев и отсутствие заедания
533
16. Предварительно задаваемые и вычисляемые величины
Наименование, обозначение и единица измерения Расчетные формулы и указания
Осевой модуль червяка т, мм Табл. 3
Коэффициент диаметра червяка q Табл.З
Межосевое расстояние передачи а* мм Табл.З
Коэффициент смещения червяка х Табл. 4
Число зубьев колеса Табл. 4
Передаточное число i/l2 Табл. 4
Делительный диаметр червячного колеса мм Табл. 4
Минимальная суммарная длина контактных ^^ = 4^^?+ 1-2,8х
ЛИНИЙ мм для передач 27; ^Xmin = h m/(cosf cos <хд) для передач ZT, где — по рис. 15
Делительный, основной и начальный угол. Табл. 4
подъема линии витка соответственно ур у^ у6
Приведенный радиус кривизны поверхностей Р^пр = sin V(2cosy„)
(в полюсе) Рщ,, мм для передач 27; Р^пр = («2 + 7)и / cos2^ для передач ZT
Частота вращения червяка и червячного колеса «2 =
соответственно и п?, с-1
Скорость скольжения м/с (8)
Скорость качения ^к, м/с (9)
Нормальная нагрузка в зацеплении Гя, Н (5)
Плотность материала колеса р, кг/м3 Табл. 12
Удельная теплоемкость материала колеса с, Табл. 12
Дж/(кг*’С)
Теплопроводность материалов червяка и Табл. 12
колеса и Вт/(м • *С)
Упругая постоянная материалов колеса и z-л] .
червяка 2М, МПа0,5
к (1 - Ц2п1) + *1(1 - Н2^)] см. табл.9, 10. Для сочетания сталь—бронза или сталь— чугун при = 2,1 • 105 МПа, Е. = 0,9 • 105 МПа, цо1 = ^ = 0,3 2^ = 210 МПа0,5
534
Червячные передачи
Продолжение табл. 16
Ширина площадки контакта 2ЬУ мм
Временное сопротивление при растяжении материала червячного колеса сЛУ МПа
Коэффициент перекрытия е5
Приведенный угол и коэффициент трения соответственно ф’ и
Коэффициент трения между материалами червяка и колеса f
КПД зацепления Ц^3311
КПД редуктора ц12
Шероховатость рабочей поверхности червяка Ra, мкм
Табл. 9-11
(Ю)
(18)
/пр
л/ 1 + tg2 <х cos2
(15)
(12), а также примечание 1 к табл. 15
Табл. 15
Рис. 15. Безразмерная суммарная длина контактных линий передач ZT
Расшифровка большинства обозначений в (21) дана в табл. 16. Кроме того, в = 0,9 + 0,67 — максимальная
безразмерная мгновенная температура; х = ^2 /(ср) — коэффициент температуропроводности материала колеса, м2/с.
Объемная температура масла в червячном ре
дукторе
Л(1-Пп)10э +t
*пв КА (1 + ¥) ’
(22)
здесь — мощность, подводимая к валу червяка, кВт; К — коэффициент теплопередачи корпуса редуктора (табл. 17), Вт/(м2,,С); Лив — коэффициент режима работы:
ПВ, %...... 100 60 40 25
А„в........1,0 1,5 2,2 2,6
А — площадь поверхности охлаждения корпуса редуктора, включающая 50 % поверхности ребер, м2; V — коэффициент, учитывающий теплоотвод в опорную плиту или раму; принимают V = 0,0-г 0,3 в зависимости от прилегания корпуса редуктора к раме или металлической плите; Гв — температура окружающего воздуха.
Расчет заканчивается проверкой (20).
Расчет передачи на нагрев и отсутствие заедания
535
Рис. 16. Суммарная температура в контакте червячной передачи редуктора РЧУ-63 при различных режимах работы и нагрузках
17. Значения коэффициента К в (22)
К, Bt/(m2-*C) для редуктора Частота вращения червяка, с-1 (мин-1)
12,5 (750) 16,7 (1000) 25,0 (1500)
С обдувом 17 21 28
Без обдува 15 17 22
14. РАСЧЕТ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ
Проверочный расчет на контактную выносливость поверхностей зубьев колеса выполняют по условию непревышения контактным напряжением ан некоторого допустимого [он2] для материала колеса:
Он S [ он2 ] . (23)
Если геометрия передач ZI и ZT рассчитана в соответствии с параграфом 6, то при осреднении некоторых параметров достаточную точность дают [9, 11]:
caZI = (73 ZJO.) л/ Т2 *„/</, ; (24)
Т2 cos2 yw АдВ (^ + 2x)(z2 + 7)Zxm3>
(24 а)
где Z* выбирают по табл. 16.
Коэффициентом учитывают неравномерность распределения нагрузки вдоль контактных линий. После приработки, когда пятно контакта достигает расчетных размеров,
fl2, - 1 -V 1 +(z2l/92) + 2/fll2 -------------------------------------• (25)
in ( V fl, - 1 + в, )
где fl, = (? + 2)/(? - 2).
536
Червячные передачи
При качественно изготовленных передачах принимают = 1, если окружная скорость колеса я2< 3 м/с; при > 3 м/с назначают
= 1,0-4,3. В (24); (24 а) момент Т2 приравнивают к максимальному из длительно действующих моментов.
Допустимые контактные напряжения для колес из оловянистой бронзы при шлифованных червяках с твердостью поверхности Н > 45 HRC3
[Ов2] = 0,9 У 107 / NHE2 , (26)
где принимают по табл.9;
= Е )4 Na ] < 25 • 107 ,
Рис. 17. Коэффициенты ^передач ZI
где обозначения аналогичны обозначениям в гладе о зубчатых передачах1. Напряжение [о^] не должно превышать 4от и 2от соответственно для оловянных и безоловянных бронз (см.табл.9).
15. РАСЧЕТ НА ПРОЧНОСТЬ ПРИ ИЗГИБЕ ОТ ДЕЙСТВИЯ МАКСИМАЛЬНОЙ НАГРУЗКИ
Условие изгибной прочности
I °FM1 1 • (27)
Расчетные напряжения изгиба от действия максимальной нагрузки
gfm = Fjm / m * (28)
где Yf — коэффициент прочности зуба червячного колеса, определяемый по рис. 17 для передач ZT; FtM — удельная расчетная окружная сила от действия максимальной нагрузки (Н/мм);
Лм = (29)
min
В (29) Ft2 = 2000 Т2 К* = = min — принимают по табл. 16.
Допустимое напряжение изгиба при расчете на максимальную нагрузку: для колес из медных сплавов [вод] = 0,80^; для колес из чугуна
1 В целях единства расчетов контактной прочности деталей всех групп допустимо при расчетах неответственных червячных передач в (26) показатель корня 8 заменить на 6 и соответственно показатель степени 4 на 3.
Одновременно с приведенным расчетом проверяют червяк на жесткость при действм максимальных нагрузок. При этом можно использовать коэффициент Kf деформациа червяка (табл. 18).
18. Значение коэффициента деформации червяка Kf
2. q
7,1 8 9 10 11,2 12,5 14
1 57 72 89 108 127 157 190
2 45 57 71 86 102 125 152
4 37 47 58 70 82 101 123
Жесткость червяка условно оценивают по коэффициенту начальной концентрация нагрузки:
**« = 1 + ( V*/)3* «
При > 1,3 следует принять меры к увеличению жесткости червяка: увеличить qy уменьшил расстояние между подшипниками.
Прочностные расчеты червячных передач, изложенные выше и широко применяемые) инженерной практике, основаны на приближен ном способе оценки длины контактных линий. При более точном определении этой длины проявляется заметное влияние модуля а нагрузочная способность передачи растет с его увеличением. Поэтому при пробкгированиа следует стремиться к рациональному умень шению ^2 и q и увеличению т.
Расчет ресурса червячной передачи
537
16. РАСЧЕТ РЕСУРСА ЧЕРВЯЧНОЙ ПЕРЕДАЧИ
При высоких требованиях к надежности червячных передач задают значение гаммапроцентного ресурса т.е. наработку, в течение, которой передача не достигает предельного состояния с заданной вероятностью Р= у%, обычно у = 90 %. Для расчета необходимо иметь результаты ресурсных испытаний контрольных червячных пар. Практически реализуемыми являются только такие способы ресурсных испытаний червячных пар (при норме от 20 000 до 50 000 ч), которые при определении параметров распределения ресурса предусматривают использование статистических характеристик стационарного процесса выкрашивания или изнашивания поверхностей зубьев без доведения их до предельного состояния. В качестве адекватного закона распределения ресурса при изнашивании принимают диффузионное распределение (сокращенно ДМ-распределение) [17]. Точечные оценки единичных показателей долговечности рассчитывают по точечным оценкам параметров ДМ-распределения.
Средняя наработка до отказа (средний ресурс
Гф» <4))
7ф"ц(1 + ^-). (31)
Гамма-процентный ресурс (ч)
В этих формулах ц = И^^/у — параметр масштаба ДМ-распределения; — предельно допустимый износ (зазор) сопряжения;
у - средняя скорость изнашивания червячной пары; vY — коэффициент вариации скорости изнашивания, совпадающий с коэффициентом кфиации распределения наработки до отказа (до предельного состояния); ир — квантиль нормального распределения, соответствующая вероятности Р = у% (табл. 19). При испытаниях определяют момент начала стационарного процесса изнашивания (рис. 18) по стабилизации статистических параметров, например, задаваясь 10 %-ным отклонением скорости изнашивания у и vy от их скользящих .средних значений. Для ориентировочного определения v можно использовать рис. 19, ще с некоторой доверительной вероятностью устанавливается связь между шероховатостью Ra поверхности червяка и vy.
19. Некоторые значения для и?
р 1 р “р
0,50 0,70 0,80 0,90 0,0 -0,524 -0,842 -1,262 0,95 0,99 0,999 -1,645 -2,326 -3,090
Скорость изнашивания червячной пары может колебаться в широких пределах в зависимости от материалов, смазки, температуры, запыленности и т.д. Скорость изнашивания зубьев колес передач ZI из оловянистых бронз колеблется в пределах 0,6—0,8 мкм/ч при номинальных нагрузках Т2. Предельно допустимый износ ^цред зубьев колеса обычно назначают до заострения их средней части.
Рис. 18. Изнашивание червячной пары: скорость изнашивания: 1 — червяка; 2 — колеса; 3 — суммарная; t — время
Рис. 19. Связь между шероховатостью поверхности червяка и коэффициентом вариации, скорости изнашивания: Р — доверительная вероятность
538
Червячные передачи
17. ПОДБОР СЕРИЙНО ВЫПУСКАЕМЫХ ПЕРЕДАЧ РЕДУКТОРОВ
ОБЩЕМАШИНОСТРОИТЕЛЬНОГО ПРИМЕНЕНИЯ
Прежде чем приступить к проектированию специальной червячной передачи, следует попытаться подобрать передачу (редуктор) из числа серийно выпускаемых промышленностью. С этой целью необходимо воспользоваться каталогами [15, 18] или справочниками [16] и др. В этих документах даны основные характеристики редукторов: ином = и12 Н01| — номинальное передаточное число; Т2(Л/т) — допустимый вращающий момент на валу колеса (тихоходном валу); — частота вращения вала червяка (быстроходного вала); т| = т|12 — расчетный КПД редуктора при передаче прямого (от червяка к колесу) потока мощности; F2(F^) — допустимая радиальная консольная нагрузка, приложенная к валу колеса (тихоходному валу) в зависимости от варианта сборки.
Поскольку в каталогах дана методика выбора редуктора по основным показателям, укажем лишь некоторые ее особенности, характерные и для вновь проектируемых передач.
А. Каталожный Т2 рассчитан для условий непрерывной 12-часовой работы с постоянной безударной нагрузкой в прямом потоке мощности при температуре окружающей среды 20'С и червяке, расположенном под колесом. Допускаются кратковременные перегрузки до 2Т2 (во время пусков), если число циклов нагружения вала червяка за время действия этих перегрузок не превысит 3 * 106 в течение расчетного ресурса передачи (20 000 ч). Поскольку действительный режим работы чаще всего не совпадает с каталожным, то для выбранного редуктора следует провести проверочные расчеты передачи в соответствии с параграфом 12.
Если отличие в режиме работы редуктора (мотор-редуктора) сводится лишь к продолжительности включения в течение цикла (ПВ%), то, Не меняя электродвигателя, можно увеличить Т2 для ПВ 60; 40 и 25% в 1,2; 1,4 и 1,7 раза соответственно. При этом длительность цикла должна быть не более 10 мин. Для ПВ% меньше указанных или при больших частотах включения следует подвергнуть подробному расчету передачу на отсутствие заедания (параграф 13), а электродвигатель — на нагрев.
Б. Выбранная серийная червячная передача (редуктор) должна быть проверена расчетом в условиях неустановившегося движения конкрет
ной машины. При этом режимы разгона определяют пусковые характеристики двигателей и при умеренных инерционных параметрах машины обычно не вызывают осложнений в расчете передачи (п. А). Режимы выбега (в том числе и тормозного) могут вызвать возникновение автоколебаний, опасность заедания или поломки передачи. В связи с отсутствием методики определения допустимого момента в зацеплении при передаче обратного потока мощности (от колеса к червяку), можно использовать для проверочного расчета каталожный момент Т2. Для исключения выхода из строя передачи необходимо выполнить условие
Т2* 2 Т2 , (33)
где 7*2, (к = I, II, III) — момент, действующий в зацеплении при различных режимах выбега со стороны колеса. Его величина и знак будут зависеть от соотношения собственных ускорений вала червяка et и колеса %, найденных в предположении отсутствия между ними кинематической связи:
*1 = ^/4; *2='Ъ/'2> (34)
где Тс1; Та; Jx, J2 — приведенные моменты статических сопротивлений и приведенные моменты инерции, приложенные к валу червяка и червячного колеса. При этом различают три возможных режима выбега: I — тяговый режим, когда червяк остается ведущим звеном; II -инверсный тяговый режим несамотормозящихся передач и самотормозящихся в интервале скоростей vs > vs (vs — скорость скольжения, соответствующая началу проявления самоторможения — см.параграф И), когда ведущим звеном является червячное колесо; III — режим отгормаживания самотормозящихся червячных передач в интервале скоростей vs < v5 , если ведущими будут оба звена. Знаки моментов ТсХ и ТЛ считают отрицательными, если они направлены против вращения соответствующих звеньев. При выполнении условия
• Ci > ej и12 (35)
реализуется режим I. При
< 62 И12 (36)
реализуется режим II или III. Для режима I
^с2 Л М12 " Л
Т2 = - и12 ц12 . (37)
Л 1/212 ^12 + J2
Проектный расчет цилиндрической червячной передачи
539
Для режима II
^с2 Л М12 Л
Т" = -------------------------“12 >
Л “12 Л
(38)
ще — КПД червячной передачи в инверсном тяговом режиме, когда > ф’. Для режима III
^с2 Л “12 Л
Г2Ш= -----------------“12>
А “п — Л Ни
(39)
ще — коэффициент оттормаживания (см. параграф 11).
Анализ (35)—(39) показывает:
1) выбег механизма в тяговом режиме возможен при выполнении (35), если Tfl < 0 и Та < 0, при этом момент в зацеплении Т21 < 0;
2) выбег механизма в инверсном тяговом режиме осуществляется при выполнении (36), если Те1< 0 и Те2 < 0, или условия K1IU12 > если Гс! < ° И ^с2 > °*
Выбег механизма с самотормозящейся червячной передачей (yj < ф’ ) возможен только при выполнении условия
Л ^12 " Л Местах) > ° ’ (40)
которое должно рассматриваться как отсутствие условия динамического заклинивания. Моменты, действующие в зацеплении в режимах II и III, должны быть положительными, т.е. Г2П > 0 и Т2Ш > 0. Методы, обеспечивающие перевод выбега самотормозящейся передачи из режима III в режим I, даны в [26].
В. Каталожный КПД ц = т|12 рассчитан из условий передачи максимально допустимой мощности в длительном прямом тяговом режиме. При использовании каталога серийных редукторов в связи с возможным несовпадением необходимого по расчету момента Т2Х с каталожным Т2, обычно выбирают ближайший больший типоразмер редуктора. При этом Г/ < Т2 и каталожный КПД оказывается завышенным в силу относительного возрастания доли ненагрузочных потерь. Неучет этого обстоятельства может привести к ошибкам в выборе электродвигателя, его перегреву и выходу из строя. Зависимость КПД от нагрузки дана в параграфе 11.
18. ПРОЕКТНЫЙ РАСЧЕТ ЦИЛИНДРИЧЕСКОЙ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ
Целью проектного расчета является предварительное определение межосевого расстояния aw передачи из условия контактной выносливости активных поверхностей зубьев колеса. Исходными данными служат: вращающий момент Т2 на валу колеса, частота его вращения, режим работы и условия нагружения. Исходя из технологических возможностей и объема производства, с учетом расчетного ресурса передачи следует назначить материалы червячной пары и их термическую обработку, степень точности, параметр шероховатости поверхности червяка, марку применяемого масла. В большинстве случаев в качестве приводного используют электродвигатель, непосредственно (через муфту) присоединяемый к валу червяка. По заданной мощности приближенно определяют типоразмер двигателя. Важным моментом является выбор частоты его вращения nv поскольку от этого будет зависеть передаточное число передачи и12 = njr^. По передаточному числу следует приблизительно оценить потери или КПД, ориентируясь на стандартные передачи или рис. 14. Если проектируют привод машины с большой инерционной массой, присоединенной к валу червячного колеса, то следует проверить возможность реализации при выбеге инверсного тягового режима в соответствии с параграфом 17 (особенно при проектировании привода транспортной машины, у которой тормоз воздействует на вал червяка).
Если указанные ограничения отсутствуют, то выбирают число заходов червяка:
при и12 = 8-ь 14 = 4;
при и12 = 16-5-28 = 2;
при и12 = 31,5-5-80 и более = 1.
Далее определяют число зубьев червячного колеса Zi = ZiUn- Значение округляют до ближайшего целого числа, после чего уточняют ип. Если есть возможность широкого выбора то следует стремиться к передаче с и12 = 31,5, которая из однозаходных передач обладает максимальной нагрузочной способностью и КПД. После этого определяют диаметр колеса
d, 2 17 4 Л/ Тг Кнр К/к % ' ([ChJ / ZJ2 q
и далее межосевое расстояние aKi0,5 (^(q/Zi + 1) .
(41)
(42)
540
Червячные передачи
В (41) и (42) q выбирают из ряда ГОСТ 19672— 74 и проверяют расчетом на жесткость тело червяка (см.параграф 15). Остальные рекомендации те же, что и при проверочном расчете (см.параграф 14). Расчетное значение а„ округляют до стандартного (см.параграф 4), после чего определяют ориентировочное значение модуля
т = —(1,4+ 1,7) (43)
«2
и округляют до стандартного (см.параграф 4). Дальнейший геометрический расчет ведут в соответствии с параграфом 6. Для спроектированной передачи следует выполнить проверочный расчет на отсутствие заедания (см. параграф 13).
Проектирование передач ZT имеет некоторые особенности. Основное преимущество передач ZT состоит в форме и расположении контактных линий (см.рис.6). При реализации режима граничного трения на номинальных нагрузках эти линии близки к оптимальной форме, определенной из условий минимума потерь на трение и износ [25]. При уменьшении нагрузки их форма способствует быстрейшему выходу на гидродинамический режим трения (см.параграф 3). При прочих равных условиях передачи ZT2 имеют КПД в среднем ‘на 5% больше передач ZI. Это означает, что геометрия зацепления передач ZT2 обеспечивает приведенный коэффициент трения /цр в среднем на 20% меньше, что следует иметь в виду при использовании (18) и табл.15 (см.-параграф 11). Если учесть при этом, что толщина витка червяка ZT2 меньше соответствующей толщины витка червяка ZI (см.табл.1), то ресурс по износу более массивных зубьев колеса ZT2 должен быть значительно выше. Кроме того, теоретическая ширина поля зацепления меньше ширины поля аналогичной эвольвентой передачи (ZZ). Это позволяет на 10—20% уменьшать ширину зубчатого венца (см.табл.4) и экономить сравнительно дорогую бронзу. Вместе с тем передача ZT2 подвержена концентрации нагрузки в результате износа поверхностей колеса и червяка. Эта концентрация приводит к питтингу выходной части зуба колеса. Однако это выкрашивание наступает значительно позднее, чем в эвольвентных передачах.
Накопленные результаты эксплуатации отечественных редукторов с передачами ZT2, а также опыт фирмы “Флендер” с передачами ZT1, позволяют повышать номинальный передаваемый момент для передач ZT по сравнению с ZI примерно в 1,4 раза, что учтено
в проверочных расчетах (см.параграфы 13, 14). Увеличенные нагрузки требуют более строгой проверки изгибной деформации (жесткости) червяка в соответствии с параграфом 15 [формула (30)].
19. ГЛОБОИДНЫЕ ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
Глобоидными называют червячные передачи, у которых червяк имеет форму глобоида, охватывающего колесо по некоторой дуге (см.рис.2). Обычно и колесу придают форму глобоида. Благодаря этому увеличивается число витки червяка, зацепляющихся с зубьями колеса. Активная поверхность витка червяка классической глобоидной передачи образуется прямой линией, вращающейся в плоскости оси червяка вокруг оси колеса и вместе с этой плоскостью — вокруг оси червяка так, что отношение угловых скоростей ш1 и ш2 обоих вращений постоянно (рис.20). Поверхность зуба колеса образуется как огибающая ряда последовательных положений витков производящего червяка (фрезы), причем последний является геометрическим аналогом рабочего червяка передачи. Такой способ образования активных поверхностей элементов червячйой передачи приводит к тому, что проекции контактных линий приобретают почти радиальный по отношению к червяку вид, а суммарная скорость их перемещения по поверхностям (“скорость качения”) перпендикулярна к контактным линиям и пропорциональна скорости скольжения.
Рис.20. Схема образования глобоидного черм-ка классической формы
Список литературы
541
Большой приведенный радиус кривизны, многалинейность контакта, ориентация и скорость перемещения контактных линий — все это факторы, благоприятствующие возникновению гидродинамического трения в контакте глобоидной передачи. Действительно, при ип = 10 до 80% от номинальной нагрузки может удерживать масляный клин в крупногабаритных передачах. Однако уже при ип= 20 эта цифра снижается до 30% (см. рис.7). В глобоидных передачах на номинальных нагрузках может реализоваться лишь режим граничного трения. Весьма чувствительны глобоидные передачи к осевым смещениям червяка, возникающим в том числе и при изнашивании его подшипников. По этой причине глобоидные передачи нерационально применять в реверсивном приводе или при чередовании прямого и инверсного тягового режимов. Из-за отмеченных особенностей область применения глобоидных червячных передач сужается вследствие применения более простых в изготовлении и эксплуатации цилиндрических червячных передач с вогнутым профилем червяка (Z7). В период освоения глобоидных передач их нагрузочная способность в 1,5 раза и более превосходила распространенные в то время архимедовы червячные передачи. Сравнение их с современными вариантами передач ZT не дает существенной разницы по нагрузочной способности и КПД.
Основные геометрические параметры и расчет геометрии глобоидных передач приведены в ГОСТ 9369-77 и ГОСТ 17696-89. Вопросы теории и расчета классических и модифицированных передач см.[1, 7, 13].
Стремление сохранить положительные свойства контакта глобоидных передач и одновременно избавить их от присущих недостатков породило ряд направлений их дальнейшего совершенствования. Первое из них связано с преодолением высокой чувствительности к погрешностям и исключением опасности кромочного контакта входной части витка червяка. Наибольший эффект при этом может быть получен с помощью локализации начального пятна контакта путем увеличения диаметра плоского производящего колеса при нарезании червяка, а также при смещении фрезы, нарезающей колесо. Другое направление связано с принципиальным изменением схемы нарезания глобоидной передачи с целью использования простого инструмента вместо сложных и дорогих глобоидных фрез. В этой передаче активные поверхности витков червяка и зубьев ко
леса являются огибающими двух эвольвентных производящих поверхностей (цилиндрической для червяка и винтовой для колеса). Нарезание червяка проводят по методу зуботочения прямозубым эвольвентным долбяком. Колесо нарезают по методу обкатки червячной эвольвентой фрезой без подачи ее вдоль оси заготовки колеса. Такая передача отличается простотой изготовления, пониженной чувствительностью к погрешностям и деформациям вследствие регулируемого локализованного контакта в зацеплении.
Список литературы
1. Айрапетов Э.Л., Генкин М.Д., Мельникова Т.Н. Статика глобоидных передач. М.: Наука, 1981. 198 с. •
2. Вейц В.Л. Динамика машинных агрегатов. Л.: Машиностроение, 1969. 368 с.
3. Винтер Г., Викельсман Г. Расчет червячных передач с цилиндрическим червяком и различной формой зубьев И Конструирование. 1981. Т.103. №1. С.36-45.
4. Влияние температуры на разрушение смазочного слоя при трении в условиях граничной смазки/ Р.М.Матвиевский, А.В.Чичинадзе, И.Я.Буяновский и др. М.: Наука, 1982.
5. Валков Г.Ю., Ерихов MJL Критерии работоспособности и расчет червячных передач с фиксированными шариками // Вестник машиностроения. 1986. №10. С. 17—18.
6. Георгиев А.К. Основные особенности, классификация и области эффективного использования спироидных передач // Перспективы развития и использования спироидных передач и редукторов. Доклады Всесоюзного научно-технического совещания. Ижевск, 1979. С.3-8.
7. Зак П.С. Глобоидная передача. М.: Маш-гиз, 1962. 256 с.
8. Зубчатые передачи: Справочник. 2-е изд. / Под ред. Е.Г.Гинзбурга. Л.: Машиностроение. 1980. 416 с.
9. Кривенко И.С. Новые типы червячных передач на судах. Л.: Судостроение, 1967. 265 с.
10. Кривенко И.С. Общая теория полиглобо-идного зацепления / Судостроение и судовое машиностроение // Сб. научи, тр. Лен. кораблестроительного ин-та. ЛКИ, Л.: 1967. Bbm.VI. С.81—94.
11. Кудрявцев В.Н. Детали машин: Учебник. Л.: Машиностроение, 1980. 464 с.
12. Либуркин Л.Н., Ремизов Ю.И., Трубников В.А. Локализация контакта в технологичной глобоидной передаче // Известия вузов. Машиностроение, 1983. № 9. С.43—46.
542
Червячные передачи
13. Литвин Ф.Л. Теория зубчатых зацеплений. М.: Наука, 1968. 584 с.
14. Павлов А.М., Богатскнй М.М. Червячная гиперболоидная передача с локализованным контактом Ц Известия вузов. Машиностроение. 1983. №1. С.17-21.
15. Редукторы глобоидные обдуваемые типа Чог. Основные параметры габаритные и присоединительные размеры. ГОСТ 21165—75. М.: Изд. стандартов. 1988. 10 с.
16. Редукторы и мотор-редукгоры общемашиностроительного применения: Справочник / Л.С.Бойко, А.З.Высоцкий, Э.Н.Галиченко и др. М.: Машиностроение, 1984. 247 с.
17. Редукторы, мотор-редукгоры и вариаторы общемашиностроительного применения: Порядок сбора, обработки и анализа информации о надежности. ОСТ 2 Р15-4—87. М.: ВНИИТЭМР, 1987.
18. Редукторы червячные: Каталог. Львов, 1978.
19. Редукторы червячные цилиндрические общемашиностроительного применения: Расчет коэффициента полезного действия // Методические рекомендации ВНИИредуктор. М.: ВНИИТЭМР, 1985. 40 с.
20. Решетов Д.Н. Работоспособность и надежность деталей машин. М.: Высшая школа, 1974. 206 с.
21. Часовников Л.Д. Передачи зацеплением. М.: Машиностроение, 1969. 488 с.
22. Червячные редукторы: Справочник / Ю.В.Левитан, В.П.Обморнов, В.И.Васильев. Л.: Машиностроение, 1985. 168 с.
23. Шульц В.В. Температура поверхности фрикционного кольца // Надежность и долговечность машин: Сб. научн. трудов Лен. инженерно-строительного ин-та. ЛИСИ, Л.: 1973. Вып.79. С.50- 58.
24. Шульц В.В., Тиунов В.В., Левитан Ю.В. Потери на трение в червячных передачах с различной геометрией // Зубчатые и червячные передачи. Л.: Машиностроение, 1974. С.323-330.
25. Шульц В.В. Форма естественного износа деталей машин и инструмента. Л.: Машиностроение, 1990. 180 с.
26. Шульц В.В., Шаляпин В.И. Расчет тормозных моментов механизмов передвижения кранов с учетом допустимой нагрузки в червячной передаче// Надежность и долговечность машин: Сб. научн. трудов Лен. инженерностроительного ин-та ЛИСИ, Л.: 1973. Вып.79. С.21-32.
27. Niemann G, Winter G, Maschinenelemente, Band 2, Getnebe, Kupplungen. Springer—Verlag, Beilin, Heidelbeig, New York, 1985. 536 p.
Глава 5
ЦЕПНЫЕ ПЕРЕДАЧИ
1. ОБЩИЕ СВЕДЕНИЯ
Устройство н разновидности цепных передач. Цепными передачами называют механизмы, в которых движение передается шарнирной целью, охватывающей цепные зубчатые колеса-звездочки. Наибольшее распространение имеют передачи с пластинчатыми цепями.
По числу звездочек цепные передачи выполняют двух- (рис.1), трех- и многозвездными; по передаточному отношению — понижающие частоту вращения и повышающие ее; по плоскости размещения передачи в пространстве — вертикально замкнутые и горизонтально замкнутые; по расположению линии центров звездочек — горизонтальные, наклонные (до 70е к горизонту) и вертикальные (св.70е); по расположению ведущей ветви — с верхней и нижней ведущей ветвью; по способу регулирования натяжения цепи — удалением отдельных звеньев, перемещением опор ведущей или ведомой звездочек, применением специальной подвижной натяжной звездочки; по способу защиты цепи — открытые, с кожухом, картером (закрытые); по способу смазывания — с непрерывной смазкой (капельная, масляная ванна, масляной струей, разбрызгиванием и распылением масла), с периодической смазкой (ручная, внутришарнирная), без смазки; по условиям работы — без абразивного загрязнения и с абразивным загрязнением; по способу компоновки — встроенные в машины, цепные редукторы, вариаторы, цепные муфты.
Разнообразие исполнений цепных передач, обширный типаж их элементов — цепей и звездочек, их специализированное производство, базирующееся на современных достижениях
ямомая jfferfovxa
Рис.1. Схема двухзвездной ценной передачи
техники, технологии и материаловедения, обеспечивают цепным передачам распространение в технике, а систематические исследования в этой области позволяют обеспечивать их высокий технический уровень.
Свойства н области применения цепных передач. Цепные передачи имеют достоинства (табл.1), которые обеспечили им широкое применение в сельскохозяйственных, строительно-дорожных, подъемно-транспортных, текстильных и полиграфических машинах, буровом оборудовании нефтяной промышленности, автомобилях, мотоциклах, велосипедах и других машинах.
Цепные передачи не лишены существенных недостатков. В сравнении с клиноременными передачами главные из них: износ шарниров цепи и зубьев звездочек при нерегулярной смазке и плохой защите от загрязнений; необходимость более точной установки валов и сложный уход (смазывание, более частое регулирование натяжения цепи); повышенный шум. В сравнении с зубчатыми цепные передачи характеризуются повышенной неравномерностью движения. Это ограничивает их применение в машинах, для которых требуется высокая кинематическая точность.
Указанные недостатки цепных передач во многих случаях не являются решающими. Правильно сконструированные передачи работают достаточно длительно и бесшумно. Ресурс передач в закрытом картере при непрерывной смазке — 10— 15 тыс.ч, а при особо благоприятных условиях — 50 тыс.ч и более. Работа многих машин, в которых применение цепных передач стало традиционным (сельскохозяйственные, строительно-дорожные и др.), сопровождается большим шумом от других источников и поэтому шум цепных передач имеет второстепенное значение. С применением высокоточных цепей достигается существенное снижение шума. В большинстве случаев неравномерность вращения, присущая цепным передачам, допустима.
Разновидности цепей, применяемых в технике. Шарнирные цепи, в отличие от зубчатых колес, ремней могут совмещать передачу движения с иными функциями (табл.2). В грузо-
544
Цепные передачи
1. Свойства цепных передач (ЦП) но сравнению с зубчатыми и ременными
Свойства цепных передач Примечание
1. Сравнение с зубчатыми передачами (ЗП)
Практически неограниченное межосевое расстояние (МР) Так, при МР 2,5 м цепной привод эскалатора в 3 раза легче зубчатого
Меньшая чувствительность к неточности расположения валов Имеются примеры успешной замены ЗП, неработоспособных из-за деформаций корпусов, цепными приводами
Меньшая чувствительность к ударным и динамическим нагрузкам Обеспечивается вследствие больших упругих деформаций цепи
Простота компоновки Обеспечивается отсутствием однозначной зависимости межосевого расстояния от диаметров звездочек и передаточного отношения
Простота изменения передаточного отношения Обеспечивается заменой одной из звездочек
Простота изготовления привода Большая степень унификации и специализированное производство цепей и звездочек
Простота восстановления работоспособности Обрыв цепи устраняют соединением ее концов
2. Сравнение с ременными передачами (РП)
Постоянство среднего передаточного отношения Отсутствие проскальзывания, неизбежного в РП
Хорошая работа в условиях частых пусков и остановов Замена РП цепными в машинах с частыми пусками и остановами повышает их производительность на 20—30%
Меньшие нагрузки на валы и опоры Не требуется предварительное натяжение
Передача большей мощности как при больших, так и при малых скоростях цепи Цепи передают во много раз большие силы, чем ремни
Работоспособность при высоких температурах (ВТ) При ВТ работоспособность РП существенно снижается
Смазка улучшает работу передачи Попадание смазочного материала на ремень недопустимо
Простота изменения длины цепи Современные бесконечные ремни не обладают этим свойством
3. Сравнение с зубчатыми и ременными передачами
Малая чувствительность к высоким кратковременным перегрузкам ЦП допускают пяти- семикратную перегрузку (до 75% разрушающей нагрузки цепи)
Высокий коэффициент полезного действия Более высокий, чем ременных при малых диаметрах шкивов и червячных передач
Общие сведения
545
2. Шарнирные цепи, применяемые в технике
Цепи Шаг, мм Стандарт, ТУ
Приводные роликовые и втулочные 12,7-103,2 ГОСТ 13568-75
роликовые повышенной точности и прочности 38,1-50,8 ТУ 26.02-1081-88
многорядные 19,05-50,8, число рядов 2—6 ТУ 3-312-85; ТУ 3-5-79
для мотоциклов, мотороллеров и мопедов 12,7; 15,875 ТУ 3-1060-78
легкой серии 15,875-50,80 ТУ 3-211-83; ТУ 3-556-88
втулочные для мотоциклов и мотороллеров 9,525 ТУ 3-6—79
двухрядные для автомобилей 9,525 ТУ 37.001.1306—85
зубчатые 12,7-31,75 ГОСТ 13552-81
открытошарнирные с изогнутыми пластинами 78,1 ТУ 400-28-479-86
Грузовые пластин- чатые с открытыми валиками 25—120 ГОСТ 191-82
с закрытыми валиками 15,875 и 25,4 ГОСТ 23540-79
круглозвенные 19—44 калибр 6—16 мм ТУ 12.0173856.015-88
Тяговые пластин-чатые втулочные, роликовые, катковые 100-400 ГОСТ 588-81
роликовые длиннозвенные для транспортеров и элеваторов 31,75-38 38 ГОСТ 4267-78 ТУ 3-189-77
открытошарнирные 125-160 ТУ 10-15-240-86
простые шарнирные (безвтулочные) 125 ТУ 105-2-04-0126—75
кругло- звенные нормальной прочности 19—44 калибр 6—16 мм ТУ 12.0173856.015-88
высокопрочные для горного оборудования 50—92, калибр 14—26 мм ГОСТ 25996-83
износостойкие для ковшовых элеваторов 64-108, калибр 18—30 мм ТУ 12.44.928-80
повышенной прочности (для разбрасывателей удобрений) 27, калибр 9 мм ТУ 14-4-724-76
для продольных транспортеров (бревнотасок) 102 и 116, калибр 19 и 22 мм ТУ 13-637-82
разборные горячештампованные 80-160 ГОСТ 589-85
холодноштампованные для подвесных .конвейеров 100 и 160 ТУ 24.9.621-72
Якорные сварные без распорки и с распорками» литые с распорками Калибр 11—117 мм ГОСТ 228-79
Противоскольжения для грузовых автомобилей — ТУ 12.0173856.001-86
Навесные для цепных завес цементных печей 120, калибр 22 и 25 мм ТУ 22.4772-80
18 Зак. 1113
546
Цепные передачи
подъемных механизмах грузовые цепи используют для подвешивания» подъема и перемещения груза. В машинах непрерывного транспорта (конвейерах, элеваторах, эскалаторах и др.) к тяговым цепям прикрепляют грузонесу-щие элементы. Аналогичное назначение имеют транспортерные цепи сельскохозяйственных машин, к которым прикреплены скребки, планки,
прутки и другие элементы для перемещения сельскохозяйственных грузов. В землеройной технике, в машинах для добычи полезных ископаемых и строительных материалов цепи снабжают устройствами и инструментами для разрушения и выноса грунта, а в некоторых маши
нах цепи сами служат режущими инструментами. Цепи широко используют и в устройствах, не передающих движение (цепи якорные, противоскольжения для автомашин, навесные для цементных печей, оплотные для лесосплава и др.).
2. ПРИВОДНЫЕ ЦЕПИ
Разновидность н устройство приводных пеней. На начальном этапе в цепных передачах использовали простые шарнирные (безвтулоч-ные) пластинчатые цепи (рис.2, а) со звеньями из пластин 1, валиков 2 и роликов 3. Такие цепи работоспособны лишь в тихоходных, редко
Рнс.2. Приводные цени основных танов
Приводные цепи
547
и кратковременно работающих передачах и почти повсеместно вытеснены более совершенными роликовыми (рис. 2, б) и втулочными (рир.2, в) пластинчатыми цепями. Принципиальное их отличие от безвтулочных состоит в том, что трение между валиком и пластинами в них заменено трением между валиком и втулкой, благодаря чему увеличена площадь опорной поверхности, уменьшена удельная нагрузка и существенно снижен износ.
Роликовые цепи (см.рис.2, б) образуются из последовательно чередующихся внутренних 1 и наружных 2 звеньев. Внутренние звенья предварительно собирают из внутренних пластин 3 и запрессовываемых в их отверстия гладких цельных или свертных (с продольным швом) втулок 4, на которые надевают свободно вращающиеся ролики 5. Наружные звенья собирают аналогично из наружных пластин 6 и запрессовываемых в их отверстия гладких валиков 7. Концы валиков после сборки расклепывают с образованием головок, препятствующих спаданию пластин. Натяг в соединениях пластин с валиками и втулками исключает их проворот при взаимодействии с зубом звездочки.
Область применения роликовых цепей увеличивается при повышении точности их изготовления и применении материалов, имеющих после термической обработки высокие физикомеханические характеристики.
Большой эффект достигается при увеличении рядности цепей — изготовлении их с числом рядов от двух до восьми и более. Многорядные цепи (рис.2, г), собранные из элементов с такими же номинальными размерами, что и однорядные цепи (кроме валиков Д имеющих соответственно большую длину), способны передавать нагрузки, почти прямо пропорциональные числу рядов. Это снижает динамические силы и уменьшает радиальные габариты звездочек, позволяет существенно увеличить скорость движения цепи и мощность передач.
При больших динамических нагрузках, ударах, частых реверсах применяют роликовые цепи с изогнутыми пластинами (рис.2, д). Они образуются из одинаковых звеньев, состоящих из пластин 7, соединенных в узкой части звена втулкой 2 с надетым на нее роликом 3. Между собой звенья соединены валиками 4 со шплинтами 5.
Для легких условий работы (малые нагрузки и скорости) используют длиннозвенные роликовые цепи (рис.2, е), имеющие удвоенный шаг, что существенно снижает массу и стоимость таких цепей.
При высоких скоростях (более 10 м/с) и непрерывной картерной смазке по надежности работы передач и износостойкости зубьев звездочек роликовым цепям не уступают более простые и дешевые втулочные цепи (см.рис.2, в) без роликов. Центробежные силы способствуют снижению нагрузки в контакте шарнира с зубом звездочки и обеспечивают беспрепятственный выход шарниров из зацепления.
При работе передач в условиях, вызывающих потерю шарнирности (пылеви дные и химически активные среды, заедание), хорошо зарекомендовали себя открытошарнирные пластинчатые цепи (рис.2, ж). Наружные звенья 1 такой цепи не отличаются от аналогичных звеньев втулочных и роликовых цепей, а внутренние звенья 2 образуются из пластин 3, имеющих отверстия восыйеркообразной формы, и фасонных валиков 4, заменяющих втулку. Валик наружного звена 5 свободно проходит через отверстие в пластине 3 и взаимодействует с фасонным валиком 4. Будучи открытым, такой шарнир не подвержен заеданию и самоочищается от попадающих в него частиц. Замена тонкостенных деталей — втулки и ролика — одной деталью — фасонным валиком — не только удешевляет цепь, но и резко повышает ее сопротивление ударной усталости. Благодаря этому открытошарнирные цепи оказались во много раз долговечнее при работе в тяжело-нагруженных передачах. Особенно перспективно их применение в высокоскоростных передачах мотоциклов и автомобилей.
Широкое применение имели зубчатые цепи (рис.2, з) со звеньями из набора пластин 1, соединенных валиками 2. Этому способствовало рекламирование их в качестве бесшумных. Однако последующее их совершенствование с заменой шарниров скольжения шарнирами качения (рис.2, и) с вкладышами 1 и 2 не приостановило процесса вытеснения этих цепей более дешевыми и технологичными прецизионными роликовыми и втулочными цепями, которые не уступают зубчатым и по шумовым характеристикам. В настоящее время зубчатые цепи используют преимущественно в качестве запасных частей к старому оборудованию. Вопросы, относящиеся к передачам с зубчатыми цепями [1, 6, 7, 10], ниже не рассматриваются.
Соединение концов роликовых, втулочных и открытошарнирных цепей в замкнутый контур осуществляют с помощью соединительных и переходных звеньев. Соединительное звено, используемое при четном числе звеньев в контуре цепи, отличается от обычного наруж-
18*
548
Цепные передачи
кого лишь тем» что одна из его пластин надевается на концы валиков свободно и фиксируется от спадания замком или шплинтами. Переходное звено» применяемое при нечетном числе звеньев в контуре» подобно звеньям цепи с изогнутыми пластинами.
Основные параметры приводных цепей. Основными параметрами приводных цепей является шаг» разрушающая нагрузка (даН, 1 даН = 10 Н) и число рядов. Сокращенное название типа цепи: ПР — приводная роликовая однорядная повышенной точности; 2ПР — то же, двухрядная; ПРИ — приводная роликовая с изогнутыми пластинами; ПРД — приводная роликовая длиннозвенная; 1НП — приводная роликовая повышенной прочности и точности однорядная нормального типа; 1ТП — то же» тяжелого типа; 2НП» 2ТП — то же» двухрядные.
Основные параметры и размеры приводных цепей приведены в ГОСТ 13568—75 и ГОСТ 21834—87. В табл.З дан перечень роликовых» втулочных и открытошарнирных приводных цепей.
Материалы, термическая обработка, соотношение размеров, способы соединения деталей. Пластины изготовляют из среднеуглеродистых качественных и легированных сталей 40» 45» 50» 40Х, 40ХН, 30XH3A. По ГОСТ 13568- 75 твердость пластин не ниже 32 HRC3. В приближении нижнего значения твердости к верхнему скрыт резерв повышения прочности приводных цепей.
Пластина при посадке валиков и втулок с зазором (соединительные звенья» цепи с изогнутыми пластинами) имеет в 1,5—1,7 раза меньшее сопротивление усталости» чем при посадке с натягом. Его можно повысить дорнованием отверстий, обжатием их краев и другими способами пластического деформирования.
Детали шарниров — валики» втулки и ролики изготовляют из цементуемых (15, 20» 15Х» 12ХНЗ, 18ХГТ и др.) и нецементуемых (40, 45, 50, 40Х, 40ХН, 50ХФА) сталей.
ГОСТ 13568—75 регламентирует нижние пределы твердости: для валиков и втулок цепей с шагом до 15,875 мм — не ниже 59,5 HRC3, свыше 15,875 мм — не ниже 48,5 HRC3; для роликов — не ниже 43,5 HRC3. Повышением твердости деталей можно увеличить износостойкость цепей. В условиях интенсивного изнашивания (при абразивном задеязнении) высокотемпературное газовое цианирование повышает износостойкость в 1,5 —2,6 раза» термодиффузионное хромирование в 3—12 раз по сравнению с цементацией. При тер
модиффузионном хромировании сопротивление усталости при ударе тонкостенных втулок и роликов повышается благодаря предохранению их от интеркристаллитной коррозии.
Исходный химический состав стали» подвергаемой химико-термической обработке» мало влияет на износостойкость [8]. Применение никельсодержащих сталей, обладающих повышенной вязкостью и пластичностью» позволяет повысить твердость и износостойкость без опасения хрупкого усталостного разрушения тонкостенных деталей шарниров, обусловленного ударами зубьев о детали шарниров. Хром повышает прокаливаемость и общую прочность валиков и пластин, никель — их сопротивление усталости.
Соотношения размеров деталей. Для повышения усталостной прочности тонкостенных деталей — втулок и роликов — целесообразно увеличивать толщину их стенок, хотя наружный диаметр ролика регламентирован стандартом, а диаметр валика лимитирует разрушающую нагрузку цепи. Предельная ширина пластин регламентирована стандартом. Толщина пластин зависит от размеров однорядных и многорядных цепей. Однако некоторые возможности более рационального изменения ширины и толщины пластин имеются. В первую очередь это относится к форме и соотношениям размеров наружного контура пластины. Контур в виде восьмерки с концентрически очерченной проушиной 1 (R = А/2, А > 2А, рис.З, а) не оптимален. Более рационален контур 2 с параметрами R = (1,1-Н,15)х х Ь/2 и Л > ЗА [8]. У прямобоких пластин пределы выносливости выше, чем у восьмеркообразных с концентрическим наружным контуром проушины, в 1,4 раза при посадке с
Рис.З. Схемы для выбора оптимального контура (а) н расположения фасонных отверстий (б, в) пластин (б — оптимальное, в — неоптимальное)
Приводные цепи
549
3. Приводные роликовые, втулочные и открытошарнирные пластинчатые цепи
Обозначение | Точность | Обозначение | Точность
Роликовые но ГОСТ 13568—75 Тяжелого типа
Однорядные 1ТП-44,45-20900 В
ПР,-12,7-1000-1 В 2ТП-44,45-41800 В
ПР-12,7-900-2 В ЗТП-44,45-62700 В
ПР-12,7-1820-1 В 4ТП-44,45-83600 В
ПР-12,7-1820-2 В 6ТП-44,45-125400 Ht
ПР-15,875-1300-1 В ХТП-63,5-156000 Ht
ПР-15,875-2300-2 в
ПР-19,05-3180 н Втулочные по ТУ 3-6—79 1 (замкнутые
ПР-25,4-6000 А н контуры для мотоциклов, мотороллеров,
ПР-25,4-6000 в размеры по ГОСТ 13568—75)
ПР-31,75-8900 в ПВ-9,525-1150 В
ПР-50,8-22800 А н ПВ-9,525-1300 В
ПР-50,8-22800 в 2ПВ-9,525-2000 В
Двухрядные 2ПР-12,7-3180 2ПР-15,875-4540 2ПР-25,4-11400 и Втулочные по ТУ 37.001.1306— 85 (замкнутые
15 в в контуры 114, 116 и 98 звеньев для автомобилей 2ПВ-9,525-1600) | В
2ПР-25,4-11400А н Роликовые по ТУ 3-1060-78 (для мотоциклов,
2ПР-31,75-17700 в мотороллеров и мопедов, без переходных звень-
2ПР-50,8-45360 в ев, размеры по ГОСТ 13568—75) ।
Трехрядные ПР-12,7-1850-1 1 1 в
ЗПР-12,7-4540 в ПР-12,7-1850-2 В
ЗПР-15,875-6810 в ПР-15,875-2300-1 1 1 В
ЗПР-25,4-17100 в Роликовая по ТУ 3-211—83
ЗПР-31,75-26550 в
ЗПР-50,8-68040 в ПР-15,875—2270 | 1 Н
С изогнутыми пластинами Роликовые по ТУ 3-556-88 (для общемашино-
ПРИ-78,1-36000 S строительного применения; размеры по ГОСТ
ПРИ-103,2-65000 1 н 13568—75)
Длиннозвенные ПРА-38,1-10700 Н
ПРД-31,75-2300 I 1 н ПРА-44,45-13700 Н
ПРД-38-3000 н РРА-50,8-16700 Н
ПРД-38-4000 1 1 н
Роликовые двух- и четырехрядные по
роликовые, втулочные н открьггошарпирные ТУ 3-312—85 (для экскаваторов и других машин,
но техническим условиям Повышенной прочности и точности по ТУ без переходных звеньев) 2ПР-19,05-7500 1 4ПР-19,05-15500 I 1 н
26.02.1081—88 (размеры по ГОСТ 21834-87) Н
1НП-38,1-15000 в
2НП-38,1-30000 в Роликовые многорядные по ТУ 3 -5—79
ЗНП-38,1-45000 в 4ПР-25,4-22800 В
4НП-38,1-60000 в 4ПР-31,75-35500 В
6НП-38,1-90000 в 4ПР-50,8-90000 В
1НП-44,45-20900 в 2ПРТ-31,75-20000 в
2НП-44,45-41800 в ЗПРТ-31,75-30000 в
ЗНП-44,45-62700 в 6ПРТ-31,75-60000 в
4НП-44,45-83600 в
1НП-50,8-26300 в Открытошарнирные с изогнутыми пластинами
2НП-50,8-52600 в по ТУ400-28-479-86
ЗНП-50,8-78900 в ИФ-78,1-36000 1 Н1
4НП-50,8-105200 в 1
Примечания: 1. Первая цифра в обозначении — число рядов, если оно больше одного,
второе число — шаг, мм; третье — разрушающая нагрузка, даН (1 даН = 10 Н); четвертое — исполнение по ширине;
2. В, Н, Ht — предельное отклонение длины отрезка цепи от номинала соответственно I 0,15; 0,225 и 0,5 мм (число звеньев в отрезке по ГОСТ 13568—75).
550
Цепные передачи
зазором и в 1,5 раза при посадке с натягом. Замена контура 1 контуром 2 позволяет на 15— 20% снизить массу и расход металла на изготовление пластин без снижения их статической прочности и сопротивления усталости или, наоборот, существенно повысить эти показатели без увеличения массы пластин. Фасонные отверстия в пластинах (соединительные звенья, цепи с изогнутыми пластинами) следует располагать так, как показано на рис.З, б. Расположение их в соответствии с рис.З, в нерационально, так как при этом сопротивление усталости пластин снижается в 1,3 раза.
Соединения деталей. Валики и втулки'приводных цепей всех видов, кроме цепей с изогнутыми пластинами, изготовляют без уступов по концам. Надежное взаимное расположение деталей цепи обеспечивают только посадками с натягом. Массовое использование таких соединений и повышенная их ответственность (при сползании пластины с концов втулок цепь теряет подвижность в шарнирах, а при смещении внутрь втулочной или открытошарнирной цепи нарушается зацепление) предопределяют особые подходы к выбору натягов в соединениях. Их значения принимают намного большими, чем предусмотрено стандартными посадками (табл.4). Этим удешевляется производство, а пласти
ческое деформирование отверстий пластин, неизбежное при столь больших натягах, существенно повышает сопротивление усталости пластин (в 1,6—1,7 раза).
Зазоры в сопряжениях цилиндрических деталей следует выбирать с учетом того, что концы тонкостенных втулок деформируются при посадке с большими натягами, а сами втулки, кроме того, при взаимодействии с зубом звездочки сплющиваются, что уменьшает зазор между ними и валиками.
Детали, фиксирующие положение валиков в цепях с изогнутыми пластинами, и положение пластины соединительного звена, посаженной с зазором, имеют важное значение. Шплинтовые соединения мало надежны; разрушение шплинта ведет к выпаданию валика, что равнозначно разрыву цепи.
Предельные состояния и критерии работоспособности приводных пеней. Для приводных цепей характерны следующие основные виды предельных состояний: разрушение, износ, нарушение прочности соединений, потеря подвижности в шарнирах.
Разрушения деталей приводных цепей, вызываемые редкими кратковременными перегрузками, в виде пластической деформации и полного разрыва цепи от перегрузки встречаются редко, поскольку чаще всего приводные
4. Натяга н зазоры в соединениях валиков н втулок пластинчатых роликовых ценей
Параметр Цепи
Приводные Тяговые
Шаг, мм 12,7 19,05 38,1 50,8 100 125* 160Ф—315 315*
Номинальный диаметр, мм 3.65 5,24 5.94 8,60 11.10 17,04 14.27 21,00 15.00 21,00 21.00 30,00 25.00 36,00 ША 42,00
Натяг в соединении с пластинами, мкм 45-110 20-100 60-160 60-160 70-250 80-240 120-310 80-260 100-320 100-440 Зазор 0-530 Зазор 0-570 Зазор 0-530
Относительный натяг (отношение среднего натяга к диаметру) 0J21 0,012 0,013 0.014 0,009 0.015 0,012 0.014 0,013 Зазор 0,009 Зазор 0,007 Зазор 0,006
Зазор между валиком и втулкой, мкм 70-130 100-200 220-390 250-440 430-810 330-410 440-700 430-720
° Валики фиксируются относительно пластин стопорными планками; втулки имеют двухсторонние лыски
Примечание. В числителе приведены параметры для валиков, в знаменателе — для втулок.
Приводные цепи
551
цепи выбирают с большими коэффициентами запаса прочности (не менее 6—10). Такой вид разрушения однако имеет место в передачах землеройных, сельскохозяйственных и других машин, при работе которых возникают нерасчетные рабочие состояния (встреча с труднопреодолимым препятствием). Сама цепь служит предохранительным устройством. Замена ее в подобных условиях другими видами передач обычно оказывается неэффективной, так как восстановление работоспособности при неизбежных отказах во много раз усложняется.
Более серьезные осложнения вызывают циклические (усталостные) разрушения, которые наблюдаются в передачах, работающих в режимах малоцикловой усталости или в неправильно спроектированных передачах, в которых минимально необходимые 6—10-кратные коэффициенты запаса прочности по отношению к разрушающей нагрузке конструкторам представляются чрезмерными, и по аналогии с простыми общемашиностроительными деталями их принимают равными 1,5—2. Этот вид разрушений имеет лавинообразный характер и вызывает необходимость замены цепи.
Ударно-усталостный характер носят разрушения тонкостенных деталей — роликов и втулок. Эти разрушения, обусловленные ударами шарниров о зубья звездочек при входе в зацепление, чаще всего связаны с ошибками в конструировании передачи или с неудовлетворительным качеством термической обработки указанных деталей, их чрезмерным охрупчиванием. Разрушение роликов и втулок непосредственно не ведет к разрыву цепи, но при дальнейшей ее эксплуатации с такими повреждениями возрастает вероятность разрушения валиков. Во избежании разрыва цепи с разрушенными втулками и роликами заменяют.
Износ приводных цепей бывает нескольких видов. Основной из них — износ деталей шарниров, обусловленный их взаимным поворотом. Износ шарниров может привести к снижению прочности деталей, а в предельных случаях — к их разрушению и разрыву цепи. Но чаще всего цепь заменяют до наступления такого состояния вследствие увеличения шага цепи с темпом, опережающим увеличение шага звездочки. С этим связаны нарушение зацепления, недопустимое провисание холостой ветви, соскакивание со звездочки, задевание за стенки кожуха или картера, увеличение вибраций, шума.
При установке звездочек с перекосом и взаимным их смещением в осевом направлении
происходит изнашивание боковых поверхностей пластин, что снижает их прочность. При задевании за неподвижные части, например за стенки картера, изнашиваются грани пластин. Эти виды износа менее опасны, чем первый, и они легко устранимы.
Нарушение прочности соединений с зазором (цепи с изогнутыми пластинами) выражается в виде прогрессирующего изнашивания мест сопряжения валиков и втулок с пластинами, поскольку давление в этих сопряжениях в несколько раз больше, чем в контакте валиков со втулками.
В соединениях с натягом, выполненных некачественно (малый натяг, низкая твердость деталей), нарушение их прочности выражается в сползании внутренних пластин со втулок, вследствие чего боковые зазоры между смежными звеньями уменьшаются до нуля и цепь теряет подвижность в шарнирах.
Потеря подвижности в шарнирах обусловлена рядом причин. Одна из них названа выше. В передачах, работающих в коррозионных порошкообразных, химически активных средах (разбрасыватели удобрений, кормораздатчики и др.), зазоры в шарнирах забиваются порошкообразными частицами или продуктами коррозии и шарнирность нарушается. Коррозия недопустима и по другим причинам — вследствие неприглядного вида самой корродированной цепи и снижения ее сопротивления усталости. Вследствие коррозии и потери шарнирности цепи в передачах сельскохозяйственных машин заменяют. После короткого уборочного сезона цепи отполировываются до зеркального блеска и затем, оставаясь на открытом воздухе до следующего уборочного сезона, подвергаются интенсивной коррозии с потерей подвижности в шарнирах и нормального внешнего вида. К дальнейшей эксплуатации такие цепи чаще всего признают непригодными и заменяют новыми. Это одна из причин повышенного расхода роликовых цепей на запасные части к машинам сезонного использования.
Прочность приводных цепей1. Оценка действительной несущей способности и выбор приводных цепей по критерию прочности связаны с необходимостью определения разрушающих и
1 Приведенная ниже методика расчета пластинчатых цепей на прочность апробирована в результате ее многолетнего использования в практике ЦКБ цепных передач и устройств при ВНИИПТ Углемаше. Поэтому здесь сохранена структура расчетных зависимостей, принятая ранее.
552
Цепные передачи
допускаемых рабочих нагрузок по критериям усталости (Qy, Qy’), текучести (Q, Q) и статической прочности (0в, 0в ) материала деталей. В связи с неравнопрочностыо деталей эти нагрузки приходится определять дифференцированно, отдельно для каждого их вида.
Ниже приведена методика определения указанных предельных нагрузок [8].
Разрушающая нагрузка (Н) по критерию усталости материала пластин (вычисляется отдельно
для наружных, внутренних, соединительных и переходных пластин):
П = 2"»0- 2г1)до-1аДЛ,.в (1) 11 + Я (“«, - 1)] (1 + V)
где т — число пластин в звене (для однорядных цепей т = 2, для двухрядных т = 4); b, rp s — размеры пластины, мм (рис.4, а)\ а_1р = О,3ав — предел выносливости при симметричном
Ш 600 800 1000 бл,МПа *)
Рис.4. Определение разрушающей нагрузки ио критерию сопротивления усталости пластин: а — расчетные размеры; б — г — зависимости для определения К? н (б), q (в) и ао (г)
Приводные цепи
553
цикле растяжения — сжатия (ав — временное сопротивление материала пластины, МПа); р — коэффициент, учитывающий состояние поверхности, упрочнение и способ соединения пластины с валиком или втулкой (для пластин без упрочнения, независимо от типа посадки, Р = 0,7; при посадке с зазором и упрочнении дробеструйным наклепом р = 0,8, с развальцовкой отверстий — р = 0,9; при выдавливании кольцевых канавок вокруг отверстий или их обжатии р = 1,1); — коэффициент режима
нагрузки (рис.4, б), зависящий от эквивалентного числа циклов нагружений N3 (при N3 > 10б Лр Н = 1; при постоянном режиме работы и малых динамических нагрузках N3 = 3600t//£x х Тя, здесь «г — скорость цепи, м/с; L — длина замкнутого контура цепи, м; Тя — полный ресурс цепи, ч); q — коэффициент чувствительности материала пластины к концентрации напряжений (рис.4, <?); ао — теоретический коэффициент концентрации напряжений (рис. 4, г); у — коэффициент, характеризующий форму диаграммы предельных напряжений (у = 0,05-Ю,1, чем выше ав, тем больше у).
Разрушающая нагрузка (Н) по критерию усталости материала валиков (по изгибу в сечении 1—1, рис.5, а)
- 1,57с, ер (2Г-/”)(1 + у) ’
где — предел выносливости при симметричном цикле изгиба, МПа [для углеродистой стали
= 0,43ав); для легированной стали = = 0,35ав + 120)]; d, Г, Г\ размеры, мм (рис.5, а); е — масштабный фактор (для углеродистой стали е = 0,98 при d £ 10 мм; е = 0,9 при d = 25 мм; для высокопрочных легированных сталей е = 0,95 при d < 10 мм и е = 0,8 при d = 25 мм; при прочих размерах определяется линейной интерполяцией); р — коэффициент, учитывающий поверхностное упрочнение (для валиков без поверхностного упрочнения р = 0,85, с поверхностным упрочнением закалкой с нагревом ТВЧ, цементацией, нитроцементацией р = 1,1-г 1,3); значения ХрН и у определяют аналогично указанному для пластин.
Разрушающая нагрузка (Н) по критерию усталости материала втулок
_ 1,57с, ГМА^, а„ (1 + V) а, где значения а_р р, Х^н, у определяют аналогично указанному для валиков; Г, dx — размеры, мм (рис.5, а); = 0,8-Ю,9 — коэффи-
циент, учитывающий снижение расчетного приведенного напряжения при наличии цементации (без цементации = 1); — коэффициент
приведенных напряжений, учитывающий совместное влияние изгиба и сплющивания (овализации) втулки под действием нагрузки от зуба звездочки [определяют по рис. 5, б в зависимости от отношений у = /”/</, и а = (d + Дг/)/(^ — Д^); здесь Д</ и Д^ — износ
Рис.5. Определение разрушающей нагрузки по критерию сопротивления усталости валиков и втулок: а - расчетные размеры; б, в — зависимости для определения при посадке с зазором (б) и с натягом (<?)
554
Цепные передачи
внутренней и наружной поверхности втулки]; К9 — коэффициент, учитывающий влияние числа зубьев z и утла их заострения <р на силу, вызывающую сплющивание втулки на звездочке.
Для передач, работающих при непрерывной смазке,
sin(360* / ;) . (4)
ф sin (360е / z + <р)
при периодической смазке или без смазки
к = sin(360* / z) + 0,3 cos(360* / z) (5)
ф sin (360’Д + <р)+ 0,3 cos (ЗбО’Д + ф)
Разрушающая нагрузка (Н) по критерию усталости материала роликов цепей тяжелонагру-женных тихоходных передач (# £ 2 м/с)
_________________ (6) *,(2/D+ 1 / гэ>
где ор — приведенное разрушающее напряжение (для ролика из среднеуглеродистой стали ор = 15 HRC3, МПа; из цементованной стали — ор =18HRC3, МПа); К — коэффициент, определяемый по (4) или (5); В, D — ширина и диаметр ролика цепи, мм; г3 — радиус закругления головки зубьев звездочек, мм (при прямолинейном профиле г3 = «>).
Разрушающая нагрузка (Н) по критерию временного сопротивления материала пластин
Св = т К* К* в & - 2 П ) 5 ов , (7)
где — коэффициент, учитывающий влияние соотношения размеров, формы отверстий и термической обработки (рис.6, а—в); = 0,92
Рнс.6. Определение разрушающей нагрузки по временному сопротивлению материала пластин
Приводные цепи
555
— коэффициент, учитывающий неравномерность распределения нагрузки между пластинами (одинаковый для всех типов цепей, включая многорядные).
Разрушающая нагрузка (Н) по критерию временного сопротивления материала валиков (по изгибу в сечении 7—/, рис.5, а)
, (8)
Л,(2Г-Г)
где Ар — коэффициент, учитывающий влияние соотношений размеров валика и втулки (рис.7, а).
Разрушающая нагрузка (Н) по критерию временного сопротивления материала втулок
0,785 о Г (L
(9)
Разрушающие нагрузки по критерию предела текучести материала пластин приближенно Сг = Свот/ав» где ат “ предел текучести материала пластин. Находить эти нагрузки для других деталей (валиков, втулок) нет необходимости, так как их пластическая деформация не лимитирует общую несущую способность цепи.
Основной прочностной характеристикой цепи, включаемой в стандарты и технические условия на все виды цепей, является разрушающая нагрузка. Втулки и ролики не влияют на значение стой нагрузки. Ее значение по временному сопротивлению материала пластин можно определять по (7). Формула (8) непригодна для этого, поскольку, в отличие от пластин, нагрузка на валики при испытании на разрыв действует* иначе, чем при работе цепи; при испытании она сосредоточена по концам валика, аналогично показанному на рис.7, б, а при работе цепи — распределена по его длине.
тании цепи на разрыв
г)
556
Цепные передачи
Благодаря этому несущая способность валика при испытании на разрыв существенно выше и ее значение (Н)
1,18 К~. d3 а, еви------------—-------!----. (10)
К'р [3 (cj - Г) + 2 а ]
где К' — коэффициент, зависящий от отношения Г /d (рис.7, а); Ср Г, d — размеры, мм (рис.7, б); а — длина площадки касания (рис.7, б), определяемая по рис.7, г при нагрузке Q= Q# вычисленной для пластин по (7).
Допускаемые нагрузки и коэффициенты запаса прочности. Для приводных цепей, несущую способность которых лимитирует сопротивление усталости их деталей, допускаемая нагрузка
gi = Qy min — Ов min (11)
гДе Оу min ~ минимальное значение из числа нагрузок по (1)—(3), (6); 5Э = KxKjK3 — коэффициент, учитывающий условия эксплуатации (^ = 1-4,5 — коэффициент, учитывающий степень ответственности передачи; = 1,1-4,3 — коэффициент, учитывающий точность определения действующих нагрузок; К3 — коэффициент, учитывающий коррозионное воздействие (К3 = 1 — при отсутствии коррозии; К3 = 3-5 — при активном корродировании);
2В min — минимальное значение из числа нагрузки по (7) и (10); S — коэффициент запаса прочности по отношению к разрушающей нагрузке
5 = ^ч» . (12)
Qy min
Согласно расчетам по приведенным формулам и опытным данным QB min = 5-6. С учетом предельных значений коэффициентов 5Э минимальные значения коэффициентов запаса прочности по отношению к разрушающей нагрузке при N3 > 106 следует принимать: при отсутствии коррозии S = 6-10; при активной коррозии — S = 18-50.
Несущая способность приводных цепей высокоскоростных передач существенно снижается из-за ударно-усталостного разрушения роликов и втулок. Это учитывают значительным повышением коэффициентов запаса прочности до значений, указанных в табл.5.
При расчете редко и кратковременно работающих передач неответственного назначения (N3 < 103-104) допускаются меньшие значения коэффициентов запаса прочности цепей (5=2-4).
Прочность соединений деталей. Расчет прочности соединений деталей цепи необходим для оценки ее несущей способности и назначения вращающих моментов при
5. Коэффициенты запаса прочности приводных роликовых и втулочных цепей высокоскоростных передач (в зависимости от наибольших рекомендуемых частот вращения меныпей звездочки л_ и шага цени г_)
мин 1 *нр» ММ Коэффициент запаса прочности "вр> МИН 1 *нр» мм Коэффициент запаса прочности
20 78,1 6-8 800 25,4(31,75) 15-24
50 78,1 7-10 900 19,05(25,4) 16-25
100 78,1 8-12 1000 15,875(19,05) 17-27
200 63,5(78,1) 9-15 1500 12,7(19,05) 18-30
300 50,8(78,1) 10-17 2000 9,52(12,7) 20—33
400 44,45(50,8) 11-19 2500 9,52(12,7) 22-35
500 38,1(44,45) 12-20 3000 8,00(9,52) 24-37
600 31,75(38,1) 13-22 3500 8,00(9,52) 25-38
700 31,75(38,1) 14-23 4000 8,00(9,52) 27-40
Примечания: 1. Наименьшие значения S — для передач сезонного использования (сельскохозяйственные, строительно-дорожные машины, мотоциклы и др.). 2. Значения в скобках — для передач с цепями повышенной точности и прочности (типы ПР, Н и Т — по табл.З).
Приводные цепи
557
испытании соединений на проворачивание. Условия прочности соединений
2 Тв * 8 ; (13)
2 Тп Z 8 , (14)
где Тв, Тт — наибольшие вращающие моменты (Н’м), которые могут передавать соединения валика и втулки с одной пластиной; 2 — число пластин в звене; 8 = 1,5-^2 — запас прочности соединения; Тт„ — максимальный вращающий момент, действующий на валик и втулку.
Значения Тв, Тт и Ттяж (Н • м) определяют по формулам:
ния); 2) внешняя среда (воздушная, смазка, абразивное загрязнение); 3) свойства поверхностных слоев трущихся деталей (макро- и микрогеометрия поверхности, строение поверхностных слоев, их структурное состояние, химический и фазовый состав, прочностные, физические и химические свойства поверхностных слоев).
Влияние каждого из этих факторов сложно и многообразно. Поэтому роль каждого из них следует оценивать в совокупности с другими.
Виды трения. Трение качения реализовано лишь в зубчатых цепях с выпуклыми вкладышами (см.рис.2, и); трение скольжения их шарниров переходит в трение качения с проскальзыванием. В наиболее распространенных приводных цепях — роликовых и втулочных в течение всего периода
(17)
ф
где f — коэффициент трения в соединении валиков и втулок с пластинами (f'= 0,11 при Rz = 6,3 мкм; /’ = 0,14 при Rz = 2,5 мкм; /’ = 0,16 при Rz = 0,8 мкм); d, d{, s — размеры, мм (рис.4, я); К^— коэффициент, определяемый по (4) или (5); — наибольшая из случай-
ных, редких и кратковременно действующих нагрузок, Н; Fam = =(1,2-Н,3)Гр, где Fp -расчетное натяжение ведущей ветви цепи, см.с.57О; / — коэффициент трения между валиком и втулкой (при непрерывной смазке 0,08; при периодической смазке 0,15; без смазки 0,25; при заедании 0,6—1); р — давление в сопряжении, МПа.
С учетом упругопластического деформирования отверстий пластин при посадке валиков и втулок с натягами по табл.4
г 2 ,
]• 081
где b — ширина пластин (см.рис.4, а).
Закономерности изнашивания приводных цепей. Износ цепи при одной и той же нагрузке, но разных условиях загрязнения и смазывания [8, 9,12], может различаться в несколько тысяч раз (рис.8).
Вид изнашивания и его количественные характеристики определяют три группы факторов: 1) внешние механические воздействия (вид трения, нагрузка, скорость относительного перемещения, путь скольже-
Рис.8. Обобщенная зависимость интенсивности И изнашивания шарниров пластинчатых цепей от основных конструктивно-технологических и эксплуатационных факторов (твердость деталей, удельная нагрузка, смазка, абразивное загрязнение):
1—7 — цементация, 55—62 HRC3; 8—10 — без термической обработки, 23—25 HRC3; 1—4 — без загрязнения со смазкой (1 — под давлением; 2 — смазывание в ванне; 3 — капельное; 4 — периодическое вручную); 5, 8 — без загрязнения и смазки (всухую); 6, 7, 9, 10 — со смазкой и абразивным загрязнением (6, 9 — кварцевый песок; 7, 10 — угольная пыль)
558
Цепные передачи
работы имеет место трение скольжения. При благоприятном сочетании прочих факторов эти цепи обеспечивают практически любую требуемую долговечность по износу шарниров.
Нагрузка. Нагруженность шарниров цепи условно принято оценивать по давлению
, = о»
где Fp — максимальное натяжение ведущей ветви цепи, включающее динамическую нагрузку; d — диаметр валика; / — длина втулки. В начальный период работы цепи действительное давление во много раз превосходит условную величину (рис.9), поскольку контактирование валика и втулки осуществляется по малой дуге окружности, зависящей от зазора в
шарнире. Фактическая площадь контакта намного меньше расчетной dl и вследствие искажения формы деталей (бочкообразность втулки, изгиб валика). При малых значениях допустимого увеличения шага цепи все это имеет существенное значение и должно учитываться при конструировании цепных передач.
Нагрузка в шарнире может существенно влиять на переход одного, более благоприятного вида изнашивания (например, окислительного; горизонтальные участки кривых 1—3 на рис. 10) в другой менее благоприятный (схватывание, крутонаклонные участки кривых 1—3 на рис. 10), и наоборот. Вследствие этого количественное влияние нагрузки на износ может носить скачкообразный характер. При одном и том же виде изнашивания это влияние существенно различается в зависимости от других условий
Рис.9. Схемы распределения нагрузки по длине втулки:
а — после приработки; б, в — с учетом бочкообразности втулки и изгиба валика; г — зависимости удельной нагрузки от силы натяжения; 1 — по (19); 2 — то же, при т = 2s/1\ 3—5 — по формуле Герца — Штайермана (3 при у = 0,1 и т = 2s/1\ 4— при у = 0,3 и т = 2s/5 — при V = 0,1 и т = Д v — относительный зазор в шарнире) [11]
Приводные цепи
559
И, мг/м
2 ❖ 6 р,мпа о 5 ю рмл*
6) г)
Рис. 10. Зависимости интенсивности изнашивания от удельной нагрузки:
а, б — стальные цементованные и чугунные образцы (1—3 — без смазки при скорости скольжения соответственно 3,11; 2,59 и 1,78 м/с; 4, 5 — со смазкой керосином и автолом); в, г — приводные роликовые цепи соответственно при абразивном загрязнении со смазкой и при работе всухую (6, 10- без термической обработки, 7 — объемная закалка, 35—55 HRC3; 8, 11 — цементация, 58 — 62 HRC3; 9 — нитроцементация, 58 — 62 HRC3)
560
Цепные передачи
трения и изнашивания (среда, вид термической обработки и др.). Влияние давления на износостойкость приводной цепи можно оценивать в первом приближении коэффициентом износа [8, 9, 11] х
х I К \
«I = Р = I —— I , (20)
где х — показатель степени, определяемый по табл.6.
При оценке влияния давления и других факторов на износостойкость по (20) и по подобным формулам, приведенным далее, значения входящих в них величин для каждой из сравниваемых цепей должны подставляться в одинаковых единицах измерения. О влиянии каждого фактора можно судить, сопоставляя вычисленные коэффициенты износа. Чем меньше значение коэффициента, например KY по (20), тем большей будет износостойкость.
Скорость цепи. Влияние скорости скольжения на интенсивность изнашивания обусловлено переходами одних видов изнашивания в другие при изменении скорости (рис. 11, а, б). При надлежащей смазке, необходимой для всех видов высокоскоростных передач, интенсивность изнашивания от скорости не зависит (кривая 2 на рис. 11, а), т.е. для этого класса передач при любой скорости цепи можно
6. Показатель степени х, характеризующий влияние давления на износ приводных цепей
Условия трения Значение х
Непрерывная смазка 1,5-2,5
Скудная периодическая смазка без абразивного загрязнения Периодическая смазка, абразивное загрязнение: 1,0
без термической обработки 0,80
объемная закалка без цементации, 45—55 HRC3 0,60
цементация, 54—62 HRC3 0,47
газовое цианирование (нитроцементация), 54—62 HRC3 Без смазки, абразивное загрязнение: 0,22
детали без термической обработки 2,0-2,7
цементация, 54—62 HRC3 1,4-1,6
принимать коэффициент износа = 1. В тихоходных передачах сельскохозяйственных машин, работающих при периодической смазке или без смазки с загрязнением частицами
Рис. 11. Влияние скорости скольжения на интенсивность изнашивания:
а, б — стальные образцы соответственно без термической обработки и с объемной закалкой (1,3 — без смазки; 2 — со смазкой; АБ, БВ и т.д. — характерные участки кривых изнашивания); в — приводные цепи передач сельскохозяйственных машин (4 и 5 — цепи соответственно с термической обработкой и без нее)
Приводные цепи
561
почвы, зависимость изнашивания от скорости представлена на рис. 11, в (соответствует участку БВ кривой 1 на рис.11, а). Интенсивность изнашивания в этом случае снижается с увеличением скорости приблизительно по прямо пропорциональной логарифмической зависимости. Иначе говоря, две передачи, работающие в указанных условиях, при всех прочих тождественных параметрах будут иметь одинаковый износ (удлинение) цепей по времени несмотря на то, что их скорость будет отличаться во много раз, оставаясь в пределах для класса тихоходных передач. Для передач этого класса влияние скорости скольжения на изнашивание условно можно оценить коэффициентом износа обратно пропорциональным скорости скольжения в шарнире,
ще я — скорости цепи, м/с; d — диаметр валика; dt — диаметр звездочки, т.е.
^ = —----------(22)
0СК # d
Путь скольжения. Износ прямо пропорционален пути скольжения, величина которого при повороте звездочки на один угловой шаг
Пренебрегая условно износом цепи при нагрузках, соответствующих натяжению ведомой ветви, влияние на износ цепи суммарного пути трения за единицу времени (например, за 1 ч) можно оценивать коэффициентом износа
£ = dt\ —5— + +...+ ——)лг, (24)
\ d. d d г /
el e2 e/ '
где N — число условных полных оборотов контура цепи длиной L - Wt (W — число звеньев в контуре) за 1 ч;
•о
, (25)
Wt
или
для двухзвездных передач
(27)
Среда. Внешняя среда и смазка оказывают решающее влияние на износ приводных цепей. При работе в вакууме работоспособность цепной передачи может быть обеспечена только при наличии смазочного материала (обычно твердого), в противном случае неизбежны схватывание и потеря подвижности в шарнирах.
Жидкая среда — жидкостная смазка — основное условие обеспечения долговечной работы передачи. При наличии даже периодической смазки, но без абразива, для получения ощутимых износов цепи требуются испытания продолжительностью несколько сот и даже тысяч часов, а при постоянной смазке — долговечность возрастает еще на порядок. Поэтому о влиянии смазки судят по каталожным данным, приведенным в табл.7 [6, 7], где К4 — коэффициент износа, учитывающий влияние способа смазки на износ цепи.
7« Зависимость коэффициента износа К4 от способа смазывания
Смазка Коэффициент износа К4
Без смазки (if < 1 м/с) 1,0
Периодическая нерегулярная 0,3
(if < 1,5 м/с) Периодическая регулярная, 0,11
через 8—10 ч (я < 2 м/с) Пластичная внутришарнирная, 0,09
через 50—80 ч («г < 1 м/с) Капельная, по 5—15 кап/мин 0,08
(if < 2-5-4 м/с) Масляная ванна (я < 4-5*8 м/с) 0,06
Циркуляционная (#>7-5-12 м/с) 0,05
Распылением под давлением 0,04
(if > 8-5-12 м/с)
Твердая среда. Наиболее распространенный и самый нежелательный ее вид — абразивные частицы почвы, попадающие в зазоры между трущимися деталями шарниров открытых передач сельскохозяйственных, строительнодорожных и других машин, работающих в подобных условиях. Твердость абразивных частиц (На = 10000 HV) намного выше твердости деталей шарниров (600 HV) и поэтому их царапающее действие вызывает интенсивный износ, в десятки, а иногда и в сотни раз больший, чем при периодической смазке без абразива. При работе в условиях абразивного загрязнения своеобразное влияние на износ оказывает вид смазочного материала. Пластич
562
Цепные передачи
ная смазка защищает шарниры от попадания абразивных частиц в зазоры между трущимися деталями, снижая износ, а масло при периодическом смазывании цепей, наоборот, способствует проникновению их в зазоры. По этой причине износ периодически смазываемых маслом цепей при интенсивном абразивном загрязнении иногда оказывается больше, чем несмазываемых. Износ при абразивном загрязнении прямо пропорционален размеру абразивных частиц в пределах зазора и интенсивности загрязнения. Учесть влияние абразивного загрязнения на износ приводных цепей трудно вследствие невозможности количественно оценить интенсивность абразивного загрязнения реальной передачи.
При расчетах передач влияние абразивного загрязнения на износ цепей следует оценивать двумя коэффициентами: коэффициентом К5 при сравнении открытых смазываемых передач, работающих без абразивного загрязнения и в абразивной среде, и коэффициентом К'$, учитывающим влияние на износ способа защиты передачи от абразивного загрязнения. Ориентировочные значения этих коэффициентов приведены в табл. 8.
Исходный химический состав материала деталей шарниров, подвергнутых химико-термической обработке (цементация, газовое цианирование, пр.), практически не влияет на их износ [8]. Так, износостойкость цепей с цементованными деталями из сталей Ст5, 20 и легированных сталей 15Х, 18ХГТ, 12ХНЗ и 12Х2Н4А при одинаковой твердости (55—62 HRC^ оказалась одинаковой в широком диапазоне условий опытов.
Шероховатость поверхностей при абразивном изнашивании смазываемых передач также почти не влияет на износ цепей, так как по мере приработки трущиеся поверхности независимо от их исходной (технологической) шероховатости приобретают одинаковый рабочий рельеф (блестящие полированные поверхности) [8].
Твердость и способ поверхностного упрочнения в отличие от двух предыдущих факторов довольно существенно влияют на износ при всех видах изнашивания и особенно при самых неблагоприятных — абразивном и схватывании. При абразивном изнашивании: а) износостойкость возрастает с повышением твердости обеих деталей; б) из двух деталей сопряжения более износостойка мягкая деталь, поверхность которой шаржируется частицами абразива и в большей степени изнашивает твердую; в) с увеличением содержания углерода износостойкость возрастает; поэтому цементованные детали изнашиваются меньше, чем нецементованные одинаковой твердости; г) насыщение поверхностного слоя карбидообразующими элементами — углеродом, азотом, хромом, бором — повышает износостойкость; д) при твердости деталей выше твердости абразивных частиц (например, при термодиффузионном хромировании и борировании, когда Нд = 14000 HV > На, где На = 10000 HV -твердость кварца) изнашивание также имеет место, но износостойкость резко возрастает.
При расчете передач влияние твердости и способа упрочнения можно учитывать коэффициентом износа определяемым по табл.9.
8. Коэффициенты взноса К* и К'5 в зависимости от условий работы передачи и способа ее защиты от абразивного загрязнения
Условия работы и способ защиты от абразивного загрязнения
Открытая передача, периодически смазываемая жидким маслом, р £ 10 МПа без абразивного загрязнения 1,0 —
абразивная среда 10-100 —
Абразивная среда смазывание периодическое жидким маслом открытая передача — 1,0
защищена негерметичным кожухом — о.з
смазывание периода-ческое внутришарнир-ное (пластичная смазка) открытая передача — ' 0,4
защищена чехлом — 0,2
Звездочки для приводных цепей
563
9. Коэффициент взноса К* в зависимости от твердости и вида упрочнения деталей шарниров
Вцд упрочнения и твердость р, МПа
5 15-50
Без термической обработки, < 20 HRC3 2/1 2/1
Объемная закалка, 45 HRC3 1/0,5 1/0,12
Цементация, 55—62 HRC3 0,7/0,25 0,62/0,06
Нитроцементация, 58-62 HRC3 0,48/- 0,38/-
Термодиффузионное хромирование, 14000 HV 0,08/0,1 0,23/-
Примечание. В числителе приведены значения коэффициента К6 при абразивном изнашивании, в знаменателе — при схватывании.
Допускаемый износ выражают в процентах от шага цепи. Чем меньше допускаемый износ, тем меньше срок службы цепи. Иначе говоря, коэффициент износа цепи по аналогии с коэффициентами Кх — К* должен возрастать по мере уменьшения допускаемого износа.
При расчете передач
к, = —----, (28)
А/
где А/ — допускаемое предельное увеличение шага цепи.
Допускаемое предельное увеличение шага приводной цепи зависит от конкретных условий ее работы и может быть ограничено: нарушением зацепления с зубьями звездочек; снижением прочности тонкостенных деталей шарниров; ухудшением эксплуатационных качеств (снижение кинематической точности передачи вследствие увеличения разноразмерное™ шагов звеньев и перехода к зацеплению двойным шагом; задевание провисающей нижней ветвью за днище картера и т.д.). Но чаще всего лимитирующим является первое условие — нарушение зацепления. Для роликовых цепей (%)
ДГ = 200 < 2,3 - 3%. (29)
Z
При этом
где z — число зубьев наибольшей звездочки передачи.
Прочие факторы. На износ цепей также влияют [1, 3]: способ соединения валиков и втулок с пластинами; характер нагрузки (спокойная, с толчками); способ регулирования межосевого расстояния; наклон линии центров передачи к горизонту; сменность работы и др.
Влияние на износ некоторых из этих факторов учтено рассмотренными выше коэффициентами износа: характер нагрузки — коэффициентом Кх (сила Fp включает динамическую нагрузку); сменность работы передачи — коэффициентом К3 суммарного пути трения за единицу времени. Поэтому повторный учет этих двух факторов не требуется*
Значения коэффициентов износа, отражающие ориентировочно влияние других факторов, приведены в табл. 10.
3. ЗВЕЗДОЧКИ ДЛЯ ПРИВОДНЫХ ЦЕПЕЙ
Устройство и разновидности. Общие элементы всех звездочек — ступица и зубчатый венец. В отдельных случаях (при малом числе зубьев) последний выполняют за одно целое с валом (рис. 12, а).
Расположение венца относительно ступицы может быть симметричным (рис. 12, 6) и асимметричным (рис. 12, в). Более рационально
Рис. 12. Конструктивные исполнения звездочек
564
Цепные передачи
10. Коэффициенты К*—К14, учитывающие влияние прочих факторов на износ приводных ценей
Фактор, влияющий на износ Коэффициент износа
обозначение значение
Способ соединения валиков и втулок с пластинами с зазором (цепи с изогнутыми пластинами) 1,0
с натягом 0,7
Способ регулирования межосевого расстояния нерегулируемое *9 1,0
перемещение опор 0,9
оттяжными звездочками 0,8
Угол наклона линии цент-ров звездочек к горизонту до 70' *10 1,0
св. 70* 1,25
Наличие устройства для уменьшения колебаний передача без успокоителя цепи 1,0
передача с успокоителем цепи 0,5
Точность изготовления цепи Н (табл.З) *12 1,0
В 0,7-0,8
Класс точности звездочек (ГОСТ 591-69) С *13 1,0
В 0,75
А 0,5
Конструкция втулок цепи и расположение их швов свертные с произвольным расположением шва к» 1,о
без шва и со швом, ориентированным внутрь звена 0,85
симметричное расположение, так как при износе венца звездочки нереверсивной передачи ее можно переставить, повернув на 180° и введя в работу неизношенную сторону зубьев.
Зубчатый венец выполняют за одно целое со ступицей или съемным (рис. 12, г). Последний вариант используют при необходимости частой замены звездочек, поскольку обычно изнашиваются только их зубья. Предпочтительна также конструкция венца, толщина которого (рис. 13, д) равна толщине зубьев. Такая конструкция
более технологична по трудоемкости и расходу металла, пригодна для формирования зубьев высокопроизводительными способами.
Зубья звездочек обычно выполняют однородными по сечению (рис. 12, е). Предложены конструктивные варианты исполнения их полыми (рис. 12, ж), слоистыми (рис. 12, з), с наружным слоем из высокопрочной стали и внутренним основанием из дешевого металла и др.
Конструктивные исполнения звездочек не стандартизованы.
Звездочки для приводных цепей
565
Материалы и термическая обработка звездочек. Износостойкость зубьев звездочек имеет столь же существенное значение, как и приводных цепей. Основные материалы для изготовления звездочек— среднеуглеродистые и легированные стали 35, 45, 40Х, 50Г2, ЗОХГСА, 40ХН с поверхностной или общей закалкой до твердости 45—55 HRC3 или цементуемые стали 15, 20Х и другие с цементацией или газовым цианированием на глубину 1 — 1,5 мм и закалкой до 55—60 HRC3.
Существенное снижение щума и динамических нагрузок при работе передач обеспечивают звездочки с зубчатыми венцами из полимерных материалов — стеклопластиков и полиамидов, применение которых ограничивается легкими условиями работы (Р < 5 кВт, v < 8 м/с), а также комбинированные звездочки с эластичным элементом между ободом и ступицей.
Профилирование зубьев звездочек. Способ профилирования звездочек и выбор формы профиля их зубьев (табл. 11) предопределяют надежность сцепления звездочки с цепью, износостойкость зубьев звездочек и деталей шарниров цепи, кинетическую энергию их соударения и сопротивление усталости деталей
цепи, ресурс передачи (допускаемое увеличение шага цепи), а также способ и трудоемкость нарезания зубьев. Надежное сцепление с цепью в течение всего периода работы передачи обеспечивает так называемый нормальный способ зацепления, при котором t > t3, где t — шаг зацепления звездочки, и теоретически все звенья цепи, расположенные на звездочках, взаимодействуют с зубьями, что обеспечивает минимальный износ зубьев и деталей шарниров цепи.
По нагруженности сопряжения ролик цепи — зуб звездочки определенные преимущества имеет вогнуто-выпуклый профиль 1 (табл. 11). В зоне вогнутого участка этого профиля максимальные давления намного меньше, чем в контакте с прямолинейно-выпуклым и прямолинейным профилем (рис. 13, а). Но вогнуто-выпуклый профиль уступает профилям других типов по живой силе удара (рис. 13, 6), характеризуемой коэффициентом £ = sin (360*/Z + Ф), где ф — начальный угол заострения зуба [1]. Прямолинейный профиль допускает наибольшее увеличение шага цепй и наибольшую продолжительность ее работы, простоту построения профиля и зубонарезания. По совокупности всех показателей прямолинейно-выпук-
11. Основные профили зубьев звездочек [8]
Профили зуба по боковой поверхности Эскиз Боковой профиль зуба
1. Вогнуто-выпуклый (ГОСТ 591-69) g । Д V ! 1 Образуется из четырех участков: впадины ab, вогнутой поверхности Ьс, очень незначительной по величине прямолинейной поверхности cd и головки зуба de
2. Прямолинейный (ГОСТ 592-81) f । Образуется из двух участков: впадины ab и рабочей* части Ьс с прямолинейной поверхностью зуба
bj ао^ 1
3. Прямолинейно-выпуклый (ГОСТ 592—81) с/\ у 1 Образуется из трех участков: впадины ад, рабочей части Ьс с прямолинейной поверхностью и головки зуба cd
566
Цепные передачи
Рис. 13. Зависимости максимальных давлений и живой силы удара шарниров от числа зубьев звездочек с различной формой профиля зуба:
1 — профиль прямолинейно-выпуклый и прямолинейный; 2 — профиль вогнутый; 3 — зубчатые цепи
лые и прямолинейные профили зубьев выгоднее вогнуто-выпуклых, особенно для быстроходных передач [1].
В стандарте на звездочки для нормальных короткошаговых приводных цепей (t/D < 2, ГОСТ 591— 69) предпочтение отдано вогнуто-выпуклому профилю (1 по табл. 11). По этому стандарту предусмотрено две разновидности указанного профиля: без смещения центров впадин (рис. 14, а) и со смещением на величину е = 0,03/ (основной вариант, рис. 14, 6). Формулы для расчета и построения профиля зубьев звездочек по ГОСТ 591—69 приведены в таблицах стандарта и в справочной литературе [6, 7].
Профиль поперечного сечения венца звездочки (рис. 14, в) должен обеспечивать свободный вход цепи в зацепление. С учетом этого вершины зубьев в поперечном сечении делают скругленными или с угловыми скосами, а ширину зуба принимают несколько меньшей расстояния между внутренними пластинами звена. Формулы для построения поперечного профиля
зубчатого венца звездочек также приведены в таблицах стандарта и справочниках [6, 7].
Рис. 14. Профили зубьев звездочек по ГОСТ 591- 69
Прочие (вспомогательные) элементы цепных передач
567
Износ звездочек. При одинаковом благоприятном сочетании факторов, определяющих износ (высокая твердость зубьев, равная твердость деталей шарниров цепей; непрерывная смазка без абразива), увеличение шага цепи по мере ее износа опережает соответствующие изменения геометрии зубьев звездочек. Обусловлено это тем, что при взаимодействии ролика с зубом звездочки в той или иной мере реализуется трение качения (вместо трения скольжения в шарнире цепи); с удлинением шага цепи в работу вступают новые поверхности зуба (в шарнирах цепи они постоянны); лучшие условия смазывания открытого сопряжения. Влияние отрицательных факторов (более высокие давления, большая частота активных взаимодействий деталей сопряжения), поводимому, сказывается в меньшей степени, чем положительных.
При неблагоприятном сочетании факторов, определяющих износ, в открытых несмазываемых передачах, звездочки которых нередко изготовляют из материалов с низкими прочностными свойствами без термической обработки, наблюдается интенсивный износ их зубьев, намного опережающий износ цепей. Связано это с тем, что при работе без смазки меняется вод изнашивания деталей шарниров цепи и зубьев звездочки. Преобладающим становится износ при заедании, затрудняется вращение ролика относительно втулки, его качение заменяется скольжением по зубу. При высоких давлениях, характерных для сопряжения ролик - зуб звездочки, относительное скольжение деталей в этом сопряжении также сопровождается схватыванием. При низкой твердости зубьев их изнашивание происходит особенно интенсивно, зубья приобретают крючкообразную форму (рис. 15), затрудняющую выход цепи из зацепления, передача теряет работоспособность.
На износ звездочек влияют те же факторы, что и на износ цепей. Количественные данные, характеризующие это влияние, подобные рассмотренным на с.557—563, практически отсутствуют и расчеты звездочек на износ не разработаны. Однако, поскольку условия изнашивания цепей и звездочек достаточно близки и их износ взаимоувязан, закономерности изнашивания цепей, изложенные на с.557—563, можно использовать и при решении задач, связанных с повышением износостойкости зубьев звездочек.
Рис.15. Схема изнашивания термически не упрочненных зубьев звездочек несмазываемых передач
4. ПРОЧИЕ (ВСПОМОГАТЕЛЬНЫЕ) ЭЛЕМЕНТЫ ЦЕПНЫХ ПЕРЕДАЧ
Натяжные н протнворезонансные устройства.
В цепной передаче, в отличие от ременной, нет необходимости создавать большое предварительное натяжение цепи, но для нормальной работы передачи нужно постоянно поддерживать натяжение ведомой ветви на определенном уровне. В горизонтальных и пологонаклонных передачах бывает достаточным натяжение новой цепи ее собственной силой тяжести. Однако по мере износа и удлинения цепи возрастает провисание холостой ветви, ухудшается набегание на ведомую звездочку, возрастает шум, создаются условия для пробуксовки и соскакивания цепи со звездочек, а ослабленная нижняя ветвь задевает за днище картера.
В крутонаклонных и вертикальных передачах натяжения от собственной силы тяжести недостаточно и в начальный период работы, так как не обеспечиваются обхват цепью натяжной звездочки и прилегание к ней.
Удлинение цепи, связанное с износом, можно компенсировать удалением звеньев цепи. Зачастую потребность в этом возникает до появления возможности укоротить цепь. В этом случае передачи снабжают специальными устройствами для регулирования натяжения холостой ветви цепи.
568
Цепные передачи
о
Рис. 16. Схемы цепных передач с натяжными устройствами
В передачах, допускающих изменение межосевого расстояния, одну из звездочек устанавливают на опорах, передвигаемых натяжным винтом (рис. 16, а) или переставляемых и закрепляемых на новом месте. Более универсальное решение— установка на холостой ветви автоматически действующих (рис. 16, 6) или периодически переставляемых (рис. 16, в) натяжных устройств.
В автоматических натяжных устройствах натяжение холостой ветви поддерживают в заданных пределах с помощью пружины из полосовой стали (рис. 16, 6), груза (рис. 16, г) или цилиндрической витой пружины (рис. 16, д). В качестве натяжных элементов, непосредственно воздействующих на холостую ветвь цепи, используют звездочки (с числом зубьев не менее чем у малой звездочки передачи), ролики, нажимные планки из полимерного материала и др. Ход натяжного устройства должен быть рассчитан на возможность удаления при износе цепи не менее двух ее звеньев.
О достаточности натяжения холостой ветви передачи судят по ее провисанию в середине пролета под нагрузкой для измерения этого провисания. В соответствии с ГОСТ 13568—75 натяжение считают нормальным, если при межосевом расстоянии 1000 мм стрела провисания ведомой ветви передачи составляет 40 ± 10 мм, когда нагрузка, приложенная посередине ветви, соответствует 160 ± ЮН. Для передач с иными межосевыми расстояниями рекомендуется увеличивать или уменьшать стрелу провисания на 4 ± 1мм на каждые 100 мм изменения межосевого расстояния. Соблюдение этого условия не всегда обеспечивает оптимальную работу передачи, при которой полезная сила передается всеми или большинством зубьев, охватываемых звездочкой [2, 12]. При недостаточном натяжении холостой ветви полезную силу может передавать только один зуб, что ускоряет износ передачи. Операцию по обеспечению оптимального натяжения холостой ветви передачи называют настройкой, а повтор
Прочие (вспомогательные) элементы цепных передач
569
ные операции по восстановлению этого оптимального натяжения — поднастройкой [2—5].
Противорезонансные устройства. Сложные колебательные процессы в цепных передачах обусловлены многогранностью и эксцентриситетом звездочек, разноразмерностью действительных шагов звеньев цепи и длины ведущей ветви [2, 3, 12]. Вследствие случайного характера динамических процессов их расчеты, имеющие детерминированный характер, указывают лишь общие направления снижения колебаний и отхода от резонанса, но не позволяют исключить его в работающей передаче. Эту задачу решают применением специальных противорезонансных устройств — успокоителей (рис. 17). Успокоитель расположен вблизи ведущей ветви цепи и при спокойной работе передачи не касается ее. При поперечных колебаниях цепи в резонансном режиме ведущая ветвь взаимодействует с успокоителем, изменяется собственная частота ее поперечных колебаний.
Автоматические натяжные устройства и успокоители пока редко применяют в передачах машин отечественного производства (исключение составляют передачи легковых автомобилей новых моделей). Широкое применение этих устройств позволит существенно повысить качество цепных передач. Некоторое удорожание передач многократно окупается повышением их долговечности и снижением трудоемкости технического обслуживания.
Рве. 17. Цепная передача с натяжителем 1 н успокоителем 2
Способы н устройства для смазкн. Для тихоходных передач (v < I * 2 м/с) используют периодическую смазку, при средних и высоких скоростях — непрерывную.
Преимущественное применение имеют жидкие масла, реже пластичные и твердые смазки. Выбор смазочного материала диктуется условиями работы цепи, принятым способом смазки и конструкцией смазочного устройства (1, 6].
Разновидности периодического способа смазки — ручная и внутришарнирная. При ручной смазке используют жидкие масла, при внутри-шарнирной — пластичные смазки. Смазывание вручную осуществляют поливом из масленки, подачей жидкого масла с помощью кисти, фитиля, ручного насоса (лубрикатора, рис. 18, а).
Рис.18. Способы смазывания цепных передач
570
Цепные передачи
Внутришарнирную смазку осуществляют окунанием очищенной цепи в ванну с разогретой пластичной смазкой; периодичность до 80 ч. На рис. 18, б—е показаны устройства для непрерывной смазки цепи маслом: капельная (рис. 18, б), погружением в масляную ванну (рис. 18, в), масляной струей (рис. 18, г), разбрызгиванием (рис. 18, д), распылением воздушной струей (рис. 18, е). При непрерывных способах смазки передачу размещают в маслонепроницаемом кожухе. Эти способы смазки рекомендуют при скоростях свыше 2—4 м/с.
В цепных передачах массового и крупносерийного производства (исключая автомобили и некоторые другие виды машин), в целях экономии при изготовлении, применяют преимущественно периодические способы смазки не только при малых, но и при довольно значительных скоростях (4— 6 м/с), что снижает их долговечность. Более совершенные непрерывные способы смазки существенно повышают технический уровень цепных передач многих машин.
Защитные устройства цепных передач в виде кожухов из листовой стали имеют многоцелевое назначение: при непрерывных способах смазки (рис. 18) кожух служит резервуаром (картером) для масла, в периодически смазываемых передачах предотвращает его разбрызгивание и во всех случаях защищает передачу от пыли и грязи, обеспечивает безопасность, способствует снижению шума. Сетчатые кожухи обеспечивают лишь защиту персонала.
5. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЦЕПНЫХ ПЕРЕДАЧ
Мощность и КПД. Цепные передачи обеспечивают передачу мощности в широком диапазоне — от долей до 5000 кВт (высокоскоростные передачи с параллельными контурами многорядных цейей). В передачах общего назначения мощность редко достигает 25-50 кВт.
Мощность (кВт) цепной передачи р= Fv 1000 и
где F — передаваемая окружная сила, Н; v — скорость цепи; ц — КПД передачи.
КПД цепной передачи зависит от силы, передаваемой цепью, и способа смазывания. Для передач, работающих с номинальной нагрузкой (F > 0,1 Св, где Св — разрушающая нагрузка цепи), ц = 0,95-5-0,97 — при постоян
(31)
ном обильном смазывании (масляная ванна, циркуляционное смазывание, масляный туман); т| = 0,92-5-0,94 — при нерегулярном периодическом смазывании; т] = 0,9-5-0,92 — при работе без смазки.
Натяжение цени, динамические нагрузки и давление на оноры. Расчетная сила натяжения (Н) ведущей ветви цепи
Fp = F+Fx + Fm, (32) где F— полезная (окружная) сила, передаваемая цепью, Н; F{ = FQ + Fa — сила натяжения ведомой ветви цепи; Го — сила натяжения от собственной силы тяжести холостой* ветви; Fn — сила натяжения от действия центробежных сил; Fn™ — динамическая нагрузка.
При известной передаваемой мощности
Натяжение от силы тяжести (Н) при горизонтальном (и близком к нему) положении линии, соединяющей оси звездочек,
F= w А 1,2 ma2//, (34)
8/
где т — масса 1 м цепи, кг, g = 9,81 м/с2 — ускорение свободного падения; а — межосевое расстояние, м; f — стрела провисания ветви.
При вертикальном (и близком к нему) положении линии центров звездочек
FQ = mga. (35)
Натяжение цепи от действия центробежных сил
£ц = т . (36)
Расчетная динамическая нагрузка, обусловленная неравномерностью движения,
^ДШ.+ Г^П>= "“Л И— + Ч—К > <37) 90 \ Яз 2 / У
где = X л2! J/ 90 — динамическая нагрузка от неравномерности движения ведомой звездочки и приведенных к ней масс; FJO!H=m1n21r/180 — динамическая нагрузка от неравномерности движения цепи; X = л/^ — коэффициент, учитывающий влияние числа зубьев ведомой звездочки; частота вращения ведущей звездочки; J — момент инерции ведомой звездочки и всех сопряженных вращающихся деталей на ее валу; т{ = ат — масоа ведущей ветви; t — шаг цепи; Ду — коэффициент, учитывающий влияние упругости и провисания цепи (Ду = 0,5 при а = 30 Г; Д = 0,75 при а = 80 П.
Основные характеристики цепных передач
571
Центробежная сила на валы и опоры не передается. Нагрузку на них от полезного натяжения и собственной силы тяжести цепи Условно принимают равной 1,15£для горизонтальных передач и l,05F — для вертикальных.
Скоростные параметры передачи и выбор шага цепи. Скорость цепи и частоты вращения звездочек ограничиваются износом и прочностью тонкостенных деталей шарниров цепи. С увеличением скорости возрастает суммарный пуп» трения в единицу времени, а также сила удара шарниров цепи о зубья звездочек, усиливается шум передачи.
Допускаемая скорость цепи зависит от многих факторов, в наибольшей степени от точности цепи, шага ее звеньев, числа зубьев ведущей звездочки, совершенства способа смазки.
Скорость цепи обычно принимают не более 15 м/с. При особо благоприятных условиях (высокая точность, малый шаг, большое число зубьев ведущей звездочки, небольшая нагрузка) скорость цепи может достигать 30—35 м/с.
При конструировании передач задают частоту вращения ведущей звездочки и выбирают число зубьев малой (обычно ведущей) звездочки, после чего, руководствуясь известными зависимостями предельно допустимой частоты вращения от числа зубьев звездочки и шага цепи (рис. 19, табл. 12), выбирают значение последнего. По этим трем параметрам вычисляют скорость цепи (м/с)
и — ----------, \JO/
60 •1000
где — число зубьев малой (ведущей) звездочки; л1 — частота ее вращения, мин-1; t — шаг цепи, мм.
Рис. 19. Зависимости предельно допустимой частоты вращения звездочки от числа ее зубьев и шага цепи
Исходя из полученного значения скорости, предъявляют требования к точности и способу смазки цепи (табл. 13 и 14).
Передаточное отношение и неравномерность вращения ведомой звездочки. При постоянной угловой скорости вращения ведущей звездочки ш1 скорость цепи я, угловая скорость вращения ведомой звездочки ш2 и передаточное отноше-
12. Наибольшие рекомендуемые л^ н предельные л^ частоты вращения малой звездочки передач с роликовыми н втулочными цепями [10]
Частота вращения, мин-1 Шаг цепи, мм
8 9,52 12,7 15,875 19,05 25,4 31,75 38,1 44,45 50,8 63,5 78,1
Лнр 3000 2500 1250 1000 900 800 630 500 400 300 200 150
”пр 6000 5000 3100 2300 1800 1200 1000 900 600 450 300 210
Примечания: 1. При частоте вращения л^, число зубьев малой звездочки должно быть Z{ £ 15. 2. При частоте л^ число зубьев £ 20; необходимы также повышенная точность изготовления звездочек и монтажа передачи, обильная смазка и применение цепей повышенной точности и прочности типа ПР, Н и Т по табл.З.
572
Цепные передачи
13. Типы приводных цепей
Типы цепей Рекомендуемые области применения
Роликовые Однорядные
Нормальной точности (тип ПРА, t/D < 2) Открытые и закрытые передачи, < 4 м/с, без оцэаничений по габаритам, кинематической точности и плавности хода
Повышенной точности (тип ПР, t/D < 2) Закрытые передачи, ? > 4 м/с, без оцэаничений по габаритам, с повышенными требованиями по нагрузочной способности, кинематической точности и плавности хода
Повышенной прочности и точности (типы Н, Т, t/D < 2) Тяжелонагруженные закрытые передачи, ? > 4 м/с, без оцэаничений по габаритам, с повышенными требованиями по кинематической точности и плавности хода
Длиннозвенные (тип ПРД, t/D > 2) Открытые передачи, и < 2 м/с, без оцэаничений по габаритам, кинематической точности и плавности хода
С изогнутыми пластинами (тип ПРИ, t/D < 2) Тяжелонагруженные открытые и закрытые передачи, •о < 4 м/с, без оцэаничений по габаритам, кинематической точности и плавности хода Многорядные
Нормальной точности (по ТУ 3-312-85, t/D < 2) Закрытые передачи, v < 4 м/с, с ограничениями по габаритам, без оцэаничений по кинематической точности и плавности хода
Повышенной точности (тип ПР, t/D < 2) Закрытые передачи, v > 4 м/с, с ограничениями по габаритам, с повышенными требованиями по нацэузочной способности, кинематической точности и плавности хода
Повышенной прочности и точности (типы Н, ТП, t/D < 2) Тяжелонагруженные закрытые передачи, > 6 м/с, с ограничениями по габаритам, с повышенными требованиями по кинематической точности и плавности хода Втулочные
Однорядные и двухрядные (тип ПВ, 2ПВ, t/D < 2) Закрытые передачи с особыми требованиями по габаритам
Открытошарнирные с изогнутыми пластинами Тяжелонагруженные открытые и закрытые передачи, v < 6 м/с, без оцэаничений по габаритам, кинематической точности и плавности хода
Основные характеристики цепных передач
573
14. Способы смазывания цепных передач
Параметры передачи Смазка
Скорость цепи м/с Шаг цепи /, мм
1,5 1,0 0,5 19,05 25,4-38,1 44,45-50,8 Ручная через 8—10 ч
1 38,1-50,8 Внутришарнирная
4 3 1,6 15,875 19,05-31,75 38,1-50,8 Капельная
8 6 4 15,875 19,05-31,75 38,1-50,8 Масляная ванна
12 10 7 15,875 19,05-31,75 38,1-50,8 Струйная
15 12 8 15,875 19,05-31,75 38,1-50,8 Разбрызгиванием
12 31,75 Распылением
8 38,1-50,8 (масляный туман)
Пр и м । 5 ч а н и е. Способы смазывания
описаны на с.569—570.
ние и = (Dj/(d2 не остаются постоянными. Это обстоятельство учитывают при расчете передач, к которым предъявляют требования по кинематической точности вращения ведомого вала [10].
При допущении прямолинейности ведущей ветви цепи (рис.20) скорость цепи
v = (Dj R cos а , (39)
где а — текущий угол поворота ведущей звездочки относительно перпендикуляра к ведущей ветви.
Так как угол а изменяется в пределах 0 — п /zv то скорость v при повороте на один угловой шаг колеблется в пределах от ’’пах = “Л Д° ”min = COS(»/«1)-
Мгновенная угловая скорость ведомой звездочки
ще угол ft меняется в пределах от 0 до л /г2.
Мгновенное передаточное отношение
и = _шк=Ас^А (41)
ш2 Rx cos' а
Коэффициент неравномерности вращения ведомой звездочки при равномерном вращении ведущей звездочки
с max ~ m2 min (42)
%
Рвс.20. Кинематическая схема цепной передачи (а) п график скорости цепи (б)
574
Цепные передачи
Среднее передаточное число из условия равенства средней скорости цепи на звездочках Zj пх t = Zz «2 f
и = --L = —2_ = . (43)
«2 «1 Л1
Максимальное значение передаточного числа цепной передачи ограничивается дугой обхвата цепью малой (ведущей) звездочки и числом шарниров, находящихся на этой дуге. Рекомендуется угол обхвата принимать не менее 120*, а число шарниров на дуге обхвата — не менее пяти-шести. Это условие выполняется при любых межосевых расстояниях а, если и < 3,5, а при и > 7 величина а выходит за пределы оптимальных. Поэтому обычно принимают и < 6 и лишь в исключительных случаях и = 7 - 10.
Параметры исходного цепного контура. Предпочтительны двухзвездные передачи с горизонтальным или близким к нему расположением линии, соединяющей оси звездочек. Рекомендуется избегать вертикального расположения ведомой ветви, так как при этом уменьшается ее натяжение от силы тяжести [см. (34) и (35)] и ухудшается зацепление [2, 3].
Ведущей может быть как верхняя, так и нижняя ветвь. Однако в передачах с малым расстоянием между осями звездочек (а < 30 Г) при и > 2, во избежание захлестывания ведомой ветви, а также в горизонтальных передачах с а > 601 и малым числом зубьев звездочек, во избежание соприкосновения ветвей, ведущей должна быть верхняя ветвь. При малых расстояниях между цепью и стенками картера, наоборот, ведущей целесообразно делать нижнюю ветвь.
Число зубьев звездочек. С уменьшением числа зубьев возрастают удельные нагрузки в шарнирах и путь трения при их повороте, увеличивается неравномерность движения и скорость удара шарниров о зубья звездочек, снижается долговечность передачи, усиливается шум. Поэтому предельно допустимые минимальные значения чисел зубьев = 7 нежелательны даже для тихоходных и малонагруженных передач.
Для силовых передач общего назначения минимальное число зубьев
= *min = 29 - 2 и > 13 . (44)
Для обеспечения равномерного износа зубьев звездочки и самой цепи при обычно принимаемом четном числе звеньев в контуре значение Zv вычисляемое по этой зависимости, округля
ют до ближайшего большего по ряду 13, 15, 17, 21, 23, 25; при этом предпочтение отдают простым числам (13, 17, 23 и т.д ).
Для высокоскоростных передач с v > 20 м/с принимают £ 35. Максимальное число зубьев большой (обычно ведомой) звездочки может достигать z2 = 120 и более. Максимальное число зубьев звездочки лимитирует предельно допустимое увеличение шага цепи по зацеплению Д/%. При заданном значении АГ% наибольшее число зубьев большой (обычно ведомой) звездочки
0.9,-------------
= q и< У 128/(АГ-Г/Р) , (45)
ще D — диаметр ролика цепи (для втулочных цепей — диаметр втулки).
Расстояние между осями (центрами) звездочек. Минимальное расстояние между осями звездочек, мм,
при и < 3
+ + (30-50); (46)
при и > 3 (из условия обеспечения угла обхвата цепью малой звездочки 120*)
(\ 9 + и
+ ~----- • (47)
It U f 1 л ' '
Оптимальное межосевое расстояние
а = (30 ч- 50) t. (48)
Значение а рекомендуется принимать в пределах
<, а < 80 t . (49)
Число звеньев в контуре двухзвездной передачи
О / \2
+ I % ~ Ч — , (50) t 2 \ 2 п / aQ
где а0 — предварительно выбранное расстояние между осями звездочек.
Значение, вычисленное по (50), округляют до ближайшего большего четного числа FK, имеющего с числами зубьев звездочек и г2 меньшие общие делители (например, 2). Четное число звеньев в контуре позволяет избежать применения переходных звеньев. После уточнения числа звеньев в контуре определяют его длину Wt и уточняют требуемое расстояние между центрами звездочек:
- [ w. ]. (51)
4 I 2 " 2 ' ’ 2я ' 1
Расчет и проектирование цепной передачи
575
6. РАСЧЕТ И ПРОЕКТИРОВАНИЕ ЦЕПНОЙ ПЕРЕДАЧИ
Задачи проектирования и расчета. Исходные данные. В общей постановке проектирование цепной передачи включает решение следующих задач: 1) выбор цепи; 2) выбор параметров звездочек, расчет и построение профилей их зубьев; 3) определение параметров исходного цепного контура; 4) выбор способов натяжения, смазки и защиты цепи от пыли и грязи; 5) определение ресурса цепи по критерию выносливости деталей; 6) определение ресурса по износу шарниров.
При такой общей постановке задач необходимы следующие исходные данные: передаваемая мощность Р (кВт); частота вращения ведущей звездочки п{ (мин-1); передаточное число щ расстояние между центрами звездочек д0; допустимая неравномерность вращения ведомой звездочки е (для кинематически точных передач); угол наклона линии центров звездочек к горизонту Р; ограничения по выбору способов натяжения, смазки и защиты цепи от грязи и пыли; ресурс цепи Т (ч). Может ставиться и более ограниченный круг задач: например поиск и оценка эффективности решений, необходимых для форсирования выходных параметров передачи (мощности, передаваемой полезной силы, частоты вращения, кинематической точности) при сохранении или небольшом изменении известных ее геометрических характеристик; поиск и оценка эффективности решений, необходимых для повышения долговечности цепной передачи или ее элементов при сохранении выходных параметров передачи без существенного изменения ее геометрических характеристик и др.
При решении задач второй труппы (в более узкой постановке) требуется и более ограниченный круг исходных данных.
Технический протресс в развитии цепных передач связан с оценкой эффективности тех или иных конструктивно-технологических решений, направленных на достижение качественно новых результатов (расчеты приводных цепей на прочность, расчеты цепей и звездочек на долговечность и т.д.). Эти расчеты имеют свои исходные данные.
Выбор типа приводной цепи, шага ее звеньев, чвсла рядов и параметров точности. При решении рядовых задач выбор цепи начинают с определения требуемой разрушающей нагрузки
С'р = Г5, (52)
где F — передаваемая цепью полезная (окружная) сила, определяемая по (33); S — коэффициент запаса прочности цепи; принимают по табл.5 и см.с.556.
По найденному значению С'р по табл.З можно подобрать несколько вариантов цепей с близкими значениями Ц, > Ср. Каждая из них имеет свой шаг, которому при заданном значении п{ соответствует минимальное число зубьев звездочек. Найденные варианты заносят в табл. 15 [3].
Три первые горизонтальные строки табл. 15 заполняют данными из табл.З; значение определяют по рис. 19, а значение v вычисляют по (38).
В общем виде число вариантов, заносимых в табл. 15, может быть довольно большим, но обычно с учетом ограничений по типу передач (открытые, закрытые), их габаритам, кинематической точности и плавности хода, руководствуясь табл. 13, общее число вариантов, подлежащих детальному анализу, можно сократить до трех-четыре?. Существенные ограничения накладывает и дефицитность многих типов цепей (например, типов ПР, Н, Т и многорядных с числом рядов более двух).
При окончательном выборе типа приводной цепи, шага звеньев, числа рядов и параметров точности руководствуются рекомендациями, приведенными в табл. 13.
15. Варианты цепей с разрушающими нагрузками соответствующими требуемой расчетной нагрузке Q'p
№ варианта 1 2
Тип цепи (ГОСТ, ТУ)
Шаг цепи t
Разрушающая нагрузка Q
Допускаемое минимальное число зубьев q
Скорость цепи v, соответствующая t, Лр Zt
576
Цепные передачи
Выбор параметров звездочек. Расчет и построение профилей их зубьев. Число зубьев малой звездочки предварительно выбранное по критерию ударно-усталостной прочности роликов, подлежит уточнению с учетом изложенного на с.574.
Определив zmin по (44), целесообразно принять несколько значений zx > zmin и определить по (45) соответствующие им значения z^. Окончательное сочетание zx и целесообразно выбрать таким, чтобы в пределах заданного допустимого отклонения передаточного числа и числа и z2 были взаимно простыми, не имеющими общих делителей.
После окончательного выбора zx и z2 геометрические параметры звездочек и размеры для построения профилей их зубьев определяют по зависимостям, приведенным в таблицах стандарта на звездочки (ГОСТ 591—69, ГОСТ 592-81).
Определение параметров исходного цепного контура. При заданном (выбранном) расстоянии между осями звездочек д0 и выбранных значениях t, zv задача определения параметров исходного цепного контура сводится к вычислению числа звеньев в контуре по (50). В пределах заданных отклонений межосевого расстояния д0 следует принять несколько четных значений FP, близких к FK0, и окончательно выбрать то из них, которое имеет наименьшие общие делители с числами z{ и z2- По этому значению FT находят длину контура цепи (м)
Z=FTZ/1000 (53)
и межосевое расстояние а по (51).
Выбор способов натяжения, смазывания и защиты цепи от пыли и грязи. При решении задач, связанных с назначением способа натяжения цепи и гашения ее колебаний, руководствуются соображениями, изложенными на с.567—569, с учетом табл. 10.
При выборе способа смазывания руководствуются данными на с.569—570 и табл.7. Способ защиты цепи от пыли и грязи назначают с учетом данных на с.570 и табл. 6 и 8. При выборе всех этих способов решающее значение чаще всего имеют ограничения, вытекающие из конкретных условий применения передачи, которые должны быть оговорены в задании.
Определение ресурса по критерию сопротивления усталости. При выборе цепи с коэффициентом запаса прочности по табл. 5 усталость деталей не лимитирует срок ее службы и расчет ресурса по этому критерию не требуется.
Он необходим лишь для приводных цепей тяжел о нагруженных передач, работающих в режиме малоцикловой усталости, т.е. при
< 1 , <54>
где — допускаемая нагрузка по пределам выносливости материала деталей цепи, определяемая по (11) при = 1 и 5Э =
Fp — расчетная сила натяжения цепи, определяемая по (32).
Для определения срока службы цепи, работающей в режиме малоцикловой усталости (N3 = 104 -г 10б) вычисляют
*₽в = -^- <55>
Цф
Затем по рис.4, б находят число циклов N3, соответствующее полученному значению ХрН, и вычисляют ресурс цепи Гп (ч)
где £ — длина контура цепи (м) по (53); v -скорость цепи, м/с.
Определение ресурса цепи по износу шарниров. Интенсивность изнашивания шарниров цепей при изменении основных конструктивных, технологических и эксплуатационных факторов в пределах, характерных для реальных машин, изменяется от 0,00001 до 1000 мкм на 1 м пути трения. Только при изменении вида смазывания и абразивного загрязнения при одном и том же давлении, например 10 МПа, интенсивность изнашивания изменяется от 0,0003 до 1 мкм/м, т.е. более чем в 3000 раз.
Учитывая такие широкие диапазоны колебаний интенсивности изнашивания, нельзя рассчитывать на достоверность расчетов приводных цепей на износ по единой зависимости, пригодной для любых передач.
С достаточной для практических целей точностью такие расчеты можно выполнять лишь по методу аналогий (подобия), согласно которому срок службы рассчитываемой приводной цепи
Т=ТЛКЛ/К, (57)
где Га — ресурс цепи в передаче-аналоге; К, — коэффициенты, учитывающие влияние конструктивных, технологических и эксплуатационных факторов на износ рассчитываемой цепи и цепи-аналога соответственно.
Список литературы
577
Коэффициенты:
А'=Х1^ЛГ3... ^14; (58)
А. = Г2 Г3 ... Г14 . (59)
Ориентировочные значения и формулы для определения коэффициентов Ку К^, Ку ..., К14 приведены на с.560—564. При расчетах по (57)— (59) определяют лишь те значения коэффициентов Ку Ку Ку ... , Kw которые отражают отличия рассчитываемой цепи и цепи-аналога. При отсутствии отличий значения одноименных коэффициентов Kit К\ Принимают одинаковыми (условно равными единице).
Следует иметь в виду, что при вычислении коэффициентов износа по (20)—(30) значения входящих в них величин следует подставлять с одинаковыми единицами измерения как для рассчитываемой, так и для эталонной цепи-аналога. Сами по себе единицы измерения коэффициентов износа, вычисленных по указанным формулам, на конечный результат расчета ресурса цепи не влияют.
Ресурс рассчитываемой цепи во столько раз боивше ресурса цепи-аналога, во сколько раз будет меньше произведение определенных для нее коэффициентов Кх, Ку Ку ... , Kw .Результаты расчетов, выполненных по изложенному методу, дают удовлетворительную сходимость с данными, полученными в реальных передачах. Вместе с тем такой метод позволяет йе только рассчитывать ресурс цепи, но и намечать конкретные меры для его повышения.
Список литературы
1. Воробьев Н.В. Цепные передачи. Изд.4-е, М.: Машиностроение, 1968. 252 с.
2. Глущенко И.П. Основы проектирования цепных передач с втулочно-роликовыми цепями. Изд. Львовского университета, 1964. 226 с.
3. Глущенко И.П., Петрик А.А. Цепные передачи. М.: Техника, 1973. 104 с.
4. Глущенко И.П., Петрик А.А., Бережной С.Б., Семенов В.С. Передачи цепные общего назначения с приводными втулочными и роликовыми цепями: Расчет настройки передач. Москва— Краснодар: Советская Кубань, 1981. 33 с.
5. Глущенко И.П., Петрик А.А., Бережной С.Б. и др. Многозвездочные цепные передачи общемашиностроительного применения с приводными втулочными и роликовыми цепями: Расчет настройки передач. Москва — Краснодар: Советская Кубань, 1985. 44 с.
6. Готовцев А.А., Котенок И.П. Проектирование цепных передач. М.: Машиностроение, 1982. 336 с.
7. Детали машин: Справочник. В 3-х т. / Под ред. Н.С. Ачеркана. М.: Машиностроение, 1968. Т.З. С.278-345.
8. Ивашков И.И. Пластинчатые цепи: Конструирование и расчет. М.: Машгиз, 1960. 264 с.
9. Новые конструкции, технология и специализация производства цепей. М.: ЦИНТИАМ, 1964. 271 с.
10. Решетов Д.Н. Детали машин: Учебник для вузов. Изд.4-е, испр. и перераб. М.: Машиностроение, 1989. 496 с.
11. Цепные передачи Ц Труды ВНИИПТУгле-маш. Вып.12. М.: Недра, 1967. 197 с.
12. Цепные передачи и приводы. Межвузовские сборники научных трудов за 1978, 1979, 1980, 1983, 1984 и 1988, 1993 гг. Изд. Краснодарского политехнического института.
13. Binder R.C. Mechanics of the roller chain, N.J. 1956, 291 c.
14. Kuntzmann R. Less transmissions chaines a rouleaux, Dunod, Paris, 1961, 232 c.
15. Rachner H.G. Stahlgelenketten und Ketten-triebe, Beilin, Springer, 1962, 222 c.
19 Зак. 1113
Глава 6
ПЕРЕДАЧИ ВИНТ - ГАЙКА
1. ОБЩИЕ СВЕДЕНИЯ
Передача винт — гайка предназначена для преобразования вращательного движения в поступательное. Возможность применения передачи для преобразования поступательного движения во вращательное из-за низкого КПД в силовых передачах практически не используется.
В зависимости от вида трения в резьбе различают передачи скольжения (рис.1, а) и качения (рис.1, б).
Основные геометрические размеры передачи скольжения — наружный диаметр винта dx и шаг резьбы Л передачи качения — номинальный диаметр, т.е. диаметр расположения центров тел качения Z)pw, шаг резьбы Р и диаметр тел качения Z)w.
Достоинства передачи: возможность обеспечения медленного поступательного движения при относительно больших частотах вращения на входе; значительный выигрыш в силе; малые габариты при большой несущей способности. К недостаткам передачи скольжения относятся большие потери на трение и соответственно низкий КПД. Передачи качения лишены этого недостатка, но их конструкция сложнее, а стоимость значительно выше.
Рис.1. Передача винт — гайка:
а — скольжения; б — качения
Область применения передач винт — гайка достаточно обширна — от точных измерительных приборов (механизмы делительных перемещений) до тяжелонагруженных приводов нажимных устройств прокатных станов. Наибольшее распространение такие передачи получили в станкостроении (механизмы лодачи станков) и в авиастроении (механизмы управления).
В качестве ведущего звена в передаче используют как винт, так и гайку. В конструкциях с неподвижной гайкой или винтом подвижное звено совмещает функцию ведущего и ведомого.
Скорость поступательного движения одного элемента (винта или гайки) относительно другого zf (м/с) определяется в зависимости от частоты вращения п (мин-1):
Р zn V = ------ ,
60 • 103
где Pz —- произведение шага на число заходов резьбы, мм.
Развиваемая передачей осевая сила F (Н) связана с вращающим моментом Т (Н • м) зависимостью
г 2-103лТц
F=------------L,
Pz
где ц — КПД передачи.
Для передачи винт — гайка скольжения ц = 0,25 -г 0,35; для передачи качения (без предварительного натяга) ц = 0,9 + 0,95. В общем случае КПД вычисляют по зависимостям, приведенным ниже.
2. ПЕРЕДАЧА ВИНТ - ГАЙКА СКОЛЬЖЕНИЯ
Тип резьбы в передачах скольжения выбирают в зависимости от требований к КПД, точности перемещений и технологичности. Для передачи скольжения основной является трапецеидальная резьба, а при одностороннем приложении нагрузки — упорная.
Прямоугольная резьба имеет минимальные потери на трение и меньшее влияние радиальных биений винта на точность перемещений.
Передача винт — гайка скольжения
579
Однако эта резьба не технологична, так как окончательную обработку невозможно осуществить фрезерованием и шлифованием.
Треугольную резьбу используют в передачах приборов и измерительных машин, ще требуются малые перемещения с высокой точностью.
Материалы винтовых пар должны обладать антифрикционными свойствами, а материал винта — также достаточно высокой прочностью. Винты изготовляют из сталей У10, 65Г, 40Х, 40ХГ с упрочнением до твердости не менее 45 HRC3. Для слабонагруженных тихоходных винтов допустимо использовать незакаленные стали 45, 50 или А45, А50. Материал гаек — оловянистые бронзы БрОЮФ1, БрОбЦбСЗ, цинковые сплавы ЦАМ10-5, а при малых скоростях и нагрузках — антифрикционные чугуны АВЧ-1, АВЧ-2, АКЧ-1, АКЧ-2 или серые чугуны СЧ15, СЧ20.
Конструкция винтов предельно проста. В принципе это длинный вал с нарезанной резьбой и двумя небольшими гладкими участками под опоры. Короткие винты можно устанавливать с одной опорой, рассматривая в качестве второй опоры гайку.
Конструкция гаек в основном определяется требованиями к осевому зазору в передаче. В простейшем случае гайка представляет собой втулку с фланцем, который используют для осевого крепления (рис.2).
Гайки точных передач состоят из двух полугаек, смещением которых устраняют осевой зазор. На рис.З представлены два варианта регулирования осевого зазора, в которых смещение полугайки осуществляется пружиной (рис.З, а) или гайкой и контргайкой (рис.З, б).
Гайка передач скольжения может быть разъемной по диаметральной плоскости, что позволяет по мере необходимости сцеплять и расцеплять винт и гайку.
Рис.2. Передачи скольжения:
а — при односторонней нагрузке; б — при двусторонней нагрузке
КПД передачи скольжения, пренебрегая потерями в опорах, равен КПД резьбы
tg (v + 4>t)
где v = arctg [Pz/(nd2)] — угол подъема резьбы; d2 — средний диаметр резьбы;
= arctg (f I cos у) —. приведенный угол трения; / — коэффициент трения скольжения (/= 0,1 и 0,13 соответственно для бронзовых и чугунных смазанных гаек); у — угол наклона рабочей поверхности профиля (у равен 15, 3, 0 и 30* соответственно для трапецеидальной, упорной, прямоугольной и треугольной резьб).
Основным критерием работоспособности передачи скольжения является износостойкость. Для предотвращения износа ограничивают среднее давление в резьбе р допускаемым давлением [р]:
F
£ И , я 4г
сила, действующая на винт;
Р =
где F — осевая — отношение рабочей высоты профиля к шагу резьбы, равное 0,5 для трапецеидальной
а)
в)
Рис.З. Схемы регулирования осевого зазора: а — пружиной; б — гайкой и контргайкой
19*
580
Передачи винт — гайка
резьбы, 0,75 для упорной, 0,54 для треугольной; Н — высота гайки.
При проектных расчетах
^ = л/ ,
’ Я V* Жя W
где = ^/^2 — коэффициент, равный 1,2 -ь 2,5 (большие значения обычно для резьб меньших диаметров).
Допускаемое давление в резьбе [р] = 10 -45 МПа для пары закаленная сталь — бронза; [р] = 2 -г- 5 МПа для пары незакаленная сталь — чугун.
Для передач приборов допускаемое давление уменьшают в 2—3 раза по сравнению с передачами общего назначения.
Прочность винтов проверяют по эквивалентному напряжению
2
[О] ,
где Т — момент, скручивающий винт; FKB — площадь и момент сопротивления кручению винта по внутреннему диаметру резьбы.
Допускаемое напряжение [о] = от/3, где от — предел текучести материала винта.
Устойчивость винта проверяют по критической осевой силе (продольный изгиб) и по критической частоте вращения п .
Условия устойчивости винта по Эйлеру
я1 * 2 3 EJ F_ =-----------F,
S(^t?
где Е — модуль упругости материала винта, МПа; J — момент инерции сечения винта, мм4; I — длина нагруженного участка винта, мм;
ц — коэффициент, зависящий от способа закрепления винта (табл.1); S — коэффициент запаса, обычно принимаемый 1,5—4.
Полагая, что Е = 2,1 • 105 МПа и S = 3, получаем
d 4
F = 3,4-104----2---if
’ (Ид2
где — внутренний диаметр резьбы, мм.
Частота вращения винта п (мин-1) должна быть меньше критической частоты вращения
где £ — расстояние между опорами, мм; X — коэффициент, зависящий от способа закрепления винта, мм/мин (табл.1); S = 1,25 — коэффициент запаса.
3. ШАРИКОВАЯ ПЕРЕДАЧА ВИНТ - ГАЙКА
Шариковая винтовая передача (ШВП) — винтовая пара с промежуточными телами качения (шариками) в винтовых канавках резьбы винта и гайки. Винтовые канавки служат дорожками качения для шариков.
Шариковые передачи применяют в широком диапазоне размеров (табл.2). Диаметр шариков Z)w обычно составляет 0,6 шага винта Р, Длина винтов не унифицирована; в станках она обычно не превышает 2—3 м. Предельная длина винта 7—8 м ограничивается технологическими и эксплуатационными требованиями.
Резьбы, применяемые в ШВП, изготовляют с прямолинейными (трапецеидальным и прямоугольным) или преимущественно с криволинейными полукруглыми (рис.4, а) и
1. Коэффициенты ц и X при различных закреплениях винта
р. X, мм/мин
Схема
1
40 • 106
120 • 106
=3
ц X, мм/мин
0,7 180 • 106
0,5 270 • 106
Примечания: 1. Опора с одним подшипником рассматривается как шарнирная опора; с двумя — как заделка.
2. Гайка с опорой рассматривается как заделка.
3. Гайка, перемещаемая в направляющих и поддерживающая винт, рассматри-
вается как шарнирная опора.
Шариковая передача винт — гайка
581
“стрельчатая арка” (рис.4, б) профилями. Резьбы с прямолинейным профилем просты в изготовлении, но значительно уступают резьбам с криволинейным профилем по несущей способности.
Наибольшее распространение получила резьба с полукруглым профилем, позволяющая (в отличие от "стрельчатой арки”) создавать конструкции ШВП с регулируемым натягом. Радиус канавок резьбы превышает на 3—5% радиус шариков; угол контакта шариков а = 45* (рис.4).
Конструкции п материалы. Устройство возврата шариков обеспечивает перемещение шариков по замкнутой траектории. Выкатываясь из резьбы, шарики возвращаются по обводному каналу в исходное положение.
Наиболее распространена конструкция ШВП, у которых канал возврата соединяет два витка и выполнен в специальном вкладыше, вставляемом в окно гайки (рис.5). Обычно гайка имеет три окна, расположенные под углом 120*. Шарики в этом случае разделены на три циркулирующие группы. Число рабочих
Рис.5. Устройство возврата шариков
Рвс.4. Криволинейные профили резьбы: а - полукруглый; б — “стрельчатая арка”
582
Передачи винт — гайка
шариков в одной циркулирующей группе (витке)
Z)w cos v
где z — число шариков в канале возврата; t « ЗР/Д,.
Известны и другие конструкции устройства возврата шариков, например в виде изогнутой трубки или отверстия вдоль гайки, которое соединяется с началом первого и концом последнего витков резьбы короткими каналами, выполненными в торцовых шайбах гайки.
Натяг создают для исключения осевого зазора и повышения осевой жесткости передачи. Конструктивно натяг осуществляют подбором диаметров шариков (для профиля “стрельчатая арка”) или установкой дополнительной гайки (для полукруглого и прямолинейного профилей).
Натяг двумя гайками осуществляют путем их относительного смещения, т.е. сближения (винт сжат) или раздвижения (винт растянут) гаек. В свою очередь относительное смещение гаек осуществляют с помощью установки прокладок между ними или относительным поворотом.
Конструкция ШВП с регулировкой натяга прокладками (рис.6, а) отличается простотой, однако точное регулирование натяга затруднено из-за дискретности суммарной толщины набора прокладок. Точность регулирования можно увеличить путем замены набора прокладок одной подшлифовываемой прокладкой.
Рис.6. Передачи винт — гайка качения с регулированием натяга:
а — прокладкой; б — зубчатыми муфтами 1 и 2
Пример конструкции ШВП с регулированием натяга относительным поворотом гаек приведен на рис.6, б. Конструкция предусматривает соединение гаек с корпусом зубчатыми муфтами 1 и 2, у которых наружные зубья нарезаны на фланцах гайки, а внутренние — на корпусе.
Число зубьев муфт обычно отличается на единицу, что позволяет поворачивать гайки одну относительно другой на малый угол. Поворот гаек осуществляется на специальной оправке, после чего гайки вместе с корпусом навинчивают на винт. При шаге Р число зубьев одной из гаек Z, а второй z + 1; поворот обеих гаек в одну сторону на к зубьев приводит к их осевому смещению (сближению или удалению) на величину Д = Рк/ [z(z + 1)]. Например, если число зубьев гайки z = 92, то минимальное смещение Д равно Р/ 8556; при шаге Р= 10 мм Д составляет 1,2 мкм.
В приведенных на рис.6 конструкциях ШВП натяг создается деформированием контактирующих тел, что позволяет реализовать значительные натяги. Введение в конструкцию ШВП пружин для создания натяга снижает жесткость ШВП, но при этом появляется возможность снизить требования к точности изготовления и резко уменьшить влияние износа на сохранение первоначального натяга.
При нагружении ШВП с натягом внешней осевой силой F нагружается одна гайка (рабочая) и разгружается другая (нерабочая). При увеличении внешней нагрузки F до значений, превышающих в 2,83 раза силу натяга Рн, происходит полная разгрузка нерабочей гайки и всю внешнюю осевую нагрузку воспринимает рабочая гайка. При F < 2,83РН рабочая гайка нагружена осевой силой, равной FH + 0,65F, а нерабочая — силой FH — 0,35К
Для ШВП с повышенными требованиями к точности позиционирования величину FH рекомендуют выбирать в пределах 10—15% от динамической грузоподъемности Са.
Материал винта и гайки должен обеспечивать твердость рабочих поверхностей 61 HRC3 и выше. Винты изготовляют из сталей ХВГ и 7ХГ2ВМ с объемной закалкой; сталей 8ХВ, 8ХФ с закалкой при индукционном нагреве; стали 20ХЗМВФ с азотированием. Для гаек применяют стали 9ХС, ШХ15, ХВГ с объемной закалкой и цементуемые стали 18ХГТ, 12ХНЗА, 12Х2Н4А.
Шарики изготовляют из хромистых коррозионно-стойких сталей (в шарикоподшипниковой промышленности).
Шариковая передача винт — гайка
583
КПД передачи качения, преобразующей вращательное движение в поступательное,
т)-----к
tg (v + Р)
где р = aictg [2/K/(Z)w sin а)] — приведенный угол трения в резьбе; /к — коэффициент трения качения, обычно принимаемый равным 0,01 мм; к^ — коэффициент, учитывающий влияние натяга.
Коэффициент = 1 для передач без натяга или с натягом, не превышающим треть внешней осевой нагрузки, т.е. при 0 S FB S F/3.
При значительных натягах, когда FB > F/3, коэффициент
Рис.7. Кинематическая погрешность передачи винт—гайка качения
" (1+0,6577.Рн)-(1-0,35/7^и) tg(V-p)/tg(V+p) ’
Момент трения при холостом ходе (Н • м)
Гп = 0,5 • sin 2р / [cos(y + р) cos(v - р)].
При коэффициенте трения качения = 0,01 мм и угле подъема резьбы у < 10е можно использовать упрощенную зависимость
Тхх = 2,9-10-5ГнРрр Р/.
Кинематическая точность ШВП характеризуется кинематической погрешностью винтовой пары, т.е. разностью между действительным и номинальным осевым перемещением.
Зависимость кинематической погрешности винтовой пары от номинального осевого перемещения представлена на рис.7. Отклонение кинематической погрешности на всей измеряемой длине резьбы 1В не должно превышать допускаемого значения ер. В качестве других нормируемых показателей кинематичес-
3. Допускаемые значения показателей кинематической точности ер и мм
Измеряемая длина 7И, мм Класс точности
П1 пз П5 П7
Св. До ер е. ер ер
— 315 0,006 0,006 0,012 0,012 0,023 0,023 0,052 0,052
315 400 0,007 0,006 0,013 0,012 0,025 0,025 0,056 0,055
400 500 0,008 0,007 0,015 0,013 0,027 0,026 0,062 0,058
500 630 0,009 0,007 0,016 0,014 0,030 0,029 0,070 0,062
630 800 0,010 0,008 0,018 0,016 0,035 0,031 0,079 0,068
800 1000 0,011 0,009 0,021 0,017 0,040 0,035 0,091 0,074
1000 1250 0,013 0,010 0,024 0,019 0,046 0,039 0,105 0,082
1250 1600 0,015 0,011 0,029 0,022 0,054 0,044 0,124 0,093
1600 2000 0,018 0,013 0,035 0,025 0,065 0,051 0,148 0,106
2000 2500 0,022 0,015 0,041 0,029 0,077 0,059 0,176 0,123
2500 3150 0,026 0,017 0,050 0,034 0,093 0,069 0,213 0,143
3150 4000 0,032 0,021 0,062 0,041 0,115 0,082 0,261 0,170
4000 5000 — — 0,076 0,049 0,140 0,099 0,320 0,203
5000 6300 — — — — 0,170 0,110 0,393 0,244
6300 8000 — — — — — — 0,473 0,298 ,
Примечание. Для транспортных ШВП всех классов точности значения не регламентируют, а значения ер = 27иКЗООр/ЗОО.
584
Передачи винт — гайка
4. Допускаемые значения показателей кинематической точности и И2я
Показа-тель Класс точности
П1,Т1 ПЗ, ТЗ П5,Т5 П7,Т7 T9 тю
мм 0,006 0,012 0,023 0,052 0,100 0,210
Ъ мм 0,004 0,006 0,008 0,012 — —
кой точности приняты: — ширина полосы колебаний кинематической погрешности на измеряемой длине резьбы /и; К300р — ширина полосы колебаний кинематической погрешности в пределах 300 мм измеряемой длины резьбы; V2n — ширина полосы отклонения пульсаций кинематической погрешности в пределах одного оборота, т.е. в пределах хода резьбы РЛ.
Допускаемые значения нормируемых показателей (табл.З и 4) регламентируются ОСТ 2 Р31-4—88, в котором учтены требования ISO. Отличительной чертой этого стандарта является разделение ШВП на позиционные (П) и транспортные (Т) и, как следствие, установление для них соответствующих классов точности П1, ПЗ, П5, П7 и Т1, ТЗ, Т5, Т7, T9, Т10.
У позиционных ШВП осевое перемещение определяют по данным измерения угла поворота винта; у транспортных — осевое перемещение измеряют прямым методом с помощью отдельной измерительной системы, не зависящей от угла поворота винта.
Расчеты шариковых передач винт — гайка по основным критериям. Сопротивление контактной усталости является основным критерием работоспособности для хорошо смазываемых и защищенных передач. Обеспечение этого критерия гарантирует отсутствие усталостного выкрашивания на поверхности качения передачи в течение заданного срока службы. По аналогии с подшипниками качения установлена следующая зависимость между ресурсом, выраженным в миллионах оборотов винта, и осевой нагрузкой F
где Сас — расчетная динамическая грузоподъемность, равная произведению динамической грузоподъемности Са на ряд коэффициентов:
= Са Kf ка к, кт.
При наличии предварительного натяга Рн £ F/3 в зависимость для ресурса L вместо внешней нагрузки F подставляют нагрузку, равную FB + 0,65Р.
Динамическая грузоподъемность Са — постоянная осевая сила, которую передача может выдержать в течение 106 оборотов винта. Для типоразмеров ШВП, выпускаемых централизованно, значения Са приводят в каталогах предприятий или фирм-изготовителей. Для корпусных ШВП, принятых в станкостроении, основные характеристики указаны в табл.5, 6 [1]. Эти передачи выполнены с натягом и
5. Параметры шариковых передач винт — гайка
Номинальный диаметр ММ Шаг резьбы Р, мм Диаметр шарика D*, мм Радиальный зазор, мм Грузоподъемность, Н Момент холостого хода, Н-м
статическая см динамическая Са мин. макс.
25 5 3 0,067-0,093 28100 16580 0,08 0,32
32 5 3 0,064-0,096 37500 17710 0,18 0,56
40 5 3 0,064-0,096 49400 19170 0,30 0,84
40 6 3,5 0,059-0,101 56400 23700 0,32 0,83
40 10 6 0,119-0,161 85900 54700 0,45 0,95
50 5 3 0,059-0,101 62800 20640 0,50 1,35
50 10 6 0,117-0,163 112500 57750 0,48 1,23
50 12 7 0,137-0,183 119900 65400 0,49 1,09
63 10 6 0,115-0,165 149700 62030 0,75 ' 2,03
80 10 6 0,113-0,167 197700 66880 1,23 3,25
80 20 10 0,193-0,247 297600 143400 2,30 3,88
100 10 6 0,110-0,170 251100 71840 2,04 5,20
100 20 10 0,180-0,250 386400 151800 2,75 5,23
Шариковая передача винт — гайка
585
6. Жесткость шариковых передач винт — гайка
Номинальный диаметр ^мм Шаг резьбы Р, мм Жесткость Р3 для класса точности, Н/мкм
П1, Т1 ПЗ, ТЗ П5, Т5 П7, Т7
25 5 500 460 420 400
32 5 700 650 590 560
40 5 950 880 800 760
40 6 830 770 705 660
40 10 740 680 620 590
50 5 1250 1150 1050 990
50 10 1000 920 840 800
50 12 900 825 750 705
63 10 1350 1260 1150 1100
80 10 1700 1570 1430 1350
80 20 1450 1360 1240 1180
100 10 2200 2040 1860 1770
100 20 2100 1950 1780 1700
Примечание. Г9, Т10 не регламентируются.
состоят из двух полугаек, каждая из которых имеет три витка шариков. Обводные каналы выполнены во вкладышах. Твердость поверхностей качения не менее 61HRC3. Все параметры в табл.5 и 6 указаны для ШВП с трехвитковыми гайками.
.Для числа.витков 1, 2, 4, 5 или 6 значения осевой жесткости и статической грузоподъемности должны быть уменьшены в 3; 1,5; 0,75; 0,6 или 0,5 раза. Значения динамической грузоподъемности должны быть уменьшены в 2,57; 1,42; 0,78; 0,64 или 0,55 раза.
В ШВП с вкладышами, установленными в окна гаек с помощью элементов ориентации, совмещающих канал возврата с резьбой гайки в зоне контакта шариков с гайкой, динамическая грузоподъемность увеличивается в 1,02 раза, а долговечность — в 1,06 раза.
Для типоразмеров, не указанных в табл.5, можно использовать следующую аппроксимирующую зависимость:
^ = 410^^0^)’’,
ще i — число рабочих витков; = 1 — 3 sin у - коэффициент, учитывающий неполноту рабочего витка вследствие наличия шариков в перепускном канале, выполненном во вкладыше; v — угол подъему резьбы.
При необходимости выполнять расчеты для вероятности безотказной работы более 90% вводят коэффициент Кр. В предположении нор
мального распределения динамической грузоподъемности коэффициент
р 1 - 1,28 ve ’
ще ир — квантиль нормального нормированного распределения; vc — коэффициент вариации динамической грузоподъемности.
Полагая, что относительное рассеяние динамических грузоподъемностей шарикоподшипников и ШВП одинаково, принимаем vc = 0,27 [2]. Значения коэффициента вычисленные по приведенной выше формуле в зависимости от требуемой вероятности безотказной работы Р, приведены в табл.7.
7. Значения коэффициента Кр
Вероятность безотказной работы,% 90 95 96 97 98 99 99,5 99,9
1 0,85 0,8 0,75 0,68 0,57 0,46 0,25
Коэффициент Ка, учитывающий точность передачи, выбирают по табл.8 в зависимости от назначенного класса точности.Табличные значения получены на основании данных [2],
586
Передачи винт — гайка
с учетом их соответствия с классами точности по ОСТ 2 Р31-4-88.
8. Значения коэффициентов Кл, Кт я А*
Коэффи-циент Класс точности
П1,Т1 ПЗ,ТЗ П5,Т5 П7,Т7 T9 тю
1,0 0,98 0,95 0,90 0,85 0,80
1,0 0,95 0,90 0,85 0,80 0,70
к* 1,2 1,1 1,0 0,95 — —
Коэффициент Ка учитывает снижение динамической грузоподъемности с уменьшением твердости поверхности качения ниже 61 HRC3. Значения коэффициента Ка в зависимости от твердости поверхности (наименее твердой), выраженной в единицах HRC3, приведены в табл. 9. Вычисления проводили по формуле А; = (HRC, / 61)3.
Коэффициент учитывает влияние материала. Обычно А^ = 1, но при изготовлении ШВП из высококачественных сталей, полученных электрошлаковой и вакуумной переплавкой, принимают А^ равным 1,4 и 1,7 соответственно.
9. Значения коэффициентов Ан и Ано
Коэф-фици-ент Твердость HRC3
61 58 56 54 52 50 45 40 35
1 1 0,86 0,80 0,76 0,67 0,69 0,57 0,60 0,47 0,45 0,40 0,41 0,26 0,28 0,15 0,20 0,09
При переменном режиме нагружений расчет ресурса ШВП ведут по эквивалентной нагрузке
£ ?? ni h i= 1
m
Ё nifi
i= 1
где m — число ступеней нагружений; Ft — внешняя осевая сила (нагрузка с учетом натяга), действующая в течение времени при частоте вращения иг
Статическая прочность поверхности качения считается обеспеченной при условии, что наибольшая осевая нагрузка (с учетом натяга) Лпах не превосходит расчетную статическую грузоподъемность Свос:
Алах ~ ^дос = ^ао ^но •
Статическая грузоподъемность Ст — осевая статическая нагрузка, вызывающая в наиболее нагруженной зоне контакта общую остаточную деформацию шариков и дорожки качения, равную 0,0001 диаметра шарика. Значение Сао для нормализованных в станкостроении типоразмеров ШВП приведены в табл. 5. Для типоразмеров, не охваченных табл. 5, статическую грузоподъемность рекомендуется определять по аппроксимирующей зависимости
Сао = 155 D„ i kr . до pw W x
Коэффициент Као, учитывающий точность передачи, определяют по табл.8.
Коэффициент Ано, учитывающий твердость поверхности качения (наименее твердой), определяют по табл.9 или по формуле
Ано - (HRC3 / 61)<’< .
Износостойкость, устойчивость, точность пози-циоиировапия. Износостойкость является важнейшим критерием работоспособности для передач, у которых по условиям эксплуатации имеются ограничения на зазор между шариками и дорожками качения. Так, для передач в станках с программным управлением необходимо сохранить предварительный натяг (отрицательный зазор), как одно из условий поддержания осевой жесткости в заданных пределах. Несоблюдение этого условия приводит к снижению точности обработки, к появлению недопустимой вибрации.
В передачах следящих приводов появление осевого зазора более допустимого приводит к нарушению обратной связи и дополнительным динамическим нагрузкам.
Методика расчета на износостойкость не разработана. Поэтому основным остается расчет по критерию отсутствия усталостного выкрашивания, который рассматривают как условный.
Устойчивость винта ШВП под действием критической осевой силы и критической частоты вращения проверяют по зависимостям, приведенным выше для передачи скольжения. Для передач качения критическая частота вращения определяется не только собственной частотой колебания винта, но и скоростью перекатывания шариков. Таким образом, на быстроходность (Dp„n, мм • мин”1) ШВП накладывается дополнительное ограничение:
Л п < 8 • 104 .
Требования по жесткости передачи вытекают из требований динамики привода. В частности, ис
Роликовая передача винт — гайка
587
пользуют известное положение, что собственная частота механической системы привода пропорциональна квадратному корню из жесткости. При назначении жесткости передачи учитывают, что повышение жесткости улучшает работу следящей системы привода и повышает точность позиционирования.
Жесткость передачи Rz определяется жесткостью винта Rv опор и соединения винт — гайка R3: 1/R^ = l/j^ + + 1/Л3.
Жесткость соединения винт — гайка указана в табл.6. Для типоразмеров, не охваченных табл.6, значение жесткости R3 (Н/мкм) можно определить по аппроксимирующей зависимости
0,89 -0,56 2/3 1/3
^ = 2,61^ Dv (ikt) FB Кя.
Значения жесткости Rp указанные в табл.6, вычислены при натяге FB = 0,1Св, Н; коэффициенты KR см.табл.8.
Точность позиционирования обеспечивается соответствующим выбором кинематической точности передачи, жесткости и стабильности момента сил трения.
Колебания момента сил трения вызывают нестационарную случайную составляющую погрешности позиционирования. Для ШВП станков изменение момента холостого хода в пределах одного оборота винта контролируется и не должно превышать допустимого значения, установленного ОСТ 2 РЗ1-5—89.
4. РОЛИКОВАЯ ПЕРЕДАЧА ВИНТ - ГАЙКА
Попытки усовершенствования передачи винт - гайка качения шли по пути замены точечного контакта линейным: переходом от шариков к роликам, а также создания принципиально новой передачи планетарного типа без канала возврата.
Наибольшее распространение в современной технике после шариковых передач получила планетарная передача с резьбовыми роликами Transrol.
Общий вид этой передачи приведен на рис.8. Передача имеет следующие основные элементы: винт с многозаходной резьбой, гайку с много-заходной резьбой, ролики-сателлиты с одно-заходной резьбой, расположенные между винтом и гайкой.
Профиль резьбы винта и гайки — треугольный с углом при вершине 90*. Ролики имеют профиль, очерченный в нормальном сечении дугами двух окружностей. Благодаря такому
профилю обеспечивается точечный начальный контакт роликов с винтом и гайкой. Шаг, число заходов и диаметры резьбы роликов и гайки подобраны так, что при обкатывании ролика по поверхности резьбы гайки он не вывинчивается из последней, в то же время сама гайка вместе с роликами получает перемещение вдоль оси винта. Во избежание вывинчивания роликов из гайки в случае проскальзывания гайка снабжена двумя зубчатыми венцами, зацепляющимися с венцами, нарезанными по концам роликов и обеспечивающими, кроме того, параллельность осей роликов и оси гайки. Ролики имеют цапфы, устанавливаемые в отверстия двух сепараторов, которые фиксируются в осевом направлении разрезными пружинными кольцами. Такая передача имеет ряд преимуществ перед шариковой передачей винт — гайка:
1) высокая плавность, быстроходность и надежность работы из-за отсутствия канала возврата;
2) высокая нагрузочная способность (статическая и динамическая) вследствие большого числа точек контакта;
3) удобство монтажа и демонтажа, так как гайка с роликами представляет собой самостоятельную сборочную единицу и может свинчиваться и навинчиваться.
Планетарные передачи винт — гайка с резьбовыми роликами могут иметь предварительный натяг (рис.9), что обеспечивает беззазорное соединение и высокую осевую жесткость. Недостатком передачи следует считать техноло-
гией. Общий вид роликовой передачи:
1 — винт; 2 — сепаратор; 3 — установочное кольцо; 4 — зубчатый венец; 5 — ролик-сателлит; 6 — гайка
588
Передачи винт — гайка
гические трудности при изготовлении резьбовых роликов.
Требования к материалу основных элементов (винт, гайка, ролики) аналогичны требованиям к материалам шариковых передач.
Осевое перемещение гайки относительно ролика за один оборот винта
Яо = 0,5Л/>( ---*±2_) ,
\к + 1 к + 1 /
ще — число заходов резьбы гайки; Р — шаг резьбы ролика; к = dx/dp — коэффициент (dx — основной диаметр резьбы винта; dp — основной диаметр резьбы ролика).
Чтобы ролики не выкатывались из гайки, % = к + 2.
Так как d^ = dx + 2d? ще d^ — основной диаметр резьбы гайки, получаем d^ = dp^. Таким
образом, угол подъема резьбы гайки на основном диаметре должен равняться углу подъема резьбы ролика.
Осевое перемещение гайки относительно винта за один оборот винта
Я = —-------- *Zj ± (к + 2) Z,
2 (к + 1) L '
ще Zx — число заходов резьбы винта. Знак “+” — если винт, гайка и ролики имеют одинаковое направление резьбы; знак если винт имеет резьбу противоположного направления по сравнению с гайкой и роликами.
Если Zx = Zi и все элементы передачи имеют одинаковое направление резьбы, то Н = Zx Р = т.е. перемещение гайки не зависит от случайного проскальзывания между роликами и винтом. В противном случае передаточное отношение зависит от условий трения на контакте.
Проектирование роликовой передачи винт — гайка следует проводить по статической и динамической грузоподъемности.
Планетарные передачи винт — гайка предъявляют высокие требования к точности монтажа.
Список литературы
1. ОСТ 2 Р31-5—89. Станки металлорежущие. Шариковые винтовые передачи. Технические условия.
2. Фадеев В.З., Елизаров М.Е., Милкин Е.К. Расчет надежности шариковых винтовых передач и Труды МВТУ №514, М.: 1988. С.60-73.
Глава 7
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
1. ОБЩИЕ СВЕДЕНИЯ
Фрикционные передачи — это передачи, в которых движение от ведущего тела к ведомому передается силами трения (рис.1 и 2).
Фрикционные передачи применяют для передачи движения между валами с параллельными и пересекающимися осями; преобразования вращательного движения в поступательное или наоборот; преобразования вращательного движения в винтовое; бесступенчатого преобразования частот вращения. Их выполняют с жесткими телами качения или с гибкой связью (ремень, цепь, лента с колодками).
е) *)
Рнс.1. Схемы фрикционных передач с постоян-выми передаточными отношениями:
а—г — между вращающимися валами; д, е — преобразующих вращательное движение в поступательное; ж — преобразующих вращательное движение в винтовое
Достоинства фрикционных передач и вариаторов: простота тел качения; равномерность вращения, что позволяет применять фрикционные передачи, например, для проверки точности зубчатых колес; возможность бесступенчатого регулирования частоты вращения; отсутствие необходимости превращения механической энергии в электрическую и обратно для преобразования скорости в приводах от двигателей внутреннего сгорания.
Недостатки: большие нагрузки на валы и подшипники или необходимость применения специальных конструкций с разгруженными опорами; необходимость специальных нажимных устройств для прижатия одного тела качения к другому; опасность повреждения передач при буксовании и в отдельных случаях неравномерный износ тел качения; невозможность, в отличие от передач зацеплением, получения абсолютно точных средних передаточных отношений из-за проскальзывания и неизбежных погрешностей диаметров тел качения, а поэтому невозможность применения при необходимости жесткой кинематической связи, не допускающей накопления угловых погрешностей.
Основное применение фрикционные передачи имеют в бесступенчатых вариаторах. Современные фрикционные вариаторы могут конкурировать с электрическими и гидравлическими, отличаясь своей простотой и малыми габаритами при достаточно высоком КПД. Расширение их применения ограничивается большими успехами и возможностями электрического регулирования скорости. Все же за рубежом фрикционные вариаторы имеют большее применение, чем у нас. Фрикционные передачи для постоянного передаточного отношения довольно широко применяют в приборах. Применение этих передач в машиностроении ограничено.
Осповпые характеристики. Фрикционные передачи и вариаторы выполняют для мощностей от ничтожно малых (ручное регулирование приборов) до нескольких сотен киловатт. У
590
Фрикционные передачи и вариаторы
Рис.2. Схемы фрикционных вариаторов:
а, б — лобовых; в—д — лобовых комбинированных; е—з — конусных без промежуточного звена; и—л — с телами качения в форме сферы, цилиндра, тора или конуса, регулируемых изменением наклона осей; м-п — конусных с регулированием осевым перемещением промежуточного тела; р—ч — с раздвижными конусными шкивами; ш—щ — шаровых; э—я — торовых
большинства фрикционных вариаторов передаваемая мощность не превышает 20 кВт. На большие мощности строят вариаторы с многими зонами контакта.
Передаточные отношения в силовых передачах выбирают до и = пх/п2 = 7, в силовых передачах с разгруженными валами — до 15 и в ручных передачах приборов — до 25. Наибольший диапазон регулирования частот вращения (отношение наибольшей частоты вращения на выходе к наименьшей) Д = Лтах/Лтш ФРИКЦИОННЫХ ВарИЗТОрОВ
до 3—4, сдвоенных вариаторов до 12—16, обычно 4—8. Применение больших диапазонов регулирования связано с значительным понижением КПД и предельной мощности на малых частотах вращения.
Общие вопросы конструирования. В простейших передачах и вариаторах для малых мощностей и частот вращения одно тело качения к другому прижимается с постоянной силой: начальной затяжкой специальных пружин или других упругих элементов системы, реже силой тяжести или центробежной силой. В передачах, включаемых и выключаемых путем сцепления и расцепления, сжатие тел качения совмещается с управлением.
Постоянную силу прижатия приходится выбирать по максимальной полезной окружной силе, которая обычно действует редко. Передачи с постоянной силой прижатия работают с повышенными износом и потерями на трение.
Ответственные передачи выполняют самозатя-гивающимися с силой прижатия тел качения,
Фрикционные передачи основных типов
591
изменяющейся пропорционально изменению передаваемого вращающего момента благодаря клиновому механизму. Предложено также поджатие роликов силой от реактивного момента через замкнутую гидравлическую систему.
Форму тел качения передач с постоянным передаточным отношением выбирают такой, чтобы обеспечивалось чистое качение. Для этого передачи между параллельными осями выполняют с цилиндрическими роликами, а передачи между пересекающимися осями — с коническими роликами, имеющими общую вершину.
В современных вариаторах форму и расположение тел качения выбирают такими, чтобы скольжение на площадке контакта было минимальным и условия работы приближались к чистому качению.
Тела качения выполняют с начальным касанием по линии или в точке. Начальное касание по линии обычно используют в передачах, у которых отсутствует или мало скольжение по длине площадки контакта в связи с формой тел качения. Передача должна быть точно изготовлена или начальные и упругие перекосы валов должны хорошо компенсироваться податливостью тел качения.
Применяют вариаторы с телами качения, работающими в масле и всухую. Следует применять специальные фрикционные тяговые масла на синтетической основе с большим сопротивлением сдвигу и соответственно большим коэффициентом трения скольжения, из зарубежных — масло сантотрак 50 фирмы Монтана (США) — гидрированный полистирол с комплексом присадок. Для вариаторов со значительной скоростью верчения на площадке контакта целесообразны масла, сочетающие большой коэффициент трения с малым влиянием на него скорости вращения. Применение масляных вариаторов расширяется.
Передачи, работающие всухую, вследствие большого коэффициента трения требуют меньших сил прижатия тел качения, имеют меньшее проскальзывание и более высокий КПД. Тела качения сухих передач требуют надежной изоляции от попадания масла из подшипников во избежание буксования, влекущего за собой выход передач из строя.
Материалы. Основные требования, предъявляемые к материалам тел качения: высокая износостойкость и контактная прочность; достаточно высокий коэффициент трения во избежание больших сил прижатия; достаточно высокий модуль упругости во избежание
повышенных потерь на трение, связанных с размерами площадки контакта; необходимая теплопроводность.
Применение обоих тел качения из закаленной стали обеспечивает наименьшие габариты и высокий КПД передачи, но предъявляет высокие требования к точности изготовления передачи и качеству отделки поверхностей трения. Наиболее пригодными являются шарикоподшипниковые стали типа ШХ15, а также стали типа 18ХГТ и 18X2Н4МА. Передачи, как правило, работают в масле.
Для передач с телами качения из материалов сталь — пластмасса требуются менее высокие точность изготовления и отделка контактирующих поверхностей. Эти передачи работают всухую. На валы действуют меньшие силы, чем при металлических телах качения. Основным применяемым материалом до последнего времени был текстолит. В настоящее время применяют специальные фрикционные пластмассы с асбестовым и целлюлозным наполнителем, коэффициент трения которых достигает 0,5. Хорошие результаты показывают испытания ретинакса ФК-16Л, ФК-24А и пластмассы КФ-3.
Перспективно применение пар закаленная сталь — порошковый материал ФАБ-П на основе алюминиевой бронзы.
Более надежны передачи, у которых ведущее тело сделано из менее твердого материала, чем ведомое, так как при случайном буксовании на последнем не образуются лыски. Применяют обрезиненные тела качения, обеспечивающие весьма высокий коэффициент трения, однако снижающийся с увеличением влажности воздуха.
2. ФРИКЦИОННЫЕ ПЕРЕДАЧИ ОСНОВНЫХ типов
Передачи с постоянным передаточным отношением. Основная область применения — движители сухопутного транспорта колесо-рельс, дорожное полотно, грунт. Одним из примеров замкнутых в машине передач могли служить конические реверсивные передачи простейших винтовых прессов. Передача имеет два ведущих конуса, поочередно сцепляемых с ведомым конусом—маховиком осевым перемещением ведущего вала. При этом ведомый вал, связанный с винтом, получает то правое, то левое вращение, а винт соответственно осуществляет рабочий и обратный ход. Эти передачи предшествовали дисково-винтовым
592
Фрикционные передачи и вариаторы
передачам, в которых ведущий вал поочередно соединяется с маховиком и винтом лобовыми фрикционными передачами.
В качестве силовых передач в условиях натру-зок, близких к постоянным, правомерно применять соосные фрикционные передачи по схеме планетарного редуктора с замкнутыми нормальными силами (рис. 3). Эти передачи при достаточно высоком коэффициенте трения имеют несущую способность, близкую к несущей способности зубчатых, так как большие нормальные нагрузки компенсируются большими радиусами кривизны тел качения, меньшей концентрацией нагрузки и большими по опыту роликоподшипников допускаемыми напряжениями. В соосной передаче (см. рис. 3) должно быть обеспечено отсутствие лишних связей, для чего следует внутреннее кольцо выполнять самоустанавливающимся, а ролики устанавливать на сферических подшипниках качения или выполнять с минимальной бомбиной. Сила сжатия роликов достигается упругими деформациями колес вследствие технологического натяга или надвигания на коническую поверхность.
Наиболее перспективна схема с ведущим внутренним кольцом и неподвижным внешним, но в принципе можно любое звено делать неподвижным, ведущим или ведомым.
Отсутствие возможности автоматического регулирования силы сжатия тел качения с изменением момента делает эти передачи при существенном изменении передаваемого момента менее рациональными.
Существуют быстроходные фрикционные передачи (мультипликаторы и редукторы), обеспечивающие увеличение силы прижатия с увеличением передаваемого момента. Силы трения передаются непосредственно от ведущего
на ведомый ролик и через самозатягивающееся кольцо (рис. 4), которое охватывает ролики и обеспечивает требуемое автоматическое регулирование сил прижатия. Передачи имеют также разгруженные валы и подшипники, но они технологически сложны, так как необходимо обеспечить требуемую начальную силу сжатия. Эти передачи имеют тела качения из закаленной стали, работают в масле; их КПД около 0,98.
При необходимости большой редукции можно применять фрикционные волновые передачи, но они работают с существенной потерей скорости вследствие проскальзывания.
Фрикционные передачи в приборостроении характеризуются преимущественно пружинным поджатием, малой шириной поясков контакта или начальным касанием в точке и при необходимости очень большими передаточными отношениями.
Систематика фрикционных вариаторов. Лобовые вариаторы. Фрикционные вариаторы разделяют по кинематическому признаку на простые с регулированием скорости изменением радиуса качения одного ведущего или ведомого тела при их непосредственном контакте; сдвоенные с промежуточным телом и регулированием скорости изменением двух радиусов ведущего и ведомого тел, или в редких конструкциях двух радиусов промежуточного тела, и планетарные.
По форме тел с переменным радиусом качения вариаторы разделяют на дисковые лобовые, конусные, шаровые и торовые. Регулирование скорости лобовых вариаторов проводится осевым перемещением роликов; конусных простых — перемещением роликов или осей тел качения; конусных сдвоенных — перемещением промежуточных тел; шаровых и торовых — поворотом.
Рнс. 3. Соосная фрикционная передача
Рнс. 4. Фрикционная передача с самозатягива-нием
Фрикционные передачи основных типов
593
Лобовые вариаторы (см.рис.2, а—д) вследствие значительной разности скоростей на площадке касания уступают вариаторам других конструкций по КПД и износостойкости. Однако благодаря простоте, возможности выполнения реверсивными, а главное благодаря перпендикулярности осей ведущего и ведомого валов, что в раде случаев упрощает кинематическую схему машины, простые лобовые вариаторы иногда применяют, а частности, в винтовых прессах и приборах.
Конусные вариаторы без промежуточного звена (см.рис.2, е—з) по диапазону регулирования аналопгшы лобовым, но имеют несколько более благоприятное распределение скоростей по длине площадки касания. При передаточных отношениях, близких к единице, скольжение, связанное с формой рабочих тел, почти отсутствует.
Конусные вариаторы с параллельными валами (см.рис.2, е, ж и рис. 5) могут работать только на замедление или только на ускорение.
Путем взаимного наклона осей ведущего и ведомого ва^ов (рис.6) вариатор может быть выполнен как для понижения, так и для повышения частоты вращения ведомого вала.
Ведущим обычно делают конус, который насаживают на вал электродвигателя. Если при регулировании скорости и соответствующем
Рис.5. Конусный вариатор с чашкой, установ-леяной в качающемся корпусе
смещении тел качения сила сжатия пружины сохраняется близкой к постоянной (см.рис.2, з), то вариатор имеет предельный момент также близкий к постоянному.
Для того чтобы предельный момент возрастал с уменьшением частоты вращения, сила сжатия пружины должна увеличиваться с уменьшением частоты вращения (см.рис.2, ё). Установка ведомого тела качения — чашки на качающемся рычаге (см.рис.5) обеспечивает самозатягивание, т.е. изменение силы сжатия тел качения в соответствии с увеличением вращающего момента, и служит связью электродвигателя и приводимой машины, не требуя повышенной точности.
Вариаторы с телами качения по форме сферы, цилиндра, тора или конуса, регулируемые изменением наклона осей валов (см.рис.2, и—л), имеют небольшое распространение.
Вариатор, представленный на рис.2, м, применяют для быстроходных сверлильных станков; конус насаживают на шпиндель, а диск со сферической рабочей поверхностью — на вал электродвигателя; при регулировании последний поворачивают с помощью винта, причем происходит обкатывание диска по конусу. Вариаторы, приведенные на рис. 2, к, л, относятся к приборным.
Конусные вариаторы с регулированием осевым перемещением промежуточного тела (см.рис.2, м—п) обычно выполняют с симметричным расположением области регулирования. В
Рис.6. Привод с конусным фрикционным вариатором
594
Фрикционные передачи и вариаторы
качестве промежуточных тел применяют ремни, стальные кольца или ролики. Ввиду значительных габаритов передачи этого типа с ремнем уступили место более современным. Передачи со стальным кольцом тоже применяют редко.
Варпаторы с раздвижными конусными шкивами (см.рис.2, р—ц) являются наиболее распространенными бесступенчатыми фрикционными передачами. Их, как правило, выполняют с симметричным расположением области регулирования. В качестве промежуточных тел применяют стальные кольца, ленты с колодками, клиновые ремни, канаты и цепи (зубчатые и роликовые).
Ре1улирование частот вращения — сдвигание и раздвигание конусов — осуществляется по одной из схем, показанных на рис.7. Для вариаторов с жестким кольцом и с цепью применяют жесткое ре1улирование, причем в вариаторах с жестким кольцом прижатие осуществляется самозатягиванием, а в цепных — ставят натяжные устройства. Для клиноременных вариаторов, работающих без натяжных роликов, применяют регулирование пружинами. Это необходимо, чтобы удовлетворить условию постоянства длины ремня при перемещении конусов.
Рис.7. Схемы устройств для регулирования частот вращения вариаторов с раздвижными конусамп
Вариаторы с раздвижными конусами и жестким стальным кольцом (рис.8) применяют в быстроходных машинах, в частности, в качестве встраиваемых в машины достаточно высокого класса точности, хотя распределение скоростей скольжения у них неоптимальное.
Вариаторы с жестким кольцом обычно выполняют с диапазоном регулирования 6, 9, 12 (до 16) и с мощностью 0,5—10 кВт при частоте вращения ведущего вала около 1500 мин-1. Материалы конусов и колец — шарикоподшипниковые стали, закаленные до высокой твердости. Угол конусов (при вершине) около 130*.
Вариатор обеспечивает повышение силы нажима с увеличением крутящего момента благодаря самозатягиванию кольца.
Цепные варпаторы (рис.9) имеют широкое распространение в машиностроении. Вариаторы с желобчатыми конусами и цепью с выдвижными пластинками в основном передают момент вследствие зацепления пластинок цепи
Рпс.8. Вариатор Гейнау с раздвижными конусами и жестким стальным кольцом
Фрикционные передачи основных типов
595
с зубьями на конусах и лишь частично являются фрикционными. При разных положениях цепи на шкивах (в соответствии с тем, что шаг зубьев на конусах пропорционален радиусу) зубья цепи образуются разным числом пластин благодаря противоположному расположению зубьев и впадин на двух конусах, сидящих на одном валу. Число зубьев на каждом конусе — обычно 60, угол конусности — около 150е, диапазон регулирования около 7, мощность — до 30 кВт. Цепные вариаторы применяют при средних частотах вращения; обычно приводной вал имеет 600—750 мин-1; скорость цепи 5—9 м/с. Эти вариаторы могут передавать значительные моменты, но сложны в изготовлении. КПД при полной мощности равен 0,85—0,95 в зависимости от передаточного отношения.
Вариаторы с раздвижными шкивами и широкими клиновыми ремнями (см.гл.8 “Ременные передачи”) просты, надежны и перспективны. Их выпускают с регулированием положения ремня на шкивах одного вала или на обоих валах. В первом случае раздвижные конусные шкивы устанавливаются обычно на валу электродвигателя, сжимаются пружинами, а регулирование достигается перемещением электродвигателя; диапазон регулирования 3. Во втором случае вариатор обычно встраивают в машину или выпускают в виде самостоятельного агрегата; Д до 9 (подробнее см. гл.8).
Многодисковые вариаторы ио схеме Байера. Тела качения вариаторов — пакеты конических раздвижных дисков и пакеты раздвижных дисков с коническими поясками (рис. 10).
596
Фрикционные передачи и вариаторы
Рис. 10. Многодисковый вариатор по схеме Байера
Регулирование частот вращения осуществляется смещением осей промежуточных валов, в результате чего меняется расстояние от оси вращения до площадок контакта конических дисков с сопряженными дисками; диапазон регулирования Д до 5.
Движение от приводного вала передается с помощью ускоряющих зубчатых передач (и = 3 -8- 3,8) с паразитными колесами промежуточным валам, а от них через фрикционную передачу на ведомый вал, соосный приводному. Число потоков в зависимости от мощности вариатора 3; 4 и 6.
Число конических дисков в пакете (10—25) выбирают также в зависимости от мощности. Угол конусности дисков 4—5*. Ширина пояска контакта около 0,1 минимального рабочего радиуса диска. Отношение наружных диаметров с буртами и конических дисков 2,4—2,7. Тела качения выполняют из высокопрочной закаленной стали; они работают в масле. В связи с большим числом площадок контакта И большими радиусами кривизны передачи могут передавать значительные мощности.
Частоту вращения входного вала вариаторов обычно назначают 1500 мин-1; для больших мощностей 1000 или даже 750 мин-1.
Коэффициент полезного действия 0,75—0,85. Вариатор имеет довольно жесткую характеристику; падение скорости при полной нагрузке не превышает 1,5—2%.
Так как при понижении частоты вращения ведомого вала резко возрастает коэффициент трения в связи с изменением радиусов кривизны дисков в зоне контакта, то регулирование передаточного отношения происходит с предельной мощностью, близкой к постоянной.
Сжатие дисков вариаторов мощностью до 1 кВт осуществляется пружинами; в вариаторах больших мощностей — двумя, тремя кулачками на стаканах (рабочие поверхности винтовые); при мощности до 5,5 кВт встречаются двухроли-ковые винтовые устройства.
Иногда применяют дисковые вариаторы с внутренним касанием дисков. Они имеют несколько более высокий КПД, но более сложны конструктивно и имеют меньшие диапазоны регулирования. В вариаторах малых мощностей применяют также схемы с передачей движения от центрального к периферийным пакетам дисков.
Среди фрикционных вариаторов с жесткими телами качения многодисковые вариаторы являются наиболее перспективными и широко
Фрикционные передачи основных типов
597
Рис. 11. Шаровой вариатор с внутренним контактом тел качения и фрикционной ориентацией шаров
распространены за рубежом, где изготовляются с наибольшей мощностью 250 кВт размерными сериями рядом фирм (в Германии Schaerer, в Японии Sumitomo, в Англии Armstrong, в США Reeves). Ряд вариаторов, разработанный во ВНИИРедукторе, приведен в [5]. Вариаторы исследовались в ВНИИМЕТМАШе, НАМИ, ЭНИМСе и показали высокую долговечность.
Шаровые вариаторы. Вариаторы имеют тела качения в виде двух соосно расположенных на ведущем и ведомом валах конусных чашек 1 и 2 и шаров 3 (рис. 11, 12) с регулируемым углом наклона осей вращения. Регулирование частот вращения достигается изменением наклона осей вращения шаров, при котором одновременно увеличивается радиус качения шаров по одной чашке и уменьшается по другой. Когда оси вращения шаров параллельны оси вариатора, передаточное отношение равно единице. Вариаторы выполняют с внутренним контактом тел качения и соответственно с фрикционным ориентированием осей вращения шаров мощностью до 3,5 кВт и с наружным контактом тел качения и соответственно с физическими осями вращения шаров (рис. 12) мощностью До 11 кВт.
В конструкции с ориентированными осями вращения шаров изменение наклона этих осей осуществляется поворотом осей роликов 4 (см. рис. 11), встроенных в червячные колеса 5. Последние согласованно поворачиваются .центрально расположенным червяком 6, управляемым с помощью валика 8, который проходит через сверление в ведомом валу вариатора.
В конструкциях с физическими осями вращения шаров типа Копп оси 4 (см.рис. 12) имеют концы квадратного сечения и предохраняются от проворота в радиальных пазах корпуса. Изменение наклона осей достигается вращением от червячной передачи 5 диска со спиральными прорезями. Шары вращаются на игольчатых подшипниках и поддерживаются в радиальном направлении свободно висящим охватывающим кольцом 6.
Тела качения в вариаторах обеих конструкций прижимаются один к другому независимыми нажимными механизмами с канавками переменной глубины и шариками. Так как шары в осевом направлении не закреплены, то сила в
Рис. 12. Шаровой вариатор с наружным контактом тел качения и физическими осями шаров
598
Фрикционные передачи и вариаторы
Рпс.13. Торовый варпатор Уралмашзавода
обоих контактах одинакова и определяется моментом на тихоходном валу.
Диапазон регулирования вариаторов с внутренним контактом выбирают 10—12, а с внешним контактом — до 9. Однако при работе с предельными передаточными отношениями скольжение существенно повышается, а КПД соответственно понижается.
Торовый варпатор (см.рис.2,э—я) несет на входном и выходном валах торовые чашки, между которыми вращаются два или три ролика. Таким образом, выходной вал вращается в сторону, противоположную вращению входного вала. Рабочий профиль чашек очерчен дугами окружности из общего центра. Частота вращения регулируется наклоном осей вращения роликов. Когда оси вращения роликов перпендикулярны оси вариатора, передаточное отношение равно единице.
Основное применение имеет вариатор с хордальным расположением роликов (см.рис.2,я, 13 и 14), характеризующийся малым геометрическим скольжением и почти постоянным отношением сил сжатия тел качения к окружной силе.
В связи с малым скольжением он выполняется с начальным касанием по линии, преимущественно с ободьями роликов из текстолита, а позднее из ретинакса; работает всухую без повышенного нагрева. Диапазон регулирования 2,5—8, преимущественно 4—6,3.
Вращающий момент от входного вала к ведущей чашке и от ведомой чашки к выходному валу передается через независимые
нажимные устройства в виде шайб с канавками переменной глубины и шариков.
Вариатор требует достижимого минимума избыточных связей и весьма высокой точности изготовления, что, несмотря на высокий КПД (до 0,95), ограничивает распространение вариатора.
Наиболее проста схема вариатора Уралмашзавода (рис. 13; автор И.Ф.Тележников). Ролики самоустанавливаются по углу плоскости осей валов вариатора, и их положение регулируется вдоль своих осей вращения и вдоль осей траверс (валов), несущих опоры роликов.
У вариаторов конструкции ЦНИИТМАШ [автор В.А.Светозаров (рис.2, я)], разработанной на основе серьезных теоретических и экспериментальных исследований, опоры роликов установлены в плавающей рамке, а в вариаторах с Р > 10кВт — в двух плавающих рамках. Разработанный в свое время ряд включает вариаторы мощностью 1,7 (6,2); 2,8; 4,5; 7; 10; 14 (4); 20 (3). В скобках указаны диапазоны регулирования для предшествующих типоразмеров.
В конструкции вариатора Ростовского института сельскохозяйственного машиностроения (РИСХМ, рис. 14) самоустанавливаются чашки. Они установлены на сферических шарикоподшипниках на одной полой оси и под действием нажимного устройства, совмещающего также функции уравнительной и шарнирной муфты, фиксируются на три точки — три промежуточных ролика.
Планетарные фрикционные вариаторы
599
3. ПЛАНЕТАРНЫЕ ФРИКЦИОННЫЕ ВАРИАТОРЫ
Планетарные фрикционные вариаторы обычно применяют при необходимости большого снижения угловой скорости, большого диапазона регулирования и реверсирования ведомого вала. Планетарные фрикционные вариаторы можно разделить на простые, в которых планетарный механизм частично или полностью составляется из фрикционных тел, и замкнутые, в которых фрикционная передача соединяет между собой два звена шестеренной планетарной передачи с двумя степенями
свободы. Таким образом, в замкнутой планетарной передаче, в отличие от простой, отсутствует неподвижное звено.
Применение планетарных фрикционных передач ограничивается обычно малыми мощностями вследствие относительно невысокого КПД„ а также падения предельной передаваемой мощности с уменьшением частот вращения. При малых частотах вращения на выходе планетарно-фрикционные вариаторы не допускают получения точных передаточных отношений вследствие влияния скольжения фрикционных передач.
Простые планетарные фрикционные вариаторы. Типичный для этой группы вариаторов конусный вариатор с регулированием посредством осевого перемещения кольца (рис. 15) представляет собой планетарный механизм с двумя внутренними зацеплениями и приводом 1 через водило. Вариаторы выполняются реверсивными с плавным переходом через нуль (например, с предельными передаточными отношениями -2,5 + +30) и нереверсивными мощностью до 12 кВт. Регулирование частот вращения происходит при предельном моменте, который близок к постоянному. Эти вариаторы отличаются компактностью и достаточно высоким КПД (0,9 при частоте вращения на выходе 2, равной лшах, и около 0,55 при я =
Замкнутые планетарные фрикционные вариаторы. Встраиванием фрикционной передачи с регулируемым передаточным отношением в планетарную передачу с двумя степенями свободы легко достигается значительное увеличение диапазона регулирования частот
Рис. 15. Конусный планетарный вариатор с регулированием скорости осевым перемещением кольца
600
Фрикционные передачи и вариаторы
вращения при необходимости с переходом через нуль и реверсированием.
Возможно также применение замкнутых планетарных фрикционных вариаторов для изменения частот вращения в небольшом диапазоне, меньшем, чем диапазон фрикционной передачи, в частности для синхронизации, причем фрикционная передача проектируется соответственно на значительно меньшую мощность.
Обычно применяют планетарные передачи из конических шестерен (обыкновенный дифференциал) и из цилиндрических шестерен с одним наружным и одним внутренним зацеплением.
Планетарные передачи с коническими шестернями могут быть выполнены с относительно меньшими диаметральными габаритами и благодаря возможности различных способов соединения с фрикционными передачами позволяют получить разнообразные характеристики.
Планетарные передачи с цилиндрическими шестернями по сравнению с аналогичными передачами с коническими шестернями позволяют дополнительно варьировать харакге-ристики путем изменения чисел зубьев шестерен. Кроме того, они проще в изготовлении и более компактны в осевом направлении, поэтому их применение предпочтительнее.
В замкнутых планетарных фрикционных вариаторах с двухосной фрикционной передачей (например, с раздвижными конусами) ось ведомого вала вариатора может быть совмещена с осью ведущего или ведомого вала фрикционной передачи.
В обычных случаях применения фрикционных планетарных передач, когда требуется значительное расширение диапазона регулирования фрикционной передачи и редуцирование частот вращения, используют схемы, в которых передаточное отношение выражается разностью
двух членов, а не суммой[2]. При этом целесообразно выбирать схемы, в которых ведомый вал соединяется с наиболее тихоходным элементом планетарной передачи — с водилом.
Фрикционные вариаторы можно выполнять с автоматическим управлением, в частности регулированием скорости для использования полной мощности двигателя, поддержания постоянной скорости или изменения скорости по заданному закону. Однако для автоматизации наиболее удобны электрические приводы.
4. РАСЧЕТЫ КИНЕМАТИЧЕСКИЕ И РАСЧЕТЫ НА ПРОЧНОСТЬ
Передаточные отношения простых вариаторов (рис. 16, а и б)
л0 R Anin Апах
" = --= ----- ; "min = --; “max = --•
» А А £ А £
Здесь п и л0 — частота вращения на выходе и входе передачи, мин-1;Х ~ коэффициент, учитывающий скольжение в передачах и вариаторах, 0,99-0,95.
Потребное отношение наибольшего рабочего радиуса к наименьшему
Аий* "mav
•пах шах гг
” в д >
Anin "min
где Д — диапазон регулирования, равный
Передаточные отношения сд военных вариаторов с промежуточным звеном (рис. 16, в,г);
_ Л0 _ А . _ _ Anin .
" > "min »
А £ ^тяж АпаХ
____ «0 _ Апах "тяж_•
^min Anin £
Рис. 16. Расчетные кинематические схемы вариаторов
Расчеты кинематические и расчеты на прочность
601
Потребная частота вращения на входе передачи получается путем преобразования выражений Для и
"шШ Пщи »о =----1------•
Потребное отношение наибольшего радиуса к наименьшему
С и л a Q сжатия тел качения, необходимая для передачи окружной силы Гили момента Тх (Н * м) на теле качения диаметром dx (мм) при коэффициенте трения f и запасе сцепления 5:
SF _ 2 • 103 5 Тх f fdx
Расчетные коэффициенты трения: сталь по стали со смазыванием в условиях роликовых вариаторов 0,04—0,05; дисковых вариаторов 0,015— 0,035; без смазывания: сталь — текстолит и ретинакс 0,3—0,35; сталь — металлокерамика также 0,3—0,35; сталь — асбосмоляная пластмасса КФ2 0,4; закаленная сталь по закаленной стали 0,15— 0,18.
Запас сцепления S в силовых передачах 1,2—2, в приборах — до 3.
Расчетные Зависимости на основе контакгно-гвдродинамической теории смазки приведены в первой части тома: для условий смазывания ньютоновскими маслами — в часть I, разд. 2 гл.2 "Трение, износ, основы расчета”, а для условий смазывания тяговыми маслами — в часть I, разд. 2, гл. 5 "Гидродинамическое смазывание опор”, с предварительным установлением предельного напряжения сдвига масла, толщины масляного слоя, скорости скольжения вконтакте.
Приведем простую предложенную Ю.Н. Дроздовым формулу для коэффициента трения при смазывании нелегированными нефтяными маслами:
4,5 • 10'3 о,0-02 110 + lg ( НВ )]
I 'ER^, >1 f------------------------------------.
V0,07 %к,а
где ав — контактное напряжение по Герцу, МПа; НВ — твердость по Бринеллю менее твердого тела, МПа; Е — приведенный модуль упругости материалов, МПа; Ra — среднеарифметическое отклонение профиля, м; —
приведенный радиус кривизны, м; v — вязкость масла, м2/с; — суммарная скорость качения,
м/с; vc — расчетная скорость скольжения, при которой коэффициент трения достигает макси-мума; ve = 200/[о, lg (v/v0)]; v0 = 10”6 м2/с.
Формула для f применима при v > 10“° м2/с, ов > 300 МПа; НВ > 500 МПа; > 0,005 м. Формула для vc применима при V = (5-e-1000)10-tf м2/с и а, = 500^-2000 МПа.
Тела качения нужно проверять по контактным напряжениям на площадке касания. Рассмотрим начальное касание по линии, при котором
о, = 0,418 V Q Е / (Ъ р) .
Расчеты ведут для наиболее неблагоприятного случая, при котором отношение нормальной силы Q к эквивалентному радиусу кривизны р максимально и соответственно максимально ов, сравниваемое с допустимым. Здесь Е = 2ExEi/(Ex + Е£ — приведенный модуль упругости материалов тел качения; при параллельности осей тел качения 1/р = (2 cos a)/dx ± (2 cos а)/^; а — половина угла конусности; b — длина пояска контакта.
Подставив выражения для Сир, определим
26,5 / SET! (1 + dx / dj cos a
d =------- Д/-------------------------
V fb
Для лобовой передачи
26,5 / SET.
4 =-------- Д/ .
[°]B V fb
Допускаемые контактные напряжения можно принимать равными длительным пределам поверхностной выносливости.
Для закаленных сталей с твердостью по Роквеллу HRC3 > 60 можно принимать при начальном касании по линии ов = 800-4200 МПа, при начальном касании в точке — до 2500 МПа.
Контактные напряжения для текстолита 35 — 60 МПа, для ретинакса — до 80 МПа (при модуле упругости 1,3 • 104 МПа), для металлокерамики ФАБ-П до 150 МПа при Е = 7,5 • 104 МПа.
Расчет для передач с начальным касанием в точке см. часть I, разд. 1 гл. 4 "Контактная прочность".
Учет расчетного срока службы и переменности режима работы при выборе допускаемых контактных напряжений см. часть II, разд. 2, гл. 1 "Зубчатые передачи".
602
Фрикционные передачи и вариаторы
5. ПОТЕРИ НА ТРЕНИЕ, КПД И РАСЧЕТ НАЖИМНЫХ МЕХАНИЗМОВ
Потери, связанные с неодинаковым изменением скорости по длине площадки касания (геометрическим скольжением), являются для вариаторов наиболее существенными.
Координата А сечения, в котором происходит чистое качение и которое определяет передаточное отношение, находится по условию равновесия одного из тел качения (рис. 17).
Рассмотрим основной случай — начальное касание тел качения по линии. Предположим, что длина площадки касания мала по сравнению с длиной образующих конусов. Тогда изменением плеч сил трения можно пренебречь и принять, что окружная сила равна разности сил трения на площадке касания
F = fQ
2 А b
откуда координата
Она отсчитывается от середины линии касания в сторону, соответствующую уменьшению скорости вращения на выходе.
При постоянной силе прижатия одного тела качения к другому величина А растет вместе с увеличением передаваемого момента и вследствие этого уменьшается частота вращения ведомого вала. Предельным является случай, когда запас сцепления близок к единице, т.е. б/ = Fy тогда А = 0,5д.
Как следует из формулы для А, в самозатяги-вающихся передачах, в которых сила сжатия Q
Рис. 17. Схема распределения сил трения ио длине площадки контакта:
1 — ведущий конус; 2 — ведомый конус
возрастает пропорционально вращающему моменту или окружной силе F, координата А, а следовательно, и передаточное отношение с изменением нагрузки изменяются значительно меньше, чем в простых передачах.
Для простоты рассмотрим потери на трение для предельного случая, когда запас сцепления равен единице (А = Ь/2).
Средняя скорость скольжения на площадке касания
?ск = 0,5 b (со t sin 04 ± оо2 sin 04 ) , где со j sin 04 и со2 sin 04 — угловые скорости образующих конусов вокруг вершин.
Потери мощности на трение
А “ б Л ^ск •
Передаваемую мощность Р определяем как произведение окружной силы F = б/с (где /с — действительный коэффициент сцепления в передаче) на окружную скорость = со17?1 (me — радиус качения первого тела качения):
Р= Qfe®i Ri
Относительные потери на трение
Р. b / sin 04 sin 04 \
V1 = — = — I ---------± --------I •
Р 2 \ Л, Яг '
Потери, связанные с проскальзыванием во фрикционных передачах, работающих в масле, теоретически можно определять из решения контактно-гидродинамической задачи. Приближенно относительные потери у2 можно принять равными экспериментально установленным значениям относительного скольжения, которые для передач современных схем не превышают нескольких процентов.
Потери в подшипниках в связи с большими силами прижатия одного тела качения к другому играют существенную роль, а для передач на подшипниках скольжения — доминирующую.
Абсолютные и относительные потери:
Qtfi Г, а>! + f2 г2 <о2 );
где 4 и г2 — радиусы шеек валов; Л и /2 — приведенные коэффициенты трения в подшипниках.
В случаях консольного расположения тел качения, когда суммарная сила на опоры больше силы б> это должно учитываться приведенным коэффициентом трения в опорах.
Потери на трение, КПД и расчет нажимных механизмов
603
Общий КПД передачи с опорами
П = 1 - Еу >
где Е у — сумма относительных потерь. В совершенных конструкциях т| до 0,95.
Расчет нажимных механизмов. Рассмотрим расчет на наиболее сложном примере т о р о-вого вариатора (рис. 18), имеющего переменный угол контакта тел качения с осью. Окружная реактивная сила от ролика, приложенная на радиусе R относительно оси вариатора, вызывает окружную силу на шариках нажимного механизма FR/r.
Осевая сила, создаваемая нажимным механизмом с углом подъема канавки у,
F R ctg у г. =-----------.
г
Нормальная сила в контакте тел качения
g= - F7?ctgY
sin 6 г sin 6
Условие работы передачи, которое должно удовлетворяться во всех положениях роликов,
F г sin 6 tg у -----------------</.
Q Я
По этому условию, общему для вариаторов с шариковым нажимным механизмом, определяют необходимый угол у подъема нажимного механизма. Для торового вариатора
R= Rq - R{ cos 8, a 5 = p - a , ще Rq — радиус окружности расположения центров профилей торовых тел качения.
Передачи со стальным кольцом (рис. 19) должны Ьыть спроектированы и отрегулированы так, чтобы кольцо само затягивалось и создавало требуемое нормальное нажатие.
Из условия равновесия кольца силы Q, с которыми ведущие и ведомые тела качения действуют на кольцо, должны быть равны друг другу и направлены по одной прямой.
Для передач с раздвижными конусами под Q надо понимать равнодействующие от каждой пары конусов.
Предельным случаем передачи вращения, очевидно, является случай, когда направление действия сил касательно к трем кругам трения для работающих в данное время сечений ведущего и ведомого тел качения pt и р2 и кольца г (т.е. к кругам с радиусами /рр /р2 и /г, где / для передач с раздвижными конусами — приведенный коэффициент трения, увеличенный в 1/cosa раз). Это условие может служить расчетным для определения зазора (или минимального натяга) между кольцом и рабочими телами, при котором передача может работать.
Если при определении радиусов кругов трения пользоваться значениями коэффициентов трения, уменьшенными против истинных в отношении запаса сцепления, то это же условие может быть использовано для определения оптимального зазора.
Оптимальный начальный зазор может быть определен из приведенного ниже соотношения (вытекающего из элементарных геометрических условий, с последующим выражением тригонометрических функций малых углов через сами углы):
Рис. 18. Расчетная схема клинового нажимного механизма торового вариатора
Рис. 19. Расчетная схема механизма со стальным кольцом
604
Фрикционные передачи и вариаторы
60 = 2 г - (Z + Pl + pj) - =
где Z — расстояние между осями; 5Q =
— приращение диаметра кольца под действием сил; R — радиус окружности центров тяжести сечений кольца; Е — модуль упругости материала кольца; J — момент инерции сечения кольца.
Установка с зазором возможна только при горизонтальном расположении передачи.
Величина силы нажатия может быть проверена по соотношению Q = F/f, где под f следует понимать уже не действительный коэффициент трения, а величину, определенную из выражения для .
6. ИМПУЛЬСНЫЕ ВАРИАТОРЫ
В импульсных вариаторах энергия передается импульсами. Этот принцип используется потому, что энергию импульсов удобно регулировать.
Ниже в основном рассмотрены управляемые (неавтоматические) импульсные вариаторы общемашиностроительного применения.
Импульсные вариаторы состоят из следующих механизмов, соединенных в параллельно работающие, но сдвинутые по фазе, кинематические цепочки:
механизмы, преобразующие вращательное движение ведущего звена в колебательное движение промежуточного звена;
регулирующие механизмы, изменяющие амплитуды колебаний последующего звена; эти механизмы могут совмещаться с преобразующими;
механизмы свободного хода (часть II, разд.З, гл. 4 “Муфты приводов”) для преобразования колебательного движения в однонаправленное вращательное ведомого звена.
Ведущие звенья каждой цепочки механизмов повернуты одно относительно другого на некоторый угол, и каждая цепочка передает движение ведомому звену поочередно в период, когда она может вращать его быстрее, чем другие цепочки. Соответственно вращение ведомого вала происходит с небольшими колебаниями относительно среднего значения.
Преобразующие механизмы выполняют рычажными (с ведущим звеном — кривошипом), кулачковыми или рычажно-зубчатыми.
Регулирующие механизмы в зависимости от типа вариатора выполняют меняющими длину кривошипа либо плечи качающегося рычага.
Механизмы свободного хода преимущественно выполняют фрикционными (см. гл. 4) и делят на механизмы по видам заклинивания: по линии или в точке — роликовые и эксцентриковые; по поверхности — дифференциальные, работающие по принципу дифференциального ленточного тормоза, клиновые и пружинные1, реже (при малых скоростях) выполняют храповыми зубчатыми.
Механизмы свободного хода в импульсных вариаторах работают в тяжелых условиях в связи с высокой частотой включений и выключений и большими нагрузками. Наибольшую долговечность можно ожидать от дифференциальных механизмов свободного хода.
Импульсные вариаторы можно выполнять соосными или с раздвинутыми осями ведущих и ведомых валов.
Управляемые импульсные вариаторы применяют в связи с возможностями совмещения функций вариатора и редуктора, йолучения малых частот вращения, значительного диапазона регулирования. При необходимости импульсные вариаторы могут без дополнительных устройств обеспечивать требуемую неравномерность вращения, например в станках для ломания стружки.
Существуют импульсные вариаторы с автоматическим управлением от самостоятельных управляющих устройств, воздействующих на регулирующий механизм привода.
Основное применение из автоматических импульсных вариаторов имеют инерционные. В них регулирование передаточного отношения происходит изменением сил инерции вращающихся или колеблющихся масс. При этом органически закладывается принцип саморегулирования.
В конструкциях инерционных импульсных вариаторов можно обеспечить пуск приводного двигателя без нагрузки, а потом автоматический плавный разгон до частоты вращения двигателя; можно также в некотором диапазоне моментов сопротивления обеспечить условие постоянной мощности и т.д. Инерционные передачи применимы для автомобилей и других самоходных машин.
Список литературы
605
Рис.20. Импульсный вариатор с дифференциальным механизмом свободного хода
На рис.20 показан импульсный вариатор, имеющий три эксцентрика, повернутые на 120* один относительно другого, и качающиеся коромысла, которые с помощью дифференциальных механизмов свободного хода поочередно вращают ведомый вал.
Список литературы
1. Дроздов Ю.Н., Павлов В.Г., Пучков В.Н. Трение и износ в экстремальных условиях. М.: Машиностроение, 1985. 223 с.
2. Детали машин: Справочник. В 3-х т. Т.З. Фрикционные передачи и вариаторы. 1969. С.429-458.
3. Кропп А.Е. Приводы машин с импульсными вариаторами. М.: Машиностроение, 1988. 144 с.
4. Мальцев В.Ф. Механические импульсные вариаторы. М., 1978. 368 с.
5. Пронин Б.А., Ревков Г.А. Бесступенчатые клиноременные и фрикционные передачи. М.: Машиностроение, 1980. 320 с.
6. Решетов Д.Н. Детали машин. М.: Машиностроение,* 1989. 496 с.
7. Решетов Д.Ц., Грязни С.В. Оценка сил трения с учетом предельного состояния сдвига в смазочном материале// Вестник машиностроения. 1990. № 3. С. 8—10.
8. Ромашкин О.Г. О режимах смазки в контактах вариатора скорости при использовании фрикционного масла // Вестник машиностроения. 1988. № 11.
Глава 8
РЕМЕННЫЕ ПЕРЕДАЧИ
1. ОБЩИЕ СВЕДЕНИЯ
В зависимости от сечения ремня различают передачи: плоскоременную (рис.1,а), клиноременную (рис. 1,6), поли клиновую (рис.1,в), многопрофильным ремнем (рис.1,г), круглоременную (рис. 1,0) и вариаторную широким ремнем (рис.1,е).
Ременная передача по сравнению с зубчатой обладает хорошими амортизирующими свойствами — смягчает толчки и удары, возникающие в приводе, может демпфировать колебания и служить предохранительным звеном при перегрузках, характеризуется плавностью хода и бесшумностью, меньшей стоимостью; допускает бесступенчатое регулирование скорости. По сравнению с цепной передачей она легче, дешевле, не требует смазки.
Однако ременная передача имеет: большие габариты, меньший ресурс ремня и некоторое непостоянство передаточного отношения вследствие скольжения ремня.
Мощность передач — до нескольких тысяч кВт.
Некоторые возможные схемы передач приведены в табл.1, а способы натяжения ремней — в табл.2.
Плоскоременную передачу можно выполнять при двух валах по всем схемам табл.1; клиноременную передачу применяют преимущественно как открытую по схеме /, реже по схемам 2, 3, 5. Распространены также передачи с несколь-
Рис.1. Сечения ремией
кими ведомыми валами (например, схемы 7, 9}, с противоположным направлением вращения валов (схемы 4, 8) и со сдвоенным клиновым ремнем шестигранного сечения.
Натяжение ремня можно осуществлять:
1) с использованием упругости ремня назначением соответственно меньшей его длины или укорочением при сшивке (табл.2, схема а)\
2) то же — перемещением одного вала (табл.2, схемы б и в), или жестко закрепленного натяжного ролика (табл.1, схемы 2, 4, 6, 8 и 9}\
3) автоматически силой тяжести качающейся системы (табл.2, схемы г и 0), или пружиной, действующей на качающуюся систему (табл.2, схема е), или гидроцилиндром;
4) автоматически реактивным моментом, действующим на статор двигателя (табл.2, схема ж) или подвесной редуктор (табл.2, схема з).
При первом способе натяжение устанавливается по наибольшей нагрузке с запасом на вытяжку ремня, что сокращает ресурс ремня; при втором способе запас на вытяжку меньше; при третьем — он не требуется; при четвертом — натяжение изменяется в зависимости от нагрузки и ресурс ремня наибольший.
Передачи по схемам 2, 8 и 9 табл.1 и все передачи с автоматическим натяжением нереверсивны.
Геометрические и кинематические зависимости. Для открытой передачи углы обхвата, рад (рис.2),
Р = я ± 2 у , (1)
У = arcsin [ (</6 - < ) / (2 fl) ] ; (2)
где а — межосевое расстояние; 2 у — угол между ветвями ремня.
В (1) знак минус для меньшего шкива диаметром 0М, знак плюс — для большего диаметром 0б.
За расчетные диаметры для плоскоременной передачи принимают диаметр наружной поверхности шкива, для клиноременной и круглоременной — диаметр окружности по нейтральной линии ремня.
Общие сведения
607
1. Схемы передач
Передача С одним ведомым валом
с параллельными осями валов с непараллельными осями валов
с одинаковым направлением вращения с обратным направлением вращения
С двумя шкивами 1 9м 3 9щ 9м 5 л* tn
С натяжными или направляющими роликами 2 9щ Nr ** 9щ 6 / гД, Z#/» 9щ
С несколькими ведомыми валами
7 19м 8 у/ф Xfe) Вм 9щ 9м 9 ZxSk
2. Способы натяжения ремня
Натяжение вследствие упругости ремня
Автоматическое натяжение
Натяжение силой тяжести качающейся системы или пружиной
t) д)
Натяжение реактивным моментом
*) з)
608
Ременные передачи
Длина ремня
L = 2 а + At + Aj I а , (3)
ще Aj = 0,5 л (d6 + dM) и Aj = 0,25 (d6 — dM)2. При ремне длиной L межосевое расстояние а = 0,25 [(I - Д.) + "V (L - Д()2 - 8 Aj ]. (4)
Передаточное отношение
м = „1 / / [di (1 . эд , (5)
ще и1(2), d1(2) — частоты вращения и расчетные диаметры ведущего и ведомого шкивов; 5 = (#1 — “ коэффициент скольжения
ремня (при нормальной нагрузке £ = 0,01+0,02;
и — линейные скорости ведущей и ведомой ветвей ремня.
Силы и напряжения в ремпе. Окружная сила на шкивах (Н)
Ft= 10’ Р/» = 2-103 TJdx , (6)
где Р — передаваемая мощность, кВт; Тх — вращающий момент на ведущем валу, Н • м; и — окружная скорость, м/с.
Ремни обычно неоднородны по сечению. Однако условно их рассчитывают по номинальным напряжениям, относя силы ко всей площади ремня, и принимая справедливым закон Гука.
Напряжение от передаваемой окружной сйлы, называемое полезным (МПа),
ог=Д/Л, (7)
где А — площадь сечения ремня, мм2; для плоского ремня А = ЬЬ (Ь — ширина ремня; 5 — толщина ремня); для поликлинового ремня А = Л10с/Ю (Л10 — площадь сечения ремня с десятью ребрами; z — число ребер); для клиноременной передачи А = Axz — площадь сечения одного ремня; z — число ремней в передаче).
При работе передачи ремень растягивается под действием центробежных сил
Гц = 10-6 р A = IO’3 qbi? , (8)
где р — плотность ремня, кг/м3; q — поверхностная плотность плоского ремня, кг/м2.
Напряжение от центробежных сил
Оц=10-«р^. (9)
Из условия равновесия участка ремня на дуге скольжения по Эйлеру с учетом центробежных сил силы натяжения ветвей ремня при передаче окружной силы (рис. 3) [1]
Fx = Ft m I (m - 1)+Д и F2 = Ft/(m - 1)+Гц, (10)
а соответствующие им напряжения
Ч-Ъ/А, g2 = F2/A. (И)
д г
Здесь m = е с ; Д — угол, соответствующий части дуги обхвата, на которой происходит упругое скольжение ремня; / ' — приведенный коэффициент трения.
Для гарантии от пробуксовки при нормальной работе следует принимать Д = (0,5+0,7)Д где Д — угол обхвата на малом шкиве.
Натяжение ремня на холостом ходу с учетом действия центробежных сил
= А) + * V (12>
где Д — сила предварительного натяжения; х — коэффициент, учитывающий снижение сил прижатия ремня к шкиву под действием силы Д (0 s % s 1).
Коэффициент х зависит от соотношения жесткостей ремня и деталей передачи. Для передач с традиционными ремнями невысокой
Рис. 3. Схема для расчета сил в передаче
Общие сведения
609
жесткости принимают в запас тяговой способности х = 0. При автоматическом натяжении х = 1.
Напряжение изгиба в ремне
(^lEy/d, (13)
где Е — модуль упругости ремня при растяжении; у — .расстояние от нейтральной линии до опасных волокон, с которых начинается разрушение ремня.
Наибольшее напряжение в ремне в точке набегания ведущей ветви на малый шкив (рис.4)
°ПИХ = °1 + °U1 • <14)
Для обеспечения работы в простейших передачах ремень предварительно натягивают в покое с силой
Го = 0,5 (F( + F2) - х/ц . (15)
Напряжение от предварительного натяжения
Ро = го / Л . (16)
Сила, действующая на вал при работе передачи (см.рис.З),
» V F2+F2 - 2 F( F2 cos р - 2 FBsin (р /2), (17) то же в покое
Ъ = 2 Fo sin (р / 2) . (18)
Вектор Fa отклоняется от линии центров на малом шкиве в сторону ведущей ветви, а на большом — в сторону ведомой ветви на угол
eF= arctg [Fr cos (P I 2) I Fa ] . (19)
Учитывая возможность перетяжки ремня при натяжении с использованием упругости, при расчете вала силу Fa, определенную по (17), следует увеличить на 50% для плоскоременной и на 30% для клиноременной передачи.
Критерии работоспособности п расчета ремеп-ной передачи. Тяговая способность характеризуется окружной силой Ft или полезным напряжением передаваемыми при данном натяжении ремня Го и скольжении £. В начале дуги обхвата — на дуге сцепления Рсд (см.рис.4) ремень движется вместе со шкивом, а скольжение происходит на оставшейся части дуги обхвата — дуге скольжения рс.
Зависимости скольжения £ и КПД л от коэффициента тяги v = Г,/(2Г0) характеризуют работу ременной передачи в диапазоне от холостого хода (рис.5), когда у = 0, до предельной нагрузки у = Vmax» ПРИ которой происходит буксование.
20 Зак. 1113
Рис.4. Диаграмма напряжений в ремне
Тяговая способность повышается с увеличение угла обхвата р, коэффициента трения /, предварительного натяжения Го; уменьшается с ростом скорости ремня и из-за действия центробежных сил.
Долговечность ремня. За один пробег его элементы испытывают переменные напряжения, приводящие к усталостным повреждениям ремня и выходу его из строя (см.рис.4). Кривые усталости ремней описываются зависимостью
<^тах^в^> (20)
ще g и С — опытные постоянные; — наибольшее напряжение, определяемое по (14); Ne — эквивалентное число циклов за срок службы ремня;
^=3600 v^£a/^= 3600 (21)
Здесь v = v/L — частота пробегов ремня, с-1; Zn — число шкивов в передаче; Lh — ресурс ремня, ч; — коэффициент, учитывающий разную степень изгиба ремня на меньшем и большем шкивах. При и = 1 = 1; с увеличе-
нием и влияние изгиба на большем шкиве уменьшается, а увеличивается, приближаясь к значению z^
Рпс.5. Крпвые скольжения и КПД передачи
610
Ременные передачи
Из анализа (14), (16) и (20) следует, что долговечность ремня зависит от напряжений ои и о0, частоты пробегов v и числа шкивов в передаче. С уменьшением диаметра шкива и увеличением напряжения от предварительного натяжения ресурс ремня резко снижается. Учитывая это, не следует выбирать шкивы предельно малых диаметров и без необходимости увеличивать натяжение ремня.
Потери в передаче и ее КПД. При работе передачи возникают потери: на упругий гистерезис; на скольжение ремня по шкивам; на трение в подшипниках и на аэродинамические сопротивления. В клиноременной передаче добавляются потери на радиальное скольжение ремня в канавке и на его поперечное сжатие. Наибольшая доля потерь приходится на гистерезис при изгибе, особенно для клиноременных передач. Потери на изгиб и аэродинамические не зависят от нагрузки, поэтому КПД передачи при малых нагрузках резко снижается. КПД достигает максимума при коэффициентах тяги у, предшествующих началу резкого роста скольжения.
Аэродинамические потери при v < 25 м/с незначительны, но при и = 50-Н00 м/с резко возрастают.
2. ПРОСКОРЕМЕННЫБ ПЕРЕДАЧИ
Передаточные числа и огпяръпых передач до 5, перекрестных — до 6, полуперекрестных до 3, с направляющими и натяжными роликами до 4, с автоматическим натяжением роликом до 10.
Различают передачи обыкновенные (р < 30 м/с) и быстроходные (я > 30 м/с). Передачи, выполненные по схемам 3, 5 и 6 табл. 1, допускают скорость и < 15 м/с.
Обыкновенная плоскоременная передача. Для нее частично применяют прорезиненные конечные ремни, поставляемые в рулонах длиной до 100 м. Наиболее слабым являются места соединения ремней. Они обусловливают возникновение динамических нагрузок, что ограничивает скорость ремня. Поэтому эти ремни вытесняются более совершенными слойными ремнями из синтетических материалов.
Конечные прорезиненные ремни по ГОСТ 23831—79 состоят из тканевого каркаса — корда нарезной конструкции, имеющего от трех до шести прокладок, и наружных резиновых обкладок толщиной 1,0; 1,5; 2,0; 3,0; 4,0; 5,0; 6,0 мм. Допускается изготовление ремней без
обкладок. Каркас ремней изготовляют из тканей с основой и утком из комбинированных нитей на основе полиэфирных и хлопчатобумажных водокон БКНЛ-65 и БКНЛ-62-2, обеспечивающих удельную номинальную прочность прокладки по основе 55 Н/мм, а также из тканей с основой и утком из синтетических нитей TA-150, ТК-150, ТК-200-2, ТА-300 и ТК-300 по ГОСТ 18215—87; соответственно удельной номинальной прочности 150, 200 и 300 Н/мм.
Ремни с прокладками на основе тканей из комбинированных нитей выполняют .как с резиновыми прослойками, так и без них. Толщина прокладок при этом соответственно 1,5 и 1,2 мм. При прокладках из тканей на основе синтетических нитей резиновые прослойки ставят обязательно. Толщина прокладок соответственно 1,3; 1,4 и 1,5 мм. Стандартные ширины ремней и числа прокладок приведены в табл.З.
3. Ширина ремней и число прокладок г
Ширина ремня по ряду R20, мм Число прокладок при удельной прочности прокладки, Н/(мм ширины)
55 150 200 300
20-40 3-5 — — —
50-71 3-5 — — 3
80-112 3-6 3—4 — —
125-160 3-6 3—4 3—4 —
180-315 3-6 3—4 3—4 3
355-560 3-6 3-5 3—4 —
700 — 3-5 3—4 3—4
750-1200 — 3-6 3-5 3-6
По ТУ 38-105514—84 выпускают бесконечные нарезные ремни кордшнуровой и кордтканевой конструкции для приводов со скоростью ремня 15—40 м/с.
Кордшнуровые ремни состоят из тягового сердечника, содержащего один ряд кордшнура на основе синтетических волокон, резины и диагонально закроенной ткани. При отсутствии в приводе натяжных или ведомых шкивов вне контура допускается одностороннее наложение ткани с внутренней стороны. Временное сопротивление при растяжении ремня состав^ ляет 300 Н/(мм ширины).
Бесконечные кордтканевые ремни состоят из тягового сердечника — в два слоя обрезиненной кордной вискозной ткани марок А или В (ТУ
Плоскоременные передачи
611
6-06-1179—80) и обкладок с наружной и внутренней сторон из диагонально закроенной тканй (табл.4).
4. Размеры ремией (ио ряду R20), мм
Ремни Внутренняя длина Ширина Толщина
Кордшнуровые 500-800 900-1250 1400-2000 2240-5600 25-45 50-90 100-160 180-200 2,2-3,1 3,5-5,5 6,0 6,0
Кордтканевые 2800-4000 4500-5600 25-45 50 3,5 3,5
Выбор параметров передачи. Увеличение диаметров шкивов уменьшает напряжение изгиба в ремне, повышает его долговечность. КПД и тяговую способность передачи, уменьшает необходимую ширину ремня. При проектном расчете предварительно вычисляют диаметр меньшего шкива (мм)
du=C^T6, (22)
ще Тб — вращающий момент на быстроходном валу, Н * м; С — коэффициент, учитывающий тип и материал ремня:
Материал ремня С
БКНЛ-65, БКНЛ-62-2 ТА-150, ТК-150, ТК-200-2 ТА-300, ТК-300 15-20 7,5-10 5,5-7,5
Диаметр du округляют по ряду R20, согласно табл. 5 и 6, в зависимости от числа прокладок, толщины ремня и скорости. Диаметр натяжного шкива должен быть dQ г 0,8 du. Межосевое расстояние для открытых передач при натяжении ремня использованием его упругости
а > 2 (d6 + du) .
5. Минимальные диаметры шкивов бесконечных ремией
Скорость ремня V, м/с ^(ММ) по РЯДУ R20 при числе прокладок z
3 4 5 6 7 8 9 10
5 30 80 160 112 225 160 280 250 450 280 600 400 800 500 900 630 1120
В передачах с автоматическим натяжением межосевое расстояние ограничивается лишь конструкцией.
Угол обхвата на меньшем шкиве в плоскоременной передаче должен быть р > 150*. Если р < 150*, то следует увеличить межосевое расстояние или применить натяжной ролик.
Ширина шкива (мм) для открытых передач В = 1,1£ + 10, где b — ширина ремня, мм.
При конструировании натяжных устройств следует учитывать возможную вытяжку ремней в процессе работы на 5%.
КПД при двух шкивах т| = 0,94+0,98 (в среднем 0,96); для передач с натяжным роликом 1] = 0,94. Скольжение 1—2%, меньшие значения — для ремней с резиновыми обкладками.
Расчет обыкновенных плоскоременных передач. Расчет базируется на показателях тяговой способности. Долговечность ремня учитывают при выборе минимального диаметра шкива, межосевого расстояния и допускаемой удельной окружной силы (р].
Номинальные окружные силы р'о, передаваемые единицей ширины одной прокладки конечных резинотканевых ремней при угле обхвата р = 180*, скорости = 10 м/с и спокойной односменной работе следующие:
Номинальная
прочность, Н/мм . . 55 150 200 300
р'о, Н/мм....... 3,0 10 13 20
б. Минимальные диаметры шкивов для конечных ремией
Скорость ремня, «г, м/с d^ (мм) по ряду R20 при толщине ремня 6, мм
2,2 2,5 2,8 3,1 3,5 4,0 4,5 5,0 5,5 6
15 71 80 90 100 112 125 140 160 180 200
40 125 140 160 180 200 220 240 280 320 360
20*
612
Ременные передачи
Для ремня с учетом числа прокладок Pq = P q Z- Номинальная окружная сила, передаваемая единицей ширины бесконечного кордгканевого и кордшнурового ремня толщиной 6 = 3,5 мм при р = 180* и v = 20 м/с, составляет р0 = 6-^6,5 Н/мм.
Допускаемая окружная сила, передаваемая единицей ширины ремня,
Ы=Роср^/Ср. (23)
Здесь q, и С коэффициенты, учитывающие отличие условий работы передачи от базовых.
Коэффициент влияния угла обхвата на тяговую способность передачи при р = 150-480* для ремней с наружными резиновыми обкладками Ср = 1—0,0035(180*—р), для ремней без обкладок Ср = 1—0,004(180*—Р). На всем диапазоне углов обхвата
q, = (^ - 1) т0 / [(/и0 - 1) ё* J, (24) ще т0 — параметр, соответствующий оптимальному коэффициенту тяги у0 (см.рис. 5); со = р (In m0) /180*.
Следует принимать: для ремней с наружными резиновыми обкладками то = 3, без обкладок т0 = 2.
Коэффициент влияния центробежных сил:
Cr= 1 + 10-3(zr02-^)^/p0, (25)
ще q — плотность ремня; для конечных ремней q = q^z. + 1,15 80; q$ — плотность прокладки, кг/м2 (табл.7); 80 — суммарная толщина обкладок, мм; 0О—базовая скорость ремня, м/с. Для бесконечных ремней q = 1,1 8. Для упрощенных расчетов можно пользоваться зависимостью = 1 — ^(0,01^ — 1), принимая для плоских среднескоростных ремней из традиционных материалов = 0,04; для быстроходных: прорезиненных 0,03, хлопчатобумажных 0,02, синтетических 0,01 [2].
7. Поверхностная плотность прокладки ремня д0
Марка ткани д0, кг/м2
БКНЛ-65; БКНЛ-62-2 ТА-150; ТК-150 ТК-200-2 ТА-300; ТК-300 1,3 (0,9) 1,3 1,4* 1,5
Примечание. В скобках приведена плотность прокладки без резиновых прослоек
8. Коэффициент Ср
Группа рабочих машин Группа двигателей
А Б В
Число смен работы
1 2 3 1 2 3 1 2 3
I II III IV 1,0 1,1 1,2 1,3 1,1 1,2 1,3 1,5 1,4 1,5 1,6 1,7 1,1 1,2 1,3 1,4 1,2 1,4 1,5 1,6 1,5 1,6 1,7 1,8 1,2 1,3 1,4 1,5 1,4 1,5 1,6 4,7 1,6 1,7 1,9 2,0
Значения коэффициента Ср, учитывающего режим и сменность работы передачи, приведены в табл.8.
Ширина ремня, мм
b = Ft/\p\. (26)
Группы двигателей:
А — электрический однофазный, трехфазный с пуском через автотрансформатор, постоянного тока шунтовой, двигатель внутреннего сгорания с четырьмя цилиндрами и более, турбина.
Б — электрический переменного тока с высоким пусковым моментом, постоянного тока, компаундный, двигатель внутреннего сгорания с двумя или тремя цилиндрами.
В — электрический переменного тока короткозамкнутый с прямым пуском, постоянного тока сериесный, одноцилиндровый двигатель внутреннего сгорания.
Группы рабочих машин:
I — электрические генераторы легкие; насосы, компрессоры центробежные и ротационные; ленточные конвейеры; станки токарные, сверлильные; веялки, сепараторы, легкие грохоты.
11 — электрические генераторы; поршневые насосы и компрессоры с тремя цилиндрами и более; вентиляторы и воздуходувки; цепные конвейеры, элеваторы; станки фрезерные, револьверные; дисковые пилы; прядильные, бумажные, пищевые машины.
Ill — поршневые насосы и компрессоры с одним и двумя цилиндрами; вентиляторы и воздуходувки тяжелые; конвейеры винтовые, скребковые; станки строгальные, долбежные; ткацкие машины.
IV — подъемники, экскаваторы, драги, прессы, ножницы, молоты, мельницы, дробилки, лесопильные рамы.
Ширина ремня округляется по ряду R20 до стандартной в соответствии с табл.З или 4.
Плоскоременные передачи
613
Сила натяжения ветвей ремня — по (10). При этом т = е®.
Предварительное натяжение ремня, обеспечивающее необходимую тяговую способность передачи определяют по (15), умножая первый член на С'
С'Р = 4ихЛ«,7’Вом) * 1 - коэффициент, учитывающий кратковременные перегрузки; е = Уши/Уо (Vo и Vm» - оптимальный и предельный коэффициенты тяги соответственно) — характеризует запас сцепления, т.е. возможную перегрузку ремня при отсутствии его пробуксовки. Для прорезиненных плоских ремней е = 1,3-4,5; меньшие значения для ремней с наружными резиновыми обкладками.
Силу, действующую на вал, определяют по (17) или (18), а угол отклонения ее от линии центров — по (19).
Методика ипример расчета. При проектировании передачи должны быть заданы: тип передачи и способ ее натяжения (см. табл. 1 и 2); назначение и режим работы машины, тип двигателя; наибольшая длительно передаваемая мощность Рили момент Тб и Тт„\ частоты вращения обоих валов; желательные габариты передачи. В результате расчета определяют тип и размеры ремня, размеры шкивов, межосевое расстояние, предварительное натяжение и силу, действующую на валы передачи.
Пример. Рассчитать открытую передачу плоским ремнем к вентилятору мощностью Р2 = 37 кВт при п2 = 730 мшг1 с приводом от асинхронного двигателя мощностью Р = 40 кВт npunj = 1460 мшт1, с пуском через автотрансформатор. Пусковой момент Тт„ = 1,1 Тном. Работа трехсменная. Натяжение ремня — передвижением двигателя по салазкам.
Результаты расчетов передачи прорезиненным ремнем с каркасом из комбинированных нитей
БКНЛ-65 с прокладками и резиновыми обкладками суммарной толщиной б0 = 2,0 мм (единицы измерения по тексту): геометрические и кинематические параметры: dt = 280, d2 = 560, а = 1700, L = 8714, р = 17Г, v = 21,4, п2 = 723; расчетные коэффициенты, силы, ширина ремня: G = 0,97, С* = 0,79, С = 1,5, С = 1, Ро = Ш = 7>76> Ft = ^00> Лх = 1230> Fj = 4014, F2 = 2214, Fo = 3114, Fa0 = 6208, b = 250.
Передача с натяжным роликом. Передачи по схемам д и ж табл. 2 применяют при малых межосевых расстояниях, больших передаточных числах (до 10) и значительных изменениях нагрузки. Ролик прижимается к ремню грузом или пружиной. Предпочтительней его располагать вне контура передачи, что увеличивает углы обхвата, повышает тяговую способность передачи, но вызывает обратный перегиб ремня, уменьшая его долговечность.
Преимущества передачи: автоматическое натяжение и меньшие силы натяжения ветвей при полной нагрузке; возможность значительно больших перегрузок, постоянство межосевого расстояния. Недостатки: сложность и высокая стоимость; нереверсивность; повышенные требования к качеству соединения концов ремня; наличие дополнительного перегиба ремня.
Диаметр натяжного ролика должен быть не меньше указанных в табл. 5 и 6; ширина равна ширине рабочих шкивов, обод без выпуклости. Ролик ставят на ведомой ветви (рис. 6). Расстояние между роликом и шкивами = 0,5 dM и ^2 > av Угол обхвата ролика рекомендуется Ро £ 120", Межосевое расстояние передачи
а - (0,7 - 1,2) (du + dj .
Меньшие значения коэффициента соответствуют большим диаметрам шкивов.
Рис. 6. Схема передачи с натяжным роликом
614
Ременные передачи
В передаче с натяжным роликом натяжение ведомой ветви Г2 постоянно и не зависит от нагрузки передачи. Передачу рассчитывают так же, как и открытую, при тех же значениях удельной окружной силы pQ и поправочных коэффициентах Ср, и Ср.
Силы натяжения ветвей
Д = F, + Л) ; F2 = Fo . (27)
Сила предварительного натяжения
Fo = -----—-------1 I Г, (28)
I («о - 1) Ср J '
Силы, действующие на валы, определяют по (17) без учета центробежных сил; сила на ролике
R = 2 Fo sin (р0 / 2) . (29)
Необходимый груз или сила пружины
С=(Ср + Ю/1//2, (30)
где Zj и — плечи сил; G — сила тяжести ролика, Н.
Быстроходные ременные передачи. Быстроходные плоскоременные передачи применяют преимущественно как ускоряющие передачи в приводах быстроходных машин: шлифовальных станков, сепараторов, дезинтеграторов. Для этих передач характерны малые межосевые расстояния (до 0,6 </б), малые диаметры шкивов, передаточные числа и до 5 при а = const, до 8 при а = var и до 10 при автоматическом натяжении; частота вращения быстроходного вала до 30 000 мин-1 и более. Во избежание образования воздушных подушек на ободе шкивов, работающих при v > 40 м/с, протачивают кольцевые канавки с шагом 0,2 В и шириной (0,0254-0,03) В.
КПД быстроходных передач при полной нагрузке л = 0,854-0,98.
Требования к быстроходным ремням ивидыремней. Для работы при высоких скоростях применяют тонкие и высокопрочные ремни. Бесконечные тканые ремни из мешковых капроновых тканей просвечивающего переплетения с пленочным покрытием на основе полиамидных материалов, выпускаемых по ТУ 17-21-598—87, обладают высокой статической прочностью и выносливостью. Эти ремни изготовляют двух марок: А толщиной 0,8 мм и Б толщиной 1 мм. Ширина ремней b равна 10, 15, 20, 25, 30, 40, 50, 60, 80, 100 мм, длины по ряду R40 в интервале 250-3350 мм.
Ремни марки А используют при скоростях 40—75 м/с, а при меньшей скорости — ремни
марки Б. Тканые ремни выдерживают температуру до 40 *С и относительную влажность до 90 %; их скольжение £ = 14-1,5 %.
Германская фирма “3 иглинг” выпускает многослойные ремни “Экстрамультус”, имеющие тяговый слой из полиамидной ленты или полиэфирных нитей. Фрикционный слой выполняют из кожи хромового дубления или эластомера. Ремни могут быть как с односторонним, так и двусторонним фрикционным покрытием. Ремни с тяговым слоем из полиамидной ленты предназначены для работы при скоростях до 70 м/с и могут передавать мощность до 5 кВт на 1 мм ширины.
Толщина односторонних ремней 8 = 1,54- 7,5 мм, двусторонних 5 = 1,94-6 мм. При тяговом слое из полиэфирных шнуров ремни могут работать при скорости свыше 100 м/с. Передаваемая мощность до 1 кВт на 1 мм ширины. Толщина 8 = 2,44-4,0 мм для односторонних ремней; 8 = 0,646 мм для двусторонних ремней. Ширина ремней “Экстрамультус” b = 1241200 мм, до 5000 кВт, КПД > 98 %.
Широко известны также многослойные ремни фирмы “Хабасит” (Швейцария). В качестве материала тягового слоя используют преимущественно полиамидную ленту. Материал фрикционного слоя — акрилнитрил-бутадиен-каучук или полиамид. Поверхность фрикционного слоя структурированная, иногда с продольными канавками. Толщина ремней 8 = 0,746,4 мм, ширина до 2400 мм, допустимая скорость до 100 м/с; температура до 100 *С.
Особо следует выделить ремни этой фирмы с тяговым слоем из Aramid (кевлара). Эти ремни могут работать при скоростях значительно выше 100 м/с, весьма малых диаметрах шкивов и больших нагрузках при температуре до 50 *С.
Многослойные ремни используют в передачах с передаточным числом до 20; межосевым расстоянием — почти до соприкосновения шкивов; эти ремни не требуют подтягивания.
Выбор параметров и расчет быстроходных передач Мелодика расчета этих передач та же, что и обыкновенных плоскоременных.
Для быстроходных тканых ремней с пленочным покрытием рекомендуется принимать djb = 1004150; при и > 50 м/с допускается djb = 50470 [2].
Удельная окружная сила р0, передаваемая единицей ширины ремня, при 0 = 180*, v = 10 м/с и спокойной работе составляет: для ремня марки A pQ = 1,045,0 Н/мм при диаметре малого шкива соответственно du = 324160; для ремня
Клиноременные и поликлиновые передачи
615
марки Бр^= 3,1-М0 Н/мм при dM = 50-Н60 мм. Значения р0 и du по ряду R10. Коэффициенты Ср и Cv по (24) и (25), Ср — по табл.8. При этом т0 = 2, vQ = 10 м/с; q равно 0,6; 0,8 кг/м2 для марок А и Б соответственно.
Для многослойных односторонних ремней типа “Экстрамультус” с фрикционным слоем из кожи хромового дубления, тяговым слоем из эластомера и полиэфирных шнуров толщины 6 поверхностная плотность q и удельные окружные силы р0 при р = 180* и v = 10м/с приведены в табл. 9.
9. Толщина 6, поверхностная плотность q и удельная окружная сила р0 ремпей типа "Экстрамультус"
Материал тягового слоя р0> Н/мм
Эластомер Полиэфирные нити
8, мм q, кг/м2 6, мм q, кг/м2
1,5 1,5 2,4 1,9 12,5
1,7 1,7 2,7 2,1 17,5
2,5 2,7 3,0 2,4 25
2,9 3,1 3,6 з,о 35
3,5 3,8 4,0 з,з 48
Аналогичные параметры для односторонних ремней фирмы “Хабасит”, предназначенных для нормальных и затрудненных условий работы и ремней типа Aramid, даны в табл. 10; там же указаны значения минимальных диаметров. Коэффициенты Ср и Cv — по (24) и (25); Q = 1. Для ремней фирмы “Экстрамультус”
ш0 = 3. Для ремней фирмы “Хабасит”, работающих в нормальных условиях, mQ = 3, работающих в затрудненных условиях mQ = 5; типа Aramid mQ = 4,0; vG = 10 м/с.
3. КЛИНОРЕМЕННЫЕ И ПОЛИКЛИНОВЫЕ ПЕРЕДАЧИ
Общие сведения и оцепка. Вследствие клинового эффекта клиноременная передача обладает повышенной тяговой способностью, требует меньшего натяжения, вызывает меньшие силы, действующие на валы и опоры, допускает малые углы обхвата на шкивах и применима при больших передаточных отношениях и меньших межосевых расстояниях. КПД передачи несколько меньше; из-за возможного изменения ширины ремня по его длине возникают мгновенные изменения передаточного отношения и, как следствие, колебания в системе. При нескольких ремнях в передаче и неизбежной неоднородности их размеров и упругих свойств появляются различия в передаточных отношениях и в натяжениях ремней. Это вызывает неравномерную натрузку ремней и снижает их долговечность. Клиноременные передачи выполняют для мощностей до 200 кВт.
Возможные схемы передач см./—4, 7—9, табл.1. Передача применима и при вертикальных валах. В некоторых машинах клиноременные передачи одновременно выполняют функции муфт сцепления отводом и подводом натяжного ролика. Поликлиновая передача (см.рис. 1,в) обладает всеми преимуществами
10. Толщина 6, минимальные диаметры поверхностная плотность q и удельная окружная сила pQ ремпей типа "Хабасит”
Материал тягового слоя
Полиамидная лента Aramid
6, мм d^MM q, кг/м2 Ро. н/мм 6, мм d^MM qt кг/м2 Ро, н/мм
Нормальные условия
0,7 15 0,75 4 1,4 20 1,4 10
1,25 20 1,2 10 1,7 32 1,7 15
1,8 60 2,5 17,5 3,0 3,5 63 90 3,0 3,5 22 33
Затр 2,7 3,4 5,0 6,4 удпенные ус 60 110 240 340 ловня 2,9 3,8 5,5 6,9 17,5 33’ 54 90 4,0 140 4,0 50
616
Ременные передачи
натяжного ролика. Поликлиновая передача (см. рис. 1, в) обладает всеми преимуществами клиноременной. Поликлиновый ремень тоньше и более гибкий, чем клиновой, и поэтому допускает применение шкивов меньшего диаметра и большие передаточные отношения.
При той же мощности ширина поликлино-вого ремня существенно меньше ширины комплекта нормальных клиновых ремней. Поликлиновую передачу применяют при мощностях до 1000 кВт преимущественно как открытую (табл. 1, схема 1).
Клиновые и поликлиновые ремни изготовляют бесконечными. Для удобства надевания ремней и их смены шкивы рекомендуется располагать на консолях валов, а для периодического подтягивания ремней один из валов, как правило, делают подвижным (табл. 2, схемы 6, в, г, е). Если все валы должны занимать постоянное взаимное положение, то ставят натяжной ролик; однако он уменьшает долговечность ремней.
Конструкция и размеры ремней. Клиновые и поликлиновые ремни изготовляют прорезиненными. Нагрузку несет корд из синтетических шнуров, навитых по спирали в один слой, завулканизированный в резиновую массу. Клиновые ремни (рис. 7, а) защищены оберткой из диагонально расположенной ткани. В поликлиновых ремнях (рис. 7, 6) корд расположен в тонкой плоской части; над кордом размещается несколько слоев диагонально раскроенной ткани; ребра ремня защищены оберткой. Намечается тенденция отказа от нее.
Для шнуров корда применяют преимущественно полиэфирные волокна и менее прочные — полиамидные; для передач с особенно высокой натрузкой при малых габаритах — кевлар. Ремни с кордом из кевлара практически не вытягиваются, обеспечивают высокую прочность, модуль упругости их при растяжении достигает Е — 2500 МПа, в отличие от Е = ЗОО-5-6ОО МПа для корда из других волокон.
Выпускают также кордтканевые клиновые ремни с несколькими слоями ткани; они обладают меньшим модулем упругости и лучше
Рнс. 7. Конструкция клинового и ноликлиново-го ремней:
1 — обертка; 2 — резина; 3 — кордшнур
работают при ударной и вибрационной нагрузке.
Клиновые ремни выполняют трех типов: нормального сечения с отношением расчетной ширины wp по нейтральной линии к высоте Л, равной -1,4; узкие с w /h = 1,06-5-1,1 и широкие с wp//i — 2-5-4,5. При работе ремня в канавке он прогибается. Из-за этого, а также эксцентричного приложения сил трения нагрузка распределяется по виткам корда неравномерно. В узких ремнях это проявляется слабее. Поэтому они допускают большие натяжения, передают при той же площади сечения в 1,5—2 раза большую мощность, допускают скорость до 40—50 м/с, тогда как ремни нормального сечения — до 25—30 м/с.
Широкие клиновые ремни предназначены для вариаторов (см. с. 623).
В последнее время стали применять многопрофильные ремни, состоящие из двух—четырех клиновых ремней нормального или узкого сечения, соединенных между собой тканевым слоем (см. рис. 1, г).
Для передач, в которых шкивы огибаются как с внутренней, так и с наружной стороны ремня (схема 8, табл. 1), применяют клиновые ремни шестигранного сечения.
Зарубежные фирмы выпускают широкий ассортимент клиновых, поликлиновых и многопрофильных ремней. Изготовляютфемни зубчатые со впадинами на внутренней поверхности, что повышает долговечность ремня и КПД передачи, позволяет применить шкивы меньших диаметров. Выпускают также ремни без обертки, обеспечивающие коэффициент трения в 2 раза выше, чем при наличии обертки, что увеличивает тяговую способность, позволяет снижать натяжение.
Применяют специальные ремни: для работы при низких температурах (до —70 *С), при повышенных температурах (до 100 *С), маслостойкие, при использовании передачи в качестве муфты сцепления. Ремни малых сечений (для приборов) изготовляют из полиуретана с кордом или без корда, без обертки; безкордные ремни можно изготовлять конечными с соединением концов сваркой на месте.
Размеры ремней нормальных и узких приведены в табл. 11, поликлиновых по ТУ 38 105763—84 — в табл. 12. Основными размерами клиновых ремней является расчетная ширина wp и расчетная длина L по нейтральному слою ремня, по которой уточняют межосевое расстояние. Все клиновые ремни, кроме
Клиноременные и поликлиновые передачи
617
11. Размеры нормальных и узких ремней (рис.8,а)
Тип ремня Обозначение сечения Размеры, мм Площадь сечения мм2 Предельные длины, Z, мм Масса 1 м длины q, кг/м Минимальный диаметр шкивов ЧпШ. ММ Момент Тб, Н м
w h %
Нормального 2(0) 8,5 10 6 2,1 47 400-3150 0,06 63 < 30
сечения ГОСТ А 11 13 8 2,8 81 560-4500 0,10 90 15-60
1284.1-89 В(Б) 14 17 11 4,0 138- 630-6300 0,18 125 50-150
С(В) 19 22 14 4,8 230 1800-10000 0,30 200 120-600
D(D 27 32 19 6,9 476 3150-15000 0,60 315 450-2400
Е(Д) 32 38 23,5 8,3 692 4500-18000 0,90 500 1600-6000
Узкого сечения SPZ(YO) 8,5 10 8 2,0 56 630-3550 0,07 63. < 150
по РТМ 38- SPA(YA) И 13 10 2,8 93 800-4500 0,12 90 90-400
40545-79 и ТУ SPB(YB) 14 17 13 3,5 159 1250-8000 0,20 140 300-2000
38-1051611-84 SPC(YB) 19 22 18 4,8 278 2000-8000 0,37 224 > 1500
12. Размеры поликлиповых ремней (рис.8,6)
Обозначение сечения Размеры, мм Площадь сечения при 10 ребрах Л,о, мм2 Предельные длины £, мм Масса 1 м длины при 10 ребрах 9, кг/м Число ребер Диаметры шкивов, мм Момент Тб, Н м
рекомендуемое допус-каемое
Цшп ^шах
t Н h 6
К 2,4 4,0 2,35 1,0 72,5 400-2000 0,09 2-36 36 40 500 < 40
Л 4,8 9,5 4,85 2,4 356 1250-4000 0.45 4-20 50 80 800 18-400
М 9,5 16,7 10,35 3,5 1137 2000-4000 1,6 4-20 50 180 1000 > 180
Рис.8. Размеры сечения кланового и поликлипового ремней
широких вариаторных, выполняют с углом клина недеформированного ремня <х0 = 40*.
Расчетные длины назначают по нормальному ряду чисел: для ремней нормального сечения предпочтительно по R20, можно и по R40, для узких и поликлиновых — по R20. Пределы возможных длин для каждого сечения даны в
табл. 11 и 12. На заводах-изготовителях ремни сортируют по отклонению длин на группы, указываемые в маркировке.
Комплект ремней для каждой передачи можно составлять из ремней одной группы. Для двигателей автомобилей, тракторов и комбайнов применяют вентиляторные ремни (ГОСТ5813—75)
618
Ременные передачи
Выбор цараметров передач. Сечение ремня выбирают в зависимости от вращающего момента на быстроходном валу в пределах, приведенных в табл. 11 и 12. Из возможных при данном моменте двух сечений ремня предпочтение следует отдавать меньшему, так как при тех же габаритах напряжение изгиба в ремне меньше, ресурс ремней и КПД передачи выше. При одинаковых же показателях по долговечности и КПД при меньшем сечении габариты меньше. Однако число клиновых ремней при этом возрастает.
Диаметры шкивов. Минимально допустимые диаметры dmin приведены в табл. 11 и 12. Под расчетным диаметром шкива понимают диаметр цилиндра, по которому располагается нейтральный слой ремня — по центру корда; для поликлиновых ремней он на величину 2Д больше наружного диаметра шкива. При особо стесненных габаритах иногда приходится применять шкивы с диаметрами меньше d^. Однако это резко снижает долговечность, тяговую способность и КПД передачи. Для ремня сечения В при уменьшении диаметра шкива с 200 до 160 мм ресурс уменьшился в 3 раза, а при увеличении до 250 мм — увеличился в 3,7 раза. КПД передачи при отношениях d/h, равных 9, 12 и 19 соответственно, составлял 0,92; 0,92—0,94 и 0,95- 0,97.
По возможности следует избегать применения шкивов минимальных диаметров, что также повышает тяговую способность и КПД передачи, уменьшает окружную силу и число ремней в передаче. Рекомендуется
Т6 , (31)
где Т6 — момент на быстроходном валу, Н * м; для ремней нормального сечения С = 38-М2, для узких и поликлиновых ремней С = 30.
Коэффициент скольжения для клиновых и поликлиновых ремней « 0,01. Расчетные диаметры du и d6 должны быть округлены до стандартных значений по ряду R20.
Межосевое расстояние, наименьшее для клиноременной передачи из условия удобства смены ремня,
= 0,5 (d{ + dj + 3 h . (32)
Чем меньше межосевое расстояние, тем больше частота изгибов ремня и меньше его долговечность. Рекомендуемое межосевое расстояние
а = 1,5 d6 / М и , (33)
где и = d^/du — передаточное число.
Наибольшее рекомендуемое межосевое расстояние
flmax = 2 (d. + d2).
Окончательное значение межосевого расстояния определяют по выбранной стандартной длине ремня L по (4). Для свободного надевания ремней на шкивы и подтягивания их по мере вытяжки должна быть предусмотрена возможность уменьшения межосевого расстояния на 0,01L и увеличения на 0,025£ для клиновых ремней, а для поликлиновых — уменьшение на 0,013£ и увеличение на 0.02L. Сила предварительного натяжения FQ определяется расчетом по (15).
Величина FQ должна фиксироваться в инструкциях по эксплуатации и строго контролироваться в процессе работы.
Наибольшие передаточные числа для клиноременной передачи и = 7 (Ю)’1, для поликлино-вой и = 15.
Предпосылки расчета. Исходными зависимостями для геометрического, кинематического и силового расчета клиноременных и поликлино-ременных передач являются (1)—(19). При этом величина m = разная для ведущего и ведомого шкива. На ведущий шкив ремень набегает ветвью, натянутой с силой и по мере обегания шкива практически находится на постоянном радиусе. Вследствие заклинивающего действия для него f\ = //sin(0,5a). Угол а канавки для клиноременной передачи принимают в зависимости от расчетного диаметра шкива (см. табл. 14). На ведомом шкиве ремень вклинивается в канавку под натяжением F2 < F{ и по мере обегания шкива натяжение его увеличивается и ремень перемещается в канавке не только в тангенциальном, но и в радиальном направлении. В результате сила трения направлена к касательной под некоторым углом 0, в общем случае переменном, и в тангенциальном направлении реализуется неполная сила трения. Поэтому при и -> 1 тяговая способность на ведомом шкиве меньше, чем на ведущем. Кроме того, вследствие большей жесткости клинового ремня фактические углы обхвата меньше теоретических, определяемых по (1). Вследствие сложности учета угла 0 и фактического угла обхвата расчет передач с клиновыми и поликлиновыми ремнями ведут по углу обхвата р на меньшем шкиве и при приведенном коэффициенте трения /’ = //sin (0,5a). Действительный
1 Предельные значения и.
Клиноременные и поликлиновые передачи
619
коэффициент трения для ремней с оберткой после приработки f = 0,25-Ю,3; для ремней без обертки / = 0,55-5-0,6.
Расчет клиноременных и поликлиновых передач базируется одновременно на тяговой способности, выраженной в (10) величиной т, и долговечности ремня, определяемой кривой усталости (20). Решая совместно (10), (И), (14) и (20) с учетом (9) и (13), получаем выражение для допустимого полезного напряжения:
о,- —(34) т
В связи с тем, что клиновые ремни выпускают разной конструкции, с различными материалами корда и других элементов, по разной технологии, показатели тяговой способности и долговечности у них разные. В целях унификации ИСО принято т = 5 (V = 0,67), ресурс до разрушения Lh = 24 000 ч. Тогда для исходной передачи с ремнями нормального сечения, двумя шкивами = 2 при и = 1, р = 180” (34) приводится к виду [7]
ол = 5,55 / V0’09 - 6 wp'-57 / dt - 10’3 ? , (35)
ще ою — исходное полезное напряжение, МПа; v — частота пробегов ремня, с-1; wp — расчетная ширина, мм; de = d*k4 — эквивалентный диаметр; v — скорость ремня, м/с; кп — коэффициент, учитывающий разную степень изгиба на малом и большом шкиве:
[ I Г IU + 1 Vм 110-09 Г1
*ц = 2 0,5 1 + —-Ч -1 (36)
1(1 2 и й J
По исходной формуле ИСО были построены расчетные данные большинства .фирм, национальных стандартов, и они вошли в виде таблиц допускаемых мощностей в ГОСТ 1284.3—80. Формула (35) дает расхождения с данными ГОСТ 1284.3—80 в пределах ±2-5-3%, но она удобнее для машинного расчета с поиском лучших вариантов.
Для узких ремней в материалах ИСО кривая усталости принята в полулогарифмических координатах
c^-abN-b-O, (37)
откуда полезное напряжение [3]
ою=(27,1-5,111g• 10V. (38)
Результаты расчетов по этой зависимости практически совпадают с даннымоРТМ 40545—79.
Допускаемые полезные напряжения для всех клиноременных передач при заданных условиях работы
К = Ср / Ср , (39)
где определяют по (35) или (38) в зависимости от типа ремня; Ср — коэффициент, учитывающий угол обхвата при 0 = 1504-180”;
Ср = 1 - 0,0025 (180е - Р). (40)
Точнее во всем диапазоне углов обхвата Ср определяют по (24) при т0 = 5.
Минимально необходимый коэффициент режима работы Ср, учитывающий возможные кратковременные перегрузки сверх заложенного запаса сцепления, соответствующего т0 = 5, приведен в табл.8.
Рекомендация ИСО для клиновых ремней нормального сечения принимает полулогарифмическую кривую усталости типа (37) и основная зависимость для передаваемой мощности в кВт при данных условиях работы представлена в виде
Р = К(РХ + + АР2) .
Здесь К = Ср — коэффициент, учитывающий угол обхвата, определяемый по (24); Р{ — мощность, передаваемая при р = 180°, и = 1 и определенной длине ремня Lo; APt — поправка на передаточное число; ДР2 — поправка на длину ремня. При этом
Л - ^“1(сг^Ч-сзЧ“1)2- «,)];
= C4rfya>, 1g [2/(1 + ioCj/C‘‘1/<'“(1/(“’1),)];
ДР2 = ш, С4 1g (Z/£o).
Здесь со j — угловая скорость ведущего шкива; Lq — базовая длина ремня.
В ИСО нормируются только расчетные зависимости; параметры Ср С^, С3 и С4 должны определять производители ремней в соответствии с качеством ремней и требуемой долговечностью.
Для поликлиновой передачи полезное напряжение исходной передачи с = 2, и = 1, р = 180”, т = 5, Lh = 24 000 ч, определенной длиной ремня Lq
°« = el/v°,0’-a2/rf»-e3sJ • (41)
620
Ременные передачи
Коэффициенты ар и а3, а также длина £0 приведены для каждого сечения К, Л и М в табл. 13.
13. Значения коэффициентов и длина для различных сечений ремня
Коэффициент, длина Сечения ремней
К Л М
ai 8,8 6,18 6,83
*2 146 247 600
Дз-104 10,4 11,0 11,0
£0, мм 710 1600 2240
Допускаемое полезное напряжение для данных условий работы
[О1Г = ог0 Ср CL / Ср . (42)
В (41) de = djc4 — эквивалентный диаметр, коэффициенты определяют: ки — по (36), Ср — по (24); Ср — по табл.8. Коэффициент, учитывающий влияние длины ремня на его долговечность,
С£ = 1 + 2,4 [(Z / Z0)0,09-1]. (43)
В (35), (38), (39), (41), (42) и (43) размеры wp, du, de, L — в мм; и — в м/с; v — частота пробегов вс-1; напряжения ог0, [о], в МПа.
Конечная цель расчета — определить число клиновых ремней в передаче:
z'=Fr/(A [о],), (44)
где Ft — окружная сила, определяемая по (6); — площадь сечения ремня (см.табл.11); [о], — допускаемое полезное напряжение для данных условий работы, определяемое по (42).
С учетом неравномерности распределения нагрузки по ремням окончательное число ремней
(45)
где Cz = 0,95 при z = 2-i-3; Cz = 0,9 при Z = 4-r6; Cz = 0,75 при z > 6.
Для поликлиновой передачи число ребер
Z=F/lO/(^lo[aJr). (46)
Здесь Л10 — площадь сечения ремня с 10 ребрами (см.табл.12); [о], — находят по (42).
В основной расчет И СО введено значение т = что соответствует коэффициенту тяги
у0 = 0,67. Введением поправочных коэффициентов Ср, С£, Ср значения у снижают:
V = Vo % CL I Ср = 0,67 Ср CL I Ср ; (47) действительная величина
т = (1 + у) / (1 - у). (48)
Натяжение ремня от центробежных сил £ц, натяжения F{ и F2 определяют по (8), (10); силу предварительного натяжения Го — по (15); силу, действующую на вал при работе и в покое, — по (17) и (18).
Методика и пример расчета. Для проектирования клиноременных и поликлиновых передач должны быть заданы или выбраны тип ремня, вид передачи, способ натяжения, назначение и режим рабочей машины, тип двигателя, наибольшая длительно действующая мощность, возможные перегрузки или моменты Т6ном и Т6тах, частоты вращения валов и желательные габариты.
В результате расчета устанавливают число ремней; для поликлинового ремня — число ребер, длину ремней, межосевое расстояние, силы, действующие в ремне и на валы, предварительное натяжение.
Пример. Рассчитать ременную пфедачу в приводе конвейера. Даны: Рцои = 15кВт; Тта^/Т„пхл-1,9; п7= 1450миН~“; п2=360мин~1; атлп = MW amax = ММ' ?асчет Провести для трех вариантов: при ремнярклиновых нормального и узкого сечения, а также поликлиновых. Результаты приведены на стр. 621.
Шкивы для клиновых и поликлиновых ремней выполняют точеными или при больших размерах литыми. Для серийного производства целесообразнее сварные или сборные шкивы, составленные из тонкостенных штампованных элементов.
Материал шкивов — чугун, сталь и алюминиевые сплавы с временным сопротивлением ов £ 160 МПа. Параметр шероховатости рабочей поверхности канавок шкивов должен быть не более Ra = 2,5 мкм, а при малых диаметрах не выше Ra = 1,25 мкм. Для уменьшения износа ремней рабочую поверхность желательно полировать. Конструкция шкива должна обеспечивать хороший теплоотвод. Шкивы должны быть балансированы. Быстроходные шкивы необходимо обрабатывать кругом. Допускаемый дисбаланс:
Скорость ремня 0, м/с. 5-10 10,1-15 15,1-20 >20
Дисбаланс, г * м.....6 3 2 1
Клиноременные и поликлиновые передачи
621
Определяемая величина Обозначение и единица измерения Номер формулы Ремни
нормального сечения по ГОСТ 1284.1—89 узкие по РТМ-38 40545-75 и ТУ 38-105161-84 поликлиновые по ТУ 38-105763-84
Момент на быстроходном валу т6, Н м — 98,8 98,8 98,8
Сечение В(Б) SPA(YA) Л
Коэффициент в (31) С 40 30 32
Диаметр малого шкива dw мм (31) 180 140 140
Диаметр большого шкива </б, мм (5) 710 560 560
Частота вращения Лр мин (5) 360 355 355
Передаточное число и — 4,03 4,06 4,06
Длина ремня L, мм (3) 2800 2500 2500
Межосевое расстояние а, мм (4) 647 667 667
Минимальный угол обхвата р. • (1, 2) 131 142 142
Окружная скорость v, м/с — 13,67 10,63 10,63
Исходное полезное оЛ, МПа (35). 2,73 5,2 5,97
напряжение (38),
(41)
Коэффициент режима работы ч. — 1,2 1,2 1,2
Коэффициент угла обхвата С₽ (24) 0,87 0,90 0,90
Коэффициент длины ремня CL (43) — — 1,1
Окружная сила (6) 1098 1411 1411
Допускаемое полезное [о], МПа (39). 1,9 3,74 4,72
напряжение (42)
Число ремней или ребер Z (45). 5 5 9
(46)
Действительный коэффициент V (47) 0,466 0,48 0,53
тяги
Параметр m (48) 2,74 2,85 3,25
Натяжение от центробежных Fa, Н (8) 168 68 46
сил
Натяжение ветвей FpH (Ю) 1897 2246 2084
F2, н (Ю) 799 835 673
Предварительное натяжение Fo, Н (15) 1163 1452 1364
Сила, действующая на вал Fa, Н (17) 2300 2850 2649
Ширина шкива В t(Z- 1) + 2s — 110 80 50
Примечание. 1. / из по табл. 14 и 15.
2. Сравнение результатов расчета трех вариантов выявляет преимущества узких клиновых ремней и поликлиновых по сравнению с клиновыми нормальных сечений.
622
Ременные передачи
Конструкции клиноременных шкивов — по ГОСТ 20889—88. Размеры профиля канавок шкивов для ремней нормального и узкого сечений приведены в табл. 14, для поликлино-
вых — в табл. 15. Размеры, приведенные в этих таблицах, применимы для передач с параллельными горизонтальными валами.
Рис. 9. Профиль канавок шкивов для клиновых ремней
Рис. 10. Профиль канавок шкивов для поликлиновых ремней
14. Размеры профиля канавок шкивов для ремней нормального и узкого сечений (рнс. 9)
Сечение ремня Размеры канавок, мм Угол канавки а°
34 36 38 40
Cmin ^min t s
Расчетный диаметр d, мм
ГОСТ 1284.3-80 Z(0) А(А) В(Б) С(В) D(F) Е(Д) 2,5 3,3 4,2 5,7 8,1 9,6 7,5 9 11 14,5 20 23,5 12 15 19 25,5 27 44,5 8 10 12,5 17 24 29 50-71 75-112 125-160 80-100 125-160 180-224 200-315 315-450 500-560 112-160 180-400 250-500 355-630 500-900 630-1120 >180 >450 >560 2*710 >1000 >1250
РТМ-38 40545-79 SPZ(YO) SPA(YA) 8РВ(УБ) SPC(YB) 2,5 3,3 4,2 5,7 10 13 17 19 12 15 19 25,5 8 10 12,5 17,0 63-80 90-112 140-180 224-315 — >80 >125 >200 >355 —
15. Размеры (в мм) профиля канавок шкивов для нолнклнновых ремней (рнс. 10)
Сечение ремня t Д'г 3 <7 е п Г2 шах А *₽ X
К 2,4 0,1 3,5 3,3 2,35 0,3 0,2 1,0 1,6 0,62
Л 4,8 0,15 5,5 6,6 4,85 0,5 0,4 2,4 3,5 1,26
М 9,5 0,2 10,0 13,05 10,35 0,8 0,6 3,5 7,0 1,14
Клиноременные и поликлиновые передачи
623
При изгибе ремня на шкивах угол его клина уменьшается. Поэтому угол клина канавки следует назначать по табл. 14 в зависимости от диаметра шкива.
При изготовлении шкивов многоручьевых передач необходимо обеспечивать минимальные отклонения в расчетных диаметрах всех канавок каждого шкива, иначе возникает дополнительное скольжение, ремни нагружаются неравномерно, могут возникнуть вибрации, а ресурс ремней сокращается. Расчетные диаметры следует контролировать роликом, измеряя размер т (см. рис. 9), или двумя диаметрально расположенными роликами, измеряя размер /.
т = х - 0,5 (dn - d) и f = d + 2 х ,
где х = 0,5dp [1 + cos (а/2)] — 0,5w ctg (а/2). Диаметр ролика следует брать близким к
величине dp = wp sec (0,5 а). Допустимая разница Ат в размерах одного и того же шкива:
Сечения.... Z, А, ............. SPZ SPA
Am, мм..... 0,1 0,1
В, С, D Е SPB SPC 0,1 0,15 0,25 0,3
Отклонение угла канавки должно быть в пределах для сечений SPZ, SPA, SPB ±Г и сечений С, D, Е и SPC ±30’.
Ширина канавки на наружном цилиндре дается на чертеже лишь для справок; контролировать сечение канавки по этому размеру нельзя. Столь же жесткие требования предъявляются к канавкам шкивов для поликлиновых ремней. Размеры роликов dp и величины х для них даны в табл. 15. Здесь же приведена предельная величина накопленной погрешности шага Д/Е на данном шкиве.
Особые виды клнноременных передач. Передачи с натяжными роликами (см. табл. 1, схемы 2, 4, 6, 8 и 9) применяют при фиксированном положении валов, а также при необходимости обеспечить автоматическое натяжение ремней или использовать передачу в качестве муфты сцепления. Ролик предпочтительно ставить внутри контура. При закрепленном ролике угол обхвата и тяговая способность несколько снижаются, но долговечность выше. Отжимные ролики выполняют желобчатыми диаметром > d^. Нажимные ролики делают гладкими диаметром dQ > 1,^ (d^ - по табл. 11).
Длину ремня определяют как для передачи без ролика, с тем чтобы ролик лишь незначительно отклонял ремень. При креплении ролика на качающемся рычаге с натяжением пружиной или грузом можно снизить натяжение ремня,
обеспечить его стабильность, повысить тяговую способность передачи и долговечность ремня
Расчет передачи ведут аналогично расчету передачи без ролика.
Передачи с вертикальными валами выполняют с глубокими канавками. Допускаемое полезное напряжение [о], снижают на 10 %.
Полуперекрестные передачи (см. табл. 1, схема 5) применяют при передаточном числе и « 1. Межосевое расстояние а > 5(d6 +В). Шкивы с глубокими канавками. Допускаемое полезное напряжение снижают на 20 %.
Клиноременные вариаторы от всех механических передач с бесступенчатым регулированием скорости отличаются простотой конструкции, малой стоимостью и достаточной надежностью [6]. Скорость регулируют изменением расчетных диаметров одного (рис. 11, а) или одновременно обоих (рис. 11, б) шкивов посредством осевого перемещения дисков, образующих шкив.
В передачах с одним регулируемым шкивом диапазон регулирования до Д = 3, один диск подпружинен, регулирование достигается перемещением одного из валов, чаще всего двигателя, на валу которого размещают регулируемый шкив. Передвижными выполняю г оба диска регулируемого шкива или лишь один диск. В последнем случае при регулировании ремень смещается в сторону. Во избежание перекоса ремня один из валов должен одновременно передвигаться в осевом направлении.
Рнс. 11. Схемы клиноременных вариаторов
624
Ременные передачи
В вариаторах с двумя регулируемыми шкивами диапазон регулирования Д = 4+6, но может быть до 9. Один диск подпружинен, диски второго перемещаются управляющим устройством: механическим, гидравлическим или — в автоматических вариаторах — центробежным устройством.
В обоих регулируемых шкивах подвижным чаще является один диск; при этом на том или другом шкиве эти диски расположены с противоположных сторон.
Диапазон регулирования ограничен перемещением Аг ремня из одного крайнего положения на минимальном расчетном диаметре d (рис. 12) до другого — на максимальном расчетном диаметре D. При этом
Дг = 0,5 [(н>р - Д) ctg (а/2)] - (Л - у0) , где wp, h и у0 — размеры ремня (рис. 8, 12); а — угол канавки, образованный дисками; А — зазор между дисками, оставляемый на случай отклонений размеров ремня, его прогиба и износа.
Диапазон регулирования при одном регулируемом шкиве
Д = «2 max/ ”2miB = D I d = 1 + 2 br / d ;
при двух регулируемых шкивах
Д “ Л2 max I ^2 min = -^2 / ^2 ) =
= (1 + 2 Ar/ d/) (1+2 Дг/ .
Здесь Dx, D2, D — наибольшие расчетные диаметры шкивов, dx, d^ d — наименьшие.
Для увеличения диапазона регулирования необходимо увеличить ширину ремня или отношение wp/h, уменьшить угол клина канавки а и минимальный диаметр шкива (назначать малые значения отношения d/h). Для клиноременных вариаторов характерны: отношение
Рис. 12. Схема иеремещения вариаторного ремня при регулировании
Wp/Л = 2+4,5, углы канавок а = 26+28*, с уменьшением угла до а = 22+24* для самых малых ремней и с увеличением угла до а = 36* для самых широких ремней. Минимальное отношение d/h = 5,6.
ГОСТ 24848—81 предусматривает два типа вариаторных ремней: тип 1: 1-В20; 1-В32; 1-В40; 1-В50; 1-В63 и 1-В80; тип 2: 2-В25; 2-В32; 2-В40 и 2-В50. Цифры в обозначении — расчетная ширина ремня wp.
Для первого типа принято wp/h = 3,1; он обеспечивает при d/h = 5,6 и а = 26* диапазон регулирования Д = 9; при d/h = 8,5 и а = 28* Д = 4,9, при d/h = 12,5 и а = 28* Д = 3,2. Для второго типа wp/A = 2,25; d/h = 8+9,6; Д = 3+3,5. Эти ремни предназначены для более мощных передач при суженном диапазоне регулирования. Для сельскохозяйственных машин выпускают ремни СВ пяти сечений с wp/A = 2,0, а = 26 и 28*, Д = 2+3,5. В рекомендации ИСО предусмотрена ширина в пределах wp = 16+100 мм. Специфические условия работы вариаторного ремня (малые диаметры шкивов, меньшие углы клина, большие осевые силы, сжимающие ремень при большой его ширине) предъявляют к нему особые требования: он должен обладать малой жесткостью при изгибе и большой поперечной жесткостью, высокой прочностью при растяжении. Вариаторные ремни выполняют преимущественно зубчатыми с глубокими впадинами трапецеидального или арочного сечения со шнуровым кордом из полиэфирных волокон, а при больших нагрузках — из кевлара. Зубья придают ремню одновременно большую жесткость при изгибе в поперечном направлении. Для увеличения поперечной жесткости в резиновую подушку вводят ориентированные очесы или ткань, расположенную диагонально.
У вариаторного ремня асимметричного сечения одна сторона расположена в плоскости, перпендикулярной к оси валов (имеет лишь технологический угол 1—3*). При равной передаваемой мощности асимметричный ремень на 30—40 % уже симметричного. Он более жесток в поперечном направлении, вследствие чего уменьшается просадка его в канавке, повышается кинематическая точность передачи, уменьшаются потери на радиальное скольжение и поперечное сжатие, что повышает КПД и снижает тепловыделение. Кроме того, при асимметричном ремне подвижные диски обоих шкивов располагают с одной стороны ремня, это уменьшает консоли валов, габариты передачи и упрощает конструкцию вариатора.
Круглоременные передачи
625
4. КРУГЛОРЕМЕННЫЕ ПЕРЕДАЧИ
Передачи с приводным ремнем круглого сечения предназначены для пространственных передач малой мощности, применяемых в металлообрабатывающих станках, оборудовании полиграфической и текстильной промышленности, различных приборах и бытовых машинах. Такие передачи, как правило, имеют несколько ведомых шкивов и направляющих роликов. Для них характерны небольшие межосевые расстояния, малые диаметры шкивов. Передаточные числа до и = 10. Наиболее распространено натяжение с использованием упругости ремня. Применяют как ускоряющие, так и замедляющие передачи. Скорость ремня до 30 м/с.
В качестве тягового органа наибольшее распространение за рубежом получили конечные и бесконечные полиуретановые ремни круглого сечения, практически вытеснив применяемые «ранее резиновые и кожаные ремни. ТУ 38-405622—87 предусмотрено изготовление 10 типоразмеров приводных ремней круглого сечения из полиуретанового термоэластотигаста марки “Витур”; диаметры их сечений dp и распределенная масса q следующие:
Допускаемая окружная сила де - СР Q •
Коэффициент С^, учитывающий влияние угла обхвата, определяется по (24); находят по (25).
Предварительное натяжение, обеспечивающее необходимую тяговую способность передачи с учетом возможных перегрузок, определяют по (15), умножая первый член на С'р. Для круглых полиуретановых ремней е = 1,8+2,0.
В передачах с постоянным межосевым расстоянием и натяжением с использованием упругости ремня расчетная сила предварительного натяжения обеспечивается путем укорочения расчетной длины на величину Д£ (мм).
Д£ = 4 Fo L / (Е п dp2) .
Для компенсации удлинения ремня во время работы следует предусматривать возможность увеличения межосевого расстояния на 3—4 %. При исчерпании возможности компенсации вытяжки ремня его укорачивают и сваривают вновь.
Расчет геометрии, кинематики круглоременных передач и сил, действующих на валы, выполняют по формулам параграфа 1.
d, мм............2 3 4 5 6 7 8 10 12 15
д, кг/м.......... 0,005 0,008 0,015 0,025 0,035 0,048 0,06 0,095 0,135 0,21
Ремни выпускают конечными. Соединение концов ремня осуществляется сваркой при температуре 285—315 °C. Отношение минимального диаметра шкива к диаметру ремня СЧ =10-
Полиуретановый термоэластопласт марки “Витур” обладает высокой упругостью,-гибкостью и износостойкостью. Модуль упругости в зоне рабочих напряжений Е = 30 +35 МПа, предел прочности на разрыв 38—40 МПа, термостойкость от 25 до 80 "С. Коэффициент трения при стальных шкивах f = 0,3 [5].
Расчет круглоременных передач, так же как и плоскоременных, базируется на показателях тяговой способности. В качестве исходного принимается коэффициент тяги у0 = 0,5 (т0 = 3). При этом относительное скольжение составляет £ = 4+7,5 %. КПД = 0,92+0,95.
Номинальные окружные силы передаваемые круглыми полиуретановыми ремнями при ₽ = 180е и = 10 м/с, следующие:
d мм... 2 3 4 5 6 7 8 10 12 15 Е, Н ... 5 10 15 25 35 50 70 100 145 225
Профиль канавок шкивов кругло ременных передач приведен на рис. 13.
Здесь / = d — dp, d — расчетный диаметр шкива. В табл. 16 приведены размеры канавок шкивов.
Рнс. 13. Профиль канавок шкивов для круглых ремней
626
Ременные передачи
16. Размеры канавок шкивов круглоременных передач
Размеры по рис. 13 Диаметр ремня dp, мм
2 3 4 5 6 7 8 • 10 12 15
а 4,5 5,5 7,0 8,0 10,0 11,0 12,0 15,0 18,0 23,0
h 2,5 3,0 3,5 4,0 5 5,5 6 7,5 9,0 12,0
я. 1,3 1,8 2,5 3,0 3,5 4,0 4,5 5,5 6,5 8,0
R1 1,0 1,2 2,0
5. ЗУБЧАТО-РЕМЕННЫЕ ПЕРЕДАЧИ
Зубчатые ремни обеспечивают синхронность вращения валов, компактность привода и малое предварительное натяжение. Их применяют при высоких скоростях (до 50 м/с), больших передаточных числах (до 12 и выше) и мощностях (до 100 кВт). Ремни изготовляют двух видов — литьевые (длиной до 800 мм) или сборочные (длиной до 3142,5 мм) — из армированного металлотросом или стеклокордом неопрена или полиуретана. Основные параметры ремней с трапецеидальной формой зубьев, входящих в зацепление с зубьями шкивов, приведены в табл. 17, а с полукруглой — табл. 18.
Основным конструктивным параметром зубчато-ременной передачи является модуль т = р/л, где р — шаг ремня, мм (см. табл. 17 и 18).
Значение модуля, исходя из усталостной прочности зубьев ремня,
Г~р~со
т~ кУ1 ------2— , (49)
"i
где Р — номинальная мощность на ведущем валу, кВт; — частота вращения малого шкива, мин-1; Ср — коэффициент режима работы (табл. 19); коэффициент к = 35 для ремней с трапецеидальной формой зубьев; к = 25 — для ремней с полукруглой формой зубьев.
17. Основные параметры зубчатых ремней с трапецеидальным профилем по ОСТ 38-05114-76
Параметр Модуль ремня /и, мм
1,0 1,5 2,0 3,0 4,0 5,0 7,0 10,0
Шаг зубьев ремня р, мм 3,14 4,71 6,28 9,42 12,57 15,71 21,99 31,42
Толщина ремня Я, мм 1,6 2,2 3,0 4,0 5,0 6,5 11,0 15,0
Высота зуба А, мм 0,8 1,2 1,5 2,0 2,5 3,5 6,0 9,0
Наименьшая толщина зуба 5, мм 1,0 1,5 1,8 3,2 4,4 5,0 8,0 12,0
Расстояние 6 от оси троса до 0,4 0,4 0,6 0,6 0,8 0,8 0,8 0,8
впадины ремня, мм
Угол профиля зуба у 50е 40е
Податливость витков металлотроса 7 8 9 14 6 8 11 16
каркаса ремня X • 10-4, мм2/Н*1 Линейная плотность ремня шириной 2,0 2,5 3,0 4,0 6,0 7,0 8,0 11,0
1 мм q • 10-3, кг/(м • мм)
°1 Податливость витков стекло корда i в 1,3—1,6 раза больше.
Зубчато-ременные передачи
627
18. Основные параметры зубчатых ремней с полукруглым профилем
по ТУ 38-405560—89
Параметры Примечание. Шаг ремня р, расстояние от оси троса до впадины 6, податливость витков каркаса Х-10"4 - см. табл. 17.
Модуль т, мм Радиус профиля зуба Rv мм Высота зуба Ар мм Толщина ремня Я, мм
3,0 4,0 5,0 2,5 3,5 4,5 4,0 5,0 6,0 6,0 7,5 9,6
19. Значения коэффициента динамичности н режима работы Ср*’
Примеры оборудования Приводные двигатели с кратковременными перегрузками
< 150% < 250% < 400%
Электрические генераторы, станки с непрерывным процессом резания. Ленточные конвейеры 1,3 1,5 1,7
Станки-автоматы. Подъемные механизмы, цепные конвейеры 1,5 1,7 1,9
Реверсивные приводы. Поршневые насосы и компрессоры 1,8 2,0 2,2
Экскаваторы. Прессы. Ножницы 2,0 2,2 2,4
°’ На основе обобщений каталожных данных.
Полученное значение модуля округляют до нормализованного (см.табл.17 и 18).
Число зубьев меньшего шкива принимают в зависимости от частоты его вращения в соответствии с табл.20.
20. Число зубьев меньшего шкива в зависимости от частоты вращения
Частота вращения меньшего Модуль т, мм
шкива Лр мин’1 1,0 1,5 и 2,0 3,0 4,0 и 5,0 7,0 и 10,0
750 — — — — 22
1000 13 10 12 16 24
1500 14 11 14 18 26
3000 15 12 16 20 —
Число зубьев большого шкива
гае и = = ^/z, < и^.
Полученное число зубьев округляют до целого числа с учетом рекомендаций табл.21.
Диаметры делительных окружностей шкивов (мм)
^1(2) = т *Ц2) • (50)
Межосевое расстояние а*; (мм) выбирают в
интервале amin < а'< amav , (51)
min max ’ ' '
где amin = 0,5(</l + d2) + 2т при ти < 5 и flmin = 0»5 (^i + ^2) + ПРИ т > 5 мм;
9 I
flmax = т (25° “ °’8 ™ (*1 + Zj) ] ПРИ
9 I
т < 3 мм и = 1550 — 0,8 Чи (^ + Zq) т при т £ 4 мм.
Число зубьев ремня при принятом межосевом расстоянии
+ (я>
р 2 4 а1
Полученное значение округляют до ближайшего нормализованного (табл.21) и определяют расчетную длину ремня (мм)
£₽ = <₽/>. (53)
Действительное значение межосевого расстояния (мм)
° =4 К’ ^+d^2- 2(а2-^)2 ]•
(54)
628
Ременные передачи
21. Рекомендуемые значения чисел зубьев шкивов zt и Zj при наибольшем передаточном числе и предельные значения чисел зубьев и ширины ремня b (ОСТ 38-05114—76)
Модуль ремня т, мм 1,0 1,5 2,0 3.0 4,0 5,0 7,0 10,0
Наименьшее число зубьев шкива 13 10 15 18
Наибольшее число зубьев z2 шкива 100 115 120 85
Наибольшее передаточное число Мтах 7,70 10,00 11,50 12,00 8,00 8,00 6,67 4,70
Предельные значения чисел зубьев ремня 40-160 48-250 48-200 56-140 56-100
Предельная ширина ремня 5, мм 3-12,5 3-20 5-20,0 12,5-50,0 20-100 25-100 40-125 50-200
Примечания: 1. Число зубьев ремня выбирают из ряда: 40, 42, 45, 48, 50, 53, 56, 60, 63, 67, 71, 75, 80, 85, 90, 95, 100, 105, 112, 115, 125, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, 235, 250. 2. Ширину ремня b выбирают из ряда: 3; 4; 5; 8; 10; 12,5; 16; 20; 25; 32; 40; 50; 63; 80; 100; 125; 160; 200 мм.
Ширина ремня (мм) Vе. »« . (55) 103 Р Со Здесь Fn = Е расчетная сила, ₽ V. передаваемая ремнем, Н; v = —6010^ обхвата. При введении поправки (см.ниже) на наружный диаметр шкива v = 1;1+1,2, при отсутствии поправки у = 1,1(1 + 7,5 где X — коэффициент податливости каркаса ремня (см.табл.17 и 18); G — модуль сдвига, МПа (табл. 22). 22. Модуль сдвига зубьев ремня в зависимости от твердости материала
скорость ремня, м/с; Zq = число зубьев ремня, находящихся в зацеплении с малым шкивом; 04=180* — 57* ~Q угол Твердость материала по ТМ-2 55-67 65-75 75-85
Модуль сдвига б5, МПа 0,75-1,1 1,1-1,5 1,5-2,2
обхвата на малом шкиве, °; А — высота зуба ремня с трапецеидальным профилем (см. табл. 17); h = R{C{ для зубьев ремня с полукруглым профилем, где С{ = 1,1 при т = 3 и 5 мм и С\ = 1 для т = 4 мм, см.табл.18; СЛ — коэффициент, учитывающий наличие натяжного или направляющего ролика; при установке внутри контура одного ролика Сн = 1,1; при двух Сн = 1,25, а при установке вне контура Сн = 1,4; V — коэффициент неравномерности распределения окружной силы между зубьями по дуге Наружный диаметр шкивов (мм) Ч>1(2) = ^1(2) -25 + , (56) ще 5 — см. табл. 17 и 18; — поправки, учитывающие нагрузку и податливость каркаса (мм) (для ведущего шкива принимают со знаком “+”, для ведомого — со знаком ”), определяемые по зависимости *1(2) = 0>2^-М1(2). (57)
Зубчато-ременные передачи
629
Допустимое среднее давление [р] (МПа) на зубьях ремня
г , 1,7 G-
[р] = —д р при т £ 3 мм
и (58)
2Д с
[р] =---- - ” при т £ 4 мм.
Здесь ав — временное сопротивление связи материала с каркасом, МПа: при стальном мегаллотросе (стеклокорде) ов = 3-5-4 МПа; при латунированном — ов = 5-5-7 МПа.
Расчетное число циклов нагружения зубьев ремня при постоянном режиме работы
(59)
при переменном режиме
(60)
ще — общее время работы передачи; F t4l и лп — соответственно нагрузка, время работы* и частота вращения шкива при режиме г; Fp — максимальная длительно действующая нагрузка, по которой ведется расчет.
Коэффициент, учитывающий снижение адгезионной прочности связи материала зубьев ремня с каркасом из-за диссипативного нагрева,
6 /
•XI п\ Ч>1= \ —7-*1-’ 103
(61)
Полученную ширину b ремня округляют до ближайшего большего размера по табл. 21.
Предельно допустимая окружная сила, определяемая из условия износостойкости ремня, Н
(FJ = 2 [Л *2- 0,5^- sin a Fp . (62)
Здесь Aj = 0,46 для ремней с т £ 2 мм и
= 0,36 для т £ 3 мм; = у ---------------
“al Ч
угол между точкой сбега ремня со шкива и точкой их касания по наружному диаметру, рад (Q = 0,94 для ремней с m £ 3 мм и Cj = 0,9 длят ^2 мм).
По результатам проверки по (55) и (62) окончательно устанавливают типоразмер ремня и ресурс передачи. Сила (Н) направлена на валы по линии центров передачи
Гг=(1,1 - 1,3) Гр.
Зубчатый ремень устанавливают на шкивы свободно с последующим начальным натяжением 2Г0 , контроль которого обычно осуществляют путем измерения стрелы прогиба f в середине ветви ремня под действием нагрузки
____ ___________
/="Vx + A + V х-Д . (63)
Здесь
F„ J Fa3 F3
x=-&----- И A=V —------- + -*---,
8 Fc (3 (8 FJ2
(64)
где a — межосевое расстояние, мм; £c, Гф и 2F0 — соответственно продольная жесткость, поперечная нагрузка и начальное натяжение ремня шириной Ь*, мм (£с = £'с • Ь\ Гф = Г*ф • Ь\ 2Fq = 2F'0*d), Н. Значения продольной жесткости £'с, поперечной нагрузки Гф и начального натяжения 2F0 1 мм ширины ремня приведены в табл. 23.
23. Значения продольной жесткости нонеречной нагрузки F^ н начального натяжения 2/*0 1 мм ширины зубчатого ремня в зависимости от модуля
Модуль ш, мм Е* 10‘3, Н/мм F . гр’ Н/мм 2Г0. Н/мм
1,0 2,5 0,5 0,5
1,5 0,7
2,0 3,5 0,8 1,0
3,0 1,5
4,0 9,0 1,0 4,0
5,0 5,0
7,0 10,0 1,2 6,0
10,0 7,0
При высоких скоростях (15—20 м/с) к начальному натяжению необходимо добавить натяжение ремня от действия центробежных сил 2F = 2qb^y Н, где q — см. табл. 17.
При перегрузках и больших динамических нагрузках начальное натяжение
2 Fo = (0,6 - 0,8) Fp .
Геометрические параметры шкивов для зубчатых ремней с трапецеидальным профилем приведены в табл. 24, а с полукруглым профилем — в табл. 25.
630
Ременные передачи
24. Параметры трапецеидального профиля впадины шкива но ОСТ 38-05114—76
Окружной шаг шкива по средней линии зуба
/1(2) Ч>1(2) ’ 2 Л1
п ~ ^ш)
*1(2)
Параметры впадины шкива, мм
Модуль т Толщина •Уш Высота Аш Угол профиля у Радиус закругления
Г1 г2
1,0 1,0±0,1 1,3±0,1 0,3 \ 0,3
1,5 1,5 1 1,8 1 50-+2’ 0,4 I 0,4
> ±0,15 > ±0,15 > ±0,1 ±0,1
2,0 1,8 I 2,2 J 0,5 I 0,5
3,0 3,2 3,0 0,7 ' 1,0
4,0 4,0 > ±0,2 4,0 > ±0,2 1,0 1 1,3 1
} ±0,15 } ±0,15
5,0 4,8 5,0 40в+2в 1,5 J 2,0 J
7,0 7,5 ) 8,5 | 2,5 ±0,20 3,0 ±0,20
> ±0,3 > ±0,3
10,0 11,5 J 12,5 J 3,0 ±0,30 3,5 ±0,30
Примечание. При необходимости уменьшения зазора между ремнем и шкивом величина может быть уменьшена.
25. Параметры полукруглого профиля впадины шкива
п ИЛ
"Ж Рш *|<2) ,
ь I I
v - Ь——гр ^1(2) Ч>1(2) - 2 Aj
Параметры впадины шкива, мм
Модуль, Радиус впадины Высота впадины Радиус закругления
т «2 к Г2
3 2,7 4,05 1,2 + 0,15
4 3,7 +0,1 5,05 +0,05 1,4 + 0,15
5 4,75 6,05 1,75 + 0,2
Список литературы
631
Список литературы
1. Вирабов Р.В. Тяговые свойства фрикционных передач. М.: Машиностроение, 1982. 263 с.
2. Воробьев И.И. Ременные передачи. М.: Машиностроение, 1979. 168 с.
3. Воробьев И.И., Овчинников А.А. Исследование зубчато-ременной передачи с полукруглым профилем зубьев // Станки и инструмент. 1985. № 8. С. 11—13.
4. Машины и стенды для испытания деталей / Под ред. Д.Н. Решетова, М., 1979. 344 с.
5. Передача с ремнем круглого сечения: Методические рекомендации / Сост. И.И. Воробьев, Г.Д. Тамулевич. М.: ЭНИМС, 1987. 12 с.
6. Пронин Б. А., Ревков Г.А. Бесступенчатые клиноременные и фрикционные передачи (вариаторы). М.: Машиностроение, 1980. 320 с.
7. Пронин Б.А., Овчинникова В.А. Расчет клиноременных передач // Вестник машиностроения. 1982. № 3. С. 23—26,
8. Расчет и проектирование деталей машин / Под ред. Г.Б. Столбина и К.П. Жукова. М.: Высшая школа, 1978. 247 с.
Раздел 3. Валы, подшипники, муфты и другие детали
Глава 1 ВАЛЫ И ОСИ
1. ОБЩИЕ СВЕДЕНИЯ, КЛАССИФИКАЦИЯ
Валы предназначены для передачи вращающего момента вдоль своей оси, для поддержания вращающихся деталей и восприятия действующих на них сил. Оси служат только для поддержания вращающихся деталей и восприятия сил. Применяют также валы, которые служат только для передачи вращающего момента (в частности, гибкие и часть торсионных).
По назначению различают [9] валы передач с устанавливаемыми на них деталями передач (зубчатыми колесами, шкивами, звездочками или полумуфгами) (рис. 1, а, б) и коренные валы
ЫНЕ j НЪПЕВ
Рис. 1. Основные тины валов и осей: а — гладкий трансмиссионный вал; б — ступенчатый вал; в — шпиндель станка; г — вал паровой турбины; д — коленчатый вал; е — вращающаяся вагонная ось; ж — невращаю-щаяся ось
машин и другие специальные валы, несущие рабочие органы машин-двигателей или машин-орудий (колеса или диски турбин, кривошипы, барабаны, зажимные патроны, инструмент), а также детали передач (рис. 1, в—д).
Большинство валов имеет неизменяемую номинальную геометрическую форму оси — это жесткие валы. Особую группу составляют гибкие валы. В конструкциях транспортных машин широко применяют приводные валы с универсальными шарнирами. Положение оси вращения одной из частей таких валов в пространстве при сборке и работе машины может изменяться.
По форме геометрической оси жесткие валы разделяют на прямые и непрямые — коленчатые для преобразования возвратно-поступательного движения во вращательное или наоборот, а также эксцентриковые. Прямые валы по конфигурации разделяют на валы постоянного диаметра, или гладкие (трансмиссионные, судовые и другие, передающие в основном вращающий момент), валы ступенчатые (большинство валов, рис. 1, б—г), валы с фланцами, валы с нарезанными шестернями, червяками, кулачками.
По внешнему очертанию поперечного сечения валы разделяют на круглые и профильные, а круглые в свою очередь — на шлицевые и шпоночные, имеющие на некоторой длине шлицевой профиль или профиль со шпоночным пазом.
По форме поперечного сечения различают валы сплошные, полые (с осевым отверстием d <Q,75D) и оболочковые {d = (0,80^-0,95)2), ще D — наружный диаметр].
Оси (рис. 1, е, ж) разделяют на вращающиеся и неподвижные. Вращающиеся оси обеспечивают лучшие условия работы подшипников, неподвижные — более дешевые, но требуют встраивания подшипников во вращающиеся на них детали.
Опорными частями валов и осей служат цапфы. Промежуточные цапфы называют шейками.
Выбор формы поперечного сечения
633
2. ВЫБОР ФОРМЫ ВАЛА ПО ДЛИНЕ
По условиям прочности валы в продольном сечении должны приближаться к телам равного сопротивления изгибу, очерчиваемым кубической параболой.
Равнопрочная конструкция вала (рис. 2) (8J при уменьшении изгибающего момента по линейному закону может аппроксимироваться конической формой. Диаметр менее нагруженной опоры может быть уменьшен. Вал выполняют с осевым отверстием, мало влияющим на прочность, но снижающим массу.
Равнопрочные валы значительно дороже и труднее в изготовлении. Их форму приходится упрощать. При прочих одинаковых условиях жесткость равнопрочных валов меньше, чем неравнопрочных с тем же запасом прочности. К форме тела равного сопротивления приближаются ступенчатые валы. Эта форма также удобна в сборке. Целесообразно сборку вести с двух сторон вала; при этом упрощается обработка вала и ступиц, сокращается число номинальных диаметров, номенклатура специального режущего и измерительного инструмента.
Перепад диаметров ступеней определяется диаметрами посадочных поверхностей под ступицы деталей (принимают из нормального ряда) и подшипники качения (принимают из стандартного ряда внутренних диаметров подшипников), а также достаточностью опорной поверхности для передачи осевых сил или базирования деталей, условиями сборки. Так, желательно, чтобы перепад ступеней с призматическими шпонками обеспечивал разборку без удаления шпонки из вала.
Более технологичны гладкие валы, получающие все большее распространение. Прогиб вала равного сопротивления изгибу, имеющего наибольший диаметр, равный диаметру гладкого вала, при эпюре моментов по треугольнику в 1,8 раза больше прогиба последнего. На гладком валу разные посадки осуществляются на одном номинальном диаметре в системе отверстия.
Недостатком гладких валов является некоторое усложнение сборки.
Современные валы проектируют с возможно меньшим числом ступеней, обеспечивая осевую фиксацию деталей на валу посадками с натягом.
Круглая качественная сталь для валов поставляется длиной 6—7 м. Более длинные валы делают составными, соединяемыми с помощью муфт или фланцев на валах. Фланцы делают на фасонных чугунных валах и на тяжелонахруженных стальных валах. К стальным валам фланцы обычно приваривают; возможно выполнение фланцев высадкой.
3. ВЫБОР ФОРМЫ ПОПЕРЕЧНОГО СЕЧЕНИЯ
В полых валах при наружном диаметре D небольшое отверстие диаметром d < 0,2D практически не влияет на прочность, жесткость и массу вала [8]. В случае d = 0,61), прочность и жесткость снижаются незначительно, масса уменьшается на 40 %. При d > 0,61) прочность заметно снижается. При равной прочности наружный диаметр полого вала (d = 0,71)) больше сплошного только на 10%, масса меньше на 40 %. При равной жесткости диаметр вала с d = 0,75D больше сплошного только на 10 %, прочность ниже на 10 %, масса меньше на 50 %. Для валов обычно d < 0,75Л, что связано с необходимостью выполнения резьб, выточек, шлицев, шпоночных пазов.
Отношение d/D = 0,8 -ь 0,95 характерно для труб и цилиндрических оболочек. Из труб изготовляют, например, карданные валы. Масса трубы с d = 0,951) составляет 20 % массы равнопрочного сплошного вала, а ее жесткость на кручение почти вдвое больше жесткости вала.
В массовом производстве иногда применяют полые сварные валы постоянного сечения из ленты, наматываемой по винтовой линии. Экономия металла составляет около 60 %.
Полые валы сложнее в изготовлении и более дороги. Их применяют при жестких требованиях к массе при необходимости пропуска сквозь валы или размещения внутри них других деталей, при подаче через них масла, охлаждающих жидкостей или газов, а также в длинных валопроводах для уменьшения числа промежуточных опор.
Рк. 2. Пример равнопрочной конструкции вала
634
Валы и оси
4. СПОСОБЫ ПЕРЕДАЧИ НАГРУЗОК НАВАЛЫ
Для передачи вращающего момента применяют соединения: с натягом, шлицевые, шпоночные, клеммовые, фрикционные с коническими кольцами, штифтовые, профильные. В соединениях с натягом преимущественно применяют цилиндрические (рис. 3, а) как более простые в изготовлении. Конические соединения применяют для облегчения постановки на вал и снятия с него тяжелых деталей, быстрой смены деталей типа сменных шестерен, обеспечения требуемого натяга и повышения точности центрирования деталей. Преимущественно конические соединения применяют на концевых участках валов. Осевую силу создают гайкой (рис. 3, 6) или винтом и торцовой шайбой (рис. 3, в).
Радиальные силы передают либо непосредственным контактом ступицы, насаженной на вал (наиболее распространенный случай), либо через подшипники (шатунные шейки коленчатых валов).
Осевые силы передают: значительные — упором деталей в уступы на валу (рис. 4, а), посадкой с натягом деталей или установочных колец; средние — гайками (рис. 4, 6), пружинными плоскими упорными кольцами (рис. 4, в), штифтами непосредственно или через установочные кольца (рис. 4, г), клеммовыми соединениями (рис. 4, д). Значительно расширилось применение упорных колец. Например, допустимая осевая нагрузка для пружинного упорного плоского кольца, устанавливаемого на вал диаметром 60 мм, составляет 67,5 кН. Легкие осевые нагрузки передают стопорными винтами непосредственно или через установочные кольца (рис. 4, е), клеммовыми соединениями, пружинными кольцами.
Рис. 4. Средства восприятия осевых нагрузок и осевого крепления деталей на валах:
а — упор в уступ; б — гайка; в — пружинные кольца; г — конический штифт; д — клеммовое соединение; е — стопорный винт
5. УСТАНОВКА ДЕТАЛЕЙ НА ВАЛАХ
При установке деталей учитывают передаваемые нагрузки, необходимую точность центрирования, необходимость фиксирования в осевом направлении и регулирования осевого положения [4, 8]. Широко используют упор в бортик вала. Если бортик мал или отсутствует, то создают искусственный бортик (рис. 5, а—г).
Фиксацию деталей на шлицевых участках можно обеспечить шлицевым кольцом 7 (рис. 6, д), которое поворачивают в канавке на половину углового шага шлиц и закрепляют
Рис. 3. Способы передачи вращающего момента соединением с натягом:
а — цилиндрическим; б — коническим с гайкой; в — коническим с винтом и торцовой шайбой
Установка деталей на валах
635
винтом на ступице колеса или установочным винтом на валу (рис. 6, б).
Закрепление детали в любом угловом и осевом положении возможно с помощью комплекта конических колец (рис. 7, а, б). На концах валов возможно крепление путем деформации вала при завинчивании конической (рис. 8, а) или запрессовке специальной пробки (рис. 8, б). Эти способы применяют при передаче вращающего момента как шлицевым (вариант I), так и шпоночным (вариант II) соединениями.
Фиксирование группы деталей. Наиболее простым является осевое фиксирование деталей упором ступиц и дистанционных втулок в торцы колец подшипников (рис. 9, а), или с одной стороны в бортик вала, с другой — в торец кольца подшипника (рис. 9, б). Фиксировать детали на шлицевом участке для предотвращения микроперемещений и уменьшения изнаши
вания шлицев желательно с приложением осевой силы (риц, 10, а, б). При этом по центрирующему диаметру необходима посадка с натягом.
Установка деталей, вращающихся относительно валов или осей. Средства фиксирования при вращении в подшипниках скольжения приведены на рис. 11, а—в, а в подшипниках качения — на рис. 12, а—г.
Регулирование осевого положения деталей осуществляют перемещением вала (см. ниже) или перемещением деталей по валу (рис. 13, а— в). Наибольшее распространение получило регулирование с помощью двух гаек (рис. 13, а). При регулировании одной гайкой (рис. 13, б) деталь фиксируют установочным винтом. Регулирование можно осуществлять втулкой 7, ввинчиваемой в резьбовой участок в отверстии детали и фиксируемой гайкой 2 (рис. 13, в). Гайкой 3 закрепляют деталь на втулке 1.
Рас. 5. Средства создания искусственных бортиков на валах:
а - кольцо; б — пружинное кольцо; в — пружинное и гладкое кольца; г — разрезное Г-образное кольцо
Рас. 6. Шлицевые кольца с креплением:
а - винтом на ступице; б — установочным винтом
636
Валы и оси
Рис. 7. Схемы крепления деталей пружинными коническими кольцами с созданием силы затяжки: а — гайкой на валу; б — винтом в ступице
Рис. 8. Схемы крепления деталей деформированием вала пробкой: а — конической резьбовой; б — цилиндрической гладкой
Рис. 9. Схемы осевого фиксирования группы деталей упором:
а — в торцы колец подшипников; б — в бортик вала и торец кольца подшипника
Установка деталей на валах
637
Рис. 10. Схемы фиксирования детали на шлицевом участке с приложением осевой силы: а — непосредственно к торцам ступиц; б — через внутреннее кольцо подшипника
')
Рис. 11. Средства фиксирования деталей, вращающихся в подшипниках скольжения:
а — упором в торцы сопряженных деталей; б — упором в торцы специальных колец; в — упором в бортик втулки и торцовую шайбу
Рис. 12. Средства фиксирования деталей, вращающихся в нодшипниках качения:
о — пружинными кольцами на наружных кольцах двух подшипников; б — пружинными кольцами в отверстии ступицы между двумя подшипниками; в — пружинными кольцами в отверстии ступицы и одним двухрядным сферическим подшипником; г — упором в торцы сопряженных деталей
638
Валы и оси
Рис. 13. Схемы регулирования осевого положения перемещением деталей ио валу: а — двумя гайками; б — одной гайкой; в — втулкой с резьбой и двумя гайками
б. СПОСОБЫ ПЕРЕДАЧИ НАГРУЗОК С ВАЛА НА КОРПУС
Осевая фиксация вала. Обычно вал устанавливают на двух опорах. Конструктивное оформление цапфы в значительной степени зависит от способа осевой фиксации вала, в соответствии с чем различают плавающие и фиксирующие опоры. Плавающие опоры допускают осевое перемещение вала в любом направлении; фиксирующие опоры ограничивают осевые перемещения в одном или в обоих направлениях. Валы, устанавливаемые на плавающих опорах, имеют возможность само устанавливаться при работе. Их осевая фиксация осуществляется другими элементами конструкции, например зубьями шевронных зубчатых колес.
Цапфы, работающие в подшипниках скольжения, выполняют цилиндрическими (рис. 14, а, б), коническими (рис. 14, в), сферическими (рис. 14, г). Основное применение имеют цилиндрические цапфы. Для облегчения сборки й фиксации вала в осевом направлении концевые цапфы делают меньшего, чем у соседнего участка, диаметра. Для разъемного корпуса возможна цапфа с уступами (рис. 14, б) с целью предотвращения осевых смещений в обоих направлениях. Конические цапфы помимо осевой фиксации вала позволяют регулировать зазор в подшипниках. Сферические цапфы применяют для разъемных корпусов при необходимости значительных угловых смещений оси вала. Они сложны в изготовлении и имеют ограниченное распространение. Цапфу, передающую осевую силу (главным
образом в вертикальных валах), называют пятой, а саму опору — подпятником (рис. 14, д).
Цапфы валов для подшипников качения (рис. 15, а) характеризуются меньшей длиной (при установке в опоре одного подшипника). Как правило, цапфы для подшипников качения выполняют цилиндрическими. Конические цапфы с малой конусностью применяют для регулирования зазоров в прецизионных подшипниках упругим деформированием внутренних колец.
Цапфы для подшипников качения при необходимости осевого закрепления колец выполняют с резьбой (рис. 15, б, в), канавками (рис. 15, г), шайбами с центрирующими поясками (рис. 15, д) и другими средствами.
Рис. 14. Цапфы валов под подшипниками скольжения:
а — цилиндрическая гладкая; б — цилиндрическая с уступом; в — коническая; г — сферическая; д — подпятник
Регулирование осевого положения вала
639
Рис. 15. Цапфы для подшипников качения:
а — цилиндрическая с заплечиком без дополнительного крепления; б — с резьбой и круглой шлицевой гайкой; в — с винтом и торцовой шайбой; г — с пружинным кольцом; д — с винтом и центрируемой шайбой
При установке в фиксирующей опоре двух подшипников предусматривают возможность их регулирования, например, винтом, торцовой шайбой и набором прокладок 1 (рис. 16, а), гайкой с деформируемым бортиком (рис. 16, б). Цапфы шлифуют, предусматривая канавку для выхода шлифовального круга. При высокой напряженности вала переходную поверхность выполняют галтелями различной конфигурации.
7. РЕГУЛИРОВАНИЕ ОСЕВОГО ПОЛОЖЕНИЯ ВАЛА
Осевое перемещение вала осуществляют для регулирования зазоров в подшипниках (как при сборке, так и после изнашивания) или регулирования положения установленных на
валу деталей (зубчатых конических или червячных колес). Если опоры вала размещены в стакане, то регулирование осевого положения осуществляют перемещением стакана путем постановки под его фланец колец, полуколец, прокладок одинаковой или различной толщины, применением регулировочных винтов.
При расположении опор вала в разных стенках корпуса регулирование осуществляют набором тонких металлических прокладок, устанавливаемых под фланцы привертных крышек подшипников, винтами или гайками с мелким шагом, воздействующим на вал через нажимные шайбы (кольца) и подшипники.
Регулирование осевого положения вала в разъемном подшипнике скольжения может осуществляться регулировочными разрезными полукольцами 1 и 2 (рис. 17).
Рк. 16. Средства регулирования двух нодшин-пков в фиксирующей опоре перемещением мугреннего кольца:
а - прокладками; б — гайкой с деформируемым бортиком
Рис. 17. Схема регулирования разъемного подшипника скольжения разрезными полукольцами
640
Валы и оси
8. КОНСТРУИРОВАНИЕ ВАЛОВ В РЕЖИМЕ ДИАЛОГА С ЭВМ
В общем случае при конструировании вала должны быть обеспечены: передача вращающего момента, осевая фиксация вала и деталей на валу, регулирование осевого положения вала и деталей на валу, выход режущего инструмента.
Результатом конструирования на ЭВМ является “образ” чертежа, который может быть выведен на экран для просмотра и редактирования или на графопостроитель.
В соответствии с решаемыми при конструировании вопросами требуется расчленение “образа” вала на ряд составных частей (участков) с возможностью их раздельного проектирования, с необходимой типизацией и унификацией проектных решений.
Процесс конструирования на ЭВМ делится на этапы, соответствующие конструированию одного участка. Этап заканчивается созданием описаний этого участка вала. Участки могут быть простыми или сложными, состоящими из нескольких простых, но объединяемых общим геометрическим признаком, например канавкой под язычок стопорной многолапчатой шайбы.
Участие пользователя заключается в определении хода проектирования, оценке результатов, выборе продолжений. Конструирование вала ведется по отдельным участкам слева направо. Разрабатываемая конструкция составляется из типовых участков в любой их последовательности. Выбор формы участка осуществляется из имеющегося набора: цилиндрический гладкий или со шпоночным пазом, с канавкой под пружинное плоское кольцо, с канавкой для выхода шлифовального круга; конический гладкий или со шпоночным пазом; цилиндрический с метрической резьбой с канавкой под язычок стопорной шайбы или без нее; шлицевой при изготовлении наружным протягиванием или червячной (фасонной) фрезой и др.
В соответствии с выбранной формой участка необходимые для конструирования сведения
вводятся в виде ответов пользователя на вопросы, задаваемые программой, или в виде выбора нужного конструктивного исполнения.
При конструировании активно используется большой объем справочных данных из соответствующих стандартов (на метрическую резьбу, шпоночные пазы, шлицы, канавки под пружинные кольца, режущий инструмент).
Получаемые в результате конструирования основные размеры участка, включая при необходимости и рекомендуемый диаметр следующего участка, высвечиваются на экране. Возможно многократное внесение изменений в размеры или варианты исполнения.
При выполнении программы решают задачи синтеза и анализа описаний. При решении задач синтеза определяют состав и последовательность участков, способ связи между ними при выполнении тех или иных условий.
При решении задач анализа оценивают результаты конструирования, возможность реализации выбранных конструктивных исполнений, исходя из сопоставления размеров соседних элементов; участков и режущего инструмента.
При неудачных действиях пользователя в процессе конструирования на экран выводится различная текстовая информация: поправки, советы, рекомендации, сообщения, запреты.
В качестве примера на рис. 18 приведен эскизный чертеж вала, полученный с помощью ЭВМ.
Если эскизное конструирование может быть выполнено для вала произвольной конструкции, то разработка чертежей, связанная с определенной системой простановки размеров, определением и обозначением допусков формы и расположения и др., предусмотрена для типовых конструкций валов (рис. 19).
Результаты работы с программой конструирования вала хранятся в библиотеке графических образов. Использование библиотеки во многих случаях может существенно ускорить разработку новых чертежей.
Рнс. 18. Эскизный чертеж вала, полученный на ЭВМ
Материалы валов и осей
641
soza
ягидт
ш мг.1
1,П повернуто 094 :f
Рйс. 19. Чертеж вала, полученный на ЭВМ
9. МАТЕРИАЛЫ ВАЛОВ И ОСЕЙ
Выбор материала и термической обработки валов и осей определяется их критериями работоспособности, в том числе критериями работоспособности цапф с опорами. Значение последних критериев в случае опор скольжения может был» определяющим [9].
Основными материалами для валов и осей служат углеродистые и легированные стали ввиду их прочности, большого модуля упругости, способности к упрочнению и легкости получения требуемых цилиндрических заготовок путем прокатки.
Для валов и осей, подчиненных критерию жесткости и не подвергающихся термической обработке, преимущественно применяют стали Ст5 и Стб. Для большинства валов применяют термически обрабатываемые среднеуглеродистые и легированные стали 45, 40Х. Для высоконапряженных валов ответственных машин применяют легированные стали 40ХН, 40ХН2МА, ЗОХГТ, ЗОХГСА и др. Валы из этих сталей обычно подвергают улучшению, закалке с высоким отпуском или поверхностной закалке ТВЧ с низким бтпуском (шлицевые валы).
Для быстроходных валов, вращающихся в подшипниках скольжения, необходима высокая твердость цапф. Валы в этом случае изготовляют из цементуемых сталей 20Х, 12ХНЗА, 18ХГТ или азотируемых сталей типа 38Х2МЮА. Наибольшую износостойкость имеют хромированные валы. По опыту автомобилестроения хромирование шеек коленчатых валов увеличивает ресурс до перешлифовывания в 3—5 раз.
Для валов, размеры которых определяются условиями жесткости, прочные термически обработанные стали целесообразно применять только кота это определяется, требованиями долговечности шлицев и других изнашиваемых поверхностей.
Для изготовления фасонных валов (коленчатых, с большими фланцами и отверстиями и других тяжелых валов) наряду со сталью применяют высокопрочные чугуны (с шаровидным графитом) и модифицированные чугуны. Меньшая прочность чугунных валов в значительной степени компенсируется более совершенными формами валов (особенно коленчатых), пониженной чувствительностью чугуна к концентрации напряжений, меньшей чувствительностью в многоопорных валах к смещению
21 Зак. 1113
642
Валы и оси
опор (благодаря меньшему модулю упругости) и меньшей динамической нагрузкой ввиду повышенной демпфирующей способности.
В качестве заготовок для стальных валов диаметром до 150 мм используют круглый прокат, для валов большего диаметра и фасонных валов — поковки.
Валы подвергают токарной обработке; посадочные поверхности шлифуют. Высоко -напряженные валы шлифуют по всей поверхности.
10. РАСЧЕТНЫЕ СХЕМЫ ВАЛОВ И ОСЕЙ, КРИТЕРИИ РАСЧЕТА
Схематизация опор. Валы и вращающиеся оси рассчитывают на изгиб, как балки на жестких шарнирных опорах [9, 13]. Для валов, вращающихся в подшипниках качения, условную опору на расчетной схеме располагают на середине ширины радиальных подшипников (рис. 20, а) или со смещением от торца на
величину а для радиально-упорных подшипников (рис. 20, б, в):,
для шариковых а = 0,5(В + 0,5(d + D) tg а]; для конических роликовых
а = 0,5 [Т+ (d +D) е/3],
ще В — ширина подшипника; Т — монтажная высота; d — диаметр отверстия внутреннего кольца; D — наружный диаметр; а — номинальный угол контакта; е — коэффициент осевого нагружения.
При установке в одной опоре двух подшипников (рис. 20, г) основную реакцию воспринимает подшипник, расположенный со стороны нагруженного пролета [9]. Если внешний подшипник расположен не вплотную к внутреннему, то в нем может возникнуть реакция, направленная * в противоположную сторону. Поэтому условную шарнирную опору вала точнее совмещать с внутренним подшипником или располагать на одной трети расстояния между подшипниками ближе к внутреннему. Точный расчет производят с учетом совместной
Рис. 20. Схемы опор валов, вращающихся:
а — в радиальных подшипниках; б — в радиально-упорных шариковых; в — в конических роликовых; г — в двух подшипниках в одной опоре; д — в радиально-упорных сдвоенных; е — в несамоустанавливающихся подшипниках скольжения; ж — схема передачи сил в соединении вал-ступица
Расчеты валов на прочность
643
работы вала с подшипниками как многоопорной балки на упругих опорах.
Для валов, вращающихся в радиально-упорных двух- или четырехрядных подшипниках или в радиально-упорных сдвоенных при углах контакта, направленных в разные стороны, условную базу располагают на середине ширины подшипника (или комплекта). При установке радиально-упорных сдвоенных подшипников с углами контакта, направленными в одну сторону (рис. 20, д):
а = 7В/6 + 0,25(4 + D) tg а.
У валов, вращающихся в несамоустанав-ливающихся подшипниках скольжения (рис. 20, е), давление по длине подшипников вследствие деформации валов распределяется неравномерно. Условную шарнирную опору располагают на расстоянии (0,25-^0,3)/ от торца подшипника со стороны нагруженного пролета. Точный расчет таких валов проводят с учетом совместной работы с подшипниками как балки на упругом основании.
В простейших расчетах силы на валы [9] принимают действующими на середине ширины деталей, насаженных на вал. Если учитывать совместную работу ступиц с валами, то точнее принимать силы взаимодействия ступицы и вала, сосредоточенными в сечениях на расстоянии (0,2-М), 3)/ от торцов ступицы (рис. 20, ж). Меньшие значения при жестких ступицах и посадках с натягом, большие — при податливых ступицах, переходных посадках и посадках с зазором.
Критериями работоспособности валов являются прочность, жесткость и виброустойчивость.
И. РАСЧЕТЫ ВАЛОВ НА ПРОЧНОСТЬ1
Расчет на статическую прочность. Для расчета на прочность валов и осей строят эпюры изгибающих и вращающих моментов, продольных сил. Расчет проводят по максимальным внешним нагрузкам. Максимальные за срок службы вращающий и изгибающие моменты, сосредоточенные и распределенные силы находят с учетом специфики работы машины: по пусковому моменту электродвигателя, предельному моменту при наличии предохра-
’Упрощенные расчеты валов на прочность допускается выполнять так, как приведено в К 9|.
нительных элементов, инерционным моментам, возникающим при внезапном торможении без предохранительных элементов и т.п. Максимальные вращающий и изгибающий моменты определяют на основе экспериментальных и статистических данных о распределении основных величин, влияющих на нагруженность элементов машины.
По всем известным внешним максимальным силам и моментам определяют реакции опор в двух взаимно перпендикулярных плоскостях отдельно от сил (R*, Ry*), меняющих вследствие вращения и (7^н, Rf) не меняющих положение относительно вала.
В упрощенных расчетах не выделяют сил, не меняющих положения относительно вала, и принимают в запас прочности, что все силы меняют свое положение относительно вала.
Составляющие изгибающих моментов в плоскостях ZOX и YOX вычисляют отдельно от сил (Л/“с/, iW“y/), меняющих и (JWHC/, Af^,) не меняющих положение относительно вала (ось X направлена вдоль оси вала, оси Z и Y — перпендикулярно к оси вала). Рассчитывают на прочность сечения, в которых приложены внешние силы, моменты или реакции опор или места изменений сечения вала, нагруженные также суммарным моментом АГ, от сил, не меняющих положение относительно вала.
В местах приложения сосредоточенных внешних изгибающих моментов определяют моменты Ма и Мл справа и слева от сечения.
Находят суммарные изгибающие моменты в /-м сечении от сил, меняющих положение относительно вала:
Л/(м = л/(Л/“г/)2 + (Л/“у/)2 .
Строят эпюры изгибающих моментов раздельно для Ми и Ма. Путем арифметического суммирования ординат этих эпюр находят результирующие изгибающие.моменты
Л/, = М* + ,
по которым определяют максимальные изгибающие моменты М^.
При построении эпюры вращающего момента ^пах А™ шпоночного и шлицевого соединения за точку приложения момента можно принимать середину длины площади контакта сопрягаемых деталей. Однако если в шлицевом соединении длина контакта больше диаметра впадин шлицев, то эпюра вращающего момента по
2Г
644
Валы и оси
длине контакта принимается по закону треугольника с вершиной на торце ступицы.
Геометрические характеристики поперечного сечения: момент сопротивления при изгибе и кручении площадь А — вычисляют по нетго-сечению:
для валов с одной шпоночной канавкой
= ltd3 b h (2 d -h)2 .
" 32 16 d
_ndi b h (2 d - h)2 — , 16 16 d
A - K .
для валов с двумя противоположными шпоночными канавками
_ я</3 b h (2d -h)2 - --- * 32 8 d
IF = K di b h (2 d -h)2 . '16 8 d
A = JL^.bh.
4
для валов с прямобочными шлицами
w _ Я Р4 - Z>'z (Р - d) (Р + .
" 32 Р
= 2 W ; А = + bz - d .
4 2
Для валов с эвольвентными шлицами и для вала-шестерни в сечении по зубьям геометрические характеристики поперечного сечения приведены в табл. 1.
Для валов с треугольными шлицами
1. Геометрические характеристики поперечных сечений для вала-шестерни п вала с эвольвентными шлицами
Геометрические характеристики Формулы
Момент инерции при расчетах на жесткость (осевой) я . я /= 8, — d* da4, 7 64 64 0 ще 67 — коэффициент, учитывающий коэффициент смещения х и . число зубьев z вала-шестерни; принимают по рис. 21, a,d — диаметр делительной окружности, dQ — диаметр центрального отверстия
Момент сопротивления при расчете на изгиб = 2J/day где da — диаметр вершин зубьев
Момент сопротивления при расчете на кручение W* = 2ИЛи
Площадь сечения при расчете на растяжение (сжатие) 1 4 4 а где 5, — коэффициент, учитывающий коэффициент смещения х и число зубьев z принимают по рис. 21, б.
Примечание. Для косозубых валов-шестерен расчет по данным формулам идет в запас прочности.
Здесь b — ширина шпонки или шлица; z — число шлицев; h — высота шпонки; D — наружный диаметр шлицев; d — диаметр вала со шпоночным пазом или внутренний диаметр шлицев.
Для валов диаметром d с поперечным отверстием диаметром а
W =
к d3
32
Расчеты валов на прочность
645
Рве. 21. Графики для определения коэффициентов 6Z, 6^:
Б — блокирующая линия из условия отсутствия подрезания зубьев
= -0,9—); А = — -ad.
ж 16 \ d ' 4
Нормальные oz и касательные напряжения в рассматриваемом i-м сечении вала:
_ ^/max . Л max О/---------+ -------,
К, 4
„ _ ^/тах
Здесь FlmajL — максимальная осевая сила.
Частные запасы прочности по нормальным 1ГО1 и касательным напряжениям
Ла/ = —;
Пределы текучести материала от и -ц, определяют на стандартных образцах, по возможности вырезанных из заготовок такого же диаметра, что и у рассчитываемого вала или оси. Если предел текучести определяют на образцах, вырезанных из прутков диаметром 10—20 мм (о’т), то расчетный предел текучести для материала вала или оси диаметром d
<Л = К. о’т , (1)
где для легированных сталей коэффициент Kv учитывающий снижение механических свойств металла с ростом размеров заготовок:
= 1 - 0,2 lg (d/7,5) для d <> 150 мм; К{ = 0,74 для d > 150 мм; К{ = 1 для углеродистых сталей.
Общий коэффициент запаса прочности по пределу текучести при совместном действии нормальных и касательных напряжений
646
Валы и оси
Данная формула соответствует расчету по гипотезе прочности максимальных касательных напряжений.
Статическая прочность считается обеспеченной, если sT £ [sT], где [sj — минимально допустимое значение общего коэффициента запаса по пределу текучести.
Значение [зт] принимают в диапазоне [sj = 1,3-^-2,0 в зависимости от ответственности конструкции и последствий разрушения вала, точности определения нагрузок и напряжений, уровня технологии изготовления и контроля, однородности и стабильности свойств материала и других факторов. Нормативное значение [^] устанавливают на основе опыта расчетов и наблюдений за поведением машины в эксплуатации с учетом отмеченных факторов в нормативных документах отрасли или предприятия применительно к определенным типам машин и деталей.
Расчет на прочность при переменных нагрузках. Определение расчетных характеристик сопротивления усталости. Пределы выносливости валов и осей в опасных сечениях определяют в соответствии с ГОСТ 25.504—82:
ст. . т .
= х-.д = -г: (2)
А А
где = К{ о’-р о’.р —
медианные значения пределов выносливости материала, определенные на лабораторных образцах, изготовленных из прутков диаметром 10—20 мм; о_р — медианные значения пределов выносливости материала, определенные на лабораторных образцах, изготовленных из заготовок таких же поперечных сечений, что и у рассчитываемой детали. К{ — см. примечание к (1).
При отсутствии экспериментальных данных значения о_( и для сталей ориентировочно определяют следующими соотношениями:
а 1 = (0,55 - 0,0001 ов) ов ;
т ( = (0,5 г 0,6) о ( , (3)
где ов — среднее значение (МПа) временного сопротивления стали одной марки для множества плавок, определенное на лабораторных образцах, изготовленных из заготовок диаметром, равным или близким к абсолютному размеру рассчитываемой детали.
К — коэффициент снижения предела выносливости:
при растяжении-сжатии или изгибе
К
ъ+
— -1)—;
Л.я ' К,
(4)
при кручении
—-1)—; к,. ' К,
(5)
Значения коэффициентов KFa и KFx влияния качества обработки поверхности определяют по формулам (ов — в МПа):
при изгибе
°'*(te) = 1 - 0,22 (lg — - 1) lg Rz
a-l (Rz S I) 20
при Rz > 1 мкм;
(6)
KFo = 1 при Rz < 1 мкм;
при кручении
KF = 0,575 XFa + 0,425 . (7)
ft’ tv 1 x '
Здесь o_l(Rz) — предел выносливости гладкого образца с шероховатостью поверхности Rz; a-i(Rz < i) — пРеДел выносливости гладкого полированного образца.
Значения коэфициентов влияния поверхностного упрочнения оценивают по табл. 2.
Для валов и осей с геометрическими источниками концентрация напряжений (канавки, переход от одного сечения к другому по галтели, отверстия и т.п.) отношения характеризующие влияние концентрации напряжений и масштабного фактора, определяют по ГОСТ 25.504-82.
Для валов с напрессованной деталью, через .которую передается изгибающий момент и сила, отношение KGIKdc определяют с учетом влияния временного сопротивления стали ов (МПа) — коэффициент Q и влияния давления посадки р (МПа) — коэффициент
= 0,38 + 1,48 lg d при d < 150 мм;
= 3,6 при d £ 150 мм;
Расчеты валов на прочность
647
2. Значения К* в зависимости от вида обработки и диаметра образца
Вид обработки поверхности Диаметр образцов, мм
7-20 (8-15)’ 30-40
Поверхностная закалка 1,3-1,6 1,2-1,5
токами высокой частоты: глубина закаленного слоя 0,9—1,5 мм, вид нагружения — изгиб с вращением 1,6-2,8 1,5-2,5
Химико-термическая обработка: азотирование на 1,15-1,25 1,1-1,15
глубину 0,1—0,4 мм, поверхностная твердость 730-970 НВ 1,9-3,0 1,3-2,0
цементация на 1.2-2,1 1,1-1,5
глубину 0,2—0,6 мм 1,5-2,5 1,2-2,0
цианирование на глубину 0,2 мм 1,8 —
Поверхностный наклеп: обкатка роликом 1,2—1,4 1,1-1,25
1,5-2,2 1,3-1,8
обдувка дробью 1,1—1,3 1,1-1,2
1,4-2,5 1,1-1,5
'Значения диаметров обра пшико-термической обрабо зцов, подве тке. ргавшихся
Примечание. В числителе приведены значения коэффициента К* образцов без концентрации напряжений, в знаменателе — для образцов с концентрацией напряжений.
? = 0,305 + 0,00139 ов;
V = 0,65 + 0,014 р при р <, 25 МПа;
= 1 при р > 25 МПа.
Аналогичное отношение при кручении
К кп
—— =0,6——. (9)
Значения эффективных коэффициентов концентрации напряжений Ка и при изгибе и кручении приведены: для валов с отверстием — на рис. 22, 23, для валов с отверстием при растяжении-сжатии — на рис. 24, для валов со шпоночным пазом — на рис. 25, шлицами — на рис. 26, валов с выточками — на рис. 27.
Коэффициенты влияния абсолютных размеров поперечного сечения
= 0,5 [l+(-A-)-2v-]; (Ю)
^, = 0,5[l + (^-)’2v’] , (11)
где d — диаметр вала или оси, мм.
Параметры уравнения подобия усталостного разрушения vo, vt определяют или экспериментально по методике, изложенной в МР 206— 86, или по корреляционным формулам (ов — в МПа):
vo = 0,19 - 0,000125 ов ; (12)
vt = 1,5 vo . (13)
Уравнение кривой усталости принимают в форме
С", лг= о".1д при с, г о. 1д;
N = оо при оа < о4 д .
Показатель наклона левой ветви кривой усталости в случае отсутствия прямых экспериментальных данных (ов — в МПа)
5 + о / 80
= =, (14)
ще К определяют по (4).
В среднем NG = 2 • 10б циклов.
Значения коэффициентов влияния асимметрии цикла на предельные амплитуды для лабораторных образцов (ов — в МПа):
Vo = 0,02 + 2-10-4 ов ; (15)
= 0,5 vo •
То же, для деталей: жод =-----------; жхд =--------> , (10
к к
где К определяют по (4) и (5).
648
Валы и оси
Рис. 22. Эффективные коэффициенты концентрации напряжений для валов с иоиеречным отверстием (для петто-сечений) при изгибе:
Рис. 23. Эффективные коэффициенты концентрации напряжений для валов с поиеречпым отверстием (для иетто-сечений) при кручении: К, = 0,363 10'3 ag + 1,54
Рис. 24. Эффективные коэффициенты концепт-рации напряжений для валов с поперечным отверстием (для иетто-сечений) при растяжении-сжатии
Рис. 25. Эффективные коэффициенты концентрации напряжений для вадов со шпоночным пазом
Рис. 26. Эффективные коэффициенты концентрации напряжений для валов со шлицами:
1 —прямобочные и эвольвентные шлицы; 2 — прямобочные шлицы; 3 — эвольвентные шлицы
Расчеты валов на прочность
649
Рве. 27. Эффективные коэффициенты концент-рации напряжений для валов с выточками
Предельные амплитуды для деталей при асимметричном цикле нагружения
= ^-1 д - Voa СГт ;
Лд = ''-1д-'ИтдХда.
Характеристики сопротивления усталости для наиболее ответственных валов и осей, повреждения которых связаны с угрозой безопасности людей или серьезными экономическими потерями, рекомендуется определять испытаниями на усталость натурных деталей (при диаметрах d.< 300 мм) или достаточно крупных моделей (d = 100-^200 мм), с осуществлением экстраполяции на натурные размеры на основе теории подобия усталостного разрушения.
Определение расчетных характеристик натру-кеяности. При отсутствии экспериментальных данных расчетные нагрузки валов и осей определяют методами механики по заданным мощностям, частотам вращения, условиям работы. В большинстве случаев режимы работы машины, а следовательно, и нагрузки валов и осей являются переменными и могут быть представлены в виде ступенчатого графика изменения нагрузки.
Если характеристики нагруженности определяют тензометрированием в процессе эксплуатации, то формирование блока нагружения осуществляют по ГОСТ 25.101—83.
По эпюрам изгибающих и вращающих моментов в опасных сечениях каждой г-й ступени блока нагружения (i = 1, 2, ..., г) находят амплитуды нормальны^ и касательных та/ напряжений, а также числа циклов действия амплитуд нормальных л/бо и касательных л/бт
напряжений каждого i-ro уровня (/= 1,2, ..., г) в блоке нагружения.
Общее число циклов нормальных лбо и касательных лбт напряжений в блоке нагружения:
лбо П16о> 2L л/бт • О?)
1=1 ;=1
Случайные вариации уровней нагруженности в блоке нагружения при их подобном преобразовании могут быть описаны соотношением
(18)
где оа/ — среднее значение амплитуды г-й ступени блока; е = 1 + иряг — нормально распределенная случайная величина, имеющая среднее значение, равное 1, и коэффициент вариации , характеризующий случайные отклонения уровня нестационарной нагруженности. Величину 0е определяют на основе результатов повторных измерений эксплуатационной нагруженности с варьированием нерегламентируемых факторов (например, для автомобиля — состояние дороги в пределах данного типа, квалификация водителя, особенности экземпляра машины, погода и пр.) по методике, изложенной в [5, 10].
Уточненный расчет коэффициентов запаса прочности по корректированной теории суммирования повреждений. Вычисляют корректирующие коэффициенты и а^. Предварительно из блока нагружения исключают амплитуды оа/ < 0,5о_1д. Оставшееся в укороченном блоке нагружения число ступеней обозначают г1о и вычисляют параметр
(аа/ > 0,5 с_1д)
(19)
где патах — максимальная амплитуда в блоке нагружения;
Л/бо • у»
he = » Л ба = X Л/ба - ЧИСЛО
лба ' i=l
циклов в укороченном блоке нагружения.
Корректирующий коффициент
oamQV - 0,5 о . „
= атак %----------(2())
- 0,5 а1д
650
Валы и оси
Если < 0,1, то следует принять = 0,1. Аналогично
Е <21>
a max
(*./>0,5 *.1Я)
л/бт гае th = ——;
пбх
т_ ___ L - 0,5 т . „
= .тЧ,------- ->Д S 0>1 .
Татах * т-1д
(22)
Коэффициенты запаса прочности по нормальным и касательным напряжениям:
где
X Р О СгО
°-1Д
'/6о; (24)
t
Хаэкв= \ 21 ^а/Я/бт» (^)
X — число блоков нагружения за расчетную наработку.
Так как оа экв и та экв по (24) и (25) определяют путем суммирования напряжений оа/ > п_1д/5о и > т_иД, то задача решается последовательным приближением: задаваясь предварительно значением s'a и s'x, находят оа экв, та экв, после чего определяют sa и по (23); в случае существенного расхождения (более 10 %) заданных и полученных коэффициентов запаса вычисления повторяют.
Общий коэффициент запаса прочности
(26)
Прочность считается обеспеченной в случае s £ И,
где [s] = 1,5-г2,5 — нормативное минимально допустимое значение коэффициента запаса про
чности. Значение [з] из данного диапазона устанавливают применительно к конкретным деталям определенных типов машин на основе опыта предшествующих расчетов и конструирования и наблюдения за поведением машин в эксплуатации с учетом ответственности конструкции и других факторов, отмеченных ранее.
В связи с большими значениями показателей степени у напряжений в уравнениях кривых усталости (тп = 6; 9; 12) значения членов с малыми напряжениями очень малы и ими можно пренебрегать при оа/< 0,5 о_1д.
Расчет функции распределения ресурса по усталости, т.е. зависимости между ресурсом вала (наработкой в часах, пробегом в км и т.п.) и вероятностью появления усталостной трещины, приведен выше (см. раздел 1, часть I, гл. 3).
Упрощенный расчет. Этот расчет предусматривает суммирование действия напряжений всех уровней (за исключением малых в пределах точности расчетов) и постоянное среднее значение параметра др = 0,4. Расчет может рассматриваться как простейший вариант корректированной теории суммирования повреждений и как расчет, основанный на экстраполяции наклонного участка кривой усталости Велера.
При наиболее неблагоприятных спектрах — длительном действии переменных напряжений ниже предела выносливости и периодических больших перегрузках — параметр ар существенно снижается.
При сделанных допущениях эквивалентные напряжения
^аэкв- *\/ ~ 21 л/бо »
N ар NGc i
21 ^ш*л/бт • i
Пример расчета на прочность. Исходные данные для расчета. На рис. 28 приведена конструкция вала нагружающего устройства, а также расчетная схема и эпюры изгибающих, вращающего моментов, продольной силы. Максимальный вращающий момент Tmmf = 3950 Н*м, циклограмма нагружения приведена на рис. 29. Максимальные силы, действующие на вал от зубчатого зацепления шестерни с колесом: Ft = 51166 Н, Fr = 26398 Н, F = 18623 Н. Частота вращения вала п = 0,406 с , расчетный ресурс Тр = 5000 ч.
Расчеты валов на прочность
651
1 = 139
с=90
Ь = 107
ип
I П
|4-««Z ч*1
h Ш
lg*7O ш
7212
1,-teif-n
X я| 1
FfUJft
fmr
8^9978 Я*
17
319
Fg*18623 i №6398 Rg2=l69Z0
М^Шгб
Вал изготовлен из стали со следующими характеристиками сопротивления усталости и статической прочности: временное сопротивление ов = 1100 МПа, предел текучести при изгибе от = 850 МПа, предел текучести при кручении Xj. = 550 МПа, предел выносливости при изгибе o_t = 480 МПа, предел выносливости при кручении т_г = 270 МПа, коэффициенты чувствительности к асимметрии цикла Vo = 0,2 и = ОД, абсцисса точки перелома кривой усталости NG = 2 • 10б циклов.
Вал подвергнут цементации, Kv = 1,4.
Минимально допустимые запасы прочности и выносливости приняты: [^] = 1,9 и [s] = 1,9.
Расчеты в примере сделаны почти без округления чисел, хотя обычно технические расчеты валов и других деталей делают с округлением.
Определение внутренних силовых факторов и расчет на статическую прочность. Находим место расположения условной шарнирной опоры (см. с. 642)
Л = а = 0,5 [ Т + - ~ Д е j =
= 0,5 [23,75 + 60з+ 110 0,3sj = 21,8 мм,
Fg = 18623
Рис. 28. Конструкция вала, его расчетная схема, эпюры моментов и продольной силы
где Т = 23,75 мм, d = 60 мм, D = 110 мм и е = 0,35 — данные для подшипника 7212. Принимаем h = 22 мм.
Неуравновешенная составляющая окружной силы на рабочих элементах зубчатой муфты
2 ♦ 103
Л, = 0,2------—-------
d
= 0,2 2 *3950'103 = 13167 Н . 120
\39Я I J3W
ГМО
При нахождении реакций опор и построении эпюр учтем, что Fp Fx — силы, меняющие положение относительно вала, а сила Гв/ не меняет положение относительно вала.
Определяем реакции опор от сил, меняющих положение относительно вала.
При направлении осевой силы Fx к опоре Л:
ЦЮ1
0,899
*1
Относительны время нагружения
м Fx 0,5 d, + Fr b
/
Рве. 29. Циклограмма нагружения
_ 18623• 0,5 • 154,4 + 26398 • 107 „
---------------------------------3Uoo4 rl ;
139
652
Валы и оси
м Л 0,5 4 - Л в
** = 3
I
18623 • 0,5 • 154,4 - 26398 • 32 _ „
--------------------------------4200 г1 ;
139
м Ftb 51166-107
R л = —-—=-----------------= 39387 Н;
У I 139
Rsr—l
51166-32 ----------- = 11779 Н
139
При направлении осевой силы Fx к опоре Б:
м F. b - Fx 0,5 Л &Az= —----~~ =
I
26398 • 107 - 18623 • 0,5 • 154,4 00_0 „
=-------------------------------= 9978 Н
139
м Fr а + Fx 0,5 Л л Bz '
26398 • 32+18623 • 0,5 • 154,4 _ „
------------------------------1042U Г1 .
139
Определяем реакции опор от силы, не меняющей положение относительно вала
13167-90
139
= 8525 Н;
Н _ Л1 t (С + О
R‘~——
13167 (90 + 139) ----------------- = 21692 Н.
139
Эпюры внутренних силовых факторов приведены на рис. 28.
Анализ эпюр внутренних силовых факторов и несущей способности вала показал, что опасными сечениями являются:
I—I — место перехода от шестерни к валу диаметром 70 мм;
II—II — место посадки правого подшипника на вал;
III—III — шпоночное соединение (дхЛ = 16x10 по ГОСТ 23360—78) при посадке муфты на вал и направлении осевой силы Fx в сторону опоры Б.
Определим изгибающие моменты для опасных сечений.
Сечение I—I
(д - 0,5 Zj) 10-3 =
= 16420 (107 - 0,5 • 50) 10‘3 = 1346 Н • м;
^“ = ^(*-0,5/3)10’ =
= 11779 (107 - 0,5 • 50) 10‘3 - 966 Н - м;
М,“= ^(Af“)2 + (M,“)2 =
= V 13462 + 9662 = 1657 Н • м ;
М*- Я*(а + 0,5/3) IO3 =
= 8525 (32 + 0,5 • 50) 10'3 - 486 Н • м;
Сечение 11—11
М* = 0;
Л/2Н= 10‘3Гн/с = 10’3-13167-90 = 1185 Н-м;
Сечение Ш—III
М* = 0;
M3a = 10‘3 F„, (lt - j = 10'3 • 13167 х
х ^70 - = 816 Н-м .
Вычислим геометрические характеристики опасных сечений вала
Сечение 1—1
32 3.14 - 703 j = 33660 мм3 ; 32
W = — = “ 16 3.14 - 703 j = 67310 мм3 ; 16
А =-=- 1 4 3,14-702 „„„ , = 3850 мм2 ; 4
Сечение II—II
3.14 - 603 ^,^пп з = 21200 мм3 ; 32
w = —= * 16 3.14 - 603 j = 42390 мм3 ; 16
Расчеты валов на прочность
653
nd2 ЗД4-6О2 2
----= —----------= 2830 мм2 ;
4 4
_ я d3 b h (Id - Л)2 _
13 16 16 d
Сечение Ш—Ш
_ п d3 b h (2d - Л)2
32 16 d
ЗД4-553 16-10 (2-55 - 10)2 ,
= —------------------------— = 14510 мм3 ;
32 16 • 55
3,14 • 553 16 • 10 (2 • 55 - 10)2 3
= —---------------------------— = 30830 мм3 .
16 16 • 55
Расчет вала на статическую прочность представлен в табл. 3. Статическая прочность обеспечена; во всех случаях > [SJ = 1,9.
3. Характеристики опасных сечений вала
Характеристики Формула I-I П-П Ш-Ш
Момент, Н * м изгибающий •r.-J («„)♦ к,)2 1657 0 0
486 1185 816
Mt = М* + 2143 1185 816
вращающий ^/шах 3950 3950 3950
Осевая сила, Н 18623 18623 0
Момент сопротивления, мм3 V.' 33660 21200 14510
67310 42390 30830
Площадь сечения, мм2 А 3850 2830 —
Напряжение, МПа Изгиб с растяжением (сжатием) с. = + - ' 4 68,5 62,4 56,2
Кручение Т/ = max / 58,7 93,2 128
Запас прочности Изгиб с растяжением (сжатием) 12,4 13,6 15,1
Кручение 9,36 5,9 4,3
Общий 1 Ас/ + 7,5 5,4 4,1
654
Валы и оси
Расчет вала на сопротивление усталости по коэффициентам запаса прочности. Определим характеристики сопротивления усталости вала.
Сечение I—I. Согласно (2)
По (4) при изгибе и растяжении-сжатии
К 1 \ 1
—— +---------1)------,
KFa ' Kv ао го у
К 2 а„ ще —2-=-------2---(по ГОСТ 25.504-82).
l+0v’ а о
Теоретический коэффициент концентрации напряжений для ступенчатого вала находим по ГОСТ 25.504—82 (приложение 3).
Для радиуса галтели р = 6,5 мм, диаметра вала d = 70 мм и диаметра шестерни по впадинам = 124 мм ао = 1,75.
По (12) vo = 0,19 - 0,000125 ов = = 0,19 - 0,000125 • 1100 = 0,053.
По ГОСТ 25.504—82 рассчитываем относительный градиент первого напряжения в зоне концентрации при изгибе:
- 2,3 , 2 2,3 2 _ .
G =-------+------=-------+----= 0,382 мм’1.
р d 6,5 70
Определяем относительный критерий подобия усталостного разрушения по ГОСТ 25.504— 82:
Л 1 L 1 nd 3,14-70
е =-----— =-----------— = —-----------= 6,5.
88,3 G 88,3 G 88,3-0,382
Отсюда
Коэффициент влияния шероховатости поверхности определяем по (6) для Rz = 20 мкм:
KF = 1 - 0,22 lg Rz (lg ---------1) =
' 20 '
= 1 - 0,22 lg 20 (lg 1100 - 1) = 0,79. '20 '
Коэффициент снижения предела выносливости при Ку = 1,4
К = (1,83 + —------1) —— = 1,5.
V 0,79 / 1,4
Отсюда предел выносливости при изгибе вала для сечения I—I
К 1,5
Из (5) при кручении / 1 \ 1 *= —— +---------------------1 ----’
1 ' Ку
К 2at где —^- =-------------(по ГОСТ 25.504-82).
Kd, i+o’v’
Согласно (13):
vx = 1,5 vo = 1,5-0,053 = 0,080;
= 1,45 (ГОСТ 25.504-82);
р + 2 1>15 d 6,5 2 + — = 0,205 мм 70
е = 88,3 L J . 88,3 0,205
jS_ = 2-1,45 = 1,59.
1 + 12,14-°’08
По (7) определяем коэффициент влияния шероховатости поверхности
KFx = 0,575 KFa + 0,425 =
= 0,575-0,79 + 0,425 = 0,88.
Коэффициент влияния поверхностного упрочнения, как и в случае изгиба, Ку = 1,4.
Коэффициент снижения предела выносливости при кручении
К= (1,59 + —------- 1) ——= 1,23.
' 0,88 / 1,4
Отсюда предел выносливости при кручении вала для сечения I—I
т . = = 220 МПа .
д К 1,23
Расчеты валов на прочность
655
Сечение II—JI. По (8) при d = 60 мм и р > 25 МПа находим
К/ Kd = 5,52.
Согласно (9)
X К
—— = 0,6 -2- = 0,6 • 5,52 = 3,31.
Г,, а Т а о
Приняв * параметр шероховатости поверхности Rz = 10 мкм, по (6) и (7) находим KFx = 0,91.
Коэффициент снижения предела выносливости при кручении
ЛГ= (з,31 + —-----1) ——= 2,43.
\ 0,91 / 1,4
Отсюда предел выносливости при кручении для сечения II—II
т. 270
с. „ = —=*— =-----=111 МПа .
1д К 2,43
Сечение III—III. По (8) при d = 55 мм и р > 25 МПа определяем
^/^0=5,05.
По (9)
KJ Kdx = 0,6-5,05 = 3,03.
По (5) при KFx = 0,91 коэффициент снижения предела выносливости при кручении
К = (з,ОЗ + —------1) ——= 2,23,
' 0,91 / 1,4
270 _
отсюда т . = —'— =121 МПа.
2,23
Определяющим источником концентрации напряжений для сечения III—III является посадка полумуфты на вал. Коэффициенты снижения пределов .выносливости в этом сечении для галтели и шпоночного паза несколько меньше полученного Л' = .2,23.
Для определения коэффициентов запаса прочности принимаем наработку, соответствующую одному блоку нагружения, равной расчетному ресурсу вала /б = Тр = 5000 ч. В этом случае число блоков нагружения X’ = 1.
Число циклов, приходящееся ма каждую из трек ступеней нагружения (см. рис. 29),
л, б = /j п • 3600 Тр = 0,001 • 0,406 • 3600 • 5000 =
= 7,3-103;
»2в = Ij п • 3600 Tf = 0,1 • 0,406 • 3600 • 5000 = = 7,3 • 105;
л3 в = Г, п • 3600 Тр = 0,899 • 0,406 • 3600 • 5000 = = 6,57 • 10е;
Сечение I—I. Показатель наклона левой ветви кривой усталости определяем по (14):
5 + о_ / 80 5 + 1100 / 80
„ — В — ' -ПС
В связи с контрастным режимом нагружения (рис. 29) — кратковременным действием максимальной нагрузки и длительным действием нагрузок низкого уровня, а также с учетом [6] корректирующий коэффициент ар можно принять равным ар = 0,25, NG= 2* 106 циклов.
Определяем оа/ (эквивалентные амплитуды напряжений симметричных циклов, равноценные по повреждающему действию асимметричному циклу с параметрами оа и от):
°./ = °. + >
V- 0,2
гае VOT = — = ------=0,133.
К 1,5
Для первой ступени нагружения находим
МЛ-103 1657 - 103
о. = —!------=---------= 49,2 МПа;
33660
F МЛ • 103 о_ = — + —--------=
л,
. 18ИЗ+ «640L_,93Mna. 3850 33660
оа! = 49,2 + 0,133 • 19,3 = 51,8 МПа.
Для остальных ступеней полагаем, что амплитуды напряжений пропорциональны вращающим моментам:
Т2 3350
оа2 = оа. — = 51,8--------= 43,9 МПа;
1 7] 3950
Т, 1500
<та з = . — = 51,8--------= 19,7 МПа.
в J U I а
Tt 3950
656
Валыиоси
Расчет коэффициента запаса проводим по (23). Задаемся so = 7,6.
По (24):
Суммирование проводим по
о 1Л 320
са/> —— =----------=42,1 МПа,
*о 7,6
т.е. слагаемое на третьей ступени нагружения
(оа3 = 19,7 МПа) в расчете не учитываем. Тоща
^аэкв
-------------- /51,812,5 • 7,3 • 103 + 0,25 -2-10* '
+ 43,91W*7,3* 10s) = 45,5 МПа .
Для остальных ступеней нагружения
7L 3350
т , = т . —2= 31,7---------= 26,9 МПа;
3950
Т, 1500
т, = т. —*= 31,7-----------= 12,0 МПа.
Т\ 3950
Расчет коэффициента запаса по касательным напряжениям проводим по (23), (25). Задаемся
= 7,6.
По (25)
т 1Я 220
гае г, > ~1д =-------= 28,9 МПа.
s, 7,6
Получаем
По (23)
о. л 320
So =----15-----------=7,0.
о.э» «,5
Полученное значение so не имеет существенного расхождения с заданным. Принимаем = 7,6.
При расчете по касательным напряжениям принимаем
= то = 12,5, арх = 0,25, NGx = 2 • 10б .
Полагаем, что при кручении вал работает по отнулевому циклу, а касательные напряжения на каждой ступени нагружения, так же как и нормальные, пропорциональны вращающим моментам.
Находим приведенные амплитуды касательных напряжений
г
------5-----* 31,712,5 • 7,3 • 103 = 0,25 • 2 • 10б
= 22,6 МПа.
По (23)
т 22,6
а экв Полученное значение существенно отличается от заданного, поэтому повторяем вычисления при = 8,5. Суммирование в (25) проводим по та/ > 220 / 8,5 = 25,9 МПа. Тоща
таэи = У -------------й (31,712-5-7,3-103 +
’ 0,25-2-10*'
По (16)
V- 0,1
ш = -LL- =----------= 0.081,
К 1,23
Для первой ступени нагружения
Т^Ю3 3950 • 103 —-----=--------= 29,3 МПа;
2 ИС, 2-67310
та1 = 29,3 + 0,081-29,3 = 31,7 МПа .
+ 26,9|215-7,3-105) = 27,9 МПа ;
= 220 / 27,9 = 7,9. Принимаем = 8,5.
Определяем общий коэффициент запаса прочности при одновременном действии нормальных и касательных напряжений (26):
so * 7,6 -8,5
s = —.........- - = - = 5,7.
"V s„2 + V л/ 7,б2 + 8,52
Расчеты валов на жесткость
657
Сечение П—П. Расчет проводим по касательным напряжениям, так как циклические нормальные напряжения в этом сечении отсутствуют.
По (14)
5 + о_ / 80 5 + 1100/ 80
т_ = -----—-----=---------------= 7,7.
К 2,43
Для первой ступени нагружения
Т 103 шах
2 W*
3950-103 ----------= 46,6 МПа. 2-42390
По (16)
V- 0,1
=----=0,041;
К 2,43
= + V,д хт = 46,6 + 0,041 ’ 46*6 = 48,5 МПа.
Для остальных ступеней
Т2 3350
V. = тя. — = 48,5----------= 41,1 МПа;
Tj 3950
Т3 1500
t, = та. — = 48,5----------= 18,4 МПа.
т; 3950
Задаемся зт = 2,5.
По (25), учитывая только та/ > т_1д/ \ = =111/2,5 = 44,4 МПа, получаем та эо = 28 МПа.
По (23)
^ = 'с-1д/'саэО= 111/28 = 3,96.
Полученное значение отличается от заданного = 2,5, поэтому вычисления повторяем, задаваясь = 2,8.
Получаем таэкв = 43,4. Тогда = 111/43,4 = =2,6. Принимаем = 2,8.
Сечение III—III. Расчет проводим по касательным напряжениям; циклические нормальные напряжения в этом сечении отсутствуют.
По (14)
5 + 1100/80 /и =--------------= 8,4.
2,23
По (16)
т.. = т. + V,n %, = 64,1 + 0,045 • 64,1 = 67 МПа. al а д т ’ ’ ’
Для остальных ступеней получаем = 56,8 МПа, та3 = 25,4 МПа. Задаемся = 2,2. Суммируя в (25) слагаемые с та/ > t_u/sx = =121/2,2 = 55 МПа, получаем таэкв = 59,7 МПа.
Отсюда
^ = *-1дМаэо= 121/59,7 = 2,0.
Полученное значение не имеет существенного расхождения с заданным. Принимаем = 2,2.
Таким образом, прочность при циклических нагрузках также обеспечена; во всех трех опасных сечениях $>[$] = 1,9.
12. РАСЧЕТЫ ВАЛОВ НА ЖЕСТКОСТЬ
Упругие перемещения валов оказывают неблагоприятное влияние на работу подшипников, зубчатых колес, соединений, вызывая увеличение концентрации контактных напряжений, повышение изнашивания, снижение сопротивления усталости и точности. Изгибная и крутильная жесткость валов влияет на частотные характеристики системы при изгибных и крутильных колебаниях.
Изгабную жесткость определяют по линейным у и угловым 0 перемещениям под действием сил и изгибающих моментов, для чего составляют дифференциальное уравнение упругой линии вала, используя интеграл Мора, способ Верещагина и другие методы [13].
Для простых расчетных случаев вал рассматривают как брус постоянного сечения (табл. 4 и 5) приведенного диаметра [11]:
Для первой ступени нагружения
Хж = Ха =
2FTK3
3950-103 ---------= 64,1 МПа.
2 • 30830
где 1( — диаметр и длина z-ro участка вала, мм; I — длина вала, мм.
В табл. 4 и 5 Е — модуль упругости материала вала,МПа, J — момент инерции сечения, мм4, М — изгибающий момент,Н*мм; линейные размеры в мм.
658
Валы и оси
4. Формулы для определения упругих углов наклона и прогибов двухонорных балок при приложении нагрузки между опорами
Расчеты валов на жесткость
659
5. Формулы для определения упругих углов наклона н прогибов двухопорных балок при консольном приложении нагрузки
Углы наклона 6, рад и прогибы у, мм А У ir-u F C A У d J) 8 n A и 1 1
. ‘ 1 < - < -f .
е, Ос % Ус Уо yN _ Fcl 6 EJ Fcl 3 EJ Fc(2l+3 с) 6 EJ F с (3 d1 - I2) 6 EJI F(2 a I + 6 a n - 3 л2) 6 EJ F <? (/+ c) 3 EJ _ Fcd(P - d2) 6 EJI Fn(2cl + 3cn-ri*) 6 EJ Ml 6 EJ _ Ml 3 EJ _ M(3 c + / ) 3 EJ -3d2) 6 E JI _ M (7 + 3 и) 3 EJ _ Me (3 c + 2 1) 6 EJ Md(f - d2 ) 6 E JI _ Mn(2 Г+ 3 n) 6 EJ
Потребная жесткость валов нрн изгибе в основном определяется условиями правильной работы передач и подшипников. Перемещения валов мало влияют на работу передач гибкой связью. В зубчатых передачах они вызывают взаимный перекос колес и раздвигание осей, которое особенно неблагоприятно для передач Новикова.
ГА. Снесаревым предложена зависимость для определения допустимых углов перекоса [6] для зубчатых передач редукторов:
где К — коэффициент, выбираемый по табл. 6 в зависимости от схемы передачи; уа —
660
Валы и оси
коэффициент ширины; НВ — средняя твердость тихоходного колеса.
6. Значения коэффициента К в зависимости от схемы передачи
Обозначение схемы передачи на рис. 30 Коэффициент К
1 и 2 3 4 5 и 6 7 и 8 1,2 0,8 0,6 0,4 0,1
Рис. 30. Схемы редукторных передач
Жесткость валов, вращающихся в подшипниках, должна быть такой, чтобы обеспечивались легкость вращения и достаточно равномерное распределение напряжений в контакте, влияющее в конечном итоге на ресурс подшипников.
Современные роликоподшипники изготовляют с модифицированной линией контакта между телами качения и кольцами. Это устраняет вредные кромочные напряжения, но не освобождает от расчетов на жесткость. Допустимые углы поворота упругой линии вала в опорах зависят от типа подшипника и приемлемого снижения ресурса и составляют для несамоустанавливающихся подшипников 2—8’.
При расчете крутильных колебаний вместо жесткости вала удобнее использовать обратную ей величину — податливость [1/(Н *мм)]:
е =
ф___
Г-103
где ф — угол закрутки вала (рад) под действием момента Т(Н*м).
Общую податливость вала находят суммированием податливостей отдельных его элементов.
Податливость цилиндрического круглого участка длиной / (мм) с осевым отверстием
32 / 1
(27)
е =
л
d ще G — модуль упругости материала при сдвиге, МПа; d — диаметр вала, мм; dQ — диаметр отверстия, мм.
Для определения податливости циливдрическо-го участка, ослабленного шионочными пазами, правую часть (27) умножают на коэффициент [1, 7, 9]
к =------5-----.
1 4и'|
1 d
где — глубина шпоночного паза; п — коэффициент, равный 0,5 при одной шпонке, 1 — при двух шпонках под углом 90е, 1,2 — под углом 180\ 0,4 — при двух тангенциальных шпонках под углом 120*.
Угол закручивания участка вала с прямобоч-ными шлицами определяют как для круглого вала с приведенным диаметром [9]
dE = d + 0,3 (D - d),
где d и D — внутренний и наружный диаметры шлицев.
Податливость конического участка длиной 7 с диаметрами крайних сечений d < D и осевым отверстием меньшего диаметра d$ [1, 7] с_ 32 я Gd4
тде Кк =
*0 =—1 1-(
В ступенчатых валах податливости или углы закручивания отдельных ступеней суммируют. При этом прибавляют дополнительную податливость каждого переходного участка [9], учитывающую то, что наружные волокна ступени большего диаметра работают не на всей длине,
Расчеты валов на колебания
661
32 /ф
е =------- -------,
я G rf/
, ’ПД5 те /ф = cdj'M —-----;
d\
с — коэффициент, зависящий от радиуса галтели г:
r/d{ О 0,05 0,1 0,2
с 0,12 0,10 0,08 0,05
Ad = dj — d{ — разность диаметров большей (<У и меньшей (dL) ступеней.
При больших радиусах г галтель заменяется вписанным конусом.
Напрессованные ступицы можно рассматривать как работающие совместно с валами и податливость определять по диаметру D ступицы с поправкой, учитывающей натяг. При этом прибавляют дополнительную податливость по аналогии со ступенчатыми переходами валов. Для каждого торца ступицы [9]
е=-»А(-1__________к),
я G \ d4 D4 I
где d — диаметр вала; X = (0,25-^0,33)^; меньшие значения для посадок с малым натягом.
Податливость фланцевого соединения [7]
е= 32 /_________1
е п G D4 0,5 л (d6 / D)2 ’
где / — суммарная толщина фланцев; D — диаметр окружности расположения болтов; п — число болтов; d6 — диаметр болта.
Поджгливость коленчатого вала определяют по элементарным его участкам (рис. 31) (точность расчетов ±5—10 %).
Формула С.С.Зиманенко (для автомобильных двигателей)
(A dx
Z.+0,6 6—0,8 4+0,2 Л-L I. R
--------!—+-----------------+
D4 -
яТй~
bh3
Дг
Л
Рис. 31. Расчетная схема коленчатого вала
формула B.G. Картера (для авиационных двигателей)
= 32 / 4 + 0,8 b + 0,75 4 + 1,5 R \ 6 п G ’ D4 - d4 D4 - d4 b h3 '
Эксцентричное выполнение отверстия в шатунной шейке увеличивает податливость колена на 1—1,5 % [7]. При уточненном расчете крутильной податливости привода, который, как правило, проводится с применением ЭВМ, дополнительно учитывают влияние прогибов валов и деформаций смятия в шлицевых, призматических и сегментных шпоночных соединениях. С учетом этого суммарное угловое перемещение, например, в коробках скоростей с передвижными шестернями может превысить угол закручивания валов в несколько раз.
13. РАСЧЕТЫ ВАЛОВ НА КОЛЕБАНИЯ
В наблюдаемых в машинах колебаниях обычно участвует значительная часть системы, в частности весь привод машины, основные несущие детали.
Самостоятельные колебания отдельных валов типа валов коробок передач, как правило, не играют существенной роли в динамике машин, и поэтому их отдельно не рассматривают. Наоборот, колебания коренных валов с присоединенными узлами и опорами (роторов турбин, коленчатых валов поршневых двигателей, шпинделей станков с обрабатываемыми деталями) могут иметь определяющее значений.
В валах наблюдаются колебания: изгибные (поперечные), крутильные (угловые), изгибно-крутильные.
662
Валыиоси
Расчеты частот собственных колебаний валов имеют основное практическое значение для предотвращения резонанса колебаний.
Частоты собственных колебаний однородных (с равномерно распределенной массой) валов в Гц для простейших схем и отсутствии осевых сил, нагружающих вал, определяют по формулам:
для изгибных колебаний
для крутильных колебаний
8(Ц т d2 I
где ап =
—-—; Хл — корни частотного урав-2 я
нения, отражающего условия закрепления вала; Е, G — модули упругости и сдвига материала вала, Па; /, /р — осевой и полярный моменты инерции поперечного сечения вала, м4; d, I — диаметр и длина вала, м; т — масса вала, кг.
В табл. 7 приведены основные расчетные схемы и числовые значения коэффициента ап для трех низших частот колебаний (л = 1; 2; 3).
Наибольшее значение имеют расчеты основной (низшей) частоты колебаний, так как эти колебания обычно являются наиболее опасными.
Частоты собственных изгибных колебаний невесомых валов с сосредоточенными массами для простейших схем, Гц:
Значения коэффициента К для основных расчетных схем приведены в табл. 8.
Собственную массу вала учитывают, прибавляя к сосредоточенной массе приведенную массу вала. Коэффициент приведения собственной массы при изгибных колебаниях консоль-, ной оси постоянного сечения с массой на конце 33/140; для двухопорного вала или оси с массой посредине 16/35; при крутильных колебаниях для защемленного одним концом вала с диском на другом 1/3.
Основную частоту колебаний вала неременного сечения можно определить энергетическим методом по условию равенства максимальных значений потенциальной и кинетической энергии системы. Предварительно задаются формой упругой линии при колебаниях, за которую принимают упругую линию в статике от равномерно распределенной нагрузки или собственной массы. В многопролетных валах знак нагрузки в соседних пролетах должен быть разным.
Основная частота собственных изгибных колебаний валов и осей может быть найдена по формуле Релея: f
J m(x) у\х) dx
А ав 1 °________________
4л2 / i
гл» m(x) — закон распределения массы по длине вала; А^(х) — изгибающий момент массовой нагрузки; у(х) — отклонение от положения статического равновесия.
Из возможных крутильных колебаний основное значение обычно имеют колебания привода в целом.
При определении частот собственных крутильных колебаний рассчитываемую систему или вал приводят к валу постоянного диаметра с сосредоточенными массами. При возможности сведения системы к одно-, двух- или трехмассовой для определения собственных частот колебаний можно использовать формулы табл. 9 (здесь 0 — момент инерции массы, кг*м2).
Конструкции современных трансмиссионных систем могут представлять многомассную систему с ответвлениями. Расчеты собственных частот колебаний таких сложных систем проводят численными методами на ЭВМ [2, 3, 12].
Основными возбудителями крутильных колебаний являются силовые установки с поршневыми двигателями, циклические погрешности в шаге зубчатых колес, воздушные винты самолетов и вертолетов, гребные винты судов и др.
Главной причиной изгибных колебаний валов и роторов является их неуравновешенность и расцентровка. В валах, имеющих несимметричные сечения, возможно появление параметрических колебаний.
Большинство валов работает в дорезонансной зоне, причем для уменьшения опасности резонанса повышают их жесткость и, следовательно, собственные частоты колебаний. Для уменьшения колебаний валов используют также демпферы, их конструктивные модификации -упругодемпферные опоры.
Из теории колебаний известно, что после перехода через критические частоты вращения наступает динамическое центрирование вала (центр тяжести несбалансированной массы приближается к геометрической оси вращения).
В быстроходных турбинах и центрифугах применяют валы, работающие в зарезонансной зоне. Чтобы отойти от области резонанса, валы делают повышенной податливости. Проход через критические частоты вращения осуществляют с возможно большей скоростью.
Расчеты валов на колебания
663
7. Значения коэффициента ая для трех низших частот
Расчетная схема
Расчетная схема
Изгибные колебания
а{ = 0,56 th = 3>57 а3 = 9,84
о{ = 1,57 Оз = 6,28 а3 = 14,1
664
Валы и оси
Расчеты валов на колебания
665
666
Валы и оси
Список литературы
1. Бабаков И.М. Теория колебаний: Учебное пособие. 3-е изд. М.: Наука, 1968. 560 с.
2. Бндерман В.Л. Теория механических колебаний: Учебник для вузов. М.: Высшая школа, 1980. 408 с.
3. Вибрации в технике: Справочник. В 6-ти т. Т. 1/ Под ред. В.В.Болотина. М.: Машиностроение, 1978. 352 с.
4. Дунаев П.Ф., Лелнков О.П. Конструирование узлов и деталей машин: Учебное пособие. 4-е изд. М.: Высшая школа, 1985. 416 с.
5. Когаев В.П. Расчеты на прочность при напряжениях, переменных во времени. М.: Машиностроение, 1977. 232 с.
6. Когаев В.П., Гадолина И.В. Суммирование усталостных повреждений при вероятностных расчетах долговечности //Вестник машиностроения. 1989. N 7. С.З — 7.
7. Маслов Г.С. Расчеты колебаний валов: Справочник. 2-е изд. М.: Машиностроение, 1980. 151 с.
8. Орлов П.И. Основы конструирования. Справочно-методическое подобие. В 2-х кн. Кн.1. Изд. 3-е. М.: Машиностроение, 1988. 560 с.
9. Решетов Д.Н. Детали машин. Учебник для вузов. Изд. 4-е. М.: Машиностроение, 1989. 496 с.
10. Серенсен С.В., Цюман М.Б., Когаев В.П., Шнейдерова Р.М. Валы и оси: Конструирование и расчет. М.: Машиностроение, 1970. 320 с.
11. Серенсен С.В., Когаев В.П., Шнейдерова Р.М. Несущая способность и расчет* деталей машин на прочность: Руководство и справочное пособие. Изд. 3-е. М.: Машиностроение, 1975. 488 с.
12. Тимошенко С.П., Янг Д.Х., Унвер У. Колебания в инженерном деле. Пер. с англ. М.: Машиностроение, 1985. 472 с.
13. Феодосьев В.И. Сопротивление материалов: Учебник для машиностроительных вузов. 5-е изд. М.: Наука, 1970. 544 с.
Глава 2
ПОДШИПНИКИ КАЧЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ
Подшипники качения (ПК) — опоры вращающихся частей механизмов, работающие в основном при трении качения и состоящие из внутренних и наружных колец, тел качения и сепараторов, отделяющих тела качения друг от друга и направляющих их движение. По форме тел качения ПК разделяют на шариковые и роликовые с различной формой роликов. По наружной поверхности внутреннего кольца и внутренней наружного кольца (на торцовых поверхностях колец упорных ПК) выполняют дорожки качения. В некоторых узлах машин в целях уменьшения габаритов, а также повышения точности и жесткости применяют так называемые совмещенные опоры; дорожки качения при этом выполняют непосредственно на валу или на поверхности корпусной детали.
Некоторые ПК изготовляют без сепаратора. Такие ПК отличаются большим числом тел качения, а следовательно, и большей грузоподъемностью. Предельные частоты вращения бессепараторных подшипников значительно ниже вследствие повышенных моментов сопротивления вращению.
По сравнению с подшипниками скольжения ПК отличаются меньшим моментом сопротивления вращению, особенно при малых скоростях и трогании с места; большей несущей способностью на единицу ширины; полной взаимозаменяемостью; простотой эксплуатации; меньшим расходом цветных металлов; более низкими требованиями к материалам и термической обработке валов; меньшим расходом смазочных материалов.
2. КЛАССИФИКАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ
Подшипники качения классифицируют по направлению воспринимаемых нагрузок, форме тел качения, числу рядов тел качения, а также по конструктивным особенностям. По направлению воспринимаемой нагрузки ПК разделяют
на четыре группы: 1) радиальные, предназначенные для восприятия только радиальных или преимущественно радиальных нагрузок;
2) радиально-упорные, предназначенные для восприятия комбинированных, радиальных и осевых нагрузок; 3) упорно-радиальные, предназначенные для восприятия осевых нагрузок, но способные воспринимать и небольшие радиальные нагрузки; 4) упорные, способные воспринимать только осевые нагрузки.
По форме тел качения ПК делят на шариковые и роликовые (с короткими цилиндрическими роликами, коническими роликами, бочкообразными роликами, с длинными цилиндрическими, витыми и игольчатыми роликами).
Цилиндрические и конические ролики изготовляют преимущественно с небольшой (7— 30 мкм на сторону) выпуклостью поверхности качения (бомбиной) и со скругленными торцами. Подшипники с таким модифицированным контактом отличаются повышенной грузоподъемностью и меньшей чувствительностью к перекосам осей колец.
По числу рядов тел качения ПК подразделяют на.одно-, двух- и четырехрядные.
По основному конструктивному признаку подшипники разделяют на несамоустанавли-вающиеся и самоустанавливающиеся (сферические). Кроме основных подшипников каждого типа выпускают их конструктивные разновидности. Например, шарикоподшипники радиальные однорядные изготовляют также с канавкой на наружном кольце, с одной или двумя защитными шайбами и др.
3. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ПОДШИПНИКОВ КАЧЕНИЯ
Условные обозначения, дополнительные знаки и знак завода изготовителя (например, ГПЗ-1) наносят на торцы колец подшипников. Основное условное обозначение составляют из цифр (максимальное число основных цифр —
668
Подшипники качения
семь); оно характеризует внутренний диаметр подшипника, его серию, тип, конструктивную разновидность. Порядок отсчета цифр справа налево (табл. 1).
1. Значение цифр в условном обозначении подшипников с номинальным диаметром d отверстия от 10 до 495 мм
Цифра в условном обозначении (справа налево) Значение цифр
Первая и вторая Третья и седьмая Четвертая Пятая и шестая Диаметр вала (внутренний диаметр подшипника или втулки) Серия Тип Конструктивные особенности
Обозначение внутреннего диаметра подшипника. Для подшипников с внутренним диаметром 20—495 мм, за исключением радиальноупорных шариковых со съемным наружным
кольцом, две первые цифры обозначения являются частным от деления внутреннего диаметра в мм на 5, а внутренние диаметры 10, 12, 15 и 17 обозначают соответственно 00, 01, 02 и 03. Для всех подшипников с внутренними диаметрами до 9 мм включительно первая цифра обозначает фактический размер внутреннего диаметра в мм, при этом вторая цифра обозначает серию, а на третьем месте ставится цифра 0.
Подшипники с внутренним диаметром более 495 мм обозначают дробью, знаменатель которой указывает действительный размер внутреннего диаметра в мм, а числитель — тип, конструктивные особенности и серию в порядке, приведенном в табл. 1.
Имеются и другие особенности обозначений, с объяснениями которых можно ознакомиться в каталоге [13].
Обозначение серии подшипников. Третья и седьмая цифры указывают серию подшипников всех диаметров, кроме малых (до 9 мм включительно). Третья цифра, обозначающая серию диаметров, совместно с седьмой цифрой, обозначающей серию ширин, определяют размерную серию подшипников. Если седьмая цифра — 0, то цифра на третьем месте характеризует серию по диаметру и ширине (табл. 2).
2. Обозначение серий подшипников
Серия диаметров Серия ширин Обозначение серии Примеры обозна-чения подшипников
Третья цифра справа Седьмая цифра справа
Сверхлегкая 8 Узкая 8 7 7000801
Нормальная 1 1000805
Широкая 2 2000809
Особоширокая 3 3074817
4 4074836
5
6 —
Сверхлегкая 9 Узкая 9 7 7000910
Нормальная 1 1000904
Широкая 2 2007913
Условные обозначения подшипников качения
669
Продолжение табл. 2
Серия диаметров Серия ширин Обозначение серии Примеры обозначения подшипников
Третья цифра справа Седьмая цифра справа
Сверхлегкая 9 Особоширокая 9 3 3074952
4 4074904
5 —
6 —
Особалегкая 1 Узкая 1 7 7000101
Нормальная 0 100
Широкая 2 201
Особоширокая 3 3003124
4 4024103
5 —
6 —
Особолегкая 7 Узкая 7 7 —
Нормальная 1 1032724
Широкая 2 2097724
Особоширокая 1 3 3182105
4 4074103
Легкая 2 или 5*1 Особоузкая 2 8 —
Узкая 0 1203
Нормальная 1 —
Широкая 5 0 3508
Особоширокая 2 3 3005218
4
Средняя 3 или 6'1 Особоузкая 3 8 —
Узкая 0 300
Нормальная 1 1027320
Широкая 6 0 2609
Особоширокая 3 3 3086304
Тяжелая 4 Узкая 4 0 403
Широкая 2 —
Нормальные внутренние диаметры 9 Неопределенная 9 0 80902
’* Характеризует серию по диаметру и ширине.
670
Подшипники качения
Обозначение тина нодшнпннка. Четвертая цифра обозначает тип подшипника (табл. 3).
3. Обозначение типа нодшнпннка
Четвертая цифра справа Тип подшипника
0 Шариковый радиальный однорядный
1 Шариковый радиальный сферический
2 Роликовый радиальный с короткими цилиндрическими роликами
3 Роликовый радиальный сферический
4 Роликовый радиальный с длинными цилиндрическими или игольчатыми роликами
5 Роликовый радиальный с витыми роликами
6 Шариковый радиально-упорный
7 Роликовый конический
8 Шариковый упорный и шариковый упорно-радиальный
9 Роликовый упорный и роликовый упорно-радиальный
Обозначение конструктивных особенностей. Конструктивные особенности подшипника указывают в условном обозначении пятой или пятой и шестой цифрами (номинальный угол контакта тел качения с наружным кольцом подшипника в радиально-упорных подшипниках и др.) [13].
В основном условном обозначении нули, стоящие левее последней значащей цифры, опускают. Кроме цифр основного обозначения слева и справа от него могут быть проставлены дополнительные знаки (буквенные или цифровые). Например, класс точности подшипника маркируют цифрой слева через тире от основного обозначения. В ГОСТ 520—89 "Подшипники качения. Общие технические условия** установлены следующие классы точности подшипников, указанные в порядке повышения точности:
0, 6, 5, 4, 2, Т — для шариковых и роликовых радиальных и шариковых радиально-упорных подшипников;
0, 6, 5, 4, 2 — для упорных и упорно-радиальных подшипников;
0, 6Х, 6, 5, 4, 2 — для роликовых конических подшипников.
Для применения по заказу потребителей в неответственных узлах установлены дополнительные классы точности - 8 и 7 - ниже класса 0.
Классы точности подшипников характеризуются значениями предельных отклонений размеров, формы, расположения поверхностей подшипников.
Слева от обозначения класса точности могут быть проставлены дополнительные знаки, указывающие на то, что подшипник изготовлен со специальными требованиями к радиальному зазору и моменту трения. В зависимости от требований к уровню вибраций и других дополнительных требований установлены три категории подшипников — А, В, С. Знак категории может быть указан перед знаком, характеризующим ряд момента трения.
В условном обозначении подшипников категории С класса точности 0 со значением зазора по нормальной группе дополнительные знаки не указывают.
Справа от основного обозначения Moiyr стоять буквенные знаки, характеризующие материал деталей подшипника (например, буква Е обозначает, что сепаратор выполнен из пластических материалов, буква Ю — все детали или часть деталей изготовлены из коррозионно-стойкой стали), конструктивные изменения деталей подшипника обозначаются буквой К с цифрами, буквы Т, TI, Т2, ..., Тб указывают на специальную термообработку деталей подшипника (температура отпуска соответственно 200, 225, 250,...,450 °C).
Более подробные сведения об условных обозначениях и маркировке подшипников приведены в ГОСТ 520—89 и каталоге-справочнике [13].
4. КРАТКИЕ ХАРАКТЕРИСТИКИ ПОДШИПНИКОВ ОСНОВНЫХ ТИПОВ И ИХ КОНСТРУКТИВНЫХ РАЗНОВИДНОСТЕЙ
Шариковые радиальные однорядные подшипники (рис. 1, а) основного типа — 0000 предназначены для восприятия радиальных и ограниченных осевых нагрузок любого направ-
Краткие характеристики подшипников основных типов
671
Рк. 1. Шарико- и роликоподшипники: Р) с)
а-шариковый радиальный однорядный; б — шариковый радиальный сферический двухрядный; j-роликовый радиальный с короткими цилиндрическими роликами; г — игольчатый роликовый; д — роликовый радиальный с витыми роликами; е — роликовый радиальный сферический двухрядный; ж — шариковый радиально-упорный однорядный с разрезным внутренним кольцом; и—шариковый радиально-упорный двухрядный; к — роликовый конический однорядный; л — роликовый конический двухрядный; м — шариковый упорный одинарный; н — роликовый упорный одинарный двухрядный; о — шариковый упорно-радиальный; п — роликовый упорнорадиальный сферический; р—т — спаренные шариковые радиально-упорные
ления, являются одними из наиболее распространенных и дешевых. Грузоподъемность их ниже, чем у роликоподшипников равных размеров. Допускаемые углы взаимного перекоса колец (внутреннего относительно наружного) подшипников с нормальными радиальными зазорами при радиальной нагрузке
— до 8'. Некоторые конструктивные разновидности: с одной (тип 60000) илк с двумя защитными шайбами (тип 80000) заполняются пластичным смазочным материалом на заводе-изготовителе; с канавками для ввода шариков без сепаратора (тип 900000) обладают большей радиальной грузоподъемностью, чем подшип
672
Подшипники качения
ники основного типа, для восприятия осевых нагрузок не применяются, отличаются повышенным моментом трения и, следовательно, меньшей быстроходностью.
Шариковые радиальные сферические двухрядные подшипники (рис. 1, 6). Основной тип — 1000. Предназначены для восприятия радиальных нагрузок, но могут воспринимать и ограниченные осевые нагрузки любого направления. Наличие осевой составляющей нагрузки приводит к неравномерности в распределении нагрузки между рядами. При больших осевых нагрузках фактически работает только один ряд тел качения. Радиальная грузоподъемность ниже, чем у радиальных однорядных шарикоподшипников. Применяются в узлах с нежесткими валами и в конструкциях, в которых не может быть обеспечена надлежащая соосность отверстий в корпусах. Допускают значительные (до 4*) взаимные перекосы колец. Конструктивные разновидности: с коническим отверстием (тип 111000) и с коническим отверстием и закрепительной втулкой (тип 11000). Эти подшипники можно устанавливать на гладких, без бортов, валах.
Роликовые радиальные подшипники с короткими цилиндрическими роликами (рис. 1, е). Основной тип — 2000. Некоторые конструктивные разновидности: без бортов на внутреннем кольце (тип 32000), с однобортовым наружным (тип 12000) или внутренним (тип 42000) кольцом, с однобортовым внутренним кольцом и плоским упорным кольцом (тип 92000). Роликоподшипники отличаются большей грузоподъемностью, чем шарикоподшипники. Подшипники основного типа могут воспринимать только радиальную нагрузку. Борта на кольцах и торцовые шайбы воспринимают весьма ограниченные осевые нагрузки. Роликоподшипники допускают раздельный монтаж внутренних и наружных колец. Подшипники с модифицированным контактом допускают взаимные перекосы колец до 6* (без модификации до 2').
Двухрядные роликоподшипники (тип 3182100) применяют обычно в опорах шпинделей для обеспечения высокой жесткости и точности вращения.
Роликовые радиальные подшипники с длинными цилиндрическими роликами имеют ограниченное применение и выпускаются к узлам определенных машин.
Игольчатые роликоподшипники (рис. 1, г). Основной тип 74000. Некоторые конструктивные разновидности: без внутреннего кольца
(тип 24900); с одним наружным штампованным кольцом (тип 940), а также различные карданные.
Игольчатые роликоподшипники отличаются большой радиальной грузоподъемностью при малых радиальных габаритах. Осевые нагрузки воспринимать не могут и осевое положение вала не фиксируют. Большинство конструкций изготовляют без сепараторов. Рекомендуются для применения в узлах, работающих при колебательном движении вала или при малых частотах вращения. Игольчатые подшипники с сепараторами могут работать при сравнительно высоких частотах вращения. Весьма чувствительны к взаимным перекосам колец (однорядные без модификации профиля допускают перекосы до Г, с модификацией — до 4').
Роликовые радиальные подшипники с витыми роликами (рис. 1, д). Основной тип — 5000. Применяют для восприятия радиальных нагрузок в неответственных узлах при малых частотах вращения и ярко выраженной ударной нагрузке. Неперспективны, их применение сокращается.
Роликоподшипники радиальные сферические двухрядные (рис. 1, е). Основной тип — 3000. Отличаются от радиальных сферических двухрядных шарикоподшипников большей грузоподъемностью, значительно меньшей быстроходностью, но сложнее в изготовлении и дороже. Допускают значительные (до 4*) взаимные перекосы колец.
Шарикоподшипники радиально-упорные однорядные (рис. 1, ж), основные типы: 36000, 46000, 66000, различаются начальными углами контакта (а = 12, 26 и 36*). Некоторые конструктивные разновидности: со съемным наружным кольцом — тип 6000; с разъемным внутренним (рис. 1, з) или наружным кольцом; сдвоенные типов 436000, 446000, 466000 (рис. 1, р), 336000, 346000, 366000 (рис. 1, с), 236000, 246000, 266000 (рис. 1, м). Эти подшипники предназначены для восприятия комбинированных радиально-осевых нагрузок. Подшипники типов 6000, 36000, 46000, 66000, а также 43600—46600 могут воспринимать осевые нагрузки только одного направления; работать только при радиальной нагрузке без осевой не могут.
При определении осевых нагрузок на опоры следует учитывать осевые силы, возникающие под действием радиальных нагрузок из-за наклона контактных линий. Чем меньше угол контакта, тем больше радиальная и меньше осевая жесткость и грузоподъемность подшил-
Материалы и твердость колец и тел качения
673
ников. С ростом угла контакта снижается предельная быстроходность из-за отрицательного влияния гироскопического эффекта.
Для восприятия осевых Нагрузок любого направления и двусторонней фиксации вала эти подшипники устанавливают на валу попарно, причем при сборке узла их необходимо регулировать для получения примерно нулевого зазора между шариками и желобами колец при установившемся температурном режиме. В некоторых машинак (например, в станках) путем регулирования парные подшипники собирают с предварительным натягом, благодаря которому повышается жесткость опор и точность вращения. Подшипники с разъемными внутренними (тип 176000) или наружными (тип 116000) кольцами могут воспринимать осевые нагрузки любого направления, обеспечивают точную осевую фиксацию валов. Эти подшипники не надо регулировать при сборке. Радиально-упорные подшипники отличаются от радиальных большим числом шариков, поэтому их жесткость и грузоподъемность выше. Допустимые взаимные перекосы колец до 4— 6', большие значения при малых углах контакта.
Сдвоенные подшипники специально комплектуют и дорабатывают на заводе-изготовителе, регулирования не требуют; взаимозаменяемы только полные комплекты, но не отдельные подшипники. Сдвоенные подшипники типов 3.36000, 346000, 366000 и особенно 236000, 246000,266000 обеспечивают высокую жесткость опоры по отношению к угловому перемещению при прогибе вала.
Шариковые радиально-упорные двухрядные подшипники. Основной тип — 56000 (рис. 1, и). Для обеспечения высокой жесткости опоры подшипники изготовляют с предварительным натягом. Могут воспринимать радиальные, осевые и комбинированные нагрузки.
Роликовые конические подшипники. Основной тип — 7000 (рис. 1, к). Конструктивные разновидности: с упорным бортом на наружном кольце — тип 67000; с большим углом конуса - тип 27000; двухрядные с цельным наружным кольцом и двумя внутренними кольцами (рис. 1, л) - тип 97000; четырехрядные — тип 77000.
Угол конуса нормальный 10—16°, большой 21—27*. Однорядные конические подшипники необходимо регулировать при сборке. Двухрядные и четырехрядные регулировать не требуется. Роликовые конические подшипники отличаются от шариковых радиально-упорных подшипников большей грузоподъемностью, меньшими точностью и предельной частотой вращения. В
22 Зак. 1ПЗ
узлах с роликовыми коническими подшипниками должна быть предусмотрена возможность регулирования осевого зазора подшипников. Допускают раздельный монтаж наружного кольца и внутреннего кольца с комплектом роликов. Подшипники с модифицированным контактом допускают взаимные перекосы колец до 4* (без модификации до 2*), с модификацией контакта на рабочей поверхности наружного кольца до 8*.
Шариковые упорные подшипники. Основной тип — 8000 (рис. 1, м). Конструктивная разновидность — двойной упорный типа 38000. Упорные шарикоподшипники воспринимают только осевые нагрузки; лучше работают на вертикальных валах. Очень чувствительны к точности монтажа, допускают взаимный перекос колец до 2*. Из-за гироскопического эффекта применяют при значительно меньших, чем другие шарикоподшипники, частотах вращения.
Упорные роликовые подшипники. Основной тип — 9000 (рис. 1, л). Конструктивные разновидности: двойной упорный тип 59000. Применяют для восприятия только осевой нагрузки главным образом на вертикальных валах с малыми частотами вращения. Характеризуются высокой грузоподъемностью. Очень чувствительны к перекосам колец; допустимый перекос Г.
Шариковые упорно-радиальные подшипники (рис. 1, о, тип 168000) предназначены для восприятия осевых нагрузок, но могут воспринимать и небольшие радиальные нагрузки. Угол наклона контактной линии 45—60°. Применяют при небольших частотах вращения. Менее чем упорные шариковые, чувствительны к взаимному перекосу колец (допустимый перекос До 4’).
Роликовые упорно-радиальные сферические подшипники (рис. 1, л, тип 9039000) способны воспринимать наряду с осевыми небольшие радиальные нагрузки. Допускают значительный взаимный перекос колец (до 3°).
5. МАТЕРИАЛЫ И ТВЕРДОСТЬ КОЛЕЦ И ТЕЛ КАЧЕНИЯ
Кольца и тела качения подшипников изготовляют обычно из сталей ШХ4, ШХ15, ШХ15-Ш, ШХ15-В, ШХ15СГ, ШХ15СГ-В, ШХ15СГ-Ш, ШХ20СГ, 15Г1, 18ХГТ, 20Х2Н4А. Твердость колец и роликов, предназначенных для работы при температуре до 100 ФС, должна быть в пределах: из стали марки ШХ4 — 61—64 HRC3,
674
Подшипники качения
из сталей марок ШХ15, ШХ15-Ш, ШХ15-В, 18ХГТ — 62—66 HRC3, из сталей марок ШХ15СГ, ШХ15СГ-В*, ШХ15СГ-ПТ, ШХ20СГ -61—65 HRC3, из стали марки 15Г1 — 58—62 HRC3, из стали марки 20Х2Н4А — 59—66 HRC3, при этом для колец с толщиной стенки свыше 35 мм и роликов диаметром свыше 55 мм — 59-63 HRC3.
Твердость шариков для этих подшипников — 63—67 HRC3. Если подшипники используют для работы при повышенных температурах, то для обеспечения стабилизации размеров детали подшипника подвергают отпуску при температурах выше 150*С (на 50‘С выше рабочих температур). Детали таких подшипников имеют несколько пониженную твердость, что учитывается в условном обозначении (Т, Т1...). Некоторые подшипники изготовляют из специальных сталей: коррозионно-стойких, жаропрочных. Применяют также стали повышенного металлургического качества: элек-трошлаковые и электровакуумные. Технические требования к подшипникам качения регламентированы ГОСТ 520—89.
6. КРАТКОЕ ОПИСАНИЕ УЗЛОВ С ОПОРАМИ КАЧЕНИЯ
По способности фиксировать осевое положение вала опоры разделяют на плавающие и фиксирующие. Плавающие опоры допускают осевое перемещение вала в любом направлении. Фиксирующие опоры ограничивают осевые перемещения в одном или в двух направлениях. Осевые нагрузки могут воспринимать только фиксирующие опоры. Обычно вал устанавливают на двух опорах, причем возможны различные сочетания плавающих и фиксирующих опор.
Схема 1. Обе опоры плавающие (рис. 2). Применяют в тех случаях, когда осевая фиксация осуществляется какими-либо другими элементами конструкции, например торцами деталей, зубьями шевронных зубчатых колес. Лишняя связь в виде фиксирующей опоры привела бы к статической неопределимости системы.
Схема 2. Одна из опор фиксирующая (рис. 3), вторая — плавающая. В таком виде система может быть представлена
*По заказу потребителя твердость колец и роликов из этих сталей должна быть 61—65 HRC3 при любых размерах колец и роликов.
Рис. 2. Схема 1. Обе опоры плавающие
в виде балки с одной шарнирно-подвижной и одной шарнирно-неподвижной опорами. В качестве плавающей целесообразно применять менее нагруженную опору. Осевые перемещения валов в фиксирующих опорах зависят от осевого зазора в подшипниках, способов крепления колец подшипников на валах и в корпусах, а также от осевой жесткости подшипников.
Основные достоинства второй схемы: а) не требуется точное расположение посадочных мест по длине; б) опоры могут быть установлены на любом расстоянии одна от другой, так как даже значительные температурные деформации будут компенсироваться осевыми перемещениями плавающей опоры; в) высокая осевая жесткость и грузоподъемность фиксирующих опор, особенно в случае применения в одной опоре двух радиально-упорных подшипников с большими углами наклона контактных линий.
Рис. 3. Схема 2. Одна из опор фиксирующая, вторая — плавающая
Регулирование осевых зазоров радиально-упорных и упорных подшипников
675
Рис. 4. Схема 3. Каждая из опор ограничивает перемещение вала в одном направлении
Схема 3. Каждая из опор ограничивает перемещение вала в одном направлении (рис. 4). Такая схема наиболее проста, требует меньшего числа деталей. Ее широко применяют, особенно при малых расстояниях между опорами. При больших расстояниях между опорами следует учитывать опасность нарушения нормальной работы узла в результате неодинакового температурного деформирования вала и корпуса. По этой схеме не рекомендуется применять радиально-упорные подшипники с углом наклона контактной линии а = 26^-36°, а также радиально-упорные подшипники с а = 12-И5° при расстоянии между опорами более чем 12</.
Способы крепления внутренних и наружных колец подшипников. При выборе способа крепления следует учитывать осевую нагрузку;
метод фиксации осевого положения вала; размеры узла; способы регулирования подшипников и деталей, расположенных на валу; частоту вращения вала; посадку; тип подшипника и общие требования к конструкции узла в целом.
Для обеспечения перпендикулярности средней плоскости подшипника к оси вала торец внутреннего кольца следует упирать в заплечики вала или распорные втулки. Размеры заплечиков нельзя выбирать произвольно. Для каждого типоразмера подшипников они регламентированы ГОС!' 20226—82. Допуски торцового биения заплечиков установлены ГОСТ 3325—85. Также регламентируются размеры заплечиков в корпусе, стакане, крышке, в которые упираются наружные кольца подшипников.
Крепления внутренних колец на валах различают по форме вспомогательных деталей (гайками различного типа, торцовыми шайбами, плоскими пружинными стопорными кольцами, упорными кольцами, на закрепительных, буксовых втулках). Также разнообразны и способы крепления наружных колец.
7. РЕГУЛИРОВАНИЕ ОСЕВЫХ ЗАЗОРОВ РАДИАЛЬНО-УПОРНЫХ
И УПОРНЫХ ПОДШИПНИКОВ
Подшипники могут быть собраны в узле с различными радиальными и осевыми зазорами (рис. 5). Под радиальным или осевым зазором подразумевают полное радиальное или осевое перемещение в обоих направлениях одного
Рис. 5. Радиальные (а, в) и осевые (б и в) зазоры в подшипнике
22*
676
Подшипники качения
кольца подшипника относительно другого под действием определенной нагрузки или без нее. Различают начальные зазоры (измеряемые до сборки подшипника с сопряженными дета* лям и), посадочные зазоры (измеряемые в подшипнике, установленном на валу и в корпусе), контрольные зазоры (измеряемые в собранном подшипнике при определенной нагрузке) и рабочие зазоры (измеряемые в работающем подшипнике при рабочей нагрузке и температуре). Нерегулируемые типы подшипников изготовляют со сравнительно небольшими зазорами; после установки на вал и в корпус они могут работать без дополнительного регулирования.
Осевые и радиальные зазоры регулируемых подшипников могут быть установлены в определенных пределах только при монтаже в узле машины.
В процессе регулирования одно из колец подшипника перемещается относительно другого в осевом направлении. Оптимальное значение зазоров устанавливают экспериментально для каждого конкретного узла. Наличие некоторых осевых зазоров положительно сказывается на снижении момента сопротивления вращению. Уменьшение зазоров приводит к более равномерному распределению нагрузки между телами качения, снижает вибрации, повышает жесткость опоры. В некоторых узлах, например в станкостроении, для повышения точности вращения применяют сборку подшипников с предварительным натягом. Такие подшипники работают в более тяжелых условиях, так как повышаются нагрузки на тела качения, момент сопротивления вращению и износ, а также снижается ресурс подшипника. Влияние зазоров — натягов на ресурс иллюстрируется на рис. 6.
। । 1 । „ j
05 100 140 000 у, (Сн.рас.11)
Рис. 6. Влияние зазоров и натягов на ресурс:
L — ресурс в % от расчетного; у — угол зоны нагружения
Обычные радиально-упорные и упорные подшипники регулируют так, чтобы осевая игра при установившемся температурном режиме была близка к нулю. Для устранения влияния гироскопического эффекта в упорных подшипниках применяют сборку с предварительным натягом, осуществляемым комплектом пружин, нагружающих подшипник осевой силой [14] (в Н):
F = 53 • 10-,э [(.D2 - d2) п ]2 , (1)
где D и d — наружный и внутренний диаметры стандартного подшипника, мм; п — частота вращения, мин-1.
В зависимости от конструкции узла регулирование осевых зазоров осуществляют смещением наружного или внутреннего кольца подшипника.
Регулирование смещением наружного кольца может быть выполнено несколькими способами:
1) с помощью набора прокладок, устанавливаемых между корпусом и крышкой (рис. 7). Регулировочные прокладки изготовляют штамповкой из жести или латуни. Прокладки из картона или бумаги, а также из других недостаточно жестких материалов применять не следует, так как толщина набора в этом случае будет зависеть от силы затяжки;
2) с помощью резьбовых деталей, что несколько проще, так как отпадает необходимость снимать крышку для смены прокладок, однако конструкция узла при этом усложняется (рис. 8) и не обеспечивается отсутствие перекосов колец;
Рис. 7. Регулирование подшипника качения с помощью набора прокладок 1
Посадки подшипников качения
677
3) путем подбора высоты дистанционных колец (рис. 9).
Регулирование смещением внутренних колец применяют в узлах, от которых требуется повышенная жесткость (рис. 10).
Рве. 8. Регулирование подшипника качения с помощью резьбовых деталей
Рве. 9. Регулирование комплекта однорядных конических подшипников подбором дистанционных колец 1
Рас. 10. Регулирование подшипников качения смещением внутренних колец
8. ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
В ГОСТ 520—89 указаны предельные отклонения размерных параметров подшипников. В табл. 4 приведены выдержки из ГОСТа для ограниченного диапазона диаметров. Здесь d(D) — номинальный диаметр отверстия (наружный диаметр), относительно которого определяют предельные размеры и который служит началом отсчета отклонений; ДЛ(ДЛ) — отклонение единичного диаметра отверстия (наружного диаметра), ДЛ = rf, - </(ДЛ = Ds — D); ds(Ds) — единичный диаметр отверстия (наружный диаметр) определяется как расстояние между двумя параллельными линиями, касательными к линии пересечения действительной поверхности отверстия (наружной поверхности) радиальной плоскостью, расположенной в любом месте нормируемого участка. Наименьшее и наибольшее значения единичного диаметра определяют в двух крайних сечениях. Д^Д^) ~ отклонение среднего диаметра отверстия (наружного диаметра) в единичном сечении, Д^ = dmp - d (Д^ = /)„„- Z>); dmp(Dmp) — средний диаметр отверстия (наружный диаметр) определяется как среднее арифметическое значение наибольшего и наименьшего единичных диаметров отверстия (наружных диаметров) в одном и том же единичном сечении. Шероховатость посадочных и торцовых поверхностей колец подшипников не должна превышать значений Ra, приведенных в табл. 5. Посадки подшипников отличаются от обычных расположением и значением полей допусков на посадочные поверхности колец. Поля допусков на средние диаметры отверстий (</ф) смещены внутрь отверстий (ГОСТ 3325—85).
Поля допусков на средний диаметр отверстия обозначают L0, ..., L2, LT (в зависимости от класса точности подшипника 0, ..., 2, Т), поля допусков на средний наружный диаметр подшипника обозначают соответственно /0, ..., / 2, / Г. Примеры обозначения посадок подшипников на вал L0/js6, L0/k6, L6/k6, в корпус Н7/Л), K7/Z 0, H7/Z 6.
На сборочных чертежах подшипниковых узлов допускается указывать размер, поле допуска или предельные отклонения на диаметр сопряженной с подшипником детали без указания поля допуска на посадочные диаметры колец подшипника, например: 0 50js6 (±0J)08) или 0 50js6, 0 90 Н7(0+0'°35) или 0 90 Н7. Рекомендации по выбору посадок содержатся в ГОСТ 3325-85 (табл. 6-8).
078
Подшипники качения
4. Предельные отклонения размеров посадочных поверхностей
Подшипники шариковые и роликовые радиальные и шариковые радиально-упорные. Класс точности 0. Размеры, мкм
(/, мм &dmp д‘‘л &Dmp д'*л
верхи. нижн. верхи. НИЖН. верхи. нижн. верхи. нижн.
Св. 10 до 18 включ. -8 +3 11 -8 +2 -10
“ 18 ” 30 -10 +3 -13 -9 +2 -11
« 30 « 50 -12 +3 -15 -11 +3 -14
“ 50 “ 80 0 -15 +4 -19 0 -13 +4 -17
“ 80 ” 120 ” -20 +5 -25 -15 +5 -20
“ 120 ” 150 ” -25 +6 -31 -18 +6 -24
“ 150 ” 180 ” -25 +6 -31 -25 +7 -32
Подшипники роликовые конические. Класс точности 0. Категория С.
Подшипники, не отнесенные к категориям. Нормальная точность. Размеры, мкм
(/, мм &dmp &Dmp д‘3л
верхи. нижн. верхи. нижн. верхи. нижн. верхи. нижн.
От 10 до 18 включ. -12 +3 -15 — — —
Св. 18 “ 30 ” -12 +3 -15 -12 +2 -14
“ 30 “ 50 -12 +3 -15 -14 +3 -17
“ 50 “ 80 0 -15 +4 -19 0 -16 +4 -20
“ 80 “ 120 ” -20 +5 -25 -18 +5 -23
“ 120 “ 150 ” -25 +6 -31 -20 +6 -26
“ 150 “ 180 ” -25 +6 -31 -25 +7 -32
’’При двухточечном измерении для подшипников серий диаметров 8, 9, 1, 2 (5), 3 (6) и 4,
причем для серий диаметров 1 - - d < 40 мм, D < 80 мм, 8, 9 — D < 22 мм. Значения Дл 1 и Ад, не
действительны для закрытых подшипников.
*2Для подшипников серий диаметров 1, 2 (5), 3 (6), причем для серий диаметров 1 — d < 40 мм.
*3Для подшипников серий диаметров 1, 2, 3, причем для серий диаметров 1 — D £ 80 мм.
Выбирая посадку, следует учитывать: условия нагружения кольца (местное, циркуляционное, колебательное); значение, характер (спокойная, ударная, вибрационная) и направление действующей нагрузки; режим работы (легкий, нормальный, тяжелый); тип подшипника; частоту вращения; способ монтажа и регулирования (смещением внутреннего или наружного кольца); конструкцию вала (сплошной, полый); диаметр подшипника; требования к точности; требования к самоустановке подшипников.
Режим работы подшипника зависит от отношения эквивалентной нагрузки Р к базовой динамической грузоподъемности С. При Р/С £ 0,07 режим считается легким, при 0,07 < Р/С <0,15 — нормальным, при Р/С >0,15 — тяжелым. При особых условиях — ударных и вибрационных нагрузках (железнодорожные и трамвайные буксы, коленчатые валы двигателей внутреннего сгорания, прессы, дробилки, экскаваторы) посадки выбирают, как для тяжелого режима, независимо от отношения Р/С.
Посадки подшипников качения
679
5. Параметры шероховатости Ra посадочных поверхностей колец подшипников
Наименование поверхности Класс точности подшипников Ra, мкм, не более, для номинальных диаметров dnD посадочных поверхностей колец подшипников, мм
до 80 св. 80 до 250 св. 250 до 500 св.500 до 2500
Посадочная поверхность 0 1,25 1,25 2,5 2,5
внутреннего кольца 6Х, 6, 5 0,63 1,25 1,25 2,5
подшипника 4, 2, Т 0,32 0,63 0,63 —
Посадочная поверхность 0 0,63 1,25 1,25 2,5
наружного кольца 6Х, 6, 5 0,32 0,63 0,63 1,25
подшипника 4, 2, Т 0,32 0,63 0,63 —
Поверхность торцов 0 2,5 2,5 2,5 2,5
колец подшипников 6Х, 6, 5 1,25 1,25 2,5 2,5
4, 2я, Т 0,63 0,63 1,25 —
’’Для упорных шариковых подшипников класса точности 2 параметр шероховатости Ra должен
быть не более 0,32 мкм для колец подшипников с номинальным диаметром отверстия тугого кольца
до 80 мм и не более 0,63 мкм для колец подшипников с номинальным диаметром отверстия тугого кольца свыше 80 мм.
Кольцо, испытывающее местное нагружение, следует устанавливать на вал или в корпус с зазором или малым натягом. Наиболее распространенным для большинства типов подшипников при местном нагружении является поле допуска Н7. Из числа рекомендуемых посадок менее плотные применяют в случаях, когда узел подвергается частым переборкам; в узлах с ударными и вибрационными нагрузками применяют более плотные посадки.
При циркуляционном нагружении кольца применяют посадки с натягом; при этом посадки с большим натягом применяют для валов больших диаметров при белее тяжелых по значению и динамичности нагрузках.
При недостаточных натягах посадки и циркуляционных нагрузках между кольцами и посадочной поверхностью может появиться зазор в разгруженной зоне, что приводит к обкатке кольцом посадочной поверхности, ее развальцовке, контактной коррозии и истиранию. Натяг посадки вызывает уменьшение
внутренних зазоров в подшипнике и, способствуя более равномерному распределению нагрузки между телами качения в нагруженной зоне, повышает ресурс подшипника. Излишний натяг посадки опасен, так как внутренний натяг (отсутствие зазора между кольцами и телами качения), появившийся в результате посадки или температурных деформаций колец, приводит к повышению сопротивления вращению и может вызвать защемление тел качения, если внешняя радиальная нагрузка не обеспечивает образования зазора между телами качения и кольцами в разгруженной зоне. При высоких частотах вращения применяют посадки с меньшим натягом.
Технические требования к посадочным поверхностям валов и корпусов. В табл. 9—12 приведены требования, относящиеся в основном к подшипникам класса точности 0. Допуски торцового биения заплечиков валов и корпусов, допуски формы посадочных поверхностей, допускаемые углы взаимного перекоса колец
680
Подшипники качения
6. Поля допусков валов и отверстий корпусов
Для радиальных шарико- и роликоподшипников*1
Виды нагружения колец Поля допусков
валов отверстий корпусов
Местное Циркуляционное Колебательное js6, h6, g6, 16 пб, шб, k6, js6 is6 Js7, Н7, G7 N7, М7, К7 V
Для радиально-упорных шарико- и роликоподшипников*1
Виды нагружения колец Поля допусков
валов отверстий корпусов валов отверстий корпусов
регулируемое кольцо нерегулируемое кольцо
Циркуляционное js6, h6 V пб, гпб, кб, j$6 N7, М7, К7, Js7
Местное Кольцо перемещается по посадочной поверхности /б, g6, h6 H7 — —
Кольцо не перемещается по посадочной поверхности js6, h6 М7, К7, Н7 js6, h6 М7, К7, Н7
^Классов точности 0 и 6.
подшипников, допуски соосности посадочных поверхностей и требования к шероховатости посадочных поверхностей рекомендуются для выполнения рабочих чертежей деталей.
9. ВЫБОР И РАСЧЕТЫ ПОДШИПНИКОВ КАЧЕНИЯ
Рекомендации по расчетам основаны на ГОСТ 18854-82 и ГОСТ 18855-82 [13], а также на руководящих технических материалах института подшипниковой промышленности
(ВНИПП) и разработках [6]. В целях расширения возможности применения ЭВМ кроме табличных значений расчетных коэффициентов даны формулы для их вычисления.
Приняты следующие обозначения величин: d — номинальный внутренний диаметр отверстия подшипника, мм;
D — номинальный наружный диаметр подшипника, мм;
В — номинальная ширина внутреннего или наружного кольца подшипника, мм;
Н — номинальная высота упорного подшипника, мм;
Выбор и расчеты подшипников качения
681
7. Рекомендуемые поля допусков валов
Режим работы Наименование машин и подшипниковых узлов Диаметры, мм Поля допусков
Радиальные подшипники Радиально-упорные подшипники
шариковые роликовые шариковые роликовые
Легкий или нормальный Вал пе вращается, нагруже Ролики ленточных конвейеров и подвесных дорог для небольших грузов яие кольца местное Все диаметры g6
Нормальный или тяжелый Передние и задние колеса автомобилей и тракторов, колеса вагонеток, самолетов и т.п. g6, js6, h6
Натяжные ролики, блоки h6
Легкий или нормальный Вал вращается, нагружение Электродвигатели, редукторы, коробки передач станков, центрифуги, сельскохозяйственные машины ; кольца ци 20-100 ркуляцпов До 40 пюе До 100 До 40 k6,j$6
105-140 45-140 105-140 45-140 k6, h6, js6
Нормальный или тяжелый Электродвигатели мощностью до 100 кВт, станки, турбины, коробки передач автомобилей и тракторов, редукторы 20-100 До 40 До 100 До 40 k6,j$6
105-140 40-100 105-140 45-100 m6
Т - монтажная высота радиально-упорного подшипника, мм;
Dw - номинальный диаметр шарика, мм;
D* — диаметр ролика расчетный, мм;
L~ — длина ролика расчетная, мм;
i - число рядов тел качения в подшипнике;
Z - число тел качения в однорядном подшипнике, число тел качения в одном ряду многорядного подшипника при равном их числе в каждом ряду;
а - номинальный (начальный) угол контакта подшипника, °;
—диаметр окружности, проходящей через центры комплекта тел качения, мм;
fc — коэффициент, зависящий от геометрии деталей подшипника, точности их изготовления и материала;
СОг — базовая статическая радиальная грузоподъемность, Н;
СОв — базовая статическая осевая грузоподъемность, Н;
Fr — радиальная нагрузка ка подшипник или радиальная составляющая нагрузки, действующей на подшипник, Н;
682
Подшипники качения
8. Рекомендуемые поля доцусков отверстий
Режим работы Наименование машин и подшипниковых узлов Поля допусков
Вращается корпус, нагружение кольца циркуляционное
Нормальный Ролики ленточных конвейеров, ходовые колеса мостовых кранов М7
Нормальный или тяжелый Передние колеса автомобилей и тягачей на шарикоподшипниках, коленчатые валы, канатные и натяжные ролики N7
Нормальный Вращается вал, нагружение кольца местное или коле( Центробежные насосы, вентиляторы, центрифуги, подшипники шпинделей металлорежущих станков отельное V
Нормальный Подшипники коробок передач, задних мостов автомобилей и тракторов, электродвигатели К7, М7, Js7
Большинство подшипников общего машиностроения, редукторы, железнодорожные и трамвайные буксы Н7, Js7
Примечание. Данные относятся к подшипникам класса точности 0.
9. Допуски торцовых биений заплечиков валов и корпусов
Интервал номинальных диаметров, мм Допуски торцового биения заплечиков валов, мкм Интервал номинальных диаметров, мм Допуски торцового биения заплечиков корпусов, мкм
св. ДО св. ДО
10 18 18 18 30 33
18 30 21 30 50 39
30 50 25 50 80 46
50 80 30 80 120 54
80 120 40 120 180 63
Fa — осевая нагрузка на подшипник или осевая составляющая нагрузки, действующей на подшипник, Н;
РОг — эквивалентная статическая радиальная нагрузка, Н;
РОв — эквивалентная статическая осевая нагрузка, Н;
Хц — коэффициент статической радиальной нагрузки;
Ко — коэффициент статической осевой нагрузки;
п — частота вращения одного из колец подшипника, мин-1;
лnpW — предельная частота вращения, мин-1;
V — коэффициент вращения;
Сг — базовая динамическая радиальная грузоподъемность, Н;
Са — базовая динамическая осевая грузоподъемность, Н;
Рг — эквивалентная динамическая радиальная нагрузка, Н;
Ра — эквивалентная динамическая осевая нагрузка, Н;
t — рабочая температура, *С;
К* — коэффициент безопасности;
— коэффициент температурный;
Выбор и расчеты подшипников качения
683
10. Шероховатость посадочных поверхностей под подшипники класса точности 0 на валах п корпусах пз сталп
Посадочные поверхности Ra, мкм, не более, при d и Z), мм
до 80 св. 80 до 500
Валов 1,25 2,5
Отверстий корпусов 1,25 2,5
Опорных торцов заплечиков 2,5 2,5
Примечание. В чугунных корпусах Ra не более 2,5 при D до 80 и Rz не более 20 при D > 80 мм.
е — предельное отношение Fa/Fr, обусловливающее выбор коэффициентов Хи К;
е — коэффициент минимальной осевой нагрузки (характеризует минимальное отношение Fa/Fr для регулируемых радиально-упорных подшипников);
X — коэффициент радиальной динамической нагрузки;
Y — коэффициент осевой динамической нагрузки;
Zl0 — базовый ресурс подшипника или группы идентичных подшипников, работающих в одинаковых условиях эксплуатации — ресурс при 90 %-ной вероятности безотказной работы, миллионы оборотов;
£10Л — базовый ресурс, часы;
Ln — скорректированный расчетный ресурс в миллионах оборотов для вероятности безотказ
ной работы (100—л) % (Здесь и ниже индекс п обозначает разницу между 100 %-ной и заданной вероятностью безотказной работы);
Lnh — скорректированный расчетный ресурс в часах для вероятности безотказной работы (100—л) %;
LlOfl — скорректированный расчетный ресурс в миллионах оборотов с учетом качества металла и условий эксплуатации для вероятности безотказной работы 90 %;
£10вЛ — то же, в часах;
Lna — скорректированный расчетный ресурс в миллионах оборотов с учетом качества металла и условий эксплуатации для вероятности безотказной работы (100—п) %;
£лвЛ — то же, в часах;
at — коэффициент долговечности при надежности, отличной от 90 %;
д23 — коэффициент, характеризующий совместное влияние качества металла деталей подшипника и условий эксплуатации (наличие гидродинамической пленки масла между контактирующими поверхностями колец и тел качения, перекосы колец и др.) на ресурс подшипника;
Рэг — эквивалентная динамическая радиаль ная нагрузка при переменном режиме работы, Н;
Р^ — эквивалентная динамическая осевая нагрузка при переменном режиме работы, Н.
Обоснования выбора подшипников. В процессе проектирования конструктор выбирает тип, конструктивную разновидность и габаритные размеры подшипников. Рекомендуется прежде всего рассмотреть возможность использования дешевых и простых в эксплуатации радиальных однорядных шарикоподшипников. Применение других типов должно быть оправдано условиями
11. Допуски формы посадочных поверхностей, мкм, для подшипников классов точности 0 п б
Интервал номиналь-ных диаметров, мм Валы (оси) Отверстия корпусов
Допуск круглости Допуск профиля продоль-ного сечения Допуск непостоянства диаметра Допуск круг-лости Допуск профиля продоль-ного сечения Допуск непостоянства диаметра
в поперечном сечении в продольном сечении в поперечном сечении в продольном сечении
св. до
10 18 3,0 3,0 6,0 6,0 4,5 4,5 9,0 9,0
18 30 3,5 3,5 7,0 7.0 5,0 5,0 10,0 10,0
30 50 4,0 4,0 8,0 8,0 6,0 6,0 12,0 12,0
50 80 5,0 5,0 10,0 10.0 7,5 7,5 15,0 15,0
80 120 6,0 6,0 12,0 12,0 9,0 9,0 18,0 18,0
684
Подшипники качения
12. Допускаемые углы взаимного перекоса колец подшипников качения п допуски расположения посадочных поверхностей вала п корпуса в подшипниковых узлах разных типов
Подшипники Допускаемые углые^ взаимного перекоса колец Допуски соосности, мкм, посадочной поверхности длиной В = 10 мм в диаметральном выражении
Вал 07^= BtgO, Корпус 07-%. = Btge,
Радиальные однорядные 8’ 4,0 8,0
шариковые с нормальными радиальными зазорами Радиально-упорные шариковые однорядные с углами контакта а’: 12 6’ 3,0 6,0
26 5’ 2,4 4,8
36 4’ 2,0 4,0
Радиальные с короткими цилиндрическими роликами: без модифицированного контакта 2’ 1,0 2,0
с модифицированным контактом 6’ 3,0 3,0
Конические: без модифицированного контакта 2’ 1,0 2,0
с модифицированным контактом 4’ 2,0 4,0
Конические с модифицированным 8’ 4,0 8,0
контактом на наружном кольце Игольчатые роликовые: однорядные Г 0,5 1,0
однорядные с модифицированным 4’ 2,0 4,0
контактом Радиальные шариковые двухрядные 4е 6,0 12,0
сферические Радиальные роликовые двухрядные 4е 6,0 12,0
сферические Упорные шариковые 2’ 1,0 2,0
Примечание. Допустимые углы взаимного перекоса колец от технологических погрешностей: для вала 0в = 0^/6, для корпуса 0к = втах/3.
эксплуатации, например недостаточным ресурсом подшипника, потребностью в повышенной жесткости, необходимостью компенсировать значительные перекосы осей валов и т.д.
При выборе типа и размера подшипника для заданных условий работы необходимо учитывать: 1) значение и направление нагрузки
(радиальная, осевая, комбинированная); 2) характер нацэузки (постоянная, переменная, вибрационная, ударная); 3) какое из колец подшипника вращается (внутреннее или наружное), частоту вращения; 4) необходимый ресурс (в часах или миллионах оборотов); 5) состояние окружающей среды (температура,
Выбор и расчеты подшипников качения
685
влажность, запыленность). Подшипники, изготовленные по ГОСТ 520—89, предназначены для использования при рабочих температурах, измеренных на наружном кольце, до 100"С. Подшипниковые кольца и тела качения по этим нормам закаливают и отпускают при 150"С. При рабочих температурах на наружном кольце подшипника, выше 120*С в металле происходят необратимые структурные превращения с распадом остаточного аустенита, что приводит к изменению размеров деталей. Для работы при повышенных и высоких температурах следует применять подшипники со специальной стабилизирующей термической обработкой или изготовленные из теплостойких сталей. Отпуск таких деталей проводят при температурах, на 50"С превышающих рабочую (200, 225, 250...450"С). Условные обозначения этих подшипников дополнены справа знаками Т; Т1; Т2...Т6; 6) особые требования к подшипникам, определяемые условиями их эксплуатации (самоустанавливаемость, способность допускать осевое перемещение вала, условия монтажа, требования к жесткости и точности вращения, момент трения, шумность); 7) желательные' размеры подшипника (посадочные размеры вала, диаметр отверстия в корпусе, ширина); 8) требования к надежности; 9) стоимость подшипника и узла в целом.
Если нет особых требований к частоте и точности вращения, применяют подшипники класса точности 0 по ГОСТ 520—89.
Наметив тип и конструктивную разновидность подшипника, выполняют расчет на ресурс и надежность или на статическую грузоподъемность и осуществляют его выбор по каталогу.
Определение реакций в опорах. Вал на подшипниках, установленных по одному в опоре, условно рассматривают как балку на шарнирноподвижных опорах или как балку с одной шарнирно-подвижной и одной шарнирно-неподвижной опорой. Принимают, что радиальные реакции Fr приложены к оси вала в точках пересечения с ней нормалей, проведенных к серединам контактных площадок на наружных кольцах. Если в одной опоре установлены два подшипника, то задача оказывается статически неопределимой. Точное решение этой задачи затруднительно, поэтому в инженерной практике обычно основываются на упрощающих предпосылках. Так, при установке сдвоенных радиально-упорных подшипников в одной опоре широкими торцами наружных колец наружу можно приближенно считать радиаль
ную нагрузку приложенной в средней плоскости сдвоенных подшипников.
При выполнении расчетов и конструировании приходится применять метод последовательных приближений: вначале размер подшипников и места их расположения намечают на чертеже приближенно, затем после подбора подшипников уточняют чертеж и расчет. В ряде случаев направление вращения может быть переменным или неопределенным, причем изменение направления вращения может привести к изменению не только направления, но и значений реакций в опорах. Некоторые нагрузки, например нагрузка на вал от муфты, могут иметь неопределенное направление. В таких случаях при расчете реакций в опорах рассматривают опасный вариант. Возможная ошибка при этом приводит к повышению надежности. Более точное решение с учетом упругих деформаций деталей, отклонения от соосности и др. приведено в работах [3, 8, 22].
При установке вала на двух радиальных или радиально-упорных подшипниках нерегулируемых типов внешнюю осевую нагрузку Fa воспринимает один из них в том направлении, в котором он ограничивает осевое перемещение вала.
При определении осевых нагрузок на радиально-упорные подшипники регулируемых типов следует учитывать осевые силы, возникающие под действием радиальных нагрузок вследствие наклона контактных линий. Задача о нахождении осевых реакций в опорах Fa является в этом случае статически неопределимой, так как значения этих сил зависят и от осевых составляющих нагрузок, а следовательно, от типа подшипника (шариковый, роликовый), углов наклона контактных линий, значений радиальных нагрузок, а так же от того, как отрегулированы подшипники (рис. 11). Если
Рис. 11. Влияние зазоров-натягов на распределение нагрузок на тела качения:
а — при повышенном зазоре; б — при нулевом зазоре; в — при предварительном натяге или при значительной осевой нагрузке
686
Подшипники качения
13. Значения %, У, е для радиально-упорных конических п радиальных сферических роликоподшипников
подшипники собраны с большим зазором, то всю нагрузку воспринимает только один или два шарика или ролика. Осевая составляющая нагрузки при передаче ее одним телом качения равна Fr tg а. Условия работы подшипников при таких больших зазорах неблагоприятны, и поэтому такие зазоры недопустимы. Обычно подшипники регулируют так, чтобы осевая игра при установившемся температурном режиме была близка к нулю (рис. 11, в). В этом случае при действии на подшипник радиальной силы под нагрузкой находится примерно половина тел качения, а суммарная по всем нагруженным телам качения осевая составляющая равна ё где ё = 0,83е — для конических роликоподшипников (табл. 13); ё = е — для радиально-упорных шарикоподшипников при <х> 18’ (табл. 14).
14. Значения Л, У, е для радиальных п радиально-упорных шарикоподшипников
а’ «70, Подшипники однорядные Подшипники двухрядные е
FJ(VF) > е FJtyFDS е FJ(VFr) > е
X У X У X У
0 0,014 0,028 0,056 0,084 0,110 0,170 0,280 0,420 0,56 0,56 2,30 1,99 1,71 1,55 1,45 1,31 1,15 1,04 1,00 1,0 0 0,56 2,30 1,99 1,71 1,55 1,45 1,31 1,15 1,04 1,00 0,19 0,22 0,26 0,28 0,30 0,34 0,38 0,42 0,44
12 0,014 0,028 0,056 0,084 0,11 0,17 0,28 0,42 0,56 0,45 1,81 1,62 1,46 1,34 1,22 1,13 1,04 1,01 1,00 1,0 2,08 1,84 1,69 1,52 1,39 1,30 1,20 1,16 1,16 0,74 2,94 2,63 2,37 2,18 1,98 1,84 1,69 1,64 1,62 0,30 0,34 0,37 0,41 0,45 0,48 0,52 0,54 0,54
26 — 0,41 0,87 1 0,92 0,67 1,41 0,68
36 — 0,37 0,66 1 0,66 0,60 1,07 0,95
Примечание. Коэффициенты У и е для промежуточных отношений iFJC^ определяют интерполяцией.
Выбор и расчеты подшипников качения
687
Рис. 12. Зависимость ё = Л/уСОг).
При определении ё для радиально-упорных шарикоподшипников с малыми номинальными углами контакта (а = 12-=- 15 е) необходимо учитывать изменение этих углов под действием нагрузки. Поэтому для этих подшипников ё определяют по формулам табл. 15 или по рис. 12. Величина ёРг представляет собой минимальную осевую силу, которая должна действовать на радиально-упорный регулируемый подшипник при заданной радиальной нагрузке. Сила эта возникает в месте контакта наружного кольца подшипника с крышкой корпуса. При отсутствии упора кольца в крышку оно будет отжато в осевом направлении, что приведет к нарушению нормальной работы подшипника. Таким образом, для нормальных условий работы этих подшипников должно выполняться условие
F >eF = Fa min . (2)
а г a min ' '
Если Fa £ ё F^ то более половины или все тела качения подшипника находятся под нагрузкой (см. рис. 11, в). Жесткость опоры с ростом осевой нагрузки увеличивается, и поэтому в некоторых опорах, например в опорах шпинделей станков, применяют сборку с предварительным натягом; тогда, как минимальную, рассматривают несколько большую осевую силу, например 1,7 tg а . Предварительный натяг применяют и в упорных шарикоподшипниках для предотвращения гироскопического верчения шариков.
При нахождении осевых реакций следует исходить из условия равновесия всех осевых сил, действующих на вал, и условия ограничения минимального уровня осевых нагрузок на радиально-упорные подшипники, которое обеспечивается правильным регулированием подшипников при сборке узла вала.
Так, для схемы на рис. 13 составляют три уравнения:
+ ^а2 = ^а\ “ е ^а2 ~ в
Для нахождения решения в одной из опор осевую силу принимают равной минимальной: Fa =
Задаемся Fai = e’Frl, тогда Fa2 = FA + Fa{ = = Fa 4- ё FrV Если при этом Fa2 > ё Рл> то осевые силы найдены правильно. Если Fa2 < ёРл, то следует принять Fa2 = ёРл и тогда = Fa2 — Fa = ёРл — FA, причем условие Fai > ёРг{ будет обязательно выполнено.
Расчеты подшипников на статическую грузоподъемность. Под базовой статической грузоподъемностью подшипника подразумевается такая статическая нагрузка (радиальная для
15. Формулы для расчетов Л, У, е и ё для радиальных и радиально-упорных шарикоподшипников
а’ 0 12 15
X 0,56 0,45 0,44
Y (1 - Х)/е
е / F \0’24 0,528 1-^—1 \ С0г / / F \ 0,163 0,618 1-^-1 \ С0г / / F \0,12 0,618 М-\ /
ё — / г \0Л95 0,563 ( / г \0,136 0,579 (-М
688
Подшипники качения
Рпс. 13. Схема нагружения опор п вала с радп-ально-упорнымп регулируемыми подшппникамп
радиальных и радиально-упорных подшипников, центральная осевая для упорных и упорно-радиальных подшипников), которая вызывает общую остаточную деформацию тела качения и дорожки качения в наиболее нагруженной зоне контакта (при отсутствии перекосов колец подшипника), равную 0,0001 диаметра тела качения.
Базовая статическая грузоподъемность радиальных и радиально-упорных шарикоподшипников
C0r = foiZ D* сое <* • (3)
Для радиальных и радиально-упорных шарикоподшипников коэффициент /0 = 12,3, а для сферических шарикоподшипников fQ = 3,33.
Для упорных и упорно-радиальных шарикоподшипников базовая осевая статическая грузоподъемность
= 49 Z Dj sin а . (4)
Для радиальных и радиально-упорных роликоподшипников базовая радиальная статическая грузоподъемность
СОг= 21,6 ZL„eD„e cos а. (5)
Для упорных и упорно-радиальных роликоподшипников базовая осевая статическая грузоподъемность
СОв = 98,1 Z)we sin <х . (6)
Значения базовой статической грузоподъемности для каждого подшипника заранее подсчитаны и указаны в каталоге. Подшипники выбирают по статической грузоподъемности, если они воспринимают внешнюю нагрузку в неподвижном состоянии или при медленном вращении (до 10 мин-1). Подшипники, работающие при частоте вращения п > 10 мин-1 и резко переменной нагрузке, также следует проверять на статическую грузоподъемность.
При расчете на статическую грузоподъемность проверяют, не будет ли внешняя радиальная или осевая нагрузка превосходить статическую грузоподъемность, указанную в каталоге:
Л)г И А)а
При действии на радиальные и радиальноупорные шарикоподшипники и радиально-упорные (конические) роликоподшипники комбинированных нагрузок расчет статической грузоподъемности выполняют по эквивалентной статической радиальной нагрузке
но не менее Fr.
Значения коэффициентов 10 и Ко приведены в табл. 16.
16. Значения п Уо
Подшипники Однорядные Двухрядные
* Го *
Шариковые радиальные 0,6 0,5 0,6 0,5
Шариковые радиальноупорные с номинальными углами контакта а, ° 12 0,5 0,47 1 0,94
26 0,37 0,74
36 0,2в 0,56
Шариковые и роликовые самоустанав-ливающиеся, конические радиальноупорные 0,5 0,22 ctg а 1 0,44 ctg а
Эквивалентная статическая радиальная нагрузка — статическая радиальная нагрузка, вызывающая такую же общую остаточную деформацию тела качения и дорожки качения в наиболее нагруженной зоне контакта, что и деформация, возникающая в условиях действительного нагружения.
Эквивалентная статическая осевая нагрузка (понятие имеет тот же смысл, что и эквивалентная статическая радиальная нагрузка) на упорно-радиальные шариковые и роликовые подшипники
Ро„ = Fa + 2,3 Fr tg а . (8)
Выбор и расчеты подшипников качения
689
При действии комбинированных нагрузок должны выполняться условия РОг £ СОг и
При частоте вращения до 10 мин-1, если при этом не требуется плавность хода, а ресурс подшипника невелик, допускается кратковременное повышение нагрузки до 2 СОг или 2 СОв. Если требуется высокая плавность хода и стабильность момента трения при указанной выше малой частоте вращения, то рекомендуется уменьшить допустимую статическую нагрузку до СОгД и СОаД. При этом коэффициент запаса £ = 1,5 для упорных подшипников крановых крюков и подвесов; £ = 2,0 для приборных прецизионных поворотных устройств; £ = 4,0 для ответственных тяжелонагруженных опор и поворотных кругов.
Расчеты подшппппков па заданный ресурс (долговечность п надежность). Одним из основных критериев оценки работоспособности подшипников является усталостный износ (выкрашивание) поверхностей качения. Расчеты на ресурс (долговечность) основываются на экспериментальных данных, обработанных методами математической статистики, причем под долговечностью понимается свойство объекта сохранять работоспособность до каступления предельного состояния при установленной системе технического обслуживания и ремонта.
. Расчетным показателем долговечности служит ресурс подшипника — суммарная наработка от начала эксплуатации до перехода в предельное состояние, выраженная в миллионах оборотов или часах с заданной надежностью, выраженной в процентах (гамма-процентная наработка до отказа).
Базовый ресурс шариковых подшипников в миллионах оборотов при 90 % надежности:
£10 = (С/Р)3; (9)
роликовых подшипников
Ао = (С/Р)1°/3, (10)
ще С — базовая динамическая грузоподъемность подшипника (радиальная Сг или осевая Са), Н; Р — эквивалентная динамическая нагрузка (радиальная Рг или осевая Ра, а при переменных режимах работы Рэг или Рэв), Н.
Вычисление базовой динамической грузоподъемности и базового ресурса действительно при условии, если ресурс лимитируется лишь усталостью подповерхностных слоев материала, т.е. если тела качения и дорожки качения достаточно разделены пленкой смазки, в
результате чего снижается вероятность возникновения признаков усталости материала на рабочих поверхностях. Расчет по (9), (10) распространяется на подшипники из обычных подшипниковых сталей при нормальных условиях эксплуатации (правильной установке подшипника, удовлетворительной смазке, защите от проникновения инородных тел, а также, когда подшипник находится под действием допустимой нагрузки и не подвергается воздействию экстремальных температур). Если свойства материалов и условия эксплуатации отличаются от указанных выше, то необходимо это учитывать в расчетах, ведя расчеты по скорректированному ресурсу, что достигается дополнением расчетных формул коэффициентом а^.
При использовании каталога [3] расчет подшипников следует выполнять только по скорректированному расчетному ресурсу.
Скорректированный расчетный ресурс шариковых подшипников в миллионах оборотов:
Аоа = *2з(С/Р)3; (И)
роликовых подшипников
Аоа=%(с/р)1о/3- (12)
Скорректированный ресурс подшипника в часах
LWah = 10* Ло. / <60 ») • <13)
Формулы (9)—(13) по ГОСТ 18855—82 справедливы, если Рг (или Рв), а при переменных нагрузках Ргшах (или Pemax) не превышают 0,5 Сг (или 0,5Са). В РТМ 37.006.299-80 ВНИПП “Выбор подшипников качения общего применения” ограничена применимость формул частотами вращения от 10 мин-1 до предельной по каталогу (л^).
Рекомендуемые значения ресурсов подшипников различных машин приведены в табл. 17.
Базовая динамическая грузоподъемность подшипников. По ГОСТ 18855—82 базовая динамическая радиальная (осевая) грузоподъемность — постоянная радиальная (осевая) нагрузка, которую подшипник качения может воспринимать при базовом ресурсе, составляющем 1 млн оборотов. Это определение условно, так как нагрузка слишком большая и соответствует продолженному (теоретическому) участку кривой усталости, для которого расчетные зависимости (9)—(13) несправедливы.
Значения базовой динамической грузоподъемности для каждого подшипника заранее
690
Подшипники качения
17. Рекомендуемые значения расчетных ресурсов для машин п оборудования
Машины, оборудование и условия их эксплуатации Ресурс, ч
Приборы и аппараты, используемые периодически (демонстрационная аппаратура, бытовые приборы) 500
Механизмы, используемые в течение коротких периодов времени (сельскохозяйственные машины, подъемные краны в сборочных цехах, легкие конвейеры) 4000
Ответственные механизмы, работающие с перерывами (вспомогательные механизмы на силовых станциях, конвейеры для поточного производства, лифты, нечасто используемые металлообрабатывающие станки) 8000
Машины для односменной работы с неполной нагрузкой (стационарные электродвигатели, редукторы общего назначения) 12000
Машины, работающие с полной нагрузкой в одну смену (машины общего машиностроения, подъемные краны, вентиляторы, распределительные валы) 20000
Машины для круглосуточного использования (компрессоры, насосы, шахтные подъемники, стационарные электромашины, судовые приводы) 40000
Непрерывно работающие машины с высокой нагрузкой (оборудование бумагоделательных фабрик, энергетические установки, шахтные насосы, оборудование торговых морских судов) 100000
подсчитаны и указаны в каталоге. Формулы для их расчетов получены на основе совместного рассмотрения контактной задачи, законов распределения нагрузки между телами качения, кинематики подшипника, которая определяет число циклов нагружений, и экспериментальных зависимостей (9) и (10).
Расчетные формулы совместно с вспомогательными коэффициентами fc, учитывающими геометрию деталей подшипников, точность их изготовления и материалы, приведены в ГОСТ 18855—82. Например, базовая динамическая радиальная грузоподъемность радиальных и радиально-упорных шарикоподшипников, Н,
С =fc (i cos <х)0,7 Z2/3 D„l*
(14) при Dw < 25,4 мм;
С = f (i cos a)0*7 Z2/3 3,647 D 14
" (15)
при Z)w > 25,4 мм.
Базовая динамическая радиальная грузоподъемность радиальных и радиально-упорных роликоподшипников, Н,
Cr = fc У L»e C0S <*)7/9 Zi/4 D^e29/27^ (16)
При расчете базовой динамической радиальной грузоподъемности узла, состоящего из сдвоенных радиальных или радиально-упорных однорядных подшипников, пара одинаковых подшипников рассматривается как один двухрядный. Суммарная базовая динамическая радиальная грузоподъемность комплекта из двух шарикоподшипников (/ = 2)
Сгсуи = C,i” = С/ 1,625 . (17)
а двух роликоподшипников
Ссум = СГ ’1/9 = С/1,714 , (18)
В ГОСТе приведены также формулы для расчетов динамической осевой грузоподъемности.
Выбор и расчеты подшипников качения
691
Эквивалентная динамическая нагрузка. Под эквивалентной динамической радиальной нагрузкой Рг радиальных и радиально-упорных подшипников подразумевают такую постоянную радиальную нагрузку, которая при приложении к подшипнику с вращающимся внутренним и неподвижным наружным кольцами обеспечит такие же ресурс и надежность, как и при действительных условиях эксплуатации.
Под эквивалентной динамической осевой нагрузкой Ра упорных и упорно-радиальных подшипников подразумевается такая постоянная осевая нагрузка, при действии которой подшипник имеет такие же ресурс и надежность, как и при действительных условиях эксплуатации.
Эквивалентная динамическая радиальная нагрузка для радиальных шарикоподшипников и радиально-упорных шариковых и роликовых подшипников
Pr - (XVFr + Y Fa) . (19)
Коэффициент вращения V = 1 при вращении внутреннего кольца подшипника относительно направления радиальной нагрузки и И=1,2 при вращении наружного кольца.
Значения коэффициентов X и Y зависят от типа и конструктивных особенностей подшипника. Для шарикоподшипников радиальных и радиально-упорных однорядных значения коэффициентов X и Y при Fa /(VF} > е можно подсчитать по табл. 15. При Fa/(VF} < е X = 1 и Y = 0, так как осевые нагрузки до этого предела не уменьшают ресурс этих подшипников. Числовые значения X, Y и е для однорядных и двухрядных шарикоподшипников приведены в табл. 14.
Для двухрядных сферических шарикоподшипников е = 1,5 tg а. При Fa/(VFr) < е X = 1 и Г= 0,42 ctg а, а при FJ(VFr) > е Х = 0,65 и К =0,65 ctg а. Для этих подшипников коэффициенты X, Y и е указаны в таблицах каталога.
Для конических роликоподшипников значения X Кие определяются в табл. 13. Числовые значения коэффициентов также указаны в таблицах каталога. •
Для сдвоенных радиальных и радиально-упорных однорядных подшипников, установленных узкими или широкими торцами наружных колец друг к другу, используют коэффициенты X У и е для двухрядных подшипников по табл. 13 или 14. Для узлов, состоящих из двух и более одинаковых радиально-упорных однорядных подшипников, установленных последовательно
(по схеме тандем) и изготовленных и смонтированных так, что нагрузка между ними распределяется равномерно, эквивалентную динамическую радиальную нагрузку определяют, используя коэффициенты X и К для однорядных подшипников (У = 1, Fa и СОг, относящиеся только к одному подшипнику). Наличие нескольких подшипников учитывают при определении суммарной базовой динамической радиальной грузоподъемности комплекта. Сдвоенная установка радиальных подшипников не рекомендуется.
Эквивалентная динамическая радиальная нагрузка для однорядных и двухрядных подшипников с короткими цилиндрическими роликами
Pr= Fr VK* К, .
(20)
Эти подшипники при отсутствии бортов на одном из колец вообще не воспринимают осевые нагрузки. Подшипники с бортами на обоих кольцах могут воспринимать небольшие, желательно не постоянно действующие, осевые нагрузки, но приложены они не к дорожкам качения, а к бортам и вызывают трение скольжения. Поэтому при расчете эквивалентных нагрузок их не учитывают. Для оценки предельно допустимых осевых сил в [3| приведены специальные формулы.
Эквивалентная динамическая осевая нагрузка для шариковых и роликовых упорных и упорно -радиальных подшипников:
для упорных подшипников
= (2D
для упорно-радиальных подшипников
Pa = {XFr + YFJKsK'. (22)
Значения X n Y для этих подшипников приведены в [3|.
Расчет эквивалентных нагрузок при переменных режимах работы. Если нагружение подшипника задано циклограммой нагрузок, то ее следует схематизировать и представить в упрощенном виде (рис. 14).
Эквивалентная динамическая радиальная нагрузка при переменном режиме работы для шарико- и роликоподшипников
Л / Л13 £1 + Л? + •+/>г„3 А,
Р ~ ™ * "Z Z Г Л Л (23)
’ L
где Рг1, РЛ, ..., Рт — постоянные эквивалентные нагрузки, требуемая продолжительность действия которых 1^....... Ln миллионов
692
Подшипники качения
Рис. 14. Аппроксимация нагрузок и частот вращения
оборотов; L = + ... + Ln — общее число
миллионов оборотов. Если ресурс на каждом режиме задан в часах, то его пересчитывают на миллионы оборотов:
£, = 60 л, £„,/10е . (24)
Если нагрузка на подшипник меняется по линейному закону от Prmia до Р^^ то эквивалентная динамическая радиальная нагрузка
Лг=(Лтш+2Ргтах)/3. (25)
Эквивалентную динамическую осевую нагрузку Рдд подсчитывают по аналогичным формулам с заменой Рг на Ра.
Выбор коэффициентов и К^. Значения коэффициента безопасности Kq для некоторых видов машин и оборудования приведены в табл. 18. Они учитывают влияние эксплуатационных перегрузок на ресурс подшипников. Для обычных подшипников, предназначенных для работы при температуре до 100’С [4], « 1.
Расчеты с использованием > 1 применяют в основном для подшипников из сталей типа ШХ15 с высоким отпуском (200’С и выше). Эти подшипники отличаются пониженной твердостью и маркируются Т, TI, Т2, ТЗ, Т4, Т5, Тб при температуре отпуска соответственно 200, 225, 250, 300, 350, 400 и 450’С. Рекомендуется применять подшипники с температурой отпуска, превышающей на 50—60’С рабочую температуру (0, измеренную на наружном кольце.
Для этих подшипников в справочной литературе приводятся значения К* в зависимости от Г, например, при t £ ЗОО’С:
К. = 0,66 + —. (26)
400 - t
Фактически зависит от твердости поверхностей качения и следовательно от температуры отпуска, а не от рабочей температуры. Ресурс подшипников Т, Т1... при работе с t £ 100’С все равно будет ниже ресурса обычных подшипников. В случае использования коррозионно-стойких сталей и других, для которых твердость 61—65 HRC3 недостижима, снижение грузоподъемности заложено в значениях базовой динамической грузоподъемности.
Выбор коэффициента а23. По каталогу рекомендуются три варианта выбора коэффициента ^23-
1. Обычные условия применения подшипников.
2. Условия, характеризующиеся наличием гидродинамической пленки масла между контактирующими поверхностями колец и тел качения (Л > 2,5)* и отсутствием повышенных перекосов в узле.
3. Те же условия, что и во втором пункте, если кольца и тела качения изготовлены из элекгрошлаковой или вакуумной сталей.
Для этих трех видов условий рекомендуется принимать значенйя коэффициента по табл. 19. Приведенная выше методика не учитывает влияние присадок к смазочным материалам и их загрязнение на ресурс подшипников, хотя это влияние может быть значительным [23].
"Параметр режима смазки А характеризует гидродинамический режим смазки подшипника (относительную толщину смазочной пленки). Расчет Л приведен в [3] и специальной литературе.
Выбор и расчеты подшипников качения
693
18. Рекомендуемые значения коэффициентов безопасности К*
Вид нагружения Область применения
Спокойная нагрузка без толчков 1,0 Маломощные кинематические редукторы и приводы. Механизмы ручных кранов и блоков. Тали, кошки, ручные лебедки. Приводы управления
Легкие толчки; кратковременные перегрузки до 125 % номинальной расчетной нагрузки 1,0-1,2 Прецизионные зубчатые передачи. Металлорежущие станки (кроме строгальных, долбежных и шлифовальных). Гироскопы. Механизмы подъема кранов. Элекгротали и монорельсовые тележки. Лебедки с механическим приводом. Электродвигатели малой и средней мощности. Легкие вентиляторы и воздуходувки
Умеренные толчки; вибрационная нагрузка; кратковременные перегрузки до 150 % номинальной (расчетной) нагрузки 1,3-1,5 Зубчатые передачи. Редукторы всех типов. Буксы рельсового подвижного состава. Механизмы передвижения крановых тележек. Механизмы поворота кранов
То же, в условиях повышенной надежности 1,5-1,8 Механизмы изменения вылета стрелы кранов. Шпиндели шлифовальных станков. Электрошпиндели
Нагрузки со значительными толчками и вибрациями; кратковременные перегрузки до 200 % номинальной (расчетной) нагрузки 1,8-2,5 Зубчатые колеса. Дробилки и копры. Кривошипно-шатунные механизмы. Валки и адъюстаж прокатных станов. Мощные вентиляторы и эксгаустеры
Нагрузки с сильными ударами; кратковременные перегрузки до 300 % номинальной (расчетной) нагрузки 2,5-3,0 Тяжелые ковочные машины. Лесопильные рамы. Холодильное оборудование. Рабочие роликовые конвейеры крупносортных станов, блюмингов и слябингов
Выбор подшипников на заданный ресурс при повышенной вероятности безотказной работы. Расчет подшипников качения с повышенной гарантией рабочего ресурса проводят для ответственных узлов при необходимой надежности 91-99 %.
Скорректированный ресурс шариковых подшипников при повышенном уровне надежности (в млн. оборотов)
Lna а1 *23 ~) » (27)
роликовых ПОДШИПНИКОВ
^па = *23 • (28)
Индекс п означает, что вероятность безотказной работы равна (100 — п) %. Коэффициент надежности
’>||Д. (29)
1 I 1g 90 1 где к — параметр формы кривой распределения Вейбулла, который по рекомендации ИСО принят равным 1,5 для ролико- и шарикоподшипников. Значения а{ в функции необходимой надежности 100 — п приведены в табл. 20.
Пример 1. Подобрать подшипники для вала (рис. 15. Здесь и на рис. 16 радиальные силы условно показаны в одной плоскости).
Дано: диаметр вала d = 35 мм; Fr] = 1000 Н; Fr2 = 1100Н; Fa = 4000 Н; п = 630 мин-1; К* = 1,3; = 1; V = 1; необходимый ресурс
LJOah = 1500 ч, потребная надежность 90 %.
094
Подшипники качения
19. Рекомендуемые значения коэффициента
Подшипники а^ для условий применения*1
1 2 3
Шариковые (кроме сферических) 0,7-0.8 1,0 1,2-1,4
Роликовые с цилиндрическими роликами, шариковые сферические двухрядные 0,5-0,6 0,8 1,0-1,2
Роликовые конические 0,6-0,7 0,9 1,1-1,3
Роликовые сферические двухрядные 0.3-0,6 0,6 0,8-1,0
’Условия применения ПК (см. с. 692)
*2 = 0,563
20. Значения коэффициентов долговечности при различной вероятности безотказной работы
Вероятность безотказной работы, % 90 95 96 97 98 99
Ресурс Ln при необходимой вероятности безотказной работы Ло ^5 ^4 L3 h Li
ai 1 0,62 0,53 0,44 0,33 0,21
для второй опоры
1100 \0.19S
-I = 0,327;
17800 f
Fa min 2 = Fr, = 0,327 • 1100 = 360 H. a nun L L Г L ’
Расчет. 1. Зададимся подшипниками 36207: d = 35 мм; D = 72 мм; В = 17 мм; Сг = 30800 Н; С о, = 17800 Н; ппред = 12000 мин^1 при жидком смазочном материале; а = 12°.
2. Определим минимальные осевые силы для первого и второго подшипников:
для первой опоры по табл. 15 (или рис. 12)
3. Определим осевые реакции в опорах. Примем, что FaI = Faml„, = 320 Н; тогда Fa2 = FtI + Fa = 320 + 4000 = 4320 Н, что больше Famlny следовательно, осевые реакции в опорах найдены правильно.
4. Определим эквивалентную нагрузку. Расчет ведем по более нагруженной опоре. По табл. 15
е\
0,563
/ f ,о.1бз
«2 = 0,618 = 0,618
4320 \0Л63 -------- = 0,49;
17800 '
^m.ni = <FrI = 0.32-1000 = 320 Н;
Fa f<VFn ) = 4320 / (1 * ЧОО) = 3,92 >
Рнс. 15. Схема нагружения вала
Выбор и расчеты подшипников качения
695
следовательно, X = 0,45,
Y- . ,,12.
0,49
Эквивалентная нагрузка (19)
Pa=(XVFa+ YFta)K6Kt =
=(0,45• 1 • 1100 + 1,12-4320) 1,3-1 = 6933 Н.
5. Скорректированный расчетный ресурс подшипника в миллионах оборотов (см. (11)]
где а= 0,7+0,8 для обычных условий эксплуатации (см. табл. 19). Принимаем худший случай, когда а % = 0,7.
6. Скорректированный расчетный ресурс подшипника в часах [см. (13)]
L =-^-L = t,0‘* 60 п
106 60-630
61,37 = 1623.
Подшипник пригоден. При заданном ресурсе надежность несколько выше 90 %.
Пример 2. Определить скорректированный расчетный ресурс конических подшипников 27307 для сала (рис. 16).
Дано: Frl = 1500 Н; Fal = FA = 3700 И; п = ЮООмшг1; К* = 1,3; К, = 1; V = 1.
Расчет. 1. Характеристики подшипников 27307 по каталогу: Сг = 45000 Н; С& = 29000 Н; е = 0,79; Y = 0,76 при Fa/(VFr) > е; йпред ~ $600 мин-1 при жидком смазочном материале.
2. Рассмотрим два подшипника левой опоры как один двухрядный и определим суммарную базовую динамическую грузоподъемность подшипников [см. (13)]
Сгсуи = Сг-1,714 = 45000 • 1,714 = 77152 Н.
3. Эквивалентная нагрузка для двухрядного подшипника левой опоры
Fa\ / = 3700 / С1 ’ 150°) = 2’47 > е ’
следовательно, по табл. 13 X - 0,67, Y = 0,67 ctg а = 0,67 ctg 27,77е = 1,272.
Угол а в каталоге не указан, но так как е = 1,5 tg а, то
е 0 79
а = arctg = arctg = 27,77 °.
1,5 1,5
Prl = (X VFrl + YFal) К6 К, =
=(0,67 • 1 • 1500 + 1,272 • 3700) 1,3 • 1 = 7425 Н.
4. Скорректированный расчетный ресурс подшипников в миллионах оборотов
/ С \10/з £10. - «23 ( ~ °’6
77152 \10/з -------1 = 1468,
7425 >
где а & = 0,6+0,7 по табл. 19 для обычных условий эксплуатации. Принимаем 023 = 0,6.
5. Скорректированный расчетный ресурс подшипников в часах
106 106
~ Аов = ------------ 1468 = 24466’
10 “* 60 л 104 60-1000
' Суммарная радиальная нагрузка
Рас. 16. Схема нагружения вала со сдвоенными подшипниками
696
Подшипники качения
10. ПРЕДВАРИТЕЛЬНЫЙ НАТЯГ РАДИАЛЬНО-УПОРНЫХ ПОДШИПНИКОВ
Во многих узлах для обеспечения рабочих характеристик подшипников используют их предварительный натяг. Комплект из двух или более радиально-упорных подшипников при установке в узел получает предварительную осевую нагрузку. Жесткость узла при этом увеличивается, что особенно важно, например, для опор шпинделей станков. Правильно выбранный натяг опор быстроходных узлов способствует увеличению их долговечности. На рис. 17 представлены зависимости радиального 8Г и осевого 8а перемещений колец в радиальноупорном подшипнике от осевой нагрузки Fa при постоянной радиальной Frl и меньшей ее Кружками отмечены перемещения, которые должны соответствовать силе преднатяга Fmt рассчитанной для радиальной нагрузки FrV Дополнительное увеличение осевой силы практически не приводит к возрастанию жесткости подшипника. В то же время зона, которая соответствует осевым нагрузкам, меньшим силы преднатяга, характеризуется резким снижением жесткости.
Преднатяг устанавливают для максимальной длительно действующей на подшипник радиальной силы. Его величину можно определять экспериментально, в частности по критерию виброустойчивости. При небольшом натяге
5Г перемещений колец от осевой нагрузки при постоянной радиальной
уровень вибрации снижается по мере его увеличения, но, начиная с некоторого момента, несколько возрастает [18]. Минимум вибрации подшипника достигается при осевой нагрузке, при которой наименее нагруженное тело качения не имеет возможности свободного перемещения между кольцами.
Взаимное положение колец подшипника при этом характеризуется значениями радиального и осевого перемещений, расположенными на началах пологих участков зависимостей перемещений от нагрузки. Задача определения преднатяга в этой постановке сводится к совместному решению уравнений равновесия тел качения и внутреннего кольца, дополненных условием отсутствия свободного перемещения наименее нагруженного тела качения.
Для подшипников, работающих при умеренных частотах вращения, Шовалем предложено простое и достаточно точное решение уравнений равновесия. Отсутствие свободного перемещения наименее нагруженного тела качения между кольцами достигается, когда отношение Ffgp.'/Fa равно 0,5238 для роликовых и 0,6 для шариковых подшипников, где а' — рабочий угол контакта в подшипнике.
В роликоподшипниках рабочий угол контакта не зависит от нагрузки и сила преднатяга
Fm = l,91Frtga = 1,27е/>. (30)
а коэффициент е определяют по таблицам для подшипников.
При достаточно больших осевых нагрузках на рабочий угол контакта а’ мало влияет радиальная сила. Поэтому для расчета преднатяга радиально-упорных шарикоподшипников с начальным углом контакта a > 12° может быть предложен приближенный расчет с использованием метода прямых итераций
(Fm)k = l,67Frtga’(jkl), (31)
причем = a + где a — начальный угол контакта, а приращение угла контакта Д под действием осевой нагрузки вычисляют по способу, предложенному в [8]:
3 sin2a
Д,. п =----------— х
(кЛ} 2 6+ cos2a
x[Jl + — j+c0S “ / — 1]. (32)
Ц 3 sin2a ' cZZ^sina/ J
Здесь Z — число шариков в подшипнике, а коэффициент с зависит от отношений радиуса
Предварительный натяг радиально-упорных подшипников
697
хелоба внутреннего (наружного) кольца гв(н) к диаметру шара. Его определяют по табл. 21, если силу преднатяга подставляют в ньютонах, а диаметр шара — в мм. В качестве нулевого приближения удобно принять силу преднатяга, рассчитанную по (31), принимая в ней а’(Ъ1) = а.
Пример 3. Рассчитать силу преднатяга для подшипника с D* = 14,288мм, r/D* = rJD* = = 0,52, Z = 10 и а = 15е, работающего при умеренной частоте вращения и радиальной нагрузке Fr = 1000 Н.
Нулевое приближение
(FJo = 1,672^15° = 447 Н.
Приращение угла контакта при этой нагрузке _ 3 sin(2 • 15°)
А-------------z----к
2 6 + COSTS’
447,
Ц 3 sii?15° «40 10 14,2882sinl5,y J
= 0,0326 рад
и рабочий угол контакта
а’ = 0,2618 + 0,0326 = 0,2944 рад = 16,87°.
Сила преднатяга
(FJi = l,67FlJgl6,870 = 506 Н,
и соответствуют Д} = 0,0351 рад и а} = 17, ОГ, тогда (U = lf67Frtgl7,Or = 511 Н, а А2 = -0,0352, а2 = 17,02е и соответствующая этому учу сила преднатяга (FnH)3 = 511 Н. На этом ишсления заканчивают. Точное значение силы преднатяга, рассчитанное с учетом изменения угла контакта от радиальной силы, составило 505 Н, т.е. погрешность равна 1,2%.
Для быстроходных шарикоподшипников простое приемлемое для практики решение
21. Значения коэффициента с -10'1
7».
0,51 0,52 0,53 0,54 0,55 0,56
0,51 38 61 87 115 145 176
0,52 61 84 109 136 164 195
0,53 88 109 134 161 189 219
0,54 116 137 161 188 216 246
0,55 147 166 190 216 245 274
0,56 179 197 220 247 275 304
может быть получено для случая отсутствия радиальной силы:
Fm = ZFC sinfa-AJswta+AJ/sm^+AJ. (33)
Приращения угла (рад) контакта шара с наружным Дн и внутренним Ав кольцами
дя
[/^sina [ 6ся
\lfyc ЦЛ2—l)(rH/Z)w—0,5)
3/2 1/4,(34)
Дв = Дн(*-1),
где k = (rB + rB — D^/(rB — 0,52)*), а значения коэффициента сн приведены ниже (центробежная сила Fc — в ньютонах, а линейные размеры — в мм):
гн/2)* 0,51 0,52 0,53 0,54 0,55 0,56
ся104 1,9 2,2 2,4 2,6 2,7 2,8
Центробежная сила для стального шарика
Л = S.frlO'2/)^! - Ojnsa/Dj*. (35)
Здесь Dp* — диаметр окружности, проходящей по центрам шариков, мм; D* — диаметр шарика, мм; п — частота вращения внутреннего кольца, мин-1.
Пример 4. Рассчитать силу преднатяга для подшипника с D* = 4,763мм; r/D*= rl/Dw = 0,54; Z = 7; а = 13е; D = 18 мм при Fr = О, п = = 74000 мин-1.
Центробежная сила, действующая на шарик,
Fc = 5,610'I2 18-4,7633(l-4,763cosl3718)2-740002 = = 32,9 Н,
к = (0,54 + 0,54 - 1)/(0,54 - 0,5) = 2;
Дн = {32,9sinl3°/(4,7632-2)[6-2,610-4/[(22-- 1)(0,54—0,5)]3/2}1/4 = 0,125 рад = 7°10’;
Дв = 0,125(2 - 1) = 0,125 рад = 7°10’.
Подставляя названные величины в формулу для преднатяга (33), получаем
FnH = 7-32,9sin(13° — 7°10’)sin(13° + 7°10’)/ /sin(7°10’ + 7°10’) = 32,6 Н.
Точное значение преднатяга 38,8 Н. В приближенном расчете не учитывается неизбежная при больших частотах вращения радиальная нагрузка на опору, наличие которой приводит к увеличению преднатяга. Поэтому преднатяги,
698
Подшипники качения
рассчитанные по приведенному методу, могут рассматриваться как минимально необходимые. Значение преднатяга, учитывающее эту радиальную силу, может быть получено с помощью ЭВМ на основе точного решения уравнений равновесия внутреннего кольца, шаров и зависимости, выражающей условие отсутствия свободного перемещения наименее нагруженного шара между кольцами.
11. ТРЕНИЕ В ПОДШИПНИКАХ
Энергетические потери в подшипниках складываются в основном из потерь на трение, возникающих вследствие проскальзывания в местах контакта тел качения с кольцами и сепаратором, несовершенной упругости материала тел качения и колец и механических потерь в смазке. Переходя в теплоту, эти потери вызывают повышение температуры подшипниковых узлов. Они не являются постоянными во времени и определяются конструкцией подшипника, режимами его работы и условиями смазки.
Мощность (Вт), расходуемая на трение в подшипнике,
Nn = 0,1047ЛГл, (36)
тр ’ тр ’ ' '
где п — частота вращения, мин'1; — момент трения, Н м.
Для оценки момента трения при результирующей нагрузке, не превышающей 10—20%
динамической грузоподъемности, в [13] рекомендуется следующая эмпирическая •формула:
4p=4,W/2- <37>
где d — диаметр отверстия подшипника;
— результирующая нагрузка на
подшипник; приведенный коэффициент трения Д, в зависимости от условий работы и типа подшипника равен 0,001—0,02. Для подшипников, работающих при нормальных режимах при пластичном смазочном материале, значения коэффициента/^ приведены в табл. 22.
Более точный способ расчета подшипников, работающих при умеренных нагрузках и частотах вращения, см. в [22]. Момент трения зависит от нагрузки ЛГнг и условий смазки ЛГСМ:
= Мпт + Мсм. (38)
Составляющая, определяемая условиями нагружения,
Че"»
Здесь — коэффициент, зависящий от конструкции подшипника и нагрузки. Его значения для роликовых подшипников приведены в табл. 23.
Для шарикоподшипников
Л =
22. Значения коэффициента/^
Подшипник Ар
Шариковый:
радиальный 0,0020
сферический 0,0015
радиально-упорный и упорный 0,0030
Роликовый:
с короткими цилиндрическими роликами 0,0020
с длинными цилиндрическими роликами 0,0040
радиальный сферический 0,0040
игольчатый 0,0080
конический 0,0080
23. Значения коэффициента /(
Роликовый подшипник /|
Радиальный с цилиндрическими роликами: с сепаратором без сепаратора 0,0002—0,0003 0,00055
Радиальный сферический 0,0001-0,0005
Конический 0,0003-0,0004
Упорный с цилиндрическими роликами 0,0011
Упорный сферический 0,0003—0,0005
Трение в подшипниках
699
24. Значения коэффициентов и Aj
Шариковый подшипник Начальный угол контакта *г *2
Радиальный 0 0,0007 0,55
Радиальноупорный 26 0,0010 0,33
Тоже 36 0,0010 0,33
Упорный 90 0,0010 0,33
Сферический 10 0,0003 0,40
ще Ро — статическая эквивалентная нагрузка (РОг или Р^); Со — статическая грузоподъемность (Q, или CQa). Значения коэффициентов кх и приведены в табл. 24.
* Условная нагрузка зависит от значения и направления нагрузки на подшипник. Для шариковых подшипников
Fx = \AFJe- 0,1
но не менее Fr. Для радиально-упорных роликоподшипников
F. = 1,2Гв/е,
но не менее Fr. Для упорных и упорно-радиальных шарико- и роликоподшипников Fx = Fa. Коэффициент е для радиальных и радиальноупорных шарикоподшипников определяют по табл. 14 или 15, а для остальных — по таблицам для подшипников.
Составляющая момента трения, обусловленная условиямй смазки (в Н м),
Мсм = 0,979-10-10/0(vw)2/^;
Мсм = 1,55Ю'8/0Р^, при vn < 2000,
где кинематическая вязкость смазки v — в мм2/с; частота вращения п — в мин-1; — диаметр окружности, проходящей по центрам тел
25. Значения коэффициента 4
Подшипник Способ смазывания
Масляный туман*1 Масляная ванна или пластичная смазка Масляная ванна (вертикальный вал) или циркуляционная смазка
Шариковый: радиальный, сферический, упорный 0,7-1 1,5-2*2 3-4
радиально-упорный: однорядный 1 3 6
двухрядный 2 6 9
Роликовый: радиальный цилиндрический: с сепаратором 1,5-2 2-3 4-6'3
без сепаратора — 5 —
радиальный сферический 2-3 4 "“б 8-12
конический 2-2,5 4-5 8-10
упорный: цилиндрический — 4 8
сферический — 3-4 6-8
4 Меныпие значения относятся к легким, бо’льшие — к тяжелым размерным сериям.
1 Может возрастать до 5 при пластичной смазке.
’’Может снижаться до 2 для горизонтального вала при циркуляционной смазке.
700
Подшипники качения
качения — в мм; /0 — коэффициент, зависящий от типа подшипника и способа смазки (табл. 25).
Кинематическую вязкость пластичных смазочных материалов принимают по маслу, на основе которого изготовляют этот материал. Формула справедлива для масел с плотностью около 0,9 г/см2.
Пример 5. Рассчитать момент трения в цилиндрическом роликоподшипнике 2209 (D^ = = 65 мм), работающем на минеральном масле, кинематическая вязкость которого при рабочей температуре 20 мм2/с. Радиальная нагрузка на подшипник Fr = 4500 Н, частота вращения п = = 8000 мин-1. Смазывание осуществляется с помощью масляной ванны.
В соответствии с табл. 23 f,= 0,0003 и Мю = = fjFjD = 0,0003' 4500- 65' 1(Г = 8,78' 1О~2 Нм, vn = 208000 = 160000. По табл. 25 при смазке в масляной ванне находим, что f0 = 3 и
= 0,979-10-,0/0(vn)2'*D3 = 0,979-10’*°х хЗ(20-8000)2/3-653 = 23,77-Ю”5 Н м
Полный момент трения в подшипнике
АС = М„ + Мси = 8;78-10'2 + 23,77-10’2 = = 32,55-Ю”2 Н м.
Пример 6. Определить момент трения радиально-упорного шарикового подшипника 46218 (D^ = 125 мм, а - 26е) при Fa = 22300 Н и п = 5000 мин1. Смазка циркуляционная миндальным маслом вязкостью 9 мм2/с при рабочей температуре.
26. Значения коэффициента/^
Конструктивная разно-видность радиального роликового подшипника с короткими цилиндрическими роликами Смазочный материал
пластичный жидкий
С сепаратором: с модифицированным контактом ролика с направляющим бортом обычной конструкции 0,002 0,006 0,003 0,009
Без сепаратора, однорядный 0,003 0,006
Согласно каталожным данным для этого подшипника С^ - 76200 Н, а статическая эквивалентная нагрузка Р^ = Y0Fa = = 0,37-22300 = 8251 Н. По табл. 24 находим, что коэффициент
Л = fct^o/Q*2 = 0,001-(8251/76200)°-33 = = 0,00045.
Нагрузка
Fx= \,\FJe — Q,\Fr = 1,1-22300/0,68 = 360744 Н.
Составляющая момента трения, обусловленная нагрузкой,
МВГ = AF\DPw = 0,00045-36074-125-10-3 = = 2,029 Н-м.
Поскольку vn = 9 5000 = 45000, то, принимая по табл. 25 f0 = 4, имеем
Мси - 0,979-10-'%(v«)2>'32)3 = 0,979-Ю1ОХ х4-(9-5000)2/3-1253 = 0,968 Н-м,
а полный момент трения
МТР = Чг + Чм = 2,029 + 0,968 = 2,997 Нм.
Для роликовых подшипников с короткими цилиндрическими роликами, работающих под радиальной и осевой нагрузками, следует учитывать составляющую момента трения, обусловленную трением ролика о направляющий борт. Поэтому для них
Чр = Чг + Чм +
VJK М6 = а коэффициент /б (табл. 26)
зависит от способа смазывания и конструкции подшипника. Изложенные методы не учитывают трение, вызываемое уплотнениями, которое может быть значительным.
Влияние особенностей внутренней конструкции подшипника на момент трения может быть оценено на основе уточненного расчета, учитывающего поле скоростей проскальзывания в зоне контакта. С увеличением развалов желобов (отношений радиусов желобов к диаметру шара) момент трения в шарикоподшипнике снижается. При радиальной нагрузке и жидком смазочном материале его значение определяется в основном развалом желоба внутреннего кольца и мало зависит от развала на наружном. Одновременно со снижением момента трения при увеличении развалов желобов в шарикопод-
Смазка подшипников
701
шипнике растут контактные напряжения и снижается ресурс.
12. СМАЗКА ПОДШИПНИКОВ
Смазка в подшипниках качения применяется в целях снижения трения скольжения и износа в контакте тел качения с кольцами, сепаратором и сепаратора с направляющими бортиками колец. Она предохраняет тела качения, кольца и сепаратор от непосредственного контакта и коррозии, обеспечивает отвод теплоты.
Смазка подшипников проводится с помощью пластичных смазочных материалов и жидких масел. В некоторых случаях используют твердые смазочные материалы. Выбор вида смазочного материала зависит от условий эксплуатации и в первую очередь от температуры подшипника, частоты вращения, нагрузок, конструкции подшипника и подшипникового узла. Должны учитываться специальные требования к моменту трения, сроку службы смазочного материала.
Для смазки подшипников качения, работающих при обычных условиях, преимущественно применяют пластичные смазочные материалы, которые перед маслами обладают теми неоспоримыми преимуществами, что не требуют сложных уплотнительных устройств, обладают более высокими свойствами защиты от коррозии, более экономичны.
Применение жидких смазочных материалов позволяет снизить момент трения, увеличить предельную частоту вращения подшипника в 1,2—1,5 раза. С их помощью происходит отвод теплоты и удаление продуктов износа. В узлах с упорно-радиальными роликовыми подшипниками предпочтительно применяют жидкие смазочные материалы.
Для подшипников, работающих в условиях, при которых жидкие и пластичные смазки неприменимы (например, вакуум, высокие температуры, коррозионные среды), используют твердые смазки.
Пластичные смазки состоят в основном из жидкой основы и загустителя. В них могут содержаться присадки, улучшающие эксплуатационные характеристики. Загуститель, на долю которого приходится 8—25% всей массы смазочного материала, образует трехмерный каркас, в ячейках которого удерживается масло. Поэтому при небольших нагрузках пластичные смазки ведут себя как твердые тела. Они не растекаются под действием собственных сил тяжести, удерживаются на наклонных и вертикальных плоскостях. Природа и свойства
загустителя оказывают большое влияние на эксплуатационные свойства смазочного материала. Для подшипников применяют смазочные материалы на кальциевом, натриевом и литиевом загустителях. В качестве дисперсионной среды применяют минеральные и синтетические масла, а также их смеси.
Пластичная смазка должна занимать 1/3— 1/2 свободного объема подшипника.
В процессе эксплуатации подшипника запас пластичного смазочного материала при необходимости пополняют или заменяют. Время работы подшипника на одной закладке смазочного материала может изменяться в широком диапазоне: от одних суток для подшипников, работающих в экстремальных условиях, до полного срока службы шарикоподшипников малых габаритов, работающих при умеренных частотах вращения. Периодичность замены смазки определяется в основном частотой вращения подшипника, его габаритами, конструкцией, сортом самой смазки, эффективностью уплотнений. При прочих равных условиях стойкость смазочного материала в цилиндрических роликоподшипниках в 2 раза ниже, чем в шарикоподшипниках, а в конических и сферических роликовых — в 10 раз.
В подшипниках закрытого типа в основном используют смазочные материалы ЦИАТИМ-201, Литол-24, ЛЗ-31, ОКБ-122-7, ЦИАТИМ-221, ВНИИ НП-207. Эти же сорта могут быть рекомендованы для обычных подшипников. Для тихоходных подшипников, работающих при температуре —20++65 ’С, применяют солидолы синтетические или жировые, которые отличаются несколько лучшими механической стабильностью и вязкостно-температурными характеристиками. Все солидолы можно использовать в качестве консервационных смазок.
В качестве жидкого смазочного материала для подшипников в большинстве случаев используют очищенные минеральные (нефтяные) масла. При выборе отдается предпочтение маслу, применяемому в сопряженных узлах (подшипники и зубчатые колеса смазывают обычно из общей масляной ванны). Применение более вязких масел целесообразно при больших нагрузках и малых скоростях. Для большинства подшипников средних габаритов (кроме роликовых сферических, конических и роликовых упорных), работающих при нормальных условиях, рекомендуется применять масла с кинематической вязкостью при рабочей температуре v = 12 мм2/с; для роликовых сферических — v = 20 мм2/с; для конических
702
Подшипники качения
и роликовых упорных — v = 30 мм2/с. Масла вязкостью менее 12 мм2/с используют для высокоскоростных малогабаритных подшипников, особенно когда требуются небольшие пусковые моменты. С полным ассортиментом смазок можно ознакомиться в [16, 17, 20].
Для подшипников, работающих при умеренных частотах вращения и горизонтальном расположении вала, применяют наиболее простыв способы смазывания — разбрызгиванием и с помощью масляной ванны. В последнем случае масло заливают в корпус так, чтобы его уровень был несколько ниже центра нижнего шарика или ролика. Если при разбрызгивании на подшипник подается слишком много масла от зубчатых передач, можно использовать маслоотражательные устройства.
Узел с вертикальным расположением вала может смазываться с помощью конической насадки, расположенной в масляной ванне и подающей масло к подшипнику под действием центробежных сил, а также с помощью выполненных на валу винтовых канавок.
Смазку с помощью капельных дозирующих масленок применяют для подшипниковых узлов как с горизонтальным, так и с вертикальным расположением вала. Как и при смазке масляным туманом, этот способ обеспечивает удаление продуктов износа, а отработавшее масло повторно не используется.
Наиболее эффективным методом смазывания быстроходных подшипников малых и средних габаритов является масляный туман. Он достаточно устойчив против образования капель и может передаваться по трубопроводам.
Масляный туман обеспечивает отвод теплоты, подачу к подшипникам точно дозируемого количества масла, минимизацию составляющей потерь на трение, а также предохраняет подшипник от загрязнения вследствие избыточного давления и удаления продуктов износа.
В простейших случаях пользуются фитильной смазкой. Последняя обеспечивает подачу масла в небольших дозированных количествах, причем фитиль выполняет роль надежного фильтра. Чаще фитиль располагают прилегающим к конусной шайбе на валу, распыляющей при своем вращении подсасываемое масло. Иногда при этом применяют пружину, поджимающую фитиль к конусу-распылителю. Фитильную смазку применяют для подшипников малых и средних размеров. Она обеспечивает циркуляцию смазки и вымывание продуктов износа. Может быть использована при вертикальном и горизонтальном положениях вала для подшипников, работающих при частотах вращения
выше предельной. Недостатками фитильной смазки являются незначительная подача масла и малый отвод теплоты. Лучшими противоиз-носными качествами по сравнению с фитилями из ниток обладают фитили из фетра.
В случае, когда подшипник работает при большой частоте вращения и больших нагрузках, рекомендуется применять циркуляционную смазку. При этом масло под давлением через форсунки подается в подшипник, после чего поступает в фильтр и далее снова подается к подшипнику. Включением в циркуляционный контур холодильника можно добиться существенного снижения температуры подшипника.
Для подшипников, работающих в условиях вакуума, коррозионных сред и высоких температур, применяют твердые смазочные материалы [2]. Возможно использование этих материалов в виде порошков, тонких покрытий или в виде самосмазывающегося конструкционного материала для изготовления сепараторов, которые могут армироваться металлическим каркасом. Смазочный материал может размещаться в специальных камерах и емкостях в самом подшипнике.
Наибольшее распространение в качестве твердых смазочных материалов имеют дисульфид молибдена, графит, фторопласт, а также составленные на их основе композиции, которые могут использоваться как в виде порошка, который наносится на детали подшипников, так и в виде брикетов, применяемых для изготовления сепараторов. Применяют также металлические покрытия из свинца, серебра, никеля, кобальта, индия, золота.
Недостатками твердых смазочных материалов являются сравнительно высокие энергетические потери и повышенный износ. Одна из основных причин выхода из строя подшипников с твердыми смазками — разрушение сепаратора, которое наступает вследствие попадания продуктов износа на дорожки качения колец и шарики и износа перемочек. Как правило, подшипники с твердыми смазками имеют значительные ограничения по частотам вращения и нагрузкам.
13. УПЛОТНЕНИЯ ПОДШИПНИКОВЫХ УЗЛОВ
Уплотнения предназначены для защиты от проникновения в подшипники загрязнений или влаги и для предотвращения вытекания из них смазочного материала. Различают уплотнения бесконтактные с гарантированным зазором, контактные и их комбинации.
Уплотнение подшипниковых узлов
703
а) /) в)
Рис. 18. Уплотнения щелевого типа
Рнс. 19. Уплотнение с отражательным кольцом
Основным достоинством бесконтактных уплотнений является работа практически без трения и износа. Их применение наиболее эффективно для узлов, работающих при высоких скоростях и температурах.
Уплотнения щелевого типа самые простые и часто применяемые. Эффективность работы простейшего щелевого уплотнения (рис. 18, а) может быть увеличена, если в нем прорезать цилиндрические канавки (рис. 18, б). Попадая в них со стороны подшипника, смазочное вещество дополнительно защищает узел от проникновения посторонних частиц. Нарезанные в уплотнении винтовые канавки (рис. 18, в) препятствуют вытеканию жидкой смазки, сгоняя ее обратно в узел, но при этом способствуют засорению подшипников. Направление канавок (правое или левое) определяется направлением вращения вала.
Защитное действие щелевого уплотнения при работе на жидком масле при достаточной окружной скорости вала может быть улучшено,
Рве. 20. Лабиринтное уплотнение
если на валу разместить отражательное кольцо (оно может быть разрезным), установленное в проточенную на поверхности вала канавку (рис. 19). Отражательное кольцо предпочтительно треугольного, но возможно и круглого сечения, может быть выточено заодно с валом. С этой же целью на валу могут быть проточены канавки, но их действие менее эффективно. Отброшенное центробежной силой, масло стекает на дно канавки в крышке, а оттуда — к подшипнику.
Более действенными, но ц более сложными для изготовления являются лабиринтные уплотнения (рис. 20). Зазор между вращающимися и неподвижными деталями лабиринта заполняется влагостойким пластичным смазочным материалом. Величина зазора должна быть минимальной, а контакт вращающихся и неподвижных деталей лабиринта — исключен.
При средних и низких скоростях скольжения и повышенных требованиях к надежности работы узла и его герметичности используют контактные уплотнения или их комбинацию с лабиринтными. Основное применение из контактных уплотнений имеет манжетное (рис. 21). Эффективны уплотняющие устройства с
Рнс. 21. Манжетное уплотнение
704
Подшипники качения
Рис. 23. Уплотнение с помощью фасонной упругой шайбы
Рнс. 22. Уплотнение с металлическими упругими разрезными кольцами
трущимися металлическими упругими разрезными кольцами (рис. 22). Такие уплотнения могут продолжительное время надежно работать как при нормальных, так и при высоких температурах и больших перепадах давлений. Контактирующие поверхности этих уплотнений необходимо изготовлять с повышенной точностью, поэтому они сравнительно дороги. Число колец — не менее двух.
Основным достоинством уплотнения с помощью фасонных упругих шайб (рис. 23) является его компактность. Оно надежно предохраняет подшипник от вытекания смазки и попадания воды и грязи. Упругие шайбы изготовляют штамповкой из низкоуглеродистых сталей. Они могут быть выполнены и в бесконтактном варианте. Эффективность уплотнения можно повысить, устанавливая не одну, а несколько шайб и заполняя полости между ними пластичным смазочным материалом.*
В ответственных узлах применяют также торцовые уплотнения, отличающиеся от уплотнений других типов длительным сроком службы, малой чувствительностью к прогибам и биениям валов, способностью обеспечивать высокую герметичность узла^ сравнительно низким моментом трения. В торцовом уплотнении, изображенном на рис. 24, в качестве упругого элемента применен сильфон, который одновременно является вспомогательным уплотнением. Уплотнительные кольца торцовых уплотнений могут быть изготовлены из стали,чугуна, металлокерамического сплава,
бронзы, латуни, текстолита, полимерного материала. Рекомендации по выбору и проектированию уплотнительных устройств, а также описание их конструкций приведено в [9].
14. ПРЕДЕЛЬНАЯ БЫСТРОХОДНОСТЬ
Под предельной частотой вращения подшипника понимают наибольшую допустимую частоту, при превышении которой не обеспечивается его расчетный ресурс. Для оценки предельной быстроходности используют скоростной параметр (Dpji)- Его ориентировочные значения для подшипников основных типов легких серий приведены в табл. 27. Предельные частоты вращения при жидкой и пластичной смазках
Рнс. 24. Торцовое уплотнение
Автоматизация выбора и расчетов подшипников
705
для подшипников нулевого класса точности приведены в каталоге [13] и выдержках из него, данных в приложении. Подбором конструкции, условий нагружения, смазки и охлаждения они могут быть увеличены в 1,5—3 раза.
Тип подшипника определяет кинематику и потери на трение. Наиболее быстроходными являются’прецизионные радиальные и радиально-упорные шарикоподшипники легких и сверхлегких серий. Подшипники тяжелых серий менее быстроходны. Для нормальных частот вращения применяют в основном подшипники нормального класса точности со стальными штампованными сепараторами.
При повышенных частотах используют подшипники высокой точности с массивными, в основном латунными, бронзовыми и текстолитовыми сепараторами.
При проектировании быстроходного узла следует учитывать изменение зазора в подшип-
27. Значенйе скоростных параметров
Подшипники Скоростной параметр, мммюг1, для смазки
пластичной ЖИДКОЙ
Шариковые: радиальные однорядные 4,540s 5,540s
радиальные однорядные 4,040s —
с защитными шайбами радиальные однорядные 4,040s —
с уплотнениями радиальные сферические 4,040s 5,540s
двухрядные радиально-упорные 4,040s 5,540s
однорядные с углом контакта до 26* упорные однорядные 1,3 10s 1,840s
Роликовые: радиальные с короткими 3,540s 4,040s
цилиндрическими роликами конические однорядные 2,540s 3,040s
конические двухрядные 2,040s 2,540s
конические четырехрядные 1,540s 2,040s
Примечания: 1. Для подшипников сверхлегких и особолегких серий диаметров скоростной параметр увеличивается на 10%.
2. При угле контакта 36* для радиальноупорных шарикоподшипников скоростной параметр снижается на 25%.
нике, возникающее вследствие перепада температур между наружным и внутренним кольцами. Уменьшение зазора может быть особенно значительным из-за повышенного скольжения при быстром разгоне подшипника с пластичным смазочным материалом.
Для повышения предельной быстроходности решающее значение имеют смазка и охлаждение подшипника. Желательно, чтобы подшипник работал в условиях жидкостного трения. Если используют пластичную смазку или минеральное масло с вязкостью при рабочей температуре не ниже 12 мм2/с, а скоростной параметр
> 300000 мм • мин’1, то наличие гидродинамического режима обеспечивается заведомо.
Смазочный материал высокоскоростных подшипников должен обладать пониженной вязкостью и хорошими антикоррозионными свойствами. Способы его подвода могут быть различными. Это циркуляционная смазка, если необходим интенсивный отвод теплоты, смазка масляным туманом, фитильная, капельная.
Необходимым условием достижения высокой частоты вращения является правильно выбранный предварительный натяг. При недостаточных натягах неизбежна повышенная вибрация, а при чрезмерно больших — повышенное тепловыделение, неоправданное снижение срока службы подшипника.
Ресурс подшипников, работающих за предельными частотами вращения при надлежащей смазке, охлаждении, преднатяге и правильно сконструированном сепараторе, определяется усталостью материала колец и тел качения. Для его расчета в этом случае можно использовать зависимости Лундберга — Пальмгрена.
15. АВТОМАТИЗАЦИЯ ВЫБОРА И РАСЧЕТОВ ПОДШИПНИКОВ
Работа конструктора по выбору подшипника связана с обращениями к каталогам подшипников, накопленному опыту применения подшипников, проведением расчетов подшипников и подшипниковых узлов. Использование ЭВМ при этой работе позволяет не только поднять производйтельность труда, избавляя конструктора от трудоемкой рутинной работы, но дает возможность принятия оптимальных технических решений вследствие увеличения информативности архивных данных, отражающих накопленный опыт эксплуатации подшипников, и проведения трудоемких, а подчас и не выполнимых без применения ЭВМ расчетов.
23 Зак. 1ИЗ
706
Подшипники качения
Автоматизированная система выбора подшипников должна включать базу данных и комплексы программ, позволяющих проводить запись информации, реализацию запросов и проведение инженерных расчетов. База данных должна состоять из двух взаимосвязанных частей: собственно подшипников и данных об их применяемости. По подшипникам в базе данных должна содержаться следующая информация: условное обозначение, габариты, сведения о конструкции, материале колец и тел качения, материале и способе центрирования сепаратора, а также данные по внутренней геометрии подшипников для проведения инженерных расчетов. Составляющая базы данных, касающаяся применяемости для каждого представленного в базе данных случая применения, помимо обозначения подшипника, названия узла и изделия должна содержать данные о смазочном материале, температуре, нагрузках, частотах вращения, а также сведения о характере работы подшипника: данные о том, какое из колец вращается относительно нагрузки, является движение вращательным или качательным, степень плавности нагружения, способ смазки и критерий выбора подшипника (это может быть усталостное выкрашивание, снижение точности вращения, износ при наличии абразива в смазке, требования к моменту трения или к уровню вибрации и т.д.). Основываясь на введенной в базу данных информации, пользователь может провести анализ правильности выбора подшипника для заданных условий работы. Наиболее приемлемыми являются три варианта поиска, характеризующиеся объемами анализируемых массивов. Аналог применения можно искать по полному обозначению подшипника, по основной части обозначения или по заданному диапазону внутренних диаметров и конструктивной группе. Во всех трех случаях по усмотрению пользователя могут налагаться дополнительные ограничения в произвольном наборе. Могут задаваться диапазоны частот вращения, нагрузок, температур, а также условия, определяющие характер работы подшипника.
Составной частью автоматизированной системы выбора подшипников должен являться комплекс программ, позволяющих проводить расчеты подшипников. В первую очередь это расчеты в соответствии с существующими общепринятыми и стандартизованными методами. Сюда входят расчет ресурса, динамической и статической грузоподъемности, а также предельной частоты вращения на основе существующих стандартов, расчет нагрузок на
тела качения, напряжений, размеров площадок контакта и толщины слоя смазки при умеренных частотах вращения и отсутствии перекосов, расчет коэффициента трения и потерь на трение в подшипнике, расчет ресурса подшипника при переменных режимах, статистическая обработка результатов испытаний подшипников по закону распределения Вейбулла.
Использование уточненных методов расчета подшипников позволит повысить эффективность их применения вследствие учета перекосов, центробежных сил, действующих на тела качения, особенностей внутренней конструкции. На основе уточненных методов может проводиться оптимизация внутренней конструкции подшипников для заданных условий применения.
Во многих случаях нагрузки, действующие на подшипники, могут быть определены лишь из расчета подшипникового узла в целом. Поэтому автоматизированная система должна включать программы расчета как типовых узлов, так и специальных, применяемых в станкостроении, автомобилестроении, приборах и т.д.
Список литературы
1. Бальмонт В.Б., Матвеев В.А. Опоры качения приборов. М.: Машиностроение, 1984. 240 с.
2. Воронков Б.Д. Подшипники сухого трения. Л.: Машиностроение, 1979. 224 с.
3. Галахов М.А., Бурмистров А.Н. Расчет подшипниковых узлов. М.: Машиностроение, 1988. 272 с.
4. Галахов М.А., Гусятников П.Б., Новиков А.П. Математические модели контактной гидродинамики. М: Наука, 1985. 294 с.
5. Журавлев В.Ф., Бальмонт В.Б. Механика шарикоподшипников гироскопов. М.: Машиностроение, 1985. 272 с.
6. Иванов В.Н., Баринова В.С. Выбор и расчеты подшипников качения. М.: Изд. МВТУ им. Баумана, 1988. 34 с.
7. Карнухнн И.М. Посадки приборных и шпиндельных шарикоподшипников: Справочник. М.: Машиностроение, 1978. 246 с.
8. Ковалев М.П., Народецкий М.З. Расчет высокоточных шарикоподшипников. М.: Машиностроение, 1980. 373 с.
9. Комиссар А.Г. Уплотнительные устройства опор качения. М.: Машиностроение, 1980: 192 с.
10. Перель Л.Я. Подшипники качения: Расчет, проектирование и обслуживание опор: Справочник. М.: Машиностроение, 1983. 543 с.
Список литературы
707
11. Пинегин С.В. Контактная прочность и сопротивление качению. М.: Машиностроение, 1969. 244 с.
12. Пинегин С.В. Трение качения в машинах и приборах. М.: Машиностроение, 1976. 264 с.
13. Подшипники качения: Справочник-каталог / Под ред. В.Н. Нарышкина и Р.В. Коросташев-ского. М.: Машиностроение, 1984. 277 с.
14. Подшипники качения: Справочное пособие / Под ред. НА. Спицына и А.И. Спришевского. М.: Машгиз, 1961, 828 с.
15. Приборные шариковые подшипники: Справочник / Под ред. К.Н. Явленского и др. М.: Машиностроение, 1981. 351 с.
16. Снннцын В.В. Пластичные смазки в СССР. М.: Химия, 1984. 190 с.
17. Синицын В.В. Подбор и применение пластичных смазок. М.: Химия, 1974. 416 с.
18. Спицьш НА. и др. Высокоскоростные шарикоподшипники. М.: НИИавтосельхозмаш, 1966. 91 с.
19. Спришевский АИ. Подшипники качения. М: Машиностроение, 1969. 632 с.
20. Топливо, смазочные материалы, технические жидкости: Ассортимент и применение: Справочное издание / К.М. Бадыштова, Я.А. Берштадт, Ш.К. Богданов и др.; Под ред. В.М. Школьникова. М.: Химия, 1989. 432 с.
21. Трепие, изнашивание и смазка: Справочник в 2-х кн. / Под ред. И.В. Крагельского, В.В. Алисина. М.: Машиностроение, Кн. 1. 1978. 400 с. Кн. 2. 1979. 358 с.
22. Hanis Т.А Rolling Bearing Analysis New York — Chichester — Brisbane — Toronto — Singapore. 1984. 565 p.
23. SKF General Catalogue 4000 T. 1989. 977 c.
23е
708
Подшипники качения
ПРИЛОЖЕНИЯ
П.1. Шариконодшипники радиальные однорядные (ГОСТ 8338—75)
Условное обозначение подшипника Серия Размеры, мм с„н Со„Н Предельная частота вращения, мин-1, при смазочном материале
d D В г
пластичном жидком
104 Особо- 20 42 12 1 9360 4500 17000 20000
105 легкая 25 47 12 1 11200 5600 15000 18000
106 нор- 30 55 13 1,5 13300 6800 12000 15000
107 маль- 35 62 14 1,5 15900 8500 10000 13000
108 ная 40 68 15 1,5 16800 9300 9500 12000
109 45 75 16 1,5 21200 12200 9000 11000
110 50 80 16 1,5 21600 13200 8500 10000
111 55 90 18 2 28100 17000 7500 9000
112 60 95 18 2 29600 18300 6700 8000
113 65 100 18 2 30700 19600 6300 7500
114 70 110 20 2 37700 24500 6000 7000
115 75 115 20 2 39700 26000 5600 6700
202 Легкая 15 35 11 1 7800 3550 19000 24000
203 узкая 17 40 12 1 9560 4500 17000 20000
204 20 47 14 1,5 12700 6200 15000 18000
205 25 52 15 1,5 14000 6950 12000 15000
206 30 62 16 1,5 19500 10000 10000 13000
207 35 72 17 2 25500 13700 9000 11000
208 40 80 18 2 32000 17800 8500 10000
209 45 85 19 2 33200 18600 7500 9000
210 50 90 20 2 35100 19800 7000 8500
211 55 100 21 2,5 43600 25000 6300 7500
212 60 ПО 22 2,5 52000 31000 6000 7000
213 65 120 23 2,5 56000 34000 5300 6300
214 70 125 24 2,5 61800 37500 5000 6000
215 75 130 25 2,5 66300 41000 4800 5600
302 Средняя 15 42 13 1,5 11400 5400 17000 20000
303 узкая 17 47 14 1,5 13500 6650 16000 19000
304 20 52 15 2 15900 7800 13000 16000
305 25 62 17 2 22500 11400 11000 14000
306 30 72 19 2 28100 14600 9000 11000
307 35 80 21 2,5 33200 18000 8500 10000
308 40 90 23 2,5 41000 22400 7500 9000
309 45 100 25 2,5 52700 30000 6700 8000
310 50 110 27 3 61800 36000 6300 7500
311 55 120 29 3 71500 41500 5600 6700
312 60 130 31 3,5 81900 48000 5000 6000
313 65 140 33 3,5 92300 56000 4800 5600
314 70 150 35 3,5 104000 63000 4500 5300
315 75 160 37 3,5 112000 72500 4300 5000
316 80 170 39 Л. 124000 80000 3800 4500
Приложения
709
П.2. Шарштяпдн1ип11ип1 рядияльные сферические двухрядные (ГОСТ 28428—90)
Условное обозначение подшипника Серия Размеры, мм Предельная частота вращения, мин-1 при смазочном материале Числовые значения коэффициентов
d D В г е VFf ^>е VFf п
пластичном жидком X Y X Y
1204 Легкая 20 47 14 1,5 9950 3180 15000 18000 0,27 1,0 2,31 0,65 3,57 2,42
1205 узкая 25 52 15 1,5 12100 4000 13000 16000 0,27 2,32 3,60 2,44
1206 30 62 16 1,5 15600 5800 10000 13000 0,24 2,58 3,99 2,70
1207 35 72 17 2,0 15900 6600 9000 11000 0,23 2,74 4,24 2,87
1208 40 80 18 2,0 19000 8550 8500 10000 0,22 2,87 4,44 3,01
1209 45 85 19 2,0 21600 9600 7500 9000 0,21 2,97 4,60 з,п
1210 50 90 20 2,0 22900 10800 7000 8500 0,21 3,13 4,85 3,28
1211 55 100 21 2,5 26500 13300 6300 7500 0,20 3,23 5,00 3,39
1212 60 ПО 22 2,5 30200 15500 5600 6700 0,19 3,41 5,27 3,57
1213 65 120 23 2,5 31200 17200 5300 6300 0,17 3,71 5,73 3,88
1214 70 125 24 2,5 34500 18700 5000 6000 0,18 3,51 5,43 3,68
1215 75 130 25 2,5 39000 21500 4800 5600 0,18 3,60 5,57 3,77
1304 Средняя 20 52 15 2,0 12500 3660 12000 15000 0,29 1,0 2,17 0,65 3,35 2,27
1305 узкая 25 62 17 2,0 17800 6000 9500 13000 0,28 2,26 3,49 2,36
1306 30 72 19 2,0 21200 7700 9000 11000 0,26 2,46 3,80 2,58
1307 35 80 21 2,5 25100 9800 7500 9000 0,25 2,57 3,98 2,69
1308 40 90 23 2,5 29600 12200 6700 8000 0,24 2,61 4,05 2,74
1309 45 100 25 2,5 37700 13900 6300 7500 0,25 2,54 3,93 2,66
1310 50 ПО 27 з,о 43600 17500 5600 6700 0,24 2,69 4,14 2,80
1311 55 120 29 з,о 50700 22500 5000 6000 0,23 2,70 4,17 2,82
1312 60 130 31 3,5 57200 26500 4500 5300 0,23 2,80 4,33 2,93
1313 65 140 33 3,5 61800 29500 4300 5000 0,23 2,79 4,31 2,92
1314 70 150 35 3,5 74100 35500 4000 4800 0,22 2,81 4,35 2,95
1315 75 160 37 3,5 79300 38500 3800 4500 0,22 2,84 4,34 2,97
1316 80 170 39 3,5 88400 42000 3600 4300 0,22 2,92 4,52 3,06
710
Подшипники качения
П.З. Роликоподшипники радиальные с короткими цилиндрическими роликами (ГОСТ 8328—75)
XVn ЗОЮ ТОП 33000 Тип юооо
Условное обозначение подшипников типа Серия Размеры, мм с„н Сот» Предельная частота вращения, мин-1, при смазочном материале
d D В г '1
2000 32000 42000 пластичном жидком
2204 32204 42204 Легкая 20 47 14 1,5 1 14700 7350 15000 18000
— 32205 42205 узкая 25 52 15 1,5 1 16800 8800 12000 15000
2206 32206 42206 30 62 16 1,5 1 22400 12000 10000 13000
2207 32207 42207 35 72 17 2 1 31900 17600 9000 11000
2208 32208 42208 40 80 18 2 2 41800 24000 8500 10000
2209 32209 42209 45 85 19 2 2 44000 25500 7500 9000
2210 32210 42210 50 90 20 2 2 45700 27500 7000 8500
2211 32211 42211 55 100 21 2,5 2 56100 34000 6300 7500
2212 32212 42212 60 ПО 22 2,5 2,5 64400 43000 5600 6700
2213 32213 42213 65 120 23 2,5 2,5 76500 51000 5300 6300
2214 32214 — 70 125 24 2,5 2,5 79200 51000 5000 6000
2215 32215 42215 75 130 25 2,5 2,5 91300 63000 4800 5600
2305 42305 Средняя 25 62 17 2 2 28600 15000 9500 12000
2306 32306 42306 узкая 30 72 19 2 2 36900 20000 8500 10000
2307 — 42307 35 80 21 2,5 2 44600 27000 8000 9500
2308 32308 42308 40 90 23 2,5 2,5 56100 32500 6700 8000
2309 32309 42309 45 100 25 2,5 2,5 72100 41500 6300 7500
2310 32310 42310 50 ПО 27 3 3 88000 52000 5600 6700
2311 32311 42311 55 120 29 3 3 102000 67000 5000 6000
2312 32312 42312 60 130 31 3,5 3,5 123000 76500 4800 5600
2313 32313 42313 65 140 33 3,5 3,5 138000 . 85000 4500 5300
2314 32314 42314 70 150 35 3,5 3,5 151000 102000. 4000 4800
Приложения
711
П.4. Шарикоподшипники радиально-упорные однорядные (ГОСТ 831—75)
Условное обозначение подшипника Серия Размеры, мм Предельная частота вращения, мин-1, при смазочном материале
d D В г п
пластичном жидком
36104 Особо- 20 42 12 1 0,5 10600 5320 22000 30000
36105 легкая 25 47 12 1 0,5 11800 6290 19000 24000
36106 нормаль- 30 55 13 1,5 0,5 15300 8570 17000 22000
36107 мая, а = 12’ 35 62 14 1,5 0,5 19100 11300 16000 20000
36202 Легкая 15 35 11 1 0,3 8150 3830 24000 32000
36203 узкая, 17 40 12 1 0,3 12000 6120 18000 24000
36204 а = 12- 20 47 14 1,5 0,5 15700 8310 16000 20000
36205 25 52 15 1,5 0,5 16700 9100 13000 17000
36206 30 62 16 1,5 0,5 22000 12000 11000 16000
36207 35 72 17 2 1 30800 17800 10000 12000
36208 40 80 18 2 1 38900 23200 9500 13000
36209 45 85 19 2 1 41200 25100 9000 12000
36210 50 90 20 2 1 43200 27000 8000 11000
36211 55 100 21 2,5 1,2 58400 34200 7000 9500
36212 60 ПО 22 2,5 1,2 61500 39300 6300 8500
36214 70 125 24 2,5 1,2 80200 54800 6000 8000
36302 Средняя 15 42 13 1,5 0,5 13600 6800 16000 20000
36303 узкая, 17 47 14 1,5 0,5 17200 8700 13000 17000
36308 а = 12* 40 90 23 2,5 1,2 53900 32800 7000 9500
36318 90 190 43 4 2 189000 145000 2800 3600
46204 Легкая 20 47 14 1,5 0,5 14800 7640 15000 20000
46205 узкая, 25 52 15 1,5 0,5 15700 8340 11000 15000
46206 а = 26е 30 62 16 1,5 0,5 21900 12000 10000 13000
46207 35 72 17 2 1 29000 16400 9000 11000
46208 40 80 18 2 1 36800 21300 8000 ‘ 9000
46209 45 85 19 2 1 38700 23100 7000 8500
46210 50 90 20 2 1 40600 24900 6300 8000
46211 55 100 21 2,5 1,2 50300 31500 6300 8000
46304 Средняя 20 52 15 2 1 17800 9000 12000 16000
46305 узкая, 25 62 17 2 1 26900 14600 9000 12000
46306 а = 26* 30 72 19 2 1 32600 18300 8000 10000
46307 35 80 21 2,5 1,2 42600 24700 7000 9500
46308 40 90 23. 2,5 1,2 50800 30100 6300 8500
46309 45 100 25 2,5 1,2 61400 37000 5600 7500
46310 50 110 27 3 1,5 71800 44000 5000 6700
46312 60 130 31 3,5 2 100000 65300 4300 5600
712
Подшипники качения
П.5. Подшипники роликовые конические однорядные
I
МИЁММВ
Условное обозначение подшипника Серия Размеры, мм СиН Числовые значения коэффициентов Предельная частота вращения, мин-1, при смазочном материале
d D Т В с г Г1 е Y П
пластичном жидком
2007106 Особо- 30 55 17 16 14 1,5 0,5 27000 19900 0,24 2,50 1,38 6700 9000
2007107 легкая 35 62 18 17 15 1,5 0,5 32000 23000 0,27 2,21 1,22 6000 8000
2007108 широкая, 40 68 19 18 16 1,5 0,5 40000 28400 0,33 1,84 1,01 5300 7000
2007109 ot=lR15e 45 75 20 19 16 1,5 0,5 44000 34900 0,30 1,99 1,10 4800 6300
2007111 55 90 23 22 19 2 0,8 57000 45200 0,33 1,80 0,99 4000 5300
2007113 65 100 23 22 19 2 0,8 61000 64500 0,38 1,59 0,88 3400 4500
2Й07114 70 ПО 25 24 20 2 0,8 77600 71600 0,28 2,11 1,16 3200 4300
2007115 75 115 25 24 20 2 0,8 78300 75000 0,30 1,99 1,10 3000 4000
7205 Легкая 25 52 16,25 15 13 1,5 0,5 24000 17500 0,36 1,67 0,92 7500 10000
7206 узкая, 30 62 17,25 16 14 1,5 0,5 31000 22000 0,36 1,64 0,90 6300 8500
7207 0=124-18° 35 72 18,25 17 15 2 0,8 38500 26000 0,37 1,62 0,89 5300 7000
7208 40 80 19,75 20 16 2 0,8 46500 32500 0,38 1,56 0,86 4800 6300
7209 45 85 20,75 19 16 2 0,8 50000 33000 0,41 1,45 0,80 4500 6000
7210 50 90 21,75 21 17 2 0,8 56000 40000 0,37 1,60 0,88 4300 5600
7211 55 100 22,75 21 18 2,5 0,8 65000 46000 0,41 1,46 0,80 3800 5000
7212 60 ПО 23,75 23 19 2,5 0,8 78000 58000 0,35 1,71 0,94 3400 4500
7214 70 125 26,25 26 21 2,5 0,8 96000 82000 0,37 1,62 0,89 3000 4000
7215 75 130 27,25 26 22 2,5 0,8 107000 84000 0,39 1,55 0,85 2800 3800
7216 80 140 28,25 26 22 3 1 112000 95200 0,42 1,43 0,78 2400 3400
7506 Легкая 30 62 21,25 20,5 17 1,5 0,5 36000 27000 0,36 1,64 0,90 6300 8500
7507 широкая, 35 72 24,25 23 20 2 0,8 53000 40000 0,35 1,73 0,95 5300 7000
7508 0=124-16° 40 80 24,75 23,5 20 2 0,8 56000 44000 0,38 1,57 0,87 4800 6300
7509 45 85 24,75 23,5 20 2 0,8 60000 46000 0,42 1,44 0,79 4500 6000
7510 50 90 24,75 23,5 20 2 0,8 62000 54000 0,42 1,43 0,78 4300 5600
7511 55 100 26,75 25 21 2,5 0,8 80000 61000 0,36 1,67 0,92 3800 5000
7512 60 ПО 29,75 28 24 2,5 0,8 94000 75000 0,39 1,53 0,84 3400, 4500
7513 65 120 32,75 31 27 2,5 0,8 119000 98000 0,37 1,62 0,89 3000 4000
7514 70 125 33,25 31 27 2,5 0,8 125000 101000 0,39 1,55 0,85 2800 3800
7515 75 130 33,25 31 27 2,5 0,8 130000 108000 0,41 1,48 0,81 2600 3600
Приложения
713
Продолжение П. 5.
7305 Средняя 25 62 18,25 17 15 2 0,8 ЗЗООО 23200 0,36 1,67 0,92 6700 9000
7306 узкая, 30 72 20,75 19 17 2 0,8 43000 29500 0,34 1,78 0,98 5600 7500
7307 а=КН-14‘ 35 80 22,75 21 18 2,5 0,8 54000 38000 0,32 1,38 1,03 5000 6700
7308 40 90 25,25 23 20 2,5 0,8 66000 47500 0,28 2,16 1,18 4500 6000
7309 45 100 27,25 26 22 2,5 0,8 83000 60000 0,28 2,16 1,19 4000 5300
7310 50 110 29,25 29 23 3 1 100000 75500 0,31 1,94 1,06 3600 4800
7311 55 120 31,50 29 25 3 1 107000 81500 0,33 1,80 0,99 3200 4300
7312 60 130 33,50 31 27 3,5 1,2 128000 96500 0,30 1,97 1,08 3000 4000
7313 65 140 36,00 33 28 3,5 1,2' 146000 112000 0,30 1,97 1,08 2600 3600
7314 70 150 38,00 37 30 3,5 1,2 170000 137000 0,31 1,94 1,06 2400 3400
7315 75 160 40,00 37 31 3,5 1,2 180000 148000 0,33 1,83 1,01 2200 3200
7606 Средняя 30 72 28,75 29 23 2 0,8 63000 51000 0,32 1,88 1,0Э 5300 7000
7607 широкая, 35 80 32,75 31 27 2,5 0,8 76000 61500 0,30 2,03 1,11 4800 6300
7608 а=1Н15‘ 40 90 35,25 33 28,5 2,5 0,8 90000 67500 0,30 2,03 1,11 4000 5300
7609 45 100 38,25 36 31 2,5 0,8 114000 90500 0,29 2,06 1,13 3600 4800
7611 55 120 45,50 44,5 36,5 3 1 160000 140000 0,32 1,85 1,02 3000 4000
7612 60 130 48,50 47,5 39 3,5 1,2 186000 157000 0,30 1,97 1,08 2600 3600
7613 65 140 51,00 48 41 3,5 1,2 210000 168000 0,33 1,83 1,01 2400 3400
7614 70 150 54,00 51 43 3,5 1,2 240000 186000 0,35 1,71 0,94 2200 3200
7615 75 160 58,00 55 46,5 3,5 1,2 280000 235000 0,30 1,99 1,20 2000 3000
Роликоиодшипники конические однорядные с большим углом конуса (ГОСТ 7260—81)
27307 Средняя 35 80 22,75 21 15 2,5 0,8 45000 29000 0,79 0,76 0,42 4500 5600
27308 узкая, 40 90 25,25 23 17 2,5 0,8 56000 37000 0,79 0,75 0,42 4000 5000
27310 а=2(Н30в 50 ПО 29,25 27 19 3 1 80000 53000 0,80 0,75 0,41 3200 4300
27311 55 120 31,50 29 21 3 1 92000 58000 0,81 0,79 0,50 2800 3800
27312 60 130 33,50 31 22 3,5 1,2 105000 61000 0,70 0,86 0,47 2600 3600
27313 65 140 36,00 33 23 3,5 1,2 120000 70000 0,75 0,80 0,44 2200 3200
27315 75 160 40,00 37 26 3,5 1,2 150000 93500 0,83 0,73 0,40 1800 2600
Глава 3
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
1. ОПРЕДЕЛЕНИЯ, ХАРАКТЕРИСТИКА, ОБЛАСТИ ПРИМЕНЕНИЯ
Подшипники скольжения представляют собой узлы, обеспечивающие валам заданное положение и возможность вращения в заданном направлении с требуемыми скоростью и нагрузкой при минимальных потерях на трение. Несущую способность опор обеспечивает применение смазочного материала (жидкого, газообразного, пластичного) или создание магнитного поля.
Наиболее высокие показатели подшипников скольжения могут быть достигнуты в условиях гидро- или газодинамической, гидро- или газостатической смазки.
По направлению воспринимаемых нагрузок подшипники скольжения разделяют на радиальные, предназначенные для восприятия нагрузок, перпендикулярных к оси вала, и осевые — для восприятия нагрузок вдоль оси вала.
Основными достоинствами опор скольжения являются: высокая работоспособность и надежность в условиях динамических нагружений, возможность значительных частот вращения. Однако для части конструкций опор скольжения характерным является изнашивание трущихся поверхностей, непостоянство коэффициента трения и значительные потери мощности на трение в режимах пуска, останова и реверса.
Опоры скольжения применяют практически во всех отраслях машино- и приборостроения преимущественно в условиях, в которых применение подшипников качения затруднено. Размеры опорных поверхностей — от миллиметров до десятка метров.
Основоположниками гидродинамической теории смазки, базы развития подшипников скольжения, были Н.П. Петров, О. Рейнольдс, Н.Е. Жуковский, А. Зоммерфельд. Среди современных фундаментальных исследований в области опор скольжения необходимо выделить работы М.В. Коровчинского [9], В.Н. Констан-тинеску [8], Н. Типея [15], О. Пинкуса и Б. Штернлихта [26], О. Ланга и В. Штейн -хильпера [25].
2. РАДИАЛЬНЫЕ ГИДРОДИНАМИЧЕСКИЕ ПОДШИПНИКИ
Конструкция и технологические требования. Гидродинамические подшипники, т.е. подшипники с несущим масляным слоем, образуемым в результате затягивания масла в клиновой зазор между вращающимися валом и подшипником, являются основными подшипниками скольжения в машинах.
Наиболее распространены одноклиновые подшипники скольжения, имеющие один сужающийся зазор и, следовательно, один несущий масляный слой. Для прецизионных и быстроходных валов применяют многоклиновые подшипники, обеспечивающие стабильное положение вала при больших скоростях и малых нагрузках и характеризующиеся высокой жесткостью несущего масляного слоя. Клиновые зазоры в этих подшипниках создаются фасонным растачиванием рабочих поверхностей вкладышей, упругим деформированием втулок или самоустановкой вкладышей при вращении вала.
Одной из основных причин, снижающих работоспособность и надежность подшипников скольжения вследствие возникновения кромочных давлений, является отклонение от параллельности образующих рабочих поверхностей цапфы и вкладыша. Последнее вызывается либо отклонением от соосности расточек корпусных деталей или вкладышей, либо изгибом валов под действием внешней нагрузки. Конструктивно и технологически предотвращение кромочных д авлений наиболее надежно обеспечивается самоустановкой вкладышей.
Большинство подшипников скольжения, встраиваемых в машины, являются нестандартными и предназначены для восприятия радиальных нагрузок.
Стандартизованные конструкции, представленные ниже, охватывают простейшие опоры общемашиностроительного применения.
Неразъемный радиальный подшипник (рис. 1) состоит из корпуса, втулки, запрессованной или фиксированной в корпусе стопорами. Неразъемные корпуса по ГОСТ 11521—82, ГОСТ 11522-82, ГОСТ 11523-82 изготовляют из чугуна СЧ15, втулки — из чугуна АЧС-1, АЧК-2 или бронз различных марок. Втулки по ГОСТ 11525—82 имеют диапазон
Радиальные гидродинамические подшипники
715
Рис. 1. Неразъемный радиальный подшипник Рис. 2. Разъемный подшипник
размеров d = 20-5-125 мм; / = 25-5-160 мм; втулки по ГОСТ 1978—81 и втулки биметаллические (сталь 20 — бронза БрО10Ф1, БрО5Ц5С5, БрА9ЖЗЛ) по ГОСТ 24832-81 имеют d = 20-5-120 мм; / = 15-5-100 мм; втулки из спекаемых материалов по ГОСТ 24833— 81 имеют d = 1-5-50 мм; / = 1-5-35 мм.
Разъемный подшипник (рис. 2) имеет корпус с крышкой, центрируемой ступенчатым стыком, и вкладыш, состоящий из двух частей или более. Набор регулировочных прокладок в стыке корпуса и крышки позволяет регулировать диаметральный зазор з = D — d. Корпусные детали могут выполняться отдельными (литыми, сварными) или заодно с элементами машины — рамой, шатуном.
Вкладыши для разъемных корпусов по ГОСТ 11611—82 (рис. 3) с размерами d = 25-5-125 мм; / = 25-5-200 мм выполняют как и втулки по техническим требованиям (ГОСТ 25105—82) и из тех же материалов; корпусные детали для них изготовляют по ГОСТ 11607—82, ГОСТ 11608— 82, ГОСТ 11609-82, ГОСТ 11610-82.
К стандартизованным конструкциям относятся также разъемные шарнирные подшипники по ГОСТ 3635—78 (рис. 4) для подвижных и неподвижных сопряжений с d = 8-5*120 мм, / = 8-5-180 мм.
Для подвода смазочного материала к поверхностям скольжения во втулках, вкладышах выполняют отверстия, сопряженные с осевыми и кольцевыми маслораздаточными канавками
(рис. 5, а и 6). Для нагрузок переменного направления маслоподводящие отверстия можно выполнять сверлением в валу (рис. 5, в). Смазочные канавки следует располагать в ненагруженной зоне, за исключением подшипников, постоянно работающих в режимах несовершенной смазки, а также некоторых конструкций виброустойчивых подшипников.
трации наела загрязнения масла а)
f)
О)
Рис. 5. Смазочные канавки радиального подшипника
116
Подшипники скольжения
Рис. 6. Смазывание кольцом подшипника стоякового типа
Канавки не доводят до торцов подшипника, оставляя осевую перемычку длиной не менее ОД/. В направлении вращения вала канавки должны при тонкой фильтрации масла плавно сопрягаться с поверхностью скольжения вкладыша, а при возможности загрязнения масла иметь острые кромки (рис. 5, а). Участок сопряжения образует смазочный карман (рис. 5, б), способствующий лучшему подвозу и охлаждению масла. Глубина карманов и ^$анавок в 50 раз и более превышает радиальный зазор в подшипнике. Смазочный материал может подаваться в подшипник принудительно под давлением р9 = 0,05-Н),6 МПа (циркуляционное смазывание); самотеком (картерное смазывание); с помощью кольца, вращающегося на валу (смазывание кольцом, рис. 6).
Подвод масла может осуществляться и с торца подшипника по всей окружности смазочного зазора (рис. 7). В этом случае давление ре может достигать 7,5 МПа (для подшипников газонаг-
Рис. 7. Подшипник с торцовой подачей смазочного материала
нетателей) и опорный узел работает как щелевое уплотнение [6], а смазочные карманы и осевые канавки отсутствуют. Для периодического смазывания подшипников вспомогательных приводов применяют капельную или капиллярную подачу масла.
Многоклиновые подшипники выполняют либо в виде цельной втулки, либо в виде отдельных сегментов. В подшипниках-втулках несущие клинья создают, например, путем радиального деформирования вкладышей (рис. 8). С этой целью вкладыш с конической наружной поверхностью с помощью гайки перемещают в осевом направлении в коническом отверстии. Конструкция вкладыша обеспечивает создание в трех местах по окружности суживающихся зазоров и, следовательно, трех масляных клиньев. В многоклиновых сегментных подшипниках можно практически полностью избежать возникновения кромочных давлений путем предоставления опорным сегментам возможности самоустановки в направлении вращения и вдоль оси вала (рис. 9).
Рпс. 8. Трехклиповой подшипник с деформируемым вкладышем
Радиальные гидродинамические подшипники
717
Рис. 9. Мпогоклииовой подшипник с вкладышами-сегментами
Для подшипников турбин, генераторов и других машин предусматривают конструктивные средства самоустановки вкладышей в виде сферических (рис. 10) или податливых сопряжений с корпусными деталями, что позволяет компенсировать перекосы валов при монтаже и деформациях и уменьшать кромочный износ. Введение самоустановки практикуется при отношениях длины к диаметру подшипника Z/d > 1,2. Диапазон изменения указанной характеристики для подшипников находится в
пределах 0,25 < l/d <1,5 (чаще всего l/d = =0,85^1). При уменьшении ширины вкладыша снижается несущая способность, увеличивается расход смазочного материала, но улучшаются теплоотвод, устойчивость вращения. Окружная протяженность несущей поверхности скольжения вкладыша измеряется углом 0 между краями смазочных карманов или канавок и назначается в пределах 90* < 0 < 360*. Для многосегментных подшипников угол охвата 9 отдельных вкладышей может составлять до 24*.
718
Подшипники скольжения
Рис. 11. Антифрикционные заливки различной формы
На рис. 10 показаны также каналы масло-снабжения, масляные карманы с углом охвата 0 , выход к системе аварийного маслоснаб-жения, тракт подвода масла к камерам высокого давления, с помощью которых осуществляется гидроподъем ротора при пусках и остановах агрегата. Система аварийного маслоснаб-жения предупреждает выход из строя подшипника при отказах основной системы подачи масла. На время выбега ротора вводится питание от аккумулятора с избыточным давлением подпора.
Толщина заливки антифрикционного слоя вкладыша изменяется в пределах 0,5—6 мм. С уменьшением толщины антифрикционного слоя повышается его сопротивление усталости. Наилучшее качество заливки достигается центробежным способом. Антифрикционную заливку (рис. 11) в форме «ласточкина хвоста» или треугольного профиля используют только для свинцовых баббитов, имеющих слабую адгезию со сталью. Чаще используют заливку по цилиндрической поверхности, обработанной с параметром шероховатости Ra = 20+160 мкм с последующим обезжириванием, травлением и омеднением. С применением электролитических методов покрытий толщина антифрикционных композиций из различных цветных металлов достигает нескольких сотых миллиметра.
Для ответственных и тяжелонагруженных подшипников шейки валов под подшипники упрочняют до твердости 55—60 HRC3 закалкой ТВЧ, цементацией, сульфацианированием, хромированием, азотированием. Поверхности шеек валов шлифуют. Применяют также полирование, суперфиниширование, накатывание и алмазное выглаживание. Для вкладышей
применяют чистовое растачивание, шлифование, калибрующее протягивание и другие доводочные операции с обеспечением маслоудерживающего рельефа поверхности скольжения. Параметры шероховатости поверхностей для подшипников электродвигателей со смазыванием кольцом: Ra = 0,63+1,25 мкм (вал); Ra < 1,25 мкм (вкладыш); для валов и вкладышей при удельной нагрузке р < 3,0 МПа и частоте вращения п = 100+300 1/с Ra < 0,63 мкм; те же требования предъявляют к подшипникам турбин, генераторов турбокомпрессоров; для подшипников валков прокатных станов Ra = 0,04+0,16 мкм.
Для антифрикционных пар, включающих неметаллические материалы для вкладышей — пластмассы, древесину, резину, углеграфигы (рис. 12), валы имеют твердость более 50 HRC3. Лучшим смазочным материалом для таких опор служит вода; для пластмассовых и углеграфитовых покрытий используют также минеральное масло для периодического и циркуляционного смазывания.
Рассмотренные конструкции радиальных подшипников с цилиндрической расточкой объединены общим названием гидродинамических условно, так как жидкостный режим трения скольжения для них нестабилен.
Расчет подшипников при несовершенной смазке. Такой расчет проводят как проверочный для опор, постоянно работающих в условиях граничного и полужидкостного режимов трения скольжения, а также при гидродинамической смазке, но при критических нагружениях — предельных нагрузках в сочетании с низкими скоростями движений, при пусках, остановах, реверсах. В этих случаях надежность подшипников ограничивается условным давлением на поверхности трения
p = F/(ld)<\p] (1)
и эффективностью конвективного теплоотвода pv < [pv], где F — нагрузка; lad — длина и диаметр подшипника. Допускаемые значения [р] и [pv] для различных подшипниковых материалов приведены в Табл. 1.
Рпс. 12. Подшипники с неметаллическими вкладышами
Радиальные гидродинамические подшипники
719
Момент трения на цапфе Т = Q,5fFd. Коэффициент трения в подшипнике f при несовершенной смазке: 0,15—0,20 для стали по серому чугуну и пластмассам; 0,10—0,15 для стали по антифрикционному чугуну, бронзам; 0,05-0,10 для стали по баббиту; 0,02—0,12 для стали по влажной резине.
Потери мощности на трение при угловой скорости вращения со составляют Р.^ = Тео.
Расчет цилиндрических подшипников ири жидкостном режиме смазки. Целью расчета является обеспечение жидкостного трения и сохранение температуры масла в допускаемых пределах.
При расчете принимают допущения о том, что смазочный слой изовязкостный, является ньютоновской несжимаемой жидкостью, инерционные силы в слое пренебрежимо малы, а его толщина по длине подшипника постоянна; нагружение стационарно, детали подшипника абсолютно жесткие. Кроме того, предполагается выполнение условия ламинарности потока в несущем смазочном слое, определяемого с помощью критерия Рейнольдса Re:
Re = ju/psn/(2p) <41,3 Jd/s, (2)
где p — плотность смазочного материала, кг/м3; ц — его динамическая вязкость, Па • с; 5 — диаметральный зазор, м; d — диаметр вала, м; п — частота вращения, с-1.
Основными исходными данными для расчета подшипников являются действующая нагрузка F и угловая скорость со или частота п.
Гидродинамический расчет обычно проводят в форме проверочного по размерам подшипников, определенным из расчета вала, и конструктивным соображениям, относящимся к проектируемой машине, или из предварительных расчетов по допускаемым давлению р и произведению pv. При этом к исходным данным относят также d, Ц угол охвата в и динамическую температурно-вязкостную характеристику масла ц(Г).
Наличие жидкостного трения проверяют в форме условия, что несущая способность подшипника Гн больше действующей нагрузки F или что смазочный слой имеет достаточную толщину.
В комплекс расчетов гидродинамических подшипников входят также расчеты сил и мощности трения, температуры смазочного слоя, расхода масла.
Взаимосвязь параметров, в частности вязкости масла от температуры, предусматривает необходимость применения итерационного метода.
Для получения оптимальных характеристик опоры можно варьировать ее размеры, зазор, смазочный материал, параметры системы маслоснабжения. Толщина h смазочного слоя под углом (р (рис. 13, а)
h = 0,5s + ecoscp = 0,5у</(1 + ecoscp). (3)
1. Допускаемые режимы работы подшипниковых материалов
Материал V, м/с М^ам/с
Антифрикционные чугуны
АЧС-1 9,0 0,2 1,8
0,05 2 0,1
АЧС-2; АЧС-3 6,0 0,75 4,5
0,1 3 о,з
АЧС-4 15 3 4,5
АЧС-5 20 1,0 20
30 0,4 12
АЧВ-1 12 1,0 12
АЧВ-2; АЧК-1; 0,5 1,0 12
АЧК-2
Бронзы
БрОЮФ1 15 10 15
БрОбЦбСб 5 3 10
БрО5Ц5С5 8 3 12
БрО4ЦНС17 10 4 10
БрСЗО 25 12 30
БрОМц8-20 15 7 60
БрА9ЖЗЛ 15 4 12
БрАЖС7-1,5-1,5 25 8 20
Латуни
ЛКС80-3-3 12 2 10
ЛМЦС58-2-2 10,6 1 10
ЛМцЖ52-4-1 4 2 6
Алюминиевые и цинковые сплавы
АСС-6-5 35 5 50
АСМ 15 8 5
АН-2,5 25 15 100
Алькусин-Д 10 5 15
ЦАМ10-5 20 7 10
Баббиты
БК-2 15 15 6
Б88 20 50 75
Б83 15 50 75
Б16 10 30 3
БС6 5 6 4
БН 10 30 30
Другие материалы
Бронзографит 2,5-5 • 0,5-3 —
Металлокерамика 1 3 8
ЖГ-а
Металлокерамика 2,5-3,5 1-4 7-8
ЖГ-б
Полиформаль- 13,5 5,0 —
дегиды
Найлон, 7,0 5,0 —
поликарбонаты
Политетрафтор- 3,5 0,5 —
этилен
Текстолит 15 8 25
Лигностон 10 1 .—
Полиамид 68 15 4 15
Полиамид АК-7 20 4 20
Капрон Б 12 5 20
Фенопласты 42,0 —
720
Подшипники скольжения
Здесь v = s/d — относительный зазор; е = 00. — эксцентриситет; £ = 2e/s — относительный эксцентриситет в подшипнике.
Чтобы смазочный слой полностью разделял сопряженные поверхности, необходимо выполнение условия
= 0,5^(1 - е) > [Л] (4)
и соответственно
е < 1 - 2[h]/s.
Здесь [А] = (l,2-rl,5)(Rz1 + + у0); Rzr и
— параметры шероховатости трущихся поверхностей вала и подшипника; у0 — прогиб вала на длине подшипника; для двухопорного вала у0 = l,6yft//L, ще / — длина подшипника; L — расстояние между серединами опор вала; ув — прогиб на середине вала.
Для подшипников на консольной части вала у0 = 1,6<7[(//б/)2 + l,8](//i/)2p, где давление в подшипнике р в МПа; диаметр d в мм, а результат в микрометрах.
Рекомендуемые значения критических толщин смазочного слоя в зависимости от диаметра вала и его скорости даны в табл. 2.
В связи со сложностью точных гидродинамических расчетов подшипников их технические расчеты проводят с использованием табличных значений безразмерных характеристик подшипников: относительного эксцентриситета е, коэффициента нагруженности подшипников отношений к относительному зазору коэффициентов трения в нагруженной зоне в нагруженной и ненагруженной зоне / '/у (см. табл. 3).
Расчет в форме сравнения несущей способности и действующей нагрузки начинают с выбора Ад^ (4), а потом определяют несущую способность подшипника
= ;gcor///v2 > Л (5)
2. Критические толщины смазочного слоя [Л], мкм
Диаметр вала d, мм Окружная скорость вала v, м/с
До 1 Св. 1 до 3 Св. 3 до 10 Св. 10 до 30 Св. 30
Св. До
24 63 3 4 5 7 10
63 160 4 5 7 9 12
160 400 6 7 9 11 14
400 1000 8 9 11 13 16
1000 2500 10 12 14 16 18
где £ — коэффициент нагруженности подшипников — функция е, l/d и 9; относительный эксцентриситет е определяется по (4), а £ — по табл. 3.
Альтернативный способ проверки жидкостного трения начинают с расчета коэффициента нагрузочной способности при действующей нагрузке R
(6)
затем по табл. 3 определяют относительный эксцентриситет и, наконец, по (4) проверяют A ifl.
Угол между линией центров (рис. 13, а)и равновесным положением вектора нагрузки (табл. 3) используют только в специальных расчетах:
ф2 /
J I Р(ф, Z)sin<p dqdz ф. о
Р = arctg----------------------.
ф2 /
/ / Р(ф, z)cos(p dtydz
Ф1 о
Рис. 13. Подшипник с цилиндрической расточкой и иодачей смазочного материала: а — через отверстие; б — через канавки и карман
Радиальные гидродинамические подшипники
721
Сила сопротивления вращению (сила трения) в нагруженной зоне подшипника
где qv — безразмерный коэффициент (табл. 3).
Окружной расход на выходе из нагруженной зоны подшипника
Лр = ДГЛОу,
(7)
(17)
где приведено в табл. 3.
Полная сила сопротивления вращению в нагруженной и ненагруженной части подшипника
л;= W7v)v,
(8)
где /7v приведено в табл. 3.
В уточненных расчетах ответственных подшипников, в которых подвод смазочного материала осуществляется через смазочное отверстие, окружную канавку и карманы с размерами b* h* bpi hpi 9р (рис. 13, б), силу трения находят с учетом режимов течения смазочного материала в указанных трактах:
” V IV 2Ьр>
(9)
2й, Здесь потери на трение в кармане и канавке характеризуются коэффициентами и £к:
= 0,59р(4 + 0,0012Rep°’94); (10)
= 0,50к(4 + 0,0012ReQ’94), (И)
ГДе Кер и ReK — числа Рейнольдса для течения смазочного материала в кармане и канавке;
Rep = ршй//(2ц);
(12)
ReK = pa>h^i/(2vL).
(13)
Потери мощности на трение в нагруженной зоне подшипника
Лр = №
(14)
Если циркуляция смазочного материала полностью охватывает шейку вала, то потери мощности
Лр = Я'»- (15)
Расход смазочного материал а из нагруженной зоны подшипника через торцы, обусловленный гидродинамическим давлением,
(21 = <fiva>qv
(16)
3. Рабочие характеристики радиальных цилиндрических подшипников
€ ₽ с /7v //v <h
е = 360е; l/d = 1,5
0,2 72,5236 0,4273 7,5992 4,9684 0,0477
0,4 62,6588 1,0005 3,6035 2,6502 0,0935
0,6 51,9692 1,9724 2,2272 1,6695 0,1361
0,8 38,1601 4,6824 1,3653 1,0736 1,1759
0,9 27,9610 10,1382 0,9218 0,7604 0,1939
0,925 24,6184 13,8256 0,7906 0,6678 0,1980
0,95 19,8007 22,0440 0,6173 0,5359 0,201
0,975 13,5971 48,8429 0,4040 0,3586 0,2036
0 = 360е; l/d = 1,25
0,2 73,3427 0,3410 9,4978 6,2016 0,0444
0,4 62,6533 0,8155 4,3808 3,2457 0,0878
0,6 51,3901 1,6715 2,5837 1,9257 0,1287
0,8 37,2472 4,2107 1,4855 1,1285 0,1679
0,9 27,2701 9,4621 0,9678 0,7949 0,1860
0,925 23,9586 13,0839 0,8197 0,6900 0,1901
0,95 19,3045 21,1271 0,6332 0,5484 0,1936
0,975 13,3154 47,5332 0,4097 0,3631 0,1959
9 = 360"; l/d = 1,0
0,2 74,2080 0,2492 12,9580 8,4489 0,0394
0,4 62,5744 0,6110 5,7868 4,2721 0,0785
0,6 50,4545 1,3182 3,2102 2,3761 0,1164
0,8 36,0278 3,5955 1,6915 1,2766 0,1533
0,9 26,3685 8,5203 1,0457 0,8537 0,1708
0,925 23,0726 12,0342 0,8682 0,7275 0,1748
0,95 18,6392 19,7990 0,6399 0,5696 0,1783
0,975 12,9388 45,3721 0,4193 ' 0,3710 0,1808
0 = 360’; l/d = 0,75
0,2 75,0220 0,1584 20,3909 13,2372 0,0325
0,4 62,2584 0,3993 8,7606 6,1830 0,0650
0,6 49,3554 0,9155 4,5167 3,3161 0,0972
0,8 34,5144 2,7848 2,1067 1,5712 0,1292
0,9 25,1887 7,1614 1,1979 0,9696 0,1447
0,925 21,8823 10,4611 0,9627 0,8010 0,1483
0,95 17,7393 17,7363 0,7119 0,6114 0,1516
0,975 12,4264 42,3829 0,4384 0,3869 0,1530
722
Подшипники скольжения
Продолжение табл.З
£ 1 ₽ 1 1 | f'/v | f/v 1 <• £ 1 ₽ 1 < | Г/v | fN 1
е = 360е ; l/d = 0,5 0 = 180е; ; l/d = 0,7' 5
0,2 75,8188 0,0778 41,2641 26,8322 0,0233 0,2 70,5349 0,1513 21,2824 11,1513 0,0289
0,4 61,7628 0,2026 17,0875 12,0101 0,0468 0,4 57,8558 0,3810 9,1663 5,3207 0,0513
0,6 47,9703 0,4995 8,0837 5,8561 0,0703 0,6 45,0124 0,8883 4,6320 3,1078 0,0660
0,8 32,9653 1,7400 3,2267 2,3698 0,0938 0,8 32,3128 2,6987 2,1540 1,7050 0,0698
0,9 23,5037 5,1579 1,5768 1,2604 0,1054 0,9 23,3367 7,1375 1,1880 1,0322 0,0649
0,925 20,3171 7,9168 1,2050 0,9920 0,1082 0,925 20,4384 10,4252 0,9546 0,8278 0,0617
0,95 16,5292 14,1757 0,8449 0,7198 0,1107 0,95 17,5793 16,7465 0,7469 0,6390 0,0580
0,975 11,7164 36,4380 0,4870 0,4150 0,1128 0,975 11,2948 43,5128 0,4204 0,3801 0,0513
0 = 360е; l/d = 0,25 0 = 180е ; l/d = 0,5
0,2 75,8522 0,0209 153,2452 99,5571 0,0123 0,2 72,2939 0,0747 43,0117 22,4028 0,0213
0,4 61,4843 0,0560 61,5567 41,8879 0,0246 0,4 58,1928 0,2002 17,2897 9,9610 0,0394
0,6 47,4076 0,1460 27,1065 18,7058 0,0368 0,6 45,6971 0,4900 8,2284 5,4518 0,0522
0,8 31,2896 0,6053 8,8577 6,3961 0,0492 0,8 31,5756 ‘ 1,7222 3,2498 2,5502 0,0573
0,9 31,5315 2,2037 3,4356 2,6972 0,0553 0,9 22,2460 5,1676 1,5666 1,3352 0,0547
0,925 18,5306 3,6707 2,3994 1,9424 0,0568 0,925 19,7514 7,8436 1,2104 1,0390 0,0530
0,95 15,0780 7,3466 1,4931 1,2546 0,0582 0,95 16,5935 13,8520 0,8620 0,7419 0,0508
0,975 10,7792 22,6665 0,1149 0,5632 0,0595 0,975 10,7691 38,0550 0,4601 0,4120 0,0451
0 = 180е; l/d = 1,5 0 = 180°; l/d = 0,25
0,2 66,6767 0,3781 8,5718 4,5565 0,0385 0,2 73,9364 0,0190 169,0777 87,6215 0,0110
0,4 54,2395 0,8711 4,0972 2,4424 0,0628 0,4 59,6743 0,0537 64,0354 36,5135 0,0214
0,6 44,2171 1,7528 2,4496 1,6803 0,0755 0,6 45,5631 0,1465 27,0145 16,9891 0,0295
0,8 32,5820 4,3531 1,4182 1,1391 0,0750 0,8 30,5214 0,6054 8,8522 6,0472 0,0339
0,9 24,2560 9,6987 0,9161 0,7960 0,0675 0,9 21,4482 2,1725 3,4821 2,7026 0,0334
0,925 21,5177 13,4451 0,7846 0,6782 0,0632 0,925 19,5175 3,4617 2,5430 2,0119 0,0332
0,95 18,6557 20,5259 0,6423 0,5495 0,0589 0,95 14,9385 7,3485 1,4916 1,2603 0,0321
0,975 12,6652 47,2761 0,4059 0,3701 0,0501 0,975 9,4617 23,4266 0,6837 0,5668 0,0299
0 = 180°; l/d = 1,25 0 = 150°; l/d = 1,5
0,2 67,7085 0,3106 10,4155 5,5146 0,0369 0,2 61,7703 0,3058 10,5742 4,7678 0,0288
0,4 55,2027 0,7326 4,8431 2,8666 0,0615 0,4 47,9337 0,7380 4,7933 2,4890 0,0445
0,6 44,3642 1,5312 2,7744 1,8931 0,0748 0,6 39,8508 1,5547 2,7181 1,6599 0,0521
0,8 32,4491 3,9819 1,5296 1,2240 0,0747 0,8 30,2152 4,0616 1,4905 1,1082 0,0501
0,9 24,0337 9,2279 0,9643 0,8220 0,0682 0,9 23,4459 9,2073 0,9618 0,7712 0,0437
0,925 21,2470 12,8584 0,8106 0,7075 0,0642 0,925 20,4230 13,0508 0,7949. 0,6551 0,0403
0,95 18,4330 19,9471 0,6549 0,5589 0,0601 0,95 17,2620 20,5699 0,6301 0,5250 0,0365
0,975 12,3471 46,7535 0,4066 0,3706 0,0507 0,975 12,3960 46,5565 0,4083 0,3500 0,0325
0 = 180е; //(/=1,0 0 = 150°, l/d = 1,25
0,2 69,0182 0,2328 13,8683 7,3068 0,0338 0,2 62,7765 0,2588 12,4784 5,6040 0,0283
0,4 56,4093 0,5601 6,2861 3,6873 0,0575 0,4 48,8773 0,6374 5,5282 2,8501 0,0445
0,6 44,5890 1,2448 3,3652 2,2797 0,0729 0,6 40,2801 1,3806 3,0383 1,8436 0,0526
0,8 32,3681 3,4514 1,7312 1,3799 0,0735 0,8 30,2311 3,7472 1,5987 1,1844 0,0509
0,9 23,7701 8,4037 1,0390 0,9061 0,0679 0,9 23,4326 8,6906 1,0083 0,8002 0,0447
0,925 20,8981 11,9405 0,8574 0,7446 0,0640 0,925 20,2954 12,4741 0,8232 0,6805 0,0413
0,95 18,1351 18,5775 0,6910 0,5894 0,0601 0,95 17,1592 19,8337 0,6474 0,5425 0,0375
0,975 11,9017 45,7710 0,4094 0,3754 0,0513 0,975 12,2987 45,3826 0,4154 0,3705 0,0334
Радиальные гидродинамические подшипники
723
₽ 1 1 | /7* 1 fr 1 ’•
0 = 150е; ;//(/= 1,0
0,2 64,1708 0,2022 15,9459 7,1228 0,0268
0,4 50,1904 0,5099 6,8759 3,5100 0,0434
0,6 41,1351 1,1434 3,6318 2,1757 0,0526
0,8 30,2445 3,2967 1,7897 1,3189 0,0511
0,9 22,9634 8,0787 1,0677 0,8862 0,0450
0,925 20,1150 11,5986 0,8719 0,7488 0,0419
0,95 16,9465 18,7837 0,6741 0,5636 0,0383
0,975 ЩШ 43,3026 0,4294 0,3760 0ДО39
0 = 150е; l/d = 0,7!
0,2 65,9611 0,1367 23,5537 10,4496 0,0238
0,4 51,9963 0,3561 9,7827 4,9274 0,0400
0,6 42,1174 0,8372 4,8918 2,8877 0,0500
0,8 30,6367 2,6068 2,2110 1,6154 0,0497
0,9 22,6695 6,9438 1,2114 1,0008 0,0443
0,925 19,8534 10,1662 0,9704 0,8155 0,0415
0,95 16,6812 16,9409 0,7302 0,6080 0,0382
0,975 11,9044 40,5953 0,4488 0,3809 0,0337
0 = 150е ,l/d = 0,5
0,2 67,9821 0,0706 45,4882 20,0289 0,0184
0,4 54,2896 0,1899 18,2097 9,0211 0,0323
0,6 43,0078 0,4775 8,4291 4,9152 0,0412
0,8 30,3047 1,6927 3,2951 2,3785 0,0431
0,9 22,1859 5,0335 1,6018 1,2930 0,0402
0,925 19,6600 7,5834 1,2460 1,0220 0,0385
0,95 16,3781 13,2552 0,8946 0,7383 0,0361
0,975 11,4673 34,9703 0,5012 0,4245 0,0317
0 = 150е; l/d = 0,2!
0,2 70,1417 0,0185 173,6574 75,8912 0,0099
0,4 56,4804 0,0529 65,0018 31,7011 0,0185
0,6 43,9464 0,1447 27,3510 15,6846 0,0248
0,8 29,8093 0,6008 8,9143 6,3433 0,0269
0,9 21,2152 2,1539 3,5090 2,6112 0,0259
0,925 18,3268 3,5871 2,4504 1,9114 0,0251
0,95 15,8538 6,8272 1,6035 1,2701 0,0244
0,975 10,7917 21,4295 0,7510 0,6315 0,0221
0 = 120е ; Vd = 1,5
0,2 56,6763 0,2196 14,6822 5,3943 0,0195
0,4 42,0362 0,5536 6,3258 2,7433 0,0284
0,6 34,5662 1,2672 3,2692 1,7133 0,0335
0,8 27,0973 3,6108 1,6323 1,0858 0,0308
0,9 21,2301 8,7261 0,9889 0,7680 0,0254
0,925 19,1732 12,2582 0,8254 0,6673 0,0235
0,95 16,2459 19,7605 0,6420 0,5148 0,0209
0,975 12,5263 42,6121 0,4375 0,3537 0,0181
Продолжение табл.З
e 1 1 ₽ 1 t 1"» 1 f/v 9i
0 = 120е; l/d = 1,25
0,2 58,2103 0,1848 17,4382 6,3717 0,0191
0,4 42,9530 0,4869 7,1767 3,0911 0,0287
0,6 35,0689 1,1449 3,6023 1,8732 0,0338
0,8 27,2067 3,3665 1,7382 1,1514 0,0313
0,9 21,2163 8,3078 1,0304 0,7984 0,0263
0,925 19,0681 11,7869 0,8526 0,6911 0,0243
0,95 16,1962 19,0952 0,6594 0,5305 0,0223
0,975 11,4971 ( 41,1775 0,4488 , 0,3751 0,0189
0 = 120е ; l/d - 1,0
0,2 59,3987 0,1530 21,0369 7,6506 0,0188
0,4 44,1285 0,4075 8,5506 3,6497 0,0288
0,6 35,8837 0,9779 4,1915 2,1578 0,0336
0,8 27,3600 3,0094 1,9237 1,2665 0,0316
0,9 21,2549 7,6581 1,1043 0,8525 0,0270
0,925 18,9981 11,0222 0,9007 0,7282 0,0251
0,95 16,1452 18,0536 0,6894 0,5418 0,0225
0,975 12,4702 39,7924 0,4606 0,3896 0,0197
0 = 120е; l/d = 0,7!
0,2 61,3045 0,1102 29,1962 10,5409 0,0175
0,4 45,8179 0,3010 11,5302 4,8583 0,0277
0,6 37,1249 0,7471 5,4372 2,7565 0,0328
0,8 27,9978 2,4401 2,3336 1,5185 0,0318
0,9 21,1836 6,6561 1,2454 0,9561 0,0273
0,925 18,9015 9,7602 0,9969 0,7665 0,0255
0,95 15,9688 16,4057 0,7440 0,5905 0,0229
0,975 12,3551 37,1528 0,4849 0,4010 0,0202
0 = 120° ; l/d = 0,5
0,2 63,7072 0,0611 52,6020 18,8173 0,0144
0,4 48,3597 0,1713 20,1556 8,3305 0,0238
0,6 39,0125 0,4446 9,0214 4,4692 0,0295
0,8 27,9610 1,6413 3,3776 2,1664 0,0297
0,9 20,9013 4,9561 1,6148 1,2272 0,0263
0,925 18,9454 7,4106 1,2659 0,9624 0,0250
0,95 15,6856 13,2503 0,8878. 0,6913 0,0227
0,975 11,9048 31,9505 0,5481 0,4365 0,0199
0 = 120е; l/d = 0,2!
0,2 66,2399 0,0169 190,0236 67,3268 0,0082
0,4 51,4320 0,0507 67,7051 27,3570 0,0148
0,6 41,1596 0,1387 28,5117 13,7269 0,0190
0,8 28,6466 0,5892 9,0777 5,6831 0,0199
0,9 20,7885 2,1244 3,5523 2,5177 0,0185
0,925 17,9741 3,5485 2,4728 1,8782 0,0176
0,95 14,8377 7,0378 1,5512 1,1951 0,0165
0,975 11,0159 20,7702 0,7739 0,6091 0,0153
724
Подшипники скольжения
где коэффициент расхода q с достаточной точностью для расчета может быть представлен зависимостью
= |(Л/2 - (А3/12)с!р/А|»]|ф _ ъ “ -//2
« 0,125(1 - е). (18)
Окружной расход, определяемый количеством смазочного материала, налипшего на шейку вала [4],
= rf3v<0?B(., (19)
где
9вс = О,'75/з Т^Д^Г). (20)
Дополнительный расход смазочного материала, обусловленный давлением подачи ре,
_ <N3P' _
Q1 ---------^2-
ц
Общий торцовый расход смазочного материала в подшипнике
(21)
е = et + е2. (22)
Безразмерные рабочие характеристики подшипников //у, /7v, qY и угол р в зависимости от геометрических параметров 0, l/d, £ приведены в табл. 3, а в табл. 4 даны формулы для определения q2 в зависимости от способа подачи смазочного материала.
Температурные расчеты. Эффективная (рабочая) температура несущего масляного слоя определяется из уравнения теплового баланса, т.е. равновесия между тепловыделением Р^ от трения в подшипниках и суммарным отводом теплоты корпусом Рк, валом Рв и при принудительном циркуляционном смазывании теплоотводом PQ
= + + Ра (23)
Теплоотвод через корпус
Рк = kA(t* - Го), (24)
где А — площадь теплопередающей поверхности корпуса подшипника, м2; /0 — температура окружающей среды, °C, к — коэффициент теплоотдачи, выбираемый в пределах 15—20 Вт/(м2 • °C) при естественном охлаждении корпуса подшипника, а при обдуве его вентилятором со скоростью > 1,2 м/с к = 7 + 12Vw^
Теплоотвод через вал бесконечной длины
Л = (25)
где гв — температура вала в подшипнике, °C; кв — коэффициент теплоотдачи вращающегося вала в окружающую среду, Вт/(м2 • °C); 1 — коэффициент теплопроводности материала вала: для стали 45 при (ГС — 51, при ЮО’С — 41, для стали 40Х соответственно 34 и 31 Вт/(м • *С); А3 — площадь, м2 и Ц - периметр, м, сечения вала.
Коэффициент теплоотдачи принимают по следующим рекомендациям:
Скорость
вала, м/с.....О 1 2 3 4 5 6
Коэффициент
теплоотдачи,
Вт/(м2’С).6 10 14 15 17 18 19
Если на конце вала насажен маховик, планшайба или патрон, вал можно считать бесконечной длины.
Теплоотвод через вал конечной длины
kU
Л = ----th(mZ); т = А —
m I АЛд
где Z — длина теплоотдающей поверхности вала, м.
При валах с концами, выходящими в две стороны, теплоотвод суммируется.
При принудительном циркуляционном смазывании подшипника теплоотдачей Рк и Рв можно пренебречь и тогда охлаждение обеспечивается теплотой, уносимой маслом, а тепловой баланс
Лр = pq = Рс®'2 - '1)> (26)
где р — плотность масла, кг/м3; с — удельная теплоемкость масла, Дж/(кг * °C); для минеральных масел рс « 1,8 • 106 Дж/(м3 • *С).
Температура масла на входе в нагруженную зону смазочного слоя подшипника преимущественно равна температуре среды, окружающей подшипник, = /а, а за эффективную температуру смазочного слоя принимают температуру подшипника t = Гп. Так как рабочие характеристики, в том числе и Р^ зависят от ц и Г, то для выполнения баланса (23) в начале расчета задают Гпо (обычно Гпо = Га + 20*С) и в конце каждого шага расчета полученное значение Гп сравнивают с заданным. В случае их несоответствия Гп корректируют до удовлетворения заданной точности (обычно ГС).
Радиальные гидродинамические подшипники
725
4. Формулы для определения коэффициента расхода q2 в зависимости от способа подачи смазочного материала [23]
№ П.П Способ подачи смазочного материала Эскиз Коэффициент расхода q2
1 Через смазочное отверстие, расположенное под углом 180° к направлению нагрузки 4 Ь _ n (1 + e)3 % 48 9okiC//<V ’ g0 = 1,204 + 0,368(Ц//) - - 1,046(Ц//)2 + 1,942Ц/0э
2 Через смазочное отверстие, расположенное под углом 90° к направлению нагрузки sa > - zs _ П 1 92 48 q^fl/d^' qQ по пункту 1
3 Через два смазочных отверстия, расположенных под углом ±90° к направлению нагрузки — F * 1 72 / n 2 92 48 qjnfl/dj qQ по пункту 1
4 По смазочной (окружной) канавке гн i ! н i|k /j q2 = d/[48(Z - dK)][(cp£ - срл)х x(l + l,5e2) + (3e + e^)x x(sincp£—sincp^) + 0,75e2(sin2cp£ — - sin2<p^> - e3/3(sin3cp£ - sinfy^)]. При cp£ = 90е; срл = -90е (канавка — 180е) <?2 = rf/[48(Z - *к))[я( 1 + 1,5е2) + +6е + 1,ЗЗе3]
5 Через смазочный карман, расположенный под углом 180° к направлению нагрузки и _ к (1 + е)3 92 6 qp’ q = 1,188 + 1,582(^/) -- 2,585(*,//>2 + 5,563(^//)3 при 0,05 < др/7 < 0,7
6 Через смазочный карман, расположенный под углом 90° к направлению нагрузки X-— К й _ п 1 92 6 q^l/bj’ qp по пункту 5
7 Через два смазочных кармана, расположенных под углом ±90° к направлению нагрузки r- —a"* r r f тс 2 92 6 q^l/ty’ qp по пункту 5
726
Подшипники скольжения
Для принудительного циркуляционного смазывания с подачей смазочного материала непосредственно в нагруженную зону в (26) подлежат определению температуры на входе в нагруженной зоне смазочного слоя и t2 на выходе из него, а известной принимается температура масла Га, поступающего в подшипник. Тогда при (?нс > Q^, pc = const тепловой баланс в потоке масла имеет вид:
V»= + + д0: (27)
с учетом, что (2ф1 = Qi + 0^,
h = + Q^t/Qi, (28)
где ДГ = t2 — ty = Prf/(cpQi'). Правая часть выражения для отражает нагрев потока масла, поступающего в подшипник, при его смешивании с окружным потоком покидающим нагруженную зону смазочного слоя. Если QHC < 470 имеет место в легконагруженных
подшипниках, для определения используют зависимость [4]
= Га + + 0^ - Свс). (28а)
При подаче масла в ненагруженную зону (см. рис. 13, 6) в последней также происходит тепловыделение с ростом температуры масла на АГ':
Лр)/<сре2)- (29)
Тогда, выражения (27) для теплового баланса и (28), (28, а) для температуры уточняют:
+до + (е- е2хга+до; оо)
= га + АГ’ + (О^/^ДГ, (31)
= Га + АГ’ + ДГ^Дet + 0^ - енс). (32)
Эффективную температуру смазочного слоя t = Zj + АГ/2 определяют, как и в случае подачи смазочного материала без давления, итеративно. В обоих случаях для определения t можно использовать графическую интерполяцию.
Расчет температуры масляного слоя с учетом результатов исследований теплопередачи между
5. Допустимые температуры [г], °C
Смазывание Диаметр вала d, м
< 0,3 > 0,3
Циркуляционное 100 90
под давлением Картерное 90 80
потоком жидкости и стенками труб и каналов (МА. Михеева и др.), с учетом теплоотдачи вала и вкладыша маслу в ненагруженной зоне и теплоотвода в окружающую среду маслом, валом и корпусом подшипника дан в [5].
В ответственных конструкциях контролируют предельные механические нагрузки и температуры, проверяют отсутствие износа поверхностей скольжения. Пределы механических нагрузок должны удовлетворять условию прочности подшипниковых материалов (1).
Допустимые температуры в подшипнике [Г] зависят от физических характеристик смазочных и подшипниковых материалов. Нормальный температурный режим эксплуатации подшипника не должен сопровождаться физико-химической деструкцией масел, ухудшением физикомеханических характеристик антифрикционных материалов, значительными температурными деформациями в опорном узле. Расчетные значения температур в подшипнике Гп и в смазочном слое t2 не должны превышать допустимые температуры Гп < [Г]; t2 < [г]. Значения [Г] приведены в табл. 5 [23].
Во избежание старения масла его температура на сливе не должна превышать 80°С [13]. С этой же целью рекомендуется увеличение отношения общего объема масла в системе к объему подачи масла в единицу времени.
При удельных нагрузках на подшипник р > 2,5 МПа желательно использовать гидростатический подъем вала для исключения износа при пусках и остановах.
Зависимости динамической вязкости ц от температуры t аппроксимируются выражением [18]: ц = ц50(50/Г)да, еде — динамическая вязкость масла при 50°C; т — показатель, характеризующий влияние температуры на вязкость.
Относительный зазор в подшипнике у выбирают по эмпирической зависимости у = 0,8^и, где v — окружная скорость вала, м/с. С учетом абсолютных диаметров валов рекомендуемые значения v приведены в табл. 6. Относительный за-
6. Средние относительные зазоры в подшипнике у • 103
Диаметр вала </, мм Окружная скорость вала v, м/с
ДоЗ Св. 3 до 10 Св. 10 до 25 Св. 25 до 50 Св. 50 до 125
Свыше До
— 100 1,32 1,5 1,9 2,24 2,24
100 250 1,12 1,32 1,6 1,9 2,24
250 — 1,12 1,12 1,32 1,6 1,9
Радиальные гидродинамические подшипники
727
зор колеблете^ в пределах технологического допуска посадки вала и подшипника и зависит от характеристик их температурного расширения.
Температура несущего масляного слоя может быть определена если принять, что тепло из масляного слоя передается валу и вкладышам и далее в окружающую среду [5].
Проверка устойчивости. В условиях стационарного нагружения подшипника роторных машин (турбин, турбогенераторов и др.) необходима проверка устойчивости вращения цапфы в смазочном слое подшипника с целью исключения генерации самовоз-буждающихся колебаний (автоколебаний).
С этой целью устанавливают функциональную связь между характеристиками е положения центра цапфы на кривой подвижного равновесия в зазоре подшипника и параметрами устойчивости Ф, со 0, Q, характеризующими влияние частоты вращения и гибкости ротора.
Ф = M)ov7(pZ) - (33)
режимный параметр устойчивости сбалансированного ротора с массой М, сосредоточенной симметрично относительно двух радиальных опор;
Q = 'Ic/M — собственная критическая частота гибкого ротора с изгибной жесткостью
си 0 = со/П — относительная угловая скорость.
Если нагрузка на подшипник является только силой тяжести, то существует очевидное соотношение для жесткого ротора [2]:
Ф = 4^/v2, (34)
где v = (l/co)V2g/s — относительная частота автоколебаний; £ — диаметральный зазор, м.
Вращение ротора устойчивое, если режимный параметр Ф не превышает его пороговое значение Фо.
Исследование уравнений движения ротора на устойчивость по Ляпунову позволяет определить значение Фо для любого типа подшипника
Рис. 14. Пороговая относительная частота автоколебаний ротора
Фо = 2BGK/(& + ТК2 - BNK)y (35)
где в = - z2z7 " АА + АА» = АА _ АА»
7= I,!. - Z2Z3; № А + Z4; К= Is + J8.
Динамические характеристики Zp ..., 14 характеризуют жесткость смазочного слоя; Z5, ..., Z8 — его демпфирующую способность и представляют собой интегралы для гидродинамических давлений, обусловленных малыми колебаниями центра цапфы относительно ее равновесного положение.
Частота v0 автоколебаний жесткого ротора на границе устойчивости определяется из (35) после замены Ф на Фо:
VO = (v0 -> 0,5 при £ -» 0 и
v 0 0 при Фо -> «). (36)
Зависимость v0(e) для любых типоразмеров подшипников жестких роторов с нагрузкой от силы тяжести приведена на рис. 14. Ее можно использовать при известном значении относительного эксцентриситета е для определения Фо из выражения
Фо = 4^Ао- (37)
Используя связь между относительной частотой (36) и параметром устойчивости Ф жесткого ротора (34), определяют пороговое значение устойчивости гибкого ротора Ф^ = Фо - 4^coJ. Иногда целесообразнее определять действительное значение режимного параметра устойчивости гибкого ротора Ф* и сравнивать с пороговым значением Фо для подшипников соответствующих типов, полученным в предположении абсолютной жесткости ротора. В этом случае
Фв = Ф + 4£ш2. (38)
Влияние характеристик подшипника на устойчивость ротора может быть оценено с помощью номограммы устойчивости [4].
Пример 1. Исходные данные. Расчетная схема исследуемого подшипника соответствует рис. 13, б. Нагрузка на подшипник F = 18- Н^Н; частота вращения вала п = 25 с~]; угловая скорость вала а) = 157 рад/с; углы охвата подшипника, смазочного кармана, канавки в = 150'; 0р - 30'; 0к = 180'; диаметр расточки подшипника номинальный 200- 1О~3м; относительный зазор в подшипнике у = 2- 1&~3; относительная длина подшипника l/d = 0,5.
Система подачи смазочного материала: масло под давлением ре = 0,5- 10sПа поступает в
728
Подшипники скольжения
нагруженную зону через окружную смазочную канавку в верхнем вкладыше. По стыку вкладышей под углом ±90* к вектору нагрузки F расположены смазочные карманы, в один из которых со стороны выходной кромки подшипника подается масло типа Тп-22 (ISO VG32) с температурно-вязкостной характеристикой:
t, °C......40 50 60 70
ц, Па • с 0,031 0,022 0,014 0,0094
Температура подаваемого масла = 40*С; объемная удельная теплоемкость масла рс = 1,8 • 106 Дж/(м3 • *С) (р = 900 кг/м3); ширина \МГ-ной смазочной канавки, Ьк = 30 • 10’3 м; глубина смазочной канавки hK = 2,5 • 10’3 м; ширина смазочного кармана Ьр = 60 • 10’3 м; глубина смазочного кармана Лр = 2,5 • 10’3 м; масса ротора М = 3,67 • 103 кг, жесткость (из-гибная ) ротора сг = 25 • 106 Н/м.
Критерии работоспособности: допускаемая удельная нагрузка [р] = 10 Ю6 Па; допускаемая температура подшипника [Г] = 80*С; допускаемая минимальная толщина смазочного слоя [А] = 20 • 10’6м.
Необходимо исследовать работоспособность подшипника и его характеристики для различных вариантов конструкции подачи смазочного материала.
Проверка условия (2) при предполагаемой температуре t = 60*С ($ =
Re = тс * 200 • IO 3 • 25 • 2 • lQ-3 -20Q- 10~3 x X 900/(2 • 0,014) = 201,96 < 41,3<200 • 10’3/(2 x x 10’3 • 200 • IO’3) = 923,5.
Поток смазочного материала ламинарный, поэтому изложенная методика применима.
Проверка условия (1):
р = 18 • 103/(0,5 • 200 • IO 3 • 200 • 10 3)= 0,9 х х Ю6 Па < [р] = 10 • 106 Па.
Условие допускаемого давления (1) материала подшипника выполняется. В табл. 7 представлены результаты расчета подшипника при наличии смазочных карманов и канавки (вариант 1) и для той же конструкции подвода смазочного материала, но без смазочной канавки (вариант 2).
Оба варианта конструкции подвода смазочного материала обеспечивают работоспособность подшипника. Вариант без смазочной канавки сокращает потребный расход масла при незначительном росте рабочей температуры.
Проверяем устойчивость вращения ротора при его массе, симметрично расположенной относительно двух подшипников, по второму варианту.
Критическая частота вращения ротора Q = = JcjM = V25 • 106/(3,67 • 103) = 82,53 с~1.
Относительная угловая скорость соо = со/П = = 157/82,53 = 1,9.
Так как ротор гибкий, определяем режимный параметр устойчивости согласно (38):
Ф* = 3,67 • 103 • 153 • 23 • 10 9/(1,75 • 10’2 • 0,1) + + 4 - 1,31 • 1.92 = 21,59.
Пороговое значение параметра устойчивости при £ = 1,31 и 0 = 0,43 (рис. 14) по (37) составляет
Фо = 4 - 1,31/0,432 = 28,34,
что превышает режимное значение параметра устойчивости. Следовательно, автоколебаний ротора не произойдет.
Расчет подшипников при ограниченной смазке. В ряде случаев радиальные подшипники скольжения могут работать в режиме ограниченной смазки, т.е. когда смазочный материал подается к трущимся поверхностям в количествах, меньших чем требуемое. Такой режим может быть реализован в паровых турбинах, турбогенераторах и других машинах при работе аварийной системы маслоснабжения и т.п. При этом режим жидкостного трения сохраняется, однако вследствие уменьшенного торцового расхода смазочного материала. Доля теплоты, отводимой им, заметно падает, что ведет к более интенсивному росту температуры масла в зазоре и всего подшипника. В этом случае уменьшается минимальная толщина смазочного слоя, т.е. подшипник работает при больших значениях относительного эксцентриситета (е > 0,9), в то время как удельные нагрузки на опорную поверхность р не превышают 1,0-1,5 МПа.
Таким образом, основным фактором, определяющим работоспособность подшипника, становится температурное состояние опоры, для расчета которого могут быть использованы известные эмпирические зависимости [4]:
2. 1 а, \ IdA^a / \ Idcp /
I 8QkQ V0158.
(39)
Радиальные гидродинамические подшипники
729
7. Результаты расчета для примера 1
Определяемая величина Расчетная формула Шаг вычисления
1 1 2 1 1 2
Варна нт 1 Вари; ант 2
Средняя температура слоя Г, 'С Задается 50,5 51 52,5 53
Вязкость масла в слое ц, Па • с 0,02 0,0197 0,018 0,0175
Коэффициент нагруженности £ 1,146 1,164 1,273 1,310
Эксцентриситет е Относительный коэффициент трения в зоне: Табл. 3 0,75 0,753 0,765 0,768
нагруженной f/y Табл. 3 3,0 2,95 2,8 2,75
нагруженной и ненагруженной /'/у Коэффициент потерь на трение: Табл. 3 4,3 4,2 3,95 3,85
в кармане 2 • О,50р(4 + 0,00URe»-94) • 2,81 2,813 2,88 2,90
в канавке £к Силы трения: О,50к(4 + 0,0012Re®>94) 8,41 8,44 — —
108 106,2 100,8 99,0
о Потери на трение: (9) 128,02 124,7 132,22 128,91
Р 10-3, Вт 1,696 1,667 1,583 1,554
Лр-юЛ Вт Коэффициент расхода: 2,010 1,968 2,076 2,084
торцовый из нагруженной зоны 102 Табл. 3 4,36 4,35 4,34 4,335
окружной из нагруженной зоны 102 0,125(1 - e) 3,125 3,088 2,94 2,9
окружной, масла, налипшего на вал, <?нс (0,375/з)л/ц/(рш) 0,705 0,7 0,67 0,66
через смазочный карман qp Табл. 4 2,408 2,408 2,408 2,408
через смазочную окружную канавку q2 Расход: Табл. 4 1,072 1,074 0,426 0,426
окружной 0^ • Ю6, м3/с 78,5 77,57 73,85 72,85
торцовый нагруженной зоны Q, • 106, м3/с <P^<s>qx 109,52 109,27 109,02 108,9
торцовый ненагруженной зоны С2 • 106, м3/с 171,52 174,52 75,73 77,9
суммарный торцовый Q 106, м3/с Приращение температуры: Qx + 21 281,04 283,79 184,75 186,8
в нагруженной зоне ДГ, *С P^QX) 8,6 8,48 8,07 7,93
в ненагруженной зоне ДГ* *С - Лр)/(сре2) 1,02 0,93 3,62 3,35
730
Подшипники скольжения
Продолжение табл.7
Температура на входе в рабочую зону *С Средняя температура в нагруженной зоне Г, °C Минимальная толщина смазочного слоя Чпы> мкм Максимальная температура в нагруженной зоне -С tt + ДГ + (Q^/QiW + 0,5Д/ 0,5<ty(l - е) + Д/ 47,18 51,48 46,95 51,19 49,4 55,43 49,03 53,13 48,65 52,62 46,4 56,58
/у2 уодз/ Fat ldA{(a / \ Idcp
J 8QkQ \-0O24 \ /Ао /
В этих выражениях коэффициент kQ характеризует степень ограничения номинального расхода; А. — вязкостно-температурный коэффициент, Па • с; ос, — вязкостно-температурная постоянная, °C-1.
Последовательность расчета радиальных подшипников, работающих в режиме ограниченной смазки, приведена в примере 2.
Пример 2. Исходные данные для расчета подшипника турбогенератора. Нагрузка на подшипник F = 37,5 • 105Н; диаметр шейки вала d = = 0,5 м; относительная длина подшипника l/d = 1; расчетный относительный зазор в подшипнике у = 3 • 10’3; угол охвата подшипника О = 120*; угловая скорость вала со = 314 рад/с; смазочный материал — минеральное масло Тп = 22; вязкостно-температурный коэффициент At = 0,078 Па • с; вязкостно-температурная постоянная а, = 0,029 °C-1; удёльная теплоемкость масла с = 1980 Дж/(кг • °C); плотность масла р = 872 кг/м3; температура подаваемого масла = 40*С; подача масла в натруженную зону подшипника с номинальным расходом
8. Результаты расчета для примера 2
Определяемая величина Расчетная формула Значение
о и К ® О - * - i (40) gCO^expf-Ot-t} /VVftuoZd) Табл. 3 Табл. 3 fl/7V)Vm(rf/2) (39) 0,5Vd(l - е) 75,64 0,00795 5,408 0,87 1,35 119,22 92,7 0,0975 • 10-3
б = 6,15 • 10’3 м3/с; коэффициент ограничения расхода смазочного материала kQ = 0,25.
Необходимо определить рабочие характеристики подшипника в режиме ограниченного расхода смазочного материала.
Результаты расчета приведены в табл. 8.
Максимальная температура в смазочном слое несколько превышает допускаемую [Г] = 90*С (см. табл. 5). Однако, учитывая кратковременность эксплуатации подшипника в режиме ограниченной смазки, выхода его из строя ожидать не следует.
Виброустойчивые подшипники. Недостаточная устойчивость роторов на подшипниках с цилиндрической расточкой, проявляющаяся с ростом частоты вращения и при снижении нагрузок, обусловила создание виброустойчивых подшипников, которые условно можно разделить на три группы: 1) подшипники с расточкой некруглой формы (рис. 15, а-е); 2) упругодемпфирующие подшипники (рис. 15, ж-u); 3) многосегментные подшипники с самоустанавливающимися вкладышами (рис. 15, к) и подшипники с плавающей втулкой (рис. 15, л). Области их применения: опоры валов турбин, генераторов и др.
Образование дополнительного клина (одного и более) в ненагруженной зоне поверхности скольжения стабилизирует вращение цапфы. Поверхности скольжения эллиптических подшипников (рис. 16, а) образуются дугами двух окружностей, центры которых Ц, О2 смещены в вертикальном направлении относительно центра подшипника О на величину к. Степень смещения центров характеризуется коэффициентом формы тф = 2k/s. Эллиптические подшипники могут быть получены расточкой разъемного вкладыша радиусом R с установленной в плоскости стыка полувкладышей технологической прокладкой толщиной 2к, причем 0,5s > к. После расточки и удаления прокладки эллиптический подшипник характеризуемся двумя радиальными зазорами: минимальным 0,5з^д = 0,5s - к и максимальным 0,55^ = ^(O^s)2 — к2.
Подвод масла обычно осуществляется по разъему вкладышей через два смазочных карма-
Радиальные гидродинамические подшипники
731
к) Л)
Рис. 15. Впброустойчивые подшипники различных типов
6)
Рис. 16. Расчетная схема п геометрические соотношения эллиптических подшипников
на с дугами охвата по 30°. Таким образом, протяженность дуг рабочих поверхностей скольжения составляет 150°. Маслоперепускная канавка в верхнем вкладыше не рекомендуется, так как она снижает запас виброустойчивости цапфы.
Положение центра цапфы характеризуется эксцентриситетом е = ОО' и углом р. Толщины смазочного слоя соответственно для нижнего и верхнего полувкладышей
Лн = 0,5s [1 + eHcos(cp - <рн)],
0,5л < ср < 1,5л;
' (41)
Лв = 0,5s [1 + eBcos(cp - ср^],
1,5л < ср < 2,5л,
где
ев, = >/е2 +т* ± 2етфсо5р; Фн,в = arcsin(-^-sinpj.
На рис. 16, б заштрихована область возможных положений центра цапфы. Эксцентриситет е может изменяться от 0 до 0,5s , а относи -тельный эксцентриситет е — от Одо >11 - т£.
Рабочие характеристики £, р эллиптических подшипников приведены в табл. 9. Характеристики сопротивления вращению f/y и расхода q. смазочного материала определяются по табл. 3 для нагруженной зоны 150°-ного цилиндрического подшипника.
732
Подшипники скольжения
Физическая основа теплового баланса (27) сохраняется, но при смешивании холодного потока с температурой /а и торцовым расходом Qt и нагретого потока с температурой + А/ и окружным расходом на выходе из предшествующего по вращению вкладыша. Учтем раздельно по вкладышам тепловые потоки от трения
= ^Хн®2/(2ч-), (42)
ГД® ^н»в
9. Коэффициенты нагруженности £ и углы равновесия р (в рад) для эллиптических подшипников
Е l/d = 0,5 l/d = 0,8 l/d = 1,0
₽ ₽ ₽
71 иф = 0,666
0,000 0,000 1,57 0,000 1,57 0,000 1,57
0,030 0,077 1,42 0,128 1,45 0,153 1,46
0,060 0,155 1,41 0,260 1,45 0,310 1,46
0,090 0,239 1,41 0,400 1,44 0,478 1,45
0,120 0,330 1,41 0,548 1,44 0,650 1,45
0,150 0,434 1,40 0,717 1,43 0,853 1,44
0,180 0,552 1,39 0,910 1,41 1,078 1,42
0,210 0,697 1,37 1,136 1,40 1,333 1,41
0,240 0,880 1,36 1,415 4,38 1,662 1,39
0,270 1,124 1,33 1,775 1,36 2,070 1,37
0,300 1,490 1,30 2,275 1,33 2,624 1,33
0,350 3,227 1,16 4,272 1,20 4,694 1,22
- 0,75 Ф ’
0,000 0,000 1,57 0,000 1,57 0,000 1,57
0,050 0,215 1,37 0,405 1,38 0,469 1,39
0,100 0,538 1,36 0,839 1,38 0,987 1,38
0,150 0,896 1,35 1,386 1,37 1,583 1,37
0,200 1,425 1,33 2,131 1,35 2,413 1,35
0,250 2,370 1,29 3,390 1,31 3,765 1,31
0,300 6,554 1,13 7,446 1,20 7,630 1,20
0,290 21,05 0,86 32,83 0,82 37,95 0,81
0,280 38,83 0,72 53,97 0,70 60,08 0,67
= 0,85 Ф ’
0,000 0,000 1,57 0,000 1,57 0,000 1,57
0,030 0,468 1,35 0,674 1,34 0,733 1,35
0,060 0,978 1,34 1,391 1,34 1,527 1,35
0,090 1,566 1,34 2,195 1,34 2,445 1,34
0,120 2,300 1,33 3,188 1,33 3,530' 1,33
0,150 3,302 1,32 4,507 1,32 4,973 1,32
0,180 4,891 1,30 6,586 1,30 7,189 1,30
0,210 8,759 1,25 11,10 1,25 11,89 1,25
Тогда на входе смазочного слоя нижнего и верхнего вкладышей температура составляет соответственно:
(Г„ - Г, + ДГ,);
'1н = 'а +
'1в = 'а +
?1н "*
п + ' <'1Н ~ 'а * Ч),
?1в ^ф2н
(43)
где температура нагрева масла определяется как
д/ = мт .;
" 2y2cp^lBrf
д/ = ^М> (44)
’ 2ч>2ср?1в</
Общая средняя температура в смазочном слое
t = 0,5(Г1н + 0,5А/н + Г1в + 0,5AQ. (45)
Проверку устойчивости вращения ротора на эллиптических подшипниках можно выполнить аналогично методике, изложенной выше. При этом пороговое значение параметра устойчивости Фо можно принять по положению вала относительно нагруженного (нижнего) вкладыша. Тогда по значению ен (см. рис. 14) определяют “0 и Фо = 4£H/vg. В примере 3 приведен алгоритм расчета эллиптического подшипника.
Пример 3. Исходные данные: расчетная схема соответствует рис. 16, а, нагрузка на подшипник F = 1,5' IfiH; диаметр шейки вала d = = 0,3 м; длина вкладыша подшипника I = 0,15м; коэффициент формы т# = 0,75; относительный зазор ip = 1,2' 10~"; угловая скорость вала о) = 314 рад/с; частота вращения п=501/с; смазочный материал — минеральное масло Тп-22; температура масла на входе в подшипник ta = = 40°С; удельная теплоемкость масла с = 1980 Дж/(кг' °C); плотность масла р = 872 кг/м3; давление подаваемого масла ре = 0,2 ' 103 Па; масса ротора М = 3,06' 10/ кг; жесткость ротора (изгибная) сг = 6,23 10/Н/м.
Критерии работоспособности: допускаемая удельная нагрузка [р] = 10 МПа; допускаемая температура подшипника [/] = 90’С; допускаемая минимальная толщина смазочного слоя [Л] = 20 • Ю^м.
Необходимо исследовать работоспособность подшипника и определить его рабочие характеристики. Результаты расчета представлены в табл. 10.
Проверка условия механической прочности (1)
р = 1,5 • 105/(0,3 • 0,15) = 3,33 • 10б Па < [р].
Проверка условия ламинарности потока (2) при ц = 0,01:
Радиальные гидродинамические подшипники
733
10. Результаты расчета для примера 3
Определяемая величина Расчетная зависимость Шаг вычисления
1 2
г, -с Задается 70 65
ц, Па • с 0,008 0,01
; 7n|/2/(pXD/J) 1,91 1,53
е Табл. 9 0,23 0,205
Р’ То же 74,9 75,6
ен Уе2 + /иj + 2е/ифсо8р 0,84 0,825
е. Ve2 + ml - 2e/^cosp Табл. 3 0,725 2,4 0,727 2,1
То же 0,95 0,96
V7v)a То же 1,92 2,1
07v). То же з,з 3,25
(/дол 4,608 4,41
I, (/7чо.;. 3,135 3,12
?1н Табл. 3 0,0425 0,0427
01B То же 0,0434 0,0435
^0н 0,125(1 - е„) 0,020 0,022
?0b 0,125(1 - е,) 0,034 0,034
AZ„, ’С ^в4ио/(21и2ср</91я) 27,39 26,09
Д/„ -c 18,25 18,12
'lB. *C 4 + + ди/(91в + «0в) 56,03 55,77
^1в» C 4 + «0в<'1в - + д'.)/(«1. + «о.) 51,22 51,88
r, -c 0,5(1,. + 0.5Д1, + + 0,51.) 65,04 64,88
’C 'ib + Д'» — 81,86
q2 Табл. 4 — 0,815
Qv m3/c — 76 • 10 б
m3/c <^“(91в + 91.) — 0,88 • IO 3
С, m3/c Ci + Qi — 0,953 • IO 3
P_, кВт тр + уЛН2/(2чО — 41,76
АщЩ. мм 0,5А|»(1 - е„) — 0,0315
Re = я • 0,3 • 50 • 0,3 ♦ 1,2 -10~3 • 872/(2 • 0,01) = = 739,7 < 41,3 V0,3/(l,2 • 10’3 • 0,3) = 1192,23.
Критерии работоспособности по [h], [t], [р] выполняются.
Проверяем устойчивость вращения ротора при расположении его массы симметрично относительно двух данных подшипников.
Критическая частота ротора Q = >1с/М = = 76,23 • 10«/(3,06 • 10*) = 142,7 с1.
Относительная угловая скорость со0 = со /П = = 314/142,7 = 2,2.
Режимный параметр устойчивости
Ф* = Ф + 4£со2 = 3,06 • 104 • 314 • 1,23 • IO 9/ /(1 • 10‘2 • 0,15) + 4 • 1,53 • 2,22 = 40,69.
Пороговое значение параметра устойчивости при ен = 0*825 и соответствующих ему значениях £н = 2,1 и v0 = 0,357 составляет
Фо = 4 • 2,1/0,3572 = 65,9, что превышает режимное значение параметра устойчивости Ф* и указывает на отсутствие возможности возникновения автоколебаний ротора.
Распространены также двух- и многоклиновые подшипники с симметричной или несимметричной формой смазочного слоя (см. рис. 15, б—е). Последний из них может работать в условиях реверсирования направления вращения, остальные — при неизменном направлении.
В зависимости от формы расточки поверхности скольжения такие подшипники являются ступенчатыми (см. рис. 15, б) либо волновыми (см. рис. 15, в—д). Глубина ступенек составляет несколько сотых миллиметра. При центральном положении цапфы конфигурация смазочного зазора волновых несущих поверхностей представляет собой периодическую функцию угловой координаты h = Лтах(1 — acosfap); к равно 2, 3, ...; а — амплитуда ступеньки.
734
Подшипники скольжения
Варианты подвода масла через канавки: между клиновыми поверхностями, по центральной кольцевой канавке, через торец подшипника.
В упругодемпфирующих подшипниках поверхность скольжения втулки может быть цилиндрической, а многоклиновая форма достигается как упругими деформациями втулок при их установке в корпусе с натягом по трем, четырем опорным гребешкам (рис. 15, ж, з), так и упругими деформациями податливых участков втулок под действием гидродинамических давлений (рис. 15, и).
Эффект демпфирования достигается, если в смазочном зазоре между цапфой и вкладышем подшипника устанавливается плавающая втулка (см. рис. 15, л), которая под действием сил вязкого сдвига вращается с частотой, равной или меньше половины частоты вращения вала. В результате суммарное тепловыделение примерно в 2 раза меньше, чем в обычном подшипнике с цилиндрической расточкой. Благодаря наличию двух смазочных слоев улучшаются демпфирующие характеристики при радиальных смещениях вала. Но его центрирование ухудшается вследствие увеличения суммарного радиального зазора в подшипнике.
Плавающие втулки обычно изготовляют цельными из бронз, антифрикционных чугунов, а втулки больших размеров — из стали с последующей заливкой баббитом или свинцовистой бронзой. Толщина втулок в среднем равна 0,Ы, ще d — диаметр цапфы вала. Радиальный зазор между цапфой и втулкой (внутренний) на 20— 30% меньше, чём в обычных подшипниках. Зазор по наружной поверхности трения между втулкой и вкладышем должен быть больше, чем внутренний, так как при работе этот зазор уменьшается вследствие нагрева. Кроме того, увеличение наружного зазора способствует повышению виброустойчивости.
Многосегментные подшипники (см. рис. 15, к), являясь также многоклиновыми, обладают подвижными самоустанавливающимися вкладышами и способны в отличие от жестких многоклиновых подшипников компенсировать перекосы валов. Кроме того, они обеспечивают наибольшую устойчивость вращения вала из всех ранее рассмотренных конструкций опор.
Главные области применения таких подшипников — шпиндели станков, турбины и крупные электрические машины. Размеры цапф валов могут был» в диапазоне менее 100 мм — более 2 м. Число вкладышей 3—12 и более. Для реверсивного вращения точка качания вкладыша занимает цешральное положение по дуге охвата вкладыша 0, а для нереверсивного смещена от центра на (0,09~Н),07)0 в направлении вращения.
Рабочие характеристики для отдельных вкладышей определяют из (3)—(8), (16)—(22), а для подшипника в целом производят их суммирова
ние по сопротивлению вращению \ и расходу Q смазочного материала, а также векторное суммирование по несущей способности £ [7].
Хотя конструкции многосегментных подшипников для различных областей применения принципиально одинаковы, их геометрические параметры, способы маслоснабжения могут существенно различаться, что необходимо учитывать в расчетах, и прежде всего в тепловых.
Для турбинных подшипников теплота, уносимая маслом от поверхностей скольжения, значительно превышает конвективный теплоотвод, тогда как для шпиндельных опор шлифовальных станков, имеющих на порядок меньший относительный зазор у, теплоотвод в вал и вкладыши в тепловом балансе существенен и обязательно должен учитываться [5].
3. ОСЕВЫЕ ГИДРОДИНАМИЧЕСКИЕ ПОДШИПНИКИ
Осевые подшипники предназначены для восприятия осевых нагрузок и осевой фиксации валов. Нагрузка передается вращающейся деталью — пятой, упорным диском, гребнем — и воспринимается неподвижным подпятником.
Неответственные легконагруженные и тихоходные осевые подшипники, рассчитанные на работу с несовершенной смазкой, имеют гладкие плоскопараллельные рабочие поверхности. Ответственные опоры для больших нагрузок и высоких скоростей работают в режиме гидродинамической смазки и являются многоклиновыми. Несущие масляные клинья образуются на специальных скосах, выполняемых обычно на неподвижной упругодефор-мируемой опорной поверхности или путем применения специальных самоустанавлива-ющихся сегментов — опорных подушек.
Конструкция и расчет иодшипников с плоскопараллельными поверхностями скольжения. Опоры выполняют плоскими сплошными или
F F
Рис. 17. Плоские опоры для осевой нагрузки: а — сплошная; б — кольцевая
Осевые гидродинамические подшипники
735
кольцевыми (рис. 17); они обычно работают в граничном полужидкостном режиме трения скольжения. Область применения — опоры у поворотных кранов, вертикальных валов цепных конвейеров, реверсивных и дозирующих механизмов, толкателей и др.
Смазочный материал подводится к поверхностям трения подшипника через радиальные канавки, профиль которых в сечении имеет прямолинейный наклонный участок, способствующий распространению смазочного материала между трущимися поверхностями (рис. 18, д, б). Глубина канавки Ак = 0,5-5-1мм, угол наклона прямолинейного участка ас = 5-5-15*. Поверхность трения подпятника выполняют из антифрикционных материалов: чугуна, бронзы, баббита.
Расчетом проверяют удельные нагрузки р, характеристику pv, моменты трения Т неприра-ботавшейся пяты и Т приработавшейся пяты.
Для сплошной пяты
4F
Р = М
4 Food
pv = < |pv];
ЗяЛп
для кольцевой пяты
(46)
।
4F
р= —л—;—< (pj; = (O,6-i-o,8)rf;
- d')ka 0
pv = —7»------< [pvj;
зЯ(^ - <%)кп
3*п * - ’
Г=—/(,+ ,0).
«)
*)
Рис. 18. Смазочные канавки плоских осевых опор:
а — с постоянным направлением вращения;
б — реверсивного вращения
В этих выражениях ка = 0,8-5-0,9 — коэффициент, учитывающий уменьшение площади опорной поверхности смазочными канавками. Значения [р] и [pv] выбирают в зависимости от материала по табл. 1.
Конструкция и расчет осевых подпятников с иеиодвижиыми наклонными несущими поверхностями. При вращении пяты относительно подпятника с участками неподвижных наклонных поверхностей в смазочном слое, заполняющем клиновидный зазор между поверхностями трения, развивается избыточное гидродинамическое давление, воспринимающее осевую нагрузку.
Поверхность скольжения подпятника (рис. 19) имеет кольцевую форму и симметрично разделена радиальными маслоподводящими канавками на сегменты с длиной / по окружности среднего диаметра Dm — 0,5(Dt + Z)2) и шириной b в радиальном направлении. Наклонный участок сегмента длиной 7К =0,75/ и с глубиной скоса /к образует с пятой несущий гидродинамический клин при номинальном режиме эксплуатации опоры; плоский участок сегмента, параллельный опорной поверхности пяты, воспринимает нагрузку при пуске и останове. Чтобы уменьшить утечку масла в радиальном направлении, канавки шириной сК = 1-5-1,5 мм и глубиной к = 2-5-4 мм не доводят до конца, оставляя плоский кольцевой
(47)
4-4
Рис. 19. Осевой подшипник с неподвижными несущими поверхностями
736
Подшипники скольжения
рант шириной (0,05-5-0,1) (D2 - Z^). Конструктивные соотношения размеров: D2/D{ = 1,5-5-2; l/b = 0,5-5-2. Число сегментов z = nDm/(J + ск)«
Подвод масла осуществляется через вал и через корпус подпятника.
Обычно подпятники данного типа выполняют целиком из антифрикционного материала (бронза, сплавы на основе алюминия и др.), реже из стали или чугуна с баббитовой заливкой.
Цель расчета для осевых гидродинамических подшипников та же, что и для радиальных, — проверка критериев работоспособности р < [р]; Лщш > [Л]; t2 < [г]. Рекомендуется принимать
[А] = (10-5-20) yl(D{ + Z)2)/400 > 20 мкм.
Допускаемые значения [р] и [Г] приведены в табл. 1 и 5.
Рабочие характеристики £ несущей способности и £ потерь на трение при расчете удобно
представить в зависимости от конструктивного параметра Гк [28]:
(48)
F =
(49)
ще vm — скорость на среднем диаметре Dm = =0,5(Д + Z)2). Расход смазочного материала, поступающего в смазочный зазор,
Ql 02 + 03»
гае б, = С3 = - боковое
истечение; 02 = - Q3 — расход на окружном
выходе.
Значения £, qv q3 приведены в табл. 11 в виде функции геометрических параметров (Ь/1 и IJI = 0,75) и относительной толщины смазочного слоя h^/t* [28].
При расчете с использованием (48)—(50) обязательна проверка условия ламинарности потока в несущем смазочном слое:
= Pvm^min/p < Re,_. (51)
r т mm' • кр х z
Для относительного зазора « 0,8 Re^ = 600 [30].
Значение Amin определяют итеративно через приближение по значению ц с удовлетворением баланса тепловых потоков.
Требуемый объем смазочного материала, вводимого в осевой подшипник,
0 = = Р^срДГ), (52)
где тепловыделение от трения = ^v^blz/t^ а температуру нагрева масла Га от входа в
11. Безразмерные рабочие характеристики осевых гидродинамических подшипников с пеподвижнымп сегментами
ЛтшАк $ «1 «3
А// = 2
2 0,0267 0,4443 0,6142 0,0612
1 0,1341 0,8440 0,6981 0,1170
0,5 0,5220 1,5992 0,8281 0,2202
0,33 1,0107 2,3016 0,9420 0,3206
0,2 2,0675 3,5745 1,1443 0,5060
0,1 4,5200 6,1940 1,6460 0,9632
Ь/1 = 1,5
2 0,0230 0,4422 0,6300 0,0834
1 0,1169 0,8346 0,7332 0,1602
0,5 0,4628 1,5682 0,9041 0,3034
0,33 0,9081 2,2491 1,0600 0,4434
0,2 1,8875 3,4885 1,3407 0,7018
0,1 4,2100 6,0610 2,0349 1,3402
Ь/1 = 1,0
2 0,0167 0,4387 0,6575 0,1218
1 0,0865 0,8180 0,7949 0,2362
0,5 0,3552 1,5118 1,0410 0,4530
0,33 0,7164 2,1511 1,2761 0,6674
0,2 1,5475 3,3245 1,7066 1,0656
0,1 3,6200 5,8040 2,7718 2,0516
Ь/1 = 0,75
2 0,0121 0,4361 0,6780 0,1500
1 0,0637 0,8056 0,8416 0,2934
0,5 0,2700 1,4672 1,1473 0,5694
0,33 0,5598 2,0715 1,4476 0,8454
0,2 1,2525 3,1850 2,0048 1,3622
0,1 3,0800 5,5740 3,3901 2,6474
Ь/1 = 0,5
2 0,0068 0,4331 0,7029 0,1834
1 0,0364 0,7906 0,8985 0,3624
0,5 0,1612 1,4106 1,2788 07134
0,33 0,3483 1,9650 1,6630 1,0700
0,2 0,8300 2,9875 2,3878 1,7440
0,1 2,2400 5,2230 4,2084 3,4348
Осевые гидродинамические подшипники
737
подшипник до tr выхода из него Д/ = /г - /а выбирают в диапазоне 10—30 °C.
Тепловой поток, уносимый циркулирующим маслом из несущего смазочного слоя,
PQ = ср(С2 + 0,5Сз)Д^ (53)
где Д/2 = t2 - tv
Тогда нагрев масла в несущем слое определится из (50), (53):
Д/С =
Qi + 0,5 Qj д{ - 0,5д3
Температура на входе в смазочный слой /t = /а + + Д/и где Д/г — температура нагрева масла в межподушечном пространстве при смешивании поступающего в подшипник потока Q с температурой /а и потоков Q2 и С3, выходящих из несущего слоя:
Q, О,
1 mO+(bm)e3^ тд + (1-т)д3 Здесь т — коэффициент смешивания; т = 0 при отсутствии смешивания; т = 1 при полном смешивании; т — 0,4-Ю,6 для большинства конструкций осевых подшипников [28].
Таким образом, эффективная и максимальная температура в смазочном слое:
'='а + Д/г + 0,5Д^;
<2 = /а + Д/j + Д^. 1 ’
При расчете подшипника по первой из них ведут итерационный процесс, по второй проверяют условие /2 < [fl. Отсутствие учета конвективной составляющей теплоотвода обеспечивает запас надежности расчета.
Пример 4. Исходные данные: расчетная схема соответствует рис. 17. Нагрузка на подпятник F = 105 Н; частота вращения пяты л = 8 с-1; наружный диаметр подпятника D2 = 0,32 м; внутренний диаметр подпятника D{ = 0,24 м; Длина одного сегмента Z = 0,08 м; ширина одного сегмента b = 0,08 м; длина клиновой поверхности /к = 0,06 м; глубина клина /к = 0,05 х х 10-3 м; число сегментов z = 8; смазочный материал — минеральное турбинное масло Тп-46; температура масла на входе -в подшипник /а = 40 *С; объемная теплоемкость масла рс = 1,8 • 10б Дж//(м3 ’С) (р = 900 кг/м3); критерии работоспособности: допустимая удельная нагрузка [р] = 5 • 10б Па; допустимая температура [fl = 80 °C; допустимая минимальная толщина смазочной пленки [Л] = 20 • Ю'6 м.
Необходимо исследовать работоспособность подшипника в условиях циркуляционного смазывания с подачей масла от внутреннего диаметра кольца подшипника.
Последовательность и результаты расчета приведены в табл. 12.
12. Результаты расчета для примера 4
Определяемая величина Расчетная формула Шаг вычисления
1 2
Г, *С ц, Па с Amta/4 ^min» м I С. м’/с Д/, ’С 9 <71 <7з д/2, *с т Д'р ’С /, ’С -с р, Па Задается Табл. 11 'ЛЛ) Табл. И 4 Л_/(фД/0 Табл. 11 То же Д'«/(?1 - о;5?з) Назначают %Д^/(т? + (1 - т)?3] 1, + Д/, + O.SAZj 4 + д/, + д/2 F/Mz 50 0,046 0,1885 0,74 37 • 10-* 1,1 2565,82 166,64 . 12 0,713 0,9 0,31 11,18 0,58 12,46 58,2 55 0,035 0,248 0,61 30,5 • 10-6 1,29 2289,46 137,36 12 0,772 0,95 0,37 12,1 0,58 9,54 54,31 59,1 2,6 • 10б,
Примечание. Так как > [Л], t2 < [fl, р < [р], то критерии работоспособности удовлетворяются.
24 Зак. 1113
738
Подшипники скольжения
Проверка условия (51) ламинарности потока:
Re = 900 • 7,037 • 30,5 • 10^/0,035 = 5,52 < < Re__ = 600.
кр
Поток в смазочном слое ламинарный; методика расчета приемлема.
Конструкция осевых подшипников с самоус-танввливающнмися колодками. В данной конструкции (рис. 20) несущие колодки шарнирно оперты на сферические, реже линейные, упоры и самоустанавливаются в смазочном слое относительно поверхности скольжения пяты. Равнодействующая реакции смазочного слоя для каждой колодки всегда проходит через ось шарнира. Смещение точки качания относительно геометрического центра колодки характеризуется тангенциальным и радиальным ег эксцентриситетами. Оптимальный угловой поворот самоустанавливающейся колодки с достижением наибольшей несущей способности и наименьшими потерями на трение обеспечивается при значении « (0,08-Ю, 12)7 со смещением точки качания к выходной кромке колодки в направлении вращения. Для реверсивного вращения = 0, что ухудшает рабочие характеристики опоры, поэтому целесообразно выполнять плавающее положение упора в зависимости от направления вращения. Значения относительного радиального эксцентриситета ejb для колодок осевых опор гидрогенераторов различных типоразмеров приведены в табл. 13. Для опор паровых турбин радиальный эксцентриситет устанавливать не рекомендуется.
Отношение l/Ь для упорных колодок может быть принято в пределах 0,6—1,5; при этом
А-А
Рис. 20. Осевой нодшипник с самоустаиавливаю-щимися колодками
Рис. 21. Геометрия приемного скоса
расстояние между колодками должно быть не менее 25% тангенциального размера колодки, что способствует предотвращению переноса теплоты из-под предыдущей колодки с потоком масла. Число колодок подшипника 6—20, чаще 6—12; толщина колодки Нк - (0,25-Н),5)д; длина заходного (приемного) скоса до 10% размера колодки по среднему диаметру. Приемный скос на колодках рекомендуется делать в виде гиперболы для улучшения условий входа масла в смазочный зазор, что технологически выполнить трудно. Поэтому существует и альтернативная рекомендация выполнять входной профиль колодки в виде прямолинейного скоса размером 0,0047* 0,17 и скругления радиусом 0,047 (рис. 21). При отклонении формы профиля от оптимальной ухудшается температурный режим колодки, что приводит к снижению несущей способности подшипника.
Изготовляя колодки из низкоуглеродистых сталей (сталь 10, сталь 20), их рабочие поверхности скольжения заливают баббитом толщиной 1—2 мм. Рабочую поверхность пяты (упорного диска) с допустимой неплоскосгностью 0,01—0,02 мм и параметром шероховатости Ra < 0,32-^1,25 мкм упрочняют до твердости 56—61 HRC3.
Осевые подшипники с сам о устанавливающимися колодками современных мощных паровых турбин, гидрогенераторов и других машин работают в условиях, при которых теплопередача из слоя смазочного материала в упорный гребень и колодки становится существенной. Поэтому при расчете необходимо учитывать неизотермичность процесса смазки. Кроме того, на работоспособность опор влияют температурные и силовые деформации колодок. С целью снижения воздействия температурных
13. Относительный радиальный эксцентриситет ejb
1/Ь о°
30 20 10
0,6 0,069 0,059 0,048
0,7 0,057 0,047 0,036
0,8 0,045 0,036 0,0255
0,9 0,035 0,028 0,018
1,0 0,027 0,020 0,01
Гидростатические подшипники 739
и силовых деформаций применяют композитные колодки из относительно малой по высоте тонкой верхней накладки с антифрикционным слоем и массивного нижнего основания. На границе составных частей колодок могут быть выполнены охлаждающие каналы (радиальные для колодок с подводом масла из ванны и змеевидные для колодок с индивидуальным подводом). Такое конструктивное решение позволяет снизить температуру антифрикционного слоя и устраняет температурные деформации колодок.
Равномерное распределение нагрузки между колодками достигается технологическими операциями или конструктивными приемами.
Методика расчета осевого подшипника с самоустанавливающимися колодками приведена в [13, 19, 20].
Осевые подшипники реверсивных машин. Создание машин с изменяющимся направлением вращения вала, например обратимых гидрогенераторов — двигателей для аккумулирующих гидроэлектростанций, вызывает необходимость применения сегментов упорных подпятников с центрально расположенной опорой = 0, что приводит к ухудшению условий образования масляного клина, росту потерь мощности на трение и температуры рабочей поверхности сегментов.
Отношение размеров сегментов DJD2 и угол их раствора 0 рекомендуется принимать в диапазонах DJD2 = 0,45-Ю,65; 0 = 0,3-i-0,45 рад. Коэффициент нагруженности £ должен быть таким, чтобы отношение толщины смазочного слоя на входе и выходе находилось в интервале аА = = 2-5-3.
Результаты расчета подшипника с самоустанавливающимися сегментами реверсивных машин приведенью табл. 14. Алгоритм составлен в предположении неизотермического течения смазочного материала в зазоре подпятника.
Пример 5. Исходные данные: нагрузка на подпятник F = 5 • 106 Н; угловая скорость со = = 16,7 рад/с; внутренний диаметр сегмента = 1 м; наружный диаметр сегмента D2 = 2 м; угол раствора сегмента 0 = 0,4 рад; число сегментов z = 12; смазочный материал — минеральное масло Тп-30; температура масла в масляной ванне Га = 40*С.
Необходимо определить рабочие характеристики подпятника. Аппроксимирующие зависимости для рабочих характеристик получены при изменении величин ос-, 0, DJD2 в следующих пределах 1,17 < < 3,24; 0,1745 < 0 < 0,688
рад; 0,4 < ч 0,7.
На рис. 22 в качестве примера показана конструкция реверсивного комбинированного радиально-осевого подшипника с самоустанавливающимися вкладышами-секторами.
4. ГИДРОСТАТИЧЕСКИЕ ПОДШИПНИКИ
Характеристика и области применения. В гидростатическом подшипнике скольжения трущиеся поверхности под нагрузкой разделены смазочным слоем, избыточное давление в котором создается внешним источником питания (насосом).
Достоинствами гидростатических подшипников являются:
14. Результаты расчета для примера 5
Определяемая величина Расчетная формула Значение
м 0,5(Z)l + D2) 1,5
Zp м 0,03
Z, м - 2lx 0,24
д, м 0,5(Z)2 - Z\) 0,5
5, м2 bl 0,12
Di/D2 — 0,5
Па*с Для = 40 *C 0,042
£ 4,81 • 10б
ал 0,205 + 0,176 • 10-4; + 1,2750 + l.OlP/Pj 2,07
А 4,86 • 55,31 • 107
М 0,5О2^6/(/Га2) 50 • IO"5
ДГ -0,292 + 0,855ад - 0,2580 - 0,293(Л1/Д2) 1,217
^пах* Г,(1 + Д/) 88,8
91 0,3 • lO-*a/>-9330°'M5(P1/2)2)-0'604 1,48 • 10“5
С, м3/с 0,125zJ0ia>ql 2,7 • 10“3 '
к 483,23а°'2«!0О.5Я(2)1/д2)-о,78 609,41
Лр,кВт 0,1252Д3ш2ц^ • 10-3 88,1
24*
740
Подшипники скольжения
1) высокая несущая способность, достигающая в известных конструкциях 107 Н;
2) низкий коэффициент трения, особенно при малой скорости скольжения (например, гидростатическая опора телескопа с нагрузкой F = 4,4 • 10б Н имеет коэффициент трения f < 4 • 10-6, т.е. в 103 раз меньше, чем у прецизионных опор качения), что практически исключает износ и обеспечивает оптимальные условия позиционирования узлов;
3) высокая компенсирующая способность погрешностей изготовления;
4) высокая демпфирующая способность;
5) возможность использования гидростатических опор в качестве датчиков в приводах микроперемещений, системах адаптивного управления.
Указанные достоинства могут быть обеспечены безотказной работой системы маслоснабжения, более сложной и дорогостоящей, чем для гидродинамических подшипников, и высокой жесткостью элементов конструкции.
Область примененйя — станкостроение, прокатные станы и горное оборудование, турбостроение, приборы и др.
Система маслоснабжения, дроссельные устройства. Принципиальная схема с использованием радиальных и осевых гидростатических подшипников показана на примере шпиндельной опоры шлифовального станка (рис. 23). Радиальный со стороны привода подшипник 1 и комбинирован-ный радиально-осевой со стороны шлифовального круга подшипник 2 имеют общую систему маслоснабжения. Радиальные подшипники имеют по четыре смазочных кармана (камеры), а осевой — по одной кольцевой камере с каждой стороны упорного диска шпинделя, связанных с внешним гидравлическим трактом через дроссели (гидравлические сопротивления) 3. Из бака 4 насос 5 подает масло под постоянным давлением через фильтр 6, фильтр тонкой
очистки 7 и далее по линии подвода к дросселям подшипников. Напорный золотник 8 настроен на требуемое давление подвода рн. Реле давления 9 да&т команду на выключение механического привода шпинделя, если давление в подводящей линии падает ниже значения рн. Для аварийного маслоснабжения подшипников на выбеге шпинделя в случае срабатывания реле давления имеется гидроаккумулятор 10 и обратный клапан 11. Слив отработавшего масла осуществляется в бак через теплообменник 12 и вентиль 13 с терморегулятором. Давление рн контролирует манометр 14. Фактическая подача насоса должна на 30% превышать потребный расход масла, степень очистки которого должна быть на уровне фракций 5—10 мкм.
При работающей системе маслоснабжения геометрические оси ненагруженного вала и подшипников совпадают благодаря равным давлениям в камерах подшипников. При действии радиальной нагрузки F вал перемещается на величину эксцентриситета е. Со стороны уменьшившегося зазора с ростом гидросопротивления щели уменьшается истечение смазочного материала и увеличивается давление в нагруженном кармане 15 (рис. 23, б). С диаметрально противоположной стороны в разгруженном кармане 16 зазор увеличивается и давление падает. Разность давлений в нагруженном и разгруженном карманах и обусловливает несущую способность подшипника, уравновешивающую внешнюю нагрузку Е
Давление в камерах 17 и 18 упорного подшипника (рис. 23, а и в) также определяется взаимодействием гццросопротивлений входного дросселя и толщины смазочной щели на перемычках поверхности скольжения подшипника.
На рис. 23, б показаны эпюры распределения давлений по поверхностям скольжения радиального подшипника.
Наибольшей жесткостью смазочный слой в радиальном подшипнике обладает при надрав-
Гидростатические подшипники
741
Рис. 23. Шннцделышя онора металлорежущего станка (SKF):
а — система маслоснабжения; б — схема нагружения четырехкамерного гидростатического подшипника; в — комбинированный радиально-осевой гидростатический подшипник
лении нагрузки F на центр гидростатической камеры. Для инженерных расчетов таких подшипников с числом камер z = 4 и более при условии перемещения вала не более, чем на половину радиального зазора несущую способность и жесткость смазочного слоя можно считать не зависящими от направления нагрузки.
Другим вариантом системы маслоснабжения является питание каждого кармана гидростатической опоры от собственного насоса при отсутствии дросселей. Эта более дорогостоящая система менее распространена и используется для крупногабаритных подшипников, работающих с перегрузками.
Система питания с использованием дросселей применяется для подшипников, нагрузка на которые может изменяться в 2 раза и более. Роль дросселя при этом заключается в обеспечении достаточной толщины несущего смазочного слоя h вследствие регулируемого перепада давлений питания рд = рв - рк. Параметром, характеризующим способность дросселя компенсировать изменения нагрузок и давлений при известном расходе смазочного материала й служит гидросопротивление в нем R = pJQ-
Дросселирование потока питания реализуется во внешних по отношению к подшипнику устройствах или в щелевых трактах на пути к карманам внутри подшипника.
Схемы конструкций внешних дросселей приведены на рис. 24.
Расход через капилляр (рис. 24, а и б), если пренебречь потерями на входе и выходе, составит
е-Л*Ь-
128/ji
(56)
при ламинарном течении в капилляре с числом Рейнольдса
4рб
Re„ = < 2300;
nd* I 2dn
<57>
при турбулентном течении (где fK — коэффициент трения потоку в капилляре) для ReK > > 3000.
Если канал капилляра на винтовой или плоской поверхности (рис. 24, в, г) имеет некруглое сечение площадью А, то dK = 4А/и, где и — периметр сечения.
Основное применение имеют дроссели по типу, приведенному наг рис. 24, б.
Для щелевого дросселя (рис. 24, д)
_ яЛ3
G бЩиСг-Д)
(58)
Для дросселей с концентричными цилиндрическими щелями (рис. 24, е, ж) соответственно
742
Подшипники скольжения
(59)
(60)
V 12ц/ ’ e--55i, Зли</
Для отверстия диафрагмы с острыми кромками (рис. 24, з)
Q = 0,25СдЯ</у°-Ч2рд)Ч (61)
где коэффициент расхода сд = 0,6 при Re = = (d^lpp > 15; dJD* < 1 и Сл = 0,2Re>5, если Re^ < 15.
Диаметр трубопровода перед отверстием ди-
афрагмы должен превышать его диаметр не менее чем в 10 раз. Следует избегать применения da < 0,5 мм, чтобы снизить вероятность засорения диафрагмы.
Расход через жиклер (рис. 24, з, w), для которого характерно отношение l*/d* = 3+5, составляет [12]
е=----------, (62)
128g/Jt
где коэффициент дросселирования
{1 при Re < Re
(Rex/Re4J)3/4 при Re > Re^
h ^Ж.
64/x ’
(63)
его критическое значение; £м « 1,5 — коэффициент сопротивления, учитывающий местные потери на входе и выходе дросселя.
Дисковые дроссели (рис. 24, к) устанавливают во втулке подшипника; они представляют собой комбинацию капилляров и диафрагм, обладают высокими сопротивлениями при малых габаритах. Изменением числа дисков дроссели настраивают на необходимый расход и сопротивление [24].
Регуляторы расхода (рис. 24, л) с обратной связью по давлению в опоре применяют для поддержания постоянной толщины смазочного слоя при изменяющейся нагрузке с допустимым диапазоном ее изменения до 5 раз (0,15 < р¥/рв < 0,75). Принцип работы регуляторов — изменение расход а
через опору прямо пропорционально нагрузке на нее. С увеличением нагрузки на опору в натруженном смазочном кармане повышается давление р* которое с помощью обратной связи заставляет деформироваться упругий элемент (мембрану, пружину), увеличивая зазор дроссельной щели А, что и обеспечивает повышение расхода масла, необходимое для восстановления толщины несущего смазочного слоя в натруженной зоне опоры.
Расход смазочного материала через регулятор
<«>
6MJn(f/2/rf1)
где Ао — начальный зазор в регуляторе при рк = 0; е = kJiJpB — коэффициент податливости регулятора; = 3+4 — коэффициент настройки; dt и d^ — диаметры окружностей, ограничивающие дроссельную щель.
Сравнительные характеристики дроссельных устройств в координатах внешняя нагрузка F —
Rez — фактическое среднерасходное число Рейнольдса для потока в дросселе; Re^ « 1187 —
Гидростатические подшипники
743
Рис. 25. Сравнительные характеристики дроссельных устройств:
1 — идеальный регулятор; 2 — маслоснабжение кармана индивидуальным насосом; 3 — дроссель-капилляр; 4 — дроссель-диафрагма; 5 — дисковый дроссель; 6 — мембранный регулятор расхода
зазор дроссельной щели h (рис. 25, а) и давление в кармане рк — расход масла Q (рис. 25, б) определяют выбор типа дросселя в зависимости от условий эксплуатации подшипника.
Внутреннее дросселирование, используемое в радиальных подшипниках, осуществляется через смазочные зазоры между питающими и несущими смазочными карманами. Для надежности работы подшипников расход смазочного материала через дроссель должен обеспечивать соотношение между давлениями подаваемого материала и в карманах а = рн/рк = 1,5+2.
Конструкции и расчет. Расчет радиального гидростатического подшипника с внешним дросселированием приведен в примере 6.
Пример б. Исходные данные: диаметр цапфы вала d = 0,1 м; длина подшипника I = 0,1 м;
число камер z = 4; длина камеры по окружности = 0,0625 м; длина камеры вдоль оси вала Ьо = 0,068 м; длина окружных перемычек между камерами I = 0,016 м; длина осевых перемычек 70 = 0,016 м; диаметральный зазор в подшипнике 5 = 0,5 • 10лм; глубина камер Ак = 40 х х 0,5s = 1,0 • 10*3 м; нагрузка на подшипник F = 13,5 • 103Н; угловая скорость вала со = = 125,64 рад/с; смазочный материал — минеральное масло И-Л-А-7; объемная теплоемкость масла ср - 1,8 • 106 Дж/(м3 • °C); плотность масла р = 900 кг/м3; температура на входе дросселя = 30 °C; давление масла, подаваемого насосом, рв = 5 МПа.
Необходимо рассчитать рабочие характеристики радиального четырехкамерного гидростатического подшипника (рис. 26).
Рис. 26. Схема четырехкамериого гидростатического иодшипника
744
Подшипники скольжения
Определим предварительную температуру и вязкость масла в дросселе и в подшипнике с учетом коэффициента падения давления в дросселе рк = рн/2
/д = h + AZ/2 = Z, + Рд/(2ср) = 30 + 2,5 • 10е/ /(2 • 1,8 • 10е) = 30,7 °C; цд = 0,0069 Па • с;
t = Z, + AZ + AZ/2 = Z( + Рд/(ср) + p/(2cp) = = 30 + 2,5 • 10«/(1,8 • 10*) + 2,5 • 1,8 • 106) =
= 32,1 °C;
g = 0,0068 Па • c.
Коэффициент нагруженности подшипника
; = F/\p*(l - lo)d\ = 13,5 • 10V[5 • 106(0,1 -- 0,016)0,1] = 0,32.
Коэффициент конфигурации камеры
* = Wo + O/l'A + Q] = 0,016 0,084/ /(0,016 • 0,079) = 1,063.
Согласно рис. 27 при к = 1,063 = 0,256
для е* = 0,4 [27].
Относительный эксцентриситет
е = еЧ/С = 0,4 • 0,32/0,256 = 0,5.
Минимальная толщина смазочного слоя
= 0,5<1 - е) = 0,5*0,5* 10^(1-0,5) = 12,5 мкм.
Рис. 27. Зависимость коэффициента нагружен-ности С при е* = 0,4 от коэффициента к конфигурации камеры при различном количестве z камер [27]
Поверхность перемычек относительно всей поверхности скольжения nld:
/ nd \ I /
0,016 4 0,016 / 0,016 \
= 2------+----------- 1 - 2-----) = 0,459.
0,1 п 0,1 \ 0,1/
Коэффициент сопротивления вращению подшипника
1 2s
’Vl - е2 hr
= п • 0,459 [ =—= + -----1)1 = 1,8.
Nl-0,52 20 \0,459 Л
Потери мощности на трение gti2
6,8 • IO-3 • 6,2822 - 1,8----------—— = 193,2 Вт.
0,5 • 0,5 • 10-4
Окружная скорость V = 0,5a>d = 0,5- 125,64 х *0,1 = 6,282м/с.
Расход смазочного материала через подшипник
Q = nd(0,5s)3p1/(6vJ<) = п • 0,1 • 0,253 • 1012 х х 2,5 • 106/(6 • 6,8 • IO 3 • 0,016) = 18,8 • 10"6 м3/с.
КПД насоса 7] = 0,8.
Потери мощности на прокачку
Рпр = Фн/П = 18>8 ’ Ю”6 • 5 • 1070,8 = 117,5 Вт.
Температура нагрева масла в дросселе
= Рд/(ср) = 2,5 • 106/(1,8 • 106) = 1,4 °C.
Действительная температура масла в подшипнике
* = h + АГД + АГ/2 = + АГД + Р^&срО) = = 30 + 1,4 + 193,2/(2 • 1,8 • 10б • 18,8 • 10-6) = = 34,25 °C.
Корректируем г, принимая t = 34°С, тогда g = 0,006 Па • с.
Остальные характеристики: Р = 170,5 Вт; 2 = 21,3 • 10-6 м3/с; Рщ, = 133,2 Вт; t = 33,6 ’С.
Для оптимальных энергетических затрат необходимо, чтобы Р^/Р^ = 1^3, что и получено при расчете.
Жесткость смазочного слоя
j = Р/(е • 0,5s) = 13,5 • 103/(0,5 • 0,5 • 0,5 - 10-4) = = 1,08 • 103 Н/мкм.
Принимаем дроссель в виде капиллярной трубки dK = 0,4 мм.
Гидростатодинамические подшипники
745
Расход через дроссель
О/* = 21,3 • 10-*/4 = 5,325 • 10-6 м3/с.
Длина капилляра
I, = 1иф»/(128цд(у = я • 0,44 • IO12 • 2,5 • 10е/ /(128 • 6,9 • IO 3 • 5,325 • 10-6) - 43,5 мм.
Число Рейнольдса: в камере
Re = vAjj/p = 6,282 • 1,0 • 103 • 900/(6 • IO3) = = 942,3 < 1000;
в капиллярах
ReK = 4 Сдр/(рд^к) = 4 • 5,325 • 10 б • 900/ /(6,9 • 10‘3л • 0,4 • IO 3) = 2212 < 2300.
Потоки смазочного материала ламинарные.
Схемы конструкций и рабочие характеристики несущей способности F, расхода б, потерь мощности на трение Р^ и других наиболее часто применяемых радиальных и осевых гидростатических подшипников приведены в табл. 15.
ДлЯ всех конструкций потери мощности на прокачку Рщ, = рИО/г\.
Известны гидростатические опоры с конической и сферической формой поверхностей скольжения. Их применение ограничено специальными конструкциями, описание и расчет приведены в [3, 26].
5. ГИДРОСТАТОДИНАМИЧЕСКИЕ ПОДШИПНИКИ
Гидростатодинамический подшипник — подшипник жидкостного трения, в котором несущий смазочный слой создается в результате одновременного использования как гидродинамического, так и гидростатического эффектов. В гидростатодинамических подшипниках система гидроподъема рассчитана на продолжительную работу и предназначена для восприятия части нагрузки при номинальной частоте вращения вала. Подшипники этого типа более надежны, чем гидростатические подшипники традиционной конструкции, поскольку прекращение подачи смазочного материала под давлением не приводит к немедленной аварии и выходу подшипника из строя.
Воздействие гидродинамического эффекта позволяет подшипнику работать, по крайней мере, в режиме полужидкостного трения в течение технологически необходимого времени. Наибо
лее широкое применение гидростатодинамические подшипники находят в качестве опор валков прокатных станов, крупногабаритных углеразмольных мельниц и т.д.
Несущая способность гидростатодинамического подшипника складывается из несущих способностей гидростатического и гидродинамического эффектов и в общем случае может быть представлена в виде
F = (65)
где коэффициенты / и к учитывают влияние гидродинамического смещения на гидростатическое поле давления и влияние гидростатических карманов на поле гидродинамических давлений; £гс и £гд — коэффициенты нагруженности соответственно полей гидростатических и гидродинамических давлений. Коэффициент к зависит от угла охвата камер 0к:
ек° 10 20 30 40 50
к 0,950 0,882 0,796 0,688 0,549
Для тяжелонатруженных высокоскоростных опор скольжения, какими, по существу, являются гидростатодинамические подшипники, важное значение имеет возможность компенсации перекосов, возникающих в результате деформации валов или неточности изготовления и монтажа. Для обеспечения самоустановки, компенсирующей перекос вдоль и поперек оси вала, вкладыши подшипников обычно выполняют с четырьмя камерами подачи смазочного материала под высоким давлением. Подшипники с четырьмя камерами обладают наибольшей грузоподъемностью при положении камер на расстоянии сх = (0,1-Н),2)/ от торца вкладыша (рис. 28).
Рис. 28. Схема радиального гидростатодинамического подшипника
746
Подшипники скольжения
15. Формулы для определения рабочих характеристик гидростатических нодшипников
Подшипник
Расчетные формулы
Радиальный многокамерный с внутренним дросселированием [17]
F= l,5peerf%(*0 - /t);
Q = 0,016(р„5’/ц)ад + l//0);
P^ = О,516цЛ<о7*)[я(/ - О - 20(йо + Zt)]
Осевой с центральной (тарельчатой) камерой
F= %(га2 - - рк); Q = f%’/|3g(r2 - Я));
Ар = - rfr,
с учетом угловой скорости и скорости выдавливания смазочного слоя [26]
F = Ъ(г* - ф{(ря - pJMrJr) - + /?) -
- - 7)/1п(',в/г/)]];
Q = - рк) + С((г2 - ф -
- бцг2^^)/*’);
С, = %(рш2/9 + 2ц.Л/Л03); Й = dh/dt
Осевой с центральным подводом в кольцевую камеру
га
Р=-к(ря- pK)((r2 - zf)/(21n(',a/r/)l - г02>;
Q = /7107{Зц(г2 - г} - IrXVr,))); '
Р^ = % (цю2/Л0)(г* - г*).
С учетом угловой скорости вращения [26]
Q = Л^/{Зр[г2 - г} - 2г21п(гЛ/г/)))[Г+
Х(г^ - г} + 2г2)]
Подшипники с газовой смазкой
747
Продолжение табл. 15
Подшипник
Расчетные формулы
a) F= ^ря - pjl(r* - r^/ln^/r,) - (г2 - ф/1п(гз/г4)];
Q = [яЛо(ря - pK)/(6u)]|i/in(Vr2) +
А, = [^/(адо-* - г*) + (г/ - г44)];
б) г= [зр(ри - rl)Mri/rJ - - r42)/ln(r,/r4)];
Q = [^(UjOJIl/ln^Ai) + 1Дп(Гз/г4)];
Pw так же, как в (а)
В крупногабаритных гидростатодинамических подшипниках (d > 500 мм) наиболее рациональна камера подачи смазочного материала с углом по дуге фк = 15-5-30'. В подшипниках при d < 500 мм можно принять фк = 20-5-40’. Размер камеры в направлении оси подшипника /к = (0,01-5-0,05)4.
В табл. 16—20 приведены безразмерные коэффициенты, необходимые для расчета гидростатодинамических подшипников [18].
Пример 7. Исходные данные: нагрузка на подшипник F = 107 Н; диаметр цапфы вала d = 1 м; ширина подшипника I = 0,75 м (l/d — 0,75); относительный зазор у = 0,7 • 10‘3 (s = 0,7 * 10~3 м); координата кромки камеры Фк = 30’; угловая скорость вала со = 25 рад/с; требуемая минимальная толщина смазочного слоя Лгтп = 0,035 • 10‘3 м; коэффициент влияния гидростатических камер на нагруженность к -=0,796; коэффициент падения давления в дросселе а = ри/рК =1,3; смазочный материал
— минеральное масло Тп-22; удельная теплоемкость масла с = 1980 Дж/(кг ’С); плотность масла р = 870 кг/м3; температура масла на входе в подшипник /а = 40 ’С.
Необходимо определить давление масла рв, подаваемого насосом, и мощность насоса Рв. Результаты расчета приведены в табл. 21.
6. ПОДШИПНИКИ С ГАЗОВОЙ СМАЗКОЙ
Область иримеиения, классификация. Подшипники с газовой смазкой находят широкое применение в таких новых, интенсивно развивающихся отраслях, как криогенная техника, ядерная энергетика, вычислительная техника, точное приборостроение, космическая техника и т.д. Газовые опоры внедряются и в традиционные отрасли: станкостроение, пищевое и текстильное оборудование, электромашиностроение и т.д.
748
Подшипники скольжения
16. Коэффициенты погруженности £ге гидростатической составляющей
V Значения ^гс при £
0,50 0,60 0,70 0,80 0,85 0,90 0,94 0,96
15 0,212 0,204 /Л 0,194 d = 0,75 0,176 0,165 0,154 0,137 0,125
30 0,306 0,300 0,292 0,277 0,267 0,255 0,237 0,224
45 0,375 0,375 0,371 0,360 0,356 0,348 0,342 0,334
15 0,257 0,245 1/ 0,232 fd = 0,9 0,206 0,492 0,171 0,150 0,136
30 0,364 0,351 0,339 0,318 0,306 0,283 0,262 0,240
45 0,444 0,433 0,421 0,402 0,392 0,373 0,354 0,341
17. Коэффициент расхода смазочного материала дп через гцдростатодинамический подшипник в гидростатическом режиме (l/d равно 0,75; 0,9)
V Значения qK • 102 при €
0,50 0,60 0,70 0,80 0,85 0,90 0,94 0,96
15 1,17 0,620 0,330 0,130 0,083 0,031 0,013
30 2,80 1,255 0,825 0,365 0,250 0,135 0,102 0,077
45 3,12 1,810 1,015 0,700 0,430 0,330 0,260
18. Коэффициенты влияния смещения линии центров относительно вектора нагрузки на расход смазочного материала в подшипнике
Др Значения iQ при €
0,75 0,80 0,85 0,90 0,925 0,95 0,975
0,1 2,21 2,31 2,35 20’ 2,30 2,23 2,14 2,00
0,2 1,73 1,81 1,85 1,83 1,78 1,70 1,55
0,3 1,47 1,55 1,58 1,54 1,53 1,46 1,35
0,4 — 1,36 1,38 1,35 1,32 1,25 1,16
0,1 2,07 <РК = 2,22 30’ 2,23 2,19 2,11 1,96
0,2 1,63 1,68 1,70 1,66 1,61 1,54 1,41
0,3 — 1,43 1,37 1,29 1,24 1,18 1,11
0,4 1,32 1,27 1,22 1,15 1,12 1,08 1,04
Подшипники с газовой смазкой
749
19. Коэффициенты влияния смещения линии центров относительно вектора нагрузки на гидростатическую составляющую подшипника
Др Значения i при £
0,75 0,80 0,85 0,90 0,925 0,95 0,975
0,1 0,756 0,925 0,885 0,938 0,961 0,989 0,991
0,2 0,725 0,800 0,864 0,923 0,947 0,970 0,986
0,3 0,704 0,768 0,833 0,896 0,926 0,955 0,978
0,4 0,681 0,749 0,814 0,878 0,912 0,942 0,974
Примечание. При £.= 1,0 I - 1,0 для всех указанных значений Др.
20. Коэффициенты нагруженности £гд, сопротивления вращению и расхода смазочного материала для гидродинамической составляющей
£ l/d = 0,75 l/d = 0,9
£Гд 0ГД £ГД 0ГД
0,75 1,76 5,06 0,0330 2,04 5,11 0,0378
0,80 2,49 5,68 0,0326 2,85 5,75 0,0369
0,85 3,83 6,64 0,0304 4,31 6,73 0,0347
0,90 6,48 8,27 0,0289 7,1 8,39 0,0315
0,95 15,3 12,15 0,0225 16,56 12,3 0,0261
21. Результаты расчета для примера 7
Определяемая величина Расчетная зависимость Шаг вычисления
1 2
Г, ’С Задается 55 71
ц, Па-с 0,015 0,008
£ 1 - 0,9 0,9
Табл. 16 0,255 0,255
С™ Табл. 20 6,48 6,48
ЛРд.Па Р/а - О 0,Зрк О,3рк
i Табл. 19 0,896 0,896
Рк, Па (F- А7'/фа>;гдг2)/(;ге^) 233 - 105 328,6 • 105
qK Табл 17 0Д35Ч0-2 0,135-10-2
^гд Табл. 20 0,0289 0,0289
0,125(1 - е) 0,0125 0,0125
Табл. 20 8,27 8,27
ДА ‘С ^гдыш//(2сру2^гд) 47,71 25,42
(i' С ta + д 60,63 48,25
/, -с + 0,5(Д1 + р/ср) 92,4 70,5
10 Табл. 18 — 1,29 '
Q, м3/с Ртр> кВт ^Й“цсо2у'1 • 10'3 0,286 • 10‘3 44,3
Рв, кВт ркеп1<2-10-3 — 15,27
750
Подшипники скольжения
Основные преимущества опор с газовой смазкой — малые потери на трение, независимость свойств смазочного материала от температуры и радиационной обстановки, высокая долговечность, малые габариты и масса.
Недостатками подшипников с газовой смазкой являются: относительно малая грузоподъемность по сравнению с опорами жидкостного трения, опасность перегрузок и повышенная подверженность неустойчивым режимам работы (полускоросгной вихрь, «пневмомолот», дробноскоростной вихрь и т.д.), что обусловлено высокой сжимаемостью и малой вязкостью газовой среды.
Спецификой теории и расчета подшипников с газовой смазкой является учет сжимаемости газа.
Подшипники с газовой смазкой делят на две группы, соответствующие двум характерным видам подшипников жидкостного трения: 1) газодинамические (с внутренним нагнетанием давления), 2) газостатические (с внешним наддувом).
При выборе конструкционных материалов для газовых подшипников следует принимать во внимание:
обрабатываемость материала для возможности обеспечения малых зазоров;
высокую теплопроводность и низкий коэффициент теплового расширения;
высокие антифрикционные свойства, позволяющие сохранить целостность опоры в условиях отсутствия смазки;
химическую стойкость, так как для некоторых технологий в качестве газовой смазки необходимо использовать агрессивные газовые смеси.
Кроме того, газопроницаемость снижает несущую способность подшипника, особенно если это подшипник с внутренним нагнетанием давления.
Как правило, в качестве конструкционных материалов для газовых подшипников скольжения используют сплавы цветных и черных металлов, керамику, пластмассы, обладающие указанными выше свойствами и удовлетворяющие, кроме того, требованиям условий сочетаемости материалов сопряженных поверхностей опоры.
Радиальные газодинамические подшннннки. Несущая способность газового смазочного слоя в этих подшипниках, как и в случае жидкой смазки, обеспечивается вследствие относительного движения поверхностей скольжения благодаря вязкому сдвигу в конфузорном смазочном зазоре и адгезии газовой пленки с
подшипником и цапфой вала. Задача расчета радиального газодинамического подшипника — определение рабочих характеристик с использованием безразмерных соотношений, вычисляемых, как правило, в предположении адиабатного течения газа в зазоре при постоянной динамической вязкости.
К числу таких безразмерных соотношений для газодинамического подшипника наряду с понятиями несущей способности
; = F/(ldpaY (66)
угла равновесного положения вектора нагрузки F и линии центров (рис. 13, а)
Р = arctg(F^/Fe),
(67)
(68)
(69)
характеристики сопротивления вращению от трения противотока
К_1|г71 - Е2 \ ---------------1,
лЛцсо
вводится дополнительное понятие «характеристика подшипника», или число сжимаемости дша л = —
Здесь ра — давление воздуха (газа) на торцах подшипника; Fe и F^ — составляющие подъемной силы подшипника вдоль направления стационарной линии центров и перпендикулярно к ней. Значения безразмерных рабочих характеристик приведены в табл. 22—24, а более полно — в [10].
В то же время задача расчета газодинамического подшипника не может считаться законченной без анализа устойчивости движения цапфы вала в подшипнике.
Выполнение правил расчета устойчивости гарантирует устойчивость любой системы с жестко установленными газодинамическими подшипниками по отношению к полускорост-ному возмущению [14]. Эти правила сводятся к известному уже условию Ф < Фо, в котором различают режимное значение параметра устойчивости Ф в случае поступательных возмущений (цилиндрическая прецессия)
Ф = £/(2я)
(70)
и в случае угловых возмущений (коническая прецессия)
Ф =
Fr______
2it
(71)
Подшипники с газовой смазкой
751
22. Коэффициент £ нагруженности подшипника
l/d А £ при Е
0,20 0,40 0,60 0,70 0,75 0,80 0,85
0,12 0,0030 0,0069 0,0128 0,0172 0,0198 0,0231 0,0271
0,24 0,0060 0,0138 0,0257 0,0345 0,0401 0,0469 0,0557
0,50 0,42 0,0105 0,0241 0,0451 0,0608 0,0710 0,0838 0,1010
0,60 0,0150 0,0344 0,0645 0,0876 0,1031 0,1234 0,1513
1,00 0,0248 0,0570 0,1077 0,1493 0,1791 0,2204 0,2833
1,50 0,0370 0,0847 0,1620 0,2302 0,2820 0,3556 0,4738
3,00 0,0716 0,1619 0,3182 0,4709 0,5917 0,7682 1,0469
6,00 0,1284 0,2858 0,5621 0,8320 1,0417 1,3429 1,8088
12,00 0,1980 0,4434 0,8630 1,2678 1,5670 1,9889 2,6313
0,12 0,0093 0,0204 0,0352 0,0449 0,0507 0,0574 0,0656
0,24 0,0185 0,0406 0,0705 0,0905 0,1028 0,1175 0,1363
1,00 0,42 0,0322 0,0707 0,1236 0,1611 0,1854 0,2185 0,2797
0,60 0,0457 0,1000 0,1769 0,2347 0,2735 0,3251 0,4300
1,00 0,0740 0,1619 0,2932 0,4022 0,4812 0,5904 0,7454
1,50 0,1057 0,2310 0,4269 0,5992 0,7273 0,9066 1,1784
3,00 0,1745 0,3841 0,7243 1,0297 1,2576 1,5770 2,0613
6,00 0,2359 0,5390 1,0449 1,4903 1,8178 2,2724 2,9562
12,00 0,2694 0,6358 1,2775 1,8479 2,2662 2,8446 3,7105
0,12 0,0153 0,0325 0,0535 0,0664 0,0738 0,0823 0,0924
0,24 0,0304 0,0646 0,1071 0,1340 0,1501 0,1691 0,1930
1,50 0,42 0,0524 0,1116 0,1873 0,2387 0,2714 0,3121 0,3677
0,60 0,0733 0,1562 0,2662 0,3460 0,3992 0,4687 0,5670
1,00 0,1)46 0,2447 0,4293 0,5764 0,6803 0,8214 1,0300
1,50 0,1551 0,3338 0,6025 0,8271 0,9898 1,2143 1,5504
3,00 0,2232 0,4992 0,9346 1,3057 1,5758 1,9490 2,5090
6,00 0,2657 0,6202 1,2217 1,7438 2,1227 2,6438 3,4208
12,00 0,2878 0,6832 1,3812 2,0024 2,4574 3,0856 4,0240
где Fr = Му<ь2/(2ра1) — число Фруда, а Ц — экваториальный момент инерции ротора относительно центра инерции [14].
Пороговые значения параметра устойчивости
Фо = [2,2^/л: - 2(£/я)3)2;
Фо = 1/12[2.2^ - 2(;/я)’р;
(72)
для цилиндрической и конической прецессий соответственно, когда система ротор — подшипник состоит из од ного подшипника, и
Фо = 2[2,2£/я - 2(^/я)3]2;
Фо = 2(£//)2[2,2£/л - 2(;/л)3]2,
(73)
если система содержит два подшипника.
Конструкции радиальных газодинамических подшипников не имеют принципиальных отличий
от конструкции гидродинамических подшипников, за исключением более строгих требований к выбору материалов, точности и качеству поверхностей.
На рис. 29 показаны воздушные опоры высокоскоростного пневмошпицделя конструкции ЭНИМС. Высокотвердый стальной шпиндель вращается с частотой до ЮООООмин-1 в подшипниках, смазываемых сжатым воздухом. Радиальные подшипники 1 состоят из латунной обоймы, в которую запрессованы вкладыши из углеграфита, пропитанного баббитом для устранения пористости. Конструкция обоймы позволяет подшипнику расширяться при нагреве в момент перегрузки, что исключает заклинивание вала. Осевой подшипник 2 выполнен из пористого углеграфита. Несущие воздушные слои создаются в результате поступления подаваемого под давлением воздуха через поры в рабочий зазор.
752
Подшипники скольжения
23. Угол равновесия 0, рад
Hd Л 0ПрИ €
0,20 0,40 0,60 0,70 0,75 0,80 0,85
0,12 -1,5557 -1,5492 -1,5251 -1,5002 -1,4813 -1,4550 -1,4170
0,24 -1,5445 -1,5275 -1,4796 -1,4304 -1,3912 -1,3436 -1,2731
0,50 0,42 -1,5249 -1,4952 -1,4123 -1,3424 -1,2952 -1,2324 -1,1461
0,60 -1,5054 -1,4632 -1,3535 -1,2643 -1,2014 -1,1196 -1,0217
1,00 -1,4622 -1,3934 -1,2461 -1,1167 -1,0302 -0,9253 -0,7989
1,50 -1,4090 -1,3161 -1,1199 -0,9599 -0,8604 -0,7483 -0,6238
3,00 -1,2607 -1,1148 -0,8465 -0,6700 -0,5763 -0,4810 -0,3849
6,00 -1,0177 -0,8481 -0,5885 -0,4463 -0,3766 -0,3090 -0,2436
12,00 -0,7059 -0,5784 -0,3982 -0,2983 -0,2513 -0,2055 -0,1612
0,12 -1,5320 -1,5126 -1,4685 -1,4383 -1,4341 -1,4083 -1,3536
0,24 -1,4929 -1,4550 -1,3889 -1,3*335 -1,2962 -1,2489 -1,1857
1,00 0,42 -1,4353 -1,3775 -1,2679 -1,1821 -1,1254 -1,0301 -0,8452
0,60 -1,3776 -1,3026 -1,1617 -1,0505 -0,9809 -0,9002 -0,7112
1,00 -1,2597 -1,1545 -0,9615 -0,8286 -0,7519 -0,6674 -0,5792
1,50 -1,1280 -1,0006 -0,7890 -0,6565 -0,5847 -0,5091 -0,4286
3,00 -0,8306 -0,7108 -0,5311 -0,4286 -0,3755 -0,3215 -0,2657
6,00 -0,5247 -0,4495 -0,3394 -0,2758 -0,2425 -0,2079 -0,1718
12,00 -0,3111 -0,2651 -0,2014 -0,1653 -0,1462 -0,1262 -0,1050
0,12 -1,5088 -1,4856 -1,4485 -1,4197 -1,4010 -1,3762 -1,3482
0,24 -1,4465 -1,4072 -1,3389 -1,2859 -1,2515 -1,2032 -1,1504
0,42 -1,3560 -1,2952 -1,1864 -1,1065 -1,0555 -0,9948 -0,9162
1,50 0,60 -1,2711 -1,1927 -1,0564 -0,9598 -0,9011 -0,8314 -0,7482
1,00 -1,1018 -1,0030 -0,8412 -0,7355 -0,6748 -0,6070 -0,5292
1,50 -0,9304 -0,8312 -0,6711 -0,5715 -0,5164 -0,4567 -0,3909
3,00 -0,6145 -0,5460 -0,4368 -0,3682 -0,3302 -0,2893 -0,2447
6,00 -0,3680 -0,3265 -0,2642 -0,2252 -0,2034 -0,1794 -0,1527
12,00 -0,2224 -0,1936 -0,1538 -0,1304 -0,1176 -0,1038 -0,0884
Рис. 29. Воздушные опоры высокоскоростного пневмошпинделя
Подшипники с газовой смазкой
753
24. Коэффициент £ сопротивления вращению от трения противотока [22]
£при £
l/d д
0,1 0,2 о,з 0,4 0,5 0,6 0,7 0,8 0,9
0,12 0,001 0,005 0,011 0,020 0,034 0,055 0,087 0,136 0,210
0,24 0,001 0,005 0,011 0,020 0,034 0,055 0,085 0,130 0,172
0,42 0,001 0,005 0,011 0,020 0,034 0,054 0,082 0,120 0,140
0,50 0,6 0,001 0,005 0,011 0,020 0,034 0,053 0,078 0,110 0,120
1,2 0,001 0,005 0,011 0,020 0,032 0,048 0,066 0,080 0,081
з,о 0,001 0,004 0,009 0,017 0,026 0,035 0,044 0,048 0,044
6,00 0,001 0,003 0,007 0,013 0,018 0,024 0,028 0,029 0,024
12,0 0,001 0,002 0,004 0,007 0,010 0,013 0,015 0,015 0,013
0,12 0,004 0,014 0,033 0,060 0,097 0,150 0,210 0,296 0,380
0,24 0,004 0,014 0,033 0,059 0,096 0,143 0,201 0,264 0,289
1,00 0,42 0,004 0,014 0,032 0,059 0,093 0,136 0,184 0,230 0,240
0,6 0,003 0,014 0,032 0,057 0,089 0,130 0,170 0,198 0,200
1,2 0,003 0,013 0,028 0,049 0,074 0,100 0,130 0,140 0,134
з,о 0,002 0,008 0,018 0,029 0,042 0,056 0,067 0,073 0,067
6,0 0,001 0,004 0,008 0,014 0,020 0,027 0,032 0,036 0,033
12,0 0,000 0,001 0,003 0,005 0,007 0,009 0,012 0,013 0,015
0,12 0,005 0,024 0,054 0,096 0,149 0,223 0,299 0,396 0,464
0,24 0,005 0,024 0,053 0,095 0,149 0,222 0,280 0,352 0,372
1,50 0,42 0,005 0,023 0,051 0,091 0,138 0,195 0,251 0,295 0,299
0,6 0,005 0,021 0,049 0,085 0,133 0,178 0,224 0,257 0,252
1,2 0,004 0,017 0,038 0,066 0,097 0,129 0,158 0,175 0,166
3,0 0,002 0,010 0,018 0,029 0,045 0,061 0,074 0,084 0,079
6,0 0,001 0,003 0,007 0,012 0,018 0,024 0,031 0,036 0,037
12,0 0,000 0,000 0,003 0,005 0,006 0,007 0,011 0,013 0,015
Для предотвращения появления неустойчивости могут применяться подшипники с расточкой некрутой формы, например эллиптические. Кроме того, на рабочей поверхности подшипника могут быть выполнены осевые канавки в зоне пониженного давления (рис. 30, а), которые можно соединить с источником давления, т.е. использовать эффект внешнего наддува, или соединить с окружающей средой, если в качестве смазочного материала использовать воздух. Ширина и глубина канавки не имеют существенного значения; наиболее типичные размеры канавки 1,6x1,6 мм [14].
Карманы на поверхности простого радиального подшипника (рис. 30, б) также могут обеспечить значительное увеличение порогового значения параметра устойчивости.
Глубина карманов соизмерима с радиальным зазором [14]. Чтобы обеспечить жесткость во всех радиальных направлениях, используют три отдельных кармана, расположенных по окружности, в то время как число или длину карма-
I* L^Z *i
777777777777/ Z
Т77777777777Л
777777777777/ L
Рис. 30. Повышение пороговой скорости полус-коростного вихря с помощью: а — осевой канавки; б — карманов
754
Подшипники скольжения
нов в осевом направлении выбирают оптимальными с учетом их положительного влияния на увеличение порогового значения параметра устойчивости и на снижение несущей способности подшипника. Обычно карманы располагают вблизи торцов подшипника. Передней кромкой карман входит в осевую канавку, которая сообщается с окружающей средой для воздуха или с источником давления для других газов.
Эффективным средством предотвращения потери устойчивости может стать использование радиального подшипника с самоустанавлива-ющимися вкладышами. Однако они сложны в изготовлении и монтаже.
Осевые газодинамические подшипники. Одним из наиболее перспективных типов осевых подшипников с газовой смазкой являются газодинамические подшипники со спиральными канавками. К преимуществам таких подшипников (по сравнению с газодинамическими подшипниками других типов) следует отнести следующее:
более высокая несущая способность и жесткость, особенно при больших значениях параметра сжимаемости;
нанесение спиральных канавок на рабочую поверхность подшипников позволяет устранить опасность возникновения неустойчивого режима движения;
применение спиральных канавок в сочетании с дополнительными конструктивными методами открывают пути уменьшения износа рабочих поверхностей в периоды пуска и выбега и создание реверсивных опор.
Канавки на поверхности подпятника выполняют механической обработкой, химическим или электрохимическим травлением, ультразвуковой обработкой, пескоструйной обработкой и
Рис. 31. Подпятник с закрытым центром
Рис. 32. Подпятник со сходящимся потоком газа
ионным фрезерованием. Спиральные канавки можно также получить путем нанесения какого-либо материала, например окиси алюминия, на рабочую поверхность подпятника плазменным напылением или детонационным методом. Последующим шлифованием или доводкой получают канавки необходимой глубины. Глубина канавок, как правило, не превышает 0,025 мм с точностью до нескольких десятых долей микрометра.
По конструктивному исполнению различают следующие подпятники со спиральными канавками: с закрытым центром (рис. 31); со сходящимся потоком газа (рис. 32); с расходящимся потоком газа (рис. 33).
Границы канавки могут быть очерчены логарифмической спиралью, архимедовой спиралью или дугами окружности.
Рис. 33. Подпятник с расходящимся иотоком газа
Подшипники с газовой смазкой
755
Конструкция каждого из трех типов подпятников со спиральными канавками обладает достоинствами и особыми свойствами.
В подпятнике с закрытым центром газ из окружающей среды поступает в замкнутый объем между близко расположенными дисками. В профилированной зоне подпятника газ сжимается так, что давление в газовом слое растет по направлению от внешней границы профилированной зоны (г = Я) к внутренней (г - rt). Центральная (непрофилированная) область рабочего зазора (г < rt) хотя и не участвует в уплотнении газа, но играет полезную роль накопителя сжатого газа, увеличивая тем самым несущую способность подпятника. В отличие от конструкции с двумя открытыми границами у подпятника с закрытым центром отсутствует активный газообмен с окружающей средой.
Подпятник со сходящимся потоком газа имеет две открытые границы — внешнюю (г = R) и внутреннюю (г = г2). Спиральные канавки не доходят до внутренней границы, а заканчиваются на расстоянии > г2) от оси опоры. Таким образом, рабочий зазор подпятника разделен на две кольцевые зоны — внешнюю, профилированную (rL < г < и внутреннюю, гладкую (г2 < г < rt). В профилированной зоне создается поток газа по направлению от ее внешней границы к внутренней, в то время как гладкая область выполняет функцию уплотнения, ограничивая утечки сжатого газа из рабочего зазора.
В конструкции подпятника с расходящимся потоком газа профилированная зона (г2 < г < rL) примыкает к внутренней границе подпятника, а гладкая (rt < г < К) — к внешней. Направление захода спиральных канавок согласовано с направлением относительной скорости рабочих поверхностей таким образом, что газ циркулирует через рабочий зазор по направлению от внутренней границы опоры к внешней, образуя расходящийся поток По сравнению с конструкцией со сходящимся потоком газа данная конструкция имеет более высокую угловую жесткость и может быть рекомендована к применению там, где одна из рабочих поверхностей является следящей (самоустанавливающейся) либо требуется обеспечить максимальную угловую жесткость опоры при заданной подъемной силе или заданной осевой жесткости.
Задача расчета подпятников со спиральными канавками сводится к определению рабочих характеристик при оптимизированных геометрических соотношениях как профилированной зоны, так и всей опоры в целом.
К числу рабочих характеристик относятся: несущая способность F = сила сопротивления вращению газового слоя = nRpJifa секундный массовый расход газа через опору (для подпятников с циркуляцией газа) Q = = фсАр2Л^/(12ц); жесткость смазочного слоя j = fadrpjh^ а также число сжимаемости А = = + 021-
Геометрические параметры канавок: глубина 8, угол наклона спирали к радиальной оси 0, относительная ширина к = Hl/CHl + Лг) (см- Рис-31), относительная глубина у = 8/(А + 8).
Безразмерные характеристики и к в зависимости от числа сжимаемости А и безразмерных геометрических комплексов, характеризующих опору с закрытым центром, приведены в табл. 25. Для других вариантов конструкций подпятников со спиральными канавками аналогичные данные приведены в [11]. Указанные безразмерные характеристики оптимизированы при малых числах Кнудсена, характеризующих длину свободного пробега молекул в газовом зазоре при атмосферном давлении.
Пример 8. Исходные данные: расчетная схема исследуемого подшипника соответствует рис. 13, а. Система состоит из симметричного ротора, опирающегося на два подшипника. Масса ротора М = 15,7 кг, нагрузка на подшипник F = Mg/2 = 77Н; смазочный материал — воздух при 25 °C; динамическая вязкость смазочного материала ц = 1,86 • 10‘5 Па-с; давление смазочного материала на торцах подшипника ра = 9,81 • 104Па; угловая скорость ротора со = 1000 рад/с; угол охвата подшипника 0 = 360°; номинальный диаметр расточки подшипника d = 32 • 10*3 м; средний радиальный зазор 0,5s = 1,5 • 10‘5 м; относительный зазор Y = 0,94 • 10‘3; относительная длина подшипника Z/d = 1. Необходимо определить работоспособность подшипника (табл. 26).
Поскольку Ф < Фо, подшипник не подвержен потере устойчивости по отношению к поступательным возмущениям.
Пример 9. Исходные данные: расчетная схема исследуемого подпятника соответствует рис. 31. Радиус подпятника R = 50 • 10 3 м; радиус окружности, разграничивающей профилированную и гладкую зоны подпятника rt = 30-10’3 м; требуемое номинальное значение зазора между рабочими поверхностями Ао = 510‘6 м; смазочный материал — воздух при 25°С; динамическая вязкость смазочного материала р.=Г,86 10*5 Па - с; давление смазочного материала на торцах подпятника ра = 9,81 • 104 Па; относительное осевое смещение ротора = 0; угловая скорость
756
Подшипники скольжения
25. Оптимальные по £ параметры у, 6, к п соответствующие им значения к, % Для подпятника с закрытым центром
Л Y е к k 1
Z = 12
0,2 0,728 74*30’. 0,498 0,022 0,045 0,061
1 0,4 0,728 74*30’ 0,498 0,022 0,044 0,062
0,6 0,728 74*30’ 0,498 0,019 0,039 0,064
0,8 0,729 74*35’ 0,497 0,013 0,026 0,070
0,2 0,759 77*36’ 0,470 0,528 1,002 1,530
25 0,4 0,759 77*39’ 0,469 0,515 0,976 1,543
0,6 0,762 77*53’ 0,467 0,457 0,863 1,600
0,8 0,768 78*24’ 0,462 0,306 0,571 1,753
0,2 0,777 79*10’ 0,456 1,014 1,894 3,039
50 0,4 0,777 79*14’ 0,455 0,988 1,842 3,065
0,6 0,781 79*33’ 0,452 0,875 1,625 3,179
0,8 0,790 80*16’ 0,445 0,580 1,059 3,491
0,2 0,796 80*44’ 0,442 1,930 3,563 6,029
100 0,4 0,797 80*49’ 0,440 1,878 3,469 6,087
0,6 0,801 81*10’ 0,436 1,658 3,046 6,321
0,8 0,814 82*04’ 0,429 1,088 1,930 6,948
0,2 0,807 81*36’ 0,434 2,806 5,172 9,004
150 0,4 0,808 81*42’ 0,432 2,729 5,032 9,092
0,6 0,814 82*03’ 0,429 2,404 4,398 9,440
0,8 0,827 83*03’ 0,419 1,568 2,827 10,390
0,2 0,815 82*1 Г 0,429 3,658 6,729 11,960
200 0,4 0,816 82*16’ 0,427 3,557 6,550 12,080
0,6 0,822 82*39’ 0,424 3,129 5,735 12,540
0,8 0,836 83*38’ 0,414 2,031 3,662 13,830
0,2 0,821 82*37’ 0,425 4,493 8,280 14,910
250 0,4 0,822 82*41’ 0,423 4,368 8,047 15,060
0,6 0,828 85*05’ 0,421 3,839 7,033 . 15,630
0,8 0,843 84*03’ 0,411 2,483 4,477 17,260
Z = 18
0,2 0,727 74*27’ 0,499 0,022 0,045 0,061
1 0,4 0,727 74*27’ 0,499 0,022 0,044 0,062
0,6 0,728 74*27’ 0,499 0,019 0,039 0,064
0,8 0,728 74*29’ 0,498 0,013 0,026 0,070
0,2 0,749 76*39’ 0,478 0,540 1,038 1,536*
25 0,4 0,750 .76*42’ 0,478 0,527 1,011 1,549
0,6 0,752 76*53’ 0,476 0,468 0,897 1,605
0,8 0,756 77*19’ 0,472 0,315 0,596 1,758
Подшипники с газовой смазкой
757
Продолжение табл.25
Л Y е к k 1
0,2’ 0,763 77*58’ 0,467 1,047 1,985 3,055
50 0,4 0,764 78*0Г 0,466 1,020 1,932 3,082
0,6 0,766 78*14’ 0,464 0,905 1,707 3,195
0,8 0,774 78*56’ 0,458 0,603 1,125 3,502
0,2 0,779 79-24’ 0,454 2,014 3,784 6,071
100 0,4 0,780 79*28’ 0,453 1,961 3,675 6,123
0,6 0,784 79*48’ 0,451 1,735 3,236 6,350
0,8 0,795 80*42’ 0,443 1,145 2,106 6,970
0,2 0,789 80*12’ 0,446 2,945 5,514 9,071
150 0,4 0,790 80*19’ 0,446 2,867 5,369 9,146
0,6 0,795 80*40’ 0,442 2,532 4,706 9,493
0,8 0,808 81*39’ 0,488 1,661 3,043 10,430
0,2 0,796 80*47’ 0,440 3,855 7,214 12,070
200 0,4 0,798 80*54’ 0,441 3,751 7,008 12,150
0,6 0,803 81*15’ 0,438 3,308 6,141 12,620
0,8 0,816 82*15’ 0,428 2,161 3,943 13,880
0,2 0,802 81*14’ 0,438 4,749 8,873 15,030
250 0,4 0,804 81*20’ 0,437 4,620 8,623 15,160
0,6 0,808 81*43’ 0,434 4,071 7,574 15,730
0,8 0,823 82*44’ 0,424 2,650 4,835 17,330
26. Результаты расчета для примера 8
Определяемая величина Расчетная формула Значение
Л 6ga>/(v2pe) 1,288
F/(pJd) 0,78
£ Табл. 22 0,8
₽, рад Табл. 23 0,44
Табл. 28 0,15
(1 + £)/(2x|rVl — е2) 1,95 • 103
р, Вт тр» TLco тр 1,95
ЛПШ1> М 0,5i|rtf(l - е) 3 • 10-6
фо 2[2,2^/я - 2(;/я)3Р 0,59
Fr 2,352,
Ф Fr/(2n) 0,374
758
Подшипники скольжения
27. Результаты расчета для примера 9
Определяемая величина Расчетная формула Значение
А + ^)] 113,76
h/R 0,6
Табл. 25 1,91
Л н 150
$ Табл. 25 6,98
г , н тр» 0,548
Р , Вт тр» 27,4
к Табл. 25 3,56
j, Н/м nlfyjc/hb 55,9 • 106
7 Табл. 25 0,79
8, м Лу/(1 - у); при f = 0 А = Ло 18,8 • 10'6
е* Табл. 25 80е
к То же 0,45
ротора со - 1000 рад/с; число спиральных канавок z = 18. Необходимо определить рабочие характеристики подпятника (табл. 27).
Подшипники с наддувом газа в смазочный зазор (газостатические подшипники). Несущая способность слоя газовой смазки в газостатических подшипниках создается подводом в смазочный зазор сжатого газа извне под избыточным давлением (от компрессора или из емкости со сжатым газом).
Цель расчета газостатического подшипника — выбор типа подшипника, определение его несущей способности и жесткости при заданных или выбранных геометрических соотношениях; определение давления р3 наддува (или расхода Ст) при заданном давлении ра окружающей среды и выбранном типе ограничителя расхода (компенсатора). Наличие ограничителей расхода или, по аналогии с гидростатическими опорами, дросселя того или иного типа в тракте подачи смазочного материала в существенной мере определяет статическую жесткость опоры, устойчивость к динамическим нагрузкам, вероятность возникновения автоколебательных процессов: «пневмомолот*, получастотный «вихрь» и т.д.
Дроссели в газостатических подшипниках разделены на три основные категории: ламинарные (рис. 34, а—е); с сопловой (постоянной) компенсацией (рис. 34, ж—и); с переменной компенсацией или самокомпенсацией (рис. 34, о—р)\ при этом площадь проходного сечения дросселя в зависимости от его типа может быть переменной или постоянной.
Ламинарные дроссели (обычно это капиллярные или пористые ограничители расхода) обладают свойством обеспечения постоянной жесткости подшипника в.большом диапазоне изменения зазора. Однако склонность капиллярных дросселей к явлению «запирания» и практическое отсутствие освоенных в промышленных масштабах материалов с постоянной пористостью затрудняют широкое внедрение таких дросселей. К тому же существуют дроссели других типов, они простые по конструкции и обеспечивают большую жесткость смазочного слоя.
К таким ограничителям расхода относятся дроссели с постоянной компенсацией. Они представляют собой сопла, открывающиеся в карман. При всех разновидностях сопел
Подшипники с газовой смазкой
759
компенсаторы обладают общим недостатком: при определенных геометрических соотношениях размеров кармана может возникать динамическая неустойчивость слоя газовой смазки типа «пневмомолот».
Поэтому наибольшее распространение получили дроссели с самокомпенсацией, расход через которые автоматически регулируется зазором Ят: в случае цилиндрических питающих отверстий (рис. 34, о) с площадью и в случае щелевого дросселя (рис. 34, п) с площадью 2itDHm. Дроссели с самокомпенсацией получили название «сопло», поскольку зависимость коэффициента расхода через дроссель от числа Рейнольдса идентична аналогичной зависимости для сопла [10]. Поэтому дроссели с питающим отверстием цилиндрической формы называются «кольцевым соплом», а щелевой дроссель — «щелевым соплом». При этом следует различать режимы истечения газа из сопла: критический, докритический и закритичес-
кий в зависимости от соотношения давлений газа рт на выходе из сопла и р3 на входе в сопло.
Выбор геометрических параметров газостатических подшипников. Отношение L/D и число питающих отверстий ТУдля подшипников, снабженных дросселями с самокомпенсацией, выбирают из условия необходимости обеспечить: максимальную жесткость и несущую способность или максимальную частоту вращения ротора. Применительно к созданию наибольшей несущей способности смазочного слоя необходимо выбирать отношение L/D как можно большим. В то же время при L/D > 2 несущая способность с дальнейшим увеличением L/D возрастает слабо, а технологические трудности становятся значительными [10]. Поэтому отношение L/D ограничивается диапазоном 1 < L/D < 2. Вместе с тем, чем длиннее подшипник, тем меньше предельная частота вращения ротора в нем. Поэтому для быстроходных подшипников рекомендуют 0,1 < L/D < 1.
ЗГГ
i)
« Pm
5^7
п)
/77 Ps
x)
0)
Рис. 34. Ограничители расхода различных типов
31 /
*
760
Подшипники скольжения
Число питающих отверстий N следует выбирать, руководствуясь известными приближенными зависимостями: для радиальных цилиндрических подшипников (табл. 28, I) N > 2nD/l\ для внешней зоны осевого подшипника (табл. 28, II) N > InRJiR* — для внутренней зоны осевого подшипника (табл. 28, III) N > InRJ /(*c~ *н)«
Диаметр питающих отверстий dc задается в пределах 0,1—1,2 мм с таким расчетом, чтобы он соответствовал стандартному диаметру сверла и развертки.
В свою очередь, число рядов питающих отверстий также влияет на несущую способность и предельную частоту вращения ротора. С увеличением числа рядов питающих отверстий статическая несущая способность смазочного слоя подшипника возрастает по сравнению с однорядным подшипником, но возникает опасность динамической неустойчивости типа «пневмомолот» и автоколебаний ротора при его вращении. Кроме того, в многорядном подшипнике расход газа больше, чем в однорядном. Поэтому для быстроходных машин число радов питающих отверстий в подшипнике следует ограничить одним, в то время как в тихоходных машинах (со < 50 рад/с) с массивными роторами (М > 10 кг) число рядов может быть два и более.
В связи с тем что для определения несущей способности подшипников всех перечисленных типов могут быть использованы общие принци
пы решения исходных уравнений, последовательность расчета может быть сведена к следующим общим операциям:
1) определяют геометрические соотношения подшипника и модуль сопла mc =
2) задаваясь давлением подаваемого газа ps и вычисляя для радиального цилиндрического подшипника геометрические коэффициенты
2
А’- 1+((1 +е)/( 1 +ecos8)]2-5 (ДЛЯ
(74) 2
Х_ =------------------— (для й=Я_._),
l+Kl+ecosSya+e)]2-5 “
гае 8 = 2n/N и Kv= - cos8)/
/[1 + 0,5е(1 + cos8)], находят коэффициент жесткости слоя газовой смазки при стационарном нагружении KQm = Кт± затем жесткость слоя jm по табл. 28.
Для определения безразмерных коэффициентов жесткости к для газостатических подшипников всех типов, приведенных в табл. 28, наряду с аналитическими выражениями могут быть рекомендованы кривые (рис. 35), построенные в зависимости от рт при различных ра.
3) определяют параметр расхода п . = АЛ# [ 0,0816т^^А,
\ itgdc / J
П J0,925 + 0,25(л - 1,1)] = П, = = ФХ’91/(Р ж -Р$
X
(75)
(76)
для области Re < 6OOO-5-1OOOO (д < 0,75-5-0,8) и
Рис. 35. Изменение безразмерного коэффициента жесткости кт для слоя газовой смазки в зависимости от давления газа рт в зазоре на выходе из питающего отверстия для различных значений
П2'->^^(12141^^7,); (77)
П2’ [0,865 + 0,45(л - 1,1)] = П2 =
= - Ра2); (78)
для области Re < 6000-10000 (q = 0,75-5-0,8), где Л,. — газовая постоянная; ts — температура подаваемого газа; п — показатель адиабаты;
4) по левой части находят параметр П1 для двух крайних выражений А = Нтзл и А = (цилиндрический подшипник);
5) для определенного газа и рй по полученным выше значения^ параметра ГЦ по рис. 36 находятр „/для Л = Я^) и р „в (для Л = если р т > р то режим течения газа из пита-
Подшипники с газовой смазкой
761
28. Последовательность расчета несущей способности и жесткости газостатических подшипников некоторых типов
I; Полный радиальный цилиндрический подшипник с одним рядом питающих отверстий
Ли = 0,25тг£>Др^(р"ис - р
_ _ 2(й’-рв’) _ _2(р„>-р;)
Рвс 1(р1-рЬ’ Рк W-F#
_ l-e _ 1+е L _ 1-е _ 1+е
41 = 2nDIps[Kn— - ЛГВ——(—- 1)0н—-У,—)1/(2Я0); X X X/ X X
7 _ ад-g) . j _ ад-g)
н 2ра(рас - pj Jt 2p„(p,-pJ
II. Полный радиальный цилиндрический подшипник с двумя рядами питающих отверстий
Ли = Q,5nDLps{(p вс - pj + [£/(2/) - 1](р „ - pj}-,
im = *DK^(2LNy,
= 0,5^
III. Кольцевой односторонний подпятник с одним рядом питающих отверстий
Л>1 = - R*){pm{l - 0,5(1 - (pJp^Rl - 2 +RI +2(1 - Яв2)1пКв)]/[2(Я2 - Яв2)1пКн][ - р а},
да ** = = VA;
j„ = я/tMndVJyi; к =
Подшипники скольжения
762 Продолжение табл.28
IV. Кольцевой двусторонний подшипник с одним рядом питающих отверстий
*01 = *0н1 — *0вР
где 770н1 и FOb1 — несущая способность односторонних подпятников с зазором Ян и Яв;
jm = K/[Mn(V^)];
= ^ЛвУ^вз
V. Кольцевой односторонний подпятник с двумя рядами питающих отверстий
Яв = - *н){1 - 0.5(1 - (Р а/Р т)2][<1+^2 - - ^/(2111*,+*? - R2)]/(1 - R2)) - /.},
где Я, = Я./Я,; Я2 = Rj/Rj R„ = RB/Rt;
jm = W/[Mn(jVA)]; к = *ФЛ/Я0
VI. Кольцевой двусторонний подпятник с двумя рядами питающих отверстий
Амй — ^02в Аив>
Jm = я/[мп(я/А)1;
VII. Дисковый подпятник с одним центральным питающим отверстием
F. = - (W - 0,5(1 - (p^p^JKryV + [1 - (ryVl/W'-.A))]} - Р.К
jm = 2я/1п(ад; *о = ’'ЛЙ’Ло/Д)
VIII. Дисковый подпятник с одним рядом питающих отверстий
г» = *1W„{RI - 0,5(1 - (р^р-я)2](1 - (Я2 - 1)/(21пЯв)]} - р,},
где R, =
jm = MMnowi;
Подшипники с газовой смазкой
763
Рис. 36. Зависимость безразмерного давления рт иосле сопла в зазоре подшипника от параметра П] для различных значений рл: а — рт = 0+1; б — рт = 0,9+1
ющего отверстия докритический; если рт<р*у то режим закритический;
6) для полученного режима течения определяют расходную характеристику Фт:
Ф_ . - ГГ» <79>
’--ЖтГ*"'
7) находят коэффициент расхода
’ ’ 12чч*.ЛЦ '
и если q > 0,75, то расчеты по (75) и (76) во внимание не принимают и по (77) определяют параметр П2, а по левой части (78) — параметр П2;
8) по рис. 37 при известных ра и П2 находят ДЛЯ Л = Я^ и Л = Н^,
Рве. 37. Зависимость безразмерного давления рт иосле сопла в зазоре подшипника от параметра П2 для различных значений Дв: а - рт = 0+1; б - рт = 0,9+1
764
Подшипники скольжения
9) для зоны наибольшего зазора h = =
= Яо(1 + е) и зоны наименьшего зазора h = = ^min = Яо(1 - е) определяют среднее значение безразмерного давления:
2(Д3 - Д3)
/г = (Л = Я^);
(82)
„ _ 2(F»3 - Pb (h=„ v
Рж w,2-pb
10) в зависимости от типа подшипника находят несущую способность и жесткость по табл. 28;
11) в зависимости от режима течения газа из питающего отверстия определяют массовый расход газа через сопло с учетом (75) и (76):
GH>, - (83)
12) полный весовой расход газа через опору
Ci = 2(СН + QJ/N. (84)
7. МАГНИТНЫЕ ОПОРЫ СКОЛЬЖЕНИЯ
Магнитные опоры способны длительно и устойчиво работать без смазочного материала и трения в любой среде при незначительном потреблении энергии.
Магнитные опоры можно применять в механизмах, где обычные подшипники качения и
скольжения нельзя использовать по технологическим условиям. Они обеспечивают безконтак-тную передачу нагрузок, имеют низкий уровень шума, их можно применять в широком диапазоне температур от абсолютного нуля до 250 °C.
Принцип работы магнитных опор заключается в том, что подвижная деталь при отсутствии механической связи поддерживается в состоянии устойчивого равновесия с помощью энергии магнитного поля.
На рис. 38 показаны электромагнитные опоры высокоскоростного электрошпинделя, вал которого вращается с частотой до 50000 мин*1 в электромагнитных радиальных и осевых опорах. Каждая электромагнитная опора состоит из собственно подшипника и электронной системы, осуществляющей питание электромагнитов и управление положением вала в опоре.
Радиальный подшипник состоит из вала с насаженной на него втулкой 1 из ферромагнитного материала, втулки-статора 2, охватывающей вал и несущей электромагниты, и датчиков 3, контролирующих положение вала в опоре. Для исключения аварии (схватывания опоры в период отказа системы управления, питания, при перегрузке и т.п.) в опору встроен радиальный шариковый подшипник, между внутренним кольцом которого и шейкой вала имеется зазор, равный половине величины рабочего зазора в электромагнитной опоре.
Осевой подшипник состоит из диска 4, выполненного из ферромагнитного материала и укрепляемого на шпинделе, электромагнитов,
Рис. 38. Электромагнитные опоры высокоскоростного электрошнивделя
Магнитные опоры скольжения
765
29. Классификация и принципы действия магнитных опор
№ п.п Опоры Источник ПОЛЯ Подвешиваемый элемент содержит ' Осуществление подвески Расход энергии
1 С постоянный магнитным полем а) Постоянные магниты Ферромагнетик или постоянный магнит Магнитными силами притяжения или отталкивания На трение об окружающук среду и дополнительные потери
б) Электромагниты постоянного тока Феррромагнетик или электромагнит постоянного тока На создание магнитного поля, трение и дополнительные потери
/ t \ N S ♦ /
.У
2 Эл с а ни ем па ектромагнигные вторегулирова-ем (с регулиру-ым магнитным тем) Электромагнит регулируемого тока Ферромагнетик или неферромагнитное тело с катушкой Магнитными силами притяжения То же, что и в п. 1, б
3 Индукционные электромагнитные гОл, Электромагнит переменного тока высокой частоты Электропроводящее тело Взаимодействием сил основного поля и наведенного вихревого поля На создание магнитного поля, потери от вихревых токов и трение
4 Кондукционные электромагнитные Линейный проводник с током в магнитном поле Электропроводящее тело Лоренцовой силой На создание магнитного поля, трение и дополнительные потери
5 Диамагнитные г 1 Ж 3 1 Постоянные магниты, электромагнит Диамагнетик Выталкиванием диамагнетика из магнитного поля. Электромагнитный момент направлен против основного магнитного поля На создание магнитого поля, трение и дополнительные потери
6 Сверхпроводящие а) Постоянный магнит б) Электромагнит в) Сверхпроводящий магнит Сверхпроводник или постоянный магнит Сверхпроводник выталкивается магнитным полем (эффект Мейснера) На трение и дополнительные потери
766
Подшипники скольжения
Продолжение табл.29
№ П.П Опоры Источник поля Подвешиваемый элемент содержит Осуществление подвески Расход энергии
7 Электростатические „ о Генератор электрического поля Электропроводящее тело Силами притяжения между двумя поверхностями, имеющими разные потенциалы На трение и дополнительные потери
8 Ферромагнитные и магнитодинамические Электромагниты постоянного тока, постоянные магниты Электропроводящую смазку между трущимися электропроводящими поверхностями Силами от ориентируемых молекул смазки во внешнем магнитном или электрическом поле, магнитным давлением На создание магнитного поля, трение и дополнительные потери
30. Характеристика магнитных опор
№ П.П Достоинства Недостатки Область применения Примечание
1 а) Отсутствие скользящих контактов и подвода внешней энергии, относительно широкий диапазон температуры, простота конструкции и высокая надежность Малая удельная подъемная сила; неравномерность намагничивания в различных направлениях, приводящая к неустойчивости системы, малая прочность вращающихся магнитов Измерительные и лабораторные приборы, транспортные устройства, подвес ротора гироскопического устройства В сочетании с механической опорой обеспечивают устойчивую работу системы. Если подвешен ферромагнетик или постоянный магнит — скользящие контакты для электромагнитов постоянного тока отсутствуют. Создание постоянных магнитов с большой удельной энергией поставит магнитоэлектрические опоры по критерию несущей способности на уровень опор скольжения и качения
б) Удельная подъемная сила выше, чем у магнитоэлектрических; намагничивание равномерное Необходим подвод внешней энергии; в некоторых случаях нужны скользящие контакты; меньший диапазон температур (изоляция обмоток); сложнее и менее надежны
2 То же, что и п. 1, б; возможность осуществления устойчивости системы с использованием То же, что и п. 1, б, но конструкция сложнее, габариты и масса устройства больше Ультрацентрифуги (л < 108 мин*1, = 1(Н210 Н); подвес моделей лета- Получили применение в технике стационарных устройств, в транспортных устройствах пока не при-
Магнитные опоры скольжения
767
Продолжение табл. 30
№ П.П Достоинства Недостатки Область применения Примечание
2 обратной связи То же, что и п. 1, б, но конструкция сложнее, габариты и масса устройства больше тельных аппаратов для аэродинамических исследований; подвес ротора гиродвигателя, электромагнитные радиальные подшипники, точные измерительные приборы меняют из-за сложности и больших размеров устройств; использование сверхпроводящих магнитов повышает удельную подъемную силу и расширяет область их применения
3 Обеспечивается устойчивая подвеска без системы обратной связи; конструктивно проще, чем п. 2; отсутствие скользящих контактов Значительные потери и нагрев; необходимость источника внешней энергии повышенной частоты; материал подвешиваемого тела должен был» однородным во избежание возникновения паразитных моментов Бестигельная плавка — металлургия сверхчистых металлов. Транспортные устройства Сложность стабилизации положения расплава при бестигельной плавке и индукционном подвесе. Стабилизация твердого подвешенного тела относительно несложна
4 Просты по конструкции, большая грузоподъемность Наличие подвижных элекфоконтакгов То же, что и в п. 3 Слабо изучены и практически мало проверены
5 Возможность полной устойчивости системы Большой расход энергии; незначительная подъемная сила Акселерометры, датчики радиационного давления ИТ.Д. Пока имеют лишь научное, а не практическое значение. Получение пиролитического графита и еще более эффективных материалов, возможно, откроет пуп» практическому использованию диамагнитных опор
6 Полная устойчивость системы; возможность получения значительной грузоподъемности Необходимость криоста-тирования и гелиевой ожижигельной установки Сверхпроводящие подшипники (СП), сверхпроводящие гиродвигатели Требуется освоение промышленного производства сверхпроводящих материалов, создание СП с повышенным значением критической температуры, снижение стоимости жидкого гелия откроет пуп» внедрению СП
7 Отсутствие магнитного поля и тепловыделяющих элементов; быстродействие системы регулирования Необходимость высокого напряжения и глубокого вакуума Электрометры, подвеска ротора гиродвигателя Требуется система стабилизации для обеспе- ' чения устойчивой работы
768
Подшипники скольжения
охватывающих диск с торцов и размещенных в корпусе элекгрошпинделя, и датчика положения 5.
Для исключения возможности повреждения в опору встроены два радиально-упорных шариковых подшипника, между внутренними кольцами которых, с одной стороны, и шейкой вала и торцами опорных бортов, имеющихся на валу, с другой, имеются радиальный и осевые зазоры, равные половине величины рабочих зазоров в электромагнитной опоре. В случае смещения вала в опоре на величину, превышающую половину рабочего зазора, нагрузку воспринимают шарикоподшипники.
Электрическая система питания и управления электромагнитами опор представляет собой систему автоматического регулирования, обеспечивающую центральное положение вала в опорах. Вал удерживается магнитным полем, создаваемым электромагнитами. Величина и направление действия магнитных сил регулируется датчиками, фиксирующими отклонение вала. В процессе работы вал практически непрерывно колеблется около своего центрального положения в радиальных и осевом подшипниках.
В табл. 29 и 30 приведены основные свойства, достоинства и недостатки, а также области применения различных типов магнитных и электромагнитных опор, использующих принцип свободного парения (левитации).
Опоры по п.п. 1, а; 3, 4, 5 и 7 табл. 29 характеризуются малой удельной подъемной силой, по п. 1, б и 2 — средней, по п. 6 — высокой. Несущая способность ферромагнитных и магнитодинамических опор превышает несущую способность классического гидродинамического подшипника.
Список литературы
1. Бергипова А.И. Магнитные и магнитогидродинамические опоры. М.: Энергия, 1968. 158 с.
2. Воскресенский В.А., Дьяков В.И., Иванов В.С. Устойчивость роторов турбогенераторов в подшипниках скольжения // Электротехническая промышленность. Серия «Электрические машины». Вып. 3 (97). 1979. С. 12—17.
3. Воскресенский В.А., Дьяков В.И., Зиле А.З. Расчет и проектирование опор жидкостного трения: Справочник. М.: Машиностроение, 1983. 231 с.
4. Воскресенский В.А., Дьяков В.И. Расчет и проектирование опор скольжения (жидкостная смазка). М.: Машиностроение, 1980. 223 с.
5. Детали и механизмы металлорежущих станков. Т. 2. Шпиндели и их опоры, механизмы и детали приводов / Под ред. Д.Н. Решетова, Ю.Н. Соколова. Шпиндельные опоры жидкостного трения, с. 91—192. М.: Машиностроение, 1972. 520 с.
6. Квитницкий Е.И. Определение рабочих характеристик опор скольжения, содержащих подшипник с односторонней подачей смазки // Машиноведение. 1986. № 3. С. 67—73.
7. Квитницкий Е.И., Савин А.Ф. Определение характеристик опорных подшипников скольжения с самоустанавливающимися элементами при стационарном нагружении // Машиноведение. 1980. № 5. С. 89—96.
8. Коистантипеску В.Н. Газовая смазка. М.: Машиностроение, 1968. 718 с.
9. Коровчинский М.В. Теоретические основы подшипников скольжения. М., 1959. Машгиз. 403 с.
10. Пинегин С.В., Поспелов Г.А., Пешти Ю.В. Опоры с газовой смазкой в турбомашинах ограниченной мощности. М.: Наука, 1977. 148 с.
11. Пинегин С.В., Емельянов А.В., Табачников Ю.Б. Газодинамические подпятники со спиральными канавками. М.: Наука,* 1977. 107 с.
12. Поддубный А.И. Расчет характеристик гидростатических подшипников с учетом интенсивности сдвиговых и напорных течений // Исследование и проектирование гидростатических опор и уплотнений быстроходных машин. Харьков, 1977. Вып. 4. С. 10—20.
13. Подольский М.Е. Упорные подшипники скольжения. Л.: Машиностроение, 1981. 261 с.
14. Подшипники с газовой смазкой / Под ред. Н.С. Грэссема и Дж. Пауэлла. М.: Мир, 1966. 423 с.
15. Подшипники скольжения. Расчет, проектирование, смазка / Н. Типей, В.Н. Константи-неску, Ал. Ника, О. Бице. АН РНР, Бухарест, 1964. 457 с.
16. Позняк Э.Л. Виброустойчивые подшипники скольжения Ц Вестник машиностроения. 1965. № 10. С. 29-34.
17. Пуш А.В. Оптимизация потерь на трение в гидростатических опорах // Трение и износ. 1982. Т. 3. № 1. С. 129-137.
18. Тодер И.А., Тарабаев Г.И. Крупногабаритные гидростатодинамические подшипники. М.: Машиностроение, 1976. 199 с.
19. Токарь И.Я. Проектирование и расчет опор трения. М.: Машиностроение, 1971. 168 с.
20. Токарь И.Я., Сайчук И.В., Школьник М.Е. К расчету подпятников гидрогенераторов Ц Машиноведение. 1976. № 2. С. 97—101.
Список литературы
769
21. Фомин А.А. Теория электродинамического подшипника // Электричество. 1966. № 2. С. 12-15.
22. Шейнберг С Л, Жедь В.П., Шишеев МД. Опоры скольжения с газовой смазкой. 2-е изд. М.: Машиностроение» 1979. 336 с.
23. ISO / DP 7902 / 1, 2, 3. Plain bearings. Hydrodynamic plain journal bearings under steadystate conditions. Calculations of circular cylindrical bearings. Part 2. Centr. Secretariat ISO» Geneva, 1987, 82 p.
24. Lang C.M., Parsiegh K. Scheibendrossel als Vorfrossel far hydrostatische Lager. Olhydraulik und pneumatik 20 (1976), Nr 3, S. 131-136.
25. Lang O.R., Steinhilper W. Gleitlager, Konst-ruktionbocher, Band 31, Springer Veriag, Berlin, Heidelberg, New York, 1978.
26. Pincus O., Sternlicht B. Theory of Hydrodynamic Lubrication, N.Y. — Toronto — L.: McGraw - Hill, 1961, 465 p.
27. Pollmann E., Vermeulen M. Optimierung hydrostatischer Radiallager, Konstruktion. 36 (1984) H. 4, S. 121-127 and H. 5, S. 167-172; Springer-Verlag.
28. Pollmann E. Berechnungsverfahren far Axi-allager. Konstruktion, 1981, № 33.
29. Sobottka Gert, Hubner Klaus-Dieter. Dauer-magnetische Radiallager und Axiallager Entwick-lungsstand und Tendenz. «Maschinen-madct», 1981, 87,'№ 5, S. 55-58.
30. Wilcock D.F. and Booser E.R. Bearing design and application, McGraw Hill, New York, 1957.
25 Зак. 1113
Г л а в a 4
МУФТЫ ПРИВОДОВ
Муфты приводов, выполняющие основные функции — соединение валов и передачу вращающего момента, способствуют снижению в машинах вредных нагрузок.
Конструирование машин из отдельных соединяемых муфтами узлов, по возможности стандартизованных, является важным средством повышения экономичности производства и эксплуатационных свойств машин.
Длинные валы по условиям технологии и транспортировки делают составными, соединяемыми жесткими некомпенсирующими (глухими) муфтами. Во многих случаях неизбежно взаимное смещение соединяемых валов вследствие неточности изготовления и монтажа, деформаций под нагрузкой и неравномерного нагрева. Компенсирующие муфты снижают вредные нагрузки на валы при их расцентровке. Динамические нагрузки в машинах, обусловленные как рабочими процессами, так и зазорами в приводе, снижают упругие муфты.
Многие машины требуют частых пусков и остановов без остановки двигателя. В этих случаях применяют сцепные управляемые муфты. Для обеспечения плавного пуска машин с большими ускоряемыми массами применяют центробежные или гидродинамические муфты, автоматически соединяющие двигатель с передачей при достижении им заданной частоты вращения. В машинах с неравномерной нагрузкой, вызванной технологическим процессом или неправильной эксплуатацией, применяют предохранительные муфты, автоматически ограничивающие перегрузку остальных механизмов. При необходимости передачи движения и момента только в одном направлении применяют автоматически срабатывающие обгонные муфты (муфты свободного хода). При необходимости сохранения постоянства скорости намотки на барабан с изменяющимся диаметром применяют муфты скольжения.
Расширяется применение управляемых сцепных муфт в приводах с регулированием скорости путем поочередного ручного или автоматического переключения муфтами механических передач. В качестве источника
движения используют двигатели с бесступенчатым или ступенчатым регулированием скорости в некоторой части требуемого общего диапазона регулирования. Возможно применение двигателя с постоянной скоростью, но при этом число ступеней регулирования ограничивается потерями, так как постоянно работают все передачи.
Муфты существенно упрощают конструкцию сложных машин, а также их эксплуатацию и обеспечивают значительные экономические выгоды.
1. ЖЕСТКИЕ НЕКОМПЕНСИРУЮЩИЕ МУФТЫ
Втулочные муфты. Эти муфты предназначены для соединения соосных цилиндрических валов. На рис.1 показаны втулочные муфты (ГОСТ
Рис. 1. Втулочные муфты (ГОСТ 24246—80)
Жесткие некомпенсирующие муфты
771
1. Размеры (мм) и параметры втулочных муфт (рис.1>
Номинальный вращающий момент Т, Н * м, для исполнений d для исполнений D L для исполнений
1 2 3 4 1—4 1-3 4
31,5 63,0 — 18-20 32 55 —
50,0 71,0 100,0 140,0 16-22 38 65 45
90,0 125,0 180,0 250,0 25-28 42 75 50
125,0 180,0 250,0 355,0 26-30 48 90 55
200 280 400 560 32-36 55 105 65
280 400 560 800 32-40 60 120 80
400 560 — 1120 36-45 70 140 90
560 800 — 1600 42-50 80 150 100
800 1120 — 2240 52-60 90 170 110
1120 1600 — 3150 52-60 100 180 120
24246-80). Муфты изготовляют с цилиндрическим посадочным отверстием в четырех исполнениях: 1 — с штифтами по ГОСТ 3129—70 (рис.1,а); 2 — с шпоночным пазом по ГОСТ 23360—78 (рис. 1,6); 3 — с шпоночным пазом по ГОСТ 24071—80 (рис.1,в); 4 — с шлицевым посадочным отверстием по ГОСТ 6033—80 (рис.1,г). Размеры и параметры часто применяемых муфт представлены в табл.1. Материал втулок — сталь 45; для муфт со шлицами — сталь 45, улучшенная, 24—30 HRC3. Предельные отклонения размеров: отверстий — Н14; валов — hl4; остальных — ±1Т14/2.
Муфты отличаются простотой конструкции и изготовления, имеют малые габаритные
Рис. 2. Фланцевая муфта (ГОСТ 20761-80)
размеры, небольшой маховый момент, низкую стоимость. Монтаж и демонтаж муфты связан с необходимостью значительных осевых перемещений валов, что не позволяет применять посадки с.натягом. Поэтому не обеспечивается высокая изгибная жесткость соединения валов. Муфты в исполнении 1 применяют для соединения валов диаметром 6—100 мм и для передачи вращающих моментов 1—4500 Н*м, а в исполнении 4 — для валов диаметром 16—92 мм и вращающих моментов 140—4250 Н * м.
Соотношение основных размеров (рис.1): D ~ (1,5—l,6)d — для исполнения 1 — 4; L ~ 3d — для исполнения 1 - 3 и £ == 2d - для исполнения 4.
Фланцевые (поперечно-разъемные) муфты. Из класса жестких некомпенсирующих муфт эти муфты наиболее распространены вследствие удобства монтажа и беззазорного соединения вадов. На концы валов насаживают полумуфты с фланцами, которые стягивают крепежными винтами.
В муфтах по ГОСТ 20761—80 (рис. 2 и табл.2) центрирование полумуфт и восприятие поперечных сил осуществляют винтами, поставленными через один без зазора. Для предотвращения изгиба валов должна быть обеспечена перпендикулярность торцовых поверхностей полумуфт к оси вала.
Если фланцы полумуфт жесткие и стянуты только винтами, поставленными с зазором, вращающий момент передается силами трения. Расчет сводится к определению диаметра винтов по потребной силе затяжки
F= 4 103 TK/[(D + (1)
25'
772
Муфты приводов
2. Размеры (мм) и параметры фланцевых муфт (рис. 2)
Номинальный вращающий момент, Ту Н • м для стальных муфт d (пред.откл. по Н7) Д не более 1, не более L, не более
для испо лнений
1 2 1 2
31,5 16-22 90 40 28 84 60
63,0 20-28 100 50 36 104 76
125,0 25-36 112 60 42 124 83
160,0 30-36 130 80 58 170 120
250,0 32-36 140
40-45 ПО 82 230 170
400,0 35-36 150 80 58 170 120
40-50 ПО 82 230 170
630,0 45-55 170 140 105 290 220
60
1000,0 50-55 180 ПО 82 230 170
60-71 140 105 290 220
1600,0 60-75 190 140 105 290 220
80-85 170 130 350 270
2500,0 70-71 224 140 105 290 220
80-90 170 130 350 270
100 210 165 430 340
где Т — вращающий момент, Н м; К — коэффициент условий эксплуатации (табл.З); D и d2 — диаметры, мм (рис.2); z — число винтов; f — коэффициент трения.
Крепежные винты, вставленные в отверстия без зазора, рассчитывают по силе среза, Н:
Гср = 210^/(ДО, (2)
ще D{ — диаметр, мм (рис.2).
Если муфты дополнительно нагружены изгибающим моментом и существенной осевой силой, то при расчете винтов следует учитывать увеличение потребной силы затяжки, исключающей раскрытие стыка.
Фланцевые муфты применяют для соединения валов диаметром 11—250 мм, для передачи вращающих моментов 16—40000 Н м. Допускаемая максимальная окружная скорость: v < 70 м/с для муфт из стали, v < 35 м/с для муфт из
3. Значения коэффициента К, учитывающего условия эксплуатации привода
Нагрузка Группы машин К
Постоянная, с кратковременными перегрузками до 120% номинальной Конвейеры ленточные, станки токарные, шлифовальные, фрезерные 1,15-1,2
Переменная, с колебаниями в пределах до 150% номинальной Конвейеры цепные, пластинчатые, винтовые; станки деревообделочные, центробежные насосы 1,3-1,5
Со значительными колебаниями до 200% номинальной Конвейеры скребковые, ковшовые (элеваторы); станки металлообрабатывающие с возвратно-поступательным движением, реверсивные приводы 1,7-2,0
Ударная, достигающая 300% номинальной Поршневые насосы и компрессоры; прессы и молоты, дробилки, шаровые мельницы 2,5-3,0
Жесткие компенсирующие муфты
773
чу туна. Полумуфты изготовляют литьем из сталей 40Л или 35Л. Допускается изготовление полу муфт из чугуна СЧ20; в этом случае вращающий момент в 2 раза меньше.
Полумуфты имеют два исполнения: 1 — с цилиндрическими концами валов по ГОСТ 12080—66; 2 — с коническими концами по ГОСТ 12081—72. В табл.2 приведены только наиболее употребительные размеры муфт.
Основные параметры, конструкция и размеры продольно-разъемных муфт — по ГОСТ 23106— 78. Эти муфты применяют редко вследствие сложности конструкции и наличия неуравновешенных деталей.
2. ЖЕСТКИЕ КОМПЕНСИРУЮЩИЕ МУФТЫ
Эти муфты допускают соединение валов с незначительными взаимными смещениями осей, вызываемыми конструкцией машин, неточнос
тью изготовления и сборки, деформациями валов, осадками фундамента и т.д.
Особую группу составляют шарнирные муфты, допускающие значительные угловые смещения осей валов. Возможные смещения осей валов показаны на рис.З (радиальное а, угловое бу осевое в и комбинированное г).
К недостаткам компенсирующих муфт относят дополнительные нагрузки на валы и опоры при смещениях осей.
Зубчатые муфты вследствие большого числа зацепляющихся зубьев обладают высокой несущей способностью и надежностью при малых габаритах, допускают значительную частоту вращения (окружная скорость на зубьях до 25 м/с).
На рис.4 (табл.4) представлена конструкция муфты, допускающая передачу вращающего момента (ГОСТ 5006-83) 1000-63000 Н • м для валов диаметром 40—200 мм. Муфта состоит из двух втулок с внешними зубьями и двух обойм с внутренними зубьями. Муфты изготовляют
Рис. 3. Виды смещения осей соединяемых валов: а — радиальное; б — угловое; в — осевое; г — общий случай
114
Муфты приводов
а)
Рис. 4. Зубчатая муфта (ГОСТ 5006—83) типа 1 исполнения 1
трех типов: с разъемной обоймой (рис.4,в); с промежуточным валом; с неразъемной обоймой. Втулки муфт первого и третьего типа изготовляют с цилиндрическими отверстиями для валов по ГОСТ 12080—66 и с коническими отверстиями для валов по ГОСТ 12081—72.
Зубья втулок и обойм выполняют с эвольвен-тным профилем (рис.4,6) и углом зацепления а = 20е (ГОСТ 13755—81) двух норм точности: нормальной при окружной скорости v < 15 м/с и повышенной при v > 15 м/с.
Для улучшения компенсирующих свойств муфты зубья втулок следует изготовлять бочкообразной формы (рис.4, в). При этом допустимый перекос оси втулки относительно оси обоймы не более Г 30'. При ожидаемом перекосе до 15* допускается изготовлять зубчатые венцы втулок с прямыми зубьями (рис.4, г).
При комбинации смещений валов допустимые смещения (А, у) снижаются. Допустимая комбинация радиальных А и угловых у смещений представлена на рис. 5.
Кованые заготовки втулок и обойм изготовляют из сталей 35ХМ или 40, 45, 50, а литые
— из сталей 40Л, 45Л. Твердость поверхностей зубьев втулок и обойм 42—50 HRC3. Для муфт с окружной скоростью до 1 м/с допускается твердость 248—302 НВ.
Рис. 5. Допустимая комбинация радиальных и угловых смещений зубчатых муфт по ГОСТ 5006—83 для типов 1 и 3
Жесткие компенсирующие муфты
775
4. Размеры (мм) и параметры зубчатых муфт ио ГОСТ 5006—83
Вращающий момент Г, Н'М d D L, не более Частота вращения, с"1, не более Момент инерции для типа 1, кг - м2 Модуль Число зубьев Ширина зубчатого венца втулки Ь, не менее Расстояние между серединами зубчатых венцов, не более
не более
1000 1600 40 55 145 170 174 90 80 0,05 0,06 2,5 30 38 12 15 60
75 85 125 145
2500 4000 d0 65 185 200 220 75 62 0,08 0,15 3,0 36 40 20
6300 10000 80 100 230 270 270 340 55 47 0,25 0,50 48 56
25
16000 120 300 345 40 1,15 4,0 48 56 30 180
25000 40000 140 160 330 410 415 35 29 2,25
6,00 6,0 46 35 210
63000 200 470 500 20 10,50 56 40 250
Примечания: 1. Параметры муфт с размерами d, меньшими указанных в табл.4, — по ГОСТ 12080—66 и ГОСТ 12081—72. Предельные отклонения размеров d — по Н7.
2. Допускается изготовлять муфты с втулками или фланцевыми полумуфтами для длинных концов валов в соответствии с ГОСТ 12080—66 и ГОСТ 12081—72.
Зубчатые муфты смазывают. Вид масла выбирают в зависимости от температурного режима (табл.5). Масло при работе должно покрывать полную высоту зубьев.
Основным критерием работоспособности муфт является износостойкость зубьев. В условиях перекоса валов контактирующие зубья на каждый оборот проскальзывают в осевом направлении на величину где у — угол перекоса между втулкой и обоймой; De —
диаметр делительной окружности зубьев. При перекосах валов муфта создает изгибающий момент ~ ОД от вращающего.
Муфты подбирают по расчетному моменту Тр в зависимости от номинального момента Тн: Тр = < Т, где К{ — коэффициент
ответственности передачи (табл.6); К2 — коэффициент условий работы (при спокойной работе = 1,0; при неравномерной работе Ki = 1,1-Н,3; при тяжелой работе с ударами
5. Масла для зубчатых муфт (ГОСТ 5006—83)
Диапазон температур, °C Масло Примерные сроки замены масла
основное заменяющее
От минус 15 до минус 40 ТМ-3-9 по ГОСТ 23652-79 — В новых муфтах первая замена масла через 100—150 ч; последующие замены масла через 2000—2500 ч
От минус 15 до плюс 20 МТ-8П И-Г-А—68 по ГОСТ 20799-75 с присадкой ДФ-11 (3-5%)
От плюс 20 до плюс 80 И-Г-С-46, И-Г-С-68 по ТУ 38.10.1413-78
От плюс 80 до плюс 120 И-Т-Д-460 по ТУ 38.101292-78 И-Т-Д-680 по ТУ 38.101292-78
776
Муфты приводов
6. Коэффициент ответственности передачи
Степень ответственности механизма
Останов машины 1,0
Авария машины 1,2
Авария рада машин 1,5
Человеческие жертвы 1,8
Исполнение Г Исполнение!
Рис. 6. Зубчатая муфта фирмы “Куплунгстехник”
= 1,3-5-1,5); К3 — коэффициент углового смещения (при у < 0,25’, К3= 1,0; при у < 0,5’, К3 = 1,25; при у < Г, К3 = 1,5; при у < Г30‘, К3 = 1,75); Т — вращающий момент (табл. 4).
На рис.6 (табл.7) представлена муфта фирмы «Куплунгстехник» (Германия), имеющая стальные зубчатые венцы и пластмассовую обойму. Муфта не требует смазки и отличается быстроходностью.
Цепные муфты отличает использование централизованно изготовляемых цепей, небольшие габариты, простота монтажа без осевых смещений соединяемых валов, способность компенсировать радиальные и угловые смещения валов вследствие зазоров между цепью и зубьями звездочек. Основной причиной отказа
муфты является повышенный зазор при кручении, вызванный износом зубьев звездочек и деталей цепи.
На рис.7 (табл. 8) представлена цепная муфта (ГОСТ 20742—81), состоящая из двух одинаковых звездочек, соединенных однорядной роликовой цепью (ГОСТ 13568—75), и кожуха. Муфты передают вращающий момент 63—8000 Н м.
Полумуфты изготовляют из сталей 45 или 45Л с твердостью зубьев 40—45 HRC3.
Размеры и предельные отклонения профиля зубьев полумуфт — по ГОСТ 591—69, точность выдерживают по 2-му классу.
При вращающем моменте до 1000 Н - м и частоте вращения до 10 с1 допускают применение
7. Размеры (мм) и параметры муфты1 (рис. 6) фирмы «Куплунгстехник»
Исполнение Вращающий момент Г, Нм л, мин1 L D d Макси-мальное радиальное смещение, мм Момент инерции, кг - м2
min max
пот max
10 20 14000 50 40 4 14 1,0
16 32 11800 54 48 8 19 0,3 1,86
20 40 10600 56 52 10 24 3,68
45 90 8500 84 66 10 28 12,4
I 60 120 7500 84 76 12 32 21,9
80 160 6700 84 83 14 38 0,4 34,8
100 200 6000 88 92 20 42 57,1
140 280 5600 104 100 20 48 73,4
380 760 4000 144 140 25 65 0,6 394
700 1400 3150 186 175 30 80 0,7 1482
II 1200 2400 3000 228 210 40 100 0,8 3844
2500 5000 2120 290 270 50 125 1,1 13150
Максимальное осевое смещение 1 мм, угловое смещение Г.
Жесткие компенсирующие муфты
777
Рис. 7. Цепная одпорядная муфта (ГОСТ 20742-81)
муфт без кожухов при наличии ограждения; точность размеров зубьев полумуфт — по 3-му классу (ГОСТ 591-69).
Пальцевые муфты с металлическими дисками или серьгами просты по конструкции» не требуют уходЬ в процессе эксплуатации. Одна
муфта компенсирует только угловое смещение валов.
На рис.8 (табл.9) представлены варианты исполнения муфты и пакет гибких дисков по ГОСТ 26455—85. Пальцы расположены через один по окружности диска. Муфты предназ-
8. Размеры (мм) и параметры цепных муфт (рис. 7)
Номинальный вращающий момент, Г, Нм d (пред. откл. по Н7) D L 1 Радиальное смещение осей валов, не более Частота вращения с*1, не более Цепь по ГОСТ 13568-75 ПР- Число звеньев цепи (число зубьев полумуфты)
не более
63 20,24 ПО 102 36 0,15 27 19,05—3180 12
25, 28 122 42
125 25, 28 125 0,20 23 25,4-6000 10
30, 32 35, 36 162 58
250 32,45 140 20 12
500 40, 45, 55 200 222 82 0,40 17 31,75-8850 14
1000 50, 55 210 224 • 82 13 38,1-12700 12
2000 63,70 280 284 105 0,6 12 50,8—22680
Примечание. Угловое смещение валов не более Г.
778
Муфты приводов
качены для передачи вращающего момента 40— 6300 Н * м. Предусмотрены исполнения муфты: одинарная (рис.8,<0; сдвоенная с промежуточной втулкой (рис.8,6); сдвоенная с промежуточным валом.
В табл. 10 представлены размеры пакета гибких дисков (рис.8,в), изготовленных из коррозионно-стойких сталей по ГОСТ 2283—79 и ГОСТ 4986—79 с термической обработкой.
В сдвоенной муфте фирмы «Ригифлекс» (Германия, рис.9, табл. И) передачу вращающего момента и компенсацию углового смещения
полумуфт обеспечивают стальные термообработанные серьги. Серьги зажимают шайбами. Муфта передает значительные вращающие моменты, не чувствительна к изменению температуры в широком диапазоне, может работать в агрессивных средах. Сдвоенные муфты применяют в случае, когда необходимо компенсировать радиальные и повышенные осевые смещения полумуфт.
Выполнение гибких элементов муфты в виде серег позволяет экономить материал и снижать точность изготовления полумуфт. Для повыше-
6)
Рис. 8. Дисковая полужесткая муфта (ГОСТ 26455-85)
Жесткие компенсирующие муфты
779
9. Размеры (мм) и основные параметры дисковых полужестких муфт (рис. 8)
Номинальный вращающий момент, Г, Н м d (пред, откл. по Н7) А не более / (пред, откл. по Н14) А не более А» не более Частота вращения с*1, не более Допускаемое смещение осей валов для типа 1, не более
для исполнени я 1 осевое угловое
63 18 20,22 25, 28 95 40 50 60 90 ПО 130 230 250 270 180 ±0,5
100 20,22 25, 28 30, 32, 36 105 50 60 80 ПО 130 170 250 270 310 165 0°45'
160 л 32, 36 125 50 60 80 112 132 172 294 314 354 145
250 28 32, 36 40, 45 135 60 80 110 132 172 232 314 354 414 130 ±1,0 Г
400 32, 36 40, 45 145 80 110 174 234 358 418 120
ния предела выносливости серег их свободные поверхности обрабатывают до получения малых параметров шероховатости поверхности.
Методы расчета см. [7, 8].
Шарнирные муфты. В шарнирных муфтах использован принцип работы пространственного шарнира Гука. Они служат для передачи вращающего момента между валами, имеющими угловое смещение осей до 40—45 *.
Шарнирные муфты применяют: для компенсации неточности расположения валов, возникающей при сборке, при деформа
ции рамы и рессор (в транс портных и других машинах);
для передачи вращения переставным валам (шпиндели многошпиндельных сверлильных станков, валки прокатных станов и т.п.);
для передачи вращения узлам, изменяющим положение во время работы.
Часто используют конструкцию, в которой две шарнирные муфты соединяют промежуточным валом; такое устройство называют кардановым валом.
10. Размеры (мм) пакета гибких дисков (рис. 8, в)
Т, Н м Д не более А А> не менее и L*J 1 d Число отверстий п
не более
63 95 75 50 4 0,30 12 4
100 105 80 55 14
160 125 100 70 5
250 135 105 75 0,35 16 6
400 145 112 80 6
630 170 135 95 18
1000 180 145 100 8 20
1600 200 160 105 9 0,40 24
2500 235 175 125 10 0,45 27
4000 260 205 135 12 0,55 31
780
Муфты приводов
Г^ЯЮтМЮНм
Рис. 9. Полужесткая муфта фирмы “Ригифлекс”
Рис. 10. Шарнирная муфта (ГОСТ 5147—80)
Жесткие компенсирующие муфты
781
По габаритам и передаваемым вращающим моментам различают шарнирные муфты:
малогабаритные (рис. 10), предназначенные для передачи малых моментов (12,5—1280 Н * м); шарниры размещены в габаритах ступиц полумуфт;
крупногабаритные, предназначенные для передачи средних и больших моментов (100— 800000 Нм).
При взаимном наклоне осей соединяемых валов вращение ведомого вала одинарной шарнирной муфты происходит неравномерно при равномерном вращении ведущего вала. Если обозначить cot и со2 — угловые скорости ведущего и ведомого валов; у — угол наклона осей валов; а — угол поворота ведущего вала вокруг своей оси, то
®2/®i = cosy/(l - sin2ycos2a).
Периодическое отставание и опережение ведомого вала относительно среднего значения, соответствующего равномерному вращению, вызывает дополнительные динамические нагрузки.
Наибольшее опережение (отставание) ведомого вала
Датах = arcsinV(l - cosy)/siny;
ри у, равном 45; 30; 15’; Датау, равно 9’50’; 4’6’; Г.
Синхронное вращение ведомого и ведущего валов можно обеспечить:
1) постановкой двух последовательно расположенных шарнирных муфт с промежуточным
11. Размеры (мм) и параметры полужестких муфт фирмы «Ригифлеко (рис. 9)
Вращающий момент, Т, Н м Диаметр расточек полумуфт, d D L M G S Число ВИНТОВ Zt и диаметр резьбы
min max
300 14 32 95 220 63 60 68 4ХМ10
480 19 48 135 232 80 70 100 4ХМ12
1500 22 60 170 274 100 80 144 4ХМ12
2400 27 65 190 302 110 90 160 8ХМ12
3000 29 70 210 332 130 95 170 8ХМ12
3750 34 75 230 350 140 100 190 8ХМ16
4800 39 85 245 380 1604 105 190 8ХМ16
6000 44 95 270 404 170 110 230 12ХМ16
10000 49 105 300 436 180 120 260 12ХМ16
12500 54 120 325 466 190 130 280 12ХМ16
16000 59 130 350 496 200 140 298 12ХМ20
20000 64 140 370 518 210 145 320 12ХМ20
25000 69 150 395 553 225 155 340. 12ХМ24
32000 75 160 415 578 240 160 360 12ХМ24
40000 79 180 450 622 254 175 -390 12ХМ24
50000 84 190 470 652 268 185 410 12ХМ24
64000 89 200 500 690 280 195 445 12ХМ24
80000 94 210 550 740 300 210 490 12ХМ30
100000 99 230 590 790 310 230 530 12ХМ30
125000 109 250 650 860 330 250 580 12ХМ30
160000 119 270 690 930 360 270 610 12ХМ36
200000 129 290 750 1000 420 275 650 12ХМ36
250000 139 330 800 1050 400 310 730 12ХМ36
320000 159 350 880 1150 440 340 770 12ХМ36
400000 199 380 940 1210 460 360 800 12ХМ40
500000 210 450 1050 1430 500 450 960 12ХМ40
782
Муфты приводов
12. Размеры (мм) и параметры шарнирных муфт (рис. 10) исполнения 1
Номинальный вращающий момент Т, Н м d D L для типов Z А (справочный)
1 2
112 8,9 16 56 76 20 20
22,4 10,11 20 62, 66 82,92 23 26
45,0 12,14 25 80, 86 106,118 30 32
71,0 16,18 32 112 150 40 38
140,0 20,22 40 140 188 50 48
280,0 24, 25, 28 50 148, 168 206, 326 50,60 58
560,0 30, 32, 35 60 222 292 80 70
1120,0 38 75 236 328 ИО 92
40, 42 296 388
Примечание. При смещениях валов допустимый вращающий момент для муфт Тл = Tcosy, ще Т — табличное значение момента; у — угол перекоса между осями валов
валом так, чтобы оси ведущего и ведомого валов составляли одинаковые углы с промежуточным валом (yt = у2), а вилки на концах промежуточного вала были расположены в одной плоскости;
2) применением сдвоенных шарнирных муфт;
3) применением специальных (синхронных) шарнирных муфт (рис. 12).
Малогабаритная шарнирная муфта общего назначения (ГОСТ 5147—80) представлена на рис. 10 (табл. 12). Муфту применяют для соединения цилиндрических валов с наклоном осей до 45°, для передачи вращающего момента 11,2- 1120 Нм.
Предусмотрены исполнения: 1 — одинарная (рис. 10,а); 2 — сдвоенная с промежуточной вилкой (рис. 10,6). У одинарных муфт вилки 1 соединены сухарем 2, пальцем 3, втулками 4 и штифтом 5. У сдвоенной муфты применена спаренная вилка.
При малых частотах вращения (до 200 мин*1) при углах перекоса валов, отличных от нуля, допустимый момент, передаваемый шарнирной муфтой, Т = 7Hcosy, гце Тн — номинальный вращающий момент; у ~ угол перекоса валов.
При частотах вращения более 200 мин1 муфты подбирают по условию допустимой температуры нагрева шарниров по номограмме (рис. 11).
Созданы синхронные шарнирные муфты [8], отличающиеся тем, что при угловом смещении валов ведомая полумуфта имеет постоянную угловую скорость при постоянной скорости ведущей полумуфты (рис. 12). Вращающий момент передается через шарики, которые самоустанавливаются в биссекторной плоскости. Муфты допускают угол перекоса валов у < 15°.
3. УПРУГИЕ МУФТЫ
Эти муфты отличаются наличием упругих элементов (одного или нескольких) для придания приводу крутильной податливости и для компенсации смещений осей соединяемых валов.
Основные свойства. Упругие муфты способны:
1. Смягчать толчки и удары; при этом кинетическая энергия удара частично аккумулируется упругими элементами, а частично переходит в теплоту.
2. Служить средством защиты от резонансных колебаний.
3. Допускать некоторые взаимные смещения осей соединяемых валов при малых вредных нагрузках на валы и опоры.
Упругие муфты характеризуются:
Упругие муфты
783
Рис. 11. Допустимые мощности и вращающие моменты для малогабаритных шарнирных полумуфт при у = 10‘. Криволинейные участки — по критерию нагрева, прямолинейные — по критерию прочности (ГОСТ 5147—80). Моменты отсчитывают по наклонной сетке
734
Муфты приводов
Рис. 12. Синхронная шариковая муфта
1. Жесткостью при кручении, т.е. отношением вращающего момента Т к углу упругого поворота ф полумуфт (рис. 13).
2. Демпфированием, т.е. способностью необратимо поглощать механическую энергию при деформировании упругого элемента.
3. Энергоемкостью, т.е. работой упругой деформации упругого элемента муфты при действии вращающего момента.
Различают муфты постоянной жесткости при кручении (линейные) и переменной жесткости: с жесткой характеристикой (рис. 13, кривая 2) или с мягкой (кривая 3). Жесткость линейной муфты оценивают отношением С = Т/<р; жесткость нелинейной муфты — производной С = dT/dq в данной точке характеристики муфты. Нелинейные муфты выгодно изменяют динамические свойства машинного агрегата при разгоне и останове.
Демпфирующая способность муфт характеризуется отношением энергии, потерянной за один цикл нагружения муфты, к работе сил упругой деформации за четверть периода (рис. 14): v = AJA^.
Форма петли гистерезиса зависит от материала и конструкции упругого элемента, а для муфт с неметаллическими упругими элементами еще и от закона изменения вращающего момента во времени.
Точное значение относительного демпфирования ф муфты можно определить экспериментально [11]. Обычно для муфт с линейной характеристикой принимают, что демпфирую
щий момент Тл пропорционален скорости относительного поворота полумуфт Тл = /яр.
В этом случае у = 2л/яо/С, где С — жесткость линейной муфты; со — круговая частота колебаний.
Влияние упругих муфт ня снижение динамических нагрузок, расчет нагрузок на муфты. Правильный выбор типа муфты и последующее определение ее размеров по наибольшему вращающему моменту при оптимальных значениях основных характеристик жесткости при кручении, демпфирующей и компенсирующей способности, ресурса и др. является весьма сложным.
Обычно размеры муфты определяют расчетом на прочность или же подбирают по каталогу в зависимости от основного показателя — вращающего момента. Момент приближенно находят по формуле
Коэффициент динамической нагрузки Адин весьма приближенно оценивают в зависимости
Петля гистерезиса при колебаниях вращающего момента относительно постоянного значения
Упругие муфты
785
от типа двигателя и рабочей машины. В этом случае его также называют коэффициентом режима работы. Более точно определяют из расчетов с учетом моментов инерции масс, жесткостей и демпфирования в машинах.
Крутильный удар, вызванный внезапным соединением масс при разгоне или торможении машинных агрегатов, имеющих зазоры в шарнирах, муфтах, зубчатых передачах и д р. Крутильный удар, возникающий в приводе, состоящем из электродвигателя, линейной упругой муфты с жесткостью С и демпфирующей способностью К при внезапном соединении двух маховых масс с моментами инерции и J2, вращающихся с угловыми скоростями соответственно и ш2, вызывает поворот полумуфт на угол
ЧКО = (“огв/“с.д)е'0 5<А:'/| *
гае шсд = V(C//, + С//2) - 0,25№(1//, + 1//2)2 — собственная круговая частота системы с демпфированием; шотн = <р |/=о — относительная угловая скорость полумуфт в начальный момент времени.
'Амплитудное значение вращающего момента
* 1/4)гх
хл/[С - O.S^l/J, + 1//2)р +
Если пренебречь демпфированием в муфте (К = 0), то ще юс =
= + C/J2 собственная круговая частота
системы без демпфирования.
При внезапном соединении масс, имеющих различные угловые скорости, крутильный удар существенно уменьшится с увеличением податливости муфты.
Крутильный удар, вызванный резким набросом нагрузки. Рассмотрим систему с линейной упругой муфтой без демпфирования.
При действии на массу с моментом инерции (рис. 15) крутильного .удара за время t относительный угол поворота полумуфт
<₽(') = - cos(co(Jl)]-
Вращающий момент, действующий на муфту,
Т= Gp =
vjifi = 1 - cos(cocO зависит от соотношения времени t действия крутильного удара и собственной частоты системы сос. Кпи„ может получать значения как меньше 1 (что говорит об эффективности применения упругой муфты), так и больше 1, достигая максимальной величи-ны'2 при t = я/сос.
Действие периодического момента на систему с линейной муфтой. Действие периодического момента можно приближенно заменить действием ряда гармоник, полученных разложением последнего в ряд Фурье. Рассмотрим действие переменного вращающего момента изменяющегося по гармоническому закону как со стороны двигателя, так и со стороны рабочего органа машины, где i — число импульсов нагрузки за один оборот вала (обычно i = 1).
Если на массы с моментами инерции и J2 (рис. 15) действуют с одинаковой частотой моменты соответственно Tusin(ra>0 и T2/sm(zooO, то из решения дифференциального уравнения движения получим:
+ Ti/Cosa //2)2 + (T2/sina /<^2)2
Ф =--------------------------------
max Ш2[(1 - (KD/CD^2)2 + (v/(2k))2]
ще a* = at - 04 — угол сдвига фаз переменных вращающих моментов Ти и T2i.
Наибольшее значение переменного момента, передаваемого муфтой, является векторной сум-
Рис. 15. Двухмассная колебательная система
786
Муфты приводов
мой упругой составляющей момента и составляющей момента сил внутреннего трения.
Если муфта передает еще и постоянный номинальный момент Тн, то суммарный момент составляет
т- Т’вА'див,
гае = 1 + (1/Т^Ту/^ + r2/cosa7/2)2 + + (Tj^naVA)^ + J2);
и=
1 4 (у/(2я))2
[1 - (Ш/Ше)2]2 + (1|//(2я))2
— коэффи-
циент резонанса.
Изменение коэффициента резонанса V представлено на рис. 16 при различном коэффициенте относительного рассеяния у.
Таким образом, применение линейной упругой муфты является эффективным лишь при коэффициенте резонанса К, меньшем единицы, т.е. при oo/cdc > VT; при необходимости работы машины в зоне резонанса эффективным средством снижения момента на муфте является увеличение ее демпфирующей способности.
Правильный выбор и расчет муфты включает:
1. Предварительный выбор конструкции и размера муфты по номинальному вращающему моменту.
Рис. 16. Зависимость Рот у и ito/co
Упругие муфты
787
Рис. 17. Муфта с радиальными пакетами пружин
2. Проверку крутильной жесткости из динамических расчетов колебательной системы двигатель — муфта — передача — рабочий орган машины. Если по крутильной жесткости выбранная муфта не подходит, то следует назначать другой размер муфты или выбрать муфту другой конструкции, приемлемой жесткости.
3. Проверку прочности при кратковременной пиковой нагрузке, действующей при пуске и торможении.
4. Проверку удовлетворения потребному ресурсу по усталостной циклической прочности при действии переменного вращающего момента, а также циклических деформаций упругого элемента, вследствие расцентровки соединяемых валов.
Муфты с металлическими упругими элементами отличаются высокой несущей способностью и работоспособностью в широком температурном интервале, однако они имеют высокую жесткость, сложны по конструкции, дороги, требуют, как правило, постоянного ухода и контроля при эксплуатации.
Муфта с радиальными пакетами пружин показана на рис. 17 (табл. 13). Полумуфты соединены пакетами пружин (рессор), работающих
на изгиб при действии вращающего момента. Внутренние концы пакетов пружин входят в радиальные пазы одной полумуфты; наружные концы — в клиновые пазы другой полумуфты. Полость муфты заполнена пластичным смазочным материалом. Муфта имеет линейную характеристику при кручении до тех пор, пока касательная к упругой линии деформированной пружины не совпадает с кромкой паза (рис. 18); при дальнейшей деформации пружины характеристика муфты нелинейна.
13. Размеры (мм) и параметры муфт с радиальными пакетами пружин (рис. 17)
Т, Нм Лтах» МИН1 d D L В
75 4200 25 120 83 25
300 3500 40 160 113 25
800 2100 55 200 143 30
2500 1650 80 280 203 45
8500 1250 120 360 283 55
17000 1000 150 440 353 60
40000 850 200 570 473 60
75000 800 250 640 543 65
788
Муфты приводов
Рис. 18. Схемы работы упругой пружины переменной жесткости
Без учета влияния сил трения между пластинами полумуфта при действии вращающего момента Т повернется на угол
Фх = [ух + o(l.- x)]/(R + х),
где ух = Fj$/(3EJ) — прогиб пружин; Fx = Т/ l\m(R + х)] — окружная сила, действующая на пакет на плече х; /и — число пакетов; Е — модуль упругости 1-го рода; J — момент инерции поперечного сечения пакета пластин; a, R и I — см. на рис. 18.
На линейном участке характеристики зависимость угла поворота полумуфт cpt от вращающего момента Тх без учета влияния сил трения определяется выражением
Ф1 = TxP/{2mEJ(R + /)].
Напряжения изгиба в пластинах пружин достигают максимального значения при х = а:
ои = fy/W,
где F2 = Т2/[ти(Я + д)] — окружная сила, действующая на пакет; FK — момент сопротивления
поперечного сечения пакета пластин; Т2 = Тт„ — вращающий момент на муфте при х = а.
Муфта с винтовыми пружинами. На рис. 19 представлена муфта «Карделис» фирмы Хохрой-тер Баум (Германия). Полумуфты соединены винтовыми пружинами сжатия, которые опираются на сегменты, посаженные на пальцы с зазором. Пружины ставятся с предварительным натягом и при действии вращающего момента работают через одну. Сегменты изготовляют из пластмасс. Поверхность контакта сегмента с пальцем смазывают пластичной графитной смазкой.
Муфта допускает радиальное смещение валов до 0,012)4 (рис. 19); угловое смещение до 2е; осевое смещение до О,052>я.
На рис.20,в представлена зависимость допустимого радиального смещения осей валов от частоты вращения.
В табл. 14 приведены основные размеры муфты в зависимости от расчетного вращающего момента
^раст “*
где К =
Упругие муфты
789
Рис. 19. Муфта “Карделис”
— коэффициент запаса, принимаемый:
при статической нагрузке..............1
при малых толчках и ударах.........1,25
при средних толчках и ударах........1,5
при сильных толчках и ударах........1,8
— коэффициент, зависящий от типа рабочей машины:
центробежные насосы, вентиляторы, транспортеры...................1,2—1,5
ротационные компрессоры, деревообрабатывающие машины, каландры, легкие станки, транспортеры, текстильные и прядильные машины..............1,5—2,0
печатные станки, бумагоделательные машины, мешалки, мельницы, машины по переработке молока, средние
станки, сушильные барабаны......2,0—2,5
лесопильные рамы, тяжелые станки, судовой привод, воздуходувки, приводы легких
кранов и подъемников............2,5—3,0
приводы нормальных кранов и подъемников, лебедки, транспортные машины и вороты, резиновые вальцы, поршневые компрессоры, цепные
транспортеры....................3,0—3,5
а)
Рис. 20. Схема сил, действующих в муфте “Карделис”
в)
790
Муфты приводов
14. Размеры (мм) и параметры муфты «Карделис» (рис. 19)
Г, Н • м Лтах> МИН'1 В Муфта с малыми отверстиями GD2, Нм2 Крутильная жесткость, Н м/°
^тах / А
46,5 4200 51 100 25 45 98 0,082 6,82
70,0 3800 58 112 28 50 108 0,160 10,50
100,0 3500 65 125 32 55 118 0,280 15,30
135,0 3200 72 140 35 60 128 0,460 20,10
180,0 2900 79 160 40 70 150 0,810 27,00
260,0 2600 88 180 45 75 160 1,600 39,00
375,0 2300 95 200 50 85 180 2,800 55,00
550,0 2100 105 225 55 95 200 4,800 83,00
790,0 1950 115 250 65 105 220 11,600 121,00
1090,0 1800 125 280 75 115 240 14,800 163,00
1430,0 1650 137 315 85 125 260 26,700 210,00
2120,0 1500 150 355 95 140 290 46,100 320,00
3000,0 1350 165 400 105 160 330 87,800 450,00
4350,0 1200 184 450 120 180 370 142,700 642,00
6200,0 1080 204 500 135 200 410 237,000 930,00
8950,0 950 231 560 150 225 465 445,700 1780,00
12750,0 840 258 630 170 250 515 892,000 1870,00
17900,0 750 289 710 200 280 575 1603,800 2610,00
поршневые насосы, привод передвижения тяжелых кранов, перегрузочных мостов, цементные машины, камнедробилки, ковшовые экскаваторы, ковшовые транспортеры.........3,5—4,0
мельницы, привод прокатных станов, роликовые конвейеры
с односторонним вращением.....4,0—5,0
приводы прокатных станов и роликовых конвейеров
с реверсом....................5,0—6,0
К3 — коэффициент, зависящий от типа двигателя:
для одно- и двухцилиндровых двигателей внутреннего
сгорания (ДВС).....................1,4
для трех-, шестицилиндровых
ДВС................................1,2
для ДВС с числом цилиндров более шести и для электродвигателей ..........................1,0
Расчетная схема муфты представлена на рис.20,а. Вращающий момент, передаваемый муфтой,
Т= ^(^cosotj - T^cosoQ,
где z — число сегментов на одной полумуфте; Fj и F2 — силы пружин 7 и 2; at и otj — углы.
Сила пружины F = АС, где С — жесткость пружины; А — сжатие пружины (для пружин 7 А « Ао - (рЛ, для пружин 2 А - Ао + <pR). Здесь Ф — угол поворота полумуфт; Ао — предварительное сжатие пружины; R — см. рис.20,а.
В пределах малого угла поворота полумуфт (ф < ф() все пружины являются рабочими.
При углах поворота, бо'лыпих фр пружины работают через одну. Жесткость муфты См = = sCR2cosa. При действии значительного вращающего момента витки пружины соприкасаются и муфта становится практически жесткой (рис.20,6).
Муфты с неметаллическими упругими элементами. Муфты с неметаллическими, преимущественно резинокордными и резиновыми упругими элементами получили широкое распространение в современном машиностроении благодаря сравнительной простоте конструкции и дешевизне изготовления, отсутствию требований к уходу при эксплуатации, высоким компенсационным свойствам и хорошей демпфирующей способности. Они обладают также электроизолирующей способностью. Однако долговечность резиновых элементов ниже, чем стальных. Резина постепенно теряет свои упругие свойства — стареет, она неработоспособна при высоких
Упругие муфты
791
температурах (более 100*С) и в условиях повышенной радиации.
Муфта с резиновой звездочкой (ГОСТ 14084— 76, рис.21, табл. 15) состоит из одинаковых полумуфг, имеющих на фланцах торцовые кулачки, и упругого элемента в форме звездочки с четырьмя или шестью лучами. Лучи звездочки расположены между кулачками полумуфг и работают на сжатие через один1.
Муфты применяют для соединения валов в диапазоне диаметров 6—48 мм при вращающем моменте 2,5—400 Н * м. Полумуфты имеют два исполнения: 1 — для длинных концов валов (ГОСТ 12080—66) и 2 — для коротких концов валов (ГОСТ 12080—66). Материал полумуфг — обычно сталь 35. Звездочки изготовляют из резин с физико-механическими свойствами:
временное сопротивление при разрыве, не менее............10 МПа
относительное удлинение
при разрыве, не менее..............300 %
относительное остаточное
удлинение, не более................30 %
твердость по ГОСТ 263—75
уел. ед............................50—65
Упругие муфты со звездочкой обладают боль-шой нагрузочной способностью, малыми габаритами. К недостаткам следует отнести необходимость осевых перемещений при монтаже, высокую крутильную, радиальную и угловую жесткость. Допустимое радиальное смещение осей до 0,4 мм, угловое — до ГЗО’. Более совершенной конструкцией упругого элемента является звездочка с лучами бочкообразной формы.
Пальцевые муфты с упругим диском хорошо компенсируют угловые смещения валов, но обладают значительным габаритом по диаметру, допускают простую замену упругого элемента.
В пальцевой муфте с упругим резинокордным диском фирмы Монинхофф (Германия) (рис.22, табл. 16) выполнено армирование отверстий под пальцы, что увеличивает нагрузочную способность муфты.
В муфте «Мегифлекс» фирмы «Вулкан» (Германия) (рис.23, табл. 17, 18) полумуфты поочередно соединяются с упругим элементом пальцами. Резин о металлический упругий элемент выполнен в форме многоугольника, в
1 Разработаны муфты [8], в которых вследствие усложнения конструкции все лучи принимают участие в передаче момента.
Рис. 21. Муфта со звездочкой (ГОСТ 14084—76) вершинах углов которого завулканизированы металлические скобы с. металлическими втулками. Резиновые участки имеют круглое или квадратное сечение и работают через один на сжатие и растяжение. Для повышения долговечности упругих элементов их перед монтажом стягивают обечайкой, уменьшая диаметр D.
На рис. 24 (табл. 19) представлена муфта с привулканизированпой резиновой шайбой, разработанная в МВТУ им. Н.Э.Баумана. Полу-муфты соединены резинометаллическим упругим элементом с помощью винтов. Применение центрирующих колец с двумя кулачками на торце каждого кольца позволяет заменять резинометаллические упругие элементы без осевого смещения соединяемых агрегатов, осуществлять центрирование упругого элемента и в случае его разрушения передачу вращающего момента. Коническая форма торцов резиновой шайбы обусловливает равномерное распределение напряжений в резине при действии вращающего момента, а скругления на внутренней части металлических дисков снижают местные напряжения, вызванные усадкой резины при ее вулканизации. При радиальном
15. Размеры (мм) звездочек для муфт по ГОСТ 14084-76 (рис. 21)
Номинальный вращающий момент Т, Н м D В (пред, откл. +0,2) Н
2,5 30 8,5 10
6,3 42 10,5 10
16,0 50 10,5
25,0 60 12,5 15
31,5 67
63,0 80 14,5 22
125,0 100 16,5
250,0 130 18,5 25
400,0 160 20,5 30
792
Муфты приводов
Рис. 22. Пальцевая муфта с резииокордным диском
16. Размеры (мм) и параметры муфт с резииокордным диском (рис. 22)
Номинальный вращающий момент, Нм лшах» МИН-1 Момент инерции • ю-3, кг - м2 D d d3 L 4
100 7700 1,46 99 14-32 39 75 10 103 16
200 6400 2,91 125 19-38 39 85 10 125 18
350 5200 6,37 143 22-48 48 106 10 136 18
800 4500 16,5 162 24-60 60 120 16 198 27
1200 3800 30,8 196 30-70 70 140 16 232 28
2250 2700 191,0 262 40-100 100 200 24 287 32
Рис. 23. Муфта “Мегифлекс”
Упругие муфты
793
смещении валов скругления снижают касательные напряжения по диаметру d в 1,8 раза.
Металлические детали изготовляют из алюминия или чугуна для малых муфт или из среднеуглеродистой стали для больших муфт.
При действии вращающего момента Т полумуфты поворачиваются на угол
Ф = - rf3)],
где G — модуль упругости резины при сдвиге; Яр и d — см. рис.24. Касательные напряжения в резине
г = 12Т/[я(Р’ - rf’)] < [г];
на поверхности контакта резины с металлом
т( = xD^D^ + Hf.
Радиальное смещение полумуфт от силы Fr
А = 2Frffl/[nbDi(Di - ф].
Угол перекоса полумуфт от изгибающего момента Мя
у = 48Л/иЯ1/[я£ЛР1(Р3 - rf3)],
17. Размеры (мм) муфты «Мегифлекс» (рис. 23)
Обозначение (размер Л) В ^шах D L G Число пальцев
45 22 20 59 70 Мб 4
55 25 25 70 80 М8 4
65 28 30 91 90 М8 6
76 30 35 108 110 М10 6
85 36 45 118 120 М12 6
100 46 50 142 150 М12 6
132 50 68 188 170 М14 6
150 56 78 207 210 М16 6
170 62 86 235 220 М20 6
186 68 96 250 240 М20 6
210 78 ПО 285 280' М24 8
240 86 130 318 310 М24 8
280 100 150 370 350 М27 8
где Е — модуль упругости для резины; к — коэффициент, учитывающий ужесточающее влияние привулканизированных металлических деталей (из эксперимента к = 1,5); остальные обозначения см. рис. 24.
18. Параметры муфты «Мегифлекс» (рис. 23)
Обозначение (размер Л) Номинальный вращающий момент Т, Н м Угол перекоса, У, ’ л, мин-1 Осевая жесткость • 101, Н/мм Допустимое радиальное смещение А, мм Радиальная жесткость • ю-2, Н/мм Допустимое угловое смещение Угловая жесткость • io-1, Нм/* Кру-тильная жесткость динамическая • ю-1, Нм/* GD2, Нм2
45 12 9,5 9000 2,0 3 — 8 — 0,94 0,04
55 20 11,6 7000 3,0 3 — 8 — 1,25 0,08
65 40 9,5 6000 5,0 3 1,5 8 0,08 4,10 0,20
76 80 13,5 5000 6,7 4 1,5 8 0,14 4,60 0,40
85 100 11,0 4500 6,5 4 1,5 8 0,14 6,70 0,70
100 160 8,5 4000 10,5 6 1,9 8 0,28 14,00 2,00
132 270 7,3 3000 6,0 6 3,5 8 0,45 25,00 8,00
150 400 9,0 2700 8,0 9 3,5 8 — 33,00 16,00
170 550 7,8 2300 9,5 9 4,0 8 — 52,00 26,00
186 800 9,6 2100 12,0 12 4,5 8 — 62,00 43,00
210 1200 4,2 1900 25,0 12 8,5 6 — 180,00 78,00
240 1800 4,7« 1700 36,0 15 10,0 6 — 260,00 150,00
280 2400 4,5 1400 40,0 15 11,0 6 — 350,00 320,00
794
Муфты приводов
19. Размеры (мм) и параметры муфты (рис. 24)
Т, Н м D А d г d. • а, ’ L , Н Количество винтов в полумуфте Допустимое радиальное смещение валов, мм
63 ПО 95 38 4,0 Мб 17 120 38 6 1,0
100 125 110 40 4,0 М8 17 135 45 1,1
160 150 130 50 5,0 М8 17 155 50 •1,5
250 170 150 60 6,0 М8 17 180 60 1,7
400 205 180 70 7,0 М10 17 220 72 1,9
630 240 210 85 8,5 М12 17 250 85 8 2,3
800 250 220 90 9,0 М12 17 270 90 2,5
1000 275 240 95 9,5 М16 17 290 95 2,6
1600 320 280 115 11,5 М16 17 350 115 3,2
2500 390 340 140 14,0 М20 17 420 140 3,9
4000 435 380 150 15,0 М20 17 450 152 4,2
6300 515 450 180 18,0 М24 17 540 180 12 5,0
10000 595 520 210 21,0 М24 17 630 210 5,8
Примечания: 1. Размеры кулачков / = 0,25Z>p b = 0,15Z)p 5 = 0,05Z>r 2. Допустимое угловое смещение валов Г20* (соответствует длительному пределу
выносливости).
Рис. 24. Муфта МВТУ с привулкаиизированной резиновой шайбой
Для упругого элемента рекомендуется резина ИРП 13-52 СКИ. Для этой резины [т] = 0,3 МПа.
Ресурс муфты определяется ресурсом упругого элемента. Разрушение носит усталостный характер и происходит под действием циклических деформаций, возникающих в резине от действия переменного вращающего момента и неточного расположения соединяемых валов [8].
На рис. 25 (табл. 20) и рис.26 (табл.21) представлены муфты с торообразиой оболочкой (ГОСТ 20884—82). У муфты, представленной на рис.25, одинаковые полумуфты соединены упругим элементом в виде торообразной выпуклой оболочки, изготовленной из резины или резины, армированной нитями корда. Винтами борт упругого элемента зажимают между фланцем полумуфты и нажимным кольцом, сделанным из двух полуколец. Передача вращающего момента происходит силами трения между резиной и металлом. Ширину кольца выбирают такой, чтобы в
Упругие муфты
795
Рис. 25. Муфта с горообразной выпуклой оболочкой (ГОСТ 20884—82)
20. Размеры (мм) и параметры муфт с горообразной выпуклой оболочкой (рис. 25)
Номинальный вращающий момент Т, Н м d (пред, откл. по Н7) D L Макси- Допустимая частота вращения, с-1 Угол закручивания при номинальном вращающем моменте, не менее Допустимое смещение полумуфт Момент инерции, кг -м2
не более кратко-времен-ный вращающий момент, Нм
осевое радиальное
20 14-18 100 105-110 63 50 5’30’ 1,0 1,0 0,002
40 18-25 125 115-140 125. 0,004
80 22-30 160 140-185 250 2,0 1,6 0,014
125 25-36 180 155-190 400 41 0,025
200 30-40 200 200-250 630 2,5 2,0 0,042
250 32-45 220 205-255 800 33 3,0 2,5 0,074
315 35-45 250 215 1000 33 3,0 2,5 0,12
500 40-55 280 270 1600 26 3,6 3,0 0,21
800 50-63 320 280-330 2500 0,39
1250 55-71 360 280-330 3150 4’30’ 4,0 3,6 0,66
2000 63-90 400 350-400 5000 4,5 4,0 1,2
Примечание. Допустимое угловое смещение полумуфт Г30*.
796
Муфты приводов
Рис. 26. Муфта с горообразной вогнутой оболочкой (ГОСТ 20884—82)
21. Размеры (мм) и основные параметры муфт с горообразной оболочкой вогнутого профиля (рис. 26)
Номинальный вращающий момент Т, Н м d (пред, откл. по Н7) D £_ Допус-каемая частота вращения, с-1 Угол закру-чива-ния при номинальном вращающем моменте, не более Допустимое смещение полумуфг Момент инерции, кгм2, не более
не более
радиальное угловое осевое
25 14-18 ПО 95-100 93,0 16е 0,5 2е 1,6 0,004
40 18-25 130 120-135 86,0 1,0 0,007
63 22-30 150 130-175 80,0 14’30’ 2,0 2’30’ . 2,5 0,012
100 25-36 170 145-180 70,0 0,019
160 30-36 190 190 61,6 15-30* 2,5 з- 3,0 0,030
250 32-45 220 200-245 53,0 0,068
400 36-50 260 210-260 47,3 3’30* 3,6 0,143
630 45-55 300 275 42,0 3,2 4е 4,0 0,238
1000 55-70 340 290-330 37,7 0,320
1600 70-80 350 325-375 34,8 3,5 5е 5,0 0,640
2500 80-90 410 345-395 31,5 4,0 6,0 1,350
4000 90-110 460 415-485 25,0 5’30’ 2,380
6300 100-125 540 510-585 22,0 5,0 7,0 5,750
10000 110-140 620 535-610 19,2 13- 6,0 6- 8,0 12,50
16000 125-160 710 510-720 18,0 9,0 15,80
Упругие муфты
797
результате затяжки винтов борт оболочки сжимался на 20—23% начальной толщины оболочки. С целью повышения срока службы упругого элемента целесообразно снабжать борт внутренним и наружным утолщением. Толщину борта принимают равной 5 = 1,ЗЛ (А — толщина оболочки). 9
Предельный момент, передаваемый муфтой, лимитируется моментом потери устойчивости оболочки либо моментом сил трения в зоне ее крепления (при толстых оболочках). Размеры оболочки выбирают такими, чтобы максимально реализуемые в приводе нагрузки (Ттах) не превосходили 0,3—0,4 момента потери устойчивости.
Муфты различных типоразмеров, предусмотренных ГОСТ 20884—82, геометрически подобны, поэтому в качестве характерного размера принимают наибольший диаметр оболочки Z>, для остальных размеров вводят относительные параметры упругого элемента а = В/D и Р = h/D (В — ширина оболочки; Л — толщина оболочки). Крутильная жесткость, Н * м/рад
Ст =
где кс — коэффициент, 1/рад, определяемый по известным аир (для соотношений размеров оболочки, принятых по ГОСТ 20884—82, а = 0,25; р = 0,05; коэффициент Ас = 0,071); G — модуль упругости резины при сдвиге, Па.
На вращающийся упругий элемент муфты действуют центробежные силы, вызывающие осесимметричное напряженное состояние и появление значительных осевых сил ЛГЦ, стремящихся сблизить полумуфты.
При осевом Дг радиальном Дг и угловом у смещениях полумуфт на валы со стороны муфты действуют реактивные нагрузки (силы и моменты). Формулы для определения реактивных нагрузок представлены в табл. 22.
В ответственных приводах применяют муфты с торообразной оболочкой, армированной кордом. Срок службы резинокордных элементов в 6—7 раз превышает срок службы резиновых упругих элементов [13]. Резинокордные упругие элементы могут передавать бо'льшие моменты.
Для муфт с резинокордным упругим элементом [10] зависимость вращающего момента Т от угла поворота полумуфт <р:
r= QxGhjqC, +
где
с=и 2R + Оь/Д,)2]
р (о/А>)
v Jl-ro/^'l-tg(e/2X (Гр/Д)со8е
’1 + г</Д i+tg(e/2) ’ [Жгр/Д^шер (Гд/Д^-З-схке 11
[1- (Гр/Д))2][1 + (Гр/Др)5ш9]1г
= [1 + (rp/jysinejWpV
4 4 + [Ор/Д>)(1 - н) + 1 - 2g]cose ।
[ 2rt£AJcos0+4ro(n-2e+sin2O)/iy f
/к = (я - IB^o/cosp* — длина нити корда; v = (2п/Р)(В^ + Го)соф* — число нитей в одном слое корда, расположенных в одинаковом направлении; 0* — угол наклона нитей корда
22. Формулы для определения нагрузок на валы для муфт
Название муфты Вид смещения валов Расчетные зависимости
Муфта с горообразной выпуклой оболочкой (рис.25) Радиальное Угловое Осевое Fr = ДДОД; Кг = 1,9 М = у/Ябк; к = 0,235 рад1 Fa = Д^бД,; Ка = 0,3
Муфта с горообразной вогнутой оболочкой (рис.26) Радиальное Угловое Осевое Fr = t^GK^ Kr = 0,88 М = yD^GKj, JL = 0,4 рад1 fa = дл<; к = 0,5
Примечание. Значения AL, Ка приведены для соотношений характерных размеров D, Dlt В и h оболочки, принятых в ГОСТ 20884—82.
798
Муфты приводов
на экваторе, равный углу наклона нитей в браслете; 0 — угол, определяющий длину дуги радиусом r0; Р — шаг расположения нитей в нормальном сечении; ц — коэффициент Пуассона для резины; G — модуль упругости 2-го рода для резины; А* — площадь поперечного сечения нити корда; Ек — модуль упругости для нити корда; Е — модуль упругости 1-го рода для резины; h{ — толщина оболочки за вычетом корда; Д, = D^2.
Зависимость между радиальным смещением Дг и радиальной силой Г/
A43vsin?p7(8^) + nGh^ArJR^/^rJ^ xarctg[V(l - Го/Д>)/(1 + VW1 - t«(0/2))/(l + + tg(0/2))]},
где ВТ = vKro/^Xl - p) + 1 - 2\i]/[2nEh](l + + лгЛ4^)] + 4/(^A)-
Сила от передаваемого муфтой момента для предельных смещений 2—6 мм при 1500 мин-1 (бо'льшие значения для бо'льших муфт) Fr - 0,457/(7^ + г0).
При угловом и осевом смещении валов корд, будучи расположенным по нейтральному слою сечения оболочки, существенного увеличения жесткости не вызывает. Поэтому следует пользоваться зависимостями табл. 22 для резиновых оболочек.
Расчеты металлических деталей муфты приведены в работе [6]. При действии переменного вращающего момента, а также при наличии радиального и углового смещений соединяемых валов в резиновой оболочке муфты возникают циклические деформации, под действием которых оболочка разогревается вследствие высокого внутреннего трения и плохой теплопроводности резины. Расчет температурных полей представлен в [12, 15]. Влияние температуры на изменение крутильной жесткости и демпфирующей способности муфты с выпуклой оболочкой представлено в [11].
Муфта с оболочкой вогнутого профиля (рис.26, табл.21—23) состоит из двух одинаковых полумуфт, между которыми расположен упругий элемент, прижимаемый к полумуфтам нажимными кольцами и винтами. Эти муфты отличаются от муфт с оболочкой выпуклого профиля простотой конструкции вследствие уменьшения числа деталей, простотой замены оболочки без осевого смещения соединяемых атрегатов, снижением вредного влияния центробежных сил.
Влияние местных напряжений при зажиме борта для этих оболочек не существенно [13]. Предельная частота вращения муфты на 40—60% выше, чем муфты с упругим элементом выпуклого профиля, осевые силы снижаются в 2—3 раза.
23. Размеры оболочки (мм) (рис. 26)
Номинальный вращающий момент, Т, Н м А А А В b h г djm
25 108 85 97 36 32 11 7 2,0 7/6
40 125 100 113 41 37 12 8 2,0 7/6
63 145 120 133 48 44 13 9 2,0 1/6
100 165 140 153 54 50 15 11 2,0 1/6
160 185 160 173 63 58 17 12,5 2,5 1/6
250 215 186 200 73 68 20 14,5 2,5 9/6
400 250 218 234 85 80 22 17 2,5 11/6
630 290 255 273 99 93 26 20 3,0 13/8
1000 335 300 318 116 ПО 29 23 3,0 13/8
1600 345 305 325 118 112 30 23,5 3,0 13/8
2500 405 360 382 141 132 37 28 4,5 13/8
4000 450 405 428 159 150 41 32 4,5 13/10
6300 530 480 505 184 175 46 37 4,5 15/10
10000 610 560 585 215 205 53 43 5 15/12
16000 700 650 675 250 240 60 50 5 17/12
Примечание. dn и тп - - диаметр и число отверстий.
Упругие муфты
799
Расчет крутильной жесткости муфты с резиновым упругим элементом вогнутого профиля проводят при коэффициенте kz = 0,076. Наибольшие касательные напряжения возникают в экваториальном сечении на наружной поверхности оболочки. Расчетные формулы сил,
обусловленных наличием смещений валов для муфт вогнутого профиля, представлены в табл.22.
На рис.27 (табл.24) представлена лепестковая муфта по ОСТ 95.1000—83. Эти муфты отличают повышенные компенсирующие свойства,
24. Размеры (мм) и параметры лепестковой муфты (рис. 27,а)
Условное обозначение муфты Номинальный вращающий момент, Нм Число лепестков d D L С Допустимое смещение полумуфг
радиальное осевое угловое
МУЛ 201 16 4 19 22 24 168 117 23 5 5 5е 30*
127
МУЛ 202 31,5 6 22 24 28 198 137 5е
147
МУЛ 203 50 4 24 28 32 225 178 188 208 44 9 8 5е 30*
МУЛ 204 100 6 28 32 38 280 188 5е
208
МУЛ 205 160 4 38 42 48 338 280 86 16 12 5е 30*
310
МУЛ 206 315 6 48 55 60 405 340 5е
370
Примечание. Наибольшая частота вращения 1500 мин-1.
800
Муфты приводов
25. Размеры (мм) лепестков для муфты (рис. 27,0)
Условное обозначение муфты н h *1 В А А А А А А b
МУЛ 201 МУЛ 202 56,5 25 8 69 16 12 37 31,5 21,5 15 40
МУЛ 203 МУЛ 204 80 30 110 25 19 60 50 35 20 60
МУЛ 205 МУЛ 206 120 40 15 170 34 28 102 80 56 30 80
хороший отвод теплоты от резиновых упругих элементов. Однако диаметральные габариты муфты велики. Муфта состоит из двух одинаковых полумуфг, резиновых или резинокордных лепестков, прижимных колец с винтами.
На рис.27,0 (табл.25) представлены основные размеры трех лепестков, применяемых для образования шести типоразмеров муфт. В работе [2] из рассмотрения напряженно-деформированного состояния стержня двоякой кривизны численными методами получены жесткостные характеристики муфты при расцентровке валов и при действии вращающего момента и центробежных сил.
Муфта фирмы «Вулкан» (Германия) (рис.28, табл.26) имеет упругий элемент в виде равнопрочной резинокордной оболочки.
Муфта выпускается в двух исполнениях: с радиальными кулачками, ограничивающими угол поворота полумуфт (рис.28); без ограничения угла поворота полумуфг. Полумуфты через промежуточные детали соединены с
26. Размеры (мм) упругой муфты (рис. 28)
Обозначение муфты d D А А L /
0422 20 $0 210 22? 21 83 02
0522 25 55 238 268 23 92 69
0622 30 65 270 304 26 106 80
0732 40 75 317 354 36 132 103
0822 50 100 375 420 47 162 126
1022 60 120 438 486 52 185 143
1222 70 135 503 561 66 216 168
1411 80 160 696 767 67 268 199
1422 584 650 75 254
1711 95 190 822 908- 77 308 222
1712 696 767 82 283
2021 115 230 953 1051 88 360 258
2022 822 908 100 331
2421 135 280 1087 1195 80 440 302
2422 953 1051 116 388
2822 175 310 1087 11?5 116 476 358
3022 225 330 1194 1315 131 520 400
т!
Рис. 28. Упругая муфта фирмы “Вулкан”
Сцепные управляемые механические муфты
801
Рис. 29. Профили кулачков
упругими элементами, между которыми размещен диск. Радиальные кулачки входят в зацепление при превышении угла поворота (pmgv полумуфт и после разрушения резинокордного упругого элемента.
Применением двух резинокордных элементов исключили появление осевых сил при действии на муфту вращающего момента. Усиленная конструкция упругих элементов (наличие нескольких слоев корда, а также металлических колец в бортах упругого элемента с отверстиями) обеспечили высокую несущую способность и надежность муфты. Эту муфту с успехом применяют в главном приводе крупнотоннажных судов для снижения амплитуд вредных крутильных колебаний.
4. СЦЕПНЫЕ УПРАВЛЯЕМЫЕ МЕХАНИЧЕСКИЕ МУФТЫ
Сцепные муфты, позволяющие соединять и разъединять вращающиеся или неподвижные валы, разделяют на муфты с профильным замыканием (кулачковые и зубчатые) и на фрикционные муфты. Применяют комбинации этих муфт. Фрикционные муфты широко используют при частых пусках и остановах, при необходимости изменения режима работы, например, автомобилей, прессов, станков.
Кулачковые и зубчатые муфты. Для передачи значительных моментов и необязательной плавности соединения применяют кулачковые или зубчатые муфты. Они имеют значительно меньшие габаритные размеры и массу, чем фрикционные муфты.
Треугольный профиль купзмкоъ (мышиный зуб, рис.29,а) обеспечивает легкость и быстроту включения муфты, обусловленные большим числом кулачков (обычно z = . 15-НЮ). Угол профиля а = 30^-45°. Используют для муфт, передающих небольшие вращающие моменты.
Трапецеидальный профиль (рис.29,6) используют для муфт, передающих большие вращающие моменты при высоких частотах вращения. Угол профиля а = 34-5°, число кулачков 3—15. Муфты с трапецеидальными и треугольными кулачками нуждаются в небольшом осевом поджатии.
26 Зак. 1113
Прямоугольный профиль (рис.29,tf), применяемый для муфт тяжелонагруженных машин, обеспечивает сцепление валов с окружным зазором. Такие муфты труднее включаются, но не требуют постоянной осевой силы прижатия и имеют контакт зубьев по поверхности при включении и выключении.
Несимметричные треугольные и трапецеидальные профили (рис.29,г, д) используют для муфт нереверсивных приводов. Для облегчения включения муфт применяют подрезание головки кулачка (рис.29,е).
Профили кулачков в продольном сечении показаны на рис29,ж, з, и. Для муфт с постоянной высотой кулачков, симметричным профилем и плоскими рабочими поверхностями число кулачков лучше выбирать нечетным, что позволяет за один проход обрабатывать две рабочие храни противоположно расположенных выступов.
При плоских рабочих поверхностях кулачков треугольного и трапецеидального профиля правильный контакт по поверхности происходит только при полностью включенной муфте. В ответственных муфтах, включаемых под нагрузкой, применяют сложные в изготовлении винтовые рабочие поверхности.
Материал кулачковых муфт должен обеспечить высокую твердость рабочих поверхностей кулачков и посадочной поверхности подвижной полумуфты. Для полумуфт используют стали типа 20Х, 12ХНЗА с цементацией и закалкой до твердости 54—60HRC3. Муфты больших размеров, работающие при редких включениях, изготовляют из стали 45 или 45Л, а в ответственных конструкциях при частых включениях и выключениях — из сталей 40Х, 40ХН, 35ХГСА и др. Рабочие поверхности кулачков закаливают до твердости 40—45 HRC3.
Критериями работоспособности кулачковых муфт являются износ и прочность на изгиб кулачков. Кулачки изнашиваются при несоосных валах и включениях вращающейся муфты. Контактные напряжения подсчитывают в предположении равномерной работы всех кулачков включенной муфты
р = 2T/(dzA) < [р], где Т — расчетный вращающий момент; d — средний диаметр муфты (по кулачкам); А — площадь проекции опорной поверхности кулачка; z — число кулачков.
Допустимые контактные напряжения [р] для твердых рабочих поверхностей кулачков принимают: 90—120 МПа для муфт, включаемых в состоянии покоя, 35—70 МПа — для муфт, включаемых на ходу. Большие значения принимают при малом числе кулачков.
Номинальное напряжение изгиба у основания кулачков в предположении, что сила приложена
802
Муфты приводов
Рис. 30. Сцепная зубчатая односторонняя муфта по ОСТ 90-0991-75
к вершинам кулачков при неполном включении,
ои = 2Thk/(dzW) < от/5,
где h — высота кулачков; W — осевой момент сопротивления сечения основания кулачка изгибу; к — коэффициент неравномерности нагружения кулачков, равный 2—5 (меньшие значения — при большей точности изготовления и малом числе кулачков); S > 1,5 — коэффициент безопасности.
На рис. 30 (табл.27) представлена зубчатая муфта (ОСТ 90-0991—75), состоящая из двух полумуфт, одна из которых представляет собой зубчатое колесо с внутренними зубьями, а вторая — с наружными зубьями того же модуля. Исходный контур эвольвентных зубьев по ГОСТ 13755—81. Параметры зацепления соответствуют степени точности 8—А. Для облегчения включения и повышения ресурса муфты торцы зубьев закругляют. Полумуфты изготовляют из стали 40Х с закалкой ТВЧ до 48—54 HRC3 или из стали 20Х с цементацией и закалкой до твердости 56— 62 HRC3.
Недостатком кулачковых и зубчатых муфт является самопроизвольное выключение после некоторого износа кулачков (зубьев). Поэтому в кулачковых муфтах применяют «самоблокирующие» профили (с отрицательным углом наклона), а в зубчатых муфтах применяют замок-ступеньку или утонение средней части зубьёв [7].
Фрикционные муфты. Муфту включают плавным прижатием рабочих поверхностей, а выключают их разъединением. В период включения происходит скольжение фрикционных поверхностей. После окончания включения скольжение отсутствует, однако при перегрузках проскальзывание возможно.
Фрикционные муфты по форме трущихся поверхностей разделяют на дисковые, конусные, цилиндрические (рис.З 1). Различают способы управления муфтами: механический, гидравлический, пневматический и электромагнитный.
27. Основные параметры и размеры (мм) сцепной муфты (ш = 2 мм) (рис. 30)
Т, Н м D L Число зубьев z b
400 25 51 26 8
500 26 55 28 9
630 32 59 30 9
800 34 62 32 10
1250 38 68 34 12
2000 42 78 38 15
3150 48 87 42 18
4000 54 91 46 18
5000 60 98 50 20
Появились комбинированные дисковокулачковые муфты, в которых после плавного включения в результате сжатия фрикционных дисков в зацепление входят кулачки и передача момента осуществляется зацеплением кулачков. Различают муфты сухие и работающие со смазочным материалом, который уменьшает износ рабочих поверхностей и обеспечивает стабильность коэффициента трения.
К фрикционным материалам муфт предъявляют требования: постоянство коэффициента трения при изменении скорости скольжения, давления и температуры; высокая износостойкость; теплостойкость; высокая теплопроводность; хорошая прирабатываемость; хорошая обрабатываемость и малая стоимость; нечувствительность к химическому воздействию смазочных масел.
Для муфт, работающих в масле, используют закаленную сталь по металлокерамике, закаленную сталь по стали, бронзу по стали или чугуну. Чугуны при достаточно высоком коэффициенте трения обладают малой склонностью к заеданию. В муфтах с малыми нагрузками применяют чугунные диски без смазочного материала с твердостью не менее 210 НВ.
Фрикционные диски с металлокерамическим покрытием выгодно отличаются от стальных и чугунных дисков большими силами трения, хорошим сопротивлением износу, высокой теплопроводностью и др. Эти свойства достигаются подбором соответствующих легирующих добавок. Металлокерамический слой наносят на торцы металлического диска с последующим уплотнением и спеканием в пресс-форме, в которой соблюдается параллельность торцов. Таким образом, отпадает необходимость шлифования, что удешевляет изготовление дисков.
Сцепные управляемые механические муфты
803
Для дисков больших диаметров (1200 мм и более) изготовляют стальные секторы с напрессованным металлокерамическим слоем. Эти секторы крепят к стальному диску. Обычно применяют металлокерамику ФМК-11 с коэффициентом трения до 0,6 при 200‘С, до 0,2 при 800*С, а также металлопластику МПК, представляющую собой железный пористый каркас, пропитанный фенолформальдегидной смолой. МПК отличает стабильный коэффициент трения 0,35—0,4 в широком диапазоне температур (до 800*С).
Фрикционные накладки либо приклеивают к металлу, либо приклепывают. Первый способ предпочтителен.
В муфтах (без смазывания) основное применение имеют пары сталь или чугун по накладкам из фрикционного материала. Применение накладок в виде отдельных сегментов, а не сплошной полосы улучшает теплоотвод, удаление продуктов изнашивания и уменьшает износ в 1,5—2 раза.
Для работы в тяжелых условиях применяют ретинакс, обладающий большим и устойчивым коэффициентом трения. Изготовляют две модификации ретинакса (ГОСТ 10851—73):
ФК-24А и ФК-16Л. В последнюю дополнительно вводят латунную проволоку, что повышает теплопроводность и износостойкость при больших давлениях. Ретинакс применяют при температуре поверхностей трения до ЮОО'С.
В табл. 28 приведены приближенные значения коэффициента трения, допустимых давлений и температуры фрикционных пар.
Дисковые муфты (см. рис. 31, а) рассчитывают по моменту
Т=5ТС,
аде Т — расчетный момент; Тс — момент сопротивления; S — коэффициент запаса сцепления муфты (табл. 29).
Момент трения, передаваемый муфтой,
= О,5я^Р4,[р1,
где b = (Di - D2)/2 — рабочая ширина дисков;
= (А + D2)/2 — средний диаметр рабочей поверхности дисков; z — число поверхностей трения.
Принимают D2/Dx = 0,5-М),8, что соответствует отношению b/D^ = 0,1-М),35 (обычно принимают 0,25).
а — с плоскими поверхностями трения; б — с коническими поверхностями трения; в — шиннопневматическая; г — с разжимным внутренним кольцом
26*
804
Муфты приводов
28. Коэффициент трения, допустимые давления и температура фрикционных пар
Фрикционная пара Коэффициент трения Давление [р], МПа Температура, •с
без смазки со смазкой с попаданием масла
Металлокерамика — закаленная сталь 0,18-0,4 0,08-0,15 — Без смазки 0,3—0,5; со смазкой 0,8-1 —
Ретинакс марки ФК-24А (ГОСТ 10851-73) -закаленная сталь 0,25-0,35 0,08-0,1 — Без смазки 1,0-1,5 600-800
Закаленная сталь по стали — 0,02-0,06 (0,1—0,12)"* — Со смазкой 0,5-1 150-250
Композиционный материал марки НСФ-6 (ГОСТ 1786-88) на основе каучука с металлическим наполнителем — закаленная сталь 0,4-0,53 100-150
Тормозная лента ВИАМ-12 - сталь 0,28-0,33 0,08-0,1 — Без смазки 0,6-0,8 со смазкой 0,9-1 —
Порошковые металлические обкладки — закаленная сталь 0,35-0,55 0,05-0,1 — Без смазки 0,8-1; со смазкой 1-1,5 —
Бронза — сталь 0,1-0,15 0,05-0,1 0,1 Без смазки 0,4-0,5; со смазкой 0,6—0^8 150
Чугун — сталь 0,15-0,18 0,06-0,08 0,12 Без смазки 0,25—0,4; со смазкой 0,6-0,8 150
Чугун - чугун 0,15-0,2 0,05-0,08 0,15 Без смазки 0,4-0,6; со смазкой 0,6-1 300
4 При граничном трении, имеющем место при канавках на дисках.
Примечания:
1. Меньшие значения давлений* — при большем числе поверхностей трения; большие — при малом.
2. При v > 5 м/с давления рекомендуется снижать: при v = 5 м/с — на 15%, при v = 10 м/с — на 30%, при v = 15 м/с — на 35% (скорость по среднему радиусу поверхности трения у = ЯГд,»/30)
Сцепные управляемые механические муфты
805
Число пар поверхностей трения
г=2Т/(я#[р]ед.
Здесь kz — коэффициент, учитывающий влияние числа дисков в муфте на силу включения (передаваемый момент) [с увеличением числа дисков растет доля силы включения, затрачиваемая на преодоление сил трения в шлицах (пазах) при движении дисков] (табл. 30).
Необходимая осевая сила Ft Н определяется из условия
р = F/A < [р],
где А = nD^b — площадь трения.
Для обеспечения зазоров (0,3—1,0 мм) между дисками в расцепленном состоянии и уменьшения остаточного момента трения применяют предварительно деформированные диски
(рис.32,5). Под действием силы включения муфты диски становятся плоскими. Возможно применение пружин, раздвигающих диски в выключенной муфте. Для лучшего смазывания, охлаждения и отвода продуктов износа диски снабжают отверстиями, пазами, прорезями.
В конусной муфте (см. рис.31,б) из условия равновесия полумуфты
F= 27^,(sina + finsal/tD'Jh
»TW = 0,5nJ\p]bD^
где f — коэффициент трения; [р] — допустимое давление на фрикционных поверхностях; b = = dj/cosa.
Для устранения самозаклинивания включенной муфты необходимо, чтобы a > (р, где (р — угол трения. Обычно принимают a > 12-45*.
На рис.32, а представлена конструкция многодисковой муфты по МН—5664—65. Разработанный рад муфт предназначен для передачи вращающих
Рис. 32. Многодисковые муфты но МН—5664—65 (а) и размеры дисков (б)
806
Муфты приводов
29. Коэффициент запаса сцепления муфты
Машины и механизмы S
Металлорежущие станки Автомобили Сельскохозяйственные тракторы Транспортные тракторы Поршневые насосы (многоцилиндровые), вентиляторы, прессы Компрессоры, большие вентиляторы, поршневые насосы, деревообрабатывающие станки, механизмы подъемно-транспортных машин Муфты: включаемые под нагрузкой включаемые без нагрузки 1,3-1,5 1,2-1,5 (ДО 2) 2,0-3,5 1,5-2,0 1,3 1,7 1,35-1,50 1,25-1,35
моментов 25—2500 Н м; основные размеры и параметры муфт приведены в табл.31.
Нормалью установлены следующие типы муфт: масляные со шлицевым отверстием (МТМ-1 односторонние; МТМ-2 двусторонние); масляные с гладким отверстием и шпоночным пазом (МТМ-1 А — односторонние; МТМ-2А — двусторонние); сухие со шлицевым отверстием (МТМ-1 С односторонние; МТМ-2С двусторонние); сухие с гладким отверстием и шпоночным пазом (МТМ-1АС — односторонние; МТМ-2АС — двусторонние).
30. Коэффициент влияния числа дисков на силу включения муфты
Z Z kz
3 1 8 QJ5
4 0,97 9 0,82
5 0,94 10 0,76
6 0,91 11 0,75
7 0,88 — —
Даны также указания по выбору муфт и области их применения.
Конструкции дисков стандартизованных муфт представлены на рис.32, £ Предусмотрены следующие типы дисков: ДУВ-1 — диски узкие внутренние с металлокерамическим покрытием для работы без смазывания; ДУВ-2 — диски узкие внутренние с пластмассовым покрытием; ДУВ-3 — диски узкие внутренние с металлокерамическим покрытием для работы со смазыванием; ДУВ-4 — диски узкие внутренние без покрытия; ДУН-1 — диски узкие наружные плоские; ДУН-2 — диски узкие наружные синусные.
В табл. 32 даны размеры узких дисков по рис.32, б.
На рис.33 (табл.33) показана конусная фрикционная муфта фирмы «Деш».
Фрикционные многодисковые муфты по нормали станкостроения Р-94-1 и Р-94-2, а также фрикционные муфты с пневматическим и гидравлическим управлением см. [3, 4].
Шинно-пневматические муфты применяют в установках для форсированного бурения нефтя-
31. Размеры (мм) и параметры многодисковой фрикционной муфты (рнс. 32)
Обоз-нале-ние Исполнение А А А Число пазов п 1_ь f Осевая сила на кольце F, Н Номинальный вращающий момент Т,Нм Максимальная частота вращения, мин4
МТМ-1 и МТМ-2 (шлицы) Исполнение
МТМ-1 МТМ-2
Z d D b
06 6 21 25 5 84 80 70 6 72 115 10 80 25 3000
07 26 30 6 94 90 78 82 130 12 90 40
08 28 34 7 104 100 86 85 135 10 120 63
09 8 36 40 118 ПО 95 95 150 в 170 100 2500
10 42 46 8 133 125 105 8 ПО 175 14 230 160 2200
П 46 54 9 148 140 115 13 360 250 2000
12 56 65 10 168 160 130 130 210 14 490 400 1800
в 62 72 12 188 180 140 150 250 20 620 630 1600
14 10 72 82 213 200 165 175 280 23 660 1000 1400
15 82 92 235 220 185 200 325 25 810 1600 1100
16 92 102 14 265 250 210 10 225 370 29 1250 2500 900
Сцепные управляемые механические муфты
807
32. Размеры (мм) узких дисков (рис. 32,0)
А (пред. 0THI. по hll) А 4 (пред, откл. по hll) /)хюхг шлицы ъ h Число пазов п S для дисков *2
ДУВ-1 ДУВ-2 ДУВ-3
45 33 49 32X1,5X20 8 2,5 4 1,4 1,4 1,1 0,8 0,96
50 36 54 35x1,5x22 8 2,5 4 1,4 1,4 1,1 0,8 0,98
55 41 59 40x1,5x26 10 2,5 4 1,4 1,4 1,1 1,0 0,99
60 47 64 45X2,5X16 10 2,5 4 1.6 1,6 1,3 1,0 1,20
70 52 74 50x2,5x18 10 2,5 4 1,8 1,8 1,4 1,0 1,23
80 62 84 60x2,5x22 12 2,5 6 1,8 1,8 1,4 1,2 1,26
90 67 94 65x2,5x24 12 2,5 6 2,0 2,4 1,7 1,2 1,46
100 77 104 75x2,5x28 12 2,5 6 2,0 2,4 1,7 1,2 1,49
110 82 118 80x2,5x30 16 4,5 6 2,0 2,8 1,7 1,6 1,53
125 92 133 90x2,5x34 16 4,5 6 2,4 3,2 2,1 1,6 1,92
140 102 148 100X2,5X38 16 4,5 8 2,6 3,6 2,1 1,6 1,95
160 112 168 110x2,5x42 20 4,5 8 2,6 3,6 2,1 1,6 2,00
180 122 188 120x2,5x46 20 4,5 8 3,0 4,4 2,6 2,0 2,40
200 143 213 140x5x26 20 7,0 8 з,з 4,4 2,6 2,0 2,45
220 163 235 160x5x30 25 7,0 8 з,з 5,0 2,6 2,0 2,50
250 183 265 180X5X34 25 8,0 10 4,5 5>5 3,5 2,5 3,00
280 203 295 200x5x38 25 8,0 10 4,5 6,5 3,5 2,5 3,05
320 223 335 200X5X42 32 8,0 10 4,5 6,5 3,5 2,5 3,12
360 243 375 240X5X46 32 8,0 12 6,2 9,2 4,8 3,2 3,82
400 425 425 240x5x50 32 13,0 12 6,2 9,2 4,8 3,2 3,90
Примечание. Фрикционные покрытия для дисков ДУВ-1 и ДУВ-2 имеют коэффициенты трения покоя > 0,35; движения /> 0,3; для дисков ДУВ-3 /> 0,22.
Рис. 33. Конусная фрикционная муфта фирмы “ДепГ (Германия)
ных и газовых скважин, в приводах судовых установок, в экскаваторах, конвейерах и других машинах. Эти муфты отличаются удобством управления, легкостью регулирования, компенсацией износа фрикционных поверхностей; могут быть использованы в качестве тормозов. К недостаткам относят значительную стоимость резинокордного баллона, чувствительность к попаданию на резину масла, щелочей и кислот.
33. Размеры (мм) и параметры конусной муфты (рис. 33)
Т, Н м л, мин*1 / d D А L
71,6 4000 90 20 125 100 120
145 3200 101 25 152 125 135
215 2550 136 20-35 195 160 183
358 2120 153 30-55 235 200 216
573 1710 176 45-65 290 250 255
1150 1360 216 60-80 365 315 310
1790 1225 256 70-100 410 355 390
3580 1080 315 90-120 450 400 470
7160 855 389 110-140 580 500 565
14320 700 470 130-170 710 630 688
808
Муфты приводов
Различают конструкции шинно-пневматических муфт: радиальные с колодками (рис.31,в) и осевые с дисками.
В радиальных шинно-пневматических муфтах вращающий момент передается силами трения между колодками резинокордного баллона, связанного с одной полумуфтой, и цилиндрическим ободом второй полумуфты (барабаном).
Существуют также шинно-пневматические муфты бесколодочного исполнения. Отсутствие фрикционных колодок облегчает монтаж и обслуживание муфты.
Шинно-пневматические муфты выбирают по расчетному моменту
Т= 5^,
где Тн — номинальный вращающий момент, Н м; S — коэффициент запаса сцепления, равный 1,2—1,5; Кр — коэффициент режима.
Зная расчетный момент и учитывая требование Т< Т (Ттят — максимальный момент, допустимыидля муфты данного размера), находят необходимый размер муфты.
Давление на поверхности трения (МПа)
р = 2Т/(пЩ>/)9
где — диаметр поверхности трения; b — ширина колодок (см. рис. 31,в); f — коэффициент трения.
Резина-сталь при давлении воздуха:
f ...................0,4—0,45 ...................0,35-0,4 ...................0,3-0,35
до 1 до 2 св. 2
МПа МПа МПа
Давление в баллоне увеличивают на 10% для преодоления упругой деформации баллона и действия центробежных сил на баллон с колодками.
Максимальный допустимый момент определяется прочностью деталей муфты и прочностью резинокордного баллона.
У шинно-пневматических муфт, выпускаемых фирмой «Биндер» (Германия), сцепление полу-муфт происходит в радиальном направлении благодаря резинокордному баллону, соединенному с внутренней поверхностью барабана (рис.34); либо баллон постоянно соединен с наружной поверхностью барабана, расположенного внутри баллона. Оба исполнения имеют варианты, в которых баллон передает момент или баллон разгружен от передачи момента.
Шинно-пневматическая муфта (рис.34) имеет стальной барабан с одно- или двусторонним фланцем для соединения с соседними деталями, к нему привулканизирована резинокордная шина, которая при подаче воздуха прижимает тормозные колодки к барабану, расположенному внутри. Тормозные колодки, состоящие из стального корпуса с приклеенными фрикционными накладками, соединены с шиной штифтами. Податливость резинокордной оболочки в окружном направлении делает муфту упругой. Центробежные силы, действующие на фрикционные накладки и шину, способствуют процессу выключения муфты. Параметры и размеры муфты представлены в табл.34. С целью увеличения передаваемого вращающего момента муфты выпускают сдвоенными.
34. Параметры и размеры (мм) шипно-пневматических муфт (рис. 34, а и 4)
Номинальный момент, Н-м, при давлении р=5,3105, МПа Момент инерции, кгм2 Частота вращения, МИН’1 Объем баллона при нор-мальном давлении, ДМ3 Объем баллона при соприкосновении с барабаном и при изношенных обкладках, дм3 Масса, кг D L G А S и Z W
п
113 0,0084 1800 1800 0,066 0,147 1,15 66,1 184,1 104,8 2,4 148 6 50,8
230 0,042 1800 1800 0,197 0,33 3,2 74,6 — 273,1 156,4 2,4 230 6 50,8
485 0,084 1340 1800 0,295 0,47 4,1 87,3 — 327,03 207,2 2,4 284 8 63,5
920 0,253 1070 1800 0,44 0,85 8,6 104,8 — 390,47 257,2 4,8 346 10 76,2
1500 0,506 900 1800 0,5 1,26 11,8 123,8 257,2 447,7 308 4,8 403 12 89
2225 0,885 765 1800 0,64 1,48 15,9 136,5 282,6 498,5 358,8 4,8 454 14 101,6
3980 2,19 670 1540 0,72 2,3 33,5 168,3 346,1 596,9 411,2 4,8 527 10 127
4970 2,95 600 1400 0,8 2,54 36,7 168,3 346,1 647,7 462 4,8 578 11 127
6060 3,80 535 1310 0,87 2,8 40 168,3 346,1 698,5 512,8 4,8 628,5 12 127
7040 4,80 490 1220 0,95 3,05 43 168,3 346,1 749,3 563,6 4,8 679,5 13 127
8475 6,00 445 1200 1,03 3,31 46,2 168,3 346,1 800,1 614,4 4,8 730 14 127
10440 8,85 415 1050 1,13 4,2 60,3 176,2 362 863,6 665,2 6,4 787,5 16 133,3
11975 10,6 380 1000 1,2 4,51 63,5 176,2 366,7 914,4 716 6,4 838 17 133,3
13670 12,8 355 950 1,3 4,8 67,1 176,2 366,7 965,2 766,8 6,4 889 18 133,3
15480 15,15 335 900 1,38 5,1 71,2 176,2 366,7 1016 817,6 6,4 940 19 133,3
19435 21,15 300 810 1,49 5,7 80,7 176,2 366,7 1133,48 919,2 6,4 1055,5 22 133,3
23884 30,8 270 740 1,65 6,3 90,1 176,2 366,7 1235,1 1020,8 6,4 1157,5 24 133,3
29380 47 240 * 670 1,88 7,05 119 176,2 366,7 1362,1 1147,8 7 1287,5 27 133,3
810
Муфты приводов
Рис. 35. Сухая многодисковая муфта с вынесенными дисками
В электромагнитных дисковых муфтах сжзте фрикционных дисков происходит под действием сил магнита, возникающих при пропускании тока через обмотку возбуждения. Муфты, являясь в основном сцепными, обладают также предохранительными свойствами.
Недостатком этих муфт является увеличение времени отключения муфты вследствие остаточного магнетизма и масляной пленки на дисках, в результате чего необходим^ установка пружин для развода дисков. Эти муфты применяют в качестве пусковых и реверсирующих в коробках скоростей, в приводах управления перемещениями рабочих органов машин, в системах следящего привода.
Электромагнитные многодисковые муфты выполняют с вынесенными дисками и с магнитопроводящими дисками. На рис.35 представлена конструкция муфты с вынесенными дисками; в этом случае магнитный поток не проходит через диски. Подвод тока осуществляется через контактные кольца. Эти муфты применяют при работе с большим вьщелением теплоты и при необходимости повышенного
Рис. 36. Многодисковая муфта Э1М...2 с магнитопроводящими дисками
быстродействия*. Муфты могут работать как в масле, так и без смазывания.
На рис.36,а представлена конструкция муфты с магнитопроводящими дисками. Фрикционные диски по мере износа приобретают некоторую конусность, поэтому якорь выполняют из двух колец — наружного и внутреннего, что обеспечивает лучшее прилегание его к дискам. Для того, чтобы магнитный поток не замыкался через диски, в них выполняют отверстия по кольцевому пояску против катушки (рис. 36,6).
Эти муфты отличаются от муфт с вынесенными дисками большей компактностью и саморегулируемостью при износе дисков. Муфты работают в масле. Корпус муфты и якорь изготовляют из мягкой стали СтЗ или армко—железа, диски — из марганцовистой стали 65Г твердостью 40— 45 HRC3.
5. МУФТЫ СВОБОДНОГО ХОДА
Муфты свободного хода1 передают момент только в заданном направлении при равенстве скоростей вращения ведущего и ведомого звеньев; при обгоне ведомым звеном ведущего звена муфта автоматически разъединяет агрегаты.
По принципу действия различают муфты фрикционные и храповые. Наибольшее распространение получили первые благодаря способности работать при высоких скоростях, любой частоте включений, малому «мертвому» ходу, бесшумности. Диапазон передаваемых моментов 0,1 — 10 000 Н м. Недостатками фрикционных муфт являются: неремонтоспо-собность; обязательность строгой соосности; отсутствие возможности регулирования.
1Используют также название «обгонные муфты».
Муфты свободного хода
811
На рис.37 представлены кинематические схемы соответственно одинарной муфты одностороннего (рис. 37,а и 40,а) и двустороннего действия (рис.37,6), сдвоенной муфты двустороннего действия (рис37,в) и сдвоенной реверсивной муфты (рис.37,г); 1 — паз под углом к оси вала, 2 — паз параллельный оси вала.
Основные параметры фрикционных муфт. Главным параметром роликовых муфт является угол заклинивания а (обычно, а = 6-^10*).
Геометрические параметры роликовой муфты (рис.38) могут быть предварительно определены из соотношений:
Л» 7,7
где Тр — расчетный вращающий момент, Н * м; Z — число роликов;
Рис. 38. Муфта с цилнццрнческими роликами и плоским профилем рабочей поверхности звездочки
Рис. 37. Кинематические схемы роликовых муфт свободного хода
с = [(Z) - d)cosa - <f|/2;
b = [(Z) - J)/2]sina;
q = ICO - d)/2]sinp.
Обычно принимают: D/d ~ 8; толщину обоймы для малых муфт Z)/5, для больших Z)/8. На угол a влияют потрешности изготовления деталей муфты, а также деформации деталей и их износ. Между величинами а и з имеется связь [7, 8].
В муфтах с эксцентриковыми роликами (рис.39,а) ролики размещают между двумя концентричными цилиндрическими поверхностями наружной и внутренней обойм. Эта конструкция отличается простотой выполнения обойм, возможностью разместить бо'лыпее число роликов, относительно, большим радиусом контактирующих поверхностей. Для выравнивания контактных напряжений на обоймах желательно, чтобы r2 > rv
Главным параметром этих муфт является угол (р.
Эксцентриситет е и угол (р находят из выражений:
е = '/(/{j - г)2 + («г + г)2 - 2(At - О(Лг + r)cos0;
sin<p = OBsinfi/(AB) = J^sinp/Mt + HJ " - Z^l^cosp.
Эксцентриковый (фасонный) ролик с различной кривизной рабочих поверхностей и схема сил представлены на рис. 39,6, г. Между наружной и внутренней обоймами (рис.39,6) с гладкими цилиндрическими поверхностями расположены фасонные ролики с подпружиненными толкателями. Центры кривизны рабочих поверхностей с радиусами ра и р„ (рис.39,в) расположены так, что расстояние между точками контакта А и В всегда больше расстояния по радиусу между кольцами. Муфта с фасонными роликами имеет угол заклинивания, мало зависящий от точности изготовления ролика и его износа.
812
Муфты приводов
Рис. 39. Муфта с эксцентриковыми роликами (а); конструкция и схема сил, действующих на эксцентриковый ролик двойной кривизны (б— г)
Сила трения F^ зависит от нормальной силы F и коэффициента трения /
К = тр J
Условием работоспособности муфты является
Лп > Л
тр Р
ще Ft — касательные силы в точках В и А;
= fjtgP; Fu = Fetga.
Отсюда f > tga — основное условие работоспособности муфты. Так как углы заклинивания в точках А и В различны, то должно выполняться соотношение р > а.
Момент, передаваемый муфтой,
T=zF6A/2.
Особенностью муфты, представленной на рис.39,б, является возможность исключения трения роликов о внутреннюю обойму при свободном ходе. Если ролик вращается вместе с наружной обоймой (на рис.40,6, в, с помощью сепаратора, соединенного с внешней обоймой), то при некоторой частоте вращения центробежная сила переместит ролик, преодолевая силу пружины таким образом, что между ним и внутренней обоймой образуется зазор 5.
Отрыв роликов от внутреннего кольца наступает при условии
> ы-
Центробежная сила на ролике
Гд = mr/oj, где т — масса ролика; rs — радиус расположения центра массы ролика; — угловая скорость перемещения точки S.
Частота вращения внешней обоймы, при которой начинается отрыв роликов от внутренней обоймы,
па = (30/я)
где F — сила пружины, 7р и rs см. рис.40,б.
Муфта с фасонными роликами обладает высо-кой надежностью и ресурсом даже при отсутствии смазывания. Ресурс муфты значительно возрастает благодаря дополнительному упругому опиранию роликов о сепаратор.
Рекомецдации по конструированию муфт. Работа муфты свободного хода состоит из этапов: свободный ход — самозаклинивание — заклиненное состояние — саморасклинивание — свободный ход. Угол заклинивания а обеспечивает безотказность выполнения указанных этапов.
Для муфт с цилиндрическими роликами условие самозаклинивания
a < 2р,
где р — угол трения скольжения.
Для муфт с эксцентриковыми роликами (см. рис. 39,а) условие самозаклинивания <р < р. Принимают <р < 4”.
Для муфт с фасонными роликами (см. рис.39,6) условие самозаклинивания f > tga.
В табл.35 и 36 [7] для роликовых муфт приведены рекомендуемые углы заклинивания, число роликов и параметры к. = D/d\ к^ = 1/D (где D — диаметр расточки обоймы; 7 — длина ролика; d — диаметр ролика). Угол наклона оси прижимного штифта, проходящей через ось ролика, принимают около 15”, т.е. a + р = 75” (см. рис. 38).
На надежность муфт влияют параметры шероховатости поверхности контактирующих поверхностей звездочки, обоймы и ролика.
Муфты свободного хода
813
Рис. 40. Силы, действующие ив ролик при его отделении от обоймы
На долговечность муфт свободного хода влияют отклонения от соосности обоймы и звездочки. Поэтому наряду с мерами по обеспечению соосности нужно обеспечивать точность подшипников.
Смазывание предназначено для уменьшения износа и потерь в муфтах при свободном ходе, а в быстроходных муфтах, кроме того, и для отвода теплоты. В последнем случае предполагается циркуляция масла. Рекомендуется применять жидкие масла средней вязкости: И-Г-А-32 с кинематической вязкостью v = 29-^35 мм2/с. При невысоких О1фужных скоростях и редких включениях применяют пластичные смазочные материалы, как в подшипниках качения: консталин (ГОСТ 1957-73), литол (ГОСТ 21150-75).
Обзор копструкцнй муфт. На рис. 41(табл.37) представлена трехроликовая муфта по ОСТ 27-60-721—84 (исполнение 1). Наружная и внутренняя обоймы соединяются тремя цилиндрическими роликами с прижимными пружинами. В муфтах исполнений 2 и 3 ролики контакти
руют с толкателями. Щеки, удерживающие ролики, фиксируют пружинными кольцами. Вращающий момент с наружной обоймы передает шпонка.
В муфте исполнения 2 вращающий момент 56—800 Н * м передают пять роликов при внутреннем диаметре обоймы 80—200 мм.
В трехроликовой муфте исполнения 3 имеется управляющая вилка (см. рис. 37,6).
Все муфты по ОСТ 27-60-721—84 вследствие отсутствия центрирования обойм следует применять либо с плавающей наружной обоймой, либо с точным центрированием наружной обоймы относительно внутренней подшипниками качения или другим образом.
На рис.42,а представлена муфта фирмы «Рингшпан». Фирма выпускает муфты нескольких исполнений:
1) обычная обгонная муфта (с 1фуглыми или эксцентричными роликами); стопорная муфта для управляемого периодического вращения внутренней обоймы путем поворота наружной обоймы;
35. Рекомендуемые углы заклпнивания
Муфты Угол заклинивания, ’
Прямолинейный профиль звездочки Криволинейный профиль звездочки
Внутренний Наружный
Зажимные 1 2-3 1-2
С редким включением с непродолжительным свободным ходом 6-8 8-10 7-10
Обычного типа бесконтактные с продолжительным свободным ходом 4-5 6-8 8-10 5-7 7-10
С частым включением и повышенной долговечностью 4-6 8-10 10
814
Муфты приводов
Исполнение 1
Для муфт В JZ; 40; 50 и 65нм
Рис. 41. Трехроликовая муфта по ОСТ 27-60-721—84
Для муфт D ООиЮОмм
2) стопорная муфта с фасонными роликами (рис.42,6), У которых поверхность контакта с наружной обоймой очерчена не дугой окружности, а представляет многогранник, по мере износа одной грани ролика последний при заклинивании поворачивается на некоторый угол, работая другой гранью, линия контакта ролика с внутренней обоймой по мере износа перемещается от точки а к точке Ъ. Таким образом, износ происходит без изменения формы контура ролика; ресурс муфты существенно повышен;
3) муфта повышенного ресурса; ролики муфт как и ролики подшипников качения изготов-
36. Число роликов z п параметры п А,
Вид привода, устройства или машины Z *2
Токарные автоматы 3-6 7-9 1,5-3
Импульсные вариаторы 5-8 5-6 2-4
Роликовые остановы транспортеров и подъемных машин 3-4 8 1,25-1,5
Привод нагнетателя авиационного двигателя 8-10 7-9 1,0-1,25
Трансмиссии автомобилей 8-20 9-15 1,5-3
Втулка велосипеда 5 6 2
Автомобильные пусковые устройства 4-5 5-6 1,25-1,5
Самозажимные роликовые патроны и оправки 3 6-8 1,5
ляют из хромистых сталей, обладающих высокой контактной прочностью и высокой вязкостью; однако в режиме свободного хода ролики изнашиваются; для повышения ресурса роликов их покрывают тонким слоем твердого металла;
4) муфты, у которых при достижении некоторой частоты вращения наружной обоймы фасонные ролики под действием центробежной силы отделяются от внутренней обоймы, преодолевая действие пружины;
5) муфты, у которых при достижении некоторой частоты вращения внутренней обоймы фасонные ролики под действием центробежной силы взаимодействуют с опорным кольцом (рис.42,в) и отходят от наружной обоймы; частота вращения, при которой происходит отход роликов, не должна превышать частоту вращения заклинивания муфты более чем на 40%.
На рис.43 представлена кулачково-храповая муфта для сельскохозяйственных машин по ОСТ 12935—76. Наружная обойма имеет внутренние скошенные зубья и фланец, к которому тфепятся детали, насаживаемые на обойму. Внутренняя обойма снабжена тремя пазами, в которых расположены кулачки (сухарики), отжимаемые к периферии муфты шариками с пружинами. Щеки удерживают кулачки от выпадания. При вращении наружной обоймы относительно внутренней обоймы по часовой стрелке кулачки зацепляются с зубьями храповика и передают вращающий момент с наружной обоймы на внутреннюю. При обратном направлении вращения наружной обоймы кулачки выходят из зацепления.
Муфты свободного хода
815
37. Размеры (мм) в параметры трехроликовой муфты по ОСТ 27-60-721—84 (рис. 41)
Обозначение 1-D*d Т, Н м D (пред, откл. по Н7) d (пред, откл. по Н7) , А (пред, откл. по кб) ,4 (пред. ОТКЛ. по h6) В Z (пред, откл. по h8)
1-32x10 1-32x12 1-32x14 2,4 32 10 45 4 12 8
12
14
1-40x14 1-40x16 1-40x18 4,7 40 55 5 15 10
16
18 12
1-50x16 1-50x18 1-50x20 8,5 50 16 70 6 18
18
20
1-65x16 1-65x20 1-65x25 17,5 65 16 85 8 20 14
20
25
1-80x20 1-80x25 1-80x30 1-80x35 34 80 20 105 10 25 18
25
30
35
1-100x25 1-100x30 1-100x35 1-100x40 74 100 25 130 13 30 24
30
35
40
Рис. 42. Роликовая муфта фирмы “Рингшпан” (Германия) (а), стопорная муфта с поверхностью роликов, контактирующей с наружной обоймой в виде многогранника (6), муфта с фасонными роликами, отходящими от внутренней обоймы при свободном ходе (в)
816
Муфты приводов
Рис. 43. Кулачково-храповая муфта для сельскохозяйственных машин ио ОСТ 12935—76
Рис. 44. Муфта со срезным штифтом
6. ПРЕДОХРАНИТЕЛЬНЫЕ МУФТЫ
Предохранительные муфты применяют: в машинах ударного действия в связи с трудностью точного расчета силы удара; в машинах, обрабатывающих неоднородную среду с твердыми включениями (землеройные, почвообрабатывающие, дробильные и др.); в автоматических машинах вследствие отсутствия непрерывного наблюдения за их работой; в кинематических цепях машин, передающих небольшую часть мощности приводного двигателя, в связи с невозможностью защиты двигателя в этом случае.
Требования, предъявляемые к муфтам: надежность и безотказность действия; точность срабатывания, возможность регулирования предельного момента; способность автоматически восстанавливать свою работоспособность лосле срабатывания.
Муфты с разрушающимся элементом. Предохранительные элементы муфт, как правило, работают на срез; их выполняют в форме цилиндрических штифтов или в виде призматических лпонок. Эти муфты отличает высокая несущая пособность, простота конструкции, что и обусловило их широкое распространение, несмотря на рад недостатков:
постепенное снижение прочности предохранительного элемента вследствие накопления усталостных повреждений;
необходимость замены предохранительного элемента после срабатывания муфты, что связано с остановкой машины;
дополнительная нагрузка на валы и опоры при одном предохранительном элементе.
Муфты с разрушающимся элементом применяют в машинах с редкими случайными перегрузками.
На рис.44 (табл.38) представлена муфта со врезным штифтом. Во избежание повреждения □рцов полумуфт заусенцем срезного штифта на их предусмотрены кольцевые канавки. Вместо ;адких штифтов применяют штифты с проточ
кой, обладающие более стабильными характеристиками.
Штифты изготовляют из сталей У8А, У10А или 40, 45, 50; втулки — из сталей с твердостью 50-60 HRC3.
Предельный вращающий момент, ограничиваемый муфтой,
^пр =
где А — площадь поперечного сечения штифта (или шпонки); kQ = — коэффициент;
— предел прочности при срезе; ов — временное сопротивление при растяжении материала предохранительного элемента; R — радиус, на котором расположен предохранительный элемент.
Значения kQ приведены в табл. 39 для случая кратковременного действия нагрузки. При длительной работе в условиях статического нагружения и особенно при пульсирующей
38. Размеры (мм) деталей муфт с разрушающимся элементом (рис. 44)
Срезающая сила (минимальная), Н d 4 Dt а b
690 1,5 М16 10 10 12
1275 2,0
2850 3f0 М20 15 12 18
5200 4,0
8100 5,0
11770 6.0 МЗО 25 22 28
20600 8,0
32360 10,0
55000 13,0 М48 40 33 42
83400 16,0
130000
Предохранительные муфты
817
39. Значения коэффициента к* для штифтов
Диаметры штифтов, мм Удлинение, %
15-20 22-30 24-25 29,9-31,4
Для гладких штифтов Для штифтов с V-образной канавкой
2-3 0,78-0,80 0,80-0,81 — —
4-5 0,68-0,72 0,75-0,76 0,86-0,95 0,92-1,06
6—8 0,68-0,72 0,75-0,78. 0,86-0,95 0,92-1,10
Примечание. Данные получены при испытаниях штифтов из сталей У8А, У10А, 45 и 50.
нагрузке значения kQ отличаются от приведенных в табл.39.
Пружинно-кулачковые муфты применяют при небольших скоростях, малых вращающих моментах и маховых массах соединяемых частей. Полумуфты снабжены на торцах кулачками и замыкаются пружинами. При длительных перегрузках срабатывание муфты сопровождается значительными ударными нагрузками и характерным звуком.
Кулачки имеют трапецеидальную или (реже) треугольную форму (рис.45,а). Рабочие поверхности кулачков могут быть винтовыми или плоскими; первые обусловливают более благоприятные условия работы муфты, однако сложнее в изготовлении.
Кулачки изготовляют из стали 20Х с последующей цементацией и закалкой до твердости 56—57 HRC3 или из стали 40Х с закалкой ТВЧ до той же твердости. Число кулачков рекомендуется назначать от 3 до 15 и делать нечетным,
что позволяет упростить изготовление и повысить точность.
Для повышения точности срабатывания шаг расположения кулачков и сопряженных впадин делают неодинаковым (рис.45,6), что обусловливает зацепление лишь одинаковой пары кулачков и впалин. На рис.45,г и д показаны профили мелкозубых муфт.
Угол профиля а (рис.45,в) принимают 30, 45 или 60*. Чем меньше угол, тем муфта менее чувствительна к изменениям коэффициента трения на кулачках и на шлицах подвижной полу-муфты. Муфта с углом а = 30° без смазывания не срабатывает.
Вращающий момент, вызывающий срабатывание этой муфты, складывается из статического Тст и динамического Та моментов. Статический момент определяется в основном силой пружины и углом а (силы трения вследствие колебаний практически снимаются):
Рис. 45. Формы кулачков и схема сил взаимодействия кулачков
818
Муфты приводов
Б-6
Рис. 46. Предохранительная кулачковая муфта по ГОСТ 15620—77
где Гдр — сила пружины; Z)cp — средний диаметр расположения кулачков; а — угол профиля кулачка.
Динамический момент обусловлен ударом кулачков ведущей полумуфты по кулачкам ведомой полумуфты [9]. Для двухмассной системы
ГД = (C/Pt^osinQ»/),
где С — крутильная жесткость валопровода на участке от ведомой (подвижной) полумуфты до места возникновения перегрузки; р{ — круговая частота собственных колебаний подвижной полумуфты; ш — угловая скорость ведомой полумуфты после соударения кулачков.
Возможность встречного удара полумуфт практически исключается при значении отношения силы пружины к сйле тяжести подвижной полумуфты более 40. В этом случае срабатывание (проскальзывание) муфты происходит без отрыва кулачков обеих полумуфт.
Во избежание появления больших динамических моментов кулачковые муфты применяют при относительных частотах вращения полумуфт не более 200—250 мин4.
Критериями работоспособности кулачковых муфт являются статическая прочность и долговечность кулачков по контактным напряжениям и изгибу.
Условное давление в предположении равномерной нагрузки всех кулачков [8]
р = 2T/(D^h) < [р],
где Т — вращающий момент; z — число кулачков; остальные обозначения см. рис.45, е.
Допустимое давление при закаленных поверхностях зубьев [р] = 80+120 МПа.
При определении потребной силы нажатия пружин различают два случая.
1. С учетом сил трения
ГПР = 2ДШ-Ф)-Л>/<Д
где Т — вращающий момент при кратковременных перегрузках; а — угол профиля кулачка; Ф — угол трения между кулачками (обычно Ф = 5+6°); d — диаметр вала; f — коэффициент трения в шпоночном (шлицевом) соединении (/« 0,15).
2. При длительных перегрузках силы трения снимаются вследствие колебаний. В этом случае
= 2TOTtga/A
где 7^ — расчетный вращающий момент при длительной перегрузке.
Так как сила сжатия пружины не должна сильно меняться в начале и конце срабатывания муфты, применяют пружины малой жесткости или пружины с нелинейной характеристикой.
На рис.46 (табл.40) представлена кулачковая муфта по ГОСТ 15620—77. Предусмотрено два исполнения соединения втулки с валом: шпонкой и шлицами.
Пружиппо-шарпковые муфты. В пружинно-шариковых муфтах трение скольжения на
Предохранительные муфты
819
40. Размеры (мм) и основные параметры предохранительной кулачковой муфты (рис. 46)
Номинальный вращающий момент Т, Н м d (пред, откл. по Н7) (пред, откл. по Л6) D L Допустимая частота вращения, С’1
не более
4,0 8-10 32 36 63 27
63 9-11 38 48 21
10,0 11,13 48 56 75
16,0 12 — 16 56 71 80 17
25,0 14 - 18 85 13
40,0 18 - 22 105
63,0 20 - 25 65 85 ПО 10
100,0 24 — 30 80 100 140 8
160,0 28, 32 125 160
250,0 32 - 40 90 140 180 7
400,0 38 - 45 105 180 190 5
кулачках заменено трением качения со скольжением шариков; эти муфты проще в изготовлении и отличаются большей точностью сраба-
тывания.
На рис.47 представлены виды сопряжений шариков с полумуфгами. Характер процесса включения шариковых муфт зависит от вида сопряжений.
Муфты с подвижными шарами (рис.47 Д *)
обладают преимуществами по сравнению с кулачковыми: они технологичнее; условия трения шаров в отверстиях благоприятнее условий трения в шлицевом соединении; момент, при котором срабатывает муфта, мало зависит от изменения условйй смазывания вследствие трения качения.
Из-за малой подвижной массы муфты с под
вижными шариками создают существенно меньшие динамические нагрузки. Поэтому их применяют при более высоких частотах
вращения (до 1000—1200 мин’1), чем кулачковые муфты [9].
Условие равновесия подвижной полумуфты
для случая сопряжения шарика с шариком или шарика с тороидальной поверхностью (рис.47,а):
Лф = Я*8(а - ф) - Wfl,
где Гдр — сила сжатия пружины; F — окружная сила, действующая на шарик; а — угол наклона касательной в точке касания шариков к оси муфты; ср — угол трения между шариками; D — диаметр окружности, на которой расположены центры шариков; f — коэффициент трения в шлицевом соединении; d — средний диаметр шлицев.
В процессе срабатывания муфты угол а изменяется по закону
Л
<*)
Рис. 47. Виды сопряжений шариков с полумуфтами
820 Муфты приводов
Рис. 48. Предохранительная шариковая муфта по ГОСТ 15621—77
sina = (</ш - h)/dm, тде dm — диаметр шарика; h — расстояние, на которое выступает шарик из полумуфты.
Окружная сила F= 2T/D зависит главным образом от взаимного расположения шариков, определяемого углом а. В процессе срабатывания муфты размер А уменьшается, сила сжатия пружины возрастает, а угол а снижается. При этом сила F, определяющая вращающий момент, передаваемый муфтой, резко уменьшается. Таким образом, для полного выключения муфты не требуется дополнительного увеличения нагрузки; при этом повышается точность срабатывания шариковых муфт, приведенных на рис.47,в.
Муфты, в которых шарики контактируют с коническими отверстиями (рис.47,6), имеют постоянный угол а и срабатывают подобно кулачковым муфтам.
Для пружинно-шариковых муфт, у которых в процессе срабатывания перемещаются шарики, а не полумуфта (рис.48),
- <₽) - 4/<тс/)].
На рис.48 (табл.41) представлена предохранительная шариковая муфта по ГОСТ 15621— 77. На втулке, соединяемой с валом шпонкой (исполнение 1) или шлицами (исполнения 2 и 3), установлены свободно одна полумуфта, а на шлицах — другая полумуфта. Полумуфгы соединены шарами, которые прижимаются пружи-
41. Размеры (мм) п основные параметры муфты (рпс. 48)
Т, Н м d (пред, откл. по Н7) (пред, откл. по кб) D L Допускаемая частота вращения, с*1
не । 5олее
4,0 8-10 36 45 67 27
6,3 9- 11 42 48 75 21
10,0 12 - 14 50 56 80 17
16,0 16 50 56 90 17
25,0 14 - 18 65 71 100 13
40,0 18 - 22 65 71 120 13
63,0 20 - 25 70 80 120 10
100,0 24 - 30 85 95 150 8
160,0 32 85 100 190 8
250,0 32 - 40 100 125 220 7
400,0 38 - 45 100 155 260 5
Центробежные муфты
821
42. Давления, допустимые на рабочих поверхностях фрикционных предохранительных муфт, и средние значения коэффициента трения иокоя
Материал поверхностей трения Конусные муфты Дисковые муфты
[р], МПа /о И» МПа /о
Со смазыванием
Закаленная сталь по закаленной стали — — 0,2-0,4 0,1
Чугун по чугуну или по закаленной стали 0,1-0,12 0,15 0,2-0,4 0,15
Бронза по чугуну или стали 0,2-0,4 0,05 — —
Фрикционная металлокерамика по стали — — 0,5 0,3
Ретинакс ФК-24А и ФК-16Л по стали — — — 0,2-0,25
Без «маим—я
Чугун по закаленной стали 0,3-0,4 0,2 — —
Текстолит по стали или чугуну 0,2-0,4 0,2 — —
Фрикционная металлокерамика по стали — — 0,5-0,7 0,3-0,4
Ретинакс ФК-24А и ФК-16Л по стали — — — 0,3-0,35
нами. Сжатие пружин осуществляется гайками, перемещающими опорный стакан по шлицам. При перегрузках полумуфты поворачиваются относительно друг друга; при этом шары перемещаются в отверстиях и сжимают пружины.
Фрикционные предохранительные муфты применяют при частых кратковременных перегрузках, главным образом при нагрузках ударного характера и значительных частотах вращения. При срабатывании муфта поглощает механическую энергию, преобразуя ее в тепловую, передача же вращающего момента не прекращается.
По форме трущихся поверхностей различают муфты: дисковые, конусные, цилиндрические; по условиям эксплуатации: сухие и масляные. Сухие муфты применяют в местах, исключающих попадание масла на трущиеся поверхности; они отличаются большей стабильностью срабатывания, чем масляные муфты.
Дисковые фрикционные муфты получили наибольшее распространение благодаря большой несущей способности при малых габаритах, возможности варьирования числа дисков, плавности срабатывания муфты, простоте эксплуатации и ухода. Недостатки: невысокая точность срабатывания, значительное выделение теплоты при срабатывании, непостоянство фрикционных свойств и снижение прочности.
Число пар поверхностей трения
где — предельный вращающий момент, ограничиваемый муфтой; DB и DB — наружный
и внутренний диаметры кольцевой поверхности контакта дисков; обычно DH = (3^5)^вала; D3 = (0,5-r0,6)DH; Dcp — средний диаметр контакта дисков; [р] — допустимое давление на трущихся поверхностях; /0 — коэффициент трения покоя (табл. 42).
На рис. 49 показана предохранительная фрикционная муфта по ГОСТ 15622—77 (табл.43). Полумуфты, установленные на один вал, соединяются силами трения на фрикционных дисках.
Конусные фрикционные муфты отличаются хорошей расцепляемостью. Однако они имеют значительные радиальные размеры и отличаются высокими требованиями к отклонению от соосности соединяемых валов и точности изготовления рабочих поверхностей.
7. ЦЕНТРОБЕЖНЫЕ МУФТЫ
Центробежные муфты служат для автоматического соединения (или разъединения) валов при достижении ведущим валом некоторой угловой скорости; позволяют пуск двигателя без нагрузки и, по достижении определенной скорости, осуществить плавный разгон рабочего органа; находят применение в машинах с большими разгоняемыми массами (в транспортирующих машинах, в компрессорах, центрифугах и Т.Д.).
Широкое применение центробежных муфт объясняется возможностью применения менее мощных двигателей, отсутствием перетрузок двигателя благодаря выполнению предохранитель-
822
Муфты приводов
Рис. 49. Многодисковая предохранительная муфта
ных функций, отсутствием необходимых устройств, переключающих обмотки электродвигателя или изменяющих частоту питающего тока.
Центробежные муфты подразделяют на колодочные и на муфты с сыпучим наполнителем (стальная дробь, стальной порошок с добавкой графитового порошка и масла).
Колодочные муфты дцлзп на нормально-разомкнутые и нормально-замкнутые. В первых колодки сцепляют полумуфгы под действием центробежных сил, во-вторых — наоборот.
Схема нормально-разомкнутой муфты представлена на рис. 50, а. На ведущей полумуфте установлены колодки с осью поворота и.
пружинами, отжимающими с силой F колодки от рабочей поверхности ведомой полумуфгы. Центробежные силы Гц плавно прижимают колодки к ведомой полумуфте, вызывая появление силы трения F^.
Схема нормально-замкнутой муфты представлена на рис.50,5. На ведущей полумуфте установлены колодки с осью поворота и пружинами, прижимающими колодки к ведомой полумуфте. Центробежные силы, преодолевая силу пружин, плавно отводят колодки от ведомой полумуфы.
На схеме центробежной муфты с дробью ведущий вал (рис.50,в) соединен с разъемным
43. Размеры (мм) и основные параметры многодисковой предохранительной муфты (рис. 49)
Номинальный вращающий момент Г, Нм d (пред. откл. по Н7) D L Допустимая частота вращения, С’1
не более
6,3 9, 10, 11 50 75 50
10,0 11, 12, 14 80 42
16,0 12, 14, 16 83
25,0 14, 16, 18 60 90 25
40,0 18, 20, 22 95
63,0 20, 22 85 120 17
Центробежные муфты
823
Рис. 50. Принципиальные схемы колодочных муфт и муфты с наполнителем
корпусом муфты. Ведомый вал соединен с диском, выполняемым плоским или с радиальными гофрами. Стальная дробь под действием центробежных сил при вращении муфты соединяет корпус с диском. Достоинство муфт с наполнителем — совмещение хороших пусковых и предохранительных свойств; недостаток — значительный нагрев и износ деталей в период неустановившегося движения.
На рис.51 представлено изменение частот вращения л1 ведущей и ведомой полумуфт для колодочных муфт без пружин; вращающих моментов Тд асинхронного короткозамкнутого электродвигателя, Ти момента муфты и Тс момента сопротивления рабочего органа машины; характер изменения силы тока при наличии пусковой муфты (кривая 1) и без пусковой муфты (штриховая кривая 2).
После пуска двигателя колодки муфты касаются ведомой полумуфты и движение ведомой полумуфты и разгон машины начинается, когда момент муфты Тм достигнет значения момента сопротивления Тс (точка 5L). При этом двигатель продолжает разгоняться (возрастают л1 и п2). Сила тока в точке максимальна. С ростом частоты вращения двигателя момент муфты Ты плавно возрастает до момента двигателя Тд (точка 52). Точка S2 не должна находиться левее точки 7]^, так как в этом случае двигатель не сможет разогнаться до нормальной скорости без нагрузки. При этом продолжается процесс роста силы прижатия колодок к ведомой полумуфте (возрастает л^ и
плавный разгон машины. Это приводит к сокращению времени действия максимальной силы тока в обмотках двигателя (/уменьшается), что исключает его перегрев. Когда частота вращения ведомой полумуфты сравняется с лр закончится процесс сцепления муфты (точка 52). Далее заканчивается разгон машины и момент двигателя Тд становится равным моменту сопротивления Тс (точка 53), = Тм - Тс
— избыточный момент, который может передать муфта. Если момент сопротивления Тс превысит
Период сцепления муфты
Область разгона машины iiiuiHiiim
Разгон двигателя
Разгон машины_______________
Установившееся движение /
Рис. 51. Кривые, характеризующие процесс пуска привода
824
Муфты приводов
Ти, муфта начинает буксовать, выполняя функции предохранительной.
Для колодочных муфт с отжимными пружинами момент сил трения, развиваемый муфтой,
где F — сила прижатия колодки к ведомой полумуфте; / — коэффициент трения (см. табл.28); радиус трения; z — число
колодок.
Сила
F = тк2^ - л2)/900, где т — масса колодки, кг; г — расстояние от оси муфты до центра тяжести колодки, м; п — частота вращения муфты после полного сцепления, мин-1; л0 — частота вращения ведущей полумуфгы, при которой центробежная сила колодки равна силе пружины, мин'1. Обычно пружины подбирают так, чтобы и0 = 0,75л.
У муфт без пружин сцепление начинается при меньшей скорости и при достижении 75% от полной скорости передается 50% полного вращающего момента.
Сила пружины
Лф = ^^/900.
Давление на колодках не должно превышать допустимого, определяемого ресурсом фрикционной накладки:
р = FJA < [р],
где А — площадь проекции рабочей поверхности колодки на диаметральную плоскость; [р] — допустимое давление (табл.42).
Время разгона t рабочей машины определяют в предположении постоянства ускорения.
Для муфты без пружины
t = п1^п/[30(Ти - TJ] = (?2Ял/[375(Ти - TJ], Требуемый момент муфты Ттм = GIF п/(37 St) + + ТС, где /др = /д + Jx/ul + J2/ul + ... — момент инерции разгоняемых масс, приведенный к валу муфты; /д — момент инерции якоря электродвигателя; — приводимый момент инерции; и, — передаточное число от электродвигателя до детали с моментом инерции Jt = GD2/(4g), где GIF — маховый момент; G — масса.
Для муфты с пружиной
/= С2ЯвпЛ/(375Тд) + GlFn/[375(Tu - 7^], где GlF3ai — маховый момент электродвигателя и ведущей части муфты; GIF — суммарный маховый момент всей системы, приведенный к валу муфты; л0, л, Тл, Ти и Тс — см. выше.
Требуемый момент муфты
= GlFnTJJ/(37StTa - С7Явщл0) + Тс.
Существующие расчеты центробежных муфт с наполнителем (см. рис.50,в) являются приближенными. Однако для конкретных конструкций муфт созданы эмпирически полученные номограммы, облегчающие правильный подбор муфт.
На рис.52 (табл.44) представлена колодочная муфта фирмы «Вулкан» (Германия), встроенная в шкив клиноременной передачи. Муфта состоит из ведущей полумуфты, колодок с фрикционными накладками и ведомой полумуфты в форме шкива ременной, передачи. Крышка удерживает колодки. Конструкция муфты позволяет замену колодок без демонтажа муфты.
На рис.53,а (табл.45) приведено два исполнения колодочной муфты фирмы «Вулкан» (Германия) — для встройки в шкив ременной передачи и для соединения соосных валов. Три колодки с фрикционными накладками вращаются вместе с ведущей полумуфтой, увлекаемые радиальными ребрами. Браслетные кольцевые пружины отжимают колодки от ведомой полумуфгы.
На рис.53,£ представлена номограмма для выбора размера этих муфт в зависимости от вращающего момента и частоты вращения.
Муфты с дробью обеспечивают более плавное сцепление, чем муфты с колодками и обладают большей надежностью в качестве предохранительных. Они имеют почти такую же характеристику, что и гидромуфты, и в то же время лишены ряда присущих последним недостатков. Эти муфты при сравнительно малых габаритных размерах способны передавать значительные вращающие моменты и с успехом мотуг применяться в приводах, работающих в режиме частого пуска. Недостатком муфт с дробью является усиленный нагрев при длительном буксовании.
Центробежные муфты
825
Рис. 52. Колодочная муфта фирмы «Вулкан»
На рис.54,а приведена муфта фирмы «Штро-маг» (Германия), соединяющая шкив ременной передачи с валом. Ведущая полумуфта имеет ступицу и корпус с ребрами охлаждения. На ступице ведомой полумуфты крепится диск с радиальными* гофрами. Ведомый шкив ременной передачи соединен шпонкой со ступицей, которая установлена на ступице ведущей полумуфты на двух опорах качения с уплотнениями.
С увеличением количества рабочей смеси в муфте возрастает ее несущая способность, однако сокращается время полного сцепления полумуфт. Заполнение муфты рабочей смесью проводят в таком порядке: сначала в собранную муфту засыпают 2/3 рабочей смеси и запускают машину на малых оборотах, затем постепенно частями добавляют рабочую смесь до получения нужного времени разгона машины. С течением времени рабочая смесь изнашивается и ее следует заменять.
В табл.46 приведено число пусков муфты до замены рабочей смеси в зависимости от частоты вращения ведущей полумуфты и времени разгона машины, а в табл.47 и 48 — технические характеристики и основные размеры муфты фирмы «Штромаг».
44. Мощность, передаваемая муфтой, п основные размеры (мм) колодочной муфты (рис. 52)
Мощность, кВт, при л, мин*1 А С d L Q', Вт
1000 1500
—. 0,150 96 89 20 78 7,68
— 0,198 96 89 20 78 7,68
0,045 0,287 96 89 20 78 7,68
0,132 0,441 96 89 20 86 9,30
0,170 0,544 96 89 20 93 11,86
0,257 0,882 109 89 27 95 9,30
0,346 1,176 116 109 27 97 11,05
0,438 1,434 116 109 27 102 12,79
0,522 1,765 116 109 27 . 107 14,48
0,158 0,536 125 106 30 88 13,95
0,221 0,735 125 106 30 88 13,95
0,316 1,066 125 106 30 84 13,95
0,434 1,434 125 106 30 94 16,75
0,522 1,765 125 106 30 99 18,96
0,625 —- 125 106 30 104 21,34
0,809 — 115 106 30 115 26,28
1,044 —- 125 106 30 126 31,28
0,522 1,765 170 150 50 111 35,82
0,676 2,280 170 150 50 117 41,52
0,809 2,794 170 150 50 123 47,10
* Теплоемкость муфты при однократном пуске в холодном состоянии.
826
Муфты приводов
Т,Н-Ц
100 200300S00 1000 2000
а) 0) п,ним-1
Рис. 53. Муфта с колодками (а) и номограмма для подбора муфт (б)
Рис. 54. Муфта с дробью фирмы “Штромаг” (а) и номограмма (б)
45. Размеры (мм) и параметры колодочной муфты (рис. 53)
Номер муфты А А ^Imax ^2 max А L\ ^2 Допустимая работа сил трения, Н • м
за одно включение за 1 ч
12 144 135 35 48 122 100 112 36500 774000
13 155 148 40 55 133 107 122 134500 938000
14 167 162 44 60 145 116 133 183000 1110000
15 184 178 55 65 159 128 142 247000 1337000
17 200 195 55 70 175 140 154 317000 1600000
19 223 214 60 76 191 153 172 443000 1940000
21 240 232 65 85 208 165 185 536500 2300000
23 261 255 75 95 229 180 205 698000 2770000
25 288 280 85 100 250 200 225 935000 ззаоооо
27 311 305 100 ПО 237 216 245 1185000 3980000
30 338 338 110 120 300 235 266 1670000 4760000
32 370 370 115 130 328 258 293 2260000 5750000
Центробежные муфты
827
46. Техническая характеристика муфт фирмы «Штромаг» (рис. 54)
Частота вращения вала двигателя, МИН'1 Время разгона, с Число пусков до замены рабочей смеси Частота вращения вала двигателя, МИН'1 Время разгона, с Число пусков до замены рабочей смеси
750 3 5 20 60 270000 160000 40000 13500 1500 3 5 20 60 130500 80000 20000 7000
1000 3 5 20 60 200000 120000 30000 10000 3000 3 5 20 60 70000 40000 10000 3500
47. Момент, передаваемый муфтой (рис. 54,а), в зависимости от массы наполнителя и частоты вращения
Обозначение муфты Масса наполни-теля, кг Передаваемый момент, Н * м, при частоте вращения, мин*1 Масса муфты без рабочей смеси, кг
600 750 900 1000 1200 1500 1800 3000
0,2 0,01 0,02 0,02 0,03 0,04 0,07 0,1 0,25
0,4 0,25 0,4 0,5 0,7 1,0 1,5 2,2 6,0
12 0,6 1,1 1,8 2,6 3,1 4,6 7,1 10,2 28,0 3
0,7 1,7 2,7 4,0 4,8 7,0 11,0 16,0 43,0
0,5 1,6 2,6 3,7 4,5 6,6 10 15 40
15 0,75 3,5 5,5 8,0 9,8 14 22 32 87 5
1,0 5,8 9,2 13 16 24 37 53 145
1 6,1 9,7 14 17 25 39 56 160
1,5 13 20 29 36 52 81 115 320
19 2 20 32 47 57 83 130 185 510 9
2,3 24 37 53 63 98 150 220 610
2 6,4 10 15 18 26 41 58
3 19 30 43 53 77 120 170
23 4 37 .58 84 105 150 235 335 13
5 58 90 130 160 230 360 520
3 12 19 27 33 48 75 ПО
4 27 42 60 74 ПО 170 240
28 5 47 74 105 130 190 300 430 22
6 72 115 165 * 200 290 450 650
5 28 45 65 80 115 180
7,5 86 140 195 240 350 550
35 10 170 270 390 480 700 1090 41
12,5 280 440 630 770 ИЗО 1750
15 390 620 900 1100 1600 2500
10 74 120 170 210 300
15 250 390 560 690 1000
20 520 820 1180 1450 2100
45 25 870 1380 1980 2400 3500 63
30 1300 2050 2900 3590 5200
35 1700 2700 3900 4800 7000
828
Муфты приводов
48. Размеры (мм) муфт фирмы «Штромаг» (рис. 54)
Обозна-чение муфты d D M L В
min max
12 14 30 158,5 40 ПО 65
15 20 38 194 59 138 78’
19 25 42 242 71 167 100
23 30 55 292 89 181 120
28 35 70 348 95 214 150
35 45 90 430 112 239 155
45 60 105 560 140 280 220
Список литературы
1. Айрапетов Э.Л., Косарев О.И. Зубчатые муфты. М.: Наука, 1982. 128 с.
2. Бидерман В.Л., Ряховский О. А., Струпип-ский М.П. Расчет крутильной податливости упруго-компенсирующей муфты лепестковой с учетом частот вращения // Известия вузов. Машиностроение. 1983. № 22. С. 10—12.
3. Детали машин: Справочник / Под ред. Н.С. Ачеркана. М.: Машиностроение, 1968. 333 с.
4. Детали машин: Атлас конструкций / Под ред. Д.Н.Решетова. М.: Машиностроение, 1979. 367 с.
5. Михайлов Ю.К., Иванов Б.С. Муфты с неметаллическими упругими элементами. Л.: Машиностроение, 1987. 145 с.
6. Муфты упругие с горообразной резиновой оболочкой / Под ред. И.Н.Френкеля. М.: ВНИИНМАШД976. 48 с.
7. Поляков В.С., Барбаш И.Д. Муфты. Л.: Машиностроение. 1973. 336 с.
8. Поляков В.С., Барбаш И.Д., Ряховский О.А. Справочник по муфтам. Л.: Машиностроение, 1974. 343 с.
9. Решетов Д.Н., Лопаткин М.Г. Динамические нагрузки в приводе с кулачковой предохранительной муфтой // Известия вузов. Машиностроение. 1967. № 2. С. 40—43.
10. Решетов Д.Н., Ряховский О.А. К расчету муфт с торообразным резинокордным упругим элементом // Вестник машиностроения. 1965. №4. С.5-7.
11. Решетов Д.Н., Ряховский О.А. Исследование демпфирующих свойств муфт с неметаллическими упругими элементами // Известия вузов. Машиностроение. 1970. № 3. С. 22—26.
12. Решетов Д.Н., Ряховский О.А., Иванов С.С. Тепловой расчет муфты с горообразным резиновым упругим элементом // Известия вузов. Машиностроение. 1969. № 12. С. 25—27.
13. Решетов Д.Н., Ряховский О.А., Иванов С.С. Компенсирующая способность муфты с торообразным упругим элементом // Вестник машиностроения. 1974. № 2. С. 16—18.
14. Ряховский О.А., Варламов В.П., Иванов С.С. и др. Упругие муфты с резиновой торообразной оболочкой // Вестник машиностроения. 1988. № 1. С. 31—33.
15. Ряховский О.А., Иванов С.С*., Нестеров А.Р. Экспериментальное определение коэффициента теплоотдачи торообразного резинового упругого элемента муфты // Известия вузов. Машиностроение. 1972. № 6. С. 39—42.
16. Электромагнитные муфты серий Э1М и Е2М с магнитопроводящими дисками / ЭНИМС. Методические рекомендации. М.: Ротапринт ОНТИ ЭНИМС, 1987. 38 с.
Глава 5
УПРУГИЕ ЭЛЕМЕНТЫ
Упругие элементы (УЭ) — это гибкие детали приборов и машин, способные упруго деформироваться под нагрузкой.
В основном УЭ подразделяют на стержневые (витые, плоские, спиральные пружины, рис.1, а—г), воспринимающие силы или моменты, и оболочечные (манометрические), нагружаемые гидростатическим давлением (мембраны, сильфоны, трубчатые пружины, рис.1,д—ж). Используют УЭ как измерители (давления, сил, моментов), аккумуляторы энергии пружинных двигателей, натяжные пружины для устранения зазоров в кинематических парах и создания силового контакта, кинематические элементы (упругие опоры, направляющие, гибкие связи), амортизаторы, в качестве разделителей сред и кинематических элементов манипуляторов и устройств герметичной передачи движения и т.д.
Зависимость перемещения X определенной точки УЭ от нагрузки F называется его характеристикой (рис.2). При данной нагрузке F жесткость на нелинейном участке характеристики УЭ К = dF/dk, на линейном К = F/'k. Чувствительность 6 = 1/К.
Нелинейность получается вследствие изменения при нагружении геометрической формы упругого элемента, изменения условий его закрепления или отклонения упругой характеристики материала от закона Гука.
При работе УЭ должен иметь некоторый коэффициент запаса
S^F^F
где Гдр, F— предельная и рабочая обобщенные нагрузки (давление, перемещение, скорость вращения или любой иной параметр, определяющий состояние системы).
Погрешность чувствительного УЭ через уровень действующих напряжений связана с несовершенством упругих свойств материала (гистерезис, упругое последействие, релаксация напряжений, ползучесть). Поэтому в этом случае принимают коэффициент запаса по упругости
*Уу ^у/^та*>
ще оу — предел упругости материала; — наибольшее в УЭ рабочее напряжение.
0) е) *)
Рис. 1. Упругие элементы:
а — винтовая пружина; б, в — плоские пружины; г — спиральная плоская пружина;
д — мембрана; е — сильфон; ж — манометрическая трубчатая пружина
830
Упругие элементы
Рис. 2. Упругие характеристики:
1 — линейная; 2 — затухающая; 3 — возрастающая
Если УЭ работает при переменных нагрузках, его расчет по наибольшим напряжениям может оказаться недостаточным; дополнительно необходим расчет на сопротивление усталости [15].
1. МАТЕРИАЛЫ УПРУГИХ ЭЛЕМЕНТОВ
Надежность УЭ обеспечивают путем выбора конструкционного материала (сплава) с достаточно высокими механическими характеристиками (пределом упругости, текучести, прочности, выносливости). Материал должен обладать высокими упругими свойствами. Возможны требования коррозионной стойкости, немаг-нитности, электропроводности, демпфирующей способности, малости температурного коэффициента, модуля упругости, хорошей свариваемости и др. Материал заготовки должен быть достаточно пластичным.
УЭ изготовляют из полуфабрикатов. Для винтовых и фасонных пружин применяют ленту (ГОСТ 2283—79) и стальную углеродистую проволоку четырех классов (ГОСТ 9389—75). Проволоку из углеродистой или низколегированной стали (У7А—У9А, 65Г) предварительно термически обрабатывают (патентирование). Для снижения остаточных напряжений и повышения релаксационной стойкости пружины после навивки подвергают отпуску.
Сведения о механических свойствах проволоки различных классов и марок стали приведены в ГОСТ 13764—86, стальной пружинной ленты — в ГОСТ 2283—79.
При изготовлении пружин, работающих в условиях, способствующих коррозии, применяют латуни (ГОСТ 15527—70), нейзильбер (ГОСТ 492-73), бронзы (ГОСТ 18175-78,
ГОСТ 5017-74) и стали (ГОСТ 5632-72). Полуфабрикаты (листы, ленты, проволоки, трубки) из цветных сплавов, упрочняемых наклепом, стандартизованы (ГОСТ 2208—91, ГОСТ 11383-75, ГОСТ 5220-78).
Пружины, работающие при переменных напряжениях, изготовляют из хромистых, хромоникельтитановых, хромомарганцевых, хромованадиевых и хромомарганцевокремнистых сталей (ГОСТ 14959-79, ГОСТ 5632-72).
Хорошими технологическими и эксплуатационными свойствами обладают дисперсионно-твердеющие сплавы. К ним относятся бериллиевые бронзы (ГОСТ 18175—78; механические свойства полуфабрикатов приведены в ГОСТ 15834—77, ГОСТ 1789—70) и сплавы на железо-никельхромовой основе (ГОСТ 10994—74; механические свойства полуфабрикатов — в ГОСТ 14117—85, ГОСТ 14118—85). Последние имеют высокую термо-, коррозионную стойкость и высокое сопротивление усталости. Диспер-сионно-твердеющие сплавы пригодны для изготовления чувствительных УЭ точных приборов.
В некоторых случаях УЭ изготовляют из неметаллических материалов.
Механические свойства материалов для УЭ приведены в табл.1.
2. ПЛОСКИЕ ПРУЖИНЫ
Ось плоских пружин (ПП) — плоская кривая; внешние нагрузки приложены в плоскости оси. ПП изготовляют из лент, реже из проволоки пружинных сталей. Их используют (рис.З) в качестве упругих кинематических элементов, в электроконтакгных устройствах, как измерительные, заводные пружины, упругие элементы муфт и др.
Расчет ПП в области малых перемещений проводится методами сопротивления материалов [16].
Изменение кривизны оси Дк ПП связано с действующим изгибающим моментом М и изгибной жесткостью В = EJX соотношением Дк = M/В, где Е — модуль упругости материала; Jx = bh3/12 — момент инерции поперечного сечения относительно нейтральной оси х, b — ширина; h — высота сечения. Если b » й, то В = EJJ(\ — ц2), где ц — коэффициент Пуассона материала.
Наибольшее напряжение о = М /W* где Afmax — наибольший изгибающиймомент; Wx — момент сопротивления сечения. Решение задач об упругом плоском изгибе стержней в области больших перемещений изложено в [11]. Задачи статики и динамики гибких стержней рассмотрены в [13].
Плоские пружины
831
1. Механические свойства материалов для упругих элементов (в упрочненном состоянии)
Марка материала Временное сопротивление ов10'1, МПа Предел текучести V10'1’ МПа Предел упругости МПа Предел выносливости о 101, МПа Модуль упругости £10 А МПа Относительное удлинение 6, %
У9А - У12А 75-120 — — 20
65Г 100 80 — 66 20 8
50ХФА 130 110 — 52 21 8
50ХГА 130 120 — 64 20 7
30X13 180 135 — — 10
40X13 168 140 — — 22,3 4
36НХТЮ 120-130 80-100 65-75 — 19-20 14-18
36НХПО5М 140-145 100-110 75-85 21,1 8-10
36НХТЮ8М 145-148 110-115 85-95 — 21 6-7
42НХПО 120-125 80-100 60-70 — 18-19 10-15
44НХТЮ 120 80-90 60—65 — 18 10-15
40КХНМ 250-270 230-250 170 — 20,5-21 3-5
40КНХМВТЮ 200-220 180-200 150-160 — 22 4-6
Л68 66-74 52 50 15 11,5 12
Л80 61-68 52 42 15,4 11,2 10
МНЦ15- 20 80 60 — 14 2-4
БрКМцЗ—1 75 42 36 21 11,5 13
БрОФ4—0,25 60 54 — 24,8 10 8
БрБ2 135 128 96 — 13,5 —
БрБНТ1,9 135 — 96 — 13 3
Рис. 3. Плоские пружины:
а — упругая опора; б — упругая направляющая; в — гибкая связь механизма; г — контактная пружина; д — измерительная пружина
832
Упругие элементы
°) f) в) г)
Рис. 4. Винтовые пружины:
а — растяжения; б — сжатия; в — кручения; г — изгиба
3. ВИНТОВЫЕ ПРУЖИНЫ
Винтовые пружины (ВП) по конструкции и виду нагружения разнообразны (рис.4). Обычно ВП сжатия изготовляют с поджатыми концевыми витками (от 3/4 до 1 витка) и торцами, обработанными перпендикулярно к оси; другие ВП имеют на концах специальные прицепы. При больших нагрузках используют составные ВП. Для повышения несущей способности ВП выдерживают под нагрузкой до получения остаточного прогиба (заневоливание).
Преимущественно применяют цилиндрические ВП, изготовленные из проволоки круглого поперечного сечения.
Цилиндрическая ВП постоянного шага — это брус, ось которого — кривая, расположенная на поверхности кругового цилиндра и пересекающая его образующие под одинаковым углом.
Геометрия винтовой линии (рис.5): D — средний диаметр; а — угол подъема (правый, реже левый) винтовой линии; / — длина оси рабочей части витков; Н — высота рабочей части пружины; ф — полярный угол; i — число рабочих витков; Г, л, Ь — соответственно взаимно* ортогональные касательная, главная нормаль и бинормаль; соотношения между параметрами: tga = I = Я/sina; ф = 2та.
Кривизну витков оценивают индексом с = = D/a, где а — размер поперечного сечения в направлении п. Для круглого сечения а = d (d — диаметр проволоки). Обычно 4 < с < 12.
Расчет перемещений [3, 9]. При общем случае нагружения ВП осевой силой Г и крутящим мо
ментом М осевое X и угловое в перемещения торцов
tcZJ2: Г /В , „ \
X =-------- Нл—cos2a +sin2a| +
4Bcosa L \ C /
+ - ljsin2aj; (la)
nDi [ FD / В
Bcosa L 4 \ C
1 Isin2a +
+ M^-^-ein2a + cos2ajj, (16)
где В = EJbi C = 67K; E, G — модули упругости первого и второго рода; Jb — осевой момент инерции поперечного сечения относительно оси b\ — геометрическая характеристика сечения при кручении (табл. 2, 3).
Основные расчетные формулы для случая нагружения осевой силой при угле a < 15*. При углах подъема винтовой линии a < 15* и
Рис. 5. Геометрия винтовой линии
Винтовые пружины
833
2. Формулы для расчета геометрических характеристик поперечного сечения витков пружины
3. Коэффициент р для определения У сечения
a/h или h/a 1 1,5 1,75 2 2,5 3 4 6 10
е 0,141 0,196 0,214 0,229 0,249 0,263 0,281 0,299 0,312
приближенном расчете принимают а = 0. Тогда перемещение
X = nFJfii/(4Q. (2)
Для проволоки круглого сечения
X = ШН/((М). (3)
-Расчет ВП -кручения на жесткость проводят по соотношению (16) при F = 0. Если ВП навита из проволоки круглого сечения с небольшим зазором между витками, то в соотношении (16) можно считать а = 0. Тогда
6 = 64МЛ/(£^).
Цилиндрические ВП, у которых отношение сторон поперечного сечения витков прямоугольной формы h/a достаточно велико, относятся к ленточным винтовым пружинам. Их расчет рассмотрен в [4].
Уточненный расчет упругой характеристики X = ДF) измерительной ВП проводят с учетом геометрической нелинейности [3].
Напряжения в цилиндрической ВП. При растяжении (сжатии) в ВП круглого поперечного сечения витков при малом угле подъема а наибольшее касательное напряжение возникает в точке Af, ближайшей к ее оси (рис. 6):
ттах = кSFD/(n<P)t (4)
где приближенно [10] к = (4с + 2)/(4с — 3).
//и
Если витки имеют прямоугольное сечение, то наибольшее касательное напряжение как правило, возникает в середине внутренней стороны сечения (рис.7, точка Л/):
(5)
Cmo = kpFD/W).
Когда h/a < 0,8 и с > 6, наиболее нагруженной становится точка N.
Рнс. 6. Эпюра касательных напряжений в поперечном сечении витка пружины растяжения-сжатия
834
Упругие элементы
//7 Ш 7 2 h/a
Рис. 7. Коэффициент £Лдля пружины из проволоки прямоугольного сечения
В ВП кручения, как в брусе большой кривизны, наибольшие нормальные напряжения ашах возникают в точке М поперечного сечения витка, ближайшей к ее оси (рис. 8):
где Ж* — момент сопротивления сечения относительно бинормали Ь
Для круглого поперечного сечения = = л^/32, кт = (4с — 1)/(4с — 4); для прямоугольного - Wb= hf/6, кт = (Зс - 1)/(Зс - 3) [9].
Изгиб цилиндрических ВП возможен при вне-центренном растяжении (сжатии), после потери устойчивости, в условиях поперечных колебаний, при нагружении изгибающими моментами и поперечными силами.
При изгибе в осевой плоскости ВП с малым углом подъема а поперечной силой Q и моментом М (рис.9) взаимное линейное v и угловое О смещения концов равны:
у=МЛ1(Я-Л1/2)/Лга,+ 0^(Я-й2/3)/(2Дпг)+ +• QVA»;
* = мл,/лшг +
Здесь Л,, Л2 — координаты сечений, где приложены момент М и сила Q, Н — высота рабочей части пружины; А**, — изгибная
и сдвиговая жесткости,
Я 2С
Л”г " 1 + С/Д,’
А - iHS» яЯ3» '
Наибольшие нормальное amav и касательное ттах напряжения в ВП с витками круглого поперечного сечения при поперечном изгибе силой Q равны:
О1ПИ = С7Я2 + 4ZP/(0,2rf3);
Винтовые пружины
835
d Л
Рис. 8. Эпюра нормальных напряжений в поперечном сечении витка пружины кручения
Рис. 9. Изгиб винтовой цилиндрической пружины
при чистом изгибе моментом М
= М/(0,1^);
= М/(0,2^).
Устойчивость цилиндрических ВП. ВП сжатия с достаточно большим отношением HJD (Яо — начальная длина, рис. 10) при критической силе может потерять устойчивость прямолинейности оси.
Критическая осадка ВП [3] Х^
Мяо - 1/(2 - С/2у[1 -VI -(лДНП/Я^х х(2 - + С/2у],
ще v — коэффициент, учитывающий способ крепления концов ВП. Предельная относительная высота (Нц/ПУф при которой потеря устойчивости ВП становится возможной, равна:
= (n/v)V(2 - C/^/d + C/BJ.
Для ВП из проволоки круглого сечения (Яо/^нр = (x/v)>/(l + 2ц)/(2 + ц), где ц — коэффициент Пуассона материала. Значения (Яо/Я) при ц = 0,3 и различных условиях закрепления торцов приведены в табл. 4.
При (Яо/Я) > (Яо/Я)^ потеря устойчивости возможна, если перемещение достигает Х^. Если (Яо/Я) < (Яо/Я)^, то ВП устойчива при любом перемещении.
Пружина кручения большой длины может также терять устойчивость прямолинейности оси.
Цилиндрические ВП с межвитковым давлением. В ВП растяжения, изготовляемой с начальным натяжением Го, после навивки
27
Рнс. 10. Схема потери устойчивости винтовой цилиндрической пружины сжатия
27*
836
Упругие элементы
4. Предельная относительная высота при различных схемах закрепления концов пружины
Параметр Схема закрепления концов пружины
S
0,7 3,74 0,5 5,24
остаются крутящий момент Мк = F0Z)/2 и поперечная сила Q = Ff). Растягивающая сила F > Fo, приложенная к такой ВП, вызывает осевое перемещение
к = 8(F-
Наибольшее касательное напряжение определяется по (4).
При растяжении ВП большого индекса (с > 10) со значительным межвитковым давлением может произойти внезапный местный перекос (потеря устойчивости) витков. Потери устойчивости не происходит, если начальное касательное напряжение = %FD/(it(P) меньше критической величины = ЕДяс2). Для ВП малых индексов ограничено возможностями навивки [9J: т& = (0,4-=-0,5)тт, где — предел текучести материала при сдвиге.
Расчет на ударную нагрузку [6]. В соответствии с энергетическим методом расчета на ударную нагрузку динамические сила £д, перемещение X и наибольшее касательное напряжение (Ттах^д определяют через соответствующие статические их значения F, X, вычисленные по (4) и (5), и коэффициент динамичности £д:
F. = Fk' Х_ = XJL; Д Д’ Д Д’
(^тах^д ~ ^пмиЛд’
Если масса т со скоростью ц0 соударяется с пружиной массой имеющей в месте удара буфер массой т{, то при вертикальном ударе
*д = 1 + VI + vg/W.(l+m,/m +
где g — ускорение свободного падения; £ — коэффициент приведения массы пружины к точке удара; перемещение X вычисляют по (2) и (3) при F = mg.
Расчет на прочность. ВП могут выходить из строя вследствие появления пластических деформаций.
Коэффициент запаса по текучести
Тт/Ттах '
где тт — предел текучести материала при сдвиге; ттдх — наибольшее касательное напряжение, определяемое по (4) и (5).
Расчет при переменных нагрузках [12]. В условиях переменных напряжений ВП дополнительно рассчитывают на сопротивление усталости. Коэффициент запаса Sr определяют из соотношения
1/-У, = VT-I + Vх,-
гае т« = Чш. - тта)/2 - амплитуда напряже-ния; хт = (т^ + ^min)/2 — среднее напряжение цикла; т_, — предел выносливости материала при сдвиге; для сталей 65, 70, 55ГС, 65Г =
= 3OO-5-35O МПа; для сталей 55С2, 60С2А =
= 400-5-450 МПа; для стали 60С2ХФА = = 500-5-550 МПа. г = х^/х^ — коэффициент асимметрии цикла; т^, тЮ1П — наибольшее и наименьшее напряжения.
Колебания. Если цилиндрическая ВП заделана одним конном, а на другом прикреплен груз массой т, то низшая угловая частота свободных колебаний
! 3
= 2'.C/((m + pnDiA/3)nlfii]t
где С = б/г; р — плотность материала пружины; А — площадь поперечного сечения проволоки. В частности, при отсутствии массы для пружины из проволоки круглого Поперечного сечения
1 П GtP~ Pl ni N 2 рЛ* ‘
Если оба конца пружины заделаны, то
= (2/iYiC/(pAIf).
Расчет пружины на изгибные колебания приведен в [5]. Уточненный расчет пружин и вопросы проектирования ихтожены в [3, 10, 14].
Рис. 11. Фасонные пружины
Фасонные витые пружины
837
Рис. 12. Упругая характеристика фасонной пружины
4. ФАСОННЫЕ ВИТЫЕ ПРУЖИНЫ
Фасонные витые пружины (ФП. рис.11) работают преимущественно как пружины сжатия и применяются при необходимости иметь нелинейную упругую характеристику [3, 9].
Геометрия ФП определяется формой образующей поверхности вращения, на которой расположены центры сечений витков, и уравнением проекции витков в плане. Чаще используют конические и параболоидные ФП, а также ФП, имеющие в плане спираль Архимеда (или логарифмическую). ФП, у которых в плане между проекциями витков имеются зазоры, отличаются наибольшей компактностью при полном сжатии.
При сжатии ФП наибольшая деформация происходит у витков наибольшего радиуса, что может привести их в соприкосновение с опорной поверхностью или друг с другом (посадка витков) и выключению из работы.
Упругая характеристика ФП сжатия (рис. 12) имеет линейный участок О—НП, на котором деформируются все рабочие витки. В точке НП начинается, а в точке КП заканчивается посадка витков, сопровождающаяся ростом жесткости пружины.
Для ФП, проекция которых в плане имеет вид спирали Архимеда, прогиб
Харх “ + rlXr2 + Ф/(2С),
где С — жесткость витков при кручении;
г2 — наименьший и наибольший радиусы; / — число рабочих витков.
Для ФП, проекция которых в плане имеет вид логарифмической спирали, прогиб
Чог = ^г2 - ф/(ЗтО,
где т = in^/r^/^Tw).
На нелинейном участке НП—КП характеристики ФП (рис. 12) происходит посадка витков. Формулы для расчета значения силы начала и конца посадки витков ФП (FHn, 7^) на опорную плоскость (r2 — > Л), а также
уравнения упругих характеристик для параболоидных и конических ФП с витками круглого поперечного сечения, имеющих в плане спираль Архимеда, приведены в табл. 5.
Оценку напряжений в ФП выполняют [9] по (4) и (5) для винтовых цилиндрических пружин
5. Формулы для построения нелинейного участка упругой характеристики фасонных пружин с витками круглого поперечного сечения
Определяемая величина Параболоидная пружина Коническая пружина, h = const
Сила начата посадки витков Гнп СЯо/Мг, + г()г22) СЦ,/(2к(г/)
Сила конца посадки ВИТКОВ Тед Лш/”2 ^нп/”3
Уравнение упругой характеристики X = Д/): Лш < F < Лсл W ~ л2)!* х(2 - FHn/F- WH(1) Яо/[4(1 - »)]х х(4 - 3^H(1/F- ^/FHn)
Обозначения: Яо — свободная высота пружины; гр г2 — наименьший и наибольший радиусы рабочей части витков; i — число рабочих витков; d — диаметр проволоки: С = и = i\/r2\ h — шаг пружины.
838
Упругие элементы
Рис. 13. Тарельчатая пружина:
Д d — наружный и внутренний диаметры; s — толщина; Ло — высота пружины; f — высота внутреннего усеченного конуса; 0 — угол наклона образующей конуса
растяжения-сжатия, в которые вместо диаметра D следует дносить 2грас, где грйС — радиус наибольшего витка из числа тех, которые при расчетной нагрузке не «сели» на опорную поверхность. Коэффициенты К и определяют в зависимости от индекса срас = 2грас/</ (или срас = = 2rpaa/d). Если посадки витков не происходит (Г < £нп), то г2. При F > FHn грас = гпос> где гпос — посадочный радиус при нагрузке F Для параболоидных ФП гпос = г2(/г’Нп/^)1/2» Д™1 конических гпос = г2(/’Нп/^)1/3- Если посадка закончилась, то грас= г(.
5. ТАРЕЛЬЧАТЫЕ ПРУЖИНЫ
Тарельчатые пружины (ТП) [9] — это жесткие конические оболочки (рис. 13), применяемые в мощных амортизаторах. Изготовляют их штамповкой из полосовой стали 60С2А (ГОСТ 14959—79) или других марок.
Рис. 15. Прорезная пружина
<0 0
Рис. 14. Комплект тарельчатых пружин, установленных:
а — последовательно; б — последовательно с промежуточными шайбами; в — параллельнопоследовательно (пакетами)
В соответствии с ГОСТ 3057—82 s = 1^2 0 мм, D = 28-г300мм, / = 0,6-г9мм, 0 = 2^6’; осадка одной ТП до = 0,8/.
Для увеличения общей осадки собирают секции, образуемые несколькими ТП, соприкасающимися наружными и внутренними кромками (рис. 14,а). Для демпфирования колебаний иногда между ТП устанавливают шайбы (рис. 14,б). При больших нагрузках ТП собирают в пакеты (рис. 14,в).
В предположении о недеформируемости меридионального сечения, что может быть принято при D/d < 4, зависимость между сжимающей силой F и осадкой
2 tcEsX. о
г = — ,п ‘ «Г~ \)(Г- Xt/2) + ?]ln(P/d), 3 (ZJ - а)*
где Е — модуль упругости материала пружины.
Наибольшие окружные напряжения возникают на внутренней кромке пружины:
°/тах = ^/(D - d)2l<2c/d - l)(f- Xt/2) + + (s/2)(D/d - 1)].
Здесь с = (D - d)/[21n(Z)/d)].
Для повышения несущей способности ТП заневоливают. Расчет заневоленных ТП приведен в [9].
6. ПРОРЕЗНЫЕ ПРУЖИНЫ
Прорезные пружины (ПрП) (рис. 15), изготовляемые фрезерованием пазов на трубных заготовках, при малых диаметральных размерах могут обладать большой жесткостью [6, 9] на сжатие (растяжение). Осевое перемещение торцов ПрП
Прорезные пружины
839
где F — осевая сила; R — средний радиус кольца шириной (в плоскости кольца) Ъ и толщиной Л; л— число прорезей в кольце; В = £дЛ3/12; i — число колец;
к = v[a/4 - (1 - x)t8(a/4)];
v = В/С\ С = брй3д; G — модуль упругости второго рода; р — см. табл.З; a = 2тс/л;
_ * vsin(a/2)[l + tg2(a/4)]
Х ~ 1 ”(v-l)tg(a/4)+(v+l)(a/4)[l+tg2(a/4)]’
Наибольшее эквивалентное напряжение вблизи перемычек
"max =
где приближенно = 0,74 + 0,59д/Л — 0,13^/Л2.
7. МАНОМЕТРИЧЕСКИЕ УПРУГИЕ ЭЛЕМЕНТЫ
Способность УЭ манометрического типа развивать перестановочную силу характеризуется эффективной площадью. Если эффективная площадь Лэф меняется с перемещением X, то при данном давлении
Лф = dQ/dP>
rjifi dp, dQ — приращения давления и силы, соответствующие одинаковым перемещениям. Если упругая характеристика по давлению близка к линейной, эффективную площадь можно определить отношением конечных приращений силы Q и давления р при условии постоянства перемещения = Q/p). Понятие эффективной площади удобно при вычислении
Рис. 16. Упругая характеристика плоской мембраны
объема, вытесняемого УЭ под действием нагрузки.
Плоские мембраны (ПМ) — это круглые пластины, получающие большие упругие прогибы под действием давления р или силы Q. Их широко используют в качестве чувствительного элемента манометрических приборов, гибких уплотнителей при передаче перемещений, в мембранных насосах и др. [3, 9]. При малых прогибах характеристика жестко закрепленной по контуру ПМ (зависимость прогиба w0 от давления р) линейна:
pR* _ 16 м>0
ей* 3(1-ц2) ~й~'
где R — радиус; h — толщина ПМ; Е, ц — модуль упругости и коэффициент Пуассона; при прогибах, соизмеримых с толщиной, характеристика становится затухающей (рис. 16).
Результаты численного расчета (с учетом геометрической нелинейности [3]) для ПМ, защемленной по наружному контуру и нагруженной давлением р, показаны на рис. 17—21. Здесь w = Wq/Л, р = ptf/(Erf), о = a3KBJ?/(E^) — относительный прогиб в центре; давление и эквивалентное напряжение в опасной точке соответственно. Для ПМ, нагруженной давлением, опасная точка находится у наружного контура (г = Л), а при нацэужении сосредоточенной силой — у внутреннего (г = г0, г0 — радиус жесткого центра); v = V/(nR2h) — относительный объем, вытесняемый ПМ; а0 = = Лэф 0/(лЯ2) — относительная начальная эффективная площадь; Лэф 0 — эффективная площадь при р -> 0; р0 = rJR — безразмерный радиус жесткого центра.
На рис. 17 приведены результаты численного решения для ПМ без жесткого центра, а на
Рис. 17. Номограмма для расчета плоской мембраны без жесткого центра
840
Упругие элементы
Рис. 19. Безразмерные напряжения о/р =Др)
Пример. Определить прогиб ПМ без жесткого центра при рабочем давлении р = 0,04 МПа. Материал — сплав 36НХТЮ, модуль упругости Е = 2,1 • 105 МПа; радиус R = 100 мм; толщина Л = 0,4 мм.
Решение. Подсчитаем безразмерный параметр давления
рис. 18—21 — для ПМ с различными размерами жесткого центра. Рис. 18, 19 соответствуют случаю свободного хода под действием давления р. Кривые на рис. 19, 21 построены для ПМ, нагруженной давлением р при опирании центра на неподвижный упор (»0 = 0 и давление преобразуется в силу). Нелинейность преобразования оценивается относительным изменением эффективной площади (рис.20):
ц = [(Л.Ф - Лэф0)/Лэф]Ю0%.
р = р#/(Е&) = 0,04 • 1004/(2,1 • 105 • 0,44)*= 744.
По рис. 17 при р = 744 относительный прогиб w = w0/A = 5,75. Отсюда прогиб w0 = 5,75 • 0,4 = = 2,3 мм.
Сильфоны (С). Это тонкостенные осесимметричные трубки с одинаковыми поперечными гофрами. Благодаря особенностям геометрической формы С способны совершать значительные перемещения под действием давления,
Рис. 20. Эффективная площадь:
а — начальная относительная эффективная площадь а0 = ЛзфоДяЯ2); б — относительное изменение эффективной площади т] при прогибе w = 0 в зависимости от давления р
Прорезные пружины
841
Рис. 22. Сильфоны:
а — бесшовный; б — сварной
осевой или поперечной силы и изгибающего момента [1, 3, 7—9].
Наибольшее распространение получили гид-роформованные из тонкостенных трубок сильфоны (ГОСТ 21482—87, рис.22,а) и сварные (ТУ 25-2472-0066—88, рис.22,б) сильфоны из штампованных кольцевых мембран.
Сильфоны используют как компенсаторы монтажных или «эксплуатационных смещений, вибрационных воздействий, как гибкие уплотнители, разделители сред, гибкие трубопроводы. В приборостроении С используют как чувствительные элементы, реагирующие на перепад давления.
Основные параметры С (рис.23): 1^, R* — наружный и внутренний радиусы; гн, гв — радиусы наружного и внутреннего тороидальных участков; Ло — толщина стенки трубки-заготовки; п — число рабочих гофров; t — шаг гофрировки; а — угол уплотнения.
В большинстве случаев помимо давления С нагружаются осевой силой. Если осевое перемещение С отсутствует, давление р преобразуется в силу Q через эффективную площадь А ф = = Q/р, где приближенно А^ = + j^y/4.
В зависимости от схемы нагружения и особенностей геометрической формы наиболее напряженная точка в стенке гофра может находиться на наружном или внутреннем тороидальном участке или на кольцевой пластине. Результаты численных расчетов неуплотненных (а = 0) С, изготовленных механогидравлическим способом, представлены в виде номограмм [1, 3], по которым определяют напряжения и жесткость С по его относительным геометрическим параметрам (принято гн = гв)
к = ад; 6 = ад; « = (6)
На рис. 24—27 приведены номограммы (к = 1,5) для изгибных меридиональных о1и и
Рнс. 23. Основные параметры бесшовного сильфона
мембранных окружных напряжений. Окружные изгибные напряжения в экстремальных сечениях
= НО1и, (7)
где ц. — коэффициент Пуассона. Мембранные меридиональные напряжения о1о на порядок меньше о1и и в расчетах не учитываются.
Номограммы построены для двух случаев нагружения: при свободном ходе (w # 0, р = 0, С нагружен осевой силой) и при неподвижных торцах (w = 0, р * 0, С нагружен давлением). При более сложной схеме нахружения напряжения определяют по номограммам'на основании принципа независимости действия сил, применимого для линейных задач.
Безразмерные жесткости (штриховые кривые, см. рис.24)
KQ = K&n/^Ehfr
KQ — жесткость С при нахружении силой Q. Относительные напряжения при свободном ходе ow и неподвижных торцах ор в экстремальных сечениях гофра (г=Аниг=Яв)в зависимости от геометрических параметров к, т, 5 равны:
о» =
(8)
Ср =
842
Упругие элементы
Рис. 25. Номограмма для расчета сильфонов при к - 1,5; г = р = 0; w # 0
Прорезные пружины
843
W4»;, юо(О„),
OJOOS 0,010 0,015 о,Qto 0,025 0,050 0,035 J
Рис. 27. Номограмма для расчета сильфонов при к = 1,5; г=/^;/>#0;м>=0
844
Упругие элементы
Номограммы справедливы в области упругих деформаций (ата< < оу, оу — предел упругости материала).
На рис.23 показаны возможные варианты расположения наиболее натруженных точек гофра; в табл.6 указаны знаки напряжений в этих точках при р > 0, w = 0. При растяжении С (р = 0, w > 0) знаки напряжений в точках С и D остаются теми же, а в точках А и В изменяются на противоположные. По найденным с помощью номотрамм а1и и о2о определяют главные напряжения в точках внутренней и наружной поверхности
о?/и = (г = 1, 2). (9)
Для оценки прочности С в наиболее натруженной точке определяют эквивалентное напряжение
сэо = ХС? + oj - (10)
Номотраммы для других значений к (1.4; 1.6; 1.7; 1.8) приведены в [1, 3].
В зависимости от назначения С в ряде случаев могут потребоваться дополнительные расчеты: на изгиб, устойчивость, с целью определения циклопрочности и др. [1, 3. 8].
Расчет сварных сильфонов изложен в [1].
Манометрическая трубчатая пружина (МТП) представляет собой изогнутую трубку вытянутого поперечного сечения. Обычно центральная ось имеет постоянную кривизну, в плоскости которой лежит меньшая ось сечения (рис.28). Основные параметры: R — радиус кривизны центральной оси; у —• центральный угол рабочей части; а и Ъ — большая и малая полуоси среднего контура поперечного сечения; h — толщина стенки трубки. При действии давления поперечное сечение трубки деформируется. вследствие чего изменяется кривизна оси и происходит перемещение конца. МТП используют в термометрах, в вакуумметрах,
6. Знаки напряжений в крайних точках экстремальных сечений гофра при р > 0, ж = 0
Напря-жения Точки
А В С D
°!.. °2. — + — +
°1о — — + +
°2о — — — —
уровнемерах, расходомерах, в качестве кинематических элементов манипуляторов, герметичных вводов движения и др.
Наиболее распространенными являются одно-витковые (пружины Бурдона), многовитковые витые, спиральные и S-образные МТП. Формы сечений МТП разнообразны. Наиболее употре-бимы эллиптическая и плоскоовальная.
При свободном ходе относительный угол поворота конца пружины Ду/у под действием давления р равен:
Ду 1 — ц2 Л2 л - а — = р-------------(1 — >/я2)--------
у F Е bh р + к2
Здесь Е — модуль упругости первого рода; ц — коэффициент Пуассона; к = Rh/c?\ значения коэффициентов аир для плоскоовального (7) и эллиптического (2> сечений указаны на рис.29. Перемещения конца пружины: радиальное Хг и касательное к оси X;
X, = (Ду/у)Я(1 — cosy);
X, = (Ду/у)Я(у - siny).
Полное перемещение X = (X2 + X2)1 '2.
Если конец МТП закреплен шарнирно, полная тяговая сила
Q, = ЛГТ/(24Л) + 9?,
где тяговый момент
М, = 24рЛ»М1 - *2/a2)V(^ + к2).
Рис. 28. Манометрическая трубчатая пружина
Список литературы
845
7. Коэффициенты £
Форма поперечного сечения Коэффи-циент а/Ъ
3 4 5 6 7 8 9 10
Плоскоовальная If? 7,43 6,90 6.52 6,24 6,02 5,85 5.71 5.60
102 5,91 5.52 5.24 5,04 4,88 4,76 4,67 4,59
Эллиптическая £102 5.65 5.15 4.80 4,65 4,60 4.55 4,50 4,45
V102 4,89 4,59 4,39 4,29 4,23 4,16 4,10 4,04
С £ — коэффициенты, зависящие от формы поперечного сечения (табл. 7.;:
qr = 24[( 1 - cos?)6„ - (у - sinyjS^J/fo,^ - о*);
q, = 24 [Су - surr)5^ - (1 - cosy)6 J/(5^6ff - 6^):
= fy'f ~ siirf cosy): 5„ = 1 — cosy — ^suTy; 6ff = ^(3y — 4siny * sinycosy).
Если перемещение конца пружины ограничено только в радиальном или только в касательном направлении, то под действием давления р в этих направлениях появятся соответственно тяговые силы 2, и Qf:
= M^qJ{lAR)\ Q, = Л£?/(24Я);
где при вычислении qr и qt следует принять 6„=0
Результаты численного решения МТП плоскоовального. D-образного, ромбовидного сечений в условиях свободного хода или силовой компенсации в зависимости от различных геометрических параметров приведены в [2. 3] в виде номограмм, удобных для ускоренных расчетов.
Рве. 29. Коэффициенты аир (сплошные линий хля плоскоовальиого сечения, штриховые хтя эллиптического)
Список литературы
1. Андреева Л.Е., Беседа А.И., Богданова Ю.А. и др. Сильфоны: Расчет и проектирование. М.: Машиностроение. 1975. 156 с.
2. Андреева Л.Е., Богданова Ю.А. Расчет манометрической трубчатой пружины как незамкнутой оболочки врашения // Динамика и прочность машин. .МВТУ. 1980. С.50—62.
3. Андреева Л.Е. Упругие элементы приборов 2-е изд., перераб. и доп. М. Машиностроение. 1981. 392 с.
4. Бидерман В.Л. Механика тонкостенных конструкций. М.: Машиностроение. 1977. 488 с
5. Бидерман В.Л. Прикладная теория механических колебаний. М.: Высшая школа. 1972 416 с.
6. Биргер И.А., Шор Б.Ф., Иосилевич Г.Б. Расчет на прочность деталей машин Справочник. 3-е изд., перераб и доп М Машиностроение. 1979. 702 с
7. Гусенков А.П., Лукин Б.Ю., Шустов В.С. Унифицированные гибкие элементы трубопроводов Справочное пособие М.* Изд-во стандартов. 1988. 296 с.
8. Петровский В.В. Изгиб сильфонов -Расчеты на прочность М.. Машиностроение 1986 Выл 27. С 286-299.
9. Пономарев С.Д., Андреева Л.Е. Расчет упругих элементов машин и приборов М Машиностроение. 1980. 326 с
10. Пономарев С.Д., Бидерман В.Л., Лихарев К.К. и др. Расчеты на прочность в машиностроении. Т. 1. М.: Машгиз. 1956. 884 с
И. ПоповЕ.П. Теория и расчет гибких упругих стержней. М.: Наука. 1986 294 с
12 Решетов Д.Н. Детали машин Учебник 4-е изд., перераб. и доп. М.: Машиностроение 1989. 496 с.
13. Светлипкий В.А. Механика гибких стержней и нитей. М.: Машиностроение. 1978 222 с
14. Светлипкий В.А., Нарайкин О.С. Упругие элементы машин М.. Машиностроение. 1989 264 с.
15. Сервисен С.В., Когаев В.П., Шнейдеро-вич Р.М. Несущая способность и расчеты деталей машин на прочность М Машиностроение. 19?5 488 с
16 ФеодосьевВ.И. Сопротивление материалов М Наука. 1986. 512 с
Глава 6
АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ УЗЛОВ И ДЕТАЛЕЙ МАШИН
1. СТРУКТУРА И ФУНКЦИОНИРОВАНИЕ САПР
Основные понятия. Проектирование изделия машиностроения есть процесс создания описаний изделия, достаточных для его реализации в заданных условиях. Процесс проектирования разделяют на стадии, этапы и проектные процедуры. В проектировании сложных объектов выделяют стадии технического задания (ТЗ), технического предложения, эскизного, технического, рабочего проектов, изготовления и испытаний опытного образца (партии), ввода объекта в действие. При этом на каждой последующей стадии увеличивается детальность описаний и степень их проработанности. Под проектной процедурой понимается часть процесса проектирования, заканчивающаяся получением проектного решения. В свою очередь, проектным решением называют окончательное или промежуточное описание или оценку проектируемого объекта или его составной части, достаточные для рассмотрения и принятия решения об окончании проектирования или путях его продолжения. Этапом называют условно выделенную часть процесса проектирования, сводящуюся к выполнению одной или нескольких проектных процедур, общность которых определяется принадлежностью получаемых проектных решений к одному иерархическому уровню и (или) аспекту описания.
Различают неавтоматизированное, автоматизированное и автоматическое проектирование. Неавтоматизированное проектирование выполняется без применения ЭВМ, автоматизированное — при взаимодействии человека и ЭВМ, автоматическое — без вмешательства человека в процесс преобразования на ЭВМ описаний от исходного ТЗ до получения окончательных результатов. Автоматическое проектирование реализуется только для некоторых этапов и отдельных частных видов объектов.
Автоматизированное проектирование осуществляется в рамках САПР. Система автоматизи
рованного проектирования (САПР) определяется как организационно-техническая система, состоящая из комплекса средств автоматизации проектирования, взаимосвязанного с подразделениями проектной организации, и выполняющая автоматизированное проектирование.
В САПР различают рад вадов обеспечения.
Техническое обеспечение (ТО) — совокупность аппаратных средств, включающая устройства вычислительной, организационной и измерительной техники, участвующих в процессе автоматизированного проектирования.
Математическое обеспечение — совокупность математических моделей, методов и алгоритмов для решения задач автоматизированного проектирования.
Лингвистическое обеспечение — совокупность языков, используемых в САПР, для представления информации о проектируемых объектах, процессе и средствах проектирования, которой обмениваются пользователи САПР с ЭВМ и между собой.
Информационное обеспечение — документы, содержащие описания стандартных проектных процедур, ранее принятых проектных решений, типовых элементов, комплектующих изделий, материалов и другие данные, а также файлы и блоки данных на машинных носителях с записью указанных документов.
Программное обеспечение (ПО) — совокупность протрамм, представленных в заданной форме, вместе с необходимой протраммной документацией, предназначенная для использования в САПР.
Методическое' обеспечение — документы, в которых отражены состав, правила отбора и эксплуатации средств САПР.
Организационное обеспечение — положения, инструкции, приказы, штатные расписания, квалификационные требования и другие документы, регламентирующие организационную структуру подразделений проектной организации и их взаимодействие с комплексом средств САПР.
Взаимосвязанная совокупность программного, информационного и методического обеспече
Структура и функционирование САПР
847
ния, необходимая для получения законченного проектного решения по объекту проектирования или для выполнения унифицированной проектной процедуры, называется программнометодическим комплексом (ПМК). Часто к ПМК относят также те компоненты математического и лингвистического обеспечений, которые реализуют характерные для данного ПМК операции. Взаимосвязанная совокупность ПМК и средств технического обеспечения, имеющая территориальную или функциональную общность в САПР, называется программно -техническим комплексом (ПТК).
Структурирование САПР проводят также по подсистемам. Подсистемы обладают всеми свойствами системы и могут создаваться как самостоятельные системы. Различают подсистемы обслуживающие и проектирующие. Проектирующие служат для выполнения проектных процедур (например, подсистема конструирования зубчатых передач, подсистема проектирования гидроприводов, подсистема оптимизации и т.п.), а обслуживающие — для обеспечения нормального функционирования проектирующих подсистем (например, мониторная или инструментальная подсистемы).
Типовые процедуры и маршруты проектирования. Проектные процедуры делят на процедуры синтеза и анализа. Синтез нацелен на создание описаний проектируемых объектов (генерацию проектных решений), а анализ — на их оценку, в результате которой становится возможной верификация проектных решений, т.е. проверка их соответствия требованиям ТЗ.
Различают синтез структурный и параметрический.
К типовым процедурам структурного синтеза в САПР машиностроения относят определение принципа действия проектируемого объекта, выбор технического решения, компоновку подсистем и узлов, определение формы (конструкции) деталей, изготовление конструкторской документации, разработку управляющих программ для программно-управляемого технологического оборудования. Процедуры структурного синтеза являются трудноформа-лизуемыми и в большинстве САПР выполняются в интерактивном режиме при ведущей роли инженера-проектировщика. Для формализации процедур структурного синтеза перспективно применение систем искусственного интеллекта и прежде всего экспертных систем, использование методов дискретной математики.
Параметрический синтез предназначен для расчета значений параметров проектируемых объектов. Обычно стремятся определить
значения, оптимальные с позиций некоторого критерия, и параметрический синтез в этом случае называют оптимизацией. Результатами параметрического синтеза могут быть номинальные значения параметров, таких, как геометрические размеры деталей, межосевые расстояния, зазоры, характеристики прочности и жесткости деталей, числа зубьев зубчатых колес и т.п., а также допуски на параметры. При формулировании ТЗ к определяемым величинам относят значения технических требований (норм) к параметрам объектов. Постановка задач оптимизации осуществляется на основе теории выбора и принятия решений, а выполнение оптимизации формализуется с помощью методов математического программирования.
Различают анализ одно- и многовариантный.
К типовым процедурам одновариантного анализа относят расчет величин, характеризующих состояние и свойства заданных объектов в заданных условиях внешних воздействий (нагрузок, температур, вибраций и т.п.). Такой расчет обычно сводится к определению полей сил и деформаций в деталях узлов, скоростей центров масс и сил, прилагаемых к элементам механических систем, параметров автоколебаний, возникающих при функционировании механических систем.
Расчет названных величин при вариациях внешних условий или значений параметров деталей составляет цели многовариантного анализа. К типовым процедурам многовариантного анализа относят анализ чувствительности и статистический анализ.
Анализ чувствительности заключается в расчете градиента функции = F(X), где у. — выбранный выходной параметр объекта; X — вектор параметров деталей и внешних условий.
Статистический анализ имеет целью определение числовых характеристик распределения выходных параметров при учете случайного характера аргументов, обусловленного технологическими погрешностями изготовления деталей. К результатам статистического анализа относятся оценки математических ожиданий, средних квадратических отклонений, гистограммы параметров у? коэффициенты корреляции между параметрами.
Для процедур анализа в САПР имеются развитые методы и средства, обеспечивающие автоматизацию как составления математических моделей, так и выполнения на их основе процедур анализа. При этом широко используют математический аппарат численного решения дифференциальных и алгебраических уравнений.
848
Автоматизированное проектирование узлов и деталей машин
Маршруты проектирования сложных объектов машиностроения чаще всего организуют по нисходящему принципу, при котором первоначальные проектные решения по проектируемой системе принимают раньше первоначальных проектных решений по ее подсистемам и элементам. На каждом иерархическом уровне нисходящее проектирование имеет итерационный характер. Каждая итерация включает выполнение синтеза очередного проектного решения (варианта описания) и верификации этого решения. При положительном результате верификации формулируют ТЗ на проектирование объектов, составляющих следующий уровень в иерархической структуре проектируемой сложной системы, и оформляют необходимую документацию (в традиционной форме или в виде специальным образом организованных файлов в базе данных).
На уровне деталей типовые маршруты проектирования состоят из следующих основных процедур: интерактивный синтез конструкции детали; анализ технологичности; расчет (оптимизация) параметров и допусков; выбор условий верификации (внешних воздействий) и анализ свойств детали в этих условиях; изготовление чертежей и формирование заданий на технологическую подготовку производства.
На уровне узлов типовые маршруты проектирования включают следующие процедуры: синтез принципиального решения (выбор типового или оригинального проекта, компоновок, кинематических схем и т.п.); расчет значений параметров, проверка кинематической корректности; анализ технологичности конструкции для сборки; выбор условий верификации и моделирование динамических режимов и статических состояний работы устройства в этих условиях; формирование ТЗ на проектирование деталей и оформление конструкторской документации.
Итерационный характер проектирования означает возможность циклического повторения групп процедур, возвратов с последующего уровня на предыдущие.
Структуры ТО САПР. Техническое обеспечение САПР представляет собой совокупность автономных или связанных между собой модулей, являющихся программно-техническими комплексами. Требования к параметрам модулей по вычислительным ресурсам, возможностям интерфейсов «человек—ЭВМ» и «модуль-модуль» зависят от объема проектных работ, трудоемкости проектных процедур, характера интерфейсов.
В современных САПР используют следующие типы модулей ТО:
модуль высокой производительности (МВП), предназначенный для выполнения наиболее сложных в вычислительном отношении процедур;
управляющий модуль (УМ), на котором реализуется мониторная система САПР;
модуль интегрированной базы данных (МВД);
инженерная рабочая станция (ИРС) с развитыми средствами машинной трафики для процедур конструирования и решения умеренных по вычислительной сложности задач;
рабочее место (РМ), включающее профессиональную персональную ЭВМ с минимально необходимым для работы проектировщика набором периферийных устройств;
технологический модуль (ТМ), служащий для изготовления конструкгорско-технологической документации и программ для оборудования с числовым управлением и включающий в себя наряду с ЭВМ (обычно мини-ЭВМ) необходимые графические средства оформления документации.
В МВП используют суперЭВМ либо высокопроизводительную ЭВМ* с быстродействием в сотни мегафлопс и более (1 Мфлопс = 106 операций плавающей арифметики в секунду), с разрядностью машинного слова 64 бит, емкостью оперативной памяти в несколько Гбайт. В современных отечественных САПР МВП строят на базе старших моделей ЕС ЭВМ или многопроцессорных вычислительных комплексов семейства Эльбрус. В МВП направляют наиболее трудоемкие для решения задачи, такие, как анализ упругих и пластических деформаций, другие краевые задачи анализа полей напряжений, температур, концентраций; задачи искусственного интеллекта, связанные с синтезом технических решений на базе перебора многих вариантов; многовариантные задачи анализа на основе имитационного моделирования сложных систем. В состав МВП входит набор периферийных устройств, необходимый для процессов сопровождения и развития протраммного обеспечения и эксплуатации МВП.
Функциями УМ в САПР с централизованным управлением являются диспетчирование выполняемых в системе работ, оперативное распределение ресурсов между пользователями, обеспечение эффективности передачи данных между узлами вычислительной сети САПР. В большинстве случаев функции УМ возлагаются либо на МВП, либо на одну из ИРС, либо явное выделение УМ отсутствует.
Функции МВД также могут быть возложены на МВП или на одну из ИРС. Однако МВД
Структура и функционирование САПР
849
должен располагать внешней памятью большого объема и значительную часть времени выделять для информационного обслуживания других модулей. Поэтому целесообразно МБД выполнять как самостоятельный узел на базе специализированной или универсальной ЭВМ. Такой модуль иногда называют файл-сервером.
Основу большинства САПР в машиностроении составляют ИРС, называемые также автоматизированными рабочими местами (АРМ) средней производительности. Типичный состав ИРС: супермини-, мини или супермикроЭВМ с производительностью сотни тысяч — миллионы операций в секунду, емкостью оперативной памяти десятки мегабайт, емкостью внешней дисковой памяти сотни мегабайт — единицы Гбайт, с разрядностью слова 32 бит; устройства интерактивной графики, включающие цветной дисплей с высокой разрешающей способностью (не менее 1024x860 пикселей — точек на экране растрового дисплея), устройства управления курсором, клавиатуру; алфавитно-цифровой монохромный дисплей для реализации текстового диалога; электромеханические устройства ввода-вывода информации — принтер, графопостроитель, дигитайзер. Примерами ИРС могут служить зарубежные станции Apollo DN 10000, Sun-4/260C, MicroVAX-II, Isot-1092C, отечественные ИРС семейства Кулон, а также АРМ на базе СМ ЭВМ.
Рабочие места получили свое название в связи с тем, что они представляют собой компактные ПТК, располагаемые непосредственно на рабочих местах проектировщиков. Многие пакеты инженерных расчетов, анализа проектных решений, а также интерактивной отработки несложных конструкций могут был» выполнены на персональных ЭВМ, составляющих основу РМ САПР. Из числа отечественных персональных ЭВМ в составе РМ используют ЭВМ семейств «Электроника» и ЕС с внешней памятью на жестких (типа «винчестер») и гибких магнитных дисках; предполагается переход к использованию 32-разрядных супермикроЭВМ. На РМ используют растровый дисплей с разрешающей способностью от 320 х 200 до 1280 х Ю24 пикселей, клавиатуру, устройства управления курсором типа «мышь»; возможно включение в отдельное РМ принтера и малогабаритного графопостроителя (плоттера).
В ТМ ЭВМ используют для решения задач синтеза технологических процессов, выбора технологического оборудования и инструмента, расчета траекторий движения рабочих органов станков, редактирования и изготовления управляющих программ и конструкторско-
технологической документации. Часть из перечисленных задач может выполняться на ИРС и РМ САПР. Для решения наиболее характерных для ТМ задач оформления документации в состав ТМ включены графопостроители для форматов АО и А1, дигитайзеры, принтеры.
Для решения трудоемких задач автоматизированного проектирования создают специализированные технические средства обработки данных — спецпроцессоры. Различают спецпроцессоры, предназначенные для ускоренного выполнения определенных операций и математических задач без привязки к конкретным приложениям, и проблемно-ориентированные спецпроцессоры проектных процедур.
Примерами первых из них являются сопроцессоры плавающей арифметики, процессоры для выполнения матричных операций, а примерами вторых — графические процессоры, ускоряющие обработку данных для визуализации на экране дисплея, машины, ускоряющие поиск 'решений по методам искусственного интеллекта. Спецпроцессоры можно использовать либо как дополнительные к универсальной ЭВМ в составе МВП, ИРС или ТМ, либо они могут работать под ее управлением, или как основу самостоятельной специализированной ЭВМ.
Структура ТО САПР определяется составом модулей ТО и способом межмодульных связей. В простейших случаях проектирования большого числа несложных объектов ТО может представлять ряд автономных модулей (обычно это ИРС и РМ), устанавливаемых в различных подразделениях проектной организации. Однако наибольший эффект автоматизация проектирования имеет при проектировании сложных объектов, которые реализуются с помощью многих модулей, зачастую разных типов. В этих условиях целесообразно создание интегрированных САПР, в которых автоматизируются все стадии и этапы проектирования с созданием программно-аппаратной поддержки не только для выполняемых процедур, но и для информационных интерфейсов между стадиями, этапами и процедурами.
Объединяемые модули ТО образуют вычислительную сеть САПР. Находят применение локальные вычислительные сети радиальной, магистральной, кольцевой структуры. На рис. 1 представлены примеры структур ТО САПР, где узлы сети показаны кружками, а связи между ними — линиями. В двухуровневой радиальной структуре (рис. 1,д) в качестве центрального (корневого) узла типично использование МВП
850
Автоматизированное проектирование узлов и деталей машин
на базе ЕС ЭВМ» а терминальные узлы представлены АРМ на базе СМ ЭВМ или персональных ЭВМ. Другой вариант той же структуры (рис.1,а): корневой узел — ИРС на супермини-ЭВМ, терминальные узлы — РМ на персональных ЭВМ. В трехуровневой структуре (рис. 1,6) в узле верхнего уровня используют МВП, на среднем уровне — ИРС, на нижнем уровне — РМ проектировщиков. Магистральная структура (рис.1,в) обеспечивает объединение как однотипных, так и разнотипных ЭВМ. Широкое применение в САПР нашли вычислительные сети, реализующие концепции, заложенные в проекте локальной вычислительной сети (ЛВС) Ethernet* имеющей следующие показатели: скорость передачи данных 10 Мбит/с, максимальная длина участка шины (магистрали), представляющей собой коаксиальный кабель, без установки повторителей (ретрансляторов) равна 500 м, максимальное число узлов 300. Однако ЛВС Ethernet успешно работает при сравнительно малых нагрузках на сеть, обеспечивая при этом минимальные задержки в передаче сообщений. Кольцевая структура (рис.1,г) характеризуется более скромными показателями, однако вследствие большей простоты и дешевизны также находит широкое применение.
Подсистемы проектирования узлов и деталей машин в САПР машиностроения целесообразно выполнять на ИРС с необходимым числом РМ. Для успешной реализации процедур интерактивного конструирования необходимо иметь в ИРС ЭВМ производительностью не ниже нескольких миллионов операций в секунду. Высокие требования к производительности и емкости оперативной памяти ЭВМ в ИРС предъявляют также пакеты программ оптимизации на основе анализа прочности и моделирования динамических процессов в узлах и агрегатах. Особенно трудоемки процедуры, выполняемые по методу конечных элементов при анализе полей напряжений, деформаций, температур. Для их решенця целесообразно привлекать аппаратуру МВП. В то же время для выполнения инженерных расчетов, анализа несложных объектов вполне достаточно ресурсов персональных ЭВМ в аппаратуре РМ.
Рис. 1. Примеры ТО структур САПР
Организация программного обеспечения САПР. Типичная структура ПО САПР представлена на рис. 2.
Функции управления работой САПР выполняет управляющая часть ПО, представляемая операционной (ОС) и-мониторной системами. Основные задачи управляющей части: планирование вычислительного процесса, реализация необходимых режимов работы вычислительного оборудования, распределение вычислительных ресурсов между пользователями, управление передачами данных, обеспечение интерфейса между ПТК и пользователями. При этом используют существующие ОС, разработанные для применяемых в САПР семейств ЭВМ. Однако такие ОС не полностью учитывают требования, диктуемые особенностями управления процессами автоматизированного проектирования. Поэтому для учета специфики САПР разрабатывают дополнительно мониторную систему, в составе которой обычно выделяют программы для выполнения таких функций, как планирование маршрутов проектирования, интерфейс пользователей с компонентами ПО, управление данными и т.п. Сложность этих функций возрастает по мере развития САПР в направлении увеличения числа проектирующих программ, объема проектных данных, числа альтернатив при построении маршрутов проектирования. В результате мониторные системы трансформируются в системные среды, называемые также Frameworks* с функциями:
осуществления интерактивной связи пользователей с САПР (пользовательский интерфейс);
управления процессом проектирования;
сопровождения и развития программного обеспечения САПР.
Управлять процессом проектирования можно на нескольких уровнях с различной степенью автоматизации. На низшем уровне пользователь планирует маршрут проектирования как
Рис. 2. Типичная структура ПО САПР
Программно-методические комплексы САПР
851
последовательность проектных процедур и выбирает программные средства для выполнения каждой из них. На более высоком уровне маршрут обеспечивается подходящими программами. При максимальной степени автоматизации управления пользователь указывает, что нужно спроектировать, а системная среда сама выбирает маршрут и средства его реализации.
Важной характеристикой ПО САПР является возможность его пополнения новыми программами в процессе эксплуатации. Для этого САПР должна быть открытой системой, что обеспечивается наличием в системной среде средств интеграции ПО. Проблема интеграции — это проблема организации межпрограммных информационных связей в маршрутах проектирования.
В большинстве случаев информационные связи реализуются через посредство банка данных. Банк данных — основа информационного обеспечения САПР. Банк данных (БНД) состоит из баз данных (БД) и системы управления базами данных (СУБД). С помощью концепции БНД унифицируется форма представления данных, а это позволяет осуществлять информационные связи между подсистемами и отдельными программами САПР, включать в ПО независимо разработанные программные средства. Унификация информационных связей обеспечивается созданием специальных языков описания и манипулирования данными, на которых программируются обращения к БД. Интерпретация обращений на этих языках осуществляется программами, входящими в СУБД.
Однако для интеграции ПО САПР наличие банка данных— необходимое, но недостаточное условие. Действительно, проектирование сопровождается обработкой и генерацией больших объемов данных различных типов и форматов (текстовых, числовых, графических). Это обусловливает, во-первых, значительные затраты времени на обработку запросов к БД, во-вторых, делает проблематичным согласование и синхронизацию внесения изменений в БД при параллельной работе многих разработчиков, так как может привести к нарушению целостности данных.
Поэтому для обеспечения совместной работы разных программ в маршрутах проектирования нужно создать механизмы сравнительно быстрого обмена необходимыми данными между программами. Эта задача интеграции входит в управление проектированием. Интеграция выполняется либо учетом принятых соглашений по интерфейсу в процессе разра
ботки или модернизации программ, либо путем построения специальных согласующих модулей, называемых менеджерами. В менеджерах реализован перевод входных/выходных данных программы в/из промежуточного унифицированного формата, принятого в системной среде.
Пользовательский интерфейс представлен средствами обмена данными между разработчиками и ЭВМ. В средах конкретных проектирующих программно-методических комплексов разработчик должен пользоваться языками взаимодействия, принятыми в этих средах. В системной среде в распоряжении разработчика имеются средства графического интерфейса, представленные наборами унифицированных графических элементов (так называемых «кубиков») и графическими редакторами, языки расширения, построенные на базе языков программирования типа СИ или Lisp и включающие в себя командные языки управления, многооконные системы, позволяющие в разных местах экрана дисплея высвечивать текущую информацию от различных компонентов маршрута проектирования и др.
В САПР машиностроения особо важную роль играют средства машинной графики и геометрического моделирования, так как большинство проектных решений включает в себя информацию графического характера, на графических языках происходит общение пользователей с ЭВМ в большинстве проектных процедур. Поэтому для САПР характерно наличие отдельной подсистемы машинной графики и геометрического моделирования, состоящей из одного или нескольких пакетов построения и преобразования геометрических моделей, визуализации графической информации, обеспечения связи прикладных программ с конкретными устройствами графического ввода-вывода:
Инструментальная подсистема САПР служит для облегчения и ускорения разработки новых и сопровождения имеющихся программных средств. В эту подсистему входят средства автоматизации проектирования программного обеспечения: специальные языки укрупненного описания схем программ; кросс-средства, позволяющие разрабатывать программы для целевых ЭВМ (например, для микропроцессоров, встраиваемых в технологическое оборудование) на имеющихся инструментальных ЭВМ; программы, помогающие выявлению степени связности отдельных модулей; программы приближенного моделирования работы создаваемого ПО для новых маршрутов проектирования с целью прогноза затрат
852
Автоматизированное проектирование узлов и деталей машин
вычислительных ресурсов: средства автоматического документирования ПО.
Перечисленные подсистемы относятся к обслуживающим подсистемам ПО САПР Проектирующие подсистемы ПО САПР представлены рядом ПМК проектных процедур. Состав этих ПМК в значительной мере определяется назначением САПР и содержанием обслуживаемых маршрутов проектирования.
Для подсистем проектирования узлов и деталей в САПР машиностроения минимально необходимый состав ПО выражается следующим перечнем:
управляющая часть — операционная система ЭВМ с возможным дополнением в виде мониторной системы:
подсистема машинной графики и геометрического моделирования:
ОЪД.
подсистема инженерных расчетов деталей машин:
подсистема анализа напряженно-деформированного состояния деталей по методу конечных элементов (комплекс хля анализа прочности ПМК-П):
подсистема синтеза программ хля управляемого технологического оборудования
Целесообразно расширение возможностей САПР включением в названный перечень следующих пакетов или комплексов проектирования:
ПМК анализа динамических режимов устройств и узлов:
ПМК оптимизации:
ПМК синтеза проектных решений (в том числе синтеза технологических процессов изготовления деталей и сборки узлов).
2. ПРОГРАММНО-МЕТОДИЧЕСКИЕ КОМПЛЕКСЫ САПР
Средства интерактивного конструирования. Процедуры конструирования в современных
САПР выполняются, как правило, в интерактивном режиме с помошью ПО подсистем машинной трафики и геометрического моделирования (ПМГ и ГМ).
Машинной графикой в САПР называют совокупность методов и средств, служащих хля визуализации проектных решений с помошью устройств графического вывода, а также хля ввода в ЭВМ графической информации. Геометрическое моделирование — совокупность операций и процедур, предназначенных хля формирования и преобразований геометрических моделей объектов. При этом под геометрической моделью понимается совокупность .математических соотношений и символов, выражающих сведения о структуре, форме и (или) положении объекта в пространстве.
На рис.З представлена структурная схема ПМГ и ГМ. В этой подсистеме вводится понятие рабочей станции — обобщенное наименование различных физических устройств ввода-вывода графической информации. Обработка данных при выводе графической информации на рабочую станцию осуществляется по следующему маршруту.
1. Прикладная программа (ПП) реализует требуемые алгоритмами проектной процедуры вычисления. составной частью которых является обработка геометрической информации. В частности, в ПП осуществляется создание сцен — преобразование результатов вычислений в геометрические образы (закодированные изображения), т.е. в множество кодов, определяющих расположение тела в пространстве.
2. Подготовка к визуализации, включающая такие операции, как проецирование, удаление невидимых .линий.
3. Процессор видовых операций выполняет размещение изображения: определяется окно, т е та часть геометрического объекта, которая должна быть выведена на экран рабочей станции, и выделяется поле вывода, т.е. та часть экрана, на которой будет размешено окно.
Рве. 3. Структурная схема ПМГ в ГМ
Программно-методические комплексы САПР
853
4. Генератор дисплейных команд формирует программу, управляющую получением изображений элементов геометрического объекта на экране рабочей станции.
5. Драйверы преобразуют дисплейную программу из инвариантной формы в форму, определяемую особенностями конкретной рабочей станции.
Совокупность программ подготовки к визуализации, ввода, выполнения видовых операций и генерирования дисплейных команд называют графическим пакетом.
Независимость процедур графического пакета от специфических особенностей прикладных задач и устройств ввода-вывода, в частности, достигается представлением геометрических объектов внутри графического пакета в нормированных координатах. Преобразования координат представлены на рис.4.
В ПП геометрические объекты представляются в системе координат конкретного приложения; такие координаты называют мировыми. Очевидно, что систем мировых координат может быть столько, сколько приложений обслуживает ПМГ и ГМ. При входе в графический пакет мировые координаты преобразуются в нормированные — единообразные для всех приложений. В драйверах происходит переход от нормированных к физическим координатам конкретных рабочих станций — устройств получения изображений. Без введения нормированных координат потребовалось бы обеспечивать слишком много вариантов преобразований мировых координат в физические.
Минимально необходимый набор функций, реализуемых графическим пакетом, включает в себя формирование на экране примитивов вывода (точек, отрезков прямых, дут окружностей. текста, закрашиваемых или заштриховываемых областей), обслуживание устройств ввода, сегментирование изображений и преобразования сегментов. Сегментирование разделяет изображение на составные части — сегменты, каждый из которых включает данные о примитивах, относящихся к одному' из узлов изображаемой на экране конструкции В процессе интерактивного конструирования пользователь вносит изменения в конструкцию (чертеж) некоторого сегмента. При этом ПТК САПР должен в темпе работы человека отобразить эти изменения. Без сегментации пришлось бы пересчитывать координаты всех точек изображения, а их в случае станции с 1024x1024 пикселей довольно много — более 10ч Реактивность системы оказывается невы
сокой. При сегментации достаточно пересчитать координаты элементов только одного сегмента Кроме того, сегментация позволяет легко выделять, устранять, перемешать, взаимно заслонять отдельные сегменты в поле вывода.
ПМГ и ГМ в современных САПР строятся на основе одного из следующих подходов:
1) графические расширения алгоритмических языков обшего применения;
2) использование графических пакетов на базе оригинальных графических языков;
3) построение ПМГ и ГМ из набора графических подпрограмм, реализующих различные графические операции и процедуры.
Первый из названных подходов реализован в графическом расширении ФОРТРАНА (пакет ГРАФОР). ПАСКАЛЯ (Turbo Pascal) и др. Этот подход используют при составлении квалифицированными пользователями сравнительно простых программ с графическим диалогом. Для конечного пользователя он неприемлем, так как требует знания и навыков разработки прикладных программ.
Второй подход нашел развитие в большом числе графических пакетов, примерами которых мовт служить AUTOCAD, VERSACAD, EUCLID, ANWILL. ГРИС. РЕДГРАФ. МЕДУЗА. СИ-МАК. ФАП-КФ. СМОГ-85 Для конечного пользователя этот подход является основным, так как снабжает его удобным инструментом выполнения графических процедур, хотя и требует освоения оригинального графического языка. Такие пакеты остаются закрытыми для внесения изменений пользователями, кроме того, они зачастую требуют значительных затрат вычислительных ресурсов.
Третий подход воплощается в базовых графических системах, таких, как Core. GKS. ЯГГИ Система GKS (Graphical Кете! Sy stem) получила статус международного стандарта и использу ется во многих разработках ПМГ и ГМ в качестве
Различные варианты мировых координат
Нормированные координаты вПМГи ГМ
Координаты рабочих станции
Рис. 4. Преобразование координат
854
Автоматизированное проектирование узлов и деталей машин
ядра графической системы (ЯГС). Для квалифицированных пользователей наличие стандартизованного ЯГС и поддерживающих его программных средств позволяет создавать и развивать свои графические пакеты с желаемыми свойствами.
В ЯГС реализуются следующие основные функции:
вычерчивание примитивов;
задание режимов и атрибутов (типов линий, цвета, способа заполнения областей);
сегментация;
элементарные графические операции, относящиеся к группе афинных преобразований (сдвиг, масштабирование, поворот элементов изображений);
ввод элементов изображений.
Анализ напряженно-деформированного состояния деталей. Анализ прочности деталей в большинстве САПР машиностроения выполняется путем расчета полей напряжений и деформаций по методу конечных элементов (МКЭ). Для этого в составе ПО САПР создаются ПМК анализа прочности (ПМК-П). Комплексы ПМК-П различаются степенью универсальности — ориентацией на тот или иной класс конструкций, возможностями анализа упругих или пластических деформаций и т.п. Так, в универсальных ПМК-П возможен анализ конструкций стержневых, пластинчатых, оболочек, объемных, а в специализированных пакетах ограничиваются узким классом форм деталей.
Математической моделью при анализе прочности в области упругих деформаций твердых тел может служить основное уравнение теории упругости — уравнение Ламе:
(X + p)graddivW + pAW + GM = p^W/dr2,
где W = (wp w2, w3) — вектор перемещений; X = £„v/[(l + v)(l - 2v)] и ц = £„/[2(1 + v)] — постоянные Ламе; £ю — модуль упругости, v — коэффициент Пуассона; GM = UM1, g^ g^) — вектор массовых сил; gMi — проекция на ось х, вектора массовых сил, приходящихся на элемент конструкции; w, — перемещение элемента вдоль оси xz; Gy — напряжение, действующее вдоль оси х, в грани элемента, перпендикулярной к оси х^ р — плотность; t — время, Д — оператор Лапласа. Однако чаще используется модель, вытекающая из вариационных принципов механики, в виде
П = O.Sje'DgdR — А, (1)
R
где П — потенциальная энергия; R — рассматриваемая область; е = (еп, е12, е13, е^)— вектор деформаций; А — работа массовых и приложенных сил. Вводится матрица
Для определения напряжений и деформаций используется принцип Лагранжа, в соответствии с которым потенциальная энергия системы получает стационарное значение на тех кинематически возможных перемещениях, отвечающих заданным граничным условиям, которые удовлетворяют условиям равновесия. Следовательно, задача анализа заключается в минимизации функционала, получающегося из (1) заменой е = SW, т.е. в нахождении экстремали W(X). Здесь S — матрица-оператор дифференцирования
1/2
2д/дхх 0 0
0 2д/дх^ 0
0 0 2д/дх3
д/дх, d/axt 0
д/дх. 0 д/дх.
0 д/дх. д/дх,
X = (хр х^, х0 е R.
Использование МКЭ основано: 1) на разбиении области R на элементарные подобласти гк — конечные элементы (КЭ); 2) на замене в пределах каждого КЭ функции W(X) аппроксимирующим выражением U = NQ , где N — интерполяционная матрица координатных функций; Q — вектор, элементами которого являются значения аппроксимирующей функции в узловых точках. Малые размеры КЭ позволяют использовать простые аппроксимирующие выражения, что необходимо для численного решения задачи на ЭВМ.
Например, для стержня (одномерный случай) и при линейной аппроксимации
Программно-методические комплексы САПР
855
и(х) = а0 + ахх, (2)
вводя обозначения L для длины КЭ, ха и хь для координат концевых точек КЭ, можно переписать (2) в виде
u(x) = Nxqa +
ще Nx = (х, - x)/L, N2= (х — xe)/L — коорди-натные функции; да и qb — значения функции и в концевых точках, входящие в вектор Q.
После подстановки е = SNQ в (1) и введения обозначения В = SN, получим
П = O^QXQ - Д (3)
где К = jB'DBJR — матрица жесткости, полу-R
чаемая для детали объединением матриц жесткости отдельных КЭ. Для минимизации (3) необходимо решить систему алгебраических уравнений
дП/dQ = О,
имеющую вид KQ = Р, где Р = dA/dQ — вектор нагрузок.
В существующих ПМК-П пользователь задает конфигурацию детали, способ ее разбиения на КЭ, параметры материала. Обычно предоставляется возможность графического ввода с автоматическим разбиением на КЭ. Результаты решения — значения сил и деформаций в узловых точках — выводятся в табличном виде и могут быть представлены в форме рисунка деформированного тела, наложенного на чертеж исходной ненагруженной детали.
Диализ динамических режимов требуется при проектировании различных механических узлов и конструкций, для которых характерны нестационарные состояния, перемещения тех или иных частей при меняющихся силовых воздействиях. К таким механизмам и машинам относятся различные манипуляторы, приводы, станки, прессы, ходовые части транспортных средств и т.п.
Для анализа работоспособности динамических объектов моделируется изменение фазовых переменных (сил и скоростей отдельных элементов) под воздействием прилагаемых внешних нагрузок. В моделях объектов элементами могут быть простые элементы (примитивы) или сложные элементы (макросы). В качестве примитивов фигурируют элементы: инерционности, соответствующие телам с учитываемой массой; упругости, отображающие
упругие связи (пружины, стержни и т.п.); диссипации энергии, соответствующие парам контактируемых тел с их возможным перемещением относительно друг друга. При вращательном движении вместо элементов с параметром «масса» используют элементы с параметром «момент инерции». В виде макросов могут быть представлены шарнирные соединения, скользящие пары, зубчатые зацепления и более сложные узлы типа муфт, подшипников, редукторов, гидроцилиндров и т.п.
Модель механической системы составляется из компонентных и топологических уравнений. Компонентные уравнения отображают свойства отдельных примитивов и макросов. Модель каждого примитива описывается одним уравнением, связывающим две разнотипные фазовые переменные, а модели типовых узлов, состоящих из связанной совокупности примитивов, называются макромоделями и представляют собой системы уравнений, в которых переменными являются силы и скорости элементов узла. Топологические уравнения отображают принцип сложения скоростей и принцип Даламбера; они связывают однотипные фазовые переменные, относящиеся к различным элементам.
Получающаяся система компонентных и топологических уравнений есть система обыкновенных дефференциальных и алгебраических уравнений
Ф(¥, V, 0 = 0, (4)
решаемая методами численного интегрирования. Здесь V = (vp «j, ..., и„) — вектор фазовых переменных, V = (tV/dt. Для численного решения система (4) дискретизируется, алгебраизируется и линеаризуется.
Дискретизация и алгебраизация заключаются в разделении оси времени на ряд участков (шагов), отделяемых точками. и в замене (4) системами алгебраических уравнений, каждая из которых соответствует одному из tk:
Ф(г^ = 0, к е ГЛГ, (5)
где N — число шагов интегрирования на заданном интервале интегрирования Ткон; Zk = ¥г Линеаризация используется, если система алгебраических уравнений нелинейна и решается методом Ньютона. В этом случае на каждой ньютоновской итерации имеем систему линейных алгебраических уравнений
А*у + в*х = Q*> (6)
856
Автоматизированное проектирование узлов и деталей машин
где А* = дФ/dZ^ Вк = дФ/дУ# Qk — векторы правых частей, вычисленные на предыдущей итерации; у и х — значения векторов Zk и Ук на данной итерации. Система алгебраических уравнений (5) при решении доопределяется соотношениями, являющимися формулами выбранного метода численного интегрирования. Эти формулы связывают значения переменных и их производных из векторов Zk и Ук. Например, неявный метод первого порядка точности характеризуется формулой
= (V* - УЪ1)/ЛЭ
где hk = tk — tk_{\ метод Гира второго порядка точности при Л = const — формулой
Z*-(l,5Vt-2V^,+0(5V^2)/A.
Таким образом, моделирование процессов в исследуемом механическом объекте сводится, во-первых, к получению математической модели объекта в виде системы линейных алгебраических уравнений (6) и, во-вторых, к ее численному решению а « Ш • И раз, где Ш — число шагов численного интегрирования, И — среднее число ньютоновских итераций, приходящихся на один шаг. Каждый из вариантов решения системы (6) включает: 1) вычисление матриц А*, Вк (практически вычисляются только те элементы матриц, которые соответствуют нелинейным компонентным уравнениям); 2) определение векторов х и у методом исключений Гаусса или близким к нему методом LU-разложения; 3) контроль сходимости и точности решения.
Операции формирования и решения систем уравнений в развитых программно-методических комплексах моделирования (ПМК-М)
производятся автоматически по описанию объекта на проблемно-ориентированном входном языке. Это описание в текстовой или графической форме выражает структуру объекта, значения его параметров, характеристики нагрузок и внешних воздействий. Результаты моделирования представляют собой зависимости сил, скоростей, перемещений указанных пользователем деталей (звеньев) механизма от времени в графической или табличной форме, а также значения выходных параметров, являющихся функционалами таких зависимостей. Примером ПМК-М может служить версия комплекса ПА-6 для анализа механических систем, а также зарубежные комплексы ADAMS, DYMES и др.
Программно-методические комплексы анализа в подсистемах автоматизированного проектирования деталей и узлов машин. На рис.5 представлена типичная структура ПМК анализа в САПР машиностроения.
Ядро ПМК представляет собой компилятор рабочих программ одновариантного анализа. На вход ядра поступает описание исследуемого объекта на непроцедурном промежуточном языке. Для составления такого описания необходимо провести структурирование объекта: выделить в нем конечное число компонентов, отождествляемых с каким-либо элементом из числа разрешенных. Список разрешенных элементов в ПМК-М включает элементы массы, жесткости, трения, а также те сложные элементы, для которых заранее разработаны модели и включены в библиотеку моделей. Для ПМК-П в список разрешенных элементов входят типы конечных элементов, различающиеся размерностью, формой, учетом тех или иных свойств. Описание на промежуточном
Описание на промежуточном языке
Описания на входных языках
Рис. 5. Типичная структура ПМК анализа в САПР машиностроения
Программно-методические комплексы САПР
857
языке представляет собой сетку КЭ, графовую структуру или некоторую эквивалентную схему.
Использование промежуточного языка не всегда удобно, поскольку описания могут быть довольно громоздкими. Поэтому вводят более удобные в конкретных приложениях узкоспециализированные входные языки, с помощью которых задается только чертеж детали (в ПМК-П) или эскиз узла (в ПМК-М), выполняемые по доступным для быстрого усвоения правилам. Перевод исходных данных с входных языков на промежуточный осуществляется с помощью соответствующих препроцессоров.
Основной функцией ядра является преобразование структуры и параметров исследуемого объекта, выраженных на промежуточном языке, в алгоритмы моделирования и воплощение последних в рабочей программе. При таком преобразовании используются знания о соответствующей предметной области, выраженные как в алгоритмах ядра, так и в моделях сложных элементов, входящих в библиотеку моделей. Библиотека моделей выполняется доступной для пополнения подпрограммами пользователей, что делает комплекс настраиваемым на новые приложения.
Кроме библиотеки моделей в составе ПМК организуются библиотеки численных методов анализа (например, методов численного интегрирования систем обыкновенных дифференциальных уравнений в ПМК-М), вычисления выходных параметров-функционалов, типовых функций для задания разнообразных внешних воздействий.
В качестве обслуживающих подсистем используются управляющие программы, которые могут быть оригинальными или входить в состав мониторной системы САПР, графические редакторы для обеспечения графического ввода-вывода, СУБД и т.п. Из числа управляющих программ выделяют в отдельную группу программы типовых видов многовариантного анализа и параметрической оптимизации, для которых скомпилированная рабочая программа является вложенной подпрограммой.
Средства параметрического и структурного синтеза. Синтез в САПР чаще всего выполняется в интерактивном режиме' при ведущей роли инженера-проектировщика, который задает структуру (облик, форму) объекта, численные значения параметров и оценивает результаты моделирования, получаемые для этих условий на ЭВМ с помощью скомпилированной рабочей программы анализа. Оценка результатов позволяет инженеру произвести
изменения в структуре объекта (структурный синтез) и (или) значений параметров (параметрический синтез) и вновь выполнить моделирование. Эти действия повторяются до тех пор, пока полученные результаты не удовлетворят проектировщика. После этого возможно выполнение завершающих процедур, таких, как трудоемкий статистический анализ или оформление документации.
Однако малая степень автоматизации синтеза замедляет процесс проектирования, увеличивает вероятность получения результатов, далеких от оптимальных. Поэтому разрабатываются пакеты программ оптимизации и ПМК структурного синтеза.
Типичный пакет оптимизации для объектов с непрерывными математическими моделями состоит из ряда подпрограмм, реализующих различные методы решения задачи математического программирования:
extr ДХ); (7)
ХбХД
ад = {Х|Ф(Х) > о, у(Х) = о»,
где ДХ) — целевая функция; X = (хр ..., хп) — вектор управляемых параметров; <р(Х) и у(Х)— функции-ограничения соответственно типа неравенств и равенств. Решение задачи (7) в САПР, т.е. определение точки X*, доставляющей экстремум функции ДХ) при соблюдении ограничений, проводится поисковыми методами.
Рис.6 иллюстрирует взаимодействие пакета оптимизации с программой анализа при поиске экстремума ДХ). В качестве программы анализа используется либо одна из подпрограмм пакета инженерных расчетов деталей машин, либо рабочая программа, скомпилированная в ПМК-М. Программа оптимизации сообщает в программу анализа значения управляемых параметров хр примерами которых могут служить геометрические размеры деталей, жесткости пружин, массы и моменты инерции
Значения
управляемых
выходных параметров Y
Рис. 6. Взаимодействие пакета оптимизации с программой анализа
858
Автоматизированное проектирование узлов и деталей машин
деталей, характеристики материалов и т.п. В программе анализа вычисляются значения элементов вектора Y — выходных параметров, характеризующих свойства проектируемого механизма, например максимальные силы в соединениях, ускорения центров масс, влияющие на точность позиционирования, максимальные отклонения от заданных положений в пространстве, КПД и т.п. В программе оптимизации, во-первых, по значениям выходных параметров вычисляются значения целевой функции и функций-ограничений; во-вторых, выполняется шаг поиска, заключающийся в вычислении новой точки Хк = + ДХ* в
пространстве управляемых параметров, где ДХ* — приращение вектора X, вычисленное на к-м шаге, в-третьих, проверяется выполнение условий прекращения поиска. Пользователь должен выбрать способ преобразования вектора Y(X) в скалярную целевую функцию ДХ) и метод оптимизации. В САПР находят применение методы наискорейшего спуска, Розенброка, конфигураций, сопряженных градиентов, переменной метрики, проекции градиента.
Ограниченные возможности формализации процедур структурного синтеза привели к широкому использованию в САПР экспертных систем. Экспертная система — разновидность систем искусственного интеллекта, выполняющая прием, накопление и применение знаний специалистов для решения определенного круга практических задач. В состав экспертной системы входят:
база данных (БД), в которой хранятся конкретные сведения об объектах рассматриваемой предметной области;
база знаний (БЗ), содержащая правила использования информации, имеющейся в БД, с целью получения полезных результатов;
система управления базой знаний (СУБЗ), осуществляющая выбор нужных правил из БЗ для выполнения действий над БД и принятия решений;
подсистема пополнения БЗ;
подсистема связи с пользователем, обеспечивающая получение необходимых дополнительных данных в диалоговом режиме работы;
подсистема пояснения по запросу пользователя выдаваемых рекомендаций и путей их получения.
В ПМК структурного синтеза узлов и механизмов содержимым БД являются данные о деталях — их форме, параметрах, принадлежности к той или иной классификационной труппе, о типовых структурах механических
объектов, условиях изготовления и применения, а также данные о текущих проектах — промежуточных проектных решениях. Правила (продукции) в БЗ могут быть сведены к форме ЕСЛИ А ТО В, где А — антецедент, представляющий собой пропозициональное выражение (т.е. выражение, принимающее одно из двух возможных значений — «истина» или «ложь»), В — консеквент, выражающий действия, которые нужно предпринять по изменению содержимого БД (например, по дополнению синтезируемой конструкции новым элементом или по перестановке элементов в создаваемой компоновке) при истинном значении А. Совокупность правил в БЗ не является алгоритмом. Применение тех или иных правил задается стратегией поиска, реализуемой в СУБЗ.
Совокупность программ СУБЗ, подсистем пояснения и связи с пользователем может быть инвариантной внутри некоторого класса приложений. Такая совокупность называется оболочкой экспертной системы. Создано большое число оболочек, примерами которых служат ИНТЕРЭКСПЕРТ, МИКРОЭКСПЕРТ и др. Применение оболочки для решения задач структурного синтеза в САПР требует предварительного наполнения ее конкретными данными и правилами. Такое наполнение — результат совместной работы инженера по знаниям и высококвалифицированных специалистов по проектированию механизмов и машин.
3. ПРИМЕР ПОДСИСТЕМЫ АВТОМАТИЗИРОВАННОГО
ПРОЕКТИРОВАНИЯ МЕХАНИЧЕСКОГО ПРИВОДА
Подсистема включает:
1. Базу данных (БД), охватывающую передачи вращательного движения, цилиндрические и конические зубчатые передачи, червячные, планетарные, волновые передачи, ременные, цепные передачи, передачи поступательного движения (реечные, винт — гайка). Каждая элементарная передача имеет свой номер. БД можно расширять, включая другие элементы. В начале проектирования на основании БД пользователем формируется исходная элементная база данных (ИБД), в которую включаются наиболее перспективные передачи для конкретного проектируемого привода.
2. Программное обеспечение для структурного синтеза привода по функциональным возможностям и критериям качества, назначаемым пользователем.
Примеры подсистемы автоматизированного проектирования механического привода 859
3. Программное обеспечение параметрической оптимизации узлов различных передач и деталей, входящих в привод.
4. Прикладное программное обеспечение машинной трафики для визуализации полученных проектных решений.
Стадия разработки технического предложения играет особую роль в проектировании, так как от качества принятых решений на данной стадии зависит качество проекта в целом. Эта стадия является наиболее трудоемкой, так как необходимо за короткое время рассмотреть большое число вариантов проектных решений.
В качестве примера рассмотрим следующую задачу: требуется выбрать по заданным критериям качества оптимальную структуру привода лебедки, а также оптимальные параметры входящих в него передач.
Исходные данные: 1) вращающий момент на тихоходном звене 1500 Н * м; 2) частота вращения на тихоходном звене 6,2мшг1; 3) передаточное отношение привода 1612; 4) твердость рабочих поверхностей зубьев колес 59 HRC3; 5) ресурс привода 500 ч; 6) режим нагружения — средний равновероятный (по ГОСТ 21354—87 типовой режим натр ужения № 2); 7) температура окружающей среды ±30*С; 8) смазочный материал — масло индустриальное И-Г-А-32.
Рис. 7. Исходная элементная база данных
Критерии качества привода, назначенные пользователем: масса привода МП должна быть минимальной; коэффициент полезного действия КПД — максимальный; приведенный к быстроходному валу момент инерции вращающих частей IPR — минимальный, зазор FIM — минимальный; вероятность неразрушения по прочности передач VERSF > 0,99.
Критерии качества на завершающем этапе проектирования можно дополнять и давать им конкретные численные ограничения. Например, кроме указанных критериев можно включить критерии динамичности системы, крутильной жесткости, момента страгивания без нагрузки и под нагрузкой.
Подсистема содержит программное обеспечение по расчету всех вышеуказанных критериев.
Процедуры проектирования:
1. Формирование исходной базы данных (ИБД) передач. БД содержит большое число различных передач. Каждая передача имеет присвоенный ей номер 1, 2, ..., 15. Для сокращения времени на структурный синтез необходимо выбрать предварительно перспективные передачи для привода вращательного движения, присвоить каждой из них новый номер 1, 2, ..., ..., 8 и назначить граничные значения интервалов передаточных отношений Mmin, ..., umax (рис.7, табл.1).
Кинематические схемы передаточных механизмов, их номера и соответствующие им интервалы передаточных отношений составляют ИБД.
Состав ИБД зависит от опыта проектировщика и влияет на выбор рационального технического решения. Поэтому при проектировании привода следует исследовать несколько ИБД, последовательно увеличивая число возможных передач.
Процесс формирования ИБД ускоряется, когда кинематические схемы передач, входящие в БД, изображаются на экране дисплея.
2. Структурный синтез привода (ССП). Задачей ССП является выбор рационального
1. Границы значений передаточных отношений
Пере-даточное отношение Номер передачи
1 2 3 4 5 6 7 8
3 5 8 40 8 40 5 8 16 40 10 19 20 160 80 200
860
Автоматизированное проектирование узлов и деталей машин
2. Варианты передач с лучшими значениями критериев качества
Критерии № варианта Номер схемы передачи (см рис.7) Переда-точное отношение Критерии качества
Масса, кг КПД % Зазор тихоходного вала, Момент инерции на быстроходном валу • 109, кг - м2
Минимальная масса 45 7:5 48,8; 33 18,7 64 22.6 0,7
Максимальный КПД 16 5: 8 20.2; 80 38.8 81 4,5 830
Минимальный момент инерции 57 7: 7 26,9; 60 36,8 45 13,8 0.6
Минимальный зазор 53 7, 6 89,6; 18 32,2 61 3.8 5,8
технического решения, которое удовлетворяет исходным данным и сформулированным критериям качества.
ССП основан на комбинации перебора и эвристического метода, заключающегося в том, что для анализа пользователь может ввести свой вариант привода, состоящий из передач, входящих в БД. так как только для передач, входящих в БД, имеется математическое обеспечение для расчета критериев качества.
Для частичного перебора пользователь в диалоге назначает число передаточных отношении Ки в интервале ..., мшах (табл.1) и чисто последовательно установленных передач л, входящих в привод для осуществления заданного передаточного отношения (л = 2 — по две .любых передачи. л= 3 — по три передачи).
Для нашего примера (см. исходные данные) примем Ки = 6, л = 2. Тогда для восьми типов передач и шести передаточных отношений в каждой рассматривают 8х6х8х2 = 768 вариантов приводов. Если в сочетании л = 2 окажется мало вариантов или вообще такое сочетание передач не даст требуемого передаточного отношения, можно повторить расчет при сочетании по три передачи л = 3. Тогда рассматривают 1152 варианта приводов.
На первом этапе структурного синтеза проверяют функциональную возможность каждого варианта привода, обеспечение передаточного отношения, заданного в исходных данных.
Запрашивают код вывода результатов счета на экран дисплея или на бумагу через АЦПУ. Обычно в начале удобно просмотреть результаты счета на экране дисплея и после оконча
тельно принятого решения получить документ на бумаге.
Для наших исходных данных и = 1612 из 768 вариантов функциональным возможностям удовлетворяют только 80 вариантов, о чем дается сообщение на экране дисплея.
На втором этапе структурного синтеза в каждом варианте привода определяют габариты зубчатых передач по контактной и изгибной прочности в соответствии с ГОСТ 21354—87, а волновых зубчатых передач — по рекомендациям [1], используя зависимости для проектного расчета.
На основании этих расчетов определяют критерии качества и выдают варианты с наилучшими значениями критериев (табл.2). Данные табл.2 используем для назначения критериальных ограничений с целью уменьшения числа вариантов для анализа. Введены ограничения: максимальная масса 38,8кг, минимальный КПД 45%, максимальный зазор 22,6', максимальный приведенный момент инерции 830 • 10-9кг • м2. В дальнейший массив войдут все варианты табл. 2.
С учетом ограничений из массива, содержащего 80 вариантов, получили массив из 40 вариантов приводов, часть которых приведена в табл.З. Последовательно ужесточая ограничения, можно довести второй массив до такого числа вариантов, которое легко проанализировать и выбрать наилучший.
Для этой же цели можно воспользоваться аддитивной функцией полезности с использованием коэффициентов важности критериев, которые задает проектировщик (см. табл.4).
Примеры подсистемы автоматизированного проектирования механического привода 861
3. Допустимые варианты передач с учетом ограничений
№ варианта № схемы • передачи Переда-точное отношение Габариты Критерии качества
Длина, мм Высота, мм Масса, кг КПД. % Зазор тихоходного вала. Момент инерции на быстроходном валу • 105. кг м2
1 3; 7 26,9; 60 103 474 36,8 61 13.4 И
7 2; 7 26,9; 60 90 474 36,7 61 13,5 1,4
14 5; 7 20,2; 80 83 460 34,3 62 20 2,4
16 5, 8 20,2; 80 206 308 38,8 81 4,5 830
17 5; 8 16,6; 97 186 280 31,8 80 4,6 700
23 6; 8 14,2; 114 172 258 28 80 4.5 700
25 6; 8 9,9; 163 151 231 23,5 77 4.7 680
31 7; 3 46; 35 150 387 21,4 63 12.3 1,7
32 7; 3 40,3; 40 158 410 22.4 65 11.6 2.3
36 7; 2 62; 26 110 184 21 62 18,3 2,0
37 7; 2 53,7; 30 ИЗ 197 21,0 64 17.1 0.9
43 7; 5 62; 26 104 171 21,0 63 21.9 2
45 7, 5 48,8; 33 100 132 18,7 64 22.6 0.7
46 7; 5 44,4; 36 105 141 18,9 65 21,5 0,8
47 7; 5 40,3; 40 109 149 19,1 66 20,6 0,9
53 7; 6 89,6; 18 105 330 32,2 61 3,8 5,8
54 7; 6 84,8; 19 103 285 26,6 62 4,1 2,6
57 7; 7 26,9; 60 78 475 36,8 45 13,8 0,6
58 7; 7 20,2; 80 77 460 34,5 47 13,5 0,9
В первой строке таблицы все коэффициенты важности равны 0,25 (их сумма должна быть равна 1), т.е. все критерии качества заданы равноценными. Наилучшими вариантами структуры, у которых аддитивные функции имеют наименьшие значения, являются № 54, 25 и 46 (из табл.З). Анализируя эти варианты, проектировщик выбирает, на его взгляд, перспективный для дальнейшего проектирования вариант.
4. Выбранные варианты по заданным коэффициентам важности
Коэффициент важности по критериям Выбранные номера вариантов по табл.З
Масса КПД Зазор Момент инерции
0,25 0,25 0,25 0,25 54; 25; 46
0,4 0,4 0,1 0,1 25; 46; 47
0,5 0,5 0 0 25; 47; 46
Во второй и третьей строках табл. 4 даны примеры, где проектировщик отдал предпочтение критериям массы и КПД (у них значения коэффициентов важности наибольшие), причем в третьем примере критерии зазора и момента инерции не учитываются (коэффициенты важности этих критериев равны нулю) Оптимальными вариантами являются 25, 47 и 46.
Учитывая, что привод будет встроен в барабан лебедки, приняты для дальнейшего анализа вариант 25 (планетарная передача в сочетании с волновой) и вариант 46 (планетарная передача Зк в сочетании с планетарной под № 5 (см. рис.7).
3. Параметрическая оптимизация, т.е. выбор оптимальных по Парето параметров передач,
5. Пределы варьирования параметров
H1/DP W0/M L1/DP RKH Н0/Н1
0,0100 0,9600 0,7000 3,2000 0,6000
0,0150 1,3000 1,0000 3,9000 0,9000
6. Критерии качества и параметры передачи DP = 160 мм, и = 163,5, М = 0,5 мм
NP VERSF VERCP TPR1, Нм KPD TSTR, Нм CFITx xio-4, Нм/рад FIT, мин MAP, КГ FIM, мин IPRx xiO4, KT’M2 Hl, MM W0/M LI, MM RKH H0/H1
3 0,9921 0,9948 4538,3 0,7031 2,583 0,318 16,22 20 5 0,632 2,200 1,0607 148,00 3,3750 0,825
5 0,9982 0,9957 1914,3 0,7092 2,510 0,334 15,44 19 5 0,632 2,100 0,9916 130,00 3,4625 0,638
10 0,9949 0,9955 2809,7 0,7079 2,513 0,286 18,06 19 5 0,632 1,850 1,0342 157,00 3,5937 0,731
15 0,9984 0,9954 2223,9 0,7070 2,529 0,332 15,51 19 5 0,632 2,350 0,9921 139,00 3,8562 0,694
17 0,9997 0,9961 1957,7 0,7120 2,449 0,316 16,34 19 5 0,632 2,025 0,9611 155,50 3,7031 0,891
20 0,9924 0,9958 2409,4 0,7104 2,496 0,324 15,91 19 5 0,632 1,725 1,0124 137,50 3,7906 0,853
27 0,9859 0,9949 3770,4 0,7034 2,609 0,377 13,70 20 5 0,632 2,275 1,0479 116,50 3,3094 0,759
30 0,9965 0,9956 2799,9 0Д086 2,519 0,336 15,35 20 5 0,632 1,975 1,0129 134,50 3,3969 0,797
1) Коэффициенты важности
FIM TPR1 CFIT KPD TSTR MAP IPR
0,143 0,143 0,143 0,143 0,143 0,143 0,143
2) Коэффициенты важности
FIM TPR1 CFIT KPD TSTR MAP IPR
0,1 0,1 o,l 0,25 o,l 0,25 0,1
NP = 20 FX(MIN) = 0,1596957
NP = 30 FX(MIN) = 0,2144300
NP = 15 FX(MIN) = 0,2306403
NP = 20 FX(MIN) = 0,1169835
NP = 17 FX(MIN) = 0,1956518
NP = 15 FX(MIN) = 0,2121073
Примеры подсистемы автоматизированного проектирования механического привода 863
входящих в выбранные варианты. При многокритериальной оптимизации используют численный метод, при котором все независимые параметры изменяют одновременно. Для выбора значений параметров в назначенных границах используют ЛПХ — последовательность [2], позволяющую наиболее полно исследовать выделенную область независимых параметров при минимальном числе пробных точек. В каждой пробной точке (наборе значений параметров) подсчитывают частные критерии качества. При этом используют более точные зависимости, связывающие критерии с параметрами передач, по сравнению со вторым этапом.
Рассмотрим вариант 25, включающий планетарную передачу № 6 и волновую зубчатую передачу.
Тихоходной ступенью, определяющей массу и габариты привода, является волновая зубчатая передача. Независимые варьируемые параметры и границы их варьирования даны в табл. 5. Здесь H1/DP — толщина зубчатого венца в долях диаметра отверстия гибкого колеса (наружного диаметра гибкого подшипника); W0/M — максимальная радиальная деформация в долях модуля; L1/DP — относительная длина гибкого колеса; RKH — отношение среднего радиуса жесткого колеса к толщине его обода (относительная толщина обода, влияющая на предельный вращающий момент до проскока генератора волн); Н0/Н1 — толщина цилиндрической оболочки в долях толщины зубчатого венца. В программе предварительно даны рекомендации по выбору границ варьирования каждого параметра. Границы варьирования даны в относительных величинах, поскольку диаметр DP выбирают в программе в соответствии с заданным моментом и ресурсом так, чтобы вероятность неразрушения гибкого колеса и гибкого подшипника была не меньше заданной (более 0,99).
Результаты расчетов приведены в табл.6; число пробных точек было задано 32, т.е. 2 в степени равной числу варьируемых параметров.
Всего оказалось возможным восемь вариантов передач (с учетом ограничений). Здесь варьируемые параметры даны в пяти последних столбцах. Число критериев 7. VERSF, VERCP — соответственно вероятность неразрушения гибкого колеса и гибкого подшипника; TPR1,
KPD, TSTR — предельный момент до проскока, КПД, момент страгивания; CFIT, MAP, FIM, IPR — крутильная жесткость, приведенная к тихоходному валу, масса передачи, «упругий» зазор, момент инерции, приведенный к валу генератора. Для сведения дан угол упругой закрутки FIT тихоходного вала моментом 1500 Нм.
Под табл. 6 приведены значения коэффициентов важности критериев, номера трех наилучших точек NP и значение аддитивной функции FX(MIN). Наилучшими являются номера вариантов 20, 30, 15. Эти варианты имеют близкие значения параметров.
Выбран вариант 30. После ввода варьируемых параметров проводят расчет параметров всех основных деталей, необходимых для изготовления (они не приведены).
Аналогичным образом проведена параметрическая оптимизация планетарной передачи (быстроходная ступень). Так как момент на тихоходном валу этой передачи составляет 13 Н м, ее масса получилась равной 1,4 кг, а КПД = 0,99. Следовательно, общая масса равна 20 + 1,4 = 21,4 кг, что несколько меньше полученной при структурной оптимизации, равной 23,5 кг.
По полученным размерам автоматически вычерчиваются конструктивные схемы выбранных альтернативных вариантов для визуальных сравнений.
На выбор структуры привода с параметрической оптимизацией затрачивается в сотни раз меньше времени, чем на аналогичную работу группой проектировщиков при традиционном проектировании.
В большинстве случаев конструктор располагает дополнительными ограничениями, которые можно ввести в программу. Тогда область допустимых вариантов сужается и задача сводится к выбору оптимального варианта из ограниченного числа возможных.
Список литературы
1. Расчет деталей машин на ЭВМ / Под ред. Д.Н.Решетова. С.А.Шувалова. М.: 1985. 36& с.
2. Соболь И.Н., Статников Р.Б. Наилучшие решения. М.: 1982. 64 с.
СПРАВОЧНОЕ ИЗДАНИЕ
Решетов Дмитрий Николаевич, Гусенков Анатолий Петрович, Дроздов Юрий Николаевич
МАШИНОСТРОЕНИЕ. ЭНЦИКЛОПЕДИЯ
Том IV—1
Детали машин. Конструкционная прочность. Трение, износ, смазка
Редакторы И.Н. Жесткова, И.И. Лесниченко
Оформление художника Т.Н. Погореловой
Художественный редактор Т.Н. Галицына
Технические редакторы О.В. Рожкова, В.И. Шлейников
Корректоры Л.Е. Сонюшкина, Л.А. Ягупьева, Л.В. Тарасова, Г.Л. Сафонова, Л.И. Сажина
ИБ № 7314
Лицензия ЛР № 080003 от 15.08.91.
Сдано в набор 10.12.94. Подписано в печать 25.07.95.
Бумага офсетная. Гарнитура Таймс.
Усл.печ.л. 70,2. Печ.л. 54.
Тираж 3000 экз. ЗаказШЗ.
Формат 70*100 1/16.
Печать офсетная.
Уч.-изд.л. 88,99. Цена договорная.
Издательство ’’Машиностроение”, 107076, Москва Б-76, Стромынский пер., 4
Отпечатано в АООТ "Политех-4"
129110, Москва, ул. Б. Переяславская, 46 оригинала-макета, изготовленного в издательстве "Машиностроение" на персональных ЭВМ