/
































































































































































Похожие




Текст
тмин
ПРЕССЫ ОДНОКРИВОШИПНЫЕ
ПРОСТОГО ДЕЙСТВИЯ ОТКРЫТЫЕ
КД2124& КД2324К, КД1424В, КД2124Г,
КД2324Г, КД1424Б, КД2124Д, КД2324Д
УСИЛИЕМ 250 кН (25 тс)
(НЕНАКЛОНЯЕМЫЕ, НАКЛОНЯЕМЫЕ,
С ПЕРЕДВИЖНЫМ СТОЛОМ)
ИСПОЛНЕНИЯ 1, 2, 3 Mh
II <pC
Руководство по эксплуатации
КД2124К-00-001 РЭ
Chipmaker.ru
(HIO
ЛИЛ v. IJ® ! PMk ЯШ 4ЯМК iMH flMNi
hmm* i«*i «“*»• *mm«« •*»•••«• •»—* «ммм» мм"» ЧМ.М .............
СТАНКОИМПОРТ
СССР-МОСКВА
chipmaker.ru
ПРЕССЫ ОДНОКРИВОШИПНЫЕ
ПРОСТОГО действия открытые
КД2124К, КД2324К, КД1424В, КД2124Г,
КД2324Г, КД1424Б, КД2124Д, КД2324Д
УСИЛИЕМ 250 кН (25 тс)
(НЕНАКЛОНЯЕМЫЕ, НАКЛОНЯЕМЫЕ, С ПЕРЕДВИЖНЫМ СТОЛОМ)
ИСПОЛНЕНИЯ 1, 2, 3
СССР
Chi •'naker.ru
Руководство по эксплуатации
КД2124К-00-001 РЭ
СТАНКОИМПОРТ
МОСКВА
chipmaker.ru
Руководство по эксплуатации не отражает не-
значительных конструктивных изменений, внесенли.
изгот вителем после подписания к выпуску в свет
данного руководства, а также изменений по комп-
лектующим изделиям к документации, поступающей с
ними.
chipmaker.ru
I. ОБЩИЕ СВЕДЕНИЯ
Прессы предназначены для выполнения опера-
ций холодной штамповки. Они могут использоваться
в составе роботизированных технологических комп-
лексов.
Вид климатических исполнений: УХЛ4 и 04 по
ГОСТ 15150-69.
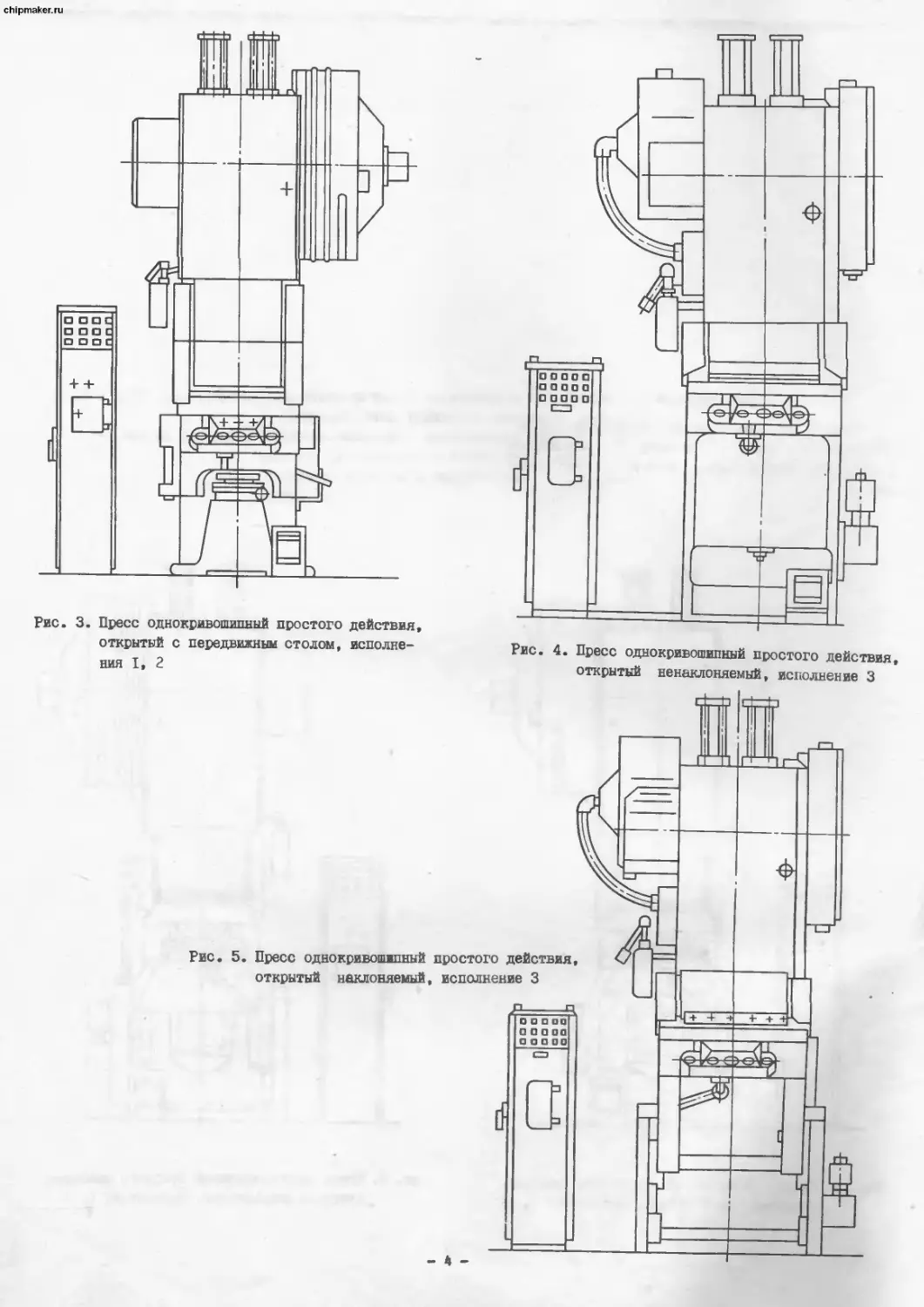
Внешний вид прессов показан на рис.1-5.
Рис. 2. Пресс однокривошипный простого действия,
открытый наклоняемый, исполнения I, 2
Рис. I. Пресс однокриЬошипный простого действия,
открытый ненаклоняемый, исполнения I, 2
- 3 -
Рис. 3. Пресс однокривошипный простого действия
открытый с передвижным столом, исполне-
ния I, 2
□ о □ о с
о о п □ о
О □ □ п □
Рис. 5. Пресс однокривошипный простого действия
открытый наклоняемый, исполнение 3
I и 3
Рис. 4. Пресс однокривошипный простого действия
открытый ненаклоняемый, исполнение 3
- 4 -
chipmaker.ru
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И
характеристик.:
Основные параметры и размеры прессов соот-
ветствуют ГОСТ 9408-83 в представлены на рис.
6-9 и в табл. I.
Характеристика электрооборудования прессов
приведена в табл.2.
Размеры и расположение пазов и отверстий
для крепления штампов на столе и ползуне пресса
представлены на рис.10,11.
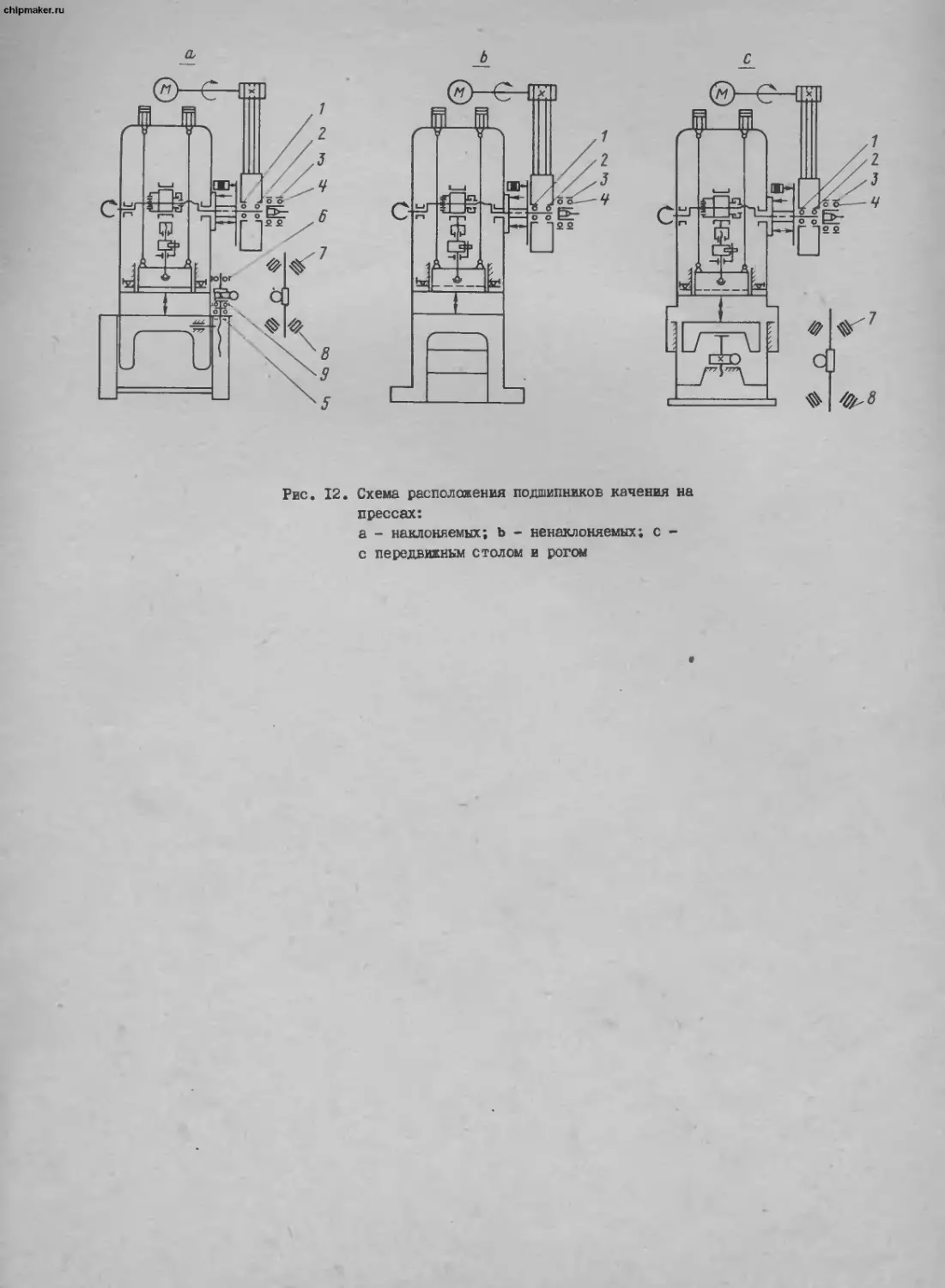
Диаграмма допускаемых усилий на ползуне по-
казана на рис.12.
Рис. 6. Пресс однокривошипный простого действия,
открытый ненаклоняемый
Рис. 7. Пресс однокривошипн. * простого действия,
открытый наклоняемый
- 5 -
chipmaker.ru
Рис. 9. Размеры отверстия в неподвижном и под-
вижном столах прессов
Рис. .8. Пресс однокривошипный простого действия,
открытый с nejедвихныи столом
Модели прессов Размеры, мм
Л В 0 0 Е F 0 н с С, 1 ii d iz d,
КД 2124 К КД2324К КД1424В 500 340 75 400 100 пом 100 20 18 зо+г 12*г 16 45 47 18
КД2124Г КД2324Г КД1424Б 560 420 75 460 100 130 100 20 18 зог пг 14 45 34 18
итд КД2324Д 630 460 75 530 100 130 100 20 18 зог 122 14 45 34 18
Рис. Ю. Размеры подштамповой плиты
- 6 -
chipmaker.ru
Рис. 12. Диаграмма допускаемых усилий на ползуне
Рис. II. Размеры мест крепления инструмента в
ползуне:
I - наибольший ход выталкивателя
в зависимости от хода ползуна при наи-
большем крутящем моменте:
А - для прессов исполнений I, 2J
В - для прессов исполнения 3
I - технологическое усилив, кН (тс); П - рабочий
ход hot до нижней мертвой точки, мм; Ш - рабочий
ход Н до нижней мертвой точки, мм; 1У - граница
кривых при 90° поворота кривошипа; У - регулируе-
мый ход Н, ш
Chipmaker.ru
Таблица I
Основные параметры и размеры прессов
Наименование основных параметров и размеров на рис.6-9 Нормы для прессов
Исполнение I Исполнение 2 Исполнение 3
XL2I24K KJ2324X ХЦ1424В КЦ2124Г КД2324Г ВД1424Б КД2124Д КЦ2324Д
Номинальное усилие, кН (тс) 250 (25) 250 (25) 250 (25)
Ход ползуна регулируемый s . мм: наибольший, не менее наименьший, не более . 80 5 80 5 80 5
Частота ходов ползуна, мин-^: непрерывных нерегулируемых, не менее . одиночных, не менее 180 56 180 56 75 40
Размеры стала, мм: L В 500 340 560 420 630 460
- 7 -
chipmaker.ru
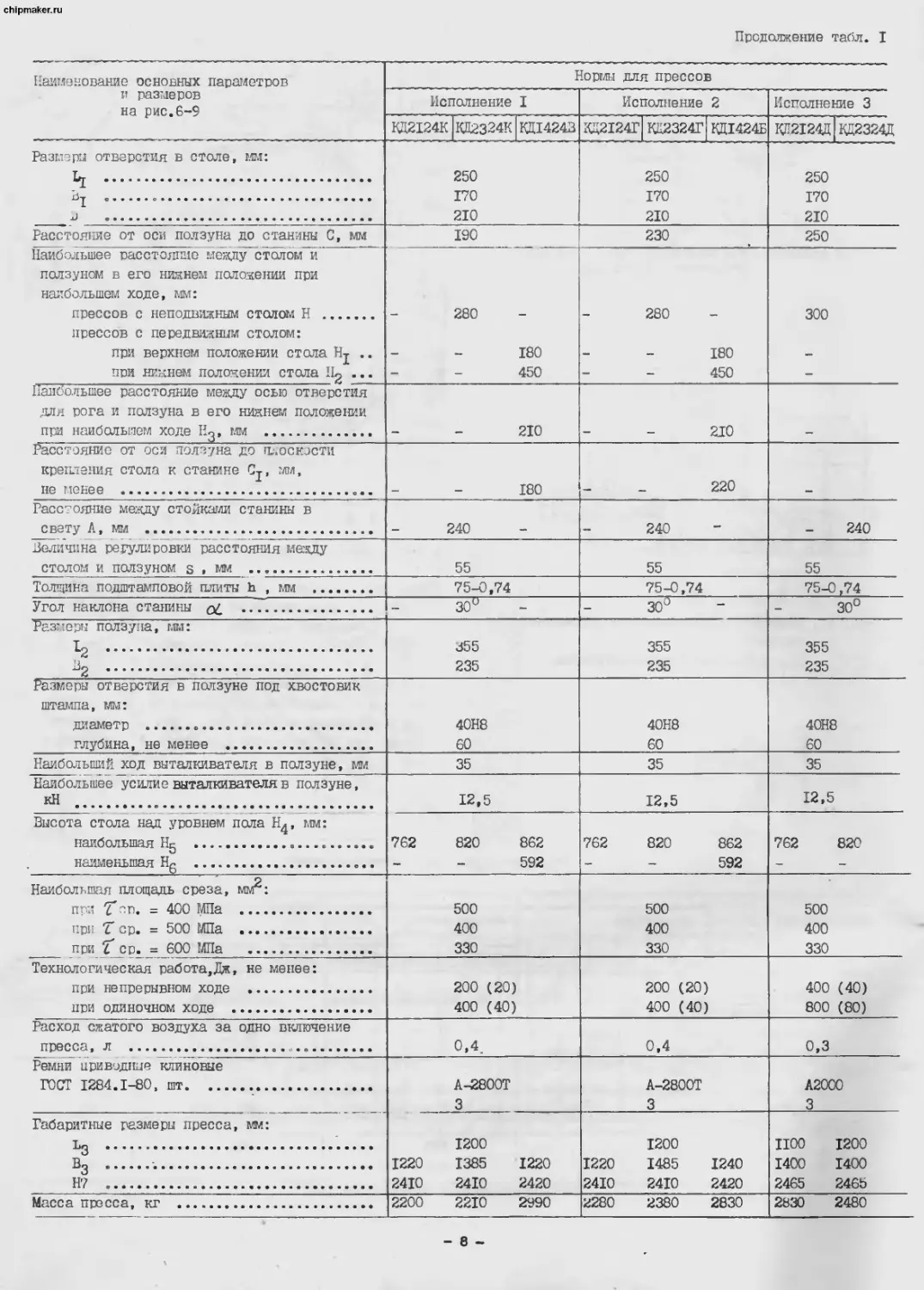
Продолжение табл. I
Наименование основных параметров Нормы для прессов
и размеров на рис.6-9 Исполнение I Исполнение 2 Исполнение 3
ВД2124К КД2324К КД1424В КД2124Г KL2324T ГД1424Б ВД2124Д ВД2324Д
Размеры отверстия в столе, мм: h si J 250 170 210 250 170 210 250 170 210
Расстояние от оси ползуна до станины С, мм 190 230 250
Наибольшее расстоянию между столом и ползуном в его нижнем положении при наибольшем ходе, мм: прессов с неподвижным столом Н прессов с передвижным столом: при верхнем положении стола Ну .. при нижнем положении стола IL, ... 280 180 450 280 180 450 300
Наибольшее расстояние между осью отверстия для рога и ползуна в его нижнем положении при наибольшем ходе Щ, мм 210 - - 210
Расстояние от оси ползуна до ’ъ.оскюти крепления стола к станине Су, мм, не менее 180 220
Расстояние между стойками станины в свету А, мм 240 240 240
Величина регулировки расстояния между столом и ползуном s . мм Толщина подштамповой плиты h , мм 55 75-0,74 55 75-0,74 55 75-0,74
Угол наклона станины cL ................. 30° 30° 30°
Раз-еры ползуна, мл: 12 В2 355 235 355 235 355 235
Размеры отверстия в ползуне под хвостовик штампа, мм: диаметр глубина, не менее 40Н8 60 40Н8 60 40Н8 60
Наибольший ход выталкивателя в ползуне, мм 35 35 35
Наибольшее усилие выталкивателя в ползуне, кН Высота стола над уровнем пола Н^, мм: наибольшая Hg наименьшая Hg 12,5 762 820 862 592 12,5 762 820 862 592 12,5 762 821
Наибольшая площадь среза, мм^: при Тсп. = 400 МПа при “Г ср. = 500 МПа при X ср. = 600 МПа 500 400 330 500 400 330 500 400 330
Тэхнолсгическая работа,Дж, не менее: при непрерывном ходе при одиночном ходе 200 (20) 400 (40) 200 (20) 400 (40) 400 (40) 800 (80)
Расход сжатого воздуха за одно включение пресса, л 0,4. 0,4 0,3
Ремни приводные клиновые ГОСТ 1284.1-80, шт А-2800Т 3 А-2800Т 3 А2000 1— 3
Габаритные размеры пресса, мм: ъз вз Н7 1200 1220 1385 1220 2410 2410 2420 1200 1220 1485 1240 2410 2410 2420 1100 1200 1400 1400 2465 2465
Масса пресса, кг 2200 2210 2990 2280 2380 2830 2830 2480
chipmaker.ru
Таблица 2
Характеристики электрооборудования прессов
Наименование параметров Исполнение I Исполнение 2 Исполнение 3
Данные по модели Данные по модели Данные по модели
КД2124К КД2324К КД1424В КД2124Г КД2324Г КД1424Б КД2124Д КД2324Д
Род тока питающей сети Частота тока, Гц Напряжение, В Количество электродвигателей Переменный трехфазный 50 380 2 Переменный трехфазный 50 380 2 Переменный трехфазный 50 380 2
Род тока электропривода пресса Напряжение силовой цепи, В Напряжение цепей управления, В Напряжение цепи сигнализации, В Напряжение цепи освещения, В Режимы работы электросхемы: Переменный трехфазный 380 24* ПО 22 24 Переменный трехфазный 380 24 х ПО 22 24 Переменный трехфазный 380 24* ПО 22 24
рабочие режимы Непрерывные ходы Одиночный ход Непрерывные ходы Одиночный ход Непрерывные ходы Одиночный ход
наладочные режимы Электродвигатель пресса: тип мощность, кВт частота вращения, мин"^ Электродвигатель станции смазки: тип мощность, кВт частота вращения, мин”! Суммарная мощность всех электродви- гателей, кВт Блок управления Ручной проворот Толчок 4АСП2МА6 3,2 910 4АА50А2 0,09 3000 3,29 БУБ-1А-П421 Ручной проворот Толчок 4ACII2MA6 3,2 910 4АА50А2 0,09 3000 3,29 БУБ-1А-П421 Ручной проворот Толчок 4AXC90L4 2,4 1360 4АА50А2 0,09 3000 2,49 БУБ-1А-П421
* постоянный ток
ch1pmaker.ru
3. КОМПЛЕКТ ПОСТАВКИ
Обозначение Наименование Количество Примечание
для внут- ренних поставок для экс- порта
КД2124К Пресс в сборе 1\ I Согласно cnej дфпкации
КД2324К Пресс в сборе I I изделия
КД1424В Пресс в сборе I I
КД2124Г Пресс в сборе I I
КП2324Г Пресс в сборе I I
ВД1424Б Пресс в сборе I I
ВД2124Д Пресс в сборе I I
КД2324Д Пресс в сборе I I
Входят в комплект и стоимость пресса
БУБ-1А Блок управления I I
ПЭ-ПИ Педаль электрическая I I
Запасные части
КИ2324- 3IE-|l2 Шайба предохранительная 2 2
КД2324-42Е-801 Воротник Манжеты* ГОСТ 8752-79: I I
1.1-80x105-3 2 2
1.1-110x135-3 Кольца* ГОСТ 9833-73: 2 2
070-076-36-2-1 Vli I
075-08I-36-2-I I I
II8-I25-46-2-1 I I '
Инструменты и принадлежности
KH2I24T-6IA050 Ломик I I
КД2324-61Е-051 Ключ торцовый I I
КД2328-61Е-СЮ Рукоятка I I Для КД2324К, ВД2324Г, КД1424Б и КД1424В
Ключи ГОСТ 2839-80: 78II-0004HCI Хим.Окс.прм. I I Инструмент,поставляемый
78II-0022HCI Хим.Окс.прм. I I с прессами в страны с
78II-0023HCI Хим.Окс.прм, I I тропический климатом,
78II-0025HCI Хи 1.Оке. при. I I должен иметь покрытие
78II-004IHCI Хим.Окс.прм. Ключ ГОСТ 11737-74 I I HI4.X7.X.I
7812-0375-45 Хим.Окс.прм. I I
Шприц I ГОСТ 3643-75 —
Головка 1-УХЛ4 ГОСТ 3027-75 I —
Документы
КД2124 К-00-001 РЕ Прессы однокривошипные простого действия открытые КД2124К, КИ2324К, КД1424В, КД2124Г, КД2324Г, КД1424Б, КД2124Д, КЦ2324Д усилием 250 кН (25 тс) (ненаклоняемые, наклоняемые, с передвижным столом) исполнения I, 2, 3. 1
* Детали, поставляемые в страны с тропическим климатом, комплектуются
в удвоенном количестве.
- 10 -
chipmaker.ru
Обозначение Наименование Количество Примечание
для внут- ренних поставок ДЛЯ экс порта
Руководство по эксплуатации I — Согласно требованию
KH2I24K-OI-OOI СБ Фундамент I I заказа-наряда
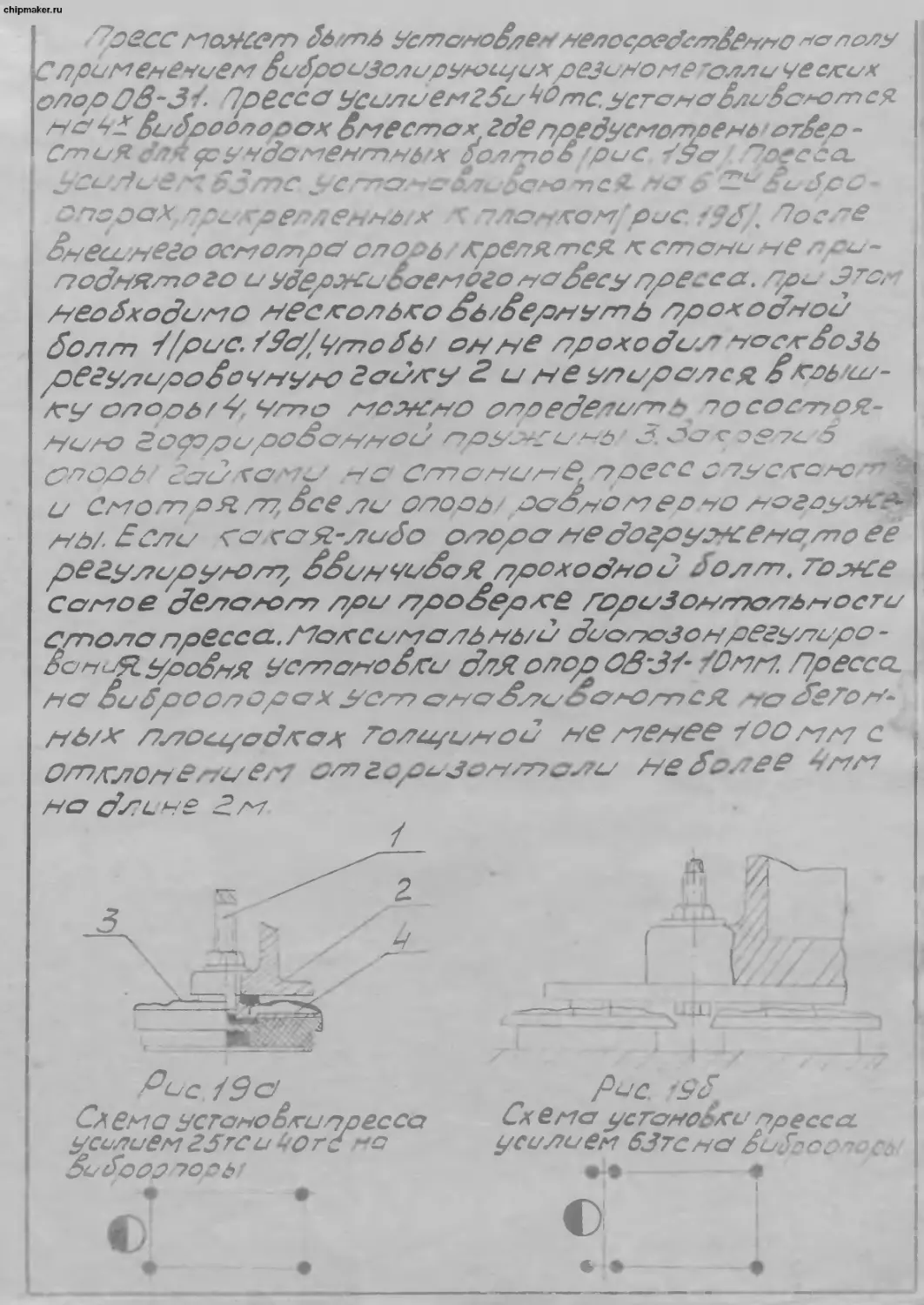
КЦ2124К-02-001 СБ Установка пресса на виброопоры I I
KH2324K-OI-OOI СБ фундамент I I
КЦ1424Б-01А-001СБ фундамент I I
КД1424Б-02-001 СБ Установка пресса на виброопоры I I
ВД2124Г-01А-001СБ фундамент I I
КИ2124Г-02А-001СБ Установка пресса на виброопоры I I
КД2324Г-01А-001СБ фундамент I I
КД1424Б-01А-001СБ Фундамент I I
КД1424Б-02-001 СБ Установка пресса на виброопоры I I
ВД2124Д-01-001 СБ Фундамент I I
КИ212чД-02-001 СБ Установка пресса на виброопоры I I
ДЦ2324Д-01-001 СБ Фундамент I I
ПОСТАВЛЯЮТСЯ ПО ЗАКАЗУ ПОТРЕБИТЕЛЯ ЗА ОТДЕЛЫ- 1УЮ ПЛАТУ
Принадлежности
KHI424-62-00I Рог I I
КД1424Б-62-001 Рог I I
Средства механизации и автоматизащн
У5215А Подушка пневматическая I I К прессам
КД2124Г-43-001 Воздухопровод пневмоподушки I I KH2I24K, ВД2324К
BD38A Подача валковая исполнения 2 (с
одной подающей кареткой) для ленты
шириной 100 мм I I То же
ВП38 Подача валковая для ленты шириной
до 100 мм I I W
КП100 Подача клещевая быстроходная с
пневмоприводом для ленточного мате-
риала к прессам усилием
2,5...63 тс I I и
ПИП Питатель шиберный с наибольшим хо-
дом 100 мм I I И
РП23 Подача револьверная I I и
KMI, 25Ц4216 Робот промышленный грузоподъемностью
12.5 Н I I и
ЕЛ 42 Подача валковая для полос шириной
до 100 мм I I п
МРИ Рука механическая I I и
В комплект поставки и стоимость пресса вхо-
дят документа, получаемые заводом-изготовителем
вместе с комплектующими изделиями.
4. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
4.1. Прессы отвечают требованиям
ГОСТ 12.2.017-76.
4.2. К самостоятельной работе на кузнечно-
прессовом оборудовании допускаются лица,прошед-
шие специальное обучение, вводный инструктаж по
технике безопасности , инструктаж на рабочем ме-
сте и сдавшие «замен по специальности.
4.3. Перед допуском к самостоятельной рабо-
те рабочий должен пройти стажировку на рабоча i
ьесте под руководством опытного рабочего продол-
жительностью не менее одной недели и иметь удосто-
верение (аттестацию) по основной и совмещенной
профессиям с указанием присвоенного разряда.
4.4. При работе на прессе необходимо выпол-
нить инструкцию по технике безопасности,разрабо-
танную заводом, эксплуатирующим данный пресс.
4.5. Для обеспечения мер безопасности
обслуживающего персонала на прессах предусмотрено
следующее:
- на прессах установлено двурукое управление
кнопками, требующее применения рук при пуске
пресса и исключающее травмирование рук в зоне
штампа;
11
chipmaker.ru
- в случае работы не прессах с управлением от
педали,без автоподачи, предусмотрено ограждение
рабочей зоны, передний экран которого сблокирован
с электросхемой пресса;
- все вращающиеся части прессов ограждены
кожухами;
- при необходимости снятия ограждения приво-
да я верхней части ограждения предусмотрена бо-
бышка с резьбовым отверстием под рым-болты. Рым-
болт использовать с электродвигателя главного
привода;
- предусмотрено ограждение воздухораспреде-
лителя;
- на прессах установлен предохранитель (пре-
дохранительная срезная шайба) от перегрузки прес-
сов;
- передняя дверка прессов заблокирована -
при открывании дверки при работающих прессах
происходит размыкание контактов конечных выключа-
телей и прессы останавливаются;
- на выключателе цепи управления, дверке ни-
щи режимных переключателей и дверке электрошкафа
установлены замки автомобильного типа;
- местное освещение рабочей зоны исключает
попадание прямых лучей от источников света в гла-
за обслуживающему персоналу. Кроме того.предусмот-
рено следующее:
- дублирование электроаппаратов в цепи уп-
равления;
- применение световой сигнализации режимов;
- установка уравновепшвателей ползуна;
- применение электродвигателя повышенного
скольжения и защита его от короткого замыкания в
трех фазах;
- установка сдвоенного трехлинейного пневмо-
распределителя с блокировками, исключающими сдва-
ивание ходов ползуна в прессе. Тормоз должен ос-
танавливать ползун в верхнем исходном положении.
Допускается отклонение +5°;
- при повышении указанного отклонения бло-
кировка, отключающая пресс;
- ножная педаль с ограждением;
- установка пневматической жесткоблокирован-
ной муфты-тормоза,исключающей одновременную рабо-
ту муфты и тормоза.
4.6. Работая на прессе, необходимо выполнять
инструкцию по технике безопасности, указания ад-
министрации по безопасному ведению работы. Кроме
того, необходимо соблюдать следующие правила:
Приступая к работе,необходимо:
- надеть полагающуюся спецодежду и нарукав-
ники или завязать рукава у кистей рук;
- убрать волосы под головной убор;
- перед пуском пресса узнать у наладчика о
готовности пресса к работе;
- проверить крепление штампа, наличие смазки
в масляном насосе, масла в маслораспылителе;
- проверить наличие всех ограждений пресса;
- слить конденсат из влагоотделителя и реси-
вера;
- проверить рабочее давление сжатого воздуха
в пневмосистеме;
- включить муфту-тормоз только после того,
как маховик разовьет полное число оборотов;
- сделать несколько холостых ходов, убедить-
ся, что пресс работает исправно.
4.7. Во время паботы необходимо:
- не допускать к работе посторонних лиц;
- работая на просечном штампе, регулярно
очищать его от обрезков;
- при разрушении предохранителя от перегруз-
ки (предохранительной шайбг) для его замены выз-
вать наладчика или мастера;
- обнаружив брак штампуемых изделий, остано-
вить пресс, выключить электродвигатель и сообщить
об этом мастеру;
- при работе на вытяжном штампе следить за
чистотой материала, обтирать его и смазывать;
- оберегать штамп от загрязнения и окалины,
периодически смазывать его кисточкой;
- после нажатия педали или кнопок двурукого
управления не пытаться направлять положение заго-
товки в штампе;
- заметив неисправность в работе пресса или
штампа, немедленно выключить электродвигатель и
сообщить о неполадках наладчику или мастеру;
- при отсутствии электроэнергии, выключить
кнопку "Стоп" автоматического выключателя на элек-
трошкафу пресса;
- обращать внимание на сигналы работающих
вблизи коанэв.
4.8. По окончании работы необходимо:
- выключить муфту-тормоз и электро пвигяте.пъ;
- выключить вводной выключатель на электро-
шкафу пресса и закрыть его на ключ;
- отключить запорным вентилем пневматическо-
го блока пневмосистему пресса от магистральной
воздушной сети;
- очистить рабочее место, обтереть пресс
тряпкой, убрать инструмент и слегка смазать все
обработанные части пресса смазкой;
- сообщить сменщику о всех замечаниях и не-
поладках во время работы на прессе.
ГШШНИЕ! ДЛЯ ПОЛНОЙ ГАРАНТИИ БЕЗОПАСНОСТИ
РАБОТЫ НА ПРЕССАХ ЗАПРЕЩАЕТСЯ:
- работать на незаземлениом прессе;
- допускать к работе на прессах лиц, не име-
ющих необходимой кве ификации и не прошедших ин-
структаж по технике безопасности;
- выполнять на прессе технологические опера-
ции, усилие и работа которых превышает силовые и
технологические возможности пресса или операции с
неизвестным усилием;
- работать на неисправном прессе;
- работать на прессе со снятыми ограждениями;
- устанавливать и налаживать штампы при вклю-
ченном электродвигателе и вращающемся маховике;
- очищать и обтирать пресс во время работы;
- поправлять положение заготовки после натя-
жения педали или кнопок двурукого управления;
- работать на неисправном атампе.
- 12 -
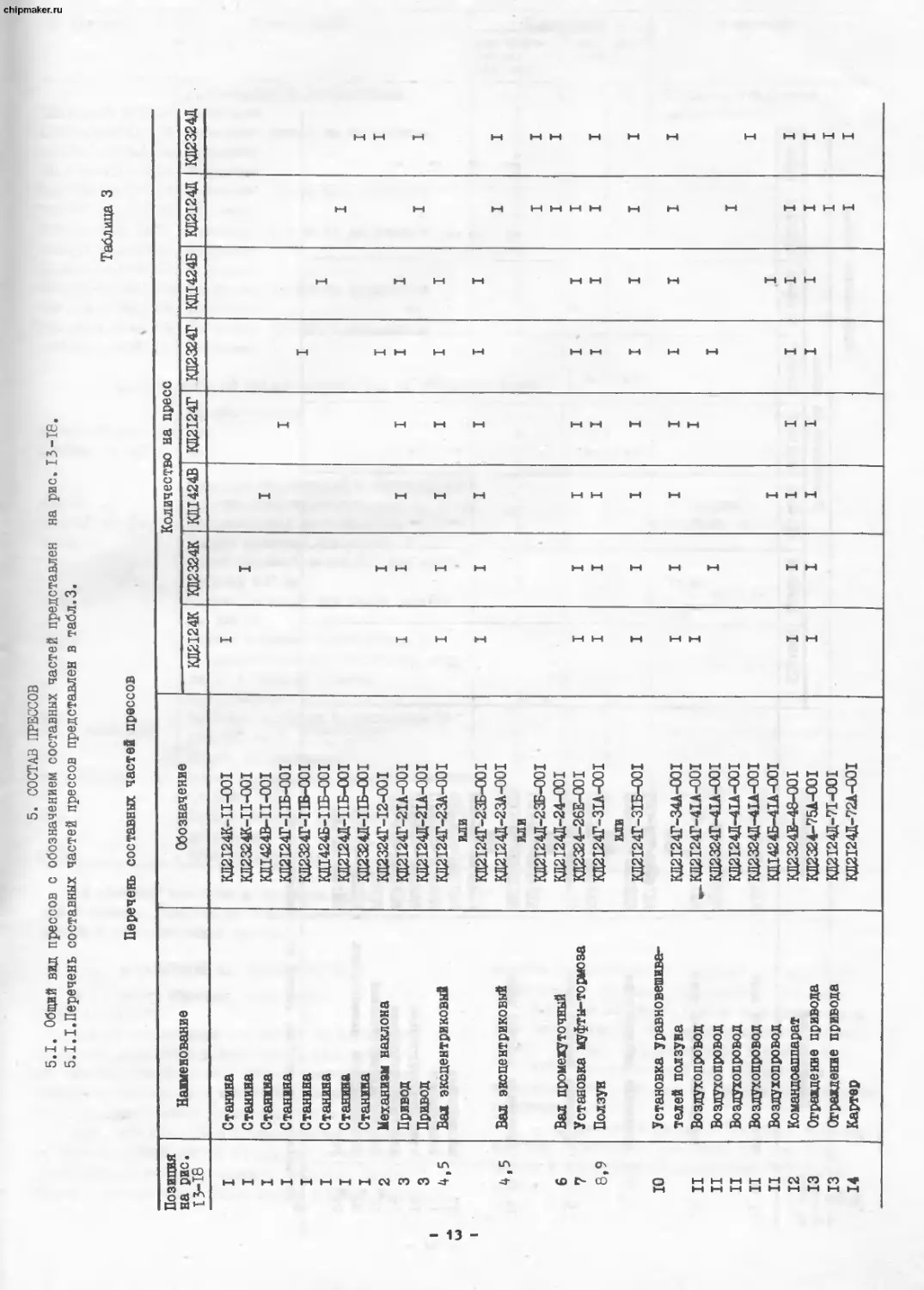
5. СОСТАВ ПРЕССОВ
5.1. Общий вид прессов с обозначением составных частей представлен на рис. 13-18.
5.1.I. Перечень составных частей прессов представлен в табл.З.
Таблица 3
Перечень составных частей прессов
chipmaker.ru
Позиция на рис. 13-18 Наименование Обозначение Количество на пресс
КД2124К КД2324К КД1424В КИ2124Г КД2324Г КД1424Б КИ2124Д КД2324Д
I Станина ВД2124К-П-001 I
I Станина КД2324К-П-001 I
I Станина KHI424B-II-C0I I
I Станина КД2124Г-11Б-О01 I
I Станина КД2324Г-11Б-001 I
I Станина КД1424Б-1 ГБ-001 1
I Станина КД2Г24Д-ПБ-001 I
I Станина КД2324Д-1ГБ-001 I
2 Механизм наклона КД2324Г-12-001 I I I
3 Привод КД2124Г-21А-001 I I I I I I
3 Привод КД2124Д-21А-001 I I
4,5 Важ эксцентриковый КД2124Г-23А-001 I I I I I I
или
КД2124Г-23Б-001 I I I I I I
4,5 Вал эксцентриковый КД2124Д-23А-001 I I
или
КД2124Д-23Б-001 1 I I
6 Вал промежуточный КД2124Д-24-001 I I
7 Установка муфты-тормоза КД2324-26Е-001 I I I I I I I
8,9 Ползун КД2124Г-31А-001 I I I I I I I I
или
КД2124Г-31Б-001 I I I I I I I I
10 Установка уравновешива-
телей ползуна КД2124Г-34А-001 I I I I I I I I
II Воздухопровод КД2124Г-41А-001 I I
II Воздухопровод КД2324Г-41А-001 I I
II Воздухопровод КД2124Д-41А-ОО1 I
II Воздухопровод КД2324Д-41А-С01 I
II Воздухопровод КД1424Б-41А-001 I I
12 Комавдоаппарат КД2324Е-48-С01 I I I I I I I I
13 Ограждение привода КД2324-75А-001 I I I I I I I I
13 Ограждение привода КД2124Д-71-001 I I
14 Картер ВД2124Д-72А-ОО1 I I
Позиция на рис. 13-18 Наименование Обозначение
15,16 Ограждение рабочей зоны КД2124К-73-001 или ВД2124К-73А-001
15,16 Ограждение рабочей зоны КД1424В-73-001 или Ш424Ь-73А-001
15,16 Ограждение рабочей зоны КД2124Г-73А-001 или ВД2124Г-73Б-001
15.16 Ограждение рабочей зоны Ш424Б-73А-001 или Щ424Б-73Б-001
15,16 Ограждение рабочей зоны КЦ2124Д-73А-001 или КД2124Д-73Б-001
17 Маслопровод КД2124Г-81А-001
17 Маслопровод KH2324T-8IA-00I
18 Электрооборудование КД2124Г-91А-ОО1
18 Электрооборудование КД2124Д-91А-ОО1
19s Подушка пневматическая У 5215
20* Воздухопровод пневмоподушки 02324-43-001
21* Рот OI424-62-001
доставляется по особому заказу за отдельную плату.
chipmaker.ru
Продолжение табл.З
Количество на пресс
ВД2124К W324K КЦ1424В КД2124Г КИ2324Г ВД1424Б КИ2124Д КД2324Д
I I
I I I
I I I
I I I
I I I
I I
1 I I I I I I
I I I I I I I I
chipmaker.ru
Рис. 13. Расположение составных частей ненаклоня-
емого пресса, исполнения I, 2
Рис. 14. Расположение составных частей наклоняе-
мого пресса, исполнения I, 2
- 15 -
chipmaker.ru
Рис. 15. Расположение составных частей пресса
с передвижным столом, исполнения I, 2
Рис. 16. Расположение составных частей ненакло-
няемого пресса, исполнение 3
- 16 -
chipmaker.ru
Рис. 17. Расположение составных частей наклоняе-
мого пресса, исполнение
3
Рис. 18. Расположение составных
пресса, поставляемых по особому
за отдельную плату
21
частей
13
17 -
chipmaker.ru
6. УСТРОЙСТВО И РАБОТА ПРЕССА
И ЕГО СОСТАВНЫХ ЧАСТЕЙ
6.1. Общий вид прессов с обозначением орга-
нов управления представлен на одном рис.19, т.н.
органы управления на всех прессах одинаковы.
Прессы разработаны на базе прессов серии КН
по ГОСТ 9403-83 "Прессы однокривошипные простого
действия открытые. Основные параметры и размеры".
6.2. Перечень органов управления представлен
в табл.4.
Таблица 4
Перечень органов управления прессов
Позиция на рис. 19 Органы управления и их назначени.
I Педаль
2 Вводной выключатель
3 Переключатель режимов работы
4 Счетчик
5 Световая сигна.лзация
Продолжение табл. 4
Позиция на рис. 19 Органы управления и их назначение
6 Выключатель местного освещения
7 Кнопка "Пуск электродвигателя"
8 Кнопка "Общий стоп"
9 Кнопка "Стоп непрерывных ходов"
19 Кнопка "Ход ползуна". Двурукое
включение
6.3. Перечень графических символов, указан-
ный на табличках, дан в руководствах по эксплуа-
тации блока управления БУБ-IA и поста управления
кнопочного У8417. Указанные руководства входят в
комплект поставки.
6.4. Схема кинематическая (рис.20-24)
Ввиду простоты кинематической схемы, описа-
ние порядка передачи движения от вала электродви-
гателя главного привода до рабочего органа-ползу-
на не приводится.
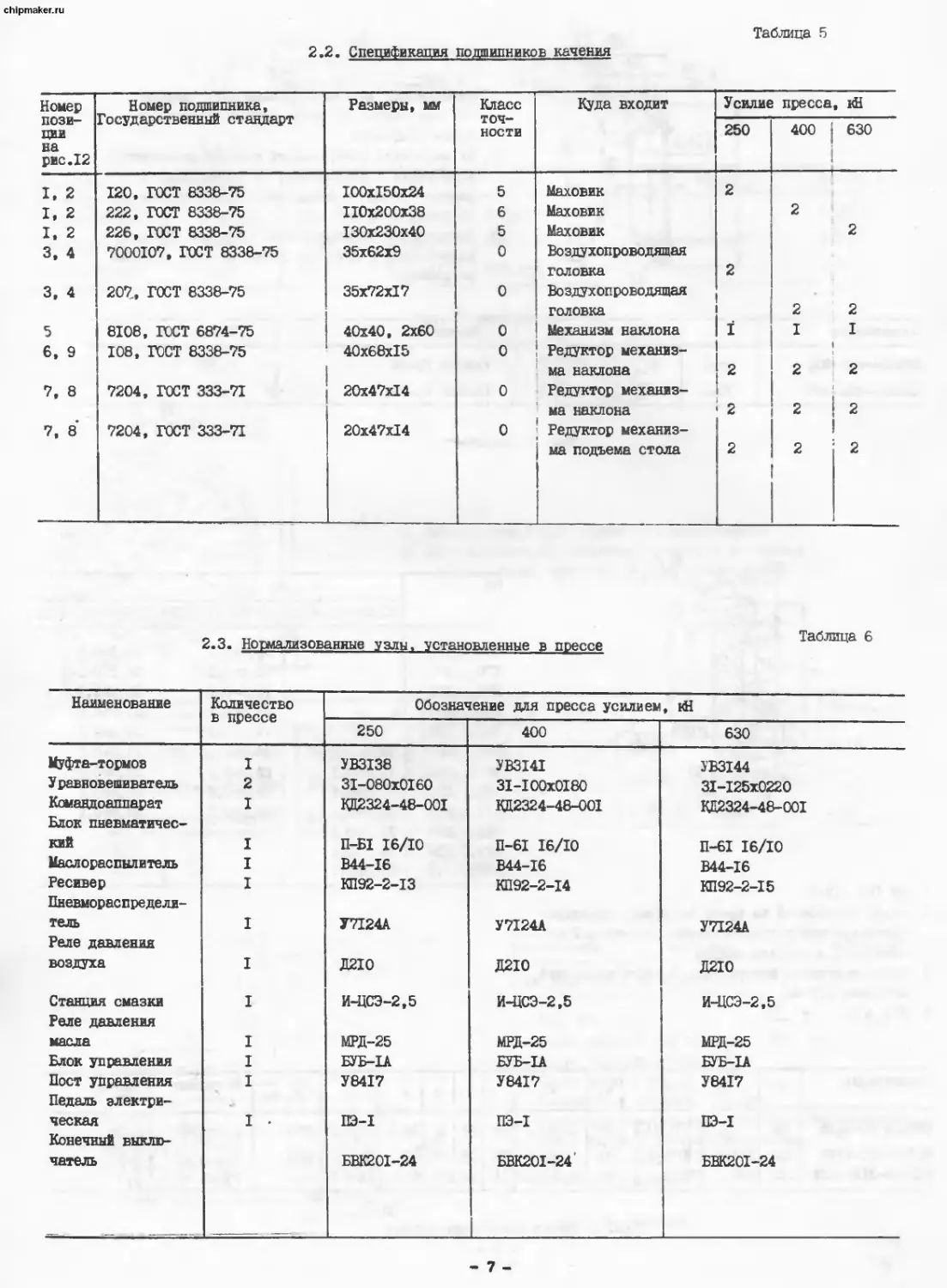
Перечень к схеме кинематической приведен в
табл.5.
Chipmaker.ru
Рис. 19. Органы управления прессов
- 18 -
chipmaker.ru
Рис. 21. Схема кинематическая наклоняемого
пресса, исполнения 1, 2
Рве. 20. Схема кинематическая ненаклоняемого
пресса, исполнения I, 2
Перечень элементов схемы кинематической
Таблица 5
Позиция на рис. . 20-24 Наименование Коли- чест- во Параметры
I Электродвигатель I N = 2,5 кВт;п = 910 мин’k для прессов
2 Шкив привода I КД2124Д, КД2324Д в = 1,9 кВт; п= 1360 мин-1 dp = 148 мм
3 Маховик привода I для прессов КД2124Д, КД2324Д dp = 100 мм Вр= 730 мм
4 5 6 Муфта-тормоз Уравновешиватель Гайка I 2 I для прессов КД2124Д, КД2324Д jjj = 525 мм
- 19 -
chipmaker.ru
Продолжение табл. 5
Позиция на рис. 20-24 Наименование Коли- чест- во Параметры
7 Втулка эксцентриковая I
8 Шг тун I
9 Винт регулировочный I
10 Направляющая 2
II Ползун I
12 Планка выталкивателя I
13 Упор выталкивателя 2
14 уфта зубчатая I
15 Механизм наклона I
16 Червяк I п = 2 i z = 4
17 Колесо червячное I ш = 2; z = 34
18 Стол передвижной I
19 Механизм подъема стола I
20 Колесо червячное I ш = 3; z = 68
21 Червяк I п = 3; 2 = 4
22 Шестерня I
23 Колесо зубчатое I
I Вал эксцентриковый I
П Вал промежуточный I
Рис. 22. Схема кинематическая пресса с передвиж-
ным столом, исполнения I. 2
6.5. Станина
Станина 2 пресса (рис.25-28) чугунная, ко-
робчатой формы, воспринимает все усилия, возника-
ющие при штамповке.
В верхней части станины в буксах 4 запрессо-
ваны бронзовые втулки 5, служащие опорой для экс-
центрикового вала. С правой стороны букса выпол-
нена с увеличенным диаметром для удобства монтажа
и демонтажа эксцентрикового вала. Спереди на спе-
циально обработанных местах станины крепятся приз-
матические направляющие ползуна 9, из которых ле-
вая - регулируемая. Регулировка осуществляется
винтами с помощью резьбового соединения 6, 7, 8.
Передняя часть станины закрыта дверкой 3. На
рабочей плоскости стола закреплена подштамповая
плита I с Т-образными пазами для крепления штам-
пов.
Для работы "на провал" в столе и плите пре-
дуспотпены отверстия, а в нижней части стола на-
клоняемых и ненаклоняемых прессов - резьбовые от-
верстия для крепления пневмоподушки.
В прессах с передвижным столом перемещение
стола 10 осуществляется с помощью червячного ре-
дуктора II.
При установке на прессе рога стол 10 откиды-
вается (рис.27). Для этого необходимо поднять стол
червячным редукторе г II и закрепить его при помо-
щи кронштейна 13 к платику на станине. Отвинтить
винт 12,стопорящий гайку редуктора,и провернуть ее
вверх,чтобы она позволила откинуть стол.
Станина наклоняемого пресса отличается от
станин 1 ненаклоняемого пресса тем, что соединена
посредством пальцев 15 с двумя стойками 14. Нак-
лон станины осуще< вляется с помощью винта с руч-
ным приводом посредством червячного редуктора.
- 20
chipmaker.ru
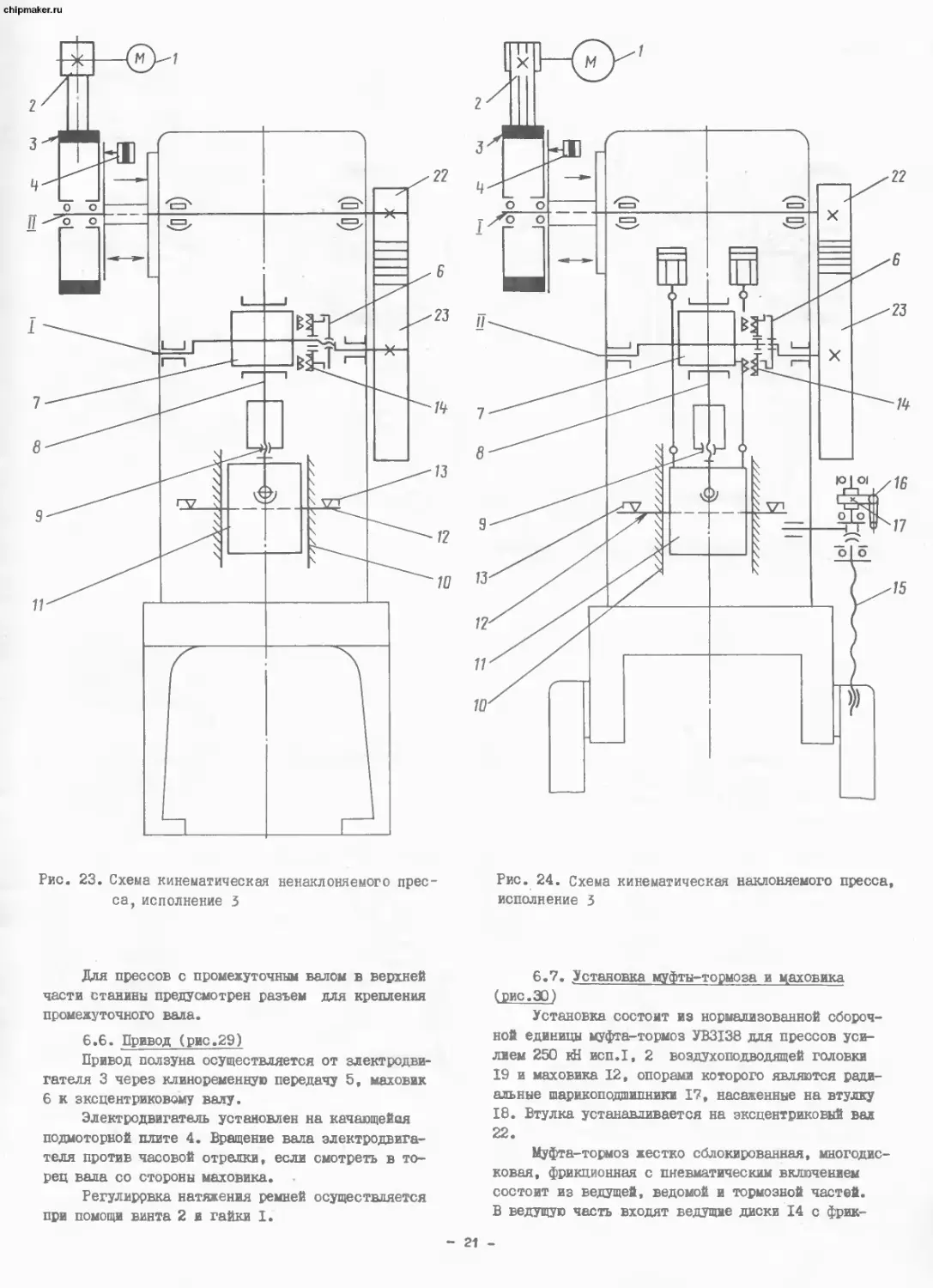
Рис. 23. Схема кинематическая ненаклоняемого прес-
са, исполнение 3
Рис. 24. Схема кинематическая наклоняемого пресса,
исполнение 3
Для прессов с промежуточным валом в верхней
части станины предусмотрен разъем для крепления
промежуточного вала.
6.6. Привод (рис.29)
Привод ползуна осуществляется от электродви-
гателя 3 через клиноременную передачу 5, маховик
6 к эксцентриковому валу.
Электродвигатель установлен на качающейся
подмоторной плите 4. Вращение вала электродвига-
теля против часовой отрелки, если смотреть в то-
рец вала со стороны маховика.
Регулировка натяжения ремней осуществляется
при помощи винта 2 и гайки I.
6.7. Установка муфты-тормоза и цаховика
(рис.30)
Установка состоит из нормализованной сбороч-
ной единицы муфта-тормоз УВ3138 для прессов уси-
лием 250 кН исп.1, 2 воздухоподводящей головки
19 и маховика 12, опорами которого являются ради-
альные шарикоподшипники 17, насаженные на втулку
18. Втулка устанавливается на эксцентриковый вал
22.
Муфта-тормоз жестко сблокированная, многодис-
ковая, фрикционная с пневматическим вкл >чением
состоит из ведущей, ведомой и тормозной частей.
В ведущую часть входят ведущие диски 14 с фрик-
21
chipmaker.ru
а-а
Рис. 25. Станина ненаклоняемого пресса, исполне-
ния I, 2
Л-А
Рис. 26. Станина наклоняемого пресса, исполне-
ния I, 2
22 -
chipmaker.ru
A-А
Рис. 27. Станина пресса с передвижным столом, ис-
полнения I, 2
Рис. 28. Станина ненаклоняемого пресса, исполне-
ние 3
- 23 -
chipmaker.ru
I-ис. 29. Привод
ционными накладками. В ведомую - ступица 21 с не-
подвижно присоединенным поршнем 2, цилиндр 3, пе-
ремещающийся вдоль оси, опорные диски 7, 15
(муфты и тормоза),установленные на резьбе ступицы
21 и поршня 2, нажимной диск 8 тормоза, жестко
установленный на цилиндре, и промежуточный диск
16. Тормозная часть состоит из тормозного диска
10 с фрикционными накладками.
Работа "туфты-тормоза происходит следующим
образом: сжатый воздух через ьоздухоподводящую
головку 19 и эксцентриковый вал 22 поступает в
пневмокамеру I, перемещая цилиндр 3 вдоль оси
эксцентрикового вала в сторону муфты и зажимая
ведущие диски 14. Диски муфты связаны с постоянно
вращающимся маховиком 12 через пальцы 13. Проис-
ходит передача крутящего момента через ступицу 21
и эксцентриковый вал 22. В момент торможения ва-
ла сжатый воздух выпускается из пневмокамеры в
Рис. 30. Установка муфты-тормоза и маховика
- 24 -
chipmaker.ru
Д-Л
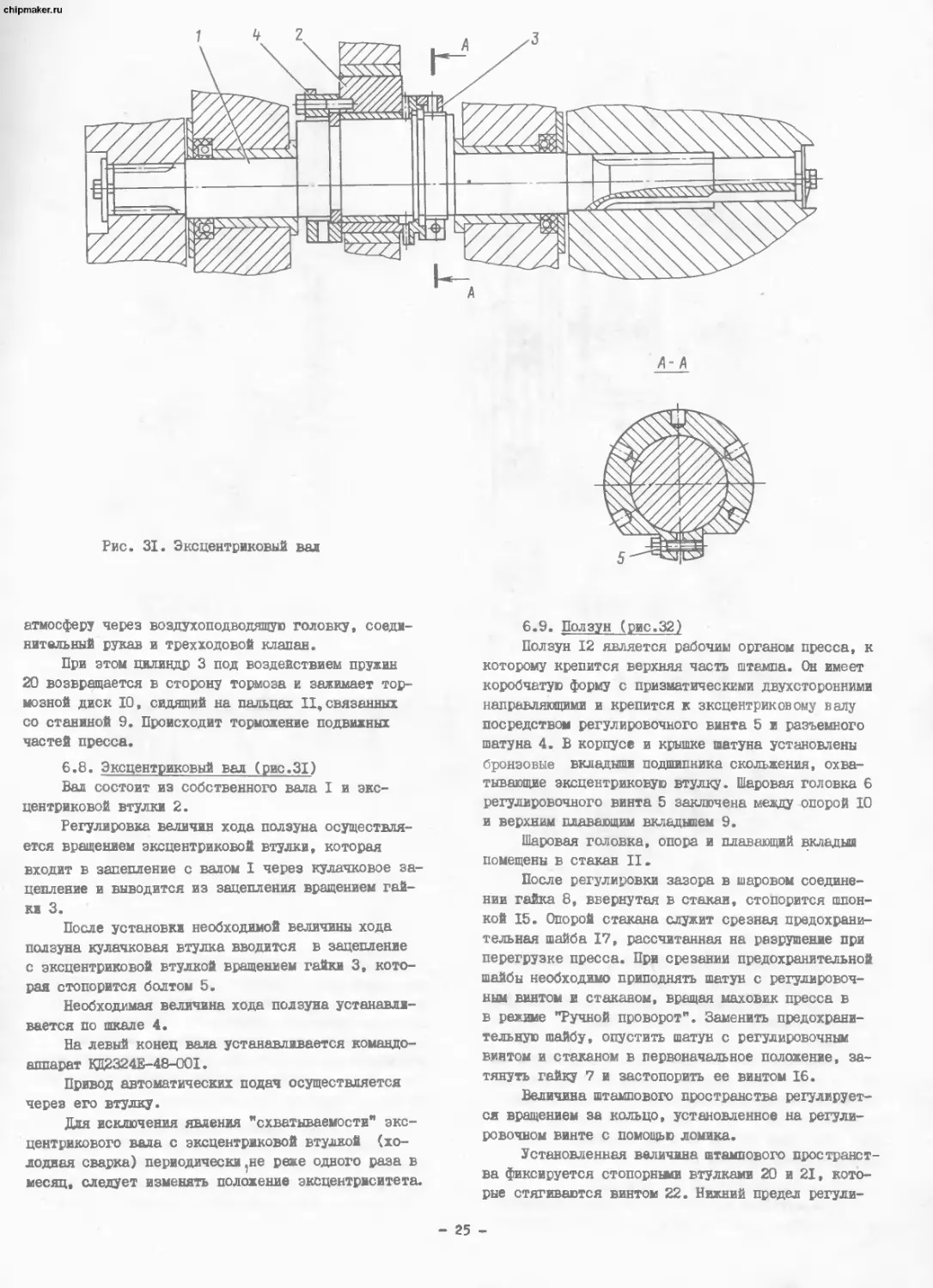
Рис. 31. Эксцентриковый вал
атмосферу через воздухоподводящую головку, соеди-
нительный рукав и трехходовой клапан.
При этом цилиндр 3 под воздействием пружин
20 возвращается в сторону тормоза и зажимает тор-
мозной диск 10, сидящий на пальцах ТТ,связанных
со станиной 9. Происходит торможение подвижных
частей пресса.
6.8. Эксцентриковый вал (рис.31)
Вал состоит из собственного вала I и экс-
центриковой втулки 2.
Регулировка величин хода ползуна осуществля-
ется вращением эксцентриковой втулки, которая
входит в зацепление с валом I через кулачковое за-
цепление и выводится из зацепления вращением гай-
ки 3.
После установки необходимой величины хода
ползуна кулачковая втулка вводится в зацепление
с эксцентриковой втулкой вращением гайки 3, кото-
рая стопорится болтом 5.
Необходимая величина хода ползуна устанавли-
вается по шкале 4.
На левый конец вала устанавливается командо-
аппарат КД2324Е-48-001.
Привод автоматических подач осуществляется
через его втулку.
Для исключения явления "схватываемо'-ти" экс-
центрикового вала с эксцентриковой втулкой (хо-
лодная сварка) периодически,не реже одного раза в
месяц, следует изменять положение эксцентриситета.
6.9. Ползун (рис.32)
Ползун 12 является рабочим органом пресса, к
которому крепится верхняя часть штампа. Он имеет
коробчатую форму с призматическими двухсторонними
направляющими и крепится к эксцентриковому валу
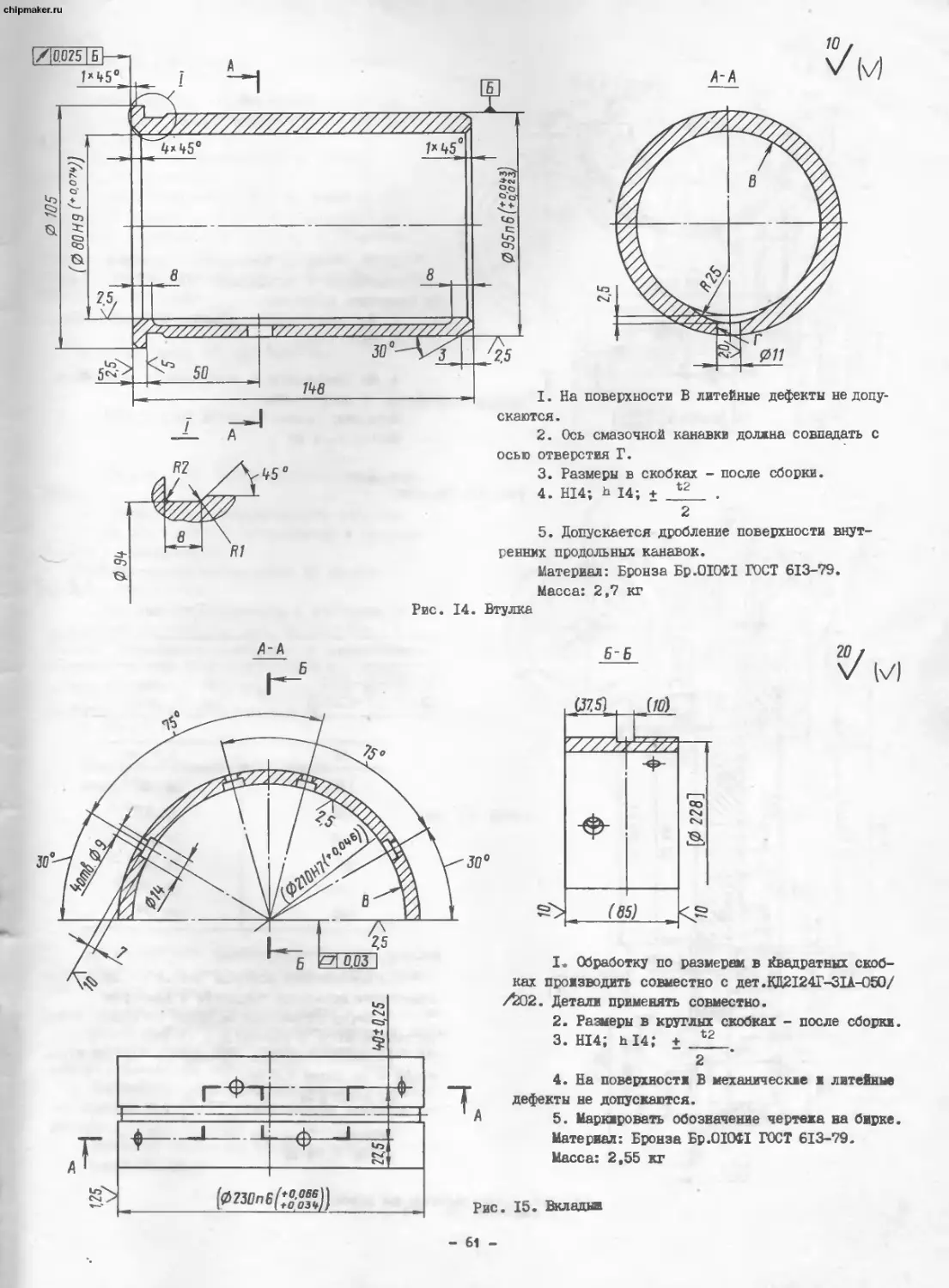
посредством регулировочного винта 5 и разъемного
шатуна 4. В корпусе и крышке шатуна установлены
бронзовые вкладншг подшипника скольжения, охва-
тывающие эксцентриковую втулку. Шаровая головка 6
регулировочного винта 5 заключена между опорой 10
и верхним плавающим вкладыием 9.
Шаровая головка, опора и плавающий вкладыш
помещены в стакан II.
После регулировки зазсра в шаровом соедине-
нии гайка 8, ввернутая в стакан, стопорится шпон-
кой 15. Опорой стакана служит срезная предохрани-
тельная шайба 17, рассчитанная на разрушение при
перегрузке пресса. При срезании предохранительной
шайбы необходимо приподнять шатун с регулировоч-
ным винтом и стаканом, вращая маховик пресса в
в режиме "Ручной проворот". Заменить предохрани-
тельную шайбу, опустить шатун с регулщо] очным
винтом и стаканом в первоначальное положение, за-
тянуть гайку 7 и застопорить ее винтом 16.
Величина штампового пространства регулирует-
ся вращением за кольцо, установленное на регули-
ровочною винте с помощью ломика.
Установленная величина штампового пространст-
ва фиксируется стопорньш втулками 20 и 21, кото-
рые стягиваются винтом 22. Нижний предел регули-
25 -
chipmaker.ru
Z)-A
Рис. 32. Ползун
ровки ограничивается фиксатором 14. Величина ре-
гулировки определяется по линейке I.
Б нричей части ползуна имеются отверстия для
крепления верхней плиты штампа и отверстие под ее
хвостовик.
Стопорный винт 19 служит для отталкивания при-
жима 16 при снятии штампа. В пазу ползуна распо-
ложено коромысло выталкивателя 13. Регулируемые
по высоте упоры 3 для коромысла закреплены на ста-
нине. Стопорные втулки 20 и 21 удериваются от
проворачивания винтами 23.
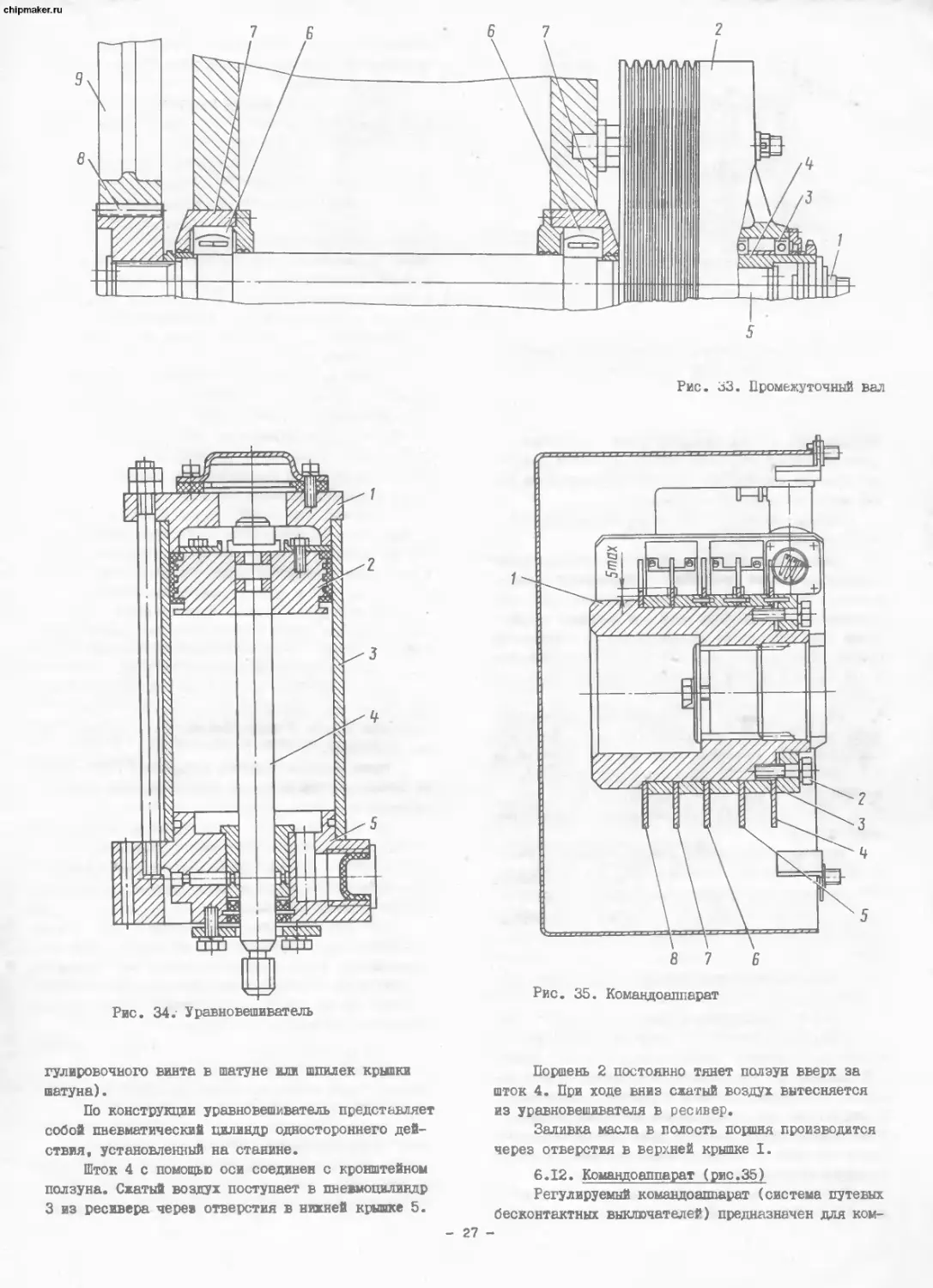
6.10. Промежуточный вал (рис.33)
Промежуточный вал состоит из нормализованно-
го узла муфта-тормоз, воэдухоподводящей головки I
и маховика 2, Спорами которого являются радиаль-
ные подшипники 3, насаженные на втулку 4, которая
в свою очередь, устанавливается на вал 5, опираю-
щийся на радиально-сферические подшипники 6, зак-
люченные в опорах 7 станины пресса. Шестерня 8,
установленная на противоположном от муфты-тормоза
конце вала, передает вращение через зубчатое ко-
лесо 9 эксцентриковому валу пресса.
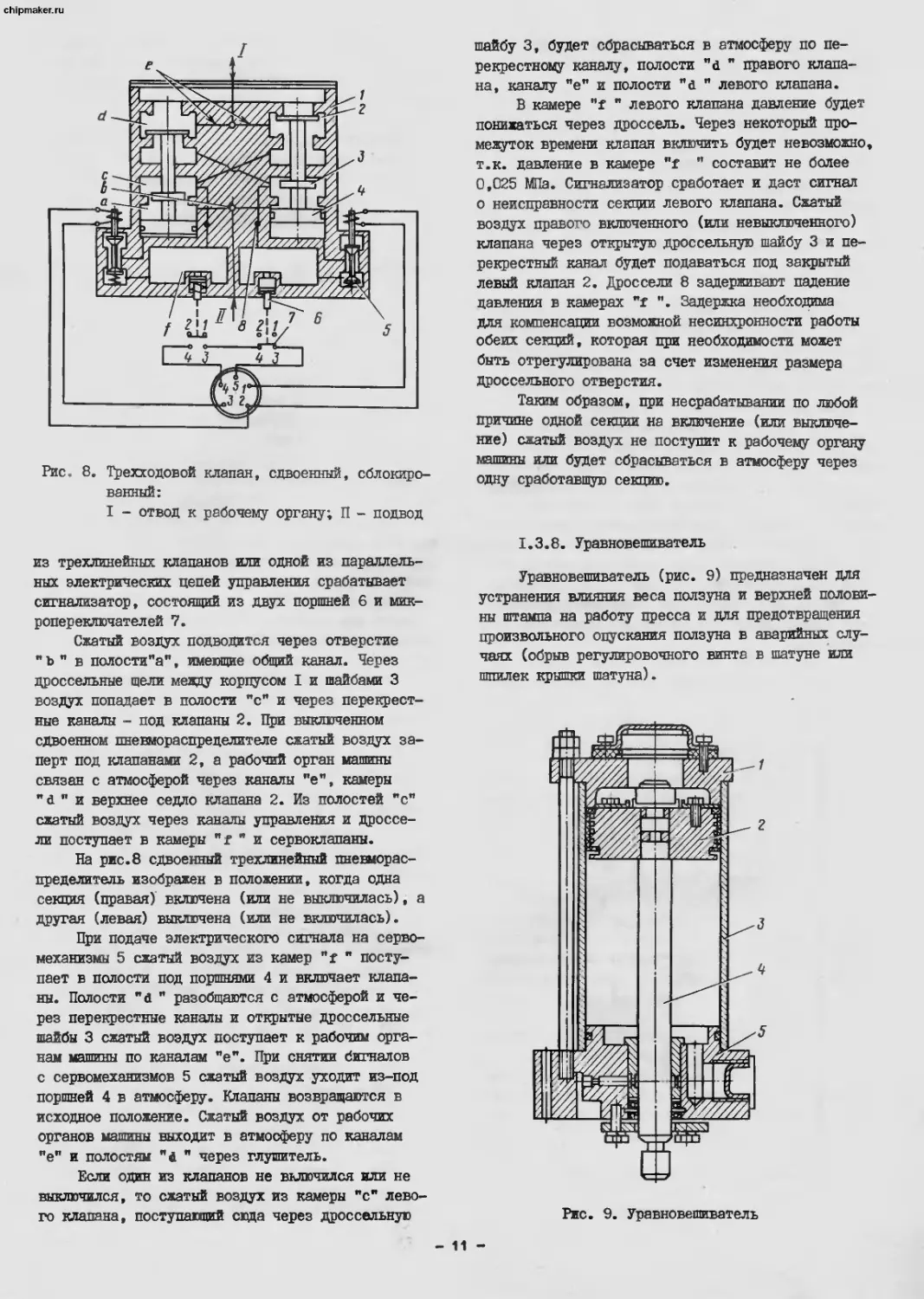
6.II. Уравновешиватель (рис.34)
Уравновешиватель предназначен для устранения
влияния веса ползуна и верхней половины штампа на
работу пресса и для предотвращения произвольного
опускания ползуна в аварийных случаях (обрыв ре-
26 -
chipmaker.ru
Рис. 33. Промежуточный вал
Рис. 34• Уравновешиватель
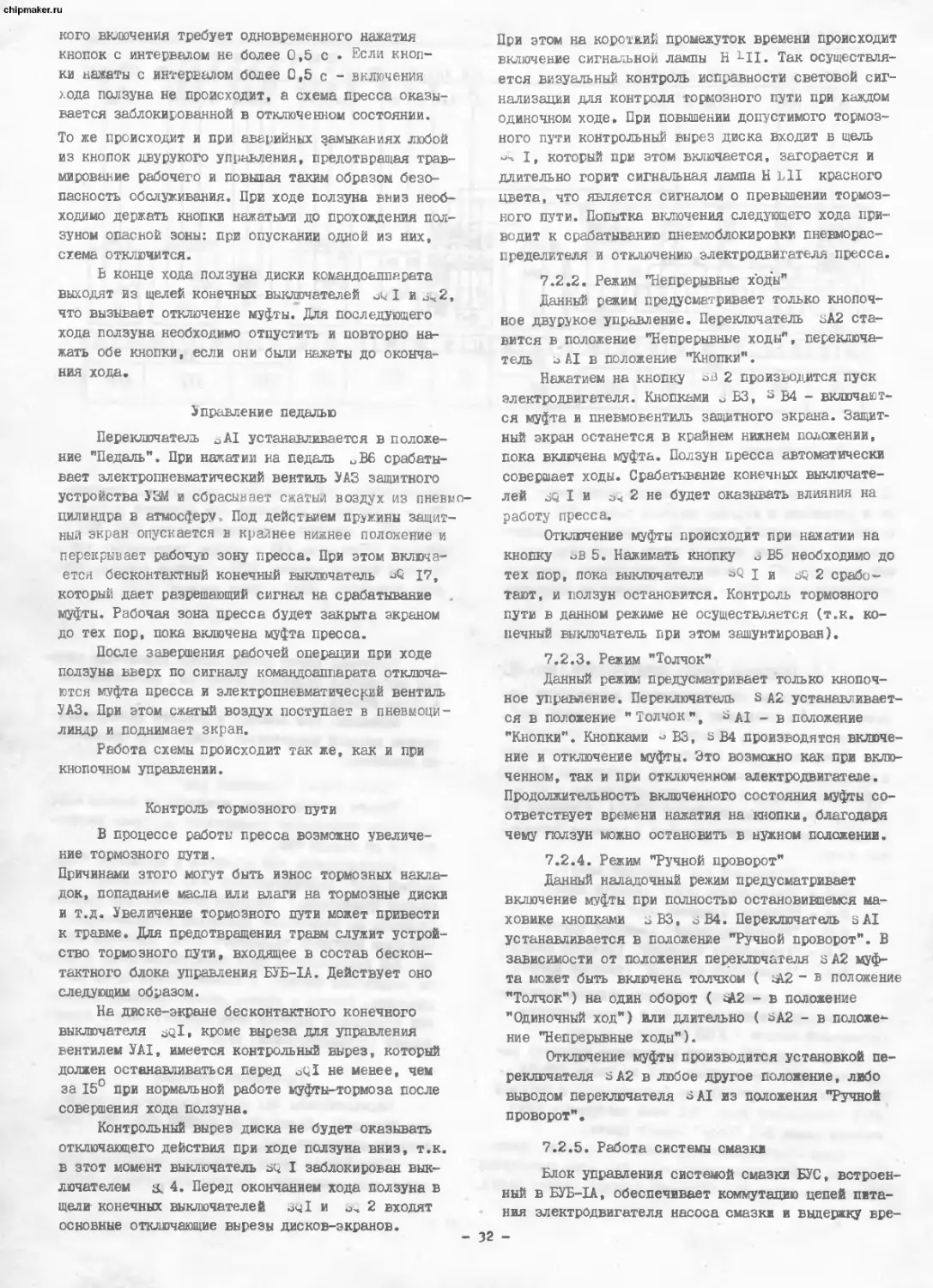
Рис. 35. Командоалпарат
гулировочного винта в шатуне или шпилек крюки
шатуна).
По конструкции уравновешиватель представляет
собой пневматический цилиндр одностороннего дей-
ствия, установленный на станине.
Шток 4 с помощью оси соединен с i ронштейном
ползуна. Сжатый воздух поступает в пневмоцилиндр
3 из ресивера череи отверстия в нижней крынке 5.
Поршень 2 постоянно тянет ползун вверх за
шток 4. При ходе вниз сжатый воздух вытесняется
из уравновешивателя в ресивер.
Залдвка масла в полость поршнл производится
через отверстия в верхней крышке I.
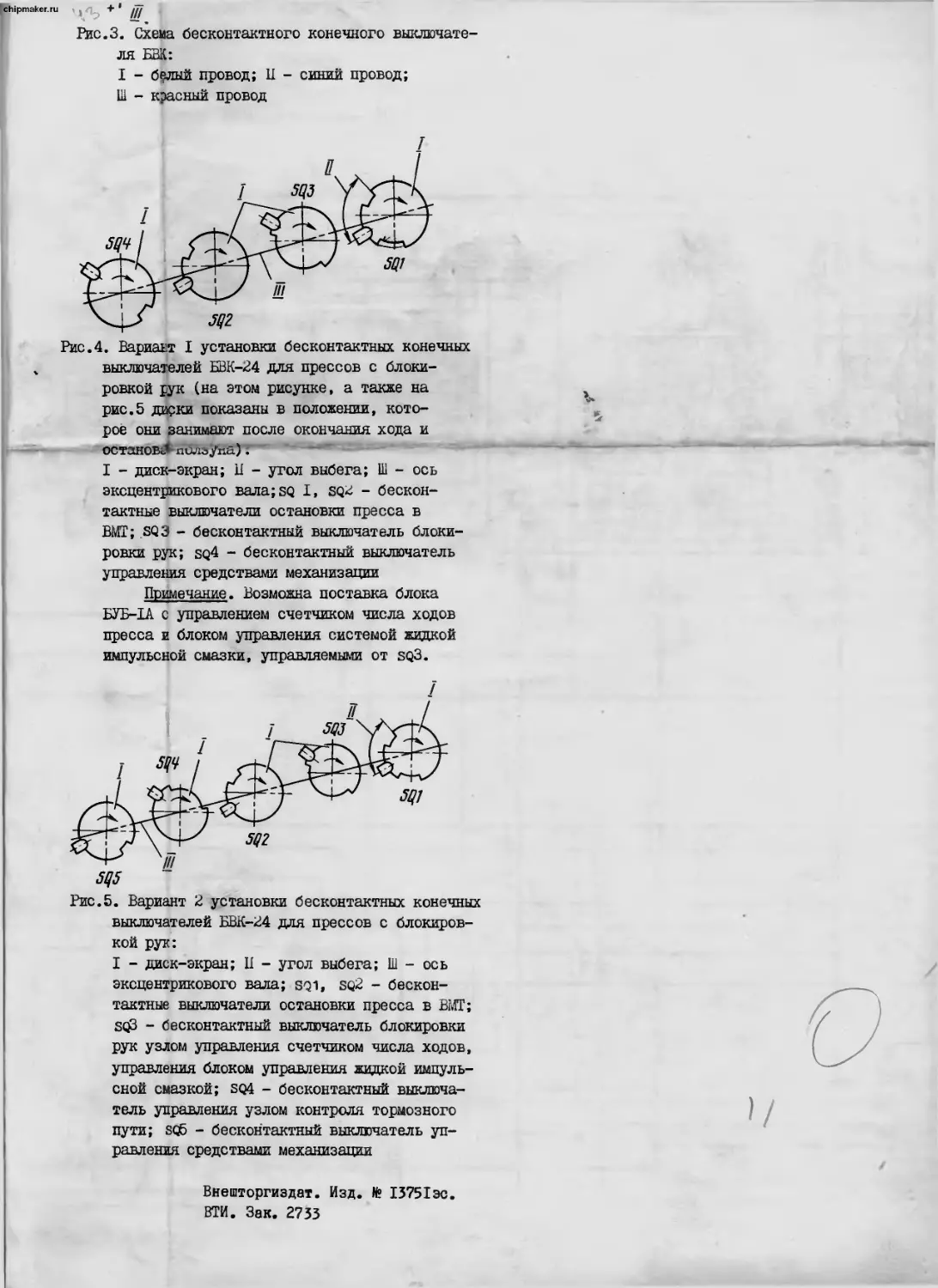
6.12. Командоалпарат (рис.35
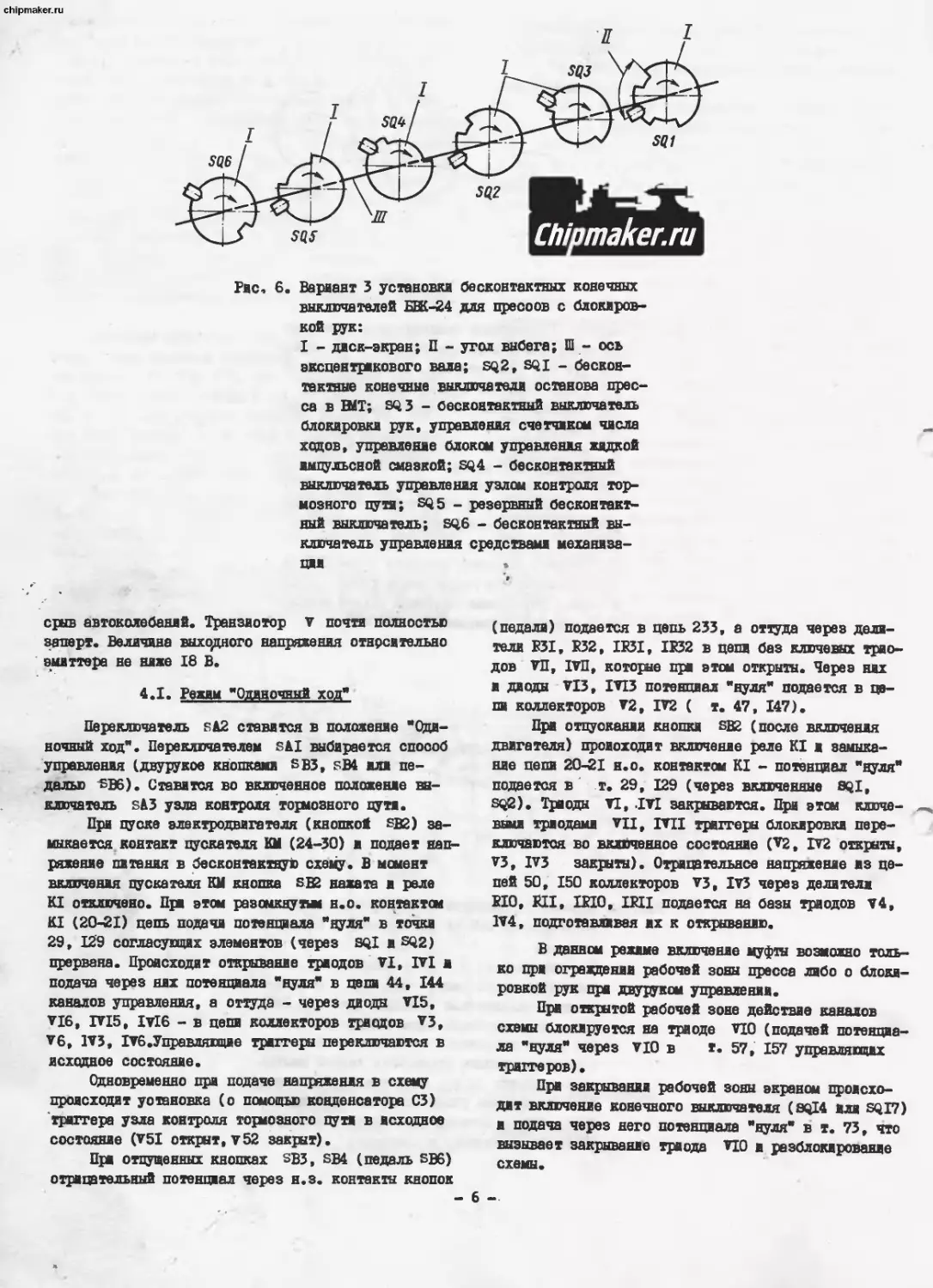
Регулируемый командоалпарат (система путевых
бесконтактных выключателей) предназначен для ком-
27 -
chipmaker.ru
Рис. 36. Пневмокинематическая схема защитного
механического устройства
мутации тока в электрических цепях управления
однокривошипных открытых прессов простого дейст-
вия усилие» 250-630 кН. Он устанавливается на ле-
вый конец эксцентрикового вала.
Привод автоматических подач осуществляется
через втулку I.
Алюпгниевыс диски 4 и 6 управляют электромаг-
нитными вентилями трехходового сдвоенного сбло-
кированного клапана. Диск 5 предназначен для соп-
ровождения хода ползуна вгиз при двуруком управ-
лении (при отпускании кнопок двурукого управления
ползун останавливается,, для управления счетчиком
числа ходов и блоком управления жидкой импульсной
смазкой.
Диск 7 управляет схемой контроля тормозного
пути; диск 8 служит для управления средствами ме-
ханизации. При изменении величины хода ползуна на
ксмандзаппарате необходимо повернуть кронштейн
бесконтактного конечного выключателя (БВК) на
угол, соответствующий углу перемещения эксцентри-
ковой втулки.
Возможна модификация комаццоаппарата с жест-
ко закрепленные кронштейном с БВК. В этом случае
при изменении хода ползуна необходимо провернуть
блок с дисками, предварительно отпустив стяжные
болты. При настройке смещение дисков не допуска-
ется.
6.13. Защитное механическое устройстве для
ограждения рабочей зоны
6.I3.I. Конструкция и принцип работы
Устройство (рис.36) состоит иэ защитного
экрана 7, подвижной направляющей 3, соединитель-
ной траверсы I, возвратного плунжерного пневмоци-
ливдра 4, рабочих пружин 6 и системы управления.
В систему входят бесконтактный конечный выключа-
тель 5, сигнальный флажок 2, два электропневмати-
ческих клапана К2 и КЗ и пневматический клапан KI
с ручным управлением.
В исходном положении защитный экран 7 нахо-
дится в крайнем верхнем положении за счет подачи
сжатого воздуха в плунжерный цилиндр 4 через пнев-
моклалан KI и электропневмоклапан К2; пружины 6
при этом растянуты.
При нажатии на педаль управления электрокла-
паны К2 и КЗ срабатывают, сбрасывая сжатый воздух
из пневмоцилиндра 4 в атмосферу.
Под действием пружины 6 экран опускается в
крайнее нижнее положение и перекрывает рабочую зону
пресса. В крайнем нижнем положении флажок 2 через
конечный выключатель 5 дает сигнал и через блок
БУБ-IA включает пресс на ход. После совершения ра-
бочей операции при ходе ползуна пресса вверх по
сигналу командоаппарата отключаются муфта пресса
и электропневмоклапаны К2 и КЗ. Сжатый воздух по-
ступает в пневмоцилиндр 4 и через траверсу I и
направляющую 3 поднимает защитный экран 7 в исход-
ное положение.
Клапан KI служит для проверки работы механи-
ческой части защитного устройства при отключенном
электропитании. В этом случае тумблер на блоке
БУБ-IA отключает управление защитным устройством.
Одновременно отключаются клапаны К2 и КЗ. Сжатый
воздух поступает в пневмоцилиндр, удерживая ре-
шетку в крайнем верхнем положении.
В режиме "лвторабота" муф^а пресса и клапан
KI находятся во включенном состоянии. Сжатый воз-
дух из цилиндра 4 через клапан KI стравливается
в атмосферу и защитный экран под действием пружи-
ны 6 опускается в крайнее нижнее положение.
При работе от педали, если оператор подает
полосу в штамп через боковые решетки, решетка мо-
жет быть опущена в крайнее нижнее положение при
включении электропневмоклапанов К2 и КЗ.
При прекращении питания энергоносителем (сжа-
тый воздух или электропитание) защитный экран под
действием пружин 6 также опускается в крайнее ниж-
нее положение.
Таким образом защитное устройство обеспечива-
ет безопасную эксплуатацию пресса на всех режимах
работы.
На корпусе и плате пневмоцилиндра устройства
крепятся бесконтактный путевой переключатель
БВК-24, МУ4 и два электропневматических клапана
типа 4152550179. Управление устройством осуществ-
ляется от блока Б5Б-1А.
При оснащении прессов защитным устройством
УЗМ необходимо в металлорукав от блока БУБ-IA до
распределительной коробки, установленной на прес-
се, затянуть дополнительные провода и провести их
разводку по прессу, подключив решетку согласно
монтажной схеме.
6.13.2. Пневмосистема
Сжатый воздух от системы подготовки воздуха
пресса (после блока подготовки воздуха) подводит-
ся на вход пневмоклапана KI (см. рис. 36).
Работа защитного экрана в режиме "Одиночные
ходы" с управлением от педали осуществляется че-
рез электропневмоклапаны К2, КЗ при сбросе и пода-
че сжатого воздуха в пневмоцилиндр 4. Подъем и
удержание защитного экрана в верхнем положении и
28 -
chipmaker.ru
режимах наладки, ручного проворота и двурукого
включения производятся при включении клапанов К2
и КЗ. При этой сжатый воздух поступает в пневмо-
цилиндр 4 и через траверсу I и направляющую 3
поднимает защитный экран 7.
6.13.3. Возможные неисправности в работе защитного устройства и
методы их устранения
Возможная неисправность Вероятная причина Метод устранения
При нажатии на педаль управления в режиме "Одиночные ходы" решетка не включается на ход вниз При включении устройства на пуль- те блока БУБ-IA защитный экран не поднимается в крайнее верхнее по- ложение Утечка сжатого воздуха Не проходит электросигнал на электропневмоклапаны К2 и КЗ Сгорел электромагнит клапанов К2 и КЗ Не проходит сигнал на клапан К2 или КЗ Сгорел электромагнит клапана К2 или КЗ Неисправность манжеты штока цилиндра Нарушение соединений в пневмо- сети Прозвоните цепь от педали до блока EjE-IA и цепь электропневмо- клапанов К2, КЗ Замените клапан Прозвоните цепь от блока БУБ-IA до клапанов К2, КЗ Замените клапан Замените манжету Проверьте соединения и устраните неисправность
6.14. Подушка пневматическая
Предназначена в основном для прижима матери-
ала при выполнении операции вытяжки (для предот-
вращения образования гофр), а также для выталки-
вания г( товых деталей или заготовок из штампа.
Располагается пневмоподушжа внизу стопы пресса в
станине. Представляет собой пневматический цилндр.
Усилие на штоке пневмоподушки можно изменять при
помощи изменения давления воздуха регулятором
давления воздухопровода пневмоподушки, состоящего
из запорного вентиля, блока подготовки воздуха и
ресивера.
7. ЭЛЕКТРООБОРУДОВАНИЕ
7.1. Общие требования
Характеристики электрооборудования прессов
представлены в табл. 2.
На прессе применяет:я еле хующее электрообо-
рудование:
MI - электродвигатель главного привода;
М2 - электродвигатель станции смазки;
УА1, УА2 - электропневматические клапаны
(пневмораспределители)•
УАЗ - узел защитный ограждения рабочей зоны;
SQI - aQ5 - командоаппарат, набранный на бескон-
актный конечный выключатель типа
ЕВК 201-24)
sq II, oU 12 - микровыключатели МП2102 для обеспе-
чения блокировок пневмораспредели-
теля 16-УХЛ4, 24 В.
Для управления прессом применяется бесконтак-
тный блок управления БУБ-IA, обеспечивающий работу
пресса в заданном режиме. Система смазки управля-
ется блоком БУС, встроенным в электрошкаф БУБ-IA.
Блок управления БУБ-IA подключается к силовой
цепи переменного трехфазного тока 380 В, 50 Гц.
На прессе применена следующие величины нап-
ряжений 380 В; 50 Гц:
род тока питающей сети - переменный трехфаз-
ный;
частота тока - 50 Гц;
напряжение силовой цепи - 380 В;
напряжение цепей управления электродвигате-
лями -(перем«йный)П0 В;
напряжение цепи местного освещены -(пере-
менный^ В;
напряжение цепи сигнализации -(переменный)
22 В;
напряжение цепей управления муфтой -(посто-
янный) 24 В.
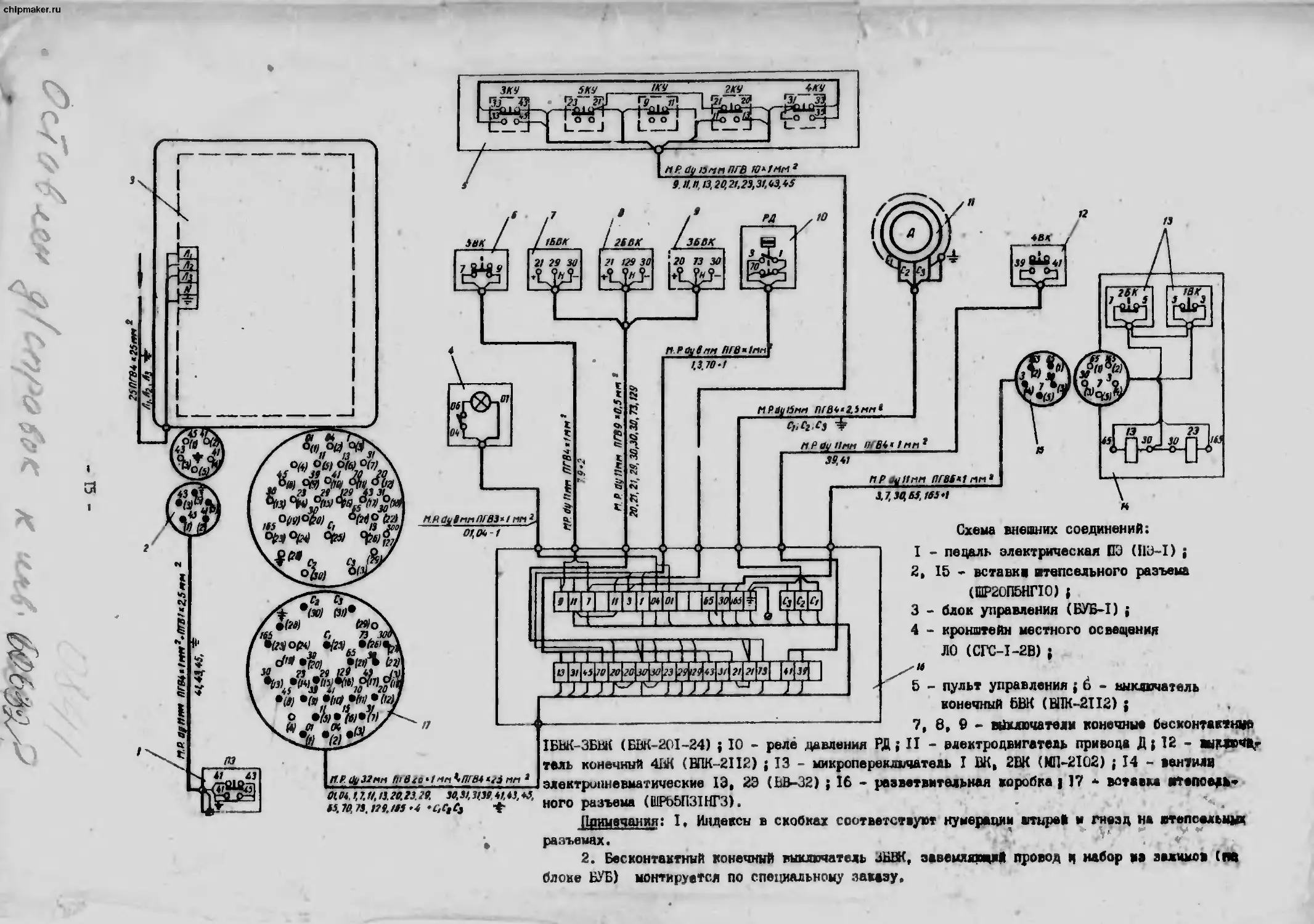
Перечень электрооборудования на прессе пред-
ставлен в табл. 6 (рис.37).
Таблица 6
Перечень электрооборудования на прессе
Позиция на рис. 37 Наименование
I Педаль электрическая ПЭ-1-М
2 Пост управления кнопочный
3 Светильник местного освещения
НКП01-60-Ю1 с лампой M024-4D
4 Конечный выключатель блокировки
дверки станины
5 Электродвигатель главного привода
6 Электродвигатель станции смазки
7 Реле давления воздуха
8 Реле давления смазки
9 Реле уровня
10 Ког:дндоаппарат
II Пневмораспределитель
12 Бесконтактный блок управления БУБ-IA
13 Защитное устройство УЕМ
14 Заземление пресса
- 29 -
chipmaker.ru
Рис. 37. Размещение электрооборудования на прессе
1 I 2 3 I V 5 | 6 1 | в S | 10 11 | 12 13 | /4 IS 1 IB 17 | 18 • | 19 | 20 21 | 22 | 23
I I as ix X Xf
Ш IV £ VII
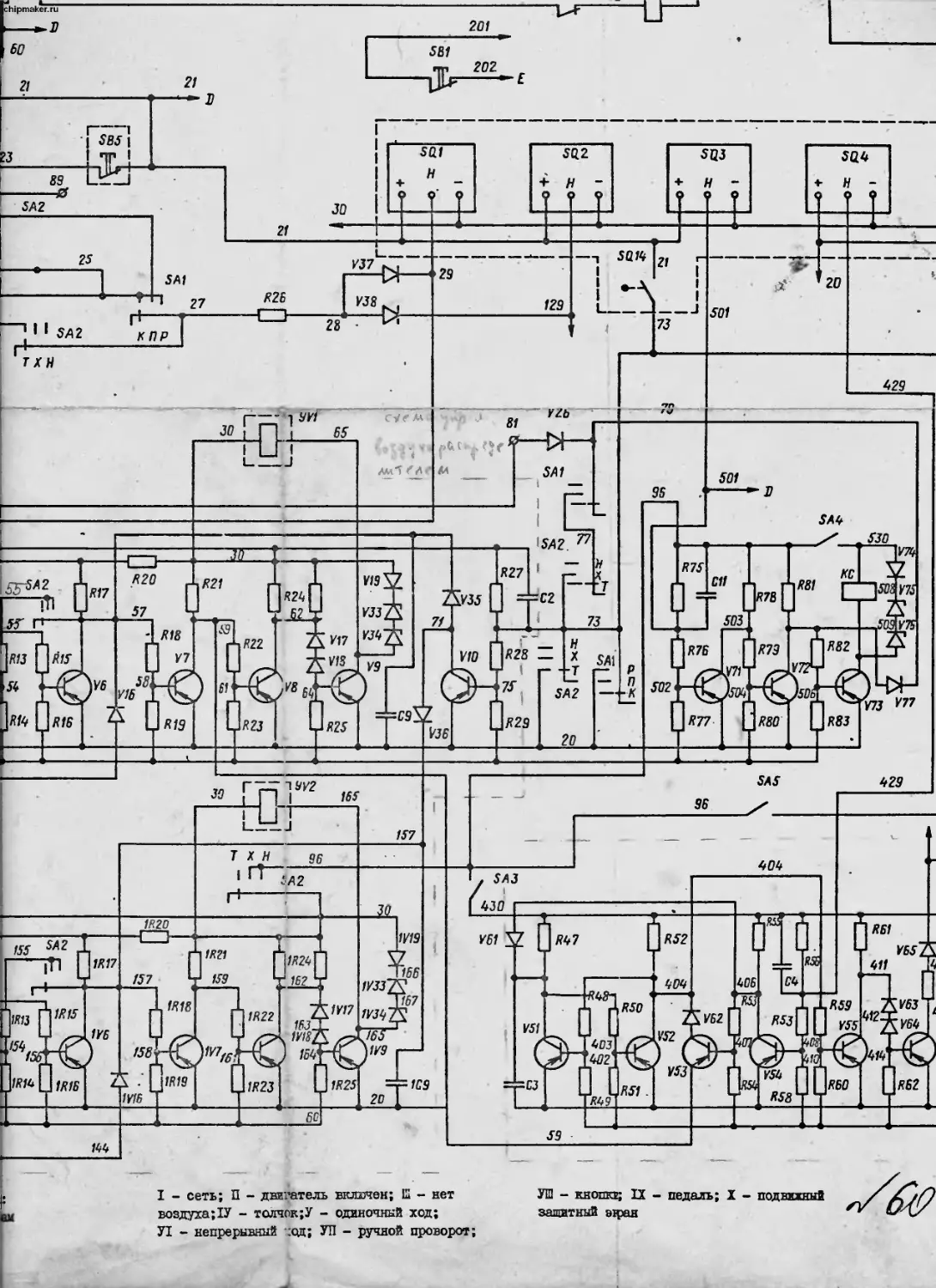
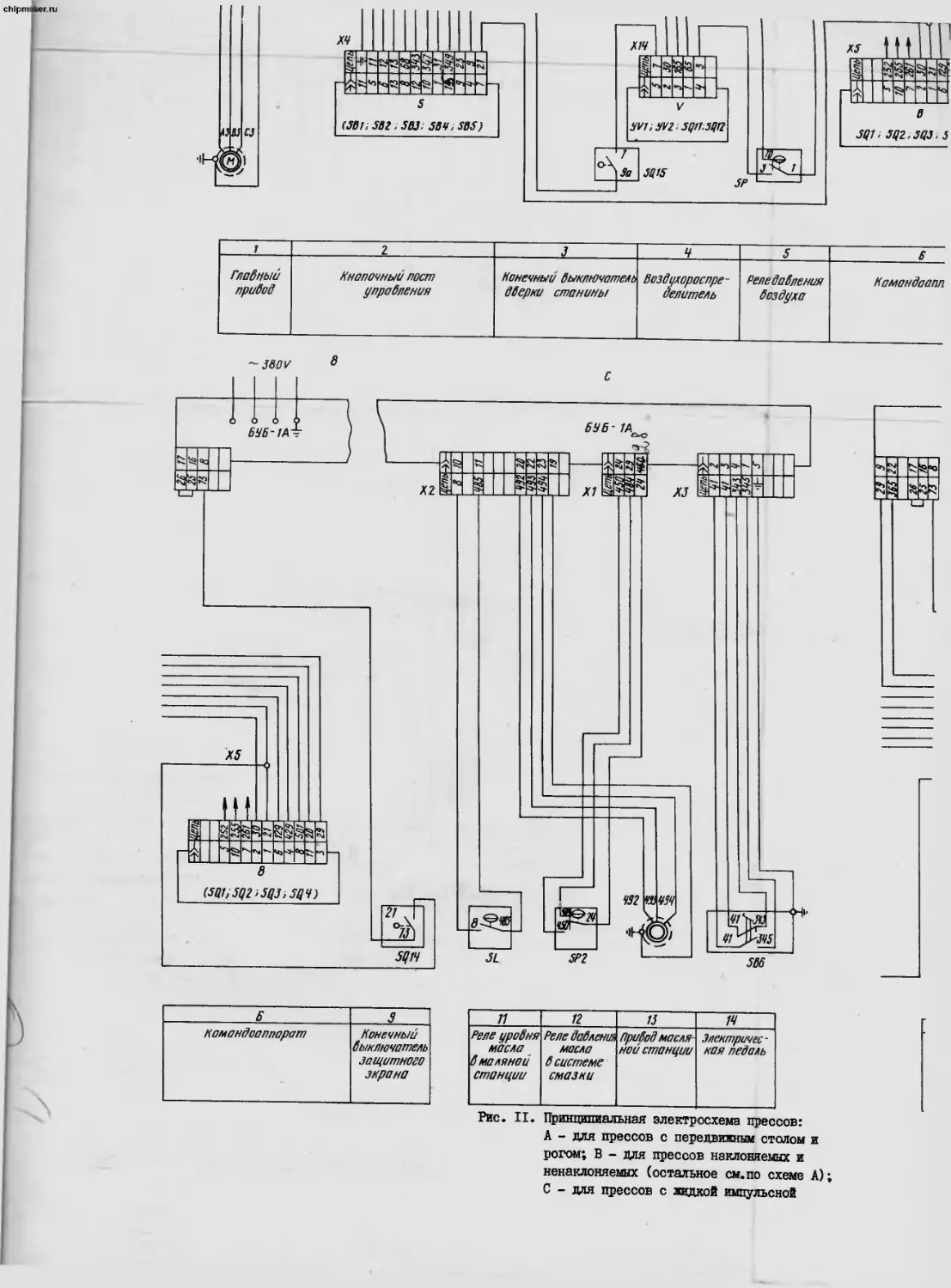
Рис. ЗЬ. Схема электрическая принципиальная (CI * laurte стр. 31):
I - электродвигатель главного привода; П - пост
управления кнопочный; Ш - двурукое включение;
1У - пуск электродвигателя главного привода; У -
общий стоп; У! - стоп непрерывных ходов; УП - дву-
рукое включение; УШ - предохранитель от перегрузки
И - блокировка двери станины; X - воздухораспре-
делитель; XI - реле давления воздуха
- 30 -
chipmaker.ru
Рис. 38. Окончание:
ХП - командоалпарат; ХШ - контроль торлоэнохю пу-
ти и остановка в верхней мертвой точке; Х1У -
остановка в мертвой точке; ХУ - блокировка сопро-
вождения, счетчика ходов и блока управления жид-
кой смазкой; ХУ1 - блокировка устройства контроля
тормозного пути; ХУЛ - выдача команды на средства
механизации; ХУ1П - защитная неподвижная решетка;
XIX - блокировка включения при открытой рабочей
зоне; XX - защитная подвижная решетка УЗМ; XXI -
местное освещен! е; ХХП - педаль управления; ХХШ -
система жидкой смазки; ХХП— привод насоса; ХХУ-
реле давления; ХХУ1 - реле уровня
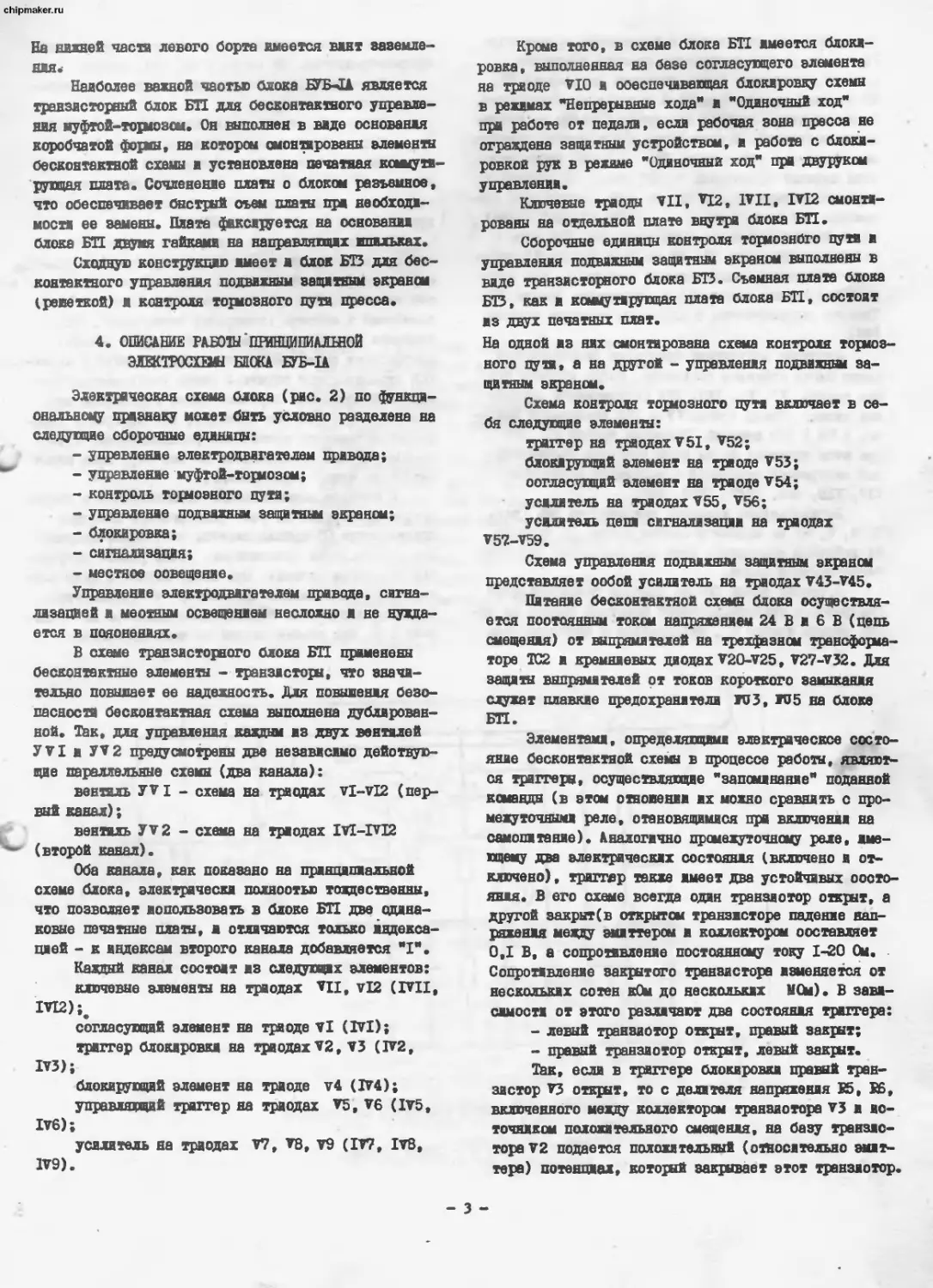
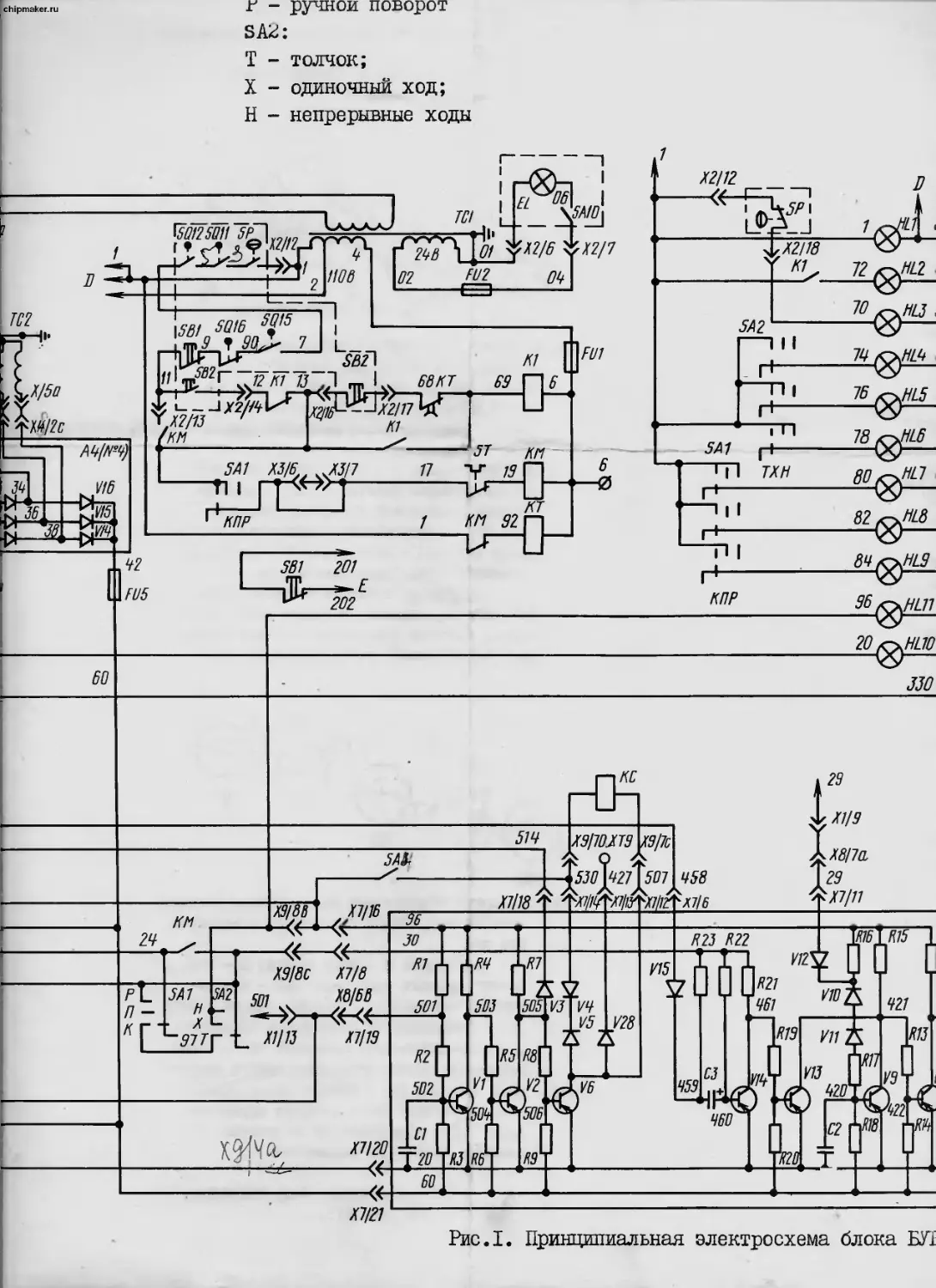
7.2. Описание работы электросхемы (рис.38)
Электросхема предусматривает возможность ра-
6i ты пресса в следующих режимах: "Одиночный ход",
"Непрерывные ходы", "Толчок", "Ручной проворот".
Требуемый режим работы пресса в соответствии
с выбранным органом управления (кнопки или педаль)
устанавливается с помощью переключателей s AI и
SA2, расположенных на блоке БУБ-IA. Контроль за
режимами работы осуществляется с помощью сигналь-
ных ламп:
Нь5 - "Одиночный ход" (зеленый цвет);
Ньб - "Непрерывные ходы" (желтый цвет);
Нь4 - "Толчок" (зеленый цвет);
Нь7 - "Ручной проворот" (зеленый цвет);
HiB - "Управление кнопками" (зеленый цвет);
Н1Э - "Управление педалью" (зеленый цвет).
Работа с подвижным защитным экраном устанав-
ливается переключателем А5 и контролируется
сигнальной лампой - НЧО зеленого цвета.
Перед началом работы включением вводного ав-
томатического выключателя Qi'I на блике БУБ-IA
электрооборудование пресса подключается к цеховой
сети переменного тока. При этом загорается сиг-
нальная лампа BL I "Сеть" белого цвета.
Пуск электродвигателя главного привода произ-
водится нажатием на кнопку SB2. При этом загорается
сигнальная лампа Н^2 "Главный привод" синего цвета.
Требуемый режим работы блока управления смаз-
кой выбирается переключателем -А, расположенным
в блоке БУБ-IA.
ВНИМАНИЕ! При осмотре и ремонте электроаппа-
ратуры вводной выключатель должен быть обязатель-
но отключен.
7.2.1. Режим "Одиночный ход"
Работа в этом режиме возможна от кнопок ЬВЗ,
оВ4 поста управления (синхронное двурукое включе-
ние) и от педали SB6.
Переключатель SA2 ставится в положение "Оди-
ночный ход". Переключателем ^А1 выбирается
способ управления : двурукое кнопками или педалью
Ставится во включенное положение переключатель
ЬАЗ узла контроля тормозного пути. Нажатием кноп-
ки чВ2 производятся пуск электродвигателя и пода-
ча напряжения питания в бесконтактную схему уп-
равления. Работа в данном режиме возможна только
при ограждении рабочей зоны пресса, либо с блоки-
ровкой (сопровождением) рук.
Управление кнопками
Переключатель sai устанавливается в положе-
ние "Кнопки". Нажатием на кнопки ЛЗЗ, SB4 произ-
водится включение УА1, УА2.
Блок БУБ-IA предусматривает синхронное дву-
рукое включение муфт. Система синхронного двуру-
- 31 -
chipmaker.ru
кого включения требует одновременного нажатия
кнопок с интервалом не более 0,5 с • Если кноп-
ки нажаты с интервалом более 0,5 с - включения
хода ползуна не происходит, а схема пресса оказы-
вается заблокированной в отключенном состоянии.
То же происходит и при аварийных замыканиях любой
из кнопок двурукого управления, предотвращая трав-
мирование рабочего и повышая таким образом безо-
пасность обслуживания. При ходе ползуна вниз необ-
ходимо держать кнопки нажатыми до прохождения пол-
зуном опасной зоны: при опускании одной из них,
схема отключится.
Ь конце хода ползуна диски командоаппарата
выходят из щелей конечных выключателей jq I и j,_2,
что вы31 вает отключение муфты. Для последующего
хода ползуна необходимо отпустить и повторно на-
жать обе кнопки, если они были нажаты до оконча
ния хода.
У правление педалью
Переключатель ^А1 устанавливается в положе-
ние "Педаль". При нажатии на педаль „В6 срабаты-
вает электропневматический вентиль УАЗ защитного
устройства УЗМ и сбрасывает сжатый воздух из пневмо-
цилиццра в атмосферу, Под действием пружины защит-
ный экран опускается в крайнее нижнее положение и
перекрывает рабочую зону пресса. При этом включа-
ется бесконтактный конечный выключатель -Л 17,
который дает разрешающий сигнал на срабатывание
муфты. Рабочая зона пресса будет закрыта экраном
до тех пор, пока включена ьуфта пресса.
После завершения рабочей операции при ходе
ползуна вверх по сигналу командоаппарата отключа-
ются муфта пресса и электропневматический вентиль
УАЗ. При этом сжатый воздух поступает в пневмоци-
ииндр и поднимает экран.
Работа схемы происходит так же, как и при
кнопочном управлении.
Контроль тормозного пути
В процессе работы пресса возможно увеличе-
ние тормозного пути.
Причинами этого могут быть износ тормозных накла-
док, П1 падая ;е масла или влаги на тормозные диски
и т.д. Увеличение тормозного пути может привести
к травме. Для предотвращения травм служит устрой-
ство тормозного пути, входящее в состав бескон-
тактного блока управления БУБ-IA. Действует оно
следующим образом.
На диске-экране бесконтактного конечного
выключателя sqI, кроме выреза для управления
вентилем УА1, имеется контрольный вырез, который
должен останавливаться перед uOl не менее, чем
за 15° при нормальной работе муфты-тормоза после
совершения хода ползуна.
Контрольный вырез диска не будет оказывать
отключающего действия при ходе ползуна пниз, т.к.
в этот момент выключатель sq I заблокирован вык-
лючателем з. 4. Перед окончанием хода ползуна в
щели конечных выключателей JQI и з<2 2 входят
основные откл ^чающие вырезы дисков-экранов.
При этом на короткий промежуток времени происходит
включение сигнальной лампы Н 41. Так осуществля-
ется визуальный контроль исправности световой сиг-
нализации для контроля тормозного пути при каждом
одиночном ходе. »~ри повышении допустимого тормоз-
ного пути контрольный вырез диска входит в щель
и, I, который при этом включается, загорается и
длительно горит сигнальная лампа Н L1I красного
цвета, что является сигналом о превышении тормоз-
ного пути. Попытка включения следующего хода при-
водит к срабатыванию пневмоблокировки пневморас-
пределителя и отключению электродвигателя пресса.
7.2.2. Режим "Непрерывные ходы"
Данный режим предусматривает только кнопоч-
ное двурукое управление. Переключатель зА2 ста-
вится в положение "Непрерывные ходы", переключа-
тель j AI в положение "Кнопки".
Нажатием на кнопку oJ 2 производится пуск
электродвигателя. Кнопками о ВЗ, s В4 - включают-
ся муфта и пневмовентиль защитного экрана. Защит-
ный экран останется в крайнем нижнем положении,
пока включена муфта. Ползун пресса автоматически
совершает ходы. Срабатывание конечных выключате-
лей 3Q I и о, 2 не будет оказывать влияния на
работу пресса.
Отключение муфты происходит при нажатии на
кнопку оВ 5. Нажимать кнопку о В5 необходимо до
тех пор, пока выключатели I и SQ 2 срабо-
тают, и ползун остановится. Контроль тормозного
пути в данном режиме не осуществляется (т.к. ко-
нечный выключатель при этом зашунтирован).
7.2.3. Режим "Толчок"
Данный режим предусматривает только кнопоч-
ное управление. Переключатель s А2 устанавливает-
ся в noj ожение " Толчок ", s AI - в положение
"Кнопки". Кнопками ВЗ, s В4 производятся включе-
ние и отключение муфты. Это возможно как при вклю-
ченном, так и при отключенном электродвигателе.
Продолжительность включенного состояния муфты со-
ответствует времени нажатия на кнопки, благодаря
чему ползун можно остановить в нужном положении.
7.2.4. Режим "Ручной проворот"
Данный наладочный режим предусматривает
включение муфты при полностью остановившемся ма-
ховике кнопками зВЗ, оВ4. Переключатель sAI
устанавливается в положение "Ручной проворот". В
зависимости от положения переключателя зА2 муф-
та может быть включена толчком ( i£2 ~ в положение
"Толчок") на один оборот ( оА2 - в положение
"Одиночный ход") или длительно ( ЗА2 - в положе-
ние "Непрерывные ходы").
Отключение муфты производится установкой пе-
реключателя зА2 в любое другое положение, либо
выводом переключателя 3AI из положения "Ручной
проворот".
7.2.5. Работа системы смазки
Блок управления системой смазки БУС, встроен-
ный в БУБ-IA, обеспечивает коммутацию цепей пита-
ния электродвигателя насоса смазки и выдержку вре-
32 -
chipmaker.ru
меня работы электродвигателя при достижении в си-
стене максимального давления.
Смазка подразделяется : на обильную (часту^,
через 63 хода; усредненную, через 255 ходов; но-
минальную, через 511 ходов.
Режим смаьки выбирается переключателем ЗАо,
с помощью которого задается одна из пауз.
Включение электродвигателя насоса смазки воз-
можно только при включенном электродвигателе глав-
ного привода.
В исходное положение узел управления электро-
двигателем смазки приводит замыкающий контакт реле
KI. При этом включаются реле К2, электродвигатель
системы смазки и лймпа сигнализации НЫЗ - "Рабо-
та масляного насоса".
В системе смазки повнпается давление и при
достижении заданного гаснет лампа HU4 - "Конт-
роль давления масла". Своими контактами реле дав-
ления о Р2 размыкает цепь лампы Н П4 и замыказт
цепь включения электронного реле времени блока
БУС-3. После срабатывания реле времени отключает-
ся электродвигатель насоса смазк! .
В случа а недостаточно поступи явей смазки на
пресс электродвигатель можно выключить начатием
на кнопку SBII, совершив принудительную прокачку
системы смазки.
При недопустимом снижении уровня масла сра-
батывает роле уровня s4 и загорается красная
сигнальная лампа Нп 15 - "Контроль уровня масла*.
7.3. Защита
Защита электрооборудования от токов корот-
кого замыкания осуществляется автоматическим вык-
лючателем qfI и предохранителями ьи 1-ги 8.
Защита электродвигателя главного привода MI
от перегрузки осуществляется тепловым реле ьт.
Минимальная гащита электросхемы осуществляет-
ся магнитны! пуска тс л ' КМ.
7.4. Блокировка
Электросхемой пре<_ за предусмотрены следующие
блокировки.
Нулевая блокировка - подача напряжения в
схему пресса не вызывает самопроизвольного включе-
ния электроаппаратов.
Блокировка пневмораспределителя -
обеспечивающая срабатывание микровыключателей
SQ II, SQI2, отключающих электродвигатель и муфту
пресса при нарушении согласованной работы венти-
лей, при залегании одного из пневматических кла-
панов.
Блокировка - не допускающая включение муфты
пресса при открытой рабочей зоне (срабатывает ко-
нечный выключатель aQ 17).
Блокировка муфты пресса с дверкой станины -
не допускающая включение электродвигателя при от-
крытой дверке станины. Срабатывают контакты ко-
нечного выключателя за 15.
Блокировка - обеспечивающая срабатывание ре-
ле ь Р, отключающего электродвигатель и <уфту
пресса при падении давления воздуха в системе.
При этом загорается красная сигнальная лампа Нп 3-
"Нет воздуха".
Блокировка двурукого включения - обеспечива-
ется бесконтактны! конечным выключателем SQ 3, с
помощью кнопок °ВЗ, SB4, которые необходимо на-
жимать до тех пор, пока ползун не пройдет опасную
зону.
Блокировка одиночного хода - при длительном
непрерывно11 нажатии кнопок оВЗ, sB4 (педали SB6)
повторного хода ползуна не происходит, т.к. пере-
ключение схемы управления во включенное состоя-
ние, осуществляемзе'н.з. контактами кнопок (педа-
ли sВ6), требует опускания кнопок (педали SB6)
после каждого одиночного хода.
7.5. Указание по технике безопасности
Электрооборудование пресса должно быть на-
дежно заземлено в соответствии с действующими
"Правилами устройства электроустановок"^ путем
присоединения станины пресса и электрошкафа к
цеховому контуру заземления.
В схеме и конструкции блока управления учте-
ны повышенные требования безопасности к электро-
оборудованию прессов, бесконтактная схема управ-
ления муфтой-тормозом выполнена дублированной.
В схеме блока предусмотрен контроль тормоз-
ного пути.
Рукоятка привода вводного автоматического
переключателя, дверь блока и дверка ниши переклю-
чателей релсимиь запираются на ключ.
Установку режимов работы переключателей Л1
и оА2 производит наладчик. После каждого перек-
лючения ниша переключателей запирается. Положение
переключателей режимов sA2 и органов управления
sAI после каждого переключения необходимо све-
рить по соответствующим светящимся лампам.
Перед работой на прессе необходимо включе-
нием пресса в режиме "Одиночный ход" длительным
непрерывным нажатием кнопок двурукого включения
несколько раз включить муфту и убедиться в исп-
равном действии блокировки единичного хода.
ВНИМАНИЕ! ЗАПИШЕТСЯ РАБОТАТЬ НА ПРЕССЕ
ПРИ НЕИСПРАВНЫХ БЛОКИРОВКАХ!
Обслуживание'электрооборудования осуществля-
ется в соответствии с "Правилами технической
эксплуатации электроустановок потребителей и
правилами техники безопасности при эксплуатации
электроустановок потребителей" и "Инструкцией по
эксплуатации блока управления БУБ-IA".
Подготовка к работе и эксплуатации блока уп-
равления БУБ-IA осуществляется в соответствии с
руководством по эксплуатации блока.
Проверку работы охемы надо производить при
закрытой дверке блока управления БУБ-IA.
При неисправном электрооборудовании рабочий
иолжен остановить пресс, отключить вводной авто-
- 33 -
chipmaker.ru
матический выключатель W I и вызвать электрика.
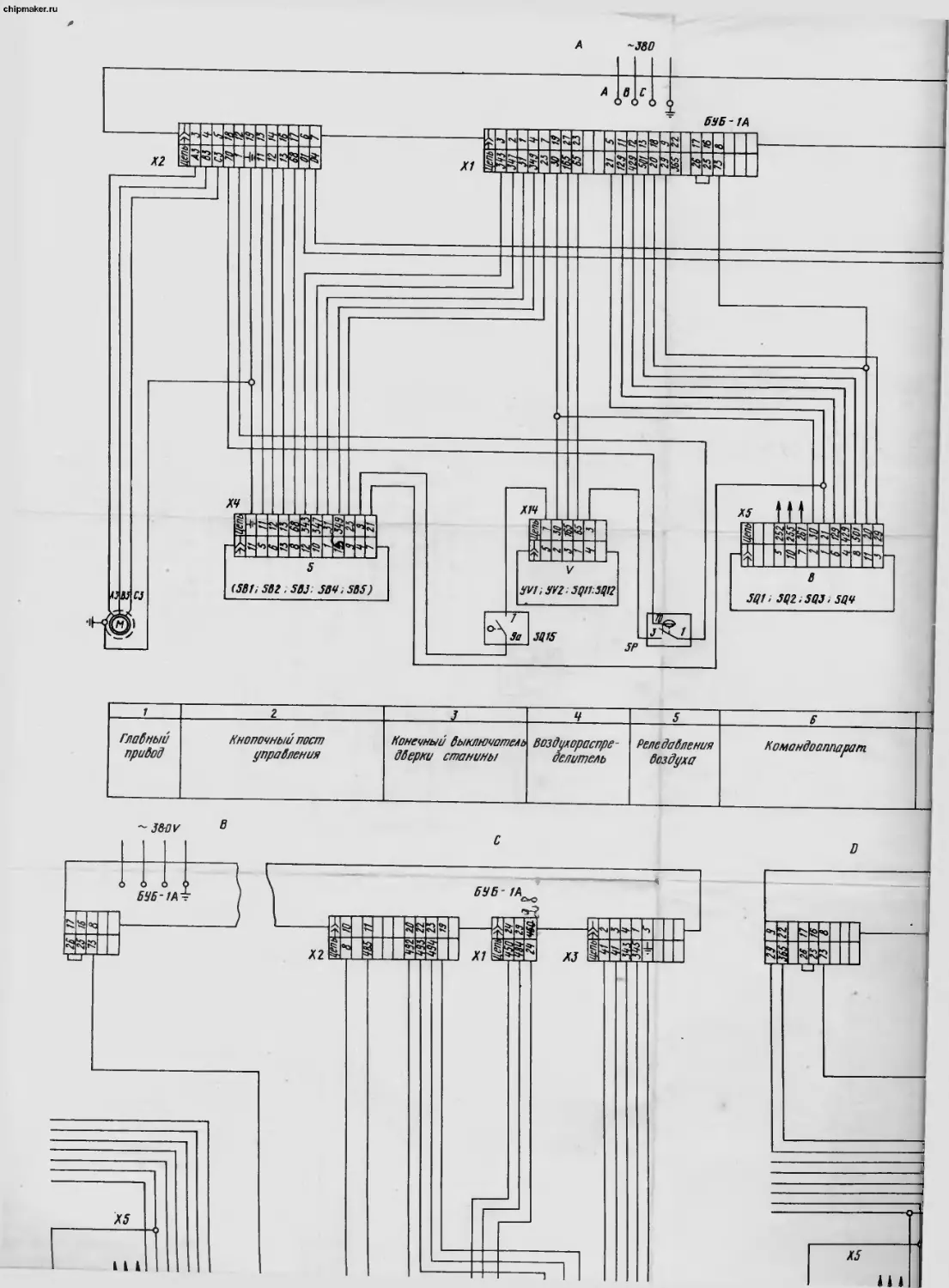
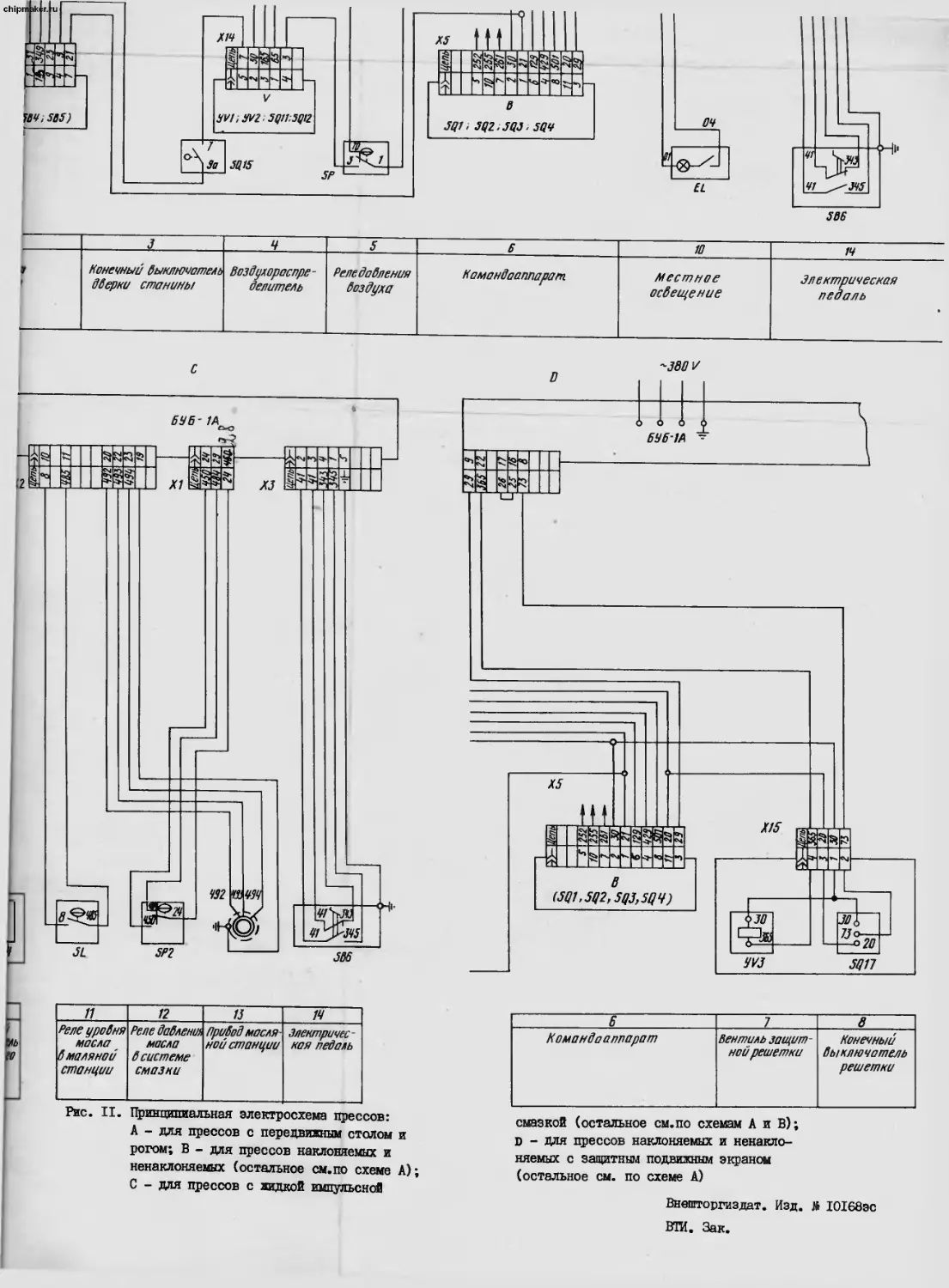
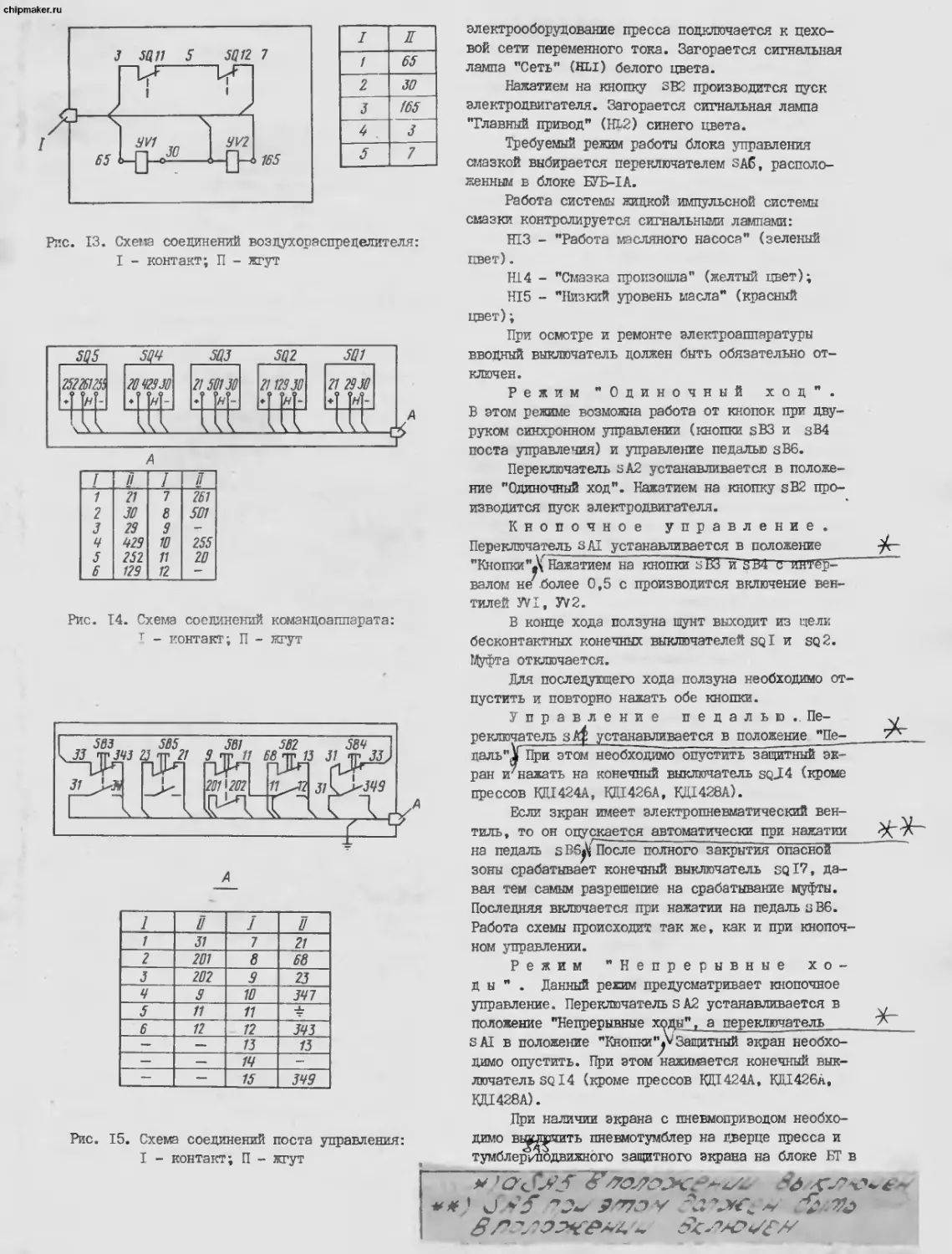
Схемы соединений электрических показаны на
рис.39, 40, '41.
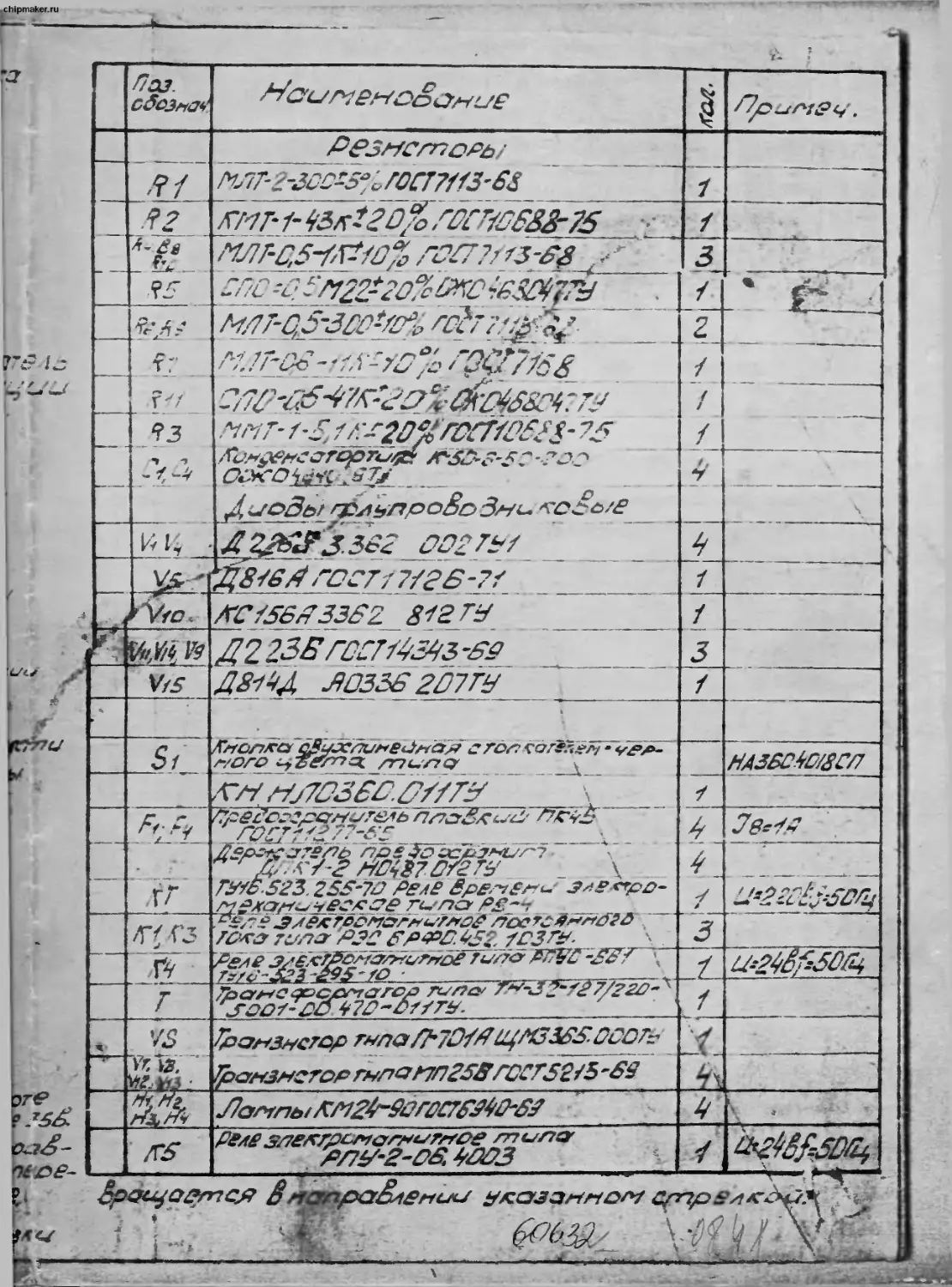
Перечень элементов схемы электрической пред-
ставлен в табл.7 (рис.Зс).
Перечень соединений электрических дан в
табл.Б (рис. 39-41).
Таблица 7
Перечень элементов схемы электрической принципиальной
иоозначенче на рис. ЗЕ Наименование Количество Примечание
А Блок biБ-ТА I
El Лампа МО24-40 I
Светильник НКПОТ-60-101 I
МТ Электродвигатель I
М2 Электродвигатель системы смазки I Комплект ИЦС
ЬВ Пост управления кнопочный I
(аВТ -SB5)
sB6 Педаль электрическая ID-1-М I
SP Реле давления воздуха I
„Р2 Реле давления масла I Комплект ИЦС
SL Поплавковое реле уровня масла I Комплект ИЦС
SQ(SQ1-SQ5) Переключатель бесконтактный ЕВК 201-24 5
T(SQ11,3Q12) Микровыключатель МП2Т02 2 Комплект У7Т24А
SQ 14, SQ 15 Выключатель путевой ВПТ5-2Т622Т54У23 2
SQI6 Микровыключатель Д70Т I
SQ 17 Переключатель бесконтактный ЕВК 201-24 Т
r Пневмоэлектроклапан ГОПК32 2 Комплект У7Т24А
ГАЗ Пневмоэлектроклапаи ГОПКТ2 2
- 34 -
chipmaker.ru
Х5
SQ14
Х14
L—K.
1 _Б5_
2
SB
9? 9а
04
SQ1E
Х15
XI
т
я
I
ХЗ
Ж
Ж
Т
Т
492
41
13
Рис. 39
Ж
SQ11 SQ12
9
9А1 9А2
fl _
01
1
4
493
494
9
10
21
26
20
30
155
J4
484
И
345
41
343
365
65
450
13
14
15
16
Т
£1
70
8
465
1
11
12
201
Ж
9а
11
SB Б
343
SQ15
7 9а
~П~
21
30
~7Г
429
252
129
7_
8
9
Ч
11_
12
~Г
Ж
50L
30
2£1
20
30
УАЗ
165.
31
SQ17
492
1_
1
Y
1
4.
5
1
30
73
20
Ж
ЗВ
I
]Г
12
и
11
SP2
Ч8Ч
□2
347
31
343
13
7
W
349
21
I
11
23
73
|29
345
12
13
14
15
16
1L
18
19
20
тг
429
501
79
22
''З
24
25
26
27
28
29
30
2Е
41
34
АЗ
83
СЗ
01
04
Т
ТЕ
1L
19
20
?L
22
23
24
Т
Т
Г
i
4.
5
I
2
Схема электрическая соединений:
I-контакт; П - привод
chipmaker.ru
SQ
- 36 -
chipmaker.ru
Перечень соединений электрических
Таблица 6
Номер трассы на рис. 3941 Маркировка цен i Данные провода Примечание
марка сечение, мм2 расцветка
I АЗ, ВЗ, СЗ ПВЗ 3x2,5 черны* PMI5
_L_ 1x2,5 зелено- желты*
2 7, 9а пвз 2x1 красный PMI2
3 20, 30, 30, 73, 365+1 рез. ПВЗ 6x1 синий PMI2
4 I, 3, 7G пвз 3x1 красный
5 21, 23, 31, 343, 347, 349 пвз 6x1 синии РМ22 И'.22
9, II, 12, 13 , 68 , 201, 202 + 2 рез. 3x1 красный
-L. 1x2,5 зелено- желтый
492, 493, 494 пвз 3x1 черный PMI5
6 — 1x2,5 зелено- желтый
7 8, 485 пвз 2x1 красный PUI2
8 41, 343, 345 СИНРЙ Кабель FMI5
J_ зелено- желтый КРОН 3xI+IxI
9 20, 21, 29, 30, 129, 252, 255, 261, 409, 501+ 2 рез. пвз 12x1 СИНИЙ РМ22
10 30, 65, 165 + I рез. 3, 7 'L1B3 4x1 2x1 красный
II 24, 450, 484 пвз 3x1 синий PMI2
12 01, 04 пвз 2x1 Красный
13 20, 21, 23, 24, 25, 26, 29, 30, 31, 65, 73, 129, 165, 343, 347, 349, 365, 429, 450, 484, 501 + +3 реэ. пвз 24x1 синий
14 АЗ, ВЗ, СЗ пвз 3x2,5 черный РМ32
492, 493, 494 3x1 черный
1x2,5 зелено- желтый
01, 04, I, 8, II, 12, 13, 68, 70, 485 + 2 рез. 12x1 красный
17 9, 9а пвз 2x1 красный FMI2
Возможные неисправности в работе электрооборудования
и методы их устранения
Неисправность Вероятная причина Метод устранения
Не включается электродвигатель Не горят сигнальные лампы на панели сигнализации Не включается муфта Сгорание плавких вставок предохра- нителей FUl, FU?. FU 8 в блоке БУБ-IA Сгорание плавкой вставки предохра- нителя FU 2 Сгорание плавкой вставки предохра- нителей 3, * и 5 на блоке БТ Обрыв цепи 21 или 30 конечных вык- лючателе;, SQ I, bQ 2 Сгоревшую плавкул вставку зате- ните Сгоревшую плавкую вставку заме- ните Сгоревшую плавкую вставку заме- ните Неисправную цепь отремонтируйте
- 37 -
chipmaker.ru
Неисправность Вероятная причина Метод устранения
Не включается муфта Пробой триода 4 у 24 Пробой триода 4 v23, обрыв или пробой конденсатора 4CI Неисправный триод замените Неисправный триод и конденсатор замените
Не включается муфта от кнопок двурукого синхронного включе- ния. От педали включение нор- мальное Не включается реле KI из-за пере- коса мостика размыкающего контак- та кнопки ° В2 Обрыв цепи размыкающих контактов кнопок бВЗ. ОВ4. Пробой одного из триодов 2 У4, 2 VI0, 2 V 13, 2 у 14 или обрыв цепи триодов 2 у4, 2 vIO, 2 уЗ, 2 у 9 Неисправную кнопку замените Неисправные цепи отремонтируйте Неисправную плату замените резер- вной
Не включается муфта от педали. От кнопок двурукого управления включение нормальное Обрыв цепи размыкающих или замы- кающих контактов педали. Замыка- ние в цепях контактов педали Неисправные цепи отремонтируйте
Не включается муфта при рабо- те с подвижным защитным экра- ном Замыкание или обрыв цепи конечно- го выключателя оЦ 17 Пробой или обрыв цепи триода 4 г25 Обрыв цепи триода 4 v24 Неисправный БЕК замените Неисправный триод замените
При нажатии кнопок или педали включается только один канал Внутренний обрыв в одном из ко- нечных выключателей SQ I, 8Q 2 Неисправный БВК замените
управления Неисправность одной иэ плат Ji I блока БУБ-IA Неисправную плату 5 I замените резервной
Пробой триода I VI6 или обрыв цепи триода I 414 Неисправный триод замените
Отключение муфты в начале хода с отключением электродвигателя Пробой триодов 2 у 35, 2 у 34 или обрыв цепи триодов 2 V3I, 2 V36 Неисправную плату * 2 заменить резервной
Зазор между нижней кромкой диска командовала- ата и основанием цепи БВК более 6 мм Установите зазср 6 мм
Нет режимов (для прессов без УЗМ-4) Переключатель зА5 включен Установите переключатель SA5 в нижнее выключенное положение
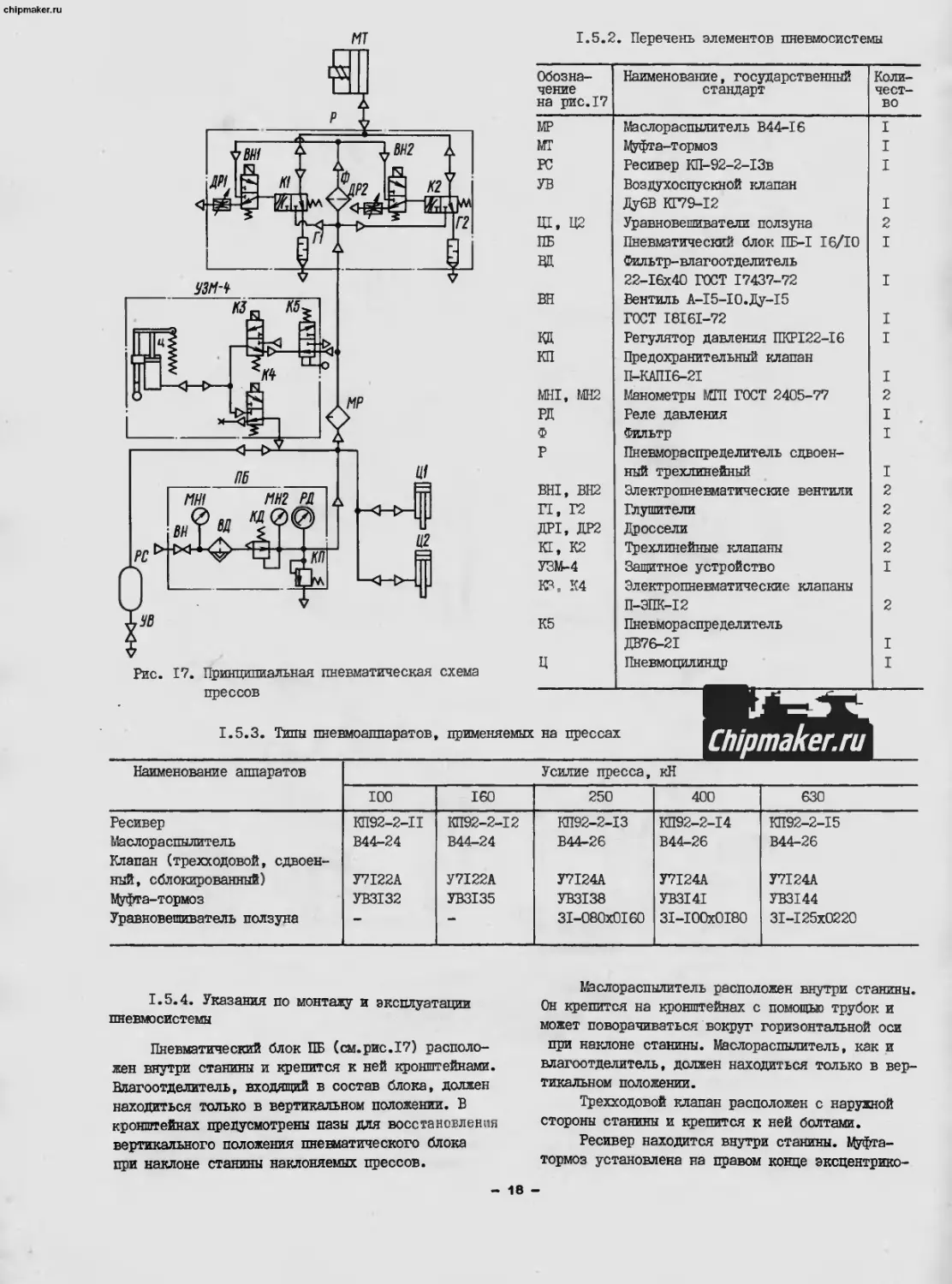
8. ПНЕЕМАТИЧЕСКАЯ И СМАЗОЧНАЯ СИСТЕМА
8.1. Пневматическая система Перечень элементов схемы пневматической призе
Схема пневматическая принципиальная показана ден в табл. 9.
на рис.42.
Таблица 9
Перечень к схеме пневматической принципиальной
Обозначение на рис.42 Наименование Количество Примечание
UP иаслораспылитель B44-I6 I
III, U2 Уравновешиватель 31-80x0180 2
PC Ресивер ЕП92-2-13В I
МТ Муфта-тормоз УВ3138 I
УВ УЗМ Клапан воздухоспускной Ду 6Е Защитное устройство УЗМ4-25/1 I
КЗ, К4 Электропневмоклапан П-ЭПК-12 2
К5 Пневмораспределитель ДВ 76-21 I
Ц ПБ Пневмоцилиндр Пневмоблок подготовки воздуха П-616.21.02 I
КО Пневмоклапан обратный I
PI; Р2 Пневмораспределитель г / 2
- 38 -
chipmaker.ru
Продолжение табл. 9
Обозначение на рис.42 Наименование Количество Примечание
ФВД Филь тр-вл агоотдели тель I
КР Пневмоклалан редукционный I
МН Мансм€ гр, кл. точн<_ сти 2,5 I
РД Пневмоэлектропреобразователь I
КП Пневмоклалан предохранительный I
р Пневмораспределитель I У7124А
KI, К2 Пневмоклалан трехлинейный 2
КЭ1, КЭ2 Электропн звлоклапаи 2
Ш, П2 Пневмопривод 2
Г Глушитель металлокерамический I
Др1, Др2 Дроссель 2
МТ
Рис.
Уй
42. Схема пневматическая принципиальная
- 39 -
chipmaker.ru
8.1.1. Описание работы
Давление воздуха, поступающего из общезавод-
ской магистрали, должно быть не менее 0,5 МПа.
Включение и отключение воздушной сети пресса
производятся запорным вентилем. Сжатый воздух по-
ступает из воздушной сети и пневмоблока подготовки
воздуха. Пневмоблок представляет собой комбиниро-
ванный аппарат филыр-регулятор, к которому при
помощи болтового соединения пристыкованы: входной
вентиль, манометр и выпускной клапан. Сжатый воз-
дух (рис.43) поступает во входное отверстие венти-
ля 2 и при вывернутом штоке 3 вентиля отжимает
клапан I с пружиной, попадает во входное отверс-
тие фильтра-регулятора 4. Проходя через крыльчат-
ки 17,сжатый воздух получает вращательное движе-
ние, в результате чего происходит отделение ка-
пельной влаги и механических примесей, которые по
стенке стакана перемещаются вниз; в дальнейшем,
при движении воздуха к дефлектору 16, происходит
поворот потока воздуха к фильтрующему элементу 15,
который осуществляет окончательную фильтрацию
воздушного потока. На выходе из фильтрующего эле-
мента находится входное отверстие регулятора дав-
ления, проходя через которое воздух стремится
закрыть клапан 7, который через жесткий центр 8
и нагрузочный винт 5 связан с задающей пружиной 6.
Открытие клапана 7 определяет уровень давления
сжатого воздуха на выходе из фильтра-регулятора.
Пневмоклапан редукционный настраивается на
0,45 МПа. Затем сжатый воздух поступает на выход
из блока через выпускной клапан 9, представляю-
щий собой патрубок для прохода воздуха, в котором
имеется подвижный затвор 10, который.перемещаясь
вверх до отказа,осуществляет выпуск спатого возду-
ха из системы, при этом шток 3 входного вентиля 2
должен быть завернут.
Реле давления 12, отключающее пресс при паде-
нии давления ниже 0,35 МПа,настраивается при помо-
щи винта 13 на необходимую величину срабатывания.
Реле давления расположено на корпусе фильтра-регу-
лятора.
При наличии необходимого уровня давления в
системе мембрана, расположенная в нижней части
корпуса реле, перемещается вверх и толкателем за-
мыкает нормально открытый и размыкает нормально
закрытый контакт микровыключателя.
При падении давления ниже допустимого значе-
ния контакты микровыключателя занимают исходное
положение.
Ручной Конденсатоотводчик II устанавливается
в прозрачном стакане фильтра-регулятора 4 и пред-
назначен для выпуска из блока отдельного конденса-
та. Конденсатоотводчик состоит из корпуса, который
крепится в стакане при помощи гайки. В корпусе пе-
ремещается шток, который шариком перекрывает сед-
ло, соединяющее полость стакана с атмосферой.
Автоматический конденсатоотводчик 14 предназ-
начен для автоматического удаления конденсата из
блока по мере его накопления и устанавливается в
прозрачном стакане фильтра-регулятора 4. Автомати-
ческий конденсатоотводчик состоит из корпуса, в
котором подпружиненный поршень, перемещающийся при
всплытии поплавка, открывает дренажное отверстие
для отвода отделенного конденсата. По мере опуска-
ния поплавка в исходное положение дренажное от-
верстие для выпуска конденсата закрывается. Кор-
пус в стакане фильтра-регулятора крепится при по-
мощи гайки.
8.1.2. Возможные неисправности в работе
пневмоблока и методы их устранения
Неисправность и внешние признаки Вероятная причина Метод устранения
Появление утечек по стыкам Отсутствие регулировки выходного давления Недостаточно подтянуты соеди- нения Разрыв мембраны Подтянуть соединения, при не- обходимости заменить уплотне- ния Заменить мембрану
Не обеспечивается необходимый расход сжатого воздуха Засорение фильтрующего эле- чента Промыть и продуть сжатий воз- духом фильтрующий элемент. В случае отсутствия эффекта - заменить фильтрующий элемент
Подтекание через подвижные соединения конденсатоотводчика Засорение каналов для отвода конденсата Разобрать конденсатоотводчик, удалить грязь, промыть, сма- зать, установить на место
Затруднено перемещение подвижного затвора выпускного клапана Отсутствие смазки, засорение уплотнительных колец Удалить грязь, смазать уплот- нительные кольца
8.1.3. Пневмораспределитель (рис.44)
Клапан предохранительный КП соединен с поло-
стью ресивера. Он настроен на давление 0,5 МПа и
опломбирован. Из пневмоблока воздух поступает че-
рез пневмораспределитель сдвоенный трехлинейный
к муфте-тормозу МТ.
Управление работой муфты-тормоза осуществля-
ется через пневмораспределитель сдвоенный трехли-
нейный с условным проходом Dy = 25 ш. Пневморас-
chipmaker.ru
Рис. 43. Пневмоблок подготовки воздуха
- 41
chipmaker.ru
Рис. 44. Пневмораспределитель трехлинейный
сдвоенный с пневматической блокировкой:
I - отвод к рабочему органу; П - подвод
пределители предназначены для изменения направле-
ния потоков воздуха в пневматических и электро-
пневматических системах управления кузнечно-прес-
совых и других машин. Пневмораспределитель вклю-
чает в себя два трехлинейных пневмоклапана 2, два
злектрогневмоклапана 3, устройство контроля не-
исправности одного из трехлинейных клапанов или
одной из электрических цепей управления, состоя-
щее из двух пневмоприводов 4 и микропереключате-
ля 5, и металлокерамический глушитель I.
Сжатый воздух подводится к входу -ь" и отво-
дится к рабочему органу через выход “а".
При включенном сдвоенном пневмораспределите-
ле сжатий воздух заперт клапанами 2 в полостях с
и через дроссели 6 и камеры "е* поступает к электро-
пневмоклапанам 3 и пневмоприводам 4. Выход "а" при
этом соединен через полости"к"и глушитель I с ат-
мосферой.
При подаче электрического сигнала к электро-
пневмоклапанам 3 сжатый воздух поступает в полос-
ти "а" управления клапанов 2, последние перемещают-
ся, разобщая полости"к*с атмосферой. При этом
сжатый воздух из камер "с" приходит на выход “d" .
Если один из клапанов 2 не включился (на
рис.44 левый), то сжатый воздух из камеры с ле-
вого клапана сбрасывается в атмосферу через каме-
ру правого клапана,канал 1g* и камеру левого клапа-
на. При этом давление в полости "е левого клапана
снижается, срабатывает пневмопривод 4 и выдается
сигнал о неисправности.
Таким образом, при несрабатывании одного из
пневмоклапанов на включении (или отключении) сжа-
тый воздух не поступает к рабочему органу машины
и сбрасывается в атмосферу через одну сработав-
шую секцию.
Включение сдвоенного пневмораспределителя
возможно только после устранения неисправности.
8.2. Смазочная система
8.2.1. Схема смазки прессов показана на рис.
45.
Смазка прессов разделяется:
- на централизованную жидкую смазку от насо-
са с электроприводом (система смазки импульсного
действия), которая обслуживает следующие точки:
подшипники вала эксцентрикового, подшипник шатуна,
направляющие ползуна (см.рис.46).
Номинальное давление масла на выходе из кла-
панов - 1,6 МПа, максимальное - 1,8 МПа;
chipmaker.ru
С
Рис. 45. Схема смазки прессов:
А - не наклоняемый пресс,исполнения I, 2
В -Наклоняемыйпресс,исполнения I, 2
С - пресс с передвижным столом,исполне-
ния I, 2
D - ненаклоняемый пресс,исполнение 3
Е - наклоняемый пресс,исполнение 3
- на индивидуальную ручную шприцем, кото-
рая обслуживает следующие точки: подшипники ыаховл-
ка, подшипники вала промежуточного, винт механизма
подъема стола, втулку эксцентриковую;
- на индивидуальную ручную набивкой, которая
обслуживает следующие точки: подшипники воздухо-
подводящей головки; винт шатуна; Пальцы »уфты-тср-
моза; подшипники электродвигателя, механизма нак-
лона; механизм подъема стола;
- на индивидуальную пучную заливкой, кото-
рая обслуживает следующие точки: зубчатую пару,
вал эксцентриковый ( вал промежуточный), шаровую
опору .уравновешиватель ползуна, маслораспылитель.
Контроль за поступлением смазки к смазывае-
мым точкам осуществляется визуально.
Контроль периодичности смазки осуществляется
по счетчику числа ходов.
Контроль уровня смазки в шаровом соединении,
картере, маслораспылителе осуществляется визу-
ально. Масло должно быть залито до уровня вкла-
дыша шарового соединения, в картере до середины
смотрового глазка, в маслораспылителе - до риски
уровня на стакане, через пробки, установленные на
указанных узлах.
8.2.2. Работа системы смазки импульсного дей- -
ствия.
Система осуществляет дозированную подачу
смазочного материала в определенные промежутки
времени, установленные оптимальным режимом работы
оборудования.
Насос нагнетает масло по первичному трубопро-
воду к дозирующим устройствам (питателям), от ко-
торых смазка точными дозами по вторичному трубо-
проводу подается к парам трения и создает в систе-
ме давление, необходимое для срабатывания питате-
лей. В это время реле давления, установленное,
как правило, в конечной точке системы, дает коман-
ду на отключение электродвигателя станции смазки.
Для нормальной работы питателей необходима их пе-
риодическая перезарядка, которая возможна при
сбросе давления, осуществляемого разгрузочным
устройством, которое установлено внутри станции
смазки.
Разгрузочное устройство или разгрузочный
клапан во время перезарядки питателей поддержива-
ет в системе давление несколько выше атмосферного,
во избежание попадания в систему воздуха.
Управление работой питателей в автоматичес-
ком режиме осуществляется через блок управления,
который получает команду от реле давления, уста-
навливаемого в самой отдаленной точке системы.
8.2.3. Указания по монтажу и эксплуатации.
ЕНИМАНИЕ! Новый пресс рекомендуется обильно
смазать в. течение первых 15 дней работы (переклю-
чатель режимов смазки в блоке БУБ-IA установить
в положение 63).
В дальнейшем необходима регулярная смазка
согласно карте смазки. Перечень точек смазки, рас-
ход смазочного материала, периодичность смазки и
применяемый смазочный материал приведены в табл. 10.
43 -
chipmaker.ru
Экспликация системы смазки
Номера точек смазки Наименование Режим смазки Вид смазки Число циклов Подача смазки, см3/цикл
I Подшипник шатуна Импульсная Масло Через 0,2
2, 3 Опоры вала эксцентрикового централизован- Яндустри- 511 ходов 0,05
4, 5, 6, 7 8, 9. 10, II Направляющая левая Направляющая правая ная альное И-40А ГОСТ ’ 20799-75 ползуна 0,02 0,02
Перечень элементов устройств системы смазки
Обозначение Наименование Количество Примечание
СС Станция смазки И-ЦСЭ-2,5.01 I
РД П1 Реле давления МРД-25 Питатель 1-002-002-002-005-005-2 ГОСТ 10614-75 I I Входит в И-ЦСЭ-2,5.01
П2 Питатель 1-002-002-002-002-002-1 ГОСТ 10614-75 I
ПЗ Питатель 2-020-1 ГОСТ 10614-75 I
ПУ Пульт управления ЭПУ-I или И-ЦСЭ-2,5 I
Рис. 46. Схема принципиальная централизованной
системы смазки
- 44 -
chipmaker.ru
Перечень точек смазки
Таблица 10
t 51 । Погжгжя наjpnc. Расход сма- зочного ма- териала, Периодичность смазки Смазываемая точка Куда входит Смазочный материал
I 2, 3 4-If См.рис.46 Через 511 ходов ползуна Подшипник шатуна Опоры вала эксцентрикового Направляющие ползуна Ползун Станина Ползун Масло Индустриаль- ное И-40А ГОСТ 20799-75
12 13 14 15 20 400 200 По мере расхода I раз в 5 дней По мере расхода I раз в 5 дней Станция смазки Шаровая опора Маслораспылитель Уравновешиватель ползуна Маслопровод Ползун Воздухопровод Установка уравнове- шивателя Масло Индустриальное И-2ЭА ГОСТ 20799-75
16 17 18 19 20 21 22 23 24 50 10 I раз в год I раз в 6 месяцев Подшипники электродвигателя Подшипники воздухоподводящей головки Электрооборудование Установка муфты- тормоза Смазка ЦИАТИМ-221 ГОСТ 9433-80
40 I раз в 2 месяца Подшипники маховика Установка муфты- тормоза Chh
40 10 40 10 20 30 I раз в 2 месяца I раз в месяц I раз в 2 месяца I раз в 5 дней I раз в 8 месяцев I раз в месяц Пальцы муцтты-тормоза Винт шатуна Подшипники вала Втулка эксцентриковая Механизм наклона станины Механизм подъема стола Установка муфты- тормоза Ползун Вал промежуточный Вал эксцентриковый Механизм наклона Механизм подъема стола Miaker.ru
chipmaker.ru
Перечень применяемых смазочных материалов
и их аналогов указаны в табл. II.
Таблица II
Перечень применяемых смазочных материалов
Смазка, изготовляемая в СССР Смазка, изготовляемая иностраниал фирмами
Для стран с умер Индустриальное И-20А ГОСТ 20799-75 Индустриальное И—40А ГОСТ 20799-75 енным климатом Benzine uL-J2 Shell Vi tree 27 Benzina OT-TJC Benzine OL-J 6 TGL H5O Shell '-Calpa 200 W 6SSR OL—J4
Для стран с тропическим климатом
Индустриальное И-20А ГОСТ 20799-75 Shell Texilla oil 27 Shell Tonne oil 27 Shell Turbo oil 27 Shell Vitreadil Aero Shell Grease-68-7-8
Индустриальное И-40А ГОСТ 20799-75 PTB-783-844-806 Aero Shell Grease-SA-14 Mil-G-7187; Am1 DTD 806B
Смазка ЦИАТИМ-221 ГОСТ 9433-80 Shell-Aero Shell 8, Aero Shell 14, ЕЦО-Bedcon EPJOO
9. ПОРЯДОК УСТАНОВКИ ПРЕССА
При складировании пресса на заводе-потреби-
теле до установки допускается его хранение в упа-
кованном виде. Хранение должно производиться в
соответствии с правилами хранения машин, приборов
и других технических изделий. В окружающей среде
не должно быть пыли, кислотных и других паров,
вредно действующих на материалы, из которых изго-
товлены комплектующие изделия пресса. Температура
окружающего воздуха должна быть не менее 5 °C.
9.1. Распаковка
Пресс поставляется в собранном виде, упако-
ванным со всеми комплектующими деталями и узлами.
При распаковке сначала снимается верхний щит
упаковочного ящика, а затем боковые. Необходимо
следить за тем, чтобы не повредить пресс инстру-
ментом.
После распаковки следует осмотреть пресс и
проверить комплектность поставки согласно упако-
вочной ведомости.
9.2. Транспортирование
Пресс зачаливают за отверстия, расположенные
в верхней части станины. При подъеме его с сала-
зок необходимо иметь в виду, что центр тяжести
пресса смещен относительно оси в сторону махови-
ка.
Транспортирование пресса в распакованном
виде следует производить согласно схеме (рис.47).
Подъем пресса должен производиться плавно, беи
резких рывков. Зачаливание тросод за выступающие
части не допускается. При подборе чалочных прис-
пособлений необходимо учитывать массу пресса, ука-
занную в паспорте, а перед установкой на фунда-
мент необходимо тщательно очистить пресс от анти-
коррозийных покрытий, нанесенных на обработанные
открытые и закрытые ограждениями поверхности. Очи-
стка производится деревянной лопаточкой и ветошью.
Окончательно покрытия удаляются керосином или
авиационным бензином, а затем чистые поверхности
покрывают тонким слоем смазки.
При транспортировании необходимо применять
двухпетлевой трос длиной 2,5 м, диаметр стально-
го каната - 8,4 ш.
- 46 -
chipmaker.ru
9.3. Установка пресса на фундамент
Установка пресса на фундамент производится
по уровню с помощью клиньев. Пресс выверяют по
плоскости стола в продольном и поперечном направ-
лениях. Отклонение плоскости стола от горизон-
тального положения не должно превышать 0,1 ш на
1000 мм в обоих направлениях. Затем колодцы фун-
даментных болтов заливают бетоном. После его за-
твердевания затягивают гайки фундаментных болтов,
проверяя горизонтальность плоскости стола.
Электрошкаф следует установить с левой сторо-
ны пресса так, чтобы с рабочего места была хорошо
видна световая сигнализация. Подсоединения элект-
рооборудования пресса к электрошкафу и заводской
электросети к клеммам электрошкафа производятся
согласно монтажной схеме. Проводку электропрово-
дов выполняют в трубах, учитывая местные условия.
Для проводки в фундаменте должны быть предусмотре-
ны соответствующие углубления. После этого подклю-
чают пневмосистему пресса к заводской пневмосети
гибким шлангом. Давление сжатого воздуха в цехо-
вой пневмосети должно быть не менее 0,5 МПа.
ВНИМАНИЕ! ЗАПРЕЩАЕТСЯ ВКЛЮЧАТЬ ГЛАВНЕЙ ВЫКЛЮ-
ЧАТЕЛЬ РАСПРЕДЕЛИТЕЛЬНОГО ШКАФА ДО ПОЛНОГО ПОДСО-
ЕДИНЕНИЯ ВСЕХ ПРОВОДОВ.
Пресс и электрошкаф перед подключением к
электросети должны быть надежно заземлены.
Прессы ненаклоняемые с передвижным столом
могут быть установлены с применением виброизоли-
рующих резинометаллических опор типа 0B-3I. Прес-
сы устанавливаются на 4-х виброопорах в местах,
где предусмотрены отверстия для фундаментных бол-
тов (рис.48). Опоры крепятся к станине приподнято-
го и удерживаемого на весу пресса. При этом необ-
ходимо несколько вывернуть болт I, чтобы он не
проходил насквозь регулировочную гайку 2 и не упи-
рался в крышку опоры 4, что можно определить по
состоянию гофрированной пружины 3. Закрепив опо-
ры гайками на станине, пресс опускают и проверяют,
все ли опоры равномерно нагружены. Если какая-ли-
бо опора не догружена, то ее регулируют, ввинчи-
вая проходной болт. То же самое делают при провер-
ке горизонтальности стола пресса. Максимальный
диапазон регулирования уровня установки для опор
10 мм. Прессы на виброопорах устанавливаются на
бетонных площадках толщиной не менее 100 мм с от-
клонением горизонтали не более 4 мм на длине 2 м.
9.4. Подготовка к первоначальному пуску
и первоначальный пуск
При подготовке пресса к первоначальному пус-
ку необходимо выполнить все требования разделов
"Пневматическая и смазочная системы" и "Электро-
оборудование" .
До начала пробного пуска обслуживающий пер-
сонал должен изучить данное руководство по эксп-
луатации и пройти инструктаж по технике безопас-
ности.
Рис. 47. Схема транспортирования прессов
Рис. 48. Установка пресса на виброизолирующей
реэинометаллической опоре
Перед пробным пуском необходимо проверить:
- отсутствие консервационного покрытия на
отработанных поверхностях и нанесение тонкого
слоя смазки;
- работу системы смазки пресса;
- натяжение клиновых ремней;
- затяжку всех болтов и гаек и их стопорение;
- показание манометра регулятора давления;
- вращение маховика, провернув его вручную;
- заземление пресса, электродвигателя и ос-
тальной аппаратуры;
- исправность электрооборудования и подключе-
ние его к цеховой электросети.
Затем включением автоматического выключателя
в электрошкафу подать напряжение на силовые цепи.
При этом должен загореться сигнал "Напряжение по-
дано".
Если сигнал не загорается, проверить наличие
напряжения в сети. Перед первоначальным пуском на
- 47 -
chipmaker.ru
видном месте должны быть вывешены краткие правила
соблюдения техники безопасности во время работы
на прессе.
При пробном пуске необходимо:
- убедиться в соответствии пресса нормам
точности.При необходимости отрегули-
ровать зазоры в направляющих ползуна и станины;
- включить электродвигатель нажатием на кноп-
ку "Пуск двигателя" и,после того как маховик набе-
рет полное число оборотов, проверить направление
его вращения;
- установить переключатель на режим "Одиноч-
ный ход" и проверить, горят ли лампочки режима;
- проверить работу муфты-тормоза.
Если ползун не останавливается в верхнем по-
ложении, следует отрегулировать положение паза на
диске командоаппарата, управляющего работой трех-
ходового клапана;
- проверить работу пресса в режиме "Непрерыв-
ные ходы", установив соответствующий переключа-
тель. При этом должна загореться сигнальная лампа
желтого цвета. Остановка рабочего хода пресса про-
изводится нажатием на кнопку "Стоп" на пульте уп-
равления.
Для нормальной приработки всех частей пресса
рекомендуется не загружать пресс наибольшим прес-
сующим усилием в течение первых восьми - десяти
смен.
10. ПОРЯДОК РАБОТЫ ПРЕССА
10.1. аладка пресса
При наладке пресса следует пользоваться толь-
ко режимом "Ручной проворот", на который устанав-
ливается режимный переключатель.
Наладку пресса при установке штампа необходи-
мо производить в следующей последовательности:
- снизить давление воздуха в сети до 0,25 МПа;
- опустить ползун пресса в крайнее нижнее по-
ложение ;
- убедиться, что штамповое пространство прес-
са может вместить штамп с учетом толщины заготов-
ки штампуемого изделия;
- снять прижим;
- вращая винт 5 шатуна (см.рис.32), отрегули-
ровать глубину опускания пуансона в матрицу. При
этом надо обеспечить проталкивание изделия через
матрицу в вырубных штампах или нормальную величи-
ну вертикального зазора в других типах штампов;
- закрепить верхи»п половину штампа и прове-
рить ее прилегание к ползуну.
Между сопряженными поверхностями не должен
входить щуп толщиной 0,05 мм;
- при необходимости закрепить верхнюю плиту
штампа болтами;
- отрегулировать положение упоров 3 коромыс-
ла выталкивателя 13 при верхнем положении ползу-
на (в случае штамповки в штампе с верхним вытал-
кивателем). При этом нужно следить, чтобы упоры
3 не мешали ползуну занять крайнее положение. Для
настройки выталкивателя необходимо поворотом ма-
ховика вручную поднять ползун в крайнее верхнее
положение, затем опустить винты крепления упоров,
подвести последние к коромыслу выталкивателя 13,
обеспечив необходимый зазор, и закрепить упоры
винтами;
- отрегулировать необходимую величину хода
ползуна. Регулировка (си.рис.31) производится
следующим образом: ослабить болт 5. Вращая гайку
3, ломиком вывести эксцентриковую втулку 2 из за-
цепления с валом I. При этом во избежание смеще-
ния шатуна необходимо периодически вращать вал
за маховик в любом направлении на 60-90°, устано-
вив режим "Ручной проворот".
Вращая лимикиь. эксцентриковую втулку, уста-
новить необходимую величину хода ползуна, совме-
щая деление на линейке эксцентриковой втулки с
риской на эксцентриковом валу.
Установив необходимую величину хода ползуна,
вращением гайки 3 ввести в зацепление втулку 2
с эксцентриковым валом I и затянуть болт 5 - пос-
ле установки величины хода ползуна, положения в
верхней мертвой точке и положения упоров выталки-
вателя, необходимо провернуть маховик вручную
для проверки правильности наладки пресса, а за-
тем уже включить электродвигатель и сделать нес-
колько холостых ходов в режиме "Одиночной ход";
- в прессах с передвижным столом,после уста-
новления необходимого межштампового расстояния,
выставить стол параллельно нижней плоскости пол-
зуна;
- при необходимости,установить нужный угол
наклона станины с помощью механизма наклона (в
наклоняемых прессах).
ШИМАНИЕ! НАСТРОЙКУ И НАЛАДКУ ПРЕССА ПРОИЗ-
ВОДИТЕ ТОЛЬКО ПРИ ВЫКЛЮЧЕННОМ ЭЛЕКТРОДВИГАТЕЛЕ И
ОСТАНОВЛЕННОМ МАХОВИКЕ.
10.2. Режимы работы
В зависимости от выполняемых работ и наличия
средств механизации и управления прессом предус-
мотрены следующие режимы работы:
-"Одино чный ход" Кнопочное включение (двуру-
кое) и педальное;
-"Непрерывные ходы;
-"Толчок";
-"Ручной проворот".
10.2.1. Режим"0диночный ход" предусматрива-
ет работу пресса от кнопок двурукого управления и
от педали.
Переключатель режимов в бесконтактном бл»ке
управления. БУБ-IA устанавливается в положение
"Одиночный ход!! Нажатием на кнопку'Пуск двигателя
на пульте управления включается ялектре, гвитятчит, -
10.2.2. Режим Непрерывные ходы имеет только
кнопочное управление. Переключатель режимов в
блоке БУБ-IA устанавливается в положение“Непрерыв-
ные ходы. Подвижный экран"Ограждение рабочей зоны"
прессов необходимо опустить в нижнее положение.
Нажатием на кнопку Пуск"электродвигателя на пуль-
те управления включается электродвигатель.
- 48 -
chipmaker.ru
При накатил на кнопки двурукого управления
включается муфта-тормоз. Если подвижный экран
"Ограждение рабочей зоны"не опущен или не спустил-
ся в самое нихнее положение, то при нажатии на
кнопки двурукого управления муфта-тоомоз не вклю-
чится.
При включенной муфте-тормозе ползун пресса
совершает ходы автоматически. При этом срабатыва
ние командоаппарата в конце каждого хода ползуна
не будет оказывать влияния на работу схемы;
Отключение муфты-тормоза производится нажа-
тием на кнопку "Стоп непрерывных ходов? Происхо-
дит срабатывание командоаппарата в конце хода
ползуна.
Кнопку "Стоп непрерывных ходов" необходимо
нажимать до тех пор, пока командоаппарат не сра-
ботает, муфта-тормоз не выключится и ползун не
остановится.
Режим Непрерывные ходы применяется:при нали-
чии средств автоматизации при подаче заготовок в
штамп, для удаления деталей за пределы рабочей зо-
ны, а также при штамповке из полосы с ручной по-
дачей в закрытом штампе, исключающей доступ руг
в рабочую зону.
10.2.3. В режиме "Толчок" работает только кно-
почное управленце. Переключатель режимов в блоке
БУБ-IA, устанавливается в положение"Толчок" а
второй переключатель - в положение"Кнопки"
Нажатием на кнопку "Пуск"'Электродвигателя на
пульте управления включается электродвигатель.
Нажатием на кнопки двурукого управления
производится включение и отключение муфты-тормо-
за. Продолжительность включенного состояния
муфты-тормоза соответствует времени нажатия на
кнопки, благодаря чему ползти можно остановить в
нужном положении.
Режим’Толчок’разрешается применять только
при наладке штампов.
10.2.4. В режиме Ручной проворот ползун пе-
ремещается, когда привод вращают вручную ломиком
при включенной муфте-тормозе. Чтобы перейти на
этот ре’им, необходимо убедиться в полной останов-
ке маховика.
Переключатель режимов на блоке управления
БУБ-IA устанавливается в положение"°учной прово-
рот" При этом происходит включение муфты-тормоза
при отключенном электродвигателе.
После этого другим переключателем выбирается
способ управления муфтой-тормозом (кнопочный или
педальный).
Для отключения муфты-тормоза надо повернуть
переключатель режимов в любое другэе положение.
Режим"Ручной проворот” разрешается применять
при наладке пресса.
Педальное управление
Переключатель устанавливается в положение
"Педаль". Подвижный экран‘Ограждение рабочей зоны”
необходимо опустить в нихнее положение. Нажатием
на педаль включается муфта-тормоз. Если экран
'Ограждение рабочей зоны"не опущен или не опустил-
ся в самое нихнее положенье, то при нажатии на
педаль муфта-тормоз не включается. В конце этого
хода срабатывает командоаппарат, муфта-тормрз от-
ключается и ползун останавливав геи в верхней мерт-
вой точке. Для последующего хода ползуне необходи-
мо отпустить и повторно нажать педаль.
В режиме Одиночный ход"кнопочное двурукое
управление применяется при штамповке из штучных
заготовок с загрузкой и выгрузкой вручную. Педаль-
ное управление ппименяется: при и ^амповке из лис-
та, полосы или крупногабаритных заготовок, кото
рые в процессе опускания ползуна необходимо удер-
живать руками; при наличии на прессе неподвижного
ограждения рабочей зоны; при штамповке из штучных
заготовок, если имеются защитные устройства.
10.3. Регулир 'ьание
После обкатки пресса, а также в процессе его
эксплуатации возникает необходимость в регулирова-
нии отдельных составных частей для восстановления
их нормальной работы.
10.3.1. Регулирование натяжений ремней
Натяжение ремней необходимо периодически кон-
тролировать и регулировать. Особенно тщательно на-
до следить за натяжением ремней в первые 48 часов
работы пресса.
Для устранения растяжения ремней отпустите
гайку, стопорящую винт, вращением винта подтяните
ремни и снова застопорите винт.
Во избежание повышенного скольжения или
чрезмерного натяжения, снижающего долговечность
ремней, натяжение ветви ремня надо контролировать
пружинным динамометром I или грузом 2 (рис.чЭ).
Величина прогиба ветви ремня при усилии натяжения
его динамометром в 70 Н, должна быть в пределах
10 мм.
Тип и размер клинового ремня по ГОСТ 1284.8-
80 - А2800Т.
При выходе из строя одного из ремней необхо-
димо снимать весь комплект. Гемни, бывшие в упот-
реблении, подберите в отдельные комплекты, но ни в
коем случае не следует комплектовать их с новыми
рамиями,
10.3.2. Регулирование зазора в направляддих
ползуна и станины
Отпустите винты 6 левой направляющей 9 (см.
рис.25 -28) и отрегулируйте зазор вращением
втулки 7 и гайки 8. Суммарный зазор должен быть
в пределах 0,06-0,12 мм. После регулировки зазора
затяните винты 6, сделайте несколько холостых и
рабочих ходов и вновь проверьте зазоры.
10.3.3. Регулирование зазоров в шаровом сое-
динении ползуна
Опустите ползун на подставку необходимой вы-
соты, позволяющую вывернуть регулировочный винт 5
из шатуна 4 (см.рис.32). Для этого необходимо
развести стопорные втулки 20 и 21, вращая винт 22.
Затем выверните винт 16 на один-два оборота, вы-
- 49 -
chipmaker.ru
Рис. 49. Схема проверки натяжения ремней
верните гайку 7 и поднимите ее. После этого надо
снять пшонку 15 и завернуть гайку 8 до упора пла-
вающего вкладыпа 9 в шаровую поверхность регули-
ровочного винта 5. Этим полностью выбирается за-
зор в шаровом соединении. Надо отвернуть гайку 8
на 7-12°, что обеспечивает зазор в шаровом соеди-
нении 0,04-0,1 мм. При этом следует учитывать,
что угол между ближайшими пазами при совпадении
одной пары пазов стакана II и гайки 8 соответст-
вует 4°, и это соответствует зазору 0,02 мм. Следу-
ет иметь в виду, что при эксплуатации нельзя до-
пускать увеличения зазора более 0,15 мм.
Сборка производится в обратном порядке.
10.3.4. Регулировка муфты-тормоза
В процессе эксплуатации муфты-тормоза фрик-
ционные накладки изнашиваются, что увеличивает
ход "а" цилиндра 3 (см.рис.ЗО).
Поэтому,по достижении хода цилиндра 2,5 мм
необходимо отрегулировать муфту-тормоз.
В нормально отрегулированном муфте-тормозе
размеры "а" и *ъ’ имеют следующие величины: "а" равен
1-1,75 мм,,ъ“равен 4-0,75 мм.
Регулировка t-уфггн-тормоза производится в сле-
дующем порядке:
- замерьте зазор"!/'между нажимным диском 8
тормоза и поршнем 2 через боковые отверстия
цилиндра 3. Если зазормь"не окажется равны! вели-
чине 4-0,75 мм, сделайте следующее:
- отогните концы стопорной планки 5 на опор-
ном диске тормоза, отпустите болты 4 на 5-6 мм и
снимите планку;
- включите муфту-тормоз (подайте в нее сжа-
тый воздух);
- врашая опорный диск 7 тормоза, переместите
его до получения зазора"ъ", равного 4-0,75 мм, с
учетом перемещения цилиндра на величину "а”, рав-
ную 1-1,75 мм;
- совместите паз на опорном диске 7 с пазом
на поршне 2;
- вставьте в совмещенные пазы стопорную план-
ку 6 и закрепите ее;
- отключите муфту-тормоз;
- замерьте зазор "а"между цилиндром 3 и по-
верхностью накладки диска 14.
Если зазор не окажется равным величине, ука-
занной в таблице, сделайте следующее:
- отогните концы стопорной планки, отпустите
болты на 5-6 мм и снимите стопорную планку на
опорном диске муфты, аналогично операциям на опор-
ном диске тормоза;
- вращая опорный диск муфты, переместите его
до получения зазора “а” равного величине 1-1,75 мм;
- совместите паз на опорном диске муфты с
пазом на ступице 21;
- вставьте в совмещенные пазы стопорную
планку и закрепите ее.
При регулировке зазоров а и ”ъ" необходимо
знать, что шаг резьбы опорных дисков муфты и тор-
моза - 3 мм.
10.3.5. Установка положения ползуна в верхней
мертвой точке (HIT)
Регулировка осуще ствляется следующим образом:
- выведите ползун в HIT проворотом эксцентри-
кового вала вручную за маховик в режиме"Ручной
проворот;
- алюминиевые диски командоалпарата выставьте
с некоторым опережением вырезов в дисках и зафик-
сируйте положением в дисках ползуна с помощью ука-
зателя 2 (см.рис.32);
- пресс включите в режиме Одиночный ход', про-
веряя останов ползуна в HIT по положению указате-
ля. Если ползун не останавливается, сместите алю-
«иниьвыь диски командоалпарата на угол смещения
HIT;
- после установки ползуна в HIT проверьте
угол разброса останова. Для этого надо сделать не
менее 20 одиночных ходов. Допускаемое отклонение
от HIT должно быть не более +5°(по углу поворота
дисков командоалпарата).
Если тормоз муфты (см.рис.ЗО) дает разброс
останова больше допустимого, значит некачествен-
ны пружины 20 или имеется большой зазор между дис-
ком 7 и тормозным диском 10.
- 50
chipmaker.ru
II. ВОВМСаИЫЕ НЕИСПРАВНОСТИ И МЕТОда ИХ УСТРАНЕНИЯ
Неисправность Вероятная причина Метод устранения
Подшипник скольжения шатуна Малый зазор между эксцентриковой Пришабрить вкладыши
греется В выступающей смазке есть час- втулкой и вкладыпами Отсутствует смазка Проверьте поступление смазки от
тицы бронзы Происходит самоотвинчивание ре- Ослабла затяжка стопорных втулок насоса Подтяните винт, стягивающий стопор-
гулировочного винта шатуна в шатуне ные втулки
Стук в ползуне Срезана предохранительная шайба Замените предохранительную шайбу
Стук в шаровом соединении Износились шаровые поверхности Подтяните гайку. При значительном
Тугое скольжение ползуна; гре- вкладыша, регулировочного винта и шаровой опоры Отсутствие смазки износе замените шаровую опору и вкладной Проверьте поступление смазки. При
ются направляющие Прогнулось коромысло выталки- Неправильная установка упоров по ее отсутствии разберите направляю- щие, пришабрите призмы, смажьте их и вновь соберите Выправьте коромысло,отрегулируйте
вателя высоте положение упоров и проверьте пра-
Ползун не останавливается в Не отрегулирован командоалпарат вильность их установки проворотом вручную Отрегулируйте смещение дисков 2, 3
верхней мертвой точке. Горит сигнальная лампа Н LII Контроль тормозного пути Неправильно оттарированы пружины в командоаппарата (см.рис.35) на угол смещения верхней мертвой точки Проверьте правильность тарировки
Произвольное опускание ползуна муфте-тормозе или имеются лопнув- шие Повышенный зазор между тормозным диском и вкладыпем в муфте-тормозе В полость тормоза попало масло. Давление в пневмосистеме вше 0,55 МПа Разрегулирован тормоз. Износ ман- пружин в муфте-тормозе, лопнувшие замените Отрегулируйте зазор Разберите и промойте тормоз. Регу- лятор давления настройте на 0,45 МПа Отрегулируйте тормоз
При нажатии на кнопки или пе- жет уравновешивателя ползуна Неполадки в электросхеме Зачистите контакты, проверьте исп-
даль пресс не включается Низкое давление сжатого воздуха в пневмосистеме пресса Износ фрикционных накладок муфты в муфте-тормозе Прорыв в воздушной камере муфты- тормоза Не включается электромагнит вклю- чающего вентиля трехходового кла- пана Износ манжет поршня трехходового клапана « Плохой контакт в кнопке Пуск Электродвигатель включен тепловьм реле ревность реле, пускателей и т.д. Давление сжатого воздуха повысьте до до рабочего Отрегулируйте зазор или замените накладки Замените манжеты Устраните неисправность в электро- магните или замените его Замените манжеты Зачистите контакты Нажмите кнопку теплового реле пус- кателя
- 51
chipmaker.ru
Неисправность Вероятная причина Метод устранения
Пресс не развивает нормального усилия В полость ”уфты-тормоза попало масло Разберите муфту-тормоз и промойте ее. Замените уплотнение в крышке подшипников
При пуске электродвигателя горит сигнальная лампа Н1Д1. Контроль тормозного пути Ползун находится не в верхней мертвой точке выведите ползун из указанного положения в режиме“Толчок"
Электродвигатель не набирает обороты и сильно гудит Неправильное соединение обмоток отдельных фаз Проверьте соединение и устраните неисправность
Муфта-тормоз нагревается выше допустимого Установлен малый ход цилиндра Установите нормальный ход цилинд- ра
Электродвигатель при пуске не вращается или вращается, не развивая полных оборотов Заклинивание ползуна. Слишком большая нагрузка Обрыв питающей сети в пусковой ап- паратуре .Внутренний обрыв в одной фагэ обмот- ки статора Устраните заклинивание. Проверьте нагрузку Проверьте электросхему Проверьте электросхему
12. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРЕССА
ПРИ РЕМОНТЕ
Приступая к разборке пресса, необходимо:
- отключить пресс от электросети;
- отключить подвод сжатого воздуха;
- выпустить сжатый воздух из ресивера;
- отсоединить воздухоподводящий рукав от
муфты-тормоза;
- снять с пресса ограждения;
- отсоединить уравновешиватели от ползуна
(при необходимости демонтажа ползуна).
При разборке отдельных сборочных единиц
пресса следует руководствоваться рекомендациями
и чертежами, приведенными в настоящем руководстве.
ленные с его устройством, работой, управлением,
технологическим процессом обработки на прессе и
инструкцией по технике безопасности.
13.4. Для бесперебойной работы пресса необхо-
димо соблюдать все требования к эксплуатации и ре-
гулировке всех составных узлов пресса, изложенные
в соответствующих разделах настоящего "Руковод-
ства по эксплуатации".
13. УКАЗАНИЯ ПО ТЕХНИЧЕСКОЕ СБСЛЖИВАНИЮ,
ЭКСПЛУАТАЦИИ И РЕМОНТУ
13.I. Эксплуатация поесса должна производить-
ся в режимах, предусмотренных его технической ха-
рактеристикой.
13.2. Техническое обслуживание и ремонты прес-
са должны производиться в соответствии с разделом
10 настоящего "Руководства по эксплуатации".
13.3. К эксплуатации и обслуживанию пресса
должны допускаться лица, подготовленные, ознаком-
14. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
КД2124Г-00-001 РЭ
(заводской номер)
(класс точности)
Результаты испытаний
I. Испытание прессов на соответствие нормам
точности и жесткости по ГОСТ 15474-79.
Внутризаводские приемосдаточные нормы точ-
ности прессов.
Номера проверок Наименование проверол Допуски, ж
по ГОСТ 15474-79 сдаточные
5.1 5.2 а) Плоскостность поверхности стола б) Плоскостность нижней поверхности ползуна Параллельность нижней поверхности ползуна поверхности стола или верхней поверхности подштамповой плиты: 0,06 (выпуклость не допускается) 0,03 (выпуклость не допускается) 0,06 0,03
- 52 -
chipmaker.ru
Номера проверок Наименование проверок Допуски, мм
по ГОСТ 15474-^9 сдаточные
в направлении AAj в направлении БЕ на на 0,10 длине 1000 0,16 длине 1000 МЛ мм 0,087* 0,155х Ъ/с
5.3 5.4 Перпендикулярность хода ьолзуна к поверхности стола или верхней поверхности подштамповой плиты Перпендикулярность оси отверстия в ползуне под хвостовик штампа к поверхности рога 0,020 0,04 0,016 0.04
5.5 Биение маховика: радиального торцового 0,10 0,20 0,10 0,20
5.6 Перпендикулярность оси отверстия в ползуне под хвостовик штампа к нижней поверхности ползуна на 0,02 длине 100 0,02
* Отклонение от параллельности проверяется от по-
верхюсти стола.
Примечание. Проверки 5.2 и 5.3 производить служб завода-изготовителя, но не являются вриди- при суммарной величине зазоров направляющих не ческим документом внешней приемки пресса и не мо- более 0,02 мм. гут быть основанием для предъявления каких-либо Внутризаводские приемосдаточные нормы точ- претензий или забракования пресса со стороны пот- ности являются обязательными для внутренних пебителя или внешних органов надзора. 2. Испытание пресса на жесткость
Что проверяется Метод проверки Допускаемый коэффициент жесткости,не менее
I. Коэффициент вертикальной жесткости станины пресса, kH/ibi 2. Коэффициент горизонтальной жесткости станины пресса, кН/мх Проверка производится согласно руководящему материалу "Жест- кость однокривошипных открытых прессов" усилием до 250 тс 250 1600
3. Коэффициент угловой жесткости станины пресса, кН/рад 2,5-Ю5
3. Проверка шумовых характеристик пресса
Наименование шумовых характеристик машин Значения в дБ , Не более
на холостом ходу при выполнении или имитации типовой тех- нологической операции
Октавные уровни звуковой мощности в октавных полосах со среднегеометрическими частотами, Гц 63 115,2 110,2
125 108,2 109,2
250 102,2 III,2
500 99,2 109,2
- 53 -
chipmaker.ru
Наименование шумовых характеристик машин Значения в дБ. не более
на холостом ходу при выполнении или имитации типовой тех- нологической операции
1000 96,2 108,2
2000 94,2 III,2
4000 92,2 III,2
8000 90,2 III ,2
Корректированный уровень звуковой мощности < 101,2 116,2
4. Уровень вибрации на рабочем месте
Что проверяется Метод проверки Результат проверки Примечание
Вибрация на рабочем месте Согласно Р1М2КПОО-2-81 По результатам проверки опреде- ляется вибрация на рабочем мес- те около пресса на расстоянии не более 250 мм от стенки ста- нины пресса Величина вибрации, обусловлен- ная работой пресса и передавае- мая на рабочее место (пол) дол- жна быть не более предельно до- пустимой величины по ГОСТ 12.I.012-78
5. Принадлежности и приспособления к изде-
лию
Изделие укомплектовано согласно комплекту
поставки
6. Дополнительные замечания
- 54 -
chipmaker.ru
7. Общее заключение по испытанию пресса
На основании осмотра и проведенных испытаний
прессы признаны годными к эксплуатации. Прессы
соответствуют требованиям технических условий на
прессы.
Подпись лица, ответствен
за приемку
Дата выпуска
ПО ГОСТ 9.014-78:
- вариант временной защиты
- вариант внутренней упаковки
- категория условий хранения
Консервацию произвел ______________________
Изделие после консервации
принял ______________________
16. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
15. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
(наименование изделия]
( модель)
(наименование изделия)
(обозначение]
(заводской номер)
подвергнуто консервации согласно требованиям,
предусмотренным действующими нормативно-техничес-
кими документами.
Дата консервации 19 г.
Срок защиты без переконсервации
(заводской номер)
упаковано согласно требованиям, предусмотренным
конструкторской документацией.
Дата упаковки 19 г.
1 "аковку произвел_________________________
Г.зделие после упаковки
принял ______________________________
- 55 -
chipmaker.ru
ПРИЛСЖЕНИЕ
МАТЕРИАЛЫ ПО ЗАПАСНЫМ ДЕТАЛЯМ
I. ВЕДЕНИЕ
I.I. Назначение
Материалы по запасным деталям включают пере-
чень к чертежам деталей, теряющих размеры в про-
цессе эксплуатации, а также подверженных поломкам,
и предназначены -для пользования службой ремонта
предприятий потребителя при проведении ремонтных
операций.
1.2. Порядок пользования
В первую очередь, необходимо определить место
расположения и наименование вышедшей из строя де-
тали, руководствуясь указателями запасных дета-
лей на чертежах сборочных единиц.
Изготовить запасную деталь можно согласно
чертежу на эту деталь, помещенному в разделе
запасных деталей.
Наименование и номер вышедшего из строя под-
шипника определяются по схеме расположения подшип-
ников и перечню к ней.
1.3. Принцип и правила расположения сбороч-
ных единиц и деталей по разделам
Схемы расположения подшипников представлены
в разделе 2- на рис.1, 2, 3, 4, 5.
Перечень покупных запасных деталей дан в раз-
деле 3. В нем указаны номера рисунков и наименова-
ния запасных деталей.
Чертежи сборочных едиппц, в которых располо-
жены запасные детали, приведены в разделе 4.
Перечень запасных деталей дан в разделе 5.
Раздел F содержит чертежи запасных деталей.
2. СХЕМЫ РАСПОЛСКЕНИЯ ПОДШИПНИКОВ
Рис. 2. Схема расположения подшипников наклоняе-
мого пресса, исполнения I, 2
Рис. I. Схема расположения подшипников ненаклоняе-
мого пресса, исполнения I, 2
- 56 -
chipmaker.ru
Рис. 3. Схема расположения подшипников с перед-
вижным столом, исполнения 1,2
Рис. 4. Схема расположения подшипников ненаклоняе-
мого пресса, исполнение 3
Рис. 5. Схема расположения подшипников
го пресса, исполнение 3
Chipmaker.ru
наклоняемо-
- 57 -
chipmaker.ru
Перечень подшипников
Поакция на рис. I...5 Наименование Куда входит Количество на пресс
KH2I24K КД2324К КД1424В КД2124Г КД2324Г КД1424Б КИ2124Д КД2324Д
I, 2 Подшипник 6-120 ГОСТ 8338-75 Маховик 2 2 2 2 2 2 2 2
3. 4 Подшипник 7000107 ГОСТ 8338-75 Головка воздухоподводящая 2 2 2 2 2 2 2 2
5 Подшипник 108 ГОСТ 8338-75 Механизм наклона 2 2 2
6 Подшипник 3514Е ГОСТ 5721-75 Вал промежуточный 2 2
7, 8 Подшипник 0-7204 ГОСТ 333-71 Механизм подъема стола 2 2
9 Подшипник 8108 ГОСТ 6874-75 Механизм наклона I I I
3. ПЕРЕЧЕНЬ ПОКУПНЫХ ЗАПАСНЫХ ДЕТАЛЕЙ
Рисунок Позиция Наименование Количество на пресс
KH2I24K КИ2324К ВД1424В КД2124Г ВД2324Г КД1424Б КИ2124Д КД2324Д
9 9 Кольца войлочные ГОСТ 6308-71 СП 37-24-5 I I I I I I I I
6 2 Манжеты ГОСТ 8752-791 1.1-80x105-3 2 2 2 2 2 2 2 2
10 12 1.1-110x135-3 2 2 2 2 2 2 2 2
9 10 Кольца ГОСТ 9833-73: ОТО-076-36-2-1 I I I I I I I I
II, 12 13 075-081-36-2-1 2 2 2 2 2 2 2 2
8 8 II8-I25-46-2-I I I I I I I I I
chipmaker.ru
4. ЧЕРТЕЙ! СБОРОЧНЫХ ЩЖ
Рис. 7. Шатун
- 59 -
chipmaker.ru
5. ПЕРЕЧЕНЬ ЗАПАСНЫХ ДЕТАЛЕЙ
Рисунок Позиция Обозначение Наименование Количество на пресс
КД2124К ВД2324К КД1424В КД2124Г ВД2324Г КД1424Б КД2124Д КД2324Д
6 I ВД2124Г-11Б-201 Втулка I I I I I I I I
7 3 КЦ2124Г-31А050/201 Вкладыш I I I I I I I I
7 4 ВД2124Г-31А050/202 Вкладыш I I I I I I I I
8 7 КД2324-31Е-412 Шайба предо
храни тельная I I I I I I I I
8 5 KH2I24T-3I-05I/405 Вкладыш I I I I I 1 I I
8 6 КД2124Г-31-051/406 Опора I I I I I I I I
9 II КД2324-42Е-801 Воротник I I I I I I I I
2. Ось смазочной канавки должна совпадать с
осью отверстия Г.
3. Размеры в скобках ~ после сборки,
4. HI4; h 14; + t 2 ,
2
5. Допускается дробление поверхности внут-
ренних продольных канавок.
Материал: Бронза Бр.ОГОФ! ГОСТ 613-79.
Масса: 2,7 кг
Рис. 13. Втулка
- 60 -
chipmaker.ru
0 105
(0 80Н9 ^°07^)
скаются.
2. Ось смазочной канавки должна совпадать с
осью отверстия Г.
3. Размеры в скобках - после сборки.
4. HI4; h 14; + t2 .
2
5. Допускается дробление поверхности внут-
ренних продольных канавок.
Материал: Бронза Бр.ОГОФ! ГОСТ 613-79.
Масса: 2,7 кг
Втулка
I. Обработку по размерам в квадратных скоб-
ках производить совместно с дет.КД2124Г-31А-О5О/
/202. Детали применять совместно.
2. Размеры в круглых скобках - после сборки.
3. HI4; Ы4; + t2
2
4. На поверхности В механические и литейные
дефекты не допускаются.
5. Маркировать обозначение чертежа на бирке.
Материал: Бронза Бр.О10Ф1 ГОСТ 613-79.
Пасса: 2,55 кг
Рис. 15. лшадьг
- 61 -
chipmaker.ru
Ум
А-А
I. Обработку по размерам в квадратных скоб-
ках производить с дет.КД2124Г-31А-050/201. Дета-
ли применять совместно.
2. Размеры в круглых скобках - после сборки.
3. HI4; Ы4; + t2
2
4. На поверхности Б механические и литейные
дефекты не допускаются.
Материал: Бронза Бр.ОТОФ! ГОСТ 613-79.
Масса: 2,55 кг
Рис. 16. Вкладыш
Chlpmaker.ru
fa 40.
VM)
Обозначение
/х ^5°
КД2324-31-412Б
КД232^-31-412Б-О1
197
212
217
229
235
248
Покрытие
Хим.Оке.при.
Хим.Окс.прм.
12 .зг40*1
12,4540’1
12,55*°'
12,55*0’1
12,7*°.1
12,8+0’1
I. НВ 197...248.
2. Производить.контроль каждой детали на со-
ответствие материала твердости и размерам.
3. Перед установкой на пресс нагрузить шайбу
давлением 25 тс с выдери?эй в течение I мин.
4. Неплоскостность поверхности К после испы-
тании - не более 0,2 мм.
5. HI4; ь14; + t2 .
2
Материал: Сталь 45 ГОСТ 1050-74.
Масса: 0,74 кг
Рис. 17. Предохранительная шайба
- 62 -
chipmaker.ru
I. НЕС 40...45. Контроль после сульфидиро-
вания.
2. Поверхность А сульфидировать ь 0,3 мм.
3. На поверхности А механические и литейные
дефекты не допускаются.
4. Допускается изготовление из бронзы
Бр.010Ф1 ГОСТ 615-79.
5. Сферическую поверхность А притереть со
сферической поверхностью дет.КД2124Г-31-051/401.
Поверхность прилегания не менее 60 %. Пригнанные
детали маркировать одним порядковым номером и при-
менять совместно. Вклад win из бронзы притереть без
абразивного материала.
6. HI4; hI4; + z2 .
2
Материал: Сталь 45 ГОСТ 1050-74.
Масса: 0,28 кг
Рис. 18. Вкладыш
I. Н£СЭ 40...45. Контроль после сульфидиро-
вания.
2. Поверхность Б сульфидировать к0,3 мм.
3. На поверхности Б механические и литейные
дефекты не допускаются.
4. Допускается изготовление из бронзы
Бр.ОГОФ! ГОСТ 613-79.
5. Сферическую поверхность Б притереть со
сферической поверхностью дет. КД2124Г-31-
-05I/4DI. Поверхность прилегания не менее 60 %.
Пригнанные детали маркировать одним порядков»!
номером и применять совместно. Опору из бронзы
притереть без абразивного материала.
6. HI4; h 14; + t2 .
2
Материал: Сталь 45 ГОСТ 1050-74.
Масса: 1,2 кг
Рис. 19. Опора
I. Поверхность воротника долина быть гладкой
без заусенцев, не иметь включений, трепня, пузы-
рей и других изъянов.
2. На нерабочих поверхностях изделия допускают-
ся углубления и возвышения,не превыпапцие по высо-
те 0,5 мм (не более трех);следы недопрессовки пло-
щадью не более 0,25 о^.
3, Допускаются незначительные следы от обрезки
выпрессовок в пределах установленных допусков на
размеры.
Материал: Резина СКХ-26 ГОСТ 18376-73.
Масса: 0,035 кг
Рис. 20. Воротник
- 63 -
chipmaker.ru
СОДЕРЖАНИЕ
I. Общие сведения ..................... 3
2. Основные технические данные и
характеристики .......................... 5
3. Комплект поставки .................... Ю •
4. Указания мер безопасности............II
5. Состав прессов ......................13
6. Устройство и работа пресса и его
составных частей .......................IE
7. Электрооборудование ................2S
8. Пневматическая и смазочная системы .. 36
9. Порядок установки пресса .......... 46
10. Порядок работы пресса ............... 46
II. Возможные неисправности и методы
их устранения ........................... 51
12. Особенности разборки и сборки пресса
при ремонте ..............................52
13. Указания по техническому обслужи-
ванию, эксплуатации и ремонту ........... 52
14. Свидетельство о приемке ............ 52
15. Свидетельство о консервации .........^5
16. Свидетельство об упаковке ...........55
Приложение. Материалы по запасным
деталям ..................................56
chipmaker.ru
/Я..
ПРЕССЫ ОДНОКРИВОШИПНЫЕ ОТКРЫТЫЕ
ПРОСТОГО ДЕЙСТВИЯ
усилием 250, 400 и 630 кН
КД1424В КД2124К КД2324К
КД1426В КД2126К КД2326К
КД1428В КД2128К КД2328К
ПРИЛОЖЕНИЕ 2
Ведомость ЗИП
КД.00.000 ЗИ
СТАНКОИМПОРТ
СССР МОСКВА
chipmaker.ru
I. ЗАПАСНЫЕ ДЕТАЛИ, ИНСТРУМЕНТ И ПРИНАДЛЕЖНОСТИ
I.I. Комплект, поставляемый с прессом усилием 2.50 кН (.ФХ/ЛР"Ц81
Обозначение, Государственный стандарт Наименование Но- мер ри- сун- ка Где применяется Коли- чест- во на пресс Укладка Примеча- ние
шифр коли- чест- во
Запасные детали
КД2324-42Е-801 Воротник I Воздухопроводящая I № I I
головка
070-076-36-2-1, ГОСТ 9833-73 Кольцо То же I № I I
075-081-36-2-1, ГОСТ 9833-73 Кольцо Установка муфты I Ji I I
1.1-80x105-1, ГОСТ 8752-79 Манжета Букса 2 * I 2
1.1-110x135-1, ГОСТ 8752-79 Манжета Маховик 2 Ji I 2
КД2324-31Е-412Б Шайба предохрани-
тельная 2 Ползун I Я I 2
090-100-58-2-1, ГОСТ 9833-73 Кольцо Шаровое соединение Т Ji I I
095-I0I-36-2-I, ГОСТ 9833-73 Кольцо Муфта-тормоз I Ji 2 I
125x155, ГОСТ 6969-54 Манжета То же 1 Ji 2 I
УВ3138-00-802 Манжета 3 Я I № 2 I
УВ3138-00-009/801 Накладка 4 я 6 * 2 6
УВ3138-00-405А Пружина 5 я 8 Ji 2 8
2-025-ИРП-ЗС12 Грязесъемник У равновешиватель 2 Ji I 2
2-С25-2, ГОСТ 6678-72 Манжета То же 2 Ji I 2
1-080-2, ГОСТ 6678-72 Манжета Я 4 Ji I 4
У7124-00-805 Вкладыш Пневмораспределитель 4 Ji I 4
1-050-3, ГОСТ 6678-72 Манжета То же 2 Ji I 2
СМ.2МА.62О Звездочка Станция смазки 2 Ji I 2
003-005-14-2-4, ГОСТ 9833-73 Кольцо То же 4 Ji I 4
004-006-14-2-4, ГОСТ 9833-73 Кольцо я 8 Ji I 16
005-008-19-2-4, ГОСТ 9833-73 Кольцо я 2 2
006-010-25-2-4, ГОСТ 9833-73 Кольцо я II 22
010-014-25-2-4, ГОСТ 9833-73 Кольцо я 2 4
1.1-6x22-4, ГОСТ 8732-79 Манжета я 2 2
C33-3I.06 Манжета я 8 16
C33-3I.06-01 Манжета я 2 2
МП5 Микропереключатель. Реле давления масла I I
МРД00.008 Мембрана То же I 2
ПК45-2 Вставка плавкая Блок ynj авления 3 Ji 3 3
ПБД1-2УЗ Вставка плавкая То же 5 Ji 3 25
ПБД1-6УЗ Вставка плавкая Я I Ji 3 5
Д9Б Диод я 64 Ji 3 10
1
chipmaker.ru
Лродолт ение табл. I
Обозначение, Государственный с.айдарт Наименование Но- мер ри- сун- ка Где применяется ‘ — "1 Коли- чест- но на] пресс' Укладка Примечание
шифр коли- чест- во
ДПК-1 Держатель предохрани- Елок управления 1 1
теля То же 8 и № 3 I
КМ24-90 Лампа. 14 J № 3 8
5BC.06o.C28 Плата X I И з ! № 3 I
5ВС.066.028-02 Пл.лта К 2 и з № 3 I
5ВС.066.028-04 Плата К 3 и I № 3 I
5АЭ.066.028-08 Плата М I и 2 № 3 I
5АЭ.066.028.Ю Плата № 2 и г ; К 3 I
ПРС-6П Предохранитель и 6 '*3 2
БПТ9-1Т Предохрани тель и I X 3 5
Ы1ТБ9-2Т Предохранитель и I : № 3 5
5АЭ.505.000 Соединение гибкое и - * 3 I
Инструмент и принадлежности
КД2324-61Е-051/406 Головка Я I I s = 46
(7812-0518, ГОСТ 3329-75) (только для
наклоняемых
прессов)
78II-00C4, ГОСТ 2839-80 Ключ * I I s = 10x12
7811-0007, ГОСТ 2839-80 Ключ Я 1 I s = 12x13
7811-0022, ГОСТ 2839-80 Ключ X I I S = 14x17
7811-0025, ГОСТ 2839-80 Ключ Ji I I S = 22x24
78II-004I, ГОСТ 2839-80 Ключ X I 1 S = 27x30
7811-0324, ГОСТ 16984-71 Ключ Ji- I I Только для прессов с рогом
КД2324-61Е-051 Ключ (с головкой 7812-0508) 1 Ji I I 3=24
7810-0389, ГОСТ I7I99 Отвертка Ji I I
ВД2324-61Е-052 Ломик ! Ji I I Только для
КД1424-61Е-009 Подставка i Ji I I
прессов с передвижным
столом
КД2328-61Е-0Ю Рукоятка • Ji I I Только для наклоняемых прессов и с передвижным столом
8АЭ. 484.037 Ключ Ji 3 2
8ВС.887.003 Ключ Ji 3 2
ЗИП.164.6105120 Ключ 2II3I с запорным Ji 3
механизмом 2
I ГОСТ 3643-75 Шприц штоковый Ji I I
1
Ответственный-за комплектации
chipmaker.ru
1.2. Комплекты, поставляемые с прессом
I.2.I. Комплект для пресса усилием 400 кН
Таблица 2
Обозначение, Государственный \ стандарт Наименование Но- мер ри- сун- ка Где применяется Коли- чест- во на пресс Укладка Примечание
шифр коли- чест- во
Запасные детали
КД2326-42Е-801 Воротник I Воздухопроводящая I » I I
головка
280-Э«6-Зь-2-1, ГОСТ 9833-73 Кольцо То же I № I / I
085-09I-36-2-I, ГОСТ 9833-73 Кольцо Установка муфты I л У I
I2OI30-58-2-I, ГОСТ 9833-73 Кольцо Шаровое соединение I * I I
1.1-100x125-1, ГОСТ 8752-79 Манжета Букса 2 № I 2
1.1-125x155-1, ГОСТ W52-79 Манжета Маховик Л I 2
КД2326-31Е-4ЮБ \ Шайба предохра-
\ нительная 2 Ползун / I * I 2
I05-III-36-2-I, ГОСТ 9833-73. Кольцо Муфта-тормоз I Л 2 I
150x180, ГОСТ 6969-54 'Манжета То же I Л 2 I
УВ3141-00-802 Манжета 3 И I X 2 I
УВ3141-00-009/801 Ня-кЗмдкя 4 и 6 » 2 6
УВ3138-00-405А Пружийа 5 и 12 » 2 12
2-025-ИРП-3012 ГрязесъеМник Уравнс вепывг.телп 2 X I 2
2-025-2, ГОСТ 6678-72 Манжета \ Тб же 2 X I 2
I-I00-2, ГОСТ 6678-72 Манжета \ И 4 X I 4
У7124-00-805 Вкладыш \ Пневмораспредели-
тель 4 X I 4
1-050-3, ГОСТ 6678-72 Манжета То же 2 X I 2
СМ.2МА.620 Звездочка Станция смазки 2 Л I 2
003-005-14-2-4, ГОСТ 9833-73 Кольцо То же 4 № I 4
004-006-14-2-4, ГОСТ 9833-73 Кольцо 8 X I 16
005-008-19-2-4, ГОСТ 9833-73 Кольцо 2 2
006-010-25-2-4, ГОСТ 9833-73 Кольцо II 22
010-014-25-2-4, ГОСТ 9833-73 Кольцо 2 4
1.1-6x22-4, ГОСТ 8732-79 Иандета и 2 2
C33-3I.06 Анкета 8 16
033-31.06-01 11ан_ета 2 2
МП5 Микропереключа-
тель Реле давления мазда I I
МРД00.008 Мембрана То же \ I 2
ПК45-2 / Вставка плавкая Блок управления \3 X 3 3
ПВИ1-2УЗ / Вставка плавкая То же М 3 25
КВД1-6УЗ Вставка плавкая W l\ X 3 5
Д96 Диод п 64 Кз 10
ДПК-1 Держатель предохра-
нителя и 8 М 3 \l
КМ24-90 Лампа и 14 М 3
5ВС.066.028 Плата Л I п 3 М 3 I >
5ВС.066.028-02 Плата Л 2 W 3 X 3 I ''Х
5ВС.Обе.028-04 Плата Л 3 W I * 3 I
БАЭ.066.028-08 Плата I W 2 Л 3 I
БАЗ.066.028-10 Плата 2 W I Л 3 I
rtPC-3E Предохранитель и 6 Л 3 2
ЕПТ9-1Т Предохранитель п I Л 3 5
- 3 -
chipmaker.ru
Продолжение табл.2
аоозначение, Государственный стандарт Наименование Ко- мер ри- сун- ка Где применяется Коли- чест- во на пресс Укладка Примечание
шифр коли- чест- во
ИНБ9-2Т\ Предохранитель Блок управления 1 > 3 5
5АЭ.505.000\ Соединение гибкое То же * 3 I
Инструмент и принадлежности
КД2324-61В-051/406 (7812-0518, ГОСТ 3329-75) 1 1 ! Готовка > I I 3= 46 (только для «ск- лоняемых прессов)
7811-0004, ГОСТ 2839-80 j Клич X. Л I I 8=10x12
7811-0007, ГОСТ 2839-80 ! Ключ х. > I I 8=12x13
78II-0Q22, ГОСТ 2839-80 Ключ * X X 8=14x17
7811-0025, ГОСТ 2839-80 Ключ > I I 3=22x24
78II-004I, ГОСТ 2839-80 Ключ Л I I 3=27x30
7811-0324, ГОСТ 16984-71’ Кин № I I Только для прес- сов с ро- гом
ВД2324-ЫЕ-051 Ключ (с головкой 7812-0508) 1 I I 3=24
7810-0389, ГОСТ 17X99 Отвертка * I I
КД2324-61В-401А Ломик > I I
KRI426-6IB-009 Подставка > I I Только для прес- сов с пе- редвижным столам
КД2328-61Е-010 Рукоятка № I I Гадь ко А^ПЯ 18В- лоняемнх прессов в с перед-
столом
8АЭ.484.037 Ключ > 3 2
ВВС.887.ССЗ Ключ * 3 2 \
ЗИП.164.6105120 Кля 2II3I с запор- нам механизмом * 3 2
I ГОСТ 3643-75 Шприц штоковый Я 1 X
7
Ответственный за комплектацию
chipmaker.ru
Таблица 3
1.2.2. Комплект для пресса усилием 630 кН
Обозначение, Государственный Наименование Но- мер ри- сун- ка Где применяется Коли- чест- во на пресс Укладка Примечание
1 шифр коли- чест- во
Запасные детали
КЦ2326-42Е-801 090-I20-58-2-I, ГОСТ 9833-73 IIO-II6-36-2-I, ГОСТ 9833-73 I30-140-58-2-1, ГОСТ 9833-73 I.I-II5-I45-I, ГОСТ 8752-79 I.I-I50-I80-I, \ГОСТ 8752-79 КД2328-31Е-412А I35-I40-36-2-I, ГОСТ 9833-73 170x200, ГОСТ 6969-54’ УВЗ .44-00-802 \ УВ3144-00-0П/801 Х. УВ3138-00-405А 2-032-3, ГОСТ 6678-72 I-I25-3, ГОСТ 6678-72 У7124-00-805 1-050-3*, ГОСТ 6678-72 СМ.2МА.620 003-005-14-2*4, ГОСТ 9833-73 004-006-14-2-4, ГОСТ 9833-73 005-008-19-2-4, ГОСТ 9833-73 006-010-25*2-4, ГОСТ 9833-73 010-014-25-2-4, ГОСТ 9833-73 1.1-6x22-4, ГОСТ 8732-79 C33-3I.06 C33-3I.06-01 МП5 МИ00.008 ПК45-2 Воротник Кольцо Кольцо Кольцо Манжета Манжета Шайба предохрани- тельная Кольцо Манжета Манжета Накладка Пружина Манжета Манжета Вкладыи Манжета Звездочка Кольцо Кольцо Кольцо \ Кольцо Кольцо Манжета > Манжета Манжета 11гтрсйтереклцчатель Мембрана Вставка плавкая 1 2 3 4 5 Во здухоподводя- шая головка То же Установка муфты Шаровое соединение Буксы Маховик Ползун Муфта-тормоз То же И У равновешиватель То же Пневморатпредели- тель То Станция смазки яе и Реле давления масла \ То же • Блок управ눓' 1 1 I I i 1 , 2 2 I I I 6 16 4 8 4 2 2 4 8 2 II 2 2 в 2 I I 3 « I * 1 * I * I * I • I j 1 * I ' *2 1 *2 * 2 *2 * 2 * I * I *1 * 1 » I * I * I * 3 I I I I 2 2 2 I I 1 6 16 4 2 4 2 2 4 16 2 22 4 2 16 2 1 2 3
ПВД-2УЗ ШД1-6УЗ Д96 ДПК-1 КМ24-90 5ВС .066.028 5ВС.066.028-02 5ВС.066.028-04 5АЭ.066.028-08 5АЭ.066.С28-10 ПРС-6П HIT9-IT ВПТБ9-2Т 5АЭ.505.000 Вставка плавкая Вставка плавкая Диод Держатель предохраш теля Лампа Плата* I !Плата * 2 >Плата * 3 Плата I Плата 2 Предохранитель Предохранитель Предохранитель Соединение гибкое а- То же и и и и и и и i и 1 " н и 5 М 64 8 ;3 1? ! 2 I 6 I 11 1 - * 3 * 3 » 3 » 3 1»'3 '» 3х 1* 3 Iм3 !• 3 * 3 * 3 « 3 * 3 * 3 25 5 10 1 I I1 i 2 5 5 I 1 i 1 i i 1 i । i ।
chipmaker.ru
Продолжение табл.З
Обозначение, Государственный стандарт X. । Наименование L Но- мер ри- сун- ка Где применяется Коли- чест- во на пресс Укладка Примечание
шифр коли- чест- во
Инструмент и принадлежности
W32fa-cIE-05I/4CX^\ Головка Jt I S =55 (тель-
(7612-0521, ГОСТ 3329-75-) ко для накло-
няемых прес-
СОВ)
7812-0514, ГОСТ 3329-75 Головра X I I
78II-0CC7, ГОСТ 2839-80 Ключ х. К I I S =12x13
7811-0022, ГОСТ 2839-80 Ключ X I I S =14x17
7811-0025, ГОСТ 2839-80 Ключ X. К I I S =22x24
78II-004I, ГОСТ 2839-80 Ключ № I I S =27x30
7811-0329, ГОСТ 16984-71 Ключ * I I Только для
прессов с
рогом
КД2328-61Е-051 Ключ (с головкой
^812-0516) / Я I I s =36
7810-0389, ГОСТ I7I99 Отвертка / Я I I
КД2324-61-401А Ломик Jt I I
KHI426-6IE-009 Подставка ' #1 I Только для
прессов с
передвижным
столом
КД2328-61Е-0Ю Г^укоятка *1 I Только для
наклоняемых
прессов и с
передвижным
столом
8АЭ.484.037 / Ключ Я 3 2 X
8ВС.887.0СЗ / Ключ Я 3 2
ЗИП.164.6Ю5Х0 Ключ 2II3I с запорным
механизмом Я 3 2
I ГОСТ 3643-75 Шприц штоковый J * I I
Ответственный за комплектацию
2. СВЕДЕНИЯ ПО ЗАПАСНЫМ ДЕТАЛЯМ
(в комплект поставки не входят)
2.1. Быстроизнашивающиеся детали
Таблица 4
Наименование Номер рисун- ка Количе- ство в прессе Обозначение для пресса усилием, й!
250 400 630
Винт регулиро- •
вочный 6 I КД2324К-31И-407А КД2326-31И-407А КД2328-31Е-051/401
Вкладыш 7 I КД2324-31И-201 КД2326-31И-201 КД2328-31-205
Вкладыш 8 I КД2324-31-I-050/20I КД2326-31И-1-050/201 КД2328-31-I-050/201
Вкладыш 9 I КД2324-31-1-050/202 КД2326-31И-1-050/202 КД2328-31/1-050/202
Втулка 10 2 КД2324-ПИ-201 КД2326-11И-201 КД2328-П-201А
Опора II I КД2324-31И-202 !_КП2326-31И-202 КД2328-31-204
- 6 -
chipmaker.ru
Таблица 5
2.2. Спецификация подшипников качения
Номер пози- ции на рис.12 Номер подшипника, Государственный стандарт Размеры, мм Класс точ- ности Куда входит Усилие пресса, й!
250 400 1 630
I, 2 I, 2 I. 2 3, 4 3, 4 120, ГОСТ 8338-75 222, ГОСТ 8338-75 226, ГОСТ 8338-75 7000107, ГОСТ 8338-75 207, ГОСТ 8338-75 100x150x24 110x200x38 130x230x40 35x62x9 35x72x17 5 6 5 0 0 Маховик Маховик Маховик Воздухопроводящая головка Воздухопроводящая головка 2 2 2 2 2 2
5 8108, ГОСТ 6874-75 40x40, 2x60 0 Механизм наклона I I I
6, 9 108, ГОСТ 8338-75 40x68x15 0 Редуктор механиз- ма наклона 2 2 2
7, 8 7204, ГОСТ 333-71 20x47x14 0 Редуктор механиз- ма наклона 2 2 2
7, 8 7204, ГОСТ 333-71 20x47x14 0 Редуктор механиз- ма подъема стола 2 2 2
2.3. Нормализованные узлы, установленные в прессе
Таблица 6
Наименование Количество в прессе Обозначение для пресса усилием, й!
250 400 630
Цуфта-тормоз I УВ3138 УВ3141 УВ3144
У равновешиватель 2 31-080x0160 31-100x0180 31-125хС£20
Командоалпарат Блок пневматичес- I КИ2324-48-001 КД2324-48-001 КД2324-48-001
кий I П-Б1 16/10 П-61 16/10 П-61 16/10
Маслораспылитель I B44-I6 B44-I6 B44-I6
Ресивер Пневмораспредели- I КП92-2-13 КП92-2-14 КП92-2-15
тель Реле давления I У7124А У7124А У7124А
воздуха I Д210 Д210 Д210
Станция смазки Реле давления I И-ЦСЭ-2,5 И-ЦСЭ-2,5 И-ЦСЭ-2,5
масла I МРД-25 МРД-25 МРД-25
Блок управления I БУБ-IA БУБ-IA БУБ-IA
Пост управления Педаль электри- I У 8417 У8417 У 8417
ческая I • ПЭ-1 ПЭ-1 ПЭ-1
Конечный выклю- чатель БВК201-24 БВК201-24 БВК201-24
chipmaker.ru
I. Поверхность воротника должна быть гладкой,
без заусенцев, не иметь третьи, пузырей и
других дефектов
2. На нерабочих поверхностях изделий допускаются
углубления и возвышения, не превышающие по
высоте 0,5 мм, и следы недопрессовки площадью
не более 0,25 ci^
3. Допускаются незначительные следы от обрезки
выпрессовок в пределах установленных допусков
на размеры
Обозначение D D1 D2 Материал Масса, кг
КД2324-42Е-801 КД2326-42Е-801 65+1 70+1 «Сой *£о:‘ «eS:i Резина Гр-10 Резина Гр-10 0,035 0,035
Рис. I. Воротив»
40
НВ 1 , Ш
КД2324-31-412Б КД2326-31-410Б КД2328-31Е-412А
167...170 — 18,7+0,1 ''26,7+0,1
170...174 — I8,8+0,x ' 26,8+0,1
I74...181 - 18,9+0,1 26,9+0,1
181...187 - 19,0+0,1 27,2+0,1
187...194 — 19,1+0,1 27,4+0,1
194...201 12,3+0,: 19,2+0,1 27,5+0,1
201.-.208 12,3+0,1 19,3+0,1 27,7+0-Д
208...215 3Kc,5+O,I 19,4+0,1 27,8+0,1
2x5...222 12,6+0,1 19,5+0,1 27,9+0,1
222.. • <229 12,7+0,1 —
229.-+235 12,7+0,1 — -
235...248. 12,8+0,1 - -
I. НВ 167...248
2. Перед установкой на пресс нагрузить предохра-
нительную шайбу испытательным давление j Р с
выдержкой в течение минуты
3. Неплоскостность поверхности В nocj е зспытаний
не более 0,2 ш
4. HI4(hI4, . + *2
2
Обозначение D D1 d d1
ВД2324-31-412Б 96 71+0,1 70+0,1 68 15+0,1
КИ2326-31-41СБ 134 101+0,1 100+0,1 98 22+0,1
КД2328-31Е-412А 135 10С10,Ое|199_0 2 95 34,5+0,1
ъ С k n M P, кН Материал Масса
10 12 5 26,5 0,025 250 Сталь 45 0,74
10 15 7 33 0,025 400 Сталь 45 1.9
14 16 20 65 0,016 630 Сталь 45 3,5
Рис. 2. Шайба предохранительная
- 8 -
chipmaker.ru
Обозначение D Di d di Материал Масса, кг
УВ3138-00-802 304+0,8 346+0,8 312+0,8 338+0,8 0,26
УВ3141-00-802 394+0,8 436+0,8 402+0,8 428+0,8 Резина Гр-10 0,34
З'ВЗ!44-00-802 495+1 534+1 501,5+1 528,5+1 0,43
Рис. 3. Манжета
I. Поверхности А и В должны быть шлифованными
2. При сверлении и раззенковке накладка не должна
расслаиваться, трескаться и разлохмачиваться
JB3I38-00-009/801 355^
УВ3141-00-009/801 450_j
У B3I44-00-009/801 540_j
«1 f " D2 _Л_ a0 a b Материал Масса, кг
295^ 315 335 30 12 4+0,5 0,14
390+I 410 430 - 16 4+0,5 Фрикционный 0,19
480+I 500 520 15 24 4’£o*5 “U t о 0,23
Рис. 4. Накладка
Обозначение Материал Масса, кг
УВ3138-00-405А Проволока П-5 0,15
I. НЕСЭ 47...53
2. Длина развернутой пружины - 1120 мм
3. Число рабочих витков - 8,5
4. Число витков полное . - 10
5. Направление навивки - правое
6. Покрытие: Хим.Окс.прм. В тропическом исполне-
нии - КдЭхр с обеэводороживанием
^Размеры для справок
Рис. 5. Пружина
- 9 -
I. НБ 192...241
2. Сферическую поверхность В притереть с деталя-
chipmaker.ru
ми рис.7 и рис.II
Поверхность прилегания не менее 60 %
Пригнанные детали маркировать одним порядковым
номером и применять совместно
3. Вмятины, заусенцы, трещины на поверхности В
не допускаются
HI4, Ы4, ± _£
Обозначение D D1 D2 d d1 d2 L L1 1 a b c e k H Материал Масса,кг
КД2324К-31И-407А' 80h6 63,5 50 M56 48 60h6 59 290 250 185 157+0,2 3 20 3 20 4+0,2 30 Сталь 40X, ГОСТ 4543-71 6,4
КД2326-31И-407А I00h6 75 60 M64 56 70h6 69 360 310 225 200+0,2 3 20 3 30 4+0,2 30 Сталь 40Х, ГОСТ 4543-71 II
ВД2328-31Е-051/401 I25h6 100 80 M90x6 81 95П6 94 410,5 • 357 246 210+0,2 5 32 I — 5+0,16 45 Сталь 40Х, ГОСТ 4543-71 21
Рис. 6. Винт регулировочный
Chiomaker.ru
Обозначение D D1 D2 L a Матесиал Масса, кг
КД2324-31И-201 8СН7 89 65 25 I Бронза Бр.010Ф1 0,37
КД2326-31И-201 I0CH7 109 80 35 3 Бронза Бр.010Ф1 0,86
КД2328-31 -205 I25H7 130 1——— 101 24 20 Бронза Бр.ОЮФ! L±?
I. Сферическая поверхность В не должна иметь ра-
ковин, трещин, спаев, выхватов и ожогов
2. Сферическую поверхность В притереть с деталью
рис.6. Поверхность прилегания не менее 60 %.
Пригнанные детали маркировать одним порядковым
номером и применять совместно
3. HI4,h 14, +
~ 2
Рис. 7. Вкладыш
chipmaker.ru
I. Обработку по размерам в квадратных скобках про-
изводить вместе с деталью рис.9. Детали приме-
нять совместно
2. Размеры и шероховатость поверхности в круглых
скобках - после сборки
3. Н14,Ы4, +
" 2
4. На поверхности А механические и литейные дефек-
ты не допускаются
Обозначение D С1 D2 1 *1 12 b x4 Материал Масса, кг
КД2324-31-1-050/201 200 180 198 85 65 10 10 40 Бронза Бр.ОТОФ! 2,48
КД2326-3!-I-050/20! 245 220 243 105 85 10 10 60 Бронза Бр.ОТОФ! 4.6
ВД2328-31-1-050/20! 290 •270 288 150 130 10 10 80 Бронза Бр.ОТОФ! 6,9
Рис. 8. Вкладыш
I. Обработку по размерам в квадратных скобках
производить вместе с деталью рис.8
2. Размеры и шероховатость поверхностей в круглых
скобках - после сборки
t2
3. HI4, И14, + -----
2
4. На поверхности А механические и литейные дефекты
не допускаются
Обозначение D D1 D2 1 Х2 h ч Материал Масса, кг
ВД2324-31-Т-050/202 200h6 I8CH7 198 85 65 10 10 40 Бронза Бр.ОТОФ! 2,48
КД2326-31-1-050/202 245И6 22СН7 243 105 85 10 10 60 Бронза Бр.ОТОФ! 4.6
КД2328-3!-1-050/202 290h6 27СВ7 288 150 130 10 10 80 Бронза Бр.ОТОФ! 6.9
Рис. 9. Вкладып
- 11 -
chipmaker.ru
ъ/)
I. На поверхности С литейные дефекты не
допускаются
2. Размеры и шеооховатость поверхности
в скобках - после сборки
t2
3. HI4, h 14, ч-------
2
Обозначение D D2 d L 1 Ц 12 ъ Материал Масса, кг
ВД2324-11И-201 105 95п6 94 93 8СН9 150 55 130 5 9 Бронза Бр.ОЮФ! 2,78
КД2326-11И-201 130 120П6 119 118 I0CH9 188 75 172 5 II Бронза Бр.ОЮФ! 5,7
ВД2328-П-201А 140 130п6 129 128 II5H9 210 НО 190 10 10 Бронза Бр.ОЮФ! 6,9
Рис. 10. Втулка
I. Сферическая поверхность В не должна иметь рако-
вин, трещин, спаев, выхватов и ожогов
2. Сферическую поверхность В притереть с деталью
рис.6. Поверхность прилегания не менее 60 %.
Пригнанные детали маркировать одним порядковым
номером и применять совместно
3. Несоосность оси диаметра и сферической рас-
точки в не более 0,05 мм
4. HI4, hI4, +-----—
~ 2
Обозначение D D1 D2 V d L 1 a ъ С e В Материал Масса, кг
КД2324-31И-202 8СН7 Ю0е8 90,8 70 MIO 57 10 16 I 15 14 1,5 2 Бронза Бр.ОТОФ! 2,53
ВД2326-31И-202 I00H7 135И9 125,8 НО MIO 67 15 18 10 16 22 1,5 2 Бронза Бр.ОЮФ! 6,42
KH2328-3I -204 I25H7 140(9 130,8 НО MI2 60 15 21 30 12 10 3 4 Бронза Бр.ОЮФ! 5,81
Рис. II. Опора
chipmaker.ru
с
b
Рис. 12. Схема расположения подшипников качения на
прессах:
а - наклоняемых; ь - ненаклоняемых; с -
с передвижным столом и рогом
chipmaker.ru
К 4? >Z <
<
СИСТЕМЫ ЦЕН I РАЛИ30ВАННЫЕ
ИМПУЛЬСНЫЕ СМАЗОЧНЫЕ
И-ЦСЭ-2,5
ft
Chipmaker.ru
I
ПЛСП0Р1
lie
СССР • МОСКВА
chipmaker.ru
В связи с постоянной работой по совершенствованию из-
Делия, повышающей его надежность и улучшающей условия
эксплуатации, в конструкцию могут быть внесены незначи-
тельные изменения, не отраженные в настоящем издании.
юг
НАЗНАЧЕНИЕ
Chipmaker.ru
Системы централизованные импульсные смазочные типа
И-ЦСЭ-2,5 с электроприводом предназначены для цозированной
подачи через равные промежутки времени (вне зависимости от
темпа работы обслуживаемой машины) жидкого смазочного
материала к трущимся парам узлов и механизмов станков, куз-
нечно-прессового оборудования и других машин
Централизованные импульсные смазочные системы работают
на чистых минеральных маслах с кинематической вязкостью
30... 600 сСт, при температуре масла 5 ... 50°С и температуре
окружающей среды 1 . 40°С. Класс чистоты смазочного мате-
риала должен быть не ниже 14
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Параметр
Система смазочная
И-ЦСЭ-2.5
1И-ЦСЭ-2.5
2И-ЦСЭ-2.5
ЗИЦСЭ-2,5
Вид привода
Вид управления
Номинальное давление на
ВЫХОДе ИЗ ИМПуЛоСНЫХ СМг
зочИиХ питателе/! МПа
кгс/см2)
Пределы подачи в точку
подвода смазочного мате -
риала, см’/цнкл '
Пределы регулирования про-
должительности паузы меж-
ду двумя последовательны-
ми подачами смазочного ма-
териала, мни, прн токе с
частотой:
50 Гц
60 Гц
Давление настройки иоедо
хранительног) к. апана,
МПа (кгс/см2)
Давление настройьи п опор-
ного клапана, кгс/см2
Давление настройки реле
давления, кгс/см2
электродвш атель N=0,09 кВт, п=3000 об/мин
по времени
1.6 (16)
0,01 ... 1,25
1 ...500 I 1... 15 | 2... 60 110... 240
1 ... 500 | 1... 12,5 I 2...50 |10.. 200
3,0:10,2 (30±2)
4 ±0,2
26±1
3
chipmaker.ru
Продолжение
Параметр Система смазочная
И-ЦСЭ-2 5 1И-ЦСЭ-2.6 2ИЦСЭ2.Б | ЗИ-ЦСЭ-2.5
Максимальное время рабо- ты насоса без набора дав- ления в течение цикла, с Максимальное время выдер- жки системы под давле- нием, с зи 5... 30 1 ... 10
УСТРОЙСТВО и работа
Централизованные импульсные смазочные системы с электро-
приводом состоят из смазочной станции типа И-ЦСЭ-2,5, импульс-
ных смазочных пшате left ГОСТ 10614—75, прибора управления
типа ЭПУ-1-В или И-ЦСЭМ, реле давления типа Г 62-21 или
ДОРД, трубопроводов и соответствующих соединений.
Смазочная станция (рис 1) предназначена для подачи масла
в импульсные питатели и для разгрузки их после окончания
смазочного цикла.
Смазочная станция состоит из бака, закрытого фланцем. К
фланцу крепится клапанная коробка и шестеренный насос, кото-
рый приводится в действие электродвигателем. Станция снабже-
на реле уровня, а также заливным и воздушным фильтрами
Чри включении электродвигателя масло из бака насоса по-
дается во входное отверстие А клапанной коробки (рис. 2).
Под действием потока масла клапан отходит влево, сжимая пру-
жину. При этом масло поступает в выходное отверстие В клапан-
ной коробки. Как только насос отключается, клапан под действием
пружины возвращается в исходное положение и перекрывает вход-
ное отверстие А, сообщая выходное отверстие В со сливом через
подпорный клапан, препятствующий опорожнению магистрали.
Предохранительный клапан настроен на давление 28 .. 32 кгс/см2и
предохраняет систему от чрезмерного повышения давления.
Импульсный смазочный питатель (рис. 3) предназначен для до-
зированной подачи масза в точки его подвода на обслуживаемом
оборудовании Импульсный смазочный питатель состоит из корпуса,
клапана с манжетой, кольца, гильзы, пружины, штуцера, зплотни-
тельною и регулирующего колец. Клапан, кольцо и гильза Ъбра-
зуют подвижную систему.
При повышении давления вс входном отверстии А усики ман-
жеты отгибаются, и масло заполняет камеру В. При этом клапан
прижат к кольцу. Подвижная система поднимается вверх, сжи-
мая пружину. Масло, находящееся в камере С, выдается в точку
его подвода К >к только входное отверстие соединяется со сли-
вом, подвижная система под действием пружины стремится
огзстнться вниз, в камере В создается давление, манжета запира-
ет проход масла из кам ры С в Л и клапан открывается Подвнж-
4
774.пт
'1
Рис. 1. Смазочная станция типа И Ц.СЭ-2,5:
2 — электродвигатель, 2 — клапанная коробка; 3 — фланец;
4 — воздушный фильтр; 5 — заливной фильтр; 6 — насос ше-
стеренный; 7 — бак; 8 — реле уровня; * 3 отв.
Б
chipmaker.ru
Рис 2 KwiauuH
короика:
l — пру жил а. 1
клапан; 3 ~ риулк-
риьичный винт; 4 —
предохранительный
клапан, • — по I-
II »рНЫН Kldlidll
Рис. 3. Импульсный смазочный пи-
татель:
i — Манжета: 2 — клапан; 3 — кольцо
4 — гильза; 5 — корпус; 6 — пружина.
7 — уплотнительное кольцо; 8 — рейди-
рующее кольцо; 9 — штуцер
Рис. 4 Одноотводный импульсный
смазочный питатель:
• 2 игв. — до внедрения стандарта СЭВ
резьба отворигий М12Х1, 25-711
Исполнение Размер» мм, не более Масса, кг, не более
Н L L, в
1 75 35 18 22 0.03
п 90 35 1S 22 0,16
3 !0 10 20 26 0,23
6
МЮ‘1-8д
7
chipmaker.ru
ная система идет вниз, и из камеры В доза масла выдается в ка-
меру С. При следующем смазочном цикле эта доза постхпиг в
точку подвода масла на обслуживаемом оборудовании.
Импульсные смазочные питатели выполняются одноотвотнымп
(рис. 4) и многоотводными (рис. 5).
Реле давления предназначено для автоматической подачи сиг
нал в электрическую цепь управления системой при повышении
давления в магистрали.
Прибор управления предназначен для управления режимом
смазки, контроля за работой смазочной системы и сигнализации
о ее исправности.
Описание конструкции и работы прибора управ тениячреле дав-
ления дано в соответствующих руководствах по эксплуатации (пас-
портах) на них, прилагаемых к настоящему паспорту.
Принципиальная схема импульсной смазочной системы приве-
дена на рис. 6.
; — счио.ная станция: | — нмпулын"П гиаг»»..П ui:rai и.- 3 — по-
давления. 4 — пшИор управления ' Л1 ним in андравлнче
----------линии связи электриче* иге
Расположение аппаратов, входящих в систему, а также коли-
чество импульсных смазочных питателен, деталей соединения и
крепления трубопроводов, длина трхб и прочие данные опреде-
ляются монтажной схемой, разрабатываемой для каждой обслужи-
ваемой машины.
А1агиртральные трхбопроводы. соединяющие аппараты системы,
выполняются из стальных или медных труб 0 6 мм, тр.бопровоты
от импульсных емззо 1ных питателей к точкам nmina масла —
Я
0 4 мм. Соединение и крепление трубопроводов производится нор-
мализованными узлами или деталями. В необходимых случаях до-
пускается применять гибкие рукава высокого давления.
Наружная электропроводка защищается металлорукаьом или
проводится в стальных трубах.
При подаче питания на прибор управления и наличии масла в
ба.»е смазочной станции (контакты реле уровня замкнуты) напря-
жение подается на реле. Последнее срабатывает и через свои кон-
такты подает питание на электродвигатель насоса, включает белую
лампу «Смазка».
Масло из бака станции нагнетается в импульсные смазочные пи-
татсчи. Как только подвижные ситтемы питателей переместятся в
верхнее положение, давление в магистрали начинает резко расти и
достигает давления настройки предохранительного клапана, со-
ставляющего 28...32 кгс/см2. При давлении 25...27 кгс/см2
срабатывает реле давления и выдает сигнал на прибор управле-
ния, который с выдержкой времени, необходимой для гарантиро-
ванного срабатывания всех питателей, отключает злектродвига-
тель насоса станции. Гаснет белая лампа «Смазка», загорается
зеленая «Пауза». Разгрузочный клапан соединяет магистраль со
сливом.
Чери 1 промежуток времени, который устанавливается на-
стройкой прибора управления, описанный цикл повторяется.
ПОРЯДОК УСТАНОВКИ
Смонтируйте смазочную станцию на вертикальной плоскости
в любом удобном для установки месте, желательно в нижней
части машины.
Прибор управления смонтируйте отдельно от обслуживаемой
машины в месте, удобном для наблюдения и управления режи-
мом смазки. Прибор должен предохраняться от сотрясений.
Подключение прибора управления производите по его принци-
пиальной схеме и согласно маркировке на разъеме или клеммнике
Импульсные смазочные питатели установите в местах, удобных
для соединения их с точками подвода масла.
Реле давления смснтирхйте после последнего (по направле-
нию потока масла) питателя в месте, удобном тля установки.
Монтаж трубопровода ведите по восходящей линии, угол
наклона не менее 1°.
ПОДГОТОВКА К РУГ.ОГЕ
Затравите смазочную станцию очищенным от частиц более
25 мкм минера 1ьпым м.шлом согласно карте смазки м^шин, для
чего сними!« воздушный фильтр (см. рис. 1) и через заливной
фильтр залейте масло.
Гкред пхеком системы в эксплуатацию выпустите из маги-
стральногг ipxfonponofla воздух. Для этого отсоедините самый
последний (по по оку мп >з) питатель, подайте питание на при-
chipmaker.ru
бор управленья и нажмите па кнопку «Смазочный насос». Как
только из отверстия пойдет чистое (без воздуха) масло отпу
гите кнопку и поставьте питатель на место.
Если в системе несколько отводов магистральных трубопро-
водов, то проделайте аналогичную операцию с каждым отводом.
Далее произве ште прокачку питателей. Для этого от сое ищи-
те от питателей вторичные трубопроводы, идущие * точкам под-
вода масла, и в ручном или автоматическом режиме работы
системы произведите 10. .15 циклов. Если после прокачки неко-
торые из питателей не подают масло, то топхскается прокачать
их при работающем насосе, нажав через выходной шп пер ла
клапан (см рпс. 3).
Убедившись в работе всех питателей, присоедините к ним
вторичные трубопроводы и заполните их маслом. Для этого
отсоедините их от точек подвода масла на оборудовании и за-
пустите систему в работу в ручном или автоматическом режиме.
Работа системы должна продолжатся до тех пор. вока из всех
вторичных трубопроводов не появится масло После этого под
соедините их к точкам подвода масла на обору ловапип
Если при подготовке к работе станция не подаст масло из-за
наличия воздуха во всасывающем трубопроводе и в полости на-
соса (обычно при первом пуске), отверните регулировочный винт
(см. рис. 2) клапанной коробки и, придерживая его, нажмите на
кнопку' «Смазочный насос». После появления масла из клапан-
ной коробки отпустите кнопку н заверните регулировочный винт.
После подготовки системы к работе отрегулирх lire предохра-
нительный клапан на давление 2Я.. 32 кгс/см2 в соответствии с
требованиями раздета «Пзмерени' и регулирование».
Регулировку прибора управления (длительность смазочного
никла, максимальное время работы насоса без набора давления,
время выдерж! и системы под давлением) производите согласно
руководству по эксплуатации (паспорту) на прибор управления.
ПОРЯДОК РХБОТЫ
Для получения информации о работе системы наблюдайте за
состоянием сигнальных ламп прибора управления
Загорание белой л.-мпы «Смазка» свидетельствует о том. что
насос работает, масло подается к импульсн ->м смазочным пита-
телям п далее к точкам подвода мас.йи на оборудовании. ,
Загорание зеленой лампы «Пахла» свите- ".ствурт о том. что
электродвигатель насоса отключен, и рабо лет только прибор
; пплвленпя. отсчитывач паузу.
. .поранпе красной лампы «Bhio 1"ие» < детель не-
том соединении пли обрыве трубппровол либо < н п "ль-
и настройке предохранительно! » шан» tin рг -ления.
Пои этом отк’чочлс! я сма очнл" с’ <м: • IW привод
о<-с- ’Кгва "ей кинины
гл 1 с кра . Ни мос вн-
станции уровень масла ниже допустимою. При мои включа-
ется смазочная система, и блокируется привод обслуживаемой
машины.
ИЗМНРЕНШ И р[ ( УЛИРОВМПП.
Продолжите ibHorie смазочного цикла, Измерение и регули
рование продолжительное!и смазочного цикля производите сог-
ласно соотвегсгвующему разделу руководства по эксплуатации
(паспорта! прибора управления.
Время работы насоса без набора 'давления в течение смазоч-
ного цикла Измерение времени работы насоса без набора дав.чс
ння в течение смазочного цикля производите секундомером. При
этом измерьте промежуток времени между загоранием лампы
«Смазка» и последующим за!оранием лампы «Внимание» при
отключемом реле давления от прибора управления
Регулирование времени работы насоса без набора давления
в течение смазочного цикла произвотите сотласно соответствуто-
щему разделу руководства по эксплуатации (паспорту) прибора
управления.
Время выдержки системы под давлением в течение смазочного
цикла. Измерение времени выдержки системы под давлением в
течение смазочного никла производите секундомером. При этом
измерьте время между сраоатыванием реле давления и последую-
щим гашением белой лампы «Смазка». Само реле дав тения систе-
мы отключается от прибора управления, а его работа имитиру-
ется подключенным вместо него микропереключателем.
Регулирование времени выдержки системы пол давлением в
течение смазочного цикла производите согласно сопутствующе-
му разделу руководства по Эксплуатации (паспорту) прибора
управления.
Давление настроили предохранительного клапана Подключите
к магистральному трубопроводу перед питателями манометр
О...60 кгс/см*, нажмите на кнопку «Смазочный насос» и удержи-
вайте ее в нажатом состоянии.
При измерении давленья настройки предохранительного кла-
пана по манометру зафиксируйте давление, поддерживаемое в
системе.
При регулировании давления настройки пре юхранителыюго
клапана, вращая винг 3 (см. рис 2) ктапанной’ коробки, устано-
вите необходимое давление, контролируя его по манометру.
Давтение настройки реле давления Потключпте к магистраль-
ному трубопроводу перед питателями манометр 0 . .. 60 кгс/см2.
Отключите реле давления от прибора управления, а к контак-
там реле давления подключите пробник.
При измерении давления настройки реле давления ослабьте
винт 3 (см. рис. 2) клапанной коробки. Нажмите на кнопку «Сма-
зочный насос» и удерживайте ее в нажатом состоянии Зажимая
11
chipmaker.ru
ы; и коп' ,tu, зафиксируйте пр > i i
'кигорэ.м Гиоат' т микроперш th iai il> | ;e г>
иудет 1_оотгг icrBOBaib давлению настройки ре п
Ирл регулировании давления настройки ре. е давл» гчо-
rv,тируйте предохранительный клапан станции па необходимую
величину давления настройки ре., давления Зажав р> улирович-
ный винт реле давления, нажмите па kiioiikv < мазочн . нэеоои
удерживайте ее и нажатом состоянии. Оги скан регулировочный
винт, добейтесь, чтобы сработал микропереключатель зафикси-
руйте момент срабатывания пробником, после чего прекратите
вращение винта.
После окончания работ по измерению или рсгулиров ппо дав-
ления настройки реле давления настройте пре раните л.ньп: i ia-
пан станции, а также подключите реле давленн к приб р , управ-
ления.
Измерение подачи импульсных смазочных питателей. Oic.it а-
ните вторичный трубопровод от точки подвода м.и та на о < р; о-
ванип. Подставьте под него мерный сосу г и iip> uni веско п.ко
смазочных циклов Измеренную величину копиист?.* масла разде-
лите на число смазочных циклов.
Мерный сосуд и число смазочных циклов к « ины та ими.
чтобы погрешность измерения не превышала 10%.
ПРОВЕРКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ
Проверку технического состояния системы производите после
капитального и других гидов ремонта машины, если они сопровож-
дались демонтажом смазочной системы.
Перечень проверок технического состояния
Что проверяется и при помощи какого инструмента,
приборов и оборудования. Методика проверки
Продо.ькительность смазочного никла. Прове-
ряется секундомером или часами Методику про-
верки см. раздел «Измерение и регулирование»
Время работы насоса без набора давления. Про-
веряется секундомером. Методику проверки см.
раздел .Измерение и регулирование»
Время выдержки системы под давлением. Про-
веряется секундомером. Методику проверки см.
раздел «Измерение н регулирование»
Давление настройки предохранительного клапана.
Проверяется манометром со шкалой 0..
... 60 кгс/см2. Методику проверки см раздел
Измерение И pel V ilipoBaliile
Давление настройки реле давления Проверяется
манометром со шкалой 0... 60 кгс/см2. Методи-
ку проверки см. раз тел «Измерение и регули-
рование».
Техниче! «ие треб ,ва я
Соответствие замеренного
времени величине, установ-
еннои на приборе управле-
ния
То .не
28 .. 32 кгс/см2
25 . .. 27 кгс/см3
12
Продолжение
Что проверяется и при помощи какого инструмента,
приборов и оборудования. Методика проверки.
Подача импульсных смазочных питателей. Про-
веряется с томошью мерных сосудов.
Методику нроаеркн см. раздел
«Измерение и регулирование»
Плотность соединений. Проверяется визуальным
осмотром
Технические требования
Подача ие должна отли-
чаться от указанной и> шту-
цере питателя на:
±25% для первого испол-
нения,
±20% для второго испол-
нения;
±15% для третьего испол-
нения
Течь по соединениям не до-
пускается
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Неиспра вне ст ь Вероятная причина Способ устранения
Горит красная лампа!
«Внимание»
Неплотность соедине
ннй;
разрыв трубопровода;
да зление настройки
реле давление велико;
давление настройки
предохранительного кла-
пана маю
Горит красная лампа
«Нижний уровень жид-
кости» /
Сигнализация свиде-
тельствует о нормаль-
ней работе, но в точку
подвода мзело ие попа-
дает
В точку подвода пос-
ыпает большое иоличе-
ство масла
Течи « трубопроводе
нет. давление в системе
нс поднимается
Нет масла в баке
Обры- манжеты;
поломана пружина пи-
тателя;
Обрыв уплотнения в
питателе
Под разгрузочный кла-
пан попала грязь;
поврси л’но резиновое
кольцо служащее сед-
- м разгрузочному кла-
’ on,
под шарик прятозра
ни’етьного клапана го-
гз.~а гре -ь
Устранить неисправность:
заменить трубопровод;
согласно разделу «Изме-
рение и регулирование» на-
строить реле давления на
давление, указанное в переч-
не проверок технического со-
стояния
согласно разделу «Изме-
рение и регулирование» на-
строить предохранительный
клапан на давление, указан-
ное в «Перечне проверок тех-
нического состояния»
Долить масло в бак
Заменить манжету или пи-
татель;
заменить пружину или чи-
татель
Заменить уплотни’ пьное
кольцо в питателе
Промыть клапанную ко-
робку;
заменить кольцо;
пром тть клапанную ко-
робт у
13
chipmaker.ru
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Техническое обслуживание систем следует проводить один раз
в год.
При этом необходимо:
проверить и при необходимости оiрегулировать давление на
стройки предохранительного клапана и реле давления;
проверить и при необходимости отрегулировать продолжи
тельность смазочного никла:
проверить и при необходимости отрегулировать время работы
насоса без набора давления и время выдержки системы под дав-
лением в течение смазочного цикла;
проверить подачи импульсных смазочных питателей. Если
подача питателя не соответствует требованиям, указанным в «Пе-
речне проверок технического состояния», то питатель следует
заменить, либо устранить неисправность сомасно разделу «Воз
можные неисправности и способы их устранения»;
проверить плотность соединений и герметичность трубопрово-
дов. При необходимости заменить детали соединений или трубо-
проводы.
промыть заливной фильтр.
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Импу^ь^ная смазочная систем^^^.И-ЦСЭ-2.5 заводской
№ _---------соответствует техническим условиям и признана
годной" для эксплуатации
м- В. , Дата выпуска
СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
И ЦСЭ-2,5
заводской
Импульсная смазочная систем
- -----подвергнута консервации на завлде-из’ отовителе.
М. П.
I I I 1 > 1 i •
Дата консервации---------------- '
М ueCJK*
Срок консервации--------------
Консервацию пооизвел----------------
Изделие после консервации
принял----------------------------- t *
f ПИДЕТ ЕЛ 14 I HG ОБ УПАКОВК
Импульсвая смазочная
№____ЭЛ'/
c»il «ia_
11-ЦСЭ 2.5 заводской
упакована заводом-изготовителем согласно тре-
бованиям, предусмотренным
нормативно-технической документа
циеи.
Дата упаковки
^'паковку произвел ц
Изделие после упаковки
ПРИНЯЛ
ПРЕССЫ ОДНОКРИВОШИПНЫЕ ОТКРЫТЫЕ
ПРОСТОГО ДЕЙСТВИЯ
усилием 10, 16, 25, 40 и 63 тс
КД2320Е КД2328Е КД2128Е
КД2322Е КД2120Е КД1424А
КД2324Е КД2122Е КД1426А
КД2326Е КД2124Е КД1428А
Chlpmaker.ru
ПРИЛОЖЕНИЕ 1. Бесконтактный блок управления БУБ-1А.
Руководство по эксплуатации
КД.00.000 РЭ1
СТАНКОИМПОРТ
СССР
МОСКВА
chipmaker.ru
GnoK Ьылускается Ь
0G - Дез w,7t7 имаыыщ ^^Зхо,.‘ имп^ьсн^и ру.азк&.
St.3 yj/i6 штрм/i тормозной Wmu и $** Vi/IQ
VfiPQ&fitHUfi n()3bj ЯНЬ ч защитном О* оной
Едок БУБ-IA выпускается в следующих модифика-
циях:
11 - с блоком управления кадкой импульсной смаз-
кой , узлом контроля тормозного дум я узлом управ-
ления подвижным защитным экраном;
Ю-о блоком управления кадкой импульсной смаз-
кой;
01-0 узлом контроля тормозного пуя ж узлом
управления подвижным защитным экранов,.
В данном прессе применен блок т? модифика-
** пли. 1ЛлЛЛ/
HLO
I. НАЗНАЧЕНИЕ
Бесконтактный блок управления БУБ-IA предназ-
начен для управления механическими прессами усили-
ем до 100 тс, имеющими пневматическую муфту включе-
ния со сдвоеннш сблокированнш воздухораспредели-
телем на электропневманческнх вентилях ЕВ-32 (или
других с аналогнчняа характеристиками) и один
асинхронный электродвигатель привода.
Блок БУБ-IA обеспечивает работу пресса в сле-
дующих режимах;
- одиночный ход (двурукое управление с блоки-
ровкой рук, без блокировки и от педали);
- непрерывные хода (двурукое управление);
- толчок (двурукое управление);
- ручной проворот (при отключенном электродви-
гателе и остановивиемся маховике).
Блок предусматривает контроль тормозного путя
пресса в режимах одиночных и непрерывных ходов.
Работа в режимах "Непрерывные хода" и "Одиноч-
ный ход" от педали или без блокировки рук должна
производиться прж закрытой рабочей эоне пресса (под-
вижным либо неподвижным защитным экраном или дру-
гим защитным устройством).
Кроме указанных режимов, блок БУБ-IA имеет
возможность введения режима "Непрерывные хода" от
педали по требованию Заказчиков при поставке прес-
са на экспорт. .
Блок рассчитан для работы в помещении при
температуре воздуха от I до 40%. Окружающая
среда должна быть невзрнвоопасной, не содержащей
агрессивных газов и паров в концентрациях, разруна-
ющнх мет i в । изоляцию.
Блок подключается к сея включением вводного
евтомаяческого выключателя.
220,230,240,
380,400,415,
440
50, 60
10,0
24,0
24,0
2
2
110,0
24,0
60
2. ОСНОВНЫЕ ДАННЫЕ
Напряжение сея (линейное, трех—
фазное, эффективное), В ............
Частота, Гц .......................
Наибольшая мощность управляемого
электродвигателя, кВт .............
Выпрямленное напряжение (среднее
значение), В:
цецей питания электропневма-
яческих вентилей ..............
цепи управления муфтой-
тормозом ......................
Количество управляемых электро-
пневманческих вентилей:
воздухораспределителя ........
подвижного защитного экрана ...
Напряжение (переменный ток). В:
цепи управления электродвига-
телем .............................
цепи местного освещения ......
Масса, кг, не более ...............
3. ОПИСАНИЕ КОНСЛТКЦЖ
Конструктивно блок выполнен в виде нкафа
(рис. I), внутри которого на панели размещены
электроаппарате пуска, защите и коммутации (ввод-
ный автомат, магнитный пускатель, тепловое реле и
т.п.), а также транзисторные блоки БП и БТЗ. Эле-
менте управления и сигнализации расположены на бор-
тах блока: рукоятка включения-выключения вводного
автомата выведена на левый борт, нива о переключа-
телями режимов и панель сигнализации - на правый.
Замки привода вводного автомата, двери блока
и дверки нит с переключателями режимов запираются
на ключ.
На левом борту блока смонярованы колодки
разъемов, с помощью которых блок подключается к
прессу, и станция импульсной смазки - к блоцу. Ко-
лодка разъема на правом борту блока служит для под-
ключения педали к блоку.
В дне блока расположены отверсяя для ввода
проводов от сея и подключения средств механизации.
chipmaker.ru
1012
Pic. I. Бесконтактный блок управления БУБ-IA:
I - итепсельный разъем соединения БУБ-1А-
падаль; 2 - ручка с эапоршш механизмом;
3 - скобы для транспортировки; 4 - панель
сигнализации; 5 - счетчик числа ходов;
6 - кнопка принудительной прокачки слазкя;
7 - переключатель режимов; 8 - болт зазем-
ления; 9 - итепсельные разъемы соединения
БУБ-IA-1 ина пресса; 10 - реле включения
двигателя маслостанции; II - переключатель
режимов смазки; 12 - клеишный набор сило-
вой цепи: 13 - панель разводки прибора
смазки; 14.18,27,33 - предохранители;
15 - клеммный набор; 16 - разъем прибора
смазки; 17 - реле времени; 19 - транзистор-
ная панель БТЗ; 20 - тепловое реле;
21 - выключатели устройства контроля угла
торможения и подвижного защитного экрана;
22 - магнитный пускатель; 23 - вводный ав-
томат; 24 - ручка вводного автомата с за-
порным механизмом; 25 - однофазный транс-
форматор; 26 - реле блокировки; 28 - блок
счетчика; 29 - арматура сигнальнчг ламп;
30 - разъем БТЗ; 31 - трансформатор;
32 - транзисторная плата БП; 34 - разъем
БП; 35 - БП (транзисторный блок);
36 - плата депйфратора; 37, 38 - плата
счетчика; 39 - плата управления смазкой
- 2 -
chipmaker.ru
На нижней части левого борта имеется винт ЗаЗемле-
НИЯ.
Наиболее важной частью блока ьУь-IA является
трензисгорлый блок БП для бесконтактного управле-
ния муфтой—тормозом» Он выполнен в виде основания
коробчатой форма, на котором смонтированы элементы
бесконтактной схемы и установлена печатная коишути-
рующая плата. Сочленение платы о блоком разъемное,
что обеспечивает быстрый съем платы при необходи-
мости ее замены. Плата фиксируется на основания
блока БП двумя гайками на направляющих ипильках.
Сходную конструкцию имеет и блок БТЗ для бес-
контактного управления подвижным защитным экраном
(реветкой) и контроля тормозного цутя пресса.
4. ОПИСАНИЕ РАБ01Ы ПНЕЦИПИ АЛЕНОЙ
ЭЛЕКТРОСХИИ БЛОКА БУБ-IA
Электрическая схема блока (рис. 2) по функци-
ональному признаку может быть условно разделена на
следующие сборочные единицы:
- управление электродвигателем привода;
- управление муфтой-тормозом;
- контроль тормозного цутя;
- управление подвижна* защитят экраном;
- блокировка;
- сигнализация;
- местное освещение.
Управление эльктродв <гатедем привода, сигна-
лизацией и местным освегннием несложно и не нужда-
ется в пояснениях.
В схеме транзисторного блока БП применены
бесконтактные элементы - транзисторы, что значи-
тельно повывает ее надежность. Для повынения безо-
пасности бесконтактная схема выполнена дублирован-
ной. Так, для управления каждым из двух вентилей
У v I и У V 2 предусмотрены две независимо действую-
щие параллельные схемы (два канала):
вентиль У"У1 - схема ни триодах VI-VI2 (пер-
вый канал);
вентиль УЖ2 - схема на триодах IVI-IVI2
(второй канал).
Оба канала, как показано на принципиальной
схеме блока, электрически полностью тождественны,
что позволяет J о пользовать в блоке БП две одина-
ковые печатные платы, и отличаются только индекса-
цией - к индексам второго канала добавляется "Iя.
Каждый канал состоит из следующих элементов:
ключевые элементы на триодах VII, VI2 (IVII,
IVI2);.
согласующий элемент на триоде VI (Ivl);
триггер блокировки на триодах V2, V3 (IV2,
IV3);
блокирующий элемент на триоде v4 (IV4);
управляющий триггер на триодах V5, V6 (IV5,
IV6);
усилитель на триодах V7, V8, v9 (IV7, Iv8,
1V9).
Кроме того, в схеме блока БП имеется блоки-
ровка, выполненная на базе согласующего элемента
на триоде V10 и обеспечивающая блокировку схемы
в режимах "Непрерывные хода" и "Одиночный ход"
при работе от педали, если рабочая зона пресса не
ограждена защитным устройством, и работа с блоки-
ровкой рук в режиме "Одиночный ход" при двуруком
управлении.
Ключевые триоды VII, VI2, 1VII, IVI2 смонти-
рованы на отдельной плате внутри блока БП.
Сборочные единицы контроля тормозного цутя и
управления подвижным защитным экраном выполнены в
виде транзисторного блока БТЗ. !ъемная плата блока
БТЗ, как и коммутирующая плата блока БП, состоит
из двух печатных плат.
На одной из них смонтирована схема контроля тормоз-
ного цутя, а на другой - управления подвижным за-
щитным экраном.
Схема контроля тормозного цутя включает в се-
бя следующие элементы:
триггер на триодах V51, V52;
блокирующий элемент на триоде V53;
согласующий элемент на триоде V54;
усилитель на тг'одах V55, V56;
усилитель цепи сигнализации на триодах
V57-V59.
Схема управления подвижным защитным экраном
представляет ообой усилитель на триодах V43-V45.
Питание бесконтактной схемы блока осуществля-
ется постоянным током напряжением 24 В и 6 В (цепь
смещения) от выпрямителей на трет'фазном трансформа-
торе IC2 и кремниевых диодах V20-V25, V27-V32. Для
защиты выпрямителей от токов короткого замыкания
служат плавкие предохранители IU3, IU5 на блоке
БП.
Элементами, определяющими электрическое состо-
яние бесконтактной схемы в процессе работы, являет-
ся триггере, осуществляющие "запоминание" поданной
команда (в этом отновении их можно сравнить с про-
межуточными реле, становящимися при включении на
самопитакие). Аналогично промежуточному реле, име-
ющему два ацентрических состояния (включено и от-
ключено) , триггер также имеет два устойчивых состо-
яния. В его схеме всегда один транзистор открыт, а
другой закрыт (в открытом транзисторе падение нап-
ряжения между " лттером и коллектором составляет
' ,1 В, а сопротивление постоянному току 1-20 Ом.
Сопротивление закрытого транзистора изменяется от
нескольких сотен кОм до нескольких ПСЫ). В зави-
симости от этого различают два состояния триггере:
- левый транзистор открыт, правый закрыт;
- правый транзистор открыт, левый закрыт.
Так, если в триггере блокировки правый тран-
зистор V3 открыт, то с делителя напряжения £5, £6,
включенного между коллектором транзистора V3 и ис-
точником положительного смещения, на базу транзис-
тора V2 подается положительный (относительно эмит-
тера) потенциал, который закрывает этот транзистор.
- 3 -
chipmaker.ru
Отрицательнее напряжение с коллектора транзистора
V2, почтя равнее напряжению питания триггеров
(-12 В), поступает через делитель напряжения £7,
£8 на базу транзистора УЗ и надежно его открывает.
Таким обрезом, триггер находится в одном из устой-
чивых состояний. Переключение его в другое устойчи-
вое состояние (У2 открыт, УЗ закрыт) осуществля-
ется подачей потенциала "нуля" ( т. 20 охемы) в
цепь коллектора триода V2, то есть соединением кол-
лектора У2 ( т. 47) с т.20 ("нуль" схемн)
через достаточно малое сопротивление. При этом с
делителя напряжения £7, £8 на базу триода УЗ пода-
ется запирающий положительный потенциал, что вызы-
вает закрывание триода V3 и открывание триода V2.
Триггер переключается в другое устойчивое состоя-
ние.
Исходным состоянием триггеров бесконтактной
схемн блока явл зтея состояние, когда открыты пра-
вые триоды УЗ, Уб, 1УЗ, 1У6 (отключенное состоя-
ние схемы). Здесь триоды У?, и 1У7 усилителей закры-
ты, а У8 и ГГ8 открыты. Выходные триоды У9, 1У9
при этом закрыты: на их базы подается положитель-
ный запирающий потенциал с делителей напряжения
У17, VI8, £25, 1У17, 1У18, 1£25.
Бесконтактные конечные выключатели БЕК (рис.
3, 4, 5, 6) не входят в состав блока, но принцип
действия приводится ниже для пояснения действия
бесконтактной схемы.
В основу схемы БВК-24 положен релаксоционный
генератор с трансформаторной обратной связью на од-
ном мощном триода V , находящийся в заторможенном
состоянии. Чувствительна элементом является тран-
сформатор-датчик. Он состоит из трех обмоток:
*к - контурная (первичная) обмотка, включен-
ная в депь коллектора;
wnc - обмотка положительной обратной связи;
иос - обмотка отрицательной обратной связи.
Обмотки *к и ипс расположены на одном сер-
дечнике СЕН-28, обмотка «ос - на другом таком же
сердечнике. Оба сердечника расположены друг против
друга по обе стороны щели БЕК-24.
Соотнопенне витков в обмотках выбрано такнм,
что при отсутствии экрана между сердечниками сум-
марный коэффициент обратной связи имеет отрицатель-
ное значение. Это препятствует возникновению авто-
колебаний в контуре (генератор заторможен). При
введении экрана медку кнтупками (в цель БЕК-24)
коэффициент связи между контурной катушеой и кали-
кой отрицательной обратной связи уменьшается. Сум-
марный коэффициент обратной связи становится поло-
жительным и достигает значения, при котором в гене-
раторе начинаются устойчивые релаксационные авто-
колебания. Они продолжаются до тех пор, пока экран
находится между сердечниками.
С .с лента возникновения автоколебаний к сопро-
тивлению нагрузки за счет фильтрующего действия
конденсатора СЗ прикладывается-постоянное напряже-
ние с небольшим пульсациями, почти равное напряже-
нию источника питания. При вводе экрана в щель воз-
никают автоколебания. Транзистор У открывается.
Выходное напряжение относительно эмиттера не превы-
шает 3 В. Пта выводе экрана из щели происходит
Рис. 3. Схема бесконтактного конечного выключателя
БЕК:
I - -белый провод; П - синий провод;
Ш - красный провод
chipmaker.ru
Рве. 4. Вариант I установки бесконтактных конечных
выключателей БВК-24 для прессов о блокнроэ-
кой рук (на этом рисунке, а также на рис.5
и 6 диски показаны в положении, которое
они занимают после окончания хода и остано-
ва ползуна):
I - диск-экран; П - угол выбега; Ш - ось
эксцентрикового вала; SQl, SQ2 - бескон-
тактные выключатели останова пресса в ШТ;
SQ5 - бесконтактный выключатель блокировки
рук; SQ4 - бесконтактный выключатель уп-
равления средствами механизации
Примечание. Возможна поставка блока БУБ-IA
с управлением очетчиком числа ходов пресса
и блоком управления системой жидкой импуль-
сной смазкой, управдяемши от SQ3
Рис. 5. Вариант 2 установки бесконтактных конечных
выключателей БЕК-24 для прессов с блокиров-
кой рук:
I - диск-экран; П - угол выбега; Ш - ось
эксцентрикового вала; SQI.SQ2 - бескон-
тактные выключатели останова пресса в ШТ;
SQ3 — бесконтактный выключатель блокировки
рук узлом управления счетчиком числа ходов,
управления блоком управления жидкой импуль-
сной смазкой; sq4 - бесконтактный выключа-
тель управления узлом контроля тормозного
пути; SQ5 - бесконтактный выключатель уп-
равления средствами механизации
- 5 -
chipmaker.ru
Рис, 6. Вариант 3 установки бесконтактных конечных
выключателей БЕК-24 для прессов с блокиров-
кой рук:
I - диск-экран; П - угол выбега; Ш - ось
эксцентрикового вала; sq2, sqi - бескон-
тактные конечные выключатели останова прес-
са в BIT; SQ 3 - бесконтактный выключатель
блокировки рук, управления счетчиком числа
ходов, управление блоком управления жидкой
импульсной смазкой; SQ4 - бесконтактный
выключатель управления узлом контроля тор-
мозного цутя; SQ5 - резервный бесконтакт-
ный выключатель; SQ6 - бесконтактный вы-
ключатель управления средствами механиза-
ции »
срыв автоколебаний. Транзистор v почтя полностью
заперт. Величина выходного напряжения относительно
ииттера не ниже 18 В.
4.1. Режим "Одиночный ход"
Переключатель SA2 ставится в положение "Оди-
ночный ход". Переключателем SAI выбирается способ
управления (двурукое кнопками бвз, sB4 или пе-
далью «В6). Ставится во включенное положение вы-
ключатель SA3 узла контроля тормозного цутя.
При пуске электродвигателя (кнопкой SB2) за-
мыкается контакт пускателя КМ (24-30) и подает нап-
ряжение питания в бесконтактную схему. В момент
включения пускателя КМ кнопка SB2 нажата и реле
KI отключено. Пра этом раэомкяупм н.о. контактом
KI (20-21) цепь подачи потенциала "нуля" в точки
29, 129 согласующих элементов (через SQI и SQ2)
прервана. Происходит открывание триодов VI, IVI и
подача через них потенциала "нуля" в цепи 44, 144
каналов управления, а оттуда - через диоды VI5,
VI6, IVI5, IvI6 - в цепи коллекторов триодов V3,
V6, 1V3, 17б.Управляющне триггеры переключаются в
исходное состояние.
Одновременно при подаче напряжения в схему
происходит установка (о помощью конденсатора СЗ)
циггера узла контроля тормозного цутя в исходное
состояние (V5I открыт, v52 закрыт).
При отпущенных кнопках SB3, SB4 (педаль SB6)
отрицательный потенциал через н.з. контакты кнопок
- 6
(педали) подается в цепь 233, а оттуда через дели-
тели E3I, Е32, IE3I, IE32 в цепи баз ключевых трио-
дов VH, IVH, которые пра этом открыты. Через них
и диоды VI3, IVI3 потенциал "нуля" подается в це-
пи коллекторов V2, IV2 ( т. 47, 147).
При отпускании кнопки SB2 (после включения
двигателя) происходит включение реле KI ж замыка-
ние цепи 20-21 н.о. контактом KI - потенциал "нуля"
подается в т. 29, 129 (через включение 6QI,
sq2). 'Триоды п, .Ivl закрываются. При этом ключе-
выми триодами vil, ПИ триггеры блокировки пере-
ключаются во включенное состояние (V2, IV2 открыты,
V3, IV3 закрыты). Отрицательнее напряжение из це-
пей 50, 150 коллекторов V3, IV3 через делители
BIO, Eli, IEI0, IEII подается на базы триодов V4,
1V4, подготавливая их к открыванию.
В данном режиме включение муфты возможно толь-
ко при ограждении рабочей зоны пресса либо о блоки-
ровкой рук при двуруком управлении.
При открытой рабочей зоне действие каналов
схемы блокируется на триоде VI0 (подачей потенциа-
ла "нуля" через VI0 в т. 57, 157 уцревляющих
триггеров).
При закрывании рабочей зоны экраном цроисхо-
дит включение конечного выключателя (SQI4 или SQI7)
и подача через него потенциала "нуля" в т. 73, что
вызывает закрывание триода VI0 и разблокирование
схемы.
chipmaker.ru
Аналогично описанному, в цепь 20-73 могут
быть подключены также контакты фотозащиты или дру-
гого защитного устройства.
4.2. Работа с подвижным защитным
экраном (реиеткой)
Включается выключатель SA5. Исходное состоя-
ние схемы управления подвижным защитным экраном
следующее: V43 и 745 закрыты, 744 открыт.
При накатан на кнопки SB3,SB4 (педаль SB6)
по цепи 245 отрицательный потенциал подается в це-
пи делителей R33, R34, IR33, I£34, R37, £38. Клю-
чевые триоды 712, 1712 открываются и подают потен-
циал "нуля" в цепи 45, 145 эмиттеров 74 и 174,
вызывая их открывание. Однако переключения управ-
ляющих триггеров при этом не происходит, т.к. ра-
бочая зона пока открыта и через триод 710 оба
канала заперты в отключенном состоянии.
Одновременно (при подаче отрицательного потен-
циала в цепь делите: я £37, £38) происходит переклю-
чение схемы управления подрижным экраном во вклю-
ченное состояние (V43 и 745 открыты, 744 - за-
крыт) , включается вентиль У73 и подвижный экран
закрывает рабочую зону пресса. При этом включается
конечный выключатель SQI7 и подает в цепь 73 по-
тенциал "нуля”, что вызывает закрывание триода710,
переключение триодами 74 и 174 управляющих триг-
геров во включенное состояние (75, 175 - открыты,
76, 176 - закрыты) н включение каналов схемы и
муфты.
Кнопки &ВЗ, SB4 (педаль SB6) при этом могут
быть отпущены (отключится У73), т.к. дальнейшее
удерживание подвижного экрана в течение хода в за-
крытом состоянии осуществляется от воздухораспре-
делителя муфты. Таким образом, рабочая зона пресса
закрыта подвижным экраном до тех пор, пока включе-
на муфта.
При включении муфты открывается триод 7?
первого канала и потенциал "нуля" о его коллектора
по цепи 59 подается в цепь эмиттера триода т53
схемы контроля тормозного пути. В начале хода ко-
нечный выключатель SQ4 включен, триод v54 закрыт
и на базу v53 подается отрицательный потенциал.
Происходит открывание триода v53 и переключение
триггера схемы контроля во включенное состояние
(751 закрыт,752 открыт). При этом триод 755 за-
крывается, V56 - открывается ж подает потенциал
"нуля" в 29 первого канала.
При ходе ползуна вниз контрольный вырез диска
входит в щель конечного выключателя SQI, но пер-
вый канал не открывается (в т. 29 через 7 56
подан потенциал "нуля"). После прохода контрольно-
го выреза через SQI экран входит в щель SQI и
последний включается. Затем при ходе ползуна вверх
экран выходит из щели SQ4 - происходит выключение
SQ4, открывание триода 754 и закрывание 753. При
этом триггер узла контроля переключается в исход-
ное состояние, открывается триод 755 и закрывает-
ся 756, - прекращается подача через 756 потенци-
ала "нуля" в т. 29 первого канала.
Перед окончанием хода в щели конечных выклю-
чателей SQI, SQI2 входят основные (отключающие)
вырезы дисков-экранов. Выключатели SQI и SQ2 от-
ключаются, - прекращается подача потенциала "нуля"
в т. 29, 129 каналов управления. Триоды Т1 и
171 открываются, каналы и муфта отключаются. Пол-
зун останавливается в исходном положении.
При этом (в момент прохождения основных выре-
зов в щелях SQI и SQ2) на короткий промежуток вре-
мени, определяемый параметрами цепи базы 758 и
конденсатора СТ, открывается триод 759 узла конт-
роля. Происходит кратковременное включение сигналь-
ной лампы HLII. Так осуществляется визуальный конт-
роль исправности световой сигнализации тормозного
пути при каждом одиночном ходе.
Одновременно с отключением муфты происходит
подъем подвижного защитного экрана.
При длительном непрерывном нажатии на кнопки
SB3, SB4 (педаль SB6) повторного хода ползуна не
происходит, т.к. триггеры блокировки при этом пос-
ле оовериения хода остаются в исходном состоянии,
а триоды 74 и 174 закрыты. Переключение триггеров
блокировки во включенное состояние осуществляется
н.з. контактами кнопок SB3, SB4 (педаль SB6).
Так осуществляется блокировка одиночного хода.
При превыиении допустимого тормозного цуги
контрольный вырез диска в конце хода входит в щель
sqI, который при этом выключается; загорается и
длительно горит сигнальная лампа HLII. Первый ка-
нал управления оказывается заблокированным. Попыт-
ка включения следующего хода приводит к включению
только второго канала. При этом срабатывает пневмо-
блокировка воздухораспределителя и происходят от-
ключение электродвигателя привода пресса.
4.3. Работа с блокировкой рук ’
Если в качестве меры защиты на прессе предус-
матривается применение блокировки (сопровождения)
рук, необходимо на клемтой панели блока БП смон-
тировать перемычку 81-85.
Действие каналов схемы и контроля тормозного
пути при работе о блокировкой рук происходит анало-
гично описанному выше со следующими различиями:
- блокирование триода 7ДО осуществляется при
нажатых кнопках SB3, SB4 подачей потенциала "нуля"
от ключевых триодов 712, 1712 по цепи 45 (145)-
-85-81-79-77 в т. 73;
- включение муфты происходит при накатан кно-
пок SB3, SB4;
- при ходе ползуна вниз оператор обязан дер-
жать кнопки накатай. При отпускании хотя бы одной
из них триод 7ю открывается и включает оба кана-
ла схемы. Таким обрезом обеспечивается блокировка
рук;
- при подходе ползуна к нижней точке в щель
03 входит экран. Начиная о этого момента и до кон-
- 7 -
chipmaker.ru
пя блокировка триода VI0 производится от конечно-
го выключателя SQ3, а кнопки SB3, 8В4 могут быть
отпущены.
4.4. Работа без контроля тормозного пути
Если на прессе не предусматривается контроль
тормозного пути, на командоаппарате устанавливает-
ся диск SQI только о основным вырезом (без конт-
рольного), конечный выключатель S04 не ставится,
а схема контроля отключается выключателем S13.
В данном режиме возможна работа пресса от
кнопок и педали, с подвижным и неподвижным защит-
ным экраном или с блокировкой рук при двуруком уп-
равлении.
Действие каналов схемы и блокировки при этом
соответствует описанному выше,за исключением дейст-
вия цепей, относящихся к контролю тормозного пути.
4.5. Режим "Непрерывные хода"
В данном режиме предусматривается двурукое
управление муфтой от кнопок SB3, SB4.
Переключатель S12 ставится в положение "Не-
прерывные хода", а переключатель S1I - в положе-
ние "Управление кнопками".
Установка триггеров в исходное состояние при
пуске двигателя осуществляется аналогично режиму
"Одиночный ход".
В режиме "Непрерывные хода" конечные выключа-
тели SQI, SQ2 защунтярованы н.з. контактом кнопки
В5 (цепь 25-26 замкнута либо перемычкой на встав-
ке XI, либо контактами блокировки при работе прес-
са в составе комплекса hju ланчи). Поэтому при
подходе ползуна к BIT отключения муфты не происхо-
дит, т.к. по цепи 20-21-23-26-25-27-28 через диоды
V37, V38 в точки 29, 129 каналов управления посто-
янно подается потенциал "нуля", запирая триоды VI
и 1П.
Таким обрезом, нажатием на кнопки &ВЗ, SB4
муфта включается на длительное время и пресс совер-
шает непрерывные хода.
Команда на отключение муфты дается пр нажа-
тии на кнопку SB5. Цепь, шунтирующая конечные вы-
ключатели SQI, so2, оказывается разомкнутой и пе-
ред приходом ползуна в ЕМТ конечные выключатели
SQI, SQ2 отключают муфту.
4.6. Режим "Ндпрерывные хода" от падали*
Для введения данного режима необходимо смон-
тировать на клеммной панели блока БП две перемыч-
ки: 39-87 и 85-89.
Переключатель S1I ставится в положение "Уп-
равление педалью" (812 - в положение "Непрерывные
хода").
Рабочая зона пресса должна быть ограждена од-
ним из защитных устройств, указанных выше.
* Допускается только для экспортных поставок по
особому заказу *
Действие схемы при включении муфты и соверше-
нии хода происходит в соответствии о описанным вы-
ше для режима "Одиночный ход" с той разницей, что
при нажатой педали потенциал "нуля" по цепи 85-89-
-91 постоянно подается в т. 27 схемы, блокируя
тем самым ( дичающее действие конечных внключите-
лей sqi и SQ2 в конце каждого хода. Таким образом,
пресс будет совершать хода непрерывно, пока нажата
педаль.
При отпускания педали подача потенциала "нуля"
из цепи 85 в т. 27 схемы прекращается и срабаты-
вают конечные выключатели sqi я SQ2, вызывая от-
ключение муфты и останов ползуна в исходном положе-
ния.
4.7. Режим "Толчок"
Режим предусматривает только кнопочное двуру-
кое управление муфтой-тормозом, которая может быть
включена при открытой рабочей зоне (как при вклю-
ченном, так и при отключенном двигателе).
Переключатель S12 ставится в положение "Тол-
чок", а 811 - в положение "Управление кнопками".
Узел блокировки при этом заперт потенциале** "нуля",
поступающим в т. 73 через контакт переключателя
812 20-73.
В данном реялме контактами переключателя SA2
прерваны цеш 55-57, 155-157 управляющих триггеров.
При этом триоды V5, JV5 заперты полным напряжени-
ем смещения (6 В); триоды V6, 1V6 открыты; триоды
V9, IV9 закрыты.
Действие конечных выключателей sqi, SQ2 бло-
кируется шунтирующей цепью 20-21-23-25-27.
Включение муфта производится нажатием на кноп-
ки SB3, SB4. Потенциал "нуля" через ключевые трио-
ды VI2, IV12 и триоды V4, IV4 подается в коллек-
торные цепи •риодов V5, IV5 ( т. 53, 153).
Триоды V6, 1У6 закрываются и остаются закры-
тии до тех пор, пока в т. 53, 153 подается по-
тенциал "нуля" (пока нажаты кнопки SB3, SB4).
Закрывание триодов V6, IV6 вызывает открывание
триодов V9, IV9 и включение муфты.
При отпускании любой из кнопок (бвз, SB4) три-
оды V6, TV6 открываются и муфта отключается.
4.8. Режим "Ручной проворот"
Режим предусматривает включение муфта при от-
крытой рабочей зоне.
Триод vpo узда блокировки при этом заперт по-
дачей потенциала "нуля" в т. 73 через контакт пере-
ключателя SH 20-73. Переключатель 811 ставится
в положение "Ручной проворот". Контактом S1I 20-
-73 блокируется триод VIO, контактом 13-15 преры-
вается цепь включения электродвигателя; через н.з.
контакты 1-92 включается реле времени КТ (его уста-
новка срответствуёт времени вращения маховика по
инерции до полной остановки).
- 8 -
chipmaker.ru
Контактом SAI 24-30 напряжение подается в
схему. Пра этом происходит установка триггеров ка-
налов управления в исходное состояние (цепь 20-21
разомкнута). В это время - до срабатывания реле КТ
- горит сигнальная лампа Hill (при отключенной
схеме контроля тормозного цутя этот световой сиг-
нал не действует).
По истечении выдержки времени реле КТ сраба-
тывает и его н.о. контакт замыкает цепь 20-32-21.
Происходит переключение триггеров блокировки в ра-
бочее состояние. Сигнальная лампа НЫ1 гаснет. -
схема готова к включению муфты.
В зависимости от положения переключателя SA2
в данном режиме муфта может быть включена толчком
(SA2 - в положении "Толчок"), на один оборот (sA2
- в положении "Одиночный ход"), или длительно (вА2
- в положении "Непрерывные хода").
Включение муфты производится кнопками SB3,
SB4. Действие схемы при этом не отличается от опи-
санного ранее (для соответствующих режимов, опре-
деляемых положением переключателя SA2).
Муфта отключается поворотом переключателя SA2.
4.9. Блокировки
В схеме блока имеются следующие блокировочные
связи:
- блокировка сдвоенного воздухораспределителя,
отключающая электродвигатель привода и муфту прес-
са пра срабатывании пневмоблокировки воздухораспре-
делителя (нарупенне согласованной работы вентилей
из-за неисправности одного из каналов или при за-
легании одного из пневмоканалов). Блокировка осу-
ществляется контактами 3-5, 5-7 микровыключателей
SQII, SQI2;
- блокировка, не допускающая включения муфты
при неогражденной рабочей зоне пресса в режимах
"Одиночный ход" (работа от педали) и "Непрерывные
хода" (триод vio);
- блокировка, не допускающая включения элек-
тродвигателя и цуфты пресса при открытой дверке
^станины. Ее обеспечивают контакты 7-9 конечного
выключателя SQI5;
- блокировка, не допускающая работы пресса
при пониженном давлении в пневмомагистрали. Для
этого служит н.о. контакт 1-3 реле давления sP;
- блокировка, не допускающая включения муфты
в момент пуска двигателя при нажатой педали в ре-
жиме "Непрерывные хода" от педали. Она осуществля-
ется н.о. контактом 39-41 реле KI в цепи педали.
4.10. Спйиицжашл лпидципиадьнзй
электросхемы
Обозначение на рас. 2 Наименование
М Асинхронный электродви- гатель 8QI, ®*2, SQ3, SQ4, BQJ7 Бесконтактный конечный выключатель V
Обозначение на ряс. 2 Наименование
SB1, SB2, SB?, SB4.SB5 Кнопка управления
УП, JV2, У73 Электропневма гаче ский вентиль
SQII, SQI2, SQI6 Микропереключатель
SQI4, SQI5 Конечный выключатель
SP Реле давления
ST Тепловое реле
KJ' Магнитный пускатель
KI Промежуточное реле
KT Реле времени
Q»I Автоматический выключа- тель
SB6 Электрическая педаль
EL Лампа местного освеще- ния
SAIO Выключатель местного освещения
SAI Переключатель способа управления
SA2 Переключатель режима управления
SA3, SA4, SA5 Выключатель-тумблер
TCI Понижающий трансформа- тор
TC2 Трехфазный трансформа- тор
yui -KU8 Плавкий предохранитель
КС Счетчик числа ходов
Cl, ICI, C2, C3, 04, C5-C6, MI Конденсатор МВЙ-160-0,2Е
RI, IRI, B27, E56, F75 Резистор 470 СМ; 2 Вт
E2, I£2, E28, R53, E57, (Резистор 1,2 кСм;
E65, R66, R68, K76 (0,5 Вт
E3, IB, R29, B58, K7I, R77, R79 Резистор 680 См; 0,5 Вт
R4, IS, K7, R9, PIO, RI2, М3, RI5, И7, K4, IIS, IB, IB9, IBIO, IRL2, IRI3, IRI5, IRL7 Резистор 820 Ом; 0,5 Вт
B6, P8, Eli, RI4, KI6, Резистор 3,9 кОм;
IB6, IPS, IBII, IB14, IM6, B62, B69 0,5 Вт
RI8, E22, E25, IRI8, IR22, IE25, E40, R43 Резистор 560 Он; 0,5 Вт
М9, R23, IM9, IE23, Резистор 3,3 кОм;
R3I, ВЗ, IB3I, IB3, R35, R37, B4I, Б72, R30 0.5 Вт
R20, IR20 Резистор 220 СМ; 2 Вт
R2I, E24, IE2I, 1124, R39, P42, B70, Б78 Резистор 560 Ом; 2 Вт
F26, B63 Резиотор 51 Ом; 0,5 Вт
R32, R34, IR32, IR54, Резистор 5,6 кйю;
B38, B49, B5I, R60 0,5 Вт
R47, R52, R55, E64, K67 Резиотор 1,8 кСМ; I Вт
9 -
chipmak er.ru
Обозначение на рис.2 Наименование
£48, £50, £54, Р59 Резистор 1,8 кОм; 0,5 Вт B6I Резистор 1,2 кОМ; I Вт £73 Резистор 82 Ом; 7,5 Вт VI, V2- V3, V5, V6, Ш, Транзистор МП42А IV2, I 3, П5, гте V4,v7,V8, IV4, IV?, IV8, Транзистор 1Ш35Б VIO, VII, VI2, IVII, IV[2, V43, V44, v5I-V58, V?i V9, ТУЭ Транзистор H2I5 V45, V59, V72 Транзистор П2Т4В У13-У16, IVI3-IVI6, V35, Диод дав 736 VI7-V26, IVI7, Ivl8, IVI9, Диод Д226Б V37, VJ8, V4Q, Iv40, V4I, V77-V80 V27-V32 * Диод Д242 v33, VJ4, IV33, IV34, Стабилитрон Д8П V49, V50, V74, V75 V46, V47, V48, V6I-V69, Диод Д226Д 773
Примечание. Аппараты я цепи, обозначенные
втрих-цунктярными рамками, в состав блока не вхо-
дят.
4.10.1. Диаграмма переключателя SA1
Номера цепей Управление
кнопками педалью ручной проворот
24-30 X
13-15 X X
27-25 X X
27-91 X
20-73 X
30-31 X X
30-37 X
1-80 X
1-82 X
1-84 X
77-79 X
20-32 X
24-97 X
20-83 X
4.10.2. Диаграмма переключателя SA2
Номера цепей Режим
толчок одиночный ход непрерывные хода
23-25 23-26 37-39 X X X
Нойера цепей Режим
толчок одиночный ход непрерывные хода
27-83 X
73-20 X
73-77 X
55-57 X X
155-157 X X
1-74 X
1-76 X
1-78 X
30-96 X X
89-91 X
37-87 X
30-97 X
4.II. Защиту
Защита электрооборудования пресса и блока
БУБ-IAот токов короткого замыкания осуществляется
автоматическим выключателем и плавкими предох-
ранителями sui-ya8.
Электродвигатель привода М защищен от пере-
грузки тепловым реле ST.
Минимальную защиту электросхемы осуществляет
магнитный пускатель КМ.
5. ТЕХНИКА БЕЗОПАСНОСТИ
В схеме и конструкции блока учтены повыленные
требования безопасности к электрооборудованию меха-
нических прессов:
- бесконтактная схема управления муфтой-тормо-
зом выполнена дублированной;
- бесконтактная дублированная схема блока
реоочитана для работы со сдвоенным воздухораспреде-
лителем, снабженным пневмоблокнровкой, допускающей
включение й работу муфты только при согласованной
работе вентялей.
При возникновении неисправности в одном из
каналов схемы согласованная работа каналов накупа-
ется. Например, при пробое триода триод V9
при .отключении схемы в конце одиночного хода оста-
ется открытым, а вен*1ль У71 - выключенным. Второй
(исправный) канал при этом будет функционировать
нормально я вентиль У72 ситочится. В данном слу-
чае согласованная работа вентялей нарунается и на-
чинает действовать пневмоблокировка: доступ сжато-
го воздуха в полость муфты перекрывается и включа-
ется тормоз. При этом срабатывает один из микропе-
реключателей sqii, SQI2, отключая электродвига-
тель привода. Это является сигналом о возникнове-
нии неисправности.
При обрыве цепи триода V 7 не включается пер-
вый канал во время подачи команды на включение
муфты, что также приведет к срабатыванию пневмо-
блокировки и отключению электродвигателя привода.
- 10 -
chipmaker.ru
Теки ооразсы, обеспечивается автоматический
контроль исправности элементов схемы блока и ис-
ключается возможность сдваивания ходов при выходе
из отроя какого-либо элемента схемы:
- схема блока (управление муфтой-тормозом)
рассчитана для работы от двух бесконтактных конеч-
ных выключателей, действующих при отключении схемы
независимо друг от друга;
- схема блока предусматривает контроль тор-
мозного цути пресса в процессе работы:
при выбеге, превышающем допустимый, муфта не
может быть включена и работа на прессе невозможна.
Выход из строя любого элемента контроля тор-
мозного цути приводит к наруиению согласованной
работы каналов и срабатыванию блокировки воздухо-
распределителя. Схема осуществляет также визуаль-
ный контроль исправности световой,сигнализацией
сборочной единицы контроля тормозного цути при
каждом ходе преооа.
Схема блока предусматривает возможность рабо-
ты о неподвижна! и подвижным защитными экранами,
'отозащлтой, а также о другими устройствами, обес-
печивающими ограждение рабочей зоны при работе
пресса.
6. ОПИСАНИЕ РАБОШ ШИНЦИПИАЛЫОЙ
ЭЛЕКТРОСХИЫ БЛОКА УПРАВЛЕНИЯ
ЭЛЕКТРОДЕИГАТЕЛЕМ СИСТЕЗШ СКАЗКИ
БУС-3
Электрическая схема блока (рис. 7) выполнена
в виде съемных оснований ЕЗ, Е4, *1, *2 коробча-
той формы, на которых смонт кровавы .печатные платы
о элементами бесконтактной схемы.
По функциональному признаку электросхема мо-
дет быть условно разделена на аледупцие сборочные'
единицы:
- управление электродвигателем системы смазки;
- реле времени;
- счетчик числа ходов;
- дешифратор;
- сброс.
Управление электродвигателем выполнено в виде
съемно! платы ЕЗ и состоит из управляющего тригге-
ра, собранного на транзисторах У14, У15, и усили-
теля мощности на транзисторах Уб, У9, УХО. Усили-
тель обеспечивает контактами реле К2 коммутацию
цепей питания электродвигателя системы смазки.
Реле времени собрано на транзисторах У17,
▼20, У21.У23 и обеспечивает выдержку времени ра-
боты электродвигателя насоса смазки номинального
давления.
Счетчик оостсит из формирователя импульсов на
транзисторах v3, V4 и десяти триггеров с общим
счетным входом, размещенных на платах *1 и *2.
Сброс триггеров счетчика собран на транзисто-
ре V24.
Дешифратор выполнен в виде платы Е4. Он пред-
ставляет собой устройство, на котором в двоичном
коде набраны с помощью диодов фиксированные числа,
обеспечивающие паузу между включением наоооа смаз-
ки. Смазка разделяется на:
- обильную (частую),через 63 хода;
- усредненную, через 255 ходов;
- номинальную, через 511 ходов.
Включение электродвигателя наооса смазки воз-
можно только при включенном электродвигателе глав-
ного привода, что обеспечивается н.з. контактами
пускателя КМ, жунтирующимн цепь включения электро-
двигателя сиотемы смазки.
Исходным состоянием триггере узла управления
электродвигателем сиотемы смазки является положе-
ние, когда транзистор У15 открыт, а у14 закрыт.
В таксе состояние их приводит реле К, замыкающий
контакт которого в тпи 20-21 разрывает цепь эмит-
тера транзистора У14. При этом включается реле К2,
электродвигатель системы смазки и лампа сигнализа-
ции HU3 (работа масляного насоса). В системе смаз-
ки повидается давление и при достижении заданного
лампа НЫ4 гаснет (контроль давления маета).
Своими контактами реле давления БР2 размыкает
цепь лампы и замыкает цепь включения реле времени
на плате ЕЗ. После срабатывания реле времени триг-
гер перебрасывается так, что открытым оказывается
транзистор у 14. Электродвигатель насоса смазка
отключается. При необходимости его можно включить
КНОПКОЙ SB11.
В момент включения триггера управления элек-
тродвигателем системы смазки в исходное (включен-
ное) состояние на вход узла сброса поступает сиг-
нал, все триггеры счетчика приходят в исходное сос-
тояние и остаются в нем до тех пор, пока триггер
узла управления не будет перебролен в выключенное
состояние (УХ5 закрыт, У14 открыт).
Посгупающ!" с формирователя импульсы считают-
ся счетчиком и преобразуются дешфретором. После
считывания заданного числа о дежифратора транзис-
тор УП импульсного усилителя закроется и выдаст
импульс через транзистор У12 на триггер узла уп-
равления электродвигателем насоса смазки, переведя
его в исходное (включенное) состояние. Дальне блок
будет работать в порядке, описанном ранее.
Режим смазки выбирается переключателем SA5,
о помопю которого задается одна из пауз, набран-
ных на дешифраторе.
- 11 -
chipmaker.ru
R38
SAS’
R39
V22
игз
R36
иго
V10
а
V19
R28\
R30\ \R32
R43
Ом
£4
V6D
OS
277
08
09
\BL
W2
24
SOI
60
20
HU5\
4 AL
R2a R24i
V23
R40
ПЯ42
нш
1R5
SBH
R1
_.VI
01
Wf
JJi
T
R2\
Е1
VB
R7
R8
VS
-©/2 (xHr<
OJ1---Л7|1С24=
R19
V9
CS
[ЪоПял
T T //7
V21
R12
274
276
R37
V82
27/0
ISO
K2
'iHLlS
fun rm 609
\\ \
K2
Pec. 7. Прквдвпиальная электросхема блока управле-
ижя хадкой шпульокой смазкой
chipmaker.ru
6.1. Спецификация принципиально!
электросхемы блока управления
электродвигателем системы смазки
Обозначение на рео.7 Наименование
Г09, НЮ, ТИП Плавкий предохранитель
К2 Реле включения двигателя
ма слое танцы
SA5 Переключатель рехимов смаэ-
ки
ЕЗ Блок пуска двигателя
CI, С5, С7 Конденсатор ШЫ-160-0,25
02. 04 Конденсатор MBI-I60-0.I
СЗ Конденсатор МЕМ-160-0,05
06, 08, 09 Конденсатор
K50-6-IIS-50 В-50 мкФ
RI, R3 Резистор I кОм; 0,5 Вт
Е2, В6 Реанотор 3 кСМ; 0,5 Вт
£4, R5 Резиотор 9,1 кОм; 0,5 Вт
£42, £21, £23, £7, Резистор 820 СМ; 0,5 Вт
£27, £25, £26, R29
£8, ИЗ Резистор 820 СМ; 2 Вт
R9, HI. £14 Резиотор 560 СМ; 0,5 Вт
£12, £15, £18 Резистор 3,5 кСМ; 0,5 Вт
Мб Резиотор 3,9 кОм; 0,5 Вт
£17 Резистор 8,2 кОм; 0,5 Вт
£19 Резистор 2 кСМ; 0,5 Вт
£20 Резистор 4,7 кОм; 0,5 Вт
£22 Резистор 270 кОм; 0,5 Вт
Е24, £28 Резиотор 5,1 кСМ; 0,5 Вт
£30, £34. В39 Резистор 1,2 кСМ; 0,5 Вт
£31 Резистор 1,8 кОм; 0,5 Вт
Обозначение на рио.7 Наименование
Е32, £38, £43 Резиотор 5,6 кСМ; 0,5 Вт
ВЗЗ Резиотор 2,2 кОл; 0,5 Вт
£35 Р’ЗоОТср 6,8 кОм; 0,5 Вт
£36 Резиотор 240 кОм; 0,5 Вт
£37 Резистор 47 кОм; 0,5 Вт
£40 Резистор 18 кОм; 0,5 Вт
£41 Резиотор 150 кОм; 0,5 Вт
VI, V5, V7, V8 Диод Д226Б
VI4-VI7, V2I, V23, Транзистор ЫП42А
VII, V3, V4, VI2
V6 Транзистор П214В
V24, V9, VI0 Транзистор МП25Б
VI3 Диод Д9Б
VI8, VI9, V22 Диод Д220
V20 Транзистор МПП6
Е4 Блок-депифратор
£1, £2, £3 Резистор 120 ОМ; 2 Вт
£4, £5 Резистор 180 СМ; 2 Вт
VI-V23 Диод Д9Б
WI, W2 Блок счета ходов
DI, D5 Триггер
CI. С2 Конденсатор МЕЫ-160-0,05
£1, £8 Резистор 3,9 кОм; 0,5 Вт
£2, £4, £5, £6 Резистор 820 СМ; 0,5 Вт
£3, £7 Резиотор 5,1 кОм; 0,5 Вт
VI, V4,V5 Д.од Д9Б
V2, V3 Транзистор ЫП42А
- 13 -
chipmaker.ru
chipmaker.ru
содержание
Стр.
I. Назначение ................................ 1
2. Основное данные ........................... 1
3. Описание конструкции .................. 1
4. Описание работы принципиальной электро-
схемы блока БУБ-IA............................ 3
4.1. Режим "Одиночный ход" ................ €
4.2. Работа с подвм~яым зачитан! экра-
ном (реветкой) ............................ ?
4.3. Работа о блокировкой рук ............. 7
4.4. Работа бее контроля тормозного
цути ..................................... 6
4.5. Режим "Непрерывные хода” ............ 8
4.6. Режим "Непрерывные хода" от
педали .................................... 8
4.7. Режим "Толчок” ...................
4.8. Режим "Ручной проворот" ............
4.9. Блокировки ......................
4.10. Спецификация прннпдпиахьной
со со СП
электросхемы блока ................ 9
4.II. Зажита ........................... 10
5. Техника безопасности ..................... 10
6. Описание работы принципиальной электро-
схемы блока управления электродвигате-
лем системы смазки БУС-3 .................... II
6.1. Спецификация принципиальной элек-
тросхемы блока управления электро-
двигателем системы смезки ................ 13
1 $.
Описание злеллтроалемы &лр£< чо& ZmcmxoCl пресса
\ '"'* < /У&зл\<у*?емие
* Система инльльеныб сйаз/си лресЛвт /реднасма^енартраВл
k т& - сларыт&нс- Р. t л +
Cwhho л седле 14тр&&егpater##ось tr
Н ’Л2 лрс&внжи СЛСЗЛО'
гВ^амагиуесллР лрох&^хи маола-
2. /езсничесхая зсстрапгУьисгилаэлестллоВсп.
32-
a “ систёрк' с/газлЕГ.
Оигансщпя сеть, трёлфаянаЯсн/тенВ
4tefor&
Налрялсемие нлра&гения ‘
Напряжение л а ^жл&гциц
Р/селеин^оналбнВсмс^а Зрр/чАни реле лг.ген ВОмлй
Лахсипальназ сснгл.
МаКсимальнаяВнРел^ПЗ apmt^ реле х&тгролЯ ЗСсох.
S Описание регистр схемы,
S0&
^24#
Олеятрьсборцдрёдм /£ системы глаз Ви лсВхлннается >гср.
главного при&с&стпресса .ОснсВным *xvr/v r^/^r^/vz* fB/tee
В соетпаа лЛс/Зола. ЫсС^м:. j . . .
/ ТСТ-МОТОрнС £ рСМС SpfVfrU ЛЗ&ЗЫ[£Ю ЗСмсЛНJ
2.32 - транзисторное реле Времен^ лослтон л'и/Зо /о„ е. t
5.ЛУ-астсрнсереле бремена холгро^р^оЗОсек
2^титер^мссл> ^Зермтли пробег ри ирете холгрыя .t
лри за£с>&с£-<УАГ ислыг^миплг и.. 'ер ее гребле не л^р'
Ллилчельнсргь Зыёерясгси.рег.е 1 ъзы еслулз&'ш&зе?
pcjca/чст. риЗо//;& лресс л
J кгмемиуь ^вод'лыи a.3rortar/тресса.. З/отнй^т^ ^а/Тлыи лрссоо.:
/Усклгсггл7ь З'Зсдл.уресь pQrk A^ccLbCr -? <7cxz -
^арл/л^^рз лагереPlz сымысем елеяйюЗ&гйг&лё л.ас.-’.
у ытРЗР'З. лроиаяг&^Л7," /Тр~£ работе nedZcp-z. лга'с^о^игос^
Л Вторе.'jHis/C трубопрсЗсры, лсро. ВиАВе^етВгэней 2 )
ссс/'прлё/т? В'зо.тениР настрои:ей. ре °спе BaSiCHu^ :
т^аелт цель литаний реле Р2. лот сЗе со urmeve^uuS^
релеру'от/слгСУа/тт пнсла^’ЛонасссЛ.. ‘ ойт ла^ла.„2мо
/Заелг- на поВт^ ое^ 'a J
5 Рззгбибт абто^ат/уееллст /у>олагизн
Включит^
ВВодне'й л,б^:р^л7ьглаВнь чАариЗрВ просе со
ср арап./о/£аел? реле /Х3(за суё.п? зролрнгес ралл-У^р е.
сильно наогСалтинслнопли. Sf^Tt. псзглрВиссатеор л-т
рц^НОе-З прС>ЛСУ-/л£.Ло ззе -^‘^агт-гЦ СЛН^-Тр£/13 £‘С
чён^ы зе-гЛсел.^ерез лрамере:£гтЛгпоереле
1 4?л/С5* £х/1/е>¥лел7с.Р мелгсрнсе рере времени, ее
цилле смазхы/реле ХУсбросыгся рпо ю^^еение
Стон Взлтснитс.Р зм. dpuc отель t р:ссз станка
У тения не сраВать/л те/гтВОст&аем^е Внсггистрали
репе/ л?р ч-енез /ЗЗОсел.реле г/ отлза^ .л? npaScp*
302 Зс. ' отллнтч е/п л^сиЗрр лресосК' iz34' слпсзтстбии
^^"^л^тстллегь/гозреруе^ея S^ лотгрое
н прс^рВеммаслено'срсст.брнго.нтониУОбВЛёот.к
А -€003730 ятте/г/лройборз^об аб^ес/стзлгр
?^<з^юО^ВсВалиЯ Тислтёё^ - В -
~..7‘foef+ncu - лсг/-^Р.
С>>
"^^Smu^S.
Ох^дазд^клп
сназго
гы упрагь
^а'ЗАсгу&ше
сказке/ пр£с я? /феян&з#&У£*аа&П0/чал7м*0с*^ no3avu'
^хсг 4.
\г/усгз^^ -
tfCM xcTPmrfpacra/^^e^r^0QOOPifda5oHL/p
C0f£f3Sda.
грёлфаз#а&?с/1 лл/*гЗ
apa&r&ibcsp
Зрр/^^и г/ ма/ допе/.
чд&Ж.ГЛ 3h&veAupW&S7p0A\7¥A&
ыЗзгу&я Зр ы p^ff
& pcrf&frto/ CPfrte''
^243
243
c>у/У/^/у^лул/^юй с/^аз/tz/.
/Jef
He
УС/
Ла
Jg \fo W
'C-Z. Cc/WrttW 2
fczz?/
Г/ОС>/С&*1 A-C^(CO fOi. 0.
'ЧНОМ /7P0/CJ-MW.
rcrr/ipececz. 3^
2~3се£.1/*дь /
и Выямеел?
(^аг£>^ь /'/аге^' гллигг?
с/Зел? ым/.
Пра
coc,
'&ПРО&£&Р4к
£7T?Cyf7?C/77t
Irlprf
рцнципиальн^
wato&wcj#
№/>7cs 3B0£c£^K>vS/i^ert
\(/r^
и оптом "очиноегроок гс
^oraj^jXLL 2&Рип? .ПОггйз-
•0 С/дёгт? МОГЪ'РТОльЗ 2Г/33/. .,
.30
• 7ра j/rxw хо-аг^
с чЛ/попл CL ! ьто
< T>
7. Сказку QP^£££^.
При ЛЬРёогшальнам
S- TeJCHu/cQ безопаске
HeoSxc&J'vQ со&зпода/ль
b‘C.rnpOi3 c-'77O rtexod /7од&2&7&*<-'
AbrnSZQOcs^ec/CiJ J
Л^/ie ЗаАлети? е.
>ahvz?t^2 с/*азлг/.
'Л^рвдл^с^огт пресса.
•*
SB
JBfgiiii.iu -- •—I ——'— R»' ' — —- - —иммипими
^клтриуескоя, аецат-шиядьйь мескзя прднцидддд^д^
/уда,?174? дое^гс. ।
:' t
ijneega.
7 W '
м«.
/T4V,y<>
/Г?%>лл
КГ-р&ъ
£ псг->
reAbrth O6/X/lrt>¥LT’T&
a coccr,
'£s?e c. f77^/7<3^^CS^--fA
J? Ti. s'G ^2-2^ Л^Г^/Г-ЪЬ
.'^ХуЗЗ/'
Сг^стз^ прессов-
''^SoHavanijHG^ &Mt?4wi'au npec
?^>g<77o /— ;f 5/^aff,, qq<j
. T&icpj^L /^£Л<упай>1сг оые
' C ^f/C Г,7. ла^осЗл.
Й'ескар прцициптзльна^ улра$л^ния
тика.
i,aU
Chiamaker.ru
>
t
c
V
typ ^Cpea С^К73Л<
- ...........
ХС.УЛЛ.ЛТ P^/r£>
G'jfyt*..'?
4f
V/F
/Г2-p?/№ £р&че/т npo/cawu fco'S-SC/
riotfave лиггыи/?.
КЦ~яс£/г>ррилг?&1ь реле ^"2 •
"iSc/-/,o'i'f&p-'&/& ла/чль/.^/у (&?<лЗр особен
схелль/) e прессе
>. с/усз/г^ прессов- , ? . J \ *
.'рм-малыю/ч пресса
’У'г^
£еж(&ие попел!^ j^pXoirfc^picx p&e na^Atf /гг^угм,
i. f O6frtSrOWJrr,£> rsi. npudoBck, /1гГ*
техника Сезол^снсс^.
'сонпр:см#&Мть &
er.ru
-i—
иг //тдотрс-- '^S'/^
0100/10) ,'/~Г7ar<-t^LJ<.s
юЗ^ггу
Л
Ouvsic*'
&CC2? 77£L/C/7C77c)3C&
^opc^cz.
J T3 CKtyJp. C053
^OP^CrtOC
'5Л
n&pe-
•VM ocrvc/xZ
OrtZC&CP С'ЛТ'Т&А'Ц
®. T ' **.
Ztv. сбозн&/. V<X//W^ О*т_'Г
PeS/rtm&to/
л>/ 'Г737-2-38С8.0%Г0С777/3-£8
— f? mr- r- ^г'0/о roFw&K
л. zfj? _ ?5 МЛГ-СЗ^М* re£7?ff3:^ гг ~ 2/7C -t ~ t '7722:20% iTTO '£^77У
r<4/ W2-0,5-300^0% /C?7
— । । 77.77:00-ГЛ '70°/: 322*7772 2,707-070 -^7^72 vfifohtey,:70 71717: ^5 7_0£^0^7V077052S- 75 Хс.^р^^ссгсрг4^е( /гл* гГ'^"Г-?P2 СРтСО YCpt Tjf ДсрэЗы пз^^проЗо З^о. го _
’3 *> -J -^4-
k;i4 - Д2^Р3302 002707
_^-J Щ8705 ПОСТ? 7083-77
/ГС 7383333Z 87278
[ ’w Д2 233005770303 -33
V/5 Д8-104 30338 20778
* Si к A>f 007/707 оАУихГ7и/7еР/8037 о ГЬт7рОГ^г01ёог^82?^3~ Г/ОГО т-^рг/^ 2: /70^.3770 х
Л-о/^ОЗЗО.З//^ V
Ff^fy Рре^ос'Дртсг/^иг^ь лрсг£х<-оС/ /~СС7.\
Уг ПР * ЗтЭ " ^4^F?^r2/ \ ТУуь-523. 2SFp3 ^ес/сре runes'
— ТИ3 rv РЗРЗ ^pe/cffiC^PrP^/vOj Рос ТО 7C5PJP//O я?/? /СЗГР- . \ . Рзо£ J,^ехгРоРа.^огРоетю/7<у PP&l, -J2 7 \
T Тоа^тороср. *т о гор лолсзг 7/220 ~ ГЛ‘СС^&*72~б71'Т&.
t vs Ms ^ранз^стср r^na/^7Vo/F^^3FS-SCC^z
IpaMSMcropr^&rtfiZFS'rQCFSfyS'SS
/Д/7У 8?а/чпь,ЯЛ24-90Жо347787
/Г5* РЫ£ &/7e^7pi^arptjrrt£>e гглолзу РО 8-2-00. РООЗ
&1&Г8О/О0 yXOGJ-l+fCW CP
1
JU.
/7iX? o$o3*oh ТТр^^гр^.
Peswmopp
WO-2-30C£S//OCT7//3-6S 7
32 ХИТ-1-^220/о,ТГ^ЗЗ-25 •• /
£b F\ ПЛГ-05-/5?/О%,ГОЛ//3-53 5:. 3
?r ОГ/С53/'/72г*2О%&КО&ЗОфУ у_ Ш i
Vj_r м^о5за>^о% гф//gfa/ 12
f Г’ AlZZW-<) zIXvZ^ /
?</ 'О/74''Л5-475-'2£7с/0р£7453о4:ТЗ i /
*?3 ,WT- f-S Г Л г20% Г7Х7/052£-?5 у — _ -.. _
-J ofcptu/^ /гЗ&р-зя • 703 rjf
Дс/0Вы Ф^ьлооВоЗ^^ \
// I у £2^iP j5<S2 £0275/
ХД8/63 ГОСТ; 7/25-7/ 1
rV<^ 50/5653302 8/г ТУ V
* f? VH^ # Д2 23Е ГСО//4333 -50 5
V/5 Д874Л 50335 207 ГУ /
* ► t
Хг/С/Т5о/ оЗахТк/^еРг/ая сгс>5 < 5/ого /-n^fTcy \ НАЗВС^/£СЛ
5//.г//7ОЗ£О./7Г/7У 7
^ре£С>0!С£ХГ5ГС/Г^Ь n/702^^'/L' P'A'yB • J / / * 4
. “ c/5 зоцго/гта y 4
\T r^b S23 ZSS'7^ Sp^S^ ^E<^p07- 0^35025/ rt^nCT P£^r Л 3’2'М55О/ч
f£fJ P$PE j75^^P0>/*forPi52P^ ., 7&50Г 725Л0Г P3C ?Г?ЗГ&‘ 3
iv 'РЗ/fk Э/€Л’7^рР^/>/С505/£)£ Та/ГО Р72У£ -££/ \ -L £-247/50/4
Ф* / ТрСУ/^ 0000/007-7EiO/O ГО//5 7/2 \roD/^S3. f/Ti/. f
4 vs fo&rjpcrep ГРЛР^О^Щ/^З^.ОООТЬ
""V vr, tf, V2. >. Транзистор fppG37Л2SSPCCrS^rS'SS 1\
/4/^ ;Ъргпы 5Г/24-36ГСС766/0-63 4 t \ •»
/Г5* Pea£ з/телтрк^агн^ тное гггогла 5/7i/-2-Об. 2003 =- ' ?' ''- '— -—- - “/ t&47f=30fy
J "'й
« ' *fp - . - i - v '¥ «**
/ U < •'; . j£WL .Ш£Ж
I I. ^11. —. .. .....—<„,„ . . — ... .. .— ...... ,„ _..,г,ш..,-»м.111м , »,.>»<., —
chipmaker.ru
SA!
Z7
III
p
n
К
KM
39
SAZ
30
37
TXH SAI
31
TXH
p
n
--K
30
-0
30
SAI
. КПР
SAZ
ZB
H
TX И 89
i i I------0
1 SAZ
Г-------------
! SB3
S34
33
35
SB6
345
V80
245
343
25
I
SA! ПТ
V79
^3_-,r
Z43
КПР
83___
’1 1 SAZ
r*------
txh
245
243
И4/
CIO
chipmaker.ru
Cb
0 20 1 60
SAI
. КПР
ГSBS |
SAZ
28
ТХ И 89
I I I-------&
1 SA2
Г*-------------
25
25
21
— D
SA1
78
43
,_____________83 [Н----
SA1 Гй 1 • 1 SA2 кпР
г4------- Н------------------------------
КПР тхн
27
245
30
I--1 УК
ГП F5
Лм5 <<л м
5А1
__________________________________L__EZ= . ZZZZZtZZ]_______________5/iz
[С р m |L L Айг'о««Л lw[t2i
жиж
I LU 0*s 2HJ m ря/э рягз ряк ~~C3~~kjg ря2э
44
54
4'
~ -‘W2
165
30
chipmaker.ru.
san
+ н
< * о I
423
245
937
I W3
K3S
» ГпГг
96
chipmaker.ru
11 pi 1141
201
202
---►£
81
ft n P
5Q2
SU3
S Q4
r H
SQ17
H .
H
5Q74
129
73
SAI
96
SAS
/ 85
HL 10
-X
501
429
245
330
R39
771
'504
501
------17
*4 мь
SAZ. 71
R75
R27
R4Z
50Ы75
02
R78
308
SOS
50SW76
746
MO
837
R82
R73
876
R28
V43
W7
V45
75
SAZ
777
773
838
843
883
880
829
R41
SAS
429
HL11
29
766
426
417
433
V69
864
761
871
07
428
R65
751
08
7S8
--a
425
VS8 I
V67
418
Y68
P
П
К
73
И
5 SAI
R61
V6S
411
— H
— X
--7
430
№'—
=T=W
421
\lV48
J/fT
7S.V49
3%so
365 T
SA4
530
V74
20
80
HRW
^424
V44
307
R77
20
96
404
873
R49
УШ - кнопке; U - педаль; X - подвижныЯ
защитный aipaH
К i> h* pu 3
r
60
V63
V64
SA3
847
R48-
R50
502
403
402
RSI .
852
404
V52
Y53
406
RS3
Y54
R58
41Г
R63
RS9
Y5S
R60
412
414
R62
415
R66
422
R69
R72
chipmaker.ru
60
201
21
21
?3
89
-----0
SA2
’ 1 SA2
KOP
581
202
----•-£
TXH
5Q2
SQ3
304
SQ14
R26
JO
737
KJ8
129
501
73
28 •
429
r2b
S21
H
o’
Н
ч
am 5
SA 1
98
R75
R81
502
751
P
П
К
501
------И
R20
775
R17
57
R83
R23
R25
20
SAS
429
30
98
157
404
430
31L
//ffl
761
155
1R17
406,
R50
782
W/3
176
752
54
156
753
\1R14
R62
R60
1R25
=t=CJ
1R18
1R23
R51.
1716
R49
60
59
144
1R24
16?
,718
164
754
R58
=^Ю9
20
7 X И______дв
0А2
SA4
530
774
Г- 072
П I 165
58
716
763
764
5Г П
R15
54
R18
1R15
R21
R18
77
R19
г^; 1 сс
55
SA2. 77
R22
R24
717
VIE
1717
1P.20
159
157
1R18
177,
1R22
R27
7X735
=4=C2
U
X
7
710
R23
7У
73
Н
5 SA1
R78
R73
R82
77S
SA2
771
'504
=т=сзу
kjo
773 ™
R29
SA3
R47
R77
R80
R52
R61
1166
1733^
_П67
1734??
765
179 ---
R48-
403
402
404
R53
R59
755
411
412
414
765
I - сеть; П - двигатель включен; Ш - нет
воздуха;1У - толчок;У - одиночный ход;
У1 - непрерывный "од; УП - ручно! проворот;
УШ - ьдопке; IX - педаль; X - подвххннй
защитный ятрян
iipmaker.ru
20
О
L
201
0 20
21
SAI
Sd
30
25
Y37
29
SAI
R26
Y38
129
28
VZb
. 'С
оч v
1Y2
SQ.1
Н
о'
{”SB5 |
+• Н
9
1 УИ
65
SB1
202
7'г
2k5
SAI
SA2.
R27
R20
via
Rk
Ylk
—C2
57
Я28
R13
Y9
75
SA
Elk
RIO
R23
R2S
21
|—~ "9V2
30
165
J
157
T X H
SA3
k30
31
1a20
I'WS
Y61
I
1R17
159
157
153
1R18
IR7
1R22
mj
1Y5
Y5I
1/6
1УЗ
15k
1/k
1V7.
158
IRIb
1R25
=FC3
1R1S
1R23
50
S9
744
151
1Y15
1R2^
16?
163
1У1?
15k
R18
V7
Y33
Y3k
R29
1R9
150
lY1k
I52j^_
____96
6А2
1R12 155
ф35
71
=т=7С5
20 t
4=w.77
1Y16
21
— D
1Rk
30
0
30
R9
. ХПР
SA2
2b
25
IRS
1k8
1k9
1R0
1R3
SAI ГТТ
КНР
40
1R1D
1R11
ТХ Н 89
I I ।-------0
1 SA2
г+-----—--------
’1 1 SA2
К ПР
тхн
ST П
R1S
R17
R21
Я24
Sit
58
У16
R19
Я22
V17
VIS
Y10
1/5
1R15
1R19
1У17
Т166
1У332^
~М67
1Y3k7^
1/9 ---
Рис .2 .Прияцитгаяльяая схема блока БУБ-IA:
D - в схему смазки; Е - к средствам
механизации
I - сеть; П - двигатель включен; Ш - нет
воздуха;1У - тслчск;У - одиночный ход;
У1 - непрерывный од; УП - ручной проворот
УШ -
ЗЯ ИГР!1
Рис.2,Принттиттпялт.пяя схема блока БУБ-IA:
D — в схему смазки; Е - к средствам
механизации
bO6i9
chipmaker.ru
A -JgO
3Q11 3Q2; 5U3 ЗЦЧ
chipmaker.ru
с
БИБ- /А
6ИБ-1А
3 Ч 5 В 10 14
У Г Конечный выключатель Зверки станины Воздухораспре- делитель Реледавления воздуха Камандааппарат местное освещение Электрическая педаль
11 12 13 14
Реле уровня масла вмаляной станции Реле давление масла в системе смазки Привод масля- ной станции Электричес- кая педаль
Рис. II. Принципиальная электросхема 1фессов:
А - для прессов с пер.движнык столом и
рогом; В - для прессов наклоняемых и
ненаклоняемых (остальное см.по схеме А);
С - для прессов с жидкой импульсной
Б 7 8
Командоаппарат вентиль защит- ной решетки Конечный выключатель решетки
смазкой (остальное см.по схемам А и В);
D - для прессов наклоняемых и ненакло-
няемых с защитным подвижным экране?!
(остальное см. по схеме А)
Внешторгиздат. Изд. № 10168эс
ВТИ. Зак.
1 2 3 ц s .
Главный привод Кнопочный пост управления Конечный выключатель дверки станины Воздухораспр. делитель Реледавления Воздуха Командоаппарат мест oc6eup
-380
Х5
в
(501,502,503,SQ4)
Б 3
командоаппарат Конечный выключатель защитного экрана
11 12 13 14
Реле уровня масла бмаляной станции Реле давления масла 6 системе смазки Привод масля- HOt станции Электричес- кая педаль
________6
Командоаппарат
Рис. II. Принцишальная электросхема прессов:
А - для прессов с передвижным столом и
рогом; В - для прессов наклоняемых и
ненаклоняемых (остальное см.по схеме А)
С - для прессов с жидкой импульсной
смазкой (остальное см.]
D - для прессов наклон)
няемых с защитным поды
(остальное см. по схем
Bi
Bl
chipmjker.ru
1 2 3 Ч 5 Б
Глабный прибой Кнопочный пост управления Конечный Выключатель ВВерки станины Воздухораспре- делитель Реле давления Воздуха Камандаапп
6 3
комондооппорат Конечный Выключатель защитного экрана
п 12 13 14
Реле уровня масла б моляной станции Реле давление масло В системе смазки Прибод масля- ной станции Электричес- кая педаль
Рис. II. Принципиальная электросхема прессов:
А - для прессов с передвижным столом и
рогом; В - для прессов наклоняемых и
ненаклоняемых (остальное см.по схеме А);
С - для прессов с жидкой импульсной
chipmaker.ru
В
БУ6-1А
chipmaker.ru
A
ПР. By =12- 17662*1
Sa. 7
MP dy:l5. ЛГ612Ч
252. 255; 261:21- JO: 29 • 429-129• 501:20*2
2__________________
29 343:25 21.65.30)
TIP- Чи=20;ЛГ814*ГПГВ*2,5 X,
--------------------------Г’
345; 15.341.31; !2‘23-21; 3:349
11.68:201:202 ±+2
XI Х2
i 1 1 /7 J /7 7 п 1
1 51 п 26 1 — 15 — 1
2 541 18 20 2 — 16 — 2
3 343 19 30 3 ZIJ 17 68 3
4 549 20 - 4 83 18 70 4
5 21 21 — 5 63 13 J_ 5
6 — 22 365 6 01 20 492
7 23 25 65 1 04 21 -
8 73 24 450 8 22 493
9 23 25 - 9 — 25 494
10 345 26 - 10 8
11 129 27 165 11 485
12 429 28 24 12 1
13 501 29 484 13 11
W — 30 - 14 12
15 - 31 —
16 25 I
О
'0у*15; ОГВ 4 >2,5
484 ; 450; 24
chipmaker.ru
XI Х2 ХЗ Х4 Х5 Х14 Х15
7 а 7 /7 i 0 I Ч I а I й I а I а I /7
7 31 11 26 1 - 15 - 1 345 1 31 1 21 1 65 1 30
2 341 18 20 2 - 16 - 2 41 2 201 2 30 2 30 2 13
3 343 13 30 3 АЗ 11 68 3 41 3 202 3 29 3 165 3 20
4 349 20 — 4 03 18 10 4 343 4 9 4 429 4 3 4 365
5 21 21 — 5 03 19 i 5 1 5 11 5 252 5 1
Б 21 365 6 01 20 492 6 12 6 129
7 23 23 65 1 04 21 1 21 1 261
8 13 24 450 8 22 493 8 68 8 501
3 29 25 - 9 23 494 9 23 9 ~
10 345 26 - 10 8 10 341 10 255
11 129 21 165 11 485 11 4- 11 20
12 429 28 24 12 1 12 343 12
13 501 29 484 13 11 13 13
W 30 — 14 12 14 -
15 31 - 15 349
16 25
О
Рис. 12. Элвктросхема соединений:
I - контакт; П - жгут
А - для прессов с передвижным столом и
рогом; В - для прессов наклоняемых и
ненаклоняемых (остальное см.по схеме А);
С - для прессов наклоняемых и ненаклоняе-
мых с защитным подвижным экраном (осталь-
ное см.по схеме A); d — для прессов с
жидкой импульсной смазкой (остальное
см.по схемам А и В);
Е - ввод от сети
484 i 450: 24
chipmaker.ru
chipmaker.ru
chipmaker.ru
452 HZ
л/ 81
Щбс Х11/5с
486 487
[ wi J L J
489 490
лг/ Л2/ К2/
492 493
chipmaker.ru
Рис.З. Ci
ля
I -
111 -
A/J 495
496
497
, 7 7
476 •Х9/11 '' 478 ^7(9/4
В8 1 i т? г1^ 1 1 1 тг В9 ”| 1 1 • i 71 , В1О\ 1 1 1 1 1 U
А1 61 61
7(11/60 7(11/50 7(11/4с
486 487 488
[ ]г^[ Fu10\ Full
489 490 491
К1/
ЩЗС '/(11/20 Х11/1С
492. 493 494
Рис.4. Варм
„ыключ
ровно!
рис. 5
рое оц
I - ди
эклея1
тактны
ВМГ; si
ровки
/правд;
и
БУБ-IA
пресса
имлуль
5Ц5
Рис.5. ban
459
478
<Х9/4
Al 81 Ct
X11/6c X11/5c X11/4C
486 487 488
l]Fu3[ Ful^ Full
489 490 491
Mj 62/ 62/
Ю1/ЗС Z77/Z? X11/1C
492 493 494
Х2/20 Х2/22 Х2/23
60
ХП/Оа
483
кг) KZ/
Al 81 Cl
X1l/6c X11/5C ХП/4С
486 487 488
FulO Full
430 431
К2/
Х11/ЗС X11/ZC Х11/1С
432 433 434
т X2/2Z Х2/23
1ри1ЩД2зальная электросхема блока управле-
я жидкой импульсной смазкой
Рис.6. Принципиальная электросхема блока управле-
ния жидкой импульсной смазкой
нкя
chipmaker.ru
Рис.З. Схема бесконтактного конечного выключате-
ля БЬК:
I - белый провод; II - синий провод;
Ш - красный провод
Рис.4. Варна! т I установки бесконтактных конечных
вьключа: злей БВК-24 для прессов с блоки-
ровкой рук (на этом рисунке, а также на
рис.5 дюки показаны в положении, кото-
рое они занимаю"' после окончания хода и
останове* иилоуиа).
I - диск-экран; И - угол выбега; Ш - ось
эксцентрикового вала;зб I, sq2 - бескон-
тактные выключатели остановки пресса в
ВМТ; SQ3 - бесконтактный выключатель блоки-
ровки рук; sq4 - бесконтактный выключатель
управления средствами механизации
примечание. Возможна поставка блока
БУБ-IA с управлением счетчиком числа ходов
пресса и блоком управления системой жидкой
импульсной смазки, управляемыми от sq3.
,'U ,1; +
Рис.З. Схема бесконтактного конечного выключате-
ля ЬВК:
I - белый провод; II - синий провод;
Ш - кэасный провод
Рис.4. Вариант I установки бесконтактных конечных
выключателей БВК-24 для прессов с блоки-
ровкой рук (на этом рисунке, а также на
рис.5 дг?ки показаны в положении, кото-
рое они занижают после окончания хода и
ост_нов<. 1.илс.упа).
I - диск-экран; И - угол выбега; Ш - ось
эксцентрикового вала;зб I, SQ2 - бескон-
тактные выключатели остановки пресса в
БнИ; SQ3 - бесконтактный выключатель блоки-
ровки рук; sq4 - бесконтактный выключатель
управления средствами механизации
Примечание. Возможна поставка блока
БУБ-IA с управлением счетчиком числа ходов
пресса е блоком управления системой жидкой
импульсной смазки, управляемыми от sq3.
выключателей БВК-24 для прессов с блокиров-
кой рук:
I - диск-экран; II - угол выбега; Ш - ось
эксцентрикового вала; sqi, sq2 - бескон-
тактные выключатели остановки пресса в ВИТ;
sq3 - бесконтактный выключатель блокировки
рук узлом управления счетчиком числа ходов,
управления блоком управления жидкой импуль-
сной смазкой; SQ4 - бесконтактный выключа-
тель управления узлом контроля тормозного
пути; SQ5 - бесконтактный выключатель уп-
равления средствами механизации
Внешторгиздат. Изд. № 13751эс
ВТИ. Зак. 2733
chipmaker.ru
D - в схему смазки
низании; g- схема
мозом; F - схема уъ
I - сеть; II - элект
Ш - нет воздуха; I/
ный ход; У1 - непре
ной проворот; УШ -
X - контроль тормоз
ный экран sAI:
К - кнопочное упра^
П - педальное управ
Р - ручной поворот
SA2:
Т - толчок;
X - одиночный ход;
Н - непрерывные ход
chipmaker.ru
D - в схему смазки; Е - к средствам меха-
низации; G- схема управления муфтой-тор -
мозом; F - схема управления смазкой
I - сеть; II - электродвигатель включен;
Ш - нет воздуха; 1У - толчок; У - одиноч-
ный ход; У1 - непрерывный ход; УП - руч-
ной проворот; УШ - кнопки; IX - педаль;
X - контроль тормозного пути; XI - защит-
ный экран sAI:
К - кнопочное управление;
П - педальное управление;
Р - ручной поворот
SA2:
Т - толчок;
X - одиночный ход;
Н - непрерывные ходы
>29 bxi/9
514 хэршц Х9/1С кхвпа, 458 Тгэ ST7Z6 'ЬХТ/П
5АЦ | j ^530^427 WrzzZzfl ^501 M7/Z?
chipmaker.ru
азки; Е - к средствам меха-
:ема управления муфтой-тор -
ia управления смазкой
•лектродвигатель включен;
i; 1У - толчок; У - одиноч-
[епрерывный ход; УП - руч-
ТИ - кнопки; IX - педаль;
>рмозного пути; XI - защит-
травление;
правление;
>рот
itX8/3t
:од;
} ходы
8
80^^
82^13^
84qqHL9 8
IV
Р
Pi
Й7
йй
514
Е2ОГ-2)
^Х6/7
365
347
2
ХЭ/ЮЛЭ ХЗ/Тс
530 \427
458
XI/18 'F ^M/liftX7li?folliftx7l6
501
ЗБ ^xHUI
330
ЛХ8/7И
[29
^Х7/11
Л X 9/Б а,
428
£ Х7Ц0
chipmaker.ru
24
///:
564 SB3
5А1 ^хэ!ва'
91
5Л2|77
/;/7
7<//
п
.к
30
Л
КН
—<^
ХЭ/вС
\ХТ9^15Ь81 ртЬ-.Л
। ^7= I * Г
К1
О—»
----1 ХТ9 Х31
О—»
41
AMfa
да>
343X3/4 Г5ВП ХЗ/З
^'-11 ।
ХЗЦ-------
343 Х8/0а
L—«-
тле Х8/0с
A41N-!,)
V4^-
Л Х9/6а,
428
ф XI/10
chipmaker.ru
JJ
24
SAI ^хэ/Ва'
91
5/2177
7Л//
Л/2
.K v/r/v
30 1
«-
ХЭ/8С
0
-K
o-4>
I ™ Ю 87 p/t
л /7
X
J M
№
*--------1 XT9 ХЭ7
О—»
W8/9c
ХЦ10>
343 ХЗЩ V5B0^ X3/3
L__ _j 67
X3U —
JJ/2
343 Х8/Da
L—«-
345 MW
ХБ/Ш
AWN-4)
№
ХБ16
»—
XS/78
»—
»>—
XS/ff
30 20
0
-------1 KT
SA1 I | I го XX
0
J' I
*KOP
?7 X1U Г5В51
/н<-Ф
X8/5C X1/19
»-----«—
— H X3/5CL PQ
, 1 W XT9
2 H '---------'TXH_
---X I .
l-T ХЦПХ1/Ю^-пТ\
d- «-
83 SAZ Ш ХЭ/30.
SA1 ГП Jl 27
TXH
г$
КПР
A4(NS4)
R1 Г
X4/J8X
Z№
' ^X8/8a 20
<X4/20
chipmaker.ru
Jo,
Kfl
30 20
0
0
Л7 21
0
5Q1
502
503
5Q0
son
X9/8C
4
4
?
Г
>
О
-------1 К7
5А1 I 11 го <тк
*КЛР
Л7/7 fSB51
5AZ Г "
-*-Л+
H
-Л
„*“7- ЛЦПХ1ЦБ\
Zb кч
.5
I 699 699 $99 $99 $99
|----JI----IL _ JI---II---J ।
X8ISC X1/13
»>—«—
тхн X9/5H
’Л'М-о
_i_' 5AZ
' 91 | 5A1
89
XT9
83 5AZ ПОР X9/3H
SAI ГП JI Z1
TXH
KOP
R1 FT>F-
VO
Ф №
429
X1/9
X8/7O,
23 <
X1/11^\5Q14
X8/7c\\----
129
ХЗ/Ои
> ^X8/8a 20
ХЧЦ8 A
и 501
7J
Х8/Ч8 X1/22
-»-----«-
4V3
365
^XS/Za ц58
IT] 5 A 2 X9/ZC i
„М/10 TXH ХЧ/8'А 'АХЧ/6
МЧ120
М115 Г"21
Х5/3
Z45
X5/1Z
Х511Ч
058
157
159
1УгП5лг
ХЯЮ ТХН 75/8^ АХ5/6
chipmaker.ru
XJ/5
X8/5C X1/19
»-----«—
\JXH X3/5lL RQ
. 1 5A 2 XT9
* 91\ SAJ
H—-r-«-
КЛР X3/3CL
V4
27
A4(N?4) kJ
R1
XI/8
»“
XI/23 >k
кхч/го
^X9/2a _ y58
у ГТ]ЗА2 X3/2C i
АЧ/Ю TXH x4/8'A 'АХЧ/6
Хв/Чц
Х1/2/
Х8/ЧС
X4/2^
M/8c
chipmaker.ru
X8/4C
J/9/2a
IT |5/12 X3/2C
/да \ve
R22
458
65
20
V22
VII
5A1
R11
1/23
У24
7з
13
5A2
0
К
52
V8
R26
R28
У21
У13
V11
[451
R34
R21
R32
К18 R20
R24
R23
4J
85
53
R25\
454
У14
456 1/15
5A2
T"4-
x -
H ~
я
V25
1/16.
58
n -
л M
'^^X4H4
Vй? 85
7
2
7^-^^ ^9ltc
X5/8 ж \X5/6
Х5Ц4 Г1
ЛЛ5/7/7 7XH
458
L
45
85
R17
155
40
R21
R25
454
55
010
A1(№p
V1
81
85 XT3
X8/88
X79
514 ^T-J5A5
157
JO 75
443
317
V22
R5
жХ5/5
153
A2(N-1)
157 57
V17
456 У15
R5
V23
V24
454
313
У13
R3
V17
У 18
R7
365
458
V17
X8I48 Х1/22
-»-----«-
65
XI/23 Л
65
SAI
V23
V24
R26
R28
V16.
451
R18 R20
R24
R27
R29
R32
R34
45
85
о
к
V26
V21
245
7l2
I
Х9/2о 458
’ IT] 5А 2 ХЭ/2С |
10 (< Л
лн/о / < > <Х4/6
55
R22
57
V22
R17
R25\
454
456 V15
VIS
V25
58
XI/27
Х8/4с
20
73
ФФ Х4Ц4
YY S5
502
X5/14
7^T^SA2 ^ЗПС
Х5П0 ТХН X5I8,
458
155
~
5А2
71..
X
Н '
5А2
н -
х
т
р5А1
О -
К Г"1
V1D
AIM- 1)
59
V1
85 XTS
514 '-7-J5A5
AX5I6
'^157
157
311
449
V22
R5
57
\R^
^Х5/5
159
А2(Н°-1)
Х8/86
хтэ
V17
VIS
V23
V24
245
85
145
R3l
R17
R25
J7
V14
58
^51
V11
R15
455
R29
134
R21
т±в5_
R.
454
росхема /правления
456 V15
R26
V16
я^П
TV18
120
V21
V25
165
315х
V17
V18
VIS
V21
R6
75
R2
Cl
V23
60
20
RS
V24
A4(N-41
165
X5/2
20
Х9/4С
60
TXH
Х8/Ч6 XI/22 }зБ5
-»---«—Г“
chi|
ipjiaker.ru
КОР
ХЧ/18Х
Кхч/20
X8/8Q 20
65
У¥1
X
Х9/2а
'--ГТ|5/12 Х9/2С I
н——«
№10 Чхо
X
ХЧ/2^
30
203
55
т
058
57
¥22
V11
R1
R2
46
01
ХЧ/8& &ХЧ/ 6
60
65
R6
¥гз
¥20
R12
R26
R28
41
W-I
¥19
VIE.
58
02
\051
R5
R13 R151R10
R3
R10
R27
R18 R20\
R20
R32
R34
R29
A1(N-1)
050
05
85
59
*4/15
85 ХТ9
85
тс?
205
Х5/12
Х5ЦЧ
Х5/184 ^5X5/20^X5/15
205
85
Т5
Д5/3
ж
^>-ГП5/2
X5/1D IX Н х5^ >
058
R16
050
V7
056 ¥15
R7
52
¥8
VZL
¥21
Х5/1
И9
1
00
/?5
V11
¥10
¥25
_____205
та г/й|
81
AX5I6
1*757
30
R1
R2
ОБ
01
Х5/21
20
HL
ОТ
R5
R8
R3
5^
R3
*^5/5
159___________
А2(6-1)
¥19
оП
Т¥18
V22
R16
R3
R11
V77
51
RP
¥10
¥6
98
02
451
165
V2
¥4
V23
¥24
Y20
'¥21
¥25
155
~1—
R21
R11
V1D
455
’30
165
VI
¥11
3R25 <
056 V15
R26
¥16
Рис.2. Принципиальная электросхема управления
муфтой-тормозом
chipniaker.ru
то
/J/7
343 X8/0a
-r[,r X8]0c
A4(N:4)
н—
КОР
X9/4H
‘ ^X8/8a 20
ХЧЦ8Х
Н—
TXH
X9/2Q
Ххч/ю ' т
SR11
1 mW
30
R17
X6I0
»—
X413
-<<r
¥12
УК
265
W
62
752
1/16
263
V18
m
R16
*¥15 П
< >*
63
20
60
45
X6/18
»z—
»—
X6I19
X4121
29
330
430
145
245
X6/13
»------
X6/12
ZzxoiT
X6I21
^X6/2
/Х6120
rl41
R27
VJO
¥32
401
R25
5A3/5A5
X8/9B]XS/0a
410
65
96 330
X.X4I20
30
243
55
R1
R16
R4
R2
V2
V4
Hi
47
VS
V11
И?
46
94
62
61
R3
R5
R10
R13 R15\R14
R18 R20
85
45
X4/15
W
245
Х5/1Д
Х5Ц4
Х5Ц0 1
245
R1
R16
R11
51
Rb
R2
98
62
61
X5/21
X5<1a
X5/3
-«r
155
46
R12 51 V7
R7fr &R9
¥5
00
R8
20
IL
60
______245_
X4/13 4^X4114
Y YY 85
145 85
454
R11
V11
R20
R3
R6
50
S3
5
X5/1
30
46
V2
V4
5g
R9
52
VI
¥8
¥10
53
RIO
Рис.2. Принципиальная электросхема ynpaBj
муфтои-тормоз ом
iipmaker.ru
^/о/ж
i <бГп
М3 Хв/Оа
L—«-
?лс X8/Dc
A4(N4)
X6I6
Х6/18
»—
»—
Х6/0
Рис.2
Ж Л0/УС
Л5
блока БУБ-IA
Ln ход;
t£BHH6 ходы
X2/12
8
K1
HL2 8
12
04
//
10
HL5 8
///
74
Д4 8
IV
16
JIL5 8
V
KI
i 11
n
80
VH
HL8 8
82
VIII
HL9 8
84
IX
HL1 8
ЛЛ
TCI
FU2
5A2
KI
60 KT 69
19
KT
ХП 92
КС
5h1 -4—
TXH
(H—
“П I
КНР
96
20
X
XI
29
330
XI/9
514
X9/7c
5,3!
530
458
507
R12
424
\R19
V11
V13
X9/7MT9
О >
’ 427
ЛХ8П0,
29
A3(H-3)
R7
V15
421
503
501
V28
R2
C3
V7
V9
V14
453
502
460
50
A X9/6a
428
Cl
T20
/36
30
R1
R23 R22
Рис.1. Принципиальная электросхема блока БУБ-IA
VIZ
505 VJIV4
\R21
451
V10
А ХБ/1 <
24
165
chipmaker.ru
г - ручной поворот
SA2:
Т - толчок;
X - одиночный ход;
Н - непрерывные ходы
5AL
514
КН
24
Х9/8В
ЗА 7
П -
' 5А2
Н^
Х9/88 Х7/10
----« «-
Х9/8С Х7/8
501 . Хд/бв
<н<-
Х7/19
X7I20
-ч<-
Х7/21
КС
хэ/юло
Х3/7с
29
ХЦ9
530 \427
507
V12
R7
У15
503
505 V3XV4
507
R19
82
502
60
\R21
461
.X8I7CL
29
С1
120
R23 К22
га
427
V28
ЧБО
Рис.1. Принципиальная электросхема блока БУ1
458
Х7Н8 Y
1Г
J0
Л1
V1D
V11
Р - ручной повор
SA2:
Т - толчок;
X - одиночный хс
Н - непрерывные
ЬхЭ/во
330 458 514
1 20 SAX'
G —
96
60 , КМ Х9/&6 36
24- ' /Л ZZ 30
ои Х9/8С Х1/8 501 чч 81 50,
Ъ—ОХТ9 р1_ п - т 5А1 //< / 5А2
F 30 24 501 1 XI/13 XI/19 82 502 01 =Г2Л
60
20 ХОМ mo
да
2^ЭМ
chipmaker.ru
//л
Л/
Дзг
Ct
4
К
Ли
PT
пр-
.70
R?S
20
' 'Г
PWv
гбвк
н
iSBK
н
/Щи
к-
,jj р^з?чп* «кгЛ»ллТ
M П.‘ЬлЛС
£Я -* <Н "л^йл«
i.r‘ ”к
-<1Г О^икИ,
I ~>«Г £
/ - ;
н< ub-*’ р
5ОЛ /'П
; /о/ wk г~«.
•“* 1 *5 '1 *4
сЛ-'ij,. .д^о'Ч
/Л У гнУ Г-----------' КНР
кЛ4
chipmaker.ru
Л< г-лгхл)ZbJ&sUt 2^u >^v > cT4y
. <«Х>7Ь Ла •-' C
J г 6^ j
3 •‘3B0V
5^ тГХГ/Л wr Лс «г И л L LI
«4v ’ /6ч5)
~^uZ&XCv^ \1, /'H'KtiftK/ *•'
г® С
г"
М-| I
вч
мИ]*"
2С\! - k г/.
3<3 - trhtkta ^rtov^4h
^/СЧ
rurKA'furu
1}
_ 0^^ fM^r^ lK4\
‘'Str т _ '
2БВГ. *'*7R
p*f ^C7rS2SJS/Wi
n <*< )to^. I» I! > jf^AVtUvV. ’ ’
г?э- лЗ/’дк
1
У п
л
-2.ЧУ
S5
То
5W-
ТЮЗ
.L!lt'
ПР !Kt2
$9
57
30
R{
29
W/
123
W2
/Г/
П «'
60
I
«5 301
зввк
II .
Д<ч
пвн
Дм
chipmaker.ru
сз
Принципиальная элоктрисхема:
I - сеть ; П - нет воздуха ; Ш - толч( к; ТУ - ом;гночный ход; У - непрерывные хода ; У] - ручной
провлрот ; .VII - кнопки ; i'll] - педаль
Дпсграмт-а переключателя ПУ
3.
Индексы цепей Управление кнопками Управление педалью Ручной Поворот
24 30
13-15
25-27
20-31
3*1-37
20-1-9
20-159
I -711
1 80
1-82
I 414
20-73
Chipmaker.ru
Назначение конечных выключателей:
Т ВК, 2БК - отключает пре- е при залегании одного из пн* пиоклапанов ;
4ВК - пключас-гся в никнем положении защитной решетки ;
6LK - отключает просе при открытой дверке стан-ши; ,
IELK, 2Б11К - отключает муфту пресса в порхнем положении ползуна в режиме одиночных ходов и: при
нажатии на кнопку 51С/ в режиме непрерывных ходов ;
ЗББК - служит для блокировки двурукого включения муфты н режиме одиночных ходов (сощюьохдв-
ние хода ползуна в Н.М.Т).
Поставляется по специальному заказу
chipmaker.ru
Пульт , т^влен^я:
I - кнопка управления KE-02I, 3 шт. ; П - копка «пт вления KE-OII, 2 шт.
Электрооборудование пресса:
I - ыключатель конечный 5 ВК (ВПК-2112) ; 2 - га’нючатель конечный бесконтактны (БВК-201-24) ;
3 - ..сикропереключатель (МП-2102) ; 4 - кронштейн местного освещения (СГС-1-2В) ; 5 - пулыупр..
ления; 6 - педаль электрическая (ПЭ-1) ; 7 - электродалгатеяь Д GiOCg) ; 8 - вентили алектропне-
вметиче<'кие (ВВ-32) ; 9 - реле давления.РД; 10 - коробка разветвительная; II - блок управления
- 14 -
/.
/ МВ*
?! 129 30
I ЗКЧ ЛГУ /КУ ' ~2КУ _4КЧ I
&[
/ I нр ац омм пгв точимг __
/ 9 Н.П, в, 20,21,23,31.«445
ГЛ'о
О'* •/?«
u|37|o|7g|/g|?o|y|jg|23|2?|l?^?|j/|?7[2/[7j|
HP. йцЗОнн h'Bto'lнн^ПГЫЧЗ нм г
ПР во Инн ПГВ6Ч мм
3,7, 30,63,/03•)
WJ7 •“ •/»
•'-’ *(2) *
( 16ВК
27 29 30
/ 36 ОК
\20 73 30
Н РОцвин ЛГ8*7нн
7,3,70*1
ft*
R
SJ
ОД) Ct,) 016) 47)
К „23 „
^i.) —fS
0(79)0^0) С/
0^0(24 0(23) ^3)0,
нрд^рпппрвз* / нм 1
01,04-7
•ел •(»
HPOQIShh П7В4‘ЦмнЗ
3
Н Р Оу Инн П7В4’1 мн
3P4I
£
Схема внешних соединений;
I - педаль электрическая ПЭ (ПЭ-1) ;
Z, 16 - вставки штепсельного разъема
(ШР20П5НГЮ) j
3 - блок управления (БУБ-1) ;
4 - кронштейн местного освещения
ЛО (СГС-1-2В) {
*н
6 - пульт управления ; 6 - выключатель
конечный 6ВК (ВПК-2112) ;
7, 8, 6 - выключатели конечные бесконтактные
1БВК-ЗБШ (БВК-201-24) ; 10 - реле давления РД; II - электродвигатель привода Д( 12 - выдачу-
таль конечный 4ЙК (ВПК-2112) j 13 - микропереключатель I ВК, 2ВК (МП-2102) ; 14 - вентили
__________электрипневматические 1Э, 23 (ВВ-32) : 16 - разветвительная коробка | 17 * встаем м*епоедь*
О! 077,7.17,13.20.23.29. 30,37, J739 77,73.73 г , гП.,тиг,л
33,10 73,779.юз ’4 ♦ ного разъема (ШРЬ5П31НГЗ).
Примечания; I, Индексы в скобках соответствуют нумерации штырей и гнезд на штепселытк
, разъемах. ' 4
2. Бесконтактный конечный выключатель ЗБВК, завемлищкй провод д набор за зажимов (т
блоке БУБ) монтируется по специальному заказу.
chipmaker.ru
Chiomaker.ru
gfr СТАНКОИМПОРТ
СССР-МОСКВА
Chinmaker.ru
РЕССЫ ОДНОКРИВОШИПНЫЕ ОТКРЫТЫЕ
ПРОСТОГО ДЕЙСТВИЯ
усилием 100, 160, 250, 400 и 630 кН
КД2320Е КД2326Е КД2122Е КД1424А
КД2322Е КД2328е(кД2124Е^КД1426А
КД2324Е КД2120Е КД212( КД1428А
КД2128Е
Руководство по эксплуатации
КД.00.000 РЭ
chipmaker.ru
ПРЕССЫ ОДНОКРИВОШИПНЫЕ ОТКРЫТЫЕ
ПРОСТОГО ДЕЙСТВИЯ
усилием 100, 160, 250, 400 и 630 кН
КД2320Е КД2326Е КД2122Е КД1424А
КД2322Е КД2328Е КД2124Е КД1426А
КД2324Е КД2120Е КД2126Е КД1428А
КД2128Е
Руководство по эксплуатации
КД.00.000 РЭ
СТАНКОИМПОРТ
СССР
МОСКВА
chipmaker.ru
В связи с постоянной работой по совершен-
ствованию изделия, повышающей его надежность и
улучшакпей условия эксплуатации, в конструкцию
могут быть внесены незначительные изменения, не
отраженные в настоящем издании.
1 вкладка
chipmaker.ru
Руководство предназначено для ознакомления
обслуживающего персонала с конструкцией и рабо-
той прессов, наладкой и управлением, а также с
правильным уходом при эксплуатации.
Ознакомление с настоящим руководством обя-
Условное обозначение
Назначение
Педальное управление
зательно.
При изготовлении запасных деталей рекомен-
дуется сверять их с образцом.
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
I.I. Назначение
Chlpmaker.ru
Прессы однокривошипные открытые простого
действия предназначены для выполнения различных
операций холодной штамповки.
Двухстоечные наклоняемые прессы предназна-
чены в основном для использования наклона стани-
Ручной поворот
Толчок
ны при удалении штампуемых изделий или отходов
в просвет между стойками прессов.
Прессы с передвижным столом и рогом позво-
ляют производить штамповку Деталей с увеличен-
ным размером по высоте, а также прииенягь штампы
различной высоты. При замене стола рогом пресс
может обрабатывать детали с замкнуты) контуром.
Прессы работают на одиночных, а также на
непрерывных ходах при оснащении автоматическими
(револьверными, клещевыми, валиковыми, ролико-
слинозыми и др.) подачами и в этих случаях могут
использоваться в автоматических и поточных ли-
ниях.
I.I.I. Перечень графических символов, ука-
занных на табличках пресса.
Работа на одиночных
ходах
Работа на непрерывных
ходах
"Стоп" автоматической
работы
Подвижной защитный
экран
- 3 -
chipmaker.ru
Рис. I. Общий вид прессов:
I - наклоняемого; П - ненаклоняемого;
1Д - с передвижным столом и рогом
chipmaker.ru
1.2. Состав пресса
I.2.I. Перечень составных частей
Номер пози- ции на рис.1 Наименование Обозначение Количество на пресс
КД2320Е КД2120Е КД2322Е КД2122Е КД2324Е КД2124Е КД1424А КД2326Е КП2126Е КД1426А КИ2328Е КД2128Е КД1428А
I Установка муфты-тормоза и маховика КД. ..26-001 I I I I I I I I I I I I I
2 Привод КД. ..22-001 I I I I I I I I I I I I I
3 Механизм на- клона кд. ..12-001 I — I __ I — — I — — I I
4 Станина кд. . .11-001 I I I I I I I I I I I I I
5 Электрообо- рудование кд. ..92E-00I I I I I I I I I I I I I I
6 Ползун кд. ..31-001 I I I I I I I I I I I I I
7 8 Командоаппа- рат Эксцентрико- вый вал кд. ..23-001 I I I I I I I I I I I I I I I I I I I I I I I I I I
9 10 Уравновеши- ватель Воздухопро- вод кд. ..41-001 I I I I 2 I 2 I 2 I 2 I 2 I 2 I 2 I 2 I 2 I
II Ограждение привода кд. ..75-001 I I I I I I I I I I I I I
12 Ограждение рабочей зоны кд. ..73-001 I I I I I I — I I — I I
13 Маслопровод кд. ..81-001 I I I I I I I I I I I I I
кд. ..82Б-001 I I I I I I I I I I I I I
chipmaker.ru
1.3. Устройство и работа пресса и его
составных частей
I.3.I. Кинематическая схема
Ввил"- простоты кинематической схемы, поря-
док передачи усилия от вала электродвигателя до
исполнительного органа ползуна не описывается.
На рис.2 указана кинематическая схема не-
наклоняемых, наклоняемых прессов и прессов с пе-
редвижным столом и рогом. На прессах усилием до
400 кН регулировка межштампового пространства
осуществляется не храповиком, как на прессе уси-
лием 630 кН, а вращением за винт. На прессах
усилием 100, 160 кН не устанавливаются уравнове-
шиватели, а на прессах усилием 250, 400, 630 кН
они устанавливаются по два.
Спереди на специально обработанных местах
станины крепятся призматические направляющие 10
ползуна, из которых левая - регулируемая. Регу-
лировка осуществляется винтами с помощью резьбо-
вого соединения 7, 8, 9.
Передняя часть станины закрыта дверкой 4.
На рабочей плоскости стола закреплена под-
штамповая плита I с Т-образными пазами для креп-
ления штампов.
Для работы "на провал" в столе и плите пре-
дусмотрены отверстия, а в нижней части стола -
резьбовые отверстия для крепления пневмоподушки.
В прессах с передвижным столом и рогом пе-
ремещение стола II осуществляется с помощью
червячного редуктора.
Станина наклоняемого пресса отличается от
станины ненаклоняемого пресса тем, ч^о соедине-
на посредством пальцев 3 с двумя стойками 2. На-
1.3.2. Станина
Станина 5 пресса (рис.З) чугунная, коробча-
той формы, воспринимает все усилия, возникающие
при штамповке.
В верхней части станины в буксах 6 запрес-
сованы бронзовые втулки, служащие опорой для
зкцентрикового вала. С левой стороны имеется
букса с увеличенным диаметром для удобства мон-
тажа и демонтажа эксцентрикового вала.
Рис. 2. Кинематическая схема прессов:
I - наклоняемого; П - ненаклоняемого;
III - с передвижным столом и рогом
клон станины осуществляется с помощью винта с
пуччым приводом у прессов усилием 100-400 кН и
с помощью червячного редуктора у прессов усили-
ем 630 кН.
1.3.3. Привод
Привод пресса осуществляется от электро-
двигателя 3 (рис.4) через клиноременную переда-
чу 5 и маховик 6 к эксцентриковому валу.
- 6 -
chipmaker.ru
Рис. 3. Станина прессов:
I - наклоняемого; П - ненаклоняемого;
Ш - с передвижным столом и рогом
- 7 -
chipmaker.ru
Электродвигатель установлен на качающейся
подмоторной плите 4.
Натяжение ремней регулируется винтом 2 и
гайкбй I.
Рис. 4. Привод пресса
1.3.4. Установка муфты-тормоза
Установка состоит из нормализованной сбо-
рочной единицы "Муфта-тормоз" (модели УВ3132,
УВ3135, УВ3138, УВ3141, УВ3144 для прессов уси-
лием соответственно 100, 160, 250, 400, 630 кН)
воздухоподводящей головки 19 (рис.5) и махови-
ка 12, опорами которого являются радиальные ша-
рикоподшипники 17, насаженные на втулку 18.
Втулка устанавливается на эксцентриковый вал 22.
Муфта-тормоз жестко сблокированная, много-
дисковая, фрикционная с пневматическим включе-
нием состоит из ведущей, ведомой и тормозной
частей. В ведущую часть входят ведущие диски 14
с фрикционными накладками, в ведомую - ступица
21 с неподвижно присоединенным поршнем 2, ци-
линдр 3, перемещающийся вдоль оси, опорные дис-
ки 7 муфты и тормоза, установленные на резьбе
ступицы 21 и поршня 2, нажимной диск 8 тормоза,
жестко установленный на цилиндре, и промежуточ-
ный диск 16. Тормозная часть состоит из тормоз-
ного диска 10 с фрикционными накладками.
Работа муфты-тормоза происходит следующим
образом: сжатый воздух через воздухоподводящую
Рис. 5. Муфта-тормоз
- в -
chipmaker.ru
головку 19 и эксцентриковый вал 22 поступает в
пневмокамеру I, перемещая цилиндр 3 вдоль оси
эксцентрикового вала в сторону муфты и зажимая
ведущие диски 14. Диски муфты связаны с постоян-
но вращающимся маховиком 12 через пальцы 13.
Происходит передача крутящего момента через сту-
пицу 21 на эксцентриковый вал 22. В момент тор-
можения вала сжатый воздух выпускается из пнев-
мокамеры в атмосферу через воздухоподводящую го-
ловку, соединительный рукав и трехходовой клапан.
При этом цилиндр 3 под воздействием пружин 20
возвращается в сторону тормоза и зажимает тор-
мозной диск 10, сидящий на пальцах II, связан-
ных со станиной 9. Происходит торможение подвиж-
ных частей пресса.
1.3.5. Эксцентриковый вал
Вал состоит из собственно вала I (рис. 6)
и эксцентриковой втулки 2.
Регулировка величины хода ползуна осуществ-
ляется вращением эксцентриковой втулки, которая
входит в зэгепление с валом через зубчатое эволь-
вентное зацепление и выводится из зацепления вра-
щением гайки 3.
После установки необходимой величины хода
ползуна втулка вводится в зацепление с эксцент-
риковым валом и стопорится болтом 4.
На левый конец вала устанавливается командо-
аппарат КД2324-42-001. Привод автоматических
подач осуществляется через его втулку.
Для исключения явления "схватываемости"
эксцентрикового вала с эксцентриковой втулкой
(холодная сварка) периодически, не реже ох:ого
раза в месяц, следует изменять положение эксцен-
триситета в прессах усилием 250 кН.
1.3.6. Ползун
Ползун 12 (рис.7) является рабочим органом
пресса, к которому крепится верхняя часть штампа.
Ползун имеет коробчатую форму с призматическими
двухсторонними направляющими и крепится к экс-
центриковому валу посредством регулировочного
винта 5 и разъемного шатуна 4. В корпусе и крыш-
ке шатуна установлены бронзовые вкладыши подшип-
ника скольжения, охватывающие эксцентриковую
втулку. Шаровая головка регулировочного винта 5
размещена в корпусе ползуна между опорой 10 и
верхним плавающим вкладышем 9. Опора устанавли-
вается на срезную предохранительную шайбу II,
рассчитанную на разрушение при перегрузке пресса.
Плавающий вкладыш устанавливается между шаровой
головкой регулировочного винта и гайкой 7. Гайка
вворачивается в корпус ползуна и с помощью регу-
лировочных прокладок 8 обеспечивает регулировку
зазора в шаровом соединении;гайка стопорится
винтом 15.
В случае срезания предохранительной шайбы
опустите ползун на подставку и снимите давление
в пневмосистеме. Отвернув винты 16, удалите пре-
дохранительную шайбу вместе с крышкой и шпилькой.
Отверните гайку 7 на один оборот, с помощью ры-
чага поднимите опору 10 вверх, установите новую
предохранительную шайбу со шпилькой и крышкой и
заверните винты 16. Регулирование зазора в шаро-
вом соединении производите согласно п. 2.4.4.
Величина штампового пространства регулирует-
ся вращением за шестигранник регулировочного вин-
та с помощью гаечного ключа (прессы усилием 100,
160, 250 и 400 кН) и вращением с помощью трещетки
(пресс усилием 630 кН). Установленная величина
штампового пространства фиксируется стопорными
втулками 19 и 20, которые стягиваются винтом 21
и удержива 'тся от проворачивания винтами 22.
Нижний предел регулирования ограничивается фикса-
тором 14, а величина регулирования определяется
по линейке I.
В нижней части ползуна имеются отверстия для
крепления верхней плиты штампа и отверстие под
ее хвостовик. Крепление штампа на ползуне пресса
усилием 630 кН осуществляется с помощью пазов.
Хвостовик крепится прижимом 17 посредством двух
шпилек с г йками.
Стопорный винт 18 служит для отталкивания
прижима при снятии штампа. В пазу ползуна распо-
ложено коромысло 13 выталкивателя. Регулируемые
по высоте упоры 3 для коромысла закреплены на
станина-
Рис. 6. Эксцентриковый вал
- 9 -
chipmaker.ru
Рис. 7. Ползун:
I - для прессов усилием 100 — 400 кН;
П - ДЛЯ пресса усилием 630 кН
В прессах усилием 250, 40С, 630 кН на пол-
зуне закреплены кронштейны 6, к которым крепятся
тяги уравновешивателей ползуна.
1.3.7. Трехходовой клапан, сдвоенный, сбло-
кированный
Сдвоенные трехлинейные пневмораспределители
с электрическим управлением предназначены для
управления пневмоприводами муфт и тормозов куз-
нечно-прессовых машин.
В корпусе I (рис.8) размещены два трехли-
нейных клапана, которые состоят из управляющих
поршней 4, клапанов 2 и дроссельных шайб 3.
Управление клапанами осуществляется двумя серво-
механизмами 5, представляющими собой злектро-
пневматические клапаны. При неисправности одного
- 10 -
chipmaker.ru
Рис. 8. Трехходовой клапан, сдвоенный, сблокиро-
ванный:
I - отвод к рабочему органу; П - подвод
из трехлинейных клапанов или одной из параллель-
ных электрических цепей управления срабатывает
сигнализатор, состоящий из двух поршней 6 и мик-
ропереключателей 7.
Сжатый воздух подводится через отверстие
"ъ " в полости"а", имеющие общий канал. Через
дроссельные щели между корпусом I и шайбами 3
воздух попадает в полости "с" и через перекрест-
ные каналы - под клапаны 2. При выключенном
сдвоенном пневмораспределителе сжатый воздух за-
перт под клапанами 2, а рабочий орган машины
связан с атмосферой через каналы "е", камеры
"а " и верхнее седло клапана 2. Из полостей "с"
сжатый воздух через каналы управления и дроссе-
ли поступает в камеры "f " и сервоклапаны.
На рис.8 сдвоенный трехлинейный пневморас-
пределитель изображен в положении, когда одна
секция (правая) включена (или не выключилась), а
другая (левая) выключена (или не включилась).
При подаче электрического сигнала на серво-
механизмы 5 сжатый воздух из камер "f " посту-
пает в полости под поршнями 4 и включает клапа-
ны. Полости "а " разобщаются с атмосферой и че-
рез перекрестные каналы и открытые дроссельные
шайбы 3 сжатый воздух поступает к рабочим орга-
нам машины по каналам "е". При снятии бигналов
с сервомеханизмов 5 сжатый воздух уходит из-под
поршней 4 в атмосферу. Клапаны возвращаются в
исходное положение. Сжатый воздух от рабочих
органов машины выходит в атмосферу по каналам
"е" и полостям "i " через глушитель.
Если один из клапанов не включился или не
выключился, то сжатый воздух из камеры "с" лево-
го клапана, поступающий сюда через дроссельную
шайбу 3, будет сбрасываться в атмосферу по пе-
рекрестному каналу, полости "а " правого клапа-
на, каналу "е" и полости "а " левого клапана.
В камере "f " левого клапана давление будет
понижаться через дроссель. Через некоторый про-
межуток времени клапан включить будет невозможно,
т.к. давление в камере "f " составит не более
0,025 МПа. Сигнализатор сработает и даст сигнал
о неисправности секции левого клапана. Сжатый
воздух правого включенного (или невыключенного)
клапана через открытую дроссельную шайбу 3 и пе-
рекрестный канал будет подаваться под закрытый
левый клапан 2. Дроссели 8 задерживают падение
давления в камерах "f ". Задержка необходима
для компенсации возможной несинхронности работы
обеих секций, которая при необходимости может
быть отрегулирована за счет изменения размера
дроссельного отверстия.
Таким образом, при несрабатывании по любой
причине одной секции на включение (или выключе-
ние) сжатый воздух не поступит к рабочему органу
машины или будет сбрасываться в атмосферу через
одну сработавщую секцти.
1.3.8. Уравновешиватель
Уравновешиватель (рис. 9) предназначен для
устранения влияния веса ползуна и верхней полови-
ны штампа на работу пресса и для предотвращения
произвольного опускания ползуна в аварийных слу-
чаях (обрыв регулировочного винта в шатуне или
шпилек крышки шатуна).
Рис. 9. Уравновешиватель
- 11 -
chipmaker.ru
По конструкции уравновешиватель представ-
ляет собой пневматический цилиндр одностороннего
действия, подвешенный на станине.
Шток 4 с помощью оси соединен с кронштейном
ползуна. Сжатый воздух поступает в пневмоцилигдр
3 из ресивера через отверстия в нижней крышке 5.
Поршень 2 постоянно тянет ползун вверх за шток 4.
При ходе вниз сжатый воздух вытесняется из урав-
новешивателя в ресивер.
Заливка масла в полость поршня производится
через отверстие в верхней крышке I.
1.3.9. Командоаппарат
Регулируемый командоаппарат (система путевых
бесконтактных выключателей, рис.10) предназначен
для коммутации тока в электрических цепях управ-
ления однокривошипных открытых прессов простого
действия усилием 250-630 кН. Он устанавливается
на левый конец эксцентрикового вала.
Через втулку I осуществляется привод автома-
тических подач. Алюминиевые диски 4 и 6 управ-
ляют электромагнитными вентилями трехходового,
сдвоенного, сблокированного клапана. Диск 5 пред-
назначен для сопровождения хода ползуна вниз при
двуруком управлении (при отпускании кнопок дву-
рукого управления ползун останавливается), для
управления счетчиком числа ходов и блоком управ-
ления жидкой импульсной смазкой.
Диск 3 управляет схемой контроля тормозного
пути; диск 2 служит для управления средствами
механизации.
Рис. 10. Командоаппарат
При изменении величины хода ползуна на ко-
мандоаппарате необходимо повернуть кронштейн бес-
контактного конечного выключателя (ЕВК) на угол,
соответствующий углу перемещения эксцентриковой
втулки.
Возможна модификация командоаппарата с жест-
ко закрепленным кронштейном с БВК. В этом случае
при изменении хода ползуна необходимо провернуть
блок с дисками, предварительно отпустив стяжные
болты. При настройк» смещение дисков не допуска-
ется.
1.4. Электрооборудование
I.4.I. Общие сведения
На прессах применяется следующее электро-
оборудование:
- электродвигатель главного привода с повы-
шенным сколь^енкси! типа 4АС (или А0С2);
- электропневматические вентили Уу1, УУ2
(воздухораспределитель на 24 В постоянного тока);
- командоаппарат с бесконтактными конечны-
ми выключателями sqI, sq 2, sq3, SQ4, sq5
типа БВК 201-24 на 24 В постоянного тока.
Бесконтактный конечный выключатель sq5 мо-
жет быть использован для управления средствами
околопрессовой механизации. К выходу БВК подклю-
чается нагрузка с сопро'пивлением не менее 220 Ом.
Расцветка выводов БВК: "+" красного цвета, " - "
- белого или желтого, "Н" - синего или зеленого.
Нагрузка подсоединяется между выводами "-"и
"Н".
Для управления прессом применяется бескон-
тактный блок управления БУБ-IA. Система смазки
управляется блоком БУС-3, встроенным в БУБ-IA.
1.4.2. Краткое описание действия электро-
схемы (рис.11, 12, 13, 14, 15)
Электросхема предусматривает возможность ра-
боты пресса в следующих режимах:
- одиночный ход (двурукое синхронное управ-
ление с блокировкой рук, без блокировки рук и от
педали);
- непрерывные ходы (двурукое управление);
- толчок (двурукое управление);
- ручной проворот (при отключенном двигате-
ле главного привода и остановившемся маховике).
Требуемый режим работы пресса и схема уп-
равления (кнопки или педаль) выбираются располо-
женными в блоке управления БУБ-IA переключателя-
ми SAI, SA2. При этом загораются сигнальные лаы-
пы:
HL5 - "Одиночный ход" (зеленый цвет);
нъб - "Непрерывные ходы" (желтый цвет);
HL4 - "Толчок" (зеленый цвет);
HL7 - "Ручной проворот" (зеленый цвет);
HL8 - "Кнопочное управление" (зеленый цвет);
JL9 - "Педальное управление" (зеленый цвет).
Перед началом работы включением вводного ав-
томатического выключателя QFI на блоке БУБ-IA
- 12 -
chipmaker.ru
Рис. 13. Схема соединений воздухораспределителя:
I - контакт; П - жгут
I JL
/ 65
2 30
3 /65
4 3
5 7
электрооборудование пресса подключается к цехо-
вой сети переменного тока. Загорается сигнальная
лампа "Сеть" (ни) белого цвета.
Нажатием на кнопку SB2 производится пуск
электродвигателя. Загорается сигнальная лампа
"Главный привод" (HL2) синего цвета.
Требуемый режим работы блока управления
смазкой выбирается переключателем ЗАб, располо-
женным в блоке БУБ-IA.
Работа системы жидкой импульсной системы
смазки контролируется сигнальными лампами:
HI3 - "Работа масляного насоса" (зеленый
цвет).
Н14 - "Смазка произошла" (желтый цвет);
HI5 - "Низкий уровень масла" (красный
цвет);
При осмотре и ремонте электроаппаратуры
вводный выключатель должен быть обязательно от-
А
I /7 1 /7
1 2 3 4 5 6 21 30 23 023 252 129 7 8 3 10 11 12 261 501 255 20
ключен.
Режим "Одиночный ход".
В этом режиме возможна работа от кнопок при дву-
руком синхронном управлении (кнопки зВЗ и зВ4
поста управления) и управление педалью зВ6.
Переключатель зА2 устанавливается в положе-
ние "Одиночный ход". Нажатием на кнопку зВ2 про-
изводится пуск электродвигателя.
Кнопочное управление.
Переключатель SAI устанавливается в положение
"Кнопки"Д Нажатием на кнопки зВЗ и SB4 с интёр-^”
валом не'более 0,5 с производится -ключение вен-
Рис. 14. Схема соединений командоаппарата:
I - контакт; П - жгут
1 а I 0
1 31 7 21
2 201 8 68
3 202 9 23
4 9 10 347
5 11 11
6 12 12 343
— — 13 13
— —- 14 —
— — 15 349
Рис. 15. Схема соединений поста управления:
I - контакт; П - жгут
тилей УУ1, УУ2.
В конце хода ползуна шунт выходит из щели
бесконтактных конечных выключателей sq I и sq2.
Мугта отключается.
Для последующего хода ползуна необходимо от-
пустить и повторно нажать обе кнопки.
Управление педалью.. Пе-
реключатель зА^ устанавливается в положение "Пе-
даль"! При этом необходимо опустить защитный эк-
ран и'нажать на конечный выключатель sqJ4 (кроме
прессов ВД1424А, КД1426А, КД1428А).
Если экран имеет электропневматический вен-
тиль, то он опускается автоматически при нажатии
на педаль з ВБ^После полного закрытия опасной
зоны срабатывает конечный выключатель sqI7, да-
вая тем самым разрешение на срабатывание муфты.
Последняя включается при нажатии на педаль з В6.
Работа схемы происходит так же, как и при кнопоч-
ном управлении.
Режим "Непрерывные хо-
ды". Данный режим предусматривает кнопочное
управление. Переключатель s А2 устанавливается в
положение "Непрерывные хрды", а переключатель
SAI в положение "Кнопки"^Защитный экран необхо-
димо опустить. При этом нажимается конечный вык-
лючатель sq 14 (кроме прессов КЦ1424А, КД1426А,
КД1428А).
При наличии экрана с пневмоприводом необхо-
димо выключить пневмотумблер на дверце пресса и
тумблер^подвижного защитного экрана на блоке БТ в
chipmaker.ru
не допускающая включения муфты пресса в режиме
работы с подвижным защитным экраном при выходе из
строя конечного выключателд£(р7.
Примечание. При введенном режиме "Непрерыв-
ные ходы" от педали (по требованию Заказчика)
действует блокировка, не допускающая включения
муфты в момент пуска двигателя при нажатой педали
в режиме "Непрерывные ходы". Данная блокировка
осуществляется н.о. контактом 39-41 реле KI в
цепи педали.
Подробное описание действия бесконтактной
схемы приводится в руководстве по эксплуатации
блока БУБ-IA.
1.4.5. Указания по технике безопасности и
обслуживанию электрооборудования
В схеме и конструкции блока учтены повышен-
ные требования безопасности к электрооборудова-
нию прессов:
- бесконтактная схема управления муфтой-тор-
мозом выполнена дублированной;
- в схеме блока предусмотрен контроль тор-
мозного пути пресса в процессе работы;
- в схеме блока предусмотрено синхронное
двурукое включение с интерва"ом не более 0,5 с, ‘
что исключает возможность непредусмотренного
включения муфты пресса при замыкании на одной
из кнопок или возможность включения муфты одной
рукой при замыкании на другой кнопке;
- рукоятка привода вводного автоматического
выключателя, дверь блока и дверка ниши переключа-
телей режимов запираются на ключ.
Установку режимов работы переключателейs AI
и SA2 производит наладчик. После каждого пере-
ключения ниша переключателей запирается.
Электрооборудование пресса должно быть на-
дежно заземлено путем присоединения станины прес-
са и электрошкафа к цеховому контуру заземления.
Обслуживание электрооборудования пресса долж-
но производиться только квалифицированным персо-
налом. После окончания осмотров и ремонта аппара-
тов электрошкаф запирается на замок.
Положение переключателей режимов SA2 и ор-
ганов управления SAI после каждого переключения
и перед началом работы на прессе необходимо све-
рить по соответствующим светящимся лампам.
ВНИМАНИЕ! ПРИ НЕИСПРАВНЫХ БЛОКИРОВКАХ РАБО-
ТАТЬ НА ПРЕССЕ ЗАПРЕЩАЕТСЯ.
При неисправном электрооборудовании рабочий
обязан остановить пресс, отключить вводный авто-
матический выключатель на электрошкафу и
вызват* электрика.
Обслуживание электрооборудования осуществля-
ется в соответствии с правилами технической экс-
плуатации и безопасности обслуживания электроус-
тановок промышленных предприятий.
Подготовка к работе и эксплуатации блока
БУБ-IA осуществляется в соответствии с руковод-
ством по эксплуатации блока.
Проверку работы схемы надо производить при
закрытой дверке блока управления БУБ-IA. fie- ре-
вя рабиты пресса н.е реюлдеигует.*? сниинть ждухи
бдсков БУС-3, FT3, DTI (внутри биона Б7Б IA). -
1.4.6. Возможные неисправности в работе
электрооборудования и методы их устранения
Неисправность Причина Метод устранения
Электродвига- Сгорела плавкая Замените
тель не вклю- вставка предохра- вставку
чается нителя FU I в блоке БУБ-IA Сгорели плавкие Замените вс-
вставки предохра- нителей FU6, FU7, FU8 тавки
Не горят сиг- Сгорела плавкая Замените
нальные лампу вставка предохра- вставку
на панели сиг- нителя FU4
нализации Электропневма- Неисправны вен- Отремонтируй-
тические вен- тили (при наличии те вентили
тили воздухо- напряжения 24 В
распределите- на их зажимах).
ля У7124А не Отсутствует пос- Замените
включаются тоянное напряже- ние 24 В в схеме управления муф- той из-за сгора- ния плавкой вставки предохра- нителя FU 3 на вставку
блоке Бт/ (внутри .блока БУъ-1А) Отсутствует пос- Замените
тоянное напряже- ние смещения 6 В вставку
в схеме управле- ния муфтой из-за сгорания плавкой вставки предохра- нителя FJJ5 на блоке БТ1 Неисправна комму- тирующая .плата блока БТ1 Замените плату
Обрыв цепей 20, Устраните об-
21, 29, 30, 129 от бесконтактных рыв
конечных выклю- чателей SQI, SQ2 Вырезы в дисках Поставьте пе-
командоаппарата реключатель
случайно оказа- SA2 в положе-
лись в щели ние "Толчок" и
SQI,SQ2 кратковремен-
V ~ так ясе
/ /д'-
chipmaker.ru
Неисправность Причина Метод устранения
I При включении Неисправна плата ным включением SB3, SB4 про- верните вал на 20-30° Замените пла-
муфты сраба- блока Elf (выход ту
тывают микро- переключатели воздухораспре- делителя, от- из строя ОДНОГО из конечных трио- дов) Зазор между ниж- Установите
ключая элект- ней кромкой дис- зазор 6 мм
родвигатель привода ка командоаппара- та и основанием щели БВК более 6 мм
1.4.7. Спецификация электрооборудования
1.4.8. Спецификация проводов к электро-
схеме соединений
Индексы проводов
АЗ, ВЗ, СЗ, 492, 493, 494
01, 04, 13, 9а, 68, II, 12, I, 3
70, 7. 2, 485
30, 165, 65, 21, 73, 20, 330, 365
24, 484, 450, 29, 429, 129, 501
343 , 345 , 31, 23
Цвет
изоляции
Черный
Красный
Красный
Синий
Синий
Синий
Зеленый
1.4.9. Размещение электрооборудования
на прессе
Обозна- чение Наименование, тип Коли- чест- во на пресс Примечание
БУБ-IA Бесконтактный блок управления I
М Электродвигатель главного привода 4АС I
S Кнопочный пост управления У8417 I
SQ15 Конечный выключа- тель ВПК-2112 I
V Воздухораспреде- литель У7124А I
SP Реле давления Комплектно с
воздуха ДЗ^!^) I пневматичес-
ким блоком
в Командоаппарат КД2324-48-001 I
УУЗ Вентиль защитной решетки I
SQ17 Конечный выключа- тель БВК 201-24 I
SQ14 Конечный выключа- тель ВПК-211 I
EL Лампа местного ос- вещения с основа- нием НКП01х60 I
SL Реле уровня масла I Комплектно с масляной стан- цией
SP2 Реле давления масла Г62-21 I
М2 Привод масляной I Комплектно с
станции масляной станцией
SB6 Электрическая педаль ПЭ-1 I
Номер позиции на рис.16 Наименование
I Электрическая педаль
2 Кнопочный пост управления
3 Лампа местного освещения
4 Кнопочный выключатель дверки станины
5 Электродвигатель
6 Реле давления масла в маслосистеме
7 Реле давления воздуха
8 Ниша пресса
9 Заземление пресса
10 Бесконтактный блок управления
II Масляная станция
12 Конечные выключатели защитного
экрана
13 Воздухораспределитель
1.5. Пневматическая система
I.5.I. Описание работы принципиальной пнев-
матической схемы
Давление воздуха, поступающего из общезавод-
ской магистрали, должно быть не менее 0,5 МПа.
Включение и отключение воздушной сети пресса
производится запорным вентилем.
Сжатый воздух поступает через фильтр-влаго-
отделитель ЕД (рис. 17) и регулятор давления КД с
манометром в ресивер PC. Регулятор давления на-
страивается на 0,45 МПа.
Из ресивера станины воздух поступает по од-
ной магистрали к уравновешивателям ползуна Щ,
Ц2, а по другой - через маслораспылитель МР и
трехходовой сдвоенный, сблокированный клапан к
муфте-тормозу.
С ресивером связано реле давления РД, отклю-
чающее пресс при падении давления ниже 0,35 МПа.
Для слива конденсата из ресивера предусмотрен
конденсатоотводчик.
Предохранительны^ клапан соединен с поло-
стью ресивера. Он настроен на давление 0,5 МПа
и опломбирован.
16 -
chipmaker.ru
Рис. 16. Размещение электрооборудования на прес-
сах:
I - наклоняемом; П - ненаклоняемом;
Ш - с передвижным столом и рогом
Управление работой муфты-тормоза осуществ-
ляется через трехходовой, сдвоенны:, сблокиро-
ванный клапан с условным проходом Ду = 25 мм для
прессов 250-630 кН.
Аппараты, заорный вентиль, кран, влагоот-
делитель, регулятор давления, реле давления,
пре/охранительный клапан и манометры объединены
в пневматическом блоке ПБ-I 16/10.
- 17 -
chipmaker.ru
MT
Рис. 17. Принципиальная пневматическая схема
прессов
1.5.2. Перечень элементов пневмосистемы
Обозна- чение на рис.17 Наименование, государственный стандарт Коли- чест- во
МР Маслораспылитель B44-I6 I
ИГ Муфта-тормоз I
PC Ресивер КП-92-2-13в I
УВ Воздухоспускной клапан
ДубВ КГ79-12 I
Щ, Ц2 Уравновешиватели ползуна 2
ПБ Пневматический блок ПБ-I 16/10 I
ВД Фильтр-влагоотделитель
22-16x40 ГОСТ 17437-72 I
вн Вентиль А-15-10.Ду-15
ГОСТ I8I6I-72 I
кп, Регулятор давления ПКР122-16 I
КП Предохранительный клапан
П-КАП16-21 I
MHI, МН2 Манометры ИГЛ ГОСТ 2405-77 2
РД Реле давления I
ф Фильтр I
р Пневмораспределитель сдвоен-
ный трехлинейный I
BHI, ВН2 Электропневматические вентили 2
И, Г2 Глушители 2
ДР1, ДР2 Дроссели 2
KI, К2 Трехлинейные клапаны 2
УЗМ-4 Защитное устройство I
КЗ, К4 Электропневматические клапаны
П-ЭПК-12 2
К5 Пневмораспределитель
ДВ76-21 I
Ц Пи вмоцилиндр I
1.5.3. Типы пневмоаппаратов, применяемых на прессах Chipmaker.ru
Наименование аппаратов Усилие пресса, кН
100 160 250 400 630
Ресивер Маслораспылитель Клапан (трехходовой, сдвоен- ный, сблокированный) Муфта-тормоз Уравновешиватель ползуна КП92-2-П В44-24 У7122А УВ3132 КП92-2-12 В44-24 У7122А УВ3135 КП92-2-13 В44-26 У7124А УВ3138 31-080x0160 КП92-2-14 В44-26 У7124А УВ3141 31-100x0180 КП92-2-15 В44-26 У7124А УВ3144 31-125x0220
1.5.4. Указания по монтажу и эксттлуятяттип
пневмо системы
Пневматический блок ПБ (см.рис.17) располо-
жен внутри станины и крепится к ней кронштейнами.
Влагоотделитель, входящий в состав блока, должен
находиться только в вертикальном положении. В
кронштейнах предусмотрены пазы для восстановления
вертикального положения пневматического блока
при наклоне станины наклоняемых прессов.
Маслораспылитель расположен внутри станины.
Он крепится на кронштейнах с помощью трубок и
может поворачиваться вокруг горизонтальной оси
при наклоне станины. Маслораспылитель, как и
влагоотделитель, должен находиться только в вер-
тикальном положении.
Трехходовой клапан расположен с наружной
стороны станины и крепится к ней болтами.
Ресивер находится внутри станины. Муфта-
тормоз установлена на правом конце эксцентрико-
- 18 -
chipmaker.ru
вого вала, а уравновешиватели закреплены на верх-
ней части станины.
Пневматический блок, маслораспылитель, трех-
ходовой клапан, ресивер, муфта-тормоз и уравно-
вешиватель соединяются трубами и напорными рука-
вами с концевыми соединениями в последователь-
ности, указанной на пневматической принципиаль-
ной схеме.
Установка пневматического блока и маслорас-
пылителя на прессе должна производиться так,
чтобы направление движения воздушного потока
совпадало с направлением стрелок на корпусах
влагоотделителя, регулятора давления и маслорас-
пылителя.
ВНИМАНИЕ! ВЫПУСК КОНДЕНСАТА ИЗ ПРОЗРАЧНОГО
СТАКАНА ВЛАГООТДЕЛИТЕЛЯ И РЕСИВЕРА ДОЛЖЕН ПРОИС-
ХОДИТЬ СВОЕВРЕМЕННО.
Фильтр влагоотделителя оснащен фильтроваль-
ной металлокерамической вставкой, которую через
два-три месяца работы надо снять, промыть керо-
сином или бензином и продуть сжатым воздухом.
Одновременно необходимо очистить от загрязнения
прозрачный стакан.
Масло заливается в маслораспылитель до
уровня, обозначенного на прозрачном стакане ли-
нией. Подача масла распылителем проводится из
расчета одной капли на 15-20 включений муфты-
тормоза.
Нельзя снимать прозрачный стакан с влаго-
отделителя и заливать масло в маслораспылитель,
не убедившись, что в пневмосистеме пресса отсут-
ствует давление сжатого воздуха. При обнаруже-
нии утечек сжатого воздуха необходима проверить
уплотнение по стыкам соединений и затяжку кре-
пежных винтов в пневмоаппаратах. При необходи-
мости надо заменить вышедшие из строя уплотне-
ния.
При обнаружении утечек сжатого воздуха в
пневмосистеме пресса допускается падение давле-
ния не более 0,1 МПа в течение пяти минут.
Перед пуском пресса необходимо:
- проверить наличие масла в маслораспыли-
теле;
- открыть вентиль в пневматическом блоке
и заполнить пневмосистему пресса сжатым возду-
хом;
- по манометру проверить наличие необхо-
димого давления сжатого воздуха в цеховой пнев-
мосети;
- проверить настройку регулятора и при не-
обходимости отрегулировать ее;
- проверить закрытие вентиля ресивера для
спуска конденсата.
Во время работы пресса необходимо:
- периодически (примерно один раз в смену)
выпускать накопившийся конденсат из влагоотдели-
теля и ресивера;
- через каждые 2-3 месяца работы пресса
снимать фильтр влагоотделителя для очистки и
промывки;
- по мере необходимости доливать масло в
маслораспглитель до уровня, обозначенного на
прозрачном стакане линией.
Перед установкой пневмоаппаратуры на прес-
се и регулировкой отдельных пневмоаппаратов не-
обходимо ознакомиться с паспортами и руководства-
тли по эксплуатации, которые прилагаются к каждо-
му пневмоаппарату.
1.5.5. Возможные неисправности в работе
пневмосистемы и методы их устранения
Неисправность Причина Метод устранения
Падение давления Негерметичность Проверьте и в
в пневмосистеме разъемных сое- случае необхо-
без расхода ежа- динений дим< сти подтя-
того воздуха ните винты на пневмоаппара- тах, уплотни- те резьбовые соединения
Влагоотделитель Большое количе- Спустите кон-
не очищает ежа- ство конденсата денсат
тый воздух; па- в сиакане вла-
дение давления гоотделителя.
в пневмосисте- Загрязнился ме- Снимите и
ме пресса при таллокерамичес- прочистите
работе на оди- кий фильтр фильтр
ночных ходах Регулятор дав- Неплотно при- Проверьте сос-
ления не обес- легает клапан тояние рези-
печивает нор- нового вкла-
мольной регу- дыша клапана
лировки Защемляется и при необхо- димости заме- ните его Проверьте
толкатель кла- состояние
пана при его поверхностей
движении в толкателя
направляющей клапана и
втулке втулки Исправьте по- верхности, а при необхо- димости заме- ните клапан и втулку
Маслораспыли- Засорился дрос- Снимите мае-
тель не подает сель или масло- лораспыли-
распыленное проводные труб- тель и про-
масло ки чистите дрос- сель и масло- проводные трубки
В трехходовом Установлены пру- Установите
клапане нарушена жины разного пружины рав-
синхронность ра- боты усилия ного усилия
- 19 -
chipmaker.ru
Неисправность Причина Метод устранения
Не снимается напряжение в электрической цепи при пневмо- блокировке Вышел из строя один из выклю- чателей Замените вык- лючатель
1.6. Защитное механическое устройство
для ограждения рабочей зоны
I.6.I. Конструкция и принцип работы
Устройство (рис.18) состоит из защитного
экрана 7, подвижной направляющей 3, соединитель-
ной траверсы I, возвратного плунжерного пневио-
цилиндра 4, рабочих пружин 6 и системы управле-
ния. В систему входят бесконтактный конечный вы-
ключатель 5, сигнальный флажок 2, два электро-
пневматических клапана К2 и КЗ и пневматический
КГ с ручным управлением.
В исходном положении защитный экран 7 нахо-
дится в крайнем верхнем положении за счет подачи
сжатого воздуха в плунжерный цилиндр 4 через
пневмоклалан КГ и электропневмоклапан К2; пружи-
ны 6 при этом растянуты.
При нажатии на педаль управления электро-
клапаны К2 и КЗ срабатывают, сбрасывая сжатый
воздух из пневмоцилиндра 4 в атмосферу.
Под действием пружины 6 экран опустится в
крайнее нижнее положение и перекроет рабочую зо-
ну пресса. В крайнем нолем положении флажок 2
через конечный выключатель 5 даст сигнал и через
блоки БУБ-IA или ЕУБ-2М включит пресс на ход.
После совершения рабочей операции при ходе пол-
зуна пресса вверх по сигналу командоалпарата
отключатся муфта пресса и электропневмоклапаны
К2 и КЗ. Сжатый воздух поступит в пневмоцилиндр
4 и через траверсу I и направляющую 3 поднимет
защитный экран 7 в исходное положение.
Клапан KI служит для проверки работы меха-
нической части защитного устройства при отклю-
ченном электропитании. В этом случае тумблер
на блоках БУБ-IA или БУБ-2М отключит управление
защитным устройством. Одновременно отключатся
клапаны К2 и КЗ. Сжатый воздух поступит в пнев-
моцилиндр, удерживая решетку в крайнем верхнем
положении.
В режиме "Авторобота" муфта пресса и клапан
КГ находятся во включенном состоянии. Сжатый воз-
дух из цилиндра 4 через клапан KI стравливается
в атмосферу, и защитный экран под действием пру-
жины 6 опускается в крайнее нижнее положение.
При работе от педали, если оператор подает
полосу в штамп через боковые решетки, решетка
может быть опущена в крайнее нижнее полоз ение при
включении электропневмоклапанов К2 и КЗ.
Рис. 18. Пневмокинематическая схема прессов
При прекращении питания энергоносителем
(сжатый воздух дли электропитание) защитный эк-
ран под действием пружин 6 также опускается в
крайнее нижнее положение.
Таким образом,защитное устройство обеспечи-
вает безопасную эксплуатацию пресса на всех режи-
мах работы.
На корпусе и плате пневмоцилиндра устройства
крепятся бесконтактный путевой переключатель
ЕВК-24. МУ4 и два электропневматических клапана
типа 4152550179. Управление устройством осуществ-
ляется от блоков БУБ-IA или БУБ-2М.
При оснащении прессов защитным устройством
УЗИ необходимо в металлорукав от блоков БУБ-IA
или БУБ-2М до распределительной коробки, установ-
ленной на прессе, затянуть дополнительные провода
и провести их разводку по прессу, подключив ре-
шетку согласно монтажной схеме.
1.6.2. Пневмосистема
Сжатый воздух от системы подготовки воздуха
пресса (после блока подготовки воздуха? подводит-
ся на вход пневмоклапана КГ (см.рис.18).
Работа защитного экрана в режиме одиночных
ходов с управлением от педали осуществляется
через электропневмоклапаны К2, КЗ при сбросе и
подаче сжатого воздуха в пневмоцилиндр 4.
Подъем и удержание защитного экрана в верх-
нем положении в режимах наладки, ручного проворо-
та и двурукого включения производятся при включе-
нии клапанов К2 и КЗ. При этом сжатый всздух пос-
тупит в пневмоцилиндр 4 и через траверсу I и
направляющую 3 поднимет защитный экран 7.
- 20 -
chipmaker.ru
1.6.3. Возможны- неисправности в работе
защитного устройства и методы их устранения
Неисправность Причина Меток устранения
При нажатии на Не проходит элек- Прозвоните
педаль управле- тросигнал на эле- цепь от педа-
ния в режиме ктропневмоклана- ли до блока
одиночных ходов ны К2 и КЗ БУБ-IA
решетка не вклю- (или БУБ-2М)
чается на ход и цепь элект-
вниз Сгорел электро- ропневмокла- панов К2, КЗ Замените кла-
магнит клапана К2 или КЗ пан
При включении Не проходит сиг- Прозвоните
устройства на нал на клапан К2 цепь от бло-
пульте блока или КЗ ка БУБ-IA
БУБ-IA (или (или БУБ-2М)
БУБ-2М) защит- до клапана
ный экран не К2, КЗ
поднимается в Сгорел электро- Замените кла-
крайнее верх- магнит клапана пан
нее положение К2 или КЗ
Утечка сжатого Неисправность ман- Замените ман-
воздуха жеты штока цилинд- жету
Ра Нарушение соеди- Проверьте
нений в пневмо- соединения и
сети устраните не- исправность
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. Указания мер безопасности
Для обеспечения безопасности обслуживающего
персонала во время работы на прессе предусмотре-
но следующее:
- на прессе установлено двурукое управление
кнопками, требующее применения обеих рук при
пуске пресса и исключающее травмирование рук в
зоне штампа;
- кратчайшее расстояние от кнопок управле-
ния до линии пересечения фронтальной плоскости
ползуна с горизонтальной плоскостью, проходяшей
через середину наибольшей открытой высоты меж-
штампового пространства, равно:
для прессов усилием 100, 160, 250 кН -
280 мм;
для прессов усилием 400 кН - 320 мм;
для прессов усилием 630 кН - 360 мм;
в случае работы на прессе с управлением
от педали без автоподачи предусмотрено ограждение
рабочей зоны, передний экран которого сблокирс взн
с электросхемой так, что при поднято" вверх экра-
не пресс не включается;
- все вращающиеся части пресса ограждены
кожухами;
- предусмотрено ограждение воздухораспреде-
лителя;
- на прессе есть предохранитель (предохрани-
тельная шайба) от перегрузки;
- передняя дверка пресса заблокирована -
при открывании дверки работающего пресса происхо-
дит размыкание контактов конечных выключателей и
пресс останавливается;
- на выключателе цепи управления, дверке ни-
ши режимных переключателей и дверке электрошкафа
установлены замки типа автомобильных;
- местное освещение рабочей зоны исключает
попадание прямых лучей от источника света в гла-
за работающему.
Кроме того, дополнительно установлены:
- дублирование электроаппаратов в цепи управ-
ления;
- световая сигнализация режимов;
- уравновешиватели ползуна;
- кнопки управления с ограждением (на расстоя-
нии 300 мм);
- электродвигатель повышенного скольжения с
защитой от короткого замыкания в грех фазах;
- трехходовой, сдвоенный, сблокированный
клапан с пневмо- и злектроблокировками, исключаю-
щими сдваивание ходов ползуна в прессе;
- счетчик числа ходов;
- ножная педаль с ограждением;
- пневматическая жестко сблокированная цуфга-
тормоз, исключающая одновременную работу муфты и
тормоза.
Работая на прессе, необходимо не только вы-
полнять инструкцию по технике безопасности и ука-
зания администрации по безопасному ведению работы,
но и обязательно соблюдать следующие правила.
2 .I.I. Правила ежедневного ухода за прессом
Перед началом работы необходимо:
- надеть полагающуюся спецодежду и нарукав-
ники (или завязать рукава у кистей рук);
- убрать волосы под головной убор;
- перед пуском пресса узнать у наладчика о
готовности пресса к работе;
- проверить крепление штампа, наличие смаз-
ки в масляном насосе и масла в маслораспылителе;
- проверить наличие всех ограждений пресса;
- слить конденсат из влагоотделителя и ре-
сивера;
- проверить рабочее давление сжатого возду-
ха в пневмосистеме;
- включить муфту-тормоз только после того,
как маховик разовьет полное число оборотов;
- сделать несколько холостых ходов и убедить-
ся, что пресс работает нормально.
Во время работы необходимо соблюдать следую-
щие правила:
- периодически проверять работу масляной
станция ,
- 21
chipmaker.ru
- работая на просечном штампе, регулярно
счищать его от обрезков;
- в случае разрушения предохранителя от пе-
регрузок вызвать наладчика или мастера;
- обнаружив брак штампуемых изделий, остано-
вить пресс, выключить электродвигатель и вызвать
мастера;
- при работе на вытяжном штампе следить за
чистотой материала, обтирать его и смазывать;
- оберегать штамп от попадания на него пыли
и окалины и периодически очищать;
- заметив неисправность в работе пресса или
штампа, немедленно выключить электродвигатель и
сообщить о неполадках наладчтгу или мастеру;
- при отсутствии электроэнергии выключить
кнопку "Стоп" автоматического выключателя на
электрошкафу пресса.
БУДЬТЕ ВНИМАТЕЛЬНЫ К СИГНАЛАМ КРАНОВ,
РАБОТАЮЩИХ НАД ВАМИ ИЛИ ОКОЛО ВАС
По окончании работы необходимо:
- выключить муфту-тормоз и электродвигатель;
- выключить вводный выключатель на электро-
шкафу пресса и закрыть его на ключ:
- очистить рабочее место, обтереть пресс
тряпкой, убрать инструмент и слегка смазать все
отработавшие части пресса;
- сообщить сменщику о всех замеченных непо-
ладках во время работы на прессе.
Для обеспечения безопасности работы на прес-
се не рекомендуется:
- допускать к работе лиц, не имеющих необ-
ходимой квалификации и не прошедших инструктаж
по технике безопасности;
- вносить изменения в электросхему пресса.
Это может привести к несчастному случаю;
- выполнять технологические операции, уси-
лие и раоота'которых превышает силовые и техно-
логические возможности пресса (или операции с
неизвестным усилием и работой);
- работать на неисправном прессе и со
снятыми ограждениями пресса и штампа;
- устанавливать и налаживать штампы при
включенном электродвигателе и вращающемся махо-
вике;
- очищать и обтирать пресс во время его
работы;
- поправлять положение заготовки после на-
жатия на педаль или на кнопки двурукого управ-
ления;
- работать на неисправном штампе.
2.2. Порядок установки пресса
При складировании пресса на заводе-потреби-
теле до установки допускается его хранение в
упакованном виде. Хранение должно производиться
в соответствии с правилами хранения машин, при-
боров и других технических изделий. В окружаю-
щей среде не должно быть пыли, кислотных и дру-
гих паров, вредно действующих на материалы, из
которых изготовлены комплектующие изделия прес-
са. Температура окружающего воздуха должна быть
не менее 5 °C.
2.2.1. Распаковка
Пресс поставляется в собранном виде, упа-
кованным со всеми комплектующими деталями и уз-
лами. При распаковке сначала снимается верхний
щит упаковочного ящика, а затем боковые. Необхо-
димо следить за тем, чтобы не повредить пресс
инструментом.
После распаковки следует осмотреть пресс и
проверить комплектность поставки согласно упа-
ковочной ведомости.
2.2.2. Транспортировка
Пресс зачаливают за отверстия, расположен-
ные в верхней части станины. При подъеме его с
салазок необходимо иметь в виду, что центр тяже-
сти пресса смещен относительно оси в сторону ма-
ховика.
Транспортировку пресса в распакованном виде
следует производить согласно схеме (рис.19).
Подъем пресса должен производиться плавно,
без резких рывков. Зачаливание тросов за высту-
пающие части не допускается. При подборе палоч-
ных приспособлений необходимо учитывать массу
п, сса, указанную в паспорте, а перед установкой
Рис. 19. Схема транспортировки прессов
на фундамент необходимо тщательно очистить пресс
от антикоррозийных покрытий, нанесенных на обрабо-
танные открытые и закрытые ограждениями поверх-
ности. Очистка производится деревянной лопаточ-
кой и ветошью. Окончательно покрытия удаляются
керосином или авиационным бензином, а затем чис-
тые поверхности покрывают тонким слоем смазки.
2.2.3. Установка пресса на фундамент
Установка пресса на фундамент производится
по уровню с помощью клиньев. Пресс выверяют по
плоскости стола в цродольном и поперечном направ-
лениях. Отклонение плоскости стола от горизонталь-
22 -
chipmaker.ru
ного положения не должно превышать 0,1 мм на
1000 мм в обоих направлениях. Затем колодцы фун-
даментных болтов заливают бетоном. После его зат-
вердевания затягивают гайки фундаментных болтов,
проверяя горизонтальность плоскости стола.
Электрошкаф следует установить с левой сто-
роны пресса так, чтобы с рабочего места была хо-
рошо видна световая сигнализация. Подсоединение
электрооборудования пресса к электрошкафу и за-
водской электросети к клеммам электрошкафа произ-
водится согласно монтажной схеме. Проводку элек-
тропроводов выполняют в трубах, учитывая местные
условия. Для проводки в фундаменте должны быть
предусмотрены соответствующие углубления. После
этого подключают пневмосистему пресса к заводской
пневмосети гибким шлангом. Давление сжатого воз-
духа в цеховой пневмосети должно быть не менее
0j5 МПа.
ВНИМАНИЕ! ЗАПРЕЩАЕТСЯ ВКЛЮЧАТЬ ГЛАВНЫЙ
ВЫКЛЮЧАТЕЛЬ Р АСПРЕЖЛИТЕЛЬНОГО ШКАФА ДО ПОЛНОГО
ПОДСОЕДИНЕНИЯ ВСЕХ ПРОВОДОВ.
Пресс и электрошкаф перед подключением к
электросети должны быть надежно заземлены.
2.2.4. Подготовка к первоначальному пуску
и первоначальный пуск
При подготовке пресса к первоначальному пус-
ку необходимо выполнить все требования разделов
"Пневматическая система", "Электрооборудование"
и "Система смазки".
До начала пробного пуска обслуживающий пер-
сонал должен изучить данное руководство по экс-
плуатации и пройти инструктаж по технике безопас-
ности.
Перед пробным пуском необходимо проверить:
- отсутствие консервационного покрытия на
обработанных поверхностях и нанесение тонкого
слоя смазки;
- работу системы смазки пресса;
- натяжение клиновых ремней;
- затяжку всех болтов и гаек и их стопоре-
ние;
- показание манометра регулятора давления;
- вращение маховика, провернув его вручную;
- заземление пресса, электродвигателя и ос-
тальной аппаратуры;
- убедиться в исправности электрооборудова-
ния и подключении его к цеховой электросети.
Затем включением автоматического выключа-
теля в электрошкафу подать напряжение на силовые
цепи. При этом должен загореться сигнал "Напря-
жение подано". Если сигнал не загорается, прове-
рить наличие напряжения в сети.
Перед первоначальным пуском на видном месте
должны быть вывешены краткие правила соблюдения
техники безопасности во время работы на прессе.
Цри пробном пуске необходимо:
- убедиться в соответствии пресса нормам
точности (см.паспорт). При необходимости отрегу-
лировать зазоры в направляющих ползуна и станины;
- включить электродвигатель нажатием на
кнопку "Пуск двигателя" и после того как маховик
наберет полное число оборотов, проверить направ-
ление его вращения;
- установить переключатель на режим "Одиноч-
ный ход" и проверить, горят ли лампочки режима;
- проверить работу муфты-тормоза. Если пол-
зун не останавливается в верхнем положении, сле-
дует отрегулировать положение паза на диске ко-
мандоаппарата, управляющего работой трехходового
клапана;
- проверить работу пресса в режиме "Непре-
рывные ходы", установив соответствующий переклю-
чатель. При этом должна загореться сигнальная
лампа желтого цвета. Остановка рабочего хода
пресса производится нажатием на кнопку "Стоп" на
пульте управления.
Для нормальной приработки всех частей прес-
са рекомендуется не загружать пресс наибольшим
прессующим усилием в течение первых восьми-деся-
ти смен.
2.3. Настройка, наладка и режим работы
2.3.1. Настройка и наладка
При наладке пресса следует пользоваться
только режимом "Ручной проворот", на который
устанавливается режимный переключатель.
Наладку пресса при установке штампа необхо-
димо производить в следующей последовательности:
- снизить давление воздуха в сети до
0,25 МПа;
- опустить ползун пресса в крайнее нижнее
положение;
- убедиться, что штамповое пространство
пресса может вместить штамп с учетом толщины заго-
товки штампуемого изделия;
- снять прижим;
- вращая винт 5 шатуна (см.рис.7) отрегули-
ровать глубину опускания пуансона в матрицу. При
этом надо обеспечить проталкивание изделия через
матрицу в вырубных штампах или нормальную вели-
чину вертикального зазора в других типах штампов;
- закрепить верхнюю половину штампа и прове-
рить ее прилегание к ползуну. Между сопряженными
поверхностями не должен входить шуп толщиной
0,03 мм;
- при необходимости закрепить верхнюю плиту
штампа оолтага.,
- отрегулировать положение упоров 3 коромыс-
ла выталкивателя 13 при верхнем положении ползуна
(в случае штамповки в штампе с верхним выталкива-
телем). При этом нужно следить, чтобы упоры 3 не
мешали ползуну занять крайнее положение. Для на-
стройки выталкивателя необходимо поворотом махови-
ка вручную поднять ползун в крайнее верхнее поло-
жение, затем опустить винты крепления упоров, под-
вести последние к коромыслу выталкивателя 13 в
23 -
chipmaker.ru
/меобхоЗи/мо ^е<с/солбхосэб/&ермьт&
болт У/рис. /Яр/УтобЫ о/у/уе лрохобил пастбоЗЬ
рее.улирулот7 б&лууибаЯ про*об*о и болт. лом:е
Самое бела сот при лробер лг£ ЛОриЗомтотЬмости
стола пресса. /Лалсит?ал6ма/и {Зиолтсзонрегутиро -
Замс 31 рРобмЯ t/cmото охи блЯ олор 036/- ^Л7г7. Пресса,
ас биброол ор а х З/ст самаблс/ОамОт с Я мса беЛот'-
пгЪ/Х" лтослу&сЗ/ссах лолсуим ои ме тем&е ЮО т/л с
отлломе^иел отгоризомт^лги л/еболее Ултмг
2
VA I
Сл вма усгамоёмипаесса
усилием езтссл ore ча
усилием езтсмст £и. "сое
chipmaker.ru
размер, обеспечив необходимый зазор, и закрепить
упоры винтами;
- отрегулировать необходимую величину хода
ползуна. Регулировка (см.рис. 6) производится
оледут" ним образом? ослабить болт 4. Вращая гайку
3, ломиком вывести эксцентриковую втулку 2 из за-
цепления с валом I. При этом во избежание смеще-
ния шатуна необходимо периодически вращать вал за
маховик в любом направлении на 60-90°, устано-
вив режим "Ручной проворот".
Вращая ломиком эксцентриковую втулку, устано-
вить необходим^. г эличину хода ползуна, совмещая
деление на линейке эксцентриковой втулки с рис-
кой "М" на эксцентриковом валу.
Установив необходимую величину хода ползуна,
вращением гайки 3 ввести в зацепление втулку 2 с
эксцентриковым валом I и затянуть болт 4;
- после установки величины хода ползуна, по-
ложения в верхней мертвой точке и положения упо-
ров выталкивателя, необходимо провернуть маховик
вручную для проверки правильности наладки пресса,
а затем уже включить электродвигатель и сделать
несколько холостых ходов в режиме "Одиночный ход";
- в прессах с передвижным столом и рогом
после установления необходимого межштампового
расстояния выставить стол параллельно нижней
плоскости ползуна;
— при необходимости установить нижний угол
наклона станины с помощью механизма наклона (в
наклоняемых прессах).
ВНИМАНИЕ! НАСТРОЙКУ И НАЛАДКУ ПРЕССА ПРОИЗ-
ВОДИТЕ ТОЛЬКО ПРИ ВЫКЛЮЧЕННОМ ЭЛЕКТРОДВИГАТЕЛЕ И
ОСТАНОВЛЕННОМ МАХОВИКЕ.
2.3.2. Репины работы
В зависимости от выполняемых работ и наличия
средств механизации и управления прессом предус-
мотрены следующие режимы работы:
- одиночный ход. Кнопочное включение (двуру-
кое синхронное управление)и педальное;
- непрырывные ходы;
- толчок;
- ручной проворот.
Режим "Одине чн1 А ход" предусматривает работу
пресса от кнопок двурукого синхронного управления
и от педали.
Переключатель режимов в бесконтактном бло-
ке управления БУБ-IA устанавливается в положение
"Одиночный ход". Нажатием на кнопку "Пуск двига-
теля" на пульте управления включается электро-
двигатель.
эжим зпреуывные хцды" имеет только кно-
почное управление. Переключатель режимов в бло-
ке БУБ-IA устанавливается в положение "Непрерыв-
ные ходы", подвижный экран "Ограждение рабочей
зоны" наклоняемых и ненаклоняемых прессов необ-
ходим. опустить в нижнее положение. Накатаем
на кнопку "Пуск электродвигателя" яа пульте уп-
равления вкл! 1чае гея электродвигатель.
При нажатии на кнопки двурукого управления
включается муфта-тормоз. Если подвижный экран
"Ограждение рабочей зоны" не опущен или не опус-
тился в самое нижнее положение, то при нажатии
на кнопки двурукого управления муфта-тормоз не
включится.
При включенном муфте-тормозе ползун пресса
совершает ходы автоматически. При этом срабаты-
вание командоаппарата в конце каждого хода пол-
зуна не будет оказывать влияния на работу схемы.
Отключение муфты-тормоза производится нажатием
на кнопку "Стоп непрерывных ходов". Происходит
срабатывание командоаппарата в конце хода ползу-
на.
Кнопку "Стоп непрерывных ходов" необходимо
нажимать до тех пор, пока командоагпарат не сра-
ботает, муфта-тормоз не выключится и ползун не
остановится.
Режим "Непрерывные ходы" применяется при
наличии средств автоматизации при подаче загото-
вок в штамп, для удаления деталей за пределы ра-
бочей зоны, а также при штамповке из полосы с
ручной подачей в закрытом штампе, исключающей
доступ рук в рабочую зону.
В режиме "Толчок" работает только кнопочное
управление. Переключатель режимов в. блоке БУБ-IA
устанавливается в положение "Толчок", а второй
переключатель - в положение "Кнопка".
Нажатием на кнопку "Пуск электродвигателя"
на пульте управления включается электродвигатель.
Начатием на кнопки двурукого управления
производится включение и отключение муфты-тормоза.
Продолжительность включенного состояния муфты-
тормоза соответствует времени нажатия на кнопки,
благодаря чему ползун можно остановить в нужном
положении.
Режим "Толчок" разрешается применять только
при наладке штампов.
В режиме "Ручной проворот" ползун перемеща-
ется, когда привод вращают вручную ломиком при
включенном муфте-тормозе. Чтобы перейти на этот
режим, необходимо убедиться в полной остановке
маховика.
Переключатель режимов на блоке управления
БУБ-IA устанавливается в положение "Ручной
проворот". При этом происходит включение муфты-
тормоза при отключенном электродвигателе.
После этого другим переключателем выбирается
способ управления муфтой-тормозом (кнопочный или
педальный).
Для отключения муфты-тормоза надо повернуть
переключатель режимов в любое другое положение.
Режим "Ручной проворот" разрешается приме-
нять при наладке пресса.
Кнопочное двурукое управление. Переключатель
устанавливается в положение "Кнопки". Нажатием на
кнопки двурукого управления на пульте управления
производится включение муфты-тормоза на един ход.
В конце этого хода командоаппарат срабатывает,
муфта-тормоз отключается, и ползун останавливает-
24 -
chipmaker.ru
ся в верхней мертвой точке. Для последующего хода
ползуна необходимо отпустить и повторно нажать
обе кнопки двурукого управления на пульте управ-
ления.
Педальное управление. Переключатель устанав-
ливается в положение "Педаль". В наклоняемых и не-
наклоняемых прессах подвижный экран "I ограждение
рабочей зоны" необходимо опустить в нижнее положе-
ние. Нажатием на педаль включается муфта-тормоз.
Если экран "Ограждение рабочей зоны" не опущен
или не опустился в самое нижнее положение, то при
нажатии на педаль муфта-тормоз не включается. В
конце этого хода срабатывает командоаппарат, муф-
та-тормоз отключается, и ползун останавливается
в верхней мертвой точке. Для последующего хода
ползуна необходимо отпустить и повторно нажать пе-
даль.
В режиме "Одиночный ход" кнопочное двурукое
управление применяется при штамповке из штучных
заготовок с загрузкой и выгрузкой вручную. Педаль-
ное управление применяется: при штамповке из лис-
та, полосы или крупногабаритных заготовок, кото-
рые в процессе опускания ползуна необходимо удер-
живать руками; при наличии на прессе неподвижного
ограждения рабочей зоны; при штамповке из штучныз
заготовок, если имеются защитные устройства.
Рис. 20. Схема проверки натяжения ремней
2.4.2. Величина прогиба ветви ремня
2.4. Регулирование
После обкатки пресса, а также в процессе его
эксплуатации возникает необходимость в регулиро-
вании отдельных составных частей для восстановле-
ния их нормальной работы.
2.4.1. Регулирование натяжения ремней
Натяжение ремней необходимо периодически
контролировать и регулировать. Особенно тщатель-
но надо следить за натяжением ремней в первые 48
часов работы пресса.
Для устранения растяжения ремней отпустите
гайцу, стопорящую винт, вращением пиптр подтяни-
те ремни и снова застопорите пинт.
Во избежание повышенного скольжения или
чрезмерного натяжения, снижающего долговечность
ремней, натяжение ветви ремня надо контролиро-
вать пружинным динамометром I или грузом 2
(рис.20). Величину прогиба ветви ремня в зави-
симости от усилия натяжения см. в п.2.4.2.
При выходе, из строя одного из ремней необ-
ходимо снимать весь комплект. Ремни, бывшие в
употреблении, подберите в отдельные комплекты,
но ни в коем случае не следует комплектовать их
с новыми ремнями.
Показатели Номинальное усилие пресса, кН
100 160 250 400 630
Тип и размер клинового ремня по ГОСТ 1284-68 А2240 А2240 А2800 A3I50 Б3750
Усилие натя- жения ремня, Н 40 60 70 120 180
Величина прогиба, мм 7 8 10 12 15
2.4.3. Регулирование зазора в направляющих
ползуна и станины
Отпустите винты 8 левой направляющей 10
(см.рис.З) и отрегулируй'.е зазор вращением* втул-
ки 7 и гайки 9. Суммарный зазор должен быть в
пределах 0,04-0,08 мы для прессов усилием
100 кН и в пределах 0,06-0,12 мы для прессов
усилием 250 — 630 кН. После регулировки зазора
затяните пинты 8, сделайте несколько холостых и
рабочих ходов и вновь проверьте зазоры.
2.4.4. Регулирование зазоров в шаровом
соединении ползуна.
В прессах усилием 250 и 400 кН:
Перед регулировкой зазоров необходимо пол-
ностью снять давление в пневмосистеме пресса:
для этого необходимо перекрыть вводной запорный
вентиль пневмоблока. Через предохранительный
клапан пневмоблока снимите остаточное давление
в пневмосистеме, для чего кольцо предохранитель-
- 25 -
chipmaker.ru
ного клапана поставьте перпенчикуляоно прорези
в чехле предохранительного клапана.
Опустите ползун на подставку необходимой
величины, позволяющую вывернуть регулировочный
винт 5 из шатуна 4 (см.рис. 7). Для этого необ-
ходимо вывести стопорные втулки 19 и 20, вращая
винт 21. Выверните винт 15 на 1-2 оборота, а за-
тем гайку 7. Ключом заверните регулировочный
винт в шатун так, чтобы можно было снять регули-
ровочные прокладки 8.
Проверьте состояние рабочих поверхностей
шаровой головки регулировочного винта 7, плаваю-
щего вкладыша 9, опоры 10. При необходимости за-
мените дефектную деталь. Замените смазку в шаро-
вом соединении. Удалите несколько регулировочных
прокладок с таким расчетом, чтобы зазор в шаровом
соединении был в пределах 0,04-0,10 им. Сборку
произведите в обратном порядке.
В прессах усилием 630 кН:
Выверните винт 15 на 1-2 оборота. Заверни-
те гайку 7 до упора плавающего вкладыша 9 в ша-
ровую поверхность регулировочного винта 5. Этим
полностью выбирается зазор в шаровом соединении.
Отверните гайку 7 на 6-12°, что обеспечит зазор
0,07-0,14 мы. Заверните винт 16 до упора. За-
зор в шаровом соединении должен быть в пределах
0,04-0.15 мы.
2.4.5. Регулирование муфты-тормоза
В процессе эксплуатации муфты-тормоза фрик-
ционные накладте изнашиваются, что увеличивает
ход "а" цилиндра 3 (см.рис.5) и, соответственно,
износ манжет поршня и расход сжатого воздуха.
Поэтому по достижении хода цилиндра 2,5 мм необ-
ходимо отрегулировать муфту-тормоз.
В нормально отрегулированной муфте-тормозе
размеры "а" и " ъ" имеют следующие величины:
Усилие пресса, кН Муфта- тормоз Размер, мм
а Ъ
100 УВ3132 1-1,75 4-0,75
160 УВ3135 I-1,75 4-0,75
250 УВ0Т38 I-I,75 4-0,75
400 УВ3141 1,5-2 4-0,75
630 УВ3144 1,5-2 4^0,75
Регулировка муфты-тормоза производится в
следующем порядке:
- замерьте зазор "Ъ" между нажимным диском
8 тормоза и поршнем 2 через боковые отверстия ци-
линдра 3. Если зазор "Ь" не окажется равным ве-
личине, указанной в таблице, сделайте следующее:
- отогните концы стопорной планки 5 на опор-
ном диске 7 тормоза, отпустите болты 4 на 5-6 мы.
и снимите планку;
- включите муфту-тормоз (подайте в нее сжатый
воздух);
- вращая опорный диск 7 тормоза, переместите
его до получения зазора " Ь", равного величине,
указанной в таблице, с учетом перемещения цилинд-
ра на величину "а";
- совместите паз на опорном диске 7 с пазом
на поршне 2;
- вставьте в совмещенные пазы стопорную
планку 6 и закрепите ее;
- отключите муфту-тормоз;
- замерьте зазор "а" между цилиндром 3 и по-
верхностью накладки диска 14. Если зазор не ока-
жется равным величине, указанной в таблице, сде-
лайте следующее:
- отогните концы стопорной планки, отпусти-
те болты на 5-6 мм и снимите стопорную планку
на опорном диске муфты, аналогично операциям на
опорном диске тормоза;
- вращая опорный диск муфты, переместите
его до получения зазора "а”, равного величине,
указанной в таблице;
- совместите паз на опорном диске муфты с
пазом на ступице 21;
- вставьте в совмещенные пазы стопорную план-
ку и закрепите ее.
При регулировке зазоров "а" и " ъ " необходи-
мо пользоваться следующей таблицей:
Усилие пресса, кН Муфта-тормоз Шаги резьбы опорных дисков муфты и тормоза, мм
100 УВ3132 3
160 УВ3135 3
250 УВ3138 3
400 УВ3141 3
630 УВ3144 4
2.4.6. Установка положения ползуна в верхней
мертвой точке (ВИТ)
Регулировка осуществляется следующим образом:
- выведите ползун в ВМТ проворотом эксцентри-
кового вала вручную за маховик в режиме "Ручной
проворот";
- алюминиевые диски командоаппарата выставь-
те с некоторым опережением вырезов в дисках и за-
фиксируйте положением ползуна с помощью указате-
ля 2 (см.рис.7);
- пресс включите в режиме "Одиночный ход",
проверяя останов ползуна в В1.ТГ по положению ука-
зателя. Если ползун не останавливается, сместите
алюминиевые диски командоаппарата на угол смеще-
ния ВМТ;
- после установки ползуна в ВМТ проверьте
угол разброса останова. Для этого надо сделать
не менее 20 одиночных ходов. Допускаемое откло-
нение от ВМТ должно быть не более +5° (по углу
поворота дисков командоаппарата).
Chipmaker.ru
chipmaker.ru
2.4.7. Возможные неисправности в работе Неисправность Причина Метод устранения
В полость тор- Разберите и про-
моза попало
Неисправность Причина Метод устранения масло
Подшипник сколь- Малый зазор Пришабрите вкла- Давление в Регулятор давле-
женин шатуна между экс- дшти пневмосистеме ния настройте на
греется центриковой выше 5,5 атм 4,5 атм
втулкой и Произвольное Разрегулиро- Отрегулируйте
вкладышами опускание пол- ван тормоз тормоз
В выступающей Отсутствует Проверьте поступ- зуна Износ манжет Замените манжеты
смазке есть смазка ление смазки от уравновешива-
частицы бронзы насоса теля ползуна
Происходит са- Ослабла за- Подтяните винт, При нажатии Неполадки в Зачистите контак-
моотвинчивание тяжка стопор- стягивающий сто- на кнопки или электросхеме ты, проверьте
регулировочно- ных втулок в порные втулки педаль пресс исправность реле,
го винта шату- шатуне не включается пускателей и т.д.
на Низкое давле- Давление сжатого
Стук в ползуне Срезана пре- Замените предо- ние сжатого воздуха повысьте
дохранитель- хранительную шай- во духа в пнев- до рабочего
ная шайба бу мо^стеме прес-
Стук в шаровом Износились Подтяните гайку. са
соединении шаровые по- При значительном Износ фрикцион- Отрегулируйте за-
верхности износе замените ных накладок зор или замените
вкладыша, шаровую опору и муфты в муфте- накладки
регулировоч- вкладыши тормозе
ного винта и Прорыв в воз- Замените манжеты
шаровой опоры душной камере
Тугое скольже- Отсутствие Проверьте поступ- муфты-тормоза
ние ползуна; смазки ление смазки. При Не включается Устраните неисп-
греются нап- ее отсутствии раз- электромагнит равность в эле-
равляхчцие берите направляю- включающего ктромагните или
щие, пришабрите вентиля трех- замените его (см.
призмы, смажьте ходового кла- раздел 1.4.6)
и вновь соберите пана
Прогнулось Неправильная Выправьте коро- Износ манжет Замените манжеты
коромысло вы- установка упо- мысло, отрегули- поршня трех-
талкивателя ров по высоте руйте положение ходового кла-
упоров и проверь- пана
те правильность Плохой контакт Зачистите контакты
их установки про- в кнопке "Пуск’
воротом вручную Электродвига- Нажмите кнопку
Ползун не ос- Не отрегули- Отрегулируйте тель выключен теплового реле
танавливается рован команде- смещение дисков тепловым реле пускателя
в верхней аппарат 4, 6 командоаппа- Пресс не раз- В полость муф- Разберите муфту-
мертвой точке рата (см.рис.10) вивает нормаль- ты-тормоза по- тормоз и промойте
на угол смещения ного усилия пало масло ее. Замените
ВИТ уплотнение в крыш-
Горит сигналь- Неправильно Проверьте правиль- ке подшипников
ная лампа оттарированы ность тарировки При пуске эле- Ползун нахо- Выведите ползун
НШ - "Конт- пружины в пружин в муфте- ктродвигателя дится не в из указанного по-
роль тормоз- муфте-тормозе тормозе, лопнув- горит сигналь- верхней мерт- ложения в режиме
ного пути" или имеются шие замените ная лампа вой точке "Толчок"
лопнувшие НШ -
Повышенный за- Отрегулируйте "Контроль
зор между тор- зазор тормозного
мозным диском пути"
и вкладышем в
муфте-тормозе
- 27 -
chipmaker.ru
Неисправность Причина Метод устранения
Электродвига- Неправильное Проверьте соеди-
тель не наби- соединение нение и устраните
рает обороты обмоток от- неисправность
и сильно гудит Муфта-тормоз дельных фаз Установлен Установите нор-
нагревается вы- малый ход мальный ход ци—
ше допустимого цилиндра линдра
Электродвига- Заклинивание Устраните закли-
тель при пуске ползуна вание
не вращается Слишком боль- Проверьте нагруз-
или вращается, шая нагрузка ку
не развивая Обрыв питаю- Проверьте электро-
полных оборо- щий сети в схему
тов пусковой ап- паратуре Внутренний обрыв в одной фазе обмотки статора Проверьте злект- росхему
2.5. Правила разборки и сборки пресса
при ремонте
Приступая к разборке пресса, необходимо:
- отключить пресс от электросети;
- отключить подвод сжатого воздуха;
- выпустить сжатый воздух из ресивера;
- отсоединить воздухоподводящи.1 рукав от
муфты-тормоза;
- снять с пресса ограждения;
- отсоединить уравновешиватели от ползуна
(при необходимости демонтажа ползуна).
При разборке отдельных сборочных единиц прес-
са следует руководствоваться рекомендациями и
чертежами, приведенными в настоящем руководстве.
2.6. Спецификация подшипников качения
Номер ПОЗИЦИИ на рис.21 Номер подшипника, государственный стандарт Размеры, мм Класс точ- ности Куда входит Усилие пресса, кН
100 160 250 400 630
1,2 120 ГОСТ 8338-75 100x150x24 5 Установка муфты-тормоза 2 2 2 - —
1,2 222 ГОСТ 8338-75 110x200x38 8 Установка муфты-тормоза — — — 2 —
1,2 226 ГОСТ 8338-75 130x230x40 5 Установка муфты-тормоза - — - - - 2
3,4 105 ГОСТ 8338-75 25x47x12 0 Установка муфты-тормоза 2 2 - — —
3,4 7000107
ГОСТ 8338-75 35x62x9 0 Установка муфты-тормоза - - 2 - -
3,4 207 ГОСТ 8338-75 35x72x17 0 Установка муфты-тормоза — - - 2 2
5 8205 ГОСТ 6874-75 25x25,2x47 0 Механизм наклона I I I — —
5 8108 ГОСТ 6874-75 40x40,2x60 0 Механизм наклона — — — I —
5 8210 ГОСТ 6874-75 50x50,2x78 0 Механизм наклона — — - — I
6, 9 НО ГОСТ 8338-75 50x80x16 0 Механизм наклона — — — — 2
7, 8 7204 ГОСТ 333-71 20x47x14 0 Механизм наклона 2
- 28 -
chipmaker.ru
Рис. 21. Схема расположения подшипников качения
на прессах:
I - наклоняемых усилием I0C-4GC кН;
П - наклоняемых усилием 630 кН;
Ш - ненаклоняемых; 1У - с пе-
редвижным столом и рогом
- 29 -
chipmaker.ru
3. ПАСПОРТ
3.1. Общие сведения
Инвентарный номер ___________________________
Завод-изготовитель ____ _____________________
Цех Дата пуска в эксплуатацию 3.2. Основные данные
Chinmaker.ru \ Ч z
1 Ч—
Наименование параметра КИ2320Е KH2I20E КД2Э22Е КД2122Е ВД2324Е КД2124Е КД1424А КД2326Е KH2I26E ЦД1426А ДЦ2328Е КД2128Е КД1428А
Номинальное усилие пресса, кН .' Ход ползуна, мм: наименьший наибольший Число ходов ползуна в минуту Размеры стола, мм: слева-направо спереди-назад Размеры отверстия в столе, ° мм: слева-направо спереди-назад диаметр Расстояние от оси ползуна до станины (вылет), мм ... Наибольшее расстояние между столом и ползуном в его на *нем положении при наибольшем ходе, мм: при верхнем положении стола при нижнем положении стола Расстояние в свету между стойкам" станины, мм Наибольшее расстояние между осью отверстия для рога и ползуном в его нижнем поло- жении при наибольшем ходе, мм 100 5 50 180м 360 240 180 П5 150 130 200 160 100 5 50 180* 360 240 180 115 150 130 200 160 I " 160 5 55 160* 420 280 210 140 180 160 220 200 160 5 55 160* 420 280 210 140 180 160 220 200 250 5 65 160* 500 340 250 170 210 190 250 240 250 5 65 160* 500 340 250 170 210 190 250 240 250 5 65 160* 500 340 250 170 210 190 180 450 210 400 10 80 140* 600 400 300 200 250 220 280 280 400 10 80 140* 600 400 300 200 250 220 280 280 400 10 80 140* 600 400 300 200 250 220 200 500 280 250 630 10 100 125* 710 480 360 240 300 260 340 340 630 10 100 125* 710 480 360 240 300 260 340 340 630 10 100 125* 710 480 360 240 300 260 240 530 280
chipmaker.ru
Наименование параметра КИ2320Е KH2I20E ВД2322Е KH2I22E КД2324Е КД2124Е КД1424А КД2326Е КД2126Е ВД1426А КД2328Е КЦ2128Е КД1428А
Регулировка расстояния между столом и ползуном, мм: шатуном 40 40 45 45 55 55 55 65 65 65 80 80 80
столом — — — — — - 270 - «- 300 — 290
Толщина подштамповой плиты, мм 65 65 70 70 75 75 75 80 80 80 85 85 ! 85
Угол наклона станины, град 30 — 30 — 30 — — 30 — — 30 — —
Размеры ползуна, мм: слева-направо 195 195 220 220 280 280 280 350 350 350 370 370 370
спереди-назад 162 162 190 190 225 225 225 285 285 285 310 310 310
Размеры отверстия в ползуне под хвостовик, мм: диаметр 30Н9 30Н9 40Н9 40Н9 40Н8 40Н8 40Н8 50Н8 50Н8 50Н8 50Н8 50Н8 50Н8
глубина 60 60 60 60 60 60 60 70 70 70 75 “5 75
Наибольший ход выталкивателя в ползуне, мм 40 40 40 40 30 30 30 35 35 35 50 50 50
Наибольшее число ходов пол- зуна в минуту в одиночном рэдиме 50 50 50 50 50 50 50 50 50 50 45 45 45
Высота стола над уровнем пола, мм: наименьшая 650 755 790
наибольшая 745 745 760 760 820 820 920 900 835 1055 900 840 1080
Наибольшая площадь среза, мм^: при (о = 4 МПа 200 200 275 275 480 480 480 753 753 753 1250 1250 1250
при <о = 5 МПа 160 160 225 225 390 390 390 538 538 538 1000 1000 1000
при 6=6 МПа 135 135 195 195 330 330 330 418 418 418 825 825 825
Технологическая работа, кгм: при непрерывном ходе 6 6 II II 20 20 20 40 40 40 85 85 85
при одиночном ходе 12 12 22 22 40 40 40 80 80 80 170 170 170
Расход сжатого воздуха за одно включение пресса, л ... 0,25 0,25 0,3 0,3 0,4 0,4 0,4 0,9 0,9 0,9 1.6 1.6 1,6
Ремни приводные клиновые, ГОСТ 1284-68: тип А2240 А2240 А2240 А2240 А2800 А2800 А2800 A3I50 A3I50 Api50 Б3750 Б3750 Б3750
количество 5 5 5 5 6 6 6 ЙГ /Г 7^ ,
Габаритные размеры пресса, мм:
chipmaker.ru
Няименовани! параметра КД23:.0Е ВД2120Е КИ2322Е KII2I22E ВД2324Е ВД2124Е KHI424A КД2326Е КД2126Е КП1426А КД2328Е КД2128Е ВД1428А
слева-направо 1000 1000 1060 1060 1180 1180 1210 1305 1305 1240 1500 1500 1445
спереди-назад 1340 990 ИЗО 990 1600 1140 1045 1880 1330 1320 2010 1690 1690
1780 1780 1870 1870 2295 2295 2310 2645 2600 2740 2900 2890 3030
Масса пресса, кг 1170 1110 1400 1325 1995 2010 2825 3315 3170 4020 5865 5540 6834
* Не менее указанных в таблицах при номинальном усилии и применении средств механизации с приводом от вала пресса.
Габарит прессов, размеры рабочего пространства, столов, подштамповых или' , а также мест крепления инструмента в ползуне приведены
на
рис. 22, 23, 24, 25, 26, 27.
Chipmaker.ru
3.2.1. Шумовые характеристики прессов, полученные на опытных образцах
1 Шумовая характеристика Средне-, геометри- ческие частоты октавных полос,Гц Тип пресса
250 кН • ZJ = 14** 400 кН; А = 15 630 кН; Л = 16
ВД2124Е КД2324Е КДТ424А KH2I26E КД2 326Е KHI426A KH2I28E ВД2328Е KHI428A
го 1 I 2 I 2 I 2 I 2 I 2 I 2 I 2 I 2 I 2
Уровень 63 90 100 94 101 97 99 98 104 95 104 95 104 96 104 97 101 97 103
звуковой мощ- 125 90 100 92 100 94 99 97 103 93 103 • 96 ЮЗ 95 105 97 102 96 104
ности, дБ* Корректирован- ный уровень звуковой мощ- 250 500 1000 2000 4000 8000 90 92 90 84 86 84 100 100 101 102 100 102 90 94 93 88 86 85 99 101 101 102 101 102 89 89 84 79 79 79 100 102 101 102 101 101 89 89 88 84 84 75 103 104 103 102 100 101 88 86 82 80 78 75 101 102 102 101 100 101 92 93 91 89 88 85 102 102 102 100 100 100 89 87 85 83 80 76 Т05 102 102 102 102 101 9Г 86 83 82 81 78 103 102 102 101 101 102 90 88 86 83 80 79 104 103 102 101 102 102
ности, дБА — 96 110 94 III 96 109 95 112 100 ИЗ 98 112 100 ИЗ 100 112 100 ИЗ
Примечания: I - на холостом ходу; 2 - при имитации типовой технологической операции
* Метод измерения - по ГОСТ 12.1.026-80.
** Поправка на геометрические размеры пресса при определении уровня звуковой мощности.
„ Усилие должно
chipmaker.ru
Прессы Размеры, мм
А D Е L
КД2320Е 800 440 * 780 450
KH2I20E 800 440 460 450
КИ2322Е 860 520 735 510
KH2I22E 860 510 550 510
КИ2324Е 1355 580 810 650
KU2I24E 1355 580 650 650
KHI424A 1355 580 800 650
КИ2326Е 1395 690 970 800
KH2I26E 1395 690 800 800
КП1426А 1395 690 800 800
КК2328Е 1645 830 1300 935
КП.2128Е 1645 800 1100 935
Ш428А 1645 830 поо 935
Прессы Размеры, мм
А В С D Р** Н
КШ424А 250 245 515 I9C 55 65 180
КП1426А 29С 280 580 220 65 80 210
КПП 428А 350 340 630 260 80 100 250
КД2320Е 260 250 200 I3G 40 50 -
КД2120Е 260 250 200 130 43 50 -
КД2322Е 285 275 220 160 45 55 -
ВД2122Е 285 275 220 160 45 55 -
KR2324E 320 315 250 190 55 65 -
KH2I24E 320 315 250 190 55 65 -
КП.2326Е 370 360 280 220 65 80 -
КД2126Е 370 360 280 220 65 80 -
КЕ2328Е 450 440 340 260 80 100 -
КД21283 450 440 340 260 80 100 —
* Наибольшая регулируемая длина шатуна.
Наибольший ход ползуна.
Рис. 22. Габаритные размеры прессов:
I - наклоняемых; П - ненаклоняемых;
1В - о передвжжным столом и рогом
гом
а - монтажный размер; в - ось вала
Рис. 23. Размеры рабочего пространства прессов:
I - наклоняемых и ненаклоняемых;
П - прессов с передвижным столом и
рогом
Сведения о содержании драгоценных металлов.' которые сосредоточены в блоках распределены в радиоизделиях «луках ♦ управления i
Модификация * БУБ-1А-00 БУБ-1А-01 5УБ-1А-10 БУБ-1А-11 ЭПУ-1В г Золото $ 1 g С,034 / . 0,048 , 0,042 ‘ 0,0588 О О СС 0,0538 7 Серебро 29,191 33,773 41,220 л 0.646 •/
chipmaker.ru
Пресси Размеры, мл
A В С D E F a b c d f
КЦ232СЕ 360 180 240 115 150 190 18 30+2 12^ 12 ’40
K12I2CE 35C 180 240 115 150 190 18 3G+2 12+2 12 140
КИ2322Е 42C 210 280 140 180 190 18 30+Z I2+2 12 140
КГ2122Е 420 200 280 140 180 190 58 3C+2 12+2 12 140
EJ2324E 5CC 250 340 170 210 255 18 3C+2 12’2 15 140
ftI2124Е 500 250 340 ’70 210 255 18 30+2 I2+2 ” c. 140
ЗЩ424А 500 250 340 170 210 255 18 30+<: p+2 15 140
IC232£E 600 300 4QG 200 250 280 22 37+2 le+2 20 180
ЗД2186Е 600 300 400 200 250 280 22 37+2 I6+2 20 180
KE1426A 600 300 400 200 250 280 22 37+2 16+2 20 180
KE2328E 710 710 480 240 300 300 22 37+2 le1-2 20 230
K22I28E 710 360 480 240 300 300 22 37+2 i6+2 20 230
KU 428A 710 710 480 240 300 300 22 37+2 -6+2 20 230
Рис. 24. Размеры столов прессов
ВНИМАНИЕ!
При работе пресса в режиме «Толчок» и «ручной поворот-, дверЪ.
пресса следует держать открытой.
При работе пресса в режиме «Одиночные хода» с управлением кноп-
ками двурукого включения траверсу 1 (рис. 2) Пневмораспределителем
К2 отпустить в нижнее положение, а защитный экран 7 демонтировать
и разъединить штепсельный разъем ШР20.
- 3* -
chipmaker.ru
Прессы
Размеры, мм
А В С D Е F G н К С С1 1 11 Х2 d d1
КД2320Е 360 240 65 300 60 80Н8 60 15 — 18 30+2 12+2 12-24 20 45 18
ВД2120Е 360 240 65 300 60 80Н8 60 15 - 18 30+2 12+2 12-24 20 45. 18
КД2322Е 420 280 70 320 100 II0H8 80 20 — 18 30+2 12+2 12-24 20 45 18
ВД2122Е 420 280 70 320 100 II0H8 80 20 - 18 30+2 12+2 12-24 20 45 18
КД2324Е 500 340 75 400 100 I30H8 100 20 — 18 30+2 12+2 26-36 47 45 18
КД2124Е 500 340 75 400 100 I30H8 100 20 — 18 30+2 12+2 26-36 47 45 18
КШ424А 500 340 75 400 100 I30H8 100 20 - 18 30+2 12+2 26-36 47 45 18
КД2326Е 600 400 80 500 150 I30H8 100 20 150 22 37+3 16+2 33-45 43 48 22
КД2126Е 600 400 80 500 150 I30H8 100 20 150 22 37+з 16+2 33-45 43 48 22
ВД1426А 600 400 80 500 150 I30H8 100 20 150 22 37+3 16+2 33-45 43 48 22
КД2328Е 710 480 85 620 180 I70H8 140 30 150 22 37+з 16+2 33-45 50 48 22
ВД2128Е 710 480 85 620 180 I70H8 140 30 150 22 37+з I6t2 33-45 50 48 22
КД1428А 710 48С 85 620 180 I70H8 140 30 150 22 37+3 Тб*"2 33-45 50 48 22
Рис. 25. Размеры подштамповых плит прессов:
I - усилием 100, 160 и 250 кН;
П - усилием 400 и 630 кН
- 35 -
chipmaker.ru
Прессы Размеры, мм
А В D
КД2320Е 160 80 30Н8
КД2120Е 160 80 30Н8
КД2322Е 180 90 40Н8
ВД2122Е 180 90 40Н8
КД2324Е 240 НО 40Н8
ВД2124Е 240 ПО 40Н8
КД1424А 240 ПО 40Н8
Прессы Размеры, мл
А В * D
КД2326Е 300 130 50Н8
КД2126Е 300 130 50Н8
КШ426А 300 130 50Н8
ВД2328Е 240 — 50Н8
KH2I28E 240 — 50Н8
КД1428А 240 - 50Н8
Рис. 26. Размеры мест крепления инструмента в
ползуне:
I - для прессов усилием 100, 160, 250 и
400 кН; П - для пресса усилием 630 кН
- 36 -
chipmaker.ru
I
I
Рис. 27. Диаграмма допускаемых усилий на ползуне
в зависимости от его хода:
I - пресс усилием ТОО кН; П - пресс уси-
лием 160 кН; Ш - пресс усилием 250 кН;
1У - пресс усилием 400 кН; У - пресс
усилием 630 кН; А - граница кривых при
повороте кривошипа на 90°; Н - регули-
руемый ход, мм; - рабочий ход до НМТ,
мм; Р - технологическое усилие, кН
chipmaker.ru
3.3. Комплект поставки
Обозначение, государствен- ный стандарт Наименование Количество на пресс
КД2320Е КД2120Е КД2322Е КД2122Е ВД2324Е КД2124Е КД1424А КД2326Е КД2126Е КД1426А КД2328Е КД2128Е КД1428А
Входит в комп-
лект и стоимо-
сть изделия
кд... Пресс в сборе I I I I I I I I I I I I I
Запасные части
КД...31Е-412Б Предохранитель- ная шайба 2 2 2 2 2 2 2 2 2 2 2 2 2
ГОСТ 6678-72* Манжета 2-100-1 I I I I - - - - - - — — —
ГОСТ 6678-72* Манжета I-250-I I I - - — - - — - - — - -
ГОСТ 6678-72* Манжета I-280-I — — I I — — - - — - — — —
УВ3138-00-802* Манжета — - - - I 1 - - - - — —
ГОСТ 6969-54* Манжета I25-155 - - - - I 1 — - — — — —
ГОСТ 6969-54* Манжета 150-180 — — — - — I I 1 — -
1 УВ3141-00-802* Манжета — — - - - - - I I 1 — —
& ГОСТ 6969-54* Манжета 170x200 — — — - — - — — — - I I I
1 УВ3144-00-802* Манжета - - — - - - - - - - I I I
ГОСТ 8752-79* Манжета 1.1-110x135-1 2 2 2 2 2 2 2 - - — - - -
ГОСТ 8752-79* Манжета 1.1-125x155-1 — — — — — — — 2 2 2 - - -
ГОСТ 8752-79* Манжета 1.1-150x180-1 — * — — — — — — - - 2 2 2
ГОСТ 9833-73* Кольцо 055-061-36-2-2 I I I I — — — - - - - - -
ГОСТ 9833-73* Кольцо 070-076-36-2-Т — 2 2 2 — — - — - -
ГОСТ 9833-73* Кольцо 075-081-36-2-1 — — — — I I I — — - - - -
ГОСТ 9833-73* Кольцо 080-086-36-2-1 — — — — — — — I I I - - -
ГОСТ 9833-73* Кольцо 085-091-36-2-1 — — — — — 2 2 2 - - -
ГОСТ 9833-73* Кольцо 090-096-36-2-1 - - - - I I I - - - - - -
chipmaker.ru ГОСТ 9833-73* Кольцо 090-100-58-2-1 I
ГОСТ 9833-73* Кольцо I02-108-36-2-1 — — — — —
ГОСТ 9833-73* Кольцо II0-II6-36-2-I — — — — —
ГОСТ 9833-73* Кольцо I20-I30-58-2-I — — — — —
ГОСТ 9833-73* Кольцо I30-I40-58-2-I — — — — —
КД2324-42Е-801* Воротник - - - - I
КЦ2326-42Е-801* Воротник — — - - —
ГОСТ 6678-72* Воротник 30 I I I I -
ГОСТ 8752-79* Манжета 1,1-80x105-1 — — — — 2
ГОСТ 8752-79* Манжета 1,1-100x125-1 — — — — —
ГОСТ 8752-79* Манжета 1,1-115x145-1 Инструмент - - - - -
1 ВД2320-61В-050** Торцовый ключ I I I I -
КД2320-61E-05I** Торцовый ключ I — I - -
1 КД2324-61В-051** Торцовый ключ - - — — I
КД2324-61Е-401** Ломик I I I I —
КД2324-61Е-402** Ключ I — I — I
КД2324-6Й352 Ломик — — — — I
КД2328-61Е-010** Рукоятка - - - - -
КД2328-61В-051** Торцовый ключ — — — — -
ГОСТ 2839-80** Ключ 7811-0004 I I I I I
ГОСТ 2839-80 Ключ 7811-0007 — — — — I
ГОСТ 2839-80** Ключ 7811-0022 I I I I I
ГОСТ 2839-80** Ключ 7811-0025 I I I I I
ГОСТ 2839-80** Ключ 78II-004I I I I I I
ГОСТ 2839-80** Ключ 7811-0044 I I I I -
ГОСТ 2839-80** Ключ 7811-0047 — — - - I
ГОСТ 2841-80** Ключ 78II-0I50 — — — - —
ГОСТ 16984-79** Ключ 7811-0324 — — — - —
ГОСТ 16984-79** Ключ 7811-0329 - — —
[римечание. Для стран с тропическим климатом:
* детали комплектуются в удвоенном количестве;
гальванопокрытие деталей - Кд.9Хр.
chipmaker.ru
Обозначение, государствен- ный стандарт Наименование
КД2320Е КД2120Е КД2322Е КД2122Е
Принадлежности
ГОСТ 3643-75 Штоковый шприц для смазки, тип I Документы I I I I
КД.00.000 РЭ Однокривошипные открытые прес- сы простого действия КД. Руководство по эксплуатации I I I I
КД.00.000 РЭ1 Приложение I. Бесконтактный блок управле- ния БУБ-IA. Руководство по эксплуатации I I I I
г КД.00.000 РЭ2 Приложение 2.
g Система смазки
1 Руковод'ТВО по эксплуатации Поставляется по особому заказу I I I I
за отдельную
плату
У5215 Пневматическая подушка — — - -
ВД2324-43-001 Пневмопровод пневмоподушки У5245
У5218 Пневматическая подушка — — — —
КД2326-43-001 Пневмопровод пневмоподушки У5218 — -
УВ3132 Цуфта-тормоз I I - -
УВ3135 Муфта-тормоз — — I I
УВ3138 Муфта-тормоз — - — —
УВ3141 Муфта-тормоз - — — —
УВ3144 Муфта-тормоз - - - -
Количество на пресс
КД2324Е КЦ2124Е ВД1424А КД2326Е КД2126Е КЦ1426А КЦ2328Е KH2I28E КД1428А
I I I I I I I I I
I I I I I I I I I
I I I I I I I I I
I I I I I I I I I
I I - - - - - - -
I I - - - - - - -
- - - I I - - - -
— — — I I — — — -
— - - - — - - - —
— — - - - - - - -
I I I - — - — — -
— — — I I I — — —
- - - - - - I I I
chipmaker.ru
3.4. Свидетельство о птие’—е
Пресс однокривошипный открытый простого действия модель заводской номер
. Испытание пресса на соответствие нормам точности и жесткости со снятой подштамповой плитой
по ГОСТ IJ474-79 и стандарту СЭВ
Номер
проверки
Что проверяется
Схема проверки
5.1
бяглопопио от- плоскост^$3/Ь
а) поверхности стола
б) * поверхности ползуна
5.2 у Отклепе!то- от параллельност^ нижней поверхности ползуна поверхности стола: для прессов усилием 100, 160 кН: направление A-Aj- направление B-Bj для прессов усилием 250 кН: направление A-Aj направление B-Bj для прессов усилием 400, 630 кН: направление A-Aj направление B-Bj
X
1 1 “1
1 1
в
1
В1
Гтклойсние, мм
допускаемое фактическое
0,06 °.$
0,03 0,03
0,05 0,05
0,06 С,Ю
5.3
Отклонение от перпендикуляр-
ности хода ползуна к поверх-
ности стола:
для прессов усилием 100 кН:
направление A-Aj
направление B-Bj
Для прессов усилием 160, 250,
400, 630 кН:
направление A-Aj
направление B-Bj
5.4
Откяопониа от перпендикуляр-
ности оси отверстия в ползуне
под хвостовик штампа к поверх-
ности рога:
для прессов усилием 250, 400,
630 кН:
направление A-Aj
направление B-Bj
Bi
0,04
0,04
- 41 -
chipmaker.ru
Номер
проверки
Что проверяется
Схема проверки
Офкленек-з, мм
допускаемое
фактическое
5.5
Радиальное и торцовое биение
маховика:
для прессов усилием 100, 160,
250, 400 кН:
радиальное
торцовое
для прессов усилием 630 кН:
радиальное
торцовое
Chipmaker.ru
Примечания: I. Провер'ку5.2 производите при выбранных зазорах в направляюща^.
2. Проверку Хз производители минимально возможных зазорах, обеспечивающих
движение полСуна. X. X. X.
3. Проверка 5.4 щхжзводится толькХта прессах КД1424А, 1Щ426А, ВД1428Д.
Л х _ 'Х. __ ^^Х ^Х.
Проверяется на детали. X.
3.4.1. Электрооборудование
Бесконтактный блок управления
Параметры Усилие прессов, кН
100 160 250 400 630
Питающая сеть переменного трехфазного тока: напряжение, В частота тока, Гц Напряжение, В: силовой сети цепи управления переменного тока ... НО НО ПО НО ПО
цепи управления постоянного тока ... 24 24 24 24 24
цепи сигнализации переменного тока 5 5 5 5 5
цепи местного освещения переменного тока 24 24 24 24 24
Номинальный ток, А Номинальный ток защитного аппарата, А ....
Электродвигатели привода
Параметры Усилие пресса, кН
100 160 250 400 630
Тип электродвигателя Мощность, кВт Продолжительность включений Номинальный ток, А Сила тока, А: на холостом ходу под нагрузкой 4АС 2,6 ПВ=40 % 4АС 4,7 ПВ=40 % 4АС 8,3 ПВ=40 %
42
chipmaker.ru
Электродвигатель станции смазки
Обозначение по схеме Тип Мощность, кВт Номинальный ток, А Сила тока, А
холостой ход нагрузка
М2 4АА 0,09
Испытание повышенным напряжением промышленной
частоты проведено. Напряжение В,
3.4.4. Свидетельство о консервации
Сопротивление изоляции приводов относительно земли МОм
Силовые цепи Цепи управления
Пресс одноквившшгошй открытый простого дей-
ствия, у- дель PwtHf-o , заводской номер
> подвергнут консервации согласно
установленным требованиям.
Дата консервации
Электрическое сопротивление между винтом за-
земления и металлическими частями, которые могут
оказаться под напряжением 42 В и выше, не превы-
шает 0,1 Ом.
3.4.2. Испытание изделия на холостом ходу и
под нагрузкой в соответствии с техническими ука-
заниями и особыми условиями поставки
Пресс отвечает всем установленным требова-
НИЯМ.
Срок защиты без переконсервации
Вариант временной защиты _____
Вариант внутренней упаковки _
Категория условий хранения _
Ответственный за консервацию -
3.4.5. Свидетельство об упаковке
X
ний
3.4.3. Общее заключение по испытанию пресса
На основании осмотра и проведенных испыта-
пресс признан
Дата выпуска
Ответственные
за приемку
Пресс однокриво’
действ™:. модель
t) d> lAs , упакован согласно установленным
требованиям.
Дата упаковки
Ответственный за упаковку
11НЦ
рытый простого
заводской номер
а/пр^ёрлу 5Р%10о'з8одигпь при1ыслюченной нууте.
S) not Верк 5.1 и S.6 donymaemct проводит до установи
* ' ffiiapa. мельтЯд opoSepeemcp от мкрмотсмх
chipmaker.ru
СОДЕРЖАНИЕ
2 3. Паспорт ..................................30
3 3.1. Общие сведения .................... 30
5 3.2. Основные данные .....................30
3.3. Комплект поставки ................... 38
6 3.4. Свидетельство о цриемке ............ 41
12
16
I. Техническое описание .....................
I.I. Назначение ..........................
1.2. Состав пресса .......................
1.3. Устройство и работа пресса и
его составных частей .....................
I.4. Электрооборудование .................
1.5. Пневматическая система ..............
1.6. Защитное механическое устройство
для огравдения рабочей зоны ..............
2. Инструкция по эксплуатации ...............
2.1. Указания мер безопасности ...........
2.2. Порядок установки пресса ............
2.3. Настройка, наладка и режим
работы ...................................
• 2.4. Регулирование ......................
2.5. Правила разборки и сборки пресса
при ремонте ..............................
2.6. Спецификация подшипников качения ....
Chipmaker.ru
Приложение I. Бесконтактный блок управления
БУБ-IA. Руководство по эксплуа-
тации КД.00.000 РЭ1
Приложение 2. Система смазки. Руководство по
эксплуатации КД.00.000 РЭ2
Приложение 3. Материалы по запасным частям к
, прессу усилием 250 кН
, Приложение 4. Материалы по запасным частям к
прессу усилием 400 кН
I Приложение 5. Материалы по запасным частям к
j прессу усилием 630 кН
Гарантия
Гарантийный срок службы
пресса—18 месяцев.
В течение этого срока предприятие—изготовитель
гарантирует исправность и точность прессов и несет
материальную., ответственность за возникшие неис-
правности и потерю точности при условии соблюде-
ния правил транспортирования, хранения и эксплуа-
тации.
Начало гарантийного срока исчисляется со дня вво-
Оа пресса в эксплуатацию, но не позднее 6 месяцев
для действующих и 9 месяцев для вновь строящихся
предприятий со дня отгрузки прессса потребителю.
Гарантийный срок не распространяется на замену и
ремонт деталей и узлов пресса, срок службы которых
менее указанного гарантийного срока службы пресса
(согласно ГОСТ 7600-60.)
Гарантийный срок не распространяется на комплек-
тующие изделия, срок гарантии на которые по ах
техническим условиям менее установленного на
пресс.
Срок службы до первого капитального ремонта
32000 час для прессов Мод КД2324Е, КД2124Е,
КД2326Е, КД2126Е, кЦ142бА, КД1424А, КД2128Е,
КД2328Е, КД1428А. ----
Раздел не включается в руководство по эксплуата-
ции прессов.