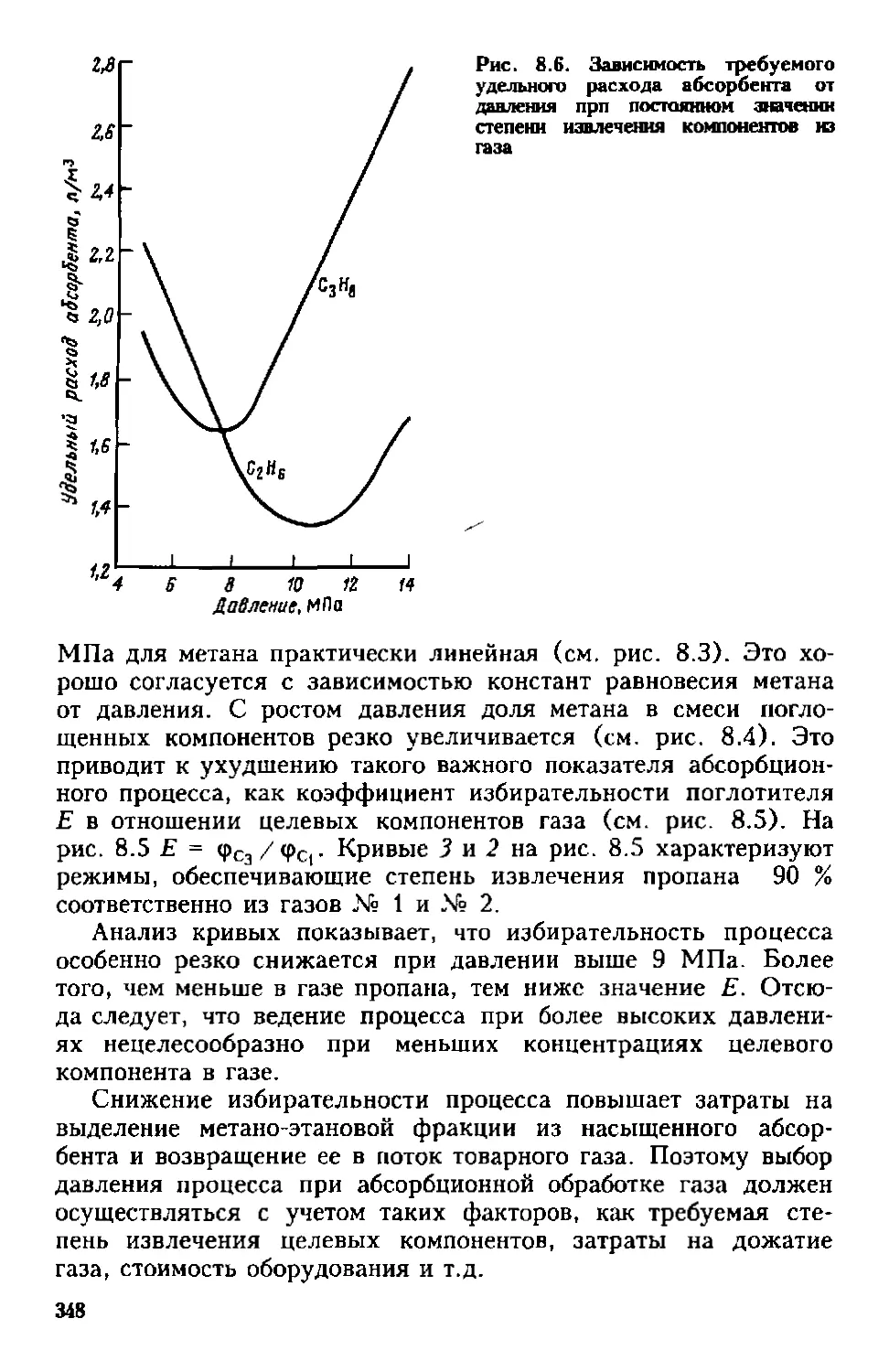
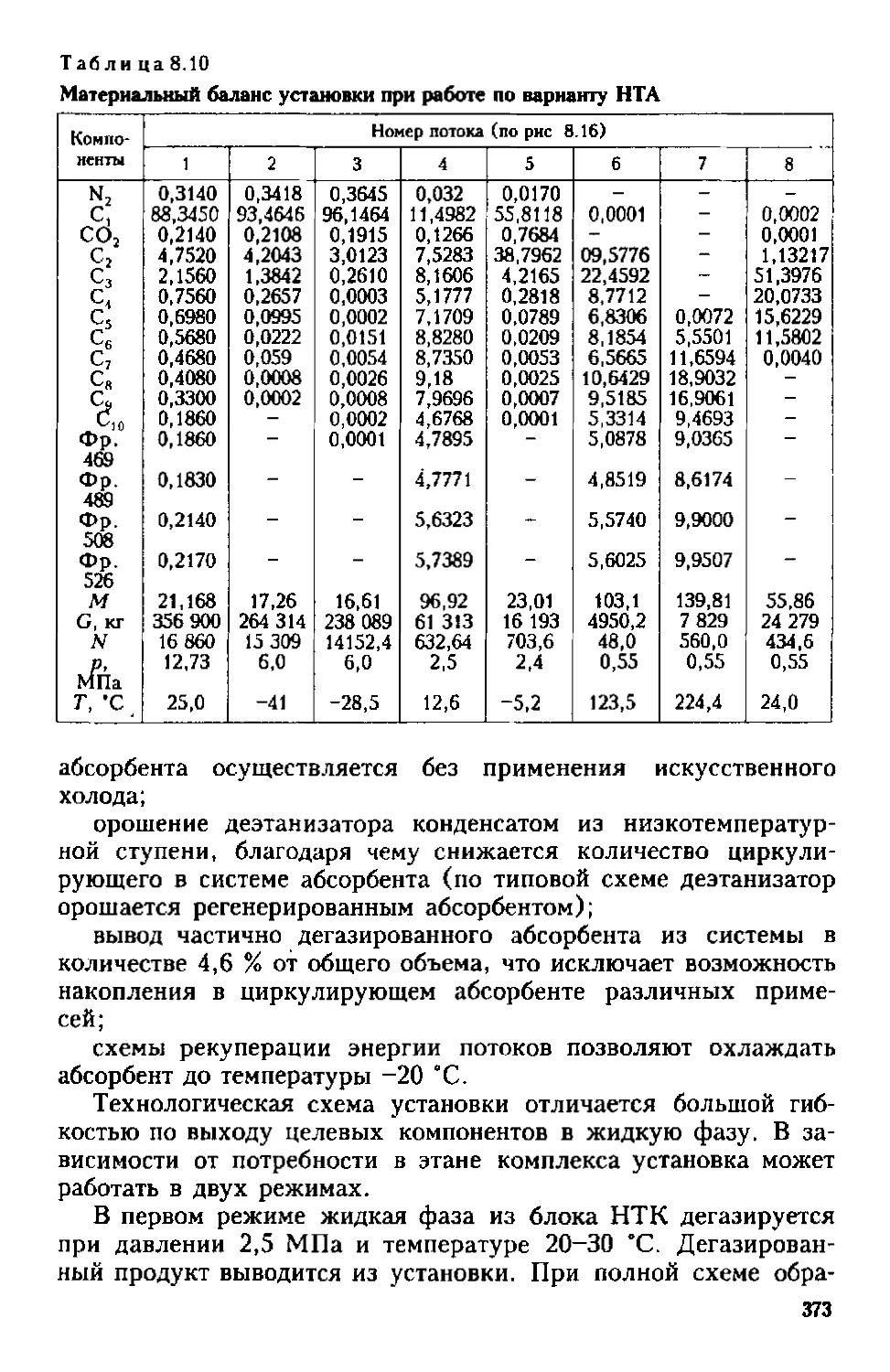
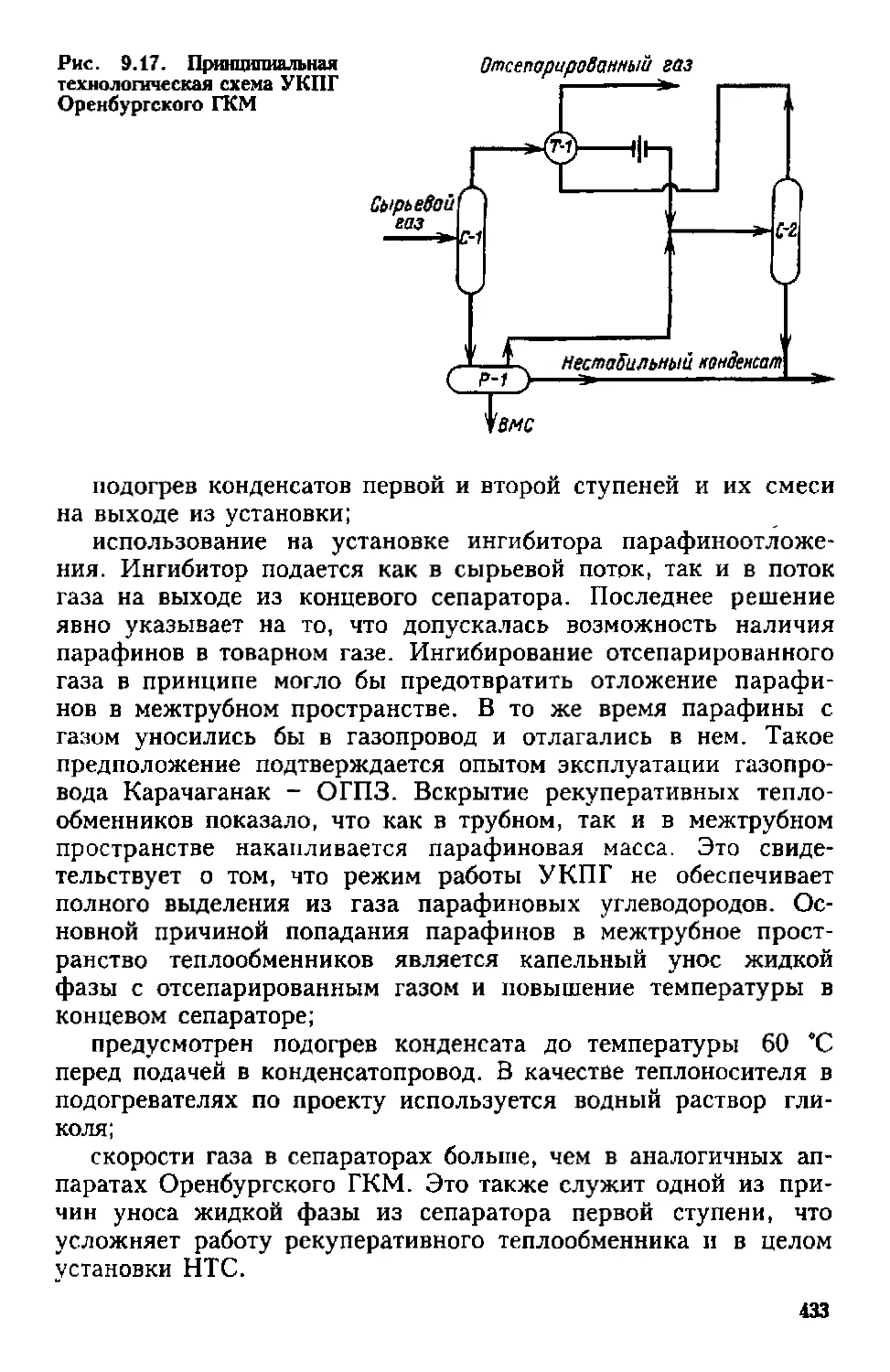
/





































































































































































































































































































































































































































































































































































































Автор: Бекиров Т.М. Ланчаков Г.А.
Теги: рудничный (шахтный) транспорт доставка по лаве, откатки по штрекам, подъем по стволам транспорт по поверхности химическая технология газов нефтяная промышленность
ISBN: 5-8365-0008-8
Год: 1999




Текст
Т.М.Бекиров Г.А.Ланчаков
ТЕХНОЛОГИЯ
обработки газа и конденсата
Москва НЕДРА 1999
УДК 622.691.4.052:66.074
Бекиров Т.М.. Ламчысов Г.А. Технология обработки газа и конденсата.
М.: ООО "Недра-Бизнесцентр". 1999. - 596 с.: ил. ISBN 5-8365-0008-8
Систематизированы физико-химические свойства компонентов углеводородных газов, гликолей и метанола, используемых в системе добычи, сбора и подготовки к транспорту природных газов.
Изложены основные законы поведения парожидкостных систем. Даны научные основы выбора показателей качества продукции газовой промышленности. Подробно описаны технологические схемы установок подготовки газа к транспорту с применением процессов абсорбционной и адсорбционной осушки, низкотемпературной конденсации и абсорбции. Значительное внимание уделено борьбе с технологическими осложнениями при сборе и обработке парафиносодержащего углеводородного сырья.
Для инженерно-технических работников, занимающихся вопросами проектирования и зкеплуатацни объектов сбора и обработки углеводородного сырья. Может быть также полезна научным работникам и студентам вузов нефтегазового профиля.
Табл. 215, ил. 207, список лит. - 308 наэв.
Bekirov Т.М., I anchakov G.A. The Methods for Gas and Condensate Processing.
Physical and chemical properties of components of hydrocarbon gases, glycols, and methanol which are used for natural gas recovery, collecting, and preparing for transportation are classified.
Basic laws of vapor llauld system behavior are presented. The scientific bases for determination of quality Indexes for gas industry products are given Also are described in detail the technological schemes or plants for preparing gas for transportation In which the procedures of absorption and adsorption dryings, low-temperature condensation, and absorption are used. Attention в given to preven-tatlon of technological complications while collecting and processing paraffin-bearing hydrocarbon raw materials.
Advisable for engineers dealing with design and operation of plants Intended for collecting and processing hydrocarbon raw materials. Can be also useful for scientists and students of high education Institutes specialized In oil and gas.
ISBN 5-8365-408841
С T.M. Бекиров, Г.А. Данчаков, 1999 О Оформление. ООО "Недра-
Бизнесцентр*. 1999
ПРЕДИСЛОВИЕ
Газовая промышленность на современном этале характеризуется увеличением удельных затрат на добычу и транспортирование природных газов. Это объясняется рядом объективных факторов: вводом в эксплуатацию месторождений в районах многолетнемерзлых пород (ММП), их большой удаленностью от районов потребления газа, повышением затрат на геолого-разведочные работы и приобретение оборудования и реагентов и т.д. Кроме того, со времени ввода в эксплуатацию основного оборудования установок комплексной подготовки газа (У КП Г) прошло 15-20 лет и более. Это оборудование подлежит диагностированию, ремонту и в ряде случаев замене, что также требует определенных затрат.
Наряду с этим имеет место и ряд субъективных факторов, в том числе несовершенство взаиморасчетов между производи гелями и потребителями газа, недостаточная эффективность прогнозирования работы систем добычи, сбора, обработки и компримирования продукции месторождения в заключительный период его разработки. К таким факторам можно отнести также недостаточную обоснованность глубины извлечения из газов тяжелых углеводородов и паров воды, проектирование установок обработки газов с использованием несовершенных нормативных документов, недостаточную взаимоувязку показателей разработки с параметрами технологических установок и т.д. Последствия этих факторов проявляются в низкой эффективности работы газотранспортных систем (ГТС) и неквалифицированном использовании тяжелых углеводородов, а в ряде случаев и в неоправданных дополнительных затратах на установках подготовки газа к транспорту.
В уелрвиях перехода на рыночную систему регулирования цен на газ в административном порядке создание условий для неуплаты за потребляемый газ и т.д. привело к тому, что объемы затрат на геологоразведочные работы по наращиванию запасов сырья резко снизились. То же касается финансирования НИР и ОКР. Таким образом, закладывается основа будущего отставания отрасли как по разведанным запасам, так и по уровню технологии.
Опыт зарубежных стран показывает, что глубокое извлечение тяжелых углеводородов из газов и их применение в качестве нефтехимического сырья и моторного топлива в ряде случаев более эффективно, чем использование для этих целей нефтепродуктов. Например, выход этилена при пиролизе этана составляет 70 %, а при пиролизе бензина и газойля - 27 и 15 % соответственно. Другой пример: при использовании пропан-бутановой фракции (ПБФ) в качестве моторного топлива выброс вредных веществ в атмосферу в 3-4 раза уменьшается по сравнению с бензином. Кроме того, ПБФ значительно дешевле бензина.
Несмотря на указанные факты, в настоящее время степень извлечения пропана и бутанов из природных газов на промысловых установках России весьма низкая и составляет 10-30 и 20-60 % соответственно. Ежегодно миллионы тонн ПБФ и этана используются нерационально. Достаточно отметить, что за период разработки только из добытой пластовой продукции Вуктыльского газоконденсатного месторождения
(ГКМ) недоизвлечено свыше 65 млн. т этана, пропана и бутанов. Аналогичное положение и на других ГКМ.
Следует отметить, что глубокое извлечение тяжелых углеводородов из газа, наряду с обеспечением их квалифицированного использования, повышает также эффективность работы ГТС - наиболее капиталоемкой подотрасли газовой промышленности. Влияние уровня подготовки газа на показатели ГТС может быть проиллюстрировано следующими данными. Согласно исследованиям [70], из-за низкого уровня обработки газа на промыслах Северного Кавказа затраты на транспортирование газа на участке газопровода от установки подготовки газа до линейной дожимной компрессорной станции (ДКС) увеличились на 11,5 коп/ 1000 м3. В то же время для получения качественных показателей газа потребовались бы единовременные затраты 15,7 коп/1000 м3. Следовательно, срок окупаемости дополнительных затрат составил бы около 1,5 года.
Низкий уровень первичной переработки газа приводит также к нарушению договорных условий на поставку газа в зарубежные страны и уплате штрафов. Во избежание этого в ряде случаев приходится подвергать газ повторной осушке на компрессорных станциях, расположенных на расстоянии нескольких тысяч километров от месторождений природных газов.
Следует отметить, что в ряде случаев при создании ПХГ на базе истощенных газоконденсатных месторождений схема установок подготовки газа к транспорту не обеспечивает получение газа в соответствии с требованиями ОСТ 51.40-93, особенно по точке росы по углеводородам. В результате этого всего несколько процентов некондиционного газа снижает общие качественные показатели товарного газа и слу-жит причиной образования в магистральных газопроводах жидкой фазы.
На основе приведенных данных можно утверждать, что комплекс научно-технических вопросов, связанных с интенсификацией существующих процессов, повышением эффективности проектных решений, разработкой и внедрением новых способов и оборудования, имеет большое практическое значение.
Настоящая книга содержит обширный фактический материал о работе систем сбора и обработки газа, включая его компримирование. На наш взгляд, эти материалы могут служить хорошей основой при решении указанных задач.
Авторы считают также приятным долгом поблагодарить работников производственных объединений "Уренгойгазпром" Р.С. Сулейманова, А.Н. Кулькова, Ю.Н. Ефимова, Д.Н. Гричищина, "Ямбурггазпром" ‘ Б.С. Ахметшина, В.М. Губина, Р.М. Минигулова, Э Ф. Шуваеву, ВНИПИгаздобычи - П.Ф. Буракевича, С.Г. Рассоловскую, Н.К. Гамову, ЮжНИИгипрогаэа - С.Д. Ковынева и др., оказавших неоценимую помощь при сборе материалов для отдельных разделов книги.
Выражаем благодарность работникам ВНИИгаэа В.В. Брагину, В.В. Сайкину, В.В. Тюриной, М.Г. Требиной, Т.С. Шумской за большую помощь при подготовке отдельных разделов монографии и ее оформлении.
Все советы и замечания по книге будут приняты авторами с признательностью как подтверждение интереса специалистов к изложенным вопросам. Эти замечания и пожелания будут учтены в нашей будущей производственной и научной деятельности.
Глава 1
СОСТАВ И СВОЙСТВА ПРИРОДНЫХ ГАЗОВ
1.1. ОСНОВНЫЕ ПОНЯТИЯ И ТЕРМИНЫ, ИСПОЛЬЗУЕМЫЕ В НАСТОЯЩЕЙ РАБОТЕ
На практике бывают случаи, когда один и тот же термин обозначает разные по смыслу процессы или факторы, что затрудняет понимание сути проблемы. В связи с этим ниже приводятся основные термины и понятия, используемые в настоящей работе.
Подготовка газа к транспорту. Под этим выражением подразумевается выделение из газа механических примесей, воды и тяжелых углеводородов. При этом степень извлечения указанных веществ устанавливается исходя из необходимости обеспечения надежной эксплуатации газотранспортной системы.
Переработка газа. Переработка газа осуществляется с целью извлечения из него тяжелых углеводородов. При этом глубина извлечения компонентов из газа определяется исходя из экономической целесообразности. Минимальный уровень переработки газа устанавливается исходя из условия транспортирования его к потребителям.
Качественные показатели товарного газа установок переработки и подготовки газа к транспорту должны определяться отраслевыми нормативно-техническими документами.
Обработка газа и газоконденсатных смесей - выделение из углеводородных смесей какого-либо компонента, водноингибиторной смеси фракций, механических примесей и т.д. Соответствие качественных показателей сырья после обработки требованиям отраслевых стандартов или ГОСТов необязательно. Глубина обработки установок обработки газа может устанавливаться техническими условиями (ТУ).
Ингредиент - вещество, не свойственное данной системе. К примеру, минеральные соли, механические примеси, продукты коррозии и т.д., накапливающиеся в растворах гликоля и метанола, можно отнести к ингредиентам.
Механические примеси - вещества, нерастворимые в данной смеси.
Точка росы газа по влаге. Этот показатель может быть как по давлению (давление точки росы), так и по температуре (температура точки росы). В первом случае то давление, при котором происходит начало конденсации водяных паров при заданной температуре, называется точкой росы газа по давлению. На практике относительно паров воды этот термин используется не часто. В основном его употребляют для обозначения давления начала конденсации применительно к углеводородам.
Относительно водяных паров термин "точка росы по влаге" означает значение температуры, при которой газ становится насыщенным водяными парами при заданном значении давления. Дальнейшее снижение температуры приводит к конденсации водяных паров (при постоянном давлении).
Точка росы по углеводородам характеризует конденсацию углеводорода из газовой смеси. Так же, как по воде, этот показатель может быть при постоянном давлении (температура точки росы) и при постоянной температуре (давление точки росы). Поскольку все углеводородные компоненты газа, а также СО2 и сернистые соединения взаиморастворимы, нельзя выделить показатель точки росы газа по индивидуальному углеводороду.
Абсолютная точка росы газа - это температура, при которой из газа начинает выделяться любая жидкая фаза. Поскольку все компоненты газа практически взаиморастворимы, точки росы газа по воде, углеводородам, гликолю, метанолу и т.д. одинаковы.
Необходимо отметить следующее. Когда речь идет о точке росы газа по влаге, это означает, что в образовавшейся жидкой фазе определяющим фактором является концентрация воды. Кроме того, в данном случае, когда говорится о точке росы по воде, правильным было бы подразумевать, что влагосодержание газа в указанной точке росы так же является равновесным, как если бы газ при этой температуре контактировал с водой. Аналогичное положение имеет место, когда речь идет о точке росы по углеводородам.
Пороговая точка росы газа. Известно, что основными показателями газа, характеризующими возможность его транспортирования в однофазном состоянии, являются точки росы по влаге и углеводородам. Ту точку росы, ниже которой происходит конденсация водяных паров или углеводородов, предлагается назвать пороговой точкой росы газа при заданном давле-8
нии. Этот показатель определяется на основе термодинамических параметров газа вдоль трассы МГ. При расчетах пороговая точка росы обозначается как Тп.
Уязвимая точка газопровода. Под этим понятием подразумевается точка, параметры которой (р, t) больше всего способствуют образованию жидкой фазы в системе. Определение этой точки может производиться как натурным исследованием, так и расчетным путем. В обоих случаях большое внимание уделяется определению давления и температуры на участках газопроводов, где имеются различные отклонения (оголенные участки, подводные переходы, недостаточно глубокая укладка и т.д.) от типового режима их эксплуатации.
Относительно водяных паров и тяжелых углеводородов уязвимые точки определяются отдельно, так как их значения не всегда совпадают. Последнее объясняется различным влиянием снижения давления на равновесное содержание паров воды и тяжелых углеводородов в газовой фазе.
В интервале рабочего давления магистральных газопроводов (5,0-7,5 МПа) со снижением давления равновесная влагоем-кость газа повышается, происходит как бы доосушка газа. В то же время в указанном интервале понижение давления способствует конденсации тяжелых углеводородов.
При установлении требуемой глубины обработки газа уязвимая точка определяется на основе нескольких участков магистральных газопроводов (отдельно по воде и углеводородам).
Уязвимая точка газотранспортной системы, как правило, определяется на основе проектной схемы газотранспортных систем. При этом принимается во внимание фактическое состояние отдельных участков газопроводов с учетом диапазона изменения их производительности.
Равновесная влагоемкость газа. Этот термин характеризует максимально возможное количество водяных паров в газе при заданных параметрах (р, t). Здесь значение температуры может задаваться как температурой, при которой газ насыщается водяными парами, так и точкой росы. Во втором случае имеется в виду, что газ осушен до указанной температуры точки росы при заданном давлении.
Влагосодержание газа. Это понятие обозначает фактическое влагосодержание газа. Этот показатель может быть как меньше (если газ предварительно контактировал с раствором ингибитора или подвергся осушке), так и больше (при наличии в системе капельной влаги) равновесной влагоемкости газа.
Эквивалентная точка росы газа. На практике имеет место определение точки росы газа в одних условиях (р, t) с последующим использованием этих показателей в других режимах работы ГТ С,
В настоящее время обработка газа на всех У КП Г (НТС, абсорбционных и адсорбционных) ведется при давлениях, значительно отличающихся от давления в ГГС. На этих УКПГ точка росы газа по воде определяется на выходе газа из колонн (абсорберов, адсорберов), т.е. при давлении процесса осушки. Точка росы газа по воде и углеводородам в расчетных точках ГТС отличается от точки росы газа на выходе из установки.
В связи с этим нами введено понятие эквивалентной точки росы газа по воде (обозначается как Т3). Используя 7\, глубину обработки газа на различных УКПГ можно привести в соответствие с давлением газа в любой точке ГТС.
Тощие газы. Этим термином обозначаются газы, для подготовки которых к транспорту не требуется извлекать из них тяжелые углеводороды. К тощим можно отнести газы, содержащие менее 1 г/м3 углеводородов С5.. Для подготовки таких газов к транспорту необязательно обеспечивать точку росы по углеводородам в соответствии с требованиями ОСТ 51.40-93. *
Давление максимальной конденсации - давление, при котором имеет место наибольший выход жидкой углеводородной фазы при постоянной температуре. Давление максимальной конденсации может быть определено как по фракциям, так и по отдельным компонентам. Этот показатель не является постоянным для пластовой продукции ГКМ, так как зависит от состава охлаждаемой смеси и от температуры.
Газовый конденсат - жидкая смесь углеводородов, образовавшаяся при изменении давления и (или) температуры газа.
Стабильный газовый конденсат. В технической литературе под выражением стабильный конденсат, как правило, подразумеваются углеводороды С5+. Однако при составлении материального баланса установок переработки конденсата соответствие этого продукта пентану и более высоким углеводородам необязательно.
Основным фактором, определяющим свойства смеси тяжелых углеводородов как стабильного конденсата, является давление его насыщенных паров, определяемое в соответствии с ОСТ 51.65-80.
Конденсатный фактор - содержание углеводородов С5_ в
to
единице объема газа. Этот показатель является одним из основных, определяющих технико-экономические показатели УКПГ. Со снижением пластового давления месторождения происходит выделение тяжелых углеводородов в пластовую жидкую фазу. Следовательно, снижается концентрация конденсата в добываемом сырье. Во всех случаях рекомендуется указать режим, при котором получен конденсатный фактор. Конденсатный фактор может выражаться в г/м3 или в см3/мэ.
Газовый фактор - количество газа, выделяемого из единицы массы или объема, в пересчете на стабильный конденсат или нефть. Этот термин применяется в основном относительно газонефтяных смесей. Газовый фактор может выражаться в м3/т или в м3/м3.
Абсорбция. Абсорбцией называется процесс поглощения компонентов газа жидкими поглотителями-абсорбентами. Движущей силой процесса является различие давления насыщенных паров извлекаемого компонента в сырьевом газе и над раствором, контактирующим с газом.
Десорбция - выделение из поглотителя (абсорбента, адсорбента, ингибиторов гидратообразования и т.д.) поглощенных компонентов газа, а также продуктов загрязнения (мехпримесей, солей, продуктов коррозии и термического разложения и т.д.).
Установка комплексной подготовки газа (УКПГ) - это совокупность установок и вспомогательных объектов, обеспечивающих получение газа и конденсата с заданными качественными показателями. В состав УКПГ входят основные технологические установки (осушка, НТС, блоки регенерации метанола и гликоля, обработки нестабильного конденсата и т.д.), дожимные компрессорные станции, а также вспомогательные объекты (блоки подготовки ингибиторов коррозии или другого назначения, склады реагентов).
Интенсификация. Под этим термином подразумеваются научно-технические решения или их совокупность, обеспечивающие лучшие технико-экономические показатели по сравнению с базовым процессом. Выражение "базовый процесс" обозначает процесс, требующий усовершенствования.
Разработка и усовершенствование методов расчета, позволяющих более точно определить влияние отдельных факторов на механизм технологических процессов, служат их интенсификации, так как на стадии проектирования установок позволяют рекомендовать режим, обеспечивающий получение требуемого эффекта при минимальных приведенных затратах.
Отбензинивание - извлечение из газа тяжелых углеводородов. Использование этого термина связано с развитием газовой промышленности. На первых установках по переработке нефтяного газа основной задачей было извлечение из газа углеводородов, содержащих преимущественно легкие фракции нефти. Так как извлекаемый продукт по своим свойствам был близок к бензиновым фракциям, эти процессы были названы отбензиниванием. В широком смысле слова этот термин предполагает извлечение из газа тяжелых углеводородов.
1.2. СОСТАВЫ ПРИРОДНЫХ И НЕФТЯНЫХ ГАЗОВ
Месторождения природного газа в зависимости от состава пластовой продукции условно можно разделить на газовые и газоконденсатные.
В продукции газовых месторождений содержание конденсата минимально; при подготовке к транспорту таких газов не требуется их обработка с целью извлечения тяжелых углеводородов, Подготовка к транспорту продукции газовых месторождений включает в себя извлечение не только влаги из газа, но в случае необходимости и кислых компонентов. Общим для всех схем является также очистка газа от механических примесей и остатков различных ингибиторов, используемых в системе добычи и сбора газа.
Продукция газоконденсатных месторождений перед подачей в магистральные газопроводы должна подвергаться обработке для извлечения из нее наряду с влагой конденсата (пентана и более тяжелых углеводородов).
Одним из основных факторов, характеризующих газоконденсатные месторождения, является конденсатный фактор. Газоконденсатные месторождения в зависимости от количества в пластовой продукции углеводородов С5+в условно подразделяются на следующие группы: а) с содержанием до 50 г/м3; б) с содержанием от 50 до 200 г/м3; в) с содержанием свыше 200 г/мэ [1].
На практике часто встречаются многопластовые газоконденсатные месторождения, продукция пластов которых отличается по концентрации в них как легких углеводородов, так и С3+в. Например, в неокомских отложениях Уренгойского ГКМ на глубинах залегания 1700-3000 м выявлено 13 газоконденсатных месторождений, отличающихся конденсатным фактором. Содержание пентанов и более высококипящих углеводородов в
пластовых газах объектов южного купола значительно больше, чем в объектах центральной зоны и северного купола. Фракционный состав конденсата с глубиной залегания меняется незначительно.
Газовый конденсат практически состоит из светлых нефтяных фракций и в стабильном состоянии отвечает требованиям отраслевого стандарта ОСТ 51.65-80.
В зависимости от фракционного и группового химического состава конденсаты могут быть переработаны как для производства моторных топлив, так и для получения из них сырья для нефтехимического синтеза.
Важными топливными ресурсами и источниками сырья для нефтехимического синтеза являются также газы, выделяемые из нефти при ее добыче и обработке.
Основной компонент природных и нефтяных газов - метан. В составе природных и особенно нефтяных газов в значительном количестве содержатся также этан, пропан, бутаны, пентан и более тяжелые углеводороды. Свойства этих углеводородов приведены в табл. 1.1 и 1.2.
В состав газов всегда входят водяные пары и довольно часто такие компоненты, как азот, сероводород, двуокись углерода, а также гелий.
В составе природных и нефтяных газов и газового конденсата наряду с сероводородом встречаются также другие сернистые соединения. Сернистые соединения газа и конденсата разделяются на две группы - активные и неактивные. К активным сернистым соединениям относятся сероводород, элементарная сера, сернистый ангидрид, меркаптаны и т.д. К неактивным соединениям - сульфиды, дисульфиды, тиофен и тиофаны. Из сернистых соединений газа наиболее активен сероводород, он вызывает коррозию металлов с образованием сульфидов. Наличие влаги в газе резко усиливает коррозионное действие сероводорода и других кислых компонентов. Основные физические свойства кислых компонентов природного и нефтяного газов приведены в табл. 1.3.
Свойства газа определяются свойствами отдельных компонентов, входящих в его состав.
Метан при обычных условиях (атмосферном давлении и температуре 20 ’С) ведет себя как реальный газ. Этан находится на границе состояния газ - пар. Пропан и бутаны при обычных условиях находятся в парообразном состоянии, так как их критические параметры весьма высоки.
Углеводороды, начиная с изопентана и выше, при обычных условиях (0,1 МПа и О °C) находятся в жидком состоянии.
Таблица 1.1
Основные показатели углеводородных компонентов природных газов
Показатели Метан Этан Пропан Изобутан н- Бутан Изопентан н-Пентан Гексан
Химическая формула сн1 C2Hfi С3н8 С,Н|0 я-С4Н10 U3O-CSH17 с6н12
Молекулярная масса 16,04 30,07 44,09 58,12 58,12 72,15 72,15 86,18
Газовая постоянная, кг-м/(кг-°С) Температура при 0,1 МПа, °C: 52,95 28,19 19,23 14,95 14,95 11,75 11,75 9,84
плавления -182,5 -172,5 -187,5 -145,5 -135,0 -160,6 -129,7 -95,5
кипения Критические параметры: -161,3 -88,6 -42,2 -10,1 -0,5 +28,0 +36,2 +69,0
температура К 190,5 305,4 369,8 408,1 425,2 460,4 469,7 507,4
давление рК(), МПа 4,88 5,07 4,42 3,80 3,95 3,51 3,50 3,13
плотность, кг/м3 162 210 225,5 232,5 225,2 — 232 —
объем, м3/кг 0,00617 0,0047 0,00443 0,0043 0,0044 — 0,0043 —
Плотность при 0,1 МПа и 0 °C, кг/м3 0,717 1,344 1,967 2,60 2,60 3,22 3,22 3,88
Удельный объем при 0,1 МПа и 0 °C, кг/м3 1,4 0,746 0,510 0,385 0,385 0,321 0,321 0,258
Плотность в жидком состоянии при ГК(1|, и 0,1 МПа, кг/м3 Удельная теплоемкость при 0,1 МПа и 0 “С, кДж/(кг°С): 416 546 585 582 (при 0 °C) 600 625 637 664
при постоянном давлении с? 2,22 1,73 1,57 1,50 1,50 1,45 1,45 1,42
при постоянном объеме Теплота при 0,1 МПа, кДж/кг: 1,70 1,44 1,36 1,31 1,31 1,29 1,29 1,28
испарения 570 490 427 352 394 356 340 340
плавления 60,7 95,1 80,0 77,5 75,4 70,8 116 151
Теплопроводность при 0 ’С и 0,1 МПа, Вт/(м ч °С) 0,30 0,018 0,015 0,0135 0,0135 0,0127 0,0127 —
Теплота сгорания при 0,1 МПа и 15 °C, 103 кДж/кг: высшая низшая 55,69 50,15 51,96 47,35 49,86 46,47 49,44 45,67 49,44 45,67 49,23 45,46 49,23 45,46 48,69 45,17
Количество воздуха, необходимое 9,54 16,67 23,82 30,97 30,97 38,11 38,11 45,26
для сжигания 1 кг газа, м’ Средняя температура воспламе- 715 567 545 512 512 — — -
нения с воздухом, “С Теоретическая температура горе- 1830 2020 2043 2057 2057 2080 2090 2090
ния, °C Объем газа от испарения 1 м3 442,1 311,1 272,9 229,4 237,5 204,6 206,6 182
жидкости, приведенный к 0,1 МПг и 0 °C, м3 Коэффициент динамической вяз- 1,05 0,87 0,76 0,70 0,70 0,65 0,63 0,62
кости при 0 °C и 0,1 МПа, 10“12 мПа с Фактор ацентричности молекул о 0,0014 0,0986 0,1524 0,1949 0,2010 0,2223 0,2539 0,3002
Параметры потенциалов: e/fe, К 140 236 206 217 208 269 269 423
о, Н м 3,818 4,388 5,420 5,82 5,89 6,10 6,06 5,92
Таб л и ца 1.2
Основные показатели тяжелых углеводородных природных газов
Показатели н-Гептан н-Октан к-Нонан н-Декан Нафтеновые Ароматические
циклопентан циклогексан ЦИКЛО* гептан бензол толуол
Химическая формула n-C7H1fi П-С8Н|Я h-CjjHjq С5Н,0 С6Н22 С7Ни с6нв С7НВ
Молекулярная масса Температура при 0,1 МПа, “С: 100,2 114,22 128,25 124,3 70,1 84,16 98,2 78,11 92,13
плавления -90,8 -56,8 -53,7 -29,7 -93,3 6,5 -126,3 5,4 -95,1
кипения 98,4 150,6 150,6 174,0 49,0 81,4 118,1 80,1 110,5
Критическая температура, К 540,1 568,8 595 619 554 554 554 561,5 593,6
Критическое давление, МПа 2,75 2,51 2,34 2,17 4,12 4,12 4,12 4,86 4,24
Плотность газа при 0 “С и 0,1 МПа, кг/м2 4,70 5,10 5,71 6,34 3,13 3,75 4,38 3,48 4,11
Плотность жидкости при 20 °C, кг/л Теплотворная способность, 103 кДж/кг: 0,688 0,707 0,722 0,734 0,754 0,783 0,911 0,878 0,866
высшая 48,31 48,18 48,02 47,85 46,93 46,63 45,88 42,32 42,95
низшая 44,92 44,83 44,75 44,62 44,41 44,0 43,16 40,64 41,06
Необходимое количество воздуха для горения 1 м3, м3 52,41 59,95 66,70 73,85 35,73 42,88 50,02 35,70 42,88
Таблица 1.3
Основные показатели неуглеводородных компонентов природных газов
Показатели Диоксид углерода Сероводород Азот Водяной пар Гелий
Химическая формула СО, 44,01 H2S 28,62 Н,0 Не, 4,00
Молекулярная масса 34,08 18,02
Газовая постоянная, кг-м/(кг-’С) 19,27 24,9 30,26 47,06 21,2
Температура при 0,101 МПа, ’С:
плавления -56,6 -82,9 -209,9 0,0 -272,2
кипения -78,5 -61,0 -195,8 100,0 -268,9
Критическая темпе- 304 373,4 125,9 647,1 5,1
ратура, К Критическое давление, МПа Плотность при 0 °C 7,64 9,06 3,53 23,0 0,24
1,977 1,539 1,251 0,805 0,178
и 0,101 МПа, кг/м3
Удельный объем при 0 °C и 0,101 МПа, м3/кг 0,506 0,650 0,799 1,248 0,069
Плотность Б жидком 924,8 950 634,1 1000 —'
состоянии при тем- при
пературе кипения и 0,101 МПа, кг/м3 4 °C
Удельная теплоемкость, кДж/(кг-°С):
при постоянном давлении ср 0,846 1,064 1,043 2,01 0,859
при постоянном объеме с(. 0,654 0,804 0,746 0,151 0,515
Теплота испарения 348,3 553,5 199,9 2259 4,1
при 0,101 МПа, кДж/кг Вязкость при 0 "С и 0,101 МПа, 1,39 1,20 1,70 0,90 -
1012 МПа-с Т еплопроводность 0,013 0,0119 0,0238 0,0174 0,0143
при 0 °C, Вт/(м-ч-°С) Фактор ацентрич- 0,231 0,100 0,040 — —
ности молекул сп Параметры потен-
циалов;
е/А, К 190 343 91,5 — 10,8
о, Н-м б 4,0 3,49 3,68 — 0
— 0,21 0 — 0
При определенных соотношениях с воздухом углеводороды образуют гремучую смесь, способную взрываться при соприкосновении с огнем. Сила взрыва имеет наибольшие значения тогда, когда содержание кислорода в смеси приближается к количеству, необходимому для полного сгорания углеводородов.
Существуют нижний и верхний пределы взрываемости, которые соответствуют минимальной и максимальной концентра-
ции углеводородов в смеси с воздухом. Повышение давления практически мало влияет на нижний предел воспламеняемости, но увеличивает ее верхний предел.
Пределы воспламеняемости возрастают с увеличением концентрации инертных газов в системе.
Из числа неуглеводородных компонентов природных газов наиболее часто встречаются азот, двуокись углерода и сероводород.
Углекислый газ, так же как и сероводород, вызывает коррозию металлов и, будучи негорючим, снижает теплотворную способность газа.
Азот - нейтральный компонент, служит балластом и снижает теплотворную способность газа.
В настоящее время газ не очищается от азота. Лишь на установках извлечения гелия попутно выделяется азот. Будучи легким компонентом газа, азот оказывает сильное влияние на распределение углеводородных компонентов газа по фазам.
Серьезное влияние на выбор схем подготовки к транспорту и переработки газа оказывает также наличие в газе меркаптанов, сероокиси углерода (COS), сероуглерода (CS2), сульфидов (R-S-R) и других соединений.
Меркаптаны R-CH (тиолы), где R - радикал общей формулы (СНЭ)„, представляют собой жидкости с резким неприятным запахом. Они нерастворимы в воде, хорошо растворяются в органических растворителях, входят во взаимодействие с металлами, образуя меркаптиды, и разрушают их.
Тиолы - аналоги спиртов, физические свойства некоторых из них даны в табл. 1.4. Свойства тиолов определяются присутствием в их молекулах тиольной группы - SH. Они легко окисляются, взаимодействуют с большим числом галоидных производных, легко реагируют с кетонами и альдегидами, с металлоорганическими соединениями.
Способность тиолов реагировать с щелочами с образованием соответствующих солей, а также результаты исследования водородного обмена в тиолах и сероводороде свидетельствуют о значительной подвижности водорода в тиогидрильной группе. Вследствие подвижности атома водорода тиолы проявляют слабокислотные свойства. Тиолы хорошо растворимы в органических реагентах. При этом в ароматических углеводородах растворимость тиолов выше, чем в парафиновых. Обычно в газовой фазе присутствует несколько тиолов - от метантиола до бутантиола включительно.
В отличие от газовой жидкая фаза - газовый конденсат -содержит значительно больше тиолов. К примеру, в составе 18
Осжмные показатели меркаптанов (тиолов)
Название Формула M T , °C Mill* Л. /С pF. кг/л n20 n4
Метантиол CH3SH 48,11 5,9 123 0,8666 —
Этантиол C2H,SH CH3(CH2)2SH 62,14 35,0 -147,9 0,8391 1,4310
1 пропан-ТИОЛ 76,16 67,7 -113,1 0,8415 1,4383
1 бутантиол CH3(CH2)3SH 90,19 98,4 -115,7 0,8416 1,4429
Пентантиол CH,(CH2)4SH 104,22 126,6 -75,7 0,8421 1,4469
1 -гексан-тиол CH3(CH2),SH 118,25 150 -80,5 0,8490 1,4497
Гептантиол CH3(CH2)fiSH 132,28 176,3 -43,3 0,8431 1,4521
Октэнтиол CH3(CH,),SH 146,30 199 -49,2 0,8433 1,4542
Нонантиол CH3(CH2)fiSH 160,33 219,8 -20,1 0,8437 1,4558
1 -декантиол CH3(CHXSH (CH3)2S 174,36 239,2 -20,6 0,8445 1,4571
Диметил-сульфид 62,13 37,3 -98,3 0,8482
Днэтил-сульфид (C2H,)2S 90,19 92,1 -103,9 0,8362 1,4429
Днпропил-сульфид (C3H7)2S 118,29 142,8 -102,5 0,8377 1,4487
Дибутил-сульфид (C3H9)2S 146,29 189,0 -76,7 0,8385 1,4503
Диамил-сульфид (C5HU)2S 174,35 229,6 — 0,8390 1,4564
Дигексил-сульфид (CeHu),S 202,41 260,0 — — 1,4590
Диметил-сульфид Диэтилдисульфид Дипропилдисульфид (CH3)2S2 94,10 109,7 -84,7 1,0623 1,5259
(C2H,)2S3 122,25 154,0 -101,5 0,9933 1,5072
(C3HT)2S2 150,31 194,7 -856 0,9598 1,4980
Дибутилдисульфид (C,H9)2S2 178,36 235,6 0,9371 1,4923
конденсата Оренбургского месторождения обнаружено свыше 20 меркаптанов. Тиолы способны взаимодействовать с кислородом и сероводородом, образуя полисульфиды. В то же время, обладая высокой реакционной способностью, они могут окисляться до дисульфидов, которые менее вредны. Содержание дисульфидов в газе обычно низкое.
Меркаптаны применяют в основном для производства инсектицидов для борьбы с вредителями сельского хозяйства. Потребность в них покрывается за счет производства их синтетическим путем. Меркаптаны применяют также для получения разнообразных моющих средств. Окислительным хлорированием меркаптанов, сульфидов, дисульфидов получают сульфохлориды, которые являются исходными продуктами для синтеза растворителей, пластификаторов, поверхностноактивных веществ. Легкокипящие меркаптаны, выделенные из
конденсата Оренбургского месторождения, могут быть использованы для одоризации природного газа.
В газах встречаются также органические сульфиды, однако они инертнее тиолов. Обычно в газе присутствуют сульфиды, содержащие не более шести углеродных атомов в молекуле. Сульфиды хорошо растворяются в углеводородах, температура кипения их выше, чем соответствующих тиолов; с увеличением молекулярной массы углеводородного радикала она растет. Сульфиды более устойчивы к нагреву, чем тиолы. Дисульфиды также легко растворяются в углеводородах и других органических растворителях. В присутствии кислорода и сероводорода, а также тиолов дисульфиды способны переходить в трисульфиды и тетрасульфиды. При термических превращениях дисульфиды образуют тиолы, сероводород и сульфиды.
1.3. ВЛАГОСОДЕРЖАНИЕ ПРИРОДНЫХ ГАЗОВ
Природные и нефтяные газы в условиях пласта находятся в контакте с водой и насыщаются ее парами. Количество воды в добываемом газе зависит от давления и температуры системы, а также от состава газа и минерализации пластовой воды.
Максимальная концентрация влаги в газе соответствует его равновесной влагоемкости. Для проектных расчетов равновесную влагоемкость газа можно определять уравнением Букачека b = (А/10,2р + Б), (1.1)
где b - равновесная влагоемкость газа, г/м3; р - давление в системе, МПа; А - равновесная влагоемкость идеального газа при атмосферном давлении, г/м3; Б - коэффициент, показывающий разницу влагоемкости реального и идеального газов.
Значения коэффициентов А и Б приведены в табл. 1.5.
Таблица 1.5
Значения коэффициентов А и Б для уравнения (1.1)
г, ‘с А Б t, *с А Б
-40 0,1451 0,00347 30 32,3000 0,17400
-39 0,1616 0,00375 31 34,2000 0,18175
-38 0,1780 0,00402 32 36,1000 0,18950
-37 0,1985 0,00434 33 38,3000 0,19825
-36 0,2189 0,00465 34 40,5000 0,20700
-35 0,2430 0,00502 35 42,8500 0,21550
-34 0,2670 0,00538 36 45,2000 0,22400
-33 0,2953 0,00581 37 48,0000 0,23325
г. 'С А Б г. 'С А Б
-32 0,3235 0,00623 38 50,8000 0,24250
-31 0,3573 0,00667 39 53,5250 0,25275
-30 0,3910 0,00710 40 56,2500 0,26300
-29 0,4313 0,00758 41 59,4750 0,27400
-28 0,4715 0,00806 42 62,7000 0,28500
-27 0,5188 0,00864 43 65,9750 0,29750
-26 0,5660 0,00921 44 69,2500 0,31000
-25 0,6218 0,00982 45 72,9750 0,32250
-24 0,6775 0,01043 46 76,7000 0,33500
-23 0,7433 0,01106 47 80,9500 0,34900
-22 0,8090 0,01168 48 85,2000 0,36300
-21 0,8845 0,01254 49 89,6000 0,37700
-20 0,9600 0,01340 50 94,0000 0,39100
-19 1,0520 0,01425 51 98,7500 0,40650
-18 1,1440 0,01510 52 103,5000 0,42200
-17 1,2470 0,01630 53 108,7500 0,43800
-16 1,3500 0,01750 54 114,0000 0,45400
-15 1,4700 0,01839 55 120,0000 0,47050
-14 1,5900 0,01927 56 126,0000 0,48700
-13 1,7290 0,02041 57 132,0000 0,50400
-12 1,8680 0,02155 58 138,0000 0,52100
-11 2,0280 0,02223 59 145,0000 0,54150
-10 2,1880 0,02290 60 152,0000 0,56200
-9 2,3690 0,02500 61 159,2500 0,58050
-8 2,5500 0,02710 62 166,5000 0,59900
-7 2,7700 0,02873 63 174,9000 0,62200
-6 2,9900 0,03035 64 183,3000 0,64500
-5 3,2350 0,03208 65 191,9000 0,66800
-4 3,4800 0,03380 66 200,5000 0,69100
-3 3,7550 0,03575 67 209,7500 0,71600
-2 4,0300 0,03770 68 219,0000 0,74100
-1 4,3500 0,03975 69 228,7500 0,76700
0 4,6700 0,04180 70 238,5000 0,79300
1 5,0350 0,04410 71 249,2500 0,81700
2 5,4000 0,04640 72 260,0000 0,84100
3 5,8125 0,04895 73 271,5000 0,87150
4 6,2250 0,05150 74 283,0000 0,90200
5 6,6875 0,05430 75 294,5000 0,93350
6 7,1500 0,05710 76 306,0000 0,96500
7 7,6750 0,06005 77 320,5000 0,99400
8 8,2000 0,06300 78 335,0000 1,02300
9 8,7950 0,06630 79 349,0000 1,05300
10 9,3900 0,06960 80 363,0000 1,08300
И 10,055 0,07315 81 378,5000 1,11550
12 10,720 0,07670 82 394,0000 1,14800
13 11,555 0,0811 83 410,50 1,17650
14 12,3900 0,08550 84 427,00 1,2050
15 13,1650 0,08925 85 443,50 1,220
16 13,9400 0,09300 86 462,00 1,25000
17 14,8450 0,09750 87 481,5000 1,27000
18 15,7500 0,10200 88 501,0000 1,29000
19 16,8100 0,1070 89 519,2500 1,30850
20 17,87 0,1120 90 537,5000 1,32700
21 19,01 0,1174 91 560,0000 1,34600
22 20,1500 0,1227 92 582,5000 1,36500
23 21,475 0,1285 93 603,2500 1,38500
t, *С А Б t, ’С А Б
24 22,800 0,1343 94 624,0000 1,40500
25 24,15 0,1403 100 776,0000 1,5300
26 25,5000 0,14630 ПО 1093,00 2,6200
27 27,1000 0,15290 120 1520,00 3,4100
28 28,7000 0,15950 130 2080,00 4,3900
29 30,5000 0,16675
С увеличением молекулярной массы газа количество паров воды, необходимое для насыщения газа, снижается. Такое же влияние на этот показатель оказывают низкие температуры (переохлажденность воды).
Растворение солей в воде уменьшает давление насыщен* ных паров воды над раствором и соответственно равновесное влагосодержание газа.
С учетом указанных замечаний равновесное влагосодержание газа можно определить по формуле
bQ = [(А/10,2/? + Б)]КЛ2Х3, (1.2)
где - поправочный коэффициент, учитывающий влияние низких температур на равновесное влагосодержание газа (рис. 1.1); К2 поправочный коэффициент, учитывающий минерализацию воды, контактирующей с газом (рис. 1.2); К3 -поправочный коэффициент, учитывающий плотность газа (рис. 1.3).
Таким образом, равновесное влагосодержание газа можно определять с помощью уравнений (1.1) и (1.2) и рис. 1.1-1.3,
Рис. 1.1. Поправочный коэффициент, учитывающий влияние низких температур на равновесную влагоем-костъ газа Kt
Рис. 1.2. Поправочный коэффициент, учитывающий влияние минерализации оды, контактирующей с газом, на равновесную влагоемкость газа К,
Относительная влагоемкость газа определяется как соотношение фактических показателей по влагоемкости газа в
двух разных условиях:
д = fe2/6t-ioo. (1.3)
Пример 1.1. Газ, имеющий равновесную влагоемкость при давлении р = 4 МПа и температуре 26 °C, подвергается дожа-тию. После сжатия до давления р = 5,2 МПа газ охлаждается до температуры 30 °C. Газ в пласте контактирует с водой, содержащей 2 % (масс.) растворенных солей. Относительная плотность газа 0,99. Требуется определить относительное влагосодержание компримированного газа.
Решение. 1. По уравнению (12) определяют равновесную влагоемкость газа до его сжатия
Ь, = [(56,35/10,2-4,0 + 0,2435]0,99-0,95 = 0,723 г/м3.
2. По уравнению (1.1) рассчитывают равновесную влагоемкость сжатого газа
Ь, = [32,33/5,2-10,2 + 0,1740]-0,99= 0,7420 г/м3.
Ряс. 1.3. Поправочный коэффициент, учитывающий влияние плотности газа, на равновесную влагоемкость К3
Относительная платность
3. По уравнению (1.3) определяют относительную влагоемкость сжатого газа
Ь2 = 0,7420/0,723-100 = 102,6 %.
Этот пример показывает, что при охлаждении сжатого газа до температуры 30 °C он становится недонасыщенным водяными парами. Охлаждение газа не сопровождается образованием в системе водного конденсата.
1.4. ОСНОВНЫЕ ЗАКОНЫ
ПАРОЖИДКОСТНЫХ СИСТЕМ
Закон Бойля—Мариотта. При постоянной температуре объемы данной массы газа обратно пропорциональны давлениям. Из этого закона следует, что произведение давления р на объем данной массы газа V при постоянной температуре величина постоянная, т.е.
pV - const, (1.4)
или
pV = RT, (1.5)
где R - газовая постоянная; Т - абсолютная температура, К.
Уравнение (1.5) называется уравнением Клапейрона для 1 моль газа. Для п молей газа
pV = nRT. (1.6)
Закон Авогадро. При одинаковых давлении и температуре равные объемы различных газов содержат одинаковое число молей. Теоретически и экспериментально определено, что объем 1 киломоль любого газа при 0 °C и 760 мм рт. ст. составляет 22,405 м3. Из этого положения закона Авогадро можно определить плотность любого газа путем деления его молекулярной массы (кг) на 22,405 м3:
р = М/22,405 кг/м3. (1.7)
По закону Авогадро можно определить также объем паров, которые образуются при испарении жидкости.
Пример 1.2. В баллоне находится 100 кг жидкого этана. Определить объем паров этана, полученных при его полном испарении в нормальных условиях.
Решение. Сначала определяют число киломолей этана:
и = 100 : 30,07 = 3,33 (здесь 30,07 - молекулярная масса этана).
Зная, что 1 киломоль этана при испарении, т.е. в газообразном состоянии, занимает объем 22,405 м3, находят объем ларов этана от испарения всего его количества:
V' = 22,405-3,33 = 74,63 м3.
Закон Дальтона. Смысл закона заключается в том, что в смеси газов каждый компонент сохраняет все свои физические свойства. Этот закон применим для смесей газов, химически не реагирующих друг с другом. Каждый отдельный компонент имеет свое парциальное давление. Сумма парциальных давлений всех компонентов равна общему давлению:
Роб = Pi + Pi + • •• + pt- (1-8)
Парциальное давление компонента смеси определяется по уравнению
(1.9)
где pi - парциальное давление г го компонента газовой смеси; у, - молярная концентрация того же компонента в той же смеси.
Пример 1.3. Известен молярный состав смеси газов, %: метан-90, этан-5, пропан-2, азот-2, бутаны-1. Смесь находится под давлением 12 МПа. Требуется определить парциальное давление компонентов смеси.
Решение. Пользуясь уравнением (1.8), вычисляют парциальное давление компонентов:
рС1 = 0,9-12 = 10,8 МПа; рС2 = 0,05-12 = 0,6 МПа;
рСз = 0,02-12 = 0,24 МПа; рс* = 0,02-12 = 0,24 МПа;
рС5 = 0,01-12 = 0,12 МПа.
По закону Дальтона можно определить также давление в системе, полученной смешением разных газов в заданном объеме:
\:V(pxV.+p2V2 + ...+p„Vn), (1.10)
где V„ V2,..., Vnt pit p2,..., p„ - объем и давление каждого газа соответственно до смешения; V и р - объем и давление смеси после смешения.
Закон Рауля. Этот закон устанавливает зависимость между парциальным давлением компонента, входящего в состав раствора, его молярной концентрацией в жидкой смеси X и упругостью пара того же чистого компонента при заданной температуре Q.
Парциальное давление компонента в жидкой смеси равно его молярной концентрации, умноженной на упругость его па* ров в чистом виде при данной температуре:
p = XQ, (1.11)
где р - парциальное давление компонента в растворе.
По закону Рауля, сумма парциальных давлений всех компонентов равна общему давлению над смесью или общей упругости паров смеси:
Яс = Pi + Р2 + + рп = ^iQt + X2Q2 + ... + X„Q„, (1.12)
где Хп и Qn - молярная концентрация и упругость паров компонента соответственно.
Пример 1,4. Жидкая смесь состоит из этана - 60 %, пропана ~ 25 % и изобутана - 15 % (молярные доли). Требуется определить общее давление системы при температуре 10 °C.
Решение. Сначала из прил. 1 (график Кокса) находим давление насыщенных паров компонентов в чистом виде при 10 °C:
QC2 - 0,326 МПа; QC3 = 0,63 МПа; QC4 - 0,16 МПа.
Затем по уравнению (1.12) определим общее давление системы:
р^ = 0,60-0,326 + 0,25-0,63 + 0,15-0,16 - 2,14 МПа.
Данные этого примера показывают, что если бы указанная смесь транспортировалась в жидком виде при 10 °C, то трубопровод работал под давлением 2,14 МПа.
Важным выводом, вытекающим из закона Рауля, является то, что высококипящие компоненты имеют низкую упругость, содержатся в паровой фазе в малых количествах; следовательно, их основная доля находится в жидкой фазе. Что касается низкокипящих компонентов, обладающих высокой упругостью, то они легко переходят в газовую фазу. На этом положении основана работа многих установок по частичной стабилизации газового конденсата при выветривании - ступенчатом снижении давления смеси с одновременным ее расширением.
Закон Рауля не действителен для электролитов и азеотропных растворов.
1.5. КОЭФФИЦИЕНТ СЖИМАЕМОСТИ
Для учета отклонения поведения реальных газов от идеальных в уравнение состояния вносят поправочный коэффициент, учи-
гывающий объем молекул и силу межмолекулярного взаимодействия. Уравнение состояния для реальных газов имеет вид
= (1.13)
де z - коэффициент сжимаемости, выражающий отклонение "□ведения реальных газов от идеального; для идеальных газов : = 1
Зная коэффициент сжимаемости данного газа для любых давлений и температур, можно проводить расчеты с реальными газами.
Для каждого газа существует определенная температура, выше которой газ нельзя перевести в жидкое состояние под любым давлением. Эта температура называется критической I т.р).
Соответствующая критической температуре изотерма зависимости р от V имеет точку перегиба, которой соответствуют критическое давление ркр и критический объем VKp.
Во многих расчетах технологических процессов используют
приведенные параметры вещества, которые определяются с
помощью следующих уравнений:
»=р = р/Лр; <114>
г,р = г/т.р; Илз)
‘'„p = V/VKp, (1.16)
где Рпр- Vnp - приведенные давление, температура и объем с оответственно.
Для критического состояния вещества приведенные давление, температура и объем равны единице.
Состояния вещества, характеризуемые одинаковыми значениями критических параметров ркр, Гкр, VKp, называются соответственными состояниями.
В критической точке разные вещества подчиняются закону соответствующих состояний, согласно которому при одинаковых значениях двух критических параметров третий также будет одинаковым для обоих веществ.
Коэффициент сверхсжимаемости смеси определяют с помощью псевдокритических параметров, которые представляют собой средневзвешенные критические константы отдельных компонентов смеси. Например, если молярное содержание пропана в смеси составляет 5 %, а его критическое давление -1,42 МПа, то средневзвешенное значение критического давления для пропана будет равно 4,22-0,05 = 0,221 МПа.
Аналогичным образом вычисляют средневзвешенное (псев-
докритическое) давление для всех компонентов смеси, затем ио аддитивности находят псевдокритическое давление всей смеси. Аналогичным образом вычисляют псевдокритическую температуру смеси.
Для иллюстрации этого положения приведем пример расчета.
Пример 1.5. Требуется вычислить коэффициент сверхсжимаемости газа при давлении 12 МПа и температуре 290 К. Молярный состав газа, %: N2 - 0,03; СН4 - 0,8985; С2Нб - 0,03; СО2 - 0,006; С3НВ - 0,013; н-С4Н10 - 0,004; мзо-С4Н1() - 0,005; н-С5Н12 - 0,004; i-C5H12 - 0,003; СЙН14 - 0,025; С7Н1е - 0,002; С8Н18 - 0,002.
Решение. На основании свойств аддитивности сначала определяют псевдокритические параметры смеси. Пример расчета приведен в табл. 1.6.
По данным табл. 1.6 псевдокритическая температура смеси Ткр = 201 К, псевдокритическое давление рк? = 4,744 МПа. Зная эти величины, по уравнениям (1,14) и (1.15) определяют псев-доприведенные параметры смеси:
12 290
р' = — = 2,53; Т' = — = 1,44.
4,744 210
При этих псевдоприведенных параметрах из рис. 1.4 определяется коэффициент сверхсжимаемости z = 0,77.
В случаях, когда состав смеси неизвестен, псевдокритические параметры газа можно найти с помощью графиков Брауна (рис. 1.5).
Таблица 1.6
Псевдокритические параметры газовой смеси
Компонен ты Молярная доля т , к ф’ Ркр. МПа Псевдокритические параметры
Яр, МПа
сн4 0,8985 199,5 4,88 171,16 4,384
с,нь 0,0300 305,4 5,07 9,16 0,152
0,0130 369,8 4,42 4,81 0,057
0,0050 408,1 3,80 2,04 0,019
изо-С, Н10 0,0040 425,2 3,95 1,70 0,016
k-CJV 0,0030 460,4 3,51 1,38 0,011
и.то-СгН.2 0,0040 469,7 3,50 1,88 0,014
cjV 0,0025 507,4 3,13 1,27 0,008
с7н|б 0,0020 540,1 2,75 1,08 0,006
СяН.в 0,0020 568,8 2,51 1,14 0,005
0,0300 125,9 3,53 3,78 0,106
со2 0,0060 304 7,64 1,82 0,046
Итого 1,0000 - 201,22 4,824
Пседдаприведеннм давление
Псевдоприведвнное давление
Рис. 1.4. Коэффициент сверхсжимаемости газа:
а - в зависимости от приведенных параметров; 6 - при низком приведенном давлении
Пример 1.6. По данным предыдущего примера по графикам Брауна определить коэффициент сверхсжимаемости газа.
Решение. Сначала по табл. 1.6 находят относительную плотность газа:
д = = 18,659 - о 54
29 29
Приведенное давление
Рис. 1.4. (Продолжение)
Затем из графиков Брауна (см. рис. 1.5) определяют псев-докритические параметры газа:
Ркр = 4,6; Гкр = 210 К.
Далее рассчитывают псевдоприведенные параметры газа:
16 _ 290 „о
Ркр = — = 3,5; Т = — - 1,38.
р 4.6 кр 210
По этим параметрам из рис. 1.4 определяют коэффициент сверхсжимаемости г = 0,71.
При двух разных режимах между показателями газа существует зависимость
P1V1 - P2V2 г1Л z2?2
(1.17)
Рис. 1.5. Зависимость приведенного критического давления (л) и температуры (6) от относительной плотности газа (графики Брауна)
С помощью уравнения (1.17) можно определить объем И2|и давление газа после изменения его первоначальных параметров.
Для иллюстрации этого положения приведем пример расчета.
Пример 1.7. Баллон с природным газом находится под давлением 21 МПа при температуре 303 К. Объем баллона 0,5 м3. Для заполнения баллона использовался газ, имеющий параметры: р - 6 МПа, Г = 20 ’С. Критические параметры газа: pKV = = 4,8 МПа, = 200 К.
Требуется определить объем газа, необходимый для заполнения баллона при давлениях 6 и 0,102 МПа (атмосферное).
Решение. Рассчитывают коэффициент сверхсжимаемости газа z при разных режимах.
1. Определяют г при давлении 6 МПа. Для этого рассчитывают приведенные параметры
293 6
Г"Р=^ = 1’465; ^Т^1’25' 200 4,8
По приведенным параметрам (см. рис. 1.4) определяют коэффициент сверхсжимаемости газа z = 0,87.
Аналогичным образом находят коэффициент сверхсжимаемости газа при давлении р = 21 МПа и Т = 303 К.
303 21
Тп' = -£ = 1,515; z = 0,78; ~ - 4,735.
200 4,8
2. При атмосферном давлении Т = 293 К коэффициент
сверхсжимаемости газа с незначительной погрешностью можно принимать равным единице.
3. По уравнению (1.17) рассчитывают объемы газа при разных давлениях.
4. Находят объем газа при давлении 16 МПа. Уравнение (1.17) решают относительно где Vt - объем газа при р = = 6 МПа.
У = _ 21 - 0, 5 • 0,87 • 293 __ । §§75 мз
‘ Р1^2Т2 6-0,78-303
5. Объем газа при атмосферном давлении 0,102 МПа определяют также по уравнению (1.17). При этом z{ - 1.
у = _21_0’5.' !_293 = 127,62 м3.
0,102-0,78-303
Следует отметить, что объем газа при атмосферном давлении можно определить также с учетом параметров газа при давлении 6 МПа. В этом случае
у = в Л.6875'-!'29?. = 127,62 мэ
0,102-0,87-293
1.6. РАСЧЕТ ФАЗОВОГО СОСТОЯНИЯ МНОГОКОМПОНЕНТНЫХ СИСТЕМ
Двухкомпонентные системы. На установках комплексной подготовки широко распространены двухкомпонентные смеси. Чаще всего одним из компонентов этих смесей является вода. Вторым компонентом могут быть гликоли, метанол и ряд других реагентов, используемых для приготовления различных ингибиторов. В связи с этим целесообразно подробно рассмотреть такие системы.
При проведении технологических расчетов составляющие бинарных смесей принято называть низкокипящими и высоко-кипящими компонентами.
Константы равновесия компонентов бинарной смеси можно определять по следующим уравнениям:
К„=^; (1.18)
р
(1.19) р
где К„ - константа равновесия низкокипящего компонента (НКК); Ка - то же для высококипящего компонента (ВКК); ра ир,- давление насыщенных паров чистых низкокипящего и высококипящего компонентов при заданной температуре; р -общее давление системы.
Чаще всего состав фаз смеси определяют относительно низкокипящего компонента:
Хи=—(1.20) кн-кв
У, = ХЛ. <1.20
где Хи - молярная доля НКК в жидкой фазе; У„ - то же в паровой фазе.
Вычислив Хнк и Унк> находят Л' и У
Хвк = 1-Хнк; (1.22)
V.x = l-VHK, (1.23)
где А\к и Увк - молярная доля высококипящего компонента в жидкой и газовой фазах соответственно.
Зная значения констант равновесия компонентов и их молярную концентрацию в фазах, вычисляют молярную долю жидкой (Z) и паровой (о) фаз при изменении параметров системы.
(1.24) ун -хн
/ = (Уи - Хо)/(У„ - Хн); (1.25)
*о~Х", (1.26)
-хн
где Хй - молярная доля низкокипящего компонента в исходной смеси.
Обычно расчет проводят относительно 1 моль исходной смеси. Затем определяют общее число молей фаз и количество в них компонентов:
L = Ш; (1.27)
У = = (1.28)
где L и V - число молей жидкой и газовой фаз соответственно; М - общее количество молей исходной смеси.
Число молей компонентов в фазах системы определяется из следующих уравнений:
Ln = LX^ (1.29)
Le = ZXB = £-£„; (1.30)
l’,= Vy„; (1.31)
V, = VY,V - V„, (1.32)
где L„ и LB - число молей низкокипящего и высококипящего компонентов в жидкой фазе; VH и Ув - то же в паровой фазе.
Порядок построения изобары. Изобара характеризует фазовое состояние смеси, состоящей из различных компонентов. Каждому давлению соответствуют свои кривые зависимости X-t и Y-t (здесь X и Y - молярная концентрация низкокипя-щего компонента в жидкой и паровой фазах соответственно; t - температура системы).
Зависимости X - t и У - t, т.е. изобарические кривые, строятся в следующей последовательности.
1. Выбирают систему координат "температура - молярная концентрация НКК". Молярная концентрация компонентов в системе может меняться в интервале 0+1.
2. Находят температуру кипения компонентов смеси при заданном давлении. Эти температуры обозначим как tH и t„.
Система, состоящая только из НКК, имела бы температуру кипения tH, а только из ВКК - Температуры t„ и tB соответствуют граничным условиям бинарной системы и, следовательно, являются крайними точками изобарических кривых.
3. Задаются значениями температур между tH и tB. Из соответствующих графиков или таблиц находят давление насыщенных паров компонентов системы при этих температурах.
4. Вычисляют константы равновесия компонентов системы при заданных температурах. Для этого пользуются уравнениями (1.18) и (1.19).
5. По уравнениям (1.20) и (1.21) вычисляют молярную концентрацию низкокипящего компонента в жидкой (Хн) и паровой (Ун) фазах.
6. По полученным значениям и Уи для заданных значений температуры находят промежуточные точки изобарических кривых.
Для иллюстрации описанного выше положения приведем пример расчета.
Пример 1.8. Построить фазовую диаграмму системы вода-метанол при давлении 0,143 МПа.
Решение. 1. Находим температуру кипения воды и метанола при давлении 0,143 МПа; t„ = 68 °C; t, = 110 °C.
2. Задаемся значением температур в интервале 68+110 “С и из прил. 2 находим давление насыщенных паров метанола и воды при этих температурах. Данные сведены в табл. 1.7.
3. По уравнениям (1.20) и (1.21) вычисляем константу равновесия воды и метанола
4. По уравнениям (1.20) и (1.21) вычисляем молярную концентрацию низкокипящего компонента в жидкой и паровой фазах.
Таблица 17
Исходные данные для построения фазовой диаграммы системы вода — метанол
t, *с р,< кПа Р,< кПа к. 1 - к. К.
75 38,5 151,8 0,269 0,731 0,792 1,061 0,923 0,979
80 47,3 181,9 0,331 0,669 0,941 1,272 0,711 0,904
90 70,1 257,1 0,490 0,510 1,308 1,798 0,390 0,701
95 84,5 303,0 0,591 0,409 1,528 2,119 0,2677 0,5673
100 101,3 355,9 0,708 0,292 1,871 2,489 0,164 0,408
2“. 126 1 423,1 0,882 0,118 2,076 2,958 0,057 0,169
5. По полученным данным в системе координат X~Y строим изобарические кривые, которые приведены на рис. 1.6.
Определение состава фаз по изобарическим кривым. Наряду с уравнениями (1.18) - (1.21) составы фаз можно определить и по изобарической диаграмме. Проиллюстрируем это примером.
Пример 1.9. Исходная смесь воды и метанола содержит 40 % (молярная доля) метанола. Требуется определить количество и состав фаз при давлении 0,143 МПа и температуре 95 °C.
Решение Для этой смеси фазовая диаграмма для р -= 0,143 МПа приведена на рис. 1.6. В противоположном случае по аналогии примера 1.8 потребовалось, бы построить изобарическую диаграмму Для проведения расчетов пользуемся диаграммой 1.6.
Из точки t (рис. 1.7), соответствующей температуре смеси, проводим параллельную линию к оси 0 -X. Затем из точки Хо проводим перпендикуляр к оси 0 ~Х. Находим точку пересечения этих линий; обозначим ее через k. По полученным точкам находим; kl - число молей жидкой фазы в заданных условиях (в пересчете на 1 моль исходной смеси); km — число молей паровой фазы.
Зная величины kl и km, можно найти долю жидкой (Z) и паровой (а) фаз:
_ kl . ml kl + km
km km V = — =-------
ml kl + km
(1.33)
(1.34)
Для конкретного примера kl = 0,175; km = 0,14; ml = 0,315. Подставив значения kl, km и ml в уравнения (1.24) и (1.25), находим;
Рис. 1.6. Изобары системы метанол — иода
Рис. 1.7. Определение состава фаз с использованием изобарических кривых
/ = ^175. = 0,5556;
а 315
d = -^- = 0,4444.
0,315
Зная значения / и v, по уравнениям (1.30) - (1.31) вычисляем число молей воды и метанола в жидкой и паровой фазах. Предварительно из рис. 1.6 находим:
Х„ = 0,265; У„ = 0,565; /м = 0,5556 • 0,265 = 0,1472;
/„ = 0,5556 - 0,1472 = 0,4084; ии = 0,4444 - 0,565 = 0,2511;
ов = 0,4444 - 0,2511 - 0,1933.
Проверка погрешности. По полученным данным общее количество метанола в системе составляет Хо = 0,1472 + 0,2511 = = 0,3983 моль. По условиям примера Хо = 0,40. Следовательно, погрешность расчета составляет 0,4 %.
Пример 1.10. По данным примеров 1.8 и 1.9 требуется определить молярную долю фаз аналитическим способом.
Решение. 1. По уравнениям (1.18) и (1.19) вычисляем константу равновесия воды и метанола. В данном случае их значения даны в табл. 1.7.
2. По уравнениям (1.20) и (1.21) определяем молярную концентрацию метанола в жидкой и паровой фазах:
и
1-0,59!
2,119-0,591
= 0,2677;
Ун = 2,119 • 0,2677 - 0,5673.
3. По уравнениям (1.24) и (1.26) вычисляем молярную долю жидкой и паровой фаз:
/ = 0.5673- 0,40 = 0,1673 _ q ^дд.
0,5673- 0,2677 0,2996 ’ ’
v = 0,40-0,2677 = 0,1323 = 0 4516
0,5673-Д 2677 0,2996
Сравнение значений I и v, полученных по примерам 1.9 и 1.10, показывает их явную близость.
Пример 1.11. На установку очистки гликоля поступает раствор гликоля, содержащий 85 % (масс.) ДЭГа и 15 % воды. Количество раствора - 1000 кг. Требуется определить состояние смеси после ее нагрева в рекуперативном теплообменнике до 134 °C. Давление в системе 1,1 кгс/см2, или 836 мм рт. ст.
Решение. 1. Определяют молярный состав сырьевого раствора.
Концентрация воды Хо = 0,50985.
Концентрация ДЭГа Хд = 1 - 0,50985 = 0,49015.
2. Находят давление насыщенных паров воды и ДЭГа:
ря « 2442 мм рт ст.; ра = 10 мм рт. ст,
3. По уравнениям (1.18) и (1.19) вычисляют константы равновесия воды и ДЭГа.
Кв = 2442/836 = 2,9211; Кд = 10/836 = 0,01196.
4. По уравнениям (1.20) и (1.21) определяют молярные доли воды в паровой и жидкой фазах:
в жидкой фазе
X, = (1 - 0,01196)/(2,9211 - 0,01196) = 0,3396;
в паровой фазе
Ув - 2,9211 • 0,3396 = 0,9920.
По материальному балансу вычисляют молярную долю ДЭГа в паровой и жидкой фазах:
в паровой фазе
Уд = 1 - 0,9920 = 0,0080;
в жидкой фазе
Хд = 1 - 0,3396 = 0,6604.
Этот пример показывает, что при прохождении рекуперативного теплообменника ДЭГ практически не испаряется.
5. По уравнениям (1.24) и (1.26) вычисляют молярную долю паровой и жидкой фаз:
I = (0,9920 - 0,50985)/(0,9920 - 0,3396) = 0,7390;
v = (0,50985 - 0,3396)/(0,9920 - 0,3396) = 0,2610.
Расчет состава фаз многокомпонентной системы. Изменение давления или температуры газовых и жидких смесей может привести к образованию в системе второй фазы. Эти процессы описываются уравнениями парожидкостного равновесия:
Х,=-----ч ; (1.35)
Yt =
x,0Kt
1 + (К, -1)V ’
(1.36)
где X, - молярная доля компонента в исходной смеси до начала изменения параметров; К, - константа равновесия компонента в условиях равновесия; L и V ~ молярные доли жидкой и газовой фазы соответственно; Xt — молярная концентрация компонента в жидкой фазе после изменения параметров системы; У, - то же в газовой фазе.
На практике в газовой промышленности с помощью уравнений (1.36) и (1.37) решаются следующие задачи:
а) выделение газа из нефти и конденсата на всех этапах их прохождения - от пласта до емкости хранения;
б) ступенчатая сепарация продукции газоконденсатных и нефтяных месторождений;
в) дегазация насыщенного абсорбента при его дросселировании;
г) сжатие, расширение, охлаждение газа и т.д.
На примере уравнения (1.35) рассмотрим определение количества и состава жидкой и газовой фаз. Если уравнение (1.35) записать по числу компонентов, то можно увидеть, что число неизвестных на одно больше, чем число уравнений. В связи с этим L и X, определяются методом последовательных приближений. Задаются разными значениями L между 0 и 1. Затем определяют X, для всех компонентов, после чего проверяют материальный баланс системы: сумма молярных концентраций в жидкой фазе должна быть равна единице, т.е. ЕХ, = = 1. Если это условие не удовлетворяется, то задают новое значение L и расчет повторяют.
После нахождения молярной доли и состава жидкой фазы
Таблица 1.8
Материальный баланс распределения компонентов по фазам
Компонент Исходная смесь Газовая фаза Жидкая фаза
МОЛИ моль/моль МОЛИ моль/моль МОЛИ моль/ моль
с2н6 15 0,15 5,313 0,454 0,686 0,110
С3Н, 20 0,20 2,949 0,252 17,051 0,193
к-СДп 65 0,65 3,451 0,294 61,549 0,697
Итого 100,0 1,00 11,714 1,000 88,286 1,000
выделяют число молей компонентов в ней. Затем определяют молярную долю газовой фазы V - 1 - L. Далее по уравнениям (1.30) вычисляют молярные концентрации компонентов в газовой смеси.
Пример 1.12. Дана смесь следующего молярного состава, %: С2Н6 - 15; С3Нв-20 и н-С4Н10 - 56. Константы равновесия компонентов равны: Хс? — 4,13; ХСз=1,3; КСл = 0,42. Требуется определить составы жидкой и газовой фаз при давлении 8,1 МПа и температуре 30 ‘С.
Решение. Для определения состава фаз по уравнению (1.35) рассчитывают значения X, для разных компонентов. Расчет ведется на 100 моль исходной смеси.
Запишем уравнение концентрации для жидкой фазы:
Х2 = 0,15/(4,13 - (4,13 - /)£); Х3 = 0,20/(1,3 - (1,3 - l)L)’
Х4 = 0,65/(0,42 - (0,42 - /)£).
Сначала задаются значением L = 0, т.е. предполагают, что вся начальная смесь испарилась.
При L = 0 находят, что сумма концентраций компонентов равна 1,74, т.е. больше единицы. Значит, жидкая фаза существует (Х2 + Х3 + Х4 < 1 указало бы на отсутствие жидкой фазы).
Подбирая разные значения £, находим, что при L = 0,883 SX, = 1. Значит, в условиях р = 8,1 МПа и Т = 30 °C часть указанной смеси (0,88286) будет в жидкой фазе, а остальная -в газовой. Результаты расчета даны в табл. 1.8,
Этот расчет можно было выполнить также по уравнению (1.31). В этом случае пришлось бы задаться значением V и расчет вести в той же последовательности.
Глава 2
ОБЩИЕ ВОПРОСЫ ГАЗОПРОМЫСЛОВОЙ ТЕХНОЛОГИИ
2.1. КЛАССИФИКАЦИЯ ПРОДУКЦИИ УСТАНОВОК ОБРАБОТКИ ГАЗА И КОНДЕНСАТА
Разделение пластовой продукции газоконденсатных месторождений на фракции производится на газоперерабатывающих заводах (ГПЗ) и промысловых установках с применением абсорбционных, адсорбционных, хемосорбционных, конденсационных и других процессов.
Продукцию ГПЗ и промысловых установок условно можно разделить на 5 групп [1, 2].
В первую группу входят газовые смеси, используемые как топливо. Их основным компонентом является метан. Эти газы содержат также несколько процентов других углеводородов, диоксид углерода, азот и незначительные количества сернистых соединений. Содержание последних регламентируется отраслевым стандартом ОСТ 51.40-83 и техническими условиями.
Одним из основных отличий продукции этой группы является то, что концентрация отдельных углеводородов в них не регламентируется.
Следует отметить, что незначительное количество продукции этой группы используется как сырье для производства метанола, аммиака и т.д.
Вторая группа включает, в себя газообразные технически чистые углеводороды и гелий, а также газовые смеси с заданным составом. Эти продукты, как правило, используются для специальных целей.
Третья группа объединяет жидкие углеводороды, в том числе широкую фракцию легких углеводородов (ШФЛУ), смеси сжиженного пропана, сжиженные изо- и н-бутаны, жидкий гелий и т.д. Общим признаком этой группы является то, что в жидком состоянии при 20 ’С эти углеводороды находятся при определенном избыточном давлении.
В четвертую группу входят продукты, находящиеся в нор
мальных условиях в жидком состоянии, такие как газовый конденсат и продукты его переработки.
К пятой группе относятся твердые продукты: канальная сажа, технический углерод и газовая сера.
Все продукты, входящие в состав вышеперечисленных групп, отличаются углеводородным составом, содержанием в них воды, механических примесей, диоксида углерода и сернистых соединений, температурами кипения и застывания и т.д.
Параметры, влияющие на потребительские свойства продуктов, включая способы их доставки к потребителям, принято называть показателями качества. Практически на все виды продукции установлены показатели качества, которые зафиксированы в государственных общесоюзных стандартах (ГОСТ), отраслевых стандартах (ОСТ) и технических условиях (ТУ) [6].
ГОСТы, как правило, устанавливаются на продукты, производимые несколькими отраслями народного хозяйства.
ОСТы регламентируют показатели качества продукции одной отрасли или нескольких подотраслей. В последнем случае на долю отрасли-разработчика приходится основное количество данной продукции. К примеру, ОАО “Газпром" - разработчик отраслевого стандарта ОСТ 51.40-93 на газ, подаваемый в магистральные газопроводы, - производит более 90 % углеводородных топливных газов. Одновременно оно осуществляет транспортирование как природных, так и нефтяных газов по МГ.
Государственные и отраслевые стандарты устанавливают показатели качества на срок 5 лет. Разработка новой редакции стандартов производится с учетом развития техники и технологии газопереработки и потребности народного хозяйства в отдельных продуктах.
Технические условия (ТУ), как правило, отражают договоренность отдельных предприятий с производителем продукции. В отличие от стандартов ТУ устанавливаются на неограниченный срок и могут изменяться в любое время с взаимного согласия поставщика и потребителя.
Общими принципами установления показателей качества продукции газоперерабатывающих заводов являются:
обеспечение бесперебойной подачи к потребителям;
рациональное использование ресурсов сырья;
возможность контроля в условиях производства и потребителя;
отсутствие показателя, вытекающего как производное из других показателей;
обеспечение экологичности использования, транспортирования и хранения,
выражение показателя через конкретные числа. Здесь имеется в виду недопустимость в стандартах и ТУ выражений, толкование которых может быть воспринято по-разному.
Установленные на те или иные продукты показатели качества наряду с потребительскими свойствами в косвенной форме отражают также уровень развития техники и технологии в данной отрасли. Так, при проектировании ныне действующих ГПЗ концентрация H2S в товарном газе по ОСТ 51.40-83 установлена не более 20 мг/м3. Это связано с тем, что в настоящее время более глубокая очистка газа от H2S сопряжена со значительными дополнительными затратами. В настоящее время на крупнейших ГПЗ (Мубарекский и Оренбургский) достигается очистка газа от H2S до его остаточного содержания в газе 5-10 мг/м3 практически при тех же эксплуатационных затратах, что и при очистке по требованиям отраслевого стандарта. Следовательно, при разработке новой редакции ОСТа возможно установление новых норм по содержанию H2S в товарном газе.
Однако в этом случае ряд старых установок по очистке газа от сероводорода не мог бы обеспечить очистку газа в соответствии с новыми требованиями. Для достижения на них более тонкой очистки газа от H2S потребовалась бы их реконструкция, что связано с большими капитальными вложениями. Поэтому установление более жестких требований на качество газа может быть отражено в технологическом регламенте соответствующей установки.
Одной из особенностей ГПЗ является изменение состава перерабатываемого сырья в зависимости от пластовых параметров нефтяного или газоконденсатного месторождения. В связи с этим для ряда основных видов продукции не регламентируется компонентный состав как показатель качества. К таковым можно отнести, в первую очередь, товарный газ и газовый конденсат, а также моторные топлива, получаемые при переработке конденсата или нефтей. Кроме того, отдельные показатели этих продуктов устанавливаются в широком диапазоне.
Благодаря этому при относительно низких эксплуатационных затратах удается осуществить переработку газожидкостных смесей с получением товарной продукции.
Следует отметить, что изменение состава добываемой продукции, в первую очередь, отражается на показателях сырья, поставляемого из нефтяных, газоконденсатных или тазовых месторождений на ГПЗ К примеру, из газоконденсатного мес
торождения (ГКМ) на ГПЗ в качестве сырья подаются нестабильный конденсат и отсепарированный газ. Со снижением пластового давления, а также при изменении режима промысловых установок изменяются составы нестабильного конденсата и газа. Практически эти изменения происходят беспрерывно. Поэтому установление в ТУ таких показателей, как температура начала и конца кипения, плотность, давление насыщенных паров, компонентный состав и т.д., сделали бы соблюдение требований ТУ невозможным.
Учитывая изложенное, в ТУ на сырье, поставляемое из ГКМ на ГПЗ, должны устанавливаться такие показатели, как содержание в сырье механических примесей, различных ингибиторов, воды и т.д. Перечисленные показатели отражают эффективность работы промыслового оборудования, и, воздействуя на ряд режимных показателей, возможно поддерживать их на определенном уровне.
2.2. НАУЧНЫЕ ОСНОВЫ УСТАНОВЛЕНИЯ ПОКАЗАТЕЛЕЙ КАЧЕСТВА ГАЗА
Общие требования к качеству товарных газов. Основная продукция промысловых и заводских установок по переработке газа - товарный газ, используемый в качестве бытового и промышленного топлива. Как правило, потребители товарного газа находятся на большом расстоянии от районов расположения ГПЗ. Поэтому обеспечение бесперебойной подачи газа к потребителям является определяющим при разработке документов, регламентирующих его качественные показатели.
Наряду с этим от показателей качества газа в значительной степени зависят также капиталовложения на установки промысловой и заводской обработки газа и эксплуатационные расходы на них.
Как было указано выше, добыча газа ведется в основном в регионах, расположенных в холодной климатической зоне. В то же время основные потребители газа находятся в теплой климатической зоне. Это обстоятельство обусловливает серьезные требования к качеству газа
Надежность эксплуатации газотранспортных систем, составной частью которого является УКПГ, выдвигает определенные требования к процессам подготовки газов к транспорту. Основное из них - установление точек росы газа по воде и углеводородам, обеспечивающих бесперебойную работу ГГС с высокими технико-экономическими показателями. (Необходи
мость в более глубокой переработке газа должна определяться на основании технико-экономических расчетов с учетом эффективности использования ресурсов газа в различных отраслях народного хозяйства.)
Вопросы, связанные с определением точек росы газа, обеспечивающих надежность работы магистральных газопроводов, были предметом исследований многих ученых [2-23]. Внедрение результатов работ указанных авторов в практику позволило сформулировать ряд общих требований к технологии обработки газа. Эти требования учитывают режим эксплуатации МГ, эффективность работы технологических установок и их оборудования, ретроградную конденсацию тяжелых углеводородов, а также возможность образования конденсационного гликоля в ГТС.
Качественные показатели газов, подаваемых в МГ, определяются в соответствии с ОСТ 51.40-83, ОСТ 51.40-93 и техническими условиями, разработанными на их основе (табл. 2.1).
Качественные показатели товарных газов, приведенные в табл. 2.1, условно можно разделить на три группы (необходимо иметь в виду, что ряд показателей одновременно может относиться как к одной, так и к другой группе).
К первой группе можно отнести точки росы по воде и углеводородам, а также массу механических примесей и труднолетучих жидкостей в газе. Основным принципом установления этих показателей является обеспечение бесперебойной подачи газа потребителям при высокой гидравлической эффективности работы газопроводов.
Показатели второй группы характеризуют потребительские свойства газа. К ним можно отнести теплоту сгорания газа и содержание сернистых соединений в нем. Теплота сгорания газа наряду с КПД горелочных устройств является основным показателем, характеризующим удельный расход газа. Практически природные газы всех ныне эксплуатируемых месторождений по этому показателю выдерживают требования ОСТа. При определенном суммарном содержании в газе азота и диоксида углерода теплота сгорания газов станет ниже ОСТовского показателя. Такие газы должны подаваться потребителям в смеси с газами с более высокими значениями теплоты сгорания с тем, чтобы соблюсти требования ОСТа. Теплота сгорания для газовых смесей может определяться с применением правила аддитивности.
Концентрация сернистых соединений в газе влияет на интенсивность коррозии металла трубопроводов и, следовательно, на срок их службы. Кроме того, низкие значения этого по-
Таб л и ua 2.1
Показатели ОСТ 51.40-93 на горючие газы, поставляемые и транспортируемые
по магистральным газопроводам
Показатели Значение для микроклиматических районов
с умеренным климатом с холодным климатом
с 01 04 по 30 10 с 01.10 по 30 04 с 01.04 по 30 09 с 01.10 по 30 04
Точка росы по влаге, °C, не выше Точка росы по углеводородам, °C, не выше Температура газа, °C Масса сероводорода, г/м3, не более Масса меркаптановой серы, г/м3, не более Объемная доля кислорода, %, не более Теплота сгорания низшая, мкДж/м3, при 20 м и 101,325 кПа, не менее Масса механических примесей и труднолетучих жидкостей -3 0 Темпера ус 0,007 (0,02) 0,016 (0,036) 0,5 32.5 Условия на -5 0 тура газа е танавливае 0,007 (0,02) 0,016 (0,036) 0,5 32,5 оговарива поставку га и про -10 -5 самом газе тся проект 0,007 (0,02) 0,016 (0,036) 1,0 32,5 ются в согл за с ПХГ, I мыслов -20 -10 зпроводе □м 0,007 (0,02) 0,016 (0,036) 1,0 32,5 ашениях из
Примечания 1 Допускается доставка в отдельные газопроводы газа с более высоким содержанием сероводорода и меркаптанов по согласованным в установленном порядке техническим условиям. 2 Климатические районы даны по ГОСТ 16350 3. Величины, заключенные в скобках в нп 4 и 5, действительны до 01.01 97. 4 Для месторождений, введенных в эксплуатацию до 19S3 г , показатели точки росы по влаге и углеводородам устанавливаются в технических условиях, разрабатываемых ГЛ и согласованных с ОАО "Газпром". 4 Для газов, в которых содержание С5тВ не превышает 1,0 г/м1, точка росы по углеводородам не нормируется
казателя необходимы для снижения вредного воздействия продуктов сгорания газа на организм человека.
При использовании газа в качестве химического сырья могут устанавливаться более низкие значения сернистых соединений в газе.
Объемная доля кислорода в газе - основной показатель, характеризующий безопасность потребления. При определенных концентрациях кислорода в газе образуется взрывоопасная смесь, что недопустимо. Практически нет ни одного месторождения природного газа, где содержание кислорода было бы близко к величине, регламентированной ОСТом.
На безопасную эксплуатацию ГГС влияют также точка росы газа и содержание механических примесей и труднолетучих жидкостей, так как при их определенных значениях в системе могут произойти аварии. То же касается и сернистых соединений. Как было указано выше, при определенных кон
центрациях сернистые соединения могут усиливать коррозию в системе, особенно при наличии в ней капельной влаги.
Следует отметить, что соблюдение показателей ОСТ 51.40-93 не всегда обеспечивает транспортирование газа в однофазном состоянии. Этот тезис подтверждается опытом эксплуатации головных КС всех северных месторождений: при ОСТов-ских значениях точки росы газа во входных сепараторах линейных КС из газа выделяется жидкая фаза, в состав которой в той или иной степени входят вода, метанол, гликоль, углеводороды, а в ряде случаев в микроколичествах и другие ингибиторы и механические примеси. Причины этого явления подробно рассмотрены в исследованиях [3-17, 19-23].
Ниже приводятся полученные на основе обобщения результатов указанных исследований общие принципы установления точек росы газа по воде и углеводородам, обеспечивающих бесперебойную транспортировку газа с высокой гидравлической характеристикой магистральных газопроводов.
Рекомендуемая концепция по определению точек росы газа включает в себя учет влияния снижения давления и температуры газа при его транспортировке на равновесное содержание паров воды, гликоля и метанола в газе и ретроградную конденсацию тяжелых углеводородов Кроме того, в ряде случаев допускается наличие в МГ минимального количества жидкой фазы при условии, что температура ее застывания будет значительно ниже наинизшей температуры в системе. Кроме того, профиль трассы и скорость газа должны обеспечить вынос жидкой фазы, т.е. исключить ее накопление на отдельных участках газопроводов. Во всех случаях имеется в виду, что жидкая фаза не должна образовывать гидраты с транспортируемым газом.
Таким образом, определяющим фактором, обусловливающим выбор точек росы газа по воде и углеводородам, является режим эксплуатации газопровода, который должен обеспечить бесперебойную подачу газа потребителям при минимальных гидравлических потерях. В связи с этим, прежде чем изложить основные концепции установления качественных показателей газа, необходимо рассмотреть режим эксплуатации МГ.
Точка росы по влаге. Известно, что на практике глубина извлечения паров воды из газа характеризуется точкой росы по влаге. При этом данный термин используется во всех случаях независимо от способа обработки газа (адсорбция, низкотемпературная конденсация, абсорбция и т.д.).
Выше была отмечена некоторая условность понятия точки
росы газа по воде в тех случаях, когда газ обрабатывается с применением жидких реагентов. При этом абсолютная точка росы газа не может быть ниже температуры контакта. Фиксированные в ОСТах точки росы газа по влаге, строго говоря, указывают на равновесное влагосодержание газа при заданной температуре, именуемой точкой росы по влаге.
Известно, что основной объем газов сеноманских залежей к транспорту подготавливается с применением абсорбционных способов осушки газа. В этих процессах в качестве абсорбента применяются высококонцентрированные водные растворы ДЭГа и ТЭГа.
На УКПГ в составе северных месторождений предусматривается осушка газа до точки росы -10 и -20 °C соответственно в летний и зимний периоды года. Ранее было показано, что это на 5-10 °C ниже, чем требуется по режиму эксплуатации магистральных газопроводов, берущих начало из месторождений Крайнего Севера [3, 4, 8-1 lj. Несмотря на это, при транспортировании газа с указанными точками росы не обеспечивается сухой режим эксплуатации газопроводов. Это объясняется как уносом гликоля с газом в капельном виде, так и изменением давления и температуры в магистральном газопроводе.
Точка росы по углеводородам. Согласно ОСТу, точка росы газа по углеводородам для северных месторождений (холодная климатическая зона) принята -5 и -10 °C в летний и зимний периоды года соответственно.
Рассмотрим состояние смеси при транспортировании газов с такими качественными показателями. Для проработки этого вопроса проведены исследования с использованием газов различных составов. В табл. 2.2 они указаны под номерами 1-3. В последующих графах этой же таблицы приводятся составы газов, прошедших технологическую обработку до точки росы по углеводородам -10 °C при давлении 7,5 МПа. При этом под номерами 1а, 2а и За приведены составы товарных газов, полученных после обработки газа под номерами I, 2 и 3 соответственно.
Задавая температуру газов к концу линейного участка газопровода от -5 до -10 °C, т.е. не выше температуры точки росы по углеводородам на выходе из установки, можно определить фазовое состояние газов 1а, 2а и За.
Согласно данным табл. 2.3 при изменении параметров системы при транспортировании в газопроводе может образоваться до 0,94-4,73 г/м3 жидкой углеводородной фазы (если допустить охлаждение газа до температуры -10 °C). При охлажде-
Таб л и ца 2.2
Молярные составы газов, принятых для исследований
Компоненты Исходные газы Товарные газы
1 2 3 1а 2а За
С1 87,06 87,00 88,15 91,6313 91,786 90,998
с2 5,36 5,23 5,53 4,9289 4,7857 0,2365
Cj 2,7 2,13 2,56 1,8953 1,5397 0,0853
С, 1,4 0,99 1,08 0,5044 0,4686 0,6584
с, 0,60 1,50 1,10 0,1939 0,3903 0,4110
Сь 0,8 0,60 0,40 0,0561 0,0674 0,0751
с, 0,35 0,50 0,30 0,0196 0,0268 0,0287
Св 0,1 0,40 0,20 0,0053 0,0065 0,0061
с. 0,30 0,30 0,10 0,0022 0,0021 0,0013
Сщ 1,13 0,48 0,10 1,0035 0,0014 0,0013
N, 0,51 0,67 0,38 0,5501 0,7260 0,3989
со. 0,21 0,20 0,10 0,2095 0,1994 0,0998
С5„ г/м1 148,6 150,5 80,4 19,23 15,73 16,58
Таблица 2.3
Количество жидкой фазы в МГ (в пересчете на 100 киломоль газа) в зависимости от температуры
“С Состав газа
1а 2а За
КГ r/MJ КГ г/м3 КГ г/м3
-10 2,26 0,94 5,09 2,12 11,35 4,73
-5 1,15 0,48 1,68 0,70 3,22 1,34
нии газа до температуры -5 °C эти цифры составят 0,48-1,34 г/м3.
Следует отметить, что в условиях северных газопроводов такое положение фактически не имеет места, что объясняется как значительно более глубокой обработкой газа, так и совместной транспортировкой газов сеноманских и валанжинских залежей.
Обращают на себя внимание различия концентрации С5+ в газах, имеющих одинаковую точку росы по углеводородам. Следует отметить, что на этот факт в той или иной форме было обращено внимание в работах [25, 26]. Согласно [26], газы с конденсатными факторами от 15 до 25 г/мэ имеют практически одинаковые точки росы по углеводородам. Причиной тому служит различие в фракционном составе этих конденсатов.
Более подробно этот вопрос исследован в работе [25]. Показано, что при точке росы по углеводородам -25 °C (р = = 8 МПа) содержание Cs+ в газах может составлять от 3,2 до 18,3 г/м3. Установлено, что один и тот же газ, проходя различные ступени конденсации, при итоговой общей точке
росы по углеводородам (определяется идентичным режимом конечной ступени конденсации и эффективностью работы концевого сепаратора) содержит различное количество углеводородов С5+.
В целом влияние давления на точку росы газа по воде и углеводородам в общем виде выражено кривыми, показанными на рис. 2.1.
Обработка газов, содержащих не более 1 г/м3 конденсата. Согласно ОСТ 51.40-93 для газов, содержащих конденсата С5+ менее 1 г/м3, точка росы по углеводородам не регламентируется. На наш взгляд, такая формулировка ОСТа представляется весьма удачной, так как выделение из этих газов части конденсата представляет собой сложную технологическую задачу, особенно на месторождениях, где не требуется охлаждения газа до минусовых температур перед подачей в магистральные газопроводы. Данное положение ОСТа позволяет при выборе технологии подготовки газа вместо концепции “сухого” газопровода руководствоваться концепцией экономической целесообразности.
Основные эксплуатируемые крупнейшие месторождения Крайнего Севера (Медвежье, Уренгой, Ямбург) относятся к
Рис. 2.1. Изменение эквивалентной точки росы газа по воде (------) и
углеводородам (-) в зависимости от давления
категории месторождений, газы которых содержат менее 1 г/м3 конденсата. То же касается и крупнейшего месторождения полуострова Ямал - Бованенковского, где содержание углеводородов С5+ в газах отдельных пластов колеблется от 0,3 до 0,9 г/м3. Для определения влияния наличия в газе углеводородов С5+ в количестве до 1 г/мэ были проведены теоретические исследования с использованием газов различного состава (табл. 2.4). Газы составов 1-3 близки к газам отдельных пластов Бованенковского месторождения.
Рассмотрим возможность образования жидкости в МГ при обработке газа двумя способами' абсорбционной осушкой с использованием ДЭГа (первый вариант) и абсорбционной осушкой с последующим охлаждением газа до -2 °C (второй вариант). В обоих вариантах принято, что газы осушаются до точки росы по влаге -20 °C при давлении 7,5 МПа, т.е. газы отвечают требованиям ОСТ 51.40-93.
Принимая давление перед линейной КС 5,4 МПа и температуру от -5 до -20 °C, определяют возможность образования жидкой фазы в газотранспортной системе при обработке газа по первому и второму вариантам. Относительно первого варианта результаты расчетов приведены в табл. 2.5, где температура в системе перед линейной КС обозначена как 7\.
Согласно данным табл. 2.5 количество жидкой фазы в МГ может составить от 0,11 до 0,35 г/м3, из них порядка 1 г/1000 мэ приходится на долю раствора ДЭГа.
Таблица 24
Составы товарных газов, % (мол.)
Компонент Состав
1 2 3
N, 0,4300 0,4300 0,43
41 96,3660 96,3621 96,3601
со. 0,2200 0,2200 0,2200
с/ 2,8900 2,8900 2,89
С, 0,0500 0,0500 0,0500
С4 0,0300 0,0300 0,0300
с. 0,0010 0,0040 0,0040
сь 0,0031 0,0031 0,0034
^7 0,0030 0,0030 0,0032
с8 0,0028 0,0028 0,0030
с9 0,0020 0,0020 0,0024
Ct0 0,0009 0,0010 0,0012
Фр. 469 0,0005 0,0008 0,0010
Фр. 508 0,0002 0,0006 0,0008
Фр. 526 0,0002 0,0002 0,0003
Фр 541 0,0002 0,0002 0,0003
Фр 563 0,0001 0,0002 0,0003
Cs+, t/mj 0,654 0,808 0,925
Таблица 2.5
Возможность образования жидкой (углеводородной) фазы в зависимости от температуры при обработке газа по первому варианту
7\, "С Состав
1 ! 2 з
Количество углеводородной ЖИДКОСТИ, Г ZCM3
-5 0,106 0,187 0,273
-10 0,129 0,208 0,298
-15 0,145 0,233 0,322
-20 0,164 0,251 0,348
Таблица 2.6
Количество жидкой фазы в системе, г/м3, при обработке газа по второму варианту в зависимости от температуры
Г, ’С Состав
1 2 3
-5 0,079 0,077 0,081
-10 0,081 0,092 0,096
-15 0,107 0,106 0,112
-20 0,123 0,122 0,132
В табл. 2.6 приведены данные, характеризующие возможность образования жидкой фазы в газопроводе при подготовке газа к транспорту по второму варианту (абсорбционная осушка + охлаждение до температуры -2 ’С).
Согласно данным табл. 2.6 во втором варианте также не обеспечивается так называемый сухой режим эксплуатации газопровода, что объясняется снижением давления и температуры газа при его транспортировании. Количество образовавшейся жидкой фазы в зависимости от уровня охлаждения может составить от 0,08 до 0,13 г/м3, что в несколько раз меньше, чем при обработке газа по первому варианту.
Высокие скорости потока в МГ могут обеспечить вынос жидкости с газом, если газопровод имеет ровный профиль, т.е. исключена возможность образования в нем так называемых застойных зон. Как было сказано выше, полное отделение жидкой фазы во входных сепараторах линейной КС (первой по пути газа) позволит исключить образование жидкой фазы на последующих участках газопровода.
В целом во втором случае влияние наличия жидкой фазы на гидравлическую эффективность работы МГ будет таким же, как в первом случае, когда газ не подвергается предварительному охлаждению. Следовательно, в тех случаях, когда глубина обработки газа не обеспечивает его транспортирование в однофазном состоянии, основным фактором, определяющим эффективность работы ГТС, станет не глубина извлечения компонентов из газа, а профиль трассы МГ. Таким образом, вопрос об извлечении из газа столь незначительного количества конденсата может трансформироваться в проблему выбора трассы головного участка МГ.
Труднолетучие жидкости в газе. В ОСТ 51.40-93 введен
новый показатель: содержание труднолетучих жидкостей в газе, подаваемом в МГ. Отметим, что термин “труднолетучие жидкости” не идентифицирован. Примером такой жидкости, по нашему мнению, может служить гликоль, уносимый из газа в капельном виде из абсорберов установок осушки газа. Значение этого показателя характеризует эффективность работы сепарационных элементов оборудования. К примеру, по проекту для абсорберов установок осушки газа этот показатель (капельный унос гликоля) устанавливается не более 20 г/1000 м3. Унос гликоля может быть регламентирован и в случае использования его раствора в качестве ингибитора ги-дратообразования на установках НТС. В этом случае подогрев товарного газа в рекуперативном теплообменнике полностью не обеспечивает испарение капель гликоля, уносимого с газом из низкотемпературного сепаратора. Таким образом, можно констатировать, что показатель “наличие в газе труднолетучих жидкостей” является четвертым случаем допущения в транспортируемом газе жидкой фазы.
Влияние утечек газа на показатели ГТС. На практике имеет место выброс газа из МГ в результате различных неполадок. Этот процесс сопровождается расширением газа до атмосферного давления и снижением его температуры.
Относительно газопроводов, берущих свое начало из районов Крайнего Севера, изменение температуры и равновесной влагоемкости газа при его изоэнтальпийном расширении характеризуется кривыми, показанными на рис. 2.2. Согласно этим данным при выбросах газа в атмосферу он может охлаждаться до температуры -40 "С и ниже.
С использованием кривых рис. 2.2 можно определить количество жидкой фазы в системе при дросселировании газа во время утечек. Это положение можно проиллюстрировать следующим примером. Предположим, что газ, имеющий точку росы по влаге -20 °C при давлении 7,35 МПа, во время утечек дросселируется до р ~ 4,1 МПа и при этом охлаждается до температуры -2,8 “С. По уравнениям (1.1) и (1.2) находим равновесное влагосодержание расширенного газа: Ьр = = 0,019 г/м3
В этом случае количество конденсационной влаги в системе составит ДЬ = 0,026-0,019 = 0,007 г/м3 (здесь 0,026 - равновесное влагосодержание газа с точкой росы -20 °C).
Если бы осушенный газ имел точки росы -10 °C, то избыток влаги в системе составил 0,033 г/м3, что в несколько раз больше, чем в предыдущем варианте, Сопоставление приведенных на кривых рис. 2.2 цифр с исходным влагосодержанием 52
Рис. 2.2. Изменение температуры и равновесной влагоемкости газа при его дросселировании
осушенного газа показывает, что независимо от глубины осушки газа (до точки росы 10 или '20 °C) дросселирование газа ниже определенного давления приведет к образованию избытка воды в системе, количество которой в первую очередь будет зависеть от начальной температуры системы. Следовательно, глубина осушки газа до точки росы -10 или -20 °C практически не исключает проблем, связанных с наличием жидкой фазы в системе в аварийных ситуациях. Только сверхглубокая осушка газа (до точки росы -40...-60 °C) в условиях Крайнего Севера исключила бы возможность образования в системе избытка жидкой фазы. Такой глубокой осушки газа можно достичь практически только применением адсорбционных процессов.
Проработки ЮжНИИгипрогаза показывают, что в случае осушки газа до точки росы -40 °C капиталовложения на установки увеличились бы более чем в два раза.
Здесь уместно отметить, что понижение температуры газа ниже, чем точка росы газа по воде и углеводородам при дросселировании до атмосферного давления, характерно для других газопроводов, в том числе берущих свое начало из южных регионов.
Предъявлять требования к глубине обработки газа с учетом его расширения до атмосферного давления в аварийных или
иных случаях означало бы необходимость в несколько раз увеличить капиталовложения на УКПГ и повысить эксплуатационные затраты, что представляется необоснованным.
Следует отметить, что гидродинамический режим будет способствовать образованию в системе мелкодисперсной пыли жидкой фазы (тумана). Поэтому здесь под выражением “жидкая фаза” подразумевается избыток жидкости в системе в любом виде, определяемый как разность между фактическим и равновесным содержанием вещества в газе.
Следует отметить, что в жидкой фазе наряду с влагой будут находиться также гликоль и метанол, что обусловлено как капельным уносом из абсорбера, так и изменениями термодинамических параметров системы. В зависимости от начальных параметров системы смесь воды и гликоля может охлаждаться до затвердевания или перейти в аморфное состояние.
Определение режима эксплуатации МГ. Транспортирование газа по МГ сопровождается изменением его давления и температуры. Основными факторами, влияющими па эти процессы, являются:
давление и температура газа на входе в газопроводе;
температура окружающей среды;
количество и состав транспортируемого газа;
расстояние между компрессорными станциями МГ;
свойства грунта и его температура на глубине залегания трубы (Тг);
коэффициент гидравлического сопротивления трубы;
коэффициент теплопередачи от газа к прилегающему массиву грунта;
диаметр и толщина газопровода;
состояние газопровода (качество изоляции, шероховатость внутренней поверхности) и т.д.
Более строгая и точная постановка задачи по определению режима эксплуатации газопроводов предполагает использование численного машинного расчета. Такой метод расчета разработан во ВНИИгазе под руководством проф. Г.Э. Одишария.
С использованием описанных выше факторов определены режимы эксплуатации северных газопроводов. При расчетах за основу приняты положения ОНТП-51-1-85. При этом глубина залегания газопровода принята 0,8 м (от поверхности земли до верхней точки газопровода), внешний диаметр 1420 мм.
Проработки выполнены относительно месторождений, находящихся в районах распространения многолетнемерзлых пород (ММП), где газ в МГ подается при температурах 1-2 "С. Из-54
Рис. 2,3. Изменение давления газа на участке ГТС от головной до линейной КС
Расстояние от ммаяа газопровода, км
Рис. 2.4. Изменение температуры газа на участке ГТС от головной до линейной КС:
1 - Ямал - Запад, зимний режим; 2 -Ямал - Запад, летний режим; 3 -Уренгой - Запад, зимний режим; 4 -Уренгой - Запад, зимний режим
менения давления и температуры газа по длине МГ приведены на рис, 2.3 и 2.4 (кривая 1 на рис. 2.3 соответствует сухому режиму, 2 - при наличии в системе жидкой фазы). Во всех случаях режимы МГ определены для их головных участков, так как, как правило, этим участкам соответствует самая низкая температура в системе (для северных газопроводов). При расчетах коэффициент теплопередачи, интегрально описывающий тепловое взаимодействие транспортируемого газа с окружающим трубопровод массивом, принимался равным 1,2-1,8 Вт/(м2-К), как это следует из практики эксплуатации северных газопроводов, а шаг между УКПГ и компрессорной станцией — 120 км
Приняв за основу данные, представленные на рис. 2.3 и 2.4, можно определить точки росы по воде и углеводородам, обеспечивающие надежность работы МГ в районах Крайнего Севера. При этом видно, что режим наибольшего благоприятствования по части конденсации паров воды и углеводородов наблюдается в конце расчетного участка, т.е. перед линейной КС, Следовательно, относительно этой точки должны выполняться расчеты по определению глубины обработки газа.
Общие рекомендации. На основании анализа приведенных выше материалов можно сформулировать общие рекомендации к выбору точки росы газа по влаге и углеводородам.
иных случаях означало бы необходимость в несколько раз увеличить капиталовложения на УКПГ и повысить эксплуатационные затраты, что представляется необоснованным.
Следует отметить, что гидродинамический режим будет способствовать образованию в системе мелкодисперсной пыли жидкой фазы (тумана). Поэтому здесь под выражением “жидкая фаза” подразумевается избыток жидкости в системе в любом виде, определяемый как разность между фактическим и равновесным содержанием вещества в газе.
Следует отметить, что в жидкой фазе наряду с влагой будут находиться также гликоль и метанол, что обусловлено как капельным уносом из абсорбера, так и изменениями термодинамических параметров системы. В зависимости от начальных параметров системы смесь воды и гликоля может охлаждаться до затвердевания или перейти в аморфное состояние.
Определение режима эксплуатации МГ. Транспортирование газа по МГ сопровождается изменением его давления и температуры. Основными факторами, влияющими па эти процессы, являются:
давление и температура газа на входе в газопроводе;
температура окружающей среды;
количество и состав транспортируемого газа;
расстояние между компрессорными станциями МГ;
свойства грунта и его температура на глубине залегания трубы (Тг);
коэффициент гидравлического сопротивления трубы;
коэффициент теплопередачи от газа к прилегающему массиву грунта;
диаметр и толщина газопровода;
состояние газопровода (качество изоляции, шероховатость внутренней поверхности) и т.д.
Более строгая и точная постановка задачи по определению режима эксплуатации газопроводов предполагает использование численного машинного расчета. Такой метод расчета разработан во ВНИИгазе под руководством проф. Г.Э. Одишария.
С использованием описанных выше факторов определены режимы эксплуатации северных газопроводов. При расчетах за основу приняты положения ОНТП-51-1-85. При этом глубина залегания газопровода принята 0,8 м (от поверхности земли до верхней точки газопровода), внешний диаметр 1420 мм.
Проработки выполнены относительно месторождений, находящихся в районах распространения многолетнемерзлых пород (ММП), где газ в МГ подается при температурах 1-2 "С. Из-54
Рис. 2,3. Изменение давления газа на участке ГТ С от головной до линейной КС
Расстояние от ммаяа газопровода, км
Рис. 2.4. Изменение температуры газа на участке ГТС от головной до линейной КС:
1 - Ямал - Запад, зимний режим; 2 -Ямал - Запад, летний режим; 3 -Уренгой - Запад, зимний режим; 4 -Уренгой - Запад, зимний режим
менения давления и температуры газа по длине МГ приведены на рис, 2.3 и 2.4 (кривая 1 на рис. 2.3 соответствует сухому режиму, 2 - при наличии в системе жидкой фазы). Во всех случаях режимы МГ определены для их головных участков, так как, как правило, этим участкам соответствует самая низкая температура в системе (для северных газопроводов). При расчетах коэффициент теплопередачи, интегрально описывающий тепловое взаимодействие транспортируемого газа с окружающим трубопровод массивом, принимался равным 1,2-1,8 Вт/(м2-К), как это следует из практики эксплуатации северных газопроводов, а шаг между УКПГ и компрессорной станцией — 120 км
Приняв за основу данные, представленные на рис. 2.3 и 2.4, можно определить точки росы по воде и углеводородам, обеспечивающие надежность работы МГ в районах Крайнего Севера. При этом видно, что режим наибольшего благоприятствования по части конденсации паров воды и углеводородов наблюдается в конце расчетного участка, т.е. перед линейной КС, Следовательно, относительно этой точки должны выполняться расчеты по определению глубины обработки газа.
Общие рекомендации. На основании анализа приведенных выше материалов можно сформулировать общие рекомендации к выбору точки росы газа по влаге и углеводородам.
Таблица 27
Показатели ШФЛУ по ТУ 38.101524-93, (взамен ТУ 38.101524-83)
Срок действия - с 01.01.94 по 01.01.99. Разработчик - ВНИИУС
Показатели Норма по маркам
А J3
Массовая доля компонентов, %: сумма углеводородов Cj-Cj, не более 3 5
пропан, не менее 15
сумма углеводородов Сч-С5, не менее 45 40
сумма углеводородов Cfi и высшие, не более 15 30
Массовая доля метанола, % Не нормируется
Массовая доля сероводорода и меркаптановой 0,025 0,050
серы, %, не более В том числе сероводорода, не более 0,003 0,003
Содержание свободной воды и щелочи Отсутствует
Внешний вид Бесцветная прозрачная
Примечания 1 Массовая доля сероводорода не жидкость нормируется для ШФЛУ, выра
батываемой на установке по подготовке девонской нефти месторождений Гагарин и объе
динення “Куйбышевнефть 2 Массовая доля меркаптановой серы к сероводорода не нормируется для ШФЛУ Западной Сибири 3 Раздельное содержание в ШФЛУ пропана,
итобутаиа, нормального бутана, изопентана н нормального пентана не нормируется, но
определение прн контрольных испытаниях обязательно
условиями ее транспортирования и хранения. Этот показатель влияет также на потери ШФЛУ.
Содержание пентана или гексана и высших углеводородов регламентируется с учетом цели переработки ШФЛУ.
Показатели качества сжиженных газов. Газы углеводородные сжиженные топливные для коммунально-бытового потребления согласно ГОСТ 20448-80 имеют следующие марки: ПТ -пропан технический; СПБТ - смесь пропана и бутана техническая; БТ - бутан технический. Основные требования к качеству сжиженных газов даны в табл. 2.8.
Ранее сжиженные газы выпускались по ГОСТ 10196-62, согласно которому содержание пропана и пропилена в сжиженных газах должно было составлять не менее 93 % (масс.). Такое топливо по эксплуатационным свойствам намного лучше сжиженных газов, выпускаемых по ГОСТ 20448-90 Однако ГОСТ 10196 6? не стимулировал использование бутанов и бутиленов в составе сжиженных газов. Ввиду этого на многих газо- и нефтеперерабатывающих заводах имеющиеся ресурсы бутанов и бутиленов использовались нерационально. Внедрение нового ГОСТа на сжиженный газ позволило повысить эффективность использования ресурсов углеводородов С4 и увеличить выпуск товарной продукции.
На Азербайджанском ГПЗ в качестве товарного продукта производится также фракция пропан-пентановая (ПП) по 58
Т аб л и ца 2 8
Показатели сжиженных газов по ГОСТ 20448-90
Показатели Норма для марки
пт СПБТ БТ
Массовая доля компонентов, %: сумма метана, этана и этилена Не нормируется
сумма пропана и пропилена, не менее 75 Не нормиру-
сумма бутанов и бутиленов, не менее 1 ет Не нормнру- ся 60
сумма бутанов и бутиленов, не более ет Не ся 60
Объемная доля жидкого остатка, при 20 °C, %, не нормируется 0,7 1,6 1,8
более Давление насыщенных паров избыточное, МПа, при температуре. +45 “С, не более 1,6 1,6 1,6
-20 °C, не менее 0,15 — —
Массовая доля сероводорода и меркаптановой 0,013 0,013 0,013
серы, %, не более В том числе сероводорода, не более 0,003 0,003 0,003
Содержание свободной воды и щелочи с )тсутствие
Интенсивность запаха, баллы, не менее 3 3 3
Примечания. 1 По согласованию с потребителем для СПТБ допускается сум
марная доля пропана и пропилена не менее 60 % (масс.) 2 !ри массовой доле мерканта-
новей серы в сжиженном газе не менее 0,002 % допускается не определять интенсивность
запаха При массовой доле меркаптановой серы 0,002 % или интенсивности запаха менее 3
баллов сжиженные газы должны быть одорированы
ТУ 51-725-76. Фракция ПП используется в качестве пиролизного сырья на Сумгаитском заводе органических продуктов. Концентрацию компонентов в ПБП устанавливают исключительно исходя из требований гидролизного производства. В соответствии с ТУ суммарное содержание пропана и бутанов в ПБП должно составить не менее 90 % (масс.), в том числе изобутана не менее 17 %, а содержание этана и C5Hj2+ составляет соответственно не более 3 и 7 % (масс.).
Концентрация этана в ШФЛУ и сжиженных газах устанавливается таким образом, чтобы обеспечить их товарную характеристику и свести к минимуму потери при хранении и транспорте. Последнее прямо связано с содержанием в них этана. Следовательно, продукт, не содержащий этан, имел бы наилучшую товарную характеристику. Однако производство ШФЛУ и сжиженных газов, не содержащих этан, связано с большими энергетическими затратами. С учетом этого обстоятельства установлены оптимальные нормы на содержание этана в указанных продуктах.
Содержание пентана и высших углеводородов в сжижен
ных газах устанавливается таким образом, чтобы они могли испаряться при использовании сжиженных газов как топливо. Увеличение их количества в сжиженном газе (см. табл. 1.4) приводит к росту остатка С5+ и высших в бытовых баллонах, снижая надежность и эффективность использования топлива.
Показатели качества стабильного конденсата. Согласно ОСТ 51.65-80, для товарных конденсатов устанавливают две группы: I - для установок стабилизации конденсата, II - для промыслов (табл. 2.9).
Основным показателем качества стабильного конденсата является давление насыщенных паров, которое характеризует наличие в нем легких углеводородов. Этот показатель для конденсатов обеих групп составляет 66,7 кПа (500 мм рт. ст.).
Нормы на содержание воды и механических примесей в конденсате устанавливают исходя из требований нормального хранения и перекачки продукта, а также с учетом его дальнейшей переработки.
Для полной оценки товарных качеств конденсатов необходимо также определить такие показатели, как фракционный состав, содержание сернистых соединений, ароматических уг-
Табл и ца 29
Основные требования к качеству стабильного конденсата I и I] групп по ОСТ 51. 65—80 с изменениями от 01.10.96 г.
Показатели Норма для групп Методы испытаний
1 Н
Давление насыщенных паров, кПа (мм рт ст ) 66,7(500) ГОСТ 1756-52
Массовая доля воды, %, не более 0,1 0,5 ГОСТ 2477-65
Массовая доля механических примесей, % 0,005 0,050 ГОСТ 6370-59
Масса хлористых солей, мг/л, не более 10 100 ГОСТ 21534-76
Массовая доля общей серы, % Не нормируется, определяется по требованию ГОСТ 19121-73
Массовая доля сероводорода, % Определяется для сернистого конденсата ГОСТ 17323-71
Плотность при 20 “С, кг/л Не нормируется, определение обязательно ГОСТ 3900-47
Примечания 1 Для конденсата Сосногорского ГПЗ давление насыщенных паров не должно превышать 93,3 кПа (700 мм рт ст ) 2 Технология сбора, хранения н транспортирования стабильного конденсата должна обеспечить условия, при которых концентрация сероводорода в воздухе рабочей зоны не должна превышать ИДК (3 мг/м3) по ГОСТ 12 1 005-88.
леводородов и высококипящих парафинов, температура застывания и т.д.
Показатели качества одоранта. Как было указано выше, тиолы используют также для одорирования газа. До 1984 г. в качестве одоранта в СССР применяли этантиол концентрации не менее 99,5 % (масс.). Этот продукт получали синтетическим путем. Получение этантиола такой концентрации из смесей, выделяемых из газов и конденсатов, связано с большими эксплуатационными затратами. Кроме того, этантиол взаимодействует с оксидами железа, что ведет к снижению его концентрации в газе и большому удельному расходу при транспортировании газа на значительные расстояния.
Наличие в составе газов и конденсатов ряда месторождений тиолов сделало актуальным их выделение и производство на их основе одоранта.
В 1982 г. на Оренбургском ГПЗ был освоен процесс выделения смеси тиолов из газового конденсата. На основании промышленных опытов обосновано использование смеси тиолов по ТУ 51-81-82 в качестве одоранта.
Смесь тиолов, получаемая на Оренбургском ГПЗ, имеет следующий состав, % (масс.): этантиол - 33; 2-пропантиол - 42; 2-метил-2-пропантиол - 1; 1-пропантиол - 10; 2-бутантиол - 14. Использование указанной смеси в качестве одоранта по сравнению с чистым этантиолом имеет следующие преимущества:
повышается степень использования ресурсов тиолов в сырье;
ввиду низкой относительной активности других тиолов (кроме C2HsSH), входящих в состав одоранта, его действие сохраняется длительное время.
На практике имеют место отдельные случаи, когда экономически целесообразно производить часть продукции с показателями качества, превышающими требования ТУ или стандартов. При дальнейшем смешивании этой части продукции с некондиционной получаемая продукция в целом отвечает всем требованиям регламентирующего документа.
Например, при добыче газа из сеноманских и валанжин-ских залежей Уренгойского месторождения при отсутствии возможностей для хранения и транспортировки ШФЛУ ее можно подавать в поток товарного газа из сеноманских залежей.
Другим примером комплексного подхода к установлению показателей качества может служить транспортирование газов двух различных месторождений по одному газопроводу. При
наличии в составе газа одного месторождения тиолов и отсутствии таковых в продукции другого месторождения степень очистки газа от тиолов необязательно должна соответствовать требованиям ОСТ 51.40-83. Остаточное содержание тиолов в газе устанавливают с учетом того, что газы, подаваемые в магистральные газопроводы, подвергают одорированию. В качестве одоранта используют смесь тиолов. Поэтому степень очистки газа от тиолов устанавливают таким образом, чтобы концентрация тиолов в транспортируемом газе соответствовала нормам одорирования.
Следует отметить, что разработка и внедрение ГОСТов, ОСТов и ТУ способствовали усовершенствованию технологических схем и процессов переработки углеводородных смесей, в ряде случаев был осуществлен переход на типовые схемы обработки сырья. Это, в свою очередь, создало возможность изготовления оборудования в блочно-комплектном исполнении.
В настоящее время единых международных норм на допустимое содержание сероводорода, диоксида углерода, сероорганических соединений, азота, воды, механических примесей и т.д. в различных продуктах не существует. Величина допустимых концентраций этих веществ в разных странах устанавливается в зависимости от уровня развития техники и технологии обработки газа и от объектов его использования.
2.4. ПЕРИОДИЧНОСТЬ КОНТРОЛЯ ПОКАЗАТЕЛЕЙ КАЧЕСТВА ГАЗА
По технологическому регламенту на эксплуатацию УКПГ предусмотрена периодичность контроля показателей качества товарной продукции установки. Ниже на основе [22] приводятся общие рекомендации по частоте анализов товарной продукции УКПГ.
Частота анализов газа, подаваемого в магистральные газопроводы, зависит от содержания в газе сернистых соединений и районов расположения УКПГ (табл. 2.10).
Наряду с показателями качества товарной продукции по технологическому регламенту предусматривается также контроль других параметров УКПГ. Например, на установках абсорбционной осушки газа производится анализ составов регенерированного и насыщенного раствора гликоля, а также содержание примесей в промстоках (табл. 2.11).
Контроль производства на установках адсорбционных уста-
Рекомендации ВНИИгаза по периодичности испытаний газов, поступающих с промыслов в магистральные газопроводы
Показатели Сроки проведения испытаний на газы
не содержащие соединений серы сероводород сероводород + + меркаптаны
Содержание влаги парообразной Не реже од ного раза в сутки Не реже одного раза в неделю Не реже одного раза в сутки
Температура конденсации углеводородов Не реже одного раза в неделю
Содержание сероводорода Один раз в ГОД Один раз в неделю Два раза в неделю
Содержание меркаптановой серы Содержание механических примесей* Содержание кислорода Один раз в ГОД По требованию По требованию То же Два раза в неделю
Компонентный состав Не реже одного раза в месяц Не реже одного раза в месяц
* На месторождениях, где проиэвс адится адсорбцио иная очистка и осушка газа, со-
держание механических примесей в товарном газе рекомендуется определять ежедневно
Таблица 2 11
Контроль технологического процесса на установках абсорбционной осушки газов сеноманских залежей месторождений Западной Сибири
Место контроля Что контролируется Показатель Норма и применяемая методика Периодичность
Технологическая нитка Осушенный газ Плотность 0,675 кг/нм3, ГОСТ 17310-86 Ежедневно
Узел замера точки росы То же Точка росы по влаге -20 ”С (зима), -10 °C (лето), ГОСТ 20060-83 Один раз в смену
Система регенерированного ДЭГа Регенерированный дэг Содержание воды 2-3 % (масс.), по К. Фишеру Ежедневно
После абсорбера Насыщенный дэг То же 4—5 % (масс ), по К. Фишеру 0,5—1,5 % (масс.), метод окисления К
То же Рефлюксная жидкость Содержание ДЭГа а
If с - - - Осушенный газ Содержание капельного ДЭГа в газе Не более 20 г/1000 м3, гравиметрический метод с использованием прибора ИУ-1 Не реже одного раза в месяц
Продолжение табл.2.11
Место контроля Что контролируется Показатель Норма и применяемая методика Периодичность
Система промстоков до нефтеловушки Система промстоков после нефтеловушки Система промстоков после флотатора Помещения технологических цехов П ри меч ность и минера, геологических с целесообразен к ти, сточных во, методика, разрг Промстоки << Воздушная среда 1 н и я 1 DpoBOj 1изация) как ло лужб) 2. В ряде .онтроль за содер зах и произволе: ьботаниая во ВНР Содержание нефтепродуктов То же Механические примеси Содержание нефтепродуктов Содержание механических примесей Железо общее Содержа ние углево дородов Содержание метанола 1ится также контр скважинам, так и случаев (при аак< жанием метанола г венных помете» 1Игазе и ПО “На, 400-500 мг/л, по [27] 50-100 мг/л, по методу см. п 7 Не нормируется, по методу см. п 7 Не более 15 мг/л, по методу см. п. 7 Не более 20 мг/л, по методу см. п. 7 Не более 3 мг/л, колориметрический метод, калия-см. п. 7 300 мг/мэ воздуха, газоанализаторы типа УГ-2 5 мг/м3 воздуха с использованием интерферометра типа ИШ-10 оль пластовых вод (пои ВО входных сепаратора 1чке метанола в шлейфы в РДЭГе, НДЭГе, рефл 1иях (имеется оригниа дымгазпром"). Ежедекадно К м и Ежедекадно Один раз в смеиу (либо по графикам соответствующих служб промсани-тарии) При закачке метанола на кусты скважин лзателн - плот-х (по графикам и коллекторы) юксной жидкое -ль пая экспресс-
новках осушки газа более простой, чем на установках НТС и гликолевой осушки. Это объясняется тем, что практически на этих установках для обработки газа не используются различные ингибиторы (метанол, гликоль). Здесь одним из важных параметров, подлежащих контролю, является содержание частиц адсорбента в осушенном газе.
Основные контролируемые показатели УКПГ, перерабатывающих сырье ГКМ и использующих в качестве ингибитора гидратообразования метанол, приведены в табл. 2.12.
Таб ли ца 2 12
Контроль технологического процесса на установках НТС
Место кон троля Что контро лируется Показатель Норма и методика Периодичность
Шлейфы, кусты, линия газа на входе в технологическую нит- Сырой газ Углеводородный состав Не нормируется, определяется хроматографически По требованию
5эел хозрасчетного замера газа Осушенный газ Точка росы по влаге ОСТ 51-40.93, влагомеры конденсационного типа -
Парк метанола Метанол Содержание воды Не более 10 % (масс.), метод разгонки 1-2 раза в смену
Сепараторы Насыщен- Содержание Пикнометриче- По требова-
и трехфазные разделители ный метанол воды и метанола ским методом НИЮ
Узел замера Нестабиль- Углеводо- Не нормируется, Не реже од-
конденсата ный конденсат родный состав определяется хроматографически ного раза в месяц
Узел замера газа Осушенный газ Унос С-+в Не более Иг/1000 м3, ло методике ВНИИ-газа То же
Периодичность определения показателей качества на природный газ после его обработки на ГПЗ или в магистральных газопроводах приводится в соответствующих технологических регламентах. Имеются и детально разработанные рекомендации ВНИИгаза по периодичности испытаний. Здесь, в отличие от контроля производства на УКПГ, помимо точек росы, содержания механических примесей и серосодержащих соединений необходимо дополнительно определять содержание кислорода, число Воббе, интенсивность запаха газа.
Число Воббе - показатель, который нормируется техническими условиями на природный газ по ГОСТ 5542-87 как определяющий взаимозаменяемость паров при сжигании в бытовых горелочных устройствах. Поскольку воббметры отечественной промышленностью не производятся, по ГОСТ 2267-82 рекомендуется определять число Воббе расчетом по измеренным или расчетным значениям относительной плотности и теплоты сгорания газа. Число Воббе вычисляют по формуле
W = ^, (2.1)
где Q - теплота сгорания; d - относительная плотность газа.
2.5. ОЦЕНКА ТЕХНИЧЕСКОГО УРОВНЯ ТЕХНОЛОГИИ ПОДГОТОВКИ ГАЗА К ТРАНСПОРТУ
Наличие в газах большого количества тяжелых углеводородов и кислых компонентов, освоение месторождений природных газов, находящихся в районах Крайнего Севера, а также необходимость высоких темпов приращения объемов добычи газа создали объективные предпосылки для научно-технического прогресса в газовой промышленности. Из основных результатов НТП можно указать разработку и внедрение:
отраслевых стандартов и технических условий, регламентирующих показатели качества продукции;
типовых технологических схем подготовки газа к транспорту; унифицированного блочно-комплектного оборудования большой единичной мощности;
стабилизации газового конденсата с применением колонного оборудования и полной утилизацией газов выветривания и деэтанизации;
усовершенствованных методов расчета технологических процессов и схем с использованием ЭВМ и персональных компьютеров;
установок комплексной подготовки газа мощностью до 30 млрд. мч/год;
газопромысловых комплексов с завершенным технологическим циклом, включающим извлечение из газов воды, тяжелых углеводородов, производство моторных топлив, сжиженных газов, обезвреживание промстоков и т.д.
Однако, несмотря на перечисленные достижения, имеется ряд недостатков в области первичной переработки природных газов. Наиболее серьезный из них - низкая глубина извлечения тяжелых компонентов из газов и, следовательно, неквалифицированное использование ресурсов углеводородного сырья. Этот вопрос рассмотрим на примере крупнейших газоконденсатных месторождений (ГКМ).
Оренбургское ГКМ. Из эксплуатируемых газоконденсатных месторождений только на Оренбургском частично решен вопрос об извлечении этана из газа, и то в связи с необходимостью выделения гелия из газа. Глубина извлечения этана из газа в качестве товарного продукта составляет около 10 % от его потенциального содержания в сырье. Безусловно, этот показатель не может считаться удовлетворительным.
Выход пропан-бутановой фракции в товарную продукцию по Оренбургскому комплексу составляет 34-35 %, что также недостаточно.
Вуктыльское ГКМ. На стадии проектирования не предусмотрено выделение этана из газа, хотя по концентрации этана в исходном газе (-9 %) это месторождение является уникальным. Газ Вуктыльского ГКМ отличается также большим содержанием пропана и более тяжелых углеводородов.
За период эксплуатации потери (в результате неквалифицированного использования) этана с товарным газом составили свыше 40 млн. т. Извлечение из этого количества этана хотя бы половины и использование его в качестве пиролизного сырья высвободило бы для народного хозяйства около 55 млн. т бензина. На Вуктыльском комплексе исключительно низка также степень выхода в товарную жидкую продукцию пропана и бутанов. Около 80 % пропан-бутановой смеси (от потенциального содержания в сырье) в составе товарного газа подано в магистральный газопровод.
Уренгойское ГКМ. Технологическая схема комплекса обеспечивает выход пропана и бутанов в широкую фракцию легких углеводородов (ШФЛУ) в количестве соответственно 30 и 60 % от их содержания в сырьевом газе. Вследствие этого более половины ресурсов этих углеводородов остается в товарном газе, т.е. используется как топливо. Извлечение этана из газа в качестве целевого продукта не производится. Этот вопрос частично будет решен только с вводом ГХК
Из-за низкой степени извлечения тяжелых углеводородов из газа за весь период эксплуатации будет неквалифицированно использовано 176 млн. т этана, свыше 75 млн. т пропана и бутанов.
Ямбургское ГКМ. Выход пропанов и бутанов в жидкую товарную продукцию (ШФЛУ) по проекту составляет 40 и 67 % соответственно. Здесь также не предусмотрено извлечение этана в качестве товарного продукта. При эксплуатации технологических установок в проектном режиме к концу разработки месторождения в качестве топлива в составе товарного газа будет использовано 74,1 млн. т этана, 21,3 млн. т пропана и 11,6 млн. т бутанов.
Оценка технического уровня обработки газа за рубежом. В настоящее время США, Канада, Франция, ФРГ, Англия и ряд других стран имеют передовую технологию и технику обработки природных и нефтяных газов. В большинстве своем технический уровень технологических процессов в этих странах близок, а отличия не носят принципиального характера. Это объясняется высокой степенью интеграции в области техники и технологии. Основное отличие газоперерабатывающих установок состоит в аппаратурном оформлении
Следует отметить, что в США и Канаде газы не делят на природные и нефтяные. Используется единый термин “natural gas”. Нет четкого деления также на промысловые и заводские установки. Часто все установки называют заводом.
Большое значение придается комплексному использованию ресурсов природных газов. Этим и объясняется глубокое извлечение из газов этана, пропана и бутанов. Степень извлечения конденсата (С5+) из газа составляет 90-99,9 %.
Известно, что последние годы характеризуются уменьшением объема добычи природных и нефтяных газов. Несмотря на это, общее количество производимых жидких углеводородов находится на достаточно высоким уровне, что объясняется поддержанием высокой степени извлечения целевых компонентов из газов. Средний выход жидких углеводородов (С2т) на ГПЗ США составил в 1972 г. - 100 г/м3, в 1975 г. -ИЗ г/м3. В восьмидесятые и девяностые годы за счет внедрения новых технических решений выход фракции С2+ был доведен до 126 г/мэ. Это позволило сохранить годовое производство жидких углеводородов на уровне не менее 50 млн. т, несмотря на уменьшение объема перерабатываемого газа.
Производство этана на ГПЗ США составляет более 4 млн. т/год. Основное количество этана используется как пиролизное сырье. Для этой цели используется также часть пропана и бутанов.
К настоящему времени в США наметилась тенденция использовать в качестве пиролизного сырья смеси этана и нефтяных фракций. Это требует реконструкции пиролизных печей, благодаря чему достигается гибкость производства. Аналогичные установки строятся и в других странах.
Обобщение материалов технической литературы показывает, что для первичной переработки природных газов применяются те же принципы, что и в РФ и странах СНГ. Отличия заключаются в следующем:
сроки ввода в эксплуатацию газоперерабатывающих установок и заводов за рубежом значительно короче: от начала проектирования до освоения мощностей проходит 2-3 года;
газоперерабатывающие заводы отличаются меньшей численностью обслуживающего персонала, что связано с высоким профессионализмом рабочих, уровнем автоматизации и минимальным количеством управленческих кадров;
пластовая продукция большинства месторождений характеризуется повышенным содержанием этана и более тяжелых углеводородов; это также является одним из основных факторов, обусловливающих глубокую переработку газов;
отсутствуют общие нормы на точки росы газа по воде и углеводородам Установлены более жесткие нормы на содержание сернистых соединений в газе: H2S не более 5,7 мг/м3 (В СССР этот показатель по ОСТ 51.40-83 был установлен не более 20 мг/м3, в новом ОСТ 51.40-93 - 7 мг//м3.);
широкое применение находят малогабаритные технологические установки, более половины которых имеют мощность по сырью до 300 млн. м3 в год. Такое положение объясняется общим характером переработки газов, независимо от объемов добычи, с целью квалифицированного использования их ресурсов. Это в первую очередь связано с большой концентрацией в газе этана, пропана и бутанов и рыночным отношением к производству;
для поддержания рентабельности технологических установок проводится их реконструкция. При этом наиболее широко осуществляется переход на более низкие изотермы конденсации, преимущественно с использованием турбодетандерных агрегатов;
выдается огромное количество патентов на новые процессы, большинство из которых носит рекламный характер и не находит применения.
2.6. СИСТЕМНЫЙ ПОДХОД К ВЫБОРУ ПАРАМЕТРОВ ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК
Обобщение опыта эксплуатации систем сбора и обработки газа позволяет рассматривать внутрипромысловые газопроводы (ВПГ), установки комплексной подготовки газа (УКПГ), газоперерабатывающие заводы (ГПЗ), дожимные компрессорные станции (ДКС) и т.д. как отдельные элементы Единой системы газоснабжения (ЕСГ). Следовательно, надежность и высо-коэффективность работы ЕСГ может быть обеспечена только при выборе оптимальных технических решений по ВПГ, УКПГ, ГПЗ, ДКС и т.д. как в отдельности, так и во взаимо-увязке между собой.
Несмотря на» это, по сложившейся практике до последнего десятилетия основное внимание при обработке газа уделялось газоперерабатывающему заводу: было разработано и внедрено множество приборов и систем управления технологическими процессами ГПЗ.
В то же время во многих случаях работа ГПЗ рассматривалась без достаточного учета всех факторов, имеющих место на объектах промысловой обработки (изменение состава сырья в зависимости от снижения пластового давления, режима работы
Рис. 2.5. Принципиальная технологическая схема Учкырского промыслового комплекса:
БРА - блок регенерации абсорбента (амина), ПХУ - пропановая холодильная установка; БРГ - блок регенерации гликоля; 7 - сырьевой газ; II - очищенный от H2S газ; III - газ на Мубарекский ГПЗ, IV - нестабильный конденсат
УКПГ; низкая эффективность работы оборудования; применение различных ингибиторов для борьбы с коррозией, гидрато-образованием, солеотложением; интенсификация добычи пластовой продукции и т.д.) Это приводило к снижению техникоэкономических показателей работы заводских установок как за счет нарушения их режима (давление, температура, наличие в сырье ингредиентов), так и в связи с недогрузкой, а в ряде случаев и перегрузкой оборудования ГПЗ.
Рассмотрим процессы промысловой обработки. В настоящее время основными задачами промысловой обработки продукции ГКМ становится не только обеспечение надежности эксплуатации ЕСГ, но и квалифицированное использование отдельных углеводородов (пропана, бутанов, конденсата и т.д.). Решение этих задач привело к тому, что показатели установок подготовки газа на промыслах по своей сложности и энергоемкости в ряде случаев приблизились к аналогичным показателям ГПЗ. То же касается процессов первичной переработки газа и нестабильного конденсата. Для иллюстрации этого положения рассмотрим схему нескольких промыслов.
Учкырское ГКМ. На промысле применяются процессы аминовой очистки газа от сероводорода, его низкотемпературной сепарации с использованием искусственного холода и осушки гликолем путем прямоточного контактирования (рис. 2.5). Следовательно, на промысле осуществляются также регенерация растворов амина и ДЭГа, а также обезвреживание различных жидких промстоков и отходящих газов.
Рис. 2.6. Принципиальная технологическая схема Шуртанского промыслового комплекса:
У СК - установка стабилизации конденсата; БРГ - блок регенерации гликоля, БРА - блок регенерации амина; ДКС - дожимная компрессорная станция; / - сырьевой газ; II - нестабильный конденсат; III, IV - газы деэтанизации; V - стабильный конденсат; VI - дизтопливо; VII - компримированный газ; VIII - отходящие газы; IX, X - очищенные газы; XI - отсепариро-ванный газ
Шуртанский промысловый комплекс. На промысле используются процессы низкотемпературной сепарации, абсорбционной очистки газа от сернистых соединений, аминовой очистки газов регенерации, стабилизации конденсата, переработки конденсата на моторные топлива, регенерации гликоля и т.д. (рис. 2.6). Практически схема промысла представляет собой обработку газа и конденсата по полному циклу и ничуть не проще, чем технологическая схема ряда газоперерабатывающих заводов. В принципе Шуртанский комплекс можно было бы назвать и газоперерабатывающим заводом.
Рассмотрим процессы заводской обработки газов.
Под термином “заводская обработка" подразумевается переработка газа на ГПЗ. Для этой цели применяются те же процессы первичной переработки, что и при промысловой обработке, плюс процессы вторичной переработки: получение серы, доочистка хвостовых газов, выделение тиолов, этана и гелия.
Рис. 2.7. Принципиальная блок-схема Уренгойского ЗПК:
УСК - установка стабилизации конденсата; УДК - установка деэтанизации конденсата; УПДТ - установка получения дизтоплива; БП - блок получения пропан-хладагента, ДКС - дожимная компрессорная станция; 1 - нестабильный конденсат; If - стабильный конденсат; III - деэтанизированный конденсат; IV - газы деэтанизации; V - дизтопливо; VI - бензиновая фракция; VII - пропан; VIII, IX - ШФЛУ
В случае переработки бессернистых газов в ряде случаев схема ГПЗ аналогична схеме газового промысла. Приведем несколько примеров.
Уренгойский завод по переработке конденсата. Этот завод включает в себя процессы стабилизации конденсата с получением ШФЛУ переработки конденсата на моторное топливо и компрессии низконапорных газов (рис. 2.7).
Сравнение схемы Уренгойского ЗПК и Шуртанского промыслового комплекса показывает, что последний является более сложным объектом как по числу установок, так и по применяемым процессам.
Эти примеры показывают, что технологические схемы и процессы первичной переработки природных газов в промысловых и заводских условиях весьма близки и деление объектов на промысел и завод носит чисто условный характер.
Важное значение имеет также взаимоувязка показателей промысловых и заводских технологических установок. Этот тезис проиллюстрируем на примере Оренбургского комплекса. В промысловых системах сбора и подготовки газа к транс
порту Оренбургского ГКМ для интенсификации добычи газа, борьбы с коррозией и гидратообразованием используются различные ингибиторы. Одна часть этих ингибиторов выделяется на промысловых установках, а другая вместе с газом поступает на заводские установки. Туда же поступают минерализованная вода, углеводородная жидкость, механические примеси и т.д. Попадание этих веществ на ГПЗ вызывает снижение качества продукции (товарного газа, газовой серы), повышает потери амина, снижает эффективность работы тепло- и массообменного оборудования и т.д.
На показатели заводских установок серьезное влияние оказывает также снижение пластового давления ГКМ. В частности, изменение состава добываемой продукции (уменьшение в нем доли тяжелых углеводородов, облегченного конденсата, повышение концентрации воды и сероводорода в газе и т.д.) приводит не только к перераспределению материальных потоков заводских установок, но и к изменению режима их эксплуатации.
Приведенные факты показывают, что вопросы промысловой и заводской обработки природных газов тесно взаимосвязаны и представляют собой единый комплекс в системе их добычи, сбора, подготовки к транспорту и переработки. Следовательно, нельзя допустить разное отношение к промысловым и заводским установкам. (В настоящее время действуют различные нормы проектирования промысловых и заводских установок.)
Исходя из изложенного, считается целесообразным вести проектирование промысловых и заводских установок обработки газа и конденсата по единым нормам.
2.7. ОБЛАСТИ ПРИМЕНЕНИЯ ПРОЦЕССОВ ОБРАБОТКИ ПРИРОДНЫХ ГАЗОВ
В настоящее время для извлечения из газов этана и более тяжелых углеводородов в основном применяются процессы низкотемпературной конденсации и абсорбции. Использование адсорбционных процессов носит единичный характер (при малых объемах добываемого газа).
Выбор технологии обработки газа определяется в первую очередь требуемой глубиной извлечения целевых компонентов и обусловливает проведение в каждом конкретном случае всесторонних технико-экономических проработок. При этом наряду с потребностью других отраслей народного хозяйства в
компонентах природных газов (С2, С3, С4 и т.д.) учитываются также параметры месторождения (запасы сырья, температура, давление, объемы добычи и т.д.), наличие оборудования и средств контроля и автоматизации, климатические условия районов добычи и транспортирования газа и т.д.
Анализ и обобщение накопленного опыта промысловой и заводской обработки природных газов позволяют выделить предпочтительные области применения различных технологических процессов (табл. 2.13).
В начальный период эксплуатации газоконденсатных месторождений извлечение из газа тяжелых углеводородов осуществляется за счет охлаждения газа путем его дросселирования (эффект Джоуля - Томсона) Такие установки принято называть установками низкотемпературной сепарации (НТС). Число установок, работающих на основе эффекта Джоуля -Томсона, невелико и составляет менее 10 % от общего количества технологических установок (см. табл. 2.13).
Основным критерием, определяющим режим работы промысловых установок НТС, является обеспечение надежности транспортирования газа. Последнее достигается путем глубокого извлечения конденсата из газа. Как было указано выше, при этом достигается также степень извлечения пропана и бутанов до 30 и 60 % соответственно. Причем эти цифры получены только на самых современных установках. Более глубокое извлечение этих компонентов обусловливает снижение изотермы или применение абсорбционных процессов.
Таблица 2.13
Структура мощностей газоперерабатывающих установок США и Канады по процессам
Г Процесс США Канада
ЧИСЛО установок % от общего числа ЧИСЛО установок % от общего числа
Абсорбция без применения искусственного холода 38 5,0 149 28,8
Низкотемпературная абсорбция 147 19,2 61 11,8
Низкотемпературная сепарация (эффект Джоуля - Томсона) 51 6,7 8 1,5
Низкотемпературная конденсация с применением турбодетандеров 299 39,1 25 4,8
Низкотемпературная конденсация с применением искусственного холода 193 25,3 182 35,1
Компримирование 19 2,5 30 5,8
Адсорбция 17 2,2 63 12,2
Таблица 2.14
Предпочтительные области применения различных технологических процессов
Процесс Глубина охлаждения, °C Степень извлечения, %
сг С3 С,
Абсорбция без применения искусственного холода 10-45 25-30 40-60 60-80
НТА -40 30-40 90 97
НТС с использованием дрос-сель-эффекта -25 25-30 40-60 60-80
НТК с пропановым холодильным циклом -40 35-40 90 97
НТК с пропан-этановым холодильным циклом -80 60-80 95 99
НТК с пропановым и детандерным холодильным циклом -(80-90) 60-90 95 99
НТК с этан-этиленовым и детандерным холодильным циклом -120 85 95 99
В соответствии с данными табл. 2.14 для достижения степени извлечения этана 60 % и выше необходимо понизить температуру процессов переработки газа до -80 °C и ниже. Для этой цели чаще всего применяются криогенные процессы с каскадным холодильным циклом или турбодетандерными агрегатами (ТДА). Установки низкотемпературной конденсации с турбодетандерным агрегатом на вновь проектируемых заводах преобладают над другими типами установок.
При первичной переработке природных и нефтяных газов применяются также абсорбционные процессы. Первые абсорбционные установки работали без использования искусственного холода. Для охлаждения газа и абсорбента использовались воздушные и водяные холодильники. На этих установках в качестве абсорбента использовались тяжелые нефтяные фракции, внешне похожие на нефтяные масла. В связи с этим такие установки получили название маслоабсорбционных (МАУ).
В период, когда основной задачей переработки газа было извлечение из него пропана и более тяжелых углеводородов, абсорбция считалась ведущим процессом газопереработки. На абсорбционных установках можно достичь степени извлечения пропана до 90 %.
С возрастанием потребности в этане - пиролизном сырье -процессы низкотемпературной конденсации с разными холодильными циклами, в том числе с изоэнтропийным расширением с применением ТДА, оттеснили абсорбционные процессы
на второй план. Тем не менее в ряде случаев абсорбционные процессы являются высокоэффективными при переработке углеводородных газов. В частности, это относится к сырью, содержащему парафинистые углеводороды с высокими температурами застывания, из-за чего охлаждение газа до более низких температур может вызвать осложнения в работе газоперерабатывающих установок.
2.8. СТРУКТУРА ЭНЕРГЕТИЧЕСКИХ ЗАТРАТ ГПЗ
Энергетические затраты являются основной составляющей эксплуатационных затрат на современных ГПЗ. Этот показатель зависит как от параметров сырья (состав, давление, температура), так и от способов его переработки, глубины извлечения компонентов, совершенства оборудования (теплообменников, насосов, компрессоров) и т.д.
В табл. 2.15 приведена примерная структура энергетических затрат на газоперерабатывающих установках (ГПУ) фирмы "Шелл” (США). Из-за отсутствия сведений об основных параметрах газа на входе в ГПУ и выходе из нее (давление, содержание кислых газов, степень извлечения целевых компонентов) эти данные недостаточны для полной оценки процессов газораэделения. Однако по ним можно сделать вывод о том, что для всех процессов основными являются энергозатраты на сжатие и технологические цели (подогрев и охлаждение потоков). Следовательно, снижение энергозатрат на ГПЗ можно считать основным направлением повышения эффективности работы технологических установок.
Как было отмечено, практически все компоненты природных и нефтяных газов различаются физико-химическими свойствами. Эти различия служат основой для разработки процессов разделения газожидкостных смесей. Причем существует прямая зависимость между соотношением физических констант и движущей силой процесса разделения компонентов.
Таб ли ца 2.15
Структура энергозатрат (%) различных ГПУ фирмы “Шелл”
Статья расходов HTA НТК Ректификация
Компрессоры для хладагентов 20-50 30-45 о-ю
Технологические компрессоры 1-10 0-20 —
Технологическое тепло 30-70 35-65 75-90
Насосы 5-10 1-5 5-10
Вентиляторы и газодувки 1-5 1-5 1-5
Прочее 1-3 1-3 1-3
Наиболее характерным показателем компонентов природных и нефтяных газов, оказывающим влияние на технологические параметры процессов, является давление насыщенных паров. Этот показатель характеризует их относительную летучесть а, определяемую из выражения
а = 1й- = ^-, (2.2)
72Р2 К2
где У1 и у2 - коэффициенты активности компонентов; р, и р2 ~ давление насыщенных паров чистых компонентов; и ~ константы равновесия компонентов.
Компоненты или фракции компонентов, имеющие наибольшую разность значений относительной летучести, разделяются с меньшей затратой энергии.
В табл. 2.16 даны значения относительной летучести этана а при давлении сходимости 14 МПа. Эти данные показывают, что значение а не является постоянной величиной. (Влияние а на показатели процесса конденсации будет рассмотрено в гл. 7.)
Эффективность процессов разделения смесей зависит также от числа теоретических ступеней и флегмового числа. На рис. 2.8 показана зависимость между числом теоретических тарелок и составом головного продукта для бинарной смеси при различных значениях относительной летучести. При снижении значения а от 1,50 до 1,2 для получения продукта чистотой 99 % требуется увеличение числа теоретических ступеней с 23 до 51, т.е. более чем в два раза. Путем повышения флегмового числа можно уменьшить необходимое число теоретических ступеней контакта. Однако это влечет за собой повышение затрат энергии как на испарение продукта, так и на-
Таблица 2.16
Коэффициент относительной летучести этана
Г, ’С Коэффициент относительной летучести а при давлении. МПа
0,7 1,4 2,1 2,8 4,2 5,6
38 3,37 3,40 3,12 3,05 2,77 2,68
27 3,63 3,51 3,28 3,19 2,95 2,69
16 3,64 3,77 3,39 3,38 3,00 2,69
5 4,21 3,80 3,57 3,70 3,21 2,75
-6 4,11 4,06 3,85 3,64 3,39 3,00
-17 4,66 4,32 4,63 3,94 3,50 3,22
-29 5,12 4,69 4,46 4,21 3,81 3,28
-40 6,05 5,22 5,23 4,94 4,46 3,52
-5 6,45 5,73 5,15 5,00 4,64 3,68
Рис. 2.8. Влияние четкости разделения на требуемое число ступеней контакта при различных значениях относительной летучести разделяемых компонентов
охлаждение и конденсацию дистиллята. Поэтому на практике следует отдавать предпочтение не повышению числа тарелок в колонном оборудовании, а совершенствованию их конструкции.
С учетом изложенного можно указать следующие направления снижения энергозатрат на газоразделительных комплексах:
обеспечение дифференциального ввода и отвода тепла в разделительных колоннах;
выбор давления с учетом не только максимальной конденсации целевых компонентов, которые не требуется извлекать из газа;
снижение потерь тепла за счет повышения степени рекуперации энергии отдельных потоков, обеспечения режима работы теплообменников с большим значением коэффициента теплоотдачи.
Наряду с указанным при выборе режима установок низкотемпературной переработки необходимо учесть также следующие обстоятельства:
при проектировании массообменного оборудования, работающего с орошением, следует отдать предпочтение увеличению числа тарелок с тем, чтобы снизить количество орошения. В снижении энергозатрат большое значение имеет также точность определения тарелки ввода сырья в колонны и выбора параметров теплоносителя их испарителей;
высокая четкость предварительного выделения из сырья ме
ханических примесей и качество хладагента обеспечивают поддержание чистой поверхности теплообменного оборудования и коммуникаций и тем самым снижают расход тепла на перекачку потоков, улучшают эффективность теплообмена;
в отдельные периоды года изменяется температура хладагентов, используемых в технологическом цикле. Учет этого фактора при корректировке режима работы колонны также может привести к снижению энергозатрат;
с повышением степени извлечения отдельных компонентов выше определенного значения резко возрастает расход энергии на процесс разделения. Особенно это касается этана. Следовательно, этот показатель в каждом конкретном случае следует определять на основе подробных технико-экономических расчетов. Такой же подход необходим при регенерации абсорбентов и стабилизации конденсата;
обеспечение хорошей изоляции с целью уменьшения потерь тепла в окружающую среду;
повышение глубины утилизации тепла технологических потоков и дымовых газов;
выбор значения давления в выветривателях, деметанизаторах и деэтанизаторах во взаимоувязке с параметрами на ступенчатых сжатиях компрессорных агрегатов.
Наряду с указанным на тепловые затраты ГПУ заметное влияние оказывает также состав товарных продуктов: чем уже пределы колебания концентрации отдельных компонентов в них, тем выше энергоемкость установок. Поэтому не следует стремиться к получению особо чистых продуктов, когда в этом нет необходимости. Это, в первую очередь, касается сжиженных газов, ШФЛУ, топливных газов, а также природных и нефтяных газов, закачиваемых в пласт и подаваемых в расположенные поблизости тепловые электростанции.
Глава 3
СБОР ГАЗА НА ПРОМЫСЛАХ
3.1. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ СИСТЕМ СБОРА ПРОДУКЦИИ ГАЗОВЫХ ПРОМЫСЛОВ
Общие сведения. Природные газы от устья скважин до подачи в магистральные газопроводы проходят сложную систему сбора и обработки. Системы сбора продукции скважин включают комплект оборудования, арматуры и коммуникаций, предназначенных для подачи газов от устья скважин до установок комплексной подготовки газа (УКПГ), головных сооружений (ГС) или газоперерабатывающих заводов (ГПЗ).
Выбор схемы сбора зависит от запасов, объема и состава (наличие кислых компонентов и тяжелых углеводородов) газа, дебита и устьевых параметров скважин, площади и конфигурации месторождения, числа и характеристики продуктивных пластов и других параметров. В косвенном виде учитываются также способ подготовки газа к транспортированию, требования к качеству товарного газа, мощности технологических установок, наличие поблизости эксплуатируемого или спутникового месторождения и т.д.
В первые годы развития газовой промышленности применяли индивидуальные схемы сбора газа. По этой схеме каждая скважина имела свой комплекс сооружений, предназначенных для очистки газа от механических примесей, капельной жидкости и для предотвращения гидратообразования. Преимущество такой схемы - ее высокая надежность в эксплуатации, так как вывод какого-либо сооружения из рабочего состояния не препятствует нормальной эксплуатации всей системы добычи и сбора газа.
Недостатки такой схемы - большая металлоемкость, сложность системы водо- и теплоснабжения, рассредоточенность строительных объектов и техники, повышенная численность обслуживающего персонала и т.д.
Увеличение объема добычи газа обусловило переход на групповую схему сбора газа, по которой в центре группы скважин размещаются газосборные пункты (ГСП), подключа
ющиеся к общепромысловым коллекторам; по ним газ подается на установку комплексной подготовки газа.
Как было указано выше, выбор параметров системы сбора связан также со способом подготовки газа к транспорту. Для оптимизации выбора технологической схемы систем сбора и обустройства месторождения необходимо знать следующие данные:
а) объемы добычи газа (газоконденсатной смеси) по годам разработки месторождения;
б) изменение давления и температуры на устье скважин и перед УКПГ;
в) расположение скважин на площади месторождения и расстояния от них до установок предварительной подготовки газа (УППГ) или (УКПГ);
г) состав добываемого сырья по годам, включая состав конденсата;
д) физико-химическую характеристику пластовой воды (содержание солей, плотность, коррозионную активность и т.д.);
е) климатические данные (максимальную и минимальную температуру воздуха, глубину промерзания почвы, температуру грунта на разных глубинах и т.д.).
При составлении схемы подготовки газа к транспорту учитывают также наличие поблизости от месторождения действующих УКПГ, дожимных компрессорных станций (ДКС), газоперерабатывающих заводов и установок, степень загрузки их мощностей, характеристику выпускаемого промышленностью оборудования, возможность обеспечения объектов водой, теплом, химическими реагентами и т.д.
Основные элементы систем сбора продукции газовых скважин - отдельные трубопроводы и коллекторы, предназначенные для подачи газа от скважин до УКПГ, ГС или ГПЗ.
На начальных этапах развития газовой отрасли шлейфы имели небольшую протяженность и сооружались из труб малого диаметра (не более 200 мм). Это определялось, в первую очередь, относительно небольшими объемами добычи газа и конденсата и индивидуальным подключением скважин к установкам по подготовке газа и конденсата.
С началом интенсивного освоения крупных газовых и газоконденсатных месторождений Тюменской области широкое распространение получило групповое подключение скважин к одному внутрипромысловому газопроводу-шлейфу. Это обусловило применение труб среднего и большого диаметров для сооружения промысловых трубопроводов.
На месторождениях, продукция которых не содержит кислых компонентов о высоким начальным пластовым давлением, для ограничения максимально возможных давлений в шлейфах до давления, обеспечивающего транспорт газа до УКПГ, и соответственно снижения необходимых толщин стенок трубопроводов стали применяться специальные клапаны, устанавливаемые на устье скважин. С их помощью производится предварительное дросселирование газа, что обеспечивает снижение ме-таллозатрат на систему сбора газа.
При наличии в газе агрессивных компонентов с целью повышения надежности промысловых шлейфов в практике проектирования применяется индивидуальное подключение скважин. При этом толщину стенок шлейфов выбирают с учетом максимально возможной скорости коррозии и обеспечения ресурса трубопровода в течение не менее 10 лет. Такие решения реализованы в проектах обустройства Оренбургского, Астраханского, Карачаганакского, Шуртанского и других месторождений.
Следует отметить, что условия эксплуатации внутрипро-мысловых шлейфов значительно более жесткие, чем МГ. Это объясняется тем, что по шлейфам транспортируется вся продукция скважин, включающая газ, конденсат, воду, ингибитор и механические примеси. В случае недостаточных скоростей потока происходит накопление жидкой фазы во внутренней полости трубопровода, что увеличивает потери давления (это повышает расход энергии на дожитие газа), нарушает режим работы технологических установок и т.д.
Проектирование систем сбора продукции газовых скважин включает в себя, в первую очередь, определение производительности и диаметра шлейфов, их гидравлический и тепловой расчет и мероприятия по предупреждению гидратообразования и коррозии.
Гидравлический и тепловой расчет шлейфов. Одна из основных проблем систем сбора газа - это выбор шлейфов-трубопроводов, предназначенных для подачи газа от устья скважин до установок комплексной подготовки 1аза. Шлейфы характеризуются диаметром, пропускной способностью, температурным режимом, перепадом давления в них и т.д.
Течение газа в шлейфах, как и любых потоков в трубопроводах, характеризуется критериями Рейнольдса, Фруда, Эйлера и т.д.
Критерий Рейнольдса показывает гидродинамический режим течения потока и является мерой отношения сил инерции и внутреннего трения.
(3.1)
io4 кРц
где w - средняя скорость потока, м/с; </ин - внутренний диаметр трубопровода, мм; рр - плотность потока при рабочих условиях, кг/мэ; ц ~ динамическая вязкость потока, Па • с; v -кинематическая вязкость потока, м2/с.
Число Рейнольдса характеризует режим течения потока: ламинарному режиму соответствует Re < 2300, переходному (условно) 2300 < Re < 10 000, развитому турбулентному течению Re > 10 000.
Транспортирование газа по шлейфовым и магистральным газопроводам практически всегда происходит при турбулентном режиме течения.
Критерий Фруда - мера отношения сил инерции и тяжести в потоке - определяется по формуле
Fr = ——, (3.2)
где д ~ ускорение свободного падения, 9,8 м/с2.
Критерий Эйлера - мера отношения сил давления и инерции в потоке:
Еи = -^‘1^> (3.3)
ри)2
где Др - потери давления на преодоление гидравлического сопротивления, МПа.
Внутренний диаметр продуктопроводов при заданной скорости газа определяют по формуле
д-106
V 0.785W ”
(3.4)
(3.5)
где q " расход газа при рабочем давлении и температуре газа, м3/с; w - скорость газа в шлейфе, м/с.
Секундный расход газа
рг„- 86400 9,8
где Q - расход газа в нормальных условиях, млн. м3/сут; р -давление в расчетной точке шлейфа, МПа; zp и - коэффициент сверхсжимаемости газа при рабочих и нормальных условиях соответственно.
После определения расчетного dBH принимают фактическое
значение внутреннего диаметра газопровода и, исходя из максимального значения рабочего давления в нем, определяют его толщину (это можно сделать с использованием данных табл. 3.1). После этого рассчитывают фактическую скорость газа в шлейфе по уравнению
w = q^'- . (3.6)
0,785^
Таблица 3.1
Технические данные труб, применяемых для строительства промысловых коммуникаций [1]
Наружный диаметр, мм Толщина стенки, мм Объем 1 м Трубы, л Масса 1 м трубы, кг Наружный диаметр, мм Толщина стенки, мм Объем 1 м трубы, л Масса 1 м трубы, кг
73 4 3,32 6,8 194 7 25,45 32,3
5 3,12 8,4 8 24,9 36,7
6 2,92 9,9 9 24,3 41,0
89 4 5,15 8,4 10 23,8 45,4
5 4,9 10,4 219 8 32,4 41,6
6 4,65 12,3 9 31,7 46,6
7 4,42 14,2 10 31,1 51,5
102 4 6,94 9,7 11 30,5 56,4
5 6,65 12,0 12 29,9 61,2
6 6,36 14,2 245 8 41,2 46,7
7 6,08 16,4 9 40,5 52,4
114 4 8,82 10,85 10 39,7 58,0
5 8,5 13,4 11 39,0 63,5
6 8,17 16,0 12 38,4 69,0
7 7,85 18,5 273 8 51,9 52,3
8 7,54 20,9 9 51,0 58,6
127 4 11,12 12,13 10 50,3 64,9
5 10,75 15,0 11 49,5 71,1
6 10,39 17,9 12 48,7 77,2
7 10,03 20,7 325 8 75,0 62,5
8 9,68 23,5 9 74,0 70,1
140 5 13,27 16,65 10 73,0 77,7
6 12,9 19,8 11 72,1 85,2
7 12,5 27,0 12 71,1 92,6
8 12,1 26,0 377 10 100,1 90,5
146 5 14,5 17,4 11 99,0 99,3
6 *4,1 20,7 12 97,9 108,0
7 13,7 24,0 13 96,7 116,7
8 13,3 27,2 14 95,6 125,3
168 6 19,1 24,0 426 10 129,5 102,6
7 18,6 27,8 И 128,2 112,6
8 18,15 31,6 12 126,0 122,4
9 17,7 35,3 13 125,6 132,4
10 17,2 39,0 14 124,4 143,2
Давление в конце шлейфа определяют по формуле ВНИИ-газа
] " 10,23-10-12d2H’
(3.7)
где рн - давление газа в начале газопровода, МПа; А. - коэффициент гидравлического сопротивления газопровода; Тср -средняя температура в газопроводе, К; zp - коэффициент сверхсжимаемости газа в рабочих условиях; I - длина газопровода, км; Д - относительная плотность газа в нормальных условиях.
При известном значении рк давление на заданном участке газопровода определяют по формуле
л = ^-(р£-р$)-у> < (3.8)
где х - расстояние от начала до расчетной точки газопровода, км.
Следует отметить, что значение Тср в области температур, при которых транспортируется газ от устья скважин до УКПГ, практически не влияет на значение рк, определяемое по уравнению (3.7). При расчете рк значение Гср можно найти как среднее арифметическое между температурой газа в начале шлейфа и температурой грунта на глубине залегания газопровода. В качестве расчетной точки принимают расстояние от поверхности земли до оси газопровода
Коэффициент гидравлического сопротивления газопровода, входящий в уравнение (3.7), можно определить по методике ВНИИгаза:
✓ А03
Х = О,Об4— , (3.9)
(Re 103dBHJ
где Kl0 - шероховатость стен труб, мкм.
Шероховатость характеризует неровности сгенки трубы и определяется как среднее расстояние между вершинами пиков и углублениями на ее поверхности. Изменение шероховатости труб в период эксплуатации в значительной степени зависит от качества транспортируемого газа. Наличие в нем сернистых соединений, двуокиси углерода, воды и механических примесей способствует коррозии и эрозии в системе и со временем резко увеличивает шероховатость труб.
Определение шероховатости труб, особенно находившихся в
эксплуатации, - сложная проблема. Абсолютная эквивалентная шероховатость для новых отечественных труб колеблется от 30 до 40 мкм.
Значения эквивалентной абсолютной шероховатости труб Кш, мм, по Г.А. Адамову приведены ниже.
Новые (чистые или с незначительным налетом коррозии) .. 40-100
После нескольких лет эксплуатации (немного корродированные или с незначительными отложениями).............. 60-200
После нескольких лет эксплуатации в различных условиях (корродированные или с небольшими отложениями). .. . 50-500
После длительной эксплуатации (сильно корродированные и загрязненные) .......... ................ 500-1000
Коэффициент эффективности Кл характеризует работу шлейфов и газопроводов. Для экспертных оценок К3 можно пользоваться уравнением
к, = 0ф/(?л, (3.10)
где Оф и Q„ - соответственно фактическая и проектная пропускная способность газопровода.
При транспортировании газа происходит изменение температуры газа за счет снижения давления и теплообмена с окружающей средой. Среднюю температуру газа на расчетном участке вычисляют по уравнению
г =Тгр + ^сЬ.(1-е-9, (3.11)
где Тср - средняя температура грунта на расчетном участке, К; Тм - температура газа на начальном участке газопровода, К; Тгр - температура грунта на глубине прокладки газопровода, К; е - основание натурального логарифма, е = 2,718; а - параметр Шухова, определяемый по формуле
(з .12) QACp-IO6
Здесь К - коэффициент теплопередачи от транспортируемого газа к окружающей среде, Вт/(м2 • °C); Ср - изобарическая теплоемкость газа, кДж/кг; da - наружный диаметр газопровода, мм.
dH = + 2(5Т + 8J, (3.13)
где 5Т - толщина стенки газопровода, мм; 5И, - толщина изоляции, мм.
На практике газопроводы могут укладываться подземно, на-эемно и надземно с теплоизоляцией и без таковой. Чаще всего практикуется строительство газопроводов подземно и надземно (на опорах).
Основным в определении температуры газа на расчетном участке трубопровода является расчет коэффициента теплопередачи от транспортируемого газа к окружающей среде.
Коэффициент теплопередачи для подземных газопроводов при произвольной толщине круговой теплоизоляции определяется по уравнению
К =-----------------------------1----------------------—, (3.14)
_L + ]п ^вн + 28м + d» Jn “и + Ди
«т 2-103Хм 2 ЦРХиэ 4lH + 2ST ^вт
где ат - коэффициент теплоотдачи от трубопровода в грунт, Вт/(м2 °C); Хм - коэффициент теплопроводности металла труб, Вт/(м • °C); А.нз - коэффициент теплопроводности изоляционного материала, Вт/(м • °C); анн ‘ коэффициент теплообмена между транспортируемым газом и стенкой труб, Вт/(м2 - °C).
При значениях 2h/dK > 3 коэффициент авн с достаточной для инженерных расчетов точностью может определяться по формуле Форгхгеймера
(3.15)
где Л.., - коэффициент теплопроводности грунта.
При 2h/dn < 3 аналитические формулы для определения авн усложняются. В этом случае необходимо использовать либо экспериментальные данные, либо аналитические выражения, приведенные в специальной литературе.
При укладке газопровода без изоляции третий член знаменателя в выражении (3.14) равен нулю. Следовательно, коэффициент теплопередачи для подземных газопроводов без теп лоизоляции определится по уравнению
К =--------------1-------------. (3.16)
1 + 4i ]п ^вн + 28м + dH 2 1(/XHJ ^вн ^вн^вт
Температура газа на заданном участке газопровода
- Т(р(Тн - Т )e~al - D.i^.d-e-^), (3.17)
2а1Рср
где Dt - эффект Джоуля - Томсона, т.е. снижение температуры газа при понижении давления, °C/МПа; рср - среднее зна
чение давления на расчетном участке газопровода, определяемое по уравнению
(3.18)
Здесь и рк - давление соответственно в начале и конце газопровода, МПа.
Третий член правой части уравнения (3.17) показывает снижение температуры газа в шлейфе за счет его дросселирования.
Плотность газа в рабочих условиях рассчитывают по формуле
Рр = Р^иЛРр/р,грТр, (3.19)
где р0 - плотность газа в нормальных условиях, кг/м3; рр -рабочее давление, МПа; Тр - рабочая температура, К; Т„ -нормальная температура (293 К); рн - нормальное давление, равное 0,102 МПа; zH и zp - коэффициент сжимаемости газа при нормальных и рабочих условиях соответственно.
Пример 3.1. Из группы скважин по подземному теплоизолированному шлейфу газ подается на установку комплексной подготовки газа (УКПГ). Параметры газа: расход Q = 5 млн. м3/сут; плотность при нормальных условиях р„ = 0,7224; относительная плотность - 0,56; коэффициент сверхсжимаемости при нормальных и рабочих условиях zH = 0,98, zp = 0,77; удельная теплоемкость ср « 3,35 кДж/кг; динамическая вязкость ц = 1,6 • 10"s Па • с; давление в начале шлейфа рк = = 12 МПа; температура в начале шлейфа Тн - 290 К.
Параметры шлейфа: толщина стенки 6М = 10 мм; внутренний диаметр = 305 мм; коэффициент теплопроводности материала шлейфа Л.и = 50 Вт/(м - ’С); коэффициент теплоотдачи от трубопровода в грунт ан = 1,75 Вт/(м2 • ‘С); шероховатость К = 40 мкм; коэффициент теплообмена между газом и стенкой труб авп - 600 Вт/(м2 > °C).
Параметры изоляционного материала: марка - пенополиуретан ППУ-Зн; толщина изоляции 8НЗ = 40 м; теплопроводность Хиз ~ 0,041 Вт/(м2 • ч °C )
Требуется определить температуру и давление газа на входе в УКПГ. Расстояние от скважин до УКПГ I = 16 км. Температура грунта равна 268 К.
Решение. 1. По уравнению (3.5) определяют секундный расход газа
q - 5 106 • 0,77/0,98 86400 • 9,8 • 12 = 0,386 м3/с.
2. По уравнению (3.6) рассчитывают скорость газа в шлейфе
w = 0,386 106/ 0,785 • 3052 = 5,29 м/с.
3. Определяют значение dn, входящего в уравнение (3.20):
dH = 305 + 2(10+40) = 405 мм.
4. Находят общий коэффициент теплопередачи:
1 405 , 305 + 2 10 405 405 405
1,75 2-1O3 50 305 2 -103-0, 041 305 -2 -10 600 + 305
= 0,602 Вт/(м2 • *С).
5. По уравнению (3.19) определяют плотность газа в рабочих условиях:
рр - 0,7224 • 0,98 • 293 • 12/0,102 0,77 290 = 109,3 кг/м3.
6. Рассчитывают число Рейнольдса:
Re - 5,29 • 395 109,3/103 • 1,6 • 10’5 = И • 106.
7. Определяют коэффициент гидравлического сопротивления:
/ >0,2
х = 0,067 -^- + — 40 =0,013.
kll-106 10-305J
8. Вычисляют параметр Шухова:
а = 262,3 • 0,602 • 405/5 • 0,56 3,35 • 106 = 0,0068.
9. Определяют значение температуры Гср, входящей в уравнение (3.7):
Тср = 268 + 290 - 268/0,0068 16(1 - е"010068'16) = 289 К.
10. Рассчитывают давление газа на входе в УКПГ:
= U_5<0,01 3 0,56-289.0,77-l7 = 1095 МПа у 10,23 -10*12 - 3052
Предположим, что значение Тср, входящей в уравнение (3.11), было определено как среднеарифметическое, т.е. Тср = = 268 + 290/2 = 279 К.
В этом случае
= l|22_S<ft013.ft56.279.ft77.l6=1097 МПа
V 10, 23 to-12 3052
Это пример показывает, что погрешности в несколько градусов при определении значения средней температуры в шлейфе практически не влияют на результаты расчета.
И. Вычисляют среднее значение давления в шлейфе
_ 12_+1°,95 48 МПа.
г ср 2
12. По уравнению (3.17) определяют температуру газа на входе в УКПГ, т.е. в конце шлейфа:
т = 268 + (29О-268)е~0 0068 16 - 2,5. (122 - 1(Х 952> = 285 4 К = 12 4 *С (2-0,0068-16 11, 8)-(1 - е-0,0068 ,6)
Тепловой режим шлейфов. При подаче газа от устья скважин до установок комплексной подготовки происходит изменение его температуры как за счет теплообмена с окружающей средой, так и за счет снижения давления газа. В первом случае в зависимости от температуры окружающей среды может произойти как повышение температуры, так и ее понижение. Во втором случае всегда происходит только снижение температуры.
При расчете теплового режима шлейфов необходимо установить участок, где возможно образование газовых гидратов. Эта задача сводится к нахождению точки, где температура газа равна температуре гидратообразования при заданном давлении. Для решения этой задачи необходимо определить температуру газа по всей трассе газопровода.
При постоянной температуре окружающей среды по всей трассе газопровода в уравнении (3.17) значение Г, принимают равным температуре гидратообразования и расчет сводится к вычислению I. Найденное значение I будет расстоянием, где начинается гидратообразование.
При проектировании шлейфа большое значение придается тому, чтобы в нем образовалось как можно меньше жидкой фазы. При этом первостепенное внимание уделяется температурному режиму. В тех случаях, когда газ на устье скважин имеет высокую температуру, возможно допустить охлаждение его за счет теплообмена с окружающей средой.
В условиях вечной мерзлоты необходимо обеспечить такой режим эксплуатации шлейфов, чтобы исключить оттаивание грунта, т.е. сохранить равновесие в системе промысел ~ окружающая среда. Для многолетнемерзлых малопросадочных грунтов возможно применение наземного и подземного способов прокладки шлейфов. При наличии участков с обводненными грунтами предусматривается утяжеление газопроводов при-грузами или их анкеровка.
Т аб л и ца 3.2
Характеристика материалов для изоляции газопроводов
Показатели ИСБг ППУ-Зс ППУ-Зн ППУ-307 ППУ-308н “1 ФРП-1 ФРП-5
Объемная масса, 25-40 50-60 30-40 50-70 40-60 50-70
кг/м’ Предел прочности, МПа:
10 %-ное сжатие при температуре. 0,05-0,15
+20 *С 0,3-0,5 0,3-0,4 0,15-0,20 0,4-0,6 0,05-0,15 0,3-0,4
-180 ’С 0,08-0,24 0,4-0,6 0,5-0,7 0,20-0,30 0,6-0,8 0,6-2 0,5-0,6
Изгиб при температуре:
+20 'С 0,15-0,25 0,5-1,0 0,5-1,1 0,3-0,4 0,4-0,6 0,15-0,20 0,6-0,8
-180 "С 0,5-1,0 0,4-0,9 0,6-1,3 0,35-0,45 0,45-0,65 0,18-0,25 0,6-0,8
Растяжение при температуре:
+20 ’С 0,10-0,13 0,41 0,50 0,13 0,11 — 0,18
-180 'С 0,9-0,10 0,40 0,55 0,11 0,15 — 0,16
Водопоглошенис, %*
1 сут 0,7 1,3 0,7 0,6 0,6 10 3
30 сут 2,1 4,5 4 2,3 5,5 50 20
1 год 4,8 7 9 4,3 10,1 90 60
Гигроскопичность, %:
через 1 сут 0,3 1,3 1 0,8 0,7 8 10
30 сут 1,3 3,8 4,7 3,3 2,8 18 32
1 год Коэффициент теплой роводности, Вт/(м ч • *С), при средней температуре, ° С: 2 5,2 7,5 4,3 3 40 50
0,040 0,042 0,042 0,041 0,042 0,041 0,044
-70 0,026 0,029 0,028 — — 0,026 —
-180 0,012 0,013 0,015 0,013 0,013 0,014 0,017
Продолжение табл. 3.2
Показатели ПСБ-с ППУ-Зс ППУ-Зн ИПУ-307 ИПУ-308н ФРП-1 ФРП-5
Коэффициент линейного температурного расширения х 1(Г в интервале температур, ’С- от +23 до 100 от +23 до 196 Относительная линейная усадка, %, в температурном интервале от +25 до -196 ’С Горючесть Температура применения, ’С -50 -43 -0,95 Самозатуха! -180 +60 -62 -48 -1 ощий (при вы меди не горит -180 -62 -45 -1 носе из пла-. .+70 -53 -37 -0,8 Сгораемый -180 -49 -40 -0,87 Самоэату-хающий + 140 -46 -1 Трудновосп. -180 -38 -26 -0,56 заменяемые + 150
На участке с уклоном более 5 градусов, а также на торфяниках мощностью от 1 до 4 м и сильнопросадочных грунтах шлейфы прокладывают надземно на низких опорах.
При подземной прокладке применение теплоизоляции позволяет сократить теплопотери, снизить тепловое влияние шлейфов на многолетнемерзлые грунты, предупредить проявление термокарстовых и термоэроэионных процессов.
На основе опыта эксплуатации теплоизолированных шлейфов установлено, что из-за некачественной гидроизоляции и прокладки шлейфов происходит увлажнение теплоизоляционных скорлуп, деструкция пористого изоляционного материала. Это усугубляет отрицательное воздействие солнечного излучения, многократных циклов промерзания-протаивания увлажненного материала.
В качестве теплоизолирующего материала часто применяют пенополиуретаны. Толщина изолирующего слоя для шлейфов месторождений Крайнего Севера, как правило, принимается до 60 мм. Характеристика изоляционных материалов дана в табл. 3.2.
3.2. ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ ГИДРАТООБРАЗОВАНИЯ ГАЗОВ
Газовые гидраты представляют собой кристаллические соединения, образуемые ассоциированными молекулами углеводородов и воды. Они внешне напоминают снег или лед.
По структуре газовые гидраты - это клатраты, которые образуются при внедрении молекул газа в пустоты кристаллических структур, составленных из молекул воды. Различают два типа кристаллической решетки гидратов: структура I построена из 46 молекул воды и имеет 8 полостей, структура II - из 136 молекул воды, имеет 16 малых и 8 больших полостей.
Метан, этан, двуокись углерода образуют гидраты первой структуры, при этом идеальная формула гидрата в этом случае будет 8М 46Н2О (М - молекула гидратообразователя).
Пропан и изобутан образуют гидраты второй структуры с формулой 8М • 136Н2О.
Метан образует гидрат, имеющий формулу СН4 • 6Н2О. Массовое содержание метана в составе гидрата составляет 12,9 %. Для связывания 1 кг метана в гидрат, соответствующий указанной формуле, требуется 6,75 кг воды.
При добыче и обработке газов образуются смешанные типы
Таблица 3.3
Свойства гидратов компонентов природного газа
Компонент МПа t, ‘С Кг. ‘С МПа Я„ кДж/кг я3, кДж/кг
Метан 2,65 -29,0 — — 3,81 1,15
Этан 0,53 -15,8 14,5 3,46 2,10 0.88
Пропан 0,173 -8,50 5,50 0,57 3,05 0,60
Изобутан 0,122 0,0 2,6 0,173 2,38 0,39
Двуокись 12,71 -24,0 10,0 4,58 1,37 —
углерода Сероводо- 0,098 0,36 29,5 2,34 1,83 0,85
род Азот 16,32 - - - 1,77 0,57
11 р и м е ч а н и е. ра - давление разложения при температуре 0 *С. t - температура раз-
ложения при атмосферном давлении; Я, - теплота образования гидрата из газа и воды;
Я, - то же из газа и льда; Г<р и р*г ~ верхняя критическая точка разложения гидрата.
гидратов. Свойства гидратов компонентов природных газов приведены в табл. 3.3.
Тощие газы. Для определения температуры гидратообразо-вания сеноманских залежей специалистами ВНИИгаза (А.Г. Бурмистров, В.А. Истомин и др.) предложены следующие уравнения:
т = 8360,2 . г 31,56-1пр ’ (3.20)
Т 8160,4 33,11-In— 0,103 (3.21)
Тг = 9,971пр + 263,85; (3.22)
Тг = 8,711лр + 266,8; (3.23)
Тг - 7,981пр = 269,3. (3.24)
По уравнениям (3.20) - (3.24) проведены расчеты, результаты которых приведены в табл. 3.4.
Таблица 3.4
Сопоставление результатов расчетов по уравнениям (3.20) - (3.24)
р, МПа Уравнения
(3 20) (3.21) (3 22) (3 23) (3 24)
12 14,4 14,7 15,5 15,3 16,0
И 13,6 13,8 14,66 14,6 15,3
10 12,65 12,9 13,7 13,75 14,6
9 11,6 11,8 12,7 12,8 13,7
8 10,5 10,6 11,5 11,8 12,8
7 9,2 9,4 10,1 10,6 11.7
6 7,7 7,9 8,6 9,3 10,5
Газы, содержащие тяжелые углеводороды. Равновесное давление гидратообразования для заданного состава газа определяется в два этапа. На первом этапе рассчитывают давление образования гидратов заданного состава газа р^ы при температуре 273,1 К (О °C).
pt* для газов, образующих гидраты I и 11 структур, определяют по следующим уравнениям [101]:
для гидратов I структуры
[1 + (4,8Ус, + 150У„^ +1.5Ун2>?н]5 =
-„0 УС| f + t УСО2 + Ус2 6,6 0,236 55 1,25 0,526
для гидратов II структуры
[1 + (2,4Ус, + 45У„^+0,96УЫ1 + 1,4УСОг)р.“м]! =
__________________________1__________________________
УС, + yHjS + УЫ2 + УСО2 + УС2 + УС3 + Уцзо-Сд + Ун <4 200 10 3217 2,5 0,176 0,113 1,6 ' 1,25
(3.25)
(3.26)
Здесь У, - молярная доля компонента в газовой смеси.
На втором этапе для эталонной газовой смеси определяется зависимость рэт = f(T). При этом р^ соответствует давлению гидратообразования при 273,1 К, т.е. 0 °C.
С учетом условия подобия расчет давления гидратообразования исследуемого газа рсм при температуре Т может производиться с помощью уравнения
_ , „О 0
Рс" см SS Е™2™., (3.27)
Рэтгэт
где гсм, zJT, 2^, 2сМ - коэффициент сжимаемости исследуемого и эталонного газа соответственно (индекс 0 соответствует температуре 273,1 К).
Расчет выполняют в следующей последовательности. Сначала определяют температуру гидратообразования для эталонного газа при различных давлениях, т.е. значения рзт и Тэт. Затем из уравнения (3.27) находят давление гидратообразования газовой смеси при температуре О °C (273,1 К).
Для газов валанжинских залежей различных УКПГ Урен-
Таблица 3.5
Результаты расчетов по определению температуры тидратбобразования газа
Номер УКПГ р = 8 МПа р = 10 МПа
по (3 28)-(3 30) по (3 31-3 33) (3 31-3 33) по (3 28)-(3 30)
1в 17,95 18,02 19,73 19,63
2в 17,55 17,64 19,60 19,23
5в 17,55 17,75 19,48 19,25
гойского ГКМ получены следующие уравнения для расчета температуры гидратообразования [124].
р < 8 МПа УКПГ 1в
УКПГ 2в
УКПГ 5в
Т = 7,55 1пр + 275,39
Т = 7,54 1пр + 275,02
Т = 7,55 kip + 275,02
р > 10 МПа
(3 28) Т = 7,62 1пр + 275,33 (3.3!)
(3.29) Т = 7,61 1пр + 274,97 (3 32)
(3 30) Т = 7,72 1пр + 274,85 (3.33)
Выполнены расчеты по оценке уравнений (3.28) - (3.33). Согласно данным табл. 3.5 эти уравнения дают практически идентичные результаты.
Для приближенных расчетов условие образования гидратов в зависимости от плотности газа может определяться по графикам рис. 3.1.
Рис. 3.1. Зависимость давления гидратообразования от температуры для газов различной плотности (цифры на кривых - относительная плотность газа)
Рис. 3.2. Влияние сероводорода на температуру гидратообразовання газовой смеси (цифры на кривых - концентрация сероводорода в газе)
Наличие в газе сероводорода повышает температуру его гид-ратообразования, что проиллюстрировано на рис. 3.2.
3.3. ОПРЕДЕЛЕНИЕ РАСХОДА ИНГИБИТОРА ГИДРАТООБРАЗОВАН ИЯ
При расчетах необходимо в первую очередь определить температуру, при которой в системе образуются гидраты, Гг. Далее по разности между температурой в системе и Тг определяется величина понижения температуры гидратообразовання AL. Между Atr и показателями ингибитора имеется следующая зависимость:
Ыт = К/М(С2/1-С2), (3.34)
где С2 ~ массовая доля ингибитора в отработанном растворе; М - молекулярная масса ингибитора (реагента); К - коэффициент, характеризующий ингибитор.
Соотношение К/М характеризует антигидратный потенциал ингибиторов. Значения К, М и К/М для наиболее распространенных ингибиторов приведены в табл. 3.6.
Таблица 3.5
Результаты расчетов по определению температуры тидратбобразования газа
Номер УКПГ р = 8 МПа р = 10 МПа
по (3 28)-(3 30) по (3 31-3 33) (3 31-3 33) по (3 28)-(3 30)
1в 17,95 18,02 19,73 19,63
2в 17,55 17,64 19,60 19,23
5в 17,55 17,75 19,48 19,25
гойского ГКМ получены следующие уравнения для расчета температуры гидратообразования [124].
р < 8 МПа УКПГ 1в
УКПГ 2в
УКПГ 5в
Т = 7,55 1пр + 275,39
Т = 7,54 1пр + 275,02
Т = 7,55 kip + 275,02
р > 10 МПа
(3 28) Т = 7,62 1пр + 275,33 (3.3!)
(3.29) Т = 7,61 1пр + 274,97 (3 32)
(3 30) Т = 7,72 1пр + 274,85 (3.33)
Выполнены расчеты по оценке уравнений (3.28) - (3.33). Согласно данным табл. 3.5 эти уравнения дают практически идентичные результаты.
Для приближенных расчетов условие образования гидратов в зависимости от плотности газа может определяться по графикам рис. 3.1.
Рис. 3.1. Зависимость давления гидратообразования от температуры для газов различной плотности (цифры на кривых - относительная плотность газа)
Рис. 3.2. Влияние сероводорода на температуру гидратообразования газовой смеси (цифры на кривых - концентрация сероводорода в газе)
Наличие в газе сероводорода повышает температуру его гидратообразования, что проиллюстрировано на рис. 3.2.
3.3. ОПРЕДЕЛЕНИЕ РАСХОДА ИНГИБИТОРА ГИДРАТООБРАЗОВАНИЯ
При расчетах необходимо в первую очередь определить температуру, при которой в системе образуются гидраты, Гг. Далее по разности между температурой в системе и Тг определяется величина понижения температуры гидратообразования AL. Между Atr и показателями ингибитора имеется следующая зависимость:
Ыт = К/М(С2/1-С2), (3.34)
где С2 _ массовая доля ингибитора в отработанном растворе; М - молекулярная масса ингибитора (реагента); К - коэффициент, характеризующий ингибитор.
Соотношение К/М характеризует антигидратный потенциал ингибиторов. Значения К, М и К/М для наиболее распространенных ингибиторов приведены в табл. 3.6.
Таблица З-б
Значения М, К н К/М для различных реагентов
Ингибитор М К К/М
Метанол 32 1220 38,12
Этанол 52 1220 23,46
Этиленгликоль 62,1 2195 33,35
Пропиленгликоль 76,1 2195 28,84
Триэтиленгликоль 150,2 2195 14,61
Диэтиленгликоль 106,1 2425 22,88
Как видно из уравнения (3.34), чем выше значение К/М, тем больше снижение температуры гидратообразовання ингибитора при постоянном значении С2.
Из уравнения (3.34) можно определить минимально допустимую массовую концентрацию ингибитора в насыщенном растворе при известном значении
С2 = ММ,/(К + Atr). (3.35)
Значение С2 можно определить также по кривым рис. 3.3.
В общем случае можно рассчитать удельный расход метанола для предупреждения гидратообразовання по уравнению (101, 104, 250]
+ + (3.36)
Uj ~ С 2 Vj — С 2
где W - количество содержащейся в потоке жидкой воды, кг/1000 м3; С2 ~~ требуемая для предотвращения гидратообра-зования в защищаемой точке (ЗТ) концентрация метанола в водной фазе, % (масс.); Cj - концентрация метанола в растворе, используемом в качестве ингибитора, % (масс.); дт2 ~ количество метанола, растворяющееся в газовой фазе при условиях ЗТ, г/см3; <?г1 - количество метанола, содержащееся в посту-
Рис. 3.3. Номограмма для определения минимально допустимой концентрации ингибитора в жидкой фазе в зависимости от значения снижения температуры гидратообразовання ДГГ:
1 - метанол, 2 - ЭГ, 3 - ДЭГ; 4 -ТЭГ
пающем газе, кг/1000 м3; qK2 - количество метанола, растворяющееся в углеводородном конденсате при условиях в защищаемой точке, г/м3; <?к1 - количество метанола, содержащееся в поступающем с газом углеводородном конденсате, г/м3.
Интегральные показатели по расходу метанола для условий конкретной УКПГ (GyKnr, т/год) определяются по формуле Сукпг = Q(Gj + Gj), (3.37)
где G, - расход ИГ для предупреждения гидратообразования в системе от скважины до входного сепаратора включительно, кг/1000 м3; G2 ~ то же на УКПГ, кг/1000 м3; Q - объем газа, тыс. м /ч.
Температура начала гидратообразования газа валанжинских залежей [104]
t= 11,3 Igp -1-9,1, (3.38)
где р - давление, МПа; t - температура, °C.
Концентрация метанола в растворе метанола, обеспечивающая заданное снижение гидратообразования, определяется по формуле
С, = —— % (масс.). (3.39)
32-ДГ + 1293
Влагосодержание газа с учетом присутствия в водной фазе метанола
lV = fl---2^2—У- + в1 (3.40)
1600 - 7C2J(p J
Количество метанола Мо, растворяющегося в газе, вычисляется по кривым рис. 3.4. Далее определяется равновесное содержание метанола в газовой фазе
—*2—м (3.41)
7г 1600-7Сг °
Количество растворенного в конденсат2Г метанола
(qK, кг/1000 мэ) рассчитывается по уравнению [104]
q = ехр (0,04891 + 1п(0,000143С2 + 0,00486С2)), (3.42)
юо
где GK - масса конденсата, содержащегося в 1000 м3 газа; К -коэффициент, зависящий от молекулярной массы конденсата,
К = 0,000143 Л/2 -0,0414МК + 3,174. (3.43)
К
Здесь Мк - молекулярная масса конденсата.
Расход ингибитора гидратообразования для конденсато-
Рис. 3.4. Зависимость растворимости метанола в газе Мй от давления и температуры
проводов. Наиболее низкая температура в конденсатопроводе на входе в УДК ‘ 12 °C (в зимний период), в среднем - 10 “С. Безгидратный режим работы конденсатопровода достигается при снижении температуры образования гидратов на 18-(-8) = = 26 °C. Такое снижение ДГг требует поддерживать концентрацию метанола в жидкой фазе не ниже 45 % (масс.).
Для определения расхода ингибитора гидратообразования в конденсатопроводах с точки 1 до точки 2 А.Н. Кульковым [124] предложено следующее уравнение:
G „ G1(x2-x1) + [(Bt-B2) + (yt-t>;rz)]X2
X-Х2
+ + (3.44)
где G - удельный расход ингибитора; Gt - количество водоме-100
танольной фазы (BMP), поступающей с конденсатом в точку 1 (из разделителя УКПГ), г/кг; X - концентрация метанола в исходном растворе, % (масс.); Xt и Х2 - концентрация метанола в жидкой фазе в расчетных точках 1 и 2, % (масс.); В( и В2 - влагосодержание конденсата в расчетных точках 1 и 2 соответственно, % (масс.); и Ь2 “ влагосодержание попутного газа в точках 1 и 2 соответственно, г/кг; и т? - мета-нолосодержание конденсата, г/нм3; и Г, - газовый фактор в точках 1 и 2, нм3/кг; mf и mJ - содержание метанола в газовой фазе в точках 1 и 2, г/см3.
Количество отработанного раствора метанола вычисляется по уравнению
G = С1а^> + +^T1 _ ^2)]+
X[(Bt -В2>ч-(Ь>Г1 -ЬгГз» (3 45)
X - х2
Согласно данным (104] растворимость метанола в конденсате Ямбургского ГКМ может определяться по уравнению
См = 1,88972 - 0,49073СЙ + 0,02516t + 0,04938 С2 + 0,00166 С3 -
- 0,002Я С/ - 0,00001 С/ + 0,00008 Cjt + 0,00008i2, (3.46)
где t - температура системы, °C; Св - массовая концентрация воды в жидкой фазе, %; Сы - массовая концентрация метанола в углеводородном конденсате, %.
Массовая концентрация конденсата Ск, %, в водометаноль-ной фазе
Су = 15,42 - 15766СВ + 0,18746t + 0,11087 С2 - 0,00426 С3 -
- 0.00263С/ - 0.00004С/2 - 0,00032 С2* + 0,00084г2 +
+ 0,00001г3. (3.47)
Уравнения (3.46) и (3.47) рекомендовано использовать в интервале температур от -30 до +40 °C.
3.4. СВОЙСТВА МЕТАНОЛА КАК ИНГИБИТОРА ГИДРАТООБРАЗОВАННЯ
Метанол (другое название - древесный спирт) является простейшим представителем в гомологическом ряду предельных
Рис. 3.4. Зависимость растворимости метанола в газе Мй от давления и температуры
проводов. Наиболее низкая температура в конденсатопроводе на входе в УДК ‘ 12 °C (в зимний период), в среднем - 10 “С. Безгидратный режим работы конденсатопровода достигается при снижении температуры образования гидратов на 18-(-8)= = 26 °C. Такое снижение ДГг требует поддерживать концентрацию метанола в жидкой фазе не ниже 45 % (масс.).
Для определения расхода ингибитора гидратообразования в конденсатопроводах с точки 1 до точки 2 А.Н. Кульковым [124] предложено следующее уравнение:
G „ G1(x2-x1) + [(Bt-B2) + (yt-t>;rz)]X2
X-Х2
+ + (3.44)
где G - удельный расход ингибитора; Gt - количество водоме-100
танольной фазы (BMP), поступающей с конденсатом в точку 1 (из разделителя УКПГ), г/кг; X - концентрация метанола в исходном растворе, % (масс.); Xt и Х2 - концентрация метанола в жидкой фазе в расчетных точках 1 и 2, % (масс.); В( и В2 - влагосодержание конденсата в расчетных точках 1 и 2 соответственно, % (масс.); и Ь2 “ влагосодержание попутного газа в точках 1 и 2 соответственно, г/кг; и т? - мета-нолосодержание конденсата, г/нм3; и Г, - газовый фактор в точках 1 и 2, нм3/кг; mf и mJ - содержание метанола в газовой фазе в точках 1 и 2, г/см3.
Количество отработанного раствора метанола вычисляется по уравнению
G = С1а^> + +^T1 _ ^2)]+
X[(Bt -В2>ч-(Ь>Г1 -ЬгГз)! (3 45)
X - х2
Согласно данным (104] растворимость метанола в конденсате Ямбургского ГКМ может определяться по уравнению
Сы = 1,88972 - 0,49073СЙ + 0,02516t + 0,04938 С2 + 0,00166 С3 -
- 0,002Я С/ - 0,00001 С/ + 0,00008 Cjt + 0,00008i2, (3.46)
где t - температура системы, °C; Св - массовая концентрация воды в жидкой фазе, %; Си - массовая концентрация метанола в углеводородном конденсате, %.
Массовая концентрация конденсата Ск, %, в водометаноль-ной фазе
Су = 15,42 - 15766СВ + 0,18746t + 0,11087 С2 - 0,00426 С3 -
- 0.00263С/ - 0.00004С/2 - 0,00032 C*t + 0,00084г2 +
+ 0,00001г3. (3.47)
Уравнения (3.46) и (3.47) рекомендовано использовать в интервале температур от -30 до +40 °C.
3.4. СВОЙСТВА МЕТАНОЛА КАК ИНГИБИТОРА ГИДРАТООБРАЗОВАНИЯ
Метанол (другое название - древесный спирт) является простейшим представителем в гомологическом ряду предельных
спиртов, имеет молекулярную массу 32,04. Химическая формула - СН3ОН.
При нормальных условиях метанол представляет собой бесцветную, легкоподвижную, летучую жидкость с запахом, подобным запаху этилового спирта, иногда с более резким, что зависит от способов получения и очистки. С водой смешивается во всех отношениях без помутнения.
Метанол при нормальных условиях (0 *С, 0,1013 МПа) имеет следующие характеристики:
Плотность, кг/м1.............................................. 810,01
Вязкость, МПа - с ............................................ 0,793
Диэлектрическая проницаемость................................. 37,92
Температура, °C:
кипения ................................................... 64,65
затвердевания.............................................. -97,70
вспышки ................................................... 8
воспламенения.............................................. 13
самовоспламенения.......................................... 464
Концентрационные пределы взрываемости смеси паров с
воздухом, %.
нижний .................................................... 6,0
верхний.................................................... 34,7
Теплота сгорания, кДж/кг ..................................... 22 331
Метанол, используемый на газовых промыслах, должен соответствовать техническим условиям на “метанол-яд технический” по ГОСТ 2222-78Е.
Стандарт распространяется на метанол-яд, получаемый каталитическим синтезом из оксидов углерода и водорода под давлением.
В зависимости от применения технический метанол-яд выпускается двух марок:
марки А - для процессов основного органического синтеза и поставок на экспорт;
марки Б - в нефтяной и газовой промышленности для предупреждения и ликвидации кристаллогидратов в трубопроводах и испытания скважин.
Метанол растворим в спиртах, с водой смешивается во всех отношениях. В смеси с воздухом пары метанола имеют очень низкий предел воспламеняемости (3,5 %). С воздухом пары метанола образуют взрывоопасные смеси. Температурные пределы образования взрывоопасных смесей над водными растворами метанола изменяются следующим образом.
Основные свойства метанола и его водных растворов приведены в табл. 3.7-3.12 и в прил. 4.1 - 4.4.
Плотность пара метанола больше, чем плотность воздуха. Поэтому при утечках пары метанола осаждаются в помещениях, что создает дополнительную опасность на объекте.
Т аб л и ца 3.7
Зависимость температуры кипения метанола от давления
р, мм рт. ст. Т, 'С р, мм рт. ст т, *с р, мм рт ст Г, *С
10 - 16,2 401 50,0 14 726 168
20 -6,0 761 64,8 22 089 187
40 5,0 1503 84,1 29 452 204
100 21,3 3681 112,6 36 814 214
200 34,9 7363 138,1 44 177 224
Таб л и ца 3 8
Коэффициенты динамической вязкости т), теплопроводности X и поверхностного натяжения 8 метанола при атмосферном давлении
t, ’С п• 10®, Па с X 10*, Вт/(м• К) 6- 1(Л Н/м t, 'С л io6, Па - с X 10*. Вт/(м К) 8 • 10’, Н/м
- 90 8814 — — 30 505 992 21,69
- 70 3943 2326 — 40 447 1957 20,9
- 50 2205 2261 — 50 396 1922 20,1
- 30 1399 2190 — 60 348 1885 9,3
- 10 946 2122 — 70 11,23 — 18,4
0 793 2090 24,5 90 11,91 — 16,6
10 674 2058 23,5 110 12,59 — 14,7
20 581 2025 22,5
Таблица 39
Пределы взрываемости метанола в смеси с воздухом
Показатели Содержание метанола, %
100 70 40 Ю 5
Нижний предел взрываемости 7 15 30 60 -
Верхний предел взрываемости 39 49 55 76 —
Табли ца 3.10
Температура самовоспламенения и вспышки водных растворов метанола
Показатели Содержание воды, %
0 15 45 60 75 85 90
Температура самовоспламенения, *С 464 500 545 565 580 600 610
Температура вспышки, *С 8 11 22,75 30,0 44,22 58,75 65,25
Табли ца 3.11
Термодинамическая характеристика метанола в состоянии насыщения
Т, "С р, кПа р, kt/mj Нл, кДж/кг кДж/'кг г, кДж/кг
-97,7 0,00019 905 314 1624 1310
-90 0,00063 896 331 1634 1303
-70 0,0092 876 375 1658 1284
-50 0,080 857 420 1683 1264
Продолжение табл. 3.11
Т, ’С р, кПа р, кг/и3 Нж, кДж /кг кДж/кг г, кДж/кг
-30 0,478 838 467 1709 1242
-10 2,11 820 515 1733 1218
0 4,06 810 539 1744 1205
10 7,43 801 564 1756 1192
20 13,0 791 589 1766 1178
30 21,8 782 614 1777 1162
40 35,3 772 640 1786 1146
50 55,3 763 666 1794 1129
60 84,1 752 692 1802 1110
70 125 742 718 1808 1089
80 180 732 746 1814 1069
90 255 721 773 1819 1046
100 352 709 801 1823 1021
110 479 697 832 1826 995
120 838 672 898 1831 994
150 1384 643 958 1834 876
170 2186 610 1037 1832 795
190 3308 570 1138 1817 680
210 4832 518 1252 1776 525
230 6882 434 1375 1688 313
239,5 8103 275 1532 1532 0
Примечание г - теплота испарения
Таблица 3.12
Зависимость давления насыщенных паров метанола от температуры
Г, *С р, МПа Т, "С р, МПа
-20 -25 -10 0 10 20 30 40 50 60 65 0,84 1,37 1,89 3,73 6,94 12,29 20,78 33,78 33,01 80,64 101,32 80 100 110 138 150 167 180 200 210 214 230 0,18 0,34 0,48 1,01 1,39 2,03 2,71 4,04 4,84 5,06 6,90
Температура вспышки 8 "С, температура самовоспламенения 464 “С. По мере разбавления водой указанные температуры повышаются соответственно увеличению содержания воды.
Максимальная скорость распространения пламени при горении паров метанола с воздухом достигает 0,572 м/с, с кислородом - 1,05 м/с. Максимальная температура пламени при горении паров метанола с воздухом составляет 1750 “С, а давление взрыва таких смесей - 0,84 МПа. Скорость выгорания метанола со свободной поверхности - 1,2 мм/мин или 57,6 кг/(м2 - ч).
Токсичность метанола значительно выше, чем этанола, бу-
ки
тылового и других спиртов. Метанол - сильный яд, действующий преимущественно на нервную и сосудистую системы, с резко выраженным кумулятивным действием, т.е. способностью накапливаться в организме. В организме метанол в первую очередь парализует сосуды, затем вызывает изменения в клеточных элементах. Токсичность метилового спирта объясняется образованием в организме формальдегида и муравьиной кислоты. При отравлении метанолом всегда поражаются зрительный нерв и сетчатка глаз. Пары метанола обладают высокой растворимостью в крови и жидкости организма. Накопление паров в организме идет в течение всего периода вдыхания паров, а последующее выделение через дыхательные пути и почки происходит медленно.
Особенно опасен метанол при приеме внутрь: 5-10 г метанола могут вызвать тяжелое отравление, а 30 г - смертельная доза.
Хранение метанола на УКПГ и его использование в технологии УКПГ должно осуществляться в соответствии с требованиями “Инструкции о порядке получения от поставщиков, перевозки, хранения, отпуска и применения метанола на объектах газовой промышленности” (М., ВНИИгаз, 1975).
При поступлении на склад УКПГ нетравленого метанола в соответствии с инструкцией в него могут добавляться одорант (1 : 1000), керосин (1 : 100) и краситель (2~3 л на 1000 л).
Глава 4
АБСОРБЦИОННАЯ ОСУШКА ПРИРОДНЫХ ГАЗОВ
4.1. ЖИДКИЕ ОСУШИТЕЛИ И ИХ СВОЙСТВА
Абсорбционный процесс осушки газа является наиболее распространенным при подготовке газа к транспорту. Более 70 % добываемого в РФ газа к транспорту подготавливается с применением этого процесса.
Абсорбцией называется процесс поглощения компонентов газа жидкими поглотителями-абсорбентами. Этот процесс основан на различии давлений насыщенных паров влаги в сырьевом газе и над раствором абсорбента, контактирующим с газом. При контактировании газа с осушителями абсорбция (извлечение) влаги протекает до тех пор, пока парциальное давление влаги в газе не достигнет величины ее же парциальною давления над раствором осушителя (абсорбента).
Основными требованиями к осушителям являются высокая поглотительная способность в широком интервале концентраций, давления и температур, низкое давление насыщенных паров, высокая селективность в отношении компонентов газа, т.е. низкая взаиморастворимость с ними, нейтральность в отношении компонентов газов и ингибиторов, применяемых в процессе добычи газа, и низкая коррозионная активность. Кроме того, осушители должны иметь низкую вспениваемость в условиях контакта с газовой смесью и незначительную вязкость в условиях эксплуатации, обеспечивающую хороший контакт с газом в абсорбере, теплообменниках и другом массообменном оборудовании.
На установках комплексной подготовки газа некоторая часть осушителя попадает в водоемы и на почву, поэтому он должен быть неядовитым и способным к полному биологическому разрушению. Кроме того, осушители должны быть дешевыми и нетоксичными.
Этим требованиям в той или иной степени отвечают гликоли - этиленгликоль (ЭГ), диэтиленгликоль (ДЭГ), триэтиленгликоль (ТЭГ) и пропиленгликоль (ПГ).
Некоторые производные ди- и триэтиленгликоля и побочные вещества, получаемые при их производстве (этилкарбитоль, тетраэтиленгликоль), хотя и обладают высокой гигроскопичностью, практически не применяются для осушки природного газа, что объясняется трудностями, связанными с регенерацией их насыщенных растворов и низкой избирательностью в отношении компонентов природного газа.
На практике в схемах установок абсорбционной осушки газа в качестве осушителей применяются только высококонцентрированные растворы ДЭГа и ТЭГа. Водные растворы других гликолей, в частности этиленгликоля и пропиленгликоля, нашли применение в качестве ингибитора гидратообразовання.
Гликоли являются двухатомными спиртами жирного ряда и с водой смешиваются во всех соотношениях. Их водные растворы не вызывают коррозии оборудования. Благодаря этому оборудование установок осушки газа изготавливается из дешевых марок стали,
Важное свойство гликолей - способность понижать температуру замерзания водных растворов, что дает возможность использовать водные растворы гликолей как антигидратный ингибитор при минусовых температурах контакта. Чем ниже дипольный момент гликоля, тем выше его способность к ассоциации, понижению температуры замерзания раствора.
Основные свойства гликолей приведены в табл. 4.1-4.10 и на рис. 4.1-4.6.
Таблица 4.1
Основные физико-химические свойства чистых ДЭГа и ТЭГа
Показатели дэг ТЭГ
Химическая формула Относительная молекулярная масса Плотность при 20 ’С, г/смэ Вязкость при 20 °C, сП Теплоемкость при 20 °C, кДж/(кг-К) Теплота парообразования (при давлении 0,1 МПа), кДж/кг Температура, 'С: начала разложения воспламенения на воздухе вспышки (в открытом тигле) замерзания Поверхностное натяжение, 10“3 н/м Коэффициент рефракции (преломления) при 20 °C Температура кипения, *С: при 101,3 кПа при 6,66 кПа при 1,33 кПа С4НЙ(ОН)? 106,12 1,1184 35,7 2,09 629 164,4 150,5 143,3 -9,0 48,5 1,4472 244,8 164 128 С6Н13(ОН)2 150,17 1,1254 47,8 2,2 416 206,7 173,9 165,5 -7,6 45,2 1,4559 278,3 198 162
Продолжение табл. 4.1
Показатели ДЭГ ТЭГ
Скрытая теплота парообразования при 101,3 кПа, кДж/кг Теплота растворения воды в гликолях при 90 "С, кДж/кг Коэффициент объемного расширения в интервале 0...50 "С Критическая температура, °C Критическое давление, МПа П ри мечание. Предприятиям газовой про ДЭГ (первый сорт) и ТЭГ марки А Возможно та 628,1 134,9 0,00064 410 5.1 чышленности рекоме хже использование Д 367,0 210,0 0,00069 440 3,72 ндуется приобретать ЭГа марки Б
Таблица 42
Основные показатели ДЭГа и ТЭГа, производимых на предприятиях РФ
Показатели Диэтиленглнколь (ГОСТ 10136-77) Триэтиленгликоль (ТУ 6-01-5-88)
марка А марка Б марка А марка Б
Внешний вид Бесцветная или желтоватая прозрачная жидкость Бесцветная или желтоватая жидкость без механических примесей
Плотность при 20 “С, г, 'cmj Массовая доля органических примесей, %, не более 1,116 0,4 +1,117 1,8 1,123+1,12 4 2 Не ниже 1,121
В т ч моноэтиленгликоля 0,15 1,0 0,1 0,8
Массовая доля основного вещества, %, не менее 99,5 98,0 98 90
Массовая доля воды, %, не более Массовая доля кислот в пересчете на уксусную кислоту, %, не более 0,05 0,2 0,1 0,3
0,005 0,01 0,002
Число омылений, мг гидроокиси калия (КОН) на 1 г продукта, не более о,1 0,3
Таблица 4.3
Соотношения коэффициентов теплопередачи гликолей и воды
Гликоль Нагрев или охлаждение жидкости при Нагрев или охлаждение паров Конденсация паров Кипение жидкости
Л > 2100 R < 2100
ЭГ 0,49 0,12 0,60 0,28 0,30
ДЭГ 0,50 0,11 0,60 0,17 0,30
ТЭГ 0,49 0,09 0,60 0,15 0,30
Табли ца 4.4
Растворимость природного газа в водных растворах ДЭГа [37]
Концентрация ДЭГа, % .. р, МПа Растворимость газа (mj/m3) ори температуре, *С
20 30 40 50 60
100 2,0 1,84 1,60 1,40 1,19 1,00
4,0 3,68 3,20 2,80 2,30 2,00
6,0 5,44 4,77 4,10 3,50 3,0
8,0 7,0 6,40 5,44 4,62 3,94
10,0 8,50 7,90 6,80 5,75 5,00
95 2,0 1,70 1,50 1,30 1,06 0,94
4,0 3,44 3,12 2,52 2,12 1,86
6,0 4,80 4,40 3,76 3,20 2,82
8,0 6,40 5,90 5,00 4,31 3,75
10,0 7,90 7,30 6,31 5,40 4,69
85 2,0 1,28 1,20 1,00 0,88 0,80
4,0 2,64 2,40 2,00 1,75 1,62
6,0 3,70 3,50 3,00 2,70 2,45
8,0 5,00 4,60 4,06 3,56 3,12
10,0 6,20 5,70 5,06 4,44 4,00
75 2,0 1,04 0,96 0,81 0,80 0,74
4,0 2,00 1,82 1,65 1,58 1,44
6,0 2,90 2,75 2,50 2,25 2,19
8,0 3,90 3,65 3,31 3,07 2,94
10,0 4,80 4,60 4,12 3,75 3,20
70 2,0 0,80 0,72 0,75 0,69 0,65
4,0 1,60 1,62 1,38 1,35 1,19
6,0 2,40 2,25 2,12 2,00 1,90
8,0 3,20 3,00 2,82 2,70 2,55
Таблица 4.5
Поглощение конденсата ТЭГом
Показатели Номер опыта
1 2 3 4 5 6
Массовая концентрация ТЭГа, % 94,5 94,4 96,4 92,2 99,3 99,3
Удельный расход ТЭГа, л/1000 м'* 21,9 32,1 21,6 31,7 21,3 31,6
Массовая концентрация конденсата в насыщенном ТЭГе, % 0,19 0,21 0,24 0,30 0,11 0,11
Таблица 4.6
Максимально допустимые концентрации гликолей в сточных водах
Гликоль Потребность в кислороде, мг кислорода на 1 мг гликоля Макс концентрация, мг/л Возможность биологического разрушения
хпк бпк5 БПК„ ВПК,/ хпк, % мкй мкиг
ЭГ 1,50 0,54 1,26 84,0 1 1000 Поддается распаду
Продолжение табл 4.6
Гликоль Потребность в кислороде, мг кислорода на 1 мг гликоля Макс, концентрация, мг/л Возможность биологическо-
ХПК бпк5 БПК. ВПК/ ХПК, % МК„ MK^t го разрушения
дэг ТЭГ ПГ 11 р им е полная потр кислороде; ; цессы за лю работу биол 1,27 1,6 ч ан ие Г ебность в - маю бое время огнческих 0,06 0,5 >ПК, - би< сислороде Финальная - очистных 0,18 зхимическ, (примерно концентра! максималь сооружен» 13,8 31,2 1я потреби за 20 сут) ция, котор ная конце [Й 200 10,0 ость в ки< ; ХПК -ая не пару нтрация вс 200 1000 :лороде за кимическа! шает биох яцества, н Практически не разрушается Практически не поддается распаду 5 сут, БПК„ -потребность в имические про-е влияющая на
Табли ца 4 7
ПДК гликолей в водоемах
Гликоль Концентрация, мг/л
НПК*, ППКС„ ППК, ППК„
ЭГ дэг ТЭГ ПГ Примечание Г органолептически; ПП ема; ППКт - то же, оп дельно допустимая ко 450 2050 1000 1000 1ПКам - порогова <гр, - то же, опр ределяемая по т< гцеиграция вещее 1 1 10 10 я концентрация в еделяемая по влил жеикологическим тва в водоеме 1 1 200 200 ещества в водоем 1иию на саннтарнь характеристикам 1 1 по БПК по БПК е, определяемая дй режим водо-, ППК„3 - пре-
Т аб л и ца 4.8
Зависимость температуры замерзания Тг водных растворов ДЭГа от его массовой концентрации*
ДЭГ, % Гз, "С дэг, % Т„ *С дэг, % Г,, 'С
2 -0,3 60 -41,4 80 (-43)
10 -1,9 62 -44,9 82 (-41)
20 -5,1 64 (-48,3) 84 -39
30 -9,9 66 (-51,5) 86 -37
40 -16,9 68 (-55,5) 88 -34
50 -26,6 70 (-58) 90 -30
52 -29,3 72 (-62) 92 -25,5
54 -32,3 74 — 94 -21,3
56 -35,4 76 — 96 -17,0
58 -38,4 78 — 98 -12,7
* Цифры в скобках получены экстраполяцией кривых.
Табли ца 4.9
Зависимость температуры замерзания водных растворов ТЭГа от его массовой концентрации*
тэг, % Л, -с ТЭГ, % Т5, ’С ТЭГ, % Л, ’С
2 -0,2 40 -13,7 80 -42
6 -0,8 44 -16,9 82 -40
10 -1,6 48 -20,9 84 -37,4
14 -2,4 50 -23,6 86 -34,5
18 -3,4 54 (-29,5) 88 -31,2
20 -4,0 58 (-36) 90 -27,5
24 -5,2 60 (-40) 92 -23,5
28 -6,8 70 (-48) 94 -19,1
30 -7,7 74 -46 96 -14,5
34 -9,9 76 -45 98 -9,0
38 -12,3 78 -43,5 —
♦Цифры в скобках получены экстраполяцией кривых
Таблица 4.10
Показатели пожарной опасности гликолей
Гликоль Температура, "С Область самовос-иламене-ния Температурные пределы воспламенения, "С
К Т ЮГ Г,.
ЭГ ДЭГ ТЭГ пг Прим еч Т" - температ 115 135 158 107 ан не Т" ~ ура самовосп 118 143 170 164 температура изменения, ’( 380 345 371 421 1спышки, 'С, 3,8-6,4 0,62-0,8 0.90-9,2 2,6-12,6 Twr - темпер 118 143 атура воспла* 124 170 енения, 'С;
Исходя из данных табл. 4.2, можно отметить следующее: не приводится расшифровка состава органических примесей, содержащихся в гликолях (в ДЭГе - 1,3 и ТЭГе - 1,9 %) и являющихся побочными продуктами их производства. Однако их физико-химические свойства представляют интерес, так как позволяют оценить термическую стабильность и влияние на надежность эксплуатации блока регенерации. Обращаем внимание на отсутствие расшифровки состава органических примесей с тем, чтобы при закупке гликолей заказчик требовал от поставщика указать этот состав.
Поглощение гликолем воды является экзотермическим процессом, т.е. сопровождается выделением тепла. Однако количество выделенного тепла столь незначительно, что его значением можно пренебречь.
С повышением температуры увеличивается давление насы-
Рис. 4.1. Зависимость давления насыщенных паров водных растворов ДЭГа от температуры
Рис. 4.2. Зависимость давления насыщенных паров водных растворов ТЭГа от температуры
Рис. 4.3. Зависимость теплоты испарения ЭГа (/), ДЭГа (2) и ТЭГа (3) от температуры
щенных паров над раствором (см. рис. 4.1 и 4.2) и снижается теплота испарения ТЭГа, ДЭГа и ЭГа (см. рис. 4.3).
Коэффициенты теплопередачи гликолей уменьшаются с ростом их молекулярной массы (см. табл. 4.3).
Экспериментальные значения растворимости природного газа в водных растворах ДЭГа различной массовой концентрации приведены в табл. 4.4. С увеличением концентрации воды растворимость природного газа в водных растворах ДЭГа снижается.
Растворимость газа в ТЭГе на 25-30 % выше, чем в ДЭГе. Следовательно, ДЭГ обеспечивает более высокий коэффициент избирательности в системе вода - углеводороды. Однако из-за малых значений растворимости газов в растворах гликолей этот факт при осушке бессернистых газов практически не влияет на показатели работы установки.
Исследуемый газ имел следующий состав (молярная доля, %): СН4 - 95,42; С>Н6 - 2,26; СЭН8 - 0,99; н-С4Н10 - 0,61; CSH12 - 0,21; С6Н14 - 0,08; СО2 - 0,42.
Растворимость ароматических углеводородов в гликолях увеличивается по мере роста их молекулярной массы. Например, растворимость бензола в ЭГе и ДЭГе составляет соответственно 5,7 и 31,3 %, а три- и тетраэтиленгликоли полностью смешиваются с бензолом.
Следует отметить, что растворимость углеводородов в ТЭГе несколько больше, чем в ДЭГе. Это обстоятельство особенно важно, когда осушке подвергаются конденсатосодержащие газы. Этот вопрос рассмотрен в работах [48, 49]. Показано, что с повышением концентрации раствора количество извлекаемых углеводородов увеличивается (см. табл. 4.5). Это происходит и
Tbwspwnypa мнтзнта, ° G
Рис. 4.4. Номограмма для определения равновесной точки росы газа при его контактировании с растворами ДЭГа
с ростом удельного расхода раствора ТЭГа. По результатам анализов максимальное количество извлеченного углеводородного конденсата составило 0,24 % от объема ТЭГа.
Наличие ароматических углеводородов в конденсате повы-
Рис. 4.5. Номограмма для определения равновесной точки росы газа при его контактировании с растворами ТЭГа
шает его растворимость в гликолях и, следовательно, способствует увеличению потерь как гликоля, так и конденсата.
Исследования [48] показали, что при орошении 91,3 %-ным ДЭГом в количестве 17 л/1000 м3 газа поглощение ароматических углеводородов составляло 1,32 % объема. Следует указать, что поглощение ароматических углеводородов ДЭГом отрицательно влияет на его осушающую способность.
Влияние ароматических углеводородов на осушающую способность растворов ДЭГа экспериментально изучено И.И. Бородиной. В опытах раствор ДЭГа с определенным содержанием ароматических углеводородов контактировал с влагосодержащим газом. Затем определяли уменьшение концентрации раствора чистого ДЭГа и ДЭГа, содержащего различные количества ароматических углеводородов. В качестве носителя ароматических углеводородов использовали газовый конденсат, содержащий 27,5 % бензола, 39 % толуола, 6 % ксилола и 27,5 % предельных углеводородов.
Эксперименты показали, что растворение в ДЭГе 0,4 %
Рис. 4.6. Зависимость давления насыщенных ларов чистых гликолей от температуры
конденсата практически не влияет на его осушающую способность. При растворении в ДЭГе 5 % конденсата его осушающая способность снижается почти в 2 раза. При дальнейшем увеличении растворения конденсата в ДЭГе его осушающая способность резко снижается, и раствор ДЭГа перестает осушать газ, когда количество растворенных в нем ароматических углеводородов составляет свыше 20 %.
Водные растворы ЭГа по сравнению с растворами ДЭГа и ТЭГа имеют более низкую температуру замерзания, большую степень предотвращения гидратообразования при одинаковых концентрациях, меньшую вязкость при рабочих температурах осушки и более низкую растворимость в углеводородном конденсате, что снижает их потери за счет растворимости в конденсате.
ЭГ имеет экологическое преимущество перед ДЭГом и ТЭГом: при попадании в водоемы он подвергается полному би
ологическому разложению в отличие от ДЭГа и ТЭГа (см. табл. 4.6).
Существенным недостатком ЭГа является высокое давление насыщенных паров. Например, при температуре 20 “С этот показатель для 99 %-ного раствора ЭГа в 2,5 и 7 раз выше, чем упругость паров ТЭГа и ДЭГа соответственно. По этой причине ЭГ не получил применения при противоточной осушке газа, так как его потери с газом были бы в несколько раз больше. Растворы ЭГа могут быть успешно использованы в качестве ингибитора на установках НТС.
Одно из важных свойств гликолей - снижение температуры замерзания при растворении в них воды. Благодаря этому свойству гликоли находят применение при приготовлении различных теплоносителей. Это качество гликолей имеет важное значение и для транспортировки газа. Дело в том, что газ на выходе из абсорберов обязательно содержит гликоль в паровой фазе и, как правило, в капельном виде. При снижении температуры газа в газопроводах гликоли поглощают дополнительную влагу из паровой фазы, что снижает их концентрацию в жидкой фазе. Это приводит к снижению температуры замерзания жидкой фазы, что предотвращает образование твердой фазы в газопроводах. Температуры замерзания водных растворов ДЭГа и ТЭГа даны в табл. 4.8 и 4.9.
Водные растворы ТЭГа имеют преимущества по сравнению с растворами ДЭГа и ЭГа. У триэтиленгликоля давление насыщенных паров меньше, чем у ДЭГа, следовательно, потери ТЭГа за счет уноса с осушенным газом и при регенерации будут меньше. ТЭГ при высокой степени осушки дает более значительное понижение температуры точки росы, чем ДЭГ. Кроме того, ТЭГ имеет более высокую температуру начала разложения (206 ’С), чем диэтиленгликоль (164 °C).
Для осушки газа можно применять также изомеры пропи-ленгликоля: 1,2-пропиленгликоль СН3СНОН-СН2ОН и 1,3-пропиленгликоль СН2ОН-СН2-СН2ОН. Из них наибольший интерес представляет 1,2-пропиленгликоль (ПГ). ПГ имеет очень низкую температуру замерзания - минус 60 °C, что дает возможность использовать его в условиях Крайнего Севера. Возможно также применение ПГ в смеси с другими гликолями.
Упругость паров ПГ при обычных температурах выше, чем у ЭГа, ДЭГа и ТЭГа. Следовательно, потери ПГ с обрабатываемым газом при одинаковых условиях будут больше, чем остальных гликолей. Подача в абсорбер переохлажденного раствора ПГ позволила бы снизить его потери с осушенным газом.
Вязкость водных растворов гликолей растет с увеличением концентрации растворов и давления, уменьшается с повышением температуры. При вязкости выше 100 сП снижается интенсивность процесса массообмена между водяными парами и растворами, в результате чего не достигается равновесие между фазами.
Для снижения вязкости растворов гликолей к ним можно добавлять органические растворители, которые не должны способствовать образованию пены. Растворители должны быть гигроскопичными и иметь более низкую вязкость, чем гликоли. Растворителями могут служить бензоловый, фенилэтиловые, ароматические и циклические одноатомные спирты, гомологи циклогексана; гетероциклические одноатомные спирты - гомологи тетрагид рофурфу рол ового спирта; водорастворимые моноэфиры полигидроспиртов и т.д. В качестве разбавителя может использоваться также метанол.
Следует отметить, что перечисленные реагенты не отвечают многим требованиям, предъявляемым к осушителям. Некоторые из них более летучи, что приводит к повышенным потерям реагентов, некоторые плохо регенерируются и т.д. Поэтому их применение на практике носит единичный характер. Добавление к диэтиленгликолю низкомолекулярных гликолей, таких как ЭГ и ПГ, снижает вязкость и температуру застывания его растворов. Согласно данным [4], раствор, состоящий из 50 % ЭГа и 50 % ДЭГа, при температуре -5 °C имеет вязкость 100 сП. Температура застывания такого раствора составляет -38 °C. С таким абсорбентом процесс осушки можно вести при низких температурах контакта, что, в свою очередь, позволит снизить унос гликолей с осушенным газом и повысить эффективность использования холода окружающей среды.
Контроль качества гликолей. Следует отметить, что необходим постоянный контроль pH растворов гликолей, значение которого должно находиться в пределах 7,0-8,5. При pH > 8,5 повышается стабильность эмульсии гликоля с углеводородами и увеличивается вероятность вспенивания раствора. Снижения pH раствора можно добиться, добавляя в него борную, угольную или фосфорную кислоту.
Снижение на одну единицу значения pH указывает на окисление гликолей и увеличение скорости коррозии оборудования из стали в среднем в два раза. Интенсивность коррозии можно контролировать по содержанию железа в растворе. При содержании железа в растворе более 0,5 % происходит процесс активной коррозии. Для снижения коррозионной активности гликолей в раствор добавляют такие нейтрализаторы, 118
как бура, триэтаноламин, фосфат калия, меркаптобензотиазол И т д.
Самоокисление гликолей. Гликоли способны к самопроизвольному окислению кислородом воздуха при невысоких температурах, Самый стойкий к окислению - этиленгликоль. ДЭГ и ТЭГ из-за наличия эфирных групп больше склонны к окислению,
Процесс окисления ускоряется в присутствии веществ, способных генерировать радикалы, и замедляется при добавке антиокислителей. Конечный продукт самоокисления ДЭГа - муравьиная кислота и формальдегид. Кроме того, образуются вода, этиленгликоль, гликолевый альдегид, глиоксаль и диокса-лан.
В нейтральной и щелочной средах, а также при pH < 1,5 скорость самоокисления низкая. При pH = 2,5-4,5 скорость самоокисления возрастает в 15-20 раз.
Для снижения окисления можно использовать химические реагенты; например, при добавлении в раствор гидрохинона 0,1 % от массы гликоля его окисление практически прекращается.
Хранение и транспортировка гликолей. Специфические физические свойства гликолей (гигроскопичность, относительно высокая вязкость) и способность к самоокислению требуют соблюдения определенных условий при их хранении и транспортировании. Длительно хранить гликоли следует при возможно более низкой температуре. ЭГ, ДЭГ и ТЭГ рекомендуется хранить при температуре не ниже -4 “С, а тетраэтиленгликоль, пропиленгликоль и дипропиленгликоль - не ниже +2 °C. Сроки хранения согласно действующим стандартам и техническим условиям для гликолей, не имеющих добавок ан тиокислителей, установлены в зависимости от сорта или марки: для ЭГа 5-12 мес., ДЭГа 3-6 мес. и ТЭГа - 6 мес.
Емкости для хранения гликолей должны иметь теплоизоляцию и устройство для обогрева, так как гликоли при низких температурах обладают большой вязкостью, что затрудняет их перекачивание. Эти емкости могут быть изготовлены из обычной стали. При этом стены емкостей должны быть покрыты лаком на основе фенольных или винильных смол.
При длительном хранении гликолей емкости рекомендуется изготавливать из нержавеющей стали или алюминия. Трубопроводы, арматуру и насосы для перекачивания гликолей выполняют из легированной стали или алюминия и его сплавов.
Показатели пожароопасности. Гликоли являются пожаро-и взрывоопасными (табл. 4.10).
Табл и ца 4.11
Токсические свойства гликолей
Гликоль ЛД50 при введении через рот (крысы), мл. кг Допустимая доза при введении через рот (крысы), г/кг Продолжительность испытаний, сут ЛДзд при кожной аппликации (кролики), МЛ / кг
ЭГ ДЭГ ТЭГ ПГ II р им еч а через рот, кото] но - резорбтавн ас 7,4 28,3 28,3 34,6 ние. ЛД50 - кол1 юс приводит к гибе доза гликоля при 0,28 0,18 0,33 (честно гликоля, > ли 50 % животных контакте с жидкост 30,0 30,0 30,0 и на 1 кг живой в пределах до 14 с ъю в течение 24 ч 20,0 11,9 20,0 20,0 массы, принятое ут; ЛД50 - кож-
Физиологические действия. Гликоли относятся к веществам с относительно низкой токсичностью. Вследствие незначительной летучести гликолей при пребывании человека в среде, насыщенной парами водных растворов гликолей, отравления организма не происходит. Токсические свойства гликолей приведены в табл. 4.11.
Длительное пребывание в среде, насыщенной парами этиленгликоля, вызывает раздражение глаз, верхних дыхательных путей, повышенную сонливость, кратковременный наркоз.
С ростом молекулярной массы гликолей их вредное воздействие на организм человека снижается. Смертельная доза этиленгликоля при приеме его внутрь составляет около 1,4 г на 1 кг массы человека.
Предполагается, что в организме этиленгликоль подвергается окислению по следующей схеме:
этиленгликоль - гликолевый альдегид - гликолевая кислота - глиоксалевая кислота - щавелевая кислота - глиоксаль.
Токсическое действие диэтиленгликоля слабее, чем этиленгликоля. Однако при приеме внутрь он тоже представляет большую опасность. Смертельная доза для человека составляет 15-100 мл.
ТЭГ менее токсичен, чем ДЭГ, что объясняется меньшим значением его давления насыщенных паров.
Пропиленгликоль в отличие от этиленгликоля практически не токсичен, не опасен при вдыхании паров и случайном приеме внутрь.
Экспериментальными данными определены следующие предельно допустимые концентрации гликолей в воздухе рабочей зоны: для этиленгликоля - 0,1 мг/м3, для диэтиленгликоля -
0,2 мг/м3. Для ТЭГа ПДК не определена, так как считается, что установление норм’для него необязательно в связи с малой летучестью и низкой токсичностью.
4.2. СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ГЛИКОЛЕЙ, ИСПОЛЬЗУЕМЫХ В КАЧЕСТВЕ ОСУШИТЕЛЯ
В настоящее время для осушки природных газов на месторождениях России в основном используется раствор ДЭГа. Применение ТЭГа носит единичный характер. Хотя известно, что за рубежом ТЭГ нашел более широкое применение, в первую очередь, благодаря низким потерям его на установках осушки газа и ряду других технологических преимуществ.
В настоящее время в России имеется возможность производить для нужд газовой промышленности триэтиленгликоль. Следовательно, снимается ограничение в применении ТЭГа из-за его дефицитности.
Основными показателями, характеризующими гликоли как осушитель, являются депрессия точки росы газа по влаге, потери с осушенным газом, регенерируемость насыщенного раствора и т.д.
Ниже приводится сравнительная оценка этих и ряда других показателей ДЭГа и ТЭГа, необходимых при выборе осушителя для установок осушки газа [17].
Депрессия по точке росы. В табл. 4.12 приведены данные, характеризующие глубину осушки газа водными растворами ДЭГа и ТЭГа, полученные с использованием кривых точка росы - растворы гликоля - температура контакта (см. рис. 4.4 и 4.5).
Сравнивая данные из табл. 4.12 с требуемой глубиной осуш-
Таб л и ца 4 12
Равновесная точка росы газа по влаге при его осушке растворами ДЭГа и ТЭГа
Температура контак та, *С 98 % ным 99 %-ным 99,5 %-кым
дэг ТЭГ ДЭГ тэг ДЭГ ТЭГ
5 -24,0 -31,5 -31,7 -38,0 -36,0 -44,0
10 -20,6 -27,1 -28,5 -35,3 -34,5 -41,7
20 -14,4 -20,0 -21,7 -28,4 -27,8 -35,0
30 -6,2 -13,3 -15,2 -22,5 -21,7 -27,8
35 -2,4 -8,0 -11,5 -18,5 -18,8 -25,1
40 +0,7 -5,0 -9,2 -15,8 -15,8 -23,0
ки газа для северных газопроводов, можно указать, что при пониженных температурах контакта оба гликоля могут быть использованы практически с одинаковой технологической эффективностью. Что касается высоких температур контакта и высоких концентраций растворов, то преимущество ТЭГа очевидно. Особенно важное значение это преимущество имеет в летние месяцы, когда не удается охлаждать газ ниже температуры 25-30 ’С.
В табл. 4.12 приведены теоретические данные. В условиях УКПГ практически никогда не достигается равновесная осушка газа. Следовательно, потребуется раствор более высокой концентрации, получение которого затруднительно.
В тех случаях, когда невозможно охладить газ ниже температуры 25-30 ’С, очень трудно достичь осушки газа до точки росы -10 °C и ниже с использованием растворов ДЭГа. Например, при давлении 4,0 МПа и температуре контакта 30 “С для осушки газа до точки росы -16 °C (эквивалент точки росы -10 °C при давлении 7,35 МПа, необходимой по ОСТ 51.40-83) требуется раствор ДЭГа массовой концентрации 99,2 % (с учетом реальных условий процесса не менее 99,5 %). По ряду причин (износ оборудования, отсутствие эффективной системы очистки раствора гликоля от ингредиентов, недостаточная степень вакуумирования и т.д.) в условиях производства такая степень регенерации раствора практически трудно достижима. В то же время для осушки газа до такой глубины достаточно использовать раствор ТЭГа массовой концентрации 98,4 % (с учетом реальных условий процесса не менее 98,6 %), что легко достижимо. Требуемый уровень остаточного давления в системе составит не ниже 400 мм рт. ст.
Потери гликолей. Важным преимуществом ТЭГа является низкое давление его насыщенных паров, которое обеспечивает меньшие потери ТЭГа с осушенным газом в паровой фазе. По этой статье снижение потерь ТЭГа может составить 0,2-1,5 г/1000 м3 в интервале температур 10-20 ’С, наиболее характерных для установок осушки газов северных месторождений. Эта цифра более существенна при температурах контакта 30 °C и выше и может составить 3-4 г/1000 м .
Равновесные потери гликолей могут определяться с помощью номограмм, приведенных в приложениях.
Следует отметить, что основные потери гликоля приходятся на долю капельного уноса реагента с осушенным газом. Этот показатель определяется только на основании опыта промышленной эксплуатации абсорбционных установок осушки газа.
Как было указано выше, в отрасли отсутствует промышлен
ный опыт использования ТЭГа для осушки газа. В литературе [26] описан опыт применения ТЭГа на полупромышленной установке производительностью 3,8-4,0 тыс. м3/ч. Испытания проводились на одной из установок Ставропольского края. Эксперименты велись при давлении 4,7-5,3 МПа и температуре контакта 26-34 “С,
Суммарные потери ТЭГа составляли не более 5 г/1000 м3. Эта цифра в 3-4 раза меньше, чем на лучших промышленных установках осушки газа раствором ДЭГа.
Во второй половине 1996 г. на месторождении Тарко-Сало установки осушки газа были переведены с ДЭГа на ТЭГ. За 1996-1997 гг. общие потери гликоля на установке снизились в два раза.
Регенерация насыщенных растворов. ТЭГ имеет более высокую температуру начала разложения (206 ’С), чем ДЭГ (164 °C), Благодаря этому возможна регенерация раствора ТЭГа без применения вакуума до массовой концентрации 98,1 %. В то же время для ДЭГа этот показатель при регенерации без вакуумирования системы составляет 96,7 % (масс.). Такими растворами гликолей при температуре контакта 25 °C в условиях равновесия газ можно осушить до точки росы -18 и -1 “С растворами ТЭГа и ДЭГа соответственно. Практически глубина осушки газа будет значительно выше. Отсюда следует, что в случае неэффективности работы системы вакуумирования при осушке газа раствором ДЭГа невозможно будет получить кондиционный газ. В то же время при осушке газа ТЭГом особых проблем не возникнет.
Возможность нагрева ТЭГа до более высоких температур имеет еще одно преимущество, связанное с выделением растворенных углеводородов из раствора. Дело в том, что в газах северных месторождений содержатся конденсаты, имеющие более высокие температуры кипения, чем температура регенерации гликолей. Поскольку раствор ДЭГа нельзя подогревать выше 164 “С, часть конденсата останется в насыщенном растворе, что будет ухудшать его поглотительную способность. В случае использования ТЭГа благодаря более высокой температуре регенерации остаточное количество конденсата в регенерированном растворе будет меньшим.
Наличие конденсата в регенерированном растворе снижает его осушающую способность, усиливает вспенивание гликоля, что может привести к увеличению его потерь.
Температура в испарителе блока регенерации в случае использования ДЭГа и ТЭГа поддерживается равной 160 и 190 °C соответственно (при одинаковом остаточном давлении 200 мм
Табли ца 4.13
Зависимость температуры кипения гликолей от давления
р, мм рт. ст. Гликоль р, ММ рт. ст. Гликоль
ДЭГ ТЭГ ДЭГ ТЭГ
1 91,8 114,0 60 174,0 201,5
5 120,0 144,0 100 187,5 214,6
10 133,8 158,1 200 207,0 235
20 148,0 174,0 400 226,5 256,6
40 164,3 191,3 760 244,8 287,3
рт. ст.). При регенерации ДЭГа разница между температурой разложения и рабочей температурой системы составляет не более 4 “С. При регенерации ТЭГа этот показатель равен 16 “С. Следовательно, режим регенерации ДЭГа более уязвим по части разложения реагента. Отсюда следует, что потери ДЭГа от термического разложения будут больше, чем ТЭГа (при нарушении технологического режима установки).
Для глубокой регенерации растворов ДЭГа и ТЭГа требуется создать в системе вакуум, уровень которого может определяться по данным табл. 4.13.
Для достижения температуры кипения ДЭГа, не превышающей температуры разложения (164 ’С), необходимо в системе создать вакуум на уровне 40 мм рт. ст. В то же время при этом вакууме температура кипения ТЭГа составляет 191 °C, что на 15° ниже температуры его разложения.
4.3. ОБЩАЯ ОЦЕНКА ПРОЦЕССА АБСОРБЦИОННОЙ ОСУШКИ ГАЗА В СИСТЕМЕ УКПГ - ПС
Наличие в газе избыточной влаги ставит ряд серьезных проблем при транспортировании газа. В процессе обработки и транспортирования газа за счет снижения температуры в системе происходит конденсация водяных паров и, следовательно, образование в ней водного конденсата. Последний образует с компонентами природного газа гидраты. Отлагаясь в газопроводах, гидраты уменьшают их сечение, а иногда приводят к аварийным остановкам. Кроме того, наличие воды в системе усиливает коррозию оборудования, особенно при содержании в сырьевом газе кислых компонентов. Общие вопросы, связанные с осушкой газа и влиянием некачественной подготовки газа на показатели газотранспортных систем, описаны в работах [5, 7, 10, 12, 14, 16, 20, 21, 25].
В связи с изложенным природные и нефтяные газы перед подачей в магистральные газопроводы и в цикле переработки подвергаются осушке.
Выбор способа осушки газа зависит от состава сырья. Для осушки тощих газов применяются абсорбционные и адсорбционные процессы. При наличии в газе конденсата переработка газа осуществляется с применением низкотемпературных процессов. При этом на стадии охлаждения газа происходит конденсация водяных паров за счет снижения равновесной влаго-емкости газа.
Противоточные абсорбционные процессы, в первую очередь, применяют для осушки тощих газов, т.е. газов, не содержащих тяжелые углеводороды выше пороговой концентрации. Здесь под определением “пороговая” подразумевается такая концентрация углеводородов, которая не служит препятствием для нормальной транспортировки газа. Эти процессы используют также при осушке кислых газов, газов после установок очистки их от кислых компонентов с применением водных растворов разных реагентов, а также при подготовке газов к низкотемпературной переработке и т.д.
Абсорбция паров влаги может осуществляться непрерывно (в насадочных колоннах) и ступенчато (в тарельчатых колоннах).
В насадочных колоннах массообмен между фазами происходит непрерывно вдоль всей поверхности контакта фаз.
В тарельчатых колоннах каждая ступень контакта действует как самостоятельная для противоточных потоков газа и осушителя. Контактирующие фазы стремятся к равновесию. Степень приближения к состоянию равновесия условно можно принять как эффективность тарелки или коэффициент полезного действия.
Из-за небольших соотношений расходов газа и жидкого осушителя решетчатые, ситчатые и подобные конструкции тарелок для абсорберов установок осушки газа нецелесообразны, так как возможны “провал" жидкости и снижение КПД тарелок.
Прямоточные абсорбционные процессы используются в основном на нефтяных месторождениях. Осушка газа производится в горизонтальных абсорберах. На месторождениях России (Тюменская область, Башкортостан, Дагестан и т.д.) нашли применение установки осушки производства б. ГДР. Производительность таких установок небольшая и составляет от 0,5 до 2,5 млн. м3/сут. Некоторые характеристики и область применения прямоточных процессов осушки газа приведены в работе [16].
Адсорбционные процессы используют как для подготовки “тощих” газов к транспортированию, так и для глубокой осушки газа, т.е. перед подачей газа на низкотемпературную переработку газа, например на установках получения гелия. Адсорбционные процессы нашли широкое применение также при осушке сжиженных газов, используемых в качестве моторного топлива или хладагента.
Как было указано выше, основной объем добываемого газа приходится на долю пластовой продукции сеноманских залежей. Ввиду незначительного содержания конденсата в этих газах (менее 1 г/м3) их подготовка к транспортированию производится абсорбционным способом. Несмотря на большой опыт эксплуатации этих установок, до последнего времени не была дана оценка процессу абсорбционной осушки в области влияния глубины извлечения паров воды из газа на показатели работы ГТС. В последние годы этот вопрос был освещен в ряде публикаций [7, 9-14].
При осушке газа абсорбционным способом в абсорберах газ насыщается парами гликоля, используемого в качестве осушителя. Равновесное содержание паров гликоля в газе зависит от температуры, давления и концентрации используемого для осушки раствора гликоля. Влияние состава газа на этот показатель незначительно, и потому при проектных расчетах этот фактор можно не учитывать.
На рис. 4.7 приведены кривые зависимости равновесного содержания паров ДЭГа (/) и ТЭГа (2) в осушенном газе от давления и температуры. Эти данные показывают, что снижение температуры всего на 1 “С при постоянном давлении проводит к уменьшению равновесного гликолесодержания газа. Следовательно, в системе образуется конденсационный гликоль. Отсюда следует, что при абсорбционной осушке газа его абсолютная точка росы равна температуре контакта при заданном давлении процесса.
Транспортирование газа сопровождается снижением его температуры и давления. Первый из этих факторов уменьшает растворимость гликоля в паровой фазе, а второй, наоборот, повышает этот показатель. При этом в районе северных газопроводов влияние первого фактора преобладает над вторым. По этой причине происходит конденсация паров гликоля в системе. В образовавшейся жидкой фазе растворяется также незначительное количество углеводородов. Следовательно, жидкая фаза будет содержать практически все компоненты транспортируемого газа. Снижение температуры газа даже на 1 *С приведет к конденсации паров гликоля и образованию в сис-
Рис. 4.7. Зависимость равновесного содержания паров ДЭГа (/) и ТЭГа (2) в осушенном газе от давления и температуры
теме жидкой фазы. Что касается фиксированных в ОСТах точек росы газа по влаге, при абсорбционной осушке они указывают на равновесное влагосодержание газа при заданной температуре.
На рис. 4.8 показана зависимость количества гликоля, образовавшегося на участке газопровода между УКПГ и линейной КС, от режима работы абсорбера. При получении кривых рис. 4.8 давление в абсорбере принято равным 7,35; 5,5 и 3,5 МПа,
Рис. 4.8. Зависимость количества конденсационного ДЭГа в системе от режима работы абсорбера:
1 - р = 3,5 МПа; 2 - р = 5,5 МПа;
3 - р = 7,35 МПа
а температура контакта в интервале 10-30 “С. Во всех случаях принято, что газ осушается до точки росы -20 °C. Во всех вариантах давление и температура газа перед входным сепаратором КС равны соответственно 5,5 МПа и 0 “С. Однако известно, что в зимний период на этом участке газопровода газ может охлаждаться до температуры -4...-8 “С; следовательно, объем жидкой фазы может быть несколько больше.
Проанализируем показатели одного режима. Равновесное влагосодержание осушенного газа при давлениях 7,35; 5,5 и 3,5 МПа и точке росы -20 °C составляет 0,0262, 0,0309 и 0,0408 г/м3 соответственно. Эти числа значительно ниже, чем равновесное влагосодержание газа на входе во входной сепаратор линейной КС при давлении 5,5 МПа и температурах 0 еС (6 = 0,1136 г/м3) и -10 ’С (Ь = 0,0566 г/м3).
Согласно кривым рис. 4.8 в газопроводе может образоваться гликоль в количестве 0,40-3,26 г/1000 м3. Это составляет 36-293 кг в пересчете на суточную производительность одной нитки газопровода. (При установлении равновесия в системе фактическое количество жидкой фазы в ней будет несколько больше, так как происходит поглощение паров влаги из газа.)
Таким образом, можно однозначно утверждать, что при подготовке газа к транспорту абсорбционным способом осушки на участке ГТС от УКПГ до КС магистрального газопровода (когда влияние снижения температуры на равновесное содержание гликоля в газе преобладает над влиянием снижения давления на этот показатель) образование жидкой фазы в системе неизбежно даже при полном отсутствии уноса жидкости из абсорберов в капельном виде. Если учесть, что из абсорберов происходит унос капельной жидкости с осушенным газом, то общий объем жидкой фазы будет значительно выше.
Несмотря на это, большинство применяемых приборов показывают точку росы газа по влаге -20 *С. Это связано с тем, что количество жидкой фазы в системе и концентрация в ней воды столь незначительны, что находятся за пределами чувствительности приборов [6, 10]. (Отметим, что при подготовке газа к транспортированию адсорбционным способом газ в линейную КС мог бы поступить исключительно в однофазном состоянии. Это в том случае, если бы он предварительно не контактировал с жидкими реагентами. Более того, газ был бы недонасы-щен водяными парами.)
Унос гликоля из находящихся в эксплуатации абсорберов не должен превышать 20 мг/м3. Следует отметить, что унос гликоля практически не может увеличивать остаточное влагосодержание газа. Это объясняется тем, что при охлаждении 128
газа в МГ этот гликоль становится недонасыщенным относительно паров влаги, в результате чего происходит поглощение водяных паров капельным гликолем, т.е, доосушка газа. (Газопровод выполняет функцию прямоточного горизонтального массообменного аппарата.) Например, установлено, что при уносе ДЭГа в количестве 20 г/1000 м3 за счет снижения температуры газа в МГ до -2 ‘С из паровой фазы в жидкую перейдет 0,0013 г/м3 воды, что равнозначно дополнительной депрессии по точке росы по воде порядка 0,7 ’С. При капельном уносе гликоля в количестве 10 г/1000 м3 эти цифры составят соответственно 0,0006 г/м3 и 0,3 “С. Таким образом, можно сделать вывод о том, что унос гликоля в газопровод не повышает точку росы газа по воде [8].
Следует отметить, что в случае снижения температуры в системе ниже температуры застывания гликоля, к примеру, до -9 ‘С (температура замерзания чистого ДЭГа), не произойдет застывание жидкой фазы. Как было указано выше, за счет изменения равновесных условий системы происходит поглощение паров воды гликолем. За счет этого концентрация ДЭГа в жидкой фазе снижается до 70-90 %. Температура застывания такого раствора составляет -22...-42 *С, что на 13-33 *С ниже температуры застывания уносимого из абсорбера ДЭГа. Отсюда следует, что охлаждение газа в ГТС не может привести к застыванию жидкой фазы. Во всех случаях разность температур застывания жидкой фазы и чистого гликоля (t3 - t) составляет не менее 20 ’С, что гарантирует эксплуатацию объектов без вероятности образования твердой фазы в системе.
При предварительном контактировании газа (до установки осушки) с ингибитором, например, с раствором метанола, точка росы товарного газа по метанолу Тм не всегда будет соответствовать точке росы по воде 7\, определяемой по его фактическому влагосодержанию. Когда Гм больше, чем Гв, абсолютная точка росы газа будет равна значению 7\.
За редким исключением, наиболее жесткий режим эксплуатации для газопроводов, берущих свое начало из северных месторождений, характеризует их головные участки. Условия транспортирования газа на последующих участках МГ менее жесткие. Отсюда следует, что при полном отделении жидкости на первой линейной КС, например, с помощью специальных фильтров-сепараторов, на последующих участках МГ обеспечивается однофазное транспортирование газа.
Влияние уноса гликоля на показатели ГТС. На установках осушки газа происходит унос абсорбента в виде капель в количестве 15-40 г/1000 м3, а в ряде случаев и выше. Рассмотрим
влияние этого фактора на работу МГ, в том числе в районах залегания многолетнемерзлых пород.
Унос гликоля в газопровод может оказать отрицательное влияние на его показатели. Это связано, в первую очередь, с возможностью накопления гликоля на отдельных участках МГ, что может повысить перепад давления в нем. Кроме того, уносимый гликоль безвозвратно теряется, что увеличивает эксплуатационные затраты на подготовку газа.
Состав жидкой фазы, уносимой с газом из абсорбера, соответствует составу регенерированного раствора гликоля, используемого на установке. Предположим, что на установке в качестве абсорбента используется раствор ДЭГа концентрации 99,3 %. Такой раствор замерзает при температуре -9 *С. Рассмотрим надежность работы ГТС в случае охлаждения газа ниже температуры -9 ’С при уносе с газом абсорбента в виде капель. При этом в качестве граничного условия принимается равновесное условие в системе и отсутствие остаточной воды в ней.
Известно, что со снижением температуры уменьшается концентрация гликоля, необходимая для заданной точки росы газа. Следовательно, снижение температуры в системе приводит к смешению условий равновесия фаз и, как следствие, к поглощению водяных паров абсорбентом (гликолем), имеющимся в системе. Это, в свою очередь, обеспечивает определенную депрессию по точке росы по воде.
Результаты теоретических исследований для различных режимов приведены в табл. 4.14. Эти данные получены для следующего режима: точка росы осушенного газа 7\р = -20 ‘С (на входе в МГ); концентрация ДЭГа, уносимого с газом в виде капель, С2 = 99,3 %. Газ осушается при температуре контакта 16 °C.
В табл. 4.14 под порядковым номером 1 приведены показатели системы, когда отсутствует капельный унос гликоля с осушенным газом. Условно принято, что газ в ГТС охлаждается до температуры 16 *С. При этом в системе не образуется конденсационная жидкость.
При охлаждении газа до температуры -9 ‘С за счет изменения равновесных условий системы происходит поглощение паров воды гликолем. При этом в зависимости от количества капельного уноса концентрация ДЭГа в жидкой фазе может составлять 85-93 %. Температура застывания раствора ДЭГа указанной концентрации находится в пределах -22...-42 вС. Отсюда следует, что охлаждение газа до температуры ниже -9 *С не может привести к застыванию жидкой фазы. Во всех 130
Таблица 4.14
Результаты исследований по определению фазового перехода в системе природный газ — водяные пары — ДЭГ
Номер опыта 9 с, АВ t t.
1 0 99,3 -20 - 16 -9
2 10 93,6 -20,3 0,0006 -2 -22
3 20 93,2 -20,7 0,0013 -2 -22,5
4 30 93,4 -21,0 0,0018 -2 -22,2
5 40 93,2 21,5 0,0027 -2 -22,5
6 10 89,5 20,6 0,0011 -7 -31
7 15 88,7 -21,0 0,0018 -7 -32,4
8 30 88,7 -22,0 0,0036 -7 -32,4
9 45 89,3 -23,0 0,0051 -7 -31,2
10 15 85,0 -21,4 0,0026 -10 -38
11 25 85,6 -22,0 0,0040 -10 -37,5
12 40 87,5 -23,0 0,0051 -10 -35
Примечание д - унос ДЭГа с газом, г /1000 е г1, С, - концентрация ДЭГа в жидкой
фазе в равновесных условиях, Ал - количество ларов воды, поглощенных г1з газа при
снижении температуры системы, кг/1000 м1, t - температура системы, ’С, t - точка росы
газа, соответствующая равновесным условиям, С; t - температура замерзания жидкой
фазы, *С
случаях разность температур застывания жидкой фазы и газа (t3 ~ t) составляет не менее 20 “С, что гарантирует эксплуатацию объектов без вероятности образования твердой фазы в системе.
Следует отметить, что этот процесс сопровождается снижением точки росы газа, так как МГ практически выполняет функцию горизонтального прямоточного абсорбера, где происходит поглощение паров воды раствором гликоля.
Таким образом, можно сделать вывод о том, что унос гликоля с осушенным газом в количестве до 50 г/1000 м3 практически не вызывает осложнений в работе магистрального газопровода, связанных с образованием в системе твердой фазы.
4.4. ВЫБОР РЕЖИМА РАБОТЫ УСТАНОВОК ОСУШКИ ГАЗА
Эксплуатационные показатели установок абсорбционной осушки газа зависят от первичных и вторичных факторов.
• Первичные факторы - давление, температура, состав сырьевого газа на входе в УКПГ и концентрация осушителя в регенерированном растворе. Эти факторы определяют влагосодержание газа до и после абсорбера.
Вторичные факторы установок осушки газа - степень насыщения абсорбента, эффективность работы оборудования, на-
личие в газе загрязняющих примесей (пыли, механических примесей, минеральных солей и т.д.).
Ниже на основе публикаций [5-9, 2~16, 21, 22, 24] приводится влияние основных факторов на работу установок осушки газа.
Влияние давления. Давление процесса является основным фактором, определяющим металлоемкость абсорбера, удельный расход осушителя, подаваемого в абсорбер, расход энергии на работу циркуляционного насоса и т.д.
Как правило, установки абсорбционной осушки газа проектируются на рабочее давление 7,4 МПа. Со временем из-за снижения давления газа перед УКПГ возникает необходимость ввода ДКС с тем, чтобы обеспечить нормальный гидравлический режим в аппаратах УКПГ и магистральном газопроводе.
В этих условиях вопрос о влиянии давления на процесс осушки газа превращается в вопрос о взаимоувязке показателей работы ДКС и установок осушки. При этом большое значение имеет выбор места расположения дожимной компрессорной станции ДКС относительно технологических установок: до или после них. Независимо от составов обрабатываемых газов (газы сеноманских или газоконденсатных залежей) это оказывает серьезное влияние на капиталовложения в обустройстве месторождений, эксплуатационные затраты на обработку газа, показатели качества газа и т.д.
При проектировании ДКС наряду с обеспечением пропускной способности УКПГ учитываются также влияние давления на точку росы газа по воде, показатели блока регенерации, а также экологические показатели установки.
В общем виде влияние давления на показатели установки абсорбционной осушки газа может характеризоваться данными табл. 4.15.
Показатели получены при следующих исходных данных: расход газа 417 тыс. м3/ч (10 млн. м3/сут);
массовая концентрация ДЭГа в регенерированном и насыщенном растворах 99 и 96,3 % соответственно;
температура контакта 26 DC;
точка росы осушенного газа -20 °C.
Со снижением давления увеличивается равновесная влаго-емкость газа. Ввиду этого возрастает и количество влаги, извлеченной из газа в абсорбере.
Согласно приведенным данным проведение осушки при высоких давлениях обеспечивает при прочих равных условиях снижение затрат на обработку газа, так как уменьшаются за-132
Таб ли ца 4.15
Влияние давления на показатели установки осушки газа
Показатели Давление, кгс/см2
75 65 55 45 35
G? > Q Or У П ри м е ч количество на осушки газа, регенерации, т ловая нагрузг отводимого из рованного рас " 6991 Г 7215 Ги 0,68 36,32 379 169 590 3,22 17,2 ни е G, - кол сыщенного раст кг/ч; V, - кол ыс. ккал/ч, Q, са рекуператив) рефлюксной е» гвора ДЭГа, кВ 7740 7984 0,74 35,30 419 187 654 3,60 16,5 ичество раствор вора ДЭГа, кг/ ичество газа де - тепловая Haq «го теплообме «кости, м3/ч, N т 8760 9031 0,85 32,40 474 211 740 4,11 15,8 а ДЭГа, подава ч; Dp - равнове газация, мэ/ч; (узка холодили нннка, тыс кк ~ мощность на 10 233 10 545 1,04 31,02 554 246 864 4,83 15,3 емого в абсорбе сные потери гл1 Q - тепловая н «ика, тыс. ккал, ал/ч; V - ко. coca для перек; 12 547 12 923 1,31 28,26 679 302 1060 5,96 15,5 р, кг/ч; G2 -«коля в блоке агруэка блока /ч; QfT - теп-пичество газа, 1чки регенери-
траты энергии на регенерацию насыщенного раствора и подачу раствора гликоля в абсорбер.
При одинаковых значениях концентрации гликоля в регенерированном и насыщенном растворах удельный расход ДЭГа находится практически в линейной зависимости от количества влаги, извлеченной из газа. Одновременно с ростом удельного расхода ДЭГа увеличиваются также тепловые нагрузки испарителя и воздушного холодильника, расчетная (потребная) мощность насоса для перекачки регенерированного раствора гликоля. То же касается объемов газа низкого давления, отводимых из выветривателя и рефлюксной емкости.
Со снижением давления процесса требуется. более глубокая осушка газа с тем, чтобы фактическая точка росы газа соответствовала точке росы газа при заданном давлении (давлении газа на входе в МГ). Зависимость между требуемой глубиной осушки газа и давлением процесса приведена на рис. 4.9 (крайние точки кривых соответствуют показателям ОСТ 51.40-93). Из рисунка следует, что чем ниже давление, тем больше его влияние на разность точек росы газа.
При сохранении объема добычи газа со снижением давления процесса повышается линейная скорость газа в аппаратах, что оказывает отрицательное влияние на работу УКПГ. В частности, увеличивается капельный унос жидкости из входных сепараторов. Как правило, капельная жидкость содержит минеральные соли и механические примеси. Эти вещества поглощаются раствором гликоля и, накапливаясь в нем, снижают надежность эксплуатации установок. Если учесть, что до на-
Рис. 4.9. Влияние давления на требуемую глубину осушки газа: 1,2- точки отсчета для режима р = = 5,5 МПа; 3, 4 - то же для р = = 7,5 МПа
стоящего времени очистка гликолей от растворенных солей не находит промышленного применения, то размещение ДКС перед установкой осушки приобретает дополнительное преимущество.
Следует отметить, что расположение ДКС перед установками абсорбционной осушки газа позволяет поддерживать в абсорберах постоянное давление и вести процесс осушки газа в оптимальном гидравлическом режиме в абсорбере (по части скорости газа) и при низких удельных расходах осушителя (особенно в зимний период).
Однако размещение ДКС перед установками абсорбционной осушки газа имеет и ряд негативных влияний на показатели УКПГ. Из них можно отметить следующее:
в летние месяцы повышается температура контакта процесса осушки, так как практически невозможно с применением АВО газ охлаждать до температуры сырьевого газа (температура газа перед УКПГ). Ввиду этого потребуется использование более концентрированного раствора гликоля для получения заданной точки росы газа (рис. 4.10). Кроме того, при высоких температурах контакта увеличиваются потери ДЭГа как в паровой фазе, так и в виде отдельных капель;
при работе входных сепараторов с низкой эффективностью вместе с капельной жидкостью на компрессорные агрегаты попадают механические примеси и минеральные соли. Отлагаясь на лопастях, они сокращают межремонтный цикл агрегатов;
при размещении всех ступеней ДКС перед УКПГ с каждой установки газ будет отводиться при давлении магистрального газопровода. На каждой УКПГ требуются соответствующие
Рис. 4.10. Влияние температуры на требуемую концентрацию раствора гликоля при осушке газа до точки росы -20 *С
капиталовложения для обеспечения работы системы и резервирования мощностей ДКС. Во избежание этого в ряде случаев принимается схема, согласно которой часть мощностей на до-жатие газа устанавливается перед каждой УКПГ, а другая часть размещается централизованно перед МГ. Осушенные потоки газа со всех УКПГ подаются на единую площадку, где смесь дожимается до требуемого давления и подается в магистральные газопроводы. Такое решение реализовано на месторождении Медвежье.
Следует отметить, что размещение ступеней сжатия газа др и после установок осушки при сохранении проектных значений добычи газа или ее незначительном сокращении потребует реконструкции абсорберов (или ввода новых технологических ниток) с тем, чтобы обеспечить их нормальный гидравлический режим.
В целом проектирование ДКС должно быть осуществлено с учетом всех перечисленных факторов.
Это уменьшает энергетические расходы в блоке регенерации абсорбента. При этом несколько снижается металлоемкость блока регенерации в результате уменьшения расхода регенерируемого абсорбента.
Поскольку величина уноса поглотителей влаги с обработанным газом обратно пропорциональна давлению, с повышением давления уменьшаются равновесные потери ингибиторов с обработанным газом. Одновременно снижаются также их потери в капельном виде.
Выбор температуры. Температура процесса осушки газа -один из основных факторов, определяющих технико-экономические показатели процесса абсорбционной осушки газа. Чем ниже температура газа при прочих равных условиях, тем меньше его равновесная влагоемкость. Следовательно, для извлечения влаги из газа потребуется меньший удельный расход циркулирующего абсорбента. Это в свою очередь оказывает существенное влияние на металле- и энергоемкость блока регенерации установок осушки газа. Однако допустимая температура контакта ограничивается вязкостью раствора.
Наибольшая депрессия по точке росы получается ври осушке газа раствором вязкостью не более 80-90 сП. При увеличении вязкости раствора выше этих значений снижается интенсивность процесса массообмена между газом и осушителем, затрудняется достижение между ними равновесия. С учетом этого положения получена графическая зависимость между температурой контакта и оптимальной концентрацией раствора ДЭГа и ТЭГа (рис. 4.11).
При выборе температуры контакта и концентрации раствора необходимо учитывать, что за счет поглощения воды и метанола из газовой фазы происходит снижение вязкости раствора.
Верхнее значение температуры контакта практически не ограничивается. Однако необходимо иметь в виду, что чем выше температура газа, тем больше расход осушителя. При этом из-за большого количества влаги, извлеченной из газа в абсорбере, резко увеличивается расход энергии в блоке регенерации.
Поэтому при повышении температуры газа на входе в аб-
Содержахце гликмя в растворе,°/а
Рис. 4.11. Зависимость оптимальной температуры контакта от концентрации растворов ТЭГа и ДЭГа
сорбер выше 40 °C рекомендуется газ охлаждать. Это особенно важно, когда осушку газа ведут при низких давлениях.
Температура абсорбента на входе в колонну не должна превышать температуру газа больше чем на 6-8 °C, так как это приводит к увеличению его потерь. Если температура гликоля ниже температуры газа, то происходит охлаждение газа и конденсация части тяжелых углеводородов, что в свою очередь может привести к вспениванию абсорбера и, как следствие, к захлебыванию тарелок, увеличению перепада давления в колонне.
Если же осушаемый газ имеет низкую температуру, то можно установить теплообменник газ - гликоль для охлаждения регенерированного раствора гликоля сырьевым газом.
В отличие от давления зависимость между температурой газа и его влагосодёржанием прямая: чем ниже температура, тем меньше равновесная влагоемкость газа. По этой причине влияние температуры на показатели установок осушки газа аналогично влиянию давления, только в обратной зависимости.
Данные, характеризующие влияние температуры на точку росы газа, приведены в табл. 4.16. Эти показатели получены при давлении 7,5 МПа. Согласно этим данным, чем ниже температура процесса, тем меньше расчетная концентрация гликоля, используемого для получения заданной точки росы газа. От значения температуры зависят также равновесные потери гликолей с осушенным газом.
Со снижением температуры уменьшается количество влаги, извлекаемой из газа при его осушке. Соответственно снижается и удельный расход раствора осушителя, подаваемого в абсорбер. Это, в свою очередь, приводит к уменьшению общего
Таблица 4.16
Влияние температуры на показатели установки осушки газа
Показатели Температура, *С
30 26 22 18 14
G, 8753 6991 6678 4408 3486
g2 9032 7215 5758 4552 3600
ч 0,95 0,67 0,39 0,23 0,18
V 43,7 36,3 30,1 25,1 21,1
Q 474 379 303 240 190
Q, 211 169 135 107 85
739 590 471 372 294
3,89 3,22 2,67 2,12 1,64
21,6 17,2 13,8 10,9 8,6
G, 249 200 160 128 102
П римечанне. G. - количество рефлюксной жидкости, водительность установки; остальные обозначения см. табл 4 кг/ч, V - условная проиэ-15
объема растворенного в растворе гликоля газа. Благодаря этому улучшается экологическая характеристика объекта, так как уменьшаются объемы газов, отводимых из выветривателя и рефлюксной емкости.
Со снижением температуры уменьшаются и потери гликоля с осушенным газом. В табл. 4.16 приведены данные только о равновесных потерях. Следует отметить, что потери гликоля снижаются также за счет капельного уноса. Предпосылкой этого служит возможность более высокой степени коагуляции мелкодисперсных капель гликоля со снижением температуры в системе и облегчения условия их отделения от газа.
Снижение температуры контакта приводит также к сокращению затрат тепла на работу блока регенерации, так как уменьшается количество воды, извлекаемой из газа. В целом влияние снижения температуры контакта аналогично влиянию повышения давления на показатели установки осушки газа и объем циркулирующего в системе осушителя.
Выбор качества и количества абсорбента. Показатели процесса осушки газа в значительной степени зависят также от качественных показателей (содержания в абсорбенте основного вещества, вязкости раствора, гигроскопичности и т.д.) и удельного расхода осушителя. Качественные показатели - основные факторы, определяющие точку росы газа на выходе из абсорбера.
При осушке газов до точки росы -25 °C в большинстве случаев применяют абсорбционные процессы с использованием водных растворов гликолей с массовым содержанием в нем осушителя 99-99,5 %. Количество раствора, подаваемого в абсорбер, определяют исходя из термодинамических параметров процесса (давление, температура). При этом концентрацию исходного (регенерированного) раствора гликоля выбирают из условия равновесия между упругостью паров воды над раствором гликоля и упругостью паров воды в природном газе при заданной температуре контакта.
При выборе концентрации отработанного раствора осушителя необходимо, чтобы на входе газа в абсорбер давление паров воды над раствором, выводимым из аппарата, было не ниже, чем давление паров воды в газе, поступающем на осушку. Если руководствоваться этим положением, то на выходе из колонны содержание воды в насыщенном растворе можно было бы поддерживать более 10 %. Однако на практике разбавление раствора гликоля допускается всего лишь на несколько процентов.
Осушка газа с повышенной степенью насыщения гликоля.
Обоснование выбора степени насыщения растворов гликоля рассмотрено в работе [23]/ Отметим, что степень насыщения осушителя - один из основных показателей установок осушки газа. От значения этого показателя непосредственно зависят количество циркулирующего в системе раствора и расход энергии на работу насосов, охлаждение и нагрев раствора, циркулирующего в системе. Этот показатель влияет также на размеры оборудования и, следовательно, на их металлоемкость.
Существующие установки абсорбционной осушки газа проектировались с использованием ОНТП 1-86, которые содержат ограничения таких параметров процесса, как температура контакта, степень насыщения и, следовательно, удельный расход абсорбента. Соблюдение этих норм не позволяет вести процесс осушки газа в оптимальном режиме.
Накопленный опыт эксплуатации установок абсорбционной осушки газа показывает, что нет необходимости руководствоваться указанными нормами. Рекомендуется относиться к процессу извлечения из газа паров воды гликолями так же, как и к проектированию абсорбционных установок извлечения из газа тяжелых углеводородов.
Новые знания в области термодинамики системы природный газ - вода - метанол - гликоль, а также обобщение опыта эксплуатации промышленных установок позволяют осуществить выбор основных параметров процесса абсорбционной осушки газа (удельный расход, состав и степень насыщения осушителя, давление и температуру процесса, число ступеней контакта абсорбера и т.д.) во взаимоувязке.
Ниже на примере степени насыщения раствора гликоля иллюстрируются результаты такого подхода к проектируемой установке осушки газа. Здесь и далее под выражением "степень насыщения" подразумевается разность массового содержания воды в регенерированном и насыщенном растворах осушителя (гликоля).
В блоке регенерации гликоля (БРГ) тепло расходуется в основном на подогрев сырья от температуры питания до температуры низа колонны и на испарение воды, включая флегму. Значение тепла по этим статьям расхода обозначим соответственно через Q, и Q2.
Значение Q2 от степени насыщения раствора практически не зависит, так как это связано только с объемом воды, поглощаемой из газа. В то же время на значение влияет количество циркулирующего в системе раствора осушителя.
Для оценки влияния степени разбавления исходного раствора гликоля на расход тепла в блоке регенерации составлен
полный материальный и тепловой балансы БРГ. Расчеты были выполнены для следующих режимов: массовая концентрация исходного раствора 99 %; флегмовое число десорбера 0,5. Количество извлеченной из газа воды принималось 1,0; 0,7; 0,4 кг/1000 м3. Температура питания и низа десорбера 135 и 164 °C соответственно.
Результаты расчетов показывают, что чем меньше степень насыщения раствора, тем больше доля в общем расходе тепла на регенерацию насыщенного абсорбента (табл. 4.17). Причем чем меньше количество выделяемой из насыщенного абсорбента воды, тем большей экономии тепла в БРГ можно достичь.
От значения удельного расхода абсорбента в прямой зависимости находится расход энергии на работу насоса, предназначенного для подачи раствора ДЭГа из БРГ в абсорбер (табл. 4.18).
Т аб л и ца 4.17
Показатели БРГ в зависимости от степени насыщения абсорбента и количества извлеченной из газа воды
Показатели Степень разбавления. АС
1 2 3 4 5 6
В = 1 кг/1000 м’
L/V, 98,0 48,5 32,0 23,8 18,8 15,5
кг/1000 ьг*
Q2, ккал 1911 946 624 463 367 302
Qo&u. ккал 2756 1791 1469 1308 1212 1147
В = 0,7 кг/1000
L/V 68,6 34,0 22,6 16,6 13,2 10,9
q2 1338 662 441 324 257 212
Q общ 1930 1254 1033 916 849 804
В ~ 0,4 кг/1000
£/У 39,2 19,4 13,0 9,5 7,5 6,2
765 378 250 186 147 121
Фобщ 1103 716 588 523 485 459
Таблица 4 18
Влияние степени насыщения абсорбента на мощность насоса для подачи осушителя в абсорбер
В, кг/1000’ Мощность насоса, кВт, при степени разбавления, %
АС- 1,0 АС = 2,0 АС = 3,0 АС = 4,0 АС = 5,0 АС = 6,0
1,0 232 115 76 57 45 37
0,7 163 81 54 39 31 26
0,4 93 46 30 23 18 15
Рис. 4.12. Влияние числа ступеней контакта на степень извлечения метанола из газа:
7-р=6,9 МПа.О = 12,2 кг/1000 м3, 2~р = 4,9МПа;С = 15,8 кг/1000 м1; 3-р = 2,9МПа;G = 24,4 кг/1000 м3;
4~р = 6,9 МПа; G = 24,4 кг/1000 м3
Число ступеней контакта.
Следует отметить, что установление в абсорбере большого числа контактных устройств несколько повышает металлоемкость установки. В связи с увеличением высоты слоя перекачки абсорбента возрастает также расход энергии на работу насосов. Однако в расчетной мощности насоса доля энергии на поднятие жидкости составляет всего 2-3 %, что практически не отражается на энергетических затратах. Что касается увеличения металлоемкости абсорбера, то в стоимостном выражении оно на порядок ниже эксплуатационных затрат, достигаемых в блоке регенерации.
Следует заметить, что увеличение числа тарелок в абсорбере позволяет также достичь более глубокой степени извлечения метанола из газовой фазы. (Метанол в газе содержится при использовании его в качестве ингибитора для предотвращения гидратообразования в скважинах и шлейфах.)
На рис. 4.12 приведены кривые, характеризующие влияние числа теоретических ступеней контакта на степень извлечения метанола из газа. Для всех кривых общими являются концентрация ДЭГа в регенерированном и насыщенном абсорбентах 99,3 и 96,5 % соответственно, температура контакта 20 аС, точка росы осушенного газа - 20 “С.
4.5. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ПРОЦЕССА АБСОРБЦИОННОЙ ОСУШКИ ГАЗА
Технологический расчет абсорбционного процесса осушки газа включает в себя составление материального баланса абсорбера, определение числа его теоретических ступеней, выбор осушителя и точки росы товарного газа и т.д.
Для расчета установок осушки определяют способ регенерации насыщенного абсорбента и выбирают параметры блока регенерации.
При составлении материального баланса абсорбера рассчитывают точку росы осушенного газа, а также количество и состав регенерированного и насыщенного растворов абсорбента, применяемого для извлечения из газа влаги.
Точку росы газа устанавливают исходя из требований отраслевого стандарта ОСТ 51.40-83 или условий работы установок низкотемпературной переработки газа.
При расчетах температуру газа и осушителя на высоте колонны принимают постоянной. Если температуры газа и осушителя при входе в колонну разные, то рекомендуется среднюю температуру процесса определять с учетом теплового баланса абсорбера. Поскольку масса осушаемого газа превышает в десятки раз массу контактируемого с ним абсорбента, среднюю температуру процесса, как правило, принимают равной температуре газа.
Одним из основных элементов расчета процесса осушки газа является определение влагосодержания газа на входе в абсорбер и выходе из него. Для проектных расчетов влагосодержание газа можно определить уравнением Букачека с поправкой на наличие капельной влаги в газе [42].
Исходя из требуемой точки росы осушенного газа и температуры контакта по рис. 4.4 и 4.5 определяют исходную концентрацию раствора осушителя (с некоторым запасом).
Материальный баланс абсорбера по влаге описывается уравнением
IV = - Ь2, (4.1)
где Ь} и Ь2 - влагосодержание исходного и осушенного газов соответственно, кг/1000 м3; W - количество извлеченной из газа воды, кг/1000 м3.
Количество регенерированного раствора, необходимого для осушки газа до требуемой точки росы,
G- WX? , (4.2)
Xi-X2
где X, и Х2 - массовая доля осушителя в исходном и насыщенном растворах соответственно, %; G - расход регенерированного абсорбента, кг/1000 м3.
При расчетах можно также принять удельный расход абсорбента, затем определить массовую долю осушителя в насыщенном растворе по уравнению
- G(1~X|) + UZ
2 G + VV
(4,3)
Общий расход регенерированного раствора
G^ = GQ, (4.4)
где Q - расход газа, тыс. м3/ч; Go61u - расход абсорбента, кг/ч.
Равновесное влагосодержание газа на входе в абсорбер и на выходе из него в зависимости от температуры и давления определяют по уравнению (4.2).
Опыт эксплуатации установок осушки показывает, что практически точка росы осушенного газа всегда на несколько градусов выше, чем теоретическая, определяемая по графикам рис. 4.4 и 4.5.
Количество насыщенного раствора на выходе из абсорбера рассчитывают по уравнению
GH = G + W + qrG, (4.5)
где qT - количество поглощенных компонентов газа (без влаги), кг/кг осушителя; GH - количество насыщенного абсорбента, кг/1000 м3.
При определении молярного содержания воды в насыщенном растворе осушителя значением qrt как правило, пренебрегают.
Массу влаги и осушителя в исходном растворе обозначим через qn и q0 соответственно. Тогда получим
7b = G(1-Xj); (4.6)
g0 = GXt. (4.7)
Отсюда число молей воды пв и осушителя nD в исходном растворе будет равно
Ъ = (4‘9)
где 18 - молекулярная масса воды; Мо молекулярная масса осушителя, входящего в состав его раствора.
Следовательно, количество исходного раствора осушителя можно определить как сумму яв и пй:
ц = GfAMi-y^ + iSXj (4 w)
18М0
где Lx - количество исходного раствора осушителя, кмоль/1000 м3.
С помощью уравнений (4.8) - (4.10) определяют молярное содержание воды Хв и осушителя Хо в исходном растворе, подаваемом в абсорбер:
X - Zk -МдО-хр. (411)
X 0 = -^ =--. (4.12)
Л/0(1-Х1>П8Х,
Определим число молей и молярное содержание воды и осушителя в насыщенном растворе. Число молей поглощенной из газа воды будет равно W/18. Следовательно, число молей воды в насыщенном растворе пв может определяться как сумма пв + W /18 и составит
Число молей насыщенного раствора
г _ д + - мо[(1 - х,) + w] - 18GX, (414)
18 18М0
Зная число молей воды и осушителя в насыщенном растворе, можно определить молярную концентрацию воды на выходе абсорбента из абсорбера:
X ^[Gd-x^ + iv] в L> Mo[G(i - X,) + W] + 18GX, ’
(4.15)
(4.16)
Число молей воды в газе на входе в абсорбер У, и на выходе из него У2 рассчитывают по уравнениям
у _ _ 24,05bjT , /д |у\
1 18пг ~ 18 1000.293’
У2 = -^- = -24,05Ь^—, (4.18)
2 18а, 18-1000.293
где пг - количество осушаемого газа, кмоль/1000 м3.
Определение числа теоретических ступеней контакта в абсорбере. Для достижения равновесия между газом и абсорбентом необходим соответствующий контакт между ними. Этот контакт осуществляется с использованием как тарелок, так и насадок.
Число ступеней контакта может определяться графическим методом Мак-Бека и аналитическим методом Кремсера [1].
Графический метод. Расчетная схема этого метода представлена на рис. 4.13. Точки А и Б соответствуют входу газа и абсорбента в абсорбер. Линия, соединяющая эти две точки, характеризует изменение концентрации воды в газовой и жидкой фазах и описывается уравнением
П/У, - У2) - £,(%„ - Хо). (4.20)
Линия АВ называется рабочей (оперативной) линией и показывает равенство количества воды, выделенной из газа, количеству воды, поглощенной раствором осушителя.
По существу, формула (4.20) является уравнением материального баланса абсорбера относительно влаги.
Точки Л и В имеют следующие координаты: А(ХВ, У,); В(Х„ У2).
После определения координат точек А и В в системе координат Х-У проводят рабочую линию АВ. Здесь X - концентрация воды в жидкой фазе, моль/моль; У - то же в газовой фазе, моль/моль.
Второй этап определения числа теоретических ступеней контакта - построение кривой равновесия, которая характеризует взаимосвязь между молярным содержанием воды в растворе осушителя и равновесным молярным содержанием водяных паров в газовой фазе. Кривую равновесия строят таким образом:
а) определяют молярное содержание воды в растворах;
б) находят парциальное давление водяных паров над рас-
Рис. 4.13. Расчетная схема абсорбера:
/ - сырьевой газ; Л - осушенный газ; III - регенерированный раствор гликоля; IV - насыщенный раствор гликоля
творами соответствующих концентраций при заданной температуре контакта;
в) определяют равновесное содержание водяных паров в газе делением парциальных давлений водяных паров на общее давление процесса.
По полученным данным строят кривую равновесия. При этом на оси X откладывают молярное содержание воды в осушителе, а по оси У - равновесное молярное содержание водяных паров в газе. Затем построением ломаной линии между рабочей линией и кривой равновесия определяют число теоретических ступеней контакта.
Зная КПД принятой тарелки, вычисляют число практических тарелок п„ по формуле
(4.21) п
где ит - число теоретических ступеней контакта; Т| - КПД тарелки, доли единицы.
При использовании насадочных абсорберов для осушки газа высоту слоя насадки Н рассчитывают по формуле
Н = haMn„ (4.22)
где Аэкв - высота насадки, эквивалентная высоте одной теоретической тарелки.
Пример 4.1. На осушку подается газ при давлении 8 МПа и температуре 26 ’С. Для извлечения влаги в качестве абсорбента используют раствор, содержащий 98 % ДЭГа. Точка росы осушенного газа равна -10 °C. Требуется определить число теоретических ступеней в абсорбере.
Решение, Содержание ДЭГа в насыщенном растворе принимается 95,2 %. По уравнениям (4.1) и (4.2) определяют количество извлеченной влаги и удельный расход ДЭГа.
bj = 0,465 кг/1000 м3; Ь2 = 0,050 кг/1000 м3;
W - 0,465 - 0,050 = 0,415 кг/1000 м3;
G _ (0,465 - 0, 050)0,952 м3
0,98 - 0,952
Расход ДЭГа принимают 15 кг/1000 м3. Уточняют содержание ДЭГа в насыщенном растворе по уравнению (4.2):
х 1 _ 15 а-о, 98)+о,4 15 = 0 9536
15+0,415
Строят рабочую линию АВ следующим образом:
а) определяют молярное содержание воды на входе газа в абсорбер по уравнению (4.17):
У. = <*465-24,05 299 = 0 0006 34;
18Ю00-293
6) по уравнению (4.18) находят молярное содержание воды в насыщенном растворе ДЭГа на выходе из абсорбера
х = 106,1(15(1-0,98) + 0,415] = Q 228'
в ~ 106,1(15(1-0,98)+ 0,415]+18-15 U 98
в) по уравнению (4.10) определяют молярное содержание воды на выходе газа из абсорбера
х =-------106, id- о, 98)-= 0 1 074
в 106,1(1-Oi 98)+ 18 0,98
г) по уравнению (4.20) рассчитывают молярное содержание воды в газе на выходе из абсорбера
у = q 050-24, 05-299 = Q Q0Q0Q63
18.293 -1000
После определения координат двух точек А и В в системе координат Y-X проводят оперативную линию АВ (рис. 4.14).
Рис. 4.14. Определение числа ступеней контакта абсорбера
Т аб л и ца 4.19
Данные для построения кривой равновесия
Содержание воды в растворе ДЭГа, моль/ моль Давление водяных паров над раствором ДЭГа, Па Равновесное содержание водяных паров в газе, моль/моль
0,0562 160 0,000020
0,1074 293 0,000037
0,1542 400 0,000051
0,1972 560 0,000071
0,2368 666 0,000085
Строят кривую равновесия. Расчет ведут в последовательности, описанной выше. Результаты расчетов сведены в табл. 4.19;
д) по данным табл. 4.19 строят равновесную линию. На оси X откладывают данные графы 2, а по Y - соответствующие им данные графы 4. Полученные точки соединяются кривой CD.
Определяют число теоретических ступеней контакта. Из точки А проводят линию, параллельную оси У. Пересечение этой линии с кривой равновесия (точка /) отвечает составу сырьевого газа и насыщенного раствора ДЭГа. Из точки / проводят линию, параллельную оси X. Пересечение этой линии с рабочей обозначают точкой 2. Эта точка характеризует молярное содержание воды в газе после прохождения им одной теоретической ступени контакта. Продолжая построение ступенчатой линии, доходят до точки В, т.е. до требуемого содержания влаги в осушенном газе. Число точек кривой равновесия соответствует числу теоретических тарелок, обеспечивающих осушку газа до требуемой точки росы.
В данном примере число теоретических ступеней в абсорбере равно 1,1. Затем, приняв определенный КПД тарелок, находят их фактическое число.
В тех случаях, когда оборудование уже эксплуатируется и накоплено достаточно данных по работе абсорберов на различных режимах путем проведения целенаправленных исследований, наиболее целесообразно применять методики с использованием концепции общего коэффициента массопередачи, например по [27], в которой его изменение связано с гидродинамическим режимом работы аппарата и его конструктивными особенностями, причем эта зависимость выводится на основе данных исследований тех абсорберов, для которых она будет применима впоследствии. Такой подход, несмотря на неизбежные отклонения для отдельных аппаратов, в целом для их
группы позволяет исключить большие ошибки и получить приемлемые для практического применения результаты.
Согласно [27-29], кинетическое уравнение массоиередачи в абсорбере можно записать в виде
М = КЬС, (4.23)
где М - массовый расход поглощаемого компонента, кг/ч; К = = kV - объемный коэффициент массопередачи в абсорбере, приведенный ко всему объему массообменной части абсорбера, кг/ч (ед. движ. силы); АС - среднелогарифмическая движущая сила, выраженная через концентрации, кг/тыс. м3; k -коэффициент массопередачи, приведенный к единице объема массообменной части абсорбера, кг/ч (ед. движ. силы); V -объем массообменной части аппарата, м3.
Для проведения расчетов по кинетическому уравнению (4.23) необходимо определить среднелогарифмическую движущую силу процесса
ДС =----г--s——!-----ед. движ. силы, (4.24)
ln[(^ -we)/(we -up]
где U/, WK - влажность сырого и осушенного газа, кг/тыс. м3;
W/ - соответственно равновесная влажность газа над раствором регенерированного и насыщенного гликоля, кг/тыс. м3.
Равновесную влажность газа над водой (влажность сырого и осушенного газа) и водогликолевыми растворами наиболее удобно вычислять по методике [10], используя уравнение
W = РвХвув = 10б(749р - В), г/тыс. м3, (4.25)
где рв - давление насыщенных водяных паров над чистой водой, Па; Хв - молярная доля воды в растворе; ув - коэффициент активности воды в растворе с концентрацией Хв; р - давление в системе (давление газа), МПа; В - поправка на не-идеальность раствора водяного пара в газе, г/(м3-МПа).
Давление насыщенных паров над чистой водой в области температур от -70 до +100 °C (рв, Па) достаточно точно определяется по уравнению
рн° = ехр[-0,60212(0,01г)4 + 1,475(0,01t)3 - 2,97303(0,01О2 +
+ 7,19863(0,010 + 6,41465]. (4.26)
Этот показатель можно определять также по данным приложения.
Поправка на неидеальность раствора по уравнению
В = ехр[0,06858(0,Olt)4 - 0,3798(0,0103 + 1,06606(0, Olt)2 -
- 2,00075(0,Olt) + 4,2216]. (4.27)
В уравнениях (4.26) и (4.27) температура t выражена в градусах Цельсия.
Выражение для определения коэффициента активности воды в растворах ДЭГа получено обработкой экспериментальных данных по равновесию системы ДЭГ - вода с применением уравнения Ван-Лаара
ув = exp{-2,3[mX/(l - X) + п]~2Т~'}, (4.28)
где т, п - коэффициенты, равные для водных растворов диэтиленгликоля соответственно 0,245 и 0,137; Т - температура системы, К; X - молярная доля воды в растворе.
При расчетах процесса осушки газа обычно используется массовая концентрация раствора, которую необходимо пересчитать в молярную долю воды (X) по уравнению
X = (100-0/18,02 z4 29)
(100- 0/18, 02 + С/106,12 ’
где С - массовая концентрация раствора диэтиленгликоля, %; 18,02 и 106,12 - соответственно молекулярная масса воды и диэтиленгликоля, кг/моль.
Исходя из изложенного, описание данных промысловых исследований по коэффициентам массопередачи целесообразно вести по зависимости, учитывающей как фактор скорости газа, так и количество подаваемого абсорбента:
Kv = aFbLc, (4.30)
где F - фактор скорости газа в свободном сечении абсорбера, кг0,5/(м -с); L - подача гликоля, м3/ч; а, Ь, с - эмпирические коэффициенты, получаемые обрабшкой опытных данных по коэффициентам массопередачи.
В этом уравнении фактор скорости газа в свободном сечении аппарата вычисляется по формуле
F = сц'р, кг0’5/(м°’5- с), (4.31)
где со - скорость газа в свободном сечении абсорбера при рабочих условиях, м/с; р - плотность газа в рабочих условиях, кг/м3.
4.6. УСТАНОВКА ОСУШКИ ГАЗА УРЕНГОЙСКОГО МЕСТОРОЖДЕНИЯ
Газы сеноманских залежей Уренгойского месторождения по химическому составу весьма сходны с газами сеноманских залежей Медвежьего и Ямбургского месторождений. Эти газы в основном состоят из метана. Суммарная концентрация других углеводородов составляет менее 1 %. Усредненный состав добываемого газа (молярная доля, %): СН4 - 98,28; С2Н6 - 0,15; С3Н8 - 0,002; С4Н10 - 0,0014; С5+ - 0,0006; СО2 - 0,35; Н2 - 0,02; N2 - 1,16; инертные - 0,023; H2S - следы.
Начальные пластовые параметры: р = 122,5 кгс/см2; Т = = 27-34 ’С.
В ПО ’’Уренгойгазпром" добыча газа осуществляется на Уренгойской, Ен-Яхинской и Севере-Уренгойской площадях.
Для сбора газа от скважин применена коллекторно-кустовая схема.
Система газопромысловых коллекторов представляет собой закольцованную сеть, состоящую из четырех ниток диаметром 1420 мм. За исключением УКПГ-1, 2, 3, подключенных к газопроводной сети Уренюйского комплекса одной ниткой, все остальные УКПГ подключены двумя нитками газопровода диаметром 1020 мм.
Проектная схема газотранспортной сети при обеспечении максимальной надежности может пропустить по указанным коридорам 276 млрд. м3/год, в том числе из сеноманских залежей 254 млрд. м3/гОд, Дополнительные объемы газа, полученные при форсированном отборе, могут быть поданы также по перемычке на Ямбург и далее по газопроводу Ямбург -Елец.
Каждая УКПГ на месторождениях включает от 53 до 102 скважин, соединенных в кусты по 2-6 скважин, шлейфы Ду = - 325-530 мм Предусмотрена возможность подачи метанола в следующие точки:
кусты скважин,
на ППА перед запорной арматурой каждой нитки подачи сырого газа в газосборный коллектор;
в трубопроводы осушенного газа через АВО;
на выходе осушенного газа с установки;
на узел редуцирования газа, используемого на собственные нужды.
Подготовка к транспорту газов сеноманских залежей на месторождении производится на 14 установках комплексной подготовки газа.
В настоящее время на всех установках осушки давление газа значительно ниже, чем в начальный период эксплуатации месторождения, когда давление газа перед входным коллектором УКПГ составляло более 7,4 МПа. В этот период осушка газа производилась при давлении 7,4 МПа.
Практически объем добычи газа по большинству УКПГ ниже, чем по проекту (с учетом увеличения мощностей УКПГ за счет реконструкции). Несмотря на это, рабочие скорости газа в аппаратах ряда УКПГ выше, чем по проекту.
Общим для всех УКПГ являются использование раствора ДЭГа для извлечения паров воды из газа и применение водяного пара в качестве теплоносителя в блоке регенерации гликоля.
Принципиальная технологическая схема установки осушки газа приведена на рис. 4.15. Установки абсорбционной осушки газа Уренгойского месторождения состоят из двух блоков: осушки и регенерации насыщенного раствора гликоля.
Блоки осушки газа включают в себя абсорберы и сепараторы. В ряде случаев в абсорберы входят сепарационные секции, что обеспечивает компактность УКПГ.
Блоки регенерации состоят из дегазатора, десорбера, рефлюксной емкости, системы вакуумирования и т.д.
Различные вопросы, связанные с эксплуатацией этих установок, описаны в работах [10-12, 15, 16, 21, 23-25, 27-29].
Подготовка к транспорту газа сеноманских залежей на
Рис. 1.15. Принципиальная технологическая схема установки осушки газа Уренгойского месторождения:
А-201 - абсорбер; С-1 - сепаратор первой ступени; КС - дожимной компрессор; Е ЗЮ - сборник; В-301 - дегазатор; Е-304 - буферная емкость; И-301 -испаритель; Д-301 - десорбер; Р-301 - рефлюксная емкость; АВО - аппараты воздушного охлаждения; Т-301 - рекуперативный теплообменник, X 301 -конденсатор, Ф 301 - фильтр; Н-304, Н-307, Н 310 - насосы; Н-306 - вакуум-насос
Уренгойском месторождении производится на 15 установках комплексной подготовки газа.
В настоящее время на всех установках осушки давление газа значительно ниже, чем в начальный период эксплуатации месторождения, когда давление газа перед входным коллектором УКПГ составляло более 75 кгс/см2. В этот период осушка газа производилась при давлении 75 кгс/см2.
В связи с этим на УКПГ введены в эксплуатацию дожимные компрессорные станции. При этом ступени сжатия газа размещены до и после установок абсорбционной осушки газа.
УКПГ отличаются пропускной способностью и аппаратурным оформлением. На первых четырех (УКПГ-1-4) установлены колонны с колпачковыми тарелками (ГП-252.05, диаметр 1600 мм). К моменту установки эти аппараты имели производительность 3 млн. мэ/сут (в соответствии с проектом). В дальнейшем после первичной модернизации технологического оборудования, заключающейся в установке в верхней части абсорбера фильтров-патронов, единичная мощность была увеличена до 5 млн. м3/сут газа. Опыт эксплуатации данных аппаратов на четырех УКПГ сеноманской залежи показал надежную и эффективную их работу (потери ДЭГа с осушенным газом меньше, чем на остальных УКПГ, оснащенных многофункциональными абсорберами). То же касается межревизионного срока эксплуатации.
На УКПГ-5 и последующие установлены многофункциональные абсорберы различной модификации. В том числе;
на У КП Г-5-10 по (ГП-365.04) проектной производительностью 5 млн. м3/сут;
на УКПГ-lac, 11-13 и 15 по (ГП-502.00) производительностью 10 млн. м3/сут.
Многофункциональный аппарат типовой конструкции ГП-365 представляет собой колонну высотой 16 м и диаметром 1,2 м, которая функционально разделена на три секции: сепарации, массообмена и фильтрации и улавливания гликоля. Первая по ходу газа секция сепарации состоит из сепарационной тарелки, оснащенной 86 прямоточными центробежными элементами диаметром 60 мм (типа ГПР-202). Массообменная секция состоит (в проектном варианте) из пяти контактных ступеней, каждая из которых включает в себя ситовую контактную тарелку и сепарационнную с прямоточными сепарационными элементами. Ситовая тарелка с отверстиями диаметром 6 мм работает в режиме уноса, а сепарационная тарелка предназначена для улавливания уносимого с ситовой тарелки гликоля и возврата его для обеспечения внутренней циркуля
ции абсорбента. Верхняя секция аппарата служит для очистки осушенного газа от мелкодисперсных капель гликоля и состоит из 54 фильтров-патронов с намоткой из фильтрующего материала (нетканое лавсановое техническое полотно), армированного с обеих сторон 2-3 слоями металлической рукавной сетки. Слив уловленного в секции фильтрации гликоля осуществляется по наружной переточной трубе на полуглухую тарелку в массообменную секцию.
Основные результаты реконструкции УКПГ. Опыт эксплуатации многофункциональных аппаратов на Уренгойском месторождении показал, что через 3~4 месяца после ревизии и пуска имел место повышенный унос гликоля с осушенным газом. Это объяснялось большой жидкостной нагрузкой на верхнюю фильтрующую секцию аппарата, достигающую 1,5-2,0 кг/1000 м3.
Вследствие высокой жидкостной нагрузки и загрязненности циркулирующего абсорбента механическими примесями фильтрующий материал (нетканое техполотно) интенсивно ими забивается. Забивание мехпримесями фильтрующего материала снижает его дренирующую способность, уменьшает поверхность фильтрации и тем самым обусловливает возникновение в отдельных локальных точках высоких линейных скоростей, что вызывает срыв и унос газом капель гликоля.
Обычно после ремонта перепад давления на фильтрующей секции составляет 2-3 кПа, а к концу межремонтного срока этот показатель может достигать 20-30 кПа при том же расходе газа. При этом начальная величина уноса составляет 2-3 г/1000 м3, а конечное значение выше на порядок и более, вплоть до массового уноса.
В целях снижения жидкостной нагрузки было предложено разместить на месте верхней контактной тарелки секцию из сетчатых барабанов-отбойников. Испытания, проведенные на одной из технологических линий УКПГ-9, показали, что жидкостная нагрузка на фильтрующую секцию снизилась до 100-150 г/1000 м3 обрабатываемого газа. Аппарат проработал без ревизии фильтров-патронов более двух лет, Хорошие результаты промысловых испытаний дали основание для широкомасштабного внедрения разработки на всех УКПГ Уренгойского месторождения, что позволило в свое время существенно снизить потери гликоля по месторождению в целом и обеспечить их средние значения на уровне 15-20 г/1000 м3 газа. Эта разработка, получившая в своих модификациях наименование "Фильтр-патрон сетчатый СФП-2 (СФП-3)", нашла применение и на УКПГ других месторождений Западной Сибири.
Наряду с изменением конструкции аппаратов велись работы по повышению эффективности очистки ДЭГа от мехпримесей, состоящих в основном из продуктов коррозии оборудования и трубопроводов, продуктов разложения и окисления ДЭГа, песка и грязи.
На УКПГ были размещены фильтры тонкой очистки ДЭГа; также ведутся испытания системы магнитной очистки ДЭГа от мехпримесей. Остановимся более подробно на удачных конструктивных изменениях (модернизациях) основного технологического оборудования УКПГ сеноманских залежей.
Для обеспечения нормальной работы системы осушки газа при пониженных давлениях контакта в течение ряда последних лет на Уренгойском месторождении проводились работы по совершенствованию сепарационного и массообменного оборудования. В середине 1995 г. было модернизировано более 70 МФ А типа ГП-365 и 14 аппаратов типа ГП-252. В целом проведенную модернизацию аппаратов следует признать положительной, так как она позволила к настоящему времени обеспечить осушку газа со средними уносами гликоля 15-20 г/1000 м3 при рабочих давлениях 4,0-4,5 МПа. Вместе с тем имелись случаи неудачных результатов модернизации, в частности, на ряде технологических линий УКПГ-10. Причинами этого явилось, во-первых, низкое качество проведения работ, а во-вторых, высокая загрязненность циркулирующего гликоля, так как на УКПГ отсутствует возможность тонкой очистки гликоля от примесей.
На УКПГ-6-10 установлены МФА без фильтров-сепараторов. Опыт эксплуатации данного вида оборудования показал его неэффективную и ненадежную работу (аппараты требовали ревизии через полгода эксплуатации, унос ДЭГа превышал 25-30 г/1000 м3). В период максимального отбора газа на месторождении неэффективная работа этих аппаратов приводила к большим потерям ДЭГа и нарушениям технологического режима работы оборудования (вплоть до отключения подачи ДЭГа на некоторые технологические нитки УКПГ).
Опыт эксплуатации абсорберов УКПГ-11-15, lac показал их высокую эффективность и надежность работы (унос ДЭГа - до 20 г/1000 м , межревизионный период до двух лет). На наш взгляд, это объясняется относительно большим диаметром аппарата и, следовательно, низкими скоростями газа в аппарате.
В связи с размещением первой очереди ДКС после установок осушки газа были проведены работы по модернизации абсорберов с целью обеспечения их пропускной способности при низких давлениях.
ЦКБН и ТюменНИИгипрогазом проведены работы по усовершенствованию конструкции фильтрационной, сепарационной и массообменной частей МФА.
Наиболее удачной конструкцией сепарационных элементов, испытанных на УКПГ сеноманской залежи, явились сепарационные элементы ГПР-515, ГПР-353. Также положительные результаты показали сепарационно-контактные элементы ГПР-362 конструкции ЦКБН. Этот вывод проиллюстрирован на рис. 4.16.
Основными факторами, определяющими в целом эффективность работы оборудования (по уносу гликоля), являются нагрузка фильтрационной части аппарата по жидкости и степень загрязненности ДЭГа. Исследования по определению уноса ДЭГа из массообменной части в фильтрующую показали, что при производительности, близкой к 5 млн. м3/сут, и давлении 6-7 МПа допускается унос:
в проектной конструкции ГП-365 - до 2-2,5 г/м3 газа;
в конструкции ТюменНИИгипрогаза (фильтр-барабаны под фильтрующими патронами) - 0,15 г/м3;
в конструкции ТюменНИИгипрогаза (разделение потока) -до 10 г/1000 мэ;
в конструкции ЦКБН с контактно-сепарационными насадками в абсорбционной части и сепарационной тарелкой с элементами ГПР-353 перед фильтрующей частью - до 0,1 г/м3;
в конструкции ЦКБН с контактно-сепарационными элементами ГПР-362 в абсорбционной части - до 0,0,75 г/м3.
Испытания многочисленных конструкций фильтрующей части аппаратов позволили сделать однозначный вывод о невозможности отказа от фильтров-патронов, установленных в верхней части аппарата. При всей сложности их сборки и
Рис. 4.16. Зависимость уноса ДЭГа от времени наработки абсорберов различной конструкции
монтажа они обеспечивают минимальный вынос ДЭГа и длительный межревизионный период.
Внедрение схемы модернизации конструкции ТюменНИИ-гипрогаза позволило обеспечить более длительный период (до 1-1,5 лет) межремонтной эксплуатации аппаратов с сохранением приемлемой величины потерь гликоля (до 15-20 г/ 1000 м3).
Таким образом, проведенная реконструкция основного технологического оборудования на УКПГ сеноманской залежи позволяет обеспечить нормальную работу технологического оборудования осушки газа (ГП-252, ГП-365, ГП-502), вплоть до снижения давления в аппаратах до 3,4 МПа.
Для проектирования вновь обустраиваемых месторождений Западно-Сибирского региона, учитывая опыт комплексных испытаний различных схем модернизации аппаратов осушки газа, а также элементов их конструкций, наиболее приемлемой по всем характеристикам является следующая компоновка МФ А на основе серийного аппарата ГП-502:
сепарационная часть - сепарационная тарелка с элементами ГПР-515 конструкции ЦКБН;
абсорбционная часть - массообменные тарелки с контактносепарационными элементами ГПР-362 (с возможным использованием разделения потока газа в массообменной части);
перед фильтрами-патронами - сепарационная тарелка конструкции ЦКБН (ГПР-515).
Такой вариант компоновки оборудования и конструкции аппаратов наиболее надежен в эксплуатации и обеспечивает требуемые параметры работы системы осушки газа с минимальными потерями ДЭГа в течение всего периода эксплуатации месторождений, подобных Уренгойскому по составу газа и запасам. В настоящее время этот вариант компоновки МФ А ГП-502 монтируется и будет испытываться на УКПГ-12. Длительность межревизионного периода составляет минимум два года.
На основании анализа многолетнего опыта эксплуатации специалистами ТюменНИИгипрогаза, ЦКБН и ПО ’’Уренгойгазпром" сделан вывод о том, что в схеме осушки газа наиболее эффективна МФ А ГП-502 производительностью 10 млн. мэ/сут, наименее удачна - МФА ГП-365.
Повышение степени насыщения раствора ДЭГа* Опыт эксплуатации установок абсорбционной осушки газа Уренгойского месторождения показал, что значительный интерес представляет возможность достижения более высокой степени насыщения раствора ДЭГа влагой, чем это регламентируется "Нормами технологического проектирования" ОНТП 1-86.
Согласно этим нормам, степень насыщения раствора ДЭГа ограничивается 2,5 %. Здесь и далее степень насыщения раствора указывает на разность массовых концентраций гликоля в регенерированном и насыщенном растворах.
Известно, что степень насыщения раствора определяет удельный расход циркулирующего в системе абсорбента, мощность насосов, размеры емкостей и коммуникаций гликоля, объем газов выветривания и т.д. Кроме того, этот показатель влияет также на расход энергии в блоке регенерации.
Возможность достижения более высокой степени насыщения абсорбента проиллюстрирована фактическими показателями работы У КП Г-4 Уренгойского месторождения (табл. 4.20).
Полученные данные позволяют сделать однозначный вывод о том, что на установках осушки газа можно достичь более высокой степени разбавления абсорбента, чем это предусмотрено ''Нормами технологического проектирования" ОНТП 1-86. Благодаря этому обеспечивается меньший удельный расход циркулирующего абсорбента и снижается расход электроэнергии на работу насосов и регенерацию насыщенного раствора.
В целом, устанавливая степень насыщения раствора ДЭГа во взаимоувязке с основными параметрами процесса на стадии проектирования, можно достичь снижения затрат на обработку газа.
В процессе разработки месторождения в связи с падением устьевого давления и снижением отбора газа создаются условия для выпадения жидкой фазы в полости промысловых трубопроводов, что обусловлено низкими скоростями течения смеси,
Табли ца 4,20
Результаты обработки фактических показателей установки абсорбционной осушки газа УКПГ-4 [15]
Показатели Номер замера
1 2 3 4 5 6
Массовая концентрация гликоля в РДЭГе, % 98,21 98,53 98,35 98,35 98,17 98,17
Массовая концентрация 93,72 94,24 93,72 93,41 92,91 94,36
гликоля в НДЭГе, % Степень насыщения раствора, % 4,49 4,29 4,63 4,94 5,26 3,81
Расход газа, тыс м3/ч Подача РДЭГа, кг/1000 м3 1263 1262 1219 1305 1305 1305
3,89 3,89 4,07 3,76 3,78 3,86
Степень насыщения раствора ДЭГа, % 5,68 5,58 5,39 5,82 5,79 5,92
Равновесная точка росы, ’С -19 -22 -20,5 -20,5 -18 -18
Табли ца 4.21
Текущие показатели работы установок осушки газа Уренгойского ГКМ (07.04.98 г.)
Номер УКПГ Параметры до КС-1 ступени Параметры после КС-1 ступени Температура после ВХ-1, 'С Параметры до КС-2 ступени Параметры после КС-2 ступени Температура после ВХ-2, *С Расход газа, млн. мэ/ч
давление, кгс/см2 температура, ‘С давление, кгс/с№ температура, *с давление, кгс/см2 температура, *С давление, кгс/см2 температура, С
1А 33,7 10 41,6 31 19 39,3 16 57,0 49 15 2070
1 33,2 9 45,7 42 10 41,2 8 51,9 28 9 1315
2 30,0 6 44,7 44 22 43,5 24 54,3 45 23 1306
3 31,5 11 50,3 60 30 47,5 23 55,8 46 11 1408
4 31,4 8 44,6 50 15 42,3 15 54,4 42 8 1353
5 32,0 9 39,6 36 22 39,2 18 54,0 48 8 1155
6 30,3 9 42,5 39 18 37,8 16 52,9 50 12 1450
7 29,8 8 42,3 53 21 37,8 13 53,8 38 11 2164
8 33,2 6 38,5 46 14 36,7 10 53,7 43 11 1875
9 36,4 8 47,4 42 15 42,2 10 52,9 31 12 2145
10 — — — — 38,8 8 53,7 39 13 1625
11 - — - — — 39,8 10 56,3 41 33 1972
12 — — - — — 39,5 13 56,5 46 25 970
13 — — - - — 39,5 10 56,4 44 23 1315
15 — — — — — 40,2 13 56,2 39 10 2195
Накопление жидкой фазы в трубопроводе приводит к возрастанию гидравлических потерь, интенсивному пробкообразова-нию, а в зимний период увеличивает вероятность гидратообразования. Это прежде всего относится к шлейфам диаметром 530 мм (УКПГ-1ас, 11, 12, 13). Эти факторы осложняют работу системы сбора газа.
Текущие параметры УКПГ приведены в табл. 4.21.
В настоящее время фактические потери ДЭГа (среднегодовые) по объединению составляют в среднем 16 г/1000 м3.
Значительный интерес представляют составляющие общих потерь гликоля на УКПГ. Согласно расчетам для параметров работы установок осушки газа, указанных в табл. 4.21, унос гликоля с осушенным газом в паровой фазе может изменяться от 0,67 до 6,0 г/1000 м3 в зависимости от температуры контакта и давления. Если среднегодовую температуру газа в абсорбере принять равной 20+25 °C, то равновесные потери ДЭГа с осушенным газом в паровой фазе составят 1,3+2,0 г/1000 м3. Потери гликоля в системе регенерации (с рефлюксной жидкостью, утечки, термическое разложение и т.д.) по экспертной оценке могут достичь 2,0+2,5 г/1000 м3. Учитывая указанные факторы, можно утверждать, что из 16 г/1000 м3 общих потерь ДЭГа на установке осушки около 11,5+13,0 г/1000 м3 приходится на долю капельного уноса.
Следует отметить, что по проекту унос жидкой фазы из абсорберов допускается до 20 г/1000 м3. Следовательно, фактический унос гликоля (11,5+13,0 г/1000 м3) значительно меньше, чем допустимый уровень. Из этого можно сделать вывод о том, что унос гликоля с осушенным газом в ГТС не превышает проектных показателей оборудования установок осушки.
Основная часть (более 90 %) гликоля, уносимого с газом в равновесном виде, конденсируется в межпромысловых газопроводах от УКПГ до ГКС и в магистральном газопроводе на участке от ГКС до линейной КС.
По данным Уренгойгазпрома, около 80 % капельного ДЭГа улавливается на головных КС. (Часть улавливаемого раствора возвращается на УКПГ для очистки и использования.) Остальное количество поступает в МГ и вместе с газом транспортируется до следующей линейной КС.
На практике может иметь место недоосушка газа. Пример влияния степени недоосушки газа на наличие конденсационной влаги в МГ приведен на рис. 4.17. При получении данных давление и температура газа перед входным сепаратором линейной КС приняты равными соответственно 5,5 МПа и 0 “С. Относительно этих параметров определена недоосушка газа.
Рис. 4.17. Влияние степени недоосушки газа на количество конденсационной влаги в газопроводе
Принято, что газ на УКПГ осушается при давлении 5,5 МПа, затем дожимается до 7,4 МПа, охлаждается в АВО до 25+35 °C (летний режим) и подается в газопровод. Согласно этим данным недоосушка газа на 1 ’С приводит к образованию водной фазы в системе в количестве 6,4+7,8 г/1000 м3. Это в несколько раз больше количества гликоля, образовавшегося в системе за счет изменения равновесных условий. Следовательно, недоосушка газа недопустима.
4.7. УСТАНОВКИ ОСУШКИ ГАЗА ЯМБУРГСКОГО МЕСТОРОЖДЕНИЯ
Проектные показатели УКПГ. Подготовка газов сеноманских залежей к транспорту ведется на семи УКПГ, имеющих идентичную технологическую схему. Эти установки укомплектованы оборудованием, разработанным ДАО ЦКБН (за исключением турбодетандерных агрегатов).
В состав каждой УКПГ входят 9 (8 рабочих, 1 резервная) однотипных технологических ниток по осушке газа с проектной производительностью 10 млн, м3/сут каждая. Суммарная проектная мощность рабочих технологических ниток УКПГ -26,5 млрд. м3/год.
Принципиальная технологическая схема установки осушки газа приведена на рис. 4.18.
Для предотвращения исключения растепления грунтов вдоль трассы газопроводов предусмотрено охлаждение газа до температуры 0...-1 °C перед подачей его на транспортировку.
Сепарация и осушка газа. На всех УКПГ сепарация и осушка газа производятся в многофункциональных аппаратах (МФА), разработанных ДАО ЦКБН. МФ А включает в себя три секции: входную сепарационную, массообменную и фильтрующую.
Пары к
Рис. 4.18. Принципиальная технологическая схема установки осушки газа Ям-бургского месторождения:
А-1 - абсорбер, К-1 - десорбер; Р-1 - дегазатор; П-1 - печь; Е 4 - буферная емкость; ВХ 2, ВХ 3 - воздушные холодильники; Р 2 - рефлюксная емкость; Н-1, Н-4, Н-7, И 8, Н-10 - насосы
На УКПГ-1, 2 и 5 смонтированы МФА типа ГП-502. Входная сепарационная секция этих абсорберов состоит из тангенциальной перегородки с сетчатым отбойником и тарелок с центробежными сепарационными элементами ГПР-353 (115 шт.).
На УКПГ-3, 4, 6 и 7 используются МФА типа ГП-778.
По проекту входная сепарационная секция состоит из тангенциальной перегородки с сетчатым коагулятором и кольцевого сетчатого отбойника. Массообменная секция включает в себя четыре контактные тарелки, оснащенные центробежными контактно-сепарационными элементами ГПР-340 (200 элементов на каждой тарелке). Фильтрующая секция состоит из тарелки с фильтрами-патронами (121 шт.) и тарелки с центробежными сепарационными элементами ГПР-340 (200 элементов).
Опыт эксплуатации МФА (ГП-502 и ГП-778) после проведенной модернизации массообменной секции показал целесообразность замены верхней по ходу газа контактной ступени на тарелку с сетчатыми сепарационными барабанами. В ре
зультате данного мероприятия потери гликоля снизились практически в два раза.
Охлаждение газа. Как было указано выше, по проекту предусмотрено охлаждение осушенного газа до температуры 0... -1 “С. С этой целью в состав каждой УКПГ включены 24 аппарата воздушного охлаждения и 9 блочных турбодетандерных агрегатов (БТДА), характеристика которых представлена ниже.
Основные технические данные БТДА
Производительность по газу, млн. м3/сут..... 10
Перепад температуры на турбодетандере, °C... 30
Предельное рабочее давление газа на входе в турбину, ата................................ 130
Давление газа на входе в компрессор ТДА, ата 82,4 Степень повышения давления газа в компрессоре ......................................... 1,31
Степень понижения давления газа в турбине... 1,63
Частота вращения ротора, об/мин............... 9000
В зимний период необходимая температура газа достигается за счет использования АВО.
В летний период для охлаждения газа используются АВО и турбодетандерные агрегаты марки БТДА-10/13-УХЛ4 по схеме: коллектор осушенного газа -э компрессор ТДА —> АВО —> —> турбина ТДА —> коллектор осушенного газа.
Регенерация ДЭГа и метанола. По проекту регенерация ДЭГа на всех установках, за исключением УКПГ-2, 5, производится с применением огневых подогревателей. Отличительной особенностью десорберов блоков регенерации этих УКПГ является наличие в их кубовой части рекуперативного теплообменника РДЭГ - НДЭГ.
На УКПГ-2 осуществляется вакуумная регенерация гликоля, где в испарителях в качестве теплоносителя используется водяной пар. Десорбер блока регенерации имеет 17 колпачковых тарелок.
Подогрев гликоля на УКПГ-1, 3, 4, 6, 7 происходит в трубчатых печах. Производительность установок регенерации с трубчатой печью составляет 60 м3/ч.
По проекту печи были двухпоточными. К настоящему времени по рекомендациям ВНИИгаза и ДАО ЦКБН печи переведены в однопоточную схему. Кроме того, на некоторых УКПГ при реконструкции блоков регенерации гликоля использованы отдельные технические решения способов регенерации [44, 45].
На УКПГ-4 применена схема регенерации ДЭГа, заключающаяся в рециркуляции и поддержании избыточного давления
гликоля в змеевике печи с целью создания в нем однофазного потока [45]. Для реализации данной схемы в конструкцию установки (см. рис. 4.18) внесены следующие изменения:
на линии выхода гликоля из печи установлен регулятор давления;
в десорбере установлена перегородка, отделяющая рекуперативный теплообменник в кубовой части от массообменной секции;
в состав установки включена дополнительная емкость для гликоля, дооборудованная вертикальной перегородкой Н = - 1680 мм;
на линии подачи ДЭГа в печь дополнительно установлены два насоса НК 120/80.
Давление в печи, необходимое для поддержания в змеевике однофазного потока гликоля, обеспечивается регулятором давления, установленным на линии входа РДЭГа в емкость гликоля.
На УКПГ-1-7 печи огневого подогрева переведены с двухпоточной на однопоточную схему. Переход на однопоточную схему подачи НДЭГа в змеевик печи позволил в значительной мере стабилизировать режим подогрева, хотя не исключил полностью возможность нарушения сплошности потока ДЭГа, локального перегрева гликоля и интенсивной эрозии металла в зоне выходного коллектора. Исследования процесса коррозионного износа материалов труб, проведенные П "ЯГД" на УКПГ-1 и 6, показали, что скорость коррозии труб из стали 10Г2 в зоне выходного коллектора составляет мм в год,
причем в зоне набегающего потока скорость коррозии в 1,7-2,0 раза выше. Применение в качестве материала труб нержавеющей стали сдерживается значительным (1,5-5,0 г/л) содержанием в гликоле хлоридов, что может привести к межкристаллической коррозии и, как следствие, к появлению трещин в трубах.
Весьма затруднены диагностика и ремонт теплообменников РДЭГ-НДЭГ, установленных в "брюшной’1 камере десорбера.
Отмечены также многочисленные случаи разрушения выходной трубы из радиальной камеры печи подогрева раствора ДЭГа. Осмотр вырезанного куска выходной трубы показал существенное утончение металла в месте сгиба трубы, которое происходит из-за коррозии металла или эрозийного износа, или совокупности указанных причин.
Отсутствие блока регенерации ДЭГа на УКПГ-5 создает определенные трудности, связанные с инерционностью трубопроводной системы между УКПГ-5 и УКПГ-2, сложностями 164
при оперативной коррекции технологических режимов обеих УКПГ и необходимостью постоянных согласований действий обслуживающего персонала. Кроме того, вследствие низкой эффективности работы АВО в составе ДКС температура газа на входе в технологические линии в компрессорный период эксплуатации повышается до 18-22 ’С, что требует вывода установок регенерации на режим, обеспечивающий получение концентрации гликоля на уровне 99-99,3 %.
В связи с низкой (2-8 %) массовой концентрацией метанола в отсепарированной пластовой воде и рефлюксной жидкости регенерация метанола на всех УКПГ не производится.
Очистка ДЭГа. Очистка раствора ДЭГа от механических примесей производится в блоке фильтров-гидроциклонов. Очистка происходит за счет отделения мехпримесей в центробежном поле с последующей фильтрацией гликоля через слой фильтрующей насадки. Очищенный НДЭГ поступает в емкость сбора и далее насосом подается на регенерацию. Механические примеси накапливаются в бункере в нижней части аппарата, сбрасываются в емкость сбора и далее поступают на горизонтальную факельную установку (ГФУ).
В связи с недостаточной эффективностью работы и сложностью эксплуатации фильтров-гидроциклонов очистка ДЭГа от механических примесей производится только на УКПГ-2 (постоянно, производительность до 3 м3/ч) и УКПГ-6 (периодически, производительность 1,5 м3/ч).
Текущие технологические параметры работы УКПГ. Основные параметры работы УКПГ в разные периоды приведены в табл. 4.22.
Табли ца 4.22
Сводные показатели работы УКПГ
Номер УКПГ Параметры осушки РДЭГ, м’/ч Концентрация ДЭГа, %
млн м /сут р, кгс/см2 Т, ’С РДЭГ НДЭГ
Февраль 1995 г.
1 85.5 59,6 И.4 14,3 98,36 94,81
2 83,8 61,4 12,1 20,1 98,34 94,84
3 89,4 62,6 11,6 22,1 98,52 95,58
4 31,4 66,6 9,4 8,3 98,64 96,98
5 86,9 60,6 11,4 22,0 98,25 94,05
6 88,8 61,3 10,4 25,2 98,21 95,50
7 73,4 71,8 9,3 16,3 98,41 95,96
Февраль 1996 г.
1 88,5 58,0 13,1 13,5 98,10 94,90
2 86,5 56,3 И,9 20,8 98,20 94,40
3 87,1 58,3 10,4 21,0 98,60 95,30
Продолжение табл. 4.22
Номер УКПГ Параметры осушки РДЭГ, м*/ч Концентрация ДЭГа, %
млк.м'/сут Р. , кгс/см Г, ’С РДЭГ НДЭГ
4 42,2 4 61,5 Февраль 191 7,2 '6 г. 16,2 98,70 97,60
5 86,2 55,8 10,1 17,0 98,10 94,40
6 77,0 57,4 8.4 23,1 98,20 95,80
7 82,6 65,4 6,9 18,2 98,60 96,10
1 88,9 4 62,8 >евраль 19£ 15,3 )7 г. 12,9 97,7 95,1
2 79,8 58,7 12,3 20,9 98,7 96,3
3 76,4 55,5 12,1 28,7 98,8 96,0
4 60,2 55,3 5,0 16,8 98,0 96,0
5 73,2 54,0 9,5 20,4 98,4 95,8
6 88,4 60,9 15,3 25,7 98,2 96,5
7 77,4 59,9 5,7 20,6 98,6 96,5
1 83,7 1 60,0 Январь 199 15,8 3 г. 14,5 97,5 93,3
2 85,9 62,5 15,4 20,3 98,8 96,1
3 68,8 54,0 10,2 28,0 98,7 96,5
4 50,4 52,7 5,3 20,4 98,7 97,3
5 84,6 59.6 14,3 20,5 98,5 95,5
6 82,4 59,5 15,8 24,4 98,7 97,1
7 75,1 56,1 6,1 17,3 98,3 95,9
Суточный расход газа по УКПГ в феврале 1995 г. составлял от 31,4 (УКПГ-4) до 89,4 млн. м3 (УКПГ-3). В феврале 1996 г. суточный расход газа менялся от 42,2 (УКПГ-4) до 88,5 млн. м3 (УКПГ-1). В феврале 1997 г. этот показатель составил от 60,2 (УКПГ-3) до 88,9 млн. м3 (УКПГ-1).
По состоянию на январь 1998 г. суточный расход газа составляет от 50,4 (УКПГ-4) до 85,9 млн. м3 (УКПГ-2). Давление газа на входе в УКПГ составляет 5,9...6,3 МПа, входная температура изменяется от 5,3 до 15,8 "С. Такие низкие температуры контакта создают благоприятные условия для осушки газа и уменьшения потерь гликоля с осушенным газом.
Количество унесенного с осушенным газом из абсорберов ДЭГа изменяется в широких пределах и в значительной степени зависит от времени наработки каждого аппарата после проведения последней ревизии и режима эксплуатации абсорбера (расход газа, количество подаваемого РДЭГа, степень его загрязненности мехпримесями и т.д.).
Фактическая нагрузка установок регенерации на УКПГ-1, 3, 4, 6, 7 составляет 20...30 м3/ч, а на УКПГ-2, где регенерируется насыщенный раствор из двух установок, - 40 м3/ч и более.
Средние потери ДЭГа за 1997 г. составили 16 мг/м3. Эта
цифра значительно меньше, чем могла бы быть. Значительный интерес представляют составляющие этих потерь. В 1997 г осушка газа производилась при давлениях 5,3-6,9 МПа. Температура контакта в зависимости от времени года составляет 5-20 °C. В этих условиях равновесные потери гликоля с осушенным газом равны 0,5-1,5 мг/м3. Доля потерь гликоля в системе регенерации (с рефлюксной жидкостью, утечками, за счет термического разложения и т.д.) составляет около 10-15 % от общих потерь. С учетом этих факторов можно утверждать, что средние потери ДЭГа с осушенным газом за счет уноса в виде капель достигают 12-13 мг/м3, что вполне приемлемо.
Общая минерализация НДЭГа составляет 4,5-24 г/л, содержание мехпримесей 0,49-1,41 г/л (по материалам работы предприятия за февраль 1998 г.). Массовая доля метанола в рефлюксной жидкости равна 2-10 %.
В том случае, когда ДКС перед УКПГ не введены, проектный диапазон температуры газа на входе в межпромысловые коллекторы (МПК) выдерживается только в зимний период за счет использования АВО.
Альтернативная схема. Для подготовки газа сеноманских залежей к транспорту в основном применяется процесс абсорбционной осушки газа. При этом из-за расположения головных участков магистральных газопроводов в зоне многолетнемерзлых пород требуется охлаждение газа до минусовых температур перед его транспортированием во избежание растепления ММП. В зимние месяцы охлаждение газа осуществляется с применением АВО. В летний период возможно применение хладагентов или турбодентандерных агрегатов (ТДА). Последнее решение, в частности, реализовано в схемах УКПГ Ям-бургского месторождения (рис. 4.19). По этой схеме как компрессор, так и детандер (турбина) ТДА расположены после абсорбера.
Осушенный газ после абсорбера А-1 подается в компрессор ТДА, где дожимается до давления 9,0 МПа, затем охлаждается в ВХ-2 и поступает на турбину ТДА, где расширяется до давления 5,7-6,0 МПа. При этом газ охлаждается до температуры -1 °C и по газопроводу подается на ГКС "Ямбургская" (головная ДКС). Здесь газ дожимается до давления 7,5 МПа, повторно охлаждается до температуры -1 °C и подается в МГ.
Абсорберы УКПГ рассчитаны на рабочее давление 9,0 МПа. Следовательно, при давлении 7,5 МПа их пропускная способность используется не полностью.
Рис. 4.19. Принципиальная технологическая схема осушки н охлаждения газа (летний режим):
А-1 ~ абсорбер; ДКС - дожимная компрессорная станция, К компрессор ТДА; Т - турбина ТДА; ВХ-1, ВХ-2 - воздушные холодильники, С-1 - сепаратор
Анализ рис. 4 20 показывает, что если повысить давление в абсорбере с 7,5 до 9,0 МПа, то можно увеличить пропускную способность технологических ниток примерно на 10 %.
Повысить давление в абсорбере можно путем переобвязки турбодетандерного агрегата, суть которой сводится к установлению компрессора в положение "до абсорбера". При работе по такой схеме (рис. 4.21) газ сначала дожимается до 9,0 МПа, охлаждается в ВХ-2, а поток осушается в абсорбере А-1 и поступает на турбину ТДА.
Влияние давления на показатели установки абсорбционной осушки газа может быть проиллюстрировано данными, приведенными в табл. 4.15. Согласно этим данным осушка при высоких давлениях при прочих равных условиях обеспечивает снижение затрат на обработку газа, так как уменьшаются энергетические затраты на регенерацию насыщенного раствора и подачу раствора гликоля в абсорбер.
Рис. 4.20. Зависимость пропускной способности абсорбера от давления
Рис. 4.21. Принципиальная технологическая схема подключения ТДА в схему установки осушки под высокое давление:
А-1 - абсорбер; ДКС - дожимная компрессорная станция; К - компрессор ТДА, Т - турбина ТДА; ВХ 1, ВХ 2 - воздушные холодильники, С 1 - сепаратор
Ведение процесса при высоких давлениях также имеет преимущество в случае снижения потребности в газе, так как скорость газа в абсорбере падает и, как следствие, уменьшаются потери гликоля в виде капельного уноса.
Недостатком процесса осушки при 9,0 МПа является то, что на 10-15 % (по сравнению с 7,5 МПа) увеличиваются объемы газов низкого давления, отводимых из выветривателя и рефлюксной емкости. Однако количество этих потоков столь незначительно, что практически не отражается на экономических и экологических показателях УКПГ.
Следует обратить внимание на возможность конденсации водяных паров при охлаждении газа на ВХ-1 и попадания капельной жидкости в компрессор ТДА (см. рис. 4.20). Результаты расчетов по оценке этого факта приведены в табл. 4.23. В качестве исходных данных для расчета температура сырьевого газа была принята равной 16, 12 и 8 °C.
Точка росы сырого газа определена на давление 7,5 МПа, что соответствует давлению после ДКС. По этим данным можно определить значение температуры, до которой можно охлаждать газ, не опасаясь образования конденсационной влаги в системе после аппарата воздушного охлаждения ВХ-1. Как видно из табл. 4.23, чем ниже температура входного газа, тем ниже температура, до которой можно охлаждать газ без выде-
Табли ца 4.23
Зависимость количества ал аги, выделяющейся после ДКС, от температуры ВХ-1
Показатели Входное давление, МПа
7,0 6,0 5,0 4,0 3,0 2,0
Температура сырьевого газа 16 °C
Точка росы сырого га- 16,8 18,7 21,0 24,1 28,5 35,0
за, “С
Количество выделяю-
щейся влаги, г/м3:
при 22 °C — — - 0,0486 0,1625 0,3902
при 20 "С — — 0,0207 0,0891 0,2030 0,4307
при 18 ‘С — - 0,0584 0,1268 0,2407 0,4684
Температура сырьевого газа 12 °C
Точка росы сырого га- 12,45 14,3 16,7 19,7 23,8 30,2
за, °C
Количество выделяю
щейся влаги, г/м*'
при 22 'С — — — 0,0409 0,2161
при 20 ’С 0.0814 0,2566
при 18 °C - - 0,0315 0,1191 0,2943
Температура сырьевого газа 8 °C
Точка росы сырого га- 8,7 10,4 12,35 15,2 19,2 25,4
за, “С
Количество выделяю-
щейся влаги, г/м3:
при 22 °C — — — -- — 0,0789
при 20 °C — — — — - 0,1194
при 18 °C — — — 0,0231 0,1571
ления в жидкую фазу конденсационной влаги; при этом исключается необходимость защиты компрессора ТДА от попадания в него капельной жидкости.
Если принять возможность охлаждения газа на АВО до 20 °C, то следует, что газ можно обработать при входном давлении до 5 МПа. При последующем снижении входного давления произойдет конденсация влаги. При входных температурах 12 и 8 °C можно работать до входного давления 4 и 3 МПа соответственно (см. рис. 4.20), не опасаясь конденсации водяных паров.
4.8. УСТАНОВКА ОСУШКИ ГАЗА ЗАПАДНО-ТАРКОСАЛИНСКОГО МЕСТОРОЖДЕНИЯ
Принципиальная технологическая схема УКПГ приведена на рис. 4.22.
Сырой газ поступает в сепаратор С-t, освобождается от капельной жидкости - воды и углеводородного конденсата и направляется на осушку в абсорбер А-1. В верхнюю часть абсорбера подается регенерированный триэтиленгликоль (РТЭГ), который поглощает из газа пары воды и выходит в дегазатор Д-1, в котором из гликоля выделяется газ выветривания. Далее насыщенный триэтиленгликоль (НТЭГ) поступает в трехфазный разделитель Р-1 для отделения от него углеводородного конденсата, после чего проходит последовательно через угольный фильтр Ф-1, фильтр тонкой очистки Ф-2 и аппарат магнитной обработки М-1. Фильтр Ф-1 служит для поглощения из НТЭГа активным углем тяжелых углеводородов и продуктов разложения, на фильтре Ф-2 задерживаются частицы механических примесей размером более 20 мкм. Магниты постоянного тока в М-1 переводят находящиеся в НТЭГе соли жесткости в нерастворимое состояние, препятствующее их выпадению при последующем нагреве.
Очищенный НТЭГ после нагрева в рекуперативных теплообменниках Т-1 и подогревателе буферной емкости блока регенерации БР-1 направляется в выпарную колонну, снабженную насадкой. Тепло в блок регенерации подводится путем сжигания топливного газа в горелке испарителя с жаровыми трубами. Выпаренная из НТЭГа вода конденсируется в воздушном холодильнике ВХ-1 и стекает в разделитель Р-2, совмещающий в себе функции рефлюксной емкости и отделителя углеводородного конденсата. Насосом Н-2 часть воды возвращается в колонну в качестве орошения, а избыток сбрасывается в дренажную систему.
РТЭГ после предварительного охлаждения НТЭГом в подогревателе буферной емкости забирается насосом Н-3 и через теплообменники Т-1 подается в промежуточную емкость Е-1. Охлажденный РТЭГ насосом Н-1 направляется в качестве абсорбента в А-1.
Проектная производительность УКПГ по газу составляет 45 млн м3/сут. Блок регенерации рассчитан на производительность 18 м3/ч по РТЭГу и представляет собой единый агрегат из трех технологических аппаратов (выпарная колонна,
Рис. 4.22. Принципиальная технологическая схема УКПГ Заиадно-Таркоса-лннского газового месторождения:
Л 1 - абсорбер; БР-1 - блок регенерации гликоля; С-1 - сепаратор; Д-1, Р 1 - дегазаторы; Е-1 - буферная емкость; Р-2 - рефлюксная емкость; Т-1 -рекуперативный теплообменник; ВХ-1 - воздушный холодильник; Т-1 - магнитный фильтр; Ф 1 и Ф-2 - фильтры; Н-1, Н-2, Н-3 - насосы
огневой испаритель и буферная емкость), установленных на общей раме.
На этом месторождении установки абсорбционной осушки газа переведены на ТЭГ.
Проведенные промышленные испытания основного технологического оборудования установки осушки газа и регенерации ТЭГа Западно-Таркосалинского газового месторождения показали высокую эффективность принятых конструктивных решений. Параметры работы абсорбера А-1 во время испытаний были следующими: производительность по газу - от 5,9 до 9,7 млн. м3/сут (проектная производительность 10 млн. м3/ сут); технологическое давление 8,9-9,1 МПа; рабочая температура газа 16,5 ’С; расход РТЭГа на один абсорбер 2,25-3,9 м3/ч; массовая доля РТЭГа 98,6-98,95 %. При этом точка росы осушенного газа по влаге на выходе из абсорберов равна -17...-18 ’С; в пересчете на давление выхода газа в газопровод (6,4-6,7 МПа) это составляет -20...-21 ’С, что полностью удовлетворяет требованиям ОСТ 51.40-93 по качеству товарно
го raja. Капельный унос ТЭГа зафиксирован в пределах 2,3-5,0 мг/м3 газа [31].
Производительность установки на момент испытания составляла 24-25 млн. м3 газа в сутки. Узел регенерации гликоля эксплуатировался при производительности 10 м3/ч. Разделитель Р-1 из-за малого содержания углеводородного конденсата в НТЭГе работал неэффективно и не обеспечивал удовлетворительного разделения жидких фаз. Содержание солей жесткости в пластовой воде на входе в УКПГ не превышало 4,5 ммоль/л, что ниже регламентируемой стандартом величины жесткости питьевой воды. В связи с этим аппарат магнитной обработки М-1 в работе задействован не был.
Блок БР-1 эксплуатировался при атмосферном давлении, что позволило отказаться от применения вакуум-насосов (обязательных в случае использования ДЭГа) и одновременно избежать неприятностей, связанных с возможным подсосом в вакуумную систему регенерации через неплотности атмосферного кислорода, что приводило к интенсивному разложению и окислению гликоля.
В качестве осушителя на установке применяли ТЭГ марки 5, содержащий до 5 % моно- и диэтиленгликолей, которые разлагаются при температуре регенерации ТЭГа; об этом свидетельствовали изменение его окраски и значительное содержание в нем альдегидов (массовая доля до 0,24 %). Поэтому в дальнейшем рекомендовано вместо этого гликоля использовать ТЭГ марки А, содержащий не более 0,63 % низкомолекулярных гликолей.
Температура в испарителе блока регенерации поддерживалась равной 197-198,5 °C, технологическое давление 0,002 МПа. Насыщенный ТЭГ (массовая доля 97,05-97,9 %) поступал в выпарную колонну с температурой от 165 до 169 °C; температура верха колонны 102 °C, расход орошения 200 кг/ч, т.е. флегмовое число находилось на уровне 1-1,5 (по проекту 0,3-0,5, но установка работала не на полную мощность). Массовая доля выходящего из БР-1 регенерированного ТЭГа находилась в диапазоне 98,6-98,95 %.
Для уменьшения эксплуатационных затрат также необходимо снижение температуры подаваемого в абсорбер РТЭГа. Известно, что если эта температура превышает температуру поступающего газа больше чем на 6-10 *С, то значительно возрастают потери гликоля в результате его испарения и уноса из аппарата. В настоящее время два сдвоенных теплообменника Т-1 не могут снизить температуру регенерированного раствора ТЭГа мене 31 °C, поскольку они рассчитывались на значителfa
но меньшие тепловые нагрузки при использовании ДЭГа. Выходом из положения может стать переобвязка теплообменников с целью обеспечить возможность одновременной последовательной работы всех четырех сдвоенных теплообменников, включая два резервных.
4.9. ОСУШКА КИСЛЫХ ГАЗОВ
Эксплуатация систем добычи, сбора и обработки сернистых газов имеет специфические особенности, связанные с наличием в газе сероводорода, двуокиси углерода, меркаптанов и т.д., которые влияют на температуру гидратообразования и влагосо-держания газа, скорость коррозии оборудования и труб, выбор материала для их изготовления и т.д.
Влияние кислых компонентов на показатели газовых смесей. Практически все показатели природных газов имеют свойства аддитивности. Следовательно, от содержания в газе любого компонента зависят его термодинамические параметры.
Из кислых компонентов газа на его термодинамические параметры заметное влияние оказывают сероводород и двуокись углерода, так как концентрация остальных компонентов (сероокись углерода, сероуглерод, меркаптаны и т.д.) незначительна. Эти компоненты не влияют на температуру гидратообразования, влагосодержание, коэффициент сжимаемости, коррозионную активность газа из-за их малой концентрации в газе. Однако они оказывают существенное воздействие на качество ингибиторов гидратообразования, абсорбентов и на процесс их регенерации.
С увеличением содержания сероводорода и двуокиси углерода повышается температура гидратообразования газа и понижается его коэффициент сжимаемости.
В присутствии углеводородов токсичность сероводорода и меркаптанов значительно усиливается. Предельно допустимые концентрации этих газов в атмосфере воздуха составляют 0,008 мг/л. При проектировании и обустройстве сероводородсодержащих месторождений проводят специальные мероприятия, исключающие аварийные выбросы газа в атмосферу.
Увеличение содержания H2S и СО2 в газе существенно повышает его равновесную влагоемкость.
Наличие сероводорода в газах увеличивает их растворимость в воде и реагентах, применяемых в процессах промысловой и заводской обработки газа, так как растворимость H2S в этих реагентах выше, чем углеводородов.
Предупреждение гидратообразования. При эксплуатации сероводородсодержащих месторождений борьба с гидратообра-зованием не составляет дополнительной проблемы, так как на забой скважин в насосно-компрессорные трубы и во все промысловые коммуникации постоянно вводят ингибитор коррозии, который хорошо растворяется в ингибиторах гидратообразования (метаноле, гликолях). Поэтому подают комплексный ингибитор коррозии и гидратообразования (КИГИК).
Так, на Оренбургском газоконденсатном месторождении в целях борьбы с коррозией и предотвращения гидратообразования применяют КИГИК, представляющий собой смесь метанола с ингибитором коррозии (ВИСКО-904, СЕРВО-398, И-1-А) в соотношении 20 г ингибитора на 1 л метанола.
Практикуется применение ингибиторов на основе гликолей.
Некоторые ингибиторы при контакте с поглотителями кислых компонентов, применяемых на установках сероочистки, вызывают вспенивание. При выборе ингибиторов необходимо учитывать это обстоятельство.
Борьба с коррозией. При добыче сернистых газов большое значение придается вопросам снижения скорости коррозии в системе.
Основные компоненты, вызывающие коррозию труб и оборудования, - сероводород и двуокись углерода.
Содержание меркаптанов в газе гораздо ниже, чем сероводорода и углекислоты, и хотя в некоторой степени они могут быть подвергнуты гидролизу с образованием сероводорода (при условиях щелочной среды), фактически в коррозионных процессах участия не принимают.
Определенную роль в процессе коррозии играют также органические кислоты жирного ряда, содержащиеся в тяжелых фракциях конденсатов и нефтей. Отмечены следующие виды коррозии оборудования:
химическая, вызываемая агрессивными компонентами в газообразном состоянии;
коррозионное растрескивание сталей вследствие насыщения водородом структуры металла.
Механизм коррозии носит смешанный характер, т.е. химический и электрохимический. Причина химической коррозии -химическая реакция между железом и кислотами. Электрохимическая коррозия возникает при прохождении тока между отдельными участками поверхности металла.
Продукция коррозионного процесса - атомы и молекулы водорода и двухвалентные ионы железа, которые вступают в реакцию с ионами гидросульфида и сульфида. Они образуют
вторичные продукты коррозии - сульфиды железа, обладающие свойством самовоспламенения на воздухе при обычных температурах, что особенно опасно при проведении ремонтных работ, требующих вскрытия аппаратов.
Интенсивность процесса коррозии зависит от кислотности среды, pH, температуры, давления, наличия в системе воды в жидкой фазе.
С повышением давления скорость электрохимической коррозии увеличивается, так как возрастает растворимость агрессивных компонентов в жидкой фазе — электролите (например, в воде) и, следовательно, увеличивается их содержание в единице объема, действующего на единицу поверхности металла.
При повышении температуры снижается растворимость H2S и СО2 в жидкой фазе, а следовательно, и скорость коррозии; кроме того, возрастает скорость химических и электрохимических реакций и интенсивность коррозии, особенно при термических процессах.
Скорость сероводородной коррозии зависит также от прочности, химического состава, микроструктуры, способа обработки применяемых сталей и т.д.
Все углеродистые и низколегированные стали подвергаются во влажных сероводородсодержащих средах растрескиванию под напряжением ниже предела текучести. Допустимая величина этих напряжений зависит от химического состава, термической обработки и структуры металла, остаточных напряжений после горячей или холодной деформации и других факторов. Для предотвращения растрескивания предусматривают специальные мероприятия, такие как изготовление труб и оборудования из специально выбранных сталей, стойких к растрескиванию от наводороживания, ограничение напряжений в металле увеличением толщины стенок, применение ингибиторов коррозии, осушка газа на УКПГ с целью уменьшения воздействия агрессивного газа на внутренние стенки газопроводов, транспортирующих газ до ГПЗ.
Технологическая схема в системе скважина - УКПГ - ГПЗ Оренбургского газохимического комплекса позволяет выделить две зоны коррозионной активности газа:
а) зона высокой коррозионной активности среды, к которой относятся технологическое оборудование скважин, шлейфовые газопроводы, сепарационное технологическое оборудование и межблочные коммуникации (кроме замерного пункта УКПГ), работающие в среде влажного газа, содержащего сероводород;
б) зона низкой коррозионной активности, включающая тех
нологическое оборудование и арматуру замерного пункта УКПГ, газоконденсатопроводы от УКПГ до ГПЗ.
Нормативными документами установлены допустимые скорости общей коррозии: 0,25 мм/год - для насосно-компрессорных труб и шлейфовых газопроводов; 0,2 мм/год - для технологических аппаратов и межблочных коммуникаций (гарантии фирмы-поставщика); 0,1 мм/год - для газопроводов, транспортирующих осушенный сероводородсодержащий газ.
Материальное оформление трубопроводов и технологического оборудования для зон умеренной и опасной коррозии принимается в основном одинаковым. Это “спокойные” углеродистые стали марки сталь 20 с дополнительным контролем качества при изготовлении. Для зон опасной коррозии обязательна термическая обработка труб на заводах-изготовителях и сварных швов при монтаже. Кроме того, при расчете толщины стенок труб и аппаратов для этой зоны принимается увеличенная толщина стенок для снижения внутренних напряжений.
В исключительных случаях для наиболее коррозионноопасных сред (фонтанная арматура) допускается применение нержавеющей стали.
Величину общей коррозии можно снизить до допустимых пределов (0,2—0,1 мм/год) с помощью ингибиторной защиты, качество которой зависит от ряда факторов. Один из основных - возможность применения эффективных методов нанесения ингибиторной пленки.
Эффективность антикоррозионной защиты Ээ определяют по формуле
э = Ли ~пи 100 % (4 32)
пн
где Пн - потери массы неингибированного образца, мг; Пи -потери массы ингибированного образца, мг.
Эффективность ингибиторной защиты, определенная по формуле (4.32), оценивается следующим образом: 90 % и выше - отличная; 75-90 % - хорошая; 50-74 % - слабая; ниже 50 % - неудовлетворительная.
Абсорбционная осушка газов. На установках осушки кислых газов в качестве абсорбента используют водные растворы гликолей, которые инертны по отношению к углеводородным и кислым компонентам газа и не вступают с ними в химические реакции.
Сопоставление данных о растворимости углеводородов и сероводорода в гликолях показывает, что гликоль хорошо рас-
творяет H2S. Следовательно, на установках осушки кислых газов объем низконапорных газов будет больше, чем на обычных абсорбционных установках. Растворимость H2S и СО2 в гликолях может определяться по рис. 4.23-4.26 [44]. На этих рисун
Рис. 4.23. Зависимость растворимости H3S в ДЭГе от парциального давления
Рис. 4.24. Зависимость растворимости СО2 в ДЭГе от парциального давления
Рис. 4.25. Зависимость растворимости H2S в ТЭГе от парциального давления
Рис. 4.26. Зависимость растворимости СО3 в ТЭГе от парциального давления
ках цифры на кривых обозначают парциальное давление сероводорода в газовой смеси.
В результате контакта сероводорода и двуокиси углерода с гликолем последний с течением времени становится кислым и усиливает коррозию оборудования и труб. Наиболее интенсивная коррозия наблюдается в вентилях и изгибах трубопроводов. Возникший коррозионный процесс может носить характер коррозионного износа, язвенной коррозии или коррозионного растрескивания под влиянием водорода. Данные о влиянии кислых компонентов на коррозионную активность приведены в табл. 4.24.
Вспенивание гликоля при обработке высокосернистого газа встречается чаще, чем при обработке нейтрального газа. Это объясняется растворением в гликоле кислых газов, засорением его продуктами коррозии, ингибитором коррозии и растворителем серы, закачиваемым в скважину. Вспенивание гликоля особенно усиливается при повышенных температурах и выделении из него растворенных газов. Предварительное разгази-рование гликоля при выветривании способствует снижению его вспениваемости в блоке регенерации.
Применение антивспенивателей не приводит к значительному снижению вспениваемости гликолей в блоке регенерации, поскольку эти вещества быстро теряют свои свойства при высоких температурах.
Наилучшим методом снижения вспениваемости считается очистка гликолей от загрязнителей перед их поступлением в блок регенерации. Фильтрацией гликолевых растворов можно очищать их от загрязнителей. В качестве фильтрующего элемента применяют активированный уголь. Насыщенный уголь рекомендуется регенерировать с помощью водяного пара.
Т аб л и ца 4.24
Коррозионная активность гликолей, содержащих кислые компоненты (сталь углеродистая, продолжительность опыта 40 сут)
Гликопъ рн Содержание кислых компонентов Скорость коррозии, мкм /год
в начале опыта в конце опыта в начале опыта в конце опыта
дэг 8,00 6,00 0,5 1,0 Отсутст-
вует
дэг 8,00 7,20 0,5 1,0 То же
дэг 8,00 5,50 0,5 1,0 13,2
дэг 8,00 5,50 0,5 1.0 11,2
тэг 4,70 5,50 0,5 1,0 17,0
тэг 4,70 4,80 0,5 3,5 40,6
Для контроля качества гликоля требуется регулярно определять pH среды. Иногда для борьбы с окислением гликолей в раствор добавляют специальные реагенты.
При проектировании установок для осушки высокосернистых соединений необходимо предусмотреть также возможность установления емкости для отделения продуктов коррозии.
Следует отметить, что на надежную эксплуатацию установок осушки высокосернистых газов влияет выбор материала для тех частей установки, которые непосредственно контактируют с высокосернистым газом. С увеличением прочности сталей их чувствительность к водородной коррозии растет.
Потоки газа, имеющие скорость свыше 20 м/с, могут вызвать эрозию материала коммуникаций. Поскольку эрозия в несколько раз ускоряет коррозию, необходимо, чтобы скорость не превышала указанных пределов.
Установки осушки газа должны отключаться каждые 12-18 мес. для ремонта, очистки и контроля в первую очередь тех узлов, которые контактируют с сероводород содержащим газом.
Требуемая глубина осушки кислых газов зависит от их дальнейшей переработки. При добыче слабокислых газов их необходимо осушить до точки росы в соответствии с требованиями отраслевого стандарта ОСТ 51.40-93, так как из таких газов не требуется извлечения сернистых соединений перед подачей потребителям.
Малосернистые, сернистые и высокосернистые газы при транспортировке от промыслов до газоперерабатывающих заводов в присутствии воды вызывают интенсивную коррозию труб. Поэтому перед подачей в продуктопроводы такие газы необходимо осушить. Глубокая осушка газов на промысле нецелесообразна, так как на установках очистки газа от кислых компонентов происходит их повторное увлажнение.
Опыт эксплуатации сероводородсодержащих месторождений показывает, что снижение влагосодержания газа до 60 % его равновесного значения резко уменьшает скорость коррозии труб и обеспечивает надежную работу продуктопровода от промысла до газоперерабатывающего завода.
При определении степени осушки газа на промыслах необходимо учесть возможное снижение температуры газа во время его транспортирования с тем, чтобы исключить конденсацию паров воды в газопроводе, так как наличие воды в жидкой фазе увеличивает скорость коррозии.
Большинство установок, введенных в эксплуатацию до середины 70-х годов, не отвечают требованиям по защите окру-180
жающей среды. Растворенные в ингибиторах гидратообразования и конденсате сероводород, меркаптаны и другие сернистые соединения при их обработке часто выделяются в виде низконапорных газов и сжигаются. Наряду с потерями сернистых соединений это приводит также к загрязнению окружающей среды.
Из числа разработанных в последние годы схем осушки кислых газов можно указать схемы с выделением сероводорода из насыщенного раствора гликоля при высоких давлениях и утилизации кислых газов с использованием энергии раствора гликоля [32, 33].
Вариант 1. В этом варианте схема установки обеспечивает получение бессернистого газа на собственные нужды (рис. 4.27). Способ может применяться в тех случаях, когда на промысле отсутствует источник бессернистого газа. По схеме часть газа очищается с использованием раствора гликоля до приемлемого уровня, затем этот газ используется в качестве топлива на промысле.
Сероводородсодержащий газ поступает в сепарационную часть абсорбера А-101, где от него отделяется капельная жидкость. В абсорбере газ осушается с высококонцентрированным раствором гликоля.
Часть сырьевого газа подается для очистки от сероводорода в абсорбер К-302, где в качестве поглотителя используется раствор ДЭГа. Очищенный от сероводорода газ подогреваехся до температуры 140 °C за счет тепла ДЭГа и разделяется на два потока. Один поток после дросселирования до давления 0,3 МПа используется в качестве топлива в огневом испарителе и отдувочного газа в отпарной колонне К-301.
Насыщенный влагой гликоль, содержащий сероводород, проходит выветри вате ль В-303, рекуперативный теплообменник Т-301 и поступает в отдувочную колонну К-301. Здесь производится отдувка сероводорода с использованием части очищенного газа при давлениях, близких давлению в абсорбере А-101. Отработанный отдувочный газ возвращается повторно в абсорбер. Таким образом происходит циркуляция поглощенного в абсорбере сероводорода в контуре установки, что улучшает экологическую характеристику установки.
Регенерированный раствор гликоля, отводимый с низа десорбера Д-201, сначала используется в качестве абсорбента для очистки части сырьевого газа от сероводорода в колонне К-302, затем подается в абсорбер для извлечения из газа влаги.
Вариант 2. Этот вариант отличается тем, что дегазация насыщенного раствора гликоля производится в две ступени при
Рис. 4.27. Технологическая схема установки газа (а.с. СССР № 502647):
Л 101 ~ абсорбер; К 301 - отдувочная колонна, К 302 - колонна для очистки части газа на собственные нужды; Д 201 -десорбер; В 301 - дегазатор; Е 201 - буферная емкость; Е 202 рефлюксная емкость, С 301 - сепаратор; И-201 ~ испа ритель, Т-301, Т 302 - рекуперативные теплообменники, КХ 201 - конденсатор; Х-201 - холодильник; Н-301, Н-203, Н-204 - насосы;
7 - сырьевой газ; II - осушенный газ; III, IV - насыщенный раствор ДЭГА; V - очищенный от сероводорода газ; VI -отработанный отдувочный газ; VII - регенерированный раствор ДЭГа; VIII - насыщенный сероводородом ДЭГ
различных температурах (рис. 4.28). Благодаря этому обеспечивается избирательное выделение поглощенных компонентов из раствора. Режим первого выветривателя В-1 обеспечивает выделение из газа преимущественно метана. Газ дегазации содержит минимальное количество сероводорода. Подача такого газа на факел особых проблем не вызывает. Во втором вывет-ривателе В-2 из раствора выделяется основное количество поглощенного сероводорода. Включение в схему установки более мощного насоса Н-1 обеспечивает инжектирование газа выветривания с верха В-2. Далее раствор гликоля дополнительно охлаждается в холодильнике Х-1 и поступает в буферную емкость Е-1. Такая схема рециркуляции практически сводит к минимуму содержание сероводорода в газе» отводимом с верха емкости Е-1. Следовательно, и этот вариант уменьшает сброс сернистых газов в атмосферу.
Давление активного потока, в данном случае регенерированного раствора ДЭГа, обеспечивающего требуемое давление смеси на выходе из эжектора Э-1, определяется по уравнению
Рис. 4.28. Технологическая схема установки осушки газа (а. с. СССР № 1112203):
К-1 ~ абсорбер; В-1, В 2 - дегазаторы; Х-1 - холодильник; Т-1, Т-2 - рекуперативные теплообменники; Е-1 - буферная емкость; Э-1 ~ эжектор, БР -блок регенерации, И 1, Н-2 - насосы;
I - сырьевой газ; II - осушенный газ; III - насыщенный раствор гликоля; IV-VI - газы выветривания; VII - регенерированный раствор гликоля
рл =
Кр сТ р ----—
' 10\Л
(4.33)
где ра - давление на выходе из насоса Н-1, МПа; рс ~ давление смеси на выходе из эжектора, МПа; рт - давление эжек-тируемого газа, МПа; Тг ~ температура эжектируемого газа, К; К - коэффициент эжекции, численно равный соотношению масс газа и жидкости; рж - плотность жидкости, кг/м3; ть -изотермический КПД эжектора, т|г = 0,35-0,40; ср - удельная теплоемкость газа, кДж/(кг • К); А - термический эквивалент механической работы, А = 0,00981 кДж/(кг • К).
Обе схемы базируются в основном на типовом оборудовании, применяемом для обработки бессернистых газов. Но наличие сероводорода в газе обусловливает использование новых аппаратов. Включение в схемы процесса отдувки сероводорода, компрессии и рециркуляции кислых газов оказывает влияние на их энергетические показатели.
Комбинированная схема осушки сернистого газа и конденсата» Технологическая схема (рис. 4.29) использована на промысле для осушки газа и очистки конденсата от основного количества сероводорода.
Для испарения жидких углеводородов и предотвращения гидратообразования перед подачей в абсорбер газ нагревают до 29 “С.
Рис. 4.29. Комбинированная схема осушки сернистого газа и конденсата:
К-1 - абсорбер; К-2 - отпарная колонна; К-3 ~ десорбер, Т-1 - теплообменник;
I - сырьевой газ; II ~ регенерированный раствор гликоля; III - осушенный газ; IV - сероводородсодержащий отдувочный газ; V - нагретый отдувочный газ; VI - частично обессеренный конденсат, VII ~ обессеренный НДЭГ на регенерацию; VIII - сернистый НДЭГ, IX - сернистый газовый конденсат; X - вода
Абсорбер работает под давлением 4,6 МПа. На выходе из абсорбера точка росы газа по воде составляет -7 °C. Подача такого газа от промысла до завода исключает интенсивную коррозию газопровода. Для осушки газа используют раствор ДЭГа. Перед десорбцией насыщенный раствор ДЭГа поступает в колонну К-2, где очищается от поглощенных сернистых соединений путем применения бессернистого газа, нагретого до 105 °C при давлении 4,67 МПа.
Содержание сероводорода в ДЭГе до очистки составляет 480 г/л. Степень извлечения сернистых соединений из гликоля в колонне К-2 составляет 99 %.
Расход отдувочного газа - И 328 м3/сут.
Конденсат, выводимый из сепаратора, поступает в колонну К-3. Для выделения из конденсата сероводорода в низ колонны подается горячий отдувочный газ в количестве 1,3 м3/л.
При очистке содержание сернистых соединений в конденсате снижается с 20 до 3 %. Одновременно происходит также осушка конденсата, что облегчает его дальнейший транспорт и переработку.
В колоннах К-2 и К-3 значение давления выбирают несколько выше, чем в абсорбере К-1. Это обеспечивает подачу отработанных потоков отдувочного газа в абсорбер без помощи компрессора. При этом более влажный поток отдувочного газа подают в сепарационную секцию абсорбера. Потери ДЭГа на установке составляют 32 г/1000 м3.
4.10. ОСУШКА ГАЗА ПРИ НИЗКИХ ТЕМПЕРАТУРАХ КОНТАКТА
Известно, что “Нормы технологического проектирования” ОНТП 1—86 ограничивают нижний предел температуры контакта. Это связано с тем, что наибольшая депрессия по точке росы получается при его осушке раствором гликолей вязкостью не более 80-90 сСт. При повышении вязкости раствора ухудшается массообменный процесс между газом и осушителем.
Для достижения равновесия требуется больше теоретических ступеней контакта. С учетом этого положения получена графическая зависимость между температурой контакта и допустимой концентрацией растворов ДЭГа и ТЭГа (см. рис. 4.11). На этом рисунке на оси абсцисс приведены значения концентрации гликоля, при которых достигается равновесная
точка росы в абсорбере, имеющем 1,5 теоретической ступени контакта. Кривые получены при степени насыщения раствора ДС = 2 %.
При более низких температурах газ также можно осушить до точки росы. Однако в этом случае для достижения степени разбавления на 2 % потребуется увеличить число теоретических ступеней контакта.
На практике в ряде случаев возникает необходимость применения абсорбционного процесса осушки природных газов при низких температурах. В первую очередь это требуется при подготовке газа к транспорту в районах многолетнемерзлых пород, когда охлаждение газа является обязательным элементом технологической схемы УКПГ. Кроме того, в районах Крайнего Севера газ поступает на УКПГ при относительно низких температурах контакта - ниже 15 °C. (Согласно ОНТП 1~86, при температурах газа ниже 15 °C необходимо предусмотреть подогрев его перед подачей.)
В связи с изложенным во ВНИИгазе проведены экспериментальные работы по изучению закономерности процесса абсорбционной осушки газа при низких температурах контакта. Опыты проводились при давлении 3 МПа и расходе газа 125-150 м3/ч. Целью экспериментов было определение режима, при котором достигается точка росы газа по ОСТ 51.40-83 и удельного расхода раствора гликоля, обеспечивающего равновесие в системе. Результаты опытов приведены в табл. 4.25 и на рис. 4.30-4.32.
Табли ца 4.25
Результаты обработки экспериментальных данных по осушке газа при низких температурах контакта
Номер опыта Влагосодержание газа, г/м3 Д1, °C С,, % ДС = С ,-С2, % д, кг/кг
исходного ь, осушенного Ь2
1 0,1925 0,0493 19 90,83 2,17 42,1
2 0,1925 0,0454 20 91,10 1,90 47,9
3 0,1925 0,0420 20,5 91,33 1,67 54,8
4 0,1925 0,0625 16 88,27 1,73 54,5
5 0,1925 0,0532 18 88,52 1,48 60,1
6 0,1925 0,0454 20 88,57 1,43 63,6
7 0,140 0,0420 16 88,16 1,84 30,6
8 0,140 0,0386 17 88,76 1,25 39,1
9 0,140 0,0330 19 88,77 1,23 72,1
10 0,0958 0,0386 12 88,53 1,45 61,2
11 0,0958 0,0359 13 88,59 1,41 68,4
12 0,0958 0,0305 15 88,84 1,16 84,2
Продолжение табл 4 25
Номер опыта Влагосодержание газа, г/м1 Ы, °C с„% II х 1 д, кг/кг
исходного Ь, осушенного Ь2
13 0,0958 0,0238 18 89,14 0,86 104,2
14 0,0674 0,0386 7 89,15 0,85 104,2
15 0,0674 0,0330 9 89,26 0,76 116,3
16 0,0674 0,0259 12 89,43 0,57 156,6
17 0,0674 0,0220 14 89,45 0,55 163,0
18 0,1925 0,0674 15 83,29 1,71 48,4
19 0,1925 0,0578 17 83,61 1,48 60,1
20 0,1925 0,0493 19 83,68 1,23 63,5
21 0,1400 0,0493 14 83,12 1,88 44,1
22 0,1400 0,0386 17 83,38 1,62 51,3
23 0,1400 0,0330 19 83,80 1,20 70,2
24 0,0958 0,0420 И 83,87 1,13 74,3
25 0,0958 0,0386 12 84,04 0,96 87,4
26 0,0958 0,0359 13 84,24 0,76 110,2
27 0,0958 0,0306 15 84,37 0,63 133,2
28 0,0674 0,0386 7 84,31 0,69 121,5
29 0,0674 0,0330 9 84,44 0,56 145,3
30 0,0674 0,0281 11 84,49 0,51 165,4
31 0,0674 0,0238 13 84,63 0,37 231,7
Прим е ч а н и с t - депрессия по точке росы исходного н осушенного газов, °C;
С? - массовая доля гликоля в насыщенном растворе, %, д -извлеченной воды расход абсорбента, кг/кг
Согласно полученным данным раствором ДЭГа 90 %-ной концентрации при малых удельных расходах достигается осушка газа до точки росы, требуемой отраслевым стандартом ОСТ 51.40-93.
В режимах, когда в системе не достигается равновесие, с увеличением удельного расхода ДЭГа точка росы газа плавно снижается. Более глубокая осушка газа связана со значительным увеличением удельного расхода ДЭГа, особенно точки росы, соответствующей равновесию в системе. В последнем случае достигается меньшая степень насыщения раствора ДЭГа. Это проиллюстрировано кривыми на рис. 4.32. Кривая 1 построена для процесса осушки газа раствором 90 %-ной концентрации, когда удельный расход раствора и, следовательно, степень его насыщения соответствуют режиму осушки газа до точки росы -20 “С. Кривая 2 соответствует равновесному режиму; в этом случае для осушки газа до равновесия требуется значительное увеличение расхода абсорбента. (Расчеты показывают, что увеличение числа тарелок в абсорбере позволило бы достичь равновесия в системе при более низких расходах раствора ДЭГа.) Аналогичные результаты получены при осушке газа раствором 85 %-ной концентрации.
~14r~
-3ff* - —J---------1--------1-------1
2 4 8 в 10
Расход aScopfatma, «г/МООм*
Рис. 4.30. Влияние удельного расхода абсорбента (85 %-ный ДЭГ) на глубину осушки газа
Расход адсйрдента, цг/юоом*
Рис. 4.31. Влияние удельного расхода абсорбента (90 %-ный ДЭГ) на глубину осушки газа.
Пунктирная кривая - раствор 93 %-ной концентрации
Рис. 4.32. Зависимость между температурой контакта и степенью насыщения абсорбента
Возможность осушки газа при температурах контакта до -2 °C была показана также на основании промышленных испытаний, проведенных на УКПГ-10 Уренгойского месторождения [24]. На установке в качестве осушителя использовался 95 %-ный раствор ДЭГа. При удельных расходах ДЭГа 1,2-1,6 кг/тыс. мэ достигалась точка росы газа по влаге ниже -20 °C (табл. 4.26).
Сравнение данных табл. 4.25 и 4.26 показывает принципиальную общность результатов работ на опытной и промышленной установках.
На основании изложенного можно сделать вывод о том, что при низких температурах контакта возможна осушка газа до точки росы -20 ’С с использованием 85-95 %-ных растворов ДЭГа. Для регенерации насыщенного раствора в этом случае не требуется вакуумная система. Кроме того, процесс осуществляется при низких удельных расходах осушителя.
В случае содержания в газе значительного количества метанола можно сохранить повышенный удельный расход абсорбента и обеспечить большую степень извлечения паров метанола из газовой фазы. Целесообразность такого решения в каждом конкретном случае решается отдельно на основании подробных технико-экономических расчетов.
О возможности реализации результатов опытов. Технология осушки газа при низких температурах контакта применительно к проектной схеме обработки газа может осуществляться в двух вариантах. В обоих вариантах в зимний период рекомендуется охлаждать газ с использованием АВО до температуры -1 ’С, а далее подавать его на доосушку по существующей схеме.
Первый вариант предпочтителен при предварительном ингибировании газа раствором метанола и предусматривает подачу в АВО раствора метанола.
Второй вариант рекомендуется применять при отсутствии в системе сбора газа условий гидратообразования или если
Табли ца 4 26
Результаты промышленных опытов по осушке газа при низких температурах контакта
Режим осушки Часовой расход L/V. кг/тыс м1 Массовая концентрация ДЭГа, %
р, МПа t, °C газа, тыс m3(V) ДЭГа, кг (Г.)
7,4 -1,7 160 1320 8,25 95,5
7,4 -2,0 162 1540 9,51 95,4
7,3 -2,0 160 1760 11,0 95,0
требуется минимальный расход метанольного раствора для обеспечения нормальной работы шлейфов. В этом варианте для предотвращения гидратообразования в АВО подается раствор ДЭГа.
Вариант 1. Влажный газ после пункта переключающей арматуры (ППА) поступает во входной сепаратор С-1 дожимной компрессорной станции (рис. 4.33, а). В качестве входного сепаратора рекомендуется использовать разработанный ДАО
Рис. 4.33. Принципиальная технологическая схема УКПГ при работе по первому (а) и второму (б) вариантам
ЦКБН аппарат, имеющий сепарационную и массообменные секции.
В сепарационной секции аппарата происходит выделение капельной жидкости и механических примесей из газа. Затем газ переходит в массообменную секцию аппарата. В противоток газу на верхнюю массообменную секцию сепаратора подается отработанный (насыщенный) водный раствор метанола, поступающий из сепарационной секции абсорбера установки осушки А-1. При этом наряду с отмывкой газа от примесей происходит также его насыщение метанолом. Основное количество метанола из водометанольной смеси выделяется с газом, т.е. практически происходит регенерация раствора метанола с использованием “газа отпарки”.
Жидкие потоки, выводимые из обеих частей сепаратора С-1 и представляющие собой раствор метанола низкой концентрации в смеси с незначительным количеством углеводородного конденсата, сбрасываются в разделитель Р-1 а, откуда углеводородный конденсат и BMP направляются на утилизацию.
Газ, частично насыщенный метанолом, поступает в компрессорный цех, где дожимается, и для охлаждения направляется в воздушный холодильник ВХ-1.
На входе в ВХ-1 газ содержит пары метанола, десорбированные из раствора в сепараторе С-1. При этом концентрация метанола в газе недостаточна для предотвращения гидратообразования. В связи с этим предусматривается дополнительный впрыск раствора метанола (95 % масс.) в систему насосами Н-10а из емкости Е-4а. Впрыск этого раствора осуществляется на входе газа в ВХ-1. Далее охлажденный газ направляется на осушку в абсорбер А-1. Водометанольный раствор из сепарационной секции абсорбера используется в качестве орошения сепаратора С-1.
В массообменной секции абсорбера происходит извлечение из газа влаги и метанола. Осушенный газ, минуя воздушные холодильники установок комплексной подготовки газа, поступает в промысловый коллектор.
Насыщенный водой и метаном диэтиленгликоль подается на регенерацию. Регенерация раствора гликоля осуществляется в колонне К-1 при атмосферном давлении и температурах низа 150-160 и верха 90-105 °C соответственно. (При осушке газа в условиях низких температур нет необходимости получать раствор высокой концентрации и, как следствие, вести процесс под глубоким вакуумом.)
Верхний продукт колонны, состоящий из смеси воды и метанола, конденсируется в воздушном холодильнике ВХ-2 и по
ступает в рефлюксную емкость Е-2; оттуда часть жидкости насосом Н-7 подается на орошение колонны К-1, а избыток - в емкость Е-4а. Сюда же из склада поступает свежий метанол. Образующийся 80 %-ный раствор метанола насосом Н-10а подается в поток газа впрыском перед холодильником ВХ-1. При необходимости часть раствора из емкости Е-4а направляется в шлейфы.
Основные показатели работы блоков охлаждения и осушки газа с использованием в качестве ингибитора гидратообразова-ния метанола приведены в табл. 4.27. При получении данных общим для всех режимов является использование в качестве исходного (свежего) ингибитора раствора метанола 95 %-ной концентрации, число теоретических ступеней контакта в сепараторе С-1, а также отсутствие капельной влаги в газе на входе в массообменную секцию этого аппарата. При расчетах не учтены потери метанола с газами выветривания, отводимыми из рефлюксной емкости и выветривателя. Входная температура газа принята на 1 вС выше температуры гидратообразовання газа с тем, чтобы рассмотреть случаи, когда в системе добычи и сбора газа не требуется ингибирование газа.
Таб л иц а 4.27
Показатели установки осушки газа при использовании в блоке охлаждения метанольного раствора
Показатели Температура после ВХ -1, ’С
-5 0 5
Рах = 6 мПа( = 10 ’С
Орошение сепаратора С-1, 0,459 0,457 0,408
кг/тыс. м3
Массовая концентрация 55,7 56,5 51,9
метанола в потоке 8, %
Концентрация метанола в газе 0,255 0,245 0,208
на выходе из С-1, мг/м3
Расход потока 2, кг/тыс. м3 0,218 0,216 0,211
Массовая концентрация 1,02 0,93 0,73
метанола в потоке 2, %
Количество свежего раствора 0,259 0,190 0,117
метанола, вводимого в систему,
кг/тыс. м3
Концентрация метанола в газе 0,245 0,178 0,107
на выходе из абсорбера, г/м3
Поток с низа абсорбера (поток 0,244 0,177 0,108
6), кг/тыс. м3
Рн. = 5 МПа, Твх = 8 0 С
Орошение сепаратора С-1, 0,459 0,456 0,408
кг/тыс. м3
Массовая концентрация в 55,7 56,6 51,9
потоке 8, %
Продолжение табл. 4.27
Показатели Температура после ВХ-1, “С
-5 0 5
Концентрация метанола в газе выходе из С-1, мг/м3 0,254 0,257 0,213
Количество потока 2, кг/тыс м3 0,219 0,214 0,210
Массовая концентрация метанола в потоке 2, % 1,12 1,12 0,83
Количество свежего раствора метанола, вводимого в систему, кг/тыс. м3 0,259 0,189 0,116
Концентрация метанола в газе на выходе из абсорбента, г/м3 0,245 0,178 0,107
Поток с низа абсорбера (поток 6), кг/тыс. м3 0,243 0,176 0,108
Рнх = 4 МПа, Гвх - 6 ° С
Орошение сепаратора С-1, кг/тыс. м3 0,469 0,465 0,416
Массовая концентрация метанола в потоке 8, % 55,2 56,0 55,0
Концентрация метанола в газе на выходе из С-1, мг/м3 0,256 0,258 0,210
Количество потока 2, кг/тыс м1 0,229 0,220 0,218
Массовая концентрация метанола в потоке 2, % 1,02 0,93 0,73
Количество свежего раствора метанола, вводимого в систему, кг/тыс м3 0,262 0,185 0,116
Концентрация метанола в газе на выходе из абсорбента, г/м3 0,245 0,178 0,107
Поток с низа абсорбента (поток 6), кг/тыс. м1 0,254 0,185 0,116
Из данных табл. 4.27 следует:
при использовании метанольного раствора для предотвращения гидратообразования на установке дополнительно получаются промстоки (2-я точка), содержащие метанол в количестве 0,22 г/мэ; в пересчете на мощность УКПГ эта цифра составляет около 20 т/ч;
использование метанолсодержащих фракций (с низа сепарационной секции абсорбера и из рефлюксной емкости блока регенерации) для промывки газа в сепараторе С-1 и последующее извлечение из газа паров метанола в абсорбере позволяют резко сократить расход ингибитора гидратообразования.
Однако концентрация и общее количество метанола в потоках 6 и 7 недостаточны для самообеспечения системы ингибитором. Требуется систематический ввод ингибитора в систему. Часть метанола с осушенным газом уносится в газотранспортную систему и безвозвратно теряется. В целом потери метанола с осушенным газом составляют от 100 до 250 г/тыс. м3. В
7 - 1018
пересчете на годовую производительность установки потери метанола на одной УКПГ составят 2600-6500 т.
Вариант II. Учитывая, что в ближайшие годы из-за снижения давления газа отпадет необходимость в ингибировании его, предлагается в качестве основного рассмотреть вариант с использованием в качестве ингибитора гликоля.
Аппаратурное оформление варианта такое же, как и первого. Изменения касаются обвязки аппаратов (рис. 4.33, б).
В противоток газу на верх сепаратора С-1 в качестве орошения подается рефлюксная жидкость десорбера, состоящая практически из чистой воды. Происходит отмывка газа от солей и остаточных механических примесей.
Жидкость, уходящая из обеих частей сепаратора, обрабатывается так же, как и в первом варианте.
Насыщенный парами гликоля газ поступает на компрессорную станцию, где дожимается до давления 7,0-7,5 МПа и подается на охлаждение в ВХ-1. Охлажденный газ направляется на сепарацию от водогликолевого раствора в нижнюю секцию абсорбера А-1. Дальнейший путь газа такой же, как и в первом варианте.
Для предупреждения гидратообразования в трубках холодильника ВХ-1 предусмотрена подача части насыщенного
Таблица 4 28
Показатели блока осушки при использовании в качестве ингибитора раствора ДЭГа
т. °C В, кг/тыс м‘ G, кг/ч Количество насыщенного раствора Количество влаги извлекаемой в абсорбере
кг/тыс м3 кг/ч кг/тыс м3 кг/ч
Р = 7,5 МПа, Т = 16 °C
-5 0,2043 238,5 0,7763 323,7 0,0484 20,2
0 0,1749 204,2 0,6646 277,1 0,0778 32,4
5 0,1313 153,3 0,4989 208,0 0,1214 50,6
10 0,0804 93,9 0,3055 127,4 0,1725 71,9
12 0,0559 65,4 0,2127 88,7 0,1968 82,1
14 0,0251 29,3 0,0954 39,8 0,2276 94,9
16 0 — - 0,2527 105,4
р = 6,0 МПа, Т = 10 ’С
-5 0,1509 176 0,5734 239,1 0,0491 20,5
0 0,1222 143 0,4644 193,7 0,0778 32,4
5 0,0826 97 0,3138 130,9 0,1174 48,9
10 0,0313 36,5 0,1189 0,496 0,1687 70,3
12 0,0065 7,6 0,0247 10,3 0,1935 80,7
14 — - - — 0,20 83,4
Приме ч а н и е В - количество извлеченной из газа влаги, кг/тыс. и3; G - расход
ингибитора кг/ч (X, — 0,95, X, = 0,65)
раствора гликоля из дегазатора Р-1. Далее насыщенный раствор гликоля от газа отделяется в сепарационной секции абсорбера и поступает на регенерацию.
Данные табл. 4.28 показывают, что чем ниже температура охлаждаемого газа, тем больше количество влаги, извлеченной из газа в блоке компримирования и охлаждения, В, т.е. до входа газа в абсорбер. Количество насыщенного раствора ДЭГа, подаваемого на ингибирование газа, G составляет не более 10-20 % от общего количества насыщенного раствора, выводимого с низа абсорбера.
Второй вариант имеет следующие преимущества:
в системе обработки газа используется один реагент -раствор гликоля, что снижает затраты на доставку и хранение реагентов;
меньше расход ДЭГа, потери метанола с газом полностью отсутствуют;
на установке отсутствуют промстоки, содержащие метанол (в первом варианте к таковым относится поток с низа сепаратора С-1). Это придает варианту экологическое преимущество.
Серьезную проблему для применения второго варианта составляет обеспечение равномерного распределения раствора гликоля в потоке на входе в холодильник ВХ-1. Поскольку к настоящему времени отсутствует техническое решение по этому вопросу, второй вариант рассматривается как перспективный для будущих исследований.
Независимо от применяемого варианта технология осушки газа при низких температурах контакта имеет следующие преимущества:
возможно увеличение пропускной способности установок осушки газа, что особенно важно в зимний период, когда возрастает потребность в газе;
для осушки газа достаточно использовать раствор ДЭГа массовой концентрацией не более 95 %. Например, при температуре контакта 5 и 10 °C достаточно использовать растворы ДЭГа 93 %- и 98 %-ной концентрации соответственно. В то же время при температуре контакта 25 °C этот показатель равен 99 %. При температуре контакта 0...-1 ’С можно использовать 90-92 %-ный раствор. В этих условиях отпадает необходимость в регенерации насыщенного раствора под вакуумом, а это позволит снизить расход энергии в блоке регенерации и свести к минимуму возможность окисления гликоля (за счет подсоса воздуха в систему) и его термическое разложение. Одновременно снижаются количество циркулирующего в системе гли
коля и связанный с этим расход энергии на работу насосов на перекачку регенерированного раствора гликоля;
применение раствора низкой концентрации для осушки газа в совокупности с низкой температурой контакта обеспечивает уменьшение равновесных потерь гликоля не менее чем на 2,5 мг/м3. Однако общие потери гликоля будут значительно ниже, так как имеются соответствующие предпосылки - меньшая дисперсность, предварительное выделение из газа тяжелых компонентов конденсата, ведение процесса регенерации гликоля без вакуума и т.д.;
при низких температурах контакта обеспечивается надежная осушка газа до точки росы -20 °C и ниже без особых затруднений, что однозначно решает вопрос о соответствии газа требованиям ОСТ 51.40-93;
из-за уменьшения растворимости гликоля в паровой фазе и снижения его уноса в виде капель сводится к минимуму количество жидкой фазы, образовавшейся на участках газотранспортных систем;
резко сокращается количество жидкой фазы, образующейся на участках газотранспортных систем.
4.11. ПРЯМОТОЧНЫЕ АБСОРБЦИОННЫЕ ПРОЦЕССЫ ОСУШКИ ГАЗОВ
Осушка газа в абсорберах с распиливающим устройством. Процесс осушки в абсорбере подобного типа зависит от скорости движения газа в зоне распыления, относительной скорости движения частичек абсорбента, создаваемой распылительным устройством, поверхности контакта абсорбента с газом, температуры контакта, степени загрязнения газа, качественных характеристик абсорбента и т.д.
Преимущество способа осушки газа при распылении гликоля обеспечивается за счет создания большой поверхности обмена. Распыление гликоля осуществляется специальными соплами с образованием значительного числа капель гликоля с большой общей поверхностью, т.е. меньшими размерами. Кроме того, должна поддерживаться высокая скорость движения капель и их хорошая распределяемость в газовом потоке. Пределом увеличения поверхности обмена веществ практически является такое распределение гликоля, при котором его мельчайшие частицы превращаются в туман.
Внутри корпуса распыления происходит не только быстрый обмен веществ, но и выравнивание температур газа и гликоля.
Поэтому гликоль для осушки может подаваться при температурах, отличающихся от температуры газа.
Как правило, для достижения максимальной относительной скорости контактирующих потоков распыляемый гликоль нагнетается навстречу потоку газа. Распылению гликоля препятствует движущийся навстречу поток газа. Мелкие капли жидкости вновь объединяются в более крупные и в зависимости от скорости газового потока, проходящего через этот распылительный участок, через определенное время достигают стенки аппарата, осаждаются и исключаются из дальнейшего массооб-мена.
Наиболее интенсивно процесс осушки протекает в точке подачи гликоля в абсорбер, менее интенсивно - в точке его отвода. Равновесие между влагой осушаемого газа и ДЭГом устанавливается на выходе последнего из колонны.
По этой причине при прямоточной осушке газа снижение температуры точки росы всегда ниже, чем при противоточной осушке при тех же условиях. Это является одним из недостатков процессов прямоточной осушки газа.
Для получения большой депрессии по точке росы практикуется многоступенчатый ввод регенерированного раствора осушителя в абсорбер. Для получения более низкой точки росы важно сохранить концентрацию осушителя максимальной. Наибольшее разбавление осушителя допускается на первой ступени ввода, а наименьшее - на последней. В результате больших скоростей в аппаратах таких типов происходит усиленное вспенивание растворов гликолей, которое способствует их потерям. Для обеспенивания насыщенного гликоля иногда устанавливают специальную емкость.
Степень пенообразования зависит от температуры процесса, скорости газа в абсорбере, содержания тяжелых углеводородов в газе и т.д. Пену можно гасить также с помощью специальных химических реагентов.
В качестве распиливающих элементов могут быть использованы трубка Вентури и форсунки, а в ряде случаев - и то и другое вместе.
Для осушки газа в ряде стран применяют блочные установки, выпускаемые в Германии.
Абсорбционная часть установки состоит из тонкого отделителя жидкости, где на двух ступенях с помощью отбойной плиты и сепаратора выделяются из природного газа капельная роса и жидкие углеводороды. Отделившаяся жидкость стекает в расположенные внизу сборники.
Распылительные ступени абсорбера установлены последова
тельно. Абсорбер имеет несколько промежуточных отделителей отработанного осушителя. За распылительными ступенями установлен “тонкий” отделитель, который обеспечивает улавливание капель гликоля, уносимых с газом. Обработанный гликоль собирается в сборниках и оттуда направляется на регенерацию.
Схема установки осушки газа, используемая в Польше, представлена на рис. 4.34. Газ перед подачей в горизонтальные прямоточные контакторы поступает в гравитационный сепаратор С-1. За счет снижения скорости газового потока в сепараторе происходит расширение газа и выпадение капельной жидкости. Затем газ направляется в горизонтальные абсорберы К-1. В противоток газу с помощью форсунок в абсорберы впрыскивается раствор ДЭГа. После абсорберов газ поступает в разделительные емкости Р-1, Р-2 и Р-3, где освобождается от капель гликоля. Из нижней части камеры разделительных емкостей насыщенный ДЭГ поступает в выветриватель В-1, где происходит выделение части поглощенных углеводородов. Газы выветривания подаются в топливную сеть. Выветренный гликоль через емкость и рекуперативный теплообменник подается на регенерацию Показатели работы установок приведены в табл. 4.29.
Средняя концентрация регенерированного гликоля составляла 93-94 %, отработанного - 91-93 %.
Рис. 4.34. Принципиальная технологическая схема установки осушки газа с горизонтальными прямоточными абсорберами:
С-/ ~ входной сепаратор; С-2 - разделитель; К-t, К-2 - абсорберы; Р-1, Р 2, Р-3 ~ пеногасители; В-1 - дегазатор ДЭГа;
I - сырьевой газ, II - водная фаза; III - осушенный газ; IV газ дегазации; V - дегазированный раствор гликоля на регенерацию; VI - регенерированный раствор гликоля в абсорберы
Таблица 4 30
Показатели работы установок осушки газа с прямоточными абсорберами производства Полыни (средняя температура контакта летом 18 'С, зимой —2 *С)
Показатели Установка
1 2 3 4 5
Производительность, тыс м3/сут 434 746 719 637 818
Давление в абсорбенте, МПа 5,1 4,0 4,3 4,4 4,9
Расход ДЭГа, л/1000 м3 36 20 21 24 19
Точка росы газа после осушки, “С -10 -11 -11 -и -10
Потери ДЭГа, г/1000 м1 20 20 14 16 23
Описанная схема отличается большим числом вспомогательного оборудования, предназначенного для сбора отработанного гликоля. Установление этого оборудования самостоятельно занимает много строительной площади.
Как следует из данных табл. 4.29, установки осушки газа с горизонтальными абсорберами обеспечивают осушку газа до точки росы -11 ’С.
Выпускаемые в Германии установки осушки газа производительностью 0,5 млн. м3/сут на рабочее давление 0,6 МПа используют в Главтюменнефтегазе, Томскнефти и Башнефти; производительностью 0,1 и 0,3 млн. м3/сут на рабочее давление 0,6 МПа - в Башнефти; производительностью 1,2 и 2,4 млн, м3/сут на рабочее давление 10 МПа - в Каспромнеф-тегазпроме, Краснодарнефтегазе. В Грознефти введена в эксплуатацию установка производительностью 0,5 млн. м3/сут на рабочее давление 4 МПа [1].
На промыслах ВПО “Каспморнефтегазпром” эксплуатируются семь установок осушки с горизонтальными абсорберами. Назначение установок - подготовка газа для закачки в пласт. Основные характеристики абсорберов: рабочее давление -10,2 МПа, диаметр - 1000 мм, производительность - 2,4 млн. м3/сут.
Схема подготовки газа к закачке в пласт включает в себя компримирование и охлаждение, предварительную сепарацию и осушку газа в прямоточных горизонтальных абсорберах.
Установка осушки работает по следующей схеме. Сырьевой газ после дожатия в компрессоре для отделения от капельной жидкости поступает в предварительный сепаратор горизонтального типа, внутри которого установлены горизонтальные перфорированные пластины, на которых в шахматном порядке наварены отбойники, Отсепарированная капельная жидкость собирается в конденсатосборник, являющийся частью сепаратора. Конденсатосборник снабжен электрическим сигнализато
ром верхнего и нижнего уровней жидкостей и пневматическим регулятором.
Газ после сепарации поступает в абсорбер. В головной части абсорбера установлены насадки из спрессованной стальной рукавно-вязаной сетки, которые служат для более тонкой очистки газа от капельной жидкости. Сепарационная секция абсорбера также снабжена сигнализирующими и регулирующими приборами уровня. По мере накопления в нижней части абсорбера жидкость выдавливается в сборную емкость.
После тонкой очистки газ последовательно проходит три массообменные зоны абсорбера, в каждую из которых через форсунки впрыскивается раствор гликоля. После контакта с газом насыщенный раствор гликоля собирается в сборной емкости, откуда подается в блок регенерации.
Массообменные зоны абсорбера разделены между собой насадками из пакетов спрессованной стальной сетки в целях предотвращения уноса гликоля газом.
Для улавливания уносимого гликоля газ после абсорбера проходит сепаратор тонкой очистки. По конструкции этот сепаратор такой же, как и предварительный сепаратор, за исключением внутренних элементов. В нем смонтирован теплообменник, где регенерированный раствор гликоля дополнительно охлаждается. Межтрубное пространство (между теплообменником и внутренней поверхностью сепаратора) заполнено сеткой. Дополнительно уловленный гликоль собирается в нижней части сепаратора, автоматически сбрасывается в линию насыщенного раствора гликоля и подается на регенерацию. Основное количество влаги из газа конденсируется и выделяется при сепарации. Дополнительное извлечение влаги происходит в абсорбере.
В блоке регенерации орошение создается за счет охлаждения паров частью насыщенного раствора ДЭГа. Неконденси-рующаяся часть паров ректификата после охлаждения сразу выводится из системы. Эта фракция содержит остатки ДЭГа (из-за невозможности провести анализ не удалось определить их количество). На установке потери ДЭГа составляют 35 г/100 мэ.
Процесс осушки газа - один из основных при подготовке газа к транспорту, поэтому целесообразно дать оценку общим показателям противоточного и прямоточного абсорберов.
При прочих равных условиях (давление, температура, число ступеней контакта и т.д.) основными показателями, характеризующими абсорберы, являются скорость газа в свободном сечении и удельный расход осушителя, обеспечивающий получение заданной точки росы.
Скорость газа в свободном сечении аппарата - основной показатель, определяющий удельную металлоемкость аппарата.
В вертикальных абсорберах с противоточными контактными элементами значение скорости выбирают таким, чтобы оно обеспечивало хороший контакт между газом и абсорбентом. Однако повышение скорости газа обусловливает увеличение расстояния между контактными ступенями, что вызывает рост общей высоты аппарата и унос абсорбента в виде капель и тумана.
В горизонтальных прямоточных абсорберах повышение скорости газа способствует хорошей распределяемости капель абсорбента в движущемся потоке, что в свою очередь улучшает процесс извлечения влаги из газовой фазы. В таких абсорберах допустимая скорость выше, чем в вертикальных, за исключением противоточных аппаратов, оборудованных прямоточными контактными элементами. В противоточных аппаратах можно поддерживать такие же скорости, что и в горизонтальных прямоточных абсорберах. Однако повышение скорости газа резко увеличивает унос абсорбента в виде тумана и мелких капель. Для уменьшения потерь абсорбента после последней контактной ступени устанавливают каплеотбойники, а иногда и фильтры, что повышает перепад давления в абсорбере и увеличивает металлоемкость установок осушки газа.
Высокие скорости газожидкостного потока приводят к интенсивному ценообразованию, которое также увеличивает потери абсорбента.
Таким образом, эффект от повышения скорости в прямоточных горизонтальных абсорберах может полностью или частично компенсироваться увеличением уноса, т.е. потерей осушителя.
В соответствии с уравнением (4.2) при прочих равных условиях (количество газа, давление и температура процесса, требуемая точка росы, концентрация регенерированного раствора) основной фактор, определяющий удельный расход осушителя, - это концентрация насыщенного раствора.
Ввод осушителя в несколько ступеней с отдельным выводом отработанного газа при прямоточной осушке газа резко снижает его удельный расход. При этом на первой ступени ввода допускается наибольшее разбавление абсорбента, а на последней - наименьшее и достигается большая депрессия точки росы.
Однако ввод гликоля в несколько ступеней усложняет конструкцию абсорбера: требуется подвести дополнительные глико-лепроводы, установить форсунки, смонтировать специальный
блок для распределения необходимого количества абсорбента в каждую ступень. Кроме того, проектирование абсорбера с многоступенчатым вводом и выводом регенерированного и отработанного растворов гликоля связано с определенными трудностями; требуется больше исходных данных, каждую ступень осушки рассчитывают отдельно методом последовательных приближений, что требует много времени.
К недостаткам горизонтальных прямоточных абсорберов относится следующее:
действие силы гравитации меньше, чем в вертикальном абсорбере, поэтому при прочих равных условиях унос осушителя в капельном виде при горизонтальной конструкции абсорбера больше;
в головной части абсорбера устанавливается сепарационная секция для отделения капельной жидкости; из-за отсутствия уровня жидкости не создается гидравлический затвор, что затрудняет работу секции - возможен прорыв газа;
для обеспечения распыления осушителя его подают через форсунки, которые часто забиваются.
На основании изложенного можно сделать вывод о преимуществе вертикальных противоточных абсорберов перед горизонтальными прямоточными аппаратами при осушке газа до низких точек росы. Эти аппараты надежны в эксплуатации и обеспечивают получение низких точек росы газа при относительно небольших удельных расходах осушителя.
Применение горизонтальных прямоточных абсорберов для осушки газа до точки росы -10 ”С возможно и в тех случаях, когда по тем или иным причинам строительство вертикальных аппаратов нецелесообразно.
4.12. КОМБИНИРОВАННЫЕ СХЕМЫ УСТАНОВОК АБСОРБЦИОННОЙ ОСУШКИ ГАЗА
В некоторых случаях для осушки газа применяются модифицированные технологические схемы, выполняющие дополнительные функции. Ниже рассматривается ряд таких схем.
Двухступенчатая осушка. Назначение этой схемы - осушка газа до точки росы -70 *С и ниже. Эта схема рассматривается как предварительная ступень обработки газа, подаваемого на низкотемпературную переработку с целью глубокого извлечения этана. Принципиальная технологическая схема такой установки дана на рис. 4.35.
Абсорбер установки состоит из двух секций. Каждая секция
Рис. 4.35. Принципиальная технологическая схема установки двухступенчатой осушки газа:
К-2, К 3 ~ десорберы; Е-t - емкость пропана; Е 2 - буферная емкость; В 1 -дегазатор, Т /, Т-2 - рекуперативные теплообменники; Т-3 ~ испаритель, Т-4 - подогреватель; Ф - фильтр; Н-1, И 2, И 3 ~ насосы;
I - сырьевой газ; II - осушенный газ; III - пентан; IV - отработанный отдувочный газ дегазации; V - отдувочный газ. VI - высококонцентрированный раствор гликоля; VII ~ частично регенерированный раствор гликоля, VIII - насыщенный раствор гликоля
работает как самостоятельная ступень. Во второй секции достигается тонкая очистка газа от влаги. В нижнюю и верхнюю подается раствор ТЭГа концентрацией 99 и 99,5 %.
Насыщенный раствор гликоля с обеих ступеней поступает в дегазатор В-1, где происходит выделение растворенных газов. Затем раствор подается в первую отпарную колонну, в которой регенерируется до концентрации 99 %. Температура низа колонны поддерживается на уровне 204 °C. Часть раствора гликоля, отводимого с низа колонны, подается в нижнюю секцию абсорбера, а другая часть для окончательной регенерации поступает во вторую отпарную колонну. В низ ее в противоток гликолю подается отдувочный газ. Окончательно регенерированный раствор, содержащий 99,95 % ТЭГа, отводится с низа колонны и после прохождения рекуперативных теплообменников подается в верхнюю секцию абсорбера.
Следует отметить, что раствором ТЭГа концентрацией 99,95 % при равновесных условиях можно осушить газа до точ-
ки росы -84 °C при температуре контакта 11 ’С, что позволяет использовать этот процесс в схемах сжижения газа.
Для снижения потерь осушителя предусмотрена абсорбция его паров из газовой фазы пентаном, который подается в верх колонны из емкости Е-1. Смесь пентана с поглощенным гликолем отводится с глухой тарелки и поступает в отстойник-распределитель. Для повышения четкости разделения фаз в смесь добавляют холодный пентан. После расслоения пентан насосом подают в абсорбер, а насыщенный раствор ТЭГа направляют на регенерацию. Благодаря доизвлечению паров гликоля пентаном унос ТЭГа с осушенным газом не превышает 0,2 г/1000 м3.
Выше было указано, что эта схема должна рассматриваться как первая ступень установок низкотемпературной обработки газа. В этом случае пентан, уносимый с газом, выделяется из него при охлаждении.
При подаче газа в магистральные газопроводы контактирование его с пентаном приводит к насыщению газа парами пентана. В результате может увеличиться концентрация пентана в товарном газе.
Для снижения уноса гликоля с осушенным газом верхнюю часть абсорберов оборудуют специальными устройствами: отбойными сетками, жалюзи, фильтрами и т.д.
Осушка конденсата. На практике имеют место случаи, когда требуется производить предварительную осушку газа и конденсата. Затем потоки газа и конденсата смешиваются и совместно транспортируются на объект назначения, где производится обработка газоконденсатной смеси по полной схеме. В частности, такие схемы могут применяться на морских платформах и промыслах, отдаленных от базовых ГПЗ. Ниже приводятся технологические схемы ряда установок, работающих по такой схеме.
Комбинированная схема осушки сернистого газа и конденсата. Технологическая схема использована на промысле для осушки газа и очистки конденсата от основного количества сероводорода [49].
Для испарения жидких углеводородов и предотвращения гидратообразования перед подачей в абсорбер газ нагревают до 29 ЯС.
Абсорбер работает под давлением 4,6 МПа. На выходе из абсорбера точка росы газа по воде составляет -7 °C. Подача такого газа от промысла до завода исключает интенсивную коррозию газопровода. Для осушки газа используют раствор ДЭГа. Перед десорбцией насыщенный раствор ДЭГа поступает 204
в колонну К-2, где очищается от поглощенных сернистых соединений путем применения бессернистого газа, нагретого др 105 °C при давлении 4,67 МПа. Расход отпарного газа составляет 11 328 м3/сут.
Содержание сероводорода в ДЭГе до очистки - 480 г/л. Степень извлечения сернистых соединений из гликоля в колонне К-2 достигает 99 %.
Конденсат, выводимый из сепаратора, поступает в колонну К-3. Для выделения из конденсата сероводорода в низ колонны подается горячий отпарной газ в количестве 1,3 м3/л.
При очистке содержание сернистых соединений в конденсате снижается с 20 до 3 %. Одновременно происходит также осушка конденсата, что облегчает его дальнейший транспорт и переработку.
В колоннах К-2 и К-3 значение давления выбирают несколько выше, чем в абсорбере К-t. Это обеспечивает подачу отработанных потоков отпарного газа в абсорбер без помощи компрессора. При этом более влажный поток отпарного газа подают в сепарационную секцию абсорбера. Потери ДЭГа на установке составляли 32 г/1000 м3.
Г лава 5
РЕГЕНЕРАЦИЯ НАСЫЩЕННОГО РАСТВОРА ГЛИКОЛЯ
5.1. О НЕОБХОДИМОСТИ ОЧИСТКИ РАСТВОРОВ ГЛИКОЛЕЙ
ОТ РАЗЛИЧНЫХ ПРИМЕСЕЙ
Известно, что после контактирования в абсорбере с сырьевым газом гликоли насыщаются водой. Кроме того, при циркуляции в системе в гликолях накапливаются различные примеси. Ниже подробно описываются источники загрязнения растворов гликолей, рассматриваются влияние этого фактора на показатели работы УКПГ и основные способы регенерации растворов от воды и других примесей с использованием результатов собственных исследований авторов и опубликованных литературных материалов [1-35].
Процесс добычи газа сопровождается выносом капельной жидкости (пластовой воды), частиц керна, остатков бурового раствора и т.д. из пласта. На стадии проектирования практически этот процесс не поддается прогнозированию и количественной оценке. Несмотря на это, все схемы обработки газа включают в себя входной сепаратор, одной из основных функций которого является отделение от газа капельной жидкости и механических примесей.
Капельная жидкость - пластовая вода; как правило, она содержит в том или ином количестве растворенные соли, в составе которых преобладает хлористый натрий. Наряду с этим в состав солей входят хлористый кальций, карбонаты кальция и натрия, хлористый магний и т.д.
Во входных сепараторах не достигается полное отделение капельной жидкости от газа; часть жидкости поступает в абсорбер, где поглощается раствором гликоля, используемым в качестве абсорбента для извлечения паров воды из газа. Одновременно в гликоле накапливаются тяжелые углеводороды, продукты коррозии оборудования установок осушки и осмоле-ния самих гликолей и т.д.
Происходит также накопление компрессорного масла в гли
коле. На одной из установок при дожатии газа в него попадало до 0,45 мг/м3 компрессорного масла. Следует отметить, что это всего лишь в 2-3 раза меньше, чем величина равновесных потерь ДЭГа с осушенным газом, и практически столько же, сколько и составляют равновесные потери ТЭГа. Поэтому к уносу масла с обработанным газом и влиянию этого фактора на показатели ГТС необходимо относиться с той же серьезностью, что и к равновесным потерям гликоля с газом.
При производительности технологической нитки 10 млн. м3/сут количество масла, поступающее в абсорбер, составляет 4,5 кг/сут. Часть этого масла поглощается раствором гликоля. Поскольку температура кипения масла значительно выше температуры низа колонны, часть масла накапливается вг гликоле.
Наличие примесей в циркулирующем ДЭГе оказывает отрицательное влияние на работу установок осушки газа. Так, в процессе нагрева и регенерации на теплонередающих поверхностях оборудования отлагаются твердые асфальтоподобные конгломераты, состоящие из кристаллических солей, механических примесей, частиц глины, песка и окалины, смолистых продуктов. Образование таких отложений на поверхностях нагрева затрудняет теплообмен, приводит к увеличению энергозатрат и способствует преждевременному выходу из строя аппаратов из-за прогара теплопередающих поверхностей. д
Накопление минеральных солей в растворе увеличивает коррозионную активность последнего, что существенно усиливает коррозию конструкционных материалов и оборудования газопромысловых объектов
Опыт эксплуатации ряда установок осушки газа подтверждает высокую коррозионную активность ДЭГа в системах осушки и регенерации - наблюдается коррозия тарелок и перегородок (вплоть до провалов) в абсорберах и колоннах регенерации, прогары труб испарителя и т.д. (при наличии в растворе механических примесей и растворенных солей). Практика эксплуатации установок комплексной подготовки газа на Ямбург-ском ГКМ показывает, что накопление в гликоле солей и механических примесей способствует также эрозии оборудования. Известны случаи аварийной остановки печей подогрева ДЭГа по этой причине.
Наличие солей в растворе повышает его вязкость. Одно из отрицательных последствий этого - ухудшение массообменного процесса (при прочих равных условиях). Более того, в системе может не установиться равновесие, что равнозначно недо-осушке газа.
При значительном накоплении тяжелых углеводородов в гликоле возможно образование двухфазной системы в виде эмульсии с последующим осаждением части углеводородов на поверхности жаровых труб и образованием пленки. Этот процесс вызывает закоксовывание стенок, в результате чего их поверхность становится неровной, а в низких местах могут скапливаться гликоль и углеводороды, которые под действием высоких температур разлагаются. Образующиеся кислоты, усиливая коррозию, способствуют разрушению материала оборудования. Продукты коррозии, накапливаясь в гликолях, усугубляют описанные выше проблемы.
Особенно серьезные осложнения вызывает углерод, образующийся при разложении тяжелых углеводородов: он быстро накапливается в жаровых трубах и создает на их поверхности пленки. С увеличением толщины пленки температура стенок повышается, что нередко вызывает образование трещин.
Шлам, образующийся из продуктов разложения гликоля и тяжелых углеводородов, может забивать тарелки и теплообменники. Кроме того, наличие шлама в растворе приводит к эрозии деталей насоса, арматуры и регуляторов, а также требует частых замен фильтрующих элементов,
Учитывая серьезность этой проблемы, иногда даже рекомендуют вывести гликоль из системы при содержании в нем углеводородов более 0,5 % (масс.) и подвергнуть очистке [14].
Механические примеси, попадая в абсорберы, забивают его контактные элементы. В результате этого происходит ухудшение массообмена между фазами, снижается эффективность процессов. Одновременно увеличивается также перепад давления на установке.
Забивание механическими примесями сечения контактных устройств приводит к увеличению скорости газа, что, в свою очередь, способствует пенообразованию и уносу гликоля в виде капель. Такие же последствия имеет загрязнение сепарационных элементов. По данным специалистов ТюменНИИгипрога-за, при загрязнении фильтров эти потери со временем могут составить до 100 г/1000 м3 [24].
В связи с изложенным важное значение приобретают вопросы регенерации растворов от влаги и их очистки от различных примесей, таких как минеральные соли, механические примеси, продукты коррозии и т.д.
5.2. ОБЩАЯ ХАРАКТЕРИСТИКА ПРОЦЕССОВ РЕГЕНЕРАЦИИ
Как указывалось выше, для повторного использования растворов гликолей на установках осушки газа необходимо подвергнуть их регенерации от поглощенных примесей. При этом количество выделенных веществ должно быть равно количеству поглощенных компонентов. В противном случае происходит накопление примесей в растворе и снижение его поглотительной способности.
Регенерация насыщенных растворов гликоля производится на специальных блоках УКПГ. Для этого применяют процессы ректификации при атмосферном давлении и под вакуумом, с использованием азеотропного агента и отпарного газа. Общая характеристика процессов регенерации растворов гликолей подробно описана в работах [1-7, 17, 20, 21, 26, 27, 30-36].
Ниже приводится характеристика основных процессов регенерации растворов гликолей. Во избежание повторов здесь не дается ряд схем блоков регенерации, которые указаны в рамках общей схемы установок абсорбционной осушки газа в гл. 4 настоящей книги.
Ректификационные процессы. Эти процессы наиболее эффективно протекают в том случае, когда температура низа колонн соответствует температуре кипения ректификата - кубового продукта. Как было указано выше, ДЭГ и ТЭГ нельзя нагревать выше 164 и 206 °C ввиду их термической неустойчивости. При такой температуре низа десорбера и давлении верха колонны максимальная концентрация ДЭГа и ТЭГа в регенерированных растворах составит 96,7 и 98,1 % соответственно. Как было сказано в гл. 4, растворы такой концентрации в условиях производства не обеспечивают достаточно глубокую осушку газа. В связи с этим для повышения глубины регенерации гликолей применяется вакуумный способ. Температура кипения гликолей в зависимости от вакуума в системе приведена в табл. 5.1.
Таблица 5.1
Зависимость температуры кипения гликолей от давления
р, мм рт. ст Гликоль р, мм рт ст Гликоль
ДЭГ ТЭГ ДЭГ ТЭГ
1 91,8 114,0 60 174,0 201,5
5 120,0 144,0 100 187,5 214,6
10 133,8 158,1 200 207,0 235
20 148,0 174,0 400 226,5 256,6
40 164,3 191,3 760 244,8 287,3
№
Таблица 5.2
Характеристика вакуумных водоструйных насосов [28]
Параметр Насос
ВВН1-0.75 BBHl-1,5 ввн-зн ВВН1-3 ВВН1-6 ВВН1-12ТМ ВВН1-12
Подача, м'/с, при давлении, МПа: 0,02
0,03 — — 0,053 — — — —
0,04 0,0125 0,026 — 0,055 0,103 0,203 0,203
Мощность при но- 1,5 2,8 5,6 5,16 9,6 18,6 18,6
минальной подаче, кВт Расход воды, л/с, 0,05 0,16 0,2 0,13 0,25 0,5 0,38
не более
Продолжение табл 5.2
Показатели Электродвигатель
4А901ЛУЗ 4А112М4УЗ 4A132S4Y3 4A132S4Y3 (ВАО-51-4) 4А160М4УЗ А02-81-6 (4A20OS6) 4А20ОЕ6УЗ (ВАО-72-6)
Мощность, кВт 2,2 5,5 7,5 7,5 18,5 30,0 30(22)
Частота вращения, с“' 2500 2500 2500 2500 2500 16 700 16 700
Напряжение, В 220/380 220/380 220/380 220/380 (380/660) 220/380 220/380 220/380 (380/660)
Габаритные размеры, мм, не более 815x332x315 695x354x650 1255x515x800 1145x385x720 1435x590x980 2250x600x1400 1840x710x1220
Масса, кг, нс более 81,5 134 380 280 590 800 890
Продолжение табл. 5.2
Параметр Насос
ВВН1 0,75 ВВНМ,5 ввн-зн ввш-з BBII16 ВВН1-12ТМ ВВН1-12
Подача, и3/с, при давлении, МПа:
0,02 — — 0,833 0,75 0,75 2,5 5,67
0,03 0,175 — — — — — —
0,04 — 0,833 — — — — —
Мощность при номинальной подаче, кВт 21 70 70 63 63 180 401
Расход воды, дмл/с, не более 0,83 2 1,165 2 2 7,33 12
Продолжение табл. 5.2
Показатели Электродвигатель
А02-72-6 (4А20ОМ6УЗ) A03-400S10 А03-355М-10 A03-400S10 A03-400S10 СДН-15-29-20 СДМ-215/26-24
Мощность, кВт Частота вращения, Напряжение, В Габаритные размеры, мм, не более Масса, кг, не более 22 16,7 220/380 1820х710х Х1520 1040 132 10 380/660 3300x1000* Х1700 3500 ПО 10 220/380 3300х1150х Х2000 3500 132 10 380/660 3400x1ОООх X17Q0 4000 132 10 380/660 3400x1ОООх Х1700 4000 315 5 6000 5000x2900* х2500 12 500 630 4,16 6000 6000х2600х Х2500 227 000
Разрежение (вакуум) в системе создается с помощью специальных насосов, характеристика которых приведена в табл. 5.2.
Вакуумные насосы подключаются в газовой фазе, отводимой из рефлюксной емкости (см. рис. 4.22) и, подсасывая остаточный газ, создают разрежение в системе.
В качестве гидрозатворной жидкости в вакуум-насосах установок регенерации гликоля применяется оборотная вода. Имеется предложение об использовании для этой цели раствора гликоля, что позволит создать в системе более глубокий вакуум [1,2].
Азеотропная регенерация. На практике применяются также процессы азеотропной отпарки воды, которые позволяют получить регенерированный раствор, содержащий до 99,5 % (масс.) гликоля. При этом способе для увеличения относительной летучести воды в систему добавляют специальные реагенты азеотропобразующие вещества. Разделяющие агенты, используемые в процессах азеотропной ректификации, должны:
изменять относительную летучесть компонентов заданной смеси в желательном направлении;
легко регенерироваться из смесей с компонентами системы, подвергаемой разделению;
быть безопасными в обращении, доступными и по возможности дешевыми.
Кроме того, они должны вступать в химическую реакцию с компонентами заданной системы.
При азеотропной регенерации ДЭГа и ТЭГа можно использовать бензол, толуол и ксилол, свойства которых приведены в табл. 5.3.
Процесс азеотропной регенерации гликолей протекает по следующей схеме (рис. 5.1). Насыщенный раствор осушителя, выводимый из абсорбера в рекуперативный теплообменник Т-1, подается на регенерацию в колонну К-1. В эту же колонну
Таблица 53
Основные свойства азеотролобразующих веществ
Наимено вание Формула М А кг/л Т , Е, мл/100 л
Бензол Толуол Ксилол П р и м е с6н6 с6н,снэ CfiH,(CH,)2 I а н и е Е - ра< 78,12 92,14 106,17 :творимость в в 0,8790 0,8716 0,8802 оде при давлен г 80,1 110,6 114,4 ш 0,1 МПа. 0,082 (22' С) 0,057 (16- С) 0,030 (15 ’С)
Рис. 5.1. Принципиальная технологическая схема блока регенерации по азеотропному способу:
К-1 - десорбер; И-1 - испаритель; Е 1 - рефлюксная емкость; Е-2 -буферная емкость; Н-1, Н-2, Н-3 ~ насосы;
I - насыщенный раствор гликоля; II - регенерированный раствор гликоля; III - вода; IV - азеотропобразующий компонент
ниже ввода насыщенного абсорбента подается азеотропный агент. Образовавшаяся смесь паров поглощенного компонента -воды и азеотропного агента охлаждается в холодильнике Х-1, конденсируется и поступает для разделения в емкость Е-1. Азеотропный агент направляется в буферную емкость Е-2, оттуда насосом Н-3 подается в десорбер. Регенерированный раствор гликоля отводится с низа десорбера.
Результаты применения процесса на промысле приведены в табл, 5.4. Во время испытаний на установку при 26 °C и 3,0 МПа подавали 84,9 тыс. мэ/сут газа с содержанием воды 0,90 г/м3. При одинаковых условиях были сравнены показатели установки при работах по обычной схеме регенерации и схеме Дризо.
Без азеотропной перегонки раствор ТЭГа регенерировался до 98,4 %-ной концентрации. При удельном расходе ТЭГа 24,2 л/кг извлеченной воды и температуре охлажденного гликоля 26,7 °C получили сухой газ с точкой росы -9‘С.
При регенерации ТЭГа азеотропной дистилляцией получи-
Таблица 54
Показатели процесса Дризо
Номер опыта Соотношение расходов Температура в испарителе, "С Массовая концентрация гликоля в растворе, %
насыщенного регенерированного
1 0 178,3 92,9 97,3
2 0,2 178,3 93,5 98,8
3 0,2 193,3 89,2 98,7
4 0,3 193,3 93,5 98,7
5 0 196,2 94,2 98,4
6 0,8 193,3 95,1 99,2
7 1.6 193,3 95,3 99,5
8 1,1 196,2 95,3 99,7
9 2,6 194,4 95,3 99,8
10 1,8 210,6 95,3 99,9
ли 99,7 %-ный раствор. Это позволило осушить газ до точки росы ~27 °C при р = 3 МПа, t = 27 ’С. Температура в испарителе при регенерации составляла 196 °C. Содержание влаги в осушенном газе - 25,6 г/тыс. м3.
Увеличение количества толуола приводит к повышению концентрации регенерированного гликоля. Но при этом одновременно возрастает расход энергии на процесс. Теоретический расход толуола в 4 раза больше количества извлекаемой из насыщенного раствора ТЭГа воды. Из приведенных данных видно, что добавки 1,8 объема толуола от теоретически необходимого количества для азеотропной ректификации позволяет при температуре в низе десорбера 210 °C получить ТЭГ 99,9 %-ной концентрации.
Процесс азеотропной регенерации эффективен для концентрирования растворов гликолей, содержащих от 2 до 6 % воды. При содержании воды в больших количествах процесс становится невыгодным из-за значительной энергоемкости.
Потери толуола на установке невелики, что объясняется его низкой растворимостью в воде, значения которой при атмосферном давлении приведены ниже.
Температура ’С...... -4 4 15 26 49 60 71 81
Растворимость, % (масс.) 0,004 0,01 0,03 0,05 0,10 0,14 0,20 0,30
Этот способ требует добавочного оборудования: емкостей, насосов и т.д. Кроме того, требуется дополнительный химический агент, как правило ароматические углеводороды, которые ядовиты и создают определенные трудности, связанные с их транспортированием и хранением. Применение газового конденсата или его фракции в качестве азеотропного агента позволило бы устранить некоторые из описываемых недостатков.
Регенерация гликоля с применением отпарного газа. Для
получения раствора гликоля концентрацией 99 % и выше за рубежом нашел применение способ регенерации с применением отпарного газа. Этот способ применяют для регенерации как гликолей, так и других трудноразделяемых растворов.
Отпарной газ можно подавать как в испаритель, так и непосредственно под первую, тарелку (считая с низа) десорбера. Подача газа в систему уменьшает парциальное давление воды и способствует его выделению в паровую фазу.
Схема реализации этого способа рассмотрена на рис. 4.35. В данном случае процесс регенерации состоит из двух стадий. На первой стадии путем обычной ректификации раствор регенерируется до массовой концентрации 99 %, а на второй с использованием отпарного газа - до 99,95 %.
Рис. 5.2. Константа равновесия воды в системе ДЭГ — вода
Рис. 5.3. Константа равновесия воды в системе ТЭГ — вода
Давление, кг* мм рт. ст.
Рис. 5.4. Зависимость степени отпарки воды от удельного расхода отдувочного газа (цифры на кривых - число ступеней контакта):
---- экспериментальные данные [89]; - расчетные данные
Некоторые вопросы, связанные с выбором режима работы установок регенерации по такой технологии, рассмотрены в работах [3, 5, 6]. Основным элементом расчета является определение количества отпарного газа, необходимого для обеспечения заданной степени регенерации. Расчет процесса ведется в следующей последовательности:
а) определяют требуемую степень отпарки воды
z = l-C2(l-C2)/C1(l-C,)r (5.1)
где С, и С2 - массовая доля гликоля в регенерированном и насыщенном растворах соответственно;
б) по номограмме Крейсера (прил. И) находят фактор десорбции S при известном числе ступеней контакта п и степени отпарки z\
в) определяют расход отпарного газа И7, мэ/м3, по уравнению
W - Ls/K-W', (5.2)
где L - число молей регенерируемого раствора гликоля; W' -число молей десорбированной воды; К - константа равновесия воды (определяется по графикам рис. 5.2 и 5.3).
Удельный расход отпарного газа в основном зависит от глубины регенерации раствора гликоля, числа ступеней контакта и средней температуры и давления в системе (рис. 5.4). При удельном расходе отпарного газа W = 30 м3/м3 концентрация ТЭГа повышается до 99,6 % (масс.), а при W = 55 м3/м3 этот показатель составляет 99,9 %. Затем кривая г ~ W становится более пологой, и дальнейшее повышение концентрации раствора требует резкого увеличения расхода отпарного газа. Поддержание высокой температуры в колонне обеспечивает значительное снижение удельного расхода газа, что хорошо видно из сравнения кривых 3 и 4.
С увеличением числа теоретических ступеней контакта до 5 также снижается потребное количество отпарного газа. Дальнейшее возрастание числа тарелок в колонне незначительно влияет на его расход.
5.3. ИНТЕНСИФИКАЦИЯ ПРОЦЕССОВ РЕГЕНЕРАЦИИ
Применение трубчатых печей в схемах УКПГ. При освоении месторождений Крайнего Севера и морских шельфов большое значение имеет компактность технологических установок, так
как это основной способ снижения капиталовложений. Подтверждением этого тезиса может служить такой пример. При строительстве УКПГ на двух понтонах размещается один блок регенерации гликоля (БРГ) мощностью 35 т/ч. Стоимость блок-понтонов примерно в 4-5 раза больше, чем стоимость оборудования БРГ. Таким образом, снижения капиталовложений на обустройство месторождений и повышения компактности УКПГ можно добиться за счет увеличения единичной мощности оборудования УКПГ. Рассмотрим это на примере БРГ.
На Шатлыкском промысле на каждую технологическую нитку производительностью 3 млрд. м3/год построен один блок регенерации мощностью 1,5 т/ч по сырью. На УКПГ для обработки 15 млрд, м3 газа построено всего пять рабочих и один резервный БРГ.
На первой очереди Оренбургского ГПЗ для трех установок НТК общей производительностью 15 млрд, м3 сооружены три БРГ мощностью по 2 м3/ч каждая.
На УКПГ-1 Уренгойского месторождения для установок осушки газа производительностью 10 млрд. м3/год построено два БРГ мощностью 7 м3/ч каждый. Аналогичное положение и на других объектах газовой промышленности.
Переход от паровых к огневым блокам регенерации котлового типа стал важным этапом в повышении компактности УКПГ. Однако огневые подогреватели подобного типа имеют ряд существенных недостатков, из которых можно указать относительно низкий КПД, неравномерность теплонапряжения поверхности нагрева (максимальное теплонапряжение в 3-4 раза превосходит его среднее значение), большую длительность времени пребывания ДЭГа в подогревателе и т.д.
Особенно опасными участками являются горизонтальные поверхности (верх и низ жаровой трубы), где температура поверхности стен может достигать 300-400 “С. Это приводит к разложению ДЭГа на коррозионно-активные кислоты и усилению коррозии в системе.
Анализ технико-экономических показателей различных БРГ, проведенный совместно со специалистами ЦКБН, Юж-НИИгипрогаза и ВНИПИгаздобычи, показал экономическую целесообразность использования вертикальных цилиндрических трубчатых печей типа ЦС при создании УКПГ большой единичной мощности.
Принципиальная технологическая схема подключения печи в блок регенерации гликоля приведена на рис. 5.5 (на примере УКПГ Ямбургского ГКМ).
Вертикальная цилиндрическая печь ЦС состоит из двух ка-
Рис. 5.5. Принципиальная технологическая схема подключения печи в схему БРГ:
К-1 - десорбер; ВХ-2 - воздушный холодильник; Т-1 - рекуперативный теплообменник, П 1 - печь; Н-2, Н-4, Н 8 - насосы;
I - насыщенный раствор ДЭГа; II - дистиллят; III - пары к вакуум-насосу; IV - регенерированный раствор ДЭГа
мер: радиационной и конвективной. Радиационная камера представляет собой полый футерованный изнутри цилиндр диаметром 2800 мм, установленный вертикально на стойках. Внутри цилиндра по периферии размещен вертикальный продуктовый змеевик, подвешенный на специальных кронштейнах. Непосредственно под радиационной камерой установлена коробчатая конвективная камера, внутри которой на решетках подвешен горизонтальный продуктовый змеевик. Нагрев системы осуществляется горелкой ГИК-2, расположенной в поду печи. В верхней части установлена дымовая труба.
Сопоставление показателей печи ЦС и огневых подогревателей котлового типа показало преимущество первых. Например, при одинаковых габаритах производительность печи в несколько раз больше, чем у подогревателей. Подогреватель имеет низкий КПД, равный 0,5 (у трубчатой печи 0,7-0,8). Время
пребывания гликоля в подогревателе котлового типа достигает несколько часов, что в десятки раз больше, чем в печи.
Первые трубчатые печи ЦС 80/7 использованы в схемах УКПГ Ямбургского месторождения. Благодаря применению таких печей удалось создать БРГ единичной мощностью до 35 т/ч. Это способствовало внедрению на месторождении супермощных установок комплексной подготовки газа производительностью 27 млрд. м3/год.
Показатели блоков регенерации (на базе БРГ Ямбургского месторождения) даны в табл. 5.5.
При включении печей в схемы БРГ не требуется строительство котлов для производства водяного пара, используемого в качестве теплоносителя как в БРГ, так и для обогрева помещений. (В качестве теплоносителя на объекте применяются различные теплоносители на основе растворов гликолей. Благодаря этому резко сокращается количество воды на нужды объектов и капиталовложения на обустройство месторождения.)
Эксплуатационные затраты для обоих вариантов регенерации раствора ДЭГа близки. Основной экономический эффект от внедрения варианта с трубчатой печью достигается за счет снижения капиталовложений.
Опыт эксплуатации БРГ на Ямбургском месторождении показал ряд его недостатков. Из них укажем следующие:
с целью повышения компактности БРГ рекуперативный теплообменник РДЭГ-НДЭГ установлен в кубовой части десорбера в виде встроенного аппарата. Это снижает надежность эксплуатации БРГ. Выход из строя одной из труб (их в аппарате 1400) может привести к смешению регенерированного и насы-
Таблица 55
Сопоставление показателей паровой и огневой БРГ [по данным ЮжНИИгнпрогаза ]
Показатели Вариант регенерации
паровая с трубчатой печью
Производительность УКПГ, млрд. М3/ год Мощность БРГ, м3/ч Число БРГ, шт. Площадь застройки зданий, м2 Расход воды по УКПГ, м3/сут Расход антифриза А-65, т/год Капиталовложения, тыс. руб.' Эксплуатационные затраты, тыс. руб. ‘В ценах 1988 г 27 60 3 3310 490 6680 665 27 60 2 2623 95 150 5580 650
щенного растворов. Для ремонта теплообменника требуется полностью демонтировать БРГ. Одновременно установка рекуперативного теплообменника внутри колонны приводит к снижению концентрации регенерированного раствора ДЭГа (РДЭГа). Это связано с тем, что РДЭГ на входе в зону теплообменника содержит некоторое количество паровой фазы, преимущественно состоящей из воды. При контактировании этого раствора с более холодным НДЭГом происходит конденсация части паров воды, что приводит к разбавлению РДЭГа;
раствор ДЭГа подается в печь с полуглухой тарелки. Ввиду малого объема жидкости на ней нарушается беспрерывность подачи насосом Н-4 раствора ДЭГа в печь. Это сопровождается перегревом труб печи. При последующей подаче гликоля на накаленные трубы раствор мгновенно испаряется, что приводит к гидравлическим ударам в системе. Кроме того, из-за перегрева раствора происходит его термическое разложение;
по проекту скорость потока раствора на выходе из печи составляет до 0,34 м/с, что представляется весьма низким показателем. (Ввиду незагруженности БРГ фактическая скорость в системе бывает еще ниже). Это приводит к перегреву и разложению гликоля. Со временем все печи были переведены на однопоточную схему.
Одной из особенностей работы технологических установок является непостоянство состава и количества его сырьевых потоков. Это касается и БРГ. Так, в зависимости от устьевых параметров скважин, ввода в систему сбора и добычи метанола, объема сырьевого газа, эффективности сепарации жидкой фазы и т.д. изменяются количество и состав насыщенного раствора ДЭГа, поступающего в БРГ. В связи с этим по схеме, приведенной выше (см. рис. 5.5), практически трудно обеспечить надежность работы БРГ.
Для повышения надежности работы БРГ предложены несколько способов [31, 32].
Согласно [31] для повышения надежности работы печи предложено в схему БРГ включить буферную емкость (рис. 5.6). По этой схеме на выходе из печи раствор делится на две части. Один поток возвращается в куб десорбера, а другой - в буферную емкость. Последняя обеспечивает постоянный уровень на приеме насоса и, следовательно, непрерывный поток жидкости через печь. Благодаря этому исключаются гидравлические удары в печь, перегрев и разложение раствора. Кроме того, увеличивается скорость потока через печь, что уменьшает вероятность перегрева и разложения ДЭГа. Также при смешении раствора из печи с раствором с полуглухой тарелки в бу-
Рис. 5.6. Принципиальная технологическая схема БРГ с рециркуляцией раствора:
К-1 ~ десорбер; П-1 - печь; Е-8 - буферная емкость; Н-4, Н-8 - насосы
ферной емкости повышается температура последней, что обеспечивает выпадение метанола и части воды из раствора до его поступления в печь. По существу буферная емкость выполняет функцию испарителя. Благодаря этому уменьшается объем паровой фазы, образовавшейся в печи, что также повышает надежность его работы. Кроме того, ввиду повышения температуры увеличивается количество выделенных из раствора солей в буферной емкости. Следовательно, снижается вероятность отложения солей в трубках печи.
Минимальное количество раствора, подаваемого в буферную емкость, б(кг/ч), определяется по уравнению
G = -V(bl~b2)C-£h 68 - 0,058(0, - С2) - к], (5.3)
-С2 1 1
где V - расход сырьевого года, тыс. м3/ч; bt - абсолютное влагосодержание газа на выходе в абсорбер, кг/тыс. м3; Ь2 -влагосодержание газа на выходе из абсорбера, кг/тыс. м3;
Таблица 56
Характеристика печей с однопоточнымн змеевиками [331
Показатели Тип печей
1 2
Тепловая мощность, Вт Поверхность нагрева радиантных труб, м2 Число потоков Диаметр радиантных труб, мм Высота радиантных труб, м Внутренний диаметр печи, мм Масса, т Высота общая, м (0,47-0,9)10® От 16 до 3t 1 57; 108 3; 4 1800-2800 16,5-35,4 26-30,4 . (1,163-18)10® ' От 16 до 350 1 57-219 4-15 2100-5500 18,8-184 21-39,1
Cj — концентрация гликоля в РДЭГе, % (масс.); С2 _ концентрация гликоля в НДЭГе, % (масс.); К - коэффициент, учитывающий загрузку насоса, перекачивающего раствор гликоля через печь, доли ед.
К настоящему времени ЦКБН разработало более усовершенствованные конструкции трубчатых печей, характеристики которых приведены в табл. 5.6 и 5.7.
Повышение экологической характеристики установок. Известно, что установки регенерации гликолей являются одними из источников промышленных отходов на УКПГ. На этих установках происходит выброс газов из выветривателя и рефлюксной емкости (через сепаратор вакуум-насоса) и сброс десорбированной воды. Концентрация гликоля в рефлюксной жидкости достигает 3 % [35]. Это, с одной стороны, приводит к большим безвозвратным потерям ДЭГа, а с другой - создает
Таблица 5.7
Характеристика печей с двухпоточными змеевиками
Показатели
Тепловая мощность, Вт Поверхность нагрева радиантных труб, м2 Число потоков:
конвекция радиация
Диаметр радиантных труб, мм Высота радиантных труб, м Диаметр конвективных труб, мм Внутренний диаметр печи, мм Масса, т
Высота общая, м
Тип печей
3 4 5
(1,163-18)10® От 31 до 350
2 2 4
1 2 2
57-219
4-15
57-219
2100-5500
18,8-184 21-39,1
дополнительные проблемы по защите окружающей среды. В то же время исследованиями В.И. Воронина и др. установлено, что в ряде случаев на секции десорберов между тарелкой питания и полуглухой тарелкой не происходит существенного повышения концентрации гликоля в растворе, особенно в БРГ, где насыщенный раствор содержит 40-60 % гликоля. Таким образом, часть тарелок десорбера работает с низкой эффективностью.
В способе (а.с. СССР № 1404099), проиллюстрированном на рис. 5.7, насыщенный раствор после рекуперативного теплообменника делится на два потока. Меньший по количеству (5-10 %) подается на полуглухую тарелку десорбера К-1. Это способствует нормальному гидравлическому режиму в системе десорбер - испаритель. Кроме того, этим потоком частично извлекаются пары гликоля, поднимающегося через полуглухую тарелку. Другой поток НДЭГа подается в трубопровод, соединяющий полуглухую тарелку с отпарной секцией испарителя И-1, или прямо в испаритель.
При работе по такой схеме практически все тарелки десорбера работают в режиме улавливания гликоля из паровой фазы. Благодаря этому достигается снижение концентрации гликоля в дистилляте колонны и уменьшаются потери реагента.
Рис. 5.7. Принципиальная технологическая схема блока регенерации гликоля (а.с. № 1404099):
К-1 - десорбер; И-1 - испаритель; Х-1 - холодильник; Е-1 - рефлюксная емкость; Н-1, Н-2 - насосы
Данный способ рекомендуется применять в тех случаях, когда не требуется получить регенерированный раствор гликоля высокой концентрации, например на установках НТС.
Регенерация метанолсодержащего раствора гликоля. Как указывалось выше, при наличии в газе метанола часть его извлекается в абсорбере раствором гликоля. Затем метанол из насыщенного раствора выделяется в блоке регенерации. Недостаток этого способа - большие потери метанола с различными потоками установки.
Способ регенерации (рис. 5.8) обеспечивает выделение метанола в качестве товарного продукта (а.с. СССР № 1509394). При этом концентрация метанола в сбросах сводится к минимуму. Согласно схеме насыщенный раствор гликоля подогревают в рекуперативном теплообменнике Т-1 и подают в ректификационную колонну К-1. В этой колонне из раствора выделяется водометанольная смесь, которую для дальнейшей переработки подают в колонну К-2. (Предусматривается также возможность подачи верхнего продукта колонны К-1 на дальнейшую переработку, минуя емкость Е-1.) В колонне К-2 в качестве верхнего продукта получают высококонцентрированный раствор метанола. Кубовой продукт колонны забирают насосом
Рис. 5.8. Принципиальная технологическая схема блока регенерации гликоля (а.с. № 1509394):
К-1 - колонна для выделения ВМС; К-2 ~ колонна для разделения ВМС; Х-1, Х-2 - холодильники; Т-1, Т-2 - рекуперативные теплообменники; Е-1, Е-2 - рефлюксные емкости; Н-1, Н-2, Н-3, Н-4 - насосы;
/ - насыщенный раствор гликоля; II - регенерированный раствор гликоля; III - ВМС; IV ~ метанол; V - вода
Н-3 через холодильник Х-1 и подают в качестве орошения на верхнюю тарелку колонны К-1. Избыток кубового продукта отводят из установки.
Орошение колонны К-1 кубовым продуктом колонны К-2, т.е. водой, снижает концентрацию метанола в паровой фазе, что смещает равновесие в системе; в результате снижается концентрация ДЭГа в паровой фазе.
Оценка эффективности предлагаемого способа проведена сравнением с показателями базовой технологии, которая предусматривает выделение из НДЭГа сначала водометанольной смеси (ВМС), затем из ВС в отдельной колонне - метанола. Каждая колонна орошается собственным верхним продуктом.
При работе по предлагаемой технологии концентрация гликоля в верхнем продукте досорбера снижается до 0,35 % вместо 1,45 % при базовой технологии (при прочих равных условиях). Это объясняется тем, что число молей воды в единице массы в 1,77 раза больше, чем число молей метанола в том же количестве вещества. Следовательно, при использовании воды для орошения достигается большое молярное соотношение жидкость - пар на верхней секции колонны. Это в свою очередь обеспечивает более глубокое извлечение гликоля из паровой фазы.
На установке регенерации гликоля, показанной на рис. 5.8, потери гликоля с рефлюксной жидкостью сводятся к минимуму. Насыщенный раствор гликоля после рекуперативного теплообменника делится на два потока. Меньший по количеству поток (5-10 % от общего количества сырья) подается в десорбер К-1 на полуглухую тарелку. Это обеспечивает нормальный гидравлический режим в системе десорбер - испаритель. Кроме того, этим потоком частично извлекаются пары гликоля из потока, поднимающегося навстречу с куба десорбера. Другой поток раствора подается в испаритель.
При работе по такой схеме практически все тарелки десорбера работают в режиме улавливания гликоля из паровой фазы. Благодаря этому достигается снижение концентрации гликоля в дистилляте и в целом по установке.
Следует отметить, что перевод БРГ на описанную систему не связан с включением в него нового оборудования: требуется только переобвязка коммуникаций установки.
Комбинированная схема регенерации ингибитора. На установках НТС во избежание больших потерь ингибиторов от их растворения в газовом конденсате и газовой фазе применяют растворы с концентрацией основного вещества 70-80 %.
В настоящее время на всех УКПГ весь объем насыщенного раствора (гликоля или метанола) подвергают регенерации.
Компанией “Блек Сиволз энд Брайсон” рекомендована схема, согласно которой часть раствора подвергается регенерации до 98~99 %-ной концентрации. Затем эту часть раствора смешивают с нерегенерируемым потоком абсорбента. Соотношение потоков определяют исходя из требуемой концентрации используемого раствора ингибитора гидратообразования. Такая схема регенерации позволяет снизить мощность блока регенерации и, следовательно, его металлоемкость. Также уменьшается расход тепла на регенерацию, так как часть раствора не греется. Кроме того, после смешения потоков температура смеси на 15-25 вС ниже, чем температура регенерированного раствора гликоля по типовой схеме регенерации. Это позволяет отказаться от дополнительного охлаждения регенерированного раствора. Расчетная схема УКПГ с регенерацией части ингибитора дана на рис. 5.9.
Зависимость между отдельными параметрами указанной схемы рассчитывают по следующим уравнениям.
Количество насыщенного ингибитора на выходе из системы сбора и обработки газа (ССОГ)
Gj = Go + Vy, (5.4)
где Gj - количество насыщенного раствора ингибитора на
Рис. 5.9. Комбинированная схема регенерации раствора гликоля по комбинированной схеме:
УПГ - установка обработки газа; БРА - блок регенерации абсорбента; БО -блок тонкой очистки абсорбента от ингредиентов;
/ - сырьевой газ; II - обработанный газ; III - очищенный абсорбент; IV -абсорбент на обработку газа; V - десорбат; VI - регенерированный абсорбент; VII - тонкоочищенный абсорбент
выходе из системы сбора и обработки газа (ССОГ), кг; Go -количество исходного ингибитора, используемого в ССОГ, кг; W - количество извлекаемой из газа воды, кг.
Материальный баланс системы сбора и обработки газа по воде
G0a0 + W = (G2 + G3)ap (5.5)
где а0 - массовая доля воды в растворе, используемом как ингибитор гидратообразования; СЦ - массовая доля воды в насыщенном ингибиторе на выходе из ССОГ; G2 - количество нерегенерируемого насыщенного раствора, кг; G3 - количество регенерируемого насыщенного раствора, кг.
Согласно схеме материальных потоков
G2 = G, - G3. (5.6)
Поскольку количество воды в растворе, используемом в качестве ингибитора, постоянно, можно записать:
Goao — G2at + G4a2, (5.7)
где G4 - количество регенерированного раствора ингибитора, кг; а2 - массовая доля воды в регенерированном растворе ингибитора.
Уравнение общего материального баланса блока регенерации имеет вид
G4 = G3 - W. (5.8)
Материальный баланс блока регенерации по воде
G4a2 + W = G3aP (5.9)
Таким образом, получаем систему из шести линейных уравнений с девятью неизвестными. Для их решения необходимо в качестве исходных данных иметь три параметра, входящие в них. На практике бывают известными значения a0, а, и Go (см. рис. 5.9).
Пример 5.1. На установке НТС для предупреждения гидратообразования используется 80 %-ный водный раствор ДЭГа в количестве 2000 кг/ч. Концентрация воды в насыщенном растворе составляет 30 %. На регенерацию подается 1400 кг/ч насыщенного раствора.
Требуется определить допустимую концентрацию воды в регенерируемом растворе при условии, что после смешения регенерированного и отработанного растворов массовая доля воды в смеси составит 0,20.
Решение. 1. Сначала определяем общее количество насы
щенного раствора. Зная концентрацию ДЭГа в циркулирующем растворе, находим его количество в нем;
а =-------= 1600 кг.
юо
Далее, составляя пропорцию, рассчитываем общее количество насыщенного раствора
G. = — = 100 = 2285,7 кг.
70
2. По уравнению (5.4) находим количество поглощенной циркулирующим ДЭГом воды:
W = G, - Go = 2285,7 - 2000 = 285,7 кг.
3. По уравнению (5.8) определяем количество регенерированного раствора:
G4 = 1400-285,7 = 1114,3 кг.
4. Из уравнения (5.7) вычисляем концентрацию воды в регенерированном растворе ДЭГа:
0 _ Goao -G204 _ 2000-20 - (2285,7 1400) _ |2 05 %
2 G4 1114,3
Концентрация воды в регенерированном растворе ДЭГа должна составлять не менее 12,05 %. В этом случае после смешения регенерированного и нерегенерированного потоков получится раствор концентрации 80 %.
С помощью описанной системы можно определить также минимальное количество раствора, подлежащего регенерации при заданной концентрации воды в регенерированном растворе.
Блок регенерации с очисткой части раствора. Следует отметить, что не всегда требуется тонкая очистка всего раствора гликоля. Для поддержания концентрации примесей не более допустимого уровня достаточно на очистку подавать часть абсорбента, а другую часть подвергать обычной регенерации. Соотношение этих потоков зависит от скорости накопления примесей в гликоле, количества циркулирующего в системе раствора, глубины осушки газа и т.д. Ниже приводится система уравнений, описывающих материальный баланс БРГ с тонкой очисткой части абсорбента от различных ингредиентов;
д = G}a{ - Goao; (5.10)
G1 = Go^-; (5.11)
1 -<Xj
С — tGiai - Goao)П ~~a?). (5 12)
al -a2
a2 = -G°^~-^gl , (5.13)
G3 + Goao - Ga,
где g - количество примесей, накапливаемых в абсорбенте, кг/ч; Go - исходное количество регенерированного абсорбента, кг/ч; Gt - количество регенерированного абсорбента с учетом накопленных в нем примесей, извлеченных из газа и сопутствующих продуктов, кг/ч; G2 - количество абсорбента, не подаваемого в блок тонкой очистки, кг/ч; G3 - количество абсорбента, подаваемого на тонкую очистку, кг/ч; G< - количество абсорбента после тонкой очистки, кг/ч; а0 - массовая доля примесей в исходном (регенерированном) абсорбенте; а, -массовая доля примесей в абсорбенте после блока регенерации от углеводородов; а2 _ массовая доля примесей в абсорбенте после его тонкой очистки.
С помощью уравнений (5.10)-(5.13) можно определить количество абсорбента, подаваемого на тонкую очистку, при заданном значении а2 и требуемой степени очистки поглотителя от примесей при ограниченной мощности блока тонкой очистки. Для иллюстрации описанного положения приведем пример расчета.
Пример 5.2. На установку обработки газа подается 10 000 кг/ч раствора диэтиленгликоля с содержанием неочищаемых примесей 0,2 % (масс.). При обработке из него извлекают различные ингредиенты, концентрация которых в насыщенном абсорбенте составляет 0,4 %. Эти примеси при десорбции воды из насыщенного раствора не выделяются.
Требуется определить концентрацию примесей в абсорбенте после его тонкой очистки, если известно, что G2 - 6000 кг/ч. По условиям задачи после смешения потоков абсорбента G2 и G3 (рис. 5.10) средняя концентрация примесей в нем должна составить не более 0,2 %.
Решение. 1. По уравнению (5.11) определяем количество абсорбента после блока регенерации:
G = Ю 000-~^-°°- = 10 020 кг/ч.
1-0,004
2. Находим количество абсорбента, подаваемого на тонкую очистку:
G3 = Gj - G2 = 10 020 - 6000 = 4020 кг/ч.
Рис. 5.10. Растворимость NaCI в водных растворах ДЭГа (а) и ТЭГа (б)
3. По уравнению (5.13) рассчитываем концентрацию примесей в абсорбенте после его тонкой очистки:
а, =ю ооо -о, 002-4020 • а, оо4= 0 000б6.
6000 + 10 000'U 002-10 020 0,004
а2 =0,066 % (масс.).
Из приведенных данных следует, что очистка части (—40 %) циркулирующего абсорбента в данном конкретном случае обеспечивает поддержание его качества на требуемом уровне.
5.4. РАСТВОРИМОСТЬ СОЛЕЙ В ВОДНЫХ РАСТВОРАХ ГЛИКОЛЕЙ
Вода является компонентом, входящим в состав пластовой продукции и гликолевых растворов. Наличие воды в гликолевых растворах оказывает серьезное влияние на растворимость солей в них. В связи с этим некоторый интерес представляют данные о растворимости солей в воде, (табл. 5.8).
Как видно из данных табл. 5.8, с повышением температуры от 20 до 1000 вС растворимость хлористого натрия в воде уве-
Табл иц a 5.8
Растворимость хлоридов натрия и кальция в воде, % (масс.) [10]
Соль Температура, *С
10 20 30 40 50 60 80 100
NaCl 26,3 26,4 26,5 26,7 26,8 27,0 27,5 28,1
CaCl — 42,7 50,1 53,4 55,2 57,8 59,5 61,4
личивается незначительно - всего на 6 %. В то же время в указанном интервале температур растворимость хлористого кальция возрастает в 1,44 раза. Приведенные данные необходимо учесть при расчете блоков регенерации солесодержащих растворов гликолей.
Растворимость NaCl в растворе ДЭГа. Растворимость хлористого натрия в 100 %-ном ДЭГе уменьшается с ростом температуры (см. рис. 5.10, 5.11 и табл. 5,9). Так, при температуре 10 °C она составляет 4,4-4,7 % (масс.), при 100 "С - 2,95-3,2 %, при 150 °C - 2,00-2,13 %. Из этих данных следует, что при подогреве растворов в блоке регенерации с повышением температуры будет наблюдаться выпадение хлорида натрия в осадок вследствие снижения их растворимости и выпарки воды.
Для растворов ДЭГа, содержащих воду (95; 85; 80; 70 и 60 % гликоля), растворимость NaCl увеличивается с ростом содержания воды при одной и той же температуре и уменьшается с повышением температуры (см. табл. 5.9).
Для растворов, содержащих 70 и 60 % ДЭГа, значения растворимости хлорида натрия, рассчитанные в работе [8], указывают на увеличение растворимости с ростом температуры. Так, при температуре 10 ’С расчетное значение растворимости NaCl
Рис. 5.11. Растворимость NaCl и СаС12 в растворах ДЭГа [15, 296]:
1 - СаС12 в 80 % ном; 2 - NaCl в 80 %-ном; 3 ~ NaCl в 80 %-ном; 4 - NaCl в 85 %-ном, 5 -NaCl в 90 %-ном, 6 - NaCl в 95 %-ном, 7 - NaCl в 100 %-ном
Таблица 5.9
Растворимость NaCl и СаС12 в ДЭГе (по литературным данным)
Температура, с 100 % NaCl 95 % NaCl 90 % NaCl 85 % NaCl
(38| 115) [8] [9] [11] [36] [36] [8] [9] [38] (81 (11J
0 — 5,0 4,59 — — — — — — — 6,80 —
10 4,72 4,43 4,71 5,34 5,67 5,79 — 6,45 — 6,37
20 4,52 4,6 4,26 — 4,53 5,21 5,60 5,70 — 6,38 6,70 6,33
25 — — — 4,34 4,45 — — — 5,14 — — 6,32
30 4,31 — 4,10 — 4,35 5,10 5,55 5,60 — 6,34 — 6,31
40 4,14 4,4 3,93 — 4,14 4,98 5,50 5,51 — 6,31 6,60 6,27
50 3,93 — 3,77 — 3,95 4,86 5,45 5,42 — 6,22 — 6,23
60 3,74 4,0 3,61 — 3,79 4,79 5,41 5,33 — 6,21 6,50 6,21
70 3,57 — 3,44 — 3,61 4,69 5,36 5,24 — 6,17 •— 6,18
80 3,38 3,6 3,28 — 3,44 4,59 5,34 5,14 — 6,15 6,40 6,11
90 3,19 — 3,11 — — 4,48 5,28 5,05 — 6,09 — —
100 2,96 3,2 2,95 — — 4,38 5,21 4,96 — 6,04 6,30
110 2,77 — 2,79 — — 4,30 5,17 4,87 — 6,00 — —
120 2,59 2,8 2,62 — — 4,17 5,12 4,78 — — 6,20 —
130 2,38 — 2,46 — — 4,10 — — — — —
140 2,21 — 2,29 — — 4,00 — — — — — —
150 2,00 — 2,13 — — — — — — — — —
160 1,83 1,97 — — — — - — — — —
Продолжение табл. 5.9
Темпе ратура, *C 80 % 70 % NaCl 60 % NaCl
NaCl CaCL,
[38] |8] [36] [37] [37] [38] [8] [9] [8] [9]
0 — — — — — — — — —
10 7,14 7,31 - 6,7 8,0 7,83 9,36 — 12,10 —
20 7,10 7,29 — 7,2 8,7 7,76 9,39 — 12,00 —
25 — — 7,63 — — — — 9,14 — 11,56
30 7,03 7,28 — 8,0 9,6 7,72 9,43 — 11,94 —
40 7,00 7,26 — 9,1 10,6 7,69 9,47 — 11,89 —
50 6,96 7,25 — 10,3 11,9 7,66 9,50 — 11,88 —
60 6,91 7,23 — 11,7 13,2 7,64 9,54 — 11,88 —
70 6,86 7,22 — 13,0 14,5 7,62 9,58 — 11,92 —
80 6,84 7,20 — 14,2 16,0 7,60 9,61 — 11,98 —
90 6,82 7,19 — 15,6 17,7 7,56 9,65 — 12,07 —
100 6,78 7,18 — 16,7 19,3 7,52 9,69 — 12,18 —
110 6,76 7,16 - 18,0 21,2 7,50 9,72 — 12,32 —
120 — — — — — — — — — —
130 — — — — — — — — —
140 — — — — — — — — — —
150 — — — — — — — — —
160 I — — - — — — — — —
составляет 9,36 % (масс.), а при 110 °C - 9,72 % (масс.); в то же время в работе [39] растворимость хлорида натрия при тех же значениях температур составляет 7,83 и 7,50 % (масс.) соответственно. Таким образом, растворимость хлорида натрия в растворах ДЭГа уменьшается с ростом концентрации гликоля
в них. Так, при температуре 20 °C растворимость хлорида натрия в ДЭГе в 6 раз меньше, а при 100 ’С для 100 % ДЭГа в 9,5 раза меньше, чем в воде. Эта разница увеличивается с повышением температуры. В отличие от растворимости NaCl в растворах ДЭГа его растворимость в воде увеличивается с ростом температуры.
Необходимо отметить, что экспериментальные данные [37] значительно отличаются от результатов авторов [39]. Так, если в работе [39] растворимость NaCl в 80 % ДЭГе уменьшается с ростом температуры и составляет при температуре 10 ’С 7,14 % (масс.), а при 110 ’С - 6,76 %, то согласно данным [37] растворимость хлорида натрия в указанном температурном интервале возрастает с 6,7 % (масс.) при температуре 10 ’С до 18,0 % при 110 °C.
Согласно данным табл. 5.10 при наличии в составе гликолевых растворов минеральных солей их вязкость увеличивается. Добавление воды в раствор снижает его вязкость. При массо-
Таблица 5.10
Динамическая вязкость растворов ДЭГа в зависимости от содержания
хлористого натрия
Содержание воды, % Соотношение NaCl ' ДЭГ
0 . too 1 . 99 2 98 3 . 97 4 • 96
0 121 Температура 0 "С 144 ! 171 204 236
2 115 134 157 184 210
4 109 122 143 165 187
8 94 103 116 129 143
12 78 87 94 101 110
16 65 72 77 81 86
20 55 59 62 65 69
0 28.0 Температура 25 ‘С 32,2 ' 38,1 44,1 51,2
2 26,8 30,1 35,4 39,3 45,1
4 25,4 28,1 32,2 35,6 39,9
8 22,2 24,0 26,6 29,2 31,6
12 19,3 20,5 22,3 23,6 24,9
16 16,7 17,5 18,5 19,5 20,4
20 14,4 15,1 15,7 16,4 16,9
0 14,7 Температу 16,6 ра 40 °C 18,7 22,0 25,5
2 14,0 15,6 17,6 20,0 22,1
4 13,2 14,6 16,1 18,1 20,1
8 11,7 12,6 13,7 14,8 16,1
12 10,2 10,9 11,6 12,3 13,1
16 8,95 9,45 9,95 10,4 10,9
20 7,82 8,21 8,50 8,81 8,15
Таблица 5 11
Литературные данные по растворимости NaCl и СаС12 в водных растворах ТЭГа
Т, ‘С 100 % 95 % •эо% 85 % 80 %
NaCl СаС12 NaCl СаС1г NaCl CaCl, NaCl NaCl
1296] [49] (109] (72] [296] [72] (296| [72] [296] [49] [109] [296]0
0 — 5,0 — — — - — — — 6,0 — —
10 4,27 — 4,47 0,17 4,58 0,73 5,15 1,17 5,56 — 5,53 6,09
20 4,03 4,4 4,21 0,19 4,33 0,82 4,97 1,42 5,46 5,8 5,46 6,03
25 — — 4,08 — — — — — — — 5,43
30 3,75 — 3,97 0,23 4,18 0,92 4,85 1,65 5,34 — 5,38 6,00
40 3,50 3,8 3,71 0,24 3,97 1,04 4,67 1,88 5,24 5,6 5,28 5,95
50 3,24 — 3,42 0,27 3,79 1,14 4,48 2,35 5,15 — 5,19 5,89
60 3,02 3,4 3,15 0,31 3,61 1,27 4,36 2,75 5,05 5,4 5,09 5,85
70 2,73 — 2,90 0,35 3,45 1,36 4,21 3,21 4,95 — 5,00 5,81
80 2,47 2,8 2,67 0,42 3,22 1,48 4,03 3,65 4,82 5,2 4,91 5,76
90 2,20 — — 0,46 3,06 1,58 3,88 4,15 4,75 — 5,73
100 1,97 2,2 — 0,52 2,87 1,69 3,71 4,86 4,65 5,0 — 5,68
110 1,73 — — 0,61 2,69 1,88 3,56 5,54 4,55 — — 5,64
120 1,45 — — 0,69 2,48 2,08 3,39 6,23 - 4,8 —
130 1,18 — — 0,72 2,30 2,26 — 7,00 - — —
140 0,94 — — 0,77 2,16 2,50 — — — —
150 0,71 — — 0,85 — 2,73 — — — — — —
160 0,46 — — 0,96 — 2,94 — — — - - -
вом содержании хлористого натрия в растворе 50 % и более вязкость раствора существенно не изменяется.
Растворимость СаС12 в ДЭГе. Авторами были проанализированы экспериментальные данные [37] о растворимости хлорида кальция в 80 %-ном ДЭГе (см. рис. 5.11). Установлено, что растворимость хлорида кальция возрастает с повышением температуры. Например, при температуре 20 ’С она составляет 8,7 % (масс.), а при 100 “С - 19,3 %. Эти цифры значительно меньше растворимости СаС12 в воде (при температуре 20 °C меньше в 4,9 раза, при 100 °C - в 3,2 раза).
Растворимость NaCl в ТЭГе. Данные о растворимости хлорида натрия в ТЭГе и его водных растворах приведены в работах [2, 9, И, 36]. Установлено, что растворимость хлорида натрия снижается с ростом температуры как для 100 %-ного ТЭГа, так и для его водных растворов с массовой концентрацией 95, 90, 85 и 80 % (см. табл. 5.11 и рис. 5.12).
Для растворов ТЭГа с уменьшением концентрации гликоля растворимость хлорида натрия увеличивается. Так, при температуре 20 °C в чистом ТЭГе растворимость хлорида натрия составляет 4,03 %, а в 80 %-ном ТЭГе - 6,03 % (масс.). При температуре 110 ’С в чистом ТЭГе растворяется 1,73 % (масс.) хлорида натрия, а в 80 %-ном - 5,64 % [39].
Растворимость СаС12 в ТЭГе. В работах [23, 29] приведены значения растворимости хлорида кальция в 100, 95 и 90 %-ных растворах ТЭГа (см. табл. 5.11 и рис. 5.12).
Для хлорида кальция растворимость увеличивается как с повышением температуры, так и с ростом содержания воды в ТЭГе. Так, для чистого ТЭГа при температуре 20 °C содержание хлорида кальция составляет 0,19 % (масс.), а при 130 ’С -0,72 %. При увеличении содержания воды в ТЭГе раствори-
Рис. 5.12. Растворимость NaCl и СаС12 в растворах ТЭГа [15, 296, 299k
1 - СаС12 в 90 %-ном; 2 -NaCl в 90 %-ном, 3 - NaCl в 95 %-ном; 4 - NaCl в 100 %-ном; 5 - СаС1, в 95 %-ном;
6 - СаС1, в 95 %-ном
Таблица 5.12
Растворимость NaCl в растворах ДЭГа, % (масс.)
Температура, 'С Экспериментальные данные, % (масс ) Данные [8J
NaCl дэг NaCl ДЭГ % отклонения
20 4,8 93 5,4 93 -12,8
46 4,78 92 5,2 92 -8,8
83 3,24 99,6 3,28 99,6 -1.2
мость хлорида кальция возрастает Если для 90 %-кого раствора ТЭГа растворимость при температуре 20 °C составляет 1,42 % (масс.), то для чистого гликоля при той же температуре 0,19 %.
На основании проведенного анализа литературных данных по изучению растворимости хлоридов натрия и кальция в растворах ди- и триэтиленгликоля установлено следующее.
Растворимость хлорида кальция в ТЭГе значительно ниже растворимости хлорида натрия при тех же температурах. Однако в связи с увеличением растворимости хлорида кальция при повышении температуры и уменьшением растворимости хлорида натрия при тех же условиях при температуре 85 °C в 90 %-ном растворе ТЭГа наступает равенство растворимостей обеих солей.
Результаты опытов по растворимости NaCl в растворах ДЭГа представлены в табл. 5.12.
Сравнение экспериментальных и литературных данных показывает их расхождение в пределах от 1,2 до 13 %. По экспериментальным данным растворимость NaCl в различных растворах ДЭГа уменьшается с повышением температуры, что резко отличается от данных работы [37].
Опыты по растворимости СаС12 в растворах ТЭГа. Результаты экспериментальных исследований и литературных данных представлены в табл. 5.13. Сравнение этих данных показывает, что их расхождение составляет не более 10 %, что также подтверждает применимость вышеуказанной методики.
Табл иц а 5.13
Растворимость СаС12 в растворах ТЭГа, % (масс.)
Температура, °C Экспериментальные данные Литературные данные
95% ный раствор 97%-ный раствор 95%-ный раствор % отклонения 97%-ный раствор % отклонения
25 1,0 0,6 0,9 + 10 0,65 -7,7
46 1,15 0,68 1,1 +4,3 0,7 -2,9
70 1,45 1,06 1,4 +3,44 0,95 + 10,4
Таб л нц a 5.14
Растворимость СаС1, в растворах ДЭГа, % (масс.)
Температура. ’С Экспериментальные данные Данные [37]
87 %-ный раствор 95 %-ный раствор 80 %-иый раствор
20 5,3 3,8 8,7
46 7,9 7,2 11,4
85 11,4 10,6 16,8
Опыты по растворимости СаС12 в растворах ДЭГа. По данным [37], растворимость хлорида кальция возрастает с повышением температуры и составляет при температуре 20 *С - 8,7 % (масс.), 46 ВС - 11,4 %, 85 *С - 16,8 %. Как видно из табл. 5.14, растворимость СаС12 составляет для 95 %-ного раствора ДЭГа при температуре 20 °C - 3,8 % (масс.), при 46 ’С - 7,2, а при 85 °C - 10,6 %.
Растворимость хлорида кальция в растворе ДЭГа увеличивается также с повышением концентрации воды в растворе. Например, при температуре 20 °C в 95 %-ном растворе ДЭГа растворимость хлорида кальция составляет 3,8 % (масс.), а в 87 %-ном - 5,3 %. При температурах 46 и 85 ’С положение аналогичное.
Повышение растворимости хлорида кальция при увеличении содержания воды от 5 до 14 % при 20 ‘С составляет 28 %, при 46 *С - 8,9 %, а при 85 *С - 7 %.
График зависимости растворимости хлорида кальция от температуры в 87 %- и 95 %-ном растворе ДЭГа приведен на рис. 5.13.
Опыты по растворимости смеси хлоридов кальция и натрия в растворе ДЭГа. Для исследования растворимости одновременно двух солей провели серию экспериментов для раствора ДЭГа, содержащего 13 % воды и 7 % СаС12. В раствор добавляли 15 г хлористого натрия. При этом количество хло-
Рис. 5.13. Растворимость СаС12 в растворах ДЭГа [15, 299]:
/ - в 80 %-ном; 2 - в 87 %-ном; 3 -NaCl в 95 %-ном
Табли ца 5.15
Растворимость смеси хлоридов кальция и натрия в 87 %-нои растворе ДЭГа, % (масс.)
Темпе-ратура, ‘С Растворимость
Смесь солей Индивидуальная соль
NaCl СаС12 Z NaCl CaCJ2 A
20 8,2 4,6 12,8 6,1 5,3 + 10,9
46 8,8 5,8 14,6 5,9 7,9 +5,5
85 9,8 6,7 16,5 5,7 11,4 -3,5
рида кальция и хлорида натрия принимали заведомо в избыточном количестве с тем, чтобы получить полное насыщение раствора. Опыты проводили при температурах 20, 46 и 85 °C. Избыток солей осаждался и отфильтровывался. Проверяли концентрацию солей в фильтрате.
Согласно полученным данным растворимость индивидуальной соли при 20 ’С в растворе, содержащем 87 % ДЭГа, составляет для хлорида натрия 6,1 % (масс.), для хлорида кальция - 5,3 % (масс.). В то же время растворимость хлорида кальция в смеси в 1,15 раза меньше, а растворимость хлорида натрия в смеси в 1,34 раза больше, чем растворимость индивидуальной соли, т.е. имеет место снижение растворимости хлорида кальция, а растворимость хлорида натрия в смеси на 30-35 % больше, чем его растворимость в чистом виде. При. других температурах наблюдается такая же зависимость.
Опыты по растворимости смеси хлоридов кальция и натрия в растворах ТЭГа. Аналогичные опыты проводили и с растворами ТЭГа. 95 %- и 97 %-ный растворы ТЭГа насыщали в достаточном количестве смесью солей хлорида натрия и хлорида кальция. Растворимость смеси солей проверяли при температурах 25, 46 и 70 “С. Результаты опытов представлены в табл. 5.16.
Таблица 5.16
Растворимость смеси хлоридов кальция и натрия в растворах ТЭГа, % (масс.)
Растворимость
Тем пера-rvpa, ’С Смесь солей Одна соль
95 %-ный раствор 97 %-ный раствор 95 %-ный раствор 97 %-ный раствор
NaCl CaCl, I NaCl СаС13 Z NaCl СаС1г 2 NaCl CaCl, s
25 4,8 0,27 5,07 4,3 0,22 4,52 4,2 1,0 5,2 4,0 0,60 4,6
46 4,1 0,26 4,36 3,7 0,19 3,89 3,8 1,15 4,95 3,5 0,68 4,18
70 3,2 0,15 3,35 2,9 0,12 3,02 3,4 1,4 4,80 3,0 1,06 4,06
Анализ данных табл. 5.16 показал, что растворимость хлорида кальция в смеси значительно меньше, чем чистого СаС12. Так, при температуре 25 °C растворимость хлорида кальция в 95 %-ном растворе ТЭГа в смеси с хлоридом натрия составляет 0,27 %; в то же время в этих же условиях растворимость чистого хлорида кальция в растворе ТЭГа составляет 1 % (масс.), т.е. в 3,7 раза больше. Одновременно растворимость хлорида натрия в смеси хлоридов при той же температуре несколько увеличивается и составляет 4,8 % (масс.), что на 12 % больше, чем растворимость чистого NaCl (4,2 %). Аналогично изменяется растворимость и для 97 %-ного ТЭГа.
При температуре 70 “С для 95 %-ного ТЭГа растворимость чистого хлорида кальция составляет 1,4 %, что в 9,3 раза больше растворимости хлорида кальция в смеси. В этих же условиях растворимость хлорида натрия в смеси хлоридов составляет 3,2 %, что на 6 % меньше растворимости чистого NaCl. Для 97 %-ного раствора ТЭГа характер изменения растворимости в зависимости от температуры тот же. Таким образом, растворимость хлорида кальция в смеси хлоридов намного меньше растворимости чистого СаС12: для 95 %-ного раствора ТЭГа при температуре 25 ’С - на 73 %, при 46 °C - на 77 %, при 70 °C -на 89 %. Для 97 %-ного ТЭГа растворимость хлорида кальция идентична.
Растворимость хлорида натрия в смеси хлоридов не намного отличается от растворимости чистого NaCl. Так, для 95 %-ного ТЭГа при температуре 25 °C она больше на 12 %, при 46 °C - больше на 7 %, при 70 °C - меньше на 6 %. Аналогичное положение и для растворимости хлорида натрия в смеси в 97 %-ном растворе ТЭГа.
5.5. ОЧИСТКА РАСТВОРОВ ГЛИКОЛЕЙ ОТ МИНЕРАЛЬНЫХ СОЛЕЙ ДИСТИЛЛЯЦИОННЫМ СПОСОБОМ
Принципиальная технологическая схема рекомендуемого варианта процесса очистки раствора ДЭГа приведена на рис. 5.14.
Учитывая отсутствие промышленного опыта по очистке раствора гликоля от солей, в схему установки включен ряд элементов, которые обеспечивают ее работу в гибком режиме.
Загрязненный раствор гликоля из емкости Е-1 насосом Н-1 через рекуперативный холодильник Х-1 подается в аппарат ВА-1. В аппарате поддерживается вакуум до 10 мм рт. ст. и температура 165-170 °C. Подвод тепла в сепаратор осуществля-240
Нескпндексиpa8aS-
Рис. 5.14. Принципиальная технологическая схема установки дистилляционной очистки раствора гликоля:
Е 1 - емкость загрязненного раствора гликоля; Е-2 - солесборник; Е-3 ~ сборник очищенного раствора; И-1 - испаритель; Н-1а, Н-2, Н-3 - насосы; ВН-1 - вакуум-насос
ется путем циркуляции частично выпаренного раствора по схеме “аппарат ВА-1 - насос Н-2 - выносной теплообменник (испаритель) И-1 - аппарат ВА-Г’.
Отложение солей на поверхности труб испарителя И-1 предотвращается поддержанием в них скорости движения потока не ниже 2 м/с. Соли из нижней секции выпарного аппарата перепускаются в промежуточную емкость Е-5, а оттуда по мере накопления отводятся в сборник-отстойник Е-2. После отстоя и охлаждения солесодержащего раствора в емкости Е-2 происходит разделение кристаллической и жидкой фаз.
Пары воды и гликоля, выходящие с верха ВА-1, охлаждаются в холодильниках Х-1 и АВО-1, конденсируются, и образовавшаяся жидкость стекает в сборник Е-3. Максимальный объем воды-хладагента может составить до 10 м3/ч.
Смесь, накапливаемая в емкости Е-3, является целевым продуктом установки и практически не содержит солей и механических примесей. Очищенный от солей и механических примесей раствор ДЭГа по барометрической трубе из емкости Е-3 стекает в емкость Е-4 и оттуда насосом Н-3 отводится в блок регенерации гликоля установок осушки газа.
Вакуум в системе создается с помощью насоса ВН-1. Для создания жидкостного кольца в вакуум-насосе используется часть
обессоленного раствора гликоля, отбираемая с выкида насоса Н-3.
Газожидкостная смесь после вакуум-насоса ВН-1 поступает в сепаратор С-1, где отделяется от несконденсировавшихся паров. Далее раствор ДЭГа стекает в приемную емкость Е-4.
Отметим ряд преимуществ использования раствора ДЭГа в качестве затворной жидкости в насосе ВН-2. Известно, что давление насыщенных паров ДЭГа на два порядка меньше, чем тот же показатель для воды, традиционно используемой в качестве затворной жидкости в вакуумных насосах установок регенерации гликоля. По этой причине создаются практически идеальные условия для подсоса паров с верха емкости Е-2 и, следовательно, для создания глубокого вакуума. Кроме того, ввиду циркуляции раствора гликоля в качестве затворной жидкости в системе по замкнутому циклу резко сокращается объем промстоков с установки. Это обеспечивает экологическое преимущество процесса.
Для обеспечения полного испарения жидкой фазы поток на выходе из насоса должен находиться в состоянии кипения. Исходя из этого определяют количество жидкой фазы. Расчет ведется в такой последовательности. Сначала при заданном вакууме определяют температуру кипения смеси. Здесь имеются определенные трудности. Это связано с тем, что практически трудно поддерживать постоянный состав жидкой фазы на приеме насоса. На входе сырья в ВА часть легких компонентов испаряется. Следовательно, изменяется состав жидкой фазы, поступающей в колонну. Вторичное изменение состава жидкости происходит после первой циркуляции жидкого потока через испаритель. Подавляющая часть воды (и метанола при его наличии в сырье) испаряется. Также испаряется основная часть гликоля. Паровая фаза выходит из колонны. Жидкая фаза смешивается с новой порцией сырья. Следовательно, состав получаемой смеси отличается от состава предыдущей порции раствора, поступающего на прием насоса. Такое циклическое изменение состава жидкости продолжается практически беспрерывно. Ввиду изменения состава жидкости на приеме насоса количество жидкости, подаваемой в поток, также изменяется. Это создает определенные трудности для регулирования процесса.
В связи с этим предлагается количество жидкости, подаваемой на смешение с сырьем, определить как самый тяжелый состав, т.е. принять, чго сырье состоит как бы из одного гликоля. Поскольку состав циркулирующего потока не будет “самым тяжелым”, рекомендованная температура будет иметь большой 242
резерв. В этих условиях для интенсификации процесса потребуется значительно меньше подпиточной жидкости (ПЖ).
Как было показано выше, во входных сепараторах линейных КС из газа выделяется раствор, содержащий гликоль, воду, метанол, соли и механические примеси. Этот продукт также может служить сырьем для установки дистилляционной очистки. Состав продукта, выделяемого из газа, применительно к одной из КС северного МГ приведен в табл. 5.17.
В табл. 5.18 приведены показатели установки для очистки раствора ДЭГа от минеральных солей при работе по базовой (без подачи вода на прием насоса Н-2) и интенсивной (с подачей воды на прием насоса Н-2) технологиям.
Табл иц а 5.17
Состав жидкости, улавливаемой из газа во входных сепараторах КС
Номер пробы Плотность, кг/л Массовая доля, % Содер-жание механических примесей, г/л
Углеводороды I/O сн}он дэг
1 1,108 0,50 27,0 0,14 72,36 1,25
2 1,061 63,00 10,72 0,36 25,92 21,05
3 1,108 0,36 19,22 12,19 68,23 1,21
4 1,058 64,2 9,89 0,31 25,60 22,30
5 1,110 0,41 20,12 0,18 79,29 1,09
6 1,050 63,58 10,17 0,42 25,83 22,05
7 1,105 0,25 18,67 0,72 80,36 0,36
8 1,050 66,26 8,33 0,49 24,92 18,3
9 1,108 0,40 17,5 1,20 80,9 1,02
10 1,052 63,3 11,09 0,68 24,93 20,09
Т аб л и ца 5 18
Показатели работы дистилляционной установки очистки раствора ДЭГа при работе по базовой (база) и интенсивной (интен.) технологиям
Показатели р = 100 мм рт. ст р = 300 мм рт. ст.
база интен. база интен.
Количество сырьевого раствора, кг Содержание в исходном растворе, кг: 874,879 874,879 874,879 874,879
воды 42,624 42,624 42,624 42,624
ДЭГа 809,755 809,755 809,755 809,755
солей 22,5 22,5 22,5 22,5
Температура смеси на выходе из испарителя, 6С 164 164 164 164
Количество воды, подаваемой на прием насоса, кг 80 507
Продолжение табл 5.18
Показатели р - 100 мм рт ст р - 300 мм рт ст.
база интен база интен
Концентрация воды в растворе на выходе из испарителя (в пересчете на водоглико-левую смесь), %:
молярная 23,68 47,20 23,68 80,0
массовая 5,0 13,17 5,0 40,43
Доля паровой фазы в растворе на выходе из испарителя (в пересчете на водогликоле-вую смесь) 0,53 1,0 0,27 1,0
Количество дистиллята, кг Остаток процесса выпарки, кг В том числе: 359,91 846,189 116,437 846,189
514,964 28,6 758,422 28,6
ДЭГ 491,2 6,0 728,058 6,0
соли 22,5 22,5 22,5 22.5
вода 1,269 0,1 7,884 0,1
Степень выхода ДЭГа в дистиллят, % 39,33 99,31 10,1 99,31
Во всех случаях количество воды, подаваемой па прием насоса, выбирается таким образом, чтобы обеспечить на выходе из испарителя режим, соответствующий полному переходу раствора в паровую фазу.
Снижение вакуума в системе с 300 до 100 мм рт. ст. в два раза увеличивает долю паровой фазы на выходе сырья из испарителя (по базовой технологии). При этом степень выхода ДЭГа в дистиллят возрастает в 1,96 раза. Одновременно интенсивная технология имеет дополнительное преимущество по экологическим показателям: количество промстоков многократно меньше по сравнению с базовой технологией.
По схеме можно работать как с принудительной циркуляцией раствора при использовании насоса Н-2, так и с естественной циркуляцией. Работа с естественной циркуляцией происходит с байпасированием контура насоса Н-2. Вследствие резкого снижения скорости раствора в расширяющейся части емкости Е-5 крупные кристаллы осаждаются из раствора и вместе с упаренным раствором выводятся из аппарата; более мелкие кристаллы уносятся потоком раствора в греющую камеру, по мере движения укрупняются и затем также осаждаются в солеотделителе Е-5.
Необходимо предусмотреть возможность промывки всех аппаратов установки оборотной водой.
5.6. ОБЕССОЛИВАНИЕ ГЛИКОЛЯ МЕТОДОМ ВЫСАЛИВАНИЯ
Рядом специалистов (А.И. Попов, Р.М. Минигулов и др.) сделана попытка разработать способ очистки раствора ДЭГа с применением высаливающих веществ. При этом в качестве реагента предложено использовать ацетон.
Выбор ацетона объясняется тем, что он неограниченно смешивается с водой и весьма мало растворяет минеральные соли. При взаимодействии минерализованного ДЭГа с ацетоном уменьшается растворимость солей, и они выделяются во всем объеме жидкости в виде микрокристаллов. При этом глубина обессоливания ДЭГа пропорциональна доле ацетона в растворе. Диаграмма растворимости в системе NaCl — ДЭГ - вода ~ ацетон при температуре 25 °C приведена на рис. 5.15.
Jrt 2:1 1:1 1:0,5
Соотношение ацетон Д.ЭГ
Рис. 5.15. Диаграмма растворимости в системе NaCl — ДЭГ — вода — ацетон. Соотношение ДЭГа и воды в растворителе: а - 10 : 0; <5-9:1, в - 8 : 2; г~ 7-3;Э-6.4;е-5.5
Массовая концентрация ацетона,%
Рис. 5.16. Влияние ацетона ш осушающую способность ДЭГа
Следует отметить, что после высаливания в растворе ДЭГа остается несколько процентов ацетона. В связи с этим интересными представляются результаты экспериментальных исследований влияния ацетона на поглотительную способность ДЭГа. Согласно рис. 5.16 даже 1-2 % ацетона заметно влияют на гигроскопичность ДЭГа.
Полученная Р.М. Минигуловым зависимость аппроксимирована логарифмической кривой:
1т р = 4,34111(0 - 18,465, (5.14)
где tTp - температура точки росы газа по воде, °C; С - концентрация ацетона, %.
Проведены исследования влияния высаливающего действия ацетона на некоторые композиции солей, представляющие технологический интерес.
В табл. 5.19 представлены результаты исследования растворимости различных солей при температуре 20 °C, а влияние ацетона на плотность и вязкость ДЭГа - в табл. 5.20.
Высаливающий эффект для многокомпонентных солевых систем нелинейно пропорционален доле высаливателя в растворе. Общая масса высаливаемого хлорида натрия превышает ко-
Таблица 5 19
Солесодержание в системе МеХ—Н2О—ДЭГ—(СН,),СО
Соль Остаточное содержание солей в ДЭГе при соответствующих соотношениях, % (масс.)
1 : 0 1 1 1 :2 1 : 3 1 4
NaCl 3,71 1,98 1,46 1,09 1,03
CaCl, 3,72 2,16 1,85 1,65 1,50
NaCl 1,70 1,24 0,87 0,68 0,38
CaCL 0,36 0,32 0,28 0,24 0,18
NaHCO. 0,46 0,31 0,19 0,13 0,08
NaCl 2,70 1,85 1,38 1,02 0,68
NaHCO, 0,31 0,20 0,15 0,11 0,08
CaSO4 0,14 0,12 0,10 0,08 0,07
Таблица 5.20
Результаты исследований свойств ацетоногликолевых растворов
Исследуемый раствор ДЭГ + + ацетон Температура, 'С
20 15 10 5 0 -5
Плотность, г/см7
Гликоль + 0 % 1,115 1,118 1,121 1,123 1,127 1,131
ДЭГ+ 1,0 % 1,113 1,114 1,116 1,112 1,123 1,127
ДЭГ + 5,0 % 1,097 1,100 1,103 1,106 1,109 1,112
ДЭГ + 7,5 % 1,085 1,090 1,093 1,097 1,100 1,105
ДЭГ + 10 % 1,078 1,082 1,086 1,090 1,094 1,097
Вязкость, мм2/с
Гликоль + 0 % 32,35 41,81 55,97 75,42 107,14 154,2
ДЭГ+ 1,0 % 30,64 40,08 53,43 72,19 98,68 142,9
ДЭГ + 5,0 % 24,29 31,24 39,85 50,68 69,02 95,76
ДЭГ + 7,5 % 19,63 25,08 30,53 41,34 55,02 75,39
ДЭГ + 10,0 % 16,57 22,08 29,04 35,11 50,45 62,80
личество кристаллизующихся из растворов других солей, например бикарбоната натрия.
Процесс очистки минерализованного ДЭГа включает следующие операции: перекачивание и смешение жидкостей; разделение твердых и жидких фаз отстаиванием и фильтрованием, а также отделение легколетучего компонента от высококипя-щих жидкостей ректификацией; конденсацию паров легколетучей жидкости; нагрев и охлаждение жидкостей.
Для очистки раствора ДЭГа путем высаливания предложена следующая технологическая схема [17]. Раствор ДЭГа, подлежащий очистке, отбирается из установки регенерации и подается в емкость Е-1 (рис. 5.17), откуда насосом Н-1 направляется на смешивание с ацетоном в трубопровод. Ацетон на высаливание подается насосом Н-2 из емкости Е-2, При обработке раствора ДЭГа ацетоном происходит кристаллизация солей, которые осаждаются в блок-фильтре (БФ). Смесь обессоленного раствора, содержащего ДЭГ, ацетон и воду, направляется в исправительный блок ИБ, где под воздействием тепла (например, водяного пара) происходит отпарка ацетона. Процесс протекает при давлении 0,103 МПа и температуре 94-100 ’С. Пары ацетона охлаждаются и конденсируются в холодильнике Х-1. Охлажденный до 40 “С сконденсировавшийся ацетон самотеком направляется в емкость Е-2, оттуда поступает на повторное использование. Раствор гликоля из испарителя И-1 насосом Н-3 подается на установку регенерации. В последней в зависимости от содержания воды этот раствор может обрабаты-
Рис. 5.17. Принципиальная технологическая схема установки очистки раствора ДЭГа с использованием ацетона:
Е-1 - емкость загрязненного ДЭГа; БФ - блок-фильтр; И-/ - испаритель, Е-2 сборник ацетона; АВО - холодильник-конденсатор; Н-1, Н-2, Н-3 -насосы
ваться повторно с целью повышения концентрации гликоля до требуемого уровня.
Техническая характеристика установки
Производительность установки (по ДЭГу), м3/ч.
Соотношение ДЭГ ацетон......................
Массовый состав очищаемого раствора, %......
Массовая доля солей в очищенном растворе, % Массовый состав ацетона, отводимого из испарителя, %.....................................
Содержание ацетона в гликолевой фракции, %. ,
0.5
1 . 3,5
Вода - до 20, соли до 1,7, остальное — гликоль До 1
Ацетон - не менее 98,5, вода - до 1,5 Не более 5
Из данных технической характеристики установки можно сделать вывод о высокой концентрации ацетона в гликолевой фракции. Ацетон в составе гликоля, попадая на основную установку, вызывает ряд экологических проблем.
Разработанный процесс высаливания ДЭГа прошел опытнопромышленные испытания на УКПГ-2 месторождения Медвежье на действующей установке регенерации гликоля при не-
Таблица 5.21
Результаты опытно-промышленных испытаний процесса обессоливания ДЭГа методом высаливания
Расход, кг /ч Состав очищенного ДЭГа
раствора ДЭГа ацетона ДЭГ, % вода, % NaCl, г/л
250 800 84,19 15,81 7,46
250 800 84,19 15,51 8,02
550 1550 84,00 16,00 8,25
550 1550 83,64 16,36 9,75
360 1100 86,61 13,19 10,46
360 1100 84,49 15,51 8,02
значительной ее реконструкции. Результаты опытно-промышленных испытаний представлены в табл. 5.21. Состав исходного раствора: ДЭГ - 83,07 % (масс.); соли - 14,2 г/л; вода -16,93 % (масс.).
5.7. РАСЧЕТ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ УСТАНОВОК РЕГЕНЕРАЦИИ РАСТВОРА ГЛИКОЛЯ
В системе сбора и подготовки газа в ряде случаев используются два ингибитора: метанол и диэтиленгликоль. В связи с этим большое практическое значение имеет составление материального и теплового балансов БРГ, где сырьем служит раствор, состоящий из воды, метанола и ДЭГа. Ниже приводятся расчетные уравнения для составления материального и теплового балансов БРГ [4].
Принципиальная расчетная схема блока регенерации абсорбента (насыщенного раствора ДЭГа) дана на рис. 5.18.
Материальный баланс БРГ определяется следующими уравнениями:
дя = GHaB;
0Г = GHar;
Рнс. 5.18. Принципиальная расчетная схема блока регенерации раствора гликоля:
Т 1 - рекуперативный теплообменник; л-1 - десорбер; Х-1 -холодильник-конденсатор, П-1 -испаритель, Н-1, Н-2 - насосы; HP - насыщенный раствор; РР - регенерированный раствор
G -£h^L; (5.18)
a'r
g'B = G,(l - a;>; (5.19)
д'. = g. - g'.- (5.20)
В уравнениях (5.15) - (5.20): GH - количество насыщенного раствора (HP), кг/ч; Gp - количество регенерированного раствора (РР), кг/ч; ав, аг, ам - массовая доля соответственно воды, гликоля и метанола в исходном растворе, gt, дт, дм - количество воды, гликоля и метанола в HP, кг/ч; дв' - количество воды в РР, кг/ч; да" - количество выделяемой из HP воды, кг/ч; а' - массовая доля гликоля в РР,
Согласно схеме в блоке регенерации абсорбента (БРА) подвод тепла осуществляется в низ колонны - для подогрева смеси и в холодильник - для охлаждения и конденсации паров, отводимых с верха колонны.
При составлении теплового баланса блока регенерации гликоля по сложившейся практике принималось, что насыщенный раствор (HP) после рекуперативного теплообменника в десорбер поступает в однофазном состоянии, т.е. в жидком виде.
При использовании в качестве абсорбента разбавленных растворов и содержании в насыщенном растворе метанола такое допущение приводит к неточностям при определении теплового баланса рекуперативного теплообменника Т-1 (см. рис. 5.18). Следовательно, расчет теплового баланса блока регенерации гликоля должен быть выполнен с учетом возможности испарения компонентов насыщенного раствора при прохождении его через рекуперативный теплообменник Т-1. Расчет этого аппарата через прямой поток несколько затруднителен в связи с необходимостью определения равновесных составов образовавшихся фаз. Это связано с тем, что неизвестны температура насыщенного раствора на выходе из Т-1 и доля паровой фазы в нем. В этих случаях пришлось бы произвести расчет методом последовательных приближений.
Результаты исследований авторов по этому вопросу опубликованы в работе [8J.
Суммарную тепловую нагрузку испарителя десорбера П-1 и рекуперативного теплообменника Т-1 можно определить по уравнению
Ql = Q, + Qt, (5.21)
где Q? - тепловая нагрузка десорбера, кДж/ч; QT - тепловая нагрузка теплообменника Т-1.
Общая тепловая нагрузка блока регенерации
Ох = «?< + Q: + 0,Ж„. (5.22)
где Q) - расход теплоты на нагрев сырья от температуры до температуры t„, кДж/ч; Q2 - расход теплоты на испарение воды и метанола, выделяемых из насыщенного раствора, кДж/ч; Q3 - расход теплоты на нагрев и испарение флегмы, кДж/ч; Ка ~ коэффициент, учитывающий потери теплоты в окружающую среду (принимается по практическим данным).
Значения Q,, Q2 и Оз определяются по уравнениям
Qi = GKCH(tM - О; (5.23)
Q2 =9*9&, (5.24)
Оз = [(i. - *ф)(9всв + 0МСМ) + (<7ВЧ + gMqM)]К„. (5.25)
В уравнениях (5.23) - (5.25): Си - теплоемкость HP, кДж/(кг-°С); дв и qM - теплота испарения воды и метанола соответственно, кДж/кг; С, и См - теплоемкость воды и метанола соответственно, кДж/(кг-’С); - температура HP на входе в Т-1, °C; t„ - температура низа десорбера, °C; t„ ~ температура дистиллята на выходе из десорбера, “С; - температура
флегмы на входе в десорбер, °C.
После определения вычисляют тепловую нагрузку рекуперативного теплообменника Т-1. Расчеты выполняют относительно регенерированного раствора.
QT = GR(t2 - t3)Ka, (5.26)
где £2 - температура РР на входе в Т-1, вС (как правило, t7 = - tu); t3 - температура РР на выходе из Т-1, ’С.
После определения и QT из уравнения (5.26) рассчитывают количество теплоты, необходимое для обеспечения работы десорбера:
Q, = Qx - От- (5.27)
Подвод тепла в десорбер может осуществляться через огневые подогреватели котельного типа, трубчатые печи или паровые испарители. Способ подвода тепла в каждом конкретном
случае решается отдельно, с учетом конкретных условий производства.
Тепловой баланс холодильника Х-1. Этот аппарат служит для охлаждения и конденсации паров, выводимых с верха десорбционной колонны. Практически на всех установках Х-1 работает в режиме полной конденсации дистиллята. Однако в последнее время разработана схема с парциальным конденсатором. В этом случае тепловая нагрузка холодильника Х-1 определяется уравнением
О, = (<?» + Q.».. (5.28)
где Qa ~ расход теплоты на охлаждение потока, кДж/ч; QK -расход теплоты на конденсацию потока, кДж/ч.
Qo = [(1 + ®)(t. - ttHg‘C. + г„Сн)]К; (5.29)
О. = [(1 + ФХд.’д.е. + <z«<7„eH)]K, (5.30)
где ев и ем - степень конденсации соответственно воды и метанола; Ф - флегмовое число десорбера.
При работе по схеме с парциальным конденсатором значения ев и ем оказывают существенное влияние на значение QK.
При работе по обычной схеме ея - ем = 1. В этом случае необходимо определить объем газа, выделяемого из раствора в десорбере. Этот поток содержит метанол и воду, количество которых рассчитывают общепринятым способом.
При полной конденсации дистиллята QK определяется по уравнению
Q, - [(1 + Ф)(.д‘д. + g,qJ]K. (5.31)
Определение мощности насоса для перекачки гликоля. Мощность насоса для перекачки гликоля (кВт) можно рассчитать по следующей формуле:
N = G0tf/36OOn, (5.32)
где G - расход жидкости, т/ч; д = 9,81 м/с2 - ускорение свободного падения; Н - полный напор, развиваемый насосом, перекачиваемой жидкости; т| - общий КПД насосной установки.
П = ЛнЛпПд, (5.33)
где Пн ~ КПД насоса; т)п - то же передаточного устройства; т)д - то же двигателя.
Значение Ц приводится в технической документации на насосную установку.
Полный напор, развиваемый насосом,
Н = Kp2 “ Pt)/р<7>Ю6 + Яг + Л„, (5.34)
где pj - давление жидкости на приеме насоса, МПа; р2 - то же на входе в аппарат, МПа; р - плотность жидкости, кг/м3; Нт - геометрическая высота подъема жидкости, м; h„ - напор, затрачиваемый на преодоление местных сопротивлений, м.
Значение Л„ зависит от коэффициента местного сопротивления, состояния внутренней поверхности труб, свойств перекачиваемой жидкости, скорости потока и т.д. Для насосов, предназначенных для подачи гликоля из буферной емкости в абсорберы, значение hn можно принимать равным 10 м (при расположении блоков регенерации и осушки на одной площадке). Учитывая, что значение Лц составляет всего несколько процентов от величины {(р2 “Pi)/p^}106, такое допущение не приводит к существенным погрешностям.
Пример, Из блока регенерации в абсорбер подается 18 т/ч раствора гликоля плотностью 1160 кг/м3. Давление на приеме насоса рх = 0,1 МПа; Нг = 8 м, hn = 10 м; г| = 0,6. Требуется определить расход электроэнергии на работу насоса при подаче гликоля в абсорбер под давлением р2 = 8 МПа.
Решение. 1. По уравнению (5.33) определяется полный напор насоса
Н = (8 - 0,1)10е/1160-9,81 + 8 + 10 = 712 м.
2. По уравнению (5.32) рассчитывается мощность насоса
V = 18-9,81-712/3600-0,6 = 58 кВт.
Глава 6
АДСОРБЦИОННЫЕ СПОСОБЫ ОСУШКИ ПРИРОДНЫХ ГАЗОВ
6.1. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ АДСОРБЕНТОВ
Адсорбенты-осушители, применяемые в промышленных установках, должны обладать следующими свойствами: достаточной поглотительной способностью; обеспечивать низкое остаточное содержание влаги в газе; полнотой и простотой регенерации; механической прочностью (не разрушаться под действием массы собственного слоя); прочностью от истираемости (не измельчаться от движения газа в слое адсорбента); стабильностью упомянутых показателей при многоцикловой работе.
Основным показателем, характеризующим адсорбент, является его активность в отношении поглощаемого компонента. При контактировании адсорбента с газом адсорбент постепенно насыщается. Полное насыщение адсорбента в статических условиях соответствует его равновесной активности и является предельным значением его поглотительной емкости.
Количество поглощенного вещества в рабочих условиях адсорбентом всегда ниже его динамической активности и именуется статической поглотительной емкостью.
Для осушки газа в промышленных установках чаще всего применяются силикагели и молекулярные сита.
Силикагели. Эти адсорбенты - продукты обезвоживания геля кремниевой кислоты, промытые от примесей, высушенные и прокаленные при определенных температурах. В зависимости от использованного для производства сырья промышленные силикагели содержат некоторое количество окислов алюминия, железа, кальция и других металлов. Технический силикагель содержит около 99,5 % SiO2-
Силикагелевые адсорбенты изготавливаются в виде зерен размерами 0,2-7,0 мм.
Отечественная промышленность выпускает два сорта силикагеля: мелкопористый и крупнопористый. В зависимости от
размера зерен из каждого сорта изготовляют силикагели нескольких марок. Основные свойства некоторых силикагелей приведены в табл. 6.1.
Технические марки гранулированных силикагелей, приведенных в табл. 6.1: КСМ - крупнозернистый силикагель мелкопористый; ШСМ - шихта, силикагель мелкопористый; КСК - крупнозернистый силикагель крупнопористый; ШСК -шихта, силикагель крупнопористый.
Силикагели не рекомендуется использовать для осушки газов, в состав которых не входят непредельные углеводороды. Они так же, как и масла, гликоли и амины, легко сорбируются силикагелем и при регенерации его, частично разлагаясь, образуют смолы, закупоривающие поры, что снижает влагоемкость адсорбентов.
Бутаны и высшие углеводороды сорбируются силикагелем, а при регенерации не полностью десорбируются, что также приводит к снижению влагоемкости адсорбентов.
Углеводороды С6т имеют примерно одинаковую объемную концентрацию насыщения.
Метанол сорбируется приблизительно в том же количестве, что и вода, и легко удаляется при десорбции.
Основные преимущества силикагелей: низкая температура, требуемая для регенерации (до 200 “С) и, как следствие, более низкие энергозатраты, чем при регенерации других промышленных минеральных сорбентов (окись алюминия, цеолиты), а также относительно низкая себестоимость при крупнотоннаж-
Табли ца 6 1
Свойства гранулированных силикагелей [3, 5, 6, 9|
Показатели МелкопориггыЙ сили кагель Крупнопористый силикагель
кем ШСМ КСК ШСК
Размер зерен, мм Механическая прочность, % Насыпная плотность, кг/л, не 2,7-7 94 0,67 1,0-3,5 85 0,67 2,7-7,0 86 0,4-0,5 1,0-3,5 62 0,4-0,5
менее* Влагоемкость, % (масс.), не менее, при 20 *С и относительной влажности, %:
20 40 9 16 6 16 Не нормируется
60 100 Не нормируется 35 | 35 70 70
’ После осушки при температуре 150 *С.
Для осушки газа на промышленных установках наиболее эффективно применение мелкопористого силикагеля марки КСМ. Он обладает наибольшей адсорбционной емкостью по сравнению с другими марками силикагеля, дает более глубокую степень осушки, имеет более высокую механическую прочность как от истирания, так и от раздавливания. Однако следует учитывать, что мелкопористый силикагель быстро измельчается при наличии в газе капельной влаги. Поэтому обычно предусматривают защиту слоя мелкопористого силикагеля слоем инертного к капельной влаге адсорбента.
Адсорбированные углеводороды, начиная с бутанов, легко сорбируются силикагелем, но их частично вытесняет вода. Легкие углеводороды (до бутанов) полностью выделяются при регенерации силикагеля и не влияют на адсорбционную способность силикагеля в последующих циклах. Десорбция влаги из силикагеля заканчивается к 150-160 “С, но присутствие тяжелых углеводородов требует более высокой температуры нагрева слоя сорбента. Тяжелые углеводороды С5 и выше более прочно удерживаются силикагелем и при регенерации удаляются не полностью. При этом необходимо иметь в виду, что нагрев силикагеля выше 220 ’С ведет к деструктивным изменениям поверхности силикагеля, что снижает его адсорбционную емкость, а при нагреве выше 250 °C активность силикагеля резко падает.
Неполная десорбция тяжелых углеводородов, постепенное измельчение гранул силикагеля и другие неблагоприятные факторы приводят к постоянному снижению адсорбционной активности сорбента. В начальный период загрузки силикагеля он будет иметь высокую активность - 15-20 % (масс.). В этот период адсорберы можно эксплуатировать в более длительном цикле, если ставится задача извлечения только воды из газа. При этом поглощаемая вода постепенно вытесняет из слоя другие сорбированные компоненты, например метанол и углеводороды, облегчая условия последующей регенерации силикагеля.
В процессе эксплуатации активность сорбента снижается, и к концу эксплуатационного срока ее можно принять равной 7 % масс, (по практическим данным).
Необходимо отметить, что на динамическую активность силикагеля сильно влияет скорость потока газа; при повышении скорости газа динамическая активность сорбента падает. В эксплуатационных условиях, когда возможно превышение номинальной производительности по газу, это свойство силикагеля отрицательно сказывается на глубине осушки. Кроме того, 256
Табли ца 6 2
Параметры пористой структуры активных углей газового типа
Марка угля Объем пор, cmj/t F’
микропор переходных макропор суммарный
АГ-2 0,30 0,05 0,25 0,60 33
СКТ 0,51 0,20 0,27 0,98 108
СКТ-1А 0,48 0,09 0,24 0,83 —
СКТ-2Б 0,45 0,09 0,21 0,75 60
СКТ-4Б 0,46 0,11 0,16 0,73 —
СКТ-5А 0,48 0,23 0,25 0,96 137
СКТ-6А 0,60 0,28 0,23 1,11 178
КАД-йодный 0,34 0,15 0,51 1,00 ПО
КАД-молотый 0,12 0,11 — 64
БАУ 0,23 0,08 1,19 1,50 57
'F - удельная площадь поверхности переходных пор, м2/г
при осушке силикагелем происходит постоянное увеличение содержания влаги в осушенном газе в течение цикла адсорбции, вследствие чего не удается получить стабильную глубину осушки потока газа.
Активированные угли. Для тонкой очистки гелиевого концентрата от азота, водорода и инертных газов адсорбционный процесс ведут при низких температурах и высоких давлениях. В качестве адсорбента также находят применение активированные угли.
Они представляют собой мелкопористые вещества в виде зерен, состоящие в основном из аморфного углерода с примесями золы и ряда смолистых веществ. Активированные угли получают удалением из угля смолистых веществ.
Различают угли, активированные до 50 % обгара, и с обгаром, превышающим 75 %. Первые имеют преимущественно узкие микропоры диаметром 2-10 G мм, а вторые - микропоры диаметром от 2-10-6 до 6-10 6 мм. Между двумя предельными структурными типами находятся угли смешанного типа с обгаром 50-75 % (табл. 6.2).
Истинная плотность углей находится в пределах 1,75-2; кажущаяся - 0,4-1,0; насыпная - 0,2-0,6 т/м3. Температура воспламенения активированных углей около 300 “С. В воздушной среде уголь легко воспламеняется при температуре ниже 200 ’С.
Активированная окись алюминия - у-модификация окиси алюминия - в РФ выпускается двух марок: А-1 (насыпная плотность 400-500 г/л, механическая прочность 95 %) и А-2 (насыпная плотность 550-750 г/л, механическая прочность 98 %). Этот адсорбент изготовляют в виде цилиндров длиной 9 - 1018 257
4-25 мм и диаметром 4-6 мм или шариков того же диаметра.
Синтетические цеолиты (молекулярные сита). Это адсорбенты, размеры пор которых соизмеримы с размерами молекул. Наиболее широкое распространение получили синтетические молекулярные сита, полученные на основе щелочноземельных алюмосиликатов. За счет катионного обмена обеспечиваются однородные размеры пор в адсорбенте. Эти свойства обеспечивают так называемое "молекулярное просеивание" отдельных молекул. Сильнее всего из смеси адсорбируются компоненты, обладающие наибольшим дипольным моментом.
Синтетические цеолиты - самый дорогой адсорбент. Они обеспечивают очень низкую точку росы при высокой адсорбционной способности, прочны при контакте с капельной влагой. Эксплуатационные расходы при их использовании наиболее низкие.
Очень важным показателем, влияющим на адсорбционную способность большинства адсорбентов, является относительное насыщение осушаемого газа. Чем выше влажность газа, тем выше поглотительная способность адсорбентов. Но цеолит составляет исключение и практически имеет постоянную адсорбционную способность при любой относительной влажности газа. Благодаря этому цеолиты проявляют высокую активность при низких парциальных давлениях паров воды; следовательно, эти адсорбенты могут применяться для осушки газов с низким содержанием воды. Кроме того, молекулярные сита сохраняют высокую активность в широком интервале температур.
Скорость адсорбции на цеолитах велика, что обусловливает малую длину рабочей зоны слоя сорбента, поэтому цеолиты способны работать при более высоких скоростях газа (до 0,3 м/с) без заметного изменения динамической активности и качества обработки газа.
Если наряду с осушкой газа ставится задача извлечения из него тяжелых углеводородов (С5+), можно рекомендовать цеолит NaX. Этот адсорбент обладает высокой активностью по воде и углеводородам, причем в течение цикла адсорбции обеспечивает стабильную глубину осушки. Цеолит NaX устойчиво работает при изменениях исходной влажности и скорости потока газа, что немаловажно в промышленных условиях, когда возможны колебания производительности установки по газу.
NaX инертен к действию капельной влаги в исходном газе и при регенерации его в процессе нагрева, испарения влаги и ее конденсации при контакте с холодными (еще не нагретыми) слоями сорбента.
Цеолит NaX более устойчив к воздействию низких температур, чем силикагель. Опыт эксплуатации адсорбентов в северных условиях (Мессояха, Медвежье), а также научные исследования показывают, что при многократных воздействиях низких температур силикагель растрескивается: обводненный силикагель разрушается на 15-20 %, а регенерированный - на 5~7 %; цеолит же в этих условиях визуально не изменяется и не снижает своих свойств (емкости, прочности и т.д.).
Адсорбент NaX требует более высокой температуры регенерации. При этом происходит более глубокая десорбция тяжелых углеводородов. Однако следует отметить, что нагрев слоя выше 320-350 ’С может вызвать закоксовывание пор цеолита и привести к снижению его активности. Суммарную активность цеолита NaX по воде и другим компонентам к концу эксплуатационного периода можно принять равной 9 % (масс.).
Высокая механическая прочность адсорбента NaX позволяет эксплуатировать колонны при минимальном перепаде давления, близком к его расчетному значению.
Основные показатели адсорбента NaX
Кажущаяся плотность, кг/м1 1080-1160
Насыпная плотность, кг/мэ 680-740
Пористость, %......... 40
Теплоемкость, ккал/(кг**С) 22
Активность по воде, %: при 25 ‘С ................. 32
при 100 “С............... 16
Срок службы цеолита NaX можно принять равным 2,5-3 годам.
Молекулярные сита NaX изготавливаются Ишимбаевским и Салаватским нефтехимическими заводами.
При использовании в качестве адсорбента цеолита NaX температура регенерации (нагрев адсорбента) составляет 320 "С. Благодаря этому в будущем при необходимости перехода на другие адсорбенты не потребуется реконструкция систем регенерации, так как будут необходимы более низкие температуры нагрева.
Если ставится задача только осушки газа, то целесообразно применять цеолит NaA. Основные показатели этого адсорбента близки к значениям, приведенным выше для цеолита NaX. Основное отличие цеолита NaA от NaX состоит в том, что он поглощает компоненты промышленных газов, критический размер молекул которых не превышает 0,4 нм, т.е. не сорбирует пропан и органические соединения с числом атомов углерода более 3.
Адсорбенты инофирм. Наиболее распространенными вида-
Т аб л и ца 6.3
Характеристика адсорбентов, выпускаемых иностранными фирмами
Показатели Силикагели фирм Окись алюминия Молекулярное сито
"Девисон'’ BASF фирмы "Кали-Хеми" активированная активированный боксит фирмы "Девисон" фирмы "Линде"
мелкопо-р истый крупнопористый мелкопористый крупнопористый
Содержание 99,7 99,7 99 98,5 97 — — — —
SiO2, % (масс.) Форма частиц Гранулы Гранулы Гранулы Гранулы Шарики Гранулы 72 Гранулы Шарики Цилиндры
Средний диа- 22 115 — — — 4 4 и выше
метр пор, А Средний дна- 2,5-7,0 3-8 3-6 — 3 — 2,5-4 1,7-4,8 1,6-3,2
метр частиц, мм Удельная по- 750-800 350 700 300-350 700-800 200 300
верхность, м2/г Объем пор, 0,42 1 0,4 0,8 — —-
СМ3/Г Насыпная 720 400 700-750 440-470 800 800-850 800-830 690 720
ПЛОТНОСТЬ, г/см3 Температура 240 240 210 210 250 117-315 180-260 — 150-260
регенерации, ’С П римсчание Равновесная влагоемкость % масс ) при влагосодержа] яии воздуха силикагеля ме лкопористого фирмы "Дев исон" - 6,5,
крупнопористого - .7, силикагеля фирмы Кали-Хемн - б(5 » то же при влагосодержанни воздуха 80 % соответственно 39; 17, 37, то же при
влагосодержанин 100 % силикагеля мелкопористого фирмы Девисон" - 43, крупнопористого - 93,5; молекулярных сит - 21,7
Рис. 6.1. Изотермы поглощения водяного пара адсорбентом NaA
Парциальное давление воды, мм рт. ст.
ми адсорбентов в США являются сита со структурами А и X. Они обладают высокой степенью адсорбции, высокой емкостью, не раскалываются при температурах до 540 ‘С и не растрескиваются при контакте с водой.
В табл. 6.3 даны основные типы молекулярных сит в зависимости от размеров пор. Наиболее широко применяют сорбент 4А. Его активность в отношении воды в два раза выше, чем у силикагеля и активированного алюминия. Кривые, характеризующие осушающую и регенерационную способность молекулярных сит 4А, приведены на рис, 6.1.
Для осушки газа и очистки его от кислых компонентов применяют также молекулярные сита 13Х. Результаты экспериментальных исследований по определению суммарной адсорбционной способности молекулярных сит по воде и кислым компонентам приведены в табл. 6.4 (при давлении адсорбции 6,0-6,4 МПа и десорбции 5,8-6,0 МПа). Степень очистки газа от кислых компонентов составила 99,5 %. Наименьшую точку росы газа получали при использовании цеолита NaA (71.
Табл и ца 6.4
Суммарная адсорбционная способность цеолитов [7]
Марка молекулярных сит Температура, 'С Рабочая адсорбционная емкость по HJ>+ (масс ) Степень извлечения H;S, (объем.) Точка росы осушенного газа, "С Златое о-дер мание, г/м’ Степень десорбции, %, при давлении, МПа
адсорбция десорбция
60 0,1
NaA 10-20 330-350 3,0 99,8-99,9 0,00854 -62 90,0 95,0
NaAc 12-20 330-350 2,5 99,8-99,9 0,011 -60 92,0 96,0
СаА 10-18 330-350 8,5 99,9 0,05 -48 90,0 96,0
СаАс 12-22 330-350 6,5 99,9 0,05 -48 90,0 95,0
MgAc 10-20 330-350 8,5 99,8 0,04 -50 92,0 96,0
Тауэ 15-20 330-350 0,8 99,5 0,23 -34 96,0 98,0
Определение свойств адсорбента. Важнейшей характеристикой процесса адсорбции является поглотительная способность цеолита по парам воды. Поэтому при эксплуатации адсорберов необходим периодический контроль качества загруженного адсорбента. Этот контроль состоит в определении фракционного состава (ситовый анализ) и влагоемкости адсорбента. Влагоемкость рекомендуется определять по ГОСТ 3956-76 (п. 4.8) при различных относительных влажностях газа в динамических или статических условиях (эксикаторным способом).
6.2. РАСЧЕТ ПРОЦЕССА АДСОРБЦИОННОЙ ОСУШКИ ГАЗА
При проектировании установок адсорбционной обработки газа основной задачей является определение размеров адсорбера, высоты слоя адсорбента, времени циклов процесса и т.д. Ниже приводится последовательность расчета этих и других параметров процесса адсорбционной осушки газа.
Определение расхода газа. При заданных значениях внутреннего диаметра адсорбера и скорости газа в его свободном сечении расход газа определяют по формуле
qf = 0,785dB>p, мэ/с, (6.1)
где dw - внутренний диаметр колонны, м; wp - скорость газа в рабочих условиях, м/с; qf - расход газа в рабочих условиях, м3/с.
Расход газа в пересчете на нормальные условия (давление атмосферное, t = 20 *С) рассчитывают по уравнению
q? = м3/с, (6.2)
где рр - рабочее давление в адсорбере, МПа; р„ - .атмосферное давление, ри = 0,0981 МПа; 2И - коэффициент сжимаемости газа при нормальных условиях; гр - коэффициент сжимаемости газа в рабочих условиях; Гр - температура процесса, К.
Часовая пропускная способность адсорбера в нормальных условиях (тыс. м3/ч)
QH = 3600 # (6.3)
ю3
При заданном значении часового расхода газа через адсорбер значение д» можно определить по формуле
р _ Qu • ю ZpPtt Чс' 3600 Рр2н
(6.4)
Определение диаметра адсорбера. При известном значении д* внутренний диаметр адсорбера рассчитывают по формуле
<7 — I м
“ 0,785 ыр
(6.5)
Определение скорости газа в свободном сечении адсорбера. При известных dah и <ур скорость газа в свободном сечении адсорбера
wp = —£— = 9" 10-. грРн- . (6.6)
0,785<Y;H 3600рр£ 0,785Л;н
Средняя допустимая скорость газа при температуре 25-30 вС в зависимости от давления для силикагеля с размером гранул 4-8 мм приведена ниже.
р , МПа........... 2,8 3,5 4,2 4,9 5,6 6,3 7,0 7,7 8,4
tt>p, м/мин....... 14,3 13,1 11,7 11,0 9,9 9,3 8,8 8,5 8,2
Определение массы адсорбента и высоты его слоя. Масса адсорбента, необходимого для загрузки в адсорберы,
Ga=^-, т, (6.7)
где G„ - количество компонентов, поглощенных из газа за время цикла сорбции, т; dg - динамическая активность адсорбента, доли ед.
G„ = Z^V0, т, (6.8)
где дг - количество поглощенных компонентов, г/м3; Vo - объем газа, прошедший через адсорбер за время цикла сорбции, млн. м3 (в нормальных условиях).
Объем адсорбента
= мз, (6.9)
Рн
где ри - насыпная плотность адсорбента, т/м3.
Высота слоя адсорбента
Н = —, м. (6.10)
а 7854.
Определение объемов газов регенерации и охлаждения. Количество газа регенерации определяют из расчета полной десорбции поглощенных компонентов. Для этого системе необходимо сообщить определенное количество теплоты, которое затрачивается на нагрев адсорбера, самого адсорбента (с изоляцией) и на нагрев и испарение поглощенных компонентов. Количество теплоты на нагрев системы QH определяется по уравнению
Он = Qj + Q2, (6.11)
где Qt - расход теплоты на нагрев базовой части (адсорбера, адсорбента и материала изоляции) системы; Q2 - то же на нагрев десорбированных компонентов.
Qi = (^кск + днсн + ^аса)(^ - t2), (6.12)
где дк, дл, дл ~ масса колонны, изоляционного материала и адсорбента соответственно, кг; с\, см, ся ~ удельная теплоемкость материала колонны, изоляционного материала и адсорбента соответственно, ккал/(кг-*С); tt и t2 - начальная и конечная температура системы, *С.
Оз = (6.13)
где gt - количество поглощенных компонентов, кг/цикл; с, - удельные теплоемкости поглощенных компонентов, ккал/(кг-’С).
Количество теплоты, необходимое для охлаждения системы после цикла регенерации, также определяется по уравнению (6.12), т.е. численно равно значению Q,.
Процессы регенерации и охлаждения адсорбента являются динамическими. Эти процессы протекают не изотермически: при постоянной температуре входящего газа температуры по высоте адсорбента и выходящего потока изменяются и лишь в конце процессов их значения стабилизируются.
При расчетах теплоемкость адсорбента и материала адсорбера принимается 0,22 и 0,11 ккал/(кг“С) соответственно. При отсутствии данных о характере теплоизоляционного материала при тепловых расчетах расход теплоты, связанный с нагревом и охлаждением, может приниматься экспертно.
Расход теплоты на испарение поглощенных компонентов определяется по уравнению
(614)
где д, ~ количество десорбируемых компонентов, кг/цикл; qc -теплота испарения тех же компонентов, ккал/кг.
Определение тепловой нагрузки печи. Подогрев газа регенерации осуществляется в печи, тепловая нагрузка которой может определяться по одному из уравнений:
Qn = Gip(J1 - J2), ккал/ч; (6.15)
Q„ = GrpC/tj - f2), ккал/ч, (6.16)
где Grp - количество газа регенерации, кг/ч; - энтальпия газа регенерации на входе в печь, ккал/(кг‘°С); J2 - то же на выходе из печи, ккал/(кг-’С); и t2 - температура газа на входе в печь и выходе из нее, ’С; Ст ~ теплоемкость газа при средней температуре между tx и t2, ккал/ч; Qa - тепловая нагрузка печи, ккал/ч.
Количество топливного газа, подаваемого в печь,
Кг = кг/ч, (6.17)
П«7тг
где т) - КПД печи, доли ед.; qri ~ теплотворная способность топливного газа, ккал/кг.
Определение перепада давления в адсорбере. При прохождении через адсорбер газ преодолевает сопротивление слоя адсорбента, что приводит к потере его давления, значение которого (МПа) определяется по уравнению
Др_ VprLc,w] (6.18)
d,gJ
f - коэффициент трения; рг - плотность газа, кг/м3; Ьсл ~ высота слоя адсорбента, м; wr - скорость газа, отнесенная к всему сечению аппарата, м/с; d3 - эквивалентный диаметр частиц адсорбента, мм; е - пористость адсорбента, %; д - ускорение свободного падения (9,8 м/с).
Коэффициент трения зависит от числа Рейнольдса. Для пористых сред последнее можно рассчитать по уравнению Re = ^£L, (6.19)
где ц - абсолютная вязкость газа.
Значения коэффициента трения в зависимости от числа Рейнольдса приведены ниже.
Re........... 0,1 1,0 10 100 1000 >1000
У............ 4500 500 50 10 5,3 5,3-5,5
Эквивалентный диаметр зерен адсорбента в зависимости от размера зерен имеет следующие значения:
Размер зерен адсорбента, мм... 4,7-8,3 2,17-4,7 1,34-2,17
Эквивалентный диаметр, мм. ... 3,9 2,77 1,13
Удельную нагрузку слоя по воде q* вычисляют по уравнению
(6.20)
0,785dBH
где V - количество газа, поступающего на осушку, м3/ч; b -содержание влаги в газе, кг/м3.
Зная qBt можно рассчитать время работы слоя адсорбента т:
Т= °’01адр»^. (6.21)
9
Полный расчет адсорбционных установок включает также расчет материальных и тепловых потоков всех циклов процесса. При этом необходимо принимать во внимание экзотермич-ность процесса адсорбции. Величину теплоты сорбции для экспертных расчетов можно принимать, кДж/кг: для двуокиси углерода - 697; метана - 1437; пропана и бутанов - 697; пентана и высших углеводородов - 628. При расчете адсорбционных установок необходимо учитывать также работу сепарационных узлов, так как наличие влаги, кислых компонентов и тяжелых углеводородов оказывает заметное влияние на показатели циклов адсорбции-десорбции.
6.3. ОПЫТ ЭКСПЛУАТАЦИИ УСТАНОВОК АДСОРБЦИОННОЙ ОСУШКИ ГАЗА
В зависимости от удельного количества извлекаемых компонентов, глубины осушки газа, характеристики применяемого оборудования и свойств адсорбентов на практике могут реализовываться двух- и трехадсорберные схемы установок осушки газа.
Для двухадсорберных схем при проектировании и эксплуатации обязательно соблюдение зависимости
тад > трег + тотл . (6.22)
Для трехадсорберных схем, в которых один адсорбер находится постоянно в адсорбции, а два других - в регенерации и охлаждении, необходимо, чтобы
тад > трег. (6.23)
Для трехадсорберных схем, в которых два адсорбера постоянно находятся в стадии адсорбции, а один - в регенерации и охлаждении, должна соблюдаться зависимость
Тад > 2(1^ + тохл). (6.24)
На объектах РФ в основном применяются двухколонные адсорбционные схемы с завершенным циклом.
Самые крупные промышленные установки адсорбционной осушки газа построены и эксплуатируются на месторождении Медвежье. Всего построено пять УКПГ. Каждая технологическая нитка этих установок включает в себя два адсорбера.
Номинальная производительность каждой УКПГ составляет 8 млрд. мэ в год, или 24 млн. м3/сут. Каждая УКПГ состоит из 4 технологических ниток пропускной способностью 2 млрд. м3 в год каждая, или 6 млн. м3/сут при давлении 7,7 МПа. Принципиальная схема технологической нитки приведена на рис. 6.2.
Оборудование технологических цехов идентично и состоит из трех блоков манифольдов входа сырого газа, горизонтального сепаратора, двух колонн адсорбции (адсорберов) с манифольдом адсорберов, подогревателя газа регенерации (печи БОРН), компрессора газа регенерации, вертикального сепаратора газа и выходного коллектора цеха.
Рис. 6.2. Принципиальная технологическая схема установки адсорбционной осушки газа месторождения Медвежье:
1 - сепараторы; 2 - адсорберы; 3 - компрессор; 4 - печь огневого подогрева;
5 - АВО газа регенерации; 6 - сепаратор газа регенерации
Сырой газ из эксплуатационных скважин поступает по трем технологическим ниткам через входные манифольды в газосборный коллектор и направляется в горизонтальный сепаратор, где происходит отделение твердых частиц и жидкости. Затем газ сверху вниз проходит через один из адсорберов, заполненный слоем адсорбента, и отводится в коллектор сухого газа. Второй адсорбер в это время находится в стадии регенерации адсорбента (нагрев, охлаждение) или ожидания. Газ регенерации отбирается из потока осушенного газа, проходит компрессор, подогреватель и при температуре 180-200 °C подается снизу вверх в адсорбер, в котором при повышенной температуре происходит десорбция поглощенных воды и тяжелых металлов. После адсорбера отработанный газ регенерации охлаждается в АВО и поступает в вертикальный сепаратор для отделения от сконденсировавшихся продуктов. Затем этот газ возвращается на повторную осушку и смешивается с сырьевым газом перед входным сепаратором.
Система КИП обеспечивает работу установки в автоматическом режиме с поддержанием технологических параметров. Контроль точки росы газа осуществляется кулонометрическим влагомером с вторичным самопишущим прибором, установленным на пульте управления.
В настоящее время перед установками осушки производится компримирование газа. Осушенный газ со всех УКПГ поступает на головную компрессорную станцию (состоящую из 4 цехов), где дожимается до давления 65-76 кгс/см2, а затем подается в магистральный газопровод.
В течение цикла адсорбции давление плавно и незначительно колеблется. Это не оказывает существенного влияния на свойства силикагеля. Снижение давления при переходе в стадию регенерации резко отрицательно сказывается на сохранности силикагеля, так как в момент снижения давления силикагель до предела насыщен влагой, и это приводит к частичному его разрушению. Количество циклов в процессе эксплуатации может достигать 400-1000. В процессе регенерации и охлаждения давление на входе и выходе адсорбера практически не отличается.
В табл. 6.5 приведены проектные показатели адсорбционной установки осушки газа. По проекту предусматривалась комбинированная загрузка адсорбента: защитный слой - крупнопористый силикагель типа В, основной осушающий слой - мелкопористый силикагель типа А.
Перед защитным слоем устанавливают слой муллита, который представляет собой твердые частицы, близкие по форме к
Табли ца 6 5
Проектные показатели адсорбционной установки Медвежьего месторождения
Показатели Стадия процесса
адсорбция 1 десорбция охлаждение
Расход газа, тыс. м3/ч 250 1 8,1 8,1
Направление потока Сверху вниз
Давление, МПа 7,7 7,85 7,85
Температура, “С 14-16 180-210 До 50
Длительность цикла, ч 12-35 8‘-20 4'- 6
Скорость газа в адсорбере, м/с 0,15 — —
' В конце срока эксплуатации силикш сля (через 2 года)
сфере диаметром 7-40 мм. Назначение слоя ~ обеспечить равномерное распределение газа по сечению аппарата. Следующий слой крупнопористого силикагеля предназначен для защиты основного слоя адсорбента от капельной жидкости, выносимой с газом из сепаратора С-1. Схема загрузки сорбентом адсорбера представлена на рис. 6.3.
Расчетный срок службы загрузки адсорбента при работе в проектных параметрах - два года. Срок работы адсорбента зависит от количества и состава газа, поступающего в адсорберы, продолжительности циклов (переключений), скорости потока, температуры регенерации и свойств самого адсорбента.
Динамическая активность адсорбента по воде в начале и конце срока работы составляет 20 и 6,8 % соответственно.
При наличии избыточного давления сырьевого газа регенерацию можно вести с использованием неосушенного газа. В этом случае перед сепаратором С-1 часть газа отводится в печь, где нагревается, после чего подается в адсорберы. Отработанный газ после С-2 можно возвращать в поток сырьевого газа.
Газ месторождения Медвежье содержит до 0,4 г/м3 тяжелых углеводородов (С5+). Конденсат состоит из 75 % нафтеновых, 20 % метановых и 5 % ароматических углеводородов. Плотность конденсата 870 кг/м3. Фракционный состав конденсата: начало кипения - 204 °C; 10 % выкипает при температуре 223 °C; 50 % - 250; 96 % - 311; конец кипения - 328 “С.
Поскольку содержание влаги и конденсата в сырьевом газе сопоставимо, установка может служить примером одновременного извлечения из газа паров воды и углеводородов.
Углеводороды поглощаются адсорбентом и снижают его динамическую активность по воде вследствие отработки части поверхности сорбента.
Первоначально в слое сорбента сорбируются как вода, так и углеводороды. Затем углеводороды вытесняются водой и сорби-
Рис. 6.3. Схема загрузки адсорбера:
1 - нижний дефлектор; 2 - муллит;
3, 6 - сетки; 4 - силикагель мелкопористый; 5 - силикагель крупнопористый; 7 - верхний дефлектор
руются в последующих слоях адсорбента, т.е. происходит вытеснительная десорбция, которая вызывает в дальнейшем проскок части углеводородов с осушенным газом. Однако наиболее тяжелые углеводороды, особенно ароматические, водой не вытесняются.
В качестве проектных недостатков установки можно указать следующие:
а) отсутствие в схеме установки рекуперативного теплообменника свежий газ регенерации - отработанный газ регенерации. В связи с этим отмечается повышенный расход топливного газа на работу печей;
6) отсутствие эффективной фильтрации газа после адсорбции;
в) температура регенерации недостаточна для десорбции
тяжелых фракций конденсата. По этой причине снижается динамическая активность адсорбента, что отрицательно влияет на показатели установки;
г) не предусмотрена полная регенерация отработанного адсорбента. Часть тяжелых углеводородов из силикагеля не десорбируется при температуре регенерации 210-230 ФС, что снижает активность силикагеля.
В качестве адсорбента по проекту применялся мелкопористый силикагель фирмы BASF (ФРГ). Характеристика силикагеля BASF приведена в табл. 6.6. Поскольку гранулы мелкопористого силикагеля трескаются и измельчаются при соприкосновении с капельной влагой, то в адсорбер в качестве предохранительного слоя засыпается влагостойкий адсорбент -крупнопористый силикагель марки В и слой муллита на входе газа в аппарат.
В адсорбер диаметром 2,6 м и высотой 6,3 м засыпают И 450 кг мелкопористого силикагеля марки А (высота слоя 3,05 м), 800 кг крупнопористого силикагеля марки В (высота слоя 0,35 м) и 350 кг муллита (высота слоя 0,15 м). Масса загрузки адсорбентов в один аппарат составляет! 5 т,
В процессе эксплуатации установлено, что свежий силикагель имеет динамическую активность по воде до 21 %, а в конце срока эксплуатации - до 5-11 % (масс.) на разных УКПГ. Длительность фазы адсорбции колеблется от 12 ч до 3-5 сут (при малых расходах газа и низких температурах). Время регенерации адсорбента - от 8 до 16 ч. Охлаждение адсорбера заканчивается за 3-4 ч. В начале цикла адсорбции 50-75 % времени осушка осуществляется до остаточного содержания влаги 3-15 ppm, что равно влагосодержанию газа 0,004-0,01 г/м3 при давлении 5,5 МПа.
Таблица 6.6
Характеристика силикагеля фирмы BASF
Показатели Марка А Марка В
Объем пор, см3/г Удельная поверхность, м2/кг Удельная теплоемкость, кДж/(кг-К) Теплопроводность, Вт/(м-К) Плотность, кг/м1; насыпная кажущаяся действительная Зернистость, мм Потерн, %; от нагрева при 200 °C от обжига при 300 *С 0,4 710 1047 0,2 700-750 1200 2200 3-6(95 %) 1,0 5-6 0,8 (3-3,5)10 1047 0,2 440-470 800 2200 1,0 4,0
Точка росы газа по воде составляет -43...-35 °C. В конце цикла иногда точка росы возрастает до -5 ’С, но благодаря работе адсорберов на различных этапах цикла осушки на УКПГ обеспечивается устойчивая глубина осушки смеси газов до точки росы -20 °C.
В процессе эксплуатации силикагеля происходит его растрескивание, распиливание, истирание, что ведет к увеличению перепада давления в адсорберах. К концу срока работы адсорбента перепад давления возрастает до 6-8 кг/см2 против проектной цифры 1,68 кг/см2. Средний эквивалентный диаметр зерен силикагеля уменьшается в конце периода эксплуатации с 3,2-3,8 мм (первоначально) до 1 мм.
На практике наблюдается также вынос частиц адсорбента с газовыми потоками. Попадая на лопатки компрессора, пыль со временем выводит его из рабочего состояния. В результате происходит регенерация адсорбента при более низких давлениях (с использованием осушенного газа). Газ регенерации после сепарации в С-2 возвращается в поток осушенного газа, для чего необходимо поддерживать соответствующие давления потоков. В связи с этим точка росы товарного газа по воде и углеводородам несколько повышается.
Обследования показали, что средний срок службы адсорбента на различных УКПГ разный и отличается иногда в два раза. Это объясняется различной нагрузкой и состоянием технологии. Средний срок службы сорбента можно принять равным 2,5 года. Количество осушенного газа за время эксплуатации составляет 3,0-3,5 млрд, м3 на один адсорбер.
Расчетная динамическая активность сорбента по воде - от 7 до 14,3 % по воде. По истечении 2,5 лет адсорбент перегружается; при отсутствии импортного силикагеля его заменяют отечественным марки КСМ.
Влияние температурного перепада на адсорбцию. Одним из основных факторов, влияющих на сохранность адсорбента, является изменение температуры. Изменение температуры верхних и нижних слоев адсорбента приведено на рис. 6.4 и 6.5.
Для цикла адсорбции температура мало изменяется. При регенерации сначала происходит резкое повышение температуры нижних слоев. Затем через 40-70 мин плавно возрастает температура верхнего слоя силикагеля. Общие температурные характеристики слоев во время горячей регенерации составляют 170-200 ’С. В конце регенерации в момент охлаждения змеевика печи происходит резкое падение температуры нижних слоев (приблизительно 25 % нижней части загрузки)
Рис. 6.4. Изменение температуры нижних слоев адсорбента за цикл:
1 - за цикл; 2 - за цикл после усовершенствования технологии специалистами ПО '“Надымгазпром”
Рис. 6.5. Изменение температуры верхних слоев адсорбента за цикл:
1 - за цикл; 2 - за цикл после усовершенствования технологии специалистами ПО '“Надымгазпром”
(см. рис. 6.5). Температура верхних слоев в это время остается практически без изменения.
При переходе в стадию охлаждения поток газа движется сверху вниз, поэтому температура верхних слоев резко падает до температуры адсорбции. Нижние слои силикагеля в это время снова нагреваются потоком газа, движущегося через
верхние и средние слои горячего силикагеля. Это продолжается до некоторого времени, пока поток газа охлаждения пройдет все слои сверху вниз. После этого температура нижних слоев начинает медленно падать до 50 ‘С - максимально допустимой температуры охлаждения. Обычно охлаждение ведется до 30-40 ’С, а затем адсорбер переводится в стадию ожидания.
Изменение температур приводит, естественно, к старению силикагеля и его разрушению, особенно при больших градиентах температур. Предположительно скорость разрушения силикагеля прямо пропорциональна количеству температурных изменений.
Одним из параметров, влияющих на изменение гранулометрических характеристик силикагеля, особенно на нижние его слои, является статическая и динамическая нагрузка. Статическая нагрузка - величина постоянная, обусловленная весовой нагрузкой верхних слоев силикагеля на нижние. Для нижних слоев она составляет 0,024-0,025 МПа, а верхние слои вообще не подвержены статической нагрузке. Статическая нагрузка остается без изменения для всех слоев в течение всего цикла.
Динамическая нагрузка обусловлена гидравлическим сопротивлением слоя адсорбента потоку газа и неоднократно меняется в течение цикла. При переходе из цикла ожидания в стадию адсорбции происходит резкое скачкообразное увеличение динамической нагрузки. В момент перехода во время параллельной работы адсорберов динамическая нагрузка возрастает до некоторого значения согласно зависимости
= (6.25)
где Др - перепад давления в адсорбере; f - коэффициент трения; рг - плотность газа; L - длина (высота) слоя адсорбента; w ~ скорость газа по свободному сечению; d3 - эквивалентный диаметр частиц; д - ускорение свободного падения; £ - пористость.
После полного перераспределения потока газа в другой адсорбер динамическая нагрузка в слое адсорбента достигает полного значения. Для самых верхних слоев она имеет нулевое значение (так как L - 0), а в нижних слоях может достигать 1,0 МПа.
При переходе из стадии адсорбции на горячий нагрев динамическая нагрузка скачкообразно падает и изменяет свое направление, так как поток газа регенерации имеет обратное направление. Но в этом периоде динамическая нагрузка имеет минимальное значение согласно w2 в формуле (6.25).
В цикле охлаждения силикагеля динамическая нагрузка также минимальна, но совпадает по направлению с направлением адсорбции.
Как было указано выше, основной характеристикой, определяющей осушающую способность адсорбента, является его динамическая емкость. На основе анализа фактических данных работы установок адсорбционной осушки газа В.А. Зайнуллиным получено уравнение для расчета текущей динамической емкости адсорбента.
С
(
= а£ - 0,03Л^4545 + 1 -
(6.26)
где - начальная динамическая емкость силикагеля; Ncp -фактическое количество месяцев работы силикагеля; Qnp ~ проектный часовой расход газа; Wnp - проектное влагосодержание исходного газа; - усредненный часовой расход за N месяцев; ШфР - усредненное влагосодержание за N месяцев.
Значение текущей динамической емкости адсорбента и параметры работы установки определяют длительность циклов. Длительность адсорбции может колебаться в пределах от 12 ч до 3-5 сут (при малых расходах и температурах). Длительность цикла регенерации мало зависит от параметров адсорбции, но находится в зависимости от емкости силикагеля и составляет от 8 до 16 ч. Время охлаждения адсорбента 3-4 ч. Фактические циклы в текущий период определяются схемой 20+ 18 + 4 + 4, а минимальные 12 + 8 + 0. В настоящее время для ведения циклов на установках ежеквартально для всех адсорберов рассчитывают текущую динамическую емкость и в зависимости от плановых режимов вперед на квартал - режимы адсорбции, регенерации и расчетные сроки перегрузок. Данная режимная карта используется технологическим персоналом на пульте управления и позволяет правильно эксплуатировать адсорберы в зависимости от параметров процессов и планов по подготовке газа.
Показатели работы адсорбционной установки даны в табл. 6.7.
Одним из серьезных факторов, определяющих параметры установки подготовки газа, является перепад давления по схеме осушки. Самое большое значение перепада по схеме отмечается в адсорбере. Фактически значения перепадов колеблются в пределах от 0,02-0,03 до 0,6-0,8 МПа, хотя в инструкции по
Таблица 67
Показатели работы установки адсорбционной осушки газа УКПГ-4 (1994 г.)
Показатели Позиция адсорбера
101 102 201 202 301 301 401 401
Дата начала эксплуатации адсорбента, месяц - год 11.89 И 89 07.93 07.93 07.93 07.93 12 93 12.93
Время работы адсорбента, мес 50 50 6 6 5 5 48 48
Масса адсорбента, т 14,0 14,0 13,5 13,5 13,5 13,5 12,9 12,9
Средний расход газа, тыс м\/ч 189,3 189,0 184,2 187,5 180,5 175,4 183,9 184,8
Среднее давление осушки газа, МПа 5,71 5,71 5,57 5,56 5,53 5,53 5,71 5,71
Средняя температура осушки, ’С 18,5 18,557 19,0 19,0 17,8 17,9 18,4 18,4
Суммарный расход газа за время загрузки адсорбента, млн. и 3426 3434 388 396 319 309 3213 3197
Количество циклов в адсорбере 811 812 88 88 74 74 792 791
Перепад давления в адсорбере, МПа 0,07 0,07 0,05 0,05 0,05 0,05 0,08 0,08
Расчетная динамическая емкость адсорбента, % 5,1 5,1 14,9 14,9 15,4 15,4 5,5 5,5
Масса адсорбированной воды за период эксплуатации, т Число изменений давления адсорбента" 1391 1392 165 169 127 124 1298 1298
в верхнем слое 2434 2437 264 264 222 222 2377 2374
в нижнем слое Количество изменений: 1623 1625 176 176 148 148 1585 1583
динамической нагрузки адсор- 4869 4875 528 528 444 444 4755 4749
температурных нагрузок верхнего слоя адсорбента 3246 3250 3532 352 296 296 3170 3166
температурных нагрузок нижнего слоя адсорбента 4869 4875 528 528 444 444 4755 4749
эксплуатации установок фирмы ENSA предусматривается максимальный перепад при проектных режимах до 0,168 МПа. Обычно перепад давления в адсорбере в среднем составляет 0,15-0,2 МПа. Значительный рост перепада наблюдается при давлении выше 0,2-0,3 МПа. Очевидно, это связано с увеличением динамических нагрузок на слой адсорбента.
Средний эквивалентный размер гранул нового силикагеля (КСМГ и КСКГ) составляет 3,3-3,8 мм. В конце эксплуатации (перед заменой) размеры частиц силикагеля в среднем меньше 1 мм. Причина разрушения адсорбента - цикличность процесса (насыщение, десорбция, нагрев, охлаждение), попадание капельной влаги.
Важной характеристикой адсорбентов является их механическая прочность. Вследствие разрушения адсорбента происходит изменение его гранулометрического состава. В итоге снижается активность сорбента, увеличиваются гидравлические потери в системе.
Опыт эксплуатации установок осушки на Медвежьем месторождении показывает, что перепад давления в адсорберах может возрасти с 0,1 до 0,5-0,6 МПа.
На практике наблюдается также вынос частиц адсорбента с газовыми потоками. Попадая на лопатки компрессора, со временем пыль выводит его из рабочего состояния. В результате происходит регенерация адсорбента при более низких давлениях (с использованием осушенного газа). Газ регенерации после сепарации в С-2 возвращается в поток осушенного газа. (Для этого необходимо поддерживать соответствующие давления потоков.)
Содержание тяжелых углеводородов в газе, прошедшем через адсорберы, изменяется от 0,03 (в начале цикла сорбции) до 0,14 см3/м3 (в конце цикла). Однако наиболее тяжелые углеводороды, особенно ароматические, водой не вытесняются. Следует отметить, что часть тяжелых углеводородов из силикагеля не десорбируется при температуре регенерации 210-230 “С. Вследствие этого снижается активность силикагеля.
Таким образом, чтобы выделить из газа в процессе осушки какие-либо компоненты, например метанол или углеводороды, необходимо работать на укороченных циклах в фазе адсорбции.
Испытания показали, что емкость силикагеля по Су-Сю сопоставима с емкостью по воде, а начиная с Си и выше - резко падает.
В условиях регенерации силикагеля из-за низких температур (до 220 °C) тяжелая часть конденсата частично остается в
Таб ли ца 6.8
Фракционный состав конденсата, выделяемого из газов в сепараторах
Фракционный состав Температура кипения фракций, *С
входной сепаратор сепаратор газа регенерации
НК 206 203
10 233 214
20 243 222
30 251 227
40 255 231
50 263 235
60 270 240
70 278 245
80 288 252
90 305 260
95 320 272
КК 340 303
Выход, % 98,5 99,1
ПЛОТНОСТЬ Р4° 0,8805 0,8744
порах сорбента. Это снижает поглотительную способность силикагеля на 8-12 %.
В табл. 6.8 приведены результаты анализа конденсата из входного сепаратора и сепаратора газа регенерации. Установлено, что при существующих параметрах процесса не обеспечивается глубокая регенерация силикагеля, наиболее тяжелые углеводороды (фр. 340-303 °C) остаются на адсорбенте.
Анализируя данные многоцикловой работы силикагелевой осушки газа на месторождении Медвежье, ориентируясь на худшие условия эксплуатации, можно принять наиболее оптимальный режим процесса:
фаза осушки - 12 ч, регенерации -8 ч, охлаждения -4 ч;
срок службы силикагеля - 2,5 года;
адсорбционная способность силикагеля - 7 % (масс.).
Снижение давления приводит к значительному изменению других параметров установки:
увеличению суммарной нагрузки по влаге (выше проектной по отдельным установкам до 2000 г.);
возрастанию линейных скоростей газа и температур на осушке;
значительному повышению линейных скоростей в схеме регенерации и оборудования регенерации;
невозможности обеспечить циркуляцию газа регенерации по существующей схеме. В настоящее время отбор газа регенерации осуществляется на выходе из УКПГ и газ сбрасывается на вход ДКС.
Из-за необходимости поддерживать и даже несколько увеличивать расход газа регенерации при снижении давления значительно возрастает перепад давления в схеме. В дальнейшем необходимо реконструировать схему с отбором сырого газа до ДКС и сбросом его до осушки (с компрессорами).
Цикличность работы адсорберов установки обусловливает рост или спад динамической нагрузки на слой адсорбента. Для уменьшения градиента динамических загрузок и "прорыва” обратных потоков схема установки должна предусматривать плавное и регулируемое переключение запорной арматуры при переходе от одного цикла к другому. При переключении шаровых кранов за 4~5 с из-за резкого скачка расхода газа перепад давления может составить 0,8—1,0 МПа (чем больше разрушенность адсорбента, тем больше перепад). При наличии запорных кранов, переключаемых за 50-80 с, можно избежать резких перепадов [13, 14].
6.4. ОСУШКА СЖИЖЕННЫХ ГАЗОВ
Сжиженные газы содержат капельную (эмульсионную) и растворенную воду. Для экспертных расчетов влагосодержание сжиженных газов определяют по графику рис. 6.6,
Наличие влаги в сжиженных газах может вызвать ряд осложнений при их хранении, транспортировке и использовании. Во избежание этого рекомендуется подвергать сжиженные газы осушке. С этой целью применяют адсорбционные процессы.
Рассмотрим процесс осушки сжиженного газа пропанбутановой фракции (ПБФ) на примере адсорбционной установки Оренбургского ГПЗ (рис. 6.7).
Пропан-бутановая фракция из сепаратора ВОЗ с параметрами 1,25 МПа и t = 35 ’С поступает в осушители ВЮА/В, заполненные молекулярными ситами NaA. Один из этих адсорбентов находится в стадии осушки, другой - регенерации.
ПБФ в адсорбер поступает снизу, проходит слой осушителя, где происходит поглощение воды, и направляется на прием насоса, который подает ее на склад.
Продолжительность цикла адсорбции составляет 48 ч. Переключение осушителей выполняют вручную согласно графику. Регенерация осушителя производится товарным природным газом. Предусмотрены следующие фазы регенерации: опорожнение 30 мин; продувка - 15-0 мин; подогрев 6~10 ч; охлажде-
Рис. 6.6. Влагосодержание сжиженного пропана (по данным Г. В. Вялкиной)
ние 4-7 ч; наполнение 30 мин. Общая продолжительность этих операций - максимум 20 ч.
Давление топливного газа, которым производится вытеснение ПБФ из адсорбера, составляет 1,6 МПа.
Расход газа регенерации предусмотрен не менее 4 тыс. м3/ч. Газ регенерации, нагретый в печи FOI до температуры 320 °C, поступает в адсорбер сверху вниз. Адсорбированная цеолитом вода испаряется и вместе с газом регенерации направляется в воздушный холодильник АО2. При достижении температуры газа регенерации 40 °C поток его переводится в АО2. После холодильника охлажденная газовая смесь поступает в сепаратор ВП, где происходит отделение воды от газа. Вода регулятором уровня сбрасывается в емкость, а газ регенерации направляется в топливную сеть.
После регенерации охлаждение системы осуществляется циркуляцией холодного товарного газа, поступающего в адсорбер сверху вниз. Охлаждение заканчивают по истечении предусмотренного программой времени и когда температура достаточно низкая (40 °C). Основные параметры работы установки осушки ПБФ, полученные в период обследования, приведены в табл. 6.9.
Из приведенных данных видно, что установка стабильно работает в режиме, близком к проектному.
4
Рис. 6.7. Принципиальная технологическая схема установки адсорбционной осушки сжиженного газа:
А-1, А-2 - адсорберы; Р 1 - емкость; Х-1 - воздушный холодильник; П-1 - печь; М04 - смеситель; Н-1, Н-2 - насосы; 1 -влажная ПБФ; 2 - вода; 3 - топливный газ; 4 - отработанный газ регенерации; 5 - осушенная ПБФ; 6 - газ регенерации; 7 - пропан-бутановая фракция
282
Таблица 6.9
Изменение показателей работы установок адсорбционной осушки газа во времени
Дата (1990 г.) Время, ч Р. МПа Адсорбер ВЮА Адсорбер ВЮВ Газ регенерации Топливный газ, м’/ч Сепаратор В11 Выход ПБФ
Температура, *С Температура, *С Расход, тыс.м’/ч Температура, из FO1, •с Температура, *С Р> кгс/см2 Т, ’С Кол-во, М3/ч
вход ВЫХОД вход выход
8.05 17 12,39 42,4 31,2 36,5 43,5 1,23 24,4 0 25,5 5,26 41,8 105,0
18 12,54 43,3 79,5 42,7 43,0 3,61 138,9 172,8 23,7 5,42 42,8 100,2
23 12,62 85,9 255,7 39,1 38,0 5,27 325,4 295,3 30,4 5,86 33,4 132,9
9.05 1 12,61 189,1 235,5 37,0 36,6 5,31 302,0 282,4 25,0 5,83 30,9- 134,5
6 12,64 215,2 224,8 35,2 34,8 5,32 284,3 268,3 33,4 5,42 32,7 137,3
7 12,64 215,0 83,5 34,9 34,6 5,47 81,6 11,7 24,8 5,49 32,8 138,7
8 12,63 211,6 17,5 35,0 34,8 5,50 28,1 0 24,4 5,63 33,4 139,3
13 12,61 31,2 12,5 34,9 34,7 1,04 19,2 0 18,0 1,36 33,7 135,2
И 05 19 12,59 37,6 38,0 21,2 35,9 1,60 19,2 0 20,3 4,22 37,2 104,5
20 12,59 37,8 38,4 107,6 25,0 4,99 175,9 251,7 20,7 5,76 33,1 149,0
22 12,59 37,9 38,4 248,7 65,0 6,11 297,4 351,0 37,3 5,55 35,9 112,2
12.05 2 12,60 37,2 38,1 256,1 205,4 6,45 306,9 392,0 31,4 5,54 33,8 123,8
6 12,60 35,5 36,2 261,6 247,6 5,96 317,1 354,2 30,7 5,38 32,3 120,5
7 12,61 35,3 35,9 154,6 244,9 6,10 166,5 139,4 31,8 5,45 32,0 123,9
8 12,61 35,5 35,9 19,6 231,8 6,43 30,2 0 45,3 5,54 32,3 127,5
15 12,56 38,8 39,1 16,6 26,0 0,98 23,5 0 22,7 4,84 36,8 118,0
14.05 7 12,63 36,1 36,6 15,4 23,6 0,99 5,2 0 3,4 4,26 26,8 150,0
15 12,56 35,6 35,7 18,8 22,4 0,98 13,5 0 12,1 5,80 31,2 130,5
15.05 15 12,50 22,2 22,8 35,2 35,3 1,02 19,0 0 17,6 0,80 34,1 107,5
19 12,58 22,4 36,9 36,0 36,0 1,06 19,8 0 18,0 0,76 34,1 104,5
23 12,58 23,2 21,8 38,3 38,2 1,07 17,8 0 17,9 3,38 32,6 113,5
Анализы по определению качества ПБФ, выходящей из установки сушки, выполняют один раз в смену. Кроме углеводородного состава определяют также концентрацию сероводорода, меркаптанов, наличие воды и механических примесей, плотность и давление насыщенных паров ПБФ. Содержание меркаптанов в осушенной ПБФ составляет, по аналитическим данным, 0,002-0,004 мг/л; вода - отсутствует.
Определение адсорбционной емкости цеолита. На основе фактических показателей работы установки определены активность адсорбента и скорость потока в свободном сечении колонны. Исходные данные, принятые при расчетах, приведены ниже.
Диаметр адсорбера, мм..............................
Высота слоя адсорбента, мм.....................
Количество осушаемой ПБФ, м3/ч.......................
Плотность ПБФ, т/м3..................
Расход ПБФ, м3/с...............................
Продолжительность цикла адсорбции, ч.................
Объем загруженного цеолита, м3.....................
Насыпная масса цеолита, т/м’.........................
Количество загруженного цеолита, т.......... ........
Влагосодержание сырой ПБФ G = 35 *С), % (масс.)......
Влагосодержание осушенной ПБФ, % (масс.).............
2800
3000
130 (68,12 т/ч)
0,524
0,0361
48
18,46
0,70
13
0,025
0,0025
По исходному и остаточному влагосодержанию ПБФ определяется количество извлеченной влаги за цикл
68,12(0, 025 - 0, 0025) л ___ а =-------------------------48 = 0,736 т.
100
С учетом того, что унос капельной жидкости ПБФ в адсорбер равен 10 %, фактическое значение д составит 0,736-1,1= 0,81 т.
Из уравнения (6.7) определяем фактическую активность адсорбента
0,809
а0 =-—100 = 6,23 %.
9 13
Активность адсорбента принимаем 6 %.
Скорость потока на свободном сечении колонны определяется по уравнению (6.6) .
0, 785 • 2, 82
Продолжительность работы цеолита, загруженного в адсорбер, составляет 3 года.
На основании приведенных данных можно сделать вывод о том, что процесс адсорбционной осушки ПБФ цеолитом NaA
позволяет получать продукт, соответствующий предъявляемым требованиям (отсутствие влаги, сероводорода и содержание меркаптанов в количестве 0,002-0,004 мг/л).
При расчете параметров установки осушки этановой фракции активность адсорбента можно принять равной ~ 6 %, а скорость потока через колонну - 6 мм/с.
Влажность жидких углеводородов, таких как пропан, изобутан, н-бутан и их смесей, довольно близка. Для проектных расчетов можно пользоваться графиком на рис. 6.6.
При осушке жидких углеводородов необходимо, чтобы их температура на входе в адсорбер была ниже критической.
6.5. ВЛИЯНИЕ ЗАМАСЛИВАНИЯ АДСОРБЕНТА НА ЕГО ОСУШАЮЩУЮ СПОСОБНОСТЬ
На установках адсорбционной осушки газа в зависимости от условий производства возникает ряд проблем. Ниже на основе опыта эксплуатации промышленных установок (УКПГ месторождения Медвежье), установок осушки газа на АГНКС, а также теоретических исследований приводится краткое описание этих проблем [12-24].
Замасливание адсорбента. С размещением ДКС перед установками осушки газа могут возникнуть проблемы, связанные с попаданием компрессорного масла в поток газа. Масло, подаваемое для уменьшения трения в цилиндрах компрессоров, частично растворяется в природном газе. При последующем охлаждении газа в холодильниках часть масла конденсируется и отделяется из газа в сепараторах, а другая часть, оставшаяся в газе, поступает в блок осушки. Независимо от применяемого способа (абсорбция или адсорбция) это вызывает серьезные проблемы в работе установок осушки газа.
При осушке газа абсорбционным процессом масло поглощается раствором гликоля. Поскольку температура кипения масла выше температуры регенерации гликоля, оно не полностью выделяется из гликоля и, частично накапливаясь в нем, ухудшает его поглотительную способность. (Эта проблема подробно рассмотрена в гл. 5 настоящей работы.)
Влияние замасливания адсорбента на его осушающую способность подробно исследовано в работах [15-21], на основе которых этот вопрос излагается ниже.
В случае адсорбционной осушки газа при прохождении газа через адсорберы также происходит поглощение масла и, как следствие, замасливание адсорбента. Это приводит к сниже
нию адсорбционной способности адсорбента. Установлено, что наиболее быстро активность адсорбента снижается со стороны входа газа (лобовой слой) в аппарат. Кроме того, наличие масла в линии отбора пробы осушенного газа на анализ быстро выводит из строя влагомер "Байкал”.
Для изучения влияния замасливания силикагеля на его адсорбционную способность по воде в статических условиях на силикагель было нанесено масло и получены образцы с содержанием масла 0 (масло отсутствует); 4,4; И и 20 % (масс.). Образцы предварительно подвергали активации при температуре около 100 °C. Затем эксикаторным методом определяли адсорбционную емкость силикагеля по воде при различном влагосодержании газа - воздуха. Пробу испытываемого образца адсорбента помещали в сухой стеклянный бюкс с притертой крышкой и взвешивали на аналитических весах. Затем открытые бюксы помещали в эксикаторы над раствором серной кислоты концентрацией, соответствующей относительной влажности воздуха 20; 40 и 60 %. 100 %-ная относительная влажность воздуха создавалась в эксикаторе, наполненном дистиллированной водой. Ежедневно производили взвешивание образцов на аналитических весах.
На рис. 6.8 приведены изотермы адсорбции воды на чистом силикагеле и образцах, содержащих различные количества масла. Из рисунка следует, что содержание масла на силикагеле до И % (масс.) вызывает снижение адсорбционной способности до 35 % при высокой относительной влажности газа (воздуха); при снижении относительной влажности ниже 50 % изотерма адсорбции образца (кривая 4) приближается к изотерме чистого силикагеля. Содержание компрессорного масла на силикагеле на 20 % (масс.) вызывает снижение адсорбционной активности в два раза.
Для определения влияния замасливания силикагеля на глубину осушки природного газа были проведены специальные исследования в динамических условиях. При этом проверялась возможность обеспечения кондиции осушаемого газа на АГНКС, где остаточное влагосодержание товарного газа не должно превышать 0,009 г/м3 (ГОСТ 27577-87).
На адсорбент NaA было нанесено 13,8; 18,0 и 25,0 % от массы адсорбента компрессорного масла. Влажный газ поступал в адсорбер сверху вниз. Адсорбер помещали на весы ВТК-500, что позволяло непрерывно замерять привес влаги. Далее осушенный газ поступал во влагомер "Байкал-3" для замера влажности. Регулярно проводились также замеры количества и температуры газа, а также привес влаги и точки росы осушен-
25г
Рис. 6.8. Изотермы адсорбции воды на силикагеле в зависимости от содержания компрессорного масла в адсорбенте-силикагеле (% масс.):
1 - 0; 2 - 2,0, 3 - 4,4; 4 - И; 5 - 20
CodspMatftit мнпрессарм&о масла, % (масс) Рис. 6.9. Зависимость остаточного влагосодержання газа от содержания компрессорного масла в цеолите
ного газа. Результаты проведенных опытов показаны на рис. 6.9. Как видно из рисунка, при пропитке цеолита компрессорным маслом в количестве более 2 % (масс.) требуемое стандартом влагосодержание осушенного газа (0,009 г/м3, или 12 ppm) не обеспечивается н газ не соответствует кондиции по ГОСТ 27577-87 (в случае использования газа в качестве моторного топлива в автомобилях).
Экспериментальные исследования адсорбционной осушки сжатого природного газа силикагелем в динамических условиях проводились на опытной установке Опытного завода ВНИИга-за, состоящей из двух адсорберов, один из которых работал в цикле осушки, другой - в цикле регенерации. Адсорберы имели диаметр 100 мм, высоту слоя сорбента 550 мм, массу засыпки 3100 г. Для регенерации сорбента использовалась теплота компримированного газа. Поток горячего компримированного газа после двух компрессоров направлялся на верх адсорбера. Пройдя слой силикагеля, газ десорбировал из него влагу, затем охлаждался в водяном холодильнике. После сепаратора, где происходило отделение десорбированной влаги, газ поступал на осушку во второй адсорбер. Производительность по газу 35 м3/ч, давление осушки и регенерации 20 МПа, температура регенерации 100-150 °C. При проведении цикла регенерации с температурой 100-120 °C в последующем цикле ад
сорбции газ не соответствовал кондиции по ГОСТ 27577-87. При повышении температуры цикла регенерации до 130-150 ’С во всех последующих циклах обеспечивалась глубина осушки. Динамическая емкость силикагеля была определена на чистом и замасленном сорбенте, для чего цикл адсорбции продолжался до проскока влаги в осушенном газе. Влагосодержание осушенного газа замеряли влагомером "Байкал-3".
На свежем силикагеле до проскока было осушено 1353 м3 газа при исходной влажности 0,18 г/м3. Глубина осушки при проведении процесса адсорбции достигала 0,004 г/м3, динамическая активность силикагеля была равна 7,7 % (масс.). При содержании масла 5 % (масс.) силикагелем было осушено 1211 м3 газа, при этом динамическая активность его составляла 6,8 % (масс.), а остаточное влагосодержание газа достигалось 0,004-0,005 г/м3. При пропитке силикагеля компрессорным маслом в количестве 16 % (масс.) в последующих циклах адсорбции остаточное влагосодержание газа составляло 0,008 г/м3, а динамическая активность адсорбента - 3,8 % (масс.). Результаты проведенных исследований иллюстрирует рис. 6.10.
Для того чтобы определить возможность очистки сорбента от масла и продлить срок его работы, были проведены опыты по экстракции масла из силикагеля различными растворителями. В качестве растворителя использовали пентан и бензол. После отмывки масла на образцах силикагеля проводилось определение их адсорбционной активности по воде эксикаторным методом.
Исследования показали, что в начале насыщения образцов водой (через 20 ч) адсорбционная емкость образца значительно увеличивается: для обработанных пентаном в 3 раза (с 2,5 до
Рис. 6.10. Зависимость динамической активности силикагеля от содержания компрессорного масла
7,5 % масс.), для обработанных бензолом в 4 раза (с 2,5 до 10 % масс). Температура регенерации образцов поддерживалась около 100 'С. Таким образом, фактическая адсорбционная емкость отмытых образцов увеличивается в 2-2,3 раза.
Хотя эксперименты были проведены относительно установок АГНКС, их результаты могут быть использованы и на промышленных адсорбционных установках осушки природного газа.
Наряду с этим при эксплуатации адсорбционных установок имеют место следующие проблемы:
увеличение перепада давления по мере "старения” адсорбента. Путем периодической выгрузки адсорбента и очистки его от мелких частиц можно устранить этот недостаток;
трудности в управлении процессом, особенно при переходе с одного цикла на другой;
чувствительность к увеличению концентрации извлекаемых компонентов в газе;
образование пыли в системе из-за разрушения адсорбента. Последнее происходит также вследствие низкой эффективности работы входного сепаратора: в адсорбер попадает капельная жидкость. Наряду с этим необходимо отметить также потери тепла на установке, меньшие единичные мощности адсорберов (по сравнению с абсорберами), большие непроизводительные затраты на рециркуляцию отработанного газа регенерации и т.д.
Как было указано выше, адсорбированные компоненты из газа регенерации выделяются за счет охлаждения. В услових Севера для охлаждения газа используются АВО. С применением АВО невозможно охлаждать газ до температуры, обеспечивающей выделение всего количества десорбированных компонентов, особенно в летние месяцы года. Ввиду этого производится рециркуляция отработанных газов регенерации в поток сырьевого газа для повторной обработки, что увеличивает затраты на обработку газа.
На наш взгляд, в тех случаях, когда требуется тонкая очистка газа от тяжелых углеводородов, альтернативой рециркуляции отработанного газа регенерации может служить его охлаждение до температуры -20-30 вС. При этом целесообразно газы регенерации со всех ниток объединить в один поток, после чего произвести их низкотемпературную обработку. Способ охлаждения газа зависит от конкретных условий производства. Например, при отсутствии на объекте хладагента пропана эффективной может оказаться турбодетандерная схема охлаждения газа (дожатие с последующим расширением с применением ТДА).
Глава 7
ПОДГОТОВКА ГАЗА К ТРАНСПОРТУ С ПРИМЕНЕНИЕМ ПРОЦЕССА НИЗКОТЕМПЕРАТУРНОЙ СЕПАРАЦИИ
7.1» НАУЧНЫЕ ОСНОВЫ ВЫБОРА РЕЖИМА РАБОТЫ УСТАНОВОК НТС
Процесс низкотемпературной конденсации (НТК) наиболее широко распространен в газовой промышленности при обработке конденсатсодержащих газов. Промысловые установки, предназначенные для извлечения из газа тяжелых углеводородов процессом НТК, на практике принято называть установками низкотемпературной сепарации (НТС). Процессы НТК и НТС используются также в схемах установок низкотемпературной абсорбции (НТА) как их предварительная стадия.
Упрощенная технологическая схема промысловой установки НТС в общем виде (без разделителей и системы утилизации газов дегазации) дана на рис. 7.1. Установка работает по следующему принципу. При наличии избыточного давления снижение температуры концевой ступени конденсации достигается за счет изоэнтальпийного или изоэнтропийного расширения газа. Энергия газа концевой ступени сепарации рекуперируется с использованием теплообменника Т-1.
В данной схеме расширение газа производится с использованием эжектора. Благодаря этому удается "дожимать" низконапорные газы до давления товарного газа без применения компрессорного агрегата.
При недостаточности избыточного давления в схему включается испаритель, где охлаждение газа осуществляется с использованием внешнего хладагента. Другим вариантом получения низкой изотермы может служить предварительное дожитие газа с последующим расширением с применением турбоде-тандерного агрегата (ТДА),
Эффективность работы установок НТС или НТК зависит от состава газа, давления и температуры процесса, числа ступеней конденсации, характеристики оборудования и т.д. Влияние
Товарный газ
Рис. 7.1. Принципиальная технологическая схема установки НТС:
С-1, С-2, С-3 - сепараторы; Р-1, Р-2 - трехфазные разделители; Т-1, Т-2 -рекуперативные теплообменники
этих факторов на показатели установок НТС рассматривается ниже [1, 2, 6, 9-11, 14, 30-34].
Выбор температуры. Значение температуры на промысловых установках НТС выбирается в основном из-за необходимости получения точки росы газа, обеспечивающей его транспортирование в однофазном состоянии. В ряде случаев выбор температуры процесса осуществляется также с целью увеличения выхода пропан-бутановой фракции.
Влияние температуры на выход жидкой фазы на двухступенчатых установках НТС характеризуется данными табл. 7.1.
Основное количество тяжелых углеводородов (С5+) переходит в жидкую фазу на первой ступени сепарации. На последующих ступенях сепарации из газа преимущественно выделяются этан и пропан-бутановая фракция. Причем чем ниже изотерма процесса, тем больше степень конденсации этих компонентов. Однако со снижением температуры ввиду преобладания степени конденсации легких углеводородов уменьшается избирательность процесса (рис. 7.2). Кривая 1 на рисунке характеризует избирательность ступенчатого процесса в целом, т.е. по установке. Режим первой ступени одинаковый для всех вариантов: р = 13 МПа, t = 16 “С. Режим второй ступени постоянен по давлению (р = 8 МПа) и меняется по температуре от 0 до -30 ’С. Избирательность процесса определена как отношение количества молей извлекаемого компонента
Таблица 7.1
Влияние температуры на выход жидкой фазы на установке НТС
Компоненты Выход жнд-кой фазы на первой ступени сепарации" Выход жидкой фазы (молк) на второй ступени сепарации при р = 8 МПа и температуре, 'С
0 -5 -ю -15 -20 -25 30
N, 0,0098 0,0016 0,0020 0,0025 0,0032 0,0041 0,0052 0,0067
сй< 3,3410 0,7000 0,8797 1,1052 1,3882 1,7473 2,2093 2,8135
со, С2Н6 0,0067 0,0017 0,0022 0,0028 0,0035 0,0044 0,0055 0,0069
0,5417 0,1641 0,2081 0,2617 0,3267 0,4053 0,4995 0,6109
^3^8 0,4488 0,1738 0,2191 0,2725 0,3344 0,3709 0,4830 0,5664
С4Н1Й 0,3774 0,1729 0,2130 0,2571 0,3042 0,3529 0,4010 0,4460
С5Н12 0,3412 0,1640 0,1935 0,2227 0,2505 0,2761 0,2983 0,3166
С«н„ 0,4146 0,1783 0,1994 0,2179 0,2336 0,2466 0,2568 0,2643
c7hlfi+B 1,4428 0,2508 0,2644 0,2734 0,2800 0,2847 0,2887 0,2910
6,9240 1,8072 2,1814 2,6158 3,1243 3,7263 4,4473 5,3223
М' * М - молекулярн " Режим первой ст 51,8100 ая масса смеси, упени сепараци! 49,6610 к: р = 13 МПа, 47,4350 - 16 *С. 45,2200 43,0030 40,7790 38,5390 36,2700
Рис. 7.2. Влияние температуры на избирательность процесса НТС:
/ - по С3+ в целом по схеме;
2 - по С3+ для концевой ступени сепарации; 5 - по С3 по второй ступени; 4 -по С< по второй ступени
к общему количеству молей жидкой фазы. Кривая 2 получена для второй ступени конденсации. Относительно жидкой и газовой фаз второй ступени конденсации определяется коэффициент избирательности. Чем ниже температура, тем меньше избирательность процесса по фракции Сэ+. Уменьшение значения коэффициента избирательности процесса объясняется опережением степени конденсации легких компонентов над этим показателем относительно более тяжелых компонентов. На этом же рисунке приведены кривые зависимости Е = f(t) для пропана и бутанов относительно второй ступени конденсации. При обработке расчетных данных избирательность, соответствующая максимальному выходу этих компонентов, принята за единицу.
Из приведенных материалов можно сделать вывод о том, что чем легче компонент, тем ниже температура, соответствующая максимальному значению избирательности. Этот фактор необходимо учитывать при выборе режима работы установок НТС или НТК.
Как было указано выше, расширение газа может быть осуществлено изоэнтальпийно или изоэнтропийно. Снижение температуры газа в зависимости от способа расширения газа показано на рис. 7.3. С учетом рекуперации энергии газа фактическое снижение температуры газа будет в 2-3 раза больше.
Следует отметить, что чем ниже значение начального давления, тем больше значения градиента At/Ар. Значение этого показателя для изоэнтропийного процесса больше, чем для
/4
Рис. 7.3. Снижение температуры газа при нзоэнгропийном (/) и иэоэнталь-пмймом (2) расширении газа
Рис. 7.4. Влияние площади поверхности рекуперативного теплообменника на температуру в низкотемпературном сепараторе
изоэнтальпийного. Это особенно существенно при низких давлениях. Следовательно, применение ТДА в схемах установок НТА или НТС особенно эффективно при относительно низких давлениях.
Важным элементом установок НТС является также рекуперативный теплообменник Т-1 (см. рис. 7.1). Температура газа после этого аппарата зависит от площади его поверхности и температуры газа после сепаратора С-2. Увеличивая поверхность теплообменника Т-1, можно достичь снижения температуры сепарации во второй ступени сепарации. Взаимная зависимость этих параметров выражена графиком рис. 7.4, который получен при следующих режимах на ступенях сепарации: первая ступень р = 13,1 МПа; t = 16 °C; вторая ступень р = = 7,5 МПа; t = -30 ’С. Состав сырьевого газа, %: N2 - 0,40; С, - 86,90; СО2 - 0,26; С2 - 5,46; Са - 2,58; С4 - 1,31; С5 - 0,80; С6 - 0,73; С7 - 0,64; С8 - 0,42; С9 - 0,40; С10+ - 0,20; расход газа - 5 млн. м3/сут.
Согласно рис. 7.4 для получения температуры газа на второй ступени сепарации -30 °C необходимо установить теплообменник с площадью поверхности 1200 м2. Включение в схему аппарата с площадью поверхности 2200 м2 позволяет обеспечить перед второй ступенью сепарации температуру -39 °C. Однако это связано с увеличением капиталовложений в установку.
Таблица 7.2
Техническая характеристика и основные размеры теплообменников типов 3 и 4
Диаметр аппарата, мм Давление, МПа, в пространстве Температура рабочей среды, *С Длина труб, мм Площадь поверх-ности теплообменника, м2 Масса, кг Габаритные размеры, мм
длина L высота Н
трубном межтрубном тип 3 тип 4 тип 3 тип 4
600 800 1000 1200 1400 Приме на гладких До 16 ч а н и е Да> по наружном До 8,8 in макс им аль у диаметру г От -60 до +100 ные значения еле. руб 6000 9000 6000 9000 6000 9000 9000 9000 оукицих пока. 290 436 500 770 860 1 290 1 970 2 740 зателей маем 17 800 22 500 32 000 40 250 49 800 62 350 97 600 135 560 Л, ДЛИНЫ, ВЫ( 18 150 22 850 32 350 40 600 50 100 62 650 98 000 135 950 юты, приведи 8 100 11 100 8 500 11 500 8 800 11 800 12 250 12 600 :на площадь 8 800 11 800 9 250 12 250 9 550 12 550 13 000 13 350 поверхности 3300 4250 4700 5800 6400 теплообме-
Характеристика наиболее современных рекуперативных теплообменников установок НТС конструкции ЦКБН приведена в табл. 7,2.
Экономическая целесообразность снижения температуры сепарации должна определяться с учетом того, что наряду с ПБФ повышается также степень конденсации легких компонентов.
Влияние давления. В проектных решениях давление на последней ступени сепарации выбирается близким к давлению на головном участке магистрального газопровода. Что касается давления на первой ступени сепарации, то его значение устанавливают с учетом устьевых параметров и состава газа, а также наличия оборудования.
Давление оказывает существенное влияние на распределение компонентов газа по фазам. Кроме того, от его значения на ступенях конденсации установок НТС в значительной степени зависит эффективность работы ГТС. Это связано с влиянием давления как на фактическую точку росы по воде и углеводородам, так и на показатели работы дожимной компрессорной станции.
В настоящее время, как правило, на выходе из УКПГ давление газа поддерживается на уровне 7,5 МПа, что значительно выше его оптимального значения, обеспечивающего глубокое извлечение из газа пропана, бутанов и более тяжелых углеводородов. Поддержание на второй ступени конденсации давления, равного 7,5 МПа, обусловлено режимом работы МГ, который проектируется на такое рабочее давление. Ведение процесса обработки газа при давлениях ниже 7,5 МПа потребовало бы включения в схему установок дожимного компрессора с первого года эксплуатации ГКМ.
Применение ТДА позволяет на второй ступени сепарации поддерживать более низкое давление, чем при обычной схеме НТС с дроссельным устройством. (Тормозной компрессор ТДА обеспечивает частичную компенсацию сработанного давления.) Это, в свою очередь, позволяет понизить температуры во второй ступени сепарации. В результате, с одной стороны, увеличивается степень конденсации целевых компонентов (С3Н8+), с другой - снижается количество легких компонентов в нестабильном конденсате.
С повышением давления степень извлечения тяжелых компонентов снижается. В то же время общее количество углеводородов, перешедших в жидкую фазу при сепарации, возрастает, что связано с увеличением конденсации метана и этана. Пропорционально этому растет объем газов низкого давления
Рис. 7.5. Влияние температуры (а) и давления (б) на относительную летучесть этан-пропановой смеси
на У СК, что способствует повышению эксплуатационных расходов на У СК
Таким образом, увеличения выхода целевых компонентов в жидкую фазу можно достичь как повышением давления (до определенного предела), так и снижением температуры процесса. Какому из этих факторов отдать предпочтение? Для решения этого вопроса необходимо также изучить влияние давления и температуры на значение относительной летучести а разделяемых веществ.
Согласно графикам рис. 7.5, величина а не является постоянной: ее значение увеличивается со снижением температуры и уменьшается с ростом давления. Отсюда следует, что для повышения эффективности разделения этих компонентов при прочих равных условиях следует отдавать предпочтение снижению температуры.
Аналогичным образом необходимо определить значение а для любых разделяемых веществ (фракций). Полученные данные позволят определить области давлений и температур, при которых повышение первого и понижение второго параметра является целесообразным.
Выбор числа ступеней сепарации. На практике для подготовки к транспортированию продукции ГКМ осуществляются двух- и трехступенчатые схемы сепарации. Многоступенчатые схемы сепарации применяются также в схемах глубокого извлечения из газов пропана и этана процессом НТК. При этом зачастую там, где достаточно использовать двухступенчатый процесс, необоснованно применяют трехступенчатый.
Ниже дается сравнительная оценка одно-, двух- и трехсту-
Рис. 7.6. Расчетная схема вариантов установки НТС:
С Г ~ сырьевой газ; ТГ - товарный газ; НК - нестабильный конденсат, I, II, III - ступени сепарации
пенчатых схем установок НТС, обеспечивающих одинаковую точку росы газа на выходе с установки при давлении 8 МПа. Расчетная схема этих вариантов установок НТС приведена на рис. 7.6.
Первый вариант (рис. 7.6, а} предусматривает сепарацию газа при температуре -25 °C и давлении 8 МПа в одну ступень. Во втором варианте (рис. 7.6, 6) газ подвергается сепарации сначала при давлении 12 МПа и температуре 10 ’С, а во второй ступени - при тех же условиях, что и в первом варианте. Третий вариант (рис. 7.6, в) предусматривает сепарацию газа в три ступени. Давление в ступенях равно 12; 10 и 8 МПа. Температура в ступенях составляет 10; 0 и -25 ’С.
Составы газов, принятых для исследований, даны в табл. 7.3
Для всех составов наибольший выход жидкой фазы отмечается при одноступенчатой сепарации газа (табл. 7.4), а наименьший - при трехступенчатой. Этот факт можно объяснить следующим образом. На первой ступени конденсации из газа
Табли ца 7 3
Составы газов, принятых для исследований, % (мол.)
Компо-ненты Номер состава Компоненты Номер состава
1 2 3 1 2 3
С, 87,06 87,0 88,15 с7 0,35 0,50 0,30
с2 5,36 5,23 5,53 С8 0,31 0,40 0,20
С3 2,57 2,13 2,56 с9 0,30 0,30 0,10
с4 1,04 0,99 1,08 С10 1,13 0,48 0,10
с3 0,66 1,50 1,Ю N7 0,51 0,67 0,38
0,48 0,60 0,40 со, 0,21 0,20 0,10
Табли ца 7.4
Выход жидкой фазы (моли на 100 моль исходного сырья в зависимости от числа ступеней конденсации)
Ступень конденсации Номер состава
L ... 1 2 з
Вариант I
I 13,48 13,37 13,76
Вариант П
I 9,55 8,71 8,42
II 1,99 2,54 3,85
Итого 11,54 11,25 12,27
Вариант Ш
I 9,55 8,71 8,42
П 0,72 0,64 1,03
III 0,90 1,44 2,34
Итого 11,17 10,79 11,79
выделяется значительное количество тяжелых углеводородов, которые насыщаются легкими компонентами при относительно высокой температуре и давлении.
При подаче жидкой фазы первой ступени в поток газа и последующем охлаждении смеси тяжелые компоненты становятся ненасыщенными. Благодаря этому происходит дополнительное растворение легких компонентов в тяжелых. Концентрация фракции С5+ в газе после последней ступени сепарации характеризуется данными из табл. 7.5, которые показывают, что газы при одинаковой точке росы по углеводородам могут содержать различные количества С5т. Следовательно, точка росы газа не полностьью характеризует концентрацию в нем углеводородов С5+. То же касается концентрации любой другой фракции.
Следует отметить, что преимущество одноступенчатого процесса конденсации по выходу конденсата ранее было установлено О.Ф. Худяковым.
Несмотря на указанные факты, на практике для подготовки газа к транспорту одноступенчатый процесс конденсации не применяется. Это связано с тем, что сырьевой газ всегда со-
Табли ца 7.5
Остаточное содержание бутанов и Cs+ в товарном газе, г/м3
Состав Содержание бутанов при варианте Содержание С.,„ при варианте
1 И III I III
1 9,9 15,5 16,2 3,6 3,2 3,3
2 10,2 14,5 15,5 5,5 11,2 12,1
3 9,4 12,3 13,2 14,0 17,1 18,3
держит различные ингредиенты (минеральные соли, механические примеси, остатки глинистого раствора и т.д.), для выделения которых необходима сепарация. В противном случае указанные примеси за короткий период выведут теплообменную аппаратуру из проектного режима.
Для подготовки к транспорту газа газоконденсатных месторождений предложен ряд технических решений, обеспечивающих преимущества одноступенчатого процесса конденсации. Из них можно указать следующие:
для первой ступени сепарации выбирается такой режим, чтобы выделить из газа минимальное количество тяжелых углеводородов. Это обеспечит поступление во вторую ступень конденсации более тяжелого газа и тем самым увеличит степень конденсации целевых компонентов. В частности, в период исчерпания дроссель-эффекта сепаратор первой ступени можно использовать для выделения из газа механических примесей и капельной жидкости. При этом для тонкой очистки газа от ингредиентов можно осуществить его промывку, в том числе антигидратным ишибитором;
подача нестабильного конденсата первой ступени конденсации или его тяжелой фракции в поток газа перед второй ступенью конденсации. (Это решение детально проработано в работах А.И. Гриценко.)
При подаче всего нестабильного конденсата (после его отделения от водно-ингибиторного раствора) в поток газа состав смеси перед сепаратором второй ступени становится таким же, как и состав первоначальной смеси. Поэтому в итоге установка НТС хотя формально и имеет две ступени, фактически состоит из одного технологического цикла. Подача всего количества нестабильного конденсата позволит уменьшить количество потоков газа дегазации и упростить схему установки. Однако это не связано с увеличением площади поверхности рекуперативного теплообменника и (или) расхода холода на установке.
При выборе режима и числа ступеней сепарации необходимо учитывать также результаты предварительной обработки природных газов. В тех случаях, когда перерабатываемый газ до установки НТК проходит предварительную обработку, режим первой ступени сепарации можно установить таким образом, чтобы исключить выделение в ней тяжелых углеводородов. При этом путем выбора температуры можно также исключить применение ингибитора гидратообразования. Такой подход был внедрен при проектировании реконструкции установок НТК первой и второй очередей Оренбургского ГПЗ.
Выбор оборудования. В технологическую схему установок НТС входит различное оборудование: сепараторы, рекуперативные теплообменники, испарители, турбодетандерные агрегаты (ТДА), трехфазные разделители, компрессоры.
При выборе сепараторов следует бороться с капельным уносом, в первую очередь за счет уменьшения скорости газа. Размер капель, осаждаемых в сепараторах с циклонными коагуляторами, обратно пропорционален корню квадратному скорости газа. Чем выше плотность газа, тем труднее отделить от него капли жидкости или механические примеси. По этой причине сепарационные устройства, в том числе основанные на использовании центробежной силы, с повышением давления имеют меньшую эффективность.
В связи с этим при проектировании установок НТС необходимо стремиться к снижению давления в блоках сепарации (при прочих равных условиях). Этого можно добиться, например, включением в схему установок НТС рекуперативных теплообменников с большой площадью поверхности или ТДА.
Практически во всех сепараторах происходит унос жидкой фазы. Вследствие этого точка росы после сепаратора выше, чем та, при которой производится разделение фаз. Установление фильтра на линии газа сразу после низкотемпературной ступени для улавливания капельной жидкости позволяет понизить точку росы газа.
На практике в некоторых случаях фильтр устанавливают на линии товарного газа после его прохождения через рекуперативный теплообменник. При нагреве газа в теплообменнике капельная жидкость полностью или частично испаряется, в результате чего на фильтре улавливаются только механические примеси (если они имеются в газе). Следовательно, фильтр не выполняет свою функцию полностью. Отсюда можно сделать вывод: фильтры, предназначенные для улавливания капельной жидкости, необходимо устанавливать сразу после сепаратора.
7,2, ВЛИЯНИЕ ЭФФЕКТИВНОСТИ РАБОТЫ СЕПАРАЦИОННОГО ОБОРУДОВАНИЯ НА ФАКТИЧЕСКУЮ ТОЧКУ РОСЫ ГАЗА
На установках первичной переработки товарный газ от жидкой фазы отделяется с помощью сепарационных устройств или аппаратов. Эффективность сепарации Э зависит от конструкции сепарационных устройств, скорости газа, а также давле-300
ния, температуры и составов потоков. Значение Э определяется по уравнению
Э = ^ = 1-^, (7.1)
0к 9к
где дк - общее количество жидкой фазы в системе; дс - фактическое количество отсепарированной жидкости; ду - количество уносимой с газом жидкости.
Практически во всех случаях значение Э меньше единицы, что указывает на унос жидкой фазы с отсепарированным газом. По этой причине фактическая точка росы газа по углеводородам будет выше, чем изотерма конденсации,
В работе [32] приведены данные, характеризующие количественную оценку влияния уноса жидкой фазы на точку росы. Например, показано, что вследствие уноса жидкости из сепараторов УКПГ Шебелинского и Некрасовского месторождений разность между изотермой конденсации и точкой росы по углеводородам составляет 5-8 и 3-5 аС соответственно. Авторами разработана методика определения ДГ в зависимости от значения уноса капельной жидкости. (Здесь ДТ - разность между точкой росы и температурой конденсации.) Недостатком этого метода является необходимость построения графика зависимости ДТ от уноса путем искусственного ввода в газовую фазу жидкой фазы. Кроме того, не учитывается состав жидкости, уносимой с газом.
С целью качественной оценки влияния уноса жидкой фазы на точку росы газа в работах [24-26, 33] изложен методологический подход, основанный на построении графика зависимости выхода жидкой фазы от температуры при заданном давлении и внесении корректив в значение точки росы в зависимости от величины уноса. При этом шаг по температуре конденсации принимается равным 1-2 ’С, что позволяет повысить точность определений. Учитываются также составы жидкой и газовой фаз. Этот подход опишем на примере сетчатых сепараторов.
Унос жидкости
У = У, + уп, (7.2)
где Уэ - унос жидкости при работе в эффективном режиме, см/м3; Уп - то же за счет превышения критической скорости газа.
Под понятием "критическая скорость" г^кр, м/с, подразумевается скорость, при повышении которой происходит срыв-жидкости с поверхности и унос ее газом. &'Kp определяется по уравнению Кутателадзе
= К 1,75 Jg2q<P* рЗ
/'Ч р?
где К - эмпирический коэффициент, зависящий от условий эксплуатации аппаратов; для сетчатых сепараторов К = 0495; о - поверхностное натяжение сепарируемой жидкости, кг/м; дж - содержание жидкой фазы в газе, см3/м3; рж и рг - плотность жидкости и газа в рабочих условиях, кг/м3; д - ускорение свободного падения, равно 9,81 м/с2.
Значение (£!кр наряду с физическими свойствами газа и жидкости зависит также от модальных размеров капель, образующихся в системе [62]. При известном дакр значение Уп определяют по уравнению
/ л2 да
Уп = 600 — - 1
(7.4)
где w - фактическая скорость газа, м/с.
Подставив значения Уэ и Уп в уравнение (7.2), находят значение уноса жидкой фазы в зависимости от скорости газа.
Влияние уноса на фактическую точку росы газа определяют следующим образом. Сначала находят фактическое количество жидкой фазы в товарном газе. Затем строят кривую, характеризующую зависимость между температурой газа и наличием жидкой фазы в системе. Далее производят требуемые действия. Это положение проиллюстрируем примером для газа следующего состава, %: N? - 0,42; - 89,56; С2 - 5,355; С3 - 2,22;
С4 - 9,84; С5 - 0,57; Сб - 0,36; С7 - 0,20; С8 - 0,07; С9 - 0,028; С10 - 0,017; СО2 - 0,35. Количество жидкой фазы в системе дк = 110 см3/м3. Требуется найти изотерму сепарации, обеспечивающей фактическую точку росы газа на уровне -10 °C при повышении скорости газа в сепараторе на 10 %.
Решение. Сначала определим количество уносимой с газом жидкости. В данном случае У = 6 см3/м3. Далее на оси ординат находим точку, соответствующую объему жидкой фазы в системе; обозначим ее через а (рис. 7.7). Из этой точки откладываем значение уноса (6 см3/м3) и находим точку Ь. Затем из точки b проводим линию, параллельную оси абсцисс, и находим точку ее пересечения с кривой зависимости жидкой фазы от температуры. Обозначим эту точку как с. Из этой точки, опуская перпендикуляр на ось абсцисс, находим точку, соответствующую требуемой изотерме конденсации, которая обеспечивает точку росы газа по углеводородам -10 °C. В данном случае t = -11,7 °C.
Рис. 7.7, Номограмма для определения фактической точки росы газа в зависимости от уноса жидкой фазы
Рис. 7.8. Влияние скорости газа на изотерму сепарации, обеспечивающей точку росы газа по углеводородам -10 'С
Аналогичным образом при известном значении уноса, т.е. эффективности сепарации, и изотерме конденсации можно определять фактическую точку росы газа. В этом случае значение уноса от точки а откладывается в направлении начала координат. Далее операцию выполняют аналогично описанной выше.
Как было показано ранее, с увеличением скорости газа в сепараторе возрастает также унос жидкой фазы. Следовательно, для получения заданной точки росы газа по углеводородам требуется понизить изотерму конденсации процесса, обеспечивающей точку росы газа по углеводородам -10 °C. Для указанной выше системы эта зависимость характеризуется графиком рис. 7.8.
Для применения описанного положения необходимо для каждого типа сепарационного устройства иметь зависимости, аналогичные (7.2) и (7.3), и для каждого состава газа построить кривую зависимости количества жидкой фазы от изотермы сепарации.
С помощью графического метода можно определить также влияние уноса водного раствора ингибитора на точку росы газа по воде. В этом случае сначала определяют количество влаги в уносимой жидкости. Затем вычисляют возможность дополнительного увлажнения газа с учетом установления равновесия в
системе, после чего аналогично вышеописанному примеру определяют фактическую точку росы газа.
Пример расчета. Предположим, что на установке НТС на первой и второй ступенях сепарации температура поддерживается равной 20 и -18 °C, а давление 12,1 и 7,6 МПа соответственно. При 100 %-ной эффективности сепарации количество воды в жидкой фазе составило бы 235 г/1000 м3. При концентрации ингибитора в жидкой фазе 50 % общее количество жидкой фазы в системе составит 470 г/1000 м3. Определим фактическую точку росы газа при уносе с ним 8 г/1000 м3 раствора ингибитора.
Решение. 1. Определяем количество воды, уносимой с газом:
д& = 8-0,5 = 4 г/1000 м3.
2. Строим график, характеризующий влагосодержание газа при делении 7,5 МПа в зависимости от температуры (рис. 7.9, кривая /).
3. На оси ординат находим точку, соответствующую равновесной влагоемкости газа при точке росы -18 *С (точка а). За-темм от точки а откладываем значение уноса воды У = = 4 г/1000 мэ и получаем точку Ь, Далее из этой точки проводим горизонталь и находим точку ее пересечения с кривой b = - обозначим эту точку через с.
4. Опуская из точки с перпендикуляр на ось абсцисс, находим фактическую точку росы газа по воде, которая равна -16 °C, т.е. разность между изотермой процесса и точкой росы составляет 2 "С.
На рис. 7.9 кривая 2 характеризует зависимость b = f(t)
Рис. 7.9. График для определения фактической точки росы газа по влаге в зависимости от уноса воды с отсе-парированным газом
при давлении 5,5 МПа. Расчеты показывают, что унос воды в количестве 4 г/1000 м3 при р = 5,5 МПа и t = -18 °C повысил бы точку росы газа по воде всего на 1,2 °C. Следовательно, влияние степени сепарации газа на фактическую точку росы газа (при прочих равных условиях) зависит также от давления. Чем ниже давление, тем меньше влияет унос на фактическую точку росы газа. Это влияние более существенно при малых количествах водяных паров в осушенном газе, т.е. при более глубокой осушке газа. Аналогичное положение характеризует также унос жидких углеводородов.
Из приведенных данных можно сделать вывод о том, что в схемах глубокой осушки (или переработки) газа должны предъявляться более строгие требования к эффективности работы сепарационного оборудования. Необходимо заметить, что этот показатель должен быть оценен не степенью сепарации, как в настоящее время, а абсолютным количеством уносимой жидкой фазы. Последнее более конкретно характеризует влияние уноса жидкой фазы на качественные показатели газа.
Следует отметить, что непосредственный замер фактического количества жидкости, уносимой с газом, представляет весьма трудную задачу. Замерив фактическую точку росы по воде и зная изотерму процесса, можно определить количество уносимой с газом жидкости косвенным путем.
7.3. УСТАНОВКА НТС, РАБОТАЮЩАЯ С ИСПОЛЬЗОВАНИЕМ ДРОССЕЛЬ-ЭФФЕКТА
Самым простым способом получения холода на УКПГ является изоэнтальпийное расширение газа. Этот процесс осуществляется с применением дроссельных устройств. Преимущества таких схем - их меньшая металлоемкость и высокая надежность в работе.
Изменение температуры газа при его дросселировании на 1 кгс/см2 называется дроссель-эффектом или коэффициентом Джоуля - Томсона. Различают два вида дроссель-эффекта: дифференциальный и интегральный.
Дифференциальный дроссель-эффект показывает снижение температуры газа при бесконечно малом изменении его давления. В промысловой практике этим эффектом практически не пользуются.
На практике используют интегральный дроссель-эффект -изменение давления на значительную величину. Значение его можно определить по уравнению
= (*i “ O/(Pi ~~ Pi), (7.5)
где pt и p2 - давление газа до и после дросселирования, МПа; ti и t2 ~ температура газа в тех же условиях, ”С.
Работу таких схем рассмотрим на примере установки НТС Уренгойского ГКМ (см. рис. 7.1).
В начальный период разработки месторождения, когда сырье имеет избыточное давление, газ с кустов скважин после дросселирования (при значениях входного давления ниже 12,8 МПа дросселирование газа не производится) поступает в блок первичного сепаратора С-1, где происходит отделение механических примесей, воды и углеводородного конденсата.
При снижении давления газа ниже расчетного перед установкой НТС вводится в эксплуатацию компрессорная станция. При этом сепаратору С-1 отводится функция входного сепаратора компрессорных агрегатов. Аппарат воздушного охлаждения АВО-1 также включается в схему вместе с компрессором.
Из сепаратора С-1 газ последовательно проходит две ступени теплообменников "газ-газ", где охлаждается обратным потоком газа, отводимым с верха сепаратора концевой ступени С-2. Между теплообменниками Т-1 и Т-2 установлен промежуточный сепаратор С-4, в котором отделяется образовавшаяся в результате охлаждения газа в Т-1 жидкость. Дальнейшее охлаждение газа достигается за счет его дросселирования при снижении давления с 12,7 до 7,85 МПа (в начальный период эксплуатации). В настоящее время эти параметры составляют 11 и 6 МПа соответственно. Охлажденный газ с температурой до -25...-30 °C поступает в низкотемпературный сепаратор С-2.
Отбензиненный и осушенный газ из низкотемпературного сепаратора последовательно проходит теплообменники второй и первой ступеней и после хозрасчетного замера подается в газовый коллектор. В зимний период производится охлаждение товарного газа с применением аппаратов воздушного охлаждения (АВО). В летний период товарный газ в газовый коллектор подается, минуя АВО.
Для обеспечения безгидратного режима работы установки НТС перед первым и вторым теплообменниками в поток газа вводится раствор метанола. По проекту предусматривалась регенерация насыщенного раствора метанола из разделителей Р-1 и Р-2 на отдельной установке. Характеристика разделителей приведена в табл. 7.6.
Потоки конденсата (смесь конденсата, пластовой воды и ингибитора) из сепараторов С-1 и С-4 объединяются и поступают 306
Т аб л и ца 7.6
Характеристика разделителей УКПГ Уренгойского ГКМ
Показатели Тип аппарата, ГП
569 03 00 000 366 04 00 000
Объем, м3 Производительность по жидкости, муч Рабочее давление, МПа Унос ВМС с конденсатом, г/м3 33 40 7,9 0,05-0,08 5 21 9,0 0,03
в разделитель Р-1, а из низкотемпературного сепаратора С-2 -в разделитель Р-2. После частичной дегазации потоки конденсатов объединяются и направляются на Уренгойский завод по переработке газового конденсата.
Со всех УКПГ нестабильный конденсат подается на УЗПГК самостоятельным конденсатопроводом диаметром 325 мм.
В начальный период эксплуатации УКПГ имело место нечеткое разделение фаз в разделителях: вследствие неудовлетворительной работы разделителей Р-1 и Р-2 около 10 % вод-но-метанольной смеси из разделителей попадало в конденсато-проводы (16]. Давление смеси на входе в конденсатопроводы из разных УКПГ составляло 5-7 МПа, а на входе в ЗПГК 4,5-6 МПа.
Температура гидратообразования нестабильного конденсата 18 °C. Наиболее низкая температура в конденсатопроводе на входе в УДК - минус 12 °C (зимний период), в среднем минус 8 °C.
Безгидратный режим работы конденсатопровода достигается при снижении температуры образования гидратов на 26 °C. Такое снижение АТГ требует поддерживать концентрацию метанола в жидкой фазе не ниже 45 % (масс.).
Для определения расхода ингибитора гидратообразования в конденсатопроводах предложено уравнение, которое приведено в гл. 3 настоящей работы.
При снижении давления ниже определенного уровня в схему установки включается входной компрессор (рис. 7.10). В этом случае сепаратор С-1 выполняет функцию входного сепаратора. Сжатый газ перед поступлением в рекуперативные теплообменники охлаждается в аппарате воздушного охлаждения ВХ-1. Согласно расчетным данным, приведенным на рис. 7.11, при дожатии газа до 12,5 МПа (степень сжатия газа 2,2) температура газа на выходе из КС (без промежуточного охлаждения) может составить 96 °C (при КПД компрессора
Рис. 7.10. Принципиальная технологическая схема установки НТС с дожимной КС
Начальное давление газа, МПа
Рис. 7.11. Повышение температуры газа при его дожатии
0,75). Эти данные должны быть учтены при выборе аппаратов воздушного охлаждения.
Производительность технологических линий НТС по газу составляет 5 млн. и3/сут. (На УКПГ-1ав предусмотрена одна нитка производительностью 10 млн. м3/сут.) Всего на УКПГ установлено от четырех (УКПГ-5в) до восьми ниток (УКПГ-1ав).
Обобщение опыта эксплуатации технологических установок и экспериментальные исследования, проведенные в 1986~ 1996 гг. сотрудниками ВНИИгаэа и П "Уренгойгаздобыча", позволили сделать ряд выводов о работе систем сбора и УКПГ 308
и выявить ряд особенностей проектных решений, часть из которых изложена ниже. (Эти особенности на различных этапах эксплуатации промысловых систем сбора и обработки газа проявились в различной степени.)
Все технологические линии УКПГ обеспечивают нормальную работу установок с проектной производительностью по газу.
На установке НТС при перепаде давления 5,0-5,5 МПа в низкотемпературном сепараторе температура газа достигает минус 25-30 “С. При этом из газа извлекаются 92-97 % углеводородов С5+в.
Промысловые исследования, проведенные на отдельных нитках установки НТС, показали эффективность впрыска перед низкотемпературным сепаратором части нестабильного конденсата, выделяющегося в сепараторе первой ступени, в поток газа перед низкотемпературным сепаратором. При оптимальном объеме впрыскиваемого конденсата дополнительное извлечение углеводородов С3+в достигало 5-12 г/м3, в том числе С5+и - 1,5-1,7 г/м3. Хотя положительный эффект от впрыска конденсата подтвержден промышленными испытаниями, постоянный впрыск его не производится. Это в той или иной степени объясняется следующими факторами:
прирост добычи конденсата не превышает 2~3 % от общей добычи нестабильного конденсата на промысле, и при существующей системе учета этот прирост практически не фиксируется;
содержание углеводородов С3+в в газе, уходящем с УКПГ, нормативными документами не регламентируется, и, следовательно, нет заинтересованности производственников в более глубоком извлечении С3+в;
загрузка технологических линий по жидкости неравномерна и существует опасность переполнения жидкостью низкотемпературных сепараторов. Температура в С-2 при впрыске конденсата повышается на 1-3 °C. Кроме того, эффективность от впрыска конденсата снижается при уменьшении потенциального содержания С5+в в добываемом газе, что наблюдается в процессе разработки месторождения.
Для снижения количества легких углеводородов в транспортируемом нестабильном конденсате на промысле осуществляется частичное разгазирование конденсата непосредственно на УКПГ, что улучшает работу конденсатопроводов за счет уменьшения пульсации и снижает энергозатраты на УЗПГК за счет уменьшения газов деэтанизации, поступающих на компримирование.
В настоящее время на УКПГ выделившиеся при разгазиро-вании конденсата газы подаются в низкотемпературные сепараторы с помощью эжекторов, установленных на ряде технологических ниток УКПГ (разработки И.Н. Царьева), Давление разгазирования на каждом УКПГ подбирается таким образом, чтобы обеспечить требуемое давление конденсата, поступающего на УЗПГК. При проведении частичного разгазирования конденсата с последующим эжектированием газов несколько повысился удельный выход нестабильного конденсата как за счет дополнительной обработки газа выветривания в низкотемпературном сепараторе, так и за счет снижения давления в конечной ступени сепарации.
Для подачи низконапорного газа деэтанизации, получаемого на УЗПГК, в основной поток товарного газа на ряде технологических ниток реализована эжекторная схема с использованием эжектора большой производительности ЭГ-9. Основное преимущество эжекторного варианта перед проектным (компримирование газов деэтанизации с помощью ДКС) состоит в том, что энергия мощных потоков газа высокого давления, ранее безвозвратно терявшаяся при дросселировании в клапанах, используется для полезной работы по эжектирова-нию газов низкого давления (в объеме до 5 % от основного потока) с повышением его давления в 2,6-2,8 раза.
За счет использования избыточной энергии газа высокого давления и эжектирования газа низкого давления производительность технологической линии НТС увеличена на 5 % при одних и тех же параметрах ее эксплуатации, в результате повышено давление низконапорного газа с 2,8-2,9 до 7,0-8,0 МПа или на 4,2-5,2 МПа в одной ступени.
Ненадежным оказалось проектное решение по сбору газа дегазации из низкотемпературных разделителей Р-2 на линии выхода газа из сепараторов С-2: так, перепад давления по жидкости между С-2 и Р-2 превышает перепад давления между С-2 и узлом замера газа. В дальнейшем в схему установки был включен эжектор для утилизации газа дегазации.
Модернизация сепарационного оборудования. По проекту сепараторы концевой ступени установок НТС были оборудованы ситовой насадкой. При работе в проектном режиме унос жидкой фазы из этих аппаратов составлял 0,05-2,0 г/м3. Основной недостаток проектной схемы - ненадежность конструкции верхней ступени и в связи с этим малый межревизионный период [21, 22, 31].
ПО "Уренгойгазпром" и ЦКБН были подготовлены и осуществлены технические решения по замене ситовых насадок на 310
Рис. 7.12. Эскизная схема низкотемпературного сепаратора ЦКБН ГН 569.05 до (д) и после (б) модернизации*.
1 - ситовая насадка; 2 ~ узел входа до модернизации, 3 ~ центробежные зле менты ГПР 515 00 000; 4 - типовой узел входа газа; 5 - просечно-вытяжной лист, б - сплошной защитный лист; 7 - лаз
Рис. 7.13. Зависимость уноса жидкой фазы от производительности сепараторов модернизированной (/) и проектной (2) конструкции
Производительность сепаратора, гыс.м^ч
сепарационную тарелку с центробежными элементами ГПР-515 и некоторыми изменениями узла входа газа. Эскизные схемы сепаратора до и после модернизации приведены на рис. 7.12.
Опыт эксплуатации модернизированных сепараторов показал высокую эффективность их работы: капельный унос жидких углеводородов с газом снизился до 0,01 г/м3 (рис. 7.13). В
1,4 раза увеличилась также производительность аппаратов, что обеспечило нормальную работу установок при снижении давления сырьевого газа.
7.4. ТУРБОДЕТАНДЕРЫ В СХЕМАХ УСТАНОВОК НТС
В зарубежных странах широкое применение нашли способы обработки газа с использованием турбодетандерных агрегатов (ТДА). Включение в схему установок обработки газа ТДА обеспечивает значительное снижение температуры газа на единицу перепада давления. Благодаря этому при прочих равных условиях для поддержания заданного давления газа на выходе из установки требуется "срабатывать" значительно меньшее давление, чем при расширении газа с применением дроссельного устройства.
Принцип работы турбодетандера [7, 8, 15 J. Газ со скоростью до 20 м/с поступает на специально спрофилированный и направленный сужающий аппарат (СА). Конструкция этого устройства обеспечивает минимальную потерю давления. За счет уменьшения площади сечения прохода газа достигается повышение скорости газа до 200-250 м/с. На СА потенциальная энергия газа превращается в кинетическую. После снижения давления газ поступает на рабочее колесо турбодетандера и приводит его в движение. Кинематическая энергия газа превращается в механическую энергию вращения вала. На этом валу монтируют компрессор. Механическая энергия вращения вала передается в компрессор и приводит его в движение. В компрессоре механическая энергия вновь превращается в потенциальную энергию. Работа турбодетандерной системы характеризуется степенью расширения ег, степенью сжатия Ей, перепадом давления, коэффициентом полезного действия и т.д.
Степени расширения турбодетандера и сжатия компрессора соответственно определяются из следующих соотношений: С = Pi/p2; (7.6)
£к = р4/Рз> (7.7)
где pi и р2 ~ давление газа до и после турбодетандера; рА и р± - давление газа до и после компрессора.
Общий перепад давления в турбодетандерной системе
Р ~ Р1 “ Р1 “ Р4 + Рз- <7.8)
Эффективность ТДА как охлаждающего устройства может
быть оценена холодильным коэффициентом полезного действия
11 = (г, - Г2)/(Т4 - Л), (7.9)
где Ts - теоретическая температура газа при его изоэнтропий-ном расширении; Т2 - фактическая температура газа.
Снижение температуры газа в турбодетандерном агрегате при постоянном перепаде давления зависит от давления и температуры газа на входе в ТДА, состава газа, конструкции аппарата и т.д. Установки охлаждения с внутренним циклом, в котором холод получают в результате расширения газа, близкого к изоэнтропийному, носят название турбохолодильных установок (ТХУ).
Возможности применения ТДА на установках НТС рассмотрим на примере одной из УКПГ, где принято предварительное решение о размещении первой ступени сжатия газа перед установками НТС (см. рис. 7.10). По этой схеме газ после отделения от жидкой фазы дожимается, затем в аппарате воздушного охлаждения (АВО) и рекуперативных теплообменниках Т-1 и Т-2 охлаждается. Охлажденный газ для расширения поступает в эжектор (процессы дросселирования и эжекции совмещены). После эжектора газ направляется в концевую ступень сепарации.
Ниже рассматриваются два варианта работы УКПГ: только с ДКС; с ДКС, совмещенной с ТДА.
При работе по первому варианту (см. рис. 7.1) входное давление газа должно составить не менее 11 МПа с тем, чтобы обеспечить поддержание в низкотемпературной ступени сепарации давления 6 МПа и температуры -30 °C. Для поддержания в низкотемпературной ступени сепарации давления 7,5 МПа и температуры -30 °C входное давление газа должно составлять 12,5 МПа, т.е. перепад давления на установке должен быть порядка 5 МПа. Поддержание столь высокого давления перед входным сепаратором связано с увеличенным расходом энергии на работу ДКС. Кроме того, повышается металлоемкость самих компрессорных агрегатов.
Как было показано выше, снижения затрат на дожатие газа можно добиться путем включения в схему установки НТС тур-бодетандерного агрегата. Результаты расчетов по оценке охлаждения газа с использованием дроссельного устройства и ТДА приведены в табл. 7.7 и 7.8. При получении указанных данных КПД турбины и компрессора ТДА был принят равным 75 %, а температура газа на входе в расширительное устройство (турбину или дроссель) минус 10 °C. Последний показа-
Температура газа при его расширении с использованием турбины
Показатели Давление после турбины, МПа
7,5 7,0 6,0 5.0 4,0
Температура газа после турбины, "С -35,0 -38,6 -46,3 -54,7 64,1
Давление газа после компрессора ТДА, МПа 8,94 8,52 7,64 6,73 5,74
Перепад температуры АГ, "С -25,0 -28,6 -36,3 -44,7 -54,1
Перепад давления 3,06 3,48 4,36 5,27 6,24
Др, МПа ДГ/Др, ’С/МПа 8,17 8,22 8,33 8,48 8,73
ДГ/Др, ‘С/МПа (без дожатия газа в компрессоре ТДА) 5,56 5,72 6,05 6,39 6,81
Таблица 7 8
Температура газа при его расширении с использованием дроссельного устройства
Давление 1аза после дроссельного устройства, МПа
7,5 7,0 6,0 5,0
Температура газа пос ле ДУ, ’С -29,6 -32,4 -38,5 -45,4
Перепад температуры АГ, ’С -19,6 -22,4 -28,5 -35,4
Перепад давления Др, МПа 4,5 5,0 6,0 7,0
ДГ/Др, "С/МПа 4,36 4,48 4,75 5,06
тель близок к температуре газа, прошедшего рекуперативные теплообменники установок НТС. Во всех расчетах начальное давление газа было принято 12 МПа. При работе по турбоде-тандерной схеме общий перепад давления определен с учетом дожития газа в компрессоре ТДА за счет энергии, отводимой от турбины. Задаваясь давлением газа после расширительного устройства 7,5~5,0 МПа, определяли температуру газа после расширения Тк.
По данным табл. 7.7 и 7.8 можно констатировать, что чем ниже конечное давление газа, тем больше значение градиента АТ /Др. Следовательно, больший эффект от применения ТДА достигается при более низких давлениях обработки газа.
Сопоставление данных табл. 7.7 и 7.8 показывает, что изо-энтропийное расширение газа имеет значительные преимущества. К примеру, при расширении газа с 12 до 5 МПа значение градиента ДГ/Др составляет 8,48 и 5,06 °С/МПа соответ-
ственно с использованием турбины и дроссельного устройства. (С учетом рекуперации энергии холодного отсепарированного газа разность градиентов АГ/Ар будет еще больше.)
При типовом исполнении установка низкотемпературной сепарации с ТДА имеет на одну ступень сепарации больше, чем установка НТС с дроссельным устройством. Это связано с необходимостью выделения из газа жидкой фазы перед турбиной. Поскольку технологическая схема установок НТС Уренгойского ГКМ включает в себя три ступени сепарации, для включения в них ТДА не требуется выполнять большие объемы работ по реконструкции, необходима только переобвязка оборудования (см. рис. 7.2). В этом случае теплообменники Т-1 и Т-2 работают как одна позиция, а сепаратор С-2 выполняет функции входного сепаратора турбины.
Следует отметить, что установка НТС по варианту 1 легко может трансформироваться на вариант 2 (рис. 7.14). При этом ДКС не становится лишней, так как в любом случае со временем потребовался бы ввод мощностей ДКС перед установками НТС. С падением давления газа перед УКПГ, используя установленные мощности в полном объеме, можно перенести на более поздний срок ввод последующей очереди КС на валан-жинских УКПГ.
Для сравнительной оценки показателей работы установки НТС с расширением газа через ТДА и по эжекторнодроссельной схеме выполнены расчеты с использованием программного комплекса “Комфорт”, разработанного Л.Л. Фишманом и др.
Рис. 7.14. Принципиальная технологическая схема установки НТС с ТДА
При расчетах в качестве исходных данных было принято:
расход сырья на технологическую нитку составляет 9000 кмоль/ч (из расчета получения товарного газа 5 млн. мэ/сут);
температура сжатого газа после аппаратов воздушного охлаждения 27 °C (летний режим);
давление нестабильного конденсата на выходе из УКПГ при работе с эжекторно-дроссельным устройством равно 4,0 МПа. Этот показатель при работе установки с ТДА был принят равным давлению в сепараторе низкотемпературной ступени.
Молярный состав сырья, %: N2 - 0,5740; СН4 - 89,0624; С2Не- 5,2414; СО2 - 0,2224; С3Н8 - 2,2227; мзо-С4Н1() - 0,4661; н-С4Н10 - 0,4980; фр. 343 К - 0,8711; фр. 398 К - 0,5892; фр. 448 К - 0,1776; фр. 498 К - 0,0566; фр. 548 К - 0,0178; фр. 581 К - 0,0007. Это сырье соответствует пластовой продукции, поступавшей на УКПГ-8в в 1997 г. (согласно проекту разработки ТюменНИИгипрогаза).
Результаты расчетов при работе установки в различных режимах приведены в табл. 7.9.
По данным табл. 7.9 можно отметить следующее.
для поддержания давления газа на выходе из сепаратора низкотемпературной (концевой) ступени 7,5 МПа при работе по технологии с ТДА достаточно иметь входное давление сырья 9,5 МПа. В то же время при работе по схеме НТС с дроссельным эффектом входное давление составляет 12,5 МПа. При работе установки в зимнем режиме, когда возможно охлаждение газа на АВО до более низких температур, значение этих давлений будет меньше. Однако разность давлений принципиально не будет отличаться. Следовательно, включение в схему установки НТС турбодетандерного агрегата позволит получить кондиционный газ при более низких входных давлениях и уменьшить затраты на дожатие газа,
при работе по схеме с ТДА несколько больше степень извлечения бутанов и более тяжелых углеводородов в жидкую фазу. Это объясняется уменьшением значения давления в ступенях сепарации;
для поддержания в низкотемпературной ступени сепарации режима р = 6 МПа и t = -30 °C при работе по схеме с ДУ входное давление должно составлять 11 МПа. В этом случае дожатие газа до 7,5 МПа по ТЭСу ВНИПИгаздобычи производится на ДКС сеноманских УКПГ. При таком входном давлении газа по схеме с ТДА давление газа па выходе из УКПГ составляет 7,5 МПа и не требуется его дополнительное дожа-316
Показатели работы установки НТС при работе по схеме с ТДА (см. рис. 7.14) и эжекторно-дроссельной схеме (см. рис. 7.1) расширения газа
Показатели Схема с ТДА Схема с ДУ
1-й режим 2-й режим 1 <1 режим 2 й режим
Давление сырья перед УКПГ, МПа 9,5 11,0 12,5 11,0
Давление в сепараторе С-2, МПа 6,5 6,15 7.5 6,0
Температура в сепараторе С-2, °C -30,3 -41,1 -30,4 -34,0
Давление товарного газа на выходе из установки, МПа Выход в жидкую фазу, %: 7,5 7,5 7,5 6,0
С2 8,04 13,11 8,0 9,71
С,-С, 25,11 39,04 25,28 32,78
с5) 96,62 98,49 95,18 97,94
Выход НК*, кг/ч Содержание в НК*, кг/ч: 21006 24758 20095 22009
С2 1142 1856 1133 1374
cj 1696 2742 1730 2220
с, 1778 2659 1768 2315
с3-с4 3474 5401 3498 4535
с/ 14548 14829 14331 14747
C3t 18022 20230 17829 19282
Содержание С5. в товарном газе, г/м3 Количество товарного газа, тыс. м3/ч Количество С., С2, СО2 и N2 в НК. 2,45 1,111 3,48 1,492
135,37 204,60 208,62 135,35
моль / ч 152 226,5 107,4 129
м3/ч Массовая доля С3+ в не- 3654 5445 2582 3101
стабильном конденсате, % “НК - нестабильный кондеж 85,79 зат 81,71 88,72 87,61
тие. При этом температура в концевой ступени сепарации поддерживается на уровне -40 °C. Благодаря этому увеличивается выход в нестабильный конденсат конденсата и пропанбутановой фракции на 0,38 и 4,0 г/м3 соответственно;
при работе по схеме с ТДА на установке НТС не производится частичная дегазация конденсата со снижением давления до 4 МПа. По этой причине газонасыщенность конденсата на выходе из установки несколько .больше. В связи с этим увеличение объема низконапорных газов на установке стабилизации конденсата Уренгойского ЗПК составит порядка 20 тыс. м3/ч (на весь объем добычи газа) при поддержании изотермы в сепараторе С-2 -30 °C. Однако это не особенно отразится на эксплуатационных затратах на стабилизацию конденсата, так как на Уренгойском ЗПК для дожатия газов установлены соот-
ветствующие мощности. Определена также температура компримированного газа в зависимости от входного давления. При получении этой зависимости принято, что газ дожимается до давления 12,5 МПа. Во всех расчетах температура газа на приеме компрессора принята 17 °C.
На основании изложенного можно сделать вывод о том, что включение в схему установки НТС турбодетандерного агрегата обеспечивает снижение эксплуатационных затрат в компрессорный период разработки месторождения.
Основной причиной, препятствующей внедрению турбоде-тандерной схемы обработки газа на отечественных промыслах, является отсутствие надежных конструкций ТДА отечественного производства. В случае приобретения или разработки ТДА надежной конструкции можно включить его в схему установки. В этом случае отпадет необходимость в вводе одной ступени сжатия газа.
7.5. ПРИМЕНЕНИЕ ПРОЦЕССА НТС ДЛЯ ТОНКОЙ ОЧИСТКИ ГАЗА ОТ ВЛАГИ И ТЯЖЕЛЫХ УГЛЕВОДОРОДОВ
На практике в некоторых случаях требуется обеспечить сухой режим эксплуатации МГ по всей длине трассы. Это полностью исключает образование в газопроводе жидкой фазы как вследствие уноса капельной жидкости, так и из-за изменения термодинамических параметров системы.
Как показано ранее [24], соблюдение требований ОСТ 51.40-93, согласно которому регламентируются показатели качества газа, подаваемого в ГТС, не всегда гарантирует транспортирование газа в однофазном состоянии. В частности, отмечены четыре случая, когда возможно образование жидкой фазы в газопроводе при соблюдении всех требований упомянутого ОСТа. Ниже на примере газопровода, для которого требуется сухой режим эксплуатации, излагаются некоторые вопросы выбора способа обработки газа и установления показателей его качества, обеспечивающих отсутствие жидкой фазы в любой точке ГТС [9]. Например, такое требование к газу может предъявляться при строительстве подводных газопроводов.
Основными параметрами, определяющими требования к глубине обработки газа, являются данные по изменению давления и температуры в газопроводе по всей его длине. При этом за основу принимаются параметры уязвимых точек газопровода, 318
где значения давления и температуры газа в наибольшей степени способствуют конденсации паров воды и углеводородов. Координаты уязвимых точек относительно паров воды и углеводородов могут совпадать или отличаться. Для северных и ряда подводных газопроводов, как правило, координаты этих точек совпадают. Чаще всего эта точка находится в конце первого участка газопровода (конечная точка участка от головной до первой линейной КС).
Рассмотрим выбор режима и качественных показателей газа относительно газопровода, где координаты уязвимой точки по воде и углеводородам составляют: р = 5,5 МПа; t = -7 “С. Кроме того, наряду с обеспечением однофазной транспортировки газа ставится также вопрос об обеспечении фактического влагосодержания газа Ьф в любой точке газопровода не выше 60 % от его равновесного значения с целью снижения интенсивности коррозии в системе из-за наличия в газе двуокиси углерода.
Ниже рассматривается возможность применения процессов абсорбционной осушки и низкотемпературной сепарации, а также выбор параметров работы установки применительно к указанному варианту транспортирования газа.
Абсорбционный процесс осушки газа. Абсорбционная установка наиболее проста по аппаратурному оформлению и требует меньших капиталовложений и эксплуатационных затрат. Однако этот способ не обеспечивает сухого режима эксплуатации газопроводов. Это объясняется тем, что при осушке газ насыщается парами гликоля при более высоких температурах, чем температура, до которой он охлаждается при транспортировании. По этой причине даже при полном отсутствии уноса гликоля с осушенным газом в капельном виде в газопроводе произойдет конденсация паров гликоля. (Количество образовавшейся жидкой фазы будет несколько больше, чем сконденсировавшегося гликоля, что объясняется взаиморастворимо-стью компонентов системы и изменением ее равновесного условия .)
Начиная с первых километров, может пройти выпадение гликоля в жидкую фазу. Количество образовавшейся жидкой фазы в газопроводе в зависимости от применяемого осушителя и температуры в системе можно определить по кривым рис. 7.15. При построении этих зависимостей принято, что газ в абсорбере контактирует при температуре 30 ’С и давлении 6,0 МПа и отсутствует унос капельной жидкости с осушенным газом.
При использовании в качестве осушителя ДЭГа и ТЭГа ми-
Рис. 7.15. Зависимость количества гликоля в газопроводе от глубины охлаждения газа
нимальное количество образовавшейся жидкой фазы может составить до 2,3 и 0,4 г/1000 м3 соответственно. Из-за капельного уноса гликоля с газом фактическое количество жидкости в газопроводе также будет значительно больше.
На основе изложенного можно сделать вывод о том, что абсорбционный процесс осушки газа не обеспечивает эксплуатацию газопровода в сухом режиме. (Это возможно лишь в том случае, если при транспортировании газа его температура повышается. При этом влияние повышения температуры на равновесное гликолесодержание газа больше, чем снижения давления и уноса жидкой фазы, что практически не имеет места на объектах).
Процесс низкотемпературной сепарации. Рассмотрим пример, когда исходя из конкретных производственных условий давление в концевой (низкотемпературной) ступени сепарации задано равным 4,9 МПа.
Точка росы по воде и (или) водно-метанольной смеси (ВМС). Равновесная влагоемкость газа в расчетной точке Ър имеет самое низкое значение в конечной точке газопровода и составляет 0,0771 г/м3. Значение относительной влагоемкости газа ЬОТ, соответствующее 60 % равновесной, в этой точке равно 0,0463 г/м3. Отсюда следует, что фактическое влагосодержание газа 6ф на выходе из установки должно быть не больше 0,0463 г/м3 с тем, чтобы этот показатель не превышал 60 % его равновесного значения в любой точке газопровода.
При давлении 4,9 МПа для получения газа с таким остаточным влагосодержанием температура в концевом сепараторе должна быть не выше —15,5 °C. Данное положение строго соблюдается в том случае, если применяемый в качестве ингибитора гидратообразования раствор метанола не сорбирует дополнительное количество влаги из газа. При применении высококонцентрированного раствора метанола фактическое влаго-320
Рис, 7.16. Температура конденсации воды (2) и водометанольной смеси (/, 3, 4).
Режимы кривых I - р = 7,5 МПа; t = -10 ‘С, содержание метанола на входе в газопровод 0,416 г/м3;
2 - вода; 3 - р - 4,9 МПа; t = = -16 "С, содержание метанола на входе в газопровод 0,320 г/м3; 4 -р = 7,5 МПа; t = -20 ’С, содержание метанола на входе в газопровод 0,348 г/м3
содержание газа на выходе из установки будет несколько меньше.
Поскольку на выходе из установки товарный газ содержит пары метанола и воды, образующаяся жидкая фаза будет представлять собой водометанольную смесь. Поэтому точка росы газа должна рассматриваться также по ВМС.
Известно, что с повышением давления влагоемкость газа снижается. Следовательно, при постоянном содержании влаги в газе со снижением давления его точка росы понижается, а с повышением - возрастает (кривая 2, рис. 7.16),
Точка росы газа -16 °C по остаточному влагосодержанию была бы эквивалентна точке росы -7,5 °C при давлении 7,5 МПа. Аналогичная закономерность характеризует и точку росы по ВМС (кривые /, 3, 4). В то же время со снижением давления понижается температура начала конденсации ВМС. Следовательно, повышается резерв по точке росы газа.
На основе приведенных материалов можно констатировать, что для исключения конденсации водяных паров или ВМС в газопроводе обработка газа должна производиться при как можно более высоких давлениях.
Точка росы по углеводородам. Как было показано выше, с точки зрения возможности конденсации углеводородов самым уязвимым участком газопровода является его конечная точка, где давление газа равно 5,5 МПа и температура имеет самое низкое значение -7 °C. В данном случае температура газа в конце газопровода по сравнению с температурой сепарации на 9 °C выше, что создает такой же резерв по точке росы. Давление газа в конце газопровода (рк ~ 5,50 МПа) больше, чем в низкотемпературной ступени обработки (р = 4,90 МПа). Из-за ретроградного эффекта этот факт, при прочих равных условиях, может способствовать обратному испарению тяжелых угле-
Рис. 7.17. Изменение точки росы газа по углеводородам в зависимости от давления
водородов, если бы они имелись в жидкой фазе. Этот тезис проиллюстрирован на рис. 7.17, где показано влияние давления на точку росы газа по углеводородам. Согласно кривой, приведенной на этом рисунке, со снижением давления до 3 МПа повышается точка росы газа по углеводородам, что способствует конденсации тяжелых углеводородов. Затем кривая выравнивается, и при интервале давления 3-2 МПа влияние давления практически отсутствует. При давлениях ниже 2 МПа потребовалась бы обработка газа при более низких температурах с тем, чтобы избежать конденсации углеводородов в системе. (Для газов других составов значения этих показателей будут другими, однако общий характер кривой не изменится.)
Следует отметить, что приведенная зависимость имеет не только теоретическое, но и практическое значение. Известно, что при эксплуатации газопроводов практически не допускается снижение давления ниже 4-5 МПа. Однако на практике может произойти остановка газопровода со снижением в нем рабочего давления. В этом случае с помощью кривой, показанной на рис. 7.17, можно прогнозировать возможность образования жидкой углеводородной фазы и ее последующего испарения в зависимости от давления.
Влияние уноса жидкой фазы на точку росы газа. Согласно расчетам при работе концевого сепаратора установки НТС без уноса жидкой фазы резерв по точке росы по углеводородам с учетом влияния температуры и давления составит 14 “С (по сравнению с режимом обработки газа, когда р = 4,9 МПа, t = = -16 °C).
Однако практически с любого сепаратора происходит унос жидкой фазы. Следовательно, при определении параметров работы установок НТС необходимо учитывать также влияние уноса жидкой фазы с концевого сепаратора на повышение фактической точки росы газа. В связи с этим выполнены рас-322
Влияние уноса жидких углеводородов на точку росы газа
Унос, мг/м3 Давление, МПа дг, С
7,0 6,5 6,0 5,5 4,9 4,5
0 -31,7 -27,2 -23,7 -20,8 -17,9 -16,2 13,7
to -31,1 -26,7 -24,2 -20,3 -17,4 -15,8 13,2
20 -30,5 -26,2 -22,8 -19,9 -17,0 -15,4 12,8
50 -28,9 -24,8 -21,4 -18,6 -15,7 -14,2 11,5
Примем а н и е ДГ - резерв по точке росы по углеводородам отн осительно режимов
установки НТС (р = 4,9 = 5,5 МПа). МПа, t = - 18 'С) и показателей газа в конце газопровода -
четы по определению влияния эффективности концевого сепаратора на точку росы газа.
В первой группе расчетов принято, что унос жидкой углеводородной фазы полностью отсутствует. Во второй - унос жидкой фазы принят равным 10 мг/м3. Это значение соответствует последним разработкам ДАО ЦКБН. В третьей группе принят унос 20 мг/м3, что соответствует общим требованиям к концевым сепараторам. В последующих расчетах унос жидкой фазы составляет до 50 мг/м3, что соответствует отклонению режима работы установки от норм технологического регламента. Результаты расчетов приведены в табл. 7.8, где охвачен интервал рабочего давления газопровода. Во всех расчетах унос жидкости принят при давлении 4,9 МПа.
Графическое выражение влияния уноса жидкости на точку росы газа по углеводородам при рк - 5,5 МПа приведено на рис. 7.18, где на ординате показана точка росы газа по углеводородам. При этом имеется в виду, что газ прошел обработку в режиме сепарации р = 4,9 МПа и t = -16 °C.
Согласно полученным данным при работе концевого сепаратора без уноса при давлении 5,5 МПа (основной показатель в конце подводного газопровода) для конденсации углеводородов температура газа должна снизиться до -20,8 °C. Для этого ва-
Рнс. 7.18. Влияние уноса жидкости на точку росы газа по углеводородам
323
11»
рианта резерв по точке росы по углеводородам составит 13,7 вС. Это более чем достаточно.
При уносе жидкой фазы из концевого сепаратора этот резерв несколько снижается. При значениях уноса 50 мг/м3 резерв по точке росы по углеводородам снижается на 2,2 ‘С по сравнению с режимом, когда унос жидкой фазы отсутствует. Однако и в этом случае резерв более чем достаточен.
При снижении давления в конечной точке газопровода повышается точка росы газа по углеводородам. К примеру, если бы давление газа снизилось до 4,5 МПа, то точка росы газа по сравнению с показателем при давлении 4,9 МПа повысилась бы на 4-5 вС. В этом случае режим работы установки НТС обеспечил бы резерв по точке росы по углеводородам 7-9 ’С.
Здесь необходимо отметить следующее. В случае дожатия газа перед подачей в газопровод в поток может попасть компрессорное масло. При транспортировании газа из-за снижения давления и температуры газа пары масла, конденсируясь, образуют жидкую фазу в системе. Во избежание этого в таких схемах подготовки газа к транспорту после концевого сепаратора установок НТС для сжатия газа необходимо использовать только компрессорные агрегаты с сухим уплотнением (без использования масла).
Наряду с этим в качестве ингибитора гидратообразовання рекомендуется применять метанол или любой другой реагент, имеющий близкие свойства. Использование гликолей в данном случае противопоказано. Это объясняется тем, что уносимый с газом в капельном виде гликоль при прохождении рекуперативного теплообменника и в режиме газопровода не всегда полностью испаряется. Следовательно, в газопровод жидкая фаза может попасть вместе с товарным газом.
Для глубокой осушки газа можно применять также адсорбционный процесс. Однако при наличии в газе тяжелых углеводородов этот процесс становится уязвимым. В то же время этот фактор .практически не отразится на надежности работы установки НТС по обеспечению качественных показателей газа.
7.6. УСТАНОВКИ НТС С ВНЕШНИМ ХОЛОДОМ
Одним из способов охлаждения газа является применение различных холодильных циклов. В схемах подготовки газа к транспорту осуществляются процессы, где в качестве хладагента используются аммиак, пропан, этан и смеси различных 324
углеводородов. Выбор хладагента и изотермы процесса определяется на основании двух основных факторов: условий транспортирования газа и требуемой степени извлечения из газа тяжелых углеводородов.
Производство холода с использованием хладагентов основано на выделении энергии при испарении сжиженных газов в испарителях. Полученный холод передается перерабатываемому газу. Затем пары хладагента сжимаются, охлаждаются и в жидком виде возвращаются в испарители. Для циркуляции хладагента применяют холодильные установки с поршневыми, винтовыми и центробежными компрессорами.
Применение поршневых компрессоров (с электроприводом) считается целесообразным при холодопроизводительности до 1 млн. кДж/ч.
В газовой промышленности потребность установок НТС в холоде составляет 3-15 млн. кДж/ч и более. Для получения холода в таком количестве используют холодильные установки с винтовыми и центробежными компрессорами для дожития хладагента. Основные характеристики винтовых и центробежных компрессоров даны в табл. 7.9 и 7.10.
Парокомпрессорные холодильные машины (ПКХМ) могут быть смонтированы непосредственно на УКПГ для каждой установки или на головных сооружениях (ГС) централизованно для всего месторождения.
При установлении ПКХМ на УКПГ в схеме полностью используется оборудование установок НТС. Кроме того, при наличии на месторождении нескольких УКПГ возможен постепенный ввод ПКХМ для установок НТС в зависимости от избыточного давления обрабатываемого газа.
Таблица 79
Характеристики винтовых компрессоров холодильных установок
Показатели Марка компрессора
5ВХ 350/5фс 5BX-350/2,6a-lV
Температура кипения хладагента, “С Холодопроизводительность, тыс кДж/ч Эффективная мощность, кВт Наибольшая разность давлений всасывания и нагнетания, МПа Хладагент Расход воды, проходящей через маслоохладитель, mVч Расход масла, л/мин Унос масла, не более, г/ч Масса агрегата, т Габаритные размеры, м -40 440 15 1,73 Хладон-22 12,5 120 150 4,1 3,4х1х2,1 -40 566 40 0,51 Аммиак 7 70 2,5 3,2x1,18x2,0
Таблица 7 10
Характеристики холодильных центробежных турбокомпрессоров
Наименова-ние, марка Температура, ‘С N, Л, мин-1 Масса агрегата, т Габариты, м
Л. млн кДж/ч кВт
Фреоновая ХТМФ-348-400 -25 35 7,96 1080 7550 68,05 8,18x6,38x4,34
Аммиачный АТКА-1035-2000 -22 38 9,01 1040 15000 30,35 6,4x5x6,15 4,4x3x6,5
Пропановый АТКП-435-1600 -38 40 6,16 1125 15000 24,0 5,6x2,8x6,15
Пропановый АТКП-335-2000 -25 40 7,96 1137 15000 24,0 5,6x2,8x6,15
Пропановый АТКП-5/3 -38 47 20,95 4600 8800 16 8,4x4,6x6,8
Примечание Т и Т - температура кипения и конденсации хладагента, -
эффективная мощность электродвигателя; п - частота вращения ротора.
Основным показателем, определяющим удельную холодопроизводительность системы, является теплота парообразования хладагента. Этот показатель снижается с повышением молекулярной массы углеводородов, давления и температуры.
Эффект от применения низких температур в промысловой технологии во многом зависит также от совершенства холодильного оборудования. Техническая оценка применяемого на промыслах компрессорного холодильного оборудования свидетельствует о преимуществах компрессоров центробежного и винтового типов по сравнению с газомотокомпрессором типа 10ГНК по удельной металлоемкости и объему компрессорного цеха. Если для небольших месторождений целесообразно применять компрессорные агрегаты с электроприводом, то для крупных месторождений рекомендуются холодильные компрессорные агрегаты с газотурбинным приводом (табл. 7.11).
Технологическая схема установки охлаждения и осушки газа изображена на рис. 7.19. Установка состоит из двух полностью идентичных линий.
Газ после аминового абсорбера проходит рекуперативный теплообменник Е01, где охлаждается очищенным от меркаптанов товарным газом, и поступает во входной сепаратор В01. Затем этот газ через второй рекуперативный теплообменник Е02 и пропановый холодильник-испаритель ЕОЗ поступает в трехфазный разделитель В02. Газовая фаза при температуре от 28 до 30 ’С направляется в абсорбер для очистки от меркаптанов. Для предотвращения гидратообразования в низкотемпе-326
Сравнение показателей различных типов холодильных компрессоров (температура кипения хладагента —15 ‘С, температура конденсации 38 ‘С)
Показатели Газоком прессор 10ГКН-2/1,69-15 Центробежные агрегаты Винтовой агрегат А-1400-7-3
АТКА-545-5000 АТП-5/3
Удельная холодопроизводительность, кДж 9888 8116 8518 8677
Удельная металлоемкость, кг/1000 (кДж-ч) Удельная площадь, 7,845 1,671 1,174 1,835
4,640 1,463 0,668 1,188
м2/1000 (кДж-ч-1)
Хладагент Аммиак Пропан Аммиак
Тип привода Газовый двигатель Электродвигатель
ратурные узлы установки подают 80 %-ный раствор моноэтиленгликоля (МЭГ).
Углеводородная жидкость для полного отделения от остатков водного раствора МЭГа и амина поступает в сепаратор-
Рис. 7.19. Технологическая схема установки осушки газа Оренбургского ГПЗ:
Е01, Е02, Е12, Е13 ~ рекуперативные теплообменники; ЕОЗ - пропановый испаритель; Е14 - водяной холодильник, В01 - сепаратор; В02 ~ трехфазный разделитель; В08 - двухфазный разделитель; В09, В11 - буферные емкости; В12 - емкость орошения; F - фильтр; Р02, РОЗ - насосы;
I - сырьевой газ; II - газ с установки НТА; III - охлажденный газ в абсорбер установки НТА; IV - нестабильный конденсат; V - насыщенный раствор ЭГа; VI - регенерированный раствор ЭГа
разделитель В08. Смесь углеводородов из В08 состоит практически из всех компонентов газа. Эту смесь подают в поток насыщенного абсорбента, и она совместно с ним проходит все технологические операции на установке НТА.
Для обеспечения нормальной работы В02 в его нижнюю часть подают горячий регенерированный МЭГ. Потоки растворов МЭГа с низа В02 и В08 поступают в буферную емкость В09. Затем этот поток для очистки от механических примесей проходит фильтр F, после чего через рекуперативные теплообменники поступает на регенерацию.
Регенерация насыщенного раствора происходит в блоке, включающем ректификационную колонну, кубовый испаритель и вспомогательное оборудование.
В табл. 7.12 приведены показатели блока НТК, полученные в период обследования установки. Несмотря на некоторые колебания в отдельных точках замера, обеспечивается охлаждение газа до требуемой температуры -30 °C.
При температуре низа десорбера 130-135 “С и верха ЮЗ-106 °C концентрация раствора повышается от 60 до 80 %.
Со временем насыщенный раствор МЭГа накапливает диэтаноламин, содержание которого достигает 15-20 %. Это указывает на унос раствора ДЭА из абсорберов установок сероочистки. При небольшом содержании ДЭА в растворе МЭГа последний сохраняет свойства ингибитора гидратообразования.
Потоки жидкости из В08 и газа из В02, поступающие на ус-
Таб ли ца 7.12
Показатели блока осушки установки НТС
Номер установки Расход газа, ТЫС. М / Ч Температура в расчетных точках, *С
1 2 3 4 5
2 320 18 -8 -30 -22 7
2 330 17 -12 -28 -25 8
2 320 17 -8 -28 -22 6
3 320 20 -11 -27 -25 10
2 320 7 -8 -28 -20 7
3 330 20 -11 -28 -25 10
2 320 17 -8 -29 -23 6
3 335 20 -12 -27 -26 10
2 320 17 -8 -28 -23 6
3 335 19 -12 -27 -26 10
2 315 17 -8 -30 -22 6
3 330 20 -12 -30 -26 9
2 315 17 -8 -30 -22 6
3 330 20 -И -29 -26 8
тановку извлечения из газа меркаптанов, содержат некоторое количество воды, амина, гликоля, попадание которых в поток циркулирующего абсорбента вызывает осложнения в работе установки.
Для нормальной работы установки НТС необходимо подавать ингибитор такой концентрации, чтобы температура его застывания была на несколько градусов выше температуры кипения хладагента, охлаждающего трубки испарителя. Кроме того, необходимо выбрать скорость потока газа таким образом, чтобы обеспечить 100 %-ный вынос жидкой фазы (углеводородов, метанола, гликоля, воды и т.д.) из теплообменной аппаратуры. В противном случае произойдет накопление жидкой фазы в аппаратах, что приведет к нарушению технологического режима эксплуатации установок обработки газов.
7.7. НОВЫЕ ТЕХНИЧЕСКИЕ РЕШЕНИЯ В ТЕХНОЛОГИИ НТС
Одним из важных вопросов при разработке газоконденсатных месторождений является повышение эффективности использования пластовой энергии углеводородного сырья.
По сложившейся практике при проектировании УКПГ основное внимание уделяется использованию энергии газовых потоков. Для этого, как было сказано выше, в схему технологических установок включаются турбодетандерные агрегаты и эжекторы. В то же время в этих схемах пластовая энергия конденсата используется с низкой эффективностью.
Технологические схемы установок НТС, приведенных на рис. 7.20 и 7.21, обеспечивают использование энергии дросселирования конденсата для повышения давления низконапорных газов.
Схема с ТДА на конденсате (см. рис. 7.20). В этой схеме на линии подачи конденсата в разделитель Р-1 вместо дроссельного устройства включена турбина. На одном валу с турбиной устанавливается компрессорный агрегат Т, который работает за счет энергии расширения конденсата первой ступени сепарации. Энергия расширения конденсата в турбине приводит в движение компрессор К, установленный с ней на одном валу. В этом компрессоре производится дожатие газа из разделителя второй ступени. Компримированный газ охлаждается и в зависимости от давления подается на эжектор или в сепаратор С-3. (В ряде случаев в зависимости от состава газ после К можно подавать в поток товарного газа.) В зависимости от
л
Рис. 7.20. Принципиальная технологическая схема установки НТС с ТДА на конденсате:
С-1, С-2, С-3 ~ сепараторы; Р-1, Р-2 - трехфаэные разделители; Т-1 - рекуперативный теплообменник; Х-1 - холодильник; Э-1 - эжектор; Т - турбина ТДА; К - компрессор ТДА;
/ - сырьевая газоконденсатная смесь; II - товарный газ; III - водно-ингибиторная смесь; IV - частично дегазированный конденсат; V - газ дегазации
состава газа решается вопрос об установлении на линии охлажденного газа сепаратора для отделения жидкой фазы.
Для оценки технологической эффективности работы предлагаемого способа проведен ряд теоретических исследований. При этом в качестве сырья была принята пластовая продукция
Рис. 7.21. Зависимость давления газа на выходе из компрессора ТДА от КПД турбины
с конденсатным фактором 388 г/м3 следующего молярного состава, %: N2 - 0,007360; Ct - 0,754469; С2 - 0,07856; СО2 -0,05390; С3- 0,044330; С4 - 0,005960; С5 - 0,00807; С6 - 0,00555; фр. 372 К - 0,00469; фр. 399 К - 0,003785; фр. 424 К -0,00320; фр. 447 К - 0,002725; фр. 469 К - 0,002320; фр. 509 К -0,00464; фр. 532 К - 0,0042; фр. 560 К - 0,00328; фр. 603 К -0,002171; фр. 633 К - 0,01035.
Во всех вариантах давление и температура газа в ступенях сепарации были приняты постоянными. То же касается КПД компрессора и давления в разделителе второй ступени. Учитывая отсутствие опыта эксплуатации жидкостной турбины, работающей в режиме дегазации, КПД турбины принимался в широком интервале. Целью расчетов было определение зависимости между параметрами работы турбины (количество расширяемого конденсата, КПД турбины) и выходным давлением газа на выходе из компрессора ТДА.
Ряд результатов исследований приведены на рис. 7.21 и в табл. 7.13. Эти данные получены для производительности технологической нитки по сырью 10 345 кмоль/ч на приеме компрессора турбодетандерного агрегата 3,5 МПа. Во всех расчетах КПД компрессора был принят 0,7.
Согласно рис. 7.21 использование энергии конденсата обеспечивает дожатие газа выветривания на 3-4 МПа. Следовательно, резко снижается расход энергии на утилизацию этого газа.
За счет уменьшения давления в разделителе Р-2 до 3,5 МПа газонасыщенность конденсата, отводимого из установки (поток IV), снижается в 1,6 раза, по сравнению с газонасыщенностью при давлении 7 МПа (см. табл. 7.13). Это обеспечит уменьшение объема газа деэтанизации при дальнейшей переработке частично дегазированного конденсата. И, как следствие
Табли ца 7.13
Показатели работы разделителя Р-2 в зависимости от давления
Г / Показатели Давление, МПа
7,4 6,5 5,5 4,5 3,5
Газ дегазации, кмоль 29 107 192 276 360
Количество отводи- 119,04 117,45 115,70 113,91 112,0
мой жидкости, т Количество газооб- 875 797 713 630 545
разных компонентов в жидкости, кмоль С5+ в жидкой фазе, кг 94 183 94 164 94 152 94 135 94 112
Газонасыщенность фракции С5+, м3/кг 0,223 0,2035 0,1820 0,1609 0,1392
этою, снизятся затраты энергии при деэтанизации конденсата.
Описанный способ может найти применение при разработке ГКМ с высоким конденсатным фактором, особенно при эксплуатации месторождений сайклинг-нроцессом, когда длительный период поддерживаются высокий конденсатный фактор и высокое давление сырья перед УКПГ.
Приведенные данные показывают целесообразность проведения работ по разработке и применению ТДА, работающих на энергии расширения конденсата.
Схема с жидкостно-струйным инжектором. По схеме, представленной на рис. 7.22, дожатие всего объема газа дегазации конденсатов ступеней сепарации или части его производится без применения компрессорного агрегата и внешнего источника энергии. Для этого в схему установки включается жидкостно-струйный инжектор.
Пластовая смесь подается в сепаратор первой ступени С-1, где от него отделяется конденсат (смесь углеводородов, воды и
Рис. 7.22. Принципиальная технологическая схема установки НТС с инжекцией газа выветривания:
С-1, С-2 - сепараторы; Р 1, Р 2 - разделители; Т-1 - рекуперативный теплообменник; И-1 - инжектор, Э 1 - эжектор;
I - сырье установки; // - товарный газ; III - газ выветривания; IV - водно-ингибиториая смесь, V - частично дегазированный нестабильный конденсат
ингибитора). Газовая фаза проходит обработку по общепринятой схеме.
Конденсат первой ступени сепарации самотеком поступает в жидкостно-струйный инжектор И-1. В инжекторе производится дросселирование конденсата до рабочего давления разделителя первой ступени Р-1. За счет энергии расширения конденсата в инжекторе И-1 обеспечивается подсос газа дегазации из разделителя второй ступени Р-2 и повышение его давления до давления разделителя первой ступени Р-1. Благодаря этому без применения внешнего источника энергии достигается дожатие газов дегазации смеси конденсатов первой и второй ступеней сепарации.
После жидкостно-струйного инжектора И-1 газожидкостная смесь поступает в разделитель Р-1. Газовая фаза с верха разделителя направляется в поток газа, поступающего в сепаратор второй ступени С-2. Жидкая фаза из разделителя Р-1 поступает в разделитель второй ступени Р-2, где смешивается с конденсатом второй ступени,
В табл. 7.14 приведены показатели работы установки производительностью 27,5 т/ч по сырью, при работе в двух режимах: без инжектора (режим 1) и с инжектором (режим 2). При получении данных в качестве сырья установки была принята газоконденсатная смесь следующего молярного состава, %:
Таблица 7.14
Сопоставление показателей способов подготовки газоконденсатной смеси к транспорту
Показатели Режимы
1 2
Режим разделителя первой ступени: давление, МПа температура, ’С Жидкость, поступающая в Р-1, т/ч Газовая фаза разделителя первой ступени, мэ/ч Режим разделителя второй ступени: давление, МПа температура, ’С Газовая фаза разделителя второй ступени, м3/ч Жидкая фаза разделителя второй ступени, т/ч Газ, отводимый из разделителя второй ступени на эжектор, м5/ч Мощность внешнего источника на дожатие газа дегазации конденсата до давления товарного газа, кВт Количество оборудования блока утилизации газа дегазации, шт. 7,5 20,6 124,1 9 072 3,5 13,1 8 520 117,3 226 3 7,5 20,6 124,1 17 868 3,5 16,2 8 736 117,6 5 712 76 1
N2 - 0,22; CH4- 81,26; C2H6 - 6,10; СО2 - 2,30; С,Н8 - 2,20; н-С4Н10- 0,60; н-С5Н13- 1,61; С6Нм+-5,71.
Согласно этим данным режимы 1 и 2 имеют примерно одинаковые показатели по выходу жидких углеводородов. Однако при этом режим 2 обеспечивает снижение затрат на обработку газа на 150 кВт. Кроме того, блок утилизации в нем имеет меньшую металлоемкость, так как вместо трех аппаратов (компрессора, холодильника и сепаратора) установлен один жидкостно-струйный инжектор.
НТС с дегазацией конденсата при высоких давлениях. Как было указано выше, в состав промысловых установок НТС входят также трехфазные разделители, где производится частичная дегазация конденсата. Глубина дегазации определяется условием транспортировки конденсата до установок их стабилизации (УСК). В тех случаях, когда требуется однофазное транспортирование газа, осуществляется дожатие конденсата до давления из расчета того, чтобы его параметры исключили дегазацию конденсата в продуктопроводе.
Одними из продуктов работы УСК являются газы выветривания и деэтанизации. Для возвращения этих газов в поток товарного газа производится их компримирование. Этот блок является энерго- и металлоемким. С целью снижения затрат на утилизацию газов низкого давления предложено установки НТС дополнить дегазатором колонного типа, работающим при относительно высоких давлениях [20]. Этот процесс получил название низкотемпературной сепарации и ректификации высокого давления (НТСР ВД). Принципиальная технологическая схема установки НТСР ВД приведена на рис. 7.23.
Основным отличием этой схемы от общепринятых (см. рис. 7.1) является дегазация конденсата в абсорбционно-отпарной колонне (AOK) К-1. Питание колонны - конденсаты первой и промежуточной ступеней сепарации. В качестве орошения использован конденсат после низкотемпературного сепаратора, нагретый в теплообменнике Т-2 и дегазированный в промежуточном дегазаторе Р-1. В отдельных случаях возможна подача конденсата на орошение без его нагрева и промежуточной дегазации.
АО К служит для отпарки легких углеводородов и обеспечивает требуемую упругость паров продуктового нестабильного конденсата. Она снабжена кубовым кипятильником И-1 и работает под давлением, близким к давлению в низкотемпературной ступени сепарации, но не выше 7 МПа.
Практическое равенство давлений в низкотемпературной ступени сепарации и АОК обеспечивает совместное транспор-
Товарный газ
Рис. 7.23. Принципиальная технологическая схема установки НТСР ВД:
БРХ -~ блок рекуперации холода и смешения потоков; Т-1, Т-2, Т-3 - рекуперативные теплообменники; И-1 - испаритель; К-1 - абсорбционно-отпарная колонна; Р-1 - разделитель-дегазатор
тирование газа сепарации и газа после АОК без дополнительного дожатия последнего.
Ограничение по давлению в колонне значением 7 МПа объясняется закритическими условиями проведения ректификации: при более высоких давлениях осуществить необходимую отпарку легких углеводородов и обеспечить требуемую упругость паров кубового продукта невозможно. Такое высокое давление в АОК обеспечивает транспортирование конденсата по трубопроводу до У СК без использования насосов.
Газ с верха колонны К-1 смешивают с газом промежуточной дегазации и направляют в блок для рекуперации холода (БРХ), смешения с газом концевой ступени сепарации и отправки потребителю или для закачки в пласт.
Разработчики способа НТС ВД отмечают следующие его преимущества по сравнению с традиционными способами извлечения и подготовки конденсата к транспортированию в однофазном состоянии:
снижение эксплуатационных затрат на УКПГ в результате исключения компрессорной газа концевой дегазации и насосной продуктового конденсата;
высокоэффективное использование турбохолодильной техники с достижением более низких температур сепарации и более глубокого извлечения конденсата в целом по установке;
Рис. 7,24. Принципиальная схема блока НТС с ГДС
возможность варьирования глубины извлечения легких углеводородов (C2-Cd) в широком диапазоне без изменения глубины извлечения углеводородов С5+в.
Основной недостаток способа - усложнение схем и увеличение металлоемкости установки.
Установка НТС с газодинамическим сепаратором. Особенности совместной работы продуктивных газоконденсатных пластов и УКПГ предъявляют ряд требований к технологической схеме и оборудованию. Одним из таких требований является их гибкость или приспособляемость установок НТС к изменениям параметров сырья. Чем проще технология и чем меньше оборудования в ней задействовано, тем легче переналадка, связанная с изменениями давления, производительности или состава сырья. Один из вариантов решения этого вопроса с использованием газодинамического сепаратора (ГДС) разработан Б.Г. Берго (рис. 7.24). ГДС выполняет те же функции, что и обычная установка НТС, но в отличие от нее не имеет теплообменника “газ ~ газ” и низкотемпературного сепаратора.
В ГДС подается газ при температуре 20 *С со скоростью накрутки около 50 м/с. Далее газ расширяется в сопле до околозвуковой скорости (300-360 м/с), при этом внутренняя энергия переходит в кинетическую и газ приобретает очень низкую температуру (около -50 °C). Оба фактора - уменьшение давления и снижение температуры - способствуют интенсивной конденсации углеводородов С3+.
При организации вывода образовавшихся жидких капель из системы не представляет труда закончить процесс восстановлением давления отсепарированного газа в диффузоре.
Для реализации технологии обработки газа с использованием ГДС необходимо обеспечить высокие значения КПД сопла и диффузора, свести к минимуму количество циркулирующего газа и повысить степень сепарации жидкости, полученной в расширенном потоке.
7.8. ОБЩИЕ РЕКОМЕНДАЦИИ К ВЫБОРУ ОБОРУДОВАНИЯ УСТАНОВОК НТС
Процессы НТС имеют простые технологические схемы и отличаются низкой энерго- и металлоемкостью. Низкая четкость разделения фаз - недостаток сепарационного оборудования, а не процессов НТС. Поэтому при выборе режима установок НТС следует руководствоваться общими рекомендациями.
1. При выборе размеров оборудования необходимо бороться с капельным уносом, в первую очередь за счет уменьшения скорости газа; снижение уноса гликоля и конденсата соответственно всего на 1 и 10 г/100 м3 оправдывает установление сепаратора с двукратной площадью свободного сечения.
2. Размер капель, осаждаемых в сепараторах с циклонными коагуляторами, обратно пропорционален корню квадратному из скорости газа. Для улавливания частиц любых размеров скорость газа должна быть тем больше, чем меньше плотность жидкости. Чем больше плотность газа, тем труднее отделить от него капли жидкости или механические примеси. По этой причине сепарационные устройства, в том числе основанные на использовании центробежной силы, с повышением давления имеют меньшую эффективность. Поэтому такие сепараторы лучше всего ставить на конечную ступень сепарации установок НТС.
3 На практике точка росы газа на несколько градусов выше, чем температура сепарации. Это связано с тем, что сепараторы не обеспечивают полное отделение жидкой фазы от газа, всегда происходит унос капельной жидкости, особенно углеводородов.
Установление фильтра на линии товарного газа для улавливания капельной жидкости также обеспечивает качество транспортируемого газа. Это, в свою очередь, связано с увеличением потерь давления на установке. Поэтому при выборе параметров обработки газа необходимо тщательно учитывать указанные факторы.
На практике часто устанавливают фильтр на линии газа после прохождения его через рекуперативный теплообменник. Однако вследствие нагрева газа при прохождении через теплообменник капельная жидкость испаряется, что приводит к снижению эффективности работы фильтра. Фильтры необходимо устанавливать сразу после низкотемпературного сепаратора.
4. Выход жидкой фазы на установке зависит от числа ступеней сепарации: чем меньше число ступеней сепарации, тем
больше выход жидкой фазы. Для имитации уменьшения числа ступеней сепарации следует конденсаты первых ступеней подавать в поток газа последующих ступеней сепарации.
5. При использовании турбодетандеров в схемах установок НТС давление в конечной ступени сепарации следует поддерживать на уровне 5,5-6,5 МПа с тем, чтобы увеличить выход пропана, бутанов и более тяжелых углеводородов. Дальнейшее дожатие газа с помощью компрессора турбодетандерного агрегата позволяет подавать газ в магистральный газопровод при давлении, соответствующем давлению на его головном участке.
6. В начальный период эксплуатации газоконденсатных месторождений основное количество углеводородов С5+высш выделяется на первой ступени сепарации. Чрезмерное снижение температуры на конечной ступени сепарации приводит к увеличению степени конденсации легких компонентов, что в конечном счете увеличивает количество низконапорных газов, получаемых на установке стабилизации конденсата.
7. Теплообменники и сепараторы следует выбирать с учетом того, чго ио мере падения пластового давления происходит облегчение добываемого сырья, в первую очередь его фракции С5,высш, Чем меньше плотность жидкой фазы, тем труднее добиться четкого разделения фаз.
Подача конденсата в поток газа перед сепаратором конечной ступени увеличивает плотность жидкой фазы и способствует повышению степени сепарации,
Глава 8
АБСОРБЦИОННЫЕ ПРОЦЕССЫ ОБРАБОТКИ ПРИРОДНЫХ ГАЗОВ
Одним из основных процессов газопереработки является абсорбция. В настоящее время этот процесс находит применение на Оренбургском, Азербайджанском ГПЗ и на ряде заводов, перерабатывающих нефтяные газы, а также на газовых промыслах Средней Азии (Теджен, Довлетабад). Кроме того, элементы абсорбционной технологии используются на установках низкотемпературной сепарации Ямбургского ГКМ.
8.1. ВЫБОР АБСОРБЕНТА И ПОДДЕРЖАНИЕ ЕГО ПОГЛОТИТЕЛЬНОЙ СПОСОБНОСТИ
Интенсификация абсорбционных процессов переработки газов связана с выбором абсорбента, давления и температуры процесса, поддержанием качественных показателей циркулирующего в системе абсорбента и т.д.
Общие требования к абсорбентам. Абсорбенты, применяемые для извлечения из газа различных углеводородов, должны отвечать ряду общих требований. На основе анализа и обобщения литературных данных можно сформулировать следующие общие требования к абсорбентам. В частности, они должны:
иметь температуру помутнения и застывания на несколько градусов ниже самой низкой рабочей температуры в системе с тем, чтобы исключить застывание абсорбента при его охлаждении;
не содержать сернистых соединений, которые могут разлагаться в условиях высоких температур в отпарных колоннах и десорберах, образуя вещества с высокой коррозионной активностью и элементарную серу. Эти соединения увеличивают скорость коррозии оборудования и загрязняют товарную продукцию установок переработки газа. При использовании фракций сернистого конденсата или нефти в качестве абсорбента необходимо провести полный цикл исследований по определению их термической стабильности;
не содержать смолы и механические примеси, так как, осаждаясь на поверхностях оборудования, контактных устройств и коммуникаций, они снижают эффективность работы установок. Известны случаи, когда из-за отложений парафинов на поверхностях труб коэффициент теплопередачи аппарата уменьшался в 2 раза [3];
иметь как можно более узкий интервал кипения. На установках всегда имеют место потери абсорбента как за счет утечек, так и с газовыми потоками, вследствие растворимости и капельного уноса. При этом больше всего теряется легких фракций абсорбента. Для восполнения потерь абсорбента необходимо в систему ввести его дополнительное количество. Чем уже интервал кипения абсорбента, тем легче восполнить его потери. Это особенно важно в случае получения абсорбента из обрабатываемого сырья. Здесь уместно отметить, что от фракционного состава абсорбента зависит также степень извлечения компонентов, расход теплоты на регенерацию насыщенного абсорбента и т.д ;
не содержать непредельные углеводороды. Эти компоненты полимеризуются при нагреве и воздействии кислорода воздуха и образуют смолы. Последние, накапливаясь в абсорбенте, снижают его поглотительную способность и, кроме того, осаждаясь на поверхностях оборудования, снижают эффективность его работы;
иметь большее соотношение плотности к молекулярной массе (p/те). Этот показатель является одним из основных, определяющих молярный удельный расход абсорбента на установке;
иметь большую избирательность в отношении целевых компонентов, извлекаемых из газа. Чем выше избирательность абсорбента, тем легче выделение поглощенных компонентов из газа и тем меньше эксплуатационные затраты на стадии регенерации насыщенного абсорбента;
иметь низкое давление насыщенных паров с тем, чтобы уменьшить потери абсорбента с осушенным газом;
иметь относительно низкую вязкость при рабочих температурах и давлениях с тем, чтобы обеспечить хорошую перека-чиваемость и эффективный массообмен в абсорбере;
быть устойчивым против пено- и эмульсиеобразования. Эти свойства наряду с давлением насыщенных паров оказывают влияние на потери абсорбента. Кроме того, абсорбенты должны быть дешевыми и производиться (желательно) из продукции разрабатываемого месторождения.
Практически конденсат пи одного месторождения в полной
мере не отвечает указанным требованиям, в первую очередь наличия легких и тяжелых фракций. По этой причине использование конденсата в качестве абсорбента требует применения специальных приемов для сохранения его состава и поглотительной емкости в отношении целевых компонентов.
При получении абсорбента из конденсата необходимо иметь в виду, что с падением пластового давления месторождения ниже определенного значения уменьшается выход фракции, соответствующей абсорбенту. К примеру, при значении пластового давления р = 21 МПа конденсат Оренбургского ГКМ содержал 29 % (масс.) фракции, которая использовалась как абсорбент на Оренбургском ГПЗ При пластовом давлении 12 МПа количество указанной фракции в составе конденсата снизилось до 13 % Следовательно, для получения абсорбента необходимо было переработать в 2 раза больше стабильного конденсата. Отсюда вывод: необходимо в качестве абсорбента использовать фракцию конденсата, выход которой как можно меньше зависит от пластового давления сырьевого месторождения Зная состав и свойства такого абсорбента, можно рекомендовать основные параметры процесса абсорбции.
Поддержание качества абсорбента. Практически на всех установках возможно загрязнение абсорбента разными веществами: механическими примесями, смолами, продуктами коррозии и разложения ингибиторов и т.д. Одновременно при циркуляции абсорбента происходит потерЛ его легких фракций, что приводит к увеличению концентрации тяжелых компонентов в нем.
На практике наибольшее значение придается поддержанию постоянного углеводородного состава абсорбента. В зависимости от состава сырьевого газа это можно обеспечить различными способами [3, 26]. Основные из них описываются ниже.
1. Сырьевой газ не содержит компонентов абсорбента. В эюм случае накопления в абсорбенте компонентов газа не происходит. При регенерации абсорбента из него выделяются все поглощенные компоненты. Одновременно происходит потеря легких фракций абсорбента за счет насыщения ими газовой фазы. Для поддержания постоянного удельного расхода циркулирующего абсорбента требуется подавать в систему дополнительное его количество. Это можно осуществить путем ввода в систему готового абсорбента или конденсата, содержащего его фракции.
Растворимость солей в конденсате и его фракциях составляет несколько миллиграммов на литр. Наличие минерализованной пластовой воды в конденсате может привести к образо
ванию стойких эмульсий воды с конденсатом. При циркуляции абсорбента в системе происходит разложение эмульсии, что приводит к выпадению солей на поверхностях аппаратов и труб. Последнее, уменьшая свободное сечение труб, увеличивает их гидравлическое сопротивление и резко снижает эффективность работы теплообменной аппаратуры. В связи с этим необходимо проводить обессоливание и обезвоживание конденсата, используемого для получения абсорбента.
В этом варианте требуется из конденсата, применяемого в качестве подпитки для восполнения потерь абсорбента, выделить тяжелые фракции с тем, чтобы исключить их чрезмерное накопление в циркулирующем абсорбенте.
2. Сырьевой газ содержит компоненты абсорбента. Рассмотрим случай, когда температура кипения наиболее тяжелого компонента, извлекаемого из газа, ниже аналогичного показателя абсорбента. В этом случае при регенерации абсорбента необходимо поддерживать в десорбере такой режим, чтобы количество десорбированных компонентов, входящих в состав исходного абсорбента, не превышало количество тех же компонентов, извлекаемых из газа. В этом варианте уносимые легкие фракции абсорбента компенсируются поглощенными из газа компонентами. Изменение состава абсорбента в основном происходит за счет потерь тяжелых фракций. В этом случае потери абсорбента значительно меньше по сравнению с предыдущим вариантом. Следовательно, для поддержания нормальной работы установки требуется меньше подпитки.
3. Газ содержит компоненты, имеющие температуру кипения выше, чем температура кипения абсорбента. Это может иметь место на абсорбционных установках, работающих при положительных температурах, когда до абсорбера не удается обеспечивать полное выделение из газа тяжелых углеводородов. В этом случае потери легких фракций абсорбента полностью компенсируются за счет поглощения из газа соответствующих компонентов. Одновременно происходит накопление в газе тяжелых компонентов, извлекаемых из газа. В этих условиях для поддержания качества абсорбента на нужном уровне рекомендуется осуществлять периодическую замену части циркулирующего абсорбента или выделять из него тяжелые фракции в специальной колонне.
Таким образом, во всех описанных вариантах для обеспечения нормальной работы абсорбционной установки требуется восполнение потерь абсорбента.
В тех случаях, когда абсорбент соответствует фракции кон
денсата того месторождения, газ которого перерабатывается, для его получения возможны следующие варианты.
Для варианта первого пункта необходимо иметь отдельную установку получения абсорбента. Использование стабильного конденсата в этом случае в качестве абсорбента приведет к увеличению в нем концентрации тяжелых углеводородов, что обусловит повышенную скорость обновления абсорбента.
Для варианта второго пункта схема получения свежего абсорбента такая же.
В третьем варианте свежий абсорбент может производиться на отдельной установке. Для поддержания качества абсорбента возможно также устанавливать дополнительную колонну, где из него в качестве кубового продукта выделяется фракция, температура начала кипения которой соответствует абсорбенту.
Как видно из приведенных материалов, варианты схем абсорбционных установок обусловливают или наличие отдельной установки получения абсорбента, или дополнительные схемы с еще одной колонной для выделения из абсорбента тяжелых компонентов.
В условиях месторождений Крайнего Севера, когда упрощению схем подготовки газа к транспорту придается первостепенное значение и достаточно обеспечить степень извлечения пропана до 70 % от потенциала, рекомендуется применять абсорбционные установки с частично проточной схемой. Преимущества этой схемы заключаются в быстрой замене или всего количества абсорбента, или части его. Обычно в таких установках абсорбентом служит стабильный конденсат, получаемый из пластовой продукции того же месторождения, газ которого обрабатывается на абсорбционной установке. Часть стабильного конденсата после контактирования с газом выводится из системы. Как было указано выше, при использовании конденсата в качестве абсорбента необходимо иметь в виду его облегчение с падением пластового давления, что приводит к изменению режима эксплуатации установки. Следует также учесть, что облегчение абсорбента обусловливает повышение давления насыщенных паров и увеличение его потерь с обработанным газом. Однако применение облегченного абсорбента в свою очередь повышает степень извлечения углеводородов из смеси, снижает температуру низа колонн блока регенерации.
Механизм накопления ингредиентов в абсорбенте. На абсорбционных установках происходит загрязнение поглотителя различными веществами: механическими примесями и ингибиторами, вносимыми в систему газами и газовым конденсатом,
Рис. 8.1. Расчетная схема циркуляции абсорбента:
К-1 - абсорбер; К-2 - десорбер, Е-1 - рефлюксная емкость, Н-1, Н-2 - насосы;
/ - сырьевой газ; II - обработанный газ; III, VII - насыщенный абсорбент, IV - подпитка; V - десорбат; VI - регенерированный абсорбент
продуктами коррозии, термического разложения и осмоления и т.д.
Возможность накопления примесей в циркулирующем абсорбенте рассмотрим в общем виде (рис. 8.1). Для восполнения потерь в колонну К-2 подается подпитка (сырье для получения абсорбента), например стабильный конденсат. Легкая фракция конденсата отводится с верха колонны, а тяжелая смешивается с циркулирующим потоком абсорбента. Из системы отводится часть циркулирующего потока абсорбента с тем, чтобы исключить чрезмерное накопление в нем тяжелых фракций и механических примесей.
Получено уравнение, описывающее материальный баланс установки по ингредиентам с учетом всех этих факторов, влияющих на их концентрации в циркулирующем абсорбенте. При установлении в системе равновесия можно записать;
Z ч
= + fln£s- + 7L0i--~02-ao е с° , (8.1)
'-’Ь V. °ь )
где Vi и V2 ~ объем газов на входе в абсорбер и на выходе из
•5 j
него, тыс, м /ч; дх и д2 - концентрация ингредиента в газе соответственно на входе в абсорбер и на выходе из него, г/тыс. м3; Glt - количество подпитки, м3/ч; Gb - количество отводимого из системы абсорбента, м3/ч; ff0 - концентрация ингредиента (вещества, от которого надо очищать абсорбент) в исходном абсорбенте, г/м3; а„ - то же в подпитке, г/м3.
При расчетах по уравнению (8.1) необходимо иметь в виду, что не во всех случаях подпитка, вводимая в систему, полностью переходит в циркулирующий абсорбент. Поэтому значение а„ следует определять исходя из того количества подпитки, которое переходит в циркулирующий абсорбент.
На рис. 8.2 показано влияние различных параметров на концентрацию ингредиента в циркулирующем абсорбенте. Согласно графикам основное изменение концентрации примесей в циркулирующем абсорбенте происходит в начальный период эксплуатации установки. В тех случаях, когда с газом в систему вносится ингредиент, очистка абсорбента не происходит, даже при отсутствии примесей в подпитке (кривая /). Согласно кривым 3 и 4 только подача подпитки, содержащей примесей меньше, чем исходный абсорбент, может обеспечить снижение концентрации ингредиента в циркулирующем абсорбенте.
В тех случаях, когда подпитка не содержит солей, из уравнения (8.1) можно определить уменьшение примесей в циркулирующем абсорбенте в зависимости от времени эксплуатации и количества отводимого из системы абсорбента.
Рис. 8.2. Изменение концентрации ингредиентов в абсорбенте в зависимости от времени циркуляции.
Исходные данные для построения кривых' Go = 150 м3/ч; G,, = = 2 м3/ч; G„ = 2 м ,/ч; о, = = 10 г/1000 м3; <7j - 9 г/ 1000 м .
Показатели Номер кривой
1 2 3 4
ао 10 10 100 100
а,, 30 0 0 50
V, 100 100 0 0
v2 95 95 0 0
Gn vi Ъ
£ _ G0 ]n Gb Go °o .
G G„ V, V2
'-'Q Gb t-'O
(8.2)
Наряду с изложенным следует отметить также, что наиболее эффективным решением для установок НТА является использование в них в качестве абсорбента одного из продуктов ГПЗ, если таковой имеется в наличии. В этом случае отпадает необходимость в регулировании температур начала и конца кипения абсорбента. Количество и состав абсорбента и, следовательно, его поглотительная способность поддерживаются за счет ввода в систему свежего абсорбента, количество которого определяется из материального баланса установки.
8.2. НАУЧНЫЕ ОСНОВЫ ВЫБОРА РЕЖИМА РАБОТЫ АБСОРБЦИОННЫХ ПРОЦЕССОВ
Выбор режима работы абсорбционных установок обусловливает механизм влияния свойства абсорбента, давления, температуры, числа ступеней контакта абсорбера на степень извлечения целевых компонентов из газа. Ниже рассматривается влияние указанных факторов на извлечение из газа этана, пропана и бутанов абсорбционным процессом. В качестве абсорбента использовались углеводородные жидкости различной молекулярной массы (табл. 8.1). Эксперименты проводились с газом двух составов: с меньшим содержанием пропана, бутанов и конденсата (состав № 1) и большим содержанием указанных компонентов (состав № 2).
Влияние давления. Ряд результатов опытов, характеризующих влияние давления на извлечение из газов различных
Табли ца 8.1
Характеристика абсорбентов, используемых при опытах
Показатели Абсорбент
керосин конденсат бензин Б-70
Температура начала кипения, °C Плотность при 20 °C, г/см3 142 107 51
0,801 0,787 0,738
Молекулярная масса Групповой состав, %; 170 127 101
ароматика 22,30 22,40 16,50
нафтены 11,40 52,40 43,50
парафины 66,30 23,20 39,90
Рис. 8.3. Влияние давления на степень извлечения компонентов из газовой смеси:
---газ № 1, ------ газ № 2; L/V, л/м3: для С3 - 1, для С, и С2 - 1,5. Абсорбент - керосин
0,5 1,0 1,5 2Л
Удельный расход адсорбента, л/м3
Рис. 8.4. Влияние давления процесса (----) и удельного расхода абсорбента (-------) на концентрацию
компонентов в жидкой фазе
компонентов, приведен на рис. лись при температуре 20 °C 14 МПа.
Зависимость между степенью постоянных значениях р, t, пи
Рис. 8.5. Влияние давления на избирательность процесса извлечения пропана из газа:
1 - при L/V = 1,5 л/м3; 2 и 3 ~ при глубине извлечения пропана 90 % соответственна из газов составов № 2 и № 1. Абсорбент - керосин
8.3-8.6. Эти опыты проводи-и в интервале давления 4-
извлечения и давлением при т.д. в интервале р = 5 + 14
Рис. 8.6. Зависимость требуемого удельного расхода абсорбента от давления прп постоянном значении степени извлечения компонентов ю газа
МПа для метана практически линейная (см. рис. 8.3). Это хорошо согласуется с зависимостью констант равновесия метана от давления. С ростом давления доля метана в смеси поглощенных компонентов резко увеличивается (см. рис. 8.4). Это приводит к ухудшению такого важного показателя абсорбционного процесса, как коэффициент избирательности поглотителя Е в отношении целевых компонентов газа (см. рис. 8.5). На рис. 8.5 Е = (рСз/фС). Кривые 3 и 2 на рис. 8.5 характеризуют режимы, обеспечивающие степень извлечения пропана 90 % соответственно из газов № 1 и Me 2.
Анализ кривых показывает, что избирательность процесса особенно резко снижается при давлении выше 9 МПа. Более того, чем меньше в газе пропана, тем ниже значение Е. Отсюда следует, что ведение процесса при более высоких давлениях нецелесообразно при меньших концентрациях целевого компонента в газе.
Снижение избирательности процесса повышает затраты на выделение метано-этановой фракции из насыщенного абсорбента и возвращение ее в поток товарного газа. Поэтому выбор давления процесса при абсорбционной обработке газа должен осуществляться с учетом таких факторов, как требуемая степень извлечения целевых компонентов, затраты на дожитие газа, стоимость оборудования и т.д.
С увеличением давления до 9+9,5 МПа при постоянном удельном расходе абсорбента и температуре степень извлечения этана возрастает. В пределах значений давления 9,5+ 12 МПа степень извлечения этана практически не меняется. Дальнейший прирост давления приводит к уменьшению значения ф. Для достижения такой же степени извлечения, как и при давлении 9,5 МПа, потребуется увеличить удельный расход абсорбента (см. рис. 8.6). Например, при р = 14 МПа для достижения глубины извлечения этана 40 % приходится увеличивать L/V от 1,37 до 1,65 л/м3 по сравнению с показателями при р = 9,5 МПа.
С повышением давления до 6+7 МПа степень извлечения пропана возрастает. В пределах значений давления 7+8 МПа значение <р практически не меняется. С дальнейшим ростом давления степень извлечения пропана уменьшается. Для достижения при р = 14 МПа такого же значения ф, что и при р - 7 МПа, потребуется увеличить удельный расход абсорбента в 1,5 раза.
Наличие экстремумов в кривых зависимости ф = /(р) для этана и пропана можно объяснить ретроградным испарением этих компонентов. Необходимо отметить, что ретроградный эффект в процессах НТС и абсорбции несколько отличается. В частности, свойства абсорбента мало влияют на характер кривых ф = ftp). Кроме того, пикам кривых зависимостей степени извлечения от давления соответствует более высокое значение давления, чем в процессах однократной конденсации.
Повышение давления более отрицательно влияет на степень извлечения пропана, чем на степень извлечения этана. Например, при росте давления с 12 до 14 МПа абсолютное уменьшение значения для пропана составляет 10, а для этана всего 5 %.
На основании зависимости ф ~ ftp) можно сделать вывод, что в целях извлечения пропана выделение процесса абсорбции при давлениях свыше 7 МПа нецелесообразно. Однако при переработке газов в системе сайклинг-процесса и при подготовке их к транспортированию по газопроводам высокого давления в ряде случаев экономически эффективным может оказаться абсорбционный процесс и при давлениях выше 7 МПа.
Анализ экспериментальных данных показывает, что с повышением давления больше всего интенсифицируется процесс сорбции легких углеводородов (этана и метана). Например, с повышением давления от 5 до 7 МПа при постоянном значении L/V = 1 л/м3 относительный прирост степени извлечения
(Д<р) составляет для метана - 36 %, этана - 18 %, пропана -13 %. С повышением давления с 7 до 9,5 МПа прирост значения для метана равен 37 %, а для этана 24 %. В то же время извлечение пропана уменьшается на 10 %.
Влияние удельного расхода абсорбента. Из анализа экспериментальных данных следует, что независимо от давления с увеличением удельного расхода абсорбента степень извлечения всех компонентов повышается. Для удобства анализа рассмотрим зависимости ср = f(L/V) для компонентов в отдельности.
Указанная зависимость для пропана не линейная. Ее характер зависит от глубины извлечения пропана и удельного расхода абсорбента (рис. 8.7). К примеру, при давлении 5 МПа при росте L/V от 0,5 до 1,0 л/м3 абсолютное значение прироста <р составляет 27 %, при росте L/V от 1,0 до 1,5 л/м3 - 16 %, а при последующем росте L/V на 0,5 л/м3 -всего 9 %. Аналогичное положение наблюдается и при других давлениях процесса, а также в опытах, проведенных с использованием других абсорбентов. Особенно низок прирост ср при степени извлечения свыше 90 %. Следует отметить, что
Рис. 8.7. Влияние удельного расхода абсорбента на степень извлечения пропана из газа:
1 - р = 5 МПа; 2 - р = 7 МПа; 3 -р = 8,3 МПа; 4 - р = 9,5 МПа; 5 -р = 12 МПа; 6 ~ р = 14 МПа. Абсорбент - конденсат
ю\-----1--------------1----1----1
0 &У 1,0 2,0 2J 3,0
Удельшй расход абсорбента,л/№
Рис. 8.8. Влияние удельного расхода абсорбента на степень извлечения этана из газа:
1 - р = 5 МПа; 2, 6 - р = 14 МПа, 3 - р = 8,3 МПа; 4 - р = 9,5 МПа; 5 -р ~ 12 МПа
более глубокое извлечение пропана может оказаться нецелесообразным, так как связано с большими энергетическими затратами на регенерацию абсорбента. Однако в схемах глубокого извлечения этана допустимо и более глубокое извлечение пропана. Например, на заводе “Кети” (Канада) абсорбция целевых углеводородов из сырьевого газа проводится при температуре “40 °C и давлении 7,8 МПа. При этом степень извлечения компонентов составляет: этана - 60 %, пропана - 98 %, бутана и высших - практически 100 % от их потенциального содержания в сырьевом газе [60].
В интервале давления и удельного расхода абсорбента зависимость глубины извлечения этана от L/V близка к линейной (рис. 8.8). Логично предположить, что при более глубоком извлечении этана из газа характер кривых <р = f(L/V) будет идентичен характеру кривых на рис. 8.7.
В условиях наших экспериментов практически существует линейная зависимость между степенью извлечения метана и удельным расходом абсорбента (рис. 8.9).
Анализ данных из рис. 8.7-8.9 показывает, что увеличение L/V дает эффект, аналогичный эффекту от повышения давления, т.е. способствует большему поглощению более легких компонентов. Например, при давлении 5 МПа с ростом L/V от 1,0 до 1,5 л/м3 относительный прирост коэффициентов извлечения для метана, этана и пропана составляет соответственно 50, 36 и 24 %. При росте L/V от 1,5 до 2,0 л/мэ эти
Рис. 8.9. Влияние удельного расхода абсорбента на степень извлечения метана из газа:
1 - 6 - см. рис. 8.8
Рис. 8.10. Влияние удельного расхода абсорбента на избирательность процесса:
1 - р = 5 МПа; 2 - р = 7 МПа
показатели равны: для метана - 41 %, для этана - 20 %, для пропана - 13 %. Аналогичный порядок соблюдается и при других давлениях.
Поскольку с повышением удельного расхода абсорбента степень извлечения метана практически растет в линейной пропорции, а пропана незначительно, происходит снижение избирательности процесса. Наибольшая избирательность по пропану отмечается при удельном расходе абсорбента до 1,0 л/м3 (рис. 8.10). Дальнейший рост L/V приводит к снижению значения Е.
Опыты показали, что повышение содержания пропана в составе газа приводит к увеличению избирательности процесса. Это объясняется возрастанием степени извлечения пропана и некоторым снижением этого показателя для метана.
Влияние температуры. Понижение температуры способствует конденсации компонентов. Следовательно, повышается их концентрация в жидкой фазе. В результате этого при прочих равных условиях увеличиваются абсорбционный фактор и степень извлечения компонентов из газа.
При низких температурах можно понизить давление процесса, не уменьшая интенсивности процесса поглощения компонентов, Кроме того, низкие температуры повышают эффективность применения легких абсорбентов. Однако надо иметь в виду, что со снижением температуры процесса усложняется технологическая схема установки, повышается ее металлоемкость. Несмотря на это, по оценке зарубежных специалистов при использовании процесса НТА общие затраты на переработку газа уменьшаются на 25+50 % по сравнению с обычной абсорбцией [100].
Следует отметить, что ориентация на зарубежные показатели иногда может привести к значительным ошибкам в результате неэквивалентности цен продуктов переработки газа и оборудования.
Согласно данным табл. 8.2, избирательность процесса при температуре 20 °C больше, чем при температуре 0 °C. Это объясняется тем, что при 20 "С степень извлечения пропана низкая и зависимость L/V существенная. По этой причине имеет место высокий коэффициент избирательности. В то же время при температуре О ‘С в связи с большим значением начальной степени извлечения пропана (L/V = 0,5 л/м3) с ростом L/V значение (р увеличивается меньше, чем при t = 20 ВС. Вследствие этого Eq < Е2о-
Однако при более низких температурах уменьшение избирательности с увеличением значения L/V меньше, т.е. сохра-
Таблица 8.2
Сопоставление избирательности процесса абсорбции при температурах 20 и О *С
р, МПа Е при t = 20 ‘С, л/м3 Е при t = 0 'С, л/мэ
0,5 1,0 1,5 0,5 1,о 1,5
5 16,6 15,7 П.7 12,4 12,3 10,9
7 13,6 12,1 9,7 11,3 11,1 9,8
9,5 7,5 7,2 6,5 5,7 5,5 5,4
няется высокое значение избирательности процесса. В результате достигается более высокий относительный прирост коэффициента извлечения пропана по сравнению с метаном и этаном.
Поглощение компонентов по высоте абсорбера. Изучение показателей абсорберов по внешним потокам недостаточно для выявления путей увеличения глубины отбора целевых компонентов. Для этого наряду с другими характеристиками абсорбера необходимо также знать закономерности поглощения компонентов по высоте колонны.
На основании анализа литературных данных [28, 29, 32] можно сделать следующие обобщения.
При средних давлениях основная часть метана преимущественно поглощается в верхней части абсорбера. С ростом давления поглощение метана в средней и нижней его частях увеличивается.
При низких и средних давлениях этан поглощается как в нижней, так и в средней части абсорбера [87, 150]. С повышением давления поглощение этана в нижней и средней частях абсорбера также возрастает. При давлении, соответствующем максимальному извлечению этана (р = 9,5 МПа), последний поглощается по высоте абсорбера относительно равномерно. С дальнейшим ростом давления поглощение его в средней части абсорбера уменьшается, что объясняется увеличением констант равновесия этана в указанных давлениях.
При низких давлениях пропан ведет себя как летучий компонент и поглощается в верхней части колонны между 20-й и 30-й тарелками 30-тарельчатого абсорбера, начиная снизу [29]. С повышением давления до 4 МПа активное поглощение пропана начинается с 8-й и 10-й тарелок, считая снизу.
Согласно результатам экспериментов авторов, с ростом давления тенденция поглощения пропана, начиная с нижних ступеней контакта, сохраняется до давления р = 7 МПа. С дальнейшим увеличением давления поглощение пропана в нижней части абсорбера начинает уменьшаться. При давлении свыше
7 МПа степень извлечения пропана в нижней части колонны возрастает.
Поглощение бутанов как при низких, так и при высоких давлениях происходит в основном в нижней части колонны. То же относится и к более тяжелым углеводородам.
Абсорбция с предварительным насыщением тощего абсорбента. Анализ распределения температур по высоте абсорберов на различных установках показал, что интенсивность нагрева абсорбента больше в верхней и нижней частях аппарата. Это связано с тем, что основное количество метана и этана поглощается в верху колонны, а на нижних тарелках происходит извлечение из газа бутанов и Cs+. Средние и более высоко расположенные тарелки абсорберов в отношении тяжелых компонентов газа работают с низкой эффективностью.
Для устранения указанных недостатков возможно применение схем, предусматривающих предварительное насыщение тощего абсорбента сухим газом, отходящим из абсорбера. Такое решение позволяет повысить глубину извлечения целевых компонентов из газа в абсорбере, поскольку контакт сырого газа и насыщенного абсорбента осуществляется в холодильнике сырого газа при более низкой температуре, чем в абсорбере. В этом холодильнике одновременно конденсируется часть тяжелых углеводородов, что приводит к уменьшению теплоты абсорбции в абсорбере.
Благодаря предварительному насыщению абсорбента метаном в самом абсорбере происходит извлечение из газа в основном целевых углеводородов.
На основании расчетов установлено, что чем ниже содержание тяжелых углеводородов в сыром газе, тем больше отрицательное влияние остаточных компонентов в тощем абсорбенте на глубину их извлечения [153]. При одном и том же массовом содержании пропана и бутана в тощем абсорбенте степень снижения коэффициента извлечения для пропана выше, чем для бутана.
Повышение давления абсорбции снижает отрицательное влияние остаточных компонентов. Например, при давлении 1,5 и 3 МПа и 15 *С наличие 1 % (масс.) пропана и бутана в тощем абсорбенте уменьшает извлечение пропана в первом случае на 15 %, а во втором на 10 %, бутана - соответственно на 5 и 3,5 % по сравнению с режимом, при котором производилась бы полная отпарка абсорбента [153].
Схема НТА с предварительным насыщением тощего абсорбента применена на Нижневартовском ГПЗ.
8.3. ОПЫТ ЭКСПЛУАТАЦИИ УСТАНОВКИ НТА ОРЕНБУРГСКОГО ГПЗ
На Оренбургском ГПЗ эксплуатируется крупнейшая в стране установка низкотемпературной абсорбции мощностью 15 млрд. м3/год по сырьевому газу (рис. 8.11). Схему установки условно можно разделить на два блока: НТК и НТА с регенерацией абсорбента.
Блок НТА включает в себя два абсорбера и по одному деэтанизатору» дебутанизатору и десорберу. Характеристика колонного оборудования установки приведена в табл. 8.3.
Сырьем установки служит газ, очищенный от H2S и СО2. Содержание меркаптанов в газе на входе в абсорбер составляет 0,4-0,5 г/м3.
В блоке регенерации абсорбента по схеме предусмотрена также стабилизация конденсата, выделившегося из сырьевого газа в блоке НТК. Этот конденсат смешивается с насыщенным абсорбентом и совместно с ним подается в деэтанизатор (22-я тарелка питания).
Для извлечения из верхнего продукта деэтанизатора части тяжелых углеводородов (С3+) на верх колонны подается охлажденный до температуры -30 °C регенерированный абсорбент. Колонна работает при давлении 1,36 МПа.
Выделение пропан-бутановой фракции из абсорбента производится в колонне С03. Дебутанизированный абсорбент с куба этой колонны после прохождения змеевика испарителя Е19 подается на 17-ю тарелку десорбера С04. В эту же колонну поступает стабильный конденсат, из которого выделяется фракция, используемая в качестве абсорбента.
Нижний продукт десорбера - регенерированный абсорбент проходит рекуперативные теплообменники, воздушный холодильник, пропановый испаритель и подается на орошение в абсорбер и деэтанизатор.
Общая оценка проектной схемы. Как указывалось выше, для поддержания поглотительной способности абсорбента на постоянном уровне необходимо восполнить его потери и предотвратить накопление в нем различных ингредиентов. Согласно схеме установки первое осуществляется за счет подачи стабильного конденсата, легкая фракция которого в качестве верхнего продукта отводится от колонны С04, а фракция с температурой начала кипения 130-140 °C восполняет потери абсорбента.
Для выделения из абсорбента ингредиентов (продуктов ос-моления, смол, механических примесей и т.д.) производится
Таблица 8.3
Основные показатели колонного оборудования установки НТА
Колонна Размеры, м Число тарелок Тип тарелок
диаметр высота
Абсорбер С01 3,0 26 25 Перфорирован-
Деэтанизатор С02 Дебутанизатор 1,5/2,7 46 46 ные Клапанные
2,7 43 35
СОЗ Десорбер СОЛ 2,4/3,2 37 35
отвод части регенерируемого абсорбента из системы после его прохождения через теплообменник А01. Одновременно предусмотрена также фильтрация абсорбента.
Однако описанная схема не позволяет поддерживать качество абсорбента на проектном уровне при минимальных эксплуатационных затратах. Это связано с тем, что в стабильном конденсате, используемом в качестве подпитки, содержатся углеводороды с температурой кипения выше, чем температура конца кипения абсорбента. В связи с этим происходит накопление тяжелых фракций в абсорбенте. Во избежание снижения поглотительной способности абсорбента увеличивают отвод из системы циркулирующего абсорбента и, следовательно, производят подачу большего количества подпитки в колонну С04. Последнее, в свою очередь, увеличивает расход теплоты на процесс.
Работоспособности описанной схемы благоприятствует то, что содержание тяжелых фракций в стабильном конденсате относительно мало и составляет всего 10-15 %. При использовании в качестве подпитки конденсата Карачаганакского ГКМ, содержащего ~50 % тяжелых фракций, проектная схема не обеспечила бы поддержание поглотительной способности абсорбента на должном уровне. В этом случае технологическую схему установки НТА было бы необходимо, еще одной ректификационной колонной, где из циркулирующего в системе
Рис. 8.11. Принципиальная технологическая схема установки НТА Оренбургского ГПЗ:
С01 - абсорбер, С02 - абсорбционно-отпарная колонна; СОЗ ~ дебутанизатор; С04 - десорбер; В01, В02, В06, В07, В08 - сепараторы-разделители; А01, А02, АОЗ ~ воздушные холодильники; Е11, Е19 - подогреватели; Е01, Е02, Е06, Е08, Е09 ~ рекуперативные теплообменники; ЕОЗ, Е05 - пропановые испарители; F01, F0$ - печи; Р01, Р02, Р04, Р21 - насосы;
/ - сырьевой газ, II - товарный газ; III - регенерированный абсорбент; IV - газ дегазации, V - газ деэтанизации, V/ пропан-бутановая фракция; VII - стабильный конденсат, VIII - легкая углеводородная фракция; НИ -насыщенный раствор ЭГа
абсорбента происходило бы выделение фракции, имеющей более высокую температуру начала кипения, чем температура конца кипения абсорбента. Другим решением вопроса было бы предварительное выделение из подпитки тяжелой фракции. При этом в качестве тепла можно было бы использовать энергию регенерированного абсорбента. Здесь имеется в виду энергия, которая не рекуперируется, а отводится с помощью аппарата воздушного охлаждения А01, тепловая нагрузка которого составляет 3 млн. ккал/ч. Следует отметить, что за счет подпитки можно охлаждать верхний продукт десорбера С04 или стабильный конденсат, подаваемый в товарный парк.
Стабилизация конденсата. Выше указывалось, что в блоке регенерации абсорбента производится также переработка смеси жидких углеводородов, выделенных из сырья при охлаждении газа. В аппарате В08 не достигается полное разделение фаз: смесь жидких углеводородов, подаваемая в поток насыщенного абсорбента, содержит некоторое количество диэтаноламина (ДЭА) и ЭГа (ДЭА на ГПЗ используется на стадии очистки газа от кислых компонентов и вместе с очищенным газом поступает на установку НТА). Разлагаясь при нагреве в системе регенерации, ДЭА и ЭГ образуют непредельные углеводороды, полимеры, смолы и т.д. Эти продукты откладываются в трубках печей и по тракту циркуляции абсорбента, что вызывает ряд отрицательных явлений.
На наш взгляд, для улучшения работы установки НТА смесь жидких углеводородов (нестабильный конденсат) целесообразно подвергнуть специальной обработке - промывке в целях очистки ее от остатков амина и гликоля. Для промывки этой смеси можно использовать водный конденсат, получаемый в испарителях десорберов. Другим вариантом решения могла бы стать отдельная переработка смеси жидких углеводородов, например, на установке стабилизации конденсата. В этом случае можно увеличить выход ПБФ в целом по заводу как за счет увеличения количества циркулирующего в системе абсорбента, так и за счет подачи на III очередь завода дополнительного количества сырьевого газа Карачаганакского ГКМ.
В исследовании [28] отмечен ряд существенных недостатков в работе оборудования установки НТА, в том числе быстрое старение абсорбента и повышение его коррозионной активности. Старение абсорбента приводит к снижению извлечения ПБФ в связи с повышением температуры кипения масла, используемого для абсорбции меркаптанов и ПБФ.
Одной из причин' снижения качества абсорбента является механический унос и попадание в масло ДЭА (из абсорберов 358
очистки от H2S и СО2) и моноэтиленгликоля (МЭГ) из схемы осушки вследствие конструктивных недостатков сепараторов, а также из-за резкого вскипания смеси жидких углеводородов с МЭГ при внезапной остановке пропановых компрессоров и прекращении подачи жидкого пропана в испаритель.
При высоких температурах присутствие ДЭА вызывает ос-моление абсорбента, а сам МЭГ образует продукты разложения, нерастворимые в жидких углеводородах, которые оседают на стенках труб. Это приводит к дополнительному перегреву и, как следствие, к увеличению скорости коррозии. В то же время на холодных трубках (-15...-30 “С) продукты разложения теряют подвижность, застывают в виде пленки, резко ухудшая теплопередачу, в результате чего при проектной температуре масла (-30 °C) фактически достигается температура -10...-20 °C. Причиной повышения коррозионной активности абсорбента является поступление солей и меркаптанов с конденсатом подпитки. Как показали исследования [27], в конденсате подпитки содержится значительное количество солей, преимущественно в виде хлоридов, и до 2 % (масс.) меркаптанов и сульфидов, причем 30 % из них относится к высококи-пящим, легко разлагающимся, термически нестабильным. Поскольку при регенерации масла из конденсата подпитки отгоняется до 95 % низкокипящих фракций, соли концентрируются в основном в термически нестабильных меркаптанах и сульфидах.
В результате разложения меркаптанов и сульфидов при нагревании появляется сероводород, активно взаимодействующий с металлом труб, находящихся в горячей зоне конвективной и радиантной частей печи [29],
Гидролиз хлористых солей магния и натрия при нагревании вызывает появление хлористого водорода, взаимодействующего с сульфидами железа, образовавшимися при контакте сероводорода с железом. Скорость гидролиза увеличивается с повышением температуры. Даже небольшое количество образовавшегося хлористого водорода при наличии сероводорода резко интенсифицирует коррозионное разрушение металла печных труб [30]. Вследствие отложения продуктов термической деструкции ДЭА и МЭГ, сульфидов железа на стенках радиантных и конвективных труб ухудшается процесс теплопередачи от продуктов сгорания к абсорбенту, сопровождающийся ростом температуры стенок труб. С ростом температуры в пристенном слое интенсифицируется процесс разложения меркаптанов, что приводит к дальнейшему росту сероводородного поражения труб [31]. Язвенная коррозия наблюдается под
слоем отложений, причем коррозионному разложению подвергаются участки труб, обращенные к пламени. Толщина слоя отложений достигает 2,5-3 мм. В то же время на участках труб, находящихся за пределами печи, коррозионных повреждений внутренней поверхности труб не отмечено.
Для установления срока службы трубчатых змеевиков и исключения аварийных ситуаций представляет интерес динамика роста коррозионной активности абсорбента и скорости коррозии, которая может быть косвенно определена по изменению полного термического сопротивления теплопередачи /?„.
Поскольку в ходе эксплуатации термическое сопротивление теплоотдачи от горячих газов к стенке 7?г и от стенок нагреваемой жидкости остается практически не измененным, изменение полного сопротивления может быть вызвано в основном изменением термического сопротивления теплопроводности стенки Яс. Ввиду того, что для соблюдения требуемого технологического режима плотность теплового потока от стенки труб к абсорбенту должна поддерживаться постоянной, рост термического сопротивления будет выражаться ростом температуры горячих газов и стенок труб. Анализ уровней теплопередачи от одной подвижной среды к другой через разделяющую их твердую стенку показывает, что изменение прямо пропорционально изменению разности температур горячих газов и нагреваемой жидкости, причем изменение температуры горячих газов будет равно изменению температуры стенки труб со стороны горячих газов. Измерение этих параметров (температуры жидкости, стенок, горячих газов) не вызывает затруднений и не требует остановки технологического процесса. Этот вопрос подробно рассмотрен в работе [27].
Использование облегченного абсорбента. При эксплуатации установки НТА зафиксирован выход печей F01 и F02 из строя, т.е. их аварийная остановка, что было связано с интенсивной коррозией их жаровых труб. Причиной тому послужило наличие в системе сернистых соединений, которые выделяются из абсорбента при высоких температурах. Отмечено также образование вторичных сернистых соединений вследствие термического разложения сульфидов и меркаптанов.
Во ВНИИгазе и ЮжНИИгипрогазе были проведены опыты по подбору материалов для труб печей. Было изучено влияние температуры на скорость коррозии (рис. 8.12). Результаты экспериментов Т.С. Долотовой и др. показали, что наиболее интенсивное нарастание скорости коррозии происходит при температурах выше 240 ’С [7]. (Проектная температура низа колонны СОЗ на 20 “С выше указанной величины. Следователь-360
Рис. 8.12. Влияние температуры на интенсивность коррозии труб печи
но, для снижения интенсивности коррозии в системе необходимо понизить температуру низа колонны СОЗ).
На основании экспериментальных работ было установлено, что высокостойкими материалами для змеевиков огневых печей являются хромоникелевые стали и сплавы: их рабочая температура может достигать 400 °C. Импортная сталь марки A33G R1 имеет более низкую антикоррозионную стойкость, поэтому было рекомендовано изготавливать пучки труб печей из отечественной стали 10Х1812Т. Внедрение указанного мероприятия на практике резко повысило надежность работы печей F01 и F02.
Более надежной работе печей способствовало также применение облегченного абсорбента, что позволило снизить температуру низа колонны СОЗ и, следовательно, жаровых труб самих печей.
Использование облегченного абсорбента. На установке НТА в качестве абсорбента по проекту использовалась фракция конденсата с температурой начала кипения 150 °C. Со снижением пластового давления происходит изменение состава конденсата. Систематические анализы показали, что за 8-9 лет эксплуатации ГКМ содержание в нем фракции с температурой начала кипения 150 ’С снизилось с 30 до 12 %, т.е. в 2,5 раза.
Следовательно, для восполнения потерь абсорбента потребовалось переработать во столько же раз больше конденсата. Это привело к увеличению расхода тепла на работу десорбера С04 и перегрузке печи. Последнее стало одной из причин ее частых аварийных остановок.
На основании результатов экспериментальных работ было рекомендовано использовать фракцию конденсата с температурой начала кипения 125-130 ’С в качестве абсорбента для извлечения из газа пропан-бутановой фракции. При этом предварительно были проведены эксперименты по определению поглотительной способности этой фракции относительно меркаптанов (в качестве эталона принят этилмеркаптан). Эксперименты по растворимости этилмеркаптана во фракциях оренбургского конденсата 130-200 и 150-200 °C показали значительно большую его растворимость в первой фракции углеводородов, выкипающих в интервале 130-150 “С. Указанная фракция содержит 24,9 % (масс.) ксилола, что в пересчете на всю фракцию (130-200 °C) составляет - 10 %. Следовательно, увеличение растворимости этилмеркаптана во фракции конденсата 130-200 *С по сравнению с фракцией 150-200 “С обусловлено дополнительным содержанием в первой ксилола.
Анализ экспериментальных данных показывает, что этилмеркаптан лучше растворяется в ароматических углеводородах, чем в парафиновых [5, 8]. Наличие второго бензольного кольца (1-метилнафталина) еще больше увеличивает его растворимость, а наличие метильной группы в бензольном кольце (летл-ксилола), а также удлинение боковой углеводородной цепи (н-кумол) ведет к снижению его растворимости.
При растворении пропана и бутанов в индивидуальных углеводородах наблюдается противоположная тенденция. Эта фракция в парафиновых углеводородах растворяется лучше, чем в ароматических. В то же время с уменьшением молекулярной массы углеводородов парафинового ряда происходит снижение его поглотительной емкости в отношении меркаптанов.
Таким образом, имеет место, с одной стороны, повышение степени извлечения из газа меркаптанов (ввиду наличия ароматических углеводородов в абсорбенте), пропана и бутанов (благодаря облегчению абсорбента), а с другой - снижение их степени извлечения: меркаптанов - за счет использования легких углеводородов парафинового ряда и углеводородов - за счет замены парафиновых углеводородов ароматическими.
Эксперименты, проведенные во ВНИИгазе, показали что применительно к конденсату Оренбургского ГКМ первые факторы значительно преобладают над вторыми. Учитывая это, было рекомендовано применение фракции конденсата с температурой начала кипения 125-135 ’С в качестве абсорбента. Эта фракция имеет молекулярную массу 125-130 вместо массы проектного абсорбента - 140. По этой причине предлагаемый аб-362
Рис. 8.13. Кривые разгонки проектного (1) и облегченного (2) абсорбентов
сорбент был назван облегченным. Кривые разгонки проектного и облегченного абсорбентов приведены на рис. 8.13.
Средняя температура кипения облегченного и проектного абсорбентов составляет соответственно 155-160 и 175-180 “С. Длительный период использования облегченного абсорбента на установке НТА позволил сделать следующие обобщения:
а) температура низа колонн С02, СОЗ и С04 снизилась в среднем на 18, 30 и 20 ’С соответственно (табл. 8.4). Это обеспечило уменьшение расхода тепла на регенерацию абсорбента на 2,65 млн. ккал/ч;
б) при использовании облегченного абсорбента выход из подпитки фракции, соответствующей абсорбенту, составляет 20 % (в проектном режиме 12 %). Следовательно, для восполнения потерь абсорбента в колонну С04 требуется подавать меньшее количество подпитки (конденсата), чем предусмотрено проектом. Это, в свою очередь, также приводит к снижению расхода тепла на работу десорбера;
Таблица 8.4
Температурный режим колонн установки НТА по проекту и с использованием облегченного абсорбента (факт)
Темпер ату-pa, 'С CD2 СОЗ С04
проект факт проект факт проект факт
Питания 15 10 150 120 160 140
Низа 136 117 260 228 200 175
Верха 16 10 65 60-65 91 84-88
Таб л и ца 8.5
Коэффициенты извлечения компонентов с применением проектного и облегченного абсорбентов
Абсорбент Степень извлечения компонентов, %
ЭД « С.н„
Проектный 47,3 86,3 97,1
Облегченный 51,7 J 94,4 — 99,1
в) применение облегченного абсорбента позволяет достичь такой же степени очистки газа от меркаптанов, как и при использовании проектного абсорбента. При удельном расходе абсорбента в абсорбере 0,2 л/м3 остаточное содержание меркаптанов в газе составляет 5~16 мг/м3, т.е. столько же, сколько и при использовании проектного абсорбента. Одновременно увеличивается степень извлечения пропана и бутанов из газа (табл. 8.5).
Об изменении схемы орошения АОК. Недостатком схемы установки НТ А являются относительно повышенные потери пропана (20 %) с газом деэтанизации, отводимым с верха абсорбционно-отпарной колонны.
Первый недостаток можно устранить путем отдельной переработки нестабильного конденсата.
Один из путей устранения второго недостатка - оптимизация работы самой AOK. С этой целью авторами проведен ряд исследований, результаты которых рассматриваются ниже.
При выполнении расчетов в качестве абсорбента была принята фракция конденсата, состоящая из компонентов С8-Сп, в том числе Ся - 2,05; С9 - 43,52; С10 - 15,04; фр. 195 ’С -34,82 % (мол.); остальное - сернистые соединения. Эффективность рассматриваемых предложений оценивалась по степени разделения пропана в АОК. Концентрация пропана в смеси нестабильного конденсата и насыщенного абсорбента составляет 18,75 % (мол.). Количество смеси - 156,3 т/ч (2473 кмоль).
В табл. 8.6 приведены- основные результаты исследований при работе установки в различных режимах.
В первом варианте смесь нестабильного конденсата и насыщенного абсорбента одним потоком подается на верхнюю тарелку отпарной секции АОК при температуре 13-15 “С. На верхнюю тарелку абсорбционной секции колонны подается 140 кмоль охлажденного до температуры -30 “С абсорбента. Такая работа АОК соответствует проектной схеме (на рис. 8.14 показана жирной линией). В этом варианте выход пролазы
Сводные данные показателей вариантов работы АОК
Показатели Вариант
1 2 3
Подача потоков на тарелки, кг/ч' 1-ю 2-ю 3-ю Верхний продукт колонны, кг/ч Нижний продукт колонны, кг/ч Температура потоков, °C, на входе, в 1-ю тарелку во 2-ю тарелку в 3-ю тарелку Температура низа колонны, "С Степень извлечения пропана в кубовую продукцию, % Тепловая нагрузка печи, млн ккал/ч Потери абсорбента с газом деэтанизации, г/м3 19 300 156 290 23 476 152 114 -30 13,3 118 79,6 10,48 2,14 17 370 33 763 122 526 20 723 152 937 -30 -34,3 15,4 113 91.4 10,48 1,19 ______J 13 786 5 683 150 606 23 625 150 606 -30 -34,3 13,6 116 79,1 10,05 2,0
на в жидкую фазу (деэтанизированный абсорбент) составляет 79,6 % (масс.).
Во втором варианте питание АОК (смесь нестабильного конденсата и насыщенного абсорбента) делится на две части. Одна из них подается на 2-ю тарелку абсорбционной секции колонны при температуре -34 °C. Другой поток вводится в АОК на 3-ю тарелку по проектной схеме.
Результаты расчетов показывают, что подача части смеси нестабильного конденсата с насыщенным абсорбентом в холод-
Рнс. 8.14. Расчетная схема работы блока АОК с изменением орошения колонны:
К-1 - абсорбционно-отпарная колонна; П-1 - печь; Е 1 - рекуперативный теплообменник; НК - нестабильный конденсат; НА - насыщенный абсорбент; ДА - деэтанизированный абсорбент; ГВ - газ выветривания; ГД - газ деэтанизации; п,, пг, п3 - тарелки ввода питания
ном виде на 2-ю гарелку позволяет снизить расход регенерированного абсорбента на орошение на 14 кмоль, т.е. на 10 % против проектного. Концентрация этана в кубовом продукте АОК сохраняется на уровне 0,63 % (моль), что обеспечивает товарный состав ПБФ. Этот вариант позволяет снизить потери пропана с газом отпарки и, следовательно, увеличить его выход в товарную продукцию с 79,5 до 91,4 %, что составляет 2,4 т/ч в пересчете на одну АОК. За год увеличение выхода ПБФ составит порядка 60 тыс т в целом на III очереди завода. Поскольку увеличение выхода бутанов в ПБФ незначительно, в целом концентрация пропана в ПБФ повышается, что несколько улучшает его потребительские свойства.
Для практической реализации этого предложения требуется замена тарелок колонны между номерами 1 и 2 (X? 1 - тарелка ввода питания по проекту), так как нагрузка по жидкости на них возрастет в 2-3 раза (потребуется увеличить площадь сечения сливных устройств). Другим важным преимуществом этого варианта является снижение потерь абсорбента с газом деэтанизации с 2,14 (по проекту) до 1,19 r/MJ. Тепловая нагрузка печи в этом варианте практически такая же, как и в проектной схеме.
Третий вариант предусматривает сокращение подачи регенерированного абсорбента на орошение на 20 %. Вместо этого часть питания АОК (22 %) в виде холодного орошения вводится на 2-ю тарелку В этом варианте практически не увеличивается нагрузка по жидкости на тарелки колонны, следовательно, не требуется их замена.
Практически все показатели по извлечению целевых компонентов из газа остаются такими же, как и в проектной схеме. Однако обеспечивается уменьшение расхода теплоты на процесс на 0,45 млн. ккал/ч, что равнозначно уменьшению расхода водяного пара на 0,9 т/ч. Наряду с этим достигается также снижение количества циркулирующего абсорбента на 40 моль (5,6 т/ч) на одной нитке. Благодаря этому обеспечивается экономия электроэнергии на работу насосов, АВО, пропанового холодильного цикла и т.д.
На основании приведенных материалов можно сделать вывод о том, что, не включая в схему установки НТА дополнительное оборудование, путем изменения схемы ввода потоков в АОК можно увеличить выход пропана в целевой продукт. При отсутствии потребителей на сжиженные газы можно добиться проектного уровня выхода пропана и бутанов с уменьшением расхода абсорбента на орошение и теплоты на работу установки.
8.4. АБСОРБЦИОННЫЕ УСТАНОВКИ ВЫСОКОГО ДАВЛЕНИЯ
В семидесятых годах, когда основной задачей обработки газа было извлечение из него пропана и более высоких углеводородов, основным процессом обработки газа была абсорбция. Этот процесс особенно широко применялся при эксплуатации месторождений сайклинг-процессом, т.е. с поддержанием пластового давления. В этих условиях, поддерживая в абсорберах высокое давление (до 12 МПа), значительно сокращали расход энергии на дожатие газа.
Согласно данным [17] в этих случаях наряду с низкотемпературной абсорбцией (НТА) широко применялся также процесс без искусственного охлаждения газа и абсорбента, т.е. абсорбция при положительных температурах. В этом случае для извлечения из газа целевых компонентов в качестве абсорбента использовались тяжелые нефтяные фракции, внешне напоминающие масла. По этой причине такие установки получили название маслоабсорбционные (МАУ).
С началом извлечения из газа этана в качестве пиролизного сырья процессы НТК начали вытеснять абсорбционные процессы. Несмотря на это, процессы НТА и МАУ для отечественных ГКМ имеют практическое значение и при определенных условиях могут найти применение.
Маслоабсорбционная установка. Принципиальная технологическая схема установки МАУ, рекомендованная для ГКМ, эксплуатируемых с поддержанием пластового давления, приведена на рис. 8.15.
Сырой газ из скважин поступает на У КП Г с давлением 13,73 МПа и температурой 25 ’С. В поток сырого газа эжекти-руются низконапорные газы - газы выветривания и деэтанизации; с помощью эжектора давление общего потока обрабатываемого газа снижается до 10,8 МПа.
Газ поступает в низ абсорбера К-1. Колонна состоит из нижней сепарационной и верхней абсорбционной секций, разделенных полуглухой тарелкой. На верхнюю тарелку колонны К-1 подается абсорбент, в качестве которого используется фракция конденсата с интервалом кипения 126 °C с молекулярной массой 150, Удельный расход абсорбента составляет 0,4 кг/м3.
Отбензиненный газ из абсорбера поступает на закачку в пласт, Насыщенный абсорбент отводится с глухой тарелки абсорбера, смешивается с конденсатом, выпавшим в сепарационной секции аппарата, дросселируется до давления 2,5 МПа и
3
вх-г.
Рис. 8.15. Принципиальная технологическая схема установки МАУ с использованием стабильного конденсата в качестве абсорбента:
К-1 — абсорбер; К-2 — деэтанизатор; К-3 — десорбер; П-1 ~ печь; И-1 — испаритель; Р-1 — дегазатор; Т-1, Т-2 - рекуперативные теплообменники; ВХ-1, ВХ-2, ВХ-3 — воздушные холодильники; Е-1 — рефлюксная емкость; Н-1 — насос;
1 — сырьевой газ; 2 — газ на абсорбцию; 3 — товарный газ; 4 — газ деэтанизации; 5 — деэтанизированный конденсат;
6 — ШФЛУ; 7 — стабильный конденсат
поступает в дегазатор Р-1. Газы выветривания из Р-1 подаются на эжектор, а частично дегазированный абсорбент поступает в деэтанизатор К-2, предварительно пройдя рекуперативные теплообменники Т-1 и Т-2. На верхнюю тарелку деэтанизатора К-2 подается абсорбент, расход которого составляет около трети от количества абсорбента, подаваемого в абсорбер. Газы деэтанизации смешиваются с газами выветривания из Р-1 и одним потоком направляются на эжектор.
С низа колонны отводится деэтанизированный насыщенный абсорбент, дросселируется до давления 0,42 МПа, проходит рекуперативный теплообменник Т-1 и поступает в стабилизатор К-3.
Часть деэтанизированного абсорбента в качестве целевого продукта отводится из установки для дальнейшей переработки с целью извлечения из него ШФЛУ в качестве целевого продукта. Такая схема вывода из установки части деэтанизированного конденсата исключает накопление в циркулирующем абсорбенте тяжелых фракций и механических примесей. Поглотительная способность абсорбента поддерживается на постоянном уровне. Давление в стабилизаторе 0,42 МПа. В качестве верхнего продукта колонны К-3 получают ШФЛУ.
Регенерированный абсорбент последовательно проходит рекуперативный теплообменник T-2t аппарат воздушного охлаждения АВО-1 и с температурой 19 °C (летний режим) поступает на орошение в абсорбер и деэтанизатор.
В табл. 8.7 приведены состав и количество основных потоков установки, а в табл. 8.8 - данные по выходу отдельных компонентов в жидкую фазу. Согласно этим данным выход пропана и бутанов в ШФЛУ (деэтанизированный конденсат) составляет 47,88 и 87,76 % соответственно. По конденсату этот показатель равен 95 %. Выход этана в выветренный насыщенный абсорбент составляет 25 %. В настоящей схеме этот компонент не рассматривается как целевой продукт и выделяется из жидкой фазы. Однако при необходимости этан можно выделить из газа как целевой компонент. Более того, за счет увеличения удельного расхода абсорбента можно повысить степень извлечения этана из газа.
Основным преимуществом описанной схемы (установки МАУ) является меньшая потребность в мощностях на дожатие газа в пласт, Расчеты показывают, что по сравнению с процессом НТС с давлением в концевой ступени 7,5 МПа процесс МАУ обеспечит снижение энергии на дожатие газа в 1,62 раза (табл. 8.9).
Материальный баланс установки при работе по схеме рис. 8,14
Компонент Номер потока
1 2 3 4 5 б 7
N2 0,3140 0,3067 0,3309 0,1099 - — —
С, 88,3450 90,1581 93,1020 78,1122 0,0007 0,0034 —
со, 0,2140 0,2362 0,2255 0,4064 0,0001 0,0006 —
с, 4,7520 5,8604 4,9021 16,7652 0,7521 3,4932 —
с. 2,1560 2,0881 1,1841 3,9489 7,3705 34,2366 —
с4 0,7560 0,5483 0,0974 0,3718 4,7379 22,0085 —
С, 0,6980 0,4017 0,0109 0,2008 4,9096 22,7855 0,0057
с6 0,5680 0,2041 — 0,0330 4,0551 17,2935 0,4233
С7 0,4680 0,1127 — 0,0950 3,3413 0,1778 4,2090
с8 0,4080 0,0474 0,0871 0,0294 17,3767 0,0009 22,1428
С9 0,3300 0,0214 0,0363 0,0092 14,2421 — 18,1491
Сю 0,1860 0,0068 0,0109 0,0021 8,1140 — 10,3399
Фр 469 0,1860 0,0038 0,0059 0,0009 8,1482 — 10,3835
Фр. 489 0,1830 0,0021 0,0032 0,0004 8,0180 — 10,2175
Фр. 508 0,2140 0,0014 0,0021 0,0002 9,3902 — 11,9661
Фр. 526 0,2170 0,0008 0,0012 0,0001 9,5446 — 12,1629
М 21,168 18,29 17,326 19,923 128,73 60,335 147,5
С, кг 356 900 325 204 277 194 40 353 57 929 24 827 221 239
N 16 860 17 778 15 998 2025,4 450,0 411,50 1 500
р, МПа 12,73 10,8 10,8 2,4 0,42 0,42 0,42
Т, °C 25,0 21,7 20,7 22 19,0 22,8
П ри мечание. М - молекулярная масса; р и Т - соответственно давление и температура G — масса патока; N - число молей потока;
Таблица 8.8
Выход тяжелых углеводородов в жидкую продукцию (ШФЛУ)
Компонент Сырье, кг/ч Поток
5-й 6-й всего (5 + 6)
Cj 15 994 1 459 6 199 7 658
с. 7 393 1 236 5 252 6 488
Он 68 064 55 131 12 944 68 075
Масса потока, т/ч 356,9 57,9 24,8 82,7
Т аб л и ца 8 9
Характеристика колонн установки МАУ при работе по схеме рис. 8.14
Колонна Число тео ретических тарелок Флегмовое число Давление, МПа Температура, ‘С
верх питание низ
К-1 6 — 10,8 29,2 21,7 23,6
К-2 20 — 2,4 38,7 160 283,5
К-3 18 2 0,42 19,0 180 228,1
Из других преимуществ абсорбционного процесса можно отметить следующие:
абсорбционная схема менее подвержена изменению концентрации целевых компонентов в сырьевом газе, отличается большой гибкостью. В рамках принятых проектных решений, устанавливая соответствующий удельный расход абсорбента и регулируя его фракционный состав, можно сохранить проектные значения степени извлечения целевых компонентов из газа;
по схеме обеспечивается деэтанизация нестабильного конденсата, получаемого в блоке сепарации, и смеси углеводородов, извлекаемых из газа в абсорбере.
В случае строительства установки НТА на Уренгойском комплексе деэтанизированный продукт будет отводиться на Сургутский ЗПК и отпадет необходимость дополнительной переработки этого продукта на Уренгойском ЗПК.
В варианте переработки газа по схеме низкотемпературной сепарации с различными модификациями потребуется не менее трех рабочих технологических ниток по деэтанизации на Уренгойском ЗПК, включающих в себя выветриватели, колонны, печи, мощности для дожатия газов деэтанизации и т.д. Энергозатраты на деэтанизацию сырья в цикле регенерации абсорбента меньше, чем при его отдельной переработке.
Низкотемпературная абсорбция. После окончания периода эксплуатации сайклинг-процессом установка МАУ может быть реконструирована на установку НТА. При этом в зависимости от давления в абсорбере в течение нескольких лет установка может работать без включения в ее схему холодильной машины. При снижении входного давления газа ниже порогового значения схема установки НТА дополняется либо пропановым холодильным циклом, либо ТДА. Во втором случае перед установкой вводятся мощности по дожатию газа. Этот вариант предпочтителен, так как позволяет использовать мощности компрессорных агрегатов, предназначенных для дожатия газа в пласт. Часть этих агрегатов может использоваться и для дожатия газов выветривания и деэтанизации.
Один из возможных вариантов реконструкции схемы установки МАУ на установки НТА приведен на рис. 8.16. Установка включает в себя блоки НТС и НТА.
Состав и количество основных потоков установки НТА даны в табл. 8.10. Отличительными особенностями предложенной схемы являются:
отсутствие холодильной установки - охлаждение газа и
ВХ-2
Рис. В. 16. Установка НТА с использованием стабильного конденсата в качестве абсорбента:
К-1 - абсорбер; К-2 - деэтанизатор; К-3 ~ десорбер; Р-1, Р 2 - дегазаторы; Т-1, Т-2, Т-3, Т-4 - рекуперативные теплообменники; ВХ 1, ВХ-2 ~ воздушные холодильники; Е-1 - рефлюксная емкость; П 1, 11-2 - печи; 11-1 - насос;
1 - сырьевой газ; 2 ~ газ в абсорбер; 3 - товарный газ; 4 ~ частично дегазированный конденсат; 5 - газ деэтанизации; 6 -деэтанизированный конденсат; 7 - стабильный конденсат; 8 - ШФЛУ
Т аб л и ца 8.10
Материальный баланс установки при работе по варианту НТА
Компо- Номер потока (по рис 8.16)
менты 1 2 3 4 5 6 7 8
Ы2 0,3140 0,3418 0,3645 0,032 0,0170 — — —
С, 88,3450 93,4646 96,1464 11,4982 55,8118 0,0001 — 0,0002
со2 0,2140 0,2108 0,1915 0,1266 0,7684 — — 0,0001
сг 4,7520 4,2043 3,0123 7,5283 38,7962 09,5776 — 1,13217
Сз 2,1560 1,3842 0,2610 8,1606 4,2165 22,4592 — 51,3976
С, 0,7560 0,2657 0,0003 5,1777 0,2818 8,7712 — 20,0733
с5 0,6980 0,0995 0,0002 7,1709 0,0789 6,8306 0,0072 15,6229
с6 0,5680 0,0222 0,0151 8,8280 0,0209 8,1854 5,5501 11,5802
с7 0,4680 0,059 0,0054 8,7350 0,0053 6,5665 11,6594 0,0040
с« 0,4080 0,0008 0,0026 9,18 0,0025 10,6429 18,9032 —
Со 0,3300 0,0002 0,0008 7,9696 0,0007 9,5185 16,9061 —
^0 0,1860 — 0,0002 4,6768 0,0001 5,3314 9,4693 —
фр 469 0,1860 — 0,0001 4,7895 — 5,0878 9,0365 —
Фр. 489 0,1830 — — 4,7771 — 4,8519 8,6174 —
Фр. 508 0,2140 — — 5,6323 * 5,5740 9,9000 —
Фр. 526 0,2170 — — 5,7389 — 5,6025 9,9507 —
М 21,168 17,26 16,61 96,92 23,01 103,1 139,81 55,86
G, кг 356 900 264 314 238 089 61 313 16 193 4950,2 7 829 24 279
16 860 15 309 14152,4 632,64 703,6 48,0 560,0 434,6
1Лпа 12,73 6,0 6,0 2,5 2,4 0,55 0,55 0,55
Т, 'С 25,0 -41 -28,5 12,6 -5,2 123,5 224,4 24,0
абсорбента осуществляется без применения искусственного холода;
орошение деэтанизатора конденсатом из низкотемпературной ступени, благодаря чему снижается количество циркулирующего в системе абсорбента (по типовой схеме деэтанизатор орошается регенерированным абсорбентом);
вывод частично дегазированного абсорбента из системы в количестве 4,6 % от общего объема, что исключает возможность накопления в циркулирующем абсорбенте различных примесей;
схемы рекуперации энергии потоков позволяют охлаждать абсорбент до температуры -20 “С.
Технологическая схема установки отличается большой гибкостью по выходу целевых компонентов в жидкую фазу. В зависимости от потребности в этане комплекса установка может работать в двух режимах.
В первом режиме жидкая фаза из блока НТК дегазируется при давлении 2,5 МПа и температуре 20-30 °C. Дегазированный продукт выводится из установки. При полной схеме обра
батывается насыщенный абсорбент. Колонна К-2 работает в режиме деметанизации, обеспечивающем достаточно большой выход этана в жидкую продукцию. Дегазированный конденсат, отводимый из разделителя Р-2, и деметанизированный конденсат подаются на дальнейшую переработку.
Во втором режиме реализуется вариант, когда нет необходимости выделять из газа этан в качестве целевого продукта. Жидкая фаза из блока НТК обрабатывается совместно с насыщенным абсорбентом. Колонна К-2 работает в режиме деэтанизации. Целевым продуктом установки является деэтанизированный конденсат.
Что касается работы установки НТА, то при входных параметрах газа р - 13,73 МПА и t = 25 “С (период сайклинг-процесса) и применении ТДА газ до входа в абсорбер можно охлаждать до -40 “С.
Насыщенный абсорбент после расширения и смещения с нестабильным конденсатом из низкотемпературной ступени имеет температуру -50 °C. Встречный поток - регенерированный абсорбент, пройдя рекуперативный теплообменник Т-3 и аппарат воздушного охлаждения ВХ-1, охлаждается до температуры 25 °C (летний режим, в зимний период возможно охлаждение абсорбента до более низких температур). Дальнейшее охлаждение регенерированного абсорбента производится за счет холода нестабильного конденсата и насыщенного абсорбента. Такая схема рекуперации позволяет без применения искусственного холода достичь низких температур в абсорбере.
Газы выветривания и деэтанизации в период эксплуатации установки сайклинг-процессом эжектируются в поток сырьевого газа.
При удельном расходе абсорбента 0,213 кг/м3 достигаются высокие степени извлечения компонентов в абсорбере: по этану - 33,8, пропану - 82,5, бутанам - свыше 99 % от их содержания в газе на входе в абсорбер. Большие степени извлече-
Табли ца 8 11
Выход компонентов в жидкую фазу на установке НТА
Компонент Номер потока (по рис. 8 15) Всего
4 6 8 (6+8) (4+6+8)
С2, кг/ч Сэ, кг/ч С,, кг/ч С., кг/ч Масса потока, кг/ч 1 429 2 272 1 900 54 513 61 313 8,3 474,3 244 4 223 4 950 172,3 9828,5 5 060 9 218 24 279 180,6 10302,8 5 304 13 441 29 229 1 609 12574,8 7 204 67 954 90 542
Табли ца 8.12
Характеристика колонн установки НТА при работе по схеме рис. 8.15
Колонна Число теоретических тарелок Флегмовое число Давление, МПа Температура, "С
верха питания низа
К-1 6 — 6,0 -28,5 -41 -39
К-2 20 — 2,4 -5,2 160 179,9
К-3 18 2,3 0,55 24,0 123,5 224,4
ния компонентов достигаются и в блоке НТК, в частности, по этану около 22 %.
В целом в абсорбере из газа извлекают 6520 кг/ч этана, 7698 кг/ч пропана и 2356 кг/ч бутанов на одну технологическую нитку.
Данные, характеризующие выход компонентов в жидкую продукцию на установке НТА, приведены в табл. 8.11, а характеристика основного оборудования - в табл. 8.12.
8.5. УСТАНОВКИ НТС С ЭЛЕМЕНТАМИ АБСОРБЦИОННОЙ ТЕХНОЛОГИИ
Как было указано выше, абсорбционный процесс при высоких давлениях отличается большой степенью насыщенности абсорбента нецелевыми компонентами. Следствие этого - увеличение объема газов низкого давления в блоке регенерации абсорбента и соответствующие повышенные затраты на дожатие этих газов. Кроме того, технологические схемы установок НТА по полному циклу (рис. 8.17) отличаются большой металло- и энергоемкостью, что затрудняет их применение в промысловых условиях. В связи с изложенным большое значение придается разработке упрощенных схем установок абсорбции, в определенной степени лишенных указанных недостатков.
Использование конденсата первой ступени в качестве абсорбента по проточной схеме во многом упрощает схему абсорбционных установок. Однако при этом степень извлечения целевых компонентов из газа значительно ниже, чем по полной схеме установки НТА, когда абсорбент подвергается полной регенерации. Тем не менее достигается дополнительный прирост извлечения ПБФ из газа. Прирост выхода ПБФ зависит от состава и степени дегазации конденсата первой ступени и газа, контактирующего с ним, режима работы, характеристики оборудования установки и т.д.
Согласно схеме установки с целью повышения поглотитель-
ш
Рис. 8.17. Принципиальная технологическая схема установки НТА с использованием конденсата первой ступени в качестве абсорбента:
С-1 - сепаратор, Р 1, Р-2 - разделители, А-1 - абсорбер-сепаратор; Т-1, Т-2 - рекуперативные теплообменники; Х-1 - холодильник, Э-1 - эжектор;
/ - сырьевой газ; 11, VI - насыщенный раствор ингибитора; III - товарный газ; IV, VII - газы выветривания; V - нестабильный конденсат
ной емкости конденсата производится его дегазация при давлении, равном давлению в сепараторе С-1, за счет подвода внешнего тепла в дегазатор Р-1. Этот аппарат может быть выполнен как в корпусе сепаратора, так и в самостоятельном виде. В последнем случае, как это показано на рис. 8.17, часть газа дегазации можно подавать в низ комбинированной колонны А-1 для обеспечения частичной деметанизации конденсата второй ступени сепарации.
Охлаждение компонента, используемого в качестве абсорбента, осуществляется в две ступени: на первой с применением водяного или воздушного холодильника, а на второй - за счет тепла нестабильного конденсата или насыщенного абсорбента. Для реализации этого способа на установках НТС вместо низкотемпературного сепаратора устанавливают аппарат, выполняющий функции сепаратора, абсорбера и отпарной колонны.
В схеме, представленной на рис. 8.17, для снижения газо-насыщенности жидкой фазы подают газ выветривания конден
сата первой ступени в качестве отдувочного газа в низ комбинированной колонны - абсорбера-сепаратора. Эта схема реализована на Уренгойском ГКМ на объем добычи газа 5 млн, м3,/сут.
Установка ПНТА Уренгойского ГКМ. На опытную установку промысловой низкотемпературной абсорбции (ПНТА) газ подается из здания переключающей арматуры (ЗПА) с давлением 13,1 МПа (по проекту; в настоящее время оно значительно ниже) и температурой 21 “С и поступает во входной сепаратор С-201 (рис. 8.18) Из нижней части этого сепаратора смесь насыщенного раствора метанола и газового конденсата направляется в разделитель Р-201. Оттуда газовый конденсат поступает в рекуперативный теплообменник Т-203, где охлаждается до температуры -21 °C потоком нестабильного конденсата, после чего вводится в колонну А-201 в качестве абсорбента.
С верха сепаратора С-201 сырой газ поступает в рекуперативный теплообменник “газ - конденсат” Т-204, где охлаждается газовым конденсатом, который подается в теплообменник с температурой до -9 °C. Дальнейшее охлаждение газа производится в рекуперативном теплообменнике Т-201 за счет холода осушенного газа. Охлажденный газ поступает в сепаратор
Осушенный
Рис. 8.18. Принципиальная технологическая схема установки ПНТА Уренгойского ГКМ
промежуточной (второй) ступени С-201 а для отделения жидкой фазы. Далее отсепарированный газ подается в рекуперативный теплообменник Т-202, где охлаждается до температуры -7 °C холодным газом из абсорбера-сепаратора А-201, затем дросселируется до давления 7,5 МПа и поступает в нижнюю часть абсорбера-сепаратора (над 10-й тарелкой). Ниже (под 10-й тарелкой) предусмотрена подача газа из разделителя Р-201. В середину абсорбера-сепаратора (на 5-ю тарелку) подается частично разгазированный конденсат, который служит абсорбентом для дополнительного извлечения тяжелых углеводородов.
Осушенный и отбензиненный газ отводится с верха абсорбера и направляется в рекуперативные теплообменники Т-202 и Т-201, а оттуда - в общий газовый коллектор УКПГ-8в.
Для предотвращения гидратообразования в процессе охлаждения газа используется раствор метанола, который впрыскивается в поток газа в теплообменниках Т-202 и Т-201.
Насыщенный газовый конденсат вместе с водно-метанольной смесью с низа абсорбера-сепаратора поступает в рекуперативный теплообменник “конденсат - конденсат” Т-203, где нагревается от -26 до -9 °C. Затем в теплообменнике Т-204 конденсат нагревается до 1,5 °C и подается в разделитель Р-202. С низа разделителя газовый конденсат с давлением 7,5 МПа и температурой 1,5 °C направляется на установку стабилизации конденсата, а насыщенный раствор метанола - по назначению. Предусмотрена подача газа выветривания из разделителя Р-202 на смешение с основным потоком осушенного и отбензиненного газа до хозрасчетной диафрагмы или на эжектор УКПГ-8в.
Установка ПНТА имеет ряд отличий от схем, реализованных на УКПГ-1в, 5в и 8в:
вместо сепаратора низкотемпературной ступени в схему установки включена комбинированная колонна, выполняющая функции как сепаратора, так и массообменного аппарата;
газ выветривания конденсата первой ступени используется в качестве газа отдувки в комбинированной колонне;
частично разгазированный конденсат первой ступени применяется как абсорбент для доизвлечения из газа тяжелых углеводородов.
Наиболее важным из перечисленного является использование абсорбера-сепаратора, который представляет собой многофункциональный аппарат колонного типа, предназначенный для осушки и отбензинивания газа. Аппарат состоит из сепарационной, массообменной и фильтрационной секций, имеет 378
10 ситовых и 1 полуглухую тарелку, расположенную между 6-й и 7-й тарелками.
В нижней - сепарационной части абсорбера-сепаратора происходит отделение жидкости, поступающей вместе с газом, а в массообменной секции - дополнительное извлечение из газа тяжелых углеводородов. Перед полуглухой тарелкой, размещенной между 5-й и 4-й тарелками, расположен фильтр, предназначенный для улавливания капельной жидкости, уносимой газом в верхнюю часть абсорбера-сепаратора. Кроме того, в верхней части расположены четыре тарелки и еще один фильтр, предназначенный для дополнительного улавливания из газа капельной жидкости.
В качестве конструктивного недостатка колонны можно отметить то, что в связи с установкой в колонне полуглухой тарелки верхние четыре тарелки используются как каплеотбойники, т.е. не участвуют в массообменном процессе.
Характеристика основного оборудования установки приведена в табл. 8.13.
Как указывалось выше, в силу ряда причин (отсутствие достаточного количества измерительных приборов, двухфазность измеряемых потоков и т.д.) составление материального баланса установки и оценка эффективности работы различных технологических приемов связаны с большими трудностями.
Таблица 8 13
Характеристика основного технологического оборудования опытной установки ПНТА
Обозначение в схеме Наименование Количество, шт Характеристика
С-201 С-201а Р-201 Р-202 Т-201 Т-202 Т-203 Т-204 А-201 Блок первичного газо-сепаратора То же Блок разделителя 44 Теплообменник “газ -газ” с впрыском ингибитора То же Теплообменник “конденсат-конденсат” Теплообменник “газ -конденсат" Абсорбер-сепаратор 1 1 2 2 1 1 1 1 1 = 15,2 МПа, Q = 5 млн. м3/сут п = 15,2 МПа, Q = 5 млн м3/сут р = 8,7 МПа, Q = 40 м3/сут р> = 8,7 МПа, Q = 40 м3 / сут Q = 5 млн. м3 / сут 0 = 5 млн м3/сут Л = 173 - 2 = 346 м2 = 8,8 МПа ?= 565 м2 Р₽итр = 88 МПа, pL Т 16 МПа Q = 5 млн. м3/сут, рр = 8,8 МПа
В работе [9] изложены результаты комплексных исследований по оценке эффективности работы опытной установки в различных режимах. Целью исследований было определение влияния различных факторов на степень извлечения тяжелых углеводородов из газа. Расчеты проводились для трех режимов:
1 - впрыск частично разгазированного конденсата из Р-201 в поток сырого газа, поступающего в абсорбер-сепаратор А-201;
2 - абсорбент (частично разгазированный конденсат из Р-201) охлаждается в теплообменнике Т-203 и подается на 5-ю тарелку снизу (три теоретические ступени контакта);
3 - абсорбент охлаждается в теплообменнике Т-203 и подается на 10-ю тарелку снизу.
При расчетах КПД тарелок был принят равным 0,5 (условно). Часть результатов исследований приведена в табл. 8.14 и 8.15.
Показано, что третий режим (подача орошения в количестве 100 % от потока частично разгазированного конденсата из Р-201) наиболее эффективен для извлечения пропана из газа. Степень извлечения пропана в этих условиях составляет 39 %, что выше на 1,87 %, чем во втором режиме, и на 7,84 %, чем в первом.
Для извлечения бутанов наиболее эффективен также третий режим при количестве орошения 75-100 % от конденсата первой ступени. В этом режиме степень извлечения бутанов составляет 70,7-70,9 %, что на 3,7 и 13,9 % больше, чем соответственно в режимах втором и первом.
Таблица 8.14
Зависимость степени извлечения углеводородных компонентов от количества подаваемого, частично разгазированного конденсата I ступени на впрыск в 10-й поток перед входом в абсорбер-сепаратор А-201
Компонент Степень извлечения, %
0 10 25 50 75 100
С3Нв 22,19 23,78 25,66 28,01 29,80 31,16
С4Н10 43,37 46,22 49,39 52,86 55,31 57,04
с5н|2 69,57 72,13 74,47 76,81 78,08 78,94
с6ни 88,00 89,25 90,00 90,75 91,00 91,25
C7H1fi 95,68 95,95 95,95 96,22 96,22 95,95
С8Н,8 99,29 99,29 99,29 98,93 98,93 98,93
CgHjQ 100,00 100,00 100,00 99,41 99,41 99,41
C|SH22 100,00 100,00 99,81 99,81 99,81 99,81
сД... 96,23 96,57 96,69 96,80 96,86 96,86
гА1 -С* -24,9 -24,6 -24,3 -23,9 -23,6 -23,3
•Температура нестабильного конденсата на выходе из А-201.
Табли ца 8.15
Зависимость степени извлечения углеводородных компонентов от количества подаваемого орошения при режиме трех теоретических тарелок
Компонент Степень извлечения, %
0 10 25 50 75 100
CjHh 22,19 26,41 29,30 31,99 34,98 37,13
С4Н10 43,37 51,94 57,40 61,63 65,00 67,24
с-,н12 69,57 79,79 83,20 84,26 84,89 85,11
свн14 88,00 93,75 93,70 93,00 92,75 92,50
С;Нб 95,68 97,30 96,76 96,22 96,22 95,95
СнН|К 99,29 99,29 98,93 98,93 98,57 98,57
CgHng 100,00 99,41 99,41 99,41 99,41 99,41
сХ, 100,00 99,81 99,81 99,81 99,81 99,81
СбН14_в 96,23 97,77 97,37 97,26 97,80 97,80
t, ’С (точка 14) -24,9 -24,1 -31,0 -27,4 -24,9 -24,3
Наилучший режим для извлечения из газа пентана обеспечивается в том случае, когда расход конденсата составляет 35-75 % от общего количества конденсата из Р-201. Максимальная степень извлечения пентана (86,4 %) приходится на 50 %-ную подачу орошения. Перевод установки на второй (абсорбция с тремя теоретическими тарелками) по сравнению с эксплуатацией установки в первом режиме (НТС с впрыском) позволяет дополнительно получить 1447 т в пересчете на год (на полную производительность установки). Перевод работы установки со второго режима на третий не дает ощутимой прибавки извлекаемого пентана.
Что касается углеводородов Сб+, то отметим следующее: зависимость степени извлечения этих углеводородов от количества орошения весьма незначительна (десятые доли процента), что можно отнести к погрешности используемого метода расчета. Следовательно, степень извлечения СбН14+в из газа остается неизменной при изменении количества подаваемого орошения в абсорбер-сепаратор А-201 (при данном составе орошения).
Анализ результатов промышленных испытаний. Были проведены промышленные опыты по оценке работы установки ПНТА в различных режимах (табл. 8.16). При проведении испытаний не удалось поддерживать одинаковые значения давления и температуры процесса на конечной ступени конденсации, т.е. в абсорбере-сепараторе А-201. Для приведения результатов испытаний в идентичные режимы построены графические зависимости для определения влияния температуры и давления на выход пропана, бутанов (рис. 8.19) и конденсата (рис. 8.20) в жидкую фазу.
Табли ца 8.16
Остаточное содержание углеводородов в осушенном газе при работе установки ПНТА в различных режимах
Номер режима Технология Расход газа, тыс м3 /ч Режим в А 201 Остаточное содержание в товарном газе, г/м1
р, МПа Т, -с
1 НТС 183 6,0 -29 5,95 50,73
2 НТС 185 5,9 -30 13,22 59,32
3 НТС 204 6,03 -29 8,67 57,64
4 НТС 108 5,9 -22 11,26 56,35
5 НТА 108 5,9 -22 13,68 60,72
6 НТА 190 6,2 -27 6,27 43,48
7 НТА 190 6,2 -27 6,65 49,77
Как видно из данных табл. 8.16, наименьшее значение С5+ в газе (5,95 г/мэ) имеет место при работе установки по технологии НТС при режиме в колонне А-201 р - 6,0 МПа и t = = -29 ’С. Ближайшим аналогом этого режима при работе установки по технологии НТА является шестой режим, при котором, согласно практическим данным, содержание С5+ в газе составляет 6,27 г/мэ. Это больше, чем при первом режиме. На первый взгляд способ НТС по сравнению со способом НТА обеспечивает большую степень извлечения из газа Cs+, что находится как бы в противоречии с результатами теоретических исследований, приведенных в табл. 8.11. Такое кажущееся противоречие объясняется тем, что в режиме НТА температура и давление соответственно на 2 ’С и 0,2 МПа выше, чем в режиме работы по технологии НТС. В данном случае снижение давления и температуры способствует интенсификации процесса НТС, т.е. переходу этих компонентов в жидкую фа-
-32 -за -23 -2S -24 -22 -20
Температура, °C
Рис. 8.19. Влияние температуры ш выход пропана и бутанов в жидкую фазу
5,5 5,8 5,7 5,6 5# № Б,1
Давление, МПа
Рис. 8.20. Влияние давления (/) и температуры (2) на выход CS(. в жидкую фазу
зу. Согласно кривым (см. рис. 8.19 и 8.20) снижение температуры на 2 °C обеспечивает дополнительный выход в жидкую фазу пропана - 0,83; бутанов - 0,60 и С5+ - 0,42 г/м3. Снижение давления на 0,2 МПа (2 кгс/см2) увеличивает выход С5+ в жидкую фазу на 0,22 г/м3.
В случае ведения процесса НТА при давлении 6,0 МПа и температуре -29 'С остаточное содержание С5+ в газе составило бы 6,27-0,42-0,22 = 5,63 г/м3, т.е. несколько меньше, чем в режиме НТС. С учетом поправок остаточное содержание С3_ в газе составит 41,4 г/м3, что на 9,3 г/м3 меньше, чем в режиме НТС.
Изучим содержание пропан-бутановой фракции в товарном газе. В первом режиме (технология НТС) остаточное содержание ПБФ в газе составляет 50,73-5,95 = 44,78 г/м3. В шестом режиме (технология НТА) этот показатель равен 43,48-6,27 = = 37,21 г/м3. С учетом поправок на изменение давления и температуры эта цифра будет еще меньше. Следовательно, степень извлечения ПБФ из газа по технологии НТА больше, чем по технологии НТС.
Показатели режимов второго (НТС) и четвертого (НТА) отличаются температурой процесса на 8 °C. В случае ведения процесса абсорбции при температуре - 30 °C дополнительно из газа извлекалось бы пропана - 3,12, бутанов - 2,32 и С3+ -1,88 г/м3. С учетом этих поправок в процессе НТА остаточное содержание С3+ и С5+ в товарном газе составит соответственно 9,38 и 49,03 г/м3, что значительно меньше, чем при ра-
тановки по технологии НТС. На основании этих данных можно утверждать, что в случае ведения процесса НТА в режиме р = 59 кгс/см2 и t - -30 °C дополнительное количество извлеченного из газа С3+ составило бы 7,32 г/м3.
Таким образом, можно утверждать, что данные теоретических исследований подтверждаются и результатами опытнопромышленных испытаний.
Установка ПНТА Ямбургского ГКМ. Разновидность схемы промысловой технологии абсорбционной обработки газа реализована на Ямбургском ГКМ. Основными отличиями установок ПНТА на схеме УКПГ Ямбургского месторождения (рис. 8.21) и на опытной нитке Уренгойского месторождения являются: наличие во втором блоке абсорбционной осушки газа;
вывод товарного газа из установки при отрицательных температурах, что обусловлено нахождением месторождения в зоне ММП. Отрицательные температуры газа достигаются за счет недорекуперации холода газа из абсорбера А-2.
Установка ПНТА спроектирована из расчета поддержания в комбинированной колонне А-2 давления 7,5 МПа и температуры -25 “С. Конденсат первой ступени перед подачей на орошение охлаждается до температуры -21 “С. Насыщенный конденсат частично дегазируется в разделителе Р-2 при давлении 3,5 МПа, затем дожимается до давления 7,2 МПа и подается на Уренгойский ЗПК. Выходные параметры конденсата должны исключать его дегазацию в конденсатопроводе Ямбург - Уренгой.
Включение в схему УКПГ установки абсорбционной осушки газа преследовало цель исключить использование метанола на установке ПНТА. С одной стороны, предполагалось, что теплоизоляция шлейфов обеспечит поступление на УКПГ газа при температурах выше температуры гидратообразования. С другой - имелось в виду, что установка обеспечит устойчивую осушку газа до точки росы как минимум -30 °C. Следовательно, при соблюдении этих условий отпала бы необходимость в ингибировании газа при охлаждении в теплообменниках Т-1. Благодаря Этому можно снизить эксплуатационные затраты на подготовку газа. (Отметим, что оба предположения при эксплуатации Ямбургского ГКМ подтвердились.)
Опыт эксплуатации промышленных абсорбционных установок осушки газа показывает, что на них с трудом достигается точка росы -20 °C. Это более чем достаточно для надежной эксплуатации ГТС. В то же время такой уровень осушки не обеспечивает надежность эксплуатации установки НТС, где газ охлаждается до температуры -30 °C. Для предотвращения ос-
Товарный газ
Рис. 8.21. Принципиальная технологическая схема установки ПНТА Ямбургского ГКМ:
Ш1А - пункт переключающей арматуры; С-1, С-3 - сепараторы; А-1 - абсорбер осушки; А-2 - абсорбер-сепаратор; Т-1 -рекуперативный теплообменник; ВХ-1 - воздушный холодильник; Р-1 - разделитель первой ступени; Р-2 - разделитель второй ступени
ложнений в работе установки газ должен иметь точку росы не выше -35 *С. Кроме того, осушка конденсатсодержащего газа растворами гликоля всегда сопряжена с определенными трудностями, такими как вспенивание раствора, и вследствие этого с большими потерями с осушенным газом. Также имеют место большие потери за счет растворимости в конденсате.
Даже при отсутствии указанных проблем с вводом дожимной компрессорной станции перед УКПГ возникли бы трудности, связанные с высокой температурой газа на входе в абсорбер. В летние месяцы трудно осушить газ ниже точки росы -10...-15 °C, что обусловило бы повышение температуры в А-2 как минимум до этого уровня и привело к уменьшению выхода целевых компонентов в жидкую фазу. Перевод установки на ингибирование с метанолом был бы неизбежен.
Несмотря на применение метанола, с самого начала эксплуатации установки возникли трудности с поддержанием нормального режима ее работы вследствие гидратообразовання после редуцирования газа. Аналогичные проблемы отмечались и в абсорбере А-2. Основная причина образования гидратов в А-2 - присутствие воды в подаваемом на орошение конденсате из разделителя Р-1. Свободная вода выделяется как вследствие уменьшения ее растворимости в жидких углеводородах из-за различия температуры в аппаратах Р-1 и А-2, так и в результате уноса воды с конденсатом из разделителя Р-1 в виде эмульсии. Поэтому для предупреждения гидратообразовання в абсорбере А-2 необходимо применять метанол не только для ингибирования газовых линий, но и для “связывания” присутствующей в конденсате водной фазы.
При закачке метанола только в конденсатную линию концентрация ингибитора в стекающем по тарелкам водно-метанольном растворе (BMP) может существенно уменьшиться и оказаться недостаточной для предупреждения гидратообразо-вания. Это объясняется испарением метанола вследствие высокой летучести и его уносом с отработанным газом.
Данные по изменению состава BMP при эффективности массообменного процесса в А-2, соответствующей пяти теоретическим тарелкам, приведены на рис. 8.22. Хотя эти данные получены для минимального содержания воды в конденсате из Р-1 (установленного на основании фактических замеров), без-гидратный режим работы абсорбера А-2 достигается при закачке не менее 1 кг/1000 м3 метанола в конденсатную линию из Р-1 в А-2. В противном случае происходит “срыв” концентрации метанола в нижней части абсорбера до значений, при которых возможно гидратообразование.
Рис. 8.22. Изменение состава ВМС в абсорбере А-2 при различном содержании метанола в поступающем конденсате (цифры на кривых обозначают расход раствора метанола, кг/1000 и3)
Номер теоретической тарелки (сверху)
Для повышения надежности безгидратного режима абсорбера А-2 в настоящее время метанол закачивается также в поступающий на обработку газ (перед ВХ-1). Необходимо отметить, что любое увеличение подачи метанола в газовый поток не компенсирует отсутствие метанола в конденсате. Как свидетельствуют результаты расчета, минимальная температура в абсорбере А-2, при которой в этом случае возможно достижение безгидратного режима, составляет -10...-12 °C (вместо -25 °C по проекту). При дальнейшем снижении температуры недостаток ингибитора в водной фазе обнаруживается в первую очередь на верхней тарелке, где и начинается образование гидратов.
Следует отметить специфические безгидратные условия работы теплообменников Т-1 и сепараторов С-3 при отсутствии метанола. Конденсирующийся из газа водогликолевый раствор после абсорбера А-1 не обладает достаточными антигидратны-ми свойствами (массовая концентрация ДЭГа составляет 5-17 %, количество раствора 5-25 г/1000 м3). Однако благодаря сопоставимости количеств конденсирующегося раствора и механически уносимого из абсорбера А-1 диэтиленгликоля концентрация последнего в водной фазе повышается до значений, обеспечивающих предотвращение гидратообразования. Тем не менее после сепарации газа в С-3 и “вторичной” конденсации водной фазы в абсорбере А-2 из газа в небольших количествах (5-15 г/1000 м3) выделяется, по существу, чистая вода
(содержание гликоля не превышает 0,7—3,0 % по массе). Поэтому подача метанола в газовую линию (перед ВХ) помимо предупреждения гидратообразования на тарелках абсорбера А-2 необходима для исключения подобного осложнения при охлаждении и сепарации газа.
В связи с тем, что обеспечить проектные режимы работы УКПГ-1в без применения метанола невозможно независимо от степени снижения влагосодержания обрабатываемого газа, была проведена комплексная оценка условий эксплуатации установок при исключении гликолевой осушки. В этом случае в поступающем из А-1 газе дополнительно будет содержаться вода (около 0,35 кг/1000 м3), основная часть которой (80 %) выделится в промежуточном сепараторе С-3.
Метанол для “связывания” этого количества воды необходимо подавать перед холодильником ВХ. Данные по расходу и распределению метанола по фазам в сепараторе С-3 приведены в табл. 8.17.
Благодаря значительному содержанию метанола в паровой фазе в С-3 дополнительный ввод ингибитора в выходящий из этого аппарата поток газа не требуется. В результате эффекта, который был обнаружен и объяснен ранее, концентрация метанола в конденсирующейся водной фазе при дальнейшем снижении температуры заметно превышает требуемую для предотвращения гидратообразования (в данном случае в абсорбере А-2).
В отличие от этого ВМР из сепаратора С-3 не обладает достаточными антигидратными свойствами при проектной температуре в абсорбере А-2 (-25 °C), что ведет к увеличению и без того значительной подачи метанола в конденсатную линию. Поэтому в соответствии с проводимой реконструкцией
Т аб л и ца 8.17
Расход метанола для предупреждения гидратообразования и его распределение по фазам в сепараторе С-3 (р “ 11 МПа)
Показатели Температура, ‘С
10 5 0 -5
Расход метанола, г/м3 Массовая концентрация метанола в водном растворе, % Количество метанола в паровой фазе, г/м3 Количество метанола в конденсате, г/м3 Количество водно-метанольного раствора, г/м3 1,15 31 0,957 0,006 0,535 1,36 40 1,05 0,009 0,641 1,52 47 1,09 0,013 0,766 1,64 55 1,064 0,018 0,911
УКПГ-1 в переток водной фазы из С-3 в абсорбер А-2 исключен. Благодаря этому даже при наличии гликолевой осушки газа расход метанола уменьшается почти на 10 % (из-за отсутствия слабоконцентрированного водогликолевого раствора из С-3 в конденсате, подаваемом на орошение в А-2).
Было решено отключить установку абсорбционной осушки газа из схемы УКПГ и использовать абсорбер для регенерации отработанного раствора метанола в ‘'холодном" режиме. Для этого предусматривается подача водно-метанольного раствора из разделителя Р-2 в полном объеме на орошение в абсорбер А-1 (вместо ДЭГа - как показано на рис. 8.22).
При противоточном контактировании ВМС с относительно теплым газом метанол практически полностью испаряется и затем, но мере продвижения и охлаждения потока, конденсируется и выполняет требуемую функцию антигидратного реагента. В результате происходит совмещение процесса восстановления эксплуатационных свойств ингибитора (регенерации) и его использования по целевому назначению непосредственно в технологических линиях УКПГ.
Глава 9
СБОР И ОБРАБОТКА ПАРАФИНОСОДЕРЖАЩИХ УГЛЕВОДОРОДНЫХ СМЕСЕЙ
9.1. О ПАРАФИНАХ И ИХ ВЫПАДЕНИИ В ТВЕРДЫЙ ОСАДОК
Сырьевая база газовой промышленности наряду с обычными газоконденсатными месторождениями включает также залежи, продукция которых содержит большое количество парафинов. К таким, например, можно отнести ачимовские залежи Уренгойского месторождения.
Общие запасы углеводородного сырья в ачимовских залежах сопоставимы с запасами сырья валанжинских залежей Уренгойского ГКМ. Что касается ресурсов газового конденсата, то его содержание в пластовой продукции ачимовских залежей в два раза больше, чем в продукции валанжинских залежей (в начальный период разработки). Несколько больше также содержание этана, пропана и бутанов. Высокое содержание в сырье ачимовских залежей тяжелых углеводородов, а также наличие развитой сети газо- и конденсатопроводов и свободных мощностей на Уренгойском и Сургутском заводах по переработке конденсата делают весьма актуальным вовлечение их в эксплуатацию.
Для успешного освоения ачимовских залежей необходимо решение ряда вопросов, связанных с отложением парафиновых углеводородов на поверхностях стволов скважин, коммуникаций, оборудования и приборов установок комплексной подготовки газа.
При наличии в сырье парафинов, выпадающих в твердый осадок, поддержание проектного режима работы установок низкотемпературной сепарации (НТС) сильно затруднено, а в ряде случаев практически невозможно. Это объясняется тем, что в определенных условиях происходит кристаллизация парафинов и их выпадение в твердый осадок с последующим налипанием на поверхности коммуникаций, аппаратов, запорной 390
арматуры, регулирующие устройств, приборов и т.д. Как следствие этого, нарушается технологический режим работы систем сбора и обработки углеводородного сырья, что приводит к частым остановкам технологических установок для ремонтнопрофилактических работ.
Другое серьезное следствие этого явления - поступление большего количества тяжелых углеводородов с товарным газом в газопровод, их частичная конденсация при транспортировании газа и ухудшение гидравлической характеристики газопровода.
Следует отметить, что в том или ином количестве парафины содержатся во всех нефтях и многих газоконденсатных смесях. Однако при добыче и обработке углеводородного сырья не всегда требуется проведение специальных мероприятий для борьбы с отложениями парафинов. Учитывая это, предлагается парафинистыми называть те газоконденсатные или нефтяные смеси, при добыче, сборе и обработке которых требуется проведение специальных мероприятий.
Элементарный состав чистых парафинов соответствует формуле СпН2п + 2. Парафины в нормальных условиях (р = = 1 кгс/см2, t = 20 “С) находятся в твердом состоянии. Первым твердым парафином в общем ряду углеводородов нормального строения является
Парафиновые отложения, накапливаемые в системе добычи, сбора и обработки нефтей, представляют собой сложную смесь, которая может включать в себя собственно парафины-углеводороды от до С36Н74 и церезины СзбН74 и выше. Парафиновые отложения содержат также асфальтеносмолистые вещества [6, 29, 30, 36]. Этот тезис может быть проиллюстрирован данными табл. 9.1.
Некоторый интерес представляют также данные о составе
Табл и ца 9.1
Примерный состав парафиновых -отложений, отобранных из стволов скважин [18]
Месторождение Массовое содержание, % Т , *С П.1*
асфальтены смолснлн кагеловые твердые углеводороды
Шкап о вс кое, скв. 15 1,2 6,3 42,3 78
Шкаповское, скв 42 4,7 8,7 34,1 73
Туймазинское, скв. 678 Туймазинское, скв. 834 2,0 8,2 47,0 63
4,3 12,1 52,3 62
Ромашкинское, скв 302 4,6 5,7 44,7 72
Ромашкинское, скв 503 3,0 9,6 35,0 72
Табли ца 9 2
Состав отложений вдоль лифтовой колонны скважин [6]
Глубина отбора проб, м Массовое содержание углеводородов, %
Т , *С парафино-нафтено-вые В7Ч Н-парафины ароматические СМОЛЫ спнрито-бенэоль-ные асфальтены
Скважина 6272
444 88 91,5 39 9,5 Следы Следы
447 88 100 27,5 Следы и и
530 89 100 400 И
573 90 100 21,0 1»
621 91 100 19,0 II и
670 92 100 25,0 Следы Следы Следы
719 93 100 37,5 н II
Скважина 6510
У устья 300 — 65,3 15,0 11,3 18,4 5,0
65 71,4 35,0 17,3 8,7 2,6
800 73 66,6 41,0 25,3 5,7 2,4
1300 80 65,6 50,0 21,6 9,3 3,5
1600 76 64,9 42,5 28,4 4,5 2,2
парафиновых отложений вдоль лифтовой колонны нефтяных скважин Уренгойского месторождения. Согласно данным табл, 9,2, даже на одном и том же месторождении составы отложений на различных скважинах отличаются, что затрудняет выбор способа борьбы с отложением парафинов.
Измерения показывают, что на поверхности лифтовой колонны отложения формируются неравномерно. На скв, 6272 наибольшая толщина отложений 2-3 мм отмечается в интервале глубины 430-570 м, а на скв 6510 - на глубине 320-350 м. Температура плавления отложений высокая и с глубиной увеличивается до 80-93 ’С. В составе отложений скв. 6272 массовое содержание н-парафинов, которые в основном формируют прочные отложения на поверхности подземного оборудования, меняется от 20-25 до 40 %. Отложения скв. 6510 содержат асфальтеносмолистые вещества. По содержанию нормальных парафинов эта скважина мало отличается от скв. 6272,
В состав парафиновых отложений входят также некоторое количество растворенных жидких углеводородов и механические примеси.
Удельный вес парафина в твердом состоянии составляет от 0,865 до 0,940, а в расплавленном состоянии - от $УТП до 0,790.
Наряду с углеводородами метанового ряда в состав парафиновых отложений в той или иной степени входят нафтеновые и ароматические углеводороды.
Установлено, что с увеличением содержания ароматических углеводородов вероятность образования плотных парафинов и прочных парафиновых отложений снижается. В то же время с ростом содержания углеводородов метанового ряда прочность парафиновых отложений повышается.
Растворимость парафинов в органических веществах незначительна, за исключением сероуглерода, в одной части которого растворяется 12 частей парафина. Растворимость парафина в нефтяных фракциях снижается с ростом молекулярной массы растворителя. К примеру, при температуре 20 *С растворимость парафина в бензине и керосине составляет 15,5 и 3,5 % соответственно [29, 30].
Как отмечалось выше, твердые отложения наряду с обычными парафинами включают в себя и более тяжелые углеводородные фракции. Для выбора различных растворителей большое значение имеют данные об этих фракциях. Ниже дается краткая характеристика тяжелых фракций нефтей.
Церезины. К церезинам относятся C3GH74 и высшие углеводороды. Они характеризуются большой молекулярной массой. Одним из основных отличий церезинов от парафинов является то, что они относительно легко поддаются действию окислителей, в то время как парафины при обычных температурах не вступают в реакцию окисления. В молекулы парафинов входят углеводородные радикалы нормального строения, а в молекулы церезинов - в основном изостроения вместе с радикалами циклического строения (нафтеновыми и ароматическими).
Сопоставление свойств парафинов и церезинов, имеющих одинаковые температуры плавления, показывает, что у церезинов значения плотности и молекулярной массы больше. Например, для парафина и церезина сураханской нефти с температурой плавления 70-71 °C молекулярная масса составляет 492 и 639 соответственно [36]. При одинаковой температуре плавления плотность и вязкость церезинов больше, чем парафина.
Смолистые вещества. Нефтяные смолы - высокомолекулярные соединения темно-бурого цвета. В состав смолистых веществ кроме углеводородов входят соединения кислорода, азота и серы.
Смолы плохо растворимы в нефтяных углеводородах и находятся в нефти в виде коллоидных растворенных частиц. Смолистые вещества практически очень трудно разделить на индивидуальные компоненты. Поэтому их изучают, выделяя в узкие фракции. Кроме того, смолистые вещества классифици
руют по их отношению к различным растворителям. Согласно [29], принято различать следующие группы:
нейтральные смолы. Растворяются в легком бензине (петролейном эфире), пентане, гексане. Нерастворимы в жидком пропане и этане;
асфальтены. Нерастворимы в петролейном эфире, сероуглероде, горячем бензине. По внешнему виду это порошкообразные вещества бурого или черного цвета плотностью более единицы. Молекулярная масса составляет 1500-10 000. Содержание асфальтенов в нефтях колеблется в пределах 0-20 %. В составе асфальтенов массовое содержание компонентов составляет, %: углерод 80-86, водород 7-9, сера 0-9, кислород 1-9, азот 0-1,5;
карбены. Частично растворимы только в пиридине и сероуглероде (CS2);
карбоиды. Вещества, практически ни в чем не растворимые.
Карбены и карбоиды в сырых нефтях имеют следовые концентрации. Они характерны для остаточных продуктов термокаталитической переработки нефтяных фракций.
Выпадение парафинов в твердую фазу связано с их кристаллизацией в смеси. Температура, при которой в системе появляются первые частицы твердой фазы, называется температурой кристаллизации.
На практике часто встречается термин “температура выпадения” парафинов в осадок. Необходимо отметить, что эта температура, как правило, отличается от температуры начала кристаллизации, так как не всегда образовавшиеся кристаллы парафинов выпадают в осадок. Выпадение в осадок парафинов зависит от ряда факторов, таких как наличие в системе эмульсионной воды и ингибиторов, скорость движения потока и т.д.
Выделение парафинов из растворов и их отложение на поверхностях является сложным процессом. В литературе даются различные объяснения механизму этого процесса. Наиболее общепринятым можно считать следующий механизм выпадения парафина из раствора в осадок: сначала выделяются мелкие кристаллы парафина, которые коалесцируют в большие гранулы, подвергающиеся действию гравитационных сил. Они выносятся потоком жидкости во взвешенном состоянии к местам их аккумуляции - участкам шероховатости, неправильного сечения труб, фитингам, охлажденным участкам, местам с колеблющимся уровнем жидкости и т.д. Затем при определенных условиях начинает происходить отложение парафинов с образованием твердого осадка.
При добыче высокопарафинистых нефтей различают два
вида застывания: вязкостное и кристаллическое. Первое связано с постепенным загустеванием при росте вязкости в процессе охлаждения жидкости, в данном случае практически ньютоновской. Эти явления характерны для малопарафинистых, высокосмолистых и высоковязких тяжелых нефтей. (Нефти такого типа иногда встречаются в сеноманских горизонтах.)
Основные показатели углеводородов метанового ряда природного газа, включая парафины (С16+), приведены в табл. 9.3.
Чем меньше число атомов углерода в веществе, тем ниже температура плавления (застывания) углеводорода (рис. 9.1).
На промысловых установках НТС температура в аппаратах колеблется в интервале от +40 до -40 °C. Если бы в этих условиях обрабатывались индивидуальные углеводороды, то начиная от С10 любой из них выпадал бы в твердую фазу. Однако обрабатываемое сырье состоит из смеси различных углеводородов. Конденсация компонентов также происходит в смеси. Следовательно, температура плавления какого-либо углеводорода не является той температурой, при которой происходит образование твердой фазы в системе.
Процесс образования первых кристаллов парафинов может произойти при их определенных концентрациях в смеси. На-
Т аб л н ца 9.3
Свойства тяжелых углеводородов природных газов
Компонент М г,, -с дяг
с5н12 72,146 -129,7 +27,83 1,998
С5Н,2 72,146 -129,7 36,07 —
СвН„ 86,172 -95,3 68,74 3,065
С7Н16 100,20 -90,6 98,43 3,370
С8Н18 114,224 -56,8 125,66 4,935
CjHjQ 128,25 -53,7 150,79 3,700
С,Л 142,276 -29,57 174,12 6.850
СцНа4 156,302 -25,5 195,98 5,820
170,328 -9,5 216,28 8,710
к и 184,354 -5,3 235,47 6,840
198,38 +5,9 253,59 11,040
с15н„ 212,406 10,0 270,74 8,310
С- 1бНз4 226,432 18,0 287,05 12,390
Ci?H36 240,0 22,0 302 9,650
254 28,3 316,5 14,800
^19^40 270 37,0 330 —
С 20^42 282 38 345 14,680
с21н44 296 — 355 —
310 — 367 —
> <5С К о 324 50 378,3 18,720
к о 352 54 — 18,880
С\оН то 688 91 — 34,500
842 99,5 — 44,000
Примечание. Z - теплота плавления, ккал/кмоль,
Рис. 9.1. Зависимость температуры плавления углеводорода от числа атомов углерода
зовем эту концентрацию пороговой. Под термином “пороговая концентрация” подразумевается концентрация парафинов, выше которой происходит их выпадение в твердую фазу.
Пороговая концентрация может быть установлена (определена) как по отдельному компоненту, так и по фракциям. Первый вариант используется для лабораторных исследований. Что касается условий производства, то здесь практическое значение имеет только определение пороговой концентрации отдельных фракций в смеси.
Пороговая концентрация в первую очередь зависит от температуры процесса и состава жидкой фазы. Чем ниже температура процесса, тем ниже пороговая концентрация компонента или фракции в смеси. Отсюда следует, что при прочих равных условиях наиболее уязвимой точкой системы является точка, имеющая самую низкую температуру. Кроме того, чем выше концентрация низкокипящих жидких углеводородов в жидкости, тем выше пороговая концентрация осадкообразующих компонентов.
Основной причиной отложения твердых парафинов в системе является превышение их концентрации в жидкой фазе над пороговой.
Опыт обработки газоконденсатных смесей показывает, что температуры плавления, помутнения и кристаллизации, а также пороговая концентрация смеси не подчиняются правилу аддитивности. Поэтому эти показатели не поддаются точному расчету и должны определяться экспериментальным путем. Причем диапазон исследований должен охватывать как режим работы установки, так и состав сырья в расчетных точках. Такое исследование должно предшествовать проектированию систем сбора, обработки и транспортирования парафиносодержащих углеводородных смесей.
9.2. ВЛИЯНИЕ РЕЖИМА ЭКСПЛУАТАЦИИ СИСТЕМ СБОРА И ОБРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ
НА ОТЛОЖЕНИЕ ПАРАФИНОВ
На интенсивность отложения парафинов в системе сбора и обработки влияет ряд факторов, основными из которых являются состав сырья (включая концентрацию в нем тяжелых парафиновых углеводородов) и изменение давления и температуры в системе добычи и обработки, Кроме них, на этот процесс оказывают влияние скорость течения жидкости, режим течения потока (ламинарный или турбулентный), присутствие инородного материала - частиц соли, воды, состояние поверхности контакта сырья с коммуникациями и оборудованием (наличие в системе посторонних элементов, шероховатость), вязкость нефти и переход нефти из дисперсионной среды в дисперсную.
Оборудование установок обработки сырья имеет различные конструктивные особенности, которые в той или иной степени также воздействуют на выпадение парафинов из смеси углеводородов в твердый осадок.
Влияние температуры. Известно, что растворяющая способность нефти по отношению к парафинам уменьшается с понижением температуры и дегазацией нефти. При этом преобладает температурный фактор.
Опыт разработки нефтяных месторождений показывает, что парафиновые отложения встречаются на забое скважин, в лифтовых трубах и на поверхностном оборудовании. Отложение парафинов начинается в точке системы, где температура ниже температуры помутнения нефти, и продолжается 'до тех пор, пока будет снижаться растворимость нефти по отношению к парафинам.
На рис. 9.2 показано влияние температуры на количество растворяемого парафина в нефтяных жидкостях различной плотности. Согласно этим данным при одинаковой температуре растворимость парафина в легкой нефтяной жидкости - газолине (р = 0,8299) больше, чем в нефти, имеющей высокую плотность (р = 0,8816).
Влияние плотности растворителя на растворимость парафина показано на рис. 9.3. Согласно кривым этого рисунка, чем меньше плотность нефти, тем больше растворимость парафина в ней.
С повышением температуры плавления парафиновых фрак-
Рис. 9.2. Влияние температуры на растворимость парафина:
1 - в газолине, р - 0,7351;
2 - в нефти, р = 0,8299;
3 - в нефти, р = 0,8816 кг/л
ций для растворения одних и тех же их количеств необходимо повысить температуру.
Влияние газонасыщенности. В процессе добычи и обработки нефти и газовых конденсатов происходит практически беспрерывная их дегазация. При этом с газами выделяются также легкие жидкие фракции, содержащие, например, пентан и гексан. Выделение газообразных и легких фракций нефтей и конденсатов приводит к повышению их вязкости и снижает растворяющую способность по отношению к парафинам. Это ясно и из того, что парафины лучше растворяются в легких углеводородных фракциях, чем в тяжелых. Кроме того, потеря легких фракций нефти приводит к уменьшению ее объема и, следовательно, повышению концентрации парафинов в нефти. При определенных значениях выделенной массы легких фракций остаточная фракция нефти становится перенасыщенной, что также способствует выпадению парафинов в твердую фазу. Отсюда следует, что до подачи нефтей и газовых конденсатов
Рис. 9.3. Растворимость парафинов в нефтях различной плотности:
----- - нефть плотностью 0,8132;------ нефть
плотностью 0,8299 кг/л. Парафины с температурой плавления, *С;
1 - 52,2; 2 - 67,2; 3 -73,8; 4-80,2
Рис. 9,4. Зависимость Тн к парафина от давления при различной насыщенности нефти
на установки обработки необходимо стремиться к тому, чтобы как можно меньше дегазировать их.
Результаты экспериментального определения зависимости температуры начала кристаллизации парафина Тну от давления при различной газонасыщенности нефти Мухановского месторождения приведены на рис. 9.4, по данным [51]. Прямые ab на рисунке отражают изменение температуры начала кристаллизации парафина для пластовой (неразгаэированной) нефти при изменении давления от первоначального давления насыщения и выше. Прямая а3Ь3 показывает изменение Тнк от давления для полностью разгазированной нефти (Я = 0). Промежуточные прямые и 672Ь?) также отражают изменение Гн к от давления при различных промежуточных значениях газонасыщенности исследуемых нефтей.
Как видно из графиков рис, 9.4, зависимость Тпк от давления носит практически линейный характер (при значениях Р > РнкУ- На основании параллельности линий зависимости Т„к = авторами работы [51] сделан вывод о том, что влияние давления на температуру начала кристаллизации практически не зависит от газонасыщенности данного образца нефти (при условии р > рнк). При изменении давления на каждые 100 ата 7'н Е для нефти Мухановского месторождения повышается на 7,6 °C.
Кривая ааха2а3 показывает зависимость температуры начала кристаллизации парафина от давления насыщения нефти. Согласно этой кривой при снижении давления ниже первоначального давления насыщения начинается рост Гнк, причем интенсивность его с уменьшением давления непрерывно увеличивается. Это объясняется тем, что влияние давления на Гнк в этом интервале перекрывается более сильным и противопо
ложно действующим фактором газонасыщенности нефти. На повышение значения THJt при снижении давления ниже первоначального давления насыщения большое влияние оказывает объем выделенного газа. Одинаковое по величине снижение давления в начальной и конечной стадиях дифференциального разгазирования пластовой нефти вызывает различные по объему и составу газовыделения и, следовательно, обусловливает различное значение изменения Гнк.
Для нефти Мухановского месторождения в интервале от атмосферного до первоначального давления насыщения (48 ата) изменение Г„ t на 1 "С происходит при изменении давления от 0,2 до 0,7 ата. Минимальное значение Тнк имеет место при давлении, равном первоначальному давлению насыщения [51].
С использованием данных рис. 9.4 построены кривые рис. 9.5, где показана зависимость Г1|К от газонасыщенности нефти. Кривая / иллюстрирует зависимость Твк от газосодержания нефти при постоянном давлении, равном пластовому, а кривая 2 - при давлении, равном давлению насыщения. Согласно кривым рис. 9.5 влияние газосодержания на Гик увеличивается по мере дегазации нефти, особенно в конечной стадии ее разгазирования.
Большой интерес представляют результаты работы [7], в которой получено уравнение для расчета температуры кристаллизации парафина в зависимости от газонасыщенности нефти применительно к Ромашкинскому месторождению. Уравнение имеет вид
Тк = tQ + ар - bf, (9.1)
где Тк - температура кристаллизации парафина, °C; tQ - тем-
Рис. 9,5. Зависимость Ги х парафина от газонасыщенности нефти
Табли ца 9.4
Экспериментальные и расчетные данные по определению температуры кристаллизации [7}
Давление насыщения, атн Гаэосодержа-нне, мэ/м3 Температура кристаллизации при р = 150 атн
экспериментальная по формуле (9 1) погрешность, %
90 50,2 15,9 18,07 12
72 46,0 19,0 18,63 1,98
50 39,0 19,6 19,55 0,25
30 31,0 20,7 20,61 0,44
16 23,0 21,5 21,67 0,78
б 12,5 22,4 23,05 2,80
0 0 — 24,70 0
пература начала кристаллизации при атмосферном давлении; а, Ь - коэффициенты, характеризующие состав системы; f - газонасыщенность жидкости, м5/м3.
Экспериментальные и расчетные данные по определению температуры кристаллизации парафинов представлены в табл. 9.4.
Данные табл. 9.4 показывают достаточно высокую сходимость результатов экспериментальных и расчетных измерений.
Для пользования формулой (9.1) необходимо экспериментально определить значения коэффициентов а и b для каждой смеси отдельно.
Результаты, вытекающие из указанного положения, на практике могут быть реализованы следующим образом. При транспортировке конденсата, выделяемого из газа в устьевых сепараторах (или в сепараторах предварительной обработки нефти или газоконденсатной смеси), необходимо на протяжении всей трассы сохранить как можно большую его газонасыщенность. Одним из способов достижения этой цели может стать включение в схему объекта насоса. При этом на выкиде из насоса давление рекомендуется поддерживать таким, чтобы по всей длине продуктопровода не происходила дегазация жидкости.
Влияние состояния поверхности контакта и скорости потока. Шероховатость стенок и наличие в системе твердых примесей способствуют выпадению из нефти парафина в твердую фазу.
Кривые на рис. 9.6 четко показывают влияние скорости потока на интенсивность отложения парафина для всех исследованных систем [5]. Сначала с ростом скорости потока, но при сохранении ламинарного режима течения интенсивность запа-рафинивания возрастает, а затем, достигнув своего максимума,
Рис. 9.6. Влияние скорости потока на интенсивность отложения парафина.
Материал труб диаметром 0,75 дюймов: 1 - сталь, 2 -краластик
начинает снижаться. Для стальных труб зона максимальной интенсивности отложений совпадает с переходом ламинарного режима течения в турбулентный. Для пластмассовых труб эта зона сдвинута влево.
Постепенное нарастание скорости отложений при ламинарном режиме течения объясняется массовым переносом парафиновых частиц жидкостью. Чем ниже скорость течения, тем меньше частиц проходит через определенное сечение поверхности, и наоборот. Однако нарастание скорости увеличивает роль смывающего фактора, особенно проявляющего себя при турбулентном режиме течения, когда наряду с большим количеством парафиновых частиц, проходящих через определенное сечение, уменьшаются силы их сцепления между собой и с поверхностью труб.
9.3. ИСПОЛЬЗОВАНИЕ РАЗЛИЧНЫХ РЕАГЕНТОВ ДЛЯ ПРЕДОТВРАЩЕНИЯ ПАРАФИНООТЛОЖЕНИЯ ПРИ ДОБЫЧЕ УГЛЕВОДОРОДНОГО СЫРЬЯ
Для предотвращения отложений парафинов в стволах скважин и на поверхностях коммуникаций и оборудования, а также для исключения по i ери текучести нефтей широко применяются поверхностно-активные вещества (ПАВ), денрессаторы, различные химические реагенты-растворители.
ПАВ, сорбируясь на поверхности раздела и в зародышевых кристаллах парафина и кристаллогидратов, прикрывает их мономолекулярно!! пленкой. Происходит изменение молекулярной природы поверхности, уменьшается межмолекулярное взаимодействие между молекулами парафиновых углеводородов, воды и гидратообразователей, что препятствует дальнейшему росту кристаллов. Защитная мономолекулярная пленка
адсорбированных ПАВ предотвращает отложение парафиногидратных комплексов на поверхности оборудования.
В зависимости от растворимости ПАВ делятся на водорастворимые и углеводородорастворимые (нефтерастворимые).
Механизм действия водорастворимых ПАВ в основном сводится к улучшению смачивания поверхности труб водой, которая в том или ином количестве содержится в нефти. Некоторые нефтерастворимые ПАВ резко увеличивают гидрофильность поверхности, что улучшает условия смачивания ее водой. В результате этого уменьшается интенсивность отложения парафинов.
Адсорбируясь на стенках трубопровода, ПАВ значительно снижают сцепление парафинов с металлом. Благодаря этому кристаллы парафинов не прилипают к стенке, а уносятся потоком нефти.
Потеря текучести нефти происходит при понижении температуры в результате изменения реологических свойств нефти вследствие образования смолопарафиновой структуры. Прочность этой структуры зависит от ряда параметров (состав нефти, температура, гидродинамическое состояние, температурная и гидродинамическая предыстория и т.д.) и определяет условия движения нефти в скважинах, сборных и магистральных трубопроводах, а также возможность пуска скважин и трубопроводов.
Для предотвращения потери текучести нефти применяют реагенты другого рода: депрессаторы и модификаторы. Механизм их действия заключается в том, что они, адсорбируясь на образующихся микрокристаллах парафинов, препятствуют взаимодействию этих кристаллов между собой и образованию пространственной структуры. В результате переход ньютоновской жидкости в неньютоновскую происходит при более низких температурах. Подбор химреагентов для конкретных нефтей - дело достаточно сложное, так как нет окончательно разработанной теории, описывающей и предсказывающей эффект действия тех или иных присадок с большой точностью.
Как правило, депрессорные присадки - это высокомолекулярные органические вещества. Молекулярная масса этих веществ может достигать 20 миллионов. Присутствуя в нефти, они препятствуют росту кристаллов и образованию пространственной структуры парафина.
Депрессорная присадка подбирается с учетом соотношения содержания смол и асфальтенов к процентному содержанию парафинов. Большинство присадок эффективны, если это соотношение меньше 2. Присадка вводится в нефть при темпера
туре выше температуры плавления твердых парафинов, содержащихся в ней. Количество вводимой присадки чаще всего не превышает 0,15-0,20 % от массы нефти.
Для предотвращения отложения парафинов в скважинах депрессорные присадки целесообразно подавать дозировочным насосом в забой скважины, где температура нефти составляет не менее 50 “С. При подъеме по стволу скважины в турбулентном потоке происходит смешивание нефти с депрессатором почти на молекулярном уровне. После введения присадки скорость охлаждения нефти не должна превышать 10-20 ’С/ч.
Учитывая, что присадка вводится при температуре 50-70 °C, после чего нефть охлаждается с ограниченной скоростью, в некоторых случаях целесообразно сочетать низкотемпературную (при 80-90 °C) термообработку нефти с применением де-прессатора. Это позволит увеличить депрессию температуры застывания и вязкости нефти, снизить расход дорогостоящей депрессорной присадки.
Если обводненность нефти превышает 30-40 %, то целесообразно вводить депрессатор после удаления из сырья основной массы воды.
В работе [2] как наиболее эффективные отмечены присадки типа ВЭС-501 (опытно-промышленного производства) и ТюмИИ-305, синтезированные в лабораторных условиях. Исследования проводились с использованием нефтей Новопор-товского и Уренгойского месторождений. Результаты опытов по определению влияния присадок на температуру застывания нефти Новопортовского месторождения приведены в табл. 9.5.
Опыты по определению влияния присадки ТюмИИ-305 на свойства нефти Уренгойского месторождения показали достаточно высокую ее эффективность, особенно при больших концентрациях. В отличие от присадки ВЭС-501, эффективность которой достигает максимума при концентрации 1000 г/т, интенсивность снижения начального напряжения сдвига возрастает вплоть до концентрации ТюмИИ-305 5000 г/т.
Влияние присадок ВЭС-501, 462 и 708 на свойства нефти практически одинаково, хотя эффективность ВЭС-501 несколько выше. ВЭС-501 (опытно-промышленного производства ВНИИНП) обеспечивает достаточно высокий эффект по снижению начального напряжения сдвига нефтей со средним содержанием парафинов, например для нефти скв. 2349. Требуемая дозировка не превышает 500 г/м3. Это обеспечивает запуск подземных нефтепроводов в реальных условиях, т.е. при температурах не ниже -6 °C.
Для нефтей с повышенным содержанием парафинов или
Табли ца 9.5
Изменение температуры застывания нефти Новопортовского месторождения при добавке различных присадок
п Присадка Дозировка, г/т г,, ‘с Наименование Дозировка, г/т Т„*С
Чистая нефть (без присадки) — 13 Лабораторные
ПМА-Д 500 13 ТюмИИ-319 500 5
АФК 500 11 ТюмИИ-319 1 000 0
АЗНИИ 500 И ТюмИИ-308 500 7
Опытно-промышленные ТюмИИ-308 1 000 —1
ВЭС-501 500 5 ТюмИИ-306 500 3
№ 462 500 10 ТюмИИ-306 1 000 -10
№ 708 500 8 ТюмИИ-305 500 1
Импортные ТюмИИ-305 1 000 -10
XT 48 100 13 ТюмИИ-305 5 000 -20
Эватам 500 9 ТюмИИ-305 10 000 -16
ТюмИИ-305 20 000 -13
узким фракционным составом эффективность присадок типа ВЭС недостаточна. В этом случае могут быть применены присадки типа ТюмИИ-305. Следует обратить внимание на то, что при определенных значениях дозировки эффект от применения этой присадки снижается. Недостатком присадки ТюмИИ-305 является необходимость относительно высокой дозировки. Однако необходимо отметить, что перспективность этого типа присадок очевидна и их применение может дать значительный эффект при освоении ачимовских залежей Уренгойского ГКМ и нефтяных месторождений севера Тюменской области.
Применение композиции на Уренгойском месторождении. Температура насыщения уренгойской нефти парафином изменяется в диапазоне от 27,7 до 47,3 ’С. При эксплуатации нефтедобывающих скважин происходит интенсивное отложение парафинов, иногда и параф и ногидратов, на поверхности лифтовой колонны.
В составе нефтей, как правило, имеются природные ПАВ, асфальтены и смолы, способствующие предупреждению асфальтосмолопарафиновых (АСПО) отложений. При высоком содержании этих компонентов АСПО могут вовсе не сформироваться. Например, это имеет место при добыче нефти на Арланском месторождении. При недостаточном их содержании (как, например, на Уренгойском месторождении) можно усилить ингибирующее воздействие применением химических реагентов - растворителей асфальтенов и смол - растворителей асфальтенов и смол.
Таблица 96
Снижение температуры насыщения нефти парафином при использовании композиции___......______
Глгтлв кпмпшипии * 1 Температура насыщения парафином, *С, при массовой состав композиции, л j концентрации композиции в нефти
ДДМ 17 25 33 Пентамер 1 0 83 39,0 75 39,0 67 39,0 0,005 39,0 29,0 30,0 0,010 36,0 25,0 25,0 0,020 28,0 24,0 37,5
Установлено, что относительно асфальтенов и смол нефти Уренгойского месторождения эффективным растворителем является 4,4-диметилдиоксан (ДДМ). На основе ДДМ была разработана композиция, вторым компонентом которой является кубовой остаток со стадии ректификации полимеризации олефинов С3-С5 с температурой начала кипения не ниже 250 “С (в дальнейшем “Пентамер”).
Результаты опытов по влиянию различных составов композиции на температуры насыщения парафином нефти приведены в табл. 9.6.
Как видно из данных табл. 2.6, применение композиции может снижать температуру начала кристаллизации нефти на 15 °C. Наиболее эффективна композиция, состоящая из одной части ДДМ и трех частей “Пентамера”. Влияние количества этой композиции на эффективность ингибирования показано ниже. Оптимальная дозировка композиции составляет 100— 130 г на 1 т добываемой нефти.
Массовая концентрация композиции в нефти, %.......... 0,005 0,010 0,020
Эффективность ингибирования, % 14 43 44
Проведенные в 1991-1992 гг. испытания на особо осложненных скважинах 6476, 6448 , 6281, 6289, 6263 показали, что при использовании рекомендованной композиции межочистной период (МОП) скважин увеличивается до 30-40 сут и более, в то время как МОП до испытаний составлял всего 2-3 сут (табл. 9.7) и поддерживался ежедневными спусками скребка и периодическими промывками горячим конденсатом (через каждые 5-6 дней работы скважин). Испытанные ингибиторы ПГО рекомендованы для широкого промышленного внедрения.
Эффективность применения композиции практически одинаково проявляется как на скважинах с парафиноотложениями (скв. 6263), так и с парафиногидратоотложениями (скв. 6281).
На наш взгляд, хорошие перспективы имеют совместная обработка газоконденсатонефтяной смеси на установках НТС и, следовательно, совместный транспорт нефтеконденсатной смеси. В связи с этим большой практический интерес представля-406
Осредненные значения периодичности термохимических обработок скважин до и в период подачи ингибитора парафиноотложений
Номер сква-жнны Период эксплуатации Периодичность теплохимической обработки
перед подачей реагента в период подачи реагента до применения реагента при применении реагента
0435 20.11.92 16.04.93 2-6 44
0435 20.11.92 30.05.93 2-6 44
6235 20 11.92 24.06.93 3-7 10-20
6235 20.11.92 22.08.93 3-7 10-20
6281 20.11.92 26.04.93 3-11 20-22
6281 20.11.92 26.08 93 3-11 20-22
ет вязкостно-температурная характеристика нефтеконденсатной смеси.
Согласно кривым рис. 9.7 и 9.8 разбавление нефти конденсатом снижает вязкость нефти и температуру образования парафиновой структуры. Иными словами, попадание нефти в конденсат повышает его вязкость и температуру образования парафиновой структуры. К примеру, если чистый конденсат имеет при температуре 20 ’С вязкость 1,3 МПа • с (см. рис. 9.7), то при добавке всего 30 % нефти вязкость смеси становится равной 2,2 МПа • с, т.е. возрастает более чем в 1,7 раза.
Рис. 9.7. Зависимость вязкости нефтеконденсатных смесей Уренгойского месторождения от температуры.
Содержание конденсата в нефтеконденсатной смеси, % (масс.): 1 - 0 (чистая нефть); 2 - 10; 3 -20; 4 - 30; 5 - 50; 6 - 70; 7-100 (чистый конденсат)
Рис. 9.8. Температуры образования парафиновой структуры (/) и застывания нефтеконденсатных смесей (2) Уренгойского месторождения
При этом температура начала образования парафиновой структуры повышается с -45 до -11 “С (см. рис. 9.8).
В практике добычи и обработки парафиносодержащих углеводородных смесей определенный интерес представляют также и другие реагенты, сведения о которых приводятся ниже.
Один из составов (а.с. СССР N° 697696) наряду с гликолем содержит также поверхностно-активное вещество - алкилар-илсульфонат в количестве 0,3-0,5 % (масс.) гликоля. Состав, подобранный по указанному принципу, был использован на УКПГ Карачаганакского ГКМ (компоненты состава не сообщались). Наряду с предотвращением парафиноотложения комплекс должен был также исключить гидратообразование в системе и снизить интенсивность коррозии.
Для повышения эффективности предотвращения отложений предлагается (а.с. СССР № 662698) в качестве реагента использовать 2-ацилокси-2', 2"-диокситриэтиламин. Этот реагент хорошо растворим в нефти, при его добавлении к нефти в количестве 0,01 % межфазное поверхностное натяжение нефти на границе с водой снижается с 28 до 7,5 эрг/см2. Испытания реагента в нефти, содержащей 25 % парафина, показало, что добавление 0,01 % реагента снижает парафиноотложение на 87 %.
Гидрофи лизирующая композиция. В состав композиции входят силикат натрия (3,0-6,0 % масс.), полимерная аминосодержащая кислота (2,0-4,0 %) и вода (остальное) [19].
Фирма "Доу Кемикл Компани” применяет реагенты типа “Виско” и “Слово”. Эти ингибиторы образуют на поверхности металла защитные гидрофильные пленки поверхностноактивных веществ. Последние препятствуют прилипанию кри-408
сталлов парафина и образованию плотных отложений. Благодаря этому выделившийся из конденсата или нефти парафин легко смывается жидким потоком, т.е. не осаждается.
“Азолят-7” представляет собой 85 %-ный раствор 2-ацилокси-2', 2"-диокситриэтиламина в керосине. Разработан ВНИПИгазом, Производство освоено на экспериментальном заводе ИНХП АН Республики Азербайджан.
СНПХ-7202 состоит из оксиалкилированных алкилфенолов с фосфорсодержащей добавкой в бутилбензольном растворе. Опытно-промышленное производство освоено в ПО “Орг-синтез” по ТУ 39-24-008-82 (г. Казань).
ХТ-48 (ингибитор фирмы “Петролайт”, США) представляет собой смесь оксиалкилированных алканоламинов в ароматическом растворителе.
В состав МЛ-72 входят биохимически различные анионы и неионогенные ПАВ. Выпускается по ТУ 84-348-73. Этот реагент хорошо растворяется в пресной, пластовой и морской воде. Водные растворы реагента обладают высокой поверхностной активностью, смачивающей способностью и эмульгирующими свойствами. Применяется при добыче и транспорте высоковязких нефтей.
Растворители на углеводородной основе. На нефтяных месторождениях Туркменистана, Казахстана для ликвидации последствий парафи неотложен ия получили широкое применение углеводородные растворители, такие как газовый конденсат, газовый бензин, смеси сжиженных нефтяных газов, легкая нефть и т.д. Основное достоинство таких растворителей заключается в родстве соединений, входящих в их состав, с парафиносодержащей нефтью, а также в доступности сырьевого обеспечения. Эти растворители получают из нефтей, и они не влияют на дальнейшие процессы переработки нефти. При добыче конденсата и Нефти в одном районе и их совместной переработке применение конденсата в качестве растворителя значительно снижает эксплуатационные затраты на очистку поверхностей от отложений парафинов.
Использование углеводородов для очистки поверхностей от отложений основано на их способности растворять парафины.
На растворимость парафинов, содержащихся в нефтях, большое влияние оказывают состав и концентрация высокомолекулярных соединений нефти. Химическая и физическая неоднородность тяжелых фракций нефти, где сконцентрированы высокомолекулярные соединения, затрудняет исследования по определению влияния состава тяжелых парафинов на образование в системе твердых осадков. Достаточно отметить, что
углеводород нефти, имеющий 20 атомов углерода, может содержать свыше 366 тыс. изомеров, отличающихся структурой, температурами кипения и плавления, плотностью и т.д. [5]. Каждый из этих изомеров имеет разную растворимость в реагентах.
На рис. 9.9 приведены экспериментальные данные о растворимости парафинов с различными температурами плавления в гексане [21]. В данном случае растворимость парафинов выражена через их молярную концентрацию в растворе. Согласно кривым рис. 9.9 с повышением температуры в системе растворимость парафинов также увеличивается. В то же время с ростом температуры плавления парафинов их растворимость снижается.
Приняв допущение об идеальном растворе системы парафин - нефть или парафин - растворитель, С.С. Натаном получено уравнение для расчета растворимости парафина в углеводородных жидкостях [21]:
|о8^ = - 7-V lo8M^+ lo8"< - 1о8М>' (9'2)
где ДНП - теплота плавления растворенного вещества, кал/моль; Mi - молекулярная масса растворителя; М2 - молекулярная масса растворенного вещества; W, - количество растворителя, г; W2 ~ количество растворенного вещества, г;
Z6 28 30 32 34 36 38
Температура ।-----1------1-----1-----1_____I_____L
80 60,2 39,4 21 4,7 -1Q
Температура, °C
Рис. 9.9. Растворимость парафинов в гептане. Парафины с температурой плавления, ’С:
1 - 90; 2 - 80; 3 - 70; 4 - 60; 5 - 50
Т - температура в системе, К; Тп - температура плавления растворенного вещества, К; R - газовая постоянная, равна 1,987 кал/моль.
Основным недостатком уравнения С.С. Натана является то, что оно полностью учитывает свойства растворителя и растворимого парафина. На наш взгляд, по уравнению (9.2) получаются завышенные результаты по растворимости парафина. Для иллюстрации этого тезиса приведем пример расчета.
Пример. Определить растворимость парафина в
100 г растворителя (гексана) при температуре 30 вС.
Решение. 1. По данным табл. 9.3 находим: М2 = 324; =
= 86, Нт = 18,72, Т = 273,1 + 30 - 303 К; Тп = 323 К.
2. По уравнению (9.2) вычисляем растворимость парафина в гексане:
log W2 = -~18>7? -Г-?-L] + Jog324 + log 100 - log 86 = 2,6595.
& 2 2,303-1,987^303 323 J &
Отсюда W2 = 456,6 г/100 г.
Следовательно, в 100 г гексана растворяется 457 г парафина молекулярной массой 324. Эта цифра представляется чрезмерно большой.
Теперь сравним этот показатель с экспериментальными данными, приведенными на рис. 9.9. Для этого сначала определим молярную концентрацию парафина в растворе:
= <W2/M2):[(W2/M2 + W./MJ]. (9.3)
Подставив значения W,, W2, Mt и М2 в уравнение (9.3), получим П2 ~ 0,55 моль/моль.
По графикам рис. 9.9 находим, что при Т = 303 К молярная концентрация парафина C23II48 в гексане составит порядка 0,1 моль/моль. Столь большое отклонение экспериментальных и расчетных данных не позволяет рекомендовать уравнение (9.2) для определения растворимости парафинов в различных растворителях.
В работе [8] описан опыт использования керосина в качестве растворителя парафинов. Керосиновый экстракт имел следующую характеристику: плотность при 15,6 °C - 0,922 кг/л, температура начала и конца кипения 230 и 302 °C соответственно. В последующем начали использовать смеси некоторых нефтяных фракций. В частности, можно указать такой состав: керосиновая фракция - 38 %, керосиновый экстракт - 38 %, головной погон масляной фракции - 13 %, крекинг-керосин -9 %, крекинг-остаток - 2 %.
В нефтедобывающих районах Туркмении успешно применя
ли газовый конденсат для борьбы с АСПО в глубиннонасосном оборудовании, НКТ и выкидных линиях [8, 9]. В НГДУ “Лениннефть”, где в качестве растворителя использовали газовый конденсат, содержание парафина и смол в нефти составляло 9,8 и 32 % соответственно. В скважины закачивали конденсат со следующими показателями: плотность при 20 °C - 732 г/л; температура начала кипения - 26 вС; выкипает при разгонке, %: до 100 “С - 62, до 150 °C - 79, до 220 “С -89.
В лабораторных условиях проводили опыты по определению парафинорастворяющей способности конденсата. В качестве последних использовали смолопарафиновые отложения, отобранные из лифтовых труб нефтяных скважин.
На рис. 9.10 приведены зависимости растворяющей способности конденсата от температуры и продолжительности опытов [8]. Согласно рисунку для достижения условия, близкого к равновесию, необходимо определенное время, порядка 8-12 ч. При большей продолжительности опытов растворимость парафинов в конденсате практически не увеличивается, что свидетельствует об установлении равновесия в системе.
Результаты опытов были использованы при обработке скважин в НГДУ “Лениннефть”. Обработано 340 газлифтных и 662 фонтанные скважины. Объем перекачиваемого конденсата на одну скважину составлял 4-6 мэ. После закачки газового конденсата скважину оставляли закрытой в течение 10-12 ч.
Эффективность обработки для фонтанных и газлифтных скважин составила соответственно 71 и 58 %. Относительная низкая эффективность обработки газлифтных скважин объяс-
Рнс. 9.10. Зависимость растворимости парафина в газовом конденсате от времени опыта при температуре, ‘С:
1 - 60; 2 - 50; 3 - 40; 4-30; 5 - 20
мнется тем, что при закачке газа происходит охлаждение их ствола, что снижает эффект. Авторы рекомендуют для полного удаления парафина в газлифтных скважинах проводить не одну, а несколько обработок подряд.
В работе [8] отмечается преимущество газового бензина над газовым конденсатом как растворителя АСПО. К примеру, в газовом бензине, вырабатываемом на Узенском НПЗ, растворимость АС ПО в 2~3 раза выше, чем в газовом конденсате. Растворимость в нем АСПО составляет около 60 г/л [8], а введение в него от 0,2 до 0,4 % ПАВ повышает этот показатель еще на 10 %. Для АСПО Жирновского, Камышанского, Олей-никовского месторождений ПО “Нижневолжскнефть" установлено, что общее разрушение образцов за счет диспергирования и растворения составляет 62-85 %, или 24,8-34 г/л. Следует отметить, что эти цифры могут оказаться значительно выше при увеличении времени растворения, которое в опытах составляет 30 мин.
В качестве растворителя применяют также газовый конденсат. В частности, в НГДУ Н. Нариманова (Азербайджан) использовался способ циклической обработки парафиноотлагающих труб горячим газовым конденсатом [10]. Конденсат подогревали в передвижной парогенераторной установке (ППУ) до температуры 70-80 °C и насосами подавали на обрабатываемую поверхность. Несмотря на высокую эффективность, этот метод в условиях нефтедобычи оказывается трудоемким и дорогостоящим, требует большего объема конденсата.
Применение углеводородных композиций. Для повышения показателей углеводородных растворителей в них добавляют различные вещества. Применение таких растворителей, как правило, дает хороший эффект.
Используемые на промыслах Западного Казахстана для очистки призабойных зон скважин газовый конденсат и газовый бензин растворяют парафины и смолы В то же время асфальтены и карбоиды, входящие в состав этих отложений, в указанных продуктах практически не растворяются. Поэтому были проведены работы по подбору добавок, усиливающих растворимость асфальтенов и карбоидов. Полученная смесь растворителей - углеводородная композиция (УВК) обладает комплексным действием по отношению ко всем составляющим отложений.
Лабораторные исследования по определению растворяющей способности отдельных реагентов проводились относительно отложений нефти месторождения Узень. Содержание парафина в отложениях составляло 13,8 %, смол и асфальтенов - 16,6
Таблица 9.8
Растворимость парафиновых отложений в различных реагентах
Растворитель Масса образца, г Потеря массы, % Растворимость, г /л
Газовый бензин 2,73 60,4 41,3
Газовый конденсат 3,16 22,4 17,5
Легкая лиролизная 2,98 98,0 73,0
смола Бутилбензольная 3,03 30,0 22,7
фракция Альфа-метилсти- 3,06 26,8 20,5
рольная фракция Гексановая фракция 2,87 45,5 32,6
СНПХ-7р-1 4,84 99,3 120,0
СНПХ-7р-2 3,90 99,7 98,0
Т аб л и ца 9.9
Растворимость АСПО различных скважин в реагентах [31 J
Реагент Растворимость, г/л
скв 871 скв 1094 скв 956 средняя по скважинам
Легкая пиролизная смола 40,6 36,5 70,6 49,9
Бутилбензольная фракция 29,0 29,2 9,0 22,4 ’ /
Гексановая фракция 53,3 34,3 57,6 48,4
СПНХ-7р-2 42,5 58,2 90,0 64,5
и 13,2 %. Растворяющую способность реагентов определяли по потере массы образцов после нахождения их в течение 3 ч в 40 мл раствора при температуре 60 “С.
Согласно данным табл. 9.8 лучшей растворяющей способностью обладают композиции СНПХ-1р-1 и СНПХ-7р-2.
Основу обеих композиций составляет легкая пиролизная смола. Вторая половина в композиции СНПХ-1р-1 - это газовый бензин, а в СНПХ-7р-2 - гексановая фракция.
Согласно кривым рис. 9.11 растворимость парафиновых от-
Время &шта,нйн
Рис. 9.11. Зависимость растворимости парафиновых отложений от времени опыта в композиции СНПХ-7р-1 (/) н газовом бензине (2)
Основные свойства н состав удалителей АСПО
Состав Плотность, г/см3 Вязкость, сП, (20‘С> Начальная температура кипения,*С Химический состав ТУ
СНПХ-7р-1, легкая пиролизная смола СНПХ-7р-2, легкая пиролизная смола Газовый бензин Гексановая фракция Газоконденсат Нефтяной сольвент Абсорбент Толуол МЛ-72 Бутилбензольная фракция + амины Углеводородный слой Бензино-керосиновая фракция 0,860 0,860 0,600 0,731 0,732 0,848 0,750-0,900 0,856-0,868 0,875 0,800-0,860 0,69-0.73 0,64 0,64 0,54 0,57 0,60 0,70-0,82 0,58 1,40 0,69 53 53 30 Не ниже 32 26 Не ниже 120 Не ниже 30 110 150 47 30-62 Предельные до С7 - 18,0-8,8; бензол - 46,0-29,2; толуол - 17,6-14,1; этилбензол - 6,1-1,7; ксилолы - 5,3-2,0; изопропилбензол + стиролы - 27,4-6,8; вторбугил-бензол + диэтнлбензол - до 3 Химический состав см выше Бутан - 25,80; пентан - 23,89; гексан 4- 50,07 н-Гексан - 15,0; октаны - 65,7; нонаны - 17,5; деканы - 10,8 Смесь ароматических углеводородов бензольного ряда Ароматических углеводородов - до 44,0; непредельных - до 22,0; насыщенных - до 49 Биоразлагаемые анионные и неионогенные ПАВ Бутилбенэолы - не менее 75 Парафиновые углеводороды - до 37; ароматические (бензол, этил-и диэтилбензол) - остальное Парафиновые углеводороды - 86; ароматические - до 3,5; непредельные - 0,5 3810285-77 3810285-77 39-01-12-428-79 3810381-77 ГОСТ 10214-62 138103349-784710 ГОСТ 14710-78 84-348-73 3810297-78
Табли ца 9.11
Экспертная оценка растворителей по балльной системе
Состав Баллы Составы Баллы
СПНХ-7р-2 130 Углеводородный слой 105
СПНХ-7р-1 120 Абсорбент 104
Газовый конденсат 118 МЛ-72 102
Газовый бензин 112 Керосиновая фракция 102
Нефтяной растворитель 106 Газовый бензин + ПАВ 100
ложений в композиции СНПХ-7р-1 в 4 раза больше, чем в газовом бензине. В то же время для достижения предельного значения растворимости образцов в СНПХ-1р-1 потребуется более 10 ч, а в газовом бензине - порядка 3,5 ч.
В литературе описаны также результаты применения углеводородной композиции СНПХ-7р-2 для удаления АСПО на Чутырско-Киенгопском нефтяном месторождении (Удмуртия).
Растворимость АСПО в композиции определялась по потере их массы в течение 3 ч в 40 мл растворителя. Опыты показали отличие растворимости АСПО, отобранных из разных скважин (табл. 9.9), что объясняется различием составов самих АСПО. Несмотря на это, общая тенденция сохраняется по всем трем скважинам.
Для повышения эффективности действия нефтяных растворителей иногда в них добавляют ПАВ. В частности, разработан состав (а.с. СССР № 633887), состоящий из 99,6-99,8 % газового бензина (углеводородов С4-Са) и 0,2-0,4 % ПАВ.
Свойства наиболее широко распространенных растворителей приведены в табл. 9.10.
В работе [1] описана балльная система оценки эффективности растворителей. Эта система учитывает степень подготовленности реагентов к применению, их экологические и технологические свойства, капиталовложения, эксплуатационные затраты и т.д. Оценка ряда растворителей приведена в табл. 9.11.
Данные из табл. 9.11 показывают, что углеводородные продукты имеют высокие показатели и вполне конкурентоспособны с различными реагентами смешанного состава. В качестве преимуществ углеводородных фракций можно указать их относительную дешевизну и доступность.
На основании изложенного можно говорить об эффективности использования углеводородных растворителей при добыче и обработке парафиносодержащих углеводородных смесей. На наш взгляд, использование внутреннего продукта установок обработки сырья может значительно снизить эксплуатационные затраты на объекте.
9.4. ТЕРМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ ПАРАФИНОСОДЕРЖАЩИХ СМЕСЕЙ ПЕРЕД ИХ ТРАНСПОРТИРОВАНИЕМ
Известно, что температура застывания и вязкость нефтей в основном зависят от содержания в них твердых парафинов и асфальтосмолистых веществ.
В результате высокотемпературной обработки нефти снижается концентрация твердых парафинов и увеличивается относительное содержание асфальтосмолистых веществ и легких фракций. Благодаря этому снижается вязкость нефти. Например,. согласно данным [15] термообработка нефти позволяет снизить температуру застывания с 24 до 10 “С, а динамическую вязкость - с 2,5 до 0,1 Па-с.
При соотношении этих компонентов не более чем 2 : 1 реологические свойства нефтей могут быть улучшены путем нагревания их до температуры 80-90 “С с последующим регулируемым охлаждением до 10-20 °C. В таком процессе (нагрев и последующее регулируемое охлаждение выше температуры плавления парафинов) асфальтосмолистые вещества, содержащиеся в нефти, препятствуют образованию крупных кристаллов и объемной кристаллической структуры парафина.
Наиболее важным фактором термообработки является режим охлаждения горячей нефти. Рекомендуется охлаждать нефть до 50 “С со средней скоростью охлаждения не более 90 вС/ч, в интервале температур от 50 до 20 °C - со скоростью не более 20 ‘С/ч.
С увеличением скорости охлаждения эффект улучшения реологических свойств нефти будет снижаться. При скорости охлаждения выше 200 °С/ч реологические свойства обработанной нефти будут хуже, чем исходной.
В случаях, когда обработка нефти при температуре 80-90 ’С не позволяет достичь желаемого результата, возможно сочетание термообработки с другими методами. Например, часть (от 5 до 20 %) подготавливаемой к транспорту нефти можно подвергнуть термическому крекингу при температуре 450-510 "С, а продукты крекинга смешать с остальной частью нефти до температуры ее термообработки 80-90 “С, Затем смесь транспортируют до пункта назначения.
Опыты по термообработке проведены с конденсатом Карачаганакского месторождения [44]. Сделана попытка изучить влияние начальной температуры обработки конденсата Гн на свойства конденсата. В опытах значение Тн принималось в интервале 60-90 °C, конечное значение температуры (после посте
пенного охлаждения конденсата) составляло 18 *С, что ниже температуры начала кристаллизации. В результате опытов получены данные, характеризующие влияние скорости охлаждения конденсата на время расслоения суспензии (табл. 9.12). Например, при охлаждении конденсата с 90 до 18 "С стойкая к расслоению суспензия парафинов образуется при скоростях охлаждения не менее 0,139 *С/с. Следовательно, эта скорость является оптимальной для данного значения Тн.
С понижением начальной температуры оптимальная скорость термообработки увеличивается. Для значения Тн, равного 80 и 70 ’С, стойкая к расслоению суспензия парафинов образуется при скоростях охлаждения 0,222-0,239 и 0,250-0,278 *С/с соответственно.
Говоря об этих исследованиях, необходимо обратить внимание на высокие скорости охлаждения нефтей. В то время как обычно рекомендуется этот показатель поддерживать не более 90 “С/ч [15], в данной работе скорость охлаждения поддерживалась на уровне 250-1100 аС/ч, т.е. значительно больше. Авторами не объясняется, почему были установлены столь высокие скорости охлаждения.
Следует отметить, что поддержание высоких скоростей охлаждения, с одной стороны, может снизить эффективность процесса, а с другой - позволит уменьшить металлоемкость установки.
Перед подачей в транспортную систему конденсат Карача-
Табли ца 9.12
Влияние начальной температуры и скорости охлаждения конденсата на устойчивость суспензии парафинов
т. -С Средняя скорость охлаждения Интенсивность расслоения
’С/с С/ч Время Объем верхнего слоя, %
90 0,077 277 15 мин 4,2
90 0,077 277 5ч 60
90 0,077 277 3 сут 70
90 0,118 425 20 мин 3,5
90 0,118 425 5 ч 20
90 0,118 425 3 сут 60
90 0,143 515 3 сут Полное расслоение
80 0,167 601 4 ч То же
80 0,208 749 1 сут й и
80 0,230 828 3 сут « Lt
80 0,257 925 3 сут й Li
70 0,231 832 3 сут й It
70 0,264 950 3 сут 44 U
60 0,245 882 1 сут « а
60 0,278 1001 2 сут и а
60 0,306 1101 3 сут U и
Влияние скорости охлаждения конденсата на устойчивость суспензии парафинов (Тн “ 60 °C)
Т, сут Расслоение суспензии (объем верхнего слоя), %
0,417 0,292 0,24 0,167 0,083 0,0288 0.0066
Температура хранения 15 °C
1 0 0 0 1,0 5,0 9,4 77,3
2 1,7 3,0 1,5 8,5 18,2 25,2 80,4
3 2,3 3,2 1,5 10,0 22,7 31,6 84,2
4 2,3 6,0 1,5 11,0 36,4 47,5 84,0
7 2,3 6,0 1.5 11,0 37,0 52,7 84,0
10 2,3 6,0 1,5 11,0 50,0 57,5 84,0
Температура хранения 10 °C
1 0 0 0 0 0 2,2 50,0
2 0 0 0 1.0 1,0 3,4 56,0
3 0 0 1,4 1,7 2,1 4,3 57,7
4 0 0 1,4 1,7 3,3 5,2 63,5
7 0 0 4,3 4,3 5,0 8,7 73,2
10 0 2,2 4,3 4,3 6,0 62,0 84,2
ганакского ГКМ дегазируется при температуре 60 °C. Поэтому часть опытов проводилась при этой температуре. Конечная температура была принята 5-15 °C, что соответствует температуре грунта на глубине залегания конденсатопровода в различное время года. Полученные данные показывают, что при скоростях охлаждения 0,250-0,417 °C/с возможно образование стойкой суспензии (табл. 9.13). Небольшое расслоение верхнего слоя (1,5-4,3) % не приводит к образованию плотных парафинистых осадков.
Охлаждение парафиносодержащих нефтей до температуры ниже Т\ (температуры кристаллизации) способствует образованию многих центров кристаллизации и созданию мелкокристаллической системы. В результате увеличивается вязкость системы и повышается температура, при которой кристаллы выпадают в осадок.
9.5. ОЦЕНКА ВЛИЯНИЯ ОТЛОЖЕНИЯ ПАРАФИНОВ НА ПОКАЗАТЕЛИ РАБОТЫ УСТАНОВКИ НТС
Отложение парафинов на установках НТС приводит к нарушению проектного режима их работы. Эти нарушения выражаются в повышении температуры сепарации, снижении выхода целевых компонентов в жидкую фазу, ухудшении показателей качества товарного газа и т.д.
На практике возможны случаи, когда из-за несоблюдения показателей качества газа с товарным газом в трубопровод поступает излишнее количество тяжелых углеводородов. При снижении давления и температуры в газбпроводе происходит частичная конденсация углеводородов, что ухудшает гидравлическую характеристику газопровода и обусловливает экологические проблемы.
Косвенными показателями, указывающими на отложение парафинов на установке, могут служить изменение температурного режима работы оборудования (повышение температуры сепарации) и увеличение перепада давления в теплообменниках. Последнее объясняется снижением площади свободного
сечения аппаратов и увеличением скорости газа в них.
Согласно приведенным ниже данным, коэффициент теплопередачи парафиновых и других отложений в сотни раз
меньше, чем различных металлов, из которых изготавливается оборудование. Эта и есть основная причина уменьшения общего коэффициента теплопередачи оборудования.
Коэффициент теплопередачи, кал/ч
Металл алюминий..................... ....
медь................................
железо .. ................
сталь латунь .............................
Осадки, накипи: смазочное масло .. ..............
накипь (силикат)....................
накипь (без силиката)...............
парафин.............................
175
320
53
39
94
0,12
0,1-0,3
о,з-з,о
0,286 Вт/(м’С)
ВНИИгазом выполнены расчетные исследования по определению влияния толщины отложения парафинового слоя на коэффициент теплопередачи теплообменников установок НТС Уренгойского ГКМ. При расчетах была принята следующая характеристика теплообменников: площадь поверхности одной секции - 1290 м2, число U-образных труб в секции - 574; внутренний диаметр трубы - 15 мм, толщина - 2,5 мм.
Влияние толщины слоя парафина на коэффициент теплопередачи рассчитывается по данным [3, 4].
Теплопроводность парафина принята 0,286 Вт/(м-“С). Принимая для теплообменника с чистой поверхностью начальное значение коэффициента теплопередачи Ко, равное 200; 250 и 350 ккал/(м2-ч - °C), определяли его величину в зависимости от толщины слоя парафиновых отложений на поверхностях труб аппарата. Результаты расчетов выражены кривыми рис 9.12.
Рис. 9.12. Влияние толщины
слоя парафина на коэффициент теплопередачи теплообменника
Э* 57РГ
Толщина слоя парафина, мм
Согласно рисунку, чем выше начальное значение Ко, тем больше относительное снижение его значения. Например, при толщине слоя парафина 1 мм и начальном значении коэффициента теплопередачи Ка = 250 его значение на загрязненных поверхностях составляет 107, т.е. уменьшается в 2,34 раза. В то же время при Кй = 350 Кп составляет 125, т.е. уменьшается в 2,8 раза.
Снижение коэффициента теплопередачи приводит к повышению температуры сепарации и, следовательно, к уменьшению выхода пропан-бутановой фракции в жидкую фазу. Для оценки этого тезиса выполнены расчеты, результаты которых приведены в табл. 9.14 и 9.15. В качестве сырья установки была принята продукция ачимовских залежей, а объекта исследования - установка НТС (см. рис. 7.1). Во всех расчетах температура газа на входе в установки составляла 32 "С, давление в низкотемпературной ступени сепарации - 5,5 МПа.
Выполнены две группы расчетов. В первой (табл. 9.14) измеряли коэффициент теплопередачи только для рекуперативного теплообменника Т-1, а во второй (табл. 9.15) - для обоих теплообменников. Определены показатели работы установки при различных режимах.
С образованием на поверхности труб парафинового слоя толщиной всего 0,80 мм температура в концевой ступени сепарации повышается более чем на 5 “С. Это приводит к уменьшению выхода ПБФ в жидкую продукцию на 4,52 %, или на 4,70 г/м3. В пересчете на годовую производительность 5 млрд. м3 по товарному газу эта цифра составит 24,7 тыс. т. Одновременно увеличивается содержание С5+ в газе на выходе из установки на 0,8 г/м3. В пересчете на УКПГ производительностью 5 млрд, м3/год годовые потери С5т с товарным газом составят 4,0 тыс. т.
Показатели работы установки НТС при различных коэффициентах теплопередачи в теплообменнике Т-1
Показатели Режим
1 2 3 4
Толщина слоя парафина, мм 0 0,27 0,65 0,80
Ктр ккал/(м2ч° -С) 145 120 95 72
КТ2, ккал/(м2ч' -С) 145 145 145 145
Температура после Т-1, *С 14,9 16,8 19,1 21,4
Температура после Т-2, ’С -7,4 -6,0 -4,2 -2,2
Температура в С-2, ’С -29,8 -28,5 -26,6 -24,5
Содержание СМ4 в жидкой фазе после Т-1, % (масс.) 7,5 8,56 9,9 11,77
Содержание С)б+ в жидкой фазе после Т-1, % (масс.) 5,06 5,78 6,77 8,11
Извлечение С,. в жидкую фазу, % 99,4 99,36 99,29 99,2
Извлечение ПБФ в жидкую фазу, % 54,9 53,84 52,07 50,38
Содержание С5+в в товарном газе, г/м3 2,3 2,5 2,77 3,1
Выход нестабильного конденсата, кг 104,13 103 974 103 288 102 527
Снижение выхода нестабильного конденсата, кг — 404 832 1321
Выход С3. в нестабильный конденсат, кг 95 072 94 668 94 241 93 751
Содержание легких (до Сэ) в нестабильном конденсате, % (масс.) 9,12 8,95 8,76 8,56
Таблица 9.15
Показатели работы установки НТС при различных коэффициентах теплопередачи в теплообменнике Т-1 и Т-2
Показатели Режим
5 6 7
Толщина слоя парафина, мм КТ1, ккал/(м2'Ч’ °C) ХТ2, ккал/(м2'Ч* *С) Температура после Т-1, ’С Температура после Т-2, *С Температура в С-2, *С Содержание С14+в в жидкой фазе после Т-1, % (масс.) Содержание С1б4В в жидкой фазе после Т-1, % (масс.) Извлечение С<, в жидкую фазу, % Извлечение ПБФ в жидкую фазу, % Содержание Cs+B в товарном газе, г/мэ Выход нестабильного конденсата, кг Снижение выхода нестабильного конденсата, кг Выход С3+ в нестабильный конденсат/кг Содержание легких (до С3) в нестабильном конденсате, % (масс.) 0,27 120 120 15,5 -4,4 -268 7,99 5,38 99,3 52,08 2,76 103 270 859 94 213 8,77 0,65 95 95 17,0 0,1 -22,2 8,56 5,79 99,09 48,48 3,53 101 668 1904 93 168 8,36 0,80 72 72 19,3 5,8 -16,8 9,95 6,8 98,76 44,62 4,8 99 924 7,97
Снижение коэффициента теплопередачи сопровождается повышением температуры после теплообменника Т-1 и уменьшением степени конденсации всех компонентов сырья. При этом уменьшение степени конденсации легких компонентов носит более интенсивный характер, чем тяжелых фракций. Ввиду этого происходит повышение концентрации последних в жидкой фазе, что в свою очередь создает условия для их выпадения в твердый осадок.
Указанное положение наиболее ярко проявляется при снижении коэффициента обоих теплообменников (см. табл. 9.15).
В условиях Уренгойского комплекса, когда между ступенями охлаждения установлен промежуточный сепаратор, наиболее уязвимым аппаратом является первый по ходу газа рекуперативный теплообменник. Обеспечение нормальной эксплуатации этого аппарата позволит полностью исключить возможность осложнений в работе теплообменника Т-2.
С учетом изложенного можно отметить, что для обработки парафиносодержащих газов схема установки НТС с трехступенчатой сепарацией представляется более эффективной, чем схемы с двухступенчатой сепарацией.
При снижении коэффициента теплопередачи для поддержания заданной температуры в концевой ступени сепарации при прочих равных условиях потребуется повысить входное давление газа. Зависимость последнего от значения К приведена на рис. 9.13. При получении этой зависимости коэффициент теплопередачи для Т-2 был принят постоянным, для Т-1 - в интервале 50-150 ккал/(м2-ч-“С); давление и температура в концевой ступени сепарации составляли 5,5 МПа и -30 ’С соответственно.
Согласно данным рис. 9.13, при снижении коэффициента теплопередачи теплообменника Т-1 от 140 до 50 ккал/(м2-ч-’С)
Рис. 9.13. Влияние коэффициента теплопередачи на требуемое значение входного давления газа
Коэффициент теплопередачи,
для поддержания заданной температуры в концевой ступени сепарации потребуется повысить входное давление газа на 1,6 МПа, что приведет к увеличению затрат на дожатие газа.
9.6. ПОДГОТОВКА ГАЗОКОНДЕНСАТНОЙ СМЕСИ К ТРАНСПОРТУ С ПРЕДВАРИТЕЛЬНЫМ ВЫДЕЛЕНИЕМ ПАРАФИНОВЫХ ФРАКЦИЙ
Впервые с проблемой парафиноотложения при добыче газа столкнулись в семидесятые годы на Березанском и Майкопском газоконденсатных месторождениях Краснодарского края [32— 35]. Конденсаты этих месторождений в начальный период эксплуатации имели высокую температуру кристаллизации, порядка ~2 °C, что объяснялось относительно повышенным содержанием в них парафинов.
Перед тем, как определить режим работы установок обработки парафиносодержащих газов, А.С. Беликовским и сотрудниками было рекомендовано провести эксперименты по определению температуры застывания и кристаллизации:
стабильных конденсатов и их отдельных фракций;
конденсатов, из которых выделены тяжелые фракции с различными температурами начала кипения;
конденсатов, из которых выделены легкие фракции с различными температурами конца кипения.
Применительно к конденсату Майкопского ГКМ результаты таких исследований приведены в табл. 9.16-9.19. Опыты проводились следующим образом. В лабораторных условиях путем четкой ректификации от конденсата было отогнано 70 % (масс.), т.е. все фракции, кипящие до 200 °C (эти фракции практически не содержат твердых парафинов)
С использованием смеси ацетон - бензол - толуол (соотношение 35 : 60 : 5) из остатка (30 % от количества исходной пробы) депарафинизацией при температуре 21 °C был выделен парафин в количестве 5 %, что в пересчете на весь конденсат составляет около 1,5 % (масс.), с температурой плавления 53 °C и средней молекулярной массой 350. Средняя температура кипения фракции 400 °C. Эти данные наглядно показывают, что парафины концентрируются в самых тяжелых фракциях конденсата. Отсюда можно сделать вывод, что если самые тяжелые фракции из нефти или конденсата выделить на стадии предварительной обработки, то будет решена проблема борьбы с отложением парафинов при их транспортировании до объекта назначения.
Общие свойства конденсатов Березанского и Майкопского ГКМ
Показатели Березанский конденсат Майкопский конденсат
Удельный вес </420 Температура кипения фракций, ‘С: 0,782 0,802
н.к. 47 52
10 % 84 88
96 103
20 % 104 113
30 % 113 125
40 % 125 139
50 % 140 160
60 % 161 190
70 % 210 242
80 % 286 288
90 % 315 332
к.к 92,0 93,5
Отогнано всего, % 4,0 6,2
Остаток, % 4,0 0,3
Потери, % 0,0 0,0
Содержание серы, % Кислотность, мг КОН, на 100 мл 0,0 0,0
-2 -2
Температура кристаллизации, °C' Температура застывания, *С Ниже -60 Ниже -60
'По ГОСТ 6264-52.
Табли ца 9.17
Температуры кристаллизации и застывания фракций конденсата Березанского ГКМ
Интервал кипения, •с Выход фракций, % (масс.) Г„ ’С Т,, 'С
Н.к 200 77,5 Ниже -60 Ниже -60
200-220 0,7 — То же
220-240 2,9 -31 -57
240-260 1,4 -29 -44
250-280 5,3 -26 -36
280-300 2,2 -15 -20
300-360 5,4 +11 -2
От 360 до к.к 3,1 +43 +40
Табл и ца 9.18
Зависимость температур кристаллизации и застывания конденсата с различными концами отбора
Интервал кипения, •с Выход фракций, % (масс.) Т„ ’С т,, ’С
Н.к-200 77,5 Ниже -60 Ниже -60
Н. к-220 78,2 То же То же
Н.к-240 81,1 И
Н.к-260 82,5 и II
Н.к-280 87,8 -60 и
Н. к-300 90,0 -50 U
Н.к-360 95,4 -43 <4
Н.к-к.к* 100,0 -2 41
‘Потери при разгонке равны 1,5 %
Таб ли ца 9.19
Свойства тяжелых фракций конденсата
Интервал кипения, "С Выход фракций, % (масс ) Тк, 'С Тз, *С
220 - к.к 20,3 +18 -22
240 - к.к. 17,4 +21 -17
260 - к.к 16,0 +22 -16
280 - к.к 10,7 +3 + 18
300 - к.к 8,5 +33 +19
360 - к.к 3,1 +43 +40
Как было отмечено выше, дегазация жидкости (нефти или конденсата) сопровождается уменьшением ее объема и увеличением доли парафинов в остатке. Ввиду этого повышается температура кристаллизации конденсата. Применительно к конденсату Майкопского ГКМ разность температур кристаллизации сырого и стабильного конденсатов составляла 2 *С.
Из табл. 9.17 видно, что конденсат, отобранный от начала кипения до 360 ’С, имеет температуру кристаллизации -43 °C, т.е. значительно более низкую, чем на ныне эксплуатируемых установках низкотемпературной сепарации. Отсюда следует, что если в сепараторе первой ступени полностью выделить из сырья конденсат с температурой начала кипения 360 вС, то на последующих ступенях обработки не произойдет выделения парафинов в твердый осадок при условии, что будет полностью отсутствовать капельный унос жидкой фазы из сепаратора и температура в системе не понизится ниже -43 *С.
В заключение необходимо отметить целесообразность проведения аналогичных исследований на конденсатах ачимовских залежей,
С учетом полученных результатов авторами работы [33] предложена схема подготовки газоконденсатной смеси к транспорту, в которой предусматривается предварительная сепарация конденсата из пластовой продукции на устье скважин и раздельная транспортировка газовой и жидкой фаз до установки подготовки газа к транспорту (рис. 9.14). Основным отличием схемы является поддержание температуры в устьевом сепараторе выше Тк. Применительно к этой схеме, по мнению авторов, давление в устьевом сепараторе следует поддерживать как можно выше. Если при этом обеспечить некоторый подогрев сырья до входного сепаратора (если это очень потребуется), то можно добиться выделения в сепараторе С-1 минимального количества конденсата с максимальным количеством парафинов. В этом случае основное количество парафинов из
Товарный газ
Рис. 9.14. Принципиальная технологическая схема установки сбора и обработки парафиносодержащей газоконденсатной смеси
газа будет выделяться в этом (устьевом) сепараторе, что снизит остроту проблемы по борьбе с парафиноотложением на дальнейших стадиях процесса.
9.7. ПОДГОТОВКА ГАЗА К ТРАНСПОРТУ ПАРАФИНОСОДЕРЖАЩЕГО СЫРЬЯ СЕРНИСТЫХ ГАЗОКОНДЕНСАТНЫХ МЕСТОРОЖДЕНИЙ
Проблемы, связанные с отложением парафинов, наиболее остро проявили себя на Карачаганакском ГКМ. Пластовая продукция этого месторождения отличается высоким содержанием сероводорода (около 5 % об.), углекислого газа и. газового конденсата (углеводородов С5+). Значение конденсатного фактора по отдельным объектам составляет 600-1000 г/м3. Характеристика конденсата приведена в табл. 9.20.
Согласно данным табл. 9.22, от температуры начала кипения до 250 ’С выкипает 60 % конденсата. Выкипающая фракция в основном состоит из углеводородов до С15 (температура кипения С14Н30 равна 253 °C). До температуры 360 “С выкипает 86,5 % конденсата. Эта температура соответствует температуре кипения С22Н46 (см. табл. 9.3). Таким образом, можно утверждать, что 40 % конденсата состоит из углеводородов, по темпе-
Таблица 9 20
Характеристика конденсата Карачаганакского ГКМ
Показатели Объект
Скв 1 Скв 11, 4762-4698 и 1-Й, 4154-4343 м 2-й, 4126-4114 м 3-й, 4154-4343 м 4-й, 4154-4343 м 5-6-й, 4154- 4343 м
Плотность, г,/см1 Температура кипения фракций, X: 0,7910 0,789 0,783 0,781 0,782 0,780 0,783
н.к 80 69 82 75 77 82 81
10 % 99 110 89 99 99 90 102
20 % - 135 118 128 130 120 123
30 % 146 161 143 160 161 150 144
40 % — 180 164 172 182 176 167
50 % 200 212 199 230 211 225 208
60 % — — 240 — — — —
70 % 271 — 277 — — — —
к.к. 360 250 313 250 250 250 255
Отогнано, % 86,5 60 80 60 60 60 60
Остаток, % 13,5 40 18,8 40 40 40 40
Потери, % Вязкость, — — 1,2 — — — —
м/(с210“6): 1,29 — 1,33 — — — —
при 50 “С при 20 ‘С Массовая доля, % 1,97 — 2,02
серы 0,83 — 0,7 — — — —
парафина 2,17 3.5 3,3 2,7 1,7 1.5 1,7
смол 1,80 0,6 0,3 1,3 1,3 1.2 0,9
Температура помутнения, 'С — +36 +30 +33 +35 +35 +35
Температура засты вания, *С -25 -21 — —
кипения близких к твердым парафинам. (Однако их нельзя полностью отнести к твердым парафинам.)
В работе [44] указывается, что содержание твердых парафинов в конденсате возрастает с глубиной залегания и достигает 3,8 % (масс.). Конденсат содержит около 1 % смол.
При температурах 35 °C и ниже начинается кристаллизация твердых парафинов из стабильного конденсата Карачаганакского ГКМ. Основная масса твердых парафинов выкристаллизовывается при положительных температурах. Влияние температуры на количество выпавшего в твердую фазу парафина показано на рис. 9.15 на примере конденсата скважин второго объекта [44]. Согласно этим данным, для исключения выпадения парафинов из конденсата в твердый осадок температура конденсата должна поддерживаться не ниже 35 °C. Видимо, именно это положение было принято за основу при принятии решения о подогреве сырья до поступления во входной сепаратор УКПГ до температуры 35 °C.
Рис. 9.15. Зависимость количества выпадающих твердых парафинов от температуры конденсата
Из-за высокого значения .конденсатного фактора и свойств самого конденсата первоначально Карачаганакское месторождение рассматривалось как нефтяное. Обработка газа по нефтяной схеме предусматривала бы ведение процесса при относительно низких давлениях, и эффективность использования пластовой энергии сырья была бы значительно ниже.
Было принято решение об обустройстве месторождения по газоконденсатной схеме. Благодаря этому удалось эффективно использовать пластовую энергию, получить отсепарированный газ при высоких давлениях и транспортировать его до Оренбургского ГПЗ для дальнейшей переработки без применения компрессорного оборудования. Что касается проблем, связанных с отложением парафинов, то обработка сырья при низких давлениях (по нефтяной схеме) их полностью не снимала бы.
Принципиальная технологическая схема установки комплексной подготовки газа Карачаганакского ГКМ приведена на рис. 9.16.
Установка состоит из трех рабочих (основных) и одной опытной нитки. Производительность каждой технологической нитки составляет 5 млн. м3/сут по сухому газу. Первая технологическая нитка пущена в эксплуатацию в 1984 г.
Оборудование рабочих ниток УКПГ поставлено немецкой фирмой “LGA Gaztechnic”.
Ниже приводится описание технологической схемы УКПГ (установки НТС) на примере одной нитки. Газ, поступающий на установку, проходит подогреватель Т-09, где нагревается до 39 ’С, затем дросселируется до давления 12,6 МПа и поступает во входной сепаратор. Цель подогрева газа - предотвратить осаждение парафинов в сепараторе. Теплообменник Т-1 рассчитан на возможность подогрева сырья до 60 “С. Такая температура требуется для растопления парафинов, отложившихся на поверхностях оборудования.
ОакепарараЗаниый мj на ОГПЗ
Рис. 9.16. Принципиальная технологическая схема УКПГ Карачаганакского ГКМ
Сепаратор С-1А предназначен для грубого отделения жидкости и работает по гравитационному принципу. Отсепариро-ванный газ поступает в промежуточный сепаратор С-1 Б для отделения от остаточной жидкости. Жидкость из сепараторов С-1 А и С-1 Б попадает в подогреватель, где нагревается до 35 °C и поступает в трехфазный сепаратор-разделитель Р-1. Газ после отделения от жидкости дросселируется до давления 8,0 МПа и направляется в сепаратор второй ступени С-2. Жидкая фаза из сепаратора С-2 поступает в трехфазный разделитель Р-2, где разделяется на нестабильный конденсат (верхний слой) и раствор ингибитора (нижний слой). Последний сбрасывается в трубопровод насыщенного раствора метанола.
Углеводородный конденсат из Р-1 подогревается в теплообменнике, затем объединяется с потоком конденсата из Р-4, дросселируется до давления 3,5 МПа. Объединенный поток конденсата проходит подогреватель и подается в дегазатор, а оттуда насосами - на ОГПЗ. Предусмотрено ингибирование оборудования установки от парафиноотложения и коррозии. Показатели оборудования установки приведены в табл. 9.21.
Табли ца 9.21
Основные показатели оборудования УКПГ Карачаганакского ГКМ
Позиция по рис. 9.16 Принцип действия сепаратора Габариты У, тыс м3/ч Уж, м3/ч
С-1А Вертикальный гравитационный D = 1,80 м; h = 7,78 м; 7 = 15,27 м3 203 247,3
С-1Б Горизонтальный центробежный с рециркуляцией потока D ~ 0,99 м; L = 5 м; V - 5 м3 211 75,3
С-2 Вертикальный центробежный с рециркуляцией потока D = 0,71 м; h = 4,0 м: V = 42 м3 208 24,19
С-03 Горизонтальный гравитационный D = 2,18 м; L = 9,58; V = 42 м3 15,8 185
Р-1, Р-2 То же D ~ 1,59 мм; L ~ 5,40 мм; V - 14,7 м3 2,64 18,1
Примечание Vr и - производительность соответственно по газу и жидкости
Сравнение показателей оборудования с показателями аналогичных аппаратов УКПГ Уренгойского ГКМ показывает, что на Карачаганакском ГКМ установлены аппараты с меньшими габаритами. Если учесть, что конденсатный фактор пластовой продукции Карачаганакского ГКМ в несколько раз больше, то влияние этого отличия окажется еще более существенным. С учетом высокого значения конденсатного фактора и наличия парафина в сырье на УКПГ (Карачаганак) необходимо было бы установить аппараты с большими габаритами.
По проекту в качестве ингибитора коррозии и парафиноот-ложения использовался Додифлоу V-3421. Основным недостатком реагента является его высокая температура застывания (+5 °C). Кроме того, он не растворяется в метаноле и способствует образованию пены высокой стабильности в аминовых растворах установок сероочистки.
Институтами ВНИПИгаз (Азербайджан) и ЮжНИИгипро-газ были разработаны ингибиторы парафиноотложения ДИП-1 и комплексного воздействия ИКТ-1 А. Последний представляет собой композицию реагентов ИКТ-1 и ДИП-А.
При концентрации 0,4-0,5 г/л жидкой фазы комплексный ингибитор ИКТ-1 А обеспечивает защиту промыслового оборудования от коррозии на 80-90 %, наводороживания на 75-80 %, парафиноотложений на 77 %. Производство ИКТ-1 А организуется на фенольном заводе ПО “Южкокс” и ОПБ ВНИИгаза.
Для борьбы с гидратообразованием и парафиноотложениями может применяться также комплексный ингибитор А-55. В состав этого реагента входят антигидратный ингибитор (ДЭГ или метанол) и композиция отечественных ПАВ. Показатели ингибитора А-55: плотность при 20 ’С - 1,20 кг/л; вязкость при 20 ’С - 4,9 мм2/с; температура застывания - минус 30 ‘С.
Ингибитор А-55 растворяется в воде, ДЭГе и метаноле, нетоксичен, пожаробезопасен. Проявляет защитное действие путем гидрофи л изации поверхности оборудования, снижает адгезионную способность отложений, предотвращает прилипание парафиногидратных смесей.
Основные свойства ингибиторов приведены в табл. 9,22.
Представляет определенный интерес сравнение схем УКПГ сероводородсодержащих газоконденсатных месторождений: Карачаганакского парафиносодержащего (рис. 9,17) и Оренбургского - беспарафинистого, В обеих схемах не показаны дожимные компрессоры (как условно повторяющие составляющие).
Можно отметить следующие особенности схемы УКПГ Карачаганакского ГКМ:
наличие подогревателя в схеме сырьевого газа перед входным сепаратором;
Таблица 9.22
Физико-химические и эксплуатационные показатели ингибиторов ИКТ-1, ДИП-А и комплексного ингибирующего состава ИКТ-1А
Показатели ИКТ-1 ДИП-А ИКТ-1 А
Внешний вид Плотность при 20 ’С, кг/м3 Температура застывания, не ниже, °C Температура вспышки, нс ниже, °C Кинематическая вязкость при 20 ‘С, не более, мм2/с Растворимость в: газовом конденсате 95 %-ном метаноле минерализованной воде 80 %-ном метаноле 25 %-ном ДЭА Удельный расход, г/л жидкой фазы Степень защиты (при удельном расходе 0,4 г/л), %, от: общей коррозии наводороживания парафиноотложений Жидкость 1000-1030 -26 66 25 Эмульгируется Растворим Нерастворим Растворим Растворим Нерастворим 0,4 85-90 80-85 45-50 темно-коричнев 900-910 -15 200 Растворим Нерастворим Эмульгируется 87-92 70-75 77-85 ого цвета 935-950 -20 Эмульгир. н Нерастворим Эмульгир. дэг Эмульгир. 93-95 75-80 75-85
Рис. 9.17. Принципиальная технологическая схема УКПГ Оренбургского ГКМ
подогрев конденсатов первой и второй ступеней и их смеси на выходе из установки;
использование на установке ингибитора парафиноотложе-ния. Ингибитор подается как в сырьевой поток, так и в поток газа на выходе из концевого сепаратора. Последнее решение явно указывает на то, что допускалась возможность наличия парафинов в товарном газе. Ингибирование отсепарированного газа в принципе могло бы предотвратить отложение парафинов в межтрубном пространстве. В то же время парафины с газом уносились бы в газопровод и отлагались в нем. Такое предположение подтверждается опытом эксплуатации газопровода Карачаганак - ОГПЗ. Вскрытие рекуперативных теплообменников показало, что как в трубном, так и в межтрубном пространстве накапливается парафиновая масса. Это свидетельствует о том, что режим работы УКПГ не обеспечивает полного выделения из газа парафиновых углеводородов. Основной причиной попадания парафинов в межтрубное пространство теплообменников является капельный унос жидкой фазы с отсепарированным газом и повышение температуры в концевом сепараторе;
предусмотрен подогрев конденсата до температуры 60 °C перед подачей в конденсатопровод. В качестве теплоносителя в подогревателях по проекту используется водный раствор гликоля;
скорости газа в сепараторах больше, чем в аналогичных аппаратах Оренбургского ГКМ. Это также служит одной из причин уноса жидкой фазы из сепаратора первой ступени, что усложняет работу рекуперативного теплообменника и в целом установки НТС.
Отложение парафинов на установке должно контролироваться замерами перепада давления Др в теплообменнике Е-102. При достижении заданного значения Др выше 0,07 МПа теплообменники должны быть переведены на режим растепления отложившихся парафинов. Для этого предусматривается остановка технологической линии и подогрев аппарата.
К основным недостаткам схемы установки подготовки газа к транспорту Карачаганакского ГКМ можно отнести следующее.
1. На отдельных участках шлейфа происходит периодическое накопление жидкой фазы. При определенных значениях скорости потока и перепада давления в трубе осуществляется вынос накопленной жидкости (или части ее) на УКПГ. Жидкий поток в виде “залпа” вместе с газом поступает во входной сепаратор технологической линии. Этот аппарат не обеспечивает отделения всей жидкости из газа. Часть жидкости, содержащей различные ингредиенты и парафины, поступает в рекуперативный теплообменник, в котором при охлаждении сырья происходит выпадение парафинов в жидкую фазу. Анализ проб твердой фазы показывает, что в ее состав наряду с парафинами входят также механические примеси, продукты коррозии.
Промежуточный сепаратор С-101 В, установленный после входного сепаратора и предназначенный для доулавливания жидкой фазы, уносимой из входного сепаратора, не справляется со своей функцией.
На наш взгляд, на первой ступени следовало бы поставить горизонтальный сепаратор большого объема и, следовательно, с большой поверхностью испарения. Скорость газа в свободном сечении такого аппарата была бы низкой, что сводило бы к минимуму унос жидкой фазы с отсепарированным газом.
2. В схеме установки отсутствует компрессор для дожатия газов вывез ривания. В связи с этим газы возвращаются в поток газа перед низкотемпературным сепаратором, что повышает температуру процесса на несколько градусов. (Впоследствии на объекте был установлен компрессор отечественного производства для дожатия этих газов, однако работа его в проектном режиме не была освоена.)
3. На поверхностях труб рекуперативных теплообменников отмечаются отложения парафинов, что снижает эффективность работы. Использование ингибитора парафиноотложения на установке носило эпизодический характер.
4. В схеме УКПГ отсутствует устройство для предотвращения попадания жидкостных пробок во входной сепаратор.
Отметим, что при добыче нефти установки подготовки нефти снабжаются буллитами или внутритрубными сепараторами.
5. Перед входом во входной сепаратор УКПГ осуществляется подогрев пластовой продукции. Для этого в схему включен теплообменник. Теплоносителем служит раствор гликоля. Основной целью этого решения является снижение выпадения тяжелых фракций конденсата в жидкую фазу в сепараторе первой ступени. В этом случае не происходит выпадения из жидкой фазы твердых парафинов и обеспечивается надежность эксплуатации контрольных и регулирующих устройств входного сепаратора. Такое решение в условиях работы входных сепараторов с низкой эффективностью представляется недостаточно обоснованным. Дело в том, что из-за повышения температуры в системе часть конденсата, имеющегося в сырье, испаряется, т.е. переходит в паровую фазу. Вследствие этого, а также из-за большего уноса жидкой фазы в целом снижается степень конденсации тяжелых фракций во входном сепараторе.
Следовательно, несконденсировавшиеся тяжелые углеводороды, в том числе осадкообразующие, поступают в рекуперативные теплообменники. При последующем охлаждении газа парафиносодержащие фракции выделяются из него и осаждаются на поверхностях труб рекуперативных теплообменников.
Последствия отложения парафинов на рекуперативных теплообменниках более негативно сказываются на работе установок НТС, чем когда это происходит во входном сепараторе. Кроме того, увеличивается тепловая нагрузка аппаратов и их потребная поверхность теплообмена.
Следует отметить, что данное положение не полностью отвергает необходимость подогрева сырья перед входным сепаратором. Принятию такого технического решения должны предшествовать исследования влияния температуры на степень выпарки тяжелых фракций конденсата из смеси с тем, чтобы определить оптимальные параметры процесса. При этом необходимо учесть влияние снижения пластового давления на состав добываемого конденсата и эффективность работы сепаратора.
6. По проекту на установке предусматривалось использование гликоля в качестве антигидратного ингибитора. Гликоль является хорошим растворителем ингибитора коррозии, и он поглощал бы его из газовой фазы. Поскольку температура кипения ингибитора коррозии выше температуры нагрева глико-
ля, ингибитор частично накапливался бы в гликоле и повышал эффективность защиты от коррозии. Кроме того, снизился бы расход ингибитора коррозии.
Однако было принято решение об использовании метанола в качестве антигидратного ингибитора вместо гликоля.
Следует отметить, что замена ДЭГа метанолом сама по себе не представляется ошибочным решением, так как использование гликоля в качестве ингибитора гидратообразования при обработке высокосернистых газоконденсатных смесей могло бы вызвать серьезные проблемы.
В результате совокупного воздействия указанных отрицательных факторов (технологических решений, ряда конструктивных недостатков оборудования) эффективность работы УКПГ оказалась низкой: практически изотерму процесса не удалось поддерживать ниже минус 4-5 *С вместо проектной минус 10 ’С.
В лучшие годы работы фактическая производительность рабочих ниток установки составляла 125-130 при проектной 208 тыс. м3/ч.
В литературе приведены результаты исследований по оценке и повышению эффективности работы УКПГ Карачаганакского ГКМ. Ниже приводятся краткие итоги некоторых исследований.
Опыты по выбору ингибитора парафиноотложения. Применительно к конденсату Карачаганакского ГКМ ряд интересных опытов по выбору ингибиторов парафиноотложения проведен А.П. Плясовым и др. [43-46]. Эффективность предотвращения отложения парафинов оценивалась по методу “холодного цилиндра”.
Краткая характеристика реагентов и результаты их испытаний приведены в табл. 9.23.
На основе опытов сделаны выводы о том, что “Аэолят-7” при концентрации 0,005 не предотвращает отложения парафинов. В то же время известна высокая эффективность этого реагента при его больших концентрациях.
Эффективность действия сополимеров на основе этилена и винилацетата (ВЭС-1) высока и составляет 80-90 % при концентрациях реагента в конденсате 0,002-0,02 %.
Эффективность реагентов, содержащих звенья малеинового ангидрида (ВЭС-3), несколько ниже даже при более высоких концентрациях.
В присутствии ВЭС-1 и ВЭС-2 была определена температура начала кристаллизации Гнк парафинов из конденсата. Показано, что максимальное снижение Тнх достигается при кон-436
Табли ца 9.23
Результаты опытов по предотвращению парафиноотложения из конденсата Карачаганакского ГКМ [43|
Ингибитор Массовая концентрация ингибитора. % Эффективность, %
ВЭС-1 Сополимер этилена с ви- 0,002 83
нилацетатом
ВНИИ НП 0,005 87
U 0,010 93
0,015 88
«4 0,020 79
ВЭС-2. Сополимер этилена с ви- 0,002 55
нилацетатом
ВЭС-3. Сополимер этилена с ви- 0,01 26
нилацетатом
ВНИИ НП с малеиновым ангидри- 0,03 67
дом
То же 0,05 60
0,10 62
0,020 22
ВНИПИгаз 0,01 1
0,1 44
44 0,5 60
1,0 73
центрации ВЭС-1 0,002 % и составляет 10 °C. Для ВЭС-2 при тех же условиях этот показатель равен 5 “С.
Был проведен ряд опытов, где реагенты смешивали с конденсатом при температуре 20 °C, т.е. ниже Гнк. В этих условиях уже в системе наблюдались кристаллы парафинов. Опыты показали, что сополимеры на основе этилена и винилацетата могут воздействовать на образовавшиеся кристаллы. С увеличением количества реагента эффективность предотвращения отложения парафинов возрастает (рис. 9.18).
При концентрации реагента в конденсате 0,02 % эффективность реагента практически становится такой же, как при ингибировании системы при температурах выше Тнк. Такой эффект объясняется тем, что сополимеры, образуя вокруг кристаллов парафинов слои, препятствуют их слипанию друг с другом и прилипанию к металлической поверхности.
В результате анализа полученных данных авторами сделан вывод о том, что сополимеры на основе этилена и винилацетата являются ингибиторами комплексного воздействия, так как предотвращают парафиноотложение и одновременно препятствуют осаждению на поверхности ранее образовавшихся кристаллов. Были проведены опыты по изучению выпадения в твердый осадок парафинов при хранении конденсата. Установлено, что со временем объем, занимаемый осадком, уменьшается. В то же время плотность осадка возрастает. Это ука-
Рис. 9.18. Зависимость эффективности предотвращения парафиноот-ложення от концентрации сополиме-
Концентрация полимера, °/о(масс)
ров в конденсате:
/ - ВЭС-1, ТЛЗЧ > Т , 2 ~ ВЭС-1, Г,ач < ГНкр, 3 - ВЭС-2, > > Гмкр; 4 - ВЭС-2, Т„ч < Тя кр
зывает на уплотнение осадка и увеличение содержания в нем твердых частиц.
Согласно [44], присутствие водно-метанольной смеси в жидкой фазе при хранении конденсата не оказывает влияния на скорость осаждения, количество и плотность парафиновых осадков. При этом осадок формируется не на дне емкости, а в углеводородной фазе (конденсате), над слоем водно-метанольной смеси.
Анализ работы теплообменников. Для оценки эффективности работы рекуперативных теплообменников проведены исследования по расчетной схеме, приведенной на рис. 9.19.
При расчетах расход газа был принят 5 млн. м3/сут (расход сырья 8666 кмоль/ч). Тепловая нагрузка рекуперативных теплообменников Е301А и В в зависимости от режима работы установки приведена в табл. 9.24. Здесь значениям К соответствуют фактические данные при температуре газа tx -= 36 °C (фактическая температура газа на входе во входной сепаратор). Согласно данным таблицы фактические значения коэффициента теплопередачи рекуперативного теплообменника составляют 97-172 ккал/(м2-ч-°С). При поддержании в низкотемпературной ступени сепарации температуры -10 "С значение К равно 200 ккал//(м2-ч °С). В то же время с повышением температуры сепарации этот параметр плавно снижается.
Рис. 9.19. Расчетная схема анализа работы рекуперативного теплообменника
Таб ли ца 9.24
Показатели работы рекуперативного теплообменника [49]
Режим t-i G 6, 'С Q К
1 16,17 0,23 27 14,47 2,612 97
2 14,6 -1,2 27 14,42 2,797 106
3 11,0 -4,64 27 14,32 3,240 128
4 9,45 -6,09 27 14,27 3,432 138
5 4,58 -10,4 27 14,0 4,054 172
Приме ккал/ч. ча ни е Q - тепловая нагрузка реку перативного теплообмеин ика, млн.
Модернизация схемы установки НТС. При производительности значительно ниже проектной (200 тыс. м’/ч) из сепаратора второй ступени отмечен большой унос жидкой фазы (рис. 9.20).
По проекту эффективность этого сепаратора должна составлять 99,9 %. Следует отметить, что данный способ оценки работы сепаратора не представляется корректным. При таком подходе в зависимости от наличия жидкой фазы количество уносимой жидкой фазы может изменяться в широком диапазоне. При этом как бы не нарушается технологический режим эксплуатации сепаратора. Более правильным было бы регламентировать фиксированное значение уноса жидкой фазы из сепараторов концевой ступени. Для сепараторов первой ступени могут быть использованы как фиксированное значение уноса жидкой фазы, так и степень ее сепарации.
Для повышения эффективности работы УКПГ предложен перенос сепаратора С-01 В в точку после теплообменников Е-01 и Е-02 [12, 39]. Такое изменение схемы УКПГ представляется нерациональным. Это объясняется тем, что при работе по проектной схеме концентрация тяжелых парафинов, поступающих вместе с газом в теплообменник Е-01, значительно меньше, так как в промежуточном сепараторе из газа дополнительно выделяется жидкая фаза. По новой схеме в связи с увеличением
Рис. 9.20. Зависимость уноса жидкой фазы от производительности сепаратора
Првизбадитыънаапь, тыс. м3/ч
количества парафинов в газе на входе в рекуперативный теплообменник отложение парафинов на поверхности его труб приобретет более интенсивный характер.
УКПГ месторождения Култак. На этом месторождении подготовка газа к транспорту осуществляется с помощью низкотемпературной сепарации. Холод на установке получают за счет избыточного давления газа.
На установке НТС в промышленном масштабе испытана композиция на основе реагента “Азолят-30” с добавлением ПАВ [41], В качестве последнего применяются алкиларил-сульфонаты: ДС-РАС и сульфонол. Композиция представляет собой однородную подвижную, слегка окрашенную жидкость плотностью 1,06-1,11 г/см3 и вязкостью 10,7-12,3 мм2/с при температуре 20 °C, растворяется в воде, гликолях, метаноле.
Действие ПАВ заключается в блокировании кристаллов твердой фазы на поверхности теплообмена подвижным защитным слоем из адсорбированных молекул алкиларилсульфоната. Это приводит к замедлению роста кристаллов; в итоге парафины остаются в объеме жидкости в мелкодисперсном состоянии, что препятствует их осаждению. Принципиальная схема установки НТС Култакского ГКМ приведена на рис. 9.21.
Рис. 9.21. Принципиальная схема УКПГ Култакского ГКМ:
С-202, С-201 - сепараторы; Т-201, Т-202 - рекуперативные теплообменники; Е-1 - буферная емкость; Р-402 - трехфазный разделитель; БР - блок регенерации
Ингибитор парафинообразования на установке использовался в виде раствора диэтиленгликоля (ДЭГ). Таким образом, полученная смесь одновременно предотвращала отложение парафинов и гидратообразование на установке. (Схема подачи композиции ПА-Азолят-30 полностью совпадает со схемой подачи антигидратного ингибитора.)
Насыщенный раствор ДЭГа, содержащий компоненты композиции, подвергался регенерации. При регенерации ПАВ не разлагается и не испаряется с влагой.
9.8. ОПРЕДЕЛЕНИЕ УСЛОВНО-ПОРОГОВОЙ КОНЦЕНТРАЦИИ ТЯЖЕЛЫХ ФРАКЦИЙ В ЖИДКОЙ ФАЗЕ
В последние годы разработан ряд технических решений по обработке парафиносодержащих газоконденсатных смесей [69, 70], основанных на использовании внутреннего продукта УКПГ в качестве растворителя парафинов.
Оценка эффективности разработанных схем проведена на основе сравнения показателей работы установок НТС Уренгойского ГКМ. Для повыщения корректности сравнения показателей установок составы сырья валанжинских и ачимовских залежей идентифицированы по фракционному составу конденсата (углеводородов С5+). Полученные составы сырья приведены в табл. 9.25, а свойства фракций - в табл. 9.26. В табл. 9.25 составы пластовой продукции соответствуют началу разработки валанжинских (по зоне УКПГ-1ав) и ачимовских залежей.
Табли ца 9.25
Молярный состав пластовой продукции Уренгойского ГКМ
Компонент Залежь Фракция Залежь
ачим валанжин ачнм валанжин
NL 0,1035 0,4500 469 К 0,3864 0,2154
сн4 79,5100 83,5300 489 К 0,3918 0,1391
С,Н6 8,3800 5,9100 508 К 0,3166 0,1061
do, 0,8905 0,4300 526 К 0,1593 0,0445
CjH. 3,5820 3,0100 544 К 0,1285 0,0210
u-d4H10 0,7670 0,6000 560 К 0,1128 0,0042
н-С.Н10 0,8190 0,7100 575 К 0,1394 0,0040
c,h,’ 0,3791 1,194 589 К 0,1240 0,0020
C6HU 0,7455 0,5600 603 К 0,1188 0
C7HI6 1,1601 1,1230 618 К 0,0840 0
С8Н1Я 0,8008 0,8534 628 К 0,0670 0
0,4355 0,7050 640 К 0,0200 0
^>0^2? 0,3779 0,3883 651 К+ 0,0011 0
Итого 100,00 100,00
Табли ца 9.26
Показатели фракций конденсатов
Фракция г., -с М Фракция Г, ’С М
469 К 489 К 508 К 526 К 544 К 560 К 575 К П ри м е * кулярная мае 196 216 235 253 271 287 302 а н и е В табл 9 са фракции 155,8 170,0 184,3 198,6 213,6 227,4 240,9 26 и далее 7\ 589 К 603 К 618 К 628 К 640 К 651 К - средняя те 316 330 345 355 367 378 мпература кнпен 254,0 267,4 282,3 292,4 304,9 316,6 ня, ЛУ - моле-
Ключевым моментом при определении режима эксплуатации установки НТС, обрабатывающей парафиносодержащие газы, является определение пороговой концентрации осадкообразующих компонентов или фракций. Здесь и далее под выражением “пороговая концентрация” подразумевается такая концентрация фракций или компонента в жидкой смеси, выше которой происходит образование в системе твердой фазы.
Как указывалось ранее, пороговая концентрация может быть установлена (определена) как по отдельному компоненту, так и по фракциям.
Необходимо напомнить само понятие “парафиносодержащие газоконденсатные смеси”. В начальный период разработки месторождения пластовая продукция большинства ГКМ содержит парафины. К примеру, в начальный период разработки конденсат Уренгойского ГКМ содержал углеводороды C1fi. в количестве около 1,0 % (масс.). Однако это не вызывало каких-либо проблем в системе сбора и обработки сырья. С учетом этого обстоятельства принято называть парафинистыми те смеси, при добыче, сборе и обработке которых происходят осложнения и требуется реализация специальных мероприятий по обеспечению надежности работы технологических объектов.
Следует отметить, что высокое значение конденсатного фактора само по себе недостаточно для образования в системе твердой фазы и ее выпадения на поверхности коммуникаций или оборудования. Например, в начальный период разработки конденсатный фактор газа Вуктыльского месторождения составлял порядка 400 г/м3. Более 10 % конденсата (углеводородов С5+) выкипало при температурах выше 287 °C, т.е. условно могло бы относиться к фракции С|6Н34+ (по температуре кипения). Однако в системе сбора и обработки газоконденсатной смеси особых проблем, связанных с отложением парафинов, не было замечено. Другим примером может слу
жить работа установок низкотемпературной абсорбции (НТА) Оренбургского ГПЗ. На этой установке в качестве абсорбента используется (по проекту) фракция конденсата, состоящая в основном из углеводородов Cg-C12. В период обследования работы установки НТА абсорбент содержал также более тяжелые фракции. Например, концентрация фракции, выкипающей при температурах выше 250 'С, в составе абсорбента составляла 3-5 %. При этом не происходило отложения парафинов на поверхности труб испарителей - наиболее уязвимых аппаратов установки НТА, несмотря на то что абсорбент в них охлаждался до температуры -30 “С.
В то же время на месторождениях с низким конденсатным фактором, таких как Шатлык (до 20 г/м3), Советабад, Ку л так, Березанское, Майкопское и т.д., наблюдалось отложение парафинов на поверхностях коммуникаций и оборудования.
Указанные факты свидетельствуют об исключительной важности точной информации о фракционном составе конденсата. Применительно к пластовой продукции каждого месторождения и его продуктивным объектам необходимо провести специальные исследования с целью определить для оценки наличие в них осадкообразующих фракций.
Пороговая концентрация зависит от концентрации тяжелых фракций в жидкой продукции, соотношения отдельных компонентов, а также давления и температуры системы. При этом чем больше концентрация низкокипящих жидких углеводородов в жидкости, тем выше пороговая концентрация осадкообразующих компонентов.
Применительно к установкам НТС, когда практически оба рекуперативных теплообменника работают при одинаковом давлении, пороговая крнцентрация осадкообразующих углеводородов для каждого теплообменника будет иметь свое значение. Чем ниже температура в системе, тем ниже пороговая концентрация. Следовательно, одна и та же концентрация осадкообразующих фракций в режиме одного теплообменника может быть пороговой, а другого - нет.
В то же время зависимость пороговой концентрации от давления имеет более сложный характер. Это связано с тем, что давление оказывает на степень конденсации разных углеводородов газовой смеси различное влияние. В интервале рабочего давления УКПГ для метана зависимость степени конденсации Ф от давления прямая: чем больше давление, тем выше степень конденсации метана. Для этана и более тяжелых углеводородов кривые зависимости ф = (р) имеют экстремум. По этой причине с повышением давления изменяется интенсивность
конденсации компонентов и соотношение их концентраций в жидкой фазе. Ввиду этого изменяется пороговая концентрация осадкообразующих фракций в смеси.
Как и следовало ожидать, первый опыт работы установки НТС, обрабатывающей парафиносодержащую смесь, показал, что вследствие отложения парафинов на поверхности труб рекуперативного теплообменника возникают серьезные осложнения на объекте.
Применительно к пластовой продукции ачимовских залежей опыты по определению пороговой концентрации осадокобразу-ющих фракций не проведены. В связи с этим предлагается пороговую концентрацию осадкообразующих фракций определять анализом показателей работы установок НТС Уренгойского ГКМ в первые годы разработки месторождения, как бы моделируя промышленный эксперимент.
Как отмечалось выше, в начале разработки месторождения конденсат валанжинских залежей также содержал парафины (фр. С16+). Моделируя режим работы установки НТС в первый год эксплуатации, находим концентрацию тяжелых фракций в жидкой фазе, образовавшейся при охлаждении сырья в рекуперативных теплообменниках. Обозначим их как X, и Х2 для жидкой фазы теплообменников Т-1 и Т-2 соответственно.
На основе опыта эксплуатации установок НТС принимается, что при значениях концентраций X, и Х2 не происходило образования в системе твердой фазы и ее отложения на поверхности теплообменного оборудования. Необходимо отметить, что эта концентрация не является пороговой, она ниже пороговой. Следовательно, при значениях концентраций X, и Х2 и ниже в системе не происходит образования твердых кристаллов и выпадения твердой фазы. Назовем эту величину условно пороговой концентрацией (УПК).
Таким образом, можно утверждать, что при концентрации осадкообразующих фракций в жидкой фазе, образовавшейся при охлаждении сырья в рекуперативных теплообменниках Т-1 и Т-2, ниже условно пороговой, в системе не произойдет образования твердой фазы и ее отложения на поверхности оборудования. Следовательно, все рекомендованные технические решения должны быть направлены на снижение концентрации тяжелых фракций в жидкой фазе' ниже УПК.
Несколько слов о том, как выбираются так называемые тяжелые компоненты или осадкообразующие фракции жидкой смеси. Это один из основных моментов для принятия правильных решений. При этом учитывается опыт эксплуатации промышленных установок (Карачаганак, Уренгой, месторождения
Центральной Азии, а также физические константы углеводородов, приведенных в табл. 9.3).
Наиболее уязвимым аппаратом установки НТС является рекуперативный теплообменник Т-1. В начальный период разработки месторождения температура в этом теплообменнике изменялась от 35 до 6 *С. Последняя соответствует температуре плавления углеводородов СцН^ (в технологических расчетах фр. 526 К). В связи с этим фр. 526 К+ (фр. 253 °С+) принимается как условно-ключевая при оценке работы теплообменника первой ступени.
Подчеркивая некоторую условность такого подхода, отметим следующее. При охлаждении смеси до температуры 6 °C в отдельных трубках теплообменника может иметь место более глубокое охлаждение газа. Одновременно и сами трубы имеют более низкую температуру. Однако это не означает возможность образования твердой фазы (в виде фр. 526 К+) в системе, как только температура снизится ниже 6 “С. Дело в том, что указанная фракция в системе находится в растворенном виде и ее концентрация в смеси весьма низкая. В этих условиях трудно предсказать, при каком содержании тяжелых фракций происходит образование в системе жидкой фазы. Практически это можно определить только экспериментальным путем. Более того, образование твердой фазы не обязательно приведет к ее осаждению на поверхности труб и образованию твердого покрытия.
Отложение парафинов в системе происходит при определенных скоростях потока. Сначала с ростом скорости потока, но при сохранении ламинарного режима течения интенсивность запарафинивания возрастает, а затем, достигнув максимума, начинает снижаться. Для стальных труб зона максимальной интенсивности отложений совпадает с переходом ламинарного режима течения в турбулентный [5].
Как было отмечено выше, из опыта эксплуатации установок НТС можно с большой точностью указать ту концентрацию тяжелых фракций в смеси, при которой и ниже которой не происходит образования твердой фазы в системе. Это концентрация определяется расчетным путем. Здесь и далее углеводороды с температурой кипения выше температуры кипения См+ (253 °C) и С16+ (287 °C) обозначаются как фракции фр. 528 К* и фр. 560 К+ соответственно. При расчетах контролируется концентрация этих фракций в жидкой фазе.
Следует отметить, что на установках НТС Уренгойского ГКМ концентрация тяжелых фракций в конденсатах ступеней сепарации в отдельности не контролируется, отсутствуют так
же опытные данные по этим показателям (видимо, в них не было практической необходимости). В связи с этим авторами выполнена серия расчетов по моделированию режима работы установки НТС и определению состава конденсатов различных ступеней. При этом режимы работы установок НТС на период начала освоения месторождений были приняты по данным, описанным в литературе, в частности А.Н. Кульковым [67]. В начальный период эксплуатации УКПГ-1ав температура газа на входе в сепаратор С-1 составляла 40~42 ’С. С вводом в эксплуатацию более дальних скважин температура снизилась до 35-38 “С. Далее этот процесс (снижение температуры) продолжался. В начальный период разработки ГКМ давление во входном сепараторе поддерживалось равным 12,5-13,0 МПа.
Температура газа на выходе из рекуперативного теплообменника Т-1 составляла от 30 до 22 *С [6]. Со временем она снизилась до 10 “С. В концевом сепараторе С-2 давление и температура поддерживались 7,5 МПа и -25...-30 °C. Унос жидкой фазы из входного сепаратора С-1 доходил до 2 г/м3, иногда и более. В разделителе Р-2 давление поддерживали до 5,2 МПа.
С учетом указанных данных на основе расчетов определены концентрации тяжелых фракций в жидкой фазе, образовавшейся в теплообменнике Т-1 (на примере УКПГ-1в). Результаты расчетов приведены в табл. 9.27.
Известно, что на УКПГ наиболее тяжелое сырье поступает в начальный период разработки месторождения. Как следст-
Таблица 9 27
Определение концентрации тяжелых фракций в жидкой фазе сепаратора промежуточной ступени
Фракция Унос жидкой фазы, мг/м3
250 500 1000 2000
= 13 МПа, Г, = 40 ‘С, р2 = 12,9 МПа, Тг = 27 ’С
Фр. 526 К+ 0,635 0,710 0,790 0,920
Фр. 560 К’ 0,049 0,065 0,081 0,110
Ру = 12 МПа, Т, = 30 ‘С, р2 = 11,9 МПа, Тг = 20 ’С
Фр. 526 К’ 0,620 0,690 0,810 1,0
Фр. 560 К* 0,054 0,062 0,090 0,130
Ру = 12 МПа, Г; - 30 ’С, р2 = 11,9 МПа, Т2 = 10 "С
Фр 526 К+ 0,320 0,381 0,470 0,650
Фр. 560 К+ 0,026 0,035 0,051 0,078
П римечание Здесь и далее р,, р2 - давление в первом н промежуточном сепарато-
pax; Г, и Г, - температура в тех же аппаратах
вие, этому времени соответствует наиболее высокая концентрация тяжелых фракций в жидких потоках,, образовавшихся при охлаждении сырья в рекуперативных теплообменниках установки НТС, Со временем из-за ретроградной конденсации происходит и облегчение добываемого конденсата. Например, за период разработки Уренгойского ГКМ средняя молекулярная масса конденсата снизилась в среднем на 15-20 пунктов.
Анализ литературных источников показывает, что в первые годы эксплуатации УКПГ, когда обрабатывалось сырье с относительно большим содержанием тяжелых компонентов, не происходило существенного отложения на поверхностях теплообменного оборудования твердых веществ, т.е. не возникало связанных с этим проблем.
Учитывая это, можно сделать вывод, что при концентрации фракций, выкипающих при температурах 253 *С и выше (фр. 526 К*) в жидкой фазе на уровне до 1,0 % (масс.), не происходило отложение твердых парафинов на поверхности труб теплообменника Т-1. Следовательно, при обработке сырья ачи-мовских залежей, если добиться концентрации фр. 526 К+ в жидкой фазе ниже 1,0 % (масс.), можно исключать выпадение парафинов на поверхностях теплообменного оборудования.
Рассмотрим влияние ряда факторов на состав жидкой фазы, образовавшейся при охлаждении сырья в теплообменниках. С использованием данных табл. 9.26 выполнены расчеты для определения состава жидких потоков, образовавшихся при охлаждении сырья в теплообменниках Т-1 и Т-2. Ниже приводятся данные, характеризующие работу этих аппаратов.
Показатели блока охлаждения первой ступени. Рекуперативный теплообменник Т-1 является наиболее уязвимым аппаратом установки НТС. Эффективная работа Т-1 практически обеспечивает нормальную работу всей установки НТС. Это объясняется тем, что после охлаждения смеси в теплообменнике Т-1 и отделения от жидкой фазы в сепараторе С-4 в составе газа, поступающего во вторую ступень охлаждения, концентрация тяжелых фракций становится минимальной. При последующем охлаждении смеси в теплообменнике Т-2 в основном конденсируются легкие компоненты природного газа. Концентрация тяжелых фракций в жидкой фазе становится столь низкой, что практически сводит к минимуму вероятность образования твердой фазы в системе.
Для оценки влияния режима эксплуатации входного сепаратора на характеристику жидкой фазы, образовавшейся в теплообменнике Т-1, проведена серия расчетных исследований.
При проведении расчетов температура во входном сепараторе поддерживалась равной 32 ’С. Постоянной была также температура смеси на выходе из теплообменника Т-1 (б *С). Изменяя давление во входном сепараторе от 8,8 до 12,8 МПа, определяли состав жидкой фазы и концентрации в ней фракций, выкипающих при температурах свыше 526 и 560 К. Верхний предел давления соответствует его значению в начальный период разработки месторождения, когда в концевой ступени сепарации поддерживается режим: р = 7,45 МПа, t = -30 °C. Нижний предел давления (8,8 МПа) может иметь место в случае включения в схему установки НТС турбодетан-дерного агрегата (ТДА). Результаты расчетов приведены в табл. 9.28-9.31 и на рис. 9,22.
Таблица 9.28
Влияние давления на состав жидкой фазы, образовавшейся при охлаждении сырья в теплообменнике Т-1 (режим работы оборудования: Tt “ 32 'С;
Т2 “ 6 С, сырье установки - газ валанжинской залежи)
Компо-мент Давление в сепараторе С-1, МПа
12,8 11,8 10,8 9,8 8,8
N2 0,1475 0,1319 0,1171 0,1027 0,0889
СН, 52,7293 49,8082 46,7389 43,4273 39,8733
С2НУ 8,9704 9,1908 9,3834 9,5212 9,5773
cb. 0,4644 0,4564 0,4456 0,4308 0,4115
сХ 7,0818 7,6254 8,214 8,8343 9,4636
и-СД 4,3596 4,8655 5,4476 6,1135 6,8638
н-СсН., 5,3621 6,0789 6,9133 7,8873 9,0158
сД2 2,9691 3,3609 3,8068 4,317 4,8963
С7Н|6 6,2677 6,9892 7,7533 8,5613 9,3974
СаН.я 4,9289 5,1811 5,3561 5,4664 5,52
сун,0 3,6317 3,5918 3,4635 3,286 3,0877
1,673 1,543 1,385 1,2294 1,0911
Фр. 46$ К 0,7359 0,6333 0,5347 0,4528 0,3894
Фр 489 К 0,3655 0,2976 0,2418 0,2009 0,1725
Фр. 508 К 0,2114 0,1662 0,1333 0,1116 0,098
Фр. 526 К 0,0678 0,0527 0,0428 0,0368 0,0335
Фр. 544 К 0,0249 0,0196 0,0163 0,0146 0,0138
Компо-цент Давление в сепараторе С-1, МПа
12,8 11,8 10,8 9,8 8,8
Фр. 560 К 0,0041 0,0033 0,0028 0,0026 0,0026
Фр. 575 К 0,0033 0,0028 0,0025 0,0024 0,0023
Фр. 589 К 0,0015 0,0013 0,0012 0,0011 0,0011
Итого: 100 100 100 100 100
Фр. 526 К+ 0,4678 0,3563 0,2449 0,2426 0,2173
Фр. 560 К+ 0,0473 0,0380 0,0323 0,0298 0,0281
Таблица 9 29
Влияние давления на состав жидкой фазы, образовавшейся в теплообменнике Т-1 (режим работы оборудования: 7\ “ 32 *С; Г2 - б X)
Компонент Давление, МПа
11,8 10,8 9,8 8,8
N. 0,0313 0,0281 0,0247 0,0214
сн. 48,4274 45,7238 42,4406 39,0945
С2Н6 12,5909 12,8799 13,0778 13,2121
со/ 0,9474 0,9273 0,8958 0,8585
СзЩ 8,3143 8,9662 9,6692 10,4216
н-ед0 5,1403 5,7472 6,4683 7,299
н-С;Н, 1,5947 1,8175 2,0915 2,4141
3,6299 4,1675 4,8364 5,6126
С7Н ig 5,947 6,8094 7,8652 9,0101
С8Н18 4,4643 4,9442 5,458 5,8502
С9Н20 2,3244 2,4582 2,5509 2,5115
гм 1,8418 1,8145 1,7252 1,5303
Фр. 469 К 1,6332 1,4614 1,2521 0,9995
Фр. 489 К 1,3614 1,0931 0,8469 0,6195
Фр. 508 К 0,8569 0,6167 0,4383 0,3005
Фр. 526 К 0,3211 0,2098 0,1398 0,0922
Фр. 544 К 0,1844 0,1114 0,0713 0,0464
Фр. 560 К 0,1163 0,0669 0,0423 0,028
Фр 575 К 0,1041 0,0586 0,0375 0,0257
Фр. 589 К 0,0689 0,0388 0,0256 0,0184
Фр. 603 К 0,0498 0,0287 0,0198 0,0151
Фр. 618 К 0,0269 0,0161 0,0118 0,0095
Фр. 628 К 0,0183 0,0114 0,0087 0,0072
Фр. 640 К 0,0047 0,0030 0,0024 0,0021
Фр. 651 К 0,0002 0,0002 0,0001 0,0001
Фр. 526 К* 4,1710 2,5040 1,6140 1,0840
Фр. 560 Кт 2,0189 1,1520 0,7480 0,5260
Таб ли ца 9.30
Состав жидкой фазы в зависимости от эффективности работы входного сепаратора (р( “ 12,8 МПа; Т, ” 32 ‘С; р2 “ 12,3 МПа; Т2 12 *С)
Компонент Унос жидкой фазы, мг/мэ
100 500 1000 2000
n2 0,1392 0,1392 0,1388 0,1389
ей. 50,5844 50,5957 50,5171 50,5416
с2и6 8,7755 8,7782 8,7746 8,78
со2 0,4447 0,4448 0,4445 0,4448
1Л10
Компонент Унос жидкой фазы, мг/м3
100 500 1000 2000
С3Н8 7,0406 7,0416 7,0413 7,0432
4,3931 4,393 4,3947 4,3941
н-С5Н16 5,5184 5,5159 5,5183 5,5122
СЪН14 3,1259 3,1224 3,1233 3,1152
С7Н16 6,758 6,7453 6,7465 6,7184
1 ^"8^18 5,4567 5,436 5,4326 5,3894
С9Н20 4,1536 4,1364 4,1388 4,106
^10^23 1,9665 1,963 1,973 1,9691
Фр. 469 К 0,8766 0,8821 0,8964 0,9098
Фр. 489 К 0,4304 0,4408 0,4574 0,4791
Фр. 508 К 0,238 0,2517 0,2702 0,2971
Фр 526 К 0,0701 0,078 0,088 0,1031
Фр. 544 К 0,0224 0,0271 0,0327 0,0413
Фр. 560 К 0,0031 0,0042 0,0054 0,0073
Фр. 575 К 0,0021 0,0032 0,0044 0,0064
Фр. 589 К 0,0008 0,0013 0,002 0,003
Фр. 628 К 100 100 100 100
Фр. 526 К* 0,4268 0,4954 0,5768 0,7035
Фр. 560 К* 0,0298 0,0435 0,0593 0,0840
Таб ли ца 9.31
Состав жидкой фазы в зависимости от эффективности работы входного сепаратора (р, “ 12,8 МПа; Г, “ 32 'С; р2 - 12,3 МПа; Т2 — 6 *С)
Компонент Унос жидкой фазы, мг/мэ
100 500 1000 2000
0,1476 0,1474 0,1475 0,1471
сн. 52,7437 52,7107 52,7293 52,6505
С2Н6 8,9672 8,9671 8,9704 8,9696
со2 0,4642 0,4642 0,4644 0,4642
С,н„ 7,0802 7,081 7,0818 7,0832
н*С4Н10 4,3594 4,3604 4,3596 4,3616
н-С5Н12 5,3663 5,3664 5,3621 5,3622
с6н„ 2,9753 2,9742 2,9691 2,9666
С7Н1Й 6,2892 6,2845 6,2677 6,2581
С8Н1Н 4,9633 4,9534 4,9289 4,9102
С9Н2о 3,653 3,6487 3,6317 3,6272
СщН22 1,6693 1,674 1,673 1,6868
Фр. 469 К 0,7188 0,7283 0,7359 0,7578
Фр. 489 К 0,3426 0,3541 0,3655 0,3901
Фр. 508 К 0,185 0,1979 0,2114 0,2378
Фр. 526 К 0,0535 0,0604 0,0678 0,0816
Фр. 544 К 0,0169 0,0207 0,0249 0,0324
Фр. 560 К 0,0023 0,0032 0,0041 0,0057
Фр. 575 К 0,0016 0,0024 0,0033 0,005
Фр. 589 К 0,0006 0,001 0,0015 0,00236
Фр. 526 К+ 0,3421 0,4025 0,4678 0,5839
Фр. 560 К* 0,02319 0,03486 0,04732 0,0588
Согласно данным табл. 9.28 и рис. 9.22, чем ниже давление в первом сепараторе, тем ниже концентрация тяжелых фракций в жидкой фазе.
Для сравнения аналогичные расчеты проведены также с использованием пластовой продукции ачимовских залежей (см. табл. 9.29).
Сравнение данных табл. 9,28 и 9.29 показывает, что влияние давления на характер изменения состава жидкой фазы практически аналогично. Данные этих таблиц наглядно иллюстрируют влияние состава сырья на концентрацию тяжелых фракций в жидкой фазе. При обработке сырья валанжинских залежей концентрация фр. 560 К+ на порядок ниже концентрации фр. 526 К+. В то же время при обработке пластовой продукции ачимовских залежей соотношение указанных фракций составляет 1 : 2, причем оно практически постоянно в интервале давления 8,8-11,8 МПа.
Как видно из данных табл. 9.29, при обработке сырья ачимовских залежей концентрация фр. 526 К+ со снижением давления во входном сепараторе плавно уменьшается. Однако даже при значении ps = 8,8 МПа (минимальное давление, обеспечивающее нормальную работу установки НТС при работе с ТДА) концентрация фр. 526 К+ выше 1 % (масс.). При таком режиме нельзя гарантировать надежность эксплуатации установки.
Данные табл. 9. 28, 9.29 характеризуют состав отсепариро-ванного газа при отсутствии уноса жидкой фазы. Наиболее тяжелым компонентом газа после входного сепаратора С-1 и, следовательно, в жидкой фазе при обработке газов валанжинских и ачимовских залежей были бы фр, 589 К и фр. 651 К соответственно (при отсутствии уноса жидкой фазы из входного сепаратора).
Однако, учитывая, что унос жидкости имеет место, проведены расчеты по определению состава газа при различных значениях уноса.
Влияние уноса жидкой фазы. Данные табл. 9.30 и рис. 9.23 характеризуют влияние уноса на состав жидкой фазы промежуточного сепаратора. Представляет интерес оценка влияния уноса жидкой фазы на повышение концентрации фр. 526 К+ в жидкой фазе с учетом давления во входном сепараторе. Чем ниже давление, тем существеннее влияние уноса на повышение концентрации фр. 526 К+ в жидкой фазе.
К примеру, при увеличении уноса с 20 до 250 мг/м3 при давлении во входном сепараторе рх = 12,8 МПа концентрация фр. 526 К* в жидкой фазе повышается на 10 %. При давлении
Упас жидкой (разы, г/ШОм3
Рис. 9.23. Влияние уноса жидкости на концентрацию фр. 526 К+ в жидкой фазе
р{ = 10,8 МПа этот прирост составляет более 40 %, а при 8,8 МПа - почти 80 %. Аналогичное положение имеет место и при других значениях уноса жидкой фазы.
Такое влияние давления объясняется тем, что со снижением входного давления увеличивается степень конденсации тяжелых компонентов во входном сепараторе и, как следствие, уменьшается количество образовавшейся жидкой фазы при охлаждении газа в теплообменнике Т-1. В этих условиях более заметным становится влияние уноса на концентрацию фр. 526 К+, так как увеличивается ее доля в общем объеме жидкой фазы.
Отсюда можно сделать вывод о том, что особенно серьезные требования должны предъявляться к входным сепараторам при пониженных давлениях. Снижение уноса - один из основных путей обеспечения эффективной работы установки НТС при наличии в сырье парафинов.
Теплообменник Т-2. Определена также концентрация тяжелых фракций (513 К+ и 526 К+) в жидкой фазе, образовавшейся при охлаждении газа в теплообменнике Т-2. Газ в этом аппарате охлаждается до температуры -10 ’С, что соответствует температуре затвердевания чистого углеводорода С^Н^. Температура кипения С12Н2б равна 216 °C, или 489 К+. В связи с этим в качестве ключевой рассматривается концентрация фр. 489 К* в жидкой фазе на выходе из теплообменника Т-2. Такой подход дает значительный резерв надежности. Результаты расчета приведены в табл. 9.32.
Результаты расчетов показывают, что концентрация фр. 489 К+ в жидкой фазе незначительна и составляет менее 0,3 %. Вероятно, при таком содержании фр. 489 К+ в жидкой фазе нет опасности отложения парафинов на поверхности труб теплообменника.
Однако опыт эксплуатации УКПГ Карачаганакского ГКМ показывает, что в теплообменнике второй ступени (аналоге 452
Т аб л и ца 9.32
Состав жидкости, образовавшейся при охлаждении газа в теплообменнике Т-2, % (масс.)
Компонент Режим
1 2 3 4
N, 0,11 0,11 0,11 0,11
сн. 23,01 23,03 22,98 23,05
С2Н6 7,90 7,90 7,89 7,91
со. 0,59 0,59 0,59 0,59
Сзн. 9,52 9,52 9,51 9,52
н-ед0 7,86 7,87 7,86 7,87
»-с1н° 9,30 9,31 9,30 9,31
с6й„ 5,98 6,00 5,99 6,00
С7Н16 15,36 15,42 15,39 15,44
С8Н|Й 10,78 10,81 10,82 10,82
с9н,п 6,46 6,41 6,46 6,40
2,19 2,14 2,18 2,12
Фр. 46$ К 0,65 0,62 0,63 0,60
Фр. 489 К 0,21 0,19 0,20 0,18
Фр. 508 К 0,07 0,07 0,07 0,06
Фр. 526 К 0,01 0,01 0,01 0,01
Итого 100,0 100,0 100,0 100,0
Фр. 489 К+ 0,29 0,27 0,28 0,25
Фр. 508 К+ 0,08 0,08 0,08 0,07
Т-2) наблюдалось отложение парафинов. Причем даже в межтрубном пространстве, т.е. по линии отсепарированного газа. Это могло случиться только из-за большего уноса жидкой фазы из предыдущих сепараторов, в том числе залпового уноса. Такой факт еще раз показывает значимость высокой эффективности работы входного сепаратора установки НТС.
Следует отметить, что теплообменник Т-1 выполняет защитные функции относительно Т-2. Учитывая уязвимость этого аппарата, при проектировании новых установок необходимо отказаться от установления равнозначной поверхности для аппаратов Т-1 и Т-2, как это имеет место на Уренгойском ГКМ. Необходимо установить рекуперативный теплообменник второй ступени с более развитой поверхностью.
Концентрация фракций, имеющих температуру плавления ниже минус 10 °C (выкипающих при температуре выше 216 °C), составляла 0,11-0,22 % (масс.). В жидкой фазе углеводороды С16* практически отсутствовали. В этих условиях не замечено отложения парафинов на поверхности теплообменника Т-1 (при обработке пластовой продукции Уренгойского ГКМ).
9.9. ОБРАБОТКА ПАРАФИНОСОДЕРЖАЩЕГО СЫРЬЯ С РЕЦИРКУЛЯЦИЕЙ КОНДЕНСАТА КОНЦЕВОЙ СТУПЕНИ СЕПАРАЦИИ
На рис. 9.24 приведена принципиальная технологическая схема установки обработки парафиносодержащих газоконденсатных смесей, где в качестве растворителя парафинов используется внутренний продукт установки.
Для реализации указанного способа на существующих установках НТС достаточно в их схему включить циркуляционный насос Н-1. Этим насосом часть конденсата концевой ступени сепарации - так называемая ЛГКС подается в поток газа перед рекуперативным теплообменником Т-1.
Расход ЛГКС определяется с учетом состава исходного газа, эффективности работы входного сепаратора, давления и температуры в системе и т.д. Влияние этих факторов на состав
Рис. 9.24. Принципиальная технологическая ехема установки подготовки парафиносодержащего газа с рециркуляцией конденсата низкотемпературной ступени
Рис. 9.25. Влияние удельного расхода ЛГКС на концентрацию тяжелых фрак-
1 - фр. 526 КЛ 2 - фр. 560 К*
жидкой фазы, образовавшейся при охлаждении сырья, рассмотрено в разд. 9.8.
Предотвращение отложения парафинов на поверхности теплообменного оборудования позволяет поддерживать высокое значение коэффициента теплопередачи и, как следствие, обеспечить проектный режим эксплуатации установки, стабильное производство ПБФ и газового конденсата.
Для оценки эффективности предложенного способа по сравнению с базовым, например схемой установки НТС Уренгойского ГКМ, проведены теоретические исследования с использованием в качестве сырья газоконденсатной смеси ачимовских залежей. На основе расчетов было определено влияние удельного расхода ЛГКС на концентрацию тяжелых фракций в жидкой фазе, образовавшейся в теплообменнике Т-1 (рис. 9.25). При получении этих данных давление во входном сепараторе принято 11 МПа, а температура 25 °C. Режим концевой ступени сепарации: р = 7,0 МПа, t = -30 °C.
При работе установки по проектной схеме массовая концентрация фр. 526 К* в жидкой фазе составляет 3,8 %. Это примерно в 4 раза больше, чем при обработке сырья валанжинских залежей в первый год разработки ГКМ. В этих условиях не гарантируется эффективность работы установки.
При подаче ЛГКС в количестве 35 кг/1000 м3 (работа установки по предлагаемой технологии) концентрация фр. 526 Кт в жидкой фазе становится ниже 1 %. Для обеспечения такого расхода ЛГКС потребуется около 45 % конденсата низкотемпературной ступени подавать насосом Н-1 в поток газа перед теплообменником Т-1. Состав и количество основных потоков установки при работе по схеме, приведенной на рис. 9.24, указаны в табл. 9.33.
Сравнительные показатели установки при работе по проектной и рекомендуемой схемам сведены в табл. 9.34.
Характеристика основных потоков установки при работе с рециркуляцией собственной ЛГКС
Показатели Номер потока
34 28 53 50
N, 0,0301 0,0099 0,1182 0,0031
СН( 47,0721 377,9068 88,2619 19,652
С2Н6 12,8142 20,4475 7,5636 13,9635
со. 0,9271 1,2453 0,9147 0,7251
ед 9,1062 16,687 2,3771 11,8187
и-С\Н|0 6,0928 10,7641 0,6349 8,0912
С,й„ 2,0377 2,7063 0,0657 2,5228
СвНн 4,7776 4,1994 0,0416 5,5596
С7Н16 7,5762 4,3777 0,0206 8,9537
с8н18 4,613 1,2039 0,0015 6,2672
сэн,0 1,9431 0,2877 0,0002 3,413
с10н,3 1,2029 0,1025 0 2,9624
Фр. 46$ К 0,8192 0,0403 0 3,0291
Фр. 489 К 0,5342 0,0156 0 3,0715
Фр. 508 К 0,2699 0,0047 0 2,482
Фр. 526 К 0,0837 0,0009 0 1,2488
Фр. 544 К 0,0406 0,0003 0 1,0074
Фр 560 К 0,0221 0,0001 0 0,8843
Фр. 575 К 0,0172 0 0 1,092
Фр. 589 К 0,0098 0 0 0,9721
Фр. 603 К 0,006 0 0 0,9313
Фр. 618 К 0,0026 0 0 0,6585
Фр. 628 К 0,0014 0 0 0,5252
Фр. 640 К 0,0003 0 0 0,1568
Фр. 651 К’ 0 0 0 0,0087
Моли 38,3 180,9 8665,9 1267,1
Кг 1 724 6 921 158 989 103 223
р, МПа 10,95 11,0 7,0 4,55
Т, *С 6,7 -39,4 14,9 12,3
Таблица 9.34
Показатели установки при работе по проектной (II) и рекомендуемой (Р) схемам
Показатели Вариант
П Р
Расход ЛГКС, кг/1000 mj Степень извлечения этана, % Степень извлечения ПБФ, % Степень извлечения конденсата, % Остаточное содержание С5т в товарном газе, г/мэ Выход нестабильного конденсата, кг Массовая концентрация ПБФ в нестабильном конденсате, % Массовая концентрация С5„ в нестабильном конденсате, % 21,62 51,38 98,95 4,28 104 972 12,29 78,21 36,4 21,58 51,25 98,92 4,27 103 556 12,27 78,24
Проектная и рекомендуемая схемы по выходу жидкой продукции практически имеют одинаковые показатели. В рекомендуемом варианте несколько ниже концентрация легких углеводородов в нестабильном конденсате, отводимом из установки.
О механизме процесса. На практике часто встречается термин "температура выпадения" парафинов в осадок. Необходимо отметить, что эта температура, как правило, отличается от температуры начала кристаллизации, так как не всегда образовавшиеся кристаллы парафинов выпадают в осадок. (Выпадение в осадок парафинов зависит от ряда факторов, таких как наличие в системе эмульсионной воды и ингибиторов, скорости движения потока и т.д.)
Была проверена возможность фазовых переходов ЛГКС при ее сжатии с давления разделителя (р = 4-5 МПа) до давления потока отсепарированного газа. Результаты расчета показали, что на выходе из насоса Н-1 ЛГКС находится полностью в жидком состоянии, т.е. не происходит испарение, что объясняется ее низкой температурой (ниже -30 ’С).
При смешении ЛГКС с отсепарированным газом из-за высокой температуры последнего происходит практически полное испарение ЛГКС. Затем при охлаждении потока в теплообменнике Т-1 часть ЛГКС (менее 20 %) повторно конденсируется, а более 80 % остается в газовой фазе (табл. 9.35). Сконденсировавшаяся часть ЛГКС практически не содержит тяжелых фракций фр. 526 К+. По этой причине происходит резкое снижение концентрации фр. 526 К+ в жидкой фазе.
Аналогичное положение имеет место и относительно жидкой фазы, образовавшейся при охлаждении смеси в теплообменнике Т-2 (табл. 9.36).
Изменяется также состав жидкой фазы, образовавшейся при охлаждении потока в теплообменнике Т-1 (табл. 9.37).
Таблица 9.35
Характеристика жидкой фазы сепаратора С-4
Показатели Расход ЛГКС, кг/1000 м3
0 18 36 55 73 91
Поток с низа сепаратора, кг 488 902 1 529 2 420 3 572 4 947
Прирост потока с низа сепаратора, кг 0 414 1 041 1 932 3 084 4 459
Прирост паровой фазы, кг 0 3 286 6 363 9 173 И 724 14 054
Таблица 9.36
Фазовые переходы в системе в зависимости от расхода ЛГКС
Показатели Расход ЛГКС, кг/1000 м1
0 18 36 559 73
Жидкая фаза*, кг Прирост жидкой фазы, кг 821 0 1454 633 2000 1179 2553 1732 3077 2256 I
Фаза, образовавшаяся при охлаждении потока в теплообменнике Т-2 1
Таблица 9 37
Состав жидкой фазы с низа сепаратора С-4 при работе по проектной схеме (вариант 1) и с подачей 35 кг/1000 м* ЛГКС в поток газа перед теплообменником Т-1 (вариант 2)
Компоненты Вариант 1 Вариант 2
% (масс.) %(мол ) % (масс ) %(мол )
n2 0,015219 0,0278 0,018557 0,0301
сн4 14,37616 45,396 16,74998 47,0673
С2Н6 7,533559 12,6868 8,561139 12,83
со2 0,800536 0,9186 0,906972 0,927
с н 7,563997 8,6846 8,946776 9,1419
изо-С<Н10 6,288619 5,4795 7,907006 6,1293
h-CjHjo 2,43509 1,709 3,275884 2,0456
С5Н12 6,644751 3,9047 9,128867 4,7726
С6Н14 12,77813 6,4556 16,78071 7,5447
C7Hlh 10,89094 4,8267 11,61898 4,5825
CgH |и 6,480382 2,5575 5,498081 1,9313
C9H2o 5,810733 2,0674 3,779822 1,1968
с | (|Н22 5,746812 1,8648 2,826458 0,8158
Фр. 489 К 5,275013 1,5675 2,013431 0,5325
Фр. 508 К 3,573494 0,9797 1,103559 0,2692
Фр. 526 К 1,406264 0,3574 0,36882 0,0835
Фр 544 К 0,824887 0,1949 0,192529 0,0405
Фр. 560 К 0,514413 0,1144 0,111922 0,0221
Фр. 575 К 0,444404 0,0933 0,092205 0,0172
Фр 589 К 0,276991 0,0548 0,05567! 0,0098
фр. 603 К 0,179588 0,034 0,035374 0,006
Фр. 618 К 0,082184 0,0148 0,016237 0,0026
Фр 628 К 0,048702 0,0084 0,009278 0,0014
Фр. 640 К 0,009132 0,0017 0,00174 0,0003
Фр 651 К 0,000001 0,00001 0 0
Итого 100 100 100 100
Количество, кг 328,5 - 1724,4 -
Подача ЛГКС в поток отсепарированного газа перед теплообменником приводит также к изменению состава жидкой фазы, отводимой с низа сепаратора концевой ступени, т.е. ЛГКС (табл. 9.38).
Табли ца 9.38
Состав ЛГКС, подаваемой в поток газа перед теплообменником Т-1
Компонент Расход ЛГКС, кг/ЮОО м3 Компонент Расход ЛГКС, кг/1000 м3
0 36 54 0 36 54
N, 0,0109 0,0104 0,0103 с10н„ 0,0858 0,0376 0.0266
СН. 40,675 39,0327 38,5492 Фр 48$ К 0,0418 0,0145 0,0099
с>н6 20,7051 20,473 20,3945 Фр. 508 К 0,0153 0,0044 0,003
Со* 1,3079 1,2621 1,2461 Фр. 526 К 0,0033 0,0008 0,0006
С.Н, 16,0741 16,5212 16,7097 Фр. 544 К 0,001 0,0002 0,0002
u-^H10 9,7378 10,5221 10,8763 Фр. 560 К 0,0004 0,0001 0,0001
Н-С н,о 2,297 2,594 2,7254 Фр. 575 К 0,0002 0 0
3,4867 3,9562 4,1069 Фр. 589 К 0,0001 0 0
С6Н„ 3,7698 4,0897 4,071 Фр. 603 К 0 0 0
С,Н1в 1,2509 1,1183 0,9843 Итого 100,0 100,0 100,0
С8Н18 0,3686 0,2673 0,2147 Молярная 36,8 37,5 37,6
CqH20 0,1682 0,0954 0,0711 масса
С увеличением расхода ЛГКС снижается концентрация тяжелых фракций в составе рециркулируемой жидкости. Это также служит одной из причин снижения концентрации тяжелых углеводородов в составе жидких фаз, образовавшихся в теплообменниках Т-1 и Т-2.
9.10. КОМБИНИРОВАННАЯ РАБОТА ТЕХНОЛОГИЧЕСКИХ НИТОК, ОБРАБАТЫВАЮЩИХ СЫРЬЕ РАЗЛИЧНОГО СОСТАВА
Ряд УКПГ Уренгойского ГКМ не полностью загружен сырьем. В связи с этим обработка сырья ачимовских залежей на валанжинских УКПГ становится актуальной задачей ближайшего времени.
В этих условиях целесообразным может стать использование конденсата валанжинских залежей в качестве растворителя на технологических нитках, обрабатывающих пластовую продукцию ачимовских залежей. При этом в качестве ЛГКС можно использовать конденсаты первой и концевой ступеней сепарации, а также их смеси. Основным требованием к ЛГКС является минимальная концентрация в ней осадкообразующих фракций (табл. 9.39).
Количество ЛГКС, подаваемой из валанжинских ниток на ачимовскую, определяется в том же порядке, что и при обработке сырья по описанному выше способу (вариант П, см. табл. 9.34). Составы потоков технологической нитки, на которой обрабатывается сырье валанжинской нитки, приведены в
табл. 9.40. В данном случае ЛГКС является частью конденсата первой ступени сепарации из разделителя Р-1.
ВНИИгазом определено количество ЛГКС, подаваемой из разделителя первой ступени валанжинской нитки на ачимов-скую. Расчетная схема этого варианта приведена на рис. 9.26.
Табли ца 9.39
Показатели основных потоков установки НТС при обработке сырья двух технологических ниток по комбинированной схеме
Показатели Номер потока
1 28 34 53 50
р, МПа 11 И 10,95 7 4,5
Т, °C 25 21,1 7,45 15 10,18
N, 0,7086 0,0569 0,0277 0,1191 0,0031
сн, 87,137 28,2664 45,0203 88,5372 19,9555
С,НЬ 5,9574 9,1578 12,5322 7,4445 14,2822
do. 0,2916 0,2306 0,9032 0,9074 0,7456
сХ 2,6527 8,5263 8,5527 2,2815 12,0128
я-С,Н|0 1,136 6,7078 5,387 0,5886 8,1342
C5hl2 0,4037 4,2385 1,8563 0,0651 2,5739
С6Н14 0,3639 5,8142 3,7932 0,0372 5,4807
С7Н|Ь 0,342 7,0794 5,5705 0,0172 8,6666
снн1К 0,32 8,5405 4,8889 0,0018 6,2624
CSH2(J 0,252 7,4507 3,8043 0,0003 3,5766
с,он\ 0,221 6,9235 3,6012 0,0001 3,1321
Фр. 46$ К 0,102 3,3027 1,8784 0 2,9785
фр. 489 К 0,096 3,1657 1,7775 0 3,0093
Фр. 508 К 0,0066 0,2199 0,1881 0 2,2927
Фр. 526 К 0,0044 0,1475 0,1005 0 1,1558
Фр. 544 К 0,0032 0,1076 0,0683 0 0,9316
Фр. 560 К 0,0019 0,064 0,0402 0 0,816
Фр. 575 К 0 0 0,0044 0 1,003
Фр. 589 К 0 0 0,0025 0 0,8928
Фр. 603 к 0 0 0,0015 0 0,8554
Фр. 618 К 0 0 0,0006 0 0,6048
Фр. 628 К 0 0 0,0004 0 0,4824
Фр. 640 К 0 0 0,0001 0 0,144
Фр. 651 К+ 0 0 0 0 0,008
Моли 9 933 82,0 151,2 8635,7 1379,5
Кг 200 476 5 811 7670,2 157 824 110 202
Таб л и ца 9.40
Составы потоков установки НТС валанжннской нитки
Компонент Сырье ЛГКС Компонент Сырье ЛГКС
N, 0,7086 0,0569 с8н18 0,3200 8,5405
ей, сД 87,1370 28,2664 сэн20 0,2520 7,4507
5,9574 9,1578 0,2210 6,9235
со. 0,2916 0,2306 0,102 3,3027
н-СД0 2,6527 8,5263 Фр. 489 К 0,096 3,1657
1,1360 6,7078 Фр. 508 К 0,0066 0,2199
н-с н: 0,4037 4,2385 Фр. 526 К 0,0044 0,1475
С.Й.. 0,3639 5,8142 Фр. 544 К 0,0032 0,1076
С?Н16 0,3420 7,0794 Фр. 560 К 0,0019 0,064
Рис. 9.26. Принципиальная технологическая схема совместной обработки обычной и парафиносодержащей газоконденсатных смесей:
С-22 и Р-22 - сепаратор и разделитель второй технологической нитки; ост. обознач. см. рис 7.1
Для удобства из валанжинской нитки показаны только аппараты первой ступени. Составы сырья и ЛГКС, подаваемой из валанжинской нитки в поток газа перед теплообменником Т-1 ачимовской нитки, приведены в табл. 9.40.
Подача всего 82 кмоль (5811 кг), или 29 кг/1000 м3 (эта цифра на 20 % меньше, чем в варианте с использованием в качестве ЛГКС внутренней продукции установки НТС), позволяет снизить концентрацию фр. 526 К* в жидкой фазе (поток) с 3,8 до 0,9 % (масс.). Такой режим обеспечит работу рекуперативного теплообменника и в целом установки НТС без технологических осложнений, связанных с отложением парафинов на установке.
Использование конденсата первой ступени валанжинских ниток позволит снизить расход энергии на работу насоса, благодаря меньшему количеству перекачиваемой жидкости, а также тому, что ЛГКС дожимают на 2,5 МПа меньше.
9.11. ОБРАБОТКА ГАЗОКОНДЕНСАТНОЙ СМЕСИ С ОРОШЕНИЕМ ВО ВХОДНОМ СЕПАРАТОРЕ
На практике возможны случаи, когда основной причиной отложения парафинов на поверхности труб теплообменников служит капельный унос жидкой фазы из сепаратора первой ступени. В этом случае наиболее простым способом было бы полное разделение фаз во входном сепараторе, т.е. предотвращение уноса капельной жидкости из аппарата. Однако в производственных условиях (неравномерность добычи пластовой продукции, залповые выбросы жидкой фазы на установку, загрязнение сепарационных элементов и т.д.) организовать такую работу сепаратора не всегда возможно.
Для обеспечения эффективной работы установки необходимо сочетать совершенствование оборудования с технологическим приемом. В частности, обоснована возможность противоточного контактирования газа с ЛГКС. При этом эффект достигается за счет следующих факторов. Во-первых, температура конденсата, подаваемого в сепаратор первой ступени, значительно ниже по сравнению с температурой газа. При смешении газового и жидкого потоков средняя температура в системе снижается. Вследствие этого осуществляется дополнительная конденсация тяжелых углеводородов и снижение их концентрации в газе на выходе из сепаратора первой ступени. Во-вторых, при смешении ЛГКС с уносимой жидкостью происходит разбавление "уноса" более легкими компонентами и, как следствие, снижается концентрация тяжелых фракций во вновь образованной жидкой фазе. При том же значении уноса жидкой фазы достигается изменение ее состава, а именно: снижение концентрации в ней тяжелых фракций.
Для реализации предлагаемого способа в схему установки подготовки газа включают контактный сепаратор, состоящий из трех секций. В нижнюю секцию подается сырьевой газ для отделения от жидкой фазы. В средней секции отсепарирован-ный газ контактирует с конденсатом, подаваемым в противоток. На этой секции аппарата происходит полное смешение потоков, которое сопровождается массо- и теплообменными процессами. Газовую фазу, выходящую из этой секции через каплеотбойники (верхняя секция аппарата), выводят из контактного сепаратора.
Аналогом такого аппарата могут служить абсорбер-сепаратор установки ПНТА или сепараторы с массообменной секцией, установленные на установках НТС УКПГ Уренгойского ГКМ.
Количество ЛГКС, подаваемой в контактный сепаратор, устанавливается таким образом, чтобы концентрация выпадающих в твердую фазу парафинообразующих компонентов в газе на выходе из сепаратора была ниже пороговой относительно режима эксплуатации последующих стадий (аппаратов) установки НТС.
9.12. ОЧИСТКА РЕКУПЕРАТИВНЫХ ТЕПЛООБМЕННИКОВ
ОТ РАЗЛИЧНЫХ ОТЛОЖЕНИЙ
Несмотря на применение различных мероприятий, на практике может происходить отложение парафинов на поверхности теплообменников. Поэтому на стадии проектирования необходимо предусмотреть возможность очистки труб теплообменников от парафиновых отложений.
В промышленности используются различные способы очистки теплообменников. Наиболее распространенные из них -очистка и обработка поверхности труб механическими устройствами, нагревом аппарата с применением теплоносителя и использование различных растворителей, в том числе содержащих кислоту. Эти способы отличаются большими трудозатратами. Кроме того, последний способ связан с проблемой утилизации кислотосодержащих промстоков.
Разработан способ очистки поверхности теплообменников с использованием энергии внутренних потоков установки. Принципиальная технологическая схема этого способа приведена на рис. 9.27 (показана только часть оборудования, используемого в цикле очистки).
Часть компримированного теплого газа вводится в трубное пространство рекуперативного теплообменника. За счет теплоты этого газа происходит нагрев теплообменника и растепление отложенных парафинов. Отработанный газ, содержащий парафины, дросселируется и вводится в поток сырьевого газа перед входным сепаратором. Затем смесь пластовой продукции и отработанного газа сепарируется, и далее процесс протекает по базовой схеме.
Промывка поверхности труб теплообменников конденсатом. В схемы УКПГ входят рекуперативные теплообменники "конденсат-конденсат” для охлаждения впрыскиваемого в поток газа конденсата. При содержании в конденсате тяжелых фракций этот аппарат не эксплуатируется. Рекомендуется подогревать в нем частично выветренный конденсат второй сту-
пени и использовать для промывки поверхности рекуперативных теплообменников "газ - газ".
После проведения термообработки поверхности рекуперативных теплообменников производят промывку. Для этого нагретую до 70-90 “С конденсатную фракцию насосом подают поочередно в трубное и межтрубное пространство теплообменников. Этот процесс продолжается до тех пор, пока не достигается полное расплавление остаточных парафинов. Для этого температура нагрева материала теплообменников должна быть на 10-15 ’С выше температуры расплавления парафина.
9.13. ТЕХНИЧЕСКИЕ СРЕДСТВА БОРЬБЫ С ОТЛОЖЕНИЯМИ ПАРАФИНОГИДРАТОВЫХ СОЕДИНЕНИЙ
Подачу ингибиторов в поток продукции скважины осуществляют устьевыми дозаторами гидростатического действия, дозировочными насосами, установками с электроприводом либо подводом от станка-качалки и глубинными дозаторами [82]. В табл 9.41 даны технические характеристики дозировочных насосов для подачи реагентов с устья скважин.
Шифры насоса.-
НД - насосы дозировочные с регулированием подачи вручную при остановленном насосе;
НД...Р - насосы дозировочные с регулированием подачи вручную на ходу и при остановленном насосе;
Таблица 9.41
Технические характеристики дозировочных электроиаеосных агрегатов с малой подачей
Марка насоса Завод-изготовитель Подача максимальная, л/ч Давление, МПа Потребляемая мощность, кВт Масса, кг
НД 0,4/63 К14В Свесский насосный 0,4 6,3 0,25 39
НД 1,0/63 К14В То же 1,0 6,3 0,25 39
НД 1,6/63 К14В 1,6 6,3 0,25 39
НД 2,5 10/100 К14В 10,0 10,0 0,25 39
НДР 2,5/400 К13В Рижский завод хим. машиностроения 2,5 40,0 0,25 42
НД1Р 10/100 К13В — 10,0 10,0 0,25 42
НД 2Э Бугульминский завод "Нефтеавтоматика" 1,9 7,0 0,75 45
РМ 0,4В Австрия 0,4 21,0 0,37 28
PM 2В 2,0 15,0 0,37 28
4102 США 0,4 21,0 0,37 32
4101 1,6 10,0 0,37 32
НД...П - насосы дозировочные с автоматическим и дистанционным регулированием подачи с использованием пневматического исполнительного механизма;
НД...Э - насосы дозировочные с использованием электрического исполнительного механизма.
Дозировочные насосы выпускаются для подачи реагентов с давлением до 40 МПа на максимальную производительность 0,4-10,0 л/ч.
При дозировании химических реагентов на многих объектах, например на кустовых скважинах, либо при подаче на установках по комплексной подготовке нефти и газа используются дозировочные установки с электроприводом (табл. 9.42). Дозировочные установки выпускаются для непрерывной и периодической подачи по заданной программе, с местным и дистанционным управлением, открытые и закрытые, необогревае-мые и обогреваемые.
Дозировочные насосы и установки с приводом от станка-качалки типа НД 1СК выпускаются Бугульминским опытным заводом "Нефтеавтоматика", типа НД...К14 - Свесским насосным заводом. В Австрии такие насосы серии Р1М изготовляет фирма Naike, в США насосы серии 1200 - фирма Texsteam.
Табли ца 9.42
Технические характеристики дозировочных установок с электроприводом
Марка насоса Завод-изготовн-тель Подача максимальная, л/ч Давление, МПа Объем бака, м3 Потребляемая мощность, кВт Масса, кг
ИДУ 50/150 Бугульминский заяод " Нефтеавтома-тика1' 2,0 12,0 0,21 0,40 86
ИДУ 10/10 10,0 10,0 0,45 0,75 110
УДЭ 0,4/63 Лениногорский завод средств автоматизации и Бугульминский завод "Нефтеавтома-тика5. 0,4 6,3 0,45 0,25 220
УДЭ 1,0/63 То же 1,0 6,3 0,45 0,25 220
УДЭ 1,6/63 0 1.6 6,3 0,45 0,25 220
УДЭ 1,9/70 »» 1.9 7,0 0,45 0,75 220
БР-2.5М ПО "Салават-нефтемаш” совместно с Сера-фимовским опытным заводом средств автоматизации 2,5 10,0 1,30 5,20 2670
БР-10 То же 10,0 10,0 1,30 5,20 2670
Б Р-25 25,0 10,0 6,00 6,00 4500
На Лениногорском заводе средств автоматизации началось производство дозировочных установок блочного исполнения типа УДС ' "Установки комплексные дозировочные с приводом от станка-качалки" согласно ТУ 39-880-83. Конструкции и устройство этих насосов и установок подробно описаны в [82].
Дозировочные устройства гидростатического действия ("капельницы") просты по устройству, безопасны, не требуют посторонних источников энергии. Обычно подача реагента составляет 0,4-0,6 л/ч. Дозировочное устройство состоит из камеры для налива химического продукта, вентиля для стравливания давления, наливной горловины с заглушкой и патрубка для присоединения к задвижке затрубного пространства. Реагент выливается в скважину самотеком. В настоящее время на промыслах применяются различные конструкции "капельниц", например устьевой дозатор 4ДРУ-80 на промыслах 6. ПО "Туркменнефть", монжусная установка в б. ПО "Укрнефть". В ПО "Союзнефтепромхим" предложено устройство гидростатического действия УДГ и др.
Глубинные дозаторы позволяют применять концентрированные химические реагенты с высокой температурой застывания без искусственного подогрева и подавать их на требуемой глубине непосредственно в поток добываемой нефти. Кроме того, они обеспечивают снижение трудовых затрат на обслуживание установленного оборудования, а также исключают в процессе дозирования вредное влияние химических реагентов на людей, окружающую среду и возможность возгорания [82]. Недостатком глубинных дозаторов является трудность регулирования и контроля расхода реагентов, сложность заправки контейнера и ремонта без остановки скважины и подъема подземного оборудования. В табл. 9.43 приведена классификация глубинных дозаторов и область их применения [82].
Таблица 9.43
Классификация глубинных дозаторов и область их применения
Тин дозатора Вид и источник энергии Рабочий механизм Дозирующий орган Область применения
Гидростатический Гравитационный Гидродинамический Гидponyль-сационный Пневмоста-тический Потенциальная анергия жидкости в скважине Потенциальная энергия столба хим-продукта или жидкости в трубах под насосом Потенциальная энергия подвижных частей дозатора Кинетическая энергия добываемой жидкости Потенциальная энергия жидкости Потенциальная энергия сжатого газа в контейнере Камера-ловушка для воды Камера замещения Поршень большой массы Турбина, струйный насос Гидроцилиндр Пневмобаллон Штуцер Пористая среда Дроссель Штуцер, пористая среда, дроссель Винтовой насос, штуцер Плунжерный насос Обратные клапаны Обводненные скважины Скважины, эксплуатируемые любым способом Обводненные скважины и скважины, эксплуатируемые любым способом Обводненные скважины и скважины, эксплуатируемые любым способом Глубиннона-сосные скважины Скважины, эксплуатируемые периодически
Тип дозатора Вид и источник энергии Рабочий механизм Дозирующий орган Область применения
Механический Комбинированный Кинетическая энергия труб, совершающих колебательное движение. Кинетическая энергия штанг. Кинетическая энергия плунжера насоса Различные сочетания ВИДОВ и ИСТОЧНИКОВ энергии Фрикционный фонарь, передаточное устройство Различные сочетания рабочих механизмов Плунжерный насос Глубиннонасосные скважины В зависимости от используемых видов энергии в каждом конкретном случае
Перспективным методом является дозирование реагентов в поток добываемой нефти в пластовых условиях, когда парафины находятся в нефти в растворенном состоянии. Разработана и предложена технология подачи ингибиторов парафиноотло-жений потоком жидкости из пласта. В качестве аккумулятора-реагента используется призабойная зона пласта, причем менее проницаемая ее часть. Для закачки реагента в слабопроницаемую часть более проницаемая зона временно блокируется. Длительный вынос ингибитора парафиноотложений обеспечи-
Таб л и ца 9.44
Перечень технических средств и материалов при применении греющих кабелей
Технические средства и материалы Тип Техническое условие, стандарт
Кабели нагревательные Кабели питающие Защитные экраны Клямсы Кабельные вводы с сальниковым уплотнением’ Станция управления Разделительные трансформаторы Муфты герметизации кабельных наконечников КПБП 3x10 КПБП 3x16 КПБП 3x35 КПБП 3x25 ШГС 5802, ШГС 5803, ШГС 5805 ТМПН-63/1 КЗЗП К 33 ТУ 16 505.129-75 ТУ 16 505.129-75 ТУ 16 505.129-75 ТУ 16.505.129-75 Индивидуального изготовления То же ТУ 16-538-7043-83 ГОСТ 15150-69 Индивидуального изготовления
Таблица 9.45
Технические характеристики передвижных парогенераторов, применяемых в РФ и за рубежом
Завод-изготовитель, фирма Тип котла Производитель-HOCTb по пару, кг/ч Тепловая мощность, МВт Рабочее давление, МПа Температура пара, ’С Тепловой кпд, %
Нальчикский завод (РФ) ППУ-ЗМ 1000 0,68 9,81 310 75,0
То же ППУ А-1200/100 1300 0,88 9,81 310 83,0
ППУ А-1600/100 1600 1,09 9,81 310 83,5
Rauma-Relopa оу (Финляндия) Witermo 3V HRK 1600 1,10 10,60 315 85,0
Termax Praivit mSG 1000 1000 0,64 9,81 310 80±2
Ltd. (Индия) mSG 1600 1600 1,09 9,81 310 80±2
Struthers Тегто-Fload Corporation (США) 1624 1,09 9,82 310 88,3
Kawasaki heavy industries, Ltd. (Япония) SGP Н1600К 1600 1,09 9,81 310 83,0
Takuma Co., Ltd. (Япония) HPS-50 1600 1,09 8,83 302 83,0
Kessel loos Dampf fix DF 1600 1600 1,09 10,00 310 83,0
CPP AIA l,6ol00 1600 1,10 10,00 310 88±2
вается оттеснением его в глубь пласта и абсорбцией реагента на поверхности пород.
Греющие кабели применяются для поддержания температуры потока нефти в лифтовой колонне выше температуры кристаллизации парафинов и равновесной температуры формирования гидратов. В табл. 9.44 приведен перечень технических средств и материалов, рекомендуемых для предупреждения отложений с использованием греющих кабелей [85]. Способ прошел успешные испытания на Федоровском месторождении ПО "Сургутнефтегаз", намечаются испытания на Уренгойском ГКМ ПО "Уренгойгазпром".
Для подогрева растворителей при тепловых и теплохимических обработках скважин применяются различные передвижные парогенераторные установки (ППГУ), характеристика которых приведена в табл. 9.45.
Из табл. 9.45 следует, что выпускаемые в нашей стране передвижные парогенераторы по своим техническим характеристикам близки к зарубежным аналогам.
Глава 10
СТАБИЛИЗАЦИЯ ГАЗОВЫХ КОНДЕНСАТОВ
10.1. КРАТКАЯ ХАРАКТЕРИСТИКА ГАЗОВЫХ КОНДЕНСАТОВ
Пластовая продукция ряда месторождений наряду с газообразными компонентами содержит также пентаны (С5+) и более тяжелые углеводороды. Смесь пентана и более тяжелых углеводородов принято называть газовым конденсатом.
На практике пользуются также термином "стабильный конденсат". Этот продукт наряду с углеводородом С5+ может содержать также пропан, бутан и другие компоненты. Стабильные конденсаты отвечают требованиям ОСТ 51.65-80.
Конденсаты ряда месторождений (Марковское) обладают ярко выраженным метановым характером, в других преобладают нафтеновые углеводороды (Усть-Чесальское, Бованенковское). В некоторых конденсатах содержатся в значительном количестве ароматические углеводороды. Например, в конденсатах Митрофановского, Некрасовского, Кульбешкакского, Усть-Лабинского месторождений их количество составляет 46-63 % [1, 2].
Стабильный конденсат одного и того же месторождения может иметь различные показатели. Это зависит, с одной стороны, от снижения пластового давления месторождения, с другой - от режима эксплуатации установок, где производится выделение тяжелых углеводородов из газа. Так, снижение изотермы на установках НТС повышает степень конденсации углеводородов С5, Сб, что в свою очередь приводит к увеличению содержания легких фракций в конденсате. Особенно существенно влияние температуры сепарации на фракционный состав конденсата при его незначительном содержании в пластовом газе и высоком содержании высококипящих фракций.
Физико-химические характеристики конденсатов определяют их товарные свойства. Для оценки возможности получения из конденсатов отдельных марок моторных топлив установлена их единая технологическая классификация по отраслевому стандарту ОСТ 51.56-79 [3]. Согласно этой классификации, конденсаты анализируются по следующим показателям: давле
нию насыщенных паров, содержанию серы, фракционному составу, содержанию ароматических углеводородов и парафинов, температуре застывания.
По содержанию общей серы конденсаты подразделяют на три класса:
I - бессернистые и малосернистые с массовой долей общей серы не более 0,05 %. Эти конденсаты не нуждаются в очистке от сернистых соединений;
II - сернистые с содержанием общей серы от 0,05 до 0,8 %. Необходимость очистки этого класса конденсатов и его фракций в каждом конкретном случае решается в зависимости от исходных требований;
III - высокосернистые с содержанием общей серы более 0,80 %.
По массовой доле ароматических углеводородов в газовых конденсатах они разделяются на три типа: А,, А2 и А3. К типам А,, А2 и А3 относятся конденсаты, содержащие более 20, 15-20 и менее 15 % ароматических углеводородов соответственно.
По содержанию алкановых углеводородов нормального ряда во фракции с началом кипения выше 200 ’С и возможности получения топлива для реактивных двигателей, зимних дизельных видов топлива и жидких парафинов газовые конденсаты разделяются на четыре вида - Н,, Н2, Н3 и Н4:
Н] - высокопарафинистые, во фракции которых с температурой кипения 200-320 "С содержание комплексобразуютцих составляет не менее 25 % (масс.). Из этих конденсатов можно получить жидкие нормальные алканы и реактивное и дизельное топливо с использованием процесса депарафинизации;
Н2 ~ парафинистые, во фракции 200-320 °C содержится 18-25 % (масс.) комплексобразующих;
Н3 - малопарафинистые, содержание комплексобразующих во фракции 200-320 *С - 12-18 % (масс.);
Н4 - беспарафинистые, содержание в дизельной фракции комплексобразующих - менее 12 % (масс.).
По фракционному составу конденсаты подразделяются на три группы - Ф„ Ф2 и Ф3:
Ф. - конденсаты облегченного фракционного состава, содержащие бензиновые фракции не менее 80 % (масс.), выкипающие не выше 250 ’С;
Ф2 - конденсаты промежуточного фракционного состава, выкипающие в пределах температур 250-320 °C;
Ф3 - конденсаты, выкипающие при температуре выше 320 °C.
Таким образом, для газового конденсата устанавливается шифр технологической характеристики, по которому определяется целесообразное направление его переработки. К примеру, конденсат Шатлыкского месторождения обозначается шифром lAaHjOj. Входящие в него символы расшифровываются следующим образом:
I - класс: содержание общей серы в конденсате составляет не более 0,05 % (масс.);
Аэ - тип конденсата: содержание ароматических углеводородов менее 15 % (масс.);
Hi - вид: высокопарафинистый конденсат, во фракции 200-320 ’С содержание комплексобразующих выше 25 % (масс.);
Ф3 - температура конца кипения выше 320 “С.
Содержание отдельных компонентов и фракций в составе сернистых конденсатов определяется экспериментальным или расчетным путем (при проектировании). Для оценки товарных свойств конденсатов и их отдельных фракций большое значение имеет как концентрация отдельных сернистых соединений, так и содержание общей серы в них.
Содержание общей серы в конденсатах определяется по уравнению
<ю.1>
где ff, - массовое содержание сернистых соединений в стабильном конденсате, %; М, - молекулярная масса сернистых соединений; п, - число атомов серы в веществе.
Для иллюстрации приведем пример расчета по уравнению (10.1).
Пример. Стабильный конденсат содержит следующие сернистые соединения, % (масс.): сероводород - 0,05; этантиол -0,10; диметилсульфид - 0,12; диметилдисульфид - 0,10. Требуется определить содержание общей серы в конденсате.
Решение. 1. Находим молекулярные массы и число атомов серы в сернистых соединениях. Данные сведены в табл. 10.1.
Таблица 101
Определение содержания общей серы в конденсате
Сернистое соединение Показатели
М У Л
Сероводород 34,08 0,05 1 0,0469
Этантиол 62,14 0,10 1 0,0514
Диметилсульфид 62,14 0,12 1 0,0617
Диметил дисульфид 94,14 0,10 1 0,0339
Итого — 0,37 — 0,1939
2. Определяем массовую долю серы во всех сернистых соединениях и в целом в стабильном конденсате. В соответствии с данными табл. 10.1 массовое содержание общей серы в стабильном конденсате составляет 0,1939 %.
Сернистые и высокосернистые конденсаты в основном имеют низкие температуры помутнения и застывания (ниже минус 60 °C), за исключением конденсатов, содержащих большое количество твердых парафинов (С1б+). Содержание твердых парафинов в конденсатах ряда месторождений составляет, % (масс.): Уртабулак - 2,7; Карачаганак - 3; Денгизкуль - 1,8; Хаузак - 0,68; Бештентяк - 3,8; Рават - 1,35; Ширяевское -1,33.
По концентрации и составу сернистых соединений конденсаты условно разделены на три группы:
Ct - конденсаты, содержащие в основном меркаптановую серу (месторождения Бухарское, Оренбургское, Кокуйское, Кумжинское, Ванейвисское);
С2 _ конденсаты, содержащие в основном сульфидную серу (месторождения Учкыр, Кандым, Даяхатын, Денгизкуль, Уртабулак, Хаузак);
С3 - конденсаты, содержащие в одинаковых количествах меркаптановую и сульфидную серу (месторождения Совхозное, Западная Прорва, Северный Мубарек).
Ряд сернистых соединений конденсатов обладает более низкой термической стабильностью, чем углеводороды. При нагревании в процессе переработки они претерпевают различные превращения, в результате чего выделяется значительное количество сероводорода и тиолов, вызывающих коррозию аппаратуры и ухудшающих качество продуктов переработки.
Значение температуры при нагревании, выше которого начинается разложение сернистых соединений конденсата, принято называть пороговым. Порог термостабильности конденсатов - стабильность (ТСК) служит дополнительной характеристикой, необходимой при выборе режима переработки сернистых конденсатов и использовании продуктов их переработки.
На основании экспериментальных исследований установлено, что переход порога термостабильности для одних конденсатов характеризуется выделением тиолов (месторождения Кокуйское, Оренбургское, Бухарское), а для других - образованием сероводорода (месторождение Уртабулак) [1, 2, 27].
Установлено, что при нагревании сернистых конденсатов в первую очередь происходит выделение тиолов, а затем сероводорода. При высоких температурах преобладает выделение сероводорода. При этом меркаптаны и сероводород могут быть
продуктами разложения сероорганических соединений. Отличие порогов ТС К и составов выделенных из них сернистых соединений служит важной характеристикой при решении вопросов, связанных с их совместной переработкой.
10.2. СТАБИЛИЗАЦИЯ КОНДЕНСАТА МНОГОСТУПЕНЧАТОЙ ДЕГАЗАЦИЕЙ
Основными продуктами установок подготовки газа к транспорту пластовой продукции газоконденсатных месторождений являются газ высокого давления в соответствии с ОСТ 51.40-83, ОСТ 51.40-93 или ТУ и нестабильный конденсат. В состав последнего входят практически все компоненты сырьевого газа, включая воды, а также некоторое количество механических примесей. Широкая гамма углеводородов в составе нестабильного конденсата обусловливает необходимость его переработки с целью производства различных продуктов.
Первичная переработка нестабильного конденсата производится на установках стабилизации конденсата (УСК). Товарными продуктами УСК являются деэтанизированный или стабильный конденсат, широкая фракция легких углеводородов (ШФЛУ), различные сжиженные газы, газы выветривания и деэтанизации и т.д. Установки стабилизации конденсата входят в состав практически всех газоконденсатных комплексов.
На практике имеют место случаи, когда по той или иной причине на одной установке не производится полная стабилизация нестабильных конденсатов. На одной площадке осуществляется частичная дегазация или полная деэтанизация конденсата, а на другой - его полная стабилизация. Например, такая схема реализована на Ямбургском и Уренгойском ГКМ (рис. 10.1).
Нестабильный конденсат, получаемый на УКПГ Уренгойского ГКМ на Уренгойском заводе по переработке конденсата (УЗПК), подвергается деэтанизации. Затем деэтанизированный конденсат подается на Сургутский конденсатоперерабатывающий завод (СКПЗ), где разделяется на стабильный конденсат и сжиженные газы.
На Ямбургском ГКМ на установках комплексной подготовки газа производится частичная дегазация нестабильного конденсата. Затем конденсат подается на УЗПК, где смешивается с нестабильным конденсатом Уренгойского ГКМ и подвергается деэтанизации.
Рис. 10.1. Блок-схема сбора и обработки конденсатов северных
ЯГКМ - Ямбургское ГКМ; ПГКМ - Песцовое ГКМ; ЕГКМ -Ен-Ехинское ГКМ, ЗГКМ - Заполярное ГКМ; Ач - ачимов-ские залежи Уренгойского ГКМ; УЗПГК - Уренгойский завод по переработке газового конденсата; СЗСК - Сургутский завод по стабилизации конденсата; СК - стабильный конденсат
Для получения стабильного конденсата в основном применяют процессы ректификации и многоступенчатой дегазации (сепарации) как по отдельности, так и в сочетании. Независимо от применяемого способа стабильный конденсат должен отвечать требованиям, приведенным в табл. 10.2.
Табли ца 10.2
Молярные составы нестабильных конденсатов, принятых для исследований, %
Компонент Состав
I II III
N, 0,114 0,153 0,069
сн. 51,326 51,634 51,088
С2Н6 10,806 10,444 8,886
c3Hs 9,410 7,675 1,060
u3o-CjH.0 2,519 2,234 2,136
и-С Й '° 2,858 2,693 0,876
изо~ С Н1 > 2,175 4,723 7,166
н-сХ 1,869 4,257 4,934
с„й, 3,286 4,001 5,515
С7Н1Ь 2,509 3,847 5,019
С8Н18 2,271 2,849 3,695
СЧН,(1 2,218 2,155 3,852
^10^*22 8,401 3,467 5,537
со2 0,239 0,226 0,667
Количество С5-С10 в
сырье:
% (мол.) 22,729 25,299 35,718
кг,/100 моль 2302 2432 3548
Стабилизация конденсата многоступенчатой дегазацией основана на снижении растворимости легких компонентов в жидких углеводородах (С5+) при повышении температуры и уменьшении давления. Различная растворимость компонентов обеспечивает их избирательное выделение из жидкой фазы.
Для стабилизации конденсата могут применяться одно-, двух- и трехступенчатые схемы дегазации (сепарации). Ниже приведены результаты исследований по определению эффективности процесса стабилизации конденсата с применением каждого из вариантов схем. В качестве критерия эффективности взята степень распределения тяжелых углеводородов (С5Н12+) между газами сепарации и стабильным конденсатом. Составы исследованных нестабильных конденсатов даны в табл. 10.2. Сырье подвергалось обработке по трем вариантам, расчетные схемы которых приведены на рис. 10.2.
В первом варианте стабилизация осуществлялась в одну ступень при давлении 0,13 МПа и температуре 40 °C. По второму варианту сырье сначала дегазировалось при р = 4,0 МПа и t = 10 "С, затем жидкая фаза подвергалась разделению во второй ступени при р = 0,13 МПа и t = 40 °C. Третий вариант предусматривал стабилизацию сырья в три ступени при следующих режимах: первая ступень р = 4,0 МПа и t = 10 ‘С, вторая ступень р = 1,6 МПа и t = 0 “С, третья ступень р = = 0,13 МПа и t = 40 °C.
Из данных табл. 10.3 следует, что независимо от состава сырья, чем меньше число ступеней сепарации, тем ниже концентрация углеводородов С5+ в газах стабилизации. С газами стабилизации в основном уносятся легкие компоненты конден-
Рис. 10.2. Расчетные схемы вариантов стабилизации конденсата многоступенчатой дегазацией:
НК - нестабильный конденсат; ГС ~ газ сепарации; СК ~ стабильный конденсат
Таблица 10,3
Степень отпарки тяжелых компонентов при стабилизации конденсата по вариантам схем, приведенным на рис. 10.2 и в табл. 10.2
Компоненты I состав II состав III состав
1 2 3 1 2 3 1 2 3
U-C-, н-С, 8: С« cq С ю L G S 11 ри мечани стабилизации, % о 86,70 84,20 66,47 42,60 22,30 11,49 5,17 15,47 1 865 18,99 е. L - выход с >т содержания в 67,49 62,78 38,08 18,60 8,11 3,84 1,66 19,49 2 164 5,96 табнльного kohj исходном сырь 57,64 52,49 28,66 12,99 5,49 3,54 1,10 21,04 2 252 2,17 1енсата, % от сь £ 90,80 88,97 74,90 52,69 30,08 16,22 7,49 10,95 1 202 50,6 [рья; G - колич 72,55 65,48 43,91 22,49 10,04 4,78 2,05 16,81 1 670 30,1 ество С., в став 63,59 55,06 34,01 16,03 6,84 3,19 1,36 18,86 1 837 24,50 ИЛЬНОМ КОНДЕ 82,94 79,91 59,56 35,45 17,46 8,70 3,827 19,89 2 229 37,13 исате, кг; 5 - 56,72 51,65 28,06 12,64 5,27 2,44 1,05 27,55 2 833 20,16 - количество 41,73 36,85 17,53 7,30 2,94 1,35 0,58 30,83 30 580 13,8 С5, в газах
сата. Это приводит к уменьшению бензиновых фракций в стабильном конденсате.
Во всех описанных вариантах газы стабилизации всех ступеней не отвечают требованиям товарной продукции (ШФЛУ, ПБФ). Дополнительная переработка газов стабилизации с целью получения сжиженных газов различных марок требует повышенных затрат.
Стабилизация конденсата путем многоступенчатой дегазации может быть применена при малых объемах перерабатываемого сырья, когда производство товарных сжиженных газов экономически нецелесообразно.
Такая технология нашла широкое применение при стабилизации нефтей. По этой схеме газы дегазации первой ступени с помощью компрессора подаются в поток товарного газа. Газы последующих ступеней в зависимости от конкретных условий производства используются в топливной сети или подаются на факел. Последнее приводит к снижению эффективности работы УСК.
Установки стабилизации конденсата многоступенчатым выветриванием (УВК) в основном реализованы на мелких газоконденсатных месторождениях. На крупных месторождениях этот способ применен на Уренгойском заводе по переработке конденсата (УЗПК) как первая очередь производства. С пуском установок деэтанизации и стабилизации (дебутанизации) конденсата с использованием ректификационной технологии УВК отводится функция резервной технологии.
Одним из важных экологических вопросов на УЗПК является сбор и утилизация водометанольной смеси (ВМС). Из-за
Рис. 10.3 Принципиальная технологическая схема сбора метанольной воды на УЗПК
нечеткой работы разделителей, а также вследствие взаиморас-творимости конденсата и метанола на ЗПК поступает водоме-танольная смесь. Во входных сепараторах и ректификационных колоннах часть ВМС выделяется из углеводородного конденсата. С целью повышения эффективности систем утилизации ВМС специалистами завода проведена модернизация УВК. В частности, два сепаратора 2С-401-1 и 2С-401-2 используются для сбора, отстоя, дополнительного разделения метанольной воды, поступающей с установок стабилизации и деэтанизации конденсата. Метанольная вода после отстоя направляется на УКПГ-2в, углеводородный конденсат, выделившийся в процессе отстоя, собирается и откачивается в парк СК и ДТ (рис. 10.3).
Предусмотрена схема возврата углеводородного конденсата с УКПГ-2в, унесенного с метанольной водой из сепараторов. Кроме того, выветриватели В-401-1, В-401-2 обеих ниток УВК используются для дополнительной сепарации топливного газа от конденсата с целью предотвращения попадания капельной жидкости на форсунки печей ЗПГК.
10.3. ДЕЭТАНИЗАЦИЯ ГАЗОВЫХ КОНДЕНСАТОВ С ПРИМЕНЕНИЕМ РЕКТИФИКАЦИОННЫХ ПРОЦЕССОВ
Как было указано выше, процесс стабилизации конденсата многоступенчатой дегазацией имеет серьезные недостатки, такие как потеря легких фракций конденсата и невозможность производства сжиженных газов, отвечающих требованиям ГОСТ 20448-90. Кроме того, сбор и утилизация газов сепарации связаны с большими энергетическими затратами. Указанные факторы, а также увеличение объема добычи конденсата обусловили разработку и внедрение новых технологических процессов стабилизации конденсата - с использованием ректификационных колонн. Эти процессы имеют следующие преимущества по сравнению со стабилизацией многоступенчатой дегазацией:
проведение предварительной сепарации и деэтанизации нестабильного конденсата при высоких давлениях облегчает утилизацию газовых потоков;
возможно производство сжиженных газов, отвечающих требованиям ГОСТа, без применения искусственного холода;
рационально используется энергия нестабильного конденсата;
товарный конденсат имеет низкое давление насыщенных паров, что снижает его потери при транспортировании и хранении.
Первая УСК, где для получения товарного конденсата был использован ректификационный процесс, введена в эксплуатацию на Сосногорском ГПЗ. С учетом опыта эксплуатации этих установок в дальнейшем на различных месторождениях был построен ряд других установок, работающих по ректификационной технологии.
В зависимости от условий производства (состав и параметры сырья, месторасположение установок НТС и УСК, требования к глубине извлечения целевых компонентов в товарную продукцию и т.д.) на практике могут применяться схемы деэтанизации конденсата с вводом смеси конденсатов ступеней сепарации в деэтанизатор общим потоком или раздельно.
Схема с общим вводом сырья. Примером осуществления деэтанизации конденсатов ступеней сепарации общим потоком может служить УСК Уренгойского завода по переработке конденсата (УЗПК). На установках деэтанизации перерабатываются нестабильные конденсаты УКПГ Уренгойского и Ямбургского ГКМ.
Нестабильные конденсаты, получаемые на УКПГ на указанных месторождениях, должны отвечать требованиям ТУ 0575174-02-88, приведенным ниже (сырье - УГП и ЯГД).
Массовая доля компонентов С,-С4, %, не более: при температуре в концевом сепараторе до -20 *С.... 15
то же ниже -20 ’С................................ 20
Объемное содержание свободной метанольной воды в стабильной части, %, не более.................... 0,1
Массовая доля механических примесей в стабильной части, %, не более................................. 0,05 для УГП и 0,1
для ЯГД (определяется по требованию)
Массовая концентрация хлористых солей в стабильной
части, мг/дм3, не более ............................. 10
Плотность при 20 ’С, г/см3............................ Не нормируется,
определение обя-
зательно
Основной товарный продукт УДК - деэтанизированный конденсат (ДК), требования к которому приведены в табл. 10.4. Деэтанизированный конденсат, полученный при работе установки по одноколонной схеме, закачивается в конденсато-провод Уренгой-Сургут с целью его дальнейшей переработки. Дополнительным продуктом установки является газ деэтанизации. Особых требований к газу деэтанизации не предъявляется, за исключением того, что содержание в нем углеводородов не должно превышать 2 % (масс.).
Табли ца 10,4
Технические требования к газу деэтанизации
Показатели Норма Не нормируется 0,8 0,1 0,05 100 Не нормируется, определение обязательно
Сумма углеводородов С5+(, % (масс.), не более Массовая доля пропана и бутанов, % (масс.) Массовая доля метана и этана, %, не более Массовая доля воды, %, не более Массовая доля механических примесей, %, не более Масса хлористых солей, мг/дм3, не более Плотность, кг/см3
Установка деэтанизации конденсата (рис. 10.4) состоит из четырех ниток производительностью по нестабильному конденсату 1,54 млн. т в год каждая. Оборудование технологических ниток идентично.
Технологические нитки работают по одноколонной схеме. Деэтанизация конденсата производится в две ступени: частич-
Рис. 10.4. Принципиальная технологическая схема УДК Уренгойского ЗПК:
С-301 - входной разделитель; Т-301 - рекуперативный теплообменник; К-301 ~ деэтанизатор; П-301 - печь; ВХ-301, ВХ 302, ВХ-303 - воздушные холодильники; Н-301 - насос;
I - нестабильный конденсат; II - газ выветривания; III - частично дегазированный конденсат; IV - газ деэтанизации; V - стабильный конденсат
ная дегазация в сепараторах-выветривателях и полная деэтанизация в ректификационной колонне.
Газы сепарации и деэтанизации смешиваются и для дожития направляются на ДКС; после дожатия до 75 кгс/см2 охлаждаются и смешиваются с товарным газом высокого давления. Предусмотрена подача части газов выветривания и деэтанизации на эжектирование на УКПГ-2 Уренгойского ГКМ.
Деэтанизированный конденсат выводится в резервуарный парк головной насосной станции (ГНС) с последующей откачкой в конденсатопровод Уренгой - Сургут. Качество деэтанизированного конденсата регламентируется СТП 05751745-67-92 "Конденсат газовый деэтанизированный".
Потоки нестабильных конденсатов из промысловых УКПГ поступают в общий коллектор Ду 700, оттуда направляются параллельными линиями в входной сепаратор-выветриватель С-301 а установки деэтанизации конденсата. Давление в сепараторе С-301 поддерживается на уровне 245-30 кгс/см2. После каждого сепаратора С-301а выветренный конденсат с температурой -1...-10 "С разделяется на два потока. Первый поток последовательно проходит трубчатое пространство теплообменников Т-301а - 1.2, где нагревается до 90-140 °C за счет тепла встречного потока деэтанизированного конденсата, поступающего в межтрубное пространство теплообменников с температурой 140-170 “С. Нагретый до температуры 90-140 °C конденсат газа поступает в деэтанизатор К-301 а в качестве питания колонны на 20; 22 или 24-ю тарелки (считая сверху).
Деэтанизатор К-301 а - вертикальный цилиндрический аппарат переменного сечения диаметром 2000 и 2400 мм соответственно в верхней и нижней частях. Имеет 37 ситовых тарелок. Первые три тарелки служат каплеотбойным устройством. На месте четвертой тарелки смонтирован распределитель холодного орошения, которое подается на пятую тарелку. Над 20; 22 и 24-й тарелками также смонтированы распределители для подачи питания колонны, т.е. парожидкостной смеси. Ситовые тарелки 4-поточные и имеют переливные короба, которые расположены под углом 90“ относительно друг друга на соседних тарелках.
В кубе колонны имеется перегородка, которая разделяет куб на две зоны (холодную и горячую). Перегородка не доходит др днища куба на расстояние 500 мм. В горячую зону поступает циркулирующая жидкость из печи, а из холодной зоны конденсат поступает на прием насоса. В холодную зону стекает газовый конденсат с нижней тарелки. Сливной короб нижней тарелки закрыт над горячей частью куба деэтанизатора плас
тинами, чтобы слив происходил в холодную часть куба. Деэтанизированный конденсат выводится из горячей зоны куба колонны. Температура куба замеряется в горячей зоне колонны.
Второй поток конденсата газа с температурой -1...-10 *С через клапан-регулятор расхода поступает на 5-ю тарелку в качестве холодного орошения. Тарелки 1-3 служат каплеотбойниками. 4-я тарелка демонтирована для размещения маточника (распределения жидкости по тарелке).
Для оценки показателей работы установки деэтанизации конденсата выполнены расчеты, результаты которых приведены в табл. 10.5.
При расчетах предусматривалась подача 45 % сырья на верхнюю тарелку в качестве орошения.
С верха деэтанизатора газ деэтанизации подается в коллектор и далее на ДКС.
Для получения тепла и создания паровой фазы в колонне циркулирующая жидкость из холодной зоны куба забирается насосом Н-301а и подается в печь П-301 а, где нагревается до температуры не более 180 °C и снова подается в верхнюю часть куба деэтанизатора (под нижнюю тарелку).
Деэтанизированный конденсат с куба К-301 а с температурой не более 170 ‘С, пройдя межтрубное пространство теплообменников Т-301 а, охлаждается за счет нагрева нестабильного конденсата, проходящего по трубам теплообменника. Затем деэтанизированный конденсат охлаждается в воздушных холодильниках ВХ-301 а, 302а, 303а до температуры не выше 40 ’С и направляется по трубопроводу на ГНС с давлением 0,5-1,2 МПа.
Деэтанизация конденсата с раздельным питанием. На практике может быть реализована также схема деэтанизации с раздельной подачей конденсатов первой и второй ступеней
Таблица 10.5
Материальный баланс установки деэтанизации конденсата (давление в выветривателе и колонне 2,4 МПа)
Потоки установки Г, *С Количество
КГ ноли
Сырье -15,5 29 313 445,7
Газ выветривания -15,5 976,3 52,3
Газ деэтанизации 9,5 2 596 108
Частично дегазированный кон- -15,5 28 336 393,4
денсат
Питание колонны 120 12 751 177
Орошение колонны -15,5 15 585 216,4
Деэтанизированный конденсат 147 25 740 285,4
сепарации в колонну. В этом варианте конденсат первой ступени нагревается и подается в среднюю часть колонны. Конденсат второй ступени полностью или частично подается на верхнюю тарелку колонны в качестве орошения (в зависимости от состава и температуры).
В этом варианте примерно 55 % конденсата второй ступени расходуется на орошение. Остальная часть сначала используется для охлаждения деэтанизированного конденсата, затем совместно с конденсатом второй ступени подается в колонну.
В работе [20] предложен новый способ деметанизации, отличающийся меньшей металлоемкостью. Основным аппаратом установки является комбинированная колонна-теплообменник, выполняющая функции отпарной колонны и рекуперативного теплообменника.
В затрубном пространстве аппарата установлены тарелки с кольцевыми щелями. В КТ поддерживается затопленный режим. Не требуется насос для прокачки сырья через печь.
10.4. ПОЛНАЯ СТАБИЛИЗАЦИЯ КОНДЕНСАТА ПО ДВУХКОЛОННОЙ СХЕМЕ
На Уренгойском ЗПК реализована также схема с полной стабилизацией конденсата. Установка включает в себя две колонны. В первой из них производится деэтанизация конденсата. Вторая колонна работает в режиме дебутанизации с получением конденсата, отвечающего требованиям ОСТ 51.65-80.
При проектировании ректификационных колонн, в первую очередь по заданной чистоте разделения потоков, определяют температуру и давление в колонне. От температурного режима колонны зависит, в каком состоянии находится верхний продукт колонны. При полной конденсации верхнего продукта должно удовлетворяться условие
ЕХЛ = 1, (10.2)
где X, - молярная доля компонента в смеси при выходе из колонны; Kt - константа равновесия того же компонента в параметрах верха колонны.
Если известна температура верха колонны, к примеру, на основе показателей флегмы, то задают значение давления и определяют условие равновесия (10.2). При том значении давления, когда соблюдается условие уравнения (10.2), выбранное давление считается правильным.
В тех случаях, когда требуется работа дефлегматора в ре
жиме парциального конденсатора, расчет производится по уравнениям (1.35) и (1.36).
Способ стабилизации конденсата по полной схеме с получением стабильного конденсата и ШФЛУ реализован на Уренгойском ЗПК (рис. 10.5).
Нестабильный конденсат с температурой -10 ’С и давлением 3,7 МПа поступает в два параллельно работающих сепаратора С-301. Этот аппарат представляет собой горизонтальную емкость объемом 50 м3, разделенную вертикальной перегородкой на две зоны: зону отстоя и вывода метанольной воды и зону вывода конденсата.
Газ сепарации нагревается в теплообменнике Т-302 за счет тепла стабильного конденсата и подается под 3-ю тарелку колонны К-301. Температура в кубе колонны поддерживается циркуляцией через параллельно работающие печи П-301. Предусмотрена возможность подачи газа, минуя Т-302, на дожатие в ДКС.
Выветренный конденсат из сепараторов С-301 объединяется в один поток, затем делится на два потока. Один поток проходит рекуперативный теплообменник Т-301, где нагревается до 80 °C, и поступает на 15; 17 или 19-ю тарелки. Другой поток в качестве холодного орошения/ подается на 40-ю тарелку деэтанизатора. Колонна К-301 представляет собой вертикальный аппарат сечением в нижней части 2200 мм, в верхней части -1400 мм. Имеется 40 ситовых тарелок. Газ деэтанизации с верха колонны подается на ДКС.
Жидкая фаза с низа колонны поступает на прием насосов Н-301, которые прокачивают жидкость через змеевики двух параллельно работающих печей П-301 (в каждой печи по два потока). Все четыре потока жидкости на выходе из печей объединяются в один и поступают в кубовую часть колонны К-301 для поддержания температуры низа.
Режим работы К-301: давление не более 2,6 МПа, температура верха и низа соответственно не выше +10 и 165 °C. Деэтанизированный конденсат с температурой 165 °C из кубовой части деэтанизатора поступает в межтрубное пространство теплообменника Т-303, где нагревается за счет тепла встречного потока стабильного конденсата из К-302. Деэтанизированный конденсат, нагретый в теплообменнике Т-303, поступает на загрузку в колонну К-302 на 18; 20 или 22-ю тарелки.
Верхним продуктом колонны К-302 является ШФЛУ, пары которой при температуре до 120 аС поступают в воздушный холодильник ВХ-301, где происходит их охлаждение и конден-
Рис. 10.5. Принципиальная технологическая схема УСК по двухколонной схеме
Таб л и ца 10.6
Составы потоков установок деэтанизации (потоки I—V) и стабилизации конденсата
Показатели Поток (по рис. 10.4) Поток (по рис 10 5)
1 П 111 IV V ШФЛУ СК
Т, °C -15,5 -15,5 -15,5 9,5 148 — —
N, 0,02 0,11 0,00 0,02 0,00 — 0,00
С.Н, 23,12 86,58 14,69 53,50 0,00 0,0003 0,00
с2н6 11,84 8,84 12,24 38,27 2,39 6,6229 2,32
со. 0,34 0,61 0,31 1,13 0,00 0,0003 0,00
14,06 2,89 15,55 5,12 19,49 54,1144 19,50
изо-С.Н,.. 4,53 0,35 5,08 0,66 6,76 15,7467 6,76
н-С Й ,U 6,82 0,35 7,68 0,69 10,33 20,7183 10,33
изо-С,Н13 7,19 0,13 8,13 0,29 11,09 2,2471 11,10
н-сД2 6,22 0,11 7,04 0,24 9,61 0,5489 9,63
5,74 0,02 6,50 0,06 8,94 0,0003 8,95
Фр. 363 к 3,80 0,01 4,31 0,02 5,93 — 5,94
Фр. 385 К 3,47 0,00 3,94 0,01 5,42 — 5,43
Фр. 409 К 1,94 0,00 2,20 0,00 3,03 — 3,03
Фр. 448 К 2,92 0,00 3,30 0,00 4,55 — 4,56
Фр. 498 К 3,50 0,00 3,96 0,00 5,46 — 5,47
Фр. 548 К 1,94 0,00 2,20 0,00 3,04 — 3,04
Фр. 598 К 1,94 0,00 2,20 0,00 3,04 — 3,04
Фр. 648 К 0,58 0 0,66 0 0,91 — 0,91
сация, Жидкость собирается в рефлюксную емкость Е-301. Часть ШФЛУ из этой емкости насосом Н-303 в качестве орошения подается на 40-ю тарелку стабилизатора К-302. Балансовый остаток ШФЛУ поступает в ВХ-303, где охлаждается, и затем направляется на головную насосную станцию.
С низа колонны стабильный конденсат поступает на прием циркуляционных насосов Н-302, которые прокачивают его двумя потоками через печь П-302. На выходе из печи оба потока объединяются в один и подаются в кубовую часть колонны К-302. Режим работы К-302: давление не более 1,3 МПа, температура верха и низа соответственно 90-130 ’С и не более 255 ’С.
Стабильный конденсат кубовой части К-302 проходит последовательно теплообменники Т-303, Т-302 и Т-301, воздушный холодильник ВХ-302, где охлаждается до температуры 40 °C, и отводится в парк стабильного конденсата и дизельного топлива.
В табл. 10.6 приведены молярные составы основных потоков установок деэтанизации (УДК, см. рис. 10.4) и стабилизации (УСК, см. рис. 10.5) конденсата, которые характеризуют распределение компонентов сырья в различных потоках.
Специалистами Уренгойского ЗПК внедрены следующие технические решения [17]:
а) входной сепаратор С-301, представляющий собой горизонтальную емкость объемом 50 м3, разделили вертикальной перегородкой на две эоны: зону для отстоя и вывода метанольной воды и зону вывода конденсата. Сырье в сепаратор подается через коллектор-маточник, уложенный по днищу емкости на высоте 300 мм в зоне отстоя для снижения скорости НК и организации потока (рис. 10.6). В результате резко снизилось попадание метанольной воды в колонну К-301;
б) так как в процессе работы К-302 в рефлюксной емкости скапливается (в небольших количествах) метанольная вода с высокой концентрацией метанола (до 50 %), переоборудована рефлюксная емкость, что позволило значительно уменьшить количество воды в сырье;
в) удалось снизить также содержание тяжелых углеводородов С5+ в газе сепарации, избыток которого выводится, минуя колонну К-301, в общий коллектор газа деэтанизации. Для выравнивания давления между сепараторами выполнена перемычка по газовой фазе;
г) выполнена схема получения печного топлива с использованием существующего оборудования и добавлением одного теплообменника для сохранения теплового баланса. Схема позволяет получать одновременно три продукта: деэтанизированный конденсат, ШФЛУ и печное топливо с температурой начала кипения не менее 100 "С.
Выполнена и опробована схема получения деэтанизированного конденсата в колонне К-302 с использованием простаивающего оборудования установки выветривания конденсата С-401-2 для переработки нестабильного конденсата. Одновременно можно получать на 1-й нитке стабильный конденсат и
Рис. 10.6. Эскизная схема сепаратора-выветривателя С-301:
1 - емкость; 2 коллектор; 3 - маточник; 4 - перегородка
ШФЛУ, на 2-й нитке - деэтанизированный конденсат с обеих колонн.
По проекту избыток газа отдувки из Е-301 сбрасывался через клапан - регулятор давления на факел ЗПГК. Выполнена схема утилизации газа отдувки из Е-301 в топливную сеть завода после подготовки в выветри вате лях УВК. Газ деэтанизации содержит тяжелые углеводороды С5+, его нельзя использовать для сжигания в печах без предварительной подготовки. Выполнены также работы по объединению в один общий поток газов деэтанизации и отдувки. Затем поток поступает в последовательно соединенные выветриватели УВК, где происходит отбой (выпадение) и уменьшение капельной жидкости, что сводит к минимуму вероятность попадания капельной жидкости на форсунки печей ЗПГК. Перед сжиганием после подготовки на УВК в выветривателях газ дополнительно подогревается до температуры 60-70 °C для предотвращения попадания капельной жидкости на форсунки печей ЗПГК.
Установка стабилизации конденсата состоит из двух технологических ниток с одинаковым оборудованием. Технологические нитки работают по двухколонной схеме разделения нестабильного конденсата с получением газа деэтанизации, стабильного конденсата и широкой фракции легких углеводородов.
Стабильный конденсат направляется на установку получения дизельного топлива (УПДТ) в качестве сырья для получения моторных топлив. Балансовый избыток поступает в резервуарный парк стабильного конденсата и дизельного топлива.
Широкая фракция легких углеводородов подается на установку получения и осушки пропана, который используется в качестве хладагента для холодильных станций месторождения. Избыток ШФЛУ поступает в парк ШФЛУ или на ГНС в кон-денсатопровод Уренгой - Сургут.
Газ деэтанизации направляется на дожимную компрессорную станцию с последующей подачей его в магистральный газопровод или на эжекцию на УКПГ-2в.
Деэтанизированный конденсат поступает на головную насосную станцию, где закачивается в конденсатопровод Уренгой - Сургут.
На УСК налажено производство облегченной бензиновой фракции, выкипающей в интервале 20-110 °C. Ее октановое число близко 76. Облегченная бензиновая фракция предназначена для смешения с товарным автобензином марки А-76 в количестве до 50 % (об.).
Рис. 10.7. Технологическая схема реконструкции УСК с получением облегченной бензиновой фракции
Принципиальная технологическая схема реконструкции установки стабилизации конденсата УЗПГК для получения облегченной бензиновой фракции представлена на рис. 10.7.
Деэтанизированный конденсат из деэтанизатора дросселируется до давления 1,0 МПа и поступает на 20-ю тарелку стабилизатора. Верхним продуктом стабилизатора является ШФЛУ, которая после конденсации и охлаждения в воздушном холодильнике ВХ поступает в рефлюксную емкость ЕР, откуда насосом Н-1 часть ее подается в качестве орошения колонны, а балансовое количество отводится с установки.
Нижний продукт стабилизатора - стабильный конденсат.
Облегченная бензиновая фракция отбирается с шестой тарелки (считая снизу) в паровой фазе через люк. После конденсации и охлаждения в конденсаторе-холодильнике (КХ) бензиновая фракция поступает в приемник Е-1, откуда под собственным давлением отводится в парк готовой продукции. Охлаждение и конденсация облегченной бензиновой фракции могут осуществляться в воздушном холодильнике или кожухотрубчатом теплообменнике, где в качестве хладагента используется нестабильный конденсат, поступающий на УСК.
Подвод тепла в колонну осуществляется циркуляцией стабильного конденсата через печь П-1.
Технологическая схема обработки нестабильного конденсата, приведенная на рис. 10.8, направлена на увеличение выхода пропана и бутанов в деэтанизированный конденсат с одновременным повышением степени отпарки этана. Суть процесса заключается в выветривании части сырья с последующим его
Рис. 10.8. Принципиальная технологическая схема УСК (а.с. СССР № 1498753):
К-1 ~ деэтанизатор; В 1, В 2 - трехфазные разделители; X 1, X 2 - холодильники; Т-1 - рекуперативный теплообменник; ВДВ - блок дебутанизации; / - нестабильный конденсат; II, IV - газы выветривания; III - частично дегазированный конденсат; V - газ деэтанизации; VI - деэтанизированный конденсат, VII - ШФЛУ; VIII - стабильный конденсат
использованием в качестве орошения деэтанизатора. Выделившийся при этом газ выветривания подается в нижнюю часть деэтанизатора в качестве газа отпарки.
Технологический процесс протекает по следующей схеме. Нестабильный конденсат частично выветривается в разделителе В-1, нагревается в теплообменнике Т-1 и делится на два потока. Первый поток подается в качестве питания в отпарную секцию деэтанизатора К-1, а второй - в выветриватель В-2 для отделения паровой фазы. Жидкая фаза из В-2 охлаждается в холодильнике Х-2 и подается на верхнюю тарелку деэтанизатора К-1.
Газовую фазу полностью или частично направляют в нижнюю часть деэтанизатора в качестве газа отдувки. В зависимости от состава сырья и количества потоков возможна подача
части газа выветривания в абсорбционную секцию деэтанизатора после его предварительного охлаждения.
Способ обеспечивает увеличение выхода пропана в деэтанизированный конденсат и снижение содержания этана в нем.
Получение пропана-хлад агента. Холодильные станции, предназначенные для осушки товарных газов УКПГ сеноманских залежей, рассчитаны на работу с использованием пропа-на-хладагента. Для получения хладагента в составе Уренгойского ЗПК построена специальная установка, принципиальная технологическая схема которой приведена на рис. 10.9.
Сырьем для получения пропановой фракции служит ШФЛУ. Блок получения пропановой фракции включает в себя ректификационную колонну К-701, блок осушки пропана и
Рис. 10.9. Принципиальная технологическая схема установки получения пропановой фракции:
К-701 - ректификационная колонна; Е-701, Е 703 - буферные емкости; Е-702 - рефлюксная емкость; ВХ-701, ВХ-702 - воздушные холодильники; БО - блок осушки пропановой фракции; П-702 - печь; Н-702, Н 703 -насосы; / - ШФЛУ, 2 - орошение; 3 - газ в топливную сеть; 4 - кубовый продукт; 5 - пропановая фракция
Таблица 10.7
Показатели работы установки получения пропановой фракции
Показатели Номер потока по рис 10.8
1 2 3 4 5
Молярный состав потоков, %: с2 5,01 69,0 1,83
с3 33,42 42,0 31,0 24,35 97,25
с4 27,88 58,0 34,18 0,92
18,42 — — 22,67 —
с6 12,38 — — 15,27 —
с7 2,89 — — 3,56 —
Моли/ч 270,0 581,2 18,75 219,0 —
кг/ч 15 979 22156,0 644 13 913 —
р, МПа 1,1 1,7 1,6 1,65 1,65
Т, *С 69 19 19 108 50
вспомогательное оборудование. Пропановая фракция получается в виде бокового погона. Материальный баланс установки приведен в табл. 10.7.
Концентрация пропана в одноименной фракции установки получения пропана составляет около 97 %. Остальное содержание продукта в основном приходится на долю этана и бутана. Для доведения концентрации пропана в хладагенте до 99,5 % ПФ подвергается дополнительной обработке. Очистка ПФ от этана и бутанов осуществляется по двухколонной схеме.
В первой колонне при давлении 18,4 кгс/см2 осуществляется деэтанизация смеси, во второй при давлении 12,6 кг/см2 из кубового продукта К-1 выделяется бутановая фракция. Пропанхладагент получается в качестве верхнего продукта второй ректификационной колонны.
Охлаждение верхнего продукта колонны деэтанизации осуществляется с применением АВО. Температура верха колонн поддерживается на уровне 35-40 °C. Такой режим не обеспечивает полной конденсации верхнего продукта первой колонны: дефлегматор работает в режиме парциального конденсатора.
Пропан-хл ад агент получают в качестве верхнего продукта второй колонны. 95 %-ный пропан-хладагент забирается из рефлюксной емкости насосом и подается в резервуарный парк.
10.5. АНАЛИЗ ОПЫТА ЭКСПЛУАТАЦИИ УСТАНОВОК СТАБИЛИЗАЦИИ СЕРНИСТЫХ КОНДЕНСАТОВ
Стабилизацию сернистых конденсатов производят по схемам, аналогичным схемам установок стабилизации бессернистых конденсатов. Отличие схем УСК бессернистых и серосодержащих конденсатов заключается в их аппаратурном оформлении и параметрах режима. Кроме того, при стабилизации сернистых конденсатов для борьбы с коррозией необходимо ингибирование отдельных узлов установки. Наиболее крупные установки стабилизации сернистых конденсатов эксплуатируются на Оренбургском ГПЗ [4, 6-8, 12, 16, 32].
Блоки стабилизации УСК включают в себя предварительную дегазацию сырья с последующей его стабилизацией в ректификационной колонне. Основные отличия УСК различных очередей ГПЗ касаются переработки выделенных из нестабильного конденсата газовых потоков. Ниже рассматриваются технологические схемы блоков стабилизации I, II и III очередей ОГПЗ.
Сырьем УСК служат нестабильные конденсаты Оренбургского (ОГКМ) и Карачаганакского (КГКМ) месторождений.
Для обеспечения транспорта нестабильного конденсата от Карачаганакского газоконденсатного месторождения до ГПЗ создана отдельная система. Длина линейной части составляет 142,9 км. Трасса проходит по пересеченной местности. Сумма высот, приходящихся на подъемы, составляет 764 м, сумма высот спусков - 677 м. Общий перепад высот равен 87 м, т.е. конец трубопроводов расположен с большим превышением относительно начала. Необходимо отметить, что для трассы конденсатопроводов характерны два участка: первый, относительно ровный участок, длина которого составляет 95 км, и второй - длиной 48 км, проходящий по пересеченной местности. Конденсатопроводы имеют диаметр 377 мм. Для повышения надежности с точки зрения охраны окружающей среды трубопроводы разделены на 28 секций запорной арматурой [32].
Транспортируемый конденсат представляет собой смесь жидких углеводородов С5+в, насыщенных газами Cj—С4, а также сероводородом, диоксидом углерода, меркаптанами, азотом.
Нестабильный конденсат Оренбургского ГКМ получают на 15 УКПГ, работающих в различных режимах (по времени). Этот конденсат значительно легче конденсата КГКМ и содержит меньшее количество сероводорода и углекислого газа.
Таблица 10.8
Очередь ГПЗ УКПГ Плотность, г/см1 Хло-рнстые соли, мг/л Компонентный состав, % (масс.)
СН3ОН СО3 H2S RSH N3 с, С,
I 1 0,644 98 0,06 0,19 1,42 0,58 0,16 2,36 2,2
2 0,640 148 0,03 0,15 1,02 0,58 0,26 2,58 1,7
3 0,638 30 0,06 0,51 1,72 0,48 0,25 2,89 2,6
6 0,650 234 0,03 0,26 1,10 0,59 0,16 2,00 1,7
12 0,626 144 0,04 0,26 1,65 0,52 0,21 3,38 2,7
П 7 0,640 63 0,07 0,20 1,48 0,61 0,39 3,18 0,2
8 0,637 88 0,02 0,27 1,21 0,59 0,49 2,89 1,8
9 0,653 36 0,10 0,25 1,83 0,55 0,33 3,40 1,7
10 0,650 131 0,10 0,81 3,73 0,47 0,64 2,77 1,5
III 14 0,629 124 0,22 0,45 1,33 0,51 0,57 5,29 2,1
15 0,621 44 0,09 1,25 1,97 0,53 0,32 5,02 3,4
В табл. 10.8 приведен состав нестабильного конденсата ОГКМ, поступающего на ГПЗ.
Согласно [19], когда абсолютная отметка конца трубопровода нестабильного конденсата превышает начальную отметку, трубопровод в той или иной степени работает в пробковом режиме. При этом в трубопроводе возможно наличие участков, полностью занятых жидкостными пробками. Размеры пробок зависят от рельефа местности и степени разгазирования продукта (т.е. снижения давления относительно начального участка). Такое положение характеризует конденсатопроводы, берущие начало из УКПГ Карачаганакского и Оренбургского ГКМ [32]. Это вызывает осложнения в работе УСК на всех очередях ГПЗ. К примеру, объем газа выветривания колеблется от 1-5 до 30-50 тыс. муч, причем колебания повторяются через каждые 10-20 мин. При этом входной сепаратор стабилизационной колонны и все другие аппараты установки работают с резко изменяющейся нагрузкой, что приводит к снижению извлечения фракции С5 и других продуктов из сырья. Так, при увеличении расхода газа выветривания (газовая пробка) система топливного газа, работающая под давлением 0,6 МПа, не может принять весь объем газа, и регулирующий клапан сбрасывает избыток топливного газа на факел. В период, когда идет жидкостная пробка, топливного газа в системе не хватает и открывается клапан подпитки сети топливного газа из коллектора товарного газа высокого давления (5,5 МПа). В то же время суточный или часовой выход газа выветривания достаточен для питания сети топливного газа и подпитка товарным газом не требуется.
На I очереди ГПЗ на входе в стабилизационную установку (перед клапаном регулятором давления "до себя") давление
сырья по проекту должно быть 4 МПа. Однако при таком большом давлении нестабильный конденсат не успевал выходить из конечных сепараторов УКПГ, и они постоянно переполнялись. Это приводило к попаданию конденсата в газопровод и снижению его производительности. Только при снижении давления перед клапаном до уровня 2,0-2,5 МПа была обеспечена надежная эксплуатация системы УКПГ - продук-топроводы ОГПЗ.
Аналогичное положение создалось и при пуске II очереди ОГПЗ. На входе стабилизационной установки давление 3,8 МПа пришлось снизить до 2,0-2,2 МПа.
Наиболее усложнилась ситуация при пуске III очереди ОГПЗ, когда вместо давления 3,8 МПа потребовалось снизить давление на входе на установку стабилизации до 1,0-1,2 МПа. На УСК снижение давления до 1,0-1,2 МПа оказалось невозможным, так как газ выветривания конденсата должен поступать на прием II ступени поршневого компрессора при давлении 2,0-2,2 МПа. По этой причине пуск III очереди ГПЗ затянулся. Был дополнительно смонтирован, трубопровод нестабильного конденсата (примерно 2 км) к входному разделителю УСК.
УСК первой очереди. Принципиальная технологическая схема установки стабилизации конденсата первой очереди Оренбургского ГПЗ (ОГПЗ) приведена на рис. 10.10. Предварительную деметанизацию конденсата производят в аппарате В01. Газы сепарации объединяются с газами дегазации аминовых растворов и поступают на установку сероочистки.
Дебутанизация конденсата производится в колонне С01, которая имеет 19 двухпоточных клапанных тарелок. Диаметр и высота колонны составляют соответственно 3,2 и 24 5 м. Газ стабилизации конденсата с верха емкости орошения В02 отводится на очистку от кислых компонентов. Ряд характерных режимов эксплуатации УСК приведен в табл. 10.9.
На установке наблюдаются значительные колебания количества перерабатываемого нестабильного конденсата и выхода газов дегазации в пересчете на 1 м3 перерабатываемого сырья.
Для полной отпарки сероводорода из конденсата по проекту предусматривалось поддержание температуры низа колонны 165-170 “С. При таком режиме содержание пентана в газах стабилизации допускается до 9 %. В период обследования работы установки температура низа колонны СО1 поддерживалась около 140 ’С, что объяснялось уменьшением количества тяжелых фракций в конденсате.
Рис. 10.10. Принципиальная технологическая схема УСК первой очереди ОГПЗ:
Е-01 - подогреватель; Е-02 - рекуперативный теплообменник; Е 03, Е-05 -водяные холодильники; А01 - воздушный холодильник; Е-04 - испаритель; СО/ - стабилизатор; ВО 2 - рефлюксная емкость; Р01 - насос;
I - нестабильный конденсат; II - газ выветривания; И! - газ стабилизации; IV - стабильный конденсат
Указанный режим обеспечивал практически полную очистку конденсата от сероводорода. Однако содержание бутанов в конденсате было несколько больше, чем предусмотрено по проекту. Кроме того, товарный конденсат содержал до 0,2 % пропана. Несмотря на это, давление насыщенных паров конденсата не превышало 500 мм рт. ст. Повышение температуры низа колонны С01 на 10-15 “С обеспечило бы полное выделение пропана из конденсата.
Опыт эксплуатации УСК показывает, что на промысловых установках плохо осуществляется разделение фаз. Вследствие этого с нестабильным конденсатом на УСК поступает минерализованная вода. Соли, содержащиеся в воде, осаждаются на поверхности оборудования, в том числе теплообменника Е-01, и снижают эффективность его работы. Состав стабильного конденсата, получаемого на установке, приведен в табл. 10.10.
Таблица 10.9
Показатели Режим
Проект 1 2 3 А 5
Количество потоков, м^/ч: питания орошения стабильного конденсата Температура в колонне, °C: верха низа питания Температура в ВО1, °C Температура после АО1, °C Давление в аппаратах, МПа: ВО1 СО1 ВО2 325 58 215 67 167 90 20 50 1,43 0,76 0,63 380 25 320 55 140 68 5 32 1,27 0,73 0,65 260 30 200 52 140 72 10 30 1,27 0,74 0,66 280 25 230 50 141 72 10 33 1,28 0,74 0,65 200 25 160 54 140 76 8 33 1,27 0,73 0,65 260 15 210 50 141 70 7 31 1,28 0,73 0,65
Т абли ца 10 10
Показатели стабильного конденсата
Компоненты Номер опытного замера
Проект 1 2 3 4 5
С,Н„ 0,10 0,12 0,20 0,07 0,15 0,07
u-d,H10 0,13 1,77 1,88 1,18 1,09 0,95
н-С,Нш 1,35 7,12 9,78 7,41 5,65 5,78
u-cJh^ 9,50 10,52 16,88 14,11 10,04 11,30
Н-С-Н,; 12,25 11,01 11,10 13,22 9,92 11,05
г й 12 + 69,08 69,47 60,10 64,01 73,15 70,85
Меркаптаны 0,85 0,88 0,94 0,86 0,90 0,90
р, мм рт. ст. 500 328 392 334 286 285
В первые годы эксплуатации ОГКМ положение усугублялось еще и тем, что для снижения количества меркаптанов в газе сепарации (соответственно и в товарном газе ГПЗ) температура НТС на УКПГ поддерживалась на уровне -20... -22 °C, что приводило к значительному увеличению растворимости газов (С,-С4) в нестабильном конденсате и превышению выхода газа выветривания по сравнению с проектной величиной.
На 1 очереди был установлен дополнительный выветрива-тель нестабильного конденсата объемом 80 м3, который значительно улучшил работу, однако проблема не была решена полностью. Подогреватель нестабильного конденсата часто выходил из строя (развальцовка трубок, трещины в корпусе) из-за 498
сильных гидроударов в нем, связанных, очевидно, с переменной нагрузкой (газ, жидкость, газ) и большой разницей температур (конденсат -10 ‘С, пар +160 ”С). После замены пара на паровой конденсат на этом узле неполадок не наблюдалось.
Одной из главных проблем, характерной для всех установок стабилизации конденсата, является наличие хлористых солей в нестабильном конденсате. Соли откладываются везде по цепочке: в теплообменниках нестабильный конденсат / стабильный конденсат (как в трубном, так и в межтрубном пространстве), на тарелках колонны, в кубе колонны, на поверхности трубок испарителей, в подогревателе нестабильного конденсата перед емкостью выветривания, емкости выветривания, арматуре трубопровода нестабильного конденсата и т.д.
Из-за указанных проблем установка стабилизации конденсата через 10-15 дней после пуска была бы полностью остановлена. Радикальное решение вопроса заключается в строительстве узлов электрообезвоживания и обессоливания нестабильного конденсата перед установкой стабилизации. В связи с тем, что это решение требовало длительного времени из-за необходимости разработки специального оборудования, заводские специалисты предложили дозировать пар среднего давления 2-2,5 МПа в трубопроводы нестабильного и стабильного конденсата. При конденсации пара вода растворяет осевшие на поверхностях теплообменников, тарелках и стенках аппаратов соли. В резервуарном парке соленая вода отстаивается и откачивается для последующей утилизации.
Проектная поверхность холодильников стабильного конденсата должна обеспечивать охлаждение его до 45 ’С. Фактически необходимо охлаждение до более низких температур (до 20-25 *С). Это объясняется тем, что меркаптаны образуют с углеводородами (пентанами) положительные азеотропные смеси с температурой кипения 25-37 °C. Попадая в резервуары хранения конденсата, азеотропные смеси выкипают из стабильного конденсата при температурах 45-50 “С. Эта смесь через клапаны поступает в воздушную среду, что ухудшает экологическую обстановку объекта.
В более поздние годы эксплуатации специалистами ПО "Оренбурггазпром" также были определены количество и состав потоков УСК. Эти данные представлены в табл. 10.11.
УСК второй очереди. Установка стабилизации сернистого нестабильного конденсата II очереди, несмотря на идентичность установки I очереди, в некоторой степени отличается от нее (рис. 10.11). Она имеет меньше оборудования, однако
Таблица 10.11
Качество продуктов переработки сернистого нестабильного конденсата на ГПЗ
Товарный продукт Р GCI, мг/л Компонентный
СО, n2 HjS
Стабильный кон- 353 мм 15,4 - - 0,017
денсат рт. ст.
ШФЛУ — — — — 0,0006
Топливный газ — — — 5,05 177 (мг/м3)
Кислый газ — - 31 — 61
ПБФ 1,24 МПа — - - 0,0002
Примечания. 1 . Газовые потоки содержат воду и метанол 2. G С| - содержание
глубина извлечения ценных компонентов на этой установке выше.
По проекту давление в входном выветривателе Д-10-1 должно было поддерживаться на уровне 3,8 МПа, однако с первого дня работы установки оно было снижено до 1,8-2,0 МПа.
Наблюдалась интенсивная коррозия в нижней части колонны Т-101 и трубопровода, ^соединяющего колонну с кипятильником Е-103. Причина тому - наличие в системе водяного пара и сернистых соединений.
Рис. 10.11. Принципиальная технологическая схема УСК второй очереди ОГПЗ:
Д-101, Д-107 - трехфазные разделители; Д-106 - рефлюксная емкость; Е-102, Е-104 - холодильники; Е-101 - подогреватель; Е-103 - испаритель; С-101 -стабилизатор; Р-103 - насос;
I, II - потоки нестабильного конденсата; III, IV - газы сепарации; V ~ газ стабилизации; VI - стабильный конденсат
состав, % (масс.)
RSH с, Qi сэ С4
0,38 Следы 0,01 0,32 4,58 14,76 80,33
0,12 0,16 1,35 32,26 50,18 13,81 2612
434 (мг/м3) 84,69 6,29 2,58 1,14 0,24 0,01
— 0,8 0,2 — — — —
0,005 хлора 0,11 2,16 63,74 32,49 1,47 Следы
УСК третьей очереди. Установка стабилизации конденсата III очереди ГПЗ наиболее проста по конструкции и имеет наименьшее количество оборудования (рис. 10.12). На ней вырабатывается только два продукта - стабильный конденсат и компримированный высокосернистый газ, который направляется на переработку на установку очистки природного газа (У-370), имеющую узлы низкотемпературной масляной абсорбции. Таким образом, конечными продуктами процесса перера-
Рис. 10.12. Принципиальная технологическая схема УСК третьей очереди ОГПЗ:
В01, В02 - разделители, ВОЗ - рефлюксная емкость; В04, ВОЗ ~ сепараторы; ЕОЗ, Е04 ~ холодильники; Е01, Е05 - подогреватели; Е02, Е08 рекуперативные теплообменники; А02 - воздушный холодильник; С01 - стабилизатор; F01 - печь; FL01 - фильтр; К01 - компрессор; Р01, Р06 - насосы;
I, II - потоки нестабильного конденсата; III - вода; IV, VI - газы сепарации; VII - частично дегазированный конденсат; VIII - стабильный конденсат, IX - газ стабилизации; X - кислые газы на установку сероочистки
ботки высокосернистого нестабильного конденсата следует считать стабильный конденсат, очищенный от сернистых соединений пропан-бутановых фракций, и товарный природный газ, очищенный от кислых компонентов и меркаптанов и т.д.
Несмотря на кажущуюся простоту установки, процесс переработки имеет существенные особенности, которые потребовали крупных затрат на доработку технологии и оборудования. Давление в выветривателе I ступени В01 (2,2 МПа) не позволяло принимать нестабильный конденсат с III очереди промысла (УКПГ-14 и 15). Это привело к необходимости подавать нестабильный конденсат с УКПГ-14 и 15 на I очередь в вывет-риватель (1,4 МПа) со снижением давления в нем до 1 МПа. Для выполнения этого решения потребовалось смонтировать трубопровод длиной около 2 км. На У-331 был подан конденсат I-II очередей УКПГ.
Для установки стабилизации III очереди проблема содержания солей в нестабильном конденсате является наиболее острой, так как прием, которым производится удаление солей на I и II очередях, применить здесь нельзя. При подаче пара образуются пробки, приводящие к "срыву“ горячих циркуляционных насосов и прекращению подачи продукта через печь. Здесь пар можно подавать только по ходу стабильного конденсата после колонны. Наличие значительного количества солей в нестабильном конденсате КГКМ приводит к их отложению на тарелках ниже ввода питания (выброс питания через верх колонны), в арматуре перед насосами в торцевых уплотнениях насосов и особенно в змеевиках печей.
Для дожатия газов стабилизации на установке применен поршневой компрессор К01. После первых же пусков агрегатов обнаружилась вибрация трубопроводов, опор под цилиндрами, антипульсаторов, самих машин. При вибрации наблюдались значительные пропуски сероводородсодержащего газа, что создавало повышенную концентрацию сероводорода в помещении. Специалистами |чМ4Га с участием специалистов завода были проведены исследования и разработаны рекомендации по снижению вибрации до допустимых пределов. Была полностью изменена геометрия трубопроводов, установлены дополнительные антипульсаторы, усилены фундаменты под цилиндрами и т.д.
Одна из причин неустойчивой работы компрессора К01 заключалась в том, что количество газа выветривания и стабилизации было в два раза ниже, чем по проекту. Кроме того, поступление конденсата неравномерно - '’пробками" - также не 502
позволяет компрессору работать с равномерной нагрузкой и усиливает вибрацию.
При температурах, имеющих место на компрессоре, часть сероводорода или меркаптанов в газе разлагается до серы, в результате чего в клапанах и других местах со стороны нагнетания постоянно присутствуют мелкодисперсные частицы (пыль) типа углерода, сульфидов железа, серы. Это усиливает коррозию соответствующих узлов оборудования.
Стабилизация конденсата КГКМ. В связи с началом опытно-промышленной эксплуатации и необходимостью ускоренного освоения Карачаганакского газоконденсатонефтяного месторождения было принято решение о переводе установки переработки нестабильного сернистого конденсата ОГКМ III очереди ГПЗ на конденсат КГКМ. Причем по этой установке не предполагалось каких-либо изменений ни в технологии, ни в аппаратурном оформлении.
Нестабильный конденсат Карачаганакского ГКМ имеет ряд особенностей, которые частично отличают технологию его переработки от технологии переработки конденсата ОГКМ. Во-первых, это значительное утяжеление компонентного состава конденсата. В среднем конденсат КГКМ на 80 % выкипает до 340-350 °C, тогда как конденсат ОГКМ выкипает до 220 °C на 95 %. Содержание общей серы в конденсате 0,6~0,7 % (масс.), значительно также содержание твердого парафина (до 6 % (масс.)), сероводорода содержится больше, чем в конденсате ОГКМ.
Содержание метановых углеводородов во фракции н.к. -200 °C составляет от 63 до 70 % (масс.). Как показано в работе [27], гомологический ряд углеводородов в конденсате распространяется до С32. Основную часть конденсата составляют алканы С5-С6. Больше половины (56-63 % (масс.)) нормальных алканов приходится на низкокипящие С5-С8. Доля высокомолекулярных углеводородов (С23~С32) от суммы нормальных алканов от 2 до 4 % (масс.).
Утяжеление конденсата в значительной степени повлияло на качество его подготовки к переработке. Твердые парафины откладываются во всех коммуникациях, где недостаточна скорость движения продукта или снижена температура. Прежде всего это касается уровнемерных стекол, колонок и мелких трубопроводов и отводов. Одним из способов решения проблемы может стать утепление коммуникаций с целью поддержания температуры выше начала кристаллизации парафинов и установка подогревателя перед входным сепаратором УСК.
В связи с утяжелением конденсата значительно усложнилась его стабилизация. В конденсате КГКМ, как правило, остаточное содержание сероводорода в несколько раз превышает его содержание в стабильном конденсате ОГКМ несмотря на то, что температура низа стабилизатора повышена с 170 до 230 “С.
В нестабильном конденсате КГКМ содержание легких углеводородов по сравнению с конденсатом ОГКМ ниже: - в два раза по пропану и в три раза по бутану. Это уменьшает паровой поток в стабилизационной колонне. В связи с этим ухудшается процесс стабилизации: содержание пропанов в стабильном конденсате КГКМ в среднем в два раза превышает содержание пропана в стабильном конденсате ОГКМ несмотря на то, что температура его обработки на 50-60 °C выше температуры обработки конденсата ОГКМ.
Поэтому для повышения качества стабильного конденсата КГКМ по сероводороду было предложено перед печью подогрева вводить пропан-бутановую фракцию в массовом отношении к жидкой фазе 1:30-300 [32].
Общая оценка УСК разных очередей. В.В. Николаевым и др. дана общая оценка УСК всех трех очередей ОГПЗ с учетом установок очистки газов стабилизации от сернистых соединений и извлечения из этих газов углеводородов С3^.
На I очереди газы стабилизации подвергаются очистке от кислых компонентов на отдельной установке. Затем очищенный газ поступает на абсорбционную установку, где в качестве абсорбента используется стабильный газовый конденсат. На этой установке из газа извлекаются тяжелые углеводороды (С3+). Отбензиненный газ подается в ТЭЦ в качестве топлива.
УСК-1 автономна на 100 % и не имеет прямой связи с установками очистки газа. Здесь расположена основная часть оборудования, что требует наибольшего числа обслуживающего и ремонтного персонала. В то же время имеются значительные потери пропана, бутана и пентанов с топливным газом. Это следует считать серьезным недостатком используемой технологии. Кроме того, не производится полная очистка топливных газов, остаточное содержание в которых сероводорода составляет до 100 мг/м3 и меркаптанов - до 1000 мг/м3.
На II очереди газы стабилизации также подвергаются очистке от H2S и СО2 на отдельной установке. Для извлечения из газа углеводородов С3+ он подвергается низкотемпературной конденсации с применением в качестве хладагента пропана. Здесь потери углеводородов С3 с топливным газом в 2-5 раз ниже, чем на I очереди.
На III очереди газы стабилизации дожимаются компрессором до давления 5,8-6,0 МПа и возвращаются на установки сероочистки той же очереди. Затем на установке НТ А происходит извлечение из газа меркаптанов и ПБФ.
На всех трех очередях обеспечивается очистка конденсата от сероводорода и его дебутанизация до их остаточного содержания.
Аналогичным образом повышается и уровень качества конечной продукции переработки нестабильного конденсата. Как и в предыдущем случае, на III очереди ГПЗ достигается наивысшая степень очистки от сероводорода и меркаптанов. С III очереди завода не выходит ни один поток, не имеющий максимальной очистки. Таким образом, технологию переработки нестабильного высокосернистого конденсата на III очереди ГПЗ следует признать оптимальной.
10.6. ОСУШКА И ОБЕССОЛИВАНИЕ ГАЗОВЫХ КОНДЕНСАТОВ
Трехфазные разделители, применяемые на установках комплексной подготовки газа, не обеспечивают полного отделения углеводородной смеси от водных растворов ингибиторов. Содержание воды в нестабильном конденсате достигает нескольких процентов. Поскольку пластовая вода, как правило, содержит минеральные соли, при стабилизации конденсата происходит отложение солей на поверхностях коммуникаций, труб теплообменников и тарелках ректификационных колонн УСК. Это приводит к повышению скорости коррозии оборудования, снижению эффективности работы теплообменников, ухудшению массообмена, повышению перепада давления в аппаратах, а в ряде случаев к аварийной остановке установок переработки сырья. Кроме того, соли способствуют образованию устойчивой эмульсии в системе, в результате чего снижается степень отделения углеводородной смеси от водных растворов и различных ингибиторов (метанола, гликолей и др,). Это также оказывает отрицательное влияние на показатели транспорта и обработки нестабильного конденсата вследствие высокой вязкости образующихся эмульсий.
К факторам, обусловливающим образование эмульсии, можно отнести следующие:
при движении газожидкостной смеси происходит падение давления, вследствие чего снижается растворимость углеводородов, двуокиси углерода и других компонентов в жидкой фазе
и, как следствие, выделяется газ, В трубопроводе создаются условия двухфазного транспорта. При этом газовые пузыри, обладающие скоростью, отличающейся от скорости жидкой фазы, способствуют возникновению дополнительной турбулизации потока и образованию эмульсии;
естественные поверхностно-активные вещества - смолы, парафины и асфальтены, имеющиеся в нефтяной жидкости, попадая на поверхность капель эмульсии, образуют защитные оболочки и тем самым повышают устойчивость эмульсии. Это в первую очередь относится к нефтям. Конденсаты ГКМ также содержат указанные вещества в значительном количестве. * В качестве примера можно указать конденсаты ачимовских залежей Уренгойского месторождения;
наличие в продукции поверхностно-активных веществ, вводимых в пласт с целью увеличения нефте- или газоотдачи или применяемых для борьбы с гидратообразованием и коррозией.
Следует отметить, что вязкость эмульсий нефти и газовых конденсатов не подчиняется правилу аддитивности, поэтому она не может определяться по вязкости компонентов, составляющих эмульсию. Как правило, вязкость эмульсий бывает в десятки и сотни раз больше, чем вязкость безводных углеводородных жидкостей.
К настоящему времени накоплен большой опыт работ по обезвоживанию нефтей. Ряд общих закономерностей этого процесса может быть использован при выборе режима работы установок осушки конденсата.
Отметим следующие.
1. На эффективность обезвоживания влияет время пребывания и газовыделения. При умеренном перемешивании эмульсии выделяющимся газом интенсифицируется процесс обезвоживания.
При воздействии на эмульсии реагентами-деэмульгаторами на границе раздела фаз углеводороды - вода происходит концентрирование микрокристаллов парафина, смол и асфальтенов, а также укрупнение капель воды. Процесс получает свое завершение в отстойной аппаратуре, что обусловливает образование в ней промежуточного слоя, который содержит значительное количество парафинов, смол, асфальтенов и механических примесей. При прочих равных условиях высота промежуточного слоя зависит от состава и свойств нефти. Чем тяжелее нефть, тем больше толщина промежуточного слоя. Наличие в системе механических примесей резко увеличивает толщину промежуточного слоя.
Подача в систему газа или образование его в ней вследст
вие изменения давления или температуры уменьшает структурно-механическую прочность межфазных пленок (промежуточных слоев) и, как следствие, ускоряет процесс коалесценции капель воды. Чем выше температура системы, тем меньше требуется времени для обработки эмульсии, в том числе с применением деэмульгаторов.
Практически во всех схемах наряду с разрушением эмульсий проводится также обезвоживание и обессоливание нефтей на специальных установках перед их подачей на фракционирование.
Осаждение воды в электроразделителях основано на коагуляции взвешенных частиц воды, обладающих более высокой диэлектрической постоянной, чем нефтепродукт (конденсат), под действием высокого градиента электрического поля. Коагулированные частицы воды образуют большие капли, осаждаются и выводятся из системы.
В процессе обезвоживания происходит также очистка конденсата от солей за счет эффекта высаливания ввиду их низкой растворимости в углеводородах.
Осаждение в электрическом поле по сравнению с естественным отстоем имеет следующие преимущества: возможность создания более тесного контакта и последующего быстрого разрушения эмульсии в электрическом поле.
2. Более полное использование промывочной воды, что ведет к снижению ее расхода.
3. Сокращение потерь нефтепродуктов вследствие более четкого раздела фаз.
4. Снижение металлоемкости установки благодаря уменьшению объема отстойников в 20 раз и более.
5. Улучшение условий труда.
Технологическая схема блока обезвоживания и обессоливания нестабильного конденсата дана на рис. 10.13.
Нестабильный конденсат с промысла поступает во входную разделительную емкость Р-1, где от него отделяется основное количество воды. Для окончательной очистки от воды конденсат подается в блок электрообессоливания. Процесс обессоливания заключается в разбавлении минерализованной пластовой воды, содержащейся в конденсате, свежей технической водой меньшей минерализации с последующим обезвоживанием конденсата в электроразделителях.
Конденсат из разделителя Р-1 забирается насосом Н-1, проходит через смеситель воды и конденсата СМ-1 и подается в электроразделитель Р-2. Обессоленный и обезвоженный конденсат поступает на стабилизацию. Отстойная вода из элект-
Рис. 10.13. Принципиальная технологическая схема установки обезвоживания и обессоливания нестабильного конденсата:
Р-1 - трехфазный разделитель; Р-2 - блок электрообессоливания; Е / -емкость свежей воды, СМ-1 - смеситель; Н 1, Н-2 - насосы;
/ - нестабильный конденсат; II - газ выветривания; III - частично обезвоженный и обессоленный конденсат; V - отработанная вода; VI - свежая вода
роразделителя Р-2 сливается в емкость Е-1, оттуда часть воды насосом Н-3 подается в смеситель СМ-1. В поток циркулирующей воды подается свежая техническая вода из емкости Е-2. Избыток воды цикла обессоливания из емкости Е-1 сливается в сеть соленой воды и направляется в систему очистки и утилизации сточных вод.
Рис. 10.14. Комбинированная схема осушки газа и нестабильного конденсата:
К-1 - многосекционная колонна; Е-1 -трехфазный разделитель; Н 1 - насос;
I - сырьевой газ; II ~ водный конденсат; III - нестабильный конденсат; IV - газ выветривания; V - влажный выветренный конденсат; VI - осушенный нестабильный конденсат, Vll - осушенный газ; VIII - регенерированный раствор гликоля; IX - насыщенный раствор гликоля
Комбинированная схема осушки газа и газового конденсата. На рис. 10.14 изображен блок осушки газа и газового конденсата УКПГ по совмещенной технологии. Основным аппаратом установки является комбинированный абсорбер К-1.
В нижней секции абсорбера происходит отбензинивание газа. Осушка газа производится в средней секции колонны. Влажный газовый конденсат поступает в буферную емкость Е-1, откуда насосом подается в верхнюю секцию колонны. В противоток конденсату поднимается осушенный газ. При контакте газа с влажным конденсатом происходит выпаривание свободной части растворенной воды. Осушенный газовый конденсат отводится из колонны.
При работе УКПГ по этой технологии происходит частичное увлажнение газа за счет влаги конденсата, что повышает его точку росы по воде. Последнее зависит от содержания влаги в конденсате. В тех случаях, когда газ, выходящий из секции осушки, не отвечает требованиям отраслевого стандарта, необходима его доосушка. В зависимости от требуемой депрессии точки росы доосушка газа может осуществляться в отдельном абсорбере. Можно также установить дополнительную секцию на верху абсорбера для извлечения влаги из газа. Совмещение процессов сепарации и осушки газа в одном комбинированном аппарате значительно уменьшает размеры строительной площадки, что особенно важно в тех случаях, когда объект обработки газа находится в зоне вечной мерзлоты или на морской платформе.
Следует отметить, что при обработке газа по такой схеме необходима предварительная дегазация нестабильного конденсата; в противном случае возможна выпарка части пропана и высших углеводородов из него при его осушке.
Осушка конденсата по энергосберегающей технологии. На рис, 10.15 приведены кривые, показывающие повышение температуры при компримировании газа и снижение температуры при его дросселировании. Сопоставление кривых показывает, что разность температур сжатого и расширенного газа может служить источником энергии для технологических нужд установки обработки конденсата. Указанный эффект реализован в способе осушки газа и конденсата, принципиальная технологическая схема которого приведена на рис. 10.16. После отделения от жидкой фазы газ подается на дожатие. Жидкость поступает в трехфазный разделитель Р-1, где расслаивается на насыщенный ингибитор и нестабильный конденсат. Последний поступает для осушки в контактор К-1. При необходимости жидкую фазу можно подогревать с использованием тепла ком-
Рнс. 10.15. Изменение температуры газа при его компримировании (/) и дросселировании (2)
Рис. 10.16. Принципиальная технологическая схема установки осушки конденсата по энергосберегающей технологии:
С /, С-2 ~ сепараторы; Р-1 - трехфазный разделитель; К 1 - контактор; Х-1 - холодильник; Т-1 - рекуперативный теплообменник; ДК - дожимной компрессор; Э-1 - эжектор;
I - газоконденсатная смесь; II - влажный нестабильный конденсат; III -сжатый газ, IV - влажный отдувочный газ; V - газ по назначению; VI -осушенный нестабильный конденсат; VII - жидкая фаза
примированного газа. Ведение процесса осушки нестабильного конденсата при высоких температурах позволяет уменьшить объем газа отдувки.
Влажный газ, отводимый из контактора, охлаждается в холодильнике Х-1, отделяется от образовавшейся жидкой фазы и эжектируется в поток газа высокого давления. В зависимости от конкретных параметров установки эжектор устанавливают после промежуточной или конечной ступени дожатия. Возможно также использование отработанного газа для другой цели.
Следует отметить, что при контактировании газа с жидкими углеводородами (нестабильным конденсатом, сырой нефтью) может произойти разгаэирование сырья. В тех случаях, когда осушенные потоки газа и жидкости смешиваются и совместно подаются на дальнейшую переработку, это не вызовет каких-либо проблем на установке. Такой вариант применения описанного способа может иметь место на отдаленных нефтяных и газоконденсатных месторождениях, а также на морских платформах для предварительной осушки сырья перед подачей на окончательную обработку.
В целом по описанной технологии благодаря рекуперации тепла сжатого газа нетрадиционным способом достигается снижение энергетических затрат на подготовку углеводородного сырья. Способ обеспечивает также выделение из жидких углеводородов растворенного метанола.
Установление водосливных тарелок в колоннах УСК. Опыт эксплуатации установок стабилизации конденсата показывает, что на стадии предварительной дегазации не происходит глубокого обезвоживания сырья, вследствие чего в колонны УСК поступает избыточное количество влаги. Здесь под понятием “избыточное” имеется в виду количество влаги, которое не может быть вынесено с верхней продукцией головной колонны (деэтанизатор) УСК в равновесном виде. В этом случае часть воды поступает в дебутанизатор и распределяется в его потоках: сжиженных газах, ШФЛУ, конденсате и т.д. Кроме того, может происходить накопление водного конденсата в контактных устройствах колонн, что снизит эффективность их работы.
В связи с этим рекомендуется на стадии проектирования УСК предусмотреть установку в деэтанизаторе тарелки с водосливным устройством.
Основным вопросом при проектировании таких колонн является правильный выбор места расположения водосливной тарелки: необходимо определить ту тарелку, где по термодинамическим условиям будет происходить конденсация водяных
Номер тарелки, [считая с Верха)
Рис. 10.17. Номограмма для определения тарелки отвода воды
паров. Неправильное определение номера водосливной тарелки в одном случае может привести к накоплению части воды в кубовой продукции, а в другом - избыток воды может беспрерывно находиться в движении (“барахтаться”) между определенными тарелками и снизить эффективность их работы.
В работе [21] изложен методический подход к определению места расположения водосливной тарелки. На основе пота-рельчатого расчета колонны определяют ее внутренние потоки. Затем строят график, характеризующий количество воды в паровой фазе на различных тарелках. Далее на оси ординат находят точку, соответствующую фактическому количеству воды в системе. На рис. 10.17 это точка А. Проводя из точки А параллельную линию, находят точку С, соответствующую номеру водосливной тарелки (считая с верха). В данном конкретном случае между 4-й и 3-й тарелками будет происходить конденсация водяных паров. Следовательно, 4-я тарелка должна иметь водосливное устройство.
Отвод сконденсировавшейся воды из системы обеспечит нормальный режим в деэтанизаторе и обезвоживание кубового продукта-сырья для получения сжиженных газов и пропана-
Рис. 10.18. Эскизная схема водосливного устройства
хладагента. Конструкция водосливного устройства приведена на рис. 10.18.
Рекомендации по установлению водосливной тарелки могут быть реализованы практически в любой установке стабилизации конденсата.
10.7. РАСЧЕТ КОЭФФИЦИЕНТОВ УСАДКИ И ОБЪЕМНОГО РАСШИРЕНИЯ КОНДЕНСАТА
Многие процессы в области добычи и первичной переработки природных газов связаны с изменением объема жидкой и газовой фаз. Определение объема газовой фазы при изменении ее давления или температуры, а также при ее разделении не со
ставляет больших трудностей и осуществляется с использованием общих газовых законов с применением правила аддитивности.
Фракционирование жидких углеводородов и растворение газов в абсорбентах сопровождаются соответственно уменьшением и увеличением объема жидкой фазы, В технической литературе эти процессы характеризуются коэффициентом усадки Ку и объемного расширения Кр соответственно. Величины этих коэффициентов имеют большое значение при гидравлических расчетах коммуникаций, массообменных устройств колонн и другого оборудования установок переработки углеводородного сырья.
Коэффициенты усадки и объемного расширения определяются по следующим уравнениям:
Ку=У1/У2-, (10.3)
Kp=V2/V1, (10.4)
где V, и V2 ~ объем жидкой фазы соответственно до и после обработки.
На практике при расчетах процессов стабилизации конденсата часто пользуются также понятием коэффициента массовой усадки, который может определяться аналогично коэффициенту объемной усадки. При этом в уравнении (10.3) вместо объемов используют массы потоков.
В литературе описан ряд методов для расчета коэффициентов усадки и объемного расширения. Наиболее распространенный и точный метод основан на изменении состава газа дегазации [33], погрешность которого составляет ~5 %. Существенным недостатком этого метода является его сложность, связанная с многочисленными поправками при графическом определении кажущихся плотностей метана и этана. Кроме того, в условиях производства измерение объема и массы углеводородных жидкостей, насыщенных газообразными компонентами, связано с определенными трудностями, а в ряде случаев практически невозможно,
На основании экспериментальных исследований разработан аналитический метод расчета коэффициентов усадки и объемного расширения. В экспериментах в качестве абсорбента использовались углеводородные фракции, имеющие различные свойства (табл. 10.12). Результаты экспериментов приведены в табл. 10.13.
Обработка экспериментальных данных позволила сделать следующие выводы:
Таблица 10.12
Свойства абсорбентов, используемых в экспериментах
Абсорбент Интервал кипения, ’С Плотность, кг/л М Углеводородный состав, % (об.)
ароматика нафтены парафины
100-125 0,7320 104 10,8 35,6 53,6
Ф2 150-175 0,7744 130 18,5 51,2 30,3
ф, 200-225 0,7988 162 8,6 45,6 45,8
Т аб ли ца 10.13
Результаты опытов по определению коэффициента объемного расширения
Номер опыта Р. МПа Абсор-бент Объем растворенных газов, м^/м3
сл с,н. с,н10 к.
1 0,5 Ф1 42,5 5,0 2,5 1,15 1,14
2 1.0 Ф, 85,0 10,0 5,0 1,35 1,33
3 2,0 Ф, 245,5 29,0 14,5 1,89 1,86
4 0,5 Ф2 28,8 3,5 2,8 1.П 1.11
5 1,0 Ф2 68,0 8,0 4,0 1,27 1,25
6 2,0 Ф2 298,5 23,0 11,5 1,64 1,69
7 0,5 Ф3 27,2 3,2 1.6 1,10 1,09
8 1,0 Фз 55,9 5,4 2,7 1,23 1,19
9 2,0 Фз 142,8 16,8 8,4 1,50 1,52
приращение объема насыщенной жидкости зависит только от количества и состава растворенного газа и не зависит от способов достижения растворимости (повышение давления, понижение температуры) в ней данного количества газа;
приращение объема жидкости при растворении в ней пропана и высших углеводородов не зависит от ее природы (свойства жидкости влияют на количество растворенного газа);
при насыщении жидкости газовой смесью приращение ее объема численно равно сумме объемов, занимаемых компонентами газовой смеси, если бы они были по отдельности растворены в жидкости.
На основании изложенного, а также при допущении, что растворение пропана и бутанов в углеводородной жидкости не влияет на кажущиеся плотности метана и этана, можно утверждать, что последние зависят от плотности исходной жидкости, в которой они растворены. Для расчета коэффициента объемного расширения предложено следующее уравнение, основанное на применении правила аддитивности;
KP = 1 + X3C1VC1, (10.5)
где VCf - объем растворенного в жидкости t-ro компонента,
V?17* 515
и3/*!3; рс. - коэффициент» численно равный приращению объема жидкости при растворении в нем 1 м3 i-ro компонента, м3/м3.
Значения 0 для ряда компонентов приведены ниже.
₽Сз = 0,00385; рС4 = 0,00443; 0С5 = 0,0051; 0^. = 0,0087;
0ы2 =0,00184; 0СО2 = 0,00198; 0Н^ =0,00149.
Значения коэффициента 0 для метана и этана, полученные с учетом их кажущихся плотностей в жидкой фазе, могут определяться по графикам рис. 10.19.
Для иллюстрации предложенного метода расчета коэффициентов объемного расширения и усадки приведем пример расчета.
Пример. При стабилизации конденсата выделено 126 м3 газа (в пересчете на 1 м3 стабильного конденсата). Состав газа (объемные доли): метан - 0,75; этан - 0,10; пропан - 0,06; бутан - 0,06; гексан - 0,01. Плотность стабильного конденсата -0,75. Требуется определить коэффициент усадки и плотность нестабильного конденсата.
Решен ие.
1. Определим коэффициент усадки.
Сначала вычисляем количество отдельных компонентов, выделенных из нестабильного конденсата, умножая их молярную долю на общий объем газа:
К = 94,5 м3; К, = 12,6 м3; = 8,82 м3; = 6,3 м3;
Ус_ = 2,52 м3; VCt = 1,26 м3.
V5 ' '-Б
Плотности растворителя, кг/п
Рис, 10.19. Зависимость коэффициента 3 для метана и этана от плотности растворителя
По графикам рис. 10.19 определяем коэффициенты приращения объема для метана и этана:
= 0,00235; 0С, = 0,00288.
По уравнению (10.5) вычисляем коэффициент усадки:
Ку = 1+ 94,5.0,00235 + 12,6 0,00288 + 8,22 • 0,00385 + 6,3 х
х 0,00433 + 2,52 - 0,0051 + 1,26 0,0057 = 1,34.
Этот пример показывает, что 1 м3 стабильного конденсата до стабилизации содержался бы в 1,34 м3 нестабильного конденсата. Следовательно, после разгазирования его объем уменьшится в 1,34 раза, что соответствует значению коэффициента усадки.
2. Определяем плотность нестабильного конденсата.
Вычисляем массу компонентов, выделенных в пересчете на 1 м3 стабильного конденсата, умножая их объем на плотность в газообразном виде (VjC,). Потом находим общую массу компонентов, выделенных из газа, как сумму масс отдельных компонентов. В данном случае
G = 94,5 • 0,717 + 22,6 • 1,344 + 8,22 • 1,967 + 6,30 • 2,60 +
+ 2,52 • 3,22 + 1,26 • 3,88 = 130,24 кг.
Следовательно, до стабилизации масса жидкой смеси составила бы 750 + 130,2 = 880,2 кг при объеме 1,34 м3. Отсюда плотность нестабильного конденсата
р = 980,2 : 1,34 = 731 кг/м3.
По данным этого примера можно определить также коэффициент массовой усадки как соотношение масс нестабильного и стабильного конденсатов:
Ки = 880,2: 750 = 1,173.
При стабилизации конденсата его масса уменьшится в 1,17 раза. Этот показатель необходимо учитывать при гидравлических расчетах оборудования и коммуникаций.
Результаты экспериментальных данных обработаны с использованием уравнения (10.5). Полученные значения Kv занесены в табл. 10.13. Сравнение экспериментальных и расчетных данных показывает их высокую сходимость.
10.8. ОПРЕДЕЛЕНИЕ С5+, В СОСТАВЕ РАЗНЫХ ГРУПП ПРОДУКЦИИ
Конденсатосодержащие продукты. На газоперерабатывающих заводах и отдельных установках стабилизации конденсата выпускаются три группы продукции, содержащие углеводороды С5+в.
К первой группе относятся товарный газ, газ стабилизации и другие газообразные продукты.
Во вторую группу входят широкая фракция легких углеводородов (ШФЛУ) и сжиженные газы разных марок.
Третью группу составляют жидкие (при стандартных условиях) продукты, такие как стабильный газовый конденсат, стабильная нефть, светлые нефтепродукты, газовые бензины и т.д.
Стабильный конденсат отвечает требованиям ОСТ 51.65-80. Этот стандарт не определяет стабильный конденсат как углеводороды С5+в. Косвенным показателем, характеризующим углеводородный состав стабильного конденсата, является давление насыщенных паров, которое не должно превышать 66,665 кПа соответственно для первой и второй групп при температуре 38 °C. Конденсат с такой упругостью паров может содержать несколько процентов пропана и бутанов. Кроме того, стабильный конденсат в ряде случаев содержит также меркаптаны и другие сернистые соединения.
Следует отметить, что в форме статистической отчетности ТП 34 под термином “конденсат" подразумевается только пентан и более тяжелые углеводороды, что не соответствует определению стабильного конденсата по указанному ОСТу, так как согласно последнему конденсат может содержать также более легкие углеводороды.
С учетом изложенного считается целесообразным материальный баланс установок составлять по углеводородам С5+в.
Материальный баланс установок по С5+. Одним из важных вопросов при разработке газоконденсатных месторождений является составление материального баланса комплекса по газовому конденсату (углеводороды С5.). На практике в некоторых случаях выход конденсата оценивается по стабильному конденсату. Разность количества углеводородов С5+ в добываемом сырье и товарном конденсате относят к потерям конденсата. Такой подход ошибочен по двум причинам: во-первых, стабильный конденсат содержит легкие углеводороды (С3, С4), растворенную воду и в ряде случаев сернистые соединения. Следовательно, стабильный конденсат и С5+ не всегда идентичны по составу. Во-вторых, часть С5+ остается в составе то-518
верного газа, низконапорных газов и сжиженных газов (включая ШФЛУ).
В связи с этим при составлении материального баланса установок, использующих в качестве сырья конденсатосодержащие газы, необходимо произвести оценку распределения конденсата (углеводородов С5+в) в составе всех потоков. Общее количество С5+ в сырье технологической установки Хе (% по массе) определяется по уравнению
ЮО %, (10.6)
G
где п - число молей сырья; У, - мольная доля углеводородов С5+ в сырье; М, - молекулярная масса углеводородов С5+; G -масса сырьевого потока, кг/ч.
Уравнение (10.6) решается относительно всех сырьевых потоков, подлежащих обработке с целью извлечения из них С5+в. На основе этого определяется общая масса С5+в в сырьевых потоках. Если состав сырья задан в мольных долях, то переход на массовый состав производится по уравнению
^ = 2Zki00%. (10.7)
£УМ,
При известном значении gt количество С5+ в потоке можно определять по формуле
Gc=—Egf. (10.8)
100
Содержание пентанов и высших углеводородов в составе газовых потоков (кг/ч)
G — ЕУгМ, (10.9)
2404
где V - объем газа, мэ/ч; Уг - объемное содержание углеводородов С5+в в газе, %.
При анализе сжиженных газов и ШФЛУ должно определяться содержание в них всех компонентов С5+в раздельно. В случае определения общего количества фракции С5+в необходимо установить также ее среднюю молекулярную массу. Количество С5+в в ШФЛУ и сжиженных газах GWJ (кг/ч) вычисляется по формуле
G„=^\ (10.10)
too
где Gq - масса ШФЛУ или сжиженного газа, кг/ч; IX, -массовая доля компонентов С5+в в продукте, %.
Содержание углеводородов С5*в в стабильном конденсате GK определяется по формуле
G _GQK[too-zqc,-xSi-x.)] n)
* 100
где Gq - масса стабильного конденсата, кг/ч; XCj - массовое количество легких углеводородов (С4 и ниже) в продукте, %; XSj - массовое содержание сернистых соединений в продукте, %; Хв - массовое содержание воды (или водно-ингибиторной смеси) в продукте, %.
Определение потерь конденсата. После составления материального баланса установок переработки углеводородного сырья расчетным путем или на основе фактических замеров определяют коэффициент распределения С54. в разных потоках:
к =-^-100 %, (10.12)
где G, - количество С5+в в i-й продукции, кг/ч; Gc - общая масса углеводородов Cs+B в продукции, поступающей на обработку, кг/ч.
После определения коэффициента распределения конденсата в разных продуктах вычисляют потери конденсата:
Kn = 100-LXt, (10.13)
Пример расчета. В результате переработки нестабильного конденсата производится топливный газ, широкая фракция легких углеводородов и стабильный товарный конденсат (рис. 10.20). Составы и количество потоков даны в табл. 10.14. Требуется составить материальный баланс на С5+в,
Решение. 1. Определяют суммарное количество С5+в в составе сырья, поступающего на переработку. Для этого сначала вычисляют массовое содержание компонентов С5+в в сырье. Результаты расчета сведены в табл. 10.15.
lJbMu8nMi газ
Рис. 10.20. Расчетная схема переработки конденсатосодержащих потоков
Т аб л и ца 10.14
Составы и количества материальных потоков установки стабилизации конденсата
Компонент Сырье, % (мол ) Производимая продукция
топливный газ, % (мол.) ШФЛУ % (масс.) стабильный конденсат, % (масс.)
сн4 7,45 49,89 - —
С.Н. 5,75 37,97 0,27 —
сан. 12,09 6,78 47,64 —
узо-С4Н|П 3,65 1,36 18,25 0,17
н-С Й 4,85 0,95 24,29 0,33
U3O-C-,H|2 7,45 0,20 4,26 6,98
н-СД 8,26 0,14 2,84 8,87
с.й,! 6,04 — 1,70 7,19
С7Н16 9,06 — 0,79 12,81
С8Н1В 10,07 — — 16,38
С9Н™ 12,08 — — 22,07
С 10^*22 8,06 — — 16,31
с,,н24 4,05 — — 8,93
V 0,40 2,71 —
Итого 100,0 100,0 100,0 100,0
Расход, кг/ч 418 260 16 520 нм3 50 790 348 130
Табли ца 10.15
Определение массового состава перерабатываемого сырья
Компонент Молярный состав У; Молекуляр ная масса Mt Количество, кг/100 моль Массовый состав, %
сн. 7,45 16,04 119,5 1,42
сД6 5,75 30,6 172,8 2,05
с5н 12,09 44,08 532,9 6,33
3,63 58,10 310,9 2,50
н-С.Й ‘° 4,83 58,10 280,6 3,33
изо-С.Н,, 7,45 72,12 537,3 6,38
н-сД 9,06 72,12 653,4 7,76
с.й," 6,04 86,20 520,6 6,18
С7Н1б 9,06 100,22 908,0 10,78
С8Н|Я 10,07 114,26 1150,6 13,66
CqHjn 12,08 128 30 1549,9 18,40
С 8,06 142,34 1147,3 13,61 7,47
С„Н24 4,03 156,38 630,2
V 0,40 28 11,2 0,13
Итого С5+, %(масс ) 100,0 — 8425,2 100,0 84,24
Затем по уравнению (10.8) вычисляют количество С5,в в поступающем сырье:
418 260 (6, 38 + 7, 76 + 6, 38 + 7, 76 + 6,18 +10, 78 + 13,66 + G -------------------------------------------------------->
100
+18,40 + 13,61 + 7,47) .
--------------------- 352 342 кг/ч.
2. Определяют количество Cs+B в производимых продуктах.
Количество С5+в в топливном газе находят по уравнению (10.9):
„ 165 20(0, 20-72,12 + 0,14 -72,12) с .
Gr =--------------------------= 168,6 кг/ч.
2404
Количество С5+в в ШФЛУ определяют по уравнению (10.10):
„ 50 790(4, 26 + 2, 84 + 1,70 + 0,79) ,о_„ о
Gm ------------------------------ 4870,8 кг/ч.
too
Количество С5+в в товарном конденсате рассчитывают по уравнению (10.11):
„ 348 130-(100 - 0,17 - 0,33) .
G, =----------------------= 346 389,4 кг/ч.
100
По уравнению (10.12) находят коэффициент распределения С5+в в продуктах:
в топливном газе
16^6-100
352342
= 0,0478 %;
в ШФЛУ
«TOJJOO = t 382 352342
в стабильном конденсате
346 38Я8.100 = 98131%
352342
Определяют потери С5+в в процентах по уравнению (10.13):
Кп - 100 - (0,051 + 1,382 + 08,310) = 0,257 %.
Безвозвратные потери С5+в при переработке нестабильного конденсата составляют 0,257 % от его потенциального содержания в сырье. В пересчете на часовую производительность это составит:
G 352 342 ^ 257 = 906 кг
6 100
Глава 11
ОБЕСПЕЧЕНИЕ ЭФФЕКТИВНОЙ РАБОТЫ ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК В ПЕРИОД ПАДАЮЩЕЙ ДОБЫЧИ
11.1. ОСОБЕННОСТИ СОВМЕСТНОЙ ЭКСПЛУАТАЦИИ ГАЗОВЫХ МЕСТОРОЖДЕНИЙ И УСТАНОВОК ПЕРВИЧНОЙ ПЕРЕРАБОТКИ
Разработка газовых и газоконденсатных месторождений в зависимости от объема добычи сырья и их пластовых параметров характеризуется несколькими периодами. Наиболее полной можно считать классификацию А.И. Стрижова и др., выделивших пять периодов разработки [1], а именно:
I - интенсивно нарастающей добычи;
II - постоянной добычи за счет резерва энергии пласта;
III - постоянной добычи за счет интенсификации разработки (бурения новых скважин, строительства холодильных станций, ДКС и т.д.);
IV - падающей добычи;
V - до разработки месторождения.
В первый период эксплуатации месторождений и УКГП, как правило, в технологических установках поддерживается постоянный режим по давлению и температуре (за исключением входного сепаратора). Чаше всего на газоконденсатных месторождениях имеет место избыточное давление сырья. Поэтому по части поддержания низких температур на технологических установках вопросов не возникает. Более того, в ряде случаев приходится путем применения специальных приемов искусственно ограничивать температуру в концевых ступенях установок НТС. Например, на уренгойских УКПГ для этой цели производили недорекуперацию части энергии газа из низкотемпературной ступени сепарации. Этому периоду соответствует наибольший удельный выход нестабильного конденсата.
Второй и третий периоды разработки месторождений также характеризуются практически постоянным режимом работы
технологических установок обработки тощих газов. Что касается установок, использующих в качестве сырья продукцию ГКМ, то здесь отмечается снижение выхода жидких продуктов на УКГП при сохранении проектного режима, что связано в основном со снижением конденсатного фактора и облегчением самого конденсата. Со временем это оказывает влияние также на показатели работы установок переработки нестабильного конденсата (снижается температура низа колонн, уменьшается выход продуктов, содержащих тяжелые фракции).
Конец второго - начало третьего периода обусловливает ввод ДКС, холодильных установок и ряда вспомогательных объектов. К концу третьего периода влияние пластового давления на состав добываемого сырья становится незначительным.
Четвертому и пятому периодам разработки ГКМ соответствует незагруженность мощностей технологических установок. При этом режим промысловых установок, как правило, отличается от проектного. В четвертом периоде возможна стабилизация конденсатного фактора сырья УКПГ. В конце периода может иметь место увеличение конденсатного фактора, являющееся следствием того, что при низких давлениях происходит обратное испарение накопившегося в пласте конденсата (ретроградное испарение).
Указанные периоды разработки газовых и газоконденсатных месторождений служат основой ряда особенностей в работе систем сбора и обработки углеводородного сырья.
Особенности совместной работы системы “Пласт — УКПГ”. Основным фактором разработки, оказывающим наиболее существенное влияние на показатели технологических установок, является пластовое давление месторождения. Это особенно касается газоконденсатных месторождений.
На ГКМ наиболее существенным является влияние пластового давления рпл на содержание конденсата С5. в сырье. Причем чем больше в составе конденсата тяжелых фракций, тем значительнее влияние рпл на состав добываемого сырья. Зависимость между этими показателями на примере Вуктыльского ГКМ характеризуется графиком на рис. 11.1.
Снижение пластового давления приводит к конденсации тяжелых углеводородов и образованию жидкой фазы в пласте. Следовательно, происходит уменьшение концентрации фракции С5+ в добываемом газе с одновременным снижением ее молекулярной массы М. Зависимость между пластовым давлением и молекулярной массой конденсата на примере скв. 8 Вуктыльского ГКМ показана ниже.
рП1, МПа....................... 30 26 23 20 18 14
М.............................. 129 120 ПО 103 100 96
Чем выше пластовое давление, тем существеннее его влияние на молекулярную массу фракции С5+. При падении давления с 30 до 20 МПа фракция С5. становится существенно легче: значение М снижается на 26 пунктов. При дальнейшем уменьшении рпл на 10 МПа значение М снижается всего на 7 пунктов. Весь этот процесс сопровождается повышением содержания легких компонентов, в первую очередь метана, в газе (см. рис. 11.1).
При более низких давлениях возможна стабилизация этого процесса, т.е. молекулярная масса конденсата практически не изменяется. Уменьшение молекулярной массы конденсата в зависимости от пластового давления продолжается только др определенного значения последнего. При некоторых значениях рпл происходит обратное испарение конденсата и, как следствие, повышение концентрации С5+ в газе.
Для оценки влияния снижения пластового давления на состав добываемой продукции были проведены исследования с газом следующего состава: СН4 - 83,44; С2Н6 - 3,86; С3НВ - 3,25; нзо-С4Н10 - 0,60; н-С4Н10 - 0,29; мзо-С5Н12 - 0,38; и-С5Н12 - 0,34; С6Н14 - 0,45; C7Ht6 - 0,33; СВН18 - 0,20; - 0,08; С1ОН22 -
0,11; СО2 - 0,54; N2 - 0,13 % (мол.).
Изменение состава добываемого газа в зависимости от плас-
Рис. 11.1. Зависимость концентрации С5+ и метана в газе от пластового давления ГКМ
тового давления проиллюстрировано данными табл. 11.1. В первоначальных условиях (р = 20,4 МПа, t = 30 *С) указанная смесь в пласте находится только в газовой фазе. При снижении пластового давления до 20 МПа из 100 молей смеси образуется 0,1 моль жидкой фазы. С дальнейшим уменьшением рЛ1 количество образовавшейся в пласте жидкой фазы Л/пл увеличивается (табл. 11.2). Этот процесс сопровождается увеличением концентрации легких компонентов в газовой фазе. По полученным составам газов определен выход нестабильного конденсата в зависимости от пластового давления (режим низкотемпературной ступени конденсации установки НТК: р -= 7,5 МПа, t = -15 ‘С).
Табли ца 11.1
Изменение состава добываемого газа в зависимости от пластового давления
Компо-нент Пластовое давление, МПа
20 16 14 12 10 8 6 4
n2 6,13 6,10 6,18 6,19 6,21 6,22 6,21 6,17
Ci 83,4 83.75 84,87 84,07 84,38 84,41 84,45 84,26
с2 3,86 3,85 3,84 3,84 3,84 3,85 3,87 3,92
со2 0,54 0,54 0,54 0,54 0,54 0,54 0,54 0,55
сп 3,25 3,22 3,20 3,18 3,17 3,17 3,20 3,29
цзо-С, 0,29 0,28 0,28 0,28 0,27 0,27 0,27 0,28
н-С, 0,60 0,59 0,58 0,57 0,55 0,54 0,54 0,57
изо-С5 0,36 0,35 0,34 0,32 0,30 0,29 0,28 0,30
н-С5 0,34 0,33 0,31 0,30 0,28 0,26 0,25 0,27
Cfi 0,45 0,42 0,39 0,35 0,30 0,26 0,24 0,24
с7 0,33 0,29 0,26 0,22 0,17 0,13 0,11 0,10
с8 0,198 0,068 0,139 0,102 0,070 0,049 0,036 0,03
сч 0,079 0,062 0,047 0,030 0,018 0,011 0,007 0,006
С|иН20+ 0,107 0,039 0,021 0,010 0,005 0,003 0,001 0,010
Таблица 11.2
Изменение выхода и молекулярной массы жидкой фазы в зависимости от пластового давления
Ра,-МПа Выход нестабильного конденсата Количество С1Р, г/м3 Молекулярная масса
моль/ 100 моль г/м3 ' в добываемом газе в стабильном конденсате неста Сильного конденсата сгабиль ного конденсата
20 5,727 116,2 73,88 61,88 45,5 94,1
18 5,316 106,7 69,96 67,6 44,9 92,8
16 4,641 90,7 60,43 47,1 43,9 90,1
14 4,454 87,2 58,52 45,4 43,7 89,7
12 3,817 73,5 50,75 37,2 43,1 88,5
10 3,085 58,5 42,71 28,7 42,5 87,1
8 2,532 47,3 36,76 22,4 41,8 85,8
6 2,229 41,4 33,43 18,9 41,3 84,8
4 2,423 44,3 34,53 19,9 41,0 84,6
Выход нестабильного конденсата при давлениях 20 и 4 МПа составляет 116,3 и 44,3 г/м3 соответственно (см. табл. 11.2). Содержание углеводородов С5+, в нестабильном конденсате при указанных давлениях равно 63,8 и 19,9 г/м3 соответственно. Одновременно увеличивается количество С5+, в отсепарирован-ном газе. Таким образом, происходит снижение выхода стабильного конденсата как за счет его потерь в пластовых условиях, так и за счет насыщения им газовой фазы.
Изменение выхода нестабильного и стабильного конденсатов из пластовой продукции Вуктыльского и Оренбургского ГКМ показано на рис. 11.2, 11.3,
Изменение выхода нестабильного конденсата в первые 10 лет эксплуатации УКПГ на примере Уренгойского ГКМ проиллюстрировано данными табл. 11.3. Поскольку в этот период практически на всех установках НТС поддерживался относительно стабильный и постоянный режим работы, эти данные являются представительными для оценки влияния пластового давления на выход жидкой продукции на УКПГ.
Влияние изменения пластового давления на состав газа необходимо учитывать при проектировании технологических установок, особенно использующих в качестве сырья газовый конденсат. Как правило, чем ниже пластовое давление, тем меньше содержание фракций, соответствующих дизтопливу в составе конденсата. К примеру, на Карагадагском ГКМ с падением пластового давления с 38 до 8 МПа содержание дизтоплива в составе конденсата уменьшилось в 1,8 раза, а фракция, соответствующая газовому бензину, повысилась в 2 раза (табл. 11.4).
Наряду с указанным на промысловых и заводских установках обработки газов отмечаются следующие особенности:
а) непостоянство режима эксплуатации установок, связанное с изменением состава и входных параметров сырья. Это приводит к изменению как состава и количества материальных потоков, так и давления и температуры в отдельных аппаратах;
б) зависимость ряда качественных показателей продукции от климатических зон районов добычи и транспортирования и времени года. По этой причине переработка близких по составу газов и нестабильных конденсатов производится как по разным технологическим процессам, так и с использованием однотипных процессов, на разных режимах по давлению и температуре. Последнее обусловливает различные удельные капиталовложения и эксплуатационные затраты на обработку газа;
Рис. 11.2. Зависимость выхода стабильного (/) и нестабильного (2) конденсата Вуктыльского ГКМ от пластового давления
в) необходимость высокого давления и низкой температуры в одном технологическом цикле, например абсорбционном, и низкого давления и высокой температуры в другом технологическом цикле, например десорбционном, одной и той же установки. Это требует включения в схему установок большего числа рекуперативных теплообменников и насосно-компрессорного оборудования;
Рис. 11.3. Зависимость выхода стабильного (/) и нестабильного (2) конденсата Оренбургского ГКМ от пластового давления
Показатели выхода нестабильного конденсата по УКПГ
Годы эксплуатации УКПГ-1ав УКПГ-2в УКПГ-58 УКПГ-8в
1 287,0 190,3 186,3 164,2
2 271,3 185,8 183,7 179,8
3 266,7 174,7 185,3 177,5
4 259,3 160,5 197,2 190,2
5 227,1 174,8 199,2 206,7
6 235,6 168,7 187,9 185,4
7 224,4 157,4 189,8 172,6
8 228,1 156,4 159,5 153,9
9 223,8 150,5 157,9 147,7
10 210,0 142,5 139,3 148,3
Таблица 11.4
Изменение состава конденсата Карадагского ГКМ в зависимости от пластового давления |4]
Рпл МПа Выход фракций, % (масс )
бензин дт остаток'
38 35,0 54,0 11,0
37,2 39,0 50,5 10,5
33,0 45,0 46,0 9,0
32,6 49,0 42,5 8,5
28,0 56,0 41,0 3,0
24,0 65,0 33,0 2,0
14,0 67,0 31,0 2,0
8,0 69,0 29,5 1,5
'Остаток, выкипающий при температурах выше 200 ’С.
г) незначительный расход химических реагентов и повы-.шенный расход тепла в процессах обработки газоконденсатных смесей. Энергетические затраты преобладают над другими эксплуатационными в себестоимости обработки сырья. В связи с этим наибольшее внимание должно быть уделено снижению расхода тепла на установках переработки газа;
д) распределение одних и тех же компонентов во многих видах продукции. К примеру, такие компоненты, как пропан, бутаны, пентан, гексан и т.д., могут содержаться в товарном газе, широкой фракции углеводородов, сжиженных газах различных марок и стабильном конденсате. Эти факторы, а также двухфазное состояние отдельных потоков вызывают затруднение в составлении материального баланса газоперерабатывающих заводов и установок;
е) отсутствие возможности повторной обработки основной продукции отрасли - природного газа, а в ряде случаев - и других продуктов (сжиженных газов, гелия, стабильного кон-
денсата и т.д.). Это предъявляет соответствующие требования к технологическим процессам;
ж) благоприятные условия в начальный период эксплуатации месторождения. Как правило, возможно охлаждение газа за счет использования его избыточного давления. Кроме того, содержание тяжелых углеводородов С5. в газе соответствует максимуму (за редким исключением), Благодаря этим факторам при минимальных эксплуатационных затратах обеспечивается выделение из газов целевых компонентов;
3) неидентичность состава сырья и одноименных товарных продуктов, производимых по одинаковой технологии. Причем составы товарной продукции одной и той же установки изменяются в зависимости как от пластовых параметров сырьевого месторождения, так и от режима самой установки. Ввиду этого для большинства видов продукции первичной обработки газов не устанавливается элементарный состав товарной продукции. Углеводородный состав продукции косвенно регулируется такими показателями, как точка росы и давление насыщенных паров. В тех случаях, когда необходимо ограничить содержание того или иного компонента в продукции, устанавливается его количество в достаточно широком интервале;
и) сезонная неравномерность в потребности основной продукции отрасли - природного газа, в ряде случаев и сжиженных газов;
к) наличие объективных факторов, снижающих техникоэкономические показатели газоперерабатывающих установок на поздней стадии эксплуатации месторождений. К ним можно отнести, например, снижение давления сырья и уменьшение содержания тяжелых углеводородов в газе. Первый из этих факторов обусловливает необходимость строительства и ввода в эксплуатацию дожимных компрессоров и холодильных установок, что резко увеличивает эксплуатационные расходы на ГПЗ в III и последующие периоды разработки месторождений. В связи со вторым фактором установки, в которых в качестве сырья используются тяжелые углеводороды, выделяемые из газа, работают значительно ниже проектной мощности;
л) увеличение влагоемкости газа и снижение температуры гидратообразования со снижением давления газа. Первый из этих факторов приводит к увеличению расхода ингибитора, необходимого для насыщения жидкой и газовой фаз. Следовательно, возрастает также нагрузка на блок регенерации метанола и осушителя.
При определенном значении давления отпадает необходимость в подаче метанола - ингибитора гидратообразования в 530
систему. Ввиду этого блок регенерации метанола в ряде случаев может стать лишним.
Наряду с указанным на каждом отдельном объекте в той или иной степени могут возникнуть следующие проблемы:
коррозия оборудования и коммуникаций в связи с наличием в сырье сернистых соединений и диоксида углерода;
отложение на поверхностях труб и оборудования минеральных солей, твердых парафинистых углеводородов и механических примесей;
низкая эффективность работы оборудования, в первую очередь сепарационного;
появление сероводорода в составе газа на поздней стадии разработки месторождения. К примеру, в составе ряда нефтяных газов, поступающих как сырье на Миннибаевский ГПЗ, в начальный период эксплуатации отсутствовал сероводород и все заводские установки были спроектированы в обычном исполнении. Спустя 10 лет после пуска завода в составе сырьевого газа появился сероводород в количестве 20 г/100 м3. Это обусловило реконструкцию ряда установок завода с целью проведения на них очистки газа от сероводорода;
появление в составе продукции ГКМ нефти. Например, это имеет место на Оренбургском, Уренгойском и Карачаганакском ГКМ;
необходимость подачи газа в магистральные газопроводы при отрицательной температуре (в условиях нахождения месторождения в зоне многолетнемерзлых пород) и т.д.
Совокупность воздействия указанных факторов в начальный период эксплуатации технологических установок обусловила самую высокую производительность труда и низкую себестоимость продукции.
Следует отметить, что со временем, несмотря на повышение квалификации специалистов, вследствие перечисленных выше факторов часто происходит ухудшение технико-экономических показателей (ТЭП) первичной обработки природных газов.
11.2. РАСЧЕТ МОЩНОСТИ КОМПРЕССОРНЫХ АГРЕГАТОВ
Одним из основных факторов, влияющих на техникоэкономические показатели технологических установок, является избыточное давление газа. Под термином “избыточное давление” применительно к установкам комплексной подготовки
газа подразумевается разность давлений газа на входе в УКГП и в магистральный газопровод.
В процессе эксплуатации месторождения происходит снижение давления газа на входе в УКГП, что обусловливает необходимость ввода дожимных компрессорных станций (ДКС), так как в обратном случае было бы невозможным поддержание производительности установок переработки газов и магистральных газопроводов на проектном уровне.
При проектировании дожимных компрессорных станций, как правило, известны состав сырьевого газа, его давление и температура, а также требуемая степень сжатия, которая характеризует отношение давлений до и после компрессии. В этом случае расчет процесса сжатия включает в себя определение потребной мощности привода компрессора, числа ступеней дожатия, температуры потока после ступени дожатия, состава жидкой и газовой фаз, образовавшихся при дожитии газа, а также плотности и объема газа после дожатия. Подбираются необходимые холодильники, сепараторы и другое вспомогательное оборудование компрессорного цеха.
В зависимости от заданного объемного или массового расхода газа расчет мощности производят по одному из следующих уравнений:
i Г — 1 ю4 е * -1 п —*0-------; (11.1)
А-1 102-601]
к 7
N = G — zR(T -TJ —, (11.2)
к - 1 р и 102
где ЛГ - мощность, кВт; Qv - объемный расход, м3/мин; G -весовой расход газа, кг/с; k ~ показатель адиабаты; е - степень сжатия газа; ри - давление на входе, кг/см2; 2ср - коэффициент сжимаемости (усредненное значение по условиям входа и выхода); Тк - температура на входе в компрессор, К; Ти ~ температура на выходе, К; 102 - переводной коэффициент; г] - КПД компрессорного агрегата; М - молекулярная масса газа; R - газовая постоянная, (кг-м)/(кг-К).
Температуру газа на выходе из ступени сжатия определяют по уравнению
rx = rME*\ (11.3)
Температура газа на выходе из компрессорного агрегата, наряду со степенью сжатия, зависит от КПД агрегата, а также
свойств газа, выраженных через показатель адиабаты. Чем ниже КПД компрессорного агрегата, тем выше температура сжатого газа.
КПД........................ 0,60 0,65 0,70 0,75 0,80
Гг......................... 60,4 57,7 55,4 53,4 51,7
При известной суточной производительности агрегата (млн. м3/сут) значение Qv определяют по формуле Qv - 2’-4j2x/.7k. (11.4)
Плотность газа после дожития р2 вычисляют по уравнению р = 27ЗрнР;гн (11.5)
2 0,102гг7’г
где р„ - плотность газа в нормальных условиях, кг/м3; zH -коэффициент сжимаемости газа при нормальных условиях; zr - то же после дожатия газа.
Массовый расход газа за секунду
G = Ovb.. (И.б)
60
Пример 11.1. Известны показатели компримируемого газа: ри = 32,6 кгс/см2; = И млрд. м3/год, Qv = 30,14 млн. м3/сут; Т„ == 283,5 К; k = 1,312; R = 1,52 кгм/(кг-К); е = 1,75; и = 2 ГПА-Ц-16/56-1,7; КПД агрегата т| = 0,795.
Требуется определить потребную мощность агрегата с использованием объемного и массового расхода газа.
Р ешен ие .
1. По уравнению (11.4) находят минутный расход газа
о _ 2.45-За14.Д92.283,5 _295 Э/
— ™- - - • — •• ~““ “ М / Млп»
2. По уравнению (11.1) при известном объемном расходе газа Qv определяют мощность компрессора
( 0.312 'l
дг = 295^- 1,75-1 32.6 104-------?----= 11 830 кВт.
0; 312 102 60 -0,795
k /
3. По уравнению (11.5) вычисляют удельный вес газа = = 24,04 кг/м3.
4. Определяют весовой расход газа
G = 295^^ = 118,2 кг/с.
60
5. Рассчитывают температуру газа на выходе из ступени сжатия
ь-1
T = Те*71 = 283,5 • 1,75 Q|312.~l = 335,2 К 1,312 0,795
6. Определяют по уравнению (11.2) мощность компрессора
N = 118,2-^1-0,92-52-51,7--1 = 12 052 кВт.
0,312 102
Результаты расчета показывают идентичность полученных значений мощности ДКС по объемному и массовому расходам
газа.
Уравнения (11.1) и (11.2) позволяют определять расчетную мощность компрессорных агрегатов. Однако при проектировании ДКС исходят из показателей реально существующего агрегата. В этом случае пользуются так называемой “располагающей мощностью” газоперекачивающих агрегатов. Этот вопрос подробно изложен в работе [6]. Располагаемая мощность газотурбинных установок (ГТУ) определяется по фор
муле
t, -1.
___________Ра_ t, + 273 J 1,033 ’
(11-7)
где N? ~ располагаемая мощность ГТУ, кВт; - номинальная мощность ГТУ, кВт; &п - коэффициент технического состояния ГТУ; kt - коэффициент, учитывающий влияние температуры атмосферного воздуха; - номинальная температура воздуха на входе ГТУ, °C; ра - атмосферное давление в районе расположения КС, кгс/см2.
Значения атмосферного давления в зависимости от высоты над уровнем моря приведены в табл. 11.5.
Значения N", kNt, и приведены в табл. 11.6 (t® -температура воздуха на входе в осевой компрессор).
Следует отметить, что значения N? не должны превышать 1,2 от N*. Если в результате расчета получена большая величина, то значение принимается равным 1,2.
Пример. Агрегат ГТН работает в следующих условиях: температура воздуха на вход в осевой компрессор 24 °C; рл = 1,033 кгс/см2; система водоиспарительного охлаждения отсутствует (5ВО = 0). Необходимо определить располагаемую мощность.
Решен ие.
1. По табл. 11.6 для ГТН-16 находим:
Зависимость атмосферного давления от высоты над уровнем моря
Высота над уровнем моря, и Атмосферное давление, кгс/см3 Высота над уровнем моря, м Атмосферное давление, кгс/см1
1 1,033 1250 0,889
250 1,002 1500 0,863
500 0,973 1750 0,836
750 0,945 2000 0,810
1000 0,916
Табли ца 11.6
Расчетные величины для определения располагаемой мощности и расхода топливного газа (по данным ВНИИГАЗа)
Вели-чина Тип ГТУ
ГТ-700-5 ГТК-5 ГТ-750-6 ГТ-6-750 ГПА- Ц-6.3 ГГН-6 ГТК-10 ГТК-16 ГТК-25
N* ,кВт 4250 4400 6000 6000 6300 6300 10 000 16 000 26 000
л- 0,25 0,26 0,27 0,24 0,20 0,24 0,29 0,25 0,29
еа°. вс 15 15 15 15 15 15 15 15 25
4,4 4,4 3,7 3,7 1,33 3,7 3,7 3,2 3,4
0,85 0,85 0,90 0,95 1,0 0,95 0,95 0,95 0,95
1,08 1,08 1,05 1,03 1,03 1,03 1,03 1,03 1,03
N; = 16 000 кВт; kNe = 0,95; = 3,2.
2. По формуле (11.7) определяем располагаемую мощность ГТ У
1,033 „
-----= 13 100 кВт.
(11.8)
Vp = 16 000 0,95 1 - 3,2 28 15
28 - 273 J 1, 033
Расход топлива для газотурбинных установок (тыс. м3/ч) вычисляем по формуле
дТг = <?тЛ 0,75-^4-0,25 Г34-273 Ра ,
* v t* + 273 J, озз
где kq - коэффициент, учитывающий изменение расхода топлива в зависимости от технического ГТУ; Ne~ потребляемая мощность ГТУ (расчетная); минальный расход топливного газа, тыс. м3/ч.
н 860ЛГ“
<7?г= ——h-’
п:оню3
удельного состояния отнг - но-
(11.9)
где т|“ - номинальный эффективный КПД на муфту ГТУ; Q„ - низшая теплота сгорания топливного газа при 20 °C и 760 мм рт. ст., ккал/м3.
11.3. НЕКОТОРЫЕ ВОПРОСЫ ОПТИМИЗАЦИИ ВКЛЮЧЕНИЯ В СХЕМЫ УКПГ ДОЖИМНЫХ КОМПРЕССОРНЫХ АГРЕГАТОВ
Сроки ввода ДКС зависят от начального пластового давления, запасов и объема добычи газа, режима эксплуатации месторождения, перепада давления во внутрипромысловом газопроводе, рабочего давления в магистральных газопроводах и т.д.
Большое значение имеет выбор схемы привязки ДКС. Это связано с тем, что место расположения ДКС (до или после технологических установок) оказывает серьезное влияние на капиталовложения, выход продукции и качественные показатели товарного газа.
УКПГ сеноманских залежей. На практике возможны следующие характерные случаи:
а) со снижением давления на входе газа в УКПГ объем добычи газа остается на проектном уровне. В этом случае для поддержания пропускной способности установок необходимо их расширение или ввод КС до УКПГ;
б) снижение давления газа сопровождается уменьшением объема его добычи, однако первый параметр преобладает над вторым. Здесь решение аналогично варианту "а";
в) снижение давления и объема добычи газа происходит синхронно.
При размещении ДКС перед установками абсорбционной осушки газа в абсорберах (варианты "а" и "б") поддерживается оптимальный гидравлический режим оборудования, что снижает капельный унос гликоля с осушенным газом. Кроме того, поступление механических примесей и минеральных солей вместе с газом в абсорбер становится минимальным. Благодаря этому обеспечивается относительно высокая чистота циркулируемого в системе раствора гликоля и снижается острота проблемы по его очистке от минеральных солей и механических примесей.
Однако такое размещение ДКС вызывает ряд негативных явлений:
в летние месяцы повышается температура контакта, что затрудняет достижение точки росы газа и увеличивает потери гликоля как в паровой фазе, так и в виде капель;
снижается надежность работы компрессорных агрегатов из-за попадания в них капельной жидкости, содержащей различные примеси (остроту этой проблемы в значительной степени можно снизить промывкой газа во входных сепараторах КС);
из-за конструктивных недостатков АВО в зимние месяцы не обеспечивается высокая эффективность использования потенциала воздуха-хладагента.
Размещение ДКС после установок осушки исключает проблемы, связанные с высокой температурой контакта. Однако при этом потребуется модернизация УКПГ с целью увеличения ее пропускной способности. Поскольку последнее имеет свой предел, со временем ввод ступени сжатия перед УКПГ неизбежен (такая схема реализована на Уренгойском месторождении).
В этих условиях наибольший интерес представляет оценка влияния ДКС на точку росы газа по влаге (при размещении ступени сжатия до установки осушки).
Используя данные табл. 11.7, можно определить глубину осушки газа в зависимости от температуры контакта и применяемого гликоля. Точки росы газа в данном случае приняты на 3 °C выше равновесных, что соответствует фактическим показателям абсорберов (при наличии других данных могут вноситься соответствующие поправки).
Известно, что точка росы газа по влаге регламентируется ОСТ 51.40-93: для летнего и зимнего периодов -10 и -20 °C соответственно. Несмотря на то, что эти показатели установлены с резервом по точке росы не менее 5-10 ’С, тем не менее они обеспечивают сухой режим эксплуатации МГ, особенно их головных участков. Причиной тому является как унос гликоля в капельном виде, так и образование в системе конденсационной гликолевой фазы [7-9, 16].
При полном отделении жидкости на первой линейной КС, например, путем установления специальных фильтров-сепараторов на последующих участках МГ обеспечивается однофазное транспортирование газа, так как условия транспортирования газа на последующих участках МГ менее жесткие, чем на головном участке.
Таблица 11.7
Глубина осушки газа в зависимости от температуры контакта н концентрации раствора (% масс.)
Г1Т -с 98,0 % 99,0 % 99,5 %
ДЭГ ТЭГ ДЭГ ТЭГ дэг ТЭГ
5 -21,0 -28,5 Г -28,7 -35,0 -33,0 -41,0
10 -17,6 -24,1 -25,5 -32,3 -31,5 -38,7
20 -11,4 -17,0 -18,7 -25,4 -24,8 -32,0
30 -3,2 -10,3 -12,2 -19,5 -18,7 -24,8
35 -1,4 -5,0 -8,5 -15,5 -15,8 -22,1
40 +3,7 -2,0 -6,2 -12,8 -12,8 -20,0
Требуемая глубина осушки газа, обеспечивающая его недонасыщенность водяными парами по всей длине трассы
Режим В,, г / мэ Давление, МПа
7,40 5,90 4,90 3,90 2,95 1,95 0,98
Зимний 0,026 -20 -22 -23 -25 -27 -30 -36
Летний 0,052 -ю -12 -14 -16 -18 -22 -28,5
Для указанных в ОСТе точек росы остаточное влагосодержание газа В, не должно превышать 0,052 и 0,026 г/мэ соответственно для летнего и зимнего периодов. С учетом этих показателей получены данные, характеризующие зависимость между требуемой глубиной осушки газа и рабочим давлением в абсорбере (табл. 11.8). Согласно данным табл. 11.8, чем ниже давление в абсорбере, тем ниже требуемая глубина осушки газа.
Принимая максимальное значение гликоля в регенерированном растворе равным 99 % (масс.), определяли глубину осушки газа в зависимости от температуры контакта. Полученные зависимости приведены на рис. 11.4.
Используя данные табл. 11.7, 11.8 и рис. 11.4, можно определить глубину осушки газа и оценить влияние размещения ДКС на качественные показатели газа (или установить ограничения по размещению ДКС). Это положение рассмотрим на следующем примере. Предположим, что газ осушается при давлении 3,5 МПа и температуре контакта 30 °C. Требуется определить глубину осушки газа с применением растворов ДЭГа и ТЭГа концентрации 99 % (масс.).
Осушитель ДЭГ. Согласно кривой 1 (см. рис. 11.4) достигаемая точка росы газа составляет -13 *С. По табл. 11.8 находим, что при давлении 3,5 МПа необходимо осушить газ до
Рис. 11.4. Зависимость достигаемой точки росы газа от температуры контакта:
1 - абсорбент ДЭГ; 2 - ТЭГ
точки росы -17 ’С, чтобы он отвечал требованиям ОСТ 51.40-93. В данном случае это условие не соблюдается.
Осушитель ТЭГ. Аналогичным образом находим, что, применяя раствор ТЭГа, можно достичь точки росы -18 °C. Это на 1 ’С ниже требуемой глубины осушки газа при давлении 3,5 МПа. Следовательно, при использовании ТЭГа газ отвечал бы требованиям ОСТ 51.40-93.
Для достижения требуемой глубины осушки газа при более низких давлениях и заданной температуре контакта необходимо вести усовершенствование процесса осушки газа в двух направлениях: добиться снижения концентрации воды в регенерированном гликоле и приблизить процесс к равновесному.
В ОСТе заложен большой резерв по точке росы газа. Для обеспечения нормального режима эксплуатации МГ не требуется столь глубокой осушки газа. Необходимая глубина ее должна определяться исходя из фактического термобарического режима эксплуатации МГ. Многолетний опыт эксплуатации МГ, берущих свое начало от Уренгойского ГКМ, показывает, что самая низкая температура газа в ГТС имеет место перед линейной: -4...-6 ’С в летний и -6-... 10 ’С в зимний периоды. При этом давление газа в расчетной точке (перед линейной КС) преимущественно составляет 5,0-5,4 МПа.
Отсюда следует, что в случае осушки газа до точки росы -6 и -10 *С при давлениях не ниже 5,0-5,4 МПа по всей длине газопровода обеспечивается недонасыщенность газа водяными парами и, как следствие, не будет происходить конденсация водяных паров из-за недоосушки газа. Указанные показатели примем как требования к глубине осушки газа при давлении 7,36 МПа (в летний и зимний периоды).
С учетом этих требований равновесная влагоемкость газа в расчетной точке составляет: в летний период 0,081, в зимний -0,063 г/м3. Товарный газ с такими показателями по остаточному влагосодержанию обеспечит такую же надежность эксплуатации МГ, как ОСТовские точки росы: в обоих вариантах по всей длине газопровода обеспечивается условная недонасыщенность газа парами влаги.
Точка росы газа по влаге, обеспечивающая остаточное влагосодержание газа в летний и зимний периоды 0,081 и 0,063 г/м3, в зависимости от давления приведена в табл. 11.9.
При заданном значении требуемого остаточного влагосодер-жания газа имеется предельное давление, ниже которого невозможно осушить газ до глубины, обеспечивающей его недонасыщенность по всей длине ГТС. Значение этого давления Рмин определяется по уравнению
Табли ца 11.9
Требуемая глубина осушки газа, обеспечивающая его недонасыщенность водяными парами по всей длине трассы
Режим в„ г/м3 Давление, МПа
7,40 5,90 5,4 4,90 3,95 2,95 1,95 0,98
Зимний 0,063 -8 -9,5 -10,0 -11 -13,3 -16 -20,4 -26,5
Летний 0,081 -4,0 -5,5 -6,0 -7,5 -9,5 -13 -17,5 -23,6
Рм,. = Л,:(в2 - В,), (11.10)
где Ai и Bi ~ коэффициенты для уравнения Букачека при давлении pi, В2 ~ то же при давлении р2.
Для иллюстрации приведем пример расчета. Предположим, что по условиям производства в летний период невозможно осушить газ ниже точки росы -12 ’С. По ОСТ 51.40-93 требуется осушить газ до точки росы -10 °C при давлении 75 кгс/см2. С помощью уравнения находим, что значение рмин составит 62 кгс/см2. Следовательно, как только давление в абсорбере снизится ниже 62 кгс/см2, осушенный газ не будет отвечать требованиям ОСТа.
Для обеспечения недонасыщенности газа по всей длине ГТС достаточно его остаточное влагосодержание снизить до 0,081 г/м3. В этом случае рмии = 31,5 кгс/см2. Отсюда следует, что установление точки росы газа по влаге с учетом фактического режима работы газопровода позволит затянуть ввод мощностей КС перед установкой осушки до входного давления газа 31,5 кгс/см2.
Известно, что сжатие газа сопровождается повышением его температуры. Это в свою очередь приводит к увеличению равновесной влагоемкости газа. При определенных значениях давления и температуры имеет место неравенство Ь2 < Ьа (здесь Ь2 - равновесная влагоемкость сжатого газа, Ьв - то же на входе газа в компрессор). При охлаждении сжатого газа ниже определенной температуры газ становится перенасыщенным влагой. Происходит конденсация избыточного количества влаги. Ниже приводится аналитическое описание этого положения.
Температуру газа на входе в УКПГ и после холодильника, предназначенного для охлаждения сжатого газа, обозначим как tB и £д соответственно. Давление в этих условиях - рв и рл. При отсутствии возможности охладить сжатый газ до температуры ta и ниже в системе не всегда происходит конденсация водяных паров. В этом случае возможность конденсации водяных паров после дожатия и охлаждения газа зависит от дав-540
(11Л1)
ления, точки росы газа по воде в ДКС и значения рв. Для оценки описанного положения введем понятие порогового давления рв. Под этим термином подразумевается давление газа на входе в ДКС. выше которого при охлаждении дожатого газа до температуры tA происходит конденсация водяных паров. Пороговое давление определяется по уравнению
лв --------
---~ Ю,2рд
где Ав и Вв - коэффициенты, характеризующие равновесное влагосодержание газа в режиме рв> t„; Лд и Вд - то же в режиме рд, ta.
С помощью уравнения (11.11) можно определить давление газа на входе в ДКС, ниже которого дожатие газа до давления рв с последующим охлаждением до температуры tB сопровождается конденсацией водяных паров.
Пример. Температура газа на входе в УКПГ равна 16 °C. На УКПГ предусмотрено дожатие газа до давления 7,6 МПа с последующим его охлаждением до температуры 24 °C. Требуется определить давление на входе в УКПГ, при котором охлаждение газа до указанной температуры сопровождается конденсацией водяных паров.
Решение. По уравнению (11.11) вычисляем рп:
р =---------1*94-------= 4 07 МПа
' п 97 Я
+0,1343-0,093
10,2-7,6
Отсюда следует, что если бы давление газа на входе было ниже рп = 4,07 МПа, то при охлаждении сжатого газа до 24 ’С (р = 7,6 МПа) происходила бы конденсация части водяных паров. При входном давлении выше 4,07 МПа охлаждение газа до 24 °C не сопровождалось бы конденсацией водяных паров.
Значение рп повышается со снижением ta и повышением tB (рис. 11.5),
Размещение ДКС перед УКПГ обусловливает более глубокую осушку газа, чем это требуется при обработке газа с более высокими давлениями. Зависимость между давлением на входе в ДКС и требуемой точкой росы можно определить по уравнению
р" iaxBt-B2)’
где Bj - влагосодержание газа, соответствующее требуемой точке росы, г/м .
(11.12)
Рис. 11.5. Зависимость порогового давления от температуры контакта: tB - на входе газа в компрессор; -компримированного газа после охлаждения
Расчет по уравнению (11.12) ведется методом последовательных приближений. Задаются значением точки росы газа и вычисляют рп'. Это положение иллюстрируем примером.
Пример. Газ подается в газопровод при давлении 7,5 МПа и с точкой росы по воде -10 °C. Требуется определить необходимую глубину осушки газа в зависимости от давления. (ДКС размещается после установки осушки.)
Решение. Сначала определяем влагосодержание газа на входе в газопровод: bt = 0,052 г/м3. Затем задаемся точкой росы и определяем значение давления, при котором заданная точка росы по влагосодержанию эквивалентна точке росы на входе в газопровод.
Задавая точку росы газа -12 вС, находим р„ = 6,02 МПа. При заданной точке росы -16 “С находим рп = 3,83 МПа. Из этих данных следует, что в случае ведения процесса осушки газа при давлениях 6,02 и 3,83 МПа потребовалось бы осушить его до точки росы -12 и -16 *С соответственно с тем, чтобы он отвечал исходным требованиям. (Указанные точки росы эквивалентны точке росы газа -10 *С при давлении 7,5 МПа.)
Зависимость между давлением на входе в абсорбер и требуемой точкой росы газа показана на рис. 11.6. Согласно рисунку в случае размещения ДКС после установок осушки в холодной климатической зоне потребовалось бы осушить газ до точки росы -30...-35 "С и ниже. Опыт эксплуатации установок осушки на месторождениях Уренгой, Медвежье и т.д. показывает,
Рис. 11.6. Технологическая схема УКПГ с предварительной осушкой газа:
С-101, С 1 - сепараторы; ФС-101 - фильтр-сепаратор; АВО - воздушный холодильник; А-1 - абсорбер; ДКС - дожимная компрессорная станция
что такая глубина осушки газа на них связана с большими трудностями, а чаще всего практически неосуществима.
На основании приведенных данных можно сделать следующие выводы.
Для обеспечения надежной эксплуатации установок абсорбционной осушки газа необходимо в проекте разработки максимально обеспечить синхронность между снижением давления и уменьшением объема добычи газа. Это позволит в течение максимально длительного срока поддерживать нормальный гидравлический режим в абсорберах и низкие температуры контакта, не вводя КС перед установкой осушки газа.
Необходимо усовершенствовать массообменные устройства абсорберов с целью максимального приближения процесса контактирования газа и гликоля к равновесию. Важным резервом в обеспечении глубины осушки газа является также поддержание высокой концентрации и чистоты раствора гликоля. Этого можно добиться, совершенствуя систему вакуумирования и очистки циркулирующего гликоля от механических примесей и минеральных солей, в том числе путем периодической дистилляции раствора гликоля от различных примесей.
Осушка сырьевого газа до компримирования. Для обеспечения надежной работы АВО в зимний период специалистами предприятия "Уренгойгазпром" предложено производить частичную осушку газа до поступления на охлаждение. Суть этого способа сводится к тому, что за счет контактирования с насыщенным раствором ДЭГа происходит предварительная осушка газа. Затем вторично насыщенный раствор гликоля смешивает-
На осушку
Рис. 11.7. Способ охлаждения компримированного газа (а.с. J4» 383974):
С-1 - сепаратор; РТ-1 - рекуперативный теплообменник; КС 1 - компрессорная станция; АВО - воздушный холодильник
ся с основным потоком насыщенного раствора и поступает на регенерацию. Частичная осушка газа позволяет охлаждать газ до более низких температур и избежать гидратообразовання в системе. Окончательная осушка газа осуществляется по проектной схеме в абсорберах (рис. 11.7).
Такая схема может быть реализована с соблюдением условия, когда из входного сепаратора не уносятся механические примеси. Для сведения к минимуму уноса примесей с газом, как было указано выше, рекомендуется предусмотреть промывку газа с использованием рефлюксной жидкости.
Разновидностью этой схемы является использование части регенерированного раствора гликоля для прямоточной осушки газа. В этом случае поток насыщенного раствора гликоля также может регенерироваться с основным потоком совместно. Более эффективным решением была бы раздельная регенерация потоков. (Первый поток регенерировать и очищать от различных примесей.)
Осушка газа при высоких температурах сырьевого газа. Как отмечалось выше, с вводом КС перед установками осушки газа повышается температура контакта (в летний период), так как с применением АВО в теплые дни летнего периода невозможно охлаждать газ ниже температуры 35-40 °C. В этих условиях осушка газа согласно требованиям ОСТ 51.40-93 становится проблематичной.
С повышением температуры контакта равновесные потери гликоля с осушенным газом увеличиваются (рис. 11.8). В наиболее холодные дни года равновесные потери ДЭГа с газом составят около 0,6 г/1000 м3, а в наиболее жаркие 4-5 г/1000 м3.
Рис. 11.8. Зависимость степени извлечения углеводородов С3+(-) и С5>( — —) от давления
Одним из путей решения этой проблемы может стать предварительное охлаждение компримированного газа с использованием сырьевого газа в качестве хладагента. Температура сырьевого газа в летний период составляет 10-15 °C. При использовании такого газа температуру компримированного газа в АВО можно снизить на 10-20 °C. Примерно на столько же можно снизить депрессию точки росы газа по влаге.
В летние месяцы из-за нагрева воздуха температура контакта постепенно повышается. В дневное время теплых месяцев лета температура контакта может повышаться до 30-35 “С, краткосрочно до 40 °C. В этих условиях осушка газа до значений, указанных в ОСТ 51.40-93, становится проблематичной.
Для реализации этого решения необходимо в схему компримирования газа КС-1 после АВО включить рекуперативный теплообменник (см. рис. 11.8). Схема реализации этого способа защищена а.с. № 383974.
Обработка сырья газоконденсатных месторождений. В отличие от тощих газов при обработке газоконденсатных смесей место размещения ДКС оказывает существенное влияние на выход целевой продукции (конденсата, сжиженных газов, ШФЛУ и т.д.).
В случаях, указанных в пп. "а" и "б", аппараты установок низкотемпературной конденсации или абсорбции должны быть рассчитаны таким образом, чтобы независимо от места распо-
Рис. 11.9. Зависимость степени извлечения пропана от давления
ложения ДКС в них соблюдались оптимальные скорости потоков. (Это необходимо предусмотреть на стадии проектирования технологических установок.)
Наибольший интерес представляет случай, когда снижение входного давления адекватно уменьшению объема добычи газа. Для оценки проведены исследования на различных составах газа с использованием ЭВМ. Во всех случаях получены аналогичные результаты (рис. 11.9—11.10).
Кривые на этом рисунке получены для газа следующего состава (молярная доля, %): N2 - 0,408; С, - 5,569; С3 - 2,487;
Рис. 11.10. Влияние давления процесса на эквивалентную точку росы газа по углеводородам
С4 - 1,05; С5 - 0,849; С5 - 0,708; С7 - 0,483; С8 - 0,286; С9 -0,157; С10 - 0,145; СО2 - 0,353.
В соответствии с графиками рис. 11.8-11.9 влияние давления на степень конденсации (а следовательно, и на выход продукции) разных компонентов отличается. Для указанного состава значения давления, соответствующие максимальной конденсации углеводородов, таковы: для Сэ - 6,6, С4 - 5,6, Сг. - 3,5-4,0 МПа. Отсюда следует, что в зависимости от давления на входе в УКПГ при давлении 6,0 МПа с целью глубокого извлечения пропана и бутанов из газа целесообразно сначала его обработать, а затем подавать на дожатие. В этом случае, с одной стороны, в жидкой фазе будет меньшее количество легких компонентов, а с другой - степень конденсации тяжелых углеводородов выше, чем при давлении 8 МПа. Уменьшение количества легких компонентов в жидкой фазе в свою очередь приведет к снижению объема низконапорных газов, получаемых на установке стабилизации конденсата.
При поступлении газа при давлениях 4,0-5,0 МПа, если производительность УКПГ позволяет, для повышения надежности работы ДКС ее целесообразно разместить после УКПГ.
При поступлении газа в УКПГ под давлением до 4,0 МПа рекомендуется сначала дожать газ до давления не ниже 4,0 МПа, а затем подвергнуть его обработке.
При обработке продукции газоконденсатных месторождений возможен также вариант распределения мощностей ДКС перед и после УКПГ. В этом случае в ДКС-1 (1-я ступень), установленной перед УКПГ, газ должен дожиматься до давления, которое обеспечивает наибольший выход целевых компонентов. Затем обработанный газ подается в ДКС-2 (2-я ступень), где дожимается до давления, необходимого для подачи газа в магистральный газопровод.
Исследования, проведенные рядом специалистов, показали, что распределение мощностей ДКС до и после установки НТС требует меньше эксплуатационных затрат на работу компрессорных агрегатов по сравнению с вариантами, когда мощности дожатия полностью размещаются до или после УКПГ [3, 17, 18].
Наряду с указанным необходимо отметить, что место расположения ДКС оказывает также серьезное влияние на значение требуемой точки росы газа по углеводородам (рис. 11.11).
На этом рисунке приведена зависимость эквивалентной точки росы газа (Ттэр) от изобары процесса. При расчетах точка росы газа по углеводородам, необходимая для обеспечения на-
О 50 100 150 200 250 300
Количество орошения. мл/гъ\с м3
Рис. 11.11. Влияние количества орошения на концентрацию примесей в капельной жидкости
дежности эксплуатации ГТС, принята -10 “С (на рис. 11.11 точка Л). Согласно кривой на рисунке в случае ведения процесса при давлении ниже или выше 4,65 МПа потребуется снизить изотерму конденсации процесса с тем, чтобы обеспечить эквивалентную точку росы газа по углеводородам. Поддержание режима внутри указанной кривой обеспечит однофазное транспортирование газа. За чертой кривой при указанных давлениях происходит конденсация углеводородов в ГТС.
Значительный интерес представляет также работа абсорбционных установок переработки газа во взаимоувязке с ДКС. Здесь место расположения ДКС также связано со значением давлений, соответствующих минимальному извлечению целевых компонентов при минимальных удельных расходах абсорбента. По материалам гл. 5 можно однозначно утверждать, что при извлечении из газа С3+ целесообразно ДКС разместить до установки НТ А (применительно к магистральным газопроводам на рабочее давление 5,5 и 7,5 МПа). Если бы из газа потребовалось извлекать только углеводороды С5т, ДКС можно было установить до или после абсорбционной установки.
Повышение надежности работы ДКС. С вводом ДКС перед установками осушки газа обеспечивается нормальный гидравлический режим эксплуатации оборудования. В то же время возникают проблемы, связанные с необходимостью защиты компрессорных агрегатов от попадания в них капельной жидкости. Для сведения к минимуму попадания в компрессорные агрегаты механических примесей рекомендовано организовать промывку газа во входном сепараторе [20]. Для этого необходимо в качестве входного сепаратора использовать аппараты с контактными устройствами, позволяющими эксплуатировать их в режиме орошения.
При организации промывки газа жидкостью, не содержащей механических примесей и растворенных солей, можно достичь уменьшения концентрации этих веществ в капельной воде, уносимой из сепаратора. Следовательно, в компрессорные агрегаты будет попадать меньшее количество различных примесей. То же касается и скорости накопления примесей в растворе ДЭГа.
Следует отметить, что промывка газа особенно целесообразна в случае применения различных ПАВ для интенсификации добычи газа, так как их попадание в абсорбер может способствовать вспениванию раствора ДЭГа, что приведет к резкому увеличению расхода реагента. (В случае применения ПАВ на промысле необходимо провести исследования их технологической совместимости с растворами гликолей, в первую очередь с ДЭГом.)
На установках осушки газа для его промывки можно использовать водный конденсат, получаемый в блоке регенерации гликоля.
Орошение газа рефлюксной жидкостью, практически не содержащей солей и механических примесей, позволит уменьшить концентрацию солей в капельной воде, уносимой с газом из сепаратора. Следовательно, при сохранении степени сепарации на проектном уровне уменьшится концентрация солей в капельной жидкости, поступающей в компрессорные агрегаты. Жидкая фаза, отводимая с низа сепаратора, подается в систему утилизации промстоков.
На рис. 11.12 приведена зависимость между количеством дистиллята, подаваемого на орошение в противоток газу, и содержанием примесей в уносимой жидкости, выраженной относительно 1000 м3 газа.
При получении этой зависимости принято, что унос капельной жидкости из входного сепаратора составляет 30 г/тыс. м3, а концентрация в ней механических примесей и
Рис. 11.12. Принципиальная технологическая схема использования абсорбционной технологии на УСК:
К К-12 - деэтанизаторы первой и второй технологических ниток; К-2, -дебутанизатор; К-22 - фракционирующая колонна; НК - нестабильный конденсат; ГД - газ деэтанизации
минеральных солей -24 г/л. Кроме того, принято, что капельная жидкость полностью смешивается с орошением, затем жидкая фаза отделяется от газовой. При этом унос капельной жидкости нового состава также составляет 30 г/тыс. м3.
Согласно рис. 11.12 при постоянном содержании примесей в первичной капельной жидкости с увеличением орошения количество примесей, уносимых в абсорбер, а следовательно и поглощаемых с раствором гликоля, резко снижается. К примеру, при значении орошения всего 30 мл/тыс. м3 в уносимой жидкости концентрация примесей уменьшается в два раза. Если учесть, что практически количество орошения будет на порядок больше, то скорость накопления примесей в растворе гликоля также многократно снизится.
11.4. ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ РАБОТЫ ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК
Использование мощностей установок НТС. На большинстве месторождений для первичной обработки природных газов используется процесс НТК. Одним из основных показателей, определяющих выход продукции на установках НТК, является изотерма конденсации.
На значение температуры в низкотемпературной ступени конденсации существенно влияет поверхность рекуперативного теплообменника F. Чем больше значение F, тем ниже изотерма конденсации. (Этот вопрос подробно рассмотрен в разд. 5.1.) Следовательно, для повышения эффективности работы установок НТС необходимо увеличить поверхность теплообмена, приходящуюся на единицу объема газа. В период снижения загрузки сырьем установок этого можно добиться без установления дополнительного аппарата. С этой целью необходимо организовать эксплуатацию ряда технологических ниток на проектной производительности. Часть технологических ниток можно будет полностью отключить. Подключив высвободившиеся при этом рекуперативные теплообменники последовательно к аналогичным аппаратам действующих технологических ниток, можно добиться увеличения поверхности теплообмена. Такое решение позволяет получить более низкую изотерму конденсации и увеличить выход целевых компонентов в жидкую фазу.
Освободившиеся сепараторы используют для других целей, например в качестве входных. Поддерживая низкие рабочие скорости в этих аппаратах, можно свести к минимуму унос жидкой фазы в компрессорные агрегаты и повысить надежность их работы. Поскольку входные сепараторы будут работать при постоянно понижающемся давлении, использование их в качестве длительно эксплуатировавшихся рабочих сепараторов установок НТС не создаст опасности, связанной с их износом.
Включение в схему технологических установок элементов абсорбционной технологии. Авторами обоснована возможность получения абсорбента на УСК и его использования для извлечения из газа целевых компонентов [19].
Принципиальная блок-схема одного из вариантов получения и использования абсорбента на УСК приведена на рис. 11.13.
Это решение предусматривает работу двух автономных ниток по комбинированной схеме, согласно которой в дебутанизаторе второй нитки К-22 в качестве нижнего продукта получают абсорбент. При этом в колонну К-22 подается не весь объем кубовой продукции, а лишь та его часть, которой достаточно для получения циркулирующего в системе абсорбента.
Учитывая, что основными целевыми компонентами, уносимыми с газами выветривания, деэтанизации и сепарации, являются углеводороды С3-Сб, рекомендуется в качестве абсорбента использовать фракцию конденсата, не содержащую эти компоненты. Абсорбент на схеме указан как фракция С„+.
Рис. 11.13. Принципиальная технологическая схеиа блока деэтанизации со смешанный орошением:
Р-1 - разделитель первой ступени; К-1 - деэтанизатор; Т-1 ~ рекуперативный теплообменник
Здесь углеводород Сп является ключевым компонентом и определяет температуру начала кипения абсорбента. Значение п зависит от фракционного состава конденсата и возможности охлаждения абсорбента перед его подачей в абсорбер или деэтанизатор. Первый из этих факторов определяет выход абсорбента и, следовательно, количество конденсата, подаваемого в колонну К-2г. Второй фактор определяет унос абсорбента в паровой фазе с обработанным газом.
Значение п может ограничиваться возможностью подогрева низа колонны К-22. Учитывая, что верхним продуктом колонны К-22 является более тяжелый продукт, чем дистиллят колонны К-2П процесс фракционирования в колонне можно вести при более низких давлениях, чем давление в колонне К-2(.
Следует отметить, что циркуляция абсорбента по схеме УКПГ-УСК не приводит к повышению мощности последней. Это объясняется тем, что со снижением пластового давления имеет место незагруженность мощностей УСК. (За счет использования незагруженной мощности УСК обеспечивается возможность регенерации абсорбента в цикле стабилизации конденсата.)
Полученный абсорбент находит следующее применение:
для орошения деэтанизатора УСК. Этот вариант не обусловливает включение в схему УСК нового оборудования, за исключением того, что возможна реконструкция или замена одного из холодильников для охлаждения абсорбента;
для подачи в поток газа перед низкотемпературной ступенью сепарации, т.е. для организации абсорбции в прямоточном потоке;
для подачи в поток газа выветривания и деэтанизации абсорбционным способом. При этом в качестве абсорберов может быть использован один из незагруженных деэтанизаторов. В этом случае данный аппарат заранее можно спроектировать на рабочее давление 4-5 МПа с тем, чтобы вести процесс абсорбции при меньших удельных расходах абсорбента и уменьшить эксплуатационные затраты.
Во всех вариантах целесообразно предусмотреть возможность охлаждения абсорбента до его контактирования с обрабатываемым газом.
Получение на УСК сжиженного газа зимней марки. Известно, что основными целевыми продуктами УСК являются стабильный конденсат и фракция С3+. Последняя может производиться в виде сжиженных газов летней или зимней марки по ГОСТ 20448-80 или широкой фракции легких углеводородов.
Режим установок НТС, а также исходное содержание пропана и бутанов в сырьевом газе чаще всего не позволяют производить на УСК смесь пропана и бутанов технической зимней марки (СПБТЗ) или полную дебутанизацию конденсата. В сжиженном газе зимней марки концентрация пропана должна составлять не менее 75 % (масс.). Верхний продукт дебутанизатора УСК соответствует или ШФЛУ, или смеси пропана и бутанов технической летней марки (СПБТЛ).
Для получения моторного и бытового топлива ШФЛУ подвергают специальной обработке на отдельной установке. Что касается СПБТЛ, то она имеет ограниченное применение, особенно в холодной климатической зоне.
На УСК, работающей по схеме, аналогичной рис. 11.13, можно получить сжиженный газ требуемого состава. Для этой цели часть верхнего продукта дебутанизатора первой технологической нитки подают в дебутанизатор второй технологической нитки К-22. Установив требуемый режим в колонне К-22, в качестве ее дистиллята получают СПБТЛ или технический пропан. При работе по такой технологии нижний продукт колонны К-22 подается в дистиллят дебутанизатора K-2t.
УСК с дополнительным орошением деэтанизатора. В настоящее время наиболее распространенным способом стабилизации конденсата является двухколонная схема, где в деэтанизаторе в качестве орошения используется часть перерабатываемого сырья. Такая схема внедрена на Сосногорском ГПЗ и Уренгойском заводе по переработке конденсата. Схемы этих
установок обеспечивают получение стабильного конденсата при минимальных энергетических затратах. Из недостатков таких УСК можно указать на значительные потери пропана с газами дегазации (выветривания) и деэтанизации: при работе в проектном режиме, когда температура орошения равна -10 “С, потери пропана составляют 23-28 %. Кроме того, на практике зачастую сырье поступает на УСК при более высоких температурах, чем в первые годы эксплуатации УКПГ, что также снижает выход целевых компонентов.
Другой недостаток процесса - увеличение потерь тяжелых углеводородов при облегчении перерабатываемого сырья вследствие снижения пластового давления ГКМ.
Для повышения выхода целевых компонентов в деэтанизаторе рекомендуется в орошение деэтанизатора вводить стабильный конденсат. Количество последнего определяется таким образом, чтобы УСК в целом могла работать без ввода дополнительной теплоты в систему и без расширения мощностей отдельных аппаратов, т.е. без изменения проектной схемы.
В качестве дополнительного орошения можно использовать также фракцию конденсата. При этом фракционный состав должен быть таким, чтобы температура низа колонны не превышала проектного уровня. Минимальное количество абсорбента устанавливается из расчета обеспечить полную растворимость в нем газовой фазы, имеющейся в системе.
Для определения влияния подачи на верх АОК стабильного конденсата на выход целевых компонентов были проведены исследования с использованием ЭВМ. В качестве базового варианта для сравнения принята схема УСК Уренгойского комплекса. Согласно этой схеме нестабильный конденсат делится на два равных потока. Один из них подается на верхнюю тарелку деэтанизатора (по проекту t = -10 °C), а другой поток нагревается до 140 °C и поступает на 10-ю тарелку. В колонне всего 20 тарелок. Были определены показатели деэтанизатора для различных режимов. Расчетная схема установки дана на рис. 11,14.
В I варианте температура орошения была принята -10 °C, что соответствует проектному режиму. Предполагалось, что со снижением объема добычи сырья эта температура останется постоянной. Уменьшение объема нагрузки сырья позволило заменить часть орошения (нестабильного конденсата) стабильным конденсатом (абсорбентом). За счет этого можно добиться увеличения выхода целевых компонентов до 4 % по пропану и 1,2 % по бутанам.
Практически ни на одном объекте не обеспечивается работа
Рис. 11.14. Принципиальная технологическая схема блока НТК газов выветривания и деэтанизации УСК:
ДК], ДКн - первая и вторая ступени сжатия; С-1 - сепаратор. АВО - воздушный холодильник, Т-1 - рекуперативный теплообменник; Х-1 пропановый холодильник; Р 1 - разделитель первой
ступени;
1 - смесь газов выветривания и деэтанизации; II - отсепа-рированный газ; III - жидкие углеводороды, IV - газ выветривания, V - жидкие углеводороды на УСК; VI - насыщенный раствор ингибитора; VII - товарный :аз
УСК в проектном режиме (в первую очередь, имеется в виду температура верха). Как правило, температура сырья и, следовательно, орошения значительно выше, чем по проекту. В связи с этим во II варианте расчетов температура орошения была принята О °C. Расчеты показали, что в этом случае достигается значительный прирост выхода пропана (табл. 11.10), что в первую очередь объясняется низкими показателями проектного режима (в режимах А и Б количество стабильного конденсата в орошении составляло 20 и 40 % соответственно).
Исследования показали, что чем ниже температура орошения, тем больше прирост выхода целевых компонентов при использовании в качестве орошения стабильного конденсата или его фракции. Наряду с указанным при использовании в качестве абсорбента более тяжелого продукта также уменьшается унос жидкой фазы в виде мелкодисперсных капель, что объясняется их укрупнением. Благодаря этому повышается степень сепарации фаз.
Таблица 11.10
Выход целевых компонентов при работе деэтанизатора в различных режимах
Компоненты Вариант I (t - -10 *С) Вариант II (t - 0 *С)
Базовый А Б Базовый А Б
С, 88,0 90,3 91,8 76,2 88,4 90,5
с, 96,5 97,3 97,4 94,6 96,6 97,3
С^+ 99,6 99,7 99,7 99,4 99,3 99,5
Показатели блока НТК по переработке газов выветривания и деэтанизации
Компонен-ты и показатели Расчетная точка
I 11 III IV V
0,19 0,206 0,032 0,078 0,005
С, 71,75 75,764 32,961 64,739 14,194
с2 28,830 20,680 43,605 30,858 51,135
С» 3,43 2,304 14,308 30,063 20,951
с. 0,74 0,286 5,125 0,287 7,983
С-» 0,22 0,041 1,953 0,033 3,087
Се 0,90 0,006 0,904 0,003 1,430
С7 0,03 0,001 0,313 — 0,498
сй 0,01 — 0,106 — 0,169
сдг 0,71 0,712 0,693 0,939 0,548
моль/ч 100 90,81 9,40 3,49 5,91
кг/ч 2095 1807 287 75,3 212
р, МПа 2,4 4,5 4,5 2,4 2,4
t, ’С 20 -25 -25 -28 -28
УСК с блоком низкотемпературной конденсации. В период исчерпания избыточного давления для охлаждения газа вводятся холодильные установки (ХУ). При этом мощности ХУ устанавливаются, как правило, на объем добычи газа, соответствующий году ввода этой установки. В связи с постепенным уменьшением объема добычи газа ХУ работают на проектной мощности всего несколько лет.
С целью повышения эффективности использования технологических установок рекомендуется одну из ниток ХУ использовать для переработки газов выветривания и деэтанизации УСК. Такое предложение отработано относительно Уренгойского комплекса [21]. Согласно проработкам газы стабилизации после первой ступени дожатия подаются в блок НТК. Полученная в блоке НТК жидкая фаза возвращается на УСК в один из деэтанизаторов в качестве орошения. Газовая фаза подается на прием второй ступени сжатия, как это показано на рис. 11.14.
Материальный баланс блока переработки газов выветривания и деэтанизации приведен в табл, 11.11.
Расчеты показываю!, что повторная переработка газов выветривания и стабилизации позволила бы получить около 45 г ШФЛУ на 1 м3 перерабатываемого газа.
11.5. ОБЩИЕ РЕКОМЕНДАЦИИ К ПРОЕКТИРОВАНИЮ УКПГ
По ходу изложения тех или иных вопросов были приведены конкретные рекомендации, касающиеся выбора технологических схем и режимов процессов обработки углеводородного сырья. Учитывая это обстоятельство, в настоящем разделе в основном даются те рекомендации, которые носят общий характер. Они основаны на обобщении большого опыта проектирования и эксплуатации технологических установок.
Вышеописанные особенности эксплуатации газовых и газоконденсатных месторождений обусловливают наличие большого количества исходных данных для проектирования систем сбора и технологических установок. В отличие от химической, нефтехимической или микробиологической промышленности здесь недостаточно знать состав сырьевых потоков только на год пуска установок. Эти данные требуются на весь период эксплуатации объектов газовой промышленности.
Для обеспечения эффективного проектирования технологических установок необходимы следующие исходные данные (по годам эксплуатации):
давление и температура на устье скважин;
состав сырья, в том числе газового конденсата;
температура начала помутнения и кристаллизации нестабильного и стабильного конденсатов;
фракционный состав конденсата, наличие в нем ароматических углеводородов, асфальтенов, тяжелых парафинов, смол и т.д.;
средняя молекулярная масса и температура кипения для каждой фракции конденсата;
планы ввода в эксплуатацию близрасположенных сырьевых месторождений и основные показатели их разработки;
характеристика оборудования, включая диапазон эффективной работы при снижении рабочего давления;
требования нормативно-технической документации на товарную продукцию;
термобарический режим ГТС;
температура окружающей среды (вода, воздух по месяцам года);
возможность закачки в пласт жидких промстоков;
потребность в топливном газе, используемом для обеспечения собственных нужд промысловых объектов (блоки регенерации, компрессорные агрегаты, бытовые помещения и т.д,); требования к топливному газу;
возможность выноса капельной воды, ее минерализация; состав солей, растворенных в воде.
Особенности эксплуатации газовых и газоконденсатных месторождений обусловливают ряд требований к проектированию технологических установок и их оборудования. Основными из них являются:
а) обоснованный выбор способа обработки газа и конденсата. Каждый способ имеет область предпочтительного применения. Например, когда требуется обеспечить полное отсутствие в газопроводе жидкой фазы, нельзя использовать процесс абсорбционной осушки. Такую задачу можно решить путем обработки газа способами НТС или адсорбции. Другой пример: при вероятности увеличения со временем содержания тяжелых углеводородов в сырьевом газе применение адсорбционного способа обработки газа не обеспечит надежность эксплуатации ГТС с сохранением производительности установки. Установки НТС в этом случае неуязвимы;
б) большой диапазон эффективной работы оборудования по производительности и составу сырья;
в) возможность производства товарной продукции с требуемыми качественными показателями при изменении давления, температуры и состава сырья;
г) проектирование мощностей оборудования на пиковую нагрузку по давлению, температуре, производительности и свойствам теплоносителей.
При проектировании промысловых объектов необходимо руководствоваться также следующими общими требованиями:
выбор реагентов для интенсификации добычи газа и борьбы с гидратообразованием и коррозией следует производить с учетом всего цикла обработки газа - от скважин до магистрального газопровода. Это необходимо для того, чтобы исключить осложнения в работе заводских установок. Известны случаи, когда ингибитор, считающийся высокоэффективным в промысловой системе, вызывал осложнения на заводских технологических установках; то же касается состава буровых растворов. Приведем пример. В ряде случаев буровой раствор содержит хлористый кальций. Из-за нарушения герметичности пакерных труб часть раствора попадает в эксплуатационные трубы и контактирует с добываемым газом. Раствор хлористого кальция в составе капельной жидкости поступает на УКПГ. Вследствие низкой эффективности работы входных аппаратов капельная вода подается в массообменную секцию абсорбера, где поглощается раствором гликоля, что приводит к его засолению. Последствие - отложение солей на фильтрую
щих пакетах и поверхностях аппаратов, усиление эрозии и коррозии в системе, снижение качества гликоля и т.д. Следовательно, если бы буровой раствор не содержал хлористого кальция, то при нарушении герметичности эксплуатационных труб можно было бы избежать ряда негативных явлений;
длительное время месторождения разрабатываются в компрессорном режиме. Практически все компрессорные агрегаты промысловых установок работают на газовом топливе. При работе в номинальном режиме только одного агрегата ГПА-Ц-6,3 выбрасывает в атмосферу порядка 400 тыс. м3/ч дымовых газов с температурой 350-400 °C. Установление котла-утилизатора для рекуперации тепла дымовых газов позволит получить энергоноситель, достаточный для обеспечения всех нужд УКПГ как технологических установок, так и бытовых помещений,
при строительстве шлейфов из труб большого диаметра можно уменьшить гидравлические потери в системе и тем самым продлить бескомпрессорный период эксплуатации месторождения. В то же время, чем больше диаметр шлейфов, тем ниже скорость потока в них и, как следствие, больше вероятность накопления жидкости в трубопроводах. Возможно образование пробок. Эти пробки поступают в первичные сепараторы в виде "залпов" и снижают эффективность их работы. Следовательно, выбор труб внутрипромысловых газопроводов должен быть осуществлен с учетом обеспечения надежности работы технологических установок;
необходимо соблюдение режима эксплуатации скважин с тем, чтобы обеспечить равномерный вынос жидкой фазы из пласта;
проектирование блоков регенерации метанола и гликоля следует осуществлять во взаимоувязке и с учетом влияния изменения давления газа на показатели систем сбора и обработки газа. То же касается выбора резервных мощностей этих блоков;
при проектировании магистральных газопроводов необходимо учесть, что на входе в первую КС газ будет содержать жидкую фазу (смесь воды, гликоля, углеводородов, метанола). Рекомендуется на стадии проектирования предусмотреть выделение из газа жидкой фазы на линейной КС и ее утилизацию. Для этой цели в ряде случаев можно построить продуктопро-вод между линейной КС и близрасположенной УКПГ. Кроме того, головной участок МГ необходимо проектировать таким образом, чтобы исключить в нем наличие так называемых за
стойных зон с тем, чтобы полностью обеспечить вынос образовавшейся жидкой фазы.
В новых регламентирующих документах на качество газа, подаваемого в магистральные газопроводы, должно быть указано допустимое содержание жидкости в газопроводе. Этот показатель должен быть установлен в зависимости от термобарических параметров газопровода и профиля его трассы. При этом вместо точки росы газа по воде рекомендуется установить допустимое содержание водяных паров в газе на входе в газопроводы. Этот параметр, как правило, должен быть ниже, чем равновесное влагосодержание газа в любой точке ГТС;
необходимо предусмотреть очистку циркулирующего в системе абсорбента от продуктов разложения и коррозии, ингибиторов, механических примесей, минеральных солей и т.д.;
выбор давления и температуры процессов следует производить с учетом не только максимальной конденсации целевых компонентов, но и минимальной конденсации компонентов, которые не требуется извлекать из газа.
Наряду с этим необходимо иметь в виду, что на энергозатраты в технологических установках заметное влияние оказывает состав товарных продуктов. Чем уже пределы колебания концентрации отдельных компонентов в них, тем выше энергоемкость установок. Поэтому не следует стремиться к получению особо чистых продуктов, когда в этом нет необходимости. Это в первую очередь относится к сжиженным газам, ШФЛУ, топливным газам, а также природным и нефтяным газам, закачиваемым в пласт и подаваемым в близрасположенные теплоэлектростанции;
при проектировании технологических установок рекомендуется отдавать предпочтение снижению расходов реагентов и энергетических затрат, а не уменьшению удельной металлоемкости оборудования;
необходимо обеспечить равномерное поступление газоконденсатной смеси на установки при давлении на несколько атмосфер выше давления начала дегазации;
с падением пластового давления происходит облегчение сырья и жидких фракций, выделяемых на различных ступенях сепарации. Следовательно, с целью обеспечения работы сепараторов с высокой эффективностью необходимо проектировать их с учетом этого фактора;
при применении комбинированной колонны на установках осушки газа целесообразно диаметр аппарата определять по его нижней (сепарационной) секции;
на стадии проектирования технологических установок необ
ходимо за счет обвязки предусмотреть возможность эксплуатации отдельных блоков по гибкой схеме с тем, чтобы несколько компенсировать отрицательное влияние снижения давления на технико-экономические показатели обработки газа;
при составлении проектов разработки месторождений рекомендуется рассмотреть возможность увязки длительности периодов разработки со сроками службы оборудования УКПГ;
технологические схемы крупных установок должны обеспечивать автономную эксплуатацию каждой нитки и возможность отключения основного оборудования без полной остановки установки.
Известно, что в заключительный период эксплуатации практически все УКПГ работают ниже проектной мощности. Например, к 1998 г. загрузка установок осушки газа на месторождении Медвежье составляла менее 40 % от проектной производительности. К 2005 г. этот показатель уменьшится до 20 % и менее. Следовательно, весь объем добываемого газа в 1998 и 2005 гг. можно было бы обрабатывать на четырех и двух УКПГ. Однако в настоящее время эксплуатируются практически все УКПГ. Это также является одной из причин повышения себестоимости добычи газа. В связи с этим целесообразно на стадии проектирования предусмотреть возможность подачи газа из зоны одной УКПГ в другую с минимальными затратами. Это обусловит новый подход к размещению как скважин, так и самих УКПГ.
При участии инофирм в строительстве объектов необходимо закупать оборудование, приборы, реагенты и т.д., имеющие отечественные аналоги.
На основании приведенных общих рекомендаций выбор схемы и процесса обработки сырья рекомендуется вести в три этапа.
На первом этапе определяют варианты технологических процессов и схем установок. Учитывая, что, как правило, эксплуатационные затраты преобладают над капиталовложениями в себестоимость продукции, данные об аппаратурном оформлении схем на этой стадии проработок можно принимать экспертно.
С учетом конкретных объективных данных (наличие сырья, реагентов, оборудования, потребность в продукции, перспективы расширения или свертывания производства и т.д.) на основе полученных данных этапов проработок выбирают основные варианты (желательно не более трех) схем обработки углеводородного сырья.
На втором этапе составляют полные технологические схемы
установок и производят их подробный расчет. На основании полученных данных определяют количество, составы и параметры (р, t) всех основных потоков, число тарелок колонного оборудования, режим работы теплообменников, холодильников, испарителей печей и т.д. На этом этапе оценивают также потери всех реагентов, вид теплоносителя, соответствие продукции установок действующим нормативным документам, поставщиков сырья, потребителей готовой продукции и т.д.
Третий этап включает в себя детальный расчет массо- и теплообменной аппаратуры. С целью определения их размеров и массы уточняют типы тарелок и размеры их основных элементов, а также возможность их изготовления.
После выполнения указанных расчетов проводят общую оценку (в том числе составление смет) вариантов переработки газа и выбирают окончательную схему установки. После этого выполняют рабочее проектирование промысловых установок.
ПРИЛОЖЕНИЕ 1
ПЕРЕВОД ЕДИНИЦ ИЗМЕРЕНИЯ
Таблица П 1.1
Перевод единиц давления
кг/смг Psia' агг Столб ртути Столб воды
м дюйм м дюйм
1 14,22 0,9678 0,7355 28,96 10,01 394
0,07031 1 0,06804 0,05171 2,036 0,7037 27,7
1,0333 14,70 1 0,767 29,92 10,34 407,2
' Psia = фунт/кв дюйм (англ)
Таблица П.1.2
Перевод единиц мощности
кВт (1090 Дж/с) Л с футо-фун/с (англ ) кал/с BTLT
1 1,36 737,6 0,2890 0,9486
0,7355 1 542,3 0,1758 0,6977
0,001356 0,00184 1 0,000324 0,001286
4,1830 5,688 3086 1 3,968
1,0540 1,433 775,5 0,252 1
BTU - британская термическая единица
Перевод общеупотребляемых единиц
1 фут2 = 0,0929 м2;
1 акр = 4047 м2;
1 миля = 1,609 км (америк.);
1 кв.миля = 2,5899 км2;
1 ярд = 0,9144 м;
кал/(м2ч-’С)
1 галлон (америк.) = 3,785 л, 'С = 0,5556 (’F - 32),
1 см/с = 0,03281 фут/с = 0,02237
1 баррель = 42 галлон = 159 л;
1 фунт - 0,454 кг,
1 галл/1000 фут3 = 0,134 л/м3;
1 фунт/фут3 = 16 кг/м3;
1 ВТи/Сфут2 ч Т )= 4,88
1 грен/100 фут3 = 0,0228 г/м3; Т = 1,8 “С + 32;
миль/ч (англ.)
ПРИЛОЖЕНИЕ 2
СВОЙСТВА ВОДЫ И ВОДЯНОГО ПАРА
Таблица П2 1
Физические параметры воды
т, *с р, кг/м1 X., Вт/(мг’С) ц-Ю6, м2/с о-10‘, Н/м
0 999,4 0,551 1,790 756
10 999,6 0,574 1,300 742
20 998,2 0,599 1,00 727
Продолжение табл 112.1
7, *С р, КГ -• MJ к. Вт (м -С) ji 10“, M‘'z с о 10‘, Н/м
30 995,6 0,618 0,805 712
40 992,2 0,634 0,659 696
,50 998,0 0,648 0,556 678
60 983,2 0,659 0,479 662
70 977,7 0,668 0,415 643
80 971,8 0,675 0,366 626
90 965.3 0,680 0,326 607
100 958.3 0,683 0,295 589
110 951,0 0,685 0,268 569
120 943,1 0,686 0,244 548
130 934,8 0,686 0,226 529
140 926,1 0,685 0,212 507
150 916,9 0,684 0,202 487
160 907,4 0,683 0,191 466
170 897,3 0,679 0,181 443
180 886,9 0,675 0,173 423
190 876,0 0,670 0,166 400
200 864,7 0,663 0,160 377
210 852,8 0,655 0,154 354
220 840,3 0,645 0,149 332
230 827,3 0,637 0,145 310
240 813,6 0,628 0,141 285
250 799,2 0,618 0,137 262
260 784,0 0,605 0,135 237
270 767,9 0,590 0,133 215
280 750,7 0,575 0,131 191
290 732,3 0,558 0,129 169
300 712,5 0,540 0,128 144
Обозначения а- теплопроводность, ц - кинематическая вязкость, о - поверх ностное натяжение, р - плотность
Таблица П.2.2
Удельная теплоемкость воды и водяных паров
Т, 'С Теплоемкость, кДж/(кг-К), при давлении, МПа
0.1 1 2 3 4 5
0,2 0,5
0 4,2119 4,2119 4,212 4,208 4,208 4,208 4,204 4,204
20 4,1809 4,1805 4.178 4,178 4,178 4,174 4,174 4,174
40 4,1772 4,1768 4.174 4,174 4,174 4,170 4,166 4,162
60 4,1901 4,1893 4,187 4,183 4,178 4,174 4,170 4,166
80 4.2056 4,2048 4,204 4,199 4,195 4,191 4,187 4,183
100 2,041 4.2274 4,224 4,220 4,216 4,212 4,208 4,204
120 2,012 2,117 4,254 4,250 4,245 4.241 4,237 4,233
140 1,986 2,067 4.296 4,287 4,279 4,275 4,271 4,266
160 1.979 2,038 2,255 4,358 4,346 4,337 4,329 4,325
180 1,969 2,020 2,184 2,546 4,424 4,408 4,400 4,396
200 1,969 2,007 2,132 2,401 1^12 4,500 4,488 4,484
220 1,969 2,002 2,089 2,297 2,877 4.625 4,609 4,592
240 1,976 2,002 2,080 2,234 2,655 3,236 4,751 4,738
260 1,984 2,006 2,075 2,191 2,494 2,904 3,471 4,944
280 2,005 2,015 2,070 2,164 2,389 2,680 3,073 3,628
300 2,013 2,023 2,066 2,151 2,327 2,544 2,822 3,201
320 2,026 2,030 2,069 2,138 2,290 2,492 2,666 2,926
340 2,039 2,039 2,073 2,133 2,257 2,383 2,547 2,730
Продолжение табл. П.2 2
т, -с Теплоемкость, кДж/(кг-К), при давлении, МПа
0,1 0,2 0,5 1 2 3 4 5
360 2,052 2,047 2,079 2,129 2,236 2,343 2,469 2,609
380 2,060 2,060 2,086 2,125 2,218 2,313 2,411 2,523
400 2,072 2,068 2,090 2,120 2,193 2,274 2,364 2,458
420 2,085 2,081 2,099 2,128 2,189 2,256 2,340 2,411
440 2,098 2,093 2,107 2,136 2,192 2,248 2,312 2,376
460 2,110 2,102 2,119 2,145 2,192 2,243 2,298 2,354
480 2,127 2,114 2,127 2,153 2,192 2,243 2,290 2,336
500 2,160 2,131 2,139 2,161 2,196 2,238 2,281 2,323
550 2,160 2,160 2,181 2,181 2,207 2,238 2,272 2,306
П рнмечание. Границы перехода от жидкости к пару подчеркнуты
Таблица П 2.3
Характеристика насыщенного водяного пара
Т, 'С р, кПа Плотность, кг/м3 Энтальпия, ккал/кг Теплота ис-парения, ккал/кг
жидкости пара
0 0,510 0,00484 0,0 594,5 594,5
10 1,228 0,00940 10,0 599,1 589,1
20 2,334 0,01729 20,0 603,8 583,8
30 4,246 0,03036 30,0 608,4 578,4
40 7,375 0,05114 37,6 613,0 575,5
50 12,53 0,0830 50,0 617,5 567,6
60 19,92 0,1301 60,0 622,0 562,1
70 31,15 0,1979 70,0 626,3 556,4
80 47,37 0,2929 79,9 630,6 550,7
90 70,10 0,4229 89,9 634,8 544,9
100 101,31 0,5970 99,9 638,9 539,0
110 143,30 0,8254 110,0 642,8 532,8
120 198,6 1,1199 120,2 646,5 526,3
130 270,2 1,4940 130,4 650,1 519,7
140 351,4 1,962 140,6 652,7 512,1
150 476 2,543 150,9 656,5 505,6
160 618 3,252 156,1 657,0 500,9
170 792 4,113 171,7 661,9 490,2
180 1 003 5,145 179,8 664,1 484,3
190 1 225 6,338 192,7 665,9 473,2
200 1 554 7,480 203,3 667,2 463,8
210 1 917 9,567 214,1 668,1 454,0
220 2 320 11,60 224,9 668,5 443,6
230 2 798 13,98 235,9 668,3 432,4
240 3 347 16,76 246,9 667,5 420,6
250 3 977 20,01 258,1 665,9 407,8
260 4 692 23,82 269,4 663,7 394,3
270 5 503 28,27 280,6 658,3 377,7
280 6416 33,47 292,5 656,8 364,3
290 7 441 39,50 304,2 652,1 347,9
300 4 693 46,93 316,3 646,3 330,0
310 5 559 55,59 329,0 639,6 310,6
320 6 595 65,95 342,7 632,0 289,3
330 7 853 78,53 357,2 623,0 265,8
340 9 328 93,28 373,0 613,0 240,0
350 И 320 113,20 390,5 600,4 209,9
ПРИЛОЖЕНИЕ 3
СВОЙСТВА УГЛЕВОДОРОДОВ
Абсалкюнм давление, кПа
-70 -SO SO -40 -30 -20 -Л? О 10 20 30 40 50 60 SO 100 150 200 250 300 400 500
Температура, "С
Рис. П.3.1. Давление насыщенных паров углеводородов в зависимости от температуры
Пределы воспламеняемости компонентов природных газов
Компоненты Предельное содержание, % Компоненты Предельное содержание, %
верхний нижний верхний нижний
Метан 5,0 15,0 Гексан 1,25 6,9
Этан 3,0 12,5 изо-Гептан 1.0 6,0
Пропан 2,4 9,5 н-Гептан 2,5 80,0
н-Бутан 1,9 8,5 H2S 4,1 45,0
изо-Бутан 1.5 8,5 Пары бензина 1,5 7,5
изо-Пентан 1,3 8,0 Пары бензола 1,4 6,5
н-Пентан 1,4 8,0 Пары толуола 1,3 7,0
Приведенное давление
Рис. П.3.2. Зависимость коэффициента активности газов от приведенных параметров
соотношения вязкостей
И*
Рис. П.3.3. Зависимость температуры
от приведенных давления и
Рис. П.3.4. Зависимость теплоемкости углеводородов от температуры
Рис. П.3.5. Зависимость динамической вязкости углеводородов при атмосферном давлении от температуры:
1 - гелий; 2 ~ воздух, 3 ~ азот; 4 -СО2; 5 - H2S; 6 - метан; 7 - этилен; 8 - этан; 9 - пропан; 10 - н-бутан; 11 - изо-бутан; 12 - пентан, 13 * гексан; 14 - гептан; 15 - октан; 16 -нонан, 17 - декан
, ДжДмоль ’С
Рис. П.3.6. Зависимость удельной теплоемкости газов от приведенных давления н температуры
19 - 1018
Рнс. П.3.7. Зависимость вязкости водных растворов ТЭГа от состава и температуры
ПРИЛОЖЕНИЕ 4
СВОЙСТВА МЕТАНОЛА И ЕГО ВОДНЫХ РАСТВОРОВ
Табли ца П.4.1
Давление насыщенных паров метанола
Г, к р, кПа г, к р, МПа
253 0,84 353 0,18
258 1,37 373 0,34
263 1,89 383 0,48
273 3,73 411 1,01
283 6,94 423 1,39
293 12,29 440 2,03
303 20,78 453 2,71
313 33,78 473 4,04
323 33,01 483 4,84
333 80,64 487 5,06
338 101,32 503 6,90
Теплоемкость метанола в жидком и газообразном состояниях
Т, -С Теплоемкость, кДж/(кг-К), при давлении, МПа
0.1 0,2 0,5 1 2 3 4 5
0 2,39 2,39 2,39 2,39 2,38 2,38 2,38 2,38
20 2,49 2,49 2,49 2,49 2,48 2,48 2,48 2,46
40 2,62 2,62 2,62 2,61 2,60 2,60 2,58 2,56
60 ZJfi 2,78 2,78 2,77 2,75 2,74 2,72 2,68
80 1,91 2,94 2,94 2,93 2,91 2,89 2,85 2,82
100 1,83 3.14 3,14 3,13 3,10 3,08 3,04 2,98
120 1,79 2,82 хза 3,37 3,33 3,30 3,26 3,17
140 1,79 2,51 3,58 3,67 3,61 3,57 3,50 3,38
160 1,80 2,30 3,00 4,07 3,99 3,93 3,81 3,61
180 1,82 2,17 2,67 4.70 4,50 4,43 4,23 3,90
200 1,85 2,09 2,44 8,23 5,49 5,30 4,83 4,24
220 1,88 2,05 2,30 5,18 7.25 6,77 5,78 4,69
240 1,91 2,03 2,21 3,81 8,00 9,95 6,98 5,22
260 1,96 2,03 2,16 3,17 7,12 15,70 9,20 5,84
280 2,01 2,04 2,14 2,77 4,58 6,69 12,10 6,55
300 2,05 2,10 2,14 2,56 3,67 4,54 7,25 7,35
Примечание. Границы перехода от жидкости к пару подчеркнуты.
Табл и ца П.4.3
Плотность и вязкость метанола при низких температурах
г,-с Плотности, г/м3 Вязкость жидкости, Пас
жидкости пара
-80 0,886 1,501 5,70
-70 0,876 2,430 4,02
-60 0,867 3,819 2,98
-50 0,858 6,235 2,26
-40 0,847 0,517 1,75
-30 0,839 15,35 1,39
-20 0,829 25,62 1,16
-10 0,819 41,51 0,97
0 0,810 56,20 0,82
Таблица П.4.4
Вязкость жидкого и парообразного метанола
Т, *С р, МПа Вязкость на линии насыщения, Пас Вязкость парообразного мета-нола при 0,1 МПа, Па с
жидкости пара
100 0,30 2,26 0,12 0,12
120 0,62 1,85 0,13 0,12
140 1,07 1,54 0,14 0,12
160 1,71 1,28 0,15 0,14
180 2,61 1,05 0,16 0,14
200 3,91 0,85 0,17 0,16
220 5,61 0,66 0,19 0,16
230 6,66 0,57 0,21 0,17
235 7,27 0,51 0,23 0,17
238 7,67 0,45 0,25 0,17
239,5 7,94 0,28 0,28 0,17
ПРИЛОЖЕНИЕ 5
СВОЙСТВА ГЛИКОЛЕЙ И ИХ ВОДНЫХ РАСТВОРОВ
Табли ца П.5.1
Соотношение коэффициентов теплопередачи гликолей и воды
Гликоль Нагрев или охлаждение жидкости Нагрев или охлаждение пара При конденсации При кипении жидкости
R > 2100 R < 2100
ЭГ 0,49 0,12 0,60 0,28 0,30
ДЭГ 0,50 0,11 0,60 0,17 0,30
ТЭГ 0,49 0,01 0,60 0,15 0,30
Таблица П.5.2
Температура замерзания смесей ЭГа, ДЭГа и ТЭГа
дэг, % (масс.) Температура замерзания смеси, *С ДЭГ, % (масс ) Температура замерзания смеси, 'С
ДЭГ + ЭГ дэг + тэг ДЭГ + ЭГ ДЭГ + тэг
5 -14,5 -6,8 55 -39 (-28)
10 -16,5 -9,3 60 -26,4 —
15 -18,8 -11,6 65 -33,4 —
20 -21,3 -13,9 70 -30,2 -24,2
25 -24,1 -16,1 75 -26,8 -19,8
30 -27,2 (-18,3) 80 -23,3 -16,4
35 -30,6 (-20,3) 85 -19,5 -13,9
40 -34,1 (-22) 90 -15,7 -11,8
45 -38,0 (-24) 95 -12,0 -10,0
50 — -26
П рнмечание. Цифры з скобках получены экстраполяцией кривых
Табл и ца П.5 3
Динамическая вязкость водных растворов ЭГа, МПа с
Т, *С Концентрация гликоля в растворе, % (масс )
20 40 60 80 100
-46 — — 286 835
-40 — — 162 449 —
-29 — — 62,4 158 —
-18 — 14,4 29,04 68,2
4 2,74 4,91 9,19 19,0 45,0
27 1,39 2,32 4,03 7,58 15,0
38 1,07 1,72 2,89 5,23 10,4
49 0,85 1,33 2,17 3,78 7,17
60 0,69 1,06 1,68 2,83 5,17
71 0,58 0,86 1,34 2,19 3,86
82 0,49 0,72 1,09 1,74 2,97
93 0,43 0,61 0,91 1,41 2,34
104 0,37 0,53 0,77 1,17 1,89
116 0,33 0,46 0,66 0,97 1,56
127 0,30 0,41 0,58 0,84 1,30
138 0,27 0,37 0,51 0,73 1,10
149 0,25 0,33 0,45 0,64 0,95
160 0,23 0,30 0,41 0,57 0,83
171 0,21 0,28 0,37 0,51 0,72
177 0,20 0,26 0,35 0.48 0,68
Таблица П.5 4
Динамическая вязкость водных растворов ДЭГа, М(1а-с
Концентрация гликоля в растворе, % (масс.)
20 40 60 80 100
-40 - — 400 — -
-20 — — 88 350 1000
0 3,7 8,4 20 60 145
20 1.7 3,7 7,8 16 35
40 1,1 2,0 4,0 7,8 15
60 0,71 1.4 2,5 4,6 7,8
80 0,54 0,88 1,6 3,0 4,9
93 0,49 0,77 1,3 2,3 4,0
Табли ца П.5.5
Динамическая вязкость водных растворов ТЭГа, МПас
т. -с Концентрация гликоля в растворе, % (масс )
20 40 60 80
-20 - — 140 600
0 4,0 10,0 30 88
20 2,0 4,0 8,6 24
40 1,1 2,0 4,6 10
60 0,78 1,4 3,2 6,0
80 0,50 1,0 1,7 3,5
93 0,43 0,78 1,4 3,0
Таблица П.5 6
Динамическая вязкость водных растворов пропиленгликоля, МПа с
Г, 'С Концентрация гликоля в растворе, % (масс )
20 40 60 80 100
-40 — 340 1 100 6 600
-30 — — 140 400 1 750
-20 — 46 59 160 585
-10 — 20 29 72 243
0 4,2 12,5 16 34 111
10 2,9 7,2 9,3 20 56,0
20 2,1 4,4 5,6 12,5 30,3
30 1,6 2,9 3,9 7,4 18,0
40 1,2 2,2 2,9 5,3 11,3
50 0,98 1,7 2,2 3,9 7,7
60 0,79 1,3 1,7 3,9 5,5
70 0,68 1,1 1,3 2,9 4,2
80 0,58 0,88 1,3 2,0 1,56
90 0,49 0,73 1,1 1,8 3,3
100 0,43 0,58 0,83 1,4 2,7
Табли ца П 5.7
Давление насыщенных паров водных растворов ЭГа (кПа) в зависимости от температуры
Т, ’С Давление насыщенных паров при массовом содержании ЭГа в растворе, %
20 40 60 80 90 95 100
60 19 17 14 - - — —
66 24 21 — 12,0 7,3 4,1 0,27
71 31 27 23 15,3 9,3 5,3 0,40
77 39 35 29 19,5 11,9 6,8 0,53
82 48 43 36 24,4 14,9 8,7 0,80
88 60 54 45 30 18,7 10,8 1,07
93 74 67 56 38 23,1 13,5 1,47
99 91 82 68 46 18,4 16,7 2,0
104 111 100 83 56 35 20,5 2,8
110 134 121 101 68 42 25 3,6
116 161 145 121 82 51 30 4,7
121 192 173 145 98 61 37 6,1
127 228 206 172 117 73 44 7,9
132 270 243 204 139 87 53 10,0
138 317 286 240 164 103 63 12,5
143 371 335 281 192 121 74 15,7
149 432 390 328 224 142 87 19,5
154 501 452 380 261 166 103 24,0
160 578 523 439 302 192 120 29,0
166 665 601 506 340 223 139 36,0
171 761 688 580 400 257 162 43,0
177 869 786 662 457 295 187 52,0
Таблица П.5.8
Давление насыщенных паров водных растворов ПГ (кПа) в зависимости от температуры
Т, 'С Давление насыщенных паров при массовом содержании ПГ в растворе, %
30 50 70 80 90 97 100
20 17 13,6 11,5 10,2 5,6 — 0,08
30 30,3 24,8 21,0 18,2 10,2 — 0,20
40 51,5 43 36,3 31,3 18,0 5,4 0,46
50 85 72 61 51 30,1 9,4 0,99
60 137 117 98 84 49 16,9 2,03
70 212 185 155 131 76 26,2 3,98
80 322 285 236 202 118 42 7,40
90 475 425 353 298 177 63 13,4
100 690 615 520 433 257 95 23,1
110 980 890 740 615 373 143 39,3
120 — — — 855 525 207 62
130 — — — — 720 295 93
140 — — — 985 408 140
150 — — — — — 560 205
160 — — — — 765 299
Рис. П.5.1. Удельная теплоемкость водных растворов ДЭГа
Рис. П.5.2. Удельная теплоемкость водных растворов ТЭГа
Рис. П.5.3. Теплопроводность водных растворов ДЭГа
Рис. П.5.4. Теплопроводность водных растворов ТЭГа
1 J
1,Шг
tfZOOt
1,1000-
1JSX-
1,0600-
1,040л-
1,0200
toooot-
л$.3 4£ §
-S* - 3,3 '3,2 - 3,1 § Wl
M &
______ 32
'-'40 0 40 SO 120 ISO
Температура, *F
Удельный Вес, фднт/галл
Рис. П.5.5. Удельный вес водных растворов ДЭГа
Рис. П.5.6. Удельный вес водных растворов ТЭГа
Рис. П.5.7. Фазовая диаграмма водного раствора ДЭГа:
1 - р = 600 мм рт. ст.; 2 ~ р = 300 мм рт. ст.; 3 ~ р = 100 мм рт. ст.
Рис. П.5.8. Фазовая диаграмма водного раствора ТЭГа;
1 - р = 600 мм рт. ст.; 2 - р = 300 мм рт. ст.; 3 - р = 100 мм рт. ст.
массовая доля ДЭГа,'/о Температура контакта, °C
Рис. П.5.9. Номограмма для определения равновесных потерь ДЭГа с осушенным газом
Рис. П.5.10. Номограмма для определения равновесных потерь ТЭГа с осушенным газом
Рис. П.5.11. Номограмма Кремсера для расчета абсорбционных процессов
СПИСОК ЛИТЕРАТУРЫ
1. Абсорбент для очистки природного газа от меркаптанов и извлечения пропан-бутановой фракции: Ас. 1115786 СССР / Е.Н. Туревский, Т.М. Бекиров, А.Л. Халиф и др. - БИ. - 1984. - № 36.
2. Адсорбенты, их свойства и применение в процессе тонкой очистки гелия / И.Е. Никитина, Х.И. Исмаилова, А.Ф. Мошнина и др. // Переработка газа и газового конденсата. - 1977. - № 1. - 28 с.
3. Акопова Г.С., Бекиров Т.М. Очистка конденсата от сернистых соединений / / Подготовка и переработка газа и газового конденсата. - 1979. - № 5 - С. 16-22.
4. Акопова Г.С., Голандских Н.И., Арустамова Л.Г. Исследование состава сероорганических соединений конденсата Оренбургского месторождения / / Подготовка и переработка газа и газового конденсата. - 1979. - № 8. - С. 10-19.
5. Александров И.А. Ректификационные и абсорбционные аппараты. - М.: Химия, 1978. - 277 с
6. Алиева Р.Б. Технологическая классификация газовых конденсатов // Подготовка и переработка газа и газового конденсата. - 1979. - № 1. - С. 27-34
1. Алиев А.Г,, Исхаков Р.М. Особенности промысловой подготовки газа и конденсата на Карачаганакском ГКМ и пути их решения. - М.: ВНИИЭгаз-пром, 1988. - 27 с.
8. Анализ изменения технологических параметров работы адсорбционных установок подготовки газа в период подающей добычи / Л.С. Чугунов, В.Ф Зайнуллин, В В. Ремизов и др. // Природный газ в качестве моторного топлива. Подготовка, переработка и использование газа. - 1996. - № 7-8. -С 100-108.
9. Анализ работы основного технологического оборудования Уренгойского ГКМ / Г.А. Ланчаков, А.Н. Дудов, В.А. Ставицкий и др. // Анализ работы модернизированного оборудования действующих промыслов и использование современных технологий оборудования на новых месторождениях Западно-Сибирского региона. - М . ИРЦ Газпром, 1996. - С. 119-130.
10. Анализ работы установок комплексной подготовки газа на Карачаганакском месторождении / Т.М. Бекиров, Л.В. Грипас, В.Р. Грунвальд, А.Г. Алиев. // Опытно-промышленная эксплуатация Астраханского и Карачаганакского месторождений. - М : ВНИИгаз, 1989. - С 81-87.
11 Александров И.А., Бахшиян Д.Ц., Туревский Е.Н. Состояние и перспективы развития техники и технологии газобензинового производства. -М.: ВНИИОЭНГ, 1970. - 47 с.
12. Анализ подготовки газа на промысле Астраханского ГКМ / А.Л. Халиф, Е.И. Рылов, В.В. Сайкин и др. // Научно-технические достижения и передовой опыт, рекомендуемые для внедрения в газовой промышленности. -1990. - № И - С. 30-36
13. Анализ работы опытной установки промысловой низкотемпературной абсорбции / Т.М. Бекиров, Е.Н. Туревский, Г,А. Ланчаков и др. - М . ИРЦ Газпром, 1995. - 39 с.
14. Арнольд К., Стюарт М. Выбор размеров и конструкций трехфазных сепараторов // Нефть, газ и нефтехимия за рубежом. - 1984. - № 2. - С. 21-27.
15. Афиногенова А.И., Могильный В.И., Чалюк Г.И. Установка регенерации диэтиленгликоля на подземном хранилище природного газа в Рижском горизонте Щелковской площади // Нефтяная и газовая промышленность. -1971 - № 6.
ОГЛАВЛЕНИЕ
Предисловие..................................................... 5
Глава 1. СОСТАВЫ И СВОЙСТВА ПРИРОДНЫХ ГАЗОВ..................... 7
1.1. Основные понятия и термины, используемые в настоящей работе 7
1.2. Составы природных и нефтяных газов...................... 12
1.3. Влагосодержание природных газов......................... 20
1.4. Основные законы поведения парожидкостных систем...... 24
1.5. Коэффициент сжимаемости................................. 26
1.6. Расчет фазового состояния многокомпонентных систем...... 32
Глава 2. ОБЩИЕ ВОПРОСЫ ГАЗОПРОМЫСЛОВОЙ ТЕХНОЛОГИИ 40
2.1 Классификация продукции установок обработки газа и конденсата 40
2 2. Научные основы установления показателей качества газа. 43
2.3 . Показатели качества жидких углеводородных смесей...... 57
2 4 Периодичность контроля показателей качества газа....... 62
2.5 . Оценка технического уровня технологии подготовки газа к транспорту....................................................... 66
2.6 . Системный подход к выбору параметров технологических установок........................................................ 69
2.7 . Области применения процессов обработки природных газов... . 73
2.8 Структура энергетических затрат ГПЗ.................. 76
Глава 3. СБОР ГАЗА НА ПРОМЫСЛАХ.............................. 80
3.1. Определение параметров систем сбора продукции газовых промыслов ...................................................... 80
3.2. Определение температуры гидратообразования газов........ 93
3.3. Определение расхода ингибитора гидратообразования....... 97
3.4. Свойства метанола как ингибитора гидратообразования.... 101
Глава 4. АБСОРБЦИОННАЯ ОСУШКА ПРИРОДНЫХ ГАЗОВ.................. 106
4 1. Жидкие осушители и их свойства........................ 106
4.2. Сравнительная характеристика гликолей, используемых в качестве осушителя............................................ 121
4.3. Общая оценка процесса абсорбционной осушки газа в системе УКПГ ГТС.................................................... 124
4 4. Выбор режима работы установок осушки газа............. 131
4.5 Технологический расчет процесса абсорбционной осушки газа... 141
4 6 Установка осушки газа Уренгойского месторождения....... 151
4.7, Установки осушки газа Ямбургского месторождения........ 161
4.8. Установка осушки газа Западно-Таркосалинского месторождения 171
4.9 Осушка кислых газов.................................... 174
4.10. Осушка газа при низких температурах контакта.......... 185
4.11. Прямоточные абсорбционные процессы осушки газов ...... 196
4.12. Комбинированные схемы установок абсорбционной осушки газа 202
Глава 5. РЕГЕНЕРАЦИЯ НАСЫЩЕННОГО РАСТВОРА ГЛИКОЛЯ 206
5.1. О необходимости очистки растворов гликолей от различных примесей ...................................................... 206
5 2. Общая характеристика процессов регенерации........... 209
5.3. Интенсификация процессов регенерации................... 217
5.4. Растворимость солей в водных растворах гликолей.. ... 231
5.5. Очистка растворов гликолей от минеральных солей дистилляционным способом............................................ 240
5.6 Очистка раствора гликоля от солей высаливанием ацетоном... . 245
5 7 Расчет технологической схемы установок регенерации раствора гликоля..................................................... 249
Глава 6. АДСОРБЦИОННЫЕ СПОСОБЫ ОСУШКИ ПРИРОДНЫХ
ГАЗОВ........................................................ 254
6.1. Основные характеристики адсорбентов.................... 254
6.2. Расчет процесса адсорбционной осушки газа.............. 262
6.3. Опыт эксплуатации установок адсорбционной осушки газа . 266
6.4. Осушка сжиженных газов....................... . . 279
6.5. Влияние замасливания адсорбента на его осушающую способность ...................................................... 284
Глава 7. ПОДГОТОВКА ГАЗА К ТРАНСПОРТУ С ПРИМЕНЕНИЕМ ПРОЦЕССА НИЗКОТЕМПЕРАТУРНОЙ СЕПАРАЦИИ.......... 289
7.1. Научные основы выбора режима работы установок НТС 289
7.2. Влияние эффективности работы сепарационного оборудования на фактическую точку росы газа................................. 300
7.3. Установка НТС, работающая с использованием дроссель-эффекта 305
7.4. Турбодетандеры в схемах установок НТС.................. 312
7.5. Применение процесса НТС для тонкой очистки газа от влаги и тяжелых углеводородов....................................... 318
7 6. Установки НТС с внешним холодом ..................... 324
7.7. Новые технические решения в технологии ГТС............. 329
7.8. Общие рекомендации к выбору оборудования установок НТС.. . 337
Глава 8. АБСОРБЦИОННЫЕ ПРОЦЕССЫ ОБРАБОТКИ ПРИРОДНЫХ ГАЗОВ..................................................... 339
8.1. Выбор абсорбента и поддержание его поглотительной способности 339
8 2. Научные основы выбора режима работы абсорбционных процессов .................................................... 346
8.3. Опыт эксплуатации установки НТА Оренбургского ГПЗ.... 355
8.4. Абсорбционные установки высокого давления........... 367
8.5. Установки НТС с элементами абсорбционной технологии.. 375
Глава 9. СБОР И ОБРАБОТКА ПАРАФИНОСОДЕРЖАЩИХ УГЛЕВОДОРОДНЫХ СМЕСЕЙ............................................. 390
9 1.0 парафинах и их выпадении в твердый осадок............ 390
9.2. Влияние режима эксплуатации систем сбора и обработки углеводородного сырья на отложение парафинов...................... 397
9.3. Использование различных реагентов для предотвращения пара-финоотложения при добыче углеводородного сырья.............. 402
9.4. Термические методы обработки парафивосодержащих смесей перед их транспортированием................................. 417
9.5. Оценка влияния отложения парафинов на показатели работы установки НТС................................................. 419
9.6. Подготовка газоконденсатной смеси к транспорту с предварительным выделением парафиновых фракций.......................... 424
9.7. Подготовка газа к транспорту парафиносодержащего сырья сернистых газоконденсатных месторождений....................... 427
9.8. Определение условно-пороговой концентрации тяжелых фракций в жидкой фазе............................................... 441
9.9 Обработка парафиносодержащего сырья с рециркуляцией кондеи-
сата концевой ступени сепарации............................. 454
9.10. Комбинированная работа технологических ниток, обрабатывающих сырье различного состава................................ 459
9 11 Обработка газоконденсатной смеси с орошением во входном сепараторе ..................................................... 462
9 12 Очистка рекуперативных теплообменников от различных отложений ...................................................... 463
9.13. Технические средства борьбы с отложениями парафиногидратных соединений.............................................. 464
Глава 10. СТАБИЛИЗАЦИЯ ГАЗОВЫХ КОНДЕНСАТОВ.................... 470
10.1. Краткая характеристика газовых конденсатов............ 470
10,2. Стабилизация конденсата многоступенчатой дегазацией.. 474
10.3. Деэтанизация газовых конденсатов с применением ректификационных процессов........................................... 479
10.4. Полная стабилизация конденсата по двухколонной схеме. 484
10.5. Анализ опыта эксплуатации установок стабилизации сернистых конденсатов................................................. 494
10.6. Осушка и обессоливание газовых конденсатов............ 505
10.7 Расчет коэффициентов усадки и объемного расширения.... 513
10.8 Определение С-,+ в составе разных групп продукции..... 518
Глава 11. ОБЕСПЕЧЕНИЕ ЭФФЕКТИВНОСТИ РАБОТЫ ТЕХНОЛО-
ГИЧЕСКИХ УСТАНОВОК В ПЕРИОД ПАДАЮЩЕЙ ДОБЫЧИ.................. 523
11.1. Особенности совместной эксплуатации газовых месторождений и установок первичной переработки........................... 523
11.2. Расчет мощности компрессорных агрегатов .............. 531
11,3. Некоторые вопросы оптимизации включения в схемы УКПГ дожимных компрессорных агрегатов.............................. 536
11.4. Повышение эффективности работы технологических установок 550
11.5. Общие рекомендации к проектированию УКПГ.............. 557
Приложения.................................................... 563
Список литературы............................................. 579
НАУЧНОЕ ИЗДАНИЕ
Бекиров Тельман Мухтар оглы Ланчаков Григорий Александрович
ТЕХНОЛОГИЯ ОБРАБОТКИ ГАЗА И КОНДЕНСАТА
Издание публикуется в авторской редакции
Заведующий редакцией Т.К. Рубинская
Переплет художника Н.П. Новиковой Художественный редактор Н.П. Новикова Технические редакторы Л.Н. Фомина, Г. В. Лехова Корректоры Е.И. Микрякова, Л.Н. Пантелеева Операторы М.Г. Чеснокова, Л.Е. Конькова Компьютерная верстка Е.Б. Рагузина
Изд. лиц. № 071678 от 03 06.98. Подписано в печать с репродуцированного оригинал-макета 13.07.99. Формат 60x88 1/16. Гарнитура “Петербург". Печать офсетная Усл. печ. л. 36,75. Уч.-изд. л. 39,97. Тираж 600 экз. Заказ № 1018 /816. Набор выполнен на компьютерной технике в ОАО
"Издательство "Недра”.
ООО "Недра-Бизнесцентр"
125043 Москва, Тверская застава, 3
ППП "Типография "Наука” Академиздатцентр РАН
121099 Москва, Шубинский пер., 6