/





















































































































Текст
HL I. ЬЕКИН, Ь. М. 1 EiruD
ОБОРУДОВАНИЕ
ДЛЯ ИЗГОТОВЛЕНИЯ
ПНЕВМАТИЧЕСКИХ
ШИН
«химия»
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ-1982
6П7.55
Б42
УДК 621.11.012.55:678.05
Бекин Н. Г., Петров Б. М.
Оборудование для изготовления пневматических
шин.— Л.: Химия, 1982 — 264 с., ил.
Описываются назначение, устройство, принцип действия и правила экс-
плуатации основного технологического оборудования для заготовки деталей
и сборки пневматических шин. Приводятся расчеты кинематических харак-
теристик рабочих органов оборудования. Рассматриваются технические тре-
бования, позволяющие перейти к созданию механизированных участков,
промышленных роботов, автоматизированных цехов.
Предназначена инженерно-техническим работникам, занятым в произ-
водстве шин и резинотехнических изделий; может быть полезна преподава-
телям, аспирантам и студентам вузов, учащимся техникумов.
264 с., 117 рис., 20 табл., список литературы 32 названия.
Рецензент и научный редактор — докт. техн, наук В. Н. Красовский
„ 2803090200-039
Б 050(01)-82 39-82
© Издательство «Химия», 1982
ОГЛАВЛЕНИЕ
Введение ......................................................... 4
Глава 1. Конструкции и методы сборки покрышек..................... 7
Назначение и конструкции покрышек................................. 7
Методы сборки покрышек........................................... 11
Требования к качеству покрышек....................................24
Глава 2. Оборудование для изготовления деталей покрышек ... 31
Последовательность технологических операций.......................31
Машины для раскроя заготовок резиновых и резинотканевых деталей 32
Оборудование для изготовления бортовых колец и крыльев ... 39
Отборочно-прослоечные агрегаты для корда шириной до 1200 и 1400 мм 44
Оборудование для обрезинивания металлокорда..................46
Оборудование для сборки браслет покрышек.....................49
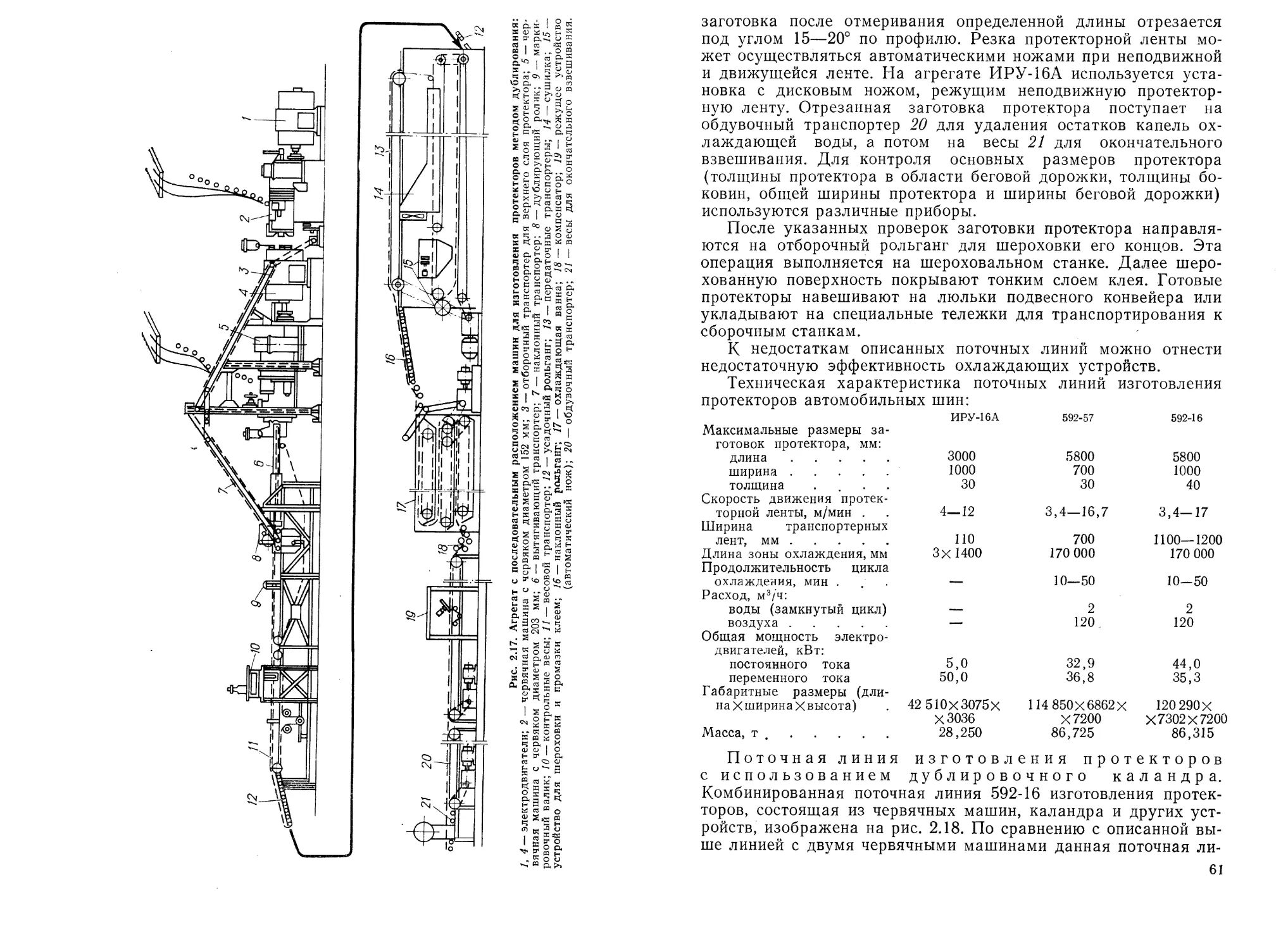
Оборудование для изготовления протекторов....................59
Глава 3. Станки для сборки покрышек . . ................67
Классификация и обозначение станков. Виды движений в станках . . 67
Станки для сборки диагональных и радиальных легковых покрышек 83
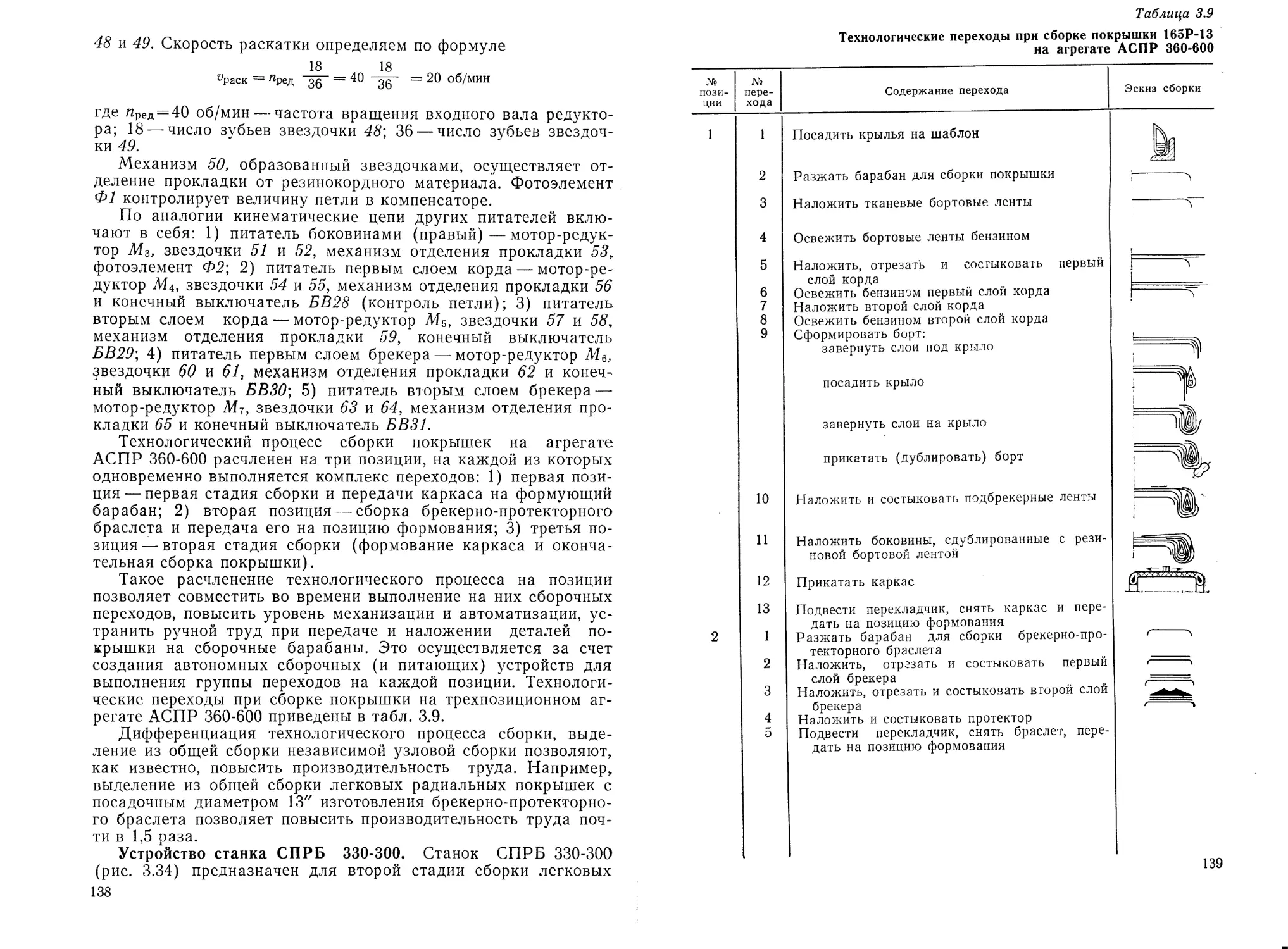
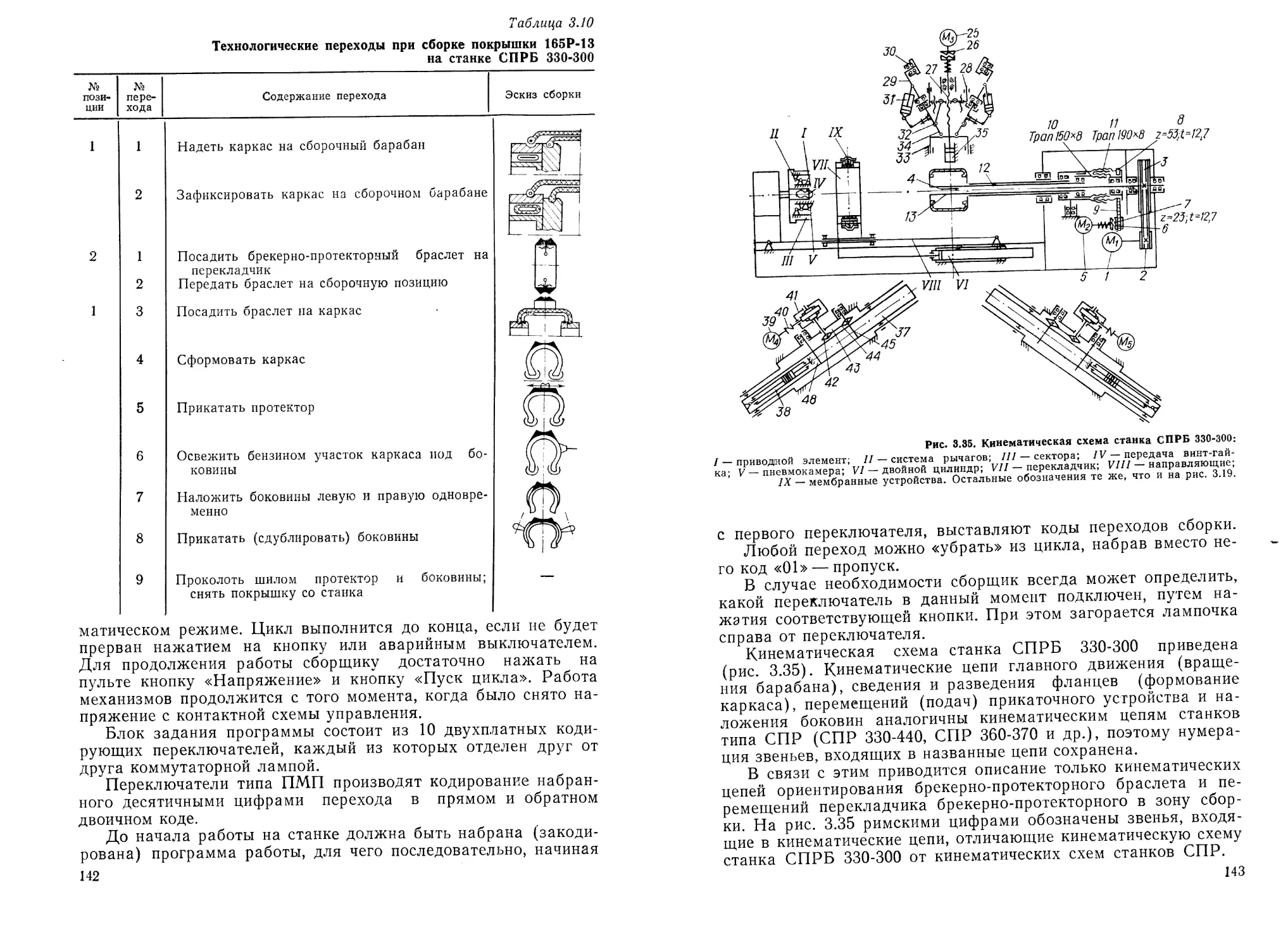
Станки для сборки покрышек к грузовым автомобилям .... 154
Сборочные барабаны ............................................. 189
Глава 4. Поточные механизированные линии сборки покрышек . . 208
Назначение и типы поточных линий сборки покрышек.................208
Двухстадийные линии для сборки покрышек типа Р..................209
Линии карусельного типа..........................................209
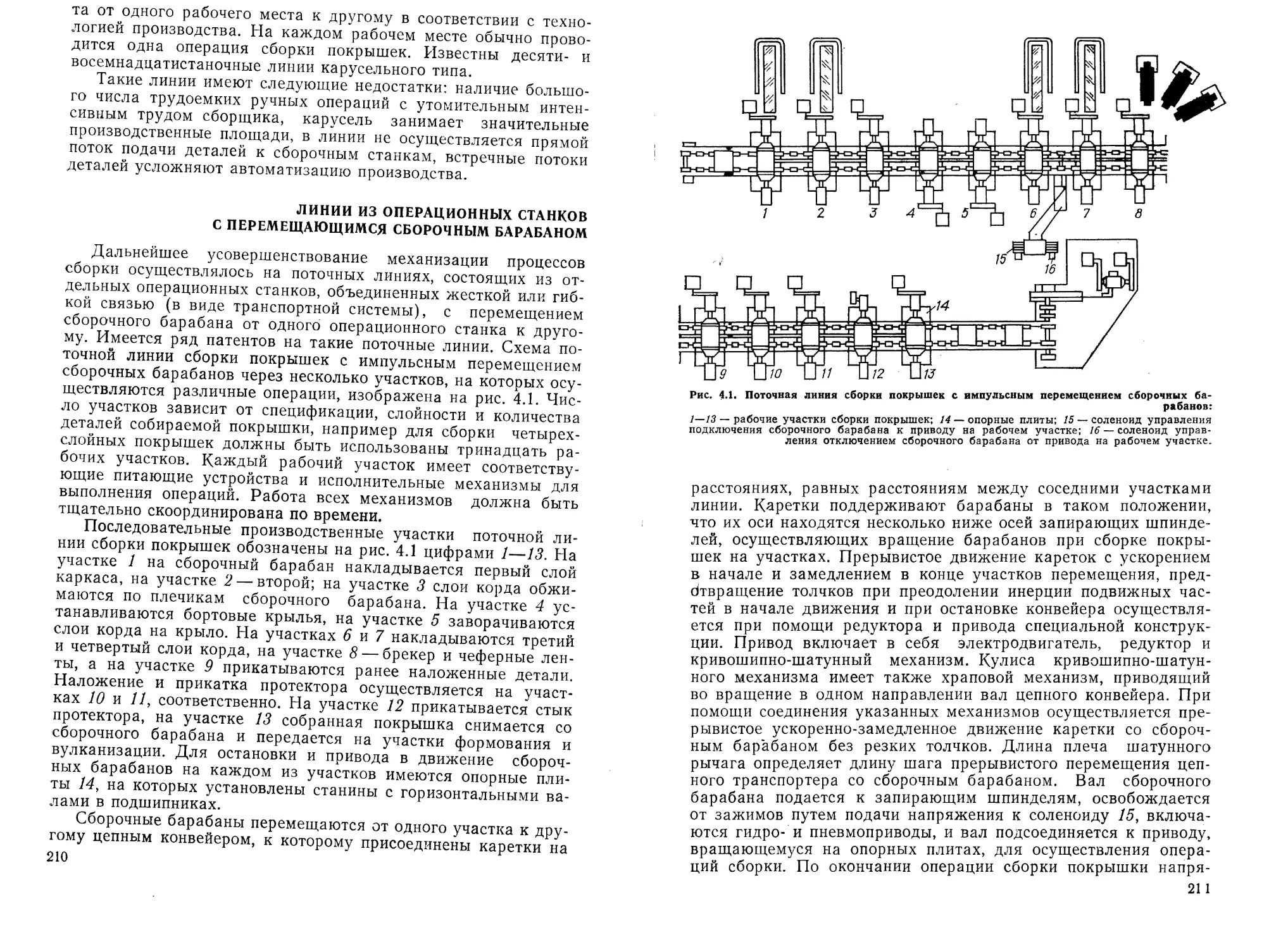
Линии из операционных станков с перемещающимся сборочным бара-
баном ........................................................210
Поточная полуавтоматическая линия сборки покрышек типа Р для гру-
зовых автомобилей (ЛСПР 710-1150).............................212
Глава 5. Автоматизированные станки и линии (комплексы) сборки по-
крышек .....................................................223
Особенности автоматизированной сборки покрышек...................224
Манипуляторы (промышленные роботы)...............................227
Сборочная система «питающее устройство — универсальный сборочный
станок — робот-сборщик»......................................240
Автоматизированные линии сборки покрышек с применением автомати-
ческих манипуляторов ....................................... 242
Литература.......................................................254
Предметны йуказатель............................................ 256
ВВЕДЕНИЕ
Характерной особенностью отечественной шинной промыш-
ленности является высокий уровень концентрации и специализа-
ции производства. Мощности заводов по изготовлению и пере-
работке резиновых смесей доходят до 800 т/сутки. Предприятия
выпускают сравнительно узкий ассортимент шин — по 15—20 ти-
пов. Главным направлением в области технологии производства
шин является создание максимальной поточности производства,
а также предельной автоматизации комплексных технологиче-
ских линий, практически полностью исключающих ручные опера-
ции в технологическом процессе. Успешно эксплуатируются оп-
равдавшие себя поточно-автоматизированные линии сборки и
вулканизации автомобильных шин, а также линии вулканиза-
ции камер. Вводится в эксплуатацию полностью автоматизиро-
ванный цех вулканизации. В области конструкции шин особое
значение приобрели шины с радиальным расположением нитей
корда в каркасе, с капроновым кордом в каркасе и металлокор-
дом в брекере. Кроме того, выпускаются шины с металлокор-
дом в каркасе.
Проводятся работы по созданию низкопрофильных шин,
удовлетворяющих требованиям увеличения грузоподъемности
автомобиля, а также работы по изысканию новых синтетических
волокон для замены металлокорда. Большое значение имеют ис-
следования в области внешней и внутренней механики шин с
целью оптимизации их конструкции.
Серьезное внимание уделяется улучшению свойств резины
(особенно свойств граничных слоев полимеров в микрогетеро-
генной многокомпонентной эластомерной матрице), выбору оп-
тимальной комбинации каучуков для каждой детали шин, раз-
работке новых наполнителей и методов их диспергирования.
Ведутся работы по увеличению реальной прочности резин
путем разработки новой технологии переработки каучуков боль-
шой молекулярной массы и изыскания вулканизующих и ста-
билизирующих систем, обеспечивающих наименьшую степень
деструкции молекулярных цепей в процессе изготовления и экс-
плуатации изделий из резиновых смесей.
Важное значение для управления процессами производства и
свойствами готовых изделий имеют исследования реологическо-
го поведения резиновых смесей при их изготовлении и перера-
ботке.
4
Отличительной особенностью отечественной промышленности
является ориентация на использование в основном синтетиче-
ских каучуков в рецептуре шинных резин. В СССР успешно ре-
шена проблема разработки общих принципов создания резин на
основе 100% СК, равноценных резинам из натурального каучу-
ка (НК) или превосходящих их по комплексу технических
свойств. Решена также комплексная проблема создания шин из
100% СК.
В среднем расход НК в производстве снижен до 7% от сум-
марного расхода СК и НК при одновременном повышении каче-
ства шин. Важную роль в решении этих проблем сыграли орга-
низация и интенсивное развитие производства синтетических
каучуков стереорегулярного строения, главным образом поли-
изопрена. В последние годы во всем мире разрабатывается
проблема изготовления шин из олигомеров с целью создания
принципиально новой, более простой технологии их производст-
ва и улучшения качества изделий.
К новой технике для серийного многотоннажного производ-
ства сейчас предъявляются высокие требования. В этой сфере
промышленного производства широкое распространение полу-
чают автоматизированные поточные линии с оптимальным уп-
равлением при помощи электронных вычислительных машин.
Автоматизированные поточные линии создаются на основе без-
отходной технологии с учетом социальных, экологических проб-
лем, проблем управления качеством продукции и сокращения
сроков внедрения новой техники в народное хозяйство.
Создание новой техники целесообразно начинать с форму-
лировки и решения задачи оптимизации. В этой связи необхо-
димо составить модель процесса в неизотермическом приближе-
нии с целевой функцией и критериями качества, установить
алгоритмы направленного изменения варьируемых величин, обес-
печивающие нахождение экстремума целевой функции, разрабо-
тать программу совместного решения всей задачи оптимизации.
Решение задачи оптимизации рабочих процессов создает ус-
ловия для определения оптимальных значений основных техно-
логических, кинематических и энергосиловых параметров новой
техники. Оно обеспечивает также необходимые предпосылки
для оптимизационного синтеза рабочих механизмов и выполне-
ния проектно-конструкторских работ по созданию и использова-
нию автоматизированных систем машин и систем проектирова-
ния новой техники с использованием автоматизированных ма-
нипуляторов и промышленных роботов.
В настоящее время в шинной промышленности осуществля-
ется техническое перевооружение на основе малооперационной
безотходной технологии с целью повышения эффективности про-
изводства и улучшения качества продукции. Наибольшее вни-
мание уделяется совершенствованию конструкции изделий,
технологических процессов и оборудования, комплексной механи-
зации и автоматизации производства, совершенствованию управ-
5
ления технологическими процессами и предприятиями с приме-
нением кибернетики и вычислительной техники. Внедряются в
производство автоматические манипуляторы и промышленные
роботы. Вводятся в действие автоматизированные системы уп-
равления качеством продукции, охватывающие все звенья со-
временного производства. Проводится большая работа по раз-
витию научной организации труда.
Производство шин включает в себя следующие основные
процессы: подготовку компонентов резиновых смесей к смеше-
нию, развеску и дозирование компонентов, изготовление резино-
вых смесей, приготовление клеев, экструзию (шприцевание),
вальцевание, каландрование, обрезинивание корда, заготовку де-
талей, сборку покрышек, изготовление ездовых и других камер,
вулканизацию, отделку, разбраковку, складирование, транспор-
тирование и выгрузку на транспорт готовой продукции.
Шинная промышленность относится к тем отраслям народ-
ного хозяйства, где доля ручного труда на заготовителыю-сбо-
рочных операциях еще велика. Поэтому вопросы автоматиза-
ции всего производства шин при улучшении качества продукции
и особенно автоматизация заготовительно-сборочных операций
являются весьма актуальными. Главное внимание в книге уде-
лено оборудованию для заготовки деталей и сборки покрышек
автоматических шин.
Авторы выражают благодарность докт. техн, наук В. Н. Кра-
совскому за ценные советы по улучшению содержания книги.
Глава 1
конструкции
И МЕТОДЫ СБОРКИ ПОКРЫШЕК
НАЗНАЧЕНИЕ И КОНСТРУКЦИИ ПОКРЫШЕК
Автомобильной шиной обычно называют резинокордную уп-
ругую оболочку, наполненную сжатым воздухом и укрепленную
на ободе колеса автомобиля. Шины обеспечивают возможность
движения, торможения и управления автомобилем, а также от-
носительную бесшумность и комфортабельность езды. По уст-
ройству автомобильные шины можно разделить на камерные и
бескамерные, по конструкции и расположению нитей корда в
каркасе — на шины с перекрестным направлением расположе-
ния нитей корда в каркасе (диагональные), шины с радиальным
(меридиональным) расположением нитей корда (типа Р) и ши-
ны с меридиональным расположением корда и съемным протек-
тором (типа PC).
Каркас диагональной шины состоит из нескольких слоев об-
резиненного корда, нити которого в смежных слоях располага-
ются в двух диагональных направлениях и, перекрещиваясь, об-
разуют эластичную сетку. Угол между нитью корда в карка-
се и меридиональной линией нормального поперечного сечения,
образуемого плоскостью, проходящей через ось шины, называет-
ся углом наклона. При меридиональном расположении нитей
корда угол их наклона к нормальному сечению равен нулю, а
при диагональном может изменяться в пределах 48—54°.
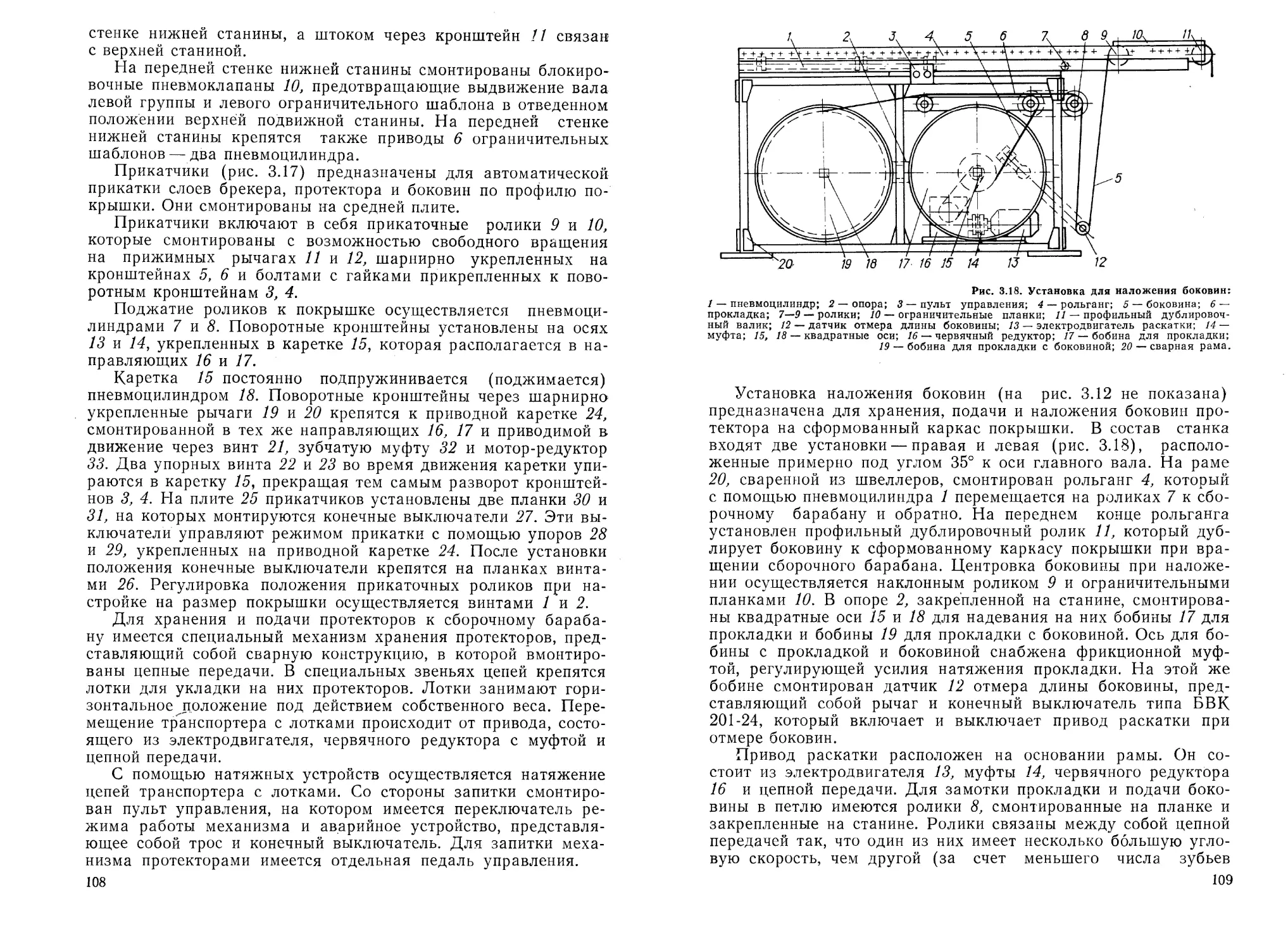
Бескамерная шина типа Р показана на рис. 1.1.
Шина типа PC, как правило, имеет три съемных протектор-
ных кольца — одно центральное и два боковых. В некоторых
конструкциях шин этого типа вместо трех монтируется одно
съемное протекторное кольцо.
Благодаря меридиональному расположению нитей корда в
каркасе шины радиальной конструкции имеют более высокие
технико-экономические и эксплуатационные показатели по срав-
нению с диагональными. Число слоев корда в каркасе радиаль-
ных шин вдвое меньше, чем в каркасе диагональных. В ради-
альных шинах нити брекерного пояса расположены под боль-
шим углом (70—90°) к меридиональной плоскости, поэтому бре-
керный пояс практически нерастяжим. При качении радиальной
шины по дороге брекерный пояс ведет себя подобно гусенице
трактора, причем в зоне контакта с дорогой линейные скорости
всех контактирующих точек протектора примерно одинаковы,
что приводит к меньшему его износу. У диагональных шин жест-
7
Рис. 1.1. Автомобильная бескамерная шина с радиальным расположением нитей корда
в каркасе:
1 — протектор; 2 — брекерный пояс; 3 — боковина; 4 — бортовое кольцо из стальной про-
волоки; 5 — детали бортового крыла; 6 — внутренний герметизирующий слой.
Рис. 1.2. Автомобильная камерная шина с меридиональным расположением нитей корда:
1 — обод колеса автомобиля; 2 — автомобильная покрышка с меридиональным расположе-
нием нитей корда в каркасе; 3 — ободная лента; 4 — ездовая камера.
Рис. 1.3. Грузовая шина на разборном ободе:
1 — покрышка; 2 — камера; 3 — ободная лента; 4 — съемная реборда; 5 — запорное коль-
цо; 6 — обод.
кость каркаса в окружном направлении значительно выше, чем
у радиальных, поэтому больше смещение и проскальзывание то-
чек протектора в зоне контакта с дорогой и выше износ протек-
тора. Вследствие таких преимуществ радиальных шин, как на-
дежность, долговечность, комфортабельность, безопасность дви-
жения, топливная экономичность они получают все большее
распространение. Например, по прогнозам экономистов, в бли-
жайшие годы в странах Западной Европы свыше 92% легковых
и 83% грузовых покрышек будут иметь радиальную конструк-
цию [1].
По величине внутреннего давления воздуха в камере разли-
чают шины низкого (0,15—0,6 МПа), высокого (0,8 МПа) и
сверхнизкого (0,2 МПа) давления. Наиболее широко применя-
ют шины низкого давления. Они эластичнее шин высокого дав-
ления благодаря меньшему внутреннему давлению воздуха,
большему объему камеры и большей ширине профиля.
Шины могут иметь дорожный рисунок протектора, рисунок
повышенной проходимости и универсальный рисунок. Различа-
ют также шины с обычной шириной профиля, широкопрофиль-
ные и арочные. Широкопрофильные шины, каждая из которых
используется для замены двух обычных шин на задней оси не-
которых грузовых автомобилей, обладают повышенной проходи-
мостью по мягкому грунту.
Автомобильная камерная шина (рис. 1.2), монтируемая на
обод 1 колеса автомашины, состоит из покрышки 2, ездовой ка-
8
меры 4 и ободной ленты 3 (для покрышек грузовых автомоби-
лей).
Поперечный разрез грузовой шины, смонтированной на раз-
борном ободе колеса автомобиля, представлен на рис. 1.3.
Камера представляет собой кольцеобразную замкнутую ре-
зиновую трубку, помещенную внутрь покрышки и наполненную
сжатым воздухом. Покрышка предохраняет камеру от механи-
ческих повреждений, сохраняет ее наполненной сжатым возду-
хом в заданных габаритах, воспринимает тяговые и тормозные
усилия автомобиля и обеспечивает сцепление шины с дорогой.
В бескамерных автомобильных шинах функции ездовых ка-
мер выполняет специальный герметизирующий резиновый слой.
Воздух накачивается непосредственно в полость покрышки
(шины). Герметизация такой шины достигается изменением
конструкции борта, наличием уплотнительной бортовой ленты
и плотной посадкой шины на обод специальной конструкции.
Автомобильная покрышка (см. рис. 1.1) состоит из массив-
ного резинового слоя — протектора, двух боковин, подушечного
слоя (брекера), нескольких слоев обрезиненного корда карка-
са, двух бортовых колец, обернутых бортовыми обрезиненными
ленточками.
Протектором называется наружный резиновый слой по-
крышки, соприкасающийся с поверхностью дороги. В зависимо-
сти от типа покрышки рисунок на протекторе имеет различные
форму и размеры его элементов. Боковинами покрышки обычно
называют наружные резиновые покрытия, накладываемые на
боковые (наружные) стенки каркаса. Они предохраняют слои
каркаса от механических повреждений и различных внешних
воздействий (влага, грязь и т. п.). Подушечный слой (брекер),
расположенный между протектором и каркасом, служит для
предохранения каркаса от толчков, ударов, ослабления действия
на каркас тяговых и тормозных усилий, увеличения прочности
связи между резиновым протектором и резинокордным карка-
сом.
Брекер ослабляет передаваемые каркасу толчки и удары и
предохраняет его от преждевременного разрушения. В подушеч-
ном слое, расположенном между каркасом и брекером, при экс-
плуатации покрышек сосредотачиваются наибольшие напряже-
ния и развиваются наивысшие температуры.
Каркасом называется резинокордная основа покрышки, при-
дающая ей достаточную прочность, гибкость и упругость. Бор-
товые кольца составляют основу бортовых частей покрышки.
Каждая покрышка имеет две бортовые части. Бортом покрышки
обычно называют ее жесткую часть, с помощью которой она
крепится на ободе колеса автомобиля. Жесткость и прочность
борту придают находящиеся в нем кольца, изготовленные из
стальной проволоки. В зависимости от размера покрышки и не-
обходимой прочности в каждом ее борте может быть одно, два
или более бортовых колец. Обрезиненные бортовые кольца,
9
Рис. 1.4. Основные размеры автомобильной покрышки:
D — наружный диаметр, мм; d — внутренний (посадочный>
диаметр; В — ширина профиля; Н — высота профиля.
обернутые прорезиненной тканью, в про-
изводстве называют крыльями. Проволоч-
ные кольца изготавливают из стальной
проволоки несколькими способами: в виде
обрезиненной плетенки, безуточной обре-
зиненной многопрядной проволоки (ше-
сти-, восьмипрядной) и одиночной спи-
рально навитой проволоки.
Наибольшее распространение в про-
мышленности получили бортовые кольца
из безуточной многопрядной проволоки.
Для грузовых шин, монтируемых на
плоские разборные ободы, используют
ободные ленты. Ободной лентой (флепом)
называется профилированная замкнутая
кольцеобразная резиновая лента, устанав-
ливаемая между автокамерой и ободом.
Автомобильные покрышки различаются
по размерам и конструкции отдельных де-
талей и характеризуются четырьмя основными размерами
(рис. 1.4): наружным диаметром D, внутренним (посадочным)
диаметром d, шириной В и высотой Н профиля. Шириной про-
филя покрышки обычно называют максимальное расстояние
между точками профиля ее нормального поперечного сечения,
измеряемое параллельно оси колеса автомобиля, а высотой
профиля покрышки — расстояние от основания борта ее нор-
мального поперечного сечения до верхней наружной точки, из-
меряемое перпендикулярно оси колеса.
Условное обозначение размера покрышки низкого и сверх-
низкого давления включает, как правило, ширину профиля (по-
перечного сечения) надутой шины и посадочный диаметр обода
колеса автомобиля. Например, покрышка к грузовому автомо-
билю ЗИЛ имеет условное обозначение 240-508Р, где 240 — ши-
рина профиля В, мм; 508 — посадочный диаметр d или диаметр
обода, мм; Р — обозначение типа шины с радиальным (меридио-
нальным) расположением нитей корда в каркасе.
Иногда диаметр обода приведен не в миллиметрах, а в дюй-
мах; в некоторых случаях в дюймах даны ширина профиля и
диаметр обода: например, шина пневматическая 6,50-16. При
обозначении размера радиальных шин к цифрам добавляют
букву Р, а в случае радиальных шин со съемным протектором —
буквы PC. Условное обозначение размера шин высокого давле-
ния дают в дюймах: например, 34X7, где 34 — наружный диа-
метр D шины; 7 — ширина профиля В.
10
Таблица 1.1
Характеристики шин различных типов
Марка автомобиля Условное обозначение шины Число слоев в каркасе покрышки Допускаемая нагрузка на шину и давление воздуха в ней
нагрузка, кН (кгс) давление, МПа
Шины низкого давления для легковых автомобилей
«Москвич-412» 6,45-13 2 3,24(330) 0,17
«Волга М-21» 6,70-15 4 4,96(505) 0,18
«Волга М-24» 7,35-14 2 4,76(485) 0,17
«Чайка ГАЗ-13» 8,20-15 6 6,87(700) 0,2
«Запорожец» 6,15-13 2 3,24(330) 0,19
«Жигули» 6,15-13 2 3,48(355) 0,18
Шины низкого давления для грузовых автомобилей
«Урал-355М» 8,25-20 10 12,74(1300) 0,45
ЗИЛ-130 260-20 8;10 18,23(1860) 0,53
МАЗ-200, МАЗ-500, МАЗ-506 330-20 14 24,60(2500) 0,5
Шины низкого давления для автомобилей повышенной
ходимости
ГАЗ-69А
ЗИЛ-131, ЗИЛ-131В
«Урал-375»
215-380
12,00-20
14,00-20
7,35(750)
17,15(1750)
24,60(2500)
0,15
0,3
0,32
Шины низкого давления для автобусов
ПАЗ-652
8,25-20
10 | 12,74(1300) | 0,45
Шины низкого давления для троллейбусов
МТБ-82М, МТБ-82Д,
МТБ-Э-С
12,00-20
14
23,54(2400)
0,55
Для широкопрофильных шин условное обозначение размера
состоит из трех чисел (в мм): например, 1200X500X508, где
1200 — наружный диаметр; 500 — ширина профиля; 508 — диа-
метр обода.
Характеристики шин различных типов приведены в табл. 1.1.
МЕТОДЫ СБОРКИ ПОКРЫШЕК
Сборка покрышек в промышленности осуществляется в ос-
новном тремя методами: браслетным, послойным и комбиниро-
ванным. При браслетном методе сборки кольцевые браслеты из
прорезиненного корда (изготовленные на специальном браслет-
ном станке) последовательно надеваются на сборочный бара-
бан. При послойном методе слои корда и брекера подаются на
11
Рис. 1.5. Поперечное сечение
сборочных барабанов с собран-
ными покрышками:
а — покрышка на дорновом ба-
рабане; б — покрышка на полу-
дорновом барабане; в — покрыш-
ка на полуплоском барабане;
1 — дорновый барабан; 2 — со-
бранная покрышка; 3 — полу-
дорновый барабан; 4 « полупло-
ский барабан.
сборочный барабан из специального устройства, называемого
питателем.
При сборке покрышек браслетным методом вытяжка корда
после надевания браслета на сборочный барабан составляет
7—13,5% [2], а при послойном методе не превышает 3—3,5%
[3]. Таким образом, браслетный метод сборки допускает бо-
лее высокую неоднородность структуры каркаса покрышек.
Широкое распространение получил послойный метод сборки
автомобильных покрышек. Этот метод в большей степени отве-
чает требованиям для изготовления долговечных прецизионных
шин. Он позволяет достигнуть более равномерной структуры
каркаса, повышенного запаса прочности при одинаковой плот-
ности нитей корда и слойности каркаса, а также полностью ме-
ханизировать наложение слоев корда с питающего устройства
при точном центрировании заготовок относительно сборочного
барабана, ликвидировать участки изготовления браслетов, об-
легчить труд и улучшить транспортировку деталей. Обеспечение
равномерной вытяжки в слоях корда при сборке и формовании,
меньшая ее величина и высокая точность наложения слоев кор-
да относительно центральной линии сборочного барабана ( + 1 —
2 мм по сравнению с +2—4 мм при браслетной сборке) [4] да-
ют возможность уменьшить дисбаланс покрышек и тем самым
повысить их ходимость.
В шинной промышленности достаточно широко используется
классификация методов сборки в зависимости от конструкции
сборочного барабана, на котором осуществляется сборка по-
крышек. В соответствии с этой классификацией различают ме-
тоды сборки на плоском, полуплоском, полудорновом и дорно-
вом барабанах (рис. 1.5).
При дорновом способе сборки собранная покрышка имеет
форму, близкую к форме готовой покрышки, и не требует специ-
альной операции формования перед вулканизацией. Однако в
связи со сложностью получения заготовок и трудностями меха-
низации технологических операций сборки этот способ не нашел
широкого распространения в промышленности.
2
В промышленном производстве наиболее распространены ме-
тоды сборки на плоском, полуплоском и полудорновом бараба-
нах. Выбор одного из них зависит от размеров и конструкдии
покрышки, экономических и технологических особенностей про-
изводства. Методы сборки на плоском и полудорновом бараба-
нах предполагают обязательное наличие второй стадии сбор-
ки — формование каркаса и наложение нерастяжимого брекера
и протектора на сформованный каркас.
В последние годы разработаны новые методы сборки покры-
шек: из уширенных слоев корда на разжимном плоском бараба-
не, на изменяющем форму жестком барабане, на комбиниро-
ванном барабане, а также сборка покрышек на специальных
диафрагменных сборочных барабанах в одну стадию.
Покрышки собирают на специальных станках, конструкции
которых будут рассмотрены ниже.
Последовательность сборки покрышек в каждом конкретном
случае определяется технологической схемой сборки и техно-
логическим регламентом. В общем случае традиционная сборка
всех покрышек независимо от их размера осуществляется по-
следовательным наложением отдельных деталей на сборочный
барабан.
Сборка покрышки диагональной конструкции начинается с
надевания первого браслета на сборочный барабан, а при по-
слойной сборке — с накладывания первых слоев обрезиненного
корда из питателя на сборочный барабан станка. Этот браслет
(или слои корда) называют первой группой слоев; они образу-
ют первые слои каркаса покрышки. Затем свисающая с бараба-
на часть первого браслета обжимается по заплечикам сбороч-
ного барабана, к нему приклеивается крыло и оставшиеся концы
браслета заворачиваются на цилиндрическую часть бараба-
на. Эта операция называется формированием борта покрышки.
Иногда, по аналогии с машиностроением, ее называют операци-
ей обработки или заделки борта.
При наличии в борте покрышки второго крыла на барабан
надевается второй браслет или накладывается второй слой либо
вторая группа слоев из питателя. Свисающие с барабана части
корда обжимаются по первой группе слоев, затем к ним при-
клеиваются вторые крылья и концы браслета, как и в первом
случае, заворачиваются на цилиндрическую часть барабана.
Третий браслет (или группа слоев) обжимается по борту по-
крышки и заворачивается внутрь покрышки за так называемый
носок бортового крыла. Далее на бортовую часть накладывают-
ся и приклеиваются бортовые ленты, а на наружную часть кар-
каса после тщательного центрирования помещаются слои бре-
кера (или брекерный браслет), а затем накладывается и при-
катывается протектор.
После операции наложения на сборочный барабан каждая
деталь прикатывается (дублируется) прикаточными устройст-
вами, а операции формирования борта проводятся специаль-
13
ними механизмами формирования борта, которые иногда на-
зывают механизмами обработки борта.
В зависимости от размера, назначения покрышки, числа сло-
ев прорезиненного корда в каркасе или числа крыльев в борте
сборка покрышек с диагональным расположением нитей корда
проводится на специальных станках или поточных линиях.
Процесс сборки покрышек диагональной конструкции может
осуществляться в один прием (в одну стадию) путем последо-
вательного наложения деталей на один из сборочных бараба-
нов— полудорнового или полуплоского типа (см. рис. 1.5). Фор-
мование покрышек перед вулканизацией осуществляется на спе-
циальных форматорах или на форматорах-вулканизаторах.
Покрышки, собранные на полудорновых барабанах, формуются
путем приближения формы каркаса к форме поперечного сече-
ния готовой покрышки, без изменения положения бортовых ко-
лец. Формование покрышек, собранных на полуплоских сбороч-
ных барабанах, сопровождается поворотами слоев каркаса на
некоторый угол вокруг сердечника бортового кольца. При этом
структура крыльевой части покрышки не должна разрушаться,
что может быть достигнуто только при наличии в борте по-
крышки не более одного бортового кольца.
Для обеспечения необходимой долговечности автомобильных
шин к деталям покрышек предъявляются определенные техно-
логические требования по точности геометрических размеров,
весу, клейкости и другим характеристикам. При сборке покры-
шек типа Р эти требования более высокие. Долговечность шин,
определяемая пробегом их в эксплуатации, должна гарантиро-
ваться заводом-изготовителем.
В настоящее время отечественные предприятия-изготовители
гарантируют следующий пробег шин для автомобилей различ-
ных типов (в км): грузовые автомобили — 45 000; троллейбусы
и городские автобусы — 60 000; легковые автомобили — 33 000.
Средний же пробег шин в эксплуатации составляет (в км):
средние грузовые автомобили — 55 000—60 000; тяжелые грузо-
вые автомобили — 65 000—70 000; автобусы и троллейбусы —
90 000—95 000; легковые автомобили — 42 000—45 000.
Покрышки разных типов изготавливают (собирают) на раз-
личных сборочных станках. Технология сборки каждой покрыш-
ки имеет определенную последовательность выполнения отдель-
ных операций.
Ввиду специфики конструкции радиальной покрышки (по-
крышки типа Р) и наличия в ней нерастяжимого брекерного по-
яса в технологию и оборудование для ее сборки внесен ряд су-
щественных изменений по сравнению с технологией и оборудо-
ванием сборки покрышек диагонального построения.
Сборка покрышек типа Р может быть осуществлена дву-
мя различными способами: 1) двухстадийным и 2) одностадий-
ным.
14
При двухстадийном способе сборки, когда брекер и протек-
тор накладываются на сформованный каркас, можно использо-
вать два метода.
1. Метод раздельной сборки, при котором каркас покрышки
собирается на одном сборочном барабане специального станка
для сборки первой стадии (первая стадия). При этом на первой
стадии сборки производится полное оформление бортовой час-
ти покрышки. Формование каркаса и окончательная сборка по-
крышки— наложение брекера и протектора — осуществляются
на другом эластичном сборочном барабане специального сбо-
рочного станка для второй стадии сборки радиальных покрышек
(вторая стадия).
2. Метод совмещенной сборки, при котором вся сборка ра-
диальной покрышки проводится на одном универсальном сбо-
рочном барабане. В этом случае сборочный барабан может из-
менять свою форму профиля и перемещаться с одного рабочего
места на другое.
Одностадийный способ сборки радиальных покрышек осуще-
ствляется двумя методами: 1) метод наложения брекера и про-
тектора на несформированный каркас с последующим формова-
нием покрышки на том же сборочном барабане; 2) метод сбор-
ки покрышки на специальном дорне (тороидальном барабане).
Раздельная сборка покрышек при двухстадийном способе
проводится на двух различных станках. На первом станке со-
бирается каркас радиальной автопокрышки (первая стадия
сборки). Вторая стадия (сборка покрышки) осуществляется на
другом барабане и другом станке.
Сборка каркаса автопокрышки радиальной конструкции мо-
жет проводиться на двух принципиально различных сборочных
барабанах — двумя различными методами. В первом случае
сборка каркасов (первая стадия сборки радиальной покрышки)
осуществляется на складном четырехсекторном сборочном ба-
рабане, исходный диаметр которого d<, больше диаметра коль-
ца бортового крыла dK (полуплоский метод). Этот метод вклю-
чает в себя следующие операции (рис. 1.6): а — операция нало-
жения на барабан бортовых лент и одного или нескольких слоев
каркаса покрышки; б — начало операции формирования бор-
та, захват слоев корда каркаса кольцевой пружиной 10 и об-
жимным рычагом 4; в — обжатие слоев каркаса по периметру
заплечиков барабана и посадка бортовых крыльев 5 шаблоном
6; г — заворот слоев каркаса на крыло; д — заворот слоев кар-
каса на цилиндрическую часть барабана; е — отвод кольцевой
пружины и распорных рычагов в исходное положение.
Вторая стадия сборки радиальных покрышек (рис. 1.6) в
данном случае состоит из следующих операций, выполняемых
на втором — эластичном сборочном барабане 12 второго сбороч-
ного станка: ж — установка и центрирование собранного кар-
каса 11 покрышки на эластичный сборочный барабан 12 с по-
движными фланцами 13\ з — формование каркаса и надевание
15
Рис. 1.6. Технологические операции раздельной двухстадийной сборки автомобильных по-
крышек типа Р на двух станках (в две стадии):
а—е — операции первой стадии сборки; ж—к — операции второй стадии сборки;
1 — складной металлический четырехсекторный барабан; 2 — резинокордные слои кар-
каса покрышки; 3 — дополнительный барабан; 4 — обжимной рычаг; 5 — бортовые крылья
покрышки; 6 — шаблон для посадки бортового крыла; 7 — первый кольцевой цилиндр;
8 — второй кольцевой цилиндр; 9 — распорный рычаг; 10 — кольцевая пружина; //—со-
бранный на полуплоском барабане каркас покрышки типа Р; 12 — эластичный сбороч-
ный барабан; 13 — подвижные фланцы сборочного эластичного барабана; 14 — шаблон
с опорными секторами для ограничения формы покрышки и посадки брекерно-протектор-
ного браслета; 15 — брекерно-протекторный браслет; 16 — прикатчики; 17 — сформованная
автомобильная покрышка типа Р на барабане; 18 — сформованная покрышка типа Р,
снятая с эластичного сборочного барабана.
брекерно-протекторного браслета 15; и — опрессовка и прикат-
ка брекерно-протекторного пояса к каркасу покрышки; к — сня-
тие сформованной покрышки с эластичного барабана 12 и далее
транспортирование сформованной покрышки на вулканизацию.
16
Совмещенная сборка радиальных покрышек при двухстадий-
ном способе осуществляется в две стадии (рис. 1.7). Первая ста-
дия сборки проводится на разжимном барабане, исходный диа-
метр de которого меньше диаметра кольца бортового крыла
(плоский метод). Этот метод включает в себя следующие опера-
ции: а — наложение бортовых лент и слоев каркаса на сжатые
основной и вспомогательные сборочные барабаны; б — посадка
бортовых крыльев (бортовых колец); в — разжатие основного
барабана (при этом происходит вытяжка и опрессовка слоев
корда каркаса покрышки); г — заворот участков слоев карка-
са, образующих боковины покрышки, на крыло.
Вторая стадия совмещенного метода сборки радиальных по-
крышек состоит из следующих операций; д — формование кар-
каса и надевание брекерно-протекторного браслета; е — опрес-
совка и прикатка брекерно-протекторного пояса к каркасу по-
крышки; ж — снятие сформованной покрышки с эластичного
барабана и далее транспортирование сформованной покрышки
на вулканизацию.
При двухстадийном способе раздельная сборка каркасов ра-
диальных покрышек (первая стадия) может осуществляться и
на обычных станках для сборки диагональных покрышек. Вто-
рая же стадия их сборки, включающая формование каркаса и
окончательную сборку покрышки, выполняется на другом стан-
ке, который должен быть оснащен одним из следующих типов
сборочных барабанов: 1) жестким металлическим формующим
барабаном; 2) барабаном с эластичной формующей диафраг-
Рис. 1.7. Технологические операции совмещенной двухстадийной сборки радиальной авто-
мобильной покрышки на разжимном барабане из уширенных слоев корда каркаса:
а — г — операции первой стадии сборки; д—ж — операции второй стадии сборки;
1 — основной сборочный барабан; 2 — два вспомогательных сборочных барабана; 3 — ре-
зинокордные слои каркаса (уширенные); 4 — бортовые крылья; 5 — главный приводной
вал сборочного барабана; 6 — подвижные фланцы сборочного барабана; 7 — устройства
для заворота уширенных слоев каркаса; 8 — механизм подачи и установки брекерно-про-
текторного браслета; 9— брекерно-протекторный --прожекторные поикятиики-
// — опрессовочные камеры; /2 — эластичная ди^фрагмЕ! ^^-ттсш^₽вя*^?эл8Стич'й<У^ диа-
фрапмы сфоЬмотантая’-ра'дйа^А.етая покЦышка.
2-381 ; - I 17
ордена Гр\чов.?г
мой; 3) бездиафрагменным формующим барабаном; 4) бездиа-
фрагменным устройством формования каркасов радиальных по-
крышек.
В отечественной промышленности вторая стадия сборки ра-
диальных покрышек при использовании раздельного метода
двухстадийного способа сборки осуществляется следующим
образом. Изготовленный на первой стадии каркас радиальной по-
крышки устанавливается на другой сборочный барабан с элас-
тичной резиновой или резинокордной диафрагмой для проведе-
ния второй стадии сборки. Каркас радиальной покрышки цент-
рируется, борта каркаса зажимаются в заплечиках барабана.
Далее при синхронном сближении обоих бортов каркаса по-
крышки барабан с надетым на него каркасом радиальной по-
крышки приобретает под воздействием формующего механизма
тороидальную форму. На таком изменившем свою форму торо-
идальном барабане с надетым каркасом покрышки и осущест-
вляется ее окончательная сборка — наложение брекерно-про-
текторного пояса или наложение брекера и протектора, их при-
катка, наложение, стыковка и прикатка боковин.
Достоинством метода раздельной сборки является возмож-
ность рассредоточения механизмов, выполняющих переходы и
операции технологического процесса сборки, и систем питания
станков кордом и другими деталями покрышки. К недостаткам
этого метода следует отнести необходимость сборки одной по-
крышки на двух раздельных барабанах.
При сборке покрышек совмещенным способом отпадает не-
обходимость передачи каркаса с одного барабана на другой, а
также необходимость центрирования каркаса, что уменьшает
возможность перекоса слоев каркаса. В зависимости от числа
применяемых барабанов станки для раздельной сборки покры-
шек типа Р могут быть двух- или трехпозиционными. В сбороч-
ном процессе могут использоваться различные варианты сбор-
ки, в том числе изготовление брекерно-протекторного браслета
на специализированном станке-автомате.
Раздельная сборка легковых радиальных покрышек в отече-
ственной шинной промышленности осуществляется в основном
на станках СПП 470-800 (первая стадия) и СПР 330-300 (вто-
рая стадия). Схемы первой и второй стадий раздельной сборки
радиальных покрышек изображены на рис. 1.6.
Собранный на станке СПП 470-800 каркас покрышки (пер-
вая стадия) устанавливается на сборочном барабане станка
второй стадии сборки с эластичной диафрагмой, закрепленной
между двумя соосными фланцами. Каркас покрышки тщатель-
но центрируется; борта каркаса фиксируются специальным шаб-
лоном с опорными секторами (операция ж, рис. 1.6), смонтиро-
ванными на внешней поверхности фланцев 13. Во внутреннюю
полость диафрагмы подается сжатый воздух, и при синхронном
сближении фланцев 13 происходит формование каркаса по-
крышки. Каркас постепенно превращается из «заготовки»
18
имеющей цилиндрическую форму, в заготовку, имеющую торо-
идальную поверхность, т. е. в сформованную заготовку автомо-
бильной покрышки, которая в дальнейшем закладывается в
пресс-форму для вулканизации.
После касания каркасом внутренней поверхности шаблонов
14 процесс формования заканчивается. Далее на наружную по-
верхность сформованного каркаса накладывается нерастяжимый
брекерно-протекторный браслет 15 и осуществляется его при-
катка при помощи прикатчиков 16.
В некоторых случаях вместо наложения брекерно-протектор-
ного браслета сначала производится наложение нерастяжимого
брекерного пояса, его прикатка к каркасу, а затем наложение и
прикатка протектора прикатчиками 16 по профилю сформован-
ного каркаса. Далее осуществляется наложение и стыковка бо-
ковин, их прикатка. После окончания сборки покрышки полость
барабана соединяется с атмосферой, из диафрагмы выходит воз-
дух, а затем диафрагма соединяется с вакуумной линией. Ди-
афрагма и опорные сектора сжимаются, фланцы перемещаются
в исходное положение, сформованная покрышка 18 снимается
с барабана 12 и направляется на вулканизацию.
Некоторые иностранные фирмы вторую стадию сборки ради-
альных покрышек осуществляют на двухпозиционных станках.
В этом случае на одном барабане станка изготавливается бре-
керно-протекторный браслет, а на другом проводится формова-
ние каркаса и окончательная сборка покрышки. Для снятия
брекерно-протекторного браслета с барабана, переноса и наде-
вания его на сформованный каркас используется специальный
манипулятор-перекладчик. Хотя раздельная сборка каркаса и
брекерно-протекторного браслета и усложняет процесс, но вме-
сте с тем она позволяет совместить операции сборки во време-
ни, рассредоточить механизмы питания сборочного агрегата за-
готовками.
Метод раздельной сборки радиальных покрышек на двух
станках имеет следующие недостатки: 1) необходимость снятия
легкодеформируемого каркаса с одного барабана и насадки его
на второй барабан, транспортирования и надевания на сфор-
мованный каркас относительно легкодеформируемого брекерно-
протекторного браслета; 2) промежуточное хранение каркасов
и браслет; 3) возможность значительной усадки каркаса, соб-
ранного на разжимном барабане, и большие трудности при ус-
тановке его на барабан второй стадии сборки; 4) необходимость
тщательного центрирования каркаса при фиксации его на бара-
бане для второй стадии сборки.
Преимущества этого метода: 1) достаточная надежность,
простота и возможность совмещения операций, так как меха-
низмы обработки и питания агрегата рассредоточены в прост-
ранстве [4]; 2) возможность использования станков для сборки
диагональных покрышек на первой стадии сборки покрышек ти-
па Р; 3) высокая ремонтная технологичность.
о*
19
Предложен ряд способов раздельной сборки радиальных по-
крышек на так называемых станках-агрегатах.
В СССР разработан станок-агрегат СПРА 360-500, на кото-
ром покрышка собирается методом раздельной сборки. Станок
имеет три соосно расположенных барабана (барабан для сбор-
ки каркасов, барабан для сборки брекерно-протекторного брас-
лета, формующий барабан) и устройства для транспортирования
и передачи каркаса, брекерно-протекторного браслета, автома-
тического съема готовой покрышки. Каркас покрышки собира-
ется на жестком барабане секторной конструкции; здесь произ-
водится наложение слоев каркаса, их дублирование, посадка
крыльев и заворот слоев корда на крыло. Собранный каркас ус-
танавливается транспортируют,им устройством и фиксируется
на формующем диафрагменном барабане, далее брекерно-про-
текторный браслет центрируется по каркасу. Каркас формуется
и соединяется с брекерно-протекторным браслетом. Затем осу-
ществляется прикатка брекерно-протекторного браслета к сфор-
мованному каркасу, формующий барабан, сжимаясь, занимает
исходное положение, заготовка покрышки снимается с бараба-
на и направляется на вулканизацию.
Операции переноса каркаса, брекерно-протекторного брасле-
та и съема сформованной покрышки выполняются специальны-
ми устройствами в автоматическом режиме. Операции первой
стадии сборки, сборки брекерно-протекторного браслета и вто-
рой стадии сборки выполняются одновременно на каждом из
трех барабанов [2].
К преимуществам совмещенной сборки покрышек на одном
станке-агрегате по сравнению с раздельной сборкой на двух
станках относятся: 1) возможность использования на первой
стадии сборки разжимного барабана; 2) отсутствие промежу-
точного хранения каркасов; 3) повышение производительности
оборудования; 4) уменьшение числа ручных операций; 5) улуч-
шение качества покрышек за счет механизации и непрерывно-
сти процесса.
Недостатки совмещенной сборки покрышек состоят в нали-
чии большого числа транспортных операций к одному рабочему
месту, концентрации питающих устройств на одном рабочем ме-
сте, увеличении общей продолжительности процесса сборки из
за отсутствия параллельных операций и рабочих мест.
В настоящее время ведущие фирмы по производству ради-
альных покрышек работают над совершенствованием процесса
и оборудования для совмещенной сборки. Особенность совме-
щенной сборки покрышек заключается в том, что первая стадия
сборки проводится на жестком цилиндрическом основании (ба-
рабане), а вторая стадия формования покрышки выполняется
на том же барабане, но формующим органом при этом могут
быть как жесткие элементы, так и эластичные диафрагмы, раз-
дуваемые сж'атым воздухом. Известна также совмещенная сбор-
ка покрышек, когда формование каркаса осуществляется на
20
оборудовании без формующего элемента (западногерманская
фирма «Герберт»). При таком методе формования бортовые ча-
сти каркаса собираемой покрышки герметично фиксируются на
фланцах сборочного барабана и каркас покрышки формуется
воздухом, подаваемым в полость, образованную каркасом соби-
раемой покрышки и фланцами сборочного барабана. При фор-
мовании покрышек этим методом фланцы сборочного барабана
постепенно сближаются, когда происходит увеличение наружно-
го диаметра формуемого каркаса покрышки.
В некоторых случаях для совмещенной сборки используют-
ся двухпозиционные станки. Здесь нерастяжимый брекерно-про-
текторный браслет собирается на отдельном барабане, распо-
ложенном соосно с основным сборочным барабаном. Готовый
браслет переносится на основной барабан специальным транс-
портирующим устройством. Совмещенная сборка на станках
фирмы «Гудьир» (США) начинается с наложения слоев корда
на сборочный барабан, посадки бортовых колец и их фиксации.
Далее, после подачи сжатого воздуха в камеры вспомогатель-
ных барабанов, осуществляется наложение боковин, надевание
и точное центрирование брекерно-протекторного браслета. За-
тем подается сжатый воздух в камеру основного барабана и
проводится формование каркаса, который прессуется (приклеи-
вается) к брекерно-протекторному браслету. Воздух еще раз
подается в камеры вспомогательных барабанов, которые, разду-
ваясь, производят опрессовку (приклеивание) боковин к кар-
касу покрышки.
После завершения сборки механизмы барабана возвраща-
ются в исходное положение, собранная покрышка снимается с
барабана и подается на вулканизацию.
К преимуществам совмещенной сборки по сравнению с раз-
дельной сборкой на станке-агрегате можно отнести: 1) отсутст-
вие транспортировки каркаса; 2) более высокую точность вы-
полнения операций и однородность покрышки; 3) уменьшение
обслуживающего персонала.
Недостатки этого метода: 1) сложность конструкции сбороч-
но-формующего барабана; 2) сложность размещения механиз-
мов обработки и питателей в узкой зоне сборки.
Формование покрышек на жестких формующих барабанах
осуществляется такими фирмами, как «Зелант Газуй» (Фран-
ция), «Нэшнл стандарт компани» (США), «Нэшнл рабер ма-
шинери» (США) и другими, а формование покрышек па диаф-
рагменных барабанах используют фирмы «Клебер-Коломб»
(США), «Данлоп» (Англия), «Гудьир» (США) [2, 4—7]'.
Анализ патентной литературы показывает, что одностадий-
ный способ сборки покрышек, при котором брекер и протектор
накладываются на несформованный каркас, разрабатывался в
тот период, когда шиносборочные фирмы начали переходить от
производства диагональных к производству радиальных шин.
Подобные разработки можно разделить на два направления
21
[2]: 1) создание брекера особой конструкции; 2) создание не-
традиционных конструкций каркасов.
Первое направление интересно тем, что сборка может осу-
ществляться на обычных станках для сборки диагональных по-
крышек. Ограниченную растяжимость брекера при этом можно
обеспечить использованием нитей корда особой конструкции,
состоящих из легкоразрываемой при формовании основы, вокруг
которой винтообразно намотана несущая нить корда, и, кроме
того, специальной укладкой нитей брекера (например, нитей ме-
таллокорда) волнообразно по окружной поверхности несформо-
ванного каркаса или укладкой его в гофры [2, 4, 8].
Нетрадиционный каркас покрышек в этом случае состоит из
наложенных на барабан слоев корда с радиальным и диагональ-
ным расположением нитей.
При формовании нити корда разворачиваются так, чтобы
центральная зона имела диагональное расположение нитей, а
боковые зоны — радиальное. Далее накладывается брекер с
противоположным углом наклона нитей, а затем протектор. При
формовании покрышки слои каркаса в центральной зоне, раз-
ворачиваясь и принимая радиальное расположение, облегчают
разворот нитей брекера и придают им положение, характерное
для радиальной покрышки (угол наклона нитей брекера к плос-
кости нормального меридионального поперечного сечения
70-85°).
Одностадийный способ сборки на специальном дорне, не тре-
бующем операции формования, предложен японской фирмой
«Тое Гому Когё». Здесь на сборочный барабан через систему ве-
дущих, прижимных и приводных роликов подаются уже сфор-
мованные слои корда. Три ведущих ролика выполняются
выпуклой формы, но отличаются один от другого по длине и диа-
метру (в середине роликов). Ролики устанавливаются на спе-
циальных (раздвоенных) опорах так, чтобы по мере удаления
от дорна каждый последующий ролик имел меньший диаметр и
большую длину. Кордная ткань, нити которой расположены под
прямым углом к направлению ее перемещения, протягиваясь че-
рез эти ролики, приобретает тороидальную форму перед нало-
жением на дорн. Существенным недостатком описанного уст-
ройства является трудность получения кордной ткани торои-
дальной формы, кривизна поверхности которой совпадала бы
с кривизной поверхности дорна, а также сложность точного на-
ложения ткани на дорн, так как центры радиусов кривизны
сформованной кордной ткани в зоне наложения не совпадают
с осью вращения дорна. Кроме того, для получения одинаковых
расстояний между нитями корда требуется равномерная подача
и вытяжка его при наложении на дорн. Такой одностадийный
метод сборки ввиду технологических трудностей не нашел прак-
тической реализации.
В последнее время промышленная сборка радиальных по-
крышек в основном осуществляется двухстадийным способом.
22
Для реализации этого способа используются различные конст-
рукции сборочных станков с разнообразными принципами дей-
ствия рабочих механизмов. Принцип действия различных стан-
ков для сборки радиальных покрышек во многом определяется
особенностью конструкции сборочного барабана. Конструкция
же сборочного барабана определяется в основном типом исполь-
зуемого формующего механизма (органа), от особенностей ра-
боты которого во многом зависит качество собранной покрышки.
К настоящему времени предложено, разработано и освоено
промышленностью несколько способов сборки диагональных по-
крышек и покрышек типа Р к мотоциклам, легковым и грузовым
автомобилям, сельскохозяйственным машинам. В частности, на-
ряду с традиционными методами в промышленность внедрен
метод сборки малослойных покрышек на разжимных барабанах
с низкой короной (начальный диаметр барабана меньше диамет-
ра бортового кольца), что позволяет обеспечить наибольшую
механизацию и автоматизацию процесса сборки покрышек за
счет упрощения конструкции борта и применения метода сбор-
ки из уширенных слоев обрезиненного корда. В этом случае со-
кращается продолжительность сборки в 1,5—1,7 раза, достига-
ется экономия обрезиненного корда на 6—7% и улучшаются
условия труда. Сокращение продолжительности сборки дости-
гается за счет замены прикатки опрессовкой слоев корда кар-
каса при разжатии (увеличении диаметра) сборочного барабана.
Протектор также не прикатывается, а опрессовывается диаф-
рагмой, которая одновременно служит и для съема покрышки
со сборочного барабана. Вместе с указанными преимуществами
использование разжимных барабанов для сборки каркасов по-
крышек типа Р приводит к следующим недостаткам [2]: 1) по-
вышенной усадке каркасов покрышек, собранных на первой ста-
дии, при переносе их на вторую стадию; 2) неравномерному и
повышенному разрежению нитей корда, снижающему сортность
покрышек, при формовании покрышек на второй стадии сбор-
ки. Кроме того, расчеты показывают, что запас прочности по-
крышек, собранных из уширенных слоев корда, примерно на
20% меньше запаса прочности покрышек, изготовленных полу-
плоским или полудорновым способами. Для уменьшения влия-
ния указанных недостатков при использовании разжимных ба-
рабанов для сборки легковых покрышек иностранные фирмы
используют корд с ослабленным или податливым утком.
Целесообразность выбора того или иного метода сборки по-
крышек может быть определена путем решения и оптимизации
многовариантной задачи в зависимости от таких факторов, как
назначение, конструкция, долговечность, надежность, комфорта-
бельность, особенности, экономичности производства и т. д.
Шинная промышленность относится к таким отраслям народ-
ного хозяйства, где доля ручного труда на заготовительно-сбо-
рочных операциях еще велика, и поэтому вопросы механизации
и автоматизации здесь имеют большое значение. Процесс авто-
23;
матизации сборки покрышек пневматических шин не может
быть успешно осуществлен без учета такого фактора, как тех-
нологичность изготовления деталей и покрышки в целом. Про-
ектирование механизмов и средств автоматизации сборки по-
крышек или других изделий следует начинать с анализа техно-
логичности операций ее изготовления, изучения совокупности
свойств материала и изделия, а также разработки способов, поз-
воляющих осуществить ее изготовление наиболее рациональны-
ми и экономичными методами.
В настоящее время в производстве шин еще не разработаны
критерии оценки технологичности конструкции покрышек, одна-
ко для решения проблемы автоматизации сборки их целесооб-
разно разработать. В машиностроении уже имеется ряд методик
оценки технологичности деталей и изделий, но они не могут
быть использованы в производстве шин по ряду обстоятельств,
к числу которых можно отнести: 1) невозможность разборки
и повторной сборки собранной покрышки; 2) малую «жест-
кость» большинства деталей; 3) отсутствие жестких баз для
ориентирования и контроля деталей в пространстве; 4) труд-
ность контроля размеров деталей и точности их подачи на сбор-
ку; 5) существенную зависимость свойств материала деталей от
продолжительности и условий их хранения до сборки; 6) значи-
тельное изменение качества сборки покрышек от изменения тех-
нологических параметров заготовительно-сборочных процессов
(усилия дублирования, релаксационные процессы, влажность,
способы хранения деталей и др.).
Разработка метода оценки технологичности конструкций по-
крышек для их автоматической сборки позволит выявить недо-
статки и наметить основные направления ее совершенствования.
Целесообразно выбрать также критерии качества сборки и его
количественную оценку в виде целевой функции. В этом случае
появляется возможность формулировки и решения задачи опти-
мизации конструкции покрышки, оборудования для ее изготов-
ления и реализации задачи создания систем автоматизирован-
ного проектирования новой техники для производства шин с ис-
пользованием промышленных роботов.
ТРЕБОВАНИЯ К КАЧЕСТВУ ПОКРЫШЕК
Требования к качеству покрышек шин различного назначе-
ния в основном предопределяются особенностями их эксплуата-
ции, конструкцией, качеством исходных материалов, способом
и оборудованием, при помощи которых они изготавливаются.
Так, к шинам для легковых автомобилей предъявляются
требования безопасности движения, надежности, долговечности,
высокой комфортабельности езды, хорошего сцепления с дорож-
ным покрытием, соответствующих ходовых качеств и другие.
Они обеспечиваются правильным выбором геометрических, ки-
нематических и динамических параметров покрышек, высокими
24
качествами исходных материалов, применением прогрессивных
конструкций шин, разработкой оптимальных типов рисунков
протектора, использованием современного оборудования для из-
готовления покрышек.
Следует отметить, что требования, предъявляемые к шине, в
известной мере взаимосвязаны и противоречивы. Поэтому при-
ходится искать компромиссные решения, исходя из оптимиза-
ционных конструкторских, технологических, рецептурных, мате-
риаловедческих и других задач.
Лучшие технико-экономические показатели покрышек типа
Р обусловили их быстрое распространение и вытеснение покры-
шек с диагональным расположением нитей корда в каркасе.
Предполагается, что в ближайшие годы в США на рынке сбыта
шины типа Р составят около 90 % [1]'.
В Советском Союзе и за рубежом ведутся работы по созда-
нию новых конструкций покрышек, в частности, неармирован-
ных конструкций покрышек, получаемых методом литья под
давлением. Пробег литой шины фирмы «Файрстоун» (Англия)
до разрушения составляет 20 000—25 000 км. Фирма «Пирелли»
(Италия) разработала и освоила новую «треугольную» шину.
Накопленный опыт производства фирма «Данлоп» (Англия) ис-
пользует в новых разработках шин типа «треугольной» и без-
опасной шины типа «деново». Безопасность езды на шинах типа
«деново» обеспечивается применением специальной смазки, ко-
торая заполняет отверстие в случае их прокола. Основные от-
личительные особенности «треугольной» шины: комфортабель-
ность езды, малые вибрации автомобиля, сохранение работо-
способности при нулевом внутреннем избыточном давлении и
значительно меньшая (примерно в два раза) трудоемкость про-
изводства. Недостатками шины этой конструкции являются худ-
шие, по сравнению с шинами типа Р, тягово-сцепные свойства,
неудовлетворительное поведение на поворотах, повышенное со-
противление качению вследствие высокого теплообразования в
шине. Интенсивно ведутся работы по использованию в конст-
рукции шины высокопрочных материалов, так как это — один из
важнейших путей повышения ее надежности и долговечности.
В настоящее время в каркасе покрышек используют стеклово-
локно, полиэфирные, полиамидные волокна, металлокорд, син-
тетическое высокомодульное и высокоэластичное волокно
(СВМ).
На повышение работоспособности шины большое влияние
оказывает качество выполнения технологических операций и пе-
реходов процесса изготовления покрышек, обеспечивающих од-
нородное распределение материалов в каркасе, брекере и про-
текторе и позволяющих снизить дисбаланс покрышки. Поэтому
к сборочному оборудованию предъявляются следующие требо-
вания: прецизионность и стабильность выполнения технологиче-
ских операций; соблюдение спецификаций и ГОСТов (ГОСТ
4754—74. Шины пневматические для легковых автомобилей;
25
ГОСТ 5513—75. Шины пневматические для грузовых автомоби-
лей); обеспечение допустимых отклонений деталей покрышки и
шины в целом; соблюдение точности наложения слоев корда
(«разгон» ступенек корда должен соответствовать принятой
спецификации сборки, ступенька должна быть равномерной по
ширине с минимальным допуском ±1 мм); обеспечение стабиль-
ности размеров ширины борта покрышки (отклонение по шири-
не не должно превышать ±1,5 мм); равномерное размещение
стыков слоев корда по периметру каркаса; центрирование дета-
лей слоев корда, брекера и протектора (допуск до ±1 мм);
высокое качество прикатки всех деталей каркаса. Прикаточные
и прочие механизмы сборочного оборудования должны обеспе-
чить полное удаление воздуха и необходимую прочность связи
без нарушения структуры нитей корда и покровного слоя рези-
ны. Высокое качество сборки и вулканизации покрышек должно
приводить к получению равномерно напряженного каркаса, кон-
струкция которого обеспечивает равнозначность циклических
деформаций и напряжений по контуру в элементах покрышки
при эксплуатации и позволяет снизить дисбаланс, боковое и ра-
диальное биения.
Одним из путей снижения дисбаланса, бокового и радиаль-
ного биений является использование новых технологии и обо-
рудования для изготовления протектора методом навивки ленты
резиновой смеси на сформованный каркас покрышки с исполь-
зованием червячных машин или каландра.
Действующие государственные стандарты и технические ус-
ловия на готовую продукцию регламентируют требования к ши-
нам и допустимые отклонения их технических характеристик.
Например, ГОСТ 4754—74 на шину 165Р-13 устанавливает нор-
му слойности покрышки (четыре), тип обода, допускаемую на-
грузку, давление, максимальную скорость движения, а также
геометрические параметры покрышки (наружный диаметр —
600±6 мм, ширина профиля — не более 172 мм, статический ра-
диус— 278±3 мм).
По технологическим регламентам, все размеры полуфабрика-
тов и готовых изделий должны соответствовать спецификациям
на сборку покрышек. В табл. 1.2 приведены некоторые техноло-
гические допуски на отдельные детали покрышки размера
165Р-13. С повышением размеров покрышек, а следовательно,
и размеров деталей поле допуска на их изготовление увеличи-
вается.
Анализ качества выполнения заготовительных операций сбо-
рочного производства на действующих шинных предприятиях
показал, что дефекты кромки корда после обрезинивания на ка-
ландре (облой из резины, отклонения корда по ширине до
15 мм), а также неравномерная его вытяжка затрудняют обес-
печение более высокой точности при раскраивании корда.
Например, для автомобильных покрышек размера 200-508
допуск по ширине и длине слоев корда каркаса и брекера уве-
26
Таблица 1.2"
Допуски на изготовление отдельных деталей покрышек [2]
Наименование допуска Величина допуска Данные, от которых зависит точность допуска
Допуск на раскрой корда (кар- каса и брекера): по углу, град по ширине слоя, мм Допуск по длине, мм: слоев корда каркаса и бре- кера, бортовой ленты, протектора тканевых бортовых и крыльевых лент резиновых прослоек, рези- новых лент и боковин Допуск на геометрические па- раметры профилированных резиновых деталей, мм: резиновая бортовая лента и боковина по толщине по ширине беговая часть протектора по толщине центру и углу кромке по ширине общей части беговой Допуск на геометрические па- раметры бортовых колец, мм: по диаметру по длине окружности плотность навивки кольца ± 1 ±2 ±5 ±10 ±10 ±0,2 ±2 ±0,5 ±0,2 ± 5 ± 3 ±0,5 ±1,5 Визуально Качество работы диагонально - резательной машины Качество обрезиненного корда Качество стыковки и отмерз слоев по длине Качество работы шприц-маши- ны и выполнение технологи- ческих требований, режим пи- тания червячного пресса, ско- рость шприцевания, темпера- тура головки, скорость отбо- ра шприцованной заготовки, время вытяжки, пластичность резиновых смесей 1 Точность настройки станка для | навивки бортовых колец
личивается примерно в два раза по сравнению с покрышками
размера 165Р-13. Важным условием достижения требуемого ка-
чества покрышек является обеспечение стабильности размеров
их деталей (в первую очередь протекторов, боковин браслетов,
слоев корда и др.) на всех этапах сборки, в том числе и при вы-
полнении вспомогательных операций (транспортировке, закатке
слоев в питатели, подаче их с питателей на сборочный барабан
и др.), а также в процессе сборки каркаса на барабане и в
дальнейшем при формовании и вулканизации покрышек. Все это
обусловливает необходимость обоснованного назначения и выбо-
ра допусков на выполнение основных и вспомогательных опера-
ций и переходов изготовления покрышек для получения эконо-
мически обоснованной стоимости и долговечности шин с мини-
мальными дисбалансом, радиальным и боковым биениями.
Большое внимание в настоящее время уделяется уменьше-
нию допусков на размеры полуфабрикатов и деталей покры-
27
Таблица 1.3
Показатели уровня механизации и автоматизации станков для сборки
автомобильных покрышек [2]
Тип станка (ГОСТ 15940—75) Показатели, %
операции и перехо- ды, выпол- няемые вручную механизи- рованные операции и переходы автомати- зированные операции и переходы
Примечание
Станки для сборки покрышек к легковым автомобилям
СПП 470-800 (СПП-66) СПР 330-300 33,7 48,2 46,7 18,4 19,6 33,4 Выпускается серийно То же
СПР 360-370 25 16,8 58,2 Изготовляется опыт-
СПР 380—420 25 16,8 58,2 ный образец То же
СПРА 360-500 12 16 72 Изготовлен опытный
Станок для совмещенной 18 24 58 образец То же
сборки покрышек СППР 550-620
Станки для сборки крупногабаритных покрышек
к грузовым машинам
СПД 675-950 43,4 36,4 20,2 Выпускается серийно
СПД 750-1100 43,4 36,8 19,8 То же
СПД 970-1500 43,4 33 23,6 »
СППР 1100-1400 34,5 39,1 26,4 »
СПД 4-1300-2000 32 29,3 38,7 Изготовлен образец опытный
Линия сборки каркасов покрышек размера 260-508Р 23,6 10,1 66,3 Выпускается серийно
Линия сборки каркасов покрышек размера 320-508Р с двумя крыльями в борте 23,6 6,9 69,5 Разработана техниче- ская документация
шек, повышению качества выполнения всех операций и перехо-
дов технологического процесса их изготовления, механизации и
автоматизации процессов, исключению ручных операций из
производства шин. Показатели уровня механизации и автома-
тизации отечественных станков для сборки основного (массо-
вого) ассортимента покрышек приведены в табл. 1.3.
Для уменьшения допусков на размеры полуфабрикатов не-
обходимо по ширине и углу повысить точность отрезания рези-
нокордных и металлокордных заготовок (1,0 мм) на диагональ-
но-резательной машине и стыковки пластин (полос) обрезинен-
ного корда. Следует обратить особое внимание на обеспечение
высокой точности закатки раскроенных полос корда и тканей в
прокладку. В производстве целесообразно использовать точные
центрирующие устройства при закатке корда, наложении дета-
лей на сборочный барабан, отборе и закатке прокладки.
28
Важными условиями изготовления прецизионных покрышек
являются достижение равномерного натяжения нитей корда в
слоях каркаса и обеспечение одинакового оптимального расстоя-
ния между нитями корда основы в готовом изделии (одинаковой
вытяжки корда). Если бы эти условия выполнялись идеально,
можно было бы уменьшить коэффициент запаса прочности кар-
каса покрышки. Снижение коэффициента запаса прочности поз-
волило бы уменьшить слойность покрышек, вес покрышек,
уменьшить расход бензина и увеличить срок службы покрышек
при минимальном их весе и стоимости. Ни одна из фирм пока
не гарантирует равномерной (заданной) величины вытяжки
корда и металлокорда. Однако в производстве покрышек во-
просам получения определенной постоянной величины вытяжки
уделяется большое внимание. Так, фирма «Юниройял» (США)
сообщает, что вытяжка корда при формовании может достигать
14%, а при вытяжке выше 10% покрышку можно считать окон-
чательным браком; оптимальной принимается вытяжка в пре-
делах 3—4% [1].
Этой же фирмой предложен непрерывный метод контроля
вытяжки обрезиненного корда на всех стадиях заготовительно-
сборочного процесса. Суть метода заключается в наложении на
состыкованный корд в продольном направлении контрольных
нитей, физические свойства которых подобраны таким образом,
что при вытяжке корда свыше 4% они рвутся. Равномерное рас-
положение нитей корда в покрышке зависит от ее конструкции,
правильного выполнения технологических операций, конструк-
тивных особенностей оборудования (диаметр и тип сборочного
барабана, ширина и число слоев обрезиненного корда, точность
изготовления деталей и т. д.) и свойств исходных материалов
и полуфабрикатов.
Равномерное натяжение нитей корда в каркасе определяет-
ся, главным образом, точностью и четкостью работы механиз-
мов наложения слоев, формирования борта и прикатки. Напри-
мер, несинхронная работа двух механизмов формирования бор-
та при обжатии слоев корда по плечикам сборочного барабана
может привести к «перетаскиванию» и перекосу слоев обрези-
ненного корда каркаса покрышки. Для обеспечения равномер-
ного натяжения нитей корда в бортовой и надбортовой зонах по-
крышки необходимо, чтобы ролики (или пружины) механизмов
формирования борта перемещались в процессе формования по
траектории, эквидистантной криволинейному профилю плечиков
сборочного барабана, что создает наилучшие условия формова-
ния бортовой части заготовки автомобильной покрышки. Необ-
ходимо также обеспечить возможность регулирования и опти-
мизации величин натяжения и вытяжки корда при подаче слоев
обрезиненного корда из питающих устройств и наложении на
сборочный барабан.
Для повышения срока службы покрышек, снижения их слой-
ности и веса большое значение приобретают совершенство
29
используемого оборудования, высокая точность выполнения тех-
нологических операций при помощи высокоточных автоматизи-
рованных механизмов и станков-автоматов с полным автомати-
ческим законченным циклом изготовления автомобильных
покрышек. Для сборки покрышек скоростных легковых автомоби-
лей и покрышек массовых размеров, к которым предъявляются;
высокие требования по дисбалансу, особенно важно высококаче-
ственное выполнение операций наложения слоев обрезиненного?
корда и деталей из резиновых смесей на сборочный барабан с
равномерной вытяжкой, а также равномерное распределение по
периметру покрышки стыков слоев корда и резиновых деталей
каркаса, точное центрирование накладываемых слоев и деталей,
относительно центральной линии сборочного барабана. Для
уменьшения дисбаланса покрышек перспективным является вне-
дрение в производство нового способа наложения протектора
путем навивки каландрованной или шприцованной ленты [9],
а также изготовление покрышек методом литья под давлением..
Глава 2
ОБОРУДОВАНИЕ
ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПОКРЫШЕК
ПОСЛЕДОВАТЕЛЬНОСТЬ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
Изготовление покрышек пневматических шин, которые наде-
ваются на колеса автомашин, тракторов и другой транспортной
техники, осуществляется в настоящее время путем последова-
тельной их сборки из заранее подготовленных деталей — слоев
каркаса, брекера, деталей бортовой и крыльевой части покрыш-
ки, протектора, боковин, герметизирующего слоя и других.
Сборка покрышек из деталей проводится на специальных сбо-
рочных барабанах станков и поточных линий.
Оборудование для изготовления деталей покрышек (брас-
лет, крыльев, дополнительных крыльев покрышек типа Р) вклю-
чает в себя резательные машины, отборочно-прослоечные агре-
гаты, браслетные станки, установки для рихтовки проволоки,
кольцеделательные агрегаты, полуавтоматы для подвулканиза-
ции стыка бортовых колец, станки для спиральной обертки ко-
лец, станки с питателями для изготовления крыльев покрышек
с диагональным расположением нитей корда и дополнительных
крыльев покрышек типа Р, различные питатели и т. д. Для из-
готовления браслет, образующих резинокордный каркас по-
крышки, используются обрезиненный корд из натуральных и син-
тетических волокон, металлокорд. Обрезинивание корда, выпус-
каемого в виде полотна из нескольких десятков нитей корда,
производится на специальных полуавтоматических поточных ли-
ниях [10]. Далее обрезиненное полотно корда разрезается на
пластины (при помощи специальных диагонально-резательных
и других резательных машин), которые затем стыкуются в не-
прерывную ленту. Полученная непрерывная лента с измененным
определенным образом направлением нитей корда основы на-
правляется для сборки браслет автомобильных покрышек.
Браслеты (кольцевые заготовки из резинокордного полотна) из-
готавливаются на специальных механизированных браслетных
станках из слоев обрезиненного корда путем механического дуб-
лирования их в кольцевую заготовку с определенными размера-
ми. Бортовые кольца изготавливаются из стальной проволоки,
которая поступает с заводов-изготовителей в бухтах. Проволо-
ка рихтуется (механический процесс снятия остаточных напря-
жений) и перематывается на специальные шпули, устанавливае-
мые в шпулярник кольцеделательного агрегата. Число шпуль,
используемых в процессе, зависит от размеров и конструкции
31
бортового кольца. Набранный из отдельных нитей стальной ла-
тунированной проволоки пакет (проволочную ленту) заправляют
в головку червячной машины, где осуществляется его обрезини-
вание. Для интенсификации процесса обрезинивания и увеличе-
ния прочности связи резиновой смеси с металлом проволока на-
гревается на специальных установках. Выходящая из головки
червячной машины обрезиненная проволочная лента охлаждает-
ся водой и обдувается сжатым воздухом для удаления влаги.
Далее обрезиненная проволочная лента через компенсатор по-
ступает на шаблон кольцеделательного автомата. После намот-
ки требуемого числа витков и образования кольца лента обру-
бается, бортовое кольцо снимается с шаблона и поступает в по-
луавтомат для подвулканизации стыка — фиксирования конца
обрезиненной проволочной ленты. Затем бортовое кольцо обер-
тывается узкой обрезиненной бязевой лентой на станках для
спиральной обертки. Заключительная операция — - обертка коль-
ца крыльевой лентой выполняется на станке для изготовления
крыльев.
Дополнительные крылья покрышек типа Р изготавливаются
из обрезиненного металлокорда на станках СДК-1.
МАШИНЫ ДЛЯ РАСКРОЯ ЗАГОТОВОК РЕЗИНОВЫХ
И РЕЗИНОТКАНЕВЫХ ДЕТАЛЕЙ
Заготовка деталей, подаваемых на сборку автомобильных
покрышек, связана с резанием, раскраиванием резиновых, рези-
нотканевых и прочих материалов. Для этой цели в производстве
шин применяются различные резательные машины, к которым
предъявляются следующие основные требования: 1) высокая
точность нарезания полос (пластин) прорезиненных тканей и
других материалов; 2) минимальное количество отходов мате-
риалов при раскрое; 3) максимальная производительность;
4) отсутствие сминания или растяжения вырезаемых деталей
при раскрое; 5) возможность быстрого перехода с одного раз-
мера на другой или быстрого изменения угла закроя (возмож-
ность быстрой переналадки оборудования); 6) механизация и
автоматизация процесса; 7) простота и надежность работы ма-
шины.
Приемы и способы получения заготовок весьма разнообраз-
ны. Заготовки вырезают из первоначальных полуфабрикатов
при помощи плоских, дисковых и спиральных ножей.
Для раскроя прорезиненных тканей и заготовок деталей из
резины применяются различные типы резательных машин и аг-
регатов: 1) горизонтальные диагонально-резательные; 2) верти-
кальные диагонально-резательные; 3) продольно-резательные;
4) поперечно- и диагонально-резательные ротационные.
Ткань можно резать вдоль и поперек нитей основы или по
диагонали под определенным углом. Углом раскроя при резании
на диагонально-резательной машине называют угол между ли-
32
Рис. 2.1. Диагонально-резательный агрегат 180-01:
1 — компенсатор; 2 — раскаточный станок; 3 — приемочные транспортеры; 4 — стол с
транспортерными лентами; 5 — режущее устройство; 6 — устройство для механической на-
стройки угла раскроя; 7 — диагональ с направляющими для перемещения каретки с ди-
сковым ножом.
нией отреза и перпендикуляром к направлению нитей основы.
Этот угол колеблется в значительных пределах для различных
изделий; в шинном производстве угол раскроя для корда состав-
ляет 25—37°, для шин типа Р — 0°, для других тканей — до 45°.
Величина усилия резания изменяется в зависимости от на-
правления резания. Максимальное усилие необходимо при по-
перечном резании нитей основы, наименьшее — в случае резания
ткани вдоль нитей основы. Усилие резания зависит также от
типа ткани, конструкции ножа, скорости режущей кромки и ха-
рактера процесса резания при неподвижной или движущейся
ткани. Усилие резания повышается с увеличением скорости дви-
жения ткани. Скорость перемещения ткани изменяется в пре-
делах 10—170 м/мин. Окружная скорость дискового ножа — 20—
30 м/с, окружная скорость ленточного ножа— 16—20 м/с.
Диагонально-резательные агрегаты. Такие агрегаты предназ-
начены для раскроя прорезиненной ткани и корда на пластины.
Агрегат (рис. 2.1) включает в себя компенсатор 1, раскаточный
станок 2 и диагонально-резательную машину в двух исполнени-
ях (в зависимости от ширины реза): исполнение I — ДРГ
0-45-4000, исполнение II — ДРГ 0-45-1200.
Диагонально-резательная машина (ДРМ) состоит из двух
приемочных транспортеров 3 и стола с транспортерными лента-
ми 4, поворотной диагонали 7 со специальной направляющей и
режущим устройством (кареткой) 5, фотоэлектрического уст-
3—381
33
ройства отмерз раскрываемых полос и устройства 6 для меха-
нической настройки угла раскроя. Приемочные транспортеры и
транспортерные ленты стола имеют общий привод. Электропри-
воды ножевой и подающей кареток, настройки, подачи, раскат-
ки, механизма поворота диагонали — индивидуальные.
В зависимости от исполнения диагонально-резательной ма-
шины агрегаты соответственно имеют также два исполнения и
отличаются один от другого длиной транспортера резательной
машины.
В агрегате 180-01 раскатка прорезиненной ткани или корда
осуществляется с бобин, а в агрегате 180-01А — с подвесных ка-
реток, транспортируемых к агрегату по монорельсу.
Прорезиненная ткань или корд, закатанные в бобину либо
каретку, с раскаточного станка через компенсатор поступают
на приемочный транспортер и далее на основной транспортер,
выполненный в виде стола с транспортерными лентами. Затем
ткань или корд направляются к режущему устройству, произ-
водится отмеривание длины полосы для отрезания, ткань разре-
зается дисковым ножом, который установлен на каретке, пере-
мещающейся по специальной направляющей. Отрезание пласти-
ны обрезиненного корда осуществляется вращающимся
дисковым ножом, установленным на валу перемещающейся ка-
ретки, по направляющим диагонали при неподвижном транс-
портере ДРМ. При обратном ходе каретки режущего устройства
полоса обрезиненного корда, находящаяся под режущим но-
жом, раскатывается и передвигается транспортерными лентами
стола ДРМ на определенную величину для следующего отмери-
вания и отрезания очередной пластины.
Оба агрегата могут изготавливаться в двух исполнениях —
с нормальным и укороченным транспортером.
Техническая характеристика агрегатов:
Наибольшая ширина разрезаемого материала, мм . . 1650
Наибольшая толщина прорезиненной ткани и корда, мм 3
Ширина отрезаемых полос, мм:
исполнение I .................................. 190—4000
» II . . ....................... 180—1200
Число резов в 1 мин:
при ширине отрезаемых полос до 1200 мм . . . 16-—18
» » » » » 4000 мм ... 8
Угол реза, град........................ 0—45
Линейная скорость транспортера, м/мин:
основная.................................. 47
доводочная .............................. ..... 1,78
Диаметр ножа, мм..............................., . 100
Частота вращения ножа, об/мин....................... 5580
Электродвигатели приводов:
транспортера
для работы на основной скорости
тип.................................. МТКН-111-6
мощность, кВт........................ 2,2
частота вращения вала, об/мин .... 930
34
для работы на доводочной скорости
тип ... ЛОЛ2-21-4
мощность, кВт..................................... 1,1
частота вращения вала, об/мин .... 1400
режущей каретки
тип . . АСЭ-42-6
мощность, кВт ....................................... 1,7
частота вращения вала, об/мин...................... 930
механизма поворота диагонали
тип............................................. АОЛ2-21-4
мощность, кВт ....................................... 1,1
частота вращения вала, об/мин..................... 1400
ножа ДРМ
тип.........................................., АОЛ2-11-2
мощность, кВт ....................................... 0,8
частота вращения вала, об/мин..................... 2815
раскаточного станка РТ-3
тип............................................. АОЛ-51-4
мощность, кВт ....................................... 4,5
частота вращения, об/мин........................... 1440
раскаточного станка инд. 950-01
количество, шт....................................... 2
тип................ . . ...... АО2-52-6/4
мощность, кВт ....................................... 4,7
частота вращения вала, об/мин................... 1470/960
Напряжение в сети, В............................ . 380
Установленная мощность электродвигателей, кВт: .
агрегата 180-01 ... ................. 16,3
» 180-01А ....'........................ 15,9
Габаритные размеры (длинаХширипаХвысота), мм 16 130 (13 630*)Х
X 4360x2940
(2800**)
Масса, кг:
агрегата 180-01 ........................... 10 825
» 180-01А '............................. 10 590
Комплект поставки. Агрегаты отдельными блоками.
Изготовитель. Костромской завод полимерного машиностроения
им. Красина.
* Длина агрегата с укороченным транспортером.
** Высота агрегата 180-01А.
Горизонтальные диагонально-резательные машины. Изго-
тавливаются два типа таких машин: ДРГ — диагонально-реза-
тельные горизонтальные для прорезиненного корда и ткани;
ДРГМ — диагонально-резательные горизонтальные для метал-
локорда.
Пример условного обозначения диагонально-резательной го-
ризонтальной машины для прорезиненного корда и ткани с уг-
лом раскроя от 0 до 45° и наибольшей шириной отрезаемой по-
лосы 1200 мм: машина ДРГ 0-45-1200 (ГОСТ 13933—73).
На диагонально-резательной машине ДРГ 0-45-1200 (см.
рис. 2.1) прорезиненная ткань подается с раскаточного станка
через компенсатор на приемочный транспортер 3 и поступает к
режущему устройству 5. Ткань разрезается быстровращающим-
ся дисковым ножом, перемещающимся по специальным направ-
ляющим, по диагонали при остановленном транспортере 4. Дис-
ковый нож с приводом смонтированы на специальной каретке
режущего устройства 5, которая совершает возвратно-поступа-
3* 35
тельное движение по направляющим диагонали 7, установлен-
ным по отношению к транспортеру под заданным углом. Во
время обратного хода каретки транспортер передвигает ткань
на заданное расстояние. Точность остановки транспортера обес-
печивается наличием специального отмеривающего и режущего
устройств и в результате того, что последние 150 мм пути он
движется с пониженной скоростью.
Техническая характеристика диагонально-резательной ма-
шины ДРГ 0-45-1200:
Длина транспортера, м . . 8
Скорость движения транспортера, мм/с
первая .............................................. 1220
вторая ... ...................... 80
Ход каретки, мм.......................................... 2240
Число отрезаемых полос в 1 мин:
при ходе каретки до 1100 мм ...... 25
» » » более 1100 мм.............................. 18
Диаметр дискового ножа, мм . 100
Частота вращения дискового ножа, об/мин .... 5100
Мощность электродвигателя, кВт:
каретки....................................... 0,7
ножа................................................... 0,4
транспортера ........................... ..... 7,0
раскаточного станка ........................ . 3—6,5
Габаритные размеры (длинаХширинаХвысота), мм 11 400x4050x3035
Масса, кг............................................... 7400
Современная горизонтальная диагонально-резательная маши-
на может работать на ручном, полуатоматическом и автомати-
ческом режимах. Производительность такой машины — 25—30
резов в 1 мин. Ниже приведена ее техническая характеристика:
Максимальная ширина раскраиваемого материала, мм 1650
Ширина отрезаемых полос при автоматическом цикле
работы, мм:
максимальная......................................... 1360
минимальная ............................ ..... 260
Угол раскроя к направлению нитей утка ткани, град 0—45
Число резов в 1 мин............................ . 25
Скорость транспортера, м/мин:
максимальная........................................ 45,72
минимальная ............................ ..... 0,203
Ход каретки, мм....................... 2415
Максимальная скорость движения каретки, м/мин . . .167,64
Диаметр ножа, мм.......................... 95,35
Частота вращения ножа, об/мин.............................. 5253
Мощность электродвигателя, кВт:
ножа . 0,37
каретки....................................... 0,8
транспортера . ............................. 1,5/0,4
раскатки...................................... 3,8
Частота вращения электродвигателя, об/мин:
ножа . 2850
каретки................................................ 1400
транспортера . 920/210
раскатки............................................... 1415
Габаритные размеры (длинаХширинаХвысота), мм 15 400x4345x2817
Масса, кг .... ж . ж ..... . 11800
36
Отмеривание и резание прорезиненной ткани на диагональ-
но-резательной машине осуществляется при помощи отмерива-
ющего и резательного устройства.
Отмеривающее устройство представляет собой специальную
стойку, на которой подвешены два фотоэлемента на расстоянии
22,5 мм один от другого в направлении, перпендикулярном к ли-
нии отреза полотна прорезиненного корда. Отмеривающее уст-
ройство имеет специальную шкалу и указатель для установки
ширины полотна корда. Во время работы машины корд движет-
ся вместе с транспортером стола. Лучи двух осветителей, от-
ражаясь от специального отражателя, направляются в соответ-
ствующие фотоэлементы. Передняя кромка ткани при подходе
к первому фотоэлементу пересекает отраженный луч осветите-
ля, в результате чего скорость движения транспортера переклю-
чается с максимальной на минимальную (соответственно 45,72
и 0,2032 м/мин). Пересекая отраженный луч второго фотоэле-
мента, расположенного на расстоянии 22,5 мм от первого, пе-
редний край отрезаемой ткани тем самым дает импульс на
остановку транспортера рабочего стола и приводит в движение
подвижную каретку с дисковым ножом. Точность отрезания по-
лос составляет 0,8—1,0 см. Горизонтальные диагонально-реза-
тельные машины с двухсторонним резом увеличивают произво-
дительность труда. Каретка машины здесь совершает отрезание
отмеренной пластины при движении как в одну, так и в другую
сторону. В другой модификации машина проектируется с двумя
ножевыми каретками, расположенными на определенном рас-
стоянии по длине транспортера. Такая машина может произво-
дить одновременное отрезание двух отмеренных заготовок про-
резиненной ткани.
Режущими инструментами на диагонально-резательных, про-
дольно-резательных и поперечно-резательных машинах, как
правило, являются дисковые ножи с расчлененной режущей
кромкой. Ножи в процессе резания вращаются с большой скоро-
стью (скорость режущей кромки 12—15 м/с).
Продольно-резательные машины. Такие машины предназна-
чены для продольного раскроя широких полос ткани на более
узкие полосы или ленты. Они применяются в шинном, резино-
обувном и ремневом производстве.
Рабочей частью продольно-резательной машины (рис. 2.2)
обычно является вал шпинделя с насаженными на него диско-
выми ножами. Дисковые ножи устанавливаются во втулках и
могут перемещаться вдоль вала на определенные расстояния
один от другого. Число ножей зависит от числа полос, на кото-
рые разрезается широкая ткань. Скорость раскроя полос ткани
па подобной машине—12—25 м/мин; максимальная ширина
раскраиваемого полотна — 650 мм, минимальная ширина полот-
на — 15 мм.
Валик с дисковыми ножами приводится во вращение от са-
мостоятельного электродвигателя (обычно мощностью 1,4 кВт
37
Рис. 2.2. Продольно-резательная машина ПР-68:
Ц рама; 2 — закаточные ролики; 3 — шпиндель с дисковыми ножами; 4 — ременная пе-
редача; 5 — подающий барабан; 6 — раскаточная стойка; 7 — электродвигатели.
и с частотой вращения 1410 об/мин) через клиноременную пере-
дачу. Валик с ножами вращается с частотой до 3400 об/мин.
Протаскивание ткани и нарезанных полос осуществляется при
помощи специальных протягивающих приводных валков.
Техническая характеристика продольно-резательной машины
ПР-68:
Скорость движения ткани, м/мин.....................
Диаметр ножей, мм..................... . . . .
Частота вращения ножевого шпинделя, об/мин .
Наибольшая ширина разрезаемой ткани, мм . . .
Электродвигатели привода:
ножевого шпинделя
тип .... ...........................
мощность, кВт.................................
частота вращения вала, об/мин .....
напряжение, В.................................
барабана и роликов
тип ......? .............
мощность, кВт.................................
частота вращения вала, об/мин . . . . .
напряжение, В.................................
Габаритные размеры (длинаХширинаХвьтсота), мм
Масса, кг ... ........................
30
100
2830
650
АО Л2-12-2
1,1
2830
220/380
АОЛ2-12-6
0,6
915
220/380
3450X1320X17 .0
1000
38
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ БОРТОВЫХ КОЛЕЦ
И КРЫЛЬЕВ
Крылья представляют собой очень важную деталь автопо-
крышки. Они сообщают ей высокую прочность и нерастяжи-
мость бортовой части. Основой крыла является металлическое
кольцо-обруч, изготовленное из обрезиненной стальной проволо-
ки диаметром 1 мм. Стальное кольцо служит для придания не-
обходимой прочности борту покрышки.
Проволочные кольца изготавливаются: 1) из безуточной об-
резиненной многопрядной проволоки (6—8 прядной) и 2) из
одиночной обрезиненной проволоки.
В зависимости от необходимой прочности, определяемой рас-
четом, кольцо крыла состоит из нескольких оборотов проволоки
или проволочной ленты. Для получения более высокой прочно-
сти связи резины с проволокой необходимо тщательно следить
за состоянием поверхности проволоки. Ржавая проволока не
должна поступать в производство.
Бортовые кольца различных размеров из обрезиненной
стальной проволоки диаметром 1 мм изготовляются на кольце -
делательных агрегатах. В промышленности получили распрост-
ранение несколько типов кольцеделательных агрегатов.
Агрегат для изготовления бортовых колец покрышек
АКД 70/1300. Агрегат (рис. 2.3) предназначен для изготовления
бортовых колец покрышек из безуточной стальной проволоки
диаметром 1 мм. В зависимости от размера изготавливаемых
бортовых колец агрегат может работать с одним из установлен-
ных автоматов — АКД-1А или АКД-2А.
Шпули с рихтованной на специальной установке стальной
проволокой устанавливаются в шпулярник. Число шпуль в шпу-
лярнике зависит от необходимого числа проволок (ширины
Рис. 2.3. Кольцеделательный агрегат АКД 70/1300:
1 — кольцеделательный автомат АКД-2А; 2 — кольцеделательный автомат АКД-1А; 3 —
компенсатор; 4 — установка для подачи резиновой смеси; 5 — установка для нагрева лен-
ты резиновой смеси; 6 — червячная машина; 7 — установка для нагрева проволоки; S —
направляющая стойка; 9 — шпулярник; 10 — шкаф управления.
39
проволочной ленты) в одном витке бортового кольца. Проволо-
ка пропускается через установку для нагрева 7 с целью увеличе-
ния прочности связи между поверхностью проволоки и резино-
вой смеси при обрезинивании на червячной машине. В червяч-
ную машину 6 подается резиновая смесь в виде ленты, разогре-
той в установке 5. Температура смеси поддерживается около
90 °C. Подогретая лента резиновой смеси поступает в загру-
зочное отверстие червячной машины при помощи специальной
установки 4. Работа установки для подачи ленты резиновой сме-
си синхронизируется с производительностью червячной машины.
Нагретые нити проволоки протягиваются через головку червяч-
ной машины, где обрезиниваются, образуя резинопроволочную
ленту. Лента охлаждается холодной водой, обдувается сжатым
воздухом и поступает в компенсатор 3. Из компенсатора резино-
проволочная лента при помощи механизма подачи намоточного
станка подается в замок шаблона кольцеделательного автомата
1 или 2, закрепляется и наматывается на шаблон до получения
заданного числа витков слоев. По окончании намотки шаблон
автоматически останавливается, лента обрубается, замок рас-
крывается, готовое изделие (кольцо) сбрасывается с шаблона и
подается в агрегат для подвулканизации конца (стыка) ленты.
Техническая характеристика агрегата:
Внутренний диаметр колец, мм ......................
Число слоев проволоки в кольце .......
Производительность, шт./ч..........................
Скорость протяжки при обрезинивании проволочной лен-
ты, м/мин . . ..............................
Наибольшая ширина резинопроволочной ленты, мм .
Наибольшее число проволок в резинопроволочной ленте
Температура нагрева проволоки, °C .................
Общая длина проволоки в компенсаторе, мм . .
Давление воздуха, МПа .............................
Расход сжатого воздуха, м3/ч.......................
Электродвигатели приводов:
кольцеделательных станков
количество, шт..................... .
тип............................
мощность, кВт..................... . . . .
частота вращения, об/мин......................
напряжение, В . ....................
протягивающего станка
тип................................. . . .
мощность, кВт..................... . . . .
частота вращения, об/мин......................
напряжение, В . ....................
машины МЧХ-63
тип....................................
мощность, кВт.....................
частота вращения, об/мин......................
напряжение обмотки якоря, В...................
компенсатора протягивающего станка
тип....................................
мощность, кВт.....................
частота вращения, об/мин .......
70—130
2—20
40—120
40—120
20
10
90±5
19 200
0,4—0,6
130
2
П-32
2,2
1500
220
ПБСТ-63
7,8
1500
220
П-72
19
1500
440
А 02-11-693
0,4
1509
4U
Установленная мощность, кВт:
электродвигателей ..............................
электронагревателей................... . . .
Габаритные размеры (длинаХширинаХвысота), мм
Масса (без комплекта сменных частей), кг ... .
36,5
17
18 000x3500x3810
11 500
Комплект поставки. Агрегат поставляются блоками: шпулярник,
установка для нагрева проволоки, машина МЧХ-63 с головкой
(ГОСТ 1Г44Г—70), станок протягивающий с компенсатором, станки кольцеде-
лательные СКД 600/1300, СКД 70/600. Комплект сменных и запасных частей.
Сменные шаблоны различных типоразмеров поставляются по отдельному за-
казу за; особую плату.
Изготовитель. Ярославский завод полимерного машиностроения.
Кольделательные автоматы АКД-1А (рис. 2.4) и АКД-2А со-
стоят из механизма захвата проволоки, шаблона, механизмов
подачи и обрубки проволоки, направляющего ролика, станины,
привода, кольцеловителя и сбрасывателя.
Обрезиненный пучок проволоки из компенсатора поступает
в автомат и проходит через его подающие ролики, обеспечива-
ющие одностороннее движение пучка в подающий механизм.
Каретка подающего механизма захватывает проволоку и пода-
ет ее в механизм захвата шаблона. Затем шаблон начинает вра-
щаться с определенной скоростью и на него навивается опреде-
ленное число витков проволок для образования многослойного
резинопроволочного кольца.
По окончании намотки шаблон автоматически останавлива-
ется, проволока обрубается, замок шаблона, удерживающий ко-
нец проволоки, раскрывается и свернутое кольцо сбрасывается
с шаблона на кольцеловитель. Автомат приводится в действие
от электродвигателя через систему зубчатых передач, передаю-
щих крутящий момент на вал шаблона.
Рис. 2.4. Кольцеделательный автомат АКД-1А:
/ — механизм захвата проволоки; 2 — шаблон; 3 — механизм подачи проволоки; 4 — ме-
ханизм обрубки проволоки; 5—направляющий ролик; 6 — станина; 7 — привод; 8 — коль-
целовитель; 9 — сбрасыватель.
41
Рис. 2.5. Станок 101-04 для обертывания бортовых колец:
1 — ролик подачи бортового кольца; 2 — намоточный механизм; 3 — шпуля; 4 — верхняя
станина; 5 — главный вал; в — нижняя станина; 7 — пневмоцилиндр; 8 — тяга; 9 — меха-*
низм прижима бортового кольца.
Кольцо, изготовленное на кольцеделательном агрегате АКД
70/1300, поступает на полуавтомат ИЖ-25162 для подвулкани-
зации стыка.
Полуавтомат для подвулканизации стыка бортовых колец со-
стоит из двух полуформ (верхней и нижней), укрепленных на
стойке. Полуформы обогреваются трубчатыми электронагрева-
телями, вмонтированными в нижнюю полуформу. В раскрытые
полуформы вставляется бортовое кольцо, полуформы закрыва-
ются, и осуществляется подвулканизация.
Контроль продолжительности цикла и температуры подвул-
канизации производится автоматическими приборами, установ-
ленными на пульте управления. По окончании подвулканизации
бортовое кольцо выталкивается из нижней полуформы.
После подвулканизации стыка бортовое кольцо обертывает-
ся прорезиненной бязевой лентой на станках для спиральной
обертки. Заключительная операция по обертке кольца крылье-
вой лентой осуществляется на станке для изготовления крыльев.
Крылья шин типа Р изготавливаются из обрезиненного ме-
таллокорда на станках СКД-1-
Станок 101-04 для обертывания бортовых колец. Станок
(рис. 2.5) предназначен для спирального обертывания бортовых
колец покрышек тканевой лентой. В нижней станине станка рас-
положен электродвигатель, который через клиноременную пере-
дачу приводит во вращение главный вал, установленный в верх-
42
ней станине. Главный вал вращает шпулю и ролики подачи бор-
тового кольца. Бортовое кольцо через систему тяг и роликов
пневмоцилиндром прижимается к роликам подачи. В конце опе-
рации обертывания бортового кольца намоточным механизмом
главный вал притормаживается устройством с пневмоцилиндром
и обернутое бортовое кольцо передается на станок для изготов-
ления крыльев.
Техническая характеристика станка:
Внутренний диаметр бортовых колец, мм . . . .
Производительность (при обертывании бортовых колеи
внутренним диаметром 508 мм), шт./ч...............
Наибольшая ширина ленты, мм.......................
Шаг спирали обертывающей ленты, мм................
Ширина колец с бортовой лентой, мм .
Машинное время обертывания кольца, с..............
Окружная скорость подачи кольца, м/мин .
Частота вращения шпули, об/мин ......
Давление воздуха в магистрали, МПа................
Ток питающей сети..................... . . . .
Напряжение, В................................ . .
Электродвигатель:
тип ..... ...........................
мощность, кВт.............................. .
частота вращения, об/мин................... .
Габаритные размеры, (длинаХширинаХвысота) .
Масса, кг.........................................
330—1066
140
24
24
8—17
3,2—10
20,4
850
0,5 0,6
Трехфазный
переменный
380
АОЛС2-22-6
1,3
870
2260X590X830
398
Станок СКФ-3 для изготовления крыльев. Станок (рис. 2.6)
предназначен для обертывания крыльевой лентой бортовых ко-
лец после спиральной навивки на них тканевой ленты. Привод
станка осуществляется от асинхронного электродвигателя. Для
изготовления крыла бортовое кольцо устанавливают на поддер-
живающие ролики (левый прикаточный ролик при этом отведен
в сторону). Затем к кольцу подводится крыльевая лента, кото-
рая при помощи системы направляющих роликов и направляю-
щих лотков обертывается вокруг бортового кольца.
Техническая характеристика станка:
Размеры бортовых колец, мм:
внутренний диаметр.............................. . 381—530
ширина.......................................... 8—16
высота.................................................. 6—18
Производительность (для покрышек размера 7.50-20),
шт./ч ..................................................... 143
Ширина крыльевой ленты, мм.............................. 70—140
Частота вращения прикаточных роликов, об/мин . . 125
Скорость прикатки, м/с ........................... 0,59
Ток питающей сети...................... Трехфазный
переменный
Напряжение, В .... .................... 380
Электродвигатель:
тип ...... ........................................ АОЛ2-21-4
мощность, кВт................................ . 1 Д
частота вращения, об/мин.................. . 1400
Габаритные размеры (длинаХширинаХвысота), мм 1430x680x750
Масса, кг................................................... 338
43
Рис. 2.6. Станок СКФ-3 для изготовления крыльевг
1 — подающий механизм; 2 — станина; 3 — прикаточный ролик; 4 — привод; 5 — стойка;
6 — приводной механизм прикаточных роликов; 7 — направляющий лоток; 8 — поддержи-
вающий ролик.
ОТБОРОЧНО-ПРОСЛОЕЧНЫЕ АГРЕГАТЫ ДЛЯ КОРДА
ШИРИНОЙ ДО 1200 И 1400 ММ
Отборочно-прослоечные агрегаты 920-01 и 920-02 предназна-
чены для раскроя кордного полотна на полосы различной шири-
ны, стыковки полос в непрерывную ленту, наложения на полу-
ченную ленту резиновой прослойки, дублирования их, охлажде-
ния и закатки в прокладку соответственно на каретку или бо-
бину.
Агрегат 920-01 (рис. 2.7) для корда шириной до 1200 мм ана-
логичен по конструкции и составу входящих в него машин аг-
регату 920-02 для корда шириной до 1400 мм.
Прорезиненный корд, закатанный в прокладку, подается от
каландровых линий в каретках или бобинах и устанавливается
в раскаточный станок РТ-3 или раскаточное устройство диаго-
нально-резательной машины для раскроя на пластины (косяки)
различной ширины. Раскроенные пластины перекладываются с
изменением направления нитей основы резинокорда и подаются
на стыковочный транспортер, где стыкуются один с другим с
последующей прикаткой стыка наборным дублировочным вали-
ком. Состыкованная полоса центрируется при помощи пневма-
тических прижимных валиков, установленных у боковых кро-
мок, затем пропускается под нижним валком трехвалкового ка-
ландра 3-500-1250, где на полосу накладывается и дублируется
прослойка резиновой смеси (сквидж). В результате получается
44
Рис. 2.7. Отборочно-прослоечный агрегат для получения резинокордных заготовок:
I—диагонально-резательная машина; 2 — стыковочный транспортер; 3 — прослоечный ка-
ландр; 4 — охлаждающая барабанная установка; 5 — счетчик метража; 6 — приемочный
транспортер; 7 — закаточный станок.
двухслойная заготовка обрезиненного корда с прослойкой рези-
новой смеси.
После охлаждения на барабанной охлаждающей машине по-
лоса корда с резиновой прослойкой поступает на приемочный
транспортер, а затем закатывается в прокладку на бобину или
при помощи закаточного станка — в каретку.
Привод всех машин агрегата (кроме диагонально-резатель-
ной) может осуществляться от привода каландра или индивиду-
ального привода. После закатки 240 м заготовки в бобину пос-
ледняя при помощи специальной каретки подается по монорель-
су к питателям станков для сборки покрышек или к браслетным
станкам.
Техническая характеристика агрегатов:
Наибольшая ширина корда, подаваемого к агрегату, мм
Число резов на диагонально-резательной машине в 1 мин
Наибольшая ширина состыкованной полосы корда, мм
Наибольшая длина полосы корда, закатываемой в ка
ретку, мм .... ...................
Ширина ленты транспортеров, мм.................
Рабочие скорости агрегата, м/мин .....
Диаметр валков каландра, мм....................
Длина рабочей части валков каландра, мм . . .
Число валков каландра .........................
Диаметр барабанов охлаждающей машины, мм .
Длина рабочей части охлаждающих барабанов, мм .
Число охлаждающих барабанов....................
Давление воды, МПа .........................
Расход воды, м3/ч.....................
Температура воды, °C...........................
Наибольшее давление воздуха, МПа...............
1500
16—18
1180*, 1390**
240
1200*, 1400**
5-40
500
1250
3
730
1250*, 1450**
3
0,3—0,5
4
12
0,6
45
Электродвигатели приводов:
раскаточного станка РТ-3
количество, шт,......................
тип...........................................
мощность, кВт . .................... .
частота вращения, об/мин......................
ножа ДРМ
тип.............................................
мощность, кВт . ...........................
частота вращения, об/мин...................
транспортера ДРМ
для работы на основной скорости
тип..............................
мощность, кВт...........................
частота вращения, об/мин................
для работы на доводочной скорости
тип...........................
мощность, кВт........................
частота вращения, об/мин................
режущей каретки
тип...........................
мощность, кВт...........................
частота вращения, об/мин................
механизма поворота диагонали
тип...........................
мощность, кВт........................ .
частота вращения, об/мин................
механизма раздвига валков каландра
тип...........................
мощность, кВт...........................
частота вращения, об/мин .....
насоса смазки блока редуктора каландра
тип...........................
мощность, кВт...........................
частота вращения, об/мин................
Электродвигатель главного привода каландра:
тип.............................................
мощность, кВт ...............................
частота вращения вала барабана, об/мин .
Электродвигатель дополнительного привода агрегата
тип . ...........................
мощность, кВт ...............................
частота вращения вала барабана, об/мин .
Установленная мощность электродвигателей, кВт .
Габаритные размеры (длина><ширинаХвысота), мм
Масса, кг .
2
АОЛ-51-4
4,5
1440
АОЛ2-11-2
0,8
2815
МТ №-111-6
2,2
930
АОЛ2-21-4
1,1
1400
АОЭ-42-6
1,7
930
АОЛ2-21-4
1,1
1400
АОЛ2-22-6
1,1
930
А-42-4
2,8
1420
П-102
75
1250
П-42
4,5
1800
99,3
33 905 X 5400 х
Х3300*, 40 530Х
X 5400x3300**
50 000*, 52 065**
* Агрегат 920-01.
** Агрегат 920-02.
ОБОРУДОВАНИЕ ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛОКОРДА
В последние годы металлокорд используется в больших ко-
личествах для производства автомобильных и других покрышек.
С увеличением выпуска шин радиальной конструкции металло-
корд применяется не только для изготовления нерастяжимого
металлокордного брекерного пояса, но и для изготовления кар-
каса покрышек различного назначения.
46
Рис 2.8. Линия ЛОМК-800К обрезинивания металлокорда:
1— шпулярник; 2 — пресс для стыковки металлокорда; 3— нитенаправляющее устройст-
во; 4 — каландр; 5 — полотно обрезиненного металлокорда; 6 — охладительная машина;
7 — четырехпетлевой компенсатор; 8 — центрирующее устройство; 9 — тянущее устрой-
ство; 10 — отрезной станок; 11 — закаточный станок с кареткой.
Известно несколько способов компоновки различного обору-
дования для изготовления обрезиненного металлокорда: навив-
ка металлокорда на барабан, дублирование металлокордной
ленты на линиях с использованием червячных машин в каланд-
ровых линиях. В шинной промышленности при больших расхо-
дах металлокорда наиболее широкое распространение получили
так называемые каландровые линии обрезинивания металло-
корда.
Линии обрезинивания металлокорда. В настоящее время на
отечественных шинных заводах используются линии обрезини-
вания металлокорда ЛОМК-800Б и ЛОМК-800К и старые, сня-
тые с производства линии 592-73.
Обрезинивание металлокорда на линиях осуществляется при
скоростях 8—50 м/мин. Температура валков каландра при обре-
зинивании смесью на основе натурального каучука (НК) под-
держивается в пределах 70—90 °C. Большое влияние на качест-
во обрезиненного металлокордного полотна оказывает равно-
мерность питания каландра резиновой смесью.
Рис. 2.9. Поточная линия ЛИРСИ раскроя, стыковки, изоляции кромок и закатки полос
металлокорда:
1 — раскаточный станок; 2, 6 — компенсаторы; 3 — диагонально-резательная машина; 4 —
перекладчик отрезанных пластин; 5 — стыковочный станок; 7 — центрирующее устройст-
во; 8 — каландр; 9 — устройство для изоляции кромок полосы; 10 — закаточные устройства.
47
Таблица 2.1
Технические характеристики поточных линий обрезинивания металлокорда
Показатели 592-73 ЛОМК-800Б, ЛОМК-800К
Наибольшая ширина обрабатываемо- го металлокордного полотна, мм Скорость, м/мин: заправочная рабочая Регулируемое рабочее натяжение кор- да на участках линии: шпулярник — каландр, Н/нить каландр — закатка, Н/полотно каландр — трехвалковая тянуль- ная станция, Н/нить тянульная станция — компенса- тор — закатка, Н/нить Емкость компенсатора, м Вода для охлаждения барабанов: давление, МПа 1500 3] 8—24 25 5—15 2,5—5 48 0 800 5 10—50 30 3000 28 ,4
температура, °C Воздух: давление в линии, МПа расход, м3/ч Температура обрезиненного корда по- сле холодильной машины, °C Общая мощность электродвигателей (с каландром), кВт 1 0 с 7 30—35 227*,223**
Габаритные размеры (длинаХшири- наХвысота), мм Масса, т 37295X15840X5280 131,60 27000X14735X1570 100,0
* Линия ЛОМК-800Б.
** Линия ЛОМК-800К.
В табл. 2.1 приведены технические характеристики поточных
линий обрезинивания металлокорда 592-73, ЛОМК-800Б и
ЛОМК-800К.
Поточные линии ЛОМК-800Б и ЛОМК-800К отличаются од-
на от другой способом закатки обрезиненного металлокорда: на
первой закатка осуществляется в бобины (Б), а на второй —
в каретки (К).
Линия ЛОМК-800К показана на рис. 2.8. Ширина металло-
кордного полотна не превышает 800 мм при числе шпуль до
504 шт., объединенных в одноэтажный шпулярник. По сравне-
нию с линией 592-73 поточная линия ЛОМК-800К занимает в
1,5 раза меньшую площадь, имеет меньшую металлоемкость, а
производительность ее при максимальной скорости вдвое выше.
Поточные линии раскроя, стыковки и отбора обрезиненного
металлокордного полотна. Для механизации операций по рас-
краиванию, отбору, стыковке металлокордных пластин, изоляции
кромок и закатке в прокладку обработанного металлокорда на
48
бобины разработаны специальные автоматизированные поточ-
ные линии.
На рис. 2.9 изображена поточная линия раскроя, стыковки,
изоляции кромок и закатки полос металлокорда, на которой ме-
ханизированы все основные технологические операции. Имеются
два типа подобных линий. Одна линия для раскроя, стыковки,
изоляции кромки и закатки металлокорда под углом от 0 до 60°
(ЛИРСИ-0-60) и вторая для раскроя металлокорда под углом
68—78° (ЛИРСИ-60-80).
Техническая характеристика поточных линий:
ЛИРСИ-0-60
ЛИРСИ-60-80
Размеры раскраиваемого полотна ме-
таллокорда, мм: ’
толщина .......
ширина ...........................
Максимальная ширина отрезанной по-
лосы, мм .......
Угол раскроя полос (на диагонально-
резательной машине), град .
Угол стыкуемых полос (по стыковоч-
ным станкам), град . . . .
Емкость компенсатора каландра (по-
сле стыковочного станка), мм .
Диаметр рулона, мм:
обрезиненного металлокордного
полотна .......
раскроенного полотна
Габаритные размеры (длина Хшири-
наХвысота), мм....................
Масса каландра, т . .
3
800
280
0-60
0—60
8500
800
650
20 400X4830X2900
21,5
3
800
300
60—80
68—78
8500
800
. 650
22 800x5400x2400
25
К существенным недостаткам указанных поточных линий
можно отнести то, что производительность диагонально-реза-
тельных машин значительно меньше производительности ка-
ландров, а это снижает производительность линии.
ОБОРУДОВАНИЕ ДЛЯ СБОРКИ БРАСЛЕТ ПОКРЫШЕК
Браслетные станки. Браслеты (кольцевые резинокордные де-
тали) для сборки покрышек изготавливаются на специальных
станках, которые называются браслетными. В промышленности
используется несколько типов браслетных станков. Технические
характеристики основных типов браслетных станков приведены
в табл. 2.2.
По виду основного рабочего органа браслетные станки мож-
но разделить на две группы: роликовые и барабанные. При ра-
боте на роликовом браслетном станке отмеривание первого слоя
браслета осуществляется на вспомогательном столе, а на бара-
банных станках первый слой отмеривается непосредственно
на барабане браслетного станка (по длине окружности бара-
бана).
4—381
49
Браслетные станки Размер со- бираемых по- крышек Ролики или барабан Габаритные раз- меры станка, мм
Диа- метр, мм длина, мм частота вращения, об/мин длина шири- на высо- та
Механизированные роликовые: МБС-3-55 От 7.50-20 250 1000 40,4 1895 1100 f 1450
МБС-4 до 260-20 От 12.00-20 470 1450 18,3 2000 1260 1702
МБС-5 до 16.00-20 От 16.00-24 900 1850 9,55 3540 2000 2365
Барабанный со смен- до 21 00-28 От 7.50-20 По п лирине 2600 1190 2080
ными барабанами СБ-1 Барабанные универ- сальные: 60" до 12.00-20 От 7.50-20 и перр изгота вае1\ брас 478 [метру вли- тых :лет 1524 38 2390 1225 1100
(ЯМО-ЗЮМ) 90" до 12.00-20 От 12.00-20 635 2286 5,3 3260 865 1016
(ЯМО-315М) 120" до 21.00-28 От 21.00-28 635 3048 5,3 4020 865 1016
(ЯМО-ЗЗОМ) до 30 00-40 1
К браслетным станкам роликового типа можно отнести рас-
пространенные в отечественной шинной промышленности такие
механизированные браслетные станки, как М.БС-2, МБС-3,
МБС-4 и МБС-5. На рис. 2.10 изображен механизированный
браслетный станок роликового типа МБС-3-55. Он состоит из ме-
таллического приводного ролика 11 и двух эластичных набор-
ных прикаточных свободно вращающихся роликов 1, смонтиро-
ванных на подвижной траверсе 2. Подъем траверсы с прикаточ-
ными роликами осуществляется путем поворота ее вокруг оси 4
пневмоцилиндром 6, уравновешивание траверсы при этом про-
изводится при помощи масляного демпфера 5.
Для прикатки слоев при изготовлении браслета траверса с
прикаточными роликами отпускается в исходное положение и
запирается пневмозащелкой 8. На траверсе браслетного станка
установлено два пневматических прижимных клапана 3, осуще-
ствляющих достаточно равномерное и надежное прижатие (уси-
лие дублирования слоев) прикаточных роликов 1 к металличе-
скому ролику И. Величина усилия дублирования может регули-
роваться в определенных пределах путем изменения при помощи
дросселя давления воздуха, поступающего в пневматические
50
Таблица 2.2
Технические характеристики браслетных станков
Мощность электро- Оборудование, с кото- Мощность электро- двигателя, кВт Габаритные раз- меры установки (со станком) Масса уста-
двигателя рым станки комплек- раскатки слоев корда новки,
привода станка, кВт туются транспор- тера длина шири- на высо- та т
Транспортер или стол
2,2 для отмеривания первого слоя, пита- тель для слоев с - — — 1,080
4,5 резиновыми про- слойками или для 0,6 0,6 7800 2770 3200 5,684
4,5 резиновых прослоек 0,6 1,0 8140 3615 3320 9,926
3,5 Одинарный или двой- 0,6 0,6 4060 1980 2030 3,373
ной питатель с ме- (пере- (подача
ханической раскат- движные) мате-
кой либо питатель с подвесными ка- ретками тележки) риала)
Автоматизированный
питатель башенно-
го типа. 0,5 0,5 5372 2780 2946 3,262
(2 шт.) (2 шт.)
1,0 Питатель пирами- 0,5 1,5 6630 2435 3911 3,766
дальнего типа
1,0 0,5 0,95 5563 4216 2299 4,800
1,0 0,5 0,95 7595 4496 1460 5,768
прижимные клапаны 3. Ролик И состоит из свободно вращаю-
щегося вала, покрытого эластичным, амортизирующим резино-
вым слоем с поперечным сечением в виде звездочки. На этот
обрезиненный вал по всей его длине надеты металлические коль-
ца толщиной 5—6 мм, плотно прижатые одно к другому. Сжа-
тый воздух, подаваемый в пневматические прижимные клапаны
обеспечивает определенную величину усилия прикатки слоев
корда только во время вращения приводного ролика 11.
Наклонный стол 9 служит для равномерной подачи и на-
правления слоев корда на приводной ролик. На конце наклон-
ного стола имеется свободно вращающийся ролик 13 для умень-
шения сил трения обрезиненного корда при его подаче на привод-
ной ролик браслетного станка. С другой стороны браслетного
станка имеется гладкий металлический ролик 10, который при-
водится во вращение от того же электродвигателя, что и при-
водной ролик И. Ролик 10 имеет несколько большую окруж-
ную скорость, чем ролик И, для предотвращения образования
складок на браслете в процессе прикатки его слоев. Механизи-
рованные браслетные станки роликового типа комплектуются
специальными столами для отмеривания первого слоя.
4* 51
Рис. 2.10. Роликовый браслетный станок МБС-3-55:
/ — эластичные валики (ролики); 2 — верхняя траверса; 3 — пневматические прижимные
клапаны; 4 — ось вращения верхней траверсы; 5 — демпфер; 6 — пневмоцилиндр; 7 — при-
вод барабана; 8 — пневмозащелка; 9 — стол; 10, 11 — приводные ролики; 12 — электро-
тормоз; 13 — свободно вращающийся ролик.
Браслетный станок МБС-3-55 предназначен для изготовле-
ния из слоев обрезиненного корда браслет, применяемых при
сборке автомобильных покрышек.
Отмеренная по длине заготовка первого слоя обрезиненного
корда подается на наклонный стол браслетного станка при от-
крытой траверсе 2 и стыкуется на наклонном столе. После этого
траверса с прикаточными валиками 1 опускается в исходное по-
ложение и запирается защелкой. Затем на первый слой накла-
дывается второй слой обрезиненного корда с резиновой про-
слойкой, при этом включается привод станка. Одновременно с
пуском приводного ролика к нему прижимаются эластичные
прикаточные ролики и осуществляется дублирование первого и
второго слоев браслета. После полного оборота браслета элект-
родвигатель выключается и на наклонном столе 9 проводится
стыковка второго слоя корда. Далее при необходимости накла-
дываются и дублируются последующие слои. Затем траверса
.поднимается и готовый браслет снимается со станка.
Производительность браслетного станка МБС-3-55 при сбор-
ке четырехслойных браслетов для покрышек размера 12.00-20
составляет 15,7 шт./ч.
Браслетные станки барабанного типа можно разделить на
две группы: 1) браслетные барабанные станки со сменными ба-
рабанами; 2) универсальные браслетные станки с одним посто-
янным барабаном.
На рис. 2.11 представлен браслетный станок барабанного ти-
па со сменными барабанами СБ-1. Отличительной особенностью
такого станка является то, что диаметр барабана строго соот-
ветствует длине первого слоя браслета и для изготовления брас-
лета другого размера необходимо менять барабан.
52
При изготовлении браслета на этом станке поступающий с
питателя слой обрезиненного корда плотно обертывается вокруг
барабана, отрезается от кордной полосы и стыкуется внахлест
на барабане в кольцо. Затем на первый слой накладываются
последующие слои обрезиненного корда и производится их при-
катка роликом 2. В процессе прикатки ролик 2 прижимается к
барабану 3 с усилием 2—4 кН/м, создаваемым пневмоцилинд-
ром 1. Барабан станка имеет две скорости вращения — малую
и большую. Наложение слоев корда осуществляется с меньшей
скоростью, а прикатка слоев — с большей. Для облегчения сня-
тия готового браслета в барабане имеются отверстия, в которые
через полый вал подается сжатый воздух. При подаче сжатого
воздуха между браслетом и поверхностью барабана создается
воздушная подушка, и готовый браслет легко снимается с бара-
бана. Производительность станка — до 80 двухслойных браслет
в 1 ч. Недостатком станка является то, что для каждого раз-
мера браслета требуется свой барабан, поэтому подобные стан-
ки не нашли широкого распространения.
В шинной промышленности используются универсальные
браслетные станки типов ЯМО-3 ЮМ, ЯМО-315М, ЯМО-ЗЗОМ,
которые имеют различные размеры диаметра приводного бара-
бана (соответственно 60; 90 и 120 дюймов).
Универсальный браслетный станок 90" барабанного типа по-
казан на рис. 2.12. Привод барабана осуществляется от элект-
родвигателя, размещенного внутри станины или вручную. Брас-
летные станки 60" могут комплектоваться питателями револь-
верного или пирамидального типа.
Для эффективной работы браслетные станки комплектуются
устройствами для питания станков слоями обрезиненного кор-
да и резиновыми прослойками (питателями) и устройствами
для снятия готовых изделий и транспортировки их к станкам
для сборки покрышек.
Браслетный станок с питателем пирамидального типа изо-
бражен на рис. 2.13. Эти питатели устанавливаются к браслет-
ным станкам при изготовлении браслет с числом слоев более
четырех.
Рис 2.11. Браслетный станок ба-
рабанного типа со сменными
барабанами:
1 — пневмоцилиндр прикаточного
ролика; 2 — прикаточный ролик;
3 — сменный барабан; 4 — цент-
рирующее приспособление; 5 —
рычаг управления прикаточным
роликом; 6 — коммуникации для
подвода сжатого воздуха в по-
лость барабана; 7 — электродви-
гатель; 8 — станина.
53
Рис. 2.12. Универсальный браслетный станок 90":
1 — станина браслетного станка; 2 — барабан; 3 — прижимной ролик для резиновых про-
слоек; 4 — питатель для резиновых прослоек; 5 — прикаточный ролик; 6 — электродвига-
тель транспортера; 7 — транспортер; 8 — стол; 9 — станина питателя; 10 — каретка пита-
теля для резиновых прослоек.
Питатель пирамидального типа состоит из станины, шагово-
го транспортера и механизма раскатки бобин. Станина питате-
ля представляет собой сварную конструкцию в виде четырех-
угольной усеченной пирамиды. На станине укреплен шаговый
транспортер, который может перемещать бобины с различными
слоями обрезиненного корда или резиновыми прослойками. На
каждой каретке питателя пирамидального типа размещены две
пары бобинодержателей, одна из них — для удержания бобины
с обрезиненным кордом и прокладками, а вторая — для боби-
ны с прокладочной тканью.
Бобины с обрезиненным кордом и прокладкой, поступающие
от диагонально-резательных машин, устанавливают в нижние
гнезда, а в верхние гнезда кареток помещают пустые бобины
54
для. закатки освободившейся после раскатки прокладочной тка-
ни из нижней бобины. Обе бобины приводятся во вращение дву-
мя фрикционными муфтами с пневматическим управлением.
Для дублирования резиновых прослоек у питателя имеется об-
резиненный валик с пневматическим прижимом. Браслетные
станки снабжены прикаточными валиками для корда, которые
прикатывают его с усилием 350—400 Н/см. Механизм раскатки
бобин пирамидального питателя подобен механизму раскатки
питателя башенного типа.
Двойные питатели с механической раскаткой (рис. 2.14)
комплектуются с браслетными станками со сменными бараба-
нами СБ-1. Подаваемые от диагонально-резательной машины
бобины надевают на две консольные оси <3, а концы прокладки
закатывают на пустотелые валики 2. Оси валиков 2 приводятся
во вращение от электродвигателя 4 через цепную передачу. Лен-
та обрезиненного корда проходит через направляющие ролики 5
и откидные лотки 7.
Для удобства сборки четырехслойных браслет и для увели-
чения производительности браслетные станки иногда комплекту-
ются двумя двойными питателями. При этом с двух сторон
браслетного станка устанавливается по двойному питателю.
Для удобства перемещения станина 6 двойного питателя уста-
навливается на тележке 1, которая может передвигаться при
помощи электродвигателя 8 по рельсам, расположенным парал-
лельно оси барабана браслетного станка.
Иногда для питания браслетных станков СБ-1 слоями обре-
зиненного корда используются специальные подвесные каретки,
которые передвигаются по монорельсу от диагонально-резатель-
ных машин к агрегату для наложения резиновых прослоек и да-
лее к браслетному станку. Выпускаются как двойные, так и оди-
нарные питатели с подвесными каретками.
. В комплекте с универсальными брас-
летными станками могут быть исполь-
зованы автоматизированные ролико-
прокладочные питатели башенного (ре-
вольверного) типа (рис. 2.15). Автома-
тизированный роликопрокладочный
татель башенного типа состоит из
нины 1 и рамы поворотной
башни
Рис. 2.13. Браслетный станок с питателем пирамидального типа:
/—привод; 2 — бобина с обрезиненным кордом и прокладкой; 3 — бобина для проклад-
ки; 4 — транспортер; 5 — прикаточный валик; 6 — барабан; 7 — станина.
55
ли-
ста-
Рис. 2.14. Двойной питатель с механической раскаткой (вид сбоку):
/ — тележка; 2 — валик; 3 — консольные оси; 4, 8 — электродвигатели; 5 — направляющие
ролики; 6 — станина; 7 — откидные лотки; 9 — барабан браслетного станка.
на которой с двух противоположных сторон расположено по
четыре пары бобин с лентой из состыкованных полос корда.
Бобины могут перемещаться вверх и вниз при помощи двух
шаговых транспортеров 8. Эти транспортеры приводятся в дви-
жение от электродвигателя 10. В процессе наложения слоев
корда на барабан раскатка бобин производится автоматически
при помощи специального механизма закатки-раскатки. Этот
механизм состоит из электродвигателя 13 с червячным редук-
тором и электромагнитной муфтой, фрикционного шкива 5,
установленного на кронштейне 6 и получающего вращение от
электродвигателя 13 через передачу 4 при помощи пневмоци-
линдра 16.
Раскатка или закатка корда будет происходить тогда, когда
фрикционный шкив 5 прижимается к фланцу 7 ролика бобины.
Включение механизма раскатки для сообщения вращения боби-
ны может осуществляться при помощи ножной педали и конеч-
ного выключателя 15, связанного с роликом 14, через который
подается обрезиненный корд на барабан браслетного станка.
Как только барабану браслетного станка с прикрепленным к не-
му концом слоя обрезиненного корда будет сообщено вращение
и этот слой, натянувшись, нажмет на ролик 14, выключатель 15
пустит в ход механизм закатки-раскатки. При этом обрезинен-
ный корд, раскатывающийся с бобины, без большой вытяжки
будет накладываться на барабан браслетного станка. При ос-
тановке барабана натяжение корда уменьшается, срабатывает
выключатель 15, и механизм раскатки останавливается. В пита-
теле предусмотрена обратная закатка в бобину конца обрези-
ненного корда, оставшегося после отмеривания и отрезания по-
56
лосы на барабане браслетного станка. Для этого необходимо
включить обратный ход вращения бобины 12 нажатием педали
23.
При работе браслетного станка обрезиненный корд с пита-
теля расходуется только с бобин, находящихся на ближней к
станку стороне. В это время на пустые бобины, находящиеся на
противоположной стороне питателя, закатываются новые слои
обрезиненного корда, вследствие чего обеспечивается непрерыв-
ность работы браслетного станка.
Схема установки браслетных станков 90" и 120zz с питающи-
ми устройствами приведена на рис. 2.16. В этом случае стыков-
ка слоев корда после резки на диагонально-резательной машине
осуществляется на столе, затем приводной транспортер 8 по-
дает слои корда на барабан 2 браслетного станка для изготов-
ления браслет. Прослойки из резиновых смесей поступают на
Рис. 2.15. Универсальный барабанный браслетный станок 60" с автоматизированным ро-
ликопрокладочным питателем башенного типаг
1 — станина питателя; 2 — кронштейны; 3, 16 — пневмоцилиндры; 4, 9 — цепные передачи;
5 — фрикционный шкив; 6 — качающийся кронштейн; 7 — фланец ролика бобины; 8 — ша-
говый .транспортер; 10, 13 — электродвигатели; 11 — поворотная башня; 12 — бобины; 14 —
ролик; 15 — конечный выключатель; 17 — нож с электрообогревом; 18 — прижимной ро-
лик; 19 — прикаточный ролик; 20 — барабан браслетного станка; 21 — пульт управления;
22 — станина браслетного станка; 23 — ножные педали.
57
Рис. 2.16. Схема поточной линии изготовления браслет:
J — агрегат диагонально-резательной машины; 2 — браслетные станки 120" с питателем;
3, 6, 10 — станки для сворачивания браслет; 4 — конвейер для транспортировки браслет
на сборочный участок; 5 — стеллаж для хранения браслет; 7 — браслетные станки 60" с
пирамидальными питателями; 8 — отборочный транспортер; 9 — браслетные станки 90" с
питателями.
барабан браслетного станка из специальных кареток питате-
ля для резиновых прослоек, располагающихся над браслетным
станком. Так как барабаны браслетных станков 90" и 120" не
имеют специального привода, их вращение осуществляется от
привода соответствующего питающего устройства: привод
транспортера 8 при питании слоями обрезиненного корда или
привод каретки питателя для резиновых прослоек.
После изготовления на браслетных станках готовые брасле-
ты для покрышек средних грузовых автомобилей навешивают-
ся на стойки специальных транспортерных тележек или крючки
подвесных конвейеров и подаются к станкам для сборки покры-
шек. Большие браслеты для предотвращения нежелательной
вытяжки заворачивают в прокладку перед транспортировкой.
Отечественные заводы выпускают три модели станков для
сворачивания браслет: 60" (длина скалок 1524 мм), 90" (длина
скалок 2286 мм) и 120" (длина скалок 3048 мм). Станок для
сворачивания браслет имеет станину, внутри которой нахо-
дится электродвигатель с редуктором, сообщающие через цеп-
ную передачу вращение главному валу. На выходящем из ста-
нины конце главного вала смонтирована головка с двумя скал-
ками, которые могут сближаться. Готовый браслет надевается
на раздвинутые скалки и провисает на них. Затем на браслет
набрасывается прокладка, включается электродвигатель и брас-
лет закатывается в прокладку. После этого электродвигатель
выключается, скалки сдвигаются, закатанный в прокладку брас-
лет снимается со скалок и передается на сборочный станок.
Поточные линии изготовления браслет. С целью улучшения
качества продукции, увеличения производительности и механи-
зации трудоемких операций разработан ряд поточных линий из-
готовления браслет.
58
Схема поточной линии изготовления браслет изображена на
рис. 2.16. Раскроенный на диагонально-резательной машине 1
обрезиненный корд поступает на отборочный транспортер 8 и
подается к питателям браслетных станков 2, 7, 9. Собранные го-
товые браслеты заворачиваются в прокладку на станках 3, 6, 10,
укладываются на стеллажи или на специальные люльки подвес-
ных конвейеров либо на транспортеры и транспортируются к
сборочным станкам.
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРОВ
В настоящее время для изготовления протекторов использу-
ется несколько способов: 1) получение однослойного протектора
методом экструзии на червячной машине; 2) получение двух-
слойного протектора методом дублирования шприцованной и
каландрованной заготовки; 3) изготовление протектора из двух
резиновых смесей на двух червячных машинах через одну го-
ловку; 4) навивка протектора из узкой шприцованной ленты ре-
зиновой смеси; 5) навивка протектора автопокрышек из широ-
кой тонкой каландрованной или шприцованной ленты (изготов-
ление брекерно-протекторных заготовок).
Поточные линии изготовления протекторов. Отечественными
заводами серийно выпускаются три типа протекторных агрега-
тов: ИРУ-16А, 592-57 и 592-16. Агрегаты 592-57 и 592-16 осна-
щены установками ПЧМ-200/200 и ПЧМ-250/200, соответствен-
но, состоящими из двух червячных машин, работающих навстречу
одна другой на общую протекторную головку, и могут вы-
пускать заготовки протектора из двух резин или из двух час-
тей. Агрегаты включают в себя также протекторный каландр
3-500-1200 для наложения подпротекторного слоя.
Агрегат ИРУ-16А. На рис. 2.17 показан протекторный аг-
регат ИРУ-16А с двумя последовательно установленными чер-
вячными машинами 2 и 5. На червячной машине 2 профилиру-
ется верхняя часть протектора — беговая дорожка, которая по-
ступает на отборочный транспортер 3 и далее транспортером 7
подается в дублирующее устройство 8. Здесь она накладывает-
ся и дублируется с нижней частью протектора, которая изготав-
ливается на червячной машине 5 и по вытягивающему транс-
портеру 6 направляется к дублирующему ролику. Сдублирован-
ный двухслойный протектор поступает под маркировочный
ролик 9 и далее на весовой транспортер 11 с контрольными веса-
ми 10. После этого через усадочный рольганг 12 заготовка про-
тектора направляется к устройству 15 для шероховки и промаз-
ки клеем, а затем в сушилку 14. Через передаточные транспор-
теры 13, наклонный рольганг 16 непрерывная заготовка протек-
тора подается в ванну 17, где она охлаждается водой. Из
компенсатора 18 лента протектора поступает к автоматическому
отмеривающему и режущему устройству 19. Здесь протекторная
59
X ф Я U
X Я
< со
S.1*;
я . „ 1
Ч га о.
V© ся
>> О
ч
S
©
о
я
S
я
о
о
я
о
в
к
я
X
Ф
ч
я
о
о
я
о
ч
я
а
Я
ф ч ।
н о I
О СЯ^х.
я =я
я .»
а з
о
ч
о
я
я
X
я
ч
\о
о
я
я
о
о
а
*
о
о
я
га _
ся я
я
К °0 Ф
ч 3
Ч л я
в
S
X
ОТ
о
я
я
к
« Е-
Ч
Ч’Я
X
X
а
га
S
к
о
я
я
о
ч
и
О
\о
X 1
ф со
* ..
4s
© s
см
га «
ч
в
о
я
S
я
ч
ф
га
я
о
я
ч
©
в
га
о
см
я
Ф
S
га
К
S
о
я
к
я
га
я
а
га
2
я
га
я
я
а
я
от
я
о
о
я
от
я
о
я
о
к
ч
ч
я
ф .«
га
я
я
га
я
ф
«О
я
га
ч
о
«!
я
га
я
£
2
га
я
я
К
я
2
2
о
о
я
я
га
а
2
8
к
о
я
га
я
о
я
ч
ю
о
в
га
см
Й *
Н «
о
я
га
я
я
о
ч
и
»Я
Я
я
Ф
я
я
»я
со
к
га
я
я
я
ф
см
я
ч
<и
га
я
я
Ч
я
<и
ч
СП
я
о
о
я
о
я
Я
со
2
ф
<и
ч
я
я
я
S
га
я
Ч
S
о
я
я
я
ф
ф
я
ч
о
я
о
и
я
я
ч
га
я
га
я
я
а
га
3 ад
X
га
Я
я
к
я
я
т
га
S
о
я
я
я
я
я
о
X
о
а
я
ч
ч
о
я
Я ад
я о
о о
заготовка после отмеривания определенной длины отрезается
под углом 15—20° по профилю. Резка протекторной ленты мо-
жет осуществляться автоматическими ножами при неподвижной
и движущейся ленте. На агрегате ИРУ-16А используется уста-
новка с дисковым ножом, режущим неподвижную протектор-
ную ленту. Отрезанная заготовка протектора поступает на
обдувочный транспортер 20 для удаления остатков капель ох-
лаждающей воды, а потом на весы 21 для окончательного
взвешивания. Для контроля основных размеров протектора
(толщины протектора в области беговой дорожки, толщины бо-
ковин, общей ширины протектора и ширины беговой дорожки)
используются различные приборы.
После указанных проверок заготовки протектора направля-
ются на отборочный рольганг для шероховки его концов. Эта
операция выполняется на шероховальном станке. Далее шеро-
хованную поверхность покрывают тонким слоем клея. Готовые
протекторы навешивают на люльки подвесного конвейера или
укладывают на специальные тележки для транспортирования к
сборочным станкам.
К недостаткам описанных поточных линий можно отнести
недостаточную эффективность охлаждающих устройств.
Техническая характеристика поточных линий изготовления
протекторов автомобильных шин: 592-57 592-16
ИРУ-16 А
Максимальные размеры за- готовок протектора, мм: длина 3000 5800 5800
ширина 1000 700 1000
толщина .... 30 30 40
Скорость движения протек- торной ленты, м/мин . 4—12 3,4—16,7 3,4-17
Ширина транспортерных лент, мм НО 700 1100—1200
Длина зоны охлаждения, мм 3x1400 170 000 170 000
Продолжительность цикла охлаждения, мин . —— 10—50 10-50
Расход, м3/ч: воды (замкнутый цикл) 1 " 2 2
воздуха —» 120 120
Общая мощность электро- двигателей, кВт: постоянного тока 5,0 32,9 44,0
переменного тока 50,0 36,8 35,3
Габаритные размеры (дли- нах ширинах высота) 42 510Х3075Х 114 850Х6862Х 120 290 X
Масса, т Х3036 28,250 Х7200 86,725 X 7302 x 7200 86,315
Поточная линия изготовления протекторов
с использованием д у б л и р о в о ч н о г о каландра.
Комбинированная поточная линия 592-16 изготовления протек-
торов, состоящая из червячных машин, каландра и других уст-
ройств, изображена на рис. 2.18. По сравнению с описанной вы-
ше линией с двумя червячными машинами данная поточная ли-
61
ния имеет более высокую производительность, более интенсив-
ное охлаждение заготовок и обеспечивает более точные разме-
ры заготовок протекторов.
Поточная линия (2.18) с каландром для накладки подпро-
текторной (надбрекерной) резиновой смеси выполняет следую-
щие технологические операции.
Резиновая смесь в виде двух лент—-одна для беговой до-
рожки, а другая для боковин — подается к загрузочным ворон-
кам двух червячных машин 2, которые выдавливают протектор-
ную ленту через общую головку. Далее профилированная про-
текторная лента, состоящая из двух резиновых смесей, системой
транспор-теров направляется в зазор между верхним валком и
дублировочным валиком 8 трехвалкового каландра 9. Другая
листовая заготовка подпротекторного слоя формуется и профи-
лируется между нижним и средним валком каландра 9 и авто-
матически подается в зазор между дублировочным валиком 8
и верхним валком каландра 9. В зазоре между дублировочным
валиком 8 и верхним валком каландра 9 лента из двух резино-
вых смесей накладывается на листовую заготовку подпротек-
торного слоя и дублируется в монолитную протекторную заго-
товку, состоящую из трех резиновых смесей с различными свой-
ствами.
Иногда общая протекторная заготовка изготавливается не
из трех, а из двух резиновых смесей. Далее протекторная лента
обрабатывается так же, как и на описанном выше агрегате.
Длина охлаждающей зоны комбинированной поточной линии
может достигать 170 м, что позволяет обеспечить надежные ус-
ловия для осуществления охлаждения протекторных заготовок.
Кроме того, на поточной линии 592-16 нож разрезает ленту
на движущемся транспортере и получает импульс от электрон-
ного измерительного устройства, обеспечивающего высокую
точность размеров заготовок.
Производительность агрегатов в основном зависит от ско-
рости шприцевания, которая определяется рецептурой резиновой
смеси и конструктивными особенностями червячной машины.
Примерная производительность одиночных червячных машин
при изготовлении протектора из резиновой смеси 70% СКС и
30% НК или 100% СКС лежит в пределах от 3 до 11 м/мин в
зависимости от размеров протектора. Производительность сдво-
енных червячных машин в 1,5 раза выше. На существующих
поточных линиях средняя величина возврата протекторов дости-
гает 10—15%.
Описанный метод изготовления протекторов предусматривает
отбор и укладку протекторных заготовок на полки металли-
ческих этажерок через прокладку. Для отбора и укладки про-
текторов целесообразно использовать устройства в виде автома-
тических манипуляторов (промышленных роботов). В насто-
ящее время для обеспечения равномерной усадки протекторных
заготовок разработано несколько типов систем транспортиро-
62
cd
га
о
йй
си
О
а.
с
X
X
а
я
а
сп
X
X
ч
X
X
и
о
Я
cd
cd
2
ф
X
см
Я
о
га
о
е
2
со
S
я
СП
X
Ф
2
я
сП
\о
сП
си
ю
Е
ч
о
СП
\О
Я •-
Ч 5
tf 03
sl-=
?я _
о
2
га
Я
Ч
X
га
ч
2
о
сх
\о
Я
я
о
я
ч
СП
я
X
М s 1
со s ~
О Й X
«
о
о
о.
м
си
га
е-
Е
О
ч
S
я
со
о
с
2
со
Я
Я
СП
X
о
2
и
о
2
о
к
сп
и
СП
Я
О
X а.
ч
и
сП
ч
га
X
X
я
я
си
ч
ф
ч
Е-
о оо
»я
о
я
я
ч
о
ч
о
гх
я
2
со
Я
В
га
Ы!
вания протекторной ленты для легковых покрышек длиной до
100 м, свернутой в рулоны с прокладкой из стальной ленты. Эти
рулоны называют «картушами» (по аналогии с французским
названием кассет для фотоаппаратов). Преимущества карту-
шей заключается в том, что повышается производительность
протекторных агрегатов, осуществляется более равномерная
усадка протекторной ленты, уменьшается возврат протекторных
заготовок по отклонению размеров, появляется возможность
увеличения точности отмеривания и отрезания заготовок про-
текторов после наложения и прикатки их на барабане сбороч-
ного станка.
Установка для навивки протекторов. Качество скоростных и
других автопокрышек в значительной мере определяется точно-
стью изготовления и наложения профилированных резиновых
заготовок, особенно беговой части протектора. Применяемый в
настоящее время в производстве шин метод изготовления про-
текторов не обеспечивает достаточной стабильности геометри-
ческих размеров заготовок, может вызвать существенный дис-
баланс в покрышке и требует значительных затрат ручного
труда. Более прогрессивным способом изготовления протекто-
ров является способ навивки протектора шприцованной или ка-
ландрованной лентой [11].
Способ навивки протектора предусматривает спиральную по-
степенную навивку протектора на нерастяжимую кольцевую за-
готовку брекера из относительно узкой или широкой ленты ре-
зиновой смеси, получаемой путем профилирования на червяч-
ной машине или каландре. Навивка ленты протекторной смеси
на кольцевую заготовку брекера и изготовление брекерно-про-
текторного браслета осуществляется на специальной установке
(рис. 2.19). Этот способ изготовления протекторов позволяет до-
стигнуть оптимальной прочности связи между слоями резиновой
ленты, дает возможность полностью автоматизировать процессы
подачи и наложения протектора, а также обеспечивает более
равномерное распределение массы протектора по длине окруж-
ности и уменьшение дисбаланса при вращении покрышек. В ре-
зультате исследования процесса навивки протектора каландро-
ванной лентой с одновременным дублированием (процесса
накатки) были выбраны следующие значения основных техноло-
гических параметров: удельное усиление дублирования — 0,3—
0,4 МПа; температура навиваемой ленты — 55—65 °C; толщина
ленты — 0,5—2,0 мм; скорость навивки—12—15 м/мин. Эти
данные были использованы при проектировании опытного об-
разца установки для наложения протектора методом навивки
каландрованной ленты переменной ширины при сборке брекер-
но-протекторных браслет для автопокрышек 165Р-13 и 155-13.
Установка (рис. 2.19) представляет собой двухпозиционное
устройство карусельного типа и работает в комплекте с листо-
вальным каландром или червячной машиной. Установка вклю-
чает в себя: укрепленный на станине рабочий барабан 7 с при-
64
водом, состоящим из электродвигателя, червячного редуктора и
вариатора; механизм 10 продольной резки каландрованной лен-
ты 8; устройство 5 для отделения кромок 6 от ленты, подавае-
мой на навивку; механизм 4 поперечной резки ленты; разжим-
ные браслетные барабаны 1 и 2; механизм 3 подъема и поворота
браслетных барабанов; устройство 9 для контроля калибра лен-
ты. Требуемый профиль протектора на браслетном барабане /
или 2 формуется из каландрованной либо шприцованной ленты
резиновой смеси переменной ширины, изменяемой ступенчато с.
каждым оборотом браслетного барабана или через п полных
оборотов с помощью механизма продольной резки. Последова-
тельность и величину уменьшения ширины ленты устанавлива-
ют, исходя из конфигурации протектора и принятой толщины
ленты таким образом, чтобы суммарная масса смеси в ленте со-
ответствовала массе протектора, указанной в спецификации на
собираемую покрышку. Толщину ленты 8 выбирают из условия
приближения профиля навиваемого протектора к профилю мо-
нолитной шприцованной заготовки с учетом производительности
процесса, причем наибольшая, полная толщина протектора дол-
жна быть кратной толщине навиваемой ленты протектора. В со-
ответствии с принятыми последовательностью и величиной из-
менения ширины ленты составляется программа управления пе-
ремещением ножей для раскроя ленты. Продолжительность
навивки протектора Т (в мин) может быть определена по фор-
муле
лр + Н)Н
Т - V6
где D — диаметр браслетного барабана с брекером, м; Н — пол-
ная наибольшая толщина протектора, м; V — скорость навивки,
м/мин; 6 — толщина протекторной ленты, м.
Процесс намотки протектора на установке выполняется в ав-
томатическом режиме. После выхода каландра 11 на рабочий
режим включается привод барабана 7. При этом линейная ско-
рость вращения поверхности барабана устанавливается равной
скорости каландрования. Лента резиновой смеси 8 подается на
барабан 7, где она разрезается ножами 10 на центральную лен-
ту, идущую на навивку протектора, и кромки 6, которые выво-
дятся из зоны дублирования устройством 5 и возвращаются на
каландр 11 для повторного использования.
Браслетный барабан с надетым готовым брекерным поясом
опускается на поверхность рабочего барабана 7, прижимается
к движущейся вместе с барабаном центральной ленте и фрик-
ционно приводится во вращение. При этом отрезанный механиз-
мом поперечной резки 4 передний конец центральной ленты
прилипает к поверхности брекерного пояса и начинается навив-
ка на брекерный пояс. В процессе навивки ножи механизма 10
последовательно уменьшают ширину центральной ленты по ус-
тановленной программе. По достижении определенной толщины
5-381 65
протектора механизм отрезает конец центральной ленты. Цикл
изготовления брекерно-протекторного браслета закончен.
После окончания навивки ножи механизма 10 отводятся от
барабана 7 и возвращаются в исходное положение, а централь-
ная часть ленты увлекается вместе с кромками 6 в рабочий за-
зор между валками каландра 11.
На установке осуществляется автоматический цикл навив-
ки протектора на брекерный пояс по определенной программе с
одновременной прикаткой слоев, что позволяет полностью лик-
видировать ручной труд в операциях наложения протектора.
Этот новый автоматически выполняемый процесс позволяет ис-
ключить нежелательный стык и стыковку протектора, обеспе-
чить равномерное распределение массы протекторной смеси по
периметру браслета, существенно снизить дисбаланс покрышки,
исключить брак по расхождению стыка протектора, увеличить
прочность связи между брекером и протектором, существенно
улучшить качество покрышек и обеспечить экономию дорогосто-
ящего материала. В процессе навивки осуществляется центров-
ка слоев протектора с высокой точностью (+0,2 мм). Произво-
дительность установки зависит от производительности каландра
и при скорости каландрования 12—15 м/мин составляет 60 брас-
лет в 1 ч для покрышек размера 165Р-13.
Установка может быть использована для изготовления бре-
керно-протекторных браслетов и питания ими поточно-автома-
тизированных линий, станков второй стадии сборки или станков
для совмещенной сборки легковых покрышек радиальной кон-
струкции. Данный метод можно эффективно использовать также
для сборки покрышек грузовых автомобилей и особенно для
большегрузных автомобилей и других тяжелых машин, где на-
ложение протектора связано с трудоемкими и тяжелыми рабо-
тами.
Средняя величина статического дисбаланса покрышек, изго-
товленных с использованием этого метода, составляет 380 г/см,
что существенно ниже дисбаланса серийных покрышек. Резуль-
таты стендовых испытаний опытных покрышек по методикам
32-55А, 1-68А, 2-74 [11] соответствуют нормативным показате-
лям.
Глава 3
СТАНКИ ДЛЯ СБОРКИ ПОКРЫШЕК
КЛАССИФИКАЦИЯ И ОБОЗНАЧЕНИЕ СТАНКОВ.
ВИДЫ ДВИЖЕНИЙ В СТАНКАХ
Классификация и обозначение станков. В отечественной и
зарубежной литературе отсутствует четкая классификация стан-
ков для сборки покрышек различного назначения.
Эти станки можно классифицировать в зависимости от типа
собираемой покрышки (диагональная или радиальная) и от
применяемого сборочного барабана (плоский, полуплоский, по-
лудорновый и дорновый) [12, 13].
В соответствии с различием конструкций сборочного бара-
бана способы сборки покрышек можно разделить на плоский,
полуплоский, полудорновый и дорновый. Первые три способа
сборки требуют специального формования собранных покры-
шек перед вулканизацией. При дорновом способе на станке со-
бирают такую покрышку, которая по форме поперечного сече-
ния близка к вулканизованной. Однако в связи со сложностью
механизации технологического процесса сборки дорновой способ
широкого распространения в отечественной шинной промышлен-
ности не получил.
Классификация станков для сборки покрышек по типу сбо-
рочного барабана не дает четкой определенности, например
неясно, к какой группе относятся станки с эластичными арми-
рованными диафрагмами, с жесткими формующими барабана-
ми, а также станки для сборки велосипедных покрышек, у ко-
торых отсутствуют сборочные барабаны.
В работе [12] указывается, что в силу названных причин
более приемлемой следует признать классификацию, в основу
которой положено назначение станка.
Некоторые авторы предлагают положить в основу классифи-
кации тип механизма формирования борта покрышки на вра-
щающемся и на неподвижном барабане. К третьей группе этой
классификации можно отнести станки для сборки покрышек на
разжимных барабанах.
Вне всякой связи со станками для сборки диагональных по-
крышек дается классификация станков для сборки радиальных
покрышек.
Такая классификация не позволяет получить целостное пред-
ставление о конструкциях сборочных станков, поскольку сборка
покрышек типа Р отличается от диагональных только заключи-
тельными операциями и переходами и, кроме того, сборку ра-
диальных покрышек можно выполнять на одном сборочном
5* 67
Рис. 3.1. Классификация станков для сборки покрышек.
Таблица 3.1
Типоразмеры и основные параметры станков для сборки покрышек
пневматических шин
Тип станка Габа- рит станка Диаметр барабана, мм Ширина станка, мм Ширина слоя (груп- пы слоев) корда, не более, мм Расстояние от торца барабана до кромки группы слоев корда, не более, мм Диаметр расположе- ния рабочих поверхностей устройств для посадки крыльев, мм Посадочный диаметр ва- ла под бара- бан (поле допуска по f9)
мини- маль- ный макси- маль- ный мини- маль- ная макси- маль- ная мини- маль- ный макси- маль- ный
спп 1 230 560 150 560 960 200 200 510 30 50
2 560 1150 400 1000 1600 300 510 1080 70; 100; 175
спд 1 240 520 150 700 1250 210 200 380 30; 50
2 520 720 300 1200 1800 300 380 580 70
3 720 1000 400 1300 2100 410 480 860 70; 100; ПО
4 1000 1300 800 1900 3000 550 500 900 100; 110; 170
5 1300 1600 1000 1500 3000 630 840 990 120; 170
6 1600 1800 1200 2100 3800 840 990 1360 120; 170
7 1800 2300 1800 2500 4500 1000 1140 1480 200; 250
Примечание. Тип станка в пределах каждого габарита может иметь несколько
модификаций в зависимости от диаметра, диапазона ширины и конструкции барабана,
ширины слоя (группы слоев) корда и расстояния от торца барабана до кромки группы
слоев корда, диапазона диаметров расположения рабочих поверхностей устройств для
посадки крыльев, метода сборки.
барабане в одну стадию (совмещенная сборка). Данная класси-
фикация не учитывает также конструктивных особенностей ос-
новных узлов и механизмов станков для сборки покрышек, оп-
ределяющих их компоновку: барабанов, механизмов формиро-
вания борта и прикаточных устройств.
Предлагается развернутая классификация станков для сбор-
ки покрышек в зависимости от совокупности признаков, главны-
ми из которых являются: 1) назначение собираемых покрышек;
2) конструктивные особенности покрышек; 3) метод сборки по-
крышек (браслетный, послойный, комбинированный); 4) способ
сборки (плоский, полуплоский, полудорновый, дорновый); 5) вид
сборки покрышек (радиальных) — раздельная и совмещенная
сборка; 6) тип применяемого сборочного барабана; 7) конструк-
тивные особенности барабана; 8) способ формирования борта
(на вращающемся и на неподвижном барабане); 9) тип или кон-
структивные особенности механизма формирования борта.
На рис. 3.1 приведена общая (развернутая) классификация
станков для сборки покрышек различного назначения. Как сле-
дует из рисунка, конструктивные особенности станков для сбор-
ки покрышек зависят от многих факторов, доминирующими из
которых являются: 1) способ сборки (плоский, полуплоский,
дорновый, полудорновый); 2) метод сборки (послойный, брас-
летный, комбинированный); 3) назначение покрышки (легковая,
69
грузовая, большегрузная, крупногабаритная, сельскохозяйствен-
ная, мотоциклетная, специальная).
В настоящее время отсутствует единая классификация и обо-
значение станков для сборки покрышек различного назначения,
начиная с велосипедных, мотоциклетных, мотороллерных.
НИИшинмашем разработан новый ГОСТ «Станки для сбор-
ки покрышек» взамен ГОСТ 15940—75, который распространя-
ется на станки для сборки покрышек диагональной конструкции
и каркасов типа Р. Указанный стандарт не распространяется на
станки для сборки легковых, мотоциклетных покрышек и на
станки с изменяющимися в процессе сборки диаметрами бара-
банов.
Согласно данному стандарту, станки для сборки покрышек
изготавливаются двух, типов: 1) СПП — для сборки покрышек
на полуплоском (и плоском) барабане; 2) СПД — для сборки
покрышек на полудорновом барабане.
Стандартом предусмотрено семь типоразмеров, каждый из
которых в зависимости от диаметра барабана, ширины слоя
корда, посадочного диаметра покрышки и метода ее сборки мо-
жет иметь несколько исполнений [13].
Согласно ГОСТ 15940—75, в условное обозначение станка
для сборки покрышек входит тип станка, типоразмер (габарит),
наибольший диаметр барабана, ширина слоя (группы слоев)
корда, метод сборки покрышек. Например, СПД 2-660-1100П—
это станок для сборки покрышек на полудорновом барабане с
диапазоном диаметров барабанов 600—660 мм и наибольшей
шириной слоя корда 1100 мм послойным методом.
В целях более полной информации потребителя о сборочном
станке новый ГОСТ 15940—80 «Станки для сборки покрышек.
Общие технические условия», разработанный взамен ГОСТ
15940—75 и вводимый в действие с 1 января 1982 г., предусмат-
ривает в структурной схеме условного обозначения станка такие
дополнительные характеристики, как диапазон ширины сбороч-
ных барабанов, конструктивные особенности механизма скла-
дывания барабана, расстояние от торца барабана до кромки
группы слоев корда и диапазон диаметров расположения рабо-
чих поверхностей устройств для посадки крыльев.
Типоразмеры и основные параметры станков для сборки по-
крышек, предусматриваемых ГОСТ 15940—80, приведены в
табл. 3.1.
Тип и габарит станка, диаметр и диапазон ширины бараба-
нов, расстояние от торца барабана до кромки группы слоев
корда, диапазон диаметров расположения рабочих поверхно-
стей устройств для посадки крыльев и ширина слоя (группы
слоев) корда приводятся в условном обозначении станка кон-
кретными показателями в пределах значений, данных в
табл. 3.1.
По конструкции механизма складывания барабаны обозна-
чаются: Ш — барабан с шарнирно-рычажным (инерционным)
70
Таблица 3.2
Технологические переходы при сборке покрышек 6.70-15
на станках СПП 1-470-720
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М — механизированный переход)
1 Надеть крылья на шпильки 0,13 Р
2 шаблона Раскрыть барабан, 0,079 М — вращением бараба-
3 промазать плечики сухим клеем, подвести левую группу Выдвинуть (подать) допол- 0,026 на Р М — пневмоцилиндром М — пневмоцилиндром
4 нительные барабаны Наложить первый слой: взять первый слой и за- крепить его на бара- бане наложить первый слой 0,08 0,03 Р М—вращением бараба-
5 отрезать первый слой и закатать его конец в бобину состыковать концы пер- вого слоя Наложить второй слой 0,22 0,08 0,03 на Р Р М — вращением бараба-
6 Прикатать слои 0,22 0,28 на Р М. — вращением бараба-
7 Отвести дополнительные ба- 0,03 на совместно с при- катчиками М — пневмоцилиндром
8 рабаны Обжать кромки, посадить 0,3 М — механизмами фор-
9 крылья, завернуть слои на крыло Подвести дополнительные 0,03 мирования борта М — пневмоцилиндром
10 барабаны Наложить третий слой 0,03 М — вращением бараба-
11 Наложить четвертый слой 0,03 на Р М — вращением бараба-
12 13 Наложить бортовые ленты Отвести дополнительные ба- 0,3 0,03 на Р Р М — вращением бараба- на М — пневмоцилиндром
14 рабаны Освежить бензином, нало- жить протектор и состы- ковать его 0,6 Р М — вращением бараба- на
71
Продолжение
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М — механизированный переход)
15 16 17 Прикатать протектор и за- вернуть 3-й и 4-й слои и чефер на носок борта Сложить барабан Снять покрышку 0,28 0,13 М.—вращением бараба- на и прикатчиков М — механизмами фор- мирования борта М — вращением бараба- на Р
Итого... 2,935
механизмом складывания; Ц — барабан с осевым механизмом
складывания и радиальным движением секторов; Ф — барабан
с оригинальным (не типовым) механизмом складывания.
Методы сборки покрышек обозначаются: Б — браслетный;
П — послойный; БП — комбинированный.
Таким образом, согласно новому стандарту, станки для сбор-
ки покрышек имеют следующие обозначения.
СПП 1-400/300-360Ш-120/320-330-500П— это станок для
сборки покрышек на полуплоском барабане первого габарита с
диаметром барабана 400 мм, диапазоном ширины барабанов
300—360 мм, шарнирно-рычажным механизмом складывания
барабана, расстоянием от торца барабана до кромки группы
слоев корда 120 мм, диапазоном диаметров расположения ра-
бочих поверхностей устройств для посадки крыльев 320—
330 мм, шириной слоя (группы слоев) корда 500 мм и послой-
ным методом сборки.
СПД 3-780/700-1000Ц-300/530-550-1500Б —это станок для
сборки покрышек на полудорновом барабане третьего габарита
с диаметром барабана 780 мм, диапазоном ширины барабанов
700—1000 мм, осевым механизмом складывания барабана, рас-
стоянием от торца барабана до кромки группы слоев корда
300 мм, диапазоном диаметров расположения рабочих поверх-
ностей устройств для посадки крыльев 530—550 мм, шириной
слоя (группы слоев) корда 1500 мм и браслетным методом
сборки.
Установленная в ГОСТ 15940—80 классификация и условное
обозначение станков для сборки покрышек содержат значитель-
но больше данных о конструктивных особенностях станков и
этим выгодно отличаются от предложенных в работах [12, 13]
классификаций и наиболее полно соответствуют классификации,
приведенной на рис. 3.1.
72
Таблица 3.3
Технологические переходы при сборке покрышки 185-15Р (первая стадия)
на станке СПП 1-470-720
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М — механизированный переход)
1 Поднести крылья, прота- щить первое крыло через барабан, привести бара- бан в рабочее положение 0,245 Р М — вращением бараба- на
2 Промазать барабан сухим клеем 0,061 Р М — вращением бараба- на
3 Наложить первый слой кор- да, состыковать 0,441 Р М — вращением бараба- на
4 Наложить второй слой кор- да 0,350 Р М. — вращением бараба- на
5 Надеть крылья на шаблон, обжать по плечикам ба- рабана 0,294 Р
6 Посадить крылья, завернуть кромки на крыло 0,435 М — механизмами фор- мирования борта
7 Прикатать, освежить 0,180 М—вращением бараба- на и роликов при- катки Р
8 Наложить третий слой кор- да, состыковать 0,276 Р М — вращением бараба- на
9 Наложить четвертый слой корда 0,370 Р М — вращением бараба- на
10 Наложить чефер с двух сто- рон 0,392 Р М — вращением бараба- на
11 Закроить и наложить рези новую прослойку, состы- ковать 0,538 Р М — вращением бараба- на
12 Освежить, прикатать 0,231 Р М — вращением бараба- на с роликами при- катки
13 Завернуть чефер, прикатать 0,612 Р М—вращением бараба- на с роликами при- катки
14 Наложить ленточку с одной стороны, состыковать 0,328 Р М — вращением бараба- на
15 Наложить ленточку с дру- гой стороны 0,295 Р М—вращением бараба- на
16 Заделать стык ленточек ро- ликом 0,223 Р М — повернуть барабан
73
Продолжение
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М — механизированный переход)
17 18 19 Прикатать ленточки роли- ком Осмотреть покрышку, снять со станка, отнести в сто- рону, наклеить рабочую марку Смена валика с кордом и резиной 0,452 0,240 0,184 Р М — вращением бараба- на Р М—вращением бараба- на Р Р
Итого . . . 6,147
Рабочие и вспомогательные движения в станках. Сборка шин
различного назначения представляет собой процесс образования
неразъемных соединений составных частей невулканизованной
(сырой) покрышки путем соединения (склеивания) предвари-
тельно изготовленных и поставленных на сборку деталей и уз-
лов дублированием, обжатием, формованием.
Детали и узлы поступают в зону сборки (на сборочный ба-
рабан) предварительно ориентированными и сцентрированными
при закатке в бобины питателей и при раскатке из бобин пита-
телей получают дополнительную ориентацию за счет использо-
вания устройств различной конструкции.
Технологические переходы при сборке покрышек различного
назначения приведены для примера в табл. 3.2—3.6. Анализ
этих технологических переходов показывает, что в общих чер-
тах сборка покрышек включает в себя наложение и дублирова-
ние слоев корда и брекера, формирование бортов покрышки,
наложение и прикатку протектора или боковин и наложение и
прикатку бортовой ленты.
Сборка покрышки начинается с установки крыла на шпиль-
ки шаблона правого механизма формирования борта (при сло-
женном сборочном барабане). При сборке покрышки с несколь-
кими крыльями остальные крылья с правой стороны убираются
в сборочный барабан или в магазин для хранения крыльев.
Левая группа подводится в рабочее положение, и на левый
шаблон надевается крыло.
Фиксаторы устанавливаются в положение для наложения
слоя, подводятся механизмы формирования борта, которые оста-
навливаются на некотором расстоянии от сборочного барабана,
заданном фиксатором таким образом, чтобы дополнительные
барабаны прижимались к сборочному барабану.
Далее накладывается первая группа слоев каркаса при вра-
щении барабана в режиме одного оборота и осуществляется их
74
Таблица 3.4
Технологические переходы при сборке покрышки 185-15Р (вторая стадия)
на станке СПР 330-300
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М. — механизированный переход)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 Поднести каркас, надеть его на барабан, зафиксиро- вать борта Сформовать покрышку, ос- вежить Поднести, наложить, состы- ковать первый слой кор- да-брекера Поднести, наложить, состы- ковать второй слой кор- да-брекера Поднести, наложить, состьь ковать третий слой корда- брекера Поднести, наложить, состы- ковать четвертый слой корда-брекера Поднести, наложить, состы- ковать пятый слой корда- брекера Поднести, наложить, состы- ковать шестой слой кор- да-брекера Закроить, наложить, состы- ковать резиновую про- слойку Прикатать роликом, прикат- чиками, освежить Поднести и наложить про- тектор Состыковать и заделать стык роликом Прикатать ролики Осмотреть покрышку, осве- жить бензином, прикатать прикатчиками Обрезать одну боковину на столе специального при- способления Обрезать другую боковину на столе специального приспособления Освежить бензином 0,43 0,459 0,378 0,319 0,264 0,257 0,291 0,329 0,397 0,174 0,415 0,143 0,146 0,721 0,349 0,377 0,166 Р М — секторами через пневмокамеру Р М — вращением бараба- на и подачей воз- духа Р М — вращением бараба- на Р М—вращением бараба- на Р М — вращением бараба- на Р М — вращением бараба- на Р М. — вращением бараба- на Р М — вращением бараба- на Р М — вращением бараба- на Р М — вращением бараба- на с роликами при- катчиков Р М—вращением бараба- на Р М — поворотом барабана Р М — вращением бараба- на Р М—вращением бараба- на с роликом при- катчика Р Р Р
75
П родолжение
Vo Продолжи- Способ выполнения пере-
Содержание технологического тельность хода (Р — ручной переход,
перехода перехода, М — механизированный
по порядку мин переход)
18 Поднести и наложить одну 0,305 Р
боковину М — вращением бараба-
на
19 Состыковать и заделать 0,261 Р
стык роликом М — поворотом барабана
20 Поднести и наложить дру- 0,368 Р
гую боковину М — вращением бараба-
на
21 Состыковать и заделать 0,265 Р
стык роликом М — вращением бараба-
на
22 Наклеить рабочую марку 0,147 Р
23 Обжать покрышку, 0,152 Р
осмотреть М — поворотом барабана
24 Прикатать прикатчиками 0,344 М — вращением бараба-
на с роликами при-
катчиков
25 Осмотреть покрышку, про- 0,361 Р
колоть шилом протектор М — поворотом барабана
и стык
26 Снять покрышку со станка, 0,230 Р
отнести в сторону
27 Промазать протектор клеем 1,489 Р
28 Промазать диафрагму стеа- 0,300 РМ—вращением бара-
ратом и глицерином бана
29 Смена валиков с кордом ре- 0,192 Р
зиной
30 Отнести книжку-прокладку 0,017 Р
на конвейер
Итого . . . 10,046
прикатка, которая, как правило, ведется в полуавтоматическом
режиме (цикле); прикаточные ролики останавливаются у края
барабана и опускаются. Механизм формирования борта отво-
дится в исходное положение.
Обработка первой группы слоев корда осуществляется сле-
дующим образом. Фиксатор положения механизмов обработки
борта устанавливается в положение для обжатия и посадки
первого крыла. Рычажные механизмы выдвигаются к барабану,
при этом обжимные рычаги выходят из-под шаблона и под дей-
ствием резинового шнура устанавливаются в вертикальном по-
ложении. Затем разжимается кольцевая пружина. Шаблон при
движении к барабану наклоняет обжимные рычаги и зажимает
слои корда между кольцевой пружиной и рычагами. При даль-
нейшем движении шаблона обжимные рычаги совместно с коль-
цевой пружиной опускаются, производя обжатие слоев корда по
76
Таблица 3.5
Технологические переходы при сборке диагональной покрышки 260-508
на станке СПД 2-660-1100П
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода мин Способ выполнения пере- хода (Р — ручной переход, М — механизированный переход)
1 Надеть крылья на шпильки шаблона 0,9 Р
2 Раскрыть (разложить) ба- рабан 0,5 М—вращением бараба- на
3 Наложить первый слой 0,7 Р М. — поворотом барабана
4 Наложить второй слой 0,5 Р М— поворотом барабана
5 Наложить третий слой 0,5 Р М — поворотом барабана
6 Обжать кромки, посадить крылья, завернуть слои на крыло 0,6 М — механизмом форми- рования борта
7 Прикатать слои 0,6 М — вращением бараба- на с роликом при- катчиков
8 Наложить четвертый слой 0,5 Р М — поворотом барабана
9 Наложить пятый слой 0,5 Р М—поворотом барабана
10 Наложить шестой слой 0,5 Р М — поворотом барабана
11 Обжим крыльев (формиро- вание второй группы сло- ев) 0,7 М — механизмом форми- рования борта
12 Прикатать слои каркаса 0,7 М — вращением бараба- на с роликами при- катчиков
13 Прикатка крыльев (борта покрышки) 0,5 М — вращением бараба- на с роликами при- катчиков
14 Наложить седьмой слой 0,5 Р М — поворотом барабана
15 Наложить восьмой слой 0,5 Р М — поворотом барабана
16 Обжим седьмого и восьмого слоев 0,4 М — механизмом фиро- мирования борта
17 Прикатка каркаса 0,8 М — вращением бараба- на с роликом при- катчиков
18 Наложение боковых ленто- чек 0,4 Р М — поворотом барабана
19 Обжим бортовых ленточек 0,4 М — вращением бараба- на с роликом при- катчиков
20 Наложить девятый слой 0,4 Р М — поворотом барабана
21 Наложить десятый слой 0,5 Р М — поворотом барабана
77
Продолжение
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М — механизированный переход)
22 23 24 25 26 27 28 Прикатка каркаса Наложить протектор Обжать протектор Прикатать протектор Сложить барабан Снять покрышку с барабана Уложить на стеллаж 0,7 1,1 0,6 0,6 0,3 0,6 0,3 М — вращением бараба- на с роликами при- катчиков Р М — поворотом барабана Р М—поворотом барабана М — вращением бараба- на с роликами при- катчиков М — вращением бараба- на Р Р
Итого . 15,7
плечикам сборочного барабана. Шаблон доходит до барабана
и осуществляет посадку крыла. После этого шаблон возвраща-
ется в исходное положение, а кольцевая пружина, разжимаясь,
производит заворот первых слоев корда на крыло.
Окончательная обработка бортовой части покрышки прово-
дится универсальными прикатчиками.
Универсальными прикатчиками осуществляется прикатка
слоев каркаса по цилиндрической части барабана. После вклю-
чения прикатчики прижимаются к сборочному барабану, кото-
рый одновременно с включением прикатчиков получает враще-
ние. По окончании прикатки каркаса (от центра барабана к
краям) каретки останавливаются и прикаточные ролики опус-
каются.
Прикатка завернутых слоев корда на крыло проводится сле-
дующим образом. Прикаточные ролики прижимаются к борту
покрышки. Прикатчики начинают двигаться к центру и одно-
временно плавно опускаться. Время опускания — 20—30 с. По
окончании прикатки борта прикатчики автоматически возвра-
щаются в исходное положение.
Наложение второй группы слоев и посадка второго крыла
ведется аналогично описанному способу, меняется лишь положе-
ние фиксатора механизмов формирования борта. Наложение
третьей группы слоев корда аналогично наложению первой и
второй групп.
Так, при обработке третьей группы слоев производится об-
жатие слоев по борту покрышки. После этого механизм отводит-
ся в исходное положение. Фиксатор заменяется, и механизмы
формирования борта подводятся к борту покрышки. Шаблоны
78
Таблица 3.6
Технологические переходы при сборке покрышки 185Р-14
на стенке С ПР 360-370
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М — механизированный переход)
1 Поднести каркас, надеть его на диафрагму, снять ра- бочую марку сборщика первой стадии 0,148 Р
2 Зафиксировать борта (1), подвести левую группу и левый центр (2), свести фланцы (3), подвести шаблоны (4), сформовать каркас (5) 0,111 М—1) секторами через диафрагму 2) пневмоцилинд- ром 3) пневмомехани- чески 4) пневмоцилинд- ром 5) при сведении фланцев и пода- чей воздуха
3 Освежить каркас бензином 0,052 РМ — при вращении ба- рабана
4 Наложить и состыковать че- тыре слоя брекера 1,2 МР — при повороте ба- рабана
5 Подать протектор на роль- ганге к барабану 0,2 М — пневмоцилиндра- ми
6 Наложить протектор с роль- ганга (1), освежить стык (2), состыковать (3), при- катать стык (4) и бего- вую дорожку (5) ручным роликом 0,498 МР—1) поворотом ба- рабана 2—4) Р МР — при вращении ба- рабана
7 Отвести шаблоны (1), при- катать протектор прикат- чиками (2) 0,379 М—1) пневмоци- линдром 2) вращением ба- рабана с ро- ликами при- катчиков
8 Освежить кромки протекто- ра бензином 0,042 МР — при вращении ба- рабана
9 Наложить боковины 0,126 Р М — при повороте ба- рабана
10 Поджать боковину к кар- касу, обрезать излишки 0,260 Р
11 Закатать стык роликом, на- клеить рабочие марки 0,196 РМ — поворотом бара- бана
12 Прикатать прикатчиками бо- ковины (1), расфиксиро- вать борта (2), отвести левую группу и левый центр (3), включить ваку- ум (4), развести фланцы (5) 0,315 1М — 1) вращением ба- рабана с ро- ликами при- катчиков 2) пневмокаме- рой 3) пневмоци- линдром
79
Продолжение
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М. — механизированный переход)
13 14 15 Проколоть пузыри Снять крышку со станка, от- нести в сторону Промазать диафрагму стеа- ратом и глицерином 0,108 0,130 0,060 4) вакуум 5) пневмомеха- нически МР — при повороте ба- рабана Р Р
Итого . 3,637
упираются в борт покрышки, а рычажные механизмы заходят
во внутрь барабана, одновременно увлекая за собой концы сло-
ев корда третьей группы. Далее при разжатии кольцевой пру-
жины происходит опрессовывание (дублирование) слоев корда
по внутреннему диаметру борта покрышки. Затем накладывают-
ся и прикатываются прикатчиками слои брекера и протектор.
Цикл прикатки протектора аналогичен первому — прикатке сло-
ев каркаса по цилиндрической части. Отличие состоит лишь в
том, что переключается рабочее давление воздуха с большего
на меньшее при переходе прикатывающих роликов с беговой
дорожки протектора к боковинам.
Подворот бортовой ленты за носок борта покрышки осуще-
ствляется механизмом прикатки бортовой ленты, установленным
на специальных кронштейнах. Для заворота и прикатки чефер-
ной ленты прикаточные ролики механизма подводятся к борту
покрышки с внутренней стороны и при вращении барабана при-
катывают бортовую ленту. По окончании прикатки сборщик
возвращает прикатчики в исходное положение.
Для съема готовой покрышки левая группа отходит в зад-
нее положение, а сборочный барабан складывается.
Складывание барабана происходит за счет затормаживания
наружной втулки ступицы сборочного барабана, соединенной с
тормозной трубой, и продолжающегося вращения приводного
вала станка.
Таким образом, как следует из описания процесса сборки по-
крышек на универсальном станке (например, на СПД 675-950)
и из технологических переходов сборки покрышек различного
назначения, приведенных в табл. 3.2—3.6, для получения соб-
ранной (невулканизованной) покрышки необходимо осущест-
вить ряд движений узлов и механизмов сборочного станка.
Все технологические переходы, осуществляемые при сборке
покрышек, можно разделить на основные и вспомогательные.
80
Технологический переход — это законченная часть техноло-
гической операции, характеризуемая постоянством применяемых
инструментов и приспособлений (рычажных и других механиз-
мов формирования борта, прикатчиков и др.) и поверхностей,
соединяемых при сборке.
Вспомогательный технологический переход — это закончен-
ная часть технологической операции, состоящая из действий че-
ловека и (или) оборудования, которые не сопровождаются из-
менением формы, конфигурации и адгезионных свойств поверх-
ностей деталей покрышки, но необходимы для выполнения
технологического перехода.
В соответствии с этим все движения (ходы) механизмов и
узлов сборочных станков можно подразделить на рабочие (ос-
новные) и вспомогательные.
Рабочий ход (движение)—это законченная часть техноло-
гического перехода, которая состоит из однократного переме-
щения инструмента или узла сборочного станка относительно
собираемого изделия и сопровождается изменением конфигура-
ции (формы) соединяемых (склеиваемых) слоев и их адгезион-
ных свойств.
Вспомогательный ход (движение) — это законченная часть
технологического перехода, которая состоит из однократного пе-
ремещения инструмента или узла сборочного станка относи-
тельно собираемого изделия и не сопровождается изменением
формы соединяемых слоев и их адгезионных свойств, но необхо-
дима для выполнения рабочего хода.
Рабочими движениями сборочного станка являются главные
движения — вращение сборочного барабана, движения меха-
низмов формирования бортов покрышек и движение подачи,
например, роликов универсальных и чеферных прикатчиков.
Кроме главных движений в сборочных станках имеют место
вспомогательные движения, назначение которых — подготовить
процесс сборки. К числу вспомогательных относятся движения
подвода и отвода левой группы для закрепления барабана,
складывание барабана, подвод и отвод механизмов формирова-
ния борта, шаблонов, дополнительных барабанов, подвод и от-
вод прикатчиков и другие.
Рабочие движения в сборочных станках осуществляются, как
правило, автоматически, а вспомогательные — как автоматиче-
ски, так и вручную.
В станках для сборки покрышек используются два основных
вида главного движения — вращательное и возвратно-поступа-
тельное (прямолинейное).
Вращательное движение сообщается собираемому изделию,
а точнее барабану, на котором производится сборка покрышки.
Рычагам механизма формирования борта покрышки сообщает-
ся поступательное сложное движение к центру барабана по
траектории, определяемой конфигурацией плечиков сборочного
барабана.
6—382 81
Прикаточные устройства (универсальные и чеферные при-
катчики) получают прямолинейное (возвратно-поступательное)
движение параллельно оси сборочного барабана или в ради-
альном направлении от центра барабана к периферии.
На всех сборочных станках главные движения (и враща-
тельное, и возвратно-поступательное) осуществляются периоди-
чески (см. табл. 3.2—3.6).
Кинематическая схема сборочного станка. Рабочие движения
сообщаются исполнительным органам сборочного станка: бара-
бану, механизмам формирования борта, универсальным и чефер-
ным прикатчикам и т. д.
Источником движения в современных сборочных станках ча-
ще всего служит асинхронный электродвигатель трехфазного
тока. К исполнительным звеньям движение передается по кине-
матическим цепям, состоящим из отдельных звеньев — кинема-
тических пар. Кинематические цепи служат для изменений ско-
ростей и направлений перемещений исполнительных органов,
для преобразований одного вида движения в другое, а также
для согласования движений отдельных узлов и механизмов сбо-
рочных станков.
Кинематическая цепь станка для сборки покрышек состоит
в общем случае из различных передач — цепных, зубчатых, ци-
линдрических и конических, винтовых, червячных, клиноремен-
ных и других, расположенных в определенной последователь-
ности.
Кинематической схемой называется условное изображение
совокупности кинематических цепей станка в одной плоскости.
Условные обозначения основных элементов кинематических, гид-
равлических, пневматических и других цепей, применяемых в
станках для сборки покрышек различного назначения принима-
ются согласно действующим стандартам (например, ГОСТ
2.770—68, ГОСТ 2.780—68, ГОСТ 2.781—68).
Кроме условного изображения передач на кинематических
схемах указываются числа зубьев зубчатых и червячных колес,
их модули, числа заходов червяков, диаметры шкивов, мощно-
сти и частота вращения двигателей, шаги ходовых винтов.
В современных станках для сборки покрышек наряду с ме-
ханическими передачами широко применяются различные гид-
равлические, пневматические и электрические устройства.
Как известно, основным кинематическим параметром, харак-
теризующим различные виды передач (зубчатую, червячную,
цепную, ременную), является передаточное отношение, представ-
ляющее собой отношение частоты вращения ведомого вала лвм
к частоте вращения ведущего вала пВщ:
1 ~ ^вмМвщ
Для ременной передачи:
i = ^вщ/ ^вм
где б?вщ, dBM — диаметры ведущего и ведомого шкивов.
82
Для зубчатых передач:
1 ~ ^вщ/^вм
где £Вщ, ?вм — числа зубьев ведущего и ведомого колес.
Для червячной передачи:
i = K/z
где К — число заходов червяка; z— число зубьев червячного
колеса.
Для цепной передачи:
1 — ^вщ/^вм
где 2Вщ, 2вм — число зубьев ведущей и ведомой звездочек.
Передачи, преобразующие вращательное движение в посту-
пательное, характеризуются величиной перемещения поступа-
тельно движущегося элемента за один оборот приводного вала:
1) винтовая передача — ходом винта
H=*kt
где k — число заходов винта; t — шаг винта;
2) реечно-зубчатая передача — величиной перемещения рей-
ки за один оборот приводного зубчатого колеса
I — nmz
где т — модуль зубчатого колеса; z— число зубьев колеса.
Общее передаточное отношение при последовательном рас-
положении отдельных передач равняется произведению переда-
точных отношений отдельных передач:
*общ = г1г213- •
где Zi, i2, — передаточные отношения отдельных передач.
СТАНКИ ДЛЯ СБОРКИ ДИАГОНАЛЬНЫХ
И РАДИАЛЬНЫХ ЛЕГКОВЫХ ПОКРЫШЕК
Особенностями легковых покрышек являются относительно
низкие значения посадочного диаметра и высоты профиля, не-
большое число слоев корда в каркасе и брекере (от двух до
шести ) и по одному крылу в каждом борту. Сборка легковых
покрышек может проводиться как на индивидуальных станках,
так и на многопозиционных агрегатах и линиях.
Как следует из классификации, приведенной на рис. 3.1, для
сборки покрышек применяют сборочные станки нескольких ви-
дов (типов), отличающихся технологией сборки и конструкцией
механизмов.
Станки для сборки покрышек к легковым автомобилям мож-
но разделить на две основные группы: 1) для сборки покрышек
к легковым автомобилям с диагональным расположением нитей
корда в каркасе; 2) для сборки покрышек к легковым автомо-
билям с радиальным расположением нитей корда в каркасе (ти-
па Р).
6*
83
Рис. 3.2. Станок СПП 1-470-720 для сборки покрышек легковых автомобилей:
/ — левая станина; 2 — левый дополнительный барабан; 3— левый механизм формирова-
ния борта; 4 — главный (дорновый) вал; 5 — сборочный барабан; 6 — механизм заворота
слоев корда и бортовой ленты; 7 — правый механизм формирования борта; 8 — правый
дополнительный барабан; 9— правая станина; 10 — пульт управления; // — педали управ-
ления; 12 — универсальные прикатчики (нижние); 13 — средняя плита.
В отечественной промышленности наибольшее распростране-
ние для сборки диагональных покрышек получили станки с ры-
чажными механизмами формирования борта. За рубежом в
станках для выполнения этих операций используют комбинации
рычажных, пневматических и роликовых устройств [2].
В Советском Союзе в основном применяются станки моделей
СПП 1-470-720 с питателями 114-20М и СПК-8 с питателями
ПСПК 800-5.
Сборка легковых покрышек диагональной конструкции и
первая стадия сборки покрышек типа Р осуществляется на по-
луплоских и плоских барабанах.
Вторая стадия сборки покрышек типа Р (формование, нало-
жение брекера и протектора) выполняется на барабанах с из-
меняющимися в процессе сборки параметрами (диаметром).
По способу формирования борта станки для сборки легко-
вых покрышек подразделяются также на два вида: 1) на вра-
щающемся барабане; 2) на неподвижном барабане.
Компоновка станков. Несмотря на некоторые различия в
технологии сборки (метод, способ сборки, вид барабана, способ
формирования бортовой части и т. д.) и обусловленные этим от-
личия в конструкции отдельных узлов и деталей, индивидуаль-
ные станки для сборки покрышек к легковым автомобилям
имеют практически однотипную компоновку, примером которой
может служить станок СПП 1-470-720 (рис. 3.2), который пред-
назначен для сборки послойным методом диагональных покры-
шек в камерном и бескамерном исполнениях и каркасов шин
типа Р на полуплоских и плоских барабанах.
На станке СПП 1-470-720 собираются покрышки с посадоч-
ными диаметрами от 330 до 406 мм (13; 14; 15 и 16"). В зависи-
мости от посадочного диаметра собираемых покрышек станок
выпускается двух типоразмеров: 111-06-01 и 111-06-03 для сбор-
84
ки покрышек с посадочными диаметрами 13—14" и 15—16".
Для каждого типоразмера станка изготавливаются механизмы
формирования борта, шаблоны и дополнительные барабаны.
Технологические переходы при сборке покрышки, например,
размера 6.70-15 приведены в табл. 3.2. Основные технологиче-
ские переходы на станке выполняются полуавтоматически.
Управление работой станка осуществляется с помощью кно-
пок и тумблеров, расположенных на пульте управления.
Основные узлы станка: 1) правая станина (группа); 2) ле-
вая станина (группа); 3) механизмы формирования борта;
4) привод главного (дорнового) вала; 5) привод механизмов
формирования борта; 6) прикатчики нижние; 7) барабан сбо-
рочный; 8) шаблоны для посадки крыльев; 9) механизм одного
оборота; 10) дополнительные барабаны; 11) привод дополни-
тельных барабанов; 12) тормоз; 13) фундаментная (средняя)
плита; 14) механизм заворота слоев корда и бортовой ленты;
15) пульт управления; 16) педали управления, и др.
Кроме перечисленных основных узлов станок СПП 1-470-720
имеет ряд других мелких узлов, а также систему смазки, элек-
тро- и пневмооборудование.
Техническая характеристика станка СПП 1-470-720:
Размеры собираемых покрышек 155x330; 5.20-13; 6.00-13; 7.35-14;
5.60-15; 6.40-115; 6.70-15; 7.00-15; 8.20-15; 8.40-15; 5.00-16; 5.50-16; 6.00-16;
6.50-16; 7.50-16
Число слоев в покрышках.................... 2—6
Производительность при сборке четырехслойных покры-
шек размером 6.70-15, шт./ч..................... 15,5
Размеры барабана, мм:
диаметр ............ 360—470
ширина ............................... 220—550
Наибольшая допустимая ширина накладываемых полос
корда, мм................................. 800
Наибольшая величина свисания слоев корда с бараба-
на, мм.................................... 120
Наибольшее число одновременно обрабатываемых слоев
корда ................................. . 4
Частота вращения барабана, об/мин.......... 50; 150
Давление воздуха, МПа:
в магистрали............................... 6—7
в пневмоцилиндрах нижних и бортовых прикатчиков 0,8—5
Электродвигатели приводов:
вала барабана
. тип ............ . МТКМ 311-6/16
мощность, кВт......................... 3,5/1,1
частота вращения, об/мин.................. 920/305
напряжение, В................................. 380
нижних прикатчиков
тип...................................... АС2-21-4
мощность, кВт......................... 1,1
частота вращения, об/мин . 1400
напряжение, В................................. 380
Габаритные размеры (длинаХширинаХвысота), мм 3560X1990X 1250
Масса, кг......................................... 3552
85
Рис. 3.3. Правая станина станка СПП 1-470-720:
1— пневмофиксатор; 2 — тормоз; 3 — главный
(дорновый) вал; 4 — станина; 5 — привод глав-
ного (дорнового) вала; 6 — пневмоцилиндр
привода механизма формирования борта; 7 —
электродвигатель; 8 — рычаг привода правого
механизма формирования борта; 9 — регули-
руемая тяга.
Устройство станка СПП 1-470-720. Правая станина
представляет собой сварную конструкцию коробчатой формы
(рис. 3.3). Форма станины определяется прежде всего необхо-
димостью: 1) размещения внутри ее ряда узлов и механизмов;
2) устройства в стенках станины проемов, окон и т. п. для мон-
тажа и демонтажа, осмотра, регулирования и смазки механиз-
мов станка.
В станине 4 размещены привод 5 главного (дорнового) вала,
рычаг 8 правого механизма формирования борта и главный
(дорновой) вал 3, установленный на роликовых подшипниках.
Привод механизма формирования борта имеет пневмоци-
линдр 6, шток которого шарнирно соединен с рычагом. В нижней
86
точке рычаг шарнирно прикреплен к станине 4, а в верхней ча-
сти шарнирно соединен с регулируемой тягой 9, связанной с
корпусом механизма формирования борта.
На передней стенке станины закреплен тормоз 2 колодочно-
го типа, предназначенный для складывания сборочного бараба-
на, и пневмофиксатор 1, который служит для обеспечения авто-
матического цикла работы механизма формирования борта.
К задней стенке станины крепится электродвигатель 7 привода
дорнового вала.
На верхней стенке станины установлен привод (на рис. 3.3
не показан) дополнительного барабана (рис. 3.4). Дополнитель-
ные барабаны перемещаются с помощью пневмоцилиндра 4 по
направляющим 3, установленным в опорах 2. Плита 1 крепится
к станине.
Левая станина (рис. 3.5) также представляет собой сварную
конструкцию 1 коробчатого типа, в которой установлен на под-
шипниках скольжения выдвижной вал 5, размещены приводы 6
рычажного механизма формирования борта и шаблона для по-
садки бортового крыла, привод 2 левого дополнительного бара-
бана и пневматический фиксатор 7, по конструкции аналогич-
ный фиксатору правой группы. На верхней стенке левой стани-
ны установлен дополнительный барабан с пневмоприводом.
Рис. 3.4. Привод дополнительного барабана (правого) станка СПП 1-470-720:
1 — плита; 2 — опора; 3 — направляющая; 4 — пневмоцилиндр,
87
Б-Б
Рис. 3.5. Левая станина станка СПП 1-470-720:
1 — сварная конструкция; 2 — привод дополни-
тельного барабана; 3 — направляющие; 4 — пнев-
мопривод станины; 5 — выдвижной вал; 6 — при-
вод механизма формирования борта; 7 — пневмо-
фиксатор.
Рис. 3.6. Нижние прикатчики станка СПП 1-470-720:
1 — боковые стойки; 2 — пневмоцилиндры; 3 — прикаточные ролики; 4 — ходовой винт;
5 — электродвигатель; 6 — корпус с ходовой гайкой; 7 — редуктор; 8 — блок конечных вы-
ключателей.
В отличие от правой левая станина имеет направляющие 3,
по которым она перемещается от пневмопривода 4, располо-
женного под этой станиной.
Дополнительные барабаны (левый и правый) служат для
удобства наложения слоев корда на сборочный барабан. Они
установлены соосно со сборочным барабаном и концентрично с
механизмами формирования борта, охватывая их.
Каждый из дополнительных барабанов имеет обойму с тре-
мя обрезиненными роликами, установленными на эксцентрико-
вых осях. На этих осях свободно вращается обечайка, к которой
крепятся сменные дополнительные барабаны 13; 14; 15 и 16".
Диаметр дополнительных барабанов должен соответствовать
диаметру сборочного барабана.
Фундаментная (средняя) плита предназначена для соедине-
ния правой и левой станин, а также для установки нижних при-
катчиков и механизма заворота и прикатки последних слоев
корда с бортовой лентой под крыло покрышки.
Нижние прикатчики (рис. 3.6) предназначены для прикатки
слоев корда, протектора и боковин. Прикатчики устанавлива-
ются между правой и левой станинами (группами) на плите.
В рабочее (верхнее) положение прикаточные ролики перемеща-
ются с помощью пневмоцилиндров.
Возвратно-поступательное движение (перемещение) пневмо-
цилиндров с прикаточными роликами параллельно оси сбороч-
ного барабана осуществляется с помощью передачи винт —гай-
ка от электродвигателя через редуктор.
Прикатка слоев корда и протектора осуществляется на раз-
ных технологических режимах (при разных усилиях), поэтому
в пневмоцилиндры нижних прикатчиков подается воздух низко-
го и высокого давлений.
Механизм прикатки и заворота бортовой ленты под крыло
(рис. 3.7) включает в себя два аналогичных прикаточных меха-
низма, смонтированных на одной подвижной плите 6.
Ролик 1 прикаточного механизма установлен на четырех-
звенном механизме, звенья которого образуют параллелограмм.
Одно звено параллелограмма выполнено в виде жесткого крон-
штейна 2, с которым шарнирно соединены три рычага. На од-
ном конце кронштейна шарнирно закреплен двуплечий рычаг 3,
на плече которого установлен прикаточный ролик 1, а к друго-
му плечу шарнирно присоединен шток пневмоцилиндра 7.
При перемещении штока в пневмоцилиндре прикаточный ро-
лик 1, связанный с двуплечим рычагом 3, упирается в пятку
борта покрышки и производит прикатку и заворот бортовой лен-
ты за носок борта на вращающемся барабане.
Другой конец кронштейна 2 шарнирно соединен с рычагом
8, имеющим шарнирную связь с опорой. К кронштейну в сред-
ней его части шарнирно прикреплен одним концом двуплечий
рычаг 4, второй конец которого присоединен к демпферу 5. Дву-
плечий рычаг 4 имеет опору между кронштейном и демпфером.
89
Рис. 3.7. Механизм прикатки и
заворота бортовой ленты под
крыло:
1 — прикаточные ролики; 2 —
жесткий кронштейн; 3, 4 — двух-
плечие рычаги; 5 — демпфер;
6 — подвижная плита; 7 — пнев-
моцилиндр; 8 — рычаг, шарнир-
но соединенный с опорой.
Положение крон-
штейна, на котором
смонтирован четырех-
звенный параллело-
грамм, пневмоцилиндр
и демпфер, может ре-
гулироваться на по-
движной плите (опоре)
в зависимости от вели-
чины раздвига сбороч-
ного барабана.
Последова-
тельность сборки
покрышек на станке СПП 1-470-720. Последовательность
технологических переходов при сборке покрышек 6.70-15 на
станке СПП 1-470-720 приведена в табл. 3.2. Сборка покрышки
начинается с установки крыла покрышки на шпильки кольца
шаблона правого механизма формирования борта. Кольцо «про-
таскивается» через сложенный сборочный барабан. После этого
сборочный барабан раскрывается (раскладывается) при его
вращении вперед (на сборщика). Левая группа станка приво-
дится в рабочее положение. Дополнительные барабаны (правый
и левый) выдвигаются до упора в плечики сборочного барабана
с помощью пневмоцилиндров правого и левого приводов допол-
нительных барабанов. Затем проводится последовательное на-
ложение первого, второго, третьего и четвертого слоев корда
(при четырехслойной покрышке) на вращающийся в режиме
одного оборота сборочный барабан с выдвинутыми дополнитель-
ными барабанами. Положение дополнительных барабанов при
наложении, стыковке и прикатке слоев показано на рис. 3.8, а.
После наложения, стыковки и прикатки слоев корда допол-
нительные барабаны отводятся в исходное положение и начи-
нается формирование бортовой части покрышки. Обжатие и за-
ворот слоев корда осуществляются механизмом формирования
борта на неподвижном сборочном барабане. Положение меха-
низма формирования борта перед началом выполнения данного
перехода показано на рис. 3.8, б. Для обжатия слоев обрезинен-
ного корда по плечикам сборочного барабана и посадки крыла
распорный рычаг 9 с кольцевой пружиной 10 поднимается в по-
ложение, показанное штриховыми линиями на рис. 3.8,6. Верх-
ний (обжимной) рычаг 4 под действием выдвигающегося шаб-
90
Рис. 3.8. Технологические переходы (а—е) при сборке покрышек на станке
СПП 1-470-720:
1 — сборочный барабан; 2 — слои корда; 3 — дополнительный барабан; 4 — обжимной ры-
чаг; 5 — крыло; 6 — шаблон; 7 — первый кольцевой цилиндр; 8 — второй кольцевой ци-
линдр; 9— распорный рычаг; 10 — кольцевая пружина.
лона 6 опускается на слои корда, поддерживаемые пружиной.
Корд, зажатый между обжимными рычагами 4 и кольцевой
пружиной 10, обжимается по плечикам сборочного барабана
(рис. 3.8, в). В данном станке механизм имеет 24 обжимных и
24 распорных рычага. В тот момент, когда верхний рычаг опу-
скается немного ниже плечика барабана, производится посадка
крыла шаблоном 6 (рис. 3.8, в).
Далее шаблон отводится в исходное положение, рычаги под-
нимаются вверх. Для выполнения перехода заворота слоев кор-
да на крыло воздух подается в первый (наружный) кольцевой
цилиндр 7 рычажных механизмов. При этом поршень цилиндра
7 перемещается по направлению к сборочному барабану, рас-
порные рычаги разжимают кольцевую пружину, увеличивая ее
диаметр и длину окружности пружины, осуществляется заворот
слоев корда на крыло (рис. 3.8,г). Затем стравливается воздух
из пневмофиксаторов, и распорные рычаги вместе с кольцевой
пружиной механизма, перемещаясь к центральной осевой линии
сборочного барабана, производят заворот слоев корда на
91
цилиндрическую часть барабана (рис. 3.8, (9). Потом сжатый
воздух подается во вторые (внутренние) кольцевые цилиндры 8,
и распорные рычаги разжимают кольцевую пружину до еще
большего диаметра. В этом случае распорные рычаги с кольце-
вой пружиной отводятся от прикатанных слоев корда на ци-
линдрической части барабана (рис. 3.8, е).
Теперь сжатый воздух подается в пневмофиксаторы, которые
отводят механизмы от сборочного барабана. Далее воздух вы-
пускается из обоих кольцевых пневмоцилиндров, распорные ры-
чаги опускаются в исходное положение, кольцевая пружина
сжимается.
После подачи воздуха в передние полости пневмоцилиндров
приводов рычажных механизмов последние отводятся в исход-
ное положение под шаблон.
Все перечисленные переходы формирования борта покрышки
осуществляются автоматически на неподвижном сборочном ба-
рабане. Такие переходы, как прикатка слоев каркаса и протек-
тора с боковинами выполняются нижними прикатчиками на
вращающемся барабане.
Прикатывание проводится от средней части цилиндрической
образующей сборочного барабана.
В нижние полости пневмоцилиндров 2 нижних прикатчиков
(см. рис. 3.6) подается воздух низкого давления. При этом при-
каточные ролики 3 прижимаются поршнями пневмоцилиндров 2
к вращающемуся барабану. Затем включается электродвигатель
нижних прикатчиков, и пневмоцилиндры с прижатыми к сбороч-
ному барабану вращающимися роликами прикатчиков начина-
ют расходиться от средней части барабана к его краям до оп-
ределенного регулируемого положения. После этого из пневмо-
цилиндров, прижимающих прикаточные ролики к сборочному
барабану, автоматически стравливается (выпускается) воздух,
и прикаточные ролики опускаются. Далее происходит реверси-
рование электродвигателя, и прикатчики возвращаются в ис-
ходное положение.
Прикатывание беговой части протектора осуществляется
нижними прикатчиками аналогично прикатыванию слоев кар-
каса с той лишь разницей, что при прикатывании беговой час-
ти протектора в пневмоцилиндры подается воздух высокого
давления.
При перемещении прикаточных роликов с беговой части про-
тектора на боковины давление воздуха в пневмоцилиндре ав-
томатически переключается с высокого на низкое (т. е. как и
в случае прикатки слоев каркаса).
Заворот и прикатка последних слоев корда с бортовой лен-
той выполняются специальными прикатчиками бортовой ленты
(см. рис. 3.7).
Для заворота и прикатки последних слоев корда с бортовой
лентой воздух подается в центральный пневмоцилиндр, который
выдвигает плиту с прикаточными роликами к сборочному
92
• - o’
сч
га
я
я
tt
S
р я °
» ф S
5 &< я
5 । &
Э «
га ' е
d~-
я
га
я
га
«5
S. П
г* о
я
га
.„СО
р- то
га а
аа га
\О
га «
о
я
£
я
0
4
3
0
S
ф
х
X
3
и
к
а
га
я
я
*
3
0 ся
Я Ф
Я «Q-
" я
S
ф
га
0
га.
ф
К
м
К со
га
га •-
га
о
я
я
я
3
к
га
га
и
ф
я
S
га
S
и
к
я
о
со
s
га
ф
н
я
я
га
о
я
о =я
К з
га
га g
£ я
£3
0
О
га
я
га
я
я
ф
га
я
н
га
со
Я
га
я
м
о
S
о
S
я
е-
о
о.
о
га
о
я
га
о
га
га
га
2
я
я
о
га
ю
га
э
я
га
я
3
ф
та
га
та
\о
га
га-
га
хо
га
я
га
К
я
а
я
я
хо
ф
я
га
та
0
я
га
я
я
ф
2
ф
Л
о
я
я
га
га
га
га
га
га
я
р.
я
я
я
га
га(
о
я
я
га
я
га
о
ф
3
я
я
о
Е-
га
га
я
о.
я
ф
3
я
с.
„ ф
га
га
я
0
га
ф
га
m
со
К
S —
4 я
я 5
Н< та т—
P'S £ S
ч
0
*-< та
« сх
та
я
га
га
*т*
со Я
к
0Q 2-
04 Я
Оч oq
га
га
ф
ф
я м
я I
Я
Я
ста О
" »Я
О
0
о
4
о
Я
га
я
га
га
ф
я
0
5 ,я
&-S’
2
я
га
0
га
ф
га
m
о
я
О
я
я
о
н
га
га
я
о.
я
со
Оз
га
я
га
ф
га
га
га
„ я
то со
Я
о* 3
га &
Й I
&°°
ч _
. s
I г? « ~
Е со 2 о
°'г2
<3^
я ...
барабану. Затем подается воздух в боковые пневмоцилиндры,
которые поджимают фасонные прикаточные ролики к плечикам
сборочного барабана, вращающегося на высокой скорости.
С помощью четырехзвенного механизма цилиндры постепенно
поворачивают вращающиеся ролики, которые при этом завора-
чивают слои корда под крыло, производя одновременно и при-
катку слоев.
После завершения прикатки слоев корда воздух последова-
тельно подается в соответствующие полости боковых цилинд-
ров и центрального цилиндра, механизм возвращается в исход-
ное положение и отводится от сборочного барабана. Сборка
покрышки завершена. Затем сборочный барабан складывается
и собранная покрышка снимается.
Кинематическая схема станка СПП 1-470-720П
(СПП-66). Кинематическая цепь главного движения — враще-
ния барабана (рис. 3.9). Вращение барабана осуществляется в
двух режимах — прикатки и наложения деталей.
При прикатке слоев корда крутящий момент от двухскорост-
ного электродвигателя 1 (мощность N = 3,5/1,1 кВт, частота
вращения /21,2 = 920/305 об/мин) с помощью клиноременной пе-
редачи 2—3 передается на вал I барабана.
Число оборотов вала I, на котором установлен барабан, в
режиме прикатки слоев корда и других деталей находится по
уравнению
d
пт = гц -р 0,97
где /21 = 920 об/мин — наибольшая частота вращения вала элек-
тродвигателя; d!D = 100/600 — передаточное отношение клино-
ременной передачи; 0,97 — поправочный коэффициент скольже-
ния ремня. Таким образом
100
til — 920 qqq 0,97 = 148,73 об/мин
Число оборотов вала I в режиме наложения деталей:
d
пП = «2"р‘°,97
где п2 = 305 об/мин — наименьшая частота вращения вала элект-
родвигателя. Следовательно
о „ 1°°
Пц =• 305"qqq' 0,97 = 49,31 об/мин
На валу I установлена тормозная труба II, которая заторма-
живается тормозом 4 при помощи пневмоцилиндра 5. При за-
тормаживании трубы II и одновременном вращении вала I про-
исходит складывание барабана.
Кинематическая цепь продольной подачи (перемещения) ме-
ханизмов формирования борта (МФБ), шаблонов и дополни-
тельных барабанов. Подача МФБ осуществляется пневмоци-
94
линдром 9, связанным с рычагом 8. Одним концом рычаг 8 шар-
нирно закреплен на станине станка, а другим шарнирно связан
с регулируемой тягой 7. Тяга шарнирно соединена с корпусом
МФБ.
Перемещение шаблона 10 осуществляется пневмоцилиндром
11, шток которого связан с поворотным рычагом 12, который
шарнирно соединен с регулируемой тягой 13, прикрепленной
шарнирно к корпусу шаблона.
Грубая (предварительная) регулировка исходного положе-
ния МФБ и шаблонов осуществляется путем перестыковки шар-
ниров 14, соединяющих рычаги 8 и 12 с регулируемыми тягами
7 и 13. Точная регулировка исходного положения МФБ и шаб-
лонов проводится при помощи муфт с правой и левой резьбой,
установленных на тягах 7 и 13.
Положение МФБ у сборочного барабана определяется регу-
лировкой длины штока пневмоцилиндров 11, в наконечники
штоков которых упираются рычаги 8 и 12.
Стравливанием воздуха из задней полости пневмоцилиндров
осуществляется дополнительное движение МФБ к барабану при
завороте слоев корда на крыло.
МФБ и шаблоны при перемещении скользят соответственно
по направляющим 16 и 17, благодаря чему устраняются пере-
косы, заедания и обеспечивается плавная продольная подача
названных узлов станка.
Дополнительные барабаны 18 перемещаются пневмоцилинд-
рами 19 по направляющим 20.
Кинематические цепи МФБ. Раскрытие обжимных рычагов
21 осуществляется при помощи упругого элемента (резинового
шнура) 22, а разжатие кольцевой пружины 23 производится за
счет поворота распорных рычагов 24 при помощи пневмоци-
линдров 25 и 26. Использование в цилиндрах 25 и 26 двух
поршневых групп позволяет обеспечить три положения кольце-
вой пружины 23: исходное (пружина сжата), обжатия слоев и
заворота слоев на крыло.
Кинематическая, цепь поперечных перемещений левой груп-
пы. Группа левая перемещается в рабочее положение по на-
правляющим 27 при помощи пневмоцилиндра 28.
Кинематическая цепь подач прикаточных устройств (прикат-
ка слоев корда и протектора). Поперечная (радиальная) пода-
чи роликов 29 нижних прикатчиков к сборочному барабану осу-
ществляется пневмоцилиндрами 30, а отвод роликов от сбороч-
ного барабана (опускание) производится пружинами 31,
расположенными внутри цилиндров 30.
Продольная рабочая подача роликов 29 для прикатки слоев
корда и протектора осуществляется следующим образом. Кру-
тящий момент от электродвигателя 32 (2V=1,1 кВт, п =
= 1400 об/мин) через муфту 33, червячный редуктор 34 (tp=16),
зубчатую передачу 35 передается на ходовой винт 36, имеющий
правую и левую трапецеидальную резьбу. Ходовой винт 36,
95
вращаясь, перемещает корпуса прикатчиков с прикаточными
роликами 29 параллельно оси сборочного барабана.
Величина продольной подачи роликов Зр.х в режиме прикат-
ки определяется по следующему уравнению:
1 26 /х в
°Р.х —лдв/р 16 1000
где лДв = 1400 об/мин — частота вращения электродвигателя;
16 — передаточное отношение редуктора; 26/16 — передаточ-
ное отношение зубчатой передачи; /х.в = 12 мм — шаг ходового
винта. Таким образом
1 26 12
5р.х— 1400 jg jg Ю00 “й,65 м/мин
Возврат роликов в исходное положение осуществляется по
той же кинематической цепи, но при этом ролики отведены пру-
жинами 31 от сборочного барабана.
Кинематическая цепь перемещений бортовых прикатчиков
чеферной ленты. Для осуществления заворота последних слоев
корда и бортовой ленты за носок борта чеферными прикатчи-
ками каретка 37 выдвигается в рабочее положение пневмоци-
линдром 38.
Прикаточные ролики 39 закреплены на двухплечих рычагах,
которые связаны со штоками пневмоцилиндров 41 и соединены
также со штоками демпферов 42. Демпферы 42 служат для ре-
гулирования скорости поворота прикаточных роликов 39.
В исходном положении чеферные прикатчики устанавлива-
ются таким образом, чтобы центр борта покрышки совпадал с
осью шарниров рычажных параллелограммов. Данная настрой-
ка осуществляется при помощи регулировочных винтов (на схе-
ме не показаны). При подаче воздуха в пневмоцилиндры 41
штоки их взаимодействуют с рычагами прикаточных роликов и
двухплечими рычагами параллелограммов. Прикаточные роли-
ки при этом описывают траекторию, приближенную к профилям
бортовой части покрышек.
Станок СПП 1-470-720, серийно выпускаемый с 1968 г., за
период эксплуатации был подвергнут существенной модерниза-
ции. Так, для обеспечения высококачественной сборки диаго-
нальных покрышек и первой стадии покрышек типа Р в конст-
рукцию механизма формирования борта внесены изменения: на
верхних рычагах установлены пружины, обеспечивающие равно-
мерное образование гофр в процессе обжатия слоев корда по
плечикам сборочного барабана; разработана технология соеди-
нения (получения качественного стыка) кольцевой пружины,
повышающая ее долговечность и надежность; повышена надеж-
ность шаблонов для установки бортового кольца, механизма од-
ного оборота и др. Станок за длительное время эксплуатации в
шинной промышленности характеризуется устойчивой и надеж-
ной работой. Однако в связи с возросшими требованиями к ка-
96
честву сборки покрышек к легковым автомобилям в настоящее
время ведется дальнейшее его усовершенствование и разработ-
ка новых станков данного назначения.
Устройство станка СПК-8. В отечественной шинной
промышленности для сборки диагональных покрышек с откры-
той схемой борта на разжимном барабане применяются станки
СПК-8 конструкции НИКТИШП (рис. 3.10).
Станина станка представляет собой литую конструкцию ко-
робчатой формы, в которой размещен главный (дорновой) вал с
барабаном, механизмы формирования борта с правым и левым
вспомогательными барабанами, привод барабана, блок с возду-
хораспределителями.
Сборочный барабан состоит из секторов, образующих по-
верхность барабана и перемещаемых в радиальном направлении
с помощью кольцевых воздушных цилиндров. С обеих сторон
сборочного барабана расположены дополнительные барабаны с
кольцевыми пружинами, служащие для заворачивания слоев
корда на крыло. Состоящие из отдельных секторов дополнитель-
ные барабаны передвигают кольцевую пружину на цилиндри-
ческую часть барабана.
Сборочный барабан, правый и левый шаблоны, опрессовоч-
ный барабан и механизм съема покрышки являются сменными
узлами и выпускаются соответствующих размеров для сборки
покрышек с посадочными диаметрами 13; 14 и 15" [13].
Механизм съема покрышки расположен в левой части стан-
ка. Он представляет собой корпус с четырьмя шарнирно уста-
новленными захватами, которые захватывают покрышку, нахо-
дящуюся в обжимной камере, и снимают (стаскивают) ее при
перемещении опрессовочного барабана (механизма) в исходное
положение.
Для вращения сборочного барабана применен бесступенча-
тый регулируемый тиристорный привод.
Техническая характеристика станка:
Посадочный диаметр покрышек, дюйм...................... 13; 14; 15
Диаметры разжимных барабанов, устанавливаемых на
станке, мм:
минимальный....................................... 308; 336; 358
максимальный ..................................... 360; 391; 414
Ширина барабанов, мм:
минимальная...................................... 290; 360; 410
максимальная ..................................... 400; 460; 520
Число слоев корда................................. 2—6
Давление воздуха, МПа............................. 0,5—0,6
Ток питающей системы................................... Трехфазный
переменный
Напряжение, В......................................... 220/380
Габаритные размеры (длинаХширинаХвысота), мм 4000x 1200x1250
Масса, кг......................................... 2930
Последовательность выполнения технологических переходов
при сборке покрышек на станке СПК-8 приведена на рис. 3.11.
7—381 97
Рис. 3.10. Станок для сборки по*
крышек СПК-8:
1 — механизм съема покрышки; 2 —
механизм опрессовки и посадки ле-
вого крыла; 3 — барабан сборочный;
4 — механизм посадки правого кры-'
ла; 5 — станина.
При сдвинутых влево правом и левом шаблонах вручную
вставляют крылья: сначала в правый шаблон и во время его
передвижения в крайнее правое положение — в левый
(рис. 3.11, а). Затем в специальные пружинные зажимы, распо-
ложенные на сборочном барабане, крепятся концы бортовых
лент, которые после одного оборота барабана отрезаются и сты-
куются. Далее на барабан накладывают два слоя корда
(рис. 3.11, б) и происходит сборка и формирование бортовой ча-
сти покрышки: разжимается основной барабан, левый и правый
шаблоны подходят к барабану (рис. 3.11, в), производя посадку
крыльев (рис. 3.11,г). После отхода шаблонов от барабана раз-
жимаются вспомогательные барабаны и левый шаблон с целью
обеспечения прохода опрессовочной диафрагмы, вспомогатель-
ные барабаны заворачивают слои корда на крыло и возвраща-
ются в исходное положение (рис. 3.11,(9). Затем происходит на-
ложение брекера и протектора (рис. 3.11, е), после чего к по-
крышке подводится опрессовочный барабан (рис. 3.11,ж), в
опрессовочную диафрагму подается сжатый воздух и происхо-
дит опрессовка покрышки. Время опрессовки — 2,5—5 с.
После частичного удаления воздуха из опрессовочной диа-
фрагмы сборочный барабан складывается, а опрессовочный ба-
рабан возвращается в исходное положение, осуществляя съем
собранной покрышки с барабана. В крайнем левом положении
покрышка захватывается механизмом вытаскивания, который
сбрасывает ее при следующем цикле опрессовки.
Одновременно со снятием покрышки с барабана начинает
движение правый шаблон, который приходит в крайнее левое
положение для установки бортового крыла. Цикл сборки повто-
ряется.
Для учета собранных в полуавтоматическом режиме покры-
шек на станке установлен счетчик.
Высокая степень механизации и автоматизации большинства
технологических переходов при сборке позволяет повысить про-
изводительность и облегчить условия труда.
Станки второй стадии сборки легковых ра-
диальных покрышек. Значительный рост производства ра-
диальных покрышек обусловил необходимость создания специа-
лизированного сборочного оборудования.
В зависимости от технологических особенностей сборки, ради-
альных покрышек создаваемое оборудование делится на две ос-
98
новные группы (см. рис. 3.1): 1) оборудование для раздельной
сборки покрышек, когда сборка обеих стадий осуществляется
либо на разных станках, либо на одном станке (агрегате), но
на разных барабанах (позициях); 2) оборудование для совме-
щенной сборки покрышек, когда сборка обеих стадий осущест-
вляется на одном сборочном барабане.
Из зарубежных станков для первой стадии сборки покры-
шек типа Р к легковым автомобилям большой интерес представ-
ляют станок КМ.-70 фирмы «Континенталь» (Англия) и станок
114 фирмы VMI-EPE (Голландия) [2]. Сборка при использо-
вании этих станков осуществляется на разжимных жестких ба-
рабанах плоским способом.
На станке КМ-70 слои корда заворачивают на крыло при
помощи пневмокамер, закрепленных на дополнительных бараба-
нах. Для перемещения поддутых камер к центру барабана при-
меняются шаблоны. Шаблоны регулируются относительно осе-
вой линии барабана двумя каретками, перемещаемыми в верти-
кальной и горизонтальной плоскостях, для устранения переко-
сов.
Для заворота слоев корда и бортовой ленты под крыло и
прикатки слоев в станке используются прикатчики, аналогич-
ные прикатчикам станков моделей 56—80 и др. [2]’.
Впервые оборудование для раздельной сборки покрышек ти-
па Р к легковым автомобилям было разработано итальянской
фирмой «Пирелли» [2]. До настоящего времени фирма пред-
почитает этот способ сборки, а не совмещенный. Для второй
стадии сборки покрышек широко используются станки моделей
Т-6, Т-8, Т-10 этой фирмы, а также станок модели T6-G фирмы
«Крупп» (ФРГ), изготовленный по лицензии фирмы «Пирелли».
Все перечисленные станки оснащены мягкой формующей диа-
фрагмой.
Некоторые фирмы («Континенталь», «Пирелли» и др.) прак-
тикуют бездиафрагменное формование покрышек, когда воздух
Рис. 3.11. Технологические переходы (а—
ж) при сборке покрышек на станке СПК-8.
99
под незначительным изоыточным давлением подается непосред-
ственно внутрь каркаса покрышки при одновременном сближе-
нии фланцев. При таком способе формования достигается луч-
шая однородность распределения нитей корда по периметру
покрышки. Однако при формовании бездиафрагменным спосо-
бом не обеспечивается необходимое качество покрышки при по-
вышенной температуре окружающей среды.
В отечественной промышленности раздельную сборку покры-
шек с посадочным диаметром 13; 14; 15 и 16" типа Р к легко-
вым автомобилям проводят: первую стадию— на станке СПП
1-470-720 (см. рис. .3.2) и вторую стадию — на станке СПР
330-300, СПР 360-370, СПР 380-420, СПР 330-440, СПР 410-440.
Станки типа СПР укомплектованы питающими устройства-
ми для хранения и подачи протекторов по типу питания стан-
ков СПК-8, а также устройством для подачи брокера и устрой-
ствами для обжатия брекера и протектора.
Кроме этих моделей станков для сборки легковых радиаль-
ных покрышек созданы и серийно осваиваются промышленно-
стью станки СПРБ 330-300 и трехпозиционные агрегаты АСПР
360-600 (инд. 321.561).
В связи с тем, что подробное описание конструкции станка
СПР 330-300 приведено в работе [13] и с учетом опыта дли-
тельной эксплуатации этого станка создан заменяющий его
станок СПР 330-440, на рассмотрении конструктивных особен-
ностей станка СПР 330-300 не останавливаемся.
Станки СПР 330-440, СПР 360-370, СПР 380-420 и СПР 410-
440 имеют единую базу, однотипную компоновку и состав
узлов и групп. Поэтому рассмотрим на примере одного
станка (СПР 330-440) конструктивные особенности всей гаммы
станков для второй стадии сборки легковых покрышек. Техни-
ческие характеристики станков СПР для второй стадии сборки
радиальных покрышек 13; 14; 15 и 16" приведены в табл. 3.7.
Станок СПР 330-440 (рис. 3.12) предназначен для сборки
второй стадии радиальных покрышек с посадочным диаметром
13" на мягком сборочном барабане (диафрагме). Техническая
его характеристика приведена в табл. 3.7. Станок СПР 330-440
состоит из следующих групп и узлов: 1) правая группа; 2) ле-
вая группа; 3) средняя станина; 4) прикатчики; 5) правая ус-
тановка для наложения боковин (на рис. 3.12 не показана);
6) левая установка для наложения боковин (на рис. 3.12 не по-
казана); 7) центрирующее устройство (указатель центра);
8) аварийное устройство; 9) синхронизатор отвода ограничи-
тельных шаблонов; 10) пульт управления; 11) электрооборудо-
вание.
Правая группа (рис. 3.13) состоит из сварной станины 6, в
которой смонтирован главный (дорновой) вал 10 со сборочным
барабаном (диафрагмой) 1. На основании смонтированы: при-
вод 13 главного вала, представляющий собой двигатель посто-
янного тока П51, связанный клиноременной передачей 12 с
100
s
X
a.
о
KO
X
о
X
Я
5
СЧ
co
<J
X
a.
x
Ф
Л
R
f-
X
X
я
X
X
X
я
X
ф
R
<N
X
ex
о
H
X
<u
H
o
X
X
X
X
<u
X
я
X
S
я
X
я
X
<Ф
S
я
я а..
х с х4
я
я
X
X
X
я
X
я „
а х w
X Я О
I 'О ,
X
X
'в я
ко
Я =X
С я
“ X
О
X сх
о
Л КО
R '
<р
н
я
я
я
X
О
X
»x
<р
<р
ЕГ
2
X
X
X
X
f-<
Я
X
X
ex
X
я
а
о
н
X _
ф «
о
а
х
о
X
О
<u
о
x
—J
X
R
О)
н
я *х
Н “
X
к
X
X
X
X 00
О X
XX L-
. Я Л
'XX
• /-к г*.
<)
я
x
о
Ct .
>>ко
я а я
5 о х
Х\о я
X
о
R
X
R
о’Е
- X
X
ф
R
X
о
R
я
X
X
X
я
н
о
X
5
й
<р
а
о
Таблица 3.7
Технические характеристики станков СПР 330-300, СПР 330-440, СПР 360-370,
СПР 380-420, СПР 410-440
Показатели СПР 330-300 (ИНД. 321. 281) СПР 330-440 (инд. 321. 701) СПР 360-370 (инд. 321. 361) СПР 380-420 (инд. 321. 371) СПР 410-440 (инд. 321. 711)
Посадочный диаметр флан- цев, мм 330 330 356 375 405
Расстояние между фланца- ми, мм: минимальное максимальное 165 355 180 440 180 440 180 440 180 440
Длина окружности ограни- чительных шаблонов, мм 1701 1710 1870 1946,8 1970
Число протекторов в меха- низме хранения — 18 18 18 18
Число пар бобин для бре- кера — 4 4 4 4
Емкость бобин для брекера (калибр 1,35 мм), м — 60 60 60 60
Емкость катушки для бо- ковин, м — 35 35 35 35
Число катушек для боковин — 2 2 2 2
Частота вращения сбороч- ного барабана, об/мин: высокая средняя низкая 150 50 • 150 50 30 150 50 30 150 50 30 150 50 30
Производительность, шт./ч 15 20 16,5 16,5 14
Номинальная мощность ус- тановленных двигателей, кВт 6,0 8,0 8,0 8,0 8,0
Габаритные размеры (дли- на X ширинах высота), мм 4500Х Х.3800Х Х2700 5500 X Х5000Х Х2900 5500 X Х5000Х Х2900 5500 X Х5000Х Х2900 5500Х Х5000Х Х2900
Масса станка, кг 4500 7950 7950 7950 7950
Средний ресурс до капи- тального ремонта, ч 25 920 21 600 21 600 21 600 21 600
Наработка на отказ, ч — 200 200 200 160
Среднее время восстановле- ния, ч — 1,0 1,0 1,0 1.0
Примечание. Для всех станков давление воздуха в пневмосети —1,33 МПа,
вакуум в пневмосети — 53,3 кПа (400 мм рт, ст.), норма обслуживания — 1,33 чел./станок.
102
главным валом; привод 15 сведения и разведения фланцев, пред-
ставляющий собой мотор-редуктор МРА-Пу^, связанный зуб-
чатой цепной передачей 14 с главным валом.
К передней стенке станины крепится привод Р ограничитель-
ных шаблонов 2, состоящий из двух пневмоцилиндров.
На верхней стенке станины укреплены направляющие 7 для
подшипников 8 механизмов раздвига фланцев.
Подача воздуха и разрежение (вакуум) в диафрагме сбороч-
ного барабана и в плечиках осуществляется через вал с по-
мощью коллектора (муфты) 11, который крепится на задней
стенке станины.
Для контроля давления воздуха в диафрагме и в пневмоци-
линдрах роликов прикатчиков на переднюю стенку станины
установлены мановакуумметр 4 и манометр 5. На передней
стенке также смонтировано нагревательное устройство для по-
догрева ножа 5, который используется для отреза и заделки
стыка боковин после наложения и для отреза слоев брекера из
металлокорда.
Сборочный барабан (рис. 3.14) включает в себя резиновую
диафрагму 9, укрепленную на двух фланцах 6 и 10, которые
устанавливаются на трубах 16 и 17, телескопически входящих
одна в другую и соединенных между собой шпонкой. Трубы
(втулки) смонтированы на приводном валу 22 с помощью шпон-
ки 20.
На фланцах сборочного барабана монтируются разжимные
плечики, состоящие из колец 1 и 15, на которых располагаются
пневмокамеры 3, 11 и сектора 5. Сектора удерживаются
Рис. 3.13. Правая группа станка СПР 330-440:
1— сборочный барабан (диафрагма); 2 — шаблон; 3— нож с электрообогревом; 4 — ма-
новакуумметр для контроля давления в диафрагме; 5 — манометр для контроля давления
прикатки; 6 — сварная станина; 7 — направляющая; 8 — упор; 9 — пневмоцилиндр шабло-
на; 10 — главный (дорновый) вал; // — муфта подвода воздуха; /2 — клиноременная пе-
редача; 13 — привод главного вала; 14 — цепная передача; 15 — привод фланцев (мотор-
редуктор).
103
Рис. 3.14. Сборочный
барабан станка СПР
330-440:
1, 15 — разжимные
кольца; 2, 13 — коль-
ца, удерживающие
сектора; 3, И — пнев-
мокамеры; 4 — рези-
новые шнуры; 5 —
сектора; 6, 10 — флан-
цы; 7, 8 — защитные
обечайки; 9 — резино*
вая диафрагма; 12 —t
выступы, ограничив
вающие ход секторов;
14 — канал главного
вала для подачи ва-
куума; 16, /7 —теле-
скопические трубы;
18, 21 — шланги; 19 -а
тройник; 20 ШПОН*
ка; 22 — главный
(дорновый) вал.
кольцами 2, 13 и имеют выступы 12, которые ограничивают их
ход при разжатии плечиков для фиксации бортов покрышки. Ре-
зиновые шнуры 4 служат для возврата секторов в исходное по-
ложение.
Подвод воздуха в пневмокамеры плечиков выполнен через
вал 22, тройник 19 шлангами 18 и 21.
Подача вакуума или давления в диафрагму сборочного ба-
рабана осуществляется через канал 14 приводного (главного)
вала 22. Для предохранения шлангов 18, 21 от истирания диа-
фрагмой предусмотрены обечайки 7 и 8, которые крепятся к
фланцам 6 и 10 сборочного барабана.
Механизм раздвига фланцев монтируется на приводном ва-
лу (рис. 3.15).
Телескопически входящие одна в другую трубы 2 и 4, на
которых установлены фланцы сборочного барабана, располага-
ются на приводном валу 22 и соединяются между собой шпон-
ками 1 и 5. На концах труб с помощью подшипников монтиру-
ются втулки 9 и 14, которые соединены между собой шпонкой 8.
Наружная втулка имеет кронштейн с подшипниками 7, которые
входят в паз направляющей, укрепленной на станине 6 правой
группы. На концах втулок 9 и 14 нарезаны резьбы противопо-
ложных направлений, входящие в контакт (соединение) с резь-
бами на корпусе 10, смонтированном на приводном валу с по-
мощью подшипников 11. Корпус приводится во вращение через
зубчатую передачу от мотор-редуктора.
Приводной вал 22 сборочного барабана смонтирован в ста-
нине правой группы на подшипниках 12.
Втулка 9 имеет по окружности три отверстия, в одно из ко-
торых вворачивается масленка для смазки резьбы, а два дру-
гих заглушаются пробками. Втулка 14 также имеет резьбовое
отверстие с масленкой для смазки резьбы.
Контроль за раздвигом фланцев сборочного барабана осуще-
104
1, 5 — соединительные шпонки; 2, 4 — телескопические трубы; 3 — главный (дорновый)
вал; 6 — правая станина; 7 — подшипники; 8 — шпонка; 9, /4—втулки; 10 — корпус; 11 —
подшипники корпуса; /2 — подшипники дорнового вала; /3 — пластины; 15, /7 — конечные
выключатели; 16 — линейка.
ствляется с помощью конечных выключателей 15 и 17, которые
крепятся на пластинах 13, смонтированных на линейке 16, за-
крепленной на стенке станины правой группы. На втулке 14
крепится поводок с пластиной, входящей при движении в ко-
нечные выключатели. Вторая пара конечных выключателей слу-
жит для аварийного останова привода раздвига фланцев при
перебеге установленных контрольных размеров ширины сбороч-
ного барабана.
Станок имеет два шаблона (правый и левый) для наложе-
ния брекера и протектора, которые представляют собой враща-
ющиеся обечайки (сменные) с пневмоприводом.
Правый шаблон монтируется на полой направляющей соос-
но валу сборочного барабана на подшипнике скольжения. Фла-
нец корпуса шаблона соединен с двумя штоками пневмоцилинд-
ров, которые перемещают шаблон в требуемое положение от-
носительно центра сборочного барабана. Сменная обечайка
шаблона имеет проточки для наложения брекера и протектора.
Шаблон имеет также профильную боковину, соответствующую
профилю сформованного каркаса. Регулирование положения
шаблона относительно центра сборочного барабана осущест-
вляется регулировочными винтами. На специальном кронштей-
не шаблона крепится подпружиненный фиксатор, взаимодейст-
вующий с синхронизатором шаблонов.
Левый шаблон по конструкции аналогичен правому.
Световой указатель служит для центровки протектора при
наложении. Он крепится на верхней спинке станины с помощью
кронштейна и трубы и имеет возможность перемещаться вдоль
трубы для настройки центральной линии с последующей фик-
сацией болтом. Указатель включается при выдвижении роль-
ганга с протектором к барабану и выключается при отходе
рольганга после наложения протектора.
Рис. 3.16. Левая группа
станка СПР 330-440:
1 — пневмоцилиндр; 2 —
шток; 3 — задняя стенка
верхней станины; 4 — ле-
вый выдвижной вал; 5 —
верхняя подвижная ста-
нина; 6 — привод ограни-
чительного шаблона; 7 —
левый ограничительный
шаблон; 8 — средняя ста-
нина; 9 — нижняя непо-
движная станина; 10 —
блокировочные клапаны;
И — кронштейн.
106
Рис. 3.17. Прикатчики станка
СПР 330-440:
1, 2 — регулировочные винты;
3, 4 — поворотные кронштейны;
5, 6 — кронштейны; 7,8 — пнев-
моцилиндры; 9, 10 — прикаточ-
ные ролики; 11, 12 — прижимные
рычаги; 13, 14 — оси; 15 — карет-
ка; 16, 17 — направляющие; 18 —
пневмоцилиндр; 19, 20 — рычаги;
21 — винт; 22, 23 — упорные вин-
ты; 24 — каретка; 25 — плита;
26 — винты крепления конечных
выключателей; 27 — конечные
выключатели; 28, 29 — упоры;
30, 31 — планки; 32 — зубчатая
муфта; 33 — мотор-редуктор.
13, 7^
У//////72
.15
16, 17
7^~1
Сборочный барабан
П.12
24 22,23 21 19,20 10
Левая группа станка (рис. 3.16) состоит из двух станин
сварной конструкции. Нижняя станина 9 неподвижна и жестко
связана средней станиной 8 с правой группой, а верхняя стани-
на 5 перемещается вдоль оси вала правой группы по направ-
ляющим на нижней станине для удобства надевания каркаса
и съема готовой покрышки.
В подвижной верхней станине смонтирован вал 4 левой
группы, который при выдвижении смыкается с валом правой
группы и образует направляющую для выдвижения левого
ограничительного шаблона 7. Сжатый воздух подается в вал ле-
вой группы через шток 2, жестко закрепленный на задней стен-
ке 3 верхней станины. Передвижение верхней станины осуще-
ствляется пневмоцилиндром 1, который закреплен на задней
107
стенке нижней станины, а штоком через кронштейн 11 связан
с верхней станиной.
На передней стенке нижней станины смонтированы блокиро-
вочные пневмоклапаны 10, предотвращающие выдвижение вала
левой группы и левого ограничительного шаблона в отведенном
положении верхней подвижной станины. На передней стенке
нижней станины крепятся также приводы 6 ограничительных
шаблонов — два пневмоцилиндра.
Прикатчики (рис. 3.17) предназначены для автоматической
прикатки слоев брекера, протектора и боковин по профилю по-
крышки. Они смонтированы на средней плите.
Прикатчики включают в себя прикаточные ролики 9 и 10,
которые смонтированы с возможностью свободного вращения
на прижимных рычагах 11 и 12, шарнирно укрепленных на
кронштейнах 5, 6 и болтами с гайками прикрепленных к пово-
ротным кронштейнам 3, 4.
Поджатие роликов к покрышке осуществляется пневмоци-
линдрами 7 и 8. Поворотные кронштейны установлены на осях
13 и 14, укрепленных в каретке 15, которая располагается в на-
правляющих 16 и 17.
Каретка 15 постоянно подпружинивается (поджимается)
пневмоцилиндром 18. Поворотные кронштейны через шарнирно
укрепленные рычаги 19 и 20 крепятся к приводной каретке 24,
смонтированной в тех же направляющих 16, 17 и приводимой в
движение через винт 21, зубчатую муфту 32 и мотор-редуктор
33. Два упорных винта 22 и 23 во время движения каретки упи-
раются в каретку 15, прекращая тем самым разворот кронштей-
нов 3, 4. На плите 25 прикатчиков установлены две планки 30 и
31, на которых монтируются конечные выключатели 27. Эти вы-
ключатели управляют режимом прикатки с помощью упоров 28
и 29, укрепленных на приводной каретке 24. После установки
положения конечные выключатели крепятся на планках винта-
ми 26. Регулировка положения прикаточных роликов при на-
стройке на размер покрышки осуществляется винтами / и 2.
Для хранения и подачи протекторов к сборочному бараба-
ну имеется специальный механизм хранения протекторов, пред-
ставляющий собой сварную конструкцию, в которой вмонтиро-
ваны цепные передачи. В специальных звеньях цепей крепятся
лотки для укладки на них протекторов. Лотки занимают гори-
зонтальное положение под действием собственного веса. Пере-
мещение транспортера с лотками происходит от привода, состо-
ящего из электродвигателя, червячного редуктора с муфтой и
цепной передачи.
С помощью натяжных устройств осуществляется натяжение
цепей транспортера с лотками. Со стороны запитки смонтиро-
ван пульт управления, на котором имеется переключатель ре-
жима работы механизма и аварийное устройство, представля-
ющее собой трос и конечный выключатель. Для запитки меха-
низма протекторами имеется отдельная педаль управления.
108
Рис. 3.18. Установка для наложения боковин:
1 — пневмоцилиндр; 2 — опора; 3 — пульт управления; 4 — рольганг; 5 — боковина; 6 —
прокладка; 7—9 — ролики; 10 — ограничительные планки; // — профильный дублировоч-
ный валик; 12 — датчик отмера длины боковины; 13 — электродвигатель раскатки; 14 —
муфта; 15, 18 — квадратные оси; 16 — червячный редуктор; 17 — бобина для прокладки;
19— бобина для прокладки с боковиной; 20 — сварная рама.
Установка наложения боковин (на рис. 3.12 не показана)
предназначена для хранения, подачи и наложения боковин про-
тектора на сформованный каркас покрышки. В состав станка
входят две установки — правая и левая (рис. 3.18), располо-
женные примерно под углом 35° к оси главного вала. На раме
20, сваренной из швеллеров, смонтирован рольганг 4, который
с помощью пневмоцилиндра 1 перемещается на роликах 7 к сбо-
рочному барабану и обратно. На переднем конце рольганга
установлен профильный дублировочный ролик 11, который дуб-
лирует боковину к сформованному каркасу покрышки при вра-
щении сборочного барабана. Центровка боковины при наложе-
нии осуществляется наклонным роликом 9 и ограничительными
планками 10. В опоре 2, закрепленной на станине, смонтирова-
ны квадратные оси 15 и 18 для надевания на них бобины 17 для
прокладки и бобины 19 для прокладки с боковиной. Ось для бо-
бины с прокладкой и боковиной снабжена фрикционной муф-
той, регулирующей усилия натяжения прокладки. На этой же
бобине смонтирован датчик 12 отмера длины боковины, пред-
ставляющий собой рычаг и конечный выключатель типа БВК
201-24, который включает и выключает привод раскатки при
отмере боковин.
Привод раскатки расположен на основании рамы. Он со-
стоит из электродвигателя 13, муфты 14, червячного редуктора
16 и цепной передачи. Для замотки прокладки и подачи боко-
вины в петлю имеются ролики 8, смонтированные на планке и
закрепленные на станине. Ролики связаны между собой цепной
передачей так, что один из них имеет несколько большую угло-
вую скорость, чем другой (за счет меньшего числа зубьев
109
звездочки). Разность скоростей необходима для того, чтобы
при раскатке боковина 5 могла отделиться от прокладки 6.
При смене катушек для раскатки боковин и для заправки
ее в петлю пользуются пультом управления 3, смонтированным
на станине. Наложение боковин может производиться также и
мерными кусками. Для этого боковина вручную укладывается
на рольганг, затем рольганг выдвигается и происходит наложе-
ние боковины на сформованный каркас покрышки. Наложение
боковин осуществляется одновременно с правой и с левой уста-
новок при вращении сборочного барабана в режиме одного обо-
рота.
В конструкции станка предусмотрен синхронизатор отвода
ограничительных шаблонов после наложения брекера и протек-
тора. Синхронизатор включает в себя пару двухплечих рыча-
гов, шарнирно укрепленных на опорах, расположенных на сред-
ней станине станка.
Одни концы рычагов шарнирно соединены промежуточным
звеном, а другие имеют профильные пазы с направляющими
скосами.
Пазы взаимодействуют с подпружиненными фиксаторами,
которые жестко крепятся на шаблонах. Конструкция пазов и
скосов такова, что позволяет подходить шаблонам в рабочее
положение даже в том случае, если они подходят неодновремен-
но. Отводятся шаблоны только одновременно.
Управление станком осуществляется с пульта, смонтиро-
ванного на поворотном кронштейне, укрепленном на станине
правой группы станка, и он может быть установлен в удобное
для сборщика положение. Станок имеет два режима работы:
рабочий и наладочный. Для выбора режима управления на
пульте имеется переключатель режима работы. Включение
станка и общий останов осуществляются кнопками. На пульте
управления имеются тумблеры и кнопки для работы в наладоч-
ном режиме. Имеется также специальная кнопка, которой уста-
навливается начало цикла сборки в автоматическом режиме ра-
боты.
Если требуется повторить какой-либо переход или начать ра-
боту в автоматическом режиме с одного из промежуточных пе-
реходов, то он может быть установлен нажатием кнопки
«Установка операций».
Лампочки на пульте указывают, с какого перехода начнется
сборка в автоматическом режиме работы станка.
Перед началом работы механизм хранения протекторов, пи-
татель брекером, установки для наложения боковин должны
быть запитаны. Переключатель режима работы на пульте уп-
равления станком и переключатель режима работы на меха-
низме хранения протекторов устанавливаются в положение
«Работа».
Каркас покрышки типа Р, собранный на станке СПП 1-470-
720, надевается на барабан станка СПР 330-440 вручную, после
ПО
чего нажимается педаль «Цикл» или кнопка «Цикл» на пульте
управления.
В автоматическом режиме выполняются следующие перехо-
ды: фиксация бортов каркаса пневмокамерами, подача низкого
давления в диафрагму через коллектор, сведение фланцев ме-
ханизмом, выдвижение левой группы приводным пневмоцилинд-
ром, выдвижение вала левой группы, выдвижение ограничитель-
ных шаблонов (правого и левого) пневмоцилиндрами. Затем
при вращении барабана педалью «Вперед» на средней скоро-
сти с питателя накладываются слои брекера на каркас покрыш-
ки и стыкуются. Центровка слоев брекера при этом осущест-
вляется по кромкам проточек на ограничительных шаблонах.
После наложения и стыковки слоев брекера нажимается пе-
даль «Цикл» или кнопка «Цикл» на пульте управления. Роль-
ганг с протектором выдвигается пневмоцилиндром к барабану,
одновременно включается световой указатель центра.
При вращении барабана педалью «Вперед» на средней ско-
рости с рольганга накладывается протектор и стыкуется. Цент-
ровка протектора осуществляется по лучу светового указателя
и по кромкам проточек на ограничительных шаблонах. После
наложения и стыковки протектора выполняется прикатка стыка
ручным роликом. Затем нажимается педаль «Цикл» или кноп-
ка «Цикл» на пульте управления.
В автоматическом режиме происходят следующие переходы:
отвод рольганга без протектора от барабана, подвод рольганга
к механизму хранения протекторов пневмоцилиндром через ре-
ечно-шестеренчатую и цепную передачи, включение привода пе-
ремещения лотков механизма хранения протекторов, укладка
протектора на рольганг, отвод рольганга от механизма хране-
ния в исходное положение для подачи протектора к барабану,
синхронизированный отвод ограничительных шаблонов, вклю-
чение высокой скорости вращения барабана, подача высокого
давления в диафрагму, поджим прикаточных роликов к каркасу
покрышки высоким давлением в пневмоцилиндрах поджима,
включение привода перемещения прикаточных роликов (мотор-
редуктора), прикатка протектора по профилю сформованной
покрышки, останов прикатчиков в течение определенного вре-
мени в зоне «сухаря» протектора, отвод прикаточных роликов
от каркаса пневмоцилиндрами, разведение прикаточных роли-
ков, отключение высокой скорости барабана и останов его, от-
ключение подачи высокого давления в диафрагму.
Для наложения боковин нажимается педаль «Цикл» или
кнопка «Цикл» на пульте управления. Рольганги с боковинами
выдвигаются к'барабану на полный ход, концы боковин дуб-
лируются вручную к каркасу. Затем нажимается педаль «Впе-
ред» и происходит автоматизированное наложение боковин на
каркас при вращении барабана в режиме одного оборота с
одновременной раскаткой боковин. После выполнения указан-
ного режима рольганги отходят от барабана в промежуточное
Ш
Рис. 3.19. Кинематическая схема станка СПР 330-440:
1, 39, 57— электродвигатели; 2, 3 — клиноременная передача; 4 — вал барабана; 5, 25 —
мотор-редукторы; 6, 26 — муфты предельного момента; 7, 8, 42, 44, 52, 54, 60, 62, 64—
66 — звездочки; 9, 43, 53, 61, 67 — цепи; 10, 7/ — резьбовые втулки; 12, /3 —трубы с флан-
цами сборочного барабана; 14, 15, 21, 22, 31, 35, 38, 49, 55 — пневмоцилиндры; 16, 17 —
двухплечие рычаги; 18 — промежуточное звено; 19, 34 — кронштейны; 20 — фиксаторы
ограничительных шаблонов; 23 — левая станина; 24 — правая станина; 27 — ходовой винт;
28, 33 — каретки; 29 — рычаги; 30 — прикаточные ролики; 32 — шарнир; 36 — подшипники;
37, 47 — рольганги; 40, 58 — муфты; 41, 59 — червячные редукторы; 45 — вал катушки для
прокладки; 46 — вал катушки боковины; 48 — механизм хранения протекторов; 50, 51 —
реечная передача; 56—направляющие; 63 — вал; 68 — лотки.
Таблица 3.8
Технологические переходы при сборке покрышки 175Р-13
на станке СПР 330-440
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М — механизированный переход)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Взять каркас, надеть его на диафрагму Сформовать каркас по- крышки: нажать педаль цикла фиксирование бортов каркаса выдвижение левой груп- пы выдвижение левого центра отключение вакуума в диафрагму подача давления в диа- фрагму сведение фланцев выдвижение шаблонов Освежить каркас бензином Взять первый слой брекера с питателя, прикрепить кромку к каркасу Наложить первый слой бре- кера Отрезать первый слой бре- кера Состыковать первый слой брекера Взять второй слой брекера с питателя, прикрепить кромку Наложить второй слой бре- кера Отрезать второй слой бре- кера Состыковать второй слой брекера Нажать педаль цикла: подача рольганга с про- тектором к барабану включение указателя центра Взять протектор с рольган- га, прикрепить конец к каркасу Наложить протектор Состыковать протектор Прикатать стык роликом вручную 0,115 0,016 0,039 0,030 0,032 0,052 0,13 0,02 0,2 0,25 0,13 0,02 0,2 0,25 0,016 0,020 0,09 0,02 0,25 0,13 Р Р М- м м м м м м р р м- р р р м- р р м м- р м- р р - секторами через пневмокамеру выполняются одно- временно - вращением бараба- на - вращением бараба- на - одновременно с по- дачей рольганга -вращением бараба- на
8—381
113
Продолжение
№ перехода по порядку Содержание технологического перехода Продолжи- тельность перехода, мин Способ выполнения пере- хода (Р — ручной переход, М — механизированный переход)
17 18 19 Прикатать протектор с ми- нибоковинами: нажать педаль цикла отвод рольганга от ба- рабана подача рольганга к ме- ханизму хранения протекторов включение механизма хранения протекторов отвод рольганга с про- тектором от механиз- ма хранения включение и подача прикатчиков к бара- бану отвод ограничительных шаблонов прикатка протектора с минибоковинами отвод прикаточных ро- ликов от барабана по- сле окончания при- катки протектора расфиксация бортов подача вакуума в диа- фрагму разведение фланцев Осмотреть покрышку, про- колоть шилом протектор и стык Снять покрышку с бараба- на станка 0,016 °’7 0,033 0,032 0,29 0,033 0,035 0,25 0,030 0,14 0,12 Р м М — при выполнении процесса сборки Р М м м м м м м м р р
Итого . 3,0
положение. Боковина отрезается вручную и дублируется к кар-
касу, а стык боковин заделывается горячим ножом и ручным
роликом. Нажимается педаль «Цикл» или кнопка «Цикл» на
пульте управления. Происходят следующие переходы: отвод
рольгангов в исходное положение, раскатка боковин до опре-
деленной длины. Для прикатки боковин нажимается педаль
«Цикл» или кнопка «Цикл» на пульте управления. Автомати-
чески проводятся переходы: вращение барабана на высокой
скорости, подача высокого давления в диафрагму, поджим при-
каточных роликов к каркасу покрышки низким давлением в
пневмоцилиндрах поджима, включение привода перемещения
прикаточных роликов (мотор-редуктора), прикатка боковин по
профилю покрышки, отвод прикаточных роликов от каркаса
114
пневмоцилиндрами, сведение прикатчиков в исходное положе-
ние для прикатки протектора, отключение высокой скорости
вращения барабана и останов его, расфиксация бортов по-
крышки, подача в диафрагму вакуума, разведение фланцев.
Затем покрышка снимается с барабана вручную. Для облегче-
ния съема собранной покрышки диафрагму необходимо прома-
зывать стеаратом не реже одного раза после сборки пяти по-
крышек.
В табл. 3.8 приведены технологические переходы второй ста-
дии сборки покрышки, имеющей однослойный металлокордный
брекер, на станке СПР 330-440.
Кинематическая схема станка СПР 330-440
(рис. 3.19). Кинематическая цепь главного движения — враще-
ния барабана. Вращение барабана осуществляется в трех ре-
жимах: 1) прикатка брекера, протектора и боковин; 2) нало-
жение деталей брекера; 3) режим наложения боковин (один
оборот).
Крутящий момент от электродвигателя постоянного тока
(Af = 3,2 кВт, Пном=Ю00 об/мин) с помощью клиноременной пе-
редачи 2—3 передается на вал барабана 4.
Частота вращения вала 4, на котором установлен барабан,
в режиме прикатки брекера, протектора и боковин определяется
по уравнению
d
п1 ~
где П!=620 об/мин — частота вращения вала электродвигателя
(достигается регулировкой); dID — 125/500 — передаточное отно-
шение клиноременной передачи; 0,97 — поправочный коэффици-
ент на скольжение ремня. Таким образом
125
nj = 620 5QQ 0,97 = 150,35 об/мин
В режиме наложения деталей брекера частота вращения ва-
ла 4 равна
d
/1ц = ТУ О’ ^7
где и2 = 205 об/мин — частота вращения вала электродвигателя
(достигается регулировкой); d]D = 125/500 — передаточное от-
ношение клиноременной передачи; 0,97 — поправочный коэффи-
циент на скольжение ремня. Таким образом
125
Ид = 205~5qq- 0,97 = 49,71 — 50 об/мин
Частота вращения вала 4 в режиме наложения боковин:
d
Пщ = п3 р 0,97
где п3=125 об/мин — частота вращения вала электродвигателя
(достигается регулировкой); d/£)= 125/500 — передаточное от-
8* 115
ношение клиноременной передачи; 0,97 — поправочный коэффи-
циент на скольжение ремня. Следовательно
125
Пщ = 125 5QQ 0,97 = 30,3 об/мин
Кинематическая цепь сведения и разведения фланцев (фор-
мование каркаса). При сведении и разведении фланцев сбороч-
ного барабана крутящий момент от мотор-редуктора 5 (2V=
= 2,2 кВт, и=160 об/мин) передается через муфту предельного
момента 6, звездочки 7, 8, цепную передачу 9 на резьбовые втул-
ки 10 и 11 с правой и левой резьбой, которые перемещают вдоль
вала 4 трубы 12 и 13 с закрепленными на них фланцами сбо-
рочного барабана.
Скорость перемещения фланцев 5фЛ сборочного барабана оп-
ределяется из уравнения
с __
е»фл~ «ред^ 1000
где дред=160 об/мин — частота вращения выходного вала ре-
дуктора; zi/z2 = 28/53— передаточное отношение зубчатой пере-
дачи; /Р = 8 мм —шаг резьбы. Таким образом
28 8
5фл = 160-5з-ГбОб- = 0,676 м/мин
Кинематическая цепь продольной подачи (перемещения) ог-
раничительных шаблонов. Подача левого и правого ограничи-
тельных шаблонов осуществляется пневмоцилиндрами 14 и 15,
закрепленными на станинах правой и левой групп. Скорость пе-
ремещения шаблонов регулируется пневмодросселями, установ-
ленными в магистралях подвода воздуха к пневмоцилиндрам 14
и 15. Для обеспечения синхронного отвода ограничительных
шаблонов из-под кромок брекетно-протекторного браслета пред-
назначен синхронизатор, представляющий собой два двухплечих
рычага 16 и 17, связанных промежуточным звеном 18 и закреп-
ленных на основании кронштейнами 19; с пазами рычагов 16 и
17 взаимодействуют при отводе фиксаторы 20 правого и левого
ограничительных шаблонов.
Кинематическая цепь перемещения левой группы. Левая
группа перемещается в рабочее положение по направляющим
пневмоцилиндром 21. Скорость перемещения регулируется пнев-
модросселями, установленными в магистралях подвода воздуха
к лневмоцилиндру 21.
Кинематическая цепь выдвижения левого центра. Левый
центр, являющийся подвижной гильзой пневмоцилиндра 22,
выдвигается в рабочее положение этим пневмоцилиндром, шток
которого неподвижно закреплен на станине 23. Скорость пе-
ремещения левого центра регулируется пневмодросселями,
установленными в магистралях подвода воздуха к пневмоци-
линдру 22.
116
Кинематическая цепь перемещений прикаточного устройства.
При прикатке брекерно-протекторного браслета крутящий мо-
мент от мотор-редуктора 25 (N=0,7 кВт, и=71 об/мин) через
муфту предельного момента 26, ходовой винт 27 передается на
каретку 28, которая при поперечном перемещении разворачива-
ет рычаги 29 с установленными на них прикаточными роликами
30. Поджим прикаточных роликов и отвод их в исходное поло-
жение осуществляется пневмоцилиндрами 31.
Скорость разворота прикаточных роликов ирол'.
^х.в 4
^рол — Пред 1000 /2
где Пред = 71 об/мин — частота вращения выходного вала редук-
тора; /х.в = 6 мм — шаг ходового винта; /1//2 = 700/420 — отноше-
ние расстояний от мгновенного центра скоростей до каретки 28
и шарнира 32. Следовательно
6 700
г',рол = 71 ioqq 420 =0’71 м/мин
При прикатке боковин крутящий момент от мотор-редуктора
25 (N = 0,7 кВт, и = 71 об/мин) через муфту предельного момен-
та 26, ходовой винт 27 передается на каретку 28, которая пере-
мещается от барабана. Одновременно каретка 33 с установлен-
ными на ней кронштейнами 34, рычагами 29 и прикаточными
роликами 30 перемещается в поперечном направлении (от ба-
рабана) пневмоцилиндром 35. Угол разворота прикаточных ро-
ликов 30 регулируется подшипниками 36.
Скорость перемещения прикаточных роликов в поперечном
направлении определяется следующим уравнением:
^Х.в
^рол *= пред 4000
где Пред = 71 об/мин — частота вращения выходного вала редук-
тора; /х.в = 6 мм —шаг ходового винта. Таким образом
6
ирол = 71 |000 = 0,426^0,43 м/мин
Кинематическая цепь наложения боковин. Перемещение
рольганга 37 с боковиной к сборочному барабану и обратно осу-
ществляется двойным пневмоцилиндром 38. Скорость переме-
щения рольганга регулируется пневмодросселями, установлен-
ными в магистралях подвода воздуха к пневмоцилиндрам 38.
При прикатке боковин из катушек крутящий момент от элек-
тродвигателя 39 (.¥ = 0,6 кВт, и=1360 об/мин) через муфту 40,
червячный редуктор 41 (1= 16), звездочку 42, цепную передачу
43, звездочку 44 передается на вал 45, на котором надевается
катушка для прокладки, сматываемой из боковины, устанавли-
ваемой на валу 46.
117
Средняя скорость раскатки боковины цр находится по урав-
нению
ЛПДв 1 ^ср 60
г'р 30 7^7 17 "1 1666"
где пдв=1360 об/мин — частота вращения вала электродвигате-
ля; /Ред=16 — передаточное отношение редуктора РЧУ-63-16-51-
1-2; ^1/^2 = 20/25 — передаточное отношение цепной передачи;
dcp=160 мм — средний диаметр катушки с прокладкой. Таким
образом
л. 1360 1 20 160 60
Ч>— 30 16 25 2 1000 = 34>16м/мин
Кинематическая цепь продольного перемещения рольганга
для подачи протекторов. При продольной подаче рольганга 47
к механизму хранения протекторов 48 усилие от пневмоцилинд-
ра 49 через реечную передачу 50—51, звездочку 52, звездочку
54 передается на цепь 53, которая жестко соединена с рольган-
гом 47, перемещающимся в продольном направлении по на-
правляющим.
Скорость продольного перемещения рольганга Цролы-:
60 иц . Иц/
ирольг = nzKmKl Ц-п П000"
где уц = 0,2 м/с — скорость перемещения штока пневмоцилиндра;
2К = 15— число зубьев колеса реечной передачи; тк — 2— модуль
колеса; 1Ц.П = 28/28— передаточное отношение цепной передачи;
= 28 — число зубьев звездочки; / = 9,525 мм — шаг цепи. Сле-
довательно
60-0,2-1000 28 28-9,525
^рольг = л-15 2 28 1000 — 33,97 34 м/мин
Кинематическая цепь поперечной подачи рольганга с протек-
тором. Поперечная подача рольганга 47 с протектором (к бара-
бану и без протектора от барабана) осуществляется пневмоци-
линдром 55 по направляющим 56. Скорость перемещения роль-
ганга регулируется пневмодроселями, установленными в маги<
стралях подвода воздуха к пневмоцилиндру 55.
Кинематическая цепь перемещения лотков механизма хране-
ния протекторов. При перемещении лотков крутящий момент от
двигателя 57 (N—1,1 кВт, п = 920 об/мин) через муфту 58, чер-
вячный редуктор 59 (/ = 63), звездочку 60, цепную передачу 61,
звездочку 62 передается на вал 63. Звездочки 64 закреплены на
валу 63 и связаны со звездочками 65 и 66 цепной передачей 67,
между ветвями которой подвешены лотки 68 с уложенным на
них протектором.
Скорость перемещения лотков механизма хранения про-
текторов определяется по уравнению
_ 1 ^60 D&4 Deo 60 л
v^~n^ipea г„2 £)„„ г 1000 30
118
где /гДв = 920 об/мин — частота вращения вала электродвигателя;
*-ред = 63 — передаточное отношение редуктора; 2бо/^б2 = 13/90 —
передаточное отношение цепной передачи; Д64 = sin(180°/z)=
39
=sIrF4S367 = ^^’^^ мм — диаметр делительной окружности звез-
дочки 64; D6o = 363,8 мм — диаметр делительной окружности
звездочки 60\ 484,07/363,8 — отношение делительных диаметров
звездочек 64 и 60. Таким образом
1 13 484,07 363,8 л 60
дл—920 63 90 363 8 2 30 1000 = 3,2 м/мин
Длительная эксплуатация сборочных станков с мягким фор-
мующим барабаном, к которым относятся и станки типа СПР
для второй стадии сборки, показала недостатки резиновых диа-
фрагм: недостаточную каркасность при дублировании деталей
покрышек, «разнашиваемость», недостаточную точность геомет-
рических параметров и т. д. Эти недостатки частично устраня-
ются при использовании диафрагм, армированных текстильным,
полимерным или металлокордным материалом. В отечествен-
ной промышленности армированные диафрагмы широкого при-
менения пока не нашли.
Основной разработчик станков с разжимными жесткими ба-
рабанами за рубежом — фирма «Зелант Газуй» (Франция), соз-
давшая станки модели ТО-2 для второй стадии сборки покры-
шек типа Р к легковым автомобилям. Аналогичные по конст-
рукции станки модели RO-2 разработаны и изготовляются за-
водом «Бузулук» (ЧССР) по лицензии фирмы «Зелант Газуй».
Эти станки имеют программное управление.
Раздельная сборка покрышек типа Р с использованием двух
специализированных станков имеет ряд недостатков, связанных
с необходимостью транспортирования каркасов от станков пер-
вой стадии к станкам для сборки второй стадии и, следователь-
но, с возможностью их деформирования, повреждения и загряз-
нений, что неизбежно сказывается на качестве собранных по-
крышек. Эти недостатки устраняются с внедрением двух- и
трехпозиционных станков.
Минимальное количество барабанов в станке — два: на од-
ном осуществляется сборка каркаса, на другом — его формова-
ние и наложение брекера и протектора. Каркасы и брекерно-
протекторные браслеты передаются при помощи специальных
перекладчиков. Для сборки покрышек на первой стадии приме-
няются барабаны с постоянным диаметром (складывающиеся
при вращении барабана, а также рычажно-винтовые или ры-
чажные барабаны с безынерционным режимом складывания)
или разжимные с переменным диаметром в процессе сборки.
На второй стадии сборки могут использоваться барабаны с
эластичной диафрагмой, армированные диафрагмы и разжим-
ные металлические.
119
Рис. 3.20. Агрегат АСПР 360-600 для сборки легковых радиальных покрышек с металло-
Из зарубежного оборудования для второй стадии сборки по-
крышек типа Р к легковым автомобилям известны двухпозици-
онные станки модели НО фирмы NRM, модели G-66A фирмы
VM.I-EPE и станки модели PU-15 фирмы «Континенталь».
Например, на одном барабане станка PU-15 первый сборщик
изготовляет брекерно-протекторный браслет, а на другом второй
сборщик проводит формование каркаса и окончательную сбор-
ку. Брекерно-протекторный браслет передается на формующий-
ся каркас при помощи кольца, зажимающего браслет по наруж-
ному диаметру. Привод барабана для сборки браслет — от
электродвигателя постоянного тока, который обеспечивает плав-
ный ход барабана и возможность выбора оптимальной скорости
намотки брекерных слоев. Однооборотное и позиционирующее
устройство, установленное на станке, обеспечивает равномерное
распределение стыков брекера по окружности, благодаря че-
му повышается однородность собираемой покрышки.
Привод барабана для формования каркаса — от электродви-
гателя переменного тока.
Фланцы формующего барабана при формовании и съеме по-
крышки перемещаются от привода через винтовую пару.
Отечественной промышленностью создан и осваивается трех-
позиционный агрегат модели АСПР 360-600 для сборки легко-
вых радиальных покрышек с посадочным диаметром 13" с ме-
таллокордным брекером.
Устройство агрегата АСПР 360-600. Агрегат показан на
рис. 3.20. Левая группа включает в себя станину с главным ва-
лом, на котором установлены сборочный барабан, дополнитель-
ный барабан и механизм обжатия слоев.
Техническая характеристика агрегата:
кордным брекером:
« — главный вид; б — вид в плане;
1 левая группа; 2 подвижная группа; 3 — направляющая; 4 — перекладчик каркаса-
полами есппДЧИЛбраСЛеТоа; 6~ правая группа; 7 — механизм прикатки; 8 — устройство для
подачи слоев брекера; 9 — устройство для подачи слоев корда; 10 — устройство для по-
дачи боковин; // — устройство для подачи протектора; 12 — устройство для подачи бор-
товых лент.
Размер собираемых покрышек .............................. 165Р-13
Проектная производительность, шт./ч................ 30
Диаметр барабана каркаса, мм....................... 360
Ширина, мм:
барабана..........................................• 300—350
слоев корда.................................... 450—535
бортовых лент.................................. 50—70
боковин............................... . . . 110 — 130
слоев брекера.................................. 120—155
протектора с минибоковинами.................... 150—170
Диаметр шаблонов, мм............................... 335,6
Периметр барабана для брекера, мм.................. 1700—1720
Роздвиг формующего барабана, мм:
до формования...................................... 330—350
после формования............................... 200—230
Мощность электродвигателей, кВт............................ 12,0
Частота вращения барабана, об/мин:
высокая...................................... . . 150,0
средняя................................................ 100,0
низкая............................................. 25,0
Род тока............................................. Трехфазный, пере-
менный (напря-
жение 380 В,
частота 50 Гц)
121
Давление воздуха в пневмосистеме, МПа .... 0,5-—0,6
Удельная энергоемкость, кВт/шт. ..................... 0,39
Удельная материалоемкость, кг-ч/шт................... 425,6
Показатели надежности:
средний ресурс до капитального ремонта, ч . 21 600
наработка на отказ, ч............................ 80
среднее время восстановления, ч.................. 1,25
Габаритные размеры (длинаХширинаХвысота), мм 9040x6985x2170
Масса, кг............................................ 12 770
Сборочный барабан (рис. 3.21) совместно с дополнительны-
ми барабанами, устанавливаемыми по обе его стороны на валу
станка, образует сборочный узел для формования каркаса по-
крышки. Снаружи барабаны покрываются общей резиновой диа-
фрагмой, обеспечивающей перекрытие зазоров между сектора-
ми, а также между барабанами. Сборочный барабан — разжим-
ного типа. Наружная его поверхность образована секторами 8,
на которых закреплены плечики 10. Плечики с помощью регу-
лировочных винтов 6 имеют возможность перемещения парал-
лельно оси барабана. За счет этого обеспечивается регулировка
ширины барабана. Секторы 8 шпильками 7 закреплены на ос-
новании 5, которое шарнирно крепится на рычагах 3 параллело-
траммной пары. Второй конец рычагов 3 установлен на подвиж-
ном корпусе 2 кольцевого пневмоцилиндра 4, поршень 9 которо-
го неподвижно закреплен на ступице 14 барабана.
Параллелограммная пара рычагов 3 через тягу 11 соединена
с опорой 12, неподвижно установленной на ступице 14. Длина
тяги равна половине длины рычага 3. Тяга закреплена в цент-
ральной части рычага 3. Подобная конструкция приводных ры-
чагов обеспечивает строго радиальное движение секторов бара-
бана при осевом перемещении подвижного корпуса 2 пневмоци-
линдра 4. Шпонка 1, установленная на корпусе 2, предотвраща-
ет его разворот относительно ступицы 14. Винт 13 обеспечивает
регулировку диаметра разжатия сборочного барабана.
Дополнительный барабан (рис. 3.22) предназначен: 1) для
поддержания свисающих со сборочного барабана концов корд-
ных слоев; 2) для подпрессовки пятки борта; 3) для закрепле-
ния концов наружной диафрагмы, образующей на барабане ра-
бочую полость; 4) для выполнения операции заворота слоев
корда на крыло.
Наружная поверхность барабана образована секторами 8 и
сегментами 12, которые соединены шарниром 9 между собой.
Сегмент 12 в свою очередь с помощью шарнира 10 крепится на
рычаге 13, один конец которого шарнирно закреплен на ступице
6, а другой шарнирно соединен с рычагом 14. Рычаг 14 шарнир-
но смонтирован на поршне 7 кольцевого пневмоцилиндра 5.
Кольцо 16, жестко установленное на ступице 6, имеет пазы 15
для движения рычага 14, а также служит местом установки ре-
гулировочного винта 17.
С помощью винта 17 устанавливается ход поршня 7 пневмо-
цилиндра 5, а следовательно, и диаметр разжатия дополнитель-
122
ХоЭЗЗ
Рис. 3.21. Сборочный барабан:
1 — шпонка; 2 — подвижный корпус; 3 — рычаги параллелограммной пары; 4 — подвиж-
ный пневмоцилиндр; 5 — основание; 6, 13 — регулировочные винты; 7 — шпилька крепле-
ния секторов; 8 — сектора; 9 — поршень; /0 — плечики; // — тяга; 12 — опора; 14 — сту-
пица.
ного барабана. Полость 2 на внутренней поверхности ступицы 6
барабана, ограниченная уплотнительными кольцами 3, обеспе-
чивает подводку воздуха в диафрагму через шланг 18 и канал
И в одном из сегментов 12. Полость 1 служит для подводки
воздуха в пневмоцилиндр 5. Цанга 4 обеспечивает крепление ба-
рабана на валу станка.
Ширина сегментов 12 такова, что в сложенном положении
они обеспечивают цилиндрическую поверхность барабана.
В дальнейшем, по мере разжатия барабана, расстояние между
сегментами 12 увеличивается и они начинают разворачиваться
вокруг шарнира 10. Конструкция рычагов 13 определяет поло-
жение сегментов 12 в разжатом состоянии барабана. В резуль-
тате они образуют по краям сборочного барабана цилиндриче-
ские опорные поверхности для поддержания краев кордных
слоев.
Браслетный барабан (рис. 3.23) смонтирован на ступице 1.
Через промежуточное кольцо 13, внутренний диаметр которого
больше наружного диаметра формующего барабана, на ступи-
це закреплены боковые направляющие фланцы 3 и 8. На этих
фланцах установлены две пневмокамеры 4 и 7, которые пере-
мещают в радиальном направлении сектора 11 до упора в огра-
ничительные кольца 2 и 9. Кольца закреплены на резьбе на
фланцах 3 и 8. За счет этого осуществляется их перемещение в
осевом направлении для изменения и регулировки диаметра
браслетного барабана в разжатом состоянии. На секторах 11
установлены ограничительные планки 5, определяющие ширину
накладываемого первого слоя брекера, а также магниты 10, ко-
торые обеспечивают прилипание слоев металла брекера к на-
ружной поверхности барабана при его наложении. Пазы 6 обес-
Рис. 3.22J Дополнительный барабан;
1 — полость для подвода воздуха в пневмоцилиндр; 2 — полость на внутренней поверхно-
сти ступицы; 3 — уплотнительное кольцо; 4 — цанга; 5 — пневмоцилиндр; 6 — ступица;
7 — поршень кольцевого цилиндра; 8— сектора; 9 — шарнир; 10— шарнир сегмента; 11 —
канал для подвода воздуха; 12 — сегменты; 13, 14 — рычаги; 15 — паз; 16 — кольцо; 17 —
регулировочный винт; 18 — шланг.
124
Рис. 3.23. Браслетный бара-
бан:
1 — ступица барабана; 2, 9 —
ограничительные кольца; 3,
8 — направляющие фланцы;
4, 7 — пневмокамеры; 5 —
ограничительные планки; б —
регулировочные пазы; 10 —
магниты; 11 — сектора; 12 —
резиновые шнуры; 13 — про-
межуточное кольцо.
печивают регулировку расстояния между ограничительными
планками, а резиновые шнуры 12 — возврат секторов И в сло-
женное положение после стравливания воздуха из пневмокамер
4 и 7.
Механизм обжатия (рис. 3.24) предназначен для обжатия
слоев корда по плечикам барабана. Основным рабочим органом
механизма являются обжимные рычаги 6 лепесткового типа.
Рычаги 6 шарнирно установлены на ступице 3. Короткое плечо'
обжимных рычагов снабжено роликами 5, которые взаимодей-
ствуют с конусной втулкой 4, имеющей возможность осевого пе-
ремещения от пневмоцилиндров 2. Телескоп 1 обеспечивает по-
дачу воздуха в пневмоцилиндры.
Конструкция обжимных рычагов такова, что обеспечивается
перекрытие между ними как в разжатом, так и сжатом поло-
жении.
Подвижная группа имеет основание, которое с помощью
пневмоцилиндров перемещается по направляющим, освобождая
место для перемещения перекладчика каркаса. На основании
125
установлены стойка с механизмом обжатия слоев (рис. 3.24) и
шаблон для посадки бортовых крыльев.
Правая группа состоит из станины, в которой размещены
привод формующего барабана, привод браслетного барабана,
привод формования, механизм разнесения стыков, механизм
контроля и механизм перемещения фланцев формующего бара-
бана.
На аксиально расположенных валах, установленных в ста-
нине, смонтированы формующий и браслетный барабаны.
Формующий барабан (рис. 3.25) состоит из двух боковых
фланцев 1 и 8, которые жестко смонтированы на полых валах 9
и 22, аксиально расположенных относительно друг друга. Полые
валы смонтированы в станине станка с возможностью одновре-
менного осевого перемещения навстречу или один от другого.
На фланцах 1 и 8 шарнирно установлены рычаги 6 (по 12 на
каждом фланце). Рычаги имеют профильную часть 5, которая
выполняется по конфигурации борта собираемой покрышки. Че-
рез тяги 20 рычаги соединены с подвижными фланцами 2 и 4,
на которых закреплена диафрагма 14. К фланцам 2 и 4 жестко
прикреплены цилиндрические обечайки 13 и 17, на одной из ко-
торых установлена уплотнительная манжета 16. В результате
этого предотвращается попадание воздуха из полости, заклю-
ченной между фланцами 2 и 4, в поддиафрагменную полость 3.
В полость 3 воздух поступает через канал 19 во фланце 2 и тру-
бу 18, установленную в полом валу 22. Диафрагма 14 закрепле-
на на фланцах 2 и 4 с помощью дисков 11 и 21 и прижимных
втулок 7. Пружины 12, установленные на рычагах 6, выполняют
роль плечиков формующего барабана. Пружины 10 обеспечива-
ют возврат фланцев 2 и 4 в исходное положение после стравли-
вания воздуха из полости 15.
Рис. 3.24. Механизм обжатия:
1 телескоп; 2 — пневмоцилиндры; 3 — ступица; 4 — конусная втулка; 5 — ролики; 6 — об-
жимные рычаги.
126
Рис. 3.25. Формующий барабан:
1, 8 — фланцы; 2, 4 — подвижные фланцы; 3 — полость поддиафрагменная; 5 — фасонный
профиль рычагов; 6 — рычаги; 7 — прижимные втулки; 9, 22 — полые валы; 10 — возврат-
ные пружины; И, 21 — диски; 12 — пружины, выполняющие роль плечиков формующе-
го барабана; 13, 17 — обечайки; 14 — диафрагма; /5 — внутренняя полость, образован-
ная подвижными фланцами; 16 — уплотнительная манжета; 18 — труба; 19 — канал для
подвода воздуха; 20 — тяги.
Перекладчик каркаса (рис. 3.26) предназначен для переноса
каркаса со сборочного барабана левой группы на формующий
барабан. Он установлен на каретке, которая перемещается по
направляющей станка. Перекладчик состоит из следующих ос-
новных частей: основания 10, корпуса 6 и зажима 18.
Основание крепится на каретке шпонками и имеет возмож-
ность перемещаться относительно каретки вдоль оси станка. На
цилиндрическую поверхность 8 основания устанавливается кор-
пус 6, который удерживается в вертикальном положении винтом
7 и контргайкой 9.
На резьбовых втулках 17 корпуса крепится зажим 18. Зажим
состоит из обечайки /4, в которой смонтированы радиальнопод-
вижные зажимные планки 15 с коромыслами. Зажимные планки
расположены внутри обечайки, а коромысла — снаружи ее.
Между коромыслами и обечайкой, по краям последней, поме-
щены две камеры, при подаче воздуха в которые коромысла ра-
диально отходят от центра зажима, перемещая зажимные план-
ки 15.
Между вспомогательными планками, связанными с коро-
мыслами и обечайкой, по центру зажима помещена камера, при
подаче воздуха в которую коромысла радиально сходятся к
центру зажима, перемещая связанные с ними зажимные план-
ки 15. Таким образом, происходит одновременное сжатие или
разжатие зажимных планок.
Перекладчик имеет установленный на корпусе 6 блок вы-
ключателей 13, которым контролируется сжатое или расжатое
положение планок 15.
На перекладчике имеется аварийное устройство, состоящее
из двух нажимных рычагов 3 и двух выключателей 4 и располо-
женное на кожухе 1.
127
Рис. 3.26. Перекладчик каркаса:
/ — кожух; 2, 11, 12 — регулировочные винты; 3 — нажимные рычаги; 4 — выключатели;
5 — указатель центра; 6 — корпус; 7 — винт; 8 — цилиндрическая поверхность основания;
9, 16 — контргайки; 10 — основание; 13 — блок выключателей; 14 — обечайка; 15 — зажим-
ные планки; 17 — резьбовая втулка; 18 — зажим.
При нажатии любого рычага на выключатель происходит ос-
танов каретки с перекладчиками.
Для правильной установки зажима перекладчика относи-
тельно оси сборочного и формующего барабанов имеются сле-
дующие регулировки: 1) винтами 2 регулируется положение оси
зажима перекладчика в горизонтальной плоскости; 2) втулками
17 и контргайками 16 регулируется положение оси зажима пе-
рекладчика в поперечном направлении; 3) винтом 7 и контргай-
кой 9 регулируется положение оси зажима перекладчика в вер-
тикальном направлении; 4) винтами 12 регулируется положение
оси зажима относительно оси станка в поперечном направлении;
5) винтом 11, входящим своей головкой в паз кронштейна ка-
ретки, выставляется положение центра зажима по указателю 5
относительно центров сборочного и формующего барабанов;
6) регулировка положения зажимных планок 15 относительно
осей барабанов осуществляется при помощи шпилек, соединяю-
щих зажимные планки и коромысла.
Перекладчик браслета (рис. 3.27) предназначен для перено-
са брекерно-протекторного браслета с браслетного барабана на
формующий. Он установлен на каретке, которая перемещается
по направляющей станка. Перекладчик состоит из следующих
основных частей: основания 9, корпуса 15 и зажима.
128
Основание крепится на каретке шпонками и имеет возмож-
ность перемещаться относительно каретки вдоль оси станка. На
цилиндрическую поверхность 19 основания устанавливается кор-
пус 15, который удерживается в вертикальном положении вин-
том 20 и контргайкой 18.
На резьбовых втулках 12 корпуса крепится зажим. Зажим
состоит из обечайки 1, в которой установлены радиальнопод-
вижные сегменты 4 поворотного кольца 14, при помощи которо-
го пневмоцилиндром 10 производится одновременное сжатие или
разжатие сегментов 4.
Перекладчик имеет установленный на корпусе 15 блок вы-
ключателей 7, которым контролируется сжатое или разжатое
положение сегментов 4. Дросселями 11, расположенными на
пневмоцилиндре 10, регулируют быстроту сжатия или разжа-
тия сегментов 4.
На перекладчике предусмотрено аварийное устройство, со-
стоящее из двух нажимных рычагов 5 и двух выключателей 6.
При нажатии любого рычага на выключатель происходит оста-
нов каретки с перекладчиками.
Для правильной установки зажима перекладчика относитель-
но оси браслетного и формующего барабанов имеются следую-
щие регулировки: 1) винтами 2 регулируется положение зажи-
ма перекладчика в вертикальной плоскости; 2) втулками 12 и
контргайками 13 регулируется положение оси зажима переклад-
чика в поперечном направлении; 3) винтом 20 и контргайкой 18
регулируется положение оси зажима в вертикальном направ-
Рис. 3.27. Перекладчик браслета:
1 — обечайка; 2, 3, 8, 17 — регулировочные винты; 4 — сегменты; 5 — нажимные рычаги;
6 — выключатели; 7 — блок выключателей; 9 — основание; 10 — пневмоцилиндр; 11—дрос-
сели; 12 — резьбовые втулки; 13, 18 — контргайки; 14 — поворотное кольцо; 15 — корпус;
16 — указатель; 19 — цилиндрическая поверхность основания; 20 — винт.
9—381
129
Рис. 3.28. Механизм прикатки:
1 — мотор-редуктор; 2, 10 — боковые стойки; 3, 7 — каретки; 4 — прикаточный ролик; 5 —
рычаг; 6, 11 — пневмоцилиндры; 8 — трос; 9 — конечные выключатели; 12 — рама; 13 —
/направляющие.
лении; 4) винтами 8 регулируется положение зажима переклад-
чика относительно плоскости, перпендикулярной оси станка в
поперечном направлении; 5) винтом 17, входящим своей голов-
кой в паз кронштейна каретки, выставляется положение центра
зажима по указателю 16 относительно центров браслетного и
формующего барабанов; 6) винтами 3 с контргайками регулиру-
ется положение сегментов 4 относительно осей браслетного и
формующего барабанов.
На станинах левой и правой групп устанавливается направ-
ляющая, которая состоит из двух швеллеров, обращенных пол-
ками навстречу одна другой.
По направляющей перемещается каретка перекладчиков и
приводной механизм их продольного перемещения. На направ-
ляющей установлены конечные выключатели, контролирующие
положение перекладчиков, а также блоки световых указателей
в зонах сборочных барабанов.
Механизм прикатки (рис. 3.28) состоит из кареток 3 и 7, ус-
тановленных на направляющих 13, которые в свою очередь за-
креплены на боковых стойках 2 и 10, размещенных на раме 12.
Перемещение кареток 3 и 7 осуществляется вращением ходового
винта от мотор-редуктора 1.
На каретках установлены по два пневмоцилиндра. Пневмо-
цилиндр 11 осуществляет разворот рычага 5 с прикаточным ро-
ликом 4. Пневмоцилиндр 6 осуществляет подъем кареток с при-
каточными роликами в рабочее положение.
Конечные выключатели 9 контролируют через трос 8 поло-
жение кареток 3 и 7 механизма прикатки.
Устройство для подачи слоев брекера (рис. 3.29) состоит из
двух катушек 1 для хранения резинокордного материала, кото-
рые устанавливаются на специальные платформы 8 и 12. Плат-
форма 8 выполняется поворотной, чтобы обеспечить удобство
установки катушек в питатель. Бобины 2 на консольных валах
9, закрепленных в станине 4 питателя, служат для подмотки
прокладки по мере отбора резинокордного материала из кату-
шек 1. Валы 9 — приводные. Их привод осуществляется от мо-
тор-редуктора И через цепную передачу.
130
J.
4 5
Рис. 3.29. Устройство для подачи слоев брекера:
1—катушки; 2— бобины; 3, 5 — рольганги; 4 — станина; 6 — центрирующее устройство;
7 — сборочный барабан; 8, 12 — платформы; 9 — консольные валы; 10 — компенсаторы;
11 — мотор-редуктор.
Рис. 3.30. Устройство для подачи слоев корда:
1 — склиз; 2 — приводные опоры; 3 — подторможенные опоры; 4 — рама; 5 — компенсатор;
6 — пневмоцилиндр; 7,8 — подающие лотки; 9 — сборочный барабан; 10 — поддерживаю-
щая стойка; 11 — привод раскаточного устройства.
9*
Рис. 3.31. Устройство для подачи боковин:
1 — поворотные платформы; 2 — катушки; 3 — бобины; 4 — приводной вал; 5 — мотор-ре-
дуктор; 6 — рама; 7 — пневмоцилиндр; 8 — направляющая; 9 — лоток; 10 — фотоэлементы.
Компенсаторы 10 обеспечивают синхронизацию подачи рези-
нокордного материала на сборочный барабан 7. Рольганги 3 и 5,
установленные подвижно на станине 4, позволяют приблизить
концы брекерных полос к сборочному барабану 7. Устройства 6,
установленные на рольгангах, обеспечивают центровку матери-
ала при его наложении на сборочный барабан.
Устройство для подачи слоев корда (рис. 3.30) состоит из
рамы 4, на которой смонтированы раскаточные устройства для
двух слоев корда. Каждое раскаточное устройство включает
привод И, приводные опоры 2 и подторможенные опоры 3.
В каждом устройстве, кроме того, имеются наклонный склиз 1,
обеспечивающий удобство возврата бобин с прокладкой при их
съеме с питателя, и компенсатор 5 для синхронизации раскаточ-
ной скорости питателя и скорости вращения сборочного бараба-
на 9. Между рамой 4 и барабаном 9 установлена металлоконст-
рукция 10 для подающих лотков 7 и 8. Лотки имеют возмож-
ность продольного перемещения от пневмоцилиндра 6. Верхний
лоток 7 — откидной.
В устройстве для подачи боковин (рис. 3.31) для хранения
шинного материала также применяются катушки 2. Каждая бо-
ковина хранится в своей катушке. Катушки установлены на по-
воротных платформах 1. В данном устройстве за счет разворота
платформ регулируется расстояние между боковинами. Выдача
материала из катушек 2 осуществляется за счет перемотки про-
кладки через консольный приводной вал 4 на бобину 3. Привод
раскатки — от мотор-редуктора 5 через цепную передачу. Фо-
тоэлементы 10 контролируют величину петли, образуемой при
работе устройства в зазоре между раскаточным и подающим
устройством. Подающее устройство состоит из рамы 6, направ-
ляющей 8 и лотка 9. Возвратно-поступательные перемещения
лотка осуществляются за счет пневмоцилиндра 7.
132
Устройство для подачи бортовых лент устанавливается у ба-
рабана для сборки каркаса и включает в себя механическую
раскаточную стойку и стол для отмера и отреза заготовок по
длине.
Устройство для подачи протектора (рис. 3.32) имеет роль-
ганг 5, на котором установлено центрирующее устройство 4 и
прижимной ролик 2 с приводным цилиндром 3. Рольганг про-
тектора может занимать два граничных положения. Первое
(изображенное на рис. 3.32)—рабочее. Рольганг подходит к
браслетному барабану 1. Второе — исходное. Рольганг развора-
чивается на 90°.
Механизм поворота рольганга включает параллелограммную
рычажную пару 10, поддерживающий рычаг 6, приводной ци-
линдр 9, гидропневмоусилитель 7 и раму 8.
Кинематическая схема агрегата АСПР 360-600 приведена на
рис. 3.33.
Кинематическая цепь привода барабана первой стадии. Ба-
рабан вращается в трех режимах: 1) режим быстрого враще-
ния; 2) режим замедленного вращения и 3) режим одного обо-
рота. Привод барабана осуществляется от двигателя постоян-
ного тока Д1. Тип двигателя — ПБСТ-32. Частота вращения
вала двигателя может регулироваться с помощью тиристорного
преобразователя в пределах от 300 до 3000 об/мин. Мощность
двигателя М = 2,2 кВт. Крутящий момент от двигателя Д\ через
редуктор 7, звездочки 2 и 3, соединенные цепью, передается ва-
лу 4, на котором смонтирован барабан первой стадии. ^Макси-
мально возможная частота вращения вала 4:
1 22
п4 = 3000-g-54- =я 152,7 об/мин
Рис. 3.32. Устройство для подачи протектора:
1 — браслетный барабан; 2 — прижимной ролик; 3, 9 — приводные цилиндры; 4 — центры-*
рующее устройство; 5 — рольганг; 6 — поддерживающий рычаг; 7 — гидропневмоусили-*
тель; 8 — рама; 10 — параллелограммная рычажная пара.
133
где 8 — передаточное отношение редуктора РЧУ-100; 22 и 54 —
числа зубьев звездочек 2 и 3.
Минимально возможная частота вращения ц4/Ю =
= 15,27 об/мин, где 10 — предел регулирования скорости двига-
теля Дь
На валу 4 установлена звездочка 5, которая цепью соеди-
нена со звездочкой 6, смонтированной на валу механизма раз-
несения стыков 7. Конечные выключатели БЫ—БВ8, установ-
ленные в механизме 7, контролируют положение барабана пер-
вой стадии при работе агрегата в автоматическом режиме и в
режиме одного оборота. Частота вращения барабана устанавли-
вается из условия обеспечения его останова в заданном положе-
нии с требуемой точностью.
Кинематическая цепь собранных механизмов первой стадии.
Перемещение шаблонов осуществляется пневмоцилиндрами Ц1
и Ц2, которые приводят во вращение рычаги 8 и 9, взаимодейст-
вующие с основаниями шаблонов 10 и 11. Шаблоны перемеща-
ются по направляющим 12 и 13. В головках шаблонов располо-
жены кольцевые пневмоцилиндры ЦЗ и Ц4, осуществляющие
взаимно-поступательное перемещение посадочных колец шабло-
нов. Рычаги 8 и 9 через кривошипы 14 и 15 соединены с зубча-
той парой 16 синхронизатора перемещения шаблонов. Конеч-
ные выключатели ВК1—ВК4 контролируют положение шабло-
нов. Пневмоцилиндры Ц5 и Ц6 обеспечивают сжатие и разжа-
тие рычагов механизмов обжатия 17 и 18. Пневмоцилиндры Ц7
и Ц8 через систему рычагов осуществляют возвратно-поступа-
тельное перемещение механизмов 17 и 18. Положение данных
механизмов контролируют конечные выключатели ВК5—ВК8.
Пневмоцилиндры Ц7 и Ц8 осуществляют перемещение подвиж-
ной группы механизмов в направлении, перпендикулярном оси
станка. Подвижная группа перемещается по направляющим 19
и 20. Положение подвижной группы контролируется конечными
выключателями ВК9 и ВКЮ. Пневмоцилиндр Ц9 обеспечивает
выдвижение центра 21, соединяющего подвижную группу с ва-
лом 4. Конечный выключатель ВКИ контролирует положение
центра. Пневмоцилиндр Ц10 осуществляет возвратно-поступа-
тельное движение прикаточного ролика 22.
Пневмоцилиндры ЦП и Ц12 обеспечивают разжатие и сжа-
тие секторов сборочного барабана первой стадии, а пневмока-
меры К1 и К2 — заворот слоев корда на крыло. Световые ука-
затели позволяют осуществлять визуальный контроль за точно-
стью наложения деталей на сборочный барабан. Электрическая
педаль П1 обеспечивает вращение барабана в режиме одного
оборота, П2 — вращение барабана по часовой стрелке, ПЗ —
против часовой стрелки. Пневмоцилиндр Ц13 осуществляет под-
вод и отвод лотка питателя боковин. Контроль положения лот-
ка ведется с помощью конечных выключателей ВК12 и ВК13.
Пневмоцилиндр Ц14 обеспечивает возвратно-поступательное
движение лотка питателя слоями корда.
135
Кинематическая цепь привода формующего барабана. Вра-
щение барабана осуществляется в двух режимах: 1) режим бы-
строго вращения и 2) режим замедленного вращения. Привод
барабана — от двигателя постоянного тока Д2. Тип двигателя —
ПБСТ-32. Частота вращения регулируется от 300 до 3000 об/мин.
Мощность двигателя N — 2,2 кВт.
Крутящий момент от двигателя Д2 через редуктор и звездоч-
ки 23, соединенные цепью, передается на вал барабана 24.
Максимально возможна частота вращения вала 24, как и вала
4, равна 152,7 об/мин, минимальная— 15,27 об/мин.
Кинематическая цепь привода перемещения фланцев 25 и 26
формующего барабана. Перемещение фланцев осуществляется
от двигателя Дз (Л7= 1,1 кВт, п— 1400 об/мин) через клиноре-
менную передачу 27 со шкивами 28, редуктор 29, цепную пере-
дачу со звездочками 30 и 31 и винтовые пары 32 и 33 с левой и
правой резьбой. Гайки винтовых пар соединены с фланцами ба-
рабана 25 и 26 с помощью подвижных в осевом направлении ва-
лов 24 и 34. Скорость перемещения фланцев определяется по
уравнению
1 1 1 t
V — 11 *р.п *ред *ц.п 1000
1 1 28 6
= 1400 ] 50 32 1000 •ж 0,084 м/мин
Цепная передача, образованная звездочками 35, соединяет
механизм перемещения фланцев с механизмом контроля их по-
ложения, который выполнен в виде винтовой пары, гайка ко-
торой несет флажок. Для контроля положений применяются ко-
нечные выключатели БВ9 и БВ10.
Кинематическая цепь привода браслетного барабана. По кон-
структивному выполнению эта цепь аналогична цепи привода
барабана первой стадии. Тип двигателя Д4— ПБСТ-32 (N —
— 2,2 кВт, л = 300 н-30000 об/мин).
Крутящий момент от двигателя Д4 через редуктор и цеп-
ную передачу, образованную звездочками 36, передается
на вал 37 (/г,37= 15,27 4-152,7 об/мин).
Цепная передача со звездочками 38 и 39 соединяет вал 37 с
механизмом разнесения стыков 40. В механизме 40 установлены
конечные выключатели БВ11—БВ18, контролирующие положе-
ния браслетного барабана при работе агрегата в автоматиче-
ском режиме и режиме одного оборота.
Кинематическая цепь механизма прикатки. Механизм при-
катки имеет две каретки, совершающие возвратно-поступатель-
ное движение от центра формующего барабана. Перемещение
кареток осуществляется от мотор-редуктора Л4^(МРЛ-1-~ |
через винтовые пары 41 и 42.
136
Скорость перемещения кареток:
6 6 л о
ск = пред Ю00 —63 Ю00 — 0,378 м/мин
На каждой каретке смонтированы по два пневмоцилиндра.
Пневмоцилиндры Ц15 и Ц16 осуществляют подвод прикаточных
механизмов к барабану, а Ц17 — поджатие прикаточных роли-
ков 43 к барабану. Конечные выключатели ВК16 и ВК17 конт-
ролируют положение кареток в нижнем положении, а БВ19—
БВ23 определяют цикл прикатки.
Кинематические цепи исполнительных механизмов второй
стадии. Формирующий барабан: пневмоцилиндр Ц18 осущест-
вляет сжатие и разжатие плечиков барабана, камера КЗ —
формование каркаса. Браслетный барабан: камер К4 произво-
дит разжатие барабана. Питатель протектора: пневмоцилиндр
Ц19 и гидродемпфер Ц20 осуществляют подвод и отвод рольган-
га протектора к барабану. Конечные выключатели ВК18 и ВК19
контролируют положение рольганга. Пневмоцилиндр Ц21 под-
нимает прикаточный ролик 44 к барабану.
Световые указатели Л8—ЛЮ служат для визуального конт-
роля за точностью наложения деталей покрышки на барабаны.
С помощью педали П4 осуществляется вращение формую-
щего барабана по часовой стрелке. П5— против часовой стрел-
ки, П6— вращение браслетного барабана в режиме одного обо-
рота; П7 — вращение браслетного барабана по часовой стрел-
ке, П8 — против часовой стрелки.
Пневмоцилиндр Ц22 осуществляет подвод-отвод лотка пита-
теля первым слоем брекера, Ц23 — подвод-отвод лотка питате-
ля вторым слоем брекера. Конечные выключатели ВК20—ВК23
контролируют положение лотков.
Кинематические цепи перекладчиков каркаса 45 и браслета
46. Перекладчики 45 и 46 установлены на каретке 47, которая
перемещается по направляющим станка-агрегата. Перемещение
перекладчиков осуществляется цилиндрами Ц24, Ц25, Ц26.
Пневмогидроцилиндры Ц25 и Ц26 установлены на станине
станка, а цилиндр Ц24 — на каретке перекладчиков 47. Конеч-
ные выключатели ВК24—ВК27 контролируют положение карет-
ки перекладчиков.
Камеры К5 и К7 осуществляют сжатие и разжатие секторов
перекладчика каркаса, а пневмоцилиндр Ц27 — секторов пере-
кладчика браслета.
Конечные выключатели БВ24—БВ27 контролируют состоя-
ние перекладчиков.
Кинематические цепи привода раскатки питателей. В агрега-
те имеется шесть однотипных приводов раскатки. Рассмотрим,
например, раскатку питателя боковины (левой).
Привод раскатки осуществляется от мотор-редуктора М2
/ 40 \
/МРА-IIj—И через цепную передачу, образованную звездочками
137
48 и 49. Скорость раскатки определяем по формуле
18 18
^раск = Яред "зо- = 40 = 20 об/мин
где /гред = 40 об/мин — частота вращения входного вала редукто-
ра; 18 — число зубьев звездочки 48; 36 — число зубьев звездоч-
ки 49.
Механизм 50, образованный звездочками, осуществляет от-
деление прокладки от резинокордного материала. Фотоэлемент
Ф1 контролирует величину петли в компенсаторе.
По аналогии кинематические цепи других питателей вклю-
чают в себя: 1) питатель боковинами (правый)—мотор-редук-
тор 7И3, звездочки 51 и 52, механизм отделения прокладки 53,
фотоэлемент Ф2; 2) питатель первым слоем корда — мотор-ре-
дуктор М4, звездочки 54 и 55, механизм отделения прокладки 56
и конечный выключатель БВ28 (контроль петли); 3) питатель
вторым слоем корда — мотор-редуктор Л45, звездочки 57 и 58,
механизм отделения прокладки 59, конечный выключатель
БВ29; 4) питатель первым слоем брекера — мотор-редуктор М6,
звездочки 60 и 61, механизм отделения прокладки 62 и конеч-
ный выключатель БВЗО; 5) питатель вторым слоем брекера —
мотор-редуктор Л47, звездочки 63 и 64, механизм отделения про-
кладки 65 и конечный выключатель БВ31.
Технологический процесс сборки покрышек на агрегате
АСПР 360-600 расчленен на три позиции, на каждой из которых
одновременно выполняется комплекс переходов: 1) первая пози-
ция— первая стадия сборки и передачи каркаса на формующий
барабан; 2) вторая позиция — сборка брекерно-протекторного
браслета и передача его на позицию формования; 3) третья по-
зиция— вторая стадия сборки (формование каркаса и оконча-
тельная сборка покрышки).
Такое расчленение технологического процесса на позиции
позволяет совместить во времени выполнение на них сборочных
переходов, повысить уровень механизации и автоматизации, ус-
транить ручной труд при передаче и наложении деталей по-
крышки на сборочные барабаны. Это осуществляется за счет
создания автономных сборочных (и питающих) устройств для
выполнения группы переходов на каждой позиции. Технологи-
ческие переходы при сборке покрышки на трехпозиционном аг-
регате АСПР 360-600 приведены в табл. 3.9.
Дифференциация технологического процесса сборки, выде-
ление из общей сборки независимой узловой сборки позволяют,
как известно, повысить производительность труда. Например,
выделение из общей сборки легковых радиальных покрышек с
посадочным диаметром 13" изготовления брекерно-протекторно-
го браслета позволяет повысить производительность труда поч-
ти в 1,5 раза.
Устройство станка СПРБ 330-300. Станок СПРБ 330-300
(рис. 3.34) предназначен для второй стадии сборки легковых
138
№ №
пози- пере-
ции хода
2
Таблица 3.9
Технологические переходы при сборке покрышки 165Р-13
на агрегате АСПР 360-600
Содержание перехода
Эскиз сборки
1
2
3
4
5
6
7
8
9
Посадить крылья на шаблон
Разжать барабан для сборки покрышки
Наложить тканевые бортовые ленты
Освежить бортовые ленты бензином
Наложить, отрезать и состыковать первый
слой корда
Освежить бензином первый слой корда
Наложить второй слой корда
Освежить бензином второй слой корда
Сформировать борт:
завернуть слои под крыло
посадить крыло
10
11
12
13
1
2
3
4
5
завернуть слои на крыло
прикатать (дублировать) борт
Наложить и состыковать подбрекерные ленты
Наложить боковины, сдублированные с рези-
новой бортовой лентой
Прикатать каркас
Подвести перекладчик, снять каркас и пере-
дать на позицию формования
Разжать барабан для сборки брекерно-про-
текторного браслета
Наложить, отрезать и состыковать первый
слой брекера
Наложить, отрезать и состыковать второй слой
брекера
Наложить и состыковать протектор
Подвести перекладчик, снять браслет, пере-
дать на позицию формования
139
Продолжение
№ №
пози- пере-
дни хода
Содержание перехода
Эскиз сборки
3
Зафиксировать каркас на формующем бара-
бане, отвести перекладчик
Сформовать каркас, наложить брекерно-
протекторный браслет
Прикатать, сдублировать брекерно-протектор-
ный браслет с каркасом
Сжать барабан, снять покрышку, передать на
транспортер
покрышек радиальной конструкции с посадочным диаметром
13" на мягком сборочном барабане (диафрагме) с использова-
нием брекерно-протекторного браслета, изготавливаемого на
специальном многопозиционном роторном агрегате конструкции
никтишп.
Станок имеет программно-цикловое управление, выполненное
на бесконтактных элементах «Логика Т».
Задание программы производится вручную переключателя-
ми типа ПМП, находящимися в блоке задания программы, рас-
положенном на шкафу управления.
Данный станок создан на базе станков СПР 330-300 и СИР
330-440, поэтому конструкции таких узлов, как группы правой,
сборочного барабана, указателя центра, устройств для наложе-
ния боковин (правого и левого) аналогичны прототипу.
Однако станок СПРБ 330-300 имеет конструктивные отличия
от станков СПР: 1) вместо левой группы установлено переда-
5
I , -1.1 / =3-
-------- ----—----
Рис. 3.34. Станок СПРБ 330-300:
/ — передающее устройство; 2 — прикатчики; 3 — указатель центра; 4 — пульт управле-
ния; 5 — электрооборудование; 6 — правая группа.
140
ющее устройство; 2) отсутствует механизм хранения протекто-
ров; 3) прикатчики, аналогичные по конструкции прикатчикам
станков типа СПР, установлены под углом 45° к горизонталь-
ной плоскости из-за необходимости освободить пространство
под барабаном для обеспечения перемещений передающего
устройства.
Техническая характеристика станка:
Диаметр диафрагмы, мм..................................... 360
Расстояние между фланцами, мм:
минимальное............................................. 290
максимальное........................................... 330
Максимальная скорость вращения барабана, об/мин 150
Проектная производительность, шт./ч........... 24
Давление воздуха в пневмосистеме, МПа .... 0,5—0,6
Мощность электродвигателей, кВт ...... 7,7
Вакуум, кПа................................. 53,2
Габаритные размеры (длинаХширинаХвысота), мм 5100x3300x1600
Масса, кг................................................. 6820
Передающее устройство служит для передачи и посадки на
диафрагму станка брекерно-протекторного браслета и состоит
из четырех барабанов, представляющих собой накопитель брас-
лет, и перекладчика. Барабаны складной конструкции установ-
лены на стойке и имеют возможность поворачиваться вокруг
ее оси.
Перекладчик представляет собой замкнутую обечайку с за-
хватами, укрепленную на корпусе с возможностью перемещения
вдоль оси станка по цилиндрическим направляющим.
Приводом перекладчика служит пневмоцилиндр, находящий-
ся внутри рамы станка.
Передающее устройство работает следующим образом. Бре-
керно-протекторный браслет (пояс) надевается на барабан и
центрируется по выступу на барабане своей боковой кромкой.
Точность (правильность) центрирования контролируется свето-
вым указателем центра. Затем подводится перекладчик, обжи-
мает захватами брекерно-протекторный браслет и передает его
на сборочный барабан (диафрагму) станка.
Технологические переходы при сборке легковой покрышки
на станке СПРБ 330-300 приведены в табл. 3.10.
Схема управления станком предусматривает два режима ра-
боты— наладочный и полуавтоматический. Выбор режима осу-
ществляется переключателем «Автомат — наладка» на пульте
управления. Наладочный режим служит для наладки станка и
проверки управляемости механизмов.
Для начала работы в полуавтоматическом режиме необхо-
димо поставить переключатель в положение «Автомат». В этом
положении кнопкой «Начало цикла» или кнопкой «Набор опе-
раций» устанавливают (набирают) требуемую программу вы-
полнения переходов сборки. Затем нажимается кнопка «Пуск
цикла» и начинается выполнение набранных переходов в авто-
141
Таблица 3.10
Технологические переходы при сборке покрышки 165Р-13
на станке СПРБ 330-300
№ №
пози- пере-
дни хода
Содержание перехода
Эскиз сборки
Надеть каркас на сборочный барабан
2
1
1
2
3
4
5
6
7
8
9
Зафиксировать каркас на сборочном барабане
Посадить брекерно-протекторный браслет на
перекладчик
Передать браслет на сборочную позицию
Посадить браслет па каркас
Сформовать каркас
Прикатать протектор
Освежить бензином участок каркаса иод бо-
ковины
Наложить боковины левую и правую одновре-
менно
Прикатать (сдублировать) боковины
Проколоть шилом протектор и боковины;
снять покрышку со станка
матическом режиме. Цикл выполнится до конца, если не будет
прерван нажатием на кнопку или аварийным выключателем.
Для продолжения работы сборщику достаточно нажать на
пульте кнопку «Напряжение» и кнопку «Пуск цикла». Работа
механизмов продолжится с того момента, когда было снято на-
пряжение с контактной схемы управления.
Блок задания программы состоит из 10 двухплатных коди-
рующих переключателей, каждый из которых отделен друг от
друга коммутаторной лампой.
Переключатели типа ПМП производят кодирование набран-
ного десятичными цифрами перехода в прямом и обратном
двоичном коде.
До начала работы на станке должна быть набрана (закоди-
рована) программа работы, для чего последовательно, начиная
142
Рис. 3.35. Кинематическая схема станка СПРБ 330-300:
/ — приводной элемент; // — система рычагов; /// — сектора; IV — передача винт-гай-
ка; V — пневмокамера; V/— двойной цилиндр; V//— перекладчик; VIII— направляющие;
IX — мембранные устройства. Остальные обозначения те же, что и на рис. 3.19.
с первого переключателя, выставляют коды переходов сборки.
Любой переход можно «убрать» из цикла, набрав вместо не-
го код «01» — пропуск.
В случае необходимости сборщик всегда может определить,
какой переключатель в данный момент подключен, путем на-
жатия соответствующей кнопки. При этом загорается лампочка
справа от переключателя.
Кинематическая схема станка СПРБ 330-300 приведена
(рис. 3.35). Кинематические цепи главного движения (враще-
ния барабана), сведения и разведения фланцев (формование
каркаса), перемещений (подач) прикаточного устройства и на-
ложения боковин аналогичны кинематическим цепям станков
типа СПР (СПР 330-440, СПР 360-370 и др.), поэтому нумера-
ция звеньев, входящих в названные цепи сохранена.
В связи с этим приводится описание только кинематических
цепей ориентирования брекерно-протекторного браслета и пе-
ремещений перекладчика брекерно-протекторного в зону сбор-
ки. На рис. 3.35 римскими цифрами обозначены звенья, входя-
щие в кинематические цепи, отличающие кинематическую схему
станка СПРБ 330-300 от кинематических схем станков СПР.
143
Кинематическая цепь ориентирования брекерно-протектор-
ного браслета. Данная кинематическая цепь является настроеч-
ной и служит для установления точного положения брекерно-
протекторного браслета по кромке перед захватом его для пе-
редачи в зону сборки. Этим самым обеспечивается точное
положение (центрирование) брекерно-протекторного браслета
по отношению к каркасу.
Приводной элемент /, которым является кольцевая пружи-
на, через систему рычагов II раздвигает сектора III в исходное
положение, в котором происходит надевание браслета и захват
его перекладчиком. Перемещение (ориентирование) браслета
в требуемое положение осуществляется передачей винт-гайка IV
вручную вращением маховика (на схеме не показан). Для ос-
вобождения брекерно-протекторного браслета после захвата его
перекладчиком сектора III сдвигаются радиально к центру под
действием пневмокамеры V и системы рычагов II.
Кинематическая цепь перемещений перекладчика брекерно-
протекторного браслета. Для движения перекладчика из нейт-
рального положения к устройству ориентирования усилие от
двойного цилиндра VI передается перекладчику VII, который по
направляющим VIII передвигается в крайнее левое положение.
В этом положении мембранные устройства IX перекладчика
VII захватывают браслет и под действием двойного цилиндра
VI переносят его в зону сборки покрышки со скоростью 0,35 м/с.
Станки для совмещенной сборки легковых радиальных по-
крышек. В последние годы ведутся работы по созданию обору-
дования для совмещенной сборки покрышек типа Р к легковым
автомобилям [2].
Под совмещенной понимается сборка, при которой изготов-
ление каркаса первой стадии, наложение слоев брекера, протек-
тора и формование покрышки происходит на одном барабане.
Совмещенная сборка может быть только однопозиционной.
При однопозиционной сборке наложение слоев брекера и про-
тектора осуществляется на одном и том же барабане, т. е., ина-
че говоря, технологический процесс сборки построен по принци-
пу концентрации операций и переходов.
В настоящее время при массовом производстве шин наме-
тилась тенденция к дифференциации операций — к выделению
узловой сборки из общей сборки. Так, например, изготовление
брекерно-протекторного браслета осуществляется либо на дру-
гом, самостоятельном агрегате, либо на этом же станке. В по-
следнем случае сборка совмещенная двухпозиционная.
Передача и центрование брекерно-протекторного браслета
относительно каркаса осуществляется при помощи перекладчи-
ка, после чего браслет дублируется с каркасом. Весь процесс
можно заранее запрограммировать и выполнять в полуавтома-
тическом или автоматическом режимах.
Для совмещенной сборки используются несколько типов
станков. Станок модели PR-730 в зависимости от выбранной
144
cd
Е
S
га
ф
а
д
о.
га
о
Е
га
2
д
о
га
ф
га
Я
га
а.
о
V©
«
о
Е
S
Ф
3"
ф
£
д
о
К
14
сч
1Л
ю
U
Я
о
Я
га
СО
со
S
Ни *->
Ч оо
О сд “Я
Е ©
ч
•г Ф
К ® Н
Ч ® та
Ч'й п
га д
►г<
Я <я
О ХО
га
'S’®
S s
Е
к
га
о
&
оэ g 3
сх
LfO «
Я rv О
я , га
я Ахо
Ф д ,
га »;« |
о
га
Ч
>>
Е
»Я
я
я
о
ч
га
га
га
Я
«
2
д
ф
га
о
га
Ч
&
га
я
ф
о
О ф
ХО
га
Я
S
га
га
о
я
S
а
о
•&
см
Е
Е
W
га
га
Ф
га
3 &
д Ч
га
в
Е
я
я
ф
я
о
га
га
я
га
га
га -
О.ХО
Я I
я
о
га
см
S д
и jg
S «
ни .А
я о
х w
ф
ф
га
га
я
я
Ч
о
. га
Ч £
я
Я О
фХО
га
я к
га s
ex s
Е д.
га
ф
га
СП
s
га
я
н
га
га
Я
К
'о
Ч
К
К
Я
я
ф
о
га
га
я
«
д
д
га
к
га
Ч
а
га
S
сп „
Я ХО
Я д
га о,
X д
Ф ХО
S
«
я
ф
д
га
га
я
д
га
ф
я
я
га
о
Е
С
я
я
2
га
га
2
я
о
га
о
я
S
га
я
га
га
к
га
я
га
хо
о S
я ® >о
gXO
& - я
о га ф
eg
я
я
га
ф
га
ф
Ч
га
S
со
я
Я
га
га
ф
2
С
о
н
я
я
S
я
о
«
ф
га
ф
га
я
2
га
га
д
га
Ч
ф
К
к
га
ч
я
га
хо
га
га
я
о
га
хо
ь? га
О Я
д д
я
я «
ф -•
я
о
га
хо
а
о
га
ф
га
ф
га
я
2
га
га
»я
д
я
д
га
ф
я
я
га
о
я
10—381
А-А
см
со
ю
га
м
Я
га
cd
С
В
К
га
га
га
со
со
S
S
х©
га
га
я
С\)” Si
3
tat
га
о
ч
ХО
о
хо
к
га
я
га
га
о
я
2
о
В
Я
О
к
ч
о
яхо
я
о
га
=я
ч
га
га
га
ч
я
га
Я
2
ч
га
га
га
га
о
га
га
К
я
я ..
га \о
3 5
Я
га
га
Я
в
Я
га
о
Ч
ХО
га
х
га
S
га
га
я
о
хо
Я
Я Я
га
я
2
01
Я
Я
к § «
О о
н
га
X я
|=:
и
и
га »я
га
га
о
и
ч
в
w
гаю^
3 I
S
S
га
х
S
о
с
к
га
я
0> .
3^
га
В
s
в
га
£
га
га
ч
к
я
я
га
3
га
К
w
S
о
3
к
га
о
ч
к га
яхо
я
га
га
2
о
ч
Я
я
га
о
га
га
га
к
ч
га^
га
га я
л
к
ч
ч
ч
к
га
Ч
га
я
Д'
Я
га
я
яхо,
га
К Сч
га
я
я
хо
га
га
£ s " я
га
Ч fc хо
Я я
я
X
3
га
о
га
Ч
га
ч
га
я
га
Ч
Я =Е
ХО
о
я
га
Ч
о
Я
га
Ч
га
я
3 га
О U
S к
о
хга
S
га
га
К
ч
о
в
ч
га
га
я
га ।
Ч I
Я о-
я
я
ч
о
с
о
к
я
Ч
о
га
о
га
к
ч •
о
в
га
В
_ га
яхо
Я хо га
О
га
ч
я
я
ч
я
я
° га
Q, я 5К
Я -
я
га
ч
о
Ч
я
я
ч
Я га
я 2
о ч
га
а
к
га
я
3
S
га
3
2
2
к к
я я
Я Я
га га я.
33ч
га га га
2 S £
гага"
га га 2
я в §
я
а
о °
gxo
о
о
о
я
ч
о
Я
«
Ч
га
я
ч
я
ч
я
ч
га
Я
с
га
х
га
га
я
технологии может быть одно- и двухпозиционным. В двухпози-
ционном станке используется механизм для передачи брекерно-
протекторного браслета; в однопозиционном станке наложение
брекера и протектора осуществляется непосредственно на ос-
новном барабане со вспомогательного питающего устройства.
Некоторые фирмы, в частности «Клебер-Коломб» (Франция),
осваивают оборудование, отличительной особенностью которого
является совмещение обеих стадий сборки на одном станке с
армированной диафрагмой.
Наибольшее распространение получили станки для совме-
щенной сборки, на которых брекерно-протекторный браслет из-
готавливается на второй позиции станка, а сборка каркаса, его
формование, соединение с брекерно-протекторным браслетом и
дублирование проводятся на одном разжимном барабане.
Часто для увеличения производительности станков на пер-
вой стадии сборки покрышек с открытой схемой борта сначала
накладывают бортовые ленты и боковины, а затем слои корда.
Сборочный металлический барабан при совмещенной сборке
можно установить в трех разных положениях: 1) цилиндриче-
ский барабан сжат до минимального диаметра, что необходимо
для передачи крыла на шаблон, наложения герметизирующего
слоя и слоев корда, установки крыльев концентрично отно-
сительно барабана и съема собранной покрышки; 2) цилиндри-
ческий барабан разжат для возможности установки крыльев в
борт покрышки и обеспечения жесткой цилиндрической опоры
в середине барабана; 3) барабан тороидальной формы для за-
ворота слоев на крыло, наложения слоев брекера и протектора
с жесткой опорой по середине барабана для их прикатки.
Из отечественного оборудования для совмещенной сборки не-
обходимо отметить новый механизированный станок СПК,-12 с
разжимным жестким барабаном и программным управлением
с бесконтактными датчиками путевого контроля, разработан-
ный НИКТИШП [14], а также станок СППР 550-620 с разжим-
ным полуплоским барабаном (рис. 3.36), разработанный
НИИшинмашем.
Станок СППР 550-620 предназначен для совмещенной сбор-
ки покрышек типа Р размера 165Р-13 послойным методом.
Техническая характеристика станка СППР 550-620:
Размер собираемых покрышек........................ 165Р-13
Диаметр сборочно-формующего барабана, мм:
минимальный ............................................. 315
максимальный.........................: . . 550
Раздвиг фланцев барабана, мм..................... 200—340
Пределы регулирования диаметра сборочно-формующе-
го барабана, мм................................... 360—400
Диаметры дополнительных барабанов, мм ... . 360; 370; 380 390;
400
Диаметр шаблона для посадки крыльев, мм . . . . 330
Наибольшая ширина слоя корда, мм......................... 620
Производительность при сборке покрышки размера
165Р-13, шт./ч.......................................... 11
Ю* 147
Установленная мощность электродвигателей, кВт . . 5,8
Частота вращения сборочного барабана, об/мин . . 110—150
Давление сжатого воздуха в сети, МПа................. 0,5—0,6
Ток питающей сети........................................Трехфазный, пере-
менный (напря-
жение 220/380 В,
частота 50 Гц)
Габаритные размеры (длинаХширинаХвысота), мм 4155x 1300x2000
Масса, кг........................................ 4000
Правая группа (рис. 3.37) имеет станину 14, в которой уста-
новлен полый вал 7 для вращения сборочно-формующего бара-
бана, а внутри него — валик 8 для передачи крутящего момен-
та при складывании и раскрытии секторов барабана.
На станине смонтированы два пневмоцилиндра 9 и 10. Ци-
линдром 10 перемещается дополнительный барабан в исходное
положение для сборки кордных браслетов, а цилиндром 9 — до-
полнительный барабан для сборки брекерно-протекторного
браслета.
Внутри станины установлены четыре гидроцилиндра: два
гидроцилиндра 1 и 3— для перемещений механизма формиро-
вания борта и два гидроцилиндра 2 и 6 — для перемещений
шаблона посадки бортовых крыльев, а также блоки конечных
выключателей 4 и 5 для контроля перемещений механизма фор-
мирования борта и шаблона посадки бортовых крыльев, соот-
ветственно.
На задней стенке станины смонтирован дифференциальный
механизм 13, соединенный тягой 12 с блоком конечных выклю-
чателей 11, контролирующих радиальное перемещение (раскры-
тие) секторов сборочно-формующего барабана, перемещение
плечиков барабана и работу механизма одного оборота.
Левая группа состоит из станины, в которой аналогично
правой группе размещены цилиндры для перемещения механиз-
ма формирования борта и цилиндры для перемещения шаблона
посадки крыльев, а также блоки конечных выключателей для
контроля за перемещениями механизма формирования борта и
шаблона, соответственно. Кроме того, в станине установлена
подвижная направляющая для обеспечения соосности сборочно-
формующего барабана, механизмов обработки борта, шаблонов
и прикатчиков станка. Внутри направляющей расположен пнев-
моцилиндр, корпус которого с направляющим конусом пере-
мещается вдоль оси станка.
Сборочно-формующий барабан (рис. 3.38) установлен на
приводе вращения, складывания и раскрытия, смонтированном
в правой группе станка. Полый вал барабана 23 жестко соеди-
нен с полым валом станка 20, установленным в подшипниках
качения станины правой группы. Полый вал станка 20 взаимо-
действует через тормозной шкив 18 с тормозной камерой 17>
расположенной на задней стенке станины (см. рис. 3.37). Внут-
ри полого вала 20 в подшипниках установлен вал 14, на кото-
148
Рис. 3.38. Сборочно-формующий барабан:
1, 2 — дополнительные барабаны; 3 — шаблон; 4 — механизм обработки борта; 5 — секто-
ра сборочно-формующего барабана; 6 — система рычагов; 7 — подвижные кольцевые ди-
ски; 8 — плечики барабана; 9 — резиновая диафрагма («рубашка»); 10 — кольцевой пнев-
моцилиндр; 11 — блок конечных выключателей; 12 — тяга; 13— дифференциальный меха-
низм; 14 — вал складывания и раскрытия секторов барабана; 15 — шестерня; 16 — элект-
ромагнитная муфта; 17 — тормозная камера; 18 — тормозной шкив; 19— коллектор; 20 —
полый вал станка; 21—трубопровод; 22 — ступица; 23 — полый вал барабана; 24 — на-
правляющая левой группы.
ром смонтированы шестерня 15 и электромагнитная муфта 16.
При включении тормозной камеры 17 и отключении электромаг-
нитной муфты 16 и последующем вращении вала 14 произво-
дится складывание или раскрытие секторов 5 сборочно-форму-
ющего барабана.
При включении электромагнитной муфты 16 и отключении
тормозной камеры 17 и последующем вращении вала 14 кру-
тящий момент передается полому валу 23, на котором установ-
лен сборочно-формующий барабан.
Шестерня полого вала 20 и шестерня вала 14 находятся в
зацеплении с шестернями дифференциального механизма 13,
который посредством тяги 12 соединен с блоком конечных вы-
ключателей 11, управляющим складыванием и раскрытием сек-
торов 5.
Сборочно-формующий барабан состоит из секторов 5, кото-
рые шарнирно, посредством системы рычагов 6, соединены со
ступицей 22, расположенной на полом валу 23. Внутри вала 23
в подшипниках качения установлен ходовой винт с правой и
левой резьбой, на котором смонтированы гайки, жестко соеди-
ненные с подвижными кольцевыми дисками 7. При вращении
вала 14 крутящий момент передается ходовому винту, гайки
которого перемещают диски 7, а последние, воздействуя на си-
стему 6, радиально перемещают (складывают или раздвигают)
сектора 5. На секторах установлены сферические пружины и
мостики, которые перекрывают промежутки между секторами
при увеличении наружного диаметра барабана.
Кольцевые диски 7 регулируемыми винтами жестко соедине-
ны с правым и левым узлом плечиков 8. Узел плечиков 8 состо-
ит из обоймы с направляющими, на которых установлена коль-
цевая пружина растяжения. Все направляющие узла 8 соеди-
нены рычагами с кольцевым пневмоцилиндром 10, который
осуществляет радиальные перемещения направляющих (раскры-
тие барабана). На секторах 5 и плечиках 8 установлена резино-
вая диафрагма («рубашка») 9. Раскрытие плечиков 8 осущест-
149
вляется подачей сжатого воздуха в коллектор 19, а от него через
трубопровод 21 в пневмоцилиндры 10. При сбросе давления
сжатого воздуха в пневмоцилиндрах 10 под действием сжимаю-
щих усилий кольцевой пружины и резиновой «рубашки» 9 на-
правляющие и поршень возвращаются в исходное положение.
Соосность сборочно-формующего барабана и механизмов об-
работки борта 4, шаблона 3, дополнительных барабанов 1 и 2
обеспечивается направляющей 24 левой группы.
Механизм съема покрышек (см. рис. 3.36) состоит из карет-
ки, в которой установлены два пневмоцилиндра для возвратно-
поступательных перемещений съемного лотка. Корпус каретки
установлен на горизонтальной направляющей, закрепленной на
раме станка, и соединен с пневмоцилиндром, который и пере-
мещает каретку вдоль оси станка. Величина перемещения ка-
ретки регулируется упорами.
Прикатчики (поз. 16, рис. 3.36) смонтированы на раме стан-
ка. Они позволяют автоматически прикатывать протектор и бо-
ковины по профилю покрышки. Конструкция прикаточного уст-
ройства заимствована из станков типа СПР и поэтому подроб-
но не рассматривается.
Кинематическая схема станка СППР 550-620 приведена на
рис. 3.39.
Кинематическая цепь главного движения (вращения сбороч-
но-формующего барабана). Вращение барабана осуществляется
в двух режимах: 1) прикатки резинокордных и резиновых изде-
лий; 2) одного оборота складывания и раскладывания (рас-
крытия) секторов барабана.
При прикатке (дублировании) деталей крутящий момент от
двухскоростного электродвигателя 1 (/V = 2,2 кВт; щ =
= 3000 об/мин) с помощью муфты 2, через редуктор 3, цепную
передачу 4 передается на вал I сборочно-формующего барабана.
Частота вращения вала /, на котором установлен барабан, в ре-
жиме прикатки определяется по уравнению
1
П1 — П1 i гЦ.П
гред
где щ = 3000 об/мин — частота вращения электродвигателя;
гред = 22,8 — передаточное отношение редуктора; /ц.п = 246/200—
передаточное отношение цепной передачи. Таким образом
_ 3000 22
246
200
= 162 об/мин
Режим одного оборота предназначен для наложения резино-
кордных деталей каркаса покрышки, а также для складывания
и раскрытия секторов барабана.
Частота вращения вала I в режиме одного оборота барабана:
1
п\ ~ ] *Ц.П
«ред
150
13
Левая группа
10
11!д Барабан
Правая 6
15. группа t=go 7
16 19 16 14
•j8»x
t=4;l=2
: д
zMO
9
z=90
z~-90
17
4
26
1=6
21
^-(ду-^о
'23^^22
т =3;z =30 т=3,г~2
Рис. 3.39. Кинематическая схема станка СП ПР 550-620:
I, III — валы; II — станина правой группы; IV — вход-
ной вал червячного редуктора; V — выходной вал чер-
вячного редуктора; VI — ходовой винт.
1 — двухскоростной электродвигатель; 2, 21 — муфты;
3 — редуктор; 4 — цепная передача; 5, 6, 8, 9 — ше-
стерни; 7 — промежуточный вал с гайкой; 10 — гайки;
// — центральные сектора; /2 — кольцевой пневмоци-
линдр; 13 — пневмоцилиндр привода поддерживающе-
го центра; 14 — пневмоцилиндр привода брекерного
барабана; 15 — пневмоцилиндры перемещения корд-
ных барабанов; 16 — гидроцилиндры шаблона; 17 —
гидроцилиндры механизма формирования борта; 18 —
кольцевой пневмоцилиндр раскрытия верхних рычагов; 19 — кольцевой пневмоцилиндр
раскрытия нижних рычагов; 20 — электродвигатель;22 — червяк; 23 — червячное колесо;
24, 25 — клиноременная передача-,26 — ходовой винт; 27 — пневмоцилиндры.
24 IV
Механизм
прикатки
где П2 = 1000 об/мин — частота вращения электродвигателя. Сле-
довательно
1 246
п1= 100022,8 200
= 54 об/мин
Вал I смонтирован в полой трубе, установленной в подшип-
никах качения станины правой группы //; с одной стороны к по-
лой трубе крепится сборочно-формующий барабан, а с другой
установлена тормозная полумуфта. Вал I соединяется с полой
трубой с помощью электромагнитной муфты, а с валом III сбо-
рочно-формующего барабана — с помощью шлицевой муфты.
При включении электромагнитной муфты приводится во вра-
щение вал I совместно с полой трубой и сборочно-формующим
барабаном. При включении полумуфты на полой трубе и от-
ключении электромагнитной муфты приводятся во вращение
одновременно вал I и вал III, который через гайки 10 воздей-
ствует на рычажную систему сборочно-формующего барабана,
радиально складывая и раздвигая центральные сектора И.
Включение и отключение полумуфты и электромагнитной муф-
ты осуществляются от конечных выключателей, которые взаи-
модействуют с дифференциальным механизмом, включающим
шестерню 5, жестко закрепленную на полом валу, и шестерню
6, установленную на промежуточном валу 7 с трапецеидальной
резьбой, а также шестерню 9, жестко закрепленную на валу /л
151
и шестерню 8, установленную на разрезной трубе, внутри кото-
рой смонтирован вал 7. Вал имеет гайку, которая может пере-
мещаться в пазу разрезной трубы. Гайка соединена тягой с упо-
рами, которые воздействуют на конечные выключатели.
При вращении вала / совместно с полой трубой и сборочно-
формующим барабаном вращаются шестерни 5, 6, 8 гайка
на валу 7 не перемещается. Когда вал I вращается при затор-
моженной полой трубе, шестернями 5 и 6 вращаются шестерни
8 и 9, гайка на валу 7 перемещается совместно с упорами, кото-
рые нажимают на конечные выключатели, обеспечивая склады-
вание или раскрытие секторов 11 на заданные технологией сбор-
ки покрышек диаметры.
Кинематическая цепь продольных возвратно-поступательных
перемещений рычажного механизма. Из резервуара маслостан-
ции по трубопроводам от насоса (на схеме не показаны) масло
под давлением поступает через золотники панели управления в
два симметрично расположенных относительно продольной оси
станка гидроцилиндра 17 правой группы и аналогично в два
гидроцилиндра левой группы (диаметр 60 мм, ход поршня £ =
= 450 мм). Скорость перемещения рычажного механизма v оп-
ределяется по формуле [15]:
u = Q/F (3.1)
Следовательно
v = Q/F == 35 000/57,52 = 608 см/мин = 0,1013 м/с
Здесь Q = 35 000 см3/мин — производительность насоса гидро-
станции; F= (лР2/4)2 = (3,14-62/4)2 = 57,52 см2 — площадь
поршней двух гидроцилиндров.
Раскрытие верхних рычагов механизма производится с по-
мощью кольцевого пневмоцилиндра 18, раскрытие нижних ры-
чагов механизма — с помощью кольцевого пневмоцилиндра 19.
Кинематическая цепь продольных возвратно-поступательных
перемещений шаблона для посадки бортовых крыльев. Из ре-
зервуара маслостанции по трубопроводам от насоса (на схеме
не показаны) масло под давлением поступает через золотники
панели управления в два симметрично расположенные относи-
тельно продольной оси станка гидроцилиндра 16 правой группы
и аналогично в два гидроцилиндра левой группы с диамет-
ром поршня 60 мм и ходом поршня 450 мм. Скорость переме-
щения шаблона определяется по формуле (3.1) и равна
0,1013 м/с.
Кинематическая цепь продольных возвратно-поступательных
перемещений кордных и брекерных барабанов. Кордные бара-
баны правой и левой групп получают возвратно-поступательное
перемещение от пневмоцилиндров 15, в которые подается через
золотники сжатый воздух от цеховой системы, а вращательное
движение кольцевых обечаек после их прижатия к сборочно-
формующему барабану — с помощью сил трения от соприкаса-
152
ющихся поверхностей. Величина хода поршня диаметром 50 мм
составляет 560 мм. Брекерные барабаны правой и левой групп
получают возвратно-поступательное перемещение от пневмоци-
линдров 14, в которые подается через золотники сжатый воздух
от цеховой системы, а вращательное движение кольцевых обе-
чаек после их прижатия к поверхности заготовок покрышки —
от сборочно-формующего барабана с помощью сил трения от
соприкасающихся поверхностей. Величина хода поршня диамет-
ром 50 мм равна 560 мм.
Кинематическая цепь продольных возвратно-поступательных
перемещений левого поддерживающего центра. Поддерживаю-
щий центр левой группы получает возвратно-поступательное
перемещение от сжатого воздуха полости пневмоцилиндра 13
с диаметром неподвижного поршня 100 мм. Перемещение на-
правляющей относительно поршня составляет 300 мм. Внутри
подвижного поддерживающего центра установлен свободно вра-
щающийся конусный наконечник, который при выдвижении
соединяется с концом вала сборочно-формующего барабана.
Кинематическая цепь радиальных перемещений плечиков
сборочно-формующего барабана. Радиальное перемещение
плечиков сборочно-формующего барабана, состоящего из ради-
ально выдвижных секторов, на которых установлена кольцевая
пружина сжатия, осуществляется от кольцевых пневмоцилинд-
ров 12, расположенных по обе стороны от центральных секторов
11. При подаче сжатого воздуха в полость пневмоцилиндров 12
поршень радиально перемещает по направляющим сектора
плечиков с наружной кольцевой пружиной. При сбросе давле-
ния сжатого воздуха из полостей пневмоцилиндров 12 растяну-
тая кольцевая пружина, воздействуя на сектора, возвращает их
в исходное положение.
Кинематическая цепь перемещений роликов механизма при-
катки. Механизм прикатки включает в себя ролики для прикат-
ки боковин и протектора по сформованному наружному профилю
покрышки. Перемещение роликов по сформованному профи-
лю покрышки осуществляется следующим образом. От элект-
родвигателя 20 (N = 0,6 кВт, п= 1460 об/мин) через муфту 21,
червячный редуктор IV—V (£==15) и клиноременную передачу
24—25 (80/80) вращение передается на ходовой винт VI. Винт
VI через гайку перемещает каретку, на рычагах которой уста-
новлены свободновращающиеся ролики. Рычаги с роликами со-
единены с пневмодемпфером для разворота рычагов, которые
в свою очередь соединены с пневмоцилиндрами 27 (диаметр
поршня 80 мм, величина хода поршня 50 мм) для поджатия
роликов к поверхности покрышки.
Скорость перемещения (подачи) S каретки с прикаточными
роликами в рабочем режиме прикатки определяется по урав-
нению
о 1 .
5 “ /ред *к-п 1000
153
где S— скорость перемещения каретки, м/мин; /гдв — скорость
электродвигателя, об/мин; /ред — передаточное отношение редук-
тора; 1к.п — передаточное отношение клиноременной передачи;
t — шаг ходового винта; К—поправочный коэффициент на
скольжение ремня (/( = 0,985).
Скорость перемещения каретки (гайки) с прикаточным ро-
ликом равна
S = 1460 4
6-0,985
1000
= 0,575 м/мин
Перемещение прикаточных роликов к обрабатываемой по-
верхности (к поверхности покрышки) осуществляется пневмо-
дилиндрами 27.
СТАНКИ ДЛЯ СБОРКИ ПОКРЫШЕК К ГРУЗОВЫМ
АВТОМОБИЛЯМ
Устройство станков. Грузовые покрышки имеют, как прави-
ло, большое число слоев корда (больше восьми), а также два и
более крыльев в борту.
В отличие от покрышек с одним крылом в борту в много-
крылых покрышках при предварительном формовании перед
вулканизацией нельзя поворачивать борт вокруг сердечников
крыла во избежание его разрушения. Поэтому покрышки с дву-
мя и более крыльями собирают только на полудорновых бара-
банах, сочетающих в себе свойства дорна и полуплоского бара-
бана и обеспечивающих, таким образом, то же положение бор-
та при сборке, что и после формования. }
Начиная с 1932 г., т. е. с момента пуска первого в СССР
шинного завода, сборка в основном проводилась на дорне (дор-
новым способом). Однако в связи со сложностью и большой
трудоемкостью сборки дорновым способом, а также из-за боль-
ших складок и неравномерности вытяжки нитей корда в карка-
се, значительно снижающих работоспособность покрышек, ука-
занный способ не получил широкого распространения, и уже с
1946 г. начался переход на сборку покрышек на полудорновых
•барабанах.
В 1947—1949 гг. появляются станки типа СПД (СПД-1,
СПД-2 и др.) для сборки покрышек на полудорновом барабане
без механизмов обработки борта. В 1949 г. полудорновые стан-
ки оснащаются механической скалкой для надевания браслет
на барабан (конструкции изобретателя Н. С. Мишакова).
В 1955 г. на полудорновых станках устанавливаются автомати-
зированные прикатчики (конструкции изобретателя Б. И. Ла-
пина) .
Станки для сборки покрышек шин грузовых автомобилей вы-
пуска 1947—1960 гг. имеют однотипную компоновку. Отличие
моделей станков позднего выпуска состоит лишь в наличии
вновь введенных или модернизированных узлов (например,
скалка Мишакова, прикатчики Лапина и др.).
154
Общая компоновка полудорновых станков того периода сле-
дующая.
На общей фундаментной плите размещены станина и все
другие узлы станка: прикатчики нижние, чеферные и бортовые;
прикатчики системы Лапина; механизированная скалка систе-
мы Мишакова; полудорновый шарнирно-рычажный барабан;
правый и левый шаблоны; тормозная втулка; тормоз; шкаф уп-
равления; педали управления; рукоятки управления.
В станине смонтирован на подшипниках дорновой (или глав-
ный) вал, его привод и пневмоприводы левого и правого шаб-
лонов посадки крыльев.
С 1965 г. начинают появляться механизированные станки
для сборки грузовых покрышек браслетным и послойным ме-
тодами. Так, в 1966 г. освоен серийный выпуск станков СПД
2-660-1100П (СПДУ-65И), в 1969 г.—станков СПД 750-1100
(АПДИ-3), в 1968 г. изготавливаются станки СПД 660-1100П
(СПД-14М), а с 1972 г. осваиваются станки СПД 970-1500*.
Данные станки по существу заменили 18 моделей старых полу-
дорновых станков, выпускавшихся промышленностью в преды-
дущие годы.
Полудорновые станки этого поколения для сборки покры-
шек шин грузовых автомобилей оснащены рычажными механиз-
мами формирования борта, прикатчиками для прикатки слоев
корда и протектора по цилиндрической части и плечикам (про-
филю) барабана с автоматическим изменением давления, а так-
же дополнительными барабанами для удобства наложения сло-
ев корда.
Для сборки грузовых шин в отечественной шинной промыш-
ленности в настоящее время все еще применяются станки
СПД 660-1100, СПД 2-660-1100, СПД 750-1100, СПД 970-1500.
Все это — универсальные сборочные станки. Конструкции их и
компоновки узлов во многом аналогичны [16].
Формирование борта покрышек осуществляется на непо-
движном полудорновом барабане рычажными механизмами
формирования борта, которые вместе с приводами механизмов
и шаблонов для посадки крыльев смонтированы в правой и ле-
вой станинах, установленных на общей плите. В правой стани-
не размещен также привод главного (дорнового) вала с тор-
мозным устройством, обеспечивающий складывание барабана.
На консольной части вала установлен сборочный барабан. При
сборке для устранения деформаций вала и биения барабана вал
поддерживается направляющей или выдвижным центром, смон-
тированным в станине левой группы [16, 17].
На правой станине закреплен механизм надевания браслет
на барабан (при браслетном методе сборки). Левая станина
при снятии с барабана собранной покрышки отходит в сторону.
* Станок СПД 970-1500 — переходный от грузовых и большегрузных по-
крышкам и может быть отнесен к той и другой группе оборудования.
155
Дублирование деталей при сборке осуществляется универ-
сальными (нижними) прикатчиками и бортовыми прикатчи-
ками.
Для сборки покрышек послойным методом станки оснаще-
ны дополнительными барабанами и механизмами одного обо-
рота.
Дополнительные барабаны, диаметр которых равен диамет-
ру сборочного барабана, предназначены для наложения и дуб-
лирования слоев корда.
Механизм одного оборота предназначен для останова глав-
ного вала с барабаном в нужном положении после наложения
слоя корда.
Для сборки покрышек послойным и комбинированным ме-
тодами сборочные станки комплектуют питателями.
На станках для сборки грузовых покрышек, разработанных
зарубежными фирмами, формирование борта осуществляется
как на неподвижном, так и на вращающемся барабане с при-
менением комбинаций рычажных механизмов, роликовых при-
катчиков и пневмокамерных устройств.
Браслетная сборка продолжает совершенствоваться: разра-
батываются новые сборочные станки, оригинальные устройства
для механизированного надевания браслет на сборочный бара-
бан с целью предотвращения местных вытяжек, возникавших
при использовании механической скалки, и т. д. Так, чтобы об-
легчить надевание браслета на сборочный барабан, в простран-
ство между ними подается воздух, а также применяются уст-
ройства, которые автоматически фиксируют браслет относительно
середины барабана. Вместе с тем признается перспектив-
ность послойного метода сборки покрышек, как наиболее обес-
печивающего прецизионность сборки особенно для покрышек
типа Р.
Фирма «Пирелли» (Италия) использует для первой стадии
сборки покрышек станки мод. П80/А, которые снабжены вспо-
могательным барабаном для наложения браслет на сборочный
барабан. Правая и левая группы станка снабжены шаблонами
для посадки крыльев и резиновыми диафрагмами для заворота
слоев корда на крыло. На первой стадии сборки покрышек к
грузовым автомобилям применяются также станки с разжим-
ными жесткими барабанами с низкой короной [2]!. В основном
же станки выпускаются со складывающимися барабанами (мод.
59Н, 75, Р52 фирмы NPM, мод. 100443 чехословацкого завода
«Бузулук» и др.).
Фирмой «Герберт» (ФРГ) создан станок мод. РВ-15 для
сборки грузовых покрышек в широком диапазоне размеров от
200-508 до 320-508. Это несколько улучшенная разработка оте-
чественного станка СПД 675-950; станок имеет меньшую массу
и обеспечивает фиксацию механизмов формирования борта в
процессе сборки. Однако принятые в станке конструктивные
решения не могут в полной мере обеспечить требований преце-
156
зионной сборки покрышек. В наибольшей степени этим требо-
ваниям отвечают отечественные станки СПД 2-660-900, СПД
2-720-1100 и СПД 3-780-1500, созданные в соответствии с новым
параметрическим рядом унифицированных станков для сборки
покрышек к грузовым автомобилям, регламентированным ГОСТ
15940—75 [2].
В станках СПД 2-660-900П, СПД 3-780-1500 пневматические
приводы перемещения механизмов формирования борта и шаб-
лонов для посадки крыльев заменены гидроприводом, состоя-
щим из маслостанции и гидроцилиндров. Кроме того, в них при-
менены магазины для хранения бортовых крыльев, устройства
для съема покрышки и выдвижные центры для удержания кон-
соли главного вала.
В станках СПД 3-780-1500 применены рычажно-винтовые ба-
рабаны с оригинальным приводом для их безынерционного скла-
дывания и раскрытия. Для более точной фиксации положений
механизмов формирования борта и шаблонов в станках СПД
3-920-1500 имеются гидравлические фиксаторы.
Принцип работы станков, например, при браслетном методе
сборки заключается в следующем.
Барабан складывается. Крылья правого борта покрышки
вручную проносят над барабаном. Первое крыло устанавлива-
ется на шпильки правого шаблона, остальные убираются в ма-
газин. На шпильки левого шаблона помещается левое крыло.
На сложенный барабан надевается первый браслет. Барабан
разжимается. По направляющим левой группы и по валу пра-
вой выдвигаются механизмы формирования борта. Затем в ав-
томатическом режиме механизмами формирования борта, и шаб-
лонами (при помощи блока конечных выключателей) выполня-
ются переходы формирования борта покрышки и посадки
крыльев. Далее надевается второй браслет, и все последующие
переходы повторяются. После надевания последнего браслета
производятся переходы заворота кордных слоев по плечевой ча-
сти борта и подворачивания их внутрь покрышки. Потом наде-
вается брекерный браслет. Бортовые ленты приклеиваются сна-
ружи бортов, после чего механизмы формирования борта или
универсальные бортовые прикатчики заворачивают, проталки-
вают за пятку и дублируют их по подошве. Заворот бортовых
лент за носок борта осуществляется на всех станках бортовыми
прикатчиками. Сборка покрышки заканчивается наложением
протектора с боковинами на брекер и последнюю группу корд-
ных слоев.
Для удаления воздуха из пространства между резиновыми
и резинокордными деталями покрышки предусматриваются
операции прикатки по цилиндрической и плечевой частям бара-
бана универсальными и бортовыми прикатчиками.
После завершения операции сборки барабан складывается,
и при помощи механизма съема покрышка снимается с бара-
бана.
157
При послойном методе сборки все слои корда накладывают-
ся с питателя последовательно.
Станки для второй стадии сборки покрышек типа Р имеют
следующие основные узлы: сборочный барабан с резиновой диа-
фрагмой для формования каркасов, механизмы фиксации бор-
тов покрышки и раздвига фланцев барабана, шаблоны для на-
ложения слоев брекера и протектора, прикатчики для прикатки
протектора и боковин и указатели центра.
Устройство станка СПД 660-1100 (СПД-14М). Станок пред-
назначен для сборки послойным, браслетным и комбинирован-
ным методами покрышек шин с посадочным диаметром 15; 16
и 18" на полудорновых барабанах (табл. 3.11).
Станок показан на рис. 3.40.
Техническая характеристика станка:
Размеры собираемых покрышек .
Производительность (при сборке покрышки размера
230-16), шт./ч.....................................
Размеры барабана, мм:
диаметр........................................
ширина ........................................
Наибольшая ширина накладываемых слоев корда или
браслет, мм:
для типоразмеров от 110-08-02 до 110-08-12
» » » 110-08-14 » 110-08-16
Наибольшая величина свисания корда, мм:
для типоразмеров от 110-08-02 до 110-08-12
» » » 110-08-14 » 110-08-16 . .
Число одновременно обрабатываемых слоев . . . .
Посадочный диаметр вала под барабан, мм:
для типоразмера 110-08-02 .....................
» типоразмеров от 110-08-07 до 110-08-16 .
Давление воздуха, МПа..........................
Ток питающей сети..................................
Габаритные размеры (длинаХширинаХвысота), мм:
от 110-08-02 до 110-08-12 ....................
» 110-08-14 » 110-08-16 ....................
Масса, кг..........................................
8,25-15; 9.00-15;
9.00-16; 10.00-18;
11.00-18; 12.00-18;
230-16; 12-16; ЗЮ-
406; 7.50-20; 200-
20; 220-20; 260-20
5
520—660
310—660
950
1100
185
210
6
50
70
0,6—0,7
Трехфазный пере-
менный
3750x2100x1325*
4125X2100X1900**
4000X2100X1325*
5375x2100x1900**
5077
* Без механической скалки.
** С механической скалкой.
При браслетном методе сборки на станке устанавливают ме-
ханическую скалку, при послойном — дополнительные барабаны
и питатель.
Правая группа состоит из станины, в которой на подшипни-
ках качения смонтирован дорновой вал, механизм формирова-
ния борта, привод дорнового вала, привод механизма форми-
158
Таблица 3.11
Номенклатура и способы сборки покрышек на станке СПД 660-1100
Типоразмер (исполнение) станка Размеры покрышек Способ сборки Типоразмер (исполнение) станка Размеры покрышек Способ сборки
110-08-02 8.25-15; Браслетный 110-08-12 220-20; Браслетный
110-08-07 9.00-15 9.00-16; Послойный 110-08-14 260-20 12-16; »
110-08-08 110-08-09 230-16 10.00-18 Браслетный » 110-08-15 310-406 10.00-18 Послойный
110-08-10 110-08-11 7.50-20; 200-20 Послойный 110-08-16 11.00-18; 12.00-18 Браслетный
рования борта, фиксатор положений механизма формирования
борта и пневмоупор. На передней стенке станины крепится тор-
моз для складывания барабана.
Главной (дорновой) вал, установленный на подшипниках
качения, приводится во вращение электродвигателем через кли-
ноременную передачу.
Для автоматической остановки сборочного барабана после
одного оборота при наложении слоев обрезиненного корда в
станке предусмотрен механизм одного оборота. При нажатии
на педаль одного оборота включается электромагнит, который
вводит в зацепление зубчатое колесо с шестерней, установлен-
ной на валу привода барабана. По завершении одного оборота
барабана кулачок, вращающийся вместе с зубчатым колесом,
нажимает на конечный выключатель, и электродвигатель при-
вода главного вала отключается. Одновременно отключается и
электромагнит, зубчатое колесо выходит из зацепления с шес-
терней.
Для складывания сборочного барабана с целью снятия по-
крышки и надевания бортовых крыльев на штыри (шпильки)
шаблона правого механизма формирования борта служит тор-
Рис. 3.40. Станок СПД 660-1100 (СПД-14М) для сборки покрышек грузовых автомобилей:
/₽левая группа; 2—'Главный вал; 3 — Механическая скалка; 4— правая группа; 5 —
пульт управления; 6 — механизм заворота и прикатки бортовой ленты; 7 — комбиниро-
ванные прикатчики; 8 — педали управления; 9 — средняя плита.
159
моз барабана. Тормоз имеет пневмопривод. При подаче возду-
ха в нижнюю полость цилиндра тормозные накладки прижи-
маются к шкиву тормозной трубы, которая затормаживает на-
ружную втулку ступицы сборочного барабана. Главный вал
станка в это время продолжает вращаться, производя склады-
вание барабана.
Левая группа состоит из станины, перемещающейся с по-
мощью пневмоцилиндра в направлении, перпендикулярном оси
дорнового вала станка, для удобства съема собранной покрыш-
ки. В станине на подшипниках скольжения установлен выдвиж-
ной вал, на котором крепятся механизмы формирования борта.
Выдвижной вал соединяется с главным валом правой группы
во время сборки покрышки для предотвращения прогиба глав-
ного вала и центрирования левого шаблона относительно пра-
вого шаблона.
В станине размещены привод механизма формирования бор-
та, привод шаблона, пневмоупор и фиксатор положения меха-
низмов формирования борта.
Станок оснащен комбинированными прикатчиками, которые
предназначены для прикатки слоев корда и протектора на сбо-
рочщом барабане, а также для прикатки бортовой части покры-
шек, последних слоев корда и боковин протектора. Прикатчики
состоят из двух пневмоцилиндров, перемещающихся вдоль оси
станка с помощью двух винтов, приводимых во вращение от
электродвигателя через червячный редуктор.
Ходовые винты и направляющие крепятся к стойкам, уста-
новленным и закрепленным на средней плите станка.
Прикаточные ролики монтируются на штоках пневмоцилинд-
ров.
Прикатка слоев корда и протектора производится широкими
роликами, набранными из трех дисков, которые поднимаются в
рабочее положение при подаче воздуха в нижнюю полость ци-
линдров. Прикатка бортовой части слоев покрышки и боковин
протекторов производится узкими роликами, рабочая поверх-
ность которых выполнена фасонной (радиусной).
Поворот роликов осуществляется за счет подачи воздуха
между поршнями цилиндров прикатчиков, а с помощью рычагов
ролики поднимаются в рабочее положение.
Заворот последних слоев корда и чефера за носок борта осу-
ществляется специальными прикатчиками заворота чефера, ко-
торые устанавливаются на плиту станка сзади сборочного ба-
рабана.
Прикатчики заворота чефера представляют собой каретку,
смонтированную на плите и свободно перемещающуюся по ее
направляющим. Каретка прикатчиков выдвигается в рабочее
положение с помощью пневмоцилиндра.
Левый и правый прикатчики смонтированы на отдельных ка-
ретках, раздвиг которых по ширине барабана регулируется вин-
тами.
160
Рис. 3.41. Привод трех механизмов станка СПД 660-1100:
1 — пневмоупор; 2, 4—пневмоцилиндры перемещения шаблона; 3 — тяга; 5 — рычаг; б —
пневмоцилиндр.
Для аварийного останова станки СПД 660-1100 оснащены
устройством аварийного торможения. Аварийное устройство со-
стоит из щитка с конечным выключателем и аварийного тор-
моза, укрепленного на задней части правой станины и связан-
ного с главным валом станка.
Аварийный тормоз включает в себя тормозной барабан, кор-
пус, кронштейн, тормозную муфту и колодки.
При нажатии на щиток срабатывает конечный выключатель.
Он дает импульс на заполнение воздухом тормозной муфты, ко-
торая прижимает колодки к барабану, и происходит останов
главного (дорнового) вала.
Для уменьшения габаритов механизма формирования борта
и сборочного станка, снижения холостых ходов пневмоцилинд-
ров и облегчения настройки станка на сборку новой покрышки
в станке СПД 660-1100 применен привод трех механизмов (рис.
3.41). Он включает в себя привод механизма формирования бор-
та А, привод шаблона Б и привод фиксатора В.
Привод рычажного механизма формирования борта правой
| группы по конструкции аналогичен приводу механизма левой
группы. Он имеет рычаг 5, шарнирно закрепленный в нижней
; точке и соединенный в средней части со штоком приводного
пневмоцилиндра 6. В верхней точке рычаг шарнирно, через
I 11—38! 161
регулируемую тягу 3, соединен с рычажным механизмом форми-
рования борта. В переднем положении рычаг упирается в шток
цилиндра пневмоупора 1, а его крайнее переднее положение оп-
ределяется положением фиксатора. Привод шаблона состоит из
двух пневмоцилиндров 2 и 4, закрепленных в станине правой
группы и обеспечивающих поступательное движение шаблона
(к барабану и от барабана).
Пневмоупор 1 представляет собой цилиндр с регулируемым
наконечником на штоке, в который упирается рычаг 5 при дви-
жении вперед. Применение пневмоупора позволило уменьшить
длину обжимных рычагов, которая в станках, выпускавшихся
ранее, была больше максимальной величины свисания корда, и
улучшить качество обработки борта, так как захват концов сло-
ев корда происходит на некотором удалении от плечика бара-
бана с последующей подачей механизма вперед до упора в со-
ответствующий фиксатор.
Фиксатор барабанного типа предназначен для фиксирования
рычажного механизма формирования борта в определенных по-
ложениях, указанных в технологии сборки покрышек. Фиксато-
ры правой и левой групп по конструкции аналогичны, работают
одновременно и включаются одним тумблером, расположенным
на пульте управления. Фиксатор состоит из пневмоцилиндра,
укрепленного с помощью кронштейна в корпусе станка, и вала,
на котором смонтирован механизм фиксации.
Работает фиксатор следующим образом: при переводе ручки
тумблера на пульте управления в положение «Вкл» воздух по-
дается в цилиндр, шток пневмоцилиндра выдвигается, повора-
чивая храповик и ступицу фиксатора на угол 45°.
Рычаг привода рычажного механизма формирования борта
при движении вперед упирается в кулачок на ступице фикса-
тора, останавливая механизм в определенном положении.
Станок оснащен сменными механизмами формирования бор-
та для сборки покрышек определенных размеров, а также для
послойной и браслетной сборки. Механизм формирования борта
включает рычажный механизм обжатия и заворота слоев корда
и шаблон (с дополнительным барабаном в случае послойной
сборки) для вставки крыльев.
На переднем торце шаблона укреплены ролики, по которым
скользят обжимные рычаги, и штыри, предназначенные для по-
садки бортовых колец. Шаблоны разработаны на каждый по-
садочный диаметр покрышки. Детали их максимально унифици-
рованы. Штыри для посадки крыльев имеют регулировку поса-
дочного диаметра по 3 мм на сторону для обеспечения сборки
покрышек по различным спецификациям.
На корпусе рычажного механизма формирования борта (об-
жатия и заворота слоев корда) шарнирно закреплены обжим-
ные и распорные рычаги. В поршне механизма шарнирно кре-
пятся дополнительные ориентирующие рычаги, обеспечивающие
прямолинейное движение обжимной пружины. Свободные кон-
162
Таблица 3.12
Технологические переходы при сборке покрышки на станке СПД 660-1100
№
опера-
ции
№
пере-
хода
Содержание перехода
Эскиз перехода
Сложить барабан
Продеть два крыла через сложенный
барабан, установить одно на шпильке,
а другое убрать внутрь барабана
Надеть первый браслет на сложенный
барабан, выравнять браслет (при
браслетном методе сборки)
Разложить (раскрыть) барабан
Выдвинуть левую группу в рабочее по-
ложение, надеть левое крыло на ле-
вый шаблон
Наложить первую группу слоев с пита-
теля на дополнительные барабаны
(при послойном методе сборки), фик-
сатор установлен в положение для на-
ложения слоев
Дублировать слои широкими роликами
комбинированных прикатчиков
9
Отвести механизмы формирования бор-
та в исходное положение, фиксатор
положений механизма установить в
положение для обработки первой груп-
пы слоев.
Пневмоупор выдвинуть в рабочее поло-
жение, механизм формирования борта
остановить на заданном (требуемом)
расстоянии от плечика барабана.
Подвести к барабану рычажные меха-
низмы, обжимные рычаги которых ус-
танавливаются в вертикальное поло-
жение. Кромки слоев корда, свисаю-
щие с барабана, находятся под об-
жимными рычагами. Кольцевая пру-
жина распорными рычагами подво-
дится к свисающим с барабана слоям
корда
Поджать рычаги к корду и кольцевой
пружине шаблонами. Зажать слои
корда между кольцевой пружиной и
обжимными рычагами (при дальней-
шем движении шаблонов вперед, к
барабану)
11*
163
Продолжение
~ №
опера-
ции
Ne
пере-
хода
Содержание перехода
Эскиз перехода
Обжать слои корда по плечикам сбороч-
ного барабана (отключается пневмо-
упор, механизмы формирования бор-
та подаются к барабану до упора в
фиксатор положения механизмов).
Посадить (приклеить) крылья
11
Отвести шаблон назад, подать воздух в
цилиндр разжатия пружины.
Дублировать слои корда на плечике ба-
рабана
Прикатать бортовую часть покрышки
бортовыми прикатчиками
13
14
15
16
17
18
19
20
21
22
23
24
Наложить вторую группу слоев с пита-
теля на дополнительные барабаны
(фиксатор установлен в положение
наложения второй группы)
Переходы 14—19 аналогичны перехо-
дам 7—12; отличие состоит в том, что
устанавливается другой фиксатор по-
ложений механизмов
Наложить третью группу слоев корда
Дублировать слои широкими роликами
комбинированных прикатчиков
Подвести к барабану рычажные меха-
низмы, подвести кольцевую пружину
к свисающим слоям корда
Поджать рычаги к корду и к кольцевой
пружине.
Зажать слои корда между кольцевой
пружиной и обжимными рычагами
Обжать слои корда по дублированной
второй группе слоев.
Подать механизм формирования борта
внутрь покрышки
Эскизы переходов
13—23 аналогичны
эскизам обработки
первой группы сло-
ев корда
25
Наложить на борт покрышки бортовые
ленты. Завернуть за «носок» борта и
прикатать чеферными прикатчиками
164
П родолжение
№
опера-
ции
№
пере-
хода
Содержание перехода
Эскиз перехода
Наложить протектор
Прокатать протектор нижними прикат-
чиками
Примечание. Переходы 25 и 27 вы-
полняются одновременно.
Сложить барабан, отвести левую груп-
пу назад, снять собранную покрышку
с барабана
цы распорных и дополнительных рычагов соединены рычагами
с пружиной.
Обжимные рычаги упираются в поршень кольцевого цилинд-
ра, предназначенного для разжатия пружины. Для регулиров-
ки выхода кольцевой пружины имеются гайки, укрепленные на
торце корпуса. Зазор между обжимными рычагами и кольцевой
пружиной регулируется двумя диаметрально расположенными
упорными винтами.
При браслетном методе сборки покрышек станок поставля-
ется с механической скалкой, служащей для надевания брас-
лет. Скалка крепится на кронштейнах сверху станины и при-
водится в движение от пневмоцилиндра.
Основные технологические переходы при
сборке покрышек на станке СПД 660-1100. В табл. 3.12
приведены технологические переходы при сборке грузовой по-
крышки с двумя крыльями на борту на станке СПД 660-1100.
Наложение слоев корда производится при послойном методе
сборки с питателя на дополнительные барабаны. Фиксатор ус-
тановлен при этом в положение для наложения слоев.
После наложения слоев они дублируются широкими роли-
ками комбинированных прикатчиков. Затем механизмы форми-
рования борта подводятся в исходное положение, при этом фик-
сатор положений механизма устанавливается в положение для
обработки первой группы слоев, а пневмоупор выдвигается в
рабочее положение, останавливая механизмы формирования
борта на требуемом (заданном) расстоянии от плечика бара-
бана.
Рычажные механизмы подводятся к барабану, обжимные
рычаги выходят из-под шаблона и под действием упругого эле-
мента (резинового шнура) устанавливаются в вертикальное по-
ложение. Кромки слоев корда, свисающие с барабана, находят-
ся под обжимными рычагами.
165
Кольцевая пружина под действием распорных рычагов под-
ходит к свисающим с барабана слоям корда. Шаблоны, двига-
ясь вперед и действуя на рычаги, поджимают их к корду и
кольцевой пружине. В результате этого свисающие с барабана
слои корда плотно зажимаются между кольцевой пружиной и
обжимными рычагами. При дальнейшем движении шаблона к
барабану и одновременном стравливании воздуха из цилиндра
подъема кольцевой пружины обжимные рычаги тянут за собой
слои корда, обжимая их по плечикам сборочного барабана. Од-
новременно отключается пневмоупор, и механизмы формирова-
ния борта продвигаются к сборочному барабану до упора в
фиксатор положения механизмов.
После посадки крыла шаблон отходит назад, воздух подает-
ся в цилиндр пневмоупора и одновременно в цилиндр разжа-
тия пружины, которая, обкатывая борт, дублирует слои корда
на плечике барабана.
Для обеспечения высокого качества бортовой части покрыш-
ки она обрабатывается бортовыми прикатчиками.
Вторая группа слоев корда обрабатывается аналогично. От-
личие состоит лишь в том, что устанавливается другое положе-
ние фиксатора положений механизма.
При обработке третьей группы слоев корда зажатые между
обжимными рычагами и обжимной пружиной слои обжимаются
и дублируются (склеиваются) со слоями второй группы и заво-
рачиваются на «носок» покрышки за счет последующей подачи
механизмов формирования борта внутрь покрышки.
Наложенная на борт бортовая лента заворачивается за «но-
сок» борта и прикатывается чеферными прикатчиками. Заворот
бортовой ленты осуществляется одновременно с прикаткой про-
тектора нижними прикатчиками.
Далее барабан складывается, левая группа отходит назад,
готовая покрышка снимается с барабана и отправляется на
вулканизацию.
Кинематическая схема станка СПД 660-1100
(рис. 3.42). Кинематическая цепь главного движения (вращения
барабана). Вращение барабана осуществляется в двух режи-
мах: 1) режим прикатки и 2) режим наложения деталей. На-
ложение слоев корда производится в толчковом режиме. При
прикатывании (дублировании) слоев корда крутящий момент
от двухскоростного электродвигателя 1 (Л^З,5/1,1 кВт, п =
= 920/305 об/мин) с помощью клиноременной передачи 2 пере-
дается на вал / барабана.
Частота вращения вала /, на котором установлен барабан,
в режиме наложения деталей определяется по уравнению
щ = 305
112
560
0,815 = 50 об/мин
где 112/560 — передаточное отношение клиноременной передачи;
0,815 — поправочный коэффициент на скольжение ремней.
166
Рис. 3.42. Кинематическая схема станка СПД 660-1100:
/ — вал барабана; II— механическая скалка; III— тормозная труба; IV— выдвижной
вал; V — цилиндр выдвижного вала.
1, 27 — электродвигатели; 2 — клиноременная передача; 3 — тормоз; 4, 11, 17, 22, 36, 39,
44 — пневмоцилиндры; 5 — пневмоцилиндр привода механизмов формирования борта
(МФБ); 6 — качающийся рычаг; 7 — регулируемая тяга; 8 — шарнир; 9— резьбовая муф-
та; 10 — фиксаторы; 12 — пневмоцилиндр отвода МФБ от барабана; 13 — обжимные ры-
чаги; 14 — резиновый шнур; 15— кольцевая пружина; 16 — распорные рычаги; 18 — пнев-
моцилиндр перемещения шаблонов; 19, 34 — ролики; 20 — пружины; 21, 33, 37 — направ-
ляющие; 23 — широкие прикаточные ролики; 24 — тороидальные ролики прикатки борта
покрышки; 25 — пневмоцилиндр привода широких роликов; 26 — пневмоцилиндр привода
тороидальных роликов; 23 — муфта; 29 — червячный редуктор; 30 — зубчатая передача;
31, 32 — ходовые винты; 35 — каретка; 38, 40 — рычаги; 41 — гидравлические демпферы;
42 — подшипники скалки; 43 — червячная передача; 45 — винтовая передача.
Частота вращения вала I в режиме прикатки:
112
= 920 -ggQ-0,815 =s 150 об/мин
На валу I установлена тормозная труба III, имеющая тор-
мозной шкив, с которым взаимодействуют колодки тормоза 3,
приводимые пневмоцилиндром 4.
Кинематическая цепь перемещения механизмов формирова-
ния борта и шаблонов. Привод МФБ состоит из пневмоцилиндра
5, шток которого шарнирно соединен с качающимся рычагом 6.
Нижний конец рычага шарнирно соединен со станиной, а верх-
ний— с регулируемой тягой 7, шарнирно связанной с корпусом
МФБ. Исходное положение МФБ устанавливается путем пере-
становки шарнира 8 (грубая регулировка) и резьбовой муфтой
9 (точная регулировка).
Положение МФБ у барабана определяется фиксаторами 10.
Смена фиксаторов осуществляется пневмоцилиндром И при
167
помощи храпового механизма. Отвод МФБ от барабана осу-
ществляется пневмоцилиндром 12. Раскрытие обжимных рыча-
гов 13 производится с помощью резинового шнура 14, а разжа-
тие кольцевой пружины 15 — распорными рычагами 16 при по-
мощи пневмоцилиндра 17.
Перемещение шаблонов осуществляется пневмоцилиндрами
18. Дополнительные барабаны вращаются на роликах 19 и под-
жаты в рабочем положении пружинами 20.
Кинематическая цепь перемещения левой группы. Перемеще-
ние левой группы производится по направляющим 21 при помо-
щи пневмоцилиндра 22. Конструкции МФБ, привода МФБ и
шаблонов полностью одинакова с конструкциями указанных ме-
ханизмов в правой группе.
Кинематическая цепь перемещений комбинированных при-
катчиков. Имеется два типа прикаточных роликов: широкие 23,
цилиндрического профиля для прикатки каркаса и протектора
и тороидальной формы 24 для прикатки бортовой части по-
крышки. Прижатие к собираемой покрышке широких роликов
осуществляется пневмоцилиндром 25, а прижатие (и поворот)
тороидальных роликов — пневмоцилиндром 26. Оба цилиндра
объединены в одном корпусе. Возврат роликов в исходное по-
ложение осуществляется пружинами.
Продольное перемещение роликов 23 и 24 осуществляется от
электродвигателя 27 (N= 1,1/0,75 кВт, п= 1400/995 об/мин) че-
рез муфту 28, червячный редуктор 29 (1= 15), зубчатую переда-
чу 30. Вращение передается ходовыми винтами 31, 32, которые
перемещаются по направляющим 33 корпуса с находящимися
на них прикаточными роликами и цилиндрами вдоль оси сбо-
рочного барабана.
Величина подачи (перемещения) прикаточных роликов Snp
в режиме прикатки определяется по уравнению
__ 1 40~ /х.в
Snp - ПДВ /ред 40 1000
где лДв = 955 об/мин — первая скорость электродвигателя; /ред =
= 15 — передаточное отношение редуктора; /х.в— шаг ходового
винта. Следовательно
„ 1 40 8
<$пр — 955 15 40 Ю00 — О’* м/мин
Величина ускоренной подачи (перемещения) прикаточных
роликов Sx.x в режиме возвращения в исходное положение:
1 40 tx.B
Sx-x==n^ ipeA 40 1000
где /гдв=1400 об/мин — высокая скорость электродвигателя. Та-
ким образом
1 40 8
<$х.х = 1400 15 4Q ЮОО “9,74 м/мин
168
Кинематическая цепь перемещений прикатчиков чеферной
ленты. Ролики 34 прикатчиков чефера предназначены для за-
ворота слоев и их прикатки. Они установлены на каретке 35,
перемещаемой пневмоцилиндром 36 по направляющим 37. Ро-
лики закреплены на рычагах 38, шарнирно соединенных со што-
ками пневмоцилиндром 39. Траектория перемещения роликов
определяется параллелограммом, образованным рычагами 40,
два из которых шарнирно закреплены на каретке 35. Скорость
перемещения роликов определяется регулировкой гидравличе-
скими демпферами 41.
В исходном положении прикатчики устанавливаются таким
образом, чтобы ось бортовой части покрышки совпадала с ося-
ми закрепленных на каретке шарниров рычагов параллелограм-
ма.
Кинематическая цепь перемещений механической скалки.
Скалка II вращается в подшипниках 42. Поворот скалки осуще-
ствляется от маховика при помощи червячной передачи 43. По-
ступательное перемещение скалки осуществляется от пневмоци-
линдра 44, а высота подъема регулируется винтовой переда-
чей 45.
Устройство станка СПД 2-660-900П (индекс 110-06). Станок
(рис. 3.43) предназначен для сборки послойным методом на по-
лудорновых барабанах грузовых покрышек диагональной кон-
струкции и каркасов покрышек типа Р.
Подробное описание конструкции узлов и принципа их ра-
боты приведено в работах [13, 18], поэтому остановимся лишь
на некоторых особенностях отдельных механизмов, усовершен-
ствованных применительно к сборке покрышек радиальной
конструкции.
Станки типа СПД 2-660-900П оснащены новыми механиз-
мами формирования борта. Необходимость изменения конст-
рукции универсальных механизмов для обработки бортов кар-
Рис. 3.43. Общий вид станка СПД 2-660-900П:
1 — левая группа; 2 — фиксатор левой группы; 3 — левый механизм обработки борта; 4 —
сборочный барабан; 5 — правый механизм обработки борта; 6 — фиксатор правой груп-
пы; 7 — правая группа; 8—пульт управления; 9—механизм заворота и прикатки че-
ферной ленты; 10 — универсальные прикатчики.
169
касов покрышек типа Р на неподвижном барабане вызвана тем,
что все кордные нити в каркасах в отличие от каркасов диаго-
нальных покрышек расположены параллельно, а не пересека-
ются [3]. Поэтому при сборке покрышек типа Р обжать лежа-
щий на барабане слой корда до размера бортового кольца, а
затем при заворачивании на крыло довести диаметр кромки
слоя до исходного невозможно без образования складок. В це-
лях исключения образования больших неровных складок был
создан новый механизм, обеспечивающий при обжатии слоев
корда укладку материала с образованием мелких и ровных гоф-
ров. Конструкция механизма формирования борта подробно
рассмотрена в гл. 5.
Техническая характеристика станка:
Размеры собираемых покрышек.................... .
Производительность (при сборке покрышек размера
260-508Р), шт./ч.................................
Размеры барабана, мм:
диаметр ........................................
ширина .........................................
Наибольшая ширина накладываемого кордного слоя, мм
Наибольшая величина свисания кордного слоя с бара-
бана, мм...........................................
Наибольшее количество одновременно обрабатываемых
кордных слоев (калибром 1,1 мм) при формировании
борта .............................................
Посадочный диаметр вала под барабан, мм .
Частота вращения барабана, об/мин..................
Давление воздуха, МПа:
в магистрали........................................
в цилиндрах нижних и бортовых прикатчиков .
Расход сжатого воздуха, м3/ч.......................
Электродвигатели приводов:
барабана
тип.............................................
мощность, кВт.................................
частота вращения, об/мин......................
напряжение, В.................................
нижних прикатчиков
тип.............................................
мощность, кВт.................................
частота вращения, об/мин......................
напряжение, В.................................
Установленная мощность электродвигателей, кВт .
Габаритные размеры (длинаХширинаХвысота), мм
Масса, кг..........................................
220-508; 260-508;
220-588Р; 260-508Р
240-508; 240-508Р
4,3
660
330—560
900
190
6
70
75—150; 112,5—225
0,6
0,08-0,45
0,3
П-61
6
1000
440
АО2-31-6/4
0,75/1,1
955/1440
380
7,1
4160X2400X 1320
4650
Станок снащен универсальным механизмом прикатки, кото-
рый, обеспечивая прикатку роликами деталей покрышки по ци-
линдрической части барабана и по бортовой части, позволил
исключить применение обжимных камер в универсальных ме-
ханизмах формирования борта на неподвижном барабане. Бла-
годаря этому был осуществлен комбинированный способ обра-
ботки бортов покрышки: основные переходы формирования бор-
170
Рис. 3.44. Универсальные прикатчики:
1 — открытая зубчатая передача; 2 — стойка; 3 — блок прикатчиков; 4 — прикаточный ро-
лик; 5 — рычаг; 6 — каретка; 7 — ходовой винт; 8 — редуктор; 9 — электродвигатель; 10 —
наклонный цилиндр; И — корпус; 12 — демпфер.
та выполняются на неподвижном барабане, а остальные перехо-
ды— на вращающемся барабане [12JL
Универсальные прикатчики (рис. 3.44) состоят из двух бло-
ков 3, каждый из которых располагается на двух горизонталь-
ных направляющих. Каждый блок связан со своим ходовым
винтом 7. Направляющие и ходовые винты закреплены на двух
стойках 2. На правой стойке смонтирован червячный редуктор 8
и открытая зубчатая передача 1. Редуктор связан эластичной
муфтой с двухскоростным электродвигателем пеоеменного тока
АО2-31-6/4.
По горизонтальным направляющим с помощью ходового
винта и гайки перемещается корпус И, используемый как рабо-
чий цилиндр для вертикальной подачи каретки 6. На каретке
шарнирно закреплен рычаг 5. На одном конце рычага укреплен
прикаточный ролик 4. Другой конец рычага соединен осью с
качающимся цилиндром 10, поджимающим прикаточный ролик
к сборочному барабану. Для плавного опускания каретки в мо-
мент прикатки борта прикатчики снабжены масляным демпфе-
ром 12.
Работают универсальные прикатчики следующим образом.
Первый цикл работы заключается в прикатке слоев каркаса по
цилиндрической части сборочного барабана. В исходном поло-
жении прикатчики находятся в центре сборочного барабана.
При нажатии кнопки «Каркас» на пульте управления начина-
ется первый цикл прикатки. Воздух подается в цилиндр карет-
ки и наклонный цилиндр. Прикатывающий ролик прижимается
к сборочному барабану. Одновременно начинает вращаться сбо-
рочный барабан. После определенной выдержки включается го-
ризонтальная подача блока прикатчиков. Прикатчики на малой
скорости расходятся к краям барабана. После окончания цикла
прикатки каркаса каретки останавливаются. Прикатывающие
ролики опускаются.
Второй цикл работы универсальных прикатчиков — прикат-
ка завернутых на крыло слоев корда. Прикатчики находятся в
крайнем положении. При нажатии кнопки «Борт» на пульте уп-
равления подается воздух в корпус каретки. Каретка поднима-
171
Рис. 3.45. Станок для сборки покрышек СПД 2-720-1100П:
/ — левая группа; 2 — левый механизм формирования борта; 3 — правый механизм фор-
мирования борта; 4 — правая группа; 5 — шкаф управления; 6 — пульт управления; 7 —
средняя плита; 8 — универсальные прикатчики; 9 — прикатчики бортовой ленты.
ется. Начинает вращаться сборочный барабан. Прикаточные
ролики прижимаются к борту покрышки. Затем переключается
подача воздуха в цилиндр каретки. Прикатчики начинают дви-
гаться к центру и одновременно опускаться. Плавное опускание
обеспечивается масляным демпфером. Время опускания регу-
лируется в пределах 20—30 с. По окончании прикатки борта
прикатчики возвращаются в исходное положение.
Третий цикл работы прикаточного механизма прикатки про-
тектора кинематически осуществляется аналогично первому. До-
полнительно в этом цикле введено лишь переключение рабоче-
го давления воздуха с большего на меньшее при переходе при-
каточных роликов с беговой дорожки протектора к боковинам.
Устройство станка СПД 2-720-1100П (индекс 110-11). Станок
(рис. 3.45) предназначен для сборки послойным методом на по-
лудорновых барабанах грузовых покрышек диагональной конст-
рукции и каркасов типа Р. Он оснащен механизмами форми-
рования борта, универсальными прикатчиками для прикатки
слоев корда и протектора по цилиндрической части и по борту
покрышки, а также прикатчиками для заворота и прикатки
бортовой ленты. Для повышения качества обработки борта на
станке применен механический привод механизмов и дополни-
тельный привод обжимных рычагов, что обеспечивает движение
исполнительного элемента (пружины кольцевой) по профилю,
более близкому к профилю плечика барабана.
Техническая характеристика станка:
Размеры собираемых покрышек.......................... 280-508; 300-508;
320-508; 280-508Р;
300-508Р; 320-508Р
Производительность (при сборке покрышек размера
320-508), шт/ч..................................... 3,4
Размеры барабана, мм:
диаметр............................................ 675—720
ширина......................................... 400—650
Наибольшая ширина накладываемого кордного слоя, мм 1100
Наибольшая величина свисания кордного слоя с бара-
бана, мм................................................... 270
172
Наибольшее количество одновременно обрабатываемых
кордных слоев (калибром 1,1 мм) при формировании
борта.......................................... 4
Частота вращения барабана, об/мин............... 222; ИЗ; 48
Давление воздуха, МПа:
в магистрали................................
в цилиндрах нижних и бортовых прикатчиков 0,08—0,45
Расход сжатого воздуха, м3/ч.................... 0,3
Электродвигатели приводов:
барабана
тип.......................................... АО2-72-4/8/18
мощность, кВт................................. 4,3/2,8/1,17
частота вращения, об/мин................... 1400/715/303
напряжение, В...................................... 380
нижних прикатчиков
тип ............. АО2-31-6/4
мощность, кВт................................... 0,75/1,1
частота вращения, об/мин........................ 955/1440
напряжение, В.................................... 380
механизмов формирования борта
число................................................ 2
тип............................................. Т52-16/4
мощность, кВт.................................... 0,85/5
частота вращения, об/мин.............. 340/1460
напряжение, В...................................... 380
Тип редуктора ..................................РЧУ-63А-12,5-1-1-1
Установленная мощность электродвигателей, кВт . . 15,4
Габаритные размеры (длинаХширинаХвысота), мм 5100 x 2450X1370
Масса, кг....................................... 6750
Станок СПД 750-1100 (АПДИ-3) предназначен для сборки
более крупных диагональных грузовых покрышек и каркасов
радиальных грузовых покрышек размера от 280-508 до 320-508
(12.00-20).
Такие покрышки значительно тяжелее, их собирают на бара-
банах с короной, на 40—45% большей, чем для сборки покры-
шек на станках СПД 2-660-900П. Это потребовало частично
изменить и усовершенствовать конструкцию универсальных меха-
низмов для обработки борта покрышки по сравнению с меха-
низмами станка СПД 660-900П [12]. В частности, предусмот-
рена возможность независимого движения узла шаблона для
посадки крыльев и узла механизма обжатия и заворачивания
слоев корда за счет изготовления гильзы шаблона без задней
стенки, что обеспечило возможность сокращения длительности
перехода формирования борта [19]. Введен пневмопривод, со-
общающий через обойму возвратно-поступательное движение
обжимным рычагам относительно кольцевой спиральной пру-
жины, а также применен электромеханический привод механиз-
ма обжатия и заворачивания слоев корда [12, 19]. Все это поз-
волило улучшить качество перехода формирования борта ди-
агональных покрышек и обеспечить качественную сборку
покрышек из металлокорда.
В конструкции узла шаблона предусмотрена возможность
регулирования величины посадочного диаметра крыльев за счет
изменения положения шпилек. Кроме того, изменена конструк-
173
ция пневмопривода перемещений дополнительных барабанов с
целью обеспечения возможности собирать покрышки с напол-
нительным шнуром.
В станке СПД 750-1100 усовершенствованы также узлы пе-
ремещения правого и левого механизмов прикатки из исходного
положения к барабану и обратно, что обеспечило синхронную
и надежную их работу. В станке предусмотрен механизм для
снятия собранной покрышки с барабана, что значительно об-
легчило труд сборщика.
Однако в целом принцип работы станка СПД 750-1100 ос-
тался таким же, как и станка СПД 2-660-900П.
Станки СПД 660-1100 (СПД-14М), СПД 2-660-1100П
(СПДУ-65И), СПД 750-1100 (АПДИ-3) в настоящее время за-
меняются более совершенными унифицированными станками
параметрического ряда.
Унифицированный параметрический ряд станков. Станки ти-
па СПД 2-570-1100, СПД 2-660-900, СПД 2-720-1100,
СПД 3-780-1500 и другие имеют гидравлический привод меха-
низмов формирования борта, обеспечивающий синхронную ра-
боту правого и левого механизмов формирования борта, тра-
екторию движения исполнительного элемента (пружины) МФБ,
более близкую к профилю плечика сборочного барабана с выхо-
дом на «корону», и полностью исключающий дефект «притаски-
вания» слоев корда в процессе обжатия. Станки оснащены
магазинами для хранения бортовых крыльев. Кроме того, предус-
мотрен автоматический цикл выполнения переходов формиро-
вания борта, полуавтоматический цикл прикатывания деталей
покрышки, применены универсальные крыльевые шаблоны для
посадки крыльев различного диаметра.
Эти станки можно использовать как для сборки покрышек
диагональной конструкции к грузовым автомобилям, так и для
первой стадии сборки покрышек типа Р.
В связи с тем, что данные станки унифицированного ряда
имеют однотипную компоновку и принцип работы, рассмотрим
более подробно одну из этих моделей, например СПД 2-570-1100,
и кратко остановимся лишь на конструктивных особенностях ос-
тальных моделей станков.
Устройство станка СПД 2-570-1100П. Станок (рис.
3.46) предназначен для сборки покрышек с посадочным диа-
метром 16" (240-406) послойным методом.
Правая группа (рис. 3.47) содержит станину 5, привод ба-
рабана 4, гидроцилипдры приводов рычажного механизма 3 и
шаблона 2, блоки конечных выключателей 1.
Привод барабана (рис. 3.48) состоит из электродвигателя
типа МТКН 311-6/16, двух клиноременных передач (на рис. 3.48
не показаны), вала барабана 7, установленного в подшипниках
2 и 9, тормозной трубы 4, в свою очередь установленной в под-
шипниках 3, 6 и 7, размещенных в станине и поддерживающей
трубе 5, жестко закрепленной в станине. На валу барабана 1
174
Рис. 3.46. Станок для сборки покрышек СПД 2-570-1100П (индекс 321.791):
/--шаблоны (левый и правый); 2 — рычажные механизмы (левый и правый) формирова-
ния борта; 3 — световой указатель; 4—правая группа; 5 — механизм прикатки бортовой
ленты; 6 — универсальный механизм прикатки; 7 — тележка для съема покрышки; о
J левая группа.
/ 2
J 4
Рис. 3.47. Правая группа
станка СПД 2-570-1100:
1 — блок конечных выключа-
телей; 2 — гидроцилиндры
привода шаблона; 3 — гидро-
цилиндры привода рычажно-
го- механизма; 4 — привод
барабана; 5 — станина.
s|e
Рис. 3.48. Привод барабана станка СПД 2-570-1100:
1 — вал барабана; 2,9 — подшипники качения вала барабана; 3, 6, 7 — подшипники ка-
чения тормозной трубы; 4 — тормозная труба; 5 — поддерживающая труба; 8 — пневмати-
ческий тормоз; 10 — шкив клиноременной передачи.
175
Рис. 3.49. Левая группа станка СПД 2-570-1100:
1 — станина; 2 — гидроцилиндры привода шаблона; 3 — гидроцилиндры привода механиз-
ма формирования борта; 4 — блок конечных выключателей; 5 — направляющая; 6 — ци-
линдрические направляющие; 7 — кронштейн; 8 — пневмоцилиндр.
крепится шкив 10 клиноременной передачи, а на тормозной тру-
бе 4 установлен пневматический тормоз 8.
Левая группа (рис. 3.49) состоит из станины 1, установлен-
ной на круглых направляющих 6, закрепленных в кронштейнах
7. Перемещение группы в положение съема покрышки осуще-
ствляется пневмоцилиндром 8. На станине 1 размещены гидро-
цилиндры 2 и 3 приводов шаблона и рычажного механизма,
блоки конечных выключателей 4 и направляющая 5.
Направляющая левой группы состоит из трубы, жестко кре-
пящейся к станине, внутри которой размещен центр, установ-
ленный на подшипниках, которые закреплены в гильзе с воз-
можностью осевого перемещения в направляющих втулках от
пневмоцилиндра, крепящегося к станине.
Шаблон (рис. 3.50) состоит из основания 1, корпуса 3 до-
полнительного барабана, установленного с возможностью сво-
бодного вращения на подшипниках 7, 10 и осевого перемещения
по осям 9. Подшипники 7 и 10 закреплены в корпусах 8, уста-
новленных на осях 9 с пружинами 11. К основанию 1 крепится
головка 5 шаблона с установленными в ней крыльевыми шпиль-
ками 6, которые от пневмопривода 12 через зубчатые передачи
2 и 4 могут поворачиваться на угол 90° с целью получения не-
обходимого диаметра для установки крыльев.
Механизм прикатки (рис. 3.51) состоит из кареток 3, уста-
новленных на направляющих 7, жестко закрепленных в стой-
ках 8. Для осевого перемещения кареток имеется привод от
электродвигателя 2 через червячный редуктор 1 на ходовые вин-
ты 6, преобразующие вращательное движение в поступательное
через гайки 9, установленные на каретках 3. Каждая каретка
оснащена роликами 5 для прикатки деталей каркаса по цилинд-
рической части сборочного барабана и 4 для прикатки бортовой
части каркаса. Ролики 4 и 5 подводятся к барабану и отводят-
176
12-381
J Ж 4
Рис. 3.52. Механизм прикатки бортовой ленты станка СПД 2-570-1100:
1 — каретки; 2 — направляющие; 3 — прикаточные ролики; 4 — корпус подшипников; 5 —
стойки; 6 — пневмоцилиндры; 7 — направляющие.
ся от него отдельными пневмоприводами, размещенными в ка-
ретках 3.
Механизм прикатки бортовой ленты (рис. 3.52) состоит из
кареток /, подвижно установленных на направляющих 2, жест-
ко закрепленных в стойках 5. На направляющих 7 имеются ро-
лики 3 для заворота и прикатки бортовой ленты с пневмоци-
линдрами 6. Ролики 3 установлены на подшипниках качения в
корпусах 4.
Кинематическая схема станка СПД 2-570-1100П
(индекс 321.791). Кинематическая цепь главного движения —
вращения барабана (рис. 3.53). Вращение барабана осущест-
вляется в двух режимах: 1) режим прикатки и 2) режим одного
оборота и складывания.
При прикатке слоев корда крутящий момент от двухскорост-
ного электродвигателя 1 (М = 3,5/1,1 кВт, п = 920 об/мин) через
клиноременные передачи 2—3 и 4—5 передается на вал / ба-
рабана.
Частота вращения вала I в режиме прикатки слоев корда
определяется по уравнению
140 140
п1± == 920 -^20-54q"0,9852 = 77,13 об/мин
где 140/420, 140/540 — передаточные отношения клиноременных
передач; 0,985 — поправочный коэффициент на скольжение рем-
ней.
На валу II установлен тормозной барабан 6 пневматическо-
го тормоза 7, который затормаживает вал II при складывании
барабана. Одновременно для складывания барабана приводится
во вращение вал I от электродвигателя 1 с частотой вращения
п = 305 об/мин.
Частота вращения вала I при складывании барабана опре-
деляется по тому же уравнению:
140 140
«12 = 305 ~42о--54Q-0,9852 — 25,57 об/мин
178
ю
I
сч
я
ф
в
3
а
я
о
я
S
я
О
ко
«
Ч
я
я
я
я
Ct
S
о
И
к
я
я
о
ф
я
S
я
2
ф
Я
к
со
1Л
со
я
д
в
я
я
я
ф
я
о
Pt
о
и
Ф
2
ч
я
я
=я
о
я
п
о
2 „
а Ч
о
я
3
я
Я
я
я
3
Д 05
Я °Ч
Я
я
я
я
ж
я
ф
я
ф
я
5 2
Ж я
я ™
л» Я
Д Я
2 Я
ф о
в 3
я
я
ч
я
я
о
ȣ
я
КО
ч
я
я
оо
я
о
2
а
о
я
я
л
л
ф
3
в
я
. к Я
я ж
ж ж
я
ч
о
ф
ч
Ф
Ф
я
я
о
ж
S
я
я
в
ф
я
ж
И
я
-. ф
оо
ф
в
я
я
ч
о
я
о
Pt
I я§
«
о
я
п
о
2
ко
«
о
2 Ж
% н ®
сч Е о
а О
я Ф
а ч
ф
а
ч
я
я
Ч о
Я <М
а
о
2
д
ф
я
я
я
я
«
Ф
я
ф
я
д
ч
о
я
я
я
я
Pt
ф
а
ф
я
н
я
Ф
я
я
я
в
я
я
я
Я
я
и
я
ч
о
’Я
о
я .
8 I
Я 1
д о
д
я ;
• -С-Ч
3
я
я
ч
я
Д'
о
2
д
а
я
я
я
в
Ч I
Я оо
Я оо
ч
я
я
о
2
я
ф
я
я
ф
3 «
О
°>ч
гЯ Ж
я
. - я
я ।
Ь I
я,
4)
Ф
3
Я
2
я
а> я
Зко
я о
"Ч4
о
в
я
>,
ч
ф
я
я
к
я
а
ф
°5
я
о
я
о
ч
ко
- . я
^-э^д
я
.. ж
Я я
о
я
я
ч
я
<Ж
д
я
ж
я
Pt
о
я
Ф
ч
я
Kf ч
ф
в
я
я
я
я
2 Я .
Ф VCJ
Я
3
<v
3
я
д
о
я
о
о
я
о
2
я
ж
я
я
я
2^0
£ .а
a w н
Ф
Я
s
д
а
Pt
я
я
ч
Я ’ф
ж %
я 5
Ч т
я «
I О
о
а
Ч
я
я
я
я
я
3
о
а
о
я
ф
я
ф
»S<N
179
В режиме одного оборота частота вращения вала I равна
25,96 об/мин.
Кинематическая цепь продольных возвратно-поступательных
перемещений рычажных механизмов. Из резервуара маслостан-
ции по трубам при помощи насоса (на схеме не показаны) мас-
ло под давлением поступает через гидрораспределитель (зо-
лотник) панели управления в гидроцилиндры 8 и 9, с помощью
которых осуществляется возвратно-поступательное перемеще-
ние (движение) рычажных механизмов.
Скорость перемещения рычажного механизма v определяет-
ся по формуле
v = Q/F = 3500/57,52 = 608 см/мин = 6,08 м/мин = 0,1013 mzc (3.2)
где Q = 3500 см3/мин — производительность насоса; F—
= 2(лб/2/4) =2(3,14-62/4) =57,52 см2— площадь поршней двух
гидроцилиндров.
Раскрытие основных 10 и обжимных И рычагов рычажных
механизмов производится с помощью кольцевых пневмоцилинд-
ров 12 и 13.
Дополнительные барабаны 14 в правой и левой группах стан-
ка получают возвратно-поступательное движение (перемеще-
ние) от пружин 15, а вращательное — от сборочного барабана
(на схеме не показан) от сил трения.
Кинематическая цепь продольных (возвратно-поступатель-
ных) перемещений шаблонов. Из резервуара маслостанции по
трубам при помощи насоса масло под давлением поступает че-
рез гидрораспределитель (золотник) панелей управления и гид-
роцилиндры 16 и 17, с помощью которых осуществляется воз-
вратно-поступательное перемещение (движение) шаблонов.
Скорость перемещения шаблонов определяется по формуле
(3.2) и равна скорости перемещения рычажных механизмов.
Кинематическая цепь поворота кулачков для установки кры-
ла. Сжатый воздух из пневмосети цеха по трубопроводам через
пневмораспределители поступает в пневмоцилиндры 18, на што-
ках которых находятся зубчатые рейки 19. Затем движение с
рейки 19 передается на шестерню 20 и зубчатую передачу 21—
22, рычаги 23, и таким образом осуществляется поворот кулач-
ков 24.
Кинематическая цепь перемещения левой группы станка.
Перемещение левой группы станка перпендикулярно оси станка
осуществляется с помощью силового пневмоцилиндра 25. Воз-
вратно-поступательное движение (перемещение) центра 26 ле-
вой группы осуществляется с помощью силового пневмоцилинд-
ра 27.
Кинематическая цепь перемещений прикаточных роликов
механизма прикатки. Механизм прикатки содержит две пары
роликов: для прикатки слоев корда каркаса и протектора па
цилиндрической поверхности и для прикатки бортовой части
покрышки и бортовой ленты.
180
Продольное перемещение роликов 28 для прикатки слоев
каркаса и протектора по цилиндрической поверхности осущест-
вляется следующим образом: от трехскоростного электродвига-
теля 29 (N = 1/1,1/1,5 кВт, п — 940/1425/2850 об/мин) через чер-
вячный редуктор 30 (РЧУ-63, i==8), зубчатые передачи 31—32—
55 ♦ 4Q крутящий момент передается ходовьш винтам
III, которые через гайки перемещают параллельно осн сбороч-
ного барабана каретки с роликами 28 для прикатки слоев кар-
каса.
Скорость перемещения прикаточных роликов 28 в рабочем
режиме прикатки находится по уравнению
1 40 40 /х.в 1 40 40 8 Л ,
^р = «ДВ1 . 40 40 1000 - 940 8 40 40 '1000 - 0,94 м/мин
где /7ДВ1=--940 об/мин — первая скорость электродвигателя;
^ред = 8 — передаточное отношение редуктора РЧУ-63; 1х.в =
= 8 мм — шаг ходового винта.
Скорость ускоренного перемещения прикаточных роликов 25
(возвращение в исходное положение):
1 «Х.Х - «ДВ2 ,-ред 40 40_ /х,в 40 40 1000 “
1 40 — 1425 g 40 40 8 40 1000 - 1’425 м/мин
где Ндв2 = 1425 об/мин — вторая скорость электродвигателя.
Перемещение прикаточных роликов 28 к обрабатываемой по-
верхности (поперечная подача) осуществляется пневмоцилинд-
рами 34.
Ролики 35 для прикатки бортовой части и бортовой ленты
находятся на одних каретках с роликами 28. Поэтому при при-
катке слоев корда по цилиндрической поверхности роликами 28
ролики 35 также перемещаются вхолостую параллельно оси
сборочного барабана. Затем в конце прикатки слоев корда ро-
ликами 28 ролики 35 получают радиальное (поперечное) пере-
мещение к обрабатываемой поверхности пневмоцилипдром 36,
поворачивая рычаги 37 с роликами 35 относительно шарниров
38. После окончания прикатки ролики 35 и каретки возвраща-
ются в исходное положение.
Возвратно-поступательное перемещение кареток чеферных
роликов 39 механизма прикатки бортовой ленты параллельно
оси сборочного барабана осуществляется силовым цилиндром
40, а к обрабатываемой поверхности (поперечная подача) —си-
ловыми пневмоцилиндрами 41. Подъем и опускание каретки те-
лежки 42 для съема покрышки осуществляются от силового ци-
линдра 43.
181
Механизм надевания браслета
Рис. 3.54. Кинематическая схема станка для сборки покрышек СПД 2-660-900Б:
I — вал барабана; II — тормозной вал; III — ходовые винты;
:J — двухскоростной электродвигатель; 2, 3 — клиноременная передача; 4, 5—направляю-
щие; 6 — тормозной барабан; 7 — тормоз; 8, 9 — гидроцилиндры перемещения рычажных
механизмов; 10 — основные рычаги; 11 — обжимные рычаги; 12, 13 — кольцевые пневмо-
цилиндры; 16, 17 — гидроцилиндры перемещения шаблонов; 18 — пневмоцилиндр поворота
кулачков; 19 — рейка; 20 — шестерня; 21, 22, 31—33 — зубчатые передачи; 23, 37 — рыча-
ги; 24 — кулачки; 25 — пневмоцилиндр перемещения левой станины; 26 — выдвижной
центр левой группы; 27— пневмоцилиндр перемещения центра; 28 — ролики прикатки
протектора; 29 — электродвигатель; 30 — червячный редуктор; 34 — пневмоцилиндры подъ-
ема роликов прикатки протектора; 35 — ролики прикатки борта; 36 — пневмоцилиндры
поворота ролика прикатки борта; 38 — шарниры; 39 — ролики прикатки бортовой ленты;
40 — пневмоцилиндры перемещения роликов; 41 — пневмоцилиндры выдвижения роликов;
42 — каретка тележки; 43 — пневмоцилиндр подъема каретки; 44 — наконечник механизма
надевания браслета; 45 — пневмоцилиндр перемещения наконечника; 46, 47 — механизм
поворота наконечника.
Кинематическая схема станка СПД 2-660-900Б
(рис. 3.54). Рассмотрим кратко отличия кинематической схемы
станка для браслетной сборки покрышек.
Вращение барабана осуществляется в двух режимах: 1) ре-
жим надевания браслет и прикатки; 2) режим наложения про-
тектора, бортовых лент и складывание барабана.
В режиме надевания браслет и прикатки слоев корда крутя-
щий момент от двухскоростного электродвигателя 1 (N —
182
= 3,1/1,1 кВт, « = 920/305 об/мин) через клиноременную переда-
чу 2—3 передается на вал / барабана.
Частота вращения вала / в этом случае определяется по
уравнению
140
= 920 'бзо 0,985 — 201,4 об/мин
На валу II установлен тормозной барабан 6 пневматическо-
го тормоза 7, который затормаживает вал II при складывании
барабана. Одновременно для складывания барабана приводит-
ся во вращение вал / на второй частоте вращения электродви-
гателя « = 305 об/мин.
Частота вращения вала I в режиме складывания барабана:
140
= 305 -g3Q-0,985 = 66,76 об/мин
Кинематическая цепь продольных (возвратно-поступатель-
ных) перемещений скалки 44 осуществляется силовым пневмо-
цилиндром 45. Поворот скалки 44 вокруг вертикальной оси 46
производится сборщиком вручную вращением штурвала через
червячную передачу 47.
Остальные кинематические цепи продольных перемещений
рычажных механизмов, раскрытия основных и обжимных ры-
чагов, перемещений шаблонов, поворота кулачков, перемеще-
ний левой группы, левого центра, прикаточных механизмов, ме-
ханизма прикатки бортовой ленты, а также подъема и опуска-
ния каретки тележки для съема покрышек аналогичны кинема-
тическим цепям станка для сборки покрышек модели СПД
2-570-1100П, поэтому здесь не рассматриваются.
Технические характеристики станков нового параметрическо-
го ряда приведены в табл. 3.13.
Станки построены на одной базе и имеют высокий уровень
унификации. Несмотря на общность конструктивной компонов-
ки и конструктивную преемственность, некоторые из них все же
имеют незначительные конструктивные особенности, которые
сводятся к следующему: 1) в станках моделей СПД 2-660-900Б,
СПД 2-720-1300, СПД 3-780-1500, СПД 3-920 1500 направляю-
щая левой группы подвижная, а в станках СПД 2-570-1100П,
СПД 2-720-1100Б направляющая жестко закреплена в станине;
2) станки моделей СПД 2-660-900Б, СПД 2-720-1100Б,
СПД 2-720-1300, СПД 3-780-1500 имеют механизм надевания
браслет; 3) только на СПД 2-570-1100П — двухступенчатая кли-
ноременная передача; 4) станки СПД 2-570-1100П, СПД 2-720-
1300, СПД 3-920-1500 имеют дополнительные барабаны; 5) в
станках моделей СПД 3-780-1500, СПД 3-920-1500 в привод ба-
рабана введена зубчатая муфта с пневмоприводом ее включения
для складывания рычажно-винтового барабана, на остальных
станках, складывание рычажно-шарнирных барабанов инерцион-
ное; 6) в станках моделей СПД 2-570-1100П, СПД 2-660-900Б,
183
с® Таблица 3.13
Технические характеристики унифицированных станков нового параметрического ряда
Показатели Сборочные станки моделей
СПД 2-660-900Б (инд. 321.431) СПД 2-570-1 loon (инд. 321.791) СПД 2-720-1100Б (инд. 321.781) СПД 2-720-1300 (инд. 321.381) СПД 3-780-1500 (инд. 321.451) СПД 3-920-1500 (инд. 321.661)
Размеры собираемых покрышек 6.50-20; 200-508; 210-508; 220-508; 240-508; 260-508 240-406; 310-406 280-508; 300-508; 320-508 10.00-18; 11.00-18; 12.00-18; 13.00-18; 980x390-457; 1025x420-457; 1065x420-457 14.00-20; 1200x500-508; 1220x400-533; 1300x530-533; 16.00-20 16.00-24
Производительность (при сбор- ке покрышек размера 260-508), шт./ч Размеры барабана, мм: 5,2 7,6 (240-406) 4,03 (320-508) 1,0 (13.00-18) (14?00-20) 1
диаметр 660 540—570 675—720 680—720 750—780 920
ширина 300—580 500—630 500—660 580—800 670—970 800—900
Наибольшая ширина наклады- ваемого кордного слоя или браслета, мм 900 1000 1100 1300 1500 1500
Наибольшая величина свисания кордного слоя с барабана, мм 200 205 265 250 330 360
Частота вращения барабана, об/мин 68; 200 25; 76 68; 200 15; 75; 150 7—220 15; 75; 200
Емкость гидроцилиндров, дм3
Электродвигатели приводов:
барабана
тип
мощность, кВт
частота вращения, об/мин
напряжение, В
универсальных прикатчи-
ков
тип
мощность, кВт
частота вращения, об/мин
напряжение, В
Установленная мощность элек-
тродвигателей, кВт
Габаритные размеры (длинах
ХширинаХвысота), мм
Масса, кг
11,5 11,5 11,5
МТКН 311-6/16 МТКН 311-6/16 МТКН 311-6/16
3,5/1,1 3,5/1,1 3,5/1,1
920/305 920/305 920/305
380 380 380
ЧА100 6/4/2 ЧА100 6/4/2
1/1,1/1,5 1/1,1/1,5
950/1425/2850 940/1425/2850
380 380
7,6 7,6
4430Х2910Х Х2045 4570Х2910Х Х2150
6140 6400
П61-У4
6
1000
220
ЧА100 6/4/2 ЧАХ80А/ЧУЗ
1/1,1/1,5 1,1
940/1425/2850 1500
380 380/220
7,6 10,1
4430Х2910Х Х2150 6200(6940)X Х2620(3015) X Х2160 (2200)
6300 7600 (7870)
18 17
П61-У4 П61-У4
6 6
1000 1000
220 220
АО2-31-6/ЧУЗ ЧАХ80К/ЧУЗ
0,75/1,1 1,1
955/1440 1500
380/220 380/220
10,1 10,1
5840(5710)X 2830X2145 6020Х3435Х Х1560
6400 (6300) 7165
сю
Примечание. Для всех станков: наибольшее число одновременно обрабатываемых кордных слоев (калибром 1,1 мм) при формировании
борта равно 6; давление воздуха в магистрали — 0,6 МПа, в универсальных цилиндрах и бортовых прикатчиках — 0,08—0,5 МПа; давление масла
в магистрали — 0,4 МПа; емкость бака гидростанции — 60 дм3; электродвигатели приводов насосной установки 25Г48-22Н — мощность 3 кВт, ча-
стота вращения 1500 об/мин, тип АОЛ2-32-4,
СПД 2-720-1100Б электродвигатели привода вала барабана пе-
ременного тока (МТКН 311-6/16), а у остальных — постоянного
тока, тип П61.
В связи с тем, что станки СПД 3-780-1500 и СПД 3-920-1500
оснащены барабанами принципиально новой конструкции — ры-
чажно-винтовыми — с безынерционным складыванием, они име-
ют несколько иную кинематическую схему.
Кинематическая схема станка СПД 3-780-1500
(рис. 3.55). Вращение барабана осуществляется в двух режи-
мах: 1) режим прикатки и складывания; 2) режим одного обо-
рота.
При прикатке слоев корда крутящий момент от электродви-
гателя 1 (N — 6 кВт, п=1000 об/мин) с помощью пневмомуфты
38 через клиноременную передачу 2—3 передается тормозной
трубе 39 и через нее — на барабан.
Частота вращения вала I барабана в режиме прикатки сло-
ев корда определяется по формуле
125 125
П1 — щ g-Q-Q- 0,985 = 305 "goo" 0,985 = 75 об/мин
где rti — частота вращения двигателя (регулируются ПТО);
125/500 — передаточное отношение ременной передачи; 0,985 —
поправочный коэффициент на скольжение ремня.
При складывании и раскрытии барабана тормозная труба 39
затормаживается, пневмомуфта 38 рассоединяется с тормозной
трубой и вращение со шкива 3 через предохранительную муфту
40 вала I передается на винт 30 барабана (щ = 75 об/мин, как и
в случае прикатки).
Режим одного оборота предназначен для наложения слоев
корда и точного останова барабана в требуемом положении, за-
дается датчиком 41, связанным с тормозной трубой 39.
Частота вращения вала I барабана в режиме одного обо-
рота:
«I
125
“п2 500
0,985 = 28,5
125
500
0,985 = 7 об/мин
где и2 = 28,5 об/мин — вторая скорость электродвигателя.
Кинематическая цепь продольных подач (перемещений) ры-
чажного механизма и шаблона. Из резервуара маслостанции по
трубам при помощи насоса (на схеме не показаны) масло по-
ступает через золотник панели управления в гидроцилиндры 37
рычажных механизмов и 36 шаблонов, с помощью которых осу-
ществляются возвратно-поступательные перемещения шабло-
нов и рычажных механизмов (левых и правых); величина хо-
да — 720 мм.
Кинематическая цепь поворота кулачков для установки кры-
ла. Сжатый воздух из пневмосети цеха по трубопроводам через
пневмоклапаны и пневмораспределители поступает в цилиндры
20, на штоках которых находится зубчатая рейка. Затем
187
движение с рейки передается на шестерню 4 через валик II,
зубчатую передачу 5—6, серьги 43. Таким образом осуществля-
ется поворот кулачков 44.
Кинематическая цепь продольных перемещений левой груп-
пы станка. Сжатый воздух из пневмосистемы цеха по трубопро-
водам через пневмоклапаны и пневмораспределители поступает
в цилиндр 33, шток которого соединен со станиной. Шток совер-
шает возвратно-поступательные движения, а вместе с ним и
станина.
Кинематическая цепь перемещений прикаточных роликов
механизма прикатки. Механизм прикатки включает в себя две
пары роликов для прикатки слоев корда каркаса по цилиндри-
ческой поверхности и для прикатки бортовой части покрышки и
бортовой ленты.
Продольное перемещение роликов 45 для прикатки слоев
каркаса по цилиндрической поверхности осуществляется следу-
ющим образом: от электродвигателя 12 (N = 1,1/0,75 кВт, п =
= 1440/955 об/мин) через муфту 47, червячный редуктор 13
(40 \
4G ) вращение передается
ходовым винтам 17 и 18, перемещающим салазки, на которых
находятся прикаточные ролики 45, параллельно оси барабана.
Скорость перемещения прикаточных роликов 45 в рабочем ре-
жиме прикатки определяется по уравнению
1 40 /х.в 1
ур ~ пдв i 40 Ю00 = 955 8 1
К
Скорость ускоренного перемещения
(возвращение в исходное положение):
1 40 /х.в 1 1
; 40 1000 ~ 1440 8 1 1000 - 1,44 м/мин
Здесь идв, Mi—скорости электродвигателя; /ред = 8— переда-
точное отношение редуктора; Л<.в = 8 мм —шаг ходового винта.
Перемещение прикаточных роликов 45 к обрабатываемой
поверхности (поперечная подача) осуществляется пневмоци-
линдрами 25. Ролики 46 для прикатки бортовой части и борто-
вой ленты находятся на одних салазках с роликами 45. Поэтому
при прикатке слоев корда на цилиндрической поверхности роли-
ками 45 ролики 46 перемещаются вхолостую параллельно оси
сборочного барабана. Затем в конце прикатки слоев корда ро-
ликами 45 ролики 46 получают радиальное (поперечное) пере-
мещение к обрабатываемой поверхности, а при прикатке борто-
вой части одновременно поворачиваются пневмоцилиндрами 48.
Кинематическая цепь движения чеферных прикатчиков. Про-
дольное движение вдоль оси осуществляется пневмоцилиндром
21, два штока которого крепятся к кареткам правого и левого
роликов 49, а поперечное движение — пневмоцилиндром 22.
Кинематическая цепь движения механизма надевания брас-
лета. Продольное перемещение осуществляется пневмоцилинд-
188
8
XQQQ == 0,955 м/мин
прикаточных роликов 45
8
ром 23, а радиальное перемещение скалки 50 влево и вправо —
рабочим-сборщиком через рукоятку 51, червяк 8 и колесо 7.
Кинематическая цепь движения механизма съема покрышки.
Продольное перемещение тележки механизма съема осущест-
вляется пневмоцилиндром 28, а вертикальное перемещение ло-
жементов — пневмоцилиндром 29.
СБОРОЧНЫЕ БАРАБАНЫ
Классификация барабанов. Равномерность структуры любой
покрышки пневматической шины, ее прочность, надежность, дол-
говечность и другие эксплуатационные характеристики в боль-
шой степени зависят от точности (однозначности) выполнения
всех технологических операций и особенно сборки из основных
деталей. Каркас автомобильной и других покрышек пневмати-
ческих шин состоит из одного или нескольких слоев резинокорд-
ных (металлокордных) материалов. Нити корда в этих слоях
выполняют роль арматуры, воспринимающей основную нагруз-
ку в процессе эксплуатации покрышек. В этой связи, для полу-
чения равнопрочной конструкции покрышки, необходимо изго-
товить ее каркас так, чтобы армирующие нити корда были рас-
положены на одинаковых расстояниях одна от другой по всему
периметру покрышки. Таким образом, при сборке покрышки не-
обходимо обеспечить наибольшую равномерность ее структуры
и особенно равномерность структуры резинокордного каркаса.
Так как сборка покрышки в настоящее время осуществляется
на сборочных барабанах специальных сборочных станков, то
их конструкция должна обеспечивать максимальную возмож-
ность получения равномерной структуры резинокордного кар-
каса.
Сборочный барабан является одним из основных узлов сбо-
рочного станка и во многом определяет качество собираемых
покрышек, возможность механизации и автоматизации техноло-
гических операций их изготовления, возможность обеспечения
бездефектной механизации снятия готового каркаса с барабана,
улучшение условий работы обслуживающего персонала, повы-
шение производительности труда и снижения себестоимости
изделия.
В современных механизированных станках для сборки по-
крышек, оснащенных механизмами формирования борта, при-
каточными и другими механизмами, к сборочным барабанам
предъявляются повышенные требования в отношении их проч-
ности, жесткости, устойчивости, стабильности геометрических
размеров и параметров в сложенном и развернутом состояниях
(положениях), простоты кинематических характеристик, меха-
низации снятия готового каркаса, малой массе и др.
На основании анализа отечественной и иностранной литера-
туры все барабаны для сборки покрышек можно объединить в
две большие группы: 1) барабаны для сборки покрышек с ди-
агональным расположением нитей корда в каркасе; 2) бараба-
189
ны для сборки покрышек с радиальным расположением нитей
корда в каркасе.
В свою очередь барабаны для сборки покрышек с диаго-
нальным расположением нитей корда в каркасе можно разде-
лит на три группы: 1) складывающиеся, 2) разборные и 3) раз-
жимные.
В настоящее время имеется большое число различных кон-
струкций сборочных барабанов. Количество зарегистрированных
патентов и авторских свидетельств на сборочные складываю-
щиеся барабаны превышает 500 [20].
По форме образующей наружной поверхности сборочные
барабаны можно разделить на следующие группы: дорновые,
полудорновые, полуплоские.
Для правильной оценки перспективности той или иной конст-
рукции барабана для сборки покрышек необходимо иметь до-
статочно объективные критерии их оценки, критерии оптимиза-
ции или методики оценки их качества. По-видимому, одним из
основных показателей хорошего сборочного барабана является
возможность получения покрышек высокого качества.
Барабаны для сборки покрышек с диагональным располо-
жением нитей корда в каркасе. Сборка первых отечественных
покрышек производилась на сборочных станках Беннера, осна-
щенных специальным дорновым сборочным барабаном. Метал-
лический дорновый барабан для сборки покрышек представля-
ет собой полое разборное стальное тороидальное кольцо, диа-
метр и поперечное сечение которого соответствует номинальным
размерам готовой автомобильной покрышки.
Металлический разборный дорновый барабан (рис. 3.56) для
сборки покрышек состоит из шести полых стальных секторов,
снабженных внутренними упорами. Нижний 1 и верхний 4 сек-
тора при помощи колодок 5 и осей 8, 15 соединены с механиз-
мом для разборки и сборки дорна и с дорнодержателем 11.
Нижний сектор соединен с дорнодержателем при помощи двух
кронштейнов 6, а верхний сектор — рычагом 3 (шарнирной рам-
кой) при помощи колодки 5. Остальные сектора крепятся к
нижнему сектору при помощи петель и крючков 7. Верхний сек-
тор 4 играет роль клина, которым расклиниваются при помощи
эксцентрикового валка 12 все остальные сектора в собранном
состоянии.
На смонтированном дорновом барабане осуществляется
сборка покрышек. После окончания сборки покрышки рабочий
останавливает станок и производит разборку дорнового бара-
бана в следующем порядке. Необходимо вставить специальный
стальной ключ-рычаг в отверстие 13 патрона 11 дорна, освобо-
дить упор 14 и повернуть ключ-рычаг вниз вокруг оси 15. В ре-
зультате поворота патрона 11 вокруг оси 15 вместе с ним пово-
рачивается весь дорновый барабан до упора. При дальнейшем
повороте патрона последний при помощи тяг 9 вытягивает верх-
ний сектор, поддерживаемый шарнирной рамкой 3, внутрь дор-
190
— 4
Рис. 3.56. Металлический разборный дорновый барабан:
/ — нижний сектор; 2 — патрон дорна; 3 — шарнирная рамка; 4 — верхний сектор; 5 — ко-
лодки; 6 — кронштейны; 7 — крючки с петлями; 8, 15 — оси; 9 — тяги; 10 — ограничитель
хода шарнирной рамки; 11 — дорнодержатель; 12 — эксцентриковый вал; 13 — отверстие
к рычагу для разборки барабана; 14 — упор.
на и освобождает для разборки остальные сектора. Далее ос-
вобождаются крючки 7 и снимаются последовательно вручную
боковые сектора. После этого собранная покрышка снимается
с нижнего сектора 1. Сборка металлического дорнового бара-
бана осуществляется на нижнем его секторе в обратной по-
следовательности.
В связи со сложностью и трудоемкостью снятия собранной
покрышки с дорнового барабана, а также из-за невозможности
изготовления без складок равнопрочного тороидального карка-
са покрышки из плоских резинокордных заготовок металличе-
ские разборные дорновые барабаны не получили распростране-
ния в промышленности и были сняты с производства.
Используемые в настоящее время промышленные способы
сборки покрышек пневматических шин с диагональным располо-
жением нитей корда в каркасе можно разделить на две группы:
1) сборка покрышек с одним крылом в борте на полуплоском
барабане, полуплоском сборочном станке; 2) сборка покрышек
с двумя и более крыльями в борте на полудорновом барабане,
полудорновом сборочном станке.
Сборка покрышек на полуплоском сборочном станке с по-
луплоским сборочным барабаном (рис. 3.57) является наиболее
производительным и самым простым из всех способов сборки
покрышек. Покрышка, собранная на полуплоском сборочном
барабане, непохожа по своей форме (особенно по форме попе-
191
Рис. 3.57. Полуплоский складывающийся четырехсекторный сборочный барабан:
1, 5 — бортовые накладки; 2 — защелки; 3 — главный вал; 4 — крестовина; 6 — рычажная
муфта; 7 — полый вал; 8 — сектора; 9 — резиновые амортизаторы; 10, 11 — рычаги.
речного сечения) на готовую покрышку. Эта заготовка покрыш-
ки имеет форму цилиндра и должна перед вулканизацией под-
вергаться специальной операции формования.
В процессе формования изменяется форма поперечного се-
чения заготовки покрышки, при этом слои собранной покрышки
и слои ее борта поворачиваются вокруг металлического коль-
ца— сердечника крыла. Такой поворот при формовании собран-
ной покрышки с наименьшим разрушением слоев борта возмо-
жен только при наличии одного крыла (кольца) в борте по-
крышки. Если в борте покрышки имеется два и более крыла
(кольца), то при повороте слоев корда вокруг оси, мысленно
проведенной между кольцами или вокруг одного из колец, про-
изойдет непоправимое разрушение борта покрышки. Поэтому
покрышки, имеющие в борте более одного крыла, не могут со-
бираться на полуплоском барабане. Покрышка, собранная на
плоском сборочном барабане, может иметь несколько слоев
каркаса (до восьми), но не может иметь более одного крыла
в борте.
Если в борте покрышки с меридиональным расположением
нитей корда в каркасе имеется два и более крыла, то ее сборка
осуществляется не на полуплоском, а на полудорновом склады-
вающемся сборочном барабане (рис. 3.58).
Полуплоский сборочный барабан. Полуплоский
складывающийся четырехсекторный сборочный барабан (см.
рис. 3.57) состоит из четырех кольцевых секторов 8, имеющих
в средней части поперечного сечения форму цилиндра и про-
фильные боковые (торцовые) поверхности секторов. Эти боко-
192
вне поверхности (плечики барабана), образующие две торцо-
вые поверхности, закрыты бортовыми накладками 7, 5. Борто-
вые накладки могут несколько раздвигаться и увеличивать ши-
рину сборочного барабана, что позволяет без смены и без су-
щественной переделки барабана собирать на нем покрышки с
различным поперечным сечением, но с одинаковыми диаметром
торцовой части покрышки.
Кольцевые сектора шарнирно соединены между собой при
помощи крестовины 4 и рычагов 10, И, а в рабочем (разверну-
том) положении рычаги удерживают сектора, образуя замкну-
тую цилиндрическую поверхность барабана с фигурными пле-
чиками.
В средней части крестовина 4 имеет ступицу со шпоночным
пазом, при помощи которой полуплоский четырехсекторный сбо-
рочный барабан надевается на главный (так называемый дор-
новый) вал 3 станка.
В сборочном станке соосно с главным валом в подшипниках
свободно установлен полый вал 7. На полый вал при помощи
трех шпонок насажена рычажная муфта 6, которая при помощи
ходовой посадки надета на ступицу крестовины 4 и скрепляется
с последней при помощи двух специальных защелок.
Рис. 3.58. Полудорновый складывающийся шестисекторный сборочный барабан:
а — разрез барабана; б — барабан в сложенном виде;
/ тч» ступица; 2— съемное плечико; 3 — бортовая накладка; 4 — основание сектора; 5 —
наружная накладка; 6—ось рычага; 7— рычаг; 8 — соединительная муфта; 9 — сектора
барабана; 10 — пружина.
13—381 193
Рычажная муфта 6 шарнирно, через рычаги 10 и И, связа-
на со всеми четырьмя секторами 8 сборочного барабана. Для
снятия собранной покрышки со сборочного барабана он может
складываться, значительно уменьшая свой диаметр. При скла-
дывании сборочному барабану сообщается крутящий момент
путем включения электродвигателя главного вала. Крутящий
момент передается также и полому валу 7 станка через ступи-
цу крестовины 4 и рычажную муфту 6, скрепленную с крестови-
ной при помощи защелок 2.
Перед складыванием барабана электродвигатель главного
вала выключается, но барабан еще продолжает вращение по
инерции. В этот момент включается ленточный тормоз, останав-
ливающий полый вал 7. При этом останавливается также и ры-
чажная муфта 6, соединенная с полым валом 7 шпоночным со-
единением. Барабан с крестовиной под действием сил инерции
еще продолжает вращение вместе с главным валом 3 станка. За
счет кинетической энергии вращения инерционных масс защелка
2 освобождается, поворачиваются на некоторый угол крестови-
на, а также рычаги с шарнирно соединенными секторами, и сбо-
рочный барабан складывается. В крестовине закреплены рези-
новые амортизаторы 9, смягчающие удары складывающихся
секторов барабана.
После складывания сборочного барабана наибольший размер
диаметра описанной окружности сложенного барабана должен
быть меньше диаметра бортовой части покрышки, тогда собран-
ная покрышка легко снимается с барабана и передается на фор-
мование.
Чтобы вновь привести барабан в рабочее положение вы-
ключается ленточный тормоз и включается электродвигатель
главного вала. Вследствие возникновения центробежных сил во
вращающемся сложенном барабане сектора раскрываются и
образуют кольцевую поверхность сборочного барабана. На рас-
крытом сборочном барабане собирается следующая покрышка.
Полудо р новый сборочный барабан. Сборка диа-
гональных покрышек с двумя и более крыльями в борте осуще-
ствляется на полудорновых сборочных барабанах.
При сборке покрышек на полудорновом сборочном барабане
бортовые кольца устанавливаются (закладываются) в борт та-
ким образом, что при последующем формовании покрышки они
не изменяют своего положения, не поворачиваются по отноше-
нию к слоям борта. Если при формовании покрышек с двумя и
более крыльями в борте произвести поворот борта вокруг од-
ного из бортовых колец (как это делается при формовании по-
крышек, собранных на полуплоском сборочном барабане), то
произойдет непоправимое разрушение структуры бортовой час-
ти покрышки.
Таким образом, покрышка, собранная на полудорновом сбо-
рочном барабане, перед вулканизацией также подвергается
формованию на специальном оборудовании. В процессе формо-
194
вания заготовки покрышки форма ее поперечного сечения изме-
няется, приближаясь к форме готовой покрышки, при этом бор-
товые кольца не поворачиваются относительно слоев каркаса.
Полудорновый сборочный барабан (рис. 3.58) представляет
собой сложную рычажно-металлическую конструкцию инерци-
онно-центробежного действия. Поперечное сечение барабана
имеет особую форму плечиков, которая обеспечивает возмож-
ность установки бортовых колец в неизменяемое заданное по-
ложение. Для снятия собранной покрышки с барабана послед-
ний может изменять длину своей наружной окружности путем
складывания. С этой целью наружная поверхность сборочного
барабана выполняется в виде цилиндрической обечайки, состоя-
щей из нескольких секторов. Наиболее широкое распростране-
ние получили четырехсекторные барабаны без съемных плечи-
ков и шестисекторные барабаны без съемных и со съемными
плечиками.
Одной из основных характеристик, оказывающих существен-
ное влияние на возможность снятия собранной покрышки с ба-
рабана, является отношение наружного диаметра D барабана
по «короне» к внутреннему посадочному диаметру а по борто-
вой части (рис. 3.58). Для наиболее распространенных бараба-
нов это отношение, иногда называемое высотой «короны» бара-
бана, а иногда коэффициентом складывания барабана, изме-
няется от 1,2 до 1,66. К основным характеристикам полудорно-
вых сборочных барабанов можно отнести также: ширину бара-
бана, периметр сложенного барабана, величину посадочного
отверстия внутренней ступицы на главный вал станка и наи-
больший размер диаметра описанной окружности вокруг сло-
женного барабана.
Конструкции полудорновых сборочных барабанов можно
классифицировать в соответствии с величиной коэффициента
складывания: 1) при коэффициенте складывания от 1,2 до 1,35
сборочный барабан может быть выполнен трех- или четырех-
секторным без съемных плечиков; 2) при коэффициенте скла-
дывания от 1,35 до 1,66 барабан может быть выполнен шести-
секторным без съемных плечиков; 3) при коэффициенте
складывания более 1,66 барабан может быть выполнен со съем-
ными плечиками.
Барабаны без съемных плечиков более удобны в эксплу-
атации и обеспечивают большую производительность оборудо-
вания. Однако некоторые барабаны с очень большой высотой h
«короны» трудно изготовить складными без предварительного
снятия плечиков, а иногда такие барабаны кроме съемных пле-
чиков имеют еще и съемные дополнительные кольца высотой до
7з высоты плечика.
Полудорновый шестисекторный складывающийся сборочный
барабан (рис. 3.58) представляет собой рычажно-шарнирную
металлическую конструкцию с инерционным принципом дейст-
вия механизма складывания барабана.
13* 195
Рис. 3.59. Трехсекторный сборочный барабан:
слева — раскрытое положение; справа — сложенное положение;
I — средний сектор; 2 — основной сектор; 3, 6, 8, 13 — шарниры; 4 — ступица; 5 — нижний
сектор; 7, 9, 11 — рычаги; 10 — шток; 12— пневмоцилиндр.
Сектора 9 образуют цилиндрический корпус барабана с про-
фильной рабочей поверхностью, состоящий из двух ступиц —
внутренней и наружной. При помощи внутренней ступицы 1 ба-
рабан крепится на валу сборочного станка, внутренняя и наруж-
ная ступицы соединены рычагами и шарнирами с секторами ба-
рабана. Складывание полудорнового шестисекторного сбороч-
ного барабана происходит за счет центробежных сил инерции
при торможении внутренней ступицы. За счет кинетической
энергии вращения инерционных масс при складывании бараба-
на разжимается пружина, рычаги и наружная ступица повора-
чиваются в шарнирных соединениях, и барабан складывается.
Сектора барабана при складывании заходят один за другой,
прижимаются к оси, так что наибольший диаметр описанной
окружности сложенного барабана становится меньше диамет-
ра окружности бортовой части покрышки. Это создает условия
для свободного снятия собранной покрышки с барабана.
Складывающиеся и р а з б о р н ы е б а р а б а н ы. По-
луплоские и полудорновые сборочные барабаны представляют
собой достаточно сложную рычажно-металлическую конструк-
цию, состоящую из одной, двух и более идентичных групп шар-
нирно соединенных секторов (рис. 3.59). Каждая группа в свою
очередь разделена на два или три сектора, которые могут пе-
ремещаться в радиальных направлениях. Идентичные группы
секторов шарнирами и рычагами соединены с механизмами их
складывания. Механизм складывания обычно состоит из веду-
щей ступицы, посаженной на главный вал сборочного станка,
и ступицы, соединенной с устройством, обеспечивающим скла-
дывание барабана.
Барабан, имеющий одну группу секторов изображен на рис.
3.59. К основному сектору 2 шарнирами 6 и 13 присоединены
вспомогательные сектора 1 и 5 (сектора барабана могут иметь
плечики с полуплоским и полудорновым профилем). С по-
мощью шарниров 3 и 8, рычагов 9 и 11 сектора соединены со
ступицей 4, жестко посаженной на главный вал станка.
196
Складывание барабана осуществляется следующим образом.
После того как окончена сборка покрышки, в полость пневмо-
цилиндра 12, корпус которого прикреплен к шарниру 13, пода-
ется сжатый воздух. При этом шток 10 перемещается и повора-
чивает рычаг 9, а через него рычаги 7 и 11. В результате
сектора 1 и 5 складываются, внешние размеры барабана умень-
шаются, что позволяет снять собранную покрышку с барабана.
Для того чтобы раскрыть сектора, сжатый воздух подают в.
противоположную полость пневмоцилиндра 12, при этом шток
10 возвращает рычаг 9 в первоначальное положение.
Схема механизма складывания четырехсекторного барабана,
представлена на рис. 3.60. Барабан состоит из двух групп диа-
метрально противоположно расположенных секторов, шарнир-
но соединенных между собой, а также с ведущей и тормозной
ступицами. На тормозной ступице 4, соединенной с тормозным
устройством, установлена дополнительная поворотная ступица,
связанная с шарниром 15 и через него с рычагом 12 и секто-
рами 9.
Два наружных сектора 9 и два внутренних сектора 8 при по-
мощи шарниров 1, 2, 5, 6, И и рычагов 10, 12, 13, 14 соединены
с фигурной основной ступицей 3, жестко закрепленной на валу
станка, и с тормозной ступицей 4, соединенной полой трубой с
тормозным устройством. При включении тормозного устройст-
ва станка полая труба останавливается вместе с тормозной сту-
пицей 4. При этом главный вал станка со ступицей 3 за счет
инерционных сил продолжает поворачиваться на определенный
угол до упора. В результате два внутренних сектора 8 при
складывании барабана движутся быстрее и охватываются дву-
мя наружными секторами 9. Траектория движения секторов оп-
ределяется геометрическими размерами и формой удерживаю-
щих рычагов 10, 12, 13 и 14 и координатами расположения шар-
ниров 1, 2, 5, 6, 7 и 11, обеспечивающих свободное складывание
барабана. Механизм складывания секторов барабана с допол-
нительной ступицей позволяет при складывании поворачивать-
Рис. 3.60. Четырехсекторный сборочный барабан:
слева — раскрытое положение; справа — сложенное положение;
1, 2, 5, 6, 7, 11, 15 — шарниры; 3 — основная ступица; 4— тормозная ступица; 8 — два
внутренних сектора; 9 — два наружных сектора; 10, 12—14 — рычаги.
14—381 197
Рис. 3.61. Устройство для крепления съемных плечиков барабана:
1, 2, 4, 5 — съемные плечики барабана; 3 — замок для запирания замыкающего плечика;
6, 7 — клинья для соединения плечиков в окружном направлении; 8 — ручка с планкой
замка для запирания замыкающего плечика; 9 — корпус замка.
ся последней относительно тормозной ступицы на угол, несколь-
ко больший, чем угол между ними в раскрытом положении ба-
рабана. В результате сектора барабана складываются в фигуру,
близкую по форме к квадрату, с вершинами, расположенны-
ми на окружности, диаметр которой меньше посадочного диа-
метра собранной покрышки. Это обеспечивает возможность сня-
тия собранной покрышки с барабана без деформирования ее
бортовой части. Такие барабаны облегчают труд сборщика и
позволяют механизировать процесс снятия с барабана собран-
ной покрышки.
Для раскрытия барабана за счет сил инерции вращающих-
ся масс необходимо обеспечить поворот ступицы 3 в обратном
направлении с некоторой скоростью. При этом рычаги повора-
чиваются в шарнирах, тормозная и дополнительные ступицы
поворачиваются на определенный угол и сектора 8 и 9 занима-
ют исходное положение. Затем относительное положение ступиц
4 и 3 в раскрытом положении барабана фиксируется при помо-
щи специальной защелки.
Подобные механизмы складывания применяются также для
шестисекторных барабанов, которые состоят из двух идентич-
ных групп секторов (по три сектора в каждой группе).
Для сборки покрышек с высокой «короной» используются
складывающиеся барабаны со съемными плечиками (рис. 3.61).
Обычно такой барабан имеет четыре съемных плечика, кото-
рые крепятся к секторам барабана при помощи специальных
устройств.
На двух торцовых поверхностях секторов складывающихся
барабанов предусмотрены кольцевые трапецеидальные пазы, а
торцы секторов подрезаны так, что образуют с пазом трапеце-
идальную поверхность. На цилиндрической части имеется паз,
точно соответствующий этой трапецеидальной поверхности.
Для сборки покрышек разных моделей с различной шири-
ной профиля, но с одинаковым посадочным диаметром приме-
няются барабаны переменной ширины. Изменение ширины b
198
барабана (рис. 3.62) осуществляется путем раздвижки плечи-
ков 1 и 5. Для увеличения ширины профиля барабана плечики
1 и 5 имеют два или три ряда отверстий к болтам 6.
В центральной части каждого сектора 4 на кольцевом по-
яске крепится винтами 3 металлическая накладка 2, которая
перекрывает кольцевые канавки, образующиеся при разверну-
тых плечиках 1 и 5.
Имеются также другие устройства для изменения ширины
барабанов для сборки покрышек.
В патентной литературе описан ряд конструкций так назы-
ваемых безынерционных сборочных барабанов, складывающих-
ся в осевом направлении как при помощи специальных направ-
ляющих, штоков и цилиндров, так и при помощи копиров, пнев-
мокамер, пневморычажных и других устройств. Одним из недо-
статков сборочных барабанов с безынерционными механизмами
складывания является значительная сложность их конструкции.
Для сборки специальных покрышек с широким профилем не-
обходимы барабаны с большой высотой плечиков или с большой
высотой «короны». Известные конструкции складывающихся ба-
рабанов не отвечают предъявляемым требованиям ввиду малого
их коэффициента складывания. Для сборки покрышек с высо-
кой «короной» иногда используются так называемые разбор-
ные барабаны.
Наружная поверхность разборного сборочного барабана об-
разована группой полых секторов, закрепляемых в его ступице.
Сектора фиксируются в направляющих и закрепляются винта-
ми в пазах ступицы. После окончания сборки покрышки на
смонтированном разборном барабане винты вывинчиваются из
ступицы и покрышка вместе с металлическими секторами сни-
мается со ступицы барабана, закрепленной шпоночным соеди-
нением на главном валу сборочного станка.
Снятие собранной покрышки с секторами со ступицы произ-
водится при помощи специального грузоподъемного механизма
(тельфера), так как их вес достигает значительной величины.
После установки собранной покрышки с секторами на специаль-
ное рабочее место осуществляется разборка секторов, причем
первым удаляется из полости покрышки сектор с широким осно-
ванием, который при монтаже барабана устанавливался послед-
ним. После удаления всех секторов из полости собранной
Рис. 3.62. Устройство для изменения ширины барабана:
1, 5—плечики; 2 — накладка; 3 — винты; 4—сектор барабана; 6 — болты.
14* 199
Рис. 3.64. Сборочный барабан с винторычажным приводом разжатия:
/ — винт; 2 — вал барабана; 3 — рычаги; 4 — две гайки (одна с левой, другая с правой
нарезкой); 5 — эластичная оболочка барабана; 6 — каркасный браслет покрышки.
Рис. 3.63. Сборочный барабан с пневморычажным приводом разжатия:
1 эластичная оболочка барабана; 2 — каркасный браслет покрышки; 3— рычаги; 4—
силовой поршень; 5 — вал барабана.
покрышки их снова монтируют на ступице разборного сбороч-
ного барабана.
Сборочные барабаны разборной конструкции используются
для изготовления небольшого количества покрышек или при из-
готовлении опытной партии покрышек. При этом сборку таких
покрышек выполняют высококвалифицированные и физически
сильные рабочие. Для серийного производства этих покрышек в
настоящее время создаются специальные складные барабаны
со съемными плечиками и съемными дополнительными коль-
цами.
Разжимные барабаны. Для сборки каркасов покры-
шек из уширенных слоев обрезиненного корда применяются так
называемые разжимные сборочные барабаны. По типу привода
их можно разделить на барабаны с пневморычажным и винто-
рычажным приводом разжатия. Сборочный барабан с пневмо-
рычажным приводом разжатия изображен на рис. 3.63. Такие
барабаны просты по конструкции и имеют определенный закон
изменения усилия разжатия [21]. При некоторых значениях уг-
лов наклона рычагов, величин хода поршня и геометрических
соотношений размеров механизма пневморычажный привод мо-
жет оказаться неработоспособным, так как при этом не выпол-
няется основное условие работоспособности привода. Если не-
обходимо обеспечить значительную величину разжатия бараба-
на при ограниченном пространстве для размещения привода и
при большой величине сопротивления со стороны собираемого
каркаса покрышки, целесообразно использовать не пневморы-
чажный, а винторычажный привод разжатия разжимного бара-
бана.
Разжимной сборочный барабан с винторычажным приводом
разжатия показан на рис. 3.64. Особенность винторычажного
привода заключается в том, что рычаги 3 одним своим концом
шарнирно связаны с гайками 4, перемещающимися по винту 1
с правой и левой нарезкой.
200
Барабаны для сборки покрышек с радиальным расположе-
нием нитей корда в каркасе. Равномерность структуры каркаса
автомобильной покрышки, ее прочность, надежность, долговеч-
ность и другие эксплуатационные качества в большой степени
зависят от точности выполнения технологических операций
сборки и формования каркаса радиальной покрышки. Отличи-
тельная особенность изготовления радиальной покрышки состо-
ит в том, что в процессе ее сборки сборочный барабан должен
изменить свою форму от так называемой цилиндрической до то-
роидальной формы. При этом часть слоев деталей радиальной
покрышки накладывается на цилиндрический барабан и в даль-
нейшем формуется вместе с барабаном в тороидальную форму,
а другая часть уже накладывается и прикатывается на бараба-
не, имеющем окончательную тороидальную форму. Технология
сборки радиальных покрышек во многом определяет конструк-
тивные особенности формующих устройств сборочно-формую-
щего барабана. За последние годы появилось много патентов
на станки для сборки радиальных покрышек, которые имеют
четыре типа сборочно-формующих барабанов: жесткие, бараба-
ны с эластичной диафрагмой, комбинированные и бездиафраг-
менные барабаны.
Жесткие сборочно-формующие барабаны в основном исполь-
зуются для совмещенной сборки и для второй стадии раздельной
сборки [22]. Жесткий сборочно-формующий барабан состоит из
металлической конструкции с раздвижными секторами. Сектора
разжимаются и сжимаются при помощи различных механиче-
ских систем или раздуваемых резиновых камер. На наружную
поверхность жесткого барабана иногда надевается эластичная
диафрагма для обеспечения равномерного смещения нитей кор-
да формуемого каркаса покрышки при разжатии секторов и для
предотвращения попадания резиновой смеси в зазоры между
секторами. К преимуществам формования покрышек на жестком
сборочно-формующем барабане можно отнести обеспечение ста-
бильного и точного воспроизведения требуемых геометрических
контуров и размеров барабана в течение длительного времени
эксплуатации оборудования, а также наличие жесткой поверх-
ности металлического барабана, необходимой для достижения
оптимальных условий при прикатке резинокордных слоев кар-
каса покрышки.
К недостаткам жестких сборочно-формующих барабанов сле-
дует отнести: 1) некоторую неравномерность распределения
(разрежение) нитей корда при формовании на участках карка-
са, прилегающих к секторам барабана и к промежуткам между
секторами, вызванную различными условиями формования;
2) сложность конструкции, недостаточную надежность в рабо-
те и высокую стоимость барабана; 3) быструю разнашиваемость
эластичной диафрагмы из-за неравномерности ее деформации.
Жесткими сборочно-формующими барабанами оснащены
сборочные станки таких фирм, как «Зелант Газуй», «Файрстоун»
201
и др. Вследствие указанных выше недостатков жесткие сбо-
рочно-формующие барабаны не нашли широкого использования
в промышленности.
Формующие барабаны с эластичной диафрагмой использу-
ются в основном для второй стадии при раздельной сборке, а
иногда при совмещенной сборке. Отечественные станки для вто-
рой стадии сборки радиальных покрышек оснащены барабана-
ми с неармированными резиновыми диафрагмами. Сборочный
барабан станка СПРБ 330-300 для второй стадии сборки ради-
альных покрышек представляет собой конструкцию, состоящую
из смонтированных на приводном валу аксиально подвижных
фланцев с закрепленной на них эластичной оболочкой и меха-
низма для фиксации бортов собираемой покрышки. К преиму-
ществам барабанов с неармированной резиновой диафрагмой по
сравнению с жесткими барабанами можно отнести более рав-
номерное распределение нитей корда каркаса в процессе его
формования, а также значительную простоту их конструкции.
К недостаткам этих барабанов относятся быстрая разнашивае-
мость диафрагмы, нестабильность геометрической формы и раз-
меров барабана в надутом состоянии, недостаточная жесткость
резиновой оболочки для наложения и прикатки брекера, про-
тектора и боковин. Для уменьшения нестабильности геометриче-
ской формы и уменьшения перекоса сформованного каркаса,
уменьшения неопределенности величины угла наклона нитей
брекера применяют ограничительные шаблоны. Однако ограни-
чительные шаблоны не могут исключить вытяжку нитей корда
из-под бортов каркаса покрышки.
Совершенствование конструкции диафрагменных барабанов
идет по пути увеличения жесткости диафрагмы за счет ее ар-
мирования. В этом случае осуществляется армирование резино-
вой диафрагмы нерастяжимыми в меридиональном направлении
нитями или металлокордом. Использование армированной ре-
зинокордной или резинометаллокордной диафрагмы улучшает
условия наложения и прикатки деталей на сформованный кар-
кас, делает более стабильными форму и размеры сформованно-
го каркаса покрышки, при этом отпадает необходимость приме-
нения ограничительных шаблонов. Из-за сложности изготовле-
ния армированных диафрагм пока только несколько фирм
(например, «Клебер-Коломб» и «Данлоп») используют в своих
станках армирование диафрагмы. К недостаткам армированных
диафрагменных сборочно-формующих барабанов кроме слож-
ности их изготовления можно отнести трудность совмещения
центральной части каркаса собираемой покрышки с серединной
линией армированной диафрагмы. Сборочно-формующие арми-
рованные диафрагменные барабаны, используемые для двухста-
дийной сборки (на одном барабане), принципиально не отли-
чаются от станков для второй стадии сборки радиальных шин.
Однако в первых необходимо предусмотреть устройства и ме-
ханизмы для посадки крыльев и формирования борта и для
202
придания необходимой жесткости оболочек барабана при при-
катке деталей каркаса покрышки.
Комбинированные сборочно-формующие барабаны сочета-
ют в себе элементы как эластичных, так и жестких сборочно-
формующих барабанов.
Некоторые фирмы (например, «Континенталь», «Крупп» и
др.) используют сборочные станки с бездиафрагменными фор-
мующими барабанами. Бездиафрагменный формующий барабан
представляет собой конструкцию, содержащую подвижные
вдоль оси вала барабана фланцы, устройства для подачи воз-
духа в полость, образованную собираемой покрышкой и флан-
цами. К недостаткам бездиафрагменных барабанов следует от-
нести сложность установки несформованного каркаса на бара-
бан, обеспечения герметичности и съема сформованной покрышки,
а также отсутствие устройств, обеспечивающих стабильность
геометрических размеров и формы покрышек.
Формующие барабаны. В настоящее время сборка
покрышек типа Р производится двухстадийным и одностадий-
ным способами.
При двухстадийном способе на первой стадии собирается
каркас с полным оформлением бортовых частей покрышки. На
второй стадии происходит формование каркаса, наложение не-
растяжимого брекера, протектора и окончательная обработка
покрышки. Двухстадийный способ можно подразделить на раз-
дельный и совмещенный методы сборки. При раздельном ме-
тоде каркас покрышки собирается, как правило, на одном сбо-
рочном барабане (первая стадия сборки), а формование и окон-
чательная сборка покрышки осуществляется на другом
сборочно-формующем барабане (вторая стадия).
Совмещенный метод сборки осуществляется на одном сбо-
рочно-формующем барабане, но в две стадии.
Одностадийный метод сборки может осуществляться как на
специальном комбинированном сборочно-формующем барабане,
'/ак и на металлическом разборном дорновом (тороидальном)
сборочном барабане. Таким образом, конструктивные особенно-
сти формующего органа сборочного барабана во многом опреде-
ляют технологию сборки радиальных покрышек и, наоборот,
технология сборки определяет конструкцию барабана. Появив-
шиеся за последние годы станки для сборки радиальных покры-
шек по типу сборочно-формующих барабанов можно разделить
на четыре группы: жесткие формующие барабаны, барабаны с
эластичной диафрагмой, комбинированные сборочно-формую-
щие барабаны и бездиафрагменные барабаны. Наибольшее рас-
пространение в настоящее время получают формующие бараба-
ны с нерастяжимой эластичной диафрагмой и комбинированные
сборочно-формующие барабаны.
Формующий барабан с нерастяжимой эластичной диафраг-
мой показан на рис. 3.65. Барабан монтируется на полый вал 3,
внутри которого находится центральный винтовой вал 2 для
203
Рис. 3.65. Формующий барабан с нерастяжимой эластичной диафрагмой:
1, 4, 9, 14 — пальцы; 2 — винтовой вал; 3 — полый вал; 5, 10 — кольцевые детали; 6, 8,
20 — фланцы; 7 — пневмосистема; 11 — бортодержатели; 12 — упругое кольцо; 13, 19—<
гайки; 15, 18 — телескопические направляющие элементы; 16 — диафрагма; 17 — покрышка.
осуществления возвратно-поступательного перемещения флан-
цев 20, на которых укреплена армированная в меридиональном
направлении диафрагма 16. Фланцы 20 посредством пальцев 14
и гаек 13, 19, подвижно установленных на валу 2, связаны с
приводом. К внутренней поверхности фланцев 20 прикреплены
телескопические направляющие элементы 15 и 18. Полость А,
образованная диафрагмой 16 и элементами 15, 18, соединена с
пневмосистемой 7 при помощи одного из направляющих паль-
цев 9. Направляющие пальцы 9 жестко закреплены на фланцах
20. Для регулирования величины рабочей площади подвижно-
сти диафрагмы 16 имеются бортодержатели 11, шарнирно со-
единенные с кольцевой деталью 10, которая в свою очередь резь-
бовым соединением крепится к дисковому фланцу 8. Дисковый
фланец при помощи фланца 6 и скользящий на валу кольцевой
детали 5 может перемещаться вдоль полого вала 3. Кольцевая
деталь 10 имеет два фигурных паза Б и В, в которые входят, со-
ответственно, пальцы 4 и /, закрепленные на полом валу. Сна-
ружи бортодержателей имеются упругие кольца 12.
Каркас покрышки, изготовленный на станке для первой ста-
дии сборки, устанавливается на формующую диафрагму 16, бор-
204
та которой находятся в крайних положениях при максимальном
расстоянии между ними. Борта покрышки 17 укрепляются в
бортодержателях 11. Затем сжатый воздух по пневмосистеме 7
подается в полость А. После подачи сжатого воздуха включает-
ся привод перемещения фланцев 20. При вращении вала 2, име-
ющего правую и левую резьбу, гайки 13 и 19 сближают флан-
цы 20. Пазы Б и В изготовлены таким образом, что при увели-
чении максимального диаметра нерастяжимой диафрагмы за
счет сближения фланцев происходит постепенное увеличение
площади рабочей поверхности диафрагмы и усилия формования
за счет выхода части диафрагмы из-под бортодержателей 11.
Геометрия пазов Б и В кольцевой детали 5 подбирается из ус-
ловия обеспечения постоянной величины натяжения нитей кор-
да каркаса собираемой покрышки при формовании.
После окончания формования каркаса покрышки, осущест-
вляется дублирование надетого на каркас брекерно-протектор-
ного браслета, наложение, прикатка протектора и другие за-
ключительные операции сборки покрышки.
Нерастяжимый брекерно-протекторный браслет собирается
на специальном барабане, подается к станку для второй стадии
сборки и устанавливается к моменту формования над каркасом
покрышки соосно с последним. После окончания сборки элемен-
ты формующего барабана возвращаются в исходное положение
в обратной последовательности. Полость А через пневмосистему
соединяется с вакуумом, под действием упругих бортовых колец
12 бортодержатели И уменьшают свой диаметр и производит-
ся раздвижка фланцев 20-
Сборка автомобильных покрышек является только одной из
стадий общего процесса их изготовления. Качество готовой по-
крышки кроме сборки зависит от качества сырья, заготовки де-
талей, вулканизации, отделочных и других операций.
Для усовершенствования процесса сборки, разработки опти-
мальной конструкции оборудования и оптимизации управления
работой этого оборудования необходимо найти количественную
зависимость между качеством готовой покрышки и качеством
процесса ее сборки. Предложено [23] качество сборки оцени-
вать по неравномерности разряжения (НРК) нитей корда кар-
каса, образующейся в процессе формования покрышек. Пара-
метр оптимизации НРК является эффективным с точки зрения
улучшения качества собираемых покрышек, достаточно универ-
сальным и имеет ясный физический смысл. Отклонение истин-
ного расстояния между нитями корда от расчетного носит слу-
чайный характер и соответствует статистическому нормальному
закону распределения. Отклонение нити от расчетного место-
расположения есть неравномерность, и ее измеряемый признак
можно представить как относительное отклонение от их расчет-
ного расстояния. Оценка НРК проводится при помощи методов
статистического анализа. Таким образом сформулирована и ре-
шена задача [23] разработки оптимизационного метода расчета
205
Рис. 3.66. Комбинированный сборочно-формующий барабан;
1 — гайка; 2, 14 — пневмоцилиндры; 3, 13 — поршни пневмоцилиндров; 4, 12 — корпуса
пневмоцилиндров; 5, 11 — коромысла; 6, 16 — сектора-плечики; 7, 10 — рычаги; 5— секто*
ра; 9 — диафрагма; 15 — приводной вал; 17, 18 — дополнительные рычаги; 19—22 — ролики.
и конструкции формующего барабана для сборки покрышек,
а также определены оптимальные режимы формования покры-
шек типа Р.
С б о р о ч н о-ф о р м у ю щ и е барабаны. Такие бараба-
ны сочетают в себе элементы эластичных формующих и жест-
ких сборочных барабанов, поэтому иногда их называют комби-
нированными сборочно-формующими барабанами. Жесткие
многосекторные барабаны в процессе эксплуатации обеспечива-
ют достаточно стабильные геометрические и прочностные пока-
затели собираемых автопокрышек в течение длительного време-
ни. Они создают благоприятные условия для высококачествен-
ной прикатки накладываемых на каркас деталей автопокрышки.
Однако расстояние между нитями корда в каркасе на различ-
ных его участках может быть неодинаково из-за различных ус-
ловий прикатки и разной величины сил трения обрезиненного
корда на секторах барабана и в промежутках, образующихся
между ними при формовании. Для устранения этих недостатков
конструкция жестких барабанов в ряде случаев усложняется,
добавляется эластичная диафрагма, и они превращаются в бо-
лее совершенные — комбинированные сборочно-формующие ба-
рабаны.
Комбинированный сборочно-формующий барабан показан
на рис. 3.66. Он состоит из приводного вала 15 с герметично ус-
тановленными на нем пневмоцилиндрами 2 и 14. Пневмоци-
линдр 14 имеет возможность осевого перемещения. Пневмоци-
линдры 2 и 14 состоят из корпусов 4 и 12, иа которых установлены
с возможностью радиального перемещения секторы-плечики 6
и 16. На этих же корпусах шарнирно закреплены коромысла 5,.
11 и рычаги 7, 10, обеспечивающие радиальное перемеще-
ние центральных секторов 8. Коромысла 5 и 11 имеют па-
зы, в которых установлены ролики 21, 22, жестко связанные, со-
ответственно, с поршнями 3, 13 пневмоцилиндров 2, 14 и с сек-
206
торами-плечиками 6, 16. Рычаги 7, 10 несут на своих концах
ролики 19 и 20, на которые опираются сектора 8, шарнирно свя-
занные с рычагами 7, 10 посредством дополнительных рычагов
17, 18. Снаружи барабан закрыт эластичной диафрагмой 9, ук-
репленной в корпусах 4, 12 пневмоцилиндров. Пневмоцилиндр 2
жестко закреплен гайкой 1 на валу 15, который имеет систему
каналов для подачи сжатого воздуха в полости барабана и
пневмоцилиндров.
На комбинированном сборочно-формующем барабане сбор-
ку радиальных покрышек можно осуществлять в одну стадию
на одном барабане, что создает возможность улучшения каче-
ства и увеличения производства автомобильных шин. Первая
часть процесса сборки автомобильных покрышек типа Р на ком-
бинированном сборочно-формующем барабане состоит из на-
ложения слоев каркаса и формирования ее бортовых частей.
При этом в полости пневмоцилиндров 2, 14 подается сжатый
воздух. Поршни 3, 13 перемещаются в пневмоцилиндрах 2, 14 и
действуют на коромысла 5, 11, которые перемещают сектора-
плечики 6, 16 в радиальном направлении до необходимого сбо-
рочного диаметра. Далее проводится процесс формования кар-
каса. При этом сжатый воздух подается в полость сборочного
барабана и одновременно осуществляется перемещение пнев-
моцилиндра 3 к центру барабана. Перемещаются рычаги 7 и
10, а сектора 8 способствуют приданию каркасу требуемой фор-
мы и служат жесткой опорой при наложении и прикатке нерас-
тяжимого брекера и протектора.
После окончания всех операций сборки покрышки давление
воздуха из полотна барабана снимается, пневмоцилиндр, ры-
чаги и сектора перемещаются в исходное положение. Диаметр
барабана становится меньше посадочного диаметра покрышки
вследствие перемещения в исходное положение секторов-пле-
чиков 6 и 16. Далее производится снятие собранной покрышки
с барабана.
1 Работоспособность, долговечность и надежность комбиниро-
ванного сборочно-формующего барабана зависит от многих
факторов. Законы движения основных его узлов во многом оп-
ределяются конструктивными особенностями его жесткой фор-
мующей части. Поэтому для выбора наиболее рациональной
конструкции комбинированного сборочно-формующего бараба-
на необходимо сформулировать и решить оптимизационную за-
дачу совместного синтеза механизмов формования жесткого
сборочно-формующего барабана и армированной эластичной
формующей диафрагмы с учетом таких основных параметров
оптимизации качества сборки автомобильных покрышек, как не-
равномерность разрежения нитей корда каркаса покрышек типа
Р и другие.
Глава 4
ПОТОЧНЫЕ МЕХАНИЗИРОВАННЫЕ ЛИНИИ
СБОРКИ ПОКРЫШЕК
НАЗНАЧЕНИЕ И ТИПЫ ПОТОЧНЫХ ЛИНИИ
СБОРКИ ПОКРЫШЕК
Сборка покрышек — сложный многооперационный процесс.
Он состоит из постепенного наложения и склеивания (сборки)
отдельных слоев деталей в специальную заготовку, которая за-
тем формуется, закладывается в вулканизационную форму, вул-
канизуется и после выемки из формы и выполнения отделочных
операций направляется к потребителю. В настоящее время тру-
доемкость заготовительно-сборочных операций составляет 40—
50% от общих трудовых затрат на изготовление покрышки
[14]. Поэтому механизация и автоматизация заготовительно-
сборочных операций и внедрение в производство поточных ав-
томатизированных линий является актуальной задачей, решение
которой имеет большое значение для повышения производитель-
ности труда, уменьшения трудовых затрат, совершенствования
технологии производства и улучшения качества продукции.
За последние годы в мировой практике появились новые ти-
пы станков и поточных линий, предназначенных для сборки по-
крышек, с механизацией ряда трудоемких операций и автома-
тизированным управлением. Однако еще не созданы станки-ав-
томаты и поточные линии с полной автоматизацией всего
процесса сборки автомобильных покрышек. До сих пор не сфор-
мулирована и не решена многовариантная задача оптимизации
заготовительно-сборочного процесса и оптимального синтеза си-
стем механизмов и оборудования для изготовления автомобиль-
ных шин. По-видимому, комплексную механизацию процесса
изготовления некоторых малодетальных покрышек целесообраз-
нее осуществлять на индивидуальных станках-автоматах, комп-
лексную же механизацию и автоматизацию производства слож-
ных покрышек, состоящих из большого числа заготовок и дета-
лей,— на поточных линиях.
Правильный ответ на эти вопросы можно получить только
путем обоснованного формулирования и решения многовариант-
ной оптимизационной задачи, включающей в себя материало-
ведческие, экономические, технологические и другие показате-
ли. Поточные автоматизированные линии при этом могут иметь
такие преимущества перед индивидуальными станками, как уп-
рощение конструкции операционных станков, рассредоточение
в пространстве питающих и вспомогательных устройств, повы-
шение производительности за счет одновременного выполнения
нескольких операций, стабилизация и улучшение качества про-
208
дукции, повышение надежности и долговечности простых опера-
ционных станков и т. д. Однако вопросы экономической целесо-
образности и качества продукции должны играть решающую
роль.
За последние годы появился ряд авторских свидетельств и
патентов на способы и конструкции поточных линий сборки ав-
томобильных покрышек. Описанные в литературе поточные ли-
нии сборки автомобильных покрышек можно разделить на сле-
дующие группы: 1) линии двухстадийной сборки покрышек ти-
па Р; 2) линии карусельного типа; 3) линии из операционных
станков с перемещающимся сборочным барабаном; 4) поточные
полуавтоматические линии сборки покрышек типа Р для грузо-
вых автомобилей и другие.
ДВУХСТАДИЙНЫЕ ЛИНИИ ДЛЯ СБОРКИ ПОКРЫШЕК ТИПА Р
В отечественной промышленности используется оборудование
для сборки легковых покрышек как с диагональным расположе-
нием нитей корда в каркасе, так и с радиальным. Наибольшее
распространение для сборки диагональных покрышек получили
рычажные механизмы формирования борта. В зарубежной
практике операции формирования борта выполняются при по-
мощи комбинированных рычажных механизмов либо пневмати-
ческих разжимных и роликовых устройств.
Для сборки легковых покрышек диагонального построения
в СССР в основном применяются станки модели СПП 470-800
(СПП-66) с питателями 114-20 и СПК-8 с питателями
ПСПК 800-5.
Сборка легковых покрышек типа Р (размер 165Р-13) про-
водится так называемым раздельным способом на двух стан-
ках (на двух барабанах). Первая стадия сборки осуществляется
на станке СПП 470-800, а вторая — на станке СПР 330-300. За-
готовка легковой покрышки изготавливается на станке СПП
470-800, передается на вторую стадию сборки для формования
и окончательной сборки к станку СПР 330-300 при помощи спе-
циальных транспортных устройств. Конструктивная компоновка
таких двухстадийных линий сборки может быть различной для
каждого производства в зависимости от количества выпускае-
мых покрышек и используемых производственных площадей.
ЛИНИИ КАРУСЕЛЬНОГО ТИПА
Первым этапом в применении поточного метода сборки по-
крышек в мировой практике были поточные линии карусельно-
го типа, которые использовались, как правило, для сборки по-
крышек легковых автомобилей.
Процесс сборки покрышек на линиях карусельного типа
разделяется на операции, которые выполняются на станках, ус-
тановленных на карусели и передвигающихся путем ее поворо-
209
та от одного рабочего места к другому в соответствии с техно-
логией производства. На каждом рабочем месте обычно прово-
дится одна операция сборки покрышек. Известны десяти- и
восемнадцатистаночные линии карусельного типа.
Такие линии имеют следующие недостатки: наличие большо-
го числа трудоемких ручных операций с утомительным интен-
сивным трудом сборщика, карусель занимает значительные
производственные площади, в линии не осуществляется прямой
поток подачи деталей к сборочным станкам, встречные потоки
деталей усложняют автоматизацию производства.
ЛИНИИ ИЗ ОПЕРАЦИОННЫХ СТАНКОВ
С ПЕРЕМЕЩАЮЩИМСЯ СБОРОЧНЫМ БАРАБАНОМ
Дальнейшее усовершенствование механизации процессов
сборки осуществлялось на поточных линиях, состоящих из от-
дельных операционных станков, объединенных жесткой или гиб-
кой связью (в виде транспортной системы), с перемещением
сборочного барабана от одного операционного станка к друго-
му. Имеется ряд патентов на такие поточные линии. Схема по-
точной линии сборки покрышек с импульсным перемещением
сборочных барабанов через несколько участков, на которых осу-
ществляются различные операции, изображена на рис. 4.1. Чис-
ло участков зависит от спецификации, слойности и количества
деталей собираемой покрышки, например для сборки четырех-
слойных покрышек должны быть использованы тринадцать ра-
бочих участков. Каждый рабочий участок имеет соответству-
ющие питающие устройства и исполнительные механизмы для
выполнения операций. Работа всех механизмов должна быть
тщательно скоординирована по времени.
Последовательные производственные участки поточной ли-
нии сборки покрышек обозначены на рис. 4.1 цифрами 1—13. На
участке 1 на сборочный барабан накладывается первый слой
каркаса, на участке 2— второй; на участке 3 слои корда обжи-
маются по плечикам сборочного барабана. На участке 4 ус-
танавливаются бортовые крылья, на участке 5 заворачиваются
слои корда на крыло. На участках 6 и 7 накладываются третий
и четвертый слои корда, на участке 8 — брекер и чеферные лен-
ты, а на участке 9 прикатываются ранее наложенные детали.
Наложение и прикатка протектора осуществляется на участ-
ках 10 и 11, соответственно. На участке 12 прикатывается стык
протектора, на участке 13 собранная покрышка снимается со
сборочного барабана и передается на участки формования и
вулканизации. Для остановки и привода в движение сбороч-
ных барабанов на каждом из участков имеются опорные пли-
ты 14, на которых установлены станины с горизонтальными ва-
лами в подшипниках.
Сборочные барабаны перемещаются от одного участка к дру-
гому цепным конвейером, к которому присоединены каретки на
210
Рис. 4.1. Поточная линия сборки покрышек с импульсным перемещением сборочных ба-
рабанов:
1—13 — рабочие участки сборки покрышек; 14 — опорные плиты; 15 — соленоид управления
подключения сборочного барабана к приводу на рабочем участке; 16 — соленоид управ-
ления отключением сборочного барабана от привода на рабочем участке.
расстояниях, равных расстояниям между соседними участками
линии. Каретки поддерживают барабаны в таком положении,
что их оси находятся несколько ниже осей запирающих шпинде-
лей, осуществляющих вращение барабанов при сборке покры-
шек на участках. Прерывистое движение кареток с ускорением
в начале и замедлением в конце участков перемещения, пред-
дтвращение толчков при преодолении инерции подвижных час-
тей в начале движения и при остановке конвейера осуществля-
ется при помощи редуктора и привода специальной конструк-
ции. Привод включает в себя электродвигатель, редуктор и
кривошипно-шатунный механизм. Кулиса кривошипно-шатун-
ного механизма имеет также храповой механизм, приводящий
во вращение в одном направлении вал цепного конвейера. При
помощи соединения указанных механизмов осуществляется пре-
рывистое ускоренно-замедленное движение каретки со сбороч-
ным барабаном без резких толчков. Длина плеча шатунного
рычага определяет длину шага прерывистого перемещения цеп-
ного транспортера со сборочным барабаном. Вал сборочного
барабана подается к запирающим шпинделям, освобождается
от зажимов путем подачи напряжения к соленоиду 15, включа-
ются гидро- и пневмоприводы, и вал подсоединяется к приводу,
вращающемуся на опорных плитах, для осуществления опера-
ций сборки. По окончании операции сборки покрышки напря-
211
жение снимается с соленоида 15 и подается на соленоид 16,
чтобы отсоединить вал барабана от привода на опорных пли-
тах, зафиксировав его на опорах каретки, и дать импульс на
начало движения цепного транспортера. После перемещения на
следующий участок, операции остановки каретки, подключения
вала сборочного барабана к приводу выполняется следующая
операция сборки. Перемещение барабана на следующую опера-
цию проводится по заданной программе.
Имеются и другие конструктивные оформления подобных по-
точных линий с перемещающимся сборочным барабаном [24].
ПОТОЧНАЯ ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ
СБОРКИ ПОКРЫШЕК ТИПА Р ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ
(ЛСПР 710-1150)
Поточная полуавтоматическая линия (рис. 4.2) предназна-
чена для сборки грузовых покрышек типа Р с одним крылом в
борте послойным методом на полудорновых барабанах. Линия
является универсальной, так как обеспечивает при соответст-
вующей компоновке и настройке выполнение высококачествен-
ной сборки грузовых автопокрышек типа Р в широком ассорти-
менте: 200-508Р; 240-508Р; 320-508Р. Эта поточная линия успеш-
но эксплуатируется на ряде отечественных шинных заводов.
Для сборки покрышек на полуавтоматической линии выбран
послойный метод сборки, позволяющий значительно сократить
и равномерно распределить вытяжку (по периметру покрышки)
в слоях корда при их наложении на сборочный барабан. По-
Рис. 4.2. Поточная полуавтоматическая линия сборки покрышек типа Р для грузовых
автомобилей (ЛСПР 710-1150):
1—7 — станки; 8 — каретка для подачи слоев обрезиненного корда; 9— каретка для вто-
рой группы слоев обрезиненного корда; 10 — каретка для подачи боковин протектора
покрышек; 11—транспортное устройство для перемещения барабана; 12 — сборочный
барабан с транспортирующей тележкой; 13 — механизм навески каркасов покрышки на
конвейер; 14 — конвейер для подачи каркасов покрышек на вторую стадию сборки; 15 —
механизм съема каркасов покрышек с конвейера; 16 — транспортер для подачи каркасов
покрышек к станкам второй стадии сборки; 17 — станок СПР-И2М для второй стадии
сборки покрышек; 18 — станок ИДО-57М для изготовления брекерных браслет; 19 — пи-
тающее устройство для подачи подогретых заготовок протектора.
212
слойная сборка в настоящее время в наибольшей степени от-
вечает требованиям получения прецизионных покрышек, по-
скольку обеспечивает высокое качество продукции. Кроме то-
го, применение послойного метода создает возможность комп-
лексной механизации процесса сборки и существенного облегче-
ния труда.
На полуавтоматической линии используется способ спираль-
ного наложения слоев обрезиненного корда, благодаря чему
обеспечивается равномерная вытяжка корда и улучшается ка-
чество покрышек. Этот способ заключается в следующем. Конец
слоя корда определенной ширины и направления расположения
нитей основы подается из питателя и закрепляется на сбороч-
ном барабане. Дорновый вал сборочного барабана приводится
во вращение, и корд наматывается на барабан. Одновременно
начинается незначительное продольное перемещение барабана
для намотки корда с равномерным смещением кромок его сло-
ев. Сделав неполных три оборота, барабан останавливается;
подвижные захваты еще зажимают конец корда. Дублирующий
ролик подводится к барабану. Корд, намотанный на барабан,
отрезается специальным ножом, лезвие которого проходит че-
рез щель направляющего лотка питателя. Здесь используются
автоматическая подача корда с питателя на сборочный бара-
бан и новая конструкция передаточного механизма, состоящая
из подвижного и неподвижного магнитозахватов для удержа-
ния конца слоя обрезиненного корда.
Все операции первой стадии сборки покрышек выполняются
последовательно на станках 1—7.
Каждый операционный станок имеет левую и правую груп-
пы механизмов, смонтированных на специальной раме, меха-
низм подъема барабана и пульт управления, расположенный на
правой группе. Станки 1 и 3 оснащены устройствами для рас-
катки корда и фиксации кареток, питающих сборочный барабан
за/отовками деталей покрышки, а также дублировочными ро-
ликами для прикатки слоев корда по всей ширине сборочного
барабана. На станке 3 установлены механизмы автоматичес-
кой подачи и наложения слоев корда на барабан. На станках
2 и 4 установлены универсальные рычажные механизмы форми-
рования бортов покрышек с шаблонами и прикатчиками дуб-
лирования слоев корда каркаса покрышки.
Основные сборочные операции, выполняемые на поточной
линии, автоматизированы. Процессы обжима кромок по пле-
чикам сборочного барабана, заворачивание резинокордных сло-
ев на крыло и дублирование их кромок полностью механизиро-
ваны.
Принцип работы линии основан на последовательном выпол-
нении всех технологических операций сборки покрышек на од-
ном, периодически перемещающемся от первого до седьмого
сборочного станка, сборочном барабане. Перемещение шести-
секторного складного сборочного барабана от одного операци-
15-381 213
онного станка к другому осуществляется транспортирующим
устройством, выполненным в виде движущейся по рельсовому
пути тележки, которая управляется при помощи кнопок «Вы-
зов» и «Отправление». Предусмотрена также система автома-
тического вызова и отправления тележек. Все детали для про-
ведения сборки покрышек подаются к операционным станкам
при помощи специальных кареток, перемещающихся по моно-
рельсовой транспортной системе. Вызов той или иной каретки
со склада к операционному станку может осуществляться с
пульта управления операционного станка.
Техническая характеристика поточной линии производства
первой стадии сборки грузовых покрышек типа Р:
Размеры собираемых покрышек .......
Производительность линии (при сборке покрышек раз-
мером 260-508Р), шт./ч.............................
Размеры барабана, мм:
диаметр ...........................................
ширина .........................................
Наибольшая ширина накладываемого корда слоя, мм
Наибольшая величина свисания кордного слоя с бара-
бана, мм...........................................
Наибольшее число одновременно обрабатываемых корд-
ных слоев (калибром 1,2 мм) при формировании
борта .............................................
Давление воздуха в магистрали, МПа.................
Расход сжатого воздуха, м3/ч.......................
Вакуум, кПа........................................
Установленная мощность электродвигателей в линии, кВт
Напряжение в сети, В...............................
Габаритные размеры (длинаХширинаХвьгсота), мм
Масса, кг..........................................
От 200-508Р до
320-508Р
40
660; 710
360—700
1150
270
3
0,6-0,7
166
53,2
71,4
220/380
22 660x22 500х
Х4682
69 660
После подачи и установки сборочного барабана на станок 1
и выдвижения дополнительных барабанов подвижные захваты
автоматически захватывают на лотке питателя конец первого
слоя обрезиненного корда и переносят его к неподвижным маг-
нитозахватам для закрепления полосы корда на сборочном ба-
рабане. После этого подвижные захваты занимают исходное
положение. Далее сборочный барабан приводится во враще-
ние на станке 1 и делает три неполных оборота для навивки
первой группы слоев обрезиненного корда.
Станок 1 (рис. 4.3) предназначен для наложения на сбо-
рочный барабан группы кордных слоев, которые подаются к
станку в специальных каретках ИРО-5414 по монорельсовым
транспортным системам. На этом же станке после наложения
нескольких слоев корда и посадки крыльев осуществляется за-
ворот концов слоев корда на крыло при помощи специальных
механизмов формирования борта. С целью уменьшения числа
используемых кареток и увеличения производительности станка
214
Рис. 4.3. Станок 1:
/ — левая группа механизмов; 2 — дублировочный ролик; 3 — раскаточное устройство; 4—*
лотки; 5 — правая группа механизмов; 6 — фиксирующее устройство; 7 — каретка
ИРО-5414; 8— компенсатор; 9 — пульт управления.
предусмотрено спиральное наложение нескольких слоев корда
из одной каретки. Техническая характеристика станка:
Частота вращения барабана, об/мин ...... 20
Электродвигатели приводов барабана:
тип . ........................... МТКН 112-6
мощность, кВт........................................... 4,5
частота вращения, об/мин . 900
напряжение, В........................................... 380
Мотор-редуктор привода раскаточного устройства:
количество, шт............................................ 2
1,1
тип.................................................. МРА-П "gg-Б
Габаритные размеры (длинаХширинаХвысота), мм 5570x3558x4682
Масса, кг . ................................. 5050
Станки 2 и 4 (рис. 4.4). Станок 2 поточной линии пред-
назначен для обжатия кромок слоев каркаса собираемой по-
крышки по плечикам сборочного барабана, посадки крыльев, за-
ворачивания кромок слоев корда каркаса покрышки на крыло
и прикатки бортовой части каркаса покрышки на сборочном ба-
рабане. Станок 4 используется для обжатия кромок слоев кор-
да каркаса покрышки по плечикам барабана, посадки на ча-
стично собранный каркас дополнительных крыльев в бортовую
часть каркаса и прикатки всей бортовой части каркаса по-
крышки.
Техническая характеристика станков 2 и 4:
Частота вращения барабана, об/мин............................ 150
Электродвигатели приводов:
барабана
тип.................................................... МТКН 112-6
15
215
мощность, кВт.......................................... 4,5
частота вращения, об/мин............................... 900
напряжение , В......................................... 380
прикатчиков
тип................................................. АОЛ 2-31-4
мощность, кВт.......................................... 2,2
частота вращения, об/мин.............................. 1500
напряжение , В ....... 380
Механизм обработки борта:
тип..................................................... МТКН 311-6/16
мощность, кВт....................................... 3,5/12,1
частота вращения, об/мин..................... 900/305
Габаритные размеры (длинаХширинаХвысота), мм 5850x1700x1800
Масса, кг................................................... 5030
Станок 3 (рис. 4.5) предназначен для автоматического на-
ложения второй группы резинокордных слоев каркаса спираль-
ным методом, а также дублирования их, отмеривания, отреза-
ния и стыковки этих слоев. Техническая характеристика станка:
Частота вращения барабана, об/мин.................... 6
Электродвигатели приводов барабана:
тип.................................................... МТКН 311-6/16
мощность, кВт.................................... 3,5/1,1
частота вращения, об/мии.............................. 920/305
напряжение, В.............................................. 380
1,1
Тип мотор-редуктора привода раскаточного устройства МРА-П -^"В
Габаритные размеры (длинаХширинаХвысота), мм 5620x2680x4682
Масса, кг........................................... 5170
Станок 5 (рис. 4.6) предназначен для наложения боковин
протектора из непрерывной ленты. Он оснащен устройством
Рис. 4.4. Станки 2 и 4г
1 — левая группа механизмов; 2 — механизм формирования борта; 3 — прикатчики; 4 —
правая группа механизмов; 5 — вал привода механизмов формирования борта; 6 — пульт
управления.
216
Рис. 4.5. Станок 3:
/ — левая группа механизмов; 2 — механизм наложения слоев корда на барабан; 3 — рас-
каточное устройство; 4 — механизм подачи; 5 — пульт управления; 6 — правая группа
механизмов; 7 — каретка ИРО-5414; 8 — фиксирующее устройство; 9 — дублировочный
ролик,
XflQSOQ
Рис. 4.6. Станок 5:
/ — левая группа механизмов; 2 — механизм резки боковин протектора; 3—питатель с
кареткой для подачи боковин покрышек; 4 — правая группа механизмов; 5 — механизм
наложения боковин протектора; 6 — пульт управления.
для отмеривания длины боковин протектора и отрезания их.
Техническая характеристика станка:
Частота вращения барабана, об/мин.............. 6
Электродвигатель привода барабана:
тип ......... ............ МТКН 112-6
мощность, кВт........................................ 4,5
частота вращения, об/мин . 900
напряжение, В........................................ 380
Габаритные размеры (длинаХширинаХвысота), мм 5453x 1855x2330
Масса, кг.......................... . . Е . 4350
Станок 6 (рис. 4.7) предназначен для наложения на сбо-
рочный барабан сдублированных бортовых лент. Он оснащен
механизмами для отмеривания длины бортовых лент и устрой-
ствами для их отрезания; работает в полуавтоматическом ре-
жиме. Техническая характеристика станка:
Частота вращения барабана, об/мин ...... 20; 120
Электродвигатели приводов:
барабана
тип ............................................ ПБС-43
мощность, кВт............................. 2,8
частота вращения, об/мин............... . 1500
напряжение , В............................ 440
прикатчиков
тип .... ................................ АОЛ2-31-4
мощность, кВт...................................... 2,2
частота вращения, об/мин ...... 1500
напряжение , В.................................... 380
0,8
Тип мотор-редуктора привода раскаточного устройства МРА-П А
Габаритные размеры (длинаХширинаХвысота), мм 7053X1400X1970
Масса, кг...................................... 4425
Станок 7 (рис. 4.8) предназначен для заворачивания бор-
товых лент на носок борта, прикатки бортовых лент и снятия
каркаса покрышки со сложенного сборочного барабана. Техни-
ческая характеристика станка:
Частота вращения барабана, об/мин.............. 112
Электродвигатель привода барабана:
тип .... ........................... МТКН 112-6
мощность, кВт......................... 4,5
частота вращения, об/мин........ 900
напряжение, В.......................... 380
m А 3,0
Тип мотор-редуктора привода складывания барабана MPA-IV-gy
Габаритные размеры (длинаХширинаХвысота), мм 6500x1400x2076
Масса, кг................................... 4285
Сборочный барабан и каретка для подачи бо-
ковин протектора. Линия ЛСПР 710-1150 может работать
216
Рис. 4.7. Станок 6:
1 — левая группа механизмов; 2 — прикатчики; 3 — механизм наложения бортовых лент;
4 — правая группа механизмов; 5 — пульт управления.
Рис. 4.8. Станок 7s
1 — левая группа механизмов; 2 — прикатчики заворота бортовых лент; 3 — пульт управ-
ления; 4 — правая группа механизмов.
Рис. 4.9. Сборочный барабан:
1 — барабан; 2 — вал; 3 — фиксатор.
Рис. 4.11. Станок СПР-И2М для второй стадии сборки грузовых покрышек типа Рг
/ — формующий барабан с левым (Д) и правым (Б) фланцами; 2 — центрирующее устрой-
ство; 3 — шаблон; 4 — вал; 5 — узел контроля разжатия фланцев; 6 — тормоз; 7 — стани-
на; 8 — пульт управления; 9 — фундаментная плита; 10 — педали управления; 11 — при-
катчики.
€ тремя типами шестисекторных сборочных барабанов (рис. 4.9).
Техническая характеристика барабанов:
321,268 Индекс барабана 324,269 324,272
Диаметр барабана, мм . . . Длина барабана с валом, мм . 660 660 1400± 1,0 710
Ширина барабана, мм: .
максимальная ..... 560 495 700
минимальная 340 455 500
Диаметр описанной окружности
сложенного барабана, мм . 486 486 506
Масса барабана с валом, кг . 327 327 385
Шестисекторный сборочный барабан предназначен для на-
ложения и дублирования деталей покрышки (слоев каркаса, бо-
ковин, бортовых лент) и посадки крыльев на операционных
станках первой стадии сборки покрышек.
Каретка (рис. 4.10) предназначена для складирования, хра-
нения в прокладке, транспортирования и подачи на сборочный
барабан станка 5 боковин протектора автомобильных покры-
шек. Техническая характеристика каретки:
Число одновременно подаваемых боковин .... 2
Общая длина боковин, расположенных в каретке, мм 5000
Размеры прокладки, мм
ширина ...................................... 800
длина................................................ 6000
Габаритные размеры (длинаХширинаХвысота), мм 1905x822x2300
Масса, кг.................................... . 522
В каретке имеются бобины для закатки боковин протектора
и прокладки длиной 6000 мм.
В комплект поточной полуавтоматической линии сборки по-
крышек типа Р для грузовых автомобилей (ЛСПР 710-1150)
входят семь операционных станков, транспортирующее устрой-
ство, двадцать пять сборочных барабанов, семь механизмов
подъема, один механизм навески, три механизма съема, каретка
для подачи боковин, система автоматики, три станка для вто-
рой стадии сборки СПР-И2М. (рис. 4.11).
Глава &
АВТОМАТИЗИРОВАННЫЕ СТАНКИ
И ЛИНИИ (КОМПЛЕКСЫ) СБОРКИ ПОКРЫШЕК
Стремление избавить человека от тяжелого и монотонного-
ручного труда, сделать его труд более привлекательным всегда
было и будет в центре внимания нашей партии и правительст-
ва, поэтому неслучайно особое внимание в настоящее время уде-
ляется вопросам комплексной механизации и автоматизации .
Замена людей роботами в соотношении один к одному во
вредных и тяжелых условиях не вызывает сомнений. В других
же случаях, когда ставится задача повышения производитель-
ности труда в 2—3 раза и более, она не может быть решена без
радикального изменения технологического процесса сборки по-
крышек.
Таким образом, «ставка на технологию», на создание каче-
ственно новых, более эффективных технологических комплек-
сов является единственно правильной как с позиций сегодняш-
него, так и завтрашнего дня.
Анализ развития и совершенствования технологических про-
цессов сборки покрышек показывает, что если 10—15 лет назад
в основном применялся процесс сборки на одном сборочном ба-
рабане (принцип концентрации операций), то за последние го-
ды появилась тенденция перехода к дифференциации операций
сборки покрышек массового ассортимента.
Оптимальная дифференциация процессов сборки, выделение
операций сборки узлов, подузлов из общей сборки позволяет
выполнять их на специализированных позициях, оснащенных
манипуляторами или промышленными роботами (ПР), достиг-
нуть минимального такта выпуска и, следовательно, наибольшей,
производительности.
Проведенные в НИИшинмаше исследования технологическо-
го процесса сборки покрышек с посадочным диаметром 13" к
легковым автомобилям позволили выделить из общей сборки
сборку следующих узлов: каркасного браслета, каркаса, бре-
керно-протекторного браслета, покрышки.
При сборке каркасного браслета осуществляются техноло-
гические переходы по наложению бортовых лент, гермослоя,,
первого и второго слоев каркаса, резиновых полос. При сборке
каркаса производится установка бортовых крыльев, формиро-
вание бортов, наложение боковин, сдублированных с резиновы-
ми бортовыми лентами. При сборке брекерно-протекторного
браслета осуществляются технологические переходы по нало-
223
жению слоев брекера, протектора, сдублированного с минибо-
ковинами и прослойкой брекера. При окончательной сборке по-
крышки формуется каркас и одновременно надевается брекер-
но-протекторный браслет.
Изыскание путей эффективного решения задачи привели к
идее, что в основу создания роботизированных автоматических
комплексов, состоящих из линий узловой и общей сборки, объ-
единенных транспортно-питающей системой, и специализиро-
ванных промышленных роботов (исполнительных, транспортных
и обслуживающих), должен быть положен принцип модульного
построения. Суть его состоит в разработке и организации серий-
ного и массового производства отдельных частей (сборочных
позиций) ПР, причем каждая линия сборки и каждый ПР состо-
ят из типового ряда унифицированных модулей. И уже из этих
модулей можно собирать линии узловой и общей сборки и ПР
требуемой сложности применительно к специфике, сложности
выполняемых технологических операций и переходов. Это поз-
воляет обеспечить высокую гибкость и мобильность сборочных
линий и ПР. Вместе с тем, ориентация на модульный принцип
не исключает того, что в отдельных случаях более эффективны-
ми могут оказаться ПР и управляющие устройства немодуль-
ного типа.
ОСОБЕННОСТИ АВТОМАТИЗИРОВАННОЙ СБОРКИ ПОКРЫШЕК
Автоматизация сборки любого изделия связана с решением
ряда вопросов, к важнейшим из которых следует отнести: 1) от-
работку изделий на технологичность; 2) разработку и внедре-
ние прогрессивной (новой) технологии заготовки деталей и
сборки (узловой и общей), обеспечивающей высокую точность;
3) разработку и поиск конструктивных решений автоматическо-
го выполнения ряда операций и переходов заготовки и сборки
покрышек; 4) разработку принципов компоновки автоматиче-
ских линий с высоким уровнем надежности и ремонтопригодно-
сти; 5) изыскание методов регулирования (управления) свой-
ствами (адгезии, когезии и др.) материалов деталей и узлов
покрышек пневматических шин; 6) исследование и выбор опти-
мальных технологических режимов заготовки деталей и сборки
покрышек; 7) разработку методов активного контроля разме-
ров и формы деталей и узлов в процессе заготовки и сборки.
Решение проблемы автоматизации сборки покрышек пневма-
тических шин усложняется из-за специфичности свойств мате-
риалов деталей покрышки и изделия в целом, а также вследст-
вие невозможности использования опыта автоматизации произ-
водственных процессов других отраслей народного хозяйства.
Необратимость процесса сборки, т. е. отсутствие возможно-
сти разборки и повторной сборки с целью устранения дефекта,
«некаркасность», малая жесткость деталей покрышки, неста-
бильность свойств и их зависимость от времени и способа меж-
224
операционного хранения предъявляют особые требования к ка-
честву выполнения операций и переходов автоматизированного
процесса заготовки и сборки. Это обусловливает необходимость
принятия особых мер к качеству выполнения переходов и опе-
раций сборки.
Технологичность конструкции изделия (в данном случае по-
крышки)— это заложенное при проектировании свойство, поз-
воляющее изготовить (собрать) это изделие в соответствии с
его служебным назначением с минимальной трудоемкостью (се-
бестоимостью).
При послойном методе сборки к изделию (покрышке) предъ-
являются следующие требования: 1) возможность расчленения
на рациональное число независимых составных частей (узлов),
обеспечивающая независимую узловую сборку; 2) минимальное
число деталей и узлов в изделии; 3) оптимальное число конт-
ролируемых параметров деталей, поступающих на сборку, и из-
делия в целом; 4) конфигурация деталей и узлов, входящих в
покрышку, их взаимное расположение в собранном изделии
должны быть доступны для механизации и автоматизации сбо-
рочных работ и контроля качества соединений; 5) точность рас-
положения деталей и узлов в покрышке должна быть обоснова-
на и взаимосвязана с точностью их изготовления.
Сборка покрышек — сложный и трудоемкий технологический
процесс, состоящий из большого числа операций и переходов.
Он складывается из подачи к сборочному барабану различных
деталей и узлов покрышки, наложения их на барабан в опре-
деленной (заданной) последовательности и соединения их меж-
ду собой дублированием.
Уровень механизации и автоматизации ряда современных
сборочных станков составляет 50—60%. Созданные за послед-
ние годы НИИшинмашем поточные линии сборки каркасов гру-
зовых покрышек, трехпозиционный агрегат для сборки легковых
покрышек имеют уровень механизации и автоматизации 74,6—
82% [9].
Анализ существующего технологического процесса сборки
покрышек приводит к выводу, что основными ручными перехо-
дами, влияющими на качество собираемых покрышек и препят-
ствующими созданию автоматического цикла (процесса) сборки,
являются наложение деталей на сборочный барабан, пере-
дача бортовых крыльев, снятие каркаса (покрышки) со сбороч-
ного барабана.
Опыт применения поточных механизированных линий сборки
каркасов грузовых покрышек типа Р показывает, что наряду с
резким облегчением труда и изменением характера проводимых
работ повышается интенсивность выполнения отдельных пере-
ходов и приемов. В связи с этим представляется весьма акту-
альным решение проблемы комплексной механизации и авто-
матизации производства покрышек за счет создания и внедре-
ния автоматизированных и автоматических линий заготовки
225
деталей и сборки покрышек пневматических шин, а также стан-
ков-автоматов с числовым программным управлением (ЧПУ)
с использованием ПР и манипуляторов.
Роботы помогут более рационально и комплексно решить за-
дачу создания поточно-механизированных и автоматических ли-
ний, станков с ЧПУ, а также освободить от тяжелой монотон-
ной работы сборщиков покрышек. Роботы не «утомляются»^
работают с постоянным заданным ритмом. Они позволяют стаби-
лизировать качество собираемых покрышек, снизить процент
брака и поднять коэффициент использования основного обору-
дования. Кроме того, не следует забывать и о большом социаль-
ном эффекте, связанным с улучшением условий труда.
В решении проблемы создания роботизированных произ-
водств существуют, в свою очередь, два этапа, две параллель-
но решаемые задачи: 1) создание новых роботизированных
производств; 2) роботизация существующих производств и объ-
ектов.
Первая задача является центральной, комплексной и охваты-
вает все отрасли промышленности. Она включает в себя соз-
дание новых технологий, нового оборудования, разработку прин-
ципов организации управления роботизированными производст-
вами [25]’.
Вторая задача — создание и приспособление промышленных
роботов для уже существующих оборудования и производств с
учетом реальных ограниченных возможностей изменения по-
следних.
Решение проблемы комплексной механизации и автоматиза-
ции шинного производства должно осуществляться в обоих на-
правлениях. Однако к автоматизации каждого передела (под-
готовка, заготовка, сборка, вулканизация, окраска, упаковка)
следует подходить дифференцированно, с учетом характера тру-
да, его тяжести, монотонности, вредности и т. п. В условиях
вредных, тяжелых целесообразность замены людей роботами
даже в отношении один к одному, как уже отмечалось, не вы-
зывает сомнений. В других случаях, когда ставится задача ко-
ренным образом увеличить производительность труда, а для
заготовительно-сборочных процессов шинного производства это
имеет первостепенное значение, такая замена может дать ощу-
тимый эффект лишь в том случае, если будут принципиальные
изменения в технологии заготовки и сборки покрышек пневма-
тических шин. Поэтому перспективным направлением автомати-
зации заготовительно-сборочных процессов шинного производ-
ства следует считать создание технологических комплексов,,
оснащенных роботами (манипуляторами) и позволяющих по-
высить производительность труда в 3—4 раза.
Для создания автоматизированной системы заготовки дета-
лей и сборки покрышек различного назначения необходимо
прежде всего решить ряд вопросов: 1) отработать конструкции
деталей и покрышки в целом на технологичность применитель-
226
но к автоматизированным процессам заготовки деталей и сбор-
ки покрышек; 2) выявить рациональную степень дифференциации
и концентрации операций и выбрать оптимальные техноло-
гические схемы (процессы) сборки, удовлетворяющие требо-
ваниям обеспечения стабильности высокого качества шин, про-
стоте компоновки отдельных узлов, машин и системы машин в
целом; 3) установить экономически обоснованные допуски на
размеры, форму деталей и узлов покрышек и их взаимное рас-
положение в собранной покрышке; 4) определить объективные
критерии оценки качества выполнения операций и переходов
сборочного процесса и оценки качества «сырой» собранной по-
крышки; 5) разработать методы и средства контроля качества
выполнения операций заготовки деталей, узловой и общей сбор-
ки покрышек; 6) проводить всестороннее технико-экономическое
обоснование заявок на новые разработки с учетом эффективно-
сти за счет повышения и стабильности качества собранных по-
крышек, внедрения в промышленность новых конструкций шин
и новых перспективных материалов, экономии материалов
и т. д.
МАНИПУЛЯТОРЫ (ПРОМЫШЛЕННЫЕ РОБОТЫ)
Несмотря на быстрые темпы технического перевооружения,
доля ручного труда на шинных заводах все еще велика, особен-
но при выполнении вспомогательных операций.
На основе проведенного анализа характера труда на различ-
ных операциях шинного производства и выявления характера
движений, необходимых для выполнения, можно рекомендовать
применение промышленных роботов (манипуляторов) на следу-
ющих операциях шинного производства.
1. Для улучшения условий труда составителя-навесчика мо-
жет быть использован манипулятор для подъема, переноса и ук-
ладки кип каучука на транспортер резиносмесителя и стол для
резки кип на части. Прототипом для разработки такого мани-
пулятора может быть робот «Y-шеп» фирмы «Мотода электро-
нике» (Япония) [26].
2. Для отбора и укладки протекторов на полки книжек-те-
лежек можно использовать промышленный робот с захватом в
виде вакуум-присосок. На заводах США промышленные робо-
ты отбирают и укладывают протекторы на полки книжек-теле-
жек (производительность 600 протекторов в 1 ч, точность по-
зиционирования + 1,2 мм) [26].
3. Для переноса и перекладки резиновых деталей может быть
использован промышленный робот типа робота фирмы «Мотода
электронике» (Япония). Робот универсальный, имеет шесть сте-
пеней свободы и работает в сферической системе координат.
Его захваты также выполнены в виде пневмоприсосок.
4. Для перекладки полос резаного корда с транспортера ди-
агонально-резательной машины на стыковочный транспортер
227
могут быть использованы работы типа «Бриг-10» или «ПР-10И»
[27]. Для этого необходимо заменить их захваты на захваты
с вакуум-присосом и внести соответствующие изменения в схе-
му управления диагонально-резательной машины и стыковочно-
го транспортера.
5. Известен опыт применения промышленных роботов на
участках вулканизации покрышек. Фирма SIO (Дания) разра-
ботала линию, состоящую из десяти гидравлических вулканиза-
ционных прессов, магазинов и промышленного робота (ПР),
который захватывает и закладывает покрышку в пресс. После
окончания вулканизации ПР вынимает покрышку из пресса.
В линиях вулканизации камер легковых и грузовых покры-
шек (ЛВК 330-300, ЛВК-2), созданных в СССР, применены
встроенные манипуляторы, осуществляющие разгрузку и вы-
грузку камер из пресс-форм.
6. Автоматизируются трудоемкие операции передачи шпуль
с металлокордом. Фирмой «Стат Ауфзуге» (ФРГ) рекоменду-
ется робот «Мультимен», имитирующий движения руки и кисти
руки, необходимые при выполнений таких операций, как подъ-
ем груза, его опускание, захват, зажим, поворот и наклон. Гру-
зоподъемность робота до 60 кг, привод — пневматический.
В СССР ряд организаций работает над созданием промыш-
ленных роботов, но в основном для сборки покрышек. Это объ-
ясняется сложностью, трудоемкостью и спецификой процесса, а
также невозможностью использования имеющихся средств ав-
томатизации, в том числе и ПР, применяемых в других отрас-
лях промышленности.
Манипуляторы для наложения, съема и передачи деталей и
узлов. Технологический процесс сборки покрышек состоит из
большого количества операций и переходов, включающих в се-
бя подачу к сборочному барабану различных деталей (узлов)
покрышки, наложение их на барабан в определенной (задан-
ной) последовательности и соединение их между собой дубли-
рованием.
Анализ технологической операции сборки каркаса легковой
покрышки модели ИЯ-170 размером 165Р-13 на станке
СПП 470-800 показал, что время выполнения механизированных
и автоматизированных операций и переходов составляет 66,3%
от общего времени сборки каркаса покрышки. Таким образом,
автоматизация вспомогательных операций и переходов сборки
покрышек позволит значительно увеличить производительность
труда.
В настоящее время такие технологические переходы, как по-
дача бортовых крыльев на шпильки шаблона для посадки
крыльев, наложение деталей на сборочный барабан, снятие кар-
каса с барабана и ряд других, сборщик выполняет вручную
[19]'. Анализ выполнения названных переходов показывает, что,
например, подача правого бортового крыла на шпильки шаб-
лона для посадки крыльев' состоит из следующих приемов: за-
228
Рис. 5.1. Схемы (а—в) движений
при выполнении переходов опе-
раций сборки покрышек:
1 — поступательное продольное;
II — поворотное; III — поступа-
тельное вертикальное; IV — по-
ступательное поперечное;
1—4 — последовательность дви-
жений.
хватить (взять) бортовое крыло из магазина бортовых крыльев,
подать его в зону шаблона и сборочного барабана, сцентриро-
вать относительно барабана, передать через сложенный бара-
бан, сцентрировать относительно шпилек шаблона и установить
на шпильки шаблона. Переход «подача левого бортового кры-
ла» состоит из тех же приемов, за исключением приема «пере-
дача бортового крыла через сложенный барабан».
Схемы движений, необходимых для выполнения операций и
переходов сборки покрышек манипулятором, показаны на
рис. 5.1.
Манипулятор для подачи бортовых крыльев в соответствии
с программой управления должен выполнять комплекс приемов,
фиксировать и закреплять бортовое крыло (одно или несколько)
в захвате, перемещать бортовое крыло в положение, соосное со
сборочным барабаном, перемещать бортовое крыло через сло-
женный барабан, устанавливать бортовое крыло (одно или не-
сколько) на шпильки шаблона.
Для выполнения перехода «наложить деталь на сборочный
барабан» манипулятор должен выполнить приемы: промазать
Таблица 5.1
Требования к точности размеров составляющих элементов
покрышки
Деталь покрышки Размер Допуск, мм
Кольцо Диаметр ±0,5
Резиновая прослойка каркаса (на Толщина ±0,05
низ его первого слоя) Ширина ±5,0
Двухслойный кордный каркас Толщина Ширина ±0,05 ±2,0
Резиновая бортовая лента Толщина Ширина ±0,2 ±2,0
Чеферная бортовая лента Толщина Ширина ±0,05 ±2,0
Боковина Толщина Ширина ±0,2 ±2,0
Брекер Углы плетений Толщина Ширина —1° ±0,05 ±2,0
Деталь под брекер (на верх второго Толщина ±0,2
слоя каркаса) Ширина ±2,0
Протектор Толщина Ширина ±0,5 ±5,0
229
поверхность барабана клеем, захватить конец детали, переме-
стить конец детали к барабану, зафиксировать и закрепить ко-
нец детали на поверхности барабана с заданной точностью, на-
ложить деталь на барабан.
Для снятия собранной покрышки с барабана манипулятор
должен выполнить следующие приемы: захватить покрышку за
бортовую часть, переместить покрышку вдоль оси сложенного
барабана (на длину, несколько большую величины, на которую
раздвигают барабан) и удержать покрышку на весу, передать
собранную покрышку из рабочей зоны станка (из зоны сбороч-
ного барабана) на лоток либо на транспортер.
Выполнение каждого приема характеризуется свойственны-
ми ему законами движения, величинами перемещений, требо-
ваниями точности.
Требования к точности размеров составляющих элементов
покрышки приведены в табл. 5.1.
Схемы манипуляторов для сборки покрышек, в частности
для выполнения рассмотренных трех технологических переходов,
предложено оценивать по следующим критериям [19, 23]: точ-
ности позиционирования, точности рабочей траектории захвата,
совмещению операций, удобству обслуживания, минимальной
энергонасыщенности, высокой надежности, удобству агрегатиро-
вания, минимальным габаритам, минимальной стоимости.
Наряду с предложенными критериями оценки схем мани-
пуляторов принимались во внимание конструктивные особенно-
сти сборочных станков (систем), возможность агрегатирования
сборочных станков с питающими устройствами и др. Выявлена
возможность выполнения механизмов манипуляторов в трех
вариантах — надстаночном, застаночном и подстаночном
[19, 23].
Наиболее удовлетворяют предложенным критериям схемы
манипуляторов, обладающие тремя степенями подвижности.
Ограниченное число степеней свободы облегчает процесс управ-
ления, упрощает систему программирования, создает предпо-
сылки для требуемой надежности всей системы, характеризуе-
мой наработкой на отказ 160 ч и средним ресурсом до капи-
тального ремонта 25 000 ч [28].
Следует отметить, что при совмещении вращательного и по-
ступательного движений система получается более универсаль-
ной, чем при использовании поступательных перемещений вдоль
двух осей координат.
Применительно к сборочному оборудованию предлагается
использовать специализированные манипуляторы, обладающие
преимуществом перед универсальным с точки зрения критерия
минимальной стоимости.
Отобранные с использованием морфологического подхода в
сочетании с эвристическим методом операционного исследова-
ния структурные схемы, наиболее удовлетворяющие предложен-
ным критериям оценки, приведены на рис. 5.2.
230
Рис. 5.2. Схемы манипуляторов:
а — для подачи бортовых крыльев; б — для
наложения деталей на сборочный барабан;
в — для съема каркаса со сборочного бара-
бана;
1—3 — звенья механизмов манипуляторов.
Рис. 5.3. Кинематическая схема захвата,
МИХМом и НИИшинмашем разработано около 200 струк-
турных схем механизмов автоматических манипуляторов пода-
чи бортовых крыльев наложения деталей на сборочный бара-
бан, съема покрышек и каркасов с барабана, а также их ис-
полнительных органов.
Функционально-конструктивная классификация механизмов
захвата позволила синтезировать новые схемы механизмов за-
хватов, выполнить их структурный анализ, выбрать рациональ-
ные методы метрического синтеза и кинематического анализа.
Одна из схем показана на рис. 5.3.
Транспортирование отдельных элементов (узлов, подузлов)
покрышки, а также съем готового изделия осуществляется ма-
нипуляторами. Объект транспортирования — резинокордная си-
стема, свойства и геометрические характеристики которой мо-
гут изменяться во времени, выдвигает специфические требова-
ния к захватным устройствам манипуляторов.
Решение задачи выбора механизмов захватов и разработки
методов их синтеза и анализа (структурного, кинематического
и динамического) облегчает классификация механизмов захва-
тов по следующим признакам: 1) характеру воздействия на объ-
ект транспортирования (ОТ); 2) расположению элементов зах-
ватов относительно ОТ; 3) виду контактирования элементов за-
хватов с ОТ; 4) структурно-конструктивному признаку.
К механизмам захвата манипуляторов для сборки покрышек
предъявляются следующие требования: 1) механическая сохран-
ность ОТ; 2) физико-химическая сохранность ОТ; 3) удобство
231
посадки и фиксации ОТ на заданной позиции; 4) удобство ос-
вобождения захвата от ОТ; 5) быстродействие захвата; 6) жест-
кость фиксации ОТ в захвате.
В соответствии с методикой поиска, основанной на обобщен-
ном эвристическом алгоритме [29] в сочетании с методом оцен-
ки [30], проводится анализ перспективных вариантов и выбор ра-
циональных схем. При сравнительной оценке вариантов схем
принимаются во внимание ограничения: использование типа за-
хвата для данного ОТ, габариты захвата при данной грузоподъ-
емности, надежный захват ОТ.
Расчет захватов механического типа проводится по задан-
ным положениям-входного и выходного звеньев, кинематическим
и динамическим критериям, минимальным габаритам.
В качестве критериев принимаются: 8В, макс — максимальная
величина отклонения точки Е от вертикали, определяемая габа-
ритами ОТ (кинематический критерий); Угз — допускаемые
углы давления в кинематических парах В и С (динамический
критерий); BD = L(- — расстояние, определяющее габариты ме-
ханизма захвата.
Для механизма, изображенного на рис. 5.3 эти уравнения
имеют вид:
. J sin((Z0-t- fl) . _ _ cos(tz0 -f- fl —- у2з) , J $Е макс
° cos v23 ’ 3 ~ c cosy23 ’ 4 “ 2sin a0
a I = 180° — 11, — arcsin
sin(a0 + fi) — sin y12
cos(ao + fi — y23)
cos(cc + fl —y23)sin ] Y12 "T arc si11
cos y23 sin y12
sin
fi 4- arc sin
$E, мин = $E,
макс
sin(a0 -f- ji)sin y12 ]]'
cos(a0 4-fiy23) ]J >
sin(a0 4- H)sin y12
cos(tz0 4-fi — y23)
sin cz0
где l2, I3 — длины звеньев ВС и CD', а0— половина угла полного
раскрытия захвата; ц — угол изгиба звена CDE', = а2 или
аз — заданный угол поворота рычага DE выходного звена 3; S —
перемещение входного звена 1.
Для расчетов составлена АЛГОЛ-программа.
Вычисления проводятся в соответствии с алгоритмом^расче-
та и блок-схемой.
При выбранных исходных данных макс = 0,4 м, ai = 60°,
р = 80°, Lc = 0,7 м, ?12=у2з = 30° получено: /2 = 0,520 м, 13 =
= 0,276 м, /4 = 0,230 м, SE, мин = 0,231 м, 8 = 0,155 м.
Для определения кинематических параметров механизма за-
хвата выведены зависимости
a ж a0 — 180° 4~ И — arccos
- /22 - L2
2/3L
232
a' = S'
L2 _ /2а 4, Z22
L/4/23L2(/23 — /22 4-L2)2
&99 _ CVf _ 0 1.4_______
L/4Z23L2 - (/%-/% + Л2)2
+ (S')2X
' (А2-/23_/22)[212(/22_/2з_Ь2) + (/аз_/22+12)]_12[4/2зЛ2_(/2з_/22+12)2]
t L2[4/23L2—(/23_Z22 _f_ L2)2]3/2
где S', S" — скорость и ускорение звена 1;
L = BD == Z8 cos(180° — p — a0) + Vsin2(180° — p—a0)—S
Полученные зависимости были использованы при определе-
нии величин Iz, Is, Ц, S и SE, мин захвата манипулятора для
съема покрышки с барабана на операционном станке линии
сборки каркасов грузовых покрышек ЛСПР 710-1150.
Манипуляторы для съема автопокрышек с
барабанов с б о р о ч н ы х с т а н к о в. На рис. 5.4 показан
манипулятор для съема автопокрышек, встроенный в сбороч-
ный станок и составляющий с ним роботизированную технологи-
ческую ячейку.
На раме 1 сборочного станка подвижно установлена карет-
ка 2, на которой закреплены рычаги 3 с захватами 4. Рычаги 3
связаны между собой шарниром 5 и, кроме того, шарнирно со-
единены с рычагами 6, связанными со штоком пневмоцилинд-
ра 7.
Каретка 2 передвигается по направляющим 8. В нижней ее
части находится рейка 9, соединенная через блок шестерен 10
с рейкой 11 пневмоцилиндра 12. В копирах 13 каретки располо-
жены шарниры рычагов 3.
Толкатель 14 на раме 1 станка включает закрепленный на
валу 15 фигурный рычаг 16. В последнем закреплена втулка 17
Рис. 5.4. Манипулятор для съема автопокрышек с барабанов сборочных станков:
1 — рама; 2 — каретка; 3, 6, 16 — рычаги; 4 — захваты; 5 — шарнир; 7 — шток пневмоци-
линдра; 8 — направляющие станка; 9, 11—рейки; 10 — блок шестерен; 12, 19 — пневмо-
цилиндры; 13 — копиры; 14 — толкатель; 15 — вал; 17—втулка с пазом; 18 — шарнир пнев-
моцилиндра; 20 — рольганг.
16—381 233
с пазом, в котором расположен шарнир 18 пневмоцилиндра 19.
Над рычагом 16 расположен рольганг 20.
Работает устройство следующим образом.
После складывания барабана станка пневмоцилиндр 12 че-
рез рейку 11, блок шестерен 10 и рейку 9 выдвигает каретку 2
в рабочее положение.
При подаче воздуха в пневмоцилиндр 7 поднимаются рычаги
6, которые в свою очередь поднимают рычаги 3 с захватами 4.
Захваты деформируют и удерживают покрышку. Пневмоци-
линдр 12 возвращает каретку 2, а пневмоцилиндр 7 возвращает
рычаги 3 с захватами 4 в исходное положение.
Пневмоцилиндр 19 в результате подачи в него воздуха пово-
рачивает рычаг 16, который перекатывает покрышку через один
из захватов 4 на рольганг 20. Затем пневмоцилиндр 19 возвра-
щает рычаг 16 в исходное положение и цикл повторяется.
Такие манипуляторы используются для съема собранных кар-
касов покрышек с барабана на операционных станках линий
сборки покрышек ЛСПР 710-1150, ЛСПР 2-660-950; ЛСПР
660-950.
Однако, как показала практика, данный манипулятор, имеет
существенный недостаток, заключающийся в том, что наличие
только двух захватов сильно деформирует покрышку при съеме
и не обеспечивает точной ориентации покрышки при снятии со
станка. Поэтому этот манипулятор не может быть использован
для автоматического выполнения операции передачи покрышки
со сборочного барабана на отборочный транспортер и каркасов
радиальных покрышек из накопителя на сборочный барабан
для выполнения второй стадии сборки.
В целях устранения отмеченных недостатков разработан но-
вый манипулятор для съема автопокрышек с барабана сбороч-
ного станка (рис. 5.5)- Он включает в себя установленную на
станине 1 подвижную каретку 2, на которой смонтирован меха-
низм 3 сжатия покрышки 4 в виде трех основных рычагов 5 с
захватами 6 и промежуточных рычагов 7, одним концом связан-
ных с основными рычагами 5 в их средней части. Промежуточ-
ные рычаги 7 шарнирно соединены с пневмоцилиндрами 8 для
разведения захватов 6.
Манипулятор имеет две направляющие 9, смонтированные в
станине на втулках 10 с возможностью продольного перемеще-
ния.
Каретка 2 связана со штоком И пневмоцилиндра 12 привода
каретки, жестко укрепленным на станине 1. К нижней части
станины 1 жестко крепится вал 13, который монтируется на
подшипниках 14, установленных на основании 15. На валу жест-
ко закреплен {рычаг 16, соединенный осью 17 со штоком 18
пневмоцилиндра 19, шарнирно установленного на основании 15.
Манипулятор имеет трубу 20, смонтированную на каретке 2
и жестко связанную с поршнем 21 пневмоцилиндра 8 и с по-
мощью шарнира 22 со свободными концами основных рычагов 5.
234
Вид А
Рис. 5.5. Манипулятор для съема автопокрышек с барабана сборочного станка:
1— станина; 2— каретка; 3 — механизм сжатия покрышки; 4 — каркас покрышки; 5, 7,
16 — рычаги; 6 — захваты; 8, 12, 19 — пневмоцилиндры; 9 — направляющие; 10 — втулки;
11, 18 — шток; 13 — вал; 14 — подшипники; 15 — основание; 17 — ось; 20 — труба; 21 — пор-
шень; 22 — шарнир; 23, 24 — составные части рычагов; 25 — резьбовая муфта; 26 — вы-
ступ станины Г, 27 — упоры; 28 — барабан.
Промежуточные рычаги 7 выполнены составными из двух
частей 23 и 24, соединенных между собой резьбовой муфтой 25
с правой и левой резьбой.
Станина 1 имеет выступ 26, взаимодействующий с упорами
27, жестко укрепленными на основании 15.
Манипулятор для съема покрышек отличается от манипу-
лятора для съема каркасов лишь профилем захватов и длиной
рычагов захватов.
Компоновка манипуляторов для съема покрышек, навеши-
вания их на подвеску отборочного конвейера и подачи карка-
сов с накопителя на сборочный барабан показана на рис. 5.6.
Данное устройство работает следующим образом. Каретка 2
с разведенными захватами 6 выдвигается к сборочному бараба-
ну 28 пневмоцилиндром 12, за счет пневмоцилиндра 8 произво-
дится сведение захватов 6 к центру и фиксация в них покрышки
4. Далее производится складывание сборочного барабана, и по-
крышка 4 остается зажатой в механизме 3 сжатия. После этого
с помощью пневмоцилиндра 12 каретка 2 отодвигается в исход-
ное положение, снимая покрышку 4 с барабана 28, и станина 1
поворачивается на 90° пневмоцилиндром 19, затем каретка 2
с покрышкой 4 выдвигается вперед, надевая покрышку на под-
веску отборочного конвейера (на рисунке не показан), захваты
6 разжимаются и, оставляя покрышку на подвеске, убираются
обратно, а станина 1 поворачивается в исходное положение.
16* 235
Рис. 5.6. Компоновка мани-
пуляторов для съема покры-
шек с барабана, навешива-
ния их на подвеску сбороч-
ного конвейера и подачи
каркасов с накопителя на
сборочный барабан.
Обозначения те же, что и на
предыдущем рисунке.
Механизм 3 готов для снятия следующей покрышки. В дальней-
шем операции повторяются.
Манипулятор, который служит для передачи каркасов с на-
копителя (на рисунке не показан) на сборочный барабан рабо-
тает аналогичным образом. При этом получается так, что когда
захваты 6 устройства для съема покрышек находятся против
сборочного барабана, захваты 6 устройства для надевания кар-
касов расположены против подвески накопителя каркасов, а ког-
да захваты 6 устройства с каркасом приходят к сборочному ба-
рабану, захваты 6 устройства с покрышкой встают против под-
вески отборочного конвейера.
Устройство обеспечивает перемещение захватов с покрышкой
и каркасов в точно сцентрированном положении, что позволяет
автоматизировать трудоемкие операции снятия покрышек со
сборочного барабана, навешивания их на подвески отборочного
конвейера и перемещения каркасов радиальных покрышек с
подвесок накопителя на сборочный барабан для выполнения
второй стадии сборки покрышек радиальной конструкции и, та-
ким образом, полностью исключить труд на этих операциях.
Манипулятор для наложения полос корда
на сборочный барабан. Манипулятор для наложения по-
лос корда на барабан станка для сборки покрышек показан на
рис. 5.7. На раме 1 закреплены центрирующий логок 2, нож 3
для резки корда, пневмоцилиндр 4 и направляющие 5. На на-
правляющих установлена каретка 6, на консольной части кото-
рой при помощи кронштейна 7 смонтирована группа подвижных
электромагнитов 8. На сердечниках электромагнитов подвижно
закреплена прижимная планка 9.
236
Этот манипулятор встроен в сборочный станок и вместе с
ним составляет роботизированную технологическую ячейку.
Манипуляторы для передачи бортовых
крыльев. На рис. 5.8, показан вариант механизма подачи кры-
ла к операционному станку формирования бортов поточной ли-
нии сборки ЛСПР 710-1150 [31]. Манипулятор разработан в ви-
де захвата, который зажимает крыло, установленное в специ-
альном питающем устройстве, и подает его на шпильки шаблонов
станка. Захват 4, приняв крыло с питающего устройства 3,
перемещается поступательно. Останов поступательного движе-
ния перекладчика осуществляется от конечного выключателя.
От него же подается сигнал на поворот перекладчика. Поворот
производится пневмоцилиндром 5. Для смягчения ударов пере-
кладчика при поворотах относительно оси установлены амор-
тизатора 1 и 2, После поворота перекладчик движется поступа-
тельно до тех пор, пока не будет посажено крыло на шпильки
шаблона. Останов осуществляется от конечного выключателя,
положение которого регулируется. Крыло зажимается на шпиль-
ках шаблона, а рычаги захвата разжимаются и опускают кры-
ло. Когда перекладчик находится у шаблона, барабан на те-
лежке подкатывается к станку и устанавливается в рабочее по-
ложение. После того как барабан поднят подъемниками на
высоту оси вала барабана, включается двигатель привода пере-
кладчика, и перекладчик движется в положение захвата нового
крыла.
Рис. 5.7. Манипулятор для наложения полос корда на сборочный барабан:
/ — рама; 2 — центрирующий лоток; 3 — нож; 4, 11 — пневмоцилиндры; 5 — направляю-
щие; 6—каретка; 7, 10, 12 — кронштейны; 8— подвижные электромагниты; 9, 14, 17 -—
прижимные планки; 13 — дублировочный ролик; 15 — неподвижные электромагниты; 16 —
шарнир; 18 — сборочный барабан.
Рис. 5.8. Манипулятор для передачи бортовых крыльев:
1, 2 — амортизаторы; 3 — питающее устройство; 4 — захват; 5 — пневмоцилиндр.
237
Рис. 5.9. Последовательность работы манипулятора:
а — исходное положение; б — захват и фиксация бортового крыла; в — подача крыла в
зону шаблона и сборочного барабана; г — установка крыла на шпильки шаблона посад-
ки; д — отход захвата после передачи крыла шаблону.
Конструкция перекладчика имеет следующие особенности.
В захвате выполнен вырез для прохода в момент, когда вал ба-
рабана зажат в станке. Таким образом, операции посадки кры-
ла на шаблон и установки барабана в центрах станка частично
совмещаются.
Последовательность работы манипулятора показана на
рис. 5.9. Время выполнения всей операции 20 с: движение мани-
пулятора к центру станка — 3 с; подача к шаблону — 9 с; отвод
от шаблона — 5 с; возврат в исходное положение — 3 с.
При работе манипулятора на поточной линии сборки время
его цикла совмещается с операциями зажима барабана в цент-
рах и отвода манипулятора в исходное положение.
Данный манипулятор позволяет автоматизировать все пере-
ходы сборки на втором операционном станке формирования бор-
та покрышки на линиях ЛСПР.
Проводимые работы по созданию системы машин для авто-
матизированной сборки покрышек различного назначения обус-
ловили необходимость разработки параметрических рядов ма-
нипуляторов различного функционального назначения.
При разработке параметрического ряда манипуляторов для
передачи бортовых крыльев, в частности, были выбраны диа-
238
метр бортового крыла DK, определяющий размеры захвата и га-
бариты манипулятора, и масса бортового крыла ЛГК, определяю-
щая массу подвижной части манипулятора и мощность привода.
Для установления связи между параметрами манипулятора
для передачи бортовых крыльев (DK, Мк) и параметрами ряда
унифицированных сборочных станков — диаметром сборочного
барабана d и наибольшей шириной слоя b был проведен регрес-
сионный анализ. По данным об ассортименте покрышек на
станки параметрического ряда были получены зависимости меж-
ду параметрами ряда манипуляторов и станков:
£>к = 74,4824- 0,739d — 0,0586
Мк = - 0,196 + 0,0038г/ - 0,003486 + 0,33- 10~5г/6
Выбор оптимального (по суммарным приведенным народно-
хозяйственным затратам) параметрического ряда манипулято-
ров для передачи бортовых крыльев осуществлен на основе
«функции цели», полученной при решении выбора оптимально-
го ряда станков для сборки покрышек.
«Функция затрат» для одного типоразмера сборочного стан-
ка, скорректированная применительно к одному типоразмеру
манипулятора, получила вид:
Зк = 0,ЗСс + 4,901(0,6Сс + 0,1Ср + 1,8s)IJ + 0,0656Ск 4- 0,0495Со
где Зк — суммарные проведенные затраты на один типоразмер
манипулятора; Сс — стоимость серийного изготовления сбороч-
ного станка; Ср — среднегодовые затраты на ремонт; s — произ-
водственная площадь, занимаемая станком; П — потребность
количества станков данного типоразмера; Ск — стоимость раз-
работки сборочного станка; Со — стоимость изготовления опыт-
ного образца.
«Функции цели», на основании которой был произведен вы-
бор оптимального параметрического ряда манипуляторов, име-
ла вид:
N N
S — min min V Зк
Л7 > 0 0 = z'q... < *£... < i щ — R i=l
где 3k — суммарные приведенные затраты на k-й типоразмер;
N — число типоразмеров ряда; ik— параметры d и Ь, соответст-
вующие /^-модели покрышки; R — общее число рассмотренных
моделей покрышек.
Результаты расчета по выбору оптимального параметриче-
ского ряда манипуляторов для передачи бортовых крыльев при-
ведены в табл. 5.2.
Таким образом, параметрический ряд включает пять типораз-
меров манипуляторов для передачи бортовых крыльев: один
для легковых покрышек, два для грузовых покрышек, два для
крупногабаритных покрышек.
239
Таблица 5.2
Параметрический ряд манипуляторов для передачи бортовых
крыльев в зону сборки покрышек
Назначение покрышки Типоразмер Расчетные параметры Типоразмер Принятые параметры
станка манипулятора станка манипулятора
диаметр сбо- рочного бара- бана, мм 1 ширина накла- дываемого слоя, мм диаметр крыла, мм 1 масса крыла, кг диаметр сбо- рочного бара- бана, мм ширина накла- дываемого слоя, мм диаметр крыла, мм масса крыла, кг
Легковые 1 475 740 387,96 0,23 1 475 800 414 1
Грузовые 1 660 985 507,66 1,03 — — ~ 1 — ——
2 675 900 517,36 1,22 1 720 1300 530 3
3 970 1575 708,23 3,07 2 970 1575 713 4
Крупногаба- 1 1060 1880 776 3,94 1 1300 2000 865 12
ритные 2 1800 3350 1245,34 15,34 2 1800 3650 1180 20
СБОРОЧНАЯ СИСТЕМА «ПИТАЮЩЕЕ УСТРОЙСТВО —
УНИВЕРСАЛЬНЫЙ СБОРОЧНЫЙ СТАНОК — РОБОТ-СБОРЩИК»
В работе [32] рассматривается вариант роботизированной
сборочной системы, построенной по схеме «питающее устройст-
во — универсальный сборочный станок — робот-сборщик»
(рис. 5.10). Сборочный станок включает в себя сборочный раз-
жимной барабан 3, установленный на дорновом валу 2, смонти-
рованном в станине 1, механизмы 4 и 5 формирования борта,
шаблоны 6 и 7, опрессовочное устройство 8, механизм 9 для из-
влечения из него покрышки, привод и систему управления.
Шаблоны 6 и 7 и устройство 8 с приводами могут переме-
щаться по направляющим 10, закрепленным на станине 1. На
этой же станине перед сборочным барабаном 3 смонтированы
направляющие 11, по которым перемещаются подвижные ка-
ретки 12 с индивидуальными приводами для возвратно-посту-
пательного перемещения параллельно оси сборочного бараба-
на 3.
На каждой каретке 12 установлена стойка 13, имеющая воз-
можность возвратно-поступательного перемещения в вертикаль-
ном направлении и реверсивного поворота относительно своей
оси. На верхнем конце стоек 13 предусмотрены скобы 14, в ко-
торых на осях 15 шарнирно смонтированы манипуляторы. Ма-
нипулятор может быть выполнен в виде корпуса 16 со штангой
17 и приводом для качания относительно оси 15 на конце штан-
ги типа клещевых захватов, вакуум-присосов, ножей, прикаточ-
ных роликов и т. д. для манипулирования деталями собирае-
мой покрышки. Каждый манипулятор имеет соответствующие
датчики контроля за положением его элементов относительно
принятой системы координат [32].
240
Рис. 5.10. Сборочная система с манипуляторами на стойках:
а — общий вид; б — вид сверху;
7— станина; 2 — приводной вал; 3 — барабан; 4, 5 — механизмы формирования борта; 6,
7 — шаблоны для посадки бортовых крыльев; 8 — опрессовочное устройство; 9 — меха-
низм для извлечения покрышки из опрессовочного устройства; 10 — направляющие; 11 —*
направляющие кареток; 12 — каретки; 13 — вертикальные стойки; 14 — скобы; 15 — оси;
16—корпус манипулятора; /7 — штанга; 18 — сменные инструменты (захваты).
Работа рассматриваемой системы осуществляется следую-
щим образом. По команде устройства программного управле-
ния каретки 12 с манипуляторами разводятся на ширину на-
кладываемой на барабан детали покрышки, штанги 17 выдвига-
ются, например, до места расположения передней кромки
полосы корда. При повороте корпусов штанги 17 с инструментом
18 (захватами) устанавливаются в положение захвата передней
кромки корда. Далее штангами 17, перемещающимися в корпу-
сах 16, подводится кромка корда к барабану 3, где корд закреп-
ляется, а штанги приподнимаются. Затем барабан 3 поворачи-
вается на один оборот при наложении слоя корда и останавли-
вается. В это время манипуляторы в соответствии с заданной
программой сменяют инструмент (вместо захватов на конце
штанг закрепляются ножи), и каретки 12 сходятся. В требуемом
положении ножи опускаются на корд, манипуляторы вместе с
каретками 12 разводятся, и ножи отрезают слои корда от поло-
сы.
При соединении кромок корда вместо ножей на штангах ав-
томатически закрепляются прикатчики, которыми кромки сты-
куются на барабане внахлест-
Аналогично выполняются и другие переходы сборки. Мани-
пуляторами устанавливаются в шаблоны 6 и 7 бортовые крылья.
После завершения процесса сборки покрышка опрессовочным
устройством 8 снимается с барабана 3 и отбирается механиз-
мом 9.
В работе [32] рассматриваются и другие варианты компо-
новки роботизированной сборочной системы, построенной по
принципу концентрации операций, в частности с применением
манипуляторов на фермах.
Описанная в работе [32] роботизированная сборочная систе-
ма рассматривает промышленный робот лишь как эквивалент
рабочего-сборщика. Такое построение роботизированной сбороч-
ной системы вызывает сомнение в ее технико-экономической це-
лесообразности, особенно при серийном и массовом выпуске
шин. Условия работы сборщика покрышек не являются такими
241
уж вредными и тяжелыми, чтобы замена людей роботами в этих
условиях в соотношении один к одному была оправдана и в со-
циальном плане.
В данном случае, применительно к технологии шинного про-
изводства, ставится задача повышения производительности тру-
да в 2—3 раза и более, что возможно только за счет создания
комплексных роботизированных систем машин, включающих в
себя автоматизированные линии заготовки деталей и линии уз-
ловой и общей сборки покрышек [23].
Указанный подход к решению проблемы автоматизации тех-
нологических процессов заготовки и сборки покрышек пневма-
тических шин позволит также решить и социальные вопросы
при качественно новом уровне производительности машин.
АВТОМАТИЗИРОВАННЫЕ ЛИНИИ СБОРКИ ПОКРЫШЕК
С ПРИМЕНЕНИЕМ АВТОМАТИЧЕСКИХ МАНИПУЛЯТОРОВ
Установлено [23], что наиболее рациональной дифференциа-
цией технологического процесса сборки покрышек, например, к
легковым автомобилям с посадочным диаметром 13" является
выделение из общей сборки изготовления следующих узлов:
1) каркасного браслета, 2) каркаса в целом, 3) брекерно-про-
текторного браслета.
Таким образом, сборочная подсистема комплекса (системы)
машин для заготовки деталей и сборки покрышек включает в
себя линии: 1) сборки каркасного браслета; 2) сборки каркаса;
3) сборки брекерно-протекторного браслета; 4) общей или окон-
чательной сборки покрышки.
Такая степень дифференциации процесса сборки покрышек
пневматических шин позволяет увеличить производительность
общей сборки за счет независимой одновременной узловой сбор-
ки, упростить конструкцию сборочного оборудования и оснастки
(барабанов), повысить точность выполнения операций, надеж-
ность и безотказность работы станков.
В целях повышения надежности работы сборочной подсисте-
мы комплекса, как показала конструктивная проработка, наи-
более целесообразно использовать накопители проходного или
тупиково-проходного типа. В качестве накопителя каркасного
и брекерно-протекторного браслет целесообразно использо-
вать ветвь возврата сборочных барабанов.
Каркас покрышки обладает достаточной жесткостью, поэто-
му его можно ориентировать по бортовой части, он может нахо-
диться в накопителе достаточно длительное время (1—2 ч).
В связи с этим в качестве накопителя каркасов можно исполь-
зовать подвесной толкающий конвейер.
Использование такого промежуточного склада каркасов поз-
воляет полностью разделить линии первой и второй стадий сбор-
ки и исключить их взаимное влияние друг на друга по произво-
дительности-
242
Для обеспечения возможности создания быстропереналажи-
ваемых линий, их высокой степени адаптации к изменению кон-
струкции собираемой покрышки использован блочно-модуль-
ный принцип построения линий. Например, позиция «формиро-
вание борта» состоит из двух рабочих головок (шпинделей), в
которых имеются выдвижные центры для зажатия барабана и
при необходимости может располагаться привод барабана.
На позиции «формирования борта» привод вращения бараба-
на отсутствует, а на головках (шпинделях) крепятся механиз-
мы формирования борта. Головки закреплены на подставках,
установленных на общей раме позиции. На раме расположен
также манипулятор передачи барабана с транспортной тележ-
ки с головками и секция пути передачи барабана с позиции на
позицию.
В верхней части позиции расположены блоки пневмо- и элек-
троавтоматики. Рама позиции соединяется с рамой механизма
подачи (наложения) деталей (образуя, таким образом, модуль
определенного назначения), а также с рамами соседних пози-
ций (образуя общую раму линии). Каждая позиция поступает
в полностью собранном виде и устанавливается непосредствен-
но на подготовку пола (за исключением червячных машин
МЧХ-90, используемых для навивки протектора). Такая ком-
поновка модулей и позиций позволяет обеспечить их комплект-
ную сборку и комплексное испытание на заводе-изготовителе,
обойтись без дополнительных разъемов, значительно облегчить
их монтаж.
Общее цикловое время на каждой позиции — 20 с, в том чис-
ле, вспомогательное время — 8—9,5 с.
Рис. 5.11. Линия сборки каркасного браслета:
1 — модуль наложения бортовых лент; 2 — модуль наложения гермослоя; 3, 4 — модули
наложения первого и второго слоев корда; 5 — модуль наложения подбрекерного шнура;
6 — модуль съема браслета с барабана; 7 — манипулятор для передачи браслета; 8 — на-
копитель барабанов; 9 — возвратная ветвь пути; 10 — транспортный напольный путь; 11 —
кассеты (каретки); 12 — сборочная позиция; 13 — механизм для наложения бортовых
лент; 14 — унифицированная сборочная позиция модуля наложения слоев корда; 15 —
манипулятор для передачи барабана; 16 — механизм для наложения и отреза; 17 — уни-
фицированная сборочная позиция модуля наложения подбрекерных шнуров; 18 — меха-
низм для наложения шнуров; 19 — червячная машина; 20 — сборочная позиция модуля
съема браслета; 21 — манипулятор для подачи барабана на рабочую ветвь; 22 — рабочая
ветвь пути; 23 — захваты манипулятора для передачи браслета.
243
Линия сборки каркасного браслета. Линия (рис. 5.11) вклю-
чает в себя шесть модулей (1—6). В состав линий входят также
манипулятор 7 для передачи браслета, накопитель 8 бара-
банов и возвратная ветвь 9 пути, которая используется в каче-
стве накопителей браслет на барабанах. Емкость накопите-
ля— 20—22 браслета, что обеспечивает работу линии в течение
7 мин.
Подача всех материалов на линию производится по наполь-
ному транспортному пути 10 в каретках (кассетах) 11, которые
фиксируются на позициях раскатки и соединяются при помощи
муфт с механизмами раскатки (на рисунке не показаны).
Синхронизация скоростей раскатки и отбора материала осу-
ществляется петлевыми компенсаторами.
Модуль 1 наложения бортовых лент включает в себя уни-
фицированную сборочную позицию 12, механизм 13 для нало-
жения бортовых лент, секцию рабочей ветви транспортного пути
передачи барабана и манипулятор передачи барабана. Левая и
правая бортовые ленты манипуляторами с механизмами захвата
вытягиваются из петлевого компенсатора, отмеривается их дли-
на, производится их отрез, и передние кромки лент прижимают-
ся к барабану.
Наложение лент осуществляется при помощи подпружинен-
ных роликов при вращении барабана. После завершения нало-
жения лент манипулятор передачи барабана зажимает цапфы
барабана, центры, удерживающие барабан, отводятся и барабан
устанавливается манипулятором на тележку, перемещающуюся
к следующей позиции.
Модули наложения гермослоя (2), первого (3) и вто-
рого слоя корда (4) по конструкции одинаковы. Каждый из них
состоит из унифицированной сборочной позиции 14, манипуля-
тора 15 для передачи барабана, механизма 16 для наложения
и отреза слоя, механизма раскатки. Передняя кромка детали
захватывается вакуум-присосом, подается на сборочный бара-
бан и прижимается дублировочным роликом. Барабан повора-
чивается на заданный угол, производится отрез детали горячим
ножом. Дальнейшим поворотом барабана на угол 180° осущест-
вляется наложение остальной части детали на барабан (угол
поворота около 60°), а также дополнительный поворот на угол
120°, что необходимо для равномерного распределения стыков
деталей. Модуль 5 наложения подбрекерных шнуров состоит из
унифицированной сборочной позиции 17, механизма 18 для на-
ложения шнуров и червячной машины (МЧХ-63) 19.
Выпускаемые на червячной машине шнуры (левый и правый)
после петлевого компенсатора раздвигаются при помощи специ-
альных роликов (на рисунке не показаны) на заданное специ-
фикацией расстояние. Их передние кромки специальным захва-
том подаются на барабан и прижимаются к слоям корда. Вра-
щением барабана на требуемый угол осуществляется наложение
лент. Одновременно с наложением производится их прикат-
244
ка. После наложения ленты необходимой длины она отрезается
гильотинными ножницами. По окончании сборки тележка с ба-
рабаном и собранным на нем браслетом передается манипуля-
тором на возвратную ветвь 9 пути, являющуюся накопителем
браслетов- Модуль 6 съема браслета включает сборочную пози-
цию 20, манипулятор 21 для подачи барабана и секцию рабочей
ветви 22 пути. В отличие от других сборочных позиций в мо-
дуле съема предусматривается консольное крепление барабана
и удержание его за внутреннюю поверхность цапфы при помощи
цангового зажима. К барабану подводится механизм 7 для
съема браслета, который специальными захватами 23 фиксиру-
ет кромки браслета. При возврате механизма съема 7 в исход-
ное положение в барабан (под браслет) подается сжатый воз-
дух, что облегчает съем браслета. Между модулем 6 съема
браслета и модулем 1 наложения бортовых лент находится на-
копитель барабанов 8. Если перед модулем наложения бортовых
лент скопятся две тележки с барабанами, а это может быть
только при сбое в работе линии, барабан с тележкой автома-
тически подается в накопитель.
Такая схема накопителей браслетов на барабанах на воз-
вратной ветви пути и барабанов в тупиковом накопителе поз-
воляет обеспечить бесперебойную совместную работу линий
сборки каркасного браслета и каркаса.
Линия сборки каркаса. Линия (рис. 5.12) включает в себя
семь модулей (7—6): модуль надевания браслета на барабан,
два модуля формирования борта, модуль наложения боковин,
сдублированных с бортовыми лентами, модуль прикатки кар-
каса, модуль съема каркаса, модуль передачи каркаса на на-
копитель.
Модуль 1 надевания браслета состоит из сборочной пози-
ции 7, манипулятора 8 для передачи барабана 9, секции рабочей
ветви 10 пути передачи барабана. Головка 11 сборочной пози-
ции обеспечивает консольное крепление барабана и удерживает
его за внутреннюю поверхность цапфы при помощи цангового
зажима. В верхней части позиции расположена система авто-
матики 12.
Модуль 2 формирования борта состоит из сборочной позиции
13, манипулятора 14 для подачи крыльев, кассет 15 для. крыль-
ев, привода кассет (на рисунке не показан) и секции рабочей
ветви пути передачи барабана, аналогичной секции 10 модуля
надевания браслета. Позиция состоит из рабочих головок
(шпинделей) с выдвижными центрами для зажатия цапф ба-
рабана. На головках же смонтированы механизмы формирова-
ния борта- В верхней части позиции устанавливаются системы
пневмо- и электроавтоматики. Манипулятор для подачи крыль-
ев имеет два захвата и подает одновременно правое и левое
крылья из кассет с крыльями на шаблоны механизмов формиро-
вания борта. Емкость каждой кассеты 15— тридцать крыльев,
что обеспечивает работу позиции в течение 20 мин. Подача
245
X
X
о
га
ч
я
ж
я
я
о
га
о
я
я
я
га
ж
ж
я
3
га
3
ж
и
0
ч
со
ф
а
3
S
я
к
3
tr
я
о
я
я
я
я
3
о
о
я
я
в
га
Я щ
• X м
ч
3^
ф га, 3
ж
ж
ч
ж
е
я
Ж
я
я
Ш1Ш
я
о
я
я
я
о
я
я
я
ч
ч
Ч
о
3
ч
о
в
я
ч
я
ф
ж
X
ф
ч
я
Ж
1
о
я
я
га
Я
о
3
я
га
О
Я О
Я 3
га
я
о
ч
=ж
о
я
ж
я
ф
*
<я
ахо
я
я
Ч Й
geo
о О
о о
3 л
, Я
я
Я -
я °
Нй —4
О ?
. • я
Я ХО
ч Н 7 ч
3
СП
Ж
Я
га
х
ф
3
см
с=»
ч
х
хо
о
X©
я
ч
я
ж
я
га
ж
я
в
га
Ч
ф
я
я
ч
ч
ж
ф
а з
я ё
а В
О га
« s
5 «
я
ж
я
га
о
2 см
я
3
га
ч
к
я
ж
ч
я
Ж
я
я
я
J
а<о
о
ж
5
3
о
я
ж
я
J
I
J
ч
о
3
я
я
я
ф
*
о
ч
я
X
X
X
я
ж
я
га
га
Ч
О
3
я
S
.. га
га о
ем
га
я
я
га ,5
я
я
я
га
ю
Ч
о я а
§^3
X
3
3
га
о
Ж
о
Я'О
я
X
ф
о
ч
я
я
ж
я
ж
2хо
с га
„ о-
2 я
ч\о
ч ,
га
Ж
ж
Я
га
3
ф
А
ж
а га
га я
Ж Я
о ,
s а о
га
я
ч ..
а °
га>о
ч °
ч
ч
ф
Яхо
я
я
Я
Я
ч
я
я
га
S S
о о
s- S
X
3
я
я
га
га тн со
я
я хо
га
га ж а
ч ч т
ч
й’&чч 3 3<о
я
ф
га
ч
ф
ч
я
я
я .
В см
га
3
ф
я
я
я
я
га
о
о
я
ж
га
X
о|>
о Ч
я я
га „ о
а я к>
Н я
-чх 5
8Д Q
О
3
я
ч
к
я
я
8
о
к>
я
га
ж
я
я
я
о
2 Jr? ® I о ж
Ж Я а I 4 м •
га я га -<->>•
о
я
га
я
я
га
я
я
га
га
я
я
я
я
а Чем
Ж
3
я
ч
ч
к
я
я
я
в о
8Ю
Я
к
я
я
о
ч
я
о
ж га
Ф ч
а га
хо га
я
о
Я
ф
ж
я
Я
ч „
Ч\О
о
га
о
о а
со Й
о 5
я 1 2 g!
Я я
Ч я
я ж ч 3
га
га
ф
га
=о
я
ч
в
я
я
га
3
я
а
га
о
ж
о
я\о
ж
о
я
о
со
я
X
X
X
Ч
СО
ю
я
о
X
о
ж
ф
о
я
1
о
X
J
J
J
1
о
я
я
я
я
га
га
о
ж
ч
я
я
я
я ф
я а
>»хо
я
о
ч
я
ж
я
ф
*
о
ч
га
га
ч
га
Ч
га
о
я
я
я
я
я
ф
о
ч
га
я
я
ж
я
ф
о
ч
я
я
Ж
о
ч
о
3
о
ж
о
Я
я
я
3
S га
я
ж
я
ч
я 5
я 2
ф
я
я
я
га
Ж
я
га
ч
ф га
ф
в
ф
к
в
га га
ч ч
Ч
о
з
о
ж
я
о
ч
о
га
о
о
га
я
я
я
ч
га
я
ч
я
ж
»я
о
О К
СХ Q
о
ч
га
ж
к
я
- ж
” га
ж
га
я
я
га
ч
я
я
ч
ч
о
3
га
3
ф
сЧ
я
я
о
ж
га
я
ф
га
я
га
я
я
га
00
га
ч .
о
га
Ч со
я
ж
я
га
га
3
ч
В® -
5 о ф
я
ч
ч
о
га
о
га
с
я
о
я
«
3
я
я
я
я
Ч а
1-е ж „
- га о
\о в _
га о ф
ч
я
я
ф
2 й з
га 'о «
я
ч
га а
• а ь
хо
я —
в
ж
X
о га ф
я X ч
я
я
я
U
2
S
я
га
3
ф
ч
X
ф
см
га £ ।
а ф со
га
Ч
о
я
я
ч
ч
о
я
ч
я
я
я
X
кассет с крыльями производится по напольной транспортной си-
стеме 16. Пустая кассета механизмом подъема (элеватором) 17
поднимается и передается на ветвь 18 отбора кассет. Такая ком-
поновка транспорта для кассет принята с целью обеспечения до-
ступа к позиции при обслуживании.
В связи с тем, что на позиции формирования борта цикловое
время составляет 40 с (при цикловом времени линии 20 с) в ли-
нии устанавливаются два модуля формирования борта.
Модуль 3 наложения боковин, сдублированных с бортовыми
лентами, состоит из унифицированной сборочной позиции 19 с
секцией рабочей ветви пути передачи барабана, аналогичной
предыдущим модулям, механизма 20 для раскатки боковин и
манипулятора 21 для наложения боковин на собираемый каркас
покрышки. Синхронизация скорости наложения боковин и рас-
катки осуществляется при помощи петлевого компенсатора.
Отмер длины боковин, накладываемых на каркас, производится
по углу поворота сборочного барабана, отрез боковин — диско-
вым ножом с электрообогревом.
Модуль прикатки 4 состоит из унифицированной позиции 22
и прикатчиков 23 обычной конструкции. Модуль 5 съема карка-
са по конструкции аналогичен модулю надевания браслета.
Модуль 6 передачи каркаса состоит из манипулятора 24, ус-
тановленного на специальной раме, соединяемой с рамой моду-
ля съема. Захват манипулятора выдвигается к барабану и фик-
сирует каркас, находящийся на барабане; барабан сжимается,
захват возвращается в исходное положение и поворачивается
на угол 90° для навески каркаса на подвеску толкающего кон-
вейера— накопитель каркасов. Сжатый барабан на модуле съе-
ма устанавливается на тележку и возвратной (холостой) ветвью
пути подается к модулю надевания браслета.
Особенностью линии является то, что барабан для сборки
каркаса имеет диаметр несколько больше диаметра барабана,
на котором собирается «каркасный браслет». Это необходимо
для фиксации браслета на барабане и предотвращения его сме-
щения при формировании борта-
Линия сборки брекерно-протекторного браслета. Линия (рис.
5.13) включает в себя восемь модулей (1—7)\ модуль наложе-
ния первого слоя брекера, модуль наложения второго слоя бре-
кера, модуль наложения резиновой прослойки, два модуля
наложения (навивки) протектора, модуль наложения минибоко-
вин, модуль прикатки, модуль съема и передачи браслета. В со-
став линии входит также накопитель 8 барабанов и возвратная
ветвь 9 пути, которая используется в качестве накопителей бре-
керно-протекторных браслетов (емкость — 23—25 шт., что обес-
печивает работу линии в течение 8 мин).
Модуль 1 наложения первого слоя включает унифицирован-
ную позицию 10 раскладывания (разжатия) барабана, устрой-
ство 11 для изготовления браслета первого слоя и манипулятор
12 для подачи браслета на барабан. Устройство для изготовле-
247
Рис. 5.14. Линия общей (окончательной) сборки:
I — сборочный модуль; II — модуль подачи каркаса на барабан; III — модуль съема по-
крышки;
I — четырехпозиционный ротор; 2 — формующие барабаны; 3 — привод барабана; 4 —
рама.
ния браслета первого слоя работает следующим образом. Ме-
таллокордная лента подается из кассеты 13 на стыковочный
стол 14, отмеряется заданная длина и производится отрез ко-
сяка. Захваты (на рисунке не показаны) удерживают переднюю
кромку косяка и, поворачивая заднюю его кромку, осуществля-
ют стыковку кромок. Состыкованный браслет сталкивается на
центрирующее приспособление 15, с которого захватом мани-
пулятора 12 браслет берется за наружную поверхность и под-
водится к барабану 16, обеспечивая точное положение браслета
относительно центра барабана. Барабан разжимается, обеспе-
чивая фиксацию браслета, захваты манипулятора возвращают-
ся в исходное положение.
Модуль 2 наложения второго слоя брекера состоит из унифи-
цированной сборочной позиции 17 и манипулятора 18 для по-
дачи, наложения, отмера и отреза слоя брекера. Захватами пе-
редняя кромка корда подается к нижней части барабана и при-
жимается к нему, барабан поворачивается на заданный угол,
производится отрез корда, и дальнейшим поворотом барабана
осуществляется окончание наложения и дублирование стыка
слоя.
Модуль 3 наложения резиновой прослойки и два модуля 4
' наложения (навивки) протектора по конструкции одинаковы.
Они состоят из унифицированных сборочных позиций 19, в ко-
торых для привода вращения барабана используются электро-
двигатели постоянного тока, манипуляторов 20 для наложения
резиновой ленты и червячной машины 21, На червячной машине
из резиновой смеси выпускается рукав, который разрезается и
разворачивается в ленту- Лента через петлевой компенсатор
подается на захват, прижимающий ее переднюю кромку к со-
бираемому браслету.
На модуле наложения резиновой прослойки барабан делает
один оборот, после чего производится отрез прослойки и возврат
захватов в исходное положение.
На модулях наложения (навивки) протектора за первый обо-
рот барабана выбирается запас резиновой ленты из компенса-
тора. При последующей навивке протектора скорость вращения
барабана возрастает с каждым оборотом, обеспечивая задан-
248
ную вытяжку и соответственно навивку необходимого профиля
протектора.
Модули наложения минибоковин (5), прикатки (6) и съема
браслета (7) аналогичны модулям для наложения подбрекерных
шнуров (см. рис. 5.11, поз. 5) на линии для сборки каркасного
браслета, прикатки и съема на линии для сборки каркаса (см.
рис. 5.12, поз. 4 и 5).
Линия общей (окончательной) сборки. Линия (рис. 5.14)
включает в себя три модуля (/—III}-
Сборочный модуль I состоит из четырехпозиционного рото-
ра 1, формующих сборочных барабанов 2, механизма прикатки
(на рисунке не показан), привода барабана 3 и рамы 4.
Формующие барабаны 2 крепятся к поворотной части рото-
ра 1 при помощи фланцев. Крепление валов барабанов и подвод
к барабанам сжатого воздуха и вакуума унифицированы, что
позволяет при переходе на сборку другого размера покрышек
производить замену вала с барабаном.
Модуль II подачи каркаса на барабан по конструкции ана-
логичен модулю съема каркасов линии сборки каркаса (см. рис.
5.12, поз. 6). Отличие заключается только в последовательно-
сти работы механизмов манипулятора. Захват манипулятора
выдвигается вертикально вверх и фиксирует каркас покрышки,
находящейся на подвеске толкающего конвейера-накопителя
каркасов, рычаги подвески сжимаются. Захват с каркасом воз-
вращается в исходное положение, производится поворот захва-
та с каркасом на 90°, и выдвижением захвата каркас распола-
гается над формующим барабаном. После фиксации барабаном
борта покрышки захват открывается и возвращается в исходное
положение.
Модуль III съема покрышек по конструкции унифицирован с
модулями съема каркаса и подачи каркаса на барабан. В связи
с тем, что навеска собранных покрышек будет производиться на
обычный цепной конвейер, манипулятор устанавливается на на-
правляющих и во время навески перемещается вместе с подвес-
кой цепного конвейера. Рамы модулей линии для общей (окон-
чательной) сборки соединяются между собой, образуя общую
раму линии.
Технологический процесс сборки легковой покрышки разме-
ром 165Р-13 (модель МИ-166) приведен в табл- 5.3.
Таблица 5.3
Технологический процесс сборки легковой покрышки 165Р-13
(модель МИ-166)
№ ПОЗ. ЛИНИИ Краткое содержание операций сборки покрышки № перехода Содержание переходов
Технологический процесс сборкиузла «каркасный браслет»
1 Наложить бортовые лен- ты 1 2 3 4 5 Раскатать непрерывные борто- вые ленты Отмерить длину бортовой лен- ты Отрезать бортовые ленты Наложить бортовые ленты на барабан Состыковать концы бортовых лент
2 Наложить гермослой 1 2 3 4 5 Раскатать гермослой Наложить 3/4 длины гермослоя Отмерить длину гермослоя Отрезать гермослой Состыковать концы гермослоя
3 Наложить первый слой корда 1 2 3 4 5 Раскатать непрерывный слой Наложить 3/4 длины слоя Отмерить длину первого слоя Отрезать первый слой Состыковать концы первого слоя
4 Наложить второй слой корда с резиновой лентой 1 2 3 4 5 Раскатать непрерывный слой Наложить 3/4 слоя Отмерить длину второго слоя Отрезать второй слой Состыковать концы второго слоя
5 Наложить подбрекерные шнуры 1 2 3 4 5 Выпустить подбрекерные шну- ры (МЧХ-63) Наложить 3/4 длины шнуров Отмерить длину шнуров Отрезать шнуры Состыковать концы шнуров
6 Снять браслет 1 2 3 Подвести съемное устройство Подать воздух под браслет Передвинуть браслет на вспо- могательный барабан
7 Передать браслет 1 2 3 4 Подвести дополнительный ба- рабан к барабану для сбор- ки каркаса Захватить кромки браслета манипулятором Подать воздух под браслет Передать браслет на барабан сборки каркаса
250
Продолжение
№ поз. линии Краткое содержание операций сборки покрышки № перехода Содержание переходов
Те 1 2 3 4 5 6 1 .хнологическийпро Надеть браслет на бара- бан Сформировать борт Наложить боковины, сдублированные с ре- зиновыми бортовыми лентами Прикатать борта Снять каркас Передать каркас в нако- питель Технологический «б р е к е р н о-п рот Наложить первый метал- локордный слой це сс с б 1 2 1 2 3 4 5 6 1 2 3 4 5 1 2 3 4 1 2 3 4 1 2 3 4 п р о ц е с екторн! 1 2 3 4 5 6 7 8 орки узла«карк ас» Надеть браслет на барабан ма- нипулятором Раскрыть барабан Раскрыть обжимные рычаги Раскрыть основные рычаги Обжать слои (ход шаблона вперед) Посадить крылья (ход шабло- на вперед) Завернуть слои на крыло Отвести механизмы и шаблоны в исходное положение Раскатать непрерывные ленты боковин Наложить 3/4 длины боковин Отмерить боковину по длине Отрезать боковины Состыковать концы боковин Подвести ролики в начальное положение для прикатки Прикатать боковины с резино- выми бортовыми лентами Отвести ролики от барабана Возвратить каретки в исходное положение Подвести съемное устройство Сложить барабан Снять покрышку с барабана Повернуть покрышку для на- вески Подвести покрышку под уст- ройство навески Ввести в покрышку захваты- вающее устройство Раскрыть захватывающее уст- ройство Вывести покрышку из зоны навески с сборки узла >i й браслет» Раскатать первый слой Отмерить первый слой по дли- не Отрезать первый слой Свернуть первый слой в кольцо Состыковать концы первого слоя Столкнуть браслет на манипу- лятор Передать браслет на барабан Разжать барабан
17*
251
Продолжение
№ поз. линии Краткое содержание операций сборки покрышки № перехода Содержание переходов
2 Наложить второй метал- локордный слой 1 2 3 4 5 Раскатать Наложить * * 3 * */4 длины и прика- тать Отмерить длину Отрезать Состыковать концы
3 Наложить резиновые прослойки 1 2 3 4 5 Раскатать Наложить 3/4 длины и прика- тать Отмерить длину Отрезать Состыковать концы
4 Наложить протектор 1 2 3 4 5 Выпустить рукав из червячной машины Разрезать рукав вдоль оси Наложить на барабан мето- дом навивки заданной вы- тяжки Отмерить длину заготовки Отрезать заготовку по оконча- нии навивки
5 Наложить минибоковины 1 2 3 4 5 Выпустить заготовки из чер- вячной машины Отмерить минибоковину по длине Отрезать минибоковину Наложить минибоковину Состыковать концы
6 Прикатать протектор 1 2 3 Подвести прикатчик к середине протектора Прикатать протектор и минибо- ковины Отвести прикатчики в исходное положение
7 Передать брекерно-про- текторный браслет пе- рекладчикам 1 2 3 4 Подвести перекладчик Захватить брекерно-протектор- ный браслет Снять брекерно-протекторный браслет с барабана Надеть брекерно-протекторный браслет на промежуточный барабан
Технологический процесс сборки
узла «покрышка»
1 Передать каркас на фор-
мующий барабан
1
2
3
4
5
Подвести манипулятор к нако-
пителю
Зафиксировать каркас в мани-
пуляторе
Подвести каркас к барабану
Надеть каркас на барабан
Зафиксировать каркас на ба-
рабане
252
Продолжение
№ поз. линии Краткое содержание операций сборки покрышки № перехода Содержание переходов
2 Передать брекерно-про- текторный браслет на формующий барабан 1 2 3 Снять манипулятором брекер- но-протекторный браслет с промежуточного барабана Подвести брекерно-протектор- ный браслет в зону форми- рования каркаса Сформировать каркас покрыш- ки
3 Прикатать брекерно-про- текторный браслет 1 2 3 4 Подвести ролики в начальное положение для прикатки Прикатать брекерно-протектор- ный браслет Отвести ролики от барабана Возвратить каретки в исходное положение
4 Снять покрышки 1 2 3 4 5 Подвести съемное устройство манипулятора Зафиксировать покрышку в: съемном устройстве Расфиксировать борта покрыш- ки Подать вакуум в диафрагму барабана Снять покрышку с барабана
ЛИТЕРАТУРА
1. Прогнозы развития шинной промышленности капиталистических стран
на период до 2000 года. Обзор. Экспресс-информация. Шинная промышлен-
ность. М„ ЦНИИТЭнефтехим, 1973, № 5, с. 29.
2. Петров Б. М. и др. Оборудование для сборки автопокрышек. Обзорная
информация. Сер. ХМ-2. М., ЦИНТИхимнефтемаш, 1977, 65 с.
3. Гаврилов Б. Г. и dp. — Производство шин, РТИ и АТИ, 1974, № 7,
с. 22.
4. Муслаев И. М. и др. Пути совершенствования процессов сборки легко-
вых и грузовых шин. Тематический обзор. М., ЦНИИТЭнефтехим, 1972. 86 с.
5. Слюдиков Л. Д. — Каучук и резина, 1962, № 3, с. 32.
6. Гаврилов Б. Г. и др. — Там же, 1978, № 1, с. 30.
7. Вещее А. А., Трофимов А. М., Бушмакин В. Е., Бекин Н. Г. —Там же,
1977, № 8, с. 38? 1979, № 8, с. 45.
8. Гаврилов Б. Г. и др. Способы сборки радиальных шин и конструкции
сборочных барабанов (обзор патентов). Экспресс-информация. Шинная про-
мышленность. М., ЦНИИТЭнефтехим, 1974, № 3, с. 8.
9. Трофимов А. М. Автореф. канд. дисс. Москва, МИХМ, 1980. 16 с.
10. Бекин Н. Г., Шанин И. П. Оборудование заводов резиновой промыш-
ленности. Л., Химия, 1978. 400 с.
11. Хренов В. И., Бекин Н. Г., Калинин М. И. — Каучук и резина, 1977,
№ 4, с. 46.
12. Машины и аппараты резинового производства/Под ред. Д. М. Барско-
го. М., Химия, 1975, 600 с.
13. Бекин Н. Г. и др. Станки для сборки автомобильных покрышек. Кон-
струкция и расчет. М., Машиностроение, 1974. 168 с.
14. Кармацкий Ю. И., Колоколов Г. А. Агрегат для сборки покрышек
типа Р для легковых автомобилей. Экспресс-информация. Новости науки и
техники. М., ЦНИИТЭнефтехим, 1974, вып. 17, с. 5.
15. Брон Л. С., Тартаковский Ж. Э. Гидравлический привод агрегатных
станков и автоматических линий. М., Машиностроение, 1967. 356 с.
16. Шерешевский Н. И. Анализ и синтез многоярусной сборки. М., Маши-
ностроение, 1971. 248 с.
17. Оборудование для переработки резины. Каталог. Ч. 3. М., ЦИНТИ-
химнефтемаш, 1975. 100 с.
18. Цукерберг С. М. и др. Пневматические шины. М., Химия, 1973. 26 с.
19. Петров Б. М. — Каучук и резина, 1977, № 6, с. 6.
20. Петров Б. JA., Королькова Р. М., Морозов А. В. Барабаны для сборки
покрышек обычной конструкции. Обзорная информация. Оборудование для
переработки пластмасс и резины. ЦИНТИхимнефтемаш, 1973. 46 с.
21. Митькин В. П., Кармацкий Ю. И. Производство шин, РТИ и АТИ
1978, № 10, с. 24. ’
22. Порт Б. С. и др. Оборудование для сборки покрышек с радиальным
??Л"™?женйем нитей к°рда в каркасе. Обзорная информация. Сер. ХМ-2. М.,
ЦИНТИхимнефтемаш, 1975. 58 с.
23. Петрокас Л. В., Петров Б. М., Зубенко А. Г., Чупин Ю. Н. — Химиче-
ское и нефтяное машиностроение, 1980, № 1, с. 4.
254
24. Порт Б. С., Шаленкова А. А., Решетян А. М. Линии для сборки авто-
мобильных покрышек. Обзорная информация. Оборудование для переработки
пластмасс и резины. Сер. ХМ-21. М., ЦИНТИхимнефтемаш.
25. Робототехника. Сб. научных трудов ЛПИ им. Калинина, Л., 1976.
140 с.
26. Салтыков А. В. Основы современной технологии производства автомо-
бильных шин. М., Химия, 1974. 268 с.
27. Промышленные роботы. Каталог. М. НИИмаш, 1978. ПО с.
28. Артоболевский И. И., Кобринский А. Е. — Машиностроение, 1970, № 5,
с. 3.
29. Половинкин А. И. Методы поиска новых технических решений.
Йошкар-Ола, 1976. 120 с.
30. Бешелев С. Д., Гурвич Ф. Г. Экспертные оценки в принятии плановых
решений. М., Экономика, 1976. 79 с.
31. Петров Б. М., Дивноеорцева Н. С., Шилов Г. И. Методы устройства
для автоматической подачи заготовок на барабаны к станкам для сборки по-
крышек. Сер. ХМ-2. М., ЦИНТИхимнефтемаш, 1978. 38 с.
32. Кармацкий Ю. И. — В кн.: Механизация и автоматизация процессов
и оборудования шинного производства. М., Машиностроение, 1979, с. 91.
предметный указатель
Автоматизация вспомогательных опе-
раций и переходов сборки покрыш-
ки 228 сл.
Автоматизированная сборка покры-
шек 223 сл.
Автоматизированные линии сборки
брекерно-протекторного браслета
246 сл.
каркаса 245 сл.
каркасного браслета 243 сл.
общей (окончательной) 248 сл.
легковой покрышки 165Р-13,
технологический процесс
250 сл.
Автомобильные шины 7 сл.
арочные 8
высокого давления 8, 10
литые 25
низкого давления 8, 10, 11
пробег в эксплуатации 14
сверхвысокого давления 8, 10, 11
с обычной шириной профиля 8
типа «деново» 25 сл.
«треугольные» 25
устройство 8 сл
характеристики 11
широкопрофильные 8
Агрегат (ы)
АКД 70/1300 для изготовления
бортовых колец покрышек
39 сл.
техническая характеристика 40,
41
АСПР 360-600 для сборки легко-
вых радиальных покрышек
120 сл.
браслетный барабан 124, 125
дополнительный барабан 122,
124
кинематическая схема 133 сл.
левая группа 121
механизм поворота рольганга
133
обжатие слоев корда 125, 126
перекладчики каркаса и брас-
лета 127 сл.
правая группа 126
расчленение технологического
процесса сборки на позиции
138
сборочный барабан 122, 123
техническая характеристика
121, 122
технологические переходы
138 сл.
устройство 121 сл.
формующий барабан 126, 127
Агрегат(ы)
диагонально-резательные
техническая характеристика
34, 35
180-01 33 сл.
180-01А 34 сл.
для изготовления брекерно-про-
текторного браслета (конструк-
ции НИКТИШП) 140
отборочно-прослоечные для полу-
чения резинокордных заготовок
44 сл
техническая характеристика
45, 46
протекторный с каландром 61 сл.
с последовательным расположе-
нием машин для изготовления
протекторов методом дублиро-
вания (ИРУ-16А) 59 сл.
техническая характеристика
61
Барабанная охлаждающая машина 45
Барабан (ы) для сборки покрышек
70, 74, 81 см. также Сборочные ба-
рабаны
дорновый металлический разбор-
ный 191, 203
классификация 189 сл.
плоские 11, 12, 67, 68
положения при совмещенной
сборке 147 сл.
полудорновые 11, 12, 67, 154,
191 сл.
полу плоские 11, 12, 67, 191 сл.
разборные 199, 200
разжимные 17, 19 сл., 119, 122,
147, 200
сборочно-формующие 21, 147 сл.,
203, 206
выбор наиболее рациональной
конструкции 207
с винторычажным приводом раз-
жатия 200
с диагональным расположением
нитей корда в каркасе 14,
189 сл.
складывающиеся 195 сл.
без съемных плечиков 195
безынерционные 199
со съемными плечиками 195,
198
с неармированной резиновой ди-
афрагмой 202
с пневморычажным приводом
разжатия 200
256
Барабан(ы) для сборки покрышек
с радиальным расположением ни-
тей корда в каркасе 15 сл., 189,
190, 201 сл.
трехсекторный 195, 196
формующие 20 сл., 126, 127,
201 сл.
без диафрагменные 18, 203
жесткие 17, 21, 67, 201 сл.
мягкие 119, 140
расчет 206, 207
с нерастяжимой эластичной
диафрагмой 203 сл.
четырехсекторные 15, 192 сл.
шестисекторные 193 сл., 213, 222
Бескамерные шины 7 сл.
Брекер 9, 11, 13 сл.
Брекерный пояс 7, 8
Браслетные станки
барабанные
со сменными барабанами
СБ-1 50, 52, 53, 55
универсальные 50, 53 сл.
роликовые 49 сл.
МБС-3-55, механизированные
50 сл.
МБС-4 50, 51
МБС-5 50, 51
с автоматизированным ролико-
прокладочным питателем ба-
шенного типа 55 сл.
с питателем пирамидального типа
53 сл.
технические характеристики 50,
51
Браслетный барабан 65, 124, 125
Браслеты 12 с л.
сборка 31, 49 сл., 223
Боковина покрышки 8, 9
Бортовая лента 9, 15, 16
Бортовые кольца 8 сл.
изготовление 39 сл.
Вспомогательное движение, определе-
ние 81
Вспомогательный технологический
переход, определение 81
Вулканизация 12, 14 сл.
Горизонтальные диагонально-реза-
тельные машины 32, 35 сл.
Грузовые покрышки 8 сл., 154 сл.,
212 сл.
Двойной питатель с механической
раскаткой 55, 56
Двухстадийный способ сборки по-
крышек 14, 15, 203
Диагонально-резательные машины 27^,
28, 31 сл.
горизонтальные 32, 35 сл.
техническая характеристика 36
Диагональные покрышки (типа PC)
7, 8, 10, 13 сл., 189 сл.
Диафрагма
армированная 22, 23, 67, 98 сл.,.
201
неармированная 202
Дисбаланс покрышки 12, 25 сл.
Дисковый нож 33 сл.
скорость режущей кромки 37
с электрообогревом 247
Дополнительные барабаны 74, 81,.
87 сл., 122, 124
Допуски на изготовление деталей по-
крышки 27, 229
Дорновые барабаны 12, 67, 191, 203-
Дублировочный каландр 61
Ездовая камера 8, 9
Жесткий формующий барабан 17, 21,.
67, 201 сл.
Захваты 231 сл.
кинематическая схема 231
расчет 232
Изготовление
бортовых колец покрышек 39 сл.
браслет 58, 59
18, 140
брекерно-протекторного браслета
18, 140
дополнительных крыльев покры-
шек типа Р из обрезиненного
металлокорда 32, 42
крыльев 43, 44
покрышек методом литья под
давлением 25, 30
протекторов методом дублирова-
ния 59 сл.
Каландр 26, 47 сл.
дублировочный 61
листовальный 64
трехвалковый 3-500-1250 44
Камерные шины 7, 8
Каретки ИРО-5414 214
Каркас покрышки 9, 12 сл.
«Картуши» 64
Кинематическая схема, определение
82
Кинематические цепи станков
АСПР 360-600
исполнительных механизмов
второй стадии 137
257
Кинематические цепи станков АСПР
360-600
механизма прикатки 136, 137
перекладчиков каркаса и
браслета 137
приводов 133, 134, 136 сл.
собранных механизмов пер-
вой стадии 135
СПД 2-570-1100П
главного движения — враще-
ния барабана 178
перемещений прикаточных
роликов механизма прикат-
ки 180, 181
перемещения левой группы
180
поворота кулачков для уста-
новки крыла 180
продольных возвратно-посту-
пательных перемещений ры-
чажных механизмов и шаб-
лонов 180
‘СПД 3-780-1500
движения чеферных прикат-
чиков, механизмов надева-
ния браслета и съема по-
крышки 188, 189
перемещений прикаточных
роликов механизма прикат-
ки 188
поворота кулачков для уста-
новки крыла 187, 188
продольных перемещений ле-
вой группы 188
продольных подач рычажно-
го механизма и шаблона
187
СПД 660-1100
главного движения — враще-
ния барабана 166, 167
перемещений прикатчиков и
механической скалки 168,
169
перемещения механизма фор-
мирования борта 167
СПП 1-470-720П
главного движения — враще-
ния барабана 94
механизма формирования
борта 95
перемещений бортовых при-
катчиков чеферной ленты
96
подачи прикаточных уст-
ройств (прикатка слоев
корда и протектора) 95, 96
поперечных перемещений ле-
вой группы 95
продольной подачи механиз-
ма формирования борта 94,
95
Кинематические цепи станков
СППР 550-620
главного движения — враще-
ния сборочно-формующего
барабана 150 сл.
перемещений роликов меха-
низма прикатки 153, 154
продольных возвратно-посту-
пательных перемещений
рычажного механизма,
шаблона, барабанов, лево-
го центра 152, 153
радиальных перемещений
плечиков сборочно-фор-
мующего барабана 153
СПР 330-440
выдвижения левого центра
116
главного движения — враще-
ния барабана 115
наложения боковин 117, 118
перемещений прикаточного
устройства 117
перемещения левой группы
116
перемещения лотков меха-
низма хранения протекто-
ров 118, 119
поперечной подачи рольганга
с протектором 118
продольного перемещения
рольганга для подачи про-
текторов 118
продольной подачи (переме-
щения) ограничительных
шаблонов, 116
сведения и разведения флан-
цев (формование каркаса)
116
СПРБ 330-300
ориентирования брекерно-
протекторного браслета
143, 144
перемещений перекладчика
брекерно-протекторного
браслета 144
Кольцеделательные автоматы 39 сл.
Корд каркаса 7, 9 сл.
Коэффициент
запаса прочности каркаса 29
складывания барабана 195, 199
Критерий качества сборки покрышки
24
Легковые покрышки 8, 11, 18, 24 сл.,
94 сл., 250 сл.
Ленточный нож 33
Линии сборки каркасов покрышек
типа Р 28
Литые шины 25
Литье под давлением 30
258
Магазин для хранения бортовых
крыльев 157, 174
Магнитозахваты 213
Манипулятор (ы) 6, 62, 223, 227 см.
также Промышленные роботы
для наложения полос корда на
сборочный барабан 236, 237
для передачи бортовых крыльев
237 сл.
выбор оптимального парамет-
рического ряда 239, 240
последовательность работы
238
для съема
каркасов 235
покрышек 233 сл.
структурные схемы 231 сл.
Машина (ы)
барабанная охлаждающая 45
диагонально-резательные 27, 28,
31 сл.
для раскроя заготовок резиновых
и резинотканевых деталей
32 сл.
поперечно-резательные 37, 38
продольно-резательные 37, 38
червячные 26, 31, 39 сл., 243, 244
Механизм (ы)
автоматической подачи и наложе-
ния слоев корда на барабан
213
для отмеривания длины боковин
протектора 218, 219
для передачи брекерно-протек-
торного браслета 147
для посадки крыльев и формиро-
вания борта 202
для снятия собранной покрышки
с барабана 174
для фиксации бортов собираемой
покрышки 158, 202
захвата 231 сл.
определение кинематических
параметров 232, 233
надевания браслет на барабан
156, 183, 189
обжатия слоев корда 121, 125,
126, 173
одного оборота 148, 156, 159
поворота рольганга 133
подачи крыла 237
подъема барабана 213
прикатки 29, 80, 130, 176 сл.
прикатки и заворота бортовой
ленты под крыло 89, 90
раздвига фланцев 103 сл.
раскатки бобин 54 сл.
складывания барабана 70, 72 сл.
безынерционные 199
формирования борта 14, 29, 67,
69, 73 сл., 155 сл.
Механизм (ы)
хранения
бортовых крыльев 157
протекторов 108, 110, 112,
118
Механическая скалка 154, 155, 158
Мягкие формующие барабаны 119,
140
Накопители 242
Обжимные рычаги 76, 125
Ободная лента 8 сл.
Обрезинивание металлокорда 46 сл.
Одностадийный способ сборки покры-
шек 14 сл., 203
Опрессовка 16, 17, 21, 23, 98
Опрессовочный барабан 97, 98
Оптимальные режимы формования
покрышек типа Р 206
Основные размеры пневматической
покрышки 10
Передаточное отношение
зубчатой передачи 96, 116
клиноременной передачи 94, 115,
154, 178, 187
общее 83
редуктора 96, 118, 150, 154, 168,
188
цепной передачи 118, 119, 150
Передачи кинематических цепей 82,
83
Перекладчик
браслета 128, 129
каркаса 127, 128
Питатель(и) 11, 31, 156
барабанный 49
башенного (револьверного) типа,
автоматизированный 51, 55 сл.
пирамидального типа 51, 53 сл.
ПСПК 800-5 84, 209
с механической раскаткой 51
двойные 55, 56
с подвесными каретками 51, 55
114-20М 84, 209
Плоские барабаны 11, 12, 67, 68
Полуавтоматы для подвулканизации
стыка бортовых колец 31, 32
Полудорновые барабаны 11, 12, 67,
154, 191 сл.
Полуплоские барабаны 11, 12, 67,
191 сл.
Поперечно-резательные машины 37,
38
Поточные линии
автоматизированные 243 сл.
двухстадийной сборки покрышек
типа Р 209
259
Поточные линии
изготовления
браслет 58, 59
протекторов 59 сл.
карусельного типа для сборки по-
крышек 209, 210
ЛСПР 710-1150, полуавтоматиче-
ская 212 сл.
каретка для подачи боковин
221, 222
назначение 212
сборочный барабан 220, 222
станки 214 с л.
техническая характеристика
214
механизированные 208 сл.
обрезинивания металлокорда 47,
48
технические характеристики
47
раскроя, стыковки и отбора об-
резиненного металлокордного
полотна (ЛИРСИ) 47 сл.
сборки покрышек с импульснььм
перемещением сборочных бара-
банов 210 сл.
Прецизионные покрышки 12, 29 сл.
Прикатка 16 сл.
Прикатчики
заворота чефера, специальные
160
комбинированные 160, 165
универсальные 78, 82, 156, 171.
чеферные 81, 82, 96, 155, 166
Продольно-резательные машины 37,
38
Промышленные роботы 5, 24, 62,
223 сл.
Протектор 7 сл.
изготовление 59 сл.
навивка 64 сл.
рисунок 8, 9, 25
Протекторные агрегаты 59 сл.
Протекторный каландр 3-500-1200
для наложения подпротекторного
слоя 59
Рабочее движение, определение 81
Радиальные покрышки (типа Р) 7, 8,
10, 14 сл, 189, 201 сл.
Разборные барабаны 199, 200
Раздельная двухстадийная сборка
покрышек типа Р на двух станках
15 с л.
Разжимные барабаны 17, 19 сл, 119,
122, 147, 200
Раскаточный станок РТ-3 44, 46
Расчет
захватов механического типа 232
формующего барабана, оптимиза-
ционный 206, 207
Роботизированная сборочная система
241
Роликовые браслетные станки 49 сл.
Рычажно-винтовые барабаны 119,
157, 183
Сборка
браслет 31, 49 сл, 223
каркаса 15 сл, 223, 225
покрышек 11 сл.
автоматизированная 223 сл.
грузовых 154, сл, 212 сл.
двухстадийная 14 сл, 203 сл.
диагональных 14, 189 сл.
классификация станков 67 сл.
легковых 84, 98 сл, 138 сл,
250 сл.
методы 69, 70, 203
обозначение станков 70, 72
одностадийная 14, 203
радиальных 15 сл, 189, 190,
201 сл.
раздельная 18, 69, 98 сл,
201 сл.
совмещенная 17 сл, 69, 98,
144 сл.
способы 67, 69, 203
технологические переходы 71
сл, 138 сл.
узловая 144, 223 сл.
Сборочная подсистема комплекса ма-
шин для заготовки деталей и сбор-
ки покрышек 242 сл.
Сборочная система с манипулятора-
ми на стойке 240, 241
Сборочно-формующие барабаны 21,
147 сл, 203, 206
Сборочные барабаны 12 сл, 67, 104,
122 сл.
дорновый 12
плоский 12, 13
полудорновый 12 сл.
полуплоский 11, 12, 14
с эластичной формующей диаф-
рагмой 17, 18, 119
тороидальный 15, 18
универсальный 15
Сборочные станки
Беннера 190
вспомогательные движения 81
для грузовых покрышек 154 сл.
унифицированный параметри-
ческий ряд 157, 174
для легковых покрышек 83 сл.
классификация 67 сл.
обозначения 70, 72
показатели уровня механизации и
автоматизации 28
рабочие (главные) движения 81
с жесткими формующими бара-
банами 67
260
Сборочные станки
СПД 2-570-11 ООП
двухступенчатая клиноремен-
ная передача 183
кинематическая схема 178 сл.
левая группа 176
механизмы прикатки 176 сл.
назначение 174
правая группа 174, 175
привод барабана 174 сл.
техническая характеристика
184, 185
устройство 174 сл.
шаблон 176 сл.
СПД 2-660-900Б
кинематическая схема 182,
183
техническая характеристика
184, 185
СПД 2-660-900П 157, 169 сл.,
183
механизмы формирования
борта 169, 170
назначение 169
техническая характеристика
170
универсальные прикатчики
171, 172
устройство 169 сл.
СПД 2-660-11 ООП (СПДУ-65И)
155, 174
технологические переходы 74,
77
СПД 2-720-1100Б 183 сл.
техническая характеристика
184, 185
СПД 2-720-1100П
назначение 172
техническая характеристика
172, 173
СПД 3-720-1300 183 сл.
техническая характеристика
184, 185
СПД 3-780/700-1000Ц-300/530-
550-1500Б 72
СПД 3-780-1500 157, 174, 183 сл.
кинематическая схема 186 сл.
техническая характеристика
184, 185
СПД 3-920-1500 157, 183 сл.
техническая характеристика
184, 185
СПД 4-1300-2000 28
СПД 660-1100 (СПД-14М) 155,
158 сл., 174
аварийный останов 161
кинематическая схема 166 сл.
левая группа 160
механическая скалка 165, 169
механизмы формирования
борта 162, 165, 166
Сборочные станки
СПД 660-1100
номенклатура 159
правая группа 158 сл.
привод трех механизмов 161
прикатчики 160, 165, 168, 169
способы сборки покрышек
158, 159
техническая характеристика
158
технологические переходы
163 сл.
устройство 158 сл.
фиксатор 162, 165 сл.
шаблоны 162, 166
СПД 675-950 28, 80, 156
СПД 750-1100 (АПДИ-3) 28, 155,
173, 174
СПД 970-1500 28, 155
СПК-8
техническая характеристика
97
технологические переходы
98, 99
СПК-12 147
СПП 1-400/300-360Ш-120/320-330-
500П 72
СПП 1-470-720 84 сл., 100, 110
дополнительные барабаны 89,
компоновка 84
левая станина 87 сл.
механизм прикатки и заворо-
та бортовой ленты под
крыло 89, 90
назначение 84
нижние прикатчики 88, 89, 92
основные узлы 85
последовательность сборки
покрышек 90 сл.
правая станина 86, 87
привод дополнительного ба-
рабана 87
техническая характеристика
85
типоразмеры 84, 85
устройство 86 сл.
СПП 1-470-720П, кинематическая
схема 93 сл.
СПП 470-800 (СПП-66) 18, 28,
209, 228
СППР 550-620 28, 145 сл.
кинематическая схема 150 сл.
левая группа 148
механизм съема покрышек
150
назначение 147
правая группа 146 сл.
прикатчики 148, 150
сборочно-формующий бара-
бан 148 сл.
261
Сборочные станки
СППР 550-620
техническая характеристика
147, 148
СПР 300-400 100
СПР 330-300 18, 28, 74 сл., 100,
140, 209
техническая характеристика
102
технологические переходы
74 с л.
СПР 330-440 100 сл.
автоматический режим 108,
110 сл.
кинематическая схема 114 сл.
левая группа 106 сл.
механизм раздвига фланцев
104 сл.
назначение 100
правая группа 100, 103
прикатчики 107, 108
пульт управления ПО
сборочный барабан 103, 104
световой указатель для цент-
ровки протектора 106
синхронизатор отвода ограни-
чительных шаблонов 110
техническая характеристика
102
технологические переходы
112, 113, 115
установка наложения боко-
вин 109, ПО
шаблоны 106
СПР 360-370 28, 74 сл., 100
техническая характеристика
102
технологические переходы
74, 79, 80
СПР 380-420 28, 100
техническая характеристика
102
СПР 410-440 100
техническая характеристика
102
СПРА 360-500 28
СПРБ 330-300 100, 138, 140 сл.
кинематическая схема 143
назначение Г38, 140
передающее устройство 140,
141
техническая характеристика
141
технологические переходы 142
с эластичными армированными
диафрагмами 67
Складывающиеся барабаны 195 сл.
Станки-автоматы с числовым про-
граммным управлением 226
262
Станок-автомат для изготовления
брекерно-протекторного браслета 18
Станок-агрегат СПРА 360-500 для
раздельной сборки радиальных по-
крышек 20, 28
Станок
для изготовления
дополнительных крыльев по-
крышек типа Р из обрези-
ненного металлокорда
(СДК-1) 32, 42
крыльев (СКФ-3) 43, 44
для навивки бортовых лент 27
для сворачивания браслет 58
протягивающий, с компенсатором
40, 41
раскаточный (РТ-3) 44, 46
шероховальный 61
101-04 для обертывания бортовых
колец 42 сл.
техническая характеристика
43
Схема(ы)
движений при выполнении пере-
ходов операций сборки покры-
шек 229
захвата, кинематическая 231
манипуляторов, структурные
231 сл.
Технологические операции двухста-
дийной сборки радиальных покры-
шек
раздельной на двух станках
15 сл.
совмещенной на разжимном бара-
бане, из уширенных слоев кор-
да 17 сл.
Технологический переход, определе-
ние 81
Тиристорный привод 97
«Треугольная» шина 25
Трехвалковый каландр 3-500-1250 44
Трехсекторный сборочный барабан
195, 196
Тянульная станция 48
Угол раскроя 32 сл.
Узловая сборка покрышек 144,
223 сл.
Указатели центра 158
Универсальные браслетные станки 50,
53 сл.
Унифицированный параметрический
ряд станков для сборки грузовых
покрышек 157,. 174 сл.
конструктивные особенности 183
технические характеристики 184f
185
Установка(и)
для навивки протекторов 63 сл.
для наложения боковин 109, ПО
для рихтовки проволоки 31
Устройство(а)
для изменения ширины сборочно-
го барабана 199
для крепления съемных плечиков
сборочного барабана 198
для наложения боковин 109, ПО
для отрезания боковин протекто-
ра 219
для подачи
брекера 100, 130 сл.
боковин 132
бортовых лент 133
протектора 133
слоев корда 131, 132
для посадки крыльев покрышки
70, 72
для раскатки корда 213
для фиксации кареток 213
захватное 231 сл.
питающее 29, 147
прикаточное 13, 69, 82
разжимные пневматические 209
формования каркасов радиальных
покрышек, бездиафрагменное
18
центрирующее 28, 133
Форматоры 14 сл.
Форматоры-вулканизаторы 14
Формирование борта покрышки 13 сл.
Формование
каркаса 15, 17 сл., 201 сл.
покрышек 12, 14, 20, 99 сл.
Формующие барабаны 20 сл., 126,
127, 201 с л.
Ход винта 83
Центрирующее устройство 28, 133
Червячные машины 26, 31, 39 сл., 243,
244, 248
Четырехсекторные сборочные бараба-
ны 15, 192 сл.
Шаблоны
для наложения слоев брекера и
протектора 106, 158
для посадки бортовых крыльев
148, 152, 155 сл.
ограничительные 202
Шестисекторные сборочные барабаны
193 сл., 213, 222
Шероховальный станок 61
Широкопрофильные шины 8
Шпулярник 39, 47, 48
Николай Геннадиевич Бекин
Борис Михайлович Петров
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ПНЕВМАТИЧЕСКИХ ШИН
Редактор Ю. К- Кузнецов
Техн, редактор Д. Д. Некрасова
Переплет художника А. И. Бородина
Корректор Г. А. Лебедева
ИБ № 1155
Сдано в набор 16.06.82. Подписано в печать 3.09.82. М-30779.
Формат бумаги 60X90716. Бумага тип. № 2. Литературная гарнитура.
Высокая печать. Усл. печ. л. 16,5. Усл. кр.-отт. 16,5. Уч.-изд. л. 19,42.
Тираж 3700 экз. Зак. 381. Цена 1 р. 20 к. Изд. № 1872.
Ордена «Знак Почета» издательство «Химия», Ленинградское отделение»
191186, г. Ленинград, Д-186, Невский пр., 28.
Московская типография №11 Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
Москва, 113105, Нагатинская ул., д. 1.