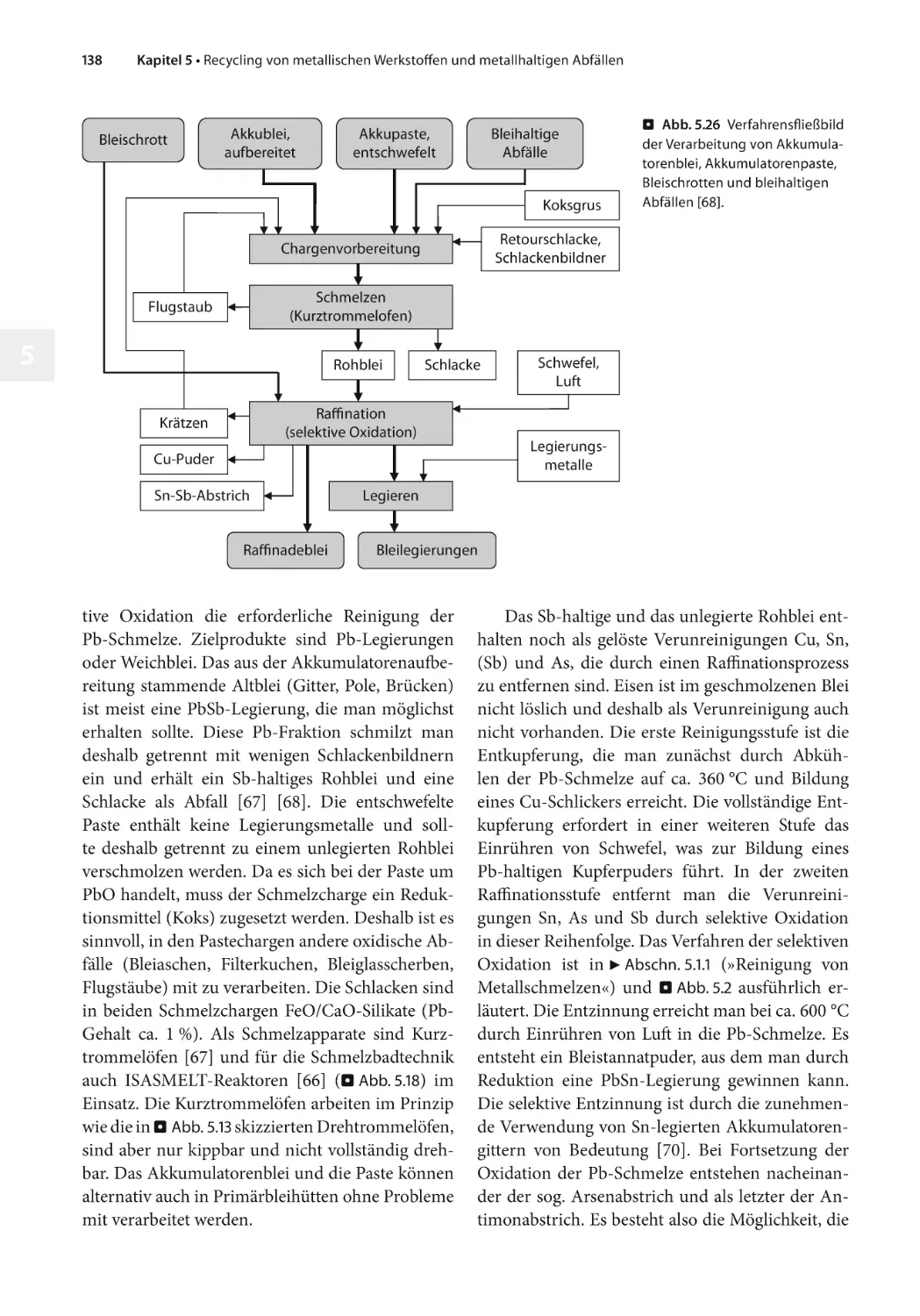
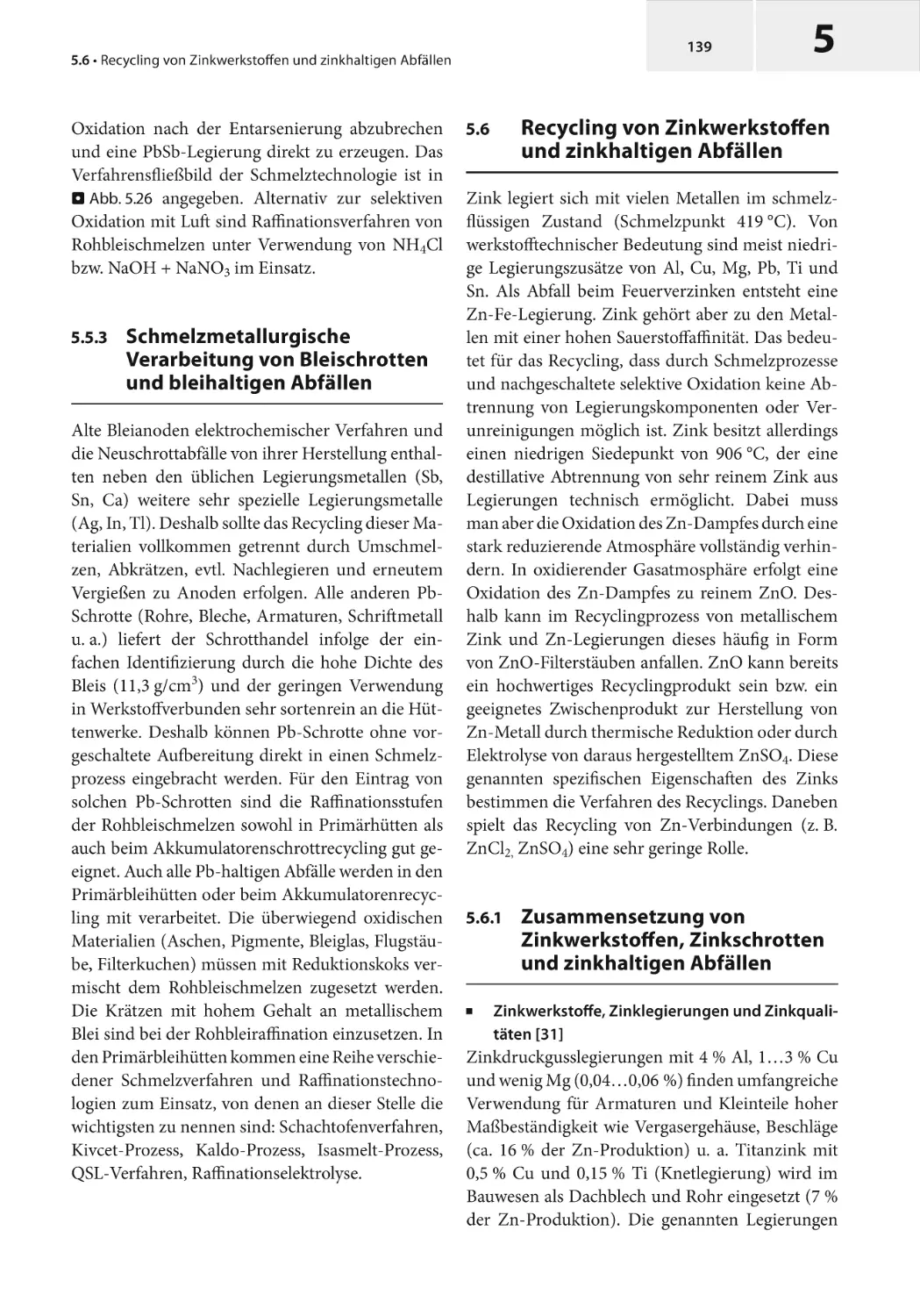
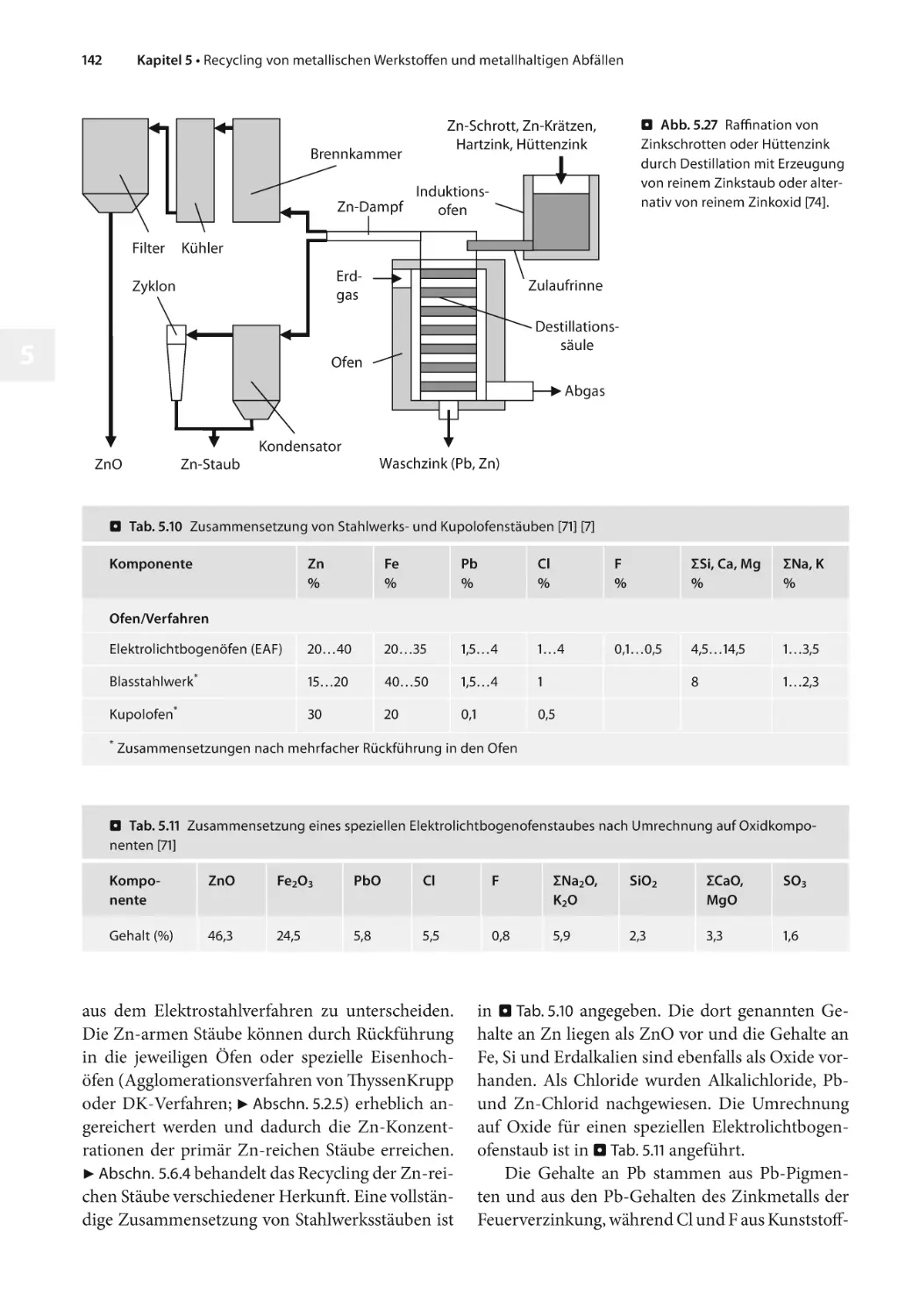
/






























![5.1.3 Metallpreise und Schrottpreise
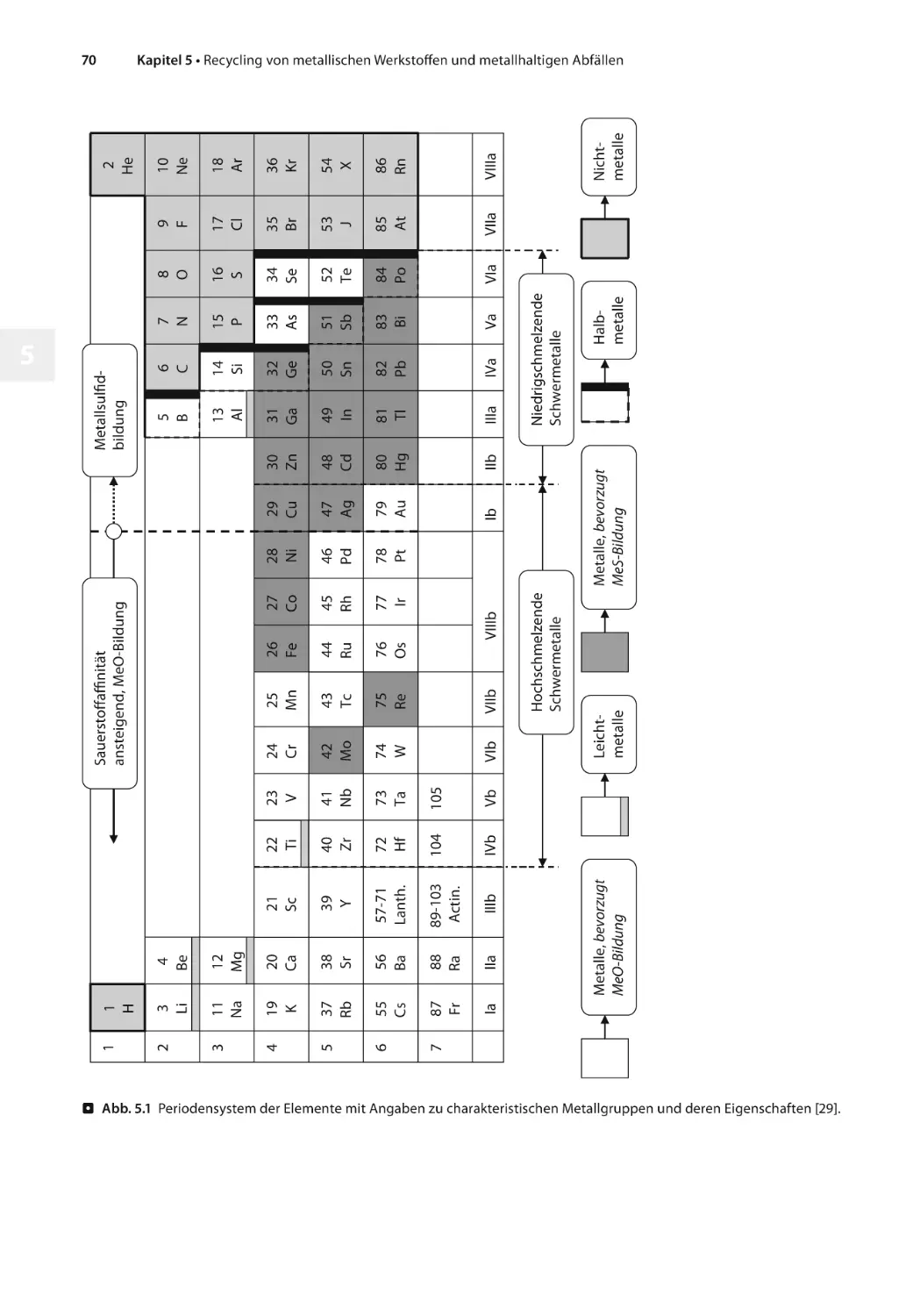
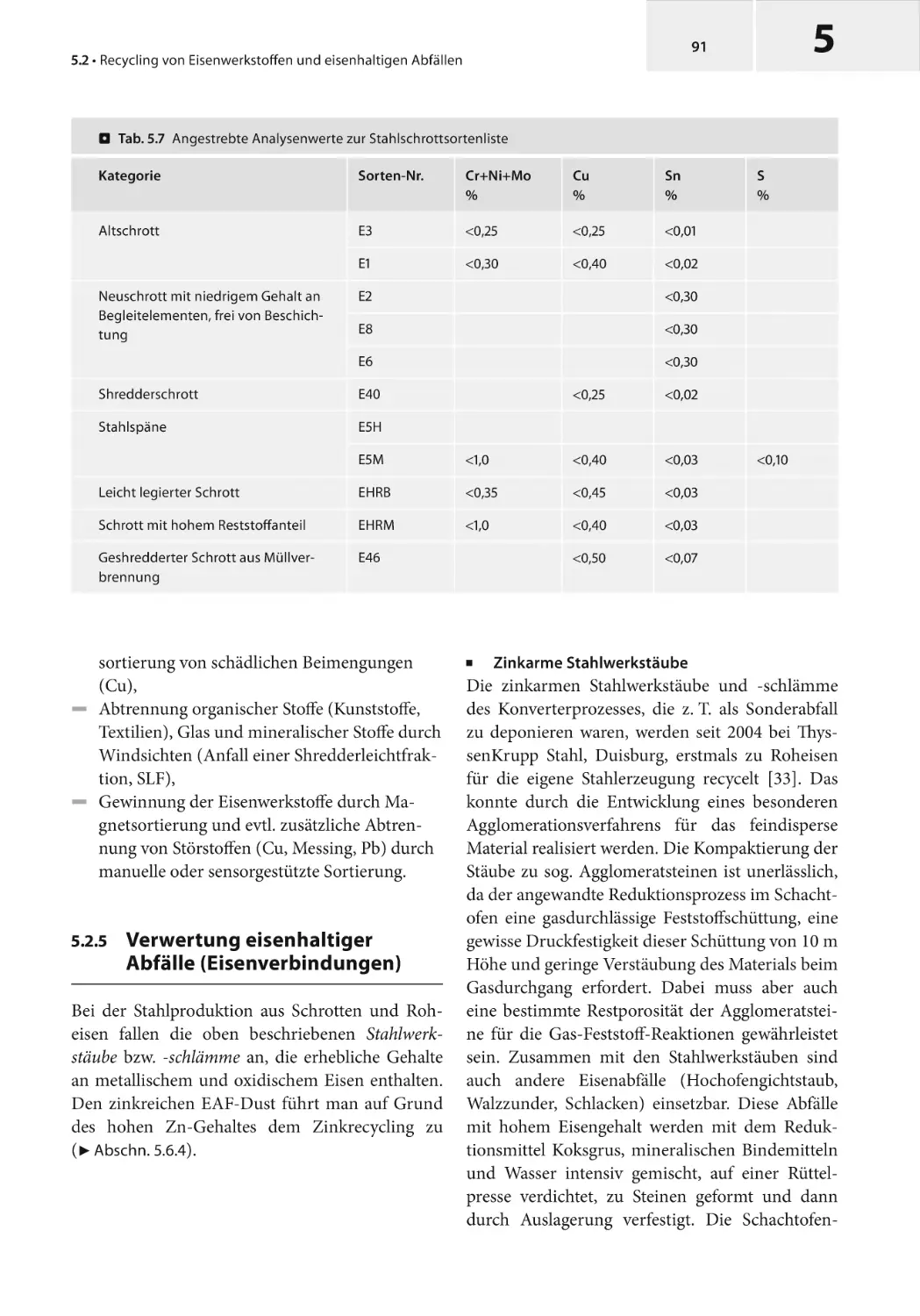
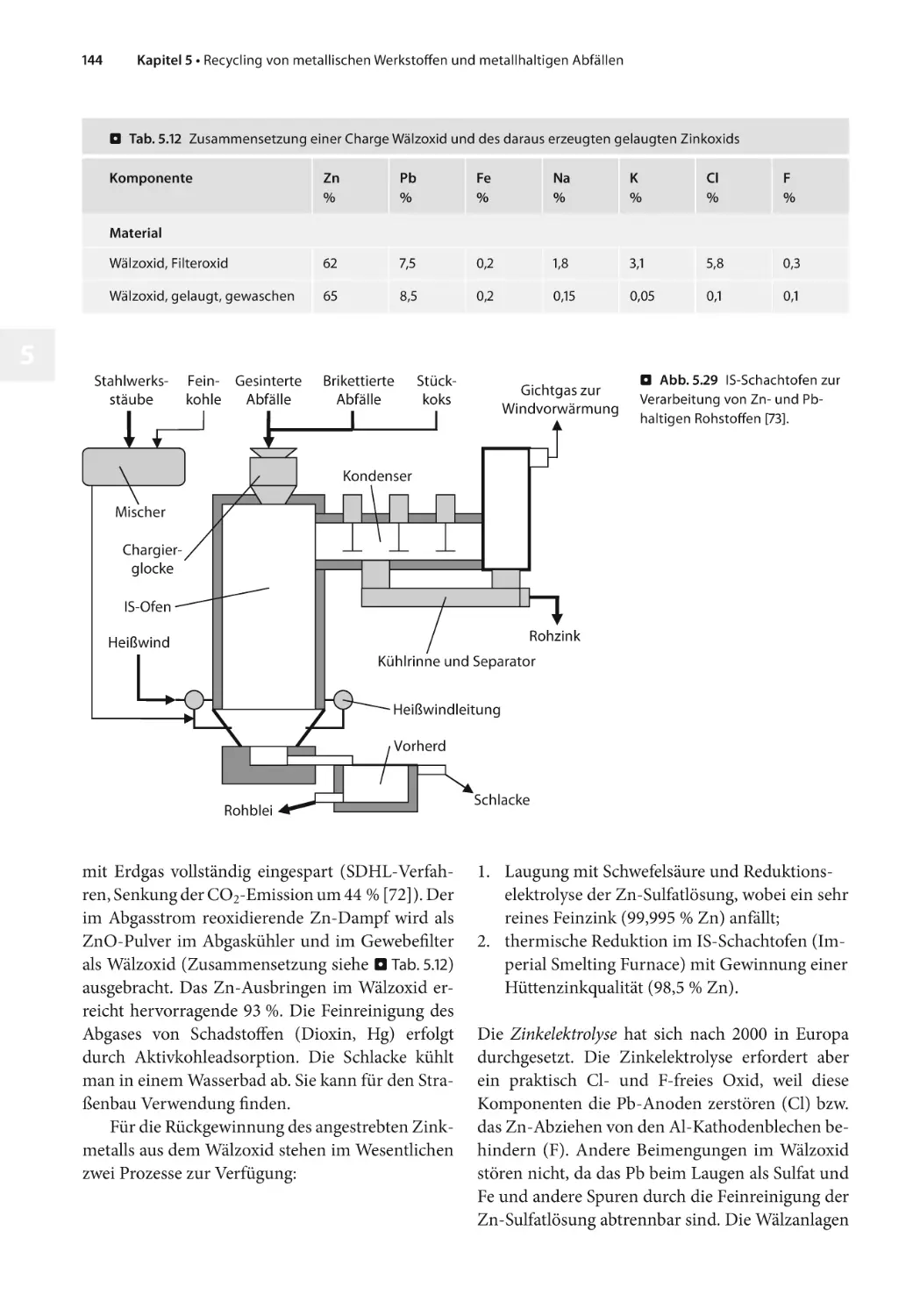
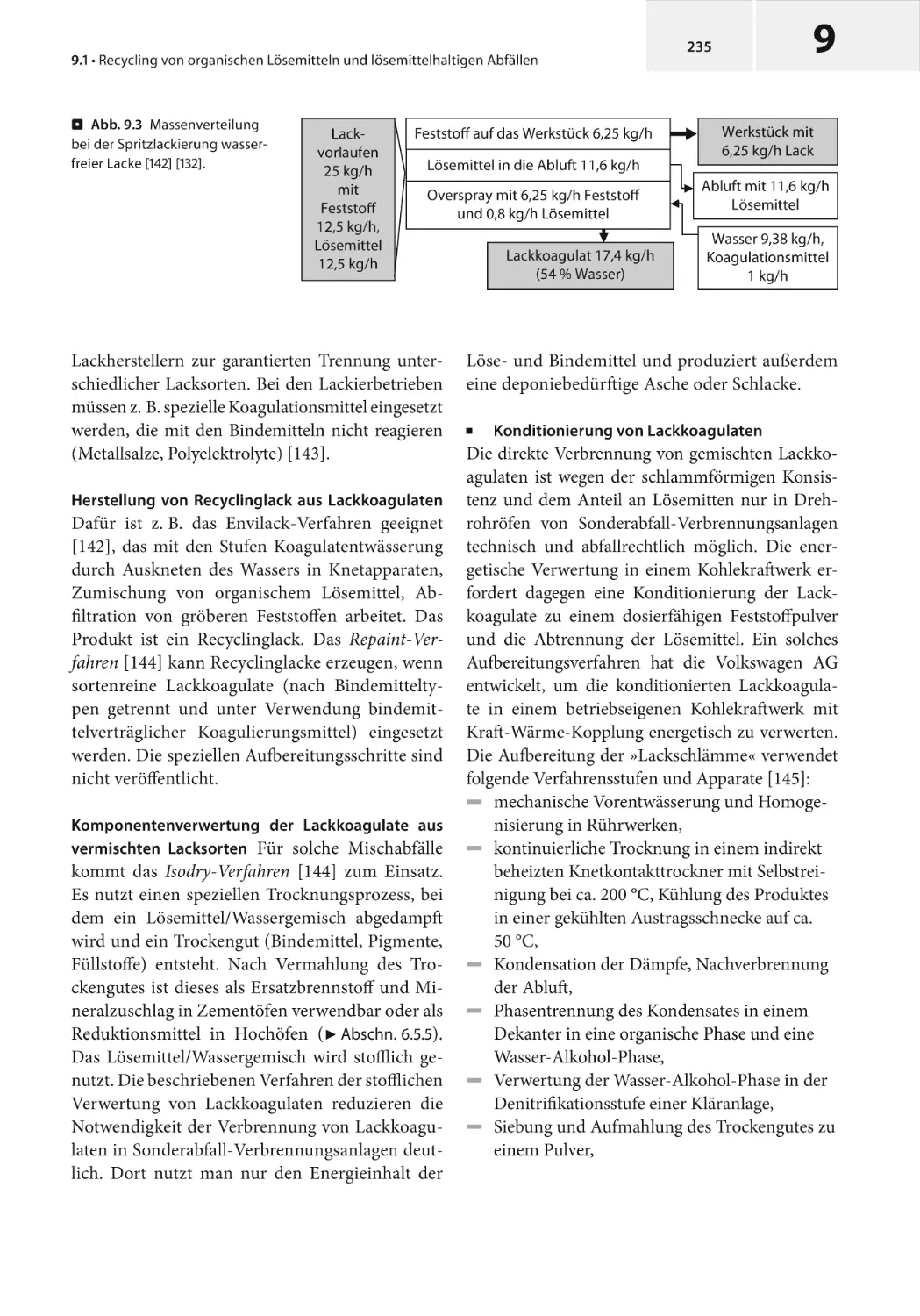
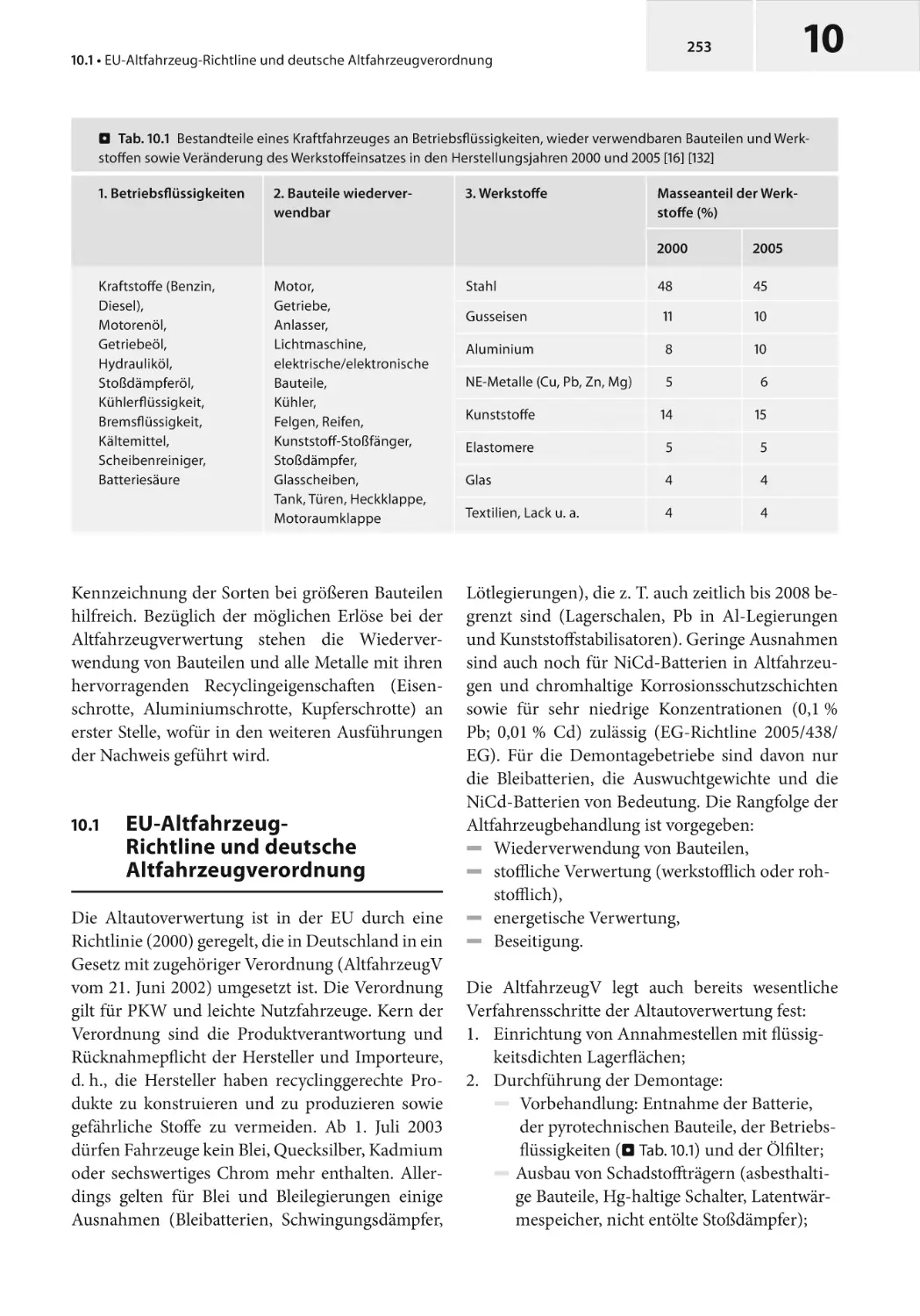
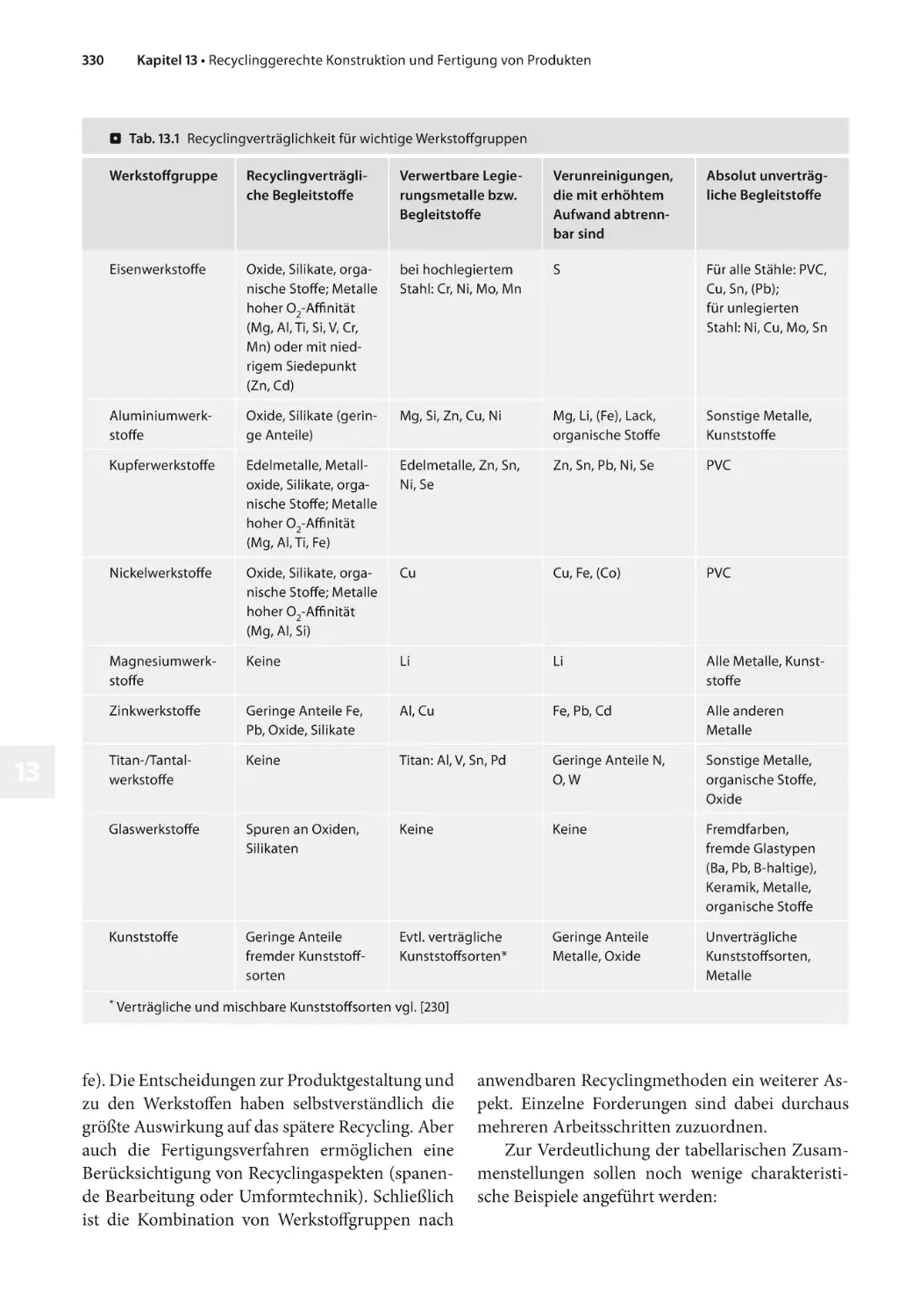
5.2 Recycling von Eisenwerkstoff en und eisenhaltigen Abfällen
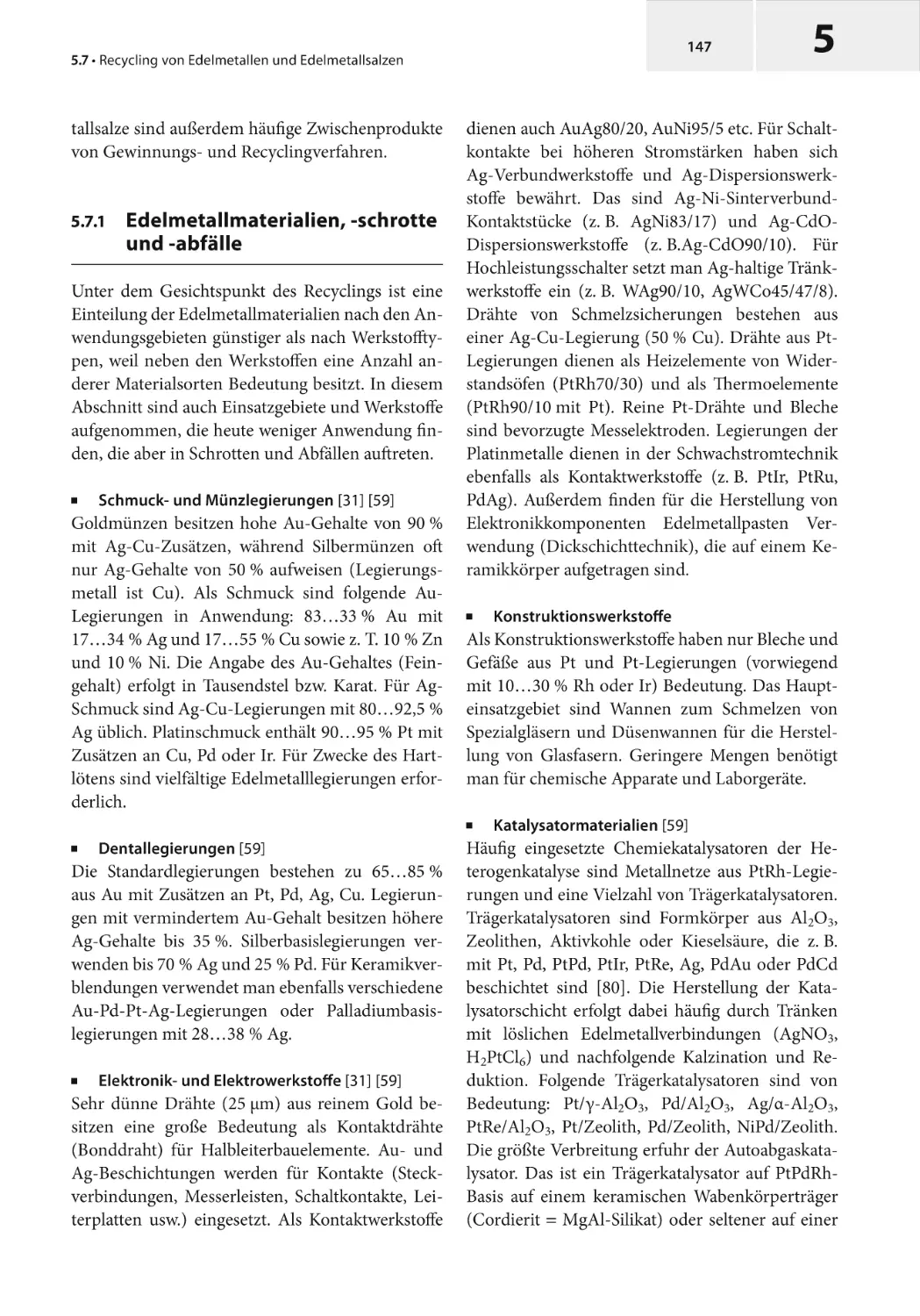
5.2.1 Zusammensetzung der häufi gsten Eisenwerkstoff e [31] [32]](https://djvu.online/jpg1/i/A/0/iA0Z05CpDNaMD/095.webp)







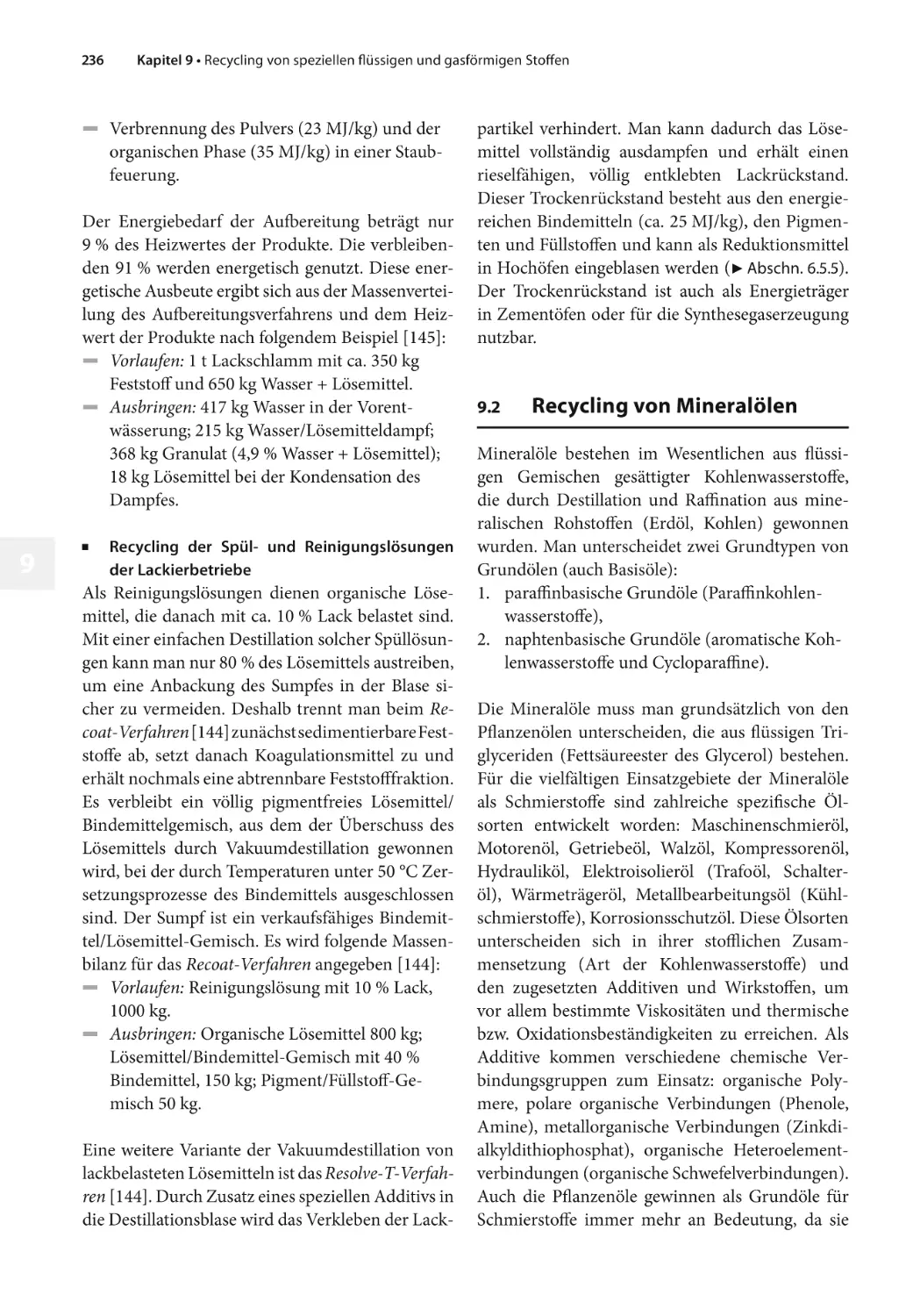
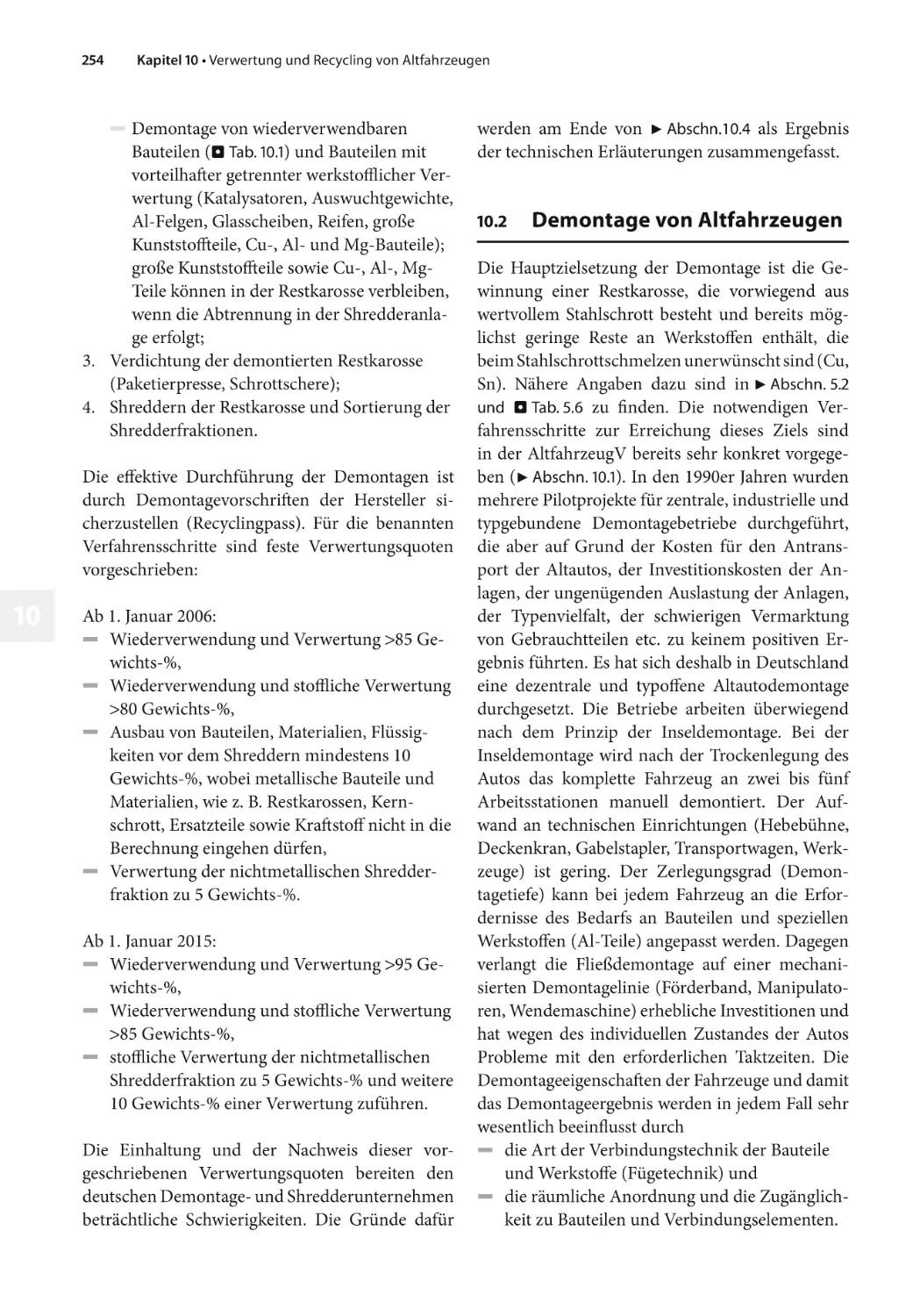
![5.3.6 Recycling von Magnesiumwerk- stoffen [42]](https://djvu.online/jpg1/i/A/0/iA0Z05CpDNaMD/129.webp)























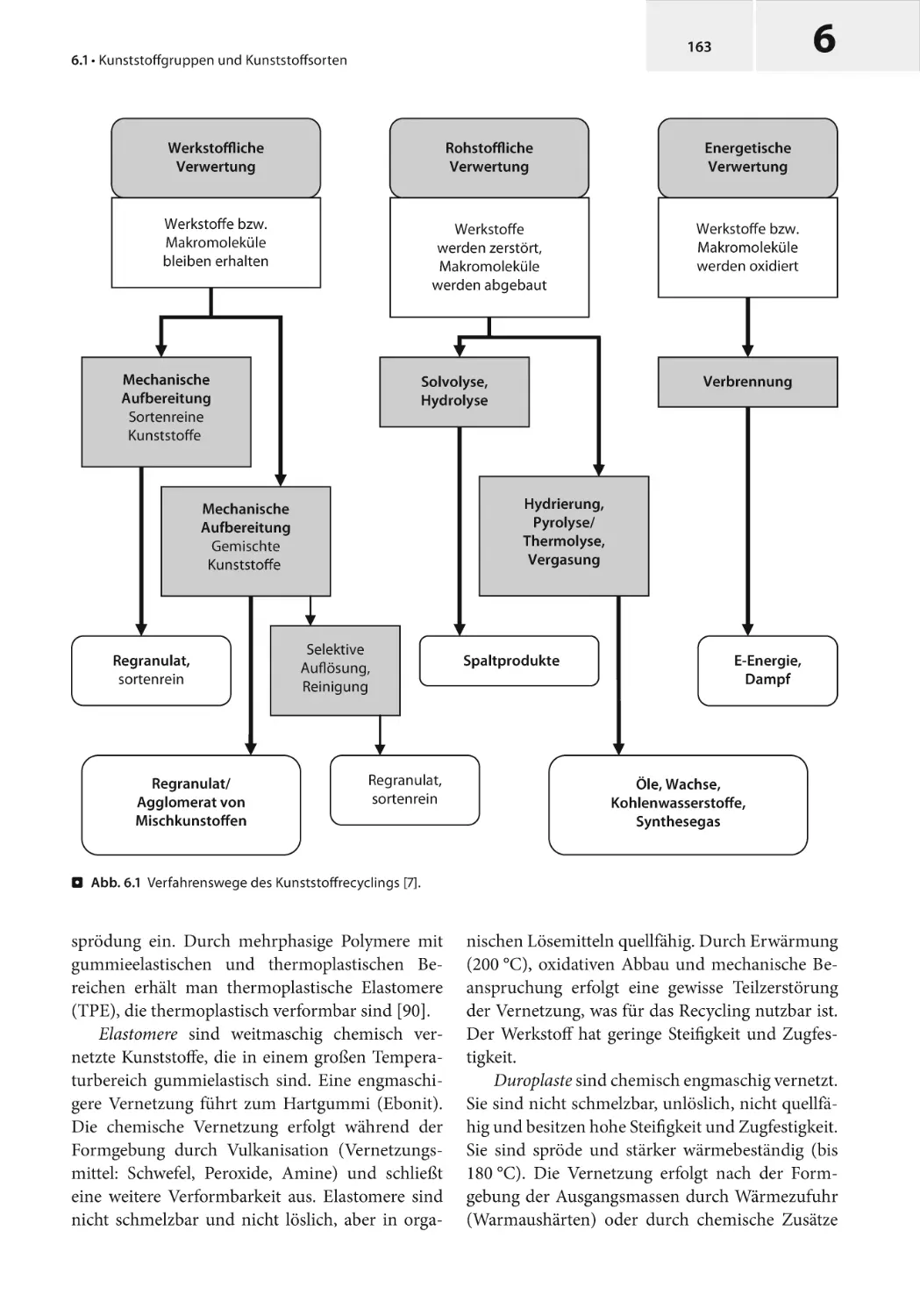
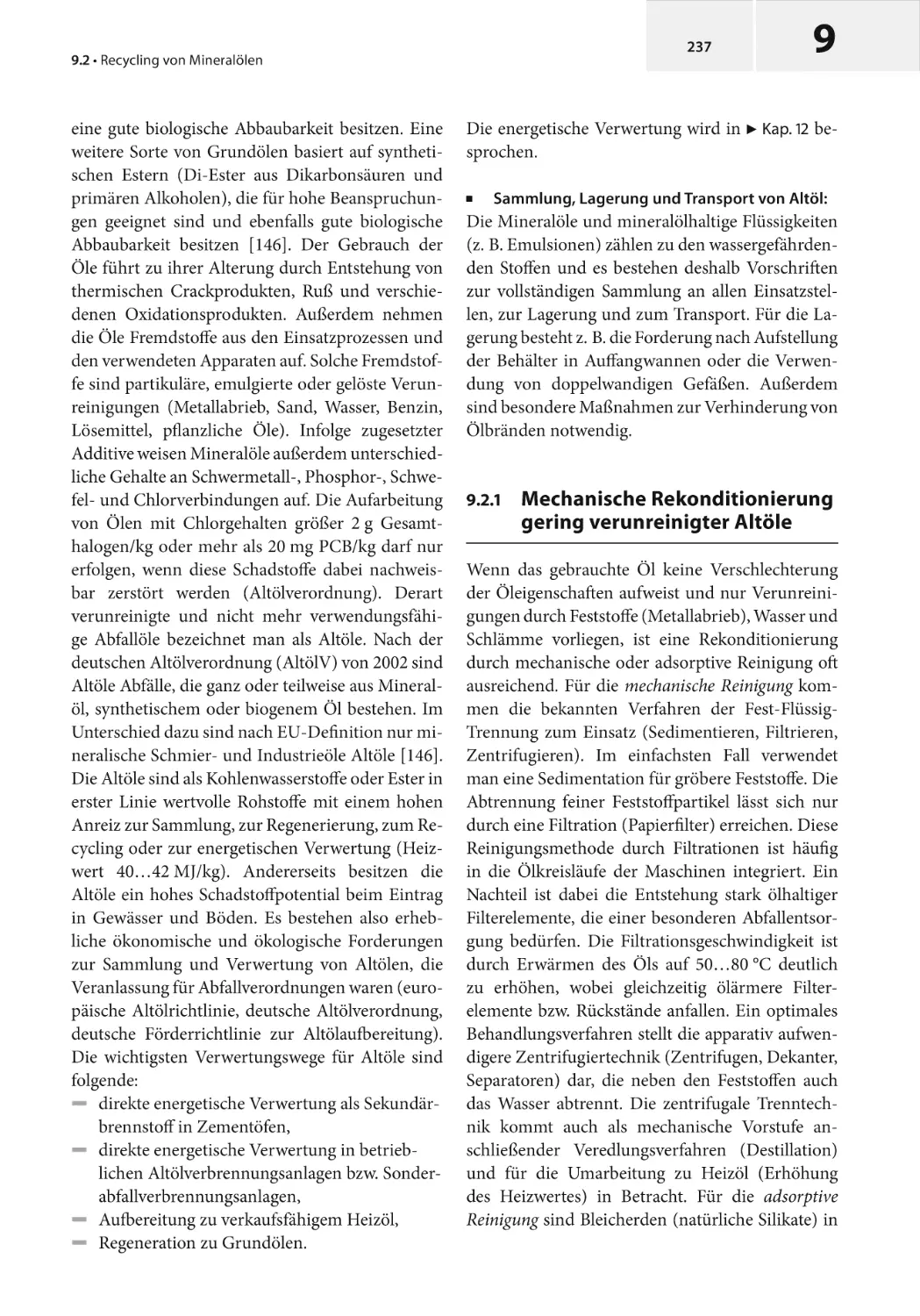
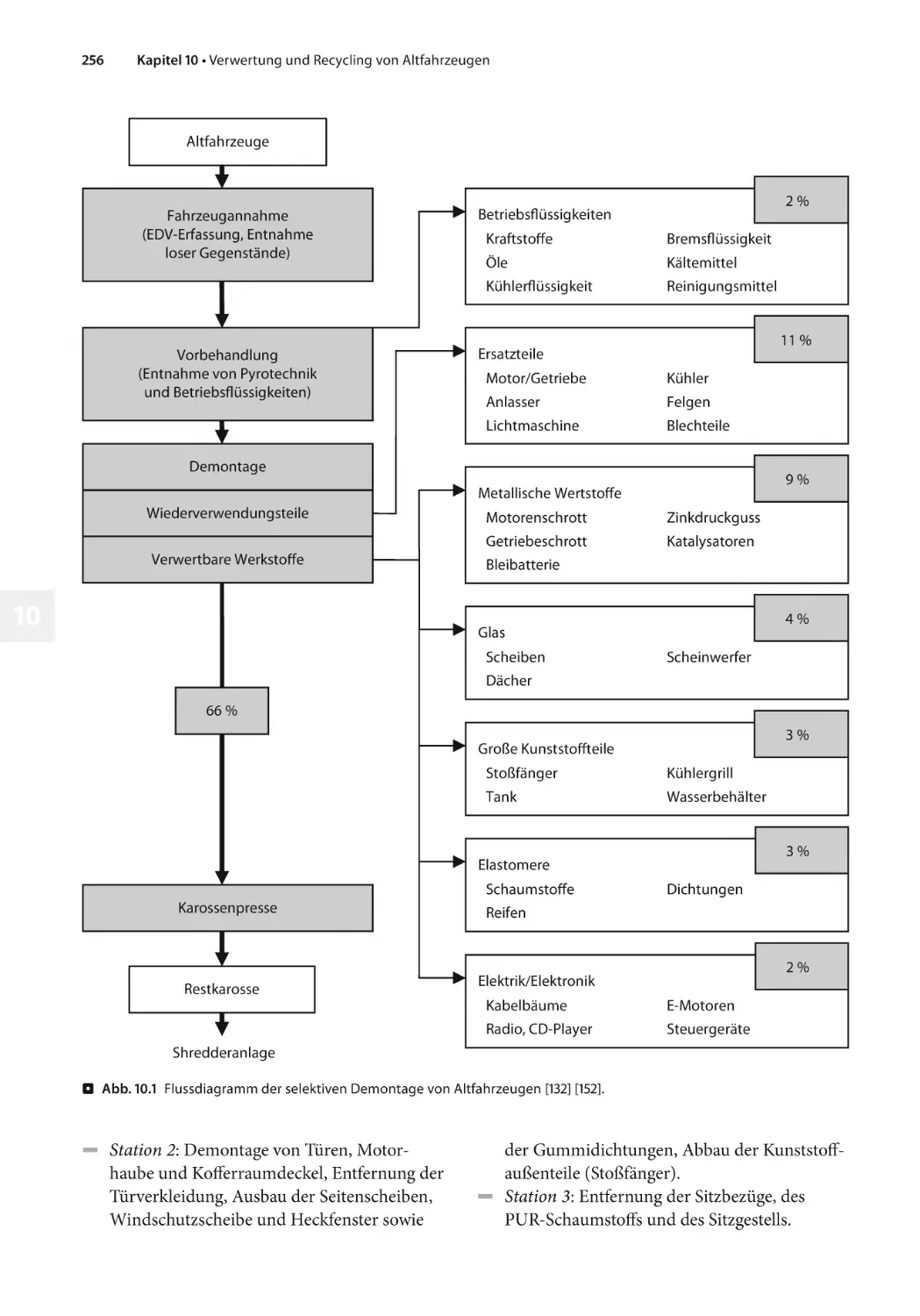
![6.1 Kunststoff gruppen und Kunststoffsorten [90] [91]](https://djvu.online/jpg1/i/A/0/iA0Z05CpDNaMD/179.webp)




















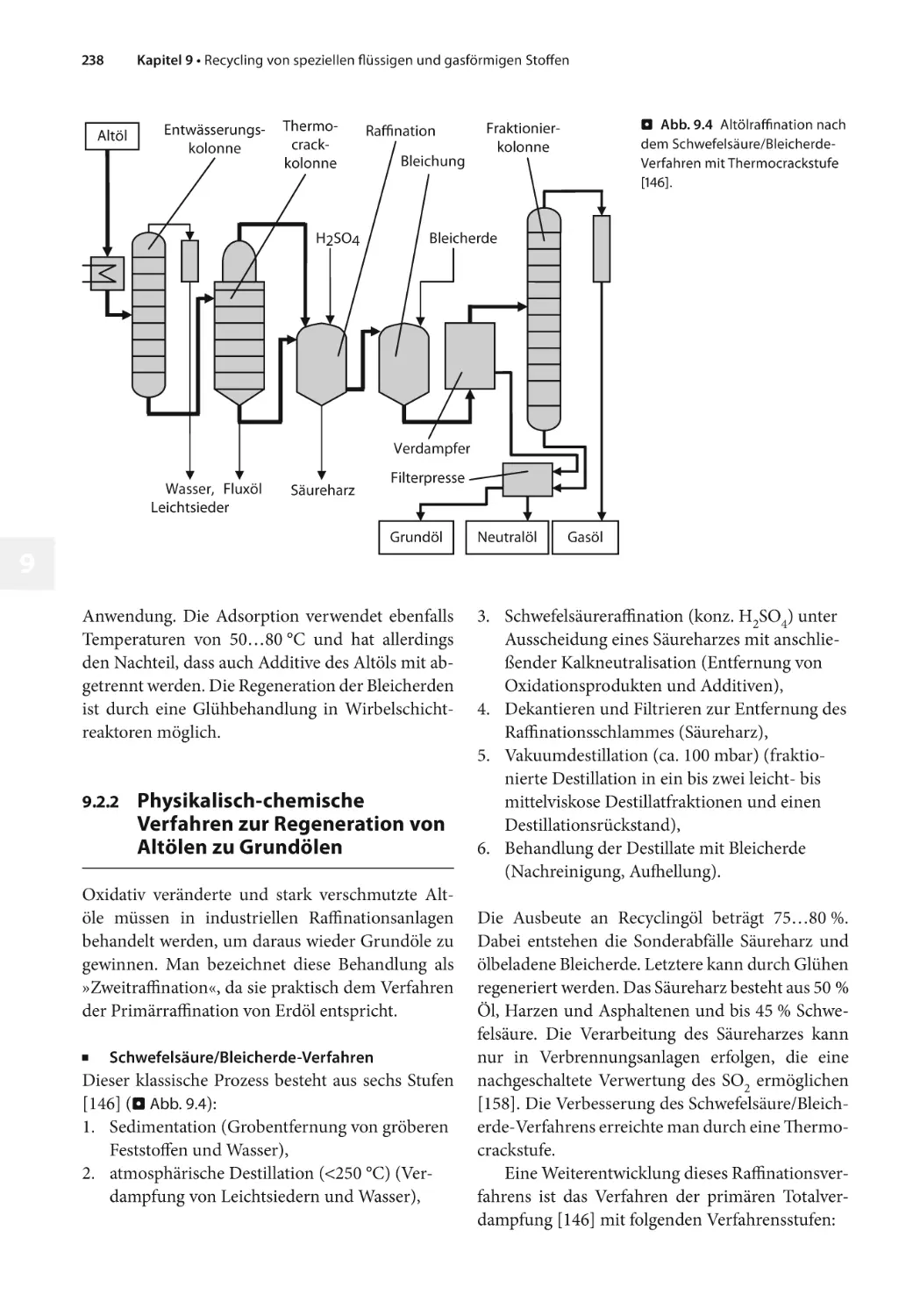



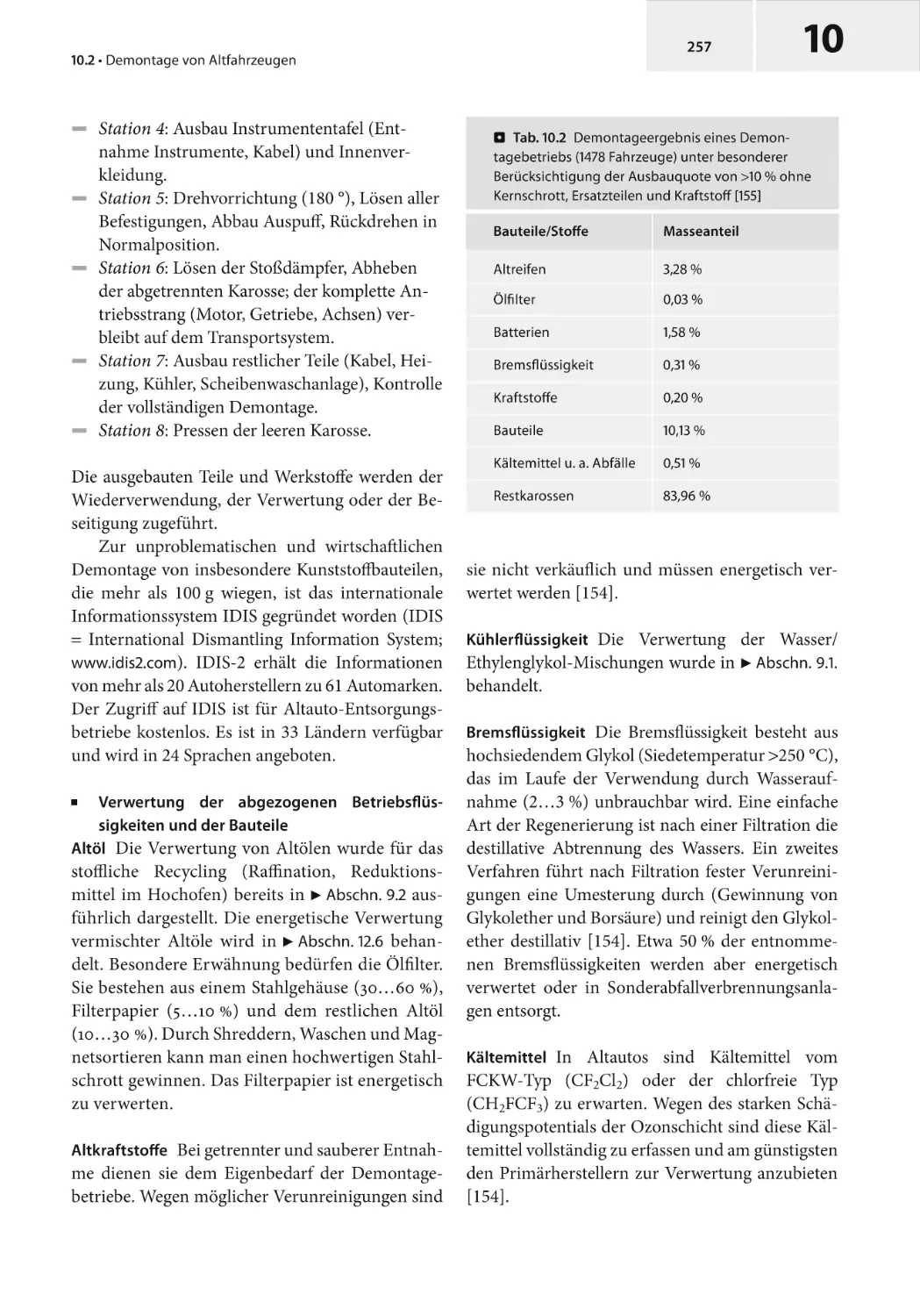












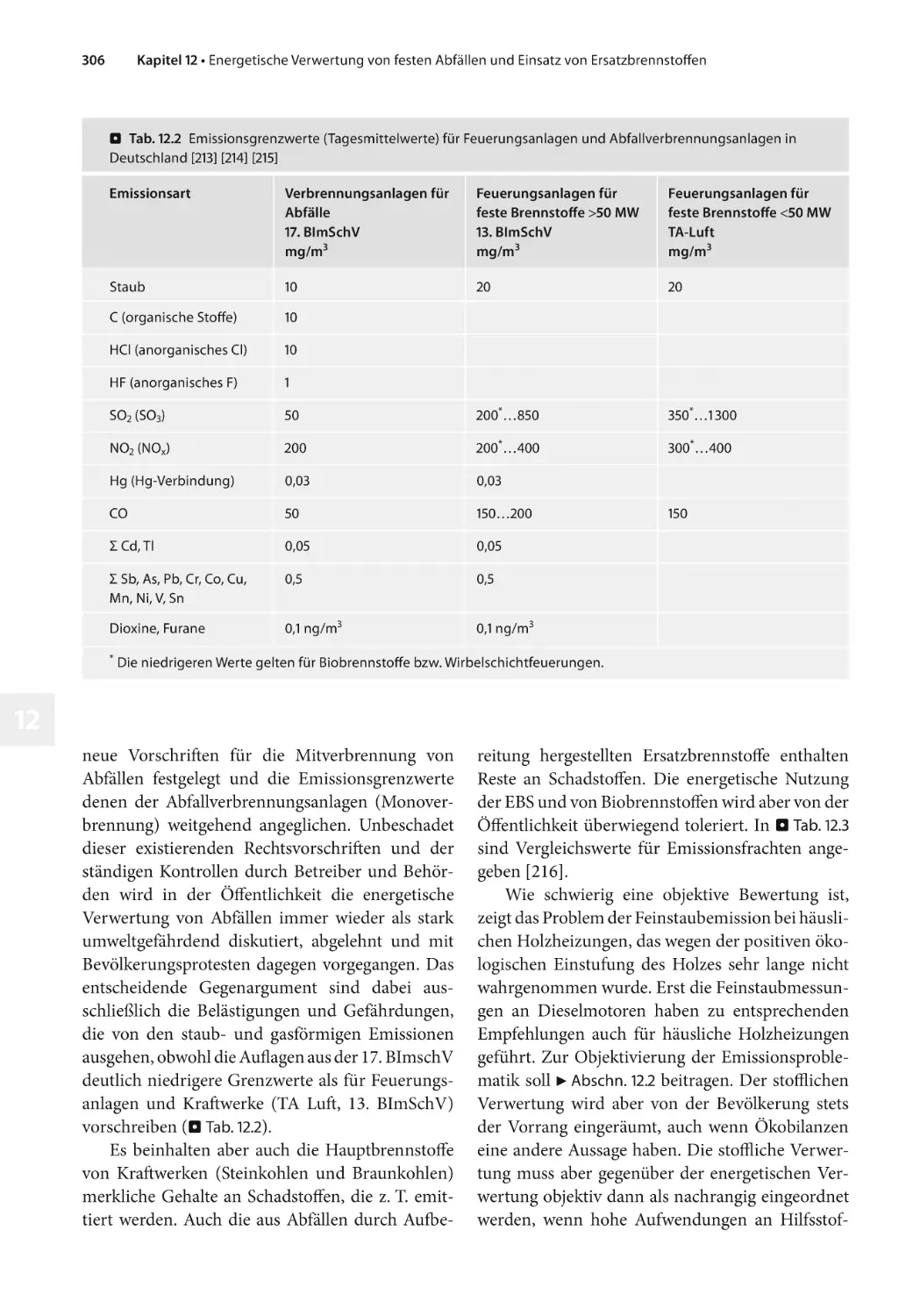



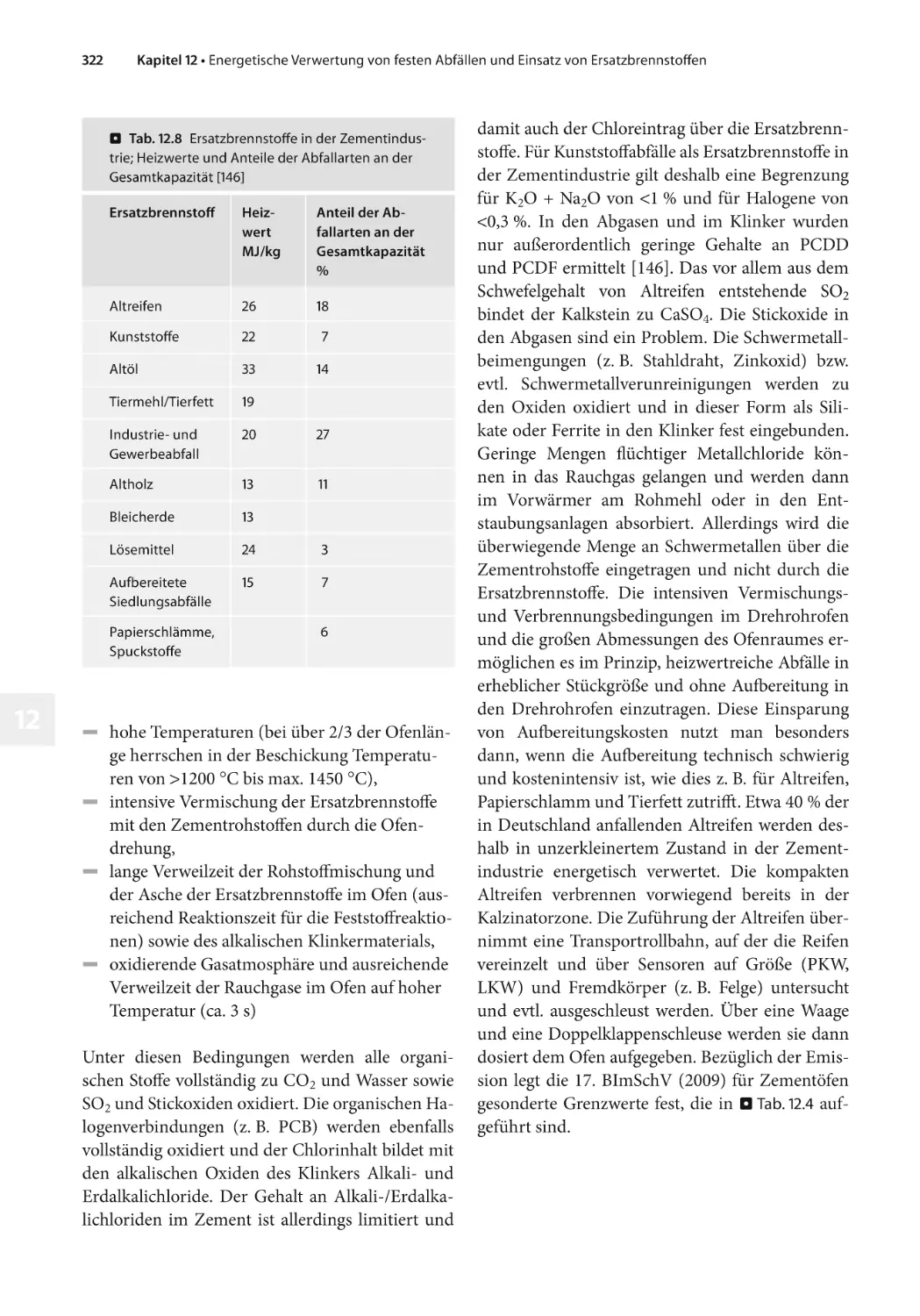
![12.5.1 Ersatzbrennstoff e in der Zementindustrie [146]](https://djvu.online/jpg1/i/A/0/iA0Z05CpDNaMD/337.webp)










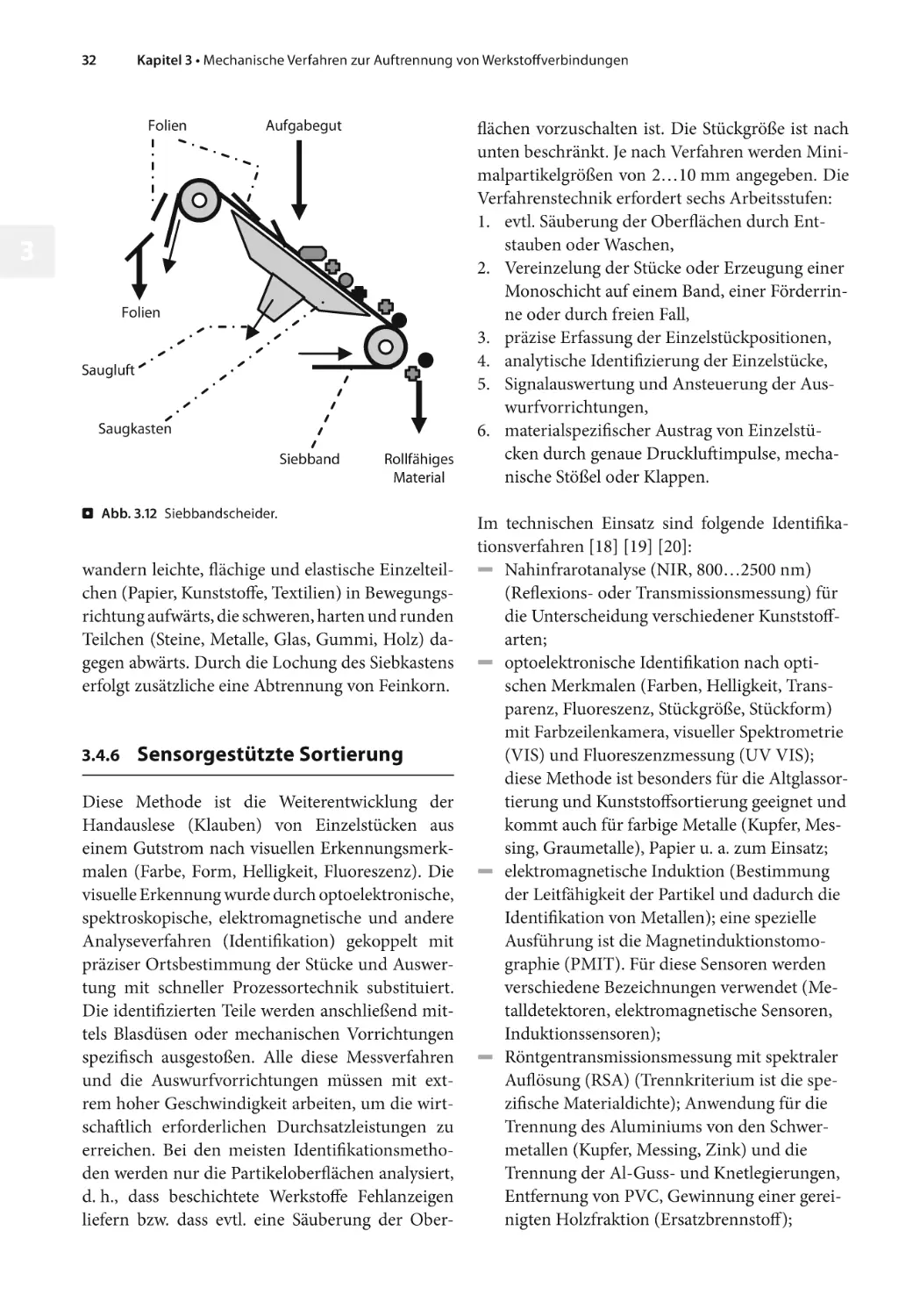
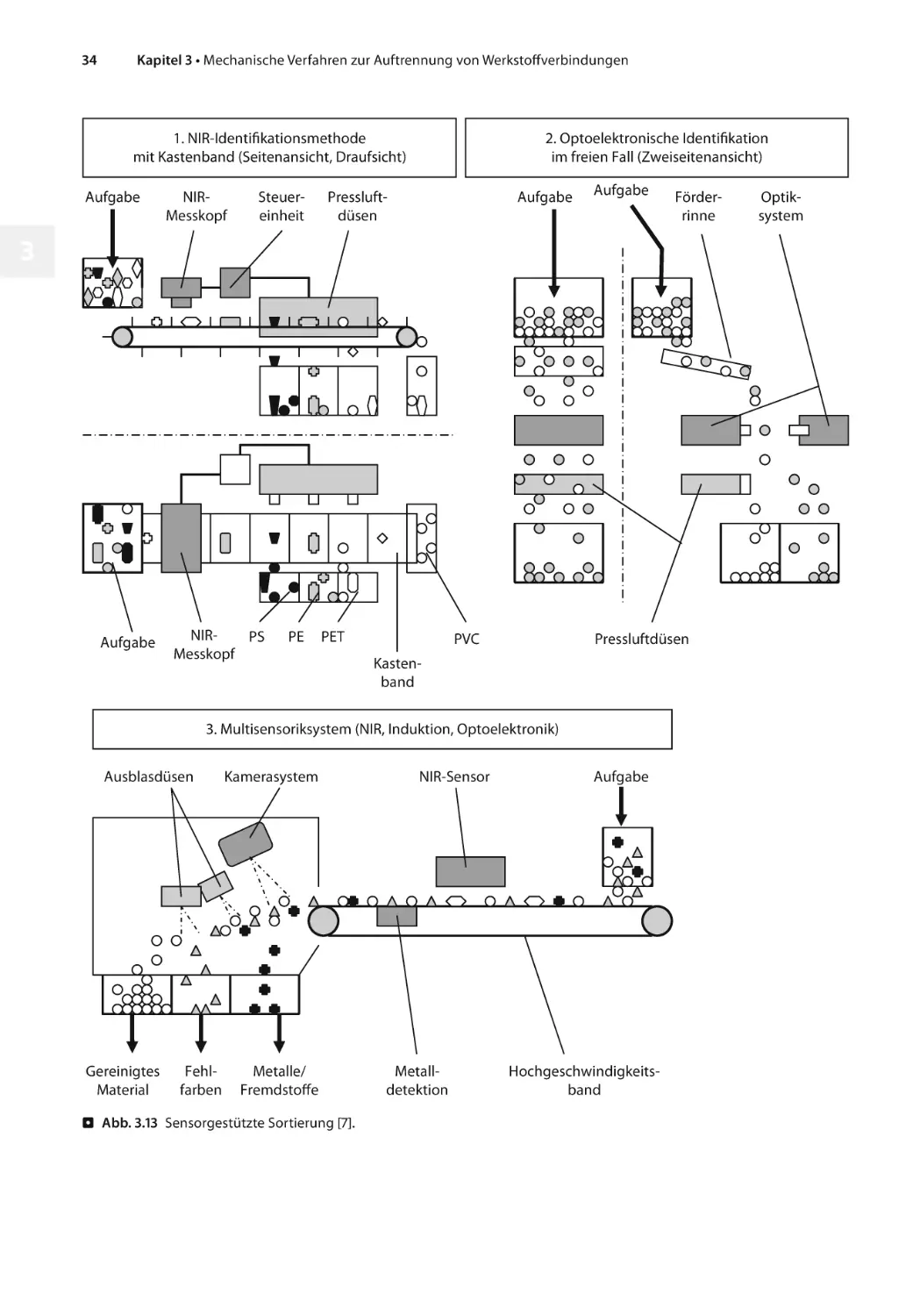
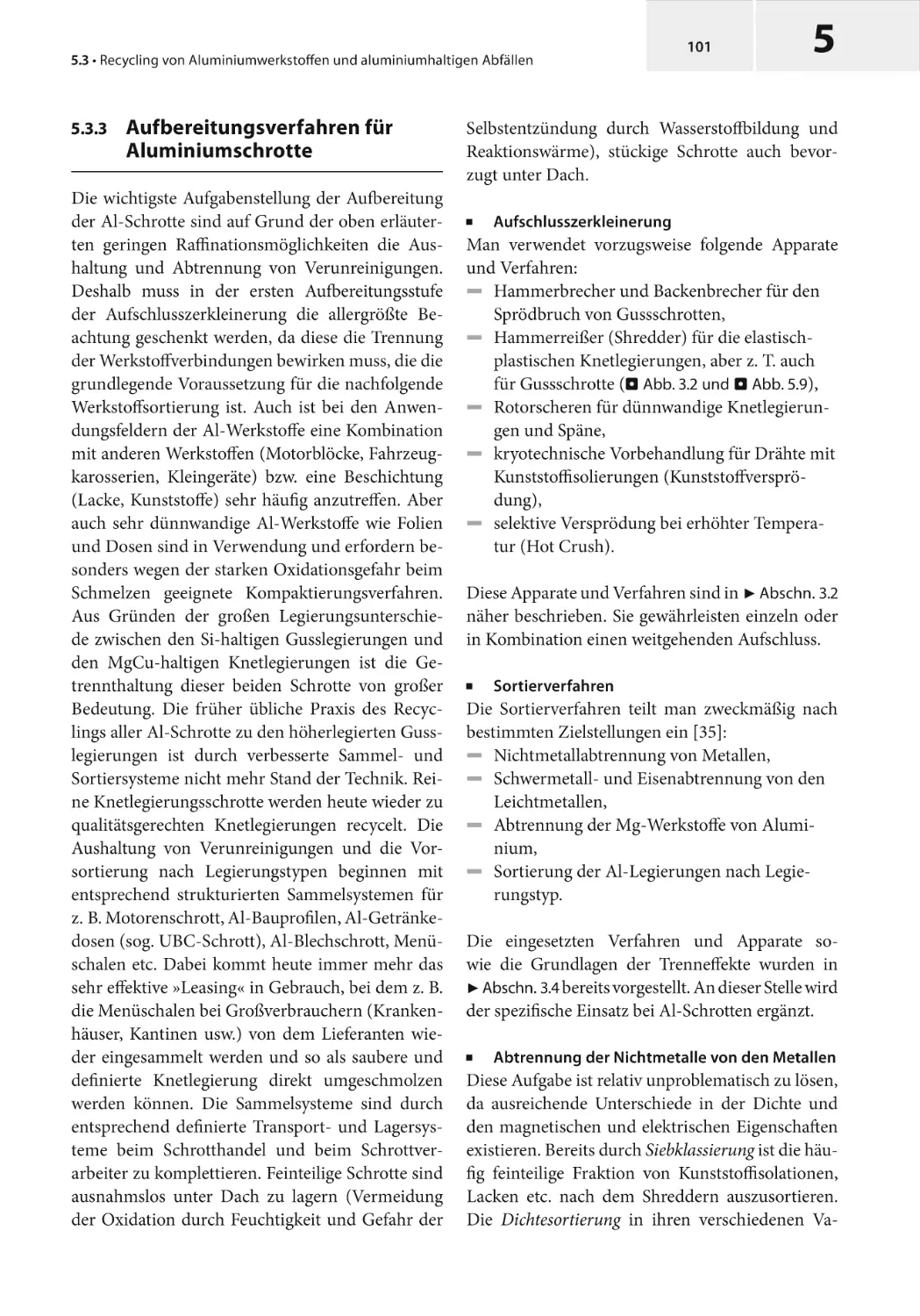
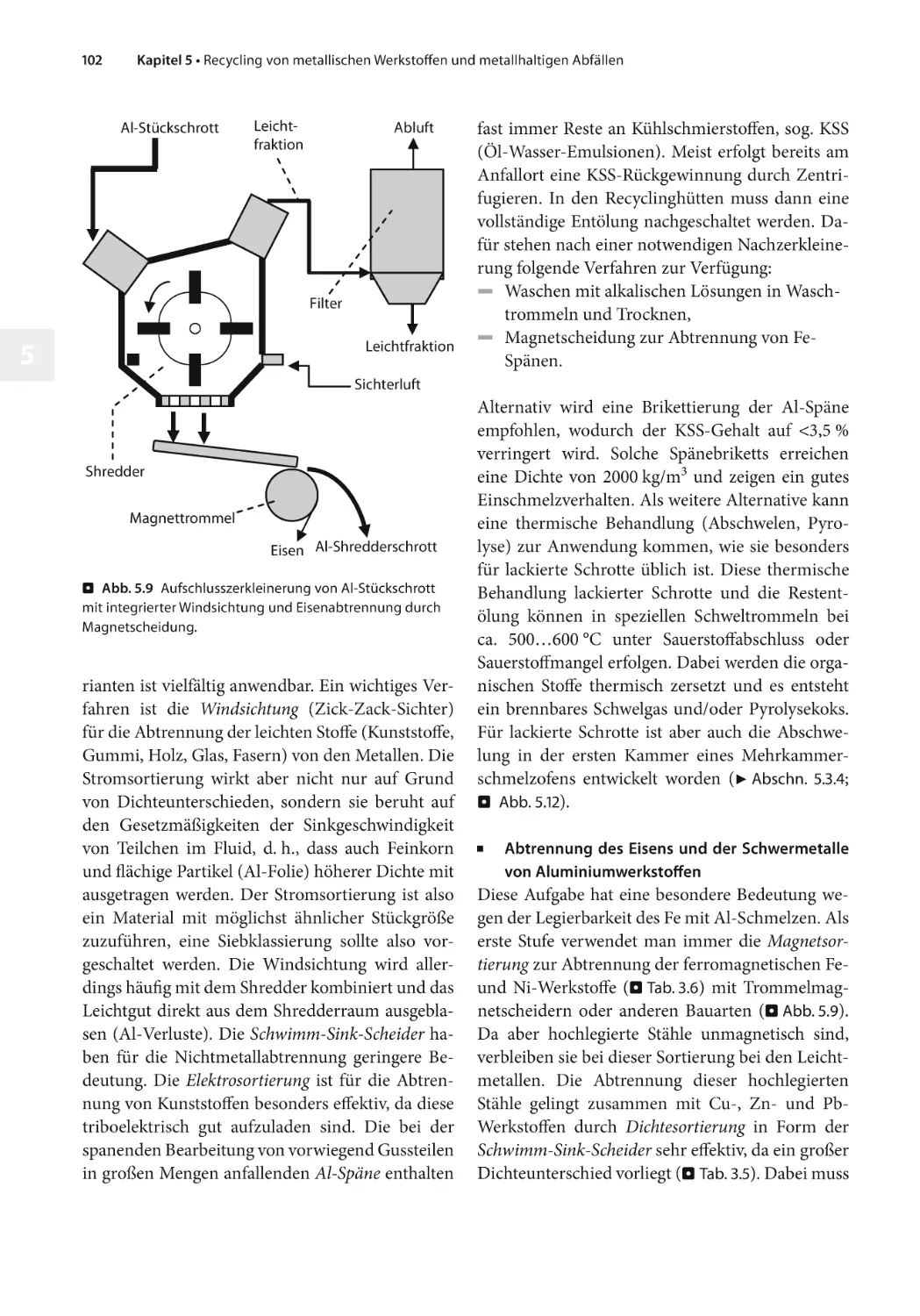
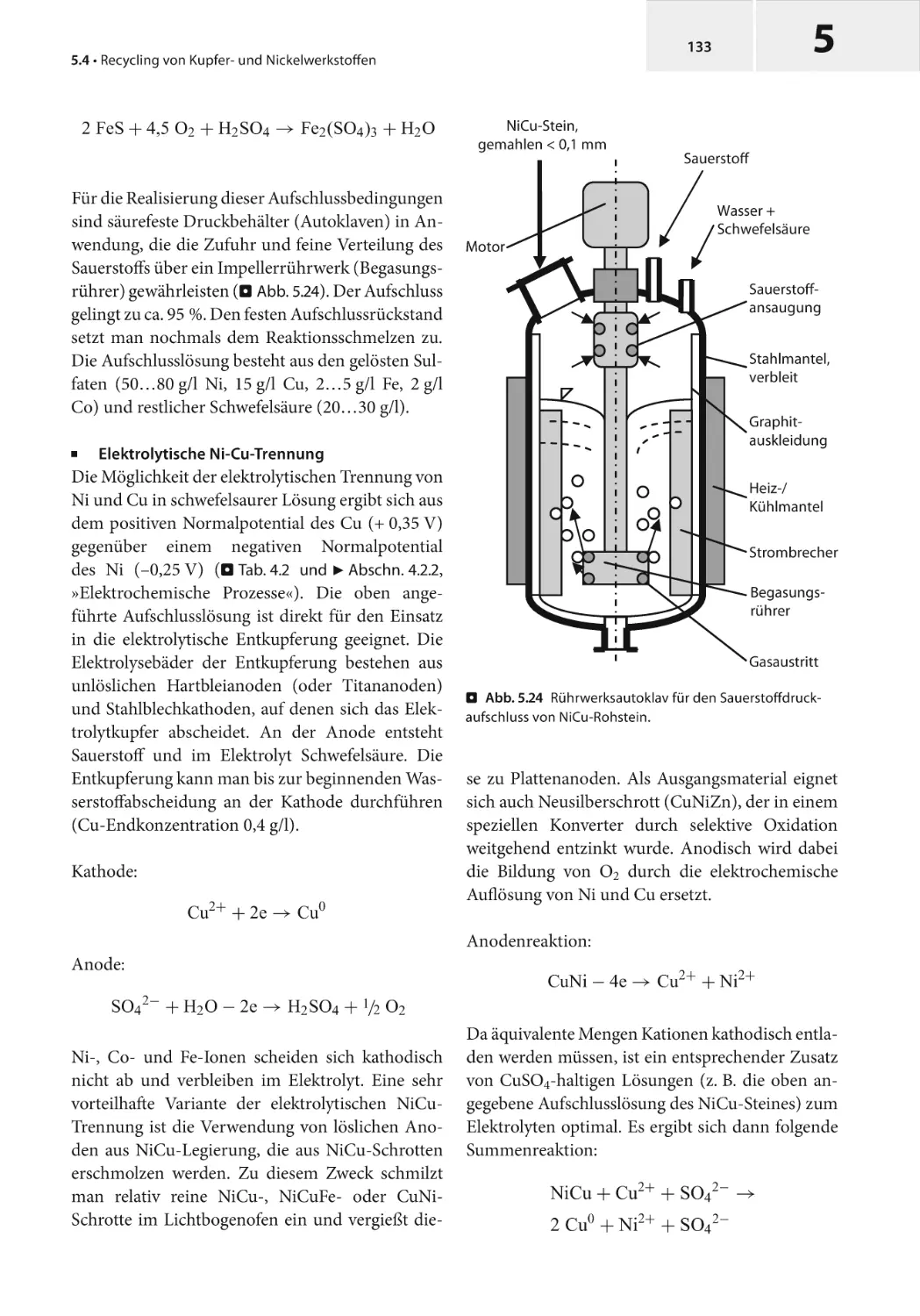
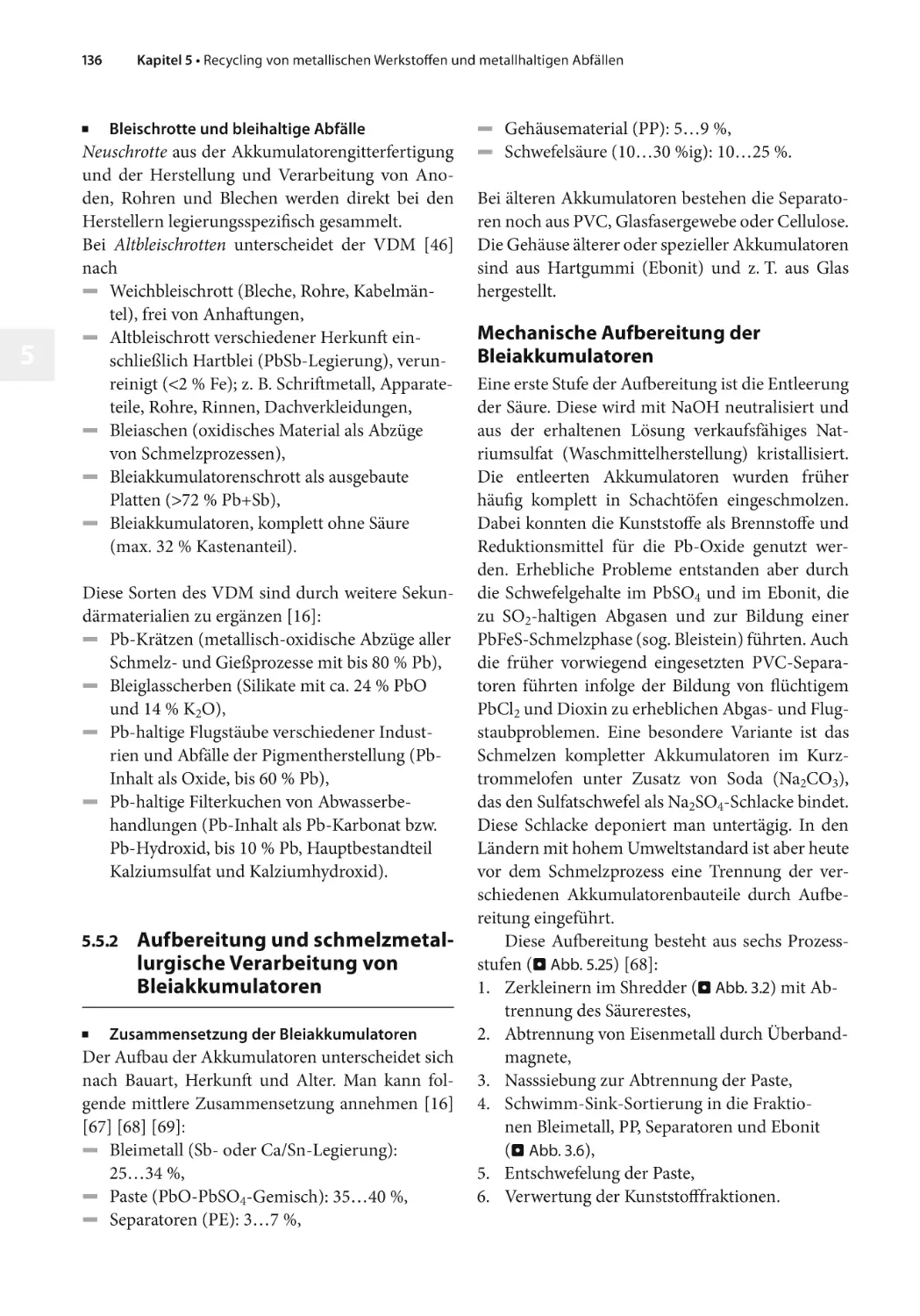
Текст
Recyclingtechnik
Hans Martens
Recyclingtechnik
Fachbuch für Lehre und Praxis
Prof. (em.) Dr.-Ing. Hans Martens
Westsächsische Hochschule Zwickau (FH)
E-Mail: hansilse.martens@t-online.de
Wichtiger Hinweis für den Benutzer
Der Verlag, der Herausgeber und der Autor haben alle Sorgfalt walten lassen, um vollständige und akkurate
Informationen in diesem Buch zu publizieren. Der Verlag übernimmt weder Garantie noch die juristische Verantwortung oder irgendeine Haftung für die Nutzung dieser Informationen, für deren Wirtschaftlichkeit oder
fehlerfreie Funktion für einen bestimmten Zweck. Der Verlag übernimmt keine Gewähr dafür, dass die beschriebenen Verfahren, Programme usw. frei von Schutzrechten Dritter sind. Die Wiedergabe von Gebrauchsnamen,
Handelsnamen, Warenbezeichnungen usw. in diesem Buch berechtigt auch ohne besondere Kennzeichnung
nicht zu der Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als
frei zu betrachten wären und daher von jedermann benutzt werden dürften. Der Verlag hat sich bemüht, sämtliche Rechteinhaber von Abbildungen zu ermitteln. Sollte dem Verlag gegenüber dennoch der Nachweis der
Rechtsinhaberschaft geführt werden, wird das branchenübliche Honorar gezahlt.
Bibliografische Information der Deutschen Nationalbibliothek
Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.de abrufbar.
Springer ist ein Unternehmen von Springer Science+Business Media
springer.de
© Spektrum Akademischer Verlag Heidelberg 2011
Spektrum Akademischer Verlag ist ein Imprint von Springer
11
12
13
14
15
5
4
3
2
1
Das Werk einschließlich aller seiner Teile ist urheberrechtlich geschützt. Jede Verwertung außerhalb der engen Grenzen des Urheberrechtsgesetzes ist ohne Zustimmung des Verlages unzulässig und strafbar. Das gilt
insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen Systemen.
Planung und Lektorat: Dr. Ulrich G. Moltmann, Sabine Bartels
Redaktion: Regine Zimmerschied
Herstellung und Satz: Crest Premedia Solutions (P) Ltd, Pune, Maharashtra, India
Umschlaggestaltung: SpieszDesign, Neu-Ulm
Titelbild: Fotos: © shocky, Fotolia.com, Grafik: © Spieß
ISBN 978-3-8274-2640-6
V
Vorwort
Unter Recycling verstehen wir heute alle gesellschaftlichen Aktivitäten, die folgenden Zielen
dienen:
5 Wiederverwendung oder Weiterverwendung bereits benutzter Produkte oder Materialien nach Ablauf ihrer Nutzungszeit (Produktrecycling),
5 Verwertung von Materialien/Stoffen/Produktionsabfällen (Stoffrecycling).
Die Verwendung des Wortes »Recycling« ist relativ neu, aber das Prinzip der Wiederverwendung und Verwertung von bereits genutzten Produkten oder Stoffen (Abfällen) ist eine
Jahrtausende alte Handlungsweise der Menschen. Das wird in der Menschheitsgeschichte
besonders deutlich seit der Nutzung von Metallen. Die Metalle und Metalllegierungen erleiden in ihrer Nutzungszeit einen oft sehr geringen Wertverlust, d. h., die Aufwendungen
an Rohstoffen, Arbeitskraft, Kapital, Energie und Hilfsstoffen für den Bergbau und die Metallherstellung bleiben weitgehend erhalten. Die Verwertung ist mit geringem zusätzlichen
Aufwand durch Umformen oder Umschmelzen möglich. Das gilt in besonderem Maß für
die Edelmetalle (Gold, Silber), aber auch für Eisen und die Nichteisenmetalle (Kupfer, Blei,
Zinn) sowie deren Legierungen (Bronze, Messing). Diese Wertbeständigkeit der Metalle begründete letztlich ihre Verwendbarkeit als Tauschwert (Bronzestücke, Edelmetallmünzen).
Aber auch ganz andere Materialien wie Flüssigkeiten (Öle, Beizen usw.) sind nach Aufarbeitung weiter verwendbar. Beschriebene Pergamente wurden im Mittelalter z. B. als Bucheinband erneut genutzt und stellen heute wertvolle historische Dokumente dar. Schließlich ist
auch die Nutzung von Altpapier seit Erfindung des Papiers üblich. Eine lange Tradition hat
auch die Verwertung von Altglas durch Umschmelzen. Die Mehrfachnutzung von Holz,
Textilien und Wasser in Haushalten und Industrie ist ebenfalls weit verbreitet. In Zeiten der
Rohstoffknappheit oder wirtschaftlicher Krisen wurde Recycling oft als bedeutende gesellschaftspolitische Maßnahme installiert. Das betraf das Sammeln von Edelmetallschmuck im
Ersten Weltkrieg oder das Einschmelzen von Bronzedenkmälern und Glocken im Zweiten
Weltkrieg.
Im Rahmen der weltweiten Umweltdiskussion der vergangenen Jahrzehnte hat das Recycling aber eine deutlich erweiterte Bedeutung als Umweltschutzmaßnahme gewonnen.
Durch diese »Verwertung von Abfällen« wird z. B. die Deponierung von Müll reduziert und
der Schadstoffeintrag von festen Stoffen, Flüssigkeiten und Gasen in den Boden, in Flüsse
und Grundwasser sowie in die Atmosphäre verringert. Außerdem entsteht durch das Recycling häufig eine erhebliche Einsparung von Energie gegenüber der Primärproduktion und
es liefert damit einen äußerst wünschenswerten Beitrag zur Reduzierung von CO2-Emissionen und damit der globalen Erwärmung. Dieser dreifachen Bedeutung des Recyclings
(Ressourcenschonung durch Verwertung, Reduzierung des Schadstoffeintrages, Einsparung
von Energie) wurde durch das Kreislaufwirtschafts-Abfallgesetz 1994 eine rechtliche Grundlage gegeben [1] und durch die novellierte »Abfallrahmenrichtlinie« der EU 2008 gestärkt
[2]. Die Umsetzung dieser Richtlinie in ein neues Kreislaufwirtschaftsgesetz befindet sich in
Bearbeitung (geplante Verabschiedung 2010) [232]. Parallel dazu entwickelte sich in der Bevölkerung der meisten Industrieländer ein bemerkenswertes Umweltbewusstsein mit deutlichem Schwerpunkt zur Abfallsammlung, Abfallsortierung und Abfallverwertung. Der Abfallverwertung sind allerdings wesentliche wirtschaftliche, ökologische und auch technische
Grenzen gesetzt.
VI
Vorwort
Zu den Recyclingproblemen ist ein umfangreiches Schrifttum entstanden, von Zeitungen
über technische, ökologische und wirtschaftliche Fachzeitschriften bis zu ergänzungsfähigen
Loseblattsammlungen und Fachbüchern. Darin sind aber vorwiegend nur spezielle Stoffgebiete und Verfahren behandelt und die Fachbücher sind häufig als eine wenig homogene
Zusammenstellung von Spezialkapiteln verschiedener Autoren herausgebracht. Bei meiner Lehrtätigkeit an der Westsächsischen Hochschule Zwickau (FH) in den Jahren 1994 bis
2000 machte sich aber besonders bei einem auf Selbststudium orientierten Aufbaustudium
das Fehlen einer Monografie zu den Grundlagen des Werkstoffrecyclings bemerkbar. Deshalb
habe ich für diese Aufbaustudenten entsprechendes Studienmaterial erarbeitet, das in ergänzter Form mit diesem Buch vorgelegt wird.
Das Fachbuch Recyclingtechnik behandelt das Stoffrecycling mit dem Schwerpunkt Werkstoffrecycling. Es konzentriert sich auf die Recyclingtechnologien mit ihren verfahrenstechnischen Grundlagen und ergänzt diese im erforderlichen Maße durch wirtschaftliche, ökologische und abfallrechtliche Anmerkungen. Dadurch wird die Komplexität der Aufgaben
erkennbar und eine relative Bewertung spezieller alter und neuer Recyclingforderungen ermöglicht. Dabei wird von den verschiedenen Werkstoffen ausgegangen. Die entscheidenden
Unterschiede der Recyclingfähigkeit von Metallen, Kunststoffen, Keramik, Papier und Glas
werden erarbeitet, die typischen Recyclingverfahren für diese Stoffe beschrieben und damit
der Zugang zum Recycling von hochkomplexen Altprodukten (Altauto, Elektronikschrott)
eröffnet. Ergänzend dazu werden auch die Recyclingmöglichkeiten von anderen wichtigen
Materialien und Stoffen (Metallsalze, Salzlösungen, Oxide, Farben, Lacke, Lösemittel, Öle,
Gase) kurz behandelt. Die Kenntnis der Grundlagen soll auch die Fähigkeit zur Bearbeitung neuer Recyclingaufgaben ermöglichen, die sich durch Einführung neuer Werkstoffe,
Werkstoffverbunde und Produkte sowie den Anfall neuartiger Produktionsabfälle ständig
ergeben (z. B. LCD-Display, Solarmodul). Die Verwertung und Beseitigung von gemischten Siedlungsabfällen und biogenen Abfällen wurden in das Buch nicht aufgenommen,
weil dazu bereits ein sehr umfangreiches Schrifttum existiert und vor allem grundsätzliche
Unterschiede zu dem Hauptziel des Stoffrecyclings (Stoffkreisläufe, Ressourcenschonung)
bestehen. Schwerpunkte bei diesen Abfällen sind die Beseitigung nach Vorbehandlung und/
oder die energetische Verwertung. Aus diesem Grund wurde auch die Beseitigung von Abwässern nicht besprochen, da sich daraus nur geringe Stoffkreisläufe ergeben. Auf die energetische Verwertung von Werkstoffen und speziellen Materialien konnte allerdings nicht
verzichtet werden, weil diese Verfahren in einigen Fällen eine wichtige Alternative zum
stofflichen Recycling darstellen. Die Aufbereitung und die Verwertung getrennt gesammelter Siedlungsabfälle (Altglas, Altpapier, DSD-Material, Schrott) werden selbstverständlich
besprochen.
Die Recyclingeigenschaften und -verfahren sind heute zunehmend auch von Konstrukteuren und Fertigungsingenieuren der Unternehmen zu berücksichtigen, um die Forderungen
nach einer recyclinggerechten Konstruktion und Fertigung von Produkten zu gewährleisten. Schließlich besteht außerhalb der westlichen Industriestaaten in den Schwellenländern
und in Osteuropa bezüglich der Recyclingsysteme noch ein großer Nachholbedarf und eröffnet beträchtliche Exportchancen für die Recyclingtechnik.
Das Buch ist als einführende Literatur für Studenten an Hochschulen und Universitäten mit
technischen, naturwissenschaftlichen und wirtschaftlichen Studiengängen sowie für Ingenieure, Techniker und Betriebswirte in der Praxis und in den Umweltbehörden geschrie-
Vorwort
VII
ben. Vielleicht findet es aber auch das Interesse einer weiteren Leserschaft und trägt damit
zu einem besseren Verständnis der komplexen Zusammenhänge der Recyclingproblematik
und den schwierigen wirtschaftlichen und ökologischen Bewertungen bei.
Eine weniger umfangreiche Beschreibung von Recyclingtechniken konnte ich bereits in das
Handbuch Konstruktionswerkstoffe (Hanser Verlag, 2008) [7] einbringen. Mit freundlicher
Zustimmung des Hanser Verlags war es möglich, aus diesem Handbuch einige meiner Tabellen und Abbildungen in das vorliegende umfassendere Buch zu übernehmen. Bei den
betreffenden Tabellen und Abbildungen steht immer die Quellenangabe [7] und zusätzlich
ist häufig eine zweite Literaturstelle vermerkt, die auf die Ursprungsliteratur oder evtl. neuere Literaturstellen hinweist.
Prof. Daniel Goldmann (TU Clausthal) hat mit Hinweisen auf den Arbeitsentwurf eines
neuen Kreislaufwirtschaftsgesetzes [232] und die neueren Entwicklungen bei der Altfahrzeugverwertung sowie dem Recycling von Li-Ionen-Batterien und Solarmodulen zur Aktualität des Buches beigetragen. Dafür und für die Übernahme des Geleitwortes bin ich ihm
zu besonderem Dank verpflichtet.
Dem Spektrum Akademischer Verlag danke ich für die Realisierung dieses Buches. Mein
besonderer Dank gilt dem Lektorat von Dr. Ulrich Moltmann und der sehr konstruktiven
Zusammenarbeit mit Sabine Bartels – beide trugen zu der guten Qualität des Buches erheblich bei.
Hans Martens
Augsburg 2010
IX
Geleitwort
Vor rund 40 Jahren begann in Deutschland das Zeitalter der modernen Abfallwirtschaft. Mitte der neunziger Jahre des letzten Jahrhunderts erfolgte dann der Wandel von der Abfall- zur
Kreislaufwirtschaft, der sich im Rechtssystem durch die Einführung des Kreislaufwirtschaftsund Abfallgesetzes manifestierte. Seit Beginn des neuen Jahrtausends setzte eine weitere
Stufe ein, die nun zur Sekundärrohstoff- bzw. Ressourcenwirtschaft führt. Diese Entwicklung
strahlte und strahlt von Deutschland und Europa in viele Regionen der Welt aus. Mit dem gerade in Vorbereitung befindlichen neuen Kreislaufwirtschaftsgesetz wird dem auch politisch
und rechtlich Rechnung getragen.
Einer der wesentlichen Treiber für diese Entwicklung, der uns trotz vorübergehender
Schwankungen infolge größerer Wirtschaftskrisen noch lange begleiten wird, ist die stetige
Zunahme des weltweiten Rohstoffverbrauchs, bedingt durch den Aufstieg großer Schwellenländer wie China und Indien. Gerade für ein Land wie Deutschland, das kaum noch über
nennenswerte Mengen an primären Ressourcen technologisch besonders relevanter Rohstoffe verfügt, gleichzeitig aber große Industrie- und Exportnation ist, ist die Entwicklung effizienter Recyclingstrukturen und -technologien das Gebot der Stunde. Mit der zunehmenden
Ausbeutung natürlicher Ressourcen verschiebt sich aber auch weltweit die Bedeutung der
globalen Rohstofflager von geogenen zu anthropogenen Reserven.
Vor diesem Hintergrund wandelt sich der Fokus beim Umgang mit Abfällen mehr und mehr
von der klassischen Entsorgungssicht zu einer Sichtweise, bei der Abfälle maßgeblich zur
Ressourcensicherung beitragen können und müssen. Welche Rohstoffe in welchen Produkten und Anlagen eingesetzt werden, wann und wo diese nach Nutzungsende anfallen und
wie diese in den Wirtschaftskreislauf zurückgeführt werden können, wird zunehmend systematischer zu klären und technologieintensiver zu lösen sein. Hierbei kommt der Recyclingtechnik eine zentrale Rolle zu.
Technisch, ökonomisch und ökologisch intelligente Lösungen können die Wirtschaft ein
Stück weit unabhängiger von primären Ressourcen machen, natürlich nie ganz, aber Recycling kann maßgeblich zu einer Verbreiterung der Versorgungsbasis beitragen. Zudem lässt
sich für viele Materialien die Gewinnung aus Abfällen energieeffizienter und damit ökonomisch und ökologisch effektiver gestalten als aus primären Rohstoffen, vorausgesetzt die
erforderlichen Technologien und Strukturen hierfür sind vorhanden. Viel ist bereits erreicht
worden, gerade vor dem Hintergrund der stetig zunehmenden Komplexität der Produkte und
damit auch der Abfälle bleibt aber auch noch viel zu tun. Neben der Weiterentwicklung von
Recyclingprozessen, die der Weiterentwicklung am Markt befindlicher Produkte folgt, stellen
neue ressourcenintensive Produkte oder solche, die erstmals in nennenswerten Mengen als
Abfall auftreten, Herausforderungen für die Entwicklung neuer Recyclingtechnologien dar.
Folgerichtig haben in den letzten Jahren ein Zusammenführen und Zusammenwachsen verschiedener Disziplinen eingesetzt. Eine zunehmend rohstofforientierte Abfallwirtschaft, eine
intensive Weiterentwicklung der Aufbereitungstechnik aus dem Primärrohstoffbereich in
den Sekundärrohstoffbereich hinein, eine Grundstoffindustrie, die sich mehr und mehr auf
Sekundärrohstoffe einstellt, und Produkthersteller, die Recycling in ihre Prozesse einplanen,
sind tragende Säulen dieses Prozesses.
X
Geleitwort
Um die Potentiale zu heben, muss sich der Blick aber auch auf die hierfür wichtigste Ressource richten: gut ausgebildete Ingenieure und Techniker für diesen wachsenden Bereich.
Neben dem, was unmittelbar in der Lehre vermittelt werden kann, ist ein umfassendes und
gut zugängliches Schrifttum hierfür von herausragender Bedeutung.
Noch ist das Fachgebiet der Recyclingtechnik im Vergleich zu anderen Disziplinen ein relativ
junges. Viele Veröffentlichungen zu speziellen Themen, einige gute Publikationen und Kapitel in renommierten Fachbüchern der Ingenieurwissenschaften, die eine Übersicht über das
entstandene Wissen geben, sind in den letzten Jahren entstanden. Was bis heute aber fehlt,
ist ein Werk, das als Lehrbuch eine breite Grundlage für den Einstieg in das Fachgebiet bietet
und als Handbuch für den Praktiker einen übersichtlichen Zugang zu Themenfeldern gibt,
mit denen er sich bisher nicht befasst hat.
Mit dem vorliegenden Werk hat Prof. Hans Martens die Herausforderung angenommen,
diese Lücke zu schließen. Basierend auf der langjährigen Tätigkeit in der chemisch-metallurgisch Industrieforschung und einer Lehrerfahrung an der Westsächsischen Hochschule
Zwickau ist das vorliegende Buch entstanden. Systematisch werden die heute relevantesten
Bereiche der Aufbereitung von Abfällen zu Sekundärrohstoffen und die wichtigsten Verwertungsprozesse für solche Stoffströme dargestellt.
Studenten, Lehrenden und Ingenieuren in der industriellen Praxis der Abfallwirtschaft, der
Recyclingtechnik in Demontage und Aufbereitung, der Sekundärstoffverwertung in Metallurgie, Kunststoff-, Glas- sowie Papierproduktion und anderer Verwertungszweige wird das
Buch eine wertvolle Hilfe sein. Ebenso ist es denjenigen zu empfehlen, die sich im Rahmen
der Produktverantwortung bei der Herstellung und der End-of-Life-Phase von Produkten
um Aspekte des Recyclings kümmern.
Prof. Dr.-Ing. Daniel Goldmann
Clausthal-Zellerfeld, Mai 2010
XI
Inhaltsverzeichnis
1
1.1
1.2
1.3
1.4
Einführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1
2
3
6
Motivation und Zielstellung des Recyclings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Verwertbare Produkte und Stoffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Qualitätsanforderungen an Recyclingstoffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Technische, wirtschaftliche und ökologische Anforderungen an Recyclingund Verwertungsverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6
2
Technische Grundlagen des Werkstoffrecyclings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9
3
Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
und zur Sortierung von Feststoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1
3.2
3.3
3.4
3.4.1
3.4.2
3.4.3
3.4.4
3.4.5
3.4.6
3.5
Demontage und Rückbau . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aufschlusszerkleinerung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Klassierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sortierung von Feststoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Dichtesortierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sortieren im Magnetfeld (Magnetsortieren) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sortieren im elektrischen Feld (Elektrosortieren) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Flotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sortieren nach verschiedenen mechanischen Eigenschaften . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Sensorgestützte Sortierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Kompaktieren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4
Physikalische und chemische Recyclingverfahren
und Vorbehandlungsverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1
4.1.1
4.1.2
4.1.3
4.1.4
4.2
4.2.1
4.2.2
4.2.3
4.2.4
4.2.5
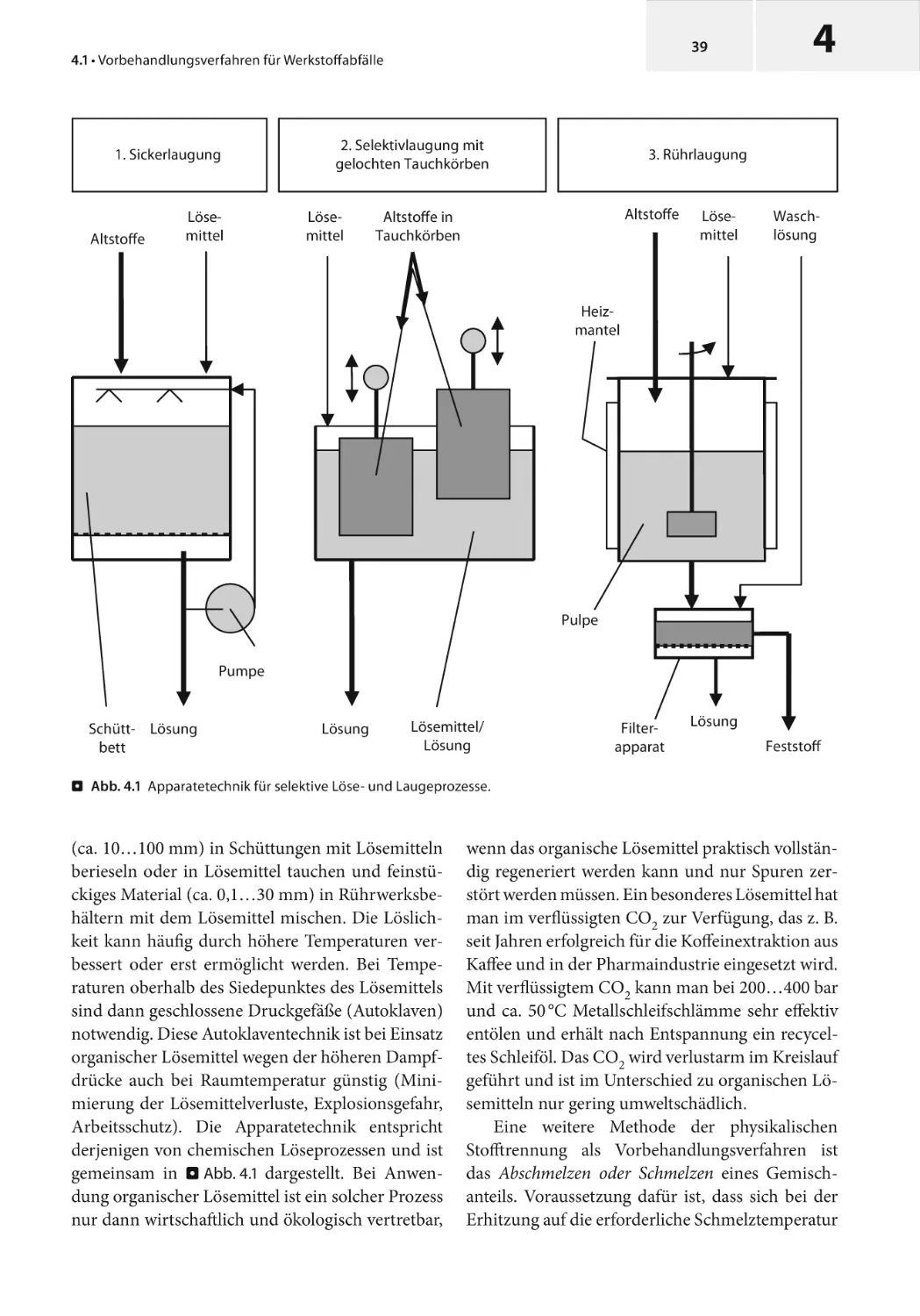
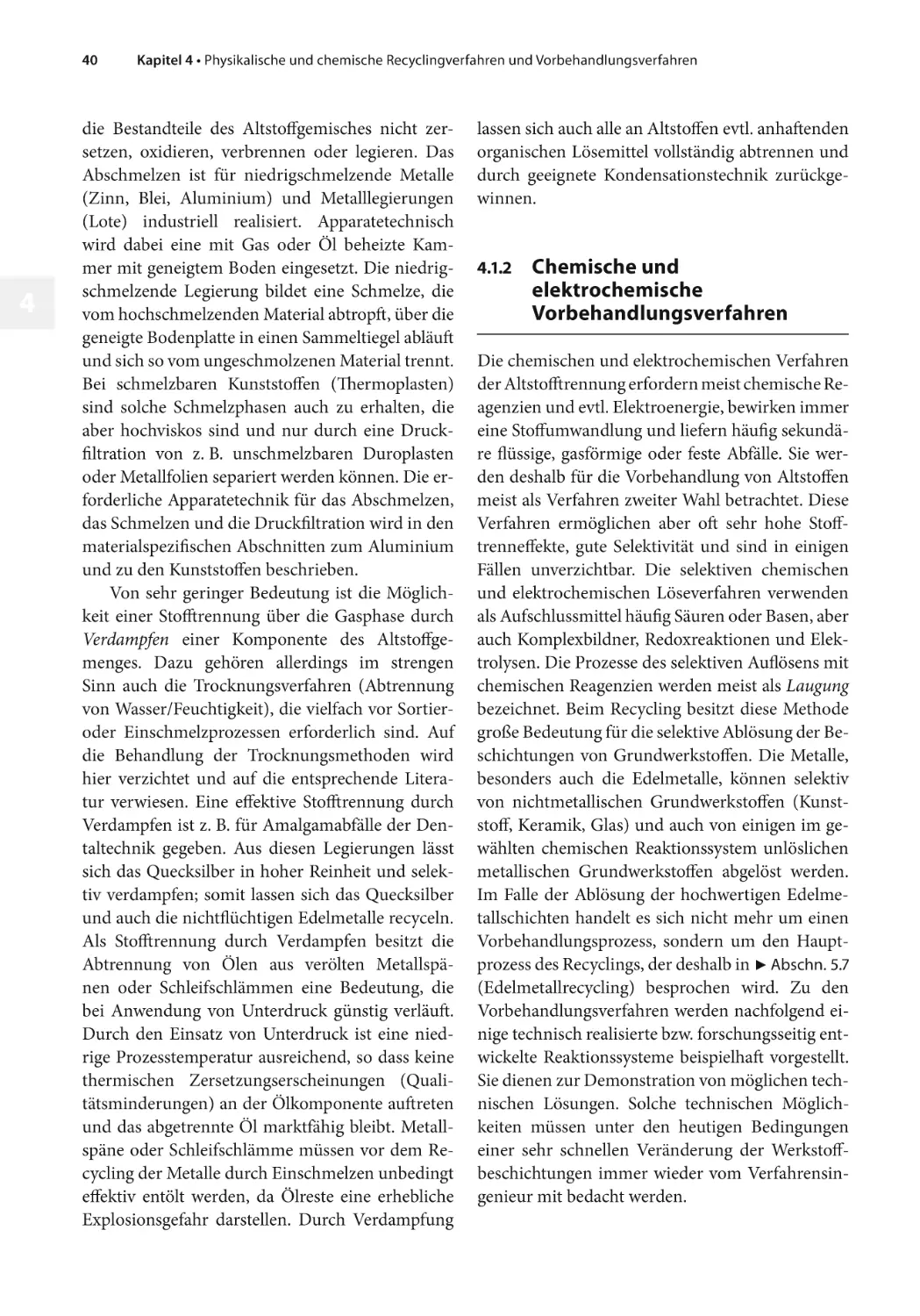
Vorbehandlungsverfahren für Werkstoffabfälle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Physikalische Verfahren der Vorbehandlung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Chemische und elektrochemische Vorbehandlungsverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . .
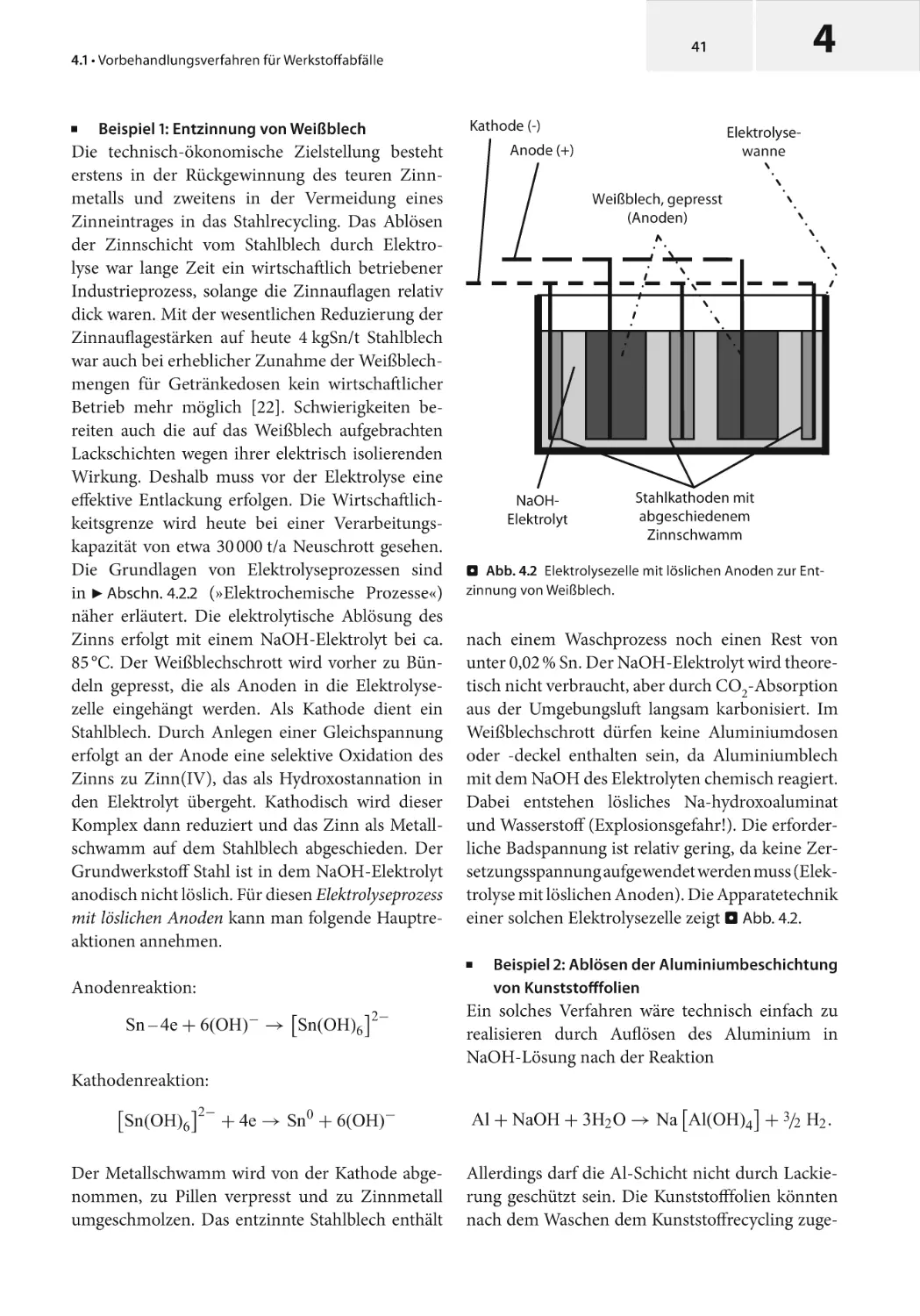
Pyrolyse und thermische Oxidation als Vorbehandlung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Entstehung von Dioxinen und Furanen bei thermischen Prozessen . . . . . . . . . . . . . . . . . . . . . .
Recyclingverfahren mit physikalischen und chemischen Methoden . . . . . . . . . . . . . . . . . .
Löseprozesse für feste Abfälle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aufarbeitung von wässrigen Lösungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
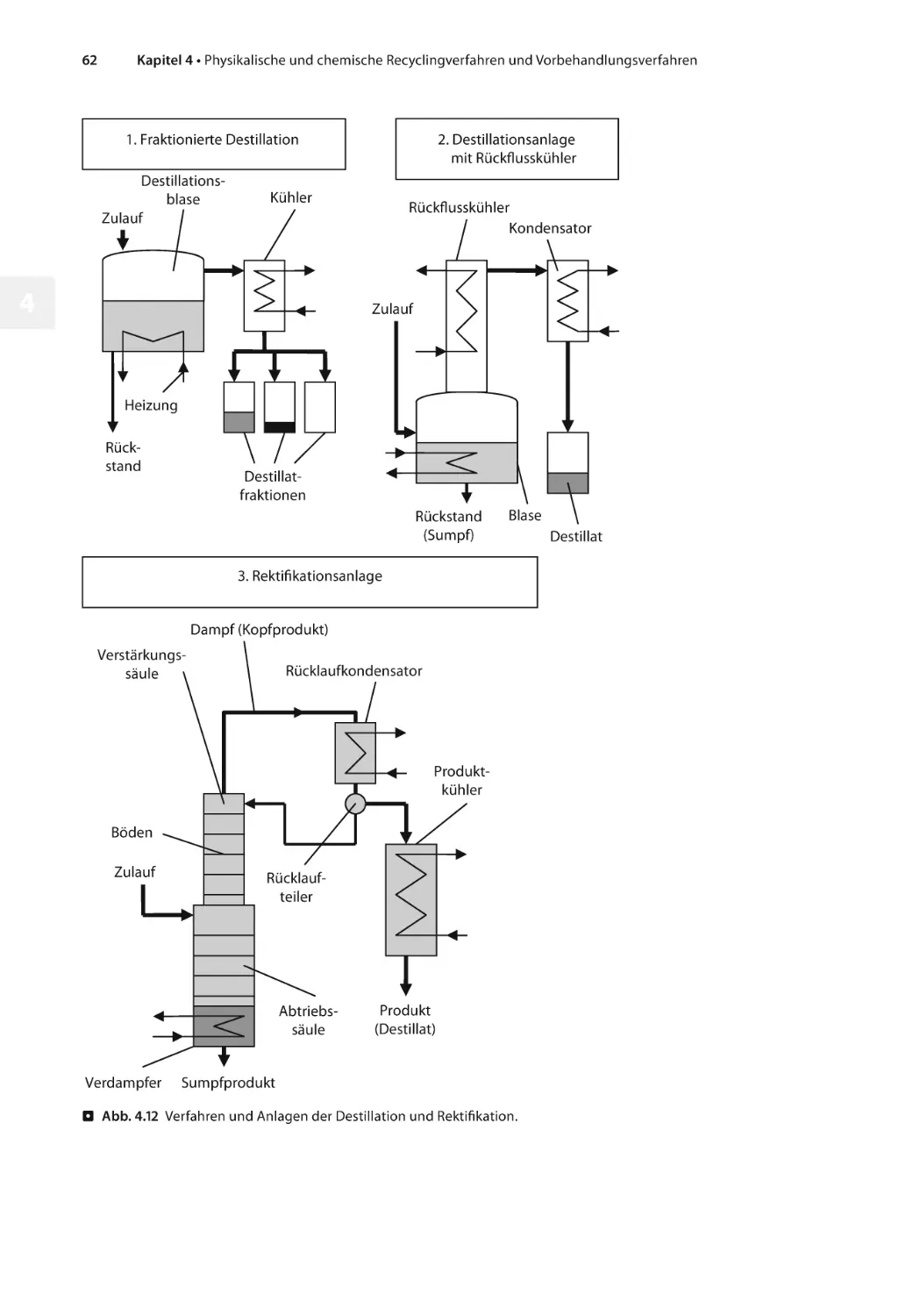
Recycling von organischen Flüssigkeiten durch Destillation und Sorption . . . . . . . . . . . . . . . .
Nutzbarmachung von Abgasen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Energetische Verwertung von Gasen, Flüssigkeiten und Schlämmen . . . . . . . . . . . . . . . . . . . . .
5
5.1
5.1.1
5.1.2
5.1.3
5.2
Recycling von metallischen Werkstoffen und metallhaltigen Abfällen . . . . . .
5.2.1
5.2.2
Allgemeine Verfahrenstechniken für das Recycling von Metallen . . . . . . . . . . . . . . . . . . . .
Schmelzmetallurgische Recyclingtechnik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Verwertung von metallhaltigen Abfällen und Lösungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
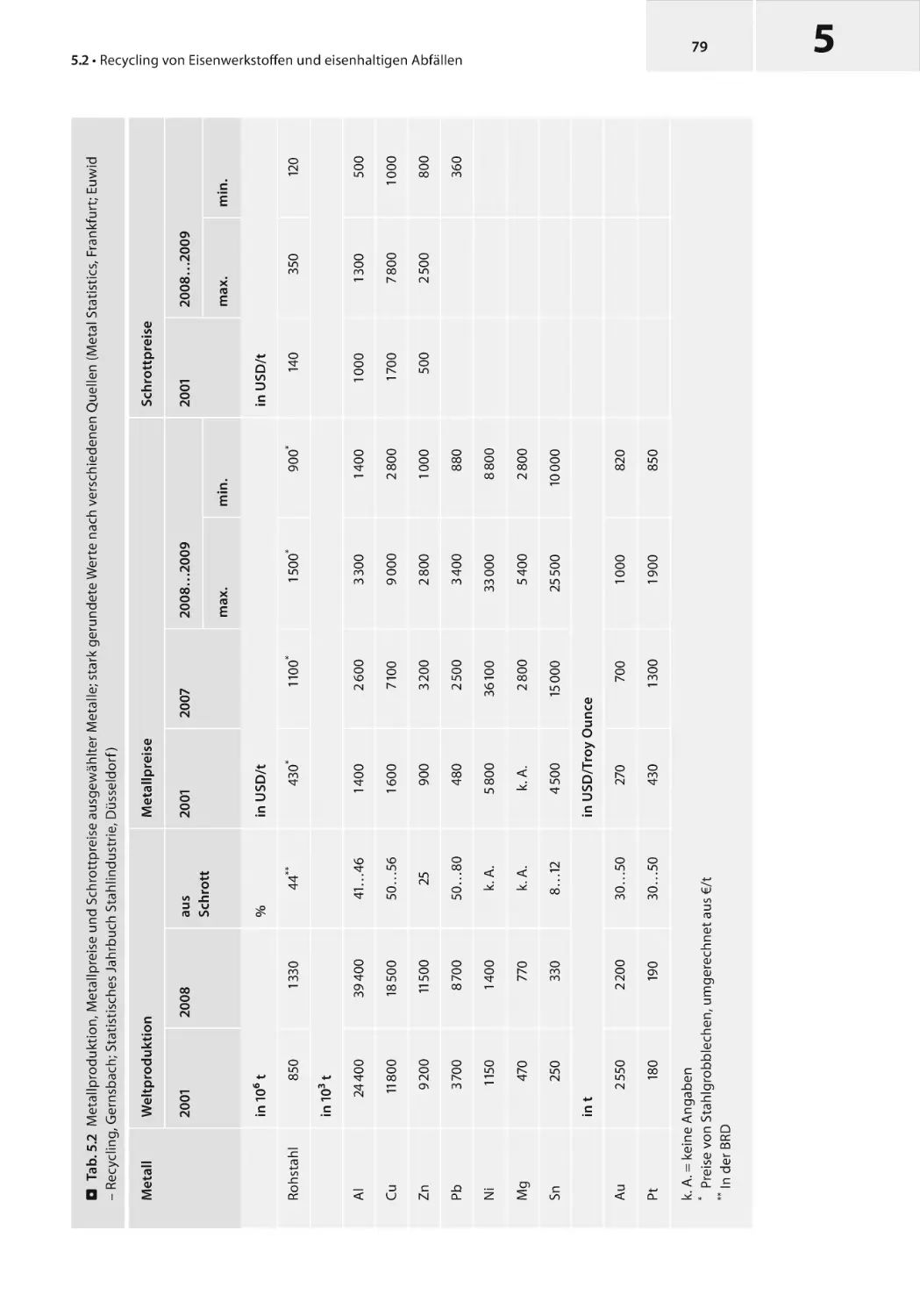
Metallpreise und Schrottpreise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
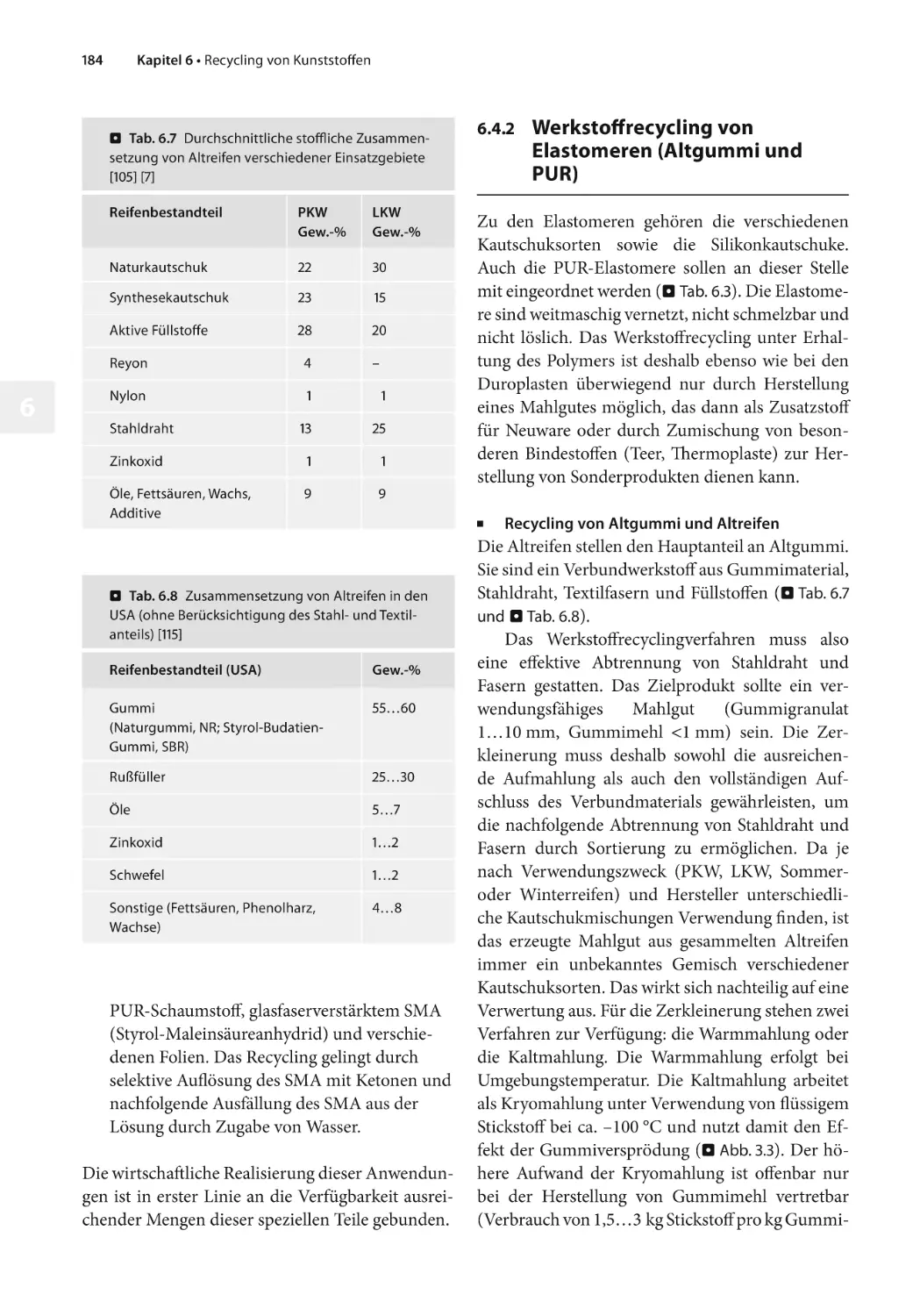
Recycling von Eisenwerkstoffen und eisenhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . .
Zusammensetzung der häufigsten Eisenwerkstoffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Verfahren der Stahlerzeugung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15
16
17
21
24
24
27
30
31
31
32
33
37
38
38
40
42
44
45
45
46
59
61
64
67
71
71
77
78
78
78
81
XII
Inhaltsverzeichnis
5.2.3
5.2.4
5.2.5
5.3
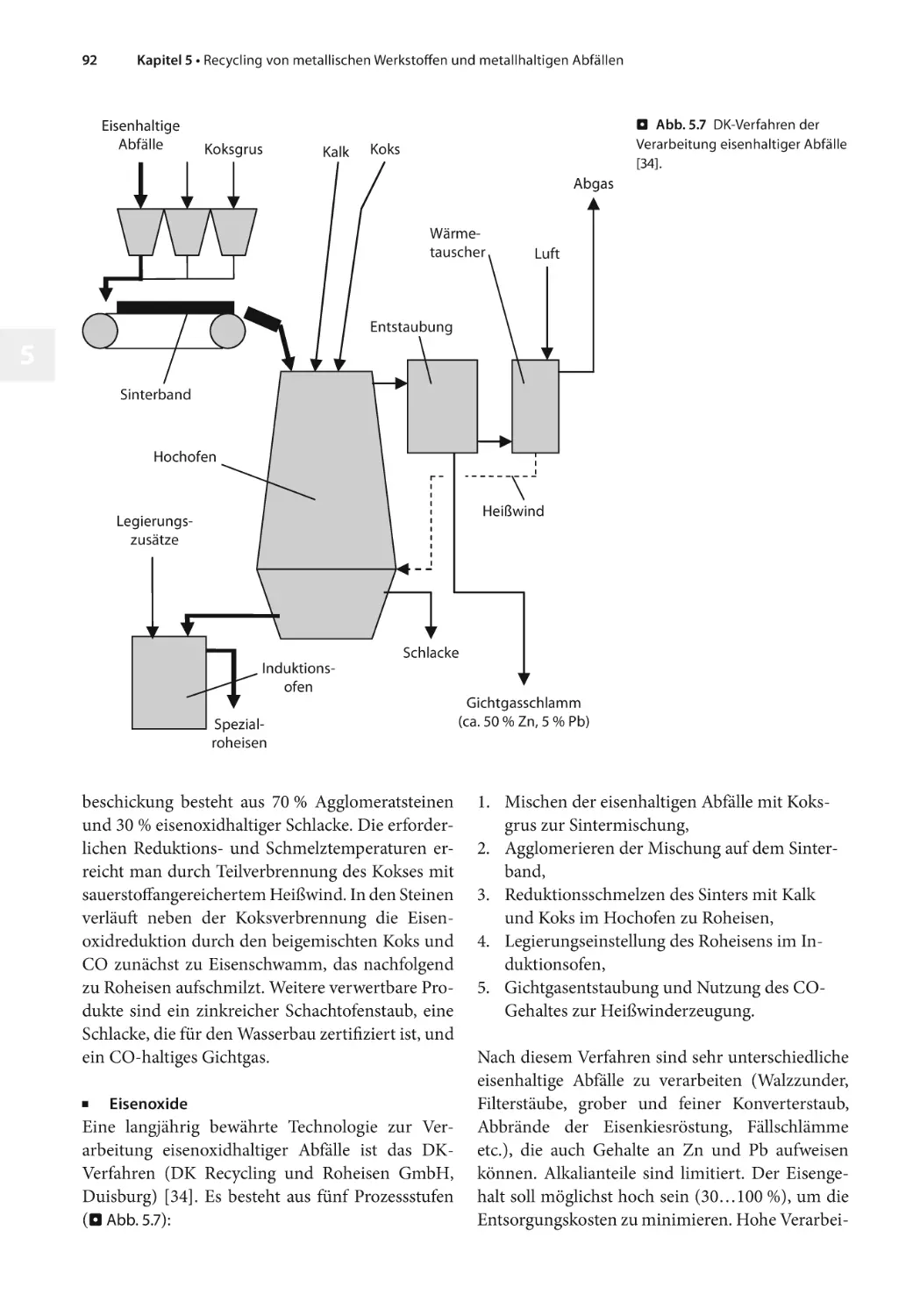
Verfahren zur Herstellung von Eisenguss und Stahlguss . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Schrottsorten und Schrottaufbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Verwertung eisenhaltiger Abfälle (Eisenverbindungen) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen sowie
von Magnesiumwerkstoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Zusammensetzung von Aluminiumwerkstoffen, Schrotten
und aluminiumhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Grundlegende Eigenschaften von Aluminiumschmelzen
und Möglichkeiten ihrer Behandlung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aufbereitungsverfahren für Aluminiumschrotte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
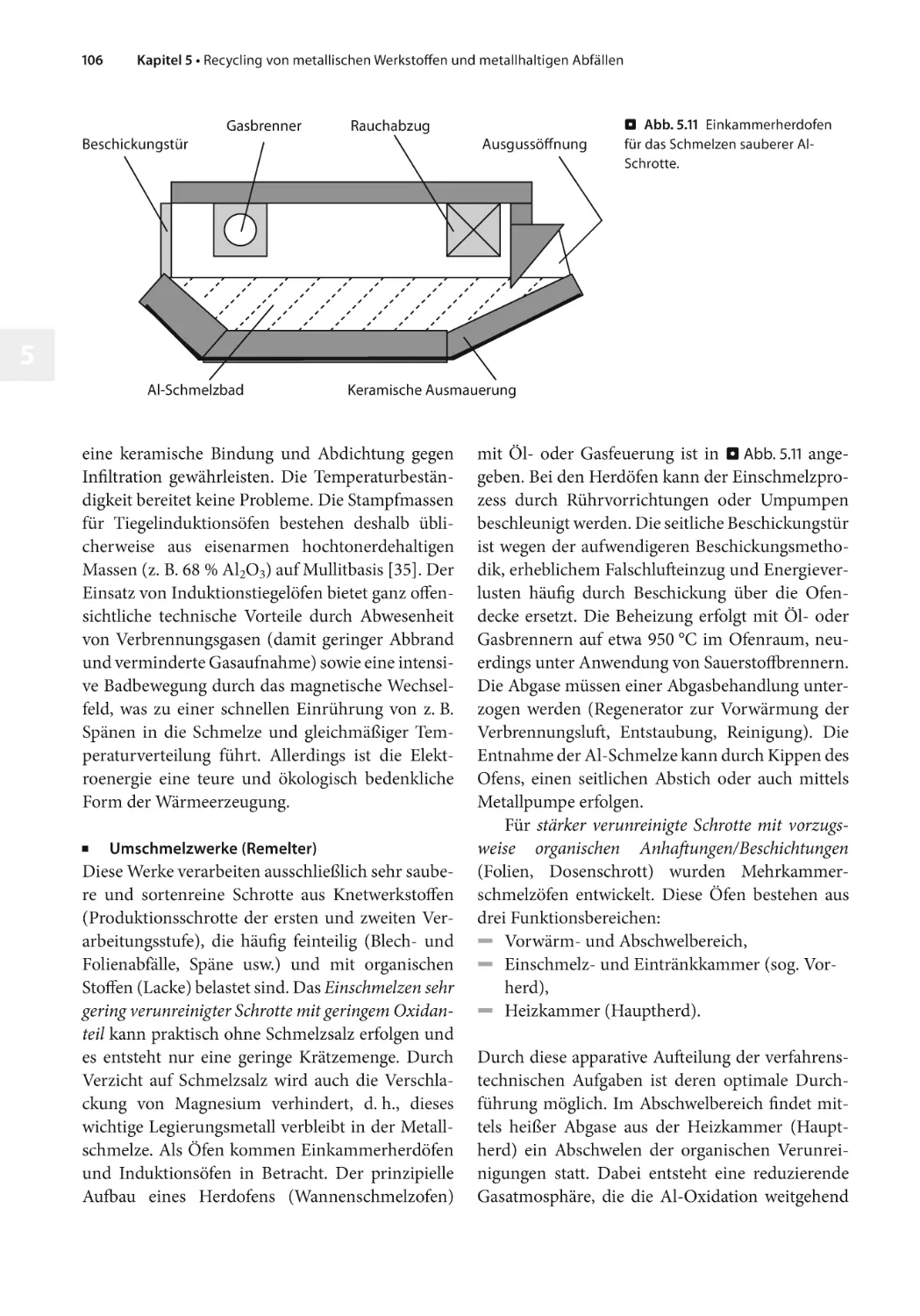
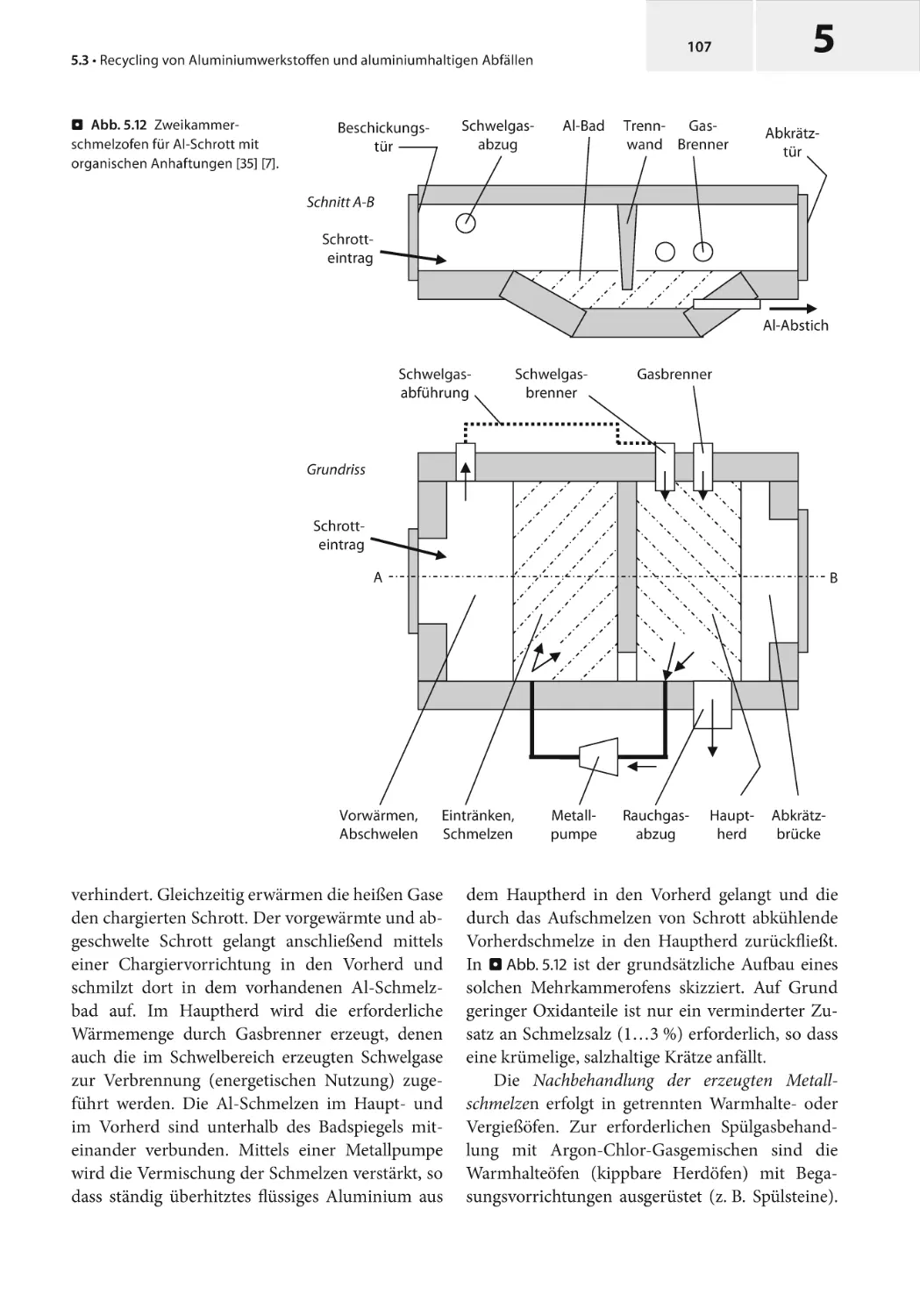
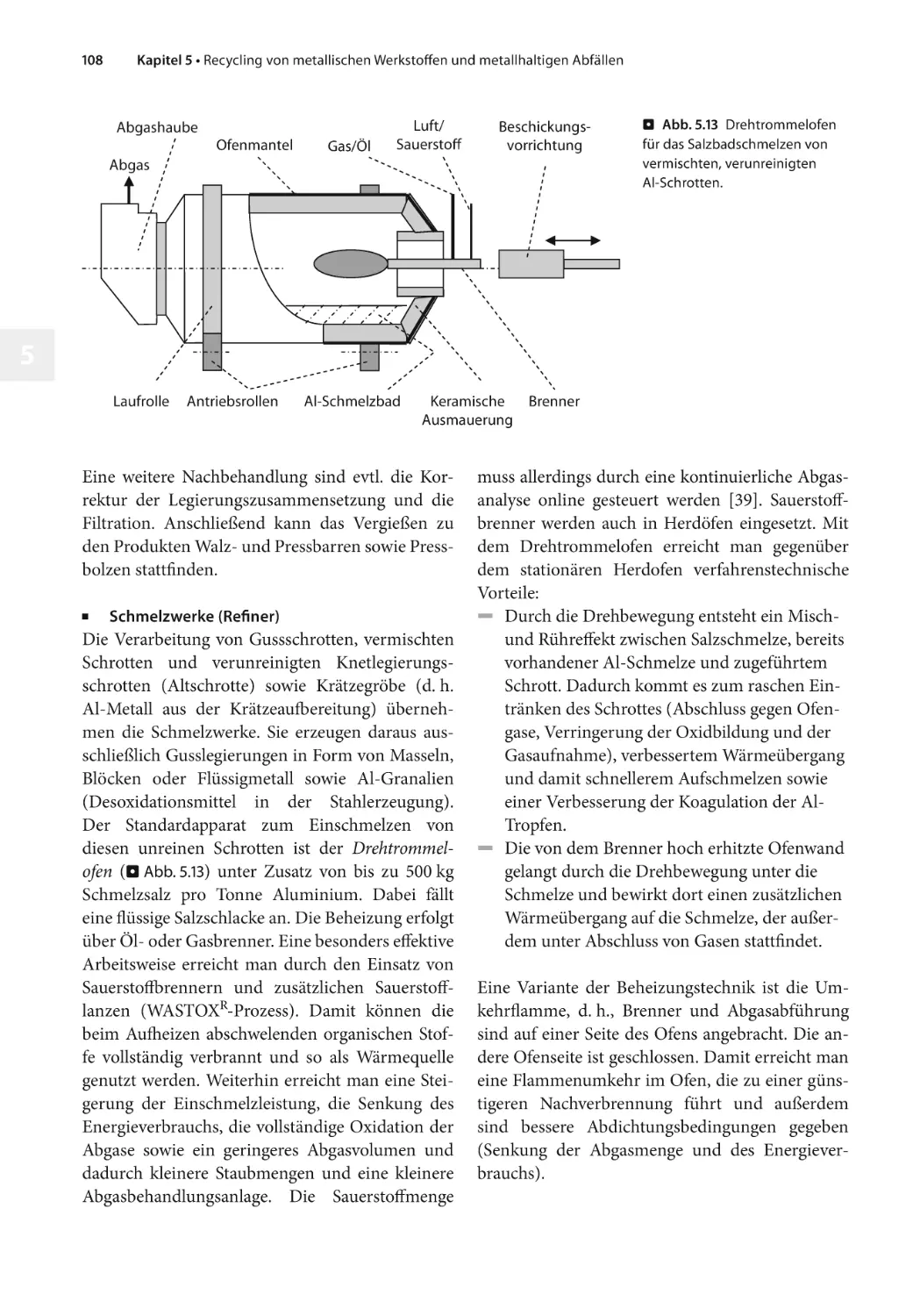
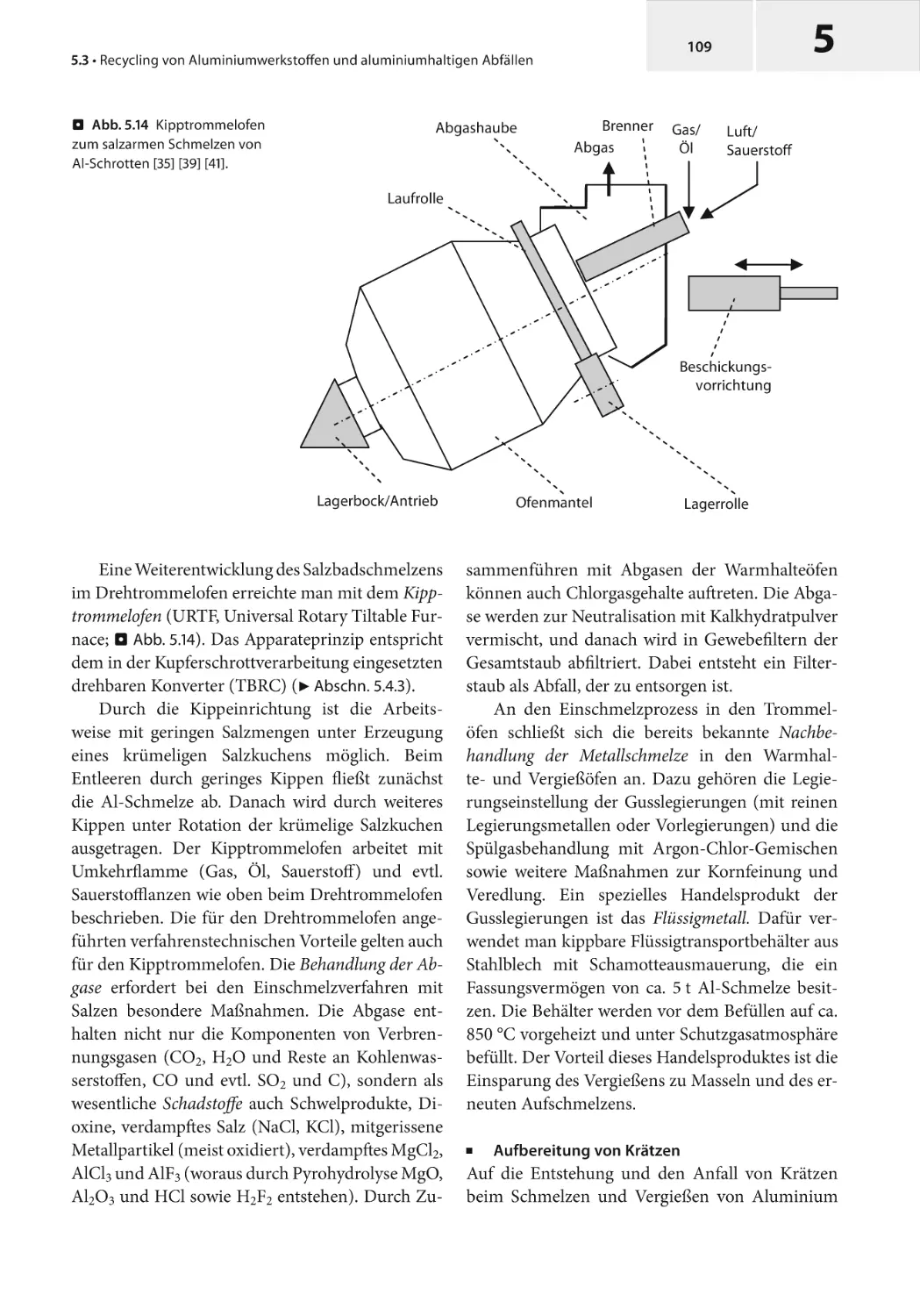
Schmelzverfahren und Schmelzapparate für Aluminiumschrotte . . . . . . . . . . . . . . . . . . . . . . . .
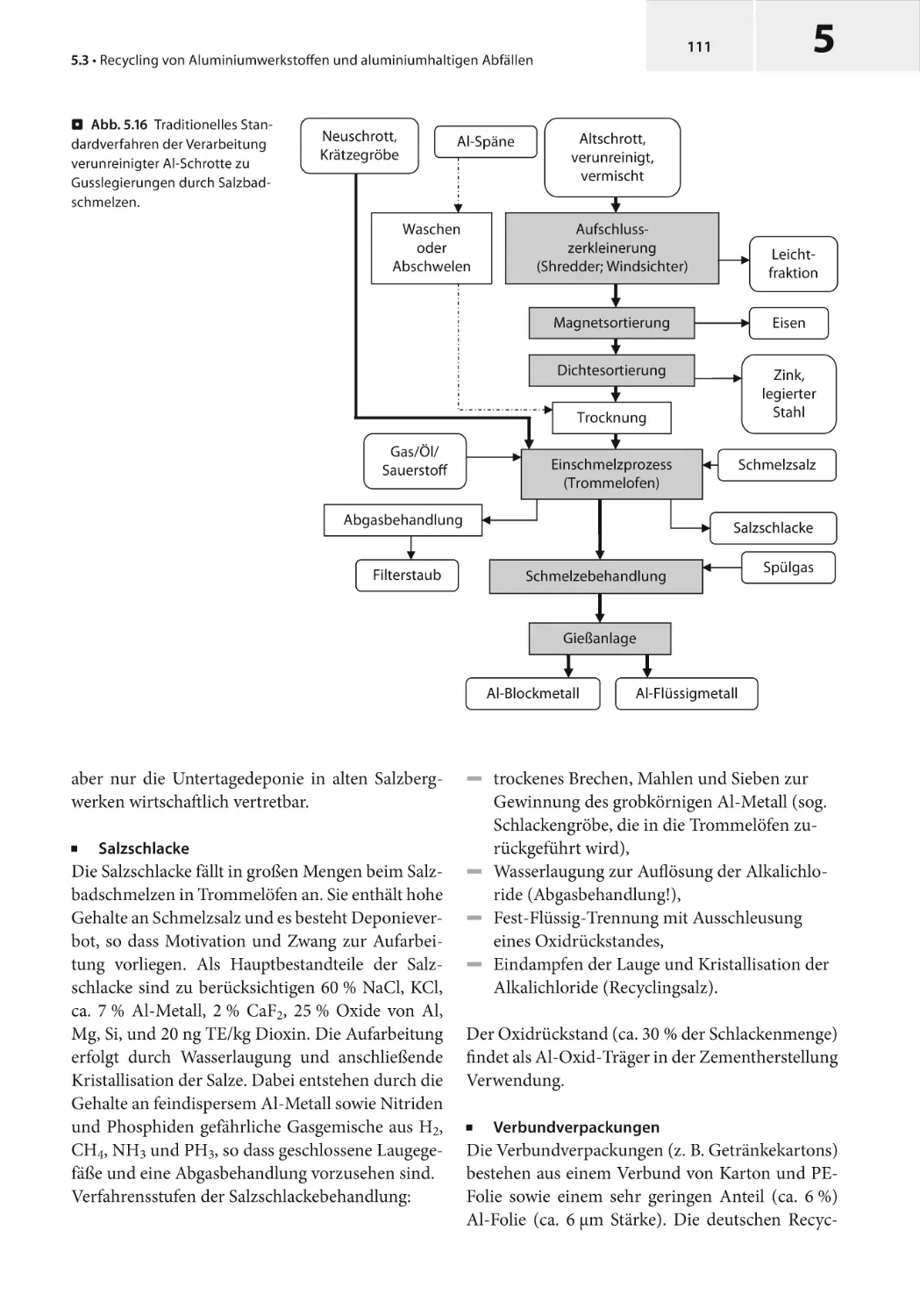
Verarbeitung von aluminiumhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
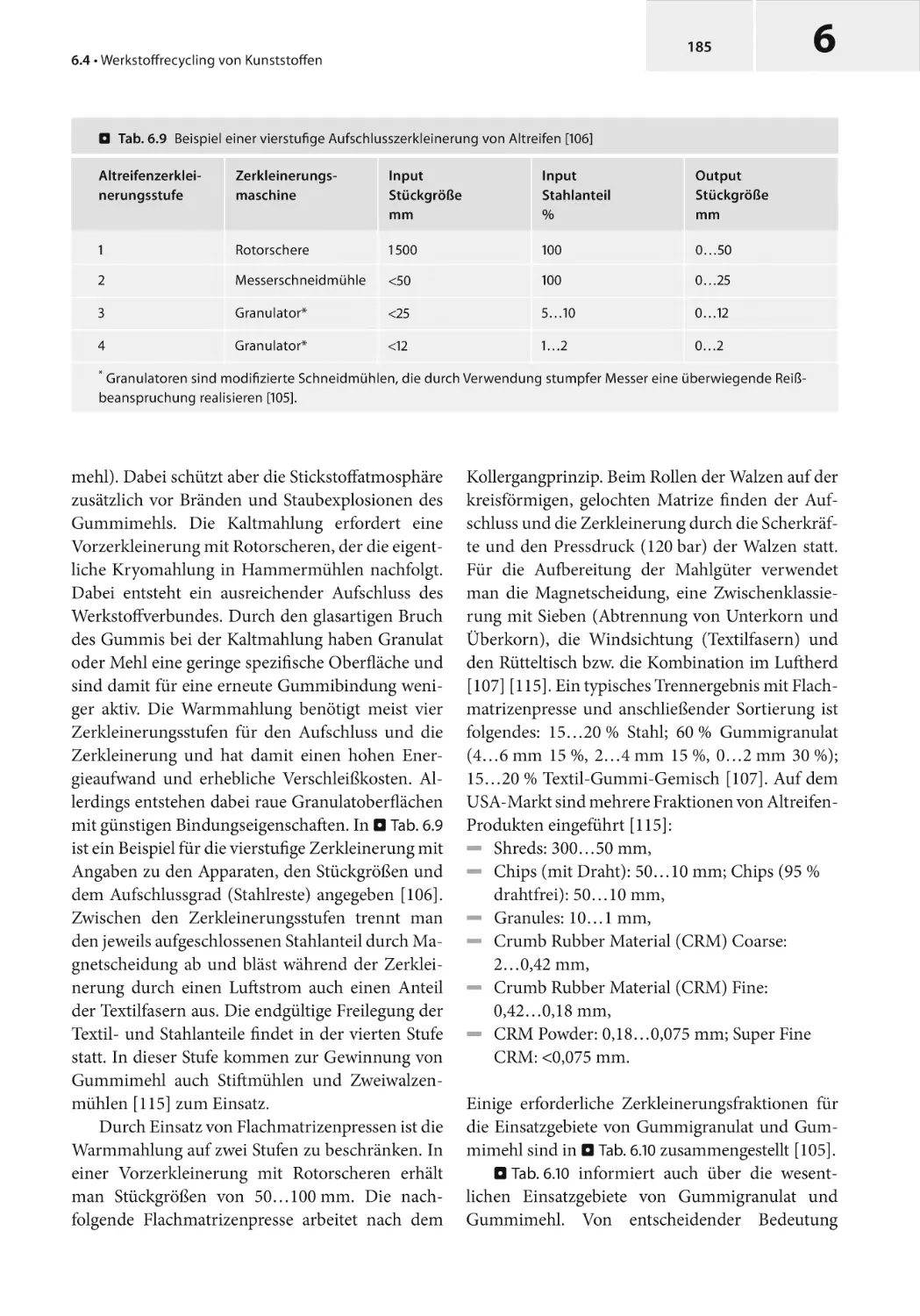
Recycling von Magnesiumwerkstoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von Kupfer- und Nickelwerkstoffen und kupferhaltigen bzw.
nickelhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Zusammensetzung von Kupferwerkstoffen, Kupferschrotten
und kupferhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aufbereitung von Kupferschrotten und kupferhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . .
Schmelzmetallurgische Verarbeitung von Kupferschrotten
und kupferhaltigen Abfällen mit abschließender Raffinationselektrolyse . . . . . . . . . . . . . . . . .
Nassmetallurgische Verarbeitung von kupferhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . .
Zusammensetzung von Nickelwerkstoffen, Nickelverbindungen,
Nickelschrotten und nickelhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Schmelzmetallurgische Verarbeitung von Nickelschrotten
und nickelhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Nasschemische Recyclingverfahren für nickelhaltige Abfälle . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von Bleiwerkstoffen, Bleiverbindungen und bleihaltigen Abfällen . . . . . . . . .
Zusammensetzung von Bleiwerkstoffen, Bleiverbindungen, Bleischrotten
und bleihaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aufbereitung und schmelzmetallurgische Verarbeitung von Bleiakkumulatoren . . . . . . . . . .
Schmelzmetallurgische Verarbeitung von Bleischrotten und bleihaltigen Abfällen . . . . . . . .
Recycling von Zinkwerkstoffen und zinkhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . .
Zusammensetzung von Zinkwerkstoffen, Zinkschrotten und zinkhaltigen Abfällen . . . . . . .
Mechanische Aufbereitung von Zinkschrotten und zinkhaltigen Abfällen . . . . . . . . . . . . . . . .
Umschmelzen von Zinkschrotten und Raffination durch Destillation . . . . . . . . . . . . . . . . . . . . .
Zinkrecycling aus Stahlwerks- und Kupolofenstäuben sowie
anderen zinkhaltigen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Verwertung zinkhaltiger Abfälle als Zinkverbindungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von Edelmetallen und Edelmetallsalzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Edelmetallmaterialien, -schrotte und -abfälle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von reichen Edelmetallschrotten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
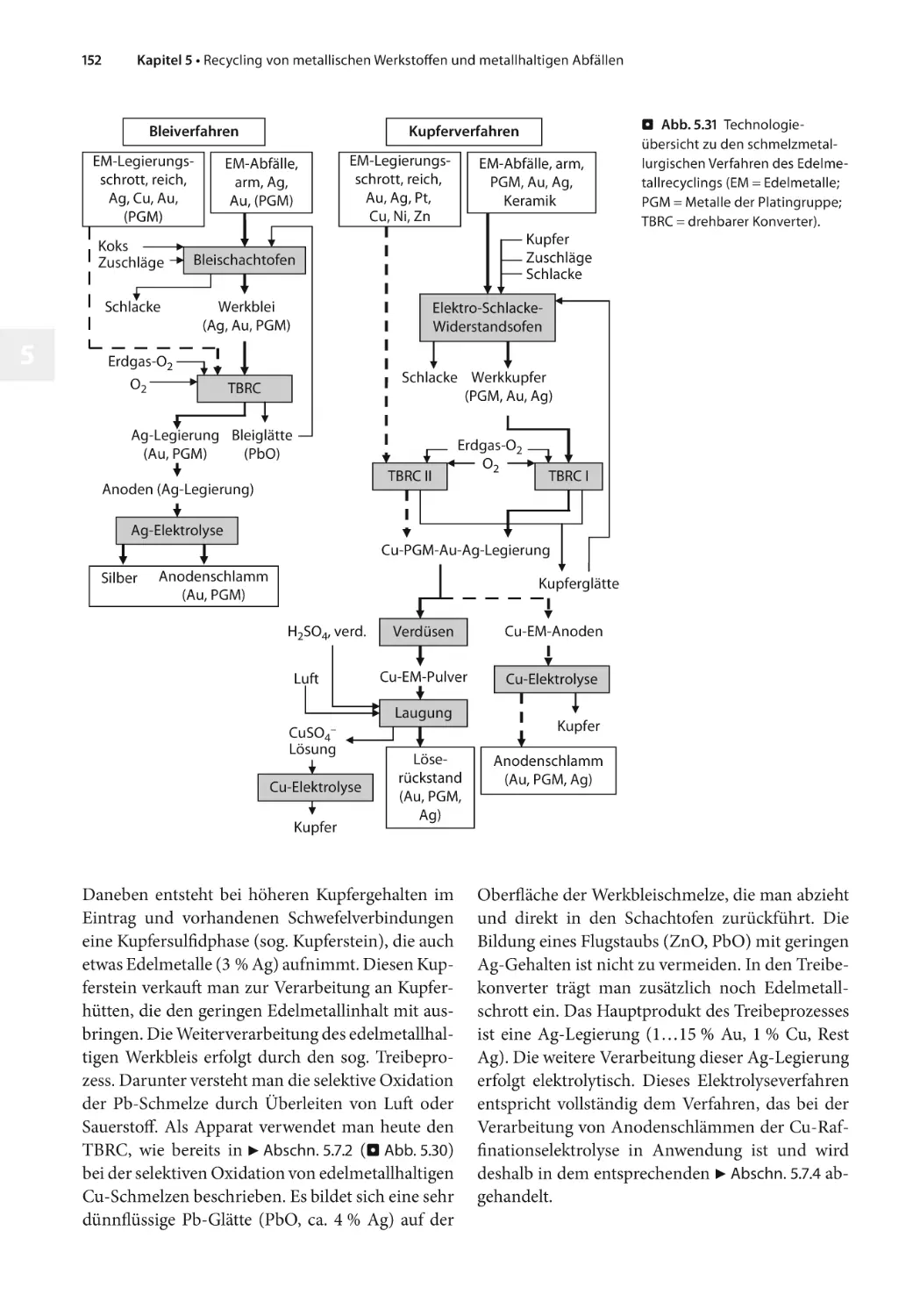
Recycling von verunreinigten und armen Edelmetallabfällen und Edelmetalllösungen . . . .
Edelmetallgewinnung aus Anodenschlämmen von Kupferelektrolysen . . . . . . . . . . . . . . . . . .
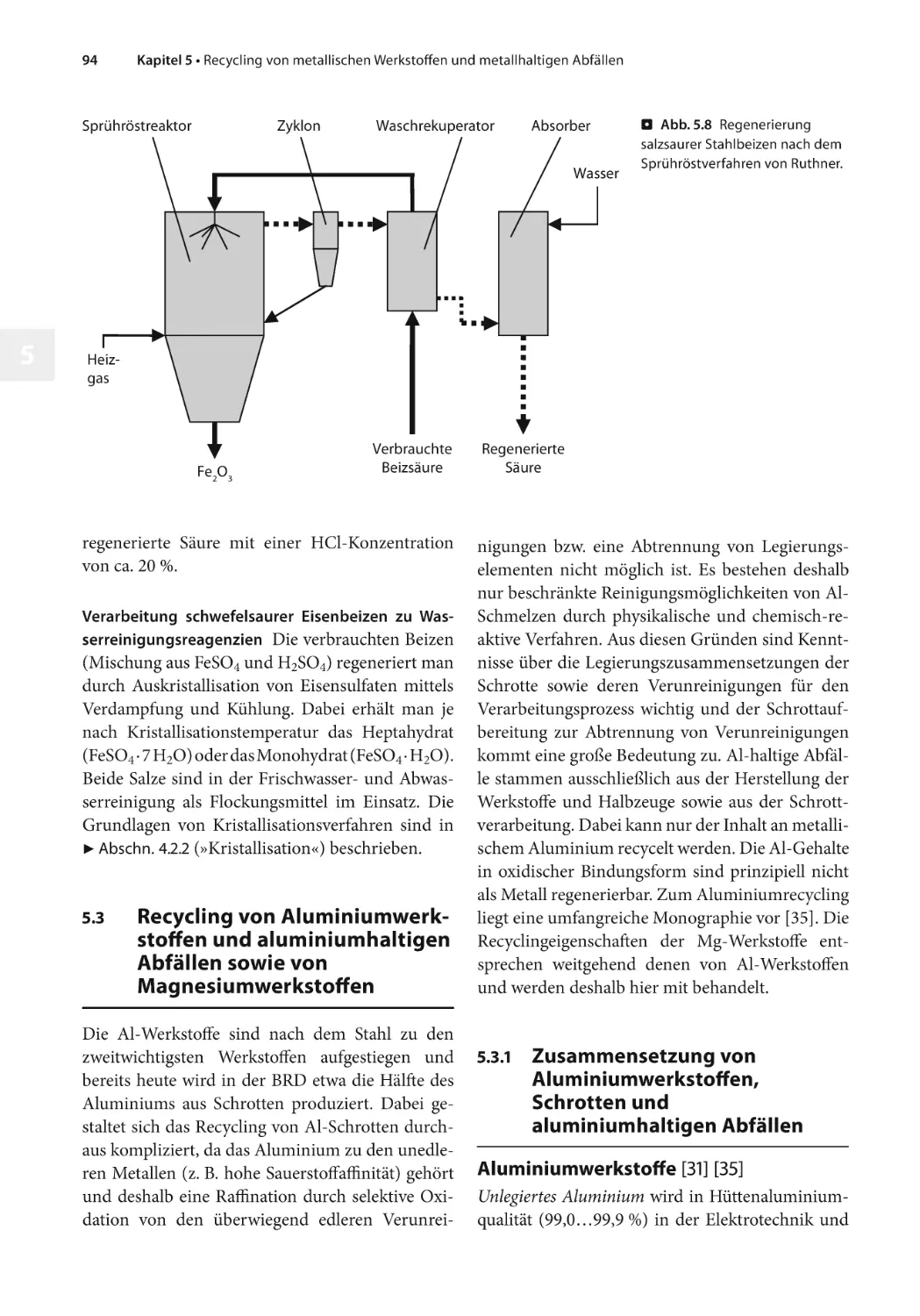
5.3.1
5.3.2
5.3.3
5.3.4
5.3.5
5.3.6
5.4
5.4.1
5.4.2
5.4.3
5.4.4
5.4.5
5.4.6
5.4.7
5.5
5.5.1
5.5.2
5.5.3
5.6
5.6.1
5.6.2
5.6.3
5.6.4
5.6.5
5.7
5.7.1
5.7.2
5.7.3
5.7.4
5.8
85
89
91
94
94
97
101
104
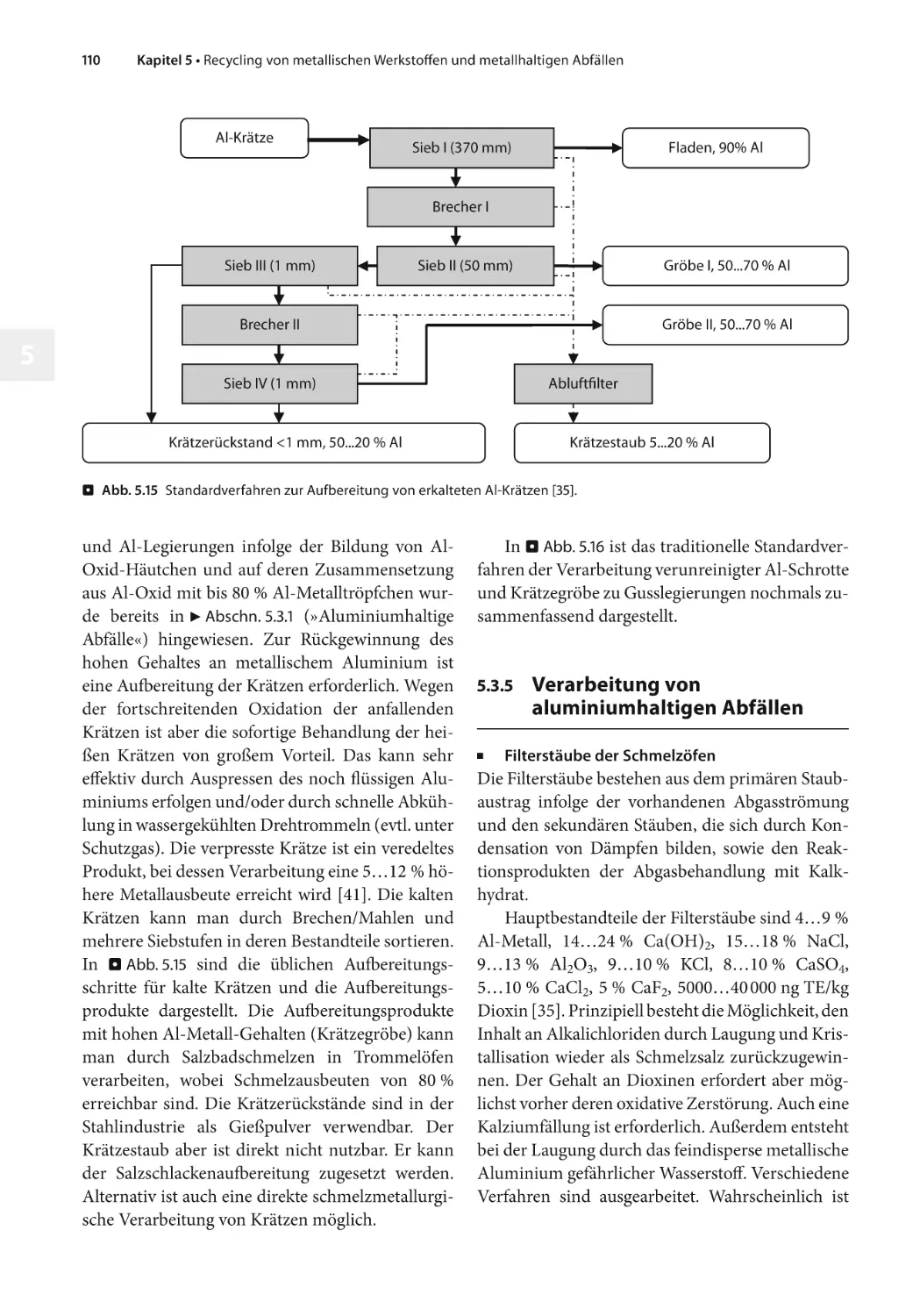
110
112
113
114
117
119
125
128
129
131
135
135
136
139
139
139
141
141
141
145
146
147
149
150
156
Recycling von Titan- und Tantalwerkstoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158
Inhaltsverzeichnis
XIII
6
Recycling von Kunststoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 161
6.1
6.2
6.3
6.4
6.4.1
6.4.2
6.4.3
6.5
6.5.1
6.5.2
6.5.3
6.5.4
6.5.5
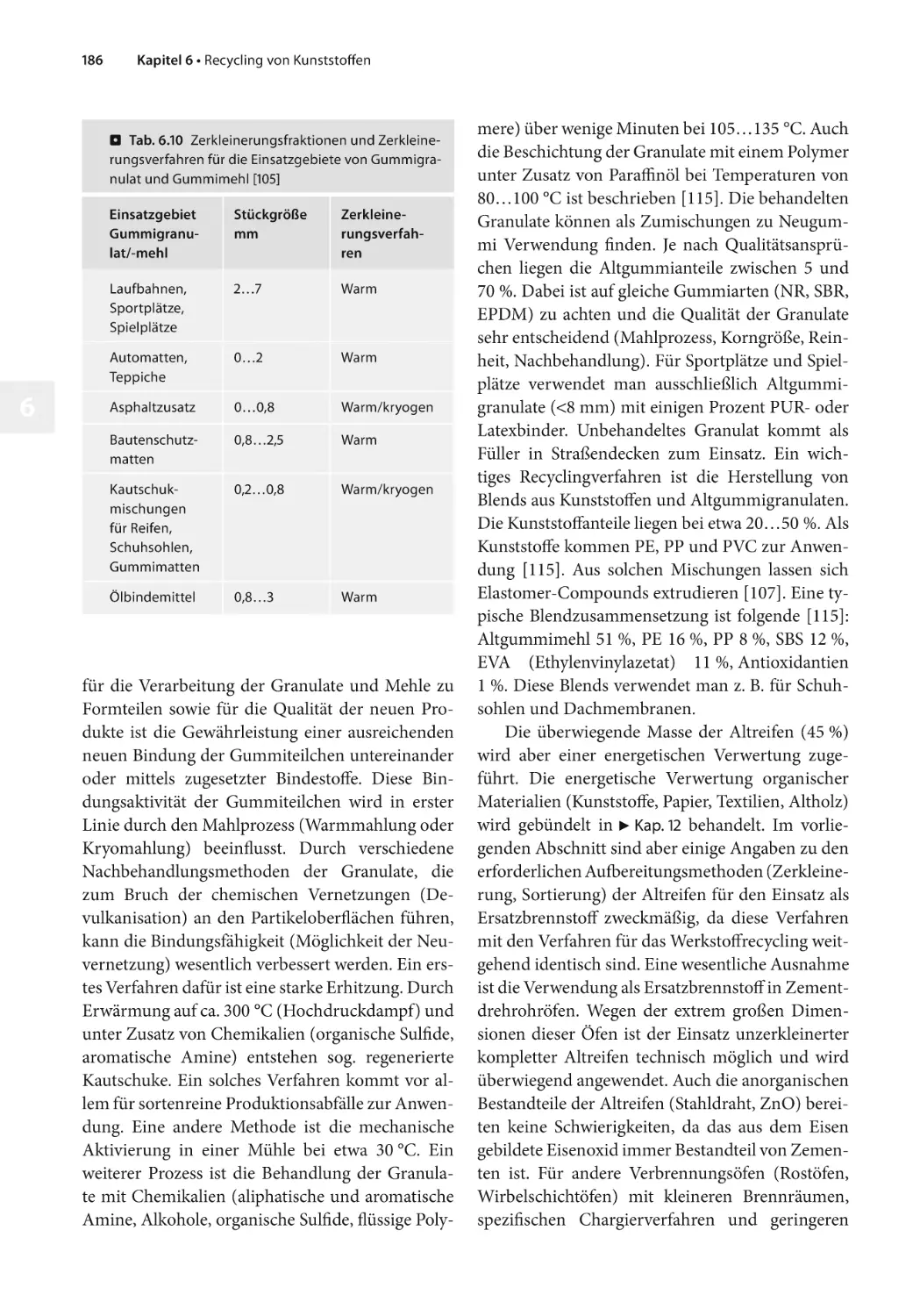
Kunststoffgruppen und Kunststoffsorten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
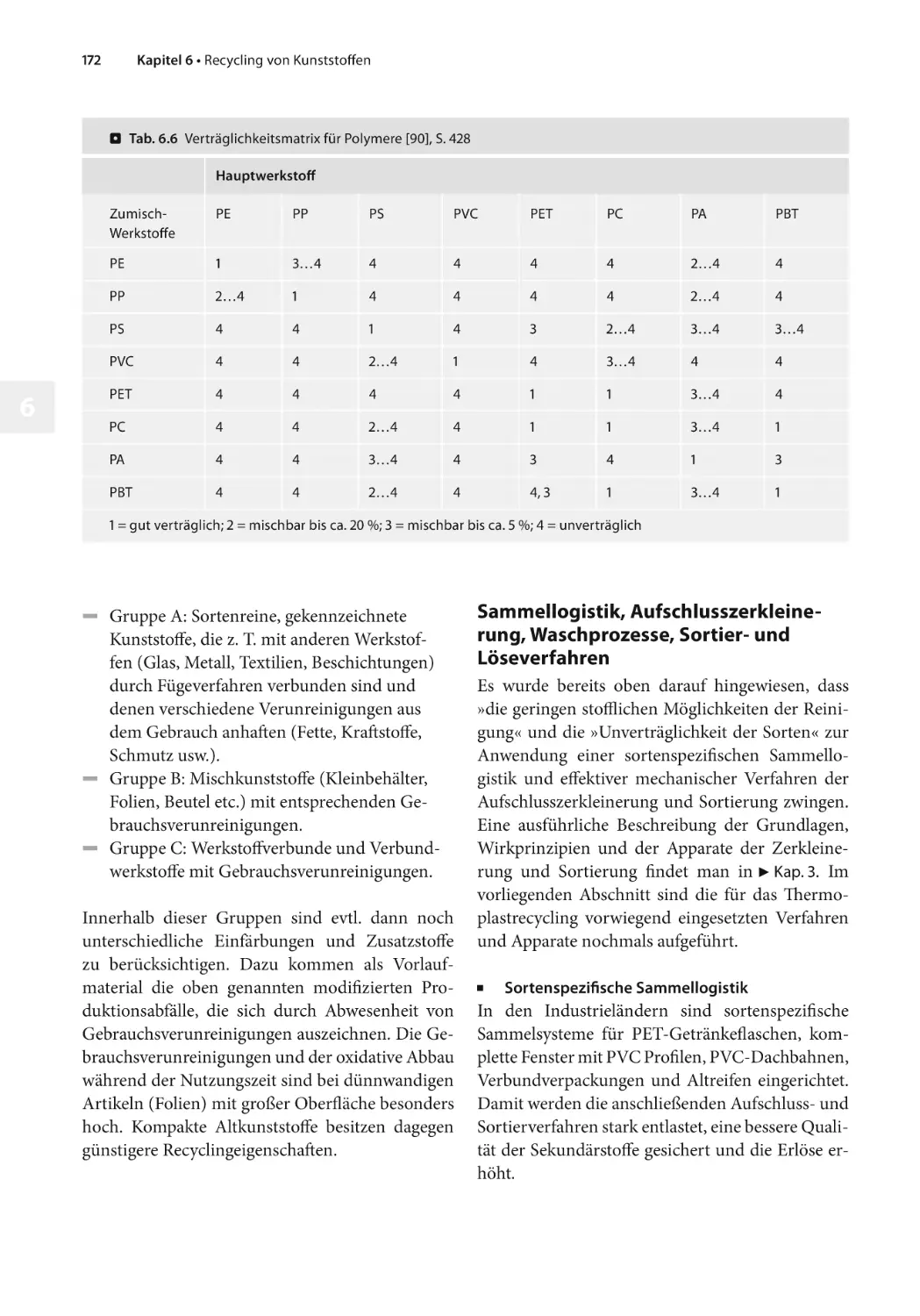
Zusatzstoffe, Füllstoffe und Verstärkungsmittel für Kunststoffe . . . . . . . . . . . . . . . . . . . . . .
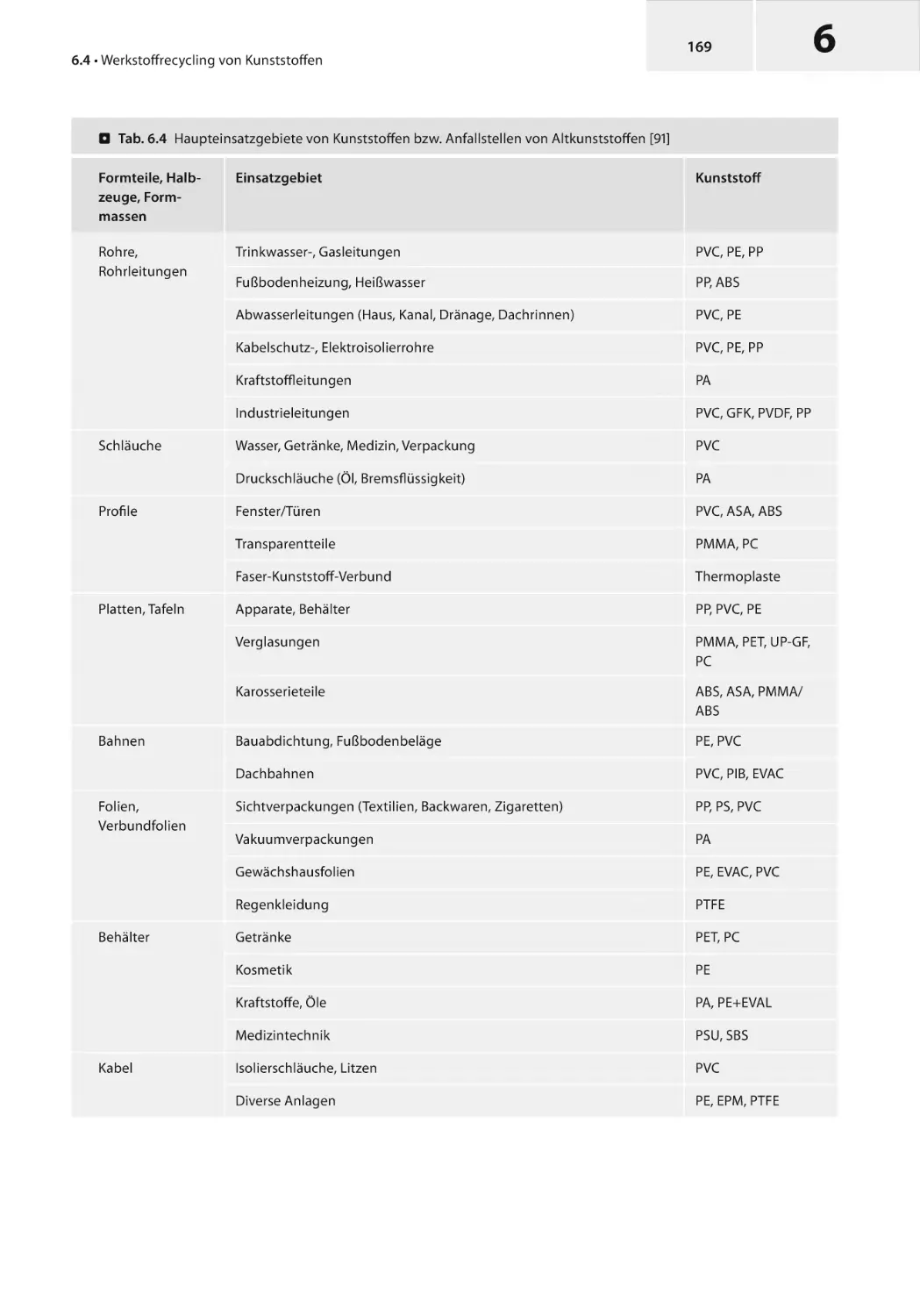
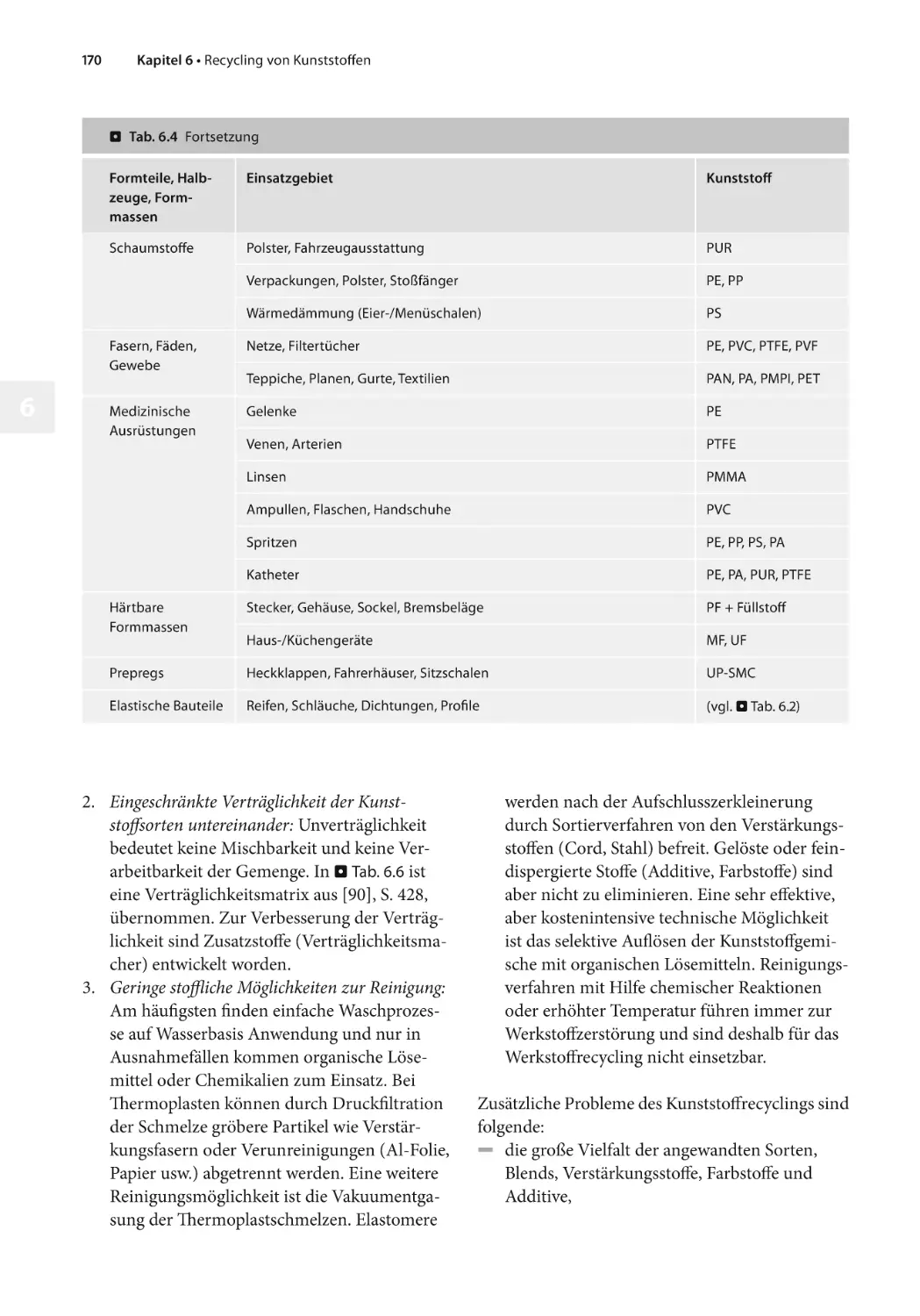
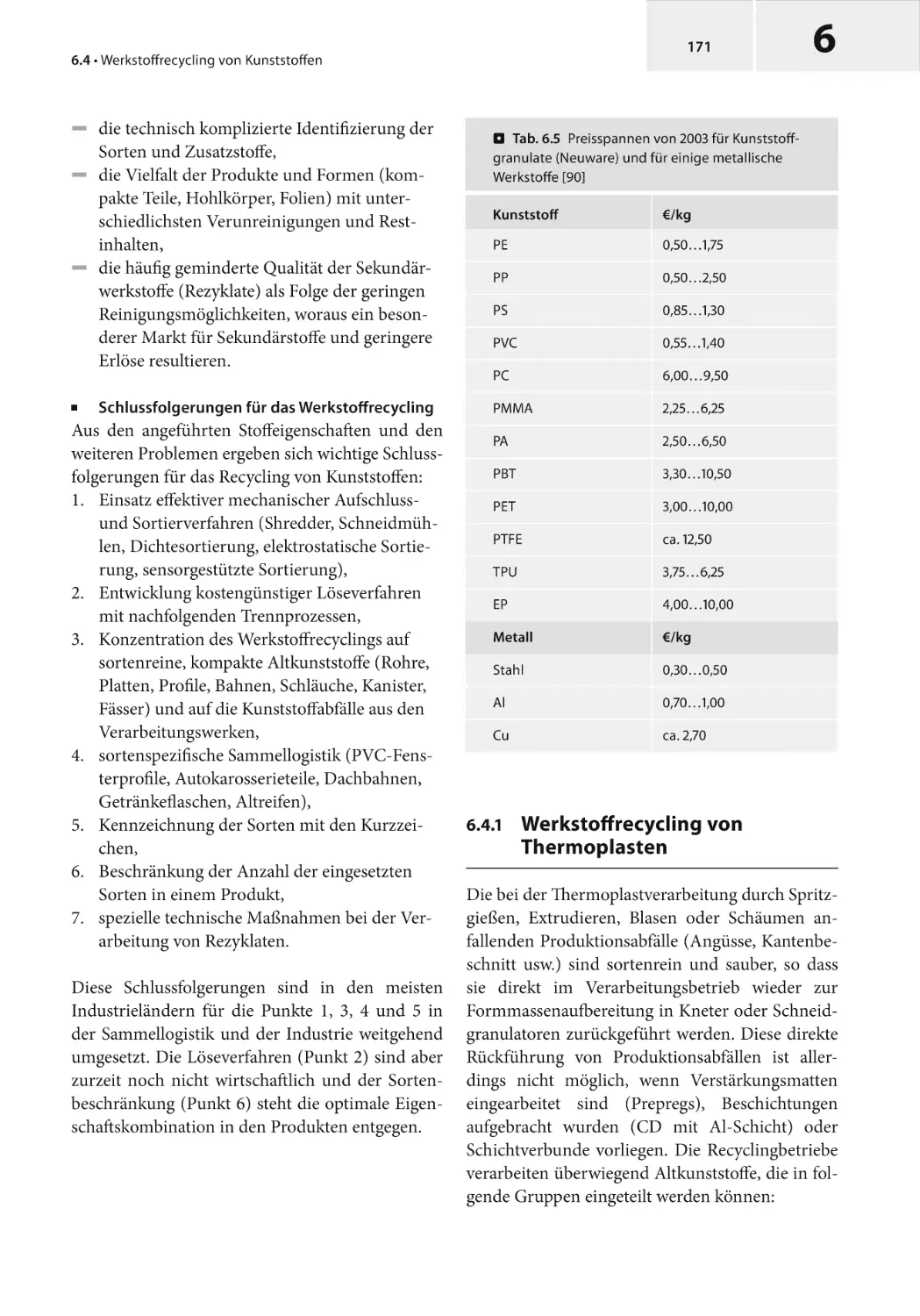
Einsatzgebiete der Kunststoffe und Preise . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Werkstoffrecycling von Kunststoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Werkstoffrecycling von Thermoplasten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Werkstoffrecycling von Elastomeren (Altgummi und PUR) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Partikelrecycling von Duroplasten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
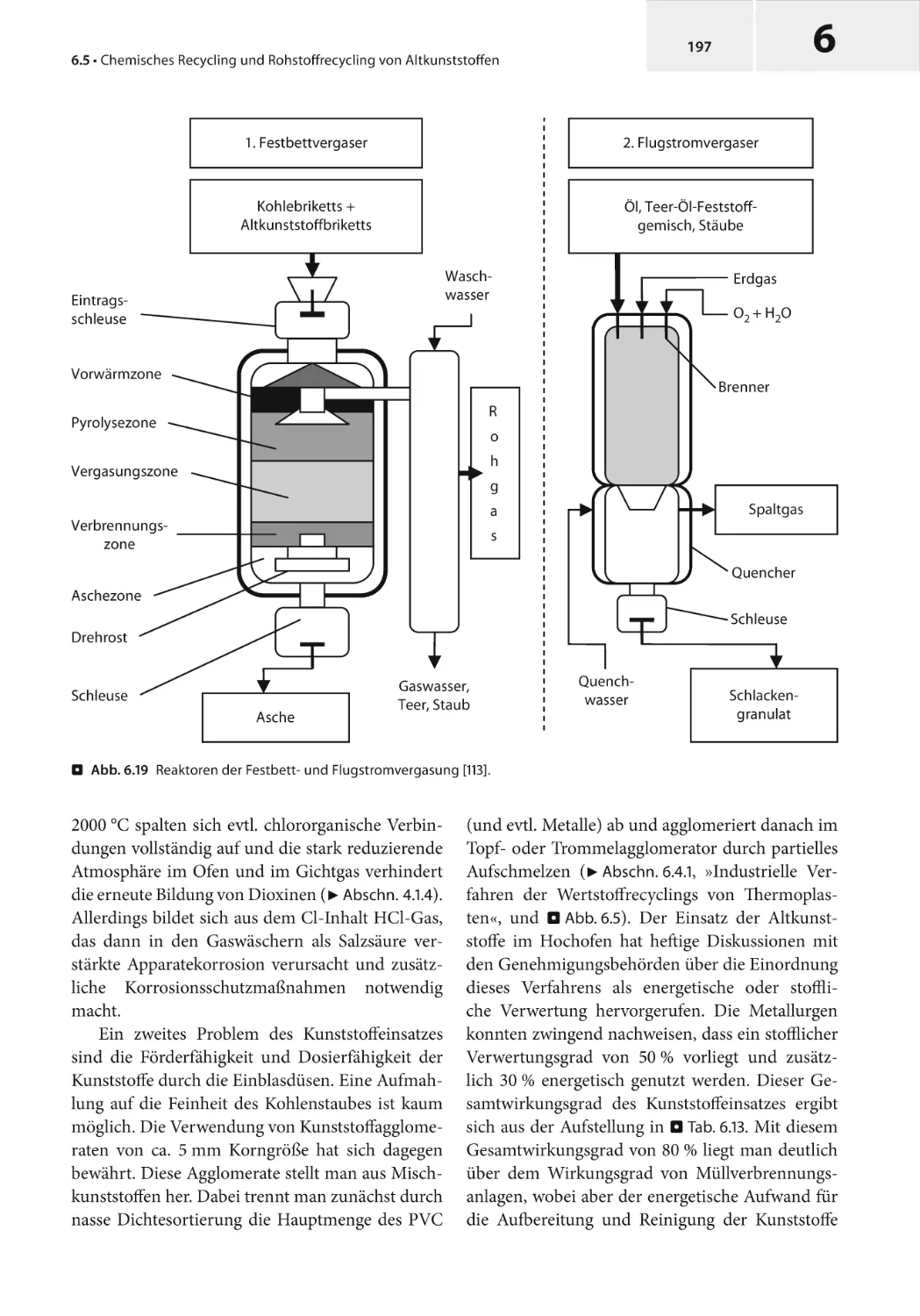
Chemisches Recycling und Rohstoffrecycling von Altkunststoffen . . . . . . . . . . . . . . . . . . .
Alkoholyse, Hydrolyse und katalytische Depolymerisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Hydrierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pyrolyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vergasung zu Brenngas oder Synthesegas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
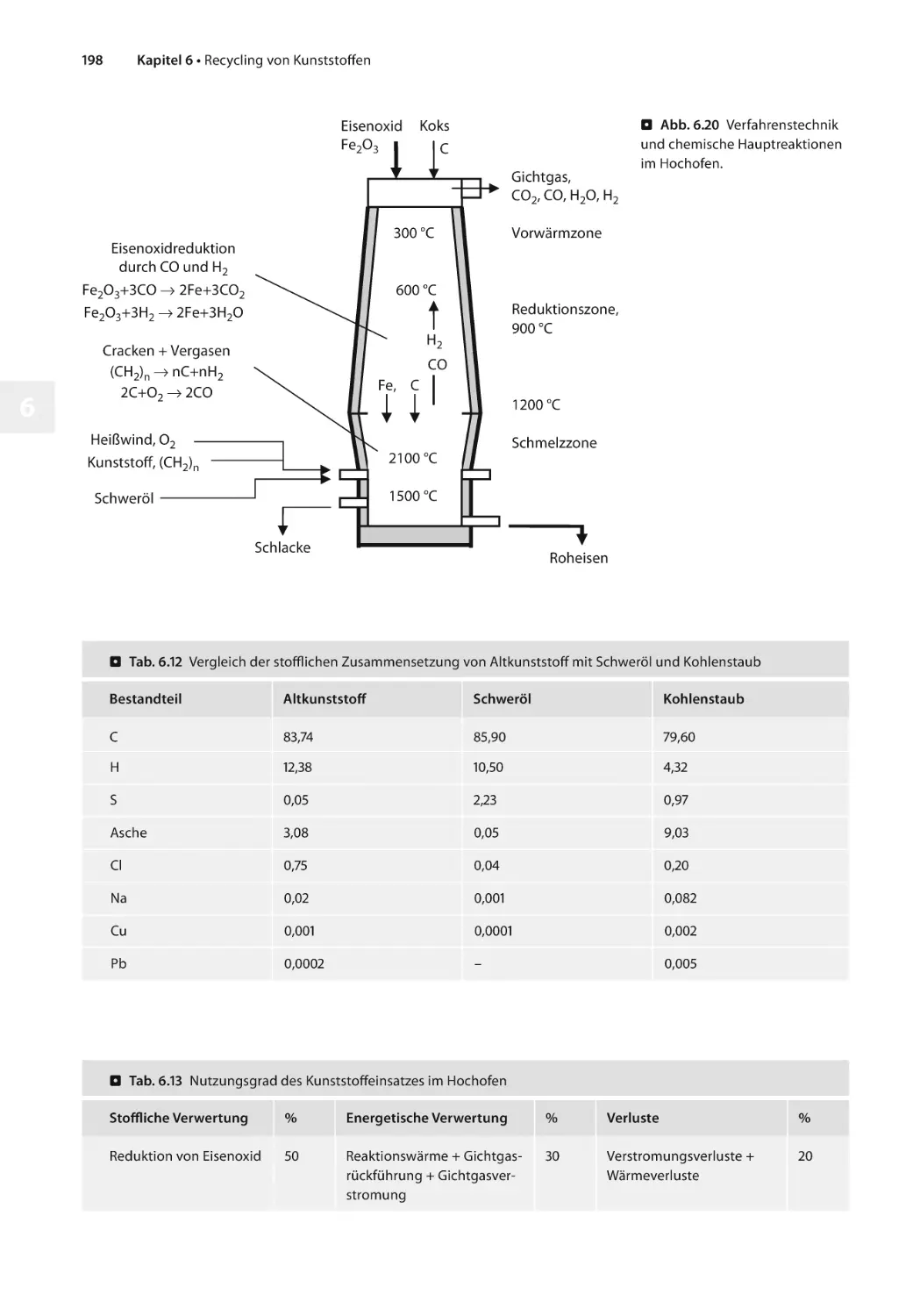
Reduktionsmittel im Hochofenprozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7
7.1
7.1.1
7.1.2
7.1.3
7.1.4
7.1.5
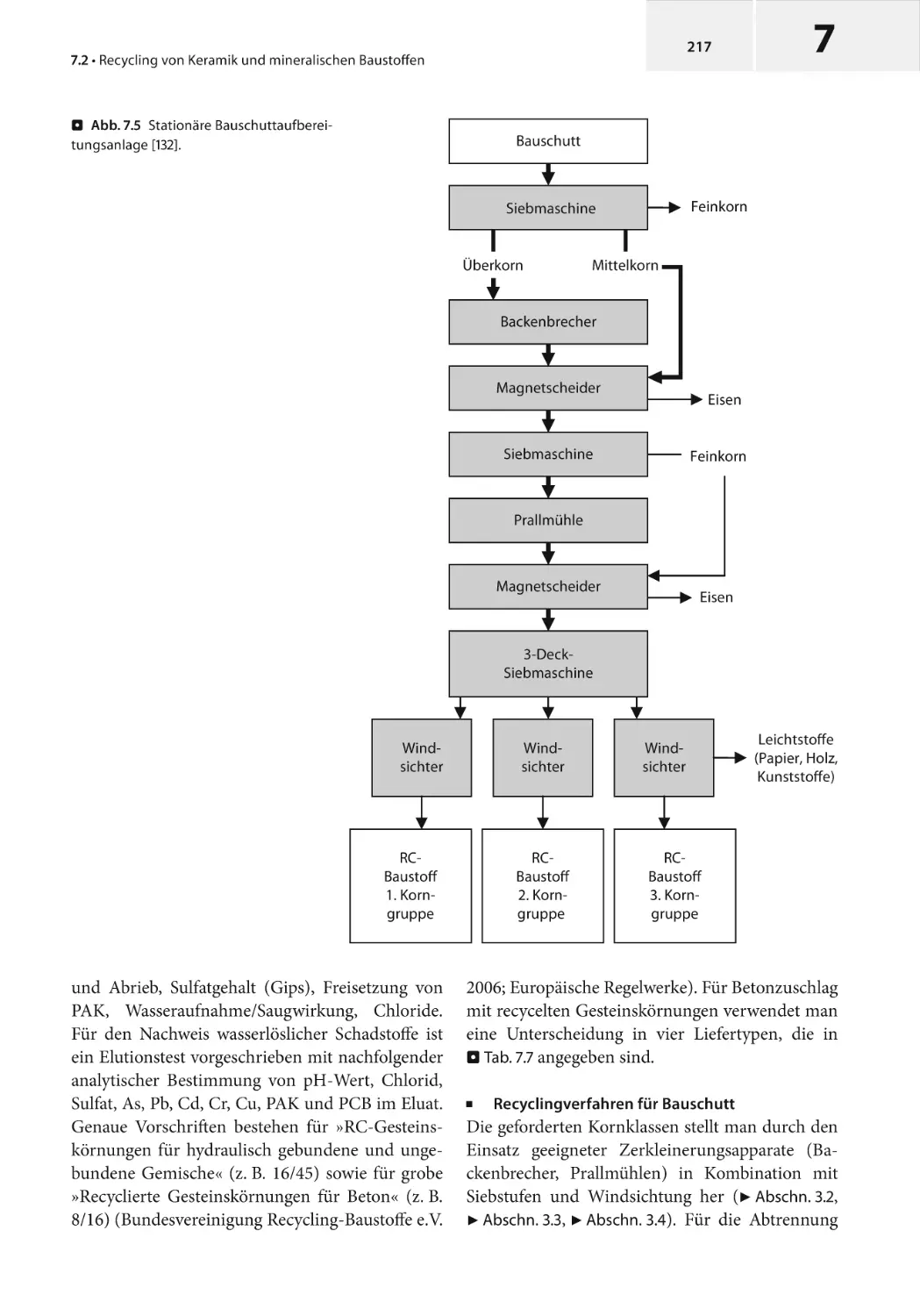
7.2
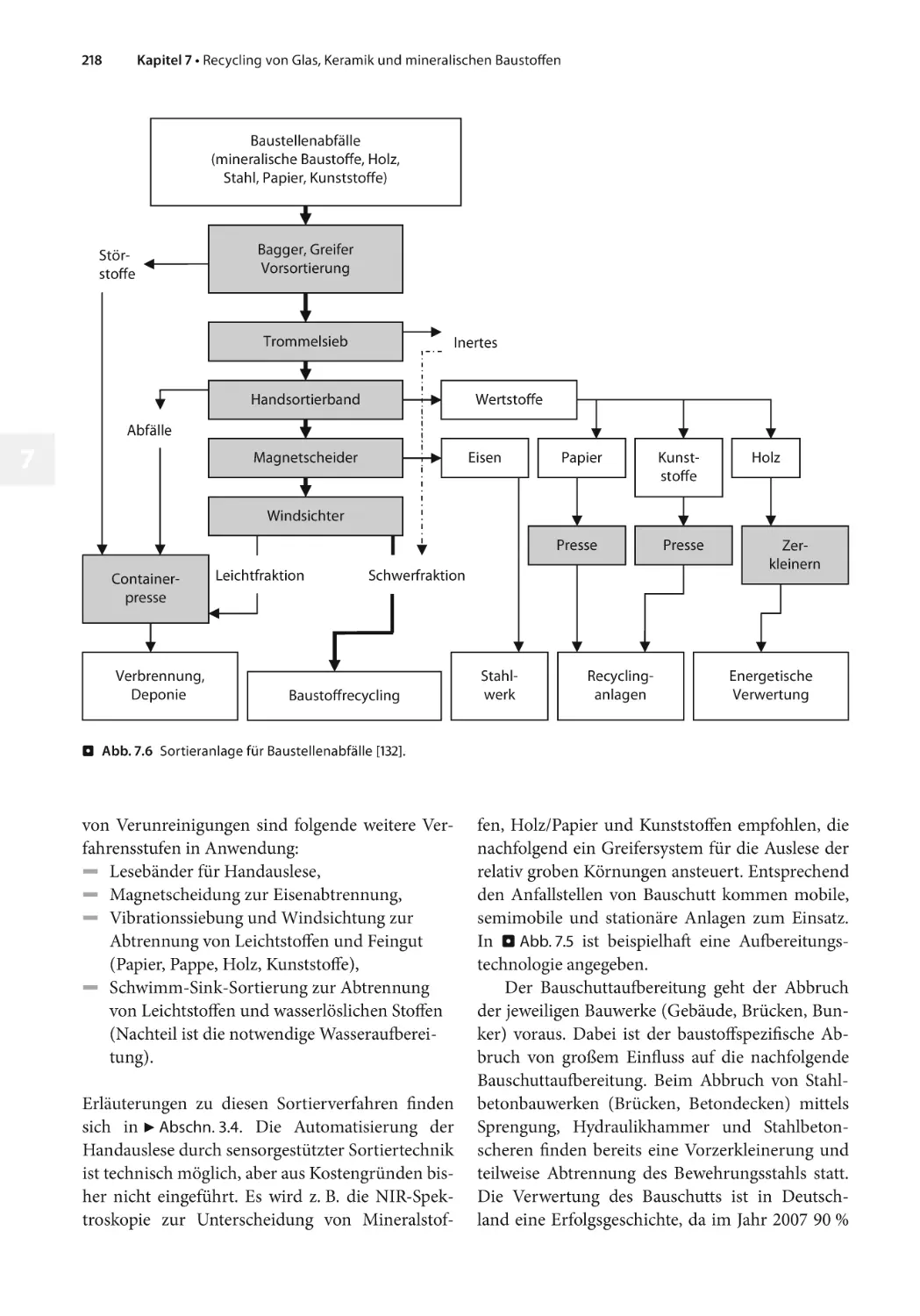
7.2.1
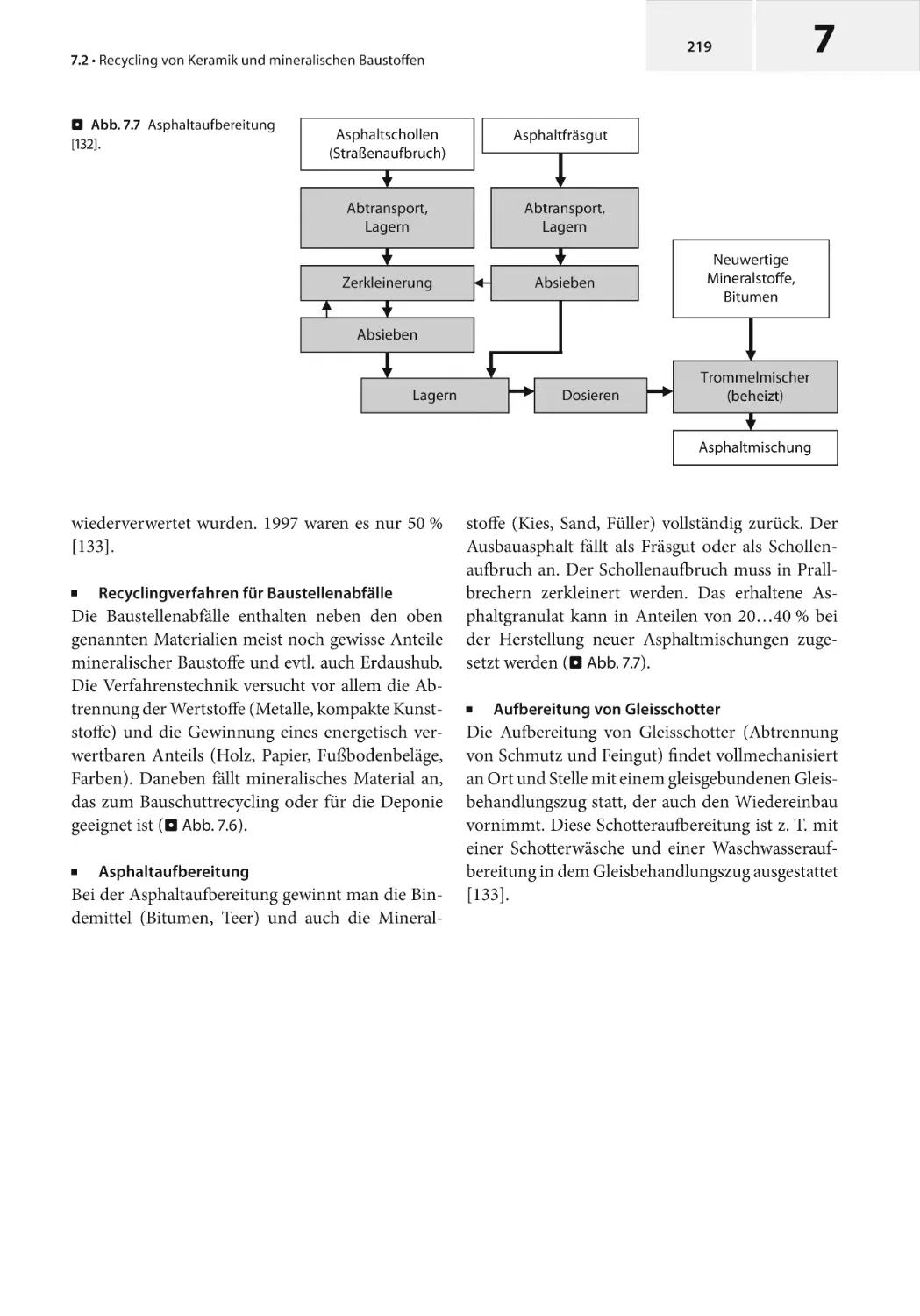
7.2.2
Recycling von Glas, Keramik und mineralischen Baustoffen . . . . . . . . . . . . . . . . . . 201
Recycling von Glas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Glasschmelzprozess . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Einsatz von Altglasscherben . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
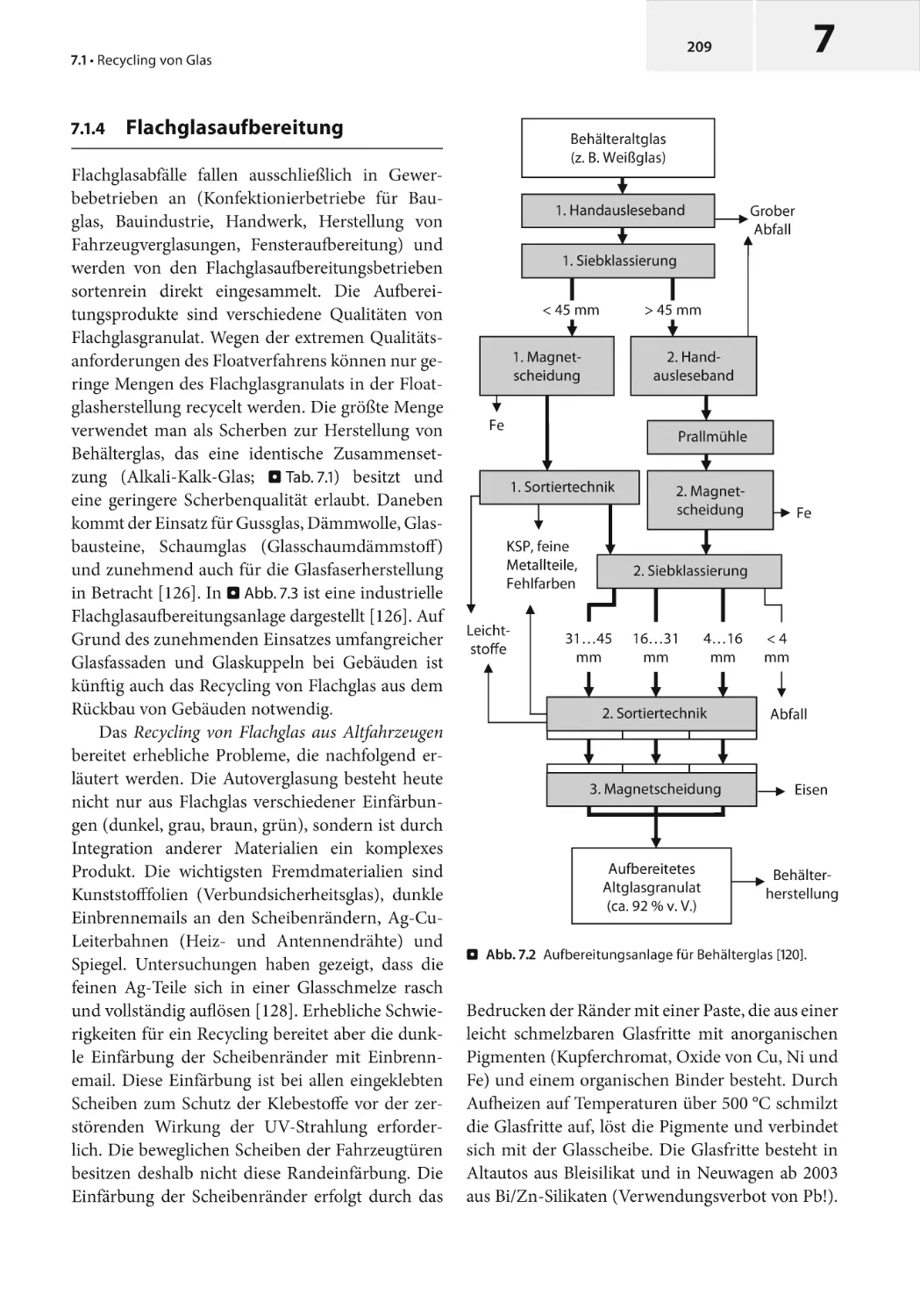
Aufbereitung von Behälterglas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Flachglasaufbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aufbereitung von Spezialgläsern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von Keramik und mineralischen Baustoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ausbau, Zerkleinerung und Aufbereitung von Keramik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aufbereitung von mineralischen Baustoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
162
164
168
168
171
184
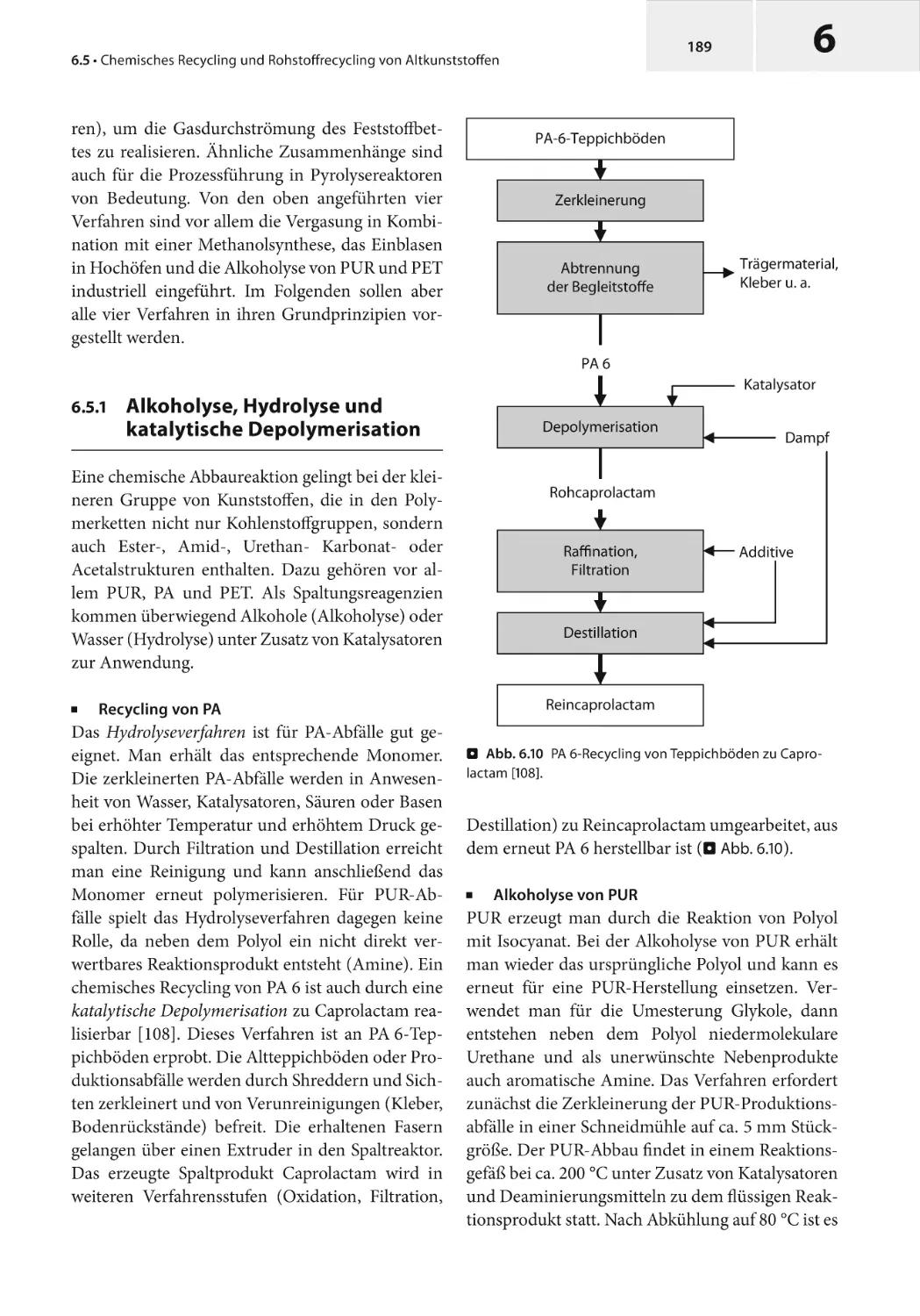
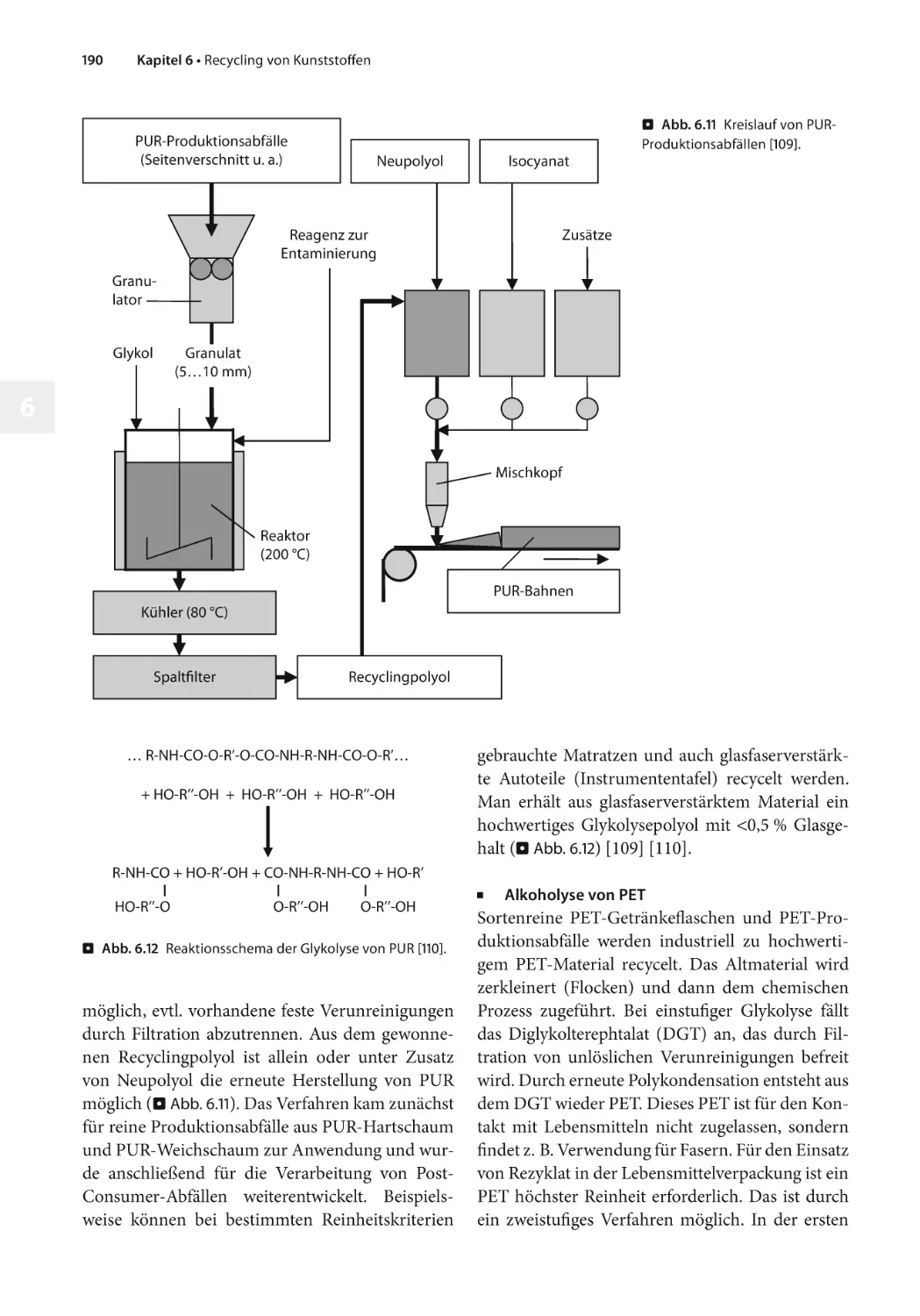
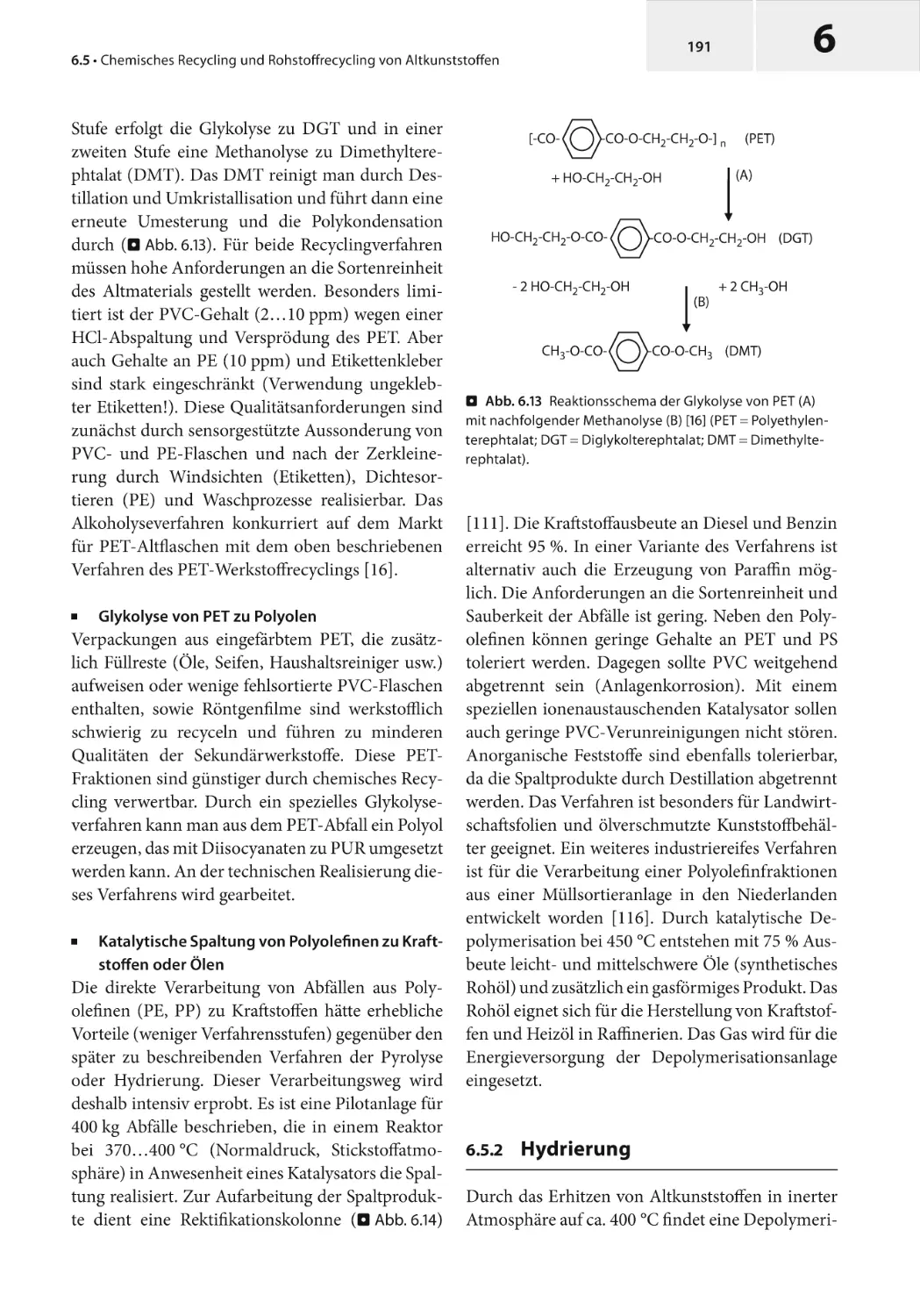
187
188
189
191
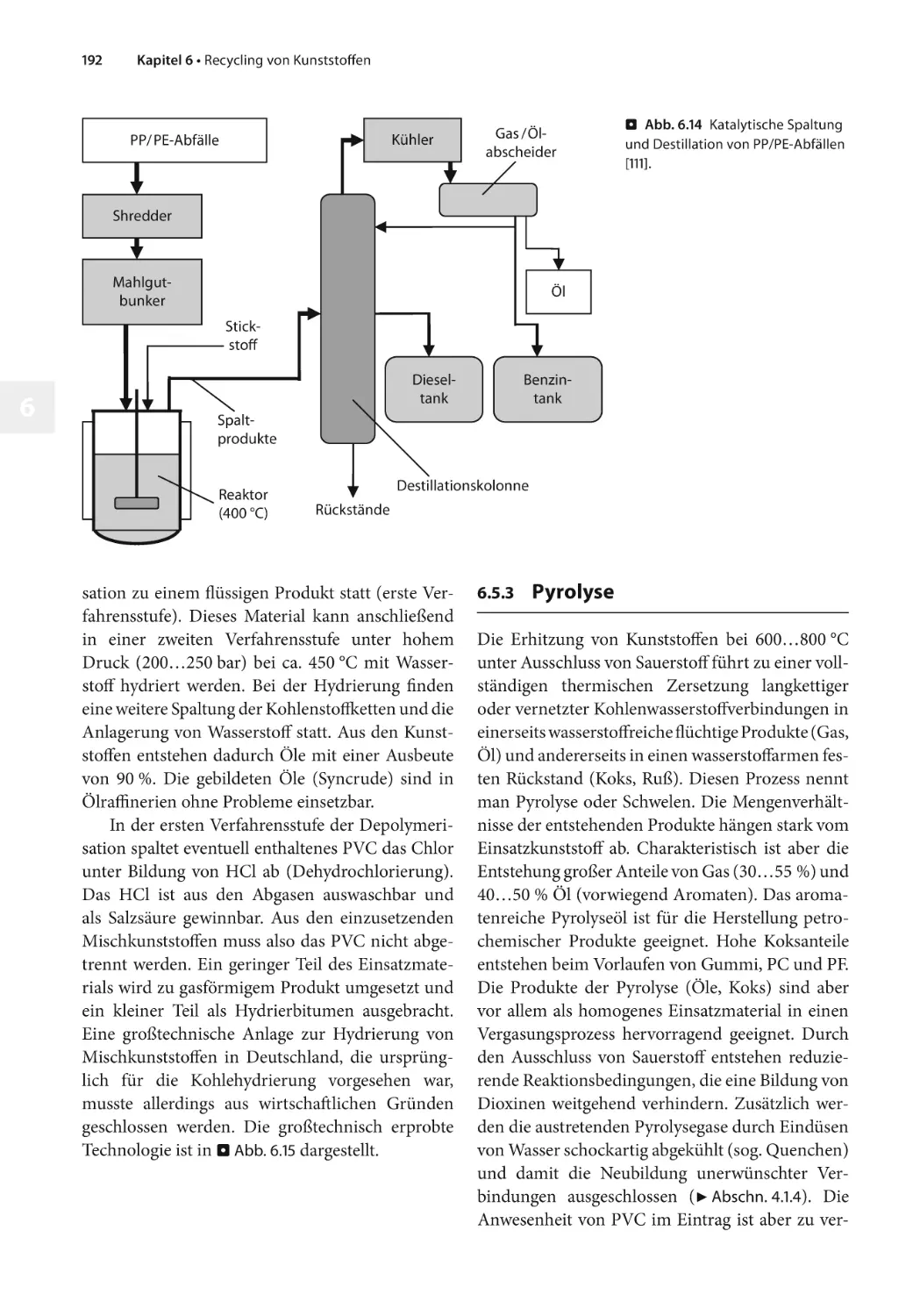
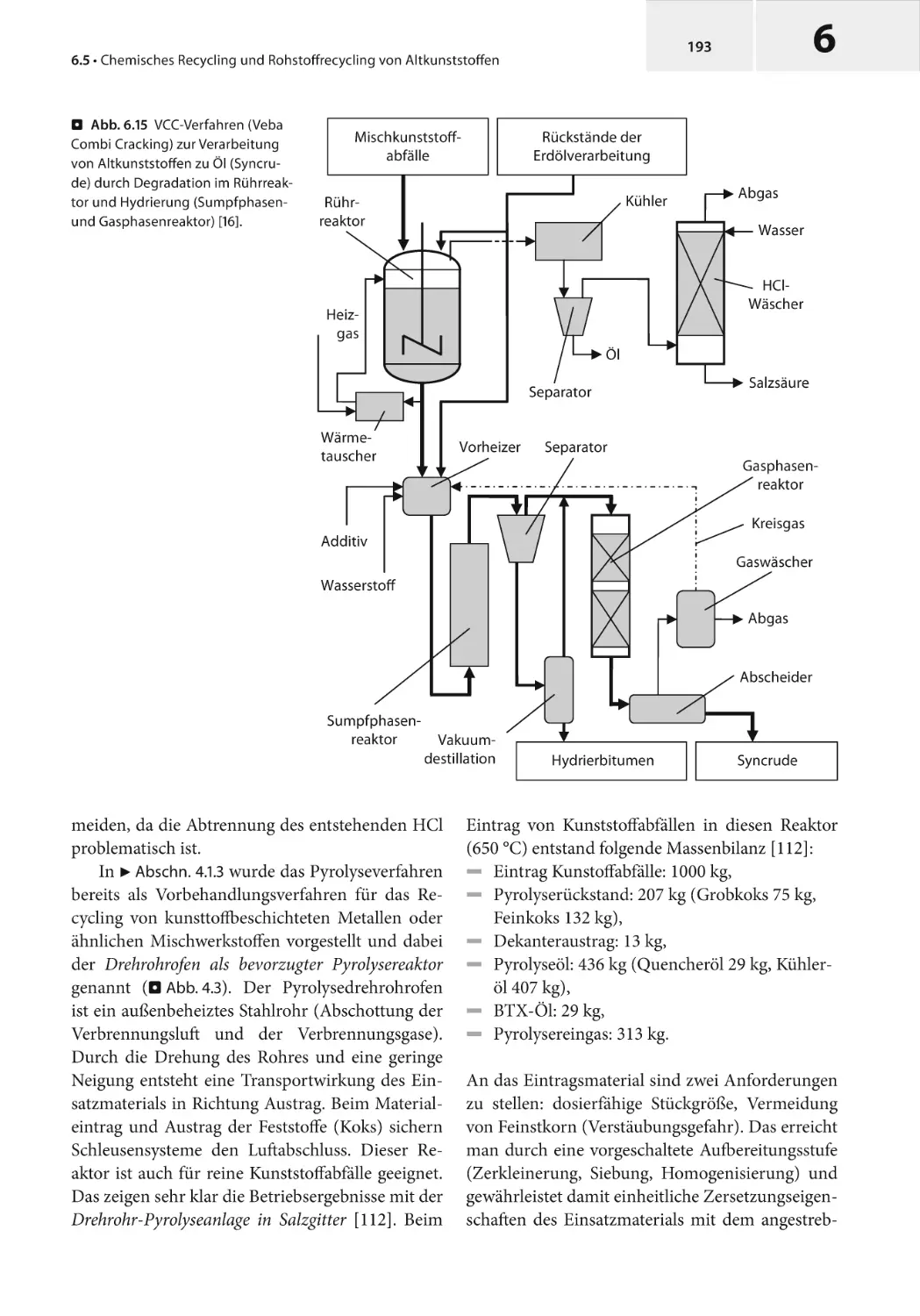
192
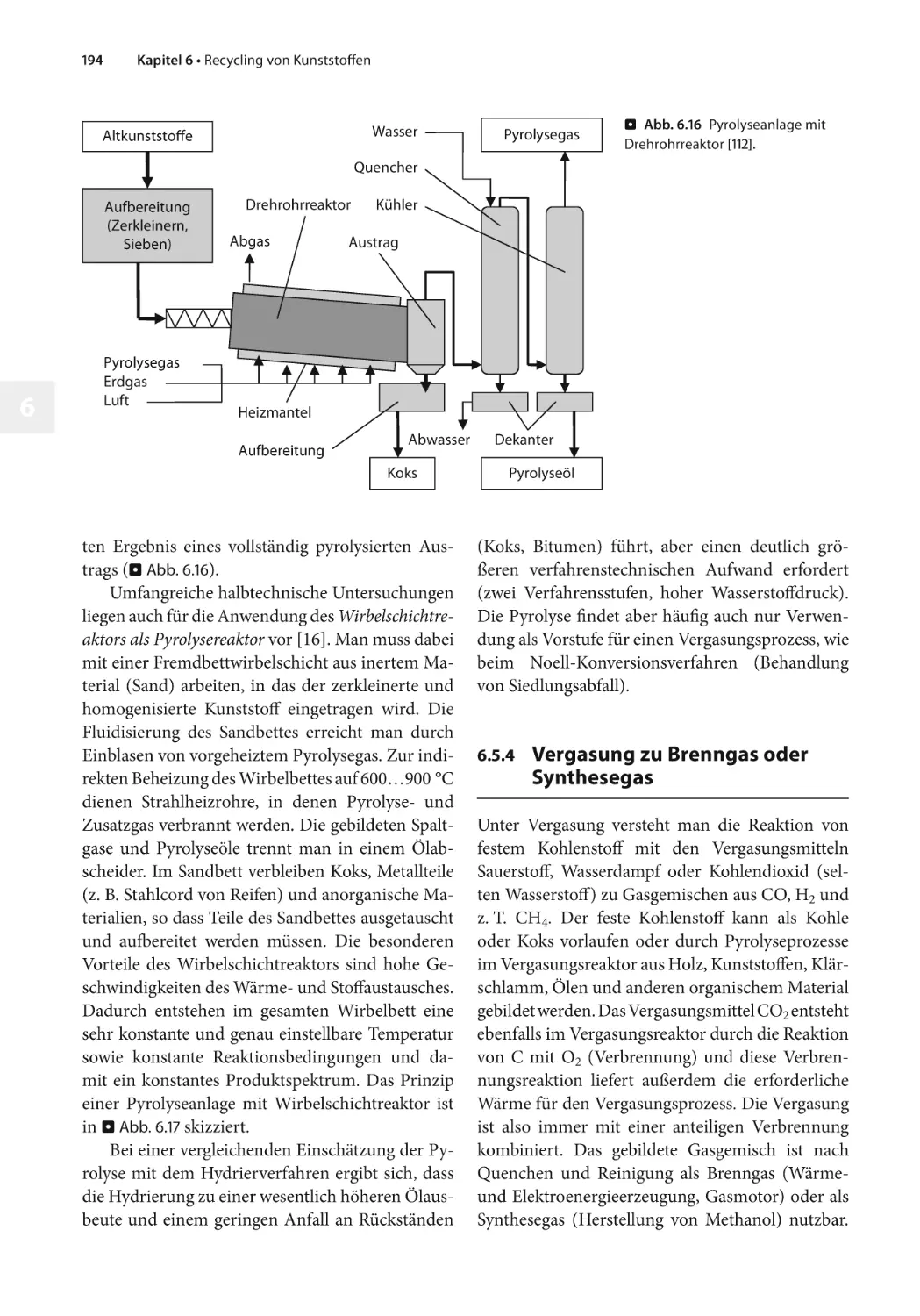
194
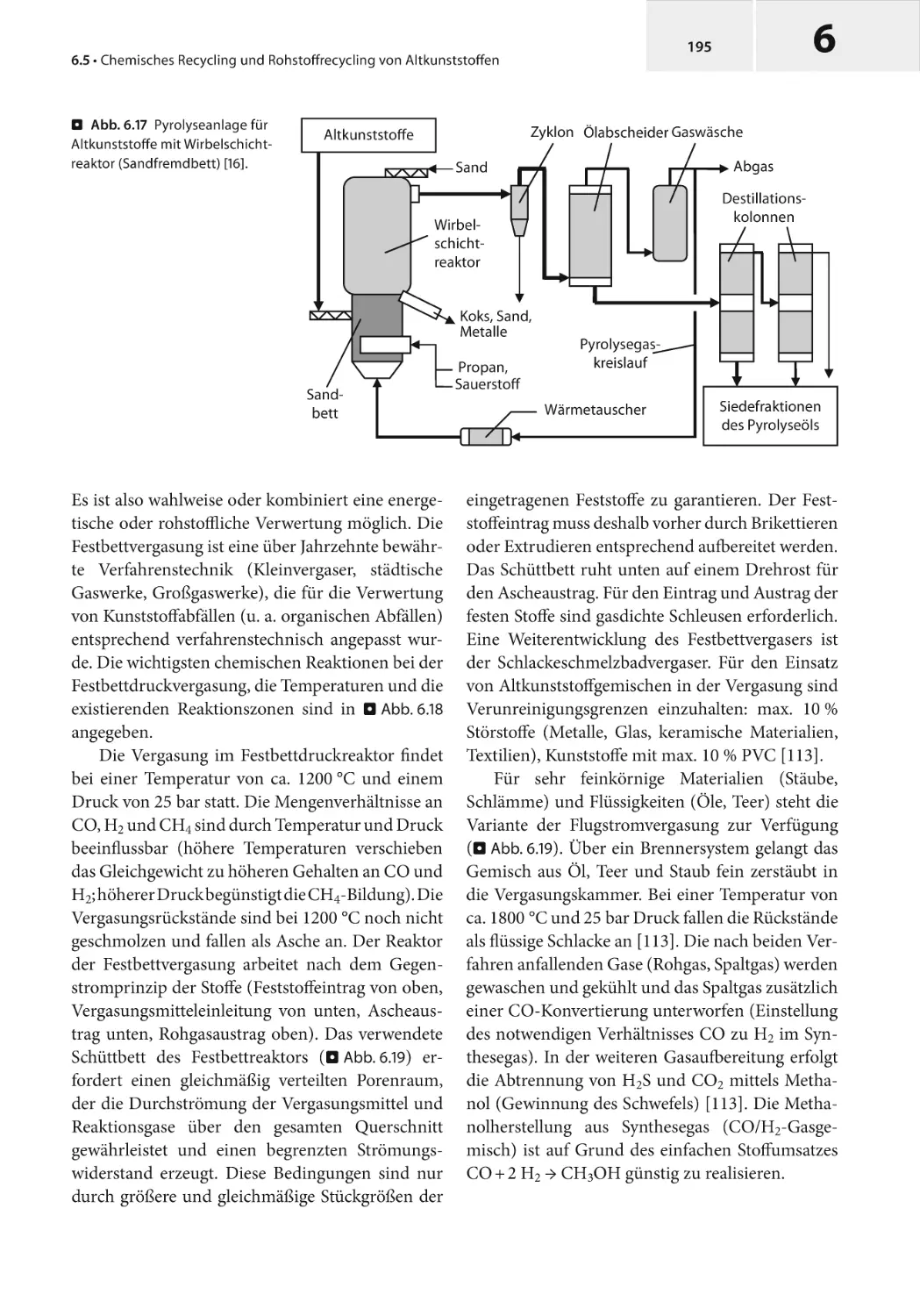
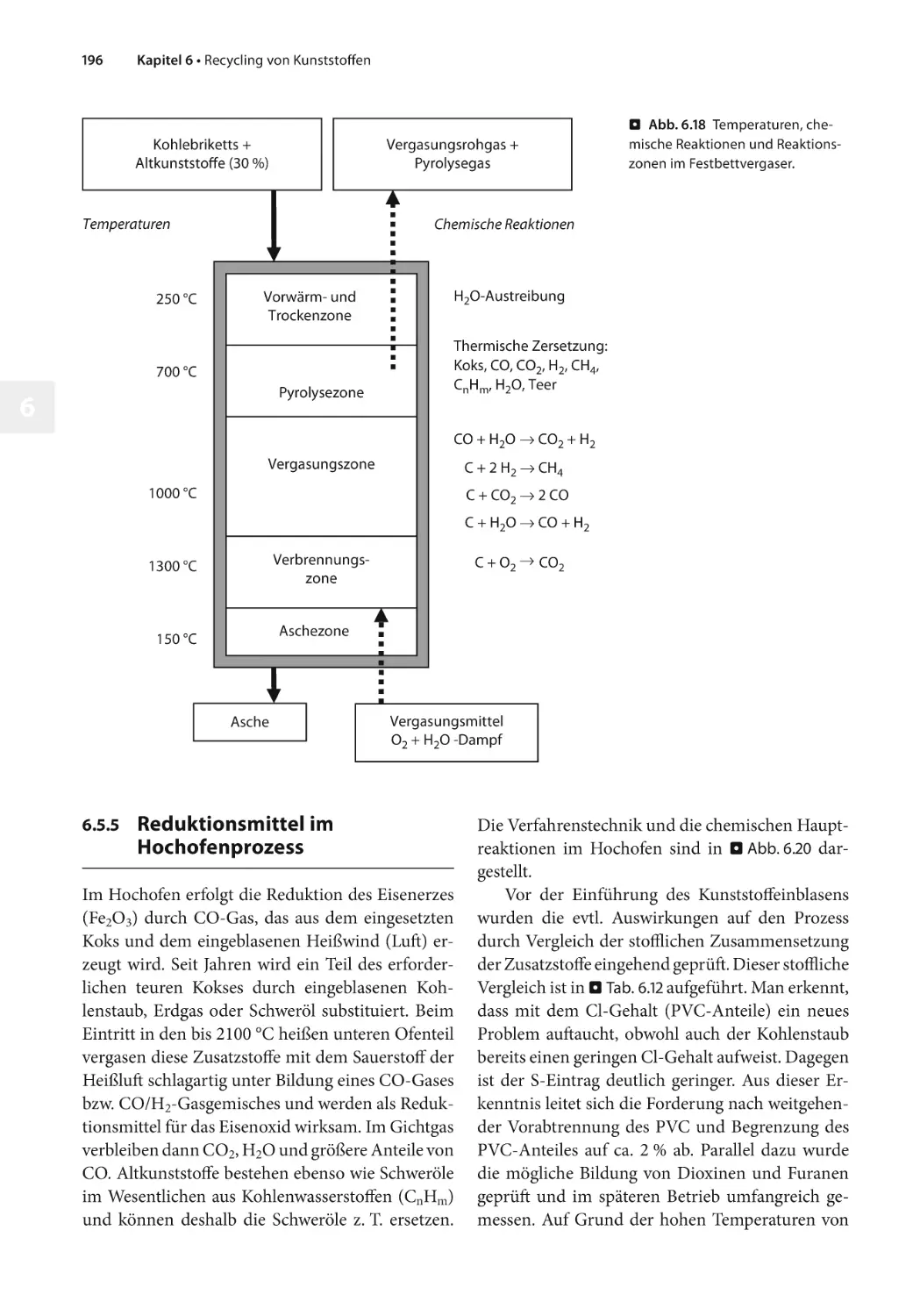
196
202
204
205
208
209
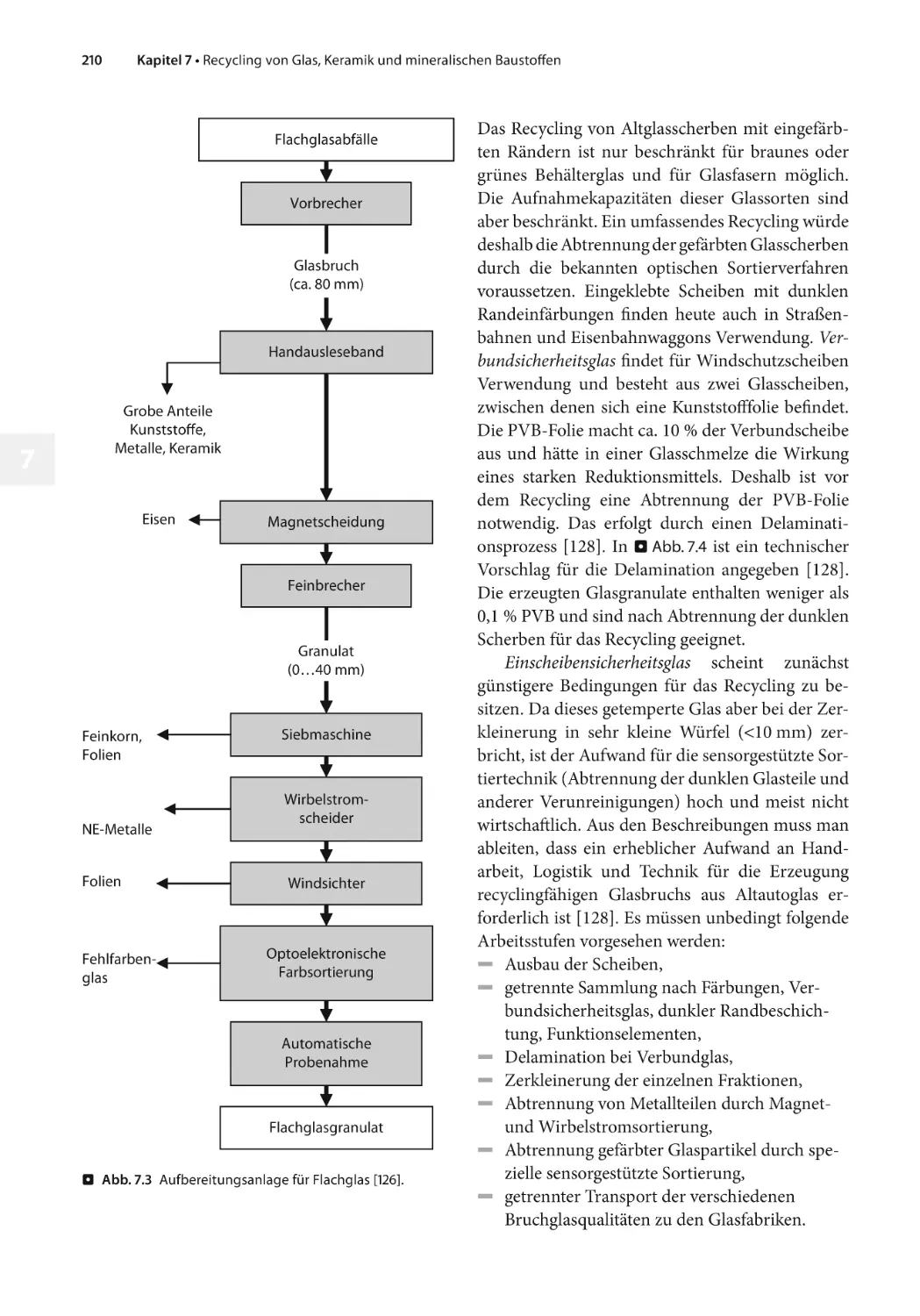
211
212
214
215
8
8.1
8.2
8.3
8.4
8.5
Recycling von Papier und Pappe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 221
9
9.1
9.1.1
9.1.2
9.2
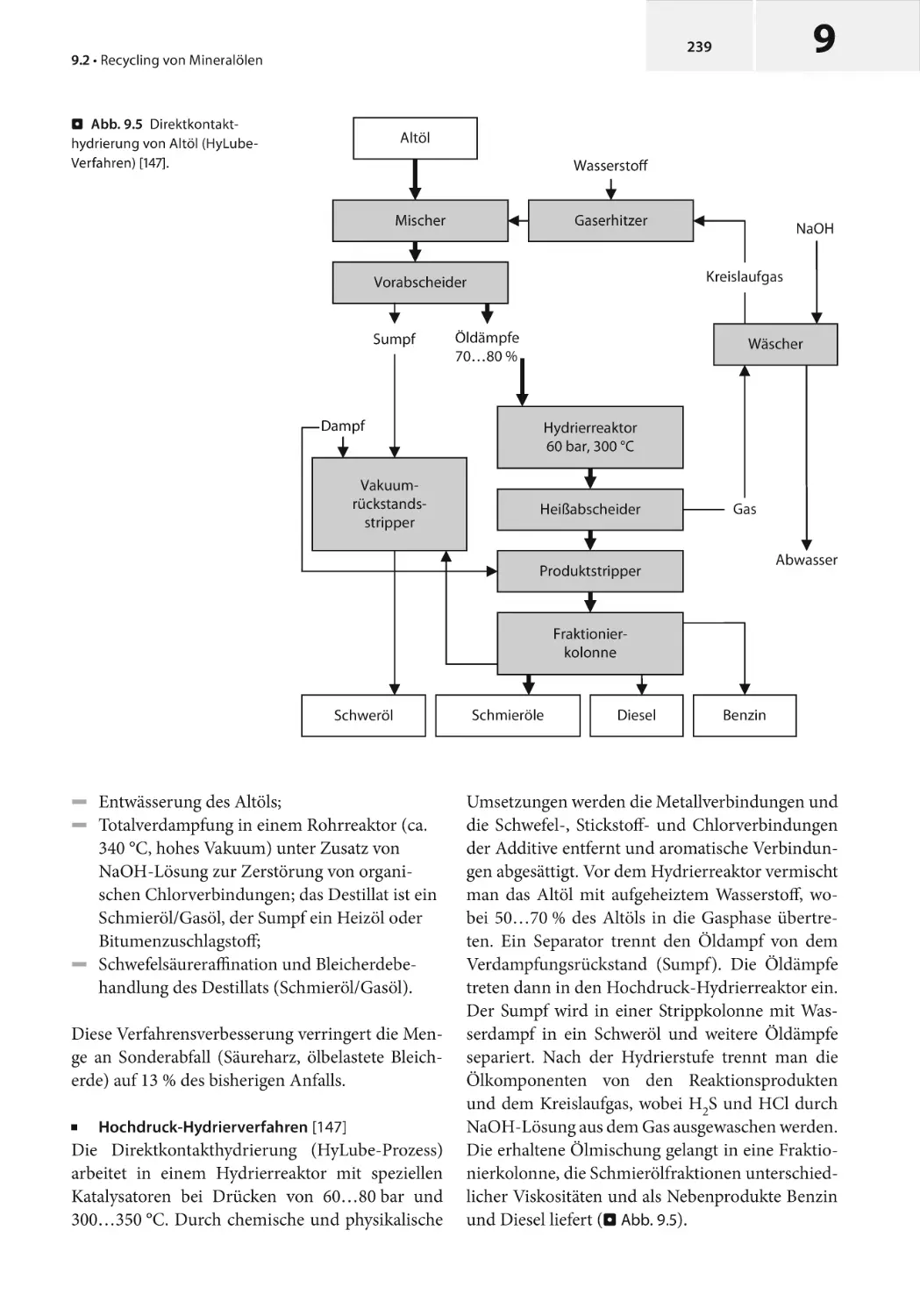
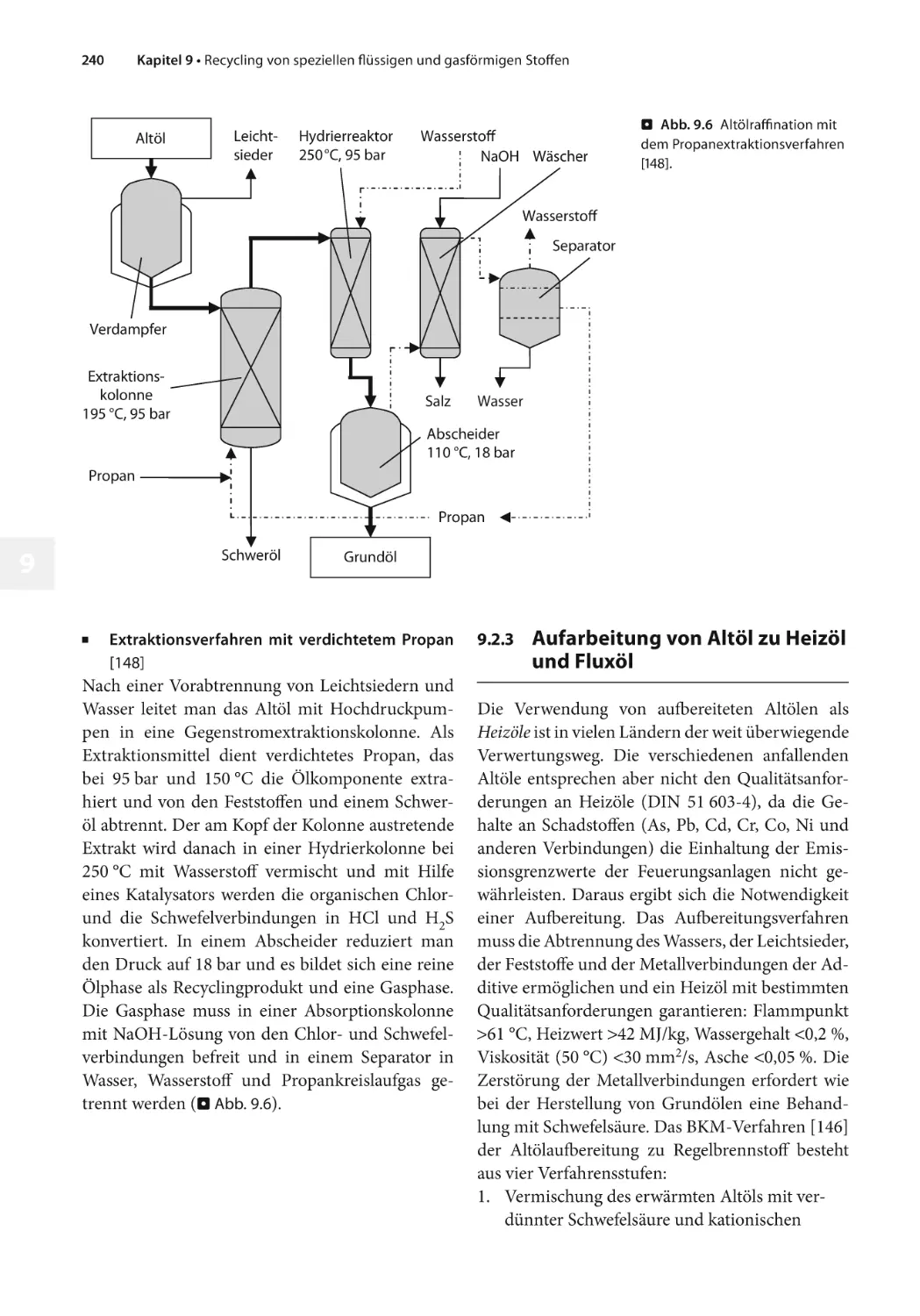
9.2.1
9.2.2
9.2.3
9.2.4
Recycling von speziellen flüssigen und gasförmigen Stoffen . . . . . . . . . . . . . . . . . 229
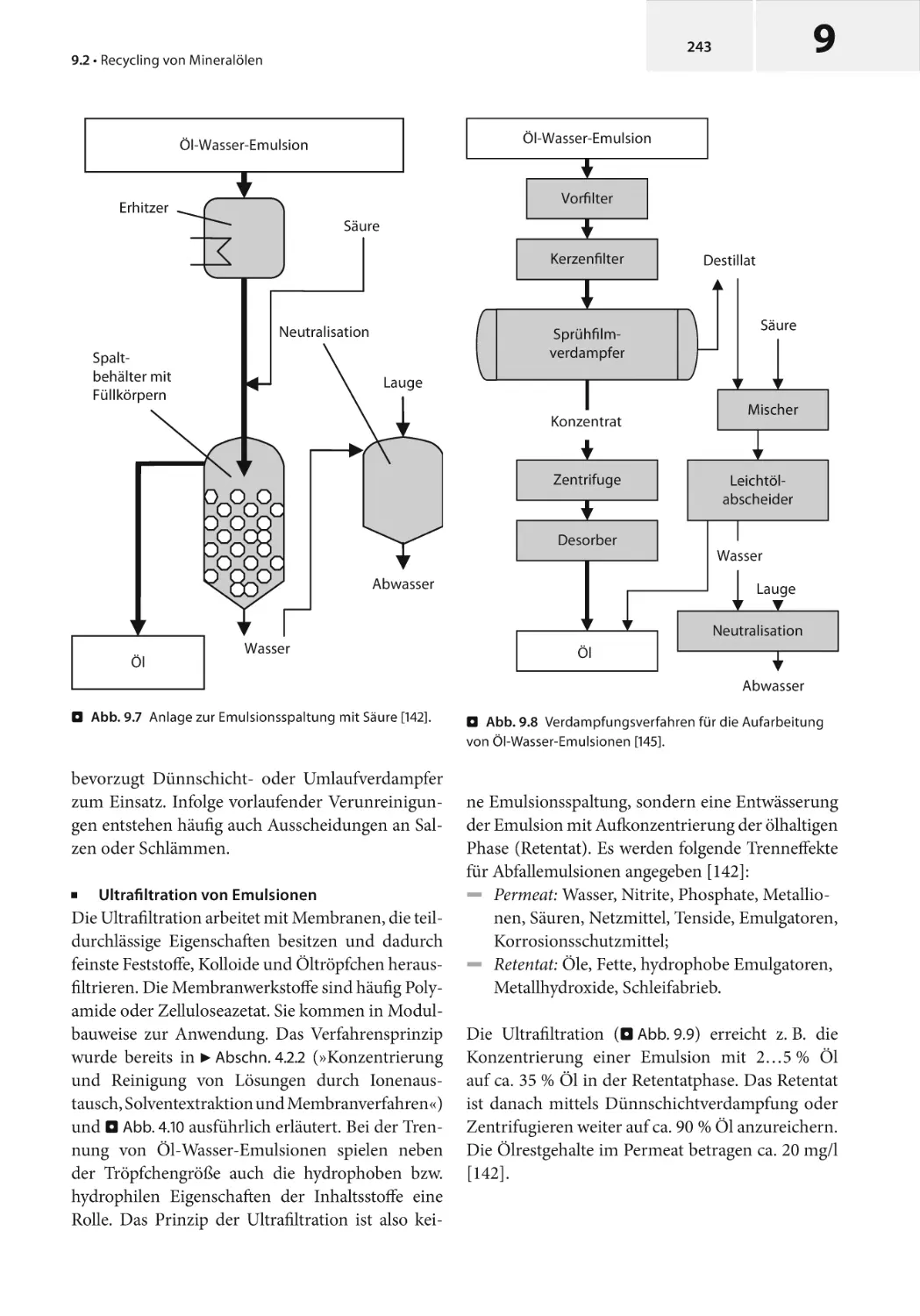
9.2.5
9.3
9.3.1
9.3.2
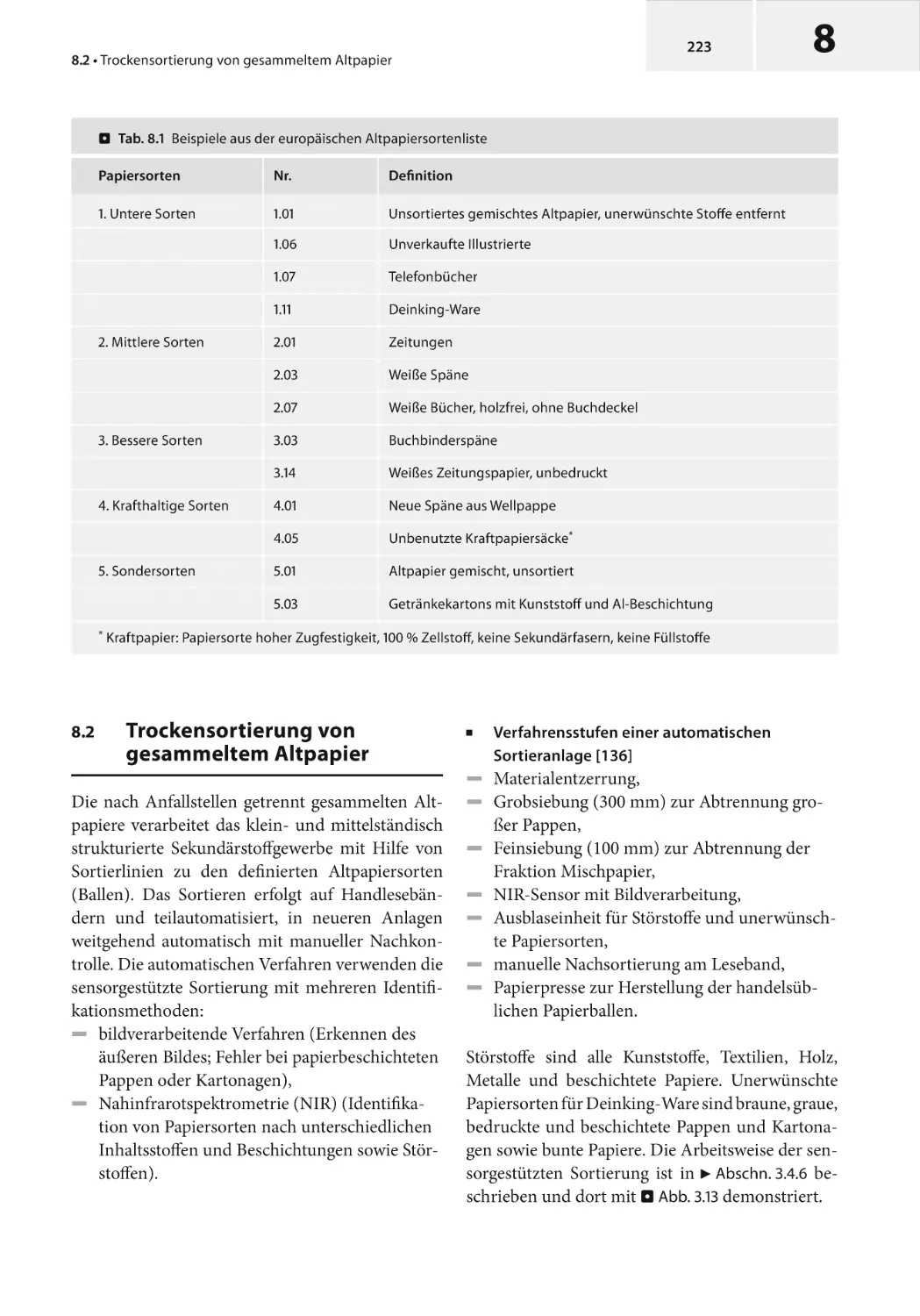
Altpapiersorten und Sammlung von Altpapier . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Trockensortierung von gesammeltem Altpapier . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Nassaufbereitung der Altpapiersorten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von Verbundverpackungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Grenzen und Chancen des Altpapierrecyclings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von organischen Lösemitteln und lösemittelhaltigen Abfällen . . . . . . . . . . . .
Destillation von Lösemitteln . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von Lacken . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von Mineralölen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mechanische Rekonditionierung gering verunreinigter Altöle . . . . . . . . . . . . . . . . . . . . . . . . . . .
Physikalisch-chemische Verfahren zur Regeneration von Altölen zu Grundölen . . . . . . . . . .
Aufarbeitung von Altöl zu Heizöl und Fluxöl . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Umarbeitung von Altöl in Synthesegas oder Einsatz als Reduktionsmittel
im Hochofen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Auftrennung von Mineralöl-Wasser-Mischungen und Emulsionen . . . . . . . . . . . . . . . . . . . . . . .
222
223
224
226
227
230
231
233
236
237
238
240
241
241
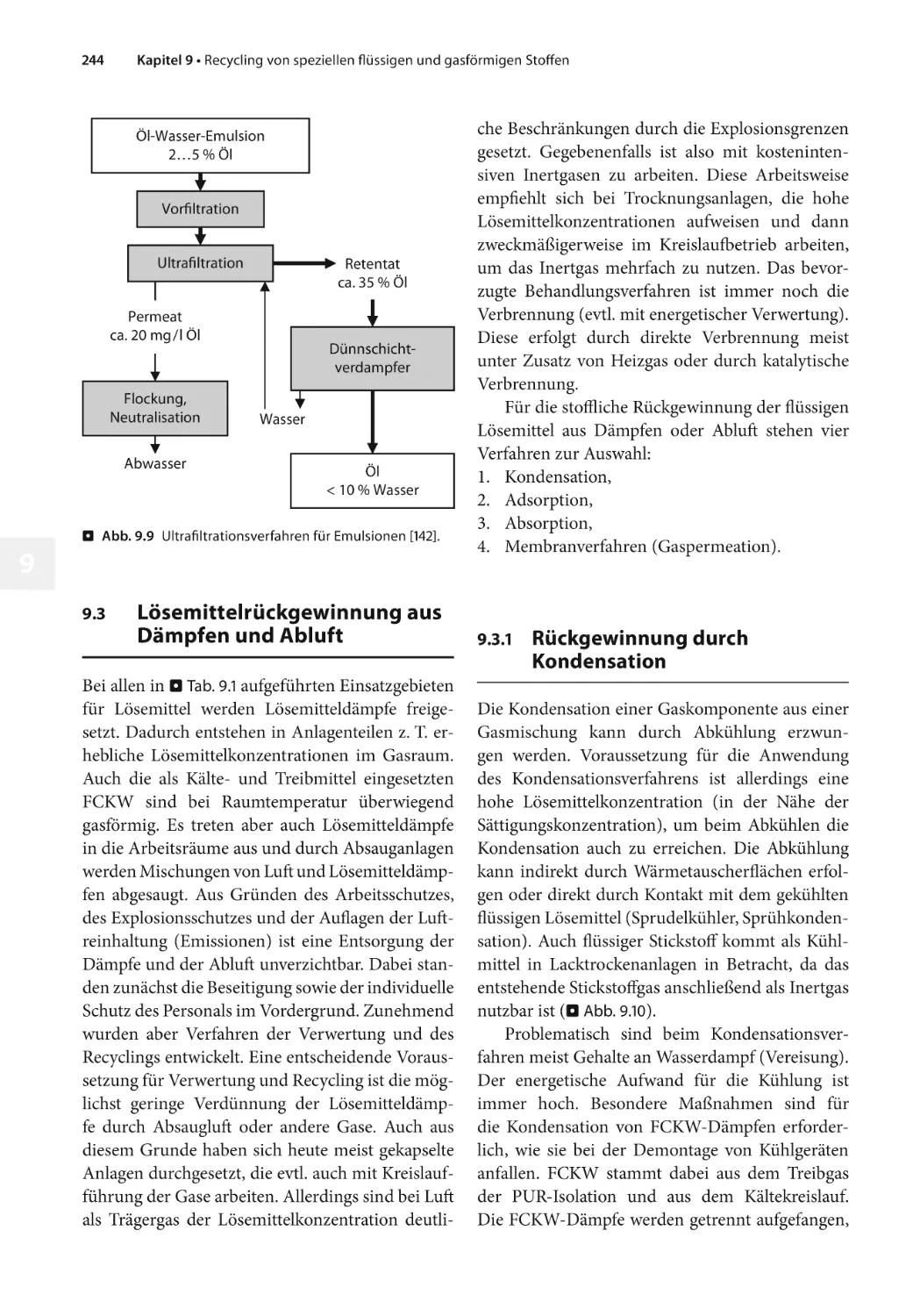
Lösemittelrückgewinnung aus Dämpfen und Abluft . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 244
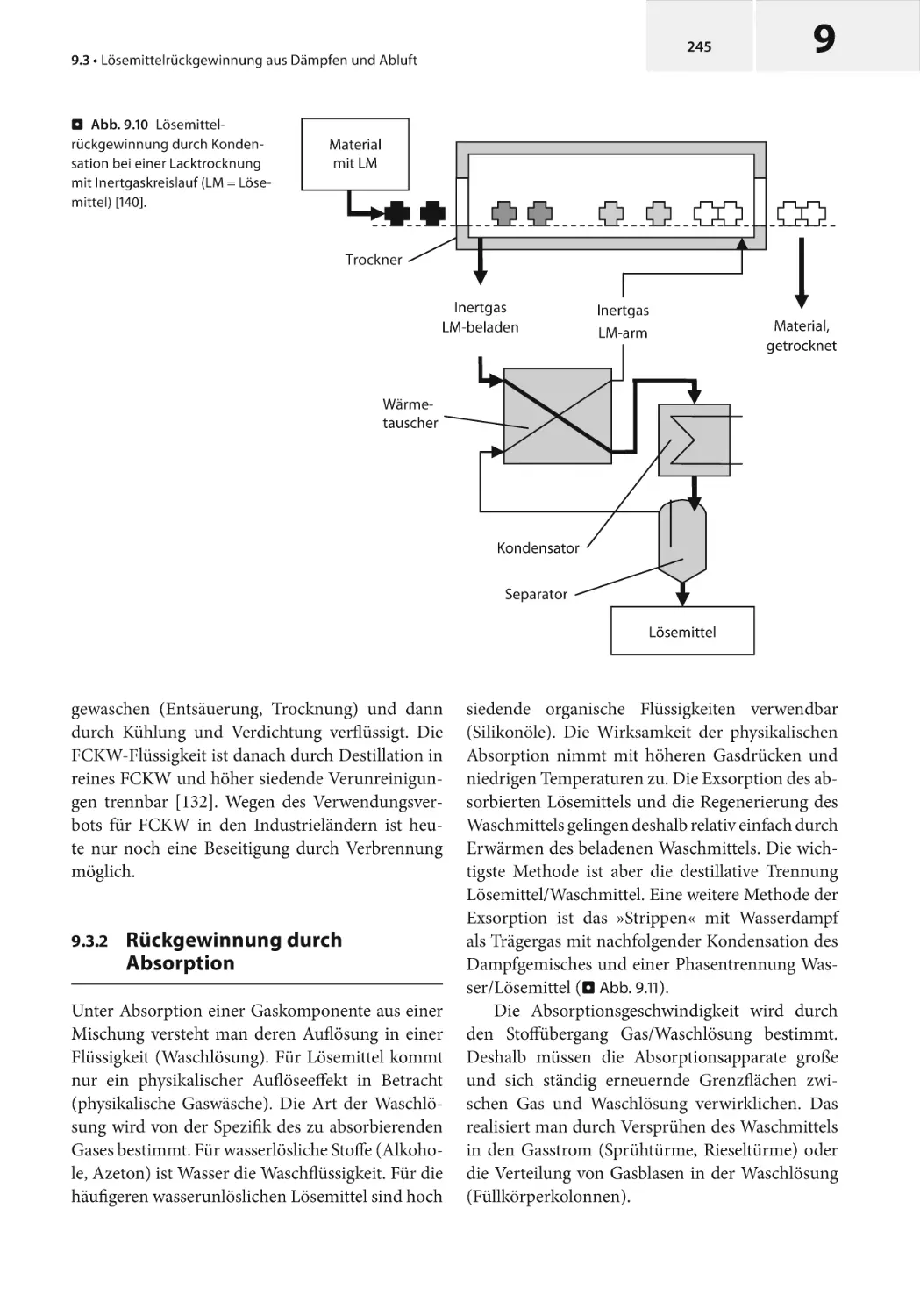
Rückgewinnung durch Kondensation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 244
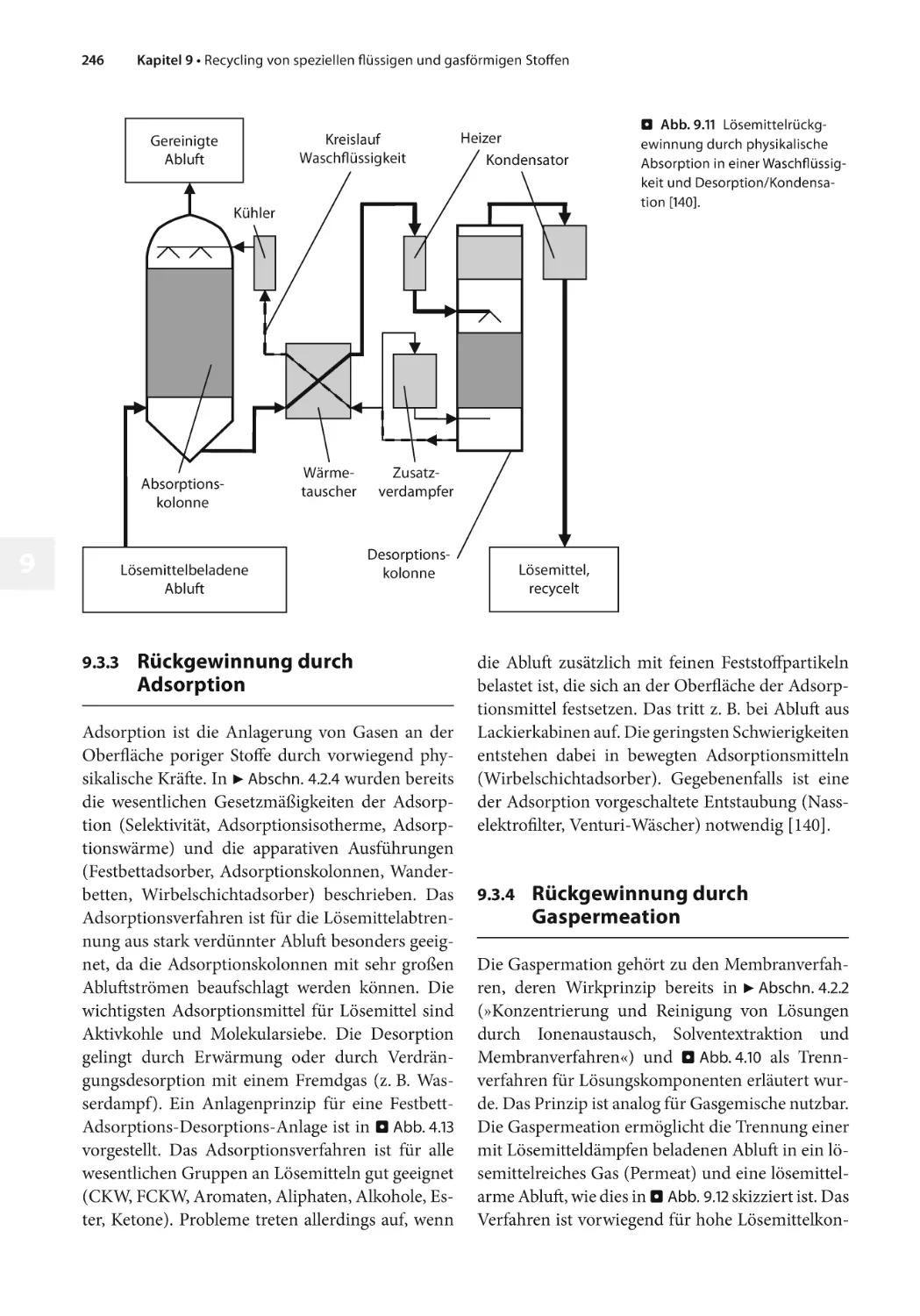
Rückgewinnung durch Absorption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 245
XIV
Inhaltsverzeichnis
9.3.3
9.3.4
9.4
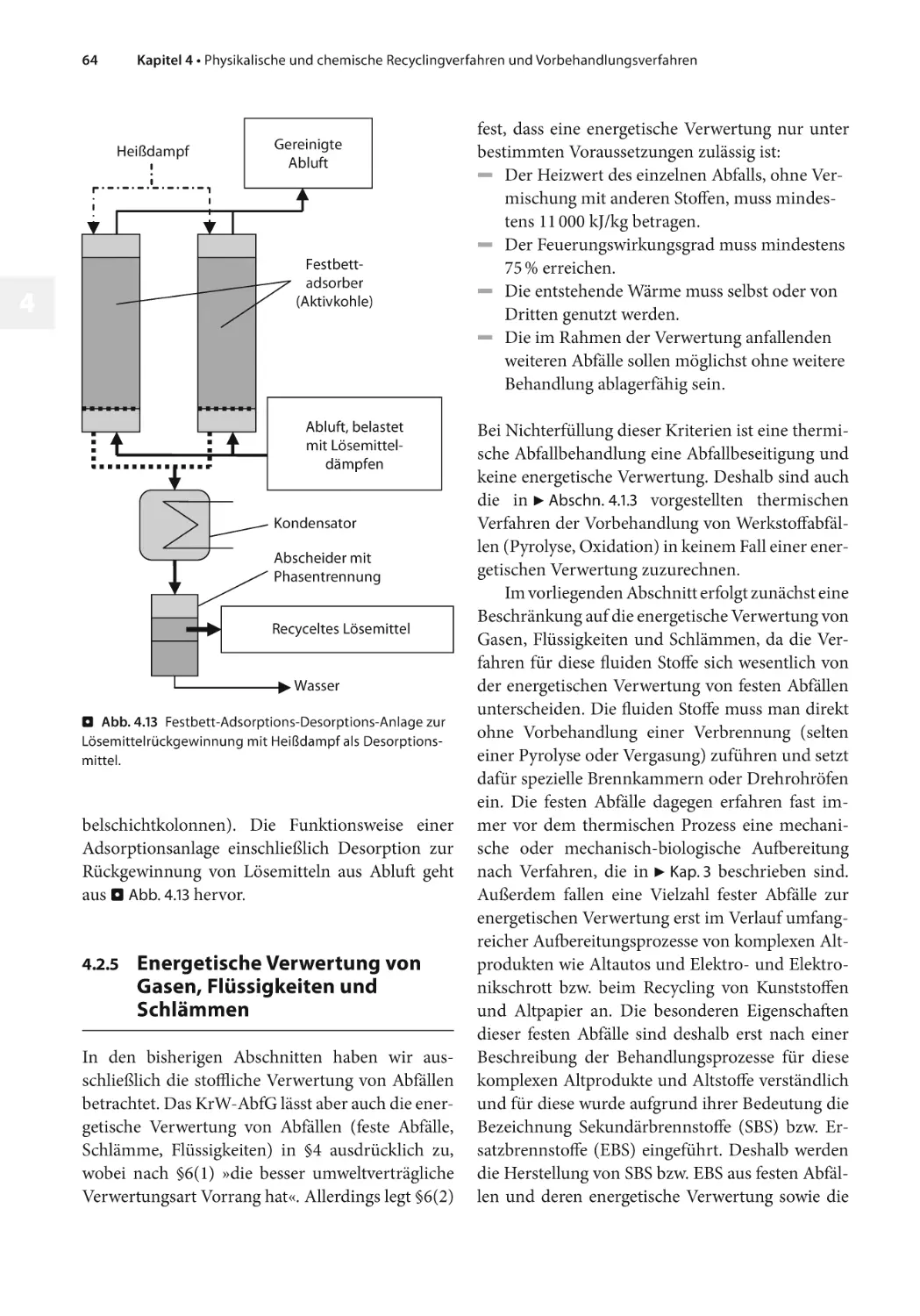
Rückgewinnung durch Adsorption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 246
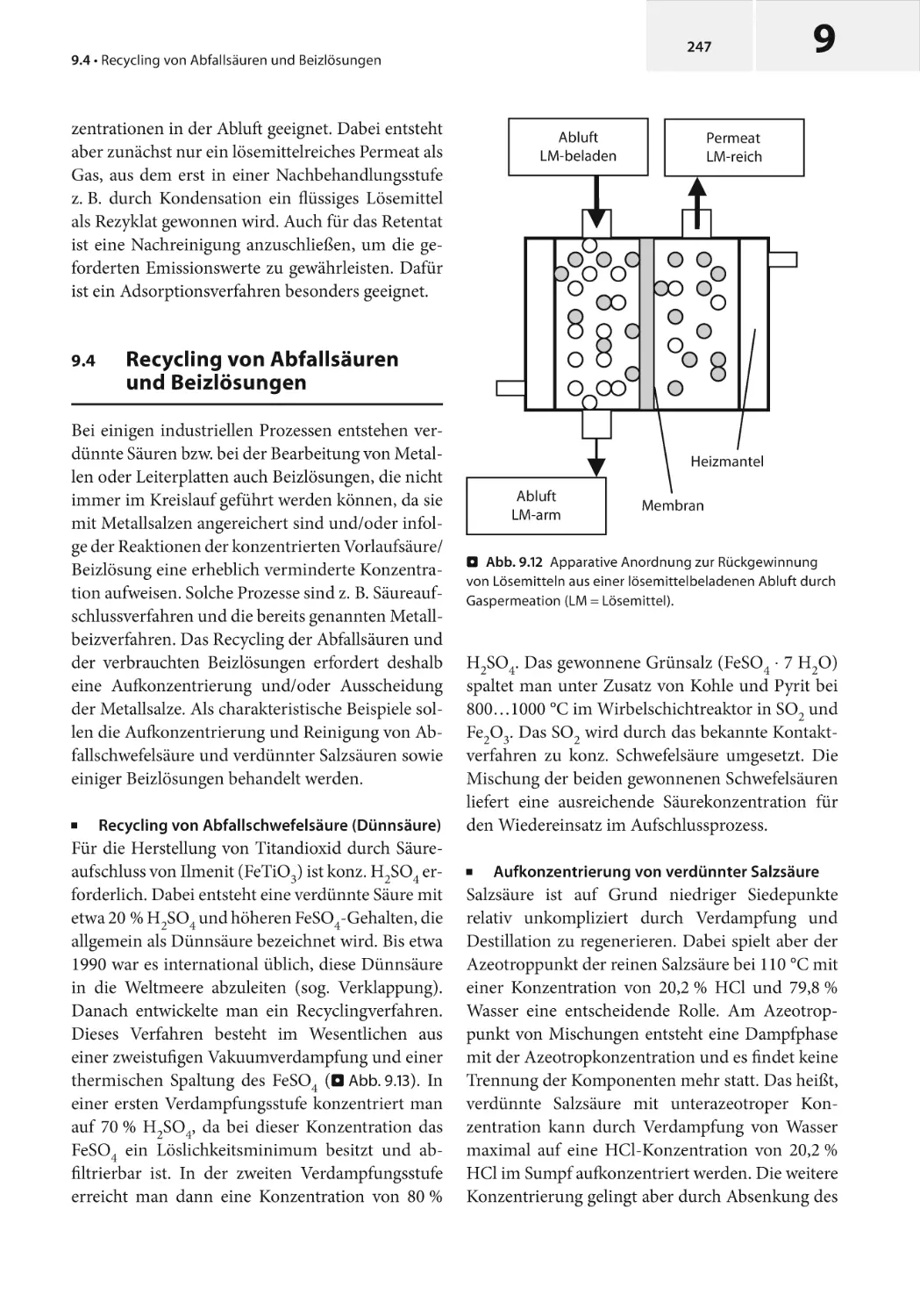
Rückgewinnung durch Gaspermeation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 246
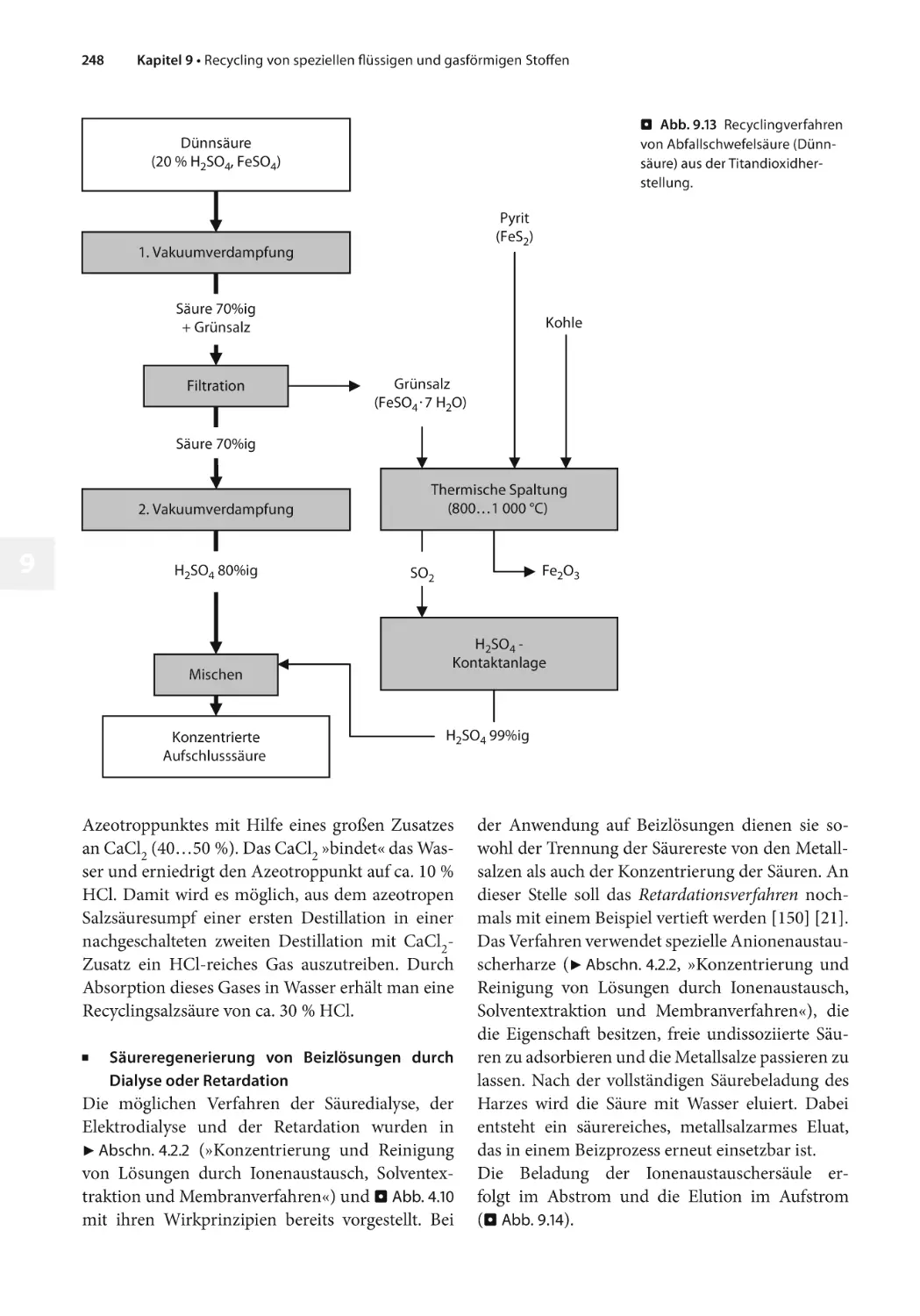
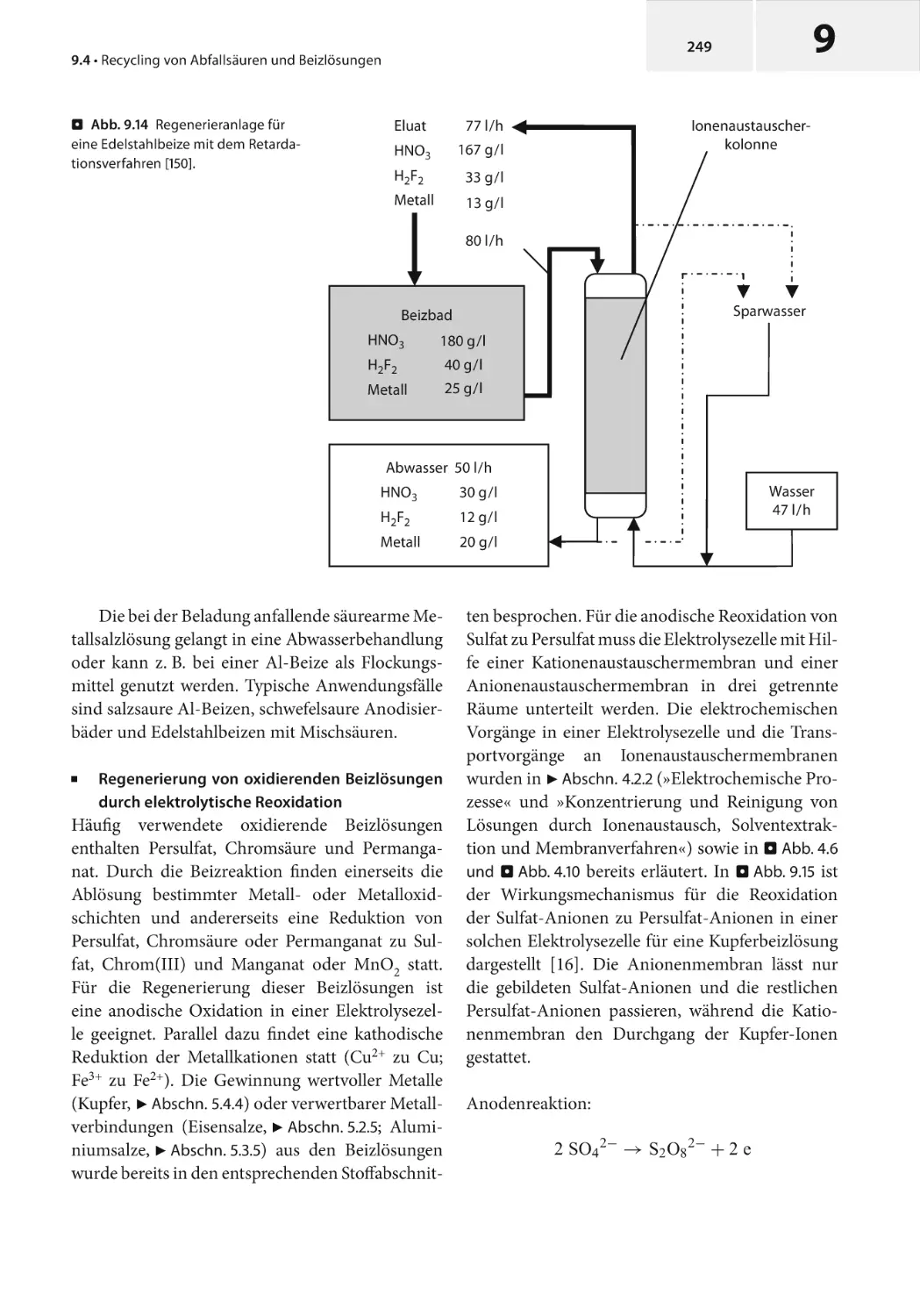
Recycling von Abfallsäuren und Beizlösungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 247
10
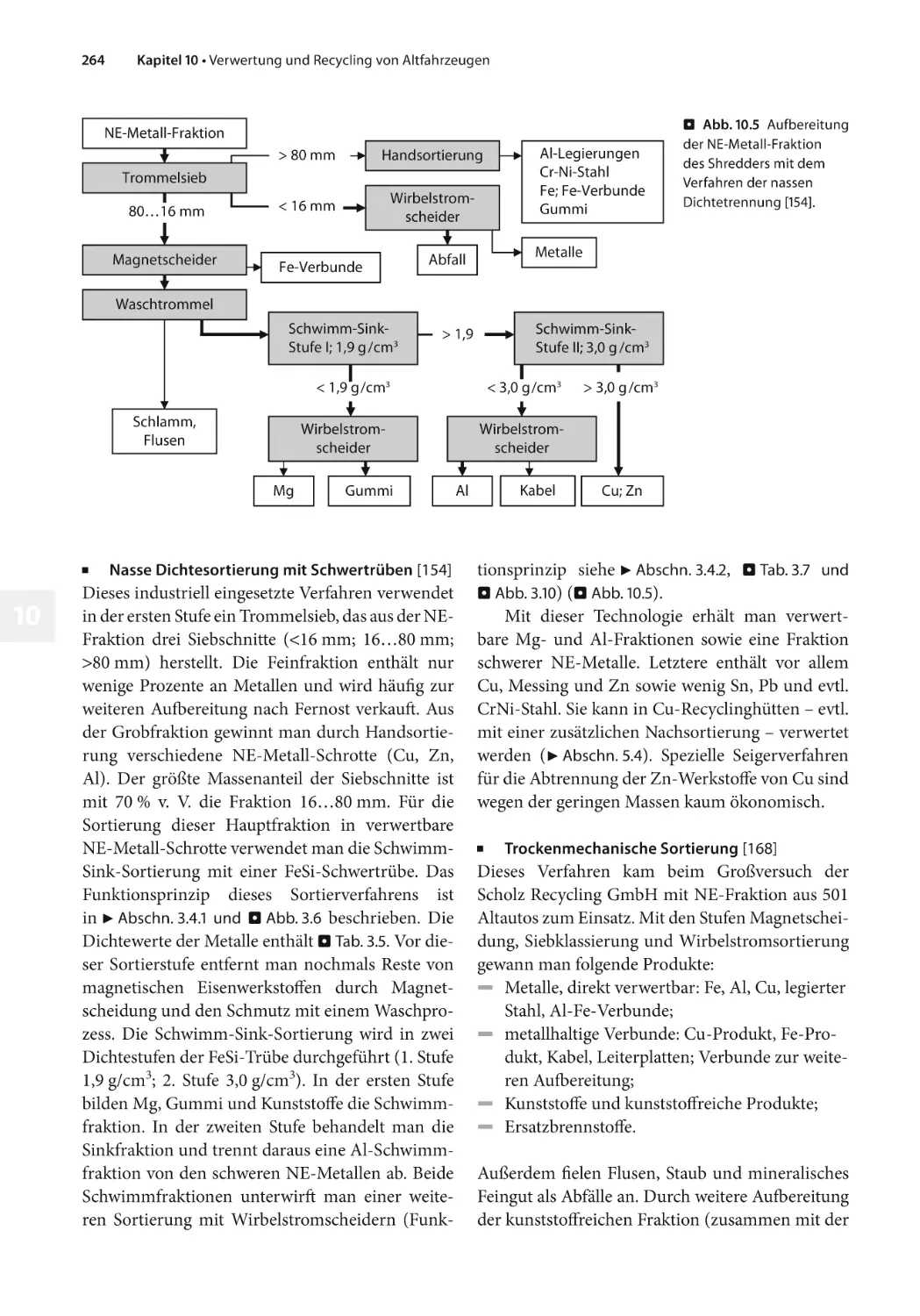
10.1
10.2
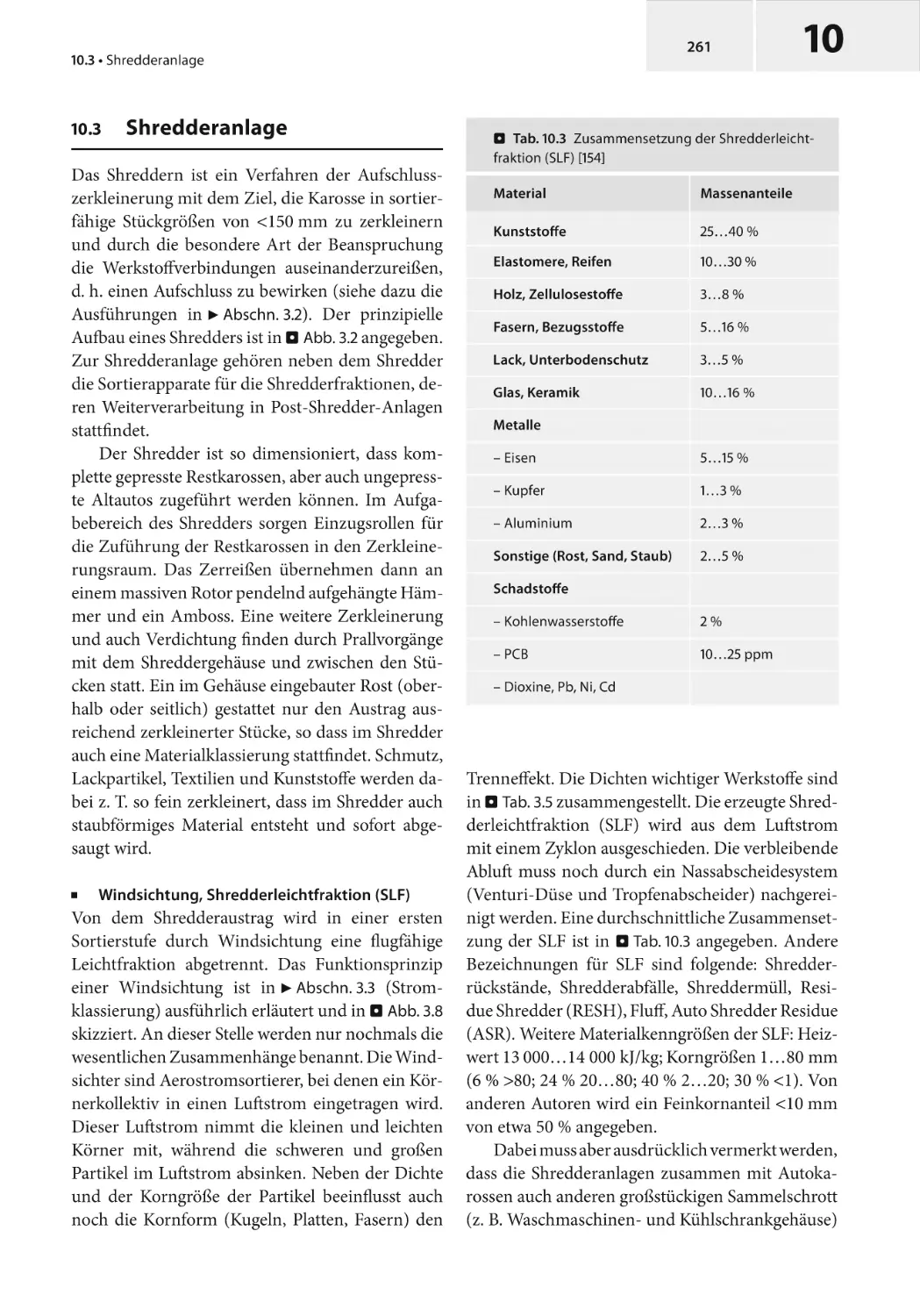
10.3
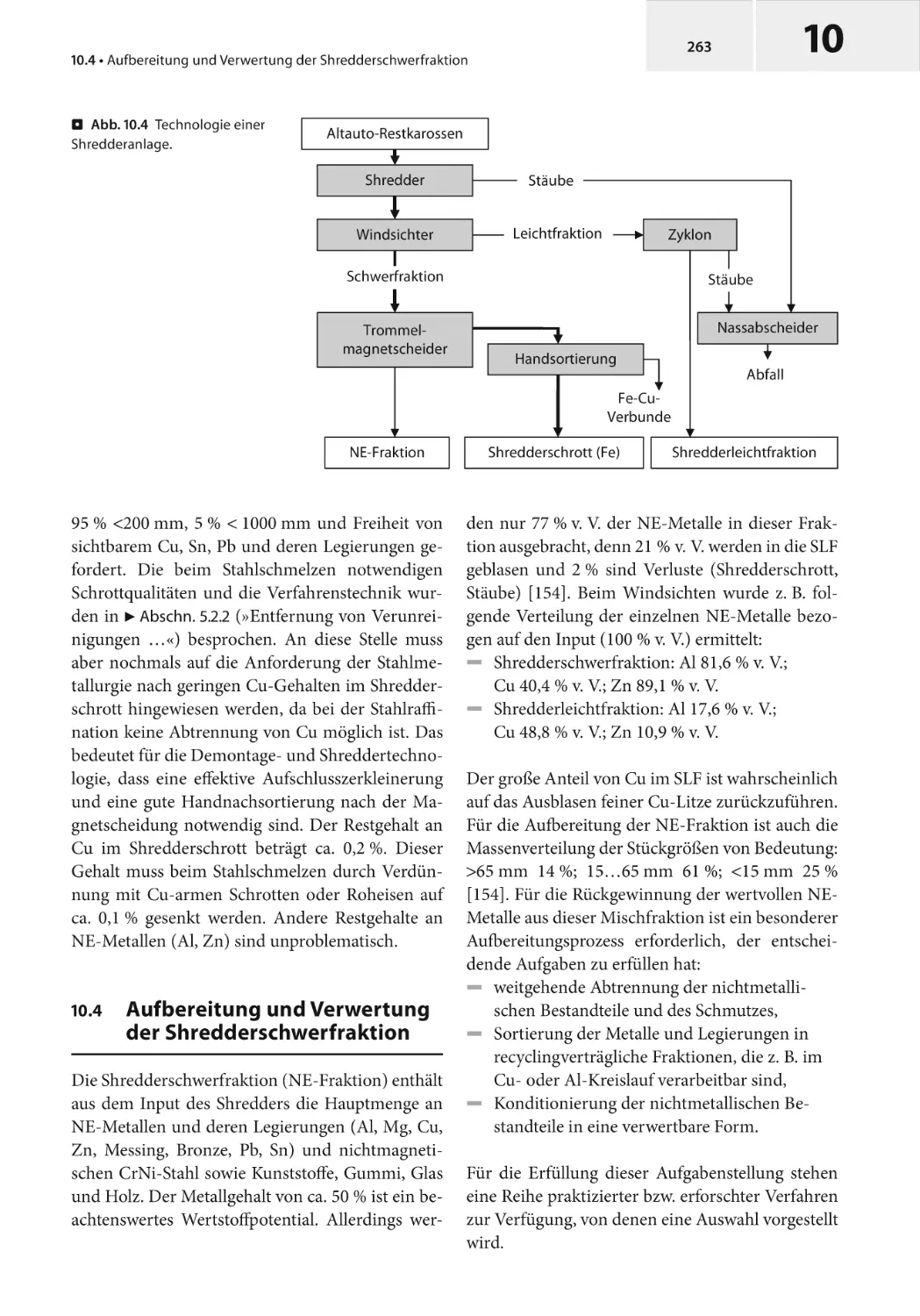
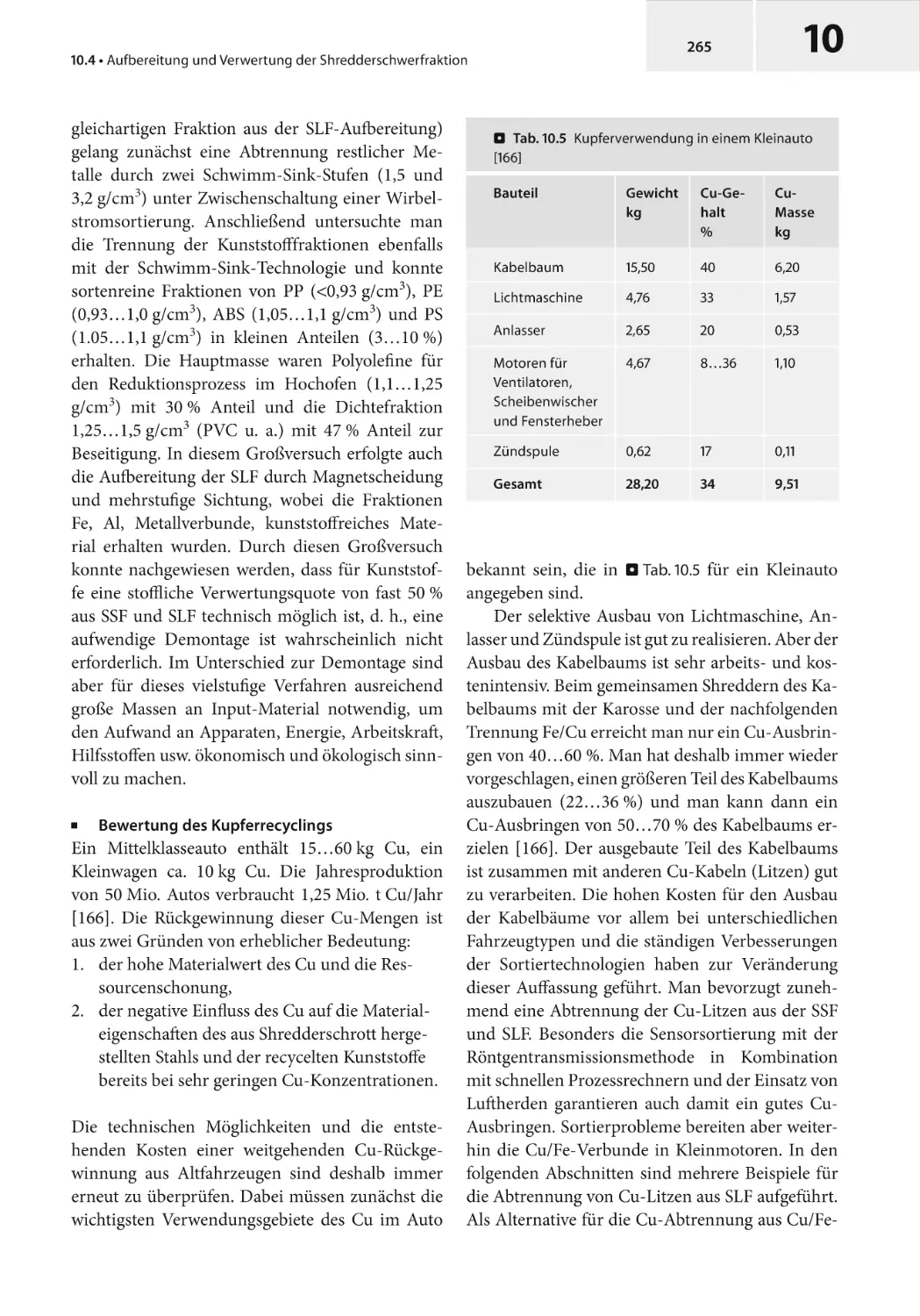
10.4
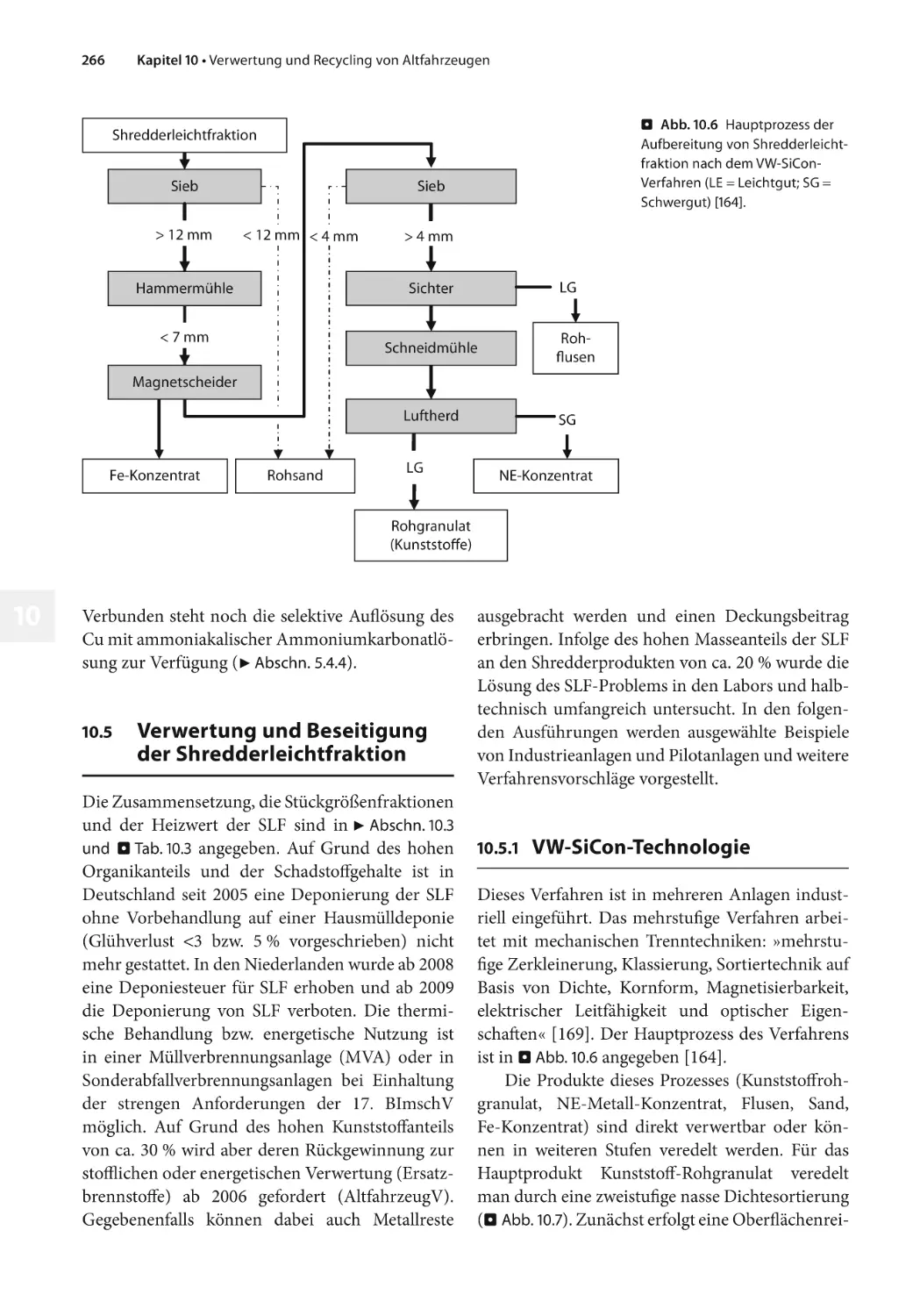
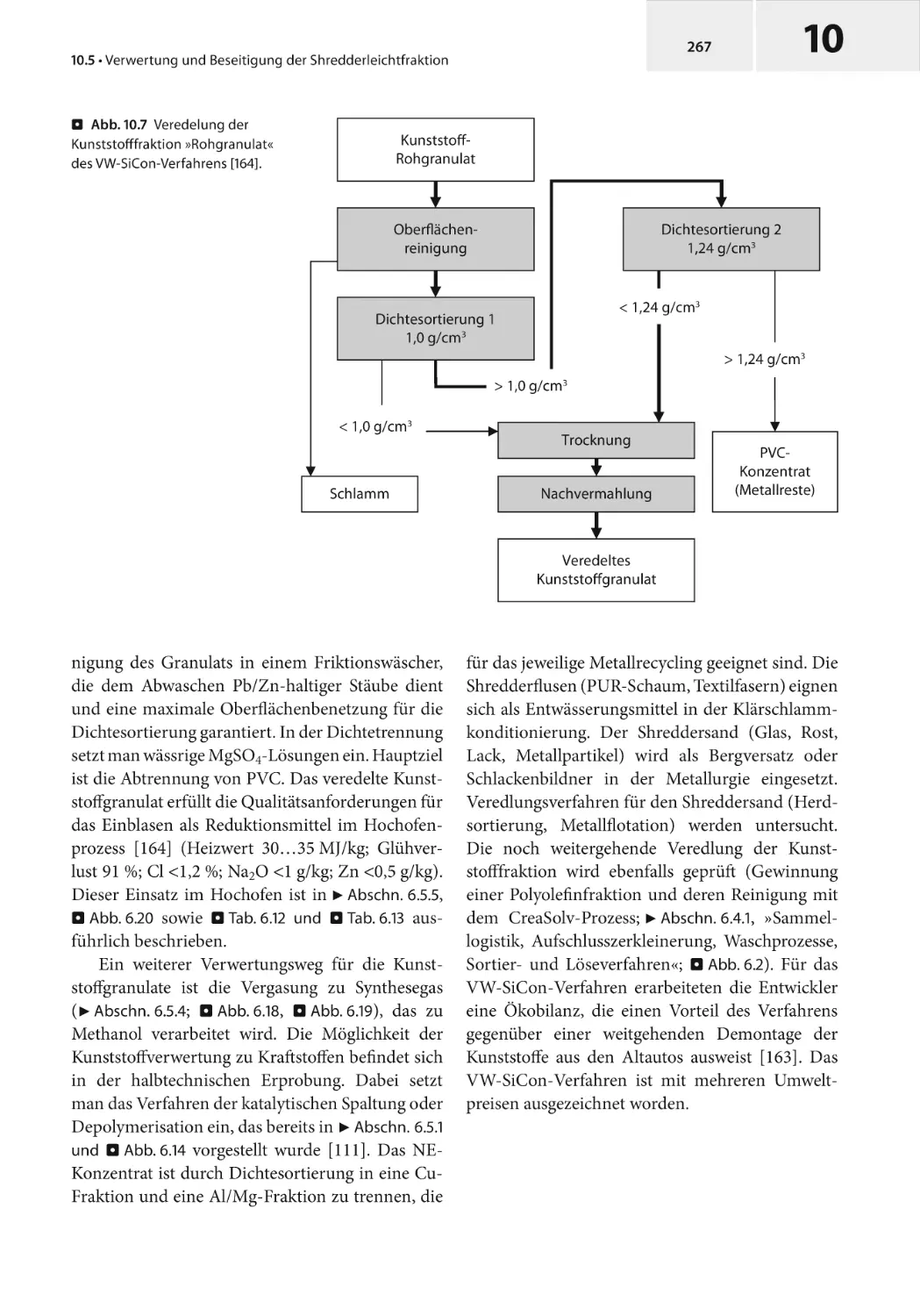
10.5
10.5.1
10.5.2
10.5.3
10.6
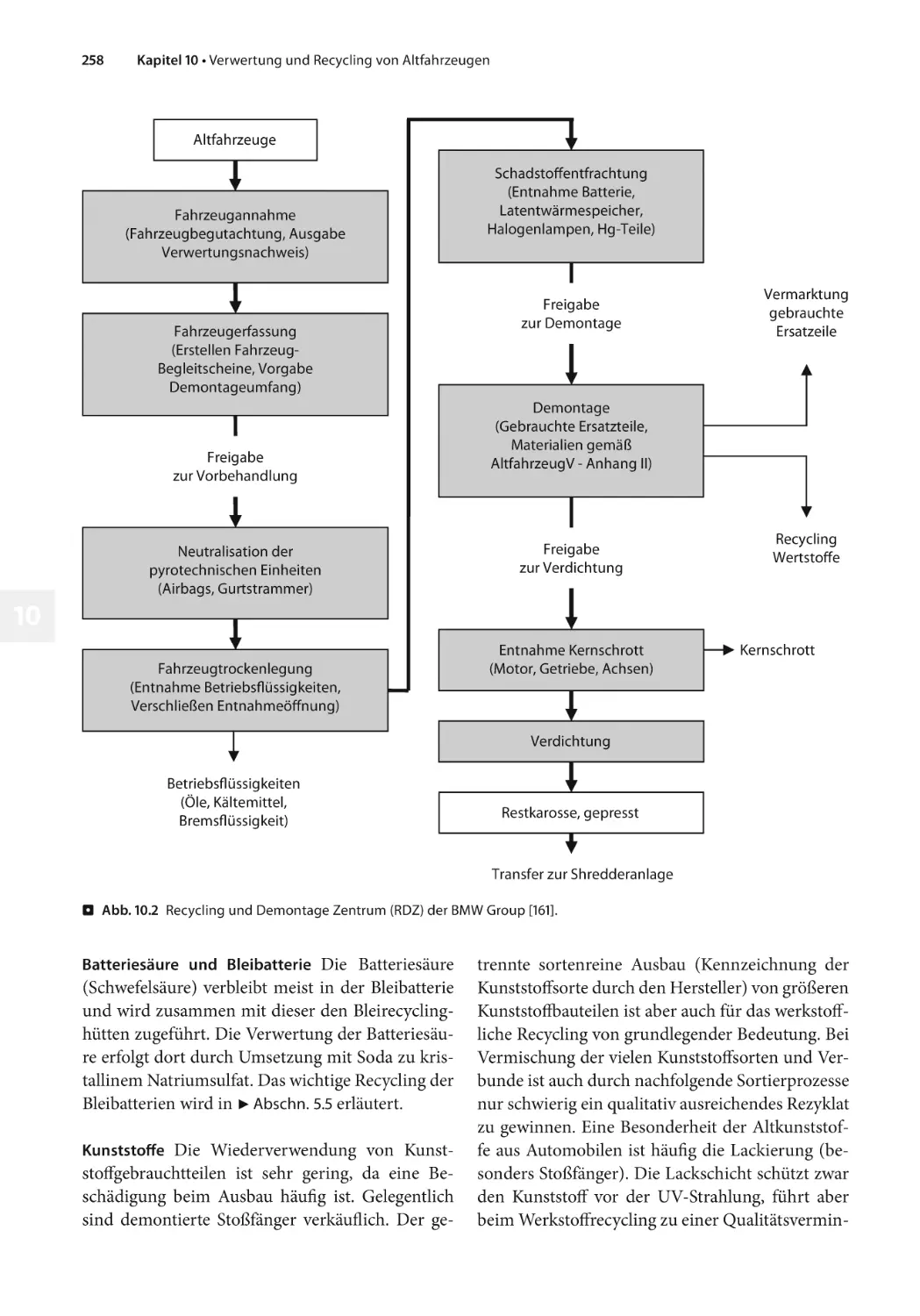
Verwertung und Recycling von Altfahrzeugen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 251
11
11.1
11.2
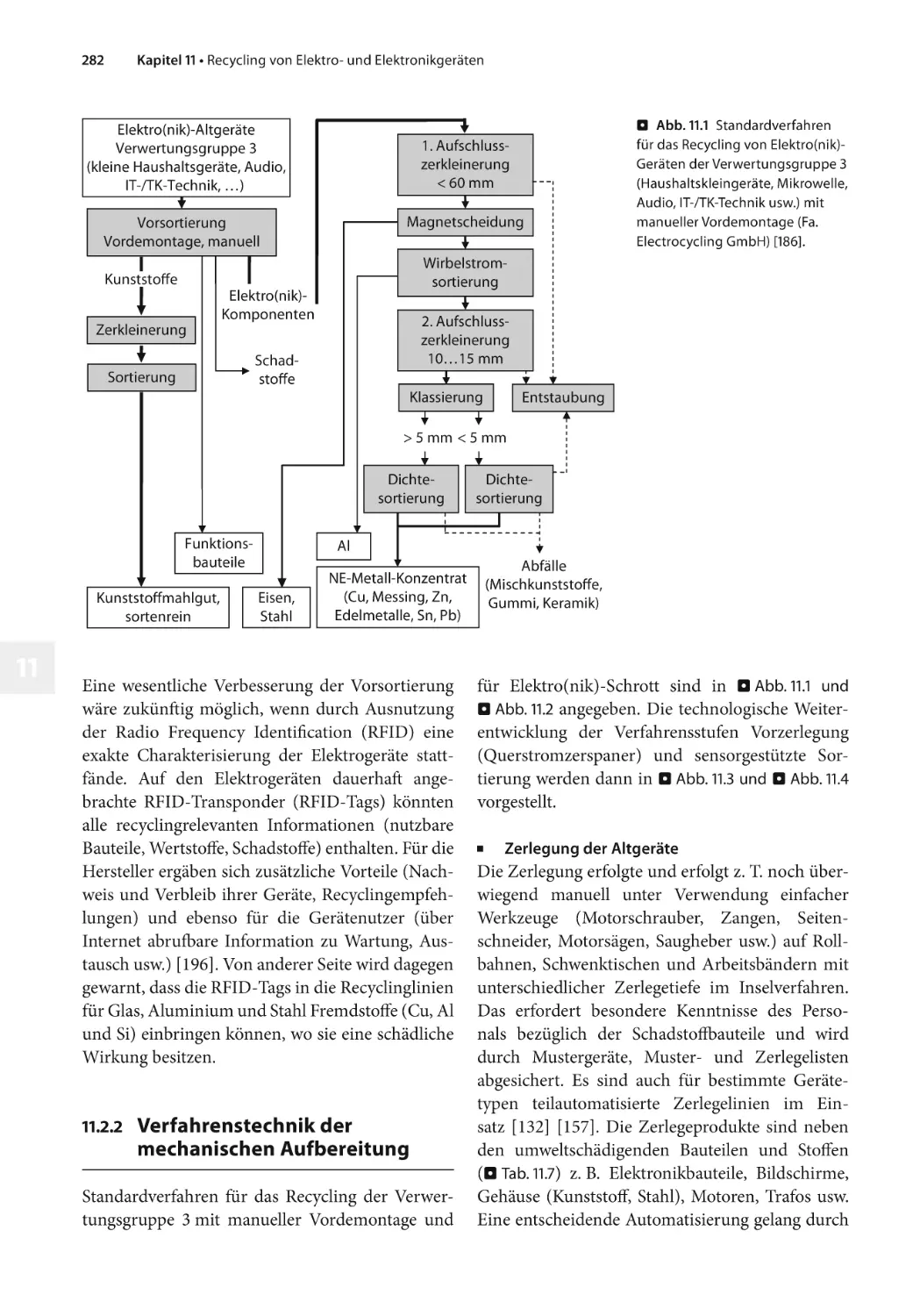
11.2.1
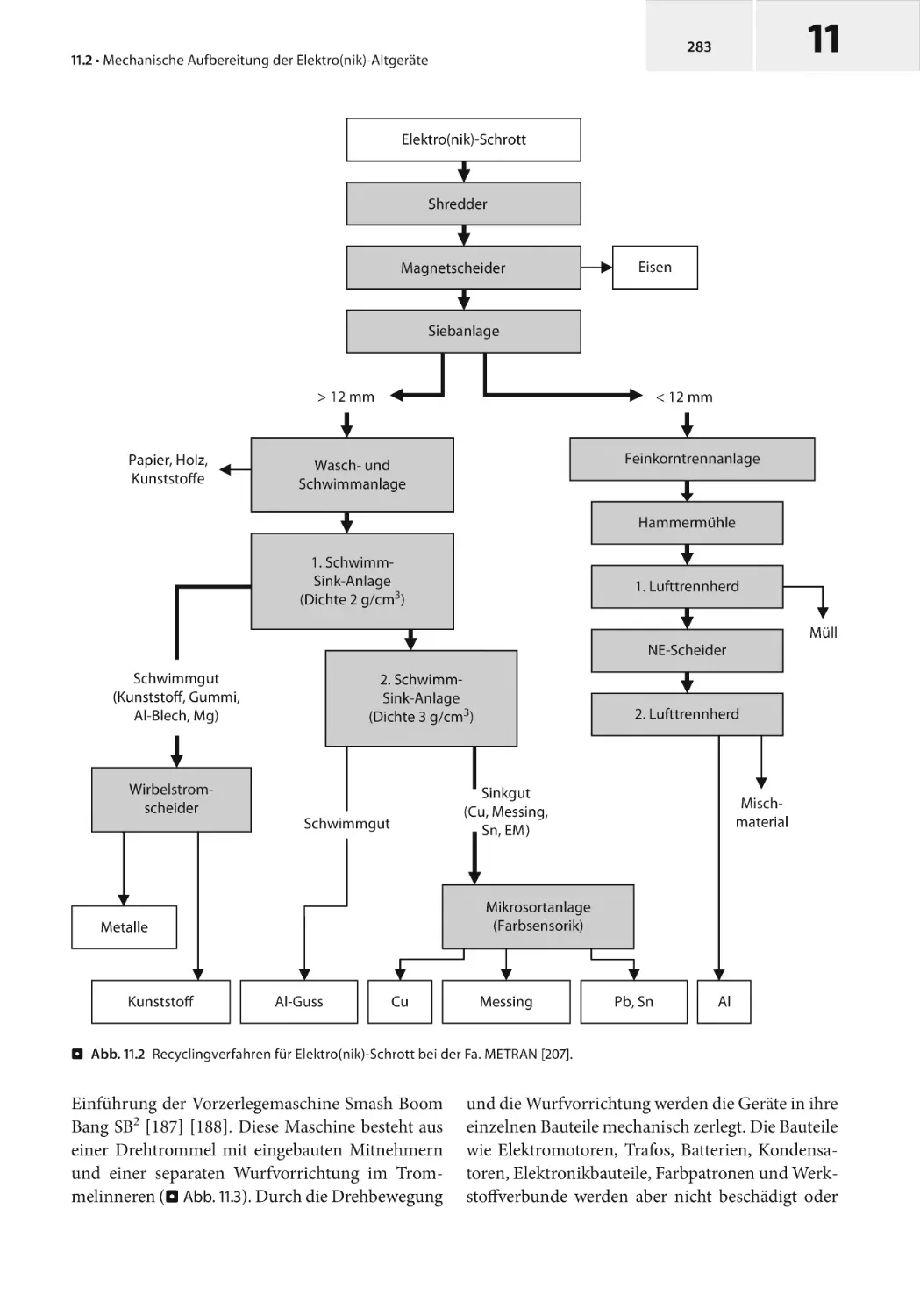
11.2.2
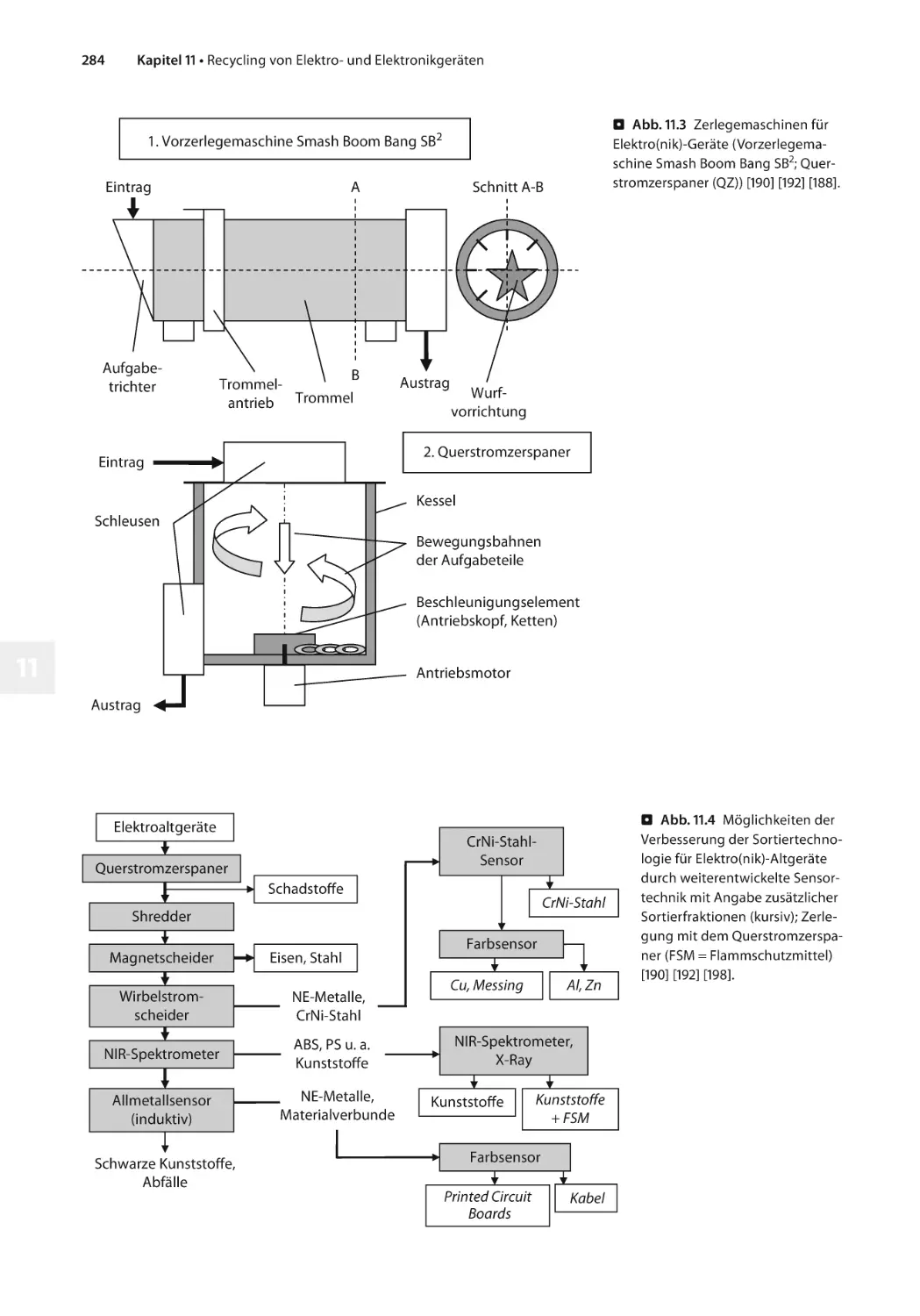
11.3
11.3.1
11.3.2
11.3.3
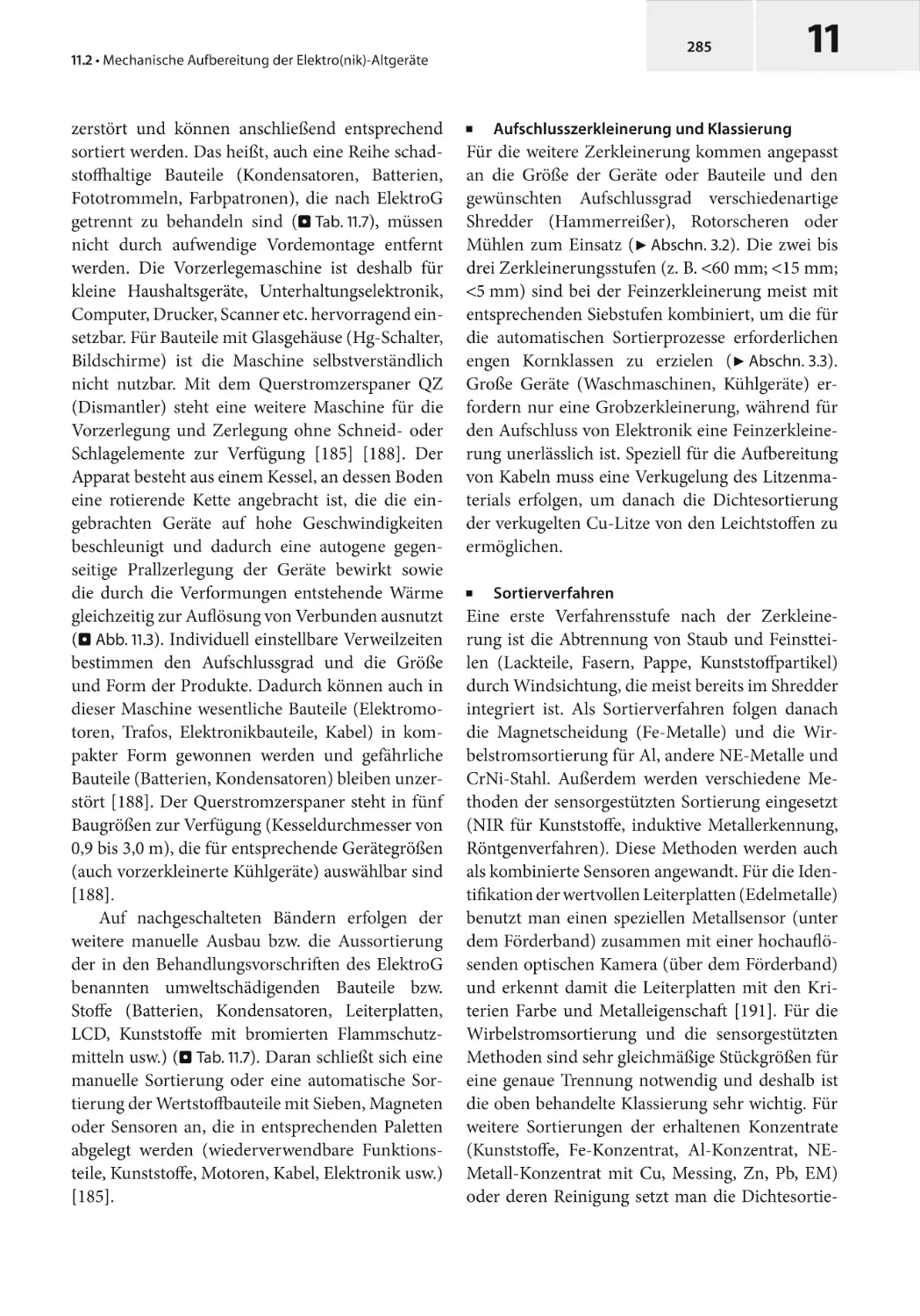
11.4
11.4.1
11.4.2
11.4.3
11.4.4
11.4.5
EU-Altfahrzeug-Richtline und deutsche Altfahrzeugverordnung . . . . . . . . . . . . . . . . . . . . .
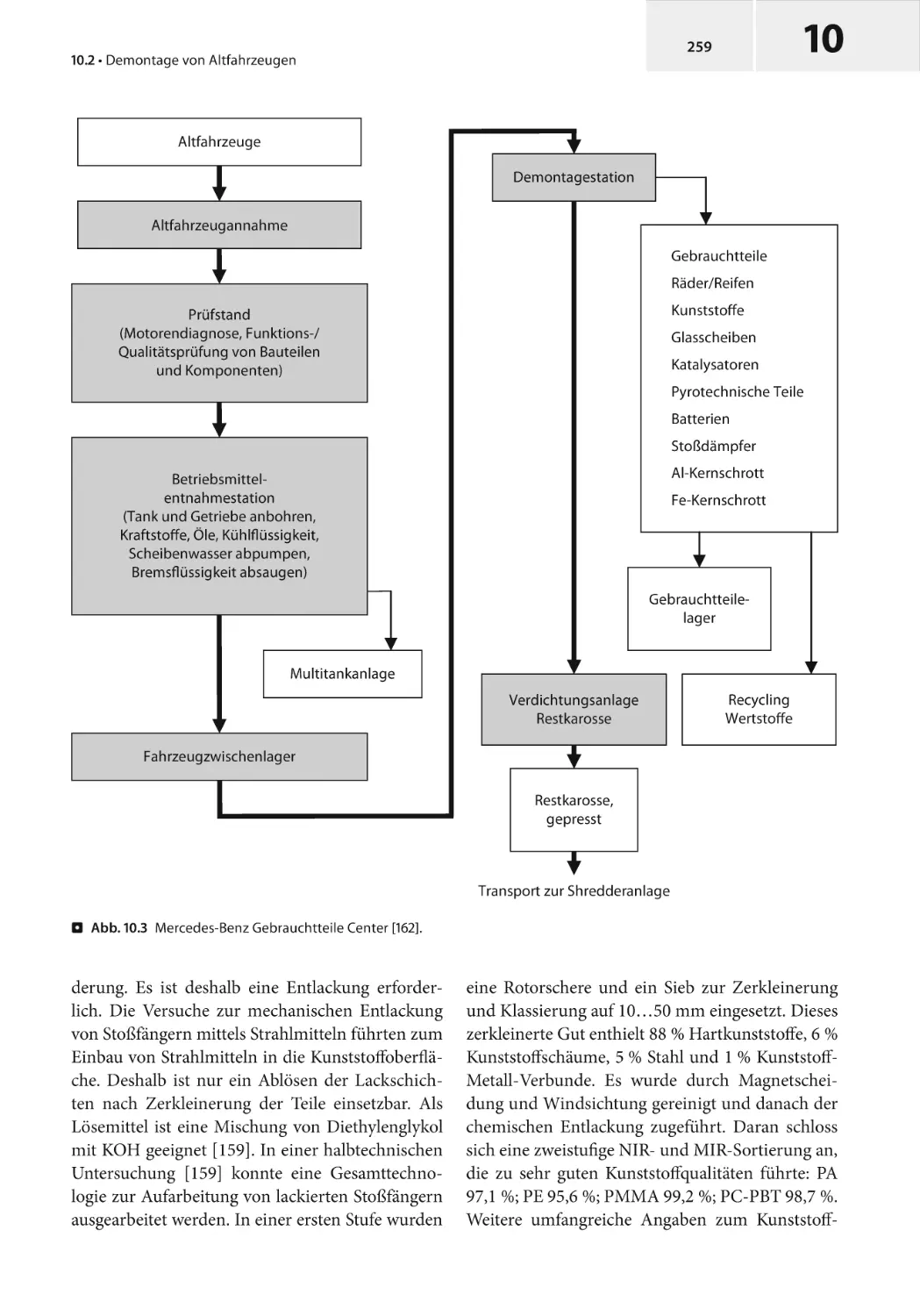
Demontage von Altfahrzeugen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Shredderanlage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Aufbereitung und Verwertung der Shredderschwerfraktion . . . . . . . . . . . . . . . . . . . . . . . . .
Verwertung und Beseitigung der Shredderleichtfraktion . . . . . . . . . . . . . . . . . . . . . . . . . . . .
VW-SiCon-Technologie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Technologievorschläge für mechanische Verfahren zur SLF-Behandlung . . . . . . . . . . . . . . . . .
Thermische Verfahren für die SLF-Behandlung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Metallurgisches Recycling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
253
254
261
263
266
266
268
270
272
Recycling von Elektro- und Elektronikgeräten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 273
EU-Richtlinie und deutsches Elektrogesetz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mechanische Aufbereitung der Elektro(nik)-Altgeräte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Vorsortierung nach Verwertungsgruppen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Verfahrenstechnik der mechanischen Aufbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recycling von Elektro(nik)-Altgeräten durch Schmelztechnik,
Pyrolyse und Löseprozesse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Schmelztechnische Verfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Pyrolyseverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Löseverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recyclingtechnologien für spezielle Elektro(nik)Altgerätegruppen und -Bauteile . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
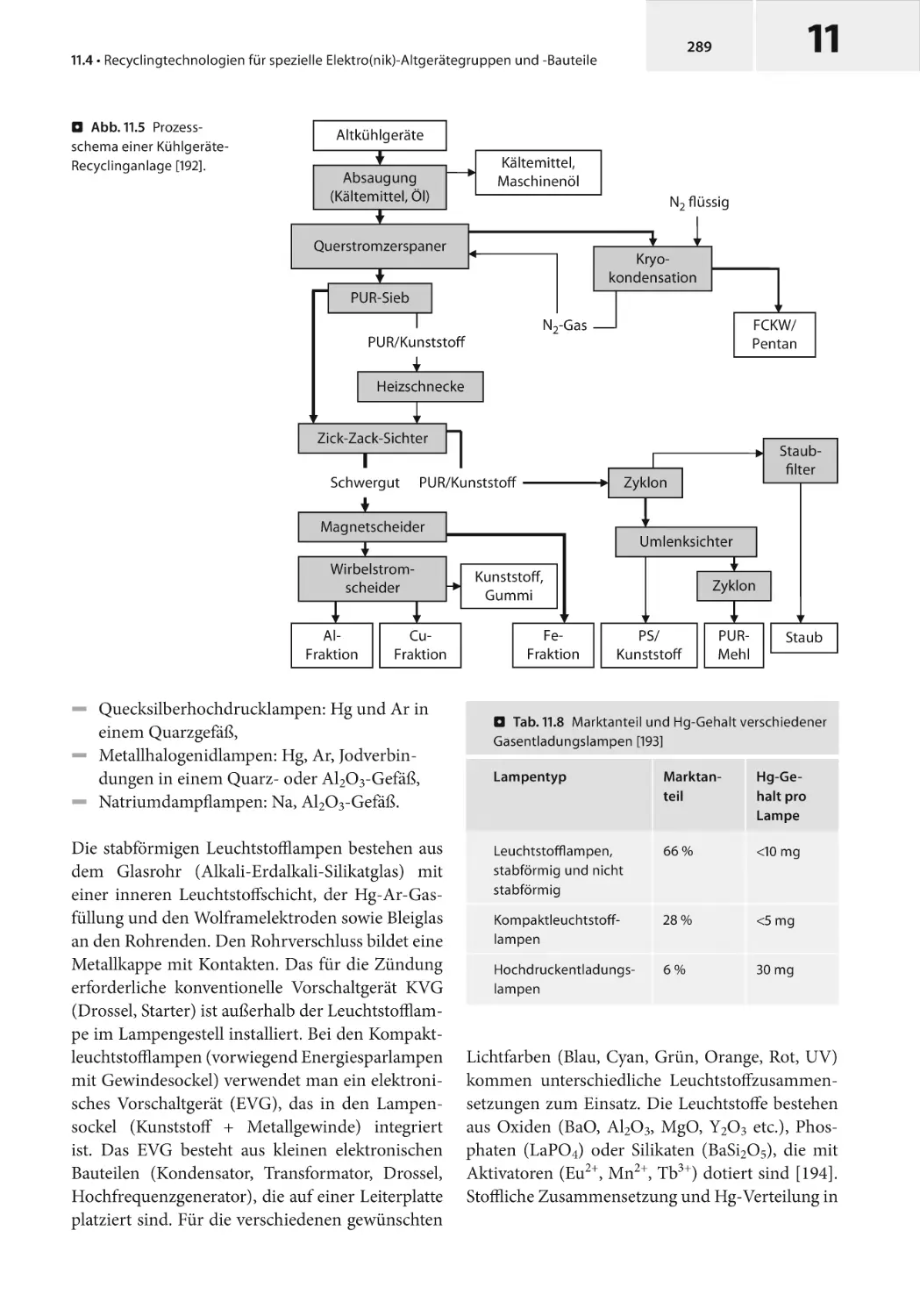
Kühlgeräterecycling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Lampenrecycling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
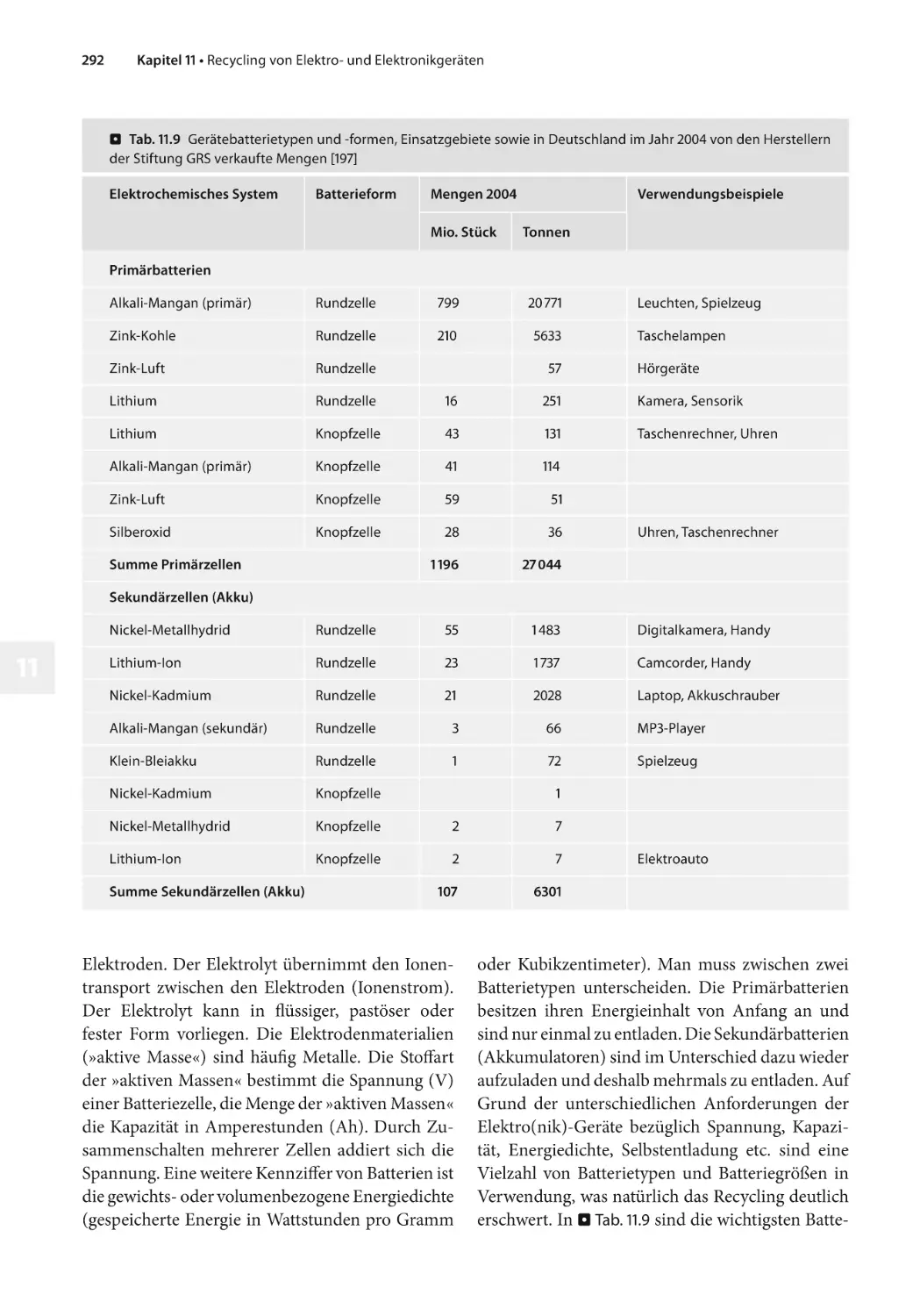
Recycling von Gerätebatterien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Flüssigkristallbildschirme (LCD) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Solarmodule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
276
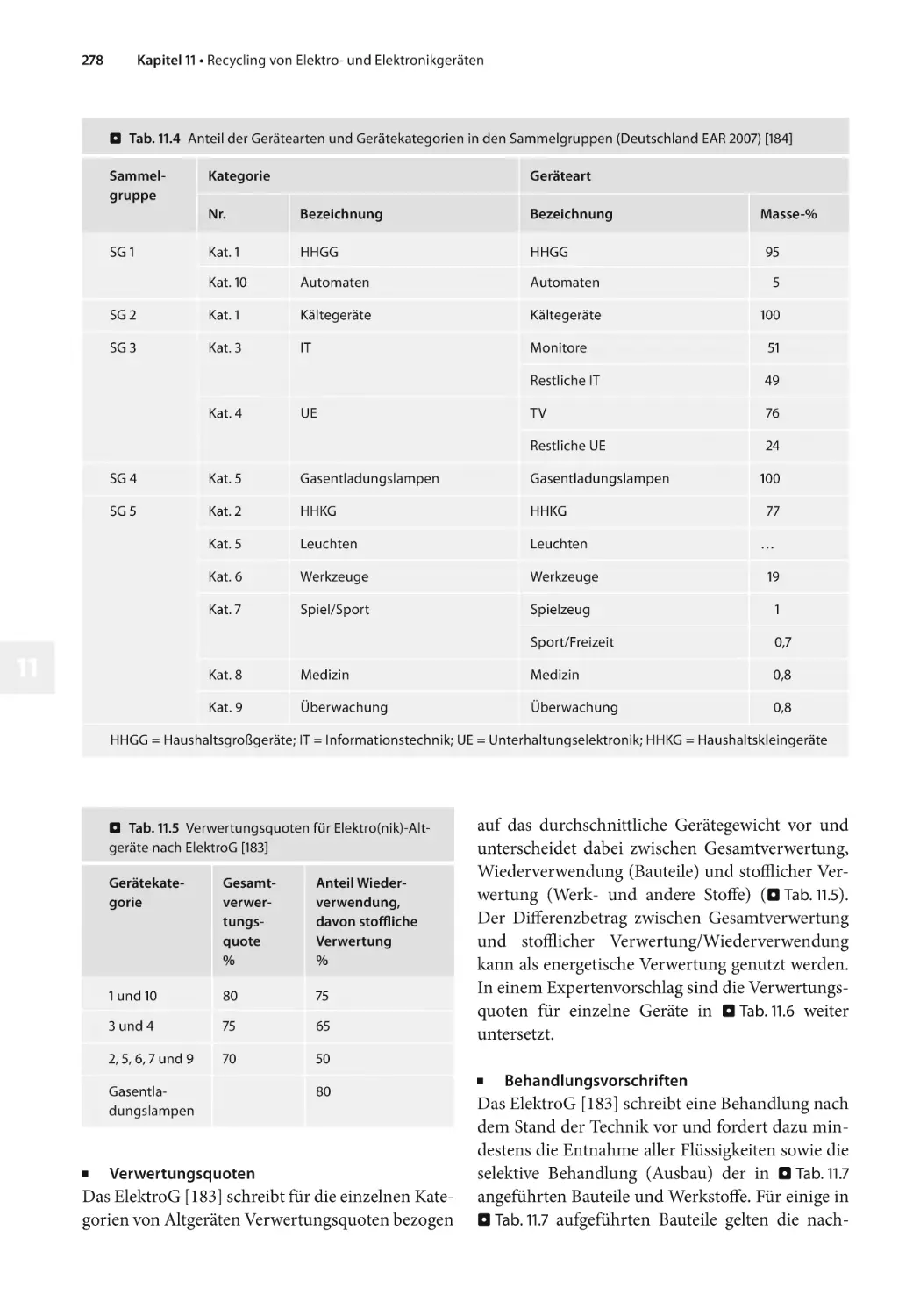
281
281
282
286
286
286
287
288
288
288
291
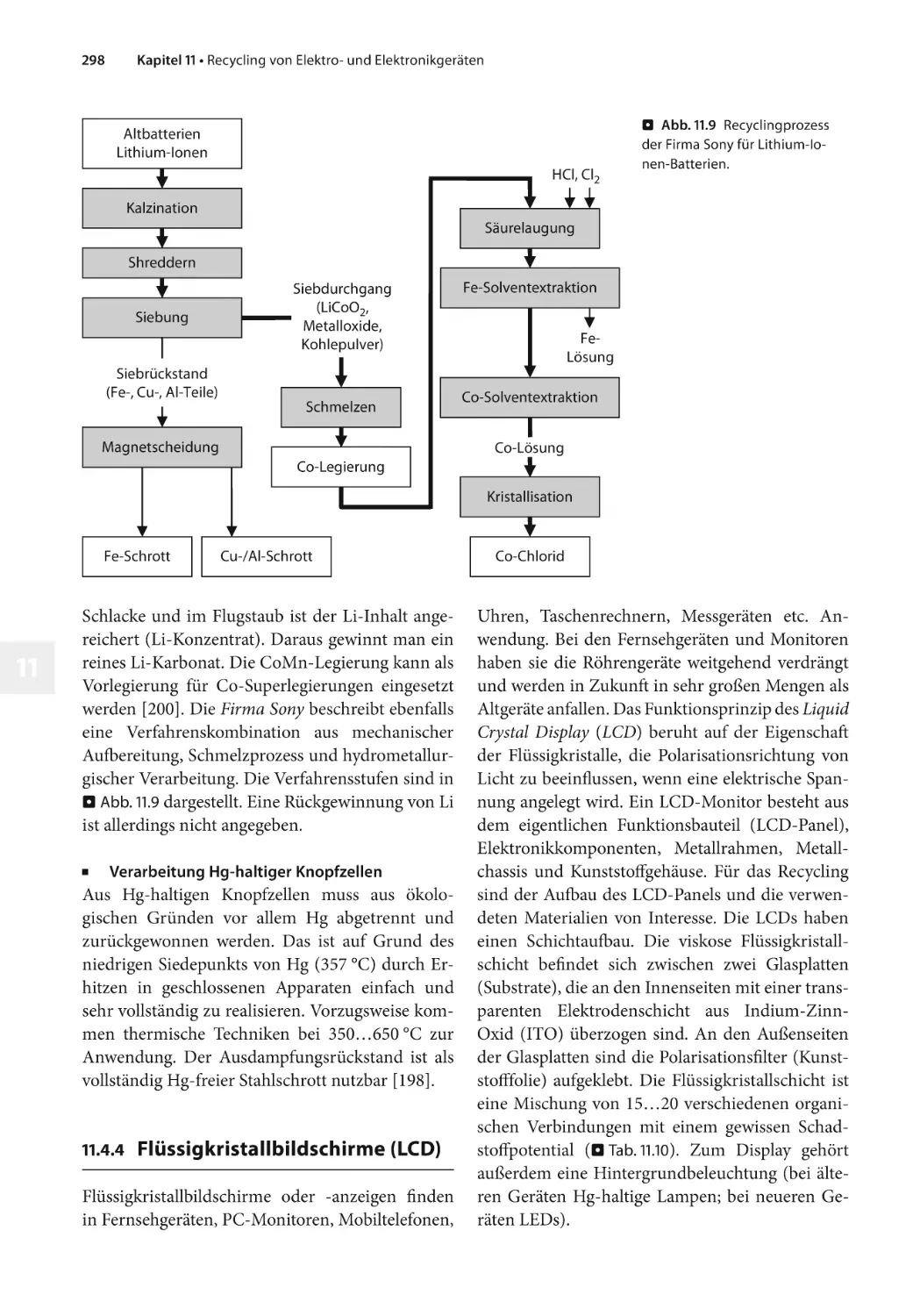
298
299
12
Energetische Verwertung von festen Abfällen und Einsatz von
Ersatzbrennstoffen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 303
12.1
12.1.1
12.1.2
12.1.3
12.2
12.3
12.4
12.5
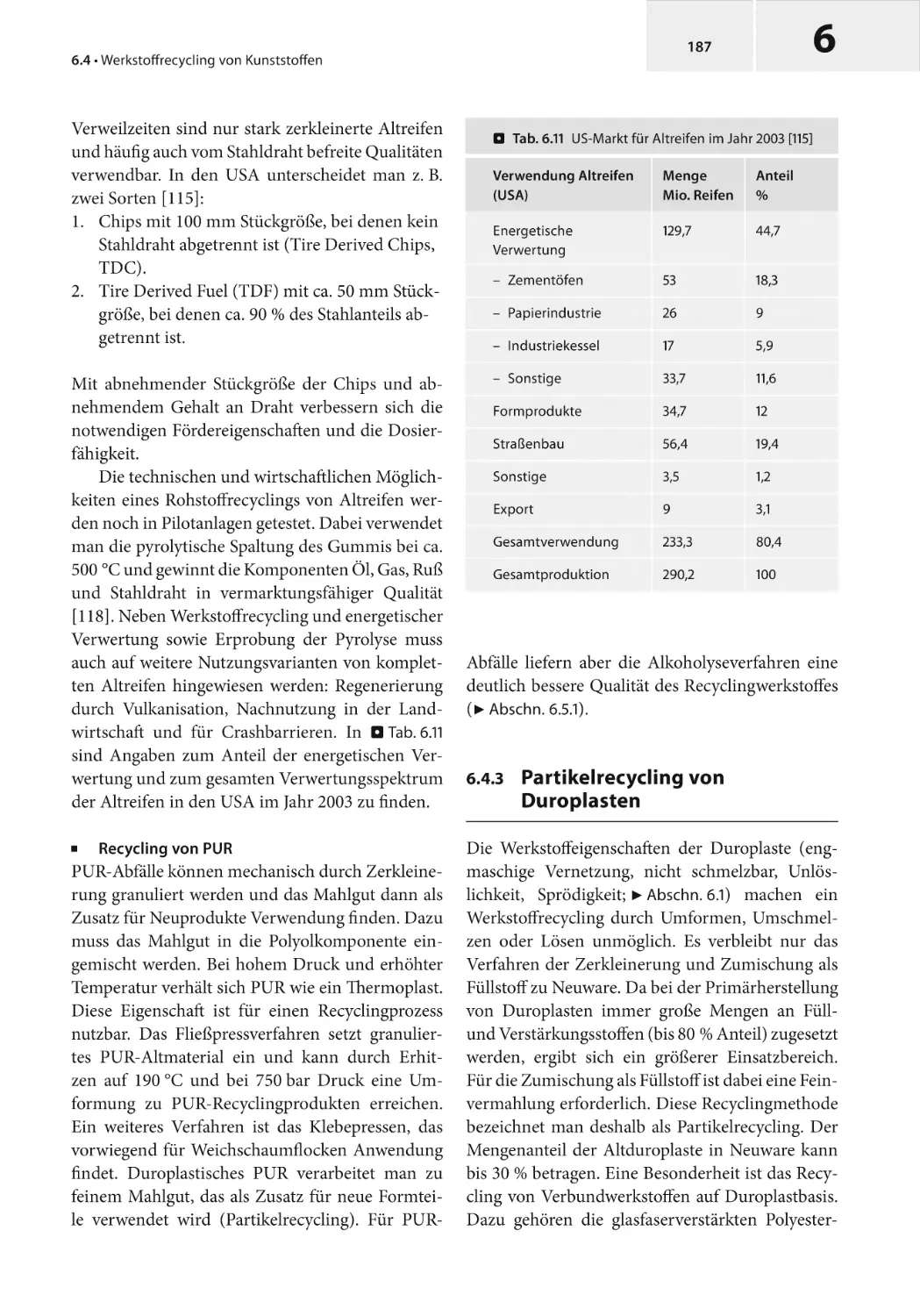
12.5.1
12.5.2
12.6
Monoverbrennung von festen Abfällen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Rostverbrennung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Wirbelschichtverbrennung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Verbrennungsöfen für Biomasse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Abgasreinigung nach Verbrennungsprozessen von Abfällen . . . . . . . . . . . . . . . . . . . . . . . .
Thermische Abfallbehandlung durch Pyrolyse oder Vergasung . . . . . . . . . . . . . . . . . . . . . .
Mechanische Aufbereitung fester Abfälle zu Ersatzbrennstoffen . . . . . . . . . . . . . . . . . . . . .
Mitverbrennung von Abfällen und Ersatzbrennstoffen in Feuerungsanlagen . . . . . . . . .
Ersatzbrennstoffe in der Zementindustrie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
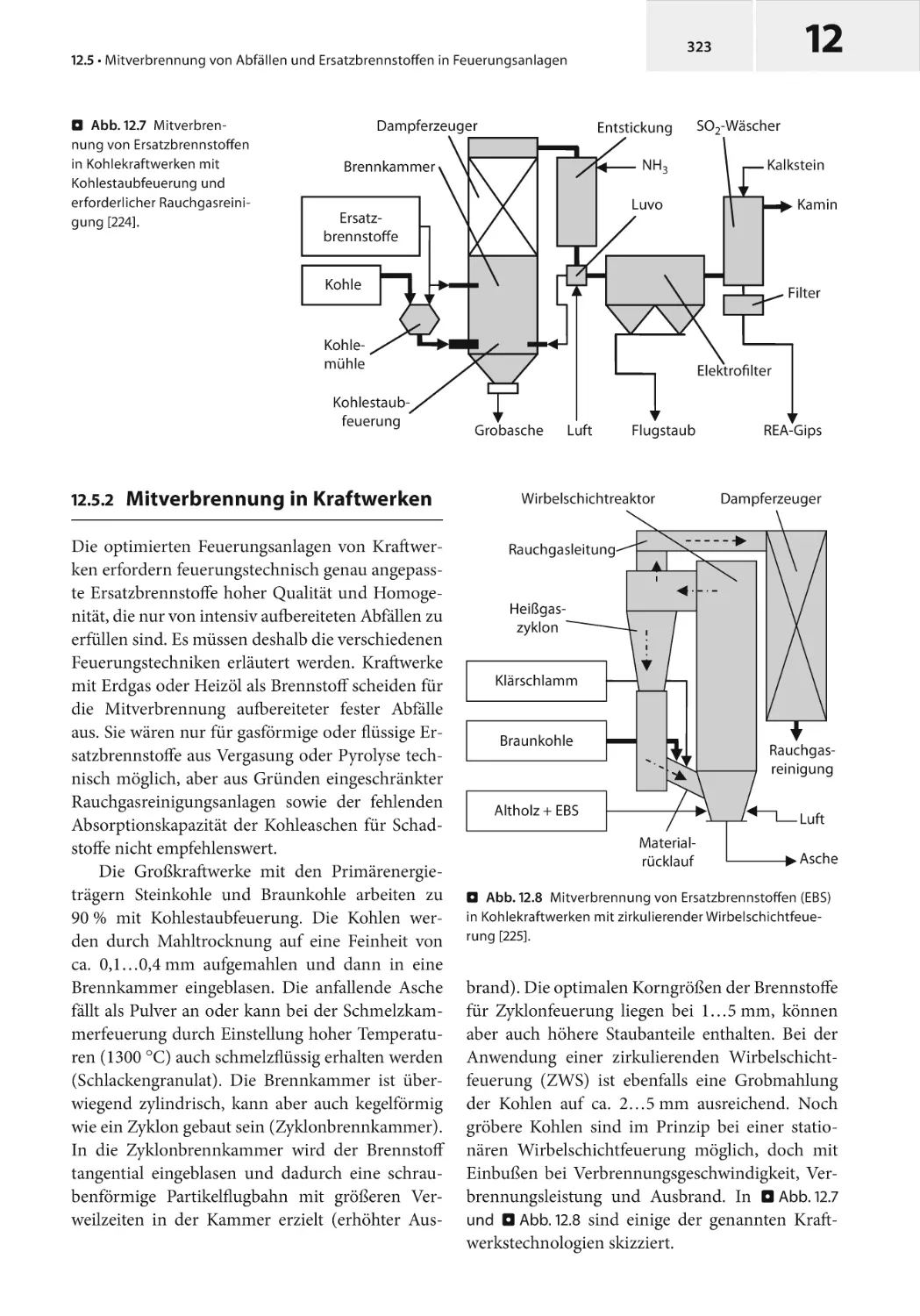
Mitverbrennung in Kraftwerken . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
308
308
310
312
312
315
316
318
320
323
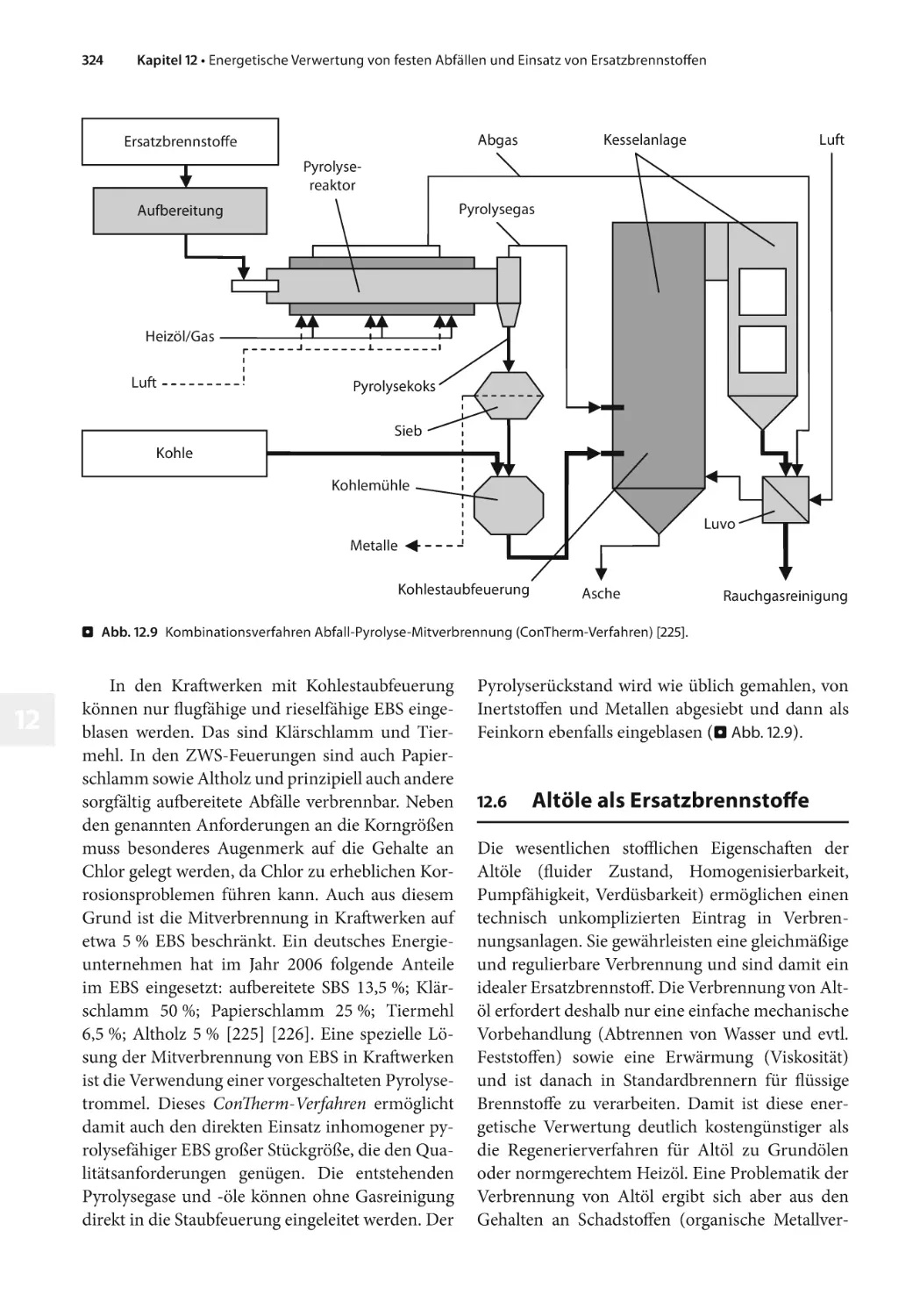
Altöle als Ersatzbrennstoffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 324
Inhaltsverzeichnis
13
XV
Recyclinggerechte Konstruktion und Fertigung von Produkten mit der
Zielstellung eines Werkstoffrecyclings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 327
Literaturnachweise und weiterführende Literatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333
Sachwortverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 341
1
Einführung
1.1
Motivation und Zielstellung des Recyclings – 2
1.2
Verwertbare Produkte und Stoffe – 3
1.3
Qualitätsanforderungen an Recyclingstoffe – 6
1.4
Technische, wirtschaftliche und ökologische Anforderungen
an Recycling- und Verwertungsverfahren – 6
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_1,
© Spektrum Akademischer Verlag Heidelberg 2011
1
1
2
Kapitel 1 • Einführung
1.1
Motivation und Zielstellung
des Recyclings
Bei der Produktion wirtschaftlicher Güter und bei
deren Konsumtion sowie am Ende ihrer Nutzungszeit entstehen Abfälle (Altstoffe, Altprodukte).
»Abfälle im Sinne des Gesetzes sind bewegliche Sachen, deren sich der Besitzer entledigen
will oder deren geordnete Entsorgung zur
Wahrung des Wohls der Allgemeinheit, insbesondere des Schutzes der Umwelt, geboten
ist« (Deutsches Abfallgesetz 1986).
Diese Abfälle/Altprodukte sind überwiegend fester
Natur, aber es fallen auch Abfalllösungen, Flüssigkeiten und Gase an. Die festen Abfälle wurden lange Zeit in sehr verschiedenen Formen deponiert,
die Flüssigkeiten in Flüsse eingeleitet und die Gase
in die Luft abgeführt. Die Abfälle/Altprodukte enthalten aber häufig Stoffe oder Bauteile, deren weitere oder erneute Nutzung möglich ist. Sie besitzen
also einen Restwert wie z. B. Eisenschrott, Elektroaltgeräte und Altpapier. Ein solcher Restwert ist ein
erstes Motiv für ein Recycling. Die Erzeugung wirtschaftlicher Güter erfordert den Einsatz von Rohstoffen, Energie, Arbeitskraft und Kapital. Durch
die Wiederverwendung/Verwertung von Abfällen
können ein großer Anteil der eingesetzten Rohstoffe und der aufgewendeten Energie erneut genutzt
und damit die begrenzt verfügbaren Ressourcen
geschont werden (zweites Motiv ist die Ressourcenschonung). Andererseits können Abfälle auch
Schadstoffe (Bleiverbindungen, chlorierte organische Stoffe u. a.) enthalten oder aus anderen Gründen nicht deponiefähig bzw. in Flüsse einzuleiten
sein. Ein Recycling solcher Abfallarten vermindert
also den Schadstoffeintrag in die Natur (drittes Motiv). Schließlich verursacht die Deponierung von
Abfällen/Altprodukten Kosten und zusätzlich einen
Landschaftsverbrauch, d. h., eine Reduzierung des
Abfallvolumens schützt unsere Landschaft (viertes
Motiv) und vermeidet Deponiekosten und Einleitgebühren (fünftes Motiv).
Diese fünf Motivationen werden von verschiedenen Teilen der Gesellschaft getragen. Für die In-
. Tab. 1.1 Energieeinsparung bei der Verwendung
von Sekundärmetallen nach Maczek und Massion
1991 [4]
Metall
Energiebedarf
(GJ/t)
Primärproduktion
aus Erzen
Energiebedarf
(GJ/t)
Recycling aus
Schrott
Aluminium
285
15
Kupfer
112
20
Zink
65
10
95*
Blei
25
8
Stahl
32
15
*
Zinkrecycling aus Stahlwerksstäuben
dividuen und Unternehmen sind die Motive »Realisierung des Restwertes« und »Einsparung von Deponiekosten und Einleitgebühren« entscheidend.
Die anderen drei Motive sind von der Gesellschaft
als Ganzes zu verantworten. Wesentliche Anstöße
kamen dabei vom Club of Rome (1972, »Grenzen
des Wachstums«), der insbesondere die Endlichkeit
der Rohstoffressourcen bei ständiger Zunahme der
Weltbevölkerung und Steigerung der Industrieproduktion sowie des Energieverbrauchs herausstellte.
Die z. B. durch Metallrecycling erzielbare Energieeinsparung ist in . Tab. 1.1 demonstriert. Weitere
Warnungen und Initiativen gingen von der weltweiten Bewegung der »Grünen« und der UN-Konferenz in Rio de Janeiro 1992 aus (»sustainable development«) sowie von dem Faktor-vier-Konzept
(doppelter Wohlstand – halbierter Naturverbrauch;
Wuppertal Institut 1995) [3].
Durch die EU und die BRD-Regierung wurden
diese Motive in Richtlinien, gesetzliche Zielstellungen und Forderungen für das Recycling umgewandelt. Das deutsche Gesetz zur Vermeidung, Verwertung und Beseitigung von Abfällen (KrW/AbfG)
von 1994 legt grundlegende Forderungen für die
Abfallverwertung fest [1].
3
1.2 • Verwertbare Produkte und Stoffe
§4 Grundsätze der Kreislaufwirtschaft
(1) Abfälle sind stofflich zu verwerten oder zur
Gewinnung von Energie zu nutzen (energetische Verwertung).
(3) Rohstoffe sind nach Möglichkeit durch
sekundäre Rohstoffe aus Abfällen zu substituieren.
§5 Grundpflichten der Kreislaufwirtschaft
(4) Die Pflicht zur Verwertung ist einzuhalten,
soweit dies technisch möglich und wirtschaftlich zumutbar ist, insbesondere wenn für einen
gewonnenen Stoff oder eine gewonnene Energie ein Markt vorhanden ist oder geschaffen
werden kann.
§22 Produktverantwortung
(1) Zur Erfüllung der Produktverantwortung
sind Erzeugnisse möglichst so herzustellen,
dass … die umweltverträgliche Verwertung …
der nach dem Gebrauch entstandenen Abfälle
sichergestellt ist.
(2) Die Produktverantwortung umfasst insbesondere folgende Maßnahmen:
4 die Entwicklung und Herstellung recyclingfähiger Erzeugnisse
4 die Kennzeichnung von Schadstoffgehalten
4 die Kennzeichnung der Erzeugnisse
4 den Hinweis auf Rückgabe- und Verwertungsmöglichkeiten
4 die Rücknahme der Erzeugnisse oder der
daraus entstandenen Abfälle
in nationales Recht hat die Bundesregierung den
Arbeitsentwurf für ein Kreislaufwirtschaftsgesetz
(KrWG) [232] vorgelegt, der eine Reihe Änderungen gegenüber dem KrW/AbfG [1] beinhaltet. Die
für dieses Buch zutreffenden Veränderungen im
KrWG [232] sind für eine erste Information nachfolgend in kurzer Form angegeben.
5 Verstärkung des Recyclings u. a. durch Verpflichtung zur Getrenntsammlung von Papier,
Metall, Kunststoff und Glas ab Januar 2015.
5 Definition des Recyclingbegriffs. Recycling ist
jedes Verwertungsverfahren durch das Abfälle
zu Erzeugnissen, Materialien oder Stoffen für
die ursprünglichen oder andere Zwecke aufbereitet werden. Es schließt die energetische Verwertung und die Aufbereitung zu Materialien,
die für die Verwendung als Brennstoff oder zur
Verfüllung bestimmt sind, nicht ein.
5 Einführung einer fünfstufigen Abfallhierarchie
(Vermeidung – Vorbereitung zur Wiederverwendung – Recycling – sonstige Verwertung
einschließlich energetischer Verwertung – Beseitigung).
5 Erweiterung des bisherigen Abfallbegriffs
(»bewegliche Sachen«) auf »alle Stoffe und
Gegenstände« (§2(1)). Eine der Ausnahmen
sind »dauerhaft mit dem Boden verbundene
Gebäude« (§2(2)).
5 Unterscheidung von Abfällen und Nebenprodukten.
1.2
Durch eine neue Abfallrahmenrichtlinie (AbfRRL)
hat die EU im November 2008 (2008/98/EG) [2]
die Grundlage für eine zukunftsfähige nachhaltige
Abfallpolitik geschaffen. Darin sind die Regelungen des deutschen KrW/AbfG eingegangen und die
Produktverantwortung und das Recycling verstärkt.
Das Getrennthalten von Abfällen wird gefordert
und erstmalig sind für das Jahr 2020 Recyclingquoten benannt (50 % für Papier, Glas, Metall, Kunststoffe; 70 % für Bauabfälle). Die energetische Verwertung wird aufgewertet und Müllverbrennungsanlagen werden als energetische Verwertungsanlagen anerkannt, wenn eine hohe Energieeffizienz
von 65 % vorliegt. Zur Umsetzung der AbfRRL [2]
1
z
Verwertbare Produkte und
Stoffe
Produktrecycling
Für nicht mehr gebrauchsfähige Produkte besteht
primär die Möglichkeit einer Wiederherstellung
der Gebrauchsfähigkeit durch Aufarbeitung (Regenerierung). Eine zweite Art der Nutzung ist die
Weiterverwendung von Bau- und Funktionsgruppen
nach erfolgtem Ausbau (Demontage). Man unterscheidet deshalb zwischen
5 Wiederverwendung (Verwendung von Bauteilen für den gleichen Einsatzzweck nach einer
Aufarbeitung) und
5 Weiterverwendung (Umarbeitung von Bauteilen für einen anderen Verwendungszweck).
4
Kapitel 1 • Einführung
. Tab. 1.2 Recyclingkriterien
1
Kriterium
Charakterisierung
Einordnung
Grundoperationen
Wiederverwendung
Erneute Nutzung in gleichen Produkten oder gleicher Funktion
Produktrecycling
Weiterverwendung
Nutzung in anderen Produkten
oder anderer Funktion
Identifizierung, Funktionsprüfung,
Demontage, Reinigung, Nachbearbeitung, Wiedereinsatz
Wiederverwertung
Auflösung der Produktgestalt,
Materialrückgewinnung für das
gleiche Produkt
Werkstoff-/
Materialrecycling
Weiterverwertung
Auflösung der Produktgestalt,
Materialrückgewinnung für
andere Produkte
Zerstörende Demontage, Aufschlusszerkleinerung, Sortierung,
Homogenisierung, Abtrennung
von Verunreinigungen, Rückführung in die Produktion als
Sekundärstoffe
Wenn die Wieder- oder Weiterverwendung technisch und wirtschaftlich möglich sind, dann wird
dieses Produktrecycling durch Hersteller oder
Dienstleistungsunternehmen des Maschinenbaus,
der Elektrotechnik u. a. Industrien oder Gewerken durchgeführt. Das Produktrecycling ist nicht
Gegenstand dieses Buches, da es sich von den Methoden und Verfahren des Materialrecyclings ganz
grundsätzlich unterscheidet.
z
Stoffrecycling, Werkstoffrecycling
Wenn das Recycling auf die Verwertung der Werkstoffe und anderer Materialien (Flüssigkeiten, Lösungen, Gase, Stäube, Salze) ausgerichtet ist, dann
spricht man von Werkstoffrecycling oder Stoffrecycling. Für das Materialrecycling müssen Prozesse
der mechanischen Aufbereitung und der metallurgischen und chemischen Verfahrenstechnik angewandt werden. In diesem Buch wird unter dem
Begriff Recycling praktisch immer das Materialrecycling oder Werkstoffrecycling verstanden.
Am Beispiel von Altautos wird allerdings sehr
deutlich, dass je nach Marktlage oder technischem
Zustand diese entweder für das Produktrecycling
(Aufarbeitung oder Bauteilnutzung) in Betracht
kommen oder komplett als Abfall dem Werkstoffrecycling zugeführt werden. Diese Situation ist bei
einer Reihe von Altprodukten zu beachten.
Ein Spezialfall der Regenerierung ist die Aufarbeitung von Prozesslösungen, die eindeutig dem
Materialrecycling zuzurechnen ist und deshalb für
einige Anwendungsfälle in diesem Buch mit be-
trachtet wird. In . Tab. 1.2 sind die verschiedenen
Recyclingbegriffe nochmals übersichtlich zusammengestellt.
Nicht mehr genutzte Produkte, die als Abfälle
zu verwerten sind, bestehen in der Regel aus einer
Verbindung verschiedener Werkstoffe bzw. Werkstücke und können Hilfsstoffe und Verunreinigungen enthalten. Ein ausgesonderter Kühlschrank
besteht z. B. aus Stahlblechgehäuse, Kunststoffeinbauten, Isoliermaterial, Kompressor, Elektromotor,
Temperaturregelung, Kühlmittel und Schmierstoffen. Es ist leicht einschätzbar, dass für die stoffliche
Verwertung vor allem die Stahlteile, die Kupferdrähte und der Kunststoff in Betracht kommen.
Dagegen bereiten das Kühlmittel und evtl. das Isoliermaterial Schwierigkeiten. Die Massenanteile der
einzelnen Stoffe sind dabei extrem unterschiedlich
und die Verbindungstechniken (Fügeverfahren)
zwischen den Werkstoffen und Werkstücken vielfältig (Verbindungen durch Schrauben, Schweißen,
Kleben usw.). Außerdem variieren die Bestandteile von Altkühlschränken je nach Hersteller und
Alter erheblich. Das Produktlebensalter spielt für
das Recycling also häufig eine wichtige Rolle, da
neben den Werkstoffen und den Hilfsstoffen auch
die Herstellungsverfahren sich ständig weiterentwickelt haben. In . Tab. 1.3 ist die durchschnittliche Lebensdauer für einige ausgewählte Produkte
angegeben.
Besonders günstige Voraussetzungen für das
Recycling sind bei Produktionsabfällen gegeben.
Produktionsabfälle werden zeitnah erfasst, sie
1
5
1.2 • Verwertbare Produkte und Stoffe
. Tab. 1.3 Übersicht zur Lebensdauer von Produkten nach Abfallgruppen
Abfallgruppen
– Produkte
Lebensdauer
Jahre
Klassifikation
L, M, K
Abfallgruppen
– Produkte
Lebensdauer
Jahre
Kühlschrank
Stahlerzeugnisse
Klassifikation
L, M, K
12
L
Maschinen
20
L
Waschmaschine
8
M
Behälter, Kessel
20
L
Computer
6
M
Container
8
M
Kraftfahrzeuge
Stahlbau
30
L
PKW
10
M
Waggons
30
L
PKW-Akkumulator
3…5
K
Schiffe
25
L
PKW-Reifen
4
K
5…10
M
LKW,
Landmaschinen
12…15
M
3
K
Kunststoffe
30…50
L
Behälter
5
K
1…2
K
Rohrleitungen,
Armaturen
Blechverpackungen
Bauwerke
Elektrische Ausrüstungen
Verpackungen
Transformatoren
30…40
L
Chemische Erzeugnisse
Elektromotoren
7
M
Öle
2
K
Kupferkabel
40
L
Farben, Lacke
4
K
Aluminiumkabel
40
L
Glaserzeugnisse
Glasflaschen
0,5…2
K
Technische
Glasgeräte
5…10
M
Elektrogeräte
Radio, Fernseher
11
M
Telekommunikationsgeräte
15
L
Lebensdauerklassifikation: L = langlebige Produkte; M = Produkte mittlerer Nutzungsdauer; K = kurzlebige Produkte
sind sauber und häufig ohne Verunreinigungen.
Bei Werkstoffabfällen ist außerdem der Werkstofftyp genau bekannt. Ihr Restwert ist deshalb meist
hoch. Metallische Produktionsabfälle werden als
Neuschrott bezeichnet.
Ein wesentlich minderwertigeres Material sind
die Konsumtionsabfälle (bei Metallen sog. Sammelschrotte) wegen des oft unbekannten Stofftyps
sowie der häufig starken Vermischung mit Fremdmaterialien und Verunreinigungen. Neben den festen Produktionsabfällen entstehen in den Produktionsprozessen auch Schlämme (Schleifschlämme,
Neutralisationsschlämme) und verschiedenartige
Flüssigkeiten (Beizlösungen, Galvaniklösungen,
Öle, organische Lösemittel) sowie Gase und Dämpfe (Lösemitteldämpfe), die z. T. wirtschaftlich recycelbar sind. Aber vor allem müssen diese Abfälle
wegen ihrer Schadwirkung abgeschieden werden.
Für einige dieser Prozesslösungen (Beizen, Galvaniklösungen) ist auch eine effektive Regenerierung
möglich.
Die große Vielfalt der zur Verwertung anfallenden festen Altprodukte und verschiedenartigen
Altstoffe/Flüssigkeiten/Gase und die oft geringen
6
1
Kapitel 1 • Einführung
Einzelmengen stellen eine erhebliche Schwierigkeit
für die Recyclingtechnologien dar. In . Tab. 1.3 ist
eine Auswahl aus der Vielfalt der Abfallgruppen
angegeben. Eine gesetzlich verbindliche Einteilung
in Abfallgruppen ist im untergesetzlichen Regelwerk zum KrW-/AbfG in der Verordnung zur Einführung des Europäischen Abfallkatalogs (EAKV) in
Form von Abfallbezeichnungen mit einem Abfallschlüssel ausgeführt.
1.3
Qualitätsanforderungen an
Recyclingstoffe
Die Forderung nach dem Ersatz von primär erzeugten Stoffen durch Sekundärstoffe aus Recyclingverfahren ist nur dann ohne Probleme möglich,
wenn diese Sekundärstoffe identische Eigenschaften und Qualitäten wie die Primärstoffe aufweisen.
Diese Forderung bezieht sich bei Werkstoffen vor
allem auf den technisch eingeführten Werkstofftyp
und dessen Qualität. Das ist bei Recyclingmetallen häufig ohne technische Schwierigkeiten oder
hohe Kosten zu erreichen, da Verunreinigungen
sehr gut abzutrennen sind. Eine Ausnahme ist
aber das Recyclingaluminium, das z. B. gewisse
Eisengehalte aufweisen kann, so dass in diesem
Fall die Entwicklung eines neuen Al-Legierungstyps mit geringen Fe-Gehalten angezeigt ist. Für
das Recycling von Prozesslösungen und anderen
Flüssigkeiten stehen wirksame Verfahren zur Verfügung, die eine sehr gute Qualität der Sekundärstoffe gewährleisten. Wesentlich ungünstiger sind
die Verhältnisse bei Recyclingkunststoffen, da der
Recyclingprozess die Qualität der Kunststoffe stark
verändern kann und Verunreinigungen schwierig
abzutrennen sind. Beim Papierrecycling ist ebenfalls aus technologischen Gründen keine Primärqualität zu erreichen. Diese grundsätzlichen Unterschiede in der Recyclingfähigkeit der metallischen
Werkstoffe, der Kunststoffe, der Gläser usw. werden im Folgenden detailliert behandelt, da sie für
die Einschätzung neuer Recyclingaufgaben von
entscheidender Bedeutung sind. Wenn aus technischen und wirtschaftlichen Gründen nur eine
spezielle Sekundärstoffqualität erreichbar ist, dann
ist für diese Sekundärprodukte eine zusätzliche
Markterschließung mit entsprechend zusätzlichen
Kosten notwendig. Wenn eine verwendungsfähige
Qualität der Sekundärstoffe durch das werkstoffliche Recycling nicht erreicht werden kann, dann
eröffnen sich bei den organischen Stoffen (Kunststoffen, Papier, Ölen, Lösemitteln, Textilien) noch
als weitere Möglichkeiten das rohstoffliche Recycling oder die energetische Verwertung. Diese beiden
letzten Varianten sind zunächst als zweitrangig zu
bewerten, da beide Verfahren zu einer teilweisen
oder vollständigen Zerstörung der Stoffe führen
und damit die zu ihrer Herstellung eingesetzten
Produktionsaufwendungen verloren gehen. Da
beim rohstofflichen Recycling auch ein marktfähiger Sekundärrohstoff erzeugt werden muss, ist der
Qualitätsaspekt von vergleichbarer Bedeutung wie
beim werkstofflichen Recycling.
Eine weitere Variante des Recyclings ist bei
metallischen Werkstoffen die Umwandlung der
Metallinhalte in eine marktfähige Metallverbindung z. B. in Metallsalze für die Galvanik (Edelmetallsalze, Nickelsalze, Kupfersalze usw.) oder
für die Wasserreinigung (Eisensulfat, Eisenchlorid,
Aluminiumsulfat) sowie in Pigmente (Eisenoxide)
und Baustoffe (Schlacken). Dieser Weg ist dann die
optimale Lösung, wenn metallhaltige Abfälle bereits teilweise oder vollständig in chemische Verbindungen des Metalls umgewandelt sind oder als
Lösungen vorliegen und in dieser Form dem Recycling zugeführt werden. Das Recycling eines Metalls aus solchen chemischen Verbindungen durch
Reduktion ist nur bei Metallen mit relativ edlem
Charakter wirtschaftlich sinnvoll. Diese Bewertung
der Eigenschaften einzelner Metalle bzw. Metallverbindungen wird in 7 Abschn. 5.1 (. Abb. 5.1 und
. Abb. 5.2) näher erläutert.
1.4
Technische, wirtschaftliche und
ökologische Anforderungen an
Recycling- und Verwertungsverfahren
Die Zielstellung zum umfassenden Einsatz des Recyclings ist nur dann realistisch, wenn die technischen Möglichkeiten, die aufzuwendenden Kosten,
die Marktsituation und die ökologischen Auswirkungen umfassend berücksichtigt werden. Diese Bedingungen sind ständigen Veränderungen
1.4 • Technische, wirtschaftliche und ökologische Anforderungen
unterworfen, so dass spezielle Recycling-/Verwertungsmaßnahmen immer wieder neu durchgerechnet und bewertet werden müssen. Konkret ergeben
sich folgende wesentliche Anforderungen zunächst
an die Verfahren des werkstofflichen Recyclings:
1. Das Recyclingprodukt sollte die Qualität von
Primärprodukten haben.
2. Der Energiebedarf des Werkstoffrecyclings
sollte geringer als der für die Primärproduktion sein.
3. Der Einsatz von Hilfsmaterial ist zu beschränken.
4. Eine wirtschaftlich ausreichende Durchsatzmenge ist erforderlich.
5. Der Recyclingprozess sollte ab einer bestimmten Recyclingstufe mit der Primärproduktion
verknüpft werden (Kosten- und Qualitätsvorteile) bzw. in bereits vorhandene Stoffkreisläufe
eingebunden werden.
6. Der Anfall von sekundären Abfällen/Abgasen/
Abwasser sollte gering sein.
7. Die volkswirtschaftlichen Gesamtkosten des
Recyclingprozesses sollten unter denen der
Primärproduktion liegen.
8. Die ökologische Belastung des Recyclings ist
zu ermitteln (Ökobilanz).
Das Vorlaufmaterial (Altprodukte/Altstoffe) für
die Werkstoff-Recyclingprozesse ist kostenseitig
sehr unterschiedlich zu bewerten. Stahl- oder Kupferschrott erzielt z. B. einen dem internationalen
Metallmarkt angepassten Preis, da deren relativ
geringe Recyclingkosten einen gewinnbringenden
oder kostendeckenden Erlös für die gewonnenen
Sekundärmetalle garantieren. Am internationalen Schrottmarkt herrscht sogar häufig eine Mangelsituation (z. B. von 2003 bis 2007 bei Kupferschrott), so dass hohe Schrottpreise realisierbar
sind. Andere Altprodukte (Altautos, elektrische
und elektronische Geräte, Kunststoffe, metallhaltige Schlämme, Stäube, Öle) erfordern dagegen
hohe Aufwendungen für die Verwertung, so dass
die Recyclingindustrie für diese Vorlaufmaterialien
einen Kostenbeitrag einfordern muss, d. h., die Erzeuger dieser Altprodukte oder Altstoffe müssen
Entsorgungskosten entrichten. In den Industriestaaten sind mehrere Stoffkreisläufe für Altstoffe
vorhanden. Das gilt vor allem für den Stoffkreis-
7
1
lauf Eisenwerkstoffe (Stahlwerke, Gießereien), aber
auch für die Stoffkreisläufe Kupfer (Sekundärkupferhütten), Aluminium, Edelmetalle, Glas und z. T.
Kunststoffe. Die Einbindung von Altstoffen und
Altprodukten in diese Stoffkreisläufe bringt immer
Kosten- und Qualitätsvorteile, erfordert aber eine
genaue Beurteilung evtl. qualitätsmindernder Auswirkungen. An das rohstoffliche Recycling müssen
ganz ähnliche Anforderungen gestellt werden.
5 Es muss ein qualitativ hochwertiger Sekundärrohstoff erzeugt werden.
5 Der Einsatz an Energie und Hilfsstoffen ist zu
beschränken.
5 Die volkswirtschaftlichen Gesamtkosten (abzüglich evtl. alternativer Deponiekosten) sollten nahe bei den Kosten der Primärrohstoffe
liegen.
5 Die ökologischen Auswirkungen und die Einsparung der natürlichen Ressourcen sind zu
bewerten.
Für die energetische Verwertung sind vergleichbare Voraussetzungen zu erfüllen (Gesamtkosten im
Vergleich zur Primärenergieproduktion, Ressourcenschonung, ökologische Aspekte).
Auf Grund der häufig sich verändernden Bedingungen an den Märkten für Altstoffe, Werkstoffe, Energie und Rohstoffe und bei anderen Kostenfaktoren (Arbeitslöhne, Investitionskosten) sowie
bei den umweltrechtlichen Vorschriften und den
technologischen Entwicklungen müssen die drei
alternativen Verwertungsverfahren (werkstofflich,
rohstofflich, energetisch) immer wieder neu bewertet und verglichen werden und führen zu anderen
Entscheidungen hinsichtlich des optimalen Verfahrens. Bei den Umweltgesetzen sind z. B. in der
BRD die Veränderungen der Deponievorschriften
von großem Einfluss, d. h., die Bewertungskriterien
sind auch stark staatenspezifisch. In den folgenden
Ausführungen wird zunächst schwerpunktmäßig
das werkstoffliche Recycling behandelt. Am Ende
des Buches werden die notwendigen Angaben zur
energetischen Verwertung gemacht und das rohstoffliche Recycling ist beim Kunststoffrecycling
eingeordnet.
9
Technische Grundlagen des
Werkstoffrecyclings
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_2,
© Spektrum Akademischer Verlag Heidelberg 2011
2
10
2
Kapitel 2 • Technische Grundlagen des Werkstoffrecyclings
Die bei weitem umfangreichste Abfallgruppe
sind die Werkstoffe, für die allgemeine technische
Grundlagen des Recyclings vorausgeschickt werden
können. Die enorme Vielfalt dieser festen Abfälle
muss nach Werkstoffgruppen geordnet werden, um
daraus technisch und wirtschaftlich sinnvolle Zielprodukte recyceln zu können. Diese Einteilung in
recyclingverträgliche Werkstoffgruppen ist nur möglich auf Basis guter Kenntnisse der physikalischen
und chemischen Eigenschaften der Stoffe und vor
allem der grundlegenden Gesetzmäßigkeiten der
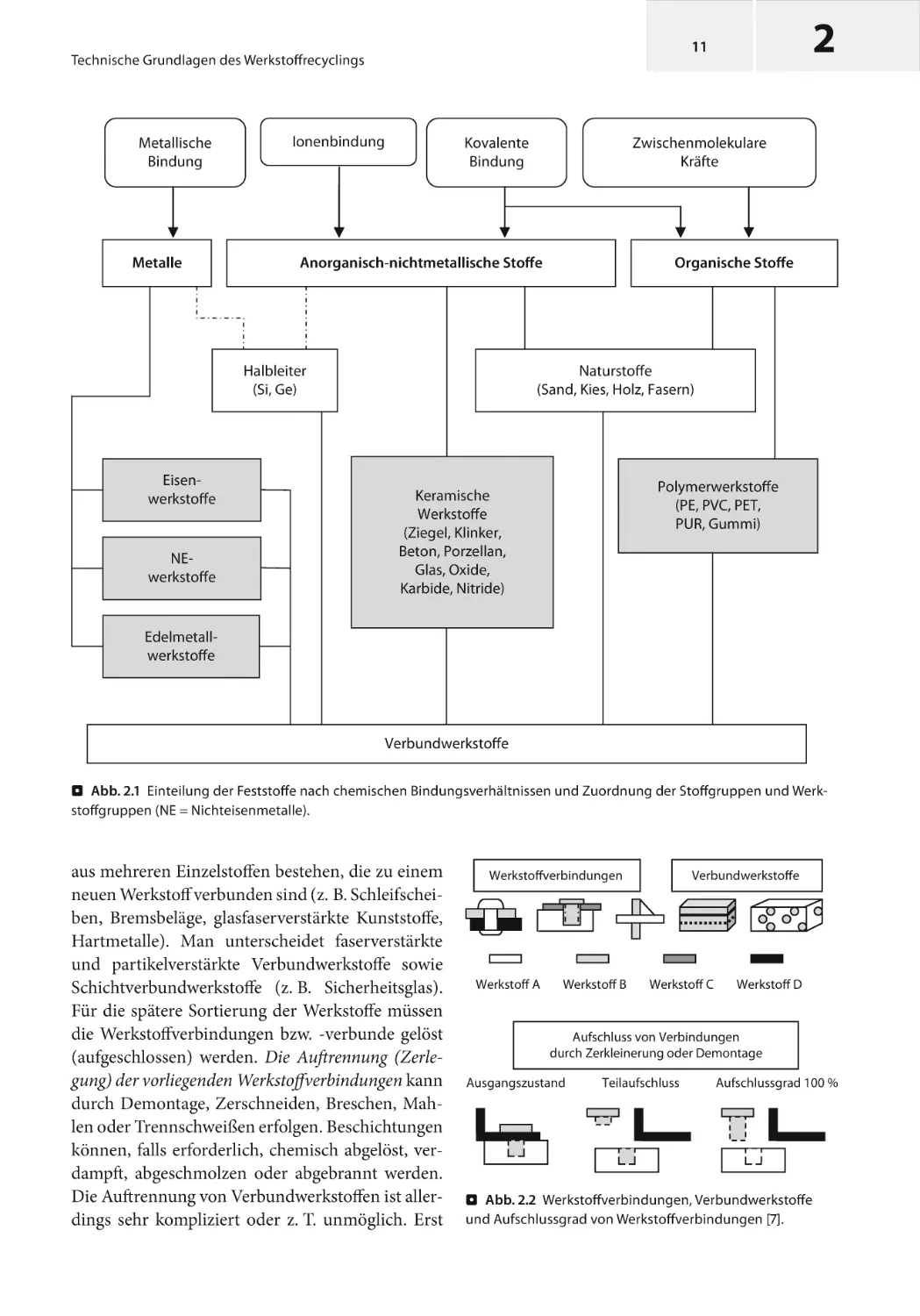
möglichen Verfahren zur Stoffverarbeitung sowie deren ökonomischen und ökologischen Auswirkungen. Die für das Recycling entscheidenden
physikalischen und chemischen Eigenschaften
werden sehr stark von den chemischen Bindungsverhältnissen in den Stoffen bestimmt. In . Abb. 2.1
sind die vier Bindungsformen und die daraus resultierenden Stoffarten und Werkstoffgruppen dargestellt. Die schwächsten Bindungskräfte liegen
bei den Polymerwerkstoffen vor, so dass bereits
mechanische Prozesse und Erwärmung eine teilweise Zerstörung der Polymere hervorrufen können. Dadurch wird deren Recyclingfähigkeit vermindert. Dagegen sind kovalente Bindungen und
Ionenbindungen sehr starke Bindungen, die durch
mechanische Prozesse nicht geknackt werden, d. h.,
Stoffe wie z. B. Oxide oder Silikate bleiben vollständig erhalten. Die Metalle sind chemische Elemente und deshalb durch mechanische und physikalische Prozesse unzerstörbar (Einschränkung
Kernspaltung). Die Metalle besitzen auch deshalb
eine günstige Recycelbarkeit. Die Werkstoffabfälle
fallen überwiegend in kompakter Form als Rohre,
Bleche, Profile, Gussstücke, Platten, Verbindungselemente, Federn, Drähte usw. an. Aber auch leicht
verformbare und sehr feinteilige Abfälle wie Gummi, Folien, Litzen, Papier, Faserstoffe, Leder, Späne
und Schleifschlämme sind zu berücksichtigen. Eine
große Gruppe sind außerdem die Altprodukte/Altgeräte (Autos, Maschinen, elektrische Geräte usw.),
die aus sehr verschiedenen Bauteilen und Werkstoffen aufgebaut sind. Die in den vorangehenden Abschnitten genannten Zielstellungen, Bedingungen
und Anforderungen an Recyclingprozesse bedingen ihrerseits eine bestimmte Aufgabenstellung für
die logistischen und technischen Prozesse und die
notwendigen Verfahrensstufen. Dieser allgemeine
Ablaufplan wird zweckmäßigerweise in sechs allgemeine Stufen gegliedert.
z
Stufe 1: Sammlung der Altstoffe nach Abfallgruppen
Die getrennte Sammlung nach Abfallgruppen in
den Unternehmen und Kommunen trägt als erste Sortierstufe prinzipiell zur Kostensenkung des
Recyclings bei. Und diese Kostensenkung kann direkt an die Bevölkerung weitergegeben werden. Bei
Unternehmen kann die konsequente Trennung der
Altstoffe häufig zu direkten Erlösen bei z. B. Abgabe an den Schrotthandel führen. Aus diesen sachlichen und wirtschaftlichen Gründen sind einige
Kenntnisse zu Werkstoffen und zum Recycling in
der Bevölkerung und in den Unternehmen unverzichtbar.
z
Stufe 2: Identifizierung des Werkstofftyps
Eine erste Identifizierung erfolgt bereits beim Sammeln nach Abfallgruppen. Die weiteren Prozesse
erfordern aber oft eine sehr detaillierte Unterscheidung verschiedener Werkstoffe. Bei Eisen
und Aluminium ist z. B. die Unterscheidung nach
verschiedenen Legierungen oder nach Guss- und
Knetwerkstoffen notwendig. Die Kunststoffsorten
sind ebenfalls zu identifizieren. In einer ersten Stufe kann der Altstoffhandel die Identifizierung noch
visuell durchführen. Es stehen dort aber auch manuell handhabbare Analysegeräte (NIR-Messung,
Röntgengeräte) zur Verfügung. Bei den komplexen
Altprodukten/Altgeräten ist die Identifizierung von
Werkstoffen oft erst nach ersten Demontage- oder
Trennoperationen möglich oder sinnvoll (Kühlschrank, PKW usw.).
z
Stufe 3: Separierung der Werkstoffsorten in recyclingverträgliche Werkstoffgruppen durch
Zerlegung und Sortierung
Die Altprodukte (Kühlschränke, PKWs usw.) bestehen aus verschiedenen Werkstoffen und Werkstücken, die durch vielfältige Verbindungstechniken
(Schraub-, Niet-, Schweiß-, Klebverbindungen u. a.)
miteinander verbunden sind (. Abb. 2.2). Dazu
kommen oft Beschichtungen der Werkstoffe (Lackierungen, Metallschichten, Kunststoffschichten)
und z. T. Verbundwerkstoffe. Unter Verbundwerkstoffen (. Abb. 2.2) versteht man Werkstoffe, die
Metallische
Bindung
Metalle
Ionenbindung
Kovalente
Bindung
NEwerkstoffe
Zwischenmolekulare
Kräfte
Anorganisch-nichtmetallische Stoffe
Halbleiter
(Si, Ge)
Eisenwerkstoffe
2
11
Technische Grundlagen des Werkstoffrecyclings
Organische Stoffe
Naturstoffe
(Sand, Kies, Holz, Fasern)
Polymerwerkstoffe
(PE, PVC, PET,
PUR, Gummi)
Keramische
Werkstoffe
(Ziegel, Klinker,
Beton, Porzellan,
Glas, Oxide,
Karbide, Nitride)
Edelmetallwerkstoffe
Verbundwerkstoffe
. Abb. 2.1 Einteilung der Feststoffe nach chemischen Bindungsverhältnissen und Zuordnung der Stoffgruppen und Werkstoffgruppen (NE = Nichteisenmetalle).
aus mehreren Einzelstoffen bestehen, die zu einem
neuen Werkstoff verbunden sind (z. B. Schleifscheiben, Bremsbeläge, glasfaserverstärkte Kunststoffe,
Hartmetalle). Man unterscheidet faserverstärkte
und partikelverstärkte Verbundwerkstoffe sowie
Schichtverbundwerkstoffe (z. B. Sicherheitsglas).
Für die spätere Sortierung der Werkstoffe müssen
die Werkstoffverbindungen bzw. -verbunde gelöst
(aufgeschlossen) werden. Die Auftrennung (Zerlegung) der vorliegenden Werkstoffverbindungen kann
durch Demontage, Zerschneiden, Breschen, Mahlen oder Trennschweißen erfolgen. Beschichtungen
können, falls erforderlich, chemisch abgelöst, verdampft, abgeschmolzen oder abgebrannt werden.
Die Auftrennung von Verbundwerkstoffen ist allerdings sehr kompliziert oder z. T. unmöglich. Erst
Werkstoffverbindungen
Werkstoff A
Werkstoff B
Verbundwerkstoffe
Werkstoff C
Werkstoff D
Aufschluss von Verbindungen
durch Zerkleinerung oder Demontage
Ausgangszustand
Teilaufschluss
Aufschlussgrad 100 %
. Abb. 2.2 Werkstoffverbindungen, Verbundwerkstoffe
und Aufschlussgrad von Werkstoffverbindungen [7].
12
Kapitel 2 • Technische Grundlagen des Werkstoffrecyclings
Altstoffe
(Metalle, Kunststoffe, Glas,
Papier)
2
Altprodukte
(Elektrogeräte, Autos, Maschinen)
Produktionsabfälle
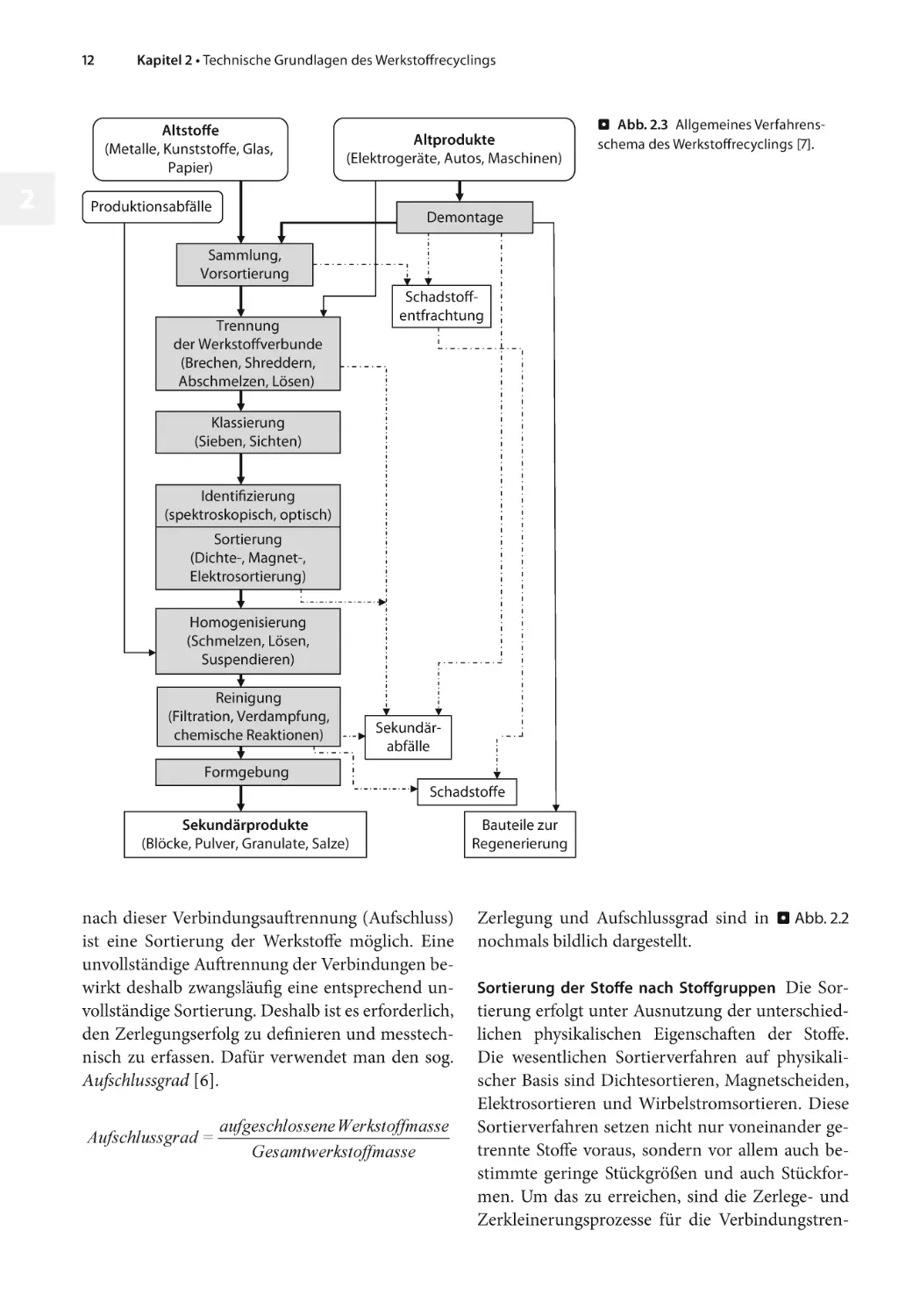
. Abb. 2.3 Allgemeines Verfahrensschema des Werkstoffrecyclings [7].
Demontage
Sammlung,
Vorsortierung
Trennung
der Werkstoffverbunde
(Brechen, Shreddern,
Abschmelzen, Lösen)
Schadstoffentfrachtung
Klassierung
(Sieben, Sichten)
Identifizierung
(spektroskopisch, optisch)
Sortierung
(Dichte-, Magnet-,
Elektrosortierung)
Homogenisierung
(Schmelzen, Lösen,
Suspendieren)
Reinigung
(Filtration, Verdampfung,
chemische Reaktionen)
Sekundärabfälle
Formgebung
Schadstoffe
Sekundärprodukte
(Blöcke, Pulver, Granulate, Salze)
nach dieser Verbindungsauftrennung (Aufschluss)
ist eine Sortierung der Werkstoffe möglich. Eine
unvollständige Auftrennung der Verbindungen bewirkt deshalb zwangsläufig eine entsprechend unvollständige Sortierung. Deshalb ist es erforderlich,
den Zerlegungserfolg zu definieren und messtechnisch zu erfassen. Dafür verwendet man den sog.
Aufschlussgrad [6].
Aufschlussgrad =
aufgeschlossene Werkstoffmasse
Gesamtwerkstofffmasse
Bauteile zur
Regenerierung
Zerlegung und Aufschlussgrad sind in . Abb. 2.2
nochmals bildlich dargestellt.
Sortierung der Stoffe nach Stoffgruppen Die Sor-
tierung erfolgt unter Ausnutzung der unterschiedlichen physikalischen Eigenschaften der Stoffe.
Die wesentlichen Sortierverfahren auf physikalischer Basis sind Dichtesortieren, Magnetscheiden,
Elektrosortieren und Wirbelstromsortieren. Diese
Sortierverfahren setzen nicht nur voneinander getrennte Stoffe voraus, sondern vor allem auch bestimmte geringe Stückgrößen und auch Stückformen. Um das zu erreichen, sind die Zerlege- und
Zerkleinerungsprozesse für die Verbindungstren-
13
Technische Grundlagen des Werkstoffrecyclings
nung entsprechend auszuwählen und durch Klassierprozesse (Sieben) geeignet zu ergänzen. In der
Sortierstufe besteht auch häufig die Aufgabe, bestimmte Schadstoffe (Bleiverbindungen, chlorierte
organische Verbindungen, Öle, Lösemittel u. a.) abzutrennen und so aus dem weiteren Verarbeitungsprozess herauszuhalten. Prinzipiell sind Schadstoffe so früh wie möglich aus den Altprodukten oder
Altstoffen zu entfernen, und dies kann schon in
der Sammel- oder Identifizierungsstufe vorteilhaft
sein. Für diese spezielle Aufgabe der Heraushaltung
von Schadstoffen aus weiteren Verarbeitungsstufen
hat man den Begriff der Schadstoffentfrachtung geprägt. Das Sortieren lässt sich bei wenigen speziellen Materialkombinationen auch durch Verdampfen oder Ablösen (physikalische, chemische oder
elektrochemische Löseverfahren) erreichen.
z
Stufe 4: Homogenisierung der Sortierprodukte
und Massenvergrößerung
Die weitere getrennte Verarbeitung der Stoffgruppen kann wirtschaftlich nur mit größeren homogenen Massen erfolgen. Auch im Hinblick auf die
endgültigen Zielprodukte sind immer bestimmte
Losgrößen mit gleichmäßiger Qualität anzustreben.
Die Homogenisierung ist am günstigsten durch
Mischprozesse im fluidisierten Zustand zu erreichen. Dieser fluidisierte Zustand kann bei Gläsern,
Metallen und Thermoplasten durch Aufschmelzen
erreicht werden. Er ist aber auch durch Auflösen
(Metalle, Kunststoffe) oder durch Suspendieren in
Wasser (Papier) realisierbar.
z
Stufe 5: Abtrennung von Verunreinigungen und
Erzeugung der Endqualität
Bei den vorliegenden Verunreinigungen muss man
zwei Gruppen unterscheiden. Eine erste Grup-
2
pe hat eine negative Auswirkung auf die Qualität
des Zielproduktes und ist deshalb aus Qualitätsgründen abzutrennen (z. B. die Druckfarben beim
Papierrecycling). Kritischer ist eine zweite Gruppe
der speziellen Schadstoffe, die auf Grund ihrer Giftwirkung in der Natur und in Recyclingprodukten
zu entfernen sind und einer Sondermüllablagerung
oder Inertisierung zugeführt werden müssen. Die
Abtrennung von Verunreinigungen kann in dem
bereits in Stufe 4 erläuterten fluidisierten Zustand
z. B. durch Filtration, Verdampfung, Ausfällung,
chemische oder elektrochemische Reaktionen sehr
effektiv durchgeführt werden.
z
Stufe 6: Herstellung marktfähiger Formen
Übliche vermarktungsfähige Formen von Recyclingprodukten sind Metallblöcke, Metallpulver,
Kunststoffgranulat, Salze, Oxide, Flüssigkeiten und
Pulver.
Das allgemeine Verfahrensschema des Werkstoffrecyclings ist in . Abb. 2.3 nochmals dargestellt. Dabei spielen offensichtlich bewährte Verfahren der mechanischen Aufbereitung von Erzen,
Kohlen, Steinen und Erden die überragende Rolle.
Das sind vor allem die grundlegenden Verfahren
(Unit Operations) der Zerkleinerung, Klassierung
und Stoffsortierung. Häufig können erst nach dieser erfolgreichen Aufbereitung die Prozesse zum
Schmelzen, Lösen oder Reinigen effektiv angewandt werden.
15
3
Mechanische Verfahren
zur Auftrennung von
Werkstoffverbindungen und zur
Sortierung von Feststoffen
3.1
Demontage und Rückbau – 16
3.2
Aufschlusszerkleinerung – 17
3.3
Klassierung – 21
3.4
Sortierung von Feststoffen – 24
3.4.1
3.4.2
3.4.3
3.4.4
3.4.5
3.4.6
Dichtesortierung – 24
Sortieren im Magnetfeld (Magnetsortieren) – 27
Sortieren im elektrischen Feld (Elektrosortieren) – 30
Flotation – 31
Sortieren nach verschiedenen mechanischen Eigenschaften – 31
Sensorgestützte Sortierung – 32
3.5
Kompaktieren – 33
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_3,
© Spektrum Akademischer Verlag Heidelberg 2011
16
3
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
In diesem Kapitel werden die Grundlagen der eingesetzten Aufbereitungsprozesse und der physikalischen Sortierprozesse von Feststoffen sowie deren
Besonderheiten oder Sonderentwicklungen für die
Recyclingprozesse behandelt. Eine weitere Vertiefung und Beantwortung spezieller Probleme findet
sich in der umfangreichen Spezialliteratur zur Aufbereitungstechnik sowie zur Mechanischen Verfahrenstechnik [8] [9] [10] [11] [12].
3.1
Demontage und Rückbau
Unter Demontage versteht man die manuelle oder
mechanische Zerlegung eines Altproduktes in Bauteile und/oder Werkstoffgruppen. Dabei werden
vier Aufgabenstellungen verfolgt:
1. Gewinnung von Funktionsbauteilen (Getriebe,
Motoren, elektrische oder elektronische Bauteile usw.),
2. Schadstoffentfrachtung (Batterien, Kühlmittel,
Öle, Gase usw.),
3. Gewinnung von recyclingfähigen Werkstoffen
(Stahl, NE-Metalle, Kunststoffe) und anderen
verwendungsfähigen Stoffen (Öle, Lösemittel,
Gase usw.),
4. Minimierung des Restabfalls.
Die Demontagefähigkeit der gefügten Teile und das
Demontageergebnis werden dabei durch drei Einflussfaktoren wesentlich bestimmt:
1. die Art der Verbindungstechnik (Fügeverfahren),
2. die räumliche Anordnung und Zugänglichkeit
der Verbindungselemente,
3. die Kennzeichnung der Werkstoffe bei großvolumigen Bauteilen (evtl. RFID-Tags).
Bei den Verbindungstechniken sind in der Regel
lösbare Verbindungen (Schrauben, Stifte, Welle-Nabe-Verbindungen, Pressverbindungen oder
Schnappverbindungen) erforderlich. Bei nicht lösbaren Verbindungen (Kleben, Löten, Schweißen,
Nieten) müssen zerstörende Zerlegemethoden
(Schneiden, Brechen, Trennschweißen u. a.) zur
Anwendung kommen, die bei den Verfahren der
Aufschlusszerkleinerung (7 Abschn. 3.2) erläutert
sind. Für Klebe- und Lötverbindungen können
aber auch thermische Verfahren zur Trennung
eingesetzt werden (Aufschmelzen des Lots; thermische Zersetzung des organischen Klebers). Auf
Grund der genannten Bedingungen ist es offensichtlich, dass die allgemeine Demontagefähigkeit
und das Demontageergebnis wesentlich von einer
demontagegerechten Konstruktion und Fertigung
des Ausgangsproduktes abhängen. Zu dieser demontagegerechten Herstellung sind die Produzenten durch die Festlegung der »Rücknahmepflicht«
und der »Recyclingfähigkeit« im KrW/AbfG nachdrücklich aufgefordert. Die Hersteller liefern deshalb heute zu den Produkten Demontagerichtlinien
und Werkstofflisten und kennzeichnen die Werkstoffe. Bei der Demontage werden die verschiedenen Arbeitsschritte (z. B. Trockenlegen, Reinigung,
Zerlegestufen, Schadstoffentfernung, Sortierung)
in Demontagelinien zweckmäßig angeordnet. Die
einzelnen Arbeitsschritte sind nach Möglichkeit
mechanisiert oder automatisiert, aber es verbleibt
bei der Demontage immer ein erheblicher Anteil
an Handarbeit, weil eine Vielzahl unterschiedlicher
Altprodukte auf einer Linie zu verarbeiten ist. Die
Demontagelinien sind vorwiegend mit stationären
Arbeitsplätzen und bewegten Objekten konzipiert.
Es können aber auch stationäre Objekte und bewegte Arbeitsplätze sinnvoll sein. Der Grad der
Zerlegung des Altproduktes wird als Demontagetiefe bezeichnet. Diese ist bei der Gewinnung von
wiederverwendungsfähigen Funktionsteilen am
geringsten. Mit zunehmender Demontagetiefe zur
Gewinnung von getrennten Werkstoffen steigen
natürlich die Demontagekosten, aber dann häufig
auch die Erlöse für einwandfrei getrennte Stoffe
(marktabhängiges Optimierungsproblem). Die Demontage hat auf Grund der genannten vier Aufgabenstellungen und der wechselnden marktabhängigen Bedingungen eine Sonderstellung innerhalb
der Aufbereitungsprozesse und wird deshalb oft getrennt von anderen Verfahrensstufen in speziellen
Demontagebetrieben durchgeführt.
Der Begriff Rückbau wird für den kontrollierten
Abbruch von Gebäuden aus mineralischen Baustoffen verwendet. Den Abriss von Gebäuden aus
Stahlträgern bezeichnet man aber auch als Demontage, weil dabei die typischen Demontagetechnologien (Abschrauben, Trennschweißen, Schneiden)
zur Anwendung kommen. Für den Rückbau von
17
3.2 • Aufschlusszerkleinerung
Gebäuden aus mineralischen Baustoffen kommen
zwei Technologiekonzepte zur Anwendung:
1. Konzept Ausbau:
5 Ausbau verwertbarer Bauteile/Werkstoffe
(Stahltüren, Fenster, Lampen, Heizkörper,
Metallrohre, Lüftungskanäle, Kabel, Holzbauteile, Kunststofffolien und -rohre usw.)
sowie Ausbau evtl. Schadstoffe
5 Abbruch des Gebäudes (Abrissbirne, Abrissbagger, Sprengung)
2. Konzept Komplettzerstörung:
5 Zerstörung des Gebäudes (Abrissbirne, Abrissbagger, Sprengung)
5 Gewinnung verwertbarer Werkstoffe aus
der Abbruchmasse (7 Abschn. 7.2.2).
3.2
Aufschlusszerkleinerung
Die Zerkleinerungsverfahren haben im Recyclingprozess wichtige Aufgaben zu erfüllen:
5 Aufschluss der vorliegenden Werkstoffverbindungen durch eine Zerstörung dieser Verbindungen mit Hilfe einer mechanischen Beanspruchung (sog. Aufschlusszerkleinerung),
5 Herstellung von bestimmtem Stückgrößen
(Stückgrößenverteilungen) oder auch Stückformen, die für die nachfolgende Sortierung
erforderlich und optimal sind,
5 Erzeugung optimaler Stückgrößen für den
Eintrag (Beschickung) in Schmelzöfen und
anderen Apparaten sowie die technologisch
erforderlichen Stückgrößen für den Ablauf der
Reaktionen in den Apparaten.
Der Aufschluss ist dann optimal (100 % Aufschlussgrad), wenn ein Bruch bzw. eine Trennung
der Bauteile an den Verbindungsstellen der einzelnen Werkstoffe (Werkstücke) erfolgt. Diese Voraussetzungen sind bei den lösbaren Verbindungstechniken (Gewinde, Schrauben, Stifte, Welle-NabeVerbindungen, Pressverbindungen, Schnappverbindungen) überwiegend gegeben, da bei diesen
der Bruch (oder die Auftrennung) an den Verbindungsstellen mit Formschluss oder Kraftschluss
stattfindet. Dagegen sind die Verbindungsstellen
mit Stoffschluss (geklebte, gelötete oder geschweiß-
3
te nichtlösbare Verbindungen) oft von höherer Festigkeit als die Werkstoffe, so dass ein Bruch außerhalb der Verbindungsstelle eintritt und damit der
Aufschlussgrad <100 % bleibt. Der Bruch (bzw.
die Zerkleinerung) der Verbindungselemente oder
der Werkstoffe wird durch mechanische Beanspruchung (Druck, Schlag, Prall, Scheren, Schneiden,
Zug, Biegen) derselben bis zur Überwindung der
atomaren bzw. molekularen Bindungskräfte erreicht. Erfolgt dieser Bruch makroskopisch verformungslos oder verformungsarm, bezeichnet man
das als Sprödbruch. Wenn dem Bruchereignis eine
plastische Verformung vorausgeht, spricht man
von Zähbruch und entsprechend von sprödem und
zähem Stoffverhalten. Der Sprödbruch ist im Hinblick auf den verfahrenstechnischen Aufwand, den
Aufschlussgrad und das Zerkleinerungsprodukt
erwünscht und kann durch äußere Bedingungen
begünstigt werden. Diese günstigen Bedingungen
sind niedrige Temperatur (Stoffversprödung durch
Tiefkühlen) und hohe Beanspruchungsgeschwindigkeiten (die Zeit für die plastische Verformung
reicht dann nicht aus). Schubert [13] hat zum
Verformungsverhalten von Altstoffen eine geeignete Tabelle entwickelt (. Tab. 3.1). Danach ist die
Mehrzahl der Altstoffe als nichtspröde Stoffe zu bewerten.
Die Zerkleinerungsprozesse werden nach der
Stückgröße des Aufgabegutes wie folgt eingeteilt:
5 Grobzerkleinerung (Grobbrechen):
d >100 mm,
5 Mittelzerkleinerung (Feinbrechen):
d = 100…5 mm,
5 Feinzerkleinerung (Mahlen): d = 5…0,1 mm,
5 Feinstzerkleinerung: d < 0,1 mm.
z
Grob- und Mittelzerkleinerung
Für Recyclingverfahren werden häufig die Grobund Mittelzerkleinerung für die Aufgabenstellung
der Aufschlusszerkleinerung benötigt. Für spröde Stoffe kommen dabei die Beanspruchungsarten Druck (Backenbrecher, Walzenbrecher) oder
Schlag/Prall (Hammerbrecher) zur Anwendung.
Typische spröde Stoffe sind mineralische Baustoffe
(Beton, Ziegel, Naturstein). Für die überwiegend
vorliegenden nichtspröden Altstoffe sind die Beanspruchungsarten Scheren, Schneiden, Zug, Biegen,
Torsion erforderlich. Für die komplexe Zug-Biege-
18
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
. Tab. 3.1 Verformungsverhalten von Altstoffen nach Schubert [13]
Verformungsverhalten
Festigkeit gering
(weich)
Spröd-elastisch
3
Gummi-elastisch
Elastomere
Elastisch-plastisch
Thermomere
Elastisch-viskos
Papier, Pappe, Textilfasern,
Leder
Druck
Scheren
Schlag
Prall A
Schneiden
Prall B
Festigkeit mittel
(mittelhart)
Festigkeit hoch
(hart)
Duromere
Glas, Gusseisen
Stahl, NE-Metall-Knetlegierungen
Holz
. Abb. 3.1 Beanspruchungsarten bei der Zerkleinerung. Schwarze Teile = Funktionsorgane der
Maschinen (Brechplatten, Prallplatten, Brechhämmer, Mahlbahnen, Schneidmesser, Schersysteme).
Graue Teile = Aufgabematerial.
Schub
Zug/Biegung /Torsion
(Reißen)
Torsionsbeanspruchung ist von Schubert [13] der
Begriff »Reißbeanspruchung« eingeführt worden
(. Abb. 3.1). Die verwendeten Maschinen sollten
deshalb als »Reißer« bezeichnet werden. In Abhängigkeit von der hauptsächlichen Aufgabenstellung
(Aufschlusszerkleinerung und Stückgrößenreduzierung) sind entsprechende Beanspruchungsarten und geeignete Maschinen für die Grob- und
Mittelzerkleinerung zu wählen, wie sie in . Tab. 3.2
zusammengefasst sind.
Der prinzipielle Aufbau der wichtigsten Maschinen für die Grob- und Mittelzerkleinerung
und ihre Wirkungsweise ist in . Abb. 3.2 dargestellt. Als Besonderheit ist bei den Hammerreißern mit horizontaler Achse (. Abb. 3.2, Nr. 2) auf
die beweglich befestigten Schlagleisten (Hämmer)
hinzuweisen, die ein Einklemmen des Aufgabegutes in der Maschine verhindern. Diese Hammerreißer (Shredder) sind in erheblichen Größen und
mit hohen Leistungen verfügbar. Die Bauform der
vertikalen Shredder (Schlagelemente und Mahlelemente an einer vertikalen Achse in einem stehen-
den Mahlbehälter) kombiniert die Reißbeanspruchung im oberen Aufgaberaum mit einer darunter
angebrachten Mahlbeanspruchung. Die Schneidmühlen (. Abb. 3.2, Nr. 3) mit ihrer sehr geringen
Spaltbreite und hoher Drehzahl sind besonders für
leicht verformbare Teile (Drähte, Litzen, Späne,
Folien) im Einsatz. Rotorscheren und Rotorreißer
(. Abb. 3.2, Nr. 4) werden in sehr verschiedenen
Bauformen und Größen hergestellt (Einwellen-,
Zweiwellen- und Vierwellenschneidsysteme). Spezielle Reißgeometrien der Rotorreißer (Hakenform
und Gegenkämme) ermöglichen eine optimale
Anpassung an verschiedene Produkte und Zerkleinerungsaufgaben (Einziehen, Brechen, Zerreißen,
Schneiden).
Die oben genannte Erzeugung optimaler Stückgrößen für den Eintrag in Schmelzöfen und anderen Apparaten wird ebenfalls durch die angeführten Apparate der Grobzerkleinerung realisiert. So
werden Eisenbahnschienen und Stahlträger durch
Guillotinescheren auf die erforderliche Eintragsabmessungen geschnitten. Die Zerkleinerung von
3
19
3.2 • Aufschlusszerkleinerung
. Tab. 3.2 Aufgabenstellung, Beanspruchungsarten und Maschinen der Grob- und Mittelzerkleinerung nach Schubert [13]
Aufgabenstellung
Geeignete Beanspruchungsart
Zerkleinerungsmaschine
Stückgrößenreduzierung
Scher- und Schneidbeanspruchung
Guillotinescheren, Rotorscheren,
Rotorschneider, Schneidmühlen
Zugbeanspruchung inkl. Biegung,
Torsion (Reißbeanspruchung)
Rotorreißer (langsam laufend), Hammerreißer (Shredder), Nockenreißer
Biegebeanspruchung
Schienenbrecher
Auflösen der Verbindungen von
Bauelementen und Werkstoffen
Zugbeanspruchung inkl. Biegung,
Torsion (Reißbeanspruchung)
Hammerreißer (Shredder)
Zerlegung von Elektrogeräten
Prallbeanspruchung
Querstromzerspaner
Aufschlusszerkleinerung
. Abb. 3.2 Maschinen der Grob-,
Mittel- und Feinzerkleinerung [7].
1. Backenbrecher
2. Hammerreißer (Shredder)
3. Schneidmühle
Schwarz: Schlagelemente
Schwarz: Schneidplatten
beweglich und
Grau: Austragsrost
Amboss
Grau: Austragsrost
Aufgabe
Aufgabe
Aufgabe
Austrag
Austrag
Austrag
4. Rotorschere/Rotorreißer
Aufgabe
Ansicht von der
Aufgabeseite
Hydraulikmotoren
Austrag
Schneidplatten
(schwarz)
Reinigungskämme
20
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
. Tab. 3.3 Aufgabenstellung, Beanspruchungsarten und Maschinen der Feinzerkleinerung nach Schubert [13]
Aufgabenstellung
Beanspruchungsarten
Zerkleinerungsmaschinen
Stückgrößenreduzierung
Schneidbeanspruchung
Schneidmühlen
Schlagbeanspruchung
Kugelmühlen, Schwingmühlen
Prallbeanspruchung (Biegung,
Torsion)
Prallmühlen, Strahlmühlen
Schneidbeanspruchung
Schneidmühlen
Prall-Druck-Schub-Beanspruchung
Prallmühlen, Hammermühlen
Zugbeanspruchung, Reißbeanspruchung
Stiftreißer
Scherströmung
Stofflöser (Pulper)
3
Aufschlusszerkleinerung
spröden gusseisernen Maschinenteilen erfolgt
bevorzugt durch Fallwerke oder große Backenbrecher. Auch Fässer, Wannen, Hohlkörper und
andere voluminöse oder sperrige Gegenstände
erfordern eine Zerkleinerung, die je nach Werkstoff (Metalle, Kunststoffe, Gläser), Festigkeit und
Sprödigkeit durch Pressen, Schlag oder Schneiden
erfolgt. Häufig verwendet man bei großen Metallteilen auch das Trennschweißen. Speziell für Elektroaltgeräte ist eine schonende Zerlegemaschine
entwickelt worden, die durch Beschleunigung der
Geräte mit einer Kette eine gegenseitige Prallbeanspruchung bewirkt (autogene Zerlegetechnik).
Dadurch zerlegt dieser Querstromzerspaner QZ
die Geräte in die Bauteile, ohne diese selbst zu zerstören. Eine Skizze des Querstromzerspaners ist in
. Abb. 11.3 zu finden.
z
Feinzerkleinerung
Bei sehr kleinen Abmessungen der Werkstoffbestandteile (Elektronikschrott, Litzen) sowie bei
Verbundwerkstoffen und Beschichtungen müssen
Stückgrößen von 1…2 mm und darunter für den
Aufschluss erreicht werden, d. h., es ist eine Feinzerkleinerung zwingend. Als Beanspruchungsarten kommen die Prallbeanspruchung, die DruckSchub-Beanspruchung, die Reißbeanspruchung
und die Schneidbeanspruchung zur Anwendung
(. Tab. 3.3). Wegen des häufig größeren Anteils
einer plastischen Verformung ist dabei eine kryotechnische Vorbehandlung zur Versprödung des
Materials besonders effektiv. In einigen Fällen ist
aber die plastische Verformung des Zerkleinerungsproduktes in der Maschine (z. B. eine Verkugelung
von Feindraht) erwünscht, weil damit die Sortiereffekte verbessert werden können. Die Maschinen der
Feinzerkleinerung (Mahlen) werden entsprechend
dem Vorgang als Mühlen bezeichnet. Beispiele solcher Mühlen sind in . Tab. 3.3 und . Abb. 3.2 aufgeführt. Eine nasse Feinzerkleinerung wird nur für
die Papier-Pappe-Aufbereitung in Pulperührwerken angewandt. Es wurde aber vorgeschlagen, für
das Recycling von Altteppichböden eine Zerkleinerung mit einem Hochdruckwasserstrahl zu nutzen.
Dabei soll die Strahlgeschwindigkeit so dosierbar
sein, dass die Kautschukschicht feinstteilig zerstört
wird und die freigesetzten Fasern als Recyclingfasern verwendbar bleiben.
z
Kryogene Vorbehandlung
Die kryogene Vorbehandlung von Altstoffen nutzt
den Versprödungseffekt (Abnahme der Elastizität
und Kerbschlagzähigkeit bei niedrigen Temperaturen) von insbesondere Thermoplasten und Elastomeren. Bei einer nachfolgenden Prallbeanspruchung erreicht man den Sprödbruch dieser Plaste
und damit z. B. einen sehr effektiven Aufschluss von
Kabelschrott durch Abplatzen des Isoliermaterials
vom Kupferdraht. Auch für Verbundwerkstoffe aus
diesen Kunststoffen mit Faser-oder Partikelverstärkung wird der Aufschlussgrad deutlich verbessert.
Außerdem wird durch den Sprödbruch der Kunst-
stoffe ein relativ gleichmäßiges Kornspektrum erzeugbar. Das Verfahren der Kryomahlung gestattet
die Erzeugung von Altkunststoffpulvern mit einer
Feinheit von 0,25…0,30 mm. Kunststoffe und Metalle besitzen außerdem einen sehr unterschiedlichen thermischen Ausdehnungskoeffizienten, so
dass bei der Tiefkühlung von solchen Werkstoffverbunden erhebliche Schubspannungen an den
Grenzflächen Kunststoff/Metall auftreten und damit die Verbindungen gelockert oder gelöst werden
(z. B. bei metallbeschichteten Kunststoffteilen, die
in der Autoindustrie häufig in Anwendung sind).
Gummierte Metallteile von Chemieanlagen können nur durch Tiefkühlung und mechanische Beanspruchung entgummiert werden. Als Kühlmedium für die Kryobehandlung wird ausschließlich
flüssiger Stickstoff eingesetzt. Als Apparate sind
Wirbelschneckenkühler, Wirbelrohrkühler oder
Kühltunnel in Anwendung (. Abb. 3.3).
z
Stückgrößenverteilung
Eine Zielstellung der Zerkleinerung ist die Erzeugung bestimmter Stückgrößen. Bei den im Zerkleinerungsapparat stattfindenden Bruchvorgängen
entstehen aber immer Bruchstücke unterschiedlicher Stückgröße, so dass ein polydisperses Produkt
vorliegt. Für die Charakterisierung derartiger Körnerkollektive verfügt die Aufbereitungstechnik über
geeignete Methoden. In der Aufbereitungstechnik
und Verfahrenstechnik verwendet man für die Abmessungen der Teile den Begriff »Korngröße«, der
in der Recyclingtechnik wegen der vielfältigen und
häufig nicht körnigen Formen nicht zweckmäßig
erscheint. In manchen Ausnahmefällen ist aber wegen in der Verfahrenstechnik eingeführter Begriffe
die Bezeichnung »Korn« nicht zu umgehen. Da bei
der Feinzerkleinerung eher körnige Mahlprodukte
entstehen, ist dort der Begriff Korn vorherrschend.
Die Definition einer Stückgröße ist allerdings
bei Altstoffen und deren Zerkleinerungsprodukten durch die große Vielgestaltigkeit der Formen
(Drähte, Bleche, Fasern, Späne, Folien usw.) außerordentlich schwierig. Als Stückgröße definiert man
eine gemittelte Abmessung »d« oder nutzt folgende
physikalische Merkmale:
5 die Kantenlänge L quadratischer Öffnungen
(Prüfsiebe), durch die die Stücke noch hindurchfallen,
3
21
3.3 • Klassierung
Vorzerkleinertes
Aufgabegut
Flüssiger
Stickstoff
Kühlprodukt
zur Mahlung
. Abb. 3.3 Wirbelschneckenkühler (Messer Griesheim
GmbH) [14].
5 die Oberfläche A oder die Projektionsfläche B
der Stücke,
5 die Masse M oder das Volumen V der Stücke,
5 die Sinkgeschwindigkeit v der Stücke in einem
Fluid unter Wirkung eines Kraftfeldes.
Für die Beurteilung des Zerkleinerungsproduktes
und seine weitere Verwertung/Bearbeitung sind
Aussagen über den Anteil der verschiedenen Stückgrößen (Stückgrößenklassen) im Produkt entscheidend. Diese Aussagen liefert die Stückgrößenverteilung. In . Abb. 3.4 sind für ein Materialbeispiel
die Stückgrößenverteilungsfunktion F (. Abb. 3.4a)
und die zugehörige Stückgrößenverteilungsdichte D
(. Abb. 3.4b) grafisch dargestellt. Besonders aus der
Verteilungsdichte D sind die z. B. aus einer Siebanalyse gewonnenen Stückgrößenklassen deutlich
erkennbar. Neben der in . Abb. 3.4 vorliegenden
Hauptstückgrößen von 4…8 mm ist auch ein feineres Produkt (Feingut) entstanden und ein weiterer Produktanteil noch ungenügend zerkleinert
(Grobgut).
In . Tab. 3.4 sind für die sehr unterschiedlichen
Altprodukte und Altstoffe nochmals die eingesetzten Zerkleinerungsmaschinen als Übersicht zusammengestellt.
3.3
Klassierung
Unter Klassierung versteht man die Aufteilung eines
Körnerkollektivs in dessen verschiedene Korngrößenklassen (Stückgrößenklassen). Auf Grund der
z. T. unvollständigen Zerkleinerung (Grobgut)
und der anteiligen Entstehung von Feingut ist ein
für nachfolgende Prozesse oft notwendiges enges
22
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
100
60
40
20
0
0
4
8
12
Stückgröße (mm)
16
20
0
4
8
12
Stückgröße (mm)
16
20
a
20
16
Dichte (%/mm)
3
Stückmasse (%)
80
12
8
4
0
b
. Abb. 3.4 a) Stückgrößenverteilungsfunktion F; b) Stückgrößenverteilungsdichte D.
Kornspektrum (Stückgrößenspektrum) nicht direkt
in einer Zerkleinerungsstufe zu erzielen. Vor einer
zweiten Zerkleinerungsstufe ist die Abtrennung
des Feingutes aus dem Haufwerk zweckmäßig, um
eine unerwünschte weitere Zerkleinerung (Übermahlung) zu vermeiden. Und andererseits muss
das unvollständig zerkleinerte Material ebenfalls
abgetrennt und der primären Zerkleinerung erneut vorgelaufen werden. Diese zwangsläufige Verknüpfung von mehreren Zerkleinerungsstufen mit
zwischengeschalteter Klassierung führt zu einer
typischen Kreislaufschaltung des technologischen
Ablaufs (ein sog. Mahlkreislauf).
z
Siebklassierung
Die Klassierung mittels Siebung ist das Hauptverfahren für große und mittlere Stückgrößen aber
auch bis zu einer Trennkorngröße >1 mm einsetzbar. Die Trennung erfolgt durch Bewegung des Materials (Siebgut) auf einer perforierten Trennfläche
(Siebboden). Die Lochabmessungen des Siebbodens
entsprechen der Trennkorngröße und man gewinnt
im Siebdurchlauf das Feingut und im Siebüberlauf
das Grobgut. Feingut und Grobgut fallen ebenfalls in einer bestimmten Stückgrößenverteilung
an. Die Siebung erfordert eine freie Beweglichkeit
der Einzelstücke, eine ständige Durchmischung
des Siebgutes und eine Relativbewegung zwischen
Siebgut und Siebboden. Die Siebung kann trocken
oder nass erfolgen. Bei der Trockensiebung ist eine
gewisse Anhaftung von Feingut am Grobgut unvermeidlich und außerdem die Staubentwicklung ein
relativer Nachteil. Die Nasssiebung verbessert im
Feinkornbereich die Beweglichkeit der Partikel erheblich und vermindert deutlich die Anhaftung von
Feingut am Grobgut, so dass sogar ein Entschlämmen oder Waschen erreichbar ist. Dagegen führt
feuchtes Siebgut zur Agglomeratbildung und ist bei
der Siebtrennung zu vermeiden. Die Gestaltung der
Siebböden ist vielfältig: Spaltroste, gelochte Platten,
Drahtgewebe, Siebmatten. Die erforderliche Relativbewegung des Siebgutes zum Siebboden erreicht
man mit verschiedenen Methoden:
5 Abrollen des Siebgutes auf einem geneigten
Siebboden (ca. 40°) durch die Schwerkraft
(Grobkornklassierung auf geneigten festen
Rosten oder Sieben,
5 Wälzen des Siebgutes in einer drehenden Siebtrommel (Wälzsiebe, Trommelsiebe),
5 Schwingungen des Siebbodens (Wurfsiebe,
Schwingsiebe),
5 Ausblasen des Feingutes mit einem Luftstrahl
durch ein Siebelement (Luftstrahlsieb).
Bei der Siebung von Altstoffgemischen treten häufig auch Sortiereffekte (Auftrennung nach Materialarten) auf, wenn z. B. im Feingut eine bestimmte
Stoffart vorliegt oder bei der Zerkleinerung eine
bestimmte Stoffart infolge Sprödbruch bevorzugt
zerkleinert wurde. Andererseits entziehen sich
elastische Stoffe häufig der Zerkleinerung und werden überwiegend im Grobgut ausgetragen. Diese
Sortiereffekte bei der Siebung kann man gezielt
anwenden. Beispiele für Siebmaschinen, die in der
Abfallaufbereitung häufig im Einsatz sind, zeigt
. Abb. 3.5.
23
3.3 • Klassierung
3
. Tab. 3.4 Übersicht zu den Zerkleinerungsmaschinen für die Aufschlusszerkleinerung und Stückgrößenreduzierung
von Altprodukten und Altstoffen nach Schubert [13]
Altprodukt/Altstoff
Zerkleinerungsmaschine
Grob- und Mittelzerkleinerung
1. Stahl- und NE-Metallschrotte (Schienen, Profile, Bleche, …)
Guillotinescheren, Alligatorscheren
2. Großflächige Fußbodenbeläge
3. Gusseisen-, Aluminiumgussschrott
Backenbrecher (Fallwerke)
4. Beton, Bauschutt
5. Sperrmüll (Möbel, Teppiche, Fahrräder, Fässer, Altreifen, Bretter,
Balken, Akten)
Rotorscheren
6. Blechbehälter, kleine E-Motoren
7. Kunststoffabfälle, Kunststoffbehälter, Folien, Schaumstoffe, Holzabfälle
Schneidmühlen
8. PKW- und Aluminiumschrotte, Metallspäne, Sperrmüll, Holzabfälle, Papier, Pappe, Haushaltsabfälle
Rotorreißer
9. Ballen und Säcke
10. Asphalt, Bauschutt
11. PKW, Blechpakete, Haushaltsgeräte, Elektrogeräte, Verbrennungsschrott, Bleiakkuschrott, E-Motoren, Blechschrott, Metallspäne,
Hausmüll, Pappe
Hammerreißer (Shredder), verschiedene Ausführungsformen
Feinzerkleinerung
z
1. Kabel, Steckverbinder, Elektrokleinschrott
Schneidmühlen, Hammermühlen (evtl. Kryovorbehandlung)
2. Faser- und Schichtverbunde
Prallmühlen (evtl. Kryovorbehandlung)
3. Beschichtungen
Strahlmühlen
4. Elastomere, Kunststoffe
Prallmühlen (evtl. Kryovorbehandlung),
Druckwalzen (Kollergänge), Matrizenpressen
5. Alttextilien
Stiftreißer
6. Altpapier, Altpappe
Stofflöser (Pulper)
Stromklassierung
Die Stromklassierung nutzt zur Trennung unterschiedlicher Korngrößen die Sinkgeschwindigkeit
der Körner in einem Fluid aus. Als Fluid werden
Flüssigkeiten oder Luft eingesetzt. Für den einfachsten Fall der Bewegung eines kugelförmigen Einzelkorns in einem Fluid gilt folgende Gleichung:
4 · d · ρ · g
w=
3 · ξ · ρF
Dabei gilt: w : Absetzgeschwindigkeit (m/s), d :
Korngröße (m), g: Fallbeschleunigung (9,81 m/s),
ξ : Widerstandszahl (dimensionslos), Δρ: Dichtedifferenz zwischen den Feststoffteilchen ρT und dem
Fluid ρF (kg/m3), ρF : Dichte des Fluids (kg/m3).
Die Widerstandszahl ξ ist von der Art der Umströmung der Körner, d. h. von der Reynolds-Zahl
Re abhängig. Bei vorliegender laminarer Umströmung (Re <0,5) geht obige Gleichung in das Gesetz
von Stokes über:
24
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
1. Festes Sieb
oder Rost
Siebgutaufgabe
2. Schwingsieb mit 3 Siebdecks
(progressive Siebneigung)
Siebgutaufgabe
Antrieb
3
Feingut
Grobgut
Feingut Mittelgut Grobgut
3. Trommelsieb
Siebgutaufgabe
hen sog. Gleichfälligkeitsklassen. Insbesondere bei
Dichteunterschieden der Teilchen entstehen dann
neben der Klassierung zusätzliche Sortiereffekte
nach der Dichte, d. h. nach der Stoffart. Im Unterschied zu Klassierprozessen bei Kohlen, Gesteinen
und auch Erzen bestehen die Vorlaufmaterialien für
Recyclingprozesse fast immer aus Stoffmischungen
unterschiedlicher Feststoffdichte und zusätzlich
sehr unterschiedlicher Kornformen (Stücke, Bleche, Folien), so dass die Stromklassierung nur selten
einsetzbar ist. Die wichtigsten technischen Apparate für die Stromklassierung sind Schwerkraftklassierer (Spitzkästen, Rechenklassierer), Zentrifugalkraftklassierer (Hydrozyklone) und Windsichter,
die auch bei der Dichtesortierung im Einsatz sind
und deshalb dort näher erläutert werden.
3.4
Siebgut
Feingut
Grobgut
. Abb. 3.5 Siebmaschinen.
w=
d 2 · ρ · g
18 · η
Dabei gilt: η : dynamische Viskosität (kg/ms).
Durch Anwendung der Ähnlichkeitstheorie
sind auch die Absetzgeschwindigkeiten bei turbulenter Umströmung berechenbar. Als weitere Einflussfaktoren sind die großen Abweichungen von
der Kugelform (Einführung eines Formfaktors)
und die gegenseitige Behinderung der Körner bei
höherer Feststoffkonzentration (Konzentrationsbeiwert) zu berücksichtigen.
Die wesentlichen Einflussgrößen auf die Absetzgeschwindigkeit w sind also die Korngröße der Teilchen, die Dichte der Teilchen und die Kornform sowie
das gewählte Fluid (Dichte, dynamische Viskosität).
Daraus ergibt sich für die Stromklassierung
die Schlussfolgerung, dass Korngrößenklassen nur
hergestellt werden können, wenn Körner gleicher
Dichte (d. h. gleicher Stoffart) und ähnlicher Kornform vorliegen. Ist das nicht der Fall, dann entste-
Sortierung von Feststoffen
Die Sortierung der aufgeschlossenen und wenn erforderlich zerkleinerten und klassierten festen Abfälle in
recyclingverträgliche Werkstoffgruppen oder sortenreine Werkstofftypen ist die entscheidende Prozessstufe für die meisten Verfahren des Werkstoffrecyclings.
Die Sortierung wird außerordentlich entlastet,
wenn die primären Sammelprozesse und Zwischenlagerungen bereits werkstoffspezifisch erfolgen. Die
Sortierprozesse leisten häufig bereits auch eine notwendige Abtrennung von Verunreinigungen.
Unter Sortierung im engeren Sinne versteht man
in der Verfahrenstechnik das Sortieren makroskopischer Feststoffteilchen unter Ausnutzung der unterschiedlichen physikalischen Eigenschaften der Stoffe
[9].
Ein grundlegendes Fachbuch der Feststoffsortierprozesse hat Schubert [9] vorgelegt. Die folgenden Ausführungen verwenden die dort benutzte
Einteilung.
3.4.1
Dichtesortierung
Eine reine Dichtesortierung beruht auf der Ausnutzung der Dichteunterschiede zwischen verschiedenen Feststoffen (. Tab. 3.5) und einer Flüssigkeit
ausgewählter Dichte, so dass eine Trennung in ein
3
25
3.4 • Sortierung von Feststoffen
. Tab. 3.5 Dichte von Werkstoffen [7] [5]
Dichte kg/dm3
Werkstoff
Dichte kg/dm3
Platin
21,5
Quarzglas
2,2
Gold
19,3
Polytetrafluorethylen (PTFE)
2,1…2,3
Tantal
16,6
Magnesiumlegierungen
1,4…1,8
Wolframkarbid
15,8
Graphit
1,8
Blei
11,3
Magnesium
1,7
Silber
10,5
Kunststoff, glasfaserverstärkt
1,3…1,7
Nickel
8,9
Kunststoff, kohlefaserverstärkt
1,5…1,6
Polyvinylchlorid (PVC)
1,2…1,7
Werkstoff
Nickellegierungen
Kupfer
7,2…8,9
8,9
Harnstoffharz
1,5
Messing
8,3…8,7
Melaminharz
1,5
Stahl
7,8…7,9
Polyethylenterephthalat (PET)
1,4
Gusseisen
7,1…7,4
Polyesterharz
1,1…1,4
Zinn
7,3
Phenolharz
1,3
Zink
7,1
Epoxidharz
1,2…1,3
Zinklegierungen
5,0…7,2
Silikonkautschuk
1,25
Glas
2,2…6,3
Polyurethan
1,25
Titanlegierungen
4,4…5,1
Polykarbonat
1,20
Titan
4,5
Polyamid
Aluminiumoxid
3,9
Polystyrol
Aluminiumlegierungen
Aluminium
Kalkstein
2,6…2,9
2,7
Styrol-Butadien-Kautschuk
1,05
0,91…0,97
0,93
Polypropylen (PP)
0,89…0,91
2,6
Sperrholz
0,80…0,90
Porzellan
2,2…2,5
Laubholz
0,70
Beton
2,0…2,8
Nadelholz
0,5…0,6
Kohlefasern
1,7…2,2
Siliziumdioxid
2,6…2,7
Polyethylen (PE)
1,0…1,14
Schwimmgut und ein Sinkgut möglich wird. Wenn
diese Flüssigkeit (oder Luft) aber in den Apparaten
strömt, dann gewinnen damit auch die Stückgröße
und Stückform einen Einfluss. Unter solchen Bedingungen eines strömenden Fluids gelten dann
die in 7 Abschn. 3.3 für die Stromklassierung angegebenen Gleichungen. Eine Dichtesortierung im
strömenden Fluid ist also nur bei vorausgehender
Klassierung des vorlaufenden Materials in enge
Kornklassen möglich. Das kann wegen der wir-
26
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
1. Schwimm-Sink-Scheider
2. Schwertrübe-Schwimm-Sink-Scheider
Aufgabe
Aufgabe
Schwertrübekreislauf
3
Trennflüssigkeit
Sinkgut
Schwimmgut
Schwertrübesieb
Schwimmgut
3. Sortierzentrifuge (Humboldt)
Aufgabe
Zentrifugentrommel
Austragsschnecken
Sinkgut
4. Sortierzyklon
Trennflüssigkeit
Schwimmgut
Körner
geringer Dichte
Sinkgut
Aufgabe
Körner hoher Dichte
. Abb. 3.6 Schwimm-Sink-Sortieren mit Schwerkraftscheidern und Zentrifugalkraftscheidern [7].
kenden Gesetzmäßigkeiten nur durch Siebklassierung und nicht durch Stromklassierung erfolgen.
Durch Dichtesortierprozesse können vorwiegend
Stückgrößen von 1…20 mm, in Sonderfällen auch
0,1 mm und bis 100 mm verarbeitet werden.
z
Schwimm-Sink-Sortierung
Beim Verfahren der Schwimm-Sink-Sortierung
werden die Feststoffe in eine ruhende oder nur
schwach strömende Flüssigkeit eingebracht, deren
Dichte zwischen den Dichten der zu trennenden
27
3.4 • Sortierung von Feststoffen
Feststoffe liegt. Der Feststoff mit der geringeren Dichte als der Flüssigkeitsdichte schwimmt
(Schwimmgut), der schwere Feststoffanteil sinkt
im Trennmedium ab (Sinkgut). Die Trennflüssigkeit ist überwiegend Wasser. Andere Dichten des
Trennmediums erreicht man mit Salzlösungen,
Wasser-Alkohol-Gemischen oder Schwertrüben.
Generell muss für eine vollständige Benetzung der
Feststoffe und die Vermeidung von Luftblasen Sorge getragen werden. Schwertrüben sind quasistabile
Suspensionen, die durch Aufschwemmung feinster
Schwerstoffteilchen <100 μm in Wasser hergestellt
werden und wie eine homogene Flüssigkeit hoher
Dichte wirken. Als Schwerstoffe werden z. B. Baryt,
Ferrosilizium und Magnetit eingesetzt, mit denen
Trübedichten von 2000 bis 3800 kg/m3 erreichbar sind. Die Stabilität der Schwertrübe erfordert
eine gewisse Strömung dieses Trennmediums und
kann damit einen geringen Stückgrößeneinfluss
bewirken. Bei der Schwertrübesortierung müssen
die Stückgrößen mit >5 mm deutlich größer als die
Schwerstoffkorngrößen sein, um die anschließende
Abtrennung der Schwertrübe auf einem Sieb zu ermöglichen (. Abb. 3.6). Die einfachsten Apparate
sind Schwerkraftscheider in Kasten- und Konusform oder Trommelscheider. Durch die Anwendung von Zentrifugalkraft (Sortierzyklone, Sortierzentrifuge) lassen sich die Trenneffekte verbessern
und kleinere Stückgrößen sortieren. In . Abb. 3.6
sind einige Apparateprinzipien dargestellt und erläutert.
z
Setzprozess, Herdsortierung
Ein weiteres Dichtesortierverfahren ist der Setzprozess. Dabei nutzt man die Auflockerung einer
Kornschicht durch einen aufwärtsgerichteten pulsierenden Wasser- oder Luftstrom, wobei sich eine
Schichtung der Körner nach ihrer Dichte einstellt.
Korngrößen und Kornformen sind unter diesen
Bedingungen ebenfalls von Einfluss. Für die Dichtesortierung hat sich auch die Anwendung einer
Filmströmung auf einer geneigten Platte bewährt
(Herdsortierung). Diese Herde haben eine gerillte
Oberfläche und werden meist mit einer Schwingung beaufschlagt (Stoßherd, Rütteltisch). Unter
der Wirkung von Strömungs- und Masseträgheitskräften wandern Körner unterschiedlicher Dichten auf der geneigten Platte zu unterschiedlichen
Aufgabegut
Schwingerantrieb
3
Wasserzuführung
Körner
geringer
Dichte
Zwischenprodukt
Körner
hoher
Dichte
. Abb. 3.7 Stoßherd.
Plattenenden (. Abb. 3.7). Nach einem ähnlichen
Trennprinzip arbeiten die Lufttrennherde, die eine
Filmströmung auf einem schrägen Lochblech mit
Unterluft verwenden.
z
Stromsortierung
Das Wirkprinzip der Stromsortierung beruht auf
den Gesetzmäßigkeiten für die Sinkgeschwindigkeit von Teilchen in einem Fluid, wie diese in 7 Abschn. 3.3 bereits für die Stromklassierung dargestellt
sind. Man unterscheidet Aerostromsortierer (Sichter)
und Hydrostromsortierer. In der Recyclingtechnik
kommen überwiegend Sichter zur Anwendung, die
sehr gut zur Abtrennung von Feingut oder Material
geringer Dichte aus Metallen, Glas und anderem
Stückgut geeignet sind. Die Apparate arbeiten mit
Luftgegenstrom oder Luftquerstrom. Es ist aber
auch die Sichtung mit einem zusätzlichen Zentrifugalfeld technisch realisiert. Prinzipielle Arbeitsweisen sind in . Abb. 3.8 dargestellt.
3.4.2
Sortieren im Magnetfeld
(Magnetsortieren)
Bei der Magnetscheidung werden aus einem Gemengestrom die magnetisierbaren Stücke herausgezogen. Die Magnetscheidung besitzt in der
Recyclingtechnik eine weite Anwendung für die
Abtrennung oder Reinigung ferromagnetischer
Metalle und Legierungen (Eisenwerkstoffe, Nickelwerkstoffe). Die magnetischen Eigenschaften wich-
28
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
1. Zick-Zack-Sichter
Körner geringer
Dichte bzw.
Feinkorn
Aufgabe
2. Querstromsichter
. Abb. 3.8 Windsichter.
Luftstrom
Aufgabe
3
Körner höherer Dichte
bzw. Grobkorn
Luftstrom
Körner geringer
Dichte
bzw. Feinkorn
Körner höherer Dichte
bzw. Grobkorn
. Tab. 3.6 Magnetische Eigenschaften metallischer Werkstoffe nach Schubert [9] [7]
Starkmagnetische Werkstoffe
Eisenwerkstoffe:
Kohlenstoffstahl, niedrig- und mittellegierte Stähle
Cr-hochlegierte Stähle
Hitze- und zunderbeständige Cr-Al- sowie Cr-Si-Stähle
Eisengusswerkstoffe
Nickel, Ni-Cu-Legierungen >65 % Ni
Schwachmagnetische Werkstoffe
Cu-Mehrstoff-Gusslegierungen (Bronzen)
Nichtmagnetische Werkstoffe
Hochlegierte Stähle:
Manganstähle (11…21 % Mn)
Rost- und säurebeständige Stähle (7…18 % Ni, 15…23 % Cr)
Hitze- und zunderbeständige Stähle (11…21 % Ni, 22…27 % Cr)
Hochwarmfeste Stähle
NE-Metalle:
Aluminium, Magnesium, Kupfer, Zink und deren Legierungen
Edelmetalle
tiger Metalle und Legierungen sind in . Tab. 3.6
zusammengestellt. Günstige Stückgrößen für die
Magnetscheidung sind 1…10 mm, in Ausnahmefällen bis 100 mm.
Die Magnetscheider arbeiten mit Elektromagneten oder Permanentmagneten. In der Recycling-
technik sind Trockenmagnetscheider in Anwendung, die ein trockenes, nicht klumpendes Gut und
frei bewegliche Teilchen erfordern. Der Stoffstrom
wird mit Schurren auf eine bewegte Transportfläche (Trommel oder Band) aufgegeben und durch
über oder unter dieser Fläche angeordnete Magnet-
. Abb. 3.9 Magnetschneider.
3
29
3.4 • Sortierung von Feststoffen
1. Trommelmagnetscheider
Aufgabe
2. Überbandmagnetscheider
Oberes
Förderband
Aushebemagnet
Magnet
Magnetisches
Material
Unteres
Förderband
mit Aufgabegut
Magnetisches
Material
Unmagnetisches
Material
segmente das magnetisierbare Material ausgehoben
oder abgelenkt. Die zwei häufigsten Apparatetypen
sind in . Abb. 3.9 dargestellt.
. Tab. 3.7 Trenneffekt der Wirbelstromsortierung
(Verhältnis Leitfähigkeit/Dichte) [7]
Werkstoff
z
Wirbelstromsortierung
Eine Spezialentwicklung für die Recyclingtechnik
ist die Wirbelstromsortierung. Durch ein rotierendes Magnetfeld werden in elektrisch leitenden Teilchen (Metallteilen) Wirbelströme induziert, deren
Magnetfeld dem induzierenden entgegengerichtet
ist. Daraus resultiert eine abstoßende Kraftwirkung
auf die Metallteilchen. Dieser Abstoßungseffekt
wird dabei durch das Verhältnis Leitfähigkeit/
Dichte der Teilchen bestimmt. Das Verhältnis ist in
. Tab. 3.7 für wichtige Metalle angegeben. Man erkennt, dass die Wirbelstromsortierung offenbar für
Al-Werkstoffe vorteilhaft einsetzbar ist. Der Sortiereffekt wird aber auch von der Stückform und Stückgröße beeinflusst. In kleinen Teilchen <5 mm und
sehr langgestreckten Drahtstücken kann sich kein
hinreichend großes Wirbelstromfeld ausbilden.
Optimale Stückgrößen sind 10…20 mm. Das Aufgabegut sollte möglichst keine ferromagnetischen
Teilchen mehr enthalten. Den prinzipiellen Aufbau
eines Wirbelstromscheiders zeigt . Abb. 3.10. Die
Drehzahl der Fördertrommel muss dabei höher als
die Drehzahl der Poltrommel (Magnetsystem) sein.
Die Poltrommel ist exzentrisch zur Fördertrommel
Leitfähigkeit/Dichte
(m2 103/Ω kg)
Aluminium
13
Magnesium
12
Kupfer
7
Al-Legierungen
5…12
Zink
2,4
Gold
2,3
Messing
1,8
Nickel
1,3
Zinn
1,2
Blei
1,0
Eisen, Stahl, legierte
Stähle
1,0…1,3
angeordnet. Durch stufenlose Verstellung der Poltrommel zur Achse der Fördertrommel können erhebliche Vorteile bei der Separation von feineren
Teilen <10 mm erreicht werden.
30
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
Aufgabegut
. Tab. 3.8 Triboelektrische Aufladungsreihe von
Kunststoffen nach Brück [8] [16]
Poltrommel
(Magnetsystem)
3
Kunststoff
Kurzzeichen
+++
Polyethylenimin
PEI
++
Polyethylenoxid
PEO
+
Polyurethan
PUR
Polymethylmethacrylat
PMMA
Polykarbonat
PC
Zelluloseazetat
CA
Polyamid
PA
Polyacrylnitril
PAN
Polystyrol
PS
Polyethylen
PE
Polypropylen
PP
Polyethylenterephthalat
PET
Chlorkautschuk
RUC
–
Polyvinylidenchlorid
PVDC
– –
Polyvinylchlorid
PVC
– – –
Polytetrafluorethylen
PTFE
▶
Trommel
Ladungstendenz
Fraktion A Fraktion B
. Abb. 3.10 Wirbelstromscheider (A = geringer Wert von
Leitfähigkeit/Dichte; B = hoher Wert von Leitfähigkeit/Dichte) [7].
3.4.3
Die erste Verfahrensstufe der Elektrosortierung
besteht in der Erzeugung elektrischer Ladungen
verschiedener Größe und Polarität auf den Stücken
des Aufgabegutes. Danach oder unmittelbar gekoppelt wird im elektrischen Feld eine Sortierung
durch Ablenkung der Teilchen erreicht. Die elektrische Ladung kann nach drei Verfahren erzeugt
werden (durch Polarisation im elektrischen Feld,
durch Triboaufladung (Reibungselektrizität) oder
durch Aufladung im Koronafeld). Für den Trenneffekt sind die verschiedene elektrische Leitfähigkeit, die Dielektrizitätskonstante der Teilchen und
besonders deren Oberfläche verantwortlich. Bei
der Ablenkung im elektrischen Feld wirkt eine
aus Coulomb-Kraft, Schwerkraft und evtl. Zentrifugalkraft resultierende Ablenkkraft. Die Triboaufladung wird durch intensive Reibung zwischen
Teilchen (Nichtleiter oder schlechte Leiter) und dadurch hervorgerufene Ladungstrennung erreicht.
Die Reibung erzeugt man technisch in Mischtrommeln oder in Wirbelschichten. Da die Kunststoffe
Nichtleiter sind und außerdem unterschiedliche
triboelektrische Eigenschaften besitzen, ist deren
Trennung von Metallen (Leiter) und auch untereinander besonders effektiv. Eine triboelektrische
▶
Sortieren im elektrischen Feld
(Elektrosortieren)
Aufladungsreihe ist in . Tab. 3.8 angegeben. Der
prinzipielle Aufbau eines Koronawalzenscheiders
und eines elektrostatischen Kammerscheiders mit
vorgeschalteter Triboaufladung ist in . Abb. 3.11
skizziert.
Die technischen Anwendungsgebiete der Elektrosortierung sind die Kunststoff-Kunststoff-Sortierung, die Metall-Kunststoff-Sortierung und die
Elektronikschrottaufbereitung.
Anwendungsbeispiele:
5 Kunststoff-Kunststoff: Separierung der Mischungen HDPE/PP, PET/PVC, PVC/Gummi,
PP/PS, ABS/PMMA, PVC/PE;
5 Metall-Kunststoff: Abtrennung feinster Metallpartikel (0…10 mm) aus Kunststoffen und
Kunststoffe aus Metallen z. B. in feinkörnigen
. Abb. 3.11 Apparateprinzipien der Elektrosortierung.
3
31
3.4 • Sortierung von Feststoffen
1. Elektrostatischer Scheider
mit Triboaufladung
Wirbelbett
2. Koronawalzenscheider
Pressluft
Aufgabegut
Aufgabegut
Koronaelektrode
Plattenelektrode
Bürste
Walzenelektrode
Shredderfraktionen. Damit ergänzt die Elektrosortierung die Wirbelstromsortierung mit
den optimalen Stückgrößen von 10…20 mm
im Feinkornbereich;
5 Elektronikschrott: Elektronikbauelemente, bestückte und unbestückte Leiterplatten.
3.4.4
Flotation
Die Flotation ist eine Sortiermethode für sehr kleinen Teilchen (etwa 50…300 μm) unter Ausnutzung
der Grenzflächeneigenschaften dieser Teilchen. In
wässrigen Suspensionen können sich solche Partikel nach Hydrophobierung durch grenzflächenaktive Stoffe und Einblasen von Luft an die Luftblasen
anlagern und in einem Dreiphasenschaum fest/flüssig/gasförmig aufschwimmen. Dieser Flotationsschaum wird abgezogen, und die Feststoffpartikel
werden daraus gewonnen. In der Recyclingtechnik
wurde dieses Verfahren für die Entfernung feiner
Farbpartikel aus Altpapierpulpen (Deinking) eingeführt (7 Kap. 8). Prinzipiell ist auch die Anwendung für die Sortierung verschiedener Kunststoffe
größerer Teilchenabmessungen denkbar. Der Flotationsprozess wird in sog. Flotationszellen durchgeführt (. Abb. 8.3).
3.4.5
Nicht- Halbleiter leiter
Leiter
Sortieren nach verschiedenen
mechanischen Eigenschaften
Bei Altstoffen sind extreme Unterschiede in der
Teilchenform (Körner, Drähte, Blechstücke, Folien) charakteristisch, die für Sortierverfahren ausnutzbar sind. Gerade auch die Aussortierung von
Folien ist eine häufige Aufgabe. Dafür ist ein Siebbandscheider geeignet, der unterstützt durch einen
Saugluftstrom eine spezielle Folienabtrennung aus
einem Gemenge gestattet (. Abb. 3.12).
Auch die unterschiedlichen elastischen Eigenschaften der Stoffe sind zur Sortierung verwendbar,
indem man z. B. die unterschiedlichen Rückpralleigenschaften von einer Prallfläche ausnutzt. Die
ballistische Sortiertechnik [17] nutzt das unterschiedliche Bewegungsverhalten von Stoffen auf
einem geneigten und bewegten Siebkasten, wobei
die Stoffeigenschaften Gewicht, Form, Größe und
Elastizität von Einfluss sind. Der Siebkasten (z. B.
4 m × 2,4 m) hat eine Neigung von 5…10 Grad,
wird über Exzenter mit einer Rüttelbewegung beaufschlagt und in der Mitte mit dem Stoffgemisch
beschickt. Das Stoffgemisch muss in Form frei beweglicher Einzelstücke vorliegen, was evtl. durch
Vorbehandlung (Trocknen, Klassieren) zu realisieren ist. Durch die Rüttelbewegung und die Neigung
32
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
Folien
Aufgabegut
3
Folien
Saugluft
Saugkasten
Siebband
Rollfähiges
Material
. Abb. 3.12 Siebbandscheider.
wandern leichte, flächige und elastische Einzelteilchen (Papier, Kunststoffe, Textilien) in Bewegungsrichtung aufwärts, die schweren, harten und runden
Teilchen (Steine, Metalle, Glas, Gummi, Holz) dagegen abwärts. Durch die Lochung des Siebkastens
erfolgt zusätzliche eine Abtrennung von Feinkorn.
3.4.6
Sensorgestützte Sortierung
Diese Methode ist die Weiterentwicklung der
Handauslese (Klauben) von Einzelstücken aus
einem Gutstrom nach visuellen Erkennungsmerkmalen (Farbe, Form, Helligkeit, Fluoreszenz). Die
visuelle Erkennung wurde durch optoelektronische,
spektroskopische, elektromagnetische und andere
Analyseverfahren (Identifikation) gekoppelt mit
präziser Ortsbestimmung der Stücke und Auswertung mit schneller Prozessortechnik substituiert.
Die identifizierten Teile werden anschließend mittels Blasdüsen oder mechanischen Vorrichtungen
spezifisch ausgestoßen. Alle diese Messverfahren
und die Auswurfvorrichtungen müssen mit extrem hoher Geschwindigkeit arbeiten, um die wirtschaftlich erforderlichen Durchsatzleistungen zu
erreichen. Bei den meisten Identifikationsmethoden werden nur die Partikeloberflächen analysiert,
d. h., dass beschichtete Werkstoffe Fehlanzeigen
liefern bzw. dass evtl. eine Säuberung der Ober-
flächen vorzuschalten ist. Die Stückgröße ist nach
unten beschränkt. Je nach Verfahren werden Minimalpartikelgrößen von 2…10 mm angegeben. Die
Verfahrenstechnik erfordert sechs Arbeitsstufen:
1. evtl. Säuberung der Oberflächen durch Entstauben oder Waschen,
2. Vereinzelung der Stücke oder Erzeugung einer
Monoschicht auf einem Band, einer Förderrinne oder durch freien Fall,
3. präzise Erfassung der Einzelstückpositionen,
4. analytische Identifizierung der Einzelstücke,
5. Signalauswertung und Ansteuerung der Auswurfvorrichtungen,
6. materialspezifischer Austrag von Einzelstücken durch genaue Druckluftimpulse, mechanische Stößel oder Klappen.
Im technischen Einsatz sind folgende Identifikationsverfahren [18] [19] [20]:
5 Nahinfrarotanalyse (NIR, 800…2500 nm)
(Reflexions- oder Transmissionsmessung) für
die Unterscheidung verschiedener Kunststoffarten;
5 optoelektronische Identifikation nach optischen Merkmalen (Farben, Helligkeit, Transparenz, Fluoreszenz, Stückgröße, Stückform)
mit Farbzeilenkamera, visueller Spektrometrie
(VIS) und Fluoreszenzmessung (UV VIS);
diese Methode ist besonders für die Altglassortierung und Kunststoffsortierung geeignet und
kommt auch für farbige Metalle (Kupfer, Messing, Graumetalle), Papier u. a. zum Einsatz;
5 elektromagnetische Induktion (Bestimmung
der Leitfähigkeit der Partikel und dadurch die
Identifikation von Metallen); eine spezielle
Ausführung ist die Magnetinduktionstomographie (PMIT). Für diese Sensoren werden
verschiedene Bezeichnungen verwendet (Metalldetektoren, elektromagnetische Sensoren,
Induktionssensoren);
5 Röntgentransmissionsmessung mit spektraler
Auflösung (RSA) (Trennkriterium ist die spezifische Materialdichte); Anwendung für die
Trennung des Aluminiums von den Schwermetallen (Kupfer, Messing, Zink) und die
Trennung der Al-Guss- und Knetlegierungen,
Entfernung von PVC, Gewinnung einer gereinigten Holzfraktion (Ersatzbrennstoff );
33
3.5 • Kompaktieren
5 Röntgenfluoreszenz (XRF) (Bestimmung der
Stoffart, z. B. Pb-Gehalt in Glas, hitzebeständige Gläser, Keramik) [20].
Weitere wissenschaftlich geprüfte Identifikationsverfahren sind die Atomemissionsspektroskopie
mit Pulslaser für NE-Metalle und legierte Stähle,
die Infrarotspektroskopie im mittleren Bereich
(MIR, 2500…5000 nm) für schwarze bzw. gefärbte Kunststoffe, die Infrarot-Laserimpuls-Thermographie mit Hilfe einer Wärmebildkamera für
dunkle Kunststoffe inkl. Erkennung der Füllstoffe
und Verstärkungsstoffe, die Pyrolyse-Gaschromatographie für Kunststofferkennung und die Laserimpuls-Pyrolyse-Gaschromatographie für Kunststoffunterscheidung. Die im technischen Einsatz
befindlichen Verfahren verwenden Förderbänder,
Sensoren und Ausblaseinheiten mit Arbeitsbreiten
von 800…1600 mm (für Papier bis 2400 mm), erreichen hohe Selektivität und vor allem beeindruckende Durchsatzleistungen von 1…5 t/h,m (m =
Arbeitsbreite) sowie höchste Auflösungen von z. B.
4 × 4 mm bei 160 000 Scanpunkten/Sekunde. Beispiele: NIR-Identifikation (bis 4 t/h; 20…40 Stück/s;
10…50 m/s); optoelektronische Verfahren (2 bis
10 t/h, Stückgröße 3…250 mm).
Für die Röntgensortiermaschinen wird Folgendes angegeben: Durchsatz 5…20 m3/h, Stückgröße
10…40 mm oder 30…100 mm. Die besten Sortierergebnisse (Selektivität) erreicht man bei Verwendung enger Stückgrößenbereiche z. B. durch
eine vorgeschaltete Klassierung in die Kornklassen
10…30 mm, 30…50 mm und 50…100 mm. Der
prinzipielle Apparateaufbau ist für einige Varianten
in . Abb. 3.13 dargestellt.
Eine spezielle Entwicklung zur Erkennung der
vier Grundfarben auf bedrucktem Altpapier mit
CMYK-Sensor (Cyan, Magenta, Yellow, Black)
dient der effektiven Gewinnung der sog. DeinkingAltpapiersorte und kann auch verschiedene PETEinfärbungen (farblos, grün, blau) unterscheiden.
Eine wesentliche Verbesserung des Sortierverfahrens erzielte man durch die Verwendung mehrerer
Sensoren in einem Sortierapparat (Multisensorik).
Es kommen z. B. folgende Sensorkombinationen
zur Anwendung [18]:
5 Farbzeilenkamera + elektromagnetischer
Sensor: Sortierung von Mischmetallen in
3
Einzelfraktionen (Kupfer, Messing, graue Metalle, Rückgewinnung von legiertem Stahl);
Sortierung von Elektroschrott (Leiterplatten,
Kupfer);
5 elektromagnetischer Sensor + NIR-Sensor:
Kunststoffsortierung, Metallabtrennung, Gewinnung isolierter Cu-Kabel;
5 NIR-Sensor + VIS-Sensor: Getränkekartons,
Kunststoffsorten (PE, PP, PS, PET, ABS), Entfernung von Papier, Papiersortierung, Entfernung von Metallen, Holzreinigung.
Die behandelten Sortierverfahren für Altstoffe und
deren bevorzugte Einsatzgebiete sind in . Tab. 3.9
nochmals in einer Übersicht zusammengefasst.
3.5
Kompaktieren
Das Kompaktieren wird den Aufbereitungsverfahren von Stoffen zugerechnet und soll deshalb
in dieses »Aufbereitungskapitel« eingefügt werden,
obwohl es nicht der Zielstellung Werkstofftrennung und Sortierung dient. Die Aufgabenstellung
des Kompaktierens von Abfällen ergibt sich aus den
Anforderungen verschiedener Verarbeitungsstufen
an die Stückgröße des Vorlaufmaterials. Das sind
vor allem die Verfahren des Schmelzens, des Auflösens und des Vergasens. An die Stückgröße von
Vorlaufmaterialien sind allgemein folgende Anforderungen gestellt:
5 geeignete Stückgrößen für Lagern, Fördern,
Dosieren und Mischen der Altstoffe sowie für
die Beschickung der Apparate,
5 Anpassung der Stückgröße an die Verfahrensund Reaktionstechnik innerhalb der Apparate.
Die Kompaktierung ist z. B. für sperrige, verhakende und voluminöse Metallabfälle erforderlich.
Das sind Stanzabfälle, wollige Metallspäne, Blechabschnitte, Altbleche und auch Autokarosserien.
Für diese Materialien werden verschiedene Ausführungsformen und Größen von hydraulischen
Pressen eingesetzt. Die Pressprodukte sind dann
z. B. Blechpakete, Spänepakete und gepresste
Autokarosserien (die anschließend noch geschnitten werden). Feinteilige Metallspäne (entölt) und
Schleifpulver (aus entölten Schleifschlämmen) sind
34
Kapitel 3 • Mechanische Verfahren zur Auftrennung von Werkstoffverbindungen
1. NIR-Identifikationsmethode
mit Kastenband (Seitenansicht, Draufsicht)
Aufgabe
NIRMesskopf
Steuereinheit
2. Optoelektronische Identifikation
im freien Fall (Zweiseitenansicht)
Pressluftdüsen
Aufgabe
Aufgabe
Förderrinne
3
Aufgabe
NIRPS
Messkopf
PE
PET
PVC
Pressluftdüsen
Kastenband
3. Multisensoriksystem (NIR, Induktion, Optoelektronik)
Ausblasdüsen
Gereinigtes
Material
Fehlfarben
Kamerasystem
Metalle/
Fremdstoffe
. Abb. 3.13 Sensorgestützte Sortierung [7].
NIR-Sensor
Metalldetektion
Aufgabe
Hochgeschwindigkeitsband
Optiksystem
35
3.5 • Kompaktieren
3
. Tab. 3.9 Anwendungsgebiete der Verfahren der Feststoffsortierung nach Schubert [13] [7]
Sortierverfahren
Apparate
Anwendungsgebiet, Sortieraufgabe
1.1. Schwerkraft
Schwimm-Sink-Scheider,
Schwertrübescheider
Kunststoffe verschiedener Dichte, Kunststoffe von Metallen, Metalle, Legierungen verschiedener Dichte
1.2. Zentrifugalkraft
Sortierzentrifuge, Sortierzyklon
Kunststoffe von Metallen, Kunststoffe verschiedener
Dichte
Dichtesortieren
1. Schwimm-SinkVerfahren
NE-Metall-Schrott
2. Setzprozesse
3. Herdsortierung
Stoßherd
Kunststoffe von Metallen, Kunststoff, Papier
4. Windsichten
Zick-Zack-Sichter, Querstromsichter
Kabelisolierung von Kupferdraht
Magnetsortieren
Trommelmagnetscheider, Überbandmagnetscheider
Ferromagnetische Metalle, Legierungen (Eisenwerkstoffe,
Nickelwerkstoffe) von Metallen, Kunststoff, Papier u. a.
Wirbelstromsortieren
Wirbelstromscheider
Aluminium, Magnesium von Papier, Folien, Kunststoffen,
Glas, nichtmagnetischen Metallen
Elektrosortieren
Elektrostatische Scheider, Koronawalzenscheider
Kunststoffarten
Sortieren nach
mechanischen
Eigenschaften
Siebbandscheider, ballistischer
Separator
Folien von Kompaktmaterial, Verpackungen, Bau- und
Gewerbeabfälle, Sperrmüll
Flotation
Flotationszelle
Deinking von Papierpulpen
Sensorgestützte
Sortierung
Förderband mit NIR-Sensor,
optoelektronischer Sensor,
Metalldetektor, Röntgensensor,
Multisensorik
Kunststoffarten, Glassorten, Kunststoffe von Metallen,
Metallmonofraktionen, Leiterplatten, PVC, Papier, Papiersorten, Holz, Baumischabfälle
durch eine sehr große Metalloberfläche charakterisiert. Beim Eintrag dieses Materials in einen heißen
Schmelzofen (oder beim Hochheizen eines Ofens)
würde eine schlagartige Oxidation der feinteiligen
Metalle erfolgen. Diese würden praktisch vollständig in Oxide umgewandelt und wären damit
für das Metallrecycling meist verloren. Außerdem
wird bei der raschen Oxidation in kürzester Zeit die
hohe Oxidationswärme freigesetzt, was zu erheblichen Störungen und Gefahren im Prozess führt
(Verpuffungen, Gasaustritt, Schmelzauswurf).
Diese explosionsartigen Oxidationsreaktionen
kann man wirksam verhindern durch Verminderung der reagierenden Oberflächen, indem man
aus dem feinteiligen Material Presslinge herstellt.
Eine ausreichende Haltbarkeit der Presslinge wird
dabei durch eine geeignete Mischung von Spänen
und Schleifpulver sowie hohe Pressdrücke erreicht.
Die Presslinge verhalten sich dann in den Öfen wie
kompakter Schrott. Einige Reaktionsapparate wie
Schachtöfen oder Vergasungsreaktoren erfordern
eine gut gasdurchlässige Schüttschicht, die eine relativ gleichmäßige Stückgröße und Festigkeit der
beschickten Stücke sowie Staubfreiheit als Voraussetzung hat. Deshalb werden z. B. Kunststoffabfälle aus der Sortierung (Stückgröße ca. 5…30 mm)
vor dem Eintrag in einen Vergasungsreaktor auf
Strangpressen zu Presslingen von etwa 100 mm
Durchmesser kompaktiert.
37
4
Physikalische und chemische
Recyclingverfahren und
Vorbehandlungsverfahren
4.1
Vorbehandlungsverfahren für Werkstoffabfälle – 38
4.1.1
4.1.2
4.1.3
4.1.4
Physikalische Verfahren der Vorbehandlung – 38
Chemische und elektrochemische Vorbehandlungsverfahren – 40
Pyrolyse und thermische Oxidation als Vorbehandlung – 42
Entstehung von Dioxinen und Furanen bei thermischen Prozessen – 44
4.2
Recyclingverfahren mit physikalischen und chemischen
Methoden – 45
4.2.1
4.2.2
4.2.3
Löseprozesse für feste Abfälle – 45
Aufarbeitung von wässrigen Lösungen – 46
Recycling von organischen Flüssigkeiten durch Destillation und
Sorption – 59
Nutzbarmachung von Abgasen – 61
Energetische Verwertung von Gasen, Flüssigkeiten und Schlämmen – 64
4.2.4
4.2.5
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_4,
© Spektrum Akademischer Verlag Heidelberg 2011
38
4
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
Parallel zu den in 7 Kap. 3 vorgestellten mechanischen Verfahren für den Aufschluss und die Sortierung von Werkstoffen stehen noch zahlreiche
physikalische und chemische Methoden zur Trennung und Reinigung von Werkstoffen und anderen
festen und flüssigen Materialien zur Verfügung.
Diese werden teilweise zur Abtrennung geringerer Massenanteile von der Hauptmasse fester Abfälle eingesetzt und haben in einem solchen Fall
den Charakter von Vorbehandlungsprozessen für
die mechanischen Verfahren. Die physikalischen
und chemischen Verfahren sind aber vor allem als
wesentliche Verarbeitungsstufen im Anschluss an
die mechanischen Verfahrensstufen erforderlich.
Dazu gehört an erster Stelle der Schmelzprozess
beim Recycling von metallischen Werkstoffen und
Glaswerkstoffen. Weiterhin sind verschiedene physikalische, chemische und elektrochemische Löseprozesse für metallische Werkstoffe, Kunststoffe und
feste Abfälle im Einsatz. Besondere Bedeutung haben physikalische und chemische Prozesse aber für
die erforderliche Stofftrennung und Stoffreinigung
in Schmelzen und Lösungen sowie für die Abscheidung der reinen festen Stoffe aus Lösungen. Für die
weniger häufigen flüssigen und gasförmigen Abfälle sind praktisch nur physikalische und chemische
Recyclingmethoden einsetzbar.
Im Unterschied zu den mechanischen Verfahren des Aufschlusses und der Feststoffsortierung,
die die physikalischen Eigenschaften makroskopischer Feststoffteilchen ausnutzen, basieren die
in 7 Kap. 4 zu besprechenden Verfahren auf den
Eigenschaften molekularer Teilchen, wofür in der
Verfahrenstechnik die Bezeichnung Stofftrennung
üblich ist. Die Stofftrennung kann dabei auf physikalischem Weg z. B. durch Lösen, Schmelzen, Verdampfen oder Kristallisieren erfolgen. Häufig erfolgt
die Stofftrennung aber durch chemische, elektrochemische oder Hochtemperaturprozesse, wobei dann
ein Teil der Stoffe eine Stoffumwandlung erfährt.
Wegen der überragenden Bedeutung und Spezifik
der Schmelzverfahren beim Metallrecycling werden diese in 7 Kap. 5 und besonders 7 Abschn. 5.1
besprochen. 7 Kap. 4 behandelt in allgemeiner
Form in zwei Abschnitten die physikalischen und
chemischen Verfahren als prinzipielle Methodik,
auf die dann in den stoffspezifischen Abschnitten
zurückgegriffen wird.
4.1
Vorbehandlungsverfahren für
Werkstoffabfälle
4.1.1
Physikalische Verfahren der
Vorbehandlung
In der Verfahrenstechnik werden diese Verfahren
als thermische Verfahren der Stofftrennung bezeichnet, da sie auf thermodynamischen und kinetischen Gesetzmäßigkeiten von Mehrstoffsystemen
basieren. An dieser Stelle werden nur die für die
vorbereitende Behandlung der Altstoffe eingesetzten
Verfahren (selektives Ablösen bzw. Abschmelzen und
Verdampfen) beschrieben. Die Methoden, die vorwiegend der Trennung, Reinigung, Abscheidung
oder Aufkonzentrierung von Stoffen dienen (Kristallisation, Fällung, Membranverfahren usw.) werden in 7 Abschn. 4.2 erläutert.
Durch selektives Lösen (Extrahieren) eines Stoffanteils in Wasser oder organischen Lösemitteln lassen sich wasserlösliche Salze bzw. Fette, Öle und
andere Verunreinigungen von unlöslichen Stoffen
trennen und damit die Recyclingmöglichkeit der
gereinigten, ungelösten Hauptmasse der Altstoffe
wesentlich verbessern. Bei kleinen Stückgrößen der
Altstoffe muss zur Realisierung der angestrebten
Stofftrennung die selektive Auflösung immer durch
einen mechanischen Prozess der Fest-Flüssig-Trennung und einen Waschprozess komplettiert werden.
Eine besondere Bedeutung kann aber künftig auch
das selektive Extrahieren von Kunststoffen mittels
organischer Lösemittel erlangen. Dabei erreicht
man die Auflösung eines oder mehrerer Störstoffe
oder Wertstoffe (PVC, PET usw.) und die Abtrennung von unlöslichen Störstoffen (Metalle, unlösliche Kunststoffarten, Flammschutzmittel) und kann
zusätzlich durch spezifische Fällungen die gelösten
Kunststoffsorten voneinander trennen. Das selektive Lösen kann also ein Vorbehandlungsverfahren
oder ein Hauptprozess sein. Über den Hauptprozess wird ausführlich in 7 Kap. 6 berichtet. Die
wirtschaftliche Anwendung dieses Verfahrens steht
allerdings noch aus. Die Apparatetechnik für solche
Löseprozesse muss für die Realisierung des Stoffüberganges in das Lösemittel eine intensive Relativbewegung zwischen Feststoff und Lösemittel
garantieren. Dafür sind technisch ausgereifte Verfahren verfügbar. Man kann grobstückige Feststoffe
39
4.1 • Vorbehandlungsverfahren für Werkstoffabfälle
1. Sickerlaugung
Altstoffe
Lösemittel
2. Selektivlaugung mit
gelochten Tauchkörben
Lösemittel
4
3. Rührlaugung
Altstoffe
Altstoffe in
Tauchkörben
Lösemittel
Waschlösung
Heizmantel
Pulpe
Pumpe
Schütt- Lösung
bett
Lösung
Lösemittel/
Lösung
Filterapparat
Lösung
Feststoff
. Abb. 4.1 Apparatetechnik für selektive Löse- und Laugeprozesse.
(ca. 10…100 mm) in Schüttungen mit Lösemitteln
berieseln oder in Lösemittel tauchen und feinstückiges Material (ca. 0,1…30 mm) in Rührwerksbehältern mit dem Lösemittel mischen. Die Löslichkeit kann häufig durch höhere Temperaturen verbessert oder erst ermöglicht werden. Bei Temperaturen oberhalb des Siedepunktes des Lösemittels
sind dann geschlossene Druckgefäße (Autoklaven)
notwendig. Diese Autoklaventechnik ist bei Einsatz
organischer Lösemittel wegen der höheren Dampfdrücke auch bei Raumtemperatur günstig (Minimierung der Lösemittelverluste, Explosionsgefahr,
Arbeitsschutz). Die Apparatetechnik entspricht
derjenigen von chemischen Löseprozessen und ist
gemeinsam in . Abb. 4.1 dargestellt. Bei Anwendung organischer Lösemittel ist ein solcher Prozess
nur dann wirtschaftlich und ökologisch vertretbar,
wenn das organische Lösemittel praktisch vollständig regeneriert werden kann und nur Spuren zerstört werden müssen. Ein besonderes Lösemittel hat
man im verflüssigten CO2 zur Verfügung, das z. B.
seit Jahren erfolgreich für die Koffeinextraktion aus
Kaffee und in der Pharmaindustrie eingesetzt wird.
Mit verflüssigtem CO2 kann man bei 200…400 bar
und ca. 50 °C Metallschleifschlämme sehr effektiv
entölen und erhält nach Entspannung ein recyceltes Schleiföl. Das CO2 wird verlustarm im Kreislauf
geführt und ist im Unterschied zu organischen Lösemitteln nur gering umweltschädlich.
Eine weitere Methode der physikalischen
Stofftrennung als Vorbehandlungsverfahren ist
das Abschmelzen oder Schmelzen eines Gemischanteils. Voraussetzung dafür ist, dass sich bei der
Erhitzung auf die erforderliche Schmelztemperatur
40
4
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
die Bestandteile des Altstoffgemisches nicht zersetzen, oxidieren, verbrennen oder legieren. Das
Abschmelzen ist für niedrigschmelzende Metalle
(Zinn, Blei, Aluminium) und Metalllegierungen
(Lote) industriell realisiert. Apparatetechnisch
wird dabei eine mit Gas oder Öl beheizte Kammer mit geneigtem Boden eingesetzt. Die niedrigschmelzende Legierung bildet eine Schmelze, die
vom hochschmelzenden Material abtropft, über die
geneigte Bodenplatte in einen Sammeltiegel abläuft
und sich so vom ungeschmolzenen Material trennt.
Bei schmelzbaren Kunststoffen (Thermoplasten)
sind solche Schmelzphasen auch zu erhalten, die
aber hochviskos sind und nur durch eine Druckfiltration von z. B. unschmelzbaren Duroplasten
oder Metallfolien separiert werden können. Die erforderliche Apparatetechnik für das Abschmelzen,
das Schmelzen und die Druckfiltration wird in den
materialspezifischen Abschnitten zum Aluminium
und zu den Kunststoffen beschrieben.
Von sehr geringer Bedeutung ist die Möglichkeit einer Stofftrennung über die Gasphase durch
Verdampfen einer Komponente des Altstoffgemenges. Dazu gehören allerdings im strengen
Sinn auch die Trocknungsverfahren (Abtrennung
von Wasser/Feuchtigkeit), die vielfach vor Sortieroder Einschmelzprozessen erforderlich sind. Auf
die Behandlung der Trocknungsmethoden wird
hier verzichtet und auf die entsprechende Literatur verwiesen. Eine effektive Stofftrennung durch
Verdampfen ist z. B. für Amalgamabfälle der Dentaltechnik gegeben. Aus diesen Legierungen lässt
sich das Quecksilber in hoher Reinheit und selektiv verdampfen; somit lassen sich das Quecksilber
und auch die nichtflüchtigen Edelmetalle recyceln.
Als Stofftrennung durch Verdampfen besitzt die
Abtrennung von Ölen aus verölten Metallspänen oder Schleifschlämmen eine Bedeutung, die
bei Anwendung von Unterdruck günstig verläuft.
Durch den Einsatz von Unterdruck ist eine niedrige Prozesstemperatur ausreichend, so dass keine
thermischen Zersetzungserscheinungen (Qualitätsminderungen) an der Ölkomponente auftreten
und das abgetrennte Öl marktfähig bleibt. Metallspäne oder Schleifschlämme müssen vor dem Recycling der Metalle durch Einschmelzen unbedingt
effektiv entölt werden, da Ölreste eine erhebliche
Explosionsgefahr darstellen. Durch Verdampfung
lassen sich auch alle an Altstoffen evtl. anhaftenden
organischen Lösemittel vollständig abtrennen und
durch geeignete Kondensationstechnik zurückgewinnen.
4.1.2
Chemische und
elektrochemische
Vorbehandlungsverfahren
Die chemischen und elektrochemischen Verfahren
der Altstofftrennung erfordern meist chemische Reagenzien und evtl. Elektroenergie, bewirken immer
eine Stoffumwandlung und liefern häufig sekundäre flüssige, gasförmige oder feste Abfälle. Sie werden deshalb für die Vorbehandlung von Altstoffen
meist als Verfahren zweiter Wahl betrachtet. Diese
Verfahren ermöglichen aber oft sehr hohe Stofftrenneffekte, gute Selektivität und sind in einigen
Fällen unverzichtbar. Die selektiven chemischen
und elektrochemischen Löseverfahren verwenden
als Aufschlussmittel häufig Säuren oder Basen, aber
auch Komplexbildner, Redoxreaktionen und Elektrolysen. Die Prozesse des selektiven Auflösens mit
chemischen Reagenzien werden meist als Laugung
bezeichnet. Beim Recycling besitzt diese Methode
große Bedeutung für die selektive Ablösung der Beschichtungen von Grundwerkstoffen. Die Metalle,
besonders auch die Edelmetalle, können selektiv
von nichtmetallischen Grundwerkstoffen (Kunststoff, Keramik, Glas) und auch von einigen im gewählten chemischen Reaktionssystem unlöslichen
metallischen Grundwerkstoffen abgelöst werden.
Im Falle der Ablösung der hochwertigen Edelmetallschichten handelt es sich nicht mehr um einen
Vorbehandlungsprozess, sondern um den Hauptprozess des Recyclings, der deshalb in 7 Abschn. 5.7
(Edelmetallrecycling) besprochen wird. Zu den
Vorbehandlungsverfahren werden nachfolgend einige technisch realisierte bzw. forschungsseitig entwickelte Reaktionssysteme beispielhaft vorgestellt.
Sie dienen zur Demonstration von möglichen technischen Lösungen. Solche technischen Möglichkeiten müssen unter den heutigen Bedingungen
einer sehr schnellen Veränderung der Werkstoffbeschichtungen immer wieder vom Verfahrensingenieur mit bedacht werden.
z
Beispiel 1: Entzinnung von Weißblech
Die technisch-ökonomische Zielstellung besteht
erstens in der Rückgewinnung des teuren Zinnmetalls und zweitens in der Vermeidung eines
Zinneintrages in das Stahlrecycling. Das Ablösen
der Zinnschicht vom Stahlblech durch Elektrolyse war lange Zeit ein wirtschaftlich betriebener
Industrieprozess, solange die Zinnauflagen relativ
dick waren. Mit der wesentlichen Reduzierung der
Zinnauflagestärken auf heute 4 kgSn/t Stahlblech
war auch bei erheblicher Zunahme der Weißblechmengen für Getränkedosen kein wirtschaftlicher
Betrieb mehr möglich [22]. Schwierigkeiten bereiten auch die auf das Weißblech aufgebrachten
Lackschichten wegen ihrer elektrisch isolierenden
Wirkung. Deshalb muss vor der Elektrolyse eine
effektive Entlackung erfolgen. Die Wirtschaftlichkeitsgrenze wird heute bei einer Verarbeitungskapazität von etwa 30 000 t/a Neuschrott gesehen.
Die Grundlagen von Elektrolyseprozessen sind
in 7 Abschn. 4.2.2 (»Elektrochemische Prozesse«)
näher erläutert. Die elektrolytische Ablösung des
Zinns erfolgt mit einem NaOH-Elektrolyt bei ca.
85 °C. Der Weißblechschrott wird vorher zu Bündeln gepresst, die als Anoden in die Elektrolysezelle eingehängt werden. Als Kathode dient ein
Stahlblech. Durch Anlegen einer Gleichspannung
erfolgt an der Anode eine selektive Oxidation des
Zinns zu Zinn(IV), das als Hydroxostannation in
den Elektrolyt übergeht. Kathodisch wird dieser
Komplex dann reduziert und das Zinn als Metallschwamm auf dem Stahlblech abgeschieden. Der
Grundwerkstoff Stahl ist in dem NaOH-Elektrolyt
anodisch nicht löslich. Für diesen Elektrolyseprozess
mit löslichen Anoden kann man folgende Hauptreaktionen annehmen.
Kathode (-)
2−
Sn – 4e + 6(OH)− → Sn(OH)6
Elektrolysewanne
Anode (+)
Weißblech, gepresst
(Anoden)
NaOHElektrolyt
Stahlkathoden mit
abgeschiedenem
Zinnschwamm
. Abb. 4.2 Elektrolysezelle mit löslichen Anoden zur Entzinnung von Weißblech.
nach einem Waschprozess noch einen Rest von
unter 0,02 % Sn. Der NaOH-Elektrolyt wird theoretisch nicht verbraucht, aber durch CO2-Absorption
aus der Umgebungsluft langsam karbonisiert. Im
Weißblechschrott dürfen keine Aluminiumdosen
oder -deckel enthalten sein, da Aluminiumblech
mit dem NaOH des Elektrolyten chemisch reagiert.
Dabei entstehen lösliches Na-hydroxoaluminat
und Wasserstoff (Explosionsgefahr!). Die erforderliche Badspannung ist relativ gering, da keine Zersetzungsspannung aufgewendet werden muss (Elektrolyse mit löslichen Anoden). Die Apparatetechnik
einer solchen Elektrolysezelle zeigt . Abb. 4.2.
z
Anodenreaktion:
4
41
4.1 • Vorbehandlungsverfahren für Werkstoffabfälle
Beispiel 2: Ablösen der Aluminiumbeschichtung
von Kunststofffolien
Ein solches Verfahren wäre technisch einfach zu
realisieren durch Auflösen des Aluminium in
NaOH-Lösung nach der Reaktion
Kathodenreaktion:
2−
Sn(OH)6
+ 4e → Sn0 + 6(OH)−
Al + NaOH + 3H2 O → Na Al(OH)4 + 3/2 H2 .
Der Metallschwamm wird von der Kathode abgenommen, zu Pillen verpresst und zu Zinnmetall
umgeschmolzen. Das entzinnte Stahlblech enthält
Allerdings darf die Al-Schicht nicht durch Lackierung geschützt sein. Die Kunststofffolien könnten
nach dem Waschen dem Kunststoffrecycling zuge-
42
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
führt werden. Wegen der nur geringen Erlöse für
das Kunststoffmaterial und die Aluminatlösung
ist ein solcher Prozess sehr kritisch zu bewerten.
Das gilt vor allem auch deshalb, weil eine alternative Entsorgung durch energetische Verwertung
(7 Abschn. 8.4) ohne Probleme möglich ist.
Nach mehreren Kreisläufen muss die Lösung zur
Ausscheidung von Zn- und Sn-Sulfat aufgearbeitet
werden. Nähere Ausführungen zu den Grundlagen
von Elektrolyseprozessen sind in 7 Abschn. 4.2.2
(»Elektrochemische Prozesse«) zu finden.
z
4
z
Beispiel 3: Ablösen des Grundwerkstoffes bei
Dickvergoldung
Bei vorliegenden Dickvergoldungen von üblichen
Kupferbasiswerkstoffen kann die schnelle Rückgewinnung des Goldes in metallischer Form aus
Fehlchargen in einem Galvanikbetrieb erhebliche
Vorteile bringen (Vermeidung der Goldverluste der metallurgischen Rückgewinnung, schnelle
Verfügbarkeit des Goldes nach Umschmelzen der
Goldbeschichtung). Als Kupferbasiswerkstoffe sind
CuSn- und CuZn-Legierungen in Anwendung.
Die Auflösung dieser Werkstoffe gelingt mittels
Fe(III)-sulfat-Lösung recht elegant ohne Bildung
von Reaktionsgasen oder problematischen Abwässern und das Lösemittel ist einfach elektrolytisch
zu regenerieren. Für den Selektivlöseprozess wird
der Neuschrott in Kunststoffkörbe gefüllt und in
der schwefelsauren Fe(III)-sulfat-Lösung bewegt.
Dabei wirken die Fe3+-Ionen als Oxidationsmittel
nach folgenden Reaktionen (Redoxsysteme):
Beispiel 4: Ablösen von Kupfer oder Messingplattierungen von Stahlblech
Die selektive Auflösung gelingt mit ammoniakalischer Ammoniumkarbonatlösung unter Zusatz
von Luft oder anderer Oxidationsmittel. Es bildet
sich der charakteristische dunkelblaue Kupfertetramminkomplex, der durch Erhitzen zu spalten ist.
Dabei gewinnt man ein verwertbares Kupferoxid
sowie NH3 und CO2 für die erneute Verwendung.
Das Verfahren eignet sich besonders für saubere
Produktionsabfälle.
4.1.3
Pyrolyse und thermische
Oxidation als Vorbehandlung
Cu + 2Fe3+ → Cu2+ + 2Fe2+
Die thermische Zersetzung unter Luftausschluss
(Pyrolyse) und die Verbrennung mit Luft bzw.
Sauerstoff stehen als Hochtemperaturprozesse zur
Verfügung. Beide Verfahren dienen der Zerstörung
der organischen Stoffe in den Abfällen (Kunststoffe,
Textilien, Lösemittel, Öle, Holz) durch eine Stoffumwandlung (Spaltung oder Oxidation).
Sn + 2Fe3+ → Sn2+ + 2Fe2+
z
Zn + 2Fe3+ → Zn2+ + 2Fe2+
Die Goldschicht bleibt ungelöst im Korb zurück
und kann nach Umschmelzen sofort wieder genutzt werden. Als Lösung entsteht eine Mischung
aus Fe-, Cu-, Sn- und Zn-Sulfat, die in einer Diaphragmazelle elektrolysiert wird. Dort wird im
Anodenraum das Fe2+ zu Fe3+ regeneriert und im
Kathodenraum das Cu2+ selektiv reduziert und als
metallischer Kathodenniederschlag ausgebracht.
Regenerationselektrolyse:
Anodenraum: 2Fe2+ − 2e → 2Fe3+
Kathodenraum: Cu2+ + 2e → Cu0
Pyrolyseverfahren
Die thermische Zersetzung unter Luftausschluss
bezeichnet man als Pyrolyse oder Schwelen. Sie
beruht auf der Instabilität organischer Stoffe beim
Erhitzen (Depolymerisation, Aufbrechen der Bindungen, Cracken). Die Zersetzung beginnt bei
250 °C mit der Abspaltung von Konstitutionswasser
und setzt sich mit dem Bindungsaufbruch aliphatischer Bindungen ab 350 °C fort. Zwischen 400 und
600 °C erreicht man meist die vollständige Zersetzung in Kohlenstoff (Koks), Öle und Gase. Durch
noch höhere Temperaturen kann man die Mengenverhältnisse zwischen den genannten Pyrolyseprodukten stark verändern. Der relativ niedrige Temperaturbereich der Pyrolyse von 450…550 °C liegt
unterhalb der Schmelztemperatur vieler Metalle
bzw. Legierungen (Magnesium, Aluminium, Silber,
Kupfer, Messing, Bronzen, Eisen/Stahl, Nickel) und
ermöglicht damit eine Zerstörung und Abtrennung
organischer Stoffe aus Schrotten ohne Aufschmelzen und damit Vermischung dieser Metalle. Störende organische Stoffe in Schrotten sind vor allem
Lack- und Kunststoffbeschichtungen, Drahtisolierungen, Epoxidharz-Leiterplatten, Isoliermaterial,
Gummi sowie evtl. Textilfasern und Holz. Solche
Stoffmischungen liegen vorwiegend bei Elektrikund Elektronikschrotten vor. Die technische Pyrolyse wird vorwiegend in Drehrohrreaktoren mit
einem äußeren Heizmantel (. Abb. 4.3) durchgeführt. Der Schrotteintrag in die Trommel und der
Feststoffaustrag müssen über gasdichte Schleusen
erfolgen. Für die Trommelbeheizung verwendet
man häufig die eigenen Pyrolysegase.
An die Pyrolysestufe schließt sich eine mechanische Aufbereitung zur Abtrennung des Kokses von den Metallen an. Das erreicht man meist
durch einen Zerkleinerungsprozess, wobei der
spröde Koks zu Pulver zerfällt und dadurch mittels
Windsichtung von den Metallen trennbar ist. Das
Pyrolysegas besteht nach Abtrennung von Wasserdampf und Pyrolyseöl überwiegend aus CH4, CxHy,
H2, CO, CO2, N2 und kann Heizwerte (Hu) bis
30 000 kJ/m3 i.N. erreichen.
z
Thermische Oxidation
Durch Abbrennen (thermische Oxidation mit Luftsauerstoff ) können die bereits oben aufgeführten
organischen Begleitstoffe ebenfalls entfernt werden. Dabei werden diese Stoffe vollständig zu CO2
und H2O oxidiert und damit in das Abgas überführt. Es bleiben meist nur geringe Mengen einer
festen Asche und die Metalle zurück. Bei der Verbrennung sind Temperaturen über 700 °C (optimal
800…1000 °C) erforderlich. Nur in gut gesteuerten
Wirbelschichtreaktoren kann eine so gleichmäßige
Temperaturverteilung im Wirbelbett eingehalten
werden, dass eine Verbrennung im Bereich um
600 °C möglich ist. Bei der Verbrennung besteht
aber immer die Gefahr der anteiligen Oxidation
der Metallinhalte der Abfälle. Der Oxidationsgrad der Metallinhalte hängt dabei vor allem von
der Korngröße der Metalle und erst in zweiter Linie von deren Sauerstoffaffinität ab. Die Entölung
von Stahlspänen kann z. B. auch durch Abbrennen
des Öls erfolgen. Dieses Abbrennen ist aber z. B.
für Stahlschleifschlämme nicht möglich, da durch
4
43
4.1 • Vorbehandlungsverfahren für Werkstoffabfälle
Pyrolysegas,
Pyrolyseöl
Schrott, Lacke,
Kunststoffe
Heizmantel
Abgas
Heizgas
Metalle,
Pyrolysekoks
Pyrolysetrommel
Metalle
Koks
Mechanische
Aufbereitung
. Abb. 4.3 Apparateschema eines Drehrohrreaktors für die
Pyrolyse.
die starke Erhitzung auch die feinen Metallpartikel durch Oxidation vollständig zu Oxid verglühen
und damit ein Metallrecycling nicht mehr erfolgen
kann. Wegen der hohen Sauerstoffaffinität des Al
sind aber z. B. Al-Späne durch Abbrennen nicht zu
entölen. Dagegen ist ein Abschwelen (siehe oben)
sehr gut möglich. Das Abbrennverfahren wird
heute noch in weniger entwickelten Ländern beim
Recycling von Kupferkabeln (Abbrennen der Gummi/Textil- oder Kunststoff/Textil-Isolation von den
Metallseelen) eingesetzt. Dabei entstehen aber als
Folge unvollständiger und nicht steuerbarer Zersetzungs- und Verbrennungsvorgänge der Kunststoffe
sehr giftige Prozessgase (Ruß, Kohlenwasserstoffe,
Dioxine, Chlorwasserstoff ). In den Industrieländern ist dieses Verfahren für das Kabelrecycling
deshalb nicht mehr zugelassen.
z
Abgasprobleme
Bei der Mehrzahl der Hochtemperaturprozesse
entstehen verunreinigte Abgase, die eine Abgasreinigung erfordern. Das trifft auch im eingeschränkten Umfang für die Pyrolyse und thermische Oxidation als Vorbehandlungsprozess zu. Die Verunreinigungen bestehen erstens aus Schadgasen
der Verbrennung (CO, NOx) und evtl. Reaktionen
oder Ausdampfungen des Eintragsmaterials (HCl,
SO2, Dioxine usw.) sowie zweitens aus Flugstäuben. Die Abgasreinigungsverfahren beinhalten
deshalb Entstaubungsprozesse und Prozesse zur
44
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
2,3,7,8-TCDD
(9)
4
O
(1)
(8)Cl
Cl(2)
(7)Cl
Cl(3)
(6)
O
(4)
Dibenzodioxine bzw. Dibenzofurane, abgekürzt:
PCDD bzw. PCDF).
Je nach Art der Chlorierung ist die Toxizität
sehr unterschiedlich und wird deshalb in Toxizitätsäquivalenten (TE) angegeben. Das in . Abb. 4.4
dargestellte 2,3,7,8-TetraCDD besitzt die höchste
Toxizität (TE 1). Dioxine und Furane sind sehr
stabil und deshalb in der Umwelt und durch Organismen schwer abbaubar (Persistenz, hohe Halbwertszeit).
z
2,3,4,7,8-PCDF
(9)
(1)
(8)Cl
Cl(2)
(7)Cl
Cl(3)
(6)
O
(4)Cl
. Abb. 4.4 Molekülstruktur von Dioxinen und Furanen.
Schadgasentfernung. Zu diesen Prozessen sind
ausführlicher Angaben in 7 Abschn. 12.2 zu finden.
Die Bildungsmechanismen von Schadgasen und
der primären und sekundären Flugstäube werden
in 7 Abschn. 5.1.1 (»Abgase und Flugstäube«) besprochen. Wegen der Bedeutung der Dioxine für
viele stoffspezifische Recyclingverfahren (Metalle,
Kunststoffe, Altautos) erscheint es aber angezeigt,
die Dioxinproblematik bereits in 7 Abschn. 4.1.4 zu
diskutieren.
4.1.4
Entstehung von Dioxinen und
Furanen bei thermischen
Prozessen
Dioxine und Furane sind eine Stoffgruppe sehr giftiger Gase, die bei thermischen Prozessen entstehen
können. Die in . Abb. 4.4 angegebene molekulare
Struktur zeigt, dass es sich um chlorierte aromatische Kohlenwasserstoffe handelt (polychlorierte
Bildungsmechanismen
Bei der Verbrennung von organischen Stoffen in
Gegenwart organischer und/oder anorganischer
Chlorverbindungen bilden sich in geringen Mengen PCDD und PCDF (in den weiteren Erörterungen wird auf PCDF verzichtet und nur noch von
PCDD gesprochen). Das ist dadurch begründet,
dass die Dioxine kinetisch stabile Zwischenprodukte der Oxidation organischer Verbindungen zu den
thermodynamisch stabilen Endprodukten CO2,
H2O und HCl sind. Es sind mehrere Bildungsmechanismen zu berücksichtigen.
1. Bildungsreaktion in Gasphasen bei 800…
1200 °C (Verbrennungsgase): Dabei reagieren
aliphatische Kohlenwasserstoffe mit Chlorlieferanten und Restsauerstoff zu aromatischen
Organochlorverbindungen und Dioxinen.
2. Bildung auf der Oberfläche von Stäuben in
abkühlenden Rauchgasen:
5 De-novo-Synthese im Bereich 250…350 °C
aus Rußkohlenstoff, Metallchloriden (Cu-,
Fe-, Al-chloriden) und Restsauerstoff, wobei die Metallchloride auch als Katalysator
wirken;
5 Oberflächenkatalyse aus Chloraromaten
mit Cu-Verbindungen als Katalysatoren.
Die Chloraromaten bilden sich vorwiegend
in Elektrofiltern um 300 °C. Dioxine bilden
sich nicht nur an den Stäuben, sondern
werden von diesen auch sehr stark adsorbiert.
Aus diesen skizzierten Bildungsmechanismen sind
die Bildungsmöglichkeiten für Dioxine bei thermischen Recyclingprozessen leicht abzuleiten. In
erster Linie sind Verbrennungsprozesse von Kunst-
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
stoffen, Anstrichen, Beschichtungen und Ölen zu
nennen, wobei der Kunststoff PVC und Chlorkautschukanstriche als organische Chlorträger eine
besonders negative Rolle spielen. Bei Schmelzverfahren von Metallen entstehen immer staubhaltige
Abgase, die bei Abkühlung eine De-novo-Synthese
ermöglichen. Die in den Abgasreinigungen von
Verbrennungs- und Schmelzprozessen abgeschiedenen Flugstäube können gefährliche Konzentrationen von PCDD infolge Adsorption enthalten.
z
Maßnahmen zur Dioxinverringerung bei thermischen Prozessen
1. Einschränkung der PCDD-Bildung:
5 vollständige Oxidation der organischen
Stoffe und des Rußkohlenstoffs in den
Reaktoren durch hohe Temperaturen
(>1200 °C), O2-Anreicherung der Verbrennungsluft oder durch eine zusätzliche
Nachverbrennungsstufe (Luft, 1200 °C,
Verweilzeit 2 s),
5 geringe Staubbildung in den Reaktoren,
5 Entstaubung oberhalb 400 °C, d. h. vor der
Abkühlung in den De-novo-Synthese-Bereich (Heißgasentstaubung mit Zyklonen),
5 Vermeidung einer längeren Verweilzeit im De-novo-Synthese-Bereich von
250…350 °C durch Verzicht auf Elektrofilter
und Schnellabkühlung des Abgasstromes
mittels Wassereindüsen (Quenchen),
5 Einblasen von Inhibitoren (Kalk, Amine),
5 Durchführung thermischer Verfahren in
reduzierender Gasphase (CO, H2, SO2),
5 thermische Nachbehandlung dioxinhaltiger
Flugstäube und Aschen;
2. PCDD-Entfernung aus Rauchgasen:
5 Adsorption an Aktivkohle/Aktivkoks z. B.
durch Filsorption (Eindüsen von Kalkhydrat-Aktivkohle-Mischungen in den Abgasstrom, Filtration mittels Gewebefilter, Verbrennung des abgeschiedenen Staubes),
5 katalytische Oxidation an SCR-Katalysatoren auf der Gasaustrittsseite,
5 katalytische Oxidation an Edelmetallkatalysatoren (Zusatz von Wasserstoffperoxid).
Eine Nassabscheidung von Dioxinen ist wegen der
geringen Wasserlöslichkeit prinzipiell nicht möglich.
4.2
45
4
Recyclingverfahren mit
physikalischen und chemischen
Methoden
Neben den Werkstoffabfällen entstehen bei der
Produktion und Weiterverarbeitung von Werkstoffen und anderen Stoffen in geringeren Mengen weitere verschiedenartige Abfälle. Dazu gehören feste
Abfälle wie Flugstäube, Metallsalze, Oxide und
Schlämme sowie flüssige Abfälle (Metallsalzlösungen, Beizlösungen, organische Lösemittel, Farben,
Öle). Schließlich bilden sich z. T. auch gasförmige
Stoffe (Lösemitteldämpfe, Reaktionsgase), die eine
Behandlung erforderlich machen. Für das Recycling der festen und flüssigen Abfälle und der Gase
steht eine Reihe von Verfahren zur Verfügung, die
an dieser Stelle in allgemeiner Form oder mit charakteristischen Stoffbeispielen vorgestellt werden.
Auf diese Besprechungen wird dann in den stoffspezifischen Kapiteln entsprechend zurückgegriffen. Die Hochtemperaturverfahren (Schmelzen,
Glühen, Verflüchtigen) für feste Abfälle (Stäube,
Oxide) sind häufig mit dem Metallrecycling kombinierbar und werden deshalb in 7 Kap. 5 besprochen.
4.2.1
Löseprozesse für feste Abfälle
Die für das Recycling der oben genannten festen
Abfälle erforderliche Stofftrennung und Reinigung ist im Zustand eines Feststoffes (Pulver, Salz,
Schlamm) nur ausnahmsweise möglich (z. B. bei
Anwendung von Verflüchtigungsverfahren). In
den meisten Fällen ist eine Auflösung dieser festen
Abfälle in Wasser oder in einer Schmelze notwendig. Die Schmelzprozesse sind die Hauptverfahren
für das Recycling von Metallen und werden deshalb ausführlich in 7 Kap. 5 beschrieben. An dieser Stelle ist somit eine Beschränkung auf wässrige
Lösungen möglich. In Ausnahmefällen ist auch das
Auflösen von Werkstoffabfällen die optimale Recyclingmethode (z. B. Edelmetallwerkstoffe). Dabei
ist die Herstellung der wässrigen Lösung in allen
Fällen nur eine erste Stufe des Recyclingverfahrens,
die immer durch die Methoden der Lösungsaufarbeitung (7 Abschn. 4.2.2) komplettiert werden
muss. Bei der Auflösung fester Stoffe in Wasser
46
4
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
(auch als Laugung bezeichnet) sind meist Zusätze von Säuren, Basen oder Oxidationsmitteln erforderlich. Diese Zusätze bilden durch chemische
Reaktionen wasserlösliche Verbindungen oder verhindern hydrolytische Prozesse. Den Zusatz von
Komplexbildnern sollte man möglichst vermeiden,
da diese bei der Aufarbeitung der Lösungen immer
Schwierigkeiten oder Entsorgungsprobleme bereiten können. Die Anwendung erhöhter Temperaturen verbessert dagegen häufig die Löslichkeit oder
die Auflösungsgeschwindigkeit der festen Abfälle.
Durch den Einsatz von Druckgefäßen kann man
die Laugungstemperatur über den Siedepunkt der
Lösung steigern. Man spricht dann von Drucklaugung. Als Apparatetechnik ist in den meisten
Fällen die Rührlaugung geeignet (. Abb. 4.1), die
fast immer durch eine Filtration zur Abtrennung
ungelöster Anteile zu ergänzen ist. Durch spezielle
Auswahl der Zusätze an Säuren oder Basen bzw.
Einstellung bestimmter pH-Werte oder Temperaturen kann die Laugungsstufe bereits eine Stofftrennung in lösliche und unlösliche Komponenten
erreichen, d. h., man führt eine selektive Auflösung
durch (siehe dazu die Erläuterungen und Beispiele
in 7 Abschn. 4.1.1 und 7 Abschn. 4.1.2). Ein spezielles Löseverfahren ist die anodische Auflösung in
einer Elektrolysezelle. Diese Methode ist nur auf
metallische Abfälle anwendbar, da eine elektrische
Leitfähigkeit des Abfalls vorhanden sein muss.
Das Prinzip wurde bereits in 7 Abschn. 4.1.2 und
. Abb. 4.2 am Beispiel der selektiven Ablösung von
Zinnschichten erläutert.
stehen wieder Abfälle oder recycelbare Stoffe. Die
Regenerierungsverfahren sind aber nicht Thema
dieses Buches und werden deshalb nur kurz skizziert. Wenn eine Regenerierung aber nicht zweckmäßig ist, dann müssen die hier zu beschreibenden
Aufarbeitungsverfahren zum Einsatz kommen.
Kristallisation
Aufarbeitung von wässrigen
Lösungen
Aus wässrigen Lösungen kann man durch Einstellung einer Übersättigung kristalline Feststoffe
abscheiden und durch Zentrifugieren oder Filtrieren von der sog. Mutterlauge abtrennen. Die
erforderliche Übersättigung erreicht man durch
Kühlung der Lösung infolge temperaturabhängiger
Löslichkeit oder durch Verdampfung des Lösungsmittels Wasser sowie durch gleichionige Zusätze.
Die quantitativen Zusammenhänge der temperaturabhängigen Löslichkeit sind für die meisten Salze als Lösungsgleichgewichte verfügbar [12]. Das
Kristallisationsverfahren ist für die Regenerierung
oder Aufarbeitung von Beizen besonders geeignet,
da diese überwiegend aus Säuren (z. B. Schwefelsäure) mit zunehmenden Gehalten eines Metallsalzes (z. B. Eisensulfat) bestehen. Die Löslichkeit
dieser Metallsalze nimmt sehr häufig mit sinkender
Temperatur ab, d. h., eine Kühlungskristallisation
ist möglich. Da der Säureverbrauch beim Beizen
ergänzt werden muss, ergibt sich durch Nachsetzen von Säure (z. B. Schwefelsäure) der zusätzliche
löslichkeitsmindernde Effekt des gleichionigen Zusatzes (SO2−
4 ). Der Kristallisationsprozess besteht
aus zwei Stufen:
1. Erzeugung einer Übersättigung (Kühlung oder
Wasserverdampfung),
2. Abbau der Übersättigung durch Kristallkeimbildung und anschließendes Kristallwachstum.
Die wässrigen Lösungen entstehen entweder direkt
als flüssige Abfälle oder sie sind das Ergebnis der
in 7 Abschn. 4.2.1 beschriebenen Löseprozesse fester Abfälle (bzw. Werkstoffe). Wässrige Lösungen
haben außerdem als Prozesslösungen eine vielfältige Anwendung für Verfahren der Oberflächenbehandlung (Beizen, Beschichten). Wenn diese Prozesslösungen durch Verbrauch der aktiven Inhaltsstoffe oder Anreicherung von Reaktionsprodukten
unbrauchbar werden, dann ist zuerst eine Regenerierung angezeigt. Bei dieser Regenerierung ent-
Die technische Zielstellung ist überwiegend die Erzeugung gröberer Kristalle, da diese einfacher von
der Mutterlauge zu separieren sind und reiner anfallen als feinkörnige Kristallisate. Sehr feinkörnige Kristallisate entstehen bei starker Keimbildung.
Deshalb strebt man eine kontrollierte Kristallisation mit geringer Keimbildung und optimalem
Kristallwachstum an. Die Keimbildung kann man
sogar durch Impfen mit Kristallen weitgehend
unterdrücken. Die erzeugten gröberen Kristalle
bestehen aus dem reinen Metallsalz (z. B. Eisen-
4.2.2
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
sulfat), enthalten nach dem Zentrifugieren nur
geringe Anhaftungen der Mutterlauge und sind
als Handelsprodukt verkäuflich. Die verwendeten
Verfahrenstechniken sind die Kühlungskristallisation und die Verdampfungskristallisation (auch
als Vakuumverdampfung betrieben). Eine kontrollierte Kristallisation erreicht man durch geeignete
Strömungsbedingungen im Kristallisator (geringe
Konzentrationsunterschiede, Schwebezustand der
Kristallite, günstige Stoffübergangsbedingungen),
erhöhte Temperatur (Verbesserung des Kristallwachstums) und Vermeidung zu hoher Übersättigung, die die Keimbildung stark begünstigt. Geeignete Kristallisationsapparate für die kontrollierte
Kristallisation (Fließbett- oder Umlaufkristallisatoren) bietet der chemische Apparatebau an. Beim
Vorliegen von mehreren Salzen in einer Lösung ist
entsprechend den unterschiedlichen Löslichkeiten
der Salze eine fraktionierte Kristallisation möglich.
In jedem Fall erzeugt aber der Kristallisationsprozess einen erwünschten Reinigungseffekt.
Chemische Fällung
Unter chemischer Fällung versteht man die Bildung
schwer löslicher Stoffe in einer Lösung durch eine
chemische Reaktion. Das erreicht man durch Zugabe eines geeigneten Fällreagenz. Aber erst nach
dem Überschreiten der Löslichkeit des schwer
löslichen Stoffes (Übersättigung) kommt es zur
Ausscheidung der festen Phase (Fällprodukt). Als
zweite Verfahrensstufe muss sich immer die mechanische Abtrennung des Fällproduktes (auch
Niederschlag oder Präzipitat) von der Restlösung
durch Fest-Flüssig-Trennung (Sedimentation, Filtration, Zentrifugieren, Auswaschen des Niederschlages) anschließen. Bei den Recyclingprozessen
handelt es sich meist um die chemische Ausfällung
von Metallionen durch Bildung schwer löslicher
Hydroxide, basischer Salze, Karbonate oder Sulfide. Aber auch die Fällung von Anionen kann eine
Zielstellung der Lösungsverarbeitung sein. Die
entscheidende Eigenschaft für die Anwendung von
chemischen Fällverfahren ist das Maß der Schwerlöslichkeit der auszufällenden Verbindung. Dieses
Maß ist das Löslichkeitsprodukt L. Wenn man
für die Konzentration eines Stoffes in der Lösung
den Klammerausdruck […] verwendet, ist L für
47
4
ein schwer lösliches Metallhydroxid wie folgt definiert:
z
LH = KD × Me(OH)z = Mez+ × OH−
Dabei ist KD die Dissoziationskonstante für die
Dissoziation der gelösten Anteile eines Metallhydroxids (Me(OH)z ↔ Mez+ + zOH–). Für nichtideale
konzentrierte Lösungen muss die Konzentration
der Komponenten durch die Aktivität ersetzt werden. Je kleiner der Wert des Löslichkeitsproduktes
L ist, umso geringer ist die Löslichkeit der Verbindung [21]. Die Fällung von schwer löslichen Metallhydroxiden erfolgt nach der Reaktion
Mez+ + zOH− → Me(OH)z .
Diese Reaktion erfordert ganz offensichtlich eine
bestimmte OH–-Konzentration zur Bildung des
Metallhydroxids, d. h. also einen bestimmten pHWert. Einige Metallhydroxide (z. B. Al(OH)3) bilden aber beim Überschuss von OH– lösliche Hydroxokomplexe, die zu einer Rücklösung des Hydroxidniederschlages führen. Auch die Fällung von
basischen Salzen, Metallkarbonaten oder Metallsulfiden ist nur in bestimmten pH-Bereichen möglich, da diese Verbindungen in Säuren löslich sind.
In . Tab. 4.1 sind Fällungs-pH-Werte und Löslichkeitsprodukte wichtiger schwer löslicher Verbindungen zusammengestellt.
Neben der Schwerlöslichkeit der Verbindung
ist die erreichbare Struktur (Morphologie) des
Niederschlages von Bedeutung. Die Struktur kann
kolloidal, amorph, feinkristallin oder grobkristallin sein. Die erreichbare Struktur ist bestimmend
für die Selektivität der Fällung und die Reinheit
des Niederschlages sowie die wichtige Eigenschaft
der Fest-Flüssig-Trennung. Optimale Trenneffekte
sind nur mit kristallinen Niederschlägen zu erhalten. Bei amorphen Niederschlägen treten erhebliche Effekte der Mitfällung und der Adsorption auf,
die bei Recyclingprozessen überwiegend nicht erwünscht sind. Die Gewinnung kristalliner Niederschläge schwer löslicher Verbindungen gelingt nur
bei Anwendung einer kontrollierten Fälltechnik,
die man als Fällungskristallisation oder Reaktionskristallisation bezeichnet [24] [25]. Zum tieferen
Verständnis muss man die einzelnen Prozessstu-
48
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
. Tab. 4.1 Fällungs-pH-Werte und Löslichkeitsprodukte von Metallhydroxiden, Metallkarbonaten und Metallsulfiden
[21] [23]
Hydroxidfällung
4
Sulfidfällung
Karbonat
Sulfid
Löslichkeitsprodukt
LS
SnS
ca. 10–20
Hydroxid
pH-Bereich
der Fällung
Wiederauflösung
pH
Löslichkeitsprodukt
LH
Fe(OH)3
2,8…4.0
–
8,7 × 10–38
Al(OH)3
4,3…5,0
>8,7
2,0 × 10–32
Sn(OH)2
3,8…4,3
>9,2
6,0 × 10–25
Cu(OH)2
5,8…8,0
–
2,0 × 10–19
CuCO3
2,5 × 10–10
CuS
8,0 × 10–37
Zn(OH)2
7,6…8,3
>10,8
4,0 × 10–17
ZnCO3
1,6 × 10–11
ZnS
1,6 × 10–24
Co(OH)2
7,0…9,0
–
2,0 × 10–16
CoCO3
1,6 × 10–13
CoS
2,0 × 10–25
Fe(OH)2
7,0…8,9
–
2,0 × 10–15
FeCO3
2,5 × 10–11
FeS
3,7 × 10–19
Ni(OH)2
7,8…9,3
–
5,8 × 10–15
NiCO3
1,3 × 10–7
NiS
2,0 × 10–26
Cd(OH)2
9,1…10
–
1,3 × 10–14
CdCO3
5,0 × 10–12
CdS
1,6 × 10–28
fen der Fällungskristallisation und die Einflüsse
der Übersättigung (S), der Temperatur (T) und der
Fälltechnik betrachten.
z
Karbonatfällung
Modellvorstellungen zur Fällungskristallisation
[24] [25]
1. Erzeugung einer Übersättigung S in der Salzlösung durch eine chemische Reaktion mit
den wichtigen Einflussfaktoren Löslichkeit
cS der schwer löslichen Verbindung, Zugabegeschwindigkeit des Fällreagenz vZ und Übersättigungskonzentration c (Übersättigung
S = ln c/cS),
2. Abbau der Übersättigung S durch die Prozessschritte Keimbildung oder Keimzusätze
und Kristallwachstum (Kristallwachstumsgeschwindigkeit vw = f(T2,S)),
3. Reifung und/oder Agglomeration der Kristallite.
Die geringe Löslichkeit cS (kleines Löslichkeitsprodukt L) der zu fällenden Verbindungen verursacht
bei Zugabe des Fällreagenz sehr schnell eine hohe
Übersättigung S, die eine starke Keimbildung bewirkt (Keimbildungsgeschwindigkeit vk = f(S,T)).
Infolge häufig unzureichend intensiver Vermi-
Löslichkeitsprodukt
LK
schung des Fällreagenz mit der Lösung kann es
außerdem zu erheblichen lokalen Übersättigungen
kommen, die örtliche Keimbildungslawinen auslösen. Das Wachstum der Kristallite auf Basis der
Keime wird durch eine erhöhte Temperatur und
optimale Stoffübergangsbedingungen (Konzentrationsausgleich, Strömungsbedingungen) gefördert.
Die Gewinnung kristalliner Niederschläge ist also
offenbar an folgende Bedingungen geknüpft [24]
[25]:
1. geringe und kontrollierte Keimbildung durch
5 Auswahl schwer löslicher Verbindungen
mit nicht extrem geringer Löslichkeit (z. B.
Karbonate oder basische Salze anstelle
von Hydroxiden oder Sulfiden; siehe dazu
. Tab. 4.1),
5 effektive apparative Maßnahmen zur intensiven Vermischung des Fällreagenz mit der
Lösung (Vermeidung lokaler Übersättigungen) und
5 Anpassung der Zugabegeschwindigkeit vZ
des Fällreagenz (Dosierung) an die Kristallwachstumsgeschwindigkeit vW;
2. Förderung des Kristallwachstums durch erhöhte Temperatur und intensive Rührung.
Die apparativen Maßnahmen zur Vermeidung lokaler Übersättigungen durch Dosierung und effektive Vermischung des Fällreagenz sind in . Abb. 4.5
skizziert.
Das Problem der lokalen Übersättigungen ist
vollständig ausschaltbar, wenn man eine Substanz
findet, die das Fällreagenz erst in der Lösung durch
Erhöhung der Temperatur freisetzt. Eine solche
Substanz ist z. B. Harnstoff, den man der Lösung
zumischt und dann durch Erhöhung der Temperatur der Lösung dessen Hydrolyse bewirkt, wodurch
das Fällreagenz NH3 freigesetzt wird.
Verteilersystem
für Fällreagenz
Strombrecher zur
Erzeugung lokaler
Turbulenzen an
den Dosierstellen
Strombrecher
des Rührwerks
CO(NH2 )2 + H2 O → 2NH3 + CO2
z
Metallkomplexverbindungen
In der Oberflächentechnik kommen häufig Prozesslösungen zum Einsatz, in denen die Metallionen
komplex gebunden sind, so dass nur sehr geringe
Konzentrationen an nicht komplexierten Metallionen in den Lösungen vorliegen. Geringe Probleme
bereiten die Hydroxo- und Amminkomplexe, die
durch Zugabe von Säure leicht zu zerstören sind.
Weitere häufig angewandte Komplexbildner sind
aber Cyanid und Phosphat sowie vielfältige organische Komplexbildner (Triethanolamin-TEA, Ethylendiamintetraessigsäure-EDTA, Weinsäure u. a.),
die eine Ausfällung sehr erschweren. Die Ausfällung gelingt grundsätzlich nur dann, wenn die Dissoziation des Metallkomplexes eine Konzentration
freier Metallionen zulässt, die größer ist als die Metallionenkonzentration der Dissoziation der zu fällenden schwer löslichen Verbindung, d. h., es müssen schwer lösliche Verbindungen mit besonders
geringem Löslichkeitsprodukt ausgewählt werden.
Solche Verbindungen sind besonders die Sulfide
(. Tab. 4.1) und noch günstiger die Organosulfide (z. B. Dimethyldithiocarbamat, DMDTC). Ein
zweiter Weg ist die Zerstörung der Komplexbildner
durch Oxidation (z. B. auch bei Cyanidkomplexen
einsetzbar) und ein dritter Weg die elektrochemische Reduktion der Metallionen, die im folgenden
Abschnitt besprochen wird.
Fällreagenzbehälter
Dosierpumpe
Harnstoffhydrolyse:
Diese Methodik bezeichnet man als Fällung aus
homogener Lösung.
4
49
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
Heizmantel
Fällpulpe
. Abb. 4.5 Rührwerksbehälter für die Fällungskristallisation (Vermeidung lokaler Übersättigungen durch apparative
Maßnahmen zur effektiven Vermischung des Fällreagenz).
Elektrochemische Prozesse
Die theoretische Grundlage der elektrochemischen
Abscheidung von Metallen aus Lösungen bilden
die Normalpotentiale der Metalle gegenüber der
Normalwasserstoffelektrode (Normalpotential =
E0 (V). Die Auflistung der Normalpotentiale nach
ihren Werten ergibt dann die elektrochemische
Spannungsreihe der Metalle (. Tab. 4.2).
z
Zementation unedler Metallionen
Metallionen mit positiverem Normalpotential
(. Tab. 4.2) können durch Metalle mit negativerem
Normalpotential in der Lösung reduziert und als
Metallpulver ausgeschieden werden. Diese elektrochemische Reduktion bezeichnet man als Zementation. Der häufigste Anwendungsfall ist die Cu2+Zementation aus Lösungen mit Eisenschrott nach
der folgenden Reaktion:
Cu2+ + Fe0 → Cu0 + Fe2+
In analoger Weise ist z. B. die Zementation von Ag+
mit Kupferblech durchführbar. Die Zementate enthalten aber immer Restmengen des Zementations-
50
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
. Tab. 4.2 Elektrochemische Spannungsreihe der
Metalle [21]
4
Reaktion
Normalpotential
E° (V)
Na ↔ Na+ + e
–2,71
Mg ↔ Mg2+ + 2 e
–2,38
Al ↔ Al3+ + 3 e
–1,66
Zn ↔ Zn2+ + 2 e
–0,76
Fe ↔
Fe2+ + 2
–0,44
Cd ↔
Cd2+ + 2
e
e
–0,40
Ni ↔ Ni2+ + 2 e
–0,23
Sn ↔ Sn2+ + 2 e
–0,14
Pb ↔
e
–0,13
Fe ↔ Fe3+ + 3 e
–0,04
H2 ↔ 2 H + + 2 e
0,00
Cu ↔ Cu2+ + 2 e
+0,34
Cu ↔ Cu+ + e
+0,52
Ag ↔ Ag+ + e
+0,80
Pb ↔ Pb4+ + 4 e
+0,80
Pt ↔ Pt2+ + 2 e
+1,20
Au ↔ Au3+ + 3 e
+1.42
Au ↔
+1,70
Pb2+ + 2
Au+
+e
mittels. Die Potentiale der Metallionen sind allerdings von der Konzentration und der Temperatur
abhängig und erreichen z. B. mit abnehmender
Konzentration immer negativere Werte. Diese Einflüsse sind aber durch die Nernst’sche Gleichung zu
berechnen:
0
EMe = EMe
+ 0,058 log cMe /z
Dabei gilt: E0Me = Normalpotential (V), c = Konzentration (Mol/l), z = Wertigkeit des Metallions
z
Elektrolyseverfahren mit unlöslichen Anoden
Beim Elektrolyseverfahren erreicht man die Ausfällung der Metallionen aus der Lösung durch deren
elektrochemische Reduktion an einer Kathode. Zu
diesem Zweck muss man in der Lösung zwei Elektroden installieren (Kathode und Anode), an die
eine Gleichspannung angelegt ist. Parallel zur Reduktionsreaktion an der einen Elektrode (Kathode) erfolgt eine äquivalente Oxidationsreaktion an
der anderen Elektrode (Anode). Diese Reaktionen
demonstrieren die folgenden Beispiele:
Kathodische Reduktionen:
Cu2+ + 2e → Cu0
Ag+ + e → Ag0
2H+ + 2e → H2
Anodische Oxidationen:
2Cl− → Cl2 + 2e
2H2 O → 4H+ + O2 + 4e
2SO2−
4 + 2H2 O → 2H2 SO4 + O2 + 4e
Die gebräuchlichste Form der Elektroden sind senkrecht angeordnete Plattenelektroden (. Abb. 4.6).
Bei dieser Form scheidet sich das reduzierte Metall
als Blech oder Pulver auf der Kathode ab und ist
von dieser abnehmbar. In einer Grenzschicht an
der Kathodenoberfläche kommt es aber dabei zu
einer Verarmung an Metallionen, die so stark sein
kann, dass schließlich H+-Ionen entladen werden
und damit Wasserstoff entsteht. Diesen Bereich der
Wasserstoffbildung, der parallel auch zum starken
Absinken der Stromausbeute für die Metallabscheidung führt, sollte man aber weitgehend vermeiden. Von entscheidendem Einfluss auf diesen
Verarmungseffekt sind hohe Stromdichten (A/m2)
an der Plattenoberfläche, geringe Metallionenkonzentrationen in der Lösung und ungenügender
Konzentrationsausgleich an der Plattenoberfläche (Grenzschicht). So wurde bei der Elektrolyse
einer schwefelsauren Abfalllösung (40 g H2SO4/l;
6,8 g Cu/l) mit Plattenelektroden eine eindeutige
4
51
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
a
Lösung
Elektrolysewanne
Anoden
Kathoden
b
Unlösliche
Anode
Lösung
Gereinigte
Lösung
Wirbelbett
der Partikel
Gereinigte
Lösung
Granalienaustrag
Lösungszulauf
(stark)
Anolyt
Siebboden
Membran
Wirbelbett-Elektrolysezelle
mit leitenden Partikeln und
starker Elektrolytströmung
im Kathodenraum
Partikelkathode
Antrieb für die
Rotation der Zelle
Rotierende Elektrolysezelle
mit Schüttgutkathode
aus leitenden Partikeln
. Abb. 4.6 Apparative Gestaltung von Elektrolysezellen für die Reduktion von Metallionen. a) Elektrolysezelle mit Plattenelektroden für konzentrierte Lösungen. b) Bauarten von Elektrolysezellen für verdünnte Lösungen mit Partikelkathoden und
effektivem Konzentrationsausgleich [21] [26].
Abhängigkeit der Grenzstromdichte IGr von der
Cu2+-Konzentration gefunden [26] (. Tab. 4.3).
Für das Recycling von Metallen aus häufig sehr
gering konzentrierten Lösungen durch Elektrolyse
muss man deshalb den Konzentrationsausgleich
52
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
. Tab. 4.3 Grenzstromdichte in Kupfersulfatlösungen [26]
4
Konzentration
Cu2+ (g/l)
Grenzstromdichte
IGr (A/m2)
8
180
4
95
1
22
0,5
15
0,15
<10
verbessern und die Stromdichte verringern. Das
gelingt durch eine hohe Relativgeschwindigkeit
zwischen Lösung und Kathodenoberfläche und
eine starke Vergrößerung der Kathodenoberfläche.
Einige apparative Varianten dazu sind in . Abb. 4.6
zusammengestellt. In den Apparaten erreicht man
große Kathodenoberflächen durch Verwendung
von Metallgranalien bzw. Graphitkörnern (Partikelkathoden) oder Wickelmodulen aus Kathodenund Anodenfolien mit einem Textilgewebe als
Abstandshalter. Einen effektiven Konzentrationsausgleich erzielt man mit einem Wirbelbett der
Granalien bei intensiver Elektrolytströmung oder
einer Rollbewegung der Granalien [26].
Die kathodische Reduktion von Metallionen
aus Lösungen erfolgt nach den Gesetzmäßigkeiten
der elektrochemischen Spannungsreihe (. Tab. 4.2)
und der Nernst’schen Gleichung, d. h., es werden
immer zuerst die Metallionen mit dem positiveren
Potential reduziert. Dadurch entsteht eine selektive
Abscheidung der verschiedenen Metallionen einer
aufzuarbeitenden Lösung. Als Beispiel kann man
so aus einer Lösungsmischung von Cu-Ni-Salzen
das relativ edlere Cu2+ in reiner Form reduzieren
und Ni2+ bleibt quantitativ in Lösung. Mit Hilfe
der Nernst’schen Gleichung (siehe oben »Zementation«) ist zu berechnen, bei welcher geringen Cu2+Konzentration dann das Cu-Potential den Potentialwert des Ni2+ erreicht. Außerdem ergibt sich in
diesem Beispielfall noch ein Trenneffekt durch den
Einfluss des pH-Wertes, denn Ni2+ kann im Unterschied zu Cu2+ nur aus schwach saurer Lösung
abgeschieden werden. Die Betriebsfähigkeit der
Elektrolysezellen muss außerdem durch geeignete
Anodenwerkstoffe abgesichert sein, die die erforderliche Unlöslichkeit der Anoden gewährleisten.
Da an den Anoden ein erhebliches Oxidationspotential vorliegt, müssen die Anodenwerkstoffe
chemisch und elektrochemisch unlöslich und beständig gegenüber gebildeten Gasen (O2, Cl2 u. a.)
sein. Es kommen deshalb Platten- oder Gitteranoden aus Graphit, Blei-Silber-Legierungen oder platinbeschichtetem Titan zum Einsatz. Neben diesem
Elektrolyseverfahren mit unlöslichen Anoden zur
Reduktion von Metallionen (Reduktionselektrolyse)
ist ein Elektrolyseverfahren mit löslichen Anoden
in Anwendung.
z
Elektrolyseverfahren mit löslichen Anoden
Dieses Verfahren ist für die elektrolytische Feinreinigung (Raffination) von relativ edlen Metallen
als sog. Raffinationselektrolyse geeignet. Vom Rohmetall (z. B. Rohkupfer) stellt man Anodenplatten
her und verwendet einen Elektrolyt aus einem Salz
des Anodenmetalls (z. B. CuSO4-Lösung). Als Kathode kann ein Blech aus Reinmetall (z. B. Cu) oder
häufiger aus säurefestem Stahl dienen. Beim Elektrolyseprozess findet dann eine elektrochemische
Auflösung (Oxidation) der Rohmetallanode (z. B.
Cu0 → Cu2+ + 2 e) und gleichzeitig die Reduktion
der äquivalenten Menge Metallionen (z. B. Cu2+)
aus dem Elektrolyt an der Kathode statt. Der Raffinationseffekt entsteht durch die Gesetzmäßigkeiten
der elektrochemischen Spannungsreihe der Metalle
(. Tab. 4.2):
5 Anodisch lösen sich, solange vorhanden, nur
das Hauptmetall (z. B. Cu) und die gegenüber
dem Hauptmetall unedleren Metalle auf. Die
gegenüber dem Hauptmetall edleren Metalle
bleiben ungelöst als Anodenschlamm zurück.
5 Kathodisch scheidet sich nur das edelste Metallion aus der Lösung ab (im Beispiel das Cu).
5 Die Zusammensetzung des Elektrolyten bleibt
theoretisch unverändert bis auf eine Anreicherung der im Rohmetall enthaltenen unedleren
Metalle.
Die Raffinationselektrolyse besitzt bei der Kupfergewinnung eine überragende Bedeutung und ist
deshalb dort näher beschrieben (7 Abschn. 5.4.3)
und in . Abb. 5.22 dargestellt. Eine spezielle Anwendung des Elektrolyseverfahrens mit löslichen
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
Anoden ist die selektive anodische Ablösung der
Zinnschicht von Sn-beschichteten Stahlschrotten.
Dieses Verfahren ist als Beispiel für eine elektrochemische Vorbehandlung von Abfall bereits oben
in 7 Abschn. 4.1.2 mit . Abb. 4.2 angeführt.
Konzentrierung und Reinigung von
Lösungen durch Ionenaustausch,
Solventextraktion und
Membranverfahren
Die unmittelbare Verarbeitung von verdünnten
Lösungen durch die oben beschriebenen Verfahren
der Kristallisation, der chemischen Ausfällung von
schwer löslichen Verbindungen, der Zementation
oder der Reduktionselektrolyse hat häufig erhebliche Nachteile. Es sind z. B. große Lösungsmengen zu behandeln (Chemikalienbedarf, Apparatevolumina, Energiebedarf für Erhitzung, Rührung,
Pumpen usw.) und spezielle Elektrolysemethoden
(Partikelkathoden) mit geringerer Stromausbeute
anzuwenden. Außerdem entstehen unreine Produkte mit ungünstigen Produktstrukturen (amorphe Abscheidungen). Deshalb ist es oft günstig,
die anfallenden verdünnten Lösungen aufzukonzentrieren und dabei gleichzeitig zu reinigen. Für
solche Konzentrierungs- und Reinigungsprozesse
haben sich die Verfahren des Ionenaustausches und
der Solventextraktion von Lösungen außerordentlich bewährt. Durch die Entwicklung leistungsfähiger Membranen kommen auch Membranverfahren
immer mehr zum Einsatz. Eine Konzentrierung
von Lösungen erreicht man auch durch das Verdampfen von Wasser oder flüchtiger Bestandteile.
Betreibt man diese Verdampfung mit einer effektiven Kondensation der Dämpfe als Destillation, so
können als Kondensat z. B. organische Lösemittel
oder Salzsäure recycelt werden.
z
Ionenaustausch mit Kunstharz-Ionenaustauschern (Austauscherharze)
Der Ionenaustausch ist das technisch weniger
komplizierte Verfahren und sehr vorteilhaft für die
Behandlung verdünnter Lösungen (<0,5 g/l), da
sehr hohe Konzentrierungseffekte erzielbar sind.
Die Austauscherharze sind Festelektrolyte, die aus
einem unlöslichen, quellfähigen Kunstharzgerüst
bestehen, in dem austauschaktive Gruppen verankert sind. Diese austauschaktiven Gruppen können
53
4
Ionen dieser Gruppen gegen gleichsinnig geladene
Ionen einer in Kontakt gebrachten Elektrolytlösung austauschen. Die Kationenaustauscherharze
können z. B. H+ oder Na+ an der Gruppe gegen
z. B. Cu2+ oder Ni2+ aus der Lösung austauschen
(Beladung des Harzes). Dabei werden bestimmte
Ionensorten bevorzugt aufgenommen, d. h., es besteht eine Selektivität des Harzes. Das adsorbierte
Cu2+ oder Ni2+ ist anschließend z. B. durch geringe
Volumen Schwefelsäure vom Harz wieder abzulösen (Elution des Harzes), wobei die angestrebte
konzentriertere Cu- oder Ni-Sulfatlösung entsteht.
Gleichzeitig erfolgt die Regenerierung des Austauschers mit H+. Für den Ablauf der Beladung und
der Elution sind jeweils konzentrationsabhängige
Austauschgleichgewichte verantwortlich, d. h., die
Cu2+- oder Ni2+-Konzentration bzw. die H+-Konzentration sind von entscheidender Bedeutung.
Wenn Metalle in Form von Anionenkomplexen in
Lösungen vorliegen, dann sind auch Anionenaustauscherharze zur Metallkonzentrierung geeignet.
Ein weiterer Austauschertyp sind die Chelatharze. Die Austauscherharze liegen meist als Kugeln
von ca. 1 mm Durchmesser vor. Die Technik des
Ionenaustausches verwendet Schüttbetten dieser Kugeln, über die die Lösungen für Beladung,
Elution und evtl. Regenerierung geleitet werden.
Zwischen diesen Verfahrensstufen der Beladung,
der Elution usw. sind zusätzliche Waschstufen des
Ionenaustauscherbettes zur Verdrängung der Zwischenkornflüssigkeit erforderlich, was zum Anfall verschiedener verdünnter Lösungen führt. In
. Abb. 4.7 ist ein Beispiel für die Konzentrierung
einer verdünnten Kupferlösung am Kationenaustauscher und das Verfahrensprinzip des Festbettionenaustauschs dargestellt. Ein spezielles Verfahren
der Säureregenerierung von Beizlösungen gelingt
mittels Anionenaustauscherharzen (sog. Retardationsverfahren). Dabei nutzt man die Adsorptionswirkung für freie undissoziierte Säuren am Harz
aus, während die Metallkationen und Säureanionen den Austauscher passieren. Nach Sättigung der
Adsorptionskapazität des Harzes eluiert man die
adsorbierte Säure mit Wasser und erhält damit eine
regenerierte, metallarme Beizsäure. Bei der anfänglichen Beladung gewinnt man eine säurearme Metallsalzlösung, die dem Metallrecycling zugeführt
wird [21]. Ausführliche Informationen zum Ein-
54
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
. Abb. 4.7 Verfahrensprinzip
des Festbettionenaustauschs mit
Kationenaustauscherharz.
Festbettionenaustausch
einer verdünnten Cu-Lösung mit Kationenaustauscherharz
1. Kolonne
Beladung
mit Cu-Lösung
Cu-Lösung
ca. 0,5 g/l Cu
2. Kolonne
Elution
mit H2SO4
3. Kolonne
Regenerierung
mit NaOH
Waschwasser
4
Harzschüttbett
Konditionierung
der Cu-Lösung
Austauscherkolonne
Abwasser,
Cu-frei
Abwasser
Cu-Sulfat-Lösung,
30…60 g/l Cu
Waschlösungen
Cu-Elektrolyse
satz des Ionenaustausches für Abfalllösungen enthält das »Handbuch der Abwasser- und Recyclingtechnik« von Hartinger [21].
z
Solventextraktion [59]
Bei der Solventextraktion (auch Flüssig-FlüssigExtraktion) wird die Me-Salzlösung (Me = Metall)
mit einem wasserunlöslichen organischen Lösemittel in Kontakt gebracht und dadurch ein Übergang des Mez+ in die organische Phase angestrebt.
Anschließend separiert man diese Me-beladene
wasserunlösliche organische Phase (Extrakt) von
der weitgehend von Mez+ befreiten Lösung (Raffinat). In einer dritten Stufe bringt man die beladene
organische Phase mit einer reinen wässrigen Lösung in Kontakt, die z. B. auf Grund eines geringen
pH-Wertes die Mez+ wieder aus der organischen
Phase herauslöst (Rückextraktion). Das organische Lösemittel ist meist ein Kohlenwasserstoff,
in dem ein wirksames Extraktionsmittel gelöst ist.
Der Extraktionsprozess ist selektiv und gewährleistet damit einen guten Trenneffekt. Der wichtige
Konzentrationseffekt entsteht durch Anwendung
unterschiedlicher Volumenverhältnisse der beteiligten Phasen (Ausgangslösung, organische Phase,
Rückextraktionslösung). Der Prozess soll am Beispiel einer ammoniakalischen Cu-Lösung verdeutlicht werden. Für ammoniakalische Cu-Lösungen
ist das Extraktionsmittel z. B. ein Hydroxyoxim.
Die Bindung des Cu2+ im Oxim ist reversibel.
Wenn man das mit Cu beladene Oxim mit einer
verdünnten Schwefelsäure vermischt, geht das Cu2+
in die wässrige Phase über (Rückextraktion) und
die organische Phase mit dem Extraktionsmittel ist
regeneriert und steht nach Trennung der Phasen
erneut für die Extraktion zur Verfügung.
Extraktion:
Cu(NH3 )4
2+
(w)
+ 2RH(o) →
CuR2(o) + 2NH3(w) + 2NH4 +
(w)
Dabei gilt: RH = Hydroxyoxim, Index w = wässrige
Phase, Index o = organische Phase.
Rückextraktion:
CuR2(o) + H2 SO4(w) → CuSO4(w) + 2RH(o)
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
Die Verteilung des Cu2+ zwischen der Cu-Salzlösung und der organischen Phase wird durch ein Verteilungsgleichgewicht bestimmt. Eine vollständige
Extraktion erreicht man durch mehrmalige Einstellung dieses Gleichgewichts, d. h. durch mehrere
Extraktionsstufen. Der Konzentrationseffekt entsteht wie folgt: Wenn man z. B. 1 m3 verdünnte CuSalzlösung mit 0,2 m3 organischer Phase vermischt
(Extraktionsstufe) und anschließend mit 0,1 m3
wässriger Lösung rückextrahiert, dann erreicht
man eine Konzentrierung des Cu2+ um den Faktor 10. Die Extraktion ist außerdem Cu-spezifisch
und damit entsteht ein erheblicher Reinigungseffekt. Die so erzeugten aufkonzentrierten und gereinigten Cu-Salzlösungen sind hervorragend zur
Kupferabscheidung durch Reduktionselektrolyse
geeignet. Die verfahrenstechnischen Verhältnisse
der Stoffverteilung und Konzentrierung bei vier
Extraktionsstufen und einer Rückextraktionsstufe
sind in . Abb. 4.8 für eine angenommene Me-Lösung bei einem Verteilungskoeffizienten N = 5 und
einem Trägerstoffverhältnis von K = 0,5 prinzipiell
behandelt (Berechnung der Stufen bzw. grafische
Lösung mit dem Beladungsdiagramm).
Für die technische Solventextraktion sind die
einstufig arbeitenden Mixer-Settler und Extraktionskolonnen im Einsatz. Diese Extraktionskolonnen realisieren mehrere Trennstufen. Den prinzipiellen Apparateaufbau und die Wirkungsweise
zeigt . Abb. 4.9.
z
Membrantrennverfahren
Unter Membranen versteht man flächige, teildurchlässige selektiv wirkende Strukturen, die die
Trennung von fluiden Mehrstoffgemischen ermöglichen. Membranen sind mechanisch zur Abtrennung feinster Partikel (Ultrafiltration), aber auch
zur Trennung von Molekülen und Ionen (z. B.
Umkehrosmose und Dialyse) einsetzbar. Die zu
trennenden Mehrstoffgemische können demzufolge Suspensionen, Emulsionen, Kolloide, Lösungen
oder auch Gasgemische sein. Den durch die Membran hindurchtretenden Stoffstrom bezeichnet man
als Permeat und den zurückgehaltenen aufkonzentrierten Stoffstrom als Konzentrat oder Retentat. Für die verschiedenen Membranprozesse sind
unterschiedliche Triebkräfte verantwortlich:
5 Ultrafiltration: hydrostatische Druckdifferenz,
55
4
5 Umkehrosmose: hydrostatische Druckdifferenz,
5 Dialyse: Konzentrationsdifferenz,
5 Elektrodialyse: elektrisches Feld.
Membranwerkstoffe sind überwiegend Kunststoffe
(Zelluloseazetat, Polyamid, PTFE usw.) Eine spezielle Art von Membranen sind die Ionenaustauschermembranen, bei denen durch chemische Modifikation eine Ionenaustauschfähigkeit vorhanden
ist. Die Verfahrenstechnik der Membranverfahren
ist so konzipiert, das ein Stoffstrom parallel zur
Membran auf der Retentatseite eingestellt ist, um
einer Konzentrationspolarisation an der Membranoberfläche auf der Retentatseite entgegenzuwirken.
Die grundlegende Verfahrenstechnik und einige
Anwendungsbeispiele mit Ionenaustauschermembranen sind in . Abb. 4.10 dargestellt [12] [21] [27].
Für das Recycling von Metallsalz- und Beizlösungen mit ihren hohen Elektrolytkonzentrationen
eignen sich die Membranverfahren Dialyse, Elektrodialyse und Membranelektrolyse. Die Umkehrosmose ist nur zur Aufkonzentrierung verdünnter
Spülwässer geeignet, weil höhere Elektrolytkonzentrationen eine hohe Druckdifferenz erfordern und
geringe Konzentrierungseffekte ergeben [21]. Als
Beispiel für die Umkehrosmose ist deshalb nur die
Entwässerung fotografischer Spülwässer zur AgRückgewinnung beschrieben [27].
Säurerückgewinnung durch Säuredialyse Für dieses Verfahren verwendet man Anionenaustauschermembranen. Ausgangslösungen sind meist
verbrauchte Beizlösungen, die höhere Metallsalzgehalte und Restsäuren enthalten. Als aufnehmende Phase verwendet man Wasser, so dass eine hohe
Konzentrationsdifferenz als Triebkraft für die Diffusion durch die Membran vorliegt. Die Anionenaustauschermembran lässt aber nur Anionen permeieren. Die Säureanionen schleppen jedoch die
kleinen H+-Ionen mit, so dass die Elektroneutralität
erhalten bleibt. Im Retentat verbleiben die Metallionen und die entsprechende Menge Anionen [27].
Man erhält also im Permeat eine metallsalzfreie
Säure zur Wiederverwendung und als Retentat eine
säurearme Metallsalzlösung, die für das Metallsalzrecycling gut geeignet ist (. Abb. 4.10).
56
4
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
Berechnungsbeispiel für eine Gegenstrom-Solventextraktion
1. Ausgangswerte der mehrstufigen Extraktion
Verteilungskoeffizient N1 = 5
Masse Me-Lösung = Masse Raffinat: mR (kg)
Masse organisches Lösemittel: mO (kg)
Trägerstoffverhältnis K = mO/mR = 0,5; 1/K = 2 = tgα der Arbeitslinie
Me-Endkonzentration im Raffinat: XRE = 0,1 g/kg
Me-Anfangskonzentration im organischen Lösemittel: YOA = 0 g/kg
2. Bedingungen der einstufigen Rückextraktion
Trägerstoffverhältnis mO/mW = 2
Verteilungskoeffizient N2 = 125
3. Berechnungsergebnis der Extraktionsstufen (Me-Konzentration)
Organisches
Lösemittel
Me-beladenes
Lösemittel 98 % Me
6,44 g/kg
Me-Lösung
12,7 g/kg
4,9 g/kg
1,75 g/kg
0,5 g/kg
2,54 g/kg
0,98 g/kg
0,35 g/kg
0,1 g/kg
1. Stufe
Me-Konzentration
im Lösemittel
2. Stufe
N1 = 5
3. Stufe
0 g/kg
Raffinat
2 % Me
4. Stufe
1/K = 2
16
YO
5. Einstufige Rückextraktion
12
1. Stufe
g/kg
Wässrige
Me-Lösung
25 g/kg
Wässrige
Lösung 0 g/kg
8
12,7 g/kg
0,2 g/kg
4
0
0
4
XRA
8
Me-beladenes
organisches
Lösemittel
Organisches
Lösemittel
Me-Konzentration im Raffinat XR g/kg
4. Beladungsdiagramm
der vierstufigen Extraktion
. Abb. 4.8 Metallverteilung und Konzentrierung bei mehrstufiger Gegenstrom-Solventextraktion einer Metalllösung
(Me = Metall).
. Abb. 4.9 Apparate der
Solventextraktion.
4
57
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
Mixer-Settler-Apparat
Rührscheibenkolonne
Wässrige
Lösung
Wässrige Lösung
Organisches
Lösemittel
Organisches Lösemittel
Mischkammer
Absetzkammer
Wässrige
Lösung
Organisches
Lösemittel
Wässrige
Lösung
Elektrodialyse Das Funktionsprinzip der Elektrodialyse zeigt . Abb. 4.10. In einer Metallsalzlösung
erreicht man durch ein elektrisches Feld eine Wanderung der Kationen und Anionen zu den jeweiligen Elektroden. Zwischen diesen Elektroden sind
aber abwechselnd Anionen- und Kationenaustauschermembranen angeordnet, so dass immer
nur eine Ionenart diffundieren kann. Im Ergebnis
kommt es zwischen den Membranen in abwechselnder Folge einmal zu einer Salzkonzentrierung
und in der Nachbarkammer zu einer Entsalzung
der Lösung. Die Elektrodialyse ist deshalb für die
Konzentrierung salzhaltiger Spülwässer und verdünnter Säuren sowie die Entsalzung von Mutterlaugen geeignet.
Membranelektrolyse Dieses Verfahren ist eine
Kombination einer Reduktionselektrolyse zur Metallabscheidung mit einer Elektrodialyse. In einer
Elektrolysezelle mit Plattenelektroden trennt man
Kathoden- und Anodenbereich durch eine Kationenaustauschermembran und erhält damit einen
separaten Kationenraum bzw. Anionenraum.
Durch diese Trennung, die für Anionen nicht
durchlässig ist, gelingt es, unerwünschte Anodenreaktionen wie z. B. die Entladung von Cl–-Ionen
Organisches
Lösemittel
mit Bildung von Chlorgas zu verhindern. Als Beispiel soll das Recycling einer NiCl2-Lösung dienen.
In den Kathodenraum leitet man die NiCl2-Lösung,
im Anodenraum dient eine 8 %ige NaOH-Lösung
als Anolyt. Bei der Elektrolyse erhält man kathodisch eine Nickelabscheidung und an der Anode
eine Sauerstoffentwicklung. Die Na+-Ionen wandern durch die Kationenaustauschermembran in
den Kathodenraum, so dass Elektroneutralität gewährleistet ist und der Katolyt sich mit NaCl anreichert. Der Anolyt verarmt dabei an NaOH.
Kathode:
2Ni2+ + 4Cl− + 4e → 2Ni0 + 4Cl−
Anode:
4Na+ + 4OH− → 2H2 O + O2 + 4e + 4Na+
Stoffbilanz:
2NiCl2 + 4NaOH =
2Ni + O2 + 2H2 O + 4NaCl
58
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
Lösung
(Feed)
1. Funktionsprinzip
der Membrantrennverfahren
Konzentrat
(Retentat)
Membran
Modul
4
2. Säuredialyse
Permeat
M+: Kation; X–: Anion
+++
+++
+++
M+
M+
+++
+++
+++
+++
+++
+
H+
X–
+++
+++
+++
+++
M+
H+
X–
X–
++
+++
H+
X–
Anionenaustausch
membran
Modul
H+
X–
Salzlösung
Wasser
Salzlösung
MX
MX
HX
HX
MX
HX
MX
HX
HX
MX
HX
HX
HX
HX
MX
HX
MX
HX
HX
MX
Säure +
Salzlösung
Säure
Säure +
Salzlösung
Funktionsprinzip der Membran
Säuredialysemodul
3. Elektrodialyse
4. Membranelektrolyse (NiCl2)
Anode
Konzentrat
Kathode
Diluat
Diluat
M+
MX
MX
X–
MX
AAM
Salzlösung
O2
OH–
Na+
X–
OH–
Na+
OH–
Na+
M+
MX
Anode
MX
KAM
Kathode
Ni2+
Cl–
Cl–
Ni2+
–
Cl Cl –
KAM
. Abb. 4.10 Funktionsprinzip der Membranverfahren und seine technische Anwendung bei der Säuredialyse, Elektrodialyse
und Membranelektrolyse (AAM = Anionenaustauschermembran; KAM = Kationenaustauschermembran).
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
Da im Katolyten die H+-Ionenkonzentration nicht
ansteigt, ist eine Reduktion der Ni+-Ionen bis auf
sehr geringe Gehalte ohne Wasserstoffentwicklung
möglich [28].
4.2.3
Recycling von organischen
Flüssigkeiten durch Destillation
und Sorption
In der chemischen Industrie sind organische Flüssigkeiten häufig Produkte oder Hilfsstoffe der
Produktion. Die Hilfsstoffe werden durch interne
Kreisläufe der Betriebe wieder verwendet. Diese
Kreisläufe rechnet man nicht zum Recycling. Die
nachfolgenden Betrachtungen beziehen sich auf
den Anfall und das Recycling organischer Flüssigkeiten bei anderen technischen Verfahren und im
Konsumtionsbereich. Dabei handelt es sich z. B.
um Motorentreibstoffe (Benzin, Dieselöl), Mineralöle, Lösemittel für Fette, Harze, Wachse, Klebstoffe,
Extraktionsmittel, Lacke, Farben, Frostschutzmittel
(Alkohole) usw. Bei diesen Flüssigkeiten stand zunächst die Vermeidung des Eintrages in Gewässer,
Boden und Luft im Vordergrund. Erst allmählich
gewann der Recyclingaspekt an Bedeutung. Die
genannten organischen Flüssigkeiten werden bei
ihrer Verwendung durch verschiedene Einflüsse zu
Abfällen:
5 Verschmutzung mit festen Stoffen (Metallspäne) und gelösten Stoffen (Fette, Wachse),
5 Vermischung mit Wasser und Tensiden (Emulsionen),
5 Vermischung mit anderen organischen Flüssigkeiten,
5 Veränderung der Mischungszusammensetzung durch Verdunstung,
5 Zersetzung oder chemische Reaktionen der
organischen Flüssigkeit bzw. der Mischungskomponenten (Farben, Lacke, Kleber),
5 Anfall von unbrauchbaren und nicht mehr
verwendbaren Kleinmengen (Reste von Benzin, Öl und Frostschutzmittel in Altautos,
Reste von Lacken).
Die Recyclingmöglichkeiten für organische Flüssigkeiten ergeben sich aus deren allgemeinen Stoffeigenschaften. Das sind vor allem die spezifischen
59
4
charakteristischen Siedepunkte der Flüssigkeiten,
die eine destillative Trennung ermöglichen. Weiterhin besteht meist keine Mischbarkeit mit Wasser (Ausnahme Alkohole) und kaum Löslichkeit
für feste anorganische Stoffe. Erschwerend für das
Recycling sind andererseits die chemische Reaktionsfähigkeit (Oxidation, Zersetzung), die Brennbarkeit, die Bildung explosibler Gemische mit Luft
und die Löslichkeit für organische Stoffe. Aus den
oben angeführten Verschmutzungsmöglichkeiten
und aus den Stoffeigenschaften ergeben sich die
technischen Recyclingmöglichkeiten:
5 Abtrennung von Feststoffen durch Filtration,
5 Ultrafiltration für Emulsionen und Farben,
5 Emulsionsspaltung,
5 Destillation und Rektifikation zur Abtrennung
gelöster organischer Stoffe und zur Trennung
und Reinigung organischer Flüssigkeiten,
5 Sorption an Sorptionsmitteln.
Eine grundlegende Voraussetzung bei allen Verfahren ist allerdings die getrennte Sammlung der
anfallenden organischen Flüssigkeiten.
z
Filtration und Ultrafiltration
Die Filtration gehört zu den mechanischen Verfahren. Sie wird aber wegen der Bedeutung für
die Reinigung von Flüssigkeiten hier mit aufgeführt. Die Filtration spielt vor allem für Öle und
Kühlschmiermittel zur Abtrennung von Schmutz,
Abrieb und Metallspänen eine Rolle. Die Filtration findet sehr häufig direkt in den Maschinen
mit kleinen Filterelementen statt und gewährleistet deren Funktionserhalt. Bei externer Filtration
kommen unterschiedliche Filterapparate und auch
Zentrifugen zum Einsatz, deren Funktionsweise in
der chemischen Apparatetechnik nachzulesen ist.
Die Qualität der filtrierten Öle entspricht wegen
gelöster Restverunreinigungen und Teilzersetzung
häufig nicht der Primärqualität. Es ist deshalb oft
eine physikalisch-chemische Raffination von Altölen erforderlich (7 Abschn. 9.2). Die Ultrafiltration
ist ein Membranverfahren, deren Funktionsprinzip
in . Abb. 4.10 und 7 Abschn. 4.2.2 (»Konzentrierung und Reinigung von Lösungen durch Ionenaustausch, Solventextraktion und Membranverfahren«) bereits beschrieben ist. Die zu trennenden Flüssigkeiten, Emulsionen oder Suspensionen
60
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
120
Taulinie
110
Temp. °C
Siedlinie
100
4
90
80
70
0
0,2
0,4
0,6
Y, X mol/mol
0,8
1
1
Y
mol/mol
0,8
0,6
Y=X
0,4
Gleichgewichtskurve
0,2
0
0
0,2
0,4
0,6
X mol/mol
0,8
1
. Abb. 4.11 Siedediagramm (oben) und Gleichgewichtsdiagramm (unten) eines idealen Zweistoffgemisches (Y =
Molanteil der leichter siedenden Komponente im Dampf;
X = Molanteil der leichter siedenden Komponente in der
Flüssigkeit).
strömen parallel zur Filtermembran, die die festen
Partikel, Öle, Fette, Emulsionströpfchen zurückhält
und Wasser sowie ionogene und molekulardisperse Teilchen passieren lässt. Die Emulsionsspaltung
wird in 7 Abschn. 9.2 behandelt.
z
Grundlagen der Destillation
Unter Destillation versteht man die Trennung eines
Flüssigkeitsgemisches durch Teilverdampfung und
nachfolgende Kondensation des Dampfes (Destillat). Die Destillation ist das effektivste Trenn- und
Reinigungsverfahren für Mischungen organischer
Flüssigkeiten und Gemischen von organischen
Flüssigkeiten mit Wasser. In wenigen Fällen ist
die Destillation auch ein wichtiges Verfahren zur
Aufkonzentrierung von wässrigen Lösungen, z. B.
von verdünnten Abfallsäuren (z. B. Salzsäure). Das
Funktionsprinzip der Destillation kann am Verhalten eines idealen Zweistoffgemisches erläutert
werden. Dazu sind das Siedediagramm (t,x-Diagramm) und das Gleichgewichtsdiagramm (y,xDiagramm) erforderlich (. Abb. 4.11).
Das Siedediagramm gibt auf der Siedelinie
den Siedepunkt einer bestimmten Flüssigkeitszusammensetzung an und auf der Taulinie die Zusammensetzung des dazugehörigen Dampfes. Der
Dampf enthält einen höheren Molanteil der leichter
siedenden Komponente, was zu einer Verminderung dieser Komponente in der Flüssigkeit führt
und damit zu einer Erhöhung des Siedepunktes.
Bei diesem höheren Siedepunkt entsteht dann ein
anders zusammengesetzter Dampf. Diese Verhältnisse zwischen der Zusammensetzung von Flüssigkeit und Dampf sind im Gleichgewichtsdiagramm
dargestellt. Eine Besonderheit sind Flüssigkeitsgemische, deren Gleichgewichtskurve die 45°-Linie
schneidet. Am Schnittpunkt besitzen Flüssigkeit
und Dampf die gleiche Zusammensetzung. Solche Gemische bezeichnet man als azeotrope Gemische. Im Siedediagramm ist der Azeotroppunkt
häufig ein Minimum (seltener ein Maximum)
der hier zusammenfallenden Siede- und Taulinie
(d. h., ein konstanter Siedepunkt liegt vor). Der
Azeotroppunkt zerlegt das Siedediagramm in zwei
Teilgebiete, die jedes für sich ein eigenes Siedediagramm für Azeotrop und Überschusskomponente
bilden [12]. Bekanntestes Beispiel eines azeotropen
Gemisches ist Ethanol/Wasser mit einem Siedepunktsminimum für das Azeotrop (96 % Ethanol,
4 % Wasser). Bei der destillativen Trennung eines
unterazeotropen Ethanol-Wasser-Gemisches entsteht ein ethanolreicher Dampf bis zur maximalen
Konzentration von 96 % Ethanol. Als Flüssigkeit
bleibt reines Wasser zurück. Unter Recyclingaspekten ist das Gemisch HCl-Wasser von Interesse,
das ein Siedepunktsmaximum bei 110 °C mit einem
Azeotrop von 20,2 % HCl und 79,8 % H2O besitzt,
d. h., aus einer verbrauchten verdünnten Salzsäure
(unterazeotrop) kann man Wasser abdestillieren
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
und bis zur azeotropen Konzentration von 20,2 %
HCl aufkonzentrieren.
z
Destillationsverfahren
Beim Verfahren der einfachen Destillation für vorwiegend Zweistoffgemische verdampft man aus
einer Destillationsblase, kondensiert den Dampf in
einem Kühler und erhält ein Destillatgemisch. Bei
einem Mehrkomponentensystem mit einem größeren Siedebereich ist eine effektivere Trennung
möglich, wenn das Destillat nach anfallenden Fraktionen getrennt wird (Verfahren der fraktionierten
Destillation). Eine deutlich günstigere apparative
Lösung für die Fraktionierung erreicht man durch
Verwendung einer Fraktionierkolonne. Diese Fraktionierkolonne ist oberhalb des Verdampferteils
angeordnet und mit Glockenböden ausgestattet.
Auf den Glockenböden sammeln sich einzelne Siedefraktionen an, die als Seitenströme abgezogen
werden. Außerdem gewinnt man ein Kopfprodukt
der Kolonne und ein Sumpfprodukt. Dieses Verfahren ist typisch für die Rohöldestillation (mit den
Siedefraktionen Benzin, Diesel, Schweröl) und für
entsprechende Abfallkohlenwasserstoffe wie Altöl
modifiziert verwendbar (7 Abschn. 9.2). Eine andersartige Verbesserung der Trennung gewährleistet ein Rückflusskühler oberhalb der Destillierblase, in dem die schwerer siedende Komponente im
Dampf kondensiert und zurückläuft (. Abb. 4.12).
Weitere Verfahrensvarianten sind die Vakuumdestillation für hochsiedende oder zersetzungsgefährdete Stoffe sowie die Trägerdampfdestillation [12].
z
Rektifikation
Sehr hohe Trennleistungen gestattet schließlich
die Anordnung einer Gegenstromkolonne oberhalb der Blase. In dieser Kolonne erfolgt zwischen
aufsteigendem Dampfstrom und einem definierten Kondensatrücklauf ein ständiger Wärme- und
Stoffaustausch durch in die Kolonne eingebrachte
Austauschflächen (Füllkörper oder Glockenböden)
(. Abb. 4.12) [12]. Für Mehrstoffgemische sind
mehrere hintereinander geschaltete Rektifkationskolonnen erforderlich.
z
Adsorptionsverfahren
Gemische organischer Flüssigkeiten bzw. Lösungen
oder Dispersionen organischer Stoffe in Wasser
61
4
sind durch Adsorption an porigen Feststoffen mit
großer spezifischer Oberfläche zu trennen. Solche
Adsorptionsmittel (Adsorbentien) sind Aktivkohle, Kieselgel oder Tonerdegel. Das Adsorptionsverfahren in flüssiger Phase findet z. B. für die Entfärbung von wässrigen Lösungen Anwendung. Diese
Methode ist aber auch zur Abtrennung und Gewinnung von Phenol aus Gaswaschwasser oder zur
Trennung eines Aromaten-Aliphaten-Gemisches in
der Erdölindustrie einsetzbar. Die Adsorptionswirkung beruht auf dem Zusammenwirken der physikalischen Oberflächenkräfte des Adsorbens und
der molekularen Anziehungskräfte der adsorbierten Moleküle (Adsorptiv). Zwischen der Adsorptivkonzentration in der flüssigen Phase und den an
der Adsorbensoberfläche adsorbierten Molekülen
stellt sich ein Gleichgewichtszustand ein. Nach
Filtration der beladenen Adsorbentien erfolgt die
Gewinnung des Adsorptivs durch Erwärmen (thermische Desorption) oder Behandlung mit einem
Verdrängungsstoff, z. B. Wasserdampf (Verdrängungsdesorption). Die Verfahrenstechnik verwendet z. B. das Einrührverfahren der Adsorbentien in
die flüssige Phase oder Festbettadsorber.
4.2.4
Nutzbarmachung von Abgasen
Für eine Nutzbarmachung kommen praktisch nur
Abgase technischer Prozesse in Betracht, da nur
diese in größeren Volumina und verwertbaren
Konzentrationen anfallen. Bei der Behandlung von
Abgasen stand Jahrzehnte fast ausschließlich deren
Beseitigung (Vermeidung der Schadwirkungen)
im Vordergrund. Ausnahmen bilden das SO2-Abgas der NE-Metall-Hütten, das bereits vor über
hundert Jahren zur Erzeugung von Schwefelsäure
genutzt wurde, und die Verwertung der Hochofengichtgase (CO) als Brennstoff. Am Beispiel der Erzeugung und dem Absatz von Schwefelsäure aus
SO2-Abgasen wird aber auch sehr deutlich, dass
für das erzeugte Produkt ein ausreichender Markt
in geringen Entfernungen vorhanden sein muss.
Das ist bei Schwefelsäure (vor allem für verdünnte Abfallschwefelsäuren) oft nicht gegeben. Die
Nutzung der in vielen Unternehmen anfallenden
verschiedenen Abgase bleibt aber fast immer mit
der Minimierung der Schadwirkung (Einhaltung
62
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
2. Destillationsanlage
mit Rückflusskühler
1. Fraktionierte Destillation
Destillationsblase
Zulauf
Kühler
4
Rückflusskühler
Kondensator
Zulauf
Heizung
Rückstand
Destillatfraktionen
Rückstand
(Sumpf)
Blase
3. Rektifikationsanlage
Dampf (Kopfprodukt)
Verstärkungssäule
Rücklaufkondensator
Produktkühler
Böden
Zulauf
Rücklaufteiler
Abtriebssäule
Verdampfer
Produkt
(Destillat)
Sumpfprodukt
. Abb. 4.12 Verfahren und Anlagen der Destillation und Rektifikation.
Destillat
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
der Emissionsgrenzwerte) eng verbunden und die
erzeugten verwertbaren Produkte erbringen auch
überwiegend nur einen Deckungsbeitrag zu den
Kosten der aus Emissionsgründen erforderlichen
Abgasbehandlung. Deshalb verwendet man für
diese Verfahren auch nicht den Begriff Recycling,
sondern spricht von Abgasbehandlung mit Wertstoffrückgewinnung (z. B. Behandlung von Lösemitteldämpfen mit Lösemittelrückgewinnung).
Für die Nutzbarmachung von Abgasen technischer
Prozesse kommen vier Verfahren zur Anwendung:
1. Absorption in flüssigen Absorptionsmitteln
und Exsorption,
2. Adsorption an festen Adsorptionsmitteln und
Desorption,
3. Kondensation,
4. direkte Nutzung (CO-Gichtgas).
z
Absorptionsverfahren für Abgase
Unter Gasabsorption versteht man die Aufnahme eines Gases oder Dampfes in einer Flüssigkeit
(Waschmittel) durch physikalische Auflösung (physikalische Gaswäsche) oder Auflösung mit chemischer Reaktion (chemische Gaswäsche). Im Fall der
physikalischen Gaswäsche sind höhere Gasdrücke
und niedrige Temperaturen günstig für die Absorption (Henry-Verteilungsgesetz) und erhöhen
die Aufnahmekapazität des Waschmittels. Deshalb
erreicht man eine Regenerierung des Waschmittels
und eine Gewinnung des absorbierten Stoffes sehr
einfach durch Erwärmen des beladenen Waschmittels (Exsorption) oder häufig durch »Strippen«
mit Wasserdampf als Trägergas (mit nachfolgender
Kondensation des Wasserdampfes und Phasentrennung). In seltenen Fällen ist auch das beladene
Waschmittel das marktfähige Produkt (Ammoniakwasser, Salzsäure). Bei der chemischen Gaswäsche
ist eine Exsorption unmöglich und das beladene
Waschmittel muss direkt verwendet werden. Entscheidend für die Wirksamkeit der Absorptionsstufe ist der Stoffübergang Gas–Waschmittel. Die
Absorptionsapparate müssen deshalb große, sich
ständig erneuernde Grenzflächen für Absorptionsmittel und Gas schaffen. Das realisiert man z. B.
durch Versprühen des Absorptionsmittels in den
Gasstrom oder das Gas perlt durch die Flüssigkeit. Gasstrom und Flüssigkeitsstrom werden da-
63
4
bei im Gegenstrom geführt. Apparatebeispiele sind
Sprühtürme oder Rieseltürme, Füllkörperkolonnen
und Rotationswäscher. Stoffbeispiele für die Rückgewinnung von Gaskomponenten aus Abgasen
durch Absorption sind das Auswaschen von NH3,
SO2 oder HCl mit Wasser, die CO2-Absorption mit
Methanol (Rektisolverfahren) oder die Absorption
von Dämpfen organischer Lösemittel mit Mineralölen.
z
Adsorptionsverfahren für Abgase
Unter Adsorption versteht man die Anlagerung
(Anreicherung) von Gasen oder Dämpfen an der
Oberfläche poriger Feststoffe. Dieser Effekt entsteht
vorwiegend durch die Wirkung der physikalischen
Oberflächenkräfte von Feststoffen mit extrem großen spezifischen Oberflächen auf die Gasmoleküle
(physikalische Adsorption), wobei eine monomolekulare Bedeckung der Feststoffoberfläche entsteht. Daneben besteht zusätzlich die Möglichkeit
der chemischen Bindung (Chemisorption). Eine
weitere Erscheinung ist die Kondensation der
Gase in den Poren (Kapillarkondensation). Die
Adsorptionswirkung ist selektiv, d. h. auch für die
Trennung von Gasgemischen und vor allem zur
spezifischen Abtrennung eines schwererflüchtigen
Gases aus einem Trägergas geeignet. Aus Gasgemischen werden die leichter kondensierbaren Gaskomponenten (höhere Siedetemperatur) bevorzugt
adsorbiert. Zwischen der Adsorptivkonzentration
in der Gasphase und der Gaskonzentration an der
Oberfläche der Adsorbentien stellt sich ein Gleichgewicht ein bis zum Erreichen der Sättigungskonzentration des Feststoffes (Adsorptionsisotherme).
Die Adsorption führt zur Freisetzung einer Adsorptionswärme. Die Desorption gelingt durch Zuführung von Wärme und Druckerniedrigung oder
durch Verdrängungsdesorption mit einem anderen
Gas.
Als Adsorptionsmittel kommen vor allem Aktivkohle (100…1500 m2/g spezifische Oberfläche),
Kieselgel, Tonerdegel und Molekularsiebe (synthetische Na-Al-Silikate) zum Einsatz. Ein verbreitetes
Einsatzgebiet der Aktivkohle ist die Lösemittelrückgewinnung aus Abgasen. Bei den Bauarten der
Apparate unterscheidet man ruhende Adsorbensschichten (Festbettadsorber und Festbettwanderschichten) und bewegte Adsorbensschichten (Wir-
64
Kapitel 4 • Physikalische und chemische Recyclingverfahren und Vorbehandlungsverfahren
Heißdampf
Gereinigte
Abluft
Festbettadsorber
(Aktivkohle)
4
Abluft, belastet
mit Lösemitteldämpfen
Kondensator
Abscheider mit
Phasentrennung
Recyceltes Lösemittel
Wasser
. Abb. 4.13 Festbett-Adsorptions-Desorptions-Anlage zur
Lösemittelrückgewinnung mit Heißdampf als Desorptionsmittel.
belschichtkolonnen). Die Funktionsweise einer
Adsorptionsanlage einschließlich Desorption zur
Rückgewinnung von Lösemitteln aus Abluft geht
aus . Abb. 4.13 hervor.
4.2.5
Energetische Verwertung von
Gasen, Flüssigkeiten und
Schlämmen
In den bisherigen Abschnitten haben wir ausschließlich die stoffliche Verwertung von Abfällen
betrachtet. Das KrW-AbfG lässt aber auch die energetische Verwertung von Abfällen (feste Abfälle,
Schlämme, Flüssigkeiten) in §4 ausdrücklich zu,
wobei nach §6(1) »die besser umweltverträgliche
Verwertungsart Vorrang hat«. Allerdings legt §6(2)
fest, dass eine energetische Verwertung nur unter
bestimmten Voraussetzungen zulässig ist:
5 Der Heizwert des einzelnen Abfalls, ohne Vermischung mit anderen Stoffen, muss mindestens 11 000 kJ/kg betragen.
5 Der Feuerungswirkungsgrad muss mindestens
75 % erreichen.
5 Die entstehende Wärme muss selbst oder von
Dritten genutzt werden.
5 Die im Rahmen der Verwertung anfallenden
weiteren Abfälle sollen möglichst ohne weitere
Behandlung ablagerfähig sein.
Bei Nichterfüllung dieser Kriterien ist eine thermische Abfallbehandlung eine Abfallbeseitigung und
keine energetische Verwertung. Deshalb sind auch
die in 7 Abschn. 4.1.3 vorgestellten thermischen
Verfahren der Vorbehandlung von Werkstoffabfällen (Pyrolyse, Oxidation) in keinem Fall einer energetischen Verwertung zuzurechnen.
Im vorliegenden Abschnitt erfolgt zunächst eine
Beschränkung auf die energetische Verwertung von
Gasen, Flüssigkeiten und Schlämmen, da die Verfahren für diese fluiden Stoffe sich wesentlich von
der energetischen Verwertung von festen Abfällen
unterscheiden. Die fluiden Stoffe muss man direkt
ohne Vorbehandlung einer Verbrennung (selten
einer Pyrolyse oder Vergasung) zuführen und setzt
dafür spezielle Brennkammern oder Drehrohröfen
ein. Die festen Abfälle dagegen erfahren fast immer vor dem thermischen Prozess eine mechanische oder mechanisch-biologische Aufbereitung
nach Verfahren, die in 7 Kap. 3 beschrieben sind.
Außerdem fallen eine Vielzahl fester Abfälle zur
energetischen Verwertung erst im Verlauf umfangreicher Aufbereitungsprozesse von komplexen Altprodukten wie Altautos und Elektro- und Elektronikschrott bzw. beim Recycling von Kunststoffen
und Altpapier an. Die besonderen Eigenschaften
dieser festen Abfälle sind deshalb erst nach einer
Beschreibung der Behandlungsprozesse für diese
komplexen Altprodukte und Altstoffe verständlich
und für diese wurde aufgrund ihrer Bedeutung die
Bezeichnung Sekundärbrennstoffe (SBS) bzw. Ersatzbrennstoffe (EBS) eingeführt. Deshalb werden
die Herstellung von SBS bzw. EBS aus festen Abfällen und deren energetische Verwertung sowie die
. Abb. 4.14 Brennkammer für
die energetische Verwertung von
Gasen, Flüssigkeiten und pumpfähigen Schlämmen.
4
65
4.2 • Recyclingverfahren mit physikalischen und chemischen Methoden
Feuerfeste
Ausmauerung
Pumpfähige
Schlämme
Pressluft
Dampfkessel
und Abgasreinigung
Primärluft
Abfallgase,
Erdgaszusatz
Flüssige Brenn- SekundärAbfälle kammer
luft
. Abb. 4.15 Drehrohrofen für
die energetische Verwertung von
fluiden und festen Abfällen.
Fässer mit
Schlamm
Stahlmantel
Ausmauerung
Laufrolle
Nachbrennkammer
Heiße Abgase
(Dampfkessel,
Abgasreinigung)
Abfallgas,
Zusatzgas
Luft
Flüssige
Abfälle
Abfall,
fest
Vergasung von festen Abfällen erst am Ende des
Buches (7 Kap. 12) erläutert.
Die für Gase, Flüssigkeiten und Schlämme vorwiegend eingesetzten Verbrennungsapparate sind
Brennkammern und Drehrohröfen (. Abb. 4.14 und
. Abb. 4.15). Dabei sind in Brennkammern nur solche fluiden Abfälle zu verarbeiten, die keine größeren Mengen fester oder geschmolzener Rückstände
erzeugen und kleinere Mengen fester Rückstände
als Flugasche ausbilden, die mit dem Abgasstrom
aus dem Apparat abgeführt wird. Stoffbeispiele
sind dafür Altöle, Kleber und organische Lösemittel (auch halogenierte Lösemittel). Dagegen sind
die Drehrohröfen »Allesfresser« für fluide, pastöse
und feste Abfälle. Pastöse und feinkörnige Abfälle
kann man z. B. in PE-Fässern verpackt eintragen
(z. B. Lackschlämme). Auf Grund dieser multivalenten Eigenschaft der Drehrohröfen ist ihr Haupteinsatzgebiet auch die thermische Behandlung von
Verbrennungsasche
oder flüssige Schlacke
Schlacke- und
Ascheaustrag
Sonderabfällen. Die energetische Verwertung der
erzeugten heißen Verbrennungsgase findet in den
unmittelbar nachgeschalteten Dampfkesseln statt.
Dampfkessel sind in einem Gehäuse untergebrachte Rohranordnungen, in denen Heißwasser oder
Wasserdampf für Heizzwecke oder zur Verstromung erzeugt wird. Durch die verschiedenartigen
Abfälle und die gebildete Flugasche oder Ruß sind
die Dampfkessel mit unterschiedlichen Abreinigungssystemen für die Wärmetauscherflächen versehen (Rüttelvorrichtungen, Abblasdüsen, Kugelregensysteme).
Hinter den Dampfkesseln ist dann eine umfangreiche Abgasreinigung installiert. Nähere
Ausführungen zu Abgasreinigungssystemen finden sich in 7 Abschn. 12.2. Die spezifische Problematik der Bildung und Entfernung von Dioxinen bei Verbrennungsprozessen wurde bereits in
7 Abschn. 4.1.4 ausführlich behandelt.
67
5
Recycling von metallischen
Werkstoffen und metallhaltigen
Abfällen
5.1
Allgemeine Verfahrenstechniken für das Recycling von
Metallen – 71
5.1.1
5.1.2
5.1.3
Schmelzmetallurgische Recyclingtechnik – 71
Verwertung von metallhaltigen Abfällen und Lösungen – 77
Metallpreise und Schrottpreise – 78
5.2
Recycling von Eisenwerkstoffen
und eisenhaltigen Abfällen – 78
5.2.1
5.2.2
5.2.3
5.2.4
5.2.5
Zusammensetzung der häufigsten Eisenwerkstoffe – 78
Verfahren der Stahlerzeugung – 81
Verfahren zur Herstellung von Eisenguss und Stahlguss – 85
Schrottsorten und Schrottaufbereitung – 89
Verwertung eisenhaltiger Abfälle (Eisenverbindungen) – 91
5.3
Recycling von Aluminiumwerkstoffen
und aluminiumhaltigen Abfällen sowie von
Magnesiumwerkstoffen – 94
5.3.1
Zusammensetzung von Aluminiumwerkstoffen, Schrotten
und aluminiumhaltigen Abfällen – 94
Grundlegende Eigenschaften von Aluminiumschmelzen
und Möglichkeiten ihrer Behandlung – 97
Aufbereitungsverfahren für Aluminiumschrotte – 101
Schmelzverfahren und Schmelzapparate für Aluminiumschrotte – 104
Verarbeitung von aluminiumhaltigen Abfällen – 110
Recycling von Magnesiumwerkstoffen – 112
5.3.2
5.3.3
5.3.4
5.3.5
5.3.6
5.4
Recycling von Kupfer- und Nickelwerkstoffen
und kupferhaltigen bzw. nickelhaltigen Abfällen – 113
5.4.1
Zusammensetzung von Kupferwerkstoffen, Kupferschrotten
und kupferhaltigen Abfällen – 114
Aufbereitung von Kupferschrotten und kupferhaltigen Abfällen – 117
Schmelzmetallurgische Verarbeitung von Kupferschrotten
und kupferhaltigen Abfällen mit abschließender
Raffinationselektrolyse – 119
5.4.2
5.4.3
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_ 5,
© Spektrum Akademischer Verlag Heidelberg 2011
5.4.4
5.4.5
5.4.6
5.4.7
Nassmetallurgische Verarbeitung von kupferhaltigen Abfällen – 125
Zusammensetzung von Nickelwerkstoffen, Nickelverbindungen,
Nickelschrotten und nickelhaltigen Abfällen – 128
Schmelzmetallurgische Verarbeitung von Nickelschrotten
und nickelhaltigen Abfällen – 129
Nasschemische Recyclingverfahren für nickelhaltige Abfälle – 131
5.5
Recycling von Bleiwerkstoffen, Bleiverbindungen
und bleihaltigen Abfällen – 135
5.5.1
Zusammensetzung von Bleiwerkstoffen, Bleiverbindungen,
Bleischrotten und bleihaltigen Abfällen – 135
Aufbereitung und schmelzmetallurgische
Verarbeitung von Bleiakkumulatoren – 136
Schmelzmetallurgische Verarbeitung von Bleischrotten
und bleihaltigen Abfällen – 139
5.5.2
5.5.3
5.6
Recycling von Zinkwerkstoffen und zinkhaltigen Abfällen – 139
5.6.1
5.6.5
Zusammensetzung von Zinkwerkstoffen, Zinkschrotten
und zinkhaltigen Abfällen – 139
Mechanische Aufbereitung von Zinkschrotten
und zinkhaltigen Abfällen – 141
Umschmelzen von Zinkschrotten und Raffination
durch Destillation – 141
Zinkrecycling aus Stahlwerks- und Kupolofenstäuben sowie
anderen zinkhaltigen Abfällen – 141
Verwertung zinkhaltiger Abfälle als Zinkverbindungen – 145
5.7
Recycling von Edelmetallen und Edelmetallsalzen – 146
5.7.1
5.7.2
5.7.3
Edelmetallmaterialien, -schrotte und -abfälle – 147
Recycling von reichen Edelmetallschrotten – 149
Recycling von verunreinigten und armen Edelmetallabfällen
und Edelmetalllösungen – 150
Edelmetallgewinnung aus Anodenschlämmen
von Kupferelektrolysen – 156
5.6.2
5.6.3
5.6.4
5.7.4
5.8
Recycling von Titan- und Tantalwerkstoffen – 158
Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Die metallischen Werkstoffe sind auf Grund ihrer
herausragenden technischen Eigenschaften (mechanische Festigkeit und Elastizität bei hohen und
niedrigen Temperaturen, elektrische und thermische Leitfähigkeit usw.) nach Qualitäten und Masse
die größte Werkstoffgruppe. Dementsprechend ist
der Anfall an nicht mehr verwendungsfähigen metallischen Werkstoffen in Form von Neuschrotten
sowie Alt- oder Sammelschrotten und metallhaltigen Altprodukten außerordentlich umfangreich.
Bereits im Vorwort wurde auf die jahrtausendalte
Tradition des Recyclings von Altmetallen verwiesen, die aus ihrem geringen Wertverlust am Ende
der Nutzungszeit und den relativ unkomplizierten
Recyclingverfahren resultieren. Deshalb kann heute
ein bedeutender Anteil des Metallbedarfs weltweit
durch Recycling abgedeckt werden. In Deutschland
konnten nach Angaben von 2004 folgende Anteile
von recyceltem Metall am Gesamtbedarf erreicht
werden:
5 über 50 %: Pb,
5 30…50 %: Al, Cu, Stahl, W, Au, Ag, Pt, Pd,
5 10…30 %: Zn, Cr, Co, Mn, Mo, Ni,
5 5…10 %: Sn, Ti, Ta.
Die große Anzahl der technisch verwendeten
Metalle (die sog. Gebrauchsmetalle) und die Vielfalt ihrer Gemische machen es erforderlich, dass
für die Ausarbeitung von Recyclingtechnologien
grundlegende Kenntnisse über die verschiedenen
Werkstoffarten und Werkstoffqualitäten vorhanden
sein müssen. Deshalb wird den metallspezifischen
Abschnitten immer eine Werkstoffübersicht vorangestellt. Auf Grund sehr verwandter Eigenschaften
teilt man die Metalle zweckmäßig in einige charakteristische Metallgruppen ein, die auch für das Recycling und sogar das evtl. gemeinsame Recycling
von Bedeutung sind [29].
5 Eisen (Fe) und die Eisenlegierungsmetalle
(Mn, Si, Cr, Ni, W, Mo, V),
5 Nichteisenmetalle (NE-Metalle) (Cu, Ni, Zn,
Pb, Sn),
5 Leichtmetalle (Al, Mg, Ti),
5 Edelmetalle (Ag, Au, Pt, Pd und andere PtMetalle),
5 hochschmelzende Metalle (Mo, W, Ta, Re).
69
5
Die verwandtschaftlichen Eigenschaften in den
Metallgruppen sind deutlich aus dem Periodensystem der Elemente abzulesen (. Abb. 5.1).
Die besonderen physikalischen Eigenschaften
der festen Metalle resultieren aus der metallischen
Bindung im Kristallgitter. Besonders charakteristisch ist die Schmelzbarkeit der Metalle, die für
ihre Herstellung aus den Erzen und ebenso für das
Recycling von außerordentlicher Bedeutung ist.
Nur wenige hochschmelzende Metalle (Mo, W, Re
etc.) werden nicht schmelzmetallurgisch hergestellt und verarbeitet, sondern durch das Verfahren
der Pulvermetallurgie. Für diese Metalle können
auch bei den Recyclingprozessen keine Schmelzverfahren eingesetzt werden [29]. Sehr wertvoll ist
die Eigenschaft der flüssigen Metalle zur Bildung
homogener Mischungen (Lösungen) verschiedener
Metallarten in beliebigen nichtstöchiometrischen
Mischungsverhältnissen. Diese homogenen Mischungen werden im festen Zustand als Legierungen bezeichnet und sind die Grundlage für die große Vielfalt der Werkstofftypen [29]. Die Löslichkeit
der geschmolzenen Metalle ineinander führt aber
auch dazu, dass sich viele nicht erwünschte Verunreinigungen in den Metallen auflösen und z. B.
auch beim Recycling besonders entfernt werden
müssen. Die chemischen Eigenschaften der Metalle
werden durch die positive Ladung der Metallionen
(Kationen) charakterisiert, die durch chemische
oder elektrochemische Oxidation gebildet werden.
Charakteristisch ist die chemische Reaktion mit
anorganischen Säuren unter Bildung von meist
wasserlöslichen Salzen und Wasserstoff. Für die
Recyclingprozesse ist von großer Bedeutung, dass
es sich bei den Metallen um chemische Elemente
handelt, die bei üblichen physikalisch-technischen
Verfahren bei hohen Temperaturen, unter Druck
oder Vakuum sowie bei elektrischen Potentialen
(Schmelzen, Verdampfen, Elektrothermie) vollkommen beständig sind. Das ist ein wesentlicher
Unterschied zu organisch-chemischen Verbindungen (Kunststoffe, Papier, Öle, Lösemittel), die
z. T. schon bei mechanischer Beanspruchung aber
immer bei höheren Temperaturen Zersetzungserscheinungen aufweisen.
Bei einigen Werkstoffen und Werkstoffverbindungen ist die schmelzmetallurgische Technik
nicht möglich oder nicht optimal. Das ist der Fall,
IIIb
IIa
Ia
Metalle, bevorzugt
MeO-Bildung
89-103
Actin.
IVb
104
Vb
105
76
Os
VIIIb
77
Ir
45
Rh
Hochschmelzende
Schwermetalle
VIIb
Leichtmetalle
VIb
75
Re
44
Ru
Ib
79
Au
IIb
80
Hg
Metalle, bevorzugt
MeS-Bildung
78
Pt
48
Cd
88
Ra
74
W
43
Tc
47
Ag
87
Fr
73
Ta
42
Mo
46
Pd
7
72
Hf
41
Nb
57-71
Lanth.
40
Zr
IVa
82
Pb
50
Sn
32
Ge
14
Si
6
C
Va
83
Bi
51
Sb
33
As
15
P
7
N
Halbmetalle
Niedrigschmelzende
Schwermetalle
IIIa
81
Tl
49
In
31
Ga
56
Ba
30
Zn
55
Cs
29
Cu
6
28
Ni
39
Y
27
Co
38
Sr
26
Fe
37
Rb
25
Mn
5
24
Cr
21
Sc
20
Ca
19
K
4
23
V
13
Al
12
Mg
11
Na
3
22
Ti
5
B
4
Be
3
Li
2
Metallsulfidbildung
1
H
Sauerstoffaffinität
ansteigend, MeO-Bildung
5
1
VIa
84
Po
52
Te
34
Se
16
S
8
O
VIIa
85
At
53
J
35
Br
17
Cl
9
F
Nichtmetalle
VIIIa
86
Rn
54
X
36
Kr
18
Ar
10
Ne
2
He
70
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
. Abb. 5.1 Periodensystem der Elemente mit Angaben zu charakteristischen Metallgruppen und deren Eigenschaften [29].
5.1 • Allgemeine Verfahrenstechniken für das Recycling von Metallen
wenn beim Schmelzen und Erstarren unbrauchbare Metallstrukturen entstehen (z. B. bei W-,
Mo-, Re-Werkstoffen) oder eine ungünstige Vermischung von Werkstoffen stattfindet (z. B. Auflösung von Edelmetall- oder Kupferschichten in der
Schmelzphase der Basiswerkstoffe) oder auch bei
verlustreichen und zeitlich langen Schmelzprozessen (wichtig bei teuren Edelmetallen). Schließlich
kann auch das gewünschte Zielprodukt eine Metallverbindung sein (z. B. ein Edelmetallsalz oder
ein Nickelsalz für die Galvanik). Unter solchen Bedingungen verwendet man deshalb verschiedene
chemische Verfahren wie die chemische Auflösung
der Metalle oder die thermische Oxidation und die
Umwandlung in verkaufsfähige Metallverbindungen. Diese Verfahren sind bereits in 7 Kap. 4. beschrieben. Weitere Anwendungsfälle sind in den
stoffspezifischen Abschnitten aufgeführt. An dieser
Stelle sollte vor allem vermerkt sein, dass alternative Verfahren zur Schmelzmetallurgie verfügbar
sind und gegebenenfalls Vorteile bieten können.
5.1
Allgemeine
Verfahrenstechniken für das
Recycling von Metallen
5.1.1
Schmelzmetallurgische
Recyclingtechnik
Nach qualitätsgerechter Sortierung ist der optimale Weg des Metallrecyclings ein Schmelzprozess.
Dieser Schmelzprozess ermöglicht primär die intensive Vermischung und Homogenisierung der
verschiedenen verträglichen Altmetalllose. Eine
einfache Umschmelztechnik ist beim Einsatz sauberer und sortenreiner Schrotte möglich und wird
häufig für die eigenen Neuschrotte in Verarbeitungsbetrieben eingesetzt. Das trifft vor allem für
Gussabfälle in Gießereien zu (Gusseisen, Messing,
Bronze, Aluminiumguss, Zinkguss etc.). Beim Umschmelzen entstehen neben der homogenen flüssigen Metallphase nur geringe Mengen auf dem
Metallbad schwimmender ungeschmolzener Oxide
(sog. Krätzen). Für unreinere und Sammelschrotte
ist ein Schmelzprozess mit einer anschließenden
Reinigung der Schmelze (Raffination) erforderlich.
Dieses Schmelzen kann unter besonders günstigen
71
5
Voraussetzungen bereits mit einer Verfahrensstufe
der Metallgewinnung aus Erzen kombiniert werden. Das trifft z. B. für das Stahlrecycling zu, bei
dem die Raffination des Roheisens mit dem Einschmelzen von Schrott eine optimale Kombination
ergeben kann. Ähnliches gilt für das Recycling von
Altblei, bei dem der Schrott mit dem Rohmetall aus
Erzen vor der Raffination vermischt werden kann.
Auch in die primäre Kupfergewinnung ist Kupferschrott günstig einzuschleusen. Relativ sauberer,
unlegierter Cu-Schrott wird dabei direkt in die Raffinationsöfen eingetragen, während unreinere und
Legierungsschrotte zunächst einem separaten Aufschmelzen in besonderen Altmetallschmelzapparaten unterworfen werden müssen. Eine solche Kombination von Recyclingprozess mit der Primärmetallgewinnung hat erhebliche wirtschaftliche Vorteile und erzeugt eine einheitliche Metallqualität. Für
die separaten Recyclingprozesse und ebenso für die
oben beschriebenen Kombinationsprozesse muss
die Zusammenstellung der einzuschmelzenden
Schrotte derart erfolgen, dass aus den Schmelzen
anschließend mit dem geringsten Aufwand qualitätsgerechte Werkstoffzusammensetzungen (Legierungen) gewonnen werden können. Das heißt, man
vermeidet nach Möglichkeit den Aufwand für eine
Abtrennung von beigemengten Legierungsmetallen, wenn die Hauptkomponente mit diesen einen
marktfähigen Werkstoff ergibt. Ist das nicht möglich, dann muss die Schmelze einem Trennprozess
zur Abtrennung unerwünschter Legierungsmetalle
unterzogen werden. In jedem Fall ist die Schmelze
aber von den verschiedensten Verunreinigungen
zu reinigen. Beim Schmelzprozess findet aber an
der Badoberfläche durch die erhöhte Temperatur
immer eine Reaktion mit der Gasatmosphäre des
Schmelzofens statt. Dabei entstehen Metalloxide,
die als schwer schmelzbare Krätzen auf der Badoberfläche schwimmen oder sich im Metall lösen.
Solche Krätzen bilden sich auch aus den verschiedensten ungeschmolzenen Verunreinigungen der
Schrotte (Schutt, Keramik) und aus den Oxidhäuten, die auf allen festen Metallen vorzufinden sind.
Unter Krätzen versteht man also ganz allgemein
ungeschmolzene Massen, die auf Grund geringerer
Dichte auf einer Metallschmelze schwimmen. Sie
werden mechanisch mittels Kratzen aus Holz oder
Stahl von der Schmelze abgezogen. Die krümeligen
72
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
. Tab. 5.1 Schmelztemperaturen von metallischen
Werkstoffen und wichtige Siedepunkte [5] [7]
Werkstoff
5
Schmelztemperatur
°
C
Wolfram
3 380*
Tantal
2 996**
Molybdän
2 620*
Niob
2 470
Platin
1 770
Titan
1 668
Stahl
1 300…1 520
Kobalt
1 492
Nickel
1 458
Nickellegierungen
1 260…1 440
Gusseisen
1 100…1 360
Kupfer
1 083
Gold
1 063
Bronze (Cu-SnLegierungen)
880…1 040
Messing (Cu-ZnLegierungen)
880…1 020
Silber
961
Aluminium
660
Magnesium
650
Al-Si-Gusslegierungen
Zink
Zinklegierungen
Siedepunkt
°
C
z
1 090
570…580
420
907
380…420
Blei
327
1 750
Kadmium
321
765
Zinn
232
Quecksilber
–39
*
**
bis pulverförmigen Krätzen enthalten nach dem
Abziehen fast immer erhebliche Anteile an erstarrter Metallschmelze und müssen durch besondere
Prozesse verarbeitet werden. Die Metallschmelze
kann beim Schmelzprozess neben Sauerstoff andere
Gase aus den Verbrennungsgasen aufnehmen. Die
Teiloxidation von Metallschmelzen und die Gaslöslichkeit sind starke Motivationen für ein Schmelzen
unter kontrollierter Gasatmosphäre durch Anwendung einer indirekten Beheizung (Induktionsöfen),
einer Schutzgasatmosphäre oder eines Vakuums.
Als Endreinigung muss häufig eine Entgasung ausgeführt werden. Die Konstruktion und Arbeitsweise
der Schmelzöfen müssen den notwendigen Schmelztemperaturen und Arbeitstemperaturen sowie den
erforderlichen oxidierenden oder reduzierenden
Reaktionsbedingungen angepasst sein. Einen Überblick über die Schmelztemperaturen der wichtigen
Metalle und Legierungen gibt . Tab. 5.1. Die für den
Schmelzprozess erforderlichen höheren Temperaturen werden heute durch direkte Beheizung mit
Koks, Brenngasen, Heizöl oder elektrothermisch
realisiert. Auch indirekte Beheizungen durch elektrische Widerstandsbeheizung, induktive Erhitzung
oder nach dem Muffelprinzip sind in Anwendung.
Es existiert eine vielfältige Schmelzofentechnik, die
sehr stoffspezifisch konstruiert und angewendet
werden muss und deshalb zweckmäßig in den einzelnen Metallabschnitten vorgestellt wird.
357
Pulvermetallurgische Verarbeitung
Schmelzmetallurgische und pulvermetallurgische
Verarbeitung
Verunreinigungen der Schrotte durch Öle, Fette,
brennbare Stoffe, Sprengstoffe, Wasser, Feuchtigkeit und allgemeine Gefahrstoffe
Bei allen Schmelzoperationen oder anderen Erwärmungsprozessen (Schrottvorwärmung) gehen
von den in der Überschrift genannten Stoffen erhebliche Gefährdungen aus, da diese zu schlagartiger Verdampfung, Verbrennung, Explosion,
Bildung explosiver Gasgemische und Verpuffung
führen oder als Gefahrstoffe in die Abgase übergehen können. Öle und Fette in gefährlichen Mengen
befinden sich auf den großen Oberflächen von Metallspänen und besonders von Schleifschlämmen.
Schleifschlämme sind deshalb ohne vollständige
Entölung nicht verwendbar. Auch nach der Entölung sind die dann trockenen Schleifpulver aufgrund der hohen spezifischen Oberfläche als ge-
5.1 • Allgemeine Verfahrenstechniken für das Recycling von Metallen
fährliche Stoffe (pyrophores Pulver) einzuordnen,
da diese bei Erhitzung explosionsartig abbrennen
(oxidieren). Sie können erst nach einer Kompaktierung eingeschmolzen werden. Ähnliches Verhalten ist von wolligen Metallspänen zu befürchten (7 Abschn. 3.5). Wasser (besonders verstecktes
Wasser in Hohlräumen) und Feuchtigkeit führen
vor allem bei schneller Erhitzung und insbesondere
beim Nachsetzen von Schrotten in bereits vorhandene Schmelzen zur explosionsartigen Freisetzung
von Wasserdampf und zum Auswurf von Schmelze
oder auch zur Wasserzersetzung (Bildung von Wasserstoff!). Besondere Gefährdung geht von diesen
Stoffen aus, wenn diese sich in Hohlkörpern oder
in geschlossenen Gefäßen befinden. Deshalb sind
Metallflaschen, auch solche mit Luftfüllung, nicht
einsatzfähig und müssen vor dem Einsetzen zerkleinert werden. Von Schuttanteilen (Bauschutt,
Beton etc.) geht in den Schmelzöfen im Prinzip
keine Gefahr aus, aber sie verringern den Metallgehalt und vor allem erhöhen sie die Mengen an
Schlacken und Krätzen und damit die Metallverluste und den Energiebedarf.
z
Physikalische Anforderungen an die Einsatzschrotte
Die Schmelzverfahren zur Stahlerzeugung und für
die Herstellung von Gusslegierungen stellen nicht
nur an die Verunreinigungen, Beimengungen und
Gefahrstoffe bestimmte Forderungen, sondern
auch Anforderungen an die Größe und Struktur der
Schrottteile. Diese Schrottteile müssen problemlos
in die Schmelzöfen einbringbar sein (Chargierfähigkeit), d. h., es wird eine dem Schmelzofen, der
Eintragsöffnung und dem Chargierapparat (Korb
mit Bodenöffnung, Löffel, Rutsche etc.) angepasste
Größe (Abmessungen) gefordert. Durch eine notwendige Zerkleinerung werden außerdem Hohlkörper, Flaschen u. Ä. zerstört und Inhaltsstoffe
freigesetzt. Ebenso ist ein höheres Schüttgewicht
erwünscht (Kompaktierung, Blechpakete). Die genannten Anforderungen an die Schrotte sind von
den Schmelzbetrieben in Schrottsortenlisten festgehalten (z. B. Europäische Stahlschrottsortenliste).
73
5
Reinigung von Metallschmelzen
Eine Reinigung der Schmelzen (Raffination) ist bei
hohen Verunreinigungsgehalten der Schrotte oder
bei der Notwendigkeit einer Abtrennung von enthaltenen Legierungskomponenten erforderlich.
z
Physikalische Raffinationsverfahren für Metallschmelzen
Es stehen Verfahren der Verdampfung und der Destillation zur Verfügung. Dafür eignen sich auf den
ersten Blick nur die Metalle mit beherrschbaren Siedetemperaturen. Das sind nach . Tab. 5.1 die Metalle Kadmium und Zink. Der entscheidende Parameter ist aber der Dampfdruck der abzutrennenden
Komponente im Verhältnis zum möglichst geringen Dampfdruck des Hauptmetalls. Die Dampfdrücke aller Stoffe können zunächst durch Steigerung
der Arbeitstemperatur erheblich erhöht werden.
Aber auch bei hohen Temperaturen erreichen die
Dampfdrücke selten Atmosphärendruck. Deshalb
setzt man die Vakuumtechnik ein, um bei wesentlich niedrigeren Temperaturen im Vakkumapparat
einen Druck zu erzeugen, der dem Dampfdruck
der abzutrennenden Komponente entspricht und
so deren Verdampfung aus der Legierung gestattet.
Das Zink kann z. B. durch Vakuumentzinkung aus
Bleischmelzen abgetrennt und gewonnen werden.
Die Trennung von Blei, Zink und Kadmium kann
durch Rektifikation (d. h. mehrfache fraktionierte
Destillation und Kondensation) erreicht werden,
was sich gerade auch für verunreinigte Zn-Schrotte bewährt hat. Die theoretischen Grundlagen der
Destillation sind in 7 Abschn. 4.2.3 näher erläutert.
Neben der direkten Verdampfung unter Normaldruck oder im Vakuum sowie der Destillation
verfügt man über ein weiteres Verfahren der Verdampfung von Komponenten durch Anwendung
eines durchgeleiteten oder übergeleiteten Gasstromes (Trägergasverdampfung). Die theoretische
Grundlage dieses sog. Verflüchtigungsverfahrens
ist folgende [29]: In einer ruhenden Gasphase über
einer Legierung (oder allgemeiner einer kondensierten Mischphase) stellen sich die Dampfdrücke
der Komponenten der Mischphase ein. Der Dampfdruck (pk) einer Komponente in der Gasphase entspricht bei einem bestimmten Volumen Vm der
ruhenden Gasphase einer bestimmtem Stoffmenge
(Molzahl nk) der ausgedampften Komponente in
74
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
der Gasphase nach der allgemeinen Gasgleichung
(pk × Vm = nk × RT). Dabei existiert ein temperaturabhängiger Gleichgewichtszustand zwischen
dem Dampfdruck (pk) der Komponente und der
Konzentration (Aktivität) dieser Komponente in
der kondensierten Mischphase. Die Gasphase ist
in diesem Gleichgewichtszustand an Dampf der
Komponente gesättigt. Wenn nun durch die Verfahrenstechnik die ruhende, dampfgesättigte Gasphase ständig durch neue Gasphase ersetzt wird,
dann muss immer wieder aus der Mischphase die
Komponente ausdampfen. Auf diese Weise wird
durch einen überströmenden oder durchgeleiteten
Gasstrom bei einem höheren Dampfdruck einer
Komponente (aber bei Temperaturen weit unter
dem Siedepunkt der Komponente) diese Komponente mit diesem Trägergasstrom (Vgas) abgeführt
(verflüchtigt). Dafür gilt dann wieder auf Grund
der allgemeinen Gasgleichung für ein Zweikomponentensystem die folgende Beziehung für die verflüchtigte Stoffmenge:
Die Werte in . Abb. 5.2 gelten für reine Metalle. Unter praktischen Bedingungen beträgt aber die
Konzentration der im Hauptmetall gelösten Verunreinigungen meist nur einige Prozent und nur
die Aktivität des Hauptmetalls ist etwa 1. Dadurch
verschieben sich die Verhältnisse gegenüber dem
angegebenen Diagramm. Außerdem erfolgt wegen
des großen Überschusses des Hauptmetalls parallel auch eine gewisse Oxidation desselben. Dieses
Hauptmetalloxid wirkt dann ebenfalls als Oxidationsmittel auf die metallischen Verunreinigungen.
Beim Beispiel der selektiven Oxidation von Verunreinigungen in Cu-Schmelzen wird also auch
das Cu2O gebildet (4 Cu + O2 → 2 Cu2O). Durch
eine Austauschreaktion oxidiert das im Cu-Metall
z. T. lösliche Cu2O die gelöste Verunreinigung
Fe zu FeO, das in die Schlackenphase übergeht
(Cu2O + Fe → FeO + 2 Cu). Dabei wird das metallische Cu wieder zurückgebildet. Aus dem Diagramm kann man für die technische Anwendung
der selektiven Oxidation grundlegende Zusammenhänge ableiten.
nk = pk (nk+ ngas)/p
Beispiel 1 Selektive Oxidation von Verunreinigun-
Dabei gilt: ngas = Molzahl des Gasstromes,
p = Gasgesamtdruck.
z
Chemische Raffinationsverfahren für Metallschmelzen
Für die Mehrzahl der Schrottschmelzen sind chemische Reinigungsprozesse unverzichtbar [29].
Dabei wird vorwiegend die selektive Oxidation der
Verunreinigungen und die Überführung der erzeugten Verunreinigungsoxide in eine Schlackenphase oder eine Krätze oder das Abgas angewendet.
Die selektive Oxidation erfolgt durch das Einblasen
oder Aufblasen von Luft oder Sauerstoff in oder
auf die Schrottschmelze. Die thermodynamische
Grundlage der selektiven Oxidation ist eine höhere Sauerstoffaffinität der Verunreinigungsmetalle
(ausgedrückt durch einen stärker negativen Wert
der freien Bildungsenthalpie ΔG0) gegenüber derjenigen des Hauptmetalls. In . Abb. 5.2 sind die
freien Bildungsenthalpien von Oxidationsreaktionen wichtiger Metalle in ihrer Temperaturabhängigkeit angeführt.
gen in Cu-Schmelzen. Das Cu hat im Vergleich zu
anderen Metallen einen hohen ΔG0-Wert (d. h. eine
geringe Sauerstoffaffinität) und deshalb können die
im Cu gelösten Verunreinigungsmetalle Fe, Pb, Zn
und Al mit niedrigerem ΔG0-Wert selektiv oxidiert
und verschlackt werden. Dagegen liegt der Wert für
Ni sehr nahe bei Cu und ist deshalb nur parallel
mit gleichzeitig hoher anteiliger Cu-Oxidbildung
zu oxidieren, was technisch und wirtschaftlich offensichtlich nicht zweckmäßig ist.
Beispiel 2 Selektive Oxidation von Eisenschmel-
zen. Die Sauerstoffaffinität des Fe ist offensichtlich höher als die von Cu, Ni und Sn, d. h., diese
Verunreinigungen sind bei der Raffination von
Stahlschmelzen durch selektive Oxidation nicht
zu entfernen. Das ist gerade für das Stahlrecycling
von außerordentlicher Bedeutung, da nur über FeSchrotte Cu-, Ni- und Sn-haltige Werkstoffe in die
Stahlgewinnung eingeschleppt werden. Die primären Eisenrohstoffe (Eisenerze) enthalten kein Cu,
Ni oder Sn.
Mit Hilfe von . Abb. 5.2 erhält man die Möglichkeit einer ersten Einschätzung der selektiven
. Abb. 5.2 Richardson-Diagramm.
Freie Bildungsenthalpie (ΔG0 in
kJ/mol O2) für die Oxidationsreaktionen von Metallen nach Werten
von Barin (vereinfacht) [88] [7].
0
2 Ag2O
2 PdO
5
75
5.1 • Allgemeine Verfahrenstechniken für das Recycling von Metallen
2 Cu2O
2 PbO
2 NiO
2 ZnO
2/3 MoO3
2 SnO
–250
2 FeO
2/3 Cr2O3
2 MnO
Δ G0 kJ/mol O2
–500
SiO2
TiO2
2/3 Al2O3
2 ZnO
2 MgO
–750
2 CaO
2 Li2O
–1000
–1250
298
500
Oxidation gerade für die häufig wechselnden Verunreinigungen in Schrotten. Die oben angesprochene parallele Teiloxidation der Hauptmetalle
zwingt nach Abschluss der Oxidationsperiode zu
der zusätzlichen Prozessstufe der Desoxidation,
um den erforderlichen niedrigen Oxidgehalt (ausgedrückt als Sauerstoffgehalt) im raffinierten Metall zu garantieren. Die Desoxidation der Metallschmelze muss mit geeigneten Reduktionsmitteln
erfolgen. Das sind bei Cu-Schmelzen Holzkohle
und bei Stahlschmelzen sauerstoffaffinere Metalle
(Al, Mn, Si), die gleichzeitig auch als Legierungskomponenten dienen. Die anfallenden Oxide bilden eine Schlacke.
Bildung und Funktion von Schlacken
[29]
Schlacken sind ein typisches Abfallmaterial von
Hochtemperaturprozessen (Schmelzen und Verbrennen), das einer näheren Betrachtung bedarf.
1000
1500
Temperatur in K
2000
Man sollte dabei zwischen der flüssigen (geschmolzenen) Schlacke und der festen Schlacke unterscheiden. Die flüssige Schlacke ist eine weitgehend
homogene Schmelze von freien und gebundenen
Oxiden, die in der Metallschmelze unlöslich ist und
deshalb eine getrennte Schmelzphase ausbildet.
Infolge der geringeren Dichte der flüssigen Schlacken (2,5…4,0 g/cm3) gegenüber den Dichten von
Metallschmelzen sammeln sich die flüssigen Schlacken auf der Oberfläche eines Metallbades an und
werden vorwiegend im flüssigen Zustand von der
Metallschmelze separiert. Als wesentliche schlackenbildende Oxide sind SiO2, CaO, FeO und Al2O3
zu nennen. Diese Oxide bilden sich aus den stark
sauerstoffaffinen Elementen Si, Ca und Al durch die
oben beschriebene selektive Oxidation, wenn diese
in der Schrottschmelze vorliegen oder als Desoxidationsmittel zugegeben werden. Außerdem setzt
man dem Schmelzprozess Sand (SiO2) und Kalk
(CaO) oder sog. Rückschlacke als Zuschläge zu,
76
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
um immer eine Schlackenphase für die Auflösung
der gebildeten Oxide zu gewährleisten. Die Struktur der flüssigen Schlacke wird heute ausschließlich
auf Basis der Ionentheorie diskutiert. Diese Theorie
betrachtet die flüssige Schlacke als eine Lösung, die
vorwiegend aus Ionen (Fe2+, Ca2+, SiO44−, AlO33−)
besteht. Daneben wird die Existenz von Oxiden und
deren Verbindungen angenommen. Die schlackenbildenden Oxide teilt man nach ihren chemischen
Eigenschaften bei hohen Temperaturen in basische
(CaO, MgO, FeO), saure (SiO2, P2O5) und amphotere (Al2O3) Komponenten ein und unterscheidet
entsprechend ihren Mengenanteilen zwischen basischen und sauren Schlacken. Die Schmelzpunkte der Schlacken sind infolge der Bildung binärer
und ternärer Eutektika wesentlich niedriger als die
Schmelztemperaturen der genannten reinen Oxide. Aus technischen und ökonomischen Gründen
sind möglichst niedrige Schlackenschmelzpunkte
erwünscht (1100…1400 °C), die durch geeignete
Zusammensetzungen erreicht werden. Dazu ist die
Kenntnis der zwei wichtigsten ternären Phasendiagramme CaO-FeO-SiO2 und CaO-Al2O3-SiO2 erforderlich. Eine wesentliche Eigenschaft der Schlacken ist deren Lösevermögen für andere Oxide.
Daraus resultiert die metallurgische Funktion der
Schlacke als Sammelbecken für die oxidierten Verunreinigungen (ZnO, SnO, PbO, FeO etc.). Da bei
dem selektiven Oxidationsprozess auch Teile des
Hauptmetalls oxidiert werden, ist die Auflösung
auch dieser Hauptmetalloxide (Cu2O, NiO, PbO,
SnO) in der Schlacke in geringem Umfang (und
FeO in stärkerem Maße) nicht vermeidbar, was zu
einigen Verlusten führt. In manchen Fällen muss
eine zusätzliche Schlackenbehandlung zur Rückgewinnung dieser Wertmetalloxide durchgeführt
werden. Auch die Oxide bzw. Silikate der keramischen Ausmauerung der Schmelzöfen sind der Lösewirkung der Schlacke unterworfen. Deshalb ist
die Art der Ausmauerung (basisch oder sauer) dem
eingesetzten Schlackentyp unbedingt anzupassen.
Typische Schlackenzusammensetzungen lassen sich für einige Prozesse angeben: Beim Stahlschmelzen aus Eisenschrotten werden Kalziumsilikatschlacken mit z. B. 48 % CaO, 15…20 %
SiO2, 10…14 % FeO, 5…10 % MnO verwendet.
Beim Schmelzen von NE-Metallen kann mit den
niedriger schmelzenden Eisensilikatschlacken mit
z. B. 30…50 % SiO2, 35…50 % FeO, 4…15 % CaO,
4…15 % Al2O3 gearbeitet werden. Wie man erkennt, wird die Zusammensetzung von Schlacken
auf Grund ihres oben erläuterten Aufbaus immer
als Mischung von Oxiden angegeben. Aus den flüssigen Schlacken erhält man beim Abkühlen die festen Schlacken, die beim sauren Schlackentyp glasige
Struktur aufweisen. Dagegen erfolgt bei der Erstarrung basischer Schlacken eine partielle Kristallisation (Verstärkung durch Tempern) zu bekannten
Mineralien (Kalziumsilikat, Eisensilikat, Spinelle).
Darin sind auch die gefürchteten Schwermetalloxide (ZnO, Cu2O, PbO, NiO) vollständig als unlösliche Silikate gebunden, wenn die Separierung von
der Metallschmelze sorgfältig durchgeführt wurde.
Die kristallinen Schlacken sind deshalb häufig wie
natürliche Gesteine als Baustoffe einsetzbar. Die
Eignung als Baustoff wird immer durch spezielle
Prüfmethoden (Elutionstest, hydrolytische Klasse
etc.) getestet und erst dann freigegeben. Um das unbegründet schlechte ökologische Image von Schlacken aus Produktionsprozessen zu vermeiden, bezeichnet eine Kupferhütte seine Endschlacken z. B.
als Eisensilikatgestein. Aus den Beschreibungen geht
eindeutig hervor, dass die bei verschiedenen Hochtemperaturprozessen anfallenden Oxidgemische
nur dann als Schlacken bezeichnet werden sollten,
wenn sie durch ein Aufschmelzen zu einer homogenen Masse mit evtl. Reaktion der Komponenten
erhalten wurden. Leider wird der Begriff Schlacken
aber auch immer wieder für ungeschmolzene oder
nur gesinterte oder teilgeschmolzene und dadurch
inhomogene Oxidgemische verwendet, die bei den
verschiedenen Verbrennungsprozessen entstehen.
Solche Verbrennungsrückstände sollten als Aschen
bezeichnet und damit ihr unvollständig geschmolzener und inhomogener Zustand charakterisiert
werden. Das ist keine Wortklauberei, sondern vor
allem für die Deponieklasse oder Nachnutzung der
Aschen entscheidend, weil diese Aschen immer erhebliche Anteile ungebundener, leichter löslicher
Stoffe enthalten, damit ökologisch bedenklich sind
und sich dadurch gravierend von den homogenen Schlacken unterscheiden. Neben den hier beschriebenen oxidischen Schlacken verwendet man
bei einigen Schmelzprozessen auch Salzschlacken,
die aus geschmolzenem NaOH oder NaCl/KCl-Gemischen gebildet werden. Diese Salzschlacken be-
77
5.1 • Allgemeine Verfahrenstechniken für das Recycling von Metallen
sitzen nur ganz spezifische Bedeutung und werden
bei den jeweiligen Prozessen näher erläutert.
Abgase und Flugstäube
Bei allen schmelzmetallurgischen Prozessen entstehen zwangsläufig Abgase und Flugstäube, die aus
Gründen des Umweltschutzes, des Energieinhaltes
und evtl. der Wertstoffinhalte eine Abgasbehandlung bzw. Staubabscheidung erfordern. Deshalb
sind im Rahmen dieses Abschnittes einige Ausführungen dazu notwendig. Analoge Abgas- und
Staubprobleme treten bei weiteren Hochtemperaturprozessen auf (Vergasung, Verbrennung, Pyrolyse). Die folgenden Erläuterungen schließen deshalb die Problematik bei diesen in 7 Abschn. 4.1.3
behandelten Prozessen mit ein. Für die Entstehung
der Abgase und Stäube bei Hochtemperaturprozessen sind eine Reihe von Ursachen verantwortlich:
5 Die Erhitzung der Altstoffe bewirkt eine Verdampfung von Komponenten mit höherem
Dampfdruck (Feuchtigkeit, Lösungsmittel,
Säuren, …) und eine thermische Zersetzung
von instabilen Beimengungen (Kunststoffe,
Holz, organische Stoffe, Chloride).
5 Bei Luftzutritt erfolgt eine vollständige oder
unvollständige Verbrennung (Oxidation)
brennbarer Stoffe (Kunststoffe, Holz, Fette etc.)
und anderer Beschickungskomponenten zu
einem Abgasgemisch (CO2, H2O, CO, SO2).
5 Die für die Erhitzung eingesetzten Brennstoffe
(Erdgas, Öl, Koks) und Reaktionsgase (Luft,
Sauerstoff ) bilden ebenfalls einen Abgasbestandteil aus CO2, H2O, N2 und teiloxidierten
Gasen (CO, CnHm).
5 Auch Komponenten der Beschickung mit höherem Dampfdruck (Metalle, Oxide, Sulfide,
Chloride) verdampfen teilweise oder vollständig und werden im heißen Abgasstrom durch
Restsauerstoff überwiegend oxidiert. Für diese
Verdampfung ist vor allem auch die Trägergasverdampfung infolge der herrschenden
Abgasströmung verantwortlich (7 Abschn. 5.1.1,
»Reinigung von Metallschmelzen«). Durch
Abkühlung des Abgasstromes oder Oxidbildung bilden sich daraus sehr feine Feststoffe
(Sekundärflugstäube).
5 Die teilweise erheblichen Gasströmungen
führen zu einer starken Aufwirbelung und
5
Mitführung von feinteiligen Beschickungsbestandteilen (Primärflugstäube).
Für die Behandlung dieser staubbeladenen Abgase werden eine Reihe von Standardverfahren und
Standardapparaten in geeigneten Kombinationen
verwendet:
5 Abscheidung des Grobstaubes (Primärflugstaub) in Zyklonen,
5 Feinentstaubung mit elektrischer Gasreinigung
(EGR), Gewebefilter oder Nasswäscher,
5 Auswaschen löslicher Gasbestandteile mit
Wasser, Kalksteinsuspension oder Alkalien,
5 Abscheidung spezieller Schadgase durch Adsorptionsverfahren (Aktivkohle).
Falls erforderlich werden einige dieser Verfahren in
den stoffspezifischen Abschnitten näher beschrieben. Das trifft besonders für die Abgasreinigung
bei der energetischen Verwertung von Abfällen
zu. Dort findet man dann auch in 7 Abschn. 12.2
ausführliche Angaben zu kompletten Abgasreinigungssystemen.
5.1.2
Verwertung von metallhaltigen
Abfällen und Lösungen
Die bisher abgehandelten Recyclingverfahren
in 7 Abschn. 5.1.1 bezogen sich ausschließlich auf
Altmetalle, die praktisch 100%ig in metallischer
Form vorliegen und ganz überwiegend wieder in
metallischer Form ausgebracht werden. In wesentlich geringerem Umfang fallen aber auch verschiedene Metallverbindungen von Gebrauchsmetallen
als feste Abfälle in der Produktion und Konsumtion
an. Solche Metallverbindungen von Gebrauchsmetallen in konzentrierter oder verdünnter Form
werden als metallhaltige Abfälle bezeichnet. Diese
können nun ebenfalls durch Recyclingverfahren
verwertet werden, wenn der Gehalt und der Preis
des Metalls und die erforderlichen Verfahrensaufwendungen eine Aufarbeitung erlauben oder
diese aus Gründen der Vermeidung von Umweltbelastungen (Beseitigung) angezeigt ist. Im Falle
von Edelmetallsalzen können solche Abfälle sehr
hochwertig sein, während Abfälle mit Gehalten an
Eisen- oder Aluminiumverbindungen nur sehr sel-
78
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
ten ein kostendeckendes Verwertungsverfahren erlauben. Infolge der sehr unterschiedlichen chemischen Eigenschaften der Metallverbindungen und
der verschiedenen Abfallarten (Krätzen, Schlacken,
Flugstäube, Oxidpulver, Salze, Schlämme etc.) sind
keine allgemeingültigen Aufarbeitungsmethoden
anzugeben. In einigen Fällen können diese Metallverbindungen ohne Probleme gemeinsam mit den
Altmetallen verarbeitet werden (z. B. beim Kupfer- und Bleirecycling), während andere metallhaltige Abfälle eine spezielle Technologie erfordern
(z. B. das Zinkrecycling aus Stahlwerksstäuben).
Bei den metallhaltigen Abfällen mit Gehalten an
Edelmetallen und NE-Metallen ist das Verwertungsprodukt häufig das entsprechende Metall und
selten eine Metallverbindung. Dagegen sind Abfälle aus Eisen- und Aluminiumverbindungen fast
ausschließlich in Form von Metallverbindungen
verwertbar. Neben den festen (oder schlammförmigen) metallhaltigen Abfällen entstehen bei den
Produktionsprozessen und vor allem auch bei den
Weiterverarbeitungsprozessen eine Vielzahl metallhaltiger Lösungen. Diese resultieren überwiegend aus Verfahren der Oberflächenbehandlung
von Metallen (Beizprozesse und Beschichtungsprozesse). Die Behandlung solcher Lösungen ist
aus Umweltschutzgründen unbedingt erforderlich,
aber oft sind auch die Restwerte erheblich (z. B.
Edelmetall- oder Kupferlösungen) und gestatten
ein gewinnbringendes Recycling. Die allgemeinen
Verwertungsverfahren für metallhaltige Abfälle und
Lösungen sind in 7 Abschn. 4.2 bereits als Prinzip
vorgestellt. Die konkrete Behandlung erfolgt in den
stoffspezifischen Abschnitten.
5.1.3
Metallpreise und Schrottpreise
Die Wirtschaftlichkeit des Metallrecyclings wird
selbstverständlich primär von den Aufwendungen für das Recyclingverfahren, von der Qualität
des erzeugten Produktes und den beim Recycling
auftretenden Metallverlusten bestimmt. Daneben sind aber die aktuellen und häufig sehr stark
schwankenden Metallpreise auf den internationalen Metallmärkten (Notierungen an der London
Metal Exchange, LME) und die davon weitgehend
abhängigen Schrottpreise von großer Bedeutung.
Die Schrotte werden infolge ihres hohen Materialwertes wie Produkte am Markt gehandelt und nicht
wie Abfälle aus der Produktion oder Konsumtion bewertet. Entsprechend existieren auch ganz
konkrete marktübliche Schrottqualitäten wie z. B.
Aluminiumgussschrott, Kupferdraht und Stahlschrottsorten. Eine Auswahl von Metallpreisen und
Schrottpreisen sowie deren Schwankungen sind in
(. Tab. 5.2) zusammengestellt. Damit soll dem Leser ein grob orientierendes Zahlenmaterial für die
Einschätzung der unterschiedlichen Metallwerte,
die möglichen Recyclingaufwendungen, die Bedeutung von Metallverlusten im Recyclingprozess,
die Zinsaufwendungen sowie die möglichen Erlöse
zur Verfügung gestellt werden.
Die genaue Kenntnis der sehr unterschiedlichen Metallpreise ermöglicht den Unternehmen
der Schrottaufbereitung und den Schmelzhütten
die Auswahl von Prozessvarianten unter dem Gesichtspunkt eines optimalen Ausbringens der hochwertigen Metalle (z. B. Ni, Sn, Cu, Edelmetalle).
. Tab. 5.2 zeigt sehr deutlich den erheblichen Preisanstieg im 21. Jahrhundert und den Verfall der
Metallpreise in der Wirtschaftskrise 2008/2009.
Dadurch entstand für die meist mittelständigen
Unternehmen der Schrottaufbereitung eine außerordentlich schwierige betriebswirtschaftliche Lage.
5.2
Recycling von Eisenwerkstoffen
und eisenhaltigen Abfällen
5.2.1
Zusammensetzung der
häufigsten Eisenwerkstoffe [31]
[32]
Die Zusammensetzung der in den verschiedenen
Schrotten vorlaufenden Eisenwerkstoffe mit ihren
unterschiedlichen Legierungselementen ist sowohl
für das zu wählende Recyclingverfahren als auch
für das optimale Recyclingprodukt von großer Bedeutung. Einige Legierungselemente wie Ni und
Cr erhöhen außerdem wesentlich den Schrottpreis,
während andere wegen ihrer Schädlichkeit im Prozess (Sn, Cu) limitiert werden müssen. Deshalb
müssen einleitend zunächst die häufigsten Eisenwerkstoffe aufgeführt werden [31]. Man muss bei
11 800
9 200
3 700
1 150
470
250
Cu
Zn
Pb
Ni
Mg
Sn
180
Pt
190
2 200
330
770
1 400
8 700
11 500
18 500
39 400
1 330
%
**
30…50
30…50
8…12
k. A.
k. A.
50…80
25
50…56
41…46
44
k. A. = keine Angaben
*
Preise von Stahlgrobblechen, umgerechnet aus €/t
**
In der BRD
2 550
Au
in t
24 400
in 103 t
850
in 106 t
*
430
270
1 100
*
1 300
700
15 000
2 800
36 100
2 500
3 200
7 100
2 600
2007
in USD/Troy Ounce
4 500
k. A.
5 800
480
900
1 600
1 400
430
in USD/t
2001
aus
Schrott
2001
2008
Metallpreise
Weltproduktion
Al
Rohstahl
Metall
*
3 400
2 800
9 000
3 300
1 500
1 900
1 000
25 500
5 400
33 000
max.
2008…2009
1 400
900
*
850
820
10 000
2 800
8 800
880
1 000
2 800
min.
500
1 700
1 000
140
in USD/t
2001
Schrottpreise
350
2 500
7 800
1 300
max.
2008…2009
500
120
360
800
1 000
min.
. Tab. 5.2 Metallproduktion, Metallpreise und Schrottpreise ausgewählter Metalle; stark gerundete Werte nach verschiedenen Quellen (Metal Statistics, Frankfurt; Euwid
– Recycling, Gernsbach; Statistisches Jahrbuch Stahlindustrie, Düsseldorf )
5.2 • Recycling von Eisenwerkstoffen und eisenhaltigen Abfällen
79
5
80
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
den Eisenwerkstoffen die zwei Hauptgruppen Stahl
und Gusseisen unterscheiden:
5 Stahl ist ein Werkstoff aus überwiegend Eisen
mit im Allgemeinen <2 % C und Legierungselementen.
5 Gusseisen ist ein Eisenwerkstoff mit >2 % C
und Legierungselementen.
5
Neben dem Gusseisen sind noch als weitere Eisengusslegierungen Stahlguss und Temperguss in Anwendung. Der Kohlenstoffgehalt ist entscheidend
für die Schmelztemperatur der Eisenwerkstoffe,
die bei 3 % C etwa 1300 °C und bei 0,2 % C etwa
1550 °C beträgt (siehe dazu evtl. das Zustandsdiagramm Eisen-Kohlenstoff in der Fachliteratur [31]
[5]. Von entscheidender wirtschaftlicher und verfahrenstechnischer Bedeutung für das Recycling
sind die Hauptlegierungselemente. Die Hauptlegierungselemente für Stahl sind Mn, Si, Cr, Ni, Mo, W,
V, Ti, Nb und für Gusseisen Si, Cr, Ni.
z
leitungen. Diesen Symbolen wird der Wert der
Streckgrenze in N/mm2 nachgestellt (z. B. S 355).
Besonders die legierten Stähle werden auch nach
der chemischen Zusammensetzung gekennzeichnet.
Dabei existieren drei Gruppen:
1. Unlegierte Stähle: z. B. C45 (d. h. 0,45 % C).
2. Niedrig legierte Stähle mit Legierungselementen
<5 %: Dabei werden für die Legierungsgehalte
Umrechnungsfaktoren verwendet: Faktor 4
für Cr, Mn, Ni, Si, W, Co; Faktor 10 für Al,
Cu, Mo, Ti, Nb; Faktor 100 für C, N. Beispiel:
32CrMo12-4 enthält 0,32 % C, 3 % Cr, 0,4 %
Mo.
3. Hochlegierte Stähle mit >5 % Legierungselementen: Das Kurzzeichen setzt sich dafür zusammen aus dem Kennbuchstaben X, dem 100fachen Wert des C-Gehaltes, den chemischen
Symbolen der Legierungselemente und den
Zahlen ihrer tatsächlichen Gehalte. Beispiel:
X2CrNiMo18-14-3 (d. h. 0,02 % C, 18 % Cr,
14 % Ni, 3 % Mo).
Einteilung der Stähle nach der europäischen
Norm (DIN EN 10020)
Man definiert drei Stahlklassen: unlegierte, nichtrostende und andere legierte Stähle:
1. Unlegierte Qualitäts- und Edelstähle: Der
Masseanteil der folgenden Elemente darf die
angegebenen Werte nicht überschreiten. Mn
<1,65…1,8 %; Si <0,6 %; Cu, Pb <0,4 %; Al,
Co, Cr, Ni, W <0,3 %; Bi, Lanthanide, Se, Te, V
<0,1 %; Mo <0,08 %; Nb <0,06 % …
2. Nichtrostende Stähle (rostfreie Stähle): Stahlsorten mit >10,5 % Cr und häufig Ni-Gehalten.
3. Andere legierte Stähle: Die Gehalte der Legierungselemente können bis 30 % betragen (Cr)
Die Kennzeichnung der Stähle erfolgt mittels Werkstoffnummern oder Kurzzeichen.
Beispiel 1 Werkstoffnummer 1.7380 bedeutet Folgendes. 1. = Stahl, Gusseisen; 73 = warmfester,
legierter Edelstahl; 80 = chem. Zusammensetzung
(10CrMo9-10).
Beispiel 2 Kurzzeichen bei unlegierten Baustählen
durch Verwendungssymbole. P = Stahl für Druckbehälter, S = Stahlbaustähle, L = Stähle für Rohr-
z
Einteilung von Eisengusslegierungen
Gusseisen und Gusslegierungen werden vorwiegend mit Kurzzeichen, seltener mit Werkstoffnummern bezeichnet. Das Kurzzeichen beginnt immer
mit dem Kennbuchstaben G. Dazu sollen ebenfalls
einige Beispiele angegeben werden:
5 Unlegierter Stahlguss (DIN 1681): z. B. GS-38
(Zugfestigkeit 38 × 9,81 = 372,8 MPa).
5 Nichtrostender Stahlguss (DIN 10213): z. B.
GX5CrNi19-10.
5 Gusseisen (DIN EN 1561): z. B. EN-GJL-350
(d. h. Gusseisen mit Lamellengraphit, Zugfestigkeit 350 MPa). Die chemische Zusammensetzung eines solchen Gusseisens ist ca.
2,7…3,8 % C; 0,8…3 % Si; 0,4…0,8 % Mn;
0,1…1 % P; 0,05…0,12 % S.
z
Preisrelationen für legierte Stähle
Auf Grund der erheblich über dem Rohstahl liegenden Preise einiger Legierungsmetalle (besonders Ni) ergeben sich wesentliche Preisfaktoren für
legierte Stähle. Bei einer relativen Preisbasis 1 für
den Stahl S355 ergeben sich für legierte Stähle folgende mittlere Preisfaktoren: X12Cr13 Faktor 3,5;
X10CrNi18-8 Faktor 5; X2CrNiMo17-12-3 Faktor
81
5.2 • Recycling von Eisenwerkstoffen und eisenhaltigen Abfällen
5
. Tab. 5.3 Beschichtungen auf Stahl
Beschichtungsverfahren
Schichtwerkstoff
Walzplattieren
Nichtrostende Stähle, Nickel, Messing, Tantal, Blei
Schmelztauchen
Zink
Zinn
200…400 g/m2
20…40 g/m2
Galvanisieren
Zinn, Zink
Chrom, Nickel, Kupfer, Kadmium
6…20 g/m2
100…2 000 g/m2
Bedampfen
Aluminium
Emaillieren
Na-K-Silikate (SnO2, NiO)
Kunststoffbeschichten
PE, PP, PVC, PUR
Gummieren
Hartgummi, Weichgummi
Lackieren
Alkydharz, Epoxidharz, Chlorkautschuk, Öllack (ZnO,
Fe-Oxide, Pb3O4)
Wachsen, Fetten
Wachse, Rostschutzfette
9. Diese Preisfaktoren sind auf Basis der mittleren
Metallpreise in . Tab. 5.2 (z. B. für Ni) gut nachvollziehbar.
z
Beschichtung von Stahl
Neben den Legierungselementen ist für das Recycling der Eisenwerkstoffe auch die vorhandene
Beschichtung der Eisenwerkstoffe von Bedeutung.
Die Beschichtungen können im Recyclingprozess
evtl. zusätzliche Kosten verursachen, die Qualität
des Schrottes mindern oder auch ohne Auswirkungen sein. Die üblichen Beschichtungswerkstoffe
und die Schichtdicken sind in . Tab. 5.3 zusammengestellt.
5.2.2
Verfahren der Stahlerzeugung
Das Recycling von Eisenwerkstoffen ist mit den primären Herstellungsverfahren von Stahl und Gusslegierungen außerordentlich eng verflochten und
verwendet auch keine eigene Verfahrenstechnik.
Deshalb ist die Kenntnis der Verfahrenstechnik
der Stahlerzeugung und der Erzeugung der Gusslegierungen eine notwendige Voraussetzung für die
weitere Erörterung des Recyclings von Eisenwerkstoffen. Insbesondere sind grundlegende Kenntnis-
Masseanteil oder Dicke der
Schicht
1…3 mm
5…30 g/m2
200…1 000 μm
20…400 μm
bis 10 mm
100…300 μm
bis 10 μm
se über das Verhalten von Legierungselementen,
Beschichtungswerkstoffen und vielfältigen Beimengungen im Stahlgewinnungsprozess bzw. bei
der Herstellung von Gusslegierungen erforderlich,
um die notwendigen Aufbereitungs- und Sortieraufwendungen für den Schrott und die geforderten Schrottqualitäten verständlich zu machen.
Zunächst wird die Stahlerzeugung behandelt und
nachfolgend in 7 Abschn. 5.2.3 die Herstellung der
Gusslegierungen.
Entfernung von Verunreinigungen/
Beimengungen und deren zulässige
Gehalte bei der Stahlherstellung und im
Einsatzschrott [32]
Die Ausgangsstoffe der Stahlherstellung sind Roheisen, Eisenschwamm, Eisenschrotte, nichtmetallische Zuschläge und evtl. Legierungsmittel. In
die Schmelzöfen trägt man zuerst die festen Materialien ein (Schrott, Eisenschwamm) und danach
das flüssige Roheisen und Zuschläge. Bei reinen
Schrottverfahren entfällt das flüssige Roheisen.
Durch Aufblasen von Sauerstoff oder Luft auf die
Schmelze oxidiert man die Verunreinigungen, die
mit den Zuschlägen aus Kalk (CaO) und Flussspat
(CaF2) eine flüssige Schlacke entstehen lassen. Die
selektive Oxidation der Verunreinigungen mit Sauer-
82
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
stoff und die Auflösung der Verunreinigungsoxide in
einer Schlacke bzw. die Verdampfung von Verunreinigungen und deren Abführung im Abgasstrom ist
der metallurgische Hauptprozess der Stahlerzeugung.
Man bezeichnet diesen Prozess auch als »Frischen«.
Die Prozesstemperaturen beim Frischen müssen über dem Schmelzpunkt der Stähle bei etwa
1600 °C liegen. Die thermodynamischen Grundlagen der selektiven Oxidation wurden bereits für
alle schmelzmetallurgischen Prozesse anhand von
. Abb. 5.2 erläutert. Zur Beurteilung des Verhaltens
der einzelnen Verunreinigung in den Stahlerzeugungsprozessen muss man in . Abb. 5.2 den Verlauf der Eisenoxidationskurve 2 Fe + O2 → 2 FeO
bei ungefähr 1600 °C aufsuchen und mit den Oxidationskurven der Beimengungen in diesem Temperaturbereich vergleichen. Daraus lassen sich zwei
Gruppen von Beimengungen ableiten [29] [30]
[32]:
5 1. Gruppe: Die Metalle Cu, (Pb), Ni, Co, Sn
(Reihenfolge zunehmender Sauerstoffaffinität)
besitzen eine geringere Sauerstoffaffinität als
Fe und lassen sich deshalb unter oxidierenden
Bedingungen nicht aus Eisenschmelzen entfernen. Zusätzlich ist Mo zu nennen, das eine
dem Fe analoge Sauerstoffaffinität besitzt.
Auch die Oxidation von S ist theoretisch nicht
realisierbar, doch ergibt sich die Möglichkeit,
durch zusätzlichen Kalkeinsatz den S als CaS
zu verschlacken.
5 2. Gruppe: Die Beimengungen C, W, P, Cr, Mn,
V, Si, Ti, Al, Mg, Ca haben in dieser Reihenfolge eine zunehmende und höhere Sauerstoffaffinität als Fe und können nach ihrer
Oxidation verschlackt bzw. verflüchtigt (CO)
werden. Wegen der hohen Dampfdrücke von
Zn und Cd (Siedepunkte 907 bzw. 765 °C)
werden diese als Metalldampf ebenfalls verflüchtigt. Für Cr und Mn kann man durch
Anwendung reduzierender Bedingungen in
der Gasphase oder der Schlacke die Verschlackung einschränken oder eine Rückführung in
die Stahlschmelze bewirken. Die Elemente Al,
Mg, Ca bereiten keinerlei Probleme, da diese
unter allen Bedingungen vollständig oxidiert
und verschlackt werden.
Außerdem sind noch folgende spezielle Erläuterungen zu einzelnen Beimengungen erforderlich [32]:
Schwefel hat im festen Stahl eine sehr schädliche Wirkung und ist auf <0,025 % zu begrenzen.
Über den Schrott kann Schwefel durch Gummi,
Autoreifen oder Öle eingetragen werden und beim
Schmelzprozess auch durch den Kalkzuschlag.
Kupfer- und Zinngehalte im Stahl verschlechtern die Verformungseigenschaften merklich. Beide Metalle können über die Schrotte (Elektrogeräte,
Messing, Bronze, Weißblech, Zinnlote) in größeren
Mengen vorlaufen, so dass die Gefahr eines Anstiegs des Kupfer- und Zinnspiegels besteht. Dem
kann im Stahlwerk nur durch gezielte Verdünnung
mit Roheisen gegengesteuert werden.
Blei ist im Stahl praktisch unlöslich, sammelt
sich aber wegen der höheren Dichte gegenüber
Stahl als getrennte Schmelzphase am Boden des
Schmelzgefäßes an und schädigt die Ausmauerung.
Wegen des hohen Dampfdruckes (Siedepunkt von
Pb 1750 °C) wird ein großer Teil des Bleis auch verflüchtigt. Die Eisenschrotte bringen Blei über Mennigeanstriche (Pb3O4-Pigment), Dichtungen und
Zinklegierungen ein.
Zink wird zunehmend durch verzinktes Stahlblech (Altautos) und verzinkten Baustahl eingetragen.
Nickel, Chrom, Mangan, Molybdän sind wertvolle Legierungsmetalle für bestimmte Stahlqualitäten, d. h., solche Beimengungen in Schrotten
sind für legierte Stähle einzusetzen, während sie in
unlegierten Stählen limitiert werden müssen. Diese Metalle finden sich im Schrott in Form legierter
Stähle.
Wegen der gemeinsamen Verarbeitung von
Schrott und Roheisen bei der Stahlerzeugung sind
die Beimengungen des Roheisens für den Prozess
ebenfalls von großer Bedeutung. Roheisen weist
etwa folgende Analyse bei P-armen Erzen auf [32]:
C 4,0…4,5 %; P 0,07…0,08 %; S 0,012…0,020 %;
Si 0,45…0,50 %; Mn 0,27…0,30 %; Cr ca. 0,03 %;
Cu ca. 0,01 %; Ni, Mo 0 %. Die zulässigen Gehalte
an Beimengungen/Verunreinigungen in den Stahlqualitäten sind maßgebend für die Beurteilung der
im Schrott vorhandenen Verunreinigungen und die
Möglichkeiten/Notwendigkeiten ihrer Entfernung.
Deshalb wird zunächst in . Tab. 5.4 eine Zusam-
. Tab. 5.4 Maximal zulässige Begleitelemente in
unlegierten Stählen (gekürzt nach [32] [7])
Element
Maximaler Gehalt
%
C
0,02…0,40
Si
0,02…0,30
Mn
0,15…1,5
P
0,01…0,025
S
0,012…0,030
Al
0,02…0,045
Cu
0,04…0,25
Cr
0,04…0,20
Ni
0,04…0,25
Mo
0,01…0,10
Cu, Cr, Ni, Mo
ca. 0,13
menstellung der maximalen Begleitelementgehalte
für unlegierten Stahl angegeben.
Beim Recycling von legiertem Stahlschrott wird
ein Schmelzprozess praktisch ohne Roheisenzusatz
durchgeführt, um die wertvollen Legierungsmetalle
nicht zu verdünnen, d. h. aber, der Verdünnungseffekt für Verunreinigungen im Schrott entfällt ebenfalls und deshalb ist es möglich, bereits für solchen
legierten Schrott zulässige bzw. erwünschte Gehalte
anzugeben. In . Tab. 5.5 sind für zwei hochlegierte
Stähle die zulässigen und geforderten Beimengungen angeführt.
Aus den Angaben in . Tab. 5.5 ist zu erkennen,
dass auch relativ selten auftretende Beimengungen
wie As, B, Nb, Sb, Bi, Se, Zr zu beachten sind. Diese Elemente können über spezielle Bleilegierungen
(As, Sb, Bi), elektronische Werkstoffe (Se, As), Speziallegierungen (Nb, Zr) u. a. in den Schrott gelangen.
z
Stückgröße und physikalischer Zustand der Einsatzschrotte
Neben der primären Bedeutung der stofflichen Zusammensetzung der Schrotte sind für das Handling, die Beschickung und die Prozesssicherheit
5
83
5.2 • Recycling von Eisenwerkstoffen und eisenhaltigen Abfällen
. Tab. 5.5 Zulässige und geforderte Beimengungen
(%) im Schrott für das Erschmelzen von zwei Qualitäten hochlegierten Stahls nach [32] [7]
Element
CrNi18-8
CrNiMo18-10-2
Cr
Ni
Mo
16…16,5
8…9,5
max. 0,5
15…17
9…12
1,7…2,2
Cu
P
S
Mn
W
Co
As
B
Nb
Pb
Sb
Bi
Se
Sn
V
Zr
max. 0,40
max. 0,035
max. 0,035
max. 1,20
max. 0,10
max. 0,30
max. 0,05
max. 0,001
max. 0,05
max. 0,0005
max. 0,003
max. 0,0001
max. 0,003
max. 0,05
max. 0,20
max. 0,05
zusätzliche Forderungen an die Stückgröße und
den physikalischen Zustand zu stellen. Die Stückgrößenforderungen ergeben sich unmittelbar u. a.
aus den Abmessungen der Chargierkörbe sowie
den Chargieröffnungen der Schmelzöfen. Weiterhin sind Hohlkörper sehr gefährlich wegen der explosionsartigen Ausdehnung der enthaltenen Gase
und Flüssigkeiten. Genauso ist auch eine extreme
Feinkörnigkeit des Eisens (Schleifschlämme) wegen
der Verpuffungsgefahr auszuschließen. Der Gehalt
an Ölen, Fetten und anderen brennbaren Stoffen ist
ebenfalls stark zu begrenzen. Weitere ausführliche
Erläuterungen zu Stahlschrottsorten und Qualitäten sind in 7 Abschn. 5.2.4 eingefügt. Insbesondere
findet sich dort in . Tab. 5.6 die Europäische Stahlschrottsortenliste.
Sauerstoffblasverfahren [32]
Als Schmelztechnik werden heute überwiegend die
Methoden Sauerstoffblasstahlverfahren und Elektrostahlverfahren eingesetzt. Das ältere SM-Verfahren findet nur noch in einigen Entwicklungsländern und Osteuropa geringe Anwendung. Das Sauerstoffblasverfahren (LD-Verfahren) (. Abb. 5.3)
84
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Tragring,
Kippvorrichtung
Abstichloch
Sauerstofflanze
5
Metall
Schlacke
Keramische
Ausmauerung
Stahlmantel
. Abb. 5.3 Sauerstoffblaskonverter.
wurde für das Frischen von großen Mengen flüssigen Roheisens bei geringem Schrotteinsatz und
hoher Prozesskinetik entwickelt. In die kippbaren
Konvertoren (100…400 t Fassungsvermögen) wird
zunächst bis 20 % fester Schrott eingesetzt und
dann flüssiges Roheisen zugegeben. Danach wird
über eine Lanze von oben ein Sauerstoffstrahl auf
das Metallbad geblasen und Kalk zugeschlagen.
Dabei kommt es zu einer heftigen Oxidationsreaktion unter Bildung von CO und FeO. Am Brennfleck herrschen Temperaturen von 2500…3000 °C.
Durch die hohe örtliche Reaktionswärme und das
gebildete CO-Gas kommt es zu einer starken Badbewegung und Durchmischung. Dabei oxidiert das
gebildete FeO sofort die oxidierbaren Beimengungen (C, P, Mn, Si) und geht wieder in Fe über. Die
Oxide bilden mit dem Kalk und geringen Teilen der
feuerfesten Ausmauerung eine Konverterschlacke
(etwa 50 % CaO, 15 % SiO2, 3 % Al2O3, 15 % FeO).
Die Blaszeit liegt zwischen zehn und 20 min. Die
Reaktionswärme der Oxidationsreaktionen (vor
allem die C-Oxidation des Roheisens, die teilweise
Fe-Oxidation usw.), die in der sehr kurzen Blaszeit
entsteht, ermöglicht die erforderliche Aufheizung
des flüssigen Roheisens von etwa 1300 °C auf die
Stahlschmelztemperatur von etwa 1600 °C und zusätzlich das Aufschmelzen des Schrottes, so dass
dieser Prozess autotherm (ohne zusätzliche Wärmezufuhr oder Brennstoffe) abläuft. Im Prozessverlauf wird zur Temperaturregulierung häufig sogar
gut dosierfähiger Shredderschrott als Kühlschrott
nachgesetzt. Eine verfahrenstechnische Variante ist
das Einblasen von Sauerstoff über den Konverterboden (kombiniert mit der Aufblastechnik oder
als reines Bodenblasen). Wenn man zusätzliche
Energieträger in den Konverter einbläst (Kohle,
Leichtöle, Erdgas), kann man den Einsatz von festem, kaltem (evtl. vorgewärmtem) Schrott auf 65 %
und auch bis 100 % steigern (KVA-Verfahren). Damit kann das Konverterverfahren zur Konkurrenz
für das Elektroofenverfahren entwickelt werden.
Durch die starke Reaktion, die örtliche Überhitzung, die intensive Badbewegung und die CO-Gasbildung werden Zn, Cd und Pb intensiv verdampft
und größere Mengen FeO-Rauch sowie Schmelzauswurf gebildet. Die Zn-Cd-Pb-Dämpfe werden
in der Gasphase zu den festen Oxiden oxidiert und
so entsteht ein stark staubhaltiges Abgas (10…50 g
Staub/m3). Dieses Abgas wird trocken oder nass
entstaubt. Dabei entstehen als Abfälle die Stahlwerkstäube oder -schlämme. Der trockene Feinstaub enthält etwa 20 % Femetallisch, 50 % Feoxidisch,
1…5 % ZnO (zur Verwertung von Stahlwerkstäuben siehe 7 Abschn. 5.2.5 und 7 Abschn. 5.6.4). Das
entstaubte Abgas enthält bis 70 % CO und wird
energetisch genutzt. Die Eisenverluste im Staub
und in der Schlacke betragen etwa 6…8 %.
Elektrostahlverfahren [32]
Bei diesen Verfahren wird mit festen Einsätzen gearbeitet und die Wärmeenergie aus Elektroenergie
gewonnen. Die überragende Bedeutung hat dabei
der Elektrolichtbogenofen (bis 200 t Schmelzgewicht). Das Schmelzen im Induktionsofen und
das Umschmelzverfahren (abschmelzende Stahlelektroden) werden nur begrenzt verwendet. Der
Elektrolichtbogenofen (Electric Arc Furnace, EAF)
ist das ideale Aggregat für das Recycling, da mit
100 % Schrotteinsatz gearbeitet werden kann und
kein flüssiges Roheisen am Standort verfügbar sein
muss. Diese Standortunabhängigkeit macht dieses
Verfahren auch für Entwicklungsländer interessant. Der Drehstromlichtbogenofen (. Abb. 5.4) ist
mit drei Graphitelektroden ausgestattet, die durch
ein Gewölbe in das kippbare Ofengefäß eingeführt
sind. Das Ofengefäß ist kreisrund, keramisch ausgemauert und der Deckel abhebbar. Die Beschickung erfolgt von oben bei geöffnetem Deckel.
Nach dem Einschmelzen des Schrottes werden Zuschläge (Kalk, Flussspat) chargiert. Dann
erfolgt der Frischprozess (Verschlackung oxidierbarer Verunreinigungen) mit Sauerstoff und nachfolgend eine Reduktionsphase zum Sauerstoff- und
Schwefelabbau sowie evtl. der Zusatz der Legierungselemente in Form von Ferrolegierungen. Im
EAF kann durch reduzierende Arbeitsweise eine
Verschlackung wertvoller Legierungsmetalle stark
eingeschränkt werden. Deshalb ist dieser das bevorzugte Aggregat zum Schmelzen von legierten
Schrotten und überhaupt zur Erzeugung legierter
Stähle. Außerdem sind die Abgasmengen und die
Gasströmungsgeschwindigkeiten deutlich geringer;
damit wird die Staubzusammensetzung gegenüber
dem Blasstahlverfahren deutlich eisenärmer.
Beim Schmelzen von Schrotten mit Grundstahlerzeugung enthält der abgeschiedene Feinstaub
20…40 % ZnZnO, 1,5…4 % Pb, 20…35 % Fegesamt.
Dieser zinkreiche Stahlwerkstaub aus dem E-Ofen
wird international als EAF-Dust bezeichnet. Das
Zink stammt vor allem aus verzinkten Schrotten,
und bei Gehalten >25 % Zn ist dieser Staub für das
Zn-Recycling gut geeignet (7 Abschn. 5.6.4). Bei
der Erzeugung hochlegierter Stähle können Staubzusammensetzungen von z. B. 25…50 % Fe, 1 %
Cr, 4 % Ni und 1 % Zn entstehen.
Sekundärmetallurgie [32]
Unter Sekundärmetallurgie versteht man alle Nachbehandlungsprozesse für die im Konverter oder
Elektrolichtbogenofen erzeugten Stahlschmelzen.
In erster Linie ist das die notwendige Reduktion des
im Stahl gelösten FeO, die sog. Desoxidation. Diese
Behandlung erfolgt in den für den Transport zum
Gießprozess verwendeten großen Pfannen. Seit
mehreren Jahren werden im Konverter nur noch
das Frischen und im Lichtbogenofen praktisch nur
5
85
5.2 • Recycling von Eisenwerkstoffen und eisenhaltigen Abfällen
Abgas
Rohstahlausguss
Elektroden Gewölbe Tür
Stahlbad
Feuerfeste Ausmauerung
Schlacke
Schlackenabzug
. Abb. 5.4 Elektrolichtbogenofen (Drehstrom).
noch das Schmelzen durchgeführt und alle anderen
metallurgischen Prozesse in die Pfanne verlegt. Dadurch erreicht man eine Entlastung/Produktionssteigerung der Frisch- und Schmelzaggregate und
eine Verbesserung der Stahlqualität (genauere Einstellung der Legierung sowie der Gießtemperatur
etc.). Diese Pfannenbehandlung umfasst folgende
Prozessstufen:
5 Legierungseinstellung (Zugabe von Ferrolegierungen),
5 Mischen und Homogenisieren (Einblasen von
Ar, N2),
5 Entfernung von S, P, Spurenelementen,
5 Desoxidation (Reduktionsmittel SiMn, Al),
5 Entgasung mit inerten Spülgasen und Vakuumbehandlung,
5 Tiefentkohlung.
Für diese vielfältigen Maßnahmen sind die Gießpfannen zu speziellen Pfannenöfen mit elektrothermischer Heizung aufgerüstet worden oder
auch spezielle AOD- (Argon-Oxygen-Decarburization-)Konverter im Einsatz. Einen Überblick der
Gesamttechnologie des Schrotteinsatzes bei der
Stahlherstellung gibt . Abb. 5.5.
5.2.3
Verfahren zur Herstellung von
Eisenguss und Stahlguss
Die Ausgangsstoffe für Gusslegierungen sind heute
vor allem Guss- und Stahlschrotte, eigenes Kreis-
86
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
. Abb. 5.5 Schrotteinsatzmöglichkeiten bei der Stahlerzeugung (Stammbaum).
Stahl- und Gussschrott
O2
Roheisen
flüssig
unlegiert
legiert
Kalk
E-Energie
80 %
20 %
Sauerstoffblaskonverter
Legierungsmetalle
(Cr, Ni, Mo ...)
Elektrolichtbogenofen
5
Schlacke I: SiO2,
CaO, FeO, Cr, Mn
Abgas
Unlegierter Stahl
flüssig
Entstaubung
Brenngas
(CO)
Legierter Stahl
flüssig
Pfanne, Pfannenofen
(Sekundärmetallurgie)
Desoxidationsmittel (Al, SiMn)
Gießeinrichtung
Spülgas
Stahlwerksstaub
Fe-oxide, Fe, ZnO
Stahlformate
laufmaterial und nur noch etwa 20 % Roheisen.
Die Qualitätsanforderungen an die Gusslegierungen nehmen ständig zu, so dass gerade der abnehmende Massenanteil des sehr homogenen Roheisens mit bekannter Zusammensetzung gegen die
verschiedenen inhomogenen Schrotte ein hohes
metallurgisches Können erfordert. Die mögliche
und zulässige Zusammensetzung der Schrotte wird
sehr stark vom verwendeten Schmelzapparat und
den darin möglichen Prozessen (Schmelzverfahren)
bestimmt.
z
Kalk
Kupolofentechnologie
Dieser Ofen ist der Standardapparat für die Verarbeitung von Gussbruch, Maschinengussbruch
und Gießereistahlschrott in Gießereien (. Abb. 5.6).
Der Kupolofen ist ein Schachtofen, der aus einem
Stahlblechzylinder (0,5…3 m Durchmesser, sechsfache Höhe des Durchmessers) besteht. Im unteren Schmelzbereich ist der Stahlzylinder feuerfest
ausgemauert und im oberen Teil wassergekühlt.
Schlacke II
Die Beschickung erfolgt von oben und besteht aus
Schrottstücken, Blechpaketen, Gussbruch, Roheisenmasseln und evtl. Legierungselementen sowie
dem Brennstoff Koks und Kalkstein zur Schlackenbildung. Alle Materialien müssen grobstückig sein,
um die Bildung einer gasdurchlässigen Schüttschicht zu gewährleisten (und auch die Verstäubung
zu minimieren). Durch die Winddüsen wird im
unteren Teil die Verbrennungsluft eingeblasen. Vor
den Düsen entsteht durch die Koksverbrennung die
höchste Temperatur, die zum Schmelzen des Eisens
und zu dessen Vermischung (Homogenisierung)
führen sowie zur Bildung der flüssigen Schlacke.
Die heißen Verbrennungsgase steigen durch die
Schüttschicht nach oben, wärmen die Beschickung
vor und werden durch das Abgassystem abgesaugt.
Die spezifisch leichtere Schlacke sammelt sich über
der Eisenschmelze an und wird durch den Schlackenstich entnommen. Die Gusseisenschmelze (ca.
1500 °C) fließt in einen Vorherd (feuerfest zugestellter Sammelbehälter) und wird von dort in die
5
87
5.2 • Recycling von Eisenwerkstoffen und eisenhaltigen Abfällen
a
b
Abgasbehandlung
(Entstaubung, Rekuperator)
Beschickung
(Schrott, Koks, Kalk)
Absaugung
Deckel,
schwenkbar
Krätze
Wassergekühlter
Mantel
Induktions
spule
Winddüsen
Metallbad mit
Badbewegung
Keramische
Ausmauerung
Schlacke
Gusseisen
. Abb. 5.6 Heißwindkupolofen (a) und Induktionstiegelofen (b) [32].
Gießpfannen übernommen. Das Abgas (Gichtgas)
enthält hohe CO-Gehalte, die in einer Brennkammer nachverbrannt werden (Nutzung der Wärme
zur Luftvorwärmung im Rekuperator und/oder zur
Dampferzeugung). Außerdem muss das Abgas intensiv entstaubt werden. Die abgeschiedenen Stäube werden gelegentlich über die Winddüsen wieder
in den Ofen eingeblasen. Eine Intensivierung der
Schmelzleistung (im Mittel 10 t/h) erreicht man
durch die erwähnte Luftvorwärmung (600 °C)
und/oder Sauerstoffanreicherung des Windes (sog.
Heißwindkupolofen; . Abb. 5.6a). Im Kupolofen
herrschen stark reduzierende Bedingungen (COGehalt der Abgase), so dass eine Entfernung von
Legierungselementen oder metallischen Verunreinigungen durch oxidierende Verschlackung nicht
stattfindet. Eine Ausnahme bildet Zink (aus verzinkten Stahlblechen), das unter den reduzierenden Bedingungen zunächst als Metall verdampft
und danach im Abgasstrom zu ZnO oxidiert und
feinkörnigen ZnO-Staub bildet. Erforderliche
Legierungselemente können also im Prinzip der
Beschickung zugegeben werden. Die notwendige
Aufkohlung des Stahlschrottes auf 2…4 % C erfolgt
durch den Koks. Auf Grund der dargestellten Bedingungen im Kupolofen ist dieser häufig nur als
Umschmelzaggregat zu betrachten. Man erzeugt in
diesem deshalb vorzugsweise ein Basiseisen, das im
Induktionsofen auf genaue Legierungszusammensetzung eingestellt wird. Diese Kombination von
zwei Schmelzverfahren wird als Duplexverfahren
bezeichnet.
z
Schmelztechnologie im Induktionstiegelöfen
Dieser Prozess wird in den Eisengießereien heute vermehrt eingesetzt und ist auch in NE-Metall-Gießereien verbreitet. Der Induktionstiegelofen (. Abb. 5.6b) besteht aus einem Stahltiegel
mit feuerfester Ausmauerung. Der Tiegel ist von
einer Induktionsspule (wassergekühltes Kupferrohr) umgeben, die mit Wechselstrom (Netz- oder
Mittelfrequenz) betrieben wird. Im metallischen
88
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Tiegelinhalt werden Wirbelströme induziert, deren elektrische Energie sofort in die erforderliche
Schmelzwärme umgewandelt wird. Ein besonderer
Vorteil des Induktionsofens ist die durch das Magnetfeld hervorgerufene starke Badbewegung. Dadurch ist eine sehr schnelle Homogenisierung der
Schmelze garantiert, und durch Zugabe von Ferrolegierungen oder unlegiertem Schrott ist eine sehr
exakte Einstellung der gewünschten Legierungszusammensetzung zu erreichen. Der Induktionsofen
ermöglicht wie der Kupolofen keine Entfernung
von unerwünschten Beimengungen und arbeitet
deshalb auch im Prinzip als Umschmelzaggregat. Es
existiert aber wegen des ungehinderten Luftzutritts
zur Badoberfläche eine geringe Oxidationswirkung,
so dass aus einem geringen Metallabbrand und
nichtmetallischen Verunreinigungen eine geringe
oxidische Krätzeschicht auf der Badoberfläche entsteht, die vor dem Gießvorgang abgehoben wird.
Netzfrequenzöfen gestatten Tiegelinhalte bis 100 t
Eisen, Mittelfrequenzöfen zwischen 0,25 und 8 t.
z
Schmelztechnologie im Lichtbogenofen
Der Ofen in kleinerer Ausführung (30 t) als bei
der Stahlherstellung (. Abb. 5.4) wird ausschließlich für die Herstellung von Stahlguss eingesetzt.
Durch entsprechende Schlackenarbeit mit oxidierender oder reduzierender Arbeitsweise lassen
sich die Begleit- und Legierungselemente sehr gut
einstellen. Als Einsatzmaterial kommen hier nur
Stahlschrotte zum Einsatz. Ein besonderer Vorteil
des Lichtbogenofens ist die genannte Möglichkeit
der Schlackenarbeit (evtl. selektive Oxidation von
Verunreinigungen/Beimengungen oder Reduktion
von Legierungselementen aus der Schlacke). Dadurch wird die Verarbeitung stark verunreinigter,
preisgünstigerer Schrotte möglich, die Verschlackungsverluste teurer Legierungselemente werden
minimiert und die Einstellung der Legierungsgehalte wird garantiert.
Weniger häufig verwendete Schmelzapparate
sind der kokslose Kupolofen mit Gas- oder Ölfeuerung [32] sowie öl- oder gasbeheizte Drehtrommelöfen [32] (7 Abschn. 5.3, Al-Recycling).
z
Zusammenfassende Erläuterung zum Verhalten
der Beimengungen/Verunreinigungen und zur
Einstellung der Legierungsgehalte
Wegen der stark reduzierenden Arbeitsweise im
Kupolofen und den extrem geringen Oxidationsbedingungen im Induktionsofen ist die Verschlackung
oder Verflüchtigung von Beimengungen/Legierungselementen mit Ausnahme von Zink in diesen
Schmelzöfen praktisch nicht möglich. Für diese
Schmelzöfen müssen deshalb durch sehr sorgfältige
Zusammensetzung der Beschickung (Gattierung)
die gewünschten Gehalte in den Gusslegierungen
eingestellt werden. Kohlenstoff und Silizium sind
die wesentlichen Begleitelemente bei unlegierten
Gusswerkstoffen. Ihre Zielgehalte (2,2…3,8 % C,
bis 3 % Si) werden im Schmelzprozess direkt erreicht oder können durch Aufkohlungsmittel bzw.
Ferrosilizium oder Zusatz reiner Eisenschrotte
vom Gießer entsprechend nachreguliert werden.
Die Mangangehalte von 0,3…0,8 % sind meist
unproblematisch einzustellen. Chrom und Molybdän sind die wichtigsten Legierungselemente für
legierte Gusswerkstoffe. Dagegen ist bei der Herstellung von Temperguss der Cr-Gehalt auf <0,2 %
begrenzt, so dass eine sorgfältige Schrottauswahl
bei der Gattierung erforderlich ist. Kupfer und Zinn
werden in Gehalten von 0,1…0,3 % als Legierungselemente verwendet, doch nur in Form von Reinzinn und E-Kupfer, da evtl. Gehalte dieser Metalle
im Schrott niemals mit der erforderlichen Genauigkeit beprobt werden können und diese häufig mit
sehr schädlichen Metallen (Pb, Cd, Zn) gemeinsam
auftreten. Blei bereitet trotz seiner extrem geringen
Löslichkeit in Gusslegierungen bereits ab 0,005 %
erhebliche Schwierigkeiten bei Kugelgraphit- und
Lamellengraphitwerkstoffen und ist unbedingt zu
vermeiden. Kadmium hat die gleiche negative Wirkung wie Blei. Blei und Kadmium können in Form
von Beschichtungen (Farben, galvanische Überzüge) eingetragen werden. Zink ist im Induktionsofen sehr gefürchtet, da die feuerfeste Auskleidung
stark angegriffen wird. Der Zinkeintrag kann über
Zink-Druckgussteile oder verzinkten Stahlschrott
erfolgen. Phosphor und Schwefel sind in der Regel
ebenfalls unerwünschte Begleiter (Schwefeleintrag
z. B. über den Koks), so dass evtl. eine spezielle Entschwefelung erfolgen muss. Im Lichtbogenofen lassen sich durch Verschlackung oder Verflüchtigung
89
5.2 • Recycling von Eisenwerkstoffen und eisenhaltigen Abfällen
die Elemente C, Si, S, P, Mn, Cr, Zn, Pb, Cd abtrennen, aber nicht Cu, Ni, Mo und Sn (siehe dazu die
Erläuterungen in 7 Abschn. 5.2.2, »Entfernung von
Verunreinigungen …«).
5.2.4
Schrottsorten und
Schrottaufbereitung
Schrottsorten
Die Erläuterungen zu den drei Schmelzverfahren
für die Gusswerkstoffe und zum Verhalten von Beimengungen lassen klar erkennen, dass eine sehr
genaue Definition der Schrotte nach Sorten hinsichtlich ihrer stofflichen Zusammensetzung, ihrer
Stückgröße und weiterer Eigenschaften erforderlich
ist. Darauf wurde ebenfalls bereits bei den Stahlschmelzverfahren nachdrücklich hingewiesen.
Deshalb können an dieser Stelle gemeinsam für die
Gusswerkstoffe und die Stahlerzeugung die Anforderungen an die Schrotte und die daraus abgeleiteten Schrottsorten nochmals zusammengefasst
werden. Dabei sind zunächst folgende allgemeine
Forderungen zu erheben:
5 Homogenität der Sorten: Trennung in Gusseisen unlegiert, Stahl unlegiert, legierter Stahl
bzw. Gusseisen (Legierungsart), Beschichtungen, Stückgröße, Aufbereitungsprodukt,
5 begrenzte Gehalte der schädlichen Beimengungen Cu, Sn und Pb,
5 Öl- und Fettfreiheit,
5 Vermeidung von stark verrostetem Schrott
(Sauerstoffaufnahme im Eisen),
5 Ausschluss von Hohlkörpern (Explosionsgefahr, Verunreinigungen),
5 Abwesenheit von Feuchtigkeit (Verspritzen,
Explosionen),
5 Ausschluss von Verunreinigungen in gepressten Blechpaketen und Spänen,
5 Ausschluss von feinkörnigen Metallpulvern
(Verpuffungsgefahr)
5 Vermeidung von radioaktiven Bestandteilen
und Dioxinverunreinigungen.
Die Anforderungen an die stoffliche Zusammensetzung ergeben sich eindeutig aus den obigen
Erläuterungen zum Verhalten der Beimengungen
und sind vor allem auf die Einhaltung sehr geringer
5
Restgehalte an NE-Metallen konzentriert. Weitere
Angaben zu den Schrottsorten bei Stahl mit den
angestrebten Analysenwerten sowie zu den Stückgrößen findet man in der Europäischen Stahlschrottsortenliste (. Tab. 5.6 und . Tab. 5.7). Die Stückgröße muss den Schmelzaggregaten angepasst sein.
Hohlkörper sind zu zerkleinern. Feinteiliges und
sperriges Material ist nicht verwendbar. Bleche,
Späne und Schleifpulver werden deshalb zu Paketen oder Presslingen verdichtet. Schleifschlämme
müssen in einer Vorstufe entölt sein. Aus Gründen
der stofflichen Zusammensetzung und der erforderlichen Stückgrößen unterscheidet man deshalb
die zwei Schrottsorten Gussbruch und Gießereistahlschrott:
1. Gussbruch: Gussbruch besteht aus zerkleinerten gusseisernen Maschinen, Apparaten und
anderen Bauteilen. Dazu gehören Maschinengussbruch, Kokillenbruch, Motorblöcke,
Kesselbruch, starkwandige Röhren, Gussspäne
usw.
2. Gießereistahlschrott: Dazu zählen vor allem
geschnittene Stücke (Schrottscheren) von Baustahl und Eisenbahnschienen, Schmiedeabfälle, Stanzabfälle und auch Stahlspäne.
Eine besondere Bedeutung besitzt außerdem der
eigene Kreislaufschrott der Gießereien, da seine
stoffliche Zusammensetzung genau bekannt ist und
keine unbekannten Verunreinigungen vorliegen.
Schrottaufbereitung
Aus den Anforderungen an Schrottsorten und der
daraus resultierenden Einteilung (Europäische
Stahlschrottsortenliste; . Tab. 5.6 und . Tab. 5.7)
ergeben sich für die Schrotte der Eisenwerkstoffe
folgende spezifische Aufbereitungserfordernisse:
5 getrennte Sammlung der Schrotte nach unlegierten und legierten Sorten sowie nach
Stückgrößen (Kompaktschrott, dünne Bleche,
Späne) und evtl. nach Guss- oder Stahlschrott,
5 Einstellung der erforderlichen Stückgrößen
für das Chargieren durch Zerkleinerung bzw.
durch Kompaktieren von Spänen und Blechabschnitten,
5 Aufschlusszerkleinerung (Shreddern) als vorbereitender Schritt für evtl. erforderliche Aus-
90
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
. Tab. 5.6 Europäische Stahlschrottsortenliste (stark gekürzt)
Kategorie
Sorten-Nr.
Sortenbeschreibung
Maße
Schüttgewicht
t/m3
Anteil
Schutt
%
Altschrott
E3
Schwerer Stahlaltschrott, frei
von sichtbaren Cu, Sn, Pb,
kein Karosserieschrott
Stärke:
>6 mm
<0,5 × 5 m
>0,6
<1
Altschrott
E1
Leichter Stahlaltschrott, frei
von sichtbaren Cu, Sn, Pb,
kein Haushaltsgeräteschrott
Stärke:
<6 mm
<0,5 × 1,5m
>0,5
<1,5
Neuschrott
E2
Schwerer Stahlneuschrott,
frei von Beschichtungen und
sichtbarem Cu, Sn, Pb
Stärke:
>3 mm
<0,5 × 5m
>0,6
<0,3
Neuschrott
E8
Leichter Stahlneuschrott, frei
von Beschichtungen, Cu, Sn,
Pb, losen Bändern
Stärke:
<3 mm
<0,5 × 5m
>0,4
<0,3
Neuschrott
E6
Leichter Stahlneuschrott
unter 3 mm Stärke, verdichtet
oder Pakete, frei von Beschichtungen an Cu, Sn, Pb
>1
<0,3
Shredderschrott
E4
Stahlaltschrott in Stücke
zerkleinert (<200 mm), frei
von Nässe, Guss, Weißblech,
Cu, Sn, Pb
>0,9
<0,4
Stahlspäne
E5H
Homogene Lose von C-Stahlspänen, frei von Verunreinigungen, NE-Metallen, Zunder,
Schleifstaub
Stahlspäne
E5M
Gemischte Lose von C-Stahlspänen, frei von Verunreinigungen, NE-Metallen, Zunder,
Schleifstaub
Leicht
legierter
Schrott
EHRB
Alter u. neuer Stahlschrott,
vor allem Betonschrott und
Stabstahl, frei von höheren
Anteilen Schutt, frei von Cu,
Sn, Pb
max. 1,5 × 0,5 ×
0,5 m
>0,5
<1,5
Schrott mit
hohem
Reststoffanteil
EHRM
Alte und neue Maschinenteile, kein Guss, frei von Cu, Sn,
Pb, Bronze
max. 1,5 × 0,5 ×
0,5 m
>0 6
<0,7
Schrott aus
Müllverbrennung,
geshreddert
E46
Geshredderter Schrott
(<200 mm) aus Müllverbrennung, magnetisch sortiert,
z. T. Weißblechdosen, frei von
Nässe, Rost, Cu, Sn, Pb
>0,8
Fe-Gehalt
>92 %
5
5
91
5.2 • Recycling von Eisenwerkstoffen und eisenhaltigen Abfällen
. Tab. 5.7 Angestrebte Analysenwerte zur Stahlschrottsortenliste
Kategorie
Sorten-Nr.
Cr+Ni+Mo
%
Cu
%
Sn
%
Altschrott
E3
<0,25
<0,25
<0,01
E1
<0,30
<0,40
<0,02
Neuschrott mit niedrigem Gehalt an
Begleitelementen, frei von Beschichtung
E2
<0,30
E8
<0,30
E6
<0,30
Shredderschrott
E40
Stahlspäne
E5H
<0,25
<0,02
E5M
<1,0
<0,40
<0,03
Leicht legierter Schrott
EHRB
<0,35
<0,45
<0,03
Schrott mit hohem Reststoffanteil
EHRM
<1,0
<0,40
<0,03
Geshredderter Schrott aus Müllverbrennung
E46
<0,50
<0,07
sortierung von schädlichen Beimengungen
(Cu),
5 Abtrennung organischer Stoffe (Kunststoffe,
Textilien), Glas und mineralischer Stoffe durch
Windsichten (Anfall einer Shredderleichtfraktion, SLF),
5 Gewinnung der Eisenwerkstoffe durch Magnetsortierung und evtl. zusätzliche Abtrennung von Störstoffen (Cu, Messing, Pb) durch
manuelle oder sensorgestützte Sortierung.
5.2.5
Verwertung eisenhaltiger
Abfälle (Eisenverbindungen)
Bei der Stahlproduktion aus Schrotten und Roheisen fallen die oben beschriebenen Stahlwerkstäube bzw. -schlämme an, die erhebliche Gehalte
an metallischem und oxidischem Eisen enthalten.
Den zinkreichen EAF-Dust führt man auf Grund
des hohen Zn-Gehaltes dem Zinkrecycling zu
(7 Abschn. 5.6.4).
z
S
%
<0,10
Zinkarme Stahlwerkstäube
Die zinkarmen Stahlwerkstäube und -schlämme
des Konverterprozesses, die z. T. als Sonderabfall
zu deponieren waren, werden seit 2004 bei ThyssenKrupp Stahl, Duisburg, erstmals zu Roheisen
für die eigene Stahlerzeugung recycelt [33]. Das
konnte durch die Entwicklung eines besonderen
Agglomerationsverfahrens für das feindisperse
Material realisiert werden. Die Kompaktierung der
Stäube zu sog. Agglomeratsteinen ist unerlässlich,
da der angewandte Reduktionsprozess im Schachtofen eine gasdurchlässige Feststoffschüttung, eine
gewisse Druckfestigkeit dieser Schüttung von 10 m
Höhe und geringe Verstäubung des Materials beim
Gasdurchgang erfordert. Dabei muss aber auch
eine bestimmte Restporosität der Agglomeratsteine für die Gas-Feststoff-Reaktionen gewährleistet
sein. Zusammen mit den Stahlwerkstäuben sind
auch andere Eisenabfälle (Hochofengichtstaub,
Walzzunder, Schlacken) einsetzbar. Diese Abfälle
mit hohem Eisengehalt werden mit dem Reduktionsmittel Koksgrus, mineralischen Bindemitteln
und Wasser intensiv gemischt, auf einer Rüttelpresse verdichtet, zu Steinen geformt und dann
durch Auslagerung verfestigt. Die Schachtofen-
92
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Eisenhaltige
Abfälle
Koksgrus
Kalk
. Abb. 5.7 DK-Verfahren der
Verarbeitung eisenhaltiger Abfälle
[34].
Koks
Abgas
Wärmetauscher
Luft
Entstaubung
5
Sinterband
Hochofen
Heißwind
Legierungszusätze
Schlacke
Induktionsofen
Spezialroheisen
beschickung besteht aus 70 % Agglomeratsteinen
und 30 % eisenoxidhaltiger Schlacke. Die erforderlichen Reduktions- und Schmelztemperaturen erreicht man durch Teilverbrennung des Kokses mit
sauerstoffangereichertem Heißwind. In den Steinen
verläuft neben der Koksverbrennung die Eisenoxidreduktion durch den beigemischten Koks und
CO zunächst zu Eisenschwamm, das nachfolgend
zu Roheisen aufschmilzt. Weitere verwertbare Produkte sind ein zinkreicher Schachtofenstaub, eine
Schlacke, die für den Wasserbau zertifiziert ist, und
ein CO-haltiges Gichtgas.
z
Eisenoxide
Eine langjährig bewährte Technologie zur Verarbeitung eisenoxidhaltiger Abfälle ist das DKVerfahren (DK Recycling und Roheisen GmbH,
Duisburg) [34]. Es besteht aus fünf Prozessstufen
(. Abb. 5.7):
Gichtgasschlamm
(ca. 50 % Zn, 5 % Pb)
1. Mischen der eisenhaltigen Abfälle mit Koksgrus zur Sintermischung,
2. Agglomerieren der Mischung auf dem Sinterband,
3. Reduktionsschmelzen des Sinters mit Kalk
und Koks im Hochofen zu Roheisen,
4. Legierungseinstellung des Roheisens im Induktionsofen,
5. Gichtgasentstaubung und Nutzung des COGehaltes zur Heißwinderzeugung.
Nach diesem Verfahren sind sehr unterschiedliche
eisenhaltige Abfälle zu verarbeiten (Walzzunder,
Filterstäube, grober und feiner Konverterstaub,
Abbrände der Eisenkiesröstung, Fällschlämme
etc.), die auch Gehalte an Zn und Pb aufweisen
können. Alkalianteile sind limitiert. Der Eisengehalt soll möglichst hoch sein (30…100 %), um die
Entsorgungskosten zu minimieren. Hohe Verarbei-
5.2 • Recycling von Eisenwerkstoffen und eisenhaltigen Abfällen
tungskosten entstehen durch die aufwendige Vorbereitung der Abfälle (Bemusterung, Mischung,
Sintern) und die Verwendung von teurem Hochofenkoks sowie dem zusätzlichen Induktionsofen.
Dieser Induktionsofen gestattet es aber, bei den
stark schwankenden Einsatzstoffen nach genauer
Schnellanalytik des primären flüssigen Roheisens
durch Legierungszusätze und Sekundärbehandlung ein Qualitätsprodukt nach Kundenwunsch
zu erzeugen. Das Spezialroheisen wird zu Masseln vergossen und vorwiegend zur Verwendung
als Gusseisen vermarktet. Für Elektroofenstäube
vom Erschmelzen hochlegierter Stähle mit wertvollen Gehalten an z. B. 4 % Ni und 10 % Cr steht
ebenfalls ein Schachtofenverfahren zur Verfügung,
bei dem eine Mischung der Elektroofenstäube mit
dem Brenngas über einen Plasmagenerator in den
Schachtofen eingedüst werden (Plasmadustverfahren) [34].
z
Verschiedene Eisenverbindungen
In unterschiedlichen Produktionsprozessen fallen
Eisenverbindungen an, z. B. als Fe2O3-Rückstände
der Schwefelsäuregewinnung und der Al2O3-Erzeugung (Rotschlamm beim Bayer-Prozess), als
Eisenchlorid oder Eisensulfat aus Beizprozessen
und der Titanoxidherstellung oder als FeO-Schlacken und in anderer Form. Die Verwertung dieser eisenhaltigen Abfälle (Eisenverbindungen) zu
Eisenwerkstoffen ist sehr problematisch und wie
oben beim DK-Verfahren beschrieben mit hohen
Aufwendungen verbunden. Insbesondere sind
hohe Gehalte an Halogenen und Schwefel bei den
Salzen sowie die beträchtlichen Restalkalien im
Rotschlamm und immer auch höhere NE-Metall-Gehalte technologisch auch im DK-Hochofen
schwer oder nicht zu beherrschen. Die als Abfälle
auftretenden FeO-Schlacken haben nicht die erforderlich hohen Eisenoxidgehalte. Als Verwertungsmöglichkeit verbleibt deshalb der Einsatz dieser
Abfälle als Eisenverbindungen (z. B. Eisenoxidzusatz bei der Zementherstellung, Verarbeitung
zu Eisenoxidpigmenten) oder die Verwendung als
Baustoff. Im Rahmen dieses Buches soll zu diesen
Verwertungsvarianten als Eisenverbindungen nur
ein kurzer Einblick gegeben werden.
93
5
Eisenoxidzuschläge bei der Zementherstellung Die
verschiedenen Zementsorten enthalten neben den
Hauptbestandteilen CaO und SiO2 sowie Al2O3
auch Gehalte von 1…6 % Fe2O3, die durch Eisenoxidzuschläge bei der Rohstoffvermahlung genau
eingestellt werden.
Eisenoxidschlacken als Baustoffe Bei der Verarbeitung von Kupferkonzentraten und Kupferschrotten
entstehen FeO-Silikatschlacken, die als künstliches
Gestein im Wasserbau Verwendung finden. Andere
FeO-Schlacken sind im Straßenbau einsetzbar.
Verarbeitung von Eisensalzen zu Eisenoxidpigmenten Pigmente aus Eisenoxiden bzw. Eisenhydro-
xiden ermöglichen eine breite Farbskala von Gelb
über Braun bis Rot und Schwarz. Sie sind nicht toxisch und in großer Tonnage in Anwendung. Solche Pigmente lassen sich z. B. aus FeCl3-Lösungen
durch Alkalihydroxide ausfällen (gelbes α-FeOOH)
und auch durch Glühen weiter in rotes Fe2O3 oder
schwarzes Fe3O4 umwandeln. Die Grundlagen
chemischer Fällverfahren sind in 7 Abschn. 4.2.2
(»Kristallisation«) ausführlich beschrieben. FeCl3Lösungen erhält man durch Oxidation von salzsauren Stahlbeizen (FeCl2). Eisensulfatabfälle (Titanoxidherstellung, schwefelsaure Beizlösungen) kann
man direkt durch Kalzinieren zu Eisenoxidpigmenten verarbeiten. Das Eisenoxid Fe2O3 erhält man
auch unmittelbar bei der Regenerierung salzsaurer
Stahlbeizen durch thermische Spaltung nach verschiedenen technischen Verfahren (Sprühröstverfahren nach Ruthner; Wirbelschichtverfahren der
Lurgi). Beim Sprühröstverfahren (. Abb. 5.8) wird
die verbrauchte Beize (Mischung aus HCl und
FeCl2) in einem Waschrekuperator durch die Reaktorabgase vorgewärmt und danach im Reaktor im
Gegenstrom zu den Heizgasen versprüht. Bei Temperaturen von ca. 800 °C erfolgt die Pyrohydrolyse
nach folgender Reaktion:
4 FeCl2 + 4 H2 O + O2 → 2 Fe2 O3 + 8 HCl
Im Absorber erhält man aus dem gebildeten HClGas und dem aus dem Vorlauf verdampften HCl
durch Wasserabsorption zusätzlich eine wertvolle
94
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Sprühröstreaktor
Zyklon
Waschrekuperator
Absorber
Wasser
5
. Abb. 5.8 Regenerierung
salzsaurer Stahlbeizen nach dem
Sprühröstverfahren von Ruthner.
Heizgas
Fe2O3
Verbrauchte
Beizsäure
regenerierte Säure mit einer HCl-Konzentration
von ca. 20 %.
Verarbeitung schwefelsaurer Eisenbeizen zu Wasserreinigungsreagenzien Die verbrauchten Beizen
(Mischung aus FeSO4 und H2SO4) regeneriert man
durch Auskristallisation von Eisensulfaten mittels
Verdampfung und Kühlung. Dabei erhält man je
nach Kristallisationstemperatur das Heptahydrat
(FeSO4 · 7 H2O) oder das Monohydrat (FeSO4 · H2O).
Beide Salze sind in der Frischwasser- und Abwasserreinigung als Flockungsmittel im Einsatz. Die
Grundlagen von Kristallisationsverfahren sind in
7 Abschn. 4.2.2 (»Kristallisation«) beschrieben.
5.3
Recycling von Aluminiumwerkstoffen und aluminiumhaltigen
Abfällen sowie von
Magnesiumwerkstoffen
Die Al-Werkstoffe sind nach dem Stahl zu den
zweitwichtigsten Werkstoffen aufgestiegen und
bereits heute wird in der BRD etwa die Hälfte des
Aluminiums aus Schrotten produziert. Dabei gestaltet sich das Recycling von Al-Schrotten durchaus kompliziert, da das Aluminium zu den unedleren Metallen (z. B. hohe Sauerstoffaffinität) gehört
und deshalb eine Raffination durch selektive Oxidation von den überwiegend edleren Verunrei-
Regenerierte
Säure
nigungen bzw. eine Abtrennung von Legierungselementen nicht möglich ist. Es bestehen deshalb
nur beschränkte Reinigungsmöglichkeiten von AlSchmelzen durch physikalische und chemisch-reaktive Verfahren. Aus diesen Gründen sind Kenntnisse über die Legierungszusammensetzungen der
Schrotte sowie deren Verunreinigungen für den
Verarbeitungsprozess wichtig und der Schrottaufbereitung zur Abtrennung von Verunreinigungen
kommt eine große Bedeutung zu. Al-haltige Abfälle stammen ausschließlich aus der Herstellung der
Werkstoffe und Halbzeuge sowie aus der Schrottverarbeitung. Dabei kann nur der Inhalt an metallischem Aluminium recycelt werden. Die Al-Gehalte
in oxidischer Bindungsform sind prinzipiell nicht
als Metall regenerierbar. Zum Aluminiumrecycling
liegt eine umfangreiche Monographie vor [35]. Die
Recyclingeigenschaften der Mg-Werkstoffe entsprechen weitgehend denen von Al-Werkstoffen
und werden deshalb hier mit behandelt.
5.3.1
Zusammensetzung von
Aluminiumwerkstoffen,
Schrotten und
aluminiumhaltigen Abfällen
Aluminiumwerkstoffe [31] [35]
Unlegiertes Aluminium wird in Hüttenaluminiumqualität (99,0…99,9 %) in der Elektrotechnik und
5.3 • Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen
für Folien eingesetzt. Für Spezialzwecke ist die
Qualität Reinstaluminium (99,98 %) verfügbar.
Die Aluminiumlegierungen unterteilt man in die
Gusslegierungen, die höhere Gehalte an Si, Cu, Mg
und Zn aufweisen, und die Knetlegierungen mit
den geringeren Gehalten an Mn, Mg, Si, Li, Cu und
Zn. Nach der Europäischen Norm (EN) kann die
Legierungsbezeichnung sowohl durch eine Werkstoffnummer als auch wie bisher üblich durch chemische Symbole erfolgen. Außerdem wird ein Zahlencode für Aluminium (A), für Blockmetall (B),
für Gussstücke (C), für Vorlegierungen (M) und für
Knetlegierungen/Halbzeug (W) verwendet. Beispiel einer Knetlegierung: EN AW-3104 entspricht
EN AW-AlMn1Mg1Cu. Bei Gusslegierungen verwendet man die noch nicht umgestellten bisherigen Bezeichnungen wie G-AlSi10 Mg (G steht für
Guss) [31]. Gerade für den Schrotthandel und die
Schrottverarbeitung müssen alle Bezeichnungsformen bekannt sein.
z
Gusslegierungen
AlMg-Gusslegierungen enthalten bis 10,5 % Mg
und ca. 1 % Si (Haushaltsgeräte, Bauwesen). Al-SiGusslegierungen sind mit bis zu 13,5 % Si legiert.
Als ternäre Legierungen betragen die Si-Gehalte
7…10 % sowie zusätzlich 1…4 % Cu, ca. 0,5 % Mg
und bis 1,3 % Fe. Sie finden vor allem für Motorblöcke, Getriebegehäuse und Pumpengehäuse Anwendung und sind in dieser Form ein hochwertiger Kompaktschrott. Als Kolbenlegierung sind
Legierungen mit etwa 11…23 % Si, 1…3 % Cu,
1…2 % Ni und 1 % Mg in Verwendung.
AlZn-Legierungen enthalten z. B. 4,5…6 % Zn
bei 0,4…0,7 % Mg. Partikel- oder faserverstärkte
Werkstoffe (Metal Matrix Composite, MMC) sind
eine Spezialität vor allem bei Gusslegierungen. Dabei werden zur Festigkeitserhöhung 15…25 % an
Partikeln (SiC, Al2O3, …) oder Fasern (C, Al2O3,
…) zugegeben, was zu erheblichen Problemen
beim Recycling führt.
z
Knetlegierungen
Man verwendet die Legierungsgruppe AlCuMg
(z. B. EN AW-AlCu4Mg1), die auch mit Mn, Li
oder Ni legiert sein kann (z. B. EN AW-AlCu2
Li2Mg1,5), sowie die Legierungsgruppe AlMg
(z. B. EN AW-AlMg3), die Legierungsgruppe Al-
95
5
SiMg (z. B. EN AW-AlSi1Mg0,5Mn) und die Gruppe AlZnMgCu (z. B. EN AW-AlZn6MgCu). Die
Legierungsgruppe AlLi (z. B. AlLi4Cu4; AlLi4Mg8;
AlLi2,5Mg4) verdient eine Hervorhebung, da das
Legierungsmetall Li beim Recycling besondere
Beachtung erfordert wegen des hohen Li-Wertes
und der relativen Unverträglichkeit in anderen
Al-Legierungen [44]. Die Knetlegierungen sind
vor allem als Halbzeuge (Bleche, Profile, Rohre im
Fahrzeug-, Flugzeug- und Maschinenbau sowie in
der Bauindustrie), aber auch als Schmiedestücke in
Anwendung.Neben den angegebenen Legierungsgehalten sind für die Schrottverarbeitung die weiteren zulässigen metallischen Beimengungen von
entscheidender Bedeutung, da das Einbringen solcher Beimengungen wie Cu, Fe, Zn, Mg, Pb etc.
durch die verschieden legierten Werkstoffe und
durch beigemengte Verunreinigungen (Fe-, Cuoder Zn-Schrotte) nicht zu vermeiden ist. Beispielhaft werden einige zulässige Beimengungen für AlGusslegierungen genannt:
5 G-AlSi7Mg: 0,55 % Fe; 0,20 % Cu; 0,15 % Zn;
0,15 % Ni; 0,35 % Mn; 0,15 % Pb;
5 G-AlSi11: 0,19 % Fe; 0,05 % Cu; 0,45 % Mg;
0,10 % Mn; 0,07 % Zn.
Aluminiumschrotte
Produktionsabfälle in Gießereien und Halbzeugbetrieben fallen sehr rein und als definierte Legierungen an. Diese Neuschrotte verarbeiten die eigenen Unternehmen ohne Vorbehandlung in ihren
Einschmelzöfen, und dieser betriebsinterne Kreislaufschrott erscheint nicht in den Schrottbilanzen.
Die Neuschrotte der Metallverarbeitung (Stanzabfälle, Schnittreste) dagegen werden speziellen
Umschmelzwerken zugeführt. Die in dieser Verarbeitungsstufe anfallenden Späne sind im Prinzip
ebenfalls Neuschrotte, aber mit Kühlschmierstoffen (Öl-Wasser-Emulsion) stark verunreinigt. Bei
mangelhafter Spänesammlung können auch andere Metallspäne (Fe-Späne) untergemischt sein. Die
große Oberfläche der Späne verursacht oft auch
einen geringen Oxidgehalt, der besonders beim
Einschmelzprozess zunimmt. Die Späne müssen
zunächst entölt werden und sind danach meist wie
verunreinigte Altschrotte zu verarbeiten. Der Massenanfall hochwertiger Späne hat in der Flugzeugindustrie durch Einführung der »Integralbauweise«
96
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
enorm zugenommen. Bei dieser Technologie können vom Rohbauteil 97,6…99 % als Späne anfallen
(nach EADS Deutschland GmbH, 2006).
Die Altschrotte sind an den Sammelstellen häufig vorsortiert in Gussschrott und Knetlegierungen, wobei auch Verunreinigungen (Eisenwerkstoffe, Kupfer) abgetrennt sind. Eine spezielle Sorte
ist Shredderschrott, der nach der Zerkleinerung
bereits einen Sortierprozess durchlaufen hat. Der
Altschrott aus Hausmüll enthält Al-Verpackungen
(Dosen, Deckel, Tuben, Assietten) und Al-Werkstoffverbunde. Neben den beigemengten Verunreinigungen spielen festhaftende Beschichtungen
(Lackierung, Aufdruck, Pigmente, Kunststoffe)
eine Rolle. Schließlich sind die Abmessungen der
Schrotte von Bedeutung, die einerseits die Ofenbeschickung gewährleisten müssen und andererseits
nicht zu feinteilig sein sollten. Die Feinteiligkeit
und damit die große Oberfläche der Stücke spielt
beim Aluminium eine besondere Rolle. Solche
feinteilige Materialien (Späne, Folien) erfahren
beim Einschmelzen an der gesamten Oberfläche
eine Oxidation und diese Oxidhaut blockiert das
Zusammenfließen der Schmelztröpfchen. Dadurch
entstehen geringe Schmelzausbeuten. Wegen der
Schwierigkeiten bei der Reinigung von Al-Schmelzen und der Unmöglichkeit der Reduktion des oxidierten Al-Anteils kommt den Schrottqualitäten
eine große Bedeutung zu. Es haben sich deshalb
zwischen dem Schrotthandel und den Schmelzhütten spezielle Übereinkünfte (Handelsusancen) und
eine Schrottklassifizierung herausgebildet.
Die Schrottklassifizierung umfasst gegenwärtig
22 Al-Schrottsorten besonders nach Stückgrößen
und Verunreinigungen. In der Monographie »Aluminium-Recycling« [35] sind dazu Beispiele angeführt. Bei den einzelnen Sorten werden Vorgaben
zur Legierung, zu den Abmessungen, zum Feinanteil, zum Fe-Gehalt, zum Ölgehalt, zur Lackierung
usw. gemacht. Außerdem liegt ein Entwurf einer
Europäischen Aluminiumschrottnorm vor. Darin
werden auch Vorgaben für die Bewertung und Bemusterung von Schrottlosen gemacht. Die Bemusterung besteht zunächst aus der Probenahme, d. h.
der Gewinnung einer repräsentativen Teilmenge.
Die übliche Teilmenge (Muster) ist 20 kg, die bei erkennbaren starken Inhomogenitäten bis auf 100 kg
erhöht werden muss. In diesem Muster werden die
Feuchtigkeit und der Ölgehalt durch Trocknung bei
110 bzw. 360 °C bestimmt sowie das magnetische
Eisen und evtl. auch unmagnetische Stähle (Wirbelstromverfahren) abgetrennt. Danach erfolgt
ein Probeschmelzen des vorbereiteten Schrottmusters unter praxisnahen Bedingungen (Temperatur
800 °C; Zugabe von Schmelzsalz). Man ermittelt
die Schmelzausbeute an Metall und führt eine chemische Analyse des Metalls durch. Die Ergebnisse
des Probeschmelzens und der Metallanalyse dienen
zunächst der Überprüfung bzw. Korrektur des Einkaufvertrages (Ausbeute, Qualität, Abzüge, Preis)
und sind weiterhin die Basis für die betriebliche
Berechnung der Gattierung.
Aluminiumhaltige Abfälle
Für das Recycling von Al-Metall sind nur Abfälle
nutzbar, die Aluminium in metallischer Form enthalten. Solche Abfälle entstehen beim Schmelzen
und Erstarren von Aluminium und Al-Legierungen infolge der erhöhten Sauerstoffaffinität des flüssigen Metalls in Form von Krätzen (Skimmings).
Auch alle festen Al-Metalloberflächen sind bereits
mit einer sehr dünnen, dichten, durchsichtigen
Oxidschicht bedeckt, die für die Korrosionsbeständigkeit des Al-Metalls verantwortlich ist. Diese Oxidschicht kann durch anodische Oxidation
(Eloxieren) verstärkt werden (und ist zusätzlich
einzufärben). Diese gezielt erzeugten Oxidschichten bilden auch einen geringen Teil der Krätzen.
Die Hauptmenge der Krätzen entsteht an der Oberfläche des Metallbades und besteht aus einem inhomogenen Gemisch von Aluminiumoxid mit etwa
40…80 % Al-Metalltröpfchen (sowie geringe Gehalte an Aluminaten, Al-nitrid, Spinellen und evtl.
Chloriden/Fluoriden). Die Anfallstellen sind z. B.
Vergießen von Primäraluminium, Stranggießen in
Halbzeugwerken, Legieren, Reinigen der Schmelzen, Umschmelzen, Formgießereien und vor allem
Einschmelzen von Schrotten. Die Krätzen schwimmen auf der Al-Schmelze und werden von der
Oberfläche abgezogen oder mit kleinen Wehren
zurückgehalten. Wichtig ist eine schnelle Abkühlung der Krätzen, um die fortschreitende Oxidation
der Al-Tröpfchen zu stoppen. Krätzen reagieren
auch nach dem Abkühlen mit Feuchtigkeit unter
weiterer Oxidbildung und z. T. unter Bildung von
gefährlichen Gasen (Wasserstoff, Ammoniak). Die
5.3 • Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen
Lagerung von Krätzen muss deshalb in geschlossenen, trockenen Räumen mit ausreichend Belüftung
erfolgen.
Eine zweite Abfallsorte des Schrottschmelzens
sind die verbrauchten Schmelzsalze, die nur geringe
Gehalte an Al-Metall aufweisen, und die Filterstäube aus der Abgasbehandlung der Schmelzöfen. Eine
vollständig andere Art von Abfällen sind Al-Salzlösungen, die insbesondere beim Ätzen und Eloxieren von Al-Halbzeug und Fertigwaren anfallen
(siehe dazu die Ausführungen in 7 Abschn. 5.3.5).
5.3.2
Grundlegende Eigenschaften
von Aluminiumschmelzen und
Möglichkeiten ihrer Behandlung
Das Recycling von Al-Schrotten erfolgt ausschließlich schmelzmetallurgisch. Die Beschreibung der
eingesetzten Technologien und der entwickelten
Apparatetechnik sowie die Notwendigkeit spezieller Schrottaufbereitung setzen grundlegende
Kenntnisse über das Verhalten von Al-Schmelzen
voraus.
Verhalten von Al-Schmelzen gegen
Feststoffe
Reines Aluminium hat eine Schmelztemperatur
von 660 °C und dabei eine Dichte von 2,9 kg/dm3.
Die Erzeugung von Al-Schmelzen und deren Behandlung und Legierung erfolgen technisch im
Temperaturbereich zwischen 700 und 900 °C. Im
geschmolzenen Aluminium sind bei diesen Temperaturen die meisten Metalle mit höheren Konzentrationen löslich. Sehr viele Metalle bilden mit
Al-Schmelzen intermetallische Verbindungen wie
Al2Cu (siehe die Legierungssysteme in der Fachliteratur). Es besteht also die erhebliche Gefahr, dass
sich metallische Verunreinigungen von Schrotten
im aufgeschmolzenen Aluminium bzw. der AlLegierung auflösen. Daraus ergibt sich die Forderung nach einer dem Schmelzen vorgeschalteten
weitgehenden Abtrennung metallischer Verunreinigungen durch Sortierprozesse (7 Abschn. 5.3.3,
»Aufbereitungsverfahren für Aluminiumschrotte«).
Die nach den Sortierprozessen verbleibenden
Restinhalte an Fremdmetallen (z. B. Fe, Cu) liegen
dann beim Schmelzen als getrennte Partikel oder
97
5
mechanisch verbundene Teile am Al oder der AlLegierung vor und sie besitzen meist eine höhere
Dichte und höhere Schmelztemperatur als das Al
oder die Legierung. Das heißt, die verunreinigenden Fremdmetalle werden nicht gemeinsam mit
dem Al schmelzen und sich nicht sofort in einer
Al-Schmelze lösen. Entscheidend dafür ist die Auflösekinetik, die von der Temperatur im Schmelzapparat und der spezifischen Oberfläche der festen
Fremdmetallpartikel wesentlich bestimmt wird. Auf
Grund der wesentlich höheren Schmelztemperatur
von Eisenwerkstoffen gegenüber Aluminium und
der Auflösekinetik des Fe ist es technisch möglich,
aus kompakten Al-Fe-Mischschrotten (z. B. Motorenschrott) die Al-Legierung auszuschmelzen und
einen festen Eisenschrottrückstand abzutrennen.
Diese Abschmelzmethode wurde in der Vergangenheit häufig angewandt, aber heute durch effektive
Sortierprozesse verdrängt. Neben diesem Verhalten
zu Fremdmetallen sind die Reaktionen mit anderen festen Verunreinigungen (organische Stoffe und
Kunststoffe, keramische Materialien, Pigmente)
von Bedeutung. Kunststoffe und organische Stoffe
verbrennen nur teilweise beim Aufschmelzen des
Schrottes. Es kommt in großem Umfang zum Verschwelen (Pyrolyse), wobei der entstehende Kohlenstoff eine Bildung von Al-Karbid bewirken kann.
Restgehalte an feinkörnigen keramischen Materialien können von Al-Schmelzen reduziert werden
unter Bildung von Al-oxid und Auflösung des reduzierten Metalls/Halbmetalls in der Al-Schmelze.
Reaktionsbeispiel:
3 SiO2 + 4 Al → 3 Si + 2 Al2 O3
Aus dem Richardson-Diagramm (. Abb. 5.2) kann
man die thermochemischen Reduktionsmöglichkeiten des Aluminiums ablesen. Danach sind nur
die Oxide CaO und MgO gegenüber Al-Schmelzen
bei etwa 750 °C beständig. Kompakte keramische
Werkstoffe sind aber für die feuerfesten Ausmauerungen der Schmelzöfen unverzichtbar. Zu deren
Oxidzusammensetzung und Korrosionsbeständigkeit sind die erforderlichen Angaben bei den
Schmelzapparaten zu finden. Die Pigmente (TiO2,
ZnO, Pb3O4, Fe2O3, Cr2O3 u. a.) in den Lackschichten von Schrotten können ebenfalls die Al-Schmel-
98
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
ze verunreinigen und bei mehrfachem Kreislauf
die geringen zulässigen Grenzgehalte in Knetlegierungen gefährden. Das setzt aber eine mögliche
Reduktion der oxidischen Pigmente voraus. Diese
Reduktion ist nach den thermochemischen Daten
in . Abb. 5.2 realistisch. Experimentelle Untersuchungen zeigten aber, dass auch nach einer Reduktion dieser Oxide praktisch nur die niedrig schmelzenden Metalle Pb, Zn und Sb in die Al-Schmelze
übergehen, während die hochschmelzenden Metalle als feste Partikel in der Krätze oder in der Salzschmelze aufgenommen werden [36].
Verhalten von Aluminiumschmelzen
gegen Sauerstoff, Stickstoff und
Wasserstoff [35]
Sauerstoff und Stickstoff sind im flüssigen Aluminium praktisch unlöslich. Infolge einer hohen
Affinität des Al zu Sauerstoff und einer geringen
Affinität zu Stickstoff bilden sich aber auf flüssigen wie auf festen Al-Oberflächen-Schichten aus
vorwiegend Al-oxid und z. T. Al-nitrid aus. Diese
Schichten sind dicht und schützen das Metall vor
weiterer Reaktion mit diesen Gasen. Die Oxidation
von flüssigen Al-Oberflächen kann auch durch
H2O, CO2 und Fremdoxide erfolgen, d. h. durch
feuchte Luft, Verbrennungsgase und z. B. Eisenoxid. Die Oxidationsgeschwindigkeit von flüssigem
Aluminium nimmt mit steigender Temperatur zu
(ab 780 °C stark). Die Legierungselemente beeinflussen die Oxidation und die Zusammensetzung
der Oxidschicht erheblich. Für das Schrottschmelzen ist der Hinweis wichtig, dass Mg-Gehalte selektiv bevorzugt oxidieren (Mg-Verluste) und die
Al-Oxidation verstärken, während hohe Si-Gehalte
die Al-Oxidation bremsen. Die Oxidbildung aus
Al-Metall ist ein unwiederbringlicher Metallverlust
beim Recycling und überhaupt bei allen Al-Verarbeitungsprozessen (Schmelzen, Gießen), da das
Al-oxid bei den Schmelzverfahren und aus den verschiedenen Abfällen nicht wieder reduziert werden
kann. Die Reduktion von Al-oxid ist wirtschaftlich nur durch Schmelzflusselektrolyse von reinem
Al2O3 zu realisieren.
Wasserstoff ist in Al-Schmelzen merklich löslich, aber er reagiert nicht mit Aluminium. Die Löslichkeit steigt mit der Temperatur und dem Wasserstoffpartialdruck (Gehalt bei 660 °C und 1 bar H2
ist 0,43 cm3 H2/100g Al). Wegen der sprunghaft geringeren Wasserstofflöslichkeit im festen Zustand
wird Wasserstoff beim Erstarren von Aluminium
frei und ist verantwortlich für die Blasen- und
Porenbildung in Al-Werkstoffen (Materialdefekte).
Bei den hohen Erstarrungsgeschwindigkeiten des
Stranggusses kann die Ausscheidung des Wasserstoffs beim Erstarren zunächst unterdrückt sein.
Der Wasserstoff wird aber dann in den nachfolgenden Bearbeitungsstufen (Glühen) unter Bildung von Glühblasen und Korngrenzenporosität
freigesetzt. Die Hauptursache für die Wasserstoffaufnahme ist die Anwesenheit von Wasserdampf,
der mit Al-Schmelzen atomaren Wasserstoff bildet,
welcher rasch in der Al-Schmelze aufgelöst wird.
Das Reduktionsmittel Aluminium wird dabei zu
Oxid umgewandelt.
Wasserdampfreaktion:
2 Al + 3 H2 O → Al2 O3 + 3 H2
Quellen für Feuchtigkeit und Wasserdampf beim
Schmelzen sind die Umgebungsluft, die Ofenatmosphäre, Verbrennungsgase, feuchte und oxidierte
Schrotte, feuchte Schmelzsalze, neue Ofenausmauerungen, unzureichend getrocknete Gießrinnen,
Pfannen und Werkzeuge. Dabei ist besonders auf
den Feuchtigkeitsgehalt der porösen Oxidschichten auf den Schrotten hinzuweisen, der bei kleinstückigem Material (Späne) wegen des ungünstigen Verhältnisses Volumen/Oberfläche erheblich
sein kann. Unzureichend getrocknete Gießrinnen,
Werkzeuge usw. sind auch aus Arbeitsschutzgründen unbedingt zu vermeiden, da durch Wasserdampfblasen flüssiges Metall gefährlich verspritzt.
Anwendung von Schmelzsalzen
Die gravierenden negativen Auswirkungen der hohen Sauerstoffaffinität der Al-Schmelzen und der
bereits vorhandenen Oxidschichten der Schrotte
auf den Schmelzprozess und die Schmelzausbeute
haben zur Anwendung von Schmelzsalzen geführt.
Diese Salzgemische entfalten im geschmolzenen
Zustand mehrere positive Wirkungen:
5 Aufbrechen und Ablösen der vorliegenden
Oxidschicht und deren Auflösung im Schmelzsalz,
5.3 • Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen
5 Koagulation von Metalltröpfchen infolge Ablösung der Oxidschicht,
5 Abdeckung der Al-Metallschmelze mit der
Salzschmelze und damit Realisierung einer
Schutzschicht gegen oxidierende Gase,
5 Auflösung oder Suspendieren von verschiedenen Verunreinigungen.
Der Ablösemechanismus der Oxidschicht von
den Metalltröpfchen ist dabei wesentlich durch
die Oberflächenspannungen von Aluminium und
Salzgemisch und die Benetzungseigenschaften des
Salzgemisches gegeben. Um die genannten Wirkungen zu erfüllen, muss eine Salzschmelze offensichtlich folgende Eigenschaften aufweisen:
5 Schmelzbereich von 660 …700 °C (AlSchmelzpunkt!),
5 Gewährleistung einer schwimmenden Deckschicht, d. h. eine Salzdichte <1,8 g/cm3 (deutlich geringer als flüssiges Aluminium),
5 geringe Viskosität,
5 optimale Grenzflächenspannung gegen AlOxid und Al-Schmelze,
5 keine chemische Reaktion mit der Al-Schmelze und der Ofenausmauerung,
5 thermische Stabilität und geringer Dampfdruck,
5 hohes Lösevermögen für Al-Oxid, Al-Nitrid
u. a. Verunreinigungen.
Diese vielseitigen Anforderungen können Salzgemische aus NaCl und KCl mit geringen Gehalten an
Fluoriden erfüllen (65…75 % NaCl, 25…30 % KCl,
2…5 % CaF2 oder bis 5 % Kryolith (Na3AlF6) bzw.
Alkalifluorid). Für das Umschmelzen von AlLiKnetlegierungen sind diese Salzmischungen aber
nicht optimal, da das wertvolle Li vollständig chloriert wird und als LiCl in die Salzschlacke übergeht.
Deshalb schlagen Arnold et al. [44] als Schmelzsalz reines LiCl vor, das nach Lösen und Umkristallisation verlustarm im Kreislauf geführt werden
kann. Das heißt, die wertvollen Neuschrotte von
AlLi-Knetlegierungen erfordern eine getrennte
Verarbeitung und übrigens auch eine getrennte Lagerung wegen der möglichen Wasserstoffbildung
bei Kontakt mit Feuchtigkeit. Wegen der hohen
Konzentration an Chloriden und daneben gewissen Mengen organischer Stoffe in verunreinigten
99
5
Al-Schrotten besteht die Gefahr der Bildung von
Dioxinen.
Spülgasbehandlung mit inerten und
reaktiven Gasen
Unter Spülgasbehandlung versteht man das Einblasen von Gasen in die Al-Schmelze. Das Einblasen
der inerten Gase Argon und Stickstoff verwendet
man zur Entfernung des gelösten Wasserstoffs.
Dabei diffundiert der gelöste Wasserstoff aus der
Schmelze in die Gasblase und wird mit dieser ausgetragen. Diese Blasenentgasung erfolgt nur dann
mit ausreichender Geschwindigkeit, wenn durch
den Rühreffekt der Gasblasen oder eines Rührers
der konvektive Stofftransport des Wasserstoffs zur
Phasengrenze Schmelze-Blase und eine optimale
Blasengröße gewährleistet sind. Als reaktives Gas
wird Chlor verwendet und zwar als Chlor-ArgonGemisch mit bis zu 15 % Chlor. Damit können auf
Grund der negativeren freien Reaktionsenthalpien
gegenüber Aluminium bei 700…800 °C die gelösten Metalle Sr, Na, Ca, Li und Mg in Chloride umgewandelt und in die Krätze überführt werden. In
den Abgasen sind Reste an Chlor und HCl enthalten. Fluorhaltige Spülgase könnten noch effektiver
reinigen. Sie werden aber aus Gründen der Korrosion und Toxizität nicht eingesetzt. Durch die Spülgasbehandlung erfolgt parallel auch eine Verminderung des Gehaltes an feindispergierten Feststoffen
durch die Flotationswirkung der Gasblasen. An die
Spülgasbehandlung schließt sich als wichtiger Reinigungsschritt immer eine definierte Abstehzeit an,
die für das vollständige Aufsteigen der Gasblasen
und das Aufschwimmen der Krätzepartikel unverzichtbar ist. Erst danach erfolgt das Abkrätzen der
Schmelze. Eine Entfernung feiner Feststoffteilchen
erfolgt bei Knetlegierungen z. T. auch durch Filtration der Al-Schmelzen über keramische Filter in
Kombination mit der Spülgasbehandlung.
Alternative Raffinationsverfahren für
Al-Schmelzen
Für die Raffination von Al-Schmelzen kommen
prinzipiell auch weitere physikalische und elektrochemische Verfahren in Betracht (Seigern, Destillation, Schmelzflusselektrolyse). Der industrielle
Einsatz dieser Verfahren ist aber zurzeit technisch
nicht zwingend, weil die zulässigen Fremdmetall-
100
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
gehalte noch durch Verschneiden mit Reinaluminium (Primäraluminium oder reine Schrotte) zu
garantieren sind. Diese Bedingungen können sich
aber mit zunehmendem Anteil von Recyclingaluminium an der Gesamtproduktion oder durch neuartige Legierungen (z. B. AlLi) ändern [35]. Deshalb werden auch weitere Überlegungen zur Beherrschung der Legierungs- und Verunreinigungsmetalle angestellt. Das ist erstens die Entwicklung
von Legierungen mit höheren Fe-Gehalten, denn
Fe ist eine typische Schrottverunreinigung. Zweitens wäre aber auch eine Beschränkung auf deutlich weniger Legierungselemente ohne Verlust
von Anwendungseigenschaften möglich. Die oben
genannten Verfahren Seigern, Destillation und
Schmelzflusselektrolyse wurden unter den besonderen wirtschaftlichen Bedingungen des Zweiten
Weltkrieges für Flugzeugschrott technisch genutzt
[37].
z
Seigerprozess
Er ermöglicht eine selektive Kristallisation von
Verunreinigungen aus der Al-Schmelze. Durch
dieses Verfahren lässt sich aus geschmolzenen
AlMg-Legierungen beim definierten Abkühlen das
Fe als festes FeAl3 abscheiden und Si in Form von
festem Mg2Si [37]. Die Effektivität des Verfahrens
wird dabei auch wesentlich durch die nachfolgend
notwendige Trennung der festen Phase von der AlSchmelze durch Filtration oder Zentrifugieren bestimmt.
z
Vakuumdestillation
Sie ist ein verfahrenstechnisch und apparativ erprobtes und einige Jahre für die Abtrennung von
Mg und Zn angewandtes Verfahren (Beck-Prozess).
Gegenüber dem Basismetall Al sind bei Temperaturen von 700…1200 °C die Dampfdrücke von Zn,
Cd, Mg, Li, Pb z. T. deutlich höher. Die Dampfdrücke erreichen bei 1000 °C und einer Konzentration
von 2 % des Legierungsmetalls etwa folgende Werte: Zn 30 hPa, Mg 5 hPa, Li 3 hPa [35]. Der Vorteil
der Vakuumdestillation ist die Gewinnung dieser
Legierungsmetalle in reiner metallischer Form,
d. h., sie sind unmittelbar als Legierungsmetalle
wieder verwendbar.
z
Dreischichten-Schmelzflusselektrolyse
Als weiteres technisch erprobtes Verfahren wäre die
Schmelzflusselektrolyse von Aluminium in Form
der Dreischichten-Elektrolyse einsetzbar, die aber
hohe Kosten verursacht. Das Prinzip beruht auf
der Anwendung eines geschmolzenen Elektrolyten
mit einer höheren Dichte (Kryolith + Bariumfluorid) als das geschmolzene reine Al sowie einer unreinen Al-Legierung, der ebenfalls zur Erhöhung
der Dichte 30 % Cu zulegiert sind. Dadurch kann
man in einer Elektrolysewanne (Kohlenstoffmasse)
als unterste Schicht die unreine Al-Schmelze mit
30 % Cu als Anode, darüber die Elektrolytschmelze
und als oberste Schicht die abgeschiedene reine AlSchmelze (Kathode) realisieren [37].
z
Zusammenfassung der Eigenschaften und
Möglichkeiten der Behandlung von Aluminiumschmelzen
Die vorhandene Löslichkeit fast aller Metalle in
Al-Schmelzen und die Reduktionswirkung des
geschmolzenen Aluminiums auf Oxide kann zu
erheblicher Auflösung von Fremdmetallen führen. Die große Affinität des Al zu reaktiven Gasen
(Sauerstoff, Chlor etc.) begrenzen die Möglichkeit
einer selektiven Reaktion dieser Gase mit Verunreinigungen auf wenige Metalle (Sr, Na, Ca, Li, Mg).
Die Vakuumdestillation könnte die Abtrennung
von Zn, Mg, Li und Pb ermöglichen.
Die fest haftenden Oxidhäute auf den Schrottoberflächen stellen besonders bei feinteiligem Material hohe Anforderungen an die Schmelztechnik,
erzeugen eine große Krätzemenge, zwingen zur
Verwendung von Schmelzsalzen und verringern die
Schmelzausbeute. Infolge dieser Stoffeigenschaften
sind die Raffinationsmöglichkeiten von Al-Schmelzen außerordentlich beschränkt und es ergibt sich die
Forderung nach einer weitgehenden Abtrennung der
Verunreinigungen des Schrottes vor dem Einschmelzen durch Schrottaufbereitung. Diese Schrottaufbereitung durch Reinigung und Kompaktierung kann
gleichzeitig auch eine verbesserte Schmelzausbeute
gewährleisten.
5.3 • Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen
5.3.3
Aufbereitungsverfahren für
Aluminiumschrotte
Die wichtigste Aufgabenstellung der Aufbereitung
der Al-Schrotte sind auf Grund der oben erläuterten geringen Raffinationsmöglichkeiten die Aushaltung und Abtrennung von Verunreinigungen.
Deshalb muss in der ersten Aufbereitungsstufe
der Aufschlusszerkleinerung die allergrößte Beachtung geschenkt werden, da diese die Trennung
der Werkstoffverbindungen bewirken muss, die die
grundlegende Voraussetzung für die nachfolgende
Werkstoffsortierung ist. Auch ist bei den Anwendungsfeldern der Al-Werkstoffe eine Kombination
mit anderen Werkstoffen (Motorblöcke, Fahrzeugkarosserien, Kleingeräte) bzw. eine Beschichtung
(Lacke, Kunststoffe) sehr häufig anzutreffen. Aber
auch sehr dünnwandige Al-Werkstoffe wie Folien
und Dosen sind in Verwendung und erfordern besonders wegen der starken Oxidationsgefahr beim
Schmelzen geeignete Kompaktierungsverfahren.
Aus Gründen der großen Legierungsunterschiede zwischen den Si-haltigen Gusslegierungen und
den MgCu-haltigen Knetlegierungen ist die Getrennthaltung dieser beiden Schrotte von großer
Bedeutung. Die früher übliche Praxis des Recyclings aller Al-Schrotte zu den höherlegierten Gusslegierungen ist durch verbesserte Sammel- und
Sortiersysteme nicht mehr Stand der Technik. Reine Knetlegierungsschrotte werden heute wieder zu
qualitätsgerechten Knetlegierungen recycelt. Die
Aushaltung von Verunreinigungen und die Vorsortierung nach Legierungstypen beginnen mit
entsprechend strukturierten Sammelsystemen für
z. B. Motorenschrott, Al-Bauprofilen, Al-Getränkedosen (sog. UBC-Schrott), Al-Blechschrott, Menüschalen etc. Dabei kommt heute immer mehr das
sehr effektive »Leasing« in Gebrauch, bei dem z. B.
die Menüschalen bei Großverbrauchern (Krankenhäuser, Kantinen usw.) von dem Lieferanten wieder eingesammelt werden und so als saubere und
definierte Knetlegierung direkt umgeschmolzen
werden können. Die Sammelsysteme sind durch
entsprechend definierte Transport- und Lagersysteme beim Schrotthandel und beim Schrottverarbeiter zu komplettieren. Feinteilige Schrotte sind
ausnahmslos unter Dach zu lagern (Vermeidung
der Oxidation durch Feuchtigkeit und Gefahr der
101
5
Selbstentzündung durch Wasserstoffbildung und
Reaktionswärme), stückige Schrotte auch bevorzugt unter Dach.
z
Aufschlusszerkleinerung
Man verwendet vorzugsweise folgende Apparate
und Verfahren:
5 Hammerbrecher und Backenbrecher für den
Sprödbruch von Gussschrotten,
5 Hammerreißer (Shredder) für die elastischplastischen Knetlegierungen, aber z. T. auch
für Gussschrotte (. Abb. 3.2 und . Abb. 5.9),
5 Rotorscheren für dünnwandige Knetlegierungen und Späne,
5 kryotechnische Vorbehandlung für Drähte mit
Kunststoffisolierungen (Kunststoffversprödung),
5 selektive Versprödung bei erhöhter Temperatur (Hot Crush).
Diese Apparate und Verfahren sind in 7 Abschn. 3.2
näher beschrieben. Sie gewährleisten einzeln oder
in Kombination einen weitgehenden Aufschluss.
z
Sortierverfahren
Die Sortierverfahren teilt man zweckmäßig nach
bestimmten Zielstellungen ein [35]:
5 Nichtmetallabtrennung von Metallen,
5 Schwermetall- und Eisenabtrennung von den
Leichtmetallen,
5 Abtrennung der Mg-Werkstoffe von Aluminium,
5 Sortierung der Al-Legierungen nach Legierungstyp.
Die eingesetzten Verfahren und Apparate sowie die Grundlagen der Trenneffekte wurden in
7 Abschn. 3.4 bereits vorgestellt. An dieser Stelle wird
der spezifische Einsatz bei Al-Schrotten ergänzt.
z
Abtrennung der Nichtmetalle von den Metallen
Diese Aufgabe ist relativ unproblematisch zu lösen,
da ausreichende Unterschiede in der Dichte und
den magnetischen und elektrischen Eigenschaften
existieren. Bereits durch Siebklassierung ist die häufig feinteilige Fraktion von Kunststoffisolationen,
Lacken etc. nach dem Shreddern auszusortieren.
Die Dichtesortierung in ihren verschiedenen Va-
102
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Al-Stückschrott
Leichtfraktion
Abluft
Filter
Leichtfraktion
5
fast immer Reste an Kühlschmierstoffen, sog. KSS
(Öl-Wasser-Emulsionen). Meist erfolgt bereits am
Anfallort eine KSS-Rückgewinnung durch Zentrifugieren. In den Recyclinghütten muss dann eine
vollständige Entölung nachgeschaltet werden. Dafür stehen nach einer notwendigen Nachzerkleinerung folgende Verfahren zur Verfügung:
5 Waschen mit alkalischen Lösungen in Waschtrommeln und Trocknen,
5 Magnetscheidung zur Abtrennung von FeSpänen.
Sichterluft
Shredder
Magnettrommel
Eisen Al-Shredderschrott
. Abb. 5.9 Aufschlusszerkleinerung von Al-Stückschrott
mit integrierter Windsichtung und Eisenabtrennung durch
Magnetscheidung.
rianten ist vielfältig anwendbar. Ein wichtiges Verfahren ist die Windsichtung (Zick-Zack-Sichter)
für die Abtrennung der leichten Stoffe (Kunststoffe,
Gummi, Holz, Glas, Fasern) von den Metallen. Die
Stromsortierung wirkt aber nicht nur auf Grund
von Dichteunterschieden, sondern sie beruht auf
den Gesetzmäßigkeiten der Sinkgeschwindigkeit
von Teilchen im Fluid, d. h., dass auch Feinkorn
und flächige Partikel (Al-Folie) höherer Dichte mit
ausgetragen werden. Der Stromsortierung ist also
ein Material mit möglichst ähnlicher Stückgröße
zuzuführen, eine Siebklassierung sollte also vorgeschaltet werden. Die Windsichtung wird allerdings häufig mit dem Shredder kombiniert und das
Leichtgut direkt aus dem Shredderraum ausgeblasen (Al-Verluste). Die Schwimm-Sink-Scheider haben für die Nichtmetallabtrennung geringere Bedeutung. Die Elektrosortierung ist für die Abtrennung von Kunststoffen besonders effektiv, da diese
triboelektrisch gut aufzuladen sind. Die bei der
spanenden Bearbeitung von vorwiegend Gussteilen
in großen Mengen anfallenden Al-Späne enthalten
Alternativ wird eine Brikettierung der Al-Späne
empfohlen, wodurch der KSS-Gehalt auf <3,5 %
verringert wird. Solche Spänebriketts erreichen
eine Dichte von 2000 kg/m3 und zeigen ein gutes
Einschmelzverhalten. Als weitere Alternative kann
eine thermische Behandlung (Abschwelen, Pyrolyse) zur Anwendung kommen, wie sie besonders
für lackierte Schrotte üblich ist. Diese thermische
Behandlung lackierter Schrotte und die Restentölung können in speziellen Schweltrommeln bei
ca. 500…600 °C unter Sauerstoffabschluss oder
Sauerstoffmangel erfolgen. Dabei werden die organischen Stoffe thermisch zersetzt und es entsteht
ein brennbares Schwelgas und/oder Pyrolysekoks.
Für lackierte Schrotte ist aber auch die Abschwelung in der ersten Kammer eines Mehrkammerschmelzofens entwickelt worden (7 Abschn. 5.3.4;
. Abb. 5.12).
z
Abtrennung des Eisens und der Schwermetalle
von Aluminiumwerkstoffen
Diese Aufgabe hat eine besondere Bedeutung wegen der Legierbarkeit des Fe mit Al-Schmelzen. Als
erste Stufe verwendet man immer die Magnetsortierung zur Abtrennung der ferromagnetischen Feund Ni-Werkstoffe (. Tab. 3.6) mit Trommelmagnetscheidern oder anderen Bauarten (. Abb. 5.9).
Da aber hochlegierte Stähle unmagnetisch sind,
verbleiben sie bei dieser Sortierung bei den Leichtmetallen. Die Abtrennung dieser hochlegierten
Stähle gelingt zusammen mit Cu-, Zn- und PbWerkstoffen durch Dichtesortierung in Form der
Schwimm-Sink-Scheider sehr effektiv, da ein großer
Dichteunterschied vorliegt (. Tab. 3.5). Dabei muss
5.3 • Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen
man aber als Trennmedium Schwertrüben aus sehr
feinem FeSi (<100 μm) einsetzen, die eine Trübedichte von etwa 3000 kg/m3 erreichen und damit
die Leichtmetallwerkstoffe aufschwimmen lassen.
Ein weiteres besonders spezifisches Verfahren für
die Sortierung der Metalle ist die Wirbelstromsortierung. Die erreichbaren Trenneffekte sind in
. Tab. 3.7 aufgeführt. Dabei erreicht man eine sehr
gute Sortierung des niedrig legierten Aluminium
und Magnesiums von den hochlegierten Stählen,
Nickel, Messing, Zink und Kupfer. Einige Al-Legierungen sind aber nicht vom Kupfer zu trennen.
Ebenso erreichen Teilchen <5 mm und sehr langgestreckte Drahtstücke kein ausreichendes Wirbelstromfeld. Optimale Stückgrößen sind 5…10 mm.
Das Verfahren eignet sich besonders für Al-Folienstücke. Eine kaum noch angewandte Methode ist
die Abschmelztechnik der Al-Legierungen auf geneigten Ofensohlen. Dabei läuft die Al-Schmelze
durch die Schwerkraft in einen Vorherd ab und
es bleiben die wesentlich höher schmelzenden
Fe-Werkstoffe in fester Form zurück. Eine geringe Eisenauflösung in der Schmelze ist dabei nicht
vermeidbar. Beim Schrotthandel findet bei grobstückigem Material auch noch eine direkte Handsortierung (Klauben) statt. Halbmechanisiert erfolgt das Klauben auf Lesebändern. Nach erfolgter
Zerkleinerung (>10 mm) sind heute Sortierbänder
mit sensorgestützter Sortiertechnik verfügbar (Röntgenfluoreszenz, Induktion etc.).
z
Die Sortierung der Mg-Werkstoffe von den AlWerkstoffen und der Al-Legierungsgruppen
untereinander
Einsetzbare Apparate sind die Schwimm-SinkScheider. Die vorhandenen Dichteunterschiede zwischen Mg-Legierungen (1,7…1,9 kg/m3)
und Al-Legierungen (2,6…2,9 kg/m3) lassen eine
wirksame Sortierung zu. Allerdings sind intensive
Waschstufen zur Abtrennung der FeSi-Partikel der
Schwertrübe erforderlich (. Abb. 5.10). Von Alker
[38] liegen Ergebnisse der Sortierung einer nichtmagnetischen Metallfraktion nach diesem Verfahren vor. Diese Fraktion hatte eine Zusammensetzung von 45 % Al, 5 % Mg, 5 % Cu/Messing, 16 %
Pb/Zn, 10 % Stahl/Eisen, 4 % hochlegierter Stahl,
103
5
15 % Nichtmetalle (Kunststoffe, Gummi, Glas,
Holz). Als bestes Ergebnis wurde eine Al-Fraktion
mit 1,7 % Cu; 0,4 % Zn; 5,6 % Si; 0,7 % Fe; 0,16 %
Mn; 0,03 % Mg; 0,01 % Cr erhalten. Das zugehörige
Verfahrensfließbild ist in . Abb. 5.10 angegeben. Im
Leichtgut sammeln sich Holz, Kunststoffe, Gummi,
Glas und Mg-Legierungen an.
z
Spezielle Aufbereitung von Verpackungsmitteln
Die Al-Verpackungsmittel sind sehr dünne Al-Bleche oder Folien mit Lackierungen oder anderen
Kunststoffbeschichtungen und Verbunde (Folien,
Getränkedosen, Flaschenverschlüsse, Verbundverpackungen). Bei diesen Sammelschrotten besteht
beim Einschmelzen die Gefahr einer starken Oxidation (große Krätzemenge, geringe Schmelzausbeute), der Bildung von Schwelgasen und toxischen
Gaskomponenten (Dioxine). Sie bedürfen deshalb
einer besonderen Behandlung zur Entfernung der
organischen Stoffe und evtl. zur Kompaktierung.
Die Folien werden als Ballen angeliefert. Bei einer
ersten mechanischen Verfahrensvariante erfolgt
nach einer Ballenauflösung häufig eine Handsortierung oder optische Sortierung zur Abtrennung
von hochwertigem Geschirraluminium (Assietten)
und Verbundverpackungen. Darauf folgen Zerkleinerung, Magnetscheidung, Windsichtung und evtl.
weitere Sortierprozesse, die als Produkte einen verwendbaren Al-Gries und eine Al-arme Fraktion für
die Pyrolyse liefern. Ein zweites thermisches Verfahren verwendet nach einer Zerkleinerung und Magnetscheidung die Pyrolyse (600 °C), die alle organischen Bestandteile in Koks und Pyrolysegas umwandelt. Das Gas wird verbrannt und gereinigt. Die
Abtrennung des Kokses erfolgt durch mechanische
Beanspruchung in einer Mühle und Windsichtung.
Man erhält ebenfalls einen Al-Gries. Die Getränkedosen (UBC) können ebenfalls in getrennten Prozessen entlackt werden. Dabei ist gleichzeitig die
Trennung der Deckel vom Dosenkörper möglich,
weil bei ca. 580 °C die Deckellegierungen AlMg5
Warmbrüchigkeit aufweist, während der Dosenkörper (AlMg1) noch stabil bleibt. Durch Erwärmung der Dosen auf diese Temperatur und mechanische Beanspruchung kann man die AlMg5-
104
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Shredderschrott
Al-reich
Feinzerkleinern
< 60 mm
Magnetscheiden
5
Sieben
Leichtgut
Mittelgut
Al-Fraktion
Schwergut
Trocknen
Trocknen
Trocknen
Waschen
Waschen
Waschen
Eisen
Schmutz
Sieben
Schwimmstufe
I
1. Trübe 2,5 g/cm3
Trübeaufbereitung
Sieben
Schwimmstufe
II
Trübeaufbereitung
2. Trübe 2,9 g/cm3
Sieben
Waschtrübe
. Abb. 5.10 Schwimm-Sink-Sortierung der nichtmagnetischen, Al-reichen Fraktion eines Automobilshredders nach Alker
[38].
Legierung als Feingut absieben. Die so vorbehandelten noch heißen Schrotte trägt man oft direkt
in die Schmelzöfen ein oder verwendet wie bereits
erwähnt Mehrkammeröfen mit Schwelkammer. Bei
Verbundverpackungen (Karton, PE-Folie, Al-Folie)
wird wegen des geringen Al-Anteils (6 %) und der
geringen Stärke der Al-Folie (ca. 6 μm) häufig auf
ein Recycling von metallischem Aluminium verzichtet. Die Besprechung erfolgt deshalb unter Alhaltigen Abfällen (7 Abschn. 5.3.5).
5.3.4
Schmelzverfahren und
Schmelzapparate für
Aluminiumschrotte
Bis nach dem Zweiten Weltkrieg wurden alle
Schrotte in Umschmelzwerken verarbeitet und das
Sekundäraluminium als Umschmelzaluminium
(U-Aluminium) bezeichnet (z. B. UG AlSi). Das
U-Aluminium wurde ausschließlich für die höher
legierten Gusslegierungen und nicht für Knetlegierungen (geringe Legierungsgehalte in engen Toleranzen) eingesetzt.
Heute unterscheidet man zwischen der Verarbeitung von sauberen Knetlegierungsschrotten in
Umschmelzwerken (sog. Remelter) zu neuwertigen
5.3 • Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen
Knetlegierungen (Walz- und Pressbarren) einerseits
und der Verarbeitung von Gussschrotten und stärker verunreinigten Schrotten zu Gusslegierungen
in Schmelzhütten (sog. Refiner) andererseits. Die
grundlegende Aufgabe des Schmelzprozesses ist
die Herstellung einer marktfähigen Al-Legierung.
Dabei steht zur Korrektur der Legierungszusammensetzung bzw. der zulässigen Verunreinigungsmetalle neben dem Zulegieren von Metallen auch
die Verdünnung mit reinem Primäraluminium zur
Verfügung.
An die Schmelzverfahren sind eine Reihe technisch-ökonomische Anforderungen zu stellen:
5 Erzielung einer hohen Schmelzausbeute an
Metall, d. h. geringe Krätzebildung und wenige
sonstige Abfälle,
5 Vermeidung erhöhter Al-Oxidation, d. h. geringer Abbrand,
5 eingeschränkte Emissionen (Abgase, Stäube),
5 geringer Energieverbrauch.
Für die Minimierung des Abbrandes durch Oxidbildung sind folgende Maßnahmen geeignet:
5 Einsatz getrockneter Schrotte (Vermeidung
von zusätzlichem Wasserdampf),
5 Eintränken des trockenen, festen Schrottes in
vorgelegte Schmelze (keine Berührung mit den
Verbrennungsgasen und der Falschluft),
5 Verwendung von Abdecksalzen,
5 evtl. reduzierende Ofenatmosphäre in der Einschmelzperiode (Verschwelsektion),
5 Wärmeübertragung auf den Einsatz vorwiegend durch heiße Ofenwände und Schmelze,
weniger durch heiße Verbrennungsgase (Wasserdampfgehalt),
5 laminare Strömungsbedingungen der Verbrennungsgase,
5 geringes Verhältnis Schmelzbadoberfläche zu
Badvolumen,
5 geringe Einschmelzdauer bei allerdings nicht
zu hohen Temperaturen,
5 Einsatz von Induktionsöfen (keine Verbrennungsgase mit H2O und O2-Überschuss).
Die eingesetzten Schmelzverfahren und Apparate
werden wesentlich von der Art der vorlaufenden
Schrotte und den daraus erzeugten Produkten be-
105
5
stimmt. Und diese werden in drei getrennten Betriebsformen durchgeführt:
1. Gießereien und Halbzeugwerke,
2. Umschmelzwerke (Remelter),
3. Schmelzwerke (Refiner).
Es ist günstig, die weiteren Erläuterungen nach diesen drei Betriebsformen einzuteilen.
z
Gießereien und Halbzeugwerke
Diese Unternehmen sind keine Recyclingwerke. Sie
erzeugen ihre Produkte grundsätzlich aus Primäraluminium (Elektrolysemetall). Die Produkte sind
in den Gießereibereichen der Elektrolysen die üblichen Gusslegierungen (Masseln, Blöcke, Flüssigmetall) und bei sonstigen Gießereien die vielfältigen Gussstücke (Motorblöcke, Gehäuse, Kleinteile
usw.). Die Halbzeugwerke vergießen Knetlegierungen zu Walzbarren und Pressbarren und produzieren daraus Profile, Bleche, Drähte und Folien.
In diesen Werken entstehen blanke, sehr saubere, legierungsmäßig eindeutig definierte Abfälle
(Steiger und andere Abschnitte an Gussstücken,
Verschnitte von Blechen, Draht, Späne), die sog.
Produktionsschrotte. Diese firmeneigenen Produktionsschrotte können meist ohne Vorbehandlung
direkt wieder in die eigenen Schmelzöfen zurückgeführt werden. Diese internen Kreislaufschrotte
erscheinen auch in keinen volkswirtschaftlichen
Schrottbilanzen und werden ausschließlich von
den jeweiligen Firmen gesteuert. Die Schmelzöfen in diesen Werken sind meist kippbare oder
stationäre Herdöfen (Fassungsvermögen bis 130 t).
Man findet aber auch gerade für das Einschmelzen
blanker, kleinstückiger Produktionsschrotte häufig
Induktionsöfen in der Ausführung als Induktionstiegelofen mit Netzfrequenz (Fassungsvermögen bis
25 t). Der prinzipielle Aufbau dieser Ofenart ist bereits in . Abb. 5.6 dargestellt und in 7 Abschn. 5.2.3
beschrieben. Für das Al-Schmelzen sind die feuerfesten Auskleidungen aus keramischen Stampfmassen hergestellt oder in kleineren Öfen finden auch
vorgefertigte Tiegel Anwendung. Die mineralische
Zusammensetzung der keramischen Massen muss
berücksichtigen, dass die Al-Schmelzen außer MgO
und Al2O3 alle Oxide chemisch angreifen (Reduktion). Andererseits müssen diese Massen aber auch
106
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Gasbrenner
Rauchabzug
Beschickungstür
Ausgussöffnung
. Abb. 5.11 Einkammerherdofen
für das Schmelzen sauberer AlSchrotte.
5
Al-Schmelzbad
Keramische Ausmauerung
eine keramische Bindung und Abdichtung gegen
Infiltration gewährleisten. Die Temperaturbeständigkeit bereitet keine Probleme. Die Stampfmassen
für Tiegelinduktionsöfen bestehen deshalb üblicherweise aus eisenarmen hochtonerdehaltigen
Massen (z. B. 68 % Al2O3) auf Mullitbasis [35]. Der
Einsatz von Induktionstiegelöfen bietet ganz offensichtliche technische Vorteile durch Abwesenheit
von Verbrennungsgasen (damit geringer Abbrand
und verminderte Gasaufnahme) sowie eine intensive Badbewegung durch das magnetische Wechselfeld, was zu einer schnellen Einrührung von z. B.
Spänen in die Schmelze und gleichmäßiger Temperaturverteilung führt. Allerdings ist die Elektroenergie eine teure und ökologisch bedenkliche
Form der Wärmeerzeugung.
z
Umschmelzwerke (Remelter)
Diese Werke verarbeiten ausschließlich sehr saubere und sortenreine Schrotte aus Knetwerkstoffen
(Produktionsschrotte der ersten und zweiten Verarbeitungsstufe), die häufig feinteilig (Blech- und
Folienabfälle, Späne usw.) und mit organischen
Stoffen (Lacke) belastet sind. Das Einschmelzen sehr
gering verunreinigter Schrotte mit geringem Oxidanteil kann praktisch ohne Schmelzsalz erfolgen und
es entsteht nur eine geringe Krätzemenge. Durch
Verzicht auf Schmelzsalz wird auch die Verschlackung von Magnesium verhindert, d. h., dieses
wichtige Legierungsmetall verbleibt in der Metallschmelze. Als Öfen kommen Einkammerherdöfen
und Induktionsöfen in Betracht. Der prinzipielle
Aufbau eines Herdofens (Wannenschmelzofen)
mit Öl- oder Gasfeuerung ist in . Abb. 5.11 angegeben. Bei den Herdöfen kann der Einschmelzprozess durch Rührvorrichtungen oder Umpumpen
beschleunigt werden. Die seitliche Beschickungstür
ist wegen der aufwendigeren Beschickungsmethodik, erheblichem Falschlufteinzug und Energieverlusten häufig durch Beschickung über die Ofendecke ersetzt. Die Beheizung erfolgt mit Öl- oder
Gasbrennern auf etwa 950 °C im Ofenraum, neuerdings unter Anwendung von Sauerstoffbrennern.
Die Abgase müssen einer Abgasbehandlung unterzogen werden (Regenerator zur Vorwärmung der
Verbrennungsluft, Entstaubung, Reinigung). Die
Entnahme der Al-Schmelze kann durch Kippen des
Ofens, einen seitlichen Abstich oder auch mittels
Metallpumpe erfolgen.
Für stärker verunreinigte Schrotte mit vorzugsweise organischen Anhaftungen/Beschichtungen
(Folien, Dosenschrott) wurden Mehrkammerschmelzöfen entwickelt. Diese Öfen bestehen aus
drei Funktionsbereichen:
5 Vorwärm- und Abschwelbereich,
5 Einschmelz- und Eintränkkammer (sog. Vorherd),
5 Heizkammer (Hauptherd).
Durch diese apparative Aufteilung der verfahrenstechnischen Aufgaben ist deren optimale Durchführung möglich. Im Abschwelbereich findet mittels heißer Abgase aus der Heizkammer (Hauptherd) ein Abschwelen der organischen Verunreinigungen statt. Dabei entsteht eine reduzierende
Gasatmosphäre, die die Al-Oxidation weitgehend
107
5.3 • Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen
. Abb. 5.12 Zweikammerschmelzofen für Al-Schrott mit
organischen Anhaftungen [35] [7].
Schwelgasabzug
Beschickungstür
Al-Bad
Trenn- Gaswand Brenner
5
Abkrätztür
Schnitt A-B
Schrotteintrag
Al-Abstich
Schwelgasabführung
Schwelgasbrenner
Gasbrenner
Grundriss
Schrotteintrag
A
Vorwärmen,
Abschwelen
B
Eintränken,
Schmelzen
verhindert. Gleichzeitig erwärmen die heißen Gase
den chargierten Schrott. Der vorgewärmte und abgeschwelte Schrott gelangt anschließend mittels
einer Chargiervorrichtung in den Vorherd und
schmilzt dort in dem vorhandenen Al-Schmelzbad auf. Im Hauptherd wird die erforderliche
Wärmemenge durch Gasbrenner erzeugt, denen
auch die im Schwelbereich erzeugten Schwelgase
zur Verbrennung (energetischen Nutzung) zugeführt werden. Die Al-Schmelzen im Haupt- und
im Vorherd sind unterhalb des Badspiegels miteinander verbunden. Mittels einer Metallpumpe
wird die Vermischung der Schmelzen verstärkt, so
dass ständig überhitztes flüssiges Aluminium aus
Metallpumpe
Rauchgasabzug
Hauptherd
Abkrätzbrücke
dem Hauptherd in den Vorherd gelangt und die
durch das Aufschmelzen von Schrott abkühlende
Vorherdschmelze in den Hauptherd zurückfließt.
In . Abb. 5.12 ist der grundsätzliche Aufbau eines
solchen Mehrkammerofens skizziert. Auf Grund
geringer Oxidanteile ist nur ein verminderter Zusatz an Schmelzsalz (1…3 %) erforderlich, so dass
eine krümelige, salzhaltige Krätze anfällt.
Die Nachbehandlung der erzeugten Metallschmelzen erfolgt in getrennten Warmhalte- oder
Vergießöfen. Zur erforderlichen Spülgasbehandlung mit Argon-Chlor-Gasgemischen sind die
Warmhalteöfen (kippbare Herdöfen) mit Begasungsvorrichtungen ausgerüstet (z. B. Spülsteine).
108
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Abgashaube
Ofenmantel
Gas/Öl
Luft/
Sauerstoff
Beschickungsvorrichtung
Abgas
. Abb. 5.13 Drehtrommelofen
für das Salzbadschmelzen von
vermischten, verunreinigten
Al-Schrotten.
5
Laufrolle
Antriebsrollen
Al-Schmelzbad
Keramische
Brenner
Ausmauerung
Eine weitere Nachbehandlung sind evtl. die Korrektur der Legierungszusammensetzung und die
Filtration. Anschließend kann das Vergießen zu
den Produkten Walz- und Pressbarren sowie Pressbolzen stattfinden.
z
Schmelzwerke (Refiner)
Die Verarbeitung von Gussschrotten, vermischten
Schrotten und verunreinigten Knetlegierungsschrotten (Altschrotte) sowie Krätzegröbe (d. h.
Al-Metall aus der Krätzeaufbereitung) übernehmen die Schmelzwerke. Sie erzeugen daraus ausschließlich Gusslegierungen in Form von Masseln,
Blöcken oder Flüssigmetall sowie Al-Granalien
(Desoxidationsmittel in der Stahlerzeugung).
Der Standardapparat zum Einschmelzen von
diesen unreinen Schrotten ist der Drehtrommelofen (. Abb. 5.13) unter Zusatz von bis zu 500 kg
Schmelzsalz pro Tonne Aluminium. Dabei fällt
eine flüssige Salzschlacke an. Die Beheizung erfolgt
über Öl- oder Gasbrenner. Eine besonders effektive
Arbeitsweise erreicht man durch den Einsatz von
Sauerstoffbrennern und zusätzlichen Sauerstofflanzen (WASTOXR-Prozess). Damit können die
beim Aufheizen abschwelenden organischen Stoffe vollständig verbrannt und so als Wärmequelle
genutzt werden. Weiterhin erreicht man eine Steigerung der Einschmelzleistung, die Senkung des
Energieverbrauchs, die vollständige Oxidation der
Abgase sowie ein geringeres Abgasvolumen und
dadurch kleinere Staubmengen und eine kleinere
Abgasbehandlungsanlage. Die Sauerstoffmenge
muss allerdings durch eine kontinuierliche Abgasanalyse online gesteuert werden [39]. Sauerstoffbrenner werden auch in Herdöfen eingesetzt. Mit
dem Drehtrommelofen erreicht man gegenüber
dem stationären Herdofen verfahrenstechnische
Vorteile:
5 Durch die Drehbewegung entsteht ein Mischund Rühreffekt zwischen Salzschmelze, bereits
vorhandener Al-Schmelze und zugeführtem
Schrott. Dadurch kommt es zum raschen Eintränken des Schrottes (Abschluss gegen Ofengase, Verringerung der Oxidbildung und der
Gasaufnahme), verbessertem Wärmeübergang
und damit schnellerem Aufschmelzen sowie
einer Verbesserung der Koagulation der AlTropfen.
5 Die von dem Brenner hoch erhitzte Ofenwand
gelangt durch die Drehbewegung unter die
Schmelze und bewirkt dort einen zusätzlichen
Wärmeübergang auf die Schmelze, der außerdem unter Abschluss von Gasen stattfindet.
Eine Variante der Beheizungstechnik ist die Umkehrflamme, d. h., Brenner und Abgasabführung
sind auf einer Seite des Ofens angebracht. Die andere Ofenseite ist geschlossen. Damit erreicht man
eine Flammenumkehr im Ofen, die zu einer günstigeren Nachverbrennung führt und außerdem
sind bessere Abdichtungsbedingungen gegeben
(Senkung der Abgasmenge und des Energieverbrauchs).
. Abb. 5.14 Kipptrommelofen
zum salzarmen Schmelzen von
Al-Schrotten [35] [39] [41].
Abgashaube
5
109
5.3 • Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen
Brenner
Abgas
Gas/
Öl
Luft/
Sauerstoff
Laufrolle
Beschickungsvorrichtung
Lagerbock/Antrieb
Eine Weiterentwicklung des Salzbadschmelzens
im Drehtrommelofen erreichte man mit dem Kipptrommelofen (URTF, Universal Rotary Tiltable Furnace; . Abb. 5.14). Das Apparateprinzip entspricht
dem in der Kupferschrottverarbeitung eingesetzten
drehbaren Konverter (TBRC) (7 Abschn. 5.4.3).
Durch die Kippeinrichtung ist die Arbeitsweise mit geringen Salzmengen unter Erzeugung
eines krümeligen Salzkuchens möglich. Beim
Entleeren durch geringes Kippen fließt zunächst
die Al-Schmelze ab. Danach wird durch weiteres
Kippen unter Rotation der krümelige Salzkuchen
ausgetragen. Der Kipptrommelofen arbeitet mit
Umkehrflamme (Gas, Öl, Sauerstoff ) und evtl.
Sauerstofflanzen wie oben beim Drehtrommelofen
beschrieben. Die für den Drehtrommelofen angeführten verfahrenstechnischen Vorteile gelten auch
für den Kipptrommelofen. Die Behandlung der Abgase erfordert bei den Einschmelzverfahren mit
Salzen besondere Maßnahmen. Die Abgase enthalten nicht nur die Komponenten von Verbrennungsgasen (CO2, H2O und Reste an Kohlenwasserstoffen, CO und evtl. SO2 und C), sondern als
wesentliche Schadstoffe auch Schwelprodukte, Dioxine, verdampftes Salz (NaCl, KCl), mitgerissene
Metallpartikel (meist oxidiert), verdampftes MgCl2,
AlCl3 und AlF3 (woraus durch Pyrohydrolyse MgO,
Al2O3 und HCl sowie H2F2 entstehen). Durch Zu-
Ofenmantel
Lagerrolle
sammenführen mit Abgasen der Warmhalteöfen
können auch Chlorgasgehalte auftreten. Die Abgase werden zur Neutralisation mit Kalkhydratpulver
vermischt, und danach wird in Gewebefiltern der
Gesamtstaub abfiltriert. Dabei entsteht ein Filterstaub als Abfall, der zu entsorgen ist.
An den Einschmelzprozess in den Trommelöfen schließt sich die bereits bekannte Nachbehandlung der Metallschmelze in den Warmhalte- und Vergießöfen an. Dazu gehören die Legierungseinstellung der Gusslegierungen (mit reinen
Legierungsmetallen oder Vorlegierungen) und die
Spülgasbehandlung mit Argon-Chlor-Gemischen
sowie weitere Maßnahmen zur Kornfeinung und
Veredlung. Ein spezielles Handelsprodukt der
Gusslegierungen ist das Flüssigmetall. Dafür verwendet man kippbare Flüssigtransportbehälter aus
Stahlblech mit Schamotteausmauerung, die ein
Fassungsvermögen von ca. 5 t Al-Schmelze besitzen. Die Behälter werden vor dem Befüllen auf ca.
850 °C vorgeheizt und unter Schutzgasatmosphäre
befüllt. Der Vorteil dieses Handelsproduktes ist die
Einsparung des Vergießens zu Masseln und des erneuten Aufschmelzens.
z
Aufbereitung von Krätzen
Auf die Entstehung und den Anfall von Krätzen
beim Schmelzen und Vergießen von Aluminium
110
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Al-Krätze
Sieb I (370 mm)
Fladen, 90% Al
Brecher I
Sieb III (1 mm)
Sieb II (50 mm)
Gröbe I, 50...70 % Al
Brecher II
Gröbe II, 50...70 % Al
5
Sieb IV (1 mm)
Abluftfilter
Krätzerückstand <1 mm, 50...20 % Al
Krätzestaub 5...20 % Al
. Abb. 5.15 Standardverfahren zur Aufbereitung von erkalteten Al-Krätzen [35].
und Al-Legierungen infolge der Bildung von AlOxid-Häutchen und auf deren Zusammensetzung
aus Al-Oxid mit bis 80 % Al-Metalltröpfchen wurde bereits in 7 Abschn. 5.3.1 (»Aluminiumhaltige
Abfälle«) hingewiesen. Zur Rückgewinnung des
hohen Gehaltes an metallischem Aluminium ist
eine Aufbereitung der Krätzen erforderlich. Wegen
der fortschreitenden Oxidation der anfallenden
Krätzen ist aber die sofortige Behandlung der heißen Krätzen von großem Vorteil. Das kann sehr
effektiv durch Auspressen des noch flüssigen Aluminiums erfolgen und/oder durch schnelle Abkühlung in wassergekühlten Drehtrommeln (evtl. unter
Schutzgas). Die verpresste Krätze ist ein veredeltes
Produkt, bei dessen Verarbeitung eine 5…12 % höhere Metallausbeute erreicht wird [41]. Die kalten
Krätzen kann man durch Brechen/Mahlen und
mehrere Siebstufen in deren Bestandteile sortieren.
In . Abb. 5.15 sind die üblichen Aufbereitungsschritte für kalte Krätzen und die Aufbereitungsprodukte dargestellt. Die Aufbereitungsprodukte
mit hohen Al-Metall-Gehalten (Krätzegröbe) kann
man durch Salzbadschmelzen in Trommelöfen
verarbeiten, wobei Schmelzausbeuten von 80 %
erreichbar sind. Die Krätzerückstände sind in der
Stahlindustrie als Gießpulver verwendbar. Der
Krätzestaub aber ist direkt nicht nutzbar. Er kann
der Salzschlackenaufbereitung zugesetzt werden.
Alternativ ist auch eine direkte schmelzmetallurgische Verarbeitung von Krätzen möglich.
In . Abb. 5.16 ist das traditionelle Standardverfahren der Verarbeitung verunreinigter Al-Schrotte
und Krätzegröbe zu Gusslegierungen nochmals zusammenfassend dargestellt.
5.3.5
z
Verarbeitung von
aluminiumhaltigen Abfällen
Filterstäube der Schmelzöfen
Die Filterstäube bestehen aus dem primären Staubaustrag infolge der vorhandenen Abgasströmung
und den sekundären Stäuben, die sich durch Kondensation von Dämpfen bilden, sowie den Reaktionsprodukten der Abgasbehandlung mit Kalkhydrat.
Hauptbestandteile der Filterstäube sind 4…9 %
Al-Metall, 14…24 % Ca(OH)2, 15…18 % NaCl,
9…13 % Al2O3, 9…10 % KCl, 8…10 % CaSO4,
5…10 % CaCl2, 5 % CaF2, 5000…40 000 ng TE/kg
Dioxin [35]. Prinzipiell besteht die Möglichkeit, den
Inhalt an Alkalichloriden durch Laugung und Kristallisation wieder als Schmelzsalz zurückzugewinnen. Der Gehalt an Dioxinen erfordert aber möglichst vorher deren oxidative Zerstörung. Auch eine
Kalziumfällung ist erforderlich. Außerdem entsteht
bei der Laugung durch das feindisperse metallische
Aluminium gefährlicher Wasserstoff. Verschiedene
Verfahren sind ausgearbeitet. Wahrscheinlich ist
. Abb. 5.16 Traditionelles Standardverfahren der Verarbeitung
verunreinigter Al-Schrotte zu
Gusslegierungen durch Salzbadschmelzen.
Neuschrott,
Krätzegröbe
Al-Späne
Waschen
oder
Abschwelen
5
111
5.3 • Recycling von Aluminiumwerkstoffen und aluminiumhaltigen Abfällen
Altschrott,
verunreinigt,
vermischt
Aufschlusszerkleinerung
(Shredder; Windsichter)
Leichtfraktion
Magnetsortierung
Eisen
Dichtesortierung
Zink,
legierter
Stahl
Trocknung
Gas/Öl/
Sauerstoff
Einschmelzprozess
(Trommelofen)
Abgasbehandlung
Schmelzsalz
Salzschlacke
Filterstaub
Schmelzebehandlung
Spülgas
Gießanlage
Al-Blockmetall
aber nur die Untertagedeponie in alten Salzbergwerken wirtschaftlich vertretbar.
z
Salzschlacke
Die Salzschlacke fällt in großen Mengen beim Salzbadschmelzen in Trommelöfen an. Sie enthält hohe
Gehalte an Schmelzsalz und es besteht Deponieverbot, so dass Motivation und Zwang zur Aufarbeitung vorliegen. Als Hauptbestandteile der Salzschlacke sind zu berücksichtigen 60 % NaCl, KCl,
ca. 7 % Al-Metall, 2 % CaF2, 25 % Oxide von Al,
Mg, Si, und 20 ng TE/kg Dioxin. Die Aufarbeitung
erfolgt durch Wasserlaugung und anschließende
Kristallisation der Salze. Dabei entstehen durch die
Gehalte an feindispersem Al-Metall sowie Nitriden
und Phosphiden gefährliche Gasgemische aus H2,
CH4, NH3 und PH3, so dass geschlossene Laugegefäße und eine Abgasbehandlung vorzusehen sind.
Verfahrensstufen der Salzschlackebehandlung:
Al-Flüssigmetall
5 trockenes Brechen, Mahlen und Sieben zur
Gewinnung des grobkörnigen Al-Metall (sog.
Schlackengröbe, die in die Trommelöfen zurückgeführt wird),
5 Wasserlaugung zur Auflösung der Alkalichloride (Abgasbehandlung!),
5 Fest-Flüssig-Trennung mit Ausschleusung
eines Oxidrückstandes,
5 Eindampfen der Lauge und Kristallisation der
Alkalichloride (Recyclingsalz).
Der Oxidrückstand (ca. 30 % der Schlackenmenge)
findet als Al-Oxid-Träger in der Zementherstellung
Verwendung.
z
Verbundverpackungen
Die Verbundverpackungen (z. B. Getränkekartons)
bestehen aus einem Verbund von Karton und PEFolie sowie einem sehr geringen Anteil (ca. 6 %)
Al-Folie (ca. 6 μm Stärke). Die deutschen Recyc-
112
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
lingunternehmen orientieren deshalb auf das Recycling der Zellulosefasern und vernachlässigen die
Al-Folie. Die Gewinnung der Papierfasern erfolgt
nach der für Altpapier erprobten Technologie.
Zunächst werden in einem Shredder die Getränkekartons zerkleinert und durch die Vielzahl von
entstehenden Schnittkanten das Papier für die
Einwirkung von Wasser aufgeschlossen. In der folgenden Arbeitsstufe vermischt man das Material
mit Wasser und erzeugt in einem Trommelpulper
intensive Scherkräfte, die zu einer Auftrennung
des Verbundes und zur Auflösung des Papiers führen. Das Papier bildet einen Faserbrei, der durch
die Wandlöcher der Trommel herausgeschwemmt
wird. Die Schnitzel aus PE- und Al-Folie verbleiben
in der Trommel, werden durch deren Umdrehung
zum Trommelende befördert und dort ausgetragen. Damit ist ein verwertbarer Zellulosefaserbrei
abgetrennt, der auf übliche Weise zu Recyclingpapier verarbeitet wird (7 Kap. 8), und als Abfall
ein PE-Al-Gemisch. Dieses PE-Al-Gemisch (mit
Zelluloseresten) setzt man als Ersatzbrennstoff in
der Zementindustrie ein, wobei der Al-Anteil in
Oxid umgewandelt wird und in dieser Form einen
Zementrohstoff ergibt. In einer finnischen Papierfabrik trennt man das PE-Al-Gemisch durch Vergasung des PE bei 400 °C und erhält ein energetisch
nutzbares Brenngas sowie die separierte Al-Folie,
die als Al-Schrott nutzbar ist [40].
z
Lösungen von Al-Salzen
Prozesslösungen mit höheren Gehalten an AlSalzen entstehen beim Ätzen und Eloxieren von
Al-Halbzeugen und Fertigwaren. Die anfallenden
Lösungen enthalten neben den Al-Salzen hohe
Konzentrationen an Salzsäure oder Schwefelsäure.
Die Aufarbeitung zielt primär auf die Regenerierung der Säuren und als Nebenprodukt erhält man
Al-Salzlösungen mit geringen Restkonzentrationen
an Säure. Ein geeignetes Aufarbeitungsverfahren ist
aus diesen Gründen die Säuredialyse mit Anionenaustauschermembranen, deren Funktionsprinzip
in 7 Abschn. 4.2.2 und . Abb. 4.10 ausführlich erläutert ist. An dieser Stelle werden nur zwei Anwendungsfälle vorgestellt:
1. Aufarbeitung eines Eloxalbades: Die Abfalllösung enthält z. B. 150 g/l H2SO4 sowie 18 g/l Al
in Form von Al2(SO4)3 und ist mit dieser Zusammensetzung nicht weiter verwendbar. In
einer Säuredialyseanlage erzeugt man daraus
mit Wasser als Aufnahmeflüssigkeit eine regenerierte Säure mit 127 g/l H2SO4 und nur 1 g/l
Al. Das Retentat enthält noch 36 g/l H2SO4
und 16,3 g/l Al. Diese Al-Salzlösung ist z. B. als
Flockungsmittel (Bildung von Al(OH)3) in der
Wasseraufbereitung vorteilhaft verwendbar.
2. Aufarbeitung einer Ätzlösung von Al-Folie:
Nach dem Ätzprozess mit Salzsäure entsteht
eine Abfalllösung mit z. B. 148 g/l HCl und
203 g/l AlCl3 (= 32 g/l Al). Die Säuredialyse liefert daraus eine regenerierte Säure mit
214 g/l HCl und 0,7 g/l Al. Im Retentat verbleiben 5 g/l HCl und 23,5 g/l Al. Auch diese
AlCl3-Lösung ist als Flockungsmittel in der
Wasseraufbereitung begehrt.
5.3.6
Recycling von Magnesiumwerkstoffen [42]
Im Verhältnis zur weltweiten Al-Produktion von
ca. 39 Mio. t/a beträgt die Mg-Produktion nur ca.
790 000 t/a, von denen lediglich ca. 40 % in Form von
Mg-Werkstoffen zum Einsatz kommen (. Tab. 5.2).
Weitere ca. 45 % dienen als Legierungsmetall für
Al-Werkstoffe und ca. 10 % finden zur Stahlentschwefelung Verwendung. Das heißt, das hier zu
betrachtende Magnesiumrecycling findet zur Hälfte
als Recycling von Al-Mg-Legierungen statt und ist
bereits oben beschrieben. Die Mg-Werkstoffe setzt
man aber zunehmend als Druckgusswerkstoff ein,
wobei die Gewichtseinsparung (Mg-Dichte 1,74 g/
cm3) für den Fahrzeugbau von Bedeutung ist (Getriebegehäuse, Motorblöcke, Felgen, Lenkräder,
Sitzschalen etc.). Dabei werden für Motorblöcke
auch Verbundkonstruktionen aus einer AlSi-Legierung, die mit einer Mg-Legierung umgossen ist,
entwickelt [45]. Die wichtigste Druckgusslegierung
ist AZ91 (d. h. 9 % Al, 1 % Zn), wobei aus Gründen
der korrosionsverstärkenden Wirkung von elektrochemisch edleren Verunreinigungen die zulässigen
Gehalte an Fe, Cu und Ni sehr niedrig sein müssen. Weitere Mg-Gusswerkstoffe sind mit Al und
Mn (Bezeichnung AM), mit Al und Seltenen Erden
113
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
(Bezeichnung AE) sowie mit Al und Si (Bezeichnung AS) legiert. Knetlegierungen sind wegen der
schwierigen Kaltverformungseigenschaften noch
wenig im Einsatz, aber für Front- und Heckklappen von PKWs in Erprobung (Legierungstyp AZ;
2…8 % Al, 1 % Zn). Für beide Werkstoffsorten
gewinnen Beschichtungen mit Polymeren und Lacken an Bedeutung.
z
Recyclingverfahren für Magnesiumwerkstoffe
Die Technologie wird wesentlich durch die sehr
hohe Sauerstoffaffinität des Mg bestimmt. In
. Abb. 5.2 ist die freie Bildungsenthalpie ΔG0 von
MgO im Vergleich zu anderen Metalloxiden angegeben. Man erkennt, dass die Neigung zur Oxidation noch größer als die von Al ist und nur von
Ca übertroffen wird. Ähnliche thermodynamische
Verhältnisse haben für die Reaktionen Metall +
Chlor → Metallchlorid Gültigkeit. Als Reinigungsmöglichkeit bietet sich fast nur die Behandlung
der Schmelze mit MgCl2 an, was zur Entfernung
von Li, Na, K, Ca und Ba als Chloride führt. Einige
Verunreinigungen könnten durch intermetallische
Fällung abgetrennt werden, d. h., dass beim Umschmelzen von Mg-Schrotten erhebliche Schwierigkeiten auftreten:
5 starke Oxidationsneigung des Mg (geringe
Schmelzausbeute),
5 sehr beschränkte Raffinationsmöglichkeiten
durch chemische Reaktionen (Oxidation oder
Chlorierung),
5 Probleme mit den Tiegelwerkstoffen [41]
(beim Schmelzpunkt 650 °C ca. 0,03 % Fe
löslich).
reitungstechniken erfordern die oben erwähnten
Verbundmotorblöcke, die mehrstufiges Shreddern,
Magnetsortierung und Schwertrübesortierung
notwendig machen [45]. Auf Grund der beschriebenen starken Oxidationsneigung des Mg und der
sehr beschränkten Reinigungsmöglichkeiten ergeben sich einige grundsätzliche Anforderungen an
ein erfolgreiches Magnesiumrecycling:
5 Sorgfältige Sortierung und Sammlung der
Mg-Schrotte nach Legierungsart, Reinheit und
Kompaktheit (Verhältnis oxidierbarer Oberfläche zu Volumen der Teile). Nach diesen
Kriterien unterscheidet man neun Schrottsorten, von denen nur die beiden hochwertigen
Sorten (Neuschrott in Gießereien, Kompaktschrott) zu Sekundärmetall verarbeitbar sind.
Die anderen Schrottsorten können als Legierungsmetall für Aluminium und zur Stahlentschwefelung Verwendung finden [43];
5 Anwendung verschiedener Aufbereitungsverfahren zur Vorabtrennung von Verunreinigungen wie oben für Al-Schrotte in 7 Abschn. 5.3.3
bereits beschrieben (darunter auch die Pyrolyse zur Entfernung von Lacken und Polymeren);
5 Einschmelzen in Elektroöfen in Eisentiegeln
unter Schmelzsalz (10 % MgCl2, 40 % CaCl2,
30 % NaCl, 20 % KCl) oder/und Schutzgas
(CO2, 2 % SO2, 0,5 % SF6) [41];
5 Entgasen und Abstehen der Schmelze wie bei
Al beschrieben und Vergießen unter CO2Schutzgas [41].
5.4
Eine sehr vorteilhafte Eigenschaft des Mg ist aber der
hohe Dampfdruck von Mg-Schmelzen (Siedepunkt
1090 °C), so dass prinzipiell eine Aufarbeitung von
verunreinigten Mg-Schrotten durch Vakuumdestillation möglich ist. Dazu liegen technische Erfahrungen eines Recyclingprozesses nach Beck durch
Vakuumdestillation für Al-Mg-Legierungen mit
ca. 25 % Mg vor (7 Abschn. 5.3.2, »Alternative Raffinationsverfahren für Al-Schmelzen«). Allerdings
besitzen Zn und Cd noch höhere Dampfdrücke
und sind deshalb durch ein solches Verfahren nicht
vom Magnesium abzutrennen. Besondere Aufbe-
5
Recycling von Kupfer- und
Nickelwerkstoffen und
kupferhaltigen bzw.
nickelhaltigen Abfällen
Beim Kupferrecycling ist eine Reihe von Besonderheiten zu erwähnen. Neben den Neuschrotten und
kompakten Gussschrotten fallen große Mengen
kleinteilige und stark vermischte Altschrotte (Litzen, Drähte, Bänder, Kontakte) an. Eine wesentliche Vermischung stellen dabei die Isolationsmaterialien an Kupferdrähten dar sowie die extremen
Werkstoffkombinationen im Elektrik- und Elektronikschrott (Metalle, Legierungen, Kunststoffe,
114
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Keramik). Besondere Berücksichtigung erfordern
auch die verbreiteten Cu-Legierungen (Messing,
Bronze) mit ihren hohen Gehalten an wertvollen
Metallen (Zn, Sn, Al und Ni).
Die günstigen chemischen Eigenschaften des
Kupfers (geringe Sauerstoffaffinität; . Abb. 5.2)
und die verfügbaren Recyclingverfahren sowie der
hohe Metallpreis des Kupfers ermöglichen auch die
Kupferreduktion aus Cu-Verbindungen und die
wirtschaftliche Nutzung von Abfällen mit geringem Kupfergehalt. Die metallischen Cu-Schrotte
und die Cu-haltigen Abfälle können sehr häufig
gemeinsam verarbeitet werden und dies erfolgt in
den Hauptverarbeitungsstufen fast ausschließlich
schmelzmetallurgisch, wobei aber Cu-Schmelzen
eine hohe Löslichkeit für alle anderen Metalle besitzen. Die geringe Sauerstoffaffinität des Cu ergibt andererseits aber die Möglichkeit einer effektiven Abtrennung von Verunreinigungen (Fe, Al)
bzw. die Rückgewinnung von Legierungsmetallen
(Zn, Pb, Sn) aus einer Cu-Schmelze durch selektive Oxidation oder Verdampfung (Zn, PbO, SnO).
Schließlich ist auf Grund des positiven Normalpotentials Cu/Cu2+ von + 0,345 V noch eine finale
elektrolytische Raffination des festen Kupfers mit
Abtrennung von Ni, Se und den Edelmetallen realisierbar. Diese vollständige Abtrennung der Edelmetalle bei der Cu-Elektrolyse und deren Konzentrierung in einem Anodenschlamm in Verbindung
mit der oben angeführten sehr guten Löslichkeit
von Metallen, d. h. auch den Edelmetallen, in CuSchmelzen eröffnet eine hervorragende technologische Möglichkeit für das Recycling unreiner und
armer Edelmetallschrotte und -abfälle durch Eintränken in Cu-Schmelzen. Cu-Schmelzen sind auf
Grund dieser Eigenschaften sehr effektiv als Edelmetallsammler nutzbar.
Viele dieser allgemeinen Aussagen zum Kupferrecycling gelten gleichermaßen für das Nickelrecycling (schmelzmetallurgische Aufarbeitung, geringe
Sauerstoffaffinität des Ni, Nickelreduktion aus NiVerbindungen, Abtrennung von Beimengungen
durch selektive Oxidation). Das trifft allerdings nur
auf Reinnickel und die Ni-Legierungen (ca. 12 %
der Ni-Verwendung) und Ni-Salze bzw. Ni-Oxide
zu, die aus der Galvanik (8 % des Ni-Einsatzes), den
Batterien (<5 % des Ni-Einsatzes) und den Ni-Katalysatoren stammen. Die Hauptverwendung von
Nickel erfolgt als Legierungsmetall in Stählen und
Stahlguss (75 % der Ni-Verwendung) und wird als
Eisenlegierung recycelt (7 Abschn. 5.2.1). Die insgesamt sehr verwandten chemischen, elektrochemischen und metallurgischen Eigenschaften von
Cu und Ni und auch das vermischte Auftreten bei
der jeweiligen Primärerzeugung bzw. in Schrotten
und Abfällen sind deshalb Veranlassung für die gemeinsame Abhandlung des Kupfer- und Nickelrecyclings in dem vorliegenden 7 Abschn. 5.4.
5.4.1
Zusammensetzung von
Kupferwerkstoffen,
Kupferschrotten und
kupferhaltigen Abfällen
Kupferwerkstoffe [31]
In der Elektrotechnik (ca. 50 % der Kupferanwendungen in Form von Kabeln, Drähten, Kontakten,
Stromschienen) sowie für Wärmetauscher und
Kollektoren der Solarthermik werden in großem
Umfang reines Kupfer (99,98…99,99 % Cu) oder
niedriglegierte Cu-Knetlegierungen eingesetzt.
Die geringen Legierungszusätze an Ag (0,1 %), P
(0,03 %), Be (0,2…2 %), Co (2 %), Cr (0,3…1,2 %),
Fe (2 %), Mg (0,3…0,8 %), Ni (1…4 %), Pb (1 %),
Te (0,4…0,7 %), Zn (1 %), Zr (0,3 %), S (0,4 %) oder
Si (1 %) liegen im Bereich üblicher Verunreinigungen von Altkupfer oder sind beim Kupferschmelzprozess grundsätzlich keine Störelemente bzw. gewinnbar (siehe dazu unten die Ausführungen zum
Verhalten von Beimengungen). Dieses niedriglegierte Kupfer kann deshalb zusammen mit dem
reinen Kupfer gesammelt und verarbeitet werden.
Die hochlegierten Cu-Legierungen (besonders
Legierungen mit Zn, Ni, Al und Sn) haben auch
eine umfangreiche technische Anwendung. Dabei
sind für die Recyclingverfahren die Gehalte dieser
Legierungselemente von erheblicher Bedeutung, da
sie einerseits die Prozesse technologisch aufwendiger machen und andererseits evtl. zusätzliche Erlöse aus den Legierungskomponenten ermöglichen.
CuZn-Legierungen (Messing) Knetlegierungen für
Bänder, Bleche und Rohre enthalten 10…40 % Zn
(z. B. CuZn15, CuZn33) und in wenigen Fällen zusätzlich 1…2 % an Al, Mn, Ni oder Sn. Die Guss-
115
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
legierungen (Armaturen) sind häufig zusätzlich
mit Pb oder Mn legiert (z. B. G-CuZn39Pb2, GCuZn37Mn3Al1Fe1).
Zwei- und Mehrstoffbronzen Die
Legierungselemente der Bronzen sind Sn, Al, Mn, Pb, Si, Ag
oder Be. Die Sn-Bronzen enthalten bis 11 % Sn, die
Al-Bronzen bis 11 % Al (häufig zusätzlich 3…5 %
Fe, Ni oder Mn). Häufige Mehrstoffbronzen (vorwiegend Lagerwerkstoffe) sind G-CuPb10Sn10,
G-CuMn10Zn9Al6Fe und G-CuSi3Zn5 sowie GCuSn5Zn5Pb5 (Rotguss).
CuNi-Legierungen In Wärmetauschern finden die
Legierungen CuNi10Fe1Mn oder CuNi30Mn1Fe
Verwendung. Als Kontaktwerkstoff ist CuNi9Sn2
zu erwähnen. Für Widerstandsdraht ist eine Legierung mit hohem Ni-Gehalt (CuNi44) im Einsatz.
Für Münzen werden auch CuNi-Legierungen
(CuNi25) verwendet.
CuNiZn-Legierungen (Neusilber) Als Tafelgerät
und auch Federwerkstoff sind Legierungen mit
44…66 % Cu, 6…19 % Ni und 18…40 % Zn üblich. Ergänzend zu den Legierungen kommt die Beschichtung von Kupfer-Knetlegierungen mit Zinn
vor allem für den Anwendungsbereich Steckverbinder.
Der Massenanteil der Knetwerkstoffe (Kupferund Messinghalbzeug) ist absolut überwiegend
gegenüber den Gusswerkstoffen.
Bei den Legierungen stellt sich natürlich die
Frage, ob sie in den Recyclingweg des Kupfers
oder denjenigen der Legierungskomponenten einzuschleusen sind. Die Antwort ergibt sich unter
Berücksichtigung der bereits in . Tab. 5.2 angeführten sehr unterschiedlichen Metallpreise (d. h.
dem Wertanteil der Legierungskomponente) sowie
der technologisch günstigen Verfahrenswege für
das Recycling der Legierungskomponenten. Auf
Grund der Kenntnis der Metallpreise (der Ni-Preis
beträgt etwa das Vier- bis Fünffache des Cu-Preises) ist bereits an dieser Stelle die Aussage möglich, dass hochnickelhaltige Cu-Legierungen in das
Nickelrecycling einzubringen sind, während der
niedrige Zinkpreis (ca. 25 % des Cu-Preises) die
Messinglegierungen eindeutig dem Kupferrecyc-
5
ling zuordnet. Die jeweiligen Entscheidungen zum
günstigsten Verfahrensweg werden aber erst nach
der ausführlichen Erläuterung der Kupfer- und Nickelrecyclingtechnologien inklusive der Reaktionen der Elemente Cu und Ni verständlich.
Kupferschrotte
Die Produktionsabfälle (Neuschrotte) der verschiedenen Verarbeitungsstufen (Gießen, Walzen,
Drahtziehen, Stanzen, spanende Bearbeitung) fallen bei sorgfältiger Arbeitsweise sortenrein und
ohne Verunreinigungen in Form von Gießereiabfällen, Blechabschnitten, Stanzabfällen, Drahtresten und verölten Spänen an.
Die Altschrotte aus dem Rücklauf verbrauchter
Wirtschaftsgüter sind bei Kupfer von außerordentlich unterschiedlicher Qualität in Bezug auf den
Kupfergehalt (bzw. Legierungsgehalt), den Grad
der Beimengungen und der Materialabmessungen. Auch in der Nutzungsdauer bestehen erhebliche Zeitunterschiede. Eine Zusammenstellung
wurde in . Tab. 5.8 versucht, wobei ein Teil dieser
Altschrotte Produkte einer mechanischen Aufbereitung darstellen. Der Verein Deutscher Metallhändler e. V. (VDM) unterscheidet in der »Klassifizierung für NE-Metall-Schrott« (Fassung 1988)
[46] für Kupfer und Cu-Legierungen (Messing,
Bronze) 30 verschiedene Schrottsorten. Ein spezieller Schrotthändler gibt in seiner »Sortenliste
NE-Metalle« (Stand 2006) [47] 13 Cu-Schrottsorten, sieben Messingsorten, vier Rotgusssorten und
drei Sorten Walzbronze an. Bei den Beimengungen
muss zwischen Wert- und Störstoffen unterschieden werden. Diese Unterscheidung kann aber erst
bei der Beschreibung der Verarbeitungsverfahren
näher erklärt werden. Aus der Art der aufgeführten Altschrotte ist erkennbar, dass eine genaue Ermittlung (»Bemusterung«) der Gehalte an Cu und
Wertstoffen sowie an Störstoffen wegen der häufig
uneinheitlichen physikalischen Struktur der Stoffe
außerordentlich schwierig ist. Aber diese Gehalte
sind für die Preisbildung der Schrotte unerlässlich.
Sehr zuverlässige Probenahmen und Gehaltsbestimmungen sind dagegen bei Shreddermaterial
und Cu-Granulat zu erhalten.
116
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
. Tab. 5.8 Zusammenstellung typischer Kupferrecyclingmaterialien und Aufbereitungsprodukte (Neuschrotte, Altschrotte, Cu-haltige Abfälle) [6] [48] [49] [50] [51]
Cu-Gehalt
%
Sonstige
Wertstoffe
Störstoffe
Quelle des Recyclingmaterials
Lebensdauer der
Produkte
(Jahre)
Kupfer, z. T. legiert
98…99
–
–
Gießereien, Halbzeugwerke
0,1
Messing/Bronze/
Neusilber
45…0
Zn, Sn, Ni
–
Gießereien, Halbzeugwerke
0,1
CuNi-Legierungen
55…90
Ni
–
Halbzeugwerke
0,1
Cu-Schwerschrotte
90…95
–
–
Stromschienen, Rohre
30…45
Cu-Leichtschrotte
88…92
Sn
–
Bleche, Rohre, Wärmetauscher
25…40
Cu-Granulate
95
–
–
Kabelaufbereitung
10…45
Cu-Spulen/Draht
Cu-Kabel
80
–
Fe
Iso.
Transformatoren
Bausektor
40…50
30…40
Cu-Fe-Material
20
5
5
4
–
–
–
–
Fe
Fe
Fe
Fe, Sch.
Motor, Generator
Kühlschränke
Haushaltsgeräte
Gebäudeabbruch
10…40
15
10
40…50
50
40…50
60…80
90
Sn, Pb
Sn, Pb
Sn, Au, Ag
Sn
Iso., Fe
Iso., Fe
Kommunikationstechnik
(Telefon, PC, TV, Radio)
6…15
Fe, Iso.
Altauto
8…10
30…80
Zn, Sn,
Pb, Ni
Fe
Armaturen, Kühler,
Lagerschalen, Maschinenteile
10…45
Krätzen, Aschen,
Schlacken
20…50
Zn, Sn, Pb
Sch.
Gießereien, Halbzeugwerke
0,5
Fällschlämme
2…10
Zn, Ni, Pb
Fe, S
Galvanik, Ätzverfahren
0,5
Cu-Salze
20
–
S, Cl
Diverse Industrien
–
Zementkupfer
80
–
Fe
Cu-Fällung mit Fe-Schrott
aus diversen Lösungen
–
Lösungen von Cu-Salzen
1…50 g/l
Fe, Ni, Zn,
NH3 u. a.
Cl, S
Ätzverfahren,
Laugeverfahren
–
Recyclingmaterial
(Neuschrott, Altschrott,
Cu-haltige Abfälle)
Neuschrotte
5
Altschrotte
Shreddermaterial
– Relaisschrott
– Elektronik
– Kontakte
– Altautos
Messing/BronzeAltschrott
Cu-haltige Abfälle
Iso. = Isolationsmaterialien (verschiedene Kunststoffe, z. B. PVC, PTFE); Sch. = Bauschutt (Sand, keramisches Material,
Holz, Kunststoffe)
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
Kupferhaltige Abfälle
Wie bereits oben erläutert können solche Abfälle
häufig zusammen mit den Schrotten verarbeitet
werden. Sie entstehen beim Schmelzen von Kupfer
und dessen Legierungen infolge Oxidation an der
Schmelzbadoberfläche in Form von Krätzen (Metall-Metalloxid-Gemische), bei Ätz- und Galvanikverfahren als Abfalllösungen, Salzabfälle, Neutralisationsschlämme und Zementkupfer sowie in
anderen Industriezweigen. Die Probenahmen und
Gehaltsbestimmungen sind meist unkompliziert.
5.4.2
Aufbereitung von
Kupferschrotten und
kupferhaltigen Abfällen
Die Notwendigkeit der Aufbereitung ergibt sich
aus dem z. T. geringen Cu-Gehalt der Altprodukte
(Elektrogeräte, Maschinen, Altautos) und der Verbindung mit Störstoffen. Die Aufbereitung verfolgt
dabei folgenden Zielstellungen:
5 Anreicherung des Cu-Inhaltes und des Gehaltes evtl. Wertstoffe (Edelmetalle, Ni etc.),
5 Abtrennung von metallischem Eisen (Stahl,
Gusseisen),
5 Abtrennung von Schadstoffen (z. B.PVC) und
Inertstoffen,
5 Zerkleinerung auf erforderliche Stückgrößen
oder Kompaktierung von Feingut.
Durch diese Aufbereitung kann eine Optimierung
des anschließenden Schmelzprozesses erreicht
werden. Dafür ist eine Reihe von günstigen Effekten verantwortlich:
5 Verringerung der Schlackenmenge, der Verstäubung, der Flugstaubmenge und der Umweltbelastung (Dioxinbildung etc.),
5 Erhöhung des Cu-Ausbringens und Gewinnung der anderen Wertstoffe,
5 Senkung der Schmelzkosten (Energieverbrauch, Massenreduzierung).
Diese positiven Auswirkungen müssen natürlich
gegen die erforderlichen Kosten der Aufbereitungsverfahren und auch die unvermeidlichen Cu-Verluste bei der Aufbereitung aufgerechnet werden.
Die erwähnte Dioxinbildung bei den nachfolgen-
117
5
den Schmelzverfahren verursachen vor allem Gehalte an organischen Cl-Verbindungen. Und dies
sind im Falle der Cu-Materialien überwiegend die
PVC-Isolierschläuche von Kabeln und Litzen, aber
auch die für die Leiterplatten (Elektronik) verwendeten Flammenschutzmittel. Die Dioxinbildung ist
in 7 Abschn. 4.1.4 näher erläutert. Andererseits sind
bei den Schmelzprozessen Gehalte an Kunststoffen
im Prinzip energetisch nutzbar. Da aber stets die
Gefahr von PVC- und PTFE-Beimengungen vorhanden ist und in den Abgasen die 100 %ige Oxidation zu CO2 Probleme bereitet (Restgehalte an
Kohlenwasserstoffen), wird meist ein sehr geringer
Kunststoffanteil gefordert.
Demontage, Aufschlusszerkleinerung
und Sortierung
Wegen der geringen Kupfergehalte und der komplizierten Werkstoffverbunde der Cu-Materialien
mit anderen Werkstoffen (Kunststoffisolationen,
Leiterplatten, Trafobleche, Stahlgehäuse, Wärmedämmstoffe, Kunststoffgehäuse, Eisengussgehäuse etc.) kommt der Aufschlusszerkleinerung eine
überragende Rolle zu. Kabel mit großen Abmessungen müssen in einem entsprechenden Kabelschneider (Aufgabetrichter bis 2,3 m Breite) auf
50…20 mm vorzerkleinert werden. Für Kabel mit
mittleren Abmessungen sowie Litzen und für die
Nachzerkleinerung sind Schneidmühlen mit integrierter Windsichtung (Zick-Zack-Sichter) (. Abb. 3.2
und . Abb. 3.8) geeignete Apparate. Der Aufschluss
wird durch eine Kryovorbehandlung (Versprödung
der Kunststoffe) verbessert. Häufig ist eine Spezialschlägermühle zur Verkugelung der feinen Litzendrähte nachgeschaltet. Die Isolationsmaterialien
werden weitgehend abgetrennt und als Produkt ein
Cu-Granulat (95 % Cu) gewonnen (. Abb. 5.17). Für
besonders feinteilige isolierte Kupferdrähte steht
eine kombinierte Sensortechnik zur Verfügung. Sie
arbeitet mit einem hochsensiblen elektromagnetischen Sensor in Kombination mit einem NIR-Sensor für die Kunststoffummantelung. Durch die zeitgleiche Auswertung beider Signale lassen sich Reste
isolierter Kupferkabel eindeutig identifizieren und
für das Ausblassen orten [89]. Für Kompaktschrott
und teildemontierte oder vollständige Altgeräte
(Kühlschränke, Waschmaschinen, Altautos etc.)
kommen Shredder unterschiedlicher Baugrößen zum
118
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Abluft
Staubfilter
Magnetscheider
Isolierte
Cu-Kabel,
Cu-Litzen
Schlägermühle
. Abb. 5.17 Aufbereitung von
Cu-Kabelschrott.
Zyklone
Staub
Sichter
Pressluft
5
Shredder
1. Schneidmühle
Eisen
Pressluft
Cu-Kabelstücke
2. Schneidmühle
Cu-Litze,
verkugelt
Einsatz. Diese sind ebenfalls bereits mit Windsichtung ausgestattet, um z. B. Textilien, Gummi und
Dämmstoffe als Shredderleichtfraktion (SLF) abzutrennen. Die Schwerfraktion enthält überwiegend
Stahl, der über Magnetscheider abgetrennt wird.
Für die verbleibenden NE-Metalle eignen sich
dann die Sortierverfahren Schwimm-Sink-Prozess
und Wirbelstromprozess sowie sensorgestützte Verfahren. Elektrokleingeräte, Kommunikationstechnik, Computer, TV, Radios usw. werden zunächst
demontiert, die Bauteile getrennt geshreddert und
nachfolgend sortiert. Für elektrische Großgeräte
(Transformatoren, Generatoren, Motoren) ist häufig nur eine Demontage erforderlich.
Aus technologischen und vor allem wirtschaftlichen Gründen ist die Getrennthaltung der verschiedenen Schrottsorten, Aufbereitungsprodukte
und Abfälle unbedingt erforderlich. Dadurch erhält
man z. B. beim Schmelzen von reinen Cu-reichen
Schrotten die Möglichkeit, mehrere Verarbeitungsstufen einzusparen und das Ausbringen von Legierungsmetallen wesentlich zu verbessern.
Eine getrennte Verarbeitung von folgenden fünf
Hauptschrottsorten und Abfällen (Sorten 1…7) ist
deshalb unbedingt zu empfehlen:
1. Neuschrotte (Verarbeitungsabfälle bekannter
stofflicher Zusammensetzung, getrennt nach
Legierungen),
Lufttrennsieb
PVC u. a.
Isolation
2. niedriglegierter Cu-Altschrott >75 % Cu
(Legierungsmetalle Ag, Cd, Si, Mn, Ni, Be, …)
inkl. aufbereiteter Elektroschrott, Kabelschrott
(95 % Cu),
3. hochlegierte Cu-Altschrotte von Messing,
Bronze oder Neusilber, getrennt nach Cu-Znund Cu-Sn-Legierungen, gering verunreinigt,
4. Cu-armer Metallschrott <30 % Cu (Cu-FeSchrott),
5. Cu-armer Elektro-/Elektronikschrott (3…20 %
Cu), evtl. edelmetallhaltig,
6. oxidische Cu-haltige Abfälle (Krätzen, Aschen,
Fällschlämme, Cu-Oxide),
7. Cu-Salze (Sulfate, Chloride, Karbonate, Azetate).
Die Aufbereitung und das gesamte Recycling von
Elektro(nik)-Altgeräten werden ausführlich in
7 Kap. 11 besprochen.
Aufbereitung nichtmetallischer Abfälle
Oxidische Abfälle (Krätzen, Aschen) sind häufig
feinkörnig oder pulverförmig und müssen zur Einschränkung von Verstäubungen brikettiert oder anderweitig agglomeriert werden. Fällschlämme sind
vorher zu trocknen. Aus dieser Gruppe sind die
Salze einer speziellen Behandlung zu unterziehen.
Es handelt sich vor allem um Sulfate und Chloride
(z. T. mit Eisensalzen vermischt). Nach Auflösung
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
dieser Salze in Wasser können mit Eisenschrott
die Cu-Ionen reduziert und als feinkörniges Zementkupfer gewonnen werden. Das Zementkupfer
ist der Schrottsorte 2 oder 4 zuzuordnen. Andere
Cu-Salze oder Salzlösungen mit flüchtigen Säuren
(Karbonat, Azetat) und Ammoniak können einfach thermisch gespalten und dadurch Pulver von
Cu-Oxiden erzeugt werden. Die Cu-Oxide bilden
zusammen mit Cu-Krätzen, Aschen und anderen
oxidischen Abfällen eine eigene Abfallsorte (6).
Weitere Verfahren sind in 7 Abschn. 5.4.4 beschrieben.
5.4.3
Schmelzmetallurgische
Verarbeitung von
Kupferschrotten und
kupferhaltigen Abfällen mit
abschließender Raffinationselektrolyse
Schmelzprozesse
Die sehr reinen Neuschrotte und vor allem auch
die Legierungsneuschrotte können mit geringem
Aufwand an den Anfallstellen (Halbzeugwerke,
Gießereien) durch einfaches Umschmelzen recycelt werden. Dafür verwendet man vorwiegend
Induktionstiegelöfen (. Abb. 5.6), die eine weitgehende Erhaltung der Legierungszusammensetzung gewährleisten und nur geringe Mengen Krätze entstehen lassen. Im Unterschied dazu müssen
die Cu-armen und verunreinigten Schrotte und
das Zementkupfer einer schmelzmetallurgischen
Konzentrierung und Reinigung unterzogen werden. Diese Primärschmelzprozesse erfüllen dabei
folgende technologische Aufgaben:
5 Homogenisierung des sehr inhomogenen
Recyclingmaterials durch die Bildung einer
Metallschmelze,
5 Konzentrierung und Sammlung aller eingesetzten Metalle in der Metallschmelze,
5 Bildung einer Schlackenphase (FeO-Silikat)
aus oxidischen und silikatischen Beimengungen und Zuschlägen (Kalk, Sand, Rückschlacke),
5 Entstehung eines Flugstaubes aus flüchtigen
Stoffen (ZnO, PbO),
119
5
5 Bildung eines Abgases aus Zersetzungs- und
Verbrennungsprodukten von Kunststoffen,
Lacken und Salzen (CO2, CmHn, SO2, HCl).
Auch die oxidischen Abfälle (Cu-Oxide, Krätzen,
Aschen, Hydroxidschlämme) bringt man in diese Primärschmelzprozesse ein, da bei den hohen
Temperaturen die Cu-Oxide und evtl. Wertstoffoxide (NiO, ZnO, SnO2, PbO) durch Reduktionsmittel (Koks, Kohle, Öl) leicht zu den Metallen zu
reduzieren sind, wie aus den thermodynamischen
Eigenschaften dieser Oxide (. Abb. 5.2) abzuleiten ist. Die Mehrzahl der reduzierten Metalle und
auch eingebrachtes metallisches Eisen lösen sich in
der Metallschmelze auf. Daraus resultiert die Forderung nach vorheriger Abtrennung von metallischem Eisen. Dagegen wird das Fe-Oxid bei den
eingestellten Reaktionsbedingungen und Temperaturen im Ofen nicht reduziert und vollständig verschlackt. Infolge hoher Dampfdrücke von Zn, SnO
und PbO bei den Temperaturen des Schmelzprozesses verdampfen diese Komponenten zum Teil.
Im Abgasstrom erfolgen eine Reoxidation dieser
Stoffe und schließlich die Bildung eines Flugstaubes
aus ZnO, PbO und SnO2. Sowohl bei den Schrotten
als auch bei den oxidischen Abfällen muss man die
Sn-haltigen und die Zn-haltigen Materialien in getrennten Chargen oder Apparaten verarbeiten, um
eine Trennung in zwei Flugstaubqualitäten (überwiegend SnO2-reiche und überwiegend ZnO-reiche Flugstäube) zu garantieren und damit deren
getrennte Aufarbeitung wesentlich effektiver zu
gestalten.
Das Primärschmelzen erfolgt klassisch im
Schachtofen mit Koks als Brennstoff und Reduktionsmittel (. Abb. 5.18). Dabei entstehen Cu-arme
Schlacken (1…2 % Cu), Rohkupfer (75…80 % Cu
mit 97…98 % Cu-Ausbringen) und die erwähnten
Flugstäube. Das Rohkupfer (Schwarzkupfer) hat
z. B. eine Zusammensetzung von 75 % Cu, 6 % Sn,
5 % Fe, 3 % Ni, 5 % Zn, 4 % Pb. Auf Grund der
unterschiedlichen Dichte der zwei Schmelzphasen
(Rohkupfer und arme Schlacke) erfolgt eine Separierung direkt im Unterteil des Ofens oder in einem
getrennten Vorherd.
Wegen der vorliegenden Reduktionsbedingungen im Schachtofen ist dieser auch besonders zur
Rückgewinnung des Kupfers aus den Cu-reichen
120
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Schachtofen
Koks,
Kalk, Sand
ISASMELT-Reaktor
Lanze für Öl/Gas
und Sauerstoff
Arme Cu-Schrotte,
oxidische Cu-Abfälle
(Krätzen, Aschen, Stäube),
Cu-reiche Schlacke
. Abb. 5.18 Primärschmelzöfen für das Kupferrecycling – Schachtofen und
ISASMELT-Reaktor [49] [51] [52]
[56] [7].
Abgas,
Stäube
Abgas,
Stäube
5
Feuerfeste
Auskleidung
Schmelzbad
Kühlkästen
Winddüsen
Rohkupfer (80 % Cu),
Cu-arme Schlacke
Konverterkupfer (95 % Cu),
Schlacken
Schlacken der nachfolgenden Technologiestufen
(Konverterschlacken, Raffinationsschlacken) geeignet (sog. Schlackenverarmung). Beim Schachtofenschmelzen sammeln sich von den begleitenden
Wertmetallen das Ni vollständig, das Pb und Sn zu
80 % und das Zn nur zu 15 % im Rohkupfer. Auf
den Flugstaub verteilen sich ca. 15 % des Pb und
Sn und 42 % des Zn. Weitere 42 % des Zn befinden
sich in der armen Schlacke [48].
Seit mehreren Jahren wird auch der leistungsintensive ISASMELT-Reaktor erfolgreich für das Primärschmelzen eingesetzt, der mit Brennerlanzen
und ohne Koks arbeitet (. Abb. 5.18) [51] [52] [56].
Schließlich ist auch der TBRC (Top Blown Rotary
Converter) in Anwendung, der ebenfalls Brennerlanzen (Sauerstoff-Erdgas-Brenner) benutzt. Der
TBRC ist ein drehbarer und kippbarer Reaktor,
dessen Aufbau in . Abb. 5.30 (Einsatzgebiet Edelmetallschrotte) dargestellt wird und dessen Kons-
truktionsprinzip auch dem Kipptrommelofen für
Al-Schrotte (. Abb. 5.14) entspricht.
Speziell für das Schlackenverarmen, aber auch
für das Schmelzen armer Cu-Abfälle sind die Elektroreduktionsöfen (Submerged Arc Furnace, SAF)
geeignet, bei denen die Elektroden in das Schlackenbad eintauchen und dadurch über Widerstandserwärmung den Schmelzprozess realisieren (ElektroSchlacken-Widerstandsofen) (. Abb. 5.19). Damit
kann man in den verarmten Schlacken Cu-Gehalte
bis herab auf 0,6…0,9 % Cu erschmelzen [53].
Das erzeugte flüssige Rohkupfer muss anschließend durch selektive Oxidation in einem Konverterprozess (Einblasen von Luft) weiter konzentriert
und gereinigt werden. Der Chemismus dieses Verfahrens wurde bereits in 7 Abschn. 5.1.1 am Beispiel
von Cu-Schmelzen ausführlich beschrieben. Dort
wurde festgestellt, dass die typischen Legierungskomponenten bzw. Verunreinigungen Fe, Pb, Zn,
Al selektiv vor dem Kupfer oxidierbar sind. Glei-
. Abb. 5.19 Elektroreduktionsofen (Submerged Arc
Furnace, SAF) für das reduzierende Schmelzen von Cu-Sekundärmaterial und zur Schlackenverarmung [53].
Oxidisches
Cu-Material
5
121
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
Kohle
Cu-reiche
Schlacke
Elektroden
Abgas
Keramische
Ausmauerung
bzw. Kühlung
Schlackenbad
Rohkupfer
ches gilt für die weiteren Legierungskomponenten
Sn, Mn und Si. Zur Bindung dieser Oxide in einer
flüssigen Silikatschlacke muss bei diesem Prozess
Sand (SiO2) zugesetzt werden. Die hohen Dampfdrücke von Zn und Pb bzw. der Oxide SnO und
PbO führen in dieser Stufe parallel zur starken Verflüchtigung dieser Stoffe aus der Schmelze und zum
Übergang in getrennte Sn-reiche und Zn-reiche
Flugstäube. Während des Verblaseprozesses findet
sehr schnell die Verschlackung des Fe statt und parallel die Verflüchtigung und Verschlackung von
Zn. Erst nach längerer Blaszeit (60…80 min) und
gestiegener Temperatur (1200…1400 °C) gelingen
auch die Sn-Verflüchtigung und Sn-Verschlackung.
Das Ni hat besonders bei höheren Temperaturen
eine gegenüber dem Cu nur geringfügig stärkere
Oxidationsneigung und ist deshalb durch selektive
Oxidation nur bei starker paralleler Cu-Oxid-Bildung zu verschlacken. Das ist aber technisch und
wirtschaftlich nicht effektiv. Die Abtrennung des
Ni erfolgt deshalb nur z. T. in der Schlacke und
endgültig erst in der Elektrolysestufe. Die Edelmetalle verbleiben vollständig beim Kupfer (günstige
Sammlereigenschaft des Kupfers!).
Der Konverterprozess erfolgt im Trommelkonverter (. Abb. 5.20) mit Einsatz des flüssigen
Rohkupfers, wobei man reinen, reichen Cu-Schrott
Metallbad
Cu-arme
Schlacke
direkt mit zusetzen kann. Die Konverterprodukte
sind das Konverterkupfer mit 95…98 % Cu-Gehalt
und eine reiche Schlacke (z. B. 20…30 % Cu, 18 %
Fe, 9 % Sn, 5 % Ni, 5 % Pb, 2 % Zn [54]), die in den
Schacht- oder Elektroofen zurückgeführt und dort
verarmt wird.
Im ISASMELT-Reaktor wird nach dem Primärschmelzen unmittelbar der Konverterprozess
durchgeführt und damit ein Apparat eingespart
(Kayser Recycling System, KRS) [51].
Eine spezielle Variante des Konverterprozesses
ist der direkte Einsatz von reichen Messingschrotten in einem besonderen Altmetallkonverter, der
durch Koksverbrennung vorgeheizt wurde. Dabei
entstehen ein besonders reiner ZnO-Flugstaub und
das normale Konverterkupfer. Analog ist ein gesonderter Konverterprozess für reine Bronzeschrotte
mit Erzeugung eines Sn-reichen Flugstaubes von
Vorteil.
Die bereits bis zu dieser zweiten Verarbeitungsstufe relativ komplizierten technologischen Abläufe sind im Verfahrensfließbild . Abb. 5.21 nochmals
dargestellt.
Der abschließende Elektrolyseprozess erfordert
eine noch weitergehende Raffination des Konverterkupfers auf ca. 99…99,5 % Cu-Gehalt (0,1 % Ni,
Edelmetalle) ebenfalls durch selektive Oxidation
122
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
. Abb. 5.20 Trommelkonverter zur
Verarbeitung von flüssigem Rohkupfer sowie reichen Kupfer-, Messingund Bronzeschrotten.
Konverterkupfer (95 % Cu)
Rohkupfer, flüssig,
reicher Cu-Schrott,
Messing- und
Bronzeschrott, Koks
Cu-reiche Schlacke
(20 % Cu)
Abgaskanal
Pressluft
5
Abgas,
Flugstaub
Kippbarer
Trommelkonverter
Schmelzbad
Luftdüsen
in einem Flammofen (z. B. kippbarer Trommelofen ähnlich wie in . Abb. 5.13). Die raffinierte CuSchmelze vergießt man zu Cu-Plattenanoden für
die Elektrolyse. Auch in diesem Anodenofen kann
man noch reine Cu-Schrotte direkt zusetzen. Die
reiche Schlacke des Anodenofens kann bis 35 % Cu
und nochmals 7 % Fe, 5 % Pb, 3 % Sn und 2 % Ni
bei 20 % SiO2 enthalten [54]. Andere Recyclinghütten [55] erreichen im kippbaren Anodenofen
Schlackenzusammensetzungen von z. B. 14 % Cu,
13 % Sn, 8 % Pb, 5 % Zn, 3 % Ni und 29 % SiO2,
10 % FeO, 11 % CaO. Diese reichen Schlacken werden in das Primärschmelzen zurückgeführt.
Raffinationselektrolyse
Als Verfahrensstufe der Hochreinigung kommt
die elektrolytische Raffination in einem Schwefelsäure-Kupfersulfat-Elektrolyt zum Einsatz. Sie gestattet es, aus den Kupferanoden von ca. 99 % Cu
ein hochreines Kathodenkupfer mit 99,98 % Cu in
der Qualität des Primärkupfers aus Cu-Konzentraten zu erzeugen. Das Kathodenkupfer fällt in Form
von dünnen Cu-Blechen an. Diese Bleche schmilzt
man um (z. B. gasbeheizter Schachtofen) und erzeugt z. B. Gießdraht und Bolzen.
Das Funktionsprinzip der Elektrolyse mit löslichen Rohkupferanoden und die für das Verständnis
des Raffinationseffekts zutreffenden Normalpotentiale der Metalle sind in . Abb. 5.22 aufgeführt.
Nach diesem vereinfachten theoretischen Ansatz
sind die Edelmetalle unlöslich und sammeln sich
vollständig in einem Anodenschlamm, während
das Cu und alle anderen Metalle und die Halbmetalle Sb und As in Lösung gehen und sich im
Elektrolyt anreichern (siehe auch 7 Abschn. 4.2.2,
»Elektrochemische Prozesse«, . Abb. 4.6). Aus
dem Elektrolyt scheidet man kathodisch das hochreine Kupfer ab.
Tatsächlich sind die Verhältnisse aber wesentlich komplizierter [57] [58], da die Elemente in den
Anoden z. T. als einfache oder komplexe Oxide
(NiO, Cu2O, Pb-Cu-As-Oxid) oder Selenide (CuAg-Selenid) vorliegen und bei der anodischen Auflösung z. T. weitere schwer lösliche Verbindungen
(PbSO4, SbAsO4, SnO2, Ni-Arsenat-Antimonat,
Cu-Pb-As-Sb-Oxide etc.) bilden. Daraus folgt, dass
bei der Elektrolyse erhebliche anodische Passivierungsschichten (vor allem durch NiO bedingt)
auftreten, treibende Schlämme durch Sb-Verbindungen entstehen und der Elektrolyt schnell an CuIonen verarmt. Im Anodenschlamm findet man
deshalb neben den Edelmetallen die genannten
schwer löslichen Verbindungen; Anodenschlamm
enthält bis 15 % Ni, bis 40 % Pb, bis 14 % Sn und
bis 9 % Sb. Das dargestellte Verhalten der restlichen
Beimengungen der Anoden und deren nachteilige
Auswirkung auf den Elektrolyseprozess unterstreichen nachdrücklich die Notwendigkeit der mehr-
5
123
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
Kupfer (Zn, Sn, Ni, Pb, Edelmetalle, Fe, Al)
Koks
Cu-armer
Metallschrott
(30 % Cu)
Cu-reicher
Metallschrott
(>75 % Cu)
Elektro-/
Elektronikschrott
Krätzen, Aschen,
oxidisches
Kupfer
Bronze
Zn-reiches
Material
Messing
Konzentrationsschmelzen
(Schachtofen)
Öl,
Gas
Sn-reiches
Material
Konzentrationsschmelzen,
selektive Oxidation
(ISASMELT-Reaktor)
Rohkupfer
(80 % Cu)
Luft,
O2
Selektive Oxidation
(Kupferkonverter)
Cu-arme
Eisensilikatschlacke
(1 % Cu)
Messing/Bronzekonverter
Konverterkupfer
(95 % Cu)
Cu-reiche
Schlacke
(20 % Cu)
Raffination
(Anodenofen)
Sn-Pb-(Zn)Flugstaub
Zn-Flugstaub
Cu-Anoden
(99 % Cu)
Raffinationselektrolyse
Anodenschlamm
(Ag, Au, Pt, …)
Cu-Kathoden
(99,9 % Cu)
Elektrolyt
(NiSO4, …)
. Abb. 5.21 Kupferrecycling mit Recycling der Legierungsmetalle und Edelmetalle [7].
124
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
. Abb. 5.22 Funktionsprinzip
der Kupferraffinationselektrolyse [7].
1. Elektrolysezelle
Kupferanoden (+),
verunreinigt
Stahlkathoden (–)
mit reinem Kupfer
Elektrolysewanne
5
Elektrolyt
(CuSO4,
H2SO4)
Anodenschlamm
2. Elektrochemischer Raffinationseffekt
(Normalpotentiale, V)
Pt
+1,6
Au
+1,4
Ag
+0,81
Elektrochemisch
unlöslich
Anodenschlamm
Cu
+0,35
H
0
Pb
–0,13
Sn
–0,14
Ni
–0,25
Fe
–0,44
Zn
–0,76
Elektrochemisch löslich,
keine Abscheidung vor dem Cu
Anreicherung im Elektrolyt
stufigen thermischen Raffination des Rohkupfers.
Die Anodenschlämme des Recyclingprozesses
(Sekundäranodenschlämme) unterscheiden sich
erheblich von den Anodenschlämmen der Primärkupfergewinnung aus Cu-Konzentraten (Primäranodenschlämme) und erfordern besondere Verfahrensvarianten zur Edelmetallgewinnung, die in
7 Abschn. 5.7 (Edelmetallrecycling) vorgestellt werden. Im Elektrolyt reichern sich vorwiegend Ni2+
und einige andere Restverunreinigungen (As3+) an
und machen seine Aufarbeitung notwendig. Nach
einer elektrolytischen Entkupferung gewinnt man
aus dem Elektrolyt durch Verdampfungskristallisation ein Rohnickelsulfat.
Eine Gesamtübersicht zum Kupferrecycling
gibt . Abb. 5.21. Dieses Verfahrensfließbild entspricht ab der Verfahrensstufe »Selektive Oxidation
im Kupferkonverter« im Prinzip auch weitgehend
den Verfahrensstufen der primären Kupfergewinnung aus Konzentraten. Nur das Konzentrationsschmelzen erfolgt bei der Primärgewinnung über
die Bildung einer Cu-Fe-Sulfidphase (sog. Kupferstein). Deshalb kann man relativ reines Kupfer-Recyclingmaterial auch in den Primärhütten ab den
Prozessstufen Konvertierung und Raffination sehr
effektiv mit verarbeiten.
Für die Verwertung der anfallenden Flugstäube existieren mehrere Verfahren. Die ZnO-reichen
Stäube sind zu Farboxiden (ZnO) oder Zn-Sulfat zu
125
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
verarbeiten. Aus dem Sn-reichen Flugstaub gewinnt
man nach Reduktion ein Mischzinn (Sn-Pb-Lotlegierungen). Daraus folgt, dass die Kupferrecyclingtechnologie neben der weitgehenden Cu-Rückgewinnung in Primärqualität auch die vollständige
Rückgewinnung von Edelmetallen vorbereitet und
die Legierungsmetalle Zn, Sn und Pb in gut verwertbaren Zwischenprodukten konzentriert.
5.4.4
Nassmetallurgische
Verarbeitung von
kupferhaltigen Abfällen
Die nassmetallurgische Rückgewinnung arbeitet
nach dem Prinzip der selektiven Auflösung des Cu
(selektive Laugung) unter Verbleib eines unlöslichen Rückstandes und der nachfolgenden Gewinnung des Cu in metallischer Form (Elektrolytkupfer) oder als handelsfähiges reines Cu-Salz. Diese
Verfahrensweise wurde allgemein und mit einigen
Materialbeispielen bereits in 7 Abschn. 4.1.2 vorgestellt. Das nassmetallurgische Verfahren ist aber
nur wirtschaftlich einzusetzen, wenn die selektive
Abtrennung geringer Cu-Mengen von einer großen
Masse an Fremdmaterial erfolgen muss, und besonders dann, wenn der Werkstoffverbund KupferFremdmaterial durch die Aufschlusszerkleinerung
oder thermische Verfahren (Pyrolyse, Oxidation)
nicht aufzutrennen ist. Das trifft vor allem für Cuund Messingbeschichtungen auf verschiedenen Basiswerkstoffen zu und evtl. für andere elektrische
oder elektronische Bauteile mit geringem Cu-Anteil bei z. B. gleichzeitig hohen Fe-Gehalten. Die
Aufarbeitung der Cu-Lösungen kann man sinnvoll
mit der Behandlung von Cu-Salzen kombinieren,
die bereits in 7 Abschn. 5.4.2 skizziert wurde.
Selektive Laugung von metallischem
Kupfer [59]
z
Laugung mit ammoniakalischer Ammoniumkarbonatlösung und Luft
Cu + 0,5 O2 + 2 NH3 + (NH4 )2 CO3 →
[Cu(NH3 )4 ]CO3 + H2 O
Zusammen mit dem Cu geht auch Ni als Amminkomplex in Lösung. Dagegen sind Fe und die
5
meisten anderen Metalle und die Kunststoffe sowie
keramische Massen unlöslich. Das Lösemittel NH3
ist regenerierbar.
z
Laugung mit Fe(III)-sulfat-Lösung
Cu + Fe2 (SO4 )3 → CuSO4 + 2 FeSO4
Mit Fe(III)-sulfat werden viele andere Metalle auch
aufgelöst (z. B. Zn, Sn). Allerdings darf Fe-Metall
nicht anwesend sein, denn es würde das Fe3+ zu
Fe2+ reduzieren und damit für den Löseprozess unwirksam machen. Dagegen bleiben die Edelmetalle
ungelöst und sind aus dem Löserückstand zu gewinnen. Ebenfalls unlöslich sind die Kunststoffe
und keramischen Massen. Das Lösemittel Fe(III)sulfat ist ebenfalls regenerierbar.
z
Laugung mit Schwefelsäure und Luft
Cu + H2 SO4 + 0,5 O2 → CuSO4 + H2 O
Die Selektivität dieser Reaktion ist allerdings gering, da dabei außer den Edelmetallen alle Metalle
mit in Lösung gehen und nur Kunststoffe und Keramik unlöslich bleiben.
z
Elektrolytische Auflösung
Dazu liegen Vorschläge mit Cyanidelektrolyt und
ammoniakalischem Elektrolyt vor. Das Verfahren
wäre für Cu- oder messingbeschichteten Stahl einsetzbar. Diese Abfälle müssten in unlöslichen Körben anodisch polarisiert werden analog der elektrolytischen Weißblechentzinnung (7 Abschn. 4.1.2
und . Abb. 4.2). Bei dieser Elektrolyse würde das Cu
kathodisch abgeschieden und so in einem Verfahrensschritt gewinnbar (siehe auch 7 Abschn. 4.2.2,
»Elektrochemische Prozesse«).
Die chemischen Laugungen führt man in
Rührwerksbehältern, in Berieselungstürmen und
ähnlichen Apparaten durch. Alle Laugeverfahren
erfordern als weitere Prozessstufen eine Fest-Flüssig-Trennung und einen Waschprozess des Rückstandes zur vollständigen Gewinnung der Cu-Lösungen.
126
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Rückgewinnung von Kupfer aus
Lösungen
5
Es sind folgende häufige Sorten von Cu-Lösungen
zu betrachten:
5 Cu-Lösungen der Selektivlaugung (Cu-Sulfat,
Cu-Tetramminkomplex, Cu-Sulfat/Fe-Sulfat),
5 Cu-Lösungen von der Auflösung von Abfallsalzen in Wasser (Cu-Sulfat, Cu-Chlorid etc.),
5 Ätzlösungen und Galvanikbäder sowie zugehörige Waschwässer (Cu-Sulfat/Fe-Sulfat, CuSulfat/Schwefelsäure, Cu-Chlorid/Salzsäure,
Cu-Tetramminkomplex/NH4Cl etc.).
z
Es sollte also ein effektiver Kreislauf der teilentkupferten Lösung eingerichtet werden.
In den Elektrolysezellen verwendet man unlösliche Hartblei- oder Titananoden und Stahlblechkathoden, auf denen sich ein Kupferblech
abscheidet. Die Hartbleianoden sind aber gegen
anodisch gebildetes Chlor nicht beständig, weshalb
Cl−-Ionen im Elektrolyt unbedingt zu vermeiden
sind. Der Energieverbrauch der Reduktionselektrolyse (2000…2500 kWh/t Cu) ist relativ hoch,
da im Unterschied zur Raffinationselektrolyse
(200…300 kWh/t Cu) die Zersetzungsspannung
aufgebracht werden muss.
Elektrolytische Kupferabscheidung
Die effektivste Methode der Verarbeitung der Lösungen ist die Reduktionselektrolyse mit unlöslichen Anoden, da damit verkaufsfähiges reines
Elektrolytkupfer zu gewinnen ist. Die Grundlagen der Elektrolyseverfahren wurden bereits
in 7 Abschn. 4.2.2 beschrieben und mit . Abb. 4.6
erläutert. Dort ist die Plattenelektrolyse mit relativ
konzentrierten und reinen Lösungen als günstigste Methode begründet. Für das Kupferrecycling
sind reine Cu-Sulfat-Lösungen als Elektrolyt mit
Cu-Konzentrationen von möglichst größer 15 g/l
besonders geeignet. Insbesondere die Konzentration an Fe3+-Ionen muss sehr gering sein, da dieses Ion wie oben erläutert Cu-Metall wieder auflöst und seine Reduktionsreaktion an der Kathode
(Fe3+ + e → Fe2+) einen zusätzlichen Energieverbrauch veranlasst. Als Ausweg kann man in einer
Vorstufe das Fe3+ zu Fe2+ reduzieren oder durch
Anwendung von Diaphragmen mit getrennten Anoden- und Kathodenräumen arbeiten
(7 Abschn. 4.2.2, Membranverfahren). Zur evtl.
notwendigen Aufkonzentrierung und Vorreinigung
von Cu-Lösungen sind der Ionenaustausch oder die
Solventextraktion in Anwendung (7 Abschn. 4.2.2,
Ionenaustausch, Solventextraktion). Bei der Reduktionselektrolyse von CuSO4-Lösungen entsteht
anodisch Sauerstoff und Schwefelsäure wird frei, so
dass eine vollständige Entkupferung wegen der zunehmenden Schwefelsäurekonzentration und dann
eintretender kathodischer Wasserstoffabscheidung
mit Bildung schwammiger Cu-Abscheidungen
nicht möglich ist.
CuSO4 + H2 O → Cu + H2 SO4 + 0,5 O2
z
Zementation mit metallischem Eisen
Durch das unedlere Metall Fe können Cu-Ionen reduziert und als Metallpulver ausgefällt (zementiert)
werden.
Cu2+ + Fe0 → Cu0 + Fe2+
Die elektrochemischen Grundlagen sind in
7 Abschn. 4.2.2 (»Elektrochemische Prozesse«) und
. Tab. 4.2 erläutert. Das gebildete Cu-Pulver bezeichnet man als Zementkupfer. Die Zementation
ist aus allen Arten Cu-Salz-Lösungen (auch aus
Chloridlösungen) möglich. Neben den Cu-Ionen
werden auch vorhandene Edelmetalle und ebenfalls
As-Verbindungen reduziert und abgeschieden. Das
Zementkupfer enthält erhebliche Fe-Restmengen,
ist relativ unrein (60…90 % Cu, 10…30 % Fe) und
muss wie Rohkupfer schmelztechnisch raffiniert
werden (7 Abschn. 5.4.3). Das Fe-Metall verwendet man häufig in Form von Blechschrott und man
führt den Prozess z. B. in Drehtrommeln durch.
z
Thermische Zersetzung des Cu-Tetramminkomplexes
Durch Erhitzen der [Cu(NH3)4]CO3-Lösung zerstört man diese Verbindung und fällt das Cu als
Mischung von Cu(OH)2 und CuO aus. Dabei destilliert NH3 ab und wird als Laugungsmittel regeneriert. Das abfiltrierte und getrocknete Fällprodukt
eignet sich sehr gut als Oxidationszuschlag im CuRaffinierofen.
127
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
z
Kupferfällung als Hydroxid oder Sulfid
Beide Methoden sind wegen erheblicher Nachteile
wenig in Anwendung. Das Hydroxid fällt man z. B.
mit Kalkmilch und erhält einen schwierig filtrierbaren Niederschlag, der bei Sulfatlösungen viel
Gips enthält. Das Sulfid (CuS) ist ebenfalls schwer
filtrierbar und ist nach einer Trocknung nur zusammen mit sulfidischen Kupferkonzentraten zu
verarbeiten. Wegen der extremen Schwerlöslichkeit
des CuS hat die Sulfidfällung aber eine Bedeutung
zur Entfernung letzter Cu-Spuren aus Abwasser.
Grundlegende Ausführungen zu chemischen Fällungsverfahren (Fällungs-pH-Wert, Löslichkeitsprodukt, Struktur der Niederschläge, Fällungstechnik) finden sich in 7 Abschn. 4.2.2 (»Chemische
Fällung«).
z
Konzentrierung und Reinigung von verdünnten
Cu-Lösungen durch Ionenaustausch oder Solventextraktion
Da die vorteilhafte elektrolytische Abscheidung
von verkaufsfähigem Kupfer aus Lösungen höhere
Cu-Konzentrationen und eine gewisse Reinheit der
Lösungen erfordert, besitzen die genannten Verfahren der Konzentrierung für das Kupferrecycling
(oder die Regenerierung von Lösungen) eine erhebliche Bedeutung.
Der Ionenaustausch mit Kunstharz-Ionenaustauschern (Austauscherharze) wurde in 7 Abschn. 4.2.2
(»Konzentrierung und Reinigung von Lösungen
durch Ionenaustausch, Solventextraktion und
Membranverfahren«) ausführlich erläutert. Für
Cu-Lösungen kommen ausschließlich Kationenaustauscherharze zur Anwendung und die Elution
erfolgt mit Schwefelsäure. Dadurch erzielt man
eine aufkonzentrierte CuSO4-Lösung, die sehr gut
mit der Reduktionselektrolyse zu verarbeiten ist.
In . Abb. 4.7 ist der Verfahrensablauf der Konzentrierung einer verdünnten Cu-Lösung mit einem
Ionenaustauscher bereits dargestellt.
Die Solventextraktion oder Flüssig-Flüssig-Extraktion [59] wurde in 7 Abschn. 4.2.2 (»Konzentrierung und Reinigung von Lösungen durch Ionenaustausch, Solventextraktion und Membranverfahren«) bereits allgemein erläutert und in . Abb. 4.8
sind die theoretischen Verteilungsverhältnisse
5
dargestellt. Als stoffliches Beispiel wurde dort die
Cu-Extraktion aus ammoniakalischer Lösung behandelt. An dieser Stelle müssen deshalb nur die
wesentlichen Kennziffern nochmals angeführt werden:
5 Extraktionsmittel Hydroxyoxim,
5 Rückextraktion mit verdünnter Schwefelsäure,
5 Konzentrierungsgrad durch die Phasenverhältnisse in der Extraktionsstufe und in der
Rückextraktionsstufe einstellbar,
5 hoher Reinigungseffekt durch die Cu-spezifische Wirkung des Extraktionsmittels.
Die so erzeugte aufkonzentrierte und gereinigte
CuSO4-Lösung ist hervorragend zur Kupferabscheidung durch Reduktionselektrolyse geeignet.
Die Apparatetechnik für die Solventextraktion ist
in . Abb. 4.9 dargestellt.
z
Kupferrecycling aus Ätzlösungen der Leiterplattenherstellung [16] [59]
Die häufig verwendete Ätzlösung auf Basis NH3/
NH4Cl enthält das aufgelöste Cu in Form des Komplexes [Cu(NH3)4]2+. Diese Lösung kann man über
die oben beschriebene Solventextraktion mit Oxim
entkupfern und regeneriert gleichzeitig die Ätzchemikalien. Für die Rückextraktion verwendet man
Schwefelsäure und gewinnt damit eine schwach
saure, konzentrierte CuSO4-Lösung, aus der durch
Reduktionselektrolyse reines Kathodenkupfer abzuscheiden ist.
Ätzlösungen auf Basis Na-Persulfat/Schwefelsäure lassen sich direkt elektrolytisch entkupfern,
wobei zur Erzielung eines geringen Restkupfergehaltes mit einer Rollschichtkathoden-Zelle gearbeitet wird. In der Zelle erfolgt aber auch eine Reduktion des Persulfats zum Sulfat, das anschließend
wieder aufoxidiert werden muss.
Weniger häufig finden HCl-Ätzlösungen (mit
verschiedenen Oxidationsmitteln) Verwendung.
Die verbrauchten Lösungen muss man durch Zementation oder Fällung von Cu-Oxid bzw. CuOxychlorid (Pflanzenschutzmittel) aufarbeiten.
5
128
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
5.4.5
Zusammensetzung von
Nickelwerkstoffen,
Nickelverbindungen,
Nickelschrotten und
nickelhaltigen Abfällen
Ni-Werkstoffe kommen vorwiegend als Ni-Legierung für korrosionsbeständige und hitzebeständige
Konstruktionen und z. T. als Funktionswerkstoffe
zum Einsatz. Dabei überwiegen die Knetwerkstoffe
deutlich. Die meist hohen Legierungsgehalte komplizieren naturgemäß das Recycling erheblich und
genauere Angaben zur Art der Legierungsmetalle
und zu deren chemisch-metallurgischem Eigenschaften sind deshalb unbedingt erforderlich. Der
hohe Wert des Ni-Metalls aber ist eine starke Motivation für eine weitgehend vollständige Ni-Rückgewinnung in hoher Qualität.
Neben den Ni-Werkstoffen sind mehrere NiVerbindungen von erheblicher technischer Bedeutung und stellen deshalb auch einen größeren Anteil in den Ni-haltigen Recyclingmaterialien.
Zusammen mit dem Recycling von Nickel kann
man sehr vorteilhaft auch Co-haltige Abfälle mit
anreichern und verarbeiten, weil die chemischen
Eigenschaften von Co denen des Ni sehr ähnlich
sind. Es sind deshalb einige Angaben zu Co-haltigen Abfällen beigefügt.
z
Nickelwerkstoffe [31]
Unlegiertes Nickel (Reinnickel) und niedriglegiertes
Nickel kommt mit Ni-Gehalten von 99,99 % Ni bis
99,2 % (Mn, Mg) für Galvanikanoden, Werkstoffe
der Hochvakuumtechnik und Elektrotechnik sowie
als alkalibeständiger Konstruktionswerkstoff zum
Einsatz.
Nickellegierungen mit hohen Gehalten an Cu,
Mo, Cr, Fe finden als Konstruktionswerkstoffe unter
Bedingungen der Nasskorrosion Anwendung.
Legierungsbeispiele:
5 NiCu30Fe, NiCu30Al, Ni67Cu (Monel),
5 NiMo28, NiMo29Cr, NiCr22Mo7Cu,
NiCr22Mo9Nb,
5 NiCr15Fe, NiCr29Fe.
In dieser Gruppe sind weitere Handelsnamen (Inconel, Hastelloy, Nicrofer etc.) gebräuchlich. Bei
korrosiver Beanspruchung durch heiße Gase ver-
wendet man u. a. die Legierungen NiCr70/30 und
NiCr20Ti.
Für hochwarmfeste Legierungen sind u. a. folgende Zusammensetzungen bekannt: NiCr23Fe,
NiCr26MoW und NiCr23Co12Mo. Diese Legierungen erfüllen Anforderungen für höchste Korrosions- und Temperaturbeständigkeit (Gasturbinen,
Flugzeugturbinen, Brennkammern). Zu den hochlegierten Ni-Werkstoffen gehören auch die magnetischen Ni-Legierungen wie Permalloy (75,5 % Ni,
20,7 % Fe, 3,8 % Cr), Nifemax (ca. 50 % Ni, 50 %
Fe) sowie die Ausdehnungs- und Einschmelzlegierungen (z. B. FeNi36, FeNi28Co18, NiFe45). An
dieser Stelle sollen auch nochmals die Münzlegierungen CuNi25 und das Neusilber, eine CuNiZnLegierung (siehe Cu-Legierungen), erwähnt werden. Noch geringe Anwendung haben die FormGedächtnis-Legierungen auf der Basis NiTi.
z
Nickelverbindungen [59]
Wegen des relativ großen Anteils von Ni-Verbindungen in den Rücklaufmaterialien und auch bei
den möglichen Endprodukten des Recyclings ist
eine Berücksichtigung der Ni-Verbindungen unerlässlich. Schätzungsweise 25 % des primär erzeugten Nickel kommen als Ni-Verbindungen in
den Handel. Ni-Hydroxid dient zur Herstellung
von Sinteranoden für NiCd-Akkumulatoren. Für
die NiMH-Akkumulatoren geht man von Ni-Nitrat und Ni-Hydroxid aus. Die Ni-Katalysatoren
stellt man auf Basis von Ni-Nitrat, Ni-Sulfat oder
Ni-Formiat her. Dabei erzeugt man aus diesen Verbindungen auf keramischen Trägern durch Reduktion ein fein verteiltes Ni-Metall. Daneben besitzen Katalysatoren auf Basis NiMo, NiW und NiV
eine technische Bedeutung. In der Galvanotechnik
verwendet man z. B. Ni-Chlorid, Ni-Sulfat und NiCyanid als Elektrolyten.
z
Nickelschrotte
Die Ni-Schrotte umfassen alle oben angeführten
Ni-Werkstoffe in den üblichen Formen als Kompaktschrott, Blech und Späne sowie in den Qualitäten Neuschrott und Altschrott. Der erhebliche Restwert des Ni und die hohen Gehalte der meist auch
wertvollen Legierungsmetalle sowie die schwierige
metallurgische Trennung des Ni vom Cu machen
eine weitgehend getrennte Erfassung und Verarbei-
129
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
5
tung der Ni-Werkstoffe notwendig. Dabei verfolgt
man nach Möglichkeit das Ziel, den vorliegenden
Legierungstyp genau zu bestimmen, um nur durch
Umschmelzen das Recycling zu realisieren. Der
Verein Deutscher Metallhändler e.V. (VDM) hat
deshalb 13 Sorten Ni-Schrott festgelegt [46], wobei
er vor allem folgende Qualitäten unterscheidet:
5 unlegierter Ni-Schrott einschließlich Ni-Anoden- und Ni-Kathodenreste mit 98…99 % Ni
+ Co, max. 1 % Co, max. 0,5 % Cu,
5 NiCu-Schrott mit 10…30 % Cu und zugehörige Späne,
5 Neusilberschrott mit mindestens 70 % Cu + Ni
(Rest Zn).
z
Der VDM hat die Schrotte der wichtigen NiCr- und
NiMo-Konstruktionswerkstoffe sowie die Ni-Magnetwerkstoffe in seine Sortenliste nicht aufgenommen, die hier unbedingt zu berücksichtigen sind
und in folgenden weiteren Gruppen getrennt erfasst werden sollten:
5 NiCrFe-Schrotte,
5 NiCrMo-Schrotte,
5 NiMo-Schrotte,
5 NiCo-Schrotte.
Das Umschmelzen reiner Schrottsorten ist von
erheblicher Bedeutung, da dieses Verfahren die
weitgehende Erhaltung der Legierung und damit
die erneute Nutzung auch der Legierungsmetalle
gewährleistet. Dieses Recycling von Legierungen
setzt natürlich die sehr sorgfältige getrennte Erfassung der Schrotte und deren Sortierung nach Legierungsgruppen (physikalische Analysentechnik für
Schrottproben) sowie die Aushaltung erkennbarer
Beimengungen (z. B. Stahl) unbedingt voraus.
Die häufigen Legierungsmetalle Cr, Mo und Fe
haben allerdings eine höhere Sauerstoffaffinität als
Ni (. Abb. 5.2), so dass beim Umschmelzen durch
Zutritt von Sauerstoff eine geringe selektive Oxidation stattfindet (Abbrandverluste). Cu hat dagegen
eine ähnliche Sauerstoffaffinität wie Ni und Co und
verhält sich praktisch analog dem Ni. Das Ni selbst
kann durch Aufnahme von Schwefel z. B. aus Feuerungsgasen verunreinigt werden.
Wegen der hohen Schmelztemperatur des Ni
(Schmelzpunkt 1455 °C) und der Notwendigkeit
einer Vermeidung der Berührung mit Luft und
Feuerungsgasen kommen als Umschmelzöfen nur
Elektroöfen in Betracht (Induktions- und Lichtbogenöfen). Zur Entfernung von geringen Verunreinigungen aus unlegierten Ni-Schmelzen bzw.
zur Korrektur der Legierungszusammensetzung
bezüglich Cr und Fe kann man die selektive Oxidation anwenden und z. T. auch mit einer Abdeckung des Metalls mit einer künstlichen Schlackenschicht arbeiten. Zur anschließend erforderlichen
Desoxidation verwendet man Mg, das auch eine
Entschwefelung bewirkt. Die Raffination der Me-
z
Nickelhaltige Abfälle [60] [62] [64]
Eine erste Gruppe sind metallische Abfälle, die auf
Grund der Feinteiligkeit, der starken Verunreinigung und auch undefinierter Zusammensetzung
eine mehrstufige metallurgische Verarbeitung
notwendig machen. Dazu zählen stark verunreinigte, feinteilige Schrotte und Späne sowie Schleifschlämme und Altkatalysatoren der Typen Ni (mit
ca. 5…10 % Ni, 3 % Cu) und NiMo, NiW, NiV. Als
Trägermaterial der Katalysatoren sind Al-Oxid,
Kieselgur oder Mg-Oxid in Anwendung. Die Altkatalysatoren sind mit Fetten und anderen organischen Stoffen belastet. Die zweite Gruppe umfasst
Ni-haltige Industrieabfälle, in denen Ni in Form
von häufig schwer löslichen Ni-Verbindungen vorliegt, besonders Hydroxid- und Sulfidfällschlämme, Zunder (NiO), Flugstäube (NiO), Schlacken
(Silikate). Eine dritte Gruppe umfasst die wasserlöslichen Abfallsalze (Sulfat, Chlorid, Nitrat) aus
Galvanikverfahren und das Rohnickelsulfat aus der
Kupferraffinationselektrolyse.
Kobalthaltige Abfälle
Für die gemeinsame Verarbeitung mit den Ni-Abfällen kommen Co-haltige Abfälle mit geringen
Co-Gehalten in Betracht. Das sind Co-haltige Altkatalysatoren, Cu-Ni-Fe-Schrotte (bis 5 % Co),
Fällschlämme und Salze.
5.4.6
Schmelzmetallurgische
Verarbeitung von
Nickelschrotten und
nickelhaltigen Abfällen
Umschmelzen und Raffination reiner
Schrotte
130
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
tallschmelzen kann aber wesentlich effektiver in
einem nachgeschalteten Vakuuminduktionsofen
ausgeführt werden. Durch das Vakuum kommt es
zu einer ausreichenden Entgasung (O, N) und zur
Verdampfung solcher Verunreinigungen wie Zn,
Pb, Sb, As und Bi. Außerdem ist unter Vakuum eine
sehr genaue Einstellung der besonders oxidationsempfindlichen Legierungsmetalle Al, Nb, Ti etc.
gewährleistet. Die Raffination führt man alternativ
auch mit dem Elektroschlacke-Umschmelzverfahren durch. Auf Grund der ähnlichen Sauerstoffaffinitäten von Ni und Cu und der geringen Dampfdrücke ist eine Veränderung des Verhältnisses von
Ni/Cu beim Umschmelzen nicht möglich.
Als Recyclingalternative für die NiCr-Schrotte
bietet sich auch die Verwendung als Legierungszusatz für die Herstellung von CrNi-Stählen an. Dabei
sind aber Cu-Gehalte nicht erlaubt und Mo-Gehalte
nur bedingt zulässig (7 Abschn. 5.2.2 und . Tab. 5.4
bzw. . Tab. 5.5). Dieser Recyclingweg in die Stahlherstellung wird auch für minderwertige Abfälle
aus dem Maschinenbau (NiCr-haltige Späne, Zunder, Stäube) angeboten. Man schmilzt diese Abfälle
im Elektroofen unter Zusatz von Reduktionsmitteln und evtl. Eisen und erzeugt Legierungsblöcke
mit etwa 18 % Ni und 8 % Cr, die an Stahlwerke
abgegeben werden. Aus den angeführten Gründen
ergibt sich die Notwendigkeit zur strikten Trennung der NiCr-Schrotte von den NiCu- bzw. CuNiSchrotten.
Konzentrationsschmelzen
verunreinigter Schrotte und oxidischer
oder sulfidischer Abfälle [61] [62]
Die Nutzbarmachung feinteiliger, stark verunreinigter Schrotte, Späne und Schleifschlämme sowie
Industrieabfälle und Fällschlämme mit Ni-Verbindungen und Cu-Gehalten erfordert ein robustes Verfahren zur Gewinnung eines einheitlichen
Zwischenproduktes, in dem viele Wertmetalle konzentriert sind. Ein solches Verfahren ist das Reaktionsschmelzen mit Erzeugung einer NiCuFe-Sulfid-Schmelzphase als Wertmetallsammler und die
Abtrennung der Verunreinigungen in einer silikatischen Schlackenphase. Diese zwei Schmelzphasen sind ineinander unlöslich, haben ausreichend
unterschiedliche Dichte und sind somit nach dem
Erstarren mechanisch voneinander zu separieren.
Die Sulfidphase bezeichnet man in der Metallurgie
als »Stein«. Die thermochemische Grundlage dieses Verfahrens sind die unterschiedlichen Affinitäten von Ni, Cu und Fe zu Schwefel und Sauerstoff,
d. h. zur Bildung von Sulfiden oder Oxiden dieser
Metalle. Die Sauerstoffaffinitätsreihe ist bereits in
7 Abschn. 5.1.1 und . Abb. 5.2 vorgestellt. Für diese
Affinitäten sind bei Schmelztemperaturen folgende
qualitative Reihungen gültig:
5 Die Sauerstoffaffinität nimmt in der Reihenfolge Fe, Ni, Cu ab.
5 Die Schwefelaffinität nimmt umgekehrt vom
Fe über Ni zum Cu zu.
Damit ergibt sich die Möglichkeit, durch berechnete Zusätze an Schwefel das Ni und Cu vollständig
und Fe z. T. zu deren Sulfiden umzusetzen und den
Hauptteil des Fe als Oxid (FeO) mit Sand (SiO2)
als FeO-Silikat zu verschlacken. Da ein großer Anteil der Abfälle das Ni als Oxid (NiO), Hydroxid
(Ni(OH)2) oder Salz (NiSO4) enthält, muss dem
Einsatzmaterial auch ein Reduktionsmittel (Koksgrus) zugesetzt werden. Zum Erreichen einer geeigneten Schlacke sind neben Sand noch Kalkstein und Soda als Zuschläge üblich sowie eigene
Retourschlacke. Diese Zuschläge sind besonders
wichtig, wenn größere Mengen an Altkatalysatoren
mit ihrem schwer schmelzbaren Trägermaterial
aus Al2O3 und MgO vorliegen. Der Schwefelzusatz
kann als Gips (Kalziumsulfat) oder Pyrit (Eisensulfid) erfolgen. Der Koksgrus reduziert den Gips zu
CaS. Evtl. zugesetzte Co-haltige Abfälle verhalten
sich sehr ähnlich dem Ni bzw. den Ni-Verbindungen und Co sammelt sich deshalb überwiegend
auch im Stein.
Das Reaktionsschmelzen verlangt relativ hohe
Temperaturen (im Ofenraum 1600 °C, Temperatur der Schmelze 1300 °C) und Reaktionszeiten
von mehreren Stunden. Als Schmelzapparate sind
Drehflammöfen mit Öl-Sauerstoff-Brenner und
Elektroreduktionsöfen in Anwendung. Der Drehflammofen entspricht im Prinzip der Bauweise des
in . Abb. 5.13 vorgestellten Drehtrommelofens. Der
Elektroreduktionsofen mit eintauchenden Elektroden ist in . Abb. 5.19 erläutert.
Die in einer Recyclinghütte [62] erzeugten
Schmelzprodukte und die erreichte Metallverteilung sind in . Tab. 5.9 wiedergegeben. Die Co-Ge-
5
131
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
. Tab. 5.9 Konzentrationsschmelzen von NiCu-haltigen Abfällen im Drehflammofen nach Stenzel und Carluss [62];
Einsatzmaterial und Produkte des Schmelzprozesses
Einsatzmaterial
Menge pro
Charge
10 t
Produkte des Schmelzprozesses
Stein
Schlacke
Flugstaub
Retourschlacke
0,40 t
2,80 t
0,160 t
0,60 t
Gehalt der Hauptmetalle (%)
Fe %
5…15
15
10
1,6
10
Cu %
0,1…6
5…15
0,1…1
1
1
Ni %
0,1…10
20…40
0,5…1,5
2
1,5
Masseverteilung der Hauptmetalle (% vom Einsatz)
Fe % v.E.
100
30
70
Cu % v.E.
100
90
10
Ni % v.E.
100
93
7
halte des Einsatzes findet man zu ca. 75 % im Stein.
Die Einstellung eines ausreichenden Eisensulfidgehalts im NiCu-Stein ist dabei entscheidend, da
dieser FeS-Gehalt das Ni3S2 und Cu2S vor der Oxidation und damit der Verschlackung schützt. Der
Ni-Gehalt der Schlacke und damit die Ni-Verluste
sind direkt abhängig vom Ni-Gehalt des Steins. Der
beim Konzentrationsschmelzen gewonnene NiCuRohstein kann durch selektive Oxidation des FeS
im Konverter zu einem Feinstein mit nur noch 1 %
Fe, Rest NiCu-Sulfid aufkonzentriert werden. Dabei
entsteht eine sehr NiCu-reiche Schlacke, die in das
Konzentrationsschmelzen rückzuführen ist. Eine
Trennung Ni/Cu durch Verblasen im Konverter ist
aber wegen der sehr ähnlichen Sauerstoffaffinität
nicht möglich (weitere Informationen zum Verblaseprozess im Konverter siehe 7 Abschn. 5.4.3). Im
Ni-Recyclingweg fallen aber im Allgemeinen nicht
so große Rohsteinmengen an, dass eine schmelzmetallurgische Weiterverarbeitung zum Feinstein
und nachfolgende Ni-Cu-Trennung wirtschaftlich
sind. Den NiCu-Stein verkauft man deshalb an
primäre Ni-Hütten. Eine nassmetallurgische Weiterverarbeitung des Rohsteins ist aber auch in Recyclinghütten wirtschaftlich durchführbar und vor
allem recht günstig mit anderen nasschemischen
Recyclingprozessen zu kombinieren.
Für Altkatalysatoren vom Typ NiV, NiMo und
NiW ist ein getrenntes Konzentrationsschmelzen
auf Ni-Stein zu empfehlen. Dabei verwendet man
eine alkalische Schlacke, die V, Mo und W als Vanadat, Molybdat bzw. Wolframat bindet und zur
Rückgewinnung dieser Metalle geeignet ist [64].
5.4.7
Nasschemische
Recyclingverfahren für
nickelhaltige Abfälle
Das nasschemische Recycling bietet sich vor allem
für solche Abfälle an, die wasser- oder säurelösliche
Ni-Verbindungen enthalten. Das sind zunächst alle
Ni-Salze (Rohnickelsulfat und Abfallsalze), Ni-Hydroxide in Fällschlämmen und Ni-Oxid. Aber auch
der NiCu-Rohstein, abgeröstete Ni-Katalysatoren
der Fetthydrierung und metallische Abfälle (kleinteiliger Schrott, Schleifschlämme) sowie Schlacken
können nasschemisch verarbeitet werden (. Abb.
5.23).
z
Sauerstoffdruckaufschluss von Nickelkupferstein [61]
Der nasschemische Aufschluss des NiCu-Rohsteines (möglichst <10 % Fe-Gehalt) gelingt mit
132
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
NiCuSchrott
Rohnickelsulfat,
Ni-Schlämme
Ni-Galvanikschlamm,
Ni-Schleifschlamm,
Neutralisationsschlamm,
Ni-haltig
Ni-Schrott, verunreinigt,
Stäube, Ni-haltig
Katalysatoren
Rückstände von
Aufschlüssen und
Laugenreinigungen
. Abb. 5.23 Recycling von
nickelhaltigen Abfällen und
verunreinigten Nickelschrotten
durch sulfidierendes Konzentrationsschmelzen und ausgewählte
nasschemische Verfahren.
Schmelzen
Koksgrus
Sand,
Kalkstein
Konzentrationsschmelzen,
sulfidierend
5
NiCuFe-Sulfid
(NiCu-Stein)
Pyrit,
Gips
Abgas
Schlacke
Abgasreinigung
Mahlen < 0,1 mm
Flugstaub
Gips
Sauerstoffdruckaufschluss,
130 °C; 0,8 MPa O2
Löseprozess
Rösten
Rückstand
Filtration
Filtration
Rohlauge,
Ni-Cu-Fe-Sulfat
NiCuAnoden
Rohlaugen
Entkupferungselektrolyse
Elektrolytkupfer
Laugenreinigung
Nickelelektrolyse
NiCuStein
Rückstand
Elektrolytnickel
Kristallisation
Nickelsulfatlösung
Fällschlämme
NickelsulfatHexahydrat
verdünnter Schwefelsäure bei Temperaturen von
100…130 °C und 0,5…1 MPa Sauerstoffpartialdruck, wenn man den Stein vorher auf eine Korngröße <0,1 mm zerkleinert. Dabei wird parallel der
Sulfidschwefel zu Sulfat und Schwefelsäure oxidiert
und das FeS überwiegend in unlösliches Fe2O3 umgewandelt.
Co-Produkte
Man kann also folgende chemische Reaktionen
annehmen:
Ni3 S2 + 4,5 O2 + H2 SO4 → 3 NiSO4 + H2 O
CuS + 2 O2 → CuSO4
2 FeS + 4,5 O2 + 2 H2 O → Fe2 O3 + 2 H2 SO4
2 FeS + 4,5 O2 + H2 SO4 → Fe2 (SO4 )3 + H2 O
Für die Realisierung dieser Aufschlussbedingungen
sind säurefeste Druckbehälter (Autoklaven) in Anwendung, die die Zufuhr und feine Verteilung des
Sauerstoffs über ein Impellerrührwerk (Begasungsrührer) gewährleisten (. Abb. 5.24). Der Aufschluss
gelingt zu ca. 95 %. Den festen Aufschlussrückstand
setzt man nochmals dem Reaktionsschmelzen zu.
Die Aufschlusslösung besteht aus den gelösten Sulfaten (50…80 g/l Ni, 15 g/l Cu, 2…5 g/l Fe, 2 g/l
Co) und restlicher Schwefelsäure (20…30 g/l).
z
5
133
5.4 • Recycling von Kupfer- und Nickelwerkstoffen
NiCu-Stein,
gemahlen < 0,1 mm
Sauerstoff
Wasser +
Schwefelsäure
Motor
Sauerstoffansaugung
Stahlmantel,
verbleit
Graphitauskleidung
Elektrolytische Ni-Cu-Trennung
Die Möglichkeit der elektrolytischen Trennung von
Ni und Cu in schwefelsaurer Lösung ergibt sich aus
dem positiven Normalpotential des Cu (+ 0,35 V)
gegenüber einem negativen Normalpotential
des Ni (–0,25 V) (. Tab. 4.2 und 7 Abschn. 4.2.2,
»Elektrochemische Prozesse«). Die oben angeführte Aufschlusslösung ist direkt für den Einsatz
in die elektrolytische Entkupferung geeignet. Die
Elektrolysebäder der Entkupferung bestehen aus
unlöslichen Hartbleianoden (oder Titananoden)
und Stahlblechkathoden, auf denen sich das Elektrolytkupfer abscheidet. An der Anode entsteht
Sauerstoff und im Elektrolyt Schwefelsäure. Die
Entkupferung kann man bis zur beginnenden Wasserstoffabscheidung an der Kathode durchführen
(Cu-Endkonzentration 0,4 g/l).
Kathode:
Cu2+ + 2e → Cu0
Heiz-/
Kühlmantel
Strombrecher
Begasungsrührer
Gasaustritt
. Abb. 5.24 Rührwerksautoklav für den Sauerstoffdruckaufschluss von NiCu-Rohstein.
se zu Plattenanoden. Als Ausgangsmaterial eignet
sich auch Neusilberschrott (CuNiZn), der in einem
speziellen Konverter durch selektive Oxidation
weitgehend entzinkt wurde. Anodisch wird dabei
die Bildung von O2 durch die elektrochemische
Auflösung von Ni und Cu ersetzt.
Anodenreaktion:
Anode:
SO4
CuNi − 4e → Cu2+ + Ni2+
2−
+ H2 O − 2e → H2 SO4 + 1/2 O2
Ni-, Co- und Fe-Ionen scheiden sich kathodisch
nicht ab und verbleiben im Elektrolyt. Eine sehr
vorteilhafte Variante der elektrolytischen NiCuTrennung ist die Verwendung von löslichen Anoden aus NiCu-Legierung, die aus NiCu-Schrotten
erschmolzen werden. Zu diesem Zweck schmilzt
man relativ reine NiCu-, NiCuFe- oder CuNiSchrotte im Lichtbogenofen ein und vergießt die-
Da äquivalente Mengen Kationen kathodisch entladen werden müssen, ist ein entsprechender Zusatz
von CuSO4-haltigen Lösungen (z. B. die oben angegebene Aufschlusslösung des NiCu-Steines) zum
Elektrolyten optimal. Es ergibt sich dann folgende
Summenreaktion:
NiCu + Cu2+ + SO4 2− →
2 Cu0 + Ni2+ + SO4 2−
134
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Bei unzureichendem Zusatz von CuSO4 zum Elektrolyt bilden sich kathodisch äquivalente Mengen
Wasserstoff (Explosionsgefahr!) durch elektrolytische Zersetzung der Schwefelsäure. Das Zwischenprodukt der Entkupferung und Auflösung der NiCuAnoden ist eine Ni-Sulfat-Rohlauge mit z. B. 0,5 g/l
Cu, 5 g/l Fe, 2 g/l Co und freier Schwefelsäure.
z
5
Anode:
SO4 2− + H2 O − 2e →
2H+ + SO4 2− + 1/2 O2
Elektrolytaufbereitung:
2 H2 SO4 + NiCO3 · Ni(OH)2 →
2 NiSO4 + CO2 + 3 H2 O
Verarbeitung von Nickelsulfat-Rohlaugen zu
Verkaufsprodukten
Bei größeren Konzentrationen an Schwefelsäure
muss man die Rohlaugen eindampfen und ein NiRohsulfat auskristallisieren. Das Rohsulfat löst man
wieder in Wasser auf und trennt die Fremdmetalle
Fe, Cu, Zn durch chemische Fällprozesse als Hydroxide, Sulfide oder Phosphate ab. Die Fällschlämme enthalten dabei immer auch erhebliche Konzentrationen an Ni, so dass diese in das Konzentrationsschmelzen zurückgeführt werden. In einer
abschließenden Reinigungsstufe trennt man Co ab.
Das erfolgt vorwiegend durch Solventextraktion.
Aber auch eine Ausfällung als Co(III)-hydroxid
ist möglich. Aus den Co-Lösungen oder Co-Fällschlämmen lassen sich verkaufsfähige Co-Verbindungen herstellen. Aus der reinen Ni-Sulfatlösung
erzeugt man durch Kristallisationsverfahren reines
Nickelsulfat (NiSO4 · 6 H2O) für die Verwendung
in der Galvanik. Alternativ ist als Endprodukt auch
Elektrolytnickel herstellbar. Dafür setzt man die
Reduktionselektrolyse von Ni-Sulfatlösung mit unlöslichen Bleianoden ein (zu den Grundlagen siehe 7 Abschn. 4.2.2, »Elektrochemische Prozesse«,
und . Tab. 4.2). Dieser Prozess ist wegen des negativen Normalpotentials des Ni (– 0,25 V) nur in fast
neutralem Elektrolyt (1…4 g/l H2SO4) möglich. Da
aber durch die kathodische Ni-Abscheidung im
Elektrolyt ständig der Ni2+-Gehalt abnimmt und
andererseits H2SO4 entsteht, müssen durch Zusatz von basischem Ni-Karbonat die Ni2+-Kationen
ständig ersetzt und die Säure neutralisiert werden.
Bei Anwendung der Ni-Sulfat-Elektrolyse muss
man also aus der reinen Ni-Sulfatlösung durch
Fällung mit Soda zunächst basisches Ni-Karbonat
(NiCO3 · Ni(OH)2) herstellen.
Kathode:
Ni2+ + 2e → Ni0
z
Membranelektrolyse von Nickelchloridlösungen
Die einfache Plattenelektrolyse würde zu einer sehr
problematischen Bildung von Chlorgas an der Anode führen und die »unlösliche« Anode angreifen.
Durch den verfahrenstechnischen Trick der Trennung des Elektrolysebades in einen Anodenraum
und einen Kathodenraum mit Hilfe einer Kationenaustauschermembran ist die Chlorbildung vermeidbar. In 7 Abschn. 4.2.2 (Membranverfahren) ist
das Funktionsprinzip der Membranelektrolyse bereits am Beispiel NiCl2 erläutert, und in . Abb. 4.10
ist der Aufbau der Elektrolysezelle skizziert. In den
Kathodenraum füllt man die NiCl2-Lösung und in
den Anodenraum eine 8%ige NaOH-Lösung, so
dass anodisch die OH−-Ionen entladen werden und
dabei Sauerstoff entsteht. An der Kathode erhält
man gut verwertbares Ni-Metall. Die Kathodenund Anodenreaktion sowie die Stoffbilanz wurden
ebenfalls bereits in 7 Abschn. 4.2.2 (Membranverfahren) angegeben.
z
Weitere nasschemische Recyclingverfahren [63]
Für unterschiedliche Abfälle ist eine Vielzahl weiterer Recyclingverfahren im Einsatz, die nur kurz
angedeutet werden können:
5 Altkatalysatoren der Fetthydrierung muss man
zunächst durch Oxidation (Abrösten oder
mittels Salpetersäure) bzw. mit organischen
Lösemitteln entfetten. Daran schließt sich z. B.
ein Aufschluss mit Schwefelsäure an.
5 Metallische Abfälle sind ebenfalls mit Schwefelsäure und einem Oxidationsmittel auflösbar.
5 Schlacken muss man einem alkalischen Aufschluss unterziehen und fällt dann zweckmäßig Ni-Karbonat als Zwischenprodukt aus.
5.5 • Recycling von Bleiwerkstoffen, Bleiverbindungen und bleihaltigen Abfällen
5 Die Reinigung der Lösungen erfolgt nach einer
Fe-Fällung überwiegend durch Solventextraktion von Cu, Zn und Co.
Beim Nickelrecycling werden also überwiegend die
folgenden Produkte erzeugt:
5 Nickelmetall und Nickellegierungen (durch
Umschmelzen reiner Schrotte),
5 Nickelsulfatlösung und Nickelsulfat-Hexahydrat (für den Galvanikeinsatz),
5 Elektrolytnickel,
5 NiCu-Stein (als Zwischenprodukt),
5 Kobaltkonzentrat (als Zwischenprodukt),
5 Elektrolytkupfer.
5.5
Recycling von Bleiwerkstoffen,
Bleiverbindungen und
bleihaltigen Abfällen
Pb-Werkstoffe und Pb-Verbindungen sind ökologisch umstritten, aber sie besitzen eine erhebliche
technische Bedeutung und der Weltverbrauch an
Blei nimmt weiterhin zu. Dafür ist in erster Linie
das Haupteinsatzgebiet des Bleis im Bleiakkumulator verantwortlich. Die Pb-Verwendung verteilt
sich etwa zu 60…70 % auf die Akkumulatoren, zu
20…25 % auf Pb-Verbindungen und zu 10…15 %
auf Halbzeug und Legierungen [16] [59]. Das
Bleirecycling ist deshalb überwiegend auf das
Akkumulatorenrecycling ausgerichtet, wobei die
Mehrzahl der anderen Pb-Schrotte, die Pb-Verbindungen und auch Pb-haltige Abfälle in dieser
Recyclinglinie mit verarbeitet werden können. Die
Konzentrierung der Pb-Verwendung auf die Akkumulatoren und die einfache Identifikation von PbSchrotten führen zu der sehr hohen Recyclingquote
von 70…90 % (bei Akkumulatoren ca. 95 %). Bei
den Recyclingprozessen ist die hohe Toxizität des
Bleis zu berücksichtigen, indem alle Gefahren der
Pb-Aufnahme durch den menschlichen Körper
genauestens zu beachten sind. Diese Aufnahme
kann vor allem durch Inhalation von Stäuben und
Dämpfen sowie oral und auch über die Haut erfolgen. Dabei sind die löslichen Pb-Verbindungen
(vor allem die organischen) naturgemäß besonders
gefährlich.
5.5.1
z
135
5
Zusammensetzung von
Bleiwerkstoffen,
Bleiverbindungen, Bleischrotten
und bleihaltigen Abfällen
Bleiwerkstoffe [31]
Unlegiertes Blei (99,9 % Pb), sog. Weichblei, findet
nur geringen Einsatz (Dichtungen, Strahlenabsorption, Auskleidungen, Dacheindeckungen).
PbSb-Legierungen (Hartblei) sind dagegen
die Hauptlegierungen für Akkumulatorengitter
(PbSb5As) und Hartbleianoden (PbSb10). PbSb2
und PbSb4 verwendet man für Behälterauskleidungen und Rohrleitungen.
PbSn-Legierungen mit 20…60 % Sn sind die
klassischen Weichlote. Wegen des hohen Wertanteils des Sn sind diese Legierungen aber als Sn-Sekundärrohstoffe einzuordnen. Das trifft natürlich
vor allem für die in der Elektronik/Elektrotechnik
zunehmend eingesetzten Pb-freien Lote auf SnAgbzw. SnCu-Basis zu.
PbSnSb-Legierungen kommen für Lagermetalle
(z. T. mit Cu, Cd) und z. T. noch für Schriftmetalle
(z. B. PbSb12Sn5) zum Einsatz.
Für Akkumulatorengitter kommen zunehmend
PbCa-Legierungen mit 0,2 % Ca oder PbSnCaLegierungen mit 0,2 % Ca, 0,5…1,5 % Sn und Spurenzusätzen von Al, Sr, Cu, Ag zur Anwendung
[65].
Für Bleianoden von elektrochemischen Verfahren verwendet man neben PbSb-Legierungen
(4…11 % Sb) auch Legierungen vom Typ PbSnCa
(2 % Sn, 0,5 % Ca), PbAg (bis 2,5 % Ag und z. T. bis
10 % In bzw. bis 9 % Tl) [66].
z
Bleiverbindungen
PbO wird in großen Mengen zur Herstellung der
Paste für Akkumulatorengitter benötigt. Außerdem
ist das Oxid Ausgangsmaterial für die Produktion
anderer Pb-Verbindungen bzw. Anwendungen.
Das sind Pb-Stearate (PVC-Stabilisatoren) und
Pb-Gläser (Bildschirmröhren, Bleikristall). Die
Verwendung der Pb-Pigmente Mennige (Pb3O4,
Rostschutzmittel), Bleiweiß (2 PbCO3 · Pb(OH)2)
und Bleichromat (PbCrO4) ist dagegen in den Industrieländern durch Umweltschutzauflagen stark
rückläufig. Das Antiklopfmittel Pb-Tetraethyl wird
nicht mehr hergestellt [59].
136
z
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Bleischrotte und bleihaltige Abfälle
Neuschrotte aus der Akkumulatorengitterfertigung
und der Herstellung und Verarbeitung von Anoden, Rohren und Blechen werden direkt bei den
Herstellern legierungsspezifisch gesammelt.
Bei Altbleischrotten unterscheidet der VDM [46]
nach
5 Weichbleischrott (Bleche, Rohre, Kabelmäntel), frei von Anhaftungen,
5 Altbleischrott verschiedener Herkunft einschließlich Hartblei (PbSb-Legierung), verunreinigt (<2 % Fe); z. B. Schriftmetall, Apparateteile, Rohre, Rinnen, Dachverkleidungen,
5 Bleiaschen (oxidisches Material als Abzüge
von Schmelzprozessen),
5 Bleiakkumulatorenschrott als ausgebaute
Platten (>72 % Pb+Sb),
5 Bleiakkumulatoren, komplett ohne Säure
(max. 32 % Kastenanteil).
Diese Sorten des VDM sind durch weitere Sekundärmaterialien zu ergänzen [16]:
5 Pb-Krätzen (metallisch-oxidische Abzüge aller
Schmelz- und Gießprozesse mit bis 80 % Pb),
5 Bleiglasscherben (Silikate mit ca. 24 % PbO
und 14 % K2O),
5 Pb-haltige Flugstäube verschiedener Industrien und Abfälle der Pigmentherstellung (PbInhalt als Oxide, bis 60 % Pb),
5 Pb-haltige Filterkuchen von Abwasserbehandlungen (Pb-Inhalt als Pb-Karbonat bzw.
Pb-Hydroxid, bis 10 % Pb, Hauptbestandteil
Kalziumsulfat und Kalziumhydroxid).
5.5.2
z
Aufbereitung und schmelzmetallurgische Verarbeitung von
Bleiakkumulatoren
Zusammensetzung der Bleiakkumulatoren
Der Aufbau der Akkumulatoren unterscheidet sich
nach Bauart, Herkunft und Alter. Man kann folgende mittlere Zusammensetzung annehmen [16]
[67] [68] [69]:
5 Bleimetall (Sb- oder Ca/Sn-Legierung):
25…34 %,
5 Paste (PbO-PbSO4-Gemisch): 35…40 %,
5 Separatoren (PE): 3…7 %,
5 Gehäusematerial (PP): 5…9 %,
5 Schwefelsäure (10…30 %ig): 10…25 %.
Bei älteren Akkumulatoren bestehen die Separatoren noch aus PVC, Glasfasergewebe oder Cellulose.
Die Gehäuse älterer oder spezieller Akkumulatoren
sind aus Hartgummi (Ebonit) und z. T. aus Glas
hergestellt.
Mechanische Aufbereitung der
Bleiakkumulatoren
Eine erste Stufe der Aufbereitung ist die Entleerung
der Säure. Diese wird mit NaOH neutralisiert und
aus der erhaltenen Lösung verkaufsfähiges Natriumsulfat (Waschmittelherstellung) kristallisiert.
Die entleerten Akkumulatoren wurden früher
häufig komplett in Schachtöfen eingeschmolzen.
Dabei konnten die Kunststoffe als Brennstoffe und
Reduktionsmittel für die Pb-Oxide genutzt werden. Erhebliche Probleme entstanden aber durch
die Schwefelgehalte im PbSO4 und im Ebonit, die
zu SO2-haltigen Abgasen und zur Bildung einer
PbFeS-Schmelzphase (sog. Bleistein) führten. Auch
die früher vorwiegend eingesetzten PVC-Separatoren führten infolge der Bildung von flüchtigem
PbCl2 und Dioxin zu erheblichen Abgas- und Flugstaubproblemen. Eine besondere Variante ist das
Schmelzen kompletter Akkumulatoren im Kurztrommelofen unter Zusatz von Soda (Na2CO3),
das den Sulfatschwefel als Na2SO4-Schlacke bindet.
Diese Schlacke deponiert man untertägig. In den
Ländern mit hohem Umweltstandard ist aber heute
vor dem Schmelzprozess eine Trennung der verschiedenen Akkumulatorenbauteile durch Aufbereitung eingeführt.
Diese Aufbereitung besteht aus sechs Prozessstufen (. Abb. 5.25) [68]:
1. Zerkleinern im Shredder (. Abb. 3.2) mit Abtrennung des Säurerestes,
2. Abtrennung von Eisenmetall durch Überbandmagnete,
3. Nasssiebung zur Abtrennung der Paste,
4. Schwimm-Sink-Sortierung in die Fraktionen Bleimetall, PP, Separatoren und Ebonit
(. Abb. 3.6),
5. Entschwefelung der Paste,
6. Verwertung der Kunststofffraktionen.
. Abb. 5.25 Aufbereitungsverfahren für Bleiakkumulatoren
und Verwertung der Kunststoffe
[67] [69].
5
137
5.5 • Recycling von Bleiwerkstoffen, Bleiverbindungen und bleihaltigen Abfällen
Bleiakkumulatoren
Kreislaufwasser
Lagerbunker
mit Säuretasse
H2SO4
Förderband
mit Überbandmagnet
Shredder
Eisen
Nasssieb
Pastepulpe
NaOH
Bleimetall, PP,
Ebonit, PVC
Schwimm-SinkSortierer
Laugungsbehälter
Filterapparat
Na2SO4Lösung
Verdampfungskristallisator
Entschwefelte
Paste
Natriumsulfat
Die Entschwefelung der Paste hat die Aufgabe, den
Schwefel des PbSO4 abzutrennen und damit aus
dem Pb-Schmelzprozess herauszuhalten. Das erreicht man durch eine Behandlung der Paste mit
Natronlauge oder Soda, wobei folgende Reaktion
abläuft:
PbSO4 + 2 NaOH → PbO + Na2 SO4 + H2 O
Nach der chemischen Umsetzung wird filtriert
und das unlösliche PbO von der Na2SO4-Lösung
abgetrennt. Aus der Lösung erhält man nach Eindampfen und Kristallisieren als Verkaufsprodukt
Natriumsulfat (<10 ppm Pb). Einige Sekundärbleihütten verzichten auf die Entschwefelung der Paste
und verkaufen die sulfathaltige Paste an Primär-
Polypropylen
Hydroseparator
Bleimetall
Separatoren,
PVC, Ebonit
bleihütten zur kombinierten Verarbeitung zusammen mit Bleisulfidkonzentrat [69].
Das PP aus den Akkumulatorenkästen fällt sehr
rein in Form von PP-Chips an und ist ein hochwertiger Recyclingkunststoff. Die anderen Kunststofffraktionen verwertet man energetisch in einer
Abfallverbrennungsanlage, deren z. T. Pb-haltigen
Flugstäube in den Pb-Schmelzprozess rückführbar
sind.
Schmelzmetallurgische Verarbeitung
von Akkumulatorenblei und Paste
Durch Anwendung von schmelzmetallurgischen
Verfahren erreicht man die Homogenisierung
der verschiedenen Altbleilose, die Reduktion der
Pb-Oxide zu Bleimetall, die Verschlackung von
Verunreinigungen und nachfolgend durch selek-
138
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Bleischrott
Akkublei,
aufbereitet
Akkupaste,
entschwefelt
Bleihaltige
Abfälle
Koksgrus
. Abb. 5.26 Verfahrensfließbild
der Verarbeitung von Akkumulatorenblei, Akkumulatorenpaste,
Bleischrotten und bleihaltigen
Abfällen [68].
Retourschlacke,
Schlackenbildner
Chargenvorbereitung
Schmelzen
(Kurztrommelofen)
Flugstaub
5
Rohblei
Schlacke
Raffination
(selektive Oxidation)
Krätzen
Legierungsmetalle
Cu-Puder
Sn-Sb-Abstrich
Raffinadeblei
Schwefel,
Luft
Legieren
Bleilegierungen
tive Oxidation die erforderliche Reinigung der
Pb-Schmelze. Zielprodukte sind Pb-Legierungen
oder Weichblei. Das aus der Akkumulatorenaufbereitung stammende Altblei (Gitter, Pole, Brücken)
ist meist eine PbSb-Legierung, die man möglichst
erhalten sollte. Diese Pb-Fraktion schmilzt man
deshalb getrennt mit wenigen Schlackenbildnern
ein und erhält ein Sb-haltiges Rohblei und eine
Schlacke als Abfall [67] [68]. Die entschwefelte
Paste enthält keine Legierungsmetalle und sollte deshalb getrennt zu einem unlegierten Rohblei
verschmolzen werden. Da es sich bei der Paste um
PbO handelt, muss der Schmelzcharge ein Reduktionsmittel (Koks) zugesetzt werden. Deshalb ist es
sinnvoll, in den Pastechargen andere oxidische Abfälle (Bleiaschen, Filterkuchen, Bleiglasscherben,
Flugstäube) mit zu verarbeiten. Die Schlacken sind
in beiden Schmelzchargen FeO/CaO-Silikate (PbGehalt ca. 1 %). Als Schmelzapparate sind Kurztrommelöfen [67] und für die Schmelzbadtechnik
auch ISASMELT-Reaktoren [66] (. Abb. 5.18) im
Einsatz. Die Kurztrommelöfen arbeiten im Prinzip
wie die in . Abb. 5.13 skizzierten Drehtrommelöfen,
sind aber nur kippbar und nicht vollständig drehbar. Das Akkumulatorenblei und die Paste können
alternativ auch in Primärbleihütten ohne Probleme
mit verarbeitet werden.
Das Sb-haltige und das unlegierte Rohblei enthalten noch als gelöste Verunreinigungen Cu, Sn,
(Sb) und As, die durch einen Raffinationsprozess
zu entfernen sind. Eisen ist im geschmolzenen Blei
nicht löslich und deshalb als Verunreinigung auch
nicht vorhanden. Die erste Reinigungsstufe ist die
Entkupferung, die man zunächst durch Abkühlen der Pb-Schmelze auf ca. 360 °C und Bildung
eines Cu-Schlickers erreicht. Die vollständige Entkupferung erfordert in einer weiteren Stufe das
Einrühren von Schwefel, was zur Bildung eines
Pb-haltigen Kupferpuders führt. In der zweiten
Raffinationsstufe entfernt man die Verunreinigungen Sn, As und Sb durch selektive Oxidation
in dieser Reihenfolge. Das Verfahren der selektiven
Oxidation ist in 7 Abschn. 5.1.1 (»Reinigung von
Metallschmelzen«) und . Abb. 5.2 ausführlich erläutert. Die Entzinnung erreicht man bei ca. 600 °C
durch Einrühren von Luft in die Pb-Schmelze. Es
entsteht ein Bleistannatpuder, aus dem man durch
Reduktion eine PbSn-Legierung gewinnen kann.
Die selektive Entzinnung ist durch die zunehmende Verwendung von Sn-legierten Akkumulatorengittern von Bedeutung [70]. Bei Fortsetzung der
Oxidation der Pb-Schmelze entstehen nacheinander der sog. Arsenabstrich und als letzter der Antimonabstrich. Es besteht also die Möglichkeit, die
139
5.6 • Recycling von Zinkwerkstoffen und zinkhaltigen Abfällen
Oxidation nach der Entarsenierung abzubrechen
und eine PbSb-Legierung direkt zu erzeugen. Das
Verfahrensfließbild der Schmelztechnologie ist in
. Abb. 5.26 angegeben. Alternativ zur selektiven
Oxidation mit Luft sind Raffinationsverfahren von
Rohbleischmelzen unter Verwendung von NH4Cl
bzw. NaOH + NaNO3 im Einsatz.
5.5.3
Schmelzmetallurgische
Verarbeitung von Bleischrotten
und bleihaltigen Abfällen
Alte Bleianoden elektrochemischer Verfahren und
die Neuschrottabfälle von ihrer Herstellung enthalten neben den üblichen Legierungsmetallen (Sb,
Sn, Ca) weitere sehr spezielle Legierungsmetalle
(Ag, In, Tl). Deshalb sollte das Recycling dieser Materialien vollkommen getrennt durch Umschmelzen, Abkrätzen, evtl. Nachlegieren und erneutem
Vergießen zu Anoden erfolgen. Alle anderen PbSchrotte (Rohre, Bleche, Armaturen, Schriftmetall
u. a.) liefert der Schrotthandel infolge der einfachen Identifizierung durch die hohe Dichte des
Bleis (11,3 g/cm3) und der geringen Verwendung
in Werkstoffverbunden sehr sortenrein an die Hüttenwerke. Deshalb können Pb-Schrotte ohne vorgeschaltete Aufbereitung direkt in einen Schmelzprozess eingebracht werden. Für den Eintrag von
solchen Pb-Schrotten sind die Raffinationsstufen
der Rohbleischmelzen sowohl in Primärhütten als
auch beim Akkumulatorenschrottrecycling gut geeignet. Auch alle Pb-haltigen Abfälle werden in den
Primärbleihütten oder beim Akkumulatorenrecycling mit verarbeitet. Die überwiegend oxidischen
Materialien (Aschen, Pigmente, Bleiglas, Flugstäube, Filterkuchen) müssen mit Reduktionskoks vermischt dem Rohbleischmelzen zugesetzt werden.
Die Krätzen mit hohem Gehalt an metallischem
Blei sind bei der Rohbleiraffination einzusetzen. In
den Primärbleihütten kommen eine Reihe verschiedener Schmelzverfahren und Raffinationstechnologien zum Einsatz, von denen an dieser Stelle die
wichtigsten zu nennen sind: Schachtofenverfahren,
Kivcet-Prozess, Kaldo-Prozess, Isasmelt-Prozess,
QSL-Verfahren, Raffinationselektrolyse.
5
Recycling von Zinkwerkstoffen
und zinkhaltigen Abfällen
5.6
Zink legiert sich mit vielen Metallen im schmelzflüssigen Zustand (Schmelzpunkt 419 °C). Von
werkstofftechnischer Bedeutung sind meist niedrige Legierungszusätze von Al, Cu, Mg, Pb, Ti und
Sn. Als Abfall beim Feuerverzinken entsteht eine
Zn-Fe-Legierung. Zink gehört aber zu den Metallen mit einer hohen Sauerstoffaffinität. Das bedeutet für das Recycling, dass durch Schmelzprozesse
und nachgeschaltete selektive Oxidation keine Abtrennung von Legierungskomponenten oder Verunreinigungen möglich ist. Zink besitzt allerdings
einen niedrigen Siedepunkt von 906 °C, der eine
destillative Abtrennung von sehr reinem Zink aus
Legierungen technisch ermöglicht. Dabei muss
man aber die Oxidation des Zn-Dampfes durch eine
stark reduzierende Atmosphäre vollständig verhindern. In oxidierender Gasatmosphäre erfolgt eine
Oxidation des Zn-Dampfes zu reinem ZnO. Deshalb kann im Recyclingprozess von metallischem
Zink und Zn-Legierungen dieses häufig in Form
von ZnO-Filterstäuben anfallen. ZnO kann bereits
ein hochwertiges Recyclingprodukt sein bzw. ein
geeignetes Zwischenprodukt zur Herstellung von
Zn-Metall durch thermische Reduktion oder durch
Elektrolyse von daraus hergestelltem ZnSO4. Diese
genannten spezifischen Eigenschaften des Zinks
bestimmen die Verfahren des Recyclings. Daneben
spielt das Recycling von Zn-Verbindungen (z. B.
ZnCl2, ZnSO4) eine sehr geringe Rolle.
5.6.1
z
Zusammensetzung von
Zinkwerkstoffen, Zinkschrotten
und zinkhaltigen Abfällen
Zinkwerkstoffe, Zinklegierungen und Zinkqualitäten [31]
Zinkdruckgusslegierungen mit 4 % Al, 1…3 % Cu
und wenig Mg (0,04…0,06 %) finden umfangreiche
Verwendung für Armaturen und Kleinteile hoher
Maßbeständigkeit wie Vergasergehäuse, Beschläge
(ca. 16 % der Zn-Produktion) u. a. Titanzink mit
0,5 % Cu und 0,15 % Ti (Knetlegierung) wird im
Bauwesen als Dachblech und Rohr eingesetzt (7 %
der Zn-Produktion). Die genannten Legierungen
140
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
werden unter Verwendung von hochwertigem
Feinzink (99,995 % Zn) hergestellt. Gehandelt wird
daneben ein unreineres Hüttenzink für den Einsatz
in der Feuerverzinkung (Stückverzinken von Stahl)
mit Gehalten von mindestens 98,5 % Zn (Pb 1,4 %).
Für die kontinuierliche Bandverzinkung von Stahlblech bzw. Stahldraht kommen dagegen spezielle
Legierungen zum Einsatz, z. B. mit 0,05…0,3 %
Pb und 0,15…0,35 % Al sowie »Galfan« (5 % Al;
0,1 % SE) oder »Galvalum« (55 % Al; 1 % Si). Außerdem erfolgt die Verzinkung auch elektrolytisch
unter Verwendung von Zinksulfat-Elektrolyt und
Zinkanoden. Von geringerer Bedeutung sind ZnBeschichtungen durch thermisches Spritzen, Plattieren oder zinkstaubhaltige Lacke. Der Zn-Einsatz
für Beschichtungen beträgt ca. 47 % der Zn-Erzeugung und ist deshalb für das Zinkrecycling von
großer Bedeutung. Zum Feuerverzinken (Schmelztauchverfahren) müssen deshalb noch zusätzliche
Informationen ergänzt werden. Das Schmelztauchen erfolgt nach intensiver Vorreinigung der
Stahlteile (Entfetten, Beizen) durch Eintauchen der
Teile in eine Zn-Schmelze von 440…460 °C. Dabei
kommt es an der Stahloberfläche durch Diffusion
zur Bildung verschiedener Zn-Fe-Legierungen, die
durch eine Reinzinkschicht abgedeckt sind. Die
Zn-Schmelzen sättigen sich bei dieser Badtemperatur mit Fe auf ca. 0,03 % Fe. Außerdem kommen
zur Endreinigung der Stahloberfläche und zur Abdeckung der Zn-Schmelze noch Flussmittel zum
Einsatz (Mischungen von ZnCl2 und NH4Cl).
Die Zinkdruckgusserzeugnisse und die Zn-Beschichtungen können eine geringe zusätzliche weitere Oberflächenbeschichtung aufweisen (Kunstharzlack- oder Kunstharzpulverbeschichtung,
Chromate, Phosphate), die aber auf die Recyclingeigenschaften nur geringen Einfluss haben. Große
Anteile der Zn-Erzeugung finden außerdem Verwendung für die Legierungen mit Kupfer. Messing
enthält neben Cu 10…40 % Zn, Neusilber 18…40 %
Zn und zusätzlich Ni. Diese CuZnNi-Legierungen
werden aus technologischen Gründen des Recyclings und dem deutlich höheren Metallwert der
Cu- und Ni-Komponenten dem Kupferrecycling
(7 Abschn. 5.4) zugeführt.
Wegen der überwiegenden Verwendung von
Zink in metallischer Form (47 % Verzinkung von
Stahl, 19 % Messing, 16 % Zinkdruckgusslegierun-
gen, 7 % Zinkhalbzeug, Zinkstaub) und nur 11 %
für Zn-Verbindungen (ZnO, ZnSO4, ZnCl2) muss
sich das Zinkrecycling auf die Gewinnung von
Zinkmetall konzentrieren. Nur für spezielle Abfälle
wie ZnCl2, ZnSO4 und andere Zn-Salze sowie deren
Lösungen kann die Aufarbeitung in der vorliegenden Art der chemischen Zn-Verbindung technisch
und ökonomisch die günstigere Variante sein.
z
Zinkschrotte
Der Schrotthandel (VDM [46]) unterscheidet bis zu
sieben Sorten Zn-Schrotte. Neben den Neuschrotten der Blech- und Druckgussproduktion sind die
Sorten Altzink (Bleche, Rohre, 2 % Fremdstoffe mit
max. 1 % anhaftendem Fe, keine Zn-Legierungen),
Zn-Legierungsschrott und Hartzink aufgeführt.
Hartzink entsteht in Verzinkereien durch die Bildung schwer schmelzbarer Zn-Fe-Verbindungen
(Fe5Zn21 etc.) und enthält ca. 6 % Fe, etwas Pb und
>92 % Zn.
z
Zinkhaltige Abfälle
Es sind sehr unterschiedliche industrielle Abfälle zu berücksichtigen: Zn-Legierungskrätzen (ca.
88 % Zn-Metall mit ZnO); Zn-Schlacken aus den
Bandverzinkereien mit 92…95 % Zn-Metall; Zinkaschen und -krätzen (bis 80 % Zn-Metall, Rest
ZnO); Salmiakschlacken (20 % Zn-Metall, 35 %
Chloride, ZnO) vom Schmelztauchen und Feinzinkumschmelzen; ZnO-Filterstäube aus dem Kupfer- und Messingrecycling (40 % Zn, 20 % Pb, 5 %
Cl; 7 Abschn. 5.4.3 und . Abb. 5.21); ZnO-haltige
Stahlwerks- und Kupolofenstäube (20…40 % Zn,
Pb, Chloride, Fluoride); Zn-Fraktion des Shredderschrotts; Fällschlämme (Galvanikschlamm, Phosphatschlamm) aus der Aufarbeitung Zn-haltiger
Lösungen (Zn-Hydroxid oder Karbonat); flüssige
Abfälle der Verzinkereien (Zn-haltige Beizen, Altfluxe mit ZnCl2 und NH4Cl).
Einige spezielle Zn-haltige Mischungen (ZnOhaltige FeO-Silikatschlacken (5…12 % Zn)) aus der
Pb-Gewinnung und Zinkferrit-Laugungsrückstände der Zn-Gewinnung aus Erzen (18 % Zn, 33 %
FeO, 7 % Pb) [73] sind keine Abfälle aus Konsumtion oder Halbzeugherstellung, sondern metallurgische Zwischenprodukte der Primärgewinnung,
deren Verwertung direkt in der metallurgischen
Industrie erfolgt.
141
5.6 • Recycling von Zinkwerkstoffen und zinkhaltigen Abfällen
5.6.2
Mechanische Aufbereitung von
Zinkschrotten und zinkhaltigen
Abfällen
Für Zn-Schrotte wie Rohr- und Blechabfälle besteht meist nur die Notwendigkeit einer Grobzerkleinerung auf die erforderliche Eintragsabmessung in die Schmelzöfen. Allerdings sollten die
Identifizierung und Aushaltung von visuell ähnlichen Metallen wie Aluminium und Blei sowie
anderen Fremdmetallen (Stahl, Messing, Kupfer,
Bronzen usw.) durch Sortierprozesse sichergestellt
sein. Das wird in vielen Fällen bei größeren Blechen und Rohren eine händische Sortierung sein.
Für zerkleinerte Zn-Schrotte (Druckgussschrotte)
sind aber viele der in 7 Abschn. 3.4 beschriebenen
mechanisierten Sortierverfahren (z. B. Dichtesortierung oder sensorgestützte Sortierung) einsetzbar
und von Vorteil. Unbedingt erforderlich sind diese
Sortierverfahren für die NE-Metall-Fraktion von
Shredderprozessen der Altautoverwertung. Eine
mechanische Aufbereitung ist außerdem für Krätzen, Aschen und Salmiakschlacke sehr vorteilhaft,
da diese Abfälle erhebliche Anteile an Zn-Metall
(Metallgröbe) enthalten, das direkt ausbringbar ist.
Das erfolgt durch Mahlen in einer Siebkugelmühle,
wobei das ZnO und bei der Salmiakschlacke auch
die Chloride als feine Pulver abgetrennt werden.
Die Zn-Metallgröbe (kugelige Metallteilchen) wird
in die Zn-Schmelzen zurückgegeben oder wie ZnSchrott verarbeitet. Die nichtmetallischen Zn-haltigen Abfälle (Stahlwerksstäube und andere Filterstäube, Fällschlämme, Zn-haltige Lösungen) sind
mechanisch nicht aufbereitbar und müssen den
metallurgischen oder chemischen Verfahren direkt
zugeführt werden.
zen vermindert die oberflächliche Oxidation der
Zn-Schmelze und reduziert damit die Bildung
oxidischer Krätzen. Die verschiedenen Altzinksorten schmilzt man getrennt nach Legierungen in
Schmelzkesseln oder Induktionsöfen ein und kann
bei niedrigen Temperaturen eine befriedigende Abtrennung von Fe und evtl. Pb durch Ausscheidung
des schwer schmelzbaren Hartzinks (Zn-Fe-Legierung, siehe oben unter Zn-Schrotte) erreichen. Die
durch Umschmelzen von Altzink erzielbare ZnQualität entspricht aber maximal dem Hüttenzink
(98 % Zn) und ist deshalb nur für das Feuerverzinken nutzbar. Für andere Einsatzzwecke muss eine
Feinreinigung durch Destillation erfolgen.
z
Zinkdestillation
Hüttenzinkqualitäten aus den Umschmelzprozessen von Schrotten, Krätzen und aus dem IS-Prozess
(7 Abschn. 5.6.4) sowie Hartzink können durch
Rektifikation (7 Abschn. 4.2.3, . Abb. 4.12) zu Feinzinkqualität raffiniert werden. Die Rektifikation
erfolgt in Destillationssäulen aus Siliziumkarbidelementen, die von oben mit der verunreinigten
Zn-Schmelze beschickt werden. Dabei verdampfen
ca. 60 % des Zn und 40 % des Zn fließen mit den
Verunreinigungselementen am Boden der Säule
ab (sog. Waschzink). Durch Kondensation des ZnDampfes in einer Stickstoffatmosphäre kann man
im Kondensator flüssiges Zink oder Zinkstaub gewinnen (. Abb. 5.27) [74]. Eine Variante des Verfahrens ist die Verbrennung des Zn-Dampfes in
einer Brennkammer und Gewinnung eines sehr
reinen ZnO (Zinkweiß) [74]. Zinkstaub und reines
Zinkoxid sind in vielen Industriezweigen im Einsatz und deshalb begehrte Produkte.
5.6.4
5.6.3
z
Umschmelzen von Zinkschrotten
und Raffination durch
Destillation
Umschmelzprozesse
Saubere Neuschrotte führt man in die Schmelzöfen
der Gießereien oder Halbzeugwerke zurück und
erreicht nach Abzug einer Krätze oder Salmiakschlacke die erforderliche Qualität der Schmelze.
Die Zugabe von Salmiak (NH4Cl) beim Schmel-
5
Zinkrecycling aus Stahlwerksund Kupolofenstäuben sowie
anderen Zn-haltigen Abfällen
Die Entstehung dieser Zn-haltigen Stäube
beim Recycling verzinkter Eisenschrotte ist in
7 Abschn. 5.2.2 (»Sauerstoffblasverfahren« und
»Elektrostahlverfahren«) sowie 7 Abschn. 5.2.3 beschrieben. Dabei ist zwischen Zn-armen Stäuben
aus den Blasstahlverfahren oder den Kupolöfen mit
1…5 % Zn (als ZnO) und den Zn-reichen Stäuben
142
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Brennkammer
Zn-Dampf
Filter
. Abb. 5.27 Raffination von
Zinkschrotten oder Hüttenzink
durch Destillation mit Erzeugung
von reinem Zinkstaub oder alternativ von reinem Zinkoxid [74].
Zn-Schrott, Zn-Krätzen,
Hartzink, Hüttenzink
Induktionsofen
Kühler
Erdgas
Zyklon
Zulaufrinne
Destillationssäule
5
Ofen
Abgas
Kondensator
ZnO
Waschzink (Pb, Zn)
Zn-Staub
. Tab. 5.10 Zusammensetzung von Stahlwerks- und Kupolofenstäuben [71] [7]
Komponente
Zn
%
Fe
%
Pb
%
Cl
%
F
%
ΣSi, Ca, Mg
%
ΣNa, K
%
Elektrolichtbogenöfen (EAF)
20…40
20…35
1,5…4
1…4
0,1…0,5
4,5…14,5
1…3,5
*
15…20
40…50
1,5…4
1
8
1…2,3
30
20
0,1
0,5
Ofen/Verfahren
Blasstahlwerk
Kupolofen*
*
Zusammensetzungen nach mehrfacher Rückführung in den Ofen
. Tab. 5.11 Zusammensetzung eines speziellen Elektrolichtbogenofenstaubes nach Umrechnung auf Oxidkomponenten [71]
Komponente
ZnO
Fe2O3
PbO
Cl
F
ΣNa2O,
K2 O
SiO2
ΣCaO,
MgO
SO3
Gehalt (%)
46,3
24,5
5,8
5,5
0,8
5,9
2,3
3,3
1,6
aus dem Elektrostahlverfahren zu unterscheiden.
Die Zn-armen Stäube können durch Rückführung
in die jeweiligen Öfen oder spezielle Eisenhochöfen (Agglomerationsverfahren von ThyssenKrupp
oder DK-Verfahren; 7 Abschn. 5.2.5) erheblich angereichert werden und dadurch die Zn-Konzentrationen der primär Zn-reichen Stäube erreichen.
7 Abschn. 5.6.4 behandelt das Recycling der Zn-reichen Stäube verschiedener Herkunft. Eine vollständige Zusammensetzung von Stahlwerksstäuben ist
in . Tab. 5.10 angegeben. Die dort genannten Gehalte an Zn liegen als ZnO vor und die Gehalte an
Fe, Si und Erdalkalien sind ebenfalls als Oxide vorhanden. Als Chloride wurden Alkalichloride, Pbund Zn-Chlorid nachgewiesen. Die Umrechnung
auf Oxide für einen speziellen Elektrolichtbogenofenstaub ist in . Tab. 5.11 angeführt.
Die Gehalte an Pb stammen aus Pb-Pigmenten und aus den Pb-Gehalten des Zinkmetalls der
Feuerverzinkung, während Cl und F aus Kunststoff-
. Abb. 5.28 Apparatefließbild
des Wälzprozesses für das Zinkrecycling aus Stahlwerksstäuben
[72].
Stahlwerksstäube
5
143
5.6 • Recycling von Zinkwerkstoffen und zinkhaltigen Abfällen
Koksgrus
Pelletierapparat
Gasstrom
Drehrohrofen
Materialstrom
Prozessluft
Schlacke
Abgas
Kühler
Mischkammer
resten des Stahlschrotts resultieren. Eine chemischreaktive Vorbehandlung von Stahlwerks- und Kupolofenstäuben zur Vorabtrennung von Cl und
F ist immer wieder versucht worden. Eine Möglichkeit ist die Pyrohydrolyse, die bei 1050 °C die
Stäube mit Wasserdampf behandelt und dadurch
Chlorid zu 100 % und Fluorid zu 80 % in Form von
HCl bzw. H2F2 abtrennt. Auch eine Vorlaugung mit
Wasser wurde geprüft [71].
z
Wälzverfahren
Das Standardverfahren für das Zinkrecycling aus
den Zn-reichen Stahlwerksstäuben ist der Wälzprozess. Mit dem Wälzprozess erreicht man eine
vollständige Konzentrierung der Zn-Gehalte in
einem Zinkoxid und die vollständige Abtrennung
des Fe. Dieser Prozess ist ein thermisches Reduktionsverfahren, bei dem das ZnO und Teile des
Fe2O3 reduziert werden, das erzeugte metallische
Zn aus dem Material verdampft und im Abgasstrom zu ZnO reoxidiert wird. Der Name »Wälzprozess« leitet sich von dem verwendeten Drehrohrofen ab (. Abb. 5.28), bei dem das Aufgabegut
durch Neigung des Ofens und die Drehbewegung
durch den Apparat »gewälzt« wird. In einer Aufbereitungsstufe vermischt man die Stäube zunächst
Wälzoxid
Gewebefilter
Abgasreinigung
(Filsorption)
mit dem festen Reduktionsmittel (Koksgruß) und
Schlackenbildnern und pelletiert diese Mischung.
Die autoreaktiven Pellets trägt man in den ca. 40 m
langen, mit Erdgas vorgeheizten Drehrohrofen ein.
Bei etwa 1100 °C findet im Pellet die ZnO-Reduktion durch C und CO statt und das entstehende
Zn verdampft (zusammen mit PbO, PbS, ZnCl2,
ZnF2 und Na-K-Chloriden). Parallel erfolgt eine
weitgehende Reduktion der Fe-Oxide zu Fe, das in
der teigigen alkalischen Schlacke (CaO-MgO-SiO2,
ca. 0,1 % Zn) verbleibt.
Hauptreaktionen:
ZnO + C → ZnG + CO;
ZnO + CO → ZnG + CO2
Fe2 O3 + 3 C → 2 Fe + 3 CO;
CO2 + C → 2 CO
Am Ofenende wird auf die 1200 °C heiße Schlacke
Luft aufgeblasen und dadurch der größte Teil des
metallischen Fe reoxidiert. Die dabei entstehende Oxidationswärme des Fe zu FeO wird für die
Aufheizung der Beschickung genutzt und auf diese
Weise beim laufenden Prozess die Zusatzheizung
144
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
. Tab. 5.12 Zusammensetzung einer Charge Wälzoxid und des daraus erzeugten gelaugten Zinkoxids
Komponente
Zn
%
Pb
%
Fe
%
Na
%
K
%
Cl
%
F
%
Wälzoxid, Filteroxid
62
7,5
0,2
1,8
3,1
5,8
0,3
Wälzoxid, gelaugt, gewaschen
65
8,5
0,2
0,15
0,05
0,1
0,1
Material
5
Stahlwerksstäube
Fein- Gesinterte
kohle
Abfälle
Brikettierte
Abfälle
Stückkoks
Gichtgas zur
Windvorwärmung
. Abb. 5.29 IS-Schachtofen zur
Verarbeitung von Zn- und Pbhaltigen Rohstoffen [73].
Kondenser
Mischer
Chargierglocke
IS-Ofen
Rohzink
Heißwind
Kühlrinne und Separator
Heißwindleitung
Vorherd
Rohblei
mit Erdgas vollständig eingespart (SDHL-Verfahren, Senkung der CO2-Emission um 44 % [72]). Der
im Abgasstrom reoxidierende Zn-Dampf wird als
ZnO-Pulver im Abgaskühler und im Gewebefilter
als Wälzoxid (Zusammensetzung siehe . Tab. 5.12)
ausgebracht. Das Zn-Ausbringen im Wälzoxid erreicht hervorragende 93 %. Die Feinreinigung des
Abgases von Schadstoffen (Dioxin, Hg) erfolgt
durch Aktivkohleadsorption. Die Schlacke kühlt
man in einem Wasserbad ab. Sie kann für den Straßenbau Verwendung finden.
Für die Rückgewinnung des angestrebten Zinkmetalls aus dem Wälzoxid stehen im Wesentlichen
zwei Prozesse zur Verfügung:
Schlacke
1. Laugung mit Schwefelsäure und Reduktionselektrolyse der Zn-Sulfatlösung, wobei ein sehr
reines Feinzink (99,995 % Zn) anfällt;
2. thermische Reduktion im IS-Schachtofen (Imperial Smelting Furnace) mit Gewinnung einer
Hüttenzinkqualität (98,5 % Zn).
Die Zinkelektrolyse hat sich nach 2000 in Europa
durchgesetzt. Die Zinkelektrolyse erfordert aber
ein praktisch Cl- und F-freies Oxid, weil diese
Komponenten die Pb-Anoden zerstören (Cl) bzw.
das Zn-Abziehen von den Al-Kathodenblechen behindern (F). Andere Beimengungen im Wälzoxid
stören nicht, da das Pb beim Laugen als Sulfat und
Fe und andere Spuren durch die Feinreinigung der
Zn-Sulfatlösung abtrennbar sind. Die Wälzanlagen
145
5.6 • Recycling von Zinkwerkstoffen und zinkhaltigen Abfällen
haben deshalb den Prozess durch eine Sodawasserlaugung des Wälzoxids komplettiert und erreichen
damit die erforderliche Abtrennung von Chlorid und Fluorid in Form von NaCl und KCl. Das
ZnCl2 des Wälzoxids reagiert dabei mit Soda zu
unlöslichem ZnCO3 und NaCl. In . Tab. 5.12 sind
die Zusammensetzungen einer Charge von primärem Wälzoxid und des daraus erzeugten gelaugten
Zinkoxids angegeben.
z
Imperial-Smelting-Verfahren im IS-Schachtofen
[73]
Der IS-Schachtofenbetrieb ist in . Abb. 5.29 dar-
gestellt. Dieses Verfahren erlaubt die thermische
Verarbeitung von gemischten Zn- und Pb-haltigen Abfällen bei gleichzeitig hohen Fe-Oxid-Gehalten und verträgt auch Chloride. Entsprechend
der Arbeitsweise eines Schachtofens (senkrechter
Reaktionsschacht mit einem gasdurchlässigen Aufgabematerial und Stückkoks als Reduktions- und
Heizmaterial) muss die Hauptmenge der Rohstoffe
kompaktiert werden, was durch Heißbrikettierung
oder Sinterung erfolgt. Ein Teil der Rohstoffe kann
als Pulver über die Winddüsen eingeblasen werden.
Im Schachtofen erfolgt eine Reduktion der Zn- und
Pb-Oxide zu Metall. Pb sammelt sich als Schmelze im Ofentiegel, während Zn als Dampf mit den
Ofengasen abzieht und im Kondensator als flüssiges Zn-Metall (Hüttenzinkqualität) anfällt. Die FeOxide bilden mit CaO, MgO und Al2O3 eine flüssige Silikatschlacke. Das Hüttenzink reinigt man
anschließend durch Destillation zu einer Feinzinkqualität (7 Abschn. 5.6.4, »Zinkdestillation«). Das
IS-Verfahren ist sehr unempfindlich gegenüber
einer Vielzahl von Begleitstoffen und Verunreinigungen und deshalb für das Zn-Pb-Recycling aus
sehr unterschiedlichen Abfallstoffen gut geeignet.
Man kann folgende Abfälle verarbeiten [73]:
5 Stäube vom Messing- und Kupferrecycling,
5 Kupolofenstaub und Stahlwerksstaub,
5 Bleistaub,
5 Zn-Pb-Oxid,
5 Zinkferrit-Laugungsrückstand.
Die stoffliche Zusammensetzung dieser Abfälle ist
in 7 Abschn. 5.6.1 (»Zn-haltige Abfälle«) angegeben.
z
5
Schmelzreaktorprozess
Dieser Prozess ist ein weiteres erprobtes Verfahren
für das Zinkrecycling aus Industrieabfällen mit
geringem Zn-Gehalt [75]. Als Einsatzstoffe kommen Stahlwerks- und Kupolofenstäube, Galvanikschlämme, Schleifschlamm und Zn-haltige Filterstäube in Betracht, die zusammen mit Sand und
Kohle als trockene, feinkörnige Vorstoffmischung
dem Reaktor zudosiert werden. Der Schmelzreaktor ist ein vertikaler Zyklon mit Erdgas-SauerstoffBrenner. Im Zyklon verbrennt die Kohle zu CO und
CO2. Das CO reduziert ZnO zu Zn-Dampf und es
bildet sich eine Schlackenschmelze (FeO-CaO-Silikate). Die erzeugte Schlacke gelangt unmittelbar
in einen Absetzherd und der Zn-Dampf wird in
einer Brennkammer zu einem angereicherten ZnO
verbrannt. Dieses Reaktoroxid enthält bis 58 % Zn,
5 % Pb sowie 4 % Fe und entspricht damit etwa der
Qualität eines Wälzoxids.
5.6.5
Verwertung zinkhaltiger Abfälle
als Zinkverbindungen
Als wichtigste industriell eingesetzte Zn-Verbindungen sind die folgenden zu nennen:
5 ZnO, »Zinkweiß« (Zusatzstoff in Gummi,
Kunststoffen, Farben, Emaille, Salben),
5 Zn-Pigmente (ZnS-BaSO4-Mischung »Lithopone«),
5 ZnSO4 (Elektrolyt für galvanische Verzinkung,
Ausgangsstoff für Lithopone und andere ZnVerbindungen, Spurenzusatz in Futtermitteln),
5 ZnCl2 (Katalysator und Hilfsstoff in der chemischen Industrie, NH4Cl-ZnCl2-Gemische
für das Feuerverzinken).
An diese Zn-Verbindungen werden hohe Reinheitsanforderungen (besonders bezüglich sehr geringer
Gehalte an Pb und Cd) gestellt. Das Recycling von
Abfällen erfordert deshalb Pb- und Cd-freie Einsatzstoffe oder effektive Reinigungsmethoden. Für
das Recycling kommen ausschließlich nasschemische Prozesse in Betracht.
z
Abfälle von Zinkoxid und Zinksulfat
ZnO muss mit H2SO4 gelöst werden und kann
dann gemeinsam mit ZnSO4-Abfällen der Rei-
146
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
nigung unterworfen werden. Beim Auflösen verbleibt PbSO4 als Rückstand. Für die ZnSO4-Lösung
stehen erprobte Reinigungsverfahren zur Verfügung (Hydroxidfällung von Fe(III)-Ionen, Zementation von Cu2+ und Cd2+ mit Zn-Staub), so dass
eine hochreine ZnSO4-Lösung entsteht. Die reine
ZnSO4-Lösung ist direkt marktfähig oder dient als
Ausgangsstoff für Lithopone (Reaktion mit BaS zu
ZnS und BaSO4) bzw. ZnO (Fällung von basischem
Karbonat und Kalzination zu Oxid).
z
Abfälle aus der Feuerverzinkung [76]
Die ZnCl2-haltigen Abfälle (Salmiakschlacke,
ZnCl2-NH4Cl-haltige Altfluxe der Feuerverzinkung, evtl. Filterstäube und Aschen aus der Feuerverzinkung) sind effektiv nur in Form von ZnCl2
zu recyceln. Die Zumischung zu allen anderen
Zn-haltigen Abfällen ist unbedingt zu vermeiden,
da die Chloridionen mit allen anderen Recyclingverfahren nicht verträglich sind. Für diese Abfälle
werden folgende Recyclingverfahren eingesetzt:
5 Die unbrauchbar gewordenen Fluxbäder enthalten neben den Wirkstoffen ZnCl2 und
NH4Cl vor allem FeCl2. Die Regenerierung
erfolgt durch Oxidation des Fe2+ zu Fe3+ mit
H2O2 und Fällung des Fe-Hydroxids mit NH3.
Organische Inhaltsstoffe oxidiert man zusätzlich mit KMnO4 und trennt das Fe-Hydroxid
und das MnO2 durch Filtration ab. Durch
Zusatz von ZnCl2 stellt man abschließend das
gewünschte ZnCl2/NH4Cl wieder ein.
5 Die Salmiakschlacke und Filterstäube laugt
man mit Wasser und löst damit den Inhalt an
ZnCl2 und NH4Cl sowie die Chloride anderer
Metalle heraus. Nach Filtration vom unlöslichen Rückstand erfolgen eine Oxidation der
Lösung und die Ausfällung von Fe-Hydroxid
mit ZnO. Eine weitere Reinigung der Lösung
von Schwermetallen ist durch Zementation
mit Zn-Staub möglich. Danach setzt man die
erforderlichen Mengen an ZnCl2 und NH4Cl
zu, dampft ein und kristallisiert die Salzmischung ZnCl2/NH4Cl (Neuflux).
5 Die Laugerückstände (ZnO, Zn) der Salmiakschlacke aus Anstrich 2 zusammen mit ZnAschen (ZnO, Zn) und anderen Zn-haltigen
Schlämmen der Behandlung von Abwässern
löst man mit Salzsäure zu einer ZnCl2-Lösung,
oxidiert und neutralisiert mit ZnO, zementiert
mit Zn-Platten und erhält eine verkaufsfähige
ZnCl2-Lösung.
5.7
Recycling von Edelmetallen
und Edelmetallsalzen
Zu den Edelmetallen gehören Gold, Silber und die
Platinmetalle (Ru, Rh, Pd, Os, Ir, Pt). Letztere bezeichnet man auch als Platingruppenmetalle (PGM).
Von diesen Metallen finden Gold und Silber wegen
ihrer Oxidationsbeständigkeit, der Korrosionsbeständigkeit, des dekorativen Metallglanzes und der
Seltenheit seit Jahrtausenden als Schmuckmetalle,
für repräsentative Gegenstände (Becher, Schnallen,
Kultgegenstände) und als Münzmetalle Anwendung. In neuerer Zeit hat auch Platin als Schmuckmetall Bedeutung erlangt. Der technische Einsatz
aller Edelmetalle beruht neben der sehr guten Oxidations- und Korrosionsbeständigkeit außerdem
auf der hohen elektrischen Leitfähigkeit, dem hohen Schmelzpunkt und den häufig hervorragenden
katalytischen und mechanischen Eigenschaften
(Duktilität, Herstellung dünner Bleche und Drähte). Deshalb finden diese Metalle vorwiegend für
elektrische und elektronische Bauteile, für spezielle
Schmelzwannen (Glasschmelzen) für Dentallegierungen und als Katalysatormaterial Anwendung.
Auf Grund des hohen Restwertes von Münzen,
Schmuck und Abfällen aus Edelmetallen in Verbindung mit der ausgezeichneten Materialbeständigkeit ist deren Wiederverwertung seit ihrer erstmaligen Herstellung in Anwendung – lange bevor in
jüngster Zeit der Begriff des Recyclings eingeführt
wurde. Dementsprechend existieren neben dem
historischen Umschmelzen von unbrauchbaren
Gefäßen und Geräten bzw. geraubten Kultgegenständen (z. B. sog. Hacksilber) bemerkenswerte alte
Gewinnungs- und Recyclingverfahren wie das Auflösen und Sammeln von Edelmetallen in Quecksilber (Amalgamation) bzw. in Bleischmelzen (Pb
als Kollektormetall) und die Au-Ag-Scheidung mit
Schwefelsäure oder Salpetersäure. Die Edelmetallsalze und andere Edelmetallverbindungen benötigt
man in der Galvanotechnik (Edelmetallbeschichtungen), in der Fotoindustrie, für Batterien sowie
für die Herstellung von Katalysatoren. Die Edelme-
147
5.7 • Recycling von Edelmetallen und Edelmetallsalzen
tallsalze sind außerdem häufige Zwischenprodukte
von Gewinnungs- und Recyclingverfahren.
5.7.1
Edelmetallmaterialien, -schrotte
und -abfälle
Unter dem Gesichtspunkt des Recyclings ist eine
Einteilung der Edelmetallmaterialien nach den Anwendungsgebieten günstiger als nach Werkstofftypen, weil neben den Werkstoffen eine Anzahl anderer Materialsorten Bedeutung besitzt. In diesem
Abschnitt sind auch Einsatzgebiete und Werkstoffe
aufgenommen, die heute weniger Anwendung finden, die aber in Schrotten und Abfällen auftreten.
z
Schmuck- und Münzlegierungen [31] [59]
Goldmünzen besitzen hohe Au-Gehalte von 90 %
mit Ag-Cu-Zusätzen, während Silbermünzen oft
nur Ag-Gehalte von 50 % aufweisen (Legierungsmetall ist Cu). Als Schmuck sind folgende AuLegierungen in Anwendung: 83…33 % Au mit
17…34 % Ag und 17…55 % Cu sowie z. T. 10 % Zn
und 10 % Ni. Die Angabe des Au-Gehaltes (Feingehalt) erfolgt in Tausendstel bzw. Karat. Für AgSchmuck sind Ag-Cu-Legierungen mit 80…92,5 %
Ag üblich. Platinschmuck enthält 90…95 % Pt mit
Zusätzen an Cu, Pd oder Ir. Für Zwecke des Hartlötens sind vielfältige Edelmetalllegierungen erforderlich.
dienen auch AuAg80/20, AuNi95/5 etc. Für Schaltkontakte bei höheren Stromstärken haben sich
Ag-Verbundwerkstoffe und Ag-Dispersionswerkstoffe bewährt. Das sind Ag-Ni-SinterverbundKontaktstücke (z. B. AgNi83/17) und Ag-CdODispersionswerkstoffe (z. B.Ag-CdO90/10). Für
Hochleistungsschalter setzt man Ag-haltige Tränkwerkstoffe ein (z. B. WAg90/10, AgWCo45/47/8).
Drähte von Schmelzsicherungen bestehen aus
einer Ag-Cu-Legierung (50 % Cu). Drähte aus PtLegierungen dienen als Heizelemente von Widerstandsöfen (PtRh70/30) und als Thermoelemente
(PtRh90/10 mit Pt). Reine Pt-Drähte und Bleche
sind bevorzugte Messelektroden. Legierungen der
Platinmetalle dienen in der Schwachstromtechnik
ebenfalls als Kontaktwerkstoffe (z. B. PtIr, PtRu,
PdAg). Außerdem finden für die Herstellung von
Elektronikkomponenten Edelmetallpasten Verwendung (Dickschichttechnik), die auf einem Keramikkörper aufgetragen sind.
z
Dentallegierungen [59]
Die Standardlegierungen bestehen zu 65…85 %
aus Au mit Zusätzen an Pt, Pd, Ag, Cu. Legierungen mit vermindertem Au-Gehalt besitzen höhere
Ag-Gehalte bis 35 %. Silberbasislegierungen verwenden bis 70 % Ag und 25 % Pd. Für Keramikverblendungen verwendet man ebenfalls verschiedene
Au-Pd-Pt-Ag-Legierungen oder Palladiumbasislegierungen mit 28…38 % Ag.
z
Elektronik- und Elektrowerkstoffe [31] [59]
Sehr dünne Drähte (25 μm) aus reinem Gold besitzen eine große Bedeutung als Kontaktdrähte
(Bonddraht) für Halbleiterbauelemente. Au- und
Ag-Beschichtungen werden für Kontakte (Steckverbindungen, Messerleisten, Schaltkontakte, Leiterplatten usw.) eingesetzt. Als Kontaktwerkstoffe
Konstruktionswerkstoffe
Als Konstruktionswerkstoffe haben nur Bleche und
Gefäße aus Pt und Pt-Legierungen (vorwiegend
mit 10…30 % Rh oder Ir) Bedeutung. Das Haupteinsatzgebiet sind Wannen zum Schmelzen von
Spezialgläsern und Düsenwannen für die Herstellung von Glasfasern. Geringere Mengen benötigt
man für chemische Apparate und Laborgeräte.
z
z
5
Katalysatormaterialien [59]
Häufig eingesetzte Chemiekatalysatoren der Heterogenkatalyse sind Metallnetze aus PtRh-Legierungen und eine Vielzahl von Trägerkatalysatoren.
Trägerkatalysatoren sind Formkörper aus Al2O3,
Zeolithen, Aktivkohle oder Kieselsäure, die z. B.
mit Pt, Pd, PtPd, PtIr, PtRe, Ag, PdAu oder PdCd
beschichtet sind [80]. Die Herstellung der Katalysatorschicht erfolgt dabei häufig durch Tränken
mit löslichen Edelmetallverbindungen (AgNO3,
H2PtCl6) und nachfolgende Kalzination und Reduktion. Folgende Trägerkatalysatoren sind von
Bedeutung: Pt/γ-Al2O3, Pd/Al2O3, Ag/α-Al2O3,
PtRe/Al2O3, Pt/Zeolith, Pd/Zeolith, NiPd/Zeolith.
Die größte Verbreitung erfuhr der Autoabgaskatalysator. Das ist ein Trägerkatalysator auf PtPdRhBasis auf einem keramischen Wabenkörperträger
(Cordierit = MgAl-Silikat) oder seltener auf einer
148
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
metallischen Trägerfolie (FeCrAl-Legierung). Als
Zwischenschicht ist noch ein »wash coat« aus γAl2O3 (mit CeO2, ZrO2) erforderlich, der die Katalysatormetalle aufnimmt. Der Katalysator ist in
einem Stahlgehäuse (Mantel) untergebracht. Die
Katalysatoren für Dieselfahrzeuge bestehen aus
einem Oxidationskatalysator und einem Dieselpartikelfilter. Die Dieselpartikelfilter besitzen vorwiegend einen Siliziumkarbidträger mit einer PtBeschichtung [83]. Für die Autoabgaskatalysatoren
kommen 31 % der Weltplatinproduktion, 57 % der
Pd-Produktion und 84 % der Rh-Produktion zum
Einsatz [79]. Im Jahr 2004 wurden aber erst Recyclingquoten von 20 % bei Pt, 14 % bei Pd und 19 %
bei Rh erreicht [83]. Für die Homogenkatalyse (Katalysator und Substrat sind in einer flüssigen Phase
gelöst) bei organisch-chemischen Reaktionen (Hydrierung, Hydroformylierung etc.) sind z. B. lösliche Rh-Komplexverbindungen (Rh(P Ph3)3Cl; Ph
= Phenylrest), H2PtCl6 und PdCl2/CuCl2 im Einsatz.
z
Edelmetallverbindungen [77]
Technisch bedeutende Ag-Verbindungen sind
AgNO3 (Fotoindustrie), Ag2O (Ag2O-Zn-Knopfzellen) und K[Ag(CN)2] (Galvanotechnik). Für
die galvanische Vergoldung wird bevorzugt
K[Au(CN)2] eingesetzt. Von den PGM ist die galvanische Rh-Beschichtung von Bedeutung, wofür
man Rh2(SO4)3 einsetzt. Die erforderlichen löslichen Rh-Komplexverbindungen für die Homogenkatalyse sind bereits oben erwähnt. Die Chloride
und Nitrate der Platinmetalle (H2[PtCl6], RhCl3,
PdCl2, RuCl3, IrCl3, H3[IrCl6] sowie Rh(NO3)3,
Pd(NO3)2) werden zur Beschichtung von Trägerkatalysatoren benötigt.
z
Edelmetallschrotte und -abfälle
Entsprechend den oben aufgeführten Edelmetallmaterialien und Verwendungsgebieten sowie den
eingesetzten Recyclingverfahren entstehen zwei
zu unterscheidende Abfallgruppen [77]. Der wertvollste Abfall ist metallisches Material (Schrott),
das man als Scheidegut bezeichnet und das man
unkompliziert recyceln kann. Dazu gehören folgende Materialien:
5 Neuschrotte aus der Verarbeitung von Edelmetallen wie Blech-, Draht- und Gussreste,
5 Rückläufe von Dentallegierungen (Au, Pd, Ag),
5 verbrauchte inaktive Katalysatornetze (Pt, Pd),
5 Altschmuck und Altmünzen (Au, Ag, Pt, Cu,
Ni, Zn)
5 unbrauchbare Pt-Schmelzwannen und PtDüsenwannen der Glasindustrie (verunreinigt
durch Aufnahme von Al, Pb, Cu, Zn, Sb, P und
anderen Pt-Schädlingen),
5 unbrauchbare Tiegel, Bleche, Rohre, Netze,
Drähte und Elektroden von chemischen Apparaturen und aus Labors.
Eine zweite Gruppe bilden die nichtmetallischen
Abfälle bzw. Mischungen metallisch/nichtmetallisch und die mit Fremdstoffen stark verdünnten
Abfälle sowie Lösungen und Salze, die komplizierte Verarbeitungsverfahren erforderlich machen. Zu
dieser Gruppe zählen folgende Materialien:
5 elektronische und elektrische Bauteile (z. B.
edelmetallbeschichtete Kontakte, Leiterplatten
usw.),
5 Trägerkatalysatoren der Heterogenkatalyse
inkl. Autoabgaskatalysatoren,
5 Gekrätze, Aschen, Stäube, Schlämme, Pasten,
5 Fotopapiere, Röntgenfilme, Fixierlösungen,
5 galvanische Bäder, Salze, Homogenkatalysatoren,
5 verbrauchte Ofenbausteine (Ofenbruch).
z
Anodenschlämme der Kupferraffinationselektrolysen
In 7 Abschn. 5.4 (»Kupferrecycling«) ist das sehr
effektive Verfahren der Einschleusung von armen
Edelmetallabfällen in die Prozesse des Kupferrecyclings, aber auch ein Zusatz bei der primären Kupfergewinnung aus Kupferkonzentraten angeführt.
In beiden Fällen sammeln sich die Edelmetalle in
den Anodenschlämmen der Kupferraffinationselektrolyse. Beim Rohstoff Kupferkonzentrat sind
im Anodenschlamm die Edelmetalle aus den Recyclingmaterialien mit den wesentlich höheren Gehalten an Edelmetallen aus dem Kupferkonzentrat
(vorwiegend Ag) verdünnt. Bei der Einschleusung
in separate Kupferrecyclingprozesse dagegen resultieren die Edelmetalle im Anodenschlamm sehr
weitgehend aus den Edelmetallabfällen, die Edelmetallgehalte im Schlamm sind deutlich niedriger
(wenig Ag, aber Au und PGM), aber die Konzentration an Störelementen (Ni, Pb, Sn) hoch.
5.7.2
Recycling von reichen
Edelmetallschrotten
Edelmetallschrotte besitzen sehr hohe Gehalte an
Edelmetallen von ca. 50…99 % und damit einen
erheblichen Wert. Das Recycling muss deshalb mit
geringen Durchlaufzeiten erfolgen, um Zinsaufwendungen zu minimieren bzw. die Edelmetallkurse richtig einzuschätzen. Üblich ist auch eine
Lohnumarbeitung, wobei das Edelmetall im Besitz
des Lieferanten bleibt und die Recyclinghütte die
Umarbeitungskosten und einen Umarbeitungsverlust berechnet. Für die sehr gering verunreinigten
Schmelz- und Düsenwannen der Glasindustrie aus
Pt- und PtRh-Legierungen sowie eine Reihe von
Neuschrotten ist eine reine Umschmelztechnologie
möglich. Die oben angegebenen typischen Verunreinigungen der Glasschmelzwannen ergeben als
Summe oft <400 ppm und können durch das Vakuum in den Umschmelzöfen und eine selektive Oxidation mit Sauerstoff ausreichend entfernt werden
[78]. Für den Fall, dass eine Rücklieferung dieser
Pt-Legierung nicht vereinbart ist oder zurzeit kein
Markt für diese Legierungen existiert, muss man
diese Legierungen einem Scheideprozess zuführen,
um die PGM in getrennter Form auszubringen.
Dieser Scheideprozess wird auch für verbrauchte
PGM-Katalysatornetze angewandt.
Für die Scheidung ist als erster Verfahrensschritt ein Aufschluss des Metalls zur Erzeugung
einer PGM-Lösung erforderlich. Dieser Aufschluss
kann für Pd und Pt (mit Anteilen <10 % Rh, Ir)
mit Königswasser oder HCl/Cl2-Gas erfolgen. Für
Pd und Pt mit höheren Gehalten an Rh und Ir sowie reines Rh und Ir gelingt ein Aufschluss nur mit
Salzschmelzen (z. B. NaCl-Schmelze mit Chlorgas).
In beiden Fällen muss das Vorlaufmaterial vor dem
Aufschluss sehr fein zerkleinert oder pulverisiert
werden. (Die Herstellung eines PGM-Pulvers gelingt durch Legieren des Schrottes mit Cu, Pb oder
Ni und nachfolgendes Herauslösen der Legierungsmetalle mit Säuren.) Als Aufschlussprodukte erhält
man direkt oder nach Auflösen der Schmelze in
HCl lösliche Chlorokomplexe oder Chloride der
5
149
5.7 • Recycling von Edelmetallen und Edelmetallsalzen
Sauerstoff-Erdgas-Brenner
Sauerstoffanze
Schwenkbarer Deckel
Reaktorgefäß
Abgasableitung
Keramische
Ausmauerung
Kippachse
Metallschmelze
Drehachse
des Reaktors
. Abb. 5.30 Drehbarer und kippbarer Konverter (TBRC)
zum Einschmelzen von Edelmetallschrotten und zur selektiven Oxidation von edelmetallhaltigen Kupfer- oder
Bleischmelzen [77].
PGM. Die Weiterverarbeitung dieser Lösungen
und die Metallscheidung werden in 7 Abschn. 5.7.3
(»Hydrometallurgische Verfahren des Edelmetallrecyclings«) beschrieben.
Scheidegut (Altschmuck, Dentalmaterial, Altmünzen) mit höheren Gehalten an Legierungsmetallen (Cu, Zn, Ni) oder geringen Verunreinigungen
schmilzt man häufig in einem TBRC (Top Blown
Rotary Converter) ein und führt eine Teiloxidation
des Cu und Ni sowie anderer Verunreinigungen
mittels einer Sauerstofflanze zu einer Cu/Ni-Oxidschmelze (Glätte) durch (. Abb. 5.30). Die Glätte
enthält auch gewisse Edelmetallgehalte und muss
über den Schmelzprozess für edelmetallarme Abfälle aufgearbeitet werden (7 Abschn. 5.7.3, »Auflösung von Edelmetallen in Blei- oder Kupferschmelzen«). Das Zn und evtl. Pb- und Cd-Gehalte werden vollständig verflüchtigt und als Flugstaub abgeschieden. Das Zielprodukt ist eine Metallschmelze
aus Cu-Ag-Au und PGM, die zu Anoden vergossen
wird, um eine elektrolytische Weiterverarbeitung
anzuschließen. Alternativ zu dem Oxidationsprozess kann die Schmelze des Scheidegutes auch zu
Pulver verdüst werden, das dann einer Laugung
(Auflösung) mit Schwefelsäure zugänglich ist [77].
150
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Die Aufarbeitung der Anoden bzw. einer alternativen schwefelsauren Lösung wird in 7 Abschn. 5.7.3
(»Hydrometallurgische Verfahren des Edelmetallrecyclings«) erläutert.
Scheidegut aus Goldlegierungen mit >30 % Au
kann sehr ökonomisch mit dem Miller-Prozess recycelt werden. Nach diesem Verfahren wird die AuLegierung in einem Induktionsofen eingeschmolzen und in die Schmelze Chlorgas mittels Quarzrohren eingeleitet. Dabei erfolgt zuerst eine selektive Chlorierung von Fe, Zn und Ni, die als Chloride verdampfen. Nachfolgend bilden sich auch die
Chloride von Ag und Cu, die auf der Au-Schmelze
eine Schlacke bilden. Die Schlacke separiert man
von der Au-Schmelze und erhält unmittelbar eine
verkaufsfähige Au-Qualität. Aus der Schlacke
trennt man kleinere Au-Körnchen ab und gewinnt
danach den Ag-Inhalt. Die PGM verbleiben allerdings beim Au [59]. Für AgCu-Legierungsschrott
besteht auch die Möglichkeit einer anodischen Auflösung mit Gewinnung eines Ag-Zementats und
eines Kathodenkupfers (Dietzel-Elektrolyse).
5.7.3
Recycling von verunreinigten
und armen Edelmetallabfällen
und Edelmetalllösungen
Die Gehalte an Edelmetallen in festen Abfällen
sind meist sehr gering (z. B. Chemiekatalysatoren
0,2…0,6 % Pt oder 0,2…0,8 % Pd; Autoabgaskatalysatoren 0,1…0,2 % Pt; Steckverbinder 1…3 % Ag,
0,4 % Au). Für diese Abfallgruppe ist deshalb als
erste Verfahrensstufe eine Anreicherung der Edelmetalle bzw. weitgehende Abtrennung der Begleitstoffe notwendig. Dabei besteht immer die Gefahr
von erheblichen Edelmetallverlusten in den Abgängen. Es muss deshalb immer das Optimierungsproblem zwischen Anreicherungsverfahren mit Verlusten einerseits und andererseits der aufwendigen
Verarbeitung größerer Massen, die ebenfalls durch
Abgänge verlustbehaftet sind, gelöst werden.
z
der Materialverbindungen durch Aufschlusszerkleinerung (7 Abschn. 3.2) z. B. mit einem Shredder erreichen und eine Dichtesortierung, Magnetsortierung oder optoelektronische Sortierung
(7 Abschn. 3.4.6) anschließen. Man erhält dann ein
Metallkonzentrat und Kunststoff-/Keramikabfälle.
Eine mechanische Aufbereitung wird auch für Ptund Pd-Katalysatoren auf Al2O3-Trägern beschrieben. Durch autogene reibende Behandlung der kugeligen Katalysatoren in einem Betonmischer wird
die Pt- bzw. Pd-haltige Oberfläche abgerieben und
man erhält durch Absiebung ein Edelmetallkonzentrat, das durch Auslaugung auf Gehalte bis zu
13 % Pt und 29 % Pd angereichert werden kann.
Das Trägermaterial kann wieder neu beschichtet
werden [84]. Bei dünnen und fest haftenden Edelmetallbeschichtungen auf Kunststoff oder flächiger
Keramik gelingt aber diese Materialtrennung nicht.
Auch bei den sehr verbreiteten Edelmetallbeschichtungen auf Metallunterlagen ist ein mechanischer
Aufschluss nicht möglich. In beiden Fällen können
aber selektive chemische oder elektrochemische
Laugeverfahren angewandt werden. Ein spezielles
Sortierverfahren zur Gewinnung von Edelmetallfraktionen wird für die Metallfraktion von geshreddertem Elektro(nik)-Schrott beschrieben. Diese
Metallfraktion besteht aus Metallkörnern verschiedener Metalle und edelmetallbeschichteter Metalle.
Durch Anwendung der optoelektronischen Sortiertechnik (7 Abschn. 3.4.6) sind die vier Fraktionen
»silberfarbene Klasse«, »kupferfarbene Klasse«,
»goldfarbene Klasse« und »undefinierte Klasse«
herzustellen. Das Recycling von Elektro(nik)-Altgeräten wird ausführlich in 7 Kap. 11 behandelt.
Eine spezielle Aufbereitung ist für die verbrauchten
Autoabgaskatalysatoren erforderlich. Diese besteht
in der Abtrennung des Stahlmantels. Das erfolgt
bei Keramikträgern durch Zerschneiden der Gehäuse und Gewinnung der gebrochenen Keramik.
Die Metallträgerkatalysatoren müssen geshreddert
werden, wobei der PGM-haltige Washcoat vom
Metall abplatzt und durch Siebung und Sichtung
zu gewinnen ist [83].
Mechanische Aufbereitung
Eine mechanische Aufbereitung ist meist nur dann
möglich, wenn Edelmetalle mit Kunststoffen oder
keramischem Material verbunden sind. Unter diesen Voraussetzungen kann man eine Trennung
z
Thermische Aufbereitung
Eine thermische Aufbereitung ist bei allen edelmetallhaltigen Abfällen notwendig, die hohe Gehalte
an organischen Stoffen enthalten. Dazu zählen die
151
5.7 • Recycling von Edelmetallen und Edelmetallsalzen
Fotopapiere und Röntgenfilme sowie Kunststoffträger. Solche Abfälle werden in Verbrennungskammern verascht oder in Pyrolysekammern zersetzt.
Die edelmetallreichen Aschen oder Pyrolyserückstände sind dann für den Einsatz in Schmelzprozesse gut geeignet. Katalysatoren mit Kohlenstoffträger
werden ebenfalls durch Verbrennung aufbereitet.
Außerdem müssen praktisch alle verbrauchten Katalysatoren der Chemieindustrie vor einer hydrometallurgischen Behandlung durch oxidierendes
Glühen von kohlenstoffhaltigen Ablagerungen befreit werden.
Auflösung von Edelmetallen in Bleioder Kupferschmelzen
Alle Edelmetalle legieren sich hervorragend mit
Pb- oder Cu-Schmelzen, die deshalb als Sammlermetalle für Edelmetalle zum Einsatz kommen. Parallel zur Auflösung der Edelmetalle in den Pb- oder
Cu-Schmelzen bildet man bei diesen Schmelzprozessen eine Schlacke, die Begleitstoffe und Verunreinigungen auflöst. Die Funktion und Bildung von
Schlacken bei metallurgischen Schmelzprozessen
ist in 7 Abschn. 5.1.1 (»Bildung und Funktion von
Schlacken«) ausführlich erläutert. Das Pb-Verfahren gestattet niedrige Arbeitstemperaturen und ein
schnelleres Ausbringen der Edelmetalle. Es ist aber
für PGM nicht geeignet. Beim Eintrag von Abfällen
mit hohen Gehalten an Al2O3 (häufiges Trägermaterial bei Katalysatoren) erreicht man aber keine
ausreichend geringe Viskosität der Schlacken, die
für die Dichteseparierung der Metallschmelze von
der Schlacke unerlässlich ist. Bei gleichzeitiger Anwesenheit von Cu, Ni, S und As in den edelmetallhaltigen Abfällen sammeln sich aber die Edelmetalle nicht nur in der Bleischmelze, sondern z. T.
auch in einer Kupfersulfidphase (sog. Kupferstein)
und selten auch in einer Arsenidphase (sog. Speise). Das Cu-Verfahren kann bei deutlich höheren
Temperaturen durch Anwendung von Sauerstoffbrennern oder Elektrowiderstandsöfen arbeiten
und damit eine Verringerung der Schlackenviskosität erreichen. Die Verarbeitung des edelmetallhaltigen Kupfers ist allerdings aufwendiger. Die
Sammlerwirkung von Kupfer für Edelmetalle beim
Kupferrecycling und deren günstiges Ausbringen
im Anodenschlamm der Kupferraffinationselektrolyse sind bereits in 7 Abschn. 5.4 ausführlich
5
beschrieben. Im vorliegenden Abschnitt wird zusätzlich der gezielte Einsatz von Kupferschmelzen
für das spezielle Edelmetallrecycling behandelt.
Die Entscheidung zwischen der Anwendung eines
speziellen Edelmetallrecyclings oder dem Zusatz
der Edelmetallabfälle beim Kupferrecycling wird
durch vielfältige Faktoren bestimmt. Dabei sind die
vorhandene Verfahrens- und Apparatetechnik, die
Vermischung mit Cu- und Ni-Schrotten, die Zeitdauer der Edelmetallrückgewinnung, die Edelmetallverluste der Verfahren, die Verfahrenskosten,
die Marktsituation etc. zu berücksichtigen. Optimale Sammlerbedingungen für alle Edelmetalle
und das Ausbringen weiterer Nebenmetalle aus
den Abfällen erreicht man durch Anwendung eines
Kombinationsverfahrens von Cu- und Pb-Schmelzen, das für Elektronikschrott entwickelt wurde
(. Abb. 5.31).
z
Bleiverfahren zur Edelmetallsammlung
Das Pb-Verfahren findet vor allem für silberreiche, goldhaltige Edelmetallabfälle Verwendung,
da wegen der relativ niedrigen Temperaturen im
Bleischachtofen und beim anschließenden Treibeprozess die Ag-Verdampfung geringer ist. Dagegen
vermeidet man den Eintrag von PGM, weil deren
Legierbarkeit mit Ag begrenzt ist und Verluste an
Rh und Ir in der Schlacke auftreten [59]. Die Eintragsmaterialien in den Bleischachtofen sind die
genannten edelmetallhaltigen Abfälle, Bleiglätte (PbO) aus dem nachfolgenden Treibeprozess,
Koks, Kreislaufschlacke und Schlackenbildner
(Sand, Kalk). In dem Reaktionsschacht erfolgen
die Reduktion des PbO zu Blei und die Auflösung
der Edelmetalle im Blei. Oxidierte Verunreinigungen lösen sich in der Schlacke. Der Koks dient als
Brennstoff und als Reduktionsmittel für PbO. Die
Kunststoffe verbrennen. Aufbau und Funktionsweise eines Schachtofens sind in . Abb. 5.18 und
7 Abschn. 5.4.3 für das Erschmelzen von Rohkupfer erläutert und auf das Pb-Schmelzen weitgehend
übertragbar.
Die Hauptprodukte des Schmelzprozesses im
Bleischachtofen sind folgende:
5 edelmetallhaltiges Werkblei mit ca. 20 % Ag,
1 % Au (evtl. mit Gehalten an Cu, Sn, As, Sb),
5 Schlacke (Eisensilikat) und
5 Flugstaub.
152
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Bleiverfahren
EM-Legierungsschrott, reich,
Ag, Cu, Au,
(PGM)
Koks
Zuschläge
Schlacke
5
Kupferverfahren
EM-Abfälle,
arm, Ag,
Au, (PGM)
EM-Legierungsschrott, reich,
Au, Ag, Pt,
Cu, Ni, Zn
EM-Abfälle, arm,
PGM, Au, Ag,
Keramik
Kupfer
Zuschläge
Schlacke
Bleischachtofen
Werkblei
(Ag, Au, PGM)
Erdgas-O2
O2
. Abb. 5.31 Technologieübersicht zu den schmelzmetallurgischen Verfahren des Edelmetallrecyclings (EM = Edelmetalle;
PGM = Metalle der Platingruppe;
TBRC = drehbarer Konverter).
Elektro-SchlackeWiderstandsofen
Schlacke Werkkupfer
(PGM, Au, Ag)
TBRC
Ag-Legierung Bleiglätte
(Au, PGM)
(PbO)
TBRC II
Anoden (Ag-Legierung)
Erdgas-O2
O2
TBRC I
Ag-Elektrolyse
Cu-PGM-Au-Ag-Legierung
Silber
Anodenschlamm
(Au, PGM)
Kupferglätte
H2SO4, verd.
Luft
Verdüsen
Cu-EM-Anoden
Cu-EM-Pulver
Cu-Elektrolyse
Laugung
CuSO4–
Lösung
Cu-Elektrolyse
Kupfer
Löserückstand
(Au, PGM,
Ag)
Daneben entsteht bei höheren Kupfergehalten im
Eintrag und vorhandenen Schwefelverbindungen
eine Kupfersulfidphase (sog. Kupferstein), die auch
etwas Edelmetalle (3 % Ag) aufnimmt. Diesen Kupferstein verkauft man zur Verarbeitung an Kupferhütten, die den geringen Edelmetallinhalt mit ausbringen. Die Weiterverarbeitung des edelmetallhaltigen Werkbleis erfolgt durch den sog. Treibeprozess. Darunter versteht man die selektive Oxidation
der Pb-Schmelze durch Überleiten von Luft oder
Sauerstoff. Als Apparat verwendet man heute den
TBRC, wie bereits in 7 Abschn. 5.7.2 (. Abb. 5.30)
bei der selektiven Oxidation von edelmetallhaltigen
Cu-Schmelzen beschrieben. Es bildet sich eine sehr
dünnflüssige Pb-Glätte (PbO, ca. 4 % Ag) auf der
Kupfer
Anodenschlamm
(Au, PGM, Ag)
Oberfläche der Werkbleischmelze, die man abzieht
und direkt in den Schachtofen zurückführt. Die
Bildung eines Flugstaubs (ZnO, PbO) mit geringen
Ag-Gehalten ist nicht zu vermeiden. In den Treibekonverter trägt man zusätzlich noch Edelmetallschrott ein. Das Hauptprodukt des Treibeprozesses
ist eine Ag-Legierung (1…15 % Au, 1 % Cu, Rest
Ag). Die weitere Verarbeitung dieser Ag-Legierung
erfolgt elektrolytisch. Dieses Elektrolyseverfahren
entspricht vollständig dem Verfahren, das bei der
Verarbeitung von Anodenschlämmen der Cu-Raffinationselektrolyse in Anwendung ist und wird
deshalb in dem entsprechenden 7 Abschn. 5.7.4 abgehandelt.
5.7 • Recycling von Edelmetallen und Edelmetallsalzen
z
Kupferverfahren zur Edelmetallsammlung
Das Cu-Verfahren ist wegen der guten PGM-Löslichkeit im Kupfer besonders für diese Edelmetalle
geeignet. Für die Anwendung von Cu-Schmelzen
als Edelmetallkollektor können drei sehr verschiedene Schmelzapparate zum Einsatz kommen. Das
älteste Verfahren bedient sich des Schachtofens,
wobei durch Sauerstoffanreicherung der Verbrennungsluft höhere Temperaturen für die Schmelzbedingungen erzielbar sind. Die Konstruktion und
Arbeitsweise eines Kupferschachtofens sind in
7 Abschn. 5.4.3 und . Abb. 5.18 beschrieben. Hohe
Schmelzleistungen erreicht man mit dem Schmelzbadverfahren im ISASMELT-Reaktor, das bereits
in 7 Abschn. 5.4.3 und . Abb. 5.18 erläutert wurde.
Für besonders hochschmelzende Einsatzmaterialien wie Trägerkatalysatoren (z. B. entmantelte
Autoabgaskatalysatoren) mit hohen Al2O3-Gehalten bedient man sich des Elektro-Schlacken-Widerstandsofens (Submerged Arc Furnace, SAF), der
in . Abb. 5.19 und 7 Abschn. 5.4.3 vorgestellt wurde.
Eine besondere Variante dieses Apparates arbeitet
mit Gleichstrom und ist dann mit einer Bodenelektrode ausgestattet [83]. Bei allen drei Schmelzverfahren erzeugt man ein edelmetallhaltiges Rohkupfer mit bis 20 % PGM. Dieses edelmetallhaltige
Rohkupfer wird wie oben im 7 Abschn. 5.7.2 für
eingeschmolzenes Scheidegut (mit hohen Cu/NiLegierungsgehalten) ausgeführt im TBRC einer
Teiloxidation unterzogen, wobei Cu-Glätte und
eine Cu-Ag-Au-PGM-Legierung erzeugt werden.
Da die PGM unterschiedliche Verschlackungsneigung aufweisen, werden oft verschiedene Fraktionen der Glätte gewonnen. Die Kupfer-EdelmetallLegierung vergießt man zu Anoden und verarbeitet diese in einer Kupfer-Raffinationselektrolyse.
Dabei erhält man kathodisch Elektrolytkupfer und
einen Anodenschlamm, in dem Ag, Au und PGM
vollständig enthalten sind. Dieses Elektrolyseverfahren ist in 7 Abschn. 5.4.3 und . Abb. 5.22 ausführlich erläutert. Alternativ zur elektrolytischen
Verarbeitung der Kupfer-Edelmetall-Legierung
wird diese auch als Schmelze verdüst, um mit dem
feinkörnigen Material eine schwefelsaure Laugung
zu ermöglichen, wobei Au und die PGM im Löserückstand verbleiben. Die Weiterverarbeitung der
Löserückstände ist im folgenden Unterabschnitt
»Hydrometallurgische Verfahren des Edelmetallre-
153
5
cyclings« beschrieben, die Verarbeitung der Anodenschlämme im 7 Abschn. 5.7.4 erläutert.
Hydrometallurgische Verfahren des
Edelmetallrecyclings
Für die Durchführung hydrometallurgischer Verfahren sind eine Reihe chemischer Eigenschaften
der Edelmetalle in wässrigen Lösungen und vor
allem ihre Widerstandsfähigkeit gegenüber chemischen Lösemitteln von entscheidender Bedeutung.
Die erste Arbeitsstufe der hydrometallurgischen
Verfahren ist naturgemäß immer der Löseprozess
(in Ausnahmefällen nach einem vorangehenden
Abbrennen von kohlenstoffhaltigen Ablagerungen
oder Kohlenstoffträgermaterial). In den verunreinigten und armen Edelmetallabfällen sowie in den
Löserückständen des Cu-Anreicherungsverfahrens
(7 Abschn. 5.7.3, »Auflösung von Edelmetallen in
Blei- oder Kupferschmelzen«) liegen die Edelmetalle fast ausschließlich als Metalle vor (Ausnahme:
Abfälle von Edelmetallsalzen), so dass die Löslichkeit der Metalle in geeigneten Lösemitteln bekannt
sein muss. Dazu werden einige Angaben geliefert:
5 Salzsäure und Flusssäure lösen die Edelmetalle
nicht.
5 Salzsäure plus Cl2-Gas löst die PGM und Au.
5 Schwefelsäure konz. löst in der Hitze Ag und
Pd (geringer Angriff von Pt).
5 Salpetersäure konz. löst Ag und Pd.
5 Königswasser löst Ag, Pd, Pt und Au, während
Rh, Ir und Ru nur gering angegriffen werden.
5 Alkalische Schmelzen (NaOH), vor allem
Na2O2, greifen fast alle Edelmetalle an.
5 NaCl-Schmelzen plus Cl2-Gas lösen die PGM
und Au.
Diese Zusammenstellung unterstreicht, dass stark
oxidierende Substanzen eine Voraussetzung für die
Auflösung sind. Daneben spielen für die Löslichkeit und die Lösekinetik eine hohe Säurekonzentration sowie erhöhte Temperatur und insbesondere
die Bildung von Komplexen (vor allem der Chlorokomplexe) eine entscheidende Rolle. Unter den
PGM ist das Ir das am schwersten lösliche Metall.
Die Löslichkeit aller Edelmetalle wird außerdem
sehr stark von der spezifischen Oberfläche (Pulver
oder Kompaktmaterial), der Reinheit und der Vorbehandlung (Glühen) bestimmt. Feinste Pulver,
154
5
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
Zementate oder Löserückstände sowie mit Unedelmetallen legierte Edelmetalle sind deutlich besser
löslich. Der unterschiedlich edle Charakter der
Edelmetalle kommt auch in der Spannungsreihe
zum Ausdruck und spielt vor allem für die elektrochemischen Verfahren der Edelmetallverarbeitung
die entscheidende Rolle. Wegen der verschiedenen
Wertigkeitsstufen und der Komplexbildung bei
höheren Wertigkeiten ist die Angabe der Normalpotentiale allerdings kompliziert [37]:
5 Ag+: + 0,808 V
5 Pd2+: + 0,82 V
5 Pt2+: + 0,95 V
5 Au3+: + 1,30 V
5 selektive Reduktion oder Oxidation einzelner
Spezies,
5 Solventextraktion (7 Abschn. 4.2.2, »Konzentrierung und Reinigung von Lösungen durch
Ionenaustausch, Solventextraktion und Membranverfahren«, . Abb. 4.8 und . Abb. 4.9),
5 Ionenaustauschverfahren (7 Abschn. 4.2.2,
»Konzentrierung und Reinigung von Lösungen durch Ionenaustausch, Solventextraktion
und Membranverfahren«, . Abb. 4.7),
5 Destillation (7 Abschn. 4.2.3, . Abb. 4.11 und
. Abb. 4.12),
5 Elektrolyse (7 Abschn. 4.2.2, »Elektrochemische Prozesse«, . Abb. 4.6).
Für die anderen PGM gilt, dass deren Potentiale
zwischen Ag und Au liegen und Au in jedem Fall
das edelste Metall darstellt. Zum Verständnis der
angewandten Verfahren werden noch einige wichtige Edelmetallverbindungen und deren Eigenschaften genannt:
5 AgNO3: wichtigstes Silbersalz mit hoher Löslichkeit;
5 AgSO4: löslich in heißer konz. Schwefelsäure,
schwer löslich in Wasser;
5 H2PtCl6: wichtige gut lösliche Platinverbindung;
5 (NH4)2PtCl6, K2PtCl6, K2[PdCl6]: schwer lösliche Platin- bzw. Palladiumverbindungen;
5 K2PtCl4: gut lösliche Platinverbindung;
5 PdCl2, Pd(NO3)2: leicht lösliche Palladiumverbindungen;
5 AuCl3 und HAuCl4: wichtige gut lösliche
Goldverbindungen;
5 OsO4 und RuO4: niedriger Siedepunkt, durch
Destillation abzutrennen.
Die prinzipielle Arbeitsweise dieser genannten Verfahren wurde bereits in 7 Abschn. 4.2 beschrieben
und an Hand von Bildern erläutert (siehe die obigen Verweise auf Abschnitte und Abbildungen).
Die Verarbeitung der Edelmetalllösungen aus aufgelösten festen Abfällen erfolgt im Allgemeinen mit
folgenden Verfahrensstufen [77] [83]:
5 Abtrennung von Ru und Os durch Oxidation
der Chlorokomplexe mit H2O2 oder Cl2 zu
RuO4 bzw. OsO4 und Destillation der Tetroxide aus salzsaurer Lösung.
5 Abtrennung von Ag, Unedelmetallen und Au:
Beim Aufschluss wird neben dem unlöslichen AgCl eine geringe Menge des löslichen
[AgCl2]−-Komplexes gebildet. Den Komplex
zerstört man durch Absenkung der HCl-Konzentration auf 1 molar und filtriert das ausgeschiedene AgCl ab. Die Unedelmetalle Fe,
Cu und Ni können durch Kationenaustausch
abgetrennt werden. Das gelöste Au fällt man
mit selektiv wirkenden Reduktionsmitteln aus
und erhält ein Rohgold. Bei geringen Au-Gehalten unter 0,1 g/l verwendet man häufig die
Au-Abtrennung mit Ionenaustauschern. Da
deren Regeneration nicht möglich ist, muss
man diese veraschen und gewinnt das Au aus
der Asche.
5 Abscheidung der Salze von Pt, Pd, Ir und Rh:
Mittels Cl2 oxidiert man alle PGM zu den
Hexachlorosäuren (Oxidationsstufe IV) und
schließt eine selektive Reduktion zu Pd(II)
und Ir(III) an. Durch Zugabe von KCl oder
(NH4)Cl fällt das schwer lösliche Platin-
Die leicht löslichen komplexen Zyanide werden bei
den Recyclingverfahren selten eingesetzt.
z
Verarbeitung von Edelmetalllösungen, die alle
Edelmetalle enthalten
Aus erzeugten Edelmetalllösungen, die ein Gemisch fast aller Edelmetalle enthalten, trennt man
die einzelnen Edelmetalle oder Edelmetallgruppen
mit Hilfe sehr unterschiedlicher Verfahren ab:
5 Ausfällung schwer löslicher Verbindungen
(z. B. auch Hydrolyse) (7 Abschn. 4.2.2, »Chemische Fällung«, . Abb. 4.5),
155
5.7 • Recycling von Edelmetallen und Edelmetallsalzen
salz aus (K2 [PtCl6] oder (NH4)2[PtCl6]).
Nach Reoxidation des Ir fällt man analog ein
(NH4)2[IrCl6]. Durch weitere Oxidation bildet
man Pd(IV) und kann ebenfalls (NH4)2[PdCl6]
ausfällen. Das Rhodiumsalz erhält man danach
durch Eindampfen der Restlösung. Dieser
Salzfällung schließt sich noch eine Feinreinigung der Salze (z. B. durch Umfällung) an.
Neben dieser klassischen PGM-Trennung
durch Ausfällung von Salzen nach selektiver
Reduktion bzw. Oxidation kommt immer häufiger die Solventextraktion für die PGM-Trennung zum Einsatz (z. B. Extraktion von Pt und
Ir mit Tributylphosphat als Extraktionsmittel
oder Pd mit Alkylsulfid).
5 Darstellung der Metalle: Metallisches Pt erzeugt man durch thermische Zersetzung von
(NH4)2[PtCl6] oder durch Elektrolyse einer
wässrigen Lösung von H2[PtCl6] und erhält
dabei Platinschwamm [80], der abschließend
zu Metall umgeschmolzen wird.
z
Verarbeitung von speziellen Abfällen mit nur
einer Edelmetallkomponente
Die oben beschrieben Arbeitsstufen und die Verarbeitungskosten verringern sich naturgemäß erheblich, wenn der häufige Fall vorliegt, dass nur ein
Edelmetall in den Abfällen enthalten ist.
z
Aufarbeitung von verbrauchten Katalysatoren
Ag-haltige Katalysatoren aus der Ethenoxidproduktion (Alumosilikatträger mit bis 13 % Ag) sind
sehr einfach mit Salpetersäure zu behandeln. Aus
der entstehenden AgNO3-Lösung ist das schwer
lösliche AgCl mit Chloriden fällbar. AgCl schmilzt
man mit Soda und erhält das Ag-Metall [85]. Ein
analoges Verfahren ist für Pd-Trägerkatalysatoren
(Al2O3- oder Alumosilkatträger) einsetzbar. Nach
dem Abbrennen von kohlenstoffhaltigen Ablagerungen muss aber das gebildete PdO zunächst zum
Pd reduziert werden. Dann schließt sich die HNO3Laugung an, wobei nur geringe Mengen der Träger
in Lösung gehen. Durch Abdampfen von Wasser
erhöht man die Pd-Konzentration und führt dann
eine Fällung als K2[PdCl6] durch (Fällmittel sind
KCl und NaOCl) [85]. In der Erdölindustrie fallen
verbrauchte Pt/Re-Katalysatoren an, die als Träger
Körner aus γ-Aluminiumoxid verwenden. Da Pt
5
und Re sehr fest am Träger gebunden sind, ist ein
hohes Ausbringen nur durch Auflösung des Trägers zu erreichen. Das erfolgt sehr effektiv durch
oxidierende alkalische Drucklaugung (Bildung von
löslichem Na-Aluminat und NaReO4). Pt verbleibt
als Löserückstand, während das ebenfalls wertvolle
Re als NaReO4 in Lösung geht und daraus gewinnbar ist. Den Pt-Rückstand löst man in HCl+Cl2 und
fällt danach aus dieser Lösung K2[PtCl6] [80].
z
Edelmetallplattierte Schrotte
Dabei verfolgt man das Ziel, die Edelmetallschicht
selektiv abzulösen oder in einem Sonderfall auch
die Unedelmetallunterlage selektiv aufzulösen.
Von Au-platierten FeNiCo-Werkstoffen ist mit
NaCN das Au selektiv ablösbar.
4 Au + 8 NaCN + O2 + 2 H2 O →
4 Na[Au(CN)2 ] + 4 NaOH
Die FeNiCo-Werkstoffe sind praktisch unlöslich.
Dagegen werden Cu-Werkstoffe und Cu-reiche
Legierungen angegriffen [59].
Das Recycling von Au-, Ag- oder Pd-Schichten von Bauelementen der Elektrotechnik, Elektronik (Kontaktteile, Trägerstreifen, Transistorsockel
usw.) sowie von Uhren, Bestecken etc. erfolgt
durch selektives anodisches Ablösen der Edelmetalle in Galvanisiertrommeln unter Verwendung
einer alkalischen Jodlösung als Elektrolyt und
gleichzeitiger kathodischer Abscheidung der Edelmetalle. Es bilden sich z. B. mehrere lösliche Komplexe: [AuJ2]−, [PdJ4]2−, [AgJ2]−. Die metallischen
Trägerkörper aus Cu-Werkstoffen, FeNi- oder FeNiCo-Legierungen, Stahl, Ni, Sn, Pb, Ti oder Ta
unterliegen keinem Angriff. Ein besonderer Vorteil des Verfahrens ist, dass bis 50 % der Trägerkörper auch aus nichtleitenden Keramiken oder
Kunststoffen bestehen können, wenn man in die
Galvanisiertrommel zusätzlich metallische Stanzoder Drahtabfälle als Stromüberträger zusetzt. Der
Kathodenniederschlag fällt als Schlamm auf den
Zellenboden, wird umgeschmolzen und raffiniert.
Die Trägerkörper sind für eine neue Beschichtung
einsetzbar [85].
Recycling von Dickvergoldungen kann durch selektives Auflösen des Trägers aus Cu-Werkstoffen
(Legierungskomponenten Sn, Zn) unter Verwen-
156
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
dung von Fe(III)-sulfat-Lösung als Oxidationsmittel erreicht werden.
2 Fe3+ + 3 SO4 2− + Cu →
2 Fe2+ + Cu2+ + 3 SO4 2−
5
Das Gold fällt als gut verwertbarer Löserückstand
an. Die Cu-Sn-Zn-Lösung entkupfert man elektrolytisch mit gleichzeitiger anodischer Rückoxidation
des Fe2+ zu Fe3+.
Recycling von Edelmetall-Abfalllösungen
(Fotografie, Galvanik)
Die Bauart solcher spezieller Elektrolysezellen ist
in 7 Abschn. 4.2.2 (»Elektrochemische Prozesse«)
und . Abb. 4.6 erläutert. Als Partikel verwendet
man z. B. chemisch verkupferte Kunststoffkugeln,
auf denen sich Au als dicke Schicht abscheidet. Kathodisch abgeschiedenes Ag fällt partikelförmig an
und muss von der Elektrode abgestreift werden. In
cyanidischen Edelmetalllösungen verschieben sich
die Normalpotentiale von Ag, Au und Cu, so dass
eine Abscheidung in der Reihenfolge Ag–Au–Cu
stattfindet [21]. Bei stark verdünnten Edelmetalllösungen verwendet man auch die Abtrennung mit
Ionenaustauschern.
Fotografie Die lichtempfindlichen Substanzen der
Schwarzweiß- und Farbfotografie sind Silberhalogenide (z. B. AgBr). Nach der Bearbeitungsstufe
»Entwicklung« muss das unentwickelt gebliebene
Silberhalogenid aus der Emulsionsschicht mit dem
Fixierbad (Natriumthiosulfat, Na2S2O3) herausgelöst werden. Die Fixierbäder enthalten danach das
Ag als lösliches Salz (Natriumthiosulfatoargentat)
mit ca. 3…15 g/l Ag. Die Rückgewinnung des Ag
aus diesen Lösungen erfolgt häufig durch Elektrolyse (Abscheidung von metallischem Ag), aber
auch durch chemische Fällung als Silbersulfid
bzw. durch Zementation mit Stahlwolle.
Reaktionsgleichung der Zementation:
2 Ag+ + Fe0 → 2 Ag0 + Fe2+
Die Grundlagen von Elektrolyse und Zementation
sind in 7 Abschn. 4.2.2 (»Elektrochemische Prozesse«) erläutert.
Galvanik Unter Galvanisieren versteht man die
elektrolytische Abscheidung von Metallschichten
auf Basismetallen oder auch Nichtmetallen. Die
dabei eingesetzten Ag- und Au-Elektrolyte sind
häufig Cyanidkomplexe. Die Rückgewinnung
von Ag und Au aus cyanidischen Elektrolyten
oder häufiger aus den entsprechenden Spüllösungen erfolgt wohl ausschließlich elektrolytisch. Bei
Verwendung von Plattenelektroden erreicht man
allerdings nicht die notwendigen geringsten AuEndkonzentrationen (z. B. 0,5 mg/l Au). Das ist
aber mit den Partikelelektroden (große Kathodenoberfläche, hohe Relativgeschwindigkeit zwischen
Elektrolyt und Kathodenoberfläche) realisierbar.
5.7.4
Edelmetallgewinnung aus
Anodenschlämmen von
Kupferelektrolysen
In 7 Abschn. 5.4 wurde ausführlich erläutert, dass
beim Recycling von Cu-Schrotten recht vorteilhaft
auch arme Edelmetallschrotte mit eingeschleust
werden können und diese Edelmetalle sich dann
mit hohem Ausbringen im Anodenschlamm der
Kupferraffinationselektrolyse sammeln. Ähnliche
Anodenschlämme sind aus der Kupferelektrolyse des »Cu-Verfahrens zur Edelmetallsammlung«
(7 Abschn. 5.7.3, »Auflösung von Edelmetallen
in Blei- und Kupferschmelzen«) zu erwarten. Bei
der Primärerzeugung von Cu aus Konzentraten
entstehen dagegen Anodenschlämme mit anderen Komponenten, deren Verarbeitung und Edelmetallgewinnung nach langjährig erprobten Verfahren stattfinden. Für die Anodenschlämme aus
Recyclingprozessen müssen diese Verfahren aber
zweckmäßig modifiziert werden. In . Tab. 5.13 sind
charakteristische Zusammensetzungen von Anodenschlämmen der Primärgewinnung (Primärschlämme) und des Kupferrecyclings (Sekundärschlämme) aufgeführt.
Man erkennt, dass in den Sekundärschlämmen
wesentlich höhere Gehalte an Ni, Pb und Sn aus
den Schrotten sowie geringe Gehalte an Edelmetallen vorliegen.
Zum Vergleich werden zunächst kurz die überwiegend pyrometallurgische und elektrolytische
Verarbeitung von Primärschlämmen skizziert
[82]:
1. Entkupferung durch Laugen mit Schwefelsäure;
2. Schmelzen mit Sand, Soda und Koks im TBRC
zu einer Metallschmelze unter Abtrennung
einer Schlacke;
3. Oxidation des Se und Verdampfung als SeO2,
Abscheidung im Wäscher (eine günstigere Variante der Se-Abtrennung ist nach der Entkupferung die Sauerstoffdrucklaugung bei 180 °C
und 0,6 MPa O2 mit 70 g/l NaOH);
4. Nachraffination der Metallschmelze aus Position 2 zu Rohsilber (98 % EM);
5. elektrolytische Raffination von Rohsilberanoden (HNO3-Elektrolyt) mit kathodischer
Abscheidung von reinen Ag-Kristallen und
Bildung eines Anodenschlammes aus Au +
PGM;
6. Laugung des Au/PGM-Schlammes mit HNO3
zur Auflösung von Ag-Resten und Teilen von
Pt, Pd und Rh; der Rückstand ist ein Goldsand;
7. Schmelzen des Goldsandes zu Anoden;
8. Elektrolyse der Au-Anoden (HCl-Elektrolyt),
kathodische Abscheidung von reinem Au und
Auflösung der PGM im HCl-Elektrolyt als
Chlorokomplexe;
9. Aufarbeitung der PGM-Lösungen aus Position
6 und 8.
. Tab. 5.13 Gehalte an Edelmetallen und Begleitelementen in Anodenschlämmen der Kupferraffinationselektrolysen bei unterschiedlichen Einsatzstoffen
(Primärschlämme aus der Verarbeitung von CuKonzentraten; Sekundärschlämme aus dem Kupferrecycling) [81] [7]
Element
Primärschlämme
%
Sekundärschlämme
%
As
3…9
0,5…3
Sb
5…8
2…9
Se
4…8
0,1…0,8
Te
1…2
<0,7
Ni
0,4…0,9
1…15
Pb
2…17
20…40
Sn
–
7…14
Cu
13…43
1…4
Ag
9…22
4…8
Au, PGM
4.
Im Unterschied dazu entwickelte man für die
Anodenschlämme aus dem Kupferrecycling (Sekundärschlämme) eine durchgehend hydrometallurgische Verarbeitung mit mehreren Arbeitsstufen
(. Abb. 5.32) [81]:
1. Entkupferung des Anodenschlammes durch
Laugen mit Schwefelsäure und Luft (Auflösung
von Cu, Cu2O und NiO unter Bildung der
Sulfate).
2. Bei Pb-reichen Schlämmen zusätzliches Herauslösen des Pb mit NaOH.
3. Auflösung des Laugerückstandes aus Position
1 bzw. 2 (Ag, Ag2Se, Au, Pt, Pd) mit Cl2 + HCl
unter Bildung der löslichen Au-Pt-Pd-Chlorokomplexe, Selenit und unlöslichem AgCl und
PbCl2:
Ag2Se + 3 Cl2 + 3 H2O
→ 2 AgCl + H2SeO3 + 4 HCl
2 Au + 2 HCl + 3 Cl2 → 2 H[AuCl4]
5
157
5.7 • Recycling von Edelmetallen und Edelmetallsalzen
5.
6.
7.
Pt + 2 HCl + 2 Cl2 → H2[PtCl6]
Pd +2 HCl + Cl2 → H2[PdCl4]
PbSO4 + 2 HCl → PbCl2 + H2SO4
Auflösung des AgCl-Rückstandes aus Position
3, Zementation des Ag und Umschmelzen zu
Silbergranalien.
In der Au-Pt-Pd-Selenit-Lösung aus Position
3 muss man das Selenit zu Selenat (SeO42−)
oxidieren, um nachfolgend ein Se-freies Zementat der Edelmetalle abzuscheiden.
Das Au-Pt-Pd-Zementat aus Position 5 wird
erneut gelöst, neutralisiert und selektiv ein
Rohgold gefällt.
Aus der Selenatlösung von Position 5 gewinnt
man durch zweistufige Reduktion ein Rohselen (z. T. mit Te).
Die Vorteile dieses hydrometallurgischen Verfahrens sind das schnelle Ausbringen der Edelmetalle und die bessere Anpassung an erhöhte Gehalte von Ni, Pb und Sn bei geringen Ag-Gehalten
(. Tab. 5.13).
158
Kapitel 5 • Recycling von metallischen Werkstoffen und metallhaltigen Abfällen
. Abb. 5.32 Hydrometallurgisches Verfahren
der Edelmetallgewinnung aus Anodenschlämmen von Kupferrecyclinghütten [81].
Anodenschlamm
H2SO4
CuSO4Lösung
Entkupferung
Luft
Löserückstand
(Ag, Ag2Se, Au,
Pt, Pd)
5
HCl
Cl2-Gas
Laugung
AgCl / PbCl2Rückstand
Au-Pt-Pd-SeLösung
Ag-Gewinnung
Selenitoxidation
Au-Pt-PdZementation
Au-Pt-PdZementat
Se-Lösung
Reduktion
Auflösung
Selektive
Zementation
Ag-Granalien
5.8
z
Rohgold
Pt-PdZementat
Rohselen
Recycling von Titanund Tantalwerkstoffen
Titan und Tantalwerkstoffe und -abfälle
Reintitan und Ti-Legierungen zeichnen sich durch
ausgezeichnete Korrosionsbeständigkeit, Biokompatibilität und geringe Dichte (4,5 g/cm3) aus und
kommen als übliche Halbzeuge (Bleche, Drähte,
Profile) und Schmiedestücke zum Einsatz. Bei der
Verarbeitung entstehen die entsprechenden Abfälle an Neuschrott. Neben dem Reintitan sind
eine Reihe von Legierungen von Bedeutung, z. B.
TiAl6V6Sn2, TiAl6Sn2Zr4Mo2 und TiPd2 [7]. Altschrotte können aus dem Verschrotten von Flugzeugkomponenten anfallen.
Tantal wird fast ausschließlich als unlegiertes
Metall hoher Reinheit eingesetzt, wobei die vorzügliche Korrosionsbeständigkeit in Verbindung
5.8 • Recycling von Titan- und Tantalwerkstoffen
mit einer ausgezeichneten Wärmeleitfähigkeit die
Einsatzgebiete bestimmt (z. B. Wärmetauscher
im chemischen Apparatebau). Tantallegierungen
werden nur mit Wolfram (Ta2,5W; Ta10W) und
Niob (Ta40Nb) hergestellt [7]. Aus Ta-Pulver (mit
Ta2O5-Schicht) fertigt man qualitativ hochwertige
Kleinkondensatoren der Elektronik. Eine weitere
Anwendung ist Tantalkarbid als Hartmetall.
Entsprechend diesen Einsatzgebieten fallen folgende Verarbeitungsabfälle an: Neuschrotte (Blech-,
Rohr- und Drahtabfälle, Drehspäne), Kondensatorenschrott und Hartmetallschrott. Altschrotte
entstehen durch den Abbau von Apparateteilen der
chemischen Industrie.
z
Recyclingeigenschaften von Titan und Tantal
Bei der Primärerzeugung der Metalle Ti und Ta
entstehen als Zwischenprodukte zunächst Metallpulver oder Metallschwamm. In einem nachfolgenden Arbeitsschritt stellt man daraus Presslinge
her, die in Elektroöfen eingeschmolzen werden. Die
Schmelzen erstarren dann außerhalb des Elektroofens zu kompakten Metallen. Beim Vorliegen reiner Ti- und Ta-Schrotte können diese nach geeigneter Kompaktierung ebenfalls in Elektroöfen getrennt oder z. T. gemeinsam mit Primärmetall eingeschmolzen werden. Wegen der hohen Schmelzpunkte dieser Metalle (Ti 1670 °C, Ta 2996 °C) und
der bei hohen Temperaturen intensiven Reaktionen
mit Sauerstoff und Stickstoff muss die Schmelzwärme durch Elektroenergie erzeugt werden und im
Ofenraum muss durch Vakuum oder Argonschutzgas die Abwesenheit von Sauerstoff bzw. Stickstoff
gewährleistet sein. Als Schmelzaggregate kommen
deshalb Vakuumlichtbogenöfen oder Elektronenstrahlöfen zum Einsatz. Durch die Anwendung von
Vakuum im Schmelzraum erreicht man zusätzlich
die Verdampfung einiger Verunreinigungen aus
den Schmelzen. Dieser Reinigungseffekt betrifft
aber nicht alle Verunreinigungselemente und ermöglicht insbesondere nicht die Abtrennung aller
Legierungsmetalle. Auf Grund dieser Bedingungen
kann man generell nur sehr reine Schrotte und einheitliche Legierungstypen durch das Schmelzverfahren recyceln.
Ti-Schrotte [86] müssen konsequent getrennt
nach Sorten (Reintitan und Legierungen) und
Reinheit gesammelt und eingeschmolzen werden.
159
5
Reine Schrotte können als Mischung mit bis zu
50 % Ti-Schwamm zu Elektroden gepresst und im
Vakuumlichtbogenofen abgeschmolzen werden.
Zur vollständigen Homogenisierung des Metalls ist
ein zweiter Schmelzprozess erforderlich. Im Elektronenstrahlofen ist die Ti-Schmelze über längere
Zeit flüssig zu halten, so dass man eine weitgehende Verdampfung von N und O erreicht. An den
Herdwänden sich ausscheidende Ti-Legierungen
(Cold Hearth Melting) ergeben einen zusätzlichen
Raffinationseffekt. Zur Raffination von Ti-Schrotten wird auch das Elektroschlacke-Umschmelzverfahren mit einem aktiven Schlackensystem aus
CaF2-Ca-(CaO) empfohlen [87]. Für verunreinigte Schrotte stehen weitere Recyclingvarianten zur
Auswahl [7]:
5 Einsatz als Legierungselemente geringer Konzentration in Stahl, Zink und Aluminium,
5 Herstellung von Ferrotitan,
5 Verwendung für Titangussteile,
5 chemische Umsetzung zu Titantetrachlorid (TiCl4), das durch magnesiothermische
Reduktion wieder zur Erzeugung von TiSchwamm dient.
Ta-Schrotte aus Reintantal verpresst man zu Stäben
und schmilzt diese anschließend im Elektronenstrahlofen. Durch die Arbeitsbedingungen im Ofen
(hohe Temperatur und Vakuum) erreicht man
durch Verdampfung von Verunreinigungen gute
Raffinationseffekte. Häufig verbessert man diese
Reinigung noch durch Wiederholung des Schmelzprozesses. Für stärker verunreinigte Ta-Schrotte
besteht außerdem die Möglichkeit der thermischen
Oxidation zu Ta-Oxid (Ta2O5) mit einer weiteren
Verarbeitung zu Ta-Karbid. Prinzipiell ist auch die
Auflösung in Flusssäure/Schwefelsäure-Mischungen und die Herstellung des Ta-Salzes K2TaF7 (Ausgangsverbindung für die Erzeugung von Ta-Metall)
möglich.
161
Recycling von Kunststoffen
6.1
Kunststoffgruppen und Kunststoffsorten – 162
6.2
Zusatzstoffe, Füllstoffe und Verstärkungsmittel für
Kunststoffe – 164
6.3
Einsatzgebiete der Kunststoffe und Preise – 168
6.4
Werkstoffrecycling von Kunststoffen – 168
6.4.1
6.4.2
6.4.3
Werkstoffrecycling von Thermoplasten – 171
Werkstoffrecycling von Elastomeren (Altgummi und PUR) – 184
Partikelrecycling von Duroplasten – 187
6.5
Chemisches Recycling und Rohstoffrecycling von
Altkunststoffen – 188
6.5.1
6.5.2
6.5.3
6.5.4
6.5.5
Alkoholyse, Hydrolyse und katalytische Depolymerisation – 189
Hydrierung – 191
Pyrolyse – 192
Vergasung zu Brenngas oder Synthesegas – 194
Reduktionsmittel im Hochofenprozess – 196
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_6,
© Spektrum Akademischer Verlag Heidelberg 2011
6
162
6
Kapitel 6 • Recycling von Kunststoffen
Die Bezeichnung »Kunststoffe« wird oft parallel
mit der Bezeichnung »Polymere« verwendet. In
diesem Buch soll der Begriff »Polymere« für alle
Stoffe aus hochmolekularen organischen Verbindungen (Makromolekülen) Verwendung finden.
Kunststoffe sind dann die Polymere, die chemisch
synthetisiert wurden und als Werkstoffe genutzt
werden. Die Kunststoffwerkstoffe erhält man erst
durch Einmischung verschiedener Zusatzstoffe
(Stabilisatoren, Füllstoffe, Farbstoffe etc.) in die
Polymere. Die Polymere stellt man mit verschiedenen Verfahren aus niedermolekularen Grundbausteinen (Monomere) über chemische Reaktionen
her. Die Polymere bestehen aus den Hauptelementen C, H und O sowie weiteren Nichtmetallen (N,
Cl, F, S) oder dem Halbmetall Si (Silikone). Zwischen den Atomen existiert als chemische Hauptvalenzbindung die kovalente Atombindung (Elektronenpaarbindung), die durch zwischenmolekulare Kräfte (ZMK) ergänzt wird. Aus der Vielfalt
der herstellbaren Grundbausteine einerseits und
den Varianten ihrer chemischen Reaktionen und
Vernetzungen andererseits sowie der Vermischung
verschiedener Monomere (Copolymere) resultiert
die Vielzahl an existierenden Kunststoffsorten. Die
atomare und strukturelle Zusammensetzung, die
ZMK sowie der Grad der Vernetzung der Makromoleküle und die verschiedenen Zusatzstoffe bestimmen die Werkstoff- und Recyclingeigenschaften (thermische und mechanische Belastbarkeit,
Löslichkeit, Dichte) der Kunststoffe [90] [91]. Neben den Kunststoffen aus synthetischen Polymeren
erzeugt man in wesentlich geringerem Umfang auch
Kunststoffe durch Modifizierung hochmolekularer
Naturstoffe (Eiweiße, Kohlehydrate). Der stoffliche Aufbau der Kunststoffe aus organischen Makromolekülen ist von entscheidender Auswirkung
auf das primär geforderte stoffliche Recycling. Die
organischen Makromoleküle unterliegen aber besonders bei Thermoplasten und Elastomeren durch
Einwirkung von Wärme, Licht, Verformungen und
Alterung einem bemerkbaren Abbau. Außerdem
sind die Möglichkeiten zur Abtrennung von Verunreinigungen oder Zusätzen aus Altkunststoffen
sehr eingeschränkt. Auch die Trennung/Sortierung
der Vielzahl von Kunststoffsorten voneinander ist
problematisch. Das Recycling von Altkunststoffen zu qualitätsgerechten Sekundärwerkstoffen
(Werkstoffrecycling) ist aus diesen Gründen schon
technisch nicht immer möglich. Deshalb spielt der
gezielte Abbau der Makromoleküle zu den Monomeren oder zu organischen Zwischenprodukten
bzw. Rohstoffen (chemisches Recycling bzw. Rohstoffrecycling) eine größere Rolle. Wegen des hohen
Heizwertpotentials der Kunststoffe ist aber auch
deren energetische Verwertung eine wirtschaftlich
und ökologisch sehr sinnvolle Lösung (. Abb. 6.1).
Die energetische Verwertung wird aber zusammen
mit der energetischen Verwertung von Papier, Holz
und anderen organischen Stoffen und mit der Herstellung von Sekundärbrennstoffen erst in 7 Kap. 12
besprochen.
6.1
Kunststoffgruppen und
Kunststoffsorten [90] [91]
Ohne einige grundlegende Kenntnisse über die
Kunststoffsorten und deren Eigenschaften ist eine
Besprechung des Kunststoffrecyclings nicht möglich. Zur Unterscheidung der einzelnen Kunststoffsorten verwendet man internationale Kurzzeichen
(z. B. PE = Polyethylen). Auf Grund der unterschiedlichen Vernetzungsverhältnisse und den
daraus resultierenden thermischen und mechanischen Eigenschaften unterscheidet man die drei
Kunststoffgruppen Thermoplaste, Elastomere und
Duroplaste. Diese Unterscheidung nach den thermischen und mechanischen Eigenschaften ist für
die Verfahrenstechniken des Recyclings besonders
wichtig (Zerkleinerungsverfahren, Schmelzverfahren, Löseverfahren).
Thermoplaste sind nichtvernetzte Kunststoffe,
die aus linearen oder verzweigten Kettenmolekülen
bestehen. Die Ketten können sich bei Belastungen
und besonders bei höheren Temperaturen gegeneinander verschieben, so dass eine Erweichung
oder ein Schmelzen erreichbar ist. Das Erweichen
und Schmelzen sind beliebig oft wiederholbar. Die
Thermoplaste sind außerdem in organischen Lösemitteln quellfähig oder auch löslich. Die Schmelztemperaturen liegen bei 130…260 °C. Die viskosen
Schmelzen sind filtrierbar, was als Reinigungsmethode beim Recycling von Abfällen von Bedeutung
ist. Der Werkstoff besitzt mittlere Zugfestigkeit und
Steifigkeit, bei tiefen Temperaturen tritt eine Ver-
6
163
6.1 • Kunststoffgruppen und Kunststoffsorten
Werkstoffliche
Verwertung
Rohstoffliche
Verwertung
Energetische
Verwertung
Werkstoffe bzw.
Makromoleküle
bleiben erhalten
Werkstoffe
werden zerstört,
Makromoleküle
werden abgebaut
Werkstoffe bzw.
Makromoleküle
werden oxidiert
Mechanische
Aufbereitung
Sortenreine
Kunststoffe
Hydrierung,
Pyrolyse/
Thermolyse,
Vergasung
Mechanische
Aufbereitung
Gemischte
Kunststoffe
Regranulat,
sortenrein
Regranulat/
Agglomerat von
Mischkunstoffen
Verbrennung
Solvolyse,
Hydrolyse
Selektive
Auflösung,
Reinigung
Regranulat,
sortenrein
Spaltprodukte
E-Energie,
Dampf
Öle, Wachse,
Kohlenwasserstoffe,
Synthesegas
. Abb. 6.1 Verfahrenswege des Kunststoffrecyclings [7].
sprödung ein. Durch mehrphasige Polymere mit
gummieelastischen und thermoplastischen Bereichen erhält man thermoplastische Elastomere
(TPE), die thermoplastisch verformbar sind [90].
Elastomere sind weitmaschig chemisch vernetzte Kunststoffe, die in einem großen Temperaturbereich gummielastisch sind. Eine engmaschigere Vernetzung führt zum Hartgummi (Ebonit).
Die chemische Vernetzung erfolgt während der
Formgebung durch Vulkanisation (Vernetzungsmittel: Schwefel, Peroxide, Amine) und schließt
eine weitere Verformbarkeit aus. Elastomere sind
nicht schmelzbar und nicht löslich, aber in orga-
nischen Lösemitteln quellfähig. Durch Erwärmung
(200 °C), oxidativen Abbau und mechanische Beanspruchung erfolgt eine gewisse Teilzerstörung
der Vernetzung, was für das Recycling nutzbar ist.
Der Werkstoff hat geringe Steifigkeit und Zugfestigkeit.
Duroplaste sind chemisch engmaschig vernetzt.
Sie sind nicht schmelzbar, unlöslich, nicht quellfähig und besitzen hohe Steifigkeit und Zugfestigkeit.
Sie sind spröde und stärker wärmebeständig (bis
180 °C). Die Vernetzung erfolgt nach der Formgebung der Ausgangsmassen durch Wärmezufuhr
(Warmaushärten) oder durch chemische Zusätze
164
6
Kapitel 6 • Recycling von Kunststoffen
(Härter) bzw. katalytische Zusätze (Kaltaushärten).
Sie kommen fast immer mit höheren Gehalten an
Füllstoffen und Verstärkungsstoffen zur Anwendung.
Ein anderes Einteilungsprinzip unterscheidet
die Kunststoffe nach den drei chemischen Herstellungsverfahren Polymerisation, Polykondensation,
Polyaddition. Die mit diesen Verfahren erzeugten
Makromoleküle bilden die Kunststoffgruppen der
Polymerisate (PE, PP, PS, PVC etc.), der Polykondensate (PC, PET, PF etc.) und der Polyaddukte
(PUR etc.).
Wegen der außerordentlich großen Zahl an
Kunststoffsorten ist in der folgenden Zusammenstellung und im gesamten vorliegenden Kapitel
immer die Beschränkung auf die wichtigsten Sorten notwendig, die für das Recycling besondere
Bedeutung besitzen. Weitergehende Informationen
zu den Kunststoffgruppen und Sorten, zur Zusammensetzung und Struktur, zu spezifischen Eigenschaften usw. sind der Spezialliteratur für Kunststoffe [90] [91] zu entnehmen. Die ausgewählten
wichtigsten Sorten sind in . Tab. 6.1, . Tab. 6.2 und
. Tab. 6.3 zusammengestellt. Neben den in diesen
Tabellen zusammengestellten Sorten synthetischer
Kunststoffe erzeugt man außerdem in geringem
Umfang Kunststoffe aus modifizierten Naturstoffen (Zellulose, Stärke, Kasein), z. B. Zelluloseazetat
(CA).
z
Formmassen, Blends, Verbunde
Für die Mehrzahl der Kunststoffe erfolgt die
Kunststoffsynthese in der chemischen Industrie
zu einem Kunststoffrohstoff, der nachfolgend in
dem vollkommen getrennten Industriezweig der
»Kunststoffverarbeiter« zu Kunststoffformmassen
aufbereitet wird. Eine wichtige Ausnahme bilden
die PUR-Kunststoffe, die beim »Verarbeiter« aus
flüssigen Vorstoffen (Isocyanat und Polyol) direkt
synthetisiert werden. Die Formmassen stellt man
im Aufbereitungsprozess durch Vermischung der
Polymere mit den erforderlichen Zusatzstoffen
(Weichmacher, Haftvermittler, Gleitmittel, Verstärkungsstoffe etc.) her und erzeugt daraus geeignete Formen für die Weiterverarbeitung (Granulate, Pulver, Pasten, Lösungen, Dispersionen).
Aus diesen Formen kann man schließlich durch
Urformen Kunststoffteile direkt herstellen oder
entsprechende Halbzeuge (Blöcke, Profile, Rohre,
Bahnen, Folien, Prepregs) produzieren. Eine weitere Kunststoffmodifizierung erfolgt durch die Verwendung von Polymermischungen (Polymerblends,
Polymerlegierungen), die häufig heterogene Blends
aus einer Matrix und einer dispergierten Phase bilden. Eine weitere wichtige Werkstoffgruppe sind
die Kunststoffverbunde. Dazu gehören die Mehrschicht- und die Mischwerkstoffverbunde. Mehrschichtverbunde bestehen aus geometrisch abgrenzbaren, stofflich verschiedenen Werkstoffschichten.
Mischwerkstoffverbunde entstehen durch Einbau
verstärkender Partikel oder Fasern in eine Polymermatrix (glasmattenverstärkte Thermoplaste,
verstärkte Duroplaste). Solche Kunststoffmischungen und Werkstoffverbunde bereiten naturgemäß
bei Recyclingverfahren erhebliche Schwierigkeiten,
da der Aufschluss der Komponenten schwierig,
häufig unvollständig oder unmöglich ist.
Neben den festen Kunstoffwerkstoffen erzeugt
man im großen Umfang aus thermoplastischen
oder vernetzten Kunstharzen Klebstoffe und Lacke
(z. B. Alkydharzlacke und Einbrennlacke). Für das
Recycling besitzen die in dünnen Schichten verwendeten und ausgehärteten Klebstoffe und Lacke
keine Bedeutung. Sie können aber das Recycling
der damit beschichteten Altstoffe (besonders Altmetalle und Altkunststoffe) oder Produktionsabfälle erheblich behindern und evtl. durch Pigmente
verschlechtern (7 Abschn. 5.3.2.1, »Verhalten von
Al-Schmelzen gegen Feststoffe«). Ein Recycling
von Klebstoffen und Lacken ist allerdings für die
Materialreste bei Klebe- und Lackierverfahren
(Overspray) und für größere Massen ungebrauchter Altklebstoffe und Altlacke erforderlich.
6.2
Zusatzstoffe, Füllstoffe und
Verstärkungsmittel für
Kunststoffe
Neben den oben aufgeführten Kunststoffsorten und
Polymermischungen sind außerdem die notwendigen Zusatzstoffe, Füllstoffe, Verstärkungsmittel etc.
für die Recyclingeigenschaften von großer Bedeutung und müssen deshalb an dieser Stelle relativ
ausführlich aufgelistet werden. Die Zusatzstoffe
setzt man für die Verbesserung der verarbeitungs-
165
6.2 • Zusatzstoffe, Füllstoffe und Verstärkungsmittel für Kunststoffe
6
. Tab. 6.1 Thermoplaste mit breitem Einsatzspektrum – Eigenschaften und Verwendungsgebiete
Thermoplaste
Dichte
g/cm3
Schmelztemperatur
°C
Farbe/Festigkeit
Verwendungsgebiete
PE, Polyethylen
0,92…0,96
110…140
Milchig-trüb, transparent; halb-steif
Verpackungsfolien, Behälter, Kanister, Rohre, Maschinenteile
PP, Polypropylen
0,90…0,92
160
Weiß, opak; steif
Folien, Haushaltsgeräte,
PKW-Teile, Behälter
PVC,
Polyvinylchlorid
(56,7 % Cl)
1,2…1,4
120…160
PVC-U: opak; steif,
hart
PVC-P: transparent;
weich, flexibel,
elastisch
PVC-U: Rohre, Tafeln, Profile
PTFE,
Polytetrafluorethylen
2,1…2,2
330
Weiß, opak
Elektrische Isolation, Kolben,
Dichtungen, Faltenbälge, Gleitlager,
Schläuche
PS,
Polystyrol,
PS-E (EPS)
1,05
150
Glasklar; hart, spröde, geschäumt-weich
Spritzgussteile, Gehäuse, Dämm-,
Isolier-, Verpackungsmaterial
PMMA,
Polymethylmethacrylat
1,2
200…230
Glasklar; hart, spröde
Acrylglas: Verglasungen, Brillengläser, Gehäuse, Sanitärartikel,
Leuchten
POM,
Polyoxymethylen
1,4
175
Weiß, opak; steif, zäh
Armaturen, Präzisionsteile der Feinwerktechnik
Milchig, opak; steif,
hart
Zahnräder, Laufrollen, Pumpen, Gehäuse, Dübel, Fasern, Gewebe
PA, Polyamide
PVC-P: Bahnen, Folien, Kabelisolation, Schläuche, Dichtungen
PA 6
1,13
220
PA 6.6
1,14
260
PC, Polykarbonat
1,2
300
Glasklar; hart,
formsteif
Apparateteile, Verglasungen, Gehäuse, CD, DVD
PET,
Polyethylenterephthalat
1,35…1,4
250…260
Weiß, transparent bis
glasklar; steif, zäh
Getränkeflaschen, Fasern, Folien,
technische Funktionsteile
PPS,
Polyphenylensulfid
1,4…1,9
290…300
Dunkelbraun; steif
Warmfeste Teile, Mikrospritzguss,
Verbundwerkstoffe
PI, Polyimide
1,4
330
Dunkel bis gelb; hart,
nicht zäh
Warmfeste Teile, Gleitelemente,
Laufräder
PVC-U = unplasticized (hart); PVC-P = plasticized (weich); PS-E = expanded (geschäumt)
technischen Eigenschaften der Formmassen (Gleitfähigkeit, Trennverhalten usw.) und die Erzielung
gewünschter applikationsgerechter Eigenschaften
der Endprodukte (Farbe, Festigkeit, Flammschutz
usw.) ein.
166
Kapitel 6 • Recycling von Kunststoffen
. Tab. 6.2 Häufig verwendete Elastomere – Eigenschaften und Verwendungsgebiete
Elastomere
Gebrauchstemperatur
°
C
Verwendungsgebiete
SBR, Styrol-Butadien-Kautschuk
–40…+100
Allzweckkautschuk, PKW-Reifen, Schläuche, Profile,
Schaumgummi
NR, Naturkautschuk
–50…+80
Gummifedern
CR, Chloroprenkautschuk
–30…+100
Kabelmäntel, Dachbelag
NBR, Nitril-Butadien-Kautschuk
–30…+100
Dichtungen, Schläuche
Q-Kautschuke (Silikon)
–100…+200
Dichtungen, Schläuche, Elektroisolierungen
Thermoplastische Polyurethan-Elastomere, TPE-U
–40…+100
Dichtungen, Schläuche, Faltenbälge, Membranen,
Kabelmäntel, Schuhsohlen
R-Kautschuke
6
. Tab. 6.3 Ausgewählte Duroplaste – Eigenschaften und Einsatzgebiete
Duroplaste
Dichte
g/cm3
Maximale
Gebrauchstemperatur
Festigkeit; Farbe
Verwendungsgebiete
PF, PhenolFormaldehyd
(Phenoplast)
1,3…1,8
110…150 °C
Hart, spröde;
dunkel
Steckdosen, Isolierplatten, Brems-/
Kupplungsbeläge, Bindemittel
(Spanplatten, Hartpapier)
UF, HarnstoffFormaldehyd
(Aminoplast)
1,5
80…160 °C
Hart, spröde;
hellfarbig
Elektroinstallationsmaterial,
Schraubkappen (Kosmetik), Haushaltsgeräte
MF, MelaminFormaldehyd
1,5…2,0
110 °C
Hart, kochfest;
hellfarbig
Elektrische/elektronische Bauteile,
Lampensockel, Geschirr, Haushaltsgeräte, Ionenaustauscherharze
UP, ungesättigte
Polyesterharze
1,2
140 °C
Steif bis elastisch
Gehäuse, Spulen
UP-GF, SMC
(glasfaserverstärkt)
1,8
150 °C
EP, Epoxidharze
Steif, schlagfest
Gießharze, Laminierharze
PUR-Gießharze
Steif
Vergussmasse, Kleber
PUR-Schaumstoffe
(weich/hart)
Elastisch, dämmend
Fahrzeugsitze, Polster, Dämmplatten
PUR, Polyurethane
80…200 °C
Harzmatten, Sitzschalen, Heckklappen, Bootskörper
0,4
80 °C
167
6.2 • Zusatzstoffe, Füllstoffe und Verstärkungsmittel für Kunststoffe
z
Gleitmittel, Antiblockmittel, Trennmittel
Diese Gruppe garantiert die Verarbeitbarkeit durch
Verbesserung des Gleit- und Haftverhaltens zu den
Formwerkzeugen und zwischen den Kunststoffoberflächen. Die »inneren Gleitmittel« erniedrigen
auch die Viskosität der Schmelzen. Es kommen
Fettsäureester (Butylstearat), Metallseifen (Kalziumstearat), Fettsäureamide etc. zur Anwendung.
Die Antiblockmittel (Talkum) verhindern das Verkleben von Folien [91].
z
Stabilisatoren
Diese Stoffe bremsen den oxidativen Abbau von
Kunststoffen. Dieser entsteht bei Einwirkung von
Wärme, UV-Strahlung und mechanischer Verformung auf die Kunststoffe durch Bildung von freien
Radikalen, die nachfolgend einen Abbau des Polymers hervorrufen. Angewandte Antioxidantien (bis
0,3 % Zusatz) sind z. B. aromatische Amine, organische Phosphite und Lactone. Als UV-Absorber
(bis 2 % Zusatz) kommen z. B. Benzophenone und
Triazine zum Einsatz [91]. Wärmestabilisatoren
(Schutz vor thermischem Abbau) sind vor allem
für PVC erforderlich. Dafür verwendet man organische Verbindungen von Pb, Cd, Ba, Sn und Zn
(Maleinate, Carboxylate. Mercaptide). Auf Grund
der Toxizität von Cd und Pb kommen Ba-Cd-Stabilisatoren nur noch für Hart-PVC in Außenanwendung in Betracht [90].
z
Antistatika
In die Formmassen arbeitet man organische Antistatika direkt ein (Fettsäureester, Amine, Sulfonate)
oder vermischt mit leitfähigen Zusatzstoffen (Spezialruß, Karbonfasern, Metallfasern). Die Kunststoffoberflächen werden auch entsprechend beschichtet
(Al-Bedampfung, Leitlacke) [91].
z
Flammschutzmittel
Organische Flammschutzmittel sind Cl- oder BrVerbindungen, die zunehmend durch halogenfreie
und anorganische Verbindungen (Hydroxide, Borate, Phosphate) substituiert werden. Häufig eingesetzte Stoffe sind Al-Hydroxid, Mg-Hydroxid und
Zn-Borat.
z
6
Farbmittel
Zur Einfärbung dienen vor allem anorganische
oder organische Pulverpigmente, die im Kunststoff
unlöslich sind, sowie in geringem Umfang lösliche
Farbstoffe(Azo-Farbstoffe). Das wichtigste Pigment
ist Titandioxid (Weißpigment).
z
Weichmacher
An erster Stelle im Verbrauch stehen die Phtalsäureester (z. B. Dioctylphtalat). Für PVC kommen
auch noch Phosphorsäureester zum Einsatz, die
gleichzeitig als Flammschutzmittel wirken, aber für
einen Lebensmittelgebrauch unzulässig sind.
z
Haftvermittler
Diese Stoffe (modifiziertes PE etc.) verbessern die
Benetzung zwischen schwer verträglichen Kunststoffkomponenten bei Kunststoffmischungen (z. B.
Bedeutung beim Recycling) oder Verbundfolien
und die Haftung bei Verbundwerkstoffen zwischen
Kunststoff und Fasern.
z
Treibmittel
Zum Schäumen von Kunststoffen setzt man NaHCO3 oder Azodikarbonsäurediamid (Zersetzung
zu N2 und CO2) ein.
z
Füllstoffe und Verstärkungsmittel
Diese Stoffe dienen als Streckmittel (Einsparung
von Kunststoffmasse) und zur Verbesserung der
Steifigkeit, Festigkeit, Wärmebeständigkeit und
Maßhaltigkeit. Als Füllstoffe verwendet man vorwiegend anorganische Pulver (Kreide, Kaolin,
Talk). Durch Einarbeitung von Verstärkungsfasern
(Länge wenige Millimeter) aus Glas, Baumwolle
etc. in Thermoplaste oder härtbare Formmassen
steigert man die Festigkeit. Die Faserverstärkung
kommt als Kurzfaser, Stapelfaser oder Matte zur
Anwendung. An erster Stelle stehen die Glasfasern
(GF), gefolgt von Kohlenstofffasern (CF), Hochtemperatur-Kunststofffasern und verstärkt Naturfasern (Hanf, Kokos, Sisal usw.).
6
168
Kapitel 6 • Recycling von Kunststoffen
6.3
Einsatzgebiete der Kunststoffe
und Preise
Für das Recycling von Kunststoffen sind ausführlichere Kenntnisse über die Anfallstellen der Altkunststoffe erforderlich. Mit anderen Worten, die
Einsatzgebiete der Kunststoffe sollten gut bekannt
sein. Bestimmend für die Einsatzgebiete sind die
spezifischen Werkstoffeigenschaften der Kunststoffe, die deshalb kurz aufgelistet sind. Aus dem
Molekülaufbau der Polymere leiten sich einige allgemeine Eigenschaften der Kunststoffe direkt ab:
5 geringe Dichte (0,8…2.2 g/cm3),
5 Festigkeit, Steifigkeit, Schlagzähigkeit, Lichtdurchlässigkeit (Verwendung als Bauelemente
und Kleinteile),
5 vorteilhafte Formgebungseigenschaften (Extrudieren, Spritzgießen, Kalandrieren, Schäumen, Pressen, Fräsen, Bohren, Beschichten)
und Fügemöglichkeiten (Schweißen, Kleben),
5 niedrige elektrische Leitfähigkeit (Verwendung
als elektrische Isolatoren),
5 niedrige Wärmeleitfähigkeit (Verwendung zur
Wärmedämmung, besonders als Kunststoffschäume),
5 Elastizität (Verwendung für Schläuche, Reifen,
elastische Teile, Polster),
5 Beständigkeit gegen Witterungseinflüsse,
Chemikalien, Säuren, Alkalien und organische
Lösemittel (Verwendung für Behälter, Rohre,
Schläuche, Dachbahnen, Beschichtungen,
Lacke).
Dabei sind aber folgende einschränkende Eigenschaften für die Anwendung zu berücksichtigen:
5 begrenzte thermische Beständigkeit, da die
thermische Aufspaltung der Elektronenpaarbindung irreversibel ist (Einsatzbereiche unter
70 bis unter 300 °C),
5 Löse- bzw. Quellverhalten gegenüber bestimmten organischen Lösemitteln,
5 begrenzte Beständigkeit gegen verschiedene
Umwelteinwirkungen (UV-Strahlung, Oxidation, Hydrolyse, Mikroorganismen).
Die Haupteinsatzgebiete von Kunststoffen und
damit die Anfallstellen der Altkunststoffe sind in
. Tab. 6.4 zusammengestellt.
z
Preisspannen für Kunststoffe
Für die wirtschaftliche Bewertung des Kunststoffrecyclings sind die sehr verschiedenen Preise für
einzelne Kunststoffsorten von erheblicher Bedeutung. Für das Jahr 2003 liegen Angaben für Neuware vor, die in . Tab. 6.5 zusammen mit Vergleichspreisen für metallische Werkstoffe aus 2003
angegeben sind.
Man erkennt, dass wirtschaftliche Anreize für
ein Recycling vor allem für die häufigen Kunststoffsorten PC, PBT und PET vorliegen. Die Massenkunststoffe PVC, PE und PP sind dagegen für das
Recycling auf Grund des Anfalls großer Massen
und der daraus resultierenden Kostendegression
von Bedeutung.
6.4
Werkstoffrecycling von
Kunststoffen
Von den Kunststoffen sind besonders die Thermoplaste mit den geringsten Schwierigkeiten als
Werkstoffe zu recyceln. Eine ganze Reihe von spezifischen Stoffeigenschaften erschwert allerdings das
werkstoffliche Recycling aller Kunststoffe.
z
Stoffeigenschaften von Kunststoffen, die das
Recycling erschweren
1. Oxidativer Abbau: Bei der Verarbeitung, Lagerung und beim Gebrauch erfolgt ein oxidativer
Abbau der Polymere durch die Einwirkung
von Luftsauerstoff in Verbindung mit Wärme
(z. B. Schmelzen und Umschmelzen), UVStrahlung und die Scherbeanspruchung bei
plastischer Verformung. Metallische Verunreinigungen begünstigen diesen Prozess. Durch
diesen Abbau verschlechtern sich die Werkstoffkennwerte. Bei wiederholter Extrusion
von PE sind z. B. die Absenkung der Festigkeit
(Zeitstand-Innendruckversuch), die Verschlechterung der Verarbeitungseigenschaften
(Schmelztemperatur, Viskosität der Schmelze)
und der optischen Eigenschaften (Transparenz, Glanz der Oberfläche) dokumentiert.
Auch verunreinigende Partikel (Papier, Al) in
Thermoplasten können die Reißdehnung erheblich absenken.
6.4 • Werkstoffrecycling von Kunststoffen
169
. Tab. 6.4 Haupteinsatzgebiete von Kunststoffen bzw. Anfallstellen von Altkunststoffen [91]
Formteile, Halbzeuge, Formmassen
Einsatzgebiet
Kunststoff
Rohre,
Rohrleitungen
Trinkwasser-, Gasleitungen
PVC, PE, PP
Fußbodenheizung, Heißwasser
PP, ABS
Abwasserleitungen (Haus, Kanal, Dränage, Dachrinnen)
PVC, PE
Kabelschutz-, Elektroisolierrohre
PVC, PE, PP
Kraftstoffleitungen
PA
Industrieleitungen
PVC, GFK, PVDF, PP
Wasser, Getränke, Medizin, Verpackung
PVC
Druckschläuche (Öl, Bremsflüssigkeit)
PA
Fenster/Türen
PVC, ASA, ABS
Transparentteile
PMMA, PC
Faser-Kunststoff-Verbund
Thermoplaste
Apparate, Behälter
PP, PVC, PE
Verglasungen
PMMA, PET, UP-GF,
PC
Karosserieteile
ABS, ASA, PMMA/
ABS
Bauabdichtung, Fußbodenbeläge
PE, PVC
Dachbahnen
PVC, PIB, EVAC
Sichtverpackungen (Textilien, Backwaren, Zigaretten)
PP, PS, PVC
Vakuumverpackungen
PA
Gewächshausfolien
PE, EVAC, PVC
Regenkleidung
PTFE
Getränke
PET, PC
Kosmetik
PE
Kraftstoffe, Öle
PA, PE+EVAL
Medizintechnik
PSU, SBS
Isolierschläuche, Litzen
PVC
Diverse Anlagen
PE, EPM, PTFE
Schläuche
Profile
Platten, Tafeln
Bahnen
Folien,
Verbundfolien
Behälter
Kabel
6
170
Kapitel 6 • Recycling von Kunststoffen
. Tab. 6.4 Fortsetzung
Formteile, Halbzeuge, Formmassen
Einsatzgebiet
Kunststoff
Schaumstoffe
Polster, Fahrzeugausstattung
PUR
Verpackungen, Polster, Stoßfänger
PE, PP
Wärmedämmung (Eier-/Menüschalen)
PS
Netze, Filtertücher
PE, PVC, PTFE, PVF
Teppiche, Planen, Gurte, Textilien
PAN, PA, PMPI, PET
Gelenke
PE
Venen, Arterien
PTFE
Linsen
PMMA
Ampullen, Flaschen, Handschuhe
PVC
Spritzen
PE, PP, PS, PA
Katheter
PE, PA, PUR, PTFE
Härtbare
Formmassen
Stecker, Gehäuse, Sockel, Bremsbeläge
PF + Füllstoff
Haus-/Küchengeräte
MF, UF
Prepregs
Heckklappen, Fahrerhäuser, Sitzschalen
UP-SMC
Elastische Bauteile
Reifen, Schläuche, Dichtungen, Profile
(vgl. . Tab. 6.2)
Fasern, Fäden,
Gewebe
6
Medizinische
Ausrüstungen
2. Eingeschränkte Verträglichkeit der Kunststoffsorten untereinander: Unverträglichkeit
bedeutet keine Mischbarkeit und keine Verarbeitbarkeit der Gemenge. In . Tab. 6.6 ist
eine Verträglichkeitsmatrix aus [90], S. 428,
übernommen. Zur Verbesserung der Verträglichkeit sind Zusatzstoffe (Verträglichkeitsmacher) entwickelt worden.
3. Geringe stoffliche Möglichkeiten zur Reinigung:
Am häufigsten finden einfache Waschprozesse auf Wasserbasis Anwendung und nur in
Ausnahmefällen kommen organische Lösemittel oder Chemikalien zum Einsatz. Bei
Thermoplasten können durch Druckfiltration
der Schmelze gröbere Partikel wie Verstärkungsfasern oder Verunreinigungen (Al-Folie,
Papier usw.) abgetrennt werden. Eine weitere
Reinigungsmöglichkeit ist die Vakuumentgasung der Thermoplastschmelzen. Elastomere
werden nach der Aufschlusszerkleinerung
durch Sortierverfahren von den Verstärkungsstoffen (Cord, Stahl) befreit. Gelöste oder feindispergierte Stoffe (Additive, Farbstoffe) sind
aber nicht zu eliminieren. Eine sehr effektive,
aber kostenintensive technische Möglichkeit
ist das selektive Auflösen der Kunststoffgemische mit organischen Lösemitteln. Reinigungsverfahren mit Hilfe chemischer Reaktionen
oder erhöhter Temperatur führen immer zur
Werkstoffzerstörung und sind deshalb für das
Werkstoffrecycling nicht einsetzbar.
Zusätzliche Probleme des Kunststoffrecyclings sind
folgende:
5 die große Vielfalt der angewandten Sorten,
Blends, Verstärkungsstoffe, Farbstoffe und
Additive,
171
6.4 • Werkstoffrecycling von Kunststoffen
5 die technisch komplizierte Identifizierung der
Sorten und Zusatzstoffe,
5 die Vielfalt der Produkte und Formen (kompakte Teile, Hohlkörper, Folien) mit unterschiedlichsten Verunreinigungen und Restinhalten,
5 die häufig geminderte Qualität der Sekundärwerkstoffe (Rezyklate) als Folge der geringen
Reinigungsmöglichkeiten, woraus ein besonderer Markt für Sekundärstoffe und geringere
Erlöse resultieren.
z
Schlussfolgerungen für das Werkstoffrecycling
Aus den angeführten Stoffeigenschaften und den
weiteren Problemen ergeben sich wichtige Schlussfolgerungen für das Recycling von Kunststoffen:
1. Einsatz effektiver mechanischer Aufschlussund Sortierverfahren (Shredder, Schneidmühlen, Dichtesortierung, elektrostatische Sortierung, sensorgestützte Sortierung),
2. Entwicklung kostengünstiger Löseverfahren
mit nachfolgenden Trennprozessen,
3. Konzentration des Werkstoffrecyclings auf
sortenreine, kompakte Altkunststoffe (Rohre,
Platten, Profile, Bahnen, Schläuche, Kanister,
Fässer) und auf die Kunststoffabfälle aus den
Verarbeitungswerken,
4. sortenspezifische Sammellogistik (PVC-Fensterprofile, Autokarosserieteile, Dachbahnen,
Getränkeflaschen, Altreifen),
5. Kennzeichnung der Sorten mit den Kurzzeichen,
6. Beschränkung der Anzahl der eingesetzten
Sorten in einem Produkt,
7. spezielle technische Maßnahmen bei der Verarbeitung von Rezyklaten.
Diese Schlussfolgerungen sind in den meisten
Industrieländern für die Punkte 1, 3, 4 und 5 in
der Sammellogistik und der Industrie weitgehend
umgesetzt. Die Löseverfahren (Punkt 2) sind aber
zurzeit noch nicht wirtschaftlich und der Sortenbeschränkung (Punkt 6) steht die optimale Eigenschaftskombination in den Produkten entgegen.
6
. Tab. 6.5 Preisspannen von 2003 für Kunststoffgranulate (Neuware) und für einige metallische
Werkstoffe [90]
Kunststoff
€/kg
PE
0,50…1,75
PP
0,50…2,50
PS
0,85…1,30
PVC
0,55…1,40
PC
6,00…9,50
PMMA
2,25…6,25
PA
2,50…6,50
PBT
3,30…10,50
PET
3,00…10,00
PTFE
ca. 12,50
TPU
3,75…6,25
EP
4,00…10,00
Metall
€/kg
Stahl
0,30…0,50
Al
0,70…1,00
Cu
ca. 2,70
6.4.1
Werkstoffrecycling von
Thermoplasten
Die bei der Thermoplastverarbeitung durch Spritzgießen, Extrudieren, Blasen oder Schäumen anfallenden Produktionsabfälle (Angüsse, Kantenbeschnitt usw.) sind sortenrein und sauber, so dass
sie direkt im Verarbeitungsbetrieb wieder zur
Formmassenaufbereitung in Kneter oder Schneidgranulatoren zurückgeführt werden. Diese direkte
Rückführung von Produktionsabfällen ist allerdings nicht möglich, wenn Verstärkungsmatten
eingearbeitet sind (Prepregs), Beschichtungen
aufgebracht wurden (CD mit Al-Schicht) oder
Schichtverbunde vorliegen. Die Recyclingbetriebe
verarbeiten überwiegend Altkunststoffe, die in folgende Gruppen eingeteilt werden können:
172
Kapitel 6 • Recycling von Kunststoffen
. Tab. 6.6 Verträglichkeitsmatrix für Polymere [90], S. 428
Hauptwerkstoff
6
ZumischWerkstoffe
PE
PP
PS
PVC
PET
PC
PA
PBT
PE
1
3…4
4
4
4
4
2…4
4
PP
2…4
1
4
4
4
4
2…4
4
PS
4
4
1
4
3
2…4
3…4
3…4
PVC
4
4
2…4
1
4
3…4
4
4
PET
4
4
4
4
1
1
3…4
4
PC
4
4
2…4
4
1
1
3…4
1
PA
4
4
3…4
4
3
4
1
3
PBT
4
4
2…4
4
4, 3
1
3…4
1
1 = gut verträglich; 2 = mischbar bis ca. 20 %; 3 = mischbar bis ca. 5 %; 4 = unverträglich
5 Gruppe A: Sortenreine, gekennzeichnete
Kunststoffe, die z. T. mit anderen Werkstoffen (Glas, Metall, Textilien, Beschichtungen)
durch Fügeverfahren verbunden sind und
denen verschiedene Verunreinigungen aus
dem Gebrauch anhaften (Fette, Kraftstoffe,
Schmutz usw.).
5 Gruppe B: Mischkunststoffe (Kleinbehälter,
Folien, Beutel etc.) mit entsprechenden Gebrauchsverunreinigungen.
5 Gruppe C: Werkstoffverbunde und Verbundwerkstoffe mit Gebrauchsverunreinigungen.
Innerhalb dieser Gruppen sind evtl. dann noch
unterschiedliche Einfärbungen und Zusatzstoffe
zu berücksichtigen. Dazu kommen als Vorlaufmaterial die oben genannten modifizierten Produktionsabfälle, die sich durch Abwesenheit von
Gebrauchsverunreinigungen auszeichnen. Die Gebrauchsverunreinigungen und der oxidative Abbau
während der Nutzungszeit sind bei dünnwandigen
Artikeln (Folien) mit großer Oberfläche besonders
hoch. Kompakte Altkunststoffe besitzen dagegen
günstigere Recyclingeigenschaften.
Sammellogistik, Aufschlusszerkleinerung, Waschprozesse, Sortier- und
Löseverfahren
Es wurde bereits oben darauf hingewiesen, dass
»die geringen stofflichen Möglichkeiten der Reinigung« und die »Unverträglichkeit der Sorten« zur
Anwendung einer sortenspezifischen Sammellogistik und effektiver mechanischer Verfahren der
Aufschlusszerkleinerung und Sortierung zwingen.
Eine ausführliche Beschreibung der Grundlagen,
Wirkprinzipien und der Apparate der Zerkleinerung und Sortierung findet man in 7 Kap. 3. Im
vorliegenden Abschnitt sind die für das Thermoplastrecycling vorwiegend eingesetzten Verfahren
und Apparate nochmals aufgeführt.
z
Sortenspezifische Sammellogistik
In den Industrieländern sind sortenspezifische
Sammelsysteme für PET-Getränkeflaschen, komplette Fenster mit PVC Profilen, PVC-Dachbahnen,
Verbundverpackungen und Altreifen eingerichtet.
Damit werden die anschließenden Aufschluss- und
Sortierverfahren stark entlastet, eine bessere Qualität der Sekundärstoffe gesichert und die Erlöse erhöht.
173
6.4 • Werkstoffrecycling von Kunststoffen
z
Manuelle und mechanische Vorsortierung
6
durch Stromklassierung (Hydrozyklon, Windsichter) erfolgen (7 Abschn. 3.3).
Die manuelle Sortierung an Lesebändern hat als
erste Sortierstufe weiterhin Bedeutung. Sie wird
vor allem zur Auslese von Fehlwürfen aus Sammelsystemen eingesetzt und erfolgt grundsätzlich
an unzerkleinertem Material, bei dem die auszulesenden Objekte gut erkennbar sind. Zur mechanischen Vorsortierung kommen vor allem Trennsiebe, Folienabscheider und ballistische Sortierer
zum Einsatz. Die Folienabscheider arbeiten mit
einem perforierten Förderband oder einer perforierten Rutsche, die auf der Rückseite mit Unterdruck beaufschlagt sind und die Folien (und evtl.
Papier) ansaugen (. Abb. 3.12). Die ballistischen
Sortierer nutzen die unterschiedlichen Rückpralleigenschaften von Kompaktmaterial, Hohlkörpern
und Folien.
Waschprozesse dienen der Entfernung von Gebrauchsverunreinigungen (Öle, Fette, Lebensmittel,
Kosmetika, Farben, Kraftstoffe, Schmutzpartikel)
und verwenden überwiegend Waschwässer, die mit
Waschmitteln versetzt sind. Für wasserunlösliche
Verunreinigungen kommen vereinzelt auch organische Lösemittel zur Anwendung, die danach aber
einer Aufarbeitung (meist durch Destillation) bedürfen. Im Spezialfall des PET-Recyclings erreicht
man durch einen Waschprozess mit NaOH-Lösung
zusätzlich einen geringen Materialabtrag von der
PET-Oberfläche und dadurch ein besonders reines
Vormaterial [90].
z
z
Aufschlusszerkleinerung
Mit dieser Arbeitsstufe sollen zwei Ziele erreicht
werden:
1. die Zerkleinerung der Abfälle auf die Stückgrößen, die für die nachfolgenden mechanisierten Sortierverfahren erforderlich sind,
2. das Auftrennen der mechanischen Verbindungen zwischen verschiedenen Werkstoffen oder
auch der stofflichen Verbunde (der sog. Aufschluss).
Die Zerkleinerungseigenschaften der Thermoplaste sind durch das elastisch-plastische Verformungsverhalten und die geringe Festigkeit (weiches Material) definiert. Deshalb kommen für die Grob- und
Mittelzerkleinerung auf Endfeinheiten um 10 mm
vorwiegend Shredder und Schneidmühlen zum
Einsatz (. Abb. 3.2). Ein Sonderverfahren ist die
kryogene Vorbehandlung von weichem Material
mit flüssigem Stickstoff, womit man eine starke
Versprödung erzielt und in Prallmühlen dann einen
sehr effektiven Aufschluss erreicht (7 Abschn. 3.23,
. Abb. 3.3). Die kryogene Vorbehandlung ist besonders für Verbundwerkstoffe geeignet. Die Zerkleinerung muss häufig durch einen Klassierprozess ergänzt werden, um ein notwendiges engeres
Stückgrößenspektrum zu garantieren und evtl.
Stäube bzw. Feinkorn auszuhalten. Die Klassierung
kann als Trockensiebung oder Nasssiebung sowie
z
Waschprozesse
Sortierverfahren
Nach dem Klassierprozess und der Waschstufe
liegt ein kleinstückiges Haufwerk mit relativ engem
Stückgrößenspektrum vor. Feine Stäube und Anhaftungen sind weitgehend abgetrennt. Die Sortierverfahren müssen beim Recycling von Thermoplasten zwei Aufgaben erfüllen, und zwar erstens
die Abtrennung von fremden Werkstoffen (Metalle,
Glas, Keramik, Textilien, Holz, Steine) und zweitens die Sortierung der Kunststoffe nach verträglichen Werkstoffgruppen oder nach sortenreinen
Fraktionen. Die Sortiermethoden arbeiten mit physikalischen oder optischen Wirkprinzipien.
Dichtesortierung Dieses Verfahren spielt für Ther-
moplaste eine große Rolle, da einerseits erhebliche
Dichteunterschiede zu Verunreinigungen (Metalle, Gläser, Steine) vorliegen und andererseits auch
zwischen den Kunststoffen häufig ausreichende
Dichtedifferenzen bestehen. Die Dichtewerte sind
in . Tab. 3.5, . Tab. 6.1 und . Tab. 6.3 zusammengestellt. Zur Schwimm-Sink-Sortierung wird eine
praktisch ruhende Trennflüssigkeit (Wasser, Salzlösung, Wasser-Alkohol-Gemisch) verwendet,
deren Dichte zwischen den Dichten der zu trennenden Stoffe liegen muss. Als besondere Möglichkeit existiert noch der Einsatz von Schwertrüben
(Bariumsulfatpulver). Die zu trennenden Stücke
sollten Stückgrößen zwischen 5 und 10 mm besitzen und müssen benetzbar sein (keine Luftblasen-
174
6
Kapitel 6 • Recycling von Kunststoffen
anhaftung). Durch Wirkung der Schwerkraft trennt
die Flüssigkeit die aufgegebene Stoffmischung in
ein Sinkgut und ein Schwimmgut. Der Apparat
ist der Schwimm-Sink-Scheider (. Abb. 3.6). Die
Trennwirkung kann durch Anwendung von Zentrifugalkraft verbessert werden (Sortierzentrifuge;
. Abb. 3.6). Durch Verwendung einer strömenden
Trennflüssigkeit erreicht man ebenfalls gute Sortiereffekte (sog. Stromsortierung mit Windsichter,
Hydrostromsortierer oder Hydrozyklon; . Abb. 3.6
und . Abb. 3.8). Für die Stromsortierung ist allerdings die Voraussetzung, dass gleiche Stückgrößen
vorliegen, weil bei unterschiedlichen Stückgrößen
ein paralleler Klassiereffekt eintritt (7 Abschn. 3.4.1
und 7 Abschn. 3.3.2). Ein weiteres Verfahren für
Kunststoffe ist die Herdsortierung (7 Abschn. 3.4.1
und . Abb. 3.7). Die Dichtesortierung wird bei den
Kunststoffen vor allem für die Reinigung oder Abtrennung von PVC (Dichte 1,35…1,42 kg/dm3)
von den häufigen Sorten PP (Dichte 0,90 kg/dm3)
und PE (Dichte 0,95 kg/dm3) eingesetzt. Außerdem besteht eine ausgezeichnete Möglichkeit der
Abtrennung von Verunreinigungen mit Dichten
größer 2 kg/dm3 (Metalle, Glas, Keramik, Steine)
von fast allen Kunststoffsorten.
Elektrostatische Sortierung Dieses Verfahren ist
speziell für die Trennung der Kunststoffsorten
geeignet, weil diese als Nichtleiter relativ einfach
durch Reibung mit elektrischen Oberflächenladungen verschiedener Stärke und Polarität versehen
werden können (triboelektrische Aufladung).
Nachfolgend kann in einem elektrischen Feld eine
Trennung realisiert werden. Die Triboaufladung
erreicht man technisch in Mischtrommeln oder
Wirbelschichten. Die unterschiedlichen triboelektrischen Eigenschaften der Kunststoffe sind in
. Tab. 3.8 angegeben und die Apparateprinzipien
in . Abb. 3.11 skizziert. Wichtigstes Einsatzgebiet
ist die Trennung PET/PVC (z. B. bei PET-Getränkeflaschen) sowie die Trennung PVC/Gummi (z. B.
bei PVC-Fenstern). Auch die Trennungen HDPE/
PP, PS/ABS und PVC/PE sind möglich [92].
Sensorgestützte Sortierung Diese Methode beruht
auf der vollautomatischen Identifizierung von Einzelstücken mit hoher Geschwindigkeit (bis 3000 Stücke/s) und dem Ausblasen oder Ausstoßen der Ein-
zelstücke in die stoffspezifischen Aufnahmebehälter.
Voraussetzungen für das Verfahren sind optimale
Stückgrößen (10…100 mm), Vereinzelung der Stücke
auf einem Förderband oder im freien Fall und meist
saubere Oberflächen der Stücke (7 Abschn. 3.4.6 und
. Abb. 3.13). Es werden auch mögliche Stückgrößen
von 3…250 mm genannt. Die sensorgestützte Sortierung hat besonders für die Kunststoffsortierung
einen hohen Entwicklungsstand erreicht unter Nutzung mehrerer Identifikationsmethoden und einer
ausgereiften Apparate- und Prozessortechnik. Zur
Sortierung von Kunststoffen sind drei Verfahren
technisch im Einsatz:
1. Nahinfrarotspektroskopie (NIR
800…2500 nm, Reflexions- und Transmissionsmessung); erkennbare Kunststoffsorten
sind PE, PP, PS, PA, PET, PVC, PC, ABS,
PMMA, PUR.
2. optoelektronische Sensoren, die nach vielfältigen optischen Merkmalen eingestellt und
kombiniert werden können; solche Merkmale
sind Stückgröße, Stückform, Farbe, Helligkeit
(Reflexionsverhalten der Oberfläche), Graustufen [92], Transparenz;
3. Röntgenfluoreszenzsensoren zur Erkennung
Cl-haltiger Polymere (PVC) und damit von
besonderer Bedeutung für die Abtrennung von
PVC aus PET [93].
Eine Reihe weiterer Identifikationsmethoden für
Kunststoffe sind bisher untersucht worden:
5 MIR-Spektroskopie (mittleres Infrarot) zur
Identifizierung schwarz gefärbter Kunststoffe
(z. B. ABS, PA, PBT, PE, PP), die häufig im
Automobilbau und in der Elektronik in Anwendung sind;
5 thermographische Detektion eines Wärmeimpulses mit Laser (Unterschiede in Abkühlverhalten, Wärmekapazität und Wärmeleitfähigkeit der Kunststoffe) [94];
5 Laser-Pyrolyse-Massenspektrometrie bzw.
Pyrolyse-Gaschromatographie; diese Methoden ermöglichen die Detektion der häufigsten
Kunststoffe sowie halogenierter Zusatzstoffe
(Flammhemmer) [95].
Im Zusammenhang mit der Kunststoffsortierung
sind häufig auch verschiedene Verunreinigungen
6.4 • Werkstoffrecycling von Kunststoffen
zu identifizieren und gezielt auszuhalten. Das betrifft vor allem metallische Verunreinigungen (z. B.
Al-Folie oder metallbeschichtete Kunststoffe). Diese Aufgabe kann im Rahmen einer Multisensorik
mit gelöst werden. Dazu sind neben der Röntgensensorik (Detektion von Schwer- und Leichtmetallen) vor allem die Induktionssensoren (sog. Metalldetektoren) geeignet [96].
Wirbelstromsortieren und Magnetscheidung Diese
Methoden haben im Rahmen des Kunststoffrecyclings die Aufgabe der Abtrennung und Gewinnung von größeren Anteilen metallischer Beimengungen (Al-Folie) oder der Aushaltung von
metallischen Verunreinigungen (7 Abschn. 3.4.2
und 7 Abschn. 3.4.3).
z
Selektive Löseverfahren
Verschiedene organische Lösemittel (Tetrahydrofuran (THF), Xylol, Methylethylketon (MEK)
oder Dichlormethan) besitzen die Fähigkeit zur
Auflösung einiger Kunststoffsorten. Dabei ist die
Löslichkeit sortenspezifisch und stark temperaturabhängig. Beispielsweise ist PS schon bei Raumtemperatur in Xylol löslich, aber PP erst bei 120 °C.
Auf Basis dieser Eigenschaften kann ein Prozess
zur selektiven Auflösung von Kunststoffen aus Gemischen konzipiert werden. Nach Abtrennung der
Lösung vom Löserückstand (ungelöste Kunststoffsorte, Füllstoffe, Verstärkungsstoffe und Verunreinigungen) verdampft man aus der Lösung das
Lösemittel und erhält ein reines Kunststoffpulver.
Eine andere Methodik ist die »Ausfällung« des
Kunststoffes aus der Lösung. Die Pulver gelangen in
einen Extruder zum Verdichten und vollständigen
Entgasen und liefern ein reines Rezyklat. Das verdampfte Lösemittel wird kondensiert und wieder
eingesetzt. Die Nachteile dieses effektiven Verfahrens sind der hohe Dampfdruck sowie die Brennbarkeit und die Toxizität der Lösemittel, die hohen
Kosten für die Apparatetechnik (Druckbehälter,
Druckpumpen, Sicherheitstechnik) und Lösemittelverluste. Die Auflösegeschwindigkeit wird vor
allem von der anwendbaren Temperatur bestimmt,
aber über die erforderliche Lösedauer entscheidet
auch die Stückgröße der Kunststoffteile. Für die
Löseverfahren ist deshalb immer eine weitgehende
175
6
Zerkleinerung der Altkunststoffe (ca. 10 mm) mit
Shreddern oder Schneidmühlen zu empfehlen. Angaben zur Zerkleinerung von Kunststoffen und zu
geeigneten Apparaten finden sich in 7 Abschn. 3.2.
Folgende Angaben zu selektiven Löslichkeiten sind
bekannt [90] [93]:
5 PVC löst sich in THF und MEK bei 25 °C und
in Xylol bei 138 °C.
5 PS löst sich in Xylol bei 25 °C.
5 LDPE löst sich in Xylol bei 75 °C, HDPE in
Xylol bei 105 °C.
5 PP löst sich in Xylol bei 120 °C.
5 PET ist in Xylol und THF unlöslich.
Auf Basis der PVC-Löslichkeit in MEK arbeitet
der Vinyloop-Prozess, der industriell eingeführt ist
(7 Abschn. 6.4.1, »Industrielle Verfahren des Werkstoffrecyclings von Thermoplasten«). Technisch
erprobt ist auch ein Löseverfahren für ABS-Altprodukte (Autorückleuchten, Kühlergrill, Sanitärteile),
das zunächst ein ABS-Pulver und nachfolgend ein
ABS-Regranulat liefert. Das Verfahren ist auch für
PMMA oder ABS/PMMA-Gemische einsetzbar.
Die Lösemittel sind nicht benannt. Eine weitere
technische Entwicklung ist das CreaSolv-Verfahren
[98] [99], das mit unproblematischen organischen
Lösemitteln (hoher Flammpunkt, biologisch abbaubar) arbeitet, die bisher nicht bekannt gegeben wurden. Die publizierten Anwendungen und Ergebnisse sind bemerkenswert. Die speziellen Lösemittel
lösen folgende Kunststoffe: PS, EPS (expandiertes
PS), HIPS (hochschlagzähes PS), ABS, PC, PVC,
PET, PMMA, PVB. Für die Auflösung setzt man
spezielle Mischungen organischer Lösemittel ein,
die eine hohe Selektivität für den Hauptkunststoff
besitzen und beigemengte andere Polymersorten
nicht lösen. Dabei gehen auch bromierte Flammschutzmittel in die Lösung über. Nach erfolgter
Auflösung wird zur Abtrennung des Unlöslichen
filtriert. Zur Ausfällung des reinen Kunststoffes
benutzt man nicht die Erwärmung und Abdampfung der Lösemittel (Schädigung des Polymers,
Energiekosten), sondern den Zusatz bestimmter
Lösemittel, die die Löslichkeit herabsetzen und ein
kristallines Fällprodukt garantieren. Die Flammschutzmittel verbleiben in der Lösung, werden aus
dieser abgetrennt und entsorgt (. Abb. 6.2). Für die
176
Kapitel 6 • Recycling von Kunststoffen
Kunststoffabfälle
Organische
Lösemittel
(Gemische)
Zerkleinerung,
Waschen
Selektive Auflösung
6
Die Entwicklung von Löseverfahren wird auch für
PA 6.6 beschrieben (PA-Teile und GF-verstärkte
Behälter aus Altfahrzeugen). Das gemahlene Material wird in einem Reaktor bei erhöhtem Druck
und erhöhter Temperatur gelöst, die ungelösten Bestandteile abgetrennt und danach reines PA aus der
Lösung ausgefällt. Bei der nachfolgenden Trocknung erfolgt eine Festphasenpolymerisation, die
PA in Neuwarequalität liefert.
Löserückstand
Reinigung
der Lösung
Ausfällung
des Kunststoffes
5 Recycling von Mobiltelefonen: Das Gehäuse
besteht aus den Kunststoffen ABS und PC.
Durch das selektive Auflösen der Kunststoffe
gelingt eine gute Trennung der Kunststoffe von
den anderen Bauteilen ohne Demontage und
vereinfacht dadurch das Recycling der Metallbauteile erheblich.
5 Recycling von Sicherheitsglasfolien aus PVB.
5 Aufbereitung von PET-Mischabfällen.
Recycling
der
Lösemittel
Pressen, Trocknen,
Compoundieren
Kunststoffrezyklat
. Abb. 6.2 Kunststoffrecycling nach dem CreaSolv-Prozess
[98]
Anwendung des CreaSolv-Prozesses liegen bereits
einige Verfahrensvorschläge vor [98] [99]:
5 Recycling von EPS-Abfall zu reexpandierbarem
PS: EPS kann bereits am Sammelort im Lösemittel CreaSolv PS gelöst werden (Einsparung
von Transportvolumen) und gelangt dann zur
Verarbeitung (Reinigung, Fällung, Nachbehandlung).
5 Recycling von Elektronikschrott: Der Kunststoffanteil besteht überwiegend aus HIPS und
ABS unter Zusatz von bromierten Flammschutzmitteln. Der Prozess ermöglicht die
Gewinnung der reinen Kunststoffe und die
Ausschleusung der Flammschutzmittel.
Verarbeitung der Rezyklate zu
Regranulaten, Formteilen und
Halbzeugen
Die Produkte der Recyclingverfahren (Rezyklate)
sind vorwiegend körnige Schüttgüter (Mahlgut,
Flakes), mit Ausnahme von Pulvern aus Löseverfahren. Zur Herstellung hochwertiger Regranulate
oder Produkte ist es unbedingt erforderlich, die
Rezyklate zu homogenisieren, zu verdichten und
Additive einzumischen (Verträglichmacher, Stabilisatoren, evtl. Füll- und Farbstoffe). Dieser Prozessschritt erfolgt durch das Mischen, Plastifizieren
und Aufschmelzen in verschiedenen Mischapparaten (Schneckenmischer, Schneckenkneter, Extruder). Bei der Verdichtung und Erwärmung ist für
eine effektive Entgasung der Zwischenräume und
das Absaugen gebildeter Gase (Monomere, Lösemittel) zu sorgen. Der Extruder besteht aus einer
Förderschnecke, die das Rezyklat einzieht und dann
durch den Druckaufbau verdichtet und plastifiziert.
Reibungswärme und Zusatzheizung bewirken das
Aufschmelzen. Am Austoß- oder Pumpenende
des Extruders befindet sich das Formwerkzeug,
das einen kontinuierlichen Produktstrang formt.
Durch die Bildung der Schmelze und den Druckaufbau durch die Schnecke ergibt sich zusätzlich
die verfahrenstechnische Möglichkeit zur Abtrennung fester Verunreinigungen (Al-Folienreste, Me-
. Abb. 6.3 Extruder mit Filtersegment zur Aufbereitung oder
Verarbeitung von reinen Kunststoffabfällen und Rezyklaten [91].
6
177
6.4 • Werkstoffrecycling von Kunststoffen
Filtersegment
Rezyklat, Additive
reine Abfälle
Entgasung
Schneckenantrieb
tallteilchen, Sand, Fasern, Papier) durch Druckfiltration. Das Filtersegment (Platte, Filterkerzen) ist
zwischen Schnecke und Formwerkzeug angeordnet
(. Abb. 6.3). Die Filterelemente sind während des
Betriebes auswechselbar.
Der Extruder arbeitet kontinuierlich und erzeugt als Zwischenprodukt ein homogenes Regranulat (Abschlagen dünner Stränge). Er kann aber
auch die kontinuierliche Direktextrusion von Halbzeugen (Profile, Rohre, Platten) übernehmen. Die
Mischwirkung des Extruders ist auch für die Zumischung von Rezyklat oder Regranulat zu Neuware nutzbar (Compoundieren). Neuwertgleiche
Oberflächen erreicht man durch Mehrschichtextrusion (Coextrusion), wobei ein Rezyklatkern mit
einem Neuwaremantel umhüllt wird (Anwendung
bei Rohren und Fensterprofilen). Zur Herstellung
von Formteilen dient das Spritzgießverfahren, das
von homogenen Regranulaten ausgeht und in diskontinuierlicher Arbeitsweise die Herstellung vielfältigster Formteile ermöglicht [91].
Industrielle Verfahren des
Werkstoffrecyclings von Thermoplasten
Für das Recycling spezieller Abfälle stellt man aus
den verfügbaren Sortiermethoden einschließlich
Aufschlusszerkleinerung und evtl. Waschstufen
oder Löseprozessen sowie Homogenisierung ein
optimales Recyclingverfahren zusammen. Nach-
Schnecke
Heiz-/
Kühlelemente
Kunststoff-Kompaktabfälle
(sauber, sortiert)
Vorzerkleinern
sauber,
sortiert)
Metallabtrennen
(magnetisch,
induktiv)
Feinzerkleinern
(Schneidmühle)
Formwerkzeug
Regranulat
bzw. Halbzeug
Additive
Homogenisieren,
Plastifizieren,
Schmelzfiltrieren,
(Schneckenextruder)
Strang
(oder Profil)
Stranggranulieren
Windsichten bzw.
Hydrozyklonieren
Regranulat
Mahlgut
Abfälle
(Metalle, Papier, Folien,
Fremdkunststoffe)
. Abb. 6.4 Recycling- und Compoundierverfahren für
saubere und sortierte Kunststoff-Kompaktabfälle.
folgend sind einige Fallbeispiele für industriell genutzte Recyclingverfahren beschrieben.
z
Recycling- und Compoundierverfahren für
saubere und sortierte Kompaktabfälle
Saubere und sortenreine Kompaktabfälle gestatten
eine einfache Recyclingtechnologie, die häufig zur
Anwendung kommt. Sie ist in . Abb. 6.4 beispielhaft skizziert und besteht aus Vorzerkleinerung,
178
Kapitel 6 • Recycling von Kunststoffen
. Abb. 6.4 kommt vor allem für PE, PP, PVC und
Mischkunststoffe
(Ballen aus Sortieranlagen)
PS zur Anwendung.
z
Vorzerkleinern
(Schneidwellenapparat)
Nachzerkleinern
Sieben,
Magnetscheiden,
Windsichten
6
Schmutz,
Eisen,
Papier
a
PVC
Dichtesortieren
(Hydrozyklon oder
Schwimm-Sink-Prozess)
Sintern
Agglomerieren
Platten aus
Mischkunststoff
Agglomerate aus
Mischkunststoffen
Plattensinterturm
Gereinigtes
Mahlgut
Matritzenagglomerator
Gereinigtes
Mahlgut Walzen
Behälter
Formkasten
Heizung
b
Gesinterte Platte
Kühlluft
Lochplatte
Agglomerate
. Abb. 6.5 Verarbeitung von Mischkunststoffen durch
Matrizenagglomeration zu Agglomerat oder mittels Sintertechnik zu Platten.
Metallabscheidung (magnetisch und induktiv),
Feinzerkleinerung und Windsichtung bzw. Hydrozyklon sowie Homogenisierung und Plastifizierung
im Extruder. Diese prinzipielle Recyclingtechnologie wird entsprechend der Reinheit der Abfälle
modifiziert und besteht im einfachsten Fall nur
aus den Zerkleinerungsstufen und der Extrusion
mit Zusatz von Additiven (z. B. bei der Aufarbeitung von PP-Batteriekästen). Die Technologie nach
Verarbeitung von Mischkunststoffen
Die Sammelsysteme für Leichtverpackungen
(Grüner-Punkt-Material) liefern eine Materialmischung, die in Sortieranlagen zunächst in die Fraktionen Verbundkartons, Metall und Kunststoffe getrennt werden. Aus der Kunststofffraktion trennt
man meist noch die Anteile von Flaschen, Bechern,
Folien und EPS ab. Etwa 2/3 der Kunststofffraktion
verbleiben dann als Mischkunststoffe (10 % Störstoffe). Dieses Material kann nach Zerkleinerung,
Abtrennung von Störstoffen, Mischung und Verdichtung z. T. als minderwertiger Sekundärwerkstoff Verwendung finden. Überwiegend kommt es
aber bei der rohstofflichen Verwertung (Reduktionsmittel im Hochofen, Synthesegas, Öl) zum Einsatz (7 Abschn. 6.5.4 und 7 Abschn. 6.5.5). Für diese
Einsatzzwecke benötigt man ein rieselfähiges Material, das gute Transport- und Dosiereigenschaften
aufweist. Das ist durch Verwendung einer Kompaktiermethode mit dem Topfagglomerator, dem Matrizenagglomerator oder dem Trommelagglomerator möglich. In diesen Apparaten wird durch rotierende Einbauten (Messer, Walzen) Reibungswärme
erzeugt und damit eine Agglomeration bewirkt.
Der Matrizenagglomerator (. Abb. 6.5) verwendet
in einem Behälter rotierende Walzen und drückt
das plastifizierte Material durch den gelochten Boden des Behälters. Dabei entstehen Agglomerate
(oder Pellets) mit einer Korngröße bis zu 10 mm.
Für die rohstoffliche Verwertung sind z. B. Agglomeratqualitäten mit <4,5 % Aschegehalt, <2 %
Chlorgehalt und einer Schüttdichte >300 kg/m3
erwünscht. Zur Sicherung dieser Qualität muss der
Agglomeration eine Entfernung von Störstoffen vorausgehen. Es ergibt sich deshalb häufig folgender
Verfahrensablauf:
1. Zerkleinerung der Mischkunststoffballen aus
den Sortieranlagen in Schneidwellenapparaten
auf ca. 50 mm;
2. Nachzerkleinerung auf ca. 10 mm;
3. trockene Störstoffabtrennung durch Siebung,
Magnetscheidung (Eisen) und Windsichtung
(Papier, Schmutz); damit ist allerdings keine
Abtrennung von PVC möglich;
179
6.4 • Werkstoffrecycling von Kunststoffen
4. nasse Dichtesortierung (Hydrozyklon,
Schwimm-Sink-Verfahren), die eine gute Abtrennung von PVC garantiert (Einhaltung
geforderter Chlorgehalte); damit erzielt man
zusätzlich einen Wascheffekt;
5. Agglomeration im Matrizenagglomerator.
Für die Verwendung als Sekundärwerkstoff hat
sich die Umformung des zerkleinerten, gewaschenen und störstofffreien Mischkunststoffmahlgutes
(Verfahrensstufen 1 bis 4) zu Platten bewährt. Für
diese Umformung setzt man den Sinterprozess ein.
Das Mahlgut wird in offene Formkästen eingefüllt,
in einem »Platten-Sinterturm« im kontinuierlichen Durchlauf in den Formkästen gesintert und
nach Kühlung als Platten (ca. 1,2 × 1,2 m, Dicke
10…60 mm) ausgetragen (. Abb. 6.5). Diese Platten sind nicht homogen und häufig bunt, aber als
Halbzeuge wie Neukunststoffe bearbeitbar (Sägen,
Bohren) oder direkt als Platten verwendbar (Schalungsplatten im Bau, Platten für Müllbehälter,
Trennwände usw.).
z
Vorsortierung von Kunststoffflaschen
Kunststoffflaschen oder Hohlkörper fallen in Sammelsystemen oft als gepresste Ballen an. Nach Auflösung der Ballen können die gequetschten Flaschen
ohne Zerkleinerung direkt dem Vereinzelungsmechanismus zugeführt werden. Danach führt ein
Förderband die einzelnen Objekte an mehreren
Sensoren (Röntgensensor, NIR-Sensor, Farbsensor,
Formerkennungssensor) vorbei zur Austragsstation. Durch gesteuerte Luftstöße gelangen die identifizierten Plastikobjekte in die sortenspezifischen
Auffangbehälter. Mit diesem Sensorsortiersystem
können Flaschen nach den Sorten PVC, PET und
HDPE verschiedener Einfärbung getrennt werden
(Leistung ca. 20…80 Teile/s). Diese effektive Vorsortierung unzerkleinerter Flaschen muss nachfolgend durch eine Feinsortierung ergänzt werden,
um z. B. Schraubverschlüsse aus anderen Kunststoffsorten oder Metall sowie Restfüllungen abzutrennen. Die Feinsortierung würde dann aus einer
Aufschlusszerkleinerung, einer Waschstufe und
einem geeigneten Sensorsortiersystem bestehen.
Durch sortenspezifische Sammelsysteme (z. B. für
PET-Flaschen) können Aufwand und Kosten der
Vorsortierung weitgehend eingespart werden.
z
6
Recycling von PVC-Fenstern
Vorlaufmaterialien sind PVC-Profile, Profilabschnitte und zerkleinerte Altfenster. Für den Wiedereinsatz des Rezyklats ist unabdingbar, dass
sämtliche Stoffe, die nicht aus Hart-PVC bestehen,
abgetrennt sind. Neben Glasresten, Metall und
Holz sind das vor allem die Dichtlippen aus Gummi
und eingefärbtem Weich-PVC. Der Gummi mischt
sich im Extruder nicht mit dem PVC und führt zu
einem inhomogenen Regranulat. Das Weich-PVC
ist mit dem Hart-PVC gut verträglich, bewirkt aber
unerwünschte Farbänderungen des Regranulats.
Bei Verarbeitung kompletter Altfenster erfolgt zunächst eine Vorzerkleinerung im Shredder auf ca.
20 mm Stückgröße. Aus diesem Shreddergut trennt
man alle Metallteile (magnetisch oder induktiv)
und das Glas (Dichtesortierung) ab. Nach weiterer
Aufmahlung ist eine Farbsortierung zur Abtrennung von Gummi und Glasresten möglich. Durch
abschließende Extrusion mit Schmelzfiltration erhält man ein verwendungsfähiges Regranulat [101].
Eine sehr hochwertige Qualität des Regranulats erreicht man durch ein weiterentwickeltes Recyclingverfahren mit elektrostatischer Sortierung. Es setzt
sich aus einer Aufschlusszerkleinerung im Shredder, einer Abtrennung von Stahl, NE-Metallen und
Glas durch Dichtesortierung, der elektrostatischen
Sortierung (Abtrennung von Gummi und WeichPVC) und einer optoelektronischen Farbsortierung
(Abtrennung restlicher Farbverunreinigungen) zusammen. Das Verfahren liefert nach der elektrostatischen Sortierung eine Reinheit von 99,5 % HartPVC und nach der Farbsortierung schließlich ein
Mahlgut mit einer Reinheit von 99,99 %, was einer
hochwertigen Weißqualität entspricht [100].
z
Recycling von PVC-Bodenbelägen und PVCDachbahnen
An eine händische Aussortierung von Nicht-PVCMaterial schließen eine Grobzerkleinerung auf ca.
30 mm Stückgröße (Chips) und eine Abtrennung
von Eisenteilen über Magnete an. Die nachgeschaltete Hammermühle befreit die Chips von anhaftenden Estrich- und Klebstoffresten (Abtrennung
durch Siebung oder Windsichtung). In einer Endstufe erreicht man durch Kryomahlung bei –40 °C
(flüssiger Stickstoff ) die erforderliche Feinheit von
<0,4 mm (. Abb. 6.6). Aus diesem Pulver sind
180
Kapitel 6 • Recycling von Kunststoffen
PVC-Bodenbeläge
oder PVC-Dachbahnen
Sortierband
(manuell)
Flüssiger
Stickstoff
Wirbelschneckenkühler
Fremdstoffe
Schneidmühle
(< 30 mm)
Magnetscheider
6
. Abb. 6.6 Recyclinganlage für
PVC-Bodenbeläge und PVC-Dachbahnen [101].
Universalmühle
(–40 °C)
Eisenteile
Klassierapparat
Überkorn
(> 0,4 mm)
Hammermühle
(trockene
Waschmaschine)
Fasern
Siebmaschine
Estrichreste,
Klebstoffe
nochmals Faserbällchen abtrennbar. Das Rezyklatpulver verarbeitet man in Mischung mit Neu-PVC
zu neuen hochwertigen Bodenbelägen oder Dachbahnen [101].
z
PVC-Recycling mit
(Löseverfahren)
dem
Vinyloop-Prozess
Als Lösemittel kommt Methylethylketon (MEK)
zum Einsatz. Die vorzerkleinerten PVC-Kabelabfälle lösen sich unter Druck im MEK auf. Die
unlöslichen Verunreinigungen (Metalle, Fasern,
Schmutz) trennt man durch Zentrifugieren ab und
fällt aus der reinen Lösung das PVC durch Einleiten von Dampf aus. Dabei verbleiben feinteilige
Zuschlagstoffe im Größenbereich 10 μm (Farbstoffe, Füllstoffe) beim PVC. Die PVC-Partikel (ca.
0,4 mm) ergeben nach der Trocknung ein schwarzes Rezyklat. Aus dem Gemisch Wasserdampf/Lösemitteldampf ist das MEK weitgehend verlustfrei
regenerierbar (. Abb. 6.7) [90].
z
Recycling von PET-Getränkeflaschen
Der ständig zunehmende Einsatz von PET-Getränkeflaschen und der gegenüber PP, PE und PVC
deutlich höhere Preis von PET-Granulat-Neuware
(. Tab. 6.5) machen das PET-Recycling wirtschaftlich sehr interessant. Für die Qualität des PET-Rezyklats ist dabei die Abtrennung von PVC-Bei-
Rezyklatpulver
< 0,4 mm
mengungen von entscheidender Bedeutung (Schädigung des PET durch Freisetzung von HCl bei der
Extrusion). Als weitere Verunreinigungen sind PP,
PS, Silikon, Holz, Metalle, gefärbtes oder opakes
PET zu berücksichtigen. Die meisten Recyclingverfahren verwenden folgende Verarbeitungsstufen:
Zerkleinerung in Schneidmühlen zu sog. Flakes
(10…30 mm), Schwimm-Sink-Sortierung, Waschstufe, Trocknung und Extrusion mit Schmelzfiltration zu Regranulaten. Diese Regranulate befinden sich im amorphen Zustand und enthalten
infolge Zersetzung Anteile von Acetaldehyd. Eine
Verbesserung der Materialeigenschaften erreicht
man durch Einsatz einer Vakuumentgasung der
Schmelzen sowie nachfolgende Kristallisation und
Nachkondensation. Mit diesen Verfahren erhält
man allerdings meist nur eine Non-Food-Qualität,
die vorwiegend für Fasern, Spinnvliese, Folien und
PET-Paletten einsetzbar ist. Auch als Kernmaterial
für Multilayerflaschen (Außen- und Innenschicht
aus Neuware) ist es verwendbar. Für höhere PETRegranulat-Qualitäten, die eine Wiederverwendung als Getränkeflaschen zulassen, sind zusätzliche effektive Sortiermethoden erforderlich. Die
Dichtesortierung garantiert zwar eine weitgehende
Abtrennung von PP und PE, aber weniger von PVC
(. Tab. 3.5) und hat auch immer einen Mitschleppeffekt. Außerdem erfolgt eine Migration von Ver-
. Abb. 6.7 Vinyloop-Löseprozess für das Recycling von
PVC-Abfällen [90].
6
181
6.4 • Werkstoffrecycling von Kunststoffen
PVC-Abfälle
Methylethylketon (MEK)
Additive
Wasserdampf
Shreddern
PVC-Auflösen
(Druckgefäß)
PVC-Fällen
Zentrifugieren
Zentrifugieren
PVC-Partikel
(feucht)
Ungelöste
PVCStoffe
Lösung
MEKRegenerierung
Heißluft
Trocknen
Wasser
PVC-Pulver
(Rezyklat)
unreinigungen in die PET-Oberfläche. Den letztgenannten Nachteil und die Entfernung restlicher
Verunreinigungen von der Oberfläche beseitigt das
URRC-Verfahren durch das Ablösen einer dünnen
PET-Schicht von den Oberflächen mittels Natronlauge (Benetzung, Trocknung, Erwärmung mit
5 % PET-Verlust). Durch eine abschließende optische Sortierstufe mit einer Farbzeilenkamera (Abtrennung von Störstoffen und Fehlfarben) ist eine
PET-Qualität für Getränkeflaschen erreichbar [90].
Die Farbzeilenkamera funktioniert auch noch für
Stückgrößen von 2…12 mm (. Abb. 6.8) [102]. Als
zusätzliche Sortiermethoden kommen auch NIR,
Induktionssensorik (Metallteilchen >0,5 mm) und
für PVC-Abtrennung Röntgensensoren zum Einsatz. Das URRC-Verfahren ermöglicht auch die
Verarbeitung der PET-Fraktion (95 % PET) der
DSD-Sortierung (Sortechnology, NIR-Sensorik).
Zur Verbesserung der Dichtesortierung wird auch
eine Kombination mit einer Flotation empfohlen
(erreichte Sortenreinheit 99,995 %). Sehr gute Qualitäten der Regranulate garantiert die »Flasche-zuFlasche-Methode«, d. h. Getrenntsammlung der
Getränkeflaschen beim Händler, separate Zerkleinerung der dicken Flaschenmündungen und des
dünnen Wandmaterials sowie Waschstufen. Die so
erhaltenen Flakes haben ohne Umschmelzen FoodQualität [103].
PET-Flakes
(0…12 mm,
5 % Fehlfarbe, Metallteile)
Siebapparat,
dreistufig
0…2 mm 2…4 mm
1. Sortierstufe
4…12 mm
1. Sortierstufe
2. Sortierstufe
Abweisfraktion
3. Sortiestufe
PET-Flakes, rein,
<100 ppm Fehlfarbe
. Abb. 6.8 Beispiel einer PET-Flake-Sortierung mit Farbzeilenkamera und Induktionssensor nach Klassierung in drei
Stückgrößenklassen in einem dreistufigen Siebapparat mit
progressiver Neigung der Siebdecks [102].
z
Recycling von EPS
Expandiertes PS (EPS, Styropor®) spielt als
Schaumstoff für Verpackungen und als Dämmplatte im Bauwesen eine große Rolle. Die Verpa-
182
6
Kapitel 6 • Recycling von Kunststoffen
ckungen fallen praktisch 100 % als verwertbarer
Abfall an und im Bauwesen entstehen etwa 7 % als
sauberer Verschnitt. Durch sortenreine Sammlung
würde sich eine erhebliche Menge ungewöhnlich
reiner Abfall ergeben. Es wird aber in der BRD nur
eine Sammelquote von 50 % ermittelt. 50 % befinden sich im Restmüll. EPS ist ein Thermoplast, der
durch Erwärmen unterhalb des Schmelzpunktes
unter Druck bereits vorverdichtet werden kann.
Durch Aufschmelzen erhält man kompaktes PS.
Für Alt-EPS bestehen nach einer Zerkleinerung
mehrere Verwertungsmöglichkeiten [97]:
5 Zusatz von sauberen Abfällen zu Neuware bei
der Herstellung von Block- und Formteilen,
5 Zusatz zu Baustoffen (Leichtsteine, Leichtbeton, Dämmputz),
5 Bodenhilfsstoff (Pflanzerdesubstrat, Dränage),
5 Aufschmelzen im Extruder zu kompaktem PS
mit Schmelzfiltration (Qualitätsverlust durch
Erwärmung und mechanische Beanspruchung) und Verarbeitung zu Spritzgussartikeln
oder Extrusionsprodukten.
Eine Reinigungsmöglichkeit besteht für die zerkleinerten Abfälle praktisch nicht. Die wesentliche
Verbesserung der Recyclingqualität sollte durch
Einsatz eines Löseverfahrens erreichbar sein [99].
z
Kunststoffrecycling aus Leichtverpackungen
Am Beispiel der Sortechnology [104] ist das Recycling von Leichtstoffverpackungen in . Abb. 6.9
demonstriert. Neben den in Sortieranlagen üblichen Verfahrensstufen Sieben, Windsichten und
Magnetscheiden sind weitere effektive Sortierverfahren (NIR-Sensorik zur PET-Erkennung, Wirbelstromscheider für die Al-Abtrennung, Pulper zur
Aufspaltung von Verbundverpackungen und Dichtesortierung mit Sortierzentrifugen) installiert. Auf
eine spezielle PVC-Abtrennung wurde verzichtet,
da PVC für Leichtverpackungen praktisch nicht
mehr im Einsatz ist.
z
Halbtechnisch und technisch erprobte Verfahren des Werkstoffrecyclings von Thermoplasten
Auf Grund intensiver ökologischer Bemühungen
(Ressourcenschonung und Schadstoffminimierung) sowie der Festlegungen des KrW/AbfG, der
Altfahrzeugverordnung und des Elektrogerätege-
setzes hat eine Vielzahl technologischer Untersuchungen zum Werkstoffrecycling von Kunststoffen
stattgefunden und ist weiterhin in Bearbeitung. Die
erzeugten Qualitäten der Sekundärwerkstoffe erreichen aber nur bei sehr wenigen Verfahren die Qualität der Neuware und vor allem die ökonomischen
und ökologischen Bewertungen erlauben meist
noch keine industrielle Einführung. Die noch zu
hohen Recyclingkosten ergeben sich vorwiegend
aus den geringen Tonnagen der gesammelten Altkunststoffe. Nachfolgend sollen aber einige bereits
technisch erprobte Verfahren vorgestellt werden,
um weitere Wege zum Werkstoffrecycling aufzuzeigen.
Recycling von CDs und DVDs Die Datenträgerroh-
linge bestehen zu 100 % aus reinem PC, auf die eine
dünne Al-Schicht aufgedampft ist, und einer anschließenden Lackierung. Für das Recycling können die Al-Schicht und die Lackschicht mit NaOH
abgelöst werden. Der so gewonnene PC-Rohling
wird gewaschen und zerkleinert. Das erzeugte Regranulat ist wegen geringer Restverunreinigungen
nicht für CDs, aber sehr gut für Gehäuse und für
Autoteile verwendbar. Eine zweite Recyclingmethode besteht im mechanischen Abschälen der Alund Lackschicht. Eine Recyclingtechnologie liegt
auch bereits für verpackte CDs und DVDs vor. Eine
automatische Demontagelinie übernimmt dabei
die Trennung in die Fraktionen PS-Gehäuse, PCDatenträger und Papier, die anschließend getrennt
recycelfähig sind.
Recycling von Polyamid Hauptabfallmengen sind
Altteppichböden (PA-Fasern). Außerdem fallen
technische Altteile (Ansaugrohre, Behälter) an.
Die Recyclingtechnologie zur Extrusion sauberer
Fasern bzw. sauberen Mahlguts aus Kompaktabfall
verwendet folgende Maschinenkette: Förderband
mit Metallabscheider, Faserverdichter, Extruder
mit Entgasung und Schmelzfiltration, Stranggranulator. Bei der Realisierung der Technologie sind
bereits mehrere Unternehmen gescheitert, weil die
Sammellogistik und der Mengenanfall nicht ausreichten und auch technische Schwierigkeiten auftraten. Eine ähnliche Problematik besteht für das
rohstoffliche Recycling, obwohl PA im Prinzip sehr
6
183
6.4 • Werkstoffrecycling von Kunststoffen
Leichtverpackungen
»Gelber Sack«
Pulper A
Pulper B
Gebindeöffnung
Parallele Wasch- und
Aufschlussstufen
Trommelsieb
Papierfasern
Wirbelstromscheider
Windsichter
Al
Zerkleinerung,
Schwerguttrennung
Leichtfraktion
Schwerfraktion
Magnetscheider
Zentrifuge
Zentrifuge
NIR-Sortierung
Zentrifuge
Eisen
(Weißblech,
Dosen,
Deckel)
Getränkekartons
Agglomerator
Extruder
PO
Agglomerat
PS
Granulat
Extruder
PET-Flaschen
PE
Granulat
. Abb. 6.9 Kunststoffrecycling von Leichtverpackungen aus dem »Gelben Sack« (Sortechnology) [104].
gut für eine chemische Depolymerisation geeignet
ist (7 Abschn. 6.5.1).
Große Kunststoffteile von Altautos [16] Durch das
Demontageverfahren für Altautos ist die getrennte Erfassung größerer Kunststoffteile möglich und
nachfolgend deren getrenntes werkstoffspezifisches
Recycling durchführbar. Dafür sollen einige Untersuchungsbeispiele genannt werden.
5 Kühlerschutzgitter aus ABS: Nach Reinigung,
Zerkleinerung und Zumischung von ABSNeuware konnten qualitätsgerechte Kühlergitter erneut hergestellt werden.
5 Kühlerwasserkästen aus PA: Das PA 66 ist mit
30 % Glasfasern (200 μm) verstärkt. Die Alt-
kästen sind durch mechanische, thermische
und chemische Einflüsse (Ethylenglykol)
belastet und gering verunreinigt. Nach einer
Zerkleinerung sind eine Abtrennung von
Metallteilen und Elastomeren sowie eine Intensivwäsche notwendig. Das gereinigte und
getrocknete Mahlgut ist als PA-Sekundärwerkstoff sehr gut einsetzbar.
5 Stoßfänger aus PP: Durch Grobzerkleinerung,
nasse Feinmahlung und Regranulation erhält
man ein Granulat, das durch Vermischung mit
PP aus Batteriekästen für die Verarbeitung zu
Radkastenauskleidungen geeignet ist.
5 Armaturentafel und Formhimmel: Diese Teile
besitzen einen vielschichtigen Aufbau aus
184
Kapitel 6 • Recycling von Kunststoffen
. Tab. 6.7 Durchschnittliche stoffliche Zusammensetzung von Altreifen verschiedener Einsatzgebiete
[105] [7]
6
Reifenbestandteil
PKW
Gew.-%
LKW
Gew.-%
Naturkautschuk
22
30
Synthesekautschuk
23
15
Aktive Füllstoffe
28
20
Reyon
4
–
Nylon
1
1
13
25
Zinkoxid
1
1
Öle, Fettsäuren, Wachs,
Additive
9
9
Stahldraht
6.4.2
Zu den Elastomeren gehören die verschiedenen
Kautschuksorten sowie die Silikonkautschuke.
Auch die PUR-Elastomere sollen an dieser Stelle
mit eingeordnet werden (. Tab. 6.3). Die Elastomere sind weitmaschig vernetzt, nicht schmelzbar und
nicht löslich. Das Werkstoffrecycling unter Erhaltung des Polymers ist deshalb ebenso wie bei den
Duroplasten überwiegend nur durch Herstellung
eines Mahlgutes möglich, das dann als Zusatzstoff
für Neuware oder durch Zumischung von besonderen Bindestoffen (Teer, Thermoplaste) zur Herstellung von Sonderprodukten dienen kann.
z
. Tab. 6.8 Zusammensetzung von Altreifen in den
USA (ohne Berücksichtigung des Stahl- und Textilanteils) [115]
Reifenbestandteil (USA)
Gew.-%
Gummi
(Naturgummi, NR; Styrol-BudatienGummi, SBR)
55…60
Rußfüller
25…30
Öle
5…7
Zinkoxid
1…2
Schwefel
1…2
Sonstige (Fettsäuren, Phenolharz,
Wachse)
4…8
PUR-Schaumstoff, glasfaserverstärktem SMA
(Styrol-Maleinsäureanhydrid) und verschiedenen Folien. Das Recycling gelingt durch
selektive Auflösung des SMA mit Ketonen und
nachfolgende Ausfällung des SMA aus der
Lösung durch Zugabe von Wasser.
Die wirtschaftliche Realisierung dieser Anwendungen ist in erster Linie an die Verfügbarkeit ausreichender Mengen dieser speziellen Teile gebunden.
Werkstoffrecycling von
Elastomeren (Altgummi und
PUR)
Recycling von Altgummi und Altreifen
Die Altreifen stellen den Hauptanteil an Altgummi.
Sie sind ein Verbundwerkstoff aus Gummimaterial,
Stahldraht, Textilfasern und Füllstoffen (. Tab. 6.7
und . Tab. 6.8).
Das Werkstoffrecyclingverfahren muss also
eine effektive Abtrennung von Stahldraht und
Fasern gestatten. Das Zielprodukt sollte ein verwendungsfähiges
Mahlgut
(Gummigranulat
1…10 mm, Gummimehl <1 mm) sein. Die Zerkleinerung muss deshalb sowohl die ausreichende Aufmahlung als auch den vollständigen Aufschluss des Verbundmaterials gewährleisten, um
die nachfolgende Abtrennung von Stahldraht und
Fasern durch Sortierung zu ermöglichen. Da je
nach Verwendungszweck (PKW, LKW, Sommeroder Winterreifen) und Hersteller unterschiedliche Kautschukmischungen Verwendung finden, ist
das erzeugte Mahlgut aus gesammelten Altreifen
immer ein unbekanntes Gemisch verschiedener
Kautschuksorten. Das wirkt sich nachteilig auf eine
Verwertung aus. Für die Zerkleinerung stehen zwei
Verfahren zur Verfügung: die Warmmahlung oder
die Kaltmahlung. Die Warmmahlung erfolgt bei
Umgebungstemperatur. Die Kaltmahlung arbeitet
als Kryomahlung unter Verwendung von flüssigem
Stickstoff bei ca. –100 °C und nutzt damit den Effekt der Gummiversprödung (. Abb. 3.3). Der höhere Aufwand der Kryomahlung ist offenbar nur
bei der Herstellung von Gummimehl vertretbar
(Verbrauch von 1,5…3 kg Stickstoff pro kg Gummi-
185
6.4 • Werkstoffrecycling von Kunststoffen
6
. Tab. 6.9 Beispiel einer vierstufige Aufschlusszerkleinerung von Altreifen [106]
Altreifenzerkleinerungsstufe
Zerkleinerungsmaschine
Input
Stückgröße
mm
Input
Stahlanteil
%
Output
Stückgröße
mm
1
Rotorschere
1 500
100
0…50
2
Messerschneidmühle
<50
100
0…25
3
Granulator*
<25
5…10
0…12
4
Granulator*
<12
1…2
0…2
*
Granulatoren sind modifizierte Schneidmühlen, die durch Verwendung stumpfer Messer eine überwiegende Reißbeanspruchung realisieren [105].
mehl). Dabei schützt aber die Stickstoffatmosphäre
zusätzlich vor Bränden und Staubexplosionen des
Gummimehls. Die Kaltmahlung erfordert eine
Vorzerkleinerung mit Rotorscheren, der die eigentliche Kryomahlung in Hammermühlen nachfolgt.
Dabei entsteht ein ausreichender Aufschluss des
Werkstoffverbundes. Durch den glasartigen Bruch
des Gummis bei der Kaltmahlung haben Granulat
oder Mehl eine geringe spezifische Oberfläche und
sind damit für eine erneute Gummibindung weniger aktiv. Die Warmmahlung benötigt meist vier
Zerkleinerungsstufen für den Aufschluss und die
Zerkleinerung und hat damit einen hohen Energieaufwand und erhebliche Verschleißkosten. Allerdings entstehen dabei raue Granulatoberflächen
mit günstigen Bindungseigenschaften. In . Tab. 6.9
ist ein Beispiel für die vierstufige Zerkleinerung mit
Angaben zu den Apparaten, den Stückgrößen und
dem Aufschlussgrad (Stahlreste) angegeben [106].
Zwischen den Zerkleinerungsstufen trennt man
den jeweils aufgeschlossenen Stahlanteil durch Magnetscheidung ab und bläst während der Zerkleinerung durch einen Luftstrom auch einen Anteil
der Textilfasern aus. Die endgültige Freilegung der
Textil- und Stahlanteile findet in der vierten Stufe
statt. In dieser Stufe kommen zur Gewinnung von
Gummimehl auch Stiftmühlen und Zweiwalzenmühlen [115] zum Einsatz.
Durch Einsatz von Flachmatrizenpressen ist die
Warmmahlung auf zwei Stufen zu beschränken. In
einer Vorzerkleinerung mit Rotorscheren erhält
man Stückgrößen von 50…100 mm. Die nachfolgende Flachmatrizenpresse arbeitet nach dem
Kollergangprinzip. Beim Rollen der Walzen auf der
kreisförmigen, gelochten Matrize finden der Aufschluss und die Zerkleinerung durch die Scherkräfte und den Pressdruck (120 bar) der Walzen statt.
Für die Aufbereitung der Mahlgüter verwendet
man die Magnetscheidung, eine Zwischenklassierung mit Sieben (Abtrennung von Unterkorn und
Überkorn), die Windsichtung (Textilfasern) und
den Rütteltisch bzw. die Kombination im Luftherd
[107] [115]. Ein typisches Trennergebnis mit Flachmatrizenpresse und anschließender Sortierung ist
folgendes: 15…20 % Stahl; 60 % Gummigranulat
(4…6 mm 15 %, 2…4 mm 15 %, 0…2 mm 30 %);
15…20 % Textil-Gummi-Gemisch [107]. Auf dem
USA-Markt sind mehrere Fraktionen von AltreifenProdukten eingeführt [115]:
5 Shreds: 300…50 mm,
5 Chips (mit Draht): 50…10 mm; Chips (95 %
drahtfrei): 50…10 mm,
5 Granules: 10…1 mm,
5 Crumb Rubber Material (CRM) Coarse:
2…0,42 mm,
5 Crumb Rubber Material (CRM) Fine:
0,42…0,18 mm,
5 CRM Powder: 0,18…0,075 mm; Super Fine
CRM: <0,075 mm.
Einige erforderliche Zerkleinerungsfraktionen für
die Einsatzgebiete von Gummigranulat und Gummimehl sind in . Tab. 6.10 zusammengestellt [105].
. Tab. 6.10 informiert auch über die wesentlichen Einsatzgebiete von Gummigranulat und
Gummimehl. Von entscheidender Bedeutung
186
Kapitel 6 • Recycling von Kunststoffen
. Tab. 6.10 Zerkleinerungsfraktionen und Zerkleinerungsverfahren für die Einsatzgebiete von Gummigranulat und Gummimehl [105]
6
Einsatzgebiet
Gummigranulat/-mehl
Stückgröße
mm
Zerkleinerungsverfahren
Laufbahnen,
Sportplätze,
Spielplätze
2…7
Warm
Automatten,
Teppiche
0…2
Warm
Asphaltzusatz
0…0,8
Warm/kryogen
Bautenschutzmatten
0,8…2,5
Warm
Kautschukmischungen
für Reifen,
Schuhsohlen,
Gummimatten
0,2…0,8
Warm/kryogen
Ölbindemittel
0,8…3
Warm
für die Verarbeitung der Granulate und Mehle zu
Formteilen sowie für die Qualität der neuen Produkte ist die Gewährleistung einer ausreichenden
neuen Bindung der Gummiteilchen untereinander
oder mittels zugesetzter Bindestoffe. Diese Bindungsaktivität der Gummiteilchen wird in erster
Linie durch den Mahlprozess (Warmmahlung oder
Kryomahlung) beeinflusst. Durch verschiedene
Nachbehandlungsmethoden der Granulate, die
zum Bruch der chemischen Vernetzungen (Devulkanisation) an den Partikeloberflächen führen,
kann die Bindungsfähigkeit (Möglichkeit der Neuvernetzung) wesentlich verbessert werden. Ein erstes Verfahren dafür ist eine starke Erhitzung. Durch
Erwärmung auf ca. 300 °C (Hochdruckdampf) und
unter Zusatz von Chemikalien (organische Sulfide,
aromatische Amine) entstehen sog. regenerierte
Kautschuke. Ein solches Verfahren kommt vor allem für sortenreine Produktionsabfälle zur Anwendung. Eine andere Methode ist die mechanische
Aktivierung in einer Mühle bei etwa 30 °C. Ein
weiterer Prozess ist die Behandlung der Granulate mit Chemikalien (aliphatische und aromatische
Amine, Alkohole, organische Sulfide, flüssige Poly-
mere) über wenige Minuten bei 105…135 °C. Auch
die Beschichtung der Granulate mit einem Polymer
unter Zusatz von Paraffinöl bei Temperaturen von
80…100 °C ist beschrieben [115]. Die behandelten
Granulate können als Zumischungen zu Neugummi Verwendung finden. Je nach Qualitätsansprüchen liegen die Altgummianteile zwischen 5 und
70 %. Dabei ist auf gleiche Gummiarten (NR, SBR,
EPDM) zu achten und die Qualität der Granulate
sehr entscheidend (Mahlprozess, Korngröße, Reinheit, Nachbehandlung). Für Sportplätze und Spielplätze verwendet man ausschließlich Altgummigranulate (<8 mm) mit einigen Prozent PUR- oder
Latexbinder. Unbehandeltes Granulat kommt als
Füller in Straßendecken zum Einsatz. Ein wichtiges Recyclingverfahren ist die Herstellung von
Blends aus Kunststoffen und Altgummigranulaten.
Die Kunststoffanteile liegen bei etwa 20…50 %. Als
Kunststoffe kommen PE, PP und PVC zur Anwendung [115]. Aus solchen Mischungen lassen sich
Elastomer-Compounds extrudieren [107]. Eine typische Blendzusammensetzung ist folgende [115]:
Altgummimehl 51 %, PE 16 %, PP 8 %, SBS 12 %,
EVA (Ethylenvinylazetat) 11 %, Antioxidantien
1 %. Diese Blends verwendet man z. B. für Schuhsohlen und Dachmembranen.
Die überwiegende Masse der Altreifen (45 %)
wird aber einer energetischen Verwertung zugeführt. Die energetische Verwertung organischer
Materialien (Kunststoffe, Papier, Textilien, Altholz)
wird gebündelt in 7 Kap. 12 behandelt. Im vorliegenden Abschnitt sind aber einige Angaben zu den
erforderlichen Aufbereitungsmethoden (Zerkleinerung, Sortierung) der Altreifen für den Einsatz als
Ersatzbrennstoff zweckmäßig, da diese Verfahren
mit den Verfahren für das Werkstoffrecycling weitgehend identisch sind. Eine wesentliche Ausnahme
ist die Verwendung als Ersatzbrennstoff in Zementdrehrohröfen. Wegen der extrem großen Dimensionen dieser Öfen ist der Einsatz unzerkleinerter
kompletter Altreifen technisch möglich und wird
überwiegend angewendet. Auch die anorganischen
Bestandteile der Altreifen (Stahldraht, ZnO) bereiten keine Schwierigkeiten, da das aus dem Eisen
gebildete Eisenoxid immer Bestandteil von Zementen ist. Für andere Verbrennungsöfen (Rostöfen,
Wirbelschichtöfen) mit kleineren Brennräumen,
spezifischen Chargierverfahren und geringeren
Verweilzeiten sind nur stark zerkleinerte Altreifen
und häufig auch vom Stahldraht befreite Qualitäten
verwendbar. In den USA unterscheidet man z. B.
zwei Sorten [115]:
1. Chips mit 100 mm Stückgröße, bei denen kein
Stahldraht abgetrennt ist (Tire Derived Chips,
TDC).
2. Tire Derived Fuel (TDF) mit ca. 50 mm Stückgröße, bei denen ca. 90 % des Stahlanteils abgetrennt ist.
Mit abnehmender Stückgröße der Chips und abnehmendem Gehalt an Draht verbessern sich die
notwendigen Fördereigenschaften und die Dosierfähigkeit.
Die technischen und wirtschaftlichen Möglichkeiten eines Rohstoffrecyclings von Altreifen werden noch in Pilotanlagen getestet. Dabei verwendet
man die pyrolytische Spaltung des Gummis bei ca.
500 °C und gewinnt die Komponenten Öl, Gas, Ruß
und Stahldraht in vermarktungsfähiger Qualität
[118]. Neben Werkstoffrecycling und energetischer
Verwertung sowie Erprobung der Pyrolyse muss
auch auf weitere Nutzungsvarianten von kompletten Altreifen hingewiesen werden: Regenerierung
durch Vulkanisation, Nachnutzung in der Landwirtschaft und für Crashbarrieren. In . Tab. 6.11
sind Angaben zum Anteil der energetischen Verwertung und zum gesamten Verwertungsspektrum
der Altreifen in den USA im Jahr 2003 zu finden.
z
Recycling von PUR
PUR-Abfälle können mechanisch durch Zerkleinerung granuliert werden und das Mahlgut dann als
Zusatz für Neuprodukte Verwendung finden. Dazu
muss das Mahlgut in die Polyolkomponente eingemischt werden. Bei hohem Druck und erhöhter
Temperatur verhält sich PUR wie ein Thermoplast.
Diese Eigenschaft ist für einen Recyclingprozess
nutzbar. Das Fließpressverfahren setzt granuliertes PUR-Altmaterial ein und kann durch Erhitzen auf 190 °C und bei 750 bar Druck eine Umformung zu PUR-Recyclingprodukten erreichen.
Ein weiteres Verfahren ist das Klebepressen, das
vorwiegend für Weichschaumflocken Anwendung
findet. Duroplastisches PUR verarbeitet man zu
feinem Mahlgut, das als Zusatz für neue Formteile verwendet wird (Partikelrecycling). Für PUR-
6
187
6.4 • Werkstoffrecycling von Kunststoffen
. Tab. 6.11 US-Markt für Altreifen im Jahr 2003 [115]
Verwendung Altreifen
(USA)
Menge
Mio. Reifen
Anteil
%
Energetische
Verwertung
129,7
44,7
– Zementöfen
53
18,3
– Papierindustrie
26
9
– Industriekessel
17
5,9
– Sonstige
33,7
11,6
Formprodukte
34,7
12
Straßenbau
56,4
19,4
Sonstige
3,5
1,2
Export
9
3,1
Gesamtverwendung
233,3
80,4
Gesamtproduktion
290,2
100
Abfälle liefern aber die Alkoholyseverfahren eine
deutlich bessere Qualität des Recyclingwerkstoffes
(7 Abschn. 6.5.1).
6.4.3
Partikelrecycling von
Duroplasten
Die Werkstoffeigenschaften der Duroplaste (engmaschige Vernetzung, nicht schmelzbar, Unlöslichkeit, Sprödigkeit; 7 Abschn. 6.1) machen ein
Werkstoffrecycling durch Umformen, Umschmelzen oder Lösen unmöglich. Es verbleibt nur das
Verfahren der Zerkleinerung und Zumischung als
Füllstoff zu Neuware. Da bei der Primärherstellung
von Duroplasten immer große Mengen an Füllund Verstärkungsstoffen (bis 80 % Anteil) zugesetzt
werden, ergibt sich ein größerer Einsatzbereich.
Für die Zumischung als Füllstoff ist dabei eine Feinvermahlung erforderlich. Diese Recyclingmethode
bezeichnet man deshalb als Partikelrecycling. Der
Mengenanteil der Altduroplaste in Neuware kann
bis 30 % betragen. Eine Besonderheit ist das Recycling von Verbundwerkstoffen auf Duroplastbasis.
Dazu gehören die glasfaserverstärkten Polyester-
188
6
Kapitel 6 • Recycling von Kunststoffen
harze (SMC, BMC). Bauteile aus SMC können in
einer Hammermühle schonend zerkleinert werden,
wobei der Harzanteil als Pulver anfällt und die Glasfasern wenig geschädigt werden. Durch Absiebung
trennt man Harzpulver und Glasfaserschnitzel,
die beide als Füll- und Verstärkungsstoffe wieder
einsetzbar sind, nachdem sie einer regenerativen
Behandlung unterworfen wurden (Verbesserung
der Benetzbarkeit). Größere Probleme bereitet das
Recycling von kohlefaserverstärkten Kunststoffen
(CFK) durch deren zunehmenden Einsatz im Flugzeugbau und im Autobau. Dabei entstehen Neuverschnitte und künftig CFK-Abfälle bei der Verschrottung von Flugzeugen und Autos. Zunächst
verwendete man die Verbrennung dieser Abfälle,
die hohe Temperaturen erfordert. Bei Anwendung
einer Vermahlung erhält man ein einsatzfähiges
Harzpulver, aber die wertvollen C-Fasern werden
zerstört und sind damit verloren. Deshalb laufen
international intensive Untersuchungen zu einem
optimalen Pyrolyseverfahren, das die Gewinnung
von C-Fasern bis 50 mm Länge garantiert [117].
Das Recycling des wertvollen Kohle-Faser-Prepreg-Verschnitts ist problematisch.
6.5
Chemisches Recycling und
Rohstoffrecycling von
Altkunststoffen
Die beschriebenen Probleme des Werkstoffrecyclings, insbesondere die meist geringere Qualität
der gewonnenen Sekundärwerkstoffe sind Veranlassung für die gesteuerte Zerlegung der Polymere
in Zwischenprodukte oder die Monomere bzw. bis
zur Überführung in Kohlenwasserstoffe und Synthesegas. Damit erhält man flüssige oder gasförmige Zwischenprodukte bzw. Rohstoffe, die effektiv
zu reinigen sind und für vielfältige organische Synthesen einsetzbar werden. Für die gewählte Zielstellung der Depolymerisation bzw. Überführung
in Kohlenwasserstoffe oder Synthesegas stehen vier
chemische Verfahren zur Verfügung:
1. Polymerzerlegung durch Hydrolyse, Alkoholyse oder katalytische Depolymerisation zu
organischen Verbindungen,
2. Hydrierung zu vorwiegend flüssigen Kohlenwasserstoffen,
3. thermische Zersetzung unter Sauerstoffausschluss zu Ölen und Gasen (Pyrolyseverfahren, Crackprozess),
4. Vergasung im Hochofen oder zu Synthesegas
(Gemisch aus CO und H2).
Die entsprechenden technischen Prozesse sind allerdings nur als Massenproduktion ökonomisch
zu betreiben, so dass für das chemische- bzw. Rohstoffrecycling sehr große Mengen an Kunststoffabfällen am Recyclingstandort zur Verfügung stehen
müssen. Eine Ausnahme ist das Einblasen in Hochöfen, das auch mit geringeren Mengen technisch
durchführbar ist.
Der entscheidende technische Vorteil des chemischen oder Rohstoffrecyclings ist die sehr gute Reinigungsmöglichkeit der Reaktionsprodukte durch Filtration, Destillation, Gaswäsche oder Umkristallisation, die bei den nachfolgenden Stufen der erneuten
Polymerherstellung oder verschiedener organischer
Synthesen eine hohe Produktqualität garantiert.
Bei den Verfahren der Hydrolyse und Alkoholyse handelt es sich um heterogene Reaktionen
zwischen Feststoffen und Flüssigkeiten. Diese Reaktionen laufen an der Oberfläche der Feststoffe ab.
Deshalb bestimmen die spezifische Oberfläche bzw.
die Stückgröße der Kunststoffteile die Reaktionsgeschwindigkeit und die notwendige Reaktionsdauer.
Geringe und gleichmäßige Stückgrößen sind also
für die technische Reaktionsführung gefordert.
Man muss deshalb einen entsprechenden Aufbereitungsschritt vorschalten, der aus einer Grobund Mittelzerkleinerung auf ca. 10 mm und einer
Homogenisierung besteht. Entsprechende Angaben zur Zerkleinerung von Kunststoffen und den
geeigneten Apparaten finden sich in 7 Abschn. 3.2.
Die Homogenisierung des Eintragmaterials sichert
eine gleichmäßige Reaktion in den Reaktoren und
gewährleistet damit eine sichere Prozessführung
und die Erzeugung eines gleichmäßigen Produktspektrums. Die Vergasung verlangt für die speziellen Reaktionsbedingungen Feststoff/Gas ebenfalls
ein aufbereitetes und homogenisiertes Material. Bei
der Variante der Flugstromvergasung muss das Material sehr feinkörnig sein (ca. 0,2 mm), während
bei der Festbettvergasung das homogenisierte Material nochmals auf Stückgrößen von 15…80 mm
kompaktiert werden muss (Brikettieren, Pelletie-
ren), um die Gasdurchströmung des Feststoffbettes zu realisieren. Ähnliche Zusammenhänge sind
auch für die Prozessführung in Pyrolysereaktoren
von Bedeutung. Von den oben angeführten vier
Verfahren sind vor allem die Vergasung in Kombination mit einer Methanolsynthese, das Einblasen
in Hochöfen und die Alkoholyse von PUR und PET
industriell eingeführt. Im Folgenden sollen aber
alle vier Verfahren in ihren Grundprinzipien vorgestellt werden.
6
189
6.5 • Chemisches Recycling und Rohstoffrecycling von Altkunststoffen
PA-6-Teppichböden
Zerkleinerung
Abtrennung
der Begleitstoffe
Trägermaterial,
Kleber u. a.
PA 6
Katalysator
6.5.1
Alkoholyse, Hydrolyse und
katalytische Depolymerisation
Depolymerisation
Eine chemische Abbaureaktion gelingt bei der kleineren Gruppe von Kunststoffen, die in den Polymerketten nicht nur Kohlenstoffgruppen, sondern
auch Ester-, Amid-, Urethan- Karbonat- oder
Acetalstrukturen enthalten. Dazu gehören vor allem PUR, PA und PET. Als Spaltungsreagenzien
kommen überwiegend Alkohole (Alkoholyse) oder
Wasser (Hydrolyse) unter Zusatz von Katalysatoren
zur Anwendung.
z
Rohcaprolactam
Raffination,
Filtration
Additive
Destillation
Reincaprolactam
Recycling von PA
Das Hydrolyseverfahren ist für PA-Abfälle gut geeignet. Man erhält das entsprechende Monomer.
Die zerkleinerten PA-Abfälle werden in Anwesenheit von Wasser, Katalysatoren, Säuren oder Basen
bei erhöhter Temperatur und erhöhtem Druck gespalten. Durch Filtration und Destillation erreicht
man eine Reinigung und kann anschließend das
Monomer erneut polymerisieren. Für PUR-Abfälle spielt das Hydrolyseverfahren dagegen keine
Rolle, da neben dem Polyol ein nicht direkt verwertbares Reaktionsprodukt entsteht (Amine). Ein
chemisches Recycling von PA 6 ist auch durch eine
katalytische Depolymerisation zu Caprolactam realisierbar [108]. Dieses Verfahren ist an PA 6-Teppichböden erprobt. Die Altteppichböden oder Produktionsabfälle werden durch Shreddern und Sichten zerkleinert und von Verunreinigungen (Kleber,
Bodenrückstände) befreit. Die erhaltenen Fasern
gelangen über einen Extruder in den Spaltreaktor.
Das erzeugte Spaltprodukt Caprolactam wird in
weiteren Verfahrensstufen (Oxidation, Filtration,
Dampf
. Abb. 6.10 PA 6-Recycling von Teppichböden zu Caprolactam [108].
Destillation) zu Reincaprolactam umgearbeitet, aus
dem erneut PA 6 herstellbar ist (. Abb. 6.10).
z
Alkoholyse von PUR
PUR erzeugt man durch die Reaktion von Polyol
mit Isocyanat. Bei der Alkoholyse von PUR erhält
man wieder das ursprüngliche Polyol und kann es
erneut für eine PUR-Herstellung einsetzen. Verwendet man für die Umesterung Glykole, dann
entstehen neben dem Polyol niedermolekulare
Urethane und als unerwünschte Nebenprodukte
auch aromatische Amine. Das Verfahren erfordert
zunächst die Zerkleinerung der PUR-Produktionsabfälle in einer Schneidmühle auf ca. 5 mm Stückgröße. Der PUR-Abbau findet in einem Reaktionsgefäß bei ca. 200 °C unter Zusatz von Katalysatoren
und Deaminierungsmitteln zu dem flüssigen Reaktionsprodukt statt. Nach Abkühlung auf 80 °C ist es
190
Kapitel 6 • Recycling von Kunststoffen
PUR-Produktionsabfälle
(Seitenverschnitt u. a.)
. Abb. 6.11 Kreislauf von PURProduktionsabfällen [109].
Neupolyol
Isocyanat
Reagenz zur
Entaminierung
Zusätze
Granulator
Glykol
Granulat
(5…10 mm)
6
Mischkopf
Reaktor
(200 °C)
PUR-Bahnen
Kühler (80 °C)
Spaltfilter
Recyclingpolyol
… R-NH-CO-O-R’-O-CO-NH-R-NH-CO-O-R’…
+ HO-R’’-OH + HO-R’’-OH + HO-R’’-OH
gebrauchte Matratzen und auch glasfaserverstärkte Autoteile (Instrumententafel) recycelt werden.
Man erhält aus glasfaserverstärktem Material ein
hochwertiges Glykolysepolyol mit <0,5 % Glasgehalt (. Abb. 6.12) [109] [110].
R-NH-CO + HO-R’-OH + CO-NH-R-NH-CO + HO-R’
HO-R’’-O
O-R’’-OH
O-R’’-OH
. Abb. 6.12 Reaktionsschema der Glykolyse von PUR [110].
möglich, evtl. vorhandene feste Verunreinigungen
durch Filtration abzutrennen. Aus dem gewonnenen Recyclingpolyol ist allein oder unter Zusatz
von Neupolyol die erneute Herstellung von PUR
möglich (. Abb. 6.11). Das Verfahren kam zunächst
für reine Produktionsabfälle aus PUR-Hartschaum
und PUR-Weichschaum zur Anwendung und wurde anschließend für die Verarbeitung von PostConsumer-Abfällen weiterentwickelt. Beispielsweise können bei bestimmten Reinheitskriterien
z
Alkoholyse von PET
Sortenreine PET-Getränkeflaschen und PET-Produktionsabfälle werden industriell zu hochwertigem PET-Material recycelt. Das Altmaterial wird
zerkleinert (Flocken) und dann dem chemischen
Prozess zugeführt. Bei einstufiger Glykolyse fällt
das Diglykolterephtalat (DGT) an, das durch Filtration von unlöslichen Verunreinigungen befreit
wird. Durch erneute Polykondensation entsteht aus
dem DGT wieder PET. Dieses PET ist für den Kontakt mit Lebensmitteln nicht zugelassen, sondern
findet z. B. Verwendung für Fasern. Für den Einsatz
von Rezyklat in der Lebensmittelverpackung ist ein
PET höchster Reinheit erforderlich. Das ist durch
ein zweistufiges Verfahren möglich. In der ersten
Stufe erfolgt die Glykolyse zu DGT und in einer
zweiten Stufe eine Methanolyse zu Dimethylterephtalat (DMT). Das DMT reinigt man durch Destillation und Umkristallisation und führt dann eine
erneute Umesterung und die Polykondensation
durch (. Abb. 6.13). Für beide Recyclingverfahren
müssen hohe Anforderungen an die Sortenreinheit
des Altmaterials gestellt werden. Besonders limitiert ist der PVC-Gehalt (2…10 ppm) wegen einer
HCl-Abspaltung und Versprödung des PET. Aber
auch Gehalte an PE (10 ppm) und Etikettenkleber
sind stark eingeschränkt (Verwendung ungeklebter Etiketten!). Diese Qualitätsanforderungen sind
zunächst durch sensorgestützte Aussonderung von
PVC- und PE-Flaschen und nach der Zerkleinerung durch Windsichten (Etiketten), Dichtesortieren (PE) und Waschprozesse realisierbar. Das
Alkoholyseverfahren konkurriert auf dem Markt
für PET-Altflaschen mit dem oben beschriebenen
Verfahren des PET-Werkstoffrecyclings [16].
z
Glykolyse von PET zu Polyolen
Verpackungen aus eingefärbtem PET, die zusätzlich Füllreste (Öle, Seifen, Haushaltsreiniger usw.)
aufweisen oder wenige fehlsortierte PVC-Flaschen
enthalten, sowie Röntgenfilme sind werkstofflich
schwierig zu recyceln und führen zu minderen
Qualitäten der Sekundärwerkstoffe. Diese PETFraktionen sind günstiger durch chemisches Recycling verwertbar. Durch ein spezielles Glykolyseverfahren kann man aus dem PET-Abfall ein Polyol
erzeugen, das mit Diisocyanaten zu PUR umgesetzt
werden kann. An der technischen Realisierung dieses Verfahrens wird gearbeitet.
z
Katalytische Spaltung von Polyolefinen zu Kraftstoffen oder Ölen
Die direkte Verarbeitung von Abfällen aus Polyolefinen (PE, PP) zu Kraftstoffen hätte erhebliche
Vorteile (weniger Verfahrensstufen) gegenüber den
später zu beschreibenden Verfahren der Pyrolyse
oder Hydrierung. Dieser Verarbeitungsweg wird
deshalb intensiv erprobt. Es ist eine Pilotanlage für
400 kg Abfälle beschrieben, die in einem Reaktor
bei 370…400 °C (Normaldruck, Stickstoffatmosphäre) in Anwesenheit eines Katalysators die Spaltung realisiert. Zur Aufarbeitung der Spaltprodukte dient eine Rektifikationskolonne (. Abb. 6.14)
6
191
6.5 • Chemisches Recycling und Rohstoffrecycling von Altkunststoffen
[-CO-
-CO-O-CH2-CH2-O-] n
(A)
+ HO-CH2-CH2-OH
HO-CH2-CH2-O-CO- 2 HO-CH2-CH2-OH
CH3-O-CO-
(PET)
-CO-O-CH2-CH2-OH (DGT)
(B)
+ 2 CH3-OH
-CO-O-CH3 (DMT)
. Abb. 6.13 Reaktionsschema der Glykolyse von PET (A)
mit nachfolgender Methanolyse (B) [16] (PET = Polyethylenterephtalat; DGT = Diglykolterephtalat; DMT = Dimethylterephtalat).
[111]. Die Kraftstoffausbeute an Diesel und Benzin
erreicht 95 %. In einer Variante des Verfahrens ist
alternativ auch die Erzeugung von Paraffin möglich. Die Anforderungen an die Sortenreinheit und
Sauberkeit der Abfälle ist gering. Neben den Polyolefinen können geringe Gehalte an PET und PS
toleriert werden. Dagegen sollte PVC weitgehend
abgetrennt sein (Anlagenkorrosion). Mit einem
speziellen ionenaustauschenden Katalysator sollen
auch geringe PVC-Verunreinigungen nicht stören.
Anorganische Feststoffe sind ebenfalls tolerierbar,
da die Spaltprodukte durch Destillation abgetrennt
werden. Das Verfahren ist besonders für Landwirtschaftsfolien und ölverschmutzte Kunststoffbehälter geeignet. Ein weiteres industriereifes Verfahren
ist für die Verarbeitung einer Polyolefinfraktionen
aus einer Müllsortieranlage in den Niederlanden
entwickelt worden [116]. Durch katalytische Depolymerisation bei 450 °C entstehen mit 75 % Ausbeute leicht- und mittelschwere Öle (synthetisches
Rohöl) und zusätzlich ein gasförmiges Produkt. Das
Rohöl eignet sich für die Herstellung von Kraftstoffen und Heizöl in Raffinerien. Das Gas wird für die
Energieversorgung der Depolymerisationsanlage
eingesetzt.
6.5.2
Hydrierung
Durch das Erhitzen von Altkunststoffen in inerter
Atmosphäre auf ca. 400 °C findet eine Depolymeri-
192
Kapitel 6 • Recycling von Kunststoffen
Kühler
PP/PE-Abfälle
Gas /Ölabscheider
. Abb. 6.14 Katalytische Spaltung
und Destillation von PP/PE-Abfällen
[111].
Shredder
Mahlgutbunker
Öl
Stickstoff
6
Dieseltank
Benzintank
Spaltprodukte
Reaktor
(400 °C)
Destillationskolonne
Rückstände
sation zu einem flüssigen Produkt statt (erste Verfahrensstufe). Dieses Material kann anschließend
in einer zweiten Verfahrensstufe unter hohem
Druck (200…250 bar) bei ca. 450 °C mit Wasserstoff hydriert werden. Bei der Hydrierung finden
eine weitere Spaltung der Kohlenstoffketten und die
Anlagerung von Wasserstoff statt. Aus den Kunststoffen entstehen dadurch Öle mit einer Ausbeute
von 90 %. Die gebildeten Öle (Syncrude) sind in
Ölraffinerien ohne Probleme einsetzbar.
In der ersten Verfahrensstufe der Depolymerisation spaltet eventuell enthaltenes PVC das Chlor
unter Bildung von HCl ab (Dehydrochlorierung).
Das HCl ist aus den Abgasen auswaschbar und
als Salzsäure gewinnbar. Aus den einzusetzenden
Mischkunststoffen muss also das PVC nicht abgetrennt werden. Ein geringer Teil des Einsatzmaterials wird zu gasförmigem Produkt umgesetzt und
ein kleiner Teil als Hydrierbitumen ausgebracht.
Eine großtechnische Anlage zur Hydrierung von
Mischkunststoffen in Deutschland, die ursprünglich für die Kohlehydrierung vorgesehen war,
musste allerdings aus wirtschaftlichen Gründen
geschlossen werden. Die großtechnisch erprobte
Technologie ist in . Abb. 6.15 dargestellt.
6.5.3
Pyrolyse
Die Erhitzung von Kunststoffen bei 600…800 °C
unter Ausschluss von Sauerstoff führt zu einer vollständigen thermischen Zersetzung langkettiger
oder vernetzter Kohlenwasserstoffverbindungen in
einerseits wasserstoffreiche flüchtige Produkte (Gas,
Öl) und andererseits in einen wasserstoffarmen festen Rückstand (Koks, Ruß). Diesen Prozess nennt
man Pyrolyse oder Schwelen. Die Mengenverhältnisse der entstehenden Produkte hängen stark vom
Einsatzkunststoff ab. Charakteristisch ist aber die
Entstehung großer Anteile von Gas (30…55 %) und
40…50 % Öl (vorwiegend Aromaten). Das aromatenreiche Pyrolyseöl ist für die Herstellung petrochemischer Produkte geeignet. Hohe Koksanteile
entstehen beim Vorlaufen von Gummi, PC und PF.
Die Produkte der Pyrolyse (Öle, Koks) sind aber
vor allem als homogenes Einsatzmaterial in einen
Vergasungsprozess hervorragend geeignet. Durch
den Ausschluss von Sauerstoff entstehen reduzierende Reaktionsbedingungen, die eine Bildung von
Dioxinen weitgehend verhindern. Zusätzlich werden die austretenden Pyrolysegase durch Eindüsen
von Wasser schockartig abgekühlt (sog. Quenchen)
und damit die Neubildung unerwünschter Verbindungen ausgeschlossen (7 Abschn. 4.1.4). Die
Anwesenheit von PVC im Eintrag ist aber zu ver-
. Abb. 6.15 VCC-Verfahren (Veba
Combi Cracking) zur Verarbeitung
von Altkunststoffen zu Öl (Syncrude) durch Degradation im Rührreaktor und Hydrierung (Sumpfphasenund Gasphasenreaktor) [16].
Mischkunststoffabfälle
6
193
6.5 • Chemisches Recycling und Rohstoffrecycling von Altkunststoffen
Rückstände der
Erdölverarbeitung
Kühler
Rührreaktor
Abgas
Wasser
HClWäscher
Heizgas
Öl
Separator
Wärmetauscher
Vorheizer
Salzsäure
Separator
Gasphasenreaktor
Kreisgas
Additiv
Gaswäscher
Wasserstoff
Abgas
Abscheider
Sumpfphasenreaktor
Vakuumdestillation
meiden, da die Abtrennung des entstehenden HCl
problematisch ist.
In 7 Abschn. 4.1.3 wurde das Pyrolyseverfahren
bereits als Vorbehandlungsverfahren für das Recycling von kunsttoffbeschichteten Metallen oder
ähnlichen Mischwerkstoffen vorgestellt und dabei
der Drehrohrofen als bevorzugter Pyrolysereaktor
genannt (. Abb. 4.3). Der Pyrolysedrehrohrofen
ist ein außenbeheiztes Stahlrohr (Abschottung der
Verbrennungsluft und der Verbrennungsgase).
Durch die Drehung des Rohres und eine geringe
Neigung entsteht eine Transportwirkung des Einsatzmaterials in Richtung Austrag. Beim Materialeintrag und Austrag der Feststoffe (Koks) sichern
Schleusensysteme den Luftabschluss. Dieser Reaktor ist auch für reine Kunststoffabfälle geeignet.
Das zeigen sehr klar die Betriebsergebnisse mit der
Drehrohr-Pyrolyseanlage in Salzgitter [112]. Beim
Hydrierbitumen
Syncrude
Eintrag von Kunststoffabfällen in diesen Reaktor
(650 °C) entstand folgende Massenbilanz [112]:
5 Eintrag Kunstoffabfälle: 1000 kg,
5 Pyrolyserückstand: 207 kg (Grobkoks 75 kg,
Feinkoks 132 kg),
5 Dekanteraustrag: 13 kg,
5 Pyrolyseöl: 436 kg (Quencheröl 29 kg, Kühleröl 407 kg),
5 BTX-Öl: 29 kg,
5 Pyrolysereingas: 313 kg.
An das Eintragsmaterial sind zwei Anforderungen
zu stellen: dosierfähige Stückgröße, Vermeidung
von Feinstkorn (Verstäubungsgefahr). Das erreicht
man durch eine vorgeschaltete Aufbereitungsstufe
(Zerkleinerung, Siebung, Homogenisierung) und
gewährleistet damit einheitliche Zersetzungseigenschaften des Einsatzmaterials mit dem angestreb-
194
Kapitel 6 • Recycling von Kunststoffen
Wasser
Altkunststoffe
Pyrolysegas
. Abb. 6.16 Pyrolyseanlage mit
Drehrohrreaktor [112].
Quencher
Aufbereitung
(Zerkleinern,
Sieben)
6
Pyrolysegas
Erdgas
Luft
Drehrohrreaktor
Abgas
Kühler
Austrag
Heizmantel
Aufbereitung
Abwasser
Koks
ten Ergebnis eines vollständig pyrolysierten Austrags (. Abb. 6.16).
Umfangreiche halbtechnische Untersuchungen
liegen auch für die Anwendung des Wirbelschichtreaktors als Pyrolysereaktor vor [16]. Man muss dabei
mit einer Fremdbettwirbelschicht aus inertem Material (Sand) arbeiten, in das der zerkleinerte und
homogenisierte Kunststoff eingetragen wird. Die
Fluidisierung des Sandbettes erreicht man durch
Einblasen von vorgeheiztem Pyrolysegas. Zur indirekten Beheizung des Wirbelbettes auf 600…900 °C
dienen Strahlheizrohre, in denen Pyrolyse- und
Zusatzgas verbrannt werden. Die gebildeten Spaltgase und Pyrolyseöle trennt man in einem Ölabscheider. Im Sandbett verbleiben Koks, Metallteile
(z. B. Stahlcord von Reifen) und anorganische Materialien, so dass Teile des Sandbettes ausgetauscht
und aufbereitet werden müssen. Die besonderen
Vorteile des Wirbelschichtreaktors sind hohe Geschwindigkeiten des Wärme- und Stoffaustausches.
Dadurch entstehen im gesamten Wirbelbett eine
sehr konstante und genau einstellbare Temperatur
sowie konstante Reaktionsbedingungen und damit ein konstantes Produktspektrum. Das Prinzip
einer Pyrolyseanlage mit Wirbelschichtreaktor ist
in . Abb. 6.17 skizziert.
Bei einer vergleichenden Einschätzung der Pyrolyse mit dem Hydrierverfahren ergibt sich, dass
die Hydrierung zu einer wesentlich höheren Ölausbeute und einem geringen Anfall an Rückständen
Dekanter
Pyrolyseöl
(Koks, Bitumen) führt, aber einen deutlich größeren verfahrenstechnischen Aufwand erfordert
(zwei Verfahrensstufen, hoher Wasserstoffdruck).
Die Pyrolyse findet aber häufig auch nur Verwendung als Vorstufe für einen Vergasungsprozess, wie
beim Noell-Konversionsverfahren (Behandlung
von Siedlungsabfall).
6.5.4
Vergasung zu Brenngas oder
Synthesegas
Unter Vergasung versteht man die Reaktion von
festem Kohlenstoff mit den Vergasungsmitteln
Sauerstoff, Wasserdampf oder Kohlendioxid (selten Wasserstoff ) zu Gasgemischen aus CO, H2 und
z. T. CH4. Der feste Kohlenstoff kann als Kohle
oder Koks vorlaufen oder durch Pyrolyseprozesse
im Vergasungsreaktor aus Holz, Kunststoffen, Klärschlamm, Ölen und anderen organischem Material
gebildet werden. Das Vergasungsmittel CO2 entsteht
ebenfalls im Vergasungsreaktor durch die Reaktion
von C mit O2 (Verbrennung) und diese Verbrennungsreaktion liefert außerdem die erforderliche
Wärme für den Vergasungsprozess. Die Vergasung
ist also immer mit einer anteiligen Verbrennung
kombiniert. Das gebildete Gasgemisch ist nach
Quenchen und Reinigung als Brenngas (Wärmeund Elektroenergieerzeugung, Gasmotor) oder als
Synthesegas (Herstellung von Methanol) nutzbar.
. Abb. 6.17 Pyrolyseanlage für
Altkunststoffe mit Wirbelschichtreaktor (Sandfremdbett) [16].
6
195
6.5 • Chemisches Recycling und Rohstoffrecycling von Altkunststoffen
Zyklon Ölabscheider Gaswäsche
Altkunststoffe
Abgas
Sand
Destillationskolonnen
Wirbelschichtreaktor
Koks, Sand,
Metalle
Sandbett
Es ist also wahlweise oder kombiniert eine energetische oder rohstoffliche Verwertung möglich. Die
Festbettvergasung ist eine über Jahrzehnte bewährte Verfahrenstechnik (Kleinvergaser, städtische
Gaswerke, Großgaswerke), die für die Verwertung
von Kunststoffabfällen (u. a. organischen Abfällen)
entsprechend verfahrenstechnisch angepasst wurde. Die wichtigsten chemischen Reaktionen bei der
Festbettdruckvergasung, die Temperaturen und die
existierenden Reaktionszonen sind in . Abb. 6.18
angegeben.
Die Vergasung im Festbettdruckreaktor findet
bei einer Temperatur von ca. 1200 °C und einem
Druck von 25 bar statt. Die Mengenverhältnisse an
CO, H2 und CH4 sind durch Temperatur und Druck
beeinflussbar (höhere Temperaturen verschieben
das Gleichgewicht zu höheren Gehalten an CO und
H2; höherer Druck begünstigt die CH4-Bildung). Die
Vergasungsrückstände sind bei 1200 °C noch nicht
geschmolzen und fallen als Asche an. Der Reaktor
der Festbettvergasung arbeitet nach dem Gegenstromprinzip der Stoffe (Feststoffeintrag von oben,
Vergasungsmitteleinleitung von unten, Ascheaustrag unten, Rohgasaustrag oben). Das verwendete
Schüttbett des Festbettreaktors (. Abb. 6.19) erfordert einen gleichmäßig verteilten Porenraum,
der die Durchströmung der Vergasungsmittel und
Reaktionsgase über den gesamten Querschnitt
gewährleistet und einen begrenzten Strömungswiderstand erzeugt. Diese Bedingungen sind nur
durch größere und gleichmäßige Stückgrößen der
Propan,
Sauerstoff
Pyrolysegaskreislauf
Wärmetauscher
Siedefraktionen
des Pyrolyseöls
eingetragenen Feststoffe zu garantieren. Der Feststoffeintrag muss deshalb vorher durch Brikettieren
oder Extrudieren entsprechend aufbereitet werden.
Das Schüttbett ruht unten auf einem Drehrost für
den Ascheaustrag. Für den Eintrag und Austrag der
festen Stoffe sind gasdichte Schleusen erforderlich.
Eine Weiterentwicklung des Festbettvergasers ist
der Schlackeschmelzbadvergaser. Für den Einsatz
von Altkunststoffgemischen in der Vergasung sind
Verunreinigungsgrenzen einzuhalten: max. 10 %
Störstoffe (Metalle, Glas, keramische Materialien,
Textilien), Kunststoffe mit max. 10 % PVC [113].
Für sehr feinkörnige Materialien (Stäube,
Schlämme) und Flüssigkeiten (Öle, Teer) steht die
Variante der Flugstromvergasung zur Verfügung
(. Abb. 6.19). Über ein Brennersystem gelangt das
Gemisch aus Öl, Teer und Staub fein zerstäubt in
die Vergasungskammer. Bei einer Temperatur von
ca. 1800 °C und 25 bar Druck fallen die Rückstände
als flüssige Schlacke an [113]. Die nach beiden Verfahren anfallenden Gase (Rohgas, Spaltgas) werden
gewaschen und gekühlt und das Spaltgas zusätzlich
einer CO-Konvertierung unterworfen (Einstellung
des notwendigen Verhältnisses CO zu H2 im Synthesegas). In der weiteren Gasaufbereitung erfolgt
die Abtrennung von H2S und CO2 mittels Methanol (Gewinnung des Schwefels) [113]. Die Methanolherstellung aus Synthesegas (CO/H2-Gasgemisch) ist auf Grund des einfachen Stoffumsatzes
CO + 2 H2 → CH3OH günstig zu realisieren.
196
Kapitel 6 • Recycling von Kunststoffen
Kohlebriketts +
Altkunststoffe (30 %)
Vergasungsrohgas +
Pyrolysegas
Temperaturen
250 °C
. Abb. 6.18 Temperaturen, chemische Reaktionen und Reaktionszonen im Festbettvergaser.
Chemische Reaktionen
Vorwärm- und
Trockenzone
700 °C
Pyrolysezone
6
H2O-Austreibung
Thermische Zersetzung:
Koks, CO, CO2, H2, CH4,
CnHm, H2O, Teer
CO + H2O → CO2 + H2
Vergasungszone
C + 2 H2 → CH4
C + CO2 → 2 CO
1000 °C
C + H2O → CO + H2
Aschezone
150 °C
Asche
6.5.5
C + O2 → CO2
Verbrennungszone
1300 °C
Vergasungsmittel
O2 + H2O -Dampf
Reduktionsmittel im
Hochofenprozess
Im Hochofen erfolgt die Reduktion des Eisenerzes
(Fe2O3) durch CO-Gas, das aus dem eingesetzten
Koks und dem eingeblasenen Heißwind (Luft) erzeugt wird. Seit Jahren wird ein Teil des erforderlichen teuren Kokses durch eingeblasenen Kohlenstaub, Erdgas oder Schweröl substituiert. Beim
Eintritt in den bis 2100 °C heißen unteren Ofenteil
vergasen diese Zusatzstoffe mit dem Sauerstoff der
Heißluft schlagartig unter Bildung eines CO-Gases
bzw. CO/H2-Gasgemisches und werden als Reduktionsmittel für das Eisenoxid wirksam. Im Gichtgas
verbleiben dann CO2, H2O und größere Anteile von
CO. Altkunststoffe bestehen ebenso wie Schweröle
im Wesentlichen aus Kohlenwasserstoffen (CnHm)
und können deshalb die Schweröle z. T. ersetzen.
Die Verfahrenstechnik und die chemischen Hauptreaktionen im Hochofen sind in . Abb. 6.20 dargestellt.
Vor der Einführung des Kunststoffeinblasens
wurden die evtl. Auswirkungen auf den Prozess
durch Vergleich der stofflichen Zusammensetzung
der Zusatzstoffe eingehend geprüft. Dieser stoffliche
Vergleich ist in . Tab. 6.12 aufgeführt. Man erkennt,
dass mit dem Cl-Gehalt (PVC-Anteile) ein neues
Problem auftaucht, obwohl auch der Kohlenstaub
bereits einen geringen Cl-Gehalt aufweist. Dagegen
ist der S-Eintrag deutlich geringer. Aus dieser Erkenntnis leitet sich die Forderung nach weitgehender Vorabtrennung des PVC und Begrenzung des
PVC-Anteiles auf ca. 2 % ab. Parallel dazu wurde
die mögliche Bildung von Dioxinen und Furanen
geprüft und im späteren Betrieb umfangreich gemessen. Auf Grund der hohen Temperaturen von
6
197
6.5 • Chemisches Recycling und Rohstoffrecycling von Altkunststoffen
1. Festbettvergaser
2. Flugstromvergaser
Kohlebriketts +
Altkunststoffbriketts
Öl, Teer-Öl-Feststoffgemisch, Stäube
Waschwasser
Eintragsschleuse
Erdgas
O2 + H2O
Vorwärmzone
Brenner
R
Pyrolysezone
o
h
Vergasungszone
g
Spaltgas
a
Verbrennungszone
s
Quencher
Aschezone
Schleuse
Drehrost
Schleuse
Asche
Gaswasser,
Teer, Staub
Quenchwasser
Schlackengranulat
. Abb. 6.19 Reaktoren der Festbett- und Flugstromvergasung [113].
2000 °C spalten sich evtl. chlororganische Verbindungen vollständig auf und die stark reduzierende
Atmosphäre im Ofen und im Gichtgas verhindert
die erneute Bildung von Dioxinen (7 Abschn. 4.1.4).
Allerdings bildet sich aus dem Cl-Inhalt HCl-Gas,
das dann in den Gaswäschern als Salzsäure verstärkte Apparatekorrosion verursacht und zusätzliche Korrosionsschutzmaßnahmen notwendig
macht.
Ein zweites Problem des Kunststoffeinsatzes
sind die Förderfähigkeit und Dosierfähigkeit der
Kunststoffe durch die Einblasdüsen. Eine Aufmahlung auf die Feinheit des Kohlenstaubes ist kaum
möglich. Die Verwendung von Kunststoffagglomeraten von ca. 5 mm Korngröße hat sich dagegen
bewährt. Diese Agglomerate stellt man aus Mischkunststoffen her. Dabei trennt man zunächst durch
nasse Dichtesortierung die Hauptmenge des PVC
(und evtl. Metalle) ab und agglomeriert danach im
Topf- oder Trommelagglomerator durch partielles
Aufschmelzen (7 Abschn. 6.4.1, »Industrielle Verfahren der Wertstoffrecyclings von Thermoplasten«, und . Abb. 6.5). Der Einsatz der Altkunststoffe im Hochofen hat heftige Diskussionen mit
den Genehmigungsbehörden über die Einordnung
dieses Verfahrens als energetische oder stoffliche Verwertung hervorgerufen. Die Metallurgen
konnten zwingend nachweisen, dass ein stofflicher
Verwertungsgrad von 50 % vorliegt und zusätzlich 30 % energetisch genutzt werden. Dieser Gesamtwirkungsgrad des Kunststoffeinsatzes ergibt
sich aus der Aufstellung in . Tab. 6.13. Mit diesem
Gesamtwirkungsgrad von 80 % liegt man deutlich
über dem Wirkungsgrad von Müllverbrennungsanlagen, wobei aber der energetische Aufwand für
die Aufbereitung und Reinigung der Kunststoffe
198
Kapitel 6 • Recycling von Kunststoffen
Eisenoxid
Fe2O3
Koks
C
Gichtgas,
CO2, CO, H2O, H2
300 °C
Eisenoxidreduktion
durch CO und H2
Fe2O3+3CO → 2Fe+3CO2
Fe2O3+3H2 → 2Fe+3H2O
6
. Abb. 6.20 Verfahrenstechnik
und chemische Hauptreaktionen
im Hochofen.
Vorwärmzone
600 °C
Reduktionszone,
900 °C
H2
Cracken + Vergasen
(CH2)n → nC+nH2
2C+O2 → 2CO
CO
Fe, C
1200 °C
Heißwind, O2
Kunststoff, (CH2)n
Schmelzzone
2100 °C
1500 °C
Schweröl
Schlacke
Roheisen
. Tab. 6.12 Vergleich der stofflichen Zusammensetzung von Altkunststoff mit Schweröl und Kohlenstaub
Bestandteil
Altkunststoff
Schweröl
Kohlenstaub
C
83,74
85,90
79,60
H
12,38
10,50
4,32
S
0,05
2,23
0,97
Asche
3,08
0,05
9,03
Cl
0,75
0,04
0,20
Na
0,02
0,001
0,082
Cu
0,001
0,0001
0,002
Pb
0,0002
–
0,005
. Tab. 6.13 Nutzungsgrad des Kunststoffeinsatzes im Hochofen
Stoffliche Verwertung
%
Energetische Verwertung
%
Verluste
%
Reduktion von Eisenoxid
50
Reaktionswärme + Gichtgasrückführung + Gichtgasverstromung
30
Verstromungsverluste +
Wärmeverluste
20
6.5 • Chemisches Recycling und Rohstoffrecycling von Altkunststoffen
zu Agglomerat und die Einblastechnik der Agglomerate noch nicht berücksichtigt ist. Auch aus
einem Vergleich mit dem verfahrenstechnischen
Aufwand für die Vergasung in speziellen Festbettdruckreaktoren (7 Abschn. 6.5.4) erkennt man den
erheblichen Vorteil der Kunststoffverwertung im
Hochofenprozess.
Auf Grund der guten Erfahrungen mit dem
Einblasen von Kunststoffagglomeraten in Hoch-
199
6
öfen wurde die Abfallpalette auf andere organische
Materialien mit hohem Heizwert ausgeweitet. Aus
50 % gesichtetem Gewerbemüll, 30 % sortiertem
MBA-Material (mechanisch-biologische Abfallbehandlung) und 20 % Kunststoffverpackungen der
gelben Tonne wurden Pellets von max. 9 × 6 mm
hergestellt, die ein optimales Einblasen in den
Hochofen erlauben. Der Heizwert dieser Pellets lag
bei 25 MJ/kg [114].
201
Recycling von Glas, Keramik
und mineralischen Baustoffen
7.1
Recycling von Glas – 202
7.1.1
7.1.2
7.1.3
7.1.4
7.1.5
Glasschmelzprozess – 204
Einsatz von Altglasscherben – 205
Aufbereitung von Behälterglas – 208
Flachglasaufbereitung – 209
Aufbereitung von Spezialgläsern – 211
7.2
Recycling von Keramik und mineralischen Baustoffen – 212
7.2.1
7.2.2
Ausbau, Zerkleinerung und Aufbereitung von Keramik – 214
Aufbereitung von mineralischen Baustoffen – 215
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_7,
© Spektrum Akademischer Verlag Heidelberg 2011
7
202
7
Kapitel 7 • Recycling von Glas, Keramik und mineralischen Baustoffen
Die Werkstoffe dieser Gruppe bestehen überwiegend aus Silikaten und in geringerem Umfang aus
Oxiden (Al2O3, MgO, ZrO2) oder Karbiden bzw.
Nitriden (SiC, BN, AlN, Si3N4) und sind anorganisch. Diese chemischen Verbindungen zeichnen
sich durch eine große thermische und meist auch
chemische Stabilität aus. Diese Eigenschaften resultieren bei den Silikaten vor allem aus der großen
Stabilität der Si-O-Bindung, die als SiO4-Baugruppe (SiO4-Tetraeder) in kristallinen und glasigen
Silikaten die Grundstruktur bildet. Als Bindungspartner der silikatischen Anionenkomplexe sind
hauptsächlich die Oxide des Al und Mg sowie Alkalimetall- und Erdalkalimetallionen zu nennen.
Zur Herstellung dieser Werkstoffe verwendet man
relativ billige silikatische Rohstoffe (Ton, Kaolin),
die in der Grundsubstanz aus Alumosilikaten bestehen, sowie Quarzsand (SiO2). Dazu kommen die
ebenfalls preiswerten oxidischen Rohstoffe Kalkstein (CaCO3) und Dolomit (CaCO3 ⋅ MgCO3)
sowie bei Gläsern die Soda (Na2CO3). Durch Erhitzen (Brennen) der vorgeformten Alumosilikate bis zum Sintern entstehen die festen Formteile
(Ziegel, Feuerfeststeine, Tonwaren, Porzellan, technische Keramik). Erhitzt man Quarz, Silikate und
Oxide in geeigneten Massenverhältnissen bis zum
Schmelzen, dann läuft in den Rohstoffmischungen
eine vollständige Stoffumwandlung zu den Silikaten ab. Es entstehen die Gläser. Die Glasschmelzen
und auch die Schmelzphasen der Sinterprozesse
besitzen ein großes Lösevermögen für eine Vielzahl
anderer Oxide.
Eine weitere Gruppe von mineralischen Baustoffen sind die Bindebaustoffe, die durch hydraulische oder hydrothermale Erhärtungsvorgänge
silikatische Materialien (Zement, Kalkstein, Sand,
Kies, Schlackengranalien) zu Formteilen oder
ganzen Baugruppen verfestigen. Für das Recycling ist die außerordentliche Stabilität der Silikate
und Oxide von grundsätzlicher Bedeutung, weil
dadurch eine Auftrennung in die Ausgangsrohstoffe technisch nicht mehr möglich ist und auch
wirtschaftlich keinen Sinn ergäbe. Das Rohstoffrecycling wie bei Kunststoffen ist also nicht realisierbar. Es kommt somit nur ein Recycling unter
Beibehaltung des vorliegenden Werkstoffes in Betracht (Werkstoffrecycling). Das erfolgt fast ausschließlich durch Zumischung der Altstoffe zu fri-
schen Rohstoffen. Bei gesinterten oder hydraulisch
erhärteten Erzeugnissen werden die gemahlenen
Altstoffe zugemischt (Partikelrecycling), bei Gläsern schmilzt man das Altglas zusammen mit den
neuen Rohstoffen ein. Die Stabilität der Glassilikate erlaubt sogar das wiederholte Einschmelzen und
damit ein theoretisch unbegrenztes Recycling. Das
Werkstoffrecycling für die betrachteten Materialien
muss also offensichtlich aus den folgenden Verfahrensstufen bestehen:
5 Zerstörung der im Altmaterial vorliegenden
Gebrauchsform (z. B. Glasbehälter, Flachgläser, Feuerfeststeine, Ziegel, Beton),
5 Abtrennung von Fremdstoffen (Metalle,
Kunststoffe etc.) und Gebrauchsverunreinigungen,
5 Herstellung der neuen Formteile und Sintern
(Brennen) bzw. hydraulische Erhärtung oder
beim Altglas Aufschmelzen mit nachgeschalteter Formgebung.
Die erste Verarbeitungsstufe ist technisch relativ
unkompliziert durch geeignete Zerkleinerungsprozesse (7 Abschn. 3.2) zu realisieren. Für die
Abtrennung der Fremdstoffe und Gebrauchsverunreinigungen in der zweiten Stufe stehen mehrere Sortierverfahren für beigemischte Feststoffe
(7 Abschn. 3.4) und als Ausnahme auch chemische
Vorbehandlungsmethoden zur Verfügung. Die dafür notwendige Voraussetzung des mechanischen
Aufschlusses (Trennung der Bindungen zwischen
den verschiedenen Materialien) muss durch die
primäre Zerkleinerungsstufe mit abgedeckt sein.
Bei der abschließenden neuen Formgebung +
Sintern (bzw. hydraulischer Bindung) oder beim
Schmelzen ist eine Abtrennung von Verunreinigungen nicht mehr möglich. Im Gegenteil, die Verunreinigungen werden bei diesen Verfahrensstufen
in die Werkstoffe fest eingebunden. Damit erhalten
die in der zweiten Verfahrensstufe vorgeschalteten
Sortierverfahren eine entscheidende Bedeutung.
7.1
Recycling von Glas
Gläser haben keine definierte Zusammensetzung.
Ihre Gemeinsamkeit besteht in dem speziellen physikalischen Zustand eines amorphen Festkörpers.
7
203
7.1 • Recycling von Glas
. Tab. 7.1 Einsatzgebiete und Zusammensetzung wichtiger Glasarten [119] [120]
Glasart
SiO2
%
Na2O
%
K 2O
%
CaO
%
MgO
%
Flachglas
72
14
1
8
4
1,3
Behälterglas
72
15
0,4
8,5
2
1,4
Beleuchtungsglas
67,5
13,6
1,8
9,1
Geräteglas
80,4
3,8
0,6
Apparatebauglas
52
Bildschirmfrontglas
68
8
7
0,3
Bildschirmtrichterglas
58
7
9
1
Bleikristallglas
60
1
15
…
Gläser erhält man durch Schmelzen eines Rohstoffgemenges aus z. B. Quarzsand, Soda und Kalkstein
bis zum Erreichen einer homogenen Schmelze
und nachfolgende Erstarrung unter Vermeidung
einer Kristallisation. Die unerwünschte Kristallisation kann in Gegenwart von Verunreinigungen
und bei sehr langsamem Abkühlen auftreten. Dem
Rohstoffgemenge können erhebliche Anteile von
Produktionsabfällen (Eigenscherben) und auch
Altglasscherben zugesetzt werden, deren Einsatz
neben der Rohstoffeinsparung zusätzlich verfahrenstechnische und energetische Vorteile bringt.
Glasbildende Stoffsysteme sind insbesondere die
Silikate und Siliziumdioxid. Die Glasschmelzen
besitzen ein hohes Lösevermögen für andere Metalloxide, die dann oft eine Glasfärbung bewirken
(Fe2O3, Cr2O3, CuO, MnO u. a), die z. T. bewusst
angestrebt ist (Braunglas, Grünglas). Die Silikatgläser unterteilt man in folgende Glastypen [119]:
5 Kieselglas: (SiO2),
5 Alkali-Erdalkali-Silikatgläser: (SiO2, Na2O,
CaO, Al2O3),
5 Borosilikatgläser: (SiO2, B2O3, Na2O, Al2O3),
5 Alumosilikatgläser: (SiO2, Al2O3, CaO, MgO),
5 Bleisilikatgläser: (SiO2, PbO, K2O, Al2O3).
Durch diese unterschiedlichen Zusammensetzungen erzielt man bestimmte Eigenschaften der
Gläser, z. B. hohe chemische Beständigkeit durch
Al2O3-Gehalte, große Temperaturwechselbestän-
BaO
%
Al2O3
%
B 2O3
%
PbO
%
5
2,3
12,9
22
…
11
3
2
2
3
…
1
22
24
digkeit mit B2O3-Gehalten sowie durch PbO-Gehalte starke Absorption radioaktiver Strahlung
bzw. eine große Lichtbrechung. Die Zumischung
von B2O3 und PbO verursacht allerdings höhere
Kosten. Die genauere Zusammensetzung wichtiger Glassorten ist in . Tab. 7.1 angegeben. Für den
Anfall von Altglas und die Recyclingmöglichkeiten
sind die Einsatzgebiete der verschiedenen Glassorten von Bedeutung. Einen Überblick dazu gibt
ebenfalls . Tab. 7.1 mit den Einsatzgebieten und
den zugehörigen stofflichen Zusammensetzungen.
Entscheidende Größen für die wirtschaftliche
Durchführung des Altglasrecyclings sind der Massenanteil der Glassorten und die Einsatzgebiete.
Dazu liefert die Produktion der deutschen Glasindustrie 2006 einen Überblick [121]: Behälterglas
3,01 Mio. t; Flachglas 1,69 Mio. t; Spezialglas 0,36
Mio. t. Damit ergibt sich für das Recycling die überwiegende Ausrichtung auf Behälterglas und Flachglas. Diese Massengläser weisen außerdem eine
weitgehend identische Zusammensetzung (AlkaliErdalkali-Silikatglas) auf, was das Recycling deutlich vereinfacht. Dagegen besitzen die Spezialgläser
sehr unterschiedliche Zusammensetzungen je nach
Einsatzgebiet und Hersteller und sind deshalb für
die Wiederverwertung auf hohem Qualitätsniveau
wenig geeignet. Für das Recycling der Massengläser sind neben der Zusammensetzung auch die
Einsatzgebiete, die Sammelwahrscheinlichkeit und
evtl. Veredelungen bzw. Verunreinigungen von Be-
204
Kapitel 7 • Recycling von Glas, Keramik und mineralischen Baustoffen
. Tab. 7.2 Typische Zusammensetzung von Quarzsand [120]
7
Bestandteil
Typ A
%
Typ B
%
SiO2
99,65
ca. 95
Fe2O3
0,025
max. 0,004
Al2O3
0,20
1,5
TiO2
0,05
k. A.
CaO + MgO
0,01
max. 1,5
Na2O + K2O
0,02
k. A.
Glühverlust
0,10
max. 1,5
k. A. = keine Angaben
deutung. Für Behälterglas sind Getränkeflaschen
die Hauptanwendung (70,6 %), die eine hohe Rücklaufquote aufweisen. Der Rest sind sonstige Verpackungsgläser. Bei Flachglas sind die Hauptanwendungsgebiete Fensterglas, Gebäudeverglasung und
Sicherheitsglas der Fahrzeugindustrie mit großen
Unterschieden bezüglich Rücklaufquote und Verunreinigungen.
7.1.1
Glasschmelzprozess
Die primäre Glaserzeugung verwendet als Oxidkomponenten überwiegend natürliche Rohstoffe:
SiO2 (Quarzsand), CaO/MgO (Kalkstein, Dolomit), Al2O3 (Feldspat).
Dazu mischt man größere Mengen an Glasscherben des eigenen Betriebes (Eigenscherben),
die in einer Menge von etwa 10…20 % in den Betrieben anfallen. Für die weiteren Oxidkomponenten kommen synthetische Rohstoffe zum Einsatz:
5 Na2O: Natriumkarbonat, Natriumsulfat,
5 K2O: Kaliumkarbonat,
5 Al2O3: Tonerdehydrat, Aluminiumoxid,
5 B2O3: Borsäure,
5 BaO: Bariumkarbonat.
Die natürlichen Rohstoffe enthalten immer eine
gewisse Konzentration an Fremdoxiden, die sich
in der Glasschmelze auflösen und im Glasgegen-
stand dann eine Farbwirkung hervorrufen können.
Die Hauptverunreinigungen sind Eisenoxide und
in geringerem Umfang kommen Oxide von Ni, V,
Cu, Mn und Cr vor. Der zulässige Fe2O3-Gehalt
in Flachglas beträgt z. B. 0,1 %. Die natürlichen
Rohstoffe werden deshalb sorgfältig nach den Verunreinigungskonzentrationen ausgewählt. Das betrifft vor allem den Quarzsand, da dieser den überwiegenden Masseanteil im Gemenge ausmacht.
Typische Verunreinigungsgehalte von Quarzsand
sind in . Tab. 7.2 angeführt, an denen sich auch
die zulässigen Verunreinigungen für Altglas orientieren müssen. Technische Möglichkeiten zur Beeinflussung der Farbwirkung sind in der folgenden
Beschreibung des Schmelzprozesses erläutert. Die
Eigenscherben haben eine bekannte Oxidzusammensetzung und keine zusätzlichen Verunreinigungen. Die synthetischen Rohstoffe sind sehr rein
und enthalten praktisch keine wirksamen Beimengungen.
Der Schmelzprozess erfordert eine Vorbereitung, Dosierung und Vermischung der Rohstoffe
zum sog. Gemenge. Die Vorbereitung besteht vor
allem in der Einstellung einer geringen Korngröße. Die Vermischung der dosierten Rohstoffe erfolgt in Zwangsmischern evtl. mit zusätzlicher Anfeuchtung. Die Eigenscherben zerkleinert man auf
ca. 20 mm, vermischt sie mit dem Gemenge oder
legt sie getrennt in das Schmelzaggregat ein. Der
Scherbenanteil kann 20…90 % betragen.
Der gesamte Schmelzprozess verläuft kontinuierlich in gasbeheizten Schmelzwannen und besteht
aus den Stufen Schmelzen, Homogenisieren und
Läutern sowie Abstehen (. Abb. 7.1). Das Gemenge
trägt man auf die vorhandene Schmelze auf und
durch das Aufheizen laufen nacheinander verschiedene Prozesse ab. Zunächst kommt es zur Silikatbildung und danach zum Aufschmelzen der Scherben und der Silikate und schließlich zur Auflösung
des Restquarzes in der Erstschmelze. In diesem
Prozessabschnitt befördert die primär entstehende
Scherbenschmelze die Auflösung der anderen Rohstoffe erheblich [119]. Damit bewirkt der Scherbenanteil eine Verkürzung der Schmelzzeit und eine
Einsparung von Heizenergie (pro Prozentpunkt
Scherbenzugabe Senkung des Energiebedarfs um
0,25…0,3 %). In dieser Phase ist die Schmelze noch
inhomogen (Schlieren). Durch Zersetzung von Ge-
7
205
7.1 • Recycling von Glas
. Abb. 7.1 Glasschmelzprozess
und Glasschmelzwanne [119] [122]
[7]
Gewölbe
Brenner
Glasschmelze
Gemengeeintrag
Gemenge
Wanne
Schmelzen
(1100...1500 °C)
mengebestandteilen (Hydrate, Karbonate, Sulfate)
entstehen Gasblasen, die beim Aufsteigen zu einer
sehr erwünschten Durchmischung und Homogenisierung der Schmelze beitragen. In einem besonderen Abschnitt der Schmelzwanne erfolgen
die vollständige Homogenisierung der Schmelze
und die Läuterung. Die Homogenisierung wird
durch Einbauten, durch Einblasen von Luft oder
Wasserdampf oder Rühren bewirkt. Unter Läuterung versteht man die Resorption oder das Aufschwimmen der in der Glasschmelze verbliebenen
Gasblasen durch verschiedene Läutermaßnahmen.
Dafür setzt man vor allem chemische Läutermittel
ein. Für Massengläser verwendet man im Gemenge
einen Zusatz von Natriumsulfat, das bei Temperaturen über 1200 °C die Gase SO2 und O2 abspaltet,
die andere kleine Gasblasen zur Oberfläche mitreißen. Ein weiteres Läutermittel ist Arsentrioxid,
dessen Wirkung auf der Bildung und dem Zerfall
von Arsenpentoxid beruht. Im Abstehbereich der
Glaswanne findet die Abkühlung der Schmelze auf
Verarbeitungstemperatur statt.
Die Glasschmelzwannen sind mit feuerfesten
Steinen ausgekleidet. Diese Wannensteine unterliegen selbstverständlich auch einer geringen Auflösung und beeinflussen mit ihren Oxiden die Zusammensetzung der Schmelze. Die Entfernung von
Fremdoxiden aus der Glasschmelze ist unmöglich.
Es bestehen aber Möglichkeiten zur Entfärbung.
Die chemische Entfärbung verwendet Oxidationsmittel (z. B. KNO3), die geringe Eisenoxidgehalte in
die weniger färbende dreiwertige Oxidationsstufe
umwandeln. Höhere Eisenoxidgehalte entfärbt man
Homogenisieren
und Läutern (1600 °C)
Abstehen
(1200…900 °C)
Glasverarbeitung
physikalisch durch optische Kompensation mit anderen färbenden Oxiden (Manganoxid, Selen).
7.1.2
Einsatz von Altglasscherben
Aus der Erläuterung des Glasschmelzprozesses in
7 Abschn. 7.1.1 leiten sich die offensichtlichen Vorteile des Einsatzes von Scherben (Einsparung von
primären Rohstoffen und Einsparung von Energie), aber auch die notwendigen Anforderungen
an deren Qualität ab. In der Glasindustrie unterscheidet man aus Qualitätsgründen grundsätzlich
zwischen Eigen-, Fremd- und Altglasscherben.
Fremdscherben sind die sauberen Produktionsabfälle der glasverarbeitenden Industrie, deren stoffliche Zusammensetzung gut bekannt ist. Dagegen
bestehen Altglasscherben häufig aus verschiedenen
und unbekannten Glassorten, so dass eine exakte
Gemengeberechnung schwierig ist. Vor allem aber
enthalten Altglasscherben störende Beimengungen und Gebrauchsverunreinigungen. Die Art und
Wirkung der wesentlichen Störstoffe sind bekannt
[120]:
5 Verschieden gefärbtes Altglas und eine Reihe
von evtl. beigemengten Metalloxiden verfärben die Schmelzen.
5 Keramisches Material, sog. KSP (Keramik,
Steine, Porzellan), und Glaskeramik lösen sich
in Abhängigkeit von der Korngröße in der
Glasschmelze nur sehr langsam oder überhaupt nicht auf. KSP zerspringt z. T. und bildet
feine, schwimmende Partikel [123].
206
7
Kapitel 7 • Recycling von Glas, Keramik und mineralischen Baustoffen
5 Metallische Werkstoffe beeinflussen die
Schmelze und die Schmelzöfen. Sn-, Pb- und
Cu-Werkstoffe schmelzen bei den herrschenden Temperaturen und sinken auf den
Wannenboden, wo sie eine verstärkte Bodenkorrosion hervorrufen. Al- und Zn-Werkstoffe
werden vollständig und Fe-Werkstoffe z. T.
oxidiert und als Oxide in der Glasschmelze
gelöst. Al reduziert dabei geringe Mengen an
SiO2 zu Si, das als Si-Einschluss zu Glasbruch
bei den Erzeugnissen führt.
5 Organische Stoffe (Papier, Kunststoffe, Lebensmittelreste) verbrennen überwiegend, doch
es ist auch eine Auswirkung auf die Redoxbedingungen in der Schmelze und damit auf die
Färbung und Läuterung vorhanden.
Aus dieser Zusammenstellung ergeben sich die
notwendigen Anforderungen an die Sammellogistik und die Aufbereitung von Altglas:
5 getrennte Sammlung von verschiedenen Glassorten an den Anfallstellen,
5 getrennte Sammlung nach Glasfarben,
5 Zerkleinerung auf Korngrößen von ca. 20 mm,
die für die Sortierverfahren und die Beschickung des Schmelzofens erforderlich sind,
5 Abtrennung von Fehlfarben, Metallen, Oxiden
und KSP sowie organischen Stoffen durch
Sortierverfahren.
Für das überwiegend zum Recycling eingesetzte gebrauchte und gesammelte Behälterglas (Hohlglas)
hat die Gesellschaft für Glasrecycling und Abfallvermeidung mbH (GGAmbH) Produktspezifikationen ausgearbeitet, die eine Wiederverwendung
als Behälterglas sicherstellen. Diese Qualitätsanforderungen an schmelzfertig aufbereitete Hohlglasscherben enthält . Tab. 7.3.
In neueren Quellen gibt der Bundesverband
Sekundärstoffe und Entsorgung e. V. (bvse) folgende zugelassene Werte an: KSP 25 g/t (künftig unter
10 g/t), NE-Metalle 5 g/t. Das aufbereitete Altglas
erreicht heute einen Reinheitsgrad von 99,5 %, für
Weißglas wird eine Reinheit von 99,7 % gefordert.
Neben dem häufigen braunen und grünen Behälterglas sind auch geringe Mengen an tiefblauen und
roten Glasflaschen im Gebrauch. Diese müssen zusammen mit dem Grünglas recycelt werden, da nur
die Grünfärbung in der Lage ist, andere Farben wie
z. B. Blau (erzeugt durch Zusätze von Oxiden des
Co, Cu und Ni) zu überdecken. Die grüne Färbung
entsteht durch Gehalte an Chrom- und Eisenoxid.
In . Tab. 7.3 erkennt man nochmals sehr konkret,
welche Altglasgegenstände mit den dazu eingesetzten Glassorten für die Zumischung zu dem typischen Behälterglas (Alkali-Erdalkali-Silikatglas)
nicht geeignet sind. Das sind besonders B2O3-haltige Gläser (Feuerfest- und Geräteglas), PbO-haltige
Gläser (Monitore, Bleikristall), aber auch gewisse
Sorten und Anteile an Flachglasabfällen. Da die
Qualitätsanforderungen an Behälterglas aber nicht
extrem hoch sind, können Altglasscherben in sehr
großen Mengen und Anteilen in der Behälterglasherstellung recycelt werden (Recyclingquote ca.
90 %).
Der Einsatz von Flachglasaltglasscherben in
der Floatglasproduktion hat sich aufgrund der
sehr hohen Qualitätsanforderungen für Floatglas
sowie technisch aufwendiger und damit teurer
Demontageverfahren in den verschiedenen Anwendungsfällen sowie verschiedener Veredlungen
(Beschichtungen, Färbungen) und komplizierter
Aufbereitungsmethoden bisher nicht durchgesetzt.
Das Floatglas umfasst 95 % der Flachglasproduktion (Restmenge gegossenes oder gewalztes Glas).
Floatglas wird durch das Floatverfahren hergestellt,
bei dem die Glasschmelze auf ein Bad von geschmolzenem Zinn fließt, sich auf diesem ausbreitet und an der Austragsseite mit Transportrollen
als Glasband abgehoben und abgezogen wird. Mit
dem Floatverfahren erhält man ein Flachglas von
ausgezeichneter Oberflächenqualität (beidseitig
feuerpoliertes, planparalleles Glasband, Glasstärke
wahlweise 0,4…25 mm). Das Floatglas ist frei von
optischen Verzerrungen und Fehlern. Bei der Floatglasherstellung kommen auch ca. 30 % Eigenscherben zum Einsatz sowie geringe Mengen garantiert
reiner Scherben mit Eigenscherbenqualität von
direkten Floatglasabnehmern. Floatglas kommt zu
70 % für Gebäude, zu 10 % für Fahrzeugscheiben
und zu 20 % für Möbel und Innenanwendung zum
Einsatz [124]. Zur Verdeutlichung der Recyclingschwierigkeiten von Floatglas ist es erforderlich,
noch einige Anwendungsfälle und Veredlungsmethoden anzuführen:
207
7.1 • Recycling von Glas
. Tab. 7.3 Produktspezifikation für schmelzfertig aufbereitete Hohlglasscherben nach GGAmbH Ravensburg (1998)
und bvse (2003)
A Spezifikation
Behälterglas, weiß, grün oder braun nach Farben getrennt (Flaschen, Gläser, Pharmazie- und Kosmetikglas aus VerpackungsglasSammmelstellen)
Anteil
B1 Reinheit von
Weißglas
Weißglas
min. 97 %
Ausgeschlossene Fremdstoffe
max. 1 %
Ausgeschlossene Glasqualitäten
max. 2 %
Fehlfarbanteil
max. 3 %
– davon grün
max. 1 %
– davon braun
max. 2 %
Grünglas
min. 97 %
Ausgeschlossene Fremdstoffe
max. 1 %
Ausgeschlossene Glasqualitäten
max. 2 %
Fehlfarbanteil
max. 15 %
Braunglas
min. 97 %
Ausgeschlossene Fremdstoffe
max. 1 %
Ausgeschlossene Glasqualitäten
max. 2 %
Fehlfarbanteil
max. 8 %
Quarzglas, Feuerfestglas, Geräteglas, Glaskeramik (Kochplatten)
max. 0,01 %
Glas aus elektronischen Geräten, besonders Fernsehröhren
max. 0,005 %
Bleikristallglas
max. 0,01 %
Leuchtstoffröhren und Glühlampen
max. 0,5 %
Autoglas (insbesondere Verbundglas)
max. 0,2 %
Flachglas (Fensterglas, Isolierglas)
max. 2 %
Ampullen, Spritzen, Röhren
max. 2 %
Tongefäße, Porzellan, sonstige Keramik, Steine, Schlacken, Erde
max. 0,15 %
Metallverschlüsse, Bleikappen, Banderolen
max. 0,35 %
Sonstige Dosen, Kunststoffe, Karton
max. 0,1 %
B2 Reinheit von
Grünglas
B3 Reinheit von
Braunglas
C Ausgeschlossene
Glasqualitäten
D Ausgeschlossene
Fremdstoffe
Hygienisch bedenkliche Abfälle
E Korngrößenverteilung
<4 mm
max. 5 %
0…8 mm
10 %
8…16 mm
30 %
16…60 mm
50 %
Rest bis max. 80 mm
10 %
7
208
7
Kapitel 7 • Recycling von Glas, Keramik und mineralischen Baustoffen
5 Bauglas (Fenster, Fassaden, Dächer, Kuppeln):
z. T. mit Drahtnetzeinlage (Drahtglas) oder
zur Wärmedämmung bzw. Sonnenschutz beschichtet oder eingefärbt bzw. als Isolierglaseinheiten (Doppel- oder Dreifachverglasung
in Metallrahmen). Zur Einfärbung (Tönung)
setzt man dem Gemenge Oxide von Co, Ni
oder Fe zu.
5 Fahrzeugglas: Einscheibensicherheitsglas (thermisch vorgespanntes Glas; »tempered glass«);
Verbundsicherheitsglas aus zwei oder mehreren Glasscheiben, die mit einer Zwischenschicht aus Polyvinylbutyrat (PVB) verbunden
sind (»laminated safety glass«). Fahrzeugglas
besitzt häufig eine schwarze Randbeschichtung
(»black border enamel«). Verbundsicherheitsglas mit mehreren Schichten kommt auch als
Panzerglas zur Anwendung.
Außerdem muss auf verschiedene Montagematerialien für die Flachgläser hingewiesen werden
(Kitte, Kunststoffdichtungen, Al-Rahmen). Zu den
Spezialgläsern (Glassorten und Einsatzgebiete) und
deren Recyclingproblemen werden bei den Aufbereitungsverfahren im folgenden Abschnitt einige
Ausführungen gemacht.
7.1.3
Aufbereitung von Behälterglas
Die Behälterglasaufbereitung erfolgt grundsätzlich getrennt für die drei Behälterfarben Weiß,
Grün und Braun. Dabei muss man aber mit einer
Fehlfarbquote von etwa 7 % rechnen. Das Aufbereitungsverfahren erfordert zunächst eine Zerkleinerung der Behälter auf die für Sortierverfahren
optimalen Korngrößen von 5…60 mm in einer
Prallmühle. Als Sortierverfahren sind folgende
Verfahren im Einsatz [120]:
5 Magnetscheidung (Eisenwerkstoffe),
5 Windsichten (Papier, Kunststoffe, Folien),
5 Wirbelstromsortierung (NE-Metalle, legierter
Stahl),
5 Siebtrennung (Feinstkorn, Folien),
5 sensorgestützte Sortiertechnik (KSP-Abscheider, NE-Metall-Abscheider, Farbsortiertechnik).
Diese Verfahren und die zugehörige Apparatetechnik sind in 7 Abschn. 3.4 ausführlich beschrieben.
Für die Glassortierung sind an dieser Stelle einige
Ergänzungen zu speziellen Detektionsmethoden
notwendig. Die KSP-Abscheider arbeiten entweder
mit einem Kamerasystem, das verschiedene Farben, Helligkeiten und Reflexionen erkennt, oder
verwenden einen Detektor, der die Nichttransparenz erfasst. Die NE-Metall-Abscheider verwenden
eine Hochfrequenz-Multikanal-Detektionsspule
oder die bereits oben angeführte Wirbelstromsortierung. Die Farbsortierung benutzt eine Farbzeilenkamera oder Multicolor-Laserstrahlen [127].
Dazu kommt als Vorabtrennung die Handauslese.
Bei bestimmtem Gebrauchsverunreinigungen und
Etiketten kann zudem ein Waschprozess erforderlich sein. Der Wäsche muss aber eine Trocknung
folgen, da feuchte Scherben die Vereinzelung der
Partikel in den Sortierapparaten behindern. Eine
gute Sortierung erreicht man aber auch nur bei
Verwendung enger Korngrößenbereiche. Deshalb
ist die Aufteilung des Brechgutes in mindestens drei
Kornfraktionen durch Siebklassierung notwendig.
Eine saubere Klassierung ist nur durch Verwendung hochwertiger Siebtechnik zu erreichen. Große Probleme entstehen durch zunehmende Verunreinigungen des Sammelglases mit Glaskeramik,
Feuerfestgeschirr und Bleikristall, die auf Grund
ihrer Transparenz und Farblosigkeit von den optischen Sensoren nicht erfasst werden können. Für
deren Detektion muss die Röntgenspektralanalyse
eingesetzt werden [125]. Die Wirbelstromsortierung arbeitet mit Korngrößen >10 mm effektiv,
die sensorgestützte Sortierung >6 mm. Bei kleineren Korngrößen ist bei dem ersten Verfahren die
Abstoßungskraft nicht mehr ausreichend und im
zweiten Fall sind die Identifikation und das Ausblasen nicht mehr optimal. Die kleineren Korngrößen
werden deshalb nicht mehr ausreichend sortiert
und sind auch im Gemenge nicht erwünscht. Deshalb trennt man die Korngrößen unter ca. 4 mm
durch Siebung ab (Deponie oder evtl. Strahlmittel). Eine Verbesserung des Trenneffektes auch bei
kleineren Kornfraktionen ist durch Klassierung in
fünf Korngrößenklassen zu erreichen, weil dann
die Sortiersensorik genauer einzustellen ist [125].
In . Abb. 7.2 ist ein Beispiel für eine Behälterglasaufbereitung angegeben [120].
7.1.4
Flachglasaufbereitung
Flachglasabfälle fallen ausschließlich in Gewerbebetrieben an (Konfektionierbetriebe für Bauglas, Bauindustrie, Handwerk, Herstellung von
Fahrzeugverglasungen, Fensteraufbereitung) und
werden von den Flachglasaufbereitungsbetrieben
sortenrein direkt eingesammelt. Die Aufbereitungsprodukte sind verschiedene Qualitäten von
Flachglasgranulat. Wegen der extremen Qualitätsanforderungen des Floatverfahrens können nur geringe Mengen des Flachglasgranulats in der Floatglasherstellung recycelt werden. Die größte Menge
verwendet man als Scherben zur Herstellung von
Behälterglas, das eine identische Zusammensetzung (Alkali-Kalk-Glas; . Tab. 7.1) besitzt und
eine geringere Scherbenqualität erlaubt. Daneben
kommt der Einsatz für Gussglas, Dämmwolle, Glasbausteine, Schaumglas (Glasschaumdämmstoff )
und zunehmend auch für die Glasfaserherstellung
in Betracht [126]. In . Abb. 7.3 ist eine industrielle
Flachglasaufbereitungsanlage dargestellt [126]. Auf
Grund des zunehmenden Einsatzes umfangreicher
Glasfassaden und Glaskuppeln bei Gebäuden ist
künftig auch das Recycling von Flachglas aus dem
Rückbau von Gebäuden notwendig.
Das Recycling von Flachglas aus Altfahrzeugen
bereitet erhebliche Probleme, die nachfolgend erläutert werden. Die Autoverglasung besteht heute
nicht nur aus Flachglas verschiedener Einfärbungen (dunkel, grau, braun, grün), sondern ist durch
Integration anderer Materialien ein komplexes
Produkt. Die wichtigsten Fremdmaterialien sind
Kunststofffolien (Verbundsicherheitsglas), dunkle
Einbrennemails an den Scheibenrändern, Ag-CuLeiterbahnen (Heiz- und Antennendrähte) und
Spiegel. Untersuchungen haben gezeigt, dass die
feinen Ag-Teile sich in einer Glasschmelze rasch
und vollständig auflösen [128]. Erhebliche Schwierigkeiten für ein Recycling bereitet aber die dunkle Einfärbung der Scheibenränder mit Einbrennemail. Diese Einfärbung ist bei allen eingeklebten
Scheiben zum Schutz der Klebestoffe vor der zerstörenden Wirkung der UV-Strahlung erforderlich. Die beweglichen Scheiben der Fahrzeugtüren
besitzen deshalb nicht diese Randeinfärbung. Die
Einfärbung der Scheibenränder erfolgt durch das
7
209
7.1 • Recycling von Glas
Behälteraltglas
(z. B. Weißglas)
1. Handausleseband
Grober
Abfall
1. Siebklassierung
< 45 mm
> 45 mm
1. Magnetscheidung
2. Handausleseband
Fe
Prallmühle
1. Sortiertechnik
KSP, feine
Metallteile,
Fehlfarben
Leichtstoffe
2. Magnetscheidung
Fe
2. Siebklassierung
31…45
mm
16…31
mm
4…16
mm
2. Sortiertechnik
3. Magnetscheidung
Aufbereitetes
Altglasgranulat
(ca. 92 % v. V.)
<4
mm
Abfall
Eisen
Behälterherstellung
. Abb. 7.2 Aufbereitungsanlage für Behälterglas [120].
Bedrucken der Ränder mit einer Paste, die aus einer
leicht schmelzbaren Glasfritte mit anorganischen
Pigmenten (Kupferchromat, Oxide von Cu, Ni und
Fe) und einem organischen Binder besteht. Durch
Aufheizen auf Temperaturen über 500 °C schmilzt
die Glasfritte auf, löst die Pigmente und verbindet
sich mit der Glasscheibe. Die Glasfritte besteht in
Altautos aus Bleisilikat und in Neuwagen ab 2003
aus Bi/Zn-Silikaten (Verwendungsverbot von Pb!).
210
Kapitel 7 • Recycling von Glas, Keramik und mineralischen Baustoffen
Flachglasabfälle
Vorbrecher
Glasbruch
(ca. 80 mm)
Handausleseband
7
Grobe Anteile
Kunststoffe,
Metalle, Keramik
Eisen
Magnetscheidung
Feinbrecher
Granulat
(0…40 mm)
Feinkorn,
Folien
NE-Metalle
Folien
Fehlfarbenglas
Siebmaschine
Wirbelstromscheider
Windsichter
Optoelektronische
Farbsortierung
Automatische
Probenahme
Flachglasgranulat
. Abb. 7.3 Aufbereitungsanlage für Flachglas [126].
Das Recycling von Altglasscherben mit eingefärbten Rändern ist nur beschränkt für braunes oder
grünes Behälterglas und für Glasfasern möglich.
Die Aufnahmekapazitäten dieser Glassorten sind
aber beschränkt. Ein umfassendes Recycling würde
deshalb die Abtrennung der gefärbten Glasscherben
durch die bekannten optischen Sortierverfahren
voraussetzen. Eingeklebte Scheiben mit dunklen
Randeinfärbungen finden heute auch in Straßenbahnen und Eisenbahnwaggons Verwendung. Verbundsicherheitsglas findet für Windschutzscheiben
Verwendung und besteht aus zwei Glasscheiben,
zwischen denen sich eine Kunststofffolie befindet.
Die PVB-Folie macht ca. 10 % der Verbundscheibe
aus und hätte in einer Glasschmelze die Wirkung
eines starken Reduktionsmittels. Deshalb ist vor
dem Recycling eine Abtrennung der PVB-Folie
notwendig. Das erfolgt durch einen Delaminationsprozess [128]. In . Abb. 7.4 ist ein technischer
Vorschlag für die Delamination angegeben [128].
Die erzeugten Glasgranulate enthalten weniger als
0,1 % PVB und sind nach Abtrennung der dunklen
Scherben für das Recycling geeignet.
Einscheibensicherheitsglas scheint zunächst
günstigere Bedingungen für das Recycling zu besitzen. Da dieses getemperte Glas aber bei der Zerkleinerung in sehr kleine Würfel (<10 mm) zerbricht, ist der Aufwand für die sensorgestützte Sortiertechnik (Abtrennung der dunklen Glasteile und
anderer Verunreinigungen) hoch und meist nicht
wirtschaftlich. Aus den Beschreibungen muss man
ableiten, dass ein erheblicher Aufwand an Handarbeit, Logistik und Technik für die Erzeugung
recyclingfähigen Glasbruchs aus Altautoglas erforderlich ist [128]. Es müssen unbedingt folgende
Arbeitsstufen vorgesehen werden:
5 Ausbau der Scheiben,
5 getrennte Sammlung nach Färbungen, Verbundsicherheitsglas, dunkler Randbeschichtung, Funktionselementen,
5 Delamination bei Verbundglas,
5 Zerkleinerung der einzelnen Fraktionen,
5 Abtrennung von Metallteilen durch Magnetund Wirbelstromsortierung,
5 Abtrennung gefärbter Glaspartikel durch spezielle sensorgestützte Sortierung,
5 getrennter Transport der verschiedenen
Bruchglasqualitäten zu den Glasfabriken.
. Abb. 7.4 Vorschlag für eine
Apparatur zur Delamination von
Verbundsicherheitsglas [128].
Impulsbrecher
Verbundsicherheitsscheiben Granulat 1
Für diesen Aufwand schätzt man Kosten von
60…300 €/t Scherben [128], die erheblich über den
marktüblichen Preisen für Bruchglas anderer Herkunft und über den Preisen für Originalrohstoffe
liegen. Diese Originalrohstoffe sind außerdem
weltweit in großen Reserven verfügbar. Zusätzlich
entsteht ein erheblicher Energieverbrauch für die
Apparate und Transporte, so dass die Forderung
nach weitgehendem Recycling von Altautoglas
ökologisch nicht gerechtfertigt ist. Die geforderten
hohen Recyclingquoten der Altautoverordnung
(7 Kap. 10) berücksichtigen offensichtlich die Problematik des Recyclings von Altautoglas nicht genügend.
7.1.5
7
211
7.1 • Recycling von Glas
Aufbereitung von Spezialgläsern
Unter den Spezialgläsern spielt die Aufbereitung
von Bildschirmgläsern eine größere Rolle. Diese
Gläser sind durch die Gehalte an PbO, BaO und
SrO charakterisiert (. Tab. 7.1). Seit dem Jahr 2006
nimmt allerdings die Herstellung von Bildröhrengeräten zugunsten von Flachdisplaygeräten international sehr schnell ab und ist bereits weitgehend
eingestellt. Dadurch ist die Rückführung von
Bildschirmaltgläsern in die Neuproduktion von
Bildschirmgläsern zusammengebrochen. In den
nächsten Jahren ist aber von den Anwendern noch
ein verstärkter Rücklauf von Bildröhrenaltgeräten
in die Abfallsammlungen zu erwarten. Es müssen deshalb die alternativen Verwertungswege für
Bildschirmglas ausgeweitet und noch einige Jahre
vorgehalten werden. Aus diesem Grund wird auf
die Aufbereitung von Bildröhren nochmals kurz
eingegangen. Dafür muss der genauere Aufbau der
Bildröhren vorgestellt werden.
5
5
5
5
5
5
Wasserbad
40…70 °C
Hochdruckwasserstrahl
Granulat 2
PVBFolien
Zusammensetzung einer Farbbildröhre [120]:
Schirmglas (Ba-Sr-Silikatglas): 63,2 %,
Trichter-/Halsglas (22 % PbO): 23,7 %,
Metallteile: 12,5 %,
Glasfritte (80 % PbO, B2O3): 0,4 %,
Beschichtungen an Trichter und Hals: 0,05 %,
Leuchtstoffe am Schirmglas: 0,04 %.
Die Leuchtstoffe sind überwiegend Metallsulfide,
die als Schadstoffe abzutrennen sind. Die Trichterbeschichtung besteht aus Polyvinylazetat und Graphit. Der Bildröhrenaufbereitung ist eine Demontage der Bildröhrengeräte vorgeschaltet, die die
separierte Bildröhre zur Verfügung stellt. Für das
Glasrecycling sind auf Grund des Massenanteils
nur Schirm- und Trichterglas von Bedeutung. Bei
der Aufbereitung unterscheidet man grundsätzlich
zwischen dem Verfahren mit Bildröhrentrennung
in Schirm und Trichter (Sägen oder Erhitzen an der
Verbindungsstelle) und dem Verfahren ohne Bildröhrentrennung (Zerkleinerung der kompletten
Röhre). An die erste Stufe der Trennung oder Zerkleinerung schließt sich als zweite Stufe die Entfernung der Leuchtstoffe an (beim Schirm durch Abbürsten oder Wasserstrahl, bei den Scherben durch
Absiebung) sowie die Abtrennung der Metalle. Bei
dem Verfahren der Bildröhrentrennung erhält man
danach unmittelbar in sortenreiner Form das BaSr-Silikatglas der Schirme und das PbO-haltige
Trichterglas. Bei dem kompletten Zerkleinerungsverfahren muss eine weitere sensorgestützte Sortierstufe für die Scherben angeschlossen werden,
die mittels röntgenographischer Detektion die
Sortierung in die beiden Glassorten vornimmt. Bei
extrem sauberer Trennung der beiden Glassorten
konnten diese als Scherben in den Schmelzprozess
für neue Bildschirmgläser zurückgeführt werden.
212
7
Kapitel 7 • Recycling von Glas, Keramik und mineralischen Baustoffen
Es waren Altglasscherbenzusätze von 15 % bei der
Schirmglasproduktion und von 50 % bei der Trichterglasherstellung möglich. Nach Einstellung der
Bildröhrenproduktion stehen folgende alternative
Verwertungswege für die aufbereiteten Scherben
zur Verfügung:
5 Verwertung des hohen Pb-Gehaltes von
Trichterglas durch Einsatz dieser Glassorte
in Bleihütten (vollständiges Pb-Ausbringen
als Bleimetall, Bindung der Glasoxide in der
Schlacke),
5 Einsatz des hochwertigen Schirmglases zur
Herstellung von Gussglas,
5 Anwendung des Altglases als Zuschlagstoff in
der Keramikindustrie und in Asphaltmischungen,
5 Verwendung für Verglasungsverfahren, d. h.
Einbindung von schwermetallhaltigen, radioaktiven oder anderen anorganischen toxischen
Abfällen in einer Glasmatrix zur Deponierung.
Diese Verwertungswege stellen an die Bildröhrenaufbereitung deutlich geringere Aufbereitungsanforderungen als das Recycling zu den Bildschirmgläsern.
Die Aufbereitung von Leuchtstofflampen erfolgt primär mit dem Ziel der Abtrennung von
Schadstoffen (Hg und Leuchtstoffe). Da aber die
Leuchtstofflampen zu 85 % aus einem Glaszylinder
bestehen, liefert die Aufbereitung erhebliche Mengen verwertbarer Altglasscherben. Diese Altglasscherben werden für die Herstellung neuer Glasröhren für Leuchtstofflampen verwendet und in
der Glasfaserproduktion sowie in der Bauindustrie
eingesetzt. Sowohl das Aufbereitungsverfahren für
Leuchtstofflampen als auch die mögliche Verwertung der Glaskomponenten von Flachbildschirmen
(LCD, Plasma) werden in 7 Kap. 11 besprochen.
Alternative Altglasverwertungsverfahren befinden sich in der technischen Prüfung. Dazu zählt
das Verglasungsverfahren, das der Einbindung
schwermetallhaltiger, toxischer und radioaktiver
Abfälle in eine Glasmatrix dient. Dabei könnten
10…30 % Altglasscherben geringer Qualität dem
Schmelzprozess zugesetzt werden. Die Arbeitstemperaturen beim Verglasungsverfahren liegen über
1400 °C, so dass alle organischen Verunreinigungen verbrennen, flüchtige Bestandteile im Abgas-
system zur Abscheidung kommen und die nichtflüchtigen Schwermetalle in der Glasmatrix gelöst
und gebunden werden. Die Glasmatrix zeichnet
sich durch eine hohe hydrolytische Beständigkeit
aus und ist deponiefähig oder auch als Straßenbaumaterial einsetzbar [120]. Leichtbeton kann unter
Zusatz von 25 % Blähglasgranulat aus Altglas hergestellt werden [120]. Im Straßenbau kann Altglas
sowohl im Asphalt als auch in den ungebundenen
Tragschichten Verwendung finden [120]. In der
Keramikindustrie sind geringere Massenanteile an
Altglasscherben (<2 mm) ebenfalls als Zusatz einsetzbar und ergeben bei Tonziegeln und Keramikfliesen verbesserte Eigenschaften.
7.2
Recycling von Keramik und
mineralischen Baustoffen
Als Keramik bezeichnet man Produkte, die aus
nichtmetallischem anorganischen Material (meist
Silikate oder Oxide) durch einen Sintervorgang bei
höheren Temperaturen hergestellt sind (Formsteine, Platten, Rohre und Gefäße). Die keramischen
Produkte bestehen zum großen Teil oder vollständig aus kristalliner Phase. Unter mineralischen
Baustoffen fasst man unterschiedliche nichtmetallische anorganische Produkte und Materialien
zusammen, die für die Errichtung von Gebäuden,
Brücken, Straßen, Staudämmen, Mauern, Öfen usw.
Anwendung finden. Einige dieser Produkte (Ziegel,
Fliesen, Tonrohre) zählen zur Keramik und werden
dort besprochen. Eine zweite Gruppe besteht aus
natürlichen ungebundenen Gesteinen (Schotter,
Natursteine, Kies) und wird in diesem Buch vorwiegend nur in Verbindung mit dem Einsatz von
Recyclingbaustoffen behandelt. Die für das Recycling wichtige dritte Gruppe sind die Bindebaustoffe, die durch hydraulische oder hydrothermale
Erhärtungsvorgänge silikatischer Materialien (Zement, Kalkstein, Sand, Kies, Schlackengranalien)
zu Formteilen (Kalksandstein) oder ganzen Baugruppen (Beton) verfestigen [129]. Die Motivation
für das Recycling von Keramik und mineralischen
Baustoffen liegt schwerpunktmäßig auf der Minimierung des notwendigen Deponievolumens und der
Vermeidung von Schadstoffeinträgen in die Böden.
213
7.2 • Recycling von Keramik und mineralischen Baustoffen
Das betrifft insbesondere die mineralischen Baustoffe, die in der Vergangenheit überwiegend in
speziellen Baustoffdeponien abgelagert wurden.
Die Motive der Einsparung natürlicher Rohstoffe
und Energie und der Verminderung des Eingriffs in
die Natur mit Rohstofftagebauen stehen dagegen
erst an zweiter Stelle. Die Diskussion der Recyclingmöglichkeiten setzt einige Kenntnisse über die
wichtigsten Werkstoffe, Produkte, Rohstoffe und
Herstellungsprozesse von Keramik und mineralischen Baustoffen voraus (. Tab. 7.4, . Tab. 7.5,
. Tab. 7.6). Die dort angeführte Unterteilung in
Grob- und Feinkeramik bezieht sich auf die Reinheit und die Korngrößen der eingesetzten, aufbereiteten Rohstoffe (Grobkeramik 2…0,2 mm; Feinkeramik <0,2 mm).
Der Herstellungsprozess von Keramik besteht
aus den Stufen der Aufbereitung (Zerkleinerung,
Abtrennung von Verunreinigungen, Homogenisierung), Mischung der Komponenten, Formgebung,
Trocknen und Brennen (Sintern der Silikate und
Oxide). Bei der Herstellung von Schamotteerzeugnissen aus Tonen sind Zuschläge von vorgebrannten Tonpartikeln erforderlich, um die Schwindung
zu vermindern. Die hydraulisch oder bituminös gebundenen mineralischen Baustoffe produziert man
aus speziellen Materialmischungen [129]:
5 Beton erhält man aus einer Mischung von
Zement (Kalziumsilikat, Kalziumaluminat,
Ferrit) mit Sand und Zuschlagstoffen (Kies),
die mit Wasser zu Silikathydraten abbindet.
Stahlbeton ist ein Verbundbaustoff aus Beton
und Stabstahl. Er enthält Einlagen aus Stahlstangen (Betonrippenstahl) oder verschweißten Stahlmatten.
5 Luftmörtel ist eine Mischung aus gebranntem
Kalk (CaO) mit Sand und Wasser, die durch
das CO2 der Luft zu CaCO3 abbindet.
5 Gipsbauteile entstehen durch Erhärten von
gebranntem Gips mit Wasser zum Hydrat
(CaSO4 ⋅ 2 H2O).
5 Kalksandstein entsteht aus einer Mischung von
hochwertigem gebrannten Kalk und Sand mit
Wasser, die bei ca. 200 °C im Autoklaven erhärtet (Kalziumsilikathydrate).
5 Asphalt stellt man aus einer erhitzten Mischung von Bitumen mit Gesteinssplitt oder
Kies her.
7
. Tab. 7.4 Keramische Werkstoffe und Produkte [129]
Keramik
Produkte
Grobkeramik
Baukeramik
Ziegel, Tonrohre
Steinzeug
Fliesen, Klinker, Kanalrohre,
säurefeste Steine
Feuerfeststeine
Schamotte, Silika, Magnesit,
Chromit, gegossene Steine
(Korund, Schmelzbasalt)
Feinkeramik
Steingut
Geschirr, Gefäße
Porzellan
Geschirr-, Sanitärporzellan
Technische
Keramik
Silikatisch: Elektrokeramik,
Steatit, Forsterit u. a.
Nichtsilikatisch: magnetische
Werkstoffe, Katalysatorträger,
keramische Filter, keramische
Maschinenteile (Oxide, Karbide, Nitride, Kohlenstoffwerkstoffe u. a)
Aus den beschriebenen Zusammensetzungen und
Herstellungsverfahren von Keramik und mineralischen Baustoffen ergeben sich für die Verwertung
von Abfällen zwei grundsätzliche Möglichkeiten
des Recyclings:
1. Die Abfälle können durch Recyclingprozesse
in Materialien bzw. Produkte der gleichen
Wertigkeit (Keramik, Baustoff, Schotter)
zurückverwandelt werden. Diese erste Möglichkeit eröffnet sich bei Verwendung der zerkleinerten und aufbereiteten Altmaterialien als
Zuschlagstoffe zu neuen Materialmischungen
(z. B. als grobkörniger Zuschlag bei Beton im
Austausch gegen Kies oder als feinkörniger
Zuschlag bei Grobkeramikmischungen oder in
Asphaltmischungen).
2. Die Abfälle verarbeitet man zu Materialien,
die einer andersartigen Verwertung zugeführt
werden. Diese zweite Verwertungsstrategie ist
der Einsatz zerkleinerter und aufbereiteter Altmaterialien als ungebundene Schüttschichten
(Trag- und Frostschutzschichten im Straßen-,
Wege- und Sportplatzbau, Verfüllmaterial, Ve-
214
Kapitel 7 • Recycling von Glas, Keramik und mineralischen Baustoffen
. Tab. 7.5 Mineralische Baustoffe [130]
Mineralischer Baustoff
Produkte
Ungebunden
Naturwerksteine, Natursteine, Kies, Sand
Dammbau, Gleisschotter, Frostschutzschichten, Tragschichten im Straßenbau, Fassadenplatten aus Naturstein
Hydraulisch gebunden
7
Beton
Stahlbetontragelemente und -decken, Betonfahrbahnen, Betonsteine, Porenbeton,
Betondachsteine, Zementestriche
Mörtel
Mauerwerkbinder, Putzschichten
Kalksandstein
Mauerwerk
Gips
Gipskartonplatten, Gipsputz
Bituminös gebunden
Asphalt
Straßenbelag, Asphaltestrich
Keramisch gebunden
Silikatbindung oder
Oxidbindung
Tonmauerziegel, Tondachziegel, Klinker, Fliesen, Feuerfeststeine
. Tab. 7.6 Wichtige mineralische Rohstoffe für die Herstellung von Grobkeramik und Bindebaustoffen [129]
Mineralischer Rohstoff
Hauptbestandteile
Erzeugnisse
Kalkstein
Kalziumkarbonat
Luftmörtel, Weißkalk, Kalksandstein
Ton
Alumosilikat, Eisenoxide
Ziegel, Steinzeug, Feuerfeststeine
Kaolin
Alumosilikat
Porzellan
Mergelton
Kalkstein/Tongemisch
Zement
Quarzsand
Siliziumdioxid
Mörtel, Beton, Feuerfeststeine, Kalksandstein
Dolomit
Kalzium-Magnesium-Karbonat
Feuerfeststeine
Magnesit
Magnesiumkarbonat
Feuerfeststeine
getationssubstrat). Wegen der erforderlichen
hohen Qualitätsansprüche an die Rohstoffmischungen für die Herstellung von Feinkeramik
(Reinheit, Kornspektrum) sowie Oxid-, Nitrid- und Karbidkeramik ist auf diesem Gebiet
der Einsatz von gesintertem Recyclingmaterial
grundsätzlich nicht möglich. Diese Werkstoffe
müssen deshalb bei den folgenden Betrachtungen nicht mehr berücksichtigt werden.
7.2.1
Ausbau, Zerkleinerung und
Aufbereitung von Keramik
Eine wichtige Maßnahme für das Recycling von
gebrauchter Grobkeramik ist der getrennte Ausbau
der Materialien nach Stoffarten (Rückbau). Durch
eine solche Maßnahme kann die nachfolgende
Aufbereitung ganz wesentlich erleichtert werden,
215
7.2 • Recycling von Keramik und mineralischen Baustoffen
und die Herstellung qualitätsgerechter Recyclingmaterialien ist oft nur dann möglich.
Von großer Bedeutung für die Ressourcenausnutzung sind aber die Produktionsabfälle der
Grobkeramikherstellung. Dabei muss man zwei
vollständig verschiedene Materialien unterscheiden:
1. ungebrannte Massen und Formkörper (sog.
Grünkörper),
2. gebrannte Formkörper (Bruch).
Das ungebrannte Material geht vollständig in den
eigenen Produktionskreislauf ohne Behandlung
zurück. Die gebrannten Bruchstücke müssen zunächst auf die erforderlichen Korngrößen zerkleinert werden und können danach der eigenen Masseaufbereitung zugesetzt werden. Damit erreicht
man eine geringere Schwindung der neuen Masse
beim Brennen (sog. Magerung der Masse).
z
Feuerfeststeine
Feuerfeststeine oder Feuerfeststampfmassen finden
vielfältigen Einsatz zur Ausmauerung/Auskleidung
von Reaktoren und Öfen in der Stahlgewinnung,
der NE-Metall-, der Keramik-, Glas- und Zementindustrie, in Verbrennungsanlagen usw. Die
Ausmauerungen haben Standzeiten von wenigen
Monaten bis zu Jahren. Infolge der spezifischen
industriellen Anfallstellen von Altsteinen sind der
sortengerechte Ausbau des Ofenausbruchs und
die sortenspezifische Anlieferung (Schamotte, Silika, Magnesit usw.) an die Recyclingunternehmen
prinzipiell möglich. Bei Ofenausbruch aus metallurgischen Öfen sind die Steine oft erheblich mit
Metallschmelze behaftet, so dass auch die Metallrückgewinnung eine wesentliche Zielstellung des
Recyclingprozesses sein muss. Voraussetzung für
die Herstellung einsatzfähiger Recyclingmaterialien ist eine weitgehende Sortenreinheit. Bisher
erfolgten die Sortierung und Klassifizierung des
Ofenausbruchs durch Handsortierung. Durch
Entwicklung der laserinduzierten Plasmaspektroskopie können Feuerfeststeine unterschiedlicher
Formen und Größen schnell und zuverlässig klassifiziert und nachfolgende spezifisch aussortiert
werden [131]. Die Aufbereitung der sortierten Steine erfolgt durch Zerkleinerung, Vermahlung und
Trocknung zu Feuerfestmassen [131].
7.2.2
7
Aufbereitung von mineralischen
Baustoffen
Bei Rückbau, Umbau, Sanierung und Neubau von
Bauwerken des Hoch- und Ingenieurbaus muss
man zunächst zwischen verschiedenen Sorten von
Bauabfällen unterscheiden, die wie folgt definiert
sind [130]:
5 Bodenaushub: Natürlich anstehendes oder umgelagertes Locker- und Felsgestein sowie Kies,
Ton und Mutterboden.
5 Bauschutt: Mineralisches Material, das bei
Abbruch, Umbau und Sanierung stofflich gemischt oder sortenrein anfällt (Beton, Stahlbeton, Ziegel, Kalksandstein, Dachsteine, Gips,
Fliesen Keramik, Mörtel, Naturstein usw.).
5 Straßenaufbruch: Asphalt, Betonfahrbahn,
Pflaster und Randsteine, Schotter, Kies, Sand.
5 Baustellenabfälle: Holz, Metall, Kunststoff,
Kabel, Glas, Papier/Pappe, Fußbodenbeläge,
Farben.
Die überwiegende Masse der Bauabfälle ist Bodenaushub (2/3 des Anfalls [133]). Der Bodenaushub kann zu 70 % ohne jegliche Behandlung
an Ort und Stelle oder an anderen Orten wieder
eingebaut werden [133]. Es sind also nur geringe
Aufbereitungsmaßnahmen erforderlich und der
Bodenaushub wird deshalb in diesem Buch nicht
näher besprochen. Unter Bauschutt fallen bei ungenügender Trennung oft auch Mischungen mit
Bodenaushub und Baustellenabfällen an, was unter
Recyclinggesichtspunkten und abfallrechtlichen
Vorschriften möglichst zu verhindern ist. Die Vermischung des Bauschutts mit Baustellenabfällen ist
allerdings selten vermeidbar, da ein vorgeschalteter
vollständiger Ausbau der Materialien kaum möglich und sehr kostenaufwendig ist. Man spricht
dann von Baumischabfällen. Die sortenreinen
Baustellenabfälle bzw. die bei der Bauschuttsortierung abgetrennten Materialien können sortenspezifisch den entsprechenden Recyclingprozessen
für z. B. Baustoffe, Metalle und Kunststoffe bzw.
der energetischen Verwertung zugeführt werden.
Der Bauschutt erfordert immer eine Aufbereitung,
um in erster Linie die restlichen Materialien der
Baustellenabfälle (Holz, Metall, Kunststoffe usw.)
abzutrennen und danach evtl. die verschiedenen
216
Kapitel 7 • Recycling von Glas, Keramik und mineralischen Baustoffen
. Tab. 7.7 Grenzwerte für die stoffliche Zusammensetzung von recycelten Gesteinskörnungen (Einsatz als Betonzuschlag) [134]
Typ 1
Typ 2
Typ 3
Typ 4
Beton
>90 %
>70 %
<20 %
>80 %
Klinker, nichtporöse Ziegel
<10 %
<30 %
>80 %
Bestandteile, Zusammensetzung
<5 %
Kalksandstein
<2 %
<3 %
<5 %
Asphalt
<1 %
<1 %
<1 %
Fremdbestandteile**
<0,5 %
<0,5 %
<0,5 %
<1 %
Minimale Kornrohdichte
2 000 kg/m3
2 000 kg/m3
1 800 kg/m3
1 500 kg/m3
Maximale Wasseraufnahme
10 %
15 %
20 %
k. A.
Andere mineralische
7
Bestandteile*
<20 %
Spezifische Eigenschaften
*
**
Porosierte Ziegel, Leichtbeton, Ziegel, Putz, Mörtel, Schlacke
Glas, Keramik, Stückgips, Kunststoffe, Metalle, Holz, Papier, Pflanzenreste
Baustoffsorten zu trennen, um die angestrebten
Recyclingbaustoffe zu gewinnen. Der Straßenaufbruch kann meist unmittelbar sortenrein ausgebaut
werden, so dass dieser ohne weitere Sortiermaßnahmen der Asphalt- bzw. der Betonaufbereitung
zugeführt werden kann. Die Auswahl und Gestaltung der Recyclingverfahren werden entscheidend
von den Einsatzgebieten der Recyclingbaustoffe
(RC-Baustoffe) und den dafür festgelegten Qualitäten der Stoffart, Korngröße und Reinheit bestimmt.
Die mineralischen RC-Baustoffe bestehen dabei in
der Regel aus Gesteinskörnungen (Granulate) verschiedener Körngrößenfraktionen.
z
Einsatzgebiete für Recyclingbaustoffe [130]
5 Tragschichten und Frostschutzschichten im
Straßen- und Wegebau (RC-Stra; RC-Wege),
5 Dammbaustoffe, Verfüllbaustoffe, Verfüllmassen im Kanal- und Leitungsbau,
5 Asphaltstraßenbau (RC-Asphalt),
5 Betonzuschlag für Betonwaren, Betonwerksteine, Betondachsteine, konstruktive und nichtkonstruktive Betonbauteile (RC-Beton),
5 Vegetationsschichten (poröse Bodensubstrate;
RC-Vegetra).
Für Feinsande der Bauschuttaufbereitung, insbesondere Betonbrechsande, konnte infolge der Gehalte an Silikaten und Kalziumverbindungen ein
technisch nutzbares Härtungspotenzial bei Autoklavenbehandlung ermittelt werden, so dass die
bautechnische Nutzung als Mauersteine möglich
erscheint [133].
z
Anforderungen an die Recyclingbaustoffe [130]
Die geforderten Korngrößen und Korngrößenfraktionen stellt man durch entsprechende Zerkleinerungs- und Klassierprozesse (Siebung, Windsichtung) her.
Typische Gesteinskörnungen sind folgende:
5 feine Gesteinskörnung (Korngruppe 0/4):
<1 mm 50 %; <4 mm 94 %;
5 grobe Gesteinskörnung (Korngruppe 8/31):
<8 mm 2 %; <31,5 mm 100 %;
5 Korngemisch 0/45: <0,5 mm 10 %; <2 mm
32 %; <45 mm 97 %.
Neben der Korngruppe sind weitere Kennwerte zu
beachten: Kornrohdichte, Feinanteil (ausschlämmbare Anteile), Widerstand gegen Zertrümmerung
217
7.2 • Recycling von Keramik und mineralischen Baustoffen
. Abb. 7.5 Stationäre Bauschuttaufbereitungsanlage [132].
7
Bauschutt
Feinkorn
Siebmaschine
Überkorn
Mittelkorn
Backenbrecher
Magnetscheider
Eisen
Siebmaschine
Feinkorn
Prallmühle
Magnetscheider
Eisen
3-DeckSiebmaschine
Windsichter
Windsichter
RCBaustoff
1. Korngruppe
und Abrieb, Sulfatgehalt (Gips), Freisetzung von
PAK, Wasseraufnahme/Saugwirkung, Chloride.
Für den Nachweis wasserlöslicher Schadstoffe ist
ein Elutionstest vorgeschrieben mit nachfolgender
analytischer Bestimmung von pH-Wert, Chlorid,
Sulfat, As, Pb, Cd, Cr, Cu, PAK und PCB im Eluat.
Genaue Vorschriften bestehen für »RC-Gesteinskörnungen für hydraulisch gebundene und ungebundene Gemische« (z. B. 16/45) sowie für grobe
»Recyclierte Gesteinskörnungen für Beton« (z. B.
8/16) (Bundesvereinigung Recycling-Baustoffe e.V.
RCBaustoff
2. Korngruppe
Windsichter
Leichtstoffe
(Papier, Holz,
Kunststoffe)
RCBaustoff
3. Korngruppe
2006; Europäische Regelwerke). Für Betonzuschlag
mit recycelten Gesteinskörnungen verwendet man
eine Unterscheidung in vier Liefertypen, die in
. Tab. 7.7 angegeben sind.
z
Recyclingverfahren für Bauschutt
Die geforderten Kornklassen stellt man durch den
Einsatz geeigneter Zerkleinerungsapparate (Backenbrecher, Prallmühlen) in Kombination mit
Siebstufen und Windsichtung her (7 Abschn. 3.2,
7 Abschn. 3.3, 7 Abschn. 3.4). Für die Abtrennung
218
Kapitel 7 • Recycling von Glas, Keramik und mineralischen Baustoffen
Baustellenabfälle
(mineralische Baustoffe, Holz,
Stahl, Papier, Kunststoffe)
Störstoffe
Bagger, Greifer
Vorsortierung
Trommelsieb
Inertes
Handsortierband
Wertstoffe
Abfälle
7
Magnetscheider
Eisen
Papier
Kunststoffe
Holz
Windsichter
Presse
Containerpresse
Verbrennung,
Deponie
Leichtfraktion
Schwerfraktion
Baustoffrecycling
Stahlwerk
Recyclinganlagen
Presse
Zerkleinern
Energetische
Verwertung
. Abb. 7.6 Sortieranlage für Baustellenabfälle [132].
von Verunreinigungen sind folgende weitere Verfahrensstufen in Anwendung:
5 Lesebänder für Handauslese,
5 Magnetscheidung zur Eisenabtrennung,
5 Vibrationssiebung und Windsichtung zur
Abtrennung von Leichtstoffen und Feingut
(Papier, Pappe, Holz, Kunststoffe),
5 Schwimm-Sink-Sortierung zur Abtrennung
von Leichtstoffen und wasserlöslichen Stoffen
(Nachteil ist die notwendige Wasseraufbereitung).
Erläuterungen zu diesen Sortierverfahren finden
sich in 7 Abschn. 3.4. Die Automatisierung der
Handauslese durch sensorgestützter Sortiertechnik
ist technisch möglich, aber aus Kostengründen bisher nicht eingeführt. Es wird z. B. die NIR-Spektroskopie zur Unterscheidung von Mineralstof-
fen, Holz/Papier und Kunststoffen empfohlen, die
nachfolgend ein Greifersystem für die Auslese der
relativ groben Körnungen ansteuert. Entsprechend
den Anfallstellen von Bauschutt kommen mobile,
semimobile und stationäre Anlagen zum Einsatz.
In . Abb. 7.5 ist beispielhaft eine Aufbereitungstechnologie angegeben.
Der Bauschuttaufbereitung geht der Abbruch
der jeweiligen Bauwerke (Gebäude, Brücken, Bunker) voraus. Dabei ist der baustoffspezifische Abbruch von großem Einfluss auf die nachfolgende
Bauschuttaufbereitung. Beim Abbruch von Stahlbetonbauwerken (Brücken, Betondecken) mittels
Sprengung, Hydraulikhammer und Stahlbetonscheren finden bereits eine Vorzerkleinerung und
teilweise Abtrennung des Bewehrungsstahls statt.
Die Verwertung des Bauschutts ist in Deutschland eine Erfolgsgeschichte, da im Jahr 2007 90 %
219
7.2 • Recycling von Keramik und mineralischen Baustoffen
. Abb. 7.7 Asphaltaufbereitung
[132].
Asphaltschollen
(Straßenaufbruch)
Asphaltfräsgut
Abtransport,
Lagern
Abtransport,
Lagern
Zerkleinerung
Absieben
7
Neuwertige
Mineralstoffe,
Bitumen
Absieben
Lagern
Dosieren
Trommelmischer
(beheizt)
Asphaltmischung
wiederverwertet wurden. 1997 waren es nur 50 %
[133].
z
Recyclingverfahren für Baustellenabfälle
Die Baustellenabfälle enthalten neben den oben
genannten Materialien meist noch gewisse Anteile
mineralischer Baustoffe und evtl. auch Erdaushub.
Die Verfahrenstechnik versucht vor allem die Abtrennung der Wertstoffe (Metalle, kompakte Kunststoffe) und die Gewinnung eines energetisch verwertbaren Anteils (Holz, Papier, Fußbodenbeläge,
Farben). Daneben fällt mineralisches Material an,
das zum Bauschuttrecycling oder für die Deponie
geeignet ist (. Abb. 7.6).
z
Asphaltaufbereitung
Bei der Asphaltaufbereitung gewinnt man die Bindemittel (Bitumen, Teer) und auch die Mineral-
stoffe (Kies, Sand, Füller) vollständig zurück. Der
Ausbauasphalt fällt als Fräsgut oder als Schollenaufbruch an. Der Schollenaufbruch muss in Prallbrechern zerkleinert werden. Das erhaltene Asphaltgranulat kann in Anteilen von 20…40 % bei
der Herstellung neuer Asphaltmischungen zugesetzt werden (. Abb. 7.7).
z
Aufbereitung von Gleisschotter
Die Aufbereitung von Gleisschotter (Abtrennung
von Schmutz und Feingut) findet vollmechanisiert
an Ort und Stelle mit einem gleisgebundenen Gleisbehandlungszug statt, der auch den Wiedereinbau
vornimmt. Diese Schotteraufbereitung ist z. T. mit
einer Schotterwäsche und einer Waschwasseraufbereitung in dem Gleisbehandlungszug ausgestattet
[133].
221
8
Recycling von Papier und Pappe
8.1
Altpapiersorten und Sammlung von Altpapier – 222
8.2
Trockensortierung von gesammeltem Altpapier – 223
8.3
Nassaufbereitung der Altpapiersorten – 224
8.4
Recycling von Verbundverpackungen – 226
8.5
Grenzen und Chancen des Altpapierrecyclings – 227
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_8,
© Spektrum Akademischer Verlag Heidelberg 2011
222
8
Kapitel 8 • Recycling von Papier und Pappe
Papier ist ein Werkstoff aus Pflanzenfasern, der in
dünnen Schichten (Blätter) verwendet wird. Der
Zusammenhalt der Fasern entsteht durch Verfilzung und Eigenverklebung. Das unbehandelte
Naturpapier wird meist durch Beschichtungen
(Streichen, Imprägnieren, Pergamentieren, Kaschieren) veredelt. Pappe unterscheidet sich von
Papier durch die Stärke der Schicht und die ungebleichten Fasern (braune Ware). Die eingesetzten Pflanzenfasern sind Holzschliff, Zellstoff und
Altpapierfasern. Holzschliff stellt man durch das
mechanische Zerfasern von Holz her. Zellstoff gewinnt man aus Holzschnitzeln durch eine nasschemische Behandlung (Soda, Natriumsulfit) bei ca.
160 °C. Dabei trennt man die Zellstofffasern vom
Lignin. An dieses Kochen schließen sich Waschund Bleichprozesse (Sauerstoff, H2O2) an. Bleichmittel aus Chlorverbindungen kommen nicht mehr
zur Anwendung (Bildung giftiger chlororganischer
Verbindungen). Die Verwendung der Altpapierfasern erfordert eine vorausgehende mehrstufige
Aufbereitung des Altpapiers (Aussortierung von
Fremdstoffen, Zerfasern, Bleichen, Reinigen),
um die Sekundärfasern zu erhalten. In deutschen
Papierfabriken deckte Altpapier im Jahr 2003 ca.
67 % des Rohstoffeinsatzes ab. Entsprechend der
angestrebten Papierqualität stellt man eine Mischung aus Primär- und Sekundärfasern her, die
man in Wasser suspendiert (Stofflöser) und einem
Mahlprozess unterwirft. Das »Mahlen« hat die Aufgabe, die Fasern zu quetschen und zu fibrillieren
(Spaltung in der Längsrichtung), um die Verfilzung
und Eigenverklebung der Papierschicht zu gewährleisten. Dieser Pulpe setzt man verschiedene Hilfsstoffe zu. Solche Hilfsstoffe sind Füllstoffe (Kaolin,
Kalziumkarbonat, Titandioxid), Leimstoffe und
Farben (Pigmente, Farbstoffe). Nach einer weiteren
Verdünnung mit Wasser gelangt diese Faserstoffsuspension zur Papiermaschine (Stoffauflauf). Die
Papierbildung erfolgt auf dem Endlossieb der Maschine durch Absaugen des Wassers und Verfilzung
der Fasern. Die weitere Entwässerung erfolgt mit
Presswalzen und abschließend durch Trocknung.
Nach der Papierbildung findet die Veredelung statt,
die der Erzeugung einer glatten, weißen Papieroberfläche dient und durch das »Streichen« der Oberfläche mit einer Masse aus Pigmenten (Kaolin, Kreide,
Kalziumsilikat) und Bindemitteln stattfindet (gestrichenes Papier). Die reinen Altpapiere enthalten
also neben den Fasern eine Reihe unterschiedlicher
Zusatzstoffe, die zu berücksichtigen sind. Die problematischsten Bestandteile vieler Altpapiere sind
aber die Druckfarben, die durch einen besonderen
Deinking-Prozess entfernt werden müssen. Dazu
kommen vielfältige anhaftende Verunreinigungen
(Leime, Textilien, Büroklammern, Kunststofffolien,
Metallfolien usw.).
8.1
Altpapiersorten und
Sammlung von Altpapier
Das Altpapier ist zum wichtigsten Rohstoff der
Papierindustrie geworden und demzufolge eine
internationale Handelsware. Auf Grund der technisch unterschiedlich ausgerüsteten Altpapierverarbeitungsbetriebe, der verschiedenen Altpapierqualitäten und vor allem der Verunreinigungen
war es erforderlich, eine Vielzahl von Altpapiersorten für das Recycling und den Altpapierhandel
festzulegen (in Europa sind ab dem Jahr 2000 etwa
67 Altpapiersorten definiert). Diese Sorten sind in
fünf Gruppen zusammengefasst und nummeriert.
In . Tab. 8.1 sind wenige Beispiele aus dieser Sortenliste angeführt.
Die Sammlung von Altpapier ist eine wichtige
erste Recyclingstufe. Die technisch und wirtschaftlich notwendige Unterteilung in die Altpapiersorten erfordert bereits bei der Erfassung eine sortenspezifische Arbeitsweise. Die Anfallstellen für Altpapier sind folgende (Massenanteil in Deutschland
2002):
5 Papierverarbeitung (Druckerzeugnisse, Verpackungen): 12,6 %;
5 gewerblicher Bereich (Industrie, Kleingewerbe,
Handel): 47,7 %;
5 Haushaltsbereich: 39,7 %.
Dabei haben sich spezifische Sammelsysteme bewährt. Im Gewerbebereich kommen Presscontainer, Gitterboxen und andere Container zum Einsatz. Im Haushaltsbereich verwendet man Hol- und
Bringsysteme (Monotonne, Sacksystem, Bündelsammlung) [135].
223
8.2 • Trockensortierung von gesammeltem Altpapier
8
. Tab. 8.1 Beispiele aus der europäischen Altpapiersortenliste
Papiersorten
Nr.
Definition
1. Untere Sorten
1.01
Unsortiertes gemischtes Altpapier, unerwünschte Stoffe entfernt
1.06
Unverkaufte Illustrierte
1.07
Telefonbücher
1.11
Deinking-Ware
2.01
Zeitungen
2.03
Weiße Späne
2.07
Weiße Bücher, holzfrei, ohne Buchdeckel
3.03
Buchbinderspäne
3.14
Weißes Zeitungspapier, unbedruckt
4.01
Neue Späne aus Wellpappe
4.05
Unbenutzte Kraftpapiersäcke*
5.01
Altpapier gemischt, unsortiert
5.03
Getränkekartons mit Kunststoff und Al-Beschichtung
2. Mittlere Sorten
3. Bessere Sorten
4. Krafthaltige Sorten
5. Sondersorten
*
8.2
Kraftpapier: Papiersorte hoher Zugfestigkeit, 100 % Zellstoff, keine Sekundärfasern, keine Füllstoffe
Trockensortierung von
gesammeltem Altpapier
Die nach Anfallstellen getrennt gesammelten Altpapiere verarbeitet das klein- und mittelständisch
strukturierte Sekundärstoffgewerbe mit Hilfe von
Sortierlinien zu den definierten Altpapiersorten
(Ballen). Das Sortieren erfolgt auf Handlesebändern und teilautomatisiert, in neueren Anlagen
weitgehend automatisch mit manueller Nachkontrolle. Die automatischen Verfahren verwenden die
sensorgestützte Sortierung mit mehreren Identifikationsmethoden:
5 bildverarbeitende Verfahren (Erkennen des
äußeren Bildes; Fehler bei papierbeschichteten
Pappen oder Kartonagen),
5 Nahinfrarotspektrometrie (NIR) (Identifikation von Papiersorten nach unterschiedlichen
Inhaltsstoffen und Beschichtungen sowie Störstoffen).
z
Verfahrensstufen einer automatischen
Sortieranlage [136]
5 Materialentzerrung,
5 Grobsiebung (300 mm) zur Abtrennung großer Pappen,
5 Feinsiebung (100 mm) zur Abtrennung der
Fraktion Mischpapier,
5 NIR-Sensor mit Bildverarbeitung,
5 Ausblaseinheit für Störstoffe und unerwünschte Papiersorten,
5 manuelle Nachsortierung am Leseband,
5 Papierpresse zur Herstellung der handelsüblichen Papierballen.
Störstoffe sind alle Kunststoffe, Textilien, Holz,
Metalle und beschichtete Papiere. Unerwünschte
Papiersorten für Deinking-Ware sind braune, graue,
bedruckte und beschichtete Pappen und Kartonagen sowie bunte Papiere. Die Arbeitsweise der sensorgestützten Sortierung ist in 7 Abschn. 3.4.6 beschrieben und dort mit . Abb. 3.13 demonstriert.
224
Kapitel 8 • Recycling von Papier und Pappe
. Abb. 8.1 Technologie der
Papierherstellung mit Altpapier
[136] [139].
Altpapier
(sekundäre Rohstoffe)
Sammelsysteme
Fremdstoffe
Wasser
Störstoffe,
Schlämme
Trockensortierung
(Altstoffhandel)
Holz, verschiedene Pflanzen
(primäre Rohstoffe)
Faserstofferzeugung
(Holzschliff, Kochen,
Bleichen, Waschen)
Altpapiersorten
Ablauge
Nassaufbereitung
Primärfasern
(Zellstoff)
Sekundärfasern
Abwässer
8
Suspendieren
Wasser
Papierhilfsstoffe
Fasersuspension
Abwasseraufbereitung
Schlämme
Papierherstellung
Papierveredelung
Streichmasse
Papiersorten
8.3
Nassaufbereitung der
Altpapiersorten
Die Nassaufbereitung hat die Aufgabe, das Altpapier durch die Einwirkung von Wasser und mechanischer Beanspruchung (Rührer, Drehtrommel
mit stationären Einbauten) in die Einzelfasern
aufzulösen und nachfolgend die Papierhilfsmittel
und die Fremdstoffe durch nasse Sortierverfahren
abzutrennen. In . Abb. 8.1 sind zunächst das Gesamtsystem der Papierherstellung mit Altpapier
und die Einordnung der Trockensortierung und
der Nassaufbereitung des Altpapiers schematisch
dargestellt. Die komplette Nassaufbereitung einschließlich Deinking ist nur für die Erzeugung
graphischer Papiere (»weiße Ware«) erforderlich.
Für das Recycling zu »brauner Ware« (Pappe und
Kartonage) kann das Deinking eingespart werden.
Graphische Papiere z. B. für Zeitungen können zu
100 % aus Altpapier hergestellt werden. Für bestimmte Papiersorten mischt man den Sekundärfasern Primärfasern (Zellstoff ) zu. Das Fließschema lässt erkennen, dass für die Papierherstellung
aus Altpapier und aus Primärrohstoffen größere
Mengen Wasser technologisch notwendig sind.
Das zwingt die Unternehmen zum Betreiben einer
umfangreichen Abwasserbehandlung, wobei erhebliche Massen an Schlämmen anfallen. Das Wassermanagement (Wasserkreisläufe, Abwasserreinigung, Wassereinsparung) spielt deshalb in Papierfabriken eine wichtige Rolle.
In . Abb. 8.2 ist die Technologie der Nassaufbereitung von Altpapier eines ausgewählten Unternehmens dargestellt [137]. Das Einsatzmaterial
sind in diesem Unternehmen die Altpapiersorten
1.11, 1.06 und 2.03 (. Tab. 8.1). Für die Auflösung
stehen große rotierende Trommeln zur Verfügung,
die durch die auflösende Wirkung des Wassers
und die Scherkräfte stationärer Einbauten aus dem
Altpapier eine pumpfähige Faserpulpe erzeugen.
Gleichzeitig werden durch die Zentrifugalkräfte
gröbere Fremdkörper an die Trommelwand geschleudert und dadurch aus der Pulpe abgetrennt.
Beim Löseprozess setzt man Chemikalien (NaOH,
Fettsäuren) zu, die eine Ablösung der Druckfarben
von den Fasern bewirken. Alternative Löseapparate
225
8.3 • Nassaufbereitung der Altpapiersorten
. Abb. 8.2 Aufbereitung von
Altpapier durch Trockensortierung, Nassaufbereitung und Flotation (Deinking) [136] [137] [138].
8
Altpapier
Sammelsysteme
Fremdstoffe
Wasser
NaOH,
Fettsäuren
Trockenaufbereitung
(Handausleseband,
NIR-Sortierung)
Auflösen
(Drehtrommel)
Spuckstoffe
Sand,
Glas
Schwerteilreinigung
(Hydrozyklone)
Kleber,
Kunststoff,
Holz
Schlitzsortierung
(Schlitztrommelsieb)
Chemiekalien
Vorflotation
(Flotationszellen)
DeinkingSchlamm
Eindickung
(Scheibenfilter)
H2O2
Wasser
Verdünnung
Flotationschemikalien
Altpapiersorten
Grobsortierung
1. Dickstoffreinigen
(Hydrozyklone)
2. Drucksortierung
(Lochtrommelsiebe)
Abwasser
Dispergierung,
Bleiche 1
Nachflotation
(Flotationszellen)
DeinkingSchlamm
Eindickung
Dispergierung,
Bleiche 2
H2O2
Sekundärfasersuspension
Faserstoff
sind Rührkessel mit schnell laufendem Rührwerk
(Pulper). Der nachgeschaltete Dickstoffreiniger
verwendet Hydrozyklone, die kleinere schwere
Fremdstoffe (Glas, Steinchen, Metallklammern)
abscheiden. Danach hält das gelochte Sieb des
Drucksortierers flächige Fremdstoffe (Kunststofffolien, Al-Folien, Klebstreifen) zurück, während
die Faserpulpe durchgedrückt wird. Diese Faserpulpe durchläuft nach einer Verdünnung zwei
weitere Reinigungsstufen mit Hydrozyklonen und
Schlitztrommelsieben, die kleinere Schwerteilchen
(Sand, Kleber) und flächige Teilchen eliminieren.
In der folgenden Vorflotation entfernt man die bereits abgelösten Farbpartikel.
Das Wirkprinzip der Flotation zeigt . Abb. 8.3.
Durch Zusatz von Flotationschemikalien werden
die Benetzbarkeit der Farbpartikel und die Oberflächenspannung des Wassers verändert. Dadurch
erreicht man beim Eintrag von Luft in die Fasersuspension eine Anheftung von freien Farbpartikeln
an die Luftblasen und die Bildung eines Schaums,
der die Farbpartikel enthält und abtrennbar ist.
Die vorgereinigte Fasersuspension wird entwässert (Filtration auf Scheibenfiltern, Abtrennung des
Schmutzwassers) und der Faserstoff im Disperger
einer Reibungsbeanspruchung unterzogen. Durch
die intensive Faser-Faser-Reibung werden restliche
Druckfarben abgeschlagen, Faserbündel aufgelöst
und Störstoffe zerkleinert. Außerdem erfolgt in dieser Stufe eine erste Faserbleiche. Durch eine Nachflotation entfernt man die im Disperger abgelösten
Farbpartikel. Nach erneuter Eindickung wird ein
zweites Mal dispergiert, um Kleberreste, Wachs
und Farbrückstände so fein zu verteilen, dass sie
den optischen Eindruck des Produktes nicht mehr
stören, was auch eine zweite Bleiche unterstützt
[137] [138]. Anstelle der Flotation kommen für
den Deinking-Prozess auch Waschverfahren zur
Anwendung.
226
Kapitel 8 • Recycling von Papier und Pappe
Motor
Rührer
Luft
Schaumschicht
Schaumschicht
Pulpe
Fasersuspension
(Pulpe)
Farbpartikel
Faser
Luft
Luftblase
8
. Abb. 8.3 Deinking durch
Flotation.
Flotationszelle
Wirkprinzip der Flotation
von Farbpartikeln
In der Nassaufbereitung fallen mehrere Fraktionen an Fremdstoffen an (. Abb. 8.2), die aus
technischen Gründen auch immer höhere Gehalte
an Faserstoff enthalten. Die technologischen Bemühungen sind deshalb neben der effektiven Abtrennung der Fremdstoffe ebenso auf die Verringerung
der Faserverluste (Erhöhung des Faserausbringens)
gerichtet. Die Größenordnung des Fasergehaltes in
den Fraktionen wird durch den Heizwert der Trockensubstanz (TS) (5…26 MJ/kg TS) sowie durch
die Höhe der Glühverluste deutlich. Man unterscheidet drei Fraktionen an Fremdstoffen [139]:
1. Spuckstoffe (Metallklammern, Kunststoffe, Folien, Textilien, Papierreste etc.): Wassergehalt
ca. 41 %, Heizwert ca. 24 MJ/kg TS, Glühverlust ca. 90 %;
2. Papierschlämme (Farb-, Pigment-, Füllstoffund Klebstoffpartikel, Fasern): Wassergehalt
ca. 59 %, Heizwert ca. 8,6 MJ/kg TS, Glühverlust ca. 49 %;
3. Deinking-Schlämme (Druckfarben, Pigmente, Füllstoffe, Fasern): Wassergehalt ca. 58 %,
Heizwert ca. 6 MJ/kg TS, Glühverlust ca. 50 %.
Die Heizwerte dieser Abfälle erreichen in der
Trockensubstanz häufig die Heizwerte von Holz
(12…16 MJ/kg), so dass nach einer Trocknung
die energetische Verwertung angezeigt ist. Für die
energetische Verwertung ist ein Heizwert größer
11 MJ/kg vorgeschrieben (§6 KrW-/AbfG). Das
nutzen auch die Papierwerke zur Deckung ihres
eigenen Dampfbedarfs. Die direkte Verbrennung
der Papierschlämme ist aber auf Grund ihrer Konsistenz schwierig und erfordert eine Aufbereitung.
Pulpezulauf
Die direkte Verbrennung ist allerdings in Wirbelschichtreaktoren mit Sandfremdbett realisierbar
(7 Kap. 12). Bei den Spuckstoffen ist eine Nachsortierung zur Gewinnung der Metallinhalte (Stahl)
möglich. Eine Deponierung der Abfälle der Nassaufbereitung ist auf Grund des hohen Organikanteils in Deutschland ohne Aufbereitung nicht mehr
möglich. Es werden deshalb verschiedene Verwertungswege genutzt [139]:
5 energetische Verwertung in der Papierfabrik,
5 Aufbereitung zu Ersatzbrennstoffen (7 Kap. 12),
5 Zusatz der Papierschlämme in Kompostieranlagen,
5 Strukturverbesserung von Böden (Papierschlämme),
5 Zusatz bei der Ziegelherstellung (Porosierungsmittel).
Ein gewisser Teil der Fremdstoffe und feine Fasern finden sich auch in den Kreislaufwässern und
im Abwasser. Die erforderliche Kreislaufwasserund Abwasseraufbereitung liefert deshalb weitere
Schlämme, die ebenfalls höhere Organikanteile
aufweisen.
8.4
Recycling von
Verbundverpackungen
Verbunde sind Materialkombinationen. Der überwiegende Teil der verwendeten Verbundverpackungen sind die Getränkekartons, die zu 75 % aus
Papier/Pappe bestehen und beidseitig mit einer PEFolie (Masseanteil 20 %) sowie auf der Innenseite
zusätzlich mit einer Al-Folie (ca. 6 μm stark, 5 %
Masseanteil) beschichtet sind. Das Recycling konzentriert sich auf die Gewinnung der hochwertigen,
reißfesten Zellstofffasern. Voraussetzung für das
Recycling von Getränkekartons ist der Einsatz einer
von Fremdabfall befreiten Getränkekartonfraktion.
Das erreicht man durch die getrennte Erfassung der
DSD-Materialien und eine nachfolgende Aussortierung der Getränkekartons. Diese Trockensortierung erfolgt auf Lesebändern, die zunehmend mit
einer automatischen Sortiertechnik auf Basis von
NIR-Sensorik ausgerüstet sind (7 Abschn. 8.2 und
7 Abschn. 3.4.6 sowie . Abb. 3.13). Die aussortierten Getränkekartons werden zu Ballen gepresst und
dann in Papierfabriken verarbeitet. Die Recyclingtechnologie entspricht weitgehend der erprobten
Nassaufbereitung von Altpapier. In einer Vorstufe
müssen die Getränkekartons aber geshreddert werden, um das von den PE- und Al-Folien umhüllte
Papier für den Löseprozess zugängig zu machen.
Für das Auflösen des Verbundes und des Papieranteils in Wasser verwendet man Trommelpulper.
Durch die Drehbewegung und die Scherkräfte von
stationären Einbauten wird der Materialverbund
von PE- und Al-Folie vom Papier getrennt und das
Papier in einen Faserbrei verwandelt. Dieser Faserbrei wird durch kleine Öffnungen in der Trommelwand ausgeschwemmt, während der Restverbund
PE/Al in der Trommel verbleibt und am Trommelende getrennt ausgetragen wird. Die Verarbeitung
des gewonnenen Faserbreis erfolgt dann nach den
oben beschriebenen Methoden der Nassaufbereitung von Altpapier, wobei ein geringerer Aufwand
für Sortierung und Reinigung, z. B. kein Deinking,
erforderlich ist. Für die Verwertung des Restverbundes PE/Al sind zwei Verfahren im Einsatz. In
Deutschland setzt man diesen Abfall im Zementofen zu und nutzt den Heizwert des PE. Das Al wird
dabei im Zementofen zu Oxid oxidiert und als Zementrohstoff genutzt. Eine finnische Firma unterwirft den Restverbund PE/Al einer thermischen
Behandlung bei 400 °C, vergast dabei das PE und
verwendet das Gas zur Erzeugung von Prozesswärme. Die Al-Folie bleibt in metallischer Form zurück und ist als Al-Schrott vermarktbar [40]. Die
aufwendige Trennung des Verbundkartons kann
man vermeiden, wenn man auf die Herstellung von
Pressplatten für die Möbelindustrie orientiert. Da-
8
227
8.5 • Grenzen und Chancen des Altpapierrecyclings
. Tab. 8.2 Rohstoff- und Energieeinsatz für Frischfaserpapier und Recyclingpapier
Rohstoff- und
Energieverbrauch
Recyclingpapier
500 Blatt
Altpapier
2,8 kg
Holz
Frischfaserpapier
500 Blatt
7,5 kg
Wasser
51,1 l
130,2 l
Energie
10,5 kWh
26,8 kWh
CO2-Emissionen
2,2 kg
2,6 kg
für muss man die Getränkekartons häckseln und
zu 5 mm kleinen Chips aufmahlen. Durch gleichzeitiges Erhitzen und Pressen der Chips erhält man
Pressplatten unterschiedlicher Stärke.
8.5
Grenzen und Chancen des
Altpapierrecyclings
Die ständige Steigerung der Altpapiereinsatzquote in der Papierindustrie ist eine Erfolgsgeschichte
des Recyclings. Für Deutschland sind 2003 ca. 67 %
Altpapieranteil im Rohstoffeinsatz ermittelt. Es
existieren allerdings technische Grenzen, da jeder
Recyclingzyklus die Faserqualität vermindert. Die
Faserlänge nimmt ab und die Festigkeit der Fasern
verringert sich. Man schätzt, dass 5…8 Recyclingdurchläufe möglich sind. Außerdem ist der Einsatz
von Sekundärfasern bei einigen Papierqualitäten
beschränkt. Bei Zeitungen können 100 % und bei
Pappen und Kartonagen 95 % Sekundärfasern Verwendung finden. Hygienepapiere lassen 74 % und
Spezialpapiere bis 40 % zu. Bei graphischen Papieren sind Einsatzquoten von 44 % erreicht, die noch
ein Erhöhungspotential besitzen, was vor allem
durch bessere sortenreine Sammlung und die weitere Verbesserung der Aufbereitungstechnologien
möglich wäre [135]. Der Nutzen des Papierrecyclings besteht vorrangig in der Ressourcenschonung
(Holz) und zusätzlich ergeben sich Einsparungen
an Wasser und Energie und damit geringere CO2Emissionen (. Tab. 8.2).
229
9
Recycling von speziellen
flüssigen und gasförmigen
Stoffen
9.1
Recycling von organischen Lösemitteln und lösemittelhaltigen
Abfällen – 230
9.1.1
9.1.2
Destillation von Lösemitteln – 231
Recycling von Lacken – 233
9.2
Recycling von Mineralölen – 236
9.2.1
9.2.2
9.2.5
Mechanische Rekonditionierung gering verunreinigter Altöle – 237
Physikalisch-chemische Verfahren zur Regeneration von Altölen zu
Grundölen – 238
Aufarbeitung von Altöl zu Heizöl und Fluxöl – 240
Umarbeitung von Altöl in Synthesegas oder Einsatz als Reduktionsmittel
im Hochofen – 241
Auftrennung von Mineralöl-Wasser-Mischungen und Emulsionen – 241
9.3
Lösemittelrückgewinnung aus Dämpfen und Abluft – 244
9.3.1
9.3.2
9.3.3
9.3.4
Rückgewinnung durch Kondensation – 244
Rückgewinnung durch Absorption – 245
Rückgewinnung durch Adsorption – 246
Rückgewinnung durch Gaspermeation – 246
9.4
Recycling von Abfallsäuren und Beizlösungen – 247
9.2.3
9.2.4
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_9,
© Spektrum Akademischer Verlag Heidelberg 2011
230
9
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
In diesem Abschnitt wird die Recyclingtechnik von
Stoffen behandelt, die den Stoffgruppen metallische
Werkstoffe, metallhaltige Abfälle und metallhaltige
Lösungen sowie Polymere, Glas, Keramik, Baustoffe und Papier/Pappe nicht zuzuordnen sind.
Es handelt sich dabei in einer ersten Gruppe um
organische Stoffe (organische Lösemittel, Mineralöle, Alkohole, Kältemittel, Treibmittel usw.) und
um Mischungen organischer Lösemittel oder Öle
mit Klebstoffen, Fetten, Harzen, Pigmenten, Tensiden, Additiven und Wasser (Farben, Lacke, Kühlschmiermittel, Emulsionen, Gefrierschutzmittel).
In einer zweiten Gruppe sollen ausgewählte anorganische Stoffe besprochen werden, wie Abfallsäuren
und Beizlösungen. In beiden Gruppen fallen die
Stoffe ganz überwiegend im flüssigen Zustand an,
aber auch als Schlämme. In wenigen Fällen sind
auch Gase und Dämpfe zu betrachten. Es wird in
diesem Buch nur auf solche Stoffe eingegangen, die
von der chemischen Industrie in größeren Mengen
für die Verwendung im Gewerbe und bei Konsumenten produziert werden. Spezielle Lösemittel,
die in der Industrie im inneren Kreislauf verbleiben, finden keine Berücksichtigung. Die wässrigen
Lösungen von Metallverbindungen wurden zweckmäßigerweise bereits in den Abschnitten für die
jeweiligen Metalle mit behandelt, weil es sich dabei
überwiegend um die Abtrennung und das Recycling der Metalle oder der Metallverbindungen aus
diesen wässrigen Lösungen handelt und nicht um
die Regeneration oder das Recycling einer Flüssigkeit, Suspension oder Emulsion.
9.1
Recycling von organischen
Lösemitteln und
lösemittelhaltigen Abfällen
Wie allgemein üblich wird im weiteren Text für
die exakte Bezeichnung »organische Lösemittel«
nur noch der verkürzte Begriff »Lösemittel« verwendet. Lösemittel sind für eine Vielzahl von Anwendungsfällen unverzichtbar. Für den deutschen
Lösemittelmarkt ist eine Masseverteilung auf die
Einsatzgebiete bekannt [143]:
5 46 % Lacke und andere Beschichtungsmittel,
5 12 % Kosmetika, Haushalt- und Autopflegemittel,
5
5
5
5
9 % pharmazeutische Produkte,
6 % Druckfarben,
6 % Klebstoffe,
4 % Reinigungsmittel, Abbeizmittel.
Auf Grund der großen Anzahl der verschiedenen
Lösemittel ist deren vollständige Berücksichtigung
im Rahmen dieses Buches nicht möglich und auch
nicht sinnvoll. In . Tab. 9.1 sind deshalb nur ausgewählte Lösemittel aufgeführt. Die Angaben zu
den bevorzugten Einsatzgebieten ermöglichen eine
weitere Einschätzung der eingesetzten Mengen und
liefern damit die erforderliche Information für die
Notwendigkeit und Sinnhaftigkeit des Recyclings.
Ein weiterer wichtiger Aspekt für die Notwendigkeit eines Recyclings ist die Bewertung der Giftigkeit und des Umweltverhaltens (Persistenz, Klimaschädigung, Ozonloch). In dieser Hinsicht sind
alle halogenierten organischen Stoffe (organische
Cl-, F- und Br-Verbindungen) sehr negativ einzustufen. Das führte zu einer ganzen Reihe von Verboten und Beschränkungen für diese halogenierten
organischen Stoffe (FCKW, TRI, PCB usw.). Wegen
dieser Umweltschädigung stand zunächst die Vermeidung des Eintrages der Lösemittel in Gewässer,
Boden und Luft im Vordergrund. Erst allmählich
gewann der Recyclingaspekt an Bedeutung, der
zur Ressourcenschonung dient und auch einen finanziellen Deckungsbeitrag (Erlöse für die Recyclingprodukte) für die häufig teuren Verfahren der
Behandlung der Abfalllösungen und Abgase liefert.
Die möglichen und eingesetzten Verfahrenstechniken für das Recycling von Lösemitteln wurden
bereits im verfahrenstechnischen 7 Abschn. 4.2.3
vorgestellt. Folgende Verfahrenstechniken sind
dort angeführt:
5 Filtration (Abtrennung fester Verunreinigungen),
5 Ultrafiltration (Emulsionstrennung, Aufbereitung von Lacken),
5 Emulsionsspaltung,
5 Destillation und Rektifikation (Trennung und
Reinigung von Lösemitteln),
5 Sorptionsverfahren für flüssige und gasförmige
Stoffe.
Für diese Verfahren wurden in 7 Abschn. 4.2.3 auch
die physikalisch-chemischen Grundlagen und die
9.1 • Recycling von organischen Lösemitteln und lösemittelhaltigen Abfällen
231
9
. Tab. 9.1 Wichtige verwendete Lösemittel und deren Einsatzgebiete [140] [141]
Organische Lösemittel
Einsatzgebiete
Benzine, TRI, PER, ME, TCE
Entfettung von Metall, Leder, Wolle
Benzine, TRI, Tetra
Chemische Reinigung
Ethylazetat, Butylazetat, ME, Ketone, Ethanol,
Propanol, Benzol, Toluol, Xylol, Tetrahydrofuran
Lackindustrie, Klebstoffherstellung, Druckindustrie
FCKW
Kältemaschinen, Treibgas für Spray, Treibmittel (PURSchaum)
Alkohole, Ester
Kosmetikprodukte, Gefrierschutzmittel
Hexan, ME
Lebensmittelextraktion, Schleifspanentölung, Pulverspritzgießen
ME
Treibmittel (PUR-Schaum)
TRI = Trichlorethylen; PER = Perchlorethylen; ME = Methylenchlorid; TCE = Trichlorethan; Tetra = Tetrachlorkohlenstoff ;
FCKW = Fluorchlorkohlenwasserstoff
prinzipielle apparative Gestaltung beschrieben. Die
Adsorptionsverfahren für Lösemittel wurden ebenfalls in 7 Abschn. 4.2.3 ausreichend abgehandelt
und bedürfen im vorliegenden Abschnitt keiner
weiteren Spezifikation.
9.1.1
Destillation von Lösemitteln
Die Destillation ist das am häufigsten eingesetzte Recyclingverfahren für verunreinigte Lösemittel, weil
auf Grund sehr unterschiedlicher Siedepunkte der
Lösemittel und des Wassers eine effektive spezifische Abtrennung der Lösemittel gelingt und gleichzeitig vorhandene Verunreinigungen (Feststoffe
oder gelöste Stoffe) im Destillationssumpf zurückbleiben. Die physikalischen Grundlagen der Destillation und Rektifikation sind in 7 Abschn. 4.2.3
und . Abb. 4.11 erläutert. Die Verfahrenstechnik
und die Apparatetechnik sind in . Abb. 4.12 skizziert. Für verunreinigte sortenreine Lösemittel
kommt die einfache Destillation zum Einsatz. Für
die notwendige Beheizung der Destillationsblase
setzt man Wärmeträger (Thermoöl, Heißwasser,
Dampf) ein. Bei der Erhitzung der verunreinigten Lösemittel in der Destillationsblase kann bei
empfindlichen Stoffkomponenten eine thermische
Zersetzung stattfinden. Um solche Zersetzungen
zu vermeiden, arbeitet man unter Vakuum, erreicht
dadurch eine Absenkung der Siedetemperatur der
Lösemittel und die notwendige Arbeitstemperatur
in der Destillationsblase wird deutlich erniedrigt.
Das Vakuum erzeugt man mit einer geeigneten Vakuumpumpe, die die Lösemitteldämpfe über einen
Kondensator absaugt. Durch die Abwesenheit von
störenden Komponenten (Luft, Inertgas) ergibt sich
zusätzlich ein idealer Wärmeübergang im Kühler
und damit eine effiziente Kondensation des Lösemittels. Den apparativen Aufbau einer Vakuumdestillation zeigt . Abb. 9.1. Die Vakuumdestillation
ermöglicht die Destillation von Lösemitteln bis
zu einem Siedepunkt von 290 °C. Bei weitgehend
feststofffreien Altlösemitteln kann anstelle einer
Destillationsblase ein Dünnschichtverdampfer
zur Anwendung kommen. Dabei erfolgt die Verdampfung aus einem mechanisch erzeugten, turbulenten Flüssigkeitsfilm, der auf der Innenfläche
eines von außen beheizten Hohlzylinders erzeugt
wird. Die kompletten Vakuumdestillationsanlagen
werden von den Apparatebaufirmen in sehr unterschiedlichen Größen angeboten, um ein unmittelbares Recycling der gebrauchten Lösemittel in den
Unternehmen (am Anfallort) zu ermöglichen. Eine
kleine Anlage besitzt z. B. eine Blase für 30 Liter
Füllmenge und erreicht mit 5 kW Heizleistung eine
Destillationsleistung von 8…20 l/h [141]. Kom-
232
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
Verschmutzte Lösemittel
Vorwärmer
Vakuumpumpe
Dampf
Kühler
Destillationsblase
Rückstand
(Sumpf)
Heizung
Destillat
. Abb. 9.1 Vakuumdestillation für verschmutzte organische Lösemittel [141].
9
paktanlagen mit einer 3000-Liter-Blase (100 kW
Heizleistung) gestatten Destillationsleistungen von
300…800 l/h [141].
Die Destillation direkt am Anfallort hat erhebliche Vorteile:
5 keine Vermischung mit betriebsfremden Stoffen und Lösemitteln,
5 Minimierung der Lösemittelvorräte,
5 Einsparung von Lagerbehältern für verschmutzte Lösemittel.
In Unterschied dazu verlangt die zentralisierte Lösemitteldestillation durch Recyclingfirmen neben
der Zwischenlagerung am Anfallort stoffspezifische Transportlogistik, analytische Untersuchung
der Lösemittelposten und der Destillate sowie
evtl. zusätzliche Aufwendungen für die destillative Trennung von vermischten Lösemitteln. Bei
der Destillation verschmutzter Lösemittel gewinnt
man im Durchschnitt 70 % der Lösemittel in verwendungsfähiger Qualität. In den Destillationsrückständen verbleiben ca. 30 % der Lösemittel.
Dieser Rückstand wird der energetischen Verwertung zugeführt. Der effektive Einsatz der Lösemitteldestillation soll anhand von einigen industriellen
Anwendungen deutlich gemacht werden.
z
Recycling von Gefrierschutzmittel
Als Gefrierschutzmittel sind Mischungen aus Ethylenglykol und Wasser für Kfz-Kühlwasser, Enteisungsmittel und Bremsflüssigkeit im Einsatz. Als
Abfalllösung fallen sie überwiegend in Kfz-Werkstätten an. Gebrauchtes Kühlwasser besteht zu 60 %
aus Wasser, 35 % aus Glykol sowie 5 % aus Korrosionsinhibitoren, Öl und Schlamm. Ethylenglykol
hat einen Siedepunkt von 197,3 °C und ist mit Wasser unbegrenzt mischbar. Durch Destillation ist aus
der Mischung das Wasser vollständig abzutrennen.
Die Verwertung erfordert allerdings eine weitgehend sortenreine Sammlung (Aushaltung von Reinigungsmitteln, Lösemitteln, Öl). Das Recyclingverfahren besteht aus folgenden Verfahrensstufen:
5 mechanische Abtrennung von Feststoffen und
Schlämmen sowie Altöl,
5 zweistufige Destillation im Dünnschichtverdampfer,
5 Nachreinigung der Produkte Glykol und Wasser.
Die Destillation liefert ein 99%iges Glykol, das als
Gefrierschutzmittel erneut verwendbar ist [142].
z
Lösemitteleinsatz und destillative Rückgewinnung bei der Abtrennung von Kühlschmierstoffen aus Metallspänen
Bei jeder spanenden Bearbeitung von Metallen
(Bohren, Drehen, Schleifen) entstehen Metallspäne
und Schleifschlämme mit erheblichen Gehalten an
Kühlschmierstoffen (KSS). Die Trennung der Metallspäne von den KSS gelingt durch Filtration nur
unvollständig (Restölgehalt ca. 40 %). Zur Rückgewinnung der Metalle sind vor dem Einschmelzen eine vollständige Entölung und nachfolgende
Kompaktierung (Herstellung von Presslingen) der
Späne erforderlich (7 Abschn. 3.5). Eine vollständige Entölung erreicht man durch Extraktion des Öls
mit dem Lösemittel Hexan, das alle auf Ölen und
Estern (auch nativen) basierende KSS löst. Für diese Extraktion verwendet man eine verschließbare
Extraktionskammer, in die ein Korb mit den KSShaltigen Metallspänen eingeschoben und danach
mit Hexan geflutet wird. Nach einer bestimmten
Einwirkzeit kann ein Hexan-Öl-Gemisch in eine
Destillationsblase abgelassen werden. Durch Vakuumdestillation ist nachfolgend das Öl-Hexan-Gemisch vollständig trennbar und man gewinnt als
Destillationsrückstand einen Kühlschmierstoff mit
unveränderter Qualität einschließlich Erhaltung
der Additive. Das abgetrennte Hexan kann unbe-
9.1 • Recycling von organischen Lösemitteln und lösemittelhaltigen Abfällen
grenzt im Kreislauf verwendet werden. Die Extraktionsstufe muss bis zu dreimal wiederholt werden.
Danach erhitzt man die Extraktionskammer und
verdampft das an den Metallspänen noch anhaftende Lösemittel [141].
z
Lösemitteleinsatz und destillative Rückgewinnung bei der Extraktion organischer Binder
beim Pulverspritzgießen
Beim Pulverspritzgießen (Powder Injection Molding, PIM) müssen die Metall- oder Keramikpulver
mit einem organischen Binder ummantelt werden.
Anschließend kann das Einspritzen der Masse in
die Formen stattfinden und danach das Erstarren
zu den »Grünlingen«. Vor der abschließenden
Sinterung muss der Binder aus den »Grünlingen«
durch Lösemittelextraktion entfernt werden. Aus
dem Extrakt gelingt das Recycling des Lösemittels
durch Vakuumdestillation.
9.1.2
Recycling von Lacken
Lacke sind wichtige Beschichtungsstoffe für Oberflächen. Bei den Beschichtungsverfahren (Spritzen, Tauchen, Streichen) fallen erhebliche Anteile
der Lacke als flüssige Lackabfälle in Emballagen,
als Overspray und bei Tauchbadwechsel an. Mit
Overspray bezeichnet man den beim Spritzverfahren nicht auf dem Werkstück haftenden Lacktröpfchenanteil. Dazu kommen Reinigungsflüssigkeiten
aus der Reinigung der Lackiergeräte und der Behälter sowie vor allem lösemittelhaltige Abluft aus
der Lackierstufe und der Lacktrocknung. Alle diese
Abfälle müssen entsorgt bzw. möglichst recycelt
werden. Die Lacke bestehen aus einer Vielzahl von
Komponenten [143]:
5 Bindemittel: Das sind vor allem die Filmbildner, die durch chemische Veränderung den
Film ausbilden (Alkydharze und Öle) oder
eine physikalische Filmbildung gewährleisten
(Zellulosederivate, Vinylpolimerisate, Acrylpolimerisate, Silikonharze, Chlorkautschuk).
Zu den Bindemitteln gehören auch Weichmacher (Phtalate) und Additive (Netzmittel,
Emulgatoren). Die Bindemittel sind in den
organischen Lösemitteln löslich. Bei Wasser-
233
9
lacken müssen wasserlösliche Kunstharze verwendet werden.
5 Farbmittel: Das sind unlösliche anorganische
und organische Stoffe (z. B. Titandioxid) sowie
organische Farbstoffe.
5 Füllstoffe (z. B. Schwerspat), Korrosionsschutzmittel (Zinkphosphat, Zinkstaub) und Effektkomponenten (Aluminiumpulver, Glaskügelchen).
5 Lösemittel (ca. 80 % der Lackmasse) für die
Binder und Verdünnungsmittel für die Lacksuspension sowie als Hilfsmittel der Filmbildung. Man verwendet vorwiegend organische
Lösemittel (aliphatische und aromatische Kohlenwasserstoffe, Ester, Alkohole, Ketone, Ether,
Chlorkohlenwasserstoffe) und z. T. Wasser
(Wasserlacke, wässrige Dispersionsfarben).
Zur Reduzierung der Mengen an organischen Lösemitteln und vor allem der lösemittelhaltigen Abluft
aus der Lacktrocknung wurden die »umweltfreundlichen« Wasserlacke entwickelt. Diese enthalten als
verdunstende Komponenten nur 5…20 % organische Lösemittel und mindestens 80 % Wasser. Die
Wasserlacke haben außerdem den Vorteil einer einfacheren Rückgewinnung des Oversprays bzw. dessen Verarbeitung, weil der Overspray mit Wasser
ausgewaschen wird. Letzteres wird unten erläutert.
z
Lackrecycling bei der Spritzapplikation
Das Spritzverfahren ist das verbreitetste Beschichtungsverfahren für wasserfreie Lacke und Wasserlacke. Der Auftragswirkungsgrad auf die zu lackierenden Teile beträgt zwischen 25 % (Druckluftverdüsung) und 70 % (Verdüsung ohne Luft, Airless),
d. h., es fallen erhebliche Anteile des Lackes als
Overspray an. In . Abb. 9.2 ist der prinzipielle Aufbau einer Spritzkabine mit Abscheidevorrichtungen
für Overspray skizziert, wie sie für die Verarbeitung
von wasserfreien Lacken typisch ist [140] [142].
Ein Teil des Oversprays kann auf Flächen aufgefangen werden, die hinter dem Werkstück angeordnet sind. Diese Flächen bildet man als rotierende Scheiben, rotierende Zylinder oder umlaufende
Bänder aus, die mit einem Lackabstreifer versehen
sind. Zusätzlich kann man auf diese Flächen Lösemittel aufsprühen, um den Overspray flüssig zu
halten. Dieser Anteil des Oversprays kann nach
234
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
Abluft
Wasser
Wäscher
Luft
Wasserschleier
Luftschleier
. Abb. 9.2 Spritzkabine mit Abscheidevorrichtungen für Overspray
[140] [142].
Lösemittel
Lackabscheider
Werkstück
Frischlack
Spritzdüse
Spritzkabine
Wasserrücklauf
Lackaufbereitung
Filterwand
Klärbehälter
Lackkoagulat
9
Konditionierung direkt wieder dem Frischlack zugesetzt werden. Ein weiterer Teil des Oversprays
wird durch einen Wasserschleier aus der Kabinenabluft abgeschieden.
Diesem Waschwasser sind zum Entkleben des
Lacks Koagulierungsmittel zugesetzt, so dass sich
ein Lackkoagulat bildet. Das Waschwasser und das
Koagulat sammeln sich im Klärsee. Die Teilentwässerung ergibt dann ein Lackkoagulat mit ca. 60 %
Wasser (sog. »Lackschlamm«). Die in der Spritzkabine entstehenden Lacknebel nimmt die Abluft auf.
Die Abluft wird dann in einem Wäscher gereinigt.
. Abb. 9.3 zeigt eine Massenverteilung der Lackkomponenten unter der Annahme eines 50%igen
Auftragswirkungsgrads [142] [132].
Da bei Wasserlacken durch die wässrigen Auswaschverfahren keine Verklebung von Lackteilchen
auftreten kann, ist auch der Zusatz von Koagulationsmitteln zum Waschwasser nicht erforderlich.
Dadurch verändert man auch nicht die Lackzusammensetzung und die Lackrückgewinnung erfordert
ausschließlich eine Aufkonzentrierung. Dafür kann
sehr effektiv die Ultrafiltration Anwendung finden.
Eine grundlegende Vorbedingung für das Recycling von Lackabfällen (wasserfreie Lacke und
Wasserlacke) zu Recyclinglacken ist allerdings die
konsequente Trennung unterschiedlicher Lackfarben und verschiedener Lacktypen, was einen hohen Aufwand erfordert.
z
z
Rückgewinnung des Oversprays bei der Verarbeitung von Wasserlacken
Bei Wasserlacken sind folgende Maßnahmen anwendbar [143]:
5 lackbeflutete Spritzkabinenwände (Lack-inLack-Auffangtechnik), die die Overspraytröpfchen sehr effektiv binden und nur noch einen
Lacknebel in die Abluft eintragen;
5 gekühlte Auffangflächen, die durch Kondensation der Luftfeuchtigkeit einen geschlossenen
Wasserfilm auf den Auffangflächen bilden.
Stoffliche Verwertung der Lackkoagulate
Die Verwertung des Oversprays wasserfreier Lacke
erfordert erhebliche Aufwendungen. Man unterscheidet zwischen zwei grundsätzlichen Wegen:
1. die Verarbeitung zu Recyclinglacken oder
Lackrohstoffen (Bindemittel und Pigmente/
Füllstoffe),
2. die externe Verwertung.
Beide Wege übernehmen meist spezielle Recyclingfirmen. Die Verwertung zu Recyclinglack und Lackrohstoffen erfordert eine enge Zusammenarbeit der
Recyclingfirmen mit den Lackierbetrieben und den
9.1 • Recycling von organischen Lösemitteln und lösemittelhaltigen Abfällen
. Abb. 9.3 Massenverteilung
bei der Spritzlackierung wasserfreier Lacke [142] [132].
Lackvorlaufen
25 kg/h
mit
Feststoff
12,5 kg/h,
Lösemittel
12,5 kg/h
Feststoff auf das Werkstück 6,25 kg/h
9
235
Werkstück mit
6,25 kg/h Lack
Lösemittel in die Abluft 11,6 kg/h
Overspray mit 6,25 kg/h Feststoff
und 0,8 kg/h Lösemittel
Lackherstellern zur garantierten Trennung unterschiedlicher Lacksorten. Bei den Lackierbetrieben
müssen z. B. spezielle Koagulationsmittel eingesetzt
werden, die mit den Bindemitteln nicht reagieren
(Metallsalze, Polyelektrolyte) [143].
Herstellung von Recyclinglack aus Lackkoagulaten
Dafür ist z. B. das Envilack-Verfahren geeignet
[142], das mit den Stufen Koagulatentwässerung
durch Auskneten des Wassers in Knetapparaten,
Zumischung von organischem Lösemittel, Abfiltration von gröberen Feststoffen arbeitet. Das
Produkt ist ein Recyclinglack. Das Repaint-Verfahren [144] kann Recyclinglacke erzeugen, wenn
sortenreine Lackkoagulate (nach Bindemitteltypen getrennt und unter Verwendung bindemittelverträglicher Koagulierungsmittel) eingesetzt
werden. Die speziellen Aufbereitungsschritte sind
nicht veröffentlicht.
Komponentenverwertung der Lackkoagulate aus
vermischten Lacksorten Für solche Mischabfälle
kommt das Isodry-Verfahren [144] zum Einsatz.
Es nutzt einen speziellen Trocknungsprozess, bei
dem ein Lösemittel/Wassergemisch abgedampft
wird und ein Trockengut (Bindemittel, Pigmente,
Füllstoffe) entsteht. Nach Vermahlung des Trockengutes ist dieses als Ersatzbrennstoff und Mineralzuschlag in Zementöfen verwendbar oder als
Reduktionsmittel in Hochöfen (7 Abschn. 6.5.5).
Das Lösemittel/Wassergemisch wird stofflich genutzt. Die beschriebenen Verfahren der stofflichen
Verwertung von Lackkoagulaten reduzieren die
Notwendigkeit der Verbrennung von Lackkoagulaten in Sonderabfall-Verbrennungsanlagen deutlich. Dort nutzt man nur den Energieinhalt der
Lackkoagulat 17,4 kg/h
(54 % Wasser)
Abluft mit 11,6 kg/h
Lösemittel
Wasser 9,38 kg/h,
Koagulationsmittel
1 kg/h
Löse- und Bindemittel und produziert außerdem
eine deponiebedürftige Asche oder Schlacke.
z
Konditionierung von Lackkoagulaten
Die direkte Verbrennung von gemischten Lackkoagulaten ist wegen der schlammförmigen Konsistenz und dem Anteil an Lösemitten nur in Drehrohröfen von Sonderabfall-Verbrennungsanlagen
technisch und abfallrechtlich möglich. Die energetische Verwertung in einem Kohlekraftwerk erfordert dagegen eine Konditionierung der Lackkoagulate zu einem dosierfähigen Feststoffpulver
und die Abtrennung der Lösemittel. Ein solches
Aufbereitungsverfahren hat die Volkswagen AG
entwickelt, um die konditionierten Lackkoagulate in einem betriebseigenen Kohlekraftwerk mit
Kraft-Wärme-Kopplung energetisch zu verwerten.
Die Aufbereitung der »Lackschlämme« verwendet
folgende Verfahrensstufen und Apparate [145]:
5 mechanische Vorentwässerung und Homogenisierung in Rührwerken,
5 kontinuierliche Trocknung in einem indirekt
beheizten Knetkontakttrockner mit Selbstreinigung bei ca. 200 °C, Kühlung des Produktes
in einer gekühlten Austragsschnecke auf ca.
50 °C,
5 Kondensation der Dämpfe, Nachverbrennung
der Abluft,
5 Phasentrennung des Kondensates in einem
Dekanter in eine organische Phase und eine
Wasser-Alkohol-Phase,
5 Verwertung der Wasser-Alkohol-Phase in der
Denitrifikationsstufe einer Kläranlage,
5 Siebung und Aufmahlung des Trockengutes zu
einem Pulver,
236
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
5 Verbrennung des Pulvers (23 MJ/kg) und der
organischen Phase (35 MJ/kg) in einer Staubfeuerung.
Der Energiebedarf der Aufbereitung beträgt nur
9 % des Heizwertes der Produkte. Die verbleibenden 91 % werden energetisch genutzt. Diese energetische Ausbeute ergibt sich aus der Massenverteilung des Aufbereitungsverfahrens und dem Heizwert der Produkte nach folgendem Beispiel [145]:
5 Vorlaufen: 1 t Lackschlamm mit ca. 350 kg
Feststoff und 650 kg Wasser + Lösemittel.
5 Ausbringen: 417 kg Wasser in der Vorentwässerung; 215 kg Wasser/Lösemitteldampf;
368 kg Granulat (4,9 % Wasser + Lösemittel);
18 kg Lösemittel bei der Kondensation des
Dampfes.
9
z
Recycling der Spül- und Reinigungslösungen
der Lackierbetriebe
Als Reinigungslösungen dienen organische Lösemittel, die danach mit ca. 10 % Lack belastet sind.
Mit einer einfachen Destillation solcher Spüllösungen kann man nur 80 % des Lösemittels austreiben,
um eine Anbackung des Sumpfes in der Blase sicher zu vermeiden. Deshalb trennt man beim Recoat-Verfahren [144] zunächst sedimentierbare Feststoffe ab, setzt danach Koagulationsmittel zu und
erhält nochmals eine abtrennbare Feststofffraktion.
Es verbleibt ein völlig pigmentfreies Lösemittel/
Bindemittelgemisch, aus dem der Überschuss des
Lösemittels durch Vakuumdestillation gewonnen
wird, bei der durch Temperaturen unter 50 °C Zersetzungsprozesse des Bindemittels ausgeschlossen
sind. Der Sumpf ist ein verkaufsfähiges Bindemittel/Lösemittel-Gemisch. Es wird folgende Massenbilanz für das Recoat-Verfahren angegeben [144]:
5 Vorlaufen: Reinigungslösung mit 10 % Lack,
1000 kg.
5 Ausbringen: Organische Lösemittel 800 kg;
Lösemittel/Bindemittel-Gemisch mit 40 %
Bindemittel, 150 kg; Pigment/Füllstoff-Gemisch 50 kg.
Eine weitere Variante der Vakuumdestillation von
lackbelasteten Lösemitteln ist das Resolve-T-Verfahren [144]. Durch Zusatz eines speziellen Additivs in
die Destillationsblase wird das Verkleben der Lack-
partikel verhindert. Man kann dadurch das Lösemittel vollständig ausdampfen und erhält einen
rieselfähigen, völlig entklebten Lackrückstand.
Dieser Trockenrückstand besteht aus den energiereichen Bindemitteln (ca. 25 MJ/kg), den Pigmenten und Füllstoffen und kann als Reduktionsmittel
in Hochöfen eingeblasen werden (7 Abschn. 6.5.5).
Der Trockenrückstand ist auch als Energieträger
in Zementöfen oder für die Synthesegaserzeugung
nutzbar.
9.2
Recycling von Mineralölen
Mineralöle bestehen im Wesentlichen aus flüssigen Gemischen gesättigter Kohlenwasserstoffe,
die durch Destillation und Raffination aus mineralischen Rohstoffen (Erdöl, Kohlen) gewonnen
wurden. Man unterscheidet zwei Grundtypen von
Grundölen (auch Basisöle):
1. paraffinbasische Grundöle (Paraffinkohlenwasserstoffe),
2. naphtenbasische Grundöle (aromatische Kohlenwasserstoffe und Cycloparaffine).
Die Mineralöle muss man grundsätzlich von den
Pflanzenölen unterscheiden, die aus flüssigen Triglyceriden (Fettsäureester des Glycerol) bestehen.
Für die vielfältigen Einsatzgebiete der Mineralöle
als Schmierstoffe sind zahlreiche spezifische Ölsorten entwickelt worden: Maschinenschmieröl,
Motorenöl, Getriebeöl, Walzöl, Kompressorenöl,
Hydrauliköl, Elektroisolieröl (Trafoöl, Schalteröl), Wärmeträgeröl, Metallbearbeitungsöl (Kühlschmierstoffe), Korrosionsschutzöl. Diese Ölsorten
unterscheiden sich in ihrer stofflichen Zusammensetzung (Art der Kohlenwasserstoffe) und
den zugesetzten Additiven und Wirkstoffen, um
vor allem bestimmte Viskositäten und thermische
bzw. Oxidationsbeständigkeiten zu erreichen. Als
Additive kommen verschiedene chemische Verbindungsgruppen zum Einsatz: organische Polymere, polare organische Verbindungen (Phenole,
Amine), metallorganische Verbindungen (Zinkdialkyldithiophosphat), organische Heteroelementverbindungen (organische Schwefelverbindungen).
Auch die Pflanzenöle gewinnen als Grundöle für
Schmierstoffe immer mehr an Bedeutung, da sie
237
9.2 • Recycling von Mineralölen
eine gute biologische Abbaubarkeit besitzen. Eine
weitere Sorte von Grundölen basiert auf synthetischen Estern (Di-Ester aus Dikarbonsäuren und
primären Alkoholen), die für hohe Beanspruchungen geeignet sind und ebenfalls gute biologische
Abbaubarkeit besitzen [146]. Der Gebrauch der
Öle führt zu ihrer Alterung durch Entstehung von
thermischen Crackprodukten, Ruß und verschiedenen Oxidationsprodukten. Außerdem nehmen
die Öle Fremdstoffe aus den Einsatzprozessen und
den verwendeten Apparaten auf. Solche Fremdstoffe sind partikuläre, emulgierte oder gelöste Verunreinigungen (Metallabrieb, Sand, Wasser, Benzin,
Lösemittel, pflanzliche Öle). Infolge zugesetzter
Additive weisen Mineralöle außerdem unterschiedliche Gehalte an Schwermetall-, Phosphor-, Schwefel- und Chlorverbindungen auf. Die Aufarbeitung
von Ölen mit Chlorgehalten größer 2 g Gesamthalogen/kg oder mehr als 20 mg PCB/kg darf nur
erfolgen, wenn diese Schadstoffe dabei nachweisbar zerstört werden (Altölverordnung). Derart
verunreinigte und nicht mehr verwendungsfähige Abfallöle bezeichnet man als Altöle. Nach der
deutschen Altölverordnung (AltölV) von 2002 sind
Altöle Abfälle, die ganz oder teilweise aus Mineralöl, synthetischem oder biogenem Öl bestehen. Im
Unterschied dazu sind nach EU-Definition nur mineralische Schmier- und Industrieöle Altöle [146].
Die Altöle sind als Kohlenwasserstoffe oder Ester in
erster Linie wertvolle Rohstoffe mit einem hohen
Anreiz zur Sammlung, zur Regenerierung, zum Recycling oder zur energetischen Verwertung (Heizwert 40…42 MJ/kg). Andererseits besitzen die
Altöle ein hohes Schadstoffpotential beim Eintrag
in Gewässer und Böden. Es bestehen also erhebliche ökonomische und ökologische Forderungen
zur Sammlung und Verwertung von Altölen, die
Veranlassung für Abfallverordnungen waren (europäische Altölrichtlinie, deutsche Altölverordnung,
deutsche Förderrichtlinie zur Altölaufbereitung).
Die wichtigsten Verwertungswege für Altöle sind
folgende:
5 direkte energetische Verwertung als Sekundärbrennstoff in Zementöfen,
5 direkte energetische Verwertung in betrieblichen Altölverbrennungsanlagen bzw. Sonderabfallverbrennungsanlagen,
5 Aufbereitung zu verkaufsfähigem Heizöl,
5 Regeneration zu Grundölen.
9
Die energetische Verwertung wird in 7 Kap. 12 besprochen.
z
Sammlung, Lagerung und Transport von Altöl:
Die Mineralöle und mineralölhaltige Flüssigkeiten
(z. B. Emulsionen) zählen zu den wassergefährdenden Stoffen und es bestehen deshalb Vorschriften
zur vollständigen Sammlung an allen Einsatzstellen, zur Lagerung und zum Transport. Für die Lagerung besteht z. B. die Forderung nach Aufstellung
der Behälter in Auffangwannen oder die Verwendung von doppelwandigen Gefäßen. Außerdem
sind besondere Maßnahmen zur Verhinderung von
Ölbränden notwendig.
9.2.1
Mechanische Rekonditionierung
gering verunreinigter Altöle
Wenn das gebrauchte Öl keine Verschlechterung
der Öleigenschaften aufweist und nur Verunreinigungen durch Feststoffe (Metallabrieb), Wasser und
Schlämme vorliegen, ist eine Rekonditionierung
durch mechanische oder adsorptive Reinigung oft
ausreichend. Für die mechanische Reinigung kommen die bekannten Verfahren der Fest-FlüssigTrennung zum Einsatz (Sedimentieren, Filtrieren,
Zentrifugieren). Im einfachsten Fall verwendet
man eine Sedimentation für gröbere Feststoffe. Die
Abtrennung feiner Feststoffpartikel lässt sich nur
durch eine Filtration (Papierfilter) erreichen. Diese
Reinigungsmethode durch Filtrationen ist häufig
in die Ölkreisläufe der Maschinen integriert. Ein
Nachteil ist dabei die Entstehung stark ölhaltiger
Filterelemente, die einer besonderen Abfallentsorgung bedürfen. Die Filtrationsgeschwindigkeit ist
durch Erwärmen des Öls auf 50…80 °C deutlich
zu erhöhen, wobei gleichzeitig ölärmere Filterelemente bzw. Rückstände anfallen. Ein optimales
Behandlungsverfahren stellt die apparativ aufwendigere Zentrifugiertechnik (Zentrifugen, Dekanter,
Separatoren) dar, die neben den Feststoffen auch
das Wasser abtrennt. Die zentrifugale Trenntechnik kommt auch als mechanische Vorstufe anschließender Veredlungsverfahren (Destillation)
und für die Umarbeitung zu Heizöl (Erhöhung
des Heizwertes) in Betracht. Für die adsorptive
Reinigung sind Bleicherden (natürliche Silikate) in
238
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
Altöl
Entwässerungskolonne
Thermocrackkolonne
Raffination
H2SO4
Bleichung
. Abb. 9.4 Altölraffination nach
dem Schwefelsäure/BleicherdeVerfahren mit Thermocrackstufe
[146].
Fraktionierkolonne
Bleicherde
Verdampfer
Wasser, Fluxöl
Leichtsieder
Säureharz
Filterpresse
Grundöl
Neutralöl
Gasöl
9
Anwendung. Die Adsorption verwendet ebenfalls
Temperaturen von 50…80 °C und hat allerdings
den Nachteil, dass auch Additive des Altöls mit abgetrennt werden. Die Regeneration der Bleicherden
ist durch eine Glühbehandlung in Wirbelschichtreaktoren möglich.
9.2.2
Physikalisch-chemische
Verfahren zur Regeneration von
Altölen zu Grundölen
Oxidativ veränderte und stark verschmutzte Altöle müssen in industriellen Raffinationsanlagen
behandelt werden, um daraus wieder Grundöle zu
gewinnen. Man bezeichnet diese Behandlung als
»Zweitraffination«, da sie praktisch dem Verfahren
der Primärraffination von Erdöl entspricht.
z
Schwefelsäure/Bleicherde-Verfahren
Dieser klassische Prozess besteht aus sechs Stufen
[146] (. Abb. 9.4):
1. Sedimentation (Grobentfernung von gröberen
Feststoffen und Wasser),
2. atmosphärische Destillation (<250 °C) (Verdampfung von Leichtsiedern und Wasser),
3. Schwefelsäureraffination (konz. H2SO4) unter
Ausscheidung eines Säureharzes mit anschließender Kalkneutralisation (Entfernung von
Oxidationsprodukten und Additiven),
4. Dekantieren und Filtrieren zur Entfernung des
Raffinationsschlammes (Säureharz),
5. Vakuumdestillation (ca. 100 mbar) (fraktionierte Destillation in ein bis zwei leicht- bis
mittelviskose Destillatfraktionen und einen
Destillationsrückstand),
6. Behandlung der Destillate mit Bleicherde
(Nachreinigung, Aufhellung).
Die Ausbeute an Recyclingöl beträgt 75…80 %.
Dabei entstehen die Sonderabfälle Säureharz und
ölbeladene Bleicherde. Letztere kann durch Glühen
regeneriert werden. Das Säureharz besteht aus 50 %
Öl, Harzen und Asphaltenen und bis 45 % Schwefelsäure. Die Verarbeitung des Säureharzes kann
nur in Verbrennungsanlagen erfolgen, die eine
nachgeschaltete Verwertung des SO2 ermöglichen
[158]. Die Verbesserung des Schwefelsäure/Bleicherde-Verfahrens erreichte man durch eine Thermocrackstufe.
Eine Weiterentwicklung dieses Raffinationsverfahrens ist das Verfahren der primären Totalverdampfung [146] mit folgenden Verfahrensstufen:
9
239
9.2 • Recycling von Mineralölen
. Abb. 9.5 Direktkontakthydrierung von Altöl (HyLubeVerfahren) [147].
Altöl
Wasserstoff
Mischer
Gaserhitzer
Kreislaufgas
Vorabscheider
Sumpf
Dampf
Vakuumrückstandsstripper
NaOH
Öldämpfe
70…80 %
Wäscher
Hydrierreaktor
60 bar, 300 °C
Heißabscheider
Gas
Abwasser
Produktstripper
Fraktionierkolonne
Schweröl
5 Entwässerung des Altöls;
5 Totalverdampfung in einem Rohrreaktor (ca.
340 °C, hohes Vakuum) unter Zusatz von
NaOH-Lösung zur Zerstörung von organischen Chlorverbindungen; das Destillat ist ein
Schmieröl/Gasöl, der Sumpf ein Heizöl oder
Bitumenzuschlagstoff;
5 Schwefelsäureraffination und Bleicherdebehandlung des Destillats (Schmieröl/Gasöl).
Diese Verfahrensverbesserung verringert die Menge an Sonderabfall (Säureharz, ölbelastete Bleicherde) auf 13 % des bisherigen Anfalls.
z
Hochdruck-Hydrierverfahren [147]
Die Direktkontakthydrierung (HyLube-Prozess)
arbeitet in einem Hydrierreaktor mit speziellen
Katalysatoren bei Drücken von 60…80 bar und
300…350 °C. Durch chemische und physikalische
Schmieröle
Diesel
Benzin
Umsetzungen werden die Metallverbindungen und
die Schwefel-, Stickstoff- und Chlorverbindungen
der Additive entfernt und aromatische Verbindungen abgesättigt. Vor dem Hydrierreaktor vermischt
man das Altöl mit aufgeheiztem Wasserstoff, wobei 50…70 % des Altöls in die Gasphase übertreten. Ein Separator trennt den Öldampf von dem
Verdampfungsrückstand (Sumpf). Die Öldämpfe
treten dann in den Hochdruck-Hydrierreaktor ein.
Der Sumpf wird in einer Strippkolonne mit Wasserdampf in ein Schweröl und weitere Öldämpfe
separiert. Nach der Hydrierstufe trennt man die
Ölkomponenten von den Reaktionsprodukten
und dem Kreislaufgas, wobei H2S und HCl durch
NaOH-Lösung aus dem Gas ausgewaschen werden.
Die erhaltene Ölmischung gelangt in eine Fraktionierkolonne, die Schmierölfraktionen unterschiedlicher Viskositäten und als Nebenprodukte Benzin
und Diesel liefert (. Abb. 9.5).
240
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
Altöl
Leichtsieder
Hydrierreaktor
250 °C, 95 bar
Wasserstoff
NaOH Wäscher
. Abb. 9.6 Altölraffination mit
dem Propanextraktionsverfahren
[148].
Wasserstoff
Separator
Verdampfer
Extraktionskolonne
195 °C, 95 bar
Salz
Wasser
Abscheider
110 °C, 18 bar
Propan
Propan
Schweröl
9
z
Grundöl
Extraktionsverfahren mit verdichtetem Propan
[148]
Nach einer Vorabtrennung von Leichtsiedern und
Wasser leitet man das Altöl mit Hochdruckpumpen in eine Gegenstromextraktionskolonne. Als
Extraktionsmittel dient verdichtetes Propan, das
bei 95 bar und 150 °C die Ölkomponente extrahiert und von den Feststoffen und einem Schweröl abtrennt. Der am Kopf der Kolonne austretende
Extrakt wird danach in einer Hydrierkolonne bei
250 °C mit Wasserstoff vermischt und mit Hilfe
eines Katalysators werden die organischen Chlorund die Schwefelverbindungen in HCl und H2S
konvertiert. In einem Abscheider reduziert man
den Druck auf 18 bar und es bildet sich eine reine
Ölphase als Recyclingprodukt und eine Gasphase.
Die Gasphase muss in einer Absorptionskolonne
mit NaOH-Lösung von den Chlor- und Schwefelverbindungen befreit und in einem Separator in
Wasser, Wasserstoff und Propankreislaufgas getrennt werden (. Abb. 9.6).
9.2.3
Aufarbeitung von Altöl zu Heizöl
und Fluxöl
Die Verwendung von aufbereiteten Altölen als
Heizöle ist in vielen Ländern der weit überwiegende
Verwertungsweg. Die verschiedenen anfallenden
Altöle entsprechen aber nicht den Qualitätsanforderungen an Heizöle (DIN 51 603-4), da die Gehalte an Schadstoffen (As, Pb, Cd, Cr, Co, Ni und
anderen Verbindungen) die Einhaltung der Emissionsgrenzwerte der Feuerungsanlagen nicht gewährleisten. Daraus ergibt sich die Notwendigkeit
einer Aufbereitung. Das Aufbereitungsverfahren
muss die Abtrennung des Wassers, der Leichtsieder,
der Feststoffe und der Metallverbindungen der Additive ermöglichen und ein Heizöl mit bestimmten
Qualitätsanforderungen garantieren: Flammpunkt
>61 °C, Heizwert >42 MJ/kg, Wassergehalt <0,2 %,
Viskosität (50 °C) <30 mm2/s, Asche <0,05 %. Die
Zerstörung der Metallverbindungen erfordert wie
bei der Herstellung von Grundölen eine Behandlung mit Schwefelsäure. Das BKM-Verfahren [146]
der Altölaufbereitung zu Regelbrennstoff besteht
aus vier Verfahrensstufen:
1. Vermischung des erwärmten Altöls mit verdünnter Schwefelsäure und kationischen
241
9.2 • Recycling von Mineralölen
Tensiden zur Bildung einer Drei-Phasen-Dispersion,
2. Dichtetrennung der Dispersion in einem
Dekanter in die Phasen Öl, wässrige Lösung
(Metallsulfate) und Ölschlamm (Feststoffe und
ausgefällte Stoffe),
3. Destillation der Leichtsieder und des Restwassers aus der Ölphase bei <160 °C,
4. Behandlung des Öls mit Bleicherde und Filtration der Bleicherde.
Dabei entstehen Ölschlämme und ölbeladene
Bleicherde als Abfälle, die in Zementöfen verbrannt
werden. Die wässrige Abfalllösung wird in eine Abwasseranlage eingeschleust. Das Ausbringen an
verkaufsfähigem Heizöl nach diesem Verfahren beträgt ca. 85 %. An Leichtsiedern fallen 4,3 % an und
an Bleicherde und Ölschlamm ca. 4,5 %.
Unter Fluxöl versteht man die Fraktionen des
Altöls, die über 320 °C sieden und eine hohe Viskosität besitzen (Viskosität bei 50 °C ca. 45…120
mm2/s). Die Fluxöle entstehen z. T. bei der Zweitraffination von Altöl zu Grundöl und/oder werden
gezielt aus Altöl hergestellt. Die Einsatzgebiete der
Fluxöle sind die Herstellung von Industriebitumen
für Dach- und Dichtungsbahnen und Zusatzmaterial bei der Regenerierung von Ausbauasphalt. Für
die gezielte Herstellung von Fluxöl aus Altöl sind
folgende Verfahrensschritte üblich [146]:
5 mechanische Abtrennung von Feststoffen und
Wasser,
5 Abdampfen der Leichtsieder und des Restwassers bei 170 °C,
5 Wasserdampfdestillation (Zusatz von Ammoniakwasser) bis 320 °C. Als Destillat fallen
Gasöle und Spindelöle an. Der Sumpf ist das
Fluxöl.
9.2.4
Umarbeitung von Altöl in
Synthesegas oder Einsatz als
Reduktionsmittel im Hochofen
Diese alternativen Verwertungswege entsprechen
vollständig den bereits für Abfallkunststoffe ausführlich beschriebenen Verfahren in 7 Abschn. 6.5.4
und 7 Abschn. 6.5.5. Für die Vergasung von Altöl
kommt das Flugstromverfahren in Betracht, das in
9
. Abb. 6.19 bereits vorgestellt wurde. Das Einblasen von Altöl in den Hochofen ist dosiertechnisch
deutlich einfacher als bei Kunststoffgranulaten
(. Abb. 6.20). Für beide Verwertungsverfahren mit
Altöleinsatz wurden der Verbleib und die Auswirkungen der Verunreinigungen des Altöls (Metallverbindungen, chlororganische Verbindungen)
ausführlich überprüft. Die Metallverbindungen
werden vollständig gespalten, der organische Anteil wird vergast und die Metalle werden als Oxide
in die Schlacken eingebunden. Die mögliche Bildung von Dioxinen und Furanen wurde eingehend
untersucht. Infolge der hohen Prozesstemperaturen und der reduzierenden Gasatmosphäre ist die
Bildung von Dioxinen und Furanen ausgeschlossen
[146].
9.2.5
Auftrennung von MineralölWasser-Mischungen und
Emulsionen
Mineralöle und Wasser sind Flüssigkeiten, die
sich nicht ineinander lösen. Mischungen von Mineralölen und Wasser stammen aus der metallverarbeitenden Industrie (Kühlschmierstoffe bei
Zerspanungs- und Schleifoperationen) und aus
Reparatur-, Reinigungs- und Waschanlagen für
Maschinen und Autos sowie aus Entfettungsbädern. Die Altölverordnung (AltölV) rechnet die
Bearbeitungsemulsionen, Öle aus Ölabscheidern,
ölhaltige Schlämme u. Ä. nicht zu den Altölen. Bei
den Mischungen von Mineralölen mit Wasser sind
prinzipiell zwei Zustände zu unterscheiden:
1. freie Öle, die als getrennte Phase im Wasser
auftreten (ölverunreinigtes Wasser oder wasserverunreinigtes Öl),
2. Emulsionen.
Eine Emulsion ist eine Mischung aus zwei ineinander
nicht löslichen Flüssigkeiten, wobei die eine Flüssigkeit in Form feinster Tröpfchen (disperse Phase) in der anderen Flüssigkeit (Dispersionsmittel)
dispergiert ist. Bei Mineralöl-Wasser-Mischungen
muss man zwei Emulsionsformen unterscheiden:
Öl-in-Wasser- und Wasser-in-Öl-Emulsionen. Die
häufigste Form sind die Öl-in-Wasser-Emulsionen.
Die Herstellung der Emulsionen erfolgt durch in-
242
9
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
tensive Vermischung der Flüssigkeiten. Um die Beständigkeit von Emulsionen zu erhöhen oder überhaupt ihre Ausbildung zu ermöglichen, setzt man
Emulgatoren (z. B. Natrium-Alkylsulfonat, Fettsäureethylester etc.) zu, die sich an den Grenzflächen
der Tröpfchen anlagern und ein Koagulieren der
Tröpfchen verhindern. An den Phasengrenzschichten bildet sich zudem eine gleichsinnige elektrische
Ladung aus. Außerdem entstehen Emulsionen unbeabsichtigt bei starker Vermischung von Ölen und
Wasser in Gegenwart emulsionsfördernder Stoffe
(Waschmittel usw.). Abfallemulsionen enthalten
etwa 2…10 % Öl. Zwischen den idealen Zuständen
»freies Öl« und »Emulsion« existieren in der Praxis
vielfältige Übergangszustände und Mischungen.
Die für das Recycling der Mineralöle notwendige
Emulsionstrennung gelingt vor allem mit Hilfe folgender Methoden:
5 chemische Verfahren, die durch Zusatz von
Elektrolytlösungen (Säuren, Eisen- oder
Magnesiumsalze) eine Neutralisation der
elektrischen Ladungen an den Grenzflächen
bewirken,
5 Ultrafiltration,
5 Verdampfung des Wasseranteils nach verschiedenen Techniken.
verwendet man anschließend Koaleszenzabscheider (Restölgehalte von 5 ppm). In diesen Apparaten
strömt das noch ölhaltige Wasser in einen Filterzylinder, der an der Eintrittsseite eine oleophile Oberfläche besitzt. Diese Oberfläche veranlasst die Öltröpfchen zu koalieren und aufzuschwimmen. Bei
beiden Verfahren sollten feststofffreie Mischungen
eingeleitet werden, da sonst zusätzlich ölhaltige
Schlämme anfallen.
z
z
Die Emulsionsspaltung ist neben dem an dieser
Stelle interessanten Ölrecycling vor allem für die
Beseitigung emulsionshaltiger Abwässer von großer Bedeutung. Für diesen Zweck sind auch organische Polymere (tertiäre Polyaminverbindungen),
Adsorptionsmittel (Aktivkohle) oder die Elektrokoagulation zur Emulsionsspaltung einsetzbar.
z
Ölabscheidung aus Mischungen mit freien Ölen
Die Hauptmenge von Öl trennt man in sog. Ölabscheidern ab. Auf Grund des Dichteunterschiedes
Öl/Wasser findet durch Herabsetzung der Strömungsgeschwindigkeit in einer Abscheidekammer
die Trennung statt. Solche Leichtflüssigkeitsabscheider sind genauso für Benzin und andere nicht
wasserlösliche Lösemittel in Anwendung. Der Restölgehalt im Wasser erreicht 100…500 ppm. Als alternative Verfahren kommen auch das Abschöpfen
aufschwimmenden Öls mit Skimmern und selbstverständlich eine kostenintensive zentrifugale
Technik in Betracht. Für die weitere Ölentfernung
Chemische Emulsionsspaltung
Beim Zusatz von Säuren oder Salzlösungen (Eisenoder Magnesiumsalze) zu Emulsionen lagern sich
die Säureprotonen bzw. die Kationen an die anionenaktiven Gruppen der Emulgatoren an und machen sie inaktiv. Dadurch werden ein Zusammenfließen der Öltröpfchen und deren Aufschwimmen
möglich. Das Aufsteigen der Öltröpfchen ist durch
Einblasen feiner Luftblasen unter Ausnutzung des
Flotationseffekts sehr wirksam zu verbessern. Eine
Erwärmung der Emulsion unterstützt die Spaltvorgänge. Die Nachteile dieses Verfahrens sind der
Chemikalienbedarf und die Notwendigkeit einer
nachfolgenden Neutralisation der Wasserphase
(Aufsalzung, Hydroxidfällung) (. Abb. 9.7).
Verdampfungsverfahren
nung [145]
zur
Emulsionstren-
Eine Erhitzung bewirkt bereits eine geringe Emulsionsspaltung. Durch eine Vakuumverdampfung
gelingt aber die Abtrennung der Hauptmenge des
Wassers und die Konzentrierung der Emulsion
auf ca. 20 % Ölgehalt. Für die weitere Behandlung
des Ölkonzentrates setzt man eine Zentrifuge ein,
die eine Ölphase mit 25 % Restwasser liefert. Die
Restentwässerung erfolgt in einem Phasentrennbehälter (Desorber), in dem über einen Düsenboden
erhitzte Luft eingeblasen wird, die sich mit Wasserdampf sättigt und dadurch das Öl auf 5 % Wasser entwässert. In dieser Qualität ist das Öl energetisch verwertbar. Die Wasserdestillate müssen
von Restöl befreit werden (mechanisch und durch
Ansäuern). Das behandelte Destillat kann dann in
die Herstellung neuer KSS zurückgeführt werden
(. Abb. 9.8).
Das Verdampfungsverfahren ist vor allem für
Mischemulsionen in Anwendung, die unterschiedliche Tenside enthalten. Als Verdampfer kommen
9
243
9.2 • Recycling von Mineralölen
Öl-Wasser-Emulsion
Öl-Wasser-Emulsion
Vorfilter
Erhitzer
Säure
Kerzenfilter
Neutralisation
Spaltbehälter mit
Füllkörpern
Sprühfilmverdampfer
Destillat
Säure
Lauge
Konzentrat
Zentrifuge
Mischer
Leichtölabscheider
Desorber
Wasser
Abwasser
Lauge
Neutralisation
Öl
Wasser
Öl
Abwasser
. Abb. 9.7 Anlage zur Emulsionsspaltung mit Säure [142].
bevorzugt Dünnschicht- oder Umlaufverdampfer
zum Einsatz. Infolge vorlaufender Verunreinigungen entstehen häufig auch Ausscheidungen an Salzen oder Schlämmen.
z
Ultrafiltration von Emulsionen
Die Ultrafiltration arbeitet mit Membranen, die teildurchlässige Eigenschaften besitzen und dadurch
feinste Feststoffe, Kolloide und Öltröpfchen herausfiltrieren. Die Membranwerkstoffe sind häufig Polyamide oder Zelluloseazetat. Sie kommen in Modulbauweise zur Anwendung. Das Verfahrensprinzip
wurde bereits in 7 Abschn. 4.2.2 (»Konzentrierung
und Reinigung von Lösungen durch Ionenaustausch, Solventextraktion und Membranverfahren«)
und . Abb. 4.10 ausführlich erläutert. Bei der Trennung von Öl-Wasser-Emulsionen spielen neben
der Tröpfchengröße auch die hydrophoben bzw.
hydrophilen Eigenschaften der Inhaltsstoffe eine
Rolle. Das Prinzip der Ultrafiltration ist also kei-
. Abb. 9.8 Verdampfungsverfahren für die Aufarbeitung
von Öl-Wasser-Emulsionen [145].
ne Emulsionsspaltung, sondern eine Entwässerung
der Emulsion mit Aufkonzentrierung der ölhaltigen
Phase (Retentat). Es werden folgende Trenneffekte
für Abfallemulsionen angegeben [142]:
5 Permeat: Wasser, Nitrite, Phosphate, Metallionen, Säuren, Netzmittel, Tenside, Emulgatoren,
Korrosionsschutzmittel;
5 Retentat: Öle, Fette, hydrophobe Emulgatoren,
Metallhydroxide, Schleifabrieb.
Die Ultrafiltration (. Abb. 9.9) erreicht z. B. die
Konzentrierung einer Emulsion mit 2…5 % Öl
auf ca. 35 % Öl in der Retentatphase. Das Retentat
ist danach mittels Dünnschichtverdampfung oder
Zentrifugieren weiter auf ca. 90 % Öl anzureichern.
Die Ölrestgehalte im Permeat betragen ca. 20 mg/l
[142].
244
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
Öl-Wasser-Emulsion
2…5 % Öl
Vorfiltration
Ultrafiltration
Retentat
ca. 35 % Öl
Permeat
ca. 20 mg/l Öl
Flockung,
Neutralisation
Abwasser
Dünnschichtverdampfer
Wasser
Öl
< 10 % Wasser
. Abb. 9.9 Ultrafiltrationsverfahren für Emulsionen [142].
9
9.3
Lösemittelrückgewinnung aus
Dämpfen und Abluft
Bei allen in . Tab. 9.1 aufgeführten Einsatzgebieten
für Lösemittel werden Lösemitteldämpfe freigesetzt. Dadurch entstehen in Anlagenteilen z. T. erhebliche Lösemittelkonzentrationen im Gasraum.
Auch die als Kälte- und Treibmittel eingesetzten
FCKW sind bei Raumtemperatur überwiegend
gasförmig. Es treten aber auch Lösemitteldämpfe
in die Arbeitsräume aus und durch Absauganlagen
werden Mischungen von Luft und Lösemitteldämpfen abgesaugt. Aus Gründen des Arbeitsschutzes,
des Explosionsschutzes und der Auflagen der Luftreinhaltung (Emissionen) ist eine Entsorgung der
Dämpfe und der Abluft unverzichtbar. Dabei standen zunächst die Beseitigung sowie der individuelle
Schutz des Personals im Vordergrund. Zunehmend
wurden aber Verfahren der Verwertung und des
Recyclings entwickelt. Eine entscheidende Voraussetzung für Verwertung und Recycling ist die möglichst geringe Verdünnung der Lösemitteldämpfe durch Absaugluft oder andere Gase. Auch aus
diesem Grunde haben sich heute meist gekapselte
Anlagen durchgesetzt, die evtl. auch mit Kreislaufführung der Gase arbeiten. Allerdings sind bei Luft
als Trägergas der Lösemittelkonzentration deutli-
che Beschränkungen durch die Explosionsgrenzen
gesetzt. Gegebenenfalls ist also mit kostenintensiven Inertgasen zu arbeiten. Diese Arbeitsweise
empfiehlt sich bei Trocknungsanlagen, die hohe
Lösemittelkonzentrationen aufweisen und dann
zweckmäßigerweise im Kreislaufbetrieb arbeiten,
um das Inertgas mehrfach zu nutzen. Das bevorzugte Behandlungsverfahren ist immer noch die
Verbrennung (evtl. mit energetischer Verwertung).
Diese erfolgt durch direkte Verbrennung meist
unter Zusatz von Heizgas oder durch katalytische
Verbrennung.
Für die stoffliche Rückgewinnung der flüssigen
Lösemittel aus Dämpfen oder Abluft stehen vier
Verfahren zur Auswahl:
1. Kondensation,
2. Adsorption,
3. Absorption,
4. Membranverfahren (Gaspermeation).
9.3.1
Rückgewinnung durch
Kondensation
Die Kondensation einer Gaskomponente aus einer
Gasmischung kann durch Abkühlung erzwungen werden. Voraussetzung für die Anwendung
des Kondensationsverfahrens ist allerdings eine
hohe Lösemittelkonzentration (in der Nähe der
Sättigungskonzentration), um beim Abkühlen die
Kondensation auch zu erreichen. Die Abkühlung
kann indirekt durch Wärmetauscherflächen erfolgen oder direkt durch Kontakt mit dem gekühlten
flüssigen Lösemittel (Sprudelkühler, Sprühkondensation). Auch flüssiger Stickstoff kommt als Kühlmittel in Lacktrockenanlagen in Betracht, da das
entstehende Stickstoffgas anschließend als Inertgas
nutzbar ist (. Abb. 9.10).
Problematisch sind beim Kondensationsverfahren meist Gehalte an Wasserdampf (Vereisung).
Der energetische Aufwand für die Kühlung ist
immer hoch. Besondere Maßnahmen sind für
die Kondensation von FCKW-Dämpfen erforderlich, wie sie bei der Demontage von Kühlgeräten
anfallen. FCKW stammt dabei aus dem Treibgas
der PUR-Isolation und aus dem Kältekreislauf.
Die FCKW-Dämpfe werden getrennt aufgefangen,
245
9.3 • Lösemittelrückgewinnung aus Dämpfen und Abluft
. Abb. 9.10 Lösemittelrückgewinnung durch Kondensation bei einer Lacktrocknung
mit Inertgaskreislauf (LM = Lösemittel) [140].
9
Material
mit LM
Trockner
Inertgas
LM-beladen
Inertgas
LM-arm
Material,
getrocknet
Wärmetauscher
Kondensator
Separator
Lösemittel
gewaschen (Entsäuerung, Trocknung) und dann
durch Kühlung und Verdichtung verflüssigt. Die
FCKW-Flüssigkeit ist danach durch Destillation in
reines FCKW und höher siedende Verunreinigungen trennbar [132]. Wegen des Verwendungsverbots für FCKW in den Industrieländern ist heute nur noch eine Beseitigung durch Verbrennung
möglich.
9.3.2
Rückgewinnung durch
Absorption
Unter Absorption einer Gaskomponente aus einer
Mischung versteht man deren Auflösung in einer
Flüssigkeit (Waschlösung). Für Lösemittel kommt
nur ein physikalischer Auflöseeffekt in Betracht
(physikalische Gaswäsche). Die Art der Waschlösung wird von der Spezifik des zu absorbierenden
Gases bestimmt. Für wasserlösliche Stoffe (Alkohole, Azeton) ist Wasser die Waschflüssigkeit. Für die
häufigeren wasserunlöslichen Lösemittel sind hoch
siedende organische Flüssigkeiten verwendbar
(Silikonöle). Die Wirksamkeit der physikalischen
Absorption nimmt mit höheren Gasdrücken und
niedrigen Temperaturen zu. Die Exsorption des absorbierten Lösemittels und die Regenerierung des
Waschmittels gelingen deshalb relativ einfach durch
Erwärmen des beladenen Waschmittels. Die wichtigste Methode ist aber die destillative Trennung
Lösemittel/Waschmittel. Eine weitere Methode der
Exsorption ist das »Strippen« mit Wasserdampf
als Trägergas mit nachfolgender Kondensation des
Dampfgemisches und einer Phasentrennung Wasser/Lösemittel (. Abb. 9.11).
Die Absorptionsgeschwindigkeit wird durch
den Stoffübergang Gas/Waschlösung bestimmt.
Deshalb müssen die Absorptionsapparate große
und sich ständig erneuernde Grenzflächen zwischen Gas und Waschlösung verwirklichen. Das
realisiert man durch Versprühen des Waschmittels
in den Gasstrom (Sprühtürme, Rieseltürme) oder
die Verteilung von Gasblasen in der Waschlösung
(Füllkörperkolonnen).
246
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
Kreislauf
Waschflüssigkeit
Gereinigte
Abluft
Heizer
Kondensator
Kühler
Absorptionskolonne
9
Wärmetauscher
Lösemittelbeladene
Abluft
9.3.3
. Abb. 9.11 Lösemittelrückgewinnung durch physikalische
Absorption in einer Waschflüssigkeit und Desorption/Kondensation [140].
Zusatzverdampfer
Desorptionskolonne
Rückgewinnung durch
Adsorption
Adsorption ist die Anlagerung von Gasen an der
Oberfläche poriger Stoffe durch vorwiegend physikalische Kräfte. In 7 Abschn. 4.2.4 wurden bereits
die wesentlichen Gesetzmäßigkeiten der Adsorption (Selektivität, Adsorptionsisotherme, Adsorptionswärme) und die apparativen Ausführungen
(Festbettadsorber, Adsorptionskolonnen, Wanderbetten, Wirbelschichtadsorber) beschrieben. Das
Adsorptionsverfahren ist für die Lösemittelabtrennung aus stark verdünnter Abluft besonders geeignet, da die Adsorptionskolonnen mit sehr großen
Abluftströmen beaufschlagt werden können. Die
wichtigsten Adsorptionsmittel für Lösemittel sind
Aktivkohle und Molekularsiebe. Die Desorption
gelingt durch Erwärmung oder durch Verdrängungsdesorption mit einem Fremdgas (z. B. Wasserdampf). Ein Anlagenprinzip für eine FestbettAdsorptions-Desorptions-Anlage ist in . Abb. 4.13
vorgestellt. Das Adsorptionsverfahren ist für alle
wesentlichen Gruppen an Lösemitteln gut geeignet
(CKW, FCKW, Aromaten, Aliphaten, Alkohole, Ester, Ketone). Probleme treten allerdings auf, wenn
Lösemittel,
recycelt
die Abluft zusätzlich mit feinen Feststoffpartikeln
belastet ist, die sich an der Oberfläche der Adsorptionsmittel festsetzen. Das tritt z. B. bei Abluft aus
Lackierkabinen auf. Die geringsten Schwierigkeiten
entstehen dabei in bewegten Adsorptionsmitteln
(Wirbelschichtadsorber). Gegebenenfalls ist eine
der Adsorption vorgeschaltete Entstaubung (Nasselektrofilter, Venturi-Wäscher) notwendig [140].
9.3.4
Rückgewinnung durch
Gaspermeation
Die Gaspermation gehört zu den Membranverfahren, deren Wirkprinzip bereits in 7 Abschn. 4.2.2
(»Konzentrierung und Reinigung von Lösungen
durch Ionenaustausch, Solventextraktion und
Membranverfahren«) und . Abb. 4.10 als Trennverfahren für Lösungskomponenten erläutert wurde. Das Prinzip ist analog für Gasgemische nutzbar.
Die Gaspermeation ermöglicht die Trennung einer
mit Lösemitteldämpfen beladenen Abluft in ein lösemittelreiches Gas (Permeat) und eine lösemittelarme Abluft, wie dies in . Abb. 9.12 skizziert ist. Das
Verfahren ist vorwiegend für hohe Lösemittelkon-
247
9.4 • Recycling von Abfallsäuren und Beizlösungen
zentrationen in der Abluft geeignet. Dabei entsteht
aber zunächst nur ein lösemittelreiches Permeat als
Gas, aus dem erst in einer Nachbehandlungsstufe
z. B. durch Kondensation ein flüssiges Lösemittel
als Rezyklat gewonnen wird. Auch für das Retentat
ist eine Nachreinigung anzuschließen, um die geforderten Emissionswerte zu gewährleisten. Dafür
ist ein Adsorptionsverfahren besonders geeignet.
9.4
Abluft
LM-beladen
9
Permeat
LM-reich
Recycling von Abfallsäuren
und Beizlösungen
Bei einigen industriellen Prozessen entstehen verdünnte Säuren bzw. bei der Bearbeitung von Metallen oder Leiterplatten auch Beizlösungen, die nicht
immer im Kreislauf geführt werden können, da sie
mit Metallsalzen angereichert sind und/oder infolge der Reaktionen der konzentrierten Vorlaufsäure/
Beizlösung eine erheblich verminderte Konzentration aufweisen. Solche Prozesse sind z. B. Säureaufschlussverfahren und die bereits genannten Metallbeizverfahren. Das Recycling der Abfallsäuren und
der verbrauchten Beizlösungen erfordert deshalb
eine Aufkonzentrierung und/oder Ausscheidung
der Metallsalze. Als charakteristische Beispiele sollen die Aufkonzentrierung und Reinigung von Abfallschwefelsäure und verdünnter Salzsäuren sowie
einiger Beizlösungen behandelt werden.
Heizmantel
Abluft
LM-arm
Membran
. Abb. 9.12 Apparative Anordnung zur Rückgewinnung
von Lösemitteln aus einer lösemittelbeladenen Abluft durch
Gaspermeation (LM = Lösemittel).
Recycling von Abfallschwefelsäure (Dünnsäure)
H2SO4. Das gewonnene Grünsalz (FeSO4 ⋅ 7 H2O)
spaltet man unter Zusatz von Kohle und Pyrit bei
800…1000 °C im Wirbelschichtreaktor in SO2 und
Fe2O3. Das SO2 wird durch das bekannte Kontaktverfahren zu konz. Schwefelsäure umgesetzt. Die
Mischung der beiden gewonnenen Schwefelsäuren
liefert eine ausreichende Säurekonzentration für
den Wiedereinsatz im Aufschlussprozess.
Für die Herstellung von Titandioxid durch Säureaufschluss von Ilmenit (FeTiO3) ist konz. H2SO4 erforderlich. Dabei entsteht eine verdünnte Säure mit
etwa 20 % H2SO4 und höheren FeSO4-Gehalten, die
allgemein als Dünnsäure bezeichnet wird. Bis etwa
1990 war es international üblich, diese Dünnsäure
in die Weltmeere abzuleiten (sog. Verklappung).
Danach entwickelte man ein Recyclingverfahren.
Dieses Verfahren besteht im Wesentlichen aus
einer zweistufigen Vakuumverdampfung und einer
thermischen Spaltung des FeSO4 (. Abb. 9.13). In
einer ersten Verdampfungsstufe konzentriert man
auf 70 % H2SO4, da bei dieser Konzentration das
FeSO4 ein Löslichkeitsminimum besitzt und abfiltrierbar ist. In der zweiten Verdampfungsstufe
erreicht man dann eine Konzentration von 80 %
Salzsäure ist auf Grund niedriger Siedepunkte
relativ unkompliziert durch Verdampfung und
Destillation zu regenerieren. Dabei spielt aber der
Azeotroppunkt der reinen Salzsäure bei 110 °C mit
einer Konzentration von 20,2 % HCl und 79,8 %
Wasser eine entscheidende Rolle. Am Azeotroppunkt von Mischungen entsteht eine Dampfphase
mit der Azeotropkonzentration und es findet keine
Trennung der Komponenten mehr statt. Das heißt,
verdünnte Salzsäure mit unterazeotroper Konzentration kann durch Verdampfung von Wasser
maximal auf eine HCl-Konzentration von 20,2 %
HCl im Sumpf aufkonzentriert werden. Die weitere
Konzentrierung gelingt aber durch Absenkung des
z
z
Aufkonzentrierung von verdünnter Salzsäure
248
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
. Abb. 9.13 Recyclingverfahren
von Abfallschwefelsäure (Dünnsäure) aus der Titandioxidherstellung.
Dünnsäure
(20 % H2SO4, FeSO4)
Pyrit
(FeS2)
1. Vakuumverdampfung
Säure 70%ig
+ Grünsalz
Filtration
Kohle
Grünsalz
(FeSO4 · 7 H2O)
Säure 70%ig
2. Vakuumverdampfung
9
H2SO4 80%ig
Mischen
Konzentrierte
Aufschlusssäure
Thermische Spaltung
(800…1 000 °C)
Fe2O3
SO2
H2SO4 Kontaktanlage
H2SO4 99%ig
Azeotroppunktes mit Hilfe eines großen Zusatzes
an CaCl2 (40…50 %). Das CaCl2 »bindet« das Wasser und erniedrigt den Azeotroppunkt auf ca. 10 %
HCl. Damit wird es möglich, aus dem azeotropen
Salzsäuresumpf einer ersten Destillation in einer
nachgeschalteten zweiten Destillation mit CaCl2Zusatz ein HCl-reiches Gas auszutreiben. Durch
Absorption dieses Gases in Wasser erhält man eine
Recyclingsalzsäure von ca. 30 % HCl.
z
Säureregenerierung von Beizlösungen durch
Dialyse oder Retardation
Die möglichen Verfahren der Säuredialyse, der
Elektrodialyse und der Retardation wurden in
7 Abschn. 4.2.2 (»Konzentrierung und Reinigung
von Lösungen durch Ionenaustausch, Solventextraktion und Membranverfahren«) und . Abb. 4.10
mit ihren Wirkprinzipien bereits vorgestellt. Bei
der Anwendung auf Beizlösungen dienen sie sowohl der Trennung der Säurereste von den Metallsalzen als auch der Konzentrierung der Säuren. An
dieser Stelle soll das Retardationsverfahren nochmals mit einem Beispiel vertieft werden [150] [21].
Das Verfahren verwendet spezielle Anionenaustauscherharze (7 Abschn. 4.2.2, »Konzentrierung und
Reinigung von Lösungen durch Ionenaustausch,
Solventextraktion und Membranverfahren«), die
die Eigenschaft besitzen, freie undissoziierte Säuren zu adsorbieren und die Metallsalze passieren zu
lassen. Nach der vollständigen Säurebeladung des
Harzes wird die Säure mit Wasser eluiert. Dabei
entsteht ein säurereiches, metallsalzarmes Eluat,
das in einem Beizprozess erneut einsetzbar ist.
Die Beladung der Ionenaustauschersäule erfolgt im Abstrom und die Elution im Aufstrom
(. Abb. 9.14).
. Abb. 9.14 Regenerieranlage für
eine Edelstahlbeize mit dem Retardationsverfahren [150].
9
249
9.4 • Recycling von Abfallsäuren und Beizlösungen
Eluat
77 l/h
HNO3
167 g/l
H2F2
33 g/l
Metall
13 g/l
Ionenaustauscherkolonne
80 l/h
Sparwasser
Beizbad
HNO3
180 g/l
H2F2
40 g/l
Metall
25 g/l
Abwasser 50 l/h
HNO3
30 g/l
H 2 F2
12 g/l
Metall
20 g/l
Die bei der Beladung anfallende säurearme Metallsalzlösung gelangt in eine Abwasserbehandlung
oder kann z. B. bei einer Al-Beize als Flockungsmittel genutzt werden. Typische Anwendungsfälle
sind salzsaure Al-Beizen, schwefelsaure Anodisierbäder und Edelstahlbeizen mit Mischsäuren.
z
Regenerierung von oxidierenden Beizlösungen
durch elektrolytische Reoxidation
Häufig verwendete oxidierende Beizlösungen
enthalten Persulfat, Chromsäure und Permanganat. Durch die Beizreaktion finden einerseits die
Ablösung bestimmter Metall- oder Metalloxidschichten und andererseits eine Reduktion von
Persulfat, Chromsäure oder Permanganat zu Sulfat, Chrom(III) und Manganat oder MnO2 statt.
Für die Regenerierung dieser Beizlösungen ist
eine anodische Oxidation in einer Elektrolysezelle geeignet. Parallel dazu findet eine kathodische
Reduktion der Metallkationen statt (Cu2+ zu Cu;
Fe3+ zu Fe2+). Die Gewinnung wertvoller Metalle
(Kupfer, 7 Abschn. 5.4.4) oder verwertbarer Metallverbindungen (Eisensalze, 7 Abschn. 5.2.5; Aluminiumsalze, 7 Abschn. 5.3.5) aus den Beizlösungen
wurde bereits in den entsprechenden Stoffabschnit-
Wasser
47 l/h
ten besprochen. Für die anodische Reoxidation von
Sulfat zu Persulfat muss die Elektrolysezelle mit Hilfe einer Kationenaustauschermembran und einer
Anionenaustauschermembran in drei getrennte
Räume unterteilt werden. Die elektrochemischen
Vorgänge in einer Elektrolysezelle und die Transportvorgänge an Ionenaustauschermembranen
wurden in 7 Abschn. 4.2.2 (»Elektrochemische Prozesse« und »Konzentrierung und Reinigung von
Lösungen durch Ionenaustausch, Solventextraktion und Membranverfahren«) sowie in . Abb. 4.6
und . Abb. 4.10 bereits erläutert. In . Abb. 9.15 ist
der Wirkungsmechanismus für die Reoxidation
der Sulfat-Anionen zu Persulfat-Anionen in einer
solchen Elektrolysezelle für eine Kupferbeizlösung
dargestellt [16]. Die Anionenmembran lässt nur
die gebildeten Sulfat-Anionen und die restlichen
Persulfat-Anionen passieren, während die Kationenmembran den Durchgang der Kupfer-Ionen
gestattet.
Anodenreaktion:
2 SO4 2− → S2 O8 2− + 2 e
250
Kapitel 9 • Recycling von speziellen flüssigen und gasförmigen Stoffen
Verbrauchte Chromsäurelösung
(Cr2O72-, H+, Cr3+, Mez+)
Verbrauchte Beizlösung
(Cu2+, S2O82–, SO42–)
Anode
2 SO42– → S2O82– + 2e
Kathode
Cu2+ + 2e → Cu
(–)
Elektrolysezelle
Kationenaustauschermembran
(+)
Anode (+)
Kathode (-)
SO42–
Cr3+
Cu2+
Cr2O72-
S2O82–
(H2SO4)
Mez+
Elektrolysezelle
Kationenaustauschermembran
9
Anionenaustauschermembran
Regenerierte
Beizlösung
. Abb. 9.15 Regenerierung einer Persulfat-Beize durch
anodische Oxidation [16].
Kathodenreaktion:
Cu2+ + 2 e → Cu0
Eine andere Verfahrensvariante des Recyclings
einer Persulfat-Beize mit Kupfer-Ionen sind die
primäre elektrolytische Entkupferung in einer Rollschichtelektrolysezelle auf sehr geringe Kupfergehalte und die nachfolgende anodische Reoxidation
des Sulfats der entkupferten Lösung in einer getrennten Oxidationszelle. Dabei entsteht allerdings
als Abfall kathodisch Wasserstoff [142]. In analoger
Weise können verbrauchte Beizlösungen auf Permanganat-Basis regeneriert werden.
Für die elektrolytische Regeneration von
chromsauren Beizen und Chromelektrolyten verwendet man eine Elektrolysezelle mit einer Kationenaustauschermembran, wie sie in . Abb. 9.16
skizziert ist. Die verbrauchte Lösung wird der Anodenkammer der Zelle zugeleitet. An der Anode erfolgt die Oxidation der Chrom(III)-Ionen zu Chromat-Ionen, die durch die Kationenmembran in der
Anodenkammer zurückgehalten werden.
Kathodenreaktionen:
1. Mez+ + z e → Me0
2. H2O + e → OH- + 1/2 H2
3. Mez+ + z OH-→ Me(OH)z
Regenerierte
Chromsäure
Anodenreaktionen:
1. 2 Cr3+ + 7 H2O - 6 e → Cr2O72- + 14 H+
2. H2O - 2 e → 1/2 O2 + 2 H+
. Abb. 9.16 Elektrolytische Regeneration chromsaurer
Prozesslösungen (Mez+ = mehrwertiges Metallion) [21] [151].
Anodische Oxidation:
2 Cr3+ + 7 H2 O − 6 e → Cr2 O7 2− + 14 H+
Dagegen ist diese Membran für die Fremdkationen (Cu2+, Ni2+, Zn2+, Fe3+) durchlässig. Die
Chrom(III)-Kationen werden an der Anode sehr
schnell mit guter Stromausbeute oxidiert, so dass
die Chrom(III)-Verluste durch Migration in den
Katolyt gering sind. Als Katolyt verwendet man eine
verdünnte Schwefelsäure. Aus dieser Lösung scheidet man die edleren Kationen (Cu2+) als Metalle an
der Kathode ab, während die unedlen (Zn2+, Fe3+)
in der Lösung verbleiben oder als Hydroxid ausfallen. Als Nebenreaktionen sind die Bildung von
Sauerstoff an der Anode und Wasserstoff an der Kathode nicht vermeidbar. Die möglichen Reaktionen
sind in . Abb. 9.16 angegeben.
251
Verwertung und Recycling
von Altfahrzeugen
10.1
EU-Altfahrzeug-Richtline und deutsche
Altfahrzeugverordnung – 253
10.2
Demontage von Altfahrzeugen – 254
10.3
Shredderanlage – 261
10.4
Aufbereitung und Verwertung der
Shredderschwerfraktion – 263
10.5
Verwertung und Beseitigung der
Shredderleichtfraktion – 266
10.5.1
10.5.2
10.5.3
VW-SiCon-Technologie – 266
Technologievorschläge für mechanische Verfahren
zur SLF-Behandlung – 268
Thermische Verfahren für die SLF-Behandlung – 270
10.6
Metallurgisches Recycling – 272
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_10,
© Spektrum Akademischer Verlag Heidelberg 2011
10
252
10
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
Auf Grund der international ständig steigenden
Anzahl an produzierten und betriebenen Kraftfahrzeugen und des deshalb steigenden Anfalls an stillgelegten Fahrzeugen ergibt sich in allen Ländern
ein erheblicher Handlungsbedarf zur Nutzung der
Materialressource Altfahrzeug und zur Neutralisation des enthaltenen Schadstoffpotentials. Weltweit
wurden 2006 fast 68 Mio. Fahrzeuge produziert,
in Deutschland 5,4 Mio. In Deutschland fahren
zurzeit etwa 40 Mio. Fahrzeuge, von denen jährlich ca. 3 Mio. abgemeldet werden. Das ergibt eine
Stilllegungsrate von 7,5 %. Die Nutzungsdauer der
abgemeldeten Fahrzeuge beträgt im Durchschnitt
zwölf Jahre. In einigen anderen Industriestaaten
sind die Verhältnisse analog (EU, Japan). Von den
in Deutschland stillgelegten 3 Mio. Fahrzeugen gelangen aber nur ca. 0,5 Mio. zu einer effektiven inländischen Verwertung. Bis zu 80 % der Altautos
werden als Gebraucht-PKW exportiert [155] [156].
Dieser Export von Altautos bedeutet allerdings
für die Industrieländer einen erheblichen Verlust
an Sekundärrohstoffen, der oft auch ein globaler
Verlust ist, da in der Dritten Welt häufig keinerlei
Recycling stattfindet. Bei den besonders knappen
Edelmetallressourcen (Platinmetalle) ist das unverantwortlich. Die Exportströme von Altautos und
ihrer edelmetallhaltigen Bauteile bedürfen deshalb
dringend einer Regulierung (Exportverbot von
fahruntüchtigen PKW, Rückholpflicht von Katalysatoren).
Die Altfahrzeuge sind ein typisches Beispiel für
ein komplexes Altprodukt. Deren Recycling unterscheidet sich grundlegend vom Recycling einzelner Werkstoffe, Werkstoffverbunde oder spezieller
Flüssigkeiten, die in 7 Kap. 5 bis 7 Kap. 9 besprochen wurden. In einem solchen komplexen Altprodukt (Maschinen, Geräte, Möbel, Einrichtungsgegenstände, Gebäude usw.) sind eine Vielzahl von
Bauteilen, Funktionsteilen und Werkstoffen durch
Zusammenbau oder andere Fügetechnik zu einem
Produkt integriert. Dadurch eröffnet sich zunächst
die Möglichkeit, durch Demontage einzelne Bauteile oder getrennte Werkstoffe zu gewinnen. Die
Bauteile können direkt oder nach einer Regenerierung einer Wiederverwendung zugeführt werden,
was man als Produktrecycling bezeichnet. Eine
Weiterverwendung ist auch für das gesamte Altfahrzeug möglich, wenn ein Export in eine andere
Nutzungsregion zur Gesamtnutzung oder auch zur
Bauteilnutzung stattfindet, das aber mit den oben
benannten Nachteilen eines Verlustes von Sekundärrohstoffen verbunden ist.
Erst nach der Demontage in die einzelnen Bauteile, die meist bestimmten Werkstoffgruppen zugehörig sind, ist der Ansatz von speziellen Recyclingtechnologien zur Materialverwertung technisch
und kostenseitig sinnvoll. Dann kann die Forderung des Krw/AbfG nach einer vorzugsweise stofflichen Verwertung des Produktes realisiert werden.
Zur Einschätzung der bestehenden Aufgabe ist ein
Überblick über die wichtigsten Bauteile und Werkstoffe von Altfahrzeugen erforderlich (. Tab. 10.1).
Schätzungsweise besteht ein Kraftfahrzeug aus
ca. 10 000 Teilen unter Verwendung von 40 verschiedenen Werkstoffen. Hauptwerkstoffe sind
Stahl und Gusseisen, aber auch die NE-Metalle sind
von zunehmender Bedeutung. In jedem Auto sind
2007 durchschnittlich 130…150 kg Al, 25 kg Cu
und 10 kg Zn verbaut. Bemerkenswert ist die fortschreitende Veränderung der eingesetzten Werkstoffanteile. Aus Gründen der Gewichtsreduzierung
wird Stahl z. T. durch Aluminium, Magnesium und
Kunststoffe ersetzt und die Stahlkarosse ist in korrosionsgefährdeten Bereichen verzinkt bzw. mit
PVC beschichtet. Bei den Kunststoffen kommen
typische Massenkunststoffsorten zum Einsatz:
5 PP, PP/EPDM (Stoßfänger, Armaturenbrett,
Radhausverkleidung, Heizkanäle, Rammschutzleisten),
5 PE (Wasserbehälter, Tank, Bremsflüssigkeitsbehälter),
5 PA (Kühlerwasserkasten, Sitzlehnen, Radkappen, Lüfterrad, Luftführungen),
5 PMMA (Heckleuchten),
5 PUR (Sitzpolster, Armaturentafelpolsterung,
Dachhimmel),
5 ABS (Kühlergrill, Handschuhkasten, Innenverkleidung),
5 PVC (Unterbodenschutz, Kabelisolierung,
Kunstleder).
Der Werkstoffeinsatz und die Größe der Einzelteile
haben einen großen Einfluss auf die Möglichkeiten
der werkstofflichen oder stofflichen Verwertung.
Insbesondere bei den Kunststoffen ist deshalb wegen der ungünstigeren Recyclingeigenschaften eine
10
253
10.1 • EU-Altfahrzeug-Richtline und deutsche Altfahrzeugverordnung
. Tab. 10.1 Bestandteile eines Kraftfahrzeuges an Betriebsflüssigkeiten, wieder verwendbaren Bauteilen und Werkstoffen sowie Veränderung des Werkstoffeinsatzes in den Herstellungsjahren 2000 und 2005 [16] [132]
1. Betriebsflüssigkeiten
Kraftstoffe (Benzin,
Diesel),
Motorenöl,
Getriebeöl,
Hydrauliköl,
Stoßdämpferöl,
Kühlerflüssigkeit,
Bremsflüssigkeit,
Kältemittel,
Scheibenreiniger,
Batteriesäure
2. Bauteile wiederverwendbar
Motor,
Getriebe,
Anlasser,
Lichtmaschine,
elektrische/elektronische
Bauteile,
Kühler,
Felgen, Reifen,
Kunststoff-Stoßfänger,
Stoßdämpfer,
Glasscheiben,
Tank, Türen, Heckklappe,
Motoraumklappe
Kennzeichnung der Sorten bei größeren Bauteilen
hilfreich. Bezüglich der möglichen Erlöse bei der
Altfahrzeugverwertung stehen die Wiederverwendung von Bauteilen und alle Metalle mit ihren
hervorragenden Recyclingeigenschaften (Eisenschrotte, Aluminiumschrotte, Kupferschrotte) an
erster Stelle, wofür in den weiteren Ausführungen
der Nachweis geführt wird.
10.1
EU-AltfahrzeugRichtline und deutsche
Altfahrzeugverordnung
Die Altautoverwertung ist in der EU durch eine
Richtlinie (2000) geregelt, die in Deutschland in ein
Gesetz mit zugehöriger Verordnung (AltfahrzeugV
vom 21. Juni 2002) umgesetzt ist. Die Verordnung
gilt für PKW und leichte Nutzfahrzeuge. Kern der
Verordnung sind die Produktverantwortung und
Rücknahmepflicht der Hersteller und Importeure,
d. h., die Hersteller haben recyclinggerechte Produkte zu konstruieren und zu produzieren sowie
gefährliche Stoffe zu vermeiden. Ab 1. Juli 2003
dürfen Fahrzeuge kein Blei, Quecksilber, Kadmium
oder sechswertiges Chrom mehr enthalten. Allerdings gelten für Blei und Bleilegierungen einige
Ausnahmen (Bleibatterien, Schwingungsdämpfer,
3. Werkstoffe
Masseanteil der Werkstoffe (%)
2000
2005
48
45
Gusseisen
11
10
Aluminium
8
10
NE-Metalle (Cu, Pb, Zn, Mg)
5
6
Kunststoffe
14
15
Elastomere
5
5
Glas
4
4
Textilien, Lack u. a.
4
4
Stahl
Lötlegierungen), die z. T. auch zeitlich bis 2008 begrenzt sind (Lagerschalen, Pb in Al-Legierungen
und Kunststoffstabilisatoren). Geringe Ausnahmen
sind auch noch für NiCd-Batterien in Altfahrzeugen und chromhaltige Korrosionsschutzschichten
sowie für sehr niedrige Konzentrationen (0,1 %
Pb; 0,01 % Cd) zulässig (EG-Richtline 2005/438/
EG). Für die Demontagebetriebe sind davon nur
die Bleibatterien, die Auswuchtgewichte und die
NiCd-Batterien von Bedeutung. Die Rangfolge der
Altfahrzeugbehandlung ist vorgegeben:
5 Wiederverwendung von Bauteilen,
5 stoffliche Verwertung (werkstofflich oder rohstofflich),
5 energetische Verwertung,
5 Beseitigung.
Die AltfahrzeugV legt auch bereits wesentliche
Verfahrensschritte der Altautoverwertung fest:
1. Einrichtung von Annahmestellen mit flüssigkeitsdichten Lagerflächen;
2. Durchführung der Demontage:
5 Vorbehandlung: Entnahme der Batterie,
der pyrotechnischen Bauteile, der Betriebsflüssigkeiten (. Tab. 10.1) und der Ölfilter;
5 Ausbau von Schadstoffträgern (asbesthaltige Bauteile, Hg-haltige Schalter, Latentwärmespeicher, nicht entölte Stoßdämpfer);
254
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
5 Demontage von wiederverwendbaren
Bauteilen (. Tab. 10.1) und Bauteilen mit
vorteilhafter getrennter werkstofflicher Verwertung (Katalysatoren, Auswuchtgewichte,
Al-Felgen, Glasscheiben, Reifen, große
Kunststoffteile, Cu-, Al- und Mg-Bauteile);
große Kunststoffteile sowie Cu-, Al-, MgTeile können in der Restkarosse verbleiben,
wenn die Abtrennung in der Shredderanlage erfolgt;
3. Verdichtung der demontierten Restkarosse
(Paketierpresse, Schrottschere);
4. Shreddern der Restkarosse und Sortierung der
Shredderfraktionen.
Die effektive Durchführung der Demontagen ist
durch Demontagevorschriften der Hersteller sicherzustellen (Recyclingpass). Für die benannten
Verfahrensschritte sind feste Verwertungsquoten
vorgeschrieben:
10
Ab 1. Januar 2006:
5 Wiederverwendung und Verwertung >85 Gewichts-%,
5 Wiederverwendung und stoffliche Verwertung
>80 Gewichts-%,
5 Ausbau von Bauteilen, Materialien, Flüssigkeiten vor dem Shreddern mindestens 10
Gewichts-%, wobei metallische Bauteile und
Materialien, wie z. B. Restkarossen, Kernschrott, Ersatzteile sowie Kraftstoff nicht in die
Berechnung eingehen dürfen,
5 Verwertung der nichtmetallischen Shredderfraktion zu 5 Gewichts-%.
Ab 1. Januar 2015:
5 Wiederverwendung und Verwertung >95 Gewichts-%,
5 Wiederverwendung und stoffliche Verwertung
>85 Gewichts-%,
5 stoffliche Verwertung der nichtmetallischen
Shredderfraktion zu 5 Gewichts-% und weitere
10 Gewichts-% einer Verwertung zuführen.
Die Einhaltung und der Nachweis dieser vorgeschriebenen Verwertungsquoten bereiten den
deutschen Demontage- und Shredderunternehmen
beträchtliche Schwierigkeiten. Die Gründe dafür
werden am Ende von 7 Abschn.10.4 als Ergebnis
der technischen Erläuterungen zusammengefasst.
10.2
Demontage von Altfahrzeugen
Die Hauptzielsetzung der Demontage ist die Gewinnung einer Restkarosse, die vorwiegend aus
wertvollem Stahlschrott besteht und bereits möglichst geringe Reste an Werkstoffen enthält, die
beim Stahlschrottschmelzen unerwünscht sind (Cu,
Sn). Nähere Angaben dazu sind in 7 Abschn. 5.2
und . Tab. 5.6 zu finden. Die notwendigen Verfahrensschritte zur Erreichung dieses Ziels sind
in der AltfahrzeugV bereits sehr konkret vorgegeben (7 Abschn. 10.1). In den 1990er Jahren wurden
mehrere Pilotprojekte für zentrale, industrielle und
typgebundene Demontagebetriebe durchgeführt,
die aber auf Grund der Kosten für den Antransport der Altautos, der Investitionskosten der Anlagen, der ungenügenden Auslastung der Anlagen,
der Typenvielfalt, der schwierigen Vermarktung
von Gebrauchtteilen etc. zu keinem positiven Ergebnis führten. Es hat sich deshalb in Deutschland
eine dezentrale und typoffene Altautodemontage
durchgesetzt. Die Betriebe arbeiten überwiegend
nach dem Prinzip der Inseldemontage. Bei der
Inseldemontage wird nach der Trockenlegung des
Autos das komplette Fahrzeug an zwei bis fünf
Arbeitsstationen manuell demontiert. Der Aufwand an technischen Einrichtungen (Hebebühne,
Deckenkran, Gabelstapler, Transportwagen, Werkzeuge) ist gering. Der Zerlegungsgrad (Demontagetiefe) kann bei jedem Fahrzeug an die Erfordernisse des Bedarfs an Bauteilen und speziellen
Werkstoffen (Al-Teile) angepasst werden. Dagegen
verlangt die Fließdemontage auf einer mechanisierten Demontagelinie (Förderband, Manipulatoren, Wendemaschine) erhebliche Investitionen und
hat wegen des individuellen Zustandes der Autos
Probleme mit den erforderlichen Taktzeiten. Die
Demontageeigenschaften der Fahrzeuge und damit
das Demontageergebnis werden in jedem Fall sehr
wesentlich beeinflusst durch
5 die Art der Verbindungstechnik der Bauteile
und Werkstoffe (Fügetechnik) und
5 die räumliche Anordnung und die Zugänglichkeit zu Bauteilen und Verbindungselementen.
10.2 • Demontage von Altfahrzeugen
Bei den Verbindungstechniken sind lösbare Verbindungen (Gewinde, Schrauben, Stifte, Welle-NabeVerbindungen, Schnappverbindungen) günstig.
Nicht lösbare Verbindungen (Niet-, Schweiß- und
Klebverbindungen, Pressverbindungen) erfordern
Erwärmung oder zerstörende Zerlegemethoden
(Schneiden, Brennschweißen). Diese Erkenntnisse sind in der Produktverantwortung (»recyclinggerechte Konstruktion und Produktion«) zu
berücksichtigen (7 Kap. 13). Der Zerlegungsgrad
richtet sich nach den Vorgaben der AltfahrzeugV
(7 Abschn. 10.1), aber auch nach den Möglichkeiten
der Vermarktung von Bauteilen und Werkstoffen.
Deshalb erfolgt vorwiegend eine selektive Demontage und die nicht direkt verwertbaren Bauteile
(die Mehrzahl der Kunststoffe und Textilien, Teile
der Elektrik, Glas etc.) verbleiben in der Karosse.
Beim nachfolgenden Shreddern der Karosse entsteht aus diesen Fremdstoffen eine Shredderleichtfraktion, deren Entsorgung erhebliche Probleme
bereitet. Nach Beendigung der Demontage werden
die Restkarossen aber zunächst gepresst, um einen
kostengünstigen Transport und den Eintrag in die
Shredder zu ermöglichen. In . Abb. 10.1 ist der
prinzipielle Arbeitsablauf einer Demontage wiedergegeben.
Die Einhaltung und der Nachweis der in
Deutschland vorgeschriebenen Ausbauquoten bei
der Demontage sind für die Unternehmen z. T.
schwierig, da Fahrzeuge oft bereits vordemontiert
sind, Müll enthalten und die Festlegung des Leergewichtes unsicher ist. Es werden deshalb von den
Unternehmen auch abweichende Ausbauquoten
angegeben (. Abb. 10.1 und . Tab. 10.2).
Grundsätzlich sollte man aber anstreben, sortenreine NE-Werkstoffe (Cu-Kabel, Al-Gussschrott,
Al-Blech, Zn-Druckguss, Mg-Teile) und Gusseisen
vor dem Shreddern auszubauen, weil dann deren
Recycling optimal ist und auch höhere Schrotterlöse realisierbar sind.
In . Abb. 10.2 und . Abb. 10.3 sind nochmals
Firmenvarianten für die Altfahrzeugdemontage
zusammengestellt.
Das Recycling und Demontage Zentrum (RDZ)
der BMW Group ist in erster Linie ein Entwicklungszentrum für Recyclingtechnologien (z. B.
Entnahmegerät für Stoßdämpferöl, Geräte zum
Ausbau der Pyrotechnik und der Glasscheiben)
255
10
und zur Ermittlung der Recyclingfähigkeit neuer
BMW-Modelle. Erst sekundär ist das Zentrum ein
zertifizierter Entsorgungsfachbetrieb. Das Tauschteileprogramm der BMW Group bietet aufbereitete
Motoren und weitere mechanische Bauteile (Getriebe, Kupplungen, Differential) sowie Lichtmaschinen, Anlasser und elektronische Bauteile an.
Außerdem wurden Kreisläufe für PUR-Schäume
und verschiedene Thermoplaste geschaffen, so dass
in den BMW-Modellen zurzeit bis 15 % der Kunststoffe aus Rezyklaten hergestellt sind [161]. Renault
hat bei einigen Modellen 17 % Kunststoffe aus Rezyklat erreicht und will diesen Anteil bis 2015 auf
20 % steigern.
Das Mercedes-Benz Gebrauchtteile Center ist
auf die Demontage und den Vertrieb von qualitätsgeprüften gebrauchten Mercedes-Benz-Teilen spezialisiert [162] (. Abb. 10.3).
Ein weiterer Anbieter vollständig regenerierter
Gebrauchtteile ist in Deutschland die Robert Bosch
GmbH mit der Marke »Bosch eX-change« (im
Jahr 2005 21 Programmgruppen mit 5800 Sachnummern, z. B. Einspritzsysteme, Bremssysteme,
Starter)[165]. In den Niederlanden, den USA und
Frankreich sind auch Demontageverfahren erprobt
und eingeführt, die nach dem Prinzip der vollständigen Demontage arbeiten. Mit dieser Arbeitsweise
kann man den Anfall an Shredderleichtmüll (und
dessen problematische Entsorgung) fast vollständig
vermeiden und die stoffliche Verwertung außerordentlich fördern (z. B. für sortenreine NE-Metalle
und Kunststoffe sowie Glas). Auf das Shreddern
kann man auch ganz verzichten, weil die Sortierung in verschiedene Shredderfraktionen (Stahl,
NE-Metalle, Leichtmüll) nicht mehr erforderlich
ist. Ein Nachteil ist allerdings der Verbleib von
Unterbodenschutz (PVC) und Lack am Stahlblech.
Die vollständig ausgeschlachteten Restkarossen
bestehen nur aus Stahlblech, werden zu Paketen
gepresst, auf Schrottscheren geschnitten und sind
in dieser Form direkt in die Schmelzöfen einsetzbar. Die »vollständige Demontage« verwendet die
Fließdemontage auf einem Förderband einschließlich einer Wendemaschine. In einer niederländischen Fließbandanlage arbeitet man z. B. mit acht
Demontagestationen [158]:
5 Station 1: Positionierung des Autos auf dem
Transportwagen, Abbau der Räder.
256
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
Altfahrzeuge
Fahrzeugannahme
(EDV-Erfassung, Entnahme
loser Gegenstände)
Vorbehandlung
(Entnahme von Pyrotechnik
und Betriebsflüssigkeiten)
2%
Betriebsflüssigkeiten
Kraftstoffe
Bremsflüssigkeit
Öle
Kältemittel
Kühlerflüssigkeit
Reinigungsmittel
11 %
Ersatzteile
Motor/Getriebe
Kühler
Anlasser
Felgen
Lichtmaschine
Blechteile
Demontage
9%
Metallische Wertstoffe
Wiederverwendungsteile
Verwertbare Werkstoffe
10
Motorenschrott
Zinkdruckguss
Getriebeschrott
Katalysatoren
Bleibatterie
4%
Glas
Scheiben
Scheinwerfer
Dächer
66 %
3%
Große Kunststoffteile
Stoßfänger
Kühlergrill
Tank
Wasserbehälter
3%
Elastomere
Schaumstoffe
Karossenpresse
Restkarosse
Dichtungen
Reifen
2%
Elektrik/Elektronik
Kabelbäume
E-Motoren
Radio, CD-Player
Steuergeräte
Shredderanlage
. Abb. 10.1 Flussdiagramm der selektiven Demontage von Altfahrzeugen [132] [152].
5 Station 2: Demontage von Türen, Motorhaube und Kofferraumdeckel, Entfernung der
Türverkleidung, Ausbau der Seitenscheiben,
Windschutzscheibe und Heckfenster sowie
der Gummidichtungen, Abbau der Kunststoffaußenteile (Stoßfänger).
5 Station 3: Entfernung der Sitzbezüge, des
PUR-Schaumstoffs und des Sitzgestells.
257
10.2 • Demontage von Altfahrzeugen
5 Station 4: Ausbau Instrumententafel (Entnahme Instrumente, Kabel) und Innenverkleidung.
5 Station 5: Drehvorrichtung (180 °), Lösen aller
Befestigungen, Abbau Auspuff, Rückdrehen in
Normalposition.
5 Station 6: Lösen der Stoßdämpfer, Abheben
der abgetrennten Karosse; der komplette Antriebsstrang (Motor, Getriebe, Achsen) verbleibt auf dem Transportsystem.
5 Station 7: Ausbau restlicher Teile (Kabel, Heizung, Kühler, Scheibenwaschanlage), Kontrolle
der vollständigen Demontage.
5 Station 8: Pressen der leeren Karosse.
Die ausgebauten Teile und Werkstoffe werden der
Wiederverwendung, der Verwertung oder der Beseitigung zugeführt.
Zur unproblematischen und wirtschaftlichen
Demontage von insbesondere Kunststoffbauteilen,
die mehr als 100 g wiegen, ist das internationale
Informationssystem IDIS gegründet worden (IDIS
= International Dismantling Information System;
www.idis2.com). IDIS-2 erhält die Informationen
von mehr als 20 Autoherstellern zu 61 Automarken.
Der Zugriff auf IDIS ist für Altauto-Entsorgungsbetriebe kostenlos. Es ist in 33 Ländern verfügbar
und wird in 24 Sprachen angeboten.
z
Verwertung der abgezogenen Betriebsflüssigkeiten und der Bauteile
Altöl Die Verwertung von Altölen wurde für das
stoffliche Recycling (Raffination, Reduktionsmittel im Hochofen) bereits in 7 Abschn. 9.2 ausführlich dargestellt. Die energetische Verwertung
vermischter Altöle wird in 7 Abschn. 12.6 behandelt. Besondere Erwähnung bedürfen die Ölfilter.
Sie bestehen aus einem Stahlgehäuse (30…60 %),
Filterpapier (5…10 %) und dem restlichen Altöl
(10…30 %). Durch Shreddern, Waschen und Magnetsortieren kann man einen hochwertigen Stahlschrott gewinnen. Das Filterpapier ist energetisch
zu verwerten.
Altkraftstoffe Bei getrennter und sauberer Entnah-
me dienen sie dem Eigenbedarf der Demontagebetriebe. Wegen möglicher Verunreinigungen sind
10
. Tab. 10.2 Demontageergebnis eines Demontagebetriebs (1478 Fahrzeuge) unter besonderer
Berücksichtigung der Ausbauquote von >10 % ohne
Kernschrott, Ersatzteilen und Kraftstoff [155]
Bauteile/Stoffe
Masseanteil
Altreifen
3,28 %
Ölfilter
0,03 %
Batterien
1,58 %
Bremsflüssigkeit
0,31 %
Kraftstoffe
0,20 %
Bauteile
10,13 %
Kältemittel u. a. Abfälle
0,51 %
Restkarossen
83,96 %
sie nicht verkäuflich und müssen energetisch verwertet werden [154].
Kühlerflüssigkeit Die Verwertung der Wasser/
Ethylenglykol-Mischungen wurde in 7 Abschn. 9.1.
behandelt.
Bremsflüssigkeit Die Bremsflüssigkeit besteht aus
hochsiedendem Glykol (Siedetemperatur >250 °C),
das im Laufe der Verwendung durch Wasseraufnahme (2…3 %) unbrauchbar wird. Eine einfache
Art der Regenerierung ist nach einer Filtration die
destillative Abtrennung des Wassers. Ein zweites
Verfahren führt nach Filtration fester Verunreinigungen eine Umesterung durch (Gewinnung von
Glykolether und Borsäure) und reinigt den Glykolether destillativ [154]. Etwa 50 % der entnommenen Bremsflüssigkeiten werden aber energetisch
verwertet oder in Sonderabfallverbrennungsanlagen entsorgt.
Kältemittel In Altautos sind Kältemittel vom
FCKW-Typ (CF2Cl2) oder der chlorfreie Typ
(CH2FCF3) zu erwarten. Wegen des starken Schädigungspotentials der Ozonschicht sind diese Kältemittel vollständig zu erfassen und am günstigsten
den Primärherstellern zur Verwertung anzubieten
[154].
258
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
Altfahrzeuge
Fahrzeugannahme
(Fahrzeugbegutachtung, Ausgabe
Verwertungsnachweis)
Fahrzeugerfassung
(Erstellen FahrzeugBegleitscheine, Vorgabe
Demontageumfang)
Freigabe
zur Vorbehandlung
Neutralisation der
pyrotechnischen Einheiten
(Airbags, Gurtstrammer)
Schadstoffentfrachtung
(Entnahme Batterie,
Latentwärmespeicher,
Halogenlampen, Hg-Teile)
Freigabe
zur Demontage
Vermarktung
gebrauchte
Ersatzeile
Demontage
(Gebrauchte Ersatzteile,
Materialien gemäß
AltfahrzeugV - Anhang II)
Freigabe
zur Verdichtung
Recycling
Wertstoffe
10
Fahrzeugtrockenlegung
(Entnahme Betriebsflüssigkeiten,
Verschließen Entnahmeöffnung)
Entnahme Kernschrott
(Motor, Getriebe, Achsen)
Kernschrott
Verdichtung
Betriebsflüssigkeiten
(Öle, Kältemittel,
Bremsflüssigkeit)
Restkarosse, gepresst
Transfer zur Shredderanlage
. Abb. 10.2 Recycling und Demontage Zentrum (RDZ) der BMW Group [161].
Batteriesäure und Bleibatterie Die Batteriesäure
(Schwefelsäure) verbleibt meist in der Bleibatterie
und wird zusammen mit dieser den Bleirecyclinghütten zugeführt. Die Verwertung der Batteriesäure erfolgt dort durch Umsetzung mit Soda zu kristallinem Natriumsulfat. Das wichtige Recycling der
Bleibatterien wird in 7 Abschn. 5.5 erläutert.
Kunststoffe Die Wiederverwendung von Kunststoffgebrauchtteilen ist sehr gering, da eine Beschädigung beim Ausbau häufig ist. Gelegentlich
sind demontierte Stoßfänger verkäuflich. Der ge-
trennte sortenreine Ausbau (Kennzeichnung der
Kunststoffsorte durch den Hersteller) von größeren
Kunststoffbauteilen ist aber auch für das werkstoffliche Recycling von grundlegender Bedeutung. Bei
Vermischung der vielen Kunststoffsorten und Verbunde ist auch durch nachfolgende Sortierprozesse
nur schwierig ein qualitativ ausreichendes Rezyklat
zu gewinnen. Eine Besonderheit der Altkunststoffe aus Automobilen ist häufig die Lackierung (besonders Stoßfänger). Die Lackschicht schützt zwar
den Kunststoff vor der UV-Strahlung, führt aber
beim Werkstoffrecycling zu einer Qualitätsvermin-
10
259
10.2 • Demontage von Altfahrzeugen
Altfahrzeuge
Demontagestation
Altfahrzeugannahme
Gebrauchtteile
Räder/Reifen
Kunststoffe
Prüfstand
(Motorendiagnose, Funktions-/
Qualitätsprüfung von Bauteilen
und Komponenten)
Glasscheiben
Katalysatoren
Pyrotechnische Teile
Batterien
Stoßdämpfer
Al-Kernschrott
Betriebsmittelentnahmestation
(Tank und Getriebe anbohren,
Kraftstoffe, Öle, Kühlflüssigkeit,
Scheibenwasser abpumpen,
Bremsflüssigkeit absaugen)
Fe-Kernschrott
Gebrauchtteilelager
Multitankanlage
Verdichtungsanlage
Restkarosse
Recycling
Wertstoffe
Fahrzeugzwischenlager
Restkarosse,
gepresst
Transport zur Shredderanlage
. Abb. 10.3 Mercedes-Benz Gebrauchtteile Center [162].
derung. Es ist deshalb eine Entlackung erforderlich. Die Versuche zur mechanischen Entlackung
von Stoßfängern mittels Strahlmitteln führten zum
Einbau von Strahlmitteln in die Kunststoffoberfläche. Deshalb ist nur ein Ablösen der Lackschichten nach Zerkleinerung der Teile einsetzbar. Als
Lösemittel ist eine Mischung von Diethylenglykol
mit KOH geeignet [159]. In einer halbtechnischen
Untersuchung [159] konnte eine Gesamttechnologie zur Aufarbeitung von lackierten Stoßfängern
ausgearbeitet werden. In einer ersten Stufe wurden
eine Rotorschere und ein Sieb zur Zerkleinerung
und Klassierung auf 10…50 mm eingesetzt. Dieses
zerkleinerte Gut enthielt 88 % Hartkunststoffe, 6 %
Kunststoffschäume, 5 % Stahl und 1 % KunststoffMetall-Verbunde. Es wurde durch Magnetscheidung und Windsichtung gereinigt und danach der
chemischen Entlackung zugeführt. Daran schloss
sich eine zweistufige NIR- und MIR-Sortierung an,
die zu sehr guten Kunststoffqualitäten führte: PA
97,1 %; PE 95,6 %; PMMA 99,2 %; PC-PBT 98,7 %.
Weitere umfangreiche Angaben zum Kunststoff-
260
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
recycling findet man in 7 Kap. 6. Dort wird auch
die getrennte Aufarbeitung einiger Autobauteile in 7 Abschn. 6.4.1 (»Industrielle Verfahren des
Werkstoffrecyclings von Thermoplasten«) kurz
beschrieben (ABS-Kühlerschutzgitter, PA-Kühlwasserkästen, PP-Stoßfänger, PUR-Armaturentafeln). Die Demontage von Kunststoffbauteilen mit
nachfolgender werkstofflicher Verarbeitung steht
allerdings in Konkurrenz zum Verbleib in der Restkarosse und einer Kunststoffgewinnung aus der
Shredderleichtfraktion (VW-SiCon-Verfahren),
dessen Kunststoffgranulat dann nur zur stofflichen
Verwertung als Reduktionsmittel im Hochofen geeignet ist (7 Abschn. 10.5) [163] [164].
Abgaskatalysator Der Wert der Altkatalysatoren
10
besteht in dem Anteil an Edelmetallen (Pt, Pd, Rh)
in der aktiven Schicht. Für das Recycling müssen
die Altkatalysatoren zunächst von dem Stahlmantel
befreit werden. Aus dem Katalysatorträger können
anschließend die Edelmetalle durch Shreddern und
Sichten oder durch Kupferschmelzen herausgelöst
werden. Das Verfahren ist in 7 Abschn. 5.7.3 erläutert. Das Edelmetallrecycling aus den Altkatalysatoren ist von überragender Bedeutung, da wesentliche Anteile der Weltedelmetallproduktion in diesen
Katalysatoren im Einsatz sind [83] [56].
Altreifen Die werk- und rohstoffliche Verwertung
von Altreifen wurde in 7 Abschn. 6.4.2 (Kunststoffe) besprochen. Angaben zur energetischen Verwertung findet man in 7 Kap. 12, ergänzende Ausführungen in [154].
Glasscheiben Die Glasscheiben gehören zum Glastyp Flachglas. Beim Auto muss man außerdem
drei Flachglassorten unterscheiden: Einscheibensicherheitsglas, Verbundsicherheitsglas (mit einer
PVB-Kunststofffolie), eingeklebte Scheiben mit
einer schwarzen Randbeschichtung (»black border
enamel«) (7 Abschn. 7.1.2). Eine Wiederverwendung ausgebauter Scheiben findet praktisch nicht
statt. Die werkstoffliche Verwertung ausgebauter
Scheiben oder Scherben durch Aufbereitung und
Umschmelzen ist technisch gelöst und wird in
7 Abschn. 7.1.3. ausführlich beschrieben [128]. Wegen verschiedener Qualitätsprobleme ist der Anteil
aber noch gering. Die größere Menge der Scheiben
verbleibt in der Karosse, wird mit geshreddert, findet sich in der Shredderschwerfraktion und wird
schließlich deponiert oder als Bergeversatz verwendet. Die Erfüllung der hohen Verwertungsquoten ab 2015 wird einen erheblichen Druck auf die
Erhöhung der Scheibenverwertung ausüben [154].
z
Recycling von Aluminiumkarossen
Aluminiumkarosserien sind seit den 1990er Jahren in geringer Stückzahl produziert worden. Das
Recycling von Fahrzeugen mit einer Al-Karosse ist
selbstverständlich auf die Gewinnung eines recyclinggerechten Al-Schrottes zu konzentrieren und
vollkommen getrennt vom Recycling der Stahlkarossen durchzuführen. Der mögliche Recyclingweg soll auf Basis der beim Audi A8 eingesetzten
Space-Frame-Bauweise kurz skizziert werden.
Diese Bauweise verwendet eine Rahmenstruktur
aus gebogenen Strangpressprofilen, die an Verbindungspunkten mit Druckgussteilen verschweißt
sind. Die Rahmenstruktur ist durch Flächen schließende und versteifende Blechteile komplettiert.
Die Blechteile sind vorwiegend genietet (Stahlnieten) und z. T. punktgeschweißt oder geklebt. Für
das Recycling ist die Kenntnis der eingesetzten AlLegierungen von Bedeutung. Das sind nach [160]
Gusslegierungen (AlSi7Mg) und Knetlegierungen
(AlMg0,4Si1,2 und AlMg5Mn). In 7 Abschn. 5.3
sind die Vorteile einer getrennten Behandlung von
Guss- und Knetlegierungen sowie der Einfluss von
Verunreinigungen (Fe, Cu) ausführlich erläutert.
Das bedeutet für die Al-Altkarossen, dass eine Demontage- und Aufschlusstechnologie einzusetzen
ist, die Eisen- und Kupferteile weitgehend abtrennt
und die Guss- und Knetlegierungen nach Möglichkeit separiert. Nach der Demontage von Eisenteilen und Kupferkabeln besteht die Möglichkeit, die
Gussteile und die Blechbeplankungen mechanisch
herauszutrennen und anschließend zu shreddern.
Bei einem gemeinsamen Shreddern der Gesamtkarosse sind nach Abtrennung von Eisenresten (Magnetsortierung) und Kunststoffen (Windsichtung)
Verfahrensstufen zur Sortierung in Guss- und
Knetlegierungen einsetzbar (Hot-Crush-Technik;
sensorgestützte Sortierung, Wirbelstromscheider)
[160].
261
10.3 • Shredderanlage
10.3
Shredderanlage
Das Shreddern ist ein Verfahren der Aufschlusszerkleinerung mit dem Ziel, die Karosse in sortierfähige Stückgrößen von <150 mm zu zerkleinern
und durch die besondere Art der Beanspruchung
die Werkstoffverbindungen auseinanderzureißen,
d. h. einen Aufschluss zu bewirken (siehe dazu die
Ausführungen in 7 Abschn. 3.2). Der prinzipielle
Aufbau eines Shredders ist in . Abb. 3.2 angegeben.
Zur Shredderanlage gehören neben dem Shredder
die Sortierapparate für die Shredderfraktionen, deren Weiterverarbeitung in Post-Shredder-Anlagen
stattfindet.
Der Shredder ist so dimensioniert, dass komplette gepresste Restkarossen, aber auch ungepresste Altautos zugeführt werden können. Im Aufgabebereich des Shredders sorgen Einzugsrollen für
die Zuführung der Restkarossen in den Zerkleinerungsraum. Das Zerreißen übernehmen dann an
einem massiven Rotor pendelnd aufgehängte Hämmer und ein Amboss. Eine weitere Zerkleinerung
und auch Verdichtung finden durch Prallvorgänge
mit dem Shreddergehäuse und zwischen den Stücken statt. Ein im Gehäuse eingebauter Rost (oberhalb oder seitlich) gestattet nur den Austrag ausreichend zerkleinerter Stücke, so dass im Shredder
auch eine Materialklassierung stattfindet. Schmutz,
Lackpartikel, Textilien und Kunststoffe werden dabei z. T. so fein zerkleinert, dass im Shredder auch
staubförmiges Material entsteht und sofort abgesaugt wird.
z
Windsichtung, Shredderleichtfraktion (SLF)
Von dem Shredderaustrag wird in einer ersten
Sortierstufe durch Windsichtung eine flugfähige
Leichtfraktion abgetrennt. Das Funktionsprinzip
einer Windsichtung ist in 7 Abschn. 3.3 (Stromklassierung) ausführlich erläutert und in . Abb. 3.8
skizziert. An dieser Stelle werden nur nochmals die
wesentlichen Zusammenhänge benannt. Die Windsichter sind Aerostromsortierer, bei denen ein Körnerkollektiv in einen Luftstrom eingetragen wird.
Dieser Luftstrom nimmt die kleinen und leichten
Körner mit, während die schweren und großen
Partikel im Luftstrom absinken. Neben der Dichte
und der Korngröße der Partikel beeinflusst auch
noch die Kornform (Kugeln, Platten, Fasern) den
10
. Tab. 10.3 Zusammensetzung der Shredderleichtfraktion (SLF) [154]
Material
Massenanteile
Kunststoffe
25…40 %
Elastomere, Reifen
10…30 %
Holz, Zellulosestoffe
3…8 %
Fasern, Bezugsstoffe
5…16 %
Lack, Unterbodenschutz
3…5 %
Glas, Keramik
10…16 %
Metalle
– Eisen
5…15 %
– Kupfer
1…3 %
– Aluminium
2…3 %
Sonstige (Rost, Sand, Staub)
2…5 %
Schadstoffe
– Kohlenwasserstoffe
2%
– PCB
10…25 ppm
– Dioxine, Pb, Ni, Cd
Trenneffekt. Die Dichten wichtiger Werkstoffe sind
in . Tab. 3.5 zusammengestellt. Die erzeugte Shredderleichtfraktion (SLF) wird aus dem Luftstrom
mit einem Zyklon ausgeschieden. Die verbleibende
Abluft muss noch durch ein Nassabscheidesystem
(Venturi-Düse und Tropfenabscheider) nachgereinigt werden. Eine durchschnittliche Zusammensetzung der SLF ist in . Tab. 10.3 angegeben. Andere
Bezeichnungen für SLF sind folgende: Shredderrückstände, Shredderabfälle, Shreddermüll, Residue Shredder (RESH), Fluff, Auto Shredder Residue
(ASR). Weitere Materialkenngrößen der SLF: Heizwert 13 000…14 000 kJ/kg; Korngrößen 1…80 mm
(6 % >80; 24 % 20…80; 40 % 2…20; 30 % <1). Von
anderen Autoren wird ein Feinkornanteil <10 mm
von etwa 50 % angegeben.
Dabei muss aber ausdrücklich vermerkt werden,
dass die Shredderanlagen zusammen mit Autokarossen auch anderen großstückigen Sammelschrott
(z. B. Waschmaschinen- und Kühlschrankgehäuse)
262
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
. Tab. 10.4 Shreddergroßversuch mit 501 Altfahrzeugen [168]
10
Input/Produkte
Masse
t
Masse
%
Input 501 Altfahrzeuge
762,8
100
Vorbehandlung/Demontage
115,4
15,1
Input Kondirator
646,4
84,9
Shredderschrott (Fe)
382,6
50,2
Cu-Verbund (Handauslese)
4,0
0,6
Ersatzbrennstoffe (Gummi,
Textilien, Stahl-KunststoffVerbunde)
1,4
0,2
Shredderschwerfraktion (SSF)
146,0
19,2
Shredderleichtfraktion (SLF)
110,1
14,5
Verluste
2,2
0,3
Ergebnisse eines Shreddergroßversuchs mit 501
Altfahrzeugen (BMW und Mini) [168] Bei der De-
montage entfernte man Scheinwerfer, Stoßfänger
und Karosserieteile. Für die anschließende Zerkleinerung wurde ein Kondirator (Metso Lindemann
GmbH) verwendet und die übliche Sortierung in
Shredderschrott, SLF, Shredderschwerfraktion
(SSF) und handausgelesene Kleinmengen durchgeführt. Die Ergebnisse enthält . Tab. 10.4. Durch
die Verwendung eines Kondirators (Shredder mit
niedriger Drehzahl) wurde allerdings ein geringerer Aufschlussgrad erreicht, der sich besonders auf
die Werkstoffverbunde auswirkt.
z
verarbeiten, der erheblichen Einfluss auf die Zusammensetzung der Shredderfraktionen hat. Nach
unterschiedlichen Quellen [154] [166] ergab sich
in Deutschland in den 1990er Jahren folgende Aufteilung der Shreddervorlaufmaterialien: Mischschrott 43…51 %; Altautos 27…33 %; weiße Ware
14…16 %; Sonstiges 8…16 %. Im Jahr 2003 hatten
deutsche Shredderanlagen folgenden Input [167]:
Mischschrott 60,5 %; Altkarossen 22,3 %; Elektrogroßgeräte 8,6 %; sonstige Elektrogeräte 4,5 %;
Sonstiges (Stahlblech, CrNi-Stahl, Al-Schrott). Im
Jahr 2007 war der Anteil der Altautos weiter auf
15 % gesunken. Dabei enthielten 40 % der Altkarossen keinen Motor. Die Motoren werden häufig
für die Regenerierung ausgebaut oder zusammen
mit Getriebe und Achsen als Kernschrott entnommen, da diese Kompaktschrotte in getrennter Form
einen höheren Schrotterlös erzielen. Der Kernschrott wird dann separat geshreddert. Auf Grund
des geringen Anteils der Altautos am Shredder-Input ist ein Nachweis der Verwertungsquoten der
Altautos für die Unternehmen problematisch. Gute
Aussagen lieferte aber ein Großversuch mit ausschließlich Altfahrzeugen bei der Scholz Recycling AG & Co. KG, der nachfolgend angeführt ist
[168].
Magnetscheidung, Shredderschrott
Shredderschwerfraktion (SSF)
(Eisen),
Aus der bei der Windsichtung anfallenden schweren Fraktion trennt ein Trommelmagnetscheider
(7 Abschn. 3.4.2; . Abb. 3.9) die Stahl- und Gusseisenstücke ab. Die stark kupferhaltigen Eisenteile
(Lichtmaschinenanker) sowie Gummi- und Polsterteile mit Eisenkern werden manuell aussortiert
(0,6 %). Die abgetrennte Eisenfraktion bezeichnet
man als Shredderschrott, die verbleibende unmagnetische Fraktion aus NE-Metallen, CrNi-Stahl,
Glas, Gummi, Kunststoffen nennt man Shredderschwerfraktion (SSF) oder NE-Fraktion. Es wird
z. B. folgende durchschnittliche Massenverteilung
der Shredderfraktionen angegeben [155]:
5 Shredderschrott (Stahl, Gusseisen): 70…75 %,
5 Shredderschwerfraktion (NE-Metalle, Kunststoff, Glas): 5…7 %,
5 Shredderleichtfraktion (Kunststoffe, Glas,
Textilien): 18…23 %.
Die Verfahrenstechnik in einer Shredderanlage
und die anfallenden Fraktionen sind in . Abb. 10.4
dargestellt.
Der Shredderschrott ist ein wertvoller Eisenschrott (>95 % Fe), der in den Stahlwerken zum
Einsatz kommt. Durch die mechanische Beanspruchung beim Shreddervorgang sind auch Lacke,
Unterbodenschutz, Rost und Verunreinigungen
von den Stahlteilen abgeplatzt, so dass metallisch
glänzende, verdichtete Schrottstücke homogener
Stückgröße (50…150 mm) vorliegen. Dieses Material ist gut dosierfähig. Nach der europäischen
Stahlschrottsortenliste werden Stückgrößen von
. Abb. 10.4 Technologie einer
Shredderanlage.
10
263
10.4 • Aufbereitung und Verwertung der Shredderschwerfraktion
Altauto-Restkarossen
Shredder
Windsichter
Stäube
Leichtfraktion
Zyklon
Schwerfraktion
Trommelmagnetscheider
Stäube
Nassabscheider
Handsortierung
Abfall
Fe-CuVerbunde
NE-Fraktion
95 % <200 mm, 5 % < 1000 mm und Freiheit von
sichtbarem Cu, Sn, Pb und deren Legierungen gefordert. Die beim Stahlschmelzen notwendigen
Schrottqualitäten und die Verfahrenstechnik wurden in 7 Abschn. 5.2.2 (»Entfernung von Verunreinigungen …«) besprochen. An diese Stelle muss
aber nochmals auf die Anforderung der Stahlmetallurgie nach geringen Cu-Gehalten im Shredderschrott hingewiesen werden, da bei der Stahlraffination keine Abtrennung von Cu möglich ist. Das
bedeutet für die Demontage- und Shreddertechnologie, dass eine effektive Aufschlusszerkleinerung
und eine gute Handnachsortierung nach der Magnetscheidung notwendig sind. Der Restgehalt an
Cu im Shredderschrott beträgt ca. 0,2 %. Dieser
Gehalt muss beim Stahlschmelzen durch Verdünnung mit Cu-armen Schrotten oder Roheisen auf
ca. 0,1 % gesenkt werden. Andere Restgehalte an
NE-Metallen (Al, Zn) sind unproblematisch.
10.4
Aufbereitung und Verwertung
der Shredderschwerfraktion
Die Shredderschwerfraktion (NE-Fraktion) enthält
aus dem Input des Shredders die Hauptmenge an
NE-Metallen und deren Legierungen (Al, Mg, Cu,
Zn, Messing, Bronze, Pb, Sn) und nichtmagnetischen CrNi-Stahl sowie Kunststoffe, Gummi, Glas
und Holz. Der Metallgehalt von ca. 50 % ist ein beachtenswertes Wertstoffpotential. Allerdings wer-
Shredderschrott (Fe)
Shredderleichtfraktion
den nur 77 % v. V. der NE-Metalle in dieser Fraktion ausgebracht, denn 21 % v. V. werden in die SLF
geblasen und 2 % sind Verluste (Shredderschrott,
Stäube) [154]. Beim Windsichten wurde z. B. folgende Verteilung der einzelnen NE-Metalle bezogen auf den Input (100 % v. V.) ermittelt:
5 Shredderschwerfraktion: Al 81,6 % v. V.;
Cu 40,4 % v. V.; Zn 89,1 % v. V.
5 Shredderleichtfraktion: Al 17,6 % v. V.;
Cu 48,8 % v. V.; Zn 10,9 % v. V.
Der große Anteil von Cu im SLF ist wahrscheinlich
auf das Ausblasen feiner Cu-Litze zurückzuführen.
Für die Aufbereitung der NE-Fraktion ist auch die
Massenverteilung der Stückgrößen von Bedeutung:
>65 mm 14 %; 15…65 mm 61 %; <15 mm 25 %
[154]. Für die Rückgewinnung der wertvollen NEMetalle aus dieser Mischfraktion ist ein besonderer
Aufbereitungsprozess erforderlich, der entscheidende Aufgaben zu erfüllen hat:
5 weitgehende Abtrennung der nichtmetallischen Bestandteile und des Schmutzes,
5 Sortierung der Metalle und Legierungen in
recyclingverträgliche Fraktionen, die z. B. im
Cu- oder Al-Kreislauf verarbeitbar sind,
5 Konditionierung der nichtmetallischen Bestandteile in eine verwertbare Form.
Für die Erfüllung dieser Aufgabenstellung stehen
eine Reihe praktizierter bzw. erforschter Verfahren
zur Verfügung, von denen eine Auswahl vorgestellt
wird.
264
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
NE-Metall-Fraktion
> 80 mm
Handsortierung
< 16 mm
Wirbelstromscheider
Trommelsieb
80…16 mm
Magnetscheider
Fe-Verbunde
Al-Legierungen
Cr-Ni-Stahl
Fe; Fe-Verbunde
Gummi
. Abb. 10.5 Aufbereitung
der NE-Metall-Fraktion
des Shredders mit dem
Verfahren der nassen
Dichtetrennung [154].
Metalle
Abfall
Waschtrommel
Schwimm-SinkStufe I; 1,9 g /cm3
Schwimm-SinkStufe II; 3,0 g /cm3
> 1,9
< 1,9 g/cm3
Schlamm,
Flusen
Wirbelstromscheider
Mg
z
10
< 3,0 g/cm3
Gummi
Nasse Dichtesortierung mit Schwertrüben [154]
Dieses industriell eingesetzte Verfahren verwendet
in der ersten Stufe ein Trommelsieb, das aus der NEFraktion drei Siebschnitte (<16 mm; 16…80 mm;
>80 mm) herstellt. Die Feinfraktion enthält nur
wenige Prozente an Metallen und wird häufig zur
weiteren Aufbereitung nach Fernost verkauft. Aus
der Grobfraktion gewinnt man durch Handsortierung verschiedene NE-Metall-Schrotte (Cu, Zn,
Al). Der größte Massenanteil der Siebschnitte ist
mit 70 % v. V. die Fraktion 16…80 mm. Für die
Sortierung dieser Hauptfraktion in verwertbare
NE-Metall-Schrotte verwendet man die SchwimmSink-Sortierung mit einer FeSi-Schwertrübe. Das
Funktionsprinzip dieses Sortierverfahrens ist
in 7 Abschn. 3.4.1 und . Abb. 3.6 beschrieben. Die
Dichtewerte der Metalle enthält . Tab. 3.5. Vor dieser Sortierstufe entfernt man nochmals Reste von
magnetischen Eisenwerkstoffen durch Magnetscheidung und den Schmutz mit einem Waschprozess. Die Schwimm-Sink-Sortierung wird in zwei
Dichtestufen der FeSi-Trübe durchgeführt (1. Stufe
1,9 g/cm3; 2. Stufe 3,0 g/cm3). In der ersten Stufe
bilden Mg, Gummi und Kunststoffe die Schwimmfraktion. In der zweiten Stufe behandelt man die
Sinkfraktion und trennt daraus eine Al-Schwimmfraktion von den schweren NE-Metallen ab. Beide
Schwimmfraktionen unterwirft man einer weiteren Sortierung mit Wirbelstromscheidern (Funk-
> 3,0 g /cm3
Wirbelstromscheider
Kabel
Al
Cu; Zn
tionsprinzip siehe 7 Abschn. 3.4.2, . Tab. 3.7 und
. Abb. 3.10) (. Abb. 10.5).
Mit dieser Technologie erhält man verwertbare Mg- und Al-Fraktionen sowie eine Fraktion
schwerer NE-Metalle. Letztere enthält vor allem
Cu, Messing und Zn sowie wenig Sn, Pb und evtl.
CrNi-Stahl. Sie kann in Cu-Recyclinghütten – evtl.
mit einer zusätzlichen Nachsortierung – verwertet
werden (7 Abschn. 5.4). Spezielle Seigerverfahren
für die Abtrennung der Zn-Werkstoffe von Cu sind
wegen der geringen Massen kaum ökonomisch.
z
Trockenmechanische Sortierung [168]
Dieses Verfahren kam beim Großversuch der
Scholz Recycling GmbH mit NE-Fraktion aus 501
Altautos zum Einsatz. Mit den Stufen Magnetscheidung, Siebklassierung und Wirbelstromsortierung
gewann man folgende Produkte:
5 Metalle, direkt verwertbar: Fe, Al, Cu, legierter
Stahl, Al-Fe-Verbunde;
5 metallhaltige Verbunde: Cu-Produkt, Fe-Produkt, Kabel, Leiterplatten; Verbunde zur weiteren Aufbereitung;
5 Kunststoffe und kunststoffreiche Produkte;
5 Ersatzbrennstoffe.
Außerdem fielen Flusen, Staub und mineralisches
Feingut als Abfälle an. Durch weitere Aufbereitung
der kunststoffreichen Fraktion (zusammen mit der
gleichartigen Fraktion aus der SLF-Aufbereitung)
gelang zunächst eine Abtrennung restlicher Metalle durch zwei Schwimm-Sink-Stufen (1,5 und
3,2 g/cm3) unter Zwischenschaltung einer Wirbelstromsortierung. Anschließend untersuchte man
die Trennung der Kunststofffraktionen ebenfalls
mit der Schwimm-Sink-Technologie und konnte
sortenreine Fraktionen von PP (<0,93 g/cm3), PE
(0,93…1,0 g/cm3), ABS (1,05…1,1 g/cm3) und PS
(1.05…1,1 g/cm3) in kleinen Anteilen (3…10 %)
erhalten. Die Hauptmasse waren Polyolefine für
den Reduktionsprozess im Hochofen (1,1…1,25
g/cm3) mit 30 % Anteil und die Dichtefraktion
1,25…1,5 g/cm3 (PVC u. a.) mit 47 % Anteil zur
Beseitigung. In diesem Großversuch erfolgte auch
die Aufbereitung der SLF durch Magnetscheidung
und mehrstufige Sichtung, wobei die Fraktionen
Fe, Al, Metallverbunde, kunststoffreiches Material erhalten wurden. Durch diesen Großversuch
konnte nachgewiesen werden, dass für Kunststoffe eine stoffliche Verwertungsquote von fast 50 %
aus SSF und SLF technisch möglich ist, d. h., eine
aufwendige Demontage ist wahrscheinlich nicht
erforderlich. Im Unterschied zur Demontage sind
aber für dieses vielstufige Verfahren ausreichend
große Massen an Input-Material notwendig, um
den Aufwand an Apparaten, Energie, Arbeitskraft,
Hilfsstoffen usw. ökonomisch und ökologisch sinnvoll zu machen.
z
Bewertung des Kupferrecyclings
Ein Mittelklasseauto enthält 15…60 kg Cu, ein
Kleinwagen ca. 10 kg Cu. Die Jahresproduktion
von 50 Mio. Autos verbraucht 1,25 Mio. t Cu/Jahr
[166]. Die Rückgewinnung dieser Cu-Mengen ist
aus zwei Gründen von erheblicher Bedeutung:
1. der hohe Materialwert des Cu und die Ressourcenschonung,
2. der negative Einfluss des Cu auf die Materialeigenschaften des aus Shredderschrott hergestellten Stahls und der recycelten Kunststoffe
bereits bei sehr geringen Cu-Konzentrationen.
Die technischen Möglichkeiten und die entstehenden Kosten einer weitgehenden Cu-Rückgewinnung aus Altfahrzeugen sind deshalb immer
erneut zu überprüfen. Dabei müssen zunächst die
wichtigsten Verwendungsgebiete des Cu im Auto
10
265
10.4 • Aufbereitung und Verwertung der Shredderschwerfraktion
. Tab. 10.5 Kupferverwendung in einem Kleinauto
[166]
Bauteil
Gewicht
kg
Cu-Gehalt
%
CuMasse
kg
Kabelbaum
15,50
40
6,20
Lichtmaschine
4,76
33
1,57
Anlasser
2,65
20
0,53
Motoren für
Ventilatoren,
Scheibenwischer
und Fensterheber
4,67
8…36
1,10
Zündspule
0,62
17
0,11
Gesamt
28,20
34
9,51
bekannt sein, die in . Tab. 10.5 für ein Kleinauto
angegeben sind.
Der selektive Ausbau von Lichtmaschine, Anlasser und Zündspule ist gut zu realisieren. Aber der
Ausbau des Kabelbaums ist sehr arbeits- und kostenintensiv. Beim gemeinsamen Shreddern des Kabelbaums mit der Karosse und der nachfolgenden
Trennung Fe/Cu erreicht man nur ein Cu-Ausbringen von 40…60 %. Man hat deshalb immer wieder
vorgeschlagen, einen größeren Teil des Kabelbaums
auszubauen (22…36 %) und man kann dann ein
Cu-Ausbringen von 50…70 % des Kabelbaums erzielen [166]. Der ausgebaute Teil des Kabelbaums
ist zusammen mit anderen Cu-Kabeln (Litzen) gut
zu verarbeiten. Die hohen Kosten für den Ausbau
der Kabelbäume vor allem bei unterschiedlichen
Fahrzeugtypen und die ständigen Verbesserungen
der Sortiertechnologien haben zur Veränderung
dieser Auffassung geführt. Man bevorzugt zunehmend eine Abtrennung der Cu-Litzen aus der SSF
und SLF. Besonders die Sensorsortierung mit der
Röntgentransmissionsmethode in Kombination
mit schnellen Prozessrechnern und der Einsatz von
Luftherden garantieren auch damit ein gutes CuAusbringen. Sortierprobleme bereiten aber weiterhin die Cu/Fe-Verbunde in Kleinmotoren. In den
folgenden Abschnitten sind mehrere Beispiele für
die Abtrennung von Cu-Litzen aus SLF aufgeführt.
Als Alternative für die Cu-Abtrennung aus Cu/Fe-
266
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
. Abb. 10.6 Hauptprozess der
Aufbereitung von Shredderleichtfraktion nach dem VW-SiConVerfahren (LE = Leichtgut; SG =
Schwergut) [164].
Shredderleichtfraktion
Sieb
> 12 mm
Sieb
< 12 mm < 4 mm
Hammermühle
> 4 mm
LG
Sichter
< 7 mm
Rohflusen
Schneidmühle
Magnetscheider
Luftherd
Fe-Konzentrat
Rohsand
LG
SG
NE-Konzentrat
Rohgranulat
(Kunststoffe)
10
Verbunden steht noch die selektive Auflösung des
Cu mit ammoniakalischer Ammoniumkarbonatlösung zur Verfügung (7 Abschn. 5.4.4).
10.5
Verwertung und Beseitigung
der Shredderleichtfraktion
Die Zusammensetzung, die Stückgrößenfraktionen
und der Heizwert der SLF sind in 7 Abschn. 10.3
und . Tab. 10.3 angegeben. Auf Grund des hohen
Organikanteils und der Schadstoffgehalte ist in
Deutschland seit 2005 eine Deponierung der SLF
ohne Vorbehandlung auf einer Hausmülldeponie
(Glühverlust <3 bzw. 5 % vorgeschrieben) nicht
mehr gestattet. In den Niederlanden wurde ab 2008
eine Deponiesteuer für SLF erhoben und ab 2009
die Deponierung von SLF verboten. Die thermische Behandlung bzw. energetische Nutzung ist
in einer Müllverbrennungsanlage (MVA) oder in
Sonderabfallverbrennungsanlagen bei Einhaltung
der strengen Anforderungen der 17. BImschV
möglich. Auf Grund des hohen Kunststoffanteils
von ca. 30 % wird aber deren Rückgewinnung zur
stofflichen oder energetischen Verwertung (Ersatzbrennstoffe) ab 2006 gefordert (AltfahrzeugV).
Gegebenenfalls können dabei auch Metallreste
ausgebracht werden und einen Deckungsbeitrag
erbringen. Infolge des hohen Masseanteils der SLF
an den Shredderprodukten von ca. 20 % wurde die
Lösung des SLF-Problems in den Labors und halbtechnisch umfangreich untersucht. In den folgenden Ausführungen werden ausgewählte Beispiele
von Industrieanlagen und Pilotanlagen und weitere
Verfahrensvorschläge vorgestellt.
10.5.1
VW-SiCon-Technologie
Dieses Verfahren ist in mehreren Anlagen industriell eingeführt. Das mehrstufige Verfahren arbeitet mit mechanischen Trenntechniken: »mehrstufige Zerkleinerung, Klassierung, Sortiertechnik auf
Basis von Dichte, Kornform, Magnetisierbarkeit,
elektrischer Leitfähigkeit und optischer Eigenschaften« [169]. Der Hauptprozess des Verfahrens
ist in . Abb. 10.6 angegeben [164].
Die Produkte dieses Prozesses (Kunststoffrohgranulat, NE-Metall-Konzentrat, Flusen, Sand,
Fe-Konzentrat) sind direkt verwertbar oder können in weiteren Stufen veredelt werden. Für das
Hauptprodukt Kunststoff-Rohgranulat veredelt
man durch eine zweistufige nasse Dichtesortierung
(. Abb. 10.7). Zunächst erfolgt eine Oberflächenrei-
. Abb. 10.7 Veredelung der
Kunststofffraktion »Rohgranulat«
des VW-SiCon-Verfahrens [164].
10
267
10.5 • Verwertung und Beseitigung der Shredderleichtfraktion
KunststoffRohgranulat
Oberflächenreinigung
Dichtesortierung 2
1,24 g/cm3
< 1,24 g/cm3
Dichtesortierung 1
1,0 g/cm3
> 1,24 g/cm3
> 1,0 g/cm
< 1,0 g/cm3
Schlamm
3
Trocknung
Nachvermahlung
PVCKonzentrat
(Metallreste)
Veredeltes
Kunststoffgranulat
nigung des Granulats in einem Friktionswäscher,
die dem Abwaschen Pb/Zn-haltiger Stäube dient
und eine maximale Oberflächenbenetzung für die
Dichtesortierung garantiert. In der Dichtetrennung
setzt man wässrige MgSO4-Lösungen ein. Hauptziel
ist die Abtrennung von PVC. Das veredelte Kunststoffgranulat erfüllt die Qualitätsanforderungen für
das Einblasen als Reduktionsmittel im Hochofenprozess [164] (Heizwert 30…35 MJ/kg; Glühverlust 91 %; Cl <1,2 %; Na2O <1 g/kg; Zn <0,5 g/kg).
Dieser Einsatz im Hochofen ist in 7 Abschn. 6.5.5,
. Abb. 6.20 sowie . Tab. 6.12 und . Tab. 6.13 ausführlich beschrieben.
Ein weiterer Verwertungsweg für die Kunststoffgranulate ist die Vergasung zu Synthesegas
(7 Abschn. 6.5.4; . Abb. 6.18, . Abb. 6.19), das zu
Methanol verarbeitet wird. Die Möglichkeit der
Kunststoffverwertung zu Kraftstoffen befindet sich
in der halbtechnischen Erprobung. Dabei setzt
man das Verfahren der katalytischen Spaltung oder
Depolymerisation ein, das bereits in 7 Abschn. 6.5.1
und . Abb. 6.14 vorgestellt wurde [111]. Das NEKonzentrat ist durch Dichtesortierung in eine CuFraktion und eine Al/Mg-Fraktion zu trennen, die
für das jeweilige Metallrecycling geeignet sind. Die
Shredderflusen (PUR-Schaum, Textilfasern) eignen
sich als Entwässerungsmittel in der Klärschlammkonditionierung. Der Shreddersand (Glas, Rost,
Lack, Metallpartikel) wird als Bergversatz oder
Schlackenbildner in der Metallurgie eingesetzt.
Veredlungsverfahren für den Shreddersand (Herdsortierung, Metallflotation) werden untersucht.
Die noch weitergehende Veredlung der Kunststofffraktion wird ebenfalls geprüft (Gewinnung
einer Polyolefinfraktion und deren Reinigung mit
dem CreaSolv-Prozess; 7 Abschn. 6.4.1, »Sammellogistik, Aufschlusszerkleinerung, Waschprozesse,
Sortier- und Löseverfahren«; . Abb. 6.2). Für das
VW-SiCon-Verfahren erarbeiteten die Entwickler
eine Ökobilanz, die einen Vorteil des Verfahrens
gegenüber einer weitgehenden Demontage der
Kunststoffe aus den Altautos ausweist [163]. Das
VW-SiCon-Verfahren ist mit mehreren Umweltpreisen ausgezeichnet worden.
268
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
10.5.2
Technologievorschläge für
mechanische Verfahren zur
SLF-Behandlung
z
Sortec-Verfahren der LSD GmbH
Dieses trockenmechanische Aufbereitungsverfahren wurde in einer Pilotanlage mit der Zielstellung
erprobt, die SLF in eine organische und eine anorganische Fraktion zu separieren. Es waren folgende Verarbeitungsstufen installiert: zweistufige
Zerkleinerung unter 7 mm, Trocknung, Siebung,
Windsichtung, Magnetscheidung und Zick-ZackSichter. Erzeugte Produkte: Eisenfraktion, Kupferhäcksel (95 % rein), Mineralien-Metall-Gemisch
und eine homogene qualitätsgerechte organische
Fraktion (60 % des SLF-Einsatzes; Heizwert 23 MJ/
kg) [170] [167].
z
10
Trockenmechanischer SRP-Prozess (Sult GmbH)
Das Verfahren verwendet folgende Trennapparate
[174]:
5 Vorsieb (Trennung in Feinsand, Mittelkorn,
Überkorn),
5 Rotorschere (Aufschlusszerkleinerung des
Überkorns auf <24 mm),
5 Magnetscheider (Abtrennung Stahl und
Eisen),
5 sensorgestützter Sortierer MESORT® (Abtrennung von Cr-Ni-Stahl und groben NE-MetallStücken),
5 Granulator (vollständiger Aufschluss aller Verbundteile, z. B. Kupferkabel, Feinheit 12 mm),
5 Bandtrockner (Endfeuchte ca. 2 % zur Vermeidung von Verklebungen in den nachfolgenden
Sieben und Sichtern),
5 Kegelsichter (Abtrennung der Schaumstoffe
und Flusen),
5 Hauptsieb (Auftrennung in fünf Kornklassen;
Grobkorn gehört zur organischen Fraktion),
5 Zick-Zack-Sichter (Abtrennung der Organik
aus den drei mittleren Kornklassen als Leichgut),
5 Luftherd (Gewinnung der NE-Metalle aus dem
Feinkorn des Hauptsiebes und der Schwerfraktion des Zick-Zack-Sichters; zur Herdsortierung siehe 7 Abschn. 3.4.1 und . Abb. 3.7).
Hergestellte Produkte:
5 kleinstückige Stahl-Eisen-Fraktion,
5 NE-Metall-Fraktion (überwiegend Cu-Drähte),
5 organische Fraktion, Heizwert ca. 23 MJ/kg,
Aschegehalt <5 % (Grobkorn des Hauptsiebes,
Schaumstoffe, Flusen, Leichtfraktion der ZickZack-Sichter).
z
RWTH-Verfahren
Die Rheinisch-Westfälische Technische Hochschule Aachen (RWTH) hat einen Prozess im Technikumsmaßstab erprobt mit dem Ziel, ein kunststoffreiches Zwischenprodukt zu erzeugen, das für eine
sensorgestützte Sortierung in reine Kunststoffsorten
geeignet ist [175]. Die Einzelheiten der Technologie
enthält . Abb. 10.8. In dem Kunststoffkonzentrat
reichern sich PE und PP zu ca. 50 % an und PS, ABS
zu ca. 25 %. Nur diese Kunststoffsorten könnten
demnach durch Sensorsortierung gewonnen werden. Das Ausbringen in dieser Zielfraktion ist aber
mit 19 % v. V. ungenügend und das Ausbringen im
Feinkornabfall zu hoch. Das Verfahren ist nach diesen Ergebnissen kaum ökonomisch. Im Vergleich
mit den anderen Verfahren fehlen offenbar ein bis
zwei Stufen der Aufschlusszerkleinerung.
z
Method for
(EP1721676)
processing
shredder
residue
Das Patent schützt die wesentlichen Elemente der
VW-SiCon-Technologie ohne die nasse Dichtesortierung. Es schlägt die gemeinsame Aufbereitung
der SLF und SSF nach einer Vorbehandlung dieser
Fraktionen vor. Die SLF wird einer Aufschlusszerkleinerung, einer Magnetscheidung, einer zweiten
Zerkleinerung, einer Klassierung (Sandabtrennung) und einer Dichtesortierung (Rohflusenfraktion und Schwerfraktion) unterworfen. Die SSF
wird in einem Vorprozess (Metallabscheider, Klassierung) in eine NE-Metall-Fraktion, eine Schwergutfraktion und eine Sandfraktion getrennt. Danach können die Sandfraktionen und die Schwergutfraktionen gemeinsam aufbereitet werden. Eine
besondere Prozessstufe ist optional die Aufbereitung der NE-Metall-Fraktion durch eine »Sandflotation«, wobei in einem fluidisierten Sandbett
die Leichtmetalle (Al, Mg) aufschwimmen und die
Schwermetalle absinken (7 Abschn. 3.4.1, »Setzpro-
. Abb. 10.8 RWTH-Technologie der SLF-Aufbereitung
(LG = Leichtgut; SG = Schwergut) [175].
10
269
10.5 • Verwertung und Beseitigung der Shredderleichtfraktion
Shredderleichtfraktion
100 Ma.-%
> 20 mm, 42 Ma.-%
Spannwellensieb
< 10 mm
Schwingsieb
10…20 mm,
14 Ma.-%
Windsichter
LG
> 60 mm,
13 Ma.-%
20…60 mm
Windsichter
SG, 7 Ma.-%
LG
SG, 13 Ma.-%
Magnetscheider
Wirbelstromscheider
Feinkorn
< 10 mm
44 Ma.-%
Stahl,
Eisen
0,7 Ma.-%
Bergversatz
zess«). Die Schwermetalle können durch optische
Sortierung weiter getrennt werden. Alle Kunststoffe sammeln sich in der »Granulatfraktion«.
z
Technologien mit sensorgestützter Sortierung
Durch die ständige Weiterentwicklung der verschiedenen Verfahren der sensorgestützten Sortierung treten diese in Konkurrenz zu den Verfahren
der nassen und trockenen Dichtetrennung. Insbesondere die Entwicklungen zur Sortierung auch
sehr kleiner Stückgrößen macht eine Sortierung
von Metallen, Kunststoffen und Glas aus Siebfraktionen von 10…40 mm (nach anderen Angaben
auch von 1…10 mm) möglich. Voraussetzung für
gute Sortiereffekte kleiner Stückgrößen ist immer
die Klassierung in enge Kornbänder unter Verwendung moderner Mehrdeck-Klassierapparate. Diese Mehrdeckapparate sind vorzugsweise aus einer
Kombination von Stangensystemen im oberen Bereich (Abtrennung des Grobgutes) und Siebgeweben im unteren Bereich aufgebaut. Damit erreicht
man eine höhere Klassiergüte und eine Entlastung
der Siebe. Das Funktionsprinzip der sensorgestützten Sortierung ist in 7 Abschn. 3.4.6 mit . Abb. 3.13
Kunststoffkonzentrat
19 Ma.-%
Organikfraktion
36 Ma.-%
Kunststoffsortierung
NE-Metallfraktion
0,3 Ma.-%
Ersatzbrennstoff
ausführlich beschrieben. Speziell für die Sortierung
von Kunststoffen nach dieser Methode sind nochmals Ausführungen in 7 Abschn. 6.4.1 (»Sammellogistik, Aufschlusszerkleinerung, Waschprozesse,
Sortier- und Löseverfahren«) ergänzt. Es sind erprobte Sensoren für Metalle (Induktion, Röntgenfluoreszenz, Röntgentransmission, Optoelektronik)
und Kunststoffe (NIR, MIR, Röntgenfluoreszenz,
Röntgenstrahlenabsorption, Optoelektronik) verfügbar, die auch zur Identifikation von Polymeren
mit erhöhten Schwermetall- und Chloranteilen
sowie für Glas und Holz geeignet sind. Die modernsten Sortierer (2008) können bis 40 000 Einzelstücke pro Sekunde und Meter Arbeitsbreite erkennen, rechentechnisch auswerten und maximal 2000
Einzelstücke pro Sekunde und Meter Arbeitsbreite
ausblasen, d. h. also, dass die Leistungsfähigkeit
durch mechanische Probleme (Vereinzelung der
Stücke und Luftwirbel beim Ausblasen) begrenzt
ist. Die sensorgestützten Sortierapparate werden
zunehmend in vorhandenen oder geplanten Aufbereitungsverfahren für SLF und SSF zusätzlich
installiert.
270
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
. Abb. 10.9 Verfahrensschema
des TwinRec-Verfahrens [179].
Shredderleichtfraktion
Wirbelschichtvergaser
Schmelz- Kessel
zyklon
Filter 1
Filter 2
Absorbens
Wirbelbett
Siebung
10.5.3
Metalle,
Inerte
Glasgranulat
Absorptionsprodukt
Flugaschen
Thermische Verfahren für die
SLF-Behandlung
10
Auf Grund des hohen mittleren Heizwertes der
SLF (ca. 70 % Kunststoffe, Textilien und Holz;
. Tab. 10.3) ist der Einsatz thermischer Verfahren
zur Verwertung oder Beseitigung naheliegend.
Dagegen sprechen allerdings eventuelle Schadstoffgehalte und der Gehalt an PVC, die eine intensive Abgasbehandlung erfordern, sowie die geforderten stofflichen Verwertungsquoten der EURichtlinie bzw. AltfahrzeugV ab 2006 bzw. 2015
(7 Abschn. 10.1). Die thermischen Verfahren verfügen aber durchaus auch über das Potential zur Verwertung der Metallinhalte der SLF (z. B. bei einem
Pyrolyseprozess oder einer Vergasungstechnologie)
oder bei Kombination mit mechanischen Verfahren. Für die künftige Einschätzung der thermischen
Behandlung sind vor allem die Festlegungen der im
Jahr 2008 verabschiedeten EU-Abfallrahmenrichtlinie von Bedeutung. Danach kann eine Abfallverbrennung als energetische Verwertung eingestuft
werden, wenn der Bruttowirkungsgrad (Effizienzkriterium R1) über 60 % liegt (seit 2009 über 65 %).
Das entspricht einem Nettowirkungsgrad (elektr.)
von etwa 20 % [177]. Die notwendigen technischen
Einrichtungen zur Reinigung der Abgase werden
in 7 Kap. 12 ausführlich besprochen.
z
Kombiniertes mechanisch-thermisches Verfahren (RESHMENT)
Die SLF wird in der Schweiz mit RESH (von »Residue Shredder«) bezeichnet. Ein kombiniert mechanisch-thermisches Verfahren (RESHMENTProzess) wurde bis zur Generalplanung einer
Industrieanlage entwickelt, aber nicht realisiert
[171]. Diese Technologie sah nach mechanischer
Vorbehandlung [167] (Aussortierung von Al-, Cuund Fe-Schrott) die kombinierte Verarbeitung von
RESH mit Flugaschen aus MVA in einem Schmelzzyklon (VAI CONTOP®) bei 2000 °C vor. Dabei
sollten der Energieinhalt vollständig verwertet, die
Metalle Zn, Pb und Cd als Metalloxidstäube sowie
eine Cu/Fe-Legierung gewonnen werden und eine
Prozessschlacke mit Verwertungspotential für die
Bauindustrie entstehen [173]. Ein ähnliches thermisches Verfahren untersucht man an der Montanuniversität Leoben durch Einschmelzen in einem
Kupferbadreaktor. Wie in 7 Abschn. 5.4 (Kupferrecycling) und 7 Abschn. 5.7 (Edelmetallrecycling)
ausführlich erläutert, übernimmt dabei die Kupferschmelze eine Sammlerfunktion für viele wertvolle NE-Metalle (Cu, Ni, Pb, Zn, Sn) und die Edelmetalle, die alle in den industriell vorhandenen
Kupferrecyclingprozessen ausbringbar sind. Vor
einem Schmelzprozess müssen allerdings immer
die Eisenschrotte sowie die Al- und Mg-Schrotte
abgetrennt werden, da diese Metalle das Cu-Recyc-
10.5 • Verwertung und Beseitigung der Shredderleichtfraktion
ling belasten (Fe) bzw. beim Schmelzen als Oxide
verschlackt (Al, Mg) werden. Ein ausschließlich
mechanisches Trennverfahren wird noch in einer
RESH-Versuchsanlage geprüft. Als Technologie
werden »neuartig kombinierte aktive, passive und
mechanische Trennsysteme« [172] von am Markt
verfügbaren Komponenten genannt. In der Praxis
hat sich aber in der Schweiz bisher die Verbrennung in einer MVA (in der Schweiz »Kehrichtverbrennungsanlagen«) als eine gute Lösung bewährt
[171].
z
Mitverbrennung in einer MVA
Die Mitverbrennung ist in Abfallverbrennungsanlagen mit Rostfeuerung in Anwendung. Auf
Grund des hohen Feinkornanteils der SLF (bis
50 % <10 mm) ist aber die Verbrennung für den
Feuerrost nicht optimal. Es muss eine intensive
Mischung mit dem groben Hausmüll erfolgen. Bis
10 % Masseanteil der SLF ist dann möglich. Außerdem beeinflusst der SLF-Zusatz infolge hoher
Schwermetallgehalte die Qualität der Rostasche
bzw. der Filterstäube und erhöht den Reinigungsaufwand der Abgase (Gehalte an Chlor und anderen Schadstoffen in der SLF) [178]. Rostasche und
Filterstäube sind aber bei SLF-Zusatz generell als
Sonderabfälle zu entsorgen. Eine Aufbereitung der
Rostaschen zur Metallabtrennung erfasst nur die
gröberen Metallteile der Abfälle (Stahl, Eisen, Kupfer) und hat für die feinen Metallteile der SLF geringe Effekte. Insbesondere ist ein Ausbringen von
Aluminium mittels Wirbelstromabscheider kaum
möglich, da die Temperaturen auf dem Rost (ca.
850 °C) über dem Schmelzpunkt des Al (630 °C)
liegen. Im Rahmen wissenschaftlicher Untersuchungen sind in einer MVA mit Rostfeuerung SLFAnteile von 24…31 % eingesetzt worden, die ohne
Beeinträchtigung des Anlagenbetriebes und der
Reingasemissionen verliefen [176].
z
TwinRec-Verfahren
Das Verfahren ist eine Kombination von Wirbelschichtvergasung in einem Sandfremdbett mit einer
nachgeschalteten Zyklonschmelzkammer [179].
SLF kann mit einer Stückgröße bis 300 mm in die
Wirbelschicht eingebracht werden. Mit entsprechendem Luftunterschuss (20…30 %) finden dort
eine Vergasung und Entgasung der organischen
271
10
Bestandteile bei etwa 580 °C statt. Dabei entsteht
ein Gasgemisch aus CO und H2 (. Abb. 10.9). Nähere Ausführungen zu den Vergasungsreaktionen
findet man in 7 Abschn. 6.5.4 und . Abb. 6.18. Nur
in einer Wirbelschicht können infolge des schnellen Wärme- und Stoffaustauschs außerordentlich
homogene Bedingungen im gesamten Wirbelbett
realisiert und hohe Reaktionsgeschwindigkeiten
erreicht werden. Diese verfahrensspezifischen Bedingungen garantieren bereits bei diesen niedrigen
580 °C eine ausreichende Vergasungsgeschwindigkeit und vermeiden das Sintern oder Aufschmelzen
von anorganischen Materialien (Glas, Keramik)
und Metallen (Al). Das Sandbett wird kontinuierlich abgezogen, Aluminium, Glas, Inertmaterial
und grobe Aschen werden abgesiebt und der Sand
in das Bett zurückgeführt. Die entstehende feine
Asche transportiert der Gasstrom in die Zyklonschmelzkammer. Hier erfolgen durch Luftzuführung die vollständige Verbrennung des erzeugten
Gases (ca. 1400 °C) und das Schmelzen der Feinasche. Der Wärmeinhalt der Verbrennungsgase
wird in einem Dampfkessel ausgekoppelt und
energetisch verwertet. Die Ascheschmelze wird im
Wasserbad granuliert, besitzt einen hohen Verglasungsgrad, ist dadurch elutionsfest und als Baustoff
verwertbar. An den Dampfkessel schließt sich eine
konventionelle Rauchgasreinigung an. Die dabei
anfallende Flugasche enthält häufig höhere Gehalte
an NE-Metallen (Zn, Sn), die gewinnbar sind.
Für das TwinRec-Verfahren liegen auf Basis einiger industrieller Referenzanlagen (z. B. 80 MW
Leistung) bereits Verwertungsquoten für Altfahrzeuge vor [179]:
5 Demontage und Trockenlegung (Wiederverwendungsteile, stoffliche Verwertung): 10 %;
5 Shredderanlage (magnetische Metalle, NE-Metalle): 70 %;
5 TwinRec-Vergaser und Schmelzzyklon:
5 magnetische Metalle, NE-Metalle: 2,5 %;
5 Baustoffe: 5,5 %;
5 TwinRec-Energieverwertung: 10 %;
5 Rauchgasreinigung (Recycling von Metallsalzen): 1,0 %;
5 Deponieanteil: 1,0 %.
Damit ergibt sich eine Gesamtverwertungsquote
von 99 %.
272
z
Kapitel 10 • Verwertung und Recycling von Altfahrzeugen
Vergasungsverfahren
Ein industrielles Vergasungsverfahren für Altkunststoffe (DSD-Sortierreste) wurde jahrelang großindustriell mit einem Festbettvergaser betrieben
(SVZ Schwarze Pumpe). Bei entsprechender Vorbereitung (Vermischung mit Altkunststoffen und
Brikettierung) ist in einem solchen Festbettvergaser auch die SLF gut zu verarbeiten. Dabei muss
eine Mischung aus den brikettierten Abfällen mit
Kohlebriketts eingesetzt werden. Gegebenenfalls
kann auch das Feinkorn der SLF abgetrennt werden
und ist für den Einsatz in einem Flugstromvergaser ohne weitere Aufbereitung besser geeignet. Die
Grundlagen und die apparative Ausgestaltung des
Vergasungsprozesses sind in 7 Abschn. 6.5.4 bereits ausführlich behandelt und in . Abb. 6.18 und
. Abb. 6.19 dargestellt. Das Produkt der Vergasung
ist ein sog. Synthesegas (Mischung aus CO und H2),
das nach intensiver Reinigung vorzugsweise zu Methanol umgewandelt (stoffliche Verwertung) oder
in einem Kraftwerk energetisch genutzt wird.
10
z
Pyrolysetechnologie
Die grundlegende Reaktion eines Pyrolyseprozesses ist die Erhitzung von organischen Materialien unter vollständigem Luftabschluss, wobei
eine thermische Zersetzung in ein Pyrolysegas
und Pyrolysekoks stattfindet. Die Pyrolyse findet
mit hoher Geschwindigkeit bei Temperaturen von
600…700 °C statt. Sie kann aber bereits in einem
niedrigeren Temperaturbereich von 450…550 °C
durchgeführt werden, wenn das für die thermischen Eigenschaften der Begleitstoffe (z. B. keine
Überschreitung der Schmelzpunkte von Al und
Glas) angezeigt ist. Die anorganischen Bestandteile des Eintragmaterials bilden mit dem Pyrolysekoks eine Mischung. Grundlegende Ausführungen zu der Pyrolysetechnologie wurden bereits
in 7 Abschn. 4.1.3 und . Abb. 4.3 gemacht. Spezielle
Angaben zur Pyrolyse von Altkunststoffen findet
man außerdem in 7 Abschn. 6.5.3 und . Abb. 6.17.
Für die Mitverbrennung von SLF, DSD-Sortierresten, MBA-Leichtfraktion, Spuckstoffen usw. in
einem Kraftwerk erbaute man als Vorbehandlungsstufe eine Pyrolyseanlage (ConTherm-Anlage), die
einen Drehrohrreaktor verwendet. Die Kopplung
dieser Anlage mit einem Kraftwerk ist in . Abb. 12.9
skizziert. Man arbeitet im Temperaturbereich um
500 °C und setzt Abfälle bis 200 mm Kantenlänge
ein. Der feste Pyrolyserückstand wird mittels Sieb-
stufen in Feinkoks, Metalle und Inertmaterial sortiert. Der Koks und die Pyrolysegase werden in der
Kraftwerksfeuerung sehr effektiv thermisch verwertet [176].
10.6
Metallurgisches Recycling
In den 1990er Jahren wurde von der Stahlindustrie
(Voest-Alpine Stahl AG) ein alternatives Konzept
zur Verwertung von Altfahrzeugen erarbeitet, das
auf einem direkten Einschmelzprozess der gepressten Altautos in einem Schmelzreaktor beruht. Dabei wollte man den Shredderprozess einsparen und
die Kunststoffteile der Fahrzeuge als Brennstoff für
den Schmelzprozess nutzen. Aber auch dieser Prozess verlangt eine Trockenlegung (Betriebsflüssigkeiten) und den vorgeschalteten Ausbau der Bleibatterien, der kupferhaltigen Bauteile, der Katalysatoren und des Al-Kernschrotts. Die Bleibatterien,
die Katalysatoren und der Al-Kernschrott sind sehr
wirtschaftlich getrennt zu recyceln. Kupfer würde
sich mit dem Stahl legieren, ist bei der Raffination
nicht abzutrennen und würde die Stahleigenschaften verschlechtern (7 Abschn. 5.2). Al würde im
Stahlprozess vollständig verschlackt und wäre damit verloren. Das Verfahren verlangt mehrere aufwendige Prozessstufen:
5 Teildemontage (Betriebsflüssigkeiten, Bleibatterie, kupferhaltige Bauteile, Al-Kernschrott),
5 Pressen der Restkarosse zu Paketen,
5 Schmelzen der Pakete in einem speziellen
Schmelzreaktor mit Erdgas und Sauerstoff,
5 Raffination der Eisenschmelze nach konventionellen Verfahren,
5 Nachverbrennung der Rauchgase des Schmelzreaktors und Wärmenutzung in einem Abhitzekessel,
5 Quenchen der Abgase auf 150 °C (Vermeidung
der Dioxinbildung) und Entstaubung mit
einem Gewebefilter (Gewinnung eines ZnOStaubes),
5 mehrstufige Abgasreinigung (Kalkwäsche,
Aktivkoksadsorption),
5 Verbrennung von verunreinigtem Aktivkoks
im Schmelzreaktor.
Das metallurgische Recycling kam bisher wahrscheinlich aus wirtschaftlichen und ökologischen
Gründen nicht zum Einsatz.
273
Recycling von Elektround Elektronikgeräten
11.1
EU-Richtlinie und deutsches Elektrogesetz – 276
11.2
Mechanische Aufbereitung der Elektro(nik)-Altgeräte – 281
11.2.1
11.2.2
Vorsortierung nach Verwertungsgruppen – 281
Verfahrenstechnik der mechanischen Aufbereitung – 282
11.3
Recycling von Elektro(nik)-Altgeräten durch
Schmelztechnik, Pyrolyse und Löseprozesse – 286
11.3.1
11.3.2
11.3.3
Schmelztechnische Verfahren – 286
Pyrolyseverfahren – 286
Löseverfahren – 287
11.4
Recyclingtechnologien für spezielle Elektro(nik)Altgerätegruppen und -Bauteile – 288
11.4.1
11.4.2
11.4.3
11.4.4
11.4.5
Kühlgeräterecycling – 288
Lampenrecycling – 288
Recycling von Gerätebatterien – 291
Flüssigkristallbildschirme (LCD) – 298
Solarmodule – 299
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_11,
© Spektrum Akademischer Verlag Heidelberg 2011
11
274
11
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
Die zunehmende Anwendung von Haushaltsgeräten mit elektrischen und elektronischen Bauteilen
und die steigende Ausstattung von Gewerbe und
Haushalten mit Geräten zum Messen, Steuern,
Überwachen, mit Informationstechnik und Unterhaltungselektronik führen zu einem erhöhten Anfall von defekten und ausgesonderten Altgeräten.
Diese Geräte fallen in einer enormen Typenvielfalt
und mit extremen Größenunterschieden – vom
Kühlschrank bis zur Knopfzelle – an. Der Anfall
an Elektro(nik)-Schrott wird in Deutschland auf
2 Mio. t und weltweit auf 40 Mio. t pro Jahr geschätzt. Durch immer kürzere Produktzyklen
besonders in der Informations- und Kommunikationstechnik (ICT) (Computer, Monitore, Handys), bei Geräten für Therapie und Analytik sowie
der Unterhaltungselektronik (UE) wächst diese
Schrottmenge ständig.
Diese Altgeräte stellen einerseits ein umweltbelastendes Schadstoffpotential dar und beinhalten andererseits ein beachtenswertes Wertstoffpotential an
Metallen und Kunststoffen.
Es besteht also erhebliche Veranlassung, diese
Altgeräte zu sammeln, zu verwerten oder sachgerecht zu beseitigen und dadurch die Vermengung
mit Hausmüll (Deponie, Verbrennung) effektiv
zu vermeiden. Auch eine Wiederverwendung von
Bauteilen ist sinnvoll. Parallel zu dieser Sammlung
und Verwertung im Inland werden größere Mengen an Altgeräten exportiert. Das erfolgt z. B. durch
illegale Entnahme der Geräte bei Straßensammlungen oder an Sammelstellen zum Zweck der
Verbringung nach Osteuropa. Außerdem wächst
die Tendenz, Altgeräte zur angeblichen Zweitnutzung über Überseehäfen in Entwicklungsländer zu
verbringen. Die letzteren Geräte sind häufig nicht
mehr funktionstüchtig und werden dort illegal
entsorgt oder unter die umweltschädigenden Bedingungen und unter Gesundheitsgefahren durch
»Hinterhof-Recycling« (Gold aus Platinen) verwertet. In Deutschland wurde für 2007 die in . Tab. 11.1
dargestellte Verteilung der Altgerätemengen auf
Rücknahme, Exporte und Hausmüll ermittelt und
danach ein unklarer Verbleib von 36…47 % festgestellt [195].
Es bestand und besteht also die dringende
Notwendigkeit, geeignete nationale und interna-
. Tab. 11.1 Verteilung der Elektro(nik)-Altgeräte auf
verschiedene Entsorgungswege in Deutschland 2007
[195]
Verteilung
Menge
Rücknahme (registriert
bei EAR)
565 000…754 000 t/a
Export Hafen Hamburg
12 000 t/a
Export Osteuropa
122 000 t/a
Entsorgung über Hausmüll
142 000 t/a
Summe (bekannter Verbleib)
841 000…1030 000 t/a
Gesamtanfall an Geräten
ca. 16 00 000 t/a
Unklarer Verbleib (Differenz)
7 59 000…5 70 000 t/a
EAR = Stiftung Elektro-Altgeräte Register
tionale rechtliche Vorschriften zu erlassen, die in
7 Abschn. 11.1 vorgestellt werden. Zunächst sollen
die wichtigsten Schadstoffe und Wertstoffe genannt
werden [157] [182] [180] [181].
z
Schadstoffpotential
5 Polychlorierte Biphenyle (PCB) in Kondensatoren und Transformatoren,
5 polybromierte Diphenylether (PBDE) als
Flammschutzmittel in PC-Gehäusen, Platinen
und Kabeln,
5 Quecksilber in Schaltern, Leuchtstoffröhren,
Batterien und Hintergrundbeleuchtung von
LCDs,
5 Blei und Kadmium in Akkumulatoren, im
Bildschirmglas und z. T. in Kunststoffen,
5 Chromverbindungen,
5 FCKW als Kältemittel und als Treibmittel in
PUR-Schäumen.
In den EU-Staaten sind seit 2005 Beschränkungen
für einige Schadstoffe gültig. Bei der Einschleusung
unbehandelter Altgeräte in Verbrennungsprozesse
können weitere Schadstoffe entstehen (Dioxine,
PAK).
11
275
Recycling von Elektro- und Elektronikgeräten
. Tab. 11.2 Stoffrelevanz verschiedener Gerätetypen 2008 [180]
Gerätegruppe
Gerätetyp
Werkstoffe (Ressourcen)
Schadstoffe
Kunststoffe
Metalle
Fe
Kleingeräte mit
Kunststoff
Al
Cu
EM
ABS
Bügeleisen
++
+
Kaffeemaschine
+
++
+
++
Wasserkocher
+
Föhn
+
+
+
Handmixer
+
++
+
Rasierer
+
+
Staubsauger
+
++
Werkzeug
Bohrmaschine
+
++
IT-Technik
PC-Maus
Kleingeräte mit
Motor
+
++
Batterie
Leiterplatte
+
+
+
++
+
+
+
+
++
+
Laptop
++
+
++
++
Handy
++
+
++
+
++
+
+
++
Telefon
+
++
+
++
Radio
+
++
+
++
PC-Tastatur
PC
Unterhaltungselektronik
PP
+
++
EM = Edelmetalle
z
Wertstoffpotential
5 Stahl in Gehäusen und Funktionsteilen
(Waschmaschinen, Kühlschränke, Elektrowerkzeuge),
5 Kupfer in Motoren, Trafos, Spulen, Kabeln,
Leiterbahnen,
5 Aluminium in Chassis, Kühlelementen,
5 Gold, Palladium, Silber in Kontakten, Bonddrähten, Batterien,
5 Zinn, Blei, Silber, Wismut in Loten,
5 Zink, Nickel, Kobalt und Mangan in Batterien;
Zink in Leuchtschichten,
5 seltene Metalle/Halbmetalle (Tantal in Kondensatoren; Indium in LCD-Bildschirmen,
Handys, LEDs und Dünnschichtsolarzellen;
Ruthenium in Festplattenlaufwerken und Widerständen, Selen in Kopiergeräten),
5 seltene Erden in Leuchtstoffen (Y, Eu) und
Batterien (La),
5 Kunststoffe (ABS, PP) in Gehäusen und Formteilen.
Für das Vorkommen und die Massenanteile von
Wert- und Schadstoffen sind beispielhaft die Ergebnisse von zwei Untersuchungen aus den Jahren
2008 (. Tab. 11.2) und 1997 (. Tab. 11.3) angeführt
[180] [181]. In den Gerätegruppen IT-Technik und
Unterhaltungselektronik sind aktuell wesentliche
Ergänzungen (Digitalkamera, Camcorder, MP3-
276
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
. Tab. 11.3 Massenanteile von metallischen Werkstoffen in Haushaltsgroßgeräten 1997 (weiße Ware nach manueller
Zerlegung) [181]
Metallischer Werkstoff
Waschmaschine
%
Fe
13,3
Fe im Verbund
Geschirrspüler
%
Schleuder
%
0,6
10,5
27,0
64,9
87,3
66,5
62,0
Al
1,4
0,2
0,8
1,2
NE-Gemisch im Verbund
1,1
0,4
1,2
5,6
80,7
88,5
79,0
95,6
Summe
Player, iPhone, LCD-Fernsehgeräte, Navigationsgerät usw.) erforderlich.
z
11
Leiterplatten
Wesentliche Bauteile der elektronischen Geräte
(und zunehmend auch der elektrischen Geräte)
sind die Leiterplatten (Platinen) mit den darauf
fixierten elektronischen Bauelementen. Die Platinen bestehen überwiegend aus mit Epoxidharz
getränkten Glasfasermatten (Basismaterial) mit
flammenhemmenden Additiven, in denen eine
oder mehrere Schichten Cu-Leiterbahnen eingebracht sind (Dicke der Cu-Bahnen ca. 35…70 μm,
bei höheren Stromstärken bis 400 μm). Auf diesen
Platinen sind die elektronischen Bauelemente aufgelötet. Lotmaterialien sind SnPb-Lote und nach
neuen Vorschriften Pb-freie Lote auf Basis SnBi,
SnAg oder SnAgCu. Häufige Elektro(nik)-Bauteile sind Transformatoren, Spulen, Widerstände, IC, Transistoren, Dioden, Potentiometer usw.,
die durch weitere Bauteile (Kühlelemente aus Al,
Kontakte, Stecker, Schalter, Sicherungen) komplettiert werden. Neben den für die Leiterplatte und
die Bauteile eingesetzten Metallen (Cu, Fe, Ni, Al,
Zn, Sn, Au, Ag etc.), den Metallverbindungen und
Kunststoffen kommen auch keramische Werkstoffe
(Al2O3) zur Anwendung. Die Halbleiterwerkstoffe
sind Si, GaAs und Ge, die mit geringsten Mengen
anderer Elemente dotiert sind. Als durchschnittliche Zusammensetzung bestückter Platinen kann
Folgendes angenommen werden [182]: Basismaterial 23 %; Halbleiterbauelemente 33 %; Kondensatoren 24 %; Widerstände 12 %; Sonstiges 8 %.
Elektroherd
%
Die große Anzahl der Werkstoffsysteme und
die Miniaturisierung der Bauteile sind für das Recycling außerordentlich erschwerend. Auf Grund
der Vielfalt der Batterien und besonderer Rechtsverordnungen dafür werden diese in einem eigenen Abschnitt (7 Abschn. 11.4.3) besprochen. Für
die Gasentladungslampen und die LCD-Monitore
sind ebenfalls eigene Abschnitte (7 Abschn. 11.4.2
und 7 Abschn. 11.4.4) vorgesehen.
11.1
EU-Richtlinie und deutsches
Elektrogesetz
Die EU-Richtlinien über »Elektro- und Elektronik-Altgeräte« (Waste Electrical and Electronic
Equipment, WEEE) (2002/96/EG) und zur »Beschränkung der Verwendung bestimmter gefährlicher Stoffe in elektrischen und elektronischen
Geräten« (Restriction of the Use of Certain Hazardous Substances, RoHS) (2002/95/EG) wurden in
den EU-Ländern in nationale Gesetze umgesetzt.
In Deutschland gilt seit 2005 (z. T. 2006) für beide
Richtlinien das »Elektro- und Elektronikgerätegesetz« (ElektroG) [183], welches das Inverkehrbringen, die Rücknahme und die umweltverträgliche
Entsorgung von Elektro- und Elektronikgeräten regelt. Das ElektroG verfolgt drei wesentliche Ziele:
1. Vermeidung von Elektro- und Elektronikschrott,
2. Reduzierung von Abfallmengen durch Wiederverwendung sowie Sammel- und Verwertungsquoten,
277
11.1 • EU-Richtlinie und deutsches Elektrogesetz
3. Verringerung des Schadstoffgehalts in Elektround Elektronikgeräten.
Das ElektroG gilt für bestimmte Geräte:
5 Geräte, die zu ihrem ordnungsgemäßen Betrieb elektrische Ströme oder elektromagnetische Felder benötigen,
5 Geräte zur Erzeugung, Übertragung und Messung solcher Ströme und Felder, die für den
Betrieb mit Wechselspannung von höchstens
1000 Volt oder Gleichspannung von höchstens
1500 Volt ausgelegt sind.
Die betreffenden Geräte sind in zehn Kategorien
aufgeschlüsselt.
z
Gerätekategorien (WEEE; ElektroG)
5 Kategorie 1: Haushaltsgroßgeräte (Waschmaschinen, Kühlgeräte, Klimageräte, Heizgeräte
usw.).
5 Kategorie 2: Haushaltskleingeräte (Staubsauger, Bügeleisen, Rasierapparate usw.).
5 Kategorie 3: Geräte der Informations- und
Telekommunikationstechnik (PC, Drucker,
Telefone, Taschenrechner, Großrechner usw.).
5 Kategorie 4: Geräte der Unterhaltungselektronik (Radio, Fernseher, Videokamera usw.).
5 Kategorie 5: Beleuchtungskörper (Leuchten für
Leuchtstofflampen, Leuchtstofflampen, Natriumdampflampen usw.).
5 Kategorie 6: Elektrische und elektronische
Werkzeuge (Bohrmaschinen, Nähmaschinen,
Schweißgeräte usw.).
5 Kategorie 7: Spielzeug, Sport- und Freizeitgeräte.
5 Kategorie 8: Medizinprodukte (Geräte für
Analysen, Strahlentherapie, Dialyse usw.).
5 Kategorie 9: Überwachungs- und Kontrollinstrumente (Thermostate, Waagen, Kontrollgeräte in Bedienpulten usw.).
5 Kategorie 10: Automatische Ausgabegeräte
(Geldautomaten, Getränkeautomaten usw.).
Zur Überwachung des Inverkehrbringens und der
Rücknahme wurde die Stiftung Elektro-Altgeräte
Register (EAR) gegründet, bei der sich alle Hersteller (Vertreiber) mit ihren Gerätearten registrieren
müssen. Dabei ist zwischen Konsumgütern für
11
Privatnutzer (Business to Consumer, B2C) und Investitionsgütern für Gewerbe (Busines to Business,
B2B) zu unterscheiden. Die Hersteller (Vertreiber)
müssen die nach 2005 entworfenen Elektro(nik)Geräte so konzipieren, dass ihre Demontage und
Verwertung, insbesondere ihre Wiederverwendung und die stoffliche Verwertung von Altgeräten,
ihren Bauteilen und Werkstoffen durch die Entsorger berücksichtigt und erleichtert werden (recyclinggerechte Produktkonzeption!). Dabei sind die
Beschränkungen für bestimmte Schadstoffe (Pb,
Hg, Cr(VI), Cd, PBB, PBDE) einzuhalten. Die Hersteller sind ebenfalls für die Rücknahme und Entsorgung verantwortlich, müssen diese Aufgaben
organisieren und dem EAR gegenüber nachweisen.
Für private Nutzer übernehmen die öffentlichrechtlichen Entsorger die Sammlung nach fünf entsorgungsrelevanten Sammelgruppen und melden
dann gefüllte Sammelbehälter dem EAR, der sie
zertifizierten Entsorgungsunternehmen zuweist.
Dieses Sammel- und Erfassungssystem erweist
sich aber als störanfällig, da den »Erstbehandlern«
(7 Abschn. 11.2) in den Sammelcontainern häufig
bereits z. T. ausgeschlachtete Geräte (Kompressoren aus Kühlschränken entfernt) oder zerstörte
Geräte (Monitore) übergeben werden, die zu stark
verminderten Erlösen führen. Außerdem besteht
eine erhebliche Abhängigkeit von den Preisen am
Metallmarkt (Eisen, Kupfer, Aluminium usw.), da
die Behandlungskosten vor allem durch den Verkauf der Altmetalle gedeckt werden müssen.
z
Sammelgruppen (SG) für Altgeräte
5 Haushaltsgroßgeräte (HHGG) und automatische Ausgabegeräte,
5 Kühl- und Klimageräte, Ölradiatoren,
5 Informations- und Telekommunikationsgeräte
(IT),
5 Unterhaltungselektronik (UE),
5 Gasentladungslampen,
5 Haushaltskleingeräte, Beleuchtungskörper,
Werkzeuge, Spielzeuge, medizinische, Sportund Freizeitgeräte, Überwachungs- und Kontrollinstrumente.
Der Anteil der Gerätearten in den Sammelgruppen
ist für Deutschland 2007 (EAR) in . Tab. 11.4 wiedergegeben.
278
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
. Tab. 11.4 Anteil der Gerätearten und Gerätekategorien in den Sammelgruppen (Deutschland EAR 2007) [184]
Sammelgruppe
Kategorie
Geräteart
Nr.
Bezeichnung
Bezeichnung
Kat. 1
HHGG
HHGG
Kat. 10
Automaten
Automaten
5
SG 2
Kat. 1
Kältegeräte
Kältegeräte
100
SG 3
Kat. 3
IT
Monitore
51
Restliche IT
49
TV
76
Restliche UE
24
SG 1
Kat. 4
UE
Masse-%
95
SG 4
Kat. 5
Gasentladungslampen
Gasentladungslampen
SG 5
Kat. 2
HHKG
HHKG
Kat. 5
Leuchten
Leuchten
Kat. 6
Werkzeuge
Werkzeuge
19
Kat. 7
Spiel/Sport
Spielzeug
1
Sport/Freizeit
0,7
11
100
77
…
Kat. 8
Medizin
Medizin
0,8
Kat. 9
Überwachung
Überwachung
0,8
HHGG = Haushaltsgroßgeräte; IT = Informationstechnik; UE = Unterhaltungselektronik; HHKG = Haushaltskleingeräte
. Tab. 11.5 Verwertungsquoten für Elektro(nik)-Altgeräte nach ElektroG [183]
Gerätekategorie
Gesamtverwertungsquote
%
Anteil Wiederverwendung,
davon stoffliche
Verwertung
%
1 und 10
80
75
3 und 4
75
65
2, 5, 6, 7 und 9
70
50
Gasentladungslampen
z
80
Verwertungsquoten
Das ElektroG [183] schreibt für die einzelnen Kategorien von Altgeräten Verwertungsquoten bezogen
auf das durchschnittliche Gerätegewicht vor und
unterscheidet dabei zwischen Gesamtverwertung,
Wiederverwendung (Bauteile) und stofflicher Verwertung (Werk- und andere Stoffe) (. Tab. 11.5).
Der Differenzbetrag zwischen Gesamtverwertung
und stofflicher Verwertung/Wiederverwendung
kann als energetische Verwertung genutzt werden.
In einem Expertenvorschlag sind die Verwertungsquoten für einzelne Geräte in . Tab. 11.6 weiter
untersetzt.
z
Behandlungsvorschriften
Das ElektroG [183] schreibt eine Behandlung nach
dem Stand der Technik vor und fordert dazu mindestens die Entnahme aller Flüssigkeiten sowie die
selektive Behandlung (Ausbau) der in . Tab. 11.7
angeführten Bauteile und Werkstoffe. Für einige in
. Tab. 11.7 aufgeführten Bauteile gelten die nach-
11
279
11.1 • EU-Richtlinie und deutsches Elektrogesetz
. Tab. 11.6 Expertenvorschlag für Verwertungsquoten häufiger Elektro(nik)-Geräte auf Basis des ElektroG [184]
Bauteile/Werkstoffe
Stoffliche
Verwertung
Wiederverwendete Bauteile
100
Sonstige Bauteile
Batterien,
Akkus (sortenrein)
Energetische
Verwertung
Gesamt
verwertung
Beseitigung
100
0
Motoren
95
5
100
0
Trafos, Netzteile
90
10
100
0
Laufwerke, Festplatten
80
20
100
0
Lautsprecher
95
5
100
0
Kompressoren
90
5
95
5
Kathodenstrahler
80
80
20
NiCd, NiMH
75
75
25
ZnC, AlMn, Zn-Luft
75
75
25
Bleiakku
90
100
0
10
NE-Metalle
(sortenrein)
Al, Cu, Messing, Zn
100
100
0
Sonstige NE-Metalle
100
100
0
Eisen
Fe-Schrott, Legierungsschrott
100
100
0
35
0
35
65
90
10
100
0
50
50
100
0
100
100
0
90
10
100
0
Kondensatoren,
Hg-haltige Teile, CdSe-Fotoleitertrommel,
Leuchtstoffe
0
100
Treibgas aus PUR,
Kältemittel FCKW
0
100
Untertagedeponie
0
100
90
10
Kabel zur
Kabelaufbereitung
Sortenreine
Kunststoffe
ABS, PS, PP etc.
Leiterplatten
Mischkunststoffe
Abfälle zur
Verwertung
Abfälle zur
Beseitigung
Altglas aus
Bildröhren
Leuchtstoffröhren
90
100
Maschinenöl
Pb-Glas (Bleihütte)
90
Flüssigkristalldisplay (LCD), Flachbildschirme
Noch keine Angaben
Batteriegemisch
65
PUR-Isolierung
5
70
30
100
100
0
280
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
. Tab. 11.7 Aufstellung der im ElektroG angeführten Bauteile und Werkstoffe, die getrennt auszubauen sind (1a bis 1n,
2, 3) und deren Vorkommen in den Sammelgruppen (SG 1 bis SG 5) und Kategorien [189]
Sammelgruppe
Bauteile
SG1
HG
SG2
KAE
SG5
KG
SG3
IT
SG3
UE
1a Hg-Bauteile
z
x
x
o
o
z
x
o
z
z
z
o
x
x
o
o
o
z
x
x
x
o
o
z
z
1b Batterie, Akku
1c Leiterplatten,
Mobiltelefon
z
o
SG5
EW
1e Kunststoffe mit
Br-FH
x
1f Asbestteile
o
o
SG5
KI
SG1
AA
z
o
1g Kathodenstrahlröhren
?
?
z
1h FCKW, KW
z
1i Gasentladungslampen
?
?
x
1j Flüssigkristallanzeigen
o
o
x
x
1k Kabel, extern
x
x
x
x
1l Keramische Fasern
o
1m Elektrolytkondensatoren
x
x
o
o
x
x
x
o
o
x
o
x
1n Cd/Se-Fototrommeln
x
x
2 Teile mit radioaktiven Stoffen
3. PCB-Kondensatoren
SG5
MP
x
1d Tonerkartuschen
11
SG4
GL
z
x
o
o
o
z
HG = Haushaltsgroßgeräte; KAE = Kältegeräte; KG = Kleingeräte; IT = Informations- und Telekommunikationsgeräte;
UE = Unterhaltungselektronik; GL = Gasentladungslampen; EW = Elektrowerkzeuge; MP = Medizinprodukte; KI = Kontrollinstrumente; AA = automatische Ausgabegeräte
Wichtungen: o = gering; x = häufig; z = überwiegend
folgend genannten spezifischen Behandlungsvorschriften:
5 Bauteile mit radioaktiven Stoffen: Entsorgung
nach Strahlenschutzverordnung,
5 Kondensatoren mit PCB: Behandlung nach
PCB/PCT-Abfallverordnung,
5 Kathodenstrahlröhren: Entfernung der
Leuchtschicht, Trennung von Schirm- und
Konusglas,
5 Gasentladungslampen: bruchsichere Lagerung
und Transport, Abtrennung des Hg aus dem
Altglas (<5 mg Hg pro kg Altglas).
z
Spezifik der Elektro(nik)-Altgeräte
Die EU-Richtlinie und das ElektroG stellen eine
außerordentliche Herausforderung für die Recyclingtechnologien dar. Die vielfältigen technischen
281
11.2 • Mechanische Aufbereitung der Elektro(nik)-Altgeräte
Probleme und die Anforderungen sind nachfolgend nochmals zusammengestellt:
5 Vielfalt der Gerätetypen und der Hersteller
sowie schneller Produktwechsel,
5 große Unterschiede der Abmessungen (Knopfzelle bis Waschmaschine),
5 Vielfalt der Konstruktions- und Funktionsbauteile,
5 große Anzahl an Konstruktions-, Verbundund Funktionsstoffen,
5 ständige weitere Miniaturisierung der Bauteile,
sehr dünne Funktionsschichten,
5 geforderte hohe Verwertungsquoten,
5 spezifische Abtrennung von Schadstoffen,
5 Spezifik der gesetzlichen Behandlungsvorschriften.
11.2
11
5 Erfassung der Sortierfraktionen (Verwertungsquoten),
5 Verwertung der Sortierfraktionen in Metallschmelzen, Glashütten, Kunststoffverarbeitungsbetrieben oder durch energetische Verwertung.
Die Festlegung auf bestimmte Sortierfraktionen und
deren Erzeugung ergeben sich dabei ausschließlich
aus deren möglichen Verwertungstechnologien
bzw. dem Verwertungsmarkt. Diese fordern aus
technischen, ökologischen und Kostengründen
bestimmte Qualitäten der Sortierfraktionen (Wertstoffgehalt, Fremdstoffgehalt, Schadstoffbegrenzung). Daraus leiten sich dann auch unmittelbar
die notwendigen Verfahrensschritte in den Stufen
der Vorsortierung, Zerlegung, Aufschlusszerkleinerung und Sortierung ab.
Mechanische Aufbereitung der
Elektro(nik)-Altgeräte
11.2.1
Das Standardrecyclingverfahren für Elektro(nik)Altgeräte ist die mechanische Aufbereitung (Demontage, Aufschlusszerkleinerung, Sortierung).
Daneben spielen thermische Verfahren (Schmelzprozesse, Pyrolyse) und spezifische Löseprozesse
eine Rolle. Oft sind diese Techniken auch kombiniert. Trotz der Spezifik der Altgeräte kann ein allgemeiner Behandlungsablauf für die mechanische
Aufbereitung von Elektro(nik)-Geräten angegeben
werden:
5 Eingangsverwiegung, Datenerfassung nach
ElektroG, Entfernung externer Kabel und z. T.
Schadstoffe (sog. Erstbehandlung),
5 manuelle oder automatische Sortierung in
Verwertungsgruppen,
5 Abtrennung von Gasen und Flüssigkeiten,
5 Zerlegung (Demontage) der Geräte mit den
Zielen Gewinnung von wiederverwendbaren
Bauteilen, vollständige Schadstoffentfrachtung
und Erzeugung bestimmter Werkstofffraktionen (Metalle, Kunststoffe) bzw. spezifischer
Bauteile (Bildschirme),
5 Aufschlusszerkleinerung und Klassierung,
5 Sortierung der Werkstoffe (Dichtesortierung,
Magnetscheidung, Wirbelstromsortierung,
sensorgestützte Sortierung),
Vorsortierung nach
Verwertungsgruppen
Für viele Altgeräte sind identische Recyclingtechnologien möglich und aus technischen und Kostengründen unbedingt anzustreben. Man vorsortiert deshalb in den Recyclingunternehmen meist
in die folgenden fünf Verwertungsgruppen:
5 Verwertungsgruppe 1: Großgeräte mit hohem
Anteil von Fe-Werkstoffen (60…80 % Fe) ohne
Kältemittel (Haushaltsgroßgeräte und Automaten wie Waschmaschinen, Elektroherde,
Geschirrspüler, Getränkeautomaten).
5 Verwertungsgruppe 2: Großgeräte mit Kältemitteln und hohem Anteil an Fe-Werkstoffen
und Kunststoffen (Kühlschränke, Gefriertruhen, Klimaanlagen).
5 Verwertungsgruppe 3: Kleingeräte mit elektrischen und elektronischen Funktionsteilen
(Motoren, Netzteile, Trafo, Leiterplatten, Heizelemente etc.) wie Computer, Radio, DVDPlayer, Handy, Telefonanlagen, Staubsauger,
Mikrowelle, Werkzeuge, Spielzeug, Kontrollinstrumente usw.
5 Verwertungsgruppe 4: Geräte mit hohem Anteil
an Glaswerkstoffen (Bildschirmgeräte).
5 Verwertungsgruppe 5: Hg-haltige Lampen.
282
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
Elektro(nik)-Altgeräte
Verwertungsgruppe 3
(kleine Haushaltsgeräte, Audio,
IT-/TK-Technik, …)
1. Aufschlusszerkleinerung
< 60 mm
Magnetscheidung
Vorsortierung
Vordemontage, manuell
Wirbelstromsortierung
Kunststoffe
Elektro(nik)Komponenten
2. Aufschlusszerkleinerung
10…15 mm
Zerkleinerung
Schadstoffe
Sortierung
. Abb. 11.1 Standardverfahren
für das Recycling von Elektro(nik)Geräten der Verwertungsgruppe 3
(Haushaltskleingeräte, Mikrowelle,
Audio, IT-/TK-Technik usw.) mit
manueller Vordemontage (Fa.
Electrocycling GmbH) [186].
Klassierung
Entstaubung
> 5 mm < 5 mm
Dichtesortierung
Funktionsbauteile
Kunststoffmahlgut,
sortenrein
11
Al
Eisen,
Stahl
Abfälle
(Mischkunststoffe,
Gummi, Keramik)
NE-Metall-Konzentrat
(Cu, Messing, Zn,
Edelmetalle, Sn, Pb)
Eine wesentliche Verbesserung der Vorsortierung
wäre zukünftig möglich, wenn durch Ausnutzung
der Radio Frequency Identification (RFID) eine
exakte Charakterisierung der Elektrogeräte stattfände. Auf den Elektrogeräten dauerhaft angebrachte RFID-Transponder (RFID-Tags) könnten
alle recyclingrelevanten Informationen (nutzbare
Bauteile, Wertstoffe, Schadstoffe) enthalten. Für die
Hersteller ergäben sich zusätzliche Vorteile (Nachweis und Verbleib ihrer Geräte, Recyclingempfehlungen) und ebenso für die Gerätenutzer (über
Internet abrufbare Information zu Wartung, Austausch usw.) [196]. Von anderer Seite wird dagegen
gewarnt, dass die RFID-Tags in die Recyclinglinien
für Glas, Aluminium und Stahl Fremdstoffe (Cu, Al
und Si) einbringen können, wo sie eine schädliche
Wirkung besitzen.
11.2.2
Dichtesortierung
Verfahrenstechnik der
mechanischen Aufbereitung
Standardverfahren für das Recycling der Verwertungsgruppe 3 mit manueller Vordemontage und
für Elektro(nik)-Schrott sind in . Abb. 11.1 und
. Abb. 11.2 angegeben. Die technologische Weiterentwicklung der Verfahrensstufen Vorzerlegung
(Querstromzerspaner) und sensorgestützte Sortierung werden dann in . Abb. 11.3 und . Abb. 11.4
vorgestellt.
z
Zerlegung der Altgeräte
Die Zerlegung erfolgte und erfolgt z. T. noch überwiegend manuell unter Verwendung einfacher
Werkzeuge (Motorschrauber, Zangen, Seitenschneider, Motorsägen, Saugheber usw.) auf Rollbahnen, Schwenktischen und Arbeitsbändern mit
unterschiedlicher Zerlegetiefe im Inselverfahren.
Das erfordert besondere Kenntnisse des Personals bezüglich der Schadstoffbauteile und wird
durch Mustergeräte, Muster- und Zerlegelisten
abgesichert. Es sind auch für bestimmte Gerätetypen teilautomatisierte Zerlegelinien im Einsatz [132] [157]. Die Zerlegeprodukte sind neben
den umweltschädigenden Bauteilen und Stoffen
(. Tab. 11.7) z. B. Elektronikbauteile, Bildschirme,
Gehäuse (Kunststoff, Stahl), Motoren, Trafos usw.
Eine entscheidende Automatisierung gelang durch
11
283
11.2 • Mechanische Aufbereitung der Elektro(nik)-Altgeräte
Elektro(nik)-Schrott
Shredder
Magnetscheider
Eisen
Siebanlage
> 12 mm
Papier, Holz,
Kunststoffe
< 12 mm
Feinkorntrennanlage
Wasch- und
Schwimmanlage
Hammermühle
1. SchwimmSink-Anlage
(Dichte 2 g/cm3)
1. Lufttrennherd
Müll
NE-Scheider
Schwimmgut
(Kunststoff, Gummi,
Al-Blech, Mg)
2. SchwimmSink-Anlage
(Dichte 3 g/cm3)
Wirbelstromscheider
Sinkgut
(Cu, Messing,
Sn, EM )
Schwimmgut
Mischmaterial
Mikrosortanlage
(Farbsensorik)
Metalle
Kunststoff
2. Lufttrennherd
Al-Guss
Cu
Messing
Pb, Sn
Al
. Abb. 11.2 Recyclingverfahren für Elektro(nik)-Schrott bei der Fa. METRAN [207].
Einführung der Vorzerlegemaschine Smash Boom
Bang SB2 [187] [188]. Diese Maschine besteht aus
einer Drehtrommel mit eingebauten Mitnehmern
und einer separaten Wurfvorrichtung im Trommelinneren (. Abb. 11.3). Durch die Drehbewegung
und die Wurfvorrichtung werden die Geräte in ihre
einzelnen Bauteile mechanisch zerlegt. Die Bauteile
wie Elektromotoren, Trafos, Batterien, Kondensatoren, Elektronikbauteile, Farbpatronen und Werkstoffverbunde werden aber nicht beschädigt oder
284
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
. Abb. 11.3 Zerlegemaschinen für
Elektro(nik)-Geräte (Vorzerlegemaschine Smash Boom Bang SB2; Querstromzerspaner (QZ)) [190] [192] [188].
1. Vorzerlegemaschine Smash Boom Bang SB2
Eintrag
Aufgabetrichter
A
B
Trommelantrieb Trommel
Schnitt A-B
Austrag
Wurfvorrichtung
2. Querstromzerspaner
Eintrag
Kessel
Schleusen
Bewegungsbahnen
der Aufgabeteile
Beschleunigungselement
(Antriebskopf, Ketten)
11
Antriebsmotor
Austrag
Elektroaltgeräte
CrNi-StahlSensor
Querstromzerspaner
Schadstoffe
CrNi-Stahl
Shredder
Magnetscheider
Eisen, Stahl
Wirbelstromscheider
NE-Metalle,
CrNi-Stahl
NIR-Spektrometer
ABS, PS u. a.
Kunststoffe
Allmetallsensor
(induktiv)
Schwarze Kunststoffe,
Abfälle
NE-Metalle,
Materialverbunde
Farbsensor
Cu, Messing
Al, Zn
NIR-Spektrometer,
X-Ray
Kunststoffe
Kunststoffe
+ FSM
Farbsensor
Printed Circuit
Boards
Kabel
. Abb. 11.4 Möglichkeiten der
Verbesserung der Sortiertechnologie für Elektro(nik)-Altgeräte
durch weiterentwickelte Sensortechnik mit Angabe zusätzlicher
Sortierfraktionen (kursiv); Zerlegung mit dem Querstromzerspaner (FSM = Flammschutzmittel)
[190] [192] [198].
285
11.2 • Mechanische Aufbereitung der Elektro(nik)-Altgeräte
zerstört und können anschließend entsprechend
sortiert werden. Das heißt, auch eine Reihe schadstoffhaltige Bauteile (Kondensatoren, Batterien,
Fototrommeln, Farbpatronen), die nach ElektroG
getrennt zu behandeln sind (. Tab. 11.7), müssen
nicht durch aufwendige Vordemontage entfernt
werden. Die Vorzerlegemaschine ist deshalb für
kleine Haushaltsgeräte, Unterhaltungselektronik,
Computer, Drucker, Scanner etc. hervorragend einsetzbar. Für Bauteile mit Glasgehäuse (Hg-Schalter,
Bildschirme) ist die Maschine selbstverständlich
nicht nutzbar. Mit dem Querstromzerspaner QZ
(Dismantler) steht eine weitere Maschine für die
Vorzerlegung und Zerlegung ohne Schneid- oder
Schlagelemente zur Verfügung [185] [188]. Der
Apparat besteht aus einem Kessel, an dessen Boden
eine rotierende Kette angebracht ist, die die eingebrachten Geräte auf hohe Geschwindigkeiten
beschleunigt und dadurch eine autogene gegenseitige Prallzerlegung der Geräte bewirkt sowie
die durch die Verformungen entstehende Wärme
gleichzeitig zur Auflösung von Verbunden ausnutzt
(. Abb. 11.3). Individuell einstellbare Verweilzeiten
bestimmen den Aufschlussgrad und die Größe
und Form der Produkte. Dadurch können auch in
dieser Maschine wesentliche Bauteile (Elektromotoren, Trafos, Elektronikbauteile, Kabel) in kompakter Form gewonnen werden und gefährliche
Bauteile (Batterien, Kondensatoren) bleiben unzerstört [188]. Der Querstromzerspaner steht in fünf
Baugrößen zur Verfügung (Kesseldurchmesser von
0,9 bis 3,0 m), die für entsprechende Gerätegrößen
(auch vorzerkleinerte Kühlgeräte) auswählbar sind
[188].
Auf nachgeschalteten Bändern erfolgen der
weitere manuelle Ausbau bzw. die Aussortierung
der in den Behandlungsvorschriften des ElektroG
benannten umweltschädigenden Bauteile bzw.
Stoffe (Batterien, Kondensatoren, Leiterplatten,
LCD, Kunststoffe mit bromierten Flammschutzmitteln usw.) (. Tab. 11.7). Daran schließt sich eine
manuelle Sortierung oder eine automatische Sortierung der Wertstoffbauteile mit Sieben, Magneten
oder Sensoren an, die in entsprechenden Paletten
abgelegt werden (wiederverwendbare Funktionsteile, Kunststoffe, Motoren, Kabel, Elektronik usw.)
[185].
z
11
Aufschlusszerkleinerung und Klassierung
Für die weitere Zerkleinerung kommen angepasst
an die Größe der Geräte oder Bauteile und den
gewünschten Aufschlussgrad verschiedenartige
Shredder (Hammerreißer), Rotorscheren oder
Mühlen zum Einsatz (7 Abschn. 3.2). Die zwei bis
drei Zerkleinerungsstufen (z. B. <60 mm; <15 mm;
<5 mm) sind bei der Feinzerkleinerung meist mit
entsprechenden Siebstufen kombiniert, um die für
die automatischen Sortierprozesse erforderlichen
engen Kornklassen zu erzielen (7 Abschn. 3.3).
Große Geräte (Waschmaschinen, Kühlgeräte) erfordern nur eine Grobzerkleinerung, während für
den Aufschluss von Elektronik eine Feinzerkleinerung unerlässlich ist. Speziell für die Aufbereitung
von Kabeln muss eine Verkugelung des Litzenmaterials erfolgen, um danach die Dichtesortierung
der verkugelten Cu-Litze von den Leichtstoffen zu
ermöglichen.
z
Sortierverfahren
Eine erste Verfahrensstufe nach der Zerkleinerung ist die Abtrennung von Staub und Feinstteilen (Lackteile, Fasern, Pappe, Kunststoffpartikel)
durch Windsichtung, die meist bereits im Shredder
integriert ist. Als Sortierverfahren folgen danach
die Magnetscheidung (Fe-Metalle) und die Wirbelstromsortierung für Al, andere NE-Metalle und
CrNi-Stahl. Außerdem werden verschiedene Methoden der sensorgestützten Sortierung eingesetzt
(NIR für Kunststoffe, induktive Metallerkennung,
Röntgenverfahren). Diese Methoden werden auch
als kombinierte Sensoren angewandt. Für die Identifikation der wertvollen Leiterplatten (Edelmetalle)
benutzt man einen speziellen Metallsensor (unter
dem Förderband) zusammen mit einer hochauflösenden optischen Kamera (über dem Förderband)
und erkennt damit die Leiterplatten mit den Kriterien Farbe und Metalleigenschaft [191]. Für die
Wirbelstromsortierung und die sensorgestützten
Methoden sind sehr gleichmäßige Stückgrößen für
eine genaue Trennung notwendig und deshalb ist
die oben behandelte Klassierung sehr wichtig. Für
weitere Sortierungen der erhaltenen Konzentrate
(Kunststoffe, Fe-Konzentrat, Al-Konzentrat, NEMetall-Konzentrat mit Cu, Messing, Zn, Pb, EM)
oder deren Reinigung setzt man die Dichtesortie-
286
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
rung (z. B. Lufttrennherd) ein. Die Grundlagen
der genannten Sortierverfahren und die apparativen Ausführungen wurden in 7 Kap. 3 bereits ausführlich erläutert und dargestellt: Sortierverfahren
(7 Abschn. 3.4); Dichtesortierung (7 Abschn. 3.4.1,
. Abb. 3.8); Magnetsortieren (7 Abschn. 3.4.2,
. Abb. 3.9 und . Abb. 3.10); sensorgestützte Sortierung (7 Abschn. 3.4.6, . Abb. 3.13).
Möglichkeiten zur Weiterentwicklung der Sortiertechnologie für Elektro(nik)-Altgeräte bestehen
durch die Kombination verschiedener neuer Metall-, Kunststoff- und Farbsensoren, wie dies in
. Abb. 11.4 ausführlich vorgestellt wird [190]. Damit ist es auch möglich, in den Kunststoffen die
Flammschutzmittel und andere Zusatzstoffe zu erkennen und die Kunststoffe danach zu selektieren.
11
11.3
Recycling von Elektro(nik)Altgeräten durch
Schmelztechnik, Pyrolyse und
Löseprozesse
11.3.1
Schmelztechnische Verfahren
Mit den Schmelzverfahren können die Metallinhalte (Cu, Ni, Zn, Edelmetalle) in einer Schmelzphase
konzentriert werden. Die unedleren Metalle (Fe,
Al) müssen allerdings vorher abgetrennt werden.
Durch Anwendung reduzierender Schmelzbedingungen erreicht man gleichzeitig die Reduktion
von Metallverbindungen (z. B. Ni(OH)2, LiCoO2)
zu den Metallen. Die erzeugten Rohmetalle oder
Legierungen müssen nachfolgend separiert und
raffiniert werden. Die Kunststoffe sind beim
Schmelzen im Prinzip energetisch nutzbar. Aus
unterschiedlichen Gründen der Verfahrenstechnik
sowie wegen der Schadstoffgehalte und der Dioxinbildung ist aber meist die vorgeschaltete Abtrennung der Kunststoffe erwünscht. Die Grundlagen und Technologien der Schmelzverfahren sind
ausführlich in den Abschnitten für das Recycling
von Kupfer, Nickel und Edelmetallen abgehandelt
( 7 Abschn. 5.4.3 , 7 Abschn. 5.4.6 , 7 Abschn. 5.7 )
und müssen hier nicht nochmals erläutert werden.
Die Kenntnis ist aber für das Verständnis komplexer Technologien (mechanische Aufbereitung und
Schmelzen) sowie für die Weiterverarbeitung der
Aufbereitungsfraktionen unbedingt erforderlich.
11.3.2
Pyrolyseverfahren
Die thermische Zersetzung organischer Substanzen (Depolymerisation, Aufbrechen der Bindungen, Cracken) bezeichnet man als Pyrolyse. Die
mindestens erforderlichen Temperaturen sind
450…550 °C. Die Produkte der Zersetzung sind
Pyrolyseöle und Pyrolysegase sowie Koks. Bei den
erforderlichen Temperaturen werden die Schmelzpunkte der meisten Metalle (Mg, Al, Cu, Ag, Messing, Bronzen, Stahl, Ni) und vieler anorganischer
Stoffe nicht erreicht. Diese Technik bietet also die
Möglichkeit, die in den Elektro(nik)-Altgeräten
enthaltenen Kunststoffbauteile zu zerstören und
damit von den Metallen und anorganischen Stoffen
weitgehend zu trennen. Es verbleibt dann nur die
Notwendigkeit der relativ einfachen Abtrennung
von Koks. Die Pyrolysetechnologie wurde bereits in
7 Abschn. 4.1.3
als Hochtemperaturverfahren
zur Abfallvorbehandlung näher beschrieben. In
. Abb. 4.3 ist das Apparateschema eines Drehrohrreaktors für eine Pyrolyse dargestellt. Der Drehrohrreaktor mit äußerem Heizmantel ist der Standardapparat für Pyrolyseverfahren. Speziell zu Prozessen der Kunststoffpyrolyse finden sich nochmals
Ausführungen in 7 Abschn. 6.5.3 mit . Abb. 6.16
(Drehrohrreaktor) und . Abb. 6.17 (Wirbelschichtreaktor). Für die Verwertung von Elektro(nik)Schrott wurden mehrere Pyrolyseverfahren halbtechnisch erprobt (Pyrocom-, Pyromaat-, Haloclean-Prozess). Ein industrieller Einsatz ist bisher
nicht bekannt. Diese Prozesse werden deshalb
nachfolgend nur kurz skizziert [204].
z
Pyrocom-Verfahren
Das Verfahren verwendet wie üblich einen gasdichten Drehrohrreaktor, der durch einen Heizmantel
indirekt beheizt wird (650…850 °C). Im gasdichten
Reaktor entsteht eine reduzierende Atmosphäre.
Dadurch wird die Bildung von Dioxinen verhindert. Der abgeleitete Pyrolysedampf lässt sich in
ein Öl (halogenhaltig) und ein Heizgas (aufwendige Gasreinigung) trennen. Der feste Pyrolyserückstand wird zerkleinert und z. B. durch Wind-
11.3 • Recycling von Elektro(nik)-Altgeräten durch Schmelztechnik, Pyrolyse
sichtung der feinkörnige Koks abgetrennt. Weitere
Sortierverfahren ermöglichen die Auftrennung in
verschiedene Metallfraktionen (Fe, NE-Metalle)
und eine Inertfraktion.
z
Pyromaat-Verfahren
Das vorrangige Ziel dieses Prozesses war die Rückgewinnung von Brom aus der Kunststofffraktion
der Elektro(nik)-Altgeräte. Brom ist wesentlicher
Bestandteil der Flammschutzmittel von Kunststoffen (polybromierte Biphenyle, PBB; polybromierte Diphenylether, PBDE). Die Pyrolse erfolgte bei
550 °C und der entstehende Pyrolysedampf wurde bei 1230 °C zu einem Synthesegas vergast. Mit
einer alkalischen Wäsche des Synthesegases konnte
Brom zu 95 % ausgewaschen werden.
z
Haloclean-Prozess
Durch Anwendung einer zweistufigen Pyrolyse erhoffte man, zunächst eine Konzentrierung der Halogene in einem Öl zu erreichen, was sich als nicht
realisierbar erwies. Man behielt aber die gestufte Pyrolyse (1. Stufe 300…400 °C; 2. Stufe 400…500 °C)
bei und erzeugte dann durch thermisch-chemische
Aufbereitung des Pyrolysedampfes ein halogenabgereichertes Pyrolyseöl für die chemische Verwertung, ein Pyrolysegas (Heizgas) und Brom.
11.3.3
Löseverfahren
Die selektive Auflösung bestimmter Anteile der
Elektro(nik)-Altgeräte eröffnet eine weitere Möglichkeit einer ersten stofflichen Trennung. Grundsätzlich sind technische Prozesse verfügbar, die
einerseits eine Auflösung von Metallen durch
chemische Reaktionen gestatten oder eine Auflösung von Kunststoffen durch bestimmte organische Lösemittel erlauben. Für die Auflösung von
Metallen kommen anorganische Chemikalien zur
Anwendung, die die Kunststoffe nicht angreifen.
Die Kunststoffe sind dagegen nur in organischen
Lösemitteln löslich, die wiederum keine Metallauflösung bewirken. Diese günstigen Verhältnisse
sind die Grundlage für das selektive Herauslösen
von Metallen oder von Kunststoffen aus Elektro(nik)-Altgeräten. Die chemische Auflösung von
287
11
Metallinhalten beinhaltet allerdings eine Reihe von
Problemen. Man gewinnt dabei meist Metallsalzlösungen mit sehr geringer Metallkonzentration,
die aufwendig weiterverarbeitet werden müssen.
Die eingesetzten Chemikalien, die Apparate und
die Verfahrenstechniken sind kostenintensiv, in
den ungelösten Rückständen verbleiben immer
Reste der Lösechemikalien und häufig entstehen
Reaktionsgase. Deshalb ist die Anwendung chemischer Löseverfahren für Metalle nur für hochwertige Metalle (Edelmetalle, Nickel, Kobalt, Kupfer)
wirtschaftlich vertretbar. Die technisch nutzbaren
selektiven Metalllöseprozesse sind in den stoffspezifischen Abschnitten der Metalle (7 Abschn. 5.7,
7 Abschn. 5.4.4, 7 Abschn. 5.4.7) bereits ausführlich
beschrieben und müssen hier nicht weiter ergänzt
werden.
Die Auflösung von Kunststoffen ist sehr sortenspezifisch und ermöglicht damit auch die Trennung
verschiedener Kunststoffsorten. Löslich sind fast
ausschließlich die Thermoplaste. Als Lösemittel
sind bisher Methylethylketon, Tetrahydrofuran,
Xylol und Dichlormethan untersucht. Die Grundlagen und Anwendungen dieser Technologien sind
bereits in 7 Abschn. 6.4.1 (»Sammellogistik, Aufschlusszerkleinerung, Waschprozesse, Sortier- und
Löseverfahren«) ausführlich behandelt. Ein besonderer Vorteil dieser Technik ist, dass die erzeugten
Recyclingkunststoffe die Qualität von Primärkunststoffen erreichen. Die Nachteile dieser Technik
sind die technologisch ungünstigen Eigenschaften
der Lösemittel (hoher Dampfdruck, Brennbarkeit,
Toxizität), die einer industriellen Anwendung bisher entgegenstanden. Die genannten Nachteile soll
ein deutlich günstigeres Lösemittel (hoher Flammpunkt, biologisch abbaubar) beseitigen, das vom
CreaSolv-Verfahren verwendet wird. Nähere Angaben zu diesem Lösemittel sind aber bisher nicht veröffentlicht. Weitere technische Angaben zu diesem
Verfahren sind ebenfalls in 7 Abschn. 6.4.1 (»Sammellogistik, Aufschlusszerkleinerung, Waschprozesse, Sortier- und Löseverfahren«) und in
. Abb. 6.2 verfügbar. Von den Entwicklern des
CreaSolv-Verfahrens wird auf den vorteilhaften
Einsatz zum Recycling von Elektroschrott (besonders Mobiltelefonen) hingewiesen, da die verwendeten Kunststoffe PS, ABS und PC günstige
Löslichkeiten aufweisen und zusätzlich eine Aus-
288
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
schleusung von PBB bzw. PBDE (Flammschutzmittel) garantiert ist. Das britische WRAP-Programm
(The Waste and Resources Action Program) hat das
Verfahren als Testsieger für das Kunststoffrecycling
aus Elektro(nik)-Schrott ermittelt. Eine industrielle
Anwendung ist bisher nicht bekannt.
11.4
Recyclingtechnologien für
spezielle Elektro(nik)Altgerätegruppen und
-Bauteile
11.4.1
Kühlgeräterecycling
rial wird durch Siebung vom Metallanteil getrennt
und in einer Heizschnecke nochmals entgast. Für
die Sortierung der Metallfraktion kommen die üblichen Verfahren (Magnetscheidung, Wirbelstromsortierung) zum Einsatz und liefern die Produkte
Fe-Fraktion, Al-Fraktion, Cu-Fraktion und eine
Gummi/Kunststofffraktion. Die PUR-Fraktion
unterzieht man einer Sortierung in ein PUR-Mehl
und ein PS-Kunststoffprodukt [192] [188]. Die
FCKW/Pentan-Rückgewinnungsquote erreicht nahezu 100 % und sichert eine sehr geringe FCKWKonzentration in der Abluft (20 mg/m3).
11.4.2
11
Die Kühlgeräte sind in einer eigenen Verwertungsgruppe (Gruppe 2) zusammengefasst, da sie einer
speziellen Behandlung bedürfen. Die Gründe dafür sind die Kältemittel im Kältekreislauf, gelöste
Kältemittel im Kältemaschinenöl und Treibgase
im PUR-Isolierschaum. Als Kältemittel und Treibgas kamen jahrzehntelang die schädlichen FCKW
zum Einsatz, die seit einigen Jahren durch Pentan
ersetzt wurden. Die erste Behandlungsstufe für
Kühlgeräte ist deshalb immer die Entleerung des
Kältekreislaufs. Mit flexibler Bohrkopf- und Zangentechnik werden Kältemittel und Kältemaschinenöl gemeinsam möglichst leckagefrei abgezogen.
Öl und Kältemittel werden anschließend thermisch
getrennt und einer Weiterverwendung zugeführt.
Evtl. vorhandene Hg-haltige Schalter sind ebenfalls
auszubauen. Das treibgashaltige Isoliermaterial
kann getrennt ausgebaut und nach Zerkleinerung
entgast werden. Die Gase werden durch Aktivkohleadsorption oder Kryokondensation zurückgewonnen. Neuere Anlagen können auf den Ausbau des Isoliermaterials durch Verwendung einer
gasdichten Zerkleinerung verzichten. Die Nutzung
einer Stickstoffatmosphäre in der Zerkleinerung
ermöglicht diese Technologie auch für pentangeschäumtes PUR. Die Gase aus der Zerkleinerung
werden durch Kryokondensation mit flüssigem
Stickstoff kondensiert und ausgebracht und das
entstehende Stickstoffgas für die Inertisierung der
Atmosphäre in der Zerkleinerung genutzt. Die Zerlegung der vorbehandelten Kühlschränke erfolgt
meist im Querstromzerspaner in Stickstoffatmosphäre (. Abb. 11.5). Das zerkleinerte PUR-Mate-
Lampenrecycling
Die technische Entwicklung zur Verbesserung der
Energieeffizienz elektrischer Lichtquellen führte
von der klassischen Glühlampe (Wolframglühfaden
im edelgasgefüllten Glaskolben) und den Halogenglühlampen zu den Gasentladungslampen (Quecksilberdampf, Argon und Leuchtstoffe in Glasröhren
bzw. -kolben). Die nächste Generation der Lichtquellen, die Halbleiterlichtquellen (Leuchtdioden,
LED), wird für den Masseneinsatz ab 2012 verfügbar sein. Die geringe Glas- und Metallmasse der
Glühlampen, die Abwesenheit von Schadstoffen
und die Problematik eines W-Recyclings erfordern
kein Recycling. Dagegen zwingen bei gebrauchten
Gasentladungslampen die Schadstoffgehalte (Hg
und Leuchtstoffe) zu einer Sonderbehandlung, die
damit gekoppelt auch ein Recycling der relativ großen Massenanteile an Glas und z. T an Leuchtstoffen und an Metallen ermöglicht. Aus dem Verkauf
der gewonnenen Altglasscherben erlöst man einen
Deckungsbeitrag für die Lampenaufbereitung.
z
Typen von Gasentladungslampen
Es sind verschiedene Typen von Gasentladungslampen auf dem Markt, die wegen ihrer verschiedenen Marktanteile und Hg-Gehalte von sehr unterschiedlicher Bedeutung für die Schadstoffbeseitigung und das Recycling sind (. Tab. 11.8).
Die stabförmigen Leuchtstofflampen und die
Kompaktleuchtstofflampen (Energiesparlampen)
bilden den Schwerpunkt des Lampenrecyclings. Bei
den Hochdruckentladungslampen muss man noch
zwischen mehreren Typen unterscheiden [194]:
. Abb. 11.5 Prozessschema einer KühlgeräteRecyclinganlage [192].
11
289
11.4 • Recyclingtechnologien für spezielle Elektro(nik)-Altgerätegruppen und -Bauteile
Altkühlgeräte
Absaugung
(Kältemittel, Öl)
Kältemittel,
Maschinenöl
N2 flüssig
Querstromzerspaner
Kryokondensation
PUR-Sieb
N2-Gas
PUR/Kunststoff
FCKW/
Pentan
Heizschnecke
Zick-Zack-Sichter
Schwergut
PUR/Kunststoff
Staubfilter
Zyklon
Magnetscheider
Umlenksichter
Wirbelstromscheider
AlFraktion
CuFraktion
5 Quecksilberhochdrucklampen: Hg und Ar in
einem Quarzgefäß,
5 Metallhalogenidlampen: Hg, Ar, Jodverbindungen in einem Quarz- oder Al2O3-Gefäß,
5 Natriumdampflampen: Na, Al2O3-Gefäß.
Die stabförmigen Leuchtstofflampen bestehen aus
dem Glasrohr (Alkali-Erdalkali-Silikatglas) mit
einer inneren Leuchtstoffschicht, der Hg-Ar-Gasfüllung und den Wolframelektroden sowie Bleiglas
an den Rohrenden. Den Rohrverschluss bildet eine
Metallkappe mit Kontakten. Das für die Zündung
erforderliche konventionelle Vorschaltgerät KVG
(Drossel, Starter) ist außerhalb der Leuchtstofflampe im Lampengestell installiert. Bei den Kompaktleuchtstofflampen (vorwiegend Energiesparlampen
mit Gewindesockel) verwendet man ein elektronisches Vorschaltgerät (EVG), das in den Lampensockel (Kunststoff + Metallgewinde) integriert
ist. Das EVG besteht aus kleinen elektronischen
Bauteilen (Kondensator, Transformator, Drossel,
Hochfrequenzgenerator), die auf einer Leiterplatte
platziert sind. Für die verschiedenen gewünschten
Kunststoff,
Gummi
FeFraktion
Zyklon
PS/
Kunststoff
PURMehl
Staub
. Tab. 11.8 Marktanteil und Hg-Gehalt verschiedener
Gasentladungslampen [193]
Lampentyp
Marktanteil
Hg-Gehalt pro
Lampe
Leuchtstofflampen,
stabförmig und nicht
stabförmig
66 %
<10 mg
Kompaktleuchtstofflampen
28 %
<5 mg
Hochdruckentladungslampen
6%
30 mg
Lichtfarben (Blau, Cyan, Grün, Orange, Rot, UV)
kommen unterschiedliche Leuchtstoffzusammensetzungen zum Einsatz. Die Leuchtstoffe bestehen
aus Oxiden (BaO, Al2O3, MgO, Y2O3 etc.), Phosphaten (LaPO4) oder Silikaten (BaSi2O5), die mit
Aktivatoren (Eu2+, Mn2+, Tb3+) dotiert sind [194].
Stoffliche Zusammensetzung und Hg-Verteilung in
290
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
Leuchtstofflampen,
stabförmig
Bestimmung
der Leuchtstoffart
Abtrennung
der Kappen
. Abb. 11.6 Fließbild des KappTrennverfahrens für stabförmige
Leuchtstofflampen.
Kappen
Aufbereitung
Mischglas
Al,
Stahl
Bleihütte
Ausblasen
der Leuchtstoffe
Zerkleinerung der
Röhren (1…2 cm)
Nachreinigung
der Scherben
Scherben
Natron-Kalk-Silikatglas
11
Zyklon
Leuchtstoffpulver
(Wiederverwendung)
Stäube, Hg
Staubfilter
Stäube
Aktivkohlefilter
(Hg-Adsorption)
Sonderabfall
einer gebrauchten stabförmigen Leuchtstofflampe
[120]:
5 Zylinderglas (Na2O-CaO-Glas): 85,0 % (Hg ca.
1,2 mg),
5 Kappen, Elektroden, Bleiglas: 12,9 %,
5 Leuchtstoff: 2,1 % (Hg ca. 7,5 mg),
5 Gasfüllung: Hg ca. 1,3 mg.
Für die Gasentladungslampen stehen drei Recyclingverfahren zur Auswahl:
1. produktspezifische Zerlegeverfahren,
2. Shredderverfahren (für alle Lampentypen geeignet),
3. Trocken- und Nassverfahren für die Leuchtstoffabtrennung.
z
Kapp-Trennverfahren für stabförmige Leuchstofflampen
In einem ersten Schritt analysiert man die Leuchtstoffart, um deren Wiederverwendung zu ermöglichen. Die unter Unterdruck stehenden Röhren
werden zunächst belüftet. Bei den stabförmigen
Leuchtstofflampen sind dann die Lampenenden
(Metallkappen + Bleiglas) durch Schneiden oder
Absprengen technisch unkompliziert abzutrennen.
Alle Verarbeitungsstufen arbeiten mit geschlossenen Apparaten im Unterdruckbereich, um den
freigesetzten Hg-Dampf und die Stäube vollständig
abzusaugen und über Filter zu reinigen. Hg-Dampf
wird an Aktivkohle adsorbiert. Die abgetrennten
Enden kann man aufbereiten und in verwertbare
Metalle (Stahl, Al) und ein Mischglas separieren.
Aus dem Mischglas kann in einer Bleihütte das
Blei recycelt werden. Aus dem Glasrohr wird der
Leuchtstoff ausgeblasen und in einem Zyklon abgeschieden (Hg zusätzlich in Aktivkohlefiltern).
Die gereinigte Glasröhre wird danach zu Scherben
(1…2 cm Stückgröße) zerkleinert und der Staub
(Glasstaub, Leuchtstoffreste) sowie geringe Metallteile abgetrennt. Die Scherben (85 % der Lampenmasse) können direkt wieder in der Röhrenherstellung eingesetzt werden. Die Leuchtstoffe sind bei
bekannter Zusammensetzung zu 60 % in der Lampenindustrie wieder verwendbar. Optional ist die
destillative Abtrennung von Hg-Resten aus Leuchtstoffen und Stäuben durchführbar [193]. Ein Fließbild des Kapp-Trennverfahrens zeigt . Abb. 11.6.
Ein modifiziertes Kapp-Trennverfahren ist auch
für ausgewählte Typen von Kompaktleuchten einsetzbar.
11.4 • Recyclingtechnologien für spezielle Elektro(nik)-Altgerätegruppen und -Bauteile
z
Zentrifugal-Separationsverfahren
Dieses Verfahren ist ebenfalls produktspezifisch
nur für Lampen ähnlicher Bauart einsetzbar (für
Energiesparlampen, nicht für stabförmige Gasentladungslampen). Das Zentrifugal-Separationssystem gewährleistet in der ersten Verfahrensstufe eine schonende Zerlegung in die Bauteile Glas,
Metall-Kunststoff-Sockel und EVG (elektronisches
Vorschaltgerät), wie dies in 7 Abschn. 11.2.2 für den
Querstromzerspaner bereits beschrieben wurde.
Der Leuchtstoff und die Stäube werden abgesaugt
und über Filter abgeschieden. Durch Siebsortierung
trennt man das Glas ab, das durch Ausheizen von Hg
gereinigt wird. Die Fraktion Lampenfassung, Kunststoffe und Elektronikbauteile wird geshreddert, über
Magnetscheidung getrennt und recycelt (Metalle)
bzw. energetisch verwertet (Kunststoffe) oder untertägig deponiert (Leuchtstoffe, Glasstaub) [193].
z
Glasbruchwaschverfahren
Das Verfahren arbeitet in der ersten Stufe mit einer
vollständig trockenen Zerkleinerung, so dass alle
Lampentypen sowie Lampenbruch und Produktionsausschuss verarbeitbar sind. Das Zerkleinerungsgut gelangt danach in eine Vibrationswäsche,
die dem weiteren Aufschluss des Gutes und besonders der Ablösung der Leuchtstoffe dient. Das
Waschwasser mit den suspendierten Leuchtstoffen
(+ kleine Glaspartikel + Hg) reinigt man durch Sedimentation und erhält einen Leuchtstoffschlamm.
Dieser Schlamm wird in einem Drehrohr erhitzt,
wobei Wasser und Hg vollständig verdampfen. Das
kondensierte Hg hat eine Reinheit von 99,99 %.
Das Glasbruch-Metall-Gemisch wird unter Verwendung von Sieben, einem Metallabscheider und
einer sensorgestützten Aufbereitung in die recycelfähigen Fraktionen Na2O-CaO-Glas, Bleiglas und
Metalle sortiert [193].
z
Shredderverfahren
Beim Shredderverfahren erfolgt ebenfalls eine vollständig trockene Aufschlusszerkleinerung, die alle
Lampentypen zu verarbeiten gestattet. Die weitere Verarbeitung erfolgt ebenfalls trocken. Durch
mehrstufige Siebsortierung entstehen drei Korngrößenfraktionen. Die Grobfraktion enthält die
verformten Metallteile (Recycling). Die mittlere
Fraktion (Glas, Kunststoffe) wird durch Windsich-
291
11
tung getrennt. Die Feinfraktion enthält die Leuchtstoffe, Glasstaub und Hg und muss als Sonderabfall
deponiert werden (evtl. Abtrennung von Hg durch
Destillation). Die Qualität der getrennten Produkte
ist relativ niedrig, so dass z. B. der Glasbruch nur
für Bauglas einsetzbar ist [193].
11.4.3
Recycling von Gerätebatterien
Batterien sind transportable elektrische Energiequellen. Die ständig zunehmende Stückzahl und
Art mobiler Elektro(nik)-Geräte hat den Bedarf
an Batterien zur Stromversorgung dieser Geräte
unaufhaltsam ansteigen lassen und damit die Notwendigkeit ihrer Entsorgung verschärft (Gefahr
des Eintrags von Schadstoffen in Abfälle; Motivation zum Recycling). In Deutschland wurden im
Jahr 2007 rund 1,5 Mrd. Gerätebatterien (davon
940 Mio. Alkali-Mangan-Batterien) in Verkehr gebracht. Im Jahr 2004 waren es noch 1,3 Mrd. Gerätebatterien. Weltweit geht man von 50 Mrd. Gerätebatterien (ca. 2 Mio. t) aus [200]. In dieser Zahl sind
die Starterbatterien (Bleiakkumulatoren) und die
Industriebatterien (Antriebsbatterien, ortsfeste Batterien) – überwiegend Bleiakkumulatoren und Nickel-Kadmium-Akkumulatoren – nicht enthalten.
Das Recycling von Blei-Starterbatterien und BleiIndustriebatterien ist in 7 Abschn. 5.5.2 behandelt.
Das Recycling von Bleiakkumulatoren ist seit ihrem
Einsatz weltweit eingeführt, da die hohe Einzelmasse, der große Bleigehalt und die einfache Rückgewinnungstechnik durch Einschmelzen eine sehr
günstige Wirtschaftlichkeit garantieren. Das Recycling von Nickel-Kadmium-Industrieakkumulatoren
entspricht dem Verfahren für die entsprechenden
Gerätebatterien. 7 Abschn. 11.4.3 beschreibt deshalb
nur das Recycling von Gerätebatterien.
z
Aufbau und Funktionsweise von Batterien
In den Batterien ist mit Hilfe spezieller Stoffkombinationen chemische Energie gespeichert, die auf
direktem Weg in elektrische Energie umzuwandeln
ist (elektrochemischer Energiewandler). Im Grundaufbau besteht eine Batteriezelle aus einer positiven
Elektrode (Kathode, Pluspol), einer negativen Elektrode (Anode, Minuspol), einer Elektrolytflüssigkeit
und der Trennmembran (Separator) zwischen den
292
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
. Tab. 11.9 Gerätebatterietypen und -formen, Einsatzgebiete sowie in Deutschland im Jahr 2004 von den Herstellern
der Stiftung GRS verkaufte Mengen [197]
Elektrochemisches System
Batterieform
Mengen 2004
Mio. Stück
Verwendungsbeispiele
Tonnen
Primärbatterien
Alkali-Mangan (primär)
Rundzelle
799
20 771
Zink-Kohle
Rundzelle
210
5633
Zink-Luft
Rundzelle
Lithium
Rundzelle
16
251
Kamera, Sensorik
Lithium
Knopfzelle
43
131
Taschenrechner, Uhren
Alkali-Mangan (primär)
Knopfzelle
41
114
Zink-Luft
Knopfzelle
59
51
Silberoxid
Knopfzelle
28
36
1 196
27 044
Summe Primärzellen
57
Leuchten, Spielzeug
Taschelampen
Hörgeräte
Uhren, Taschenrechner
Sekundärzellen (Akku)
11
Nickel-Metallhydrid
Rundzelle
55
1 483
Digitalkamera, Handy
Lithium-Ion
Rundzelle
23
1 737
Camcorder, Handy
Nickel-Kadmium
Rundzelle
21
2028
Laptop, Akkuschrauber
Alkali-Mangan (sekundär)
Rundzelle
3
66
MP3-Player
Klein-Bleiakku
Rundzelle
1
72
Spielzeug
Nickel-Kadmium
Knopfzelle
Nickel-Metallhydrid
Knopfzelle
2
7
Lithium-Ion
Knopfzelle
2
7
107
6301
Summe Sekundärzellen (Akku)
1
Elektroden. Der Elektrolyt übernimmt den Ionentransport zwischen den Elektroden (Ionenstrom).
Der Elektrolyt kann in flüssiger, pastöser oder
fester Form vorliegen. Die Elektrodenmaterialien
(»aktive Masse«) sind häufig Metalle. Die Stoffart
der »aktiven Massen« bestimmt die Spannung (V)
einer Batteriezelle, die Menge der »aktiven Massen«
die Kapazität in Amperestunden (Ah). Durch Zusammenschalten mehrerer Zellen addiert sich die
Spannung. Eine weitere Kennziffer von Batterien ist
die gewichts- oder volumenbezogene Energiedichte
(gespeicherte Energie in Wattstunden pro Gramm
Elektroauto
oder Kubikzentimeter). Man muss zwischen zwei
Batterietypen unterscheiden. Die Primärbatterien
besitzen ihren Energieinhalt von Anfang an und
sind nur einmal zu entladen. Die Sekundärbatterien
(Akkumulatoren) sind im Unterschied dazu wieder
aufzuladen und deshalb mehrmals zu entladen. Auf
Grund der unterschiedlichen Anforderungen der
Elektro(nik)-Geräte bezüglich Spannung, Kapazität, Energiedichte, Selbstentladung etc. sind eine
Vielzahl von Batterietypen und Batteriegrößen in
Verwendung, was natürlich das Recycling deutlich
erschwert. In . Tab. 11.9 sind die wichtigsten Batte-
11.4 • Recyclingtechnologien für spezielle Elektro(nik)-Altgerätegruppen und -Bauteile
rietypen mit ihren Einsatzgebieten und Mengenanteilen in Deutschland aufgelistet. Die Mengen
berücksichtigen nur die Hersteller, die der »Stiftung Gemeinsames Rücknahmesystem Batterien«
(GRS) angeschlossen sind. Diese decken allerdings
85 % des Gerätebatteriemarktes ab. Die überwiegende Form der Gerätebatterien sind die Rundzellen verschiedener Größen (Micro-AAA; MignonAA; Baby-C; Mono-D) und der 9-V-Block.
z
Entsorgung, Recycling
Aus der Benennung der Batterietypen in . Tab. 11.9
ist bereits ein mögliches Wertstoffpotential an Ni,
Zn, Pb, Li, Mn, Ag und Cd ableitbar. Dazu kommen
noch die Gefäßmaterialien. Die Schadstoffe (Hg,
Cd, Pb, Kalilauge, Schwefelsäure) sind dagegen
nicht immer direkt erkennbar, müssen aber bei Hg,
Cd, Pb auf den Batterien deklariert sein. Die Motivation zur Erfassung und Entsorgung von Altbatterien ergab sich zunächst aus der Notwendigkeit
der Vermeidung von Umwelt- und Gesundheitsschäden. Bis zum Erlass von Batterieverordnungen
wurden Gerätebatterien überwiegend im Hausmüll
beseitigt. Danach erfolgten in den wichtigsten Ländern eine getrennte Sammlung und eine Untertagedeponierung. Das komplizierte Recycling fand
anfangs wenig Anwendung. Der enorm gestiegene Anfall an Altbatterien und die Möglichkeit der
Schadstoffausschleusung beim Recycling haben
dann die Bedeutung des Recyclings verstärkt. Aus
den in . Tab. 11.9 für Deutschland angeführten
Tonnagen leitet sich direkt ab, dass für das Recycling einige der genannten Batterietypen besonders
zu berücksichtigen sind:
5 Primärzellen: Alkali-Mangan (prim., Rundzelle), Zink-Kohle (Rundzelle),
5 Sekundärzellen (Akku): Nickel-Kadmium
(Rundzelle), Lithium-Ion (Rundzelle), NickelMetallhydrid (Rundzelle), Klein-Bleiakku
(Rundzelle).
293
11
setz und die Verordnung enthalten folgende für das
Recycling wichtige Festlegungen:
5 Unterscheidung der Batterien nach Fahrzeugbatterien (Batterien für Anlasser, Zündung,
Beleuchtung usw.), Industriebatterien (Batterien für Gewerbe, Elektrofahrzeuge, Hybridfahrzeuge) und Gerätebatterien;
5 Verbot von Batterien mit mehr als 0,0005 %
Hg (Knopfzellen bis 2 % Hg); Verbot von
Gerätebatterien mit mehr als 0,002 % Cd (Ausnahme für Alarmsysteme und medizinische
Geräte);
5 Kennzeichnungspflicht, wenn mehr als
0,0005 % Hg, 0,002 % Cd oder 0,004 % Pb
enthalten sind;
5 Rücknahmepflicht der Hersteller, Vertreiber
oder öffentlich-rechtlichen Entsorgungsträger
für alle Batterien (bisher Stiftung gemeinsames
Rücknahmesystem Batterien, GRS); Abgabepflicht der Endnutzer;
5 Vorgabe von Sammelquoten für die Rücknahmesysteme (bis September 2012 35 %; bis
September 2016 45 %);
5 Verwertung und Beseitigung: Soweit technisch
möglich und wirtschaftlich zumutbar sind
Altbatterien zu behandeln und stofflich zu verwerten. Die Beseitigung durch Verbrennung
oder Deponierung ist untersagt. Ab September
2011 sind Verwertungsquoten für die stoffliche
Verwertung einzuhalten (Blei-Säure-Altbatterien 65 % bei maximaler Verwertung des PbGehaltes; Nickel-Kadmium-Altbatterien 75 %
bei maximaler Verwertung des Cd-Gehaltes;
sonstige Altbatterien 50 %).
Stofflicher Aufbau der Gerätebatterien
Die Durchführung des Recyclings und insbesondere die stoffliche Verwertung sind ohne genaue
Kenntnisse des spezifischen stofflichen Aufbaus der
Batterien nicht möglich, der deshalb nachfolgend
vorgestellt wird.
Batteriegesetz
Die bisher gültige Batterieverordnung von 1998
(Novellierung 2001) [199] wurde im Dezember
2009 durch ein Batteriegesetz (BattG) [233] ersetzt
und durch eine Verordnung zur Durchführung des
Batteriegesetzes (BattGDV) [233] ergänzt. Das Ge-
z Primärbatteriesysteme
Zink-Kohle (ZnC) Die innere positive Elektrode
(Kathode) besteht aus Braunstein (MnO2), die
einen Kohlestift als Ableitelektrode umschließt.
Die äußere negative Elektrode (Anode) bildet
ein Zinkbecher. Als Elektrolyt dient NH4Cl- oder
294
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
ZnCl2-Lösung. Den Zinkbecher umschließt eine
Isolierhülse und das Zellengefäß besteht dann
wieder aus Zink. Metallinhalt: 15…20 % Fe,
15…30 % Zn, 10…25 % Mn [200].
satz) und den alkalischen Elektrolyt. Metallinhalt:
36…42 % Ni, 22…25 % Fe, 8…10 % Seltene Erden,
3…4 % Co [200].
Lithium-Ion (Li-Ion) Als Kathodenmaterial kommt
Alkali-Mangan (AlMn) Dieser Typ ist ebenfalls eine
Braunstein-Zink-Batterie, die aber einen alkalischen Elektrolyt (KOH) verwendet. Die Kathode
besteht aus einer Mischung von MnO2 und Graphit und die Anode aus Zinkpulver. Die Trennung
übernimmt ein Separator. Kathode, Separator und
Anode sind mit KOH getränkt. Die äußere Hülle
ist ein Stahlbecher. Ältere Batterien können noch
etwas Hg enthalten. Metallinhalte: 15…25 % Fe,
6…18 % Zn, 10…25 % Mn, 1….3 % Cu.
Zink-Luft Eine sehr dünne katalytische Kathode,
eine Zinkpulveranode und ein alkalischer Elektrolyt bilden dieses Element (häufig als Knopfzellen).
vorwiegend Kobaltoxid zum Einsatz, die Anode
besteht aus Graphit. In beiden Elektroden sind LiIonen eingelagert, die zwischen Kathode (LiCoO2)
und Anode (LixC) ausgetauscht werden. Metallinhalt: 15…20 % Co+Mn, 7 % Cu, 5 % Al, 2…3 %
Li [200]. Die Li-Ionen-Zellen sind u. a. wegen der
hohen Zellenspannung von 3,6 V die Basis für
Hybrid- und Elektroautos. Für diese Anwendung
schaltet man viele Zellen zu einem Batterieblock
von z. B. 120 V zusammen (HEV-Li-Ion-Batterie).
Lithium-Ion-Polymer Dieser Typ ist eine Li-Ion-
Zelle mit einem festen Polymerelktrolyt, was Auslaufsicherheit und extrem dünne Bauweise ermöglicht.
Silberoxid (AgO) AgO bildet die Kathode und
Zinkpulver die Anode. Der Elektrolyt ist alkalisch,
die Hülle aus Stahl (überwiegend als Knopfzellen).
11
Klein-Bleiakku Siehe dazu 7 Abschn. 5.5.2.
Silber-Zink-Akku Dieses System befindet sich in
Lithium-Mangandioxid (LiMnO2) Li ist die negative
Elektrode, MnO2 die Kathode. Wegen der Reaktionsfähigkeit von Li mit Wasser können nur wasserfreie Elektrolyte verwendet werden. Dazu dienen organische Lösemittel mit Salzzusätzen oder
anorganische Lösemittel (Thionylchlorid, SOCl2).
Man stellt verschiedene Bauweisen und Größensysteme her sowie z. B. auch eine Flachzelle von
0,4 mm Dicke.
Nickel-Zink Das ist ein Batterietyp mit Ni(OH)2-
Kathode, Zinkanode und alkalischem Elektrolyt.
z Sekundärbatteriesysteme
Nickel-Kadmium (NiCd) Der Akkumulator besteht
aus einer Ni(OH)2-Kathode, einer Cd-Anode,
dem KOH-Elektrolyt und einer Stahlhülle. Metallinhalt: 40…45 % Fe, 18…22 % Ni, 16…18 %
Cd [200].
Nickel-Metallhydrid (NiMH) Dieser Typ ersetzt das
giftige Cd der NiCd-Akkus durch eine Wasserstoffspeicherlegierung, z. B. La(Ni, Co, Mn), und verwendet ebenfalls eine Ni(OH)2-Kathode (Co-Zu-
der Vorbereitung und könnte den Li-Ion-Akku verdrängen, da eine günstigere Recyclingmöglichkeit
besteht.
Aus dieser Auflistung mit den angegebenen Metallinhalten ergibt sich, dass als wesentliche Wertmetallinhalte die Mengen an Ni, Zn, Co, Cu und SE
zu berücksichtigen sind und parallel dazu ein Ausbringen der weniger wertvollen Bestandteile Mn
und Fe (siehe dazu die Metallpreise in . Tab. 5.2)
wünschenswert erscheint. Daneben existieren aber
erhebliche Problemstoffe wie Cd, z. T. Hg in Knopfzellen, organische und anorganische Bestandteile
der Elektrolyte, Leitsalze, Separatoren und Gehäuse.
Recyclingverfahren für Gerätebatterien
z
Sortierverfahren [198]
Die Sammlung der Gerätebatterien liefert ein Gemisch aller Batteriesysteme. Dieses Gemisch kann
in einem einzigen Recyclingprozess nicht verarbeitet werden. Deshalb sind als Vorstufe Sortierverfahren erforderlich. Eine sehr einfache Sortierung
kann nach der Größe durch Siebung erfolgen
(Abtrennung von Knopfzellen). Die Recyclingver-
11.4 • Recyclingtechnologien für spezielle Elektro(nik)-Altgerätegruppen und -Bauteile
fahren erfordern aber eine Sortierung in die verschiedenen Werkstoffsysteme. Dafür kommen zwei
Sortierverfahren zum Einsatz:
5 Elektromagnetisches Sortierverfahren: Ein
elektromagnetischer Sensor erkennt die verschiedenen Werkstoffsysteme magnetischer
Rundzellen auf Grund unterschiedlicher
Störungen des Magnetfeldes. Diese Identifikation steuert dann den Auswurfmechanismus
(Sortierleistung sechs Batterien pro Sekunde;
Sortierreinheit 98 %).
5 Röntgenverfahren: Nach einer Größensortierung erkennt ein Röntgensensor das Batteriesystem von Rundzellen und steuert das Auswurfsystem (Sortierleistung 26 Batterien pro
Sekunde; Sortierreinheit 98 %).
Eine zusätzliche Sortierung nach Hg-freien Batterien kann durch Erkennung eines aufgebrachten
UV-sensiblen Lackpigments erreicht werden, wenn
noch Hg-haltige Batterien zu erwarten sind.
z
Verarbeitung von Alkali-Mangan-, Zink-Kohleund Zink-Luft-Batterien
Das Recycling dieser Systeme konzentrierte sich
zunächst auf die Verwertung des Zn-Inhalts. Dabei
nutzt man die Eigenschaft des Zn, bei thermischen
Prozessen zu verdampfen (Siedepunkt 906 °C), und
kann auf eingeführte metallurgische Verfahrenstechniken zurückgreifen. Ein günstiges Verfahren
ist der Imperial-Smelting-Prozess (IS) für BleiZink-Rohstoffe. In den IS-Schachtofen kann man
die Batterien direkt aufgeben und es entsteht u. a.
ein CO-reiches Abgas, aus dem metallisches Zink
kondensierbar ist.
Ein weiteres nutzbares Verfahren ist das Wälzverfahren im Drehrohrofen [198] für Zn-reiche
Stahlwerksstäube (7 Abschn. 5.6). In einer ersten
Verfahrensstufe erfolgen eine Aufschlusszerkleinerung der Batterien und eine Abtrennung der Eisenanteile als Eisenschrott durch Magnetscheidung.
Dadurch erhält man ein Gemisch aus Zn, MnO2,
Kohle und Elektrolyt. Der Chloridelektrolyt sollte
weitgehend ausgewaschen werden, während der
KOH-Elektrolyt die weitere Verarbeitung nicht
stört. Dieses Gemisch aus Zn, MnO2 und Kohle
ist für die Verarbeitung im Drehrohrofen zusam-
295
11
men mit zinkhaltigen Stahlwerksstäuben gut geeignet. Dabei wird das Mn verschlackt, die Kohle als
Reduktionsmittel genutzt und das Zn als ZnO im
Wälzoxid ausgebracht. Eine vollständige Chloridabtrennung aus dem Wälzoxid erreicht man durch
eine Sodalaugung (7 Abschn. 5.6), so dass nachfolgend durch Elektrolyse hochreines metallisches
Zink gewonnen werden kann.
Eine Variante dieser Zinkverdampfung ist das
Schmelzen der zerkleinerten Batterien im Elektrolichtbogenofen zusammen mit Stahlschrott [198].
Dabei erhält man einen Zn-reichen Stahlwerksstaub und z. T. auch ein Mn-Ausbringen im Stahl.
Aus dem Zn-reichen Stahlwerksstaub gewinnt man
dann wie oben beschrieben ein ZnO-Wälzoxid.
Eine spezielle Verfahrenstechnik für Batterien
ist das Sumitomo-Batrec-Verfahren (. Abb. 11.7).
Diese Technik verwendet eine vorgeschaltete Pyrolyse der Batterien in einem Schachtofen der
mit CO-reichem Abgas aus dem Schmelzofen auf
600…750 °C erhitzt wird. Diese Behandlung zerstört die organischen Materialien und verdampft
evtl. vorhandenes Hg (Siedepunkt 357 °C), das aus
dem Pyrolysegas kondensiert und gewonnen werden kann. Der Pyrolserückstand gelangt in einen
induktiv beheizten, geschlossenen Schmelzofen
zusammen mit Reduktionskohle und Schlackenbildnern und wird auf eine Arbeitstemperatur
von 1500 °C erhitzt. Das Zn verdampft und wird
aus dem CO-reichen Abgas als flüssiges Zn kondensiert. Im Ofen verbleiben zwei Schmelzphasen
(Schlacke und verwertbares Ferromangan).
Durch Optimierung (RWTH) des Lichtbogenofenverfahrens mit vorgeschalteter Pyrolyse konnte
durch optimale Schlackenführung eine weitgehende MnO2-Reduktion erreicht werden. Man erhielt
bei halbtechnischen Versuchen ein Mn-Ausbringen von 62,4 % in einer hochwertigen Ferromanganlegierung (bis 50 % Mn). Das Zn wird vollständig verflüchtigt und als ZnO-Flugstaub gewonnen
(. Abb. 11.7) [203]. Als Alternative wurde auch ein
hydrometallurgisches Verfahren entwickelt. Nach
einer Vorbehandlungsstufe zur Abtrennung von
Stahl und Papier verwendet man eine Laugung mit
Schwefelsäure und erhält eine Lösung aus Manganund Zinksulfat. Damit wird für Mn und Zn eine
stoffliche Verwertungsquote von 100 % erzielt.
296
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
Altbatterien
Alkali-Mangan/Zink-Kohle
Sumitomo-BatrecVerfahren
RWTH-Optimierung
Pyrolysegas
(Elektrolyt, organische
Komponenten, Hg)
Schachtofen
Pyrolyse (600…750 °C)
Schachtofen
Pyrolyse (300…750 °C)
Pyrolyserückstand
Pyrolyserückstand
Schlackebildner
COAbgas
Kohle
. Abb. 11.7 Recycling von
Alkali-Mangan- und Zink-KohleBatterien nach dem SumitomoBatrec- Verfahren und dessen
Optimierung durch die RWTHUntersuchungen [203].
Holzkohle
CaO, SiO2,
Al2O3, MgO
Abgasfilter
Zn-DampfKondensator
Lichtbogenofen
(Hohlelektrode,
1 500 °C)
Schmelzofen
(Induktionsheizung,
1 500 °C)
Schlacke
Schlacke
Mn-legiertes
Eisen
11
z
Zn-Metall,
flüssig
ZnOKonzentrat
Verwertung von Nickel-Kadmium-Batterien
Zur Stofftrennung nutzt man den hohen Dampfdruck von Cd bei erhöhter Temperatur aus (Siedepunkt 765 °C). Nach einer Batteriezerlegung
beschickt man das Material in einen Vakuumdestillationsofen (Druck 0,1 mbar) und erreicht
bei 100…150 °C zunächst die Verdampfung von
Wasser und flüchtigen organischen Stoffen. Durch
weitere Erhitzung auf 750 °C und Zusatz von Reduktionsmitteln (Reduktion von Anteilen an CdO)
verdampft das Cd-Metall vollständig und ist als
hochreines Kadmium (99,9 %) kondensierbar. Als
Rückstand verbleibt im Ofen ein festes Ni-Fe-Gemisch (5…300 ppm Cd), das für die Stahlmetallurgie geeignet ist. Alternativ ist auch ein hydrometallurgisches Verfahren untersucht. Nach einer
Batteriezerlegung wendet man eine Laugung mit
Schwefelsäure unter H2O2-Zusatz an. Damit löst
man Fe, Ni und Cd als Sulfate und fällt danach Fe3+
als Hydroxid aus. Cd und Ni werden elektrolytisch
aus den Lösungen mit hoher Reinheit abgeschieden.
Ferromangan
(50 % Mn)
z
Recycling von Nickel-Metallhydrid-Batterien
Die bestehenden industriellen Verfahren verwerten
zurzeit nur den hohen Ni-Inhalt. Die Batterien werden geshreddert, wobei die Freisetzung von Wasserstoff zu beachten ist (überwachte Atmosphäre).
Der erhaltene Ni-Fe-Schrott kann nach Abtrennung der Kunststoffe in starker Verdünnung zur
Herstellung Ni-legierter Stähle zugesetzt werden.
Der Nachteil dieser Technik ist, dass keine Nutzung des Inhaltes an Co und Seltenen Erden (SE)
stattfindet. Der Umicore-Batterie-Recycling-Prozess
setzt die Batterien ohne Vorbehandlung in einen
Plasmaschmelzofen ein und erschmilzt eine CoNiLegierung sowie eine Schlacke. Der Plastikanteil
wird im Prozess energetisch genutzt. Die CoNiLegierung raffiniert und trennt man in den vorhandenen Anlagen zu Ni- und Co-Verbindungen
[201]. Von großer Bedeutung ist eine Verfahrensentwicklung der RWTH-Aachen und des UVR-FIA,
die auch Co und SE gewinnbar macht (. Abb. 11.8).
Das gelingt durch Kombination mechanischer,
pyro- und hydrometallurgischer Verfahrenstechniken. Zur Aufschlusszerkleinerung dient eine Ham-
11.4 • Recyclingtechnologien für spezielle Elektro(nik)-Altgerätegruppen und -Bauteile
. Abb. 11.8 Recycling von
Nickel-Metallhydrid-Batterien
nach dem RWTH-UVR-Verfahrensvorschlag [202].
11
297
Altbatterien
Nickel-Metallhydrid
Aufschlusszerkleinerung
(Hammermühle)
Grobfraktion
(Stahlblech, Kunststoff)
Nasssiebung (0,5 mm)
Feinfraktion
(Ni, Co, SE)
Windsichtung
Zusätze
Stahl
Schmelzen
(Lichtbogenofen)
SE-Schlacke
Schmelzflusselektrolyse
Ni-CoLegierung
mermühle, der eine Nasssiebung bei 0,5 mm nachgeschaltet ist. Die Grobfraktion enthält die Anteile
an Stahlblech, Elektroden, Kunststoffen und Papier
und kann durch Windsichtung oder Pyrolyse weiter sortiert werden. In der Feinfraktion sind die
wertvollen Komponenten Ni, Co und SE angereichert. Diese Feinfraktion wird im Lichtbogenofen
mit speziellen Schlackenbildnern aufgeschmolzen
und dabei werden eine NiCo-Legierung und eine
SE-haltige Schlacke erzeugt. Aus der Schlacke gewinnt man mittels hydrometallurgischer Prozesse
zunächst die SE-Chloride und nachfolgend über
eine Schmelzflusselektrolyse die SE-Metalle als
Mischmetall [202] [200]. Die Verfahrensstufen zur
Rückgewinnung der SE-Metalle konnten wegen
unzureichender Mengen bis 2010 noch nicht in den
Produktionsmaßstab umgesetzt werden [234].
Leichtstoffe
Hydrometallurgische
Verarbeitung
SE-Chloride
SE-Mischmetall
z
Verarbeitung von Lithium-Mangandioxid-Batterien
Durch einen thermischen Prozess kann die Verwertung zu einem Ni-haltigen Eisen und Ferromangan erreicht werden.
z
Recycling von Lithium-Ionen-Batterien
Der Umicore-Batterie-Recycling-Prozess schmilzt
die Batterien ohne Vorbehandlung unter Verwendung der Plasmaschmelztechnologie zu einer CoLegierung (Ni, Cu) und einer Schlacke [201]. Eine
deutlich günstigere stoffliche Verwertung könnte
die Verfahrensentwicklung RWTH/ACCUREC/
UVR ergeben. Durch Zerkleinerung und mechanische Aufbereitungsoperationen gewinnt man in
qualitativ hochwertiger Form eine reine Al-Fraktion und eine Fe-Ni-Fraktion. Die verbleibende
Co-Li-Fraktion verarbeitet man im Lichtbogenofen zu einer CoMn-Legierung. In der anfallenden
298
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
Altbatterien
Lithium-Ionen
HCl, Cl2
. Abb. 11.9 Recyclingprozess
der Firma Sony für Lithium-Ionen-Batterien.
Kalzination
Säurelaugung
Shreddern
Siebung
Siebdurchgang
(LiCoO2,
Metalloxide,
Kohlepulver)
Siebrückstand
(Fe-, Cu-, Al-Teile)
Schmelzen
Magnetscheidung
Fe-Solventextraktion
FeLösung
Co-Solventextraktion
Co-Lösung
Co-Legierung
Kristallisation
Fe-Schrott
11
Cu-/Al-Schrott
Schlacke und im Flugstaub ist der Li-Inhalt angereichert (Li-Konzentrat). Daraus gewinnt man ein
reines Li-Karbonat. Die CoMn-Legierung kann als
Vorlegierung für Co-Superlegierungen eingesetzt
werden [200]. Die Firma Sony beschreibt ebenfalls
eine Verfahrenskombination aus mechanischer
Aufbereitung, Schmelzprozess und hydrometallurgischer Verarbeitung. Die Verfahrensstufen sind in
. Abb. 11.9 dargestellt. Eine Rückgewinnung von Li
ist allerdings nicht angegeben.
z
Verarbeitung Hg-haltiger Knopfzellen
Aus Hg-haltigen Knopfzellen muss aus ökologischen Gründen vor allem Hg abgetrennt und
zurückgewonnen werden. Das ist auf Grund des
niedrigen Siedepunkts von Hg (357 °C) durch Erhitzen in geschlossenen Apparaten einfach und
sehr vollständig zu realisieren. Vorzugsweise kommen thermische Techniken bei 350…650 °C zur
Anwendung. Der Ausdampfungsrückstand ist als
vollständig Hg-freier Stahlschrott nutzbar [198].
11.4.4
Flüssigkristallbildschirme (LCD)
Flüssigkristallbildschirme oder -anzeigen finden
in Fernsehgeräten, PC-Monitoren, Mobiltelefonen,
Co-Chlorid
Uhren, Taschenrechnern, Messgeräten etc. Anwendung. Bei den Fernsehgeräten und Monitoren
haben sie die Röhrengeräte weitgehend verdrängt
und werden in Zukunft in sehr großen Mengen als
Altgeräte anfallen. Das Funktionsprinzip des Liquid
Crystal Display (LCD) beruht auf der Eigenschaft
der Flüssigkristalle, die Polarisationsrichtung von
Licht zu beeinflussen, wenn eine elektrische Spannung angelegt wird. Ein LCD-Monitor besteht aus
dem eigentlichen Funktionsbauteil (LCD-Panel),
Elektronikkomponenten, Metallrahmen, Metallchassis und Kunststoffgehäuse. Für das Recycling
sind der Aufbau des LCD-Panels und die verwendeten Materialien von Interesse. Die LCDs haben
einen Schichtaufbau. Die viskose Flüssigkristallschicht befindet sich zwischen zwei Glasplatten
(Substrate), die an den Innenseiten mit einer transparenten Elektrodenschicht aus Indium-ZinnOxid (ITO) überzogen sind. An den Außenseiten
der Glasplatten sind die Polarisationsfilter (Kunststofffolie) aufgeklebt. Die Flüssigkristallschicht ist
eine Mischung von 15…20 verschiedenen organischen Verbindungen mit einem gewissen Schadstoffpotential (. Tab. 11.10). Zum Display gehört
außerdem eine Hintergrundbeleuchtung (bei älteren Geräten Hg-haltige Lampen; bei neueren Geräten LEDs).
299
11.4 • Recyclingtechnologien für spezielle Elektro(nik)-Altgerätegruppen und -Bauteile
Die LCD-Panels sind in den Elektrogeräten als
getrennte Bauteile vorhanden. Für das Recycling
ist also die übliche Demontage der Geräte in die
Fraktionen Kunststoffgehäuse, Elektronik, Metallrahmen, Hintergrundbeleuchtung und LCD-Panel
vorzusehen. In diesem Abschnitt ist somit zusätzlich zu den Ausführungen in 7 Abschn. 11.2 und
7 Abschn. 11.4.2 nur die Entsorgung der LCD-Panels zu betrachten. Als eine Möglichkeit ergibt sich
die Wiederverwendung intakter LCD-Panels.
Das gegenwärtig vorherrschende Recyclingverfahren ist die thermische Behandlung der LCDPanels in Abfallverbrennungsanlagen oder im
Wälzverfahren für Stahlwerksstäube (Nutzung des
Glasanteils als Silikatzuschlag). Bei diesen Technologien werden die organischen Bestandteile (Flüssigkristalle, Polarisationsfilter, Harze) vollständig
verbrannt und das Glas zusammen mit den oxidierten Metallen und dem Si in einer inerten Schlacke
(z. T. nutzbar als Baustoff ) eingebunden. Eine weitere Verfahrensentwicklung verwendet die Stufen
Glasschneiden, Ultraschallreinigung und Eintränken in flüssigen Stickstoff und erreicht damit eine
Separation der Flüssigkristalle (Schadstoffpotential) von den anderen Materialien, so dass das Glas
dem Glasrecycling zugeführt werden kann. Mit
diesen Technologien können aber die Forderungen
der WEEE-Richtlinie nach 75 % Gesamtverwertung bzw. 65 % stofflicher Verwertung künftig für
LCD-Panels nicht garantiert werden. Außerdem
haben die Bestandteile Indium und Flüssigkristalle
einen erheblichen Wert, der besonders bei Indium
wegen der befürchteten Verknappung deutlich zunehmen wird (zehnfache Preissteigerung bis 2020
prognostiziert). In den USA ist deshalb ein Prozess entwickelt worden, der eine saubere und effiziente Rückgewinnung der Flüssigkristallmischung
aus den Alt-LCDs und auch die Trennung in die
Einzelkomponenten garantiert. In Schweden wird
2010 eine erste industrielle Recyclinganlage für
LCD-Panels in Betrieb gehen. Diese Technologie
arbeitet unter Vermeidung von Shreddern, Verbrennung und Chemikalieneinsatz und gewährleistet die Gewinnung der einzelnen Komponenten
in hoher Qualität. Dadurch ist deren Wiedereinsatz für neue LCD-Panels oder ähnliche Produkte
sichergestellt [206]. Für die angeführten Techno-
11
. Tab. 11.10 Zusammensetzung eines TFT-LCD-Panels
[205]
Bauteil/Material
Gewichtsanteil %
Stoffe
Glassubstrat
86,1
nichtalkalisches
Glas
Polarisatoren
13,6
PVAL, TAC
Flüssigkristall
<0,1
polyzyklische
aromatische und
aliphatische Kohlenwasserstoffe
Kleber
<0,1
Epoxidharz, Acrylharz
Farbfilterschicht
<0,1
Acrylharz, Cr
Transparenter
Leitfilm
<0,1
In-Sn-Oxid (ITO)
TFT (thin film
transistor)
<0,1
Si, Al, Ta, Cr, In, Sn,
Mo, W, C, H, O, N
IC-Chip
ca. 0,4
Si
Sonstige
0,3
PVAL = Polyvinylalkohol; TAC = Trizelluloseazetat
logien sind bisher keine näheren Angaben zu den
Verfahrensstufen veröffentlicht.
11.4.5
Solarmodule
Solarmodule dienen zur direkten Umwandlung
von Sonnenlicht in Elektroenergie. Es kommen
dafür weltweit überwiegend Dickschicht-Solarzellen aus Silizium zur Anwendung. Diese Module
haben eine Lebensdauer von etwa 20…30 Jahren.
Es erfolgt seit einigen Jahren der Rückbau der ersten Solardächer. Zusätzlich fallen ständig defekte
Module bei der Produktion, bei Transport und
Montage sowie durch Witterungsschäden (Hagel,
Sturm, Schneebruch) an. Diese Schrottmodule enthalten verwertbares Silizium und verschiedene recycelbare Metalle (Stahl, Al, Cu, Ag). Neben den
überwiegend verwendeten Dickschicht-Siliziumzellen sind weitere Halbleitermaterialien für Solar-
300
Kapitel 11 • Recycling von Elektro- und Elektronikgeräten
Frontkontakt
AR-Schicht
AR-Schicht
Emitter
Emitter
Wafer
Wafer
Rückkontakt
Rückkontakt
Emitter
Wafer
Wafer
. Abb. 11.10 Beschichtungsaufbau der Si-Solarzellen und Prozessablauf der Ätzung zur Freilegung des Si-Wafers [208].
zellen geeignet, die vor allem als Dünnschichtzellen
für Spezialgebiete (z. B. Raumfahrt) genutzt werden. Das sind z. B. folgende Halbleitermaterialien:
GaAs-Zellen, CdTe-Zellen, CuInSe-Zellen und CuInGaSe-Zellen.
z
11
Aufbau eines Solarmoduls aus Siliziumzellen
Die photovoltaische Zelle ist eine dünne Scheibe
aus hochreinem polykristallinen Silizium (Wafer). Der Wafer ist auf der optisch aktiven Seite
beschichtet (Dotierung, Antireflexion) und mit
einem Gitterkontakt bzw. auf der Unterseite einer
Kontaktschicht (Silber) versehen (. Abb. 11.10). Die
einzelnen Zellen sind mit Lötbändchen (Zinn) verbunden. Die Oberseite erhält eine Belegung mit
EVA-Folie (Ethylenvinylazetat) und einer dünnen
Glasscheibe. Die Rückseite besitzt ebenfalls eine
Kunststoffbeschichtung
(Polyvinylfluoridfolie).
Durch eine Wärmebehandlung verschmelzen die
Kunststofffolien und hüllen die Solarzelle vollständig ein. Eine Installationsdose übernimmt den
Anschluss des Elements. Das Element ist in einem
Rahmen aus Aluminium- oder Stahlprofilen gefasst.
z
Recyclingkonzepte für Si-Module
Mechanisch unbeschädigte Module und Produktionsabfälle können durch sorgfältige Behandlung
zu wieder einsatzfähigen Wafern recycelt werden.
Dadurch werden die hohen Kosten der Waferherstellung aus Si-Blöcken eingespart. Größtenteils
fällt allerdings Zellenbruch an, der nach verschiedenen Reinigungsoperationen zu Si-Granulat und
nach Umschmelzen zu Si-Blöcken verarbeitet wird,
aus denen dann neue Wafer gesägt werden müssen.
z
Recyclingverfahren für Si-Module
Das Recyclingverfahren hat folgende Aufgaben zu
realisieren:
5 Entfernung der elektrischen Anschlüsse und
der Metallrahmen und Zuführung zu den
vorhandenen Recyclingwegen für Stahl, Cu
oder Al,
5 Entfernung der Kunststoffschichten und der
Glasscheibe,
5 Freilegung des Wafers durch Abätzen der Beschichtungen.
Für die praktische Durchführung des Modulrecyclings sind sechs Arbeitsschritte vorzusehen [209]
[210]:
1. Abtrennung der Kabel und Anschlussdosen,
2. Einlegen der Module mit Rahmen in ein
Stapelgestell und Einfahren in einen Verbrennungsofen,
3. Verbrennung der Kunststofffolien bei Temperaturen bis 600 °C,
4. manuelle Sortierung des Verbrennungsrückstandes aus Solarzellen, Metallen und Glas,
5. Aussortierung intakter Solarzellen aus dem
Zellenbruch,
6. Entfernung der gesamten Beschichtung der
Solarzellen bzw. des Zellenbruchs durch mehrere Ätzschritte mit Mineralsäuren und alkalischen Lösungen (. Abb. 11.10).
11.4 • Recyclingtechnologien für spezielle Elektro(nik)-Altgerätegruppen und -Bauteile
Die unbeschädigten Wafer werden wieder verwendet. Der geätzte Zellenbruch ist ein hochreines
Si-Granulat, aus dem Si-Blöcke erschmolzen werden, die zur Herstellung neuer Wafer Verwendung
finden. Das aussortierte Glas ist ausreichend rein,
so dass es im Floatglasrecycling einsetzbar ist. Die
Metalle werden den vorhandenen Recyclingwegen
zugeleitet.
z
Recycling von CdTe-Dünnschichtmodulen
Diese häufig eingesetzten Module bestehen aus
96 % Glas und 0,11 % CdTe eingebettet in einem
Laminatverbund. Als erste Behandlungsstufe ist
301
11
ein Trocknungsprozess zur Zerstörung des Laminatverbundes erforderlich. Dadurch wird das Halbleitermaterial einer oxidierenden sauren Laugung
zugänglich gemacht. Man erhält eine halbleitermetallhaltige Lösung und einen festen Rückstand aus
Glas und Laminat. Aus der abfiltrierten Lösung fällt
man die gelösten Halbleiter mit NaOH, filtriert und
gewinnt einen Filterkuchen, der 96 % der Wertstoffe enthält. Der Löserückstand kann auf einem
Rütteltisch in Glas und Laminat sortiert werden.
Das Glas ist für die Fiberglasherstellung gut geeignet [234].
303
12
Energetische Verwertung von
festen Abfällen und Einsatz von
Ersatzbrennstoffen
12.1
Monoverbrennung von festen Abfällen – 308
12.1.1
12.1.2
12.1.3
Rostverbrennung – 308
Wirbelschichtverbrennung – 310
Verbrennungsöfen für Biomasse – 312
12.2
Abgasreinigung nach Verbrennungsprozessen von
Abfällen – 312
12.3
Thermische Abfallbehandlung durch Pyrolyse oder
Vergasung – 315
12.4
Mechanische Aufbereitung fester Abfälle zu
Ersatzbrennstoffen – 316
12.5
Mitverbrennung von Abfällen und Ersatzbrennstoffen in
Feuerungsanlagen – 318
12.5.1
12.5.2
Ersatzbrennstoffe in der Zementindustrie – 320
Mitverbrennung in Kraftwerken – 323
12.6
Altöle als Ersatzbrennstoffe – 324
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_12,
© Spektrum Akademischer Verlag Heidelberg 2011
304
12
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
Das entscheidende Kriterium für eine energetische
Verwertung ist der untere Heizwert Hu. Dieser
Wert kann bei festen Abfällen den Heizwerten von
Primärbrennstoffen (Heizöl 40 MJ/kg; Steinkohle
30 MJ/kg; Rohbraunkohle 8…12 MJ/kg) nahekommen, wie z. B. die Hu für Kunststoffabfälle zeigen
(PE, PS 40 MJ/kg, Autoreifen 36 MJ/kg, Verbundverpackungen 22 MJ/kg, Papier 17 MJ/kg und Textilien 16 MJ/kg). Gemischte Siedlungsabfälle erreichen dagegen nur 8…11 MJ/kg und Klärschlamm
10 MJ/kg. In Deutschland sind im Kreislaufwirtschafts- und Abfallgesetz (KrW-/AbfG) die Einordnung und die grundsätzlichen Anforderungen an
die energetische Verwertung von Abfällen festgelegt [1]. In § 6(1) ist zunächst die Gleichwertigkeit
von energetischer Verwertung und stofflicher Verwertung hervorgehoben. Dabei hat die besser umweltverträgliche Verwertungsart den Vorrang, die
im Bedarfsfall durch Verordnungen der Bundesregierung bestimmt werden kann. Nach § 6(2) ist
allerdings eine energetische Verwertung nur dann
gegeben, wenn
5 der Heizwert des Abfalls, ohne Vermischung
mit anderen Stoffen, mindestens 11 000 kJ/kg
beträgt,
5 ein Feuerungswirkungsgrad von mindestens
75 % erzielt wird,
5 entstehende Wärme selbst genutzt oder an
Dritte abgegeben wird und
5 die im Rahmen der Verwertung anfallenden
weiteren Abfälle möglichst ohne weitere Behandlung abgelagert werden können.
Nach der EU-Abfallrahmenrichtlinie von 2008 [2]
können auch Müllverbrennungsanlagen als energetische Verwertungsanlagen anerkannt werden,
wenn sie über eine sehr hohe Energieeffizienz
(65 % bei Neuanlagen; 60 % bei Altanlagen) verfügen. Diese Energieeffizienz wird durch das sog.
R1-Kriterium zum Ausdruck gebracht. Feste Abfälle können auch nach einer mechanischen Aufbereitung als Ersatzbrennstoffe (EBS) zur Herstellung von Warmwasser, Dampf oder Elektroenergie
bzw. zur Substitution von Primärenergieträgern
bei thermischen Verfahren Anwendung finden ([1]
§ 4(4)). Die Hauptabnehmer der EBS sind spezielle
EBS-Kraftwerke, Zementwerke und konventionelle
Steinkohle- und Braunkohlekraftwerke sowie an-
dere Industriebetriebe mit hohem Wärme- oder
Dampfbedarf (z. B. Papierfabriken). Für die im
deutschen Gesetz verwendete Bezeichnung »energetische Verwertung« wird international und zunehmend auch national der Begriff »thermisches
Recycling« angewendet. Die energetische Verwertung ist aber grundsätzlich von der »thermischen
Behandlung von Abfällen« zu deren Beseitigung
abzugrenzen. Für diese Abgrenzung ist der Hauptzweck der »thermischen Behandlung« – die Beseitigung der Abfälle mit der Zerstörung des Schadstoffpotentials – das Entscheidungskriterium ([1]
§ 4(4)). Von dieser Abgrenzung bleibt selbstverständlich die Tatsache unberührt, dass auch in den
Abfallverbrennungsanlagen mit ihrer Zweckbestimmung der Abfallbeseitigung die aus dem Heizwert der Abfälle entstehende Wärme energetisch
als Dampf, Fernwärme oder zur Stromerzeugung
genutzt wird. Die Anlagen zur energetischen Verwertung von Abfällen und Ersatzbrennstoffen benötigen außerdem nach Bundesimmissionsgesetz
eine Genehmigung und müssen strenge Anforderungen hinsichtlich staubförmiger und gasförmiger
Emissionen einhalten, die in der TA Luft [214] und
der 17. BImSchV (Verordnung über die Verbrennung
und Mitverbrennung von Abfällen, 2009) [213] festgelegt sind. Zum Verständnis dieser Maßnahmen
sollen die Vorgänge bei Verbrennungsverfahren
näher betrachtet werden.
z
Grundlagen der Verbrennungsprozesse von Abfällen
Ausgangspunkt der Betrachtungen muss immer die
Zusammensetzung der eingesetzten Abfälle sein.
Die Abfallverbrennungsanlagen verarbeiten vorwiegend Hausmüll, Sperrmüll und hausmüllähnliche Gewerbeabfälle. Für den Verbrennungsprozess
sind die organischen Verbindungen entscheidend,
die durch ihren Inhalt an C und H den Heizwert
bestimmen. . Tab. 12.1 bietet eine Übersicht über
die in Hausmüll, Sperrmüll und hausmüllähnlichem Gewerbemüll vorliegenden Bestandteile und
deren grundlegende stoffliche Zusammensetzung.
Daraus kann deren Verhalten bei der Verbrennung
abgeleitet werden.
Die Verbrennungsanlagen sind immer mit effektiven Abgasreinigungsanlagen ausgerüstet. In
der Fassung 2009 der 17. BImSchV [213] sind auch
Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
305
12
. Tab. 12.1 Hauptbestandteile von Hausmüll, Sperrmüll und hausmüllähnlichen Gewerbeabfällen; stoffliche Zusammensetzung und wichtige Verbrennungsprodukte
Bestandteile
Stoffe bzw. Stoffgruppen
Verbrennungsprodukte
Feste Rückstände
Gase, Stäube
Polysaccharide, Zellulose, Glucose, Kohlehydrate, Glyzerinester
Asche
CO2, H2O
Eiweiß (Aminosäuren), Glyzerinester
Asche
CO2, H2O, NOx, SO2
SBR, PUR, PE, PP, PET, PVC, PC,
PMMA, PS, PF, UP …, Polyacrylnitril, Caprolactam
ZnO, Fe, Asche
CO2, H2O, SO2, NOx,
HCl, HF, Chloride,
ZnO, BaO, Dioxine
Zellulose, Aluminium, Kunststoffe, Glas
Al-Oxid, Asche,
Schlacke
CO2, H2O
Alkydharze, Ketone, organische
Lösemittel, Pigmente (TiO2, Fe2O3
u. a. Oxide)
Metalloxide
CO2, H2O
Metalle
Metalle, Metalloxide
Metalloxide
Na-Al-Silikate, Alkylsulfonate,
Alkylchloride, Phosphate, Seifen,
Borate, Alkohole
Asche, Schlacke
CO2, H2O, SO2
Na-Ca-Silikat, Silikate, Al-Oxid, CaSulfat, Ca-Karbonat
Schlacke, Asche,
Oxide, Silikate
SO2, CO2
Fe, Cu, Zn, Ni, Al, Sn, Pb, Chloride,
Mn, Hg, W, Si, Edelmetalle, Glas,
Keramik, Kunststoffe
Fe, Cu, Al, Ni, EM, Oxide, Asche, Schlacke
ZnO, ZnCl2, Hg,
Chloride, Dioxine,
CO2, H2O
Pflanzliche Stoffe
Holz, Papier, Pappe,
Baumwolle, Zucker,
Backwaren, Öle, Fette
Tierische Stoffe
Wolle, Leder, Fleisch, Fette
Kunststoffe*
Gummi, Schaumstoff, Kanister,
Flaschen, Rohre, Folien, Planen,
Gewebe, Chemiefasern
Verbundstoffe
Getränkekartons, Papierverbunde, Kunststoffverbunde
Kleber, Farben
Klebstoffe, Farben, Lacke,
organische Lösemittel
Metalle
Eisen, Edelstahl, Aluminium,
Kupfer, Messing
Haushaltsmittel
Waschmittel, Pflegemittel,
Medikamente
Baustoffe, Keramik, Glas
Altglas, Porzellan, Keramik,
Baustoffe
Kleingeräte
Elektrische/elektronische
Geräte, Batterien, Lampen,
Cu-Kabel, CD
*
Vgl. auch . Tab. 6.1
306
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
. Tab. 12.2 Emissionsgrenzwerte (Tagesmittelwerte) für Feuerungsanlagen und Abfallverbrennungsanlagen in
Deutschland [213] [214] [215]
Emissionsart
Verbrennungsanlagen für
Abfälle
17. BImSchV
mg/m3
Feuerungsanlagen für
feste Brennstoffe >50 MW
13. BImSchV
mg/m3
Feuerungsanlagen für
feste Brennstoffe <50 MW
TA-Luft
mg/m3
Staub
10
20
20
C (organische Stoffe)
10
HCl (anorganisches Cl)
10
HF (anorganisches F)
1
SO2 (SO3)
50
200*…850
350*…1 300
NO2 (NOx)
200
200*…400
300*…400
Hg (Hg-Verbindung)
0,03
0,03
CO
50
150…200
Σ Cd, Tl
0,05
0,05
Σ Sb, As, Pb, Cr, Co, Cu,
Mn, Ni, V, Sn
0,5
0,5
Dioxine, Furane
0,1 ng/m3
0,1 ng/m3
*
150
Die niedrigeren Werte gelten für Biobrennstoffe bzw. Wirbelschichtfeuerungen.
12
neue Vorschriften für die Mitverbrennung von
Abfällen festgelegt und die Emissionsgrenzwerte
denen der Abfallverbrennungsanlagen (Monoverbrennung) weitgehend angeglichen. Unbeschadet
dieser existierenden Rechtsvorschriften und der
ständigen Kontrollen durch Betreiber und Behörden wird in der Öffentlichkeit die energetische
Verwertung von Abfällen immer wieder als stark
umweltgefährdend diskutiert, abgelehnt und mit
Bevölkerungsprotesten dagegen vorgegangen. Das
entscheidende Gegenargument sind dabei ausschließlich die Belästigungen und Gefährdungen,
die von den staub- und gasförmigen Emissionen
ausgehen, obwohl die Auflagen aus der 17. BImschV
deutlich niedrigere Grenzwerte als für Feuerungsanlagen und Kraftwerke (TA Luft, 13. BImSchV)
vorschreiben (. Tab. 12.2).
Es beinhalten aber auch die Hauptbrennstoffe
von Kraftwerken (Steinkohlen und Braunkohlen)
merkliche Gehalte an Schadstoffen, die z. T. emittiert werden. Auch die aus Abfällen durch Aufbe-
reitung hergestellten Ersatzbrennstoffe enthalten
Reste an Schadstoffen. Die energetische Nutzung
der EBS und von Biobrennstoffen wird aber von der
Öffentlichkeit überwiegend toleriert. In . Tab. 12.3
sind Vergleichswerte für Emissionsfrachten angegeben [216].
Wie schwierig eine objektive Bewertung ist,
zeigt das Problem der Feinstaubemission bei häuslichen Holzheizungen, das wegen der positiven ökologischen Einstufung des Holzes sehr lange nicht
wahrgenommen wurde. Erst die Feinstaubmessungen an Dieselmotoren haben zu entsprechenden
Empfehlungen auch für häusliche Holzheizungen
geführt. Zur Objektivierung der Emissionsproblematik soll 7 Abschn. 12.2 beitragen. Der stofflichen
Verwertung wird aber von der Bevölkerung stets
der Vorrang eingeräumt, auch wenn Ökobilanzen
eine andere Aussage haben. Die stoffliche Verwertung muss aber gegenüber der energetischen Verwertung objektiv dann als nachrangig eingeordnet
werden, wenn hohe Aufwendungen an Hilfsstof-
307
Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
12
. Tab. 12.3 Emissionsfrachtenvergleich für 1 MWh Strom von Müllverbrennungsanlagen (MVA) und Biobrennstoffeinsatz (Deutschland 2003) [216]
Emissionsart
MVA
17. BImSchV
g
Holzkraftwerk
TA-Luft
g
Biogasmotor
TA-Luft
g
Biogas-Gasturbine
TA-Luft
g
Staub
0,4
105
10
19
CO
14
780
1 600
770
C gesamt
2
780
3
5
SO2
3
10
6
10
NOx
90
1 040
1 290
670
Schwermetalle (Cd, Tl, Hg)
0,1
0,03
0,02
0,03
Dioxine
18 (ng)
210 (ng)
18 (ng)
20 (ng)
fen, Energie und Apparaten notwendig sind und
belastete sekundäre Abfälle entstehen. Ein weiterer
ökologischer Aspekt der energetischen Verwertung
von Abfällen – der bremsende Einfluss auf den Klimawandel – findet in der kritischen Öffentlichkeit
kaum Beachtung. Dieser positive Einfluss auf das
Weltklima entsteht durch die Verringerung der Bildung des Treibhausgases Methan, das bei der Deponierung oder Kompostierung von organischen
Abfällen entsteht. Neben der Bezeichnung Ersatzbrennstoff verwendet man für hochwertige, heizwertreiche und gütegesicherte Qualitäten auch die
Bezeichnung Sekundärbrennstoff (SBS).
Auf Grund der starken Kritik an Abfallverbrennungsanlagen wurden als Alternative die
Verfahrenstechniken Pyrolyse und Vergasung mit
nachfolgender energetischer Verwertung der Zwischenprodukte technisch und ökonomisch geprüft.
Zu diesen Verfahren werden einige Ausführungen
in 7 Abschn. 12.3 gemacht. Als zweite Alternative
zur Verbrennung wurde die mechanisch-biologische Aufbereitung (MBA) von Abfällen installiert.
Dabei entsteht eine heizwertreiche Fraktion (Ersatzbrennstoff ) und eine heizwertarme MBA-Fraktion, für die eine Deponierung bis 18 % TOC (total
organic carbon) zugelassen wird. Dies widerspricht
eigentlich der Forderung der Technischen Anleitung Siedlungsabfall (TASi) [217], die 1…3 % Restkohlenstoffgehalt für eine Deponierung fordert.
Deshalb erfolgt zunehmend eine thermische Nachbehandlung dieser heizwertarmen Fraktion. Man
erkennt, dass die Einführung der MBA technisch
und wirtschaftlich deutliche Nachteile besitzt. Dazu
kommen noch die Entstehung und notwendige
Behandlung gasförmiger Schadstoffe beim MBAProzess. Das national und international weit überwiegend eingesetzte Verfahren zur thermischen
Behandlung von Hausmüll und Sperrmüll ist das
Verbrennungsverfahren auf dem Rost geblieben (in
einigen Anwendungen in der Wirbelschicht), das
durch hocheffiziente Abgasreinigungsverfahren
und energetische Verwertung entscheidend verbessert wurde.
Die im vorliegenden Kapitel betrachteten festen Abfälle sind grundsätzlich von den »besonders
überwachungsbedürftigen Abfällen« zu unterscheiden, die durch definierte »gefahrenrelevante
Eigenschaften« charakterisiert und einer getrennten Behandlung zu unterziehen sind. Es sind 15
gefahrenrelevante Eigenschaften in der Abfallrahmenrichtlinie [2] festgeschrieben (giftig, explosiv,
brandfördernd, leicht entzündbar, krebserregend,
ätzend, infektiös, mutagen usw.). Diese »gefährlichen Abfälle« [2] (auch als »Sonderabfälle« bezeichnet) sind nur in geringen Ausnahmefällen für eine
energetische Verwertung geeignet. Sie müssen fast
ausschließlich Beseitigungsverfahren unterworfen
werden (Zersetzung, Spaltung, Verbrennung). Im
308
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
Falle von flüssigen, schlammigen und besonderen
festen Sonderabfällen wurden dazu bereits in mehreren Abschnitten dieses Buches die notwendigen
Ausführungen gemacht (7 Abschn. 4.1.3; 7 Kap. 9).
Dort sind auch Angaben zu den bevorzugten Apparaten (Brennkammer, Drehrohrofen) zu finden.
12.1
12
Monoverbrennung von festen
Abfällen
Bei der Verbrennung von Abfällen ist zwischen der
alleinigen Verbrennung (Monoverbrennung) von
unbehandelten Abfällen oder Aufbereitungsprodukten (EBS) einerseits und der Mitverbrennung
von Abfällen oder EBS zusammen mit Primärbrennstoffen andererseits zu unterscheiden. Die
Mitverbrennung stellt höhere Anforderungen an
die Homogenität und Qualität der Abfälle und fordert geringfügig niedrigere Emissionsgrenzwerte.
Für die Monoverbrennung fester Abfälle besteht
folgende Zielstellung:
5 vollständige Zersetzung der organischen Stoffe
in anorganische Stoffe,
5 vollständige Oxidation der organischen Stoffe
und Kohlenstoff zu CO2 und H2O (in geringem Umfang HCl, SO2, NOx),
5 Bildung eines deponiefähigen mineralischen
Verbrennungsrückstandes (Asche, Sinter oder
Schlacke) mit sehr geringem C-Gehalt (<1
bzw. <3 % Restkohlenstoff ),
5 Abführung von heißen Rauchgasen zur energetischen Nutzung und nachfolgender Intensivreinigung.
Die Verbrennung findet in mehreren ineinander
übergreifenden Prozessstufen statt:
5 Trocknung durch Strahlung, Verbrennungsluft
und Verbrennungsgas,
5 Entgasung und Schwelung bei 250…600 °C,
5 Zündung und Verbrennung von brennbaren
Gasen ab ca. 500 °C
(CmHn + (m + n/4) O2 → m CO2 + n/2 H2O),
5 Verbrennung von Kohlenstoff (800…1200 °C)
direkt zu CO2 oder indirekt über die Vergasungsreaktion (2 C + O2 → 2 CO),
5 Bildung gasförmiger anorganischer Stoffe
(H2O, SO2, HCl, NOx, Hg, Metallchloride etc.),
5 Ausbrand des Restkohlenstoffs aus der Asche.
Zur Realisierung dieser physikalischen und chemischen Vorgänge sind die Erhitzung der Abfälle
und ein Angebot an Verbrennungsluft für die Oxidationsreaktionen Grundvoraussetzung. Es sind
also zuerst die Prozesse des Wärmetransports und
nachfolgend die des Stofftransports für den Verbrennungsablauf bestimmend. Die chargierten
festen Abfälle (überwiegend unsortierter Müll)
weisen aber im Unterschied zur Kohleverbrennung
folgende gravierende Besonderheiten auf: extrem
unterschiedliche vermischte Stoffe (Kunststoffe,
Holz, Textilien, Bioabfall, Stroh, Metalle, Papier,
Pappe, mineralische Stoffe, Glas usw.) mit sehr
verschiedenen Verbrennungseigenschaften, sehr
verschiedene Stückgrößen, verschiedenste geometrische Formen und schwankende Feuchtigkeit.
Diese Besonderheiten führen zu außerordentlich
veränderlichen Bedingungen für die Chargierung
sowie den Wärme- und Stofftransport und damit
zu unterschiedlicher Verbrennungsdauer. Deshalb
müssen die Reaktoren eine gute Vermischung von
Abfall und Luft, eine ständige mechanische Freilegung neuer Abfalloberflächen und lange Verweilzeiten gewährleisten.
12.1.1
Rostverbrennung
Den Rostverbrennungsanlagen sind Müllbunker
zur Lagerung und Vermischung des Mülls vorgelagert. Die Krananlage des Müllbunkers beschickt
mittels Greifer einen Beschickungstrichter, aus dem
durch Aufgabestößel der Müll in den Feuerraum
dosiert wird. Die Beschickungseinrichtungen sind
den häufig vorlaufenden größeren Stückgrößen angepasst. Die Vermischung der Feststoffe untereinander im Feuerraum und mit der Verbrennungsluft
sowie den Transport des Materials zum Ofenende
und den vollständigen Ausbrand realisieren die
Rostsysteme durch bewegte Roste (Rückschubrost,
Walzenrost, Drehrost), Schrägroste und Stufenroste
und das Einblasen von Primärluft unter den Rost.
Die Primärluft wird dabei den verschiedenen Abschnitten der Rostlänge entsprechend dem Luftbedarf für Trocknung, Vergasung, Hauptverbrennung
und Ausbrand geregelt zugeführt. Gleichzeitig er-
12.1 • Monoverbrennung von festen Abfällen
. Abb. 12.1 Rostverbrennungsreaktor mit geneigtem
Rückschubrost und Dampfkessel [218] [219].
12
309
Dampfkessel
(Strahlungsüberhitzer)
Rauchgasreinigung
Feuerraum,
Nachbrennzone
Speisewasser
Vorwärmer
Sekundärluft
Abfälle
(Eintrag)
Abfälle
Verdampfer
Überhitzer
Abgasrückführung
Austragsvorrichtung
Rückschubrost
Primärluftzuführung
füllt die Primärluft die Funktion einer Rostkühlung. Mehrere Hersteller entwickelten dafür auch
wassergekühlte Rostsysteme. In . Abb. 12.1 ist die
prinzipielle Konstruktion eines Rostverbrennungsreaktors mit Rückschubrost angegeben.
Der Rost besteht aus treppenförmig angeordneten Roststufen, von denen einige entgegen der
Rostneigung bewegt werden und dadurch einen
Schüreffekt bewirken (Vermischung des Glutbetts
mit frischem Abfall). Im Glutbett erreicht man
Temperaturen über 1000 °C. Im Feuerraum erfolgen die Verbrennung der Schwelgase sowie eine
Nachverbrennung bei 1000…1200 °C durch zugeführte Sekundärluft und ungereinigtes rückgeführtes Abgas (die Forderungen der 17. BImSchV
sind 850 °C und 2 s Verweilzeit). Der inhomogene
Verbrennungsrückstand (Oxide, Metallteile) ist
eine inhomogene Asche mit gesinterten Anteilen,
die am Rostende in einen Nassaustrag fällt. Die Bezeichnung für diesen Verbrennungsrückstand ist
allerdings häufig Schlacke, obwohl keine vollständige Sinterung oder eine Homogenisierung durch
Aufschmelzen vorliegt (siehe Eigenschaften von
Schlacken in 7 Abschn. 5.1.1). Übliche Rostgrößen
sind 50 m2. Bei 8 m Rostlänge erreicht man eine
Verweilzeit der Abfälle von 60…80 min und garantiert damit eine Aschequalität mit <2 % Glühverlust [218] [219]. Durch die Größe der Roste, die
Dimension der Beschickungseinrichtungen und
den unkomplizierten Ascheaustrag sind auch sehr
große Müllbestandteile (bis 0,5 m Stückgröße) zu
verarbeiten. Auch Anteile an Eisenschrott verur-
Asche, Sinter
sachen kaum Störungen. Der Dampfkessel ist unmittelbar über dem Rost angeordnet (Kühlung der
Feuerraumwände). Der erste Kesselzug ist meist
ein Leerzug mit geringer Abgasgeschwindigkeit,
um die Abscheidung von Flugasche zu gewährleisten. Bei Anwendung einer Kraft-Wärme-Kopplung
sind Brennstoffwärmenutzungsgrade von 70 % erreichbar (elektrischer Wirkungsgrad 20 %) [220].
Eine Verbesserung der Standardrostverbrennung
erreicht man mit dem Syncom-Verfahren. Dieses
Verfahren verwendet sauerstoffangereicherte Primärluft (24…35 % O2) und eine Feuerungsregelung
mit IR-Thermographie. Im Ergebnis erhält man im
Brennbett Temperaturen von über 1150 °C und dadurch einen verbesserten Ausbrand mit teilweise
Sinterung der Asche sowie Verringerung der Abgasmenge um 35 % und einen höheren Kesselwirkungsgrad. Eine weitere Verbesserung ermöglicht
das Syncom-Plus-Verfahren, das zusätzlich eine
Abtrennung der ungesinterten Aschefeinfraktion
und deren Rückführung in das Brennbett vorsieht.
Diese Verfahrensvariante gewährleistet eine vollständige Sinterung der Asche zu einem Schlackengranulat mit <0,1 % Glühverlust und sehr geringen
Elutionswerten. Auch eine Dioxinzerstörung von
>90 % ist zu beobachten [218].
310
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
12.1.2
Wirbelschichtverbrennung
Die Verbrennung in einer Wirbelschicht (WS)
bietet eine Reihe reaktionstechnischer Vorteile
gegenüber der Rosttechnologie (hohe Reaktionsgeschwindigkeit, niedrigere Verbrennungstemperatur). Der Einsatz hat allerdings die Voraussetzung,
dass die entstehenden Verbrennungsrückstande
in feinkörniger, ungesinterter Form anfallen, um
Störungen beim Austrag zu vermeiden. D. h., dass
z. B. Eisenschrotte vorher abgetrennt werden müssen. Besonders vorteilhaft ist die Wirbelschicht für
feinkörnige Abfälle einsetzbar (Schlämme, Holzabfälle, Stäube). Die genannten Besonderheiten dieser Technologie ergeben sich aus den spezifischen
Eigenschaften einer Wirbelschicht.
z
12
Aufbau und Funktion eines Wirbelschichtreaktors
Eine Feststoff-Gas-Wirbelschicht entsteht aus körnigem Feststoff, wenn dieser von unten von einem
Gas durchströmt wird. Das Gas wird unter dem
Feststoffbett über einen Düsenboden zugeführt.
Bei Verbrennungsprozessen übernimmt die Primärverbrennungsluft diese Aufgabe. Mit gesteigerter Luftmenge (Strömungsgeschwindigkeit) wird
die Feststoffschüttung zunehmend aufgelockert
und erreicht am Wirbelpunkt (Lockerungspunkt)
die Eigenschaften einer Flüssigkeit (Fluidisierungspunkt). Die Wirbelschicht ist über einen größeren
Bereich der Luftströmungsgeschwindigkeit stabil.
Erst bei starker Erhöhung der Luftströmungsgeschwindigkeit erreicht man die Bedingungen
für den pneumatischen Austrag von Feststoffkörnern (Austragspunkt). Dieser pneumatische
Austrag unterliegt den physikalischen Gesetzmäßigkeiten der Stromklassierung oder Sichtung
(7 Abschn. 3.3) und ist von Korngröße, Korndichte
und Kornform abhängig. Im expandierten Wirbelbett entsteht eine intensive Vermischung von Luft
und Feststoffkörnern in vertikaler und horizontaler Richtung, die zu einem optimalen Stoff- und
Wärmeaustausch zwischen dem Gas (Mischung
aus Luft und Verbrennungsgasen) und Feststoffen
und zwischen den Feststoffkörnern führt. Auf diese
Weise entstehen die hohen Reaktionsgeschwindigkeiten der Wirbelschichten. Diese nahezu homogenen Bedingungen gestatten die Einhaltung einer
gleichmäßigen Temperatur im Wirbelbett. Die Verbrennungsprozesse verlaufen dadurch schon bei
850 °C und ohne Luftüberschuss vollständig ab. In
speziellen Fällen ist bereits bei 650 °C eine Kohlenstoffverbrennung möglich, wenn eine so niedrige
Temperatur wegen eines niedrigen Schmelzpunktes der Asche erforderlich ist.
Die Bildung einer Wirbelschicht setzt außerdem bestimmte Eigenschaften des körnigen Feststoffes voraus. Das sind eine gleichmäßige und geringe Korngröße (z. B. 2…20 mm) und eine weitgehend sphärische Kornform. Die Wirbelschicht
kann in Ausnahmefällen aus noch nicht verbrannten Abfällen und der entstehenden Asche bestehen.
Bei der Verbrennung der meist inhomogenen Abfälle ist aber ein Wirbelbett aus Quarzsand üblich
(Fremdbett aus Inertmaterial). In dem fluidisierten Sandbett schwimmen die Abfälle wie in einer
Flüssigkeit, werden homogen im Bett verteilt und
verbrennen im Bett zu Asche. Das Sandbett gestattet auch den Eintrag größerer Stücke bis etwa
80 mm, die im Bett bis zum Ausbrand schwimmen.
Das Sandbett verbleibt überwiegend im Reaktor
und wird nur teilweise zum Austrag der Asche mit
dieser abgezogen. Große Teile der Asche erreichen
Korngrößen für einen pneumatischen Austrag und
werden im Heißgaszyklon als Flugstaub abgeschieden (. Abb. 12.2). Aus der dargestellten Funktionsweise des WS-Reaktors wird deutlich, dass nicht
brennbare Stoffe größerer Stückgröße (Metallteile)
sowie schmelzendes oder sinterndes Material nicht
eingetragen werden dürfen und eine gleichmäßige
Körnung des Aufgabegutes für die Dosierung und
die Reaktion optimal sind (Notwendigkeit einer
Aufbereitung).
In . Abb. 12.2 ist der Aufbau eines WS-Reaktors mit stationärer Wirbelschicht angegeben. Der
Ofenschacht ist zylindrisch oder rechteckig. Für die
Abfallzuführung verwendet man schräge Schleusen oder Schnecken. Unterhalb des Düsenbodens
befindet sich die Luftverteilung. Der Ascheaustrag kann am Bettboden mit Schnecke oder auch
als Überlauf am Bettspiegel realisiert werden. Das
Freeboard oberhalb des WS-Betts dient als Nachbrennkammer (Ausbrand der Asche und Verbrennung von Gasen) und hat deshalb eine Sekundärluftzuführung.
. Abb. 12.2 Aufbau eines
Wirbelschichtreaktors (stationäre Wirbelschicht).
Heißes Rauchgas
(Kessel,
Gasreinigung)
Nachverbrennungskammer
(Freeboard)
Ausmauerung
Heißgaszyklon
Flugstaub
Abfälle
(Eintrag)
Sekundärluft
Anfahr-/Stützbrenner
Expandiertes
Wirbelbett
Ruhendes Bett
Asche
Primäre
Verbrennungsluft
(Unterwind)
z
12
311
12.1 • Monoverbrennung von festen Abfällen
Rotierende und zirkulierende Wirbelschichten
Eine rotierende Wirbelschicht erhält man durch
einen geneigten Düsenboden und eine Deflektorplatte und erzielt dadurch eine bessere Vermischung
im Bett und einen günstigeren Ascheaustrag. Dieser
geneigte Düsenboden kann auch schirmartig ausgebildet sein. Die zirkulierende Wirbelschicht (ZWS)
arbeitet mit einer Luftströmungsgeschwindigkeit
oberhalb des Austragspunktes. Dadurch dehnen
sich die Wirbelschicht und die Verbrennungszone
über die gesamte Schachthöhe (20…30 m) aus.
Das Aufgabematerial muss also aufgemahlen sein
(<40 mm), aber noch nicht auf die Korngrößen von
Staubfeuerungen. Auch bei der ZWS verwendet
man Zuschläge von Quarzsand und bewirkt damit
einen intensiveren Wärmeübergang zwischen den
Reaktionspartnern (Abfall, Verbrennungsluft), der
einen optimalen Ausbrand garantiert. Der Ascheaustrag erfolgt mit dem Abgasstrom. Ein unmittelbar nachgeschalteter Heißgaszyklon trennt die
Asche vom Verbrennungsgas, die teilweise direkt
in den Reaktionsraum zurückgeführt (zirkuliert)
wird. Die Vorteile dieser Verfahrensvariante sind
hohe Reaktionsgeschwindigkeit, gleichmäßige
Temperaturverteilung, längere Verweilzeit und
vollständigerer Ausbrand. Von Nachteil ist eine höhere Staubbeladung der Rauchgase. In . Abb. 12.3
ist der Aufbau eines zirkulierenden Wirbelschichtreaktors skizziert.
Düsenboden
Luftverteiler
z
Bevorzugte Abfallarten für die Wirbelschichtverbrennung
Feinkörnige Abfälle und Stäube sind für eine
WS-Verbrennung mit Sandbett gut geeignet. Solche Materialien können dagegen auf Rosten nicht
oder nur in geringen Anteilen mitverbrannt werden (Rostdurchfall, pneumatischer Austrag). Auch
heizwertreiche Abfallfraktionen (Holz) verbrennt
man überwiegend in WS-Reaktoren.
Folgende Abfallarten kommen in aufbereiteter
oder vorgetrockneter Form in WS-Reaktoren zum
Einsatz: heizwertreiche Abfallfraktionen, EBS, Altholz, Holzabfälle, Papierschlamm, Klärschlamm,
Pyrolysekoks, Biomasse und Wasserwerksschlämme. Die Aufbereitung umfasst dabei zunächst die
Zerkleinerung (etwa 20…40 mm) sowie die Vortrocknung und anschließend eine Aussortierung
von Eisenwerkstoffen, NE-Metallen, Keramik und
Glas. Auch besondere Abfallarten wie Ölschlämme,
Teeröle und Schlammkohle können in WS-Reaktoren mitverbrannt werden [157]. Wegen der guten
Regelbarkeit und den niedrigen Verbrennungstemperaturen eignet sich die Wirbelschicht auch für die
Regenerierung feinkörniger Materialien wie Kieselgur und Gießereisand. Dabei brennt man aus Kieselgur die angelagerten organischen Bierschlämme
und bei Gießereisand die Kunstharzbinder ab und
erhält widereinsetzbare Materialien.
312
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
ZWS-Reaktor
Sekundärluft
Abfälle
(Eintrag)
Heißes
Rauchgas
(Kessel,Gasreinigung)
Heißgaszyklon
durch einen waagerechten, abgedichteten, längeren
Beschickungskanal in den Feuerraum (sog. Zigarrenbrenner). Man verwendet auch einen Schachtofen mit kaltem Oberofen, der von oben beschickt
wird und die Brennzone am Schachtfuß mit seitlicher Ableitung der heißen Rauchgase realisiert.
Materialrücklauf
12.2
Primärluft
Asche
Bettasche
. Abb. 12.3 Reaktor für zirkulierende Wirbelschicht (zws).
z
12
Emissionsbedingungen bei der Wirbelschichtverbrennung [219]
Infolge der im Vergleich zum Rost niedrigeren Verbrennungstemperaturen (um 850 °C) findet eine
Reaktion des Luftstickstoffs mit dem Luftsauerstoff
zu NOx nicht statt (erforderliche Temperaturen um
1200 °C). Eine NOx-Belastung der Rauchgase entsteht deshalb nur über die Reaktion des Brennstoffstickstoffs mit dem Luftsauerstoff. Auch die Emission von Schwefeloxiden kann verringert werden,
wenn man dem Wirbelbett direkt Kalkstein zusetzt.
Die Emission von Schadstoffen (z. B. Cl, Schwermetalle) hängt sehr von der Abfallaufbereitung ab.
Infolge der hohen Strömungsgeschwindigkeiten
der Gase entstehen größere Mengen an Flugasche
und Flugstaub, die evtl. flüchtige Metallverbindungen adsorbieren und auch die De-novo-Synthese
von Dioxinen begünstigen.
12.1.3
Abgasreinigung nach
Verbrennungsprozessen von
Abfällen
Die Thematisierung der Gefährlichkeit der Emissionen aus Abfallverbrennungsanlagen durch Umweltverbände und ständige Bevölkerungsproteste
veranlassten die Industrie zur Entwicklung sehr
effektiver Rauchgasreinigungssysteme. Der hohe
Standard der Reinigungssysteme ermöglichte in
Deutschland die Festlegung sehr niedriger Emissionsgrenzwerte in der 17. BImSchV 2009 [213]
(. Tab. 12.2) durch den Gesetzgeber. Die Schadstoffemissionen können bereits im Feuerraum durch
Primärmaßnahmen reduziert werden. Primärmaßnahmen sind die Optimierung der Oxidation
aller eingetragenen organischen Stoffe und die Vermeidung der Neubildung organischer Schadstoffe
(Dioxine) im Kessel. Die nachgeschalteten Rauchgasreinigungsstufen müssen dann die weiteren notwendigen Reinigungsaufgaben gewährleisten:
5 Entstaubung (Primärstäube und Kondensate
von Schwermetallverbindungen),
5 Abscheidung gasförmiger anorganischer
Schadstoffe (SO2, NOx, HCl, HF, Hg),
5 Abscheidung organischer Spurenstoffe (Dioxine, Furane, Kohlenwasserstoffe).
Verbrennungsöfen für Biomasse
Als energetisch verwertbare Biomasse kommen
Stroh, Schilf und verschiedene Energiepflanzen in
Betracht. Diese Materialien besitzen Heizwerte Hu
von ca. 15 MJ/kg TS. Die stoffliche Struktur dieser
Stoffe und ihre Entflammbarkeit sowie der z. T. höhere Feuchtigkeitsgehalt erlauben keine Verbrennung auf dem Rost, im Drehrohrofen oder in der
Wirbelschicht. Es sind besondere Öfen verfügbar,
die diese Stoffstruktur bei der Beschickung und der
Verbrennung berücksichtigen. Die verdichteten
Strohballen fördert man z. B. mit einem Kolben
Für diese Reinigungsaufgaben stehen verschiedene
Prozesse und Apparate zur Verfügung, die in Varianten zu den mehrstufigen Rauchgasreinigungsanlagen zusammengesetzt sind. Es ist deshalb sinnvoll, zunächst die speziellen Prozesse und Apparate
kurz zu beschreiben.
z
Entstaubung
Für die Grobentstaubung kommen Zyklone zum
Einsatz, die als Fliehkraftabscheider arbeiten und
bei Gastemperaturen bis 1000 °C einsetzbar sind,
aber nur Abscheidegrade bis 80 % ermöglichen. Mit
313
12.2 • Abgasreinigung nach Verbrennungsprozessen von Abfällen
Trockenelektrofiltern erzielt man Abscheidegrade
über 99 %. Sie bestehen aus einem großen Gehäuse,
in dem Sprühelektroden eine Aufladung von Staubteilchen bewirken, die dann an Niederschlagselektroden zur Abscheidung kommen. Mittels Klopfvorrichtungen wird der Staub dann zum Abfallen
von den Elektroden gebracht. Die Arbeitstemperatur kann bis 300 °C betragen. Dieses Reinigungsprinzip ist auch als Nasselektrofilter bei 60…70 °C
verfügbar. Es dient dann vorwiegend zur Endreinigung (Feinststaub, Aerosole). Gewebefilter verwenden Filterschläuche aus verschiedenen Geweben
(Natur-, Kunst- oder Glasfasern) und müssen deshalb überwiegend Temperaturen unter 100 °C einhalten. Auf den Gewebeoberflächen bildet sich ein
Filterkuchen aus, der auch direkt als Filtermaterial
wirkt und hohe Abscheidegrade ermöglicht. Solche
Filterkuchen werden durch zusätzliches Eindüsen
von Kalkstaub oder Aktivkohle auch zur Absorption/Adsorption gasförmiger Schadstoffe genutzt
(sog. Flugstromadsorptionsverfahren).
z
Abscheidung der Schadgase SO2, HCl, HF und
Hg-Chloride durch Absorption
Als Vorstufe ist eine intensive Trockenentstaubung
notwendig. In einer zweiten Vorstufe wird das
Rauchgas durch Eindüsen von Wasser gekühlt und
mit Wasserdampf gesättigt (Quenchen). Die Sprühabsorber oder Nasswäscher sind Stahlbehälter, in
denen das Rauchgas (Eintritt ca. 220 °C) mit einer
verdüsten Absorptionslösung (Kalkmilch) intensiv
vermischt wird. Die Kalkmilch (Ca(OH)2) reagiert
mit den sauren Schadgasen (SO2, HCl, HF) unter
Bildung von CaSO4 (Gips), CaCl2 und CaF2. Durch
die Rauchgaswärme verdampft das Wasser der Lösung und es fällt ein trockenes Feststoffpulver an.
Die Gastemperatur sinkt dadurch auf ca. 150 °C.
Wenn man der Absorptionslösung Aktivkohle zumischt, erreicht man eine simultane Adsorption
von Dioxinen und Hg. Das Feststoffpulver wird
in einem nachgeschalteten Entstauber (Gewebeoder Elektrofilter) abgeschieden. Durch zweistufige Nasswäsche ist eine getrennte Abscheidung der
Komponenten möglich. Mit Wasser als Waschlösung erfolgt in einer ersten Waschstufe bei pHWerten um pH 1 die Absorption von HCl und HF
(Erzeugung einer Dünnsäure mit bis 10 g/l HCl).
Die Dünnsäure kann zu einer verkaufsfähigen
12
Säure aufkonzentriert werden oder es erfolgt eine
Neutralisation zu NaCl. In dieser Stufe lösen sich
auch die Hg-Verbindungen (HgCl2, Hg2Cl2), die
95 % der Hg-Gehalte des Rauchgases ausmachen.
In der zweiten Waschstufe stellt man einen neutralen oder basischen pH-Wert ein. Das erreicht man
durch Zugabe von Kalksteinmehl (CaCO3) oder
Kalkmilch (Ca(OH)2) (seltener NaOH) und bindet damit das SO2 zu Gips (CaSO4 ⋅ 2 H2O) (bzw.
Na2SO4). Der Gips hat eine geringe Löslichkeit und
ist durch Filtration der Suspension abzutrennen.
Alle anfallenden Abwässer werden in einen Sprühtrockner zurückgeführt und die Feststoffe dann im
Entstauber abgeschieden.
z
NOx-Zerstörung
Die verbrennungstechnischen Maßnahmen zur
Minimierung der NOx-Bildung unterschreiten
meist nicht eine Konzentration von 400 mg/m3. Bei
der Abfallverbrennung ist aber ein Grenzwert von
200 mg/m3 gefordert (17. BImSchV; . Tab. 12.2).
Für die Zerstörung des NOx wird die Reduktionsreaktion mit NH3 zu Stickstoff und Wasser benutzt.
4 NO + 4 NH3 + O2 → 4 N2 + 6 H2 O;
2 NO2 + 4 NH3 + O2 → 3 N2 + 6 H2 O
Als Reduktionsmittel ist auch Harnstofflösung
(CO(NH2)2) verwendbar. Der Reduktionsprozess
ist als selektive katalytische Reduktion (SCR-Verfahren) oder als selektive nichtkatalytische Reduktion (SNCR-Verfahren) technisch realisiert. Das
SCR-Verfahren verwendet einen Reaktorturm mit
Katalysatormasse (V2O5 auf wabenförmigen Keramikträgern) und benötigt Temperaturen von
200…300 °C. Das Rauchgas muss staubfrei sein.
Der Katalysator kann deshalb auf der Heißgasseite
direkt hinter dem Elektrofilter angeordnet werden.
Häufiger kommt die »Reingasschaltung« hinter der
Nasswäsche zur Anwendung, was aber die Aufheizung der Rauchgase von 70 °C auf 300 °C erfordert.
Der NOx-Reduktionsgrad des SCR-Verfahrens ist
80…90 %. Das SNCR-Verfahren funktioniert nur
im Temperaturbereich 850…1000 °C und wird
deshalb direkt im Nachverbrennungsraum durchgeführt. Dort versprüht man eine NH3-Lösung
und erzielt aber ohne NH3-Überschuss nur 50 %
Reduktionsgrad.
314
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
210 °C
220 °C
Abfälle
Luft
Verbrennung
Dampfkessel
Zyklon
oder EGR
Flugasche
Kalkmilch
Kamin
150 °C
Wasser
140 °C
NH3-Lösung 70 °C
SO2Absorber
Wärme
Sprühtrockner
. Abb. 12.4 Rauchgasreinigung einer Müllverbrennungsanlage mit Nasswäsche und SCR-Verfahren.
HClAbsorber
Gewebefilter
Wärmetauscher
350 °C
SCRKatalysator
+ Katalytische
Oxidation
Gipssuspension
Salzsäure
Flugstaub
Filtration
REA-Gips
Abwasser
320 °C
z
12
Abscheidung von Dioxinen, Furanen und HgDampf
Das überwiegend eingesetzte Verfahren ist die
Adsorption an Aktivkohle/Aktivkoks (z. B. Herdofenkoks, HOK). Diese Stufe wird für das bereits
weitgehend gereinigte Rauchgas als Endreinigung
eingesetzt. Das hochporöse Material (spezifische
Oberfläche 300…2000 m2/g) adsorbiert fast alle
noch enthaltenen gasförmigen und partikelgebundenen Schadstoffe (Dioxine, Furane, organische
Stoffe, Hg-Dampf, Restgehalte an Schwermetallverbindungen). Die Aktivkohle wird beim Flugstromadsorptionsverfahren als Mischung mit Kalkhydrat
in den Rauchgasstrom eingeblasen und dann in
einem Gewebefilter abgeschieden. Das Kalkhydrat
hat die Funktion einer tragenden Filterschicht und
kann zusätzlich Reste an sauren Gasen absorbieren und Feinstäube abscheiden. Andere apparative
Varianten sind Festbett-, Wanderbett- und Wirbelschichtadsorber. Die beladene Aktivkohle kann rezirkuliert werden und muss danach als Sonderabfall verbrannt werden. Eine Zerstörung der Dioxine
und Furane ist mittels katalytischer Oxidation bei
ca. 350 °C möglich.
z
Rauchgasreinigungsanlagen
Aus den oben beschriebenen Prozessstufen werden
die Rauchgasreinigungsanlagen zusammengestellt
oder ältere Anlagen aufgerüstet. In . Abb. 12.4 und
. Abb. 12.5 sind zwei ausgewählte Beispiele für
komplette Rauchgasreinigungsanlagen nach Abfallverbrennungsanlagen angeführt [157] [219].
Dabei sind in . Abb. 12.4 auch die durchschnittlich
entstehenden bzw. erforderlichen Rauchgastemperaturen zwischen den Verfahrensstufen vermerkt.
Die Verwertung der CaSO4-Suspension des
SO2-Absorbers als REA-Gips (. Abb. 12.4) ist Stand
der Technik, da große Mengen des REA-Gipses in
Rauchgasreinigungsanlagen von Kohlekraftwerken anfallen (REA = Rauchgasentschwefelungsanlage). Die in . Abb. 12.4 angeführte Erzeugung
von verkaufsfähiger Salzsäure ist ein mögliches
Recyclingverfahren, das unter dem gesellschaftlichen Druck der vollständigen Verwertung von
Inhaltsstoffen gegenüber der Beseitigung als NaCl
entwickelt wurde. Die Ökobilanz ist umstritten,
da geringe HCl-Konzentration in den Rauchgasen
(500…2000 mg/m3) vorliegen und hohe Aufwendungen an Energie und Werkstoffen notwendig
sind. Die HCl-Recyclingtechnologie soll hier kurz
erläutert werden. Durch zweistufige Gegenstromabsorption in der sauren Waschstufe erhält man
eine Rohsäure mit 8 % HCl. In einer besonderen
Anlage destilliert man aus der Rohsäure Wasser ab
bis zur azeotropen Konzentration (20,2 % HCl) im
Sumpf. Durch Zusatz von CaCl2 zum Sumpf gelingt
. Abb. 12.5 Rauchgasreinigung einer Müllverbrennungsanlage mit SNCR,
Nasswäsche und Flugstromadsorption (HOK = Herdofenkoks).
Abfälle
Luft
Verbrennung
NH3-Lösung
(SNCR)
12
315
12.3 • Thermische Abfallbehandlung durch Pyrolyse oder Vergasung
Zyklon
Sprühadsorber
Gewebefilter
Flugasche
HOK
Flugstaub
Verglasung
Kalkmilch
HOK
Kamin
Flugstromadsorber
SO2Absorber
Mischer Wärmetauscher
Beladener HOK
(Sonderabfall)
eine Absenkung des Azeotroppunktes und man
kann nun aus dieser Lösung HCl-Gas austreiben.
Durch Absorption des HCl-Gases in Wasser erhält
man verkaufsfähige konzentrierte Salzsäure (31 %
HCl). Die in . Abb. 12.5 angeführte Verglasung von
Flugstaub ist ebenfalls eine Option. Der Flugstaub
wird aber überwiegend untertägig deponiert.
12.3
Thermische Abfallbehandlung
durch Pyrolyse oder Vergasung
Auf Grund der oben bereits dargestellten öffentlichen Kritik an der Abfallverbrennung wurden als
Alternativen die Pyrolyse und die Vergasung von
Hausmüll in Kombination mit einer nachfolgenden
energetischen oder stofflichen Verwertung geprüft.
Als Vorteil dieser Methoden ist die Vermeidung
einer Bildung bzw. De-novo-Synthese von Dioxinen und Furanen zu nennen, die sich auf Grund der
reduzierenden Bedingungen bei der Pyrolyse oder
Vergasung ergibt (7 Abschn. 4.1.3 und 7 Abschn.
4.1.4). Außerdem fallen die Reststoffe (Aschen,
Schlacken, Metalle) z. T. in günstiger verwertbarer
bzw. deponierbarer Form an. Zu diesen Technikvarianten wurden in den 1990er Jahren in Europa
außerordentlich aufwendige technische Untersuchungen durchgeführt und Versuchsanlagen errichtet und betrieben. Eine umfassende technische
Anwendung konnten diese Alternativverfahren
(Schwel-Brenn-Verfahren, Noell-Konversionsverfahren, Thermoselect-Technologie etc.) aber infolge hoher Investitions- und Verfahrenskosten in
Wasser
VenturiWäscher
Neutralisation
Mitteleuropa nicht erreichen. Dagegen arbeiten in
Asien (Japan) mehrere Anlagen nach diesen Kombinationsverfahren. Zu diesen drei Verfahren werden unten einige Ausführungen gemacht. Da die
Prozesse der Pyrolyse und Vergasung bei der Behandlung vieler Abfälle eine wichtige Rolle spielen,
sind die Grundlagen dieser Prozesse und spezielle
technische und apparative Gestaltungen bereits in
mehreren vorangehenden Abschnitten ausführlich
beschrieben worden:
5 Pyrolyse: 7 Abschn. 4.1.3, . Abb. 4.3;
7 Abschn. 6.5.3 (Pyrolyse von Kunststoffen),
. Abb. 6.16, . Abb. 6.17; 7 Abschn. 10.5 (Pyrolyse von Shredderleichtfraktion), . Abb. 10.9;
7 Abschn. 11.3 (Pyrolyse von Elektro(nik)-Altgeräten).
5 Vergasung: 7 Abschn. 6.5.4 (Vergasung von
Kunststoffen), . Abb. 6.18, . Abb. 6.19.
z
Schwel-Brenn-Verfahren
Das Verfahren kombiniert eine Pyrolyse (Verschwelung) mit einer nachgeschalteten Hochtemperaturverbrennung zur energetischen Verwertung. Die Pyrolyse verwendet die übliche beheizte
Drehtrommel (. Abb. 6.16) und erzeugt bei etwa
450 °C ein Schwelgas und einen kohlenstoffhaltigen Feststoff. Durch mechanische Aufbereitung
sind aus diesem Feststoff Eisen, NE-Metalle, Glas
und Keramik unkompliziert abzutrennen. Man erhält einen feinkörnigen Schwelkoks. Das Schwelgas und der Schwelkoks werden gemeinsam in
einer Hochtemperaturbrennkammer bei 1300 °C
verbrannt und die heißen Abgase dem Kessel zur
316
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
Energieerzeugung zugeführt. Daran schließt sich
die in 7 Abschn. 12.2 beschriebene Rauchgasreinigung an. Infolge der Hochtemperaturverbrennung
entsteht ein sehr elutionsbeständiges, deponiefähiges Schmelzgranulat [219].
z
12
Noell-Konversionsverfahren
Auch dieses Verfahren verwendet als erste Stufe eine Pyrolyse in einer beheizten Drehtrommel
(. Abb. 6.16) bei ca. 550 °C. Die Produkte sind ein
Pyrolyserohgas und der Pyrolysekoks. Das Rohgas durchläuft einen Quencher zur Abscheidung
von Feinstaub und Kohlenwasserstoffen. Aus dem
Koks trennt man die Metalle ab und vermahlt ihn
in einer Mühle. Als zweite Verfahrensstufe verwendet man eine Flugstrom-Hochdruck-Vergasung
des Kokses und des Pyrolysegases mit Sauerstoff
bei 1400…1700 °C, um ein CO- und H2-reiches
Synthesegas zu erhalten. Die Vergasungsreaktionen
sind in . Abb. 6.18 und ein Flugstromvergaser in
. Abb. 6.19 dargestellt. Die mineralischen Bestandteile sammeln sich in einer flüssigen Schlacke. Das
Syntheserohgas durchläuft eine intensive Gaswäsche (Venturi-Wäscher, Entschwefelung). Die Verwertung des gereinigten Synthesegases kann wahlweise als Brenngas (Energieerzeugung) oder für
Synthesen (Methanol) erfolgen [219].
z
Thermoselect-Verfahren
Dieses Verfahren kombiniert ebenfalls eine Schwelung mit einer Hochtemperaturvergasung und erzeugt auch ein CO- und H2-reiches Synthesegas.
Für die Schwelung wurde ein beheizter neuartiger
Entgasungskanal entwickelt. Durch diesen Kanal
presst man den verdichteten Abfall, der sich bis auf
800 °C aufheizt und abschwelt. Das Schwelgut fällt
in den direkt angebauten Hochtemperaturreaktor,
in dem die Vergasung von Schwelgas und Schwelgut mit Sauerstoff stattfindet. Die Mineralstoffe und
die Metalle fallen als Schlacke bzw. Metalllegierung
an. Die Reinigung des Syntheserohgases und die
Verwertung des Reingases sind mit dem NoellKonversionsverfahren weitgehend identisch [219].
12.4
Mechanische Aufbereitung
fester Abfälle zu
Ersatzbrennstoffen
Mit Ausnahme der besonderen Bedingungen der
Vermischung, der Verbrennung und Einbindung
der Aschen in den Klinker im Zementdrehrohrofen
erfordern alle anderen Einsatzfälle für Ersatzbrennstoffe eine Aufbereitung der festen Abfälle. Diese
Notwendigkeit der Aufbereitung fester Abfälle
zu Ersatzbrennstoffen ergibt sich aus den spezifischen Bedingungen eines Verbrennungsprozesses.
Ein Verbrennungsprozess in einem geschlossenen
Brennraum stellt folgende Anforderungen an die
Brennstoffe (7 Abschn. 12.1):
5 Förderfähigkeit und Dosierfähigkeit (Korngröße, Kornform),
5 hoher Heizwert (geringer Ascheanfall, geringer Wassergehalt),
5 geringe Schwankungen des Heizwertes
(Homogenität, Regelbarkeit),
5 gute Vermischbarkeit mit der Verbrennungsluft (Korngröße),
5 ausreichende Verbrennungsgeschwindigkeit
der Einzelkörner und damit begrenzte Verweilzeit im Brennraum (Korngröße, Porosität),
5 ausreichende Wärmeentwicklung pro m2 Rostfläche bzw. pro m3 Feuerraum,
5 technische Beherrschbarkeit der Verbrennungsrückstände (Metallteile) und Aschen
(Schlackenbildung),
5 limitierte Schadstoffgehalte (Cl, S, Hg, Cd, Pb
etc.).
Man erkennt, dass die Korngröße von mehrfacher
Bedeutung ist. Der Einfluss der Korngröße und
Porosität auf die Verbrennungsgeschwindigkeit
ergibt sich auf Grund der geschwindigkeitsbestimmenden heterogenen Reaktion an der Phasengrenze Brennstoffpartikel–Luft. Daraus ergeben sich als
Zielstellungen für eine Aufbereitungstechnologie:
5 die Herstellung einer bestimmtem Korngröße,
Kornform mit hoher Porosität,
5 die Erzeugung einer ausreichenden Qualität
und Homogenität,
5 die Erhöhung des Heizwertes durch Aussortierung einer heizwertreichen Fraktion und
durch Trocknung.
12.4 • Mechanische Aufbereitung fester Abfälle zu Ersatzbrennstoffen
Bezüglich der notwendigen Korngröße kann man
davon ausgehen, dass vorwiegend Rostfeuerungen in Betracht kommen, die Korngrößen von
10…50 mm beanspruchen. Staubförmige Sekundärbrennstoffe (Korngröße <1 mm) kann man aus
Abfällen nur sehr schwierig herstellen. Sehr günstige Eigenschaften für die Verbrennung von Abfällen
verschiedener Korngrößen und Kornformen besitzen allerdings Wirbelschichtverbrennungsanlagen
mit Sandfremdbett, die auch inhomogene gröbere
und feine Abfälle verarbeiten können. Das ergibt
sich auf Grund des charakteristischen Schwebezustandes der Abfallteile in dem fluidisierten Sandbett (7 Abschn. 12.1.2).
z
Bevorzugte Abfallsorten für die Aufbereitung
Für die Herstellung von Ersatzbrennstoffen kommen vor allem folgende Abfallsorten in Betracht:
5 produktionsspezifische Abfälle,
5 Gewerbemüll,
5 Sperrmüll,
5 Altholz,
5 heizwertreiche Fraktionen aus MBA und MBS,
5 DSD-Reste,
5 Altreifen,
5 sortierte Bauabfälle,
5 Spuckstoffe (Altpapieraufbereitung).
Die genannten Abfälle sind in Deutschland frei
handelbare Gewerbeabfälle, die privaten Dritten
zur Verwertung überlassen werden (Verwertungsabfälle). Davon abzugrenzen sind Hausmüll (graue
Tonne), Sperrmüll der Haushalte, Straßenkehricht
und Sortierabfälle der Hausmüllaufbereitung, die
den öffentlich-rechtlichen Entsorgungsträgern anzudienen sind (Beseitigungsabfälle). Der andienungspflichtige Hausmüll ist schon wegen seiner
extremen Inhomogenität für eine unmittelbare
Aufbereitung zu Ersatzbrennstoffen vollkommen
ungeeignet. Erst die aus diesem Hausmüll in MBA
(mechanisch-biologische Abfallbehandlung) oder
MBS (mechanisch-biologische Stabilisierung) gewonnenen heizwertreichen Fraktionen sind einsetzbar. Für die Aufbereitung der Abfälle gilt selbstverständlich, dass eine sortenspezifische Sammlung
und Anlieferung den technischen und Kostenaufwand der Aufbereitung der Abfälle wesentlich senken können. Der in diesem Buch verwendete Ober-
317
12
begriff Ersatzbrennstoff (EBS) ist nicht eindeutig
definiert. Man verwendet auch die Bezeichnungen
Sekundärbrennstoff (SBS) oder Substitutbrennstoff. Die Bezeichnung Sekundärbrennstoff ist vorwiegend für höhere Qualitäten im Gebrauch und
die Gütegemeinschaft Sekundärbrennstoffe und
Recyclingholz e.V. (BGS) kontrolliert diese Qualitäten durch Güte- und Prüfbestimmungen (RALGZ 724). Nachfolgend aufgeführte Zuordnungen
von Abfallsorten sind üblich.
Ersatzbrennstoffe (EBS) EBS sind nicht getrennt
erfasste Abfälle aus Industrie, Gewerbe und Haushalten mit mittlerem Heizwert (dazu sind auch die
sortenhomogenen EBS Tiermehl, Klärschlamm
und Papierschlamm zu rechnen) und niedrigem
Qualitätsanforderungen (hergestellt mit geringem
Aufbereitungsaufwand).
Sekundärbrennstoffe (SBS) SBS sind gütegesicherte, schadstoffarme, ofenfertige Brennstoffe, die aus
heizwertreichen Gewerbeabfällen oder heizwertreichen Fraktionen durch effektive Aufbereitung
gewonnen werden und damit hohe Heizwerte von
15…20 MJ/kg besitzen.
z
Aufbereitungstechnolgien
Für die oben genannten Zielstellungen einer Aufbereitung von Abfällen zu Ersatzbrennstoffen stehen
verschiedene Verfahrenstechniken zur Verfügung:
5 Vorzerkleinerung mit Rotorschere oder Einwellenzerkleinerer,
5 Nachzerkleinerung mit Hammermühle,
5 verschiedene Siebklassiertechnologien und
Siebschnitte,
5 ballistische Sortiertechnik,
5 Aussortierung von Metallen und Fremdstoffen
durch Magnetsortierung, Wirbelstromscheidung, Windsichtung und sensorgestützte Sortierung (NIR-Technik, Induktionsverfahren),
5 ggf. Pelletierung oder Herstellung von Presslingen.
Die Funktionsweise der Maschinen ist in 7 Kap. 3
beschrieben. Für die Nachzerkleinerung wurde
auch eine spezielle Hammermühle entwickelt, in
die ein sensorgestütztes Ausschleusungssystem für
Störstoffe integriert ist [221]. Gute Sortierergeb-
318
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
. Tab. 12.4 Qualitätsbeispiel für einen Ersatzbrennstoff für den Hauptbrenner eines Zementdrehrohrofens (Herstellung aus Verpackungsmaterial und
Gewerbemüll) [211]
12
1. Qualitätskriterien
2. Verunreinigungen
mg/kg TS
Pneumatisch förderbar
Hg
0,6
Kantenlänge ≤5 mm
Cd
4
Dichte 0,2…0,3 t/m3
As
5
Heizwert ≥21 MJ/kg
Pb
70
Körnung ≥25 mm
Be
0,5
Chlor ≤1 %
Se
3
nisse erhält man auch durch Feinklassierprozesse,
da metallische Verunreinigungen in den feinsten
Partikeln angereichert werden [222]. Eine wichtige Qualitätsforderung ist ein geringer Chlorgehalt,
der aus PVC-Verunreinigungen resultiert. Die
Aussortierung von PVC ist mittels sensorgestützter
Sortierung effektiv. Diese Einzelkornsortiertechnik
stellt aber hohe Anforderungen an die Vereinzelungstechnik [222]. Die Abtrennung von Metallen
hat für die EBS-Aufbereitung eine zunehmende
Bedeutung erlangt, weil die Feuerungsanlagen für
Mitverbrennung keine Metallteile vertragen, die
Maschinentechnik der Pressprozesse geschützt
werden muss und die Erlöse aus abgetrennten
Metallen einen Deckungsbeitrag für die Aufbereitungskosten leisten. Für diese Metallabtrennung
setzt man zunehmend die induktive Sortiertechnik ein. Die Herstellung von Presslingen erzeugt
verdichtete sphärische Körper und hat dadurch
für die EBS Vorteile hinsichtlich höheren Schüttgewichts, besserer Dosierfähigkeit, gleichmäßiger
Verbrennungsbedingungen und Vermeidung von
Staubaustrag. Deshalb kommt das Verpressen für
spezifisch leichte Abfälle mit unterschiedlichen
Kantenlängen wie Stroh, Holz, flächige Kunststoffe
und aussortierte Müllfraktionen zur Anwendung.
Als Apparate werden Flachmatrizenpressen empfohlen. Altreifen, die nicht in Zementöfen eingesetzt werden, müssen ebenfalls aufbereitet werden.
Diese Aufbereitung beschränkt sich aber auf eine
Grob- und Mittelzerkleinerung mit Abtrennung
des Stahls durch Magnetsortierung (nähere Ausführungen in 7 Abschn. 6.4.2). Die hier beschriebene Abtrennung von Störstoffen bezeichnet man
als Negativsortierung. Bei der Herstellung von EBS
kann aber auch eine Positivsortierung, d. h. die
Abtrennung der heizwertreichen Materialien, sehr
sinnvoll sein [223]. Die Positivsortierung mit Hilfe
der NIR-Technik findet vor allem für die Gewinnung hochwertiger Sekundärbrennstoffe Anwendung [226]. Die Auswahl und Zusammenstellung
der Aufbereitungstechnologie werden ausschließlich von den Einsatzstoffen (Art, Homogenität,
gleichmäßige Anlieferung) und der vom Abnehmer geforderten Produktqualität bestimmt. Diese
Produktqualität ergibt sich beim Abnehmer aus der
dort vorhandenen Anlagentechnik (Fördertechnik,
Feuerungssystem, Abgasreinigung). Aus diesen
Bedingungen leitet sich die Notwendigkeit umfassender Analysenprogramme für Input und Output
ab. Dabei ist die Probenahme bei dem relativ inhomogenen Input immer sehr problematisch. Die
Anforderungen an die Qualität von Input und Aufbereitungsverfahren werden an einem Qualitätsbeispiel für einen Ersatzbrennstoff für den Hauptbrenner eines Zementdrehrohrofens demonstriert
(. Tab. 12.4) [211].
Die Gütegemeinschaft Sekundärbrennstoffe
gibt mit RAL-GZ 724 z. B. folgende Qualitätsvorgaben für SBS an [223]: Hu TS 17,5 MJ/kg; Cl 0,5
…1 %; Pb 190 mg/kg; Cu 350 mg/kg; Ni 80 mg/kg;
Cd 4 mg/kg; Hg 0,6 mg/kg. Die Hg-Verunreinigungen sind außerordentlich kritisch zu sehen, da eine
Mehrzahl der Mitverbrennungsanlagen über keine
Aktivkohleadsorptionstechnik verfügt, die für die
Hg-Abtrennung aus den Rauchgasen notwendig
ist. Das ist ein wesentlicher Unterschied zu AbfallMonoverbrennungsanlagen, die diese Technik alle
besitzen. In . Abb. 12.6 ist ein Aufbereitungsvorschlag mit hoher Sortiertiefe dargestellt [223].
12.5
Mitverbrennung von Abfällen
und Ersatzbrennstoffen in
Feuerungsanlagen
Mitverbrennung liegt dann vor, wenn der Hauptzweck der Feuerungsanlage die Energiebereitstellung (Elektroenergie, Dampf, Wärme) oder
12.5 • Mitverbrennung von Abfällen und Ersatzbrennstoffen in Feuerungsanlagen
die stoffliche Produktion (Zementherstellung)
ist und dabei Abfälle als Austauschbrennstoff für
Primärbrennstoffe (Kohle, Heizöl, Erdgas) eingesetzt werden. Dabei kann in Bezug auf die Abfälle
auch deren Beseitigung durch den Verbrennungsprozess ein Teilziel sein (z. B. Klärschlamm, Tiermehl, Altreifen). Zur Mitverbrennung zählen auch
die energetische Verwertung von ungereinigten
Pyrolyseprodukten (Gas, Öl, Koks) und Rohgas
aus Vergasungsprozessen, wenn diese aus Abfällen hergestellt sind [223]. Die Mitverbrennung ist
mit 25 % der Feuerwärmeleistung (FWL) der Gesamtverbrennung limitiert. Ausnahmen sind Zement- und Kalkbrennöfen, für die auch 40 % und
mehr der FWL zulässig sind. Die dafür gültigen
Emissionsgrenzwerte sind in . Tab. 12.5 aufgeführt.
Man erkennt, dass die zulässigen Emissionen bei
Mitverbrennungen in der 17. BImSchV von 2009
weitgehend an die Forderungen der klassischen
Monoverbrennung angenähert wurden. Ein Vorteil
bei der Mitverbrennung mit Braunkohle ergibt sich
durch eine starke Einbindung von Schadstoffen in
die Braunkohleasche [226].
Für alle Mitverbrennungstechnologien gelten
eine Reihe allgemeingültiger Anforderungen:
5 Anpassung des EBS/SBS an die Verbrennungstechnologie des Primärbrennstoffs (Staubfeuerung, Rostfeuerung),
5 hoher Heizwert,
5 geringe Gehalte an Schadstoffen, Balaststoffen
(Ascheanfall) und Feuchte,
5 Abwesenheit von Metallen,
5 geeignete Korngröße (häufig geringe Korngröße).
Damit besteht ein wesentlicher Unterschied zur
Monoverbrennung, die für den Einsatz von unbehandelten grobstückigen Abfällen mit hohen Gehalten an Ballaststoffen, Feuchte und auch Schadstoffen (bei Rostverbrennung auch mit Metallstücken) ausgelegt ist. Bei der Mitverbrennung, die
z. B. in Kraftwerken überwiegend weniger als 5 %
beträgt, leiten sich aus der vorliegenden Anlagentechnik für den Primärbrennstoff (Staubfeuerung,
zirkulierende Wirbelschichtfeuerung) die Anforderungen an den EBS/SBS direkt ab [157].
Bei einem Einsatz von Ersatzbrennstoffen erzielen die einzelnen Anwenderbetriebe einen zwei-
12
319
Gemischte Abfälle
Grobzerkleinerung
1. Siebklassierung
(150 mm)
Magnetsortierung
2. Siebklassierung
(20 mm)
Windsichtung
Störstoffe
Sensorgestützte
Sortierung
Ersatzbrennstoff
Eisen
Feingut
Schwergut
Induktive
Sortierung
Kunststoffe
NE-Metalle
. Abb. 12.6 Vorschlag einer Abfallaufbereitung zu Ersatzbrennstoff mit hoher Sortiertiefe [223].
fachen finanziellen Vorteil, da sie zum einen Primärbrennstoffe sparen und zum anderen von den
Lieferanten eine Zuzahlung erhalten, die z. B. in
Deutschland 2006 40…90 €/t betrug [212]. Diese
Zuzahlung ergibt sich dadurch, dass die primären
Abfallerzeuger für die Abfallbehandlung in Müllverbrennungsanlagen (MVA) einen Preis entrichten müssen (in Deutschland 2006 130…180 €/t
[212]). Wenn aus einem Teil des Abfalls durch Aufbereitungsverfahren ein Ersatzbrennstoff hergestellt
wird (Aufbereitungskosten 2006 30…50 €/t), dann
verblieb für diesen Anteil 2006 die oben genannte
Zuzahlung von 40…90 €/t.
Diese Zuzahlung bei Einsatz von EBS ist nicht
unproblematisch, da z. B. Zementwerke z. T. energetisch unnötige Mengen an Ersatzbrennstoffen
verwenden. Die überschüssige Wärme führen die
Zementwerke über die Außenwand der Drehrohröfen an die Atmosphäre ab (Manteltemperaturen
320
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
. Tab. 12.5 Anforderungen der 17. BImSchV (2009) an die Emissionsgrenzwerte (Tagesmittelwerte) von Abfallverbrennungsanlagen, von Mitverbrennungsanlagen und den Abfalleinsatz in Zementöfen und Kalkbrennöfen [213]
Emissionsart
Abfallverbrennung und
Mitverbrennung >25 %
FWL*
mg/m3
Abfallmitverbrennung
<25 % FWL*
mg/m3
Zementöfen, Kalkbrennöfen (auch >25 % FWL*)
mg/m3
Gesamtstaub
10
10 (WS 100)
20
C (organische Stoffe)
10
10
10
HCl (gasf.örmiges
anorganisches Cl)
10
20
10
HF (gasförmiges
anorganisches F)
1
1
1
SO2
50
850…200
50
NO2 (NOx)
200
400…200
500
Hg (Hg-Verbindung)
0,03
0,03
0,03 (0,05)
CO
50
150…200
50
Schwermetalle
Σ Cd, Tl
0,05
0,05
0,05
Σ Sb, As, Pb, Cr, Co
0,5
0,5
0,5
Σ As, Cd, Benzopyren
0,05
Dioxine, Furane
12
*
0,05
3
0,1 ng/m
0,1 ng/m
0,05
3
0,1 ng/m3
FWL = Feuerwärmeleistung
bis 300 °C). Die finanziellen Vorteile sind dabei
offenbar so hoch, dass eine verbesserte Wärmeableitung zum Ofenmantel z. T. durch Ausmauerung
mit Siliziumkarbid sowie aggressive dünnflüssigere
Schmelzphasen als Folge höherer Chlorid- und Fluoridgehalte der EBS in Kauf genommen werden.
Die Preisbildung soll anhand der Angaben in
. Tab. 12.6 zu den Kostenbestandteilen für die Aufbereitung und Verwertung in Deutschland (2006)
nochmals verdeutlicht werden [212]. Auf die Preisbildung haben weitere Faktoren einen erheblichen Einfluss: Preis für Verbrennung in MVA (in
Deutschland 2010 ca. 60 … 70 €/t); Situation zwischen Angebot und Nachfrage von EBS; Preis für
Primärenergieträger; Emissionshandel für CO2.
Zur weiteren Verbesserung der Mitverbrennung von EBS wird eine Vorvergasung technisch
geprüft. Dadurch können problematische Abfälle
thermisch aufbereitet werden. Im Großversuch
haben sich ZWS-Reaktoren für die Vergasung bewährt. Der Vergasungsreaktor ist unmittelbar vor
der Feuerungseinrichtung anzuordnen. Das erzeugte Brenngas aus CO und H2 kann dann ungereinigt und heiß der Feuerungsanlage zugeführt
werden [227].
12.5.1
Ersatzbrennstoffe in der
Zementindustrie [146]
Die weitgehend unbeschränkte Zulassung von unbehandelten Ölen, Altreifen, Kunststoffen und anderen Abfällen als Ersatzbrennstoff in Zementöfen
beruht auf den verfahrenstechnischen Bedingungen in diesen Öfen (Abmessung, Temperatur und
Verweilzeit) und der stofflichen Zusammensetzung
des Zementrohmehls (. Tab. 12.7).
12
321
12.5 • Mitverbrennung von Abfällen und Ersatzbrennstoffen in Feuerungsanlagen
. Tab. 12.6 Kostenbestandteile für Aufbereitung, Verwertung und Beseitigung gemischt anfallender Gewerbeabfälle
bei verschiedenen Verwertungswegen in Deutschland 2006 [212]
Kostenbestandteil
EBS-Kraftwerk
Wirbelschicht
€/t
EBS-Kraftwerk
Rostfeuerung
€/t
Zementwerk
€/t
Braunkohlekraftwerk
€/t
Aufbereitung
33
23
48
48
Energetische Verwertung
mittelkalorischer Fraktion (EBS)
44
60
34
34
Energetische Verwertung
hochkalorischer Fraktion (SBS)
–
–
10
18
Reststoffbeseitigung* in MVA
30
15
23
15
Reststoffbeseitigung* auf Deponie
2
2
2
2
*
Reststoffe aus der Aufbereitung und evtl. Aschen
Das muss kurz begründet werden. Die Rohstoffe für Portlandzement sind Kalkstein, Quarzsand
und Ton (Alumosilikat) und gewisse Mengen an
Sekundärrohstoffen (Aschen, Bleicherden, Flugstäube), die die erforderlichen Mengenrelationen
von CaO, SiO2, Al2O3 und Fe2O3 im Zementklinker (hydraulischer Modul) gewährleisten müssen.
Die vorzerkleinerten und vorgemischten Rohstoffe werden in Mühlen fein zerkleinert (Rohmehl),
über abgasbeheizte Vorwärmeapparate einem
Drehrohrofen (55…60 m Länge) aufgegeben und
bis zum Sintern erhitzt (ca. 1450 °C). Daran schließen sich eine Kühlung des Klinkers und die Vermahlung (Zusatz von ca. 3 % Gips) zu einem Pulver
an. Im Vorwärmeapparat erfolgen die Trocknung
und die Abspaltung des gebundenen Wassers der
Tone. Im Ofen finden dann in der ersten Zone die
thermische Zersetzung des Kalksteins zu CaO statt
(Kalzinatorzone) und danach die Hochtemperaturreaktion zu Trikalziumsilikat sowie zu Aluminaten
und Ferriten.
Die als Ersatzbrennstoffe eingesetzten Abfälle müssen einen hohen Heizwert besitzen
(20…35 MJ/kg) (Sekundärbrennstoffe), um die
erforderlichen Flammtemperaturen (2000 °C) zu
erreichen (. Tab. 12.8). Der Anteil der Ersatzbrennstoffe am Energieeinsatz in der Zementindustrie
beträgt bis 40 %. Damit wird besonders deutlich,
dass der »Hauptzweck der Maßnahme« (KrW-/
. Tab. 12.7 Stoffliche Zusammensetzung von Portlandzement [211] [146]
Komponente
Gehalt
%
SiO2
16…26
Al2O3 + TiO2
4…9
Eisenoxide,
Manganoxide
2…6
CaO
59…67
MgO
0,3…3
K 2O
0,3…1,8
Na2O
<0,3
SO3
0,5…2,5
Glühverlust
0,3…3
Rest
0,1…0,8
AbfG, § 4(4)) die energetische Verwertung dieser
Stoffe ist und nicht deren Beseitigung.
Die Verbrennung der Ersatzbrennstoffe und
das Verhalten der mitgeführten Verunreinigungen
im Drehrohrofen werden durch die wesentlichen
verfahrenstechnischen Bedingungen im Ofen bestimmt:
322
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
. Tab. 12.8 Ersatzbrennstoffe in der Zementindustrie; Heizwerte und Anteile der Abfallarten an der
Gesamtkapazität [146]
Ersatzbrennstoff
Heizwert
MJ/kg
Anteil der Abfallarten an der
Gesamtkapazität
%
Altreifen
26
18
Kunststoffe
22
7
Altöl
33
14
Tiermehl/Tierfett
19
Industrie- und
Gewerbeabfall
20
27
Altholz
13
11
Bleicherde
13
Lösemittel
24
3
Aufbereitete
Siedlungsabfälle
15
7
Papierschlämme,
Spuckstoffe
12
6
5 hohe Temperaturen (bei über 2/3 der Ofenlänge herrschen in der Beschickung Temperaturen von >1200 °C bis max. 1450 °C),
5 intensive Vermischung der Ersatzbrennstoffe
mit den Zementrohstoffen durch die Ofendrehung,
5 lange Verweilzeit der Rohstoffmischung und
der Asche der Ersatzbrennstoffe im Ofen (ausreichend Reaktionszeit für die Feststoffreaktionen) sowie des alkalischen Klinkermaterials,
5 oxidierende Gasatmosphäre und ausreichende
Verweilzeit der Rauchgase im Ofen auf hoher
Temperatur (ca. 3 s)
Unter diesen Bedingungen werden alle organischen Stoffe vollständig zu CO2 und Wasser sowie
SO2 und Stickoxiden oxidiert. Die organischen Halogenverbindungen (z. B. PCB) werden ebenfalls
vollständig oxidiert und der Chlorinhalt bildet mit
den alkalischen Oxiden des Klinkers Alkali- und
Erdalkalichloride. Der Gehalt an Alkali-/Erdalkalichloriden im Zement ist allerdings limitiert und
damit auch der Chloreintrag über die Ersatzbrennstoffe. Für Kunststoffabfälle als Ersatzbrennstoffe in
der Zementindustrie gilt deshalb eine Begrenzung
für K2O + Na2O von <1 % und für Halogene von
<0,3 %. In den Abgasen und im Klinker wurden
nur außerordentlich geringe Gehalte an PCDD
und PCDF ermittelt [146]. Das vor allem aus dem
Schwefelgehalt von Altreifen entstehende SO2
bindet der Kalkstein zu CaSO4. Die Stickoxide in
den Abgasen sind ein Problem. Die Schwermetallbeimengungen (z. B. Stahldraht, Zinkoxid) bzw.
evtl. Schwermetallverunreinigungen werden zu
den Oxiden oxidiert und in dieser Form als Silikate oder Ferrite in den Klinker fest eingebunden.
Geringe Mengen flüchtiger Metallchloride können in das Rauchgas gelangen und werden dann
im Vorwärmer am Rohmehl oder in den Entstaubungsanlagen absorbiert. Allerdings wird die
überwiegende Menge an Schwermetallen über die
Zementrohstoffe eingetragen und nicht durch die
Ersatzbrennstoffe. Die intensiven Vermischungsund Verbrennungsbedingungen im Drehrohrofen
und die großen Abmessungen des Ofenraumes ermöglichen es im Prinzip, heizwertreiche Abfälle in
erheblicher Stückgröße und ohne Aufbereitung in
den Drehrohrofen einzutragen. Diese Einsparung
von Aufbereitungskosten nutzt man besonders
dann, wenn die Aufbereitung technisch schwierig
und kostenintensiv ist, wie dies z. B. für Altreifen,
Papierschlamm und Tierfett zutrifft. Etwa 40 % der
in Deutschland anfallenden Altreifen werden deshalb in unzerkleinertem Zustand in der Zementindustrie energetisch verwertet. Die kompakten
Altreifen verbrennen vorwiegend bereits in der
Kalzinatorzone. Die Zuführung der Altreifen übernimmt eine Transportrollbahn, auf der die Reifen
vereinzelt und über Sensoren auf Größe (PKW,
LKW) und Fremdkörper (z. B. Felge) untersucht
und evtl. ausgeschleust werden. Über eine Waage
und eine Doppelklappenschleuse werden sie dann
dosiert dem Ofen aufgegeben. Bezüglich der Emission legt die 17. BImSchV (2009) für Zementöfen
gesonderte Grenzwerte fest, die in . Tab. 12.4 aufgeführt sind.
. Abb. 12.7 Mitverbrennung von Ersatzbrennstoffen
in Kohlekraftwerken mit
Kohlestaubfeuerung und
erforderlicher Rauchgasreinigung [224].
Dampferzeuger
12
323
12.5 • Mitverbrennung von Abfällen und Ersatzbrennstoffen in Feuerungsanlagen
Entstickung
NH3
Brennkammer
SO2-Wäscher
Kalkstein
Luvo
Ersatzbrennstoffe
Kamin
Kohle
Filter
Kohlemühle
Kohlestaubfeuerung
12.5.2
Mitverbrennung in Kraftwerken
Die optimierten Feuerungsanlagen von Kraftwerken erfordern feuerungstechnisch genau angepasste Ersatzbrennstoffe hoher Qualität und Homogenität, die nur von intensiv aufbereiteten Abfällen zu
erfüllen sind. Es müssen deshalb die verschiedenen
Feuerungstechniken erläutert werden. Kraftwerke
mit Erdgas oder Heizöl als Brennstoff scheiden für
die Mitverbrennung aufbereiteter fester Abfälle
aus. Sie wären nur für gasförmige oder flüssige Ersatzbrennstoffe aus Vergasung oder Pyrolyse technisch möglich, aber aus Gründen eingeschränkter
Rauchgasreinigungsanlagen sowie der fehlenden
Absorptionskapazität der Kohleaschen für Schadstoffe nicht empfehlenswert.
Die Großkraftwerke mit den Primärenergieträgern Steinkohle und Braunkohle arbeiten zu
90 % mit Kohlestaubfeuerung. Die Kohlen werden durch Mahltrocknung auf eine Feinheit von
ca. 0,1…0,4 mm aufgemahlen und dann in eine
Brennkammer eingeblasen. Die anfallende Asche
fällt als Pulver an oder kann bei der Schmelzkammerfeuerung durch Einstellung hoher Temperaturen (1300 °C) auch schmelzflüssig erhalten werden
(Schlackengranulat). Die Brennkammer ist überwiegend zylindrisch, kann aber auch kegelförmig
wie ein Zyklon gebaut sein (Zyklonbrennkammer).
In die Zyklonbrennkammer wird der Brennstoff
tangential eingeblasen und dadurch eine schraubenförmige Partikelflugbahn mit größeren Verweilzeiten in der Kammer erzielt (erhöhter Aus-
Elektrofilter
Grobasche
Luft
Flugstaub
Wirbelschichtreaktor
REA-Gips
Dampferzeuger
Rauchgasleitung
Heißgaszyklon
Klärschlamm
Braunkohle
Rauchgasreinigung
Altholz + EBS
Luft
Materialrücklauf
Asche
. Abb. 12.8 Mitverbrennung von Ersatzbrennstoffen (EBS)
in Kohlekraftwerken mit zirkulierender Wirbelschichtfeuerung [225].
brand). Die optimalen Korngrößen der Brennstoffe
für Zyklonfeuerung liegen bei 1…5 mm, können
aber auch höhere Staubanteile enthalten. Bei der
Anwendung einer zirkulierenden Wirbelschichtfeuerung (ZWS) ist ebenfalls eine Grobmahlung
der Kohlen auf ca. 2…5 mm ausreichend. Noch
gröbere Kohlen sind im Prinzip bei einer stationären Wirbelschichtfeuerung möglich, doch mit
Einbußen bei Verbrennungsgeschwindigkeit, Verbrennungsleistung und Ausbrand. In . Abb. 12.7
und . Abb. 12.8 sind einige der genannten Kraftwerkstechnologien skizziert.
324
Kapitel 12 • Energetische Verwertung von festen Abfällen und Einsatz von Ersatzbrennstoffen
Kesselanlage
Abgas
Ersatzbrennstoffe
Luft
Pyrolysereaktor
Pyrolysegas
Aufbereitung
Heizöl/Gas
Luft
Pyrolysekoks
Sieb
Kohle
Kohlemühle
Luvo
Metalle
Kohlestaubfeuerung
Asche
Rauchgasreinigung
. Abb. 12.9 Kombinationsverfahren Abfall-Pyrolyse-Mitverbrennung (ConTherm-Verfahren) [225].
12
In den Kraftwerken mit Kohlestaubfeuerung
können nur flugfähige und rieselfähige EBS eingeblasen werden. Das sind Klärschlamm und Tiermehl. In den ZWS-Feuerungen sind auch Papierschlamm sowie Altholz und prinzipiell auch andere
sorgfältig aufbereitete Abfälle verbrennbar. Neben
den genannten Anforderungen an die Korngrößen
muss besonderes Augenmerk auf die Gehalte an
Chlor gelegt werden, da Chlor zu erheblichen Korrosionsproblemen führen kann. Auch aus diesem
Grund ist die Mitverbrennung in Kraftwerken auf
etwa 5 % EBS beschränkt. Ein deutsches Energieunternehmen hat im Jahr 2006 folgende Anteile
im EBS eingesetzt: aufbereitete SBS 13,5 %; Klärschlamm 50 %; Papierschlamm 25 %; Tiermehl
6,5 %; Altholz 5 % [225] [226]. Eine spezielle Lösung der Mitverbrennung von EBS in Kraftwerken
ist die Verwendung einer vorgeschalteten Pyrolysetrommel. Dieses ConTherm-Verfahren ermöglicht
damit auch den direkten Einsatz inhomogener pyrolysefähiger EBS großer Stückgröße, die den Qualitätsanforderungen genügen. Die entstehenden
Pyrolysegase und -öle können ohne Gasreinigung
direkt in die Staubfeuerung eingeleitet werden. Der
Pyrolyserückstand wird wie üblich gemahlen, von
Inertstoffen und Metallen abgesiebt und dann als
Feinkorn ebenfalls eingeblasen (. Abb. 12.9).
12.6
Altöle als Ersatzbrennstoffe
Die wesentlichen stofflichen Eigenschaften der
Altöle (fluider Zustand, Homogenisierbarkeit,
Pumpfähigkeit, Verdüsbarkeit) ermöglichen einen
technisch unkomplizierten Eintrag in Verbrennungsanlagen. Sie gewährleisten eine gleichmäßige
und regulierbare Verbrennung und sind damit ein
idealer Ersatzbrennstoff. Die Verbrennung von Altöl erfordert deshalb nur eine einfache mechanische
Vorbehandlung (Abtrennen von Wasser und evtl.
Feststoffen) sowie eine Erwärmung (Viskosität)
und ist danach in Standardbrennern für flüssige
Brennstoffe zu verarbeiten. Damit ist diese energetische Verwertung deutlich kostengünstiger als
die Regenerierverfahren für Altöl zu Grundölen
oder normgerechtem Heizöl. Eine Problematik der
Verbrennung von Altöl ergibt sich aber aus den
Gehalten an Schadstoffen (organische Metallver-
325
12.6 • Altöle als Ersatzbrennstoffe
bindungen, chlororganische Verbindungen). Deshalb ist die Verbrennung nur dann zulässig, wenn
die Abscheidung oder Zerstörung der Schadstoffe
und deren Folgeprodukte (Dioxine) gewährleistet
sind. Die Verbrennung ist aus diesem Grund nur
in genehmigungsbedürftigen industriellen Feuerungsanlagen mit Rauchgasreinigung oder unter
den speziellen Bedingungen der Zementöfen zugelassen. Für Deutschland liegt zusätzlich ein Bericht
des Umweltbundesamtes vor, der die ökologische
Gleichwertigkeit von vier Altölverwertungsvarianten feststellt. Dies sind die in 7 Abschn. 9.2 behandelten drei Recyclingverfahren Regenerierung zu
Grundölen, Aufbereitung zu Normheizöl, Erzeugung von Synthesegas und die energetische Verwertung in Zementöfen. In Deutschland hat sich
eine Aufteilung des Altöls zu etwa 30 % auf die
Verbrennung und zu 70 % auf die stoffliche Auf-
12
bereitung eingestellt [146]. In Frankreich wurden
1996 ca. 56 % des Altöls verbrannt und nur 42 %
aufbereitet.
z
Verbrennung von Altöl in betrieblichen Feuerungsanlagen und Sonderabfallverbrennungsanlagen [146]
Der Einsatz von Altöl in immissionsschutzrechtlich
nicht genehmigungsbedürftigen Feuerungsanlagen
ist nicht erlaubt. Das sind Feuerungsanlagen mit
geringer Feuerungswärmeleistung <20 MW. In betrieblichen Feuerungsanlagen ist die Mitverbrennung von Altöl gestattet, wenn der Hauptzweck in
der Energieerzeugung oder der stofflichen Produktion besteht. Die Auflagen für die Emissionsgrenzwerte ergeben sich dabei aus dem Anteil des Altöls
(größer oder kleiner 25 % der Feuerungswärmeleistung, wie in . Tab. 12.5 angegeben).
327
13
Recyclinggerechte Konstruktion
und Fertigung von Produkten
mit der Zielstellung eines
Werkstoffrecyclings
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3_13,
© Spektrum Akademischer Verlag Heidelberg 2011
328
Kapitel 13 • Recyclinggerechte Konstruktion und Fertigung von Produkten
Aus den Beschreibungen in 7 Kap. 1 bis 7 Kap. 12
leiten sich eine Reihe wichtiger Anforderungen des
Werkstoffrecyclings an eine recyclinggerechte Entwicklung, Konstruktion und Fertigung von Produkten ab. Die Anforderungen unterscheiden sich
aber auch ganz erheblich von den Voraussetzungen
für das Produktrecycling. Die Unterschiede werden
an dieser Stelle anhand der Verfahrensstufen des
Recyclings konkret benannt.
z
Produktrecycling
Wie in 7 Abschn. 1.2 und . Tab. 1.2 bereits näher
13
ausgeführt, ist die Zielstellung des Produktrecyclings die Wiederverwendung von Bauteilen in der
vorliegenden Produktgestalt. Dafür sind Aufarbeitungs- oder Umarbeitungsschritte erforderlich. Der
erste Hauptarbeitsschritt ist die beschädigungsfreie
Demontage durch das Lösen von Verbindungselementen. Ein recyclinggerechtes Produkt mit der
Zielstellung eines Produktrecyclings muss folgenden Anforderungen gerecht werden:
5 modularer Aufbau, standardisierte Baugruppen oder Bauteile (Elektro-, Elektronik-, Antriebs-, Heiz- und Kühlmodule usw.),
5 eindeutige Identifikation der Module,
5 demontagegerechte Baustruktur, räumliche
Anordnung und Zugänglichkeit,
5 demontagegerechte Verbindungstechnik (lösbare Verbindungen wie Schrauben, Schnappverbindungen, Passfedern, Stifte), die eine
beschädigungsfreie Demontage garantiert,
5 Möglichkeit der Reinigung und Nachbearbeitung der Bauteile zur Herstellung eines wieder
einsatzfähigen Produkts (Regenerierung).
Die werkstoffliche Zusammensetzung der Bauteile
ist dagegen für das Produktrecycling weitgehend
ohne Bedeutung, weil die Bauteile in der vorliegenden Werkstoffkombination wieder verwendet
werden sollen. Die Anwendung und Bedeutung
einer Teildemontage als Bestandteil des Werkstoffrecyclings (z. B. bei Altautos) wird im Folgenden
besprochen.
z
Werkstoffrecycling
Das Werkstoffrecycling zielt auf die Verwertung der
Werkstoffe und anderer Materialien eines Produktes durch Zerstörung der Produktgestalt und der
Produktfunktion. Die stoffliche Zusammensetzung
des zerlegten Produktes ist also von entscheidender
Bedeutung. Für die Zerlegung der Altprodukte stehen zwei Verfahren zur Verfügung:
1. Teildemontage in recyclinggerechte Werkstoffgruppen,
2. Zerstörung der Werkstoffverbindungen durch
Kraftwirkungen (Aufschluss).
Für beide Verfahren ist die Art der vorliegenden
Werkstoffkombinationen von Bedeutung. Diese
Werkstoffkombinationen können Einzelwerkstoffe mit Verbindungselementen, Verbundwerkstoffe
oder Beschichtungen sein. Verbundwerkstoffe und
Beschichtungen sind prinzipiell schwierig zu zerlegen und deshalb häufig wenig recyclinggerecht.
Verbundwerkstoffe erfahren deshalb beim Recycling häufig eine Qualitätsminderung der Komponenten. Die Verbindungstechniken und Verbindungselemente für die Einzelwerkstoffe sind von
erheblichem Einfluss für die Möglichkeiten einer
Demontage sowie für die Effektivität des Aufschlusses durch Krafteinwirkung. Man unterscheidet folgende Verbindungstechniken:
5 formschlüssige Verbindungen (Nieten Stifte,
Passfedern, Zahnwellen, Clinchverbindungen,
Falzverbindungen),
5 kraftschlüssige Verbindungen (Schraubenverbindungen, Kegel, Spannhülsen, Pressverbindungen),
5 stoffschlüssige Verbindungen (Kleben, Löten,
Schweißen, Beschichten).
Bei diesen Verbindungstechniken (Fügeverfahren)
ist zusätzlich zwischen lösbaren Verbindungen
(z. B. Schraubenverbindungen) und nichtlösbaren
Verbindungen (z. B. Schweißverbindungen) zu
unterscheiden.
z
Einsatz der Teildemontage beim Werkstoffrecycling
Die Teildemontage ist angezeigt, wenn Umweltschutzgründe (Schadstoffe) vorliegen oder der
spezifische Ausbau von Werkstoffmodulen bessere
Erlöse verspricht. Das betrifft vorwiegend folgende
Aufgaben:
5 Trockenlegung der Produkte (Entnahme von
Ölen, Kühlmitteln, Gasen),
329
Recyclinggerechte Konstruktion und Fertigung von Produkten
5 Ausbau von schadstoffhaltigen Komponenten
(Batterien, Kondensatoren),
5 Ausbau besonderer Werkstoffmodule (Bleiakkus, Trafos, Elektromotoren, Al- und
Mg-Bauteile, Kunststoffbauteile, Kupferkabelbäume, Bildröhren, Gummireifen etc.), die als
Einzelbauteile bessere Erlöse versprechen oder
die Sortierstufen des Werkstoffrecyclings günstiger gestalten (bessere Trenneffekte und ein
höheres Werkstoffausbringen); diese Vorteile
werden allerdings immer mit den höheren
Kosten der überwiegend manuellen Teildemontage bezahlt.
Die Teildemontage beim Werkstoffrecycling kann
im größeren Umfang auch beschädigungsbehaftet
erfolgen (entscheidender Unterschied zum Produktrecycling).
z
Aufschlusszerkleinerung für das Werkstoffrecycling
Nach evtl. notwendiger Teildemontage oder Trockenlegung erfolgt die Auftrennung der Werkstoffverbindungen durch die Aufschlusszerkleinerung.
Durch die aufgewandte Krafteinwirkung (Druck,
Prall, Reißen) erreicht man eine Zerlegung oder
den Bruch vor allem an den Verbindungsstellen mit
Form- oder Kraftschluss und damit eine optimale Trennung zwischen verschiedenen Werkstoffen
(d. h. ein Aufschluss nahe 100 %). Dagegen sind die
Verbindungsstellen mit Stoffschluss (geschweißt)
häufig kompakter und fester als die Werkstoffe, so
dass der Bruch oft außerhalb der Verbindungsnaht
stattfindet (d. h. der Aufschluss ist kleiner 100 %
und damit der Trenneffekt bei der Sortierung geringer).
z
Recyclingverträglichkeit der Werkstoffe beim
Werkstoffrecycling
Die durch Teildemontage oder Aufschlusszerkleinerung und nachfolgende Sortierung gewonnenen
Altstoffeinzelteile müssen in einem abschließenden Hauptprozess einer Homogenisierung und
Reinigung unterzogen werden. Dieser Hauptprozess erfolgt durch Schmelzen und Raffinieren (bei
Metallen, Glas, thermoplastischen Kunststoffen)
oder Mahlen und Pressen (bei Kunststoffen) sowie
durch Auflösen und Reinigen (bei einigen Metallen
13
und wenigen Kunststoffen). Für die genannten Prozesse des Schmelzens, des Auflösens und der Reinigung müssen die dabei wesentlichen gegenseitigen Störungen der Werkstofftypen (z. B. Gläser,
Metalle, Kunststoffe) bzw. der Grundstoffe (z. B.
Eisen, Kupfer, Aluminium, PVC, PET) herausgearbeitet werden und man erhält als Ergebnis die
Kategorie der »Recyclingunverträglichkeit« bzw.
im Umkehrschluss der »Recyclingverträglichkeit«.
In . Tab. 13.1 sind wesentliche Angaben zur Recyclingverträglichkeit für wichtige Werkstoffgruppen
als Übersicht zusammengefasst. In Spalte zwei sind
die für eine Werkstoffgruppe häufigen Begleitstoffe
(typische Legierungskomponenten und mögliche
Verunreinigungen) aufgeführt, die beim Recycling
der Werkstoffgruppe keine Störungen hervorrufen.
Diese Begleitstoffe können beim Recyclingprozess
durch Verschlacken, Verdampfen, Filtration, Auflösung oder Elektrolyse effektiv abgetrennt werden.
In Spalte drei sind Legierungskomponenten und
Begleitstoffe angegeben, die im Recyclingprozess
als Legierungskomponente wieder genutzt (z. B.
Cr und Ni in hochlegierten Stählen) oder getrennt
zurückgewonnen werden (z. B. Edelmetalle und Ni
aus Kupferwerkstoffen). Erheblichen Trennungsaufwand erfordern die in Spalte vier angeführten
Verunreinigungen. Eine vollständige Recyclingunverträglichkeit ist für die in Spalte fünf aufgelisteten
Stoffe festzustellen.
z
Recyclinggerechte Konstruktion und Fertigung
für das Werkstoffrecycling
Erst aus den obigen Ausführungen zur Werkstoffverträglichkeit, zu den Verbindungstechniken, zur
Teildemontage und zum Bruchverhalten bei der
Aufschlusszerkleinerung sind die wesentlichen
Anforderungen für eine recyclinggerechte Konstruktion und Fertigung abzuleiten [228] [229]. Sie
sind in . Tab. 13.2 zusammengefasst und in ähnlicher Form auch in der VDI 2243 »Recyclinggerechte Produktentwicklung« [231] festgehalten.
Dabei wird eine Einteilung in die aufeinanderfolgenden Arbeitsschritte einer Produktkonstruktion
und Fertigung verwendet. Bereits im ersten Schritt
der Auswahl der Funktionsprinzipien werden Festlegungen getroffen, die Einfluss auf die Recyclingeigenschaften haben (z. B. Art der Antriebstechnik,
Wahl der Konstruktions- und Funktionswerkstof-
330
Kapitel 13 • Recyclinggerechte Konstruktion und Fertigung von Produkten
. Tab. 13.1 Recyclingverträglichkeit für wichtige Werkstoffgruppen
13
Werkstoffgruppe
Recyclingverträgliche Begleitstoffe
Verwertbare Legierungsmetalle bzw.
Begleitstoffe
Verunreinigungen,
die mit erhöhtem
Aufwand abtrennbar sind
Absolut unverträgliche Begleitstoffe
Eisenwerkstoffe
Oxide, Silikate, organische Stoffe; Metalle
hoher O2-Affinität
(Mg, Al, Ti, Si, V, Cr,
Mn) oder mit niedrigem Siedepunkt
(Zn, Cd)
bei hochlegiertem
Stahl: Cr, Ni, Mo, Mn
S
Für alle Stähle: PVC,
Cu, Sn, (Pb);
für unlegierten
Stahl: Ni, Cu, Mo, Sn
Aluminiumwerkstoffe
Oxide, Silikate (geringe Anteile)
Mg, Si, Zn, Cu, Ni
Mg, Li, (Fe), Lack,
organische Stoffe
Sonstige Metalle,
Kunststoffe
Kupferwerkstoffe
Edelmetalle, Metalloxide, Silikate, organische Stoffe; Metalle
hoher O 2-Affinität
(Mg, Al, Ti, Fe)
Edelmetalle, Zn, Sn,
Ni, Se
Zn, Sn, Pb, Ni, Se
PVC
Nickelwerkstoffe
Oxide, Silikate, organische Stoffe; Metalle
hoher O2-Affinität
(Mg, Al, Si)
Cu
Cu, Fe, (Co)
PVC
Magnesiumwerkstoffe
Keine
Li
Li
Alle Metalle, Kunststoffe
Zinkwerkstoffe
Geringe Anteile Fe,
Pb, Oxide, Silikate
Al, Cu
Fe, Pb, Cd
Alle anderen
Metalle
Titan-/Tantalwerkstoffe
Keine
Titan: Al, V, Sn, Pd
Geringe Anteile N,
O, W
Sonstige Metalle,
organische Stoffe,
Oxide
Glaswerkstoffe
Spuren an Oxiden,
Silikaten
Keine
Keine
Fremdfarben,
fremde Glastypen
(Ba, Pb, B-haltige),
Keramik, Metalle,
organische Stoffe
Kunststoffe
Geringe Anteile
fremder Kunststoffsorten
Evtl. verträgliche
Kunststoffsorten*
Geringe Anteile
Metalle, Oxide
Unverträgliche
Kunststoffsorten,
Metalle
* Verträgliche
und mischbare Kunststoffsorten vgl. [230]
fe). Die Entscheidungen zur Produktgestaltung und
zu den Werkstoffen haben selbstverständlich die
größte Auswirkung auf das spätere Recycling. Aber
auch die Fertigungsverfahren ermöglichen eine
Berücksichtigung von Recyclingaspekten (spanende Bearbeitung oder Umformtechnik). Schließlich
ist die Kombination von Werkstoffgruppen nach
anwendbaren Recyclingmethoden ein weiterer Aspekt. Einzelne Forderungen sind dabei durchaus
mehreren Arbeitsschritten zuzuordnen.
Zur Verdeutlichung der tabellarischen Zusammenstellungen sollen noch wenige charakteristische Beispiele angeführt werden:
331
Recyclinggerechte Konstruktion und Fertigung von Produkten
13
. Tab. 13.2 Forderungskatalog für eine recyclinggerechte Konstruktion und Fertigung unter Berücksichtigung eines
künftigen Werkstoffrecyclings
1.
Forderungen
Hinweise für die Realisierung
Auswahl der Funktionsprinzipien
Entscheidungen für elektrische, hydraulische oder
pneumatische Antriebe bzw. Steuerungen; recyclingrelevante Bewertung der Hilfsstoffe (FCKW, KW)
und Energieträger
Antriebs- und Steuerungsmethoden
Sensoren, Aktoren
Heiz- und Kühlmethoden
Energieträger
2.
Baugruppenfestlegung
Modularer Aufbau
Minimierung der Bauteile
Bauteilmodule (Elektrik-/Elektronikmodule,
Kabelbäume); Werkstoffmodule (unlegierter oder
legierter Stahl, Gusswerkstoffe, Al-Werkstoffe,
Kunststoffsorten); Gehäuse und Chassis aus einheitlichen Werkstoffen
Bauteildatenbank
Demontageinformationen (Recyclingpass; IDIS*)
3.
Gestaltungsoptimierung
Zerlegungsgerecht
Zerkleinerungsgerecht
Minderung Korrosionsgefahr
Demontagegerecht
Kennzeichnung der Werkstoffe, besonders der Kunststoffsorten
4.
Werkstoffwahl
Reduzierung der Werkstoffvielfalt
Stofflich verwertbare Materialien
Recyclingverträgliche Werkstoffkombinationen
Lösbare Verbindungselemente (Form- oder Kraftschluss), Minimierung stoffschlüssiger Verbindungen. Sollbruchstellen, spröde Stoffe (Gusswerkstoffe, Duroplaste); Vermeidung von Spalten und
Hohlräumen; demontagegerechter Einbau von
Schadstoffträgern (Batterien) und nutzbaren Bauteilen (Motoren, Getriebe, Kunststoffe); Kennzeichnung recyclingfähiger Kunststoffteile (Stoßfänger,
Gehäuse)
Sicherstellung der vorgeschriebenen stofflichen
Recyclingquoten; Bewertungsmatrix für Recyclingverträglichkeit, besonders zwischen Beschichtung
und Trägermaterial; Reduzierung der Verwendung
von PVC und Chloriden; Beachtung des Verbots von
Hg, Cd, Pb
Beschränkung problembehafteter Verbundwerkstoffe
Vermeidung von Schadstoffen
5.
Fertigungsverfahren
Minimierung der spanenden Bearbeitung zugunsten
von Gussteilen/Schmiedeteilen
Einschränkung der Nachbearbeitung durch Schleifen
und Beizen
Kompakte, sortenreine und saubere Werkstoffabfälle sichern ein effektives Recycling und gute
Erlöse; feinteilige Werkstoffabfälle (Späne, Schleifschlämme) sind verunreinigt, neigen zur Oxidation
und führen zu geringeren Recyclingausbeuten; die
Verwertung oder Entsorgung von Beizlösungen ist
aufwendig
Sortieren der Produktionsabfälle nach Werkstoffsorten,
Bearbeitungszustand und physikalischem Zustand
6.
Berücksichtigung der Recyclingverfahren
Planung von Werkstoffzusammenstellungen, die gleichartige Recyclingverfahren erfordern
*
Zusammenstellung von Werkstoffgruppen für mechanische Aufbereitung, Pyrolyse, Schmelzverfahren, chemische oder elektrochemische Verfahren
IDIS = International Dismantling Information System (Altautodemontage; 7 Abschn. 10.2)
332
13
Kapitel 13 • Recyclinggerechte Konstruktion und Fertigung von Produkten
5 Absicherung einer Demontagemöglichkeit
von Kupferkabeln aus Stahlgehäusen, um die
Verunreinigung von Stahl mit Kupfer zu vermeiden;
5 Ausnutzung der guten Recyclingverträglichkeit von Edelmetallen mit Kupferschrotten
(z. B Steckerleisten, Leiterplatten); Kupfer
wirkt als Edelmetallsammler mit gutem Edelmetallausbringen;
5 Kombination von Metallen mit Keramikwerkstoffen, da sich Keramik in Metallschmelzen
nicht auflöst und meist in den Schlacken gut
abzutrennen ist;
5 Gewährleistung sehr effektiver Zerlege- oder
Zerkleinerungsmöglichkeiten zwischen Aluminium- und Eisenwerkstoffen, um den Eintrag von Eisen in Aluminiumschmelzen weitgehend auszuschließen;
5 Einschränkung der Verwendung von PVC in
Kombination mit anderen Kunststoffen oder
Metallen, weil beim Metallschmelzen oder bei
einer thermischen Behandlung/Verwertung
von Kunststoffen die Gefahr der Dioxinbildung besteht;
5 getrennte Anordnung von unlegierten und
hochlegierten Stählen, um die Verwertung
von Cr und Ni als Legierungskomponenten
zu gewährleisten und hohe Schrottpreise zu
realisieren;
5 Verwendung von zusammensteckbaren Kunststoffgehäusen für Elektronikgeräte (IT, UE)
(Electronic Packaging Assembly Concept,
E-PAC) mit dem Effekt der Verringerung von
Schraubverbindungen und einfacher Demontage sowie effektiver Aufschlusszerkleinerung
[231].
Die Zielstellung einer recyclingfähigen Konstruktion und Fertigung ist allerdings ständig vor neue
Herausforderungen gestellt. Diese entstehen z. B.
durch die Tendenz der fortschreitenden Verkleinerung und Gewichtsreduzierung von Apparaten
(Handhabbarkeit, Energieeinsparung), die Ausweitung der Funktionen, die Miniaturisierung von
Funktionsbauteilen und neuartige Werkstoffe. Die
Aufgabenstellung einer »recyclinggerechten Konstruktion und Fertigung von Produkten« bleibt aber
immer der Entwicklung und Herstellung von wettbewerbsfähigen Spitzenerzeugnissen untergeordnet. Die Funktionalität, die Betriebssicherheit, der
Komfort, das Design und die anderen Gebrauchsund Verkaufsaspekte der Erzeugnisse werden
immer an erster Stelle stehen müssen. In einigen
Fällen können aber auch zunehmend recyclinggerechte Produkte ein wesentliches Verkaufsargument darstellen. Bei den meisten Gestaltungsentscheidungen wird aber eine verantwortungsvolle
Abwägung zwischen Produktoptimierung und Recyclingaspekt notwendig sein, um der geforderten
Produktverantwortung gerecht zu werden.
333
Literaturnachweise und
weiterführende Literatur
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3,
© Spektrum Akademischer Verlag Heidelberg 2011
334
Literaturnachweise und weiterführende Literatur
1 Gesetz zur Vermeidung, Verwertung und Beseitigung
von Abfällen (Kreislaufwirtschafts- und
Abfallgesetz, KrW-/AbfG); vom 27.09.1994
2 Richtlinie 2008/98/ EG vom 19.11.2008 über Abfälle und
zur Aufhebung bestimmter Richtlinien
3 Weizsäcker, E. U. von; Lovins, A. B.; Lovins, L. H. (1995):
Faktor vier. Doppelter Wohlstand – halbierter Naturverbrauch, Droemersche Verlagsanstalt, München
4 Maczek; Massion (1991): Erzmetall 44
5 Hütte, Grundlagen der Ingenieurwissenschaften (2004):
Abschnitt D: Werkstoffe, 32. Aufl., Springer, Berlin/
Heidelberg/New York
6 Schubert, G. (1984): Aufbereitung metallischer Sekundärrohstoffe, Deutscher Verlag für Grundstoffindustrie,
Leipzig
7 Moeller, E. (Hrsg.) (2008): Handbuch Konstruktionswerkstoffe, Kap. 3: Recycling, Martens, H., S. 879–913, Hanser,
München
8 Schubert, H. (Hrsg.) (2003): Handbuch der mechanischen Verfahrenstechnik, 2 Bände, Wiley-VCH,
Weinheim
9 Schubert, H. (1996): Aufbereitung fester Stoffe, Bd. II:
Sortierprozesse, 4. Aufl., Deutscher Verlag für Grundstoffindustrie, Leipzig
10 Schubert, H. (1987): Aufbereitung fester mineralischer
Rohstoffe, Bd. I: Zerkleinern, Klassieren, Deutscher Verlag für Grundstoffindustrie, Leipzig
11 Stieß, M. (1995): Mechanische Verfahrenstechnik, 2
Bände, 2. Aufl., Springer, Berlin/Heidelberg
12 Vauck, W.; Müller, H. (2000): Grundoperationen chemischer Verfahrenstechnik, 7. Aufl., Deutscher Verlag für
Grundstoffindustrie, Stuttgart
13 Schubert, G. (2002): Zerkleinerungstechnik für nichtspröde Abfälle und Schrotte, Aufbereitungstechnik
43/9, S. 6–23
14 Messer Griesheim GmbH, Krefeld, Firmenprospekt
15 KHD Humboldt Wedag GmbH, Köln, Firmenprospekt
16 Nickel, W. (Hrsg.) (1996): Recycling-Handbuch, VDI,
Düsseldorf
17 Eckert, U. (2006): Sortiertechnik nagt am Gewerbeabfallberg, UmweltMagazin 7/8, S. 29 f., www.amb-group.de:
Mehrfraktionen-Separator, Ballistische Trenntechnik
18 TiTECH GmbH (2009): Mühlheim-Kärlich, Prospekte
2009, www.titech.com
19 IMRO Maschinenbau GmbH (2009): Uffenheim, Prospekt
Sensorgestützte Sortierung
20 BT-Wolfgang Binder GmbH (2009): Gleisdorf Österreich,
Prospekt Redwave, www.redwave.at, www.btw-binder.
com
21 Hartinger, L. (1995, 2007): Handbuch der Abwasser- und
Recyclingtechnik für die metallverarbeitende Industrie,
2. Aufl., Hanser, München
22 Janke, D.; Savov, L. (1997): Recycling of scrap in steelmaking in view of the tramp element problem, TU
Bergakademie Freiberg, Europa-Seminar »Ressources
for tomorrow – materials recycling«
23 VCI, Verfahrensberichte zur Abwasserbehandlung (1977):
7. Bericht »Flockung und Fällung«
24 Martens, H. (1968): Anwendung der Fällungskristallisation in der Naßmetallurgie, Freiberger Forschungshefte
B 128, S. 49–66
25 Martens, H.; Hoffmann, H. (1974): Anwendung der Reaktionskristallisation in der Naßmetallurgie und der
anorganisch-chemischen Technik, Kristall und Technik
9, S. 789–798
26 Lange, H.; Schab, D.; Hein, K. (1975): Reinigung und Aufarbeitung von Elektrolytlösungen durch Elektrolyse mit
bewegter Schüttgutkathode, Erzmetall 28, Nr. 10,
S. 435–484
27 Melin, T.; Rautenbach, R. (2004): Membranverfahren, 2.
Aufl., Springer, Berlin/Heidelberg
28 Hurschmann, H. (1993): Metallrückgewinnung aus
Prozesswasser durch Membranelektrolyse mit Hilfe des
METAL MASTER®-Verfahrens, Galvanotechnik 84, Nr. 10,
S. 3429
29 Martens, H. in Technische Anorganische Chemie (Autorenkollektiv) (1990): Abschnitt 7: Metalle, 4. Aufl., Deutscher Verlag für Grundstoffindustrie, Leipzig; Martens,
H. in Emons, H.-H. (1982): Grundlagen der technischen
anorganischen Chemie, Abschnitt 7: Metalle, Salle +
Sauerländer, Frankfurt am Main/Berlin/München/Aarau/
Salzburg
30 Frohberg, M. (1994): Thermodynamik für Werkstoffingenieure und Metallurgen, 2. Aufl., Deutscher Verlag für
Grundstoffindustrie, Leipzig
31 Merkel, M.; Thomas, K.-H. (2003): Taschenbuch der Werkstoffe, 6. Aufl., Fachbuchverlag Leipzig im Hanser Verlag,
München/Wien
32 Willeke, R., Bundesvereinigung Deutscher Stahlrecycling- und Entsorgungsunternehmen (Hrsg.) (1998):
Recycling, Fachbuch Stahlrecycling, vom Rohstoff
Schrott zum Stahl, Reed Elsevier Deutschland GmbH,
München-Gräfelfing
33 Kesseler, K. (2005): Energie-Bündel statt Abfall, UmweltMagazin, Nr. 4/5, S. 54 f.
34 Rentz (1996): Stoffstrommanagement in der Eisen- und
Stahlindustrie, E. Schmidt Verlag. www.
dk-duisburg (2005): DK Recycling und Roheisen GmbH
35 Vereinigung Deutscher Schmelzhütten e. V. (Hrsg.);
Krone, K. (2000): Aluminiumrecycling – vom Vorstoff bis
zur fertigen Legierung, Aluminium-Verlag, Düsseldorf
36 Rombach, G.(2000): Verhalten mineralischer Pigmente
beim Aluminiumrecycling, Erzmetall 53, Nr. 2, S. 98–105
37 Tafel, V. (1954): Lehrbuch der Metallhüttenkunde, Bände
I, II, III, Hirzel, Leipzig
38 Alker, K. (1992): Aluminiumrecycling – Analysengerechte
Aufbereitung von Shredderschrott, Erzmetall 45, Nr. 2,
S. 93–100
39 URTF – Effizientes Recycling von Schrotten und Krätzen
(2001), Erzmetall 54, Nr. 6, S. 363
40 Seidel, S. (2004): Die 100%-Lösung, UmweltMagazin, Nr.
3, S. 30–32
41 Pawlek, R. P. (2001): Leichtmetallfachausschuss bei der
Hauptversammlung, Erzmetall 54, Nr. 2, S. 64–70
42 Kainer, K. U. (2000): Magnesiumeigenschaften, Anwendung und Potentiale, Wiley-VCH, Weinheim
Literaturnachweise und weiterführende Literatur
43 Antrekowitsch, H.; Hanko, G. (2002): Metallurgie des
Leichtmetallrecyclings bei Altautos, Erzmetall 55, Nr. 11,
S. 598–605
44 Arnold, A.; Sauermann, R.; Friedrich, B. (2006): Recycling
Li-haltiger Aluminium-Legierungen, World of Metallurgy, Erzmetall 59, Nr. 5, S. 294–301
45 Ditze, A.; Scharf, C. (2006): Magnesium alloys for use in
racing and passenger vehicle engines, World of Metallurgy, Erzmetall 59, Nr. 5, S. 278–287
46 Verein Deutscher Metallhändler, VDM (1988): Klassifizierung für NE-Metall-Schrott (Fassung 1988), www.
kaatsch.de
47 Schrott und Metallhandel Kaatsch GmbH (2006): Sortenliste NE-Metalle, www.kaatsch.de
48 Nolte, A. (1997): Metallurgical utilization of reusable products from the recycling industry in a secondary copper
smelter, EPD Congress
49 Deutsches Kupferinstitut, DKI (2006): www.
kupferinstitut.de
50 Satlow, C.; Schafer, T.; Pretz, T. (2003): Recycling quantities and times of return of copper from the building
industry, Erzmetall 56, Nr. 8, S. 444–448
51 Norddeutsche Affinerie AG, Hüttenwerke Kayser (2006):
1. Präsentation, 2. TQM-Dokument, TQM 7–15
52 xstrata technology (2006): About ISASMELT: www.
xstrata.com
53 Degel, R.; Kempken, J. (2006): 100 years of SMS Demag
submerged arc furnace technology, World of Metallurgy, Erzmetall 59, Nr. 3, S. 143–151
54 Wenzel, C.; Graller-Kettler, G.; Pesl, J. (2006): Liquid slag
reduction, World of Metallurgy, Erzmetall 59, Nr. 1,
S. 26–33
55 Hanusch, B. (2006): Increasing performance of HK’s
anode furnace, World of Metallurgy, Erzmetall 59,
Nr. 4, S. 211–215
56 Hagelücken, C. (2006): Recycling of electronic scrap at
Umicore’s integrated metals smelter and refinery, World
of Metallurgy, Erzmetall 59, Nr. 3, S. 152–161
57 Anzinger, A.; Wöbking, H. (1998): Spezielle Effekte
beobachtet in der Kupferraffinationselektrolyse der
Montanwerke Brixlegg AG, Erzmetall 51, Nr. 11, S. 743–749
58 Pesl, J.; Anzinger, A. (2002): Treatment of anode slimes,
Erzmetall 55, Nr. 5/6, S. 305–316
59 Habashi, F. (1997): Handbook of extractive metallurgy,
Vol. 2, Vol. 3, Wiley-VCH, Weinheim/New York
60 Nestler, H. (1993): Recycling nickelhaltiger Rohstoffe im
Erzgebirge – Die Nickelhütte Aue, Metall 47, Nr. 8, S. 756
61 Martens, H.; Müller, L.; Rudorf, M.; Löwe, D. (1988): Processing of secondary nickel raw material, Trans. Instn.
Min. Metall. (Sect. C: Mineral Process. Extr. Metall.) 97,
C163–166
62 Stenzel, R.; Carluß, V (2000): Das neue Schmelzwerk der
Nickelhütte Aue GmbH, Erzmetall 53, Nr. 2, S. 112–122
63 Radhanat Prasad Das (2001): Production of nickel and
cobalt from secondary sources – the Indian
experience, Erzmetall 54, Nr. 9, S. 450–454
335
64 Kramer, H.; Eckert, K. (2006): Recycling Ni, Co, Cu, Mo, V,
W and PGMs at Nickelhütte Aue GmbH, World of Metallurgy, Erzmetall 59, Nr. 2, S. 95–99
65 Stelter, M.; Bauer, I. (1999): Blei als Werkstoff für Elektroden, Erzmetall 52, Nr. 1, S. 21–27
66 Barrett, K., R. (1993): The Isasmelt process, Erzmetall 46,
Nr. 1, S. 23–29
67 Behrendt, H.-P.; Steil, H.-U. (1997): Modernisierung der
Sekundärbleihütte und der Verbrennungsanlage der
Muldenhütten Recycling und Umwelttechnik GmbH
Freiberg, Erzmetall 50, Nr. 6, S. 398–405
68 Behrendt, H.-P. (2001): Technology of processing of lead
acid batteries, Erzmetall 54, Nr. 9, S. 439–445
69 Hanusch, K. (2006): Die Bleihütten der Berzelius Metall
GmbH in Braubach und Binsfeldhammer, World of
Metallurgy, Erzmetall 59, Nr. 4, S. 230–234
70 Friedrich, B.; Arnold, A. (2004): Einfluss des Sauerstoffangebots auf die Mitoxidation von Sb und As bei der SnEntfernung aus Werkblei, World of Metallurgy, Erzmetall
57, Nr. 4, S. 197–210
71 Antrekowitsch, J.; Antrekowitsch, H; Seebacher, H.
(2002): Aufarbeitung von Stahlwerksstäuben, Erzmetall
55, Nr. 1, S. 49–56
72 Saage, E.; Hasche, U. (2004): Optimization of the Waelz
process at the B.U.S. Zinkrecycling Freiberg GmbH,
World of Metallurgy, Erzmetall 57, Nr. 3, S. 138–142
73 Schneider, W.-D.; Schwab, D. (1998): Zinkerzeugung aus
Sekundärmaterial, Erzmetall 51, Nr. 4, S. 266–277
74 Hanusch, K. (2006): Die Unterharzer Metallhüttenstandorte, World of Metallurgy, Erzmetall 59, Nr. 2, S. 102–107
75 Witt, C. E. (2003): Der Schmelzreaktorprozess der Harzer
Zink GmbH, Erzmetall 56, Nr. 2, S. 68–74
76 Toussaint, D.; Rotter, U. (1998): Rückgewinnung von
Zink aus Zn-haltigen Abfällen der Feuerverzinkungsindustrie, ABAG-Abfallaufbereitungsagentur
77 Gerner, R. et al. (1989): Edelmetallscheidung, DegussaFirmenschrift
78 Edtmair, C.; Svec, P.; Disam, J. (2004): Refining behavior
of platinum by pyrometallurgical means, World of
Metallurgy, Erzmetall 57, Nr. 6, S. 327–324
79 Hagelücken, C.; Buchert, M.; Stahl, H. (2003): Substantial
outflows of platinum group metals identified, Erzmetall
56, Nr. 9, S. 529–540
80 Grehl, M.; Meyer, H.; Kralik, J. (2006): Technological
aspects in PGM refining, World of Metallurgy, Erzmetall
59, Nr. 2, S. 81–86
81 Pesl, J.; Anzinger, A. (2002): Treatment of anode slimes,
Erzmetall 55, Nr. 5/6, S. 305–316
82 Becker, E. (2006): Modernisation of precious metals refining at Norddeutsche Affinerie AG, World of Metallurgy,
Erzmetall 59, Nr. 2, S. 87–94
83 Hagelücken, C. (2005): Autoabgaskatalysatoren, 2. Aufl.,
expert verlag, Renningen
84 Vajsberg, L. A.; Zarogatski, L. P. (2003): Abfallfreie Technologie zur Regenerierung verbrauchter Pt-Pd-Katalysatoren, Cvetnye metally 78, Nr. 10, S. 48–51, Ref. in World
of Metallurgy, Erzmetall 58, Nr. 2, S. 110
336
Literaturnachweise und weiterführende Literatur
85 Knothe, M.; Kroll, H. (1992): Hydrometallurgische Verarbeitung edelmetallarmer Schrotte und keramischer
Erzeugnisse, Schriftenreihe GDMB, Heft 63, S. 193–204
86 Lütjering, G.; Williams, J. C. (2003): Titanium, Springer,
Berlin/Heidelberg
87 Friedrich, B. et al. (2007): ESR refining potential for titanium alloys using CaF2-based active slag, Ref. in World of
Metallurgy, Erzmetall 60, Nr. 4, S. 245
88 Barin, I. (1995): Thermochemical data of pure substances, 3. Aufl., VCH, Weinheim
89 Titech (2009): Kupferschätze bergen, UmweltMagazin,
Okt./Nov., S. 14
90 Dominghaus, H. (2005): Die Kunststoffe und ihre Eigenschaften, 6. Aufl., Springer, Berlin/Heidelberg
91 Oberbach, K. et al. (2004): Saechtling Kunststofftaschenbuch, 29. Ausgabe, Hanser, München/Wien
92 Entsorga-Enteco Köln (2006): Hamos: Strom sortiert
Plastik-Flakes, S. 36; S+S: Hell + Dunkel sortiert, S. 35;
TiTech Visionsort: Mehr Stoffe erkennen, S. 35, UmweltMagazin, Nr. 10
93 Tiltmann, O. (Hrsg.) (1993): Recyclingpraxis Kunststoffe,
Verlag TÜV Rheinland (Loseblattausgabe)
94 Spaniol, H.; Koch, P. (1995): Automatische Klaubung
beim Werkstoffrecycling mittels Thermographie, Noel
Abfall-Energietechnik GmbH
95 Mueller von der Haegen, H.: Identifikation von Kunststoffen auf Basis Pyrolyse-Massenspektrometrie, FH
Flensburg
96 Kohaupt, U.; Pertius, A. B. (2007): Feinsortierung von
Metall und Kunststoff beim Produktrecycling, Aufbereitungstechnik 48, Nr. 8, S. 12–20
97 Brandrup, J. (Hrsg.) (1996): Recycling and recovery of
plastics, Hanser/Gardner
98 Fraunhofer-Institut für Verfahrenstechnik und Verpackung (2004/2005): Kunststoff-Recycling – CreaSolvProzess
99 CreaCycle GmbH (2007): www.creacycle.de
100 Köhnlechner, C. (2007): Dielektrizität als Trennkriterium,
UmweltMagazin, Nr. 7/8, S. 22 f.
101 Arbeitsgemeinschaft PVC und Umwelt e. V. (2007): www.
agpu.de
102 Zeiger, E. (2003): Sortierung von PET-Flakes mit Mogensen MikroSort AF0916, Aufbereitungstechnik 44, Nr.
11/12, S. 41–43
103 Friedlaender, T. (2006): PET-Flasche wird PET-Flasche,
UmweltMagazin, Nr. 10/11, S. 88
104 Systec-Gesellschaft für Systemtechnologie mbH Köln
(1999): Prospekt Nov.
105 Pehlken, A. (2004): Die Aufbereitung von Altreifen unter
besonderer Berücksichtigung der Zerkleinerungstechnik, Aufbereitungstechnik 45, Nr. 5, S. 37–46
106 Larsson, L.; Mehlhorn, R. (1998): Altreifenzerkleinerung
– entstehende Verfahrens- und Verschleißkosten, Recycling Magazin, Nr. 8, S. 10–12
107 Biedenkopf, P. (2007): Alte Reifen auf neuen Recyclingpfaden, UmweltMagazin, Nr. 3, S. 18–20
108 Zimmer AG: Technologien für Kunststoffrecycling
109 Regra Kunststofftechnik GmbH (2002): Lysen als Lösung,
UmweltMagazin, Nr. 3, S. 14–15
110 Getzner Werkstoffe GmbH: Chemisches PUR-Recycling
nach dem Glykolyseverfahren
111 Gutknecht, M. (2006): Kraftstoff aus Polyolefinen, UmweltMagazin, Nr. 3, S. 50 f.
112 Carl, J.; Fritz, B. P. (1996): Noell-Konversionsverfahren zur
Verwertung und Entsorgung von Abfällen, EF-Verlag,
Berlin
113 Sekundärrohstoff-Verwertungszentrum Schwarze Pumpe GmbH, Prospekt 1996
114 N. N. (2006): Hochofen, Kunststoffpellets statt Koks und
Schweröl, World of Metallurgy, Erzmetall 59, Nr. 3, S. 178
115 De, S. K.; Isayer, A. I.; Khait, K. (Hrsg.) (2005): Rubber
recycling, Taylor & Francis Group
116 Gossler-Anlage zur Altkunststoffverölung (2008), UmweltMagazin, Nr. 9, S. 30
117 Steinhauer, P. (2009): Fliegen ist leicht – Recycling schwer
(CFK-Recycling), Recycling Magazin Juni, S. 8 f.
118 Steinhauer, P. (2009): Qualmfreie Verbrennung (Altreifenrecycling), Recycling Magazin Juni, S. 12 f.
119 Nölle, G. (1997): Technik der Glasherstellung, 3. Aufl.,
Deutscher Verlag für Grundstoffindustrie, Stuttgart
120 Hamidovic, J. (1997): Industrielle Konzepte zum Altglasrecycling, Peter Lang GmbH Europa, Verlag der Wissenschaften, Frankfurt am Main
121 Bundesverband Glasindustrie e. V., Jahresbericht 2006
122 Bergmann, W. (2002): Werkstofftechnik, Teil 2, 3. Aufl.,
Hanser, München
123 Glüsing, A. K. (2004): Auflösungsverhalten von oxidischen und metallischen Verunreinigungen aus
Recyclingscherben, Verlagsgruppe Mainz GmbH,
Aachen
124 Pilkington (2003): Firmenprospekt, www.pilkington.com
125 Zeiger, E. (2005): Glasrecycling mit Mogensen Sortierund Siebtechnik, Aufbereitungstechnik 46, Nr. 6,
S. 6–13
126 Reiling Glas Recycling GmbH (2007): Pioniere im Recycling von Flachglas, Recycling Zeitung Jan., www.reiling.
de
127 Bundesverband Glasindustrie e. V./Fachvereinigung
Behälterglas (2006): High-Tech in den Aufbereitungsanlagen, www.glasaktuell.de/popup.pHp3
128 Teicher, G. (2006): Handbook of automative glazing,
Verlag der Deutschen Glastechnischen Gesellschaft,
Offenbach
129 Emons, H.-H. (1990): Technische anorganische Chemie,
Deutscher Verlag für Grundstoffindustrie, Leipzig
130 Bundesvereinigung Recycling-Baustoffe e. V., Recyclingbaustoffe nach europäischen Normen (2005),
BRB-Richtlinien Recyclingbaustoffe (2006), www.
recyclingbaustoffe.de
131 Automatische Klassifizierung von feuerfestem Recycling-Material (2006): World of Metallurgy, Erzmetall
60(2007)1, S. 51–62, www.horn-co.de
132 Bilitewski, B.; Härdtle, G.; Marek, K. (2000): Abfallwirtschaft, Springer, Berlin/Heidelberg
Literaturnachweise und weiterführende Literatur
133 Baustoffrecycling + Deponietechnik (2007): 90 % wird
wieder verwendet (23, Nr. 5, S. 19–21); Autoklavgehärtete
RC-Formsteine (23, Nr. 5, S. 51); Waschwasseraufbereitung einer Gleisbehandlungsanlage (23, Nr. 5, S. 42)
134 Grübl, P.; Rühl, M. (2005): Beton mit rezyklierten Gesteinskörnungen, Betonkalender – 2005 – Fertigteile
– Tunnelbauwerke. Hrsg. Bergmeister und Wörner, Verlag Ernst & Sohn, Berlin
135 Bundesvereinigung Sekundärrohstoffe und Entsorgung
e. V. – Fachvereinigung Papierrecycling (2003), www.
bvse.de
136 AMB Vertriebs GmbH (2003): Mit Sieben und Sensoren,
UmweltMagazin, Nr. 9, S. 60 f.
137 Leipa Georg Leinfelder GmbH (2004): Altpapieraufbereitung, Standort Schwedt
138 Wegner, R. (2006): Umbau Vorsortierung AP-Anlage,
Papier und Technik, Nr. 2, www.papierundtechnik.de
139 Landesamt Umwelt NRW (2004): Spuckstoffe und
Papierschlämme aus der Papierindustrie, www.
lanuv.nrw.de/abfall/bewertung/DBSpuckstoffe
140 Bank, M. (2007): Basiswissen Umwelttechnik, Vogel
Buchverlag, Würzburg
141 Lömi GmbH: Vakuumdestillationsanlagen zum Lösemittelrecycling, www.löemi.com
142 Kunz, P. (1995): Behandlung flüssiger Abfälle, Vogel
Buchverlag, Würzburg
143 Kittel, H. (2004): Lehrbuch der Lacke und Beschichtungen, 9 Bände, 2. Aufl., Hirzel, Stuttgart/Leipzig
144 Chemische Werke Kluthe GmbH: Recoat-Verfahren,
Repaint-Verfahren, Isodry-Verfahren, www.kluthe.de
145 Schmidt, J.; Leithner, R. (1995): Automobilrecycling,
Springer, Berlin/Heidelberg
146 Möller, U. (2004): Altölentsorgung durch Verwertung
und Beseitigung, expert verlag, Renningen
147 EDL-Anlagenbau (2007): Puralube investiert weiter
in die Altölaufbereitung, CHE Manager, Nr. 12, www.
edl.poerner.de/279.0.html
148 Alex, M.; Hammer, E.; Kareth, S.; Petermann, M.; Weidner,
E. (2003): Zurück zum goldenen Öl, Umwelt Magazin
Nr. 9, S. 54 f.
149 Brauer (1996): Handbuch Umweltschutz und Umwelttechnik, Bd. 2: Produktions- und produktionsintegrierter
Umweltschutz, Springer, Berlin/Heidelberg
150 Hahnewald GmbH Dresden: Prospekt Wasseraufbereitungsanlagen
151 Abwassertechnische Vereinigung e. V., ATV (Hrsg.)
(1999): Handbuch Abwassertechnik, Industrieabwasser
– Grundlagen, 4. Aufl., Ernst & Sohn, Berlin
152 Schmidt, J. (1995): Altautoverwertung und -entsorgung,
expert verlag, Renningen
153 Bundesverband Sekundärrohstoffe und Entsorgung
e. V.: Altautoentsorgung
154 Wallau, F. (2001): Kreislaufwirtschaftssystem Altauto,
Deutscher Universitätsverlag GmbH, Wiesbaden
155 Bayrisches Landesamt für Umwelt (Veranstalter) (2005):
Demontage und Verwertung von Altfahrzeugen (Augsburg 17.10.2005)
337
156 Willeke, R. (2005): Altautorecycling – Suche nach vernünftigen Ansätzen, Recycling Magazin, Nr. 8, S. 14–16
157 Wickeren, H. von (Schriftleitg.), Bundesinstitut für
Berufsbildung (2004): Handbuch für umwelttechnische
Berufe, Bd. 4: Kreislauf- und Abfallwirtschaft, 5. Aufl.,
Hirthammer, Oberhaching/München
158 Frans van den Mosselaar, B. V.; Autodemontagebetrieb
Dongen Niederlande und Car Recyclingsystem BV HD
EDE Niederlande, Prospekt MIL 91032 (1994): Minimalisierung der Umweltbelastung durch Altautos
159 Stollberg, C. (2004): Entwicklung eines Verfahrens zur
Aufbereitung komplexer Fahrzeugbaugruppen im Hinblick auf ein stoffliches Recycling von Kunststoffen aus
automobilen Anwendungen, Cuivillier, Göttingen
160 Rink, C. (1996): Aluminium als Karosseriewerkstoff – Recycling und energetische Bewertung, Diss. Uni Hannover
161 BMW Group (2004): Recycling von Altfahrzeugen, www.
bmwgroup.com
162 Mercedes-Benz Gebrauchtteile Center (MB GTC GmbH)
(2008): www.mbgtc.de
163 Krinke, S.; Boßdorf-Zimmer, D.; Goldmann, D. (2005):
Ökobilanz Altfahrzeug – Vergleich des VW-SiCon-Verfahrens und der Demontage von Kunststoffbauteilen
mit nachfolgender werkstofflicher Verwertung, Volkswagen AG
164 PuK, TU-Clausthal (2008): Rohstoffliches Recycling – erweiterte Perspektiven, Vorlesungsreihe Recycling II, TU
Clausthal-Zellerfeld, SS 2008, www.puk.tu-clausthal.de
165 Decaix, C.; Schwager, B. (2006): So gut wie neu – das 2.
Leben von Fahrzeugteilen, UmweltMagazin, Nr. 12, S. 38 f.
166 Zitzewitz, A. von (2004): Recycling of copper from cars
– the wiring harness as an example, World of Metallurgy, Erzmetall 57, Nr. 4, S. 211–216
167 Kummer, B. (2005): Die schwere Last mit der leichten
Fraktion, Sekundärrohstoffe 22, April, S. 112 f.
168 Kummer, B. (2008): Großversuch bestätigt Wirksamkeit
der Scholz-Post-Shredder-Technik, Plasticker-Fachartikel, www.plasticker.de/news/printartikel
169 N. N. (2006): Rollende Rohstoffquelle, Sekundärrohstoffe
Nr. 07–08, S. 224–226
170 LSD Umwelt- und Recyclingtechnologie GmbH Hanau
(2000): Ran ans üble Gemisch, UmweltMagazin Nr. 6,
S. 76 f.
171 Whe (2007): Schweizer noch immer auf der Suche nach
dem Königsweg, Recycling Magazin Nr. 16, S. 16 f.
172 Whe (2007): Pilotanlage für RESH-Verwertung in der
Schweiz, Recycling Magazin Nr. 16, S. 18 f.
173 N. N. (2003): VAI liefert Lösung für eine umweltgerechte
Wertstoff-Rückgewinnung aus Automobilschrott, Erzmetall 56, Nr. 5, S. 300–301
174 Sult GmbH (2005): Autorecycling Shredderprodukte,
Firmenprospekt
175 Julius, J.; Pretz, T. (2005): Erst anreichern, dann sortieren,
UmweltMagazin, Nr. 8, S. 18–21
338
Literaturnachweise und weiterführende Literatur
176 Reinhardt, T.; Richers, U. (2004): Entsorgung von Shredderrückständen – ein aktueller Überblick, Forschungszentrum Karlsruhe GmbH, FZKA 6940
177 Gohlke, O.; Dräger, R.; Seitz, A. (2008): EnergieeffizienzTuning in der MVA, UmweltMagazin, Nr. 12, S. 11–13
178 Kleppmann, F. (2007): Problem Shredderrückstände,
Recycling Magazin, Nr. 8, S. 14 f.
179 Selinger, A.; Steiner, C. (2003): Materialrecycling und
energetische Verwertung im TwinRec-Verfahren – 3
Jahre Betriebserfahrung in Japan, VDI Wissensforum,
Dortmund 20./21.11.2003
180 Chancerel, P.; Rotter, V. S. (2008): Individuelle Verwertungswege für Elektrogeräte, UmweltMagazin, Nr. 3,
S. 11–13
181 Krawczik, A. (1997): Mit neuem Konzept zu optimalen
Stoffströmen im Recycling von Elektrogräten, Erzmetall
50, Nr. 3, S. 212–215
182 Schlögl, M. (1995): Recycling von Elektro- und Elektronikschrott, 1. Aufl., Vogel Buchverlag, Würzburg
183 Elektro- und Elektronikgerätegesetz – ElektroG 2005
184 Gallenkemper, B.; Breer, J.; Böning, Th. (2008): Praxishilfe
Erstbehandlung nach ElektroG, INFA-ISFM e. V. Ahlen
185 Pandl, H. (2008): Effizient und Schadstofffrei – MeWa Recycling Maschinen und Anlagenbau GmbH, Gechingen,
UmweltMagazin, Nr. 9, S. 73
186 Elektrocycling GmbH Goslar, www.electrocycling.de
187 MeWa (2008): Alternative zur manuellen Vordemontage
von E-Schrott, UmweltMagazin, Nr. 6, S. 25
188 MeWa (2009): Smash Boom Bang SB2, Querstromzerspaner QZ, Kühlgeräte Recycling, Elektro(nik)-Schrott,
MeWa Recycling Maschinen und Anlagenbau, Gechingen, www.mewa-recycling.de/maschinen/anlagen
189 AG Quote (2008): Konkretisierung der Erstbehandlung und Pauschalquoten von E-Altgeräten, www.
umweltkanzlei.de/Upload/MediaUmwelt/3/
190 Kulcke, A.; Stangl, S.; Burstaller, M. (2008): 2D-NIR Spetroskopie und materialselektive induktive Metallerkennung im Recycling, Sensorgestützte Sortierung 2008,
Heft 114 der Schriftenreihe der GDMB
191 Schunicht, J. (2006): Edle Metalle aus elektrischem Müll,
UmweltMagazin, Nr. 6, S. 62
192 Umwelttechnik Chemnitz GmbH (2005): Prospekt Kühlgeräterecycling, www.u-t-chemnitz.de
193 Fachverband elektrische Lampen – ZVEI (2008): Sammlung und Recycling von Entladungslampen, www.zvei.
org
194 Born, M.; Jüstel, T. (2006): Elektrische Lichtquellen,
Chemie in unserer Zeit 40, S. 294–305
195 Janz, A.; Prelle, R.; Chancerel, P. (2009): Elektrogeräte auf
Abwegen, UmweltMagazin, Nr. 3, S. 46–48
196 Groh, H.; Jandt, S.; Lohle, St. (2009): Erfolgsfaktoren für
RFID, UmweltMagazin, Nr. 3, S. 49–51
197 Umweltbundesamt (2006): Batterien und Akkus
198 Stiftung Gemeinsames Rücknahme-System Batterien,
GRS (2007): Die Welt der Batterien – Funktion, Systeme,
Entsorgung, www.grs-batterien.de
199 Verordnung über die Rücknahme und Entsorgung gebrauchter Batterien und Akkumulatoren – Batterieverordnung vom 27.03.1998 (geändert 26.06.2001)
200 Rombach, E. et al. (2008): Altbatterien als sekundäre
Rohstoffressourcen für die Metallgewinnung, World of
Metallurgy, Erzmetall 61, Nr. 3, S. 180–185
201 Umicore batterie recycling process (2005): www.
batterierecycling.umicore.com
202 Heegn, H.-P.; Kamptner, A.; Friedrich, B. et al. (2004); Verfahren zum Recycling von NiMH-Batterien, Aufbereitungstechnik 45, Nr. 3, S. 91; Tagung »Aufbereitung und
Recycling« Nov. 2003 Freiberg
203 Sanchez-Alvarado, R.; Friedrich, B. (2008): Optimisation
of the FeMn and ZnO production from spent pyrolised
primary batteries – feasibility of a DC-submerged arc
furnace process, World of Metallurgy, Erzmetall 61, Nr. 4,
S. 220–234
204 Koch, W. (2007): Entwicklung eines thermisch-chemischen Prozesses zur Verwertung von Abfällen aus
Elektro-Elektronik-Altgeräten – die Haloclean-Pyrolyse,
Forschungszentrum Karlsruhe, Wiss. Bericht FZKA 7301
205 Behrendt, S.; Erdmann, L. (2004): Display-Märkte im Umbruch, IZT Bericht Nr. 63, April, www.izt.de
206 Ranerup, K.; Letscher, B.; Lundholm, G. et al. (2009): Production method for recovering base materials in LCDs,
www.recyclingportal.eu/artikel/19891.shtml
207 METRAN, www.mueller-guttenbrunn.at
208 Wambach, K.; Schlenker, S.; Röver, J. (2004): Recycling
von Solarzellen und Photovoltaik-Modulen, www.
solarworld.de
209 Neidlein, H.-C. (2008): Solarmodule – aus alt mach neu,
VDI-Nachrichten 11. Jan. 2008, Nr. 2
210 Wambach, K. (2008): Recycling von kristallinen Solarmodulen, Energie 0208, S. 42 f.
211 Habel, A. (2005): Energie aus Abfall, Informationsschrift
des bvse, bvse-reconsult GmbH
212 Alwast, H.; Hoffmeister, J. (2006): EBS-Verwertung im
Preisvergleich, UmweltMagazin, Nr. 10/11, S. 22 f.
213 Verordnung über die Verbrennung und die Mitverbrennung von Abfällen, 17. BImSchV, Fassung 2009
214 Technische Anleitung zur Reinhaltung der Luft, TA Luft,
Fassung 2002
215 Verordnung über Großfeuerungs- und Gasturbinenanlagen, 13. BImSchV, Fassung 2004
216 Interessengemeinschaft der thermischen Abfallbehandlungsanlagen in Deutschland e. V., ITAD e. V., www.itad.
de
217 Technische Anleitung zur Verwertung, Behandlung und
sonstigen Entsorgung von Siedlungsabfall, TA-Siedlungsabfall 1993 (gültig ab 2005)
218 Martin GmbH, www.martingmbh.de
219 Thomé-Kozmiensky, K. J. (Hrsg.) (1994): Thermische Abfallbehandlung, EF-Verlag, Berlin
220 Stablein, C. (2008): ITAD-Konferenz, Klima- und Ressourcenschutz, Sept. 2008, www.itad.de
221 Schrader, D. (2007): Selektive Nachzerkleinerung, UmweltMagazin, Nr. 9, S. 43 f.
Literaturnachweise und weiterführende Literatur
222 Pretz, T. (2008): Sekundärbrennstoff – Aufbereitung und
Verwertung, Müll und Abfall 11
223 Pretz, T. (2003): Aufbereitungsverfahren für qualitätsgerechte Ersatzbrennstoffe, VDI-Wissensforum Oberhausen
224 Rossmann, G. (2005): Einsatz von Ersatzbrennstoffen in
kohlegefeuerten Kraftwerken, S+S Report Nr. 5, Okt.
225 Schükes, M. (2007): Perspektiven der Sekundärbrennstoff-Mitverbrennung in den Braun- und Steinkohlekraftwerken von NRW, MUNLV NW Symposium »Beitrag
der Abfallwirtschaft zum Klimaschutz«, Duisburg, Okt.
226 Schiffer, H.-P. (2006): EBS-Einsatz im Kraftwerk, UmweltMagazin, Nr. 3, S. 45–47
227 Reimer, H. (2005): Vorvergasung steigert EBS-Potenzial,
UmweltMagazin, Nr. 11, S. 17
228 Behrendt, S. (Hrsg.) (1996): Umweltgerechte Produktgestaltung – EcoDesign in der elektronischen Industrie,
Springer, Berlin/Heidelberg
339
229 Weege, R.-D. (1981): Recyclinggerechtes konstruieren,
VDI, Düsseldorf
230 Oberbach, K. (2004): In: Saechtling Kunststoff-Taschenbuch, Hanser, München
231 VDI 2243: Recyclinggerechte Produktentwicklung,
Fassung 2002–10
232 Arbeitsentwurf für ein Gesetz zur Neuordnung des
Kreislaufwirtschafts- und Abfallrechts (Kreislaufwirtschaftsgesetz, KrWG), Stand vom 23.02.2010
233 Gesetz zur Neuregelung der abfallrechtlichen Produktverantwortung für Batterien und Akkumulatoren
(Batteriegesetz, BattG) vom 25.06.2009; Verordnung
zur Durchführung des Batteriegesetzes (BattGDV) vom
12.11.2009
234 Kozmiensky, K.J.; Goldmann, D. (2010): Recycling und
Rohstoffe, Band 3, TK Verlag Neuruppin
341
Sachwortverzeichnis
H. Martens, Recyclingtechnik, DOI 10.1007/978-3-8274-2641-3,
© Spektrum Akademischer Verlag Heidelberg 2011
342
Sachwortverzeichnis
Kursive Seitenzahlen verweisen auf die zum jeweiligen Indexbegriff gehörenden Tabellen und Abbildungen.
A
Abfallbegriff 2f
Abfallhierarchie 3
Abfallrahmenrichtlinie (ABfRRL) 3, 304
Abfallsalzsäure 247
Abfallsäuren 247f
Abfallschwefelsäure 247, 248
Abfallverbrennung, siehe Verordnung
Abfallverbrennung
Abgas 77
Abgasprobleme 43, 312–314
Abgasreinigung 312–314
Abgasreinigungsanlagen, siehe
Rauchgasreinigungsanlagen
Dioxin 314
Entstaubung 313
Furan 314
NOx-Zerstörung 313
Quecksilber (Hg) 313f
Schadgase 313
Abluftbehandlung
Absorption 245, 246
Adsorption 246, 64
Gaspermeation 246, 247
Kondensation 244, 245
Absetzgeschwindigkeit 24
Absorptionsverfahren 63
Adsorptionsverfahren 61, 63f, 64
Aerostromsortierer 27
Altfahrzeugdemontage 254–260, 256,
257, 258, 259
Altfahrzeuge
Bauteile 253
Betriebsflüssigkeiten 253
Werkstoffe 253
Altglasscherben
Spezifikation 206, 207
Störstoffe 205
Altöl 236, 327
Altölraffination 238f, 238, 239, 240
Altölverordnung (AltölV) 237
Altpapiereinsatzquote 227
Altpapiersortenliste 223
Altprodukte 10, 12, 12
Altreifen 184–187, 184, 185, 186, 187
Altstoffe 12, 12
Aluminiumgusslegierungen 95
Aluminiumkarosse 260
Aluminiumknetlegierungen 95
Aluminium-Krätzen 109, 110
Aluminium-Salzschlacke 111
Aluminium-Schmelzen 97–100
Schmelzsalze 98f
Spülgasbehandlung 99
Aluminiumschrott-Aufbereitung
101–104, 102, 104
Aluminiumschrotte 95
Aluminiumschrott-Schmelzverfahren
105–109
Drehtrommelofen 108, 108
Kipptrommelofen 109, 109
Mehrkammerschmelzofen 107, 107
Standardverfahren für Schrotte
110, 111
Aluminiumwerkstoffe 94f
Asphaltaufbereitung 219, 219
Aufschluss 12
Aufschlussgrad 12
Aufschlusszerkleinerung 17
B
Backenbrecher 19
Ballistische Sortierung 31
Batteriegesetz (BattG) 293
Batteriegesetz-Durchführungsverordnung (BattGDV) 293
Batterien, siehe Gerätebatterien
Batterie-Recycling 294–297
Alkali-Mangan-Batterie 295, 296
Lithium-Ionen-Batterie 297, 298
Nickel-Kadmium-Batterie 296
Nickel-Metallhydrid-Batterie 296f,
297
Bauschutt 215
Bauschutt-Recycling 217, 217
Behälterglas-Aufbereitung 208, 209
Beizlösungen 248–250
Chromsäurebeize 250, 250
elektrolytische Regeneration 249,
250
Persulfatbeize 249f, 250
Retardationsverfahren 248, 249
Beton 213
Bildschirmglas 211f
Bleiakkumulatoren-Recycling 136–138,
137, 138
Bleischrotte 135f
Bleiverbindungen 135f
Brennkammer 65, 65
C
CreaSolv-Verfahren 175f, 176
D
Deinkingprozess 225f, 225, 226
Deinking-Schlamm 226
Demontage
Altfahrzeuge 255–262, 256, 257,
258, 259
Demontagerichtlinien 16
Demontagetiefe 16
Destillation 60f, 60, 62
organische Lösemittel 230, 231
Dichte von Werkstoffen 25
Dichtesortierung 25–27
Kunststoffe 173
Shredderschwerfraktion 264, 264
Dioxine 44f, 44
Beschränkung der Bildung 45
Bildungsmechanismen 44
Druckfarben-Abtrennung 225f, 225,
226
E
Ersatzbrennstoff (EBS) 306, 320
Edelmetallkatalysatoren-Recycling 155
Edelmetallrecycling
Bleiverfahren 151
hydrometallurgische Verfahren 153
Kupferverfahren 153
Schmelzverfahren 151f, 152
Edelmetall
Scheidung 149
Schrotte 148
Verbindungen 148, 154
Salze 148, 154
Eisen-/Stahlschrott-Sorten 89, 90, 91
Eisen-/Stahlschrott-Aufbereitung 89
Eisenbeizen 94, 94
Eisengussherstellung 85–88
Eisen
Salze 93
Oxide 92
Werkstoffe 78–80
Elektro- und Elektronikgerätegesetz
(ElektroG) 276
Elektro(nik)-Geräte
Kategorien 277f, 278
Pyrolyse 286f
Sammelgruppen 277f
Schmelzen 286
thermische Behandlung 286f
Verwertungsgruppen 281
Verwertungsquoten 278, 278, 279
343
Sachwortverzeichnis
Elektro(nik)-Geräte-Aufbereitung
281–286
Aufschlusszerkleinerung 285
Sortierverfahren 285f, 284
Verfahren Electrocycling GmbH 282
Verfahren Fa. Metran 283
Vorsortierung 281
weiterentwickelte Sensorsortierung
284
Zerlegung 282, 284
Elektrochemische Prozesse 49–53
Elektrochemische Spannungsreihe der
Metalle 49, 50
Elektrodialyse 57, 58
Elektrolyse
mit löslichen Anoden 52
mit unlöslichen Anoden 50, 51
Elektrosortieren 30, 31
Kunststoffe 174
Emulsionen 241–243
Emulsionsspaltung 242f
chemische Spaltung 242, 243
Ultrafiltration 243, 244
Verdampfungsverfahren 242, 243
energetische Verwertung
feste Abfälle 304–312
Fluide 64, 65
Energieeinsparung 2, 2, 227
Energiesparlampe 288
Vorschaltgerät, elektronisch 289
EPS-Recycling 181f
Ersatzbrennstoff (EBS)
Aufbereitungsverfahren 317f, 319
Qualitätskriterien 318
Ersatzbrennstoff-Mitverbrennung
319–324
ConTherm-Verfahren 324
Kohlekraftwerke 323f, 323, 324
Zementöfen 320f, 321, 322
ZWS-Feuerung 323
Extrahieren 38, 54, 56, 57
Extraktionsverfahren, Altöl 240, 240
Extruder 177, 177
F
Fahrzeugbatterien 293
Fällung, chemisch 47
Fällungskristallisation 48, 49
Fällungs-pH-Wert 48
Farbzeilenkamera 32f, 181, 181
Fluorchlorkohlenwasserstoff
(FCKW) 274, 288f, 289
Feinkeramik 213, 213
Festbettvergaser 197, 197
Feuerungsanlagenverordnung 13.
BImSchV 306
Flachglas-Aufbereitung 209, 210
Flotation 31
Altpapier-Deinking 225f, 225, 226
Flugstaub 77
Flugstromvergaser 197, 197
Fluxöl 240
Fügeverfahren, siehe Verbindungstechniken
Furane 44f
G
Gasentladungslampen-Typen 288, 292
Gefrierschutzmittel 232
Gerätebatterien 291–298
Primärbatterien 293, 292
Sekundärbatterien 293, 292
Sortierverfahren 294
stofflicher Aufbau 293
Getränkekartons 226f
Gipsbauteile 213
Glasbruchwaschverfahren 291
Glasschmelzwanne 205, 205
Glassorten-Zusammensetzung 203,
203
Glastypen 203
Grobkeramik 213
Gummi-Recycling 184–187, 185, 186
Gusseisen 80
H
Hammerreißer 18, 19
Heizöl 240
Heizwert (Hu) 304
Herdsortierung 27, 27
Hochdruck-Hydrierverfahren
Altöl 239, 239
Hydroxidfällung 47, 48
Hydrozyklon 25
I
Induktionssensor 32
Induktionstiegelofen 87, 87
Ionenaustausch 53, 54
K
Kalksandstein 213
Kapp-Trennverfahren 290, 290
Karbonatfällung 48, 48
A–L
Kompaktieren 33
Konsumtionsabfälle 5
Korngrößenverteilung, siehe Stückgrößenverteilung
Kreislaufwirtschafts-Abfallgesetz (KrW/
AbfG) 2f, 304
Kreislaufwirtschaftsgesetz (KrWG) 3
Kristallisation 46
Kryomahlung 20, 21
Kühlgeräte-Recycling 288, 289
Kunststoffe
Dichte 165
Flammschutzmittel 167
Polymerblends 164
Stabilisatoren 167
Verbundwerkstoffe 164
Verwendungsgebiete 168, 166,
169, 170
Kunststoffrecycling
Recyclingeigenschaften 168, 170
Verfahrenswege 163, 163
Kupfergewinnung aus Lösungen
126–128, 54
Kupfer-Raffinationselektrolyse 122,
124, 124
Kupferrecycling-Verfahrensfließbild 123
Kupferschrott-Aufbereitung 117f, 118
Kupferschrotte 115f, 116
Altschrott 116, 118
Neuschrott 116, 118
Kupferschrotte-Schmelzverfahren
119–122, 120, 121
Elektroofen 121
ISASMELT-Reaktor 120, 120
Konverterprozess 120f, 122
Schachtofen 119, 120
Kupferschrott-Laugung 125
Kupferwerkstoffe 114f
Kupolofentechnologie 86, 87
L
Lacke 233
Lackkoagulat 234
Laugung 39, 39
Lebensdauer 5, 5
Leichtverpackungen 182
Leiterplatten 275
Leuchtstofflampe, stabförmig 289
Vorschaltgerät 289
Lösen, selektiv 38
Kunststoffe 175f, 176
Elektro(nik)-Geräte 287f
Luftmörtel 213
344
Sachwortverzeichnis
M
Magnesiumwerkstoff-Recycling 113
Magnetscheidung 28, 29, 264f, 265
Magnetsortierung 28–30
Matrizenagglomeration 178, 178
Membranelektrolyse 57, 58
Membrantrennverfahren 55, 243
Metalldetektor 33
Metallkomplexverbindungen 49
Metallpreise 78f, 79
Metallspäne (Reinigung) 231
Mineralöle 236f
Mischkunststoff-Verarbeitung 178
Reduktionsmittel im Hochofen
196–199, 198
N
Nahinfrarotanalyse (NIR) 32
Altpapiersortieren 223
Nickelabfälle
Nasschemische Verfahren 132–134
Schmelzverfahren 130f, 131
Nickelsalze 129
Nickelschrotte 128
Nickelwerkstoffe 128
NIR-Sensor 33
Polymere 162
Produktgestaltung
Baugruppen 333
Fertigungsverfahren 333
Werkstoffe 333
Produktionsabfälle 4
Produktrecycling 3, 330
Produktverantwortung 3, 255
Prozesslösungen 4
Pulper 225
PUR-Alkoholyse 189, 190
PVC-Recycling 179
Dachbahnen 179, 180
Fenster 179
Fußbodenbelag 179, 180
Pyrolysereaktor 42, 43
Wirbelschichtreaktor 194, 195
Pyrolyseverfahren 42
Elektro(nik)-Geräte 286
Feste Abfälle 315–317
Kunststoffe 192f, 194, 195
Shredderleichtfraktion 272
Q
Querstromzerspaner
282, 284
R
O
Ökobilanz 7
optoelektronische Identifikation 32
organische Lösemittel
Einsatzgebiete 230f, 231
Overspray 233
Oxidation, thermisch 43
P
PA-Hydrolyse 189, 189
Papierschlamm 226
Partikelkathoden 52, 51
Partikelrecycling 187
Pentan, Kältemittel 289
PET-Alkoholyse 190f, 191
PET-Recycling 180f
Alkoholyse 190, 191
Sortieren PET-Flakes 181
PGM 146
PO-katalytische Spaltung 191f, 192
Polyamid-Recycling 182
polybromierte Diphenylether
(PBDE) 274
polychlorierte Biphenyle (PCB) 274
Raffination von Altöl 238f
Raffination von Metallschmelzen 73
chemische Raffination 74f
physikalische Raffination 73f
selektive Oxidation 74f, 75
Raffinationselektrolyse 52
Rauchgas, siehe Abgas
Rauchgasreinigungsanlagen 314,
314, 315
Recyclingbaustoffe 216
Recyclinglack 235
Recyclingverträglichkeit der Werkstoffe
329, 330
Regranulat 176
Reinigung von Metallschmelzen 73f
Rektifikation 61, 62
Restkarosse 25, 256
Restwert 2
Retardationsverfahren 248, 249
Rezyklate 176
Restriction of the Use of Certain Hazardous Substances (RoHS) 276
Rohstoffrecycling 7
Röntgenfluoreszenzsensor 33
Rotorschere 18, 19
Rückbau 16
Rücknahmepflicht 3
S
Säuredialyse 55, 58
Säuren 247f
Säureregenerierung 247, 248
Sekundärbrennstoff (SBS) 317
Schadstoffeintrag 2
Schadstoffentfrachtung 13, 12
Schadstoffpotential
Elektro(nik)-Geräte 274
Schlacke 75f
Schmelzprozess 71f
Schneidmühle 18, 19
Schrotte 72f
Schrottpreise 78, 79
Schwefelsäure-Bleicherde-Verfahren für
Altöl 238, 238
Schwerkraftklassierer 24
Schwertrübe
Scheider 27, 26
Shredderschwerfraktion 26f, 264
Schwimm-Sink-Scheider 26, 26
Schwimm-Sink-Sortierung 27
Sekundärfasern
Papier 222, 227
Sekundärstoff 3
Qualität 6f
Sekundärprodukt 6, 12
Sekundärwerkstoff 6, 12
sensorgestützte Sortierung 32–34, 34
Kunststoffe 174
Shredderleichfraktion 269
Shredder 18, 19
Shredderabfall 261
Shredderanlage 261–263, 263
Shredderleichtfraktion (SLF) 261, 268
Shredderleichtfraktion-Aufbereitung
266–269
RWTH-Verfahren 268, 269
sensorgestützte Sortierung 269
Sortec-Verfahren 268
SRP-Prozess 268
VW-SiCon-Technologie 266f, 266,
267
Shredderleichtfraktion-thermische
Behandlung
Mitverbrennung (MVA) 271
Pyrolyse 272
Reshment-Prozess 270
TwinRec-Verfahren 271, 270
Vergasung 272
Shreddermüll, siehe Shredderleichtfraktion
Shredder-Rückstand, siehe Shredderleichtfraktion
Shredderschrott, siehe Shredderschwerfraktion
Shredderschwerfraktion (SSF) 264f
345
Sachwortverzeichnis
Shredderschwerfraktion-Aufbereitung
263–265, 264
Dichtesortierung 264, 264
Kupferabtrennung 265, 265
Sichter 27
Siebklassierung 22
Siebmaschinen 24
Solarmodule 299f
CdTe-Dünnschichtmodul 301
Siliziumzelle 300
Solventextraktion 54, 56, 57
Altöl 240
Sortechnologie 182, 183
Sortiertechnik, ballistisch 32
Sortierung 12, 24–33, 35
Sortierzentriefuge 27, 26
Sortierzyklon 27, 26
Spuckstoffe 225
Stahlbeschichtung 81, 81
Stahlbeton 213
Stähle 80
Stahlherstellung 81–85
Elektrostahlverfahren 84f, 85
Sauerstoffblasverfahren 83f, 84
zulässige Verunreinigungen 82f,
88, 83
Stahlschrottverarbeitung-Stammbaum
86, 86
Stahlwerksstäube 91, 141–145, 142, 143
stoffliche Verwertung 253
Stoffrecycling 4
Stofftrennung 38
Stromklassierung 23
Stückgrößernverteilung 21, 22
Sulfidfällung 48
Syncrude 192
Synthesegas 194f, 241
T
TA-Luft 304, 306
Trommellöser 224
U
Ultrafiltration 59f
Umschmelztechnik 71
V
Veba Combi Cracking (VCC) 192, 193
Verbindungstechniken
formschlüssig 16, 328
kraftschlüssig 16, 328
stoffschlüssig 16, 328
Verbrennungsprozess
Grundlagen 304
Monoverbrennung 308
Rostverbrennung 308f, 309
Wirbelschichtverbrennung, siehe
Wirbelschicht
Verbundsicherheitsglas 210f, 211
Verbundverpackungen 226f
Verbundwerkstoffe 11, 11
Verdampfen 40
Vergasung, Kunststoffe 194–197
Shredderleichtfraktion 272
Vergasungsreaktionen 195, 196
Verglasungsverfahren 212
Verordnung Abfallverbrennung
17. BImSchV 304, 306, 307
Vinyloop-Prozess 175, 180, 181
W
Waste Elektrical and Elektronic
Equipment (WEEE) 276
Werkstoffgruppen, recyclingverträglich 10
Werkstoffrecycling 4, 7, 328
Werkstoffverbindungen 11, 11
Wertstoffpotential-Elektro(nik)-Geräte
275
Windsichtung 24
Shredderleichtfraktion, SLF 261
M–Z
Wirbelschicht-Pyrolyse 194, 195
Wirbelschicht-Verbrennung (WS)
Abfallarten für WS-Verbrennung 311
Emissionsbedingungen 312
Funktionsweise WS 310
Papierschlamm 226
Sandfremdbett 310
WS-Reaktor 310, 311
zirkulierende Wirbelschicht (ZWS)
311, 311
Wirbelstromsortierung 29, 30
Z
Zementation 49
Zerkleinerung 17–22, 18, 19, 23
Feinzerkleinerung 20
Grobzerkleinerung 17
Zerlegung 12
Elektro(nik)-Geräte 282
Zerlegemaschinen 284
Zick-Zack-Sichter 27, 28
Zinkabfälle 145f
Zinkrecycling aus Stahlwerksstäuben
141–145
Imperial-Smelting-Verfahren 145,
144
Wälzverfahren 142, 143
Zinkschrotte 140
Zinkwerkstoffe 139f