/














































































Похожие




Текст
chipmaker.ru
ПРЕССЫ ОДНОКРИВОШИПНЫЕ ОТКРЫТЫЕ,
ПРОСТОГО ДЕЙСТВИЯ УСИЛИЕМ 10-63 ТС
КД2320, КД2322, КД2324, КД2326,
КД2328, КД2120, КД2122,
КД2124, КД2126, КД2128,
КД1424, КД1426, КД^428
Chipmaker.ru
СТАНКОИМПОРТ • СССР • МОСКВА
chipmaker.ru
ПРЕССЫ ОДНОКРИВОШИПНЫЕ ОТКРЫТЫЕ
ПРОСТОГО ДЕЙСТВИЯ УСИЛИЕМ
10, 16, 25, 40, 63 ТС
КД2320, КД2322, КД2324, КД2326, КД2328,
КД2120, КД2122, КД2124, КД2126, КД2128,
КД1424, КД1426, КД1428
Chipmaker.ru
Руководство
Часть первая
Механическая часть
chipmaker.ru
Настоящее руководство предназначено для ознакомления обслуживающего персонала с конст-
рукцией и работой прессов, наладкой и управлением, а также с правильным уходом при эксплу-
атации.
Правильная эксплуатация, своевременный и качественный ремонт пресса предохраняют его
от преждевременного износа и обеспечивают нормальную работу.
ОЗНАКОМЛЕНИЕ 0 НАСТОЯЩИМ РУКОВОДСТВОМ ОБСЛУЖИВАЮЩЕГО ПЕРСОНАЛА ОБЯЗАТЕЛЬНО.
Не разрешается допускать к работе на прессах и обслуживанию их лиц, не ознакомившихся
с руководством и не прошедших проверку практических знаний и навыков по управлению прессами.
В руководство не вносятся незначительные изменения в конструкции пресса, сделанные по-
сле издания технической документации.
ПРИ ИЗГОТОВЛЕНИИ ЗАПАСНЫХ ДЕТАЛЕЙ РЕКОМЕНДУЕТСЯ СВЕРИТЬ ИХ С НАТУРОЙ.
Chipmaker.ru
chipmaker.ru
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Chipmaker.ru
Прессы однокривошипные открытые простого действия предназначены для выполнения различ-
ных операций холодной штамповки.
Прессы двухстоечные наклоняемые предназначены в основном для использования наклона
станины при удалении штампуемых изделий или отходов в просвет "ежду стойками пресса.
Прессы с передвижным столом и рогом позволяют производить штамповку деталей, имеющих
увеличенный размер по высоте, а также применять штампы различной высоты.
При замене стола рогом пресс может быть использовая для обработки деталей с замкнутым
контуром.
Прессы предназначены для работы как на одиночных, так и на непрерывных ходах при осна-
щении их автоматическими подачами (роликовыми, валковыми, шиберными и др.).
Расчет усилий, необходимых для выполнения холодноштампобочных операций, рекомендуется
производить, руководствуясь приведенной в паспорте пресса номограммой "усилие - ход" и
справочниками по холодной листовой штамповке.
А Величину допускаемых усилий на ползуне, в зависимости от угла поворота кривошипа, сле-
дует* выбирать из графика допускаемых усилий на ползуне, помещенного в паспорте пресса.
Размеры штампуемого изделия на прессе определяются размерами штампового пространства,
величиной хода ползуна и допускаемыми усилиями на ползуне.
Прессы, оборудованные автоматическими подачами, могут использоваться в автоматических
и поточных линиях.
РАСПАКОВКА И ТРАНСПОРТИРОВКА ПРЕССА
Пресс поставляется в собранном виде, упакованным со всеми комплектующими деталями и
узлами в одном месте.
После распаковки следует осмотреть пресс и проверить комплектность поставки, руковод-
ствуясь упаковочной ведомостью.
При подъеме пресса с салазок необходимо иметь в виду, что центр тяжести пресса смещен
относительно оси пресса в сторону маховика.
Зачаливание пресса необходимо производить за рым-болт в верхней части станины.
Транспортировку прессов в распакованном виде следует производить согласно схемам, при-
"^^нным на рис. Т - 6.
ПОДЪЕМ ДОЛЖЕН ПРОИЗВОДИТЬСЯ ПЛАВНО, БЕЗ РЕЗКИХ РЫВКОВ.
ЗАЧАЛИВАНИЕ ТРОССОВ ЗА ВЫСТУПАЮЩИЕ ЧАСТИ ПРЕССА НЕ ДОПУСКАЕТСЯ.
При подборе чалочных приспособлений необходимо учитывать вес пресса, который указан
в паспорте.
ФУНДАМЕНТ ПРЕССОВ, МОНТАЖ И УСТАНОВКА
Фундамент прессов закладывается в соответствии со "Строительным заданием на фундамент
пресса", согласно прилагаемому чертежу.
Установка пресса на фундамент производится по уровню при помощи клиньев. Пресс выве-
ряют по плоское1";: стола в продольном и поперечном направлениях.
Отклонение плоскости стола от горизонтального положения не должно превышать 0,1 мм на
длине 500 мм в обоих направлениях.
-3-
chipmaker.ru
Рис. 5.
Схема транспортировки
прессов с передвиж-
ным столом и рогом
усилием 25-40 тс
Рис. I»
Схема транспортировки
ненаклоняемых прессов
усилием 10-40 тс
Рис. 2.
Схема транспортировки
наклоняемых прессов
усилием 10-40 тс
CMpmaker.ru
Рис. 4.
Схема транспортировки
ненаклоняемого пресса
усилием 65 тс
Рис. 5.
Схема транспортировки
наклоняемого пресса
усилием 65 тс
Рис. 6.
Схема транспортировки
пресса с передвижным
столом и рогом усили-
ем 63 тс
-4-
chipmaker.ru
Под выверенный по уровню пресс подливают бетон. После затвердевания бетона окончатель-
но затягивают гайки фундаментных болтов, при этом проверяется горизонтальность плоскости
стола.
Электрошкаф следует установить по месту с левой стороны пресса так, чтобы с рабочего
честа была хорошо видна световая сигнализация и обеспечено удобное и безопасное обслужива-
ние пресса.
Согласно монтажной схеме следует подсоединить электрооборудование пресса к электрошка-
5у и произвести подсоединение заводской электросети к клеммам в элэктрошкафу пресса.
Проводку электропроводов следует выполнять в трубах, исходя из местных условий, преду-
смотрев в фундаменте соответствующие углубления.
НИ В КОЕМ СЛУЧАЕ НЕ ВКЛЮЧАТЬ ГЛАВНЫЙ ВЫКЛЮЧАТЕЛЬ РАСПРЕДЕЛИТЕЛЬНОГО ШКАФА ДО ПОДСОЕДИ-
НЕНИЯ ВСЕХ ПРОВОДОВ.
Воздухопровод пресса подключают к заводской сети, при этом для наклоняемых прессов
подключение воздухопровода необходимо выполнять гибким шлангом, выдерживающим давление воз-
духа заводской сети.
ПРЕСС И ЭЛЕКТРОШКАФ ПЕРЕД ПОДКЛЮЧЕНИЕМ К ЭЛЕКТРИЧЕСКОЙ СЕТИ ДОЛЖНЫ БЫТЬ НАДЕЖНО ЗАЗЕМ-
ЛЕНЫ.
КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ ПРЕССА
-
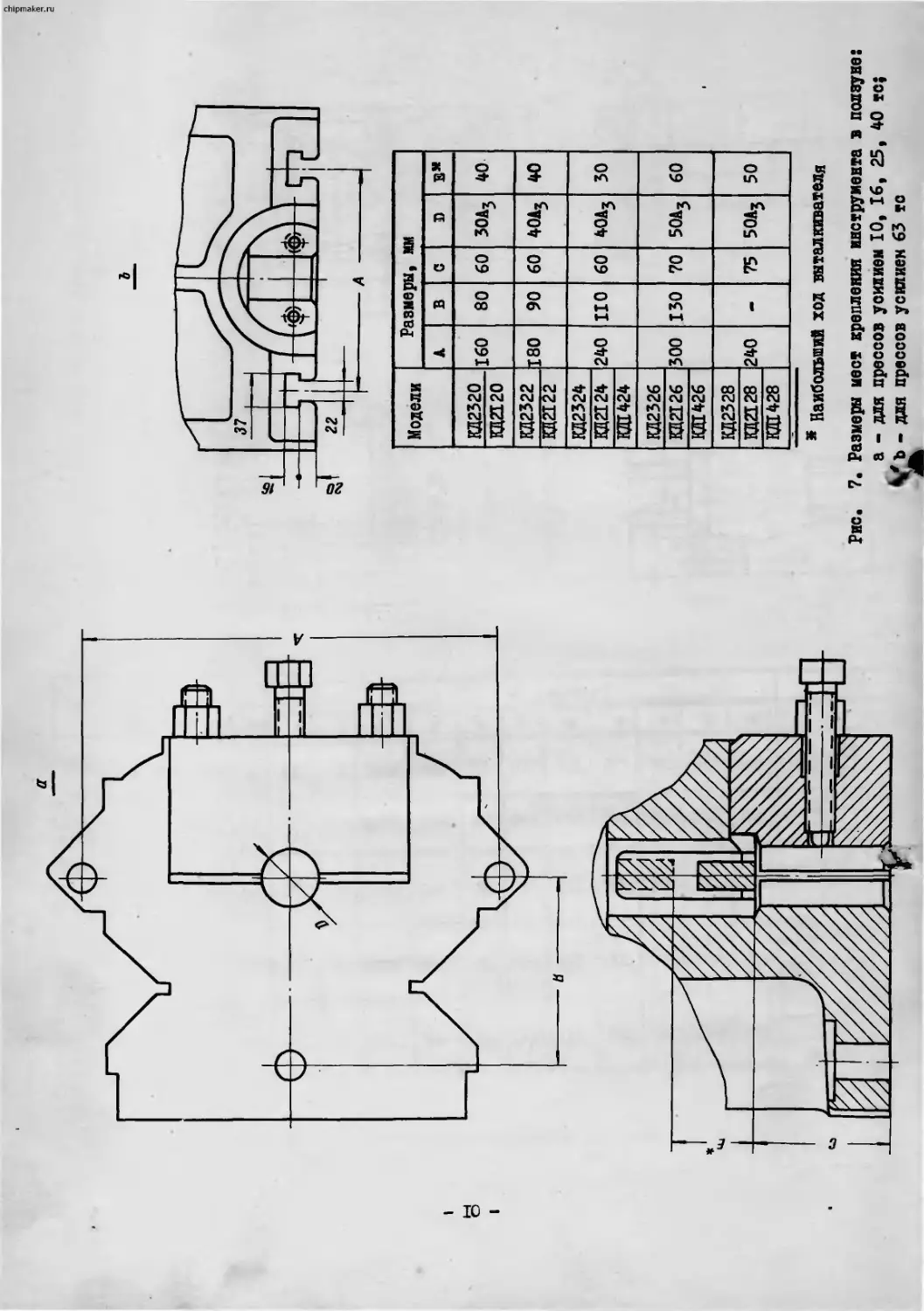
“ Прессы однокривошипные открытые простого действия усилием 10-65 тс выполнены по
ГОСТ 7600-66 на "Общие технические условия", ГОСТ 9408-60 - на основные параметры и разме-
ры, ГОСТ 9226-69 - на места крепления штампов и ГОСТ 15474-70 - на нормы точности.
Ввиду простоты кинематической схемы порядок передачи усилия от вала электродвигателя
до исполнительного органа ползуна не описывается (см. схемы, рис. 7-9).
Пресс состоит из следующих основных узлов: станины, привода, муфты-тормоза, вала экс-
центрикового, ползуна, уравновешивателя ползуна, воздухораспределителя.
7. Кинематическая схема ненаклоняемых прессов:
I - планка выталкивателя; 2 - ползун; 3 -
регулировочный винт; 4 - шатун; 5 - вал
эксцентриковый; 6 - втулка эксцентриковая;
7 - гайка; 8 - уравновешиватель; 9 - элек-
тродвигатель; 10 - шкив; II - маховик; 12 -
муфта-тормоз; 13 - червяк; 14 - колесо чер-
вячное
Примечание. Данная
схема полностью соответ-
Chipfnaker.ru
ствует кинематической схеме
пресса усилием 63 тс. Для прес-
сов усилием 10-40 тс отличие
состоит в том, что отсутствует
червячная пара (13, 14). Вра-
щение производится непосредст-
венно за винт 3. Прессы усили-
ем [0-40 тс имеют по одному
уравновещивателю 8.
-5-
chipmaker.ru
Рис. 8. Кинематическая схема наклоняемых прессов:
I - планка выталкивателя; 2 - ползун; 3 -
регулировочный винт; 4 - шатун; 5 - вал
эксцентриковый; 6 - втулка эксцентриковая;
7 - гайка; 8 - уравновешиватель; 9 - эле-
ктродвигатель; 10 - шкив; II - маховик;
12 - муфта-ториоз; 13 - червяк; 14 - ко-
лесо червячное; 15 - червяк; .16 - колесо
червячное; I? - винт наклона станины
Примечание. Данная схема полностью соответ-
ствует кинематической схеме
пресса усилием 63 тс. Для прес-
сов усилием 10-25 тс отличие
состоит в том, что отсутствуют
червячные пары (13. 14 и 15,
16), а у прессов 40 тс червяч-
ная пара (13, 14). Вращение
производится непосредственно за
винты 3, 17. Прессы усилием IQ-
40 тс имеют по одному уравно -
шивателю 8.
Chipmaker.ru
Рис. 9. Кинематическая схема прессов с передвижным
столом и рогом:
I - планки выталкивателя; 2 - ползун; 3 -
регулировочный винт; 4 - шатун; 5 - вал
эксцентриковый; 6 - втулка эксцентриковая;
7 - гайка; 8 - уравновешиватель; 9 - эле-
ктродвигатель; 10 - шкив; II - маховик;
12 - муфта-тормоз; 13 - червяк; 14 - ко-
лесо червячное; 15 - червлк; 16 - колесо
червячное; 17 - винт подъема стола;
18 - гайка
Примечание. Данная схема полностью соответ-
ствует кинематической схеме
пресса усилием 63 тс. У пресса
усилием 25 тс отсутствуют чер-
вячные пары 13-14 и 15-16.
У пресса усилием 40 тс отсут-
ствует червячная пара 13-14.
Вращение производится непо-
средственно за винты 3 и 17.
Прессы усилием 25-40 тс имеют
по одному уравновешивателю 8.
-6-
chipmaker.ru
Станина
Станина I (рис. 10-12) чугунная, коробчатой формы, воспринимает все усилия, возникаю-
щие при штамповке.
В верхней части станины в буксах 2 запрессованы бронзовые втулки, служащие опорой для
эксцентрикового вала. С левой стороны станины имеется увеличенный диаметр буксы для удоб-
ства монтажа и демонтажа эксцентрикового вала, сзади станины - платик для подмоторной пли-
ты, на которой устанавливается электродвигатель. Спереди, на специально обработанных мес-
тах станины крепятся призматические направляющие ползуна 6, из которых левая - регулируе-
мая.
Регулировка левой направляющей осуществляется винтами с помощью резьбового соединения
3, 4, 5.
Передняя часть станины закрыта дверкой 7.
На рабочей плоскости стола закреплена подштамповая плита 8. Для крепления штампов на
плите имеются Т-образные пазы.
Для работы на провал в столе и плите предусмотрены отверстия. В нижней части стола
станины наклоняемых и ненаклоняемых прессов предусмотрены резьбовые отверстия для крепления
пневмоподушки.
В прессах с передвижным столом перемещение стола 9 (рис. 12) осуществляется при помо-
щи винта и гайки, приводимой у пресса усилием 25-40 тс при помощи трещетки, а у прессов уси-
лием G3 тс - при помощи червячной передачи 10.
J Наклон станины наклоняемых прессов осуществляется механизмом наклона - при помощи вин-
та с ручным приводом.
I - станина; 2 - буксы; 3 - втулка; 4 - болт; 5 - гайка; $ - направляющая;
7 - дверка; 8 - подштамповая плита
-1-
7
в-в
Рис. II. Станина наклоняемого пресса:
I - станина; 2 - буксы; 3 - втулка; 4 - болт; 5 - гайка; 6 - направляющая;
7 - дверка; 6 - подштамповая плита; 9 - гайка; 10 - стойка
Рис. 12. Станина пресса с передвижным столом и рогом:
I - станина; 2 - буксы; 3 - втулка; 4 - болт; 5 - гайка; 6 - направляющая;
7 - дверка; 8 - подштамповая плита; 9 - стол; 10 - червячная передача
chipmaker.ru
chipmaker.ru
Привод
Привод пресса осуществляется от электродвигателя 3 (рис. 13) через клиноременную пе-
редачу 5, маховик 6 с вмонтированной в него муфтой-тормозом к эксцентриковому валу.
Электродвигатель расположен на качающейся подмоторной плите 4.
Регулировка натяжения ремней осуществляется при помощи винта 2 и гайки I.
Рис. 13. Привод:
I - гайка; 2 - винт; 3 - электродвигатель; 4 - подмоторная плита;
5 - клиноременная передача; 6 - маховик
<^уфта-тормоз
На ступице 3 (рис. 14) установлен поршень 4, перемещающийся в осевом направлении на
пальцах 2. \ s'
При подаче сжатого воздуха через ст >рК»йя "а" в рабочую камеру поршень 4 переместится
и зажмет фрикционные вкладыши 12, размеишхйы^в отверстиях маховика между поршнем 4 и дис-
ком 13. / \
При этом вращение маховика II и редается через поршень 4 и диск 13, связанные со сту-
пицей 3 пальцами 2 и шлицевым соединением, на главный вал.
-1D-
Гамма
усилием УОт 6Sm. C
"<a СгпУлще Зэис.ууУетаноблей уилимдр ,лере/> /_
1 U(jC& £ ОСе&ОМ НаЛр&ЗлемС/С/ ЛОЗуЛЯ.М с?С/77*//7ь
\ ipu ло&ууе сл/сатоео ЗозЗуха. через От Sepcrn с/ я
„ CL." £ pa So уем? /са/неру^Зол/сил7а.ет
О иск и ^лу^сту с нс/клосдсангуразнесшемН6/
Meofeffy уилимсром 4 и (диском S3. Заели УС сЗязанз* г j
Махоёиком лалбуами и находятся 3постоянна '*
Зрасуагпелёном д£из/сениа/. при Этом Зраиуение •
хойу/со. // с дисками S3 передается на цилиндр
диски S3 и S3СтУлицУ нелодЗисрсмо еЗязаннУн? с
Эксуентрико£с салом. ПссЗё/е Усиу7с/Я,ЗозниКак 4
При £лллоуеггии .у/Зл/^б/ле/лоолся£стулиуе Зиме
ЛёляЗаютсЯ Ма£ол. Я ’лрмаз/сения Зала л/а СтУ ту
Ул^рсллемлеЗб и &лс о/уза Заем ^<лёСтУлслуе ^<ил
doe L/стамоёле-^ тру&сс/мб/ У. ' леЗз/мслс
Числом 7и ^илимЗ/эом S/УстамоЗле/у * с
(Злами в. /Солбуо ЗсЗоЗосУ/уо масазЗоё * а на/
Нёло(7£ил/ано ёЗяЗаннЬ/е С а ата f с/нои .
nfo£afavuSambc$t. poSo^ee Заёлем at -ууэл?6
* MO;
— - *3&Зорб/ М&рЗсуЗу' ло£еа> эс/тр /мс/
тренус/Я £ л?уротз - /т?^
РерЗонбуалбНЫи ход /рилимЗра. у£ Г .'сто - <
Злререлсгх /...Змм1 ~ ламео <^з. -<
НалласЗЬл на (дисках 7- 3 Зз.
SCЛо£б/сс/енномурасход-
sen и я эЗелиуемия ходе г. -
леремеиуатЬся 3 &се<,
Устано£с/тЬ я?С/о£о
Зр£онауалб/-уУлО у
НУмО З'- /млг.
'радо у её (да£лем/с •’
/с *-^,
Цилиндр- Г"/
Z Л’-хГо
! jr/.
I ----Z>4ZC<
chipmaker.ru _ __ _ - i« - — -—t~-~
'?X0$0(fC'7r$p /r>ouv*£
'"'jCCCb/ O^G7Z0u60Uac//7Hb/£ ^/77^Дб//77(
-t аляегшё усилием -/о- 65m c
а сллгрг ирис m у илиндр 7 Лерет иг
/иигЛ.ь асеоом нагрссВ/гсласу л&ЗуЯ>я.н З'стУлис.
w и Подан? с/ЗсатоеоВоздуха. через от Вер cm a z
„ сЗ 8 оа&не/о /са те/оу, Циланор ^Зао/симает
Л/ска f<2 мур/тб/ с нс/клоЗ/сотц разлеауенньт.
Меэ/сду с/алсмо W А и диском /33оаси7а с£я.3атб/с
МаэсоЗиком кальками инасеодЯтс £ Влостояллс
Врасуа/телотом аВио/селис/. пристан Зрои/елие 1
*<^4//ад //с Ослами '6леле5&ел?ся на ^алин^л
А/сла /За ^3С/л</лс/ц</ HS/7od3cjp/c//o с&15.алн!ла с
5лс1/ент^с/лоьб/нсалон /7сер6/е ^силс/^ёоЗниЛан.
Л Злл/оуе'/с/си н5^л76/, Зомбмга/огпся Зстулиуе За ле
Л^реЗаютсЯ Нс г \л 2 Z гло/мар/сени^ £ала ла ОтУлиу
Ул/реллен леЗб/с ллс/л/fu Ллсл /aS Стулике. 5 и сус/лс.
7р£. ^ст&ноЬлелб лрунссл/б/ 5. ле/6/н о/к
Заслон 7ацилиндром УсталоЗлетс . лбуо 8с нал
Злами 8. /Салб^о 8сВо8рЗно НаСРсбс^ч^ ла л^ ’ ^/6/
лепоЗЗа.Усло сёяЗаннб/е Се^Отсу^имоа«. t m- л
ЛРоВаРауиЗагл^ся. рабочее Заблелс/^ fyaz/rw- <» •
Л5 ат м,,
.^ПУре^иЯ £ -т</
/рОоОНауальныи ход срл^лфа. ур
&Лре£елах 3.. Змм, а ломе/
НахлаЗох ЛаЗаслах 7^. .
/Г Ло&б/и/^улону расход
УбНаЯ. ЗЗелоуелаЯ хос
греЗусмалр ела регул^оо
Оло^ qhS/mu За еесли лу
Рас /Си лра асёоЗосусЗе *
5Щр$МваустЬС^ В &сё£к
УсталоЗатб /уерВол-
- с147^£^лауалбнУха
раьнунз ^'/млг.
родоуес Заёлб/ур ^
-
т
jOjMGf * Z
•' /770/2моба.
chipmaker, ru
Рис. 14. Муфта-тормоз:
a - отверстие; ъ - рабочая камера; с - торец ступицы;
I - винт; 2 - палец; 3 - ступица; 4 - поршень; 5 - планка; 6 - вкладыши; 7 - диск;
8 - кольцо; 9 - пружина; 10 - диск; II - маховик; 12 - вкладыши; 13 - диск; 14 -
винт; 15 - кольцо-гайка
Осевые усилия, возникающие при включении муфты, замыкаются в ступице 3 и не передаются
на вал.
Для торможения вала на ступице укреплен диск 7, а в ступице 3 и поршне 4 установлены
пружины 9.
Между диском 7 и диском 10 установлено кольцо 8 с фрикционными вкладышами 6. Кольцо 8
неподвижно связано со станиной и не может проворачиваться.
Износ вкладышей муфты и тормоза компенсируется регулировкой положения дисков 7 и 13.
Для замены фрикционных вкладышей д'^таточно отвинтить стопорное кольцо - гайку 15 и сдви-
нуть диск 13.
РАБОЧЕЕ ДАВЛЕНИЕ МУ Ж1-Т0РЫ03А СОСТАВДИЕТ 4,5 ATM.
- и -
chipmaker.ru
Вал эксцентриковый
Узел вала состоит из собственно эксцентрикового вала 3 (рис. 15), эксцентриковой втул-
ки 4, буксы 2 и переходной втулки I, предназначенной для установки средств механизации на
прессе.
Регулировка величины хода ползуна осуществляется вращением эксцентриковой втулки 4,
которая входит в зацепление с валом 3 через зубчатое эвольвентное зацепление и выводится
из зацепления вращением гайки 5.
При этом, во избежание смещения шатуна необходимо между шатуном и буксой станины вло-
жить деревянную проставку.
После установки необходимой величины хода ползуна эксцентриковая втулка вводится в за-
цепление с эксцентриковым валом и стопорится болтом 9, а деревянная проставка удаляется.
Остановка ползуна в верхней мертвой точке, после изменения величины хода ползуна, осу-
ществляется вращением дисков 8. Диски 8 зафиксированы между собой штифтом и могут провора-
чиваться вместе после ослабления затяжки болтов 7.
Рис. 15. Вал эксцентриковый:
I - втулка; 2 - букса; 3 - вал; ч - втулка; 5 - гайка; 6 - планка; 7 - болт;
8 - диск; 9 - болт; 10 - гайка
Ползун
Ползун является -рабочим органом пресса, к которому крепится верхняя часть штампа.
Ползун 16 (рис. 16, 17) пресса изготовлен из высокопрочного чугуна, коробчатой формы
с призматическими двухсторонними направляющими.
— 12 —
5
ipmaker.ru
Рис. IG. Ползун для прессов усилием 10, 16, 25 и 40 тс:
I - указатель; 2 - линейка; 3 - регулируемые упоры; 4 - планка выталкивателя;
5 - шпилька; 6 - вкладыш; 7 - крышка; 8 - шатун; 9 - фиксатор; 10 - регулиро-
вочный винт; II - гайка; 12 - вкладыш; 13 - винт; 14 - опора; 15 - предохрани-
тельная шайба; 16 - ползун; 17 - прижим; 18 - винт; 19 - шпильки с гайками;
20 - стопорная втулка; 21 - стопорная втулка; 22 - стягивающий винт; 23 - шпонка
ipmaker. ru
-14
Рис. 17. Ползун для прессов усилием S3 тс:
I - указатель; 2 - линейка; 3 - регулируемые упоры; 4 - планка выталкивателя;
5 - шпилька; 6 - вкладыш; 7 - крышка; 6 - шатун; 9 - фиксатор; 10 - регулиро-
вочный винт; II - гайка; 12 - вкладыш; 13 - винт; 14 - опора; 15 - предохрани-
тельная шайба; IG - ползун; 17 - прижим; 18 - винт; 19 - гайка; 20 - стопорная
„втулка; 21 - стопорная втулка; 22 - винт; 23 - шпонка; 24, 25 - червячная пара
chipmaker.ru
Крепление ползуна на эксцентриковом валу осуществляется посредством разъемного шатуна
6, между корпусом и крышкой 7 которых установлены бронзовые вкладыши 6 подшипника, охваты-
вающие эксцентриковую зтулку.
Крышка шатуна крепится шпильками 5. В шатун снизу ввернут регулировочный винт 10, ша-
ровая головка которого заключена между опорой 14 и вкладышем 12, поджимаемым гайкой II. Опо-
рой подпятника служит предохранительная шайба 15, рассчитанная на разрушение гри перегрузке
пресса.
Ходовая посадка шаровой головки регулировочного винта 10 обеспечивается затяжкой гайки
II, после чего гайка стопорится винтом 13.
Регулировка величины штампового пространства производится вращением регулировочного
винта 10 при помощи гаечного ключа для прессов усилием 10-40 тс, и при помощи червячной па-
ры 24-25 (рис. 17) для прессов усилием 63 тс.
Установленная величина штампового пространства фиксируется стопорными втулками 20 и 21
(рис. 16, 17), которые стягиваются винтом 22.
Нижний предел регулировки штампового прос-ранства ограничивается фиксатором 9. Величи-
на регулировки определяется по линейке 2.
В нижней части ползуна расположены отверстия верхней плиты штампа.
Крепление штампа за хвостовик осуществляется прижимом 17 посредством двух шпилек с
гайками 19.
Стопорный винт 18 служит для отталкивания прижима 17 при снятии штампа. В пазу ползуна
•^положена планка выталкивателя 4. Упором для планки выталкивателя служат два регулируемых
упира 3, закрепленных в станине.
При сборке узла ползуна стопорные втулки 20 и 21 и стягивающий винт 22 собираются от-
дельно, как это показано на разрезе С-С, после чего вставляются в гнездо ползуна и фиксиру-
ются от радиального проворота предварительно поставленной Т-образной шпонкой 23.
Указатель I показывает верхнее положение ползуна после соответствующей регулировки ве-
личины хода ползуна и межштампового пространства. Для этой цели, после указанных регулиро-
вок, необходимо сдвинуть и зафиксировать указатель I в таком положении, чтобы риска указа-
теля совпадала с риской мертвой точки ползуна (фиксировать на линейке 2).
Уравновешиватель ползуна
Уравновешиватель предназначен для устранения влияния веса ползуна и верхней половины
штампа на работу пресса и для предотвращения произвольного опускания ползуна при аварийных
случаях: обрыве винта шатуна или шпилек крышки шатуна.
. По конструкции уравювешиватель ползуна представляет собой пневматический цилиндр од-
ностороннего действия, подвешенный на станине.
Шток 4 (рис. 18) при помощи оси соединен с кронштейном ползуна. Сжатый воздух в ци-
линдр 3 упавновешивателя поступает из ресивера через отверстие в нижней крышке 5. Поршень
2 за шток 4 постоянно тянет ползун вверх.
При ходе вниз воздух из уравновешивателя выжимается в ресивер. Заливка масла в полость
поршня производится через боковые отверстия в крышке I.
ПНЕВМООБОРУДОВАНИЕ ПРЕССОВ
Давление воздуха, поступающего из общезаводской магистрали, должно быть не менее
5 атм.
Включение и отключение воздушной сети пресса производится запорным вентилем (см. рис.
T9).
-15-
chipmaker.ru
Рис. 18. Уравновешиватель ползуна:
A ~A
B-B
I - крышка; 2 - поршень; 3 - цилиндр; 4 - шток; 5 - крышка
Сжатый воздух поступает через фильтр-влагоотделитель, регулятор давления с манометром
в ресивер. Регулятор давления настраивается на 4,5 атм.
Из ресивера сжатый воздух поступает по одной магистрали к уравновешивателю ползуна, а
по другой - через маслораспылитель и воздухораспределитель к муфте.
С ресивером связано реле давления, отключающее пресс при падении давления ниже 3,5 атм.
Для слива конденсата из ресивера предусмотрен сливной клапан.
Предохранительный пневматический клапан соединен с полостью ресивера. Он настроен на
давление 5 атм и опломбирован.
-16-
chipmaker.ru
Рис. 19. Принципиальная схема пневмопривода пресса
-17-
Управление работой муфты-тормоза осуществляется через клапан, трехходовой сдвоенный
сблокированный, с условным проходом Ду = 15 мм для прессов усилием 10-16 тс и Ду = 25 мм
для прессов усилием 25-63 тс (см. рис. 20).
При подсоединении распределителя к прессу ни в коем случае нельзя употреблять пеньку
в качестве уплотнительного средства.
chipmaker, ru
Спецификация к схеме пневмопривода
Обозначение на рис. 19 Наименование Коли- чес тво
I Пневмопанель I
1,1 Вентиль Б15-10 ГОСТ 11465-65 I
1,2 Влагоотделитель B4I-I4 I
1,3 Регулятор давления БВ57-34 I
I,* Манометр I
1,5 Клапан предохранительный пневматический K7I-I-II I
1,6 Реле давления ВБ2-12 I
2 Ресивер** I
3 Конденсатоотводчик I
4 Маслораспылитель I
5 Клапан трехходовой сдвоенный сблокированный**, в сборе I
5,1(1)-5,1(2) Клапан трехходовой 2
5,2(1)-5,2(2) Вентиль электропневматический ВВ-32 2
5,3 Фильтр I
5,4(1)-5,4(2) Дроссель 2
^5(1)-5,5(2) Глушитель 2
6 Муфта-тормоз** I
7(1)-7(2) Уравновешиватель* 2
*На прессах усилием 10-40 тс по одному
**Аппарати, применяемые на прессах, см. в таблице ниже
¥
Спецификация аппаратов, применяемых на прессах
Номер по- зиции на рис. 19 Наименование Усилия прессов, тс
10 16 25 40 63
2 Ресивер КД2320-41- -009 КД2320-41- -009 КД2 324-41- -009 КД2324-41- -009 КД2 326-41- -009
4 Маслораспылитель В44-24 В44-24 В44-26 В44-26 В44-26
5 Клапан трехходовой сдвоенный сблоки- рованный У7122 У7122 У7124 У7Т24 У7124
6 Муфта-тормоз УАЗ 135 УА3135 УА3138 УА3141 УА3144
7(1)-7(2) Уравновешиватель H3I.0I.66 H3I.0I.66 У6235 У6237А исп.Б КД2328-34- -001
-1В-
chipmaker.ru
Воздухораспределитель (см. рис. 20) представляет собой сдвоенный пневматический клапан
с сервоуправлением от электроЪневмэтических включающих вентилей типайед-32.
Исполнение клапанов нормально-закрытое, т. е. при обесточенныхЛсатушках электромагнита
включающих вентилей проход черек клапаны закрыт. /
Для включения клапана подаемся напряжение на обмотки катушек магнитов включающих венти-
лей ВВ-32, при этом клапан вентилям соединяет полость I, постоянно соединенную с ресивером
пресса, с полостью Ш. Воздух, подвозимый к включающий вентюгаи, проходит через фильтр 8.
Под давлением сжатого воздуха поршни В поднимаются вверх, сжимая пружины 4, предвари-
тельно уменьшая (живое) сечение, перекрывают выхлопные отверстия, одновременно в конце хода
штоки 7 поднимают клапаны 2, сжимая прДины I. Полости/l и П соединяются. Полость 1У отклю-
чается, соединяя пневмосеть от ресивера (кполостьл муфты, происходит включение поршня муфты.
После снятия напряжения с обмоток катушек Змектромагнитов (отключение муфты) вентили ВВ-32
перекрывают доступ воздуха в полость 1П, одновременно соединяя ее с атмосферой.
При этом давление в полости И падает и гомши 6 возвращаются в исходное положение под
действием пружин 4, соединяя полость П с атмосферой. Сжатый воздух, выходя из полости, про-
ходит через глушители 9. В это время пружина*'I возвращают в исходное положение клапаны 2,
перекрывая доступ сжатого воздуха из ресивера в и^фту и клапан (муфта отключается).
Если при включении клапана один из Поршней (к)Ьапанов) не включится, сжатый воздух из
полости П будет поступать в атмосферу через щель меДу кольцом 5 и втулкой 3 - включение
муфты не произойдет. \
Одновременно коромысло станет о* перекосом и нажмеХна микропереключатель, который от-
ключит электрическую цепь управления прессом. \
В том случае, если во время работы на одиночных ходаХодин из клапанов электропневма-
тического управления не выключатся (не соединится с атгосфДой), управляемый им поршень
останется в верхнем положении', при этом верхний клапан будет\ткрыт, а нижний - закрыт. Во-
здух, пропускаемый верхнимуклапаном, будет поступать через открытый нижний клапан другого
поршня в атмосферу. При э^гом коромысло также перекосится и отключит электроуправление прес-
сой. /
ВНИМАНИЕ; Нормальная работа клапана управления обеспечивается абсолютно чистым сжатым
воздухом. В машину подается сжатый очищенный воздух.
Указания по монтажу и эксплуатации пневмоаппаратов
Регулятор давления
I. При монтаже регулятора давления стрелка на его корпусе должна совпадать с направле-
нием движения воздушного потока.
2. Настройка давления на выходе регулятора осуществляется при помощи регулировочного
винта.
При вращении регулировочного винта по часовой стрелке давление на выходе регулятора
повышается, а при вращении его против часовой стрелки - понижается.
3. Манометр можно крепить на регуляторе давления с двух сторон. Неиспользуемое отвер-
стие необходимо заглушить пробкой.
Реле давления
Нормальная работа реле давления может быть обеспечена при правильной установке микро-
переключателя и отсутствии утечки воздуха.
При ремонте или замене микропереключателя поступают следующим образом.
К реле давления подводится сжатый воздух давлением 3,5 атм.
Если при этой толкатель реле не выдвинется в крайнее положение, то винт настройки пру-
жины реле следует вывинтить на необходимое, до полного выдвижения толкателя, число оборотов.
-а-
chipmaker.ru
-7/124А.
л а -смоА охематя^но погаван одноанный трехлинейный
гявзмсг зпэ'8. гготь* П чсогг'ое 1 паратоны два •пехлинвчных
клапана, колотые состсгп " тел** иортнвй матков
3 х ’россе ’ ных * •' • vr»*a виге. г.а осуществляется
ДН'УИЯ сви >оивхав«₽ • - *•? * - ХфЯВНррТЙ с чего
• клапзнон игм огне! л» -—^'”п--п'Х ег^й
удаления с* ’• • г- '• - • зух пг тней 6
ыдгоогопскл*- -ат •
*№« РООГ» Ш **''“* **• ИГ 'Тв * • * ''ГОСТИ
”, ссобтеннне об • *• • ** * •
корпусом 1. м nr*" <_
тэ^взрестнн» к-
гнвв&оп^сгрв-ег * ? м . т • '
рабочий срг^н мггхж - - •> • "»
се^ло «c'ami’o-
чеси пг „ *” ' •
возят г я*
кяаеэи 'и” г сиг »О’
На р *• .. шоу
пояскении, когпа одна .-мг-'»»
лючиласъ \»
*рн ГП’ТОТЭД М
сжатий всвд/Х w -
2 И фОИЗВСД.-У ‘КТ «в
атмоеТегой и черев гет*—
тайбн 4 сжатый введут ч.
рее каналы "д"® Прм £»
огатый вовдух иечва тг*
атмосферу» Члапани в»..
тнй вовдух от рабочих
хостя ”к*, черев кяуг *
Волн ОДИН Ш *1
или НО ВЫКЛЮХ?М’’ОЯ ( V'
хкв«ври "в" левого
еайбу 4, булат обо
chipmaker.ru
кетад, толоотъ "7" фэдсп? кячпэд» канал V и
”f” лочого кл&пзна* Й калете ”h" левого клапанз дз^ляние бу-
’’5Г гтниуаться чяпев дроссель 3» ереа некоторый •^оме^у^ок
чоеганя левый -лапан включать будет неновговно, т*н* даадег в
в нашве ” f будет да более 0,25 кте/ciZ’. Оиг^аияза^сф срабо-
тает w ласт сигнал о негафавнос** э» ггли клапана» *отый чса-
лух пр ого вклю;ем ого ил» иевы । ю) клапан'* от—
irparvr гооссальнуч райф ч у ntwroec*’’ ч‘#Ч'1Л будзт годяаа
ся под вчкрн ч •паи *• в •• w служат для вцдетг'
падения дав; г. •• , • <ч«яяо? для к ок г® нс? чьи
вовтп>-«- "аяцяй» НесчнтйкЬоть
С^~';а*ЫВ :,гя -ом* ... . • », В*
счет л^виенл? --<>
♦
*
BpCWUunv М W *•»*»«* - -—- — _ —. - —
держащие ацетон растворители ни в коей случае употреблять нельзя, т. к. они разрушают пласт-
массовые детали. Чтобы при наименьших перепадах давления воздуха была достигнута лучшая
производительность - фильтр следует содержать в чистоте.
Перед сборкой О-образное уплотнение следует проконтролировать и, если нужно, заменить
новым. Необ—’имо убедиться, чтобы кольцо было вставлено правильно и надежно уплотняло.
ВНУ' Снимать влагоотделительный сосуд с фильтра, не убедившись, что давление воз-
духа в сети пресса отсутствует, запрещается.
маслораспылитель
51 водораспылитель предназначен для подачи распыленного в воздухе масла через воздухо-
распределитель в цилиндр управления муфтой:
I. При монтаже маслораспылителя стрелка на его корпусе должна совпадать с направлением
Ж движения воздушного потока.
2. Перед заливкой масла необходимо прекратить доступ сжатого воздуха в маслораспыли-
тель и довести давление в сети пресса до 0 атм. Масло заливается до черты на прозрачной
стакане "Уровень масла".
3. Регулировка количества капель масла осуществляется при помощи дросселя маслоряспы-
лителя. При полностью закрытом дросселе расход масла будет наибольший.
. При вывертывании дросселя расход масла будет уменьшаться. Нормальная работа пневмоап-
паратов может быть обеспечена при отсутствии наружных утечек.
-21-
chipmaker.ru
Вывинчиванием установочного винта микропереключателя приближают штифт микропереключа-
Тб я к толкателю реле до момента переключения контактов. Этот момент контролируется либо
электролампой, подключенной последовательно к электросети через нормально-открытый (разомк-
нутый) контакт микропереключателя, либо на слух по характерному щелчку, после чего винт до-
полнительно вывинчивают еще на 1/4 оборота и контрят.
Снятие давления должно вызвать переключение контактов микропереключателя в обратном
направлении.
Для испытания реле на срабатывание при нижнем пределе диапазона рабочих давлений к
нему подводится сжатый воздух давлением 4 атм.
Если винт настройки пружины реле находится в среднем положении, то лампа не должна го-
реть. При вывинчивании винта настройки пружины лампа должна загореться. При этом должен ос-
таваться некоторый запас на вывинчивание винта.
При наличии утечек по месту стыка основания и корпуса необходимо подтянуть соответст-
вующие крепежные винты или заменить резиновую мембрану.
Реле давления должно срабатывать при давлении воздуха: _
верхний предел - 4 атм;
Chiomaker.ru
Фильтр (влагоотделитель)
I. При монтаже фильтра стрелка на его корпусе должна совпадать с направлением движения
воздушного потока.
2. Чтобы достичь эффективного* рабочего режима, из сосуда фильтра следует регулярно
спускать воду, прежде чем жидкость поднимется выше завихряющей шайбы, т. е. часть жидкости
может попасть в отводящий воздухопровод.
3. Фильтр оснащен фильтровальной металлокерамической вставкой, которая через два-три
месяца работы должна быть снята, промыта керосином или бензином ж продута воздухом. Одно-
временно с этим необходимо очистить от загрязнения влагоотделительный сосуд. Ацетон или со-
держащие ацетон растворители ни в коем случае употреблять нельзя, т. к. они разрушают пласт-
массовые детали. Чтобы при наименьших перепадах давления воздуха была достигнута лучшая
производительность - фильтр следует содержать в чистоте.
Перед сборкой 0-образное уплотнение следует проконтролировать и, если нужно, заменить
новым. Необ—’имо убедиться, чтобы кольцо было вставлено правильно и надежно уплотняло.
ПНИ' Снимать влагоотделительный сосуд с фильтра, не убедившись, что давление воз-
духа в сети пресса отсутствует, запрещается.
Маслораспылитель
Мводораспылитель предназначен для подачи распыленного в воздухе масла через воздухо-
распределитель в цилиндр управления муфтой:
I. При монтаже маслораспылителя стрелка на его корпусе должна совпадать с направлением
движения воздушного потока.
2. Перед заливкой масла необходимо прекратить доступ сжатого воздуха в маслораспыли-
тель и довести давление в сети пресса до 0 атм. Масло заливается до черты на прозрачном
стакане "Уровень масла".
3. Регулировка количества капель масла осуществляется при помощи дросселя маслораспы-
лителя. При полностью закрытом дросселе расход масла будет наибольший.
При вывертывании дросселя расход масла будет уменьшаться. Нормальная работа пневмоап-
паратов может быть обеспечена при отсутствии наружных утечек.
-21-
chipmaker, ru
В случае появления утечек их необходимо устранить, подтянув резьбовые соединения, а
также осмотреть уплотнения и, в случае необходимости, заменить их.
Перед началом работы на прессе следует залить масло в маслораспылитель.
Настройку маслораспылителя проводить из расчета одна капля на 15-20 включений муфты-
тормоза.
ВО ИЗБЕЖАНИЕ ПОМЕХ В УПРАВЛЯЮЩИХ КЛАПАНАХ И ВОЗМОЖНЫХ В СВЯЗИ С ЭТИМ АВАРИЙ, НЕОБХОДИ-
МО, ЧТОБЫ МАСЛО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ РАСПЫЛЕНИЯ В ВОЗДУХЕ, НЕ СОДЕРЖАЛО НИКАКИХ ЗАГРЯЗНЕНИЙ.
По окончании работы на прессе необходимо прекратить доступ сжатого воздуха, перекрыв
эапорнЕЙ вентиль, а также выпустить воздух из ресивера, открыв спускной клапан.
Функционирование воздушного фильтра и маслораспылителя следует постоянно проверять и,
если требуется, проводить чистку аппаратов. Особо важно удалять скопившуюся воду и очищать
фильтр 'т грязи.
СМАЗКА ПРЕССОВ
Смазка пресса производится согласно схемам смазки (рис. 21 а, б, в).
Перед пуском пресса необходимо:
I. Смазать подвиспые части эксцентрикового вала и ползуна при помощи многоплунжерного
насоиа для густой смазки ГЗ-8Р/100 РЧП, сделав несколько поворотов рукояткой насоса до по-
явления смазки с бонов смазываемых поверхностей.
ТОЛЬКО ЭТО ДАЕТ ВОЗМОЖНОСТЬ КОНТРОЛИРОВАТЬ ДОСТАТОЧНОСТЬ СМАЗКИ. v
2. Смазать с помощью шприца все точки, указанные по схеме смазки "Для шприца”.
3. Заполнить масляный резервуар маслораспылителя пневмосетм отфильтрованным маслом
"Индустриальное 20" до риски уровня с добавлением ингибитора от ржавления (для тропиков).
4. Залить в стакан через боковой паз верхней крышки уравновеыивателя 200 г масла "Ин-
дустриальное 20".
5. В спецификации к схеме смазки указаны сорта масел и периодичность смазки.
РЕКОМЕНДУЕТСЯ НОВЫЙ ПРЕСС ОБИЛЬНО СКАЗЫВАТЬ В ТЕЧЕНИЕ ПЕРВЫХ 15 ДНЕЙ РАБОТЫ ПРЕССА.
При работе пресса во влажном и жарком климате необходимо по окончании работа смазывать
тонким слоем масла все наружные неокрашенные поверхности пресса.*
Спецификация к схеме смазки
Н» пози- ции на рис. 21 Наименование смазываемых точек Способ смазки Марка масла Периодич- ность Коли- честве масла
I Подшипники зл. двигателя Шприцевание Солидол УС-3 ГОСТ 1033-51 Раз в год 50 СМ3
2 Уравновешиватель ползуна Заливка вручную Индустриальное ГОСТ 1707-51 20 Раз в 5 дней 200 см3
3 Маслораспылитель Заливка вручную Индустриальное ГОСТ 1707-51 20 Раз в 5 дней 400 см3
4 Шейка шатуна Централизованная от насоса Солидол УС-3 ГОСТ 1033-51 2 раза в смену 50 ci 3
5, Ю Подшипники вала Централизован- ная от насоса Солидол УС-3 ГОСТ 1033-51 2 раза в смену 30 см3 Ж
-22-
chipmaker.ru
OhGir-KC. xjpeccos
С -?d’dca. .т>.сеа ^и^воддтс»! uoxvacB'e (yvc. SI,?,6)
Перед ’пу^<ж iipe*'xr- лс^бхс^ю:
\* я Сдаз^т?г подвиж’е чает? Элсцвктрл<<еьстс и шжуда при
Лог^^ стяьи/^ сйийг с ^жег^эсир^йдсу-тсп? ,5.01 * д *z гегс
Ясъбход^ю: '’<; '* ' Л Л* '
с ; ‘f- •'• ’ ’/‘ - -- '
. а) С"^эдт.> iqtetj r^zbxa ллравления задудасйоя (\^ хх и
1й; • ч - '• ... •- ' ^ .л... •:
зе^еведа, туь*б^$^ ъкл‘?’1е«Е<ч' систеж». ЛвдоМ t гпульены е излж в мж ri?~
ИГ^*< забрить ^sjr. ' . ‘ '.'
S*) -Фтсс" Tfacoc” за вул/ите утгайЬлбнйк е/хэ-^тъ Wftei^r cwsssx
r?f f связка as пар троили.
'.«G -5T0
t
«
V
V Ч-
\ • 4
>.зз.ж пемсшх. вое трч..
xmoorr млслсл
'Ула'-^аЦ
* ‘ I ' ***
>:Я4кй<Ср$ ОТ'Г* ?5Л-ЛГЙЯ (i
:' через от^*
- ’ г>-.сля •Т’-^гтриад-т'
хй
Ь.
с.-л“, V
ПРИ itspfcsKiiw
££-ЧШЬ та ЫЙ
уптпиот ИТЪ HP.
УПТ^СВКТЬ *
chipmaker.ru
При раооте пресса r< злзмком а жарком клиш^ё насохсдамо тг?
Схср>5-.япйй рабсил смаэнветь тств? слодм тела всё игроке нэо^с^гж-
'sso хю'верхгсстй пресса. . w ул ,. ‘ . - - . . .
—•
i:02r-
*•;.?• на
p>c.?I
Способ рсличрстес
cwskv масла несть ' inrti/ • - *? '•
>4-4* ' **’ • Г*
зЕл-ч- '•* -Т .*
-t^
*a
И‘^Т’€ЯСВГД|Нс
- Q/-H?” час; -л*г /
точек
• ' в '•ЛС - в
* ч—»?»» • 111 ' \
Дсжитзмю’ аде» liliw’Vi,»— Ucjro^ УО-з
.--• ГОД’Т(Ш-51
^рвтнове^йштёлт*•/*' !„*’
ьежзу^ Я
. 7^* ' '*•'
да ель
Г’С'ЗПинйгйлг
,l--A
Раз 3 год 5П скг
?.15<т6
»7ЛЯ
луге ползунй
IT
CASA- H7 eM&aitr
1&ЦХЖЯ iLtopa
Исетгч
u-
Тщусургаль-
нвл -20 ГОСТ
Г7О7-Г/ -Г
Раз в, 5
даек
,ч
ГЮ иг/
Ивд^триакь-
чсе ПХГ
Г7ч)7-$т
ЗС 5‘ННОЯ rsrrf-f-t^ /К
ст стзК”,Ш ***-'-^’ -
•"' ' ттлтт*7^- '
яр* чцу»
раз 1.5
ст ev.- l
смигК’. '
HlTTT^ 70'.' -
л -
.»
t»
Kirf
^\Л</сг rt-'tbty/f
h
г
r
W
• 4 in
5
•sejica ш$ту&
u
5
q
4
<
U
1
chipmaker.ru
тсч*.к
V-
I
-»•-*- ч 1*4.
ЗСфиапш!: звоай*
XWrtC.lSBCjvifiJ^
гсаол* т.^жг- йабивлй тс‘СТТ(13:Н>1
ТО^ДСЭЗ _. * • '?< -
В&? шаХП'# ручная
х -‘--/ ' жяшяк- ,•-яовко*>б1>
Ньтлсзг*^ СпсооС -ям -'
hcsfe- • * •‘•луке * - - < ” м.^а
л>н -
к меся.4
м‘*“
^Х&ЗЯШ 1~ШС-
ЛОНП
>^<ная\; ьт^гддси. УС—3
’г^гатксг S?
f
.hipmaker, ru
^5C« л. CY? \ •
t ? .
- л .» J2X?S£J« 'Г. •
ite 1/7Ж-
-005- oot/w
_________J- .,
;hipmaker.ru
Продолжение
# пози- ции на рис. 21 Наименование смазываемых точек Способ смазки Марка масла Периодич- ность Коли- чество масла
6, 12 Направляющие ползуна Централизован- ная от насоса Солидол УС-3 ГОСТ 1033-51 2 раза в смену 30 см
7 Многоплунжерный смазоч- ный насос ГЗ-8Р/100 РЧП Ручная заправ- ка бункера Солидол УС-3 ГОСТ 1033-51 По мере расхода Полный объем 3 л
8 Шаровая опора Заливка вручную Индустриальное 45 ГОСТ 1707-51 Раз в 10 дней 50 см3
9 Подшипники маховика Шприцевание Солидол УС-3 ГОСТ 1033-51 Раз в месяц 50 см3
II Подшипники воздухопод- ъодящей головки муфты- тормоза Ручная набивка Солидол УС-3 ГОСТ 1033-51 Раз в год 40 см3
13 Винт шатуна Ручная, лопат- кой Солидол УС-3 ГОСТ 1033-51 Раз в месяц 30 см3
14 Механизм наклона Ручная, лопат- кой Солидол УС-3 ГОСТ 1033-51 Раз в месяц 30 см3
^15 Механизм подъема стола Шприцевание' Солидол УС-3 ГОСТ 1033-5I Раз в месяц 30 см3
Примечание. В позициях 6, 12 подвод масла в двух местах.
Таблица смазок, рекомендуемых для замены
Смазка, изготавливаемая в СССР Смазка, изготавливаемая иностранными фирмами
Для стран с умеренным климатом
Индустриальное 20 ГОСТ 1707-51 (вязкость при 50°С 17-23 с ст) Shell Vitrea oil 27 Shell Tellus oil 27(Shell Англия)
Индустриальное 45 ГОСТ 1707-51 ‘(вязкость при 50°С 38-52 ест) Shell Tellus oil 37 Shell Vitrea oil 37 (Shell Англия)
Солидол УС-3 ГОСТ 1033-51
(пенетрация при 25°C 150-220)
Для стран с тропическим климатом
Индустриальное ИС-20 ГОСТ 8875-62 Shell Texilia oil 27 Shell Tonna oil 27 Shell Turbo oil 27 (Shell Англия)
Индустриальное ИС-45 ГОСТ 8875-62 Shell Vitrea oil 37 (Shell Англия)
-23
chipmaker.ru
Продолжение
Смазка, изготавливаемая
в СССР
Смазка, изготавливаемая
иностранными фирмами
ЦИАТИМ-203 ГОСТ 8773-83
Для стран с тропическим климатом
Aeroshell Grease - 6В-7-8
DTD - 783-844-806
Aeroshell Grease - 5A-14
Shell Retinax A, С, H, RB -
Alvania EPI and 2 (Shell Англия)
Rhodina 4303 SKF-65 OG-B.OG-M
(Bet Lube Incorp, США )
Texaco RCX-169 (Texas oil Co, )
Linax n 1,2,3 (Toho Shokai Ltd, Япония)
Примечание. Помимо приведенных сортов смазки из ассортимента фирмы
использованы взаимозаменяемые сорта фирм:
Esso, Texas oil Со, Toho Shokai Ltd, Let Lube Incorp, Vacuum Co Sacony.
Shell могут быть
-24
chipmaker.ru
Рис. 21. Схемы смазки прессов:
а - схема смазки нена-
клоняемого пресса; to -
схема смазки наклоняе-
мого пресса; о - схема
смазки пресса с перед-
вижным столом и рогом
-25-
chipmaker.ru
ПОДГОТОВКА ПРЕССОВ К ПЕРВОНАЧАЛЬНОМУ ПУСКУ
Консервацию, нанесенную заводом перед упаковкой пресса на обработанное поверхности,
надо удалить при помощи авиационного.бензина или керосина и затем обработанные поверхности
следует покрыть тонким слоем смазки.
ПЕРЕД ПУСКОМ ПРЕССА НЕОБХОДИМО ЗАЛИТЬ И ЗАПОЛНИТЬ СМАЗКОЙ ВСЕ ТОЧКИ СМАЗКИ ПРЕССА СО-
ГЛАСНО СХЕМЕ СМАЗКИ.
ВНИМАНИЕ!
При подключении прессов к электросети необходимо обеспечить вращение ротора электро-
двигателя (в направлении против часовой стрелки), как это показано на ограждении привода.
До пробного пуска обслуживающий персонал должен изучить руководство по монтажу и экс-
плуатации, паспорт пресса, инструкцию по технике безопасности.
При пробном пуске пресса необходимо:
I. Проверить, снято ли консервационное покрытие с обработанных деталей и нанесен ли
тонкий слой смазки.
2. Проверить работу системы смазки пресса, согласно указаниям, относящимся к первона-
чальному пуску пресса.
3. Проверить натяжение клиновых ремней (рис. 22).
4. Проверить затяжку всех болтов и гаек и их стопорение. J
5. Проверить исправность воздухопровода и подключить его к воздушной сети.
6. Проверить показания манометра регулятора давления.
7. Провернуть вручную вал пресса и проверить вращение маховика.
8. Проверить заземление пресса, электродвигателя, разветвительной коробки и остальной
аппаратуры.
9. Выполнить все указания, относящиеся к первоначальному пуску пресса, изложенные в
руководстве "Электрооборудование".
10. Осмотреть электрооборудование, убедиться в его исправности и подключении к цеховой
сети.
II. Включением автоматического выключателя в электроикафу подать напряжение на сило-
вые цепи и на управление прессом, при этом должен загореться сигнал "Напряжение подано".
Если сигнал не зажигается, необходимо проверить наличие напряжения в сети, согласно
правилам технической эксплуатации, т. к. отсутствие сигнала еще не свидетельствует об от-
сутствии напряжения.
12. Включить электродвигатель нажатием кнопки "Пуск привода" и после того, как махо-
вик наберет полное число оборотов, проверить вращение маховика в течение 5-10 минут.
13. Установить переключатель на режим "Одиночный ход".
14. Проверить, горят ли лампы режима "Одиночный ход".
15. Проверить работу муфты-тормоза. Если ползун не останавливается в верхнем положе-
нии, следует отрегулировать положение паза в диске, управляющего работой воздухораспредели-
теля.
16. Убедиться в соответствии пресса нормам точности (см. поставляемый с прессом акт
приемки).
При необходимости отрегулировать зазоры.
17. Проверить работу пресса в режиме непрерывных ходов, установив переключатель в по-
ложение "Непрерывные хода", при этом должен загореться сигнал "Непрерывные хода".
Остановка рабочего хода пресса производится нажатием кнопки "Стоп" на пульте управле-
ния.
ВНИМАНИЕ!
ЧТОБЫ ВСЕ ЧАСТИ ПРЕССА ПРИРАБОТАЛИСЬ, РЕКОМЕНДУЕТСЯ В ТЕЧЕНИЕ ПЕРВЫХ ВОСЬМИ-ДЕСЯТИ
СМЕН ЗАГРУЖАТЬ ПРЕСС МАКСИМАЛЬНЫМ ПРЕССУЮЩИМ УСИЛИЕМ.
-И-
chipmaker.ru
УКАЗАНИЙ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Безопасность работы на прессах обслуживающего персонала обеспечивается:
I. Установкой ограждения рабочей зоны (штампов) - предохранительной решетки, сблокиро-
ванной с электросхемой пресса,а также установкой диска сопровождения опускания ползуна,
обеспечивающего останов последнего при преждевременном опускании кнопок двурукого включения.
2. Установкой ограждения вращающихся частей привода.
3. Установкой ограждения вращающихся частей привода автоматизации пресса.
4. Установкой ограждения подвижных частей кривошипно-шатунного механизма (дверка на
передней части станины), сблокированного с электросхемой пресса.
5. Установкой ограждения воздухораспределителя.
Б. Двуруким включением, требующим применения обеих рук при пуске пресса и исключающим
травмирование рук в рабочей зоне штампа.
7. Предохранителем от перегрузки.
6. Наличием замков типа автомобильных на включателе цепи управления, дверке ниши ре-
жимных переключателей и дверке электрошкафа.
Для полной гарантии безопасности на прессах КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
I. Допускать к работе на прессах лиц, не имеющих необходимой квалификации и не прошед-
ших инструктаж по технике безопасности.
2. Выполнять на прессе технологические операции, усилие и работа которых превышает си-
ловые и технологические возможности пресса, или операции с неизвестным усилием - работой.
3. Работать на неисправном прессе.
4. Работать на прессе со снятыми ограждениями.
5. Устанавливать и налаживать штампы при включенном электродвигателе и вращающемся ма-
ховике.
Б. Очищать и обтирать пресс во время работы.
7. Поправлять положения заготовки после нажатия педали или кнопок двурукого включения.
S. Работать на неисправном штампе.
НА КАЖДОМ ПРЕССЕ ДОЛЖНЫ БЫТЬ ВЫВЕШЕНЫ НА ВИДНОМ МЕСТЕ КРАТКИЕ ПРАВИЛА БЕЗОПАСНОСТИ:
Т. Не приближайте рук к штампу на ходу пресса.
2. Следите за тем, чтобы рабочее место было свободно от посторонних предметов.
3. Во время работы занимайте удобное положение.
-27-
chip a кег.ги
4. Во время работы не отвлекайтесь, выполняйте только операции, указанные в технологи-
ческой карте.
5. Не производите уборку, протирку пресса во время его работы.
8. При малейшей неисправности вызывайте наладчика или мастера.
7. Ремонт и смену штампов, а также переключение режимов производите 'только при выклю-
ченном электродвигателе и остановившемся маховике.
Правила ежедневного ухода за прессом
Работая на прессе, выполняйте инструкцию по технике безопасности, указания администра-
ции по безопасному ведению работы и соблюдайте следующие правила:
А. Приступая к работе: -
I. Наденьте полагающуюся исправную спецодежду.
2. Наденьте нарукавники или завяжите рукава у кистей.
3. Уберите волосы под головной убор.
4. Перед пуском пресса узнайте у наладчика о готовности пресса к работе.
5. Проверьте крепление штампа.
8. ПРОВЕРИВ НАЛИЧИЕ МАСЛА В НАСОСЕ, МАСЛОРАСПРЕДЕЛИТЕЛЕ.
7. Проверьте наличие ограждений.
8. СЛЕЙТЕ КОНДЕНСАТ ИЗ РЕСИВЕРА И ВЛАГООТДЕЛИЖЛН.
9. Проверьте наличие давления воздуха в сети.
10. Включайте муфту только после того, как маховик разовьет полное число оборотов.
II. Сделайте несколько холостых ходов, убедитесь, что пресс работает исправно.
Б. Во время работ:
I. Для регулирования пресса вызывайте наладчика или мастера.
2. Не забываете нагнетать масло к точкам, смазываемым насосом два раза в смену.
3. Не допускайте к прессу посторонних лиц.
4. Работая на просечном штампе, регулярно очищайте его от обрезков.
5. При разрушении предохранителя от перегрузки для его замены вызывайте наладчика
или мастера.
8. Обнаружив брак штампуемых изделий, остановите пресс, выключите электродвигатель и
сообщите об этом мастеру.
7. При работе на вытяжном штампе следите за чистотой материала, обтирайте его и смазы-
вайте.
8. Оберегайте штамп от попадания пыли и окалины, периодически смазывайте его кисточкой
9. После нажатия педалей не пытайтесь поправлять заготовки в штампе.
10. Заметив неисправность в работе пресса или штампа, немедленно выключите электродви-
гатель и сообщите о неполадках наладчику или мастеру.
II. Не снимайте предохранительных ограждений с пресса и штампа.
Г?. При отсутствии электроэнергии выключите кнопку "Стоп" автоматического выключателя
на электрошкафу пресса.
13. Обращайте внимание на сигналы кранов, работающих над вами или около вас. Будьте
особенно внимательны - груз может сорваться и задеть во время падения или передвижения око-
ло вашего рабочего места.
-и-
chipmaker, ru
В. По окончании работы:
I. Окончив работу, выключите муфту, а затем выключите электродвигатель.
2. Выключите вводной выключатель на электрошкафу пресса, выньте ключ из замка.
3. Очистите рабочее место, оботрите пресс тряпкой, уберите инструмент и слегка смажьте
все обработанные части пресса смазкой.
4. Сообщите сменщику о всех замеченных неполадках.
Г
При сборке, установке пресса следует руководствоваться следующим:
I. При монтаже или демонтаже маховика в сборе с муфтой-тормозом зачаливание троссом
должно производиться за рым-болт, ввернутый в отверстие в маховике.
2. При установке ползуна зачаливание необходимо вести за отверстие в верхней части
ползуна.
ПРИ РЕМОНТЕ, НАЛАДКЕ ИЛИ УСТАНОВКЕ ШТАМПА НА ВИДНЫХ МЕСТАХ ДОЛЖНЫ ВЫВЕШИВАТЬСЯ ПРЕДУ-
ПРЕДИТЕЛЬНЫЕ И ЗАПРЕЩАЮЩИЕ ТАБЛИЦЫ.
Штампы, устанавливаемые на прессе, должны быть выполнены в соответствии с "Технически-
ми условиями безопасности и конструкции штампов холодной штамповки", утвержденными Госкоми-
тетом по машиностроению при Госплане СССР 14 сентября 1963 года.
Для обеспечения удобных и безопасных условий работы следует соблюдать также все требо-
^^ия, изложенные в остальных разделах настоящего руководства.
Лица, обслуживающие однокривошипные открытые прессы, должны быть ознакомлены с данным
руководством, а также пройти инструктаж в соответствии с инструкцией по технике безопасности
при работе на механических прессах, разработанной заводом и утвержденной главным инженером
завода.
*
НАСТРОЙКА И НАЛАДКА ПРЕССОВ
При наладке пресса следует пользоваться только режимом "Ручной поворот", на который
устанавливается режимный переключатель.
Наладку пресса при установке штампа необходимо производить в следующей последователь-
ности:
I. Опустить ползун пресса в крайнее нижнее положение.
2. Убедиться, что штамповое пространство пресса может вместить штамп с учетом толщины
заготовки штампуемого изделия.
3. Снять прижим Т7 (рис. 16, 17) хвостовика штампа.
4. Штамп установить на стол пресса так, чтобы хвостовик штампа вошел в отверстие пол-
яна.
5. Отпустить стопорные втулки 20, 21 винта шатуна 10.
6. Вращая винт шатуна 10, отрегулировать глубину опускания пуансона в матрицу, при
этом следует обеспечить проталкивание изделий через матрицу в вырубках штампов или нормаль-
ную величину вертикального зазора в других типах штампов.
7. Закрепить верхнюю половину штампа и проверить прилегание ее к ползуну, зазор не дол-
жен превышать 0,03 мм на длине 300 мм.
£. При необходимости закрепить верхнюю плиту штампа болтами.
9. Отрегулировать зазор между матрицей и пуансоном по периметру штампа. Зазор должен
быть равномерным и выбран в зависимости от марки и толщины материала.
ТО. Проверить правильность установки нижней половины штампа (в случае необходимости
отрегулировать).
TI. Закрепить нижнюю половину штампа винтами в Т-образных пазах и проверить зазор меж-
ду его плитой и столом.
-29-
chipmaker.ru
Зазор не должен превышать 0,03 мм на длине 300 мм.
12. Затянуть стопорные сухари винта шатуна.
13. Отрегулировать положение упоров планки выталкивателя при верхнем положении ползуна
(в случае штамповки в штампе с верхним выталкивателем).
При этом нужно следить, чтобы упоры 3 не мешали ползуну занять крайнее верхнее положе-
ние.
Для настройки выталкивателя необходимо ручным поворотом за маховик поднять ползун в
крайнее верхнее положение и затем отпустить винты крепления упорных планок, подвести послед-
ние к планке выталкивателя в размер, обеспечив необходимый зазор и затем закрепить упорные
планки винтами.
14. Отрегулировать необходимую величину хода ползуна.
Регулировка величины хода ползуна производится следующим образом: отвернуть гайку 10
(рис. 15), вращая гайку 5 ломиком, выводим эксцентриковую втулку 4 из зацепления с эксцен-
триковым валом 3.
Вращая ломиком эксцентриковую втулку, устанавливаем необходимую величину хода ползуна,
совмещая деление необходимой величины хода на планке 6 с риской М на эксцентриковом валу 3.
После этого вращением гайки 5 ввести в зацепление эксцентриковую втулку с валом и за-
тянуть стопорный болт 9.
Г5. После установки необходимой величины хода положения в верхней мертвой точке и по-
ложения упорных планок выталкивателя необходимо вручную провернуть маховик для проверки
правильности наладки пресса, а затем уже включить электродвигатель и сделать несколько хо- ,
лостых ходов в режиме "Одиночный ход". ’
18. Установить необходимый угол наклона станины для наклоняемых прессов.
Перед наклоном станины следует отпустить гайки, вывести гайки и контргайки из пазов
стоек 10 (рис. II) и вращением винта механизма наклона опустить станину в необходимое поло-
жение.
После установки необходимого угла наклона станины затягиваются болты, гайки и контр-
гайки.
17. После установления необходимого межштампового расстояния в прессах КД1424 и КД1426
выставить стол параллельно нижней плоскости ползуна с точностью согласно ГОСТ 15474-70.
18. Для прессов КД1428 и КД1424 при работе на роге стол устанавливать на подставку.
19. Величину межштампового пространства на прессах с передвижным столом и рогом опре-
делить как сумму показаний на линейках ползуна и станины.
ВНИМАНИЕ!
НАСТРОЙКУ И НАЛАДКУ ПРЕССА ПРОИЗВОДИТЬ ТОЛЬКО ПРИ ВЫКЛЮЧЕННОМ ЭЛЕКТРОДВИГАТЕЛЕ.
Режимы работы прессов
В зависимости от характера выполняемых работ и от средств механизации в управлении
прессами предусмотрены следующие режимы работы:
I. Непрерывные хода.
2. Одиночный ход:‘
а) включение кнопками (двурукое включение);
б) включение педалью.
3. Толчок.
4. Ручной поворот.
Chipmaker.ru
-30-
chipmaker.ru
Режимы работы и условия применения
Режим
Г Непрерывный ход
2. Одиночный ход:
при воздействии
на педаль
при воздействии на две
пусковые кнопки (дву-
рукое включение)
Chlpmaker.ru
3 Толчок
4 Ручной поворот
Условия применения
а) Штамповка при наличии автоматизации подачи заготовок
в штамп и удалении деталей за пределы опасной зоны
б) Штамповка из полосы с ручной подачей в закрытом штам-
пе, исключающем доступ в опасную зону
а) Штамповка из листа, полосы или крупногабаритных заго-
товок, которые в процессе опускания ползуна необходимо
удерживать руками, при наличии на прессе неподвижного
ограждения опасной зоны
б) Штамповка из штучных заготовок при наличии защитных
устройств, исключающих нахождение рук в опасной зоне
в период опускания ползуна
Спускание и подъем ползуна происходят независимо от
длительности воздействия на педаль - моментный пуск
Штамповка из штучных заготовок. Длительность воздействия
на пусковые кнопки исключает возможность попадания рук
под еще опускающийся ползун - продолжительный пуск
Дальнейшее опускание и подъем происходят независимо от
воздействия на кнопки
Преждевременное освобождение пусковых кнопок вызывает ос-
танов ползуна в промежуточном положении
В режиме "Одиночный ход" каждый последующий ход ползуна
возможен только после освобождения и повторного нажатия
на кнопки или педаль
Разрешается применять только при наладке штампов
Подъем или опускание ползуна будет проходить только при
нажатии обеих кнопок двурукого включения. Остановка пол-
зуна происходит одновременно с прекращением нажима на
кнопки "Ход"
Разрешается применять при наладке пресса
Перемещение ползуна осуществляется при вращении привода
вручную ломиком, вставленным в отверстие на маховике. Элек-
тродвигатель при этом режиме отключен
РЕГУЛИРОВКА ПРЕССОВ
Клиноременная передача
I. Ремни на шкивы должны надеваться вручную без применения каких-либо инструментов.
2. Натяжение ремней при эксплуатации пресса необходимо периодически контролировать и
регулировать.
ОСОБЕННО ТЩАТЕЛЬНО НЕОБХОДИМО СЛЕДИТЬ ЗА НАТЯЖЕНИЕМ РЕМНЕЙ ПЕРВЫЕ 48 ЧАСОВ РАБОТЫ.
3. Для устранения ослабления ремней вследствие их растяжения следует отпустить гайку I
(рис. 13), стопорящую винт 2»и вращением последнего подтянуть ремни. После этого гайкой I
застопорить винт 2.
Во избежание повышенного скольжения или чрезмерного натяжения, снижающего долговечность
ремней, натяжение каждой ветви ремня следует контролировать пружинным динамометром или гру-
зом по величине прогиба ветви ремня (см. рис. 22).
Прогиб ветви ремня должен быть в пределах величин, указанных в таблице ниже.
-31-
chip а кег.ги
-.[0 пп Показатели Номинальное усилие пресса, тс
ТО 16 25 40 63
I Тип и размер клинового ремня по ГОСТ 1264-68 А2240 А2240 А2650 А3000 Б4000
2 Усилие натяжения ремня 0 , кг 4 6 7 12 [8
3 Стрела прогиба ремня f , мм 7 8 10 12 15
4. При выходе из строя одного из ремней необходимо снимать весь комплект.
Комплектовать новые ремни с ремнями, бывшими в употреблении, недопустимо.
Ремни, бывшие в употреблении, следует подбирать в отдельные комплекты.
Регулировка зазоров между поверхностями трения в муфте-тормозе
Первоначальный ход поршня 4 (рис. 14) должен быть в пределах 1+ 1,5 мм, а по мере из-
носа вкладышей 6, 12 может доходить до 2;5 мм. При достижении величины хода поршня 4 до
3 мм диск 10, закрепленный на поршне 4, упрется в торец "А" ступицы 3, при этом муфта будет
пробуксовывать, что недопустимо.
При величине хода поршня, близкой к 3 мм, необходимо произвести регулировку зазоров
между вкладышами в муфте-тормозе.
ВНИМАНИЕ! .
УВЕЛИЧЕНИЕ ХОДА ПОРШНИ СВЫШЕ 2,5 НМ СПОСОБСТВУЕТ ПОВЫШЕННОМУ ИЗНОСУ МАНЖЕТ ПОРШНИ,
ФРИКЦИОННЫХ ВСТАВОК И УВЕЛИЧЕНИЮ РАСХОДА СЖАТОГО ВОЗДУХА, ДАЛЬНЕЙШЕЕ УВЕЛИЧЕНИЕ ХОДА ПОВЛЕ-
ЧЕТ ЗА СОБОЙ ПРОБУКСОВКУ МУфТЫ, ЧТО МОЖЕТ ПРИВЕСТИ К ПОЛОМКЕ ИНСТРУМЕНТА.
По мере износа вкладышей необходимо восстановить ход поршня 4 до нормы путем установки
проставок (поставляемых с муфтой) между вкладышами [2 или замены вкладышей (муфты и тормоза).
Толщина всех проставок в комплекте должна быть одинаковой.
При износе вкладышей тормоза более чем на 4 мм (размер по толщине полностью изношенного
вкладыша должен составлять не менее 16 мм) - заменить новым комплектом.
Регулировка хода поршня 4 производится следующим образом:
а) рассгопорить и отвернуть гайку 15 и снять или отодвинуть диск ТЗ на 25 t 30 мм;
б) включить муфту на режиме "Ручной проворот"
в) выставить зазор 3 мм между вкладышами 6 и диском 10 вращением диска 7, после чего
его застопорить планкой 5 и винтами [;
г) отключить муфту и подвести в соприкосновение с вкладышами 12 диск 13, после чего
гайку 15 отвернуть на 1/2 оборота (что соответствует ходу поршня [ мм) и застопорить ее;
д) включить муфту на режиме "Ручней проворот" и винтами [4 застопорить диск 13; j|
е) сделать 5-[0 включений му [ты и проверить ход поршня, который должен составлять I-
1,5 мм, при этом тормоз должен останавливать ползун в верхней мертвой точке с разбросом,
по углу поворота эксцентрикового вала, не более + 5°.
Для замены вкладышей 6 тормоза необходимо отвернуть диск 7 на 1-2 оборота, снять кон-
цевую шайбу и, постепенно откручивая диск 7, сдвинуть муфту-тормоз на валу вправо на 20-
35 мм, затем заменить вкладыш 6 новым комплектом и в обратной последовательности пэоизвести
сборку.
Дальнейшую регулировку му[гы и тормоза производить указанным выше способом.
Установка положения ползуна в верхней мертвой точке В’^Т
(регулировка тормоза)
Регулировка осуществляется следующим образом:
I. Ползун выводится в В’ЧТ проворотом вала вручную за маховик в режиме "ручной проворот".
-32-
chip з кег.ги
2. Выставляется алюминиевый диск командоаппарата с некоторым опережением выреза в диске
и фиксируется положением ползуна при помощи указателя I (рис, 16, 17).
3. Включается пресс в режиме одиночных ходов и проверяется останов ползуна в ВМТ по
пологейию указателя на ползуне.
Если поЛзун не останавливается в ВМТ, нужно сместить алюминиевый диск командоаппарата
на угол смещения ВМТ.
4. После установки ползуна в ВМТ проверяется угол разброса останова путем осуществления
не менее 20 единичных ходов. Допускаемое отклонение от ВМТ должно быть не более + 5° (по уг-
лу поворота алюминиевого диска командоаппарата).
Если тормоз дает разброс останова больше допускаемого, то это указывает на некачест-
венностъ пружин или большой зазор между диском 7 (рис. 14) и фрикционными вкладышами. Зазор
между ними должен быть в пределах 1-1,5 мм.
Регулировка зазоров в направляющих ползуна и станины
Зазоры между направлющими ползуна и станины регулируются следующим образом: отпускают-
ся болты 4 (рис. 10-12) левой направляющей, затем вращением втулки 3 и гайки 5 регулируется
зазор в направляющих.
Суммарный зазор должен быть в пределах 0,№-0,08 мм для прессов усилием 10-25 тс и в
пределах 0,06-0,12 мм для прессов усилием 40-63 тс.
После регулировки зазора затянуть болты 4, сделать несколько холостых и рабочих ходов
^~”Иовь проверить зазоры.
Регулировка зазоров в шаровой опоре ползуна
Регулировка зазора в шаровом соединении нижней опоры шатуна достигается вращением гай-
ки II (рис. 16, 17), для чего необходимо:
а) подпереть снизу ползун 16;
б) вывернуть винт 13 на 1-2 оборота;
в) завернуть гайку II до упора кольца в шаровую поверхность регулировочного винта 10;
г) гайку II отвернуть на 8-Ю1', что обеспечивает зазор в шаровом соединении 0,0*4-0,10 мм
д) зафиксировать положение гайки II винтом 13.
НЕ ДОПУСКАТЬ УВЕЛИЧЕНИЯ ЗАЗОРА БОЛЕЕ 0,15 МЫ.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИИ
Узел пресса Характеристика неисправностей Причина неис лравнос теЙ Способ ус транения
Уаел .юл- I. Подшипник кривошипа греется, в выступаю- а) малый зазор между валом и вкладышами а) пришабрить вкладыши
зуна щей смазке находятся частицы бронзы 2. Самоотвинчивание б) отсутствие смазки в) засоренность смазочных каналов Ослабла затяжка сухарей б) проверить поступление смазки от насоса в) разобрать, промыть и вновь смазать вкладыши чистым маслом Подтянуть винт, стягивающий
винта шатуна 3. Стук в шаровой опо- ре винта шатуна в шатуне а) срезана предохранитель- ная шайба б) износились шаровые по- верхности вкладыша, винта шатуна и опоры сухари а) заменить предохранитель- ную шайбу б) подтянуть гайку или, при значительном износе,.про- верить сферическую по-
-33-
chipmaker.ru
Продолжение
Узел Характеристика Причина Способ
пресса неисправностей неисправностей устранения
верхность винта шатуна,
а опору и вкладыш заме-
нить
4. Тугое скольжение пол- а) пережаты направляющие
зуна - греются направ-
ляющие
б) отсутствует смазка
а) отпустить регулировочные
винты и отрегулировать
зазоры в направляющих
б) проверить поступление
смазки, при отсутствии ее
разобрать направляющие,
пришабрить призмы, сма-
зать и вновь собрать
5. Прогнулась планка
выталкивателя
Тормоз I. Ползун останавливает-
пресса ся не в верхней мерт-
вой точке
2. Произвольное опуска-
ние ползуна
Муфта I. При нажатии кнопки
вклю- или педали включе-
чения, ние не происходит
элек-
тро-
при-
вод,
пневмо-
управ-
ление
Неправильная установка
по высоте выталкивателей
а) неправильно оттариро-
ваны пружины или име-
ются лопнувшие
б) повышенный зазор меж-
ду диском и вкладышем
в) в полость тормоза по-
пало масло
а) разрегулирован тормоз
б) износ манжет уравно-
вешивателя ползуна
а) неполадки в электро-
схеме
б) низкое давление воз-
духа
в) износ фрикционных
вкладышей
г) прорыв в воздушной
камере
д) перекос или заедание
нажимного диска муфты
е) не включается электро-
магнит включающего
вентиля воздухораспре-
делителя
ж) износ манжет поршня
воздухораспределителя
з) плохой контакт в кноп-
ках "Пуск"
Выправить планку и отрегу-
лировать положение упорных
планок; проверить их поло-
жение проворотом вручную
а) проверить правильность
тарировки пружин. Лопнув'-’
шие пружины заменить
б) отрегулировать зазор в
пределах 1-1,5 им
в) разобрать и промыть де-
тали тормоза
а) отрегулировать тормоз
б) заменить манжеты
а) зачистить контакты, про-
верить исправность реле,
пускателей и т. д.
б) давление воздуха ниже
3,5 атм. Повысить давле-
ние
в) отрегулировать зазор в
пределах 1-1,5 мм или
заменить вкладыши
г) заменить маншеты или по-
врежденные детали
д) разобрать муфту и прове-
рить ход нажимного диска
е) устранить неисправность
в электромагните или за-
менить
ж) заменить манжеты
з) зачистить контакты
-34-
chipmaker.ru
• Продолжение
Узел пресса Характеристика неисправностей Причина неисправностей Способ устранения
и) электродвигатель выклю- и) нажать кнопку теплового чен тепловым реле реле пускателя Муфта 2. Пресс не развива- В полость муфты попало Муфту разобрать и промыть вклю- ет номинального масло Заменить уплотнение в крышке чения, усилия подшипников элек- прЧ нажатии кнопки Неисправность электро- Проверить по электросхеме ТР°~ "Стоп" пресс не проводки, электрообору- ПРИ- выключается дования вод, пневмо- 4. Электродвигатель Неправильное соединение Проверить и устранить управ- не набирает обороты обмоток отдельных фаз ление и сильно гудит Муфта 5. Электродвигатель при а) заклинивание ползуна а) проверить и устранить вклю- пуске не вращается б) ненормально большая б) проверить и устранить "ечия, или вращается ле раз- нагрузка вивая полных оборотов в) обрыв в питающей сети, в) проверить по электро- тро- в пусковой аппаратуре схеме при- г) внутренний обрыв в од- г) проверить по электро- вод, кой фазе обмотки ста- схеме пневмо- тора управ- ление
Chipmaker.ru
ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРЕССОВ
jp. Прежде чем приступить к разборке пресса, необходимо:
Т. Отключить пресс от электросети.
2. Отключить подвод сжатого воздуха к прессу.
3. Спустить воздух из ресивера.
4. Отсоединить от муфты воздухоповводящий рукав.
5. Снять с ni (спа ограждение.
6. Отсоединись уравковешиватель от ползуна (при необходимости демонтажа ползуна).
При разборке отдельных механизмов пресса следует руководствоваться приведенным в насто-
ящем Руководстве описанием и иллюстрациями.
Ремонт пресса на заводе-потребителе должен осуществляться в соответствии с "Единой си-
стемой планово-предупредительного ремонта и эксплуатации технологического оборудования ма-
шиностроительных предприятий" (Москва, Машгиз, 1%4гг.).
Техническая документация по ремонту пресса должна оформляться в соответствии с указан-
ной единой системой ПНР.
-35-
chipmaker.ru
Chipmaker.ru
СОДЕРЖАНИЕ
Назначение и область применения .................................................. 3
Распаковка и транспортировка пресса ............................................. 3
Фундамент прессов, монтаж и установка ........................................... 3
Краткое описание конструкции пресса ............................................. 5
Пневмооборудование прессов ...................................................... 15
Смазка прессов ................................................................. 22
Подготовка прессов к первоначальному пуску ..................................... 26
Указания по технике безопасности .............................................. 27
Настройка и наладка прессов ................................................... 29
Регулировка прессов ........................................................... 31
Возможные неисправности и способы их устранения ................................ 33
Особенности разборки и сборки прессов .......................................... 35
Типография ВТИ. Зак. № Ю74
Бнешторгиздат. ИздЛ 42ь5ст
chipmaker, ni
I о n * '
4.«, Гаранта?
,9.1. Гараятк.-внй срок <5луиби пресса -16 месядаз.
»
* В зтоги срок-* предпри^тяе-иагютовитель гарантирует
* %
мспрамюст» и точность пресса» t невааг • сериал»цгю ответ*.цен-
ность за возникшие неисправности и потери точности при условен
вблвдаяжд права.’ транспортирования. храй^та я ?к<плуага?^ио
Начтлс гарантийного сроко исчисляется со дня вводе яресеа
эю-п lysiaustac, не не позднее б нео^дев дзМсцуадях и 9
есяцер . « wos> строящихся йъежрйятай со джя отгрузки прэо-
св ротребйтелв. ГаравтяИяаи срок ее ресвро.дранится на зг тему
ч
и ремонт логалеЯ и -здоу пресса, срок служба жотсрых й^нее ука-
• HHOIV гар-’НТи^ого ерика служба крегса ^сог.шснс ГОСТ 760и-66Л,
4,yuJ?. I^paFTiRK орг к че распространяется на лонпде кту^-же
пэде.о.я, ».рох сараятжя иа хотор^, по «х технических усло.вмяй'.
жжг& установленного но пресс.
Chiamaker.ru
* Раздел не вхлтчаетоя в руководств .io- якевдаоддо прессе
- «
поставляемых я? эксперт.
chipmaker.ru
ffyw
Сиот/tr CM
Chinmaker.ru
£ г & ? Н г fc
^р’-.енля ц ^м^еневпя
приложены
Л^/Г ~ .
-аста' J^ajrpcHY: /;се еигг^чи ж»г л
О- - Jrflj
• зМ'тэйиэ рзэста сх»- < ' ’ • •
г-х^чр.-. >'е:з?п<'оьа?т^
wyib^o?
r.j £Xj4>.iv?aaaH?®
•;'идз©> отвяжи >* v< . -.•.
е
поап
[^73
. ’;ie . * - - 1*^ттл X -
7?-«ZHaBHaeea -Я •*•№> -.-••** С i3«f4 * Га:.Ч
Г^Е IH*. - ’ \ r*
«дема • r• Д2,-ч:»:>г ’. . te? pth-ry *
Ф5Гг< ’’.>*
U ?>•.:• py^UCA 400? - ». фМ9Я *
О»» -^fSC.'- -U ; M снял»»
> e . jr • %r < ’
3 £T*®3 ’ W$ ЛСГЙХ4 ЗШ5Р0&&Р *0- Ib'-ri
3 ’ - Л, '•- ' л--' Я • *• ’ V* '. - ' '. > '
Ба^-зея пк. / v- 3
OfH ' Vv »
Ьагф^вввл уфа; *9кля * л-ч‘В
% г. $\П1Л£ ’«*•.»« - .<‘-*..-х .
Vrj-Э’чк**- нг,- 4р*я У-с. ?poi»_.iw ;. v • бб ’,W
•¥x.*t». -а W9* -‘f-e.- & ..''
a '••?.»?!» , .: . • 1C oe?t
ucr/tu-ънаг • •*•/*..< ”7^'^
$^G>r?C7. 31 cu<
г-•/:b f.’^i'r-..'-:/•''»?*?' >v-.. ' ;> x--';•:.<«
•М»
ГКЗбсрШ
L< ? ^ех^зРЫ еэж-'Ъ-^яи/* • *<r -r *4E*
4&"J r 9 Г a* zVXF#6/ijf^- - Г
: r ?скж»
„ p. o_ ..•-•••” ’’ *' * •** ’• ►
Я. Sfcb-ft ЯЙ • TtML -» ’Д . * '
.ne mrJ. г?» зобддапм” flpir
i-- дат» г-,антжжчь »*ймгао0РЛВ^*
по#лХ$-ъ
chipmaker.ru
«дет хч
I --ji&ytf'’ - ' 2' i SHfHE^ К» - атом
&<—ч< &а . ;зом «а?^4чйа TF.-rWtPMjr - до
?*А'*к?8 гг> л "«
-• / хк*^- 4 ’ •ч«едяг реиа д- нг ь Р?Г Г:> ир^о
^;nif Р * ч •*'.~г?>./»'врев npevuv ’* р© - FS- ’
:.• IFnm »Л ttSf-CCT ’в^ЙСЯ ' ‘ £6 Т» »«<;-
• '!»••. - 3 з Нысг? ?.>. г*' р«»*э
-• • :л*г;: в ..ы-г^.' . Э'тХ’чсчг? лас> Р-4
'• ' -я/ ЯСТС . -п 1 8CflF ?р^Г ft CO'S СЯ»,Т ЧГ»
•’^2И ЯЕВ •♦ 5 < с . < Д г- - . -- •
£сг.. рв-— jrez'fcr-tf >в•;орчлаг1й.^ дз ъ
'crp^i - с-м 4 • *z ’fF • „ га 13
> •’ е^г» рея* ₽x e»-** '‘A^oi . -»x
ь^п 7Ч т л? bC2t&ul _mt.va4u>^ 5j*»p foecaao
ф< (0 Tyn-.B»f • ’ " ». .(--Ж '*?’ ЖТ'Ч*< ЗОПб т/’*>•
г^л р??г»г^у fc\
’*'КЗ*&** : • S- ’ .rat-rif' 8\ у Vfr ~
.',*l:s»i !*ли?гм<> •. ,’ШЖ * ‘-;« *-.гвк^?’
K^Xawft» к XI -jyJ: ллрхзл» др^<н
Нб*4 • 1 • 3'- ': 'лу-- • Л'П---: *р; • ,• •'’JjlJ.Tf . ': ЧГ|и ;
f’5‘’«эА'-.-/ spg т-чоги. /т«т,- чп. • ‘ гэч/^Пг •
“Л- - ТЯЙЛфкСь ""*9Т •»•••- р Я. *
»V'^•НПМ’^агл г .:г>:гг ♦..- <
_ и к 7,т*^1/звдори4>А ? ^фшЯВр®- ’•yr*f-*sv'M^
.Wrx^eMr* ‘ ’.-<* г
УЗЧГЛЛе*^ ' Л а \'Л -<Я»
-л* * ' к'ы’\ч «’^ X-
‘ А* у . e*- ~ Т - > X __ . t «: *
е
chipmaker.ru
Chip‘naker.ru
ПРЕССЫ ОДНОКРИВОШИПНЫЕ ОТКРЫТЫЕ
ПРОСТОГО ДЕЙСТВИЯ УСИЛИЯМИ
10; 16; 25; 40; 63 ТС
КД2320; КД2322; КД2324; КД2326-, КД2328;
КД2120; КД2122, КД2124; КД2126; КД2128:
КД1424; КД1426; КД1428
Chipmaker.ru
Паспорт
chipmaker.ru
Chiomaker.ru
Тип..............
Модель ..........
Назначение пресса
Заводской номер
Год выпуска ...
Завод-изготовитель
Место установки пресса
завод .................
цех..............
Дата пуска в эксплуатацию
Общие сведения
Рис. I. Пресс однокривошипный открытый двухстоечный ненаклоняемый:
I - педаль; 2 - вводный выключатель; 3 - переключатель режимов работы; 4 - замок
цепи управления; 5 - световая сигнализация; б - выключатель местного освещения;
7 - кнопка "Пуск электродвигателя"; 8 - кнопка "Общий стоп"; 9 - кнопка "Стоп
автоработы"; Ю - кнопка "Ход ползуна" (двурукое включение)
- 3 -
chipmaker.ru
I - педаль; 2 - вводный выключатель; 3 - переключатель режимов работы; 4 - замок
цепи управления; 5 - световая сигнализация; 6 - выключатель местного освещения;
7 - кнопка "Пуск электродвигателя"; 8 - кнопка "Общий стоп"; 9 - кнопка "Стоп
автоработы"; 10 - кнопка "Ход ползуна" (двурукое включение)
Рис. 3. Пресс однокривошипный открытый,с передвижным столом и рогом:
I - педаль; 2 - вводный выключатель; 3 - переключатель режимов работы; 4 - замок
цепи управления; 5 - световая сигнализация; 6 - выключатель местного освещения;
J - кнопка "Пуск электродвигателя"; 8 - кнопка "Общий стоп"; 9 - кнопка "Стоп
автоработы"; 10 - кнопка "Ход ползуна" (двурукое включение)
Chipmaker.ru
?
Технические характеристики
\л
Параметры Модели прессов
КД2320 КД 2120 КД2322 'КД2122 КД232Ч КД2124 КШ424 КД2326 КД 2126 КД1426 КД2328 КД2128 КД1428
Номинальное усилие пресса, тс Ход ползуна, мне наибольший наименьший Число ходов ползуна в минуту Размеры стола, мм: слева направо спереди назад Размеры отверстия в столе, мм: олева направо «• спереди назад диаметр Расстояние от сси ползуна до станины (вылет), мм Наибольшее расстояние между столом и ползуном в его нижнем положении при наибольшем ходе, мм: при верхнем положении стола при нижнем положении стола Расстояние (в свету) между стойками станины, мм Наибольшее расстояние между осью отвер- стия для рога и ползуном в его нижнем положении при наибольшем ходе, мм.... Регулировка расстояния между столом и ползуном, мм: 10 50 5 ' 170 360 240 180 П5 150 130 200 170 40 16 55 5 120 420 280 210 140 180 160 220 200 45 25( 25 65 5 120 500 340 250 170 210 190 ) 240 . 55 180 450 * 210 40 80 10 100 600 400 300 200 250 220 280 290 - 65 • 200 500 250 63 100 10 90 710 480 360 240 300 260 340 340 - 80 • 240 530 . 280
СТОЛОМ . - . . . S - 270 - 300 - 290
Толщина подштамповой плиА[, мм Угол наклона станины, град > Размеры ползуна, мм: слева направо ...;; спереди назад ... Размер* отверстия в ползуне под хвсстовЛ, мм: диаметр глубина 32 45 | 195 162 30А3 • 60 40. 30 | - 220 190 40А3 60 30 150 280 225 40А3 60 - зо 1 65 350 285 50А3 70 30 80. 370 310 50А3 75
Параметры Недели прессов
КД2320 КД2120 КД2322 КД2122 КД2324 КД2124 КД1424. КД2326 КД2126 КМ 426 КД2328 КД2128 'КД1428
Максимальный ход выталкивателя в 1
ползуне! мм 4( 3 +0 30 60 50
Наибольшее числп ходов ползуна в минуту -
на одиночном режиме n п • 50+55 50+55 50 45+50 45
Высота стола над уровнем пола, мм:
наибольшая 7'tJ 760 820 920 9СЭ 835 1055 900 Г. 840 1080
наименьшая *• • «1 «• 650 - * 755 - - *790
Наибольшая площадь сп?чч._ ми2:
см iu’u/mm- 200 275 • 480 753 1250
при '(э(р=50 кгс/мм2 160 225 390 538 1000
при <3^=60 кгс/мм2 135 195 330 418 825
Технологическая работа, кгы: 88
при непрерывном ходе .... 6 [I 21 45
при одиночном ходе ] !2 22 42 90 175
Расход сжатого воздуха на одно включе- 4,5
ние пресса, л 2 2 2,5 3
Электродвигат ль привода: тип • A0C2-3I-6-C2 A0C2-3I-6-C2 А0С2-32-6-С2 А0С2-42-6-С2 А0С2-52-6-С2
мощность,квт:
при ПВ 25% 2 ,0 2 ,0 2,7 4,7 8,3
при ПВ 100% 1,4 1,4 1,6 2,7 5,5
число оборотов в минуту.. 900 900 900 860 890
Ремни приводные: 1
тип Ремень клиновой Ремень клиновой Ремень клиновой Ремень клиновой Ремень клиновой
А 2240 А2240 А2650 — АЗООО Б4000
ГОСТ 1284-68 ГОСТ 1284-68 ГОСТ 1284-68 ГОСТ 1284- 68 ГОСТ 1284-68
количество 5 6 6 7
Маховик:
диаметр внешний, мм 632 632 737 857 1210
диаметр внутренний, мм .. 51! 51! 600 710 1075
ширина, мм 176 176 165 185 238
вес, кг 141 141 210 330 ♦ 560
Габарит пресса,мм:
слева направо 96! 99 3 1360 II70 1270 1450 1500
спереди назад 1340 1045 ИЗО 1085 . 1190 1200 1580 1350 1375 2010 1730 1800
высота 1790 18.75 ' 2110 2145 2490 2420 25.65 2940 2880 3020
Вес пресса, кг И 70 1110 1400 1325 2175 2100 2800 3450 3260 3800 6275 5890 7000
chipmaker.ru
Характеристика узлов пресса
I. Тип механизма включения прессов ..............................
2. Тип муфты.........................................,...........
3. Тип тормоза ..................................................
4. Цикл хода.....................................................
5. Схема смазки..................................................
6. Тип предохранителя от перегрузки................................
7. Приспособление по технике безопасности для ограждения
рабочей зоны ....................................................
кнопочный или педалью
пневматическая, однодис-
ковая, фрикционная
дисковый
а) автоматический;
б) одиночный;
в) толчок;
г) ручной проворот
централизованная (точечная)
в ползуне срезная шайба
а) ограждение рабочей зоны
с электроблокировкой;
8. Механизм автоматической подачи
б) двурукое включение
предусмотрена возможность
установки механизма
а Модели Размеры, мм
А В С D Е® F®*
КД2320 КД2120 260 250 200 130 40 50
КД 2122 285 275 220 160 45 55
КД2324 КД2124 320 315 250 190 55 65
КД2326 ВД2126 370 360 280 220 65 80
КД&28 п НД2128 450 440 340 260 80 100
Модели Размеры, мм
А В С D Е* F** Н
КЦ424 250 245 515 190 55 65 180
КД142(Р 290 280 580 220 65 80 210
Ш428 350 340 630 260 80 100 250
* Наибольшая регулируемая длина шатуна
306 Наибольший ход ползуна
Рис. 4. Размеры рабочего пространства прессов:
а - ненаклоняемые и наклоняемые;
ъ - с передвижным столом и рогом:
- 7 -
chipmaker.ru
Модели Размеры, мм
А В С Ь Е F G И К с С1 1 11 d 12 di
ЧД2320 360 240 32 300 60 80А3 60 15 — ^а7 30+2 12+2 12-24 45 20 18
КД2120
КД2322 420 280 40 320 100 IIOAj 80 20 — 18А7 30+2 12+2 12-24 45 20 18
КД2122
КД2324 500 340 50 400 100 130А3 100 20 — 18А? 30+2 12+2 12-24 45 34
КД2124 18
КД1424
Ш326 600 400 65 500 150 130А3 100 20 150 22А? 37+2 16+2 16-28 52 28 22
КД 2126
КДГ^26
КД2328 710 480 80 620 180 170А3 140 30 150 22А? 37+2 16+2 16-28 52 40 22
КД2128
ВДЦ428'
Рис. 5. Размеры подштамповых плит:
а - для прессов усилием 10,16,25 тс; Ъ - для поессов усилием 40, 63 тс
- 8 -
chipmaker.ru
Модели Размеры, мм
А В 0 В В Р а Ъ с d f
КД2320 360 180 240 115 150 190 18 30+2 12+2 12 150
КД2120
КД2322 420 210 280 140 180 190 18 30+2 12+2 12 135 145
КД2122
КД2324 500 250 340 170 210 255 18 30+2 12+2 15 140
КД2124
-
КД1424
КД2326 600 300 400 200 250 280 22 37+2 16+2 20 180
КД2126
КИЛ 26 —
КД2328 710 360 480 240 300 300 22 37+2 16+2 20 230
ЮН 428
—
Рис. 6. Размеры столов
- 9 -
a
ъ
iipmaker.ru
Модели Размеры, мм
к В с в В»
КД2320 КД 2120 160 80 60 30А3 40
КД2322 КД2122 180 90 60 40А; 40
КД2324 КД2124 КД1424 240 ПО 60 40А3 30
КД2326 КД 2126 КД1426 300 130 70 50А3 60
КД2328 КД 2128 КД1428 240 75 50А3 50
* Наибольший ход выталкивателя
Рис. 7. Размеры мест крепления инструмента в ползуне:
а - для прессов усилием 10, 16, 25, 40 тс;
V ъ - для прессов усилием 63 тс
W\k\\\\W\
chipmaker.ru
Модели Размеры, мм
А в С D Е Р L н L
КД2320 800 965 790 440 780 ЦЗО 1340 450
КД2120 460 830 1045
КД2322 850 990 870 520 735 1085 IJ30 510
КД2122 510 550 900 1085
КД2324 1355 1170 880 580 850 £230 1360 650
КД2124 650 1030 1190
Ш424 1700 725 1105 1200
КД2326 1395 L2Q0 990 690 970 15>0 1570 800
КД2126 1270 800 J34O 1350
КД1426 I960 795 1355 1375
КД2328 1645 1450 Ц80 "830 1300 J850 2010 935
КД2128 1085 800 1100 1640 1730
КД1428 2295 1180 830 1300 1850 1800
Рис. 8. Габаритные размары прессов:
а - наклоняемые;ъ - ненаклоняемые;
с - с передвижным столом и рогом;
I - монтажный размер; П - ось вала
chipmaker, ru
10 20 30 40 SO 60 70 80 90 0 10 20 30 40 50 60 70 80 90
Рис. 9. Графики допускаемых усилий на ползуне:
I - кривая прочности зкспектрикового вала;
П - кривая усилия вырубки
а - прессы усилием 10 тс; ь - прессы усилием 16 тс; с - прессы усилием 25 тс
d - прессы усилием 40 тс; е - прессы усилием 63 тс
- 12 -
chipmaker.ru
№ п/п Размеры, мм Модели прессов
КД2320 КД2120 КД2322 КД2122 КД2324 КД2124 КЛ1424 КД2326 КД2126 КД142й КД2328 КД2128 КД1428
1 в Эв.55х2,5х20 S3aX Эв.55x2,5x20 %Х Эв.75x3,5x20 S, X За Эв.75x3,5x20 S3ax Эв.75x3,5x20 В3ах
2 1>1 60Х 65Х' BOX lOoX II5X
3 в2 Эв.95x2,5x36 БЗаХ Эв.Ю0х2,5х38 S„ X За Эв.130x3,5x36 S, X За Эв.ТбОхЗ,5x44 s5aX Эв.£90х5Й6 S3aX
4 95Д 105Д 125Д 160Д 190Д
5 *>4 М90х2кл.2 левая М100х2кл.2 левая М120х2кл.2 леваа М150х2кл.2 левая MI 8 0x3 кл. 2 левая
6 D5 Эв.55х2,5х20 CS, X За Эв.55х2,5х20 СБ3аХ Эв. 75x2,5x28 CS3ax Эв.85хЗ,5х24 CS3aX Эв.ЦОхЗ,5хЗО CS3aX
7 1>6 45 45 65 70 95
В А 708-1 768-! 880_j 1004^ Ц95_!
9 В 150Х4 180Х4 200Х4 220Х4 зоох4
10 С 350 365 . 414 478 565
11 В 222 225 242 265 330
12 р 50 50 60 94 155
13 h 13,75 * 0,1 15*0,1 17,5*0,1 22,5*0,1 27,5*0,1 — -
Рис. 10. Основные размеры эксцентрикового вала (вариант 1)
- 13 -
chipmaker.ru
№ п/п Размеры, мм Подели прессов
• КД2328
1 D 85C
2 D1
3 d2 Эв.Н8х5гЗб S3a~
4 »3 190Д
5 D4 1П80хЗкл.2 левая
6 d5 HOC
7 A II95.J.
8 В зоох4
9 С 565
10 E 330
11 h 27,5+0,1
12 blxh-]Xl1 624x14x63 ГОСТ 8789-68
13 b2xh2xl2 32x18x280 ГОСТ 8789-68
Рис, II. Основные размеры эксцентрикового вала (вариант 2)
- 14 -
chipmaker.ru
Наиболее слабое звено
№ . п/п Наименование деталей Место располо- жения ' звена ,Модель пресса Допускаемое усилие на ползуне, тс
« *
- 15 -
chipmaker.ru
дооиаасдитедыксть guacca на тицддд
работах
№ п/п Наименование и эскиз типовой детали с ос- новными размерами Вес дета- ли, кг Заготовка Количест- во об- служи- вающих рабо- чих Производительность, штук в час
размер, мм материал (О’ ср кгс/мм2)
с авто- матичес- кой по- цачей без автома- тической подачи
• • -
- 16 -
chipmaker, ru
Рекомендации по наиболее рациональному использованию
пресса
Прочие дополнительные сведения
Примечаниео Кинематическая схема пресса помещена в разделе руководства "Краткое опи-
сание конструкции и работы пресса". Схема смазки - в разделе "Смазка пресса"; Нормы точ-
ности - в акте приемки пресса
- 17 -
chipmaker, ru
Сведения о ремонте
(заполняются на заводе-потребителе)
Категория сложности ремонта Межремонтный цикл (в часах) работы пресса
Вид ремонта По годовому плану
Фактический
Дата ремонта
Отметка о выполнении ремонта (подпись)
Изменения в прессе
(при ремонте или модернизации заполняются на заводе-потребителе)
№ п/п Узел или груп- па Причи- на из- менения Краткое описание произве- денных изменении Данные после изме- нения Изменения внесены Дата I подпись
лист иас- порта пози- ция №
• <
- 18 -
chipmaker, ru
Рис. 12. Номограмма определения усилия вырубки и величины хода ползуна для прессов
усилием 10 тс
I - непрерывные хода;
II - одиночный ход;
1,25 - коэффициент, учитывающий затупление инструмента;
<^ср - напряжение среза, кгс/мм2;
L - периметр среза, мм;
h - толщина листа, м ;
At - выход пуансона из листа при вырубке, мм;
Р - усилие вырубки, кг с:
Р = 1,25 • d' -L • h
ср
t - расстояние от ползуна до никней мертвой точки НИТ,соответствующее
максимуму нагрузки, мм;
t«(h+at)-o,65*h
з - величина хода ползуна, мм
Пример \
Дано:
Ь =2 мм
d =50 кгс/мм2
СР.
at =0,4 мм
L =73 мм
t=(2+0,4)-0,65’2=1,1 мм
По номограмме находим Р=9700 кгс
При s = 50 - перегруз по крутящему моменту. Необходимо установить:
S = 38 мм или
з = 47 мм
- 19 -
chipmaker.ru
^cp
L
h
At
P
Рис. 13. Номограмма определения усилия вырубки и величины хода ползуна для прессов
усилием 16 тс:
I - непрерывные хода;
U - одиночный ход;
- коэффициент, учитывающий затупление инструмента;
- напряжение среза, кгс/мм2;
- периметр среза, мм;
- толщина листа, мм;
- выход пуансона из листа при вырубке, мм;
- усилие вырубки, кгс:
t
- расстояние от ползуна до нижней мертвой точки НМТ,соответствующее
максимуму нагрузки, мм!
t»(h+ At)-0,65*h
- величина хода ползуна, мм
s
Пример
Дано:
h =2,5 мм
At=0,5 ММ
йср=50 кгс/мм2;
L =115 мм
t=(2,5+0,5)-0,65-2,5=1,375 мм
По Томограмме находим р=15,б тс, s=55 и s= 48 - перегруз по крутящему моменту,
^ёобходимо установить S = 35 мм
- 20 -
chipmaker.ru
Рис. 14. Номограмма определения усилия вырубки и величины хода ползуна для прессов
усилием 25 тс:
I - непрерывные хода;
II - одиночный ход;
Ц25 - коэффициент, учитывающийозатупление инструмента;
dcp
L
h
At
Р
-- - - - g
- напряжение среза, кгс/мм ;
- периметр среза, мм;
- толщина листа, мм;
- выход пуансона из листа при вырубке, мм;
- усилие вырубки, ктс:
Р-1,25- ^cp-L.h
t- расстояние от ползуна до нижней мертвой точки НИТ,соответствующее
максимуму нагрузки, мм:
t=(h+ &t)-0,65*h
s - величина хода ползуна, мм
Пример
Дано:
h «3 ММ
At =0,6 мм
<<п=50 кгс/мм2
L =130 ММ
ta(3+0,6)-0,65*3»I,65 мм
По номограмме находим Р=23 тс
При s=65 мм перегрузки нет
По крутящему моменту можно использовать S-65 мм и юле
- 21 -
chipmaker.ru
11 I 11 1 11 I I I 11 111 11 I t I t I I I i 11 H I 11 111 111 1111
450 400 350 300 ZSO ZOO 150 100 50
.111111 1111 11111 111UILLI il±i i 111iui m L 45
400 350 300 ZSO ZOO 150 100 SO
1 I 1U i Ij.i i r I I I 11 I I I i i ,1 I Ll i I I i i_i_ l,xu j.
350 300 ZSO ZOO 150 100 50
I i i > 1 11 i i I 11 i i—I—I L I i—i Illi 1 II II fio
300 ZSO ZOO 150 100 SO L-l
ocp
Chlpmaker.ru
Рис. IS. Номограмма определения усилия вырубки и величины хода ползуна для прессов
усилием 40 тс:
I - непрерывные хода;
П - одиночный ход;
1,25 т- коэффициент, учитывающий затупление инструмента;
<^Ср - напряжение среза, кгс/мм2;
l - периметр среза, мм;
h - толщина листа, мм;
At - выход пуансона из листа при вырубке, мм;
р - усилие вырубки, кгс;
Р= 1,25- 4, • L - h
t - расстояние or ползуна до нижней мертвой точки НМТ,соответствующее
максимуму нагрузки, мм!
t=(h+ at)-O,65*h
s - величина хода ползуна, мм
Пример
Дано:
h =4,0 мм
At =0,8 мм
^р=50 кгс/мм2
L =160 ММ
t =(4,0+0,8)-0,65*4,0=2,4 мм
По номограмме находим Р=39 тс
При s =70 мм и s =80 мм - перегруз по крутящему моменту. Необходимо установись
s =60 мм
22
chipmaker.ru
Рис. 16. Номограмма определения усилия вырубки и величины хода ползуна для прессов усилием
63 тс:
I - непрерывные хода;
П - одиночный ход;
1,25 - коэффициент, учитывающий затупление инструмента;
<^Ср - напряжение среза, кгс/мм2;
ъ - периметр среза, мм;
h - толщина листа, мм;
At - выход пуансона из листа при вырубке, мм;
Р - усилие вырубки, кгс; P»i,25’ dcp*L*h;
t - расстояние от ползуна до нижней мертвой точки НМТ,соответствующее максимуму
нагрузки, MM4t»(h,+At)-o,65*h?
s - величина хода ползуна, мм
Пример
Дано:
h =4 мм
At =0,8 мм
<эСр =45 кгс/мм2
L =275* мм
t =(4+0,8)-0,65’4=2,4 мм
По номограмме находим Р=62 тс
При 3=100 мм - перегруз по крутящему моменту. Необходимо установить: з =90 мм
t =2,8 мм
- 23 - '
chipmaker.ru
ПРЕССЫ ОДНОКРИВОШИПНЫЕ
ОТКРЫТЫЕ
ПРОСТОГО ДЕЙСТВИЯ УСИЛИЯМИ
10, 16, 25 40, 63 тс
КД2320, КД2322, КД2324,
|КД232б7?КД2328, КД2120.
ТЩ212Х КД2124, КД2126,
КД2128, КД1424, КД1426,
КД1428
Акт приемки
Заводской №
Год выпуска
СТАНКОИМПОРТ
СССР МОСКВА
Chi <maker.ru
chipmaker.ru
I. ИСПЫТАНИЕ ПРЕССА НА СООТВЕТСТВИЕ НОРМАМ ТОЧНОСТИ
ПО ГОСТ 15474-70 "ПРЕССЫ ОДНОКРИВОШИПНЫЕ ОТКРЫТЫЕ
ПРОСТОГО ДЕЙСТВИИ. НОРМЫ точности!’
Chipmaker.ru
Что проверяется Метод проверки Предельное отклонение в мы на длине 1000 мм
допускаемое фактическое
Плоскостность поверхности стола К поверхности стола по различный направлениям прикладывают линейку рабочей поверхностью. Щупом проверяют просвет между рабочей поверхно- стью линейки и поверх- ностью стола 0,06 (выпуклость не допус- кается )
Проверка 2
Что проверяется Метод проверки Предельное отклонение в мм на длине 1000 мм
допускаемое фактическое
Плоскостность нижней поверх- ности ползуна К нижней поверхности ползуна по различным направлениям прикла- дывают линейку рабо- чей поверхностью. Щупом проверяют про- свет между рабочей поверхностью линейки и нижней поверхностью ползуна 0,06 (выпуклость не допус- кается) I
I
chipmaker.ru
Проверка 3
Что проверяется Метод проверки Предельное отклонение в мм на длине 1000 мм
допускаемое фактические
AAj- BBj- AAj BBj
Параллельность нижней поверх- ности ползуна к поверхности стола На стол пресса кладут поверочную линейку I, на которую устанавли- вают индикатор 2 так, чтобы его измеритель- ный наконечник касался нижней поверхности ползуна 3. Проверку производят при наибольшем и наи- меньшем расстояниях между столом и пол- зуном в двух взаимно перпендикулярных на- правлениях AAj и ВВр Отклонение от парал- лельности определяют разностью показаний индикатора в крайних точках проверки 0,1 0,16 t/ f 6
2
Что проверяется Метод проверки Предельное отклонение в им на длине 100 им
допускаемое фактическое
Перпендикуляр- ность хода ползуна к по- верхности стола На поверхность стола кладут поверочную ли- нейку 4, на которую устанавливают уголь- ник 3 (или контроль- ный цилиндр). Индикатор I крепят к ползуну 2 так, чтобы его измерительный на- конечник касался из- мерительной поверх- ности угольника (или образующей контроль- ного цилиндра). Проверку производят в верхней и нижнем положениях ползуна в двух взаимно перпен- дикулярных направле- ниях AAj и BBj. Отклонение от перпен- дикулярности опреде- ляют разностью пока- заний индикатора в верхнем и нижнем поло- жениях ползуна 0,02
3
chipmaker.ru
Проверка 5
Что провернется Метод проверки Предельное отклонение в им на длине 100 мм
допускаемое фактическое
Перпендикуляр- ность оси от- верстия в пол- зуне к нижней поверхности ползуна В отверстие ползуна, предназначенное для хвостовика штампа, закрепляют контрольную оправку I, на которой устанавливают индика- тор 2 так, чтобы его измерительный наконе- чник касался нижней поверхности ползуна. Отклонение перпенди- кулярности определяют наибольшей разностью показаний индикатора при повороте оправки на 360° 0,01
4
Проверка 6
Что проверяется Метод проверки Предельное отклонение в им на длине 100 мм
Допускаемое фактическое
ААГ BBj ААТ 3Bj
Перпендикуляр- ность оси от- верстия ползу- на к поверхно- сти рога В отверстие ползуна 3 вставляют цилиндричес- кую оправку 2. На рог пресса I устанавливают угольник 5. Щупом Ь проверяют про- свет ме^ду оправкой и угольником. Проверку производят в двух взаимно перпен- дикулярных направле- ниях AAj и BBj. Отклонение от перпен- дикулярности опреде- ляют разностью резу- льтатов замеров в точках, отстоящих |друг от друга на 100 мм 0,03 0,04
5
chipmaker, ru
Проверка 7
Что проверяется Метод проверки Предельное отклонение в мы
10,16,25 40 тс бЗтс 10,16,25 40 тс бЗтс
допускаемое фактическое
Радиальное «an и торцевое"б" биение махо- вика Индикатор I устанавли- вают так, чтобы его измерительный наконеч- ник касался поверх- ности обода маховика 2 или его торцевой по- верхности на расстоянии 10 мм от образующей поверхности обода. Биение определяют наи- большей разностью по- казаний индикатора за один оборот маховика а)0,Ю Б)0,20 0,15 0,30 3/#
Примечания: I. Проверку 3 следует производить при выбранных
зазорах в направляющих.
2. Проверку 4 производить при минимально возможных зазорах,
обеспечивающих движение ползуна.
3. Если конструктивные особенности пресса не позволяют про-
извести замер на длине, к которой отнесен допуск, то последний дол-
жен быть пересчитан на наибольшую длину, на которой замер может
быть произведен. Получаемые при пересчете допуски менее 0,01 при-
нимаются равными 0,01 мм.
4. Про'верка 6 производится на прессах моделей КД1424, КД1426,
КД14С8.
6
П. ИСПЫТАНИЕ ПРЕССА НА СООТВЕТСТВИЕ ТЕХНИЧЕСКИМ
УСЛОВИЯМ И ОСОБЫМ УСЛОВИЯМ ПОСТАВКИ
Пресс отвечает всей предъявленный к нему требованиям по
ГОСТ 7600-66 "Кузнечно-прессовые машины.Общие технические условия"
и............ техническим условиям на пресс.....утвержденным.......
Ш. ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ К ПРЕССУ
Пресс укомплектован согласно ведомости комплектации
(форма * 6).
1У. ОБЩЕЕ ЗАКЛЮЧЕНИЕ ПО ИСПЫТАНИЮ ПРЕССА
На основании осмотра и проведенных испытаний пресс признан
годным к экс пл; нации.
У. ДОПОЛНИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
I. Электрооборудование пресса рассчитано на присоединение к
сети переменного тока напряжением 380 вольт, 50 герц и испытано.
Chlpmaker.ru