

















































































































Автор: Бреполь Э.
Теги: игрушки предметы для развлечений декоративные изделия производство изделий из золота украшения ювелирные изделия библиотечное дело библиотековедение производства легкой промышленности эмалирование художественные и ювелирные изделия приемы эмалирования техника эмалирования
Год: 1986



ERHARDBREPOHL
VEB FACHBUCHVERLAG LEIPZIG
Э. Бреполь
^дарственное
эмалпЬованне
Перевод с немецкого
И.В. Кузнецовой
Ленинград
"Машиностроение"
Ленинградское отделение
1986
ББК 37.27
Б87
УДК 688.782.32:671.12:02
■_-■
. i
*v
Редактор канд. техн. наук Л. 3- Засухина
Er. Brepohl. Kunsthandwerkliches Emaillieren
.' ■ *■.
Бреполь Э.
Б87 Художественное эмалирование/ Пер. с нем. И. В.
Кузнецовой; Ред. Л. 3. Засухина.— JL: Машиностроение, Ленингр,
отд-ние, 1986.—127 с, ил.
В пер.: 3 Р-
В книге немецкого автора обобщен практический опыт в области эмалирования
художественных и ювелирных изделий. Подробно описаны технология и технические
приемы эмалирования. Приведены составы стекла и ювелирных эмалей, данные об
эмалируемых металлах. Рассмотрены физико-химические свойства эмалей. Большой
интерес представляет обзор развития техники эмалирования.
Книга предназначена для инженерно-технических работников ювелирного
производства и специалистов в области декоративно-прикладного искусства. Может быть полезна
широкому кругу читателей, занимающихся художественным эмалированием.
3106000000-898
038(01)-8б
КБ-8-47-1985
V
• tf
ББК 37.27
6Х19Л
v i
*м
*'._ .. Д» , t
J
-. 1
VEB Fachbuchverlag, Leipzig, 1981
J I - г
Перевод на русский язык, «Машиностроение», 1986 г, 1
Предисловие
i
Не требуется большого опыта для
того, чтобы нанести немного эмали в
ячейки медной пластинки и затем обжечь в
печи до получения цветной глазури. Но
эмалирование означает нечто большее.
Эмалирование — это прочное сцепление
двух различных материалов — металла и
стекла. Художественная эмаль —
средство цветового обогащения
металлического изделия — поражает яркой игрой
красок, подобно витражам готических
соборов, обладает нежной матовостью
пастели.
Эмаль всевозможных цветовых
оттенков — как прозрачную на
рефлектирующей металлической основе, так и
непрозрачную матово отшлифованную или
опалисцирующую — можно обжигать
послойно или последовательно одну
рядом с другой, моделируя с ее помощью
рельеф в соответствии с замыслом
художника.
По-прежнему остаются справедливыми
слова, сказанные еще 50 лет назад
профессором Юлиусом Шнайдером: «Лишь
тот, чье сердце полностью отдано своей
профессии, кто владеет ее тайной и
мастерством, тому эти задачи будут по
плечу. Но тот, кто ради выгоды надеется
на поверхностные знания, тому следует
закрыть эту книгу, так как
художественное эмалирование не принесет ему
богатства. Только духовно богатые люди
найдут в нем творческое удовлетворение»
[46].
Эмальер должен хорошо владеть как
техникой обработки металла, так и
нанесения эмали. Сложная, но прекрасная
задача для тех, кто обладает талантом,
терпением и выдержкой!
Эмалирование — особенно художественное —
находится все еще на эмпирической
ступени: качество работы определяет, как
правило, практический опыт. Обычно
экспериментаторы пытаются повторить
условия удавшихся опытов и ликвидируют
неудачи новыми экспериментами. Данная
книга не может заменить собственного
опыта, однако благодаря полному
изложению материала по художественному
эмалированию она послужит
руководством для обучающихся, даст толчок
фантазии опытного ювелира, сообщит
много интересного любознательным.
Итак, книга предназначена для всех,
кому приносит радость работа с эмалью:
эмальерам, ювелирам, любителям
художественного эмалирования.
Сложные проблемы состава эмалей,
обжига и сцепления, а также другие
технические вопросы до настоящего
времени полностью не изучены, но уже
имеются значительные научные
достижения, облегчающие понимание процессов,
происходящих при эмалировании, и
позволяющие судить о причинах ошибок. В
связи с этим в гл. \—3 рассмотрены
научно-технические аспекты
эмалирования, а в гл. 5—]] отражен практический
опыт.
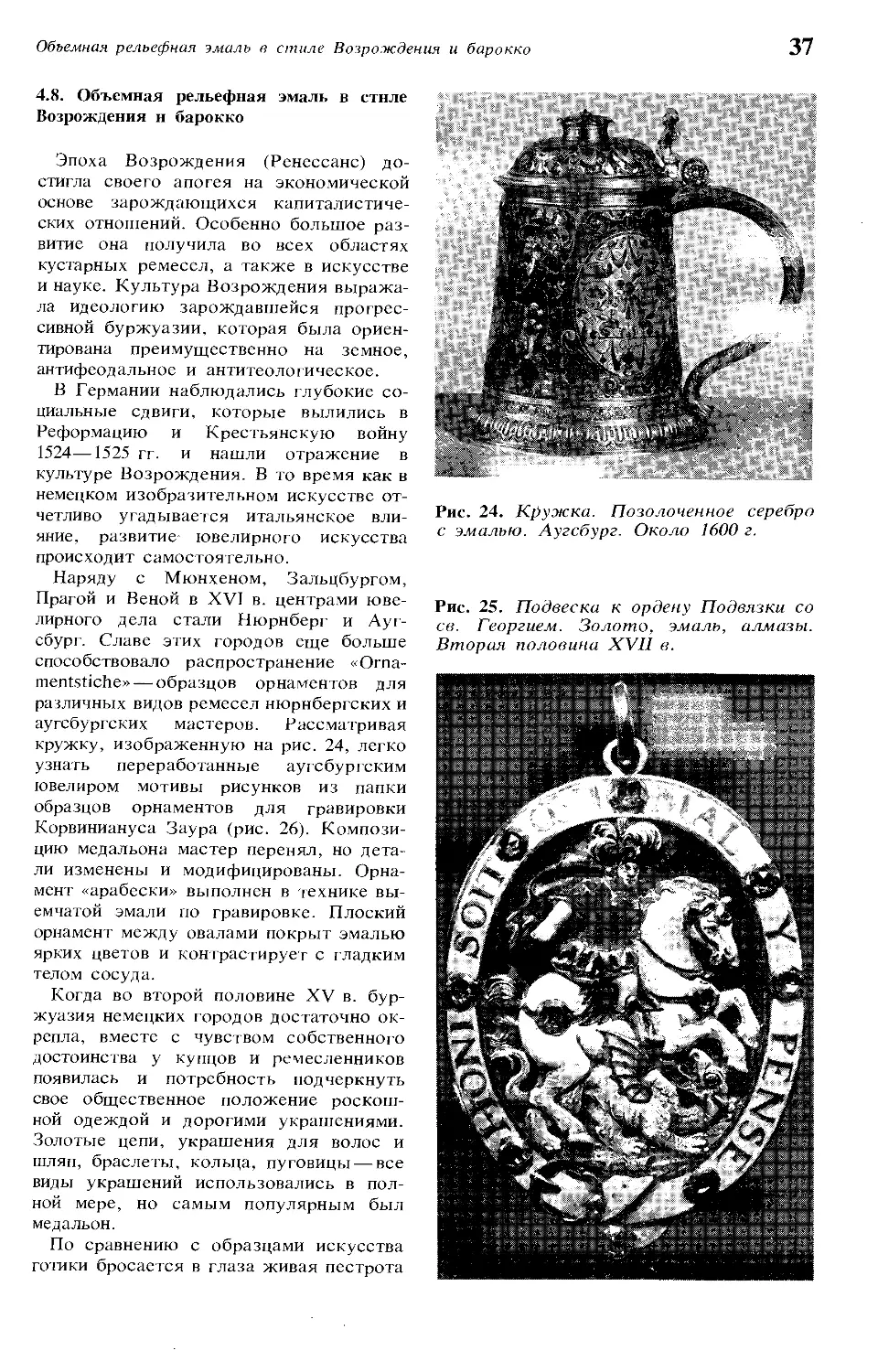
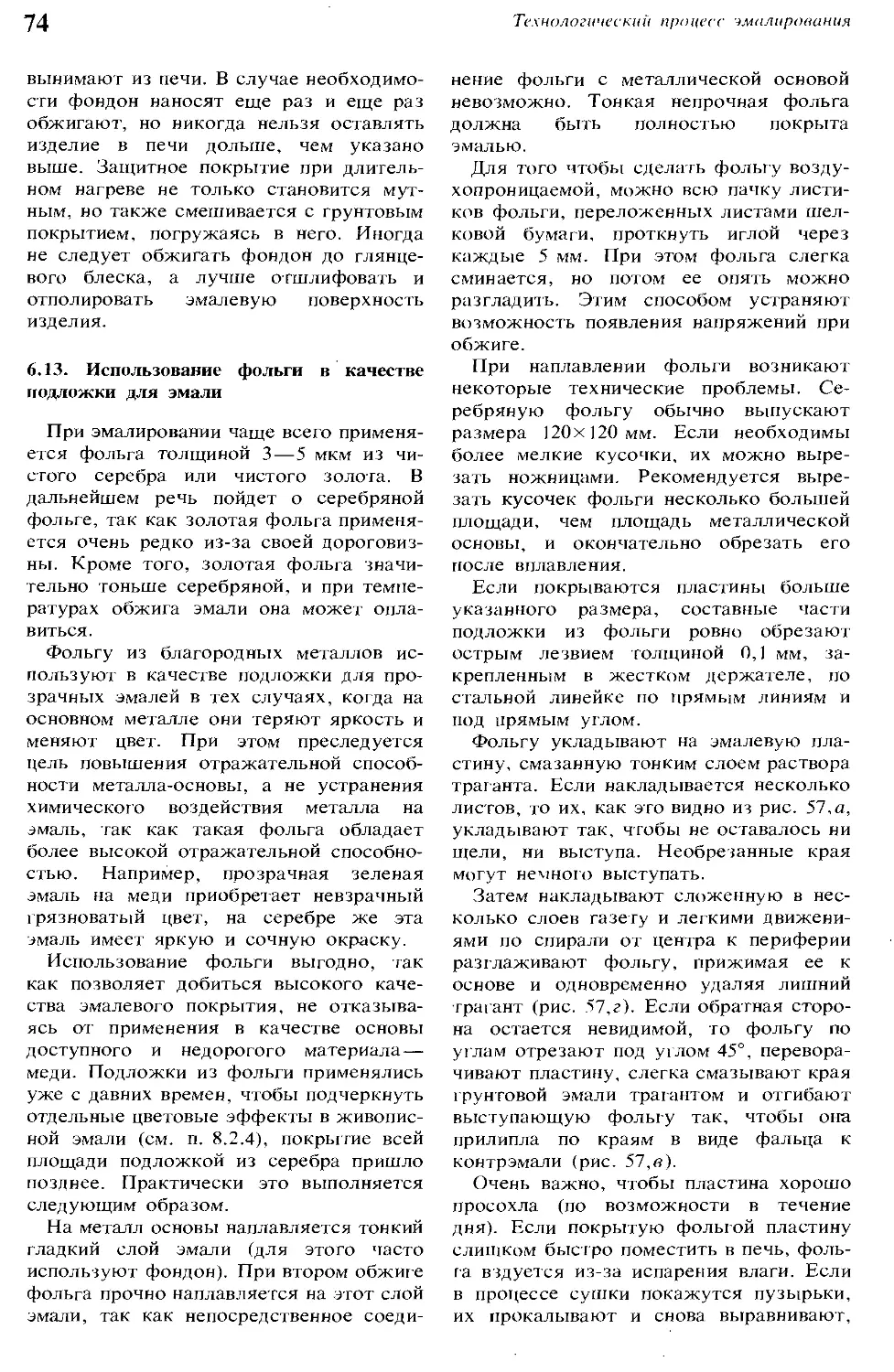
Подробный исторический обзор (гл. 4),
содержащий хронологическое изложение
развития техники эмалирования,
преследует цель помочь современным
эмальерам и ювелирам в овладении
художественным наследием мастеров прошлого,
чьи работы до сих пор вызывают
восхищение.
Данная книга отличается от ранее
изданных тем, что в ней полно и доходчиво
представлены все наиболее
распространенные приемы художественного
эмалирования. Автор опирается не только на
свой собственный опыт, но и обобщает
опыт известных эмальеров прошлого и
настоящего. Тем самым он хочет
избавить начинающих от ненужных
экспериментов, неудач и разочарований,
показать приемы, которые уже опробованы и
обещают успех.
5
1. Эмалируемые металлы
^
Для технического эмалирования
применяются листовая сталь, чугун и легкие
металлы. Эмалевое покрытие улучшает
эксплуатационные свойства изд елий.
Наиболее распространенные цвета
эмалей для этих металлов — белый, голубой
и черный. При изготовлении домашней
посуды на эмаль, как правило, наносят
несложный орнамент. Современные
художники-эмальеры широко применяют
эти материалы: например, в архитектуре
эмаль превратилась из одноцветного
защитного покрытия в интересное
выразительное средство. И все же медь,
драгоценные металлы и их сплавы гораздо
чаще служат основой в художественном
эмалировании.
1.1 Листовая сталь
Наибольшее количество
вырабатываемой в мире эмали наносится на
листовую сталь. Эмалированная домашняя
посуда, производство которой еще
несколько лет назад являлось основной
областью применения эмалей, частично
вытесняется посудой из пластмассы и
других материалов. Однако в ГДР еще около
20% всех эмалированных изделий,
поступающих на рынок, приходится на
домашнюю посуду. Благодаря улучшению
качества эмали и расширению
технологических возможностей из эмалируемой
листовой стали изготавливают сегодня
высококачественные, сложные по форме
изделия. Холодильники, стиральные
машины, аппараты пищевой и химической
отраслей промышленности имеют, как
правило, эмалированный корпус;
эмалевые покрытия также применяются для
котлов и трубопроводов.
Примером совершенствования
технологии эмалирования может служить
эмалирование листовой стали или алюминиевой
фольги толщиной 0,10—0,25 мм.
Эмалированную фольгу применяю т в
строительстве, ее можно подвергать
сверлению, резке и прочим видам обработки
[28]. Покрытый эмалью стальной лист
сочетает в себе твердость, коррозионную
стойкость к агрессивным средам, блеск и
окраску стекла с прочностью металла.
Около 30 лет назад стали эмалировать
листы легированного титана, у которого
часть углерода образует с титаном
соединение TiC, а содержание свободного
углерода составляет лишь 0,003 — 0,005%.
Особенно хорошо подходят для
эмалирования хромоникелевые стали, причем
металл не покрывают промежуточным
(грунтовым) слоем эмали. Даже
прозрачные эмали можно наносить
непосредственно на металл и получать эффект,
которого добиваются лишь при
эмалировании благородных металлов; в данном
случае отпадает необходимость в
нанесении контрэмали. Благодаря нанесению
жаропрочных и коррозионно-стойких
эмалей повышаются эксплуатационные
качества изделий.
1.2. Чугун
Обычный серый чугун вполне
подходит для нанесения эмали, если имеет
гомогенную структуру и достаточно
высокую чистоту поверхности.
Максимальное содержание углерода в зависимости
от других добавок не должно превышать
3,5%, так как распад свободного
цементита с образованием активного углерода
приводит к браку эмалевого покрытия.
Изделия из чугуна должны иметь по
возможности одинаковую толщину
стенок, чтобы не возникали внутренние
напряжения. Для эмалирования изделий из
чугуна — ванн, деталей печей и каминов,
аппаратов химической промышленности
и т. д.— применяют только специальные
эмали.
6
Серебро и сплавы серебра
1.3. Легкие металлы
Практическое значение имеют лишь
алюминий и его сплавы. Для
эмалирования хорошо зарекомендовал себя сплав
высокой прочности следующего состава:
2,25% Си, 1,0% Mg, 0,6% Si, 0,25% Cr,
остальное — А1. Низкая точка плавления
алюминия (659° С) и еще более низкие
температуры плавления эвтектического
сплава обусловливают применение
легкоплавких эмалей. Эмалированный
алюминий широко используют в
строительстве из-за его невысокой плотности.
1.4. Медь
Благодаря особым химическим и
физическим свойствам меди сцепление эмали
с ней особенно прочное. Относительно
высокая температура плавления (1084° С)
гарантирует устойчивость металла при
оплавлении эмали. Стоимость материала
от общей стоимости художественного
изделия невелика. Таким образом, медь
имеет то же значение в художественном
эмалировании, что и листовая сталь в
промышленном. В качестве основы медь
идеально подходит для непрозрачных
эмалей. На прозрачные эмали большое
влияние оказывает цвет меди: они
темнеют, приобретают бурый оттенок;
красные тона превращаются в «грязные»
красио-коричневые. Этого можно
избежать, если предварительно нанести на
медь бесцветную прозрачную эмаль
(фондон) или использовать подложку из
серебряной фольги.
1.5. Эмалировочный томпак
В данном случае речь идет о сплаве
меди с цинком с содержанием цинка
3—5%. Температура плавления его
достаточно высока (1055—1065° С), так что
при обжиге эмали не возникает никаких
затруднений. Термическое расширение
сплава из-за наличия цинка несколько
выше, чем у чистой меди, но
возникающие напряжения выравниваются
благодаря упругости эмали. Особое
преимущество эмалировочного томпака
заключается в его светло-желтой окраске, и поэто-
1 Эмалировочный томпак Л90 содержит до
10% цинка, остальное — медь. (Прим. ред.).
7
му цвета эмали на томпаке чистые и
яркие. Томпак, как правило, используют
для изготовления серийных изделий
небольшого размера, например значков и
эмблем. При эмалировании больших по
площади изделий появляется опасность
скалывания эмали. На томпаке эмаль
обжигают от двух до четырех раз. Все
другие сплавы меди, такие как латуни с
более высоким содержанием цинка,
нейзильбер, бронза, для эмалирования не
подходят.
1.6. Серебро и сплавы серебра
Благодаря высокой отражательной
способности серебро придает
прозрачным — в особенности зеленым и
голубым— эмалям бриллиантовый блеск,
хотя некоторые эмали взаимодействуют с
серебром и изменяют свою окраску:
отдельные красные тона становятся
коричневыми, непрозрачные белые
приобретают по краям желтую окраску, а опалис-
цирующая эмаль становится
заглушённой. В таких случаях серебро перед
нанесением эмали покрывают
изолирующим слоем прозрачного фондона.
Несмотря на то, что чистое серебро имеет
высокую температуру плавления
(1060,5° С), при обжиге эмали тонкая
серебряная фольга и серебряные
перегородки могут оплавиться.
Вследствие высокого значения
коэффициента термического расширения и
отсутствия химического взаимодействия
сцепление эмали с чистым серебром
недостаточно прочно. Поэтому на
прочеканенные листы из-за дополнительно
возникших при формообразовании
напряжений нельзя сразу же наносить эмаль.
Литые изделия должны иметь
равномерную толщину стенок, их нельзя
дорабатывать и выглаживать чеканом. Чтобы
увеличить сцепление эмали с серебром,
рекомендуется придавать металлической
основе большую шероховатость,
например гравировкой, гиль оптированием,
травлением и т. д.
У сплавов серебра благодаря
присутствию в них меди сцепление эмали с
основой значительно прочнее, а
термическое расширение меньше, что улучшает
свойства покрытия.
При содержании меди свыше 9%
температура плавления сплава 779° С, так
что большинство эмалей по температу-
8
рам обжига не подходит. Для
эмалирования рекомендуется сплав 970-й пробы,
температура плавления которого
достаточно высока и составляет 900—930° С, а
наличие 3% меди заметно улучшает
сцепление эмали со сплавом.
1.7. Золото и сплавы золота
Теплый желтый цвет чистого золота
гармонично сочетается со всеми
оттенками эмали. Особую яркость и
выразительность придает золото красным тонам.
При выборе цвета эмали необходимо
учитывать, что голубые и зеленые эмали
отливают желтизной из-за цвета основы.
Температура плавления золота
довольно высокая (1063° С), термическое
расширение несколько выше, чем у эмали,
поэтому можно безбоязненно наносить
эмаль на любые изделия из золота.
Несмотря на отсутствие химического
взаимодействия сцепление эмали с
металлом прочное. Однако высокая стоимость
золота ограничивает его применение.
Сплавы золота ниже 750-й пробы для
эмалирования не подходят. Сплавы с
более высоким содержанием золота
имеют довольно высокую температуру
плавления. Для усиления яркости эмалей
Эмалируемые металлы
содержание серебра в сплавах должно
быть больше, чем меди.
Для художественного эмалирования
хорошо зарекомендовали себя сплавы
золота 750-й пробы. Температуры
плавления этих сплавов достаточно высокие;
прочность сцепления с эмалью
удовлетворительна; цвета эмали более яркие,
чем при использовании чистого золота и,
наконец, уменьшение содержания
чистого золота в сплаве уменьшает стоимость
изделий.
1.8. Платина
Из всех эмалируемых металлов самый
низкий коэффициент термического
расширения у платины. Но при небольших
напряжениях изгиба эмаль скалывается в
силу отсутствия химической связи и
низкой прочности сцепления. Лишь
придавая поверхности шероховатость,
можно добиться удовлетворительного
сцепления эмали с металлом. Цвета эмалей на
платине устойчивы. Благодаря высокой
температуре плавления (1773,5° С) обжиг
эмали не представляет трудности. Но
из-за высокой стоимости платины
практического значения как основа для
нанесения эмали она не имеет.
"^
2. Эмаль как материал
2.1. Эмаль
Эмаль — это образовавшаяся
посредством частичного или полного
расплавления стекловидная застывшая
масса неорганического, главным образом,
окисного состава, иногда с добавками
металлов, нанесенная на металлическую
или керамическую основу.
Другие материалы и покрытия,
которые не соответствуют этому
определению, несмотря на то, что они наносятся
на металл и применяются для тех же
целей, не следует связывать с понятиями
«эмаль» или «эмали». Так, например,
эмалевым лаком называют очень
блестящую эмалевую краску, а эмалированной
проволокой — покрытую эмалевой
изоляционной краской медную проволоку.
Термином эмаль автор обозначает как
материал, так и всю технологию
изготовления художественных изделий,
декорированных эмалью. Металл и стекло —
два совершенно различных материала —
соединяются друг с другом. Отсюда
возникают не только исключительные
художественные возможности, но также и
сложные технические проблемы.
Термические характеристики предназначенных
для эмалирования специальных стекол
должны соответствовать термическим
характеристикам металла основы; в
результате обжига между этими материалами
должно осуществляться соединение без
использования связующего материала.
2.2. Стекло
Несмотря на свои особенности, эмаль
относится к группе стекол, поэтому
прежде чем освещать специальные
проблемы эмалирования, следует
остановиться на общих сведениях о стекле. Стекло
обладает характерными особенностями:
светопропусканием, водо- и кислотостои-
костью, хрупкостью; не горит. Кроме
того, стекло полностью изотропно, т. е.
обнаруживает одинаковые физические
свойства во всех направлениях, так как
не имеет кристаллической решетки.
Следовательно , стекло аморфно и может
восприниматься как «застывшая»
жидкость. Благодаря хорошей формуемости
в размягченном состоянии стекло
используют для хозяйственных целей и в
строительстве.
Современные способы модификации
составов стекла позволяют
разнообразить его свойства, что значительно
расширяет область его применения в науке и
технике. Стекло получают в результате
сплавления компонентов-стеклооб-
разователей с флюсами и
стабилизаторами.
Наиважнейшим стеклообразователем и
соответственно основой всех
неорганических стекол и эмалей является окись
кремния (S1O2), вводимая в шихту в виде
кварцевого песка. Стеклообразователями
служат также трехокись бора В?Оз,
фосфорный ангидрид Р205 и др. В качестве
флюсов используют в большинстве
случаев карбонаты, нитраты и сульфаты
щелочных металлов.
Лишь в конце прошлого столетия
удалось расплавить при температурах J 800—
2000° С двуокись кремния в виде чистого
горного хрусталя, т. е. основу всех
стекол, сразу без добавок. Это кварцевое
стекло применяют для
высококачественных изделий, используемых, например, в
светотехнике. Технология изготовления
кварцевого стекла очень трудоемкая и
дорогостоящая.
Широко применяемые стекла должны
изготавливаться из недорогого
легкодоступного сырья с применением простой
технологии. Доступные исходные
компоненты, как например песок высокой сте-
9
10
Эмаль как материал
пени очистки, используют для получения
кремниевой кислоты. Добавление к песку
флюсов заметно понижает температуру
плавления: обычное битое и тарное
стекло плавят при температурах 1350—
1500° С.
Наиболее хорошо зарекомендовал себя
следующий состав шихты: песок,
доломит, известь, сода с добавлением
полевого шпата и каолина. Полученное кальци-
ево-натриево-силикатное стекло имеет
следующее соотношение мольных долей:
CaO:Na20:Si02=l:l:6.
Вместе с исходными материалами в
расплав неизбежно попадают примеси,
которые влияют на свойства стекла и
особенно на его цвет.
2.3. Стекловидное состояние
Кюне [29] обобщил различные взгляды
на стекло: «Стекла являются
изотропными, находящимися в термодинамическом
метастабильном равновесии телами с
ближним порядком в определенных
точечных положениях. Стекловидное
состояние при температурах ниже
интервала плавления соответствует
высокотемпературному, т. е. состоянию при
температурах выше линии ликвидуса
диаграммы состояния. Фиксирование этого
состояния является функцией времени
охлаждения и степени упорядочения. При
охлаждении продуктов плавления
соответствующие степени упорядочения
стекловидного состояния достигаются тем
полнее, чем больше времени требуется
для образования термодинамически
стабильной системы».
Это означает, что стекла аморфны, их
можно рассматривать как
переохлажденную жидкость. Они изотропны, т. е.
физические свойства этих аморфных тел
проявляются одинаково во всех
направлениях. Стекла ие имеют
кристаллической структуры, области дальнего
порядка отсутствуют.
Стекло имеет трехмерную
структурную сетку, состоящую из
четырехугольников SiO 4, которые соединяются друг с
другом кислородными мостами. Эта
структурная сетка построена
неравномерно, т. е. наблюдается разупорядочен-
ность кристаллической решетки.
Высокая степень разупорядоченности типична
для структуры стекла в
противоположность кристаллам, которые в идеальном
случае упорядочены геометрически в
совершенстве.
2.4. Сырье для изготовления эмали
Как уже было описано в п. 2.2, варку
стекла осуществляют из стеклообразова-
телей (двуокиси кремния, трехокиси бора
и т. д.) и модификаторов (окиси
щелочных и щелочно-земельных металлов) с
добавлением красящих окислов
металлов, окисей алюминия, свинца,
соединений фтора и т. д.
Между большинством кислых стекло-
образующих окислов и основными стек-
ломодифицирующими окислами не
должно существовать стехиометрической про-
Таблица J. Тугоплавкое сырье для изготовления эмалей
Торговое
наименование
Химическое
наименование
Химическая
формула
Массовая доля
нелетучих
компонентов
Влияние на свойства
эмали
Кварц
Полевой
шпат;
калиевый
кальциевый
натриевый
Магнезит
Двуокись
кремния
Алюмосилш
калия
кальция
натрия
Углекислый
магнии
SiO
100% SiO
K2OAl2Or6Si02
CaOAl203-2Si02
Na2OAl203-6Si02
MgC03
100%
окислов
no
формуле
47,8% MgO
Улучшаются механические
свойства; прочность при
сжатии, упругость и химическая
стойкость
Действие полевых шпатов на
эмаль определяется
свойствами внесенных окислов
Способствует выделению
глушителей, повышает
температуру плавления
Сырье <)ля и isomoe. ichiim mm. т
ii
Таблица 2. Легкоплавкие компоненты (флюсы)
Торговое
наименование
Химическое
наименование
Химическая
формула
Массовая
доля нелетучих
компонентов
Влияние на свойства
эмали
Борная
кислота
Бура
Сода
Поташ
Известковый
шпат
Углекислый
барий *
Свинцовый
сурик *
Ортоборная
кислота
Тетраборат
натрия
Карбонат
натрия
Карбонат
калия
Карбонат
кальция
Карбонат
бария
Ортоплюм-
бат свинца
н.во
Na2B40
Na2C03
к2со3
СаС03
7
ВаСО
рь3о4
56,5%
в2о3
52,8%
в2о3
58,5%
Na20
68,2%
к2о
56,0%
СаО
77,7%
ВаО
97,7%
РЬО
Важнейший стеклообразователь; снижает
поверхностное натяжение
Улучшает механические свойства,
термостойкость
Улучшает блеск и плавкость; повышает
термическое расширение
Оказывает действие подобно соде, но
придает эмали больший блеск
Улучшает химическую устойчивость,
повышает температуру плавления, упругость;
способствует глушению
Улучшает светопреломление, прочность на
изгиб
Действует как универсальный флюс для
легкоплавких эмалей
*
Ядовитое вещество. Не хранить в емкостях для пищевых продуктов
Таблица 3. Глушители
Торговое
наименование
Химическое
наименование
Химическая
формула
Свойства
Костяной пепел Фосфат каль- ЗСа(РС>4)2
ция, карбонат СаС03
кальция
Двуокись олова Двуокись олова Sn02
Рутил, анаттаз, Двуокись титана Ti02
брукит
Двуокись циркония Двуокись
циркония
ZrO
Плавиковый шпат, Фтористый
флюорит кальций
CaF
Криолит
Натриево-
алюминиевый
фторид
Na3AlF(,
Широко применявшийся ранее глушитель,
в настоящее время вытеснен другими
материалами
Вызывает глушение, так как большей
частью не растворим в расплаве;
растворимые частицы при охлаждении выделяются
вновь. Дорогостоящий глушитель, поэтому
заменен другими веществами
8% Ti02 растворимы в твердом стекле,
поэтому глушение наблюдается лишь при
введении 10—18% TiC^- Повышает блеск,
понижает упругость
Глушение происходит из-за образования
основных силикатов и алюминатов
циркония. Улучшает блеск и светосилу,
уменьшает термическое расширение
Содержание CaF2 не должно быть выше
10%, Глушение происходит благодаря
выделению CaF2 и NaF
Применяется для предварительного
глушения светлых или белых эмалей
порции. Тугоплавкое сырье для
изготовления эмалей (табл. 1) и флюсы (табл. 2)
образуют основу для эмалевой массы,
называемой фриттой.
Кварц применяют в виде особо чистого
песка, но при этом в расплав все же
попадает ряд примесей, особенно окислы
железа. С другими естественными
шихтовыми материалами в образовавшуюся
фритту также попадают некоторые
примеси. Наиболее активные компоненты
эмалей приведены в табл. 1 и 2. В
расплаве эти материалы взаимодействуют
друг с другом в виде окислов.
12
Эмаль как материал
Таблица 4. Пигменты и красители
Цвет
Цветовая добавка
Свойства
Желтый
Коричневый
Красный
Синий
Зеленый
Черный
Кадмиевый желтый (сульфид
кадмия CdS)
Неаполитанский желтый
(соединение сурьмы и свинца Pb 2Sb 40 7 с
добавлением ZnO и А12Оз)
Смесь окислов железа, цинка и
хрома
Кадмиевый красный (смесь
сульфида кадмия CdS и селенида кадмия
CdSe)
Хромовый красный (основной
хромат свинца Pb[Cr04]-Pb[OH]2)
Коллоидно-дисперсное золото.
Наибольшая концентрация — 0,03% А и
(разложение хлорида золота AuCl 3
на элементарное золото)
Кобальтовый синий (окись кобальта
СоО темно-синяя; для получения
оттенков добавляются: окись
марганца, двуокись олова, окись
алюминия, окись хрома)
Окись хрома Сг2Оз, добавки окиси
алюминия, кобальта, железа
смягчают оттенки
Смесь окиси хрома, кобальта, меди
с добавками окиси никеля, железа,
марганца
Очень хорошая кроющая способность
Возможность получения различных
оттенков. Ограниченная кроющая
способность
Простота применения, хорошая
кроющая способность
При изготовлении эмали должна
строго поддерживаться высокая
температура обжига
Используется только в свинцовосо-
держащих эмалях
Необходимы специальные калиево-
свинцовые составы стекла.
Окрашивание зависит от величины частиц
золота
Темно-синий, осветляемый
добавками. При избытке кобальта
получаются зеленоватые тона
Хорошая кроющая способность;
оттенки от светло- до темно-зеленого;
добавки желтых красителей дают
оттенки от цвета листьев липы до цвета
листьев молодой березы. Добавки
черных красителей дают в итоге
оливковый цвет
В большинстве случаев не получается
чистого глубокого черного цвета, а,
как правило, с коричневым или
голубоватым оттенком
Образовавшаяся из рассмотренных
компонентов фритта прозрачна и служит
основой для прозрачных эмалей. При
добавлении в стекловидный расплав
глушителей (табл. 3) понижается его
прозрачность и таким образом получают
исходный материал для непрозрачных
эмалей. Введенные в прозрачную фритту
глушащие добавки обладают
показателями преломления иными, чем у основы
стекла. Свет при прохождении через
эмалевую массу отклоняется
неравномерно, рассеивается и отражается. Чем
больше разница показателей
преломления основного стекла и глушителя, тем
больше глушащий эффект. С
увеличением толщины слоя эмали увеличивается и
эффект глушения, но одновременно
уменьшается ударная прочность
покрытия . Глушители не растворяются или
частично растворяются в эмали. Если
они растворяются в жидкой эмалевой
массе, то при охлаждении выделяются в
виде твердых частиц или газов. Мелкие
газовые пузырьки отражают свет.
Окрашивается эмалевая масса
добавками нескольких процентов различных
окислов металлов — пигментов (табл. 4).
Прозрачные эмали состоят из фритты и
красящей добавки (красителя),
непрозрачные цветные эмали — из фритты,
глушителя и красящей добавки.
Непрозрачная белая эмаль состоит только из
фритты и белого глушителя. Черная эмаль
относится к цветным эмалям, так как ее
получают при добавке красителей.
При смешивании красящих окислов
добиваются многочисленных цветовых
оттенков, используемых в ювелирных
эмалях.
При введении красителей в эмаль
возможны следующие варианты
взаимодействия: 1) краситель, как и белый
глушитель, не растворяется в эмали; 2) краси-
Плавление шихты
тель растворяется частично; 3) краситель
растворяется в эмали полностью.
До сих пор эмали составляют на
основе экспериментальных данных. Многие
факторы невозможно заранее
предусмотреть, так как взаимодействие
компонентов в процессе плавления приводит к
различным отклонениям. Состав эмали
зависит от заданных технологических
параметров.
Исходная рецептура ювелирных
эмалей (по данным народного предприятия в
г. Радеберг, ГДР) предусматривает
следующее соотношение основных
компонентов, %:
Кварц 34—55
Бура (борная кислота) О—12,5
Сода 3 — 8
Поташ 1,5— 11
Свинцовый сурик 25—40
Плавиковый шпат 0—2,5
Криолит 1—4
Калиевая селитра 0—2
Мышьяк 0—4
Красящие окислы (окись меди,
железа, кобальта, хрома,
марганца) 0,1—5,0
2.5. Плавление шихты
Предпосылкой для полного
растворения и равномерного распределения всех
компонентов в расплаве является тща-
тел ьная под готовка ис ход ных
материалов. Точно взвешенное количество
шихтовых материалов тщательно измельчают
и смешивают так, чтобы в результате
получилась однородная смесь твердых,
мелких гранул компонентов. Эмалевую
шихту расплавляют в печи до получения
стеклообразной массы, которая
представляет собой основу будущей эмали.
В отличие от технических эмалей
ювелирные эмали изготавливаются в
небольших количествах, но в широкой цветовой
гамме. В связи с этим большие
плавильные печи для варки технических эмалей
непригодны для получения
художественных эмалей, поэтому для этой цели
используются тигельные печи.
Температура плавления для различных эмалей
находится в пределах От 1000 до 1400 °С.
*j Минимальная температура плавления
азихты определяется температурой
плавления компонентов. Отсюда следует, что
ход сложных реакций в шихте требует
Определенного времени и не может быть
13
ускорен резким повышением
температуры.
Здесь, как и при любом химическом
процессе, скорость реакции
увеличивается с повышением температуры, но до
определенного предела, превышение
которого приводит к нежелательным
явлениям: слишком большим изменениям
состава эмали за счет летучести
компонентов.
При изготовлении стекла шихту
плавят , затем расплав выд ерживают при
температуре плавления до тех пор, пока
не будут удалены газовые пузырьки и
смесь не станет гомогенной. Точно так
же поступают при варке эмали: шихту
нагревают до температуры плавления,
расплав перемешивают и, выдержав
необходимое время, быстро охлаждают.
Вслед ствие этого получают застывший
расплав в виде твердых частиц стекла с
включениями газовых пузырьков.
Химические реакции между компонентами в
необожженной эмали еще не закончены,
и при последующем оплавлении на
металлической подложке физико-химические
процессы продолжаются до тех пор,
пока стеклообразная масса не станет
полностью однородной. Процесс варки
довольно сложен, так как химические и
физические процессы протекают
одновременно, влияя друг на друга.
Нри помещении эмалевой шихты в
горячую печь происходят сложные
реакции, многие из которых известны, а
существование других можно лишь
предположить.
Петцольд [39] делит процесс варки на
несколько фаз.
1. Сначала из шихты вытесняются
кислород и азот воздуха; при температуре
свыше 100° С испаряется свободная, не
связанная химически вода.
2. Легкоплавкие компоненты
становятся жидкими: обезвоживается
кристаллическая бура Na 2В 4О 7* ЮН 20, плавятся
селитра NaN03 при t=3\l° С и нитрат
калия KN03 при ?^336° С, сода Na2C03
при t=852° С, безводная бура при
/-878° С, поташ К2С03 при t=S9l° С и
криолит Na3AlF6 при /-920° С.
3. Образуются активные основные
окислы вследствие выделения двуокиси
углерода из карбонатов натрия
и кальция: Na2C03-^Na20 +СО2 t;
СаС03-^СаО+ССЬ t и из-за выделения
кислорода при разложении окислителей:
14
4Mn0 2^2Mn203 + 02 t • Такие газы, как
водород, кислород, водяной пар, окись
углерода, двуокись углерода, окислы
азота и т. д., остаются в расплаве
растворенными или абсорбируются
поверхностью расплава. Количество
растворенных газов зависит от температуры
расплава.
4. С удалением кристаллизационной
воды из борной кислоты образуется
стеклообразная трехокись бора
-2Н,0 -Н,0
2Н зВО з ^2НВО 2 »В 20 3.
Бура кальцинируется.
5. Полное образование
стеклообразных соединений достигается при
расплавлении щелочных карбонатов, т. е. при
температуре 850—900 °С. Ставшие
жидкими легкоплавкие компоненты
растворяют в себе тугоплавкие с образованием
эвтектических смесей или соединений,
так что достижения температуры
плавления тугоплавких компонентов не
требуется. С выделением СО 2 распадаются еще
не разложившиеся щелочные карбонаты:
Na2C0 3 + Si02-^Na2Si0 3+C02T.
Образование силикатов—-важнейшая реакция
при плавлении стекла.
6. Для легкоплавких эмалей важное
значение имеют бораты, которые
растворяют окислы металлов, облегчают
образование силикатов и образуют с ними
низкоплавкую эвтектику — боросили-
каты.
7. После полного разложения
карбонатов и нитратов газовыделение
прекращается, «кипящий» расплав успокаивается.
Процесс плавления на некоторое время
приостанавливают для продолжения
взаимодействия образовавшихся соединений
(карбонатов, окислов, фторидов) как
между собой, так и с силикатами и
боратами. При этом образуется простая
эвтектика, как например Na20 — Si02 или
Na2SiO 3—S1O2, а также сложные
тройные и многокомпонентные системы.
8. Внешне процесс варки проявляется
следующим образом: после плавления
флюсов образуется неоднородная масса,
которая сначала становится вязкотеку-
чей, а затем интенсивно «кипит» и при
продолжении процесса становится жид-
котекучей, однородной и спокойной.
9. Степень готовности проверяют при
помощи вытянутой из расплава
стеклянной иити, которая не должна содержать
Эмаль как материал
«узелков» — нерасплавленных частиц
шихты. Конечно, для некоторых эмалей
есть исключения: их нельзя расплавить
без «узелков», т. е. они должны
содержать нерастворенные частицы и газы,
которые исчезают только при обжиге
эмали на металлической подложке. По
окончании варки расплавленную массу
выливают на металлическую подставку и
оставляют затвердевать в виде лепешки.
Расколотая на куски эмаль поступает в
продажу. Расплав эмали при условии,
что быстрое охлаждение не повредит
качеству эмали, можно вылить в воду,
благодаря чему образуется эмалевый
гранулят, который лучше поддается
последующей обработке.
2.6. Свойства эмали
Поскольку свойства технических
стекол в известной мере близки к свойствам
эмали, то за основу были взяты
определения Кюна [29, 30]. Специальные
свойства эмали рассмотрены на основе
разработок Петцольда [39] и Кюна—Гаи [28].
2.6.1. Особенности спая стекло —
металл
Красота цветной эмали, ее
устойчивость к химическим воздействиям,
прочность есть результат ее соединения с
металлом. Все, что обусловливает
применение эмали в течение более двух
тысячелетий в декоративно-прикладном
искусстве и все в большей степени в
современной промышленности, основано
в конечном счете на особых химических
и физических свойствах спая стекло —
металл.
К исследованию свойств этого
древнего материала приступили только в XX в.,
однако до настоящего времени не до
конца изучены физико-химические
свойства эмалей.
О металлах и сплавах сегодня известно
больше» чем об эмали, так как
взаимодействие металлов между собой гораздо
лучше изучено. В данном случае речь
идет о чистых химических элементах,
сплавы которых, состоящие в
большинстве случаев из двух-трех компонентов,
образуют стабильные системы. Эмали по
сравнению с ними следует рассматривать
как смеси многочисленных химических
Свойства эмали
соединений, большей частью окислов,
которые сплавляются, взаимно
растворяются, разлагаются и оказывают влияние
друг на друга. Смесь постоянно
находится в нестабильном состоянии, при
каждом новом иагреве возникают новые
реакции, течение которых заранее трудно
определить. Трудно предопределить
свойства эмали на основе влияния
отдельных окислов, входящих в состав
сплава. Также полностью не изучено
влияние отдельных компонентов на
свойства готовой эмали. С целью создания
метода прогнозирования свойств
многократно пытались установить свойства
эмали исходя из влияния отдельных
компонентов в зависимости от их массовой
доли. Но уже при определении плотности
эмали, где этот метод кажется наиболее
приемлемым, многочисленные
исследования дают настолько различные
результаты, что точное предсказание значений
данной величины невозможно.
При расчете других свойств эмали,
таких как прочность, твердость,
термическое расширение, различие результатов
настолько велико, что аддитивный
способ становится напригодным. К оценке
свойств эмалей иногда подходят так же,
как к исследованию свойств стекла, и
пренебрегают при этом влиянием
металлической основы (подложки). На
практике при нанесении эмали на
металлическую основу следует учитывать не
только свойства металлов, но также и
характер соединения между металлом и
стеклом.
Несомненно, математическое
прогнозирование свойств имело бы большое
практическое значение, так как благодаря
этому стало бы возможным создавать
такие составы эмалей, которые наиболее
соответствовали бы практическим
требованиям. На практике же состав эмали все
еще рассчитывают эмпирически, а
полученные свойства выявляют
экспериментально в процессе работы с готовым
материалом.
2.6.2, Вязкость
Термопластичность относится к
основным свойствам стекол и эмалей. При
нагреве твердый хрупкий материал
размягчается, постепенно переходит в
пластичное состояние, с повышением
температуры становится вязкотекучим и затем
15
жидким, при этом четко определить
границы состояния не представляется
возможным.
В то время как у кристаллических
материалов, например у металлов,
изменения агрегатного состояния можно
зафиксировать температурными точками
(точка плавления у чистых
кристаллических веществ, интервал плавления
сплавов), у аморфных веществ нет
фиксированных термических точек.
Степень разжижения нагретого стекла
характеризуется вязкостью, и это
физическое свойство имеет особое значение
для характеристики стекла.
Вязкостью называют внутреннее
трение между молекулами, обусловленное
текучестью жидкостей и газов.
Физически вязкость определяется
сопротивлением трению при взаимном смещении
находящихся параллельно друг другу слоев
жидкостей или газов. Если привести в
движение твердое тело, погруженное в
жидкость, то происходит сцепление с
ним слоя жидкости, который
перемещается относительно соседнего слоя.
Необходимая для этого сила Fr
пропорциональна ускорению dv/ds и площади
соприкосновения А (рис. 1).
Рис. 1. Вязкость:
v—скорость движения, м/с2; FR—внутренняя
сила треиия, Н; Л—площадь погружаемого
тела, м2; s—расстояние между пластиной и
стеикой сосуда, м
!
16
Эмаль как материал
Щч
19
11
9
7
5
3
1
■Нижняя
точка отжига
(l01J>5/Ja-ck
12
Верхняя точна отжига (10 На-с)
zzr^zzzr;
НнтеркУп^тращения,
1Z
Точка начала выработки
(106'5/1а-с)
Точка деформации (1010'5fla-с)
-Точка текучести (10 4На-с)
Точка погружения (10 3 Па-с)
Интервал плавления,
осёетмения и студка
О
500 1000
i
Температура, °С
1500
• '
Рис. 2. Кривая зависимости вязкости
натрий-кальциево-силикатного стекла
от температуры [29]
Коэффициент пропорциональности т],
величина, постоянная для данной
жидкости, называется коэффициентом
внутреннего трения или динамической
вязкостью. Он выводится из формулы:
Fr =j)Adv/d$, отсюда t\=Fr/A (ds/dv).
Единицей вязкости является Пас,
1 Пас-1 Н-с/м2.
На рис. 2 на примере кривой
зависимости динамической вязкости натрий-
кальциево-силикатного стекла от темпе-
ратуры показаны важнейшие при
обработке стекла фиксированные точки
вязкости. Интервал превращения отделяет
хрупкое и твердое состояние стекла от
начинающегося размягчения. Обычно
этот интервал составляет 500—600 °С.
Но этот интервал имеет лишь
теоретическое значение, так как на практике
доказано, что температура перехода не
постоянна для одного и того же состава
стекла: в зависимости от условий
эксперимента температура перехода может
смещаться. Следовательно, постоянную
кривую зависимости вязкости
определенного сорта стекла от температуры дать
невозможно. Несмотря на это, кривая
имеет принципиально важное значение.
Если вязкость достигает 10 ' Пас при
/>500 °С, то за определенное время
изделие может быть деформировано.
Обработку стекла (дутье, прессование,
вытяжка) осуществляют при вязкости
от 10 до 10 Па- с, т. е. при
/ =600-^ 1000 °С. В интервале температур
плавления т|<10 Па- с. Обычно стекла
плавят при т|=10 -НО Па-с
(t— 1400— 1600 °С), когда они достигают
жидкотекучего состояния. Но вязкость
стекол всегда выше, чем других
жидкостей. Например, при 18 °С вязкость воды
0,0011 Пас.
Для эмалей характерно, что их
наплавляют на металлическую основу при
температурах ниже температур плавления
металлов. Следовательно, температуры
плавления и обжига эмалей должны быть
ниже, чем у технических стекол, т. е.
вязкость 10 —10 Пас должна
достигаться при температурах от 800 до 900 °С.
Соответственно и другие фиксированные
значения вязкости должны достигаться
при более низких температурах, а кривая
зависимости динамической вязкости
эмалей от температуры должна иметь ту же
форму, но идти более круто, чем у
технических стекол.
В предыдущем изложении
употреблялись такие термины, как температурный
интервал, температура плавления,
интервал плавления. Такими терминами будут
обозначаться далее температуры,
соответствующие значениям динамической
вязкости на определенных стадиях
обработки. Они не являются строгими науч-
Свойства эмали
17
ными понятиями, но вполне приемлемы
для характеристики свойств эмалей при
проведении практических работ. Кривая
вязкости представляет собой функцию
температуры и значений вязкости, вид
кривой определяется составом стекла
или эмали и конкретными условиями
работы.
Однако исходя из качественного и
количественного состава эмали заранее
определить вид кривой не представляется
возможным по следующим причинам: ])
каждый компонент по-разному влияет на
вязкость системы; 2) всегда есть
множество компонентов с различной
вязкостью; 3) не существует никакой
зависимости межд у количеством материала и
коэффициентом вязкости системы; 4) при
сплавлении возникает множество
факторов, которые невозможно учесть; 5)
степень взаимного влияния компонентов при
одинаковом составе шихты в
зависимости от условий плавки различна.
Это означает, что конкретный вывод о
зависимости температуры и вязкости при
обжиге эмали может быть получен только
эмпирическим путем.
Около 800 лет назад Теофилус Преспи-
тер писал, что следует пробными
обжигами различных эмалей предварительно
опробовать и проконтролировать,
соответствуют ли по свойствам выбранные
для работы эмали, т. е. могут ли они при
одинаковой температуре обжига достичь
требуемой жидкотекучести, чтобы из
эмалей различных цветов могло
образоваться на металле эмалевое покрытие.
2.6.3. Поверхностное натяжение и
смачиваемость
Поверхностное натяжение а равно работе
(энергии), которая должна быть
израсходована на увеличение поверхности жидкости на
1 см .
На жидкость действует сила, под влиянием
которой жидкость стремится принять форму
шара — тела с минимальной поверхностью.
Достаточно вспомнить о поведении шариков
ртути или воды на жирной поверхности.
Пограничная среда оказывает большое
влияние на поверхностное натяжение жидкости.
Поверхностное натяжение характеризует,
строго говоря, только отношение жидкости к
собственному пару, так как газы и воздух не
оказывают на него существенного влияния.
Если две жидкости или две различных
эмали соприкасаются друг с другом, то
говорят о пограничном поверхностном натяжении.
4
7
7ZZ?*h V/^f
s)
Тдердое тело
ц)
>)
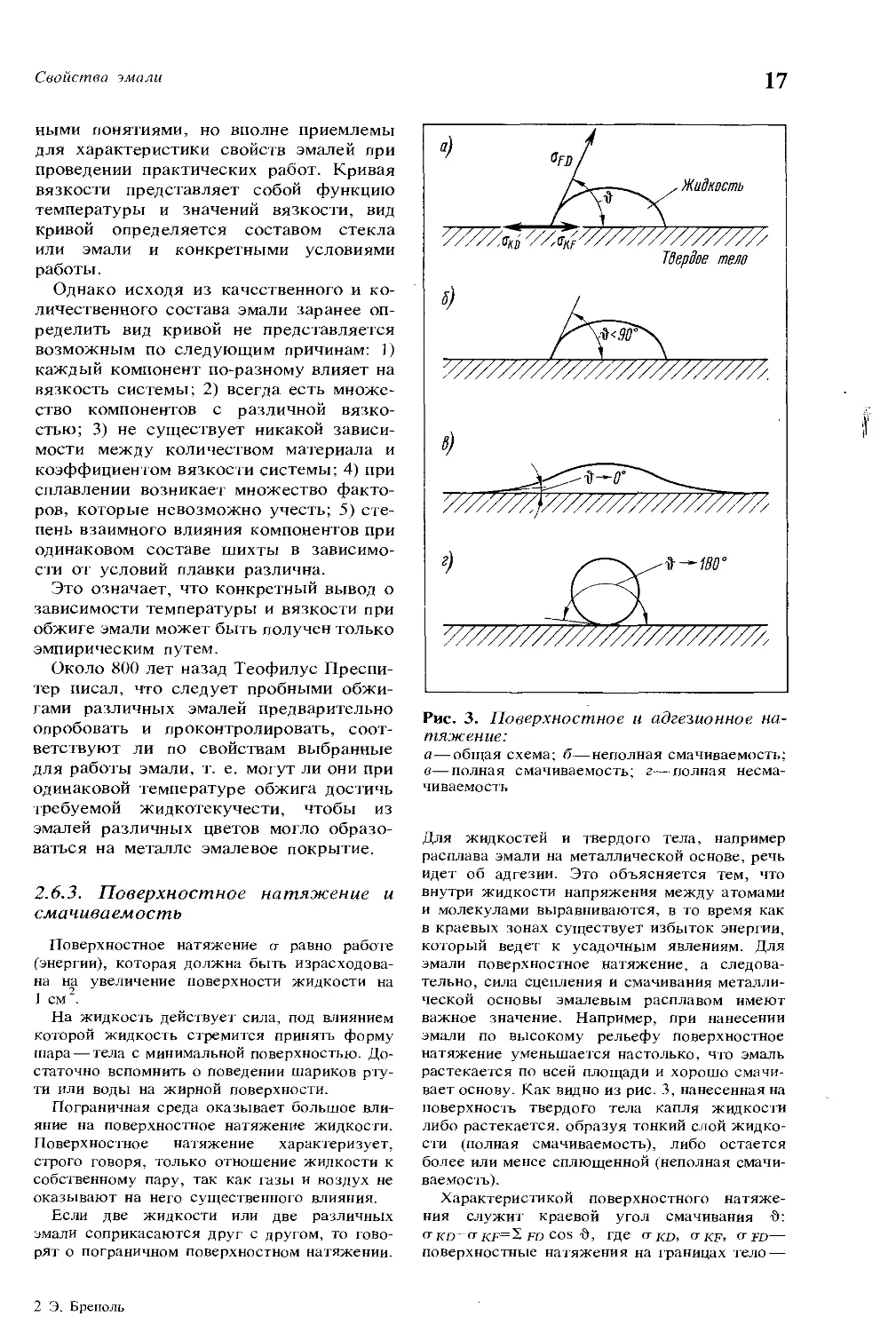
Рис. 3. Поверхностное и адгезионное
натяжение:
а—общая схема; б—неполная смачиваемость;
в—полная смачиваемость; г—полная
несмачиваемость
Для жидкостей и твердого тела, например
расплава эмали на металлической основе, речь
идет об адгезии. Это объясняется тем, что
внутри жидкости напряжения между атомами
и молекулами выравниваются, в то время как
в краевых зонах существует избыток энергии,
который ведет к усадочным явлениям. Для
эмали поверхностное натяжение, а
следовательно, сила сцепления и смачивания
металлической основы эмалевым расплавом имеют
важное значение. Например, при нанесении
эмали по высокому рельефу поверхностное
натяжение уменьшается настолько, что эмаль
растекается по всей площади и хорошо
смачивает основу. Как видно из рис. 3, нанесенная на
поверхность твердого тела капля жидкости
либо растекается, образуя тонкий слой
жидкости (полная смачиваемость), либо остается
более или менее сплющенной (неполная
смачиваемость).
Характеристикой поверхностного
натяжения служит краевой угол смачивания Ь\
О" KD— О" KF=2 FD COS Ь, где a KD, TKF' °" FD—
поверхностные натяжения на границах тело —
f
2 Э. Бреполь
18
Эмали как материал
о- kf>-
а при
пар, тело —жидкость и жидкость — пар
соответственно.
Если -&=0°, то cos -&=!, следовательно,
о- kd^v kf-o-fd, н подложка будет смочена
эмалью полностью.
При -&>90°| <tkd-<tkf| (<арг> и
>(r kd — смачиваемость не полная,
$= 180° — полная несмачнваемость.
Если это явление рассматривать с точки
зрения молекулярной кинетики, то для
смачиваемости решающим фактором будет значение
сил сцепления между молекулами жидкости и
твердого тела по сравнению с силами
сцепления между молекулами жидкости.
Поверхностное натяжение с повышением температуры
уменьшается. В значительной степени оно
Рис. 4. Поверхностное натяжение
эмалей, стекол и других материалов (при
900 °С)
зависит также от состава жидкости. У воды, к
примеру, поверхностное натяжение может
уменьшаться от добавки мыла, смачиваемость
повышается с температурой (горячая вода
смачивает грязную посуду лучше холодной).
В принципе расплавленная эмаль ведет себя
аналогично жидкости, но смачиваемость
зависит от состава эмали. Диаграмма на рис. 4
показывает, что наличие окиси свинца и
борного ангидрида существенно уменьшает
поверхностное натяжение и повышает
смачиваемость. Если необходимо снизить содержание
окиси свинца и борного ангидрида, то для
уменьшения поверхностного натяжения
следует добавить такие способствующие
смачиванию вещества, как К2О, Na20, L12O, CaF2,
V2O5, М0О3, WO3. Онн способствуют
растеканию эмалн по металлической подложке.
Если же необходимо наплавить эмалевый
гранул ят на слой эмали, то следует стремиться к
iin
*Г
1
1
500 г
450
400
350
300
250
1
^200
■5
150
100
50
87
63
S3
Е5
с*
О:
230-340
200-250
1
1
I
«3
I
Е5
I
J
I
I
500
<1
310-340
250-280
180-230
§
I
1
з
1
!
з
I
CO
I
Свойства эмали
19
достижению максимального поверхностного
натяжения, чтобы не произошло сплавления
между шариками и эмалевой основой. В таких
случаях необходимо использовать более
тугоплавкие эмали, т. е. эмали с высокой
температурой обжига, как их называют в обычных
рабочих инструкциях. Рекомендуется
выбирать эмали, не содержащие бор и свинец и
характеризующиеся высоким поверхностным
натяжением, которые к тому же еще в
большинстве своем являются тугоплавкими.
2.6.4. Термическое расширение
Известно, что тело при нагревании
расширяется, а при охлаждении
уменьшается до первоначального размера и
формы. Температурный коэффициент
линейного расширения а выражает
увеличение длины тела при повышении
температуры на 1 К и измеряется в К1.
Длину тела после нагревания lt (м)
можно найти по формуле
// = /о+/оаД* = /0(1+аДО,
где /(,—длина тела до нагревания, м: А/—
изменение температуры, К.
Кроме коэффициента линейного
расширения, изменение состояния тела, в
результате нагревания характеризуется
температурными коэффициентами
поверхностного натяжения 6 (К~!) и
объемного расширения 7 (К ~ ). Для изотропных
тел,, а следовательно, для аморфных
стекол и эмалей, справедлива формула
у-Ъа.
Как ни странно, в промышленном
эмалировании для характеристики свойств
используют преимущественно
коэффициент объемного расширения, несмотря на
то, что для тонких слоев эмали более
применим коэффициент,
характеризующий линейное расширение. В связи с
этим в дальнейшем при рассмотрении
технологических проблем эмалирования
будет учитываться только линейное
термическое расширение (рис. 5).
Термическое расширение эмалей и их
согласование с расширением основы
имеет важное значение для сцепления
эмалей с металлом и поэтому служит одним
из основных факторов, влияющих на
качество изделий. Для расчета
коэффициента термического расширения по
аддитивным формулам существует ряд
рекомендаций. Однако большой разброс
предлагаемых факторов расчета не
позволяет получить однозначных
результатов, поэтому математические методы
определения коэффициентов термического
расширения здесь не разбираются. Но
некоторые принципиальные
рекомендации все же можно привести.
Варьируя комбинации компонентов
шихты, можно добиться того, что
термическое расширение эмали становится
выше, чем у бытовых стекол, т. е. прибли-
Рис. 5. Температурный коэффициент
линейного расширения эмалей, стекол и
других материалов
&
I
I
с*
I
I
§*
19
Aff
16,5
»f
14
12,5
8,9
Си
Ли
Fe
Pt
8-9,5 МстоЬое
стекло
'3,5 ТппаратЫ
'ное, стекло'/.
0,5 К§арце§ое
стекло *,
Стекло
20
Эмаль как материал
жается к коэффициенту термического
расширения металлов. Но при этом, как
показывает практика, должно быть соб-
л юд ено след ующее условие.
Термическое расширение эмали не должно быть
выше термического расширения металла.
Также нежелательно, если обе величины
будут одинаковы. Для прочного
сцепления эмали с металлом необходимо, чтобы
коэффициент линейного расширения
эмали был несколько меньше, чем у
металла. Благодаря этому она находится под
небольшим сжимающим напряжением.
Установлено, что при обжиге вследствие
попадания частиц металла и окислов
металлов в эмаль на границе эмаль —
металл термическое расширение эмали
приближается к расширению металла.
2.6.5. Термические напряжения
Эмалирование представляет собой
процесс соединения двух материалов с
различными свойствами. И несмотря на то,
что температурные коэффициенты
расширения обоих материалов близки по
значению и в зоне соединения эмали с
Рис. 6. Термическое расширение эмали и
металла:
а— исходное состояние образца при
комнатной температуре (эмаль в виде порошка);
б—расширение при температуре плавления;
в—окончательное состояние после обжига
а)
Эмаль
~7
Металл
f <- / /
к
k
$
i
-^-
Змалъ
Металл
/ ' / ' /
I
м
5)
V,
М=1е-1'э
Змаль
V,
7
еталм
/ / г /
М=1'м-1ц
i:
м
металлом сближаются еще больше,
возникновение механических напряжений
при нагревании неизбежно. На рис. 6
схематично показан данный процесс. При
нагреве в печи от комнатной
температуры до температуры обжига оба
материала расширяются, причем- металл
расширяется больше, чем эмаль. При
температуре обжига эмаль в расплавленном
состоянии смачивает поверхность металла,
и два различных материала соединяются
в одно целое. Эмаль и металл при обжиге
расширяются, причем на исходном
образце длиной /о эмаль удлиняется на /э, а
металл — на /м.
После выгрузки из муфеля система
эмаль — металл при охлаждении
сжимается. Прочное соединение и сцепление
препятствуют обоим материалам вновь
принять первоначальный размер /о-
Металл, удлинившийся больше, из-за
присоединенной эмали может принять только
лишь длину /' м; эмаль, удлинившаяся при
нагреве меньше, из-за уменьшения
размеров металлической подложки сжимается
до величины Г3.
Благодаря тому, что оба материала
взаимно препятствуют принятию
первоначального размера /0, возникают усилия
деформации, стремящиеся восстановить
состояние равновесия. На рис. 7
показаны эпюры напряжений, возникающих из-
за различия температурных
коэффициентов линейного расширения материалов.
Эмаль находится под небольшим
напряжением сжатия (а э и а'э), что не
только способствует более прочному
сцеплению эмали с металлом, но и ока-
з ывает положительное действие на ее
механические свойства. Здесь можно
провести аналогию с закаленным
автомобильным стеклом, которое после
соответствующей обработки находится под
напряжением сжатия. Благодаря своей
относительно высокой прочности при
сжатии эмаль, не разрушаясь, может
воспринимать значительные нагрузки.
Возникающие вследствие этого в металле
напряжения растяжения а м и а'м не
оказывают вредного воздействия на
такой пластичный материал, как металл.
Кроме этих нормальных напряжений,
действующих перпендикулярно
плоскости сечения, параллельно поверхности
сцепления действуют касательные
напряжения сдвига тм и т'м, которые являются
причиной того, что и в поперечном на-
Свойства эмали
/ 1
Y^>. ^Г^
Эмаль ^ ■^f£>&
JS?>W / |
lllf 1
<7^ /
1 / / Л
Металл р^ \^
i ^ /
1 J<
1 /^ ^
U-"
Ш
^
1 1
^5
S
\
^-^
\
Напряжение
Напряжение
Напряжение
сжатия
растяжения
сд8ига
i
^w^!*r *?
?>а И
\
^v-
\
правлении протекают те же процессы
удлинения и усадки, и в материале
остаются напряжения также и в данном
направлении.
Только в направлении,
перпендикулярном к плоскости сцепления, почти не
существует напряжений растяжения и
сжатия, и этими силами можно
пренебречь. Напряжения сдвига в
композиционной системе эмаль — металл в площади
поперечного сечения не постоянны: в
плоскости сцепления они имеют
наибольшее значение и уменьшаются к краевым
зонам.
При последующей обработке и
эксплуатации изделия возникают
дополнительные силы и связанные с ними нагрузки и
напряжения, действующие на покрытое
эмалью изделие. Вследствие этого
возникают дополнительные напряжения,
которые накладываются на уже
существующие термические напряжения, что
может привести к превышению допустимых
прочностных нагрузок, из-за чего эмаль
растрескивается или скалывается. Всегда
следует помнить о высокой
чувствительности хрупкого стекла к напряжениям
изгиба и растяжения.
2.6.6. Плотность
Под этим термином понимают
отношение массы к объему тела, выраженное в
г/см . Для сравнения приведем средние
Рис. 7. Напряжения в комбинированном
материале эмаль — металл после
обжига
значения плотности р, г/см , стекла и
эмалей:
Обычные технические стекла
(в зависимости от состава) 2,0—6,0
Обычная бессвинцовая эмаль 2,5—2,6
Глушеная, сильно пористая
эмаль Не менее
2,3
Свинцовая эмаль До 5,0
2.6.7. Прочность при сжатии
Для испытания эмали на сжатие
используется плоский образец, который
подвергается нагрузке сжатия до
разрушения. Усилие сжатия, при котором
образец разрушается, отнесенное к его
площади, соответствует пределу
прочности при сжатии и измеряется в МПа.
Обычные технические стекла 80—1000
Кварцевое стекло Около 2000
Из-за находящихся в материале газов,
раковин, нерастворенных компонентов
значения предела прочности при сжатии
у эмалей несколько ниже, чем у
обычных стекол, но, с другой стороны, эта
характеристика может повышаться
благодаря соединению с металлической
подложкой.
22
Эмаль как материал
2.6.8. Прочность при растяжении
Для определения прочностных
характеристик при растяжении используются
образцы в виде стержня. Образец
нагружается усилиями растяжения до
разрушения. Отношения силы к площади
поперечного сечения образца есть предел
прочности при растяжении. Для стекол
помимо других факторов большое
значение при определении прочностных
характеристик имеет толщина образца. Так, у
тонких нитей более высокая прочность
при растяжении, чем у толстых. Средние
значения этой величины для стекол (в
МПа) следующие:
Свинцовые стекла 40—60
Обычные технические стекла 70—90
Кварцевое стекло 90
Стеклянные нити диаметром
менее 0,01 мм 200—500
Для эмалей можно принимать те же
значения, что и для технических стекол.
Вследствие неоднородности структуры
эти характеристики могут быть
несколько меньше, но благодаря соединению с
металлом прочность слоя эмали при
растяжении увеличивается.
Для стекол характерно следующее
соотношение пределов прочности: предел
прочности при сжатии примерно в десять
раз превышает предел прочности при
растяжении. Необходимо иметь в виду
эту особенность при учете термических
напряжений, возникающих при обжиге и
других видах деформаций. При
превышении допустимых значений напряжений
растяжения на эмали появляются
трещины и сколы.
2.6.9. Другие характеристики
прочности
Наряду с рассмотренными выше
существуют и другие виды деформаций,
прочностные характеристики для которых
установить практически невозможно.
Прочность при изгибе- Если образец в
виде стержня подвергают изгибающей
нагрузке до разрушения, то в
поперечном сечении образец испытывает
двойную деформацию: растяжения и сжатия.
Прочность хрупкого стекла при такой
деформации ограничена. Так как
прочность на изгиб обратно пропорциональна
толщине образца, то тонкие слои эмали в
соединении с пластичным материалом
основы довольно хорошо переносят
напряжения изгиба. Так, согласно Кюну [28],
покрытую эмалью алюминиевую или
стальную фольгу толщиной 0,10—
0,25 мм можно скатывать в рулоны и
непосредственно на строительной
площадке разрезать для отделки фасадов
зданий.
Прочность при кручении. Под этим
видом деформации подразумевается
прочность эмали к деформации кручения.
Эмаль чувствительна к этому виду
нагрузки так же, как к изгибу.
Ударная прочность. Предел ударной
прочности эмали зависит от целого ряда
ее характеристик, таких как твердость,
упругость, пределы прочности при
сжатии и изгибе. Кроме того, ударная
прочность зависит от свойств металлической
подложки. Имеет значение, действует ли
нагрузка на ровную или изогнутую
поверхность эмалированного сосуда.
Несмотря на стабилизирующее действие
металлической подложки, предмет,
покрытый эмалью, довольно чувствителен к
ударам.
Подводя итоги, следует отметить, что
эмалированные изделия благодаря
соединению эмали с металлической подложкой
обладают более высокой прочностью,
чем стекло, но несмотря на это,
необходимо избегать всего, что может привести
к превышению довольно низких значений
пределов прочности. Сопротивление
деформациям металлической основы в
большинстве случаев более существенно,
чем сопротивление эмалевого покрытия.
2.6.10. Упругость
Упругостью называется способность
материала после снятия нагрузки
принимать первоначальную форму и размер.
Под действием усилия деформации F (Н)
изменяется длина образца на А/ (м)
M = cl(IqIA)F = IqF/AE,
где 1о — первоначальная длина образца, м;
А—площадь поперечного сечения образца,
мм2; а — коэффициент упругого удлинения,
мм2-Н; Е = \/а — модуль упругости, МПа.
Модуль упругости технических марок
А 1
стекла равен 5-10 —8-10 МПа,
кварцевого стекла — около 7,2104 МПа,
эмалей —5-Ю4—7-Ю4 МПа.
Обжиг и сцепление эмали
23
Находящиеся в эмали газовые
пузырьки увеличивают упругость эмали, а
твердые частицы снижают ее. Длительный
обжиг и небольшая толщина покрытия
повышают упругость эмали; если же
оптимальная продолжительность обжига
будет превышена, может появиться
неисправимый брак. Высокая упругость —
предпосылка долговечного соединения
эмали с металлом, так как благодаря
упругости эмали выравниваются
напряжения, возникающие вследствие
различия коэффициентов линейного
термического расширения металла и эмали.
2.6.11. Твердость
Твердость есть сопротивление тела
точечным нагрузкам. Различают
динамические и статические методы определения
твердости. К динамическим относится
метод царапанья; к статическим —
измерение твердости по Бринеллю, Вик-
керсу и Роквеллу.
Измерение твердости по Моосу, т. е.
методом царапанья, основано на
относительной твердости минералов. Шкала
измерений имеет десять ступеней. Более
твердые минералы оставляют царапины
на более мягких. Твердость эмали
большая, чем полевого шпата (6 единиц), и
меньшая, чем кварца (7 единиц по шкале
Мооса).
При измерении по Виккерсу в материал
вдавливается четырехгранная алмазная
пирамида и устанавливается соотношение
между силой вдавливания и площадью
отпечатка. Твердость эмалей по
Виккерсу находится в пределах от 4,5-10 до
6,5-103 МПа.
Особо следует выделить метод
испытания эмали на истирание, т. е.
воздействия на эмаль твердых порошковых
частиц при втирании или галтовании.
Однако при этом методе испытания
покрытые эмалью изделия, например
кастрюли или ювелирные изделия, теряют
свой вид или даже приходят в
негодность. Для определения истираемости
эмали существуют многочисленные
методы, позволяющие получить посредством
моделирования практических условий
работы сравнимые результаты измерений,
но общий универсальный метод
испытания, с помощью которого можно
получить точные сопоставимые данные,
отсутствует. Методом истирания
установлено, что эмаль мягче кварцевого песка:
при чистке эмалированной посуды
песком на поверхности эмали
появляются риски, царапины; поверхность теряет
свой первоначальный блеск. Зачастую
для эмалей термин «твёрдость», так же,
как и для припоев, употребляется в
смысле «плавкость». Говоря о твердой
эмали подразумевают при этом
тугоплавкую эмаль. В некоторых случаях между
этими понятиями может существовать
определенная связь, потому что
тугоплавкая эмаль часто содержит
компоненты, повышающие ее твердость. Однако
не существует никакой зависимости
между температурой плавления и ее
твердостью, поэтому в данной книге исключено
вводящее в заблуждение ненаучное
употребление термина твердость в значении
тугоплавкость.
2.7. Обжиг и сцепление эмали
При температурах от 700 до 900 ° С
эмалевый порошок, нанесенный на
металл, взаимодействует с ним и образует
гладкое блестящее прочно соединенное с
металлом покрытие, причем, как было
указано выше, эмаль размягчается в
определенном интервале температур, а не
при определенной температуре
плавления. При нагреве изделия в печи от
комнатной температуры до температуры
обжига происходит оплавление эмали,
которое можно подразделить на
несколько фаз (рис. 8).
1-я фаза. При загрузке образца в
разогретую печь кислород воздуха
беспрепятственно проникает через эмалевый
Рис. 8. Изменение формы эмалевой
гранулы при нагревании
200 Г
600 Г
650 °С
О
750 Г
800%
900 Г
24
Эмаль как материал
Таблица 5. Влияние согласованности температурных коэффициентов линейного расширения на
качество эмалевого покрытия
Температурные
коэффициенты линейного
расширения
Напряжение
в эмали
Влияние на качество
эмалевого покрытия
аэ<ёа
м
аэ<ам
аэ=ам
аэ>ам
Напряжение сжатия слишком Эмаль отскакивает по углам и краям
велико
Небольшое
сжатия
Отсутствует
напряжение Способствует сцеплению эмали
Напряжение растяжения
Неудовлетворительное сцепление эмали
В эмали образуются микротрещины
Примечание. В таблице аэ — температурный коэффициент линейного расширения эмали. ам — металла.
порошок к поверхности металла и
окисляет его. На поверхности меди —
металла, чаще всего используемого для
художественного эмалирования,—
образуется окисный слой.
2-я фаза. Частицы эмали спекаются, но
покрытие остается еще пористым,
газопроницаемым. Окислы меди
взаимодействуют на поверхности раздела со стек-
лообразующими компонентами эмали,
особенно с В2О3, с образованием солей
меди. В основном металле вследствие
диффузии происходит внутреннее
окисление: под слоем окисла меди (СиО)
образуется зона закиси меди (Cu20).
Образование окислов меди приводит к
некоторому сближению иа поверхности
раздела свойств таких различных
материалов, как металл и эмаль.
3-я фаза. При дальнейшем нагревании
пограничное поверхностное натяжение
между все более размягчающейся
эмалью и твердой медью снижается
настолько, что эмаль растекается по
поверхности металла, т. е. начинает
«плавиться». Поры спекшейся эмали
закрываются, образуется сплошное покрытие,
поверхность которого пока еще остается
неровной. Образовавшееся покрытие
препятствует дальнейшему доступу
кислорода воздуха к границе эмаль — металл.
4-я фаза. Изделие нагревается до
температуры плавления эмали.
Поверхностное натяжение уменьшается настолько,
что поверхность эмалевого расплава
становится гладкой, все неровности
исчезают.
5-я фаза. Поверхность эмалевого
покрытия должна быть раскаленной
докрасна и иметь зеркальный блеск. На этом
обжиг заканчивается и изделие можно
вынимать из печи.
6-я фаза. Если оптимальная
продолжительность обжига превышена, это
приводит к дальнейшему взаимодействию
между компонентами эмали и металла,
причем изменяются цвет и прозрачность
эмали, пограничный слой отходит от краев
металла.
Сцепление — это сложный процесс,
который в основном зависит от степени
напряжения в эмалевом покрытии.
В табл. 5 приведена зависимость
между температурными коэффициентами
линейного расширения эмали и металла и
напряжениями, возникающими при
эмалировании. Кроме того, сцепление эмали
с металлом обусловлено химическим
взаимодействием материалов посредством
образования окислов, возникающих на
плоскости раздела эмали и подложки, а
также взаимным проникновением
соединяемых материалов благодаря
шероховатости поверхности металла, получаемого
химическим или механическим
способами.
3. Трагант
В качестве клея для работ с эмалью
особенно хорошо зарекомендовал себя
раствор траганта. Трагант (лат. Gummi
tragacantha) — это сок одной из азиатских
разновидностей астрагала ,
выделяющего камедь , которая образуется в
целлюлозных стенках сердцевины и в
сердцевидных лучах и имеет ячеистую
структуру-
Трагант представляет собой
бесцветный порошок. Перед работой его
просеивают через сито, чтобы удалить
имеющиеся комочки. Затем, помешивая,
растворяют в кипящей воде и охлаждают.
Средняя пропорция смеси: I см траганта
на 30 мл воды.
В воде трагант набухает до клейкого
состояния. Раствор оставляют на 24 ч.
После тщательного промешивания
раствор готов для употребления. Если при
составлении смеси образуются комочки,
необходимо размельчить их или раствор
профильтровать через сложенную в два
слоя капроновую ткань. Следует
готовить такое количество смеси, которое
необходимо для работы на неделю, так
1 Трагакант—подрод колючих кустарников
рода астрагал; дают камедь. (Прим. ред.)
2 Камеди (гумми) — высокомолекулярные
углеводы, главная составная часть соков и
выпотов, выделяемых некоторыми растениями
при механических повреждениях. (Прим. ред.)
как раствор может заплесневеть.
Добавкой спирта (10% от смеси) или
нескольких капель спиртового раствора тимола
реакцию брожения приостанавливают.
Перед употреблением раствор не
встряхивать, потому что при этом могут
образоваться пузырьки воздуха!
Раствором траганта наклеивают
перегородки и фольгу и смазывают
эмалируемые поверхности металлов для лучшего
сцепления эмали на вертикальных
поверхностях и на обратной стороне изделий.
При нанесении эмали на вертикальные
поверхности и обратную сторону изделий
две — четыре капли раствора траганта
смешивают приблизительно с 2 см
увлажненного эмалевого порошка.
Если раствор траганта наносится
распылением, то следует соблюдать
пропорцию 1 см3 траганта на 60 мл воды.
Трагант действует, как клей, и отличается от
других клеев тем, что выгорает без
остатка. При неправильном применении,
т. е. в случае нанесения слишком
большого количества клея, на эмали после
обжига появляются мутные пятна.
В качестве клея, аналогичного
траганту, употребляют сок айвы. Для крепления
перегородок применение сока айвы
эффективнее, чем траганта. Высушенные
семечки айвы замачивают на некоторое
время в воде и образовавшееся желе
разбавляют до нужной консистенции.
25
4. Историческое развитие техники
эмалирования
Искусство художественного
эмалирования, как и вообще ювелирное дело,
имеет более чем трехтысячелетнюю
историю. Однако подробное
искусствоведческое исследование выходило бы за
рамки данной книги, посвященной в
основном вопросам технологии.
Остановимся на истории развития
техники эмалирования, которая
обусловливалась временем и модой, потребностью
цветового оформления ювелирных
изделий (декоративно-орнаментальных или
художественно-образных) и
техническими возможностями, предоставляемыми
уровнем развития производительных сил.
Чтобы освоить художественные
приемы, рассматриваемые в этой главе,
читателю рекомендуется внимательно
изучить материал гл. 8—10. Автор надеется,
что сопровождающие текст иллюстрации
не только послужат для его наглядного
пояснения, но и вызовут у читателей
желание творчески реализовать
описанные технические приемы в соответствии
с их эстетическими взглядами.
4.1. Происхождение эмали
Когда и где впервые было
осуществлено эмалирование, т. е. цветное стекло в
расплавленном состоянии было
соединено с металлом, точно ответить
невозможно. Хиггинс [26] при описании греческих
и римских украшений упоминает о
наиболее ранних известных работах с эмалью.
Например, в Микенах (Греция) были
найдены металлические предметы с
впаянными пластинками стекла, окрашенными
в синий цвет, изготовленные между 1425
и 1300 гг. до н. э. Эти предметы можно
считать древнейшими из известных
находок.
На о. Кипр были найдены две подвески
в форме цветка, выполненные в технике
филигранной эмали, изготовленные
приблизительно в XIV в. до н. э. В форме и
технике исполнения отчетливо
обнаруживается египетское влияние. В Куриуме
(Кипр) в одном из захоронений XII в. до
н. э. обнаружили золотой скипетр,
увенчанный шаром, на котором выполнены
две фигуры орлов. Шар и орлы частично
покрыты лиловой, зеленой и белой
выемчатой эмалью.
В Азербайджанской ССР была найдена
диадема с розетками, листьями и
цветами, украшенными филигранной эмалью
(VII в. до н. э.).
С первой половины VI в. до н. э.
греческие украшения покрывали белой,
темно-синей, темно-зеленой и бледно-
бирюзовой филигранной эмалью.
Как в Этрурии, так и в южной части
СССР были найдены подобные
украшения V—IV в. до н. э. с типично
эллинскими орнаментами, которые позволяют
судить о греческом влиянии на развитие
художественных промыслов.
Из III в.до н. э. дошли до нас
небольшие в виде капли подвески из металла,
сплошь покрытые эмалью. Вероятно,
их погружали в расплавленное цветное
стекло.
Несмотря на отрывочные сведения,
можно утверждать, что в восточном
Средиземноморье уже в I тысячелетии до
н. э. наплавляли стекло на металл и что
греческие (а позднее и этрусские)
украшения декорировались цветной эмалью.
Несмотря на то, что эти первые попытки
соответствовали по техническим
признакам эмалированию, все же, если
рассматривать их с художественной точки
зрения, они являются лишь формой поли-
хромного обогащения металлического
украшения, инкрустированного
шлифованными пластинками драгоценных камней,
керамики, смальты или стекла, наклеен-
26
Египетские вставки из поделочных камней
27
ными в выемки или между напаянными
из проволоки перегородками.
Переход от инкрустации к эмали мог
произойти там, где были достаточно
широко развиты технические предпосылки
для металлообработки и изготовления
легкоплавких стекол. Требовалось лишь
положить кусочки стекла или немного
порошка стекла на металл и расплавить,
как это давно практиковалось при
глазуровании глины.
Интересной находкой явились
предметы, обнаруженные в микенской
мастерской во дворце в Фивах (XIV в. до н. э.),
в которой наряду с золотом
обрабатывалось и стекло. Местами они сильно
повреждены и поэтому довольно трудно
установить, был ли действительно
расплавлен на изделии порошок стекла,
впрессованы предварительно разогретые
куски стекла или приклеены вырезанные
стеклянные пластинки.
Если искать истоки эмалирования, то
речь должна идти не о первом кусочке
стекла, наплавленном на металл, а о
массовом изготовлении изделий из
металла в соединении с цветным стеклом. В
этом отношении было бы совершенно
справедливо подробнее рассмотреть
древнеегипетские вставки из поделочных
камней.
4.2. Египетские вставки из поделочных
камней по принципу перегородчатых
эмалей
Уже во времена 5-й династии (с 2563 до
2423 гг. до н. э.) были известны примеры
вставок в выемки. Фигурные
изображения, письменные знаки и орнаменты
выполнялись на золоте в виде углублений и
затем заполнялись драгоценными
камнями и смальтой. Оформление гладкими
неразделенными красочными
плоскостями помогало пониманию
древнеегипетской живописи, и эти работы можно
рассматривать как миниатюрную
живопись на золотрй основе.
Уже с 12-й династии (2000 г. до н. э.)
техника вставок поделочных камней в
ячейки стала определяющей для
египетских украшений. Именно эта техника
имела большое значение для
дальнейшего развития ювелирного дела, так как
подготовила обогащение благородного
металла цветным отделочным
материалом. Ячейки были ступенью как для
появления оправ для камней, так и для
более поздних перегородчатых и
выемчатых эмалей.
Ячейки изготавливались напаиванием
перегородок по технологии более
поздней перегородчатой эмали. Ляпис-
лазурь, карнеол и объединенные
египетским термином mafket камни зеленого
цвета (амазонит, зеленый полевой шпат,
малахит, бирюза), как и вошедшие в
употребление со времен 19-й династии
цветные пластинки смальты,
обрабатывались по форме ячеек и закреплялись на
смоле соответствующего цвета. Позднее
появились стеклянные пластинки и
порошок цветного стекла, которые крепились
в ячейках с помощью клея.
Итак, оставался еще маленький шаг до
настоящей эмали: необходимо было
разогреть все изделие и расплавить
стеклянный порошок до получения гладкой
поверхности. Вероятно, это пытались
сделать, однако с существовавшими
тогда стеклами опыты не удались, либо в
этом не было никакой необходимости.
Установлено лишь, что настоящей
эмали в Египте в IV в. до н. э. не
существовало, тогда как греки уже с VI в. до н. э.
систематически наплавляли эмаль на
свои золотые украшения. Нельзя не
заметить различия в художественном
решении древнегреческих и древнеегипетских
изделий.
Высокое мастерство древнеегипетских
ювелиров, работы которых и в наше
время никого не оставляют
равнодушным, состоит в том, что они образцово
решили не только техническую, но и
художественную проблему объединения
металла и цветовой отделки, как для
чисто орнаментальных, так и для
объемных композиций.
Этим они создали художественные
основы цветовой отделки металла камнем и
эмалью, которые и до сих пор не
потеряли своей ценности. В отличие от
греческих, египетское украшение всегда
остается строго плоскостным: помещенные в
углубления драгоценные камни стоят на
одном уровне с керамикой и пластинками
цветного стекла как мозаичные
составные части общей композиции.
Греко-римские же украшения
отличаются ярко выраженной пластичностью.
Пластичность подчеркивается
акцентированными цветовыми эффектами: как
единичными цветными драгоценными камня-
t
28
Историческое развитие техники эмалирования
'■™^^«*ш*И
Рис. 9. Украшение жены фараона Аме-
немхета из Мероэ (Нубия). Золото,
перегородчатая эмаль. I в. н. э.
Рис. 10. Подвеска из бронзы с
непрозрачной эмалью. Римская провинция.
1 в. н. э.
ми, так и наплавленным цветным
стеклом, т. е. первыми настоящими эмалями.
Египетская манера исполнения
ювелирных украшений получила дальнейшее
развитие в послединастическое время за
границами Египта. Украшения из
погребения жены фараона Аменемхета из
Мероэ (Нубия) показывают, что здесь еще в
I в. н. э. египетская техника закрепления
вставок сохранилась, хотя и в более
грубой форме (рис. 9). В этих
украшениях вместо вставок встречаются
настоящие расплавленные эмали классической
египетской палитры. При изготовлении
найденных золотых украшений мастер
упустил из виду то, что объемную
усадку расплавленной эмали следует
выравнивать дополнительным нанесением и
обжигом. Эмаль погрузилась в ячейки и
напоминает современную
перегородчатую, а не выемчатую эмаль, тщательно
отшлифованную в одной плоскости.
4.3. Кельтская эмаль
Уже в V в. до н. э. у кельтских
племен, населявших часть Франции и
Британии, получил развитие совершенно
другой вид эмали — выемчатая эмаль на
бронзе. Сначала это было только
вплавленное непрозрачное красное стекло,
которое употреблялось вместо
распространенных тогда вставок кораллов.
Все еще спорно, был ли вызван этот
способ влиянием Востока или является
собственным изобретением кельтов. С
вторжением римлян в Галлию развитие
культуры кельтов было приостановлено,
в то время как в Британии кельтская
культура, а с ней и техника
эмалирования, могли развиваться дальше (с I до
III в. н. э.).
Непрозрачную эмаль насыщенного
цвета (красного, синего, зеленого, белого)
накладывали довольно плотно друг к
другу, отделяя узкими перегородками.
Применялось даже впаивание
венецианского филигранного стекла. Этим
способом декорировали ювелирные изделия,
сосуды, оружие, детали конской сбруи и
карет.
В связи с этим можно привести цитату
из литературного источника, в котором
впервые письменно упоминается эмаль.
Живший около 200 г. н. э. в Риме
писатель Филостратос в своем произведении
«Imagines» в стихотворной форме описал
вымышленные картины: «Из лошадей,
которые несли юношей, нет ни одной,
похожей на другую: одна белая, другая
буланая, следующая вороной масти и
еще одна рыжей масти. Все они имеют
серебряные уздечки, украшенные
разноцветными и золотыми бляхами. Эти
краски, говорят, лили варвары, которые
живут на острове, на раскаленную брон-
Немецкие вставки пластинок альмандина
29
зу. Краски застывают и становятся
твердыми, как камень, и сохраняют все, что
ими было нарисовано».
Римляне обучились технике
эмалирования в провинциях (Галлии, а позднее и в
Британии, причем эти работы в
техническом отношении полностью
соответствуют работам кельтов: непрозрачные эмали
окрашивались в большинстве случаев
окислами железа и меди, а на изделиях
из бронзы использовалась выемчатая
эмаль (рис. 10). Распространенными
цветами были кирпично-красный, темно-
красный, оранжевый, светло-синий
(голубой). Отличие существовало лишь в
художественном оформлении. Драгоценные
металлы эмалью не покрывали.
Перегородчатая эмаль не встречалась ни у
кельтов, ни у римлян. За исключением
этих созданных в римских провинциях
работ, в Риме во времена императоров,
несмотря на высокоразвитое стекольное
производство, нанесение эмали на металл
не получило развития.
4.4. Немецкие вставки пластинок
альмандина
С целью цветового обогащения
дорогостоящих ювелирных изделий немецкие
ЙЁК.4:
■ "^ ..
Рис. 11. Пряжка. Золото со вставками
альмандина и зеленого стекла.
VI в. н. э.
ювелиры (с IV по VII в.) применяли в
качестве вставок цветные камни и
цветное стекло, причем предпочтение
отдавалось красному альмандину. Это была
очень трудоемкая работа — получать из
камня, более твердого, чем стекло или
кварц, тонкие пластинки и точно
подгонять их по размеру гнезд, образованных
перегородками, расположенными в соот-
Рис. 12. Пластина
пряж ки. Золото со
вставкой альмандина
и зеленого
расплавленного стекла,
перегородки без основания.
Франция. Середина
VI в. н. э.:
а— вид спереди; б—- вид
сзади
Ф
^tifl&MBk^i^^
J
30
Историческое развитие техники эмалирования
ветствии с орнаментом. При этом тонкие
пластины альмандинов отполировывали
настолько хорошо, что и сейчас
отчетливо видна гофрировка подложенной
золотой фольги (рис. II).
Очевидно, камни в виде готовых, уже
отполированных пластин привозили из
Персии, так как трудно предположить,
что в распоряжении немцев были
подходящие абразивы для полирования
твердых камней. Скорее всего они
дорабатывали лишь контур, чтобы подогнать его к
действительно сложным формам ячеек.
Особенно достойна внимания
показанная на рис. 12, а уникальная в своем
роде прямоугольная плоская пряжка.
Альмандины закреплены с зелеными
пластинками стекла в сетке из золотых
перегородок, но без основания! На
оборотной стороне (рис. 12, б) отчетливо
Рис. 13. Пластины с изображениями
святых. Золото, перегородчатая эмаль.
Части иконы из монастыря Дж\мати
(Грузия). XI^XII вв. Слева:
изображение Христа во храме; в центре; св.
Димитрий; справа: св. Василий
видно, что стеклянные пластинки впаяны
в рамки. Итак, здесь можно говорить
уже о витражной эмали. Но идет ли речь
об отечественной или завезенной работе,
с большой уверенностью сказать трудно.
Впрочем, настоящая эмаль встречается в
форме простых небольшого размера
пластинок с перегородчатой эмалью,
применявшихся для отделки ювелирных
украшений.
Так как известны лишь несколько
примеров такого рода в очень богатом фонде
находок времени великого переселения
народов, то можно предполагать, что
речь идет не о типичных работах. Желая
проследить дальнейшую историю
развития эмали, следует подробнее
рассмотреть развитие искусства восточного
Средиземноморья.
4.5. Византийская перегородчатая эмаль
Классическая история искусств
рассматривает развитие эмали в связи с
развитием культуры и искусства
центрально-европейских стран. При этом
принимается во внимание Средиземно-
-*1Ъ
№---
* V
Л*
Ah
-,<■ -.:$<"
И
&
V
^ ^=
"#
f
«i
;!.;.:
L^'
?<$&
\./№г-
<**т
''■j
Г&
з&
■Ш(Ш
Л*
^3
^
--(•-
V-
м
У
*'
т
"Г?
^.
S:
:>"¥■-.
*&
к-
■.■*-
\ц
Византийская перегородчатая эмаль
морье, но только потому, что оттуда
исходят корни развития европейского
искусства. Однако полную картину истории
развития эмали можно получить лишь с
учетом развития искусства стран Азии и
особенно Востока, так как с
уверенностью можно сказать, что искусство
Ирана (Персии), Индии и Китая, где до
настоящего времени добиваются
значительных успехов в области
эмалирования, внесло определенный вклад в
развитие этой технологии и оказало влияние
на культуру Средиземноморья. Правда,
прямых доказательств этого пока нет.
Развитие науки и техники обусловило
появление в VIII в. очень быстро
достигшей высочайшего совершенства
византийской перегородчатой эмали, которую
впервые использовали не как средство
имитации камней, а как самостоятельный
художественный прием вне связи с
прошлым.
Классическими образцами эмалей
считаются именно византийские, а не
совершенно отличные по исполнению кельт-
ско-римские выемчатые эмали,
появившиеся на 500 лет раньше, и не египетские
вставки камней по принципу
перегородчатых эмалей, которые на тысячелетие
старше. Определенная и наиболее тесная
связь просматривается со вставками
пластин из альмандина, которые
изготовлялись на Ближнем Востоке (см. п. 4.4).
Установлено, что Сирия в это время
была важнейшим центром изготовления и
обработки стекла. Там изготавливались
бусы из жемчуга и маленькие сосуды
(флакончики), расписанные эмалью.
31
Обработка драгоценных металлов
получила в позднеантичной Византии
высокое развитие. Появились технические
предпосылки объединения стекла и
металла. Расцвела невиданная до сих пор
роскошь. Церкви и дворцы
византийского государства, особенно в столице —
Константинополе (теперь Стамбул),
выкладывались золотой мозаикой. Такими
же роскошными были священные
сосуды, предметы интерьера и знаки отличия
господствующих классов.
Таким образом, византийская эмаль
развивалась в совершенно новом
качестве— как изобразительное средство (см.
п. 9.5). Строгие и торжественные иконы
в динамичной последовательности и в
великолепии золотого заднего плана
совершенно удалены от земной
действительности.
Уже во времена царствования
Юстиниана (VI в.) существовали значительные
работы в этой технике, но многие из них
были уничтожены во время
«иконоборчества» (с 726 по 843 гг.). Временем
расцвета следует считать период до XII в. С
переходом к схематичным изображениям
в XIII в. начался общий упадок
византийских эмалей. Художественное и
техническое совершенство демонстрируют
изделия, показанные на рис. 13 и 14.
Опыт Византии оказал решающее
влияние на развитие техники эмалей в
Европе в средние века. Однако мнение, что
Рис. 14. Корона Мономахов. Золото,
перегородчатая эмаль. Византия.
Середина XT в.
32
Историческое развитие техники эмалирования
vV.jf-a:". *
■ Wft
sy^
*$М^
SI»
if'
lilllllp:
Ш
;<-.
Ж: "Ш^\ЭД11Ш№
■ "I1 "^.jft Г.
'■:■'•
'"■; ■
..•."-'..•
Рис. 15. Блюдо. Медь, с обеих сторон
покрыто перегородчатой эмалью.
Диаметр 22,6 см. Времени Артокидов,
ПЗО г.
Византия была единственным и ведущим
центром, откуда искусство эмалирования
распространилось на периферии
византийского мира, т. е. Грузию, Армению,
Сербию, Киевскую Русь, давно устарело.
В настоящее время, например в Тбилиси,
находят богатые собрания грузинских
работ с перегородчатыми эмалями, в
которых просматривается влияние
Византии, но которые являются
национальными творениями. В начале X в. в Киевской
Руси получила развитие оригинальная
техника перегородчатой эмали.
Образцом восточной техники
эмалирования является небольшое, покрытое с
обеих сторон перегородчатой эмалью
блюдо (рис. 15). Согласно надписи, оно
принадлежало эмиру Давуду (1119—
1144 гг.), который имел резиденцию в
верховьях Тигра. Здесь смешались
элементы персидского, византийского
стилей и стиля поздней античности. В
середине блюда изображено вознесение
Александра Великого, в маленьких
медальонах— орлы и борющиеся
животные, а в промежутках между ними —
мотивы с орнаментами и фигурами.
Только благодаря случаю сохранилось это
уникальное блюдо, представляющее
собой пример совершенства восточного
искусства эмалирования, которое во всех
отношениях не уступает византийскому.
4.6. Средневековые перегородчатая и
выемчатая эмали
При изучении истории развития
среднеевропейских, в частности немецких,
художественных работ с эмалью времен
средневековья следует учитывать
местные традиции, степень развития
страны, внешнеторговые связи.
Средневековые перегородчатая и выемчатая эмали
33
Рис. 16. Пластина с эмалью. Часть
алтаря, изготовленного Николаусом Вер-
денским. Позолоченная медь, выемчатая
эмаль. Клостернойбург под Веной.
1181 г.
решающим. Использование
импортируемых пластинок с эмалью для украшения
сосудов и утвари и обретение
собственного опыта работы в новой технике дало
толчок развитию эмалирования, которое
начало приобретать самостоятельное
значение как вид искусства. Появилась
собственная выразательная форма эмали как
ювелирного оформления.
В IX—X вв. (время Оттонов)
мастерские монастырей на Рейне и в
Лотарингии образовали центры эмалирования по
золоту, где выполнялись
перегородчатые— по типу византийских — эмали.
Предпочтение отдавалось маленьким
украшенным орнаментом многоцветным
пластинкам с перегородчатой эмалью,
которые закреплялись, как драгоценные
камни, на священной утвари (см. рис. 70).
Лишь в исключительных случаях
использовались образные мотивы, как например
в пластине основания креста Матильды.
В трактате монаха Теофилуса «Schedula
diversarium artium» подробно и наглядно
описан способ изготовления пластинок с
перегородчатой эмалью (см. п. 9.3.2).
Столетиями господствующая техника
закрепления вставок альмандина
обеспечила необходимые для перегородчатой
эмали навыки обработки металла.
Качество стекла совершенствуется в течение
меровингско-каролингского времени
настолько, что освоено изгоювление
нескольких наиболее употребляемых
цветных эмалей. Традиции кельтских и
провинциально-римских выемчатых эмалей
все еще оказывают влияние. Известны
факты, подтверждающие, что выемчатая
эмаль на бронзе или меди сохранилась в
Галлии по меньшей мере до
средневековья, хотя и в грубой вульгарной форме
в несложных изделиях массового
производства.
Значительное развитие получило
эмалирование в XII в. в Лиможе и в области
Рейн — Маас. На искусство эмалирования
Европы раннего средневековья большое
влияние оказали восточные (сирийские) и
особенно византийские эмали. Благодаря
высокому качеству технического и
художественного исполнения (особенно
священных сосудов — основного предмета
работы средневекового ювелира) влияние
византийских эмалей по золоту было
Рис. 17. Фрагменты оклада.
Позолоченная медь, перегородчатая и выемчатая
эмали. XII в.
3 Э. Бреполь
h
34
Рис. 18. Подсвечник. Позолоченная медь,
выемчатая эмаль, порфитка из горного
хрусталя. Нижняя Саксония. XII в.
Примером использования
перегородчатой эмали в украшении может быть
пряжка, исполненная в виде орла, так
называемое «украшение Гизелы» (см.
рис. 81). Это украшение изготовлено
приблизительно в конце X в. Голова,
крылья и хвост орла выполнены в
технике перегородчатой эмали. Венок
декорирован драгоценными камнями.
С XII в. выемчатая эмаль получила
признание как художественный метод
украшения церковной утвари цветовыми
образными и орнаментальными
мотивами. Наиболее значительные мастерские
находились на Рейне и Мозеле и во
французском городе Лиможе.
Возрастающая потребность в красивой и
недорогой церковной утвари побуждала к
использованию этой новой формы
художественного оформления. В качестве
подложки применялась обычно
позолоченная медь. Вероятно, соображения эконо-
Историческое развитие техники эмалирования
мической выгоды привели к переходу от
оттоновской перегородчатой эмали на
золоте к романской выемчатой эмали на
меди.
Традиция кельтской выемчатой эмали
на бронзе под влиянием византийской
перегородчатой эмали вылилась в новую
форму эмалирования. Примером этой
техники служит алтарь, который,
согласно надписи, изготовлен Николаусом Вер-
денским и освящен в 1181 г. На рис. 16
показана одна из 49 пластинок алтаря.
Вокруг фигур основной фон углублен и
заполнен эмалью. Рисунок внутри фигур
выгравирован и покрыт эмалью.
Основные цвета — синий, зеленый и красный.
Выполненный целиком из меди, алтарь
был подвергнут золочению.
Византийского влияния здесь не наблюдается.
На фрагментах оклада, показанных на
рис. 17, использована комбинация
выемчатой и перегородчатой эмали.
Изображенный на рис. 18 светильник служит
примером применения выемчатой эмали в
Рис. 19. Распятие. Позолоченная медь,
выемчатая эмаль
V^.1. ^. :^.:"i;i:4--^'^'^W>^". ^ f. . ...\]fei^№i
i
Готическая эмаль по чеканному рельефу
35
качестве декоративного и относительно
недорогого способа украшения
повседневной литургической утвари, так же как
и распятие, показанное на рис. 19. На
распятии эмаль наплавлена на выпуклую
поверхность рельефных фигур в выемки
между складками одежды.
В середине XII в. Лимож превратился
в ведущий центр массового производства
религиозной утвари с использованием
различных видов выемчатой эмали и до
XIV в. удерживал за собой это
первенство. Появление массы кустарных
изделий быстро привело к обесцениванию
высокохудожественных работ, но
произведения, созданные во времена расцвета,
вполне можно сравнивать с лучшими
изделиями области Рейн — Маас, как
например показанный на рис. 20 реликва-
рий. Задний план оформлен орнаментом
и пестро инкрустирован. Между
фигурами выполнены выемки. Складки и детали
одежды выгравированы. Над
поверхностью реликвария возвышаются
рельефные головы святых.
Рис. 20. Реликварий «Поклонение трех
королей». Медь позолоченная,
выемчатая эмаль. Лимож. Середина XIII в.
4.7. Готическая эмаль по чеканному
рельефу
Несмотря на то, что получили развитие
новые приемы эмалирования, прежние
методы не были вытеснены полностью.
Напротив, они художественно
обогащались. Таким образом, выемчатая эмаль
сохранилась до конца средневековья как
прием украшения несложных изделий,
оружия, шрифтов. В качестве примера
может служить серебряное нагрудное
украшение с девятью покрытыми эмалью
гербами, которые были учреждены
саксонскими городами между 1461 и 1513 гг.
(рис. 22).
Один из первых образцов эмали по
чеканному рельефу показан на рис. 21. В
нем еще заметно влияние романской
выемчатой эмали. Фигуры, покрытые
голубой прозрачной эмалью, гармонируют с
благородным металлом основы.
Следующая ступень развития этой
техники, относящаяся к началу XIV в.,
предъявляет гораздо более высокие
требования к мастерству ювелира. Фигуры
выполнялись плоскорельефными, а
прозрачная эмаль накладывалась по всей
поверхности. Таинственно просвечивает
О
Г
l-jU — цг_*,ццц.г
36
Историческое развитие техники эмалирования
msiSsB.
Рнс. 22. Нагрудное украшение лучшего
стрелка с гербами девяти саксонских
городов. Серебро позолоченное,
выемчатая эмаль. Саксония, 1461 — 1513 гг.
i
Рис. 21. Медальон с символом
евангелиста Луки. Деталь алтарного креста.
Серебро, задний план заполнен
прозрачной голубой эмалью
Рис. 23. Алтарный крест (деталь).
Серебро, эмаль по чеканному рельефу; на
местах, где отскочила эмаль, хорошо
видна гравировка. А. Поллайоло. Около
1500 г.
сквозь эмаль изображение, пластичность
которого еще больше подчеркивается
различными по толщине слоями эмали (в
п. 9.8 данный способ будет описан более
подробно). Эту технику использовали
для готической церковной утвари и
религиозных украшений. Несмотря на то, что
подложке гравировкой придана
шероховатость, стойкость эмали невелика, о чем
свидетельствуют сколы, имеющиеся на
большинстве из сохранившихся изделий
(рис. 23).
Объемная рельефная эмаль в стиле Возрождения и барокко
37
4.8. Объемная рельефная эмаль в стнле
Возрождения н барокко
Эпоха Возрождения (Ренессанс)
достигла своего апогея на экономической
основе зарождающихся
капиталистических отношений. Особенно большое
развитие она получила во всех областях
кустарных ремесел, а также в искусстве
и науке. Культура Возрождения
выражала идеологию зарождавшейся
прогрессивной буржуазии, которая была
ориентирована преимущественно на земное,
антифеодальное и антитеологическое.
В Германии наблюдались глубокие
социальные сдвиги, которые вылились в
Реформацию и Крестьянскую войну
1524—1525 гг. и нашли отражение в
культуре Возрождения. В то время как в
немецком изобразительном искусстве
отчетливо угадывается итальянское
влияние, развитие- ювелирного искусства
происходит самостоятельно.
Наряду с Мюнхеном, Зальцбургом,
Прагой и Веной в XVI в. центрами
ювелирного дела стали Нюрнберг и Ауг-
сбург. Славе этих городов еще больше
способствовало распространение «Огпа-
mentstiche» — образцов орнаментов для
различных видов ремесел нюрнбергских и
аугсбургских мастеров. Рассматривая
кружку, изображенную на рис. 24, легко
узнать переработанные аугсбургским
ювелиром мотивы рисунков из папки
образцов орнаментов для гравировки
Корвиниануса Заура (рис. 26).
Композицию медальона мастер перенял, но
детали изменены и модифицированы.
Орнамент «арабески» выполнен в технике
выемчатой эмали по гравировке. Плоский
орнамент между овалами покрыт эмалью
ярких цветов и контрастирует с гладким
телом сосуда.
Когда во второй половине XV в.
буржуазия немецких городов достаточно
окрепла, вместе с чувством собственного
достоинства у купцов и ремесленников
появилась и потребность иод черкнуть
свое общественное положение
роскошной одеждой и дорогими украшениями.
Золотые цепи, украшения для волос и
шляп, браслеты, кольца, пуговицы — все
виды украшений использовались в
полной мере, но самым популярным был
медальон.
По сравнению с образцами искусства
готики бросается в глаза живая пестрота
Рис. 24. Кружка. Позолоченное серебро
с эмалью. Лугсбург. Около 1600 г.
Рис. 25. Подвеска к ордену Подвязки со
св. Георгием. Золото, эмаль, алмазы.
Вторая половина XVII в.
38
Историческое развитые техники эмалирования
°%л.
Рис. 26. Титульный лист папки
образцов орнаментов для различных видов
ремесел. К. Заур. Аугсбург. 1594 г.
Рис. 27. Рукоять меча в японском
стиле. Золото, прозрачная эмаль по
гравированному основанию. И. М. Динглингер.
Дрезден. Конец XVII в.
оформления украшений. На
относительно небольшой площади преобладает
перенасыщенный орнамент, частично
покрытый эмалью, с включениями цветных
камней и жемчуга, рельефных фигурок
из эмали. Доминирующей техникой
эмалирования стала объемная рельефная
эмаль (см. п. 9.11). В начале XV в. в
Бургундии и Нижненемецкой области
наиболее значительные работы были
выполнены именно в этой технике.
Наиболее распространенным мотивом
был святой Георгий, победа которого над
драконом воспринималась как символ
триумфа христианства над язычеством.
Интересно сравнить, как воплощен этот
мотив в произведениях позднего
Возрождения и барокко (рис. 25, 83, 84). На рис.
83 и 84, несмотря на миниатюрное
исполнение, можно наблюдать совпадение
тончайших оттенков красок, выполнения
отдельных деталей. Эффект эмали еще
более усиливается благодаря включению
цветных камней и жемчуга в общую
композицию.
В XVII в. осуществляется постепенный
переход к барокко, восхвалению в
искусстве абсолютизма и контрреформации
как идеологии господства и пышного
расцвета феодализма. С этой точки
зрения произведения Иоганна Мельхиора
Динглингера (1655—1731 гг.),
придворного ювелира Августа Сильного, и его
братьев Георга Фридриха (эмальера) и
Георга Кристофа (ювелира) являются
вершиной ювелирного и эмальерного
искусства барокко.
Выдающийся пример виртуозного
овладения техникой объемной рельефной
эмали—настольное украшение с
изображением двора в Дели в день рождения
Великого Могола работы Юргена Зейба и
братьев Динглингер. На площади 1 м
изображена процессия представителей
всех областей государства, которые
собрались во дворце, чтобы подарками
доказать свою преданность господину. С
большим художественным и техническим
совершенством выполнена из драгоценно-
i
го металла и щедро расцвечена сотнями
драгоценных камней и различными
эмалями вся сцена торжества. Часть
изделия, показанная на рис. 86, дает об этом
довольно полное представление.
В течение трех столетий до появления
роккоко сохранялась мода на ювелирные
изделия, украшенные объемной цветной
Живописная эмаль из Лиможа
39
эмалью, однако наряду с этой тончайшей
техникой применялись и другие приемы
эмалирования. Так, эфес меча в
японском стиле работы Динглингера
сплошь покрыт изумрудно-зеленой
эмалью в стиле ранней готической эмали
по серебру (рис. 27). У рапиры,
изготовленной в Испании (см. рис. 85), богатый,
очень пластично исполненный орнамент
подчеркивает наплавленная эмаль.
4.9. Живописная эмаль из Лиможа
В начале XV в. появилась совершенно
новая техника — живописная эмаль.
Тонко растертыми цветными эмалями
наносили изображение на одноцветную
эмалевую основу, причем краски накладывали
рядом без разделяющих пергородок. В
Италии было несколько мастерских, где
применялся этот метод, но все же
центром развития новой техники в XV —
XVI вв. стал французский город Лимож.
Вначале гравировали рисунок на
медной основе и сверху покрывали тонким
слоем фондона. Затем по нему
выполняли черный предварительный контурный
рисунок, который обжигали. Только
потом осуществляли непосредственное
живописное нанесение эмали.
В XVI в. получила развитие типичная
техника мастеров Лиможа: эмаль в стиле
гризайль, т. е. эмаль в серых тонах. На
пластину, отгрунтованную черной или
темной эмалью, наносили изображение
белой эмалью. В зависимости от
толщины слоя темный фон просвечивает
больше или меньше, что дает серые
полутона. Так как использовали, как правило,
тугоплавкую белую эмаль, то
изображение получалось слегка рельефным.
Плакетка на рис. 82— яркий тому пример.
В основе другого способа заложены
графические приемы: черное основание
покрывали тонким слоем белой эмали,
процарапывали в этом увлажненном слое
рисунок и придавали изображению
пластичность посредством штриховки.
После этого эмаль обжигали. Часто белую
эмаль обогащали цветной, т. е.
покрывали прозрачной цветной эмалью (тона
одежды) и розовой эмалью (части тела).
Для этого способа характерны золотые
эффекты (см. рис. 89).
В первое время в технике лиможской
эмали изображали исключительно сцены
из библии, зачастую воспроизводили
известные картины на эти сюжеты. В
середине XVI в. на первое место
выдвигаются мотивы итальянского
Возрождения. Эмалью покрывали не только
плакетки, но и различную утварь (рис. 28).
Предметы большого размера украшали
пластинками, покрытыми эмалью. При
дворах знати, особенно во Франции,
были известны и пользовались большим
спросом великолепные столовые прибо-
Рнс. 28. Ваза «Грехопадение». Эмалевая
живопись в стиле гризайль в красно-
коричневых тонах. Предположительно
Ж. Кур. Лимож:. Середина XVI в.
..-"\.
-> .
-X .V.\;■?"'' Ч-- X-.-V.■.■.■&'".
-..'■*.
^'ТГ'Г^-'^^ы-^Ф^'
-.-» -, ^iii^^i^^^M^^^^i^
Ч-»
щтъ
40
ры из Лиможа, покрытые эмалью. Они
до сих пор хранятся в европейских
коллекциях. Во многих старинных семьях
ремесленников (Пенико, Лудэн, Куртей,
Реймон, Лимузэн) традиции
эмалирования передавались от поколения к
поколению.
Особую группу составляют выпуклые
сосуды с характерным рисунком,
эмалевое покрытие которых принято называть
венецианской эмалью, так как
предполагают, что она получила свое развитие в
Венеции. Речь идет о прочеканенных и
покрытых опаковой эмалью медных
сосудах. В эмаль вплавлялись золотые
букеты, соломка, розетки, листья. Эти
изделия появились в первой половине
XVI в. (см. рис. 88).
4.10. Миниатюра на эмали в стиле
барокко
В середине XVII в. химия получила
столь большое развитие, что в
распоряжении ювелиров появились окислы
металлов, при нанесении которых на белую
эмалевую основу и последующем обжиге
можно было достичь передачи
тончайших цветовых оттенков, благодаря чему
стало возможным создание миниатюр на
эмали.
Рис. 29. Рог для питья, лежащий на
крыльях грифа, в стиле неоренессанса.
Оправа из позолоченного серебра
частично декорирована, миниатюрная
живопись по эмали. Середина XIX в.
Историческое развитие техники эмалирования
Металлическую основу, а это могло
быть даже золото, полностью покрывали
эмалью, металл более не использовали
для оформления, он служил только
подложкой. Этот технический прием можно
рассматривать обособленно от всех видов
ювелирной эмали, так как он является
особой формой живописи. Жан Тутэн,
ювелир из Шатоде, разработал в 1632 г.
данный метод, который точно отвечал
вкусу времени.
В течение короткого времени этот вид
миниатюрной живописи распространился
по всей Европе. Преимущественно
медальоны, а также различные предметы
роскоши декорировали жанровыми
сценами, цветами, орнаментами,
исполненными яркими красками на белом фоне.
В данном случае ювелиры лишь
наносили эмали, а собственно изображение
было дело художника-миниатюриста.
Следует особенно упомянуть художников
Жана Петито (1607—1691 гг., Женева);
Петера и Амикуса Гюо (конец XVII в.,
Женева); Георга Штрауха (1613 —
1675 гг., Нюрнберг); Самуэля Блессендор-
фа (умер в 1706 г., Берлин); Георга
Фридриха Динглингера (умер в 1720 г.,
Дрезден); Измаэля (1688—1767 гг.) и Рафаэля
(1728—1779 гг.) Менгсов, Дрезден;
Иоганна Вайлера (родился в 1747 г.),
Париж.
Работы Динглингера, показанные на
рис. 91 и 93, являются примерами
совершенства как в художественном, так и в
техническом отношении. С барочной
перенасыщенностью изображена сцена
пиршества Клеопатры, причем
миллиметровые детали выполнены выразительно и
тонко. В портрете великого князя
Алексея восхищает тончайшая проработка
лица и одежды. Табакерки, изображенные
на рис. 90 и 92,— образец применения
живописной эмали для предметов
широкого потребления. Заслуживает внимания
соединение металла и эмали посредством
наплавления орнаментов из металла на
голубую эмаль.
В процессе своего развития миниатюра
на эмали (рис. 64, 65, 118) стала
самостоятельным родом живописи, полностью
отделившись от ювелирного искусства.
Живописную эмаль можно было
наносить на всевозможные металлические
предметы. Выбор тем и цветового
оформления был неограничен. Стили барокко
и рококко были также популярны и в
Промышленная эмаль
41
эпоху бидермейера, когда изящные
миниатюры в сдержанных тонах выражали
чувствительность и сентиментальность.
В конце XVIII — начале XIX вв.
вследствие появления фабричной продукции
качество живописи на эмали стало все
более ухудшаться. В середине XIX в.
дешевым заменителем живописи на
белой эмали стали даже переводные
картинки. Художественное качество изделий
окончательно упало. К этому следует
добавить, что с появлением фотографии
живописный миниатюрный портрет
потерял свое значение.
Во второй половине XVIII в. на
фабриках предметы из драгоценных металлов
начали покрывать гильошированным
рисунком. На табакерки, корпуса часов,
ювелирные изделия с гильошировкой
наносили и обжигали прозрачные эмали
светлых тонов. При этом геометрический
рисунок основы просвечивал сквозь
эмаль. Для усиления художественного
эффекта эмаль украшали живописными
фрагментами или вплавляли золотые
блестки (см. рис. 87).
Несмотря на то, что в XIX в. были
известны все технические приемы
эмалирования и ими полностью овладели
ювелиры, значительных художественных
достижений в области создания ювелирных
изделий с эмалью не наблюдалось. Это
объясняется тем, что мода требовала
сдержанности в колорите, в ювелирном
изделии доминировали драгоценный
металл и камни: на первом плане стояла
материальная ценность ювелирных
изделий (рис. 29, 79, 120).
4.11. Промышленная эмаль
В XIX в. в условиях всеохватывающей
индустриализации получила развитие
другая важная область применения
эмали, которая впоследствии стала
совершенно самостоятельной,— техническая
бытовая эмаль на чугуне и стали. Уже в
1761 г. Иоганн Генрих Готлиб фон Юсти
предложил покрывать эмалью предметы
домашнего обихода, с тем чтобы
улучшить их эксплуатационные свойства. В
1785 г. на металлургическом заводе Лах-
хамера впервые были покрыты эмалью
чугунная посуда и детали каминов и
печей. В 1810 г. начали эмалировать
сталь, с 1836 г. в Тале уже изготовляли
эмалированную посуду, которая очень
быстро получила известность и
понравилась потребителю.
К концу XIX в. техника эмалирования
чугуна получила столь широкое
развитие, что появилась возможность
изготовлять промышленным способом большое
количество изделий удовлетворительного
качества. Но эмалирование стали в тот
период еще не вышло за рамки опытов.
Предприятия, возникшие в Германии и за
ее пределами, не могли долго
просуществовать по ряду причин.
Во-первых, не были еще известны
грунтовые эмали, содержащие окись
кобальта. Во-вторых, из-за хорошего
сцепления снова и снова обращались к свин-
цовосодержащей эмали, которую нельзя
было применять из-за ее токсичности для
домашней посуды — основного вида
изделий того времени. В-третьих, выбор
подложки для эмали производился
экспериментально , так как сталь была
нестабильна по составу и свойствам.
В-четвертых, из-за сохранения рецептуры эмалей
в строгом секрете каждое предприятие
должно было самостоятельно
разрабатывать свой состав эмали.
С изобретением в 1846 г. французом
Жапи вытяжного пресса и с развитием
способа получения нержавеющей стали
по Бессемеру и Сименсу — Мартену в
1856—1863 гг. стало возможным
изготовление дешевым способом посуды,
'которая благодаря эмалевому покрытию
долгое время сохраняла высокие
эксплуатационные качества.
Опираясь на опыт ювелирного
эмалирования, постепенно развивалась
специальная рациональная технология
подготовки изделия к эмалированию,
нанесению и обжигу эмали. В дальнейшем
удалось разработать для технических
целей эмали, свойства которых
удовлетворяли все возрастающим требованиям.
Этому способствовали относящиеся к
1850—1900 гг. разработка кобальтсодер-
жащей грунтовой эмали, применение
криолита в качестве глушителя, добавка
глушителя при помоле, а не в эмалевую
шихту.
В настоящее время использование
промышленной эмали не ограничивается
только домашней посудой. Химические
аппараты и приборы, корпуса машин и
даже облицовку фасадов зданий
покрывают эмалью.
42
Историческое развитие техники эмалирования
Рис. 30. Плакетка «Рой бабочек».
Живописная эмаль. Д. Вибираль и Д. Зелиг-
мюллер. Веймар. 1917—1918 гг.
Рис. 31. Бокал. Медь с живописной
эмалью. Варнеке и Хаберман. Пфор-
цхайм. 1925 г. Чашка. Медь с
перегородчатой эмалью. К. X. Розенберг. Берлин.
Около 1927 г.
4.12. Эмаль в стиле модерн
Стиль модерн возродил использование
эмали при оформлении украшений и
ювелирных изделий. Многоцветная и яркая
эмаль стала необходимой для
художественного обогащения изделий с
растительными и анималистическими
мотивами. Натуральные и искусственные
материалы (все виды металлов, драгоценных
камней, перламутр, черепаха, слоновая
кость, эмаль) включались в композиции
из-за их художественных достоинств без
учета материальной ценности (см.
рис. 94).
По примеру технической
промышленной змали и восточно-азиатских образцов
декоративные сосуды полностью
покрывали змалью (см. рис. 95). В поисках
новых выразительных форм с
художественной и технической точки зрения
эмалирование вышло за рамки
классических способов. Из этих экспериментов
родидрсь художественное оформление
декоративной посуды. Второе рождение
получила витражная эмаль в результате
следования восточно-азиатским образцам
(см. рис. 79). Путем экспериментов были
найдены новые возможности
совершенствования способов эмалирования (сюда
относится большинство способов,
описанных в гл. 7).
В XX в. под влиянием произведений
мастеров стиля модерн эмаль стала
одним из полюбившихся способов художе-
.■.-fflft.v.tfo.v..-"^ ..."-\..
^V^ul^b*
<*^ «""-ОД*
Эмаль в стиле модерн
43
ственного оформления украшений и
декоративных изделий (рис. 30—32).
Благодаря успехам в развитии химии
силикатов была разработана большая
палитра высококачественных эмалей
всевозможных оттенков, прозрачных, опа-
лисцирующих и непрозрачных для
различных металлических подложек. Были
улучшены условия труда благодаря
использованию электрической обжиговой
печи с терморегулятором. Разумеется
успехи в области технического
эмалирования не могли не оказать влияния на
художественную эмаль, хотя эти виды
эмалей существенно отличаются друг от
друга областью применения, назначением
и технологией. Наряду с
художественным эмалированием посуды эмаль нашла
применение в строительстве при
облицовке фасадов, перегородок, дверей и т. д.
(см. рис. 98).
Начиная с 20-х гг. нашего столетия,
Рис. 32. Блюда. Медь с перегородчатой
эмалью, матовая шлифовка. Л. Шульц.
Галле. 1930—1934 гг.
художественные учебные заведения
оказывают существенную помощь в
развитии техники эмалирования —
художественного метода, возможности
которого еще далеко не исчерпаны.
Современному эмальеру как с технической, так
и с художественной точки зрения
предоставлены большие возможности. Он
может использовать все традиционные
технические приемы эмалирования, но
вместе с тем разрабатывать свои, новые
методы. Границы приложения его
творчества простираются от маленького
ювелирного изделия до плиты фасада
здания. Нужны только способность
облекать свои идеи в художественную форму,
фантазия и умение пользоваться
техническими приемами.
5. Оборудование
5.1. Оборудование мастерской
Рабочая среда, которая окружает нас
большую часть дня, оказывает
решающее влияние как на нашу
работоспособность, так н на наше здоровье. Условия
труда важны для творческой
деятельности н в частности для занятий
эмалированием, они в первую очередь зависят от
того, как оборудована мастерская или
рабочее место, творческой атмосферы.
Конечно, нет необходимости
разрабатывать какой-то стандартный проект
эмальерной мастерской, но все-таки
можно предложить общие рекомендации.
Эмалирование включает
технологические операции, которые требуют
различных производственных условий.
При подготовке металла (сюда
относятся все операции, связанные с
обработкой золота и серебра, изготовлением
изделий, предназначенных для
эмалирования) в зависимости от объема и
характера работ используют ювелирный
верстак, оснащенный необходимым набором
инструментов и оснасткой.
Для дробления и размалывания эмали,
шлифования готовых изделий с эмалью
необходим прочный стол, по
возможности установленный рядом с мойкой.
Рис. 33. Эмальерная мастерская:
1—полировальный станок; 2—гальваническое
оборудование; 3—сосуд для травления; 4—
вспомогательный стол; 5—полка для
хранения запасов эмалей; 6—рабочее место для
проведения работ с золотом; 7—рабочее
место эмальера; 8—шкаф для хранения эмалей;
9—шкаф для инструмента; Ю—стол для
работы с серебром; 11 — раковина; /2—
вспомогательный стол; /3—печь для обжига
44
Пени для обжига
Главное рабочее место эмальера—
рабочий стол для нанесения эмали.
Кроме того, в мастерской должны быть печь
для обжига эмали, стол, на который
складывают обожженные изделия, а
также рабочие места для обработки эмали
травлением, полированием и
гальванической обработки.
На рис. 33 показан примерный план
эмальерной мастерской, один из многих
возможных вариантов.
Яркий свет и чистота — основные
требования, предъявляемые при
оборудовании помещения для эмалирования.
Большие окна, по возможности выходящие на
север, обеспечивают равномерное
достаточное дневное освещение рабочего
места. Искусственное освещение рабочего
места должно обеспечивать безупречную
передачу цветов и оттенков. Стены
необходимо выкрасить однотонной светлой
краской, а пол следует покрывать
износоустойчивым покрытием. Ювелирный
верстак и стол эмальера помещают
прямо у окна. Для пайки и отжига к
верстаку должен быть подведен горючий газ.
Необходимое оснащение и организация
рабочего места эмальера будут описаны
в п. 5.4.
Печь для обжига должна находиться в
самом темном углу помещения, при этом
достигается лучший контроль цвета
накала печи. Возле печи ставят стол для
выгрузки изделий. Для хранения
ювелирных и эмалевых изделий, металлов и
прочих вспомогательных материалов
используют шкафы; эмаль можно хранить
на полках. Полировальная машинка
должна быть обязательно в соседнем
помещении из-за неизбежного
образования пыли и загрязнений. Там же
проводят работы с химикалиями, например
травление, блестящее травление и
гальванизацию. Если работы, при которых
образуются химические испарения,
проводят в большом объеме, необходима
хорошо отлаженная вытяжная вентиляция.
Химикалии хранят в специальном шкафу.
5.2. Печи для обжига
Технология эмалирования осталась в
принципе такой же, как во времена Те-
офилуса (см. п. 9.3.2). Лишь одно
существенно изменилось — печи для обжига.
Мы восхищаемся работами старых ма-
45
стеров и совершенно не можем
представить, что они производили обжиг в
пламени древесного угля, покрытом
защитным колпаком. Изменив положение
колпака ча пламени древесного угля на
горизонтальное, получили муфельную
печь, что было существенным
техническим прогрессом. Рабочие образцы могли
теперь просто загружать в печь для
обжига и также бесприпятственно
вынимать. Этот принцип сохранился до
сегодняшнего дня, изменился лишь способ
разогрева муфеля. Уже в прошлом
столетии древесный уголь вытеснил кокс,
затем были разработаны муфели,
отапливаемые газом, и, наконец, электрические
муфельные печи.
В настоящее время целесообразно
применять только электрические обжиговые
печи (рис. 34). Муфель из огнеупорного
шамота окружен нагревательными
спиралями или нагревательными стержнями —
силитами, которые обеспечивают в
муфельной печи необходимую температуру
обжига. Снаружи печь покрыта
теплоизоляционным материалом и помещена в
металлический кожух. Важно, чтобы
дверца печи свободно открывалась и
закрывалась (и по возможности одной
рукой), чтобы при загрузке печи не
возникало ненужных потерь теплоты. Для
того чтобы наблюдать за процессом
обжига, в дверце печи должно быть
смотровое отверстие, защищенное
термостойким стеклом.
Перечисленным требованиям
удовлетворяют все лабораторные печи, которые
Рис. 34. Муфельная печь
Оборудование
Таблица 6. Технические характеристики муфельных печей, выпускаемых VEB «Elektro»
(«Электро»), Бад Фраикенхаузен
Марка Мощность,Напряжение, Время разо- Температу- Масса, кг Габаритные размеры (ширина х
кВт В грева, мин pa, ° С х высота х длина), мм
М5 2,0 75 1000 65 145x90x235
М10 3,0 220 70 1000 70 175x95x300
М12 3,2 100 1200 95 175x95x300
могут обеспечить температуру до
1000° С. Габаритные размеры печи
определяются характером производимых
работ. Для опытов и эмалирования
ювелирных изделий достаточно, чтобы
отверстие муфеля составляло 50x50 мм. Для
других работ можно использовать
муфельные печи, характеристики которых
приведены в табл. 6.
Особенно важно оснащение печей
терморегулятором. В рабочем пространстве
печи располагают температурный зонд,
по шкале которого определяют
температуру печи, а регулировочный указатель
позволяет устанавливать желаемую
температуру.
Печь помещают на устойчивом столе,
покрытом термоизоляционной плитой,
например из асбеста, и в целях
безопасности заземляют корпус печи. Для того
чтобы муфель дольше служил,
необходимо помнить, что нельзя помещать
обжигаемое изделие непосредственно в
камеру. Надо всегда пользоваться
подставками для обжига или на основание муфеля
поставить шамотную плиту. Если эмаль
стекает, то она попадает на эту плиту,
которую в случае необходимости
нетрудно заменить.
5.3. Подставки для обжига эмали
После того, как на изделие нанесена
эмаль, она должна просохнуть, и только
потом изделие помещают в печь для
обжига. В большинстве случаев
невозможно взять изделие щипцами или
пинцетом и поместить в печь, не повредив
нанесенного слоя эмали, поэтому для
обжига эмалируемые предметы
размещают на огнеупорных подставках (рис. 35).
В качестве подставок используют
шамотные плиты толщиной от 10 до
16 мм. При нагреве они не
деформируются, однако становятся хрупкими при
резких изменениях температур и могут
растрескиваться. В связи с этим плиты,
размеры сторон которых превышают
50 мм, следует помещать в коробку из
стального листа (рис. 35, а).
Нелегированная конструкционная
сталь хорошо поддается гибке и
формовке, что позволяет изготавливать из
нее подставки для обжига. Однако такая
сталь деформируется при нагревании и,
кроме того, при нагреве от нее
отслаивается окалина, что может вызвать брак
эмалевой поверх ности. Покрытие
подставки охрой, глиной или мелом
защищает от образования окалины, однако
занимает много времени, так как после
каждого обжига покрытие нужно обновлять.
Кроме того, подобное покрытие дает
нежелательное загрязнение.
Единственным надежным средством является
покрытие подставки для обжига грунтовой
эмалью для стали. Для этого подставку
из стали, как это принято в техническом
эмалировании (см. п. 10.2), очищают,
наносят грунтовую эмаль и обжигают.
Конечно, обжигаемый образец нельзя
ставить непосредственно на такую
подставку: необходимы промежуточные слои
асбеста или слюды, чтобы изделие «не
прилипало» к подставке. Следует
упомянуть и традиционное средство:
очищенную стальную подставку покрывают
латексом. По истечении 24 ч покрытие
повторяют и оставляют сохнуть. После
высыхания второго слоя подставку
помещают в печь и оставляют на ночь для
окончательного высыхания и обжига.
Такое покрытие выдерживает свыше 50
обжигов, и при этом не обнаруживается
следов износа нанесенного слоя. Кроме
того, эмаль не прилипает к подставке.
Для изготовления небольших
подставок можно использовать никель. Это
малоокисляемый металл, но его
применение ограничивается тем, что при высоких
температурах он становится мягким и
деформируется.
Оптимальным является изготовление
подставок из хромоникелевых и других
Подставки для обжига
жаростойких легированных сталей.
Однако обработку этих сталей затрудняет
высокая твердость и прочность.
Готовых подставок для обжига эмалей
в продаже нет. Эмальер должен
изготавливать их самостоятельно. Приведенные
ниже рекомендации могут служить
отправной точкой"" при конструировании
подставок и размещении на них изделий.
Ровная пластина, эмалируемая с
одной стороны, должна лежать обратной
47
стороной непосредственно на подставке
для обжига. Можно использовать, как
показано на рис. 35, б, стальную плиту.
В плите надо сделать отверстия, чтобы
пластина с эмалью могла подогреваться и
снизу. Кроме того, при этом снижается
термическое расширение стальной
подставки. Плиту можно захватывать без
помощи дополнительных удерживающих
приспособлений. Более удобна шамотная
плита, которая вкладывается в стальную
коробку (рис. 35, а). Несколько языков
коробки загнуты вниз и образуют ножки,
а на одной стороне язычок следует
установить горизонтально, чтобы можно
было захватить его щипцами.
Ровную пластину, эмалируемую с
обеих сторон, можно положить
непосредственно на подставку, если контрэмаль в
дальнейшем не будет видна. Но при этом
следует обращать внимание на то, чтобы
контрэмаль не прилипла к подставке. Для
этого между эмалируемым предметом и
Рис. 35. Горизонтальные подставки для
обжига эмалей:
а—шамотная плита в стальной коробке; б—
стальная подставка с прокладкой из асбеста;
в—стальная подставка со вставленными
конусами; г— шамотная плита со вставленными
иголками; д—шамотная плита со
вставленными штифтами и скобами
Рис. 36. Подставка для обжига в виде
двойного клина
48
Оборудование
Рис. 37. Подставки для обжига мелких
предметов
подставкой надо проложить асбест или
слюду. После обжига прилипшие остатки
изолирующего материала можно сошли-
фовать. Если контрэмаль должна
оставаться неповрежденной, то необходимо
поместить пластинку так, чтобы она не
прогибалась при достижении
температуры обжига. Пластинку устанавливают
таким образом, чтобы она опиралась на
подставку только наружными, не
покрытыми эмалью ребрами. Для этого хорошо
подходят выточенные стальные конусы
(рис. 35, в), которые вставляют в
отверстия стальной подставки на расстояниях,
соответствующих размерам эмалируемой
пластины. Эмалируемую пластину можно
также устанавливать на клинья (рис. 36).
Для пластинок меньшего размера
можно порекомендовать специальные
подставки для обжига (рис. 37). При обжиге
пластин большого размера появляется
опасность прогибания их посередине,
вследствие их большой массы, поэтому
необходимо предусмотреть
дополнительную центральную опору (рис. 38).
Изображенная на рисунке подставка для
обжига предназначена для большой
круглой пластины. Стальная полоса
толщиной \ мм и шириной 10 мм прорезается
так, что образуются треугольники.
После обжига треугольники разворачивают в
правую сторону и слегка наклоняют
вниз с тем, чтобы касание обжигаемой
пластины и подставки происходило по
точкам.
Другой вариант подставки под большие
листы — шамотная плита с
просверленными небольшими отверстиями, в
которые вставляют тонкие штифты из
термостойкой стали, платины или белого
золота (см. рис. 35, г). Важно правильно
выбрать момент для снятия пластины с
подставки после обжига, тогда штифты
не оставят на контрэмали следов, так как
горячая эмаль имеет достаточную
текучесть. Если же пластина слишком
горячая, то при снятии ее с подставки из
контрэмали в местах соприкосновения со
штифтами вытягиваются нити. На
слишком холодной пластине вмятины от
стержней не выравниваются.
При эмалировании выпуклых изделий с
опорной поверхностью, не покрытой
эмалью (типа чаши с припаянной
ножкой), достаточно ровной подставки из
стали или шамота, как для пластин,
эмалируемых с одной стороны.
Для выпуклых изделий, эмалируемых с
обеих сторон, прежде всего необходимо
изыскать возможность установить
изделие на чистую металлическую кромку, не
прикасаясь к эмали. При
конструировании подставки следует особое внимание
обратить на ее устойчивость. Например,
плоскость устойчива при трех точках
опоры (трехногая табуретка не
опрокидывается). Если присутствует большее
число точек опоры, то они будут
нагружены неравномерно. Отсюда следует,
что в большинстве случаев подставка для
обжига с тремя точками опоры наиболее
удобна, так как в ней минимум точек
соприкосновения обеспечивает
максимальную устойчивость изделия. Но есть
Инструменты эмальера
исключения. Для больших предметов
необходимо большее число точек опоры, из
которых теоретически нагружены лишь
три, но используются все, в целях
предотвращения прогибания размягченной
пластины (см. рис. 37). С такой
подставкой следует обходиться осторожно, так
как поставленный на нее предмет может
легко соскользнуть. Ребра подставки
должны быть наклонными. Чтобы до
минимума довести соприкосновение, их
можно заточить до толщины лезвия
ножа.
В некоторых случаях нельзя избежать
соприкосновения эмалируемой
поверхности с подставкой. Тогда наиболее удобна
подставка с тремя точками опоры:
опасность повреждения покрытия
незначительна. Например, в отверстия стального
листа следует вставить конусы так,
чтобы образовалась подставка с тремя
точками опоры. Такую же возможность дает
шамотная плита с иголками. В качестве
подставок можно использовать
применяемые в керамическом производстве
шамотные конусы. Соотношение
расстояний между точками опоры и диаметром
сосуда должно обеспечивать устойчивую
опору. Для неглубоких чаш необходимы
большие опорные поверхности, чем для
глубоких: диаметр опорной поверхности
должен составлять минимум 1/3 от
общего диаметра изделия. Например, для
сосудов диаметром 8—10 см необходима
опорная поверхность диаметром 3 см.
При эмалировании изделий сложных
форм следует создавать подставки,
которые точно подходили бы для данного
объекта. На рис. 37 показано несколько
примеров.
Для обжига также необходимы щипцы
или вилка ,(РИС- 39). В качестве щипцов
для обжига эмали можно использовать
лабораторные тигельные щипцы. Каждая
подставка для обжига должна быть
изготовлена так, чтобы ее легко можно было
захватить и прочно удерживать щипцами.
Для этой цели также хорошо подходит
вилка. Ее легко можно изготовить из
стальной проволоки нужного диаметра.
Зубцы вилки U-образиой формы
приваривают к прямому стержню, который
заканчивается деревянной ручкой.
Каждая подставка для обжига должна иметь
два отверстия, которые соответствуют
расстоянию между зубцами вилки. С
помощью вилкн удобнее удерживать под-
4 Э. Бреполь
49
^7X^X^X7]
Рис. 38. Подставка для обжига с опорой
в центре
ставку в руке и можно надежнее
захватывать ее, чем при помощи щипцов.
5.4. Инструменты эмальера
Подготовку эмали начинают с
измельчения крупных кусков эмали. Для этой
цели хорошо подходит стальная ступка
(рис. 40). Пестик должен точно
соответствовать отверстию, чтобы при
измельчении не было потерь эмали. Подставкой
под ступку служит массивная деревянная
Рис. 39. Щипцы и вилка для обжига
50
Оборудование
Рис. 40. Ступка с пестиком
плита, которая предохраняет стол от
больших нагрузок.
Для тонкого растирания эмали
используются несколько фарфоровых ступок с
пестиками, которые располагаются иа
столе рядом с раковиной. Чтобы не
держать все время ступки в руке, иа
столе следует укрепить деревянную
плиту толщиной 50 мм, в которой вырезают-
Рис. 41. Рабочее место эмальера
ся отверстия в соответствии с размерами
ступок. Стол должен быть облицован
водостойким покрытием — по
возможности из пластика. Для отмучивания эмали
должны быть всегда наготове несколько
фарфоровых чашек различной емкости.
Для измельчения больших количеств
эмали рекомендуются шаровые мельницы
с фарфоровыми шарами.
Хранят растертую мокрую эмаль в
пластмассовых или фарфоровых
чашечках, размеры которых зависят от
количества размолотой эмали. Основное
рабочее место эмальера — это рабочий стол
(рис. 41), за которым он сидит, нанося
эмаль. Это может быть прямоугольный
стол с ровной крышкой, покрытой
пластиком. Рабочий стол может быть
комбинирован с рабочим местом художника,
чтобы иметь возможность выполнять
небольшие эскизы прямо в мастерской. (На
необходимость хорошего освещения
рабочего места указывалось выше.)
При работе с эмалью чистота—
предпосылка для достижения хороших
результатов. Мельчайшие частички грязи
и пыли, попавшие в эмалевый порошок,
приводят к помутнению, изменению
цвета, появлению пятен и пор в обожженной
эмали. Иногда последствия такой
неаккуратности обнаруживаются сразу же
после обжига эмали, и зачастую возникшие
пороки устранить невозможно. Рабочий
образец во время обработки укладывают
иа чистую льняную ткаиь.
:>*
Инструменты эмальера
51
Для нанесения эмали используют
кисточки или специальные стержни.
Кисточки № 1—3, как для акварелей,
обычно делают из волос куницы. Ими
пользуются при выполнении особо
тонких работ. Для нанесения раствора
траганта необходима волосяная кисточка
большего размера. Стакан с водой для
промывки кистей должен находиться на
рабочем столе.
Стержни для нанесения эмали можно
изготовить самим. Для тонких работ
(например, нанесения эмали в маленькие
ячейки) удобны показанные на рис. 42, а
трубкообразные шпатели. Их
изготавливают, заостряя конец пластмассовой или
металлической трубки нужного
диаметра. Показанный на рис. 42, б—г набор
инструментов без особых трудностей
можно изготовить самостоятельно.
Скребок (рис. 42, б) представляет собой
заостренную круглую проволоку, шпатель
(рис. 42, в)— круглую проволоку с косо
припаянной лопатообразной пластинкой,
скребковый стержень (рис. 42, г) —
круглую проволоку, срезанный под
углом конец которой слегка приплющен.
Каждый из этих инструментов крепится
в деревянной рукоятке диаметром
8—10 мм.
Для нанесения большого количества
эмали хорошо зарекомендовал себя
изображенный на рис. 42, д шпатель в форме
ложки. Шпатель можно изготовить
любого размера. Из стального кружка
выковывают рабочую плоскость инструмента,
затем контур опиливают и весь
инструмент тщательно шлифуют и полируют.
Все шпатели для нанесения эмали
должны иметь гладкую поверхность,
иначе эмалевый порошок не будет
соскальзывать с них.Края также должны быть
гладкими, ио не острыми, т. е. слегка
скругленными. В противном случае
нанесенный эмалевый порошок можно
срезать при разравнивании и, кроме того,
поцарапать металлическую основу.
Форма рабочей части шпателя должна
соответствовать характеру выполняемой
работы.
Как правило, эмальер изготавливает
свой инструмент сам. На рис. 42, е
показаны рабочие плоскости инструмента.
Для нанесения эмали на большие
поверхности можно использовать шпатель,
выпиленный из пластика (рис. 42, ж); углы
и края должны быть закруглены.
*
Рис. 42. Шпатели для нанесения эмали:
а—трубкообразный; б, в, г—для
формирования эмалевого слоя; д—в виде ложки; е—
кованый с заостренной лопаточкой; ж—
пластмассовый
В качестве стержней для нанесения
эмали применяют небольшие стальные
инструменты, которыми зубные техники
пользуются при изготовлении моделей из
воска.
Для гибки прегородок необходим
набор щипцов: плоскогубцы, шинные
щипцы, плоскогубцы с заостренными
губками, круглогубцы, бокорезы. Нормальный
размер их от 13 до 15 см, но применяют
также и щипцы меньших размеров,
например 11,5 см. Кроме того, нужно
иметь еще несколько пинцетов. Для
просеивания сухой эмали необходимо
несколько мелкоячеистых сит с
капроновой сеткой. Для равномерного нанесения
раствора траганта целесообразно
пользоваться распылителем, например
пульверизатором для одеколона. Для больших
изделий можно воспользоваться распы-
52
Оборудование
лителем для борьбы с насекомыми. Для
работы с фольгой применяют несколько
ножниц различной формы и размера.
Эмаль шлифуют на том же столе, на
котором растирают и промывают. Для
этого необходимы четырех- и
трехгранные карборундовые шлифовальные
бруски различной зернистости. Кроме
того, для дальнейшей обработки
требуется наждачная бумага также различной
зернистости.
5.5 Виды эмалей
Эмали по светопропусканию
подразделяют на прозрачные, фондон,
непрозрачные и опаловые.
Прозрачные (транспарантные) эмали
изготавливают различных цветов и
яркости. Металлическая подложка более или
менее отчетливо просвечивает через
эмаль. Фондон— бесцветная прозрачная
эмаль — образует бесцветное блестящее
покрытие на металлической подложке,
широко используется в комбинации с
цветными эмалями в художественном
эмалировании. Непрозрачные (опаковые)
эмали при добавлении глушителей в
шихту становятся полностью
непрозрачными. Могут быть получены во всех
цветовых оттенках. Опаловые (опалисциру-
ющие) эмали наполовину прозрачны,
т. е. представляют среднее между
прозрачными и непрозрачными эмалями.
Благодаря специальным условиям
обжига приобретают специфический вид:
напоминают молочный опал (см. п. 7.8).
Завод-изготовитель обычно дает
рекомендации по выбору наиболее
подходящих металлических подложек для
данных эмалей. В том случае, если
температуры обжига эмалей достаточно низкие,
они могут наплавляться как на медь, так
и на серебро и золото. Эмали,
специально предназначенные для серебра и
золота, отличаются тем, что их цвет
особенно хорошо проявляется на этих
подложках.
В ГДР народное предприятие в Раде-
берге является единственным
изготовителем эмалей. Наряду с большим
количеством эмалей для стали, так
необходимых нашей промышленности, это
предприятие выпускает относительно
небольшое количество разнообразных
ювелирных эмалей.
Необходимо следить за освоением
производства новых видов эмалей, потому
что не всегда в распоряжении эмальера
имеется полный ассортимент эмалей
различных цветов. На вопрос, сколько
эмалей различных цветов требуется
эмальеру, невозможно дать конкретный ответ.
Новичок должен ограничиться эмалями
нескольких цветов, поведение которых
при обжиге он хорошо знает. Чем
больше опыта у эмальера и чем шире его
задачи, тем больше должна быть палитра
эмалей. Всегда следует заказывать
большое количество эмалей, так как эмаль
одного и того же номера, но различных
варок может отличаться по цвету и
температурным режимам обжига.
Эмаль поставляется
заводом-изготовителем в виде плиток, гранул или
порошка. Пробным эмалированием
необходимо уточнить свойства каждой партии
эмали.
Эмаль следует хранить в подходящих
емкостях в зависимости от количества
так, чтобы она оставалась защищенной
от пыли. Для хранения небольшого
количества эмали эмальеры часто используют
стеклянные бутылочки с широким
горлом. На них наклеивают этикетку с
номером эмали. Бутылочки расставляют
на полке в шкафу, причем очередность
определяется порядковым номером.
5.6. Палитра эмалей
Эмали маркируются соответствующим
номером и названиями цветов, например
цвет зеленой липы, желтый топазовый,
светло-синий. Однако ни название цвета,
ни внешний вид эмалевого
полуфабриката не определяет фактический цвет
эмали. Только при оплавлении ее на металле
определяется окончательный цвет,
который, кроме всего прочего, зависит от
условий обжига. На цвета прозрачных и
опалисцирующих эмалей большое
влияние оказывает подложка.
Как уже упоминалось, эмаль одного
номера от варки к варке может иметь
отклонения по окраске и по режимам
обжига. Поэтому желательно, чтобы
изготовитель к каждой партии эмали
прикладывал образец обожженной эмали,
который отражал бы ее цвет. Обычно
эмальер должен сам наносить эмаль на
соответствующую подложку и
определять ее свойства. Для определения
свойств и комбинационных возможностей
Палитра эмалей
53
1
2
J
4
5
1
8
10
Первая
стадия
Вторая
стадия
Третья
стадия
Свободная рифленая
Нормально плавящаяся dec-
цветная грунтовая эмаль
Тугоплавкая десцветная
грунтовая эмаль
Грунтовая эмаль для
середра
Грунтовая эмаль для
середра
Свободная рифленая
(эмалировочный томпак)
Свободная рифленая
(чистое середро)
Тугоплавкая делая
эмаль
Нормально плавящаяся
светло-серая эмаль
Свободная для
надписей
Золотая
фольга
Серебряная
фольга
Прозрачное стекло
Покровная эмаль для серебра
Рис. 43. Рабочие стадии нанесения грун
та для больших пробных пластин
Рис. 44. Рабочие стадии нанесения
грунта для маленьких пробных пластин из
томпака
1
4
5
Первая
стадия
Вторая
стадия
I 1 ■■' -I—-—1 1—-—\ 1 1 1 1 1 1
Шдодная для надписей
1 i i i i i i i .it
1 ■ \ 1 I \ \ — 1 ) Т '
СдоШная томпак
i i i i i i > •
'■III Т" ■-■■■! | 1 1 1
Нормально плавящаяся
грунтовая белая эмаль
1 1 1 | | \ | 1 \ 1 1
Нормально плодящаяся вес-
цветная грунтовая эмаль
Нормально плавящаяся 5ес- Серебряная
цветная грунтовая эмаль фольга
54
Рис. 45. Этапы нанесения эмали одного
цвета на пробный образец:
а—непрозрачная эмаль; б—прозрачная эмаль
поступившей партии эмалей их наносят и
обжигают на пробной пластине с
разнообразными подложками при одинаковых
условиях одновременно. При этом эмали
легко систематизировать. Расположение
подложек и эмалей на пробных
пластинах может быть таким, как на рис. 43 и
44.
Подобным образом можно проверять
свойства одной эмали (рис. 45). Сначала
в указанной на рисунке
последовательности пластинку грунтуют, а затем наносят
непосредственно цветную эмаль. При
испытании непрозрачной эмали на
четвертой стадии на вторую половину пластины
наносится еще один слой эмали, чтобы
можно было судить о зависимости цвета
от толщины слоя. Если близкие цвета,
например все прозрачные зеленые тона,
сосредоточить на общей пластине, то
выявляется палитра оттенков цвета при
одинаковых условиях обжига.
Широкие возможности для прозрачных
эмалей предоставляет палитра по схеме
Хазенора [25] (рис. 43). Каждый эмальер
в соответствии с предлагаемой схемой
может реализовать свою
производственную программу, т. е. в палитре образцов
можно применять те подложки, которые
используются в работе. Однако
рекомендуется пользоваться общей схемой, так
Оборудование
как она учитывает практически все
возможности использования ювелирных
эмалей.
Палитра по Хазенору изготавливается
следующим образом. Вырезают медную
пластину размером 120x100x0,5 мм и
расчерчивают ее на клетки с основанием
Ю мм. На шестой ряд сверху напаивают
тонкую полосу эмалировочного томпака,
а на седьмой ряд — чистое серебро.
Затем на обратную сторону пластины
наплавляют контрэмаль, пластину
протравливают, и лицевая сторона готова для
эмалирования.
Грунтовку производят постадийно.
Первая стадия: в соответствии с
надписями на рис. 43 на полосы наносят
различные грунтовые эмали и затем обжигают.
Вторая стадия: в ряду 4 вплавляют
золотую фольгу, а в ряду
5—серебряную фольгу. Третья стадия: обе фольги
по горизонтали до половины покрывают
покровной эмалью для серебра.
Четвертая стадия: после обжига грунтовых
эмалей свободные клетки очищают. На
клетки в рядах /, 6 и 7 по всей длине на
ширину 5 мм плоским резцом наносят
волнистые линии. Пятая стадия: на
клетки в рядах 2—8 во всю ширину (Ю мм)
наносят цветную эмаль таким образом,
чтобы верхний край был покрыт более
толстым слоем, а нижний — более тонким
в целях проверки эффекта покрытия
слоями различной толщины. Клетки ряда
9 покрывают серой эмалью для оценки
цветовых оттенков в сравнении с
нейтральным серым цветом. Кроме того,
нормально плавящаяся серая эмаль
может использоваться как индикатор для
сравнения интервалов обжига наносимых
цветных эмалей.
На ряд 10 наклеивают полоску бумаги,
на которой записывают номера эмалей и
варок. Чтобы дополнительно проверить
кислотостойкость, пластинку с
образцами эмалей на 10 мин погружают в
травильный раствор так, чтобы был покрыт
ряд / шириной примерно 4 мм. Пластины
с образцами эмалей помещают в
окантованные рамки и вывешивают в
мастерской на видном месте.
Для многих работ достаточно палитры,
показанной на рис. 44. Размер
пластины — 50x120 мм. В качестве
грунта в ряду 3 наплавляют грунтовую
белую эмаль, а в рядах 4 и 5—бесцветную
грунтовую эмаль. Затем ряд 5 покрыва-
Палитра эмалей
55
ют серебряной фольгой. Ряд 2 остается
свободным. На всю пластину наносят
цветную прозрачную эмаль. Ряд /
остается непокрытым для записей номеров и
варок эмалей.
Для непрозрачных эмалей можно
применить эту же схему, но серебряную
подложку не используют, так как она все
равно будет закрыта. Однако бесцветное
и белое грунтовые покрытия необходимы:
непрозрачные эмали во время обжига
реагируют со слоями, лежащими ниже.
При этом частицы грунтовой эмали
могут подниматься на поверхность
покровной эмали («прогорать»).
Пластины для опалисцирующих эмалей
должны иметь такое же грунтовое
покрытие, как и для прозрачных эмалей, но
для каждого цвета эмали необходимо
выполнить пробную пластину, с
помощью которой определяют режим
обжига.
Наряду с этими стандартными
цветовыми палитрами во время работы
используют специальные пластины с эмалевыми
покрытиями для дополнительной
проверки: а) сочетания цветов эмалей,
нанесенных одна на другую; б) изменения цвета
эмали после нескольких обжигов; в)
соответствия коэффициентов термического
расширения расположенных рядом
эмалей.
Каждый эмальер знает, что эмали
обладают определенными свойствами,
которые под влиянием определенных условий
(таких, как температура обжига, число
обжигов, свойства других эмалей,
подложки, перегородок) могут изменяться,
Радеберг
Изготоби -
тель
Растирание
5
«1
2
i
5
Сбетло-зеленый
Идет
=3
1
Нанесение ко
112
52а
Ч
Прозрачная
Ла
^
S
§
4
Jp явление
177
№
Л
Яркость
'ШШ
Цдетодая
проба
о
Примечание
Несобместима с 605 а и
172.
Контрэмаль для посуды
(чашей).
Особенно подходит для
серебра.
Перед нанесением на медь
наложить 5елую эмаль.
Рис. 46. Пример заполнения каталож
ной карточки для эмали
что приводит к любым неожиданностям.
Чтобы накопить опыт, рекомендуется
обязательно прикладывать к каждой
эмали каталожную карточку (рис. 46), в
которой указывается фирма-изготовитель,
номер эмали, цвет- По возможности к
карточке прилагают обожженный
образец. Сравнительную яркость эмали
определяют по десятибалльной шкале.
Светопроницаемость обозначают
следующими символами: круг — прозрачные,
квадрат— непрозрачные, треугольник—
опалисцирующие эмали. Изменение
свойств при обработке оценивают по
пятибалльной системе. Все особенности
данной эмали должны быть отмечены в
каталожной карточке.
о
6. Технологический процесс
эмалирования
6.1. Подготовка металлической основы
Предварительная работа с металлом
предполагает обработку и
формообразование его ювелиром, чеканщиком или
гравером. Все связанные с этим
проблемы не могут быть изложены в рамках
данной книги. Эти вопросы освещены в
специальной литературе [10], поэтому
остановимся лишь на особенностях
обработки металлов, предназначенных для
эмалирования.
Невозможно указать какие-либо
обязательные толщины металлической
заготовки, так как этот размер зависит от
размеров пластины, назначения изделия
и выбранной техники эмалирования. Для
различных работ можно рекомендовать
следующие толщины заготовок (мм):
Пластины для ювелирных изделий .. 0,4—0,6
Пластины 200x200 мм 0,8
» 400x400 мм 1,0
» более 400x400 мм До 1,5
Чаши и сосуды Примерно
0,8—1,0
При выборе толщины пластины под
выемчатую эмаль руководствуются
глубиной выемок.
Для того чтобы соединить два
различных материала —металл и
эмаль,—необходимо установить все причины,
препятствующие или ослабляющие сцепление.
Важнейшая предпосылка хорошего
сцепления— безукоризненное состояние
металлической основы: гомогенная
структура металла, отсутствие вредных
примесей и внутренних напряжений, чистая
поверхность металла.
Такое требование к металлической
основе, как гомогенность сплава и
отсутствие вредных примесей, продиктовано
рядом причин. Примеси цинка, кадмия,
олова, свинца, алюминия образуют, как
правило, с компонентами сплава
низкоплавкую эвтектику, которая может
реагировать с размягченной эмалью. Кроме
того, несвязанные частицы примесей
различных металлов реагируют с
кислородом воздуха и улетучиваются в виде
газов или паров во время обжига эмали.
Вследствие этого изменяются цвета
эмали, а также появляются поры и матовые
пятна. Частицы жидкостей или газов,
находящиеся в микротрещинах по
границам зерен, в порах и раковинах, или в
макроструктуре металла, вступают в
нежелательные реакции с эмалью. При
этом остатки кислоты и травильного
раствора играют особо отрицательную
роль.
Листы для эмалирования должны быть
свободны от внутренних напряжений.
Следует обращать внимание на их
толщину: она должна быть равномерной.
Рихтовку и пуклевку необходимо
производить мягким молотком. Зачастую бывает
достаточным при рихтовке лишь
«выглаживать» лист плющильным молотком или
лощатниками без нанесения ударов.
Все листы с раковинами и вздутиями
непригодны для дальнейшей обработки.
Попытки устранить эти дефекты не
окупаются, так как вероятность появления
их вновь на заключительном этапе
эмалирования слишком велика.
При эмалировании следует избегать
разнотолщинности металла, применения
деталей (фрагментов) со сложными
пайками, длинных прямоугольников, деталей
шаровидной и трубообразной формы
диаметром меньше 50 мм, абсолютно
гладких плоскостей.
Больше всего подходят для
эмалирования слегка выпуклые формы, так как при
нагревании они не деформируются.
Кроме того, выпуклая поверхность увеличи-
56
Подготовка эмали
57
вает яркость эмали. Вогнутые
поверхности выглядят как провалившиеся.
Рекомендации, которых следует
придерживаться при пайке деталей, покрываемых
эмалью, будут изложены в п. 9.3.3 при
рассмотрении техники перегородчатой
эмали. После придания формы
поверхность металлического изделия
тщательно очищают.
Серебро и его сплавы необходимо
отжечь. Благодаря рекристаллизации
металла образовавшиеся при обработке
напряжения после отжига исчезают. Все
остатки клеев, масел и жиров сгорают.
Отожженное изделие сначала
охлаждают, затем погружают в 10-процентный
раствор серной кислоты. Горячее
изделие в раствор кислоты погружать нельзя,
так как она проникает в поры и
микротрещины на поверхности металла и
вызывает дефекты эмали. Образовавшийся
при отжиге окисный слой растворяется в
травильном растворе. При этом частицы
окиси меди превращаются в сульфаты.
Благодаря этому повышается
содержание благородного металла на
поверхности подложки, что приводит к
повышению яркости эмали. Поверхность
становится шероховатой вследствие
образования мельчайших пор, что улучшает
сцепление эмали с основой.
Золото 750° можно отбеливать в 10-
процентном растворе азотной кислоты.
Аналогично отжигают и протравливают
медь и эмалировочный томпак. Для
улучшения блеска и цвета данных металлов
их следует на короткое время погрузить
в раствор для блестящего травления: 1 л
36-процентной серной кислоты, 3/4 л 66-
процентной азотной кислоты, 15 г
поваренной соли, 15 г сосновой сажи. После
травления с целью нейтрализации кислот
изделие кипятят от 5 до 10 мин в
5-процентном содовом растворе, а затем
промывают в проточной воде. Травильный
раствор необходимо тщательно удалить
из всех пустот.
Если изделие нельзя отжигать и
протравливать, его следует обязательно
обезжирить. Мытья с мылом
недостаточно, так как мыло содержит жир.
Необходимо использовать такие
обезжиривающие средства, как трихлорэтилен,
спирт, растворы соды, аммиака,
цианидов или щелочей. При работе с
химическими реактивами необходимо соблюдать
инструкции по технике безопасности.
После обезжиривания изделия
промываются в проточной воде.
Чистое золото и серебро при
подготовке не нуждаются в травлении, так как
они не образуют окислов. Для них
вполне достаточно обезжиривания. Металл
после обезжиривания должен полностью
смачиваться водой. Если вода собирается
в капли, значит на металле остались
следы жира. В заключение производят
сушку изделия чистой фильтровальной
бумагой или в опилках. Большие
пластины сушат чистым куском ткани.
Обезжиренный предмет следует брать руками
только за край, ребро или за те места,
которые не будут покрываться эмалью;
при этом следует пользоваться чистым
пинцетом.
Рекомендуется следующий надежный
метод контроля чистоты металлической
заготовки. Нагреть стальную пластину
или кусок шамота примерно до 300° С,
положить на него испытуемый образец и
выдержать до тех пор, пока он не
приобретет желтую окраску. Появление
темных пятен или пор — признак наличия
загрязнений на пластине. Чаще всего ими
являются остатки припоя, которые
необходимо удалить иголкой, шабером или
штихелем. Легкое равномерное
окрашивание металла в желтый цвет
свидетельствует о качественной подготовке
поверхности.
Для глянцевания протравленной
поверхности металл обрабатывается
стеклянной щеткой под струей воды до тех пор,
пока поверхность не приобретет
равномерный шелковый блеск. Использование
крацевалъного станка ускоряет процесс
особенно для сложных форм. Обычными
латунными крацовочными щетками
пользоваться нельзя, потому что при их
истирании на изделии образуется
тончайшее латунное покрытие. Для крацовки
более всего подходят щетки из
нейзильбера. В случае необходимости после
такой обработки поверхность металла еще
раз обезжиривают, промывают и
высушивают.
6.2. Подготовка эмали
6.2.1. Дробление
Обычно эмаль поступает к
потребителю в кусках различного размера. Для
работы отбирают необходимое количе-
58
Технологический процесс эмалирования
ство кусков эмали и измельчают в ступке
без добавления воды до нужных
фракций. В промежутках вытряхивают
содержимое на сито и просеивают в чашку, а
оставшиеся в сите крупные фракции
измельчают вновь. Если в распоряжении
эмальера ступки нет, то небольшое
количество кусочков эмали можно завернуть
в чистую салфетку и разбить молотком.
Салфетка препятствует отскакиванию
осколков эмали. Этот процесс можно
облегчить, используя нагрев. Для этого
большие куски эмали нужно положить на
подставку для обжига и поместить
примерно на 10 мин в эмалировочную печь
при температуре 400° С. Затем куски
охлаждают в холодной воде. При этом
они раскалываются или становятся
такими хрупкими, что дальнейшее
измельчение не представляет трудностей.
6.2.2. Размалывание
При централизованном производстве
эмаль поставляется изготовителем в виде
готового порошка. При длительном
хранении на порошок оказывает влияние
влажность и воздушная среда. При этом
образуются гидраты и карбонаты,
которые ухудшают блеск и окраску
эмалевого покрытия. Эмали в порошке должны
быть использованы в кратчайшее время.
Особенно чувствительны к воздействию
влаги и атмосферных газов прозрачные
эмали. В случае длительного хранения
размолотые эмали следует еще раз
промыть от мути, высушить и просеять.
Однако к этой работе следует подходить
дифференцированно. Некоторые эмали,
например опаковая красная, содержат
краситель в виде мельничной добавки,
которая смешивается с эмалью только
механически, и при отмучивании
краситель может быть удален с водой.
Говоря об инструментах эмальера,
следует упомянуть о старой кофейной
мельнице, которая может значительно
облегчить размол эмали. Измельченные
кусочки эмали будут так же тщательно
перемолоты, как раньше мололи кофе.
Тонину помола можно регулировать,
устанавливая нужное расстояние между
валками. Естественно, что при замене эмали
одного цвета другой надо внимательно
следить за тем, чтобы остатки
предыдущей эмали были полностью удалены.
6.2.3. Растирание
Размер ступки для растирания зависит
от количества эмали. Диаметр ее может
быть от 10 до 20 см. Наиболее удобна
ступка диаметром 17—18 см. Агатовые
ступки предназначены исключительно
для небольших количеств эмали, которая
должна быть особо тонкого помола, и
наиболее целесообразны для растирания
надглазурных красок, используемых для
росписи эмали. Обычно для размола
применяют фарфоровую ступку. Ступку
устанавливают в нужное отверстие в
деревянной плите на подготовительном
столе и давящими спокойными
круговыми движениями с небольшим
добавлением воды пестиком растирают эмаль,
прижимая ее к стенкам. Хрупкие частицы
эмали разрушаются и растираются
между неглазированными плоскостями
твердого фарфора. Особо крупные куски
можно раздавить в центре ступки
пестиком. Мутную воду сливают и заменяют
свежей. Растирание продолжают до тех
пор, пока не будет получена желаемая
тонина помола. Частицы прозрачных
эмалей должны быть не больше зерен
сахара грубого помола; непрозрачные
эмали могут быть более
мелкозернистыми. Крупнозернистые эмали
расплавляются легче и обладают большим
блеском, чем мелкозернистые.
6.2.4. Отмучивание
Уже в процессе растирания при смене
воды происходит отмучивание эмали.
Полностью растертую эмаль помещают в
фарфоровую чашечку и заливают водой.
Затем ее помешивают пластмассовым л
шпателем, чтобы вода охватила всю
эмалевую массу. Затем эмаль оставляют
отстаиваться, сливают отстоявшуюся
сверху мутную воду и заменяют ее
свежей водой. Процесс повторяют до тех
пор, пока вода над эмалью не станет
совсем прозрачной. Эта степень чистоты
отмывки особенно необходима для
прозрачных эмалей; отмывку непрозрачных
эмалей можно прекращать при несколько
мутной воде, это не оказывает
существенного влияния на качество эмалевой
поверхности.
Мутную воду не следует выливать в
раковину! Она может засорить ее, кроме
того, при этом теряется еще годное
Подготовка эмали
59
эмалевое сырье. Несколько ситечек для
кофе с набором проволочных дужек
необходимо укрепить над раковиной так,
чтобы происходило фильтрование
сливаемой воды. При использовании большого
количества эмалей рационально
располагать фильтры по цветовым группам: от
белой до желтой, от зеленой до синей, от
оранжевой до красной, от фиолетовой до
синей, от серой до черной. Ввиду того,
что через фильтры проходят все новые
порции воды, эмали в них остаются все
время влажными. Они набухают,
«стареют» и становятся более вязкими и
упругими. Когда через несколько месяцев
фильтры будут заполнены, эмалевый
шлам высушивают. В результате
получают идеальную контрэмаль, которая,
однако, не имеет чистой окраски и
блестящей поверхности. Ее следует, конечно,
использовать на невидимых
поверхностях. Она обладает хорошим сцеплением
и благодаря своей упругости выравнивает
напряжения, возникающие при обжиге
металла.
Обязательным требованием,
подтверждаемым многолетним опытом, является
промывка прозрачных эмалей только
дистиллированной водой, чтобы
исключить зазгрязнение эмали примесями,
имеющимися в водопроводной воде,
например Fe, Са и др. Непрозрачные эмали
можно без риска промывать
водопроводной водой.
6.2.5. Способы повышения
прозрачности и температур обжига эмали
В отмученную мокрую эмаль
добавляют несколько капель дымящейся азотной
кислоты: на 1 см3 эмали 1—3 капли
кислоты . Эмаль размешивают стеклянной
палочкой, оставляют на 1—2 мин, затем
промывают большим количеством воды
до тех пор, пока индикаторная бумага не
покажет нейтральную реакцию. При
необходимости обработка кислотой может
повторяться до трех раз. Чрезвычайно
большое значение имеет тщательное
промывание водой и контроль
кислотности промывной воды. Даже
при незначительном содержании
кислоты в воде поверхность эмали
получается мутной. Непрозрачную красную
эмаль нельзя обрабатывать азотной
кислотой.
Благодаря химическому воздействию
кислоты на свежеизмельченную эмаль
заметно повышаются температуры
обжига, снижается растекаемость эмали; у
прозрачных эмалей, кроме того,
повышается светопропуекание. Данный способ
находит применение для восстановления
свойств некачественных эмалей, т. е. в
тех случаях, когда эмали длительное
время находились в растертом состоянии
или в виде порошка и в силу этого после
обжига склонны к помутнению и
пористости.
Для того чтобы сделать эмаль более
легкоплавкой, т. е. уменьшить
температуры обжига, какого-либо действенного
средства не существует.
6.2.6. Хранение мокрой эмали
Готовой отмученной эмалью
наполняют чашечки из стекла, фарфора или
пластмассы и наклеивают этикетку с
номером, чтобы не писать
непосредственно на посуде. Во время работы с
эмалями их всегда следует держать влажными.
На ночь или на короткое время хранения
чашку с эмалью следует заполнить водой
и поместить под защитный колпак для
предохранения от пыли и испарения
влаги. Таким образом эмали можно хранить
в течение нескольких дней. Эмали,
которые длительное время не
использовались, следует регенерировать азотной
кислотой. Излишки эмали, оставшиеся
после завершения работы, используют
как контрэмаль.
6.2.7. Подготовка эмали к работе
Размолотую и отмученную эмаль
помещают для просушки в лотки из обычной
хозяйственной алюминиевой фольги. (Из
нее вырезают прямоугольные куски
необходимого размера и загибают края.)
Лоток с эмалью ставят на печь для
высыхания (1 кг просыхает за 8—10 ч).
Готовый эмалевый порошок, т. е.
размолотую и высушенную эмаль, следует
сортировать по величине зерна (рис. 47).
Сначала эмалевый порошок просеивают
через грубое сито (80 ячеек на 1 см ).
Затем эмаль пропускают через мелкое
сито (200 ячеек на \ см2), чтобы
отделить ее от пылевидных частичек,
которые позднее будут использованы для
живописи. Таким образом получают:
60
Эмалеёыи
порошок
>♦—
(
^—
1
(
\
<*
^
*
^Г
J
S
У
дмаль крупного помола
для специальных целей
Крупноячеистое
сито
Змаль среднего помола
для нанесения мокрым
спосодом
|||1|& Мелкоячеистое
ШШ? сито
Порошок тонкого помола
для змаледой живописи
Рис. 47. Сортирование эмалевого
порошка
эмаль грубого помола для специальных
видов эмалирования, эмаль среднего
помола для основных видов работ и эмаль
тонкого помола для эмалевой живописи.
6.3. Нанесение эмали
6.3А. Основные принципы
Имеются два основных способа
нанесения эмали на подложку: «сухой» — эмаль
напыляется в виде порошка — и
«мокрый»— эмаль наносится в виде шликера.
В большинстве случаев не удается
закончить эмалирование нанесением только
одного слоя, поэтому следует различать:
нанесение грунта, т. е. нанесение
грунтовой эмали на металлическую подложку,
и дополнительное нанесение эмали, т. е.
наложение последующих одно- или
многоцветных слоев эмали.
Нанесение грунта имеет решающее
значение для всей работы. Независимо
от выбранного метода эмалирования
металл при грунтовании должен быть
покрыт сплошным тонким слоем эмали. Это
достигается лучше всего при нанесении
эмали тонкого помола. Крупнозернистая
Технологический процесс эмалирования
эмаль при спекании стягивается так, что
после заключительного обжига подложка
может остаться местами непокрытой.
При использовании мелкозернистой
эмали, если она наносилась напылением
слишком тонкого слоя, могут
образоваться поры и непокрытые края.
При напылении недостаточно, чтобы
металлическая поверхность исчезла под
эмалевым порошком. Его необходимо
нанести столько, чтобы после обжига
образовалась связанная глазурованная
поверхность. Особенно часто дефекты
появляются на краевой зоне заготовки, так как
крупные частицы эмали отскакивают с
краев при нанесении и обжиге. Такие
пороки особенно трудно исправить на
заготовках из меди и эмалировочного
томпака. На непокрытых эмалью местах
образуется твердая черная окись меди,
которая перед последующим нанесением
эмали должна быть обязательно удалена.
Окислы меди могут быть удалены
травлением в кислоте. В том случае, если
эмаль нестойка к травильным растворам,
черные обожженные края должны быть
сошлифованы; поры следует зачистить
шабером или штихелем. И если при
использовании непрозрачных эмалей на
очищенные места можно осторожно
нанести эмаль, то при использовании
прозрачных эмалей в большинстве случаев
всю работу приходится переделывать
заново.
Нельзя наносить грунтовую эмаль
слишком толстым слоем, так как при
высыхании она может отвалиться, а при
обжиге отскочить, обнажив подложку.
Прозрачные эмали, нанесенные слишком
толстым слоем, после обжига становятся
мутными, пятнистыми и неровными.
Кроме того, прозрачные эмали могут
иметь различную степень яркости в
зависимости от толщины слоя. Требуется
некоторый навык, чтобы найти
оптимальную толщину слоя и добиться
равномерной толщины по всей поверхности.
Обычно одноразового нанесения эмали
недостаточно, так как слой эмали
получается слишком тонким. Кроме того, в
результате оплавления наложенных друг
на друга нескольких (часто разных
цветов) слоев эмали образуются
специфические цветовые эффекты за счет
взаимного проникновения слоев эмали. Это
нельзя представлять себе так, как будто две
пластины цветного стекла наклеены одна
Нанесение эмали
61
на другую. Сложный процесс диффузии
порождает часто совершенно
удивительные эффекты, которые зависят не
только от выбора эмалей, но также и от
толщины слоя, температуры и
продолжительности обжига и т. д.
6.3.2. Нанесение эмали напылением
Сухую эмаль можно наносить
напылением только на простые ровные
пластинки. При этом подложку обычно
смазывают трагантом. Самый простой, но не
всегда лучший путь — нанесение
довольно концентрированного раствора траганта
плоской кисточкой. При этом следует
обращать внимание на то, чтобы
поверхность была равномерно и полностью
покрыта. Выпуклости и возвышенные
места изделия покрывают в последнюю
очередь, во избежание стекания
раствора. Так как трагант быстро сохнет, на
него следует сразу же напылять порошок
эмали.
Слой траганта будет равномернее и
тоньше, если его распылять. Для этой
цели для больших эмалируемых
площадей можно использовать пистолет-
распылитель, работающий от
компрессора. Сначала следует распылить траганта
столько, чтобы подложка выглядела, как
«покрытая росой», затем сразу же
нанести тонкий слой эмали, который после
высыхания траганта будет связан. Далее
раствор траганта распыляют по всей
поверхности еще раз и наносят следующий
слой эмали. Нанесение слоев траганта и
эмали повторяют до тех пор, пока не
будет достигнут прочно связанный слой
нужной толщины. Однако и при этом
способе нанесения эмали нельзя
допускать, чтобы слой был слишком
толстым. При распылении траганта с
помощью пистолета-распылителя должна
использоваться форсунка с малым
диаметром. Давление должно составлять
0,32—0,35 МПа.
Для нанесения эмали напылением
также хорошо подходит чайное ситечко с
мелкими ячейками (80 или более ячеек на
1 см ). Дно ситечка должно быть
полностью покрыто эмалевым порошком;
лучше всего заполнять ситечко на 1/4. Если
дно не покрыто полностью, то порошок
падает неравномерно. Если ситечко
переполнено, то порошок просеивается через
боковые ячейки. Для сбора эмали, упав-
М
^Е:,-
Рис. 48. Насеивание эмали
шей рядом с заготовкой, может быть
использована кювета для проявителя или
чистый лист бумаги. Простые плоские
пластины кладут прямо на подставку.
Изделия сложных форм держат в руке
над подставкой и поворачивают их так,
чтобы эмалевый порошок падал всегда
перпендикулярно эмалируемой
поверхности (рис. 48). Перед просеиванием
ситечко слегка постукивают о подставку. При
этом должны отделиться остатки эмали и
примеси, которые могли прилипнуть ко
дну ситечка. Затем легким
потряхиванием ситечка эмаль насеивают на изделие.
Эмалевый порошок должен равномерно
покрыть подложку. Несколькими
упражнениями быстро приобретается навык
нанесения покрытия нужной толщины.
Для различных видов покрытий далее
будут описаны методы нанесения эмали
посредством напыления (см. п. 7.1). На
рис. 97 показано несколько простых
упражнений.
6.3.3. Нанесение эмали кисточкой и
шпателем
Для больших одноцветных плоскостей
предпочтение всегда отдается
рациональному способу напыления, но даже при
этом без трудоемкого способа нанесения
эмали простыми инструментами эмальеру
не обойтись. В соответствии с
художественным замыслом кисточкой или
шпателем наносят увлажненную эмаль на
изделия для выделения рельефа, на мел-
62
Рис. 49. Нанесение кисточкой
Рис. 50. Нанесение шпателем
Рис. 51. Нанесение трубкообразным
шпателем
кую пластику, сосуды сложной формы,
для заполнения ячеек и выемок. Чему
отдать предпочтение — кисточке или
шпателю, зависит от привычек и
наклонностей эмальера и, конечно, от
подложки.
Работу необходимо начинать с
подготовки рабочего места. Надо расстелить
Технологический процесс эмалирования
на столе чистую льняную салфетку и
положить на нее рабочий образец. Рядом
поставить стакан с водой для
промывания рабочих инструментов. Отмученный
эмалевый порошок должен быть
мелкозернистым, увлажненным, но без
избытка воды. Им заполняют ячейки рабочей
палитры.
Кисточка должна быть жесткой и с
заостренным концом. Ее размер зависит
от количества наносимой эмали. Ее
окунают в стакан с водой, удаляют избыток
воды о льняную салфетку, заостряя при
этом конец, проводят ею по увлажненной
эмали так, чтобы на кончике кисточки
остался комочек эмали величиной с
рисовое зерно (рис. 49).
Подобным образом действуют и
шпателем. Его рабочая поверхность должна
быть гладкой, полированной, края
должны быть слегка скруглены, чтобы не
поцарапать металл и не «срезать» эмаль
при ее сглаживании. Избыток эмали
также удаляется шпателем, благодаря чему
можно довольно точно дозировать ее
количество. Шпателем выравнивают
нанесенную эмаль и вдавливают ее в
выемки и ячейки (рис. 50).
Для особо тонких работ подходит
способ, описанный Теофилусом, а именно
подхватывание эмали заостренным
концом трубочки соответствующей формы
и нанесение ее на подложку (рис. 51).
Требуется некоторый навык, чтобы
соблюдать правильную степень
увлажненности эмали во время нанесения.
Если эмаль слишком влажная, то
частицы эмали перемещаются относительно
Друг Друга, граничащие цветовые
области сливаются, и при этом почти
невозможно получить четкий контур. Для
удаления излишка воды кисточку
промывают, высушивают льняной салфеткой,
прижимая при этом кончик ее так, чтобы
он стал плоским, прикладывая его
осторожно к эмали, собирают воду. При этом
одновременно выглаживают поверхность.
Избыток воды можно удалить также
фильтровальной или гигроскопичной
бумагой. Эмаль должна иметь такую
влажность, чтобы ее можно было перемещать
кисточкой или шпателем на подложке.
Покрытая эмалью поверхность должна
точно соответствовать контуру рисунка.
При работе с прямолинейными
цветовыми плоскостями удалять излишки воды
можно кусочками фильтровальной бума-
Контрэмаль
ги, прикладывая их к металлической
поверхности с- нанесенным слоем эмали,
одновременно высушивая и поправляя ее.
С другой стороны, эмаль нельзя
слишком пересушивать, так как при
соприкосновении ее с вновь нанесенным соседним
слоем вода и эмаль втягиваются в
осушенный слой. Контур рисунка при этом
расплывается; кроме того, образуются
дефекты в виде размытых краев и обла-
кообразных участков, которые после
обжига становятся еще более заметны.
Степень влажности эмали должна
регулироваться так, чтобы соседние участки
всегда имели примерно одинаковую
влажность.
Начинающим рекомендуется проделать
несложные упражнения — изготовить
образцы, подобные изображенным на
рис. 100. При нанесении полос различной
ширины приобретается «чувство эмали»
как материала, со временем приходят
навыки работы с инструментами. При
работе с черно-красной палитрой эмаль
наносят более увлажненной, чем обычно,
для того чтобы краски сливались в
пограничной области. Такие приемы
расширяют технические возможности
эмалирования.
В перерывах незаконченную работу
следует защитить не только от попадания
пыли, но и от испарения влаги. Поэтому
ее помещают под стеклянный колпак, а в
жаркую погоду кладут на влажную
фильтровальную бумагу или мокрую
салфетку, которой застилают основание
стеклянного колпака и прикрывают
сверху, чтобы препятствовать испарению
воды. Если же несмотря на это эмаль стала
слишком сухой, то на нее кладут мокрую
фильтровальную бумагу или осторожно
прикладывают мокрую кисточку.
Большие плоскости можно обрызгать водой
или сильно разведенным раствором
траганта. Когда эмаль полностью высохла и
подготовлена к обжигу, несмотря на все
предосторожности может случиться так,
что небольшое количество эмалевого
порошка обсыплется. Если нет
возможности исправить дефект добавлением сухой
эмали, то следует вновь увлажнить всю
пластину. При внесении мокрой эмали в
сухой порошок влага, проникающая к
металлу, может вызвать упомянутые
выше дефекты в виде помутнения эмали. В
этом случае лучше снять всю эмаль и
наложить снова.
63
6.4. Коитрэмаль
Для наилучшего сцепления эмали с
металлом необходимо использовать
материалы, имеющие близкие по значению
температурные коэффициенты линейного
расширения (см. п. 2.6.4). Однако
следует помнить и о возникающих в системе
эмаль — металл напряжениях сжатия и
растяжения.
Толстые металлические листы, какие
обычно употребляются для выемчатых
эмалей, имеют такую высокую
прочность, что возникающие при
эмалировании напряжения не могут привести к
изменениям формы изделия. Тонкие
листы, покрытые с одной стороны эмалью,
прогибаются и коробятся в силу
различия напряжений, возникающих в эмали и
металле. Поэтому тонкие листы следует
эмалировать с обеих сторон для того,
чтобы они испытывали одинаковые
напряжения растяжения с обеих сторон и
оставались бы устойчивыми к
деформациям.
Исходя из вышесказанного,
необходимо придерживаться правила: толстый
лист металла — тонкий слой эмали с
одной стороны; тонкий лист —
толстый слой эмали с обеих сторон.
Чем тоньше лист и чем толще оба
эмалевых слоя, тем меньше опасность
перегиба. Однако надо учитывать, что
пластины, эмалируемые с обеих сторон,
увеличиваются в размерах* после каждого
обжига и в итоге не соответствуют
подготовленным для них оправам. Это
явление объясняется тем, что металлической
пластине в процессе охлаждения
препятствуют принять первоначальный размер
оба нанесенных слоя эмали. При
последующем обжиге все повторяется и
пластина становится еще больше, чем после
предыдущего обжига.
Это явление невозможно устранить и в
практической работе его необходимо
учитывать. Поэтому оправу следует
выгибать по уже готовой эмалированной
пластине. Чтобы достичь полного
равенства напряжений, в идеальном случае
пластина должна быть покрыта с обеих
сторон одинаковой эмалью, выполненной
в одной технике и одинаковой толщины.
Однако это почти не выполнимо и в
большинстве случаев с художественной
точки зрения вряд ли оправдано.
64
Для изделий, обратная сторона
которых остается невидимой, чаще всего
используют контрэмаль из отходов,
получаемых после отмучивания и растирания
эмали. Она содержит тонко
измельченные фракции многих видов эмалей и,
следовательно, объединяет в себе их
свойства. Из-за длительного
взаимодействия с водой она становится особенно
упругой и износоустойчивой. Кроме
того, это выгодно, так как позволяет
использовать отходы.
Конечно, при изготовлении изделий, у
которых обе стороны видимы и
одинаково важны,— тарелок, чаш, драгоценных
вставок в ювелирные изделия — обратная
сторона выполняется в такой же
технике, что и лицевая, и может быть
украшена декоративными мотивами.
Изделия, эмалируемые с обеих сторон,
обрабатывают таким образом, чтобы
нижние поверхности чаш, тарелок,
внутренние стороны коробочек
гармонировали в цветовом отношении с внешним
эмалевым покрытием.
При двустороннем эмалировании
следует обращать внимание на соблюдение
одинакового режима обжига наружного и
внутреннего эмалевых покрытий. С
помощью пробных обжигов надо подобрать
эмали, характеризующиеся одинаковым
коэффициентом термического
расширения. Возможно, со временем будут
разработаны составы нейтральных эмалей
белых, серых, черных цветов, которые в
комбинациях с другими
многочисленными эмалями смогут применяться как
универсальные контрэмали.
Как правило, при двустороннем
эмалировании следует сначала наносить на
обратную сторону контрэмаль, а затем
эмаль на лицевую поверхность. Изделие,
покрытое с одной стороны контрэмалью,
обжигают, затем его протравливают,
очищают и подготавливают лицевую
сторону для нанесения эмали.
Если после обжига контрэмали
пластина немного деформировалась, то этому
не следует придавать значения, так как
при эмалировании лицевой стороны эта
деформация, как правило, устраняется.
Иногда контрэмаль наносят на трагант.
После нанесения и сушки контрэмали
пластину переворачивают и наносят
эмаль на лицевую сторону. При обжиге
эмали с обеих сторон оплавляются
одновременно.
Технологический процесс эмалирования
6.5. Нанесение контрэмали в полые
изделия
При изготовлении полых сосудов и
изделий мелкой пластики, полученных
выколоткой, должна применяться
контрэмаль. В большинстве случаев ее
невозможно нанести кистью или напылением.
В этом случае применяется следующий
способ нанесения: сосуды заполняют
эмалью и осуществляют покрытие как
бы ополаскиванием или обливом. В
принципе этот способ аналогичен способу,
применяемому для промышленного
эмалирования посуды. При производстве
эмалированной посуды используют
специальные составы эмалей с
заправочными средствами, которые способствуют
нанесению эмалевого шликера
равномерным слоем, прочно удерживающимся на
вертикальных стенках сосуда.
Для нанесения методом облива
особенно хорошо подходят «состарившиеся»
эмали. Порошкообразную эмаль очень
тонкого помола оставляют на неделю в
сосуде с водой. При этом получается
довольно вязкий, почти слизистый
эмалевый шликер. Со шпателя он скатывается,
как однородная связанная масса.
Для нанесения эмали способом облива
непрозрачные эмали подходят больше,
чем прозрачные. Особенно
целесообразно использовать отходы эмали, которые
долго хранились в воде. При этом
способе перед нанесением к влажной эмали
добавляется свежий раствор траганта.
Сосуд наполняют эмалевой массой,
равномерным вращением заставляют эмаль
двигаться по внутренним стенкам. При
этом на стенках остается тонкий слой
эмали (рис. 52). Избыток эмали
удаляется из сосуда при вращении. Сцепление
эмали можно улучшить, если подогреть
сосуд примерно до 40° С, а эмаль — до
25 °С. Хорошо просохшую эмаль
обжигают обычным способом.
Вместо нанесения мокрой эмали
способом облива можно воспользоваться
следующим способом. Сосуд ополаскивают
скипидаром, к которому добавляется 5-
процентное лиственничное масло.
Избыток раствора выливают. Засыпают
порошкообразную эмаль в сосуд, который
затем сильно встряхивают. На липкой
стенке эмаль довольно прочно
удерживается. Избыток эмали вытряхивается. За-
Сушка нанесенной эмали
65
Рис. 52. Схема нанесения эмали внутри
чарки. Сосуд показан прозрачным
тем необходимо тщательно высушить
изделие, а масло «выжечь», прежде чем
обжигать эмаль.
Как при обливе, так и при нанесении
эмали на масло к стенкам сосуда
прилипает довольно тонкий слой эмали,
который после обжига не полностью
покрывает поверхность. Поэтому процесс
нанесения эмали следует повторять
несколько раз.
При эмалировании сосуда, состоящего
из двух половин, эмаль сначала наносят
обычным способом на внутренние стенки
половинок сосуда и обжигают. Затем их
соединяют пайкой и покрывают сосуд
эмалью снаружи.
В любом случае эмальер должен
продумать, какой способ нанесения эмали
предпочтительнее. Нанесение эмали на
смазанную маслом поверхность связано с
определенным риском, так как у сосудов
с узким горлом не всегда можно
проконтролировать, действительно ли
внутренняя поверхность полностью покрыта
эмалью.
6.6. Сушка иаиесеиной эмали
Перед обжигом нанесенная эмаль
должна быть тщательно высушена, так
как вода при температуре обжига
вскипает и испаряется, при этом эмаль
отскакивает от подложки. Мокрая нанесенная
эмаль, если даже ее просушили
кисточкой или фильтровальной бумагой,содер-
жит еще много воды. Эмаль, нанесенную
напылением, также необходимо хорошо
просушить, даже если в качестве клея
был использован трагант.
Находящаяся в глубине слоев влага
испаряется при просушке особенно
медленно. Сначала испаряется вода с
поверхности эмалевого слоя, затем влага из
нижних зон поднимается в верхние и
улетучивается с поверхности. Чем толще
и чем более тонкого помола эмалевый
слой, тем дольше продолжается сушка.
Следует обратить внимание на то, что
контрэмаль на нижней стороне пластины
или чаши сохнет медленнее, чем на
верхней, а на внутренней поверхности
сосуда медленнее, чем на наружной.
Образец с нанесенной эмалью
осторожно снимают со стола с помощью
стального шпателя, кладут на подставку
для обжига и помещают на печь для
сушки и предварительного нагрева.
Современные модели печей имеют хорошую
теплоизоляцию, корпус их нагревается
меньше, поэтому для сушки эмали
потребуется дополнительный источник тепла.
Им может служить любое
нагревательное устройство, на которое можно
установить подставку с образцом для
просушки. Для этой цели лучше всего
подойдет электрическая лабораторная
сушильная печь или простой сушильный
шкаф. Рекомендуется нагреть его
примерно до 100 °С, так как оптимальная
температура для просушки эмали
составляет 60—80 °С.
Для изделий небольших размеров
пригодна электрическая плитка с
терморегулятором. Если расстояние до источника
тепла меньше, чем требуется, то
необходима дополнительная подставка. Старой
кастрюлей, в которой просверлены
несколько отверстий, чтобы мог удаляться
водяной пар, покрывают, как колпаком,
высушиваемый образец для того, чтобы
удержать поднимающееся тепло. Кроме
того, это препятствует попаданию пыли.
Примерно через 30 мин образец
высыхает.
Сырую эмаль можно также
высушивать при комнатной температуре без
дополнительного нагрева, но время сушки
при этом должно быть не менее 12 ч.
При нанесении первого слоя эмали, когда
влага проникает к металлу, такая сушка
не рекомендуется. Не рекомендуется
также сушка у- открытого муфеля
обжиговой печи. При высокой температуре
частицы эмали отскакивают или
смещаются. Случается, что не вся вода
испаряется и остаток ее при обжиге вспучивает
эмаль. Кроме того, при таком способе
сушки нерационально расходуется
энергия.
5 Э. Бреполь
66
Технологический процесс эмалирования
Если эмалевое покрытие не просушено
в течение времени, необходимого для
полного испарения влаги, то возможно
появление следующих дефектов: 1)
водяной пар улетучивается взрывоподобно и
захватывает с собой частицы эмали, из-
за чего образуются не покрытые эмалью
места, пустоты и поры; 2) при вскипании
воды частицы эмали смещаются в
соседние, иначе окрашенные поля, образуя
инородные цветовые пятна; 3) у эмали
тонкого помола образуются морщины и
трещины; 4) эмаль вытягивается по
краям выемок и ячеек; 5) эмаль
отслаивается с нижней стороны и с вертикальных
плоскостей; 6) при обжиге в эмали могут
появиться пузыри.
6,7. Обжиг эмали
Время нагрева печи до температуры
обжига эмали зависит от мощности печи
и ее размеров. Перед обжигом
рекомендуется прогреть печь при температуре
обжига в течение 30 мин и затем
начинать работу, чтобы во время обжига при
открывании дверцы температура заметно
не снижалась. Муфельная печь должна
быть снабжена терморегулятором.
При обжиге в муфеле устанавливают
температуру 900—950° С, хотя эмали
переходят в жидкотекучее состояние уже
при температуре 800° С. Благодаря этому
сокращается время обжига, так как
рабочие образцьг быстро нагреваются до
нужной температуры. Таким образом,
температура печи не соответствует
температуре обжига эмали. Поэтому даже
при эмалировании серебра можно
устанавливать температуры в печи обжига
выше температур плавления сплавов
серебра.
Можно, конечно, быть осторожным и
выбирать более низкую температуру
печи, при которой эмаль тоже расплавится,
ио это будет осторожность в ущерб
красоте. Большой жар — короткий
обжиг!
Только бесцветные грунтовые эмали
(фондоны)—-особенно последний,
кроющий слой фондона — должны
обжигаться гари умеренной температуре (примерно
800—-850 °С). Фондон при высокой темпе
ратуре становится зеленоватым, а при
слишком низкой — серым и мутным. При
высокой температуре кроющий слой
фондона погружается в лежащий ниже
слой цветной эмали, в результате чего
образуются пятна и трещины.
Подставку для обжига с изделием,
покрытым хорошо просушенным
эмалевым слоем, захватывают щипцами или
вилкой, осторожно подносят к печи и
медленно опускают на подовую плиту
(см. рис. 34). Достаточно легкого
сотрясения, чтобы эмаль осьшалась. Особенно
чувствительны к резким движениям и
толчкам изделия, у которых эмаль
нанесена на нижнюю сторону. Перед
установкой изделия в печь следует задержаться
на несколько секунд перед открытой
дверцей печи и еще раз убедиться в том,
что вся вода действительно испарилась.
Дверца не должна оставаться открытой
больше, чем это необходимо для
установки изделия, чтобы потери тепла при
загрузке были минимальными. В дверце
муфельной печи должно быть
предусмотрено окно или отверстие из
жаропрочного стекла для наблюдения за процессом
обжига.
Приведем ряд практических
рекомендаций.
При обжиге эмали становятся вначале
темными, меняют цвет и начинают
спекаться. Когда эмаль размягчается, она
приобретает красный цвет каления, но
поверхность еще остается волнистой.
Эмаль, раскаленная до вишнево-красного
цвета, должна блестеть зеркальным
блеском.
Если температура обжига позволяет
увеличить время выдержки, то
большинство эмалей получают яркую окраску и
блеск. Слишком длительный обжиг
приводит к пережогу эмали. Если изделие
полностью или частично выполнено из
серебра, необходимо особенно точное
соблюдение правильных режимов
обжига.
Наиболее чувствительны к вьгсоким
температурам обжига места спаев.
Особенно нежелательно иметь места спая
иод слоем эмали, так как припой под
эмалью при высокой температуре может
растечься, изменить цвет эмали и
ухудшить сцепление эмали с подложкой.
Невозможно дать точных
рекомендаций по выбору продолжительности обжи-
га, так как она колеблется в зависимости
от температуры печи, толщины
металлической подложки, толщины эмалевого
слоя, температур обжига эмали, тонины
Охлаждение и правка после обжига
67
помола эмали, размеров и материала
подставки для обжига.
Для обжига порошкообразной
просеянной эмали требуется большее время, чем
для обжига зернистой эмали. Эмаль
крупнозернистого помола обжигается до
тех пор, пока вся ровно не растечется по
поверхности.
Около дверцы печи температура
несколько ниже, чем в середине муфеля,
поэтому длинные предметы обжигаются
неравномерно. В то время как эмаль в
середине изделия уже блестит, как
зеркало, в той части изделия, которая
находится около дверцы, она еще не
расплавилась. Такое изделие следует вынуть из
печи, повернуть другим концом и опять
установить в печь. Эта операция должна
осуществляться как можно быстрее,
потому что при этом печь охлаждается, а
на изделии при обжиге с большим
перерывом могут возникнуть дефекты. Если
такие изделия эмалируются часто, то
следует установить рядом с печью
небольшой вращающийся диск, на который
можно выгрузить обжигаемое изделие,
повернуть его и затем сразу же опять
загрузить в печь.
Готовые обоженные изделия быстро и
плавно, без резких толчков извлекают из
печи и устанавливают на огнеупорную
подставку рядом с печью. На рис. 53
приведена кривая, характеризующая
процесс нагрева и охлаждения рабочего
образца.
Обычно одноразового нанесения эмали
бывает недостаточно. Ее наносят и
обжигают несколько раз. При повторном
нанесении эмали и обжиге возникаю!
новые физико-химические процессы. Так
как первый слой эмали уже связан с
металлом, то при нагревании
значительное термическое расширение металла
приводит к тому, что в твердом эмалевом
покрытии образуются трещины и
разрывы. Если нагрев происходит слишком
быстро, частицы эмали могут даже
отскакивать от подложки. Поэтому перед
загрузкой в печь образец с эмалью
предварительно прогревают при открытом
муфеле, многократно загружая его в печь и
выдвигая до тех пор, пока не закончится
потрескивание эмали. При последующем
обжиге трещины на эмали сплавляются.
Если изделие быстро загрузить в
горячую печь, то есть вероятность, что
микротрещины не заплавятся и будут
Рис. 53. Изменение температуры при
обжиге
видны на готовом изделии. Если печь
недостаточно горячая, то
продолжительность обжига увеличивается и в
трещинах эмали металл — особенно медь и
эмалировочный томпак — может окислиться.
После такого обжига на прозрачных
эмалях проступают следы трещин в виде
темных полос. Обжиг эмали это не
только процесс, при котором мелкозернистые
частицы эмали сплавляются в единую,
прочно соединенную с основой
стекловидную массу, но и кульминационный
момент творчества эмальера, когда он
реализует свой замысел. Разумеется, во
время обжига ювелир не может изменить
свое изделие, но умелым выбором
режима обжига он может добиться того,
чтобы яркость красок, блеск и качество
эмалевой поверхности соответствовали
его замыслу. Для этого необходимы
многолетний опыт, знания и мастерство.
6.8. Охлаждение и правка после обжига
Для охлаждения деталей после обжига
их выгружают на установленный рядом с
печью стол, покрытый
теплоизоляционной асбестовой плитой. После того как
изделие немного остынет, его снимают с
подставки и кладут для дальнейшего
охлаждения прямо на асбестовую плиту.
Благодаря низкой теплопроводности
асбестовой плиты замедляется процесс
охлаждения.
Существует ошибочное мнение, что
изделие при охлаждении необходимо
периодически снова загружать в печь для
дополнительного нагрева, но, как
показывает опыт, в этом нет необходимости.
Если эмаль из-за возникновения внутрен-
68
Рис. 54. Правка деформированных
предметов с эмалью после обжига с
помощью асбестового пуансона (а),
стальной плиты (б) и двух шпателей (в)
них напряжений склонна к образованию
трещин, то и такой метод охлаждения не
поможет. Правильно обожженное
изделие лучше всего охлаждать при
комнатной температуре. При слишком
медленном охлаждении (в печи) краски
становятся тускльгми. С другой стороньг,
нельзя охлаждать изделие на стальной плите,
так как из-за слишком быстрого отвода
тепла в эмали могут образоваться
трещины.
Иногда в процессе обжига
эмалируемый предмет коробится и
деформируется. В большинстве случаев этот дефект
можно полностью исправить во время
охлаждения, пока изделие находится в
пластичном состоянии. Это следует де-
Технологический процесс эмалирования
лать в тот момент, когда на эмали
исчезнет цвет красного каления. В противном
случае инструмент при правке может
оставить следы в мягком эмалевом
покрытии. Если эмаль слишком охладилась,
то она становится хрупкой и дальнейшая
правка образца невозможна.
Для правки плоских поверхностей
используются деревянные пуансоньг,
покрытые асбестом (рис. 54,а). Для этих
целей можно также использовать
стальную правильную плиту (рис. 54,6) или
старьгй утюг, так как благодаря своей
сравнительно высокой теплопроводности
сталь не окажет вредного воздействия на
эмалевую поверхность. При правке чашу
или другое изделие устанавливают на
асбестовую подставку и придают
нужную форму плоскостью груза или
утюгом. В некоторых случаях бывает
достаточно в процессе охлаждения сильно
прижать деформированный предмет к
подставке двумя шпателями (рис. 54,в).
Главная причина коробления изделий,
покрытых с обеих сторон эмалью? это
неправильный выбор подставки для
обжига. Перед использованием подставку
следует основательно отжечь, чтобьг она
была свободна от напряжений. Опорную
поверхность следует конструировать так,
чтобы предмет во время обжига не мог
сместиться. Для больших плоскостей
центральная опора должна быть такой
высоты, чтобы середина изделия не
могла прогнуться.
Уже прогнувшуюся пластину можно
выправить при повторном обжиге,
установив ее на подставку с несколько
увеличенной средней опорой. При этом
пластина выпрямляется под собственной
тяжестью.
Если рабочий образец прогибается на
правильно сконструированной подставке,
то либо необходимо нанесение
контрэмали, либо пластинка слишком тонкая.
Возможно также, что перед эмалированием
при отжиге пластинки не были
полностью сняты напряжения в металле.
6.9. Травление эмалированных изделий
При обжиге не покрытая эмалью
поверхность металла (за исключением
чистого золота и чистого серебра)
окисляется. Особенно бьгстро образуется
черный слой окалины на меди и
эмалировочном томпаке. Если использована кисло-
Шлифование и полирование эмали
тостойкая эмаль, то самый простой
способ удаления такой окалины —
химическое травление. Для травления в
большинстве случаев используют
раствор серной кислоты: 1 часть
концентрированной серной кислоты на 9 частей
воды. Охлажденное изделие погружают
в холодный раствор и оставляют в нем
до тех пор, пока все окислы не
превратятся в сульфаты. В теплом травильном
растворе процесс идет быстрее, но в
этом случае разрушается эмаль.
Нельзя опускать теплое изделие,
покрытое эмалью, в более холодную
жидкость и наоборот, так как возникают
условия для растрескивания эмали.
Прозрачные эмали более устойчивы к
воздействию травильных растворов, чем
непрозрачные. Особенно чувствительны
к кислотам эмали красных, светло-
желтых, зеленых и черных цветов. В
некоторых случаях лучше пользоваться
разбавленными соляной и азотной
кислотами.
Прежде чем опустить изделие в
травильный раствор, проконтролируйте его
действие с помощью пробной пластинки
с такой же эмалью.
Более мягкими реактивами,
требующими продолжительного воздействия, но
зато наносящими меньший ущерб эмали,
могут служить: раствор квасцов; теплый
содовый раствор (изделие обматывают
алюминиевой, проволокой, чтобы усилить
ионный обмен); раствор из 10 частей
воды, 3 частей уксуса и 2 частей
поваренной соли (предназначен специально
для очистки меди); раствор щелочи.
Чтобы ускорить процесс травления,
изделие нужно время от времени
вынимать из раствора и обрабатывать
стеклянной щеткой, для удаления шлама.
Благодаря этому травильным раствором
будут охвачены более глубокие слои.
На эмали, чувствительные к
агрессивным средам, следует наносить защитные
покрытия.
Несмотря на все меры
предосторожности травление эмалированных предметов
является всегда рискованным. Во всех
случаях рекомендуется удаление окисно-
го слоя механическим путем.
6.10. Шлифование и полирование эмали
Для шлифования, как правило,
используют шлифовальные бруски из карбида
69
Рис. 55. Шлифование брусками из
карбида кремния
кремния различной зернистости.
Шлифование должно всегда осуществляться с
водой. Жидкость удаляет из бруска
выломанные абразивные зерна, которые
оставляют царапины на изделии. Кроме
того, при сухом шлифовании остатки
абразива могут внедряться в поры эмали.
Шлифование не покрытых эмалью краев
изделия. У эмалированных изделий края,
как правило, не покрывают эмалью, так
как в процессе эксплуатации эмаль
обычно скалывается. Металл, выступающий
по краям изделия, покрывается черным
слоем окалины. Эти места не
протравливают, так как проще и безопаснее
окалину сошлифовать. В большинстве случаев
эту операцию выполняют вручную.
Изделие укладывают на салфетку,
сложенную в несколько слоев, или в
зависимости от формы прижимают к финагелю
или к краю стола. Карборундовым
бруском квадратного сечения средней
зернистости (рис. 55) металл
обрабатывают вдоль края до полного удаления
окисного слоя (если шлифование
осуществлять поперек края, то можно
поцарапать или сколоть эмаль).
На рабочем месте должен стоять
стакан с водой для периодического
смачивания шлифовального бруска; в противном
случае брусок может быть забит
шлифовальным шламом. Изделие время от
времени промывают для удаления из пор
эмали остатков абразивных частиц. К
тому же это позволяет лучше
контролировать ход работы.
Неровности эмалевой поверхности
также выравнивают бруском, осторожно
сошлифовывая те части, которые
слишком заметно выступают по краям. Не
следует совсем сошлифовывать «кант»:
70
Технологический процесс эмалирования
темный контур эмалевого утолщения,
контрастируя с блестящим металлом,
создает дополнительный
художественный эффект.
Шлифование эмалированных пластин. У
классических выемчатых и
перегородчатых эмалей поверхность эмали должна
быть выравнена так, чтобы она с
перегородками и краями выемок образовала
единую плоскость, причем эмаль может
даже выступать слегка над
металлическими частями. Для этого необходимо
полностью заполнять ячейки или
выемки. Если эмаль после обжига лежит
очень низко, ее необходимо сошлифовы-
вать до самого глубокого места. Эта
операция трудоемка и требует много
времени. Кроме того, глубокое
опиливание приводит к ослаблению перегородок,
которые — особенно по краям
пластины— могут быть даже оторваны от
подложки.
Предварительное шлифование можно
выполнять на вращающемся
карборундовом круге шлифовальной машинки, а для
более тонких работ используется борма-
шинка с гибким рукавом. Но всегда
процесс шлифования должен проходить с
достаточной подачей воды. При
механизированной обработке эмаль снимается
быстро, иногда даже слишком быстро,
но поверхность остается неровной. После
того как проявятся перегородки,
поверхность шлифуют вручную
карборундовым бруском.
Шлифовальные бруски и изделие время
от времени промывают водой. Прежде
чем перейти к шлифованию следующим,
более мелкозернистым бруском,
пластину следует хорошо промыть.
Тонкое шлифование поверхности эмали
осуществляется шлифовальной шкуркой.
В зависимости от ее зернистости можно
получить различный эффект: от глухого
матового до шелкового нежного блеска
поверхности. Краски непрозрачных
эмалей смотрятся мягче и насыщеннее.
Объемные предметы кажутся более
объемными, если им придать матовость, т. е.
производить шлифование до матовой
поверхности. Блестящая поверхность,
полученная при обжиге, выглядит иногда
малохудожественно. В частности, на
сосудах она напоминает техническую
эмаль.
Старые мастера для тонкого
шлифования применяли вращающийся липовый
круг, рабочую часть которого делали
слегка шероховатой, при шлифовании
использовали пемзовый порошок или
тонкое стекло (водный трепел). Современной
шлифовальной бумагой можно добиться
того же результата, но без загрязнения
поверхности абразивными частицами.
Промывание. Эта операция настолько
важна, что на ней следует остановиться
особо. Остатки абразива необходимо
удалить с поверхности. Серые поры,
забитые частицами абразива, делают
некрасивой матовую поверхность, они отчетливо
видны на отполированной поверхности.
Прн обжиге частицы сплавляются с
эмалью, погружаются в нее и удалить их
становится невозможно. Поэтому между
шлифованием брусками и шкурками
различной зернистости и особенно после
окончания необходимо тщательно
промыть изделие в теплой мыльной воде
стеклянной щеткой, удалить иглой
частицы абразива из мелких пор, а затем
высушить салфеткой. Чистоту
поверхности проверить с помощью лупы.
Полирование. Многие мастера
отказываются от трудоемкого механического
шлифования, заменяя его блестящим
обжигом. Однако эмали, подвергнутые
механическому шлифованию,—
например китайские эмали (клуазоне)—
приобретают более благородный блеск.
Огненное полирование же придает эмали
«стеклянный» блеск. Кроме того, после
механического полирования образуется
абсолютно ровная поверхность. После
огненного полирования поверхность
всегда слегка опускается, поэтому
предпочтение следует отдать механическому
шлифованию. Используя
мелкозернистую шлифовальную бумагу? можно
добиться высокого качества поверхности.
Заключительная обработка
осуществляется на полировальной машине мягким
фетровым или кожаным кругом. Затем
изделие еще раз тщательно промывают.
В относительно крупные поры втирают
немного воска, тончайший слой воска
растирают по всей поверхности.
Блестящий обжиг. Иногда для
получения блестящей поверхности эмали
отшлифованные, чисто вымытые изделия
подвергают заключительному обжигу.
При температуре около 900 °С
подготовленное изделие обжигается до тех пор,
пока эмаль не начинает блестеть. Даже
при небольшой продолжительности об-
Смешивание эмалей разных цветов
жига перегородки и другие
металлические части легко окисляются, а
поскольку применение химических средств
нежелательно, то удалить окисный слой
можно только полированием фетровым
кругом.
6.11. Смешивание эмалей разных цветов
Как бы ни была велика предлагаемая
цветовая гамма эмалей, ее всегда не
хватает. Палитру эмалей хотелось бы
увеличить смешиванием эмалей разных
цветов, подобно тому как смешивают по
хроматическому кругу пигментные
краски и получают всевозможные
оттенки нескольких основных цветов. С
эмалями это сделать невозможно.
Сначала смешивают эмалевые порошки
различных цветовых оттенков, а затем
обжигают и чаще всего не один, а
несколько раз. Размягченные эмалевые
частицы сплавляются, однако результат
трудно предугадать, в итоге образуется
новая эмаль с новыми свойствами и
новой окраской. Свойства полученной
эмали ни в коем случае не определяются
свойствами составляющих компонентов.
Желая получить эмаль с заданными
химическими и физическими свойствами,
не следует руководствоваться свойствами
исходных эмалей. Но иногда можно
попытаться получить промежуточные тона
или осветлить цветовой тон добавкой
бесцветной эмали. С помощью пробных
пластин можно оценить результаты
экспериментов, а терпеливый труд поможет
сделать правильный выбор исходных
компонентов.
Для полного соединения расколотые
куски эмалей помещают в ступку и
растирают вместе для того, чтобы по
возможности максимально их перемешать и
гомогенизировать. При смешивании
прозрачных эмалей после обжига образуется
обычно однородно окрашенная эмаль,
оттенок которой, правда, не всегда
соответствует ожидаемому. При смешивании
непрозрачных или прозрачных эмалей с
непрозрачными часто получают «эффект
перца и соли», т. е. различные красящие
компоненты сплавляются друг с другом
не растворяясь.
Другой способ получения нового цвета
эмали состоит в том, что насеивают один
на другой эмалевые порошки различных
цветов, а затем вместе обжигают. Раз-
71
Необожженная Обожженная
УуЛУ;-:] Прозрачная эмаль \
'■:Щ:Л\ Непрозрачная эмаль ВЯШ
■НВ Металл
Рис. 56. Многослойное нанесение эмали:
а—нанесение различных эмалей друг на друга
насеиванием, обжиг при умеренной
температуре; б—нанесение эмали насеиванием на
обожженную эмаль, обжиг при умеренной
температуре ; в—нанесение эмали на оплавленный
фондон, сверху—цветная эмаль; г,
д—нанесение эмали насеиванием на обожженную эмаль,
обжиг при высокой температуре
личные эмали при обжиге
взаимодействуют друг с другом (см, п. 6.12), что дает
интересные цветовые структуры. Причем
цвет эмали и его интенсивность зависят
от продолжительности и температуры
обжига. Достоинство этого способа
заключается в том, что исключаются
случайные эффекты, как это часто бывает
при эмалировании, образующийся
цветовой рисунок отвечает художественным
замыслам (рис. 56, см. также рис. 169).
Разновидностью этого способа
являются последовательное нанесение
нескольких слоев эмали друг на друга и
промежуточный обжиг. Грунтовая эмаль
может быть как прозрачной, так и
непрозрачной, но накладываемые цветовые
слои должны быть прозрачными. В
отличие от масляной живописи, где могут
накладываться друг на друга от 30 до 40
тончайших цветовых слоев, эмалевое
покрытие может быть только двух- или
72
трехслойным, так как цветовые слои
здесь значительно толще. В техническом
отношении этот способ несложен:
металлическую пластину посыпают грунтовой
эмалью и обжигают. На этот первый
слой эмали насеивается верхний
кроющий слой и опять обжигается. При
этом довольно сложно предугадать
цветовой эффект. Поэтому, прежде чем
покрывать все изделие, необходимо
изготовить пробный образец. И все-таки это
не дает абсолютной уверенности в том,
что результат, полученный при обжиге
пробного образца, повторится при
обжиге изделия, так как конкретные условия
обжига играют решающую роль.
Повторным обжигом можно углубить
светлый тон, но наоборот — никогда!
Поэтому эмали светлых тонов следует
наносить в качестве нижних слоев. Следует
учитывать тот факт, что общий цветовой
тон обожженных эмалей не может быть
таким, как при наложении друг на друга
двух тонких пластинок цветного стекла,
так как эмали при обжиге оказывают
обоюдное влияние друг на друга в
процессе диффузии и химического
взаимодействия.
6.12. Нанесение фондона
Эмалирование, как и каждая техника,
имеет свои специфические возможности,
обусловленные особенностями
материала. Если наносить эмаль, как плакатную
краску, накладывать один за другим
гладкие монохромные слои, то
возможности эмалирования в этом случае не
исчерпаны. Применение в различных
сочетаниях прозрачных и непрозрачных
эмалей широкой цветовой гаммы,
блестящих и матовых, на различных металличе-"
ских подложках предоставляет эмальеру
широкие возможности. Сложные
реакции, протекающие при обжиге между
компонентами эмалей, дают
дополнительные возможности.
Однако невозможно заранее
определить все результаты проводимого
эксперимента. Случайности и неожиданности
встречают эмальера в его творчестве.
При этом даже опытный мастер не
застрахован от неудач. Но, чем дольше и
настойчивее он будет овладевать той или
иной техникой, тем больше будет его
уверенность в успешном осуществлении
замысла.
Технологический процесс эмалирования
Особенно интересные эффекты
получаются при последовательном нанесении
различных слоев эмали. Это позволяет:
1) смешивать эмали различных цветов,
как это описано в п. 6.11; 2)
дифференцировать цветные эмали по степени
яркости; 3) добиться тончайших переходов и
цветовых оттенков эмали; 4) оживить
цветовой фон включениями эмали
другого цвета, например в виде пятен,
облаков; 5) устранить нежелательные
влияния металлической основы.
Нанесение промежуточного слоя. При
температуре обжига происходит
взаимодействие металла с эмалью, которое
может оказывать вредное воздействие на
цвет эмали. При этом эмаль может стать
непрозрачной, мутной, с черными краями
или может произойти полное изменение
цвета эмали.
Это особенно часто наблюдается при
эмалировании серебра. При обжиге
эмали образуются соединения серебра,
окрашенные в желтый цвет, которые меняют
цвет эмали. Например, красные
прозрачные эмали приобретают коричневый
оттенок, непрозрачная белая эмаль
желтеет. Для того, чтобы исключить прямое
соприкосновение эмали с металлом, на
металл перед нанесением цветной эмали
наплавляют промежуточный слой эмали,
называемой фондоном. Фондон —
бесцветная эмаль, слегка окрашенная в
голубой цвет окисью кобальта. Она
служит изоляционным слоем между
металлом и покровной эмалью, фоном для
нанесения цветной эмали (рис. 56,в).
На золоте прозрачная красная эмаль
благодаря реакции с металлом
приобретает более яркий, насыщенный цвет;
коричневая и зеленая также приобретаю!
яркость. Эмали других цветов не
реагируют с подложкой; лишь иногда цвет
эмалей приобретает желтый оттенок.
Нанесением голубого фондона можно
предотвратить это влияние золота.
Медь и эмалировочный томпак
реагируют с эмалью, что особенно влияет на
тон зеленых и голубых эмалей. Кроме
того, непрозрачная красная эмаль
покрывается черными пятнами, белая эмаль по
краям становится зеленой. Иногда эти
эффекты могут оживлять изделие. Но
если необходимо устранить действие
окиси меди на непрозрачные эмали, то на
первый слой эмали наносят второй
такого же цвета, при этом влияние металли-
Нанесение фондона
1Ъ
ческой основы на поверхность эмалевого
слоя устраняется.
Прозрачные эмали подвергаются не
только химическому воздействию
металла. Темная металлическая основа влияет
на яркость и прозрачность. Пробные
образцы показывают, что некоторые
эмали, яркие на серебре, на меди
выглядят тусклыми и темными. И в этих
случаях некоторый эффект дает
нанесение на подложку слоя фондона. При
этом химическое влияние меди на
цветную эмаль исключается, однако красно-
коричневая металлическая основа может
все-таки оказывать влияние на цвет
эмали. Для устранения дефектов металл
полностью покрывают грунтовой эмалью
(фондоном). Однако при этом пропадает
особая прелесть цветного стекла на
рефлектирующем металле! Этот недостаток
полностью устраняется наложением на
медь промежуточного слоя из
серебряной фольги, на которой прозрачные
эмали смотрятся так же, как и на массивной
серебряной подложке (см. п. 6.13).
Совместный обжиг слоев цветной эмали.
Нанесение промежуточного слоя
фондона может использоваться не только для
защиты прозрачной эмали от
химического воздействия металла подложки, но и
для получения декоративного эффекта.
При необходимости можно обжигать два
слоя эмали без взаимного проникновения
эмалей друг в друга (рис. 56,а, 6 и 99,а).
Поверхностную прозрачную эмаль
следует тонко растереть, нанести
равномерным слоем и слабо обжечь. Можно
нанести эмаль крупного помола и обжечь при
более низкой температуре. Слой эмали
сплавится в однородную глазурь, но
поверхность будет неровной и волнистой,
что само по себе уже может быть
интересным художественным решением. Во
всех случаях необходимо проводить
пробные обжиги, рез ультаты которых
заносят в каталожные карточки. При
этом отмечаются не только эффекты
структуры и цвета, но и контролируется
совместимость эмалей в термическом и
химическом отношении.
Прожигание. Обычно наносят два (в
исключительных случаях три) слоя
эмали друг на друга, при этом каждый слой
обжигается отдельно. Эмаль нижнего
слоя должна быть наиболее
легкоплавкой, а каждый последующий слой более
тугоплавким, чем предыдущий. В
отличие от описанного ранее способа
совместного плавления в данном случае могут
использоваться также и непрозрачные
эмали, но эмаль, наносимая последней,
всегда должна быть прозрачной. Затем
следует заключительный обжиг при
максимально высоких температурах (до
1000 °С). Кроме того, обжиг продолжают
дольше, чем обычно, с тем чтобы эмали
не только расплавились, но и продиф-
фундировали одна в другую. При этом
нижние слои эмали поднимаются на
поверхность, вступают во взаимодействие с
верхним слоем и изменяют его цвет.
Могут образовываться пятна и облачка
различной окраски, что создает весьма
интересные цветовые эффекты на
эмалевых покрытиях (см. рис. 56,г, д; 99,6, в;
169, 174).
Нанесение защитного слоя эмали. В
процессе работы могут возникнуть
различные причины, заставляющие
эмальера в заключение работы покрывать
изделие бесцветным эмалевым слоем.
1. В ячейки и выемки, заполненные
прозрачными эмалями, которые имеют
необходимую интенсивность окраски,
уже после первого или второго обжига с
целью сохранения цвета добавляют до
полной высоты фондон. Это не требует
больших затрат времени, так как ячейки
покрывают независимо от цвета по всей
плоскости слоем фондона одинаковой
толщины.
2. Непрозрачные эмали, которые в
травильном растворе становятся
матовыми, можно защитить фондоном.
3. Эмалевую живопись тщательно
покрывают фондоном, чтобы защитить
рисунок от механического и химического
воздействий и одновременно повысить
блеск эмалевой поверхности.
Нанесение защитного эмалевого
слоя — это сложный процесс. Защитный
фондон при определенных условиях
обжига может помутнеть или пожелтеть, и
почти готовая работа будет испорчена.
Фондон для защитного слоя должен быть
всегда свежим и не слишком тонко
растертым (тонина помола должна быть,
как у мелкозернистого сахара). Его
следует обработать азотной кислотой (см.
п. 6.2.5). Эмалевый порошок наносится
тонким слоем и обжигается при более
низких температурах, чем основная
эмалевая поверхность. Как только
поверхность фондона станет гладкой, изделие
74
вынимают из печи. В случае
необходимости фондон наносят еще раз и еще раз
обжигают, но никогда нельзя оставлять
изделие в печи дольше, чем указано
выше. Защитное покрытие при
длительном нагреве не только становится
мутным, но также смешивается с грунтовым
покрытием, погружаясь в него. Иногда
не следует обжигать фондон до
глянцевого блеска, а лучше отшлифовать и
отполировать эмалевую поверхность
изделия.
6.13. Использование фольги в качестве
подложки для эмали
При эмалировании чаще всего
применяется фольга толщиной 3—5 мкм из
чистого серебра или чистого золота. В
дальнейшем речь пойдет о серебряной
фольге, так как золотая фольга
применяется очень редко из-за своей
дороговизны. Кроме того, золотая фольга
значительно тоньше серебряной, и при
температурах обжига эмали она может
оплавиться.
Фольгу из благородных металлов
используют в качестве подложки для
прозрачных эмалей в тех случаях, когда на
основном металле они теряют яркость и
меняют цвет. При этом преслед уется
цель повышения отражательной
способности металла-основы, а не устранения
химического воздействия металла на
эмаль, так как такая фольга обладает
более высокой отражательной
способностью. Например, прозрачная зеленая
эмаль на меди приобретает невзрачный
грязноватый цвет, на серебре же эта
эмаль имеет яркую и сочную окраску.
Использование фольги выгодно, так
как позволяет добиться высокого
качества эмалевого покрытия, не
отказываясь от применения в качестве основы
доступного и недорогого материала —
меди. Подложки из фольги применялись
уже с давних времен, чтобы подчеркнуть
отдельные цветовые эффекты в
живописной эмали (см. п. 8.2.4), покрытие всей
площади подложкой из серебра пришло
позднее. Практически это выполняется
следующим образом.
На металл основы наплавляется тонкий
гладкий слой эмали (для этого часто
используют фондон). При втором обжиге
фольга прочно наплавляется на этот слой
эмали, так как непосредственное соеди-
Технологический процесс эмалирования
нение фольги с металлической основой
невозможно. Тонкая непрочная фольга
должна быть полностью покрыта
эмалью.
Для того чтобы сделать фольгу
воздухопроницаемой, можно всю пачку
листиков фольги, переложенных листами
шелковой бумаги, проткнуть иглой через
каждые 5 мм. При этом фольга слегка
сминается, но потом ее опять можно
разгладить. Этим способом устраняют
возможность появления напряжений при
обжиге.
При наплавлении фольги возникают
некоторые технические проблемы.
Серебряную фольгу обычно выпускают
размера 120x120 мм. Если необходимы
более мелкие кусочки, их можно
вырезать ножницами. Рекомендуется
вырезать кусочек фольги несколько большей
площади, чем площадь металлической
основы, и окончательно обрезать его
после вплавления.
Если покрываются пластины больше
указанного размера, составные части
подложки из фольги ровно обрезают
острым лезвием толщиной 0,1 мм,
закрепленным в жестком держателе, по
стальной линейке по прямым линиям и
под прямым углом.
Фольгу укладывают на эмалевую
пластину, смазанную тонким слоем раствора
траганта. Если накладывается несколько
листов, то их, как это видно из рис. 57, а,
укладывают так, чтобы не оставалось ни
щели, ни выступа. Необрезанные края
могут немного выступать.
Затем накладывают сложенную в
несколько слоев газету и легкими
движениями по спирали от центра к периферии
разглаживают фольгу, прижимая ее к
основе и одновременно удаляя лишний
трагант (рис. 57,г). Если обратная
сторона остается невидимой, то фольгу по
углам отрезают под углом 45°,
переворачивают пластину, слегка смазывают края
грунтовой эмали трагантом и отгибают
выступающую фольгу так, чтобы она
прилипла по краям в виде фальца к
контрэмали (рис. 57,в).
Очень важно, чтобы пластина хорошо
просохла (по возможности в течение
дня). Если покрытую фольгой пластину
слишком быстро поместить в печь,
фольга вздуется из-за испарения влаги. Если
в процессе сушки покажутся пузырьки,
их прокалывают и снова выравнивают,
Использование фольги в качестве подложки «
прижимая фольгу небольшой асбестовой
плиткой (рис. 57,6).
Печь предварительно нагревают до
700 °С. Полностью высохшая пластина
помещается в печь. В процессе обжига
фольга ровно погружается в
размягченную эмаль. Когда фольга нагреется до
красного каления, пластину вынимают и
охлаждают. В случае необходимости ее
еще и правят.
Если обратная сторона должна
оставаться видимой, то выступающую
фольгу, конечно, нельзя загибать. В этом
случае площадь подложки должна быть
несколько меньше площади грунтовой
эмали. Грунтовую эмаль при обжиге по
наружному краю слегка закругляют.
Раскаленную пластину быстро вынимают
из печи, ставят на огнеупорную
подставку и небольшим усилием вжимают в
нужных ме стах фолы у в еще мяг к ую
эмаль. Эту операцию нужно производить
очень быстро, потому что только на
размягченной эмали может быть
достигнута необходимая прочность соединения.
В качестве вспомогательного средства
можно использовать мягкую латунную
щетку, заранее подогретый асбестовый
пуансон или шпатель. Для полной
уверенности в том, что фольга прочно
соединилась с эмалью, рекомендуется
поместить пластину еще раз в печь и
разогреть ее до красного каления. Теперь
серебряная фольга представляет собой
металлическую подложку и ее
используют так же, как и массивную серебряную
основу.
эмали
Рис. 57. Покрытие подложки серебряной
фольгой:
а — укладка вырезанных листочков фольги на
большой площади; б—прижатие фольги
асбестовым пуансоном; в—отбортовка фольги на
обратной стороне основания;
г—разглаживание фольги под газетным листом
7. Способы нанесения эмали
7.1. Нанесение эмали напылением
Напыление является простейшим
способом покрытия металлического
предмета эмалью. В п. 6.3.2 была изложена эта
технология. Напылением можно быстро
и равномерно нанести эмаль. Особенно
рекомендуется этот способ для
непрозрачных эмалей. Напыление прозрачных
эмалей может привести к помутнению
эмали, так как эмаль наносится сухой и
неотмученной. Даже в тех случаях, если
она была предварительно промыта и
отмучена, обязательная сушка порошка
приводит к разложению компонентов
эмали, что вызывает помутнение.
Производя пробные обжиги прозрачных
эмалей, следует убедиться, что они
пригодны для нанесения напылением.
В большинстве случаев недостаточно
покрыть предмет только одной эмалью,
так как цветовое решение и композиция
составляют ценность .художественного
изделия с эмалью в отличие от
предметов широкого потребления, где эмаль
играет роль защитного покрытия.
7.2. Граффити
Этим термином обозначают один из
способов оформления стен зданий.
Основание черного цвета, состоящее из
известняка, песка и угольной пыли,
покрывают тонким слоем гипса, в котором затем
процарапывают рисунок до появления
черного основания. Изображение
напоминает большую медную гравюру.
Подобного эффекта можно добиться, если
путем процарапывания создать орнамент
в напыленном эмалевом слое.
На металлическую подложку наносят
тонкий слой траганта, равномерно
насеивают тонкий слой эмали и тщательно
сушат. Подходящим инструментом
процарапывают рисунок так, чтобы
обнажилось металлическое основание. Эмаль на
этих местах удаляют. Для тонких линий
подойдет чертилка, для более широких
линий используют инструмент, рабочую
поверхность которого выковывают в
виде отвертки; можно также использовать
заостренные деревянные штифты
нужной формы.
Если рисунок процарапывают сразу же
по нанесенной эмали, т. е. когда трагаш
еще влажный, но не мокрый, то контур
процарапанного рисунка выкрашивается,
что создает художественный эффект.
Более широкие линии и плоскости при
необходимости следует дополнительно
промыть кисточкой, чтобы удалить
оставшиеся частицы эмали. После
процарапывания рисунок обжигают. У медных
подложек металлическая поверхность
окисляется, поэтому в заключение
работу протравливают, стараясь не испортить
эмали.
При обжиге эмаль растекается по
краям рисунка. Благодаря этому
процарапанные линии становятся немного уже,
но зато живее. После травления на всю
поверхность насеивается слой
прозрачной эмали и обжигается. Благодаря
этому обнаженные части металла защищены
от окисления. Кроме того, композиция
приобретает определенную целостность,
так как покровный слой
распространяется на всю пластину, причем покровная
эмаль частично расплавлена
непосредственно на медном основании, т. е. на
процарапанных местах, а частично на
грунтовой эмали, так что рисунок
просматривается достаточно четко (см. рис.
101, а).
Травление всегда связано с
определенным риском. Однако нельзя покрывать
эмалью окисленную медь, так как связь
эмали с основой в этом случае будет
недостаточно прочной, поэтому в
некоторых случаях сразу же после нанесения
16
Нанесение эмали по шаблону
рисунка всю пластину с еще не
обожженной грунтовой эмалью посыпают
прозрачной эмалью и только потом
обжигают. Благодаря этому открытая медь
будет защищена при обжиге от окисления
покровной эмалью.
Эффекта граффити можно добиться
еще и следующим образом. На
металлическую пластину сначала наносится
насеиванием грунт из прозрачной или
непрозрачной эмали и обжигается. Затем
поверх этого покрытия наносят трагант и
насеивают слой непрозрачной эмали, в
котором процарапывают рисунок так,
что обнажается грунтовая эмаль, а не
блестящий металл. Благодаря этому не
может быть никаких осложнений из-за
реакции с металлом основы (см. рис. 101,
6).
У эмалей граффити контуры
процарапанного рисунка в зависимости от
зернистости и влажности эмалевого порошка
могут быть четкими или расплывчатыми.
Следует испытать и опробовать все
возможности. Разумеется, можно обжигать
несколько цветных слоев, если насеивать
каждый последующий слой и снова
процарапывать рисунок.
7.3. Нанесение эмали по шаблону
На тонкий сплошной слой насеянной и
обожженной эмали насеивают второй
слой, частично закрывая основу
шаблоном так, чтобы грунтовая эмаль местами
оставалась свободной (рис. 58, а7 6).
В принципе, в качестве шаблона можно
использовать все, что может создать
силуэт. Это могут быть листья и травы,
предметы. Обычно шаблоны
изготавливаются самостоятельно в соответствии с
художественными замыслами.
Если хотят использовать шаблоны для
большого числа однотипных изделий, то
их изготавливают из долговечных
материалов, таких как листовой металл или
картон. При помощи копировальной
бумаги рисунок переносят на шаблон.
Металлические шаблоны выпиливаются;
бумажные шаблоны вырезают ножницами
или острым ножом на картонной
подставке. Различают шаблоны позитивные
(рис. 58, а) и негативные (рис. 58, 6).
Чтобы получились плоскости с четким
контуром, шаблон должен плотно
прилегать к основе, а для выпуклых изделий
77
Рис. 58. Нанесение эмали насеиванием по
шаблону:
а—позитивный шаблон; б—негативный
шаблон
точно соответствовать форме. Для
единичных экземпляров, сложных частей и
неровных плоскостей наиболее подходят
шаблоны из фильтровальной бумаги.
Шаблон изготавливают описанным выше
способом. Перед наложением на основу
шаблон покрывают слоем траганта так,
чтобы он по всей поверхности плотно
приклеился к основе. Части шаблона в
соответствии с рисунком раз мещаются
на рабочем образце, а плоскости,
подвергаемые эмалированию, покрываются
трагантом. Затем эмаль рассеивается так,
чтобы образовалось равномерное
покрытие. При этом будут полностью или
частично покрыты эмалевым порошком и
шаблоны. Более мелкие шаблоны
следует сосчитать, чтобы не забыть их
удалить.
Твердые шаблоны из металла или
картона после нанесения эмали сразу же
удаляют с поверхности. Шаблон удобно
снимать, если он имеет небольшую
ручку.
Шаблоны из фильтровальной бумаги
перед снятием должны слегка
просохнуть, но не быть совсем сухими, так как
при высыхании бумага становится
волнистой и эмалевый порошок может упасть
на свободную поверхность. Шаблон
захватывают острым пинцетом и
поднимают, стараясь не сдвинуть эмалевый
порошок. После того как трагант высохнет,
изделие обжигают.
Если контуры должны быть мягче,
шаблон следует дер жать на некотором
расстоянии над рабочим образцом. Тогда
частицы порошка слегка «рассеиваются»
вдоль края шаблона.
78
Эта техника особенно подходит для
декоративного оформления стен:
посредством многократного использования
одного шаблона способом напыления
можно добиться замечательного эффекта
(см. рис. 102).
7.4. Наиесеиие эмвли с использованием
глицерина
На подложку сначала наносят
сплошной тонкий слой эмали. Глицерин
разбавляют водой настолько, чтобы его можно
было наносить кисточкой. Для того что-
бы при работе прозрачный раствор
глицерина можно было отличить от других
химикатов, его подкрашивают пищевой
краской.
Нужную концентрацию глицерина
устанавливают посредством проб: если
раствор слишком густой, его невозможно
равномерно распределить по
поверхности; если он слишком жидкий, то он
сильно растекается и не дает четких
контуров.
Рисунок наносят на слой грунтовой
эмали раствором глицерина кисточкой
или шпателем. Затем все изображение
посыпают мелкозернистым эмалевым
порошком. Удерживая пластину в
наклонном положении, легким постукиванием
сбрасывают лишний эмалевый порошок,
и только на рисунке он удерживается
раствором глицерина.
После сушки пластину с нанесенной
эмалью осторожно помещают в печь.
При этом необходимо убедиться в том,
что глицерин полностью испарился. Для
этого пластину в течение нескольких
секунд держат перед открытой дверцей
печи и быстро отводят ее назад при
появлении пара. Когда жидкость
полностью испарится, пластину помещают в
печь для обжига. Обжиг ведут до тех
пор, пока нанесенная эмаль не
погрузится в грунтовую (см. рис. 103).
Для прозрачных эмалей этот способ
подходит меньше, так как они из-за
глицерина могут помутнеть. Вместо
глицерина можно использовать трагант или
другое подобное клеющее вещество. Для
тонких работ рекомендуется масло
сандалового дерева. По окончании работы
кисточку тщательно промывают в теплой
воде с мылом.
Способы нанесения эмали
7.5. Наиесеиие эмали по способу
произвольного смешивания цветов
Эмалевые нити, комочки эмали или
эмалевый порошок различных цветов
перемешивают с грунтовой эмалью и после
обжига получают интересный
произвольный цветовой рисунок.
Способ соблазняет причудливыми
эффектами, произвольно получаемыми на
блестящем эмалевом покрытии.
Кажущаяся легкость, необязательность
художественного замысла нередко приводят к
появлению псевдохудожественных работ,
примитивных ювелирных изделий,
которые предлагают лавки художественных
промыслов. Они способствуют
деградации техники эмалирования! Но несмотря
на это данный способ должен быть
рассмотрен нами, потому что он таит в себе
большие возможности.
В отличие от всех других технических
приемов при произвольном смешивании
эмалей различных цветов цветовое
решение изделия невозможно определить
перед обжигом, рисунок возникает во
время обжига. Особенности этой техники
требуют наличия ясного
художественного замысла; быстроты и четкости при
образовании рисунка, потому что он
возникает без вспомогательных средств и не
может быть исправлен; наличия
подходящих эмалей. Кроме того, необходимо
предварительно определить вязкость
выбранных эмалей.
Пробными обжигами следует
убедиться в совместимости предназначенных для
работы эмалей, чтобы не возникали
трещины, вздутия или сколы, вызванные
напряжениями. При этом сначала
покрывают эмалью обратную сторону. На
лицевую сторону наносят грунтомую
эмаль, предпочтение отдается эмалям,
имеющим широкий интервал температур
обжига, с тем чтобы по возможности они
относительно долго оставались бы пла-
стичными. Так как этими качествами
обладают в большинстве случаев
прозрачные эмали, то их зачастую
используют в качестве грунтовых. Легкоплавкие
непрозрачные эмали тоже могут быть
использованы для этих целей. Грунтовую
эмаль не обжигают. Наносимые сверху
эмали должны быть легкоплавкими. В
заключение всю пластину можно
посыпать цветной эмалью средней плавкости.
Эмаль с эффектом потеков
Затем пластину устанавливают на
подставку для обжига- Изделие должно
быть так жестко установлено на
подставке, чтобы при работе оно не смещалось.
Рабочий инструмент представляет собой
длинный крючок с загнутой и слегка
заостренной передней частью. Конец
крючка должен быть не острым, как
игла, а слегка скругленным. Другой
конец закрепляют в деревянной рукоятке.
Такой крючок можно изготовить
самостоятельно из велосипедной спицы или
из закаленной легированной стальной
проволоки.
Подготовленную для эмалирования
пластину интенсивно прожигают, пока
нанесенные слои эмали не расплавятся
полностью и эмаль станет жидкотекучей.
Концом крючка слегка размешивают
жидкую эмаль. При этом нельзя
касаться подложки, чтобы не сместить
заготовку. Когда инструмент проходит сквозь
эмаль, он не должен испытывать какого-
либо сопротивления.
Поскольку работа осуществляется при
открытой заслонке печи, температура в
печи падает и эмаль становится более
вязкой. Работать нужно быстро и
уверенно, чтобы кончить работу прежде,
чем эмаль опять станет вязкой.
При удалении инструмента из эмали
могут вытягиваться нити, поэтому
следует попытаться довести рисунок до края и
там прервать его инструментом для
перемешивания. Иногда достаточно легкого
вращательного движения руки, чтобы
освободить инструмент из эмали. На
рис. 59 показан рабочий процесс.
Изделия, выполненные в данной технике,
показаны на рис. 105. После обработки
пластину оставляют в печи до тех пор, пока
поверхность ее опять не станет гладкой?и
ни в коем случае не дольше, так как узор
может растечься.
При работе в данной технике муфель
должен быть разогрет до высоких
температур, но поскольку дверца муфеля
открыт и температура в нем падает, то
процесс при ход и гея прерывать, чтобы
снова разогреть муфель. Для
уменьшения перерывов в работе дверцу муфеля
нужно открывать не шире, чем это
необходимо для работы.
Если работы в данной технике
проводятся часто, то нужно изготовить
стальную пластину таких размеров, чтобы она
закрывала отверстие муфеля (рис. 59).
79
Рис. 59. Размешивание размягченной
эмали в эмалировочной печи с
теплозащитным экраном (печь показана в
разрезе)
Через прямоугольное отверстие в
пластине эмальер манипулирует инструментом и
ведет наблюдение за работой. Пластину
устанавливают тотчас же после
открывания дверцы муфельной печи. Для печей
других конструкций можно изготовить
тепловой экран в виде заслонки или
опускающейся вниз плиты.
На изделии в тех местах, где слой
эмали тонкий или участок слишком
охлажден, от инструмента могут
образовываться складки и морщины, которые не
растекаются при дальнейшем обжиге. В
подобном случае эти места
протравливают, чтобы удалить верхний окисленный
слой. Затем складки устраняют
нанесением эмали того же цвета, изделие
обжигают еще раз. Если в эмали образуется
закрытый воздушный пузырь, его
прокалывают чертилкой, заполняют через
отверстие несколькими зернышками эмали
и обжигают еще раз. По окончании
работы инструмент для перемешивания
эмалей следует охладить. Комочки
эмали, прилипшие к кончику, отламывают
щипцами. Время от времени проволоку
следует заострять.
7.6. Эмаль с эффектом потеков
Такую технику, подобную наведению
глазури на керамике, широко применяют
для украшения сосудов (см. рис. 104,
147). Это самый простой способ
покрытия эмалями выпуклых поверхностей.
Всю поверхность изделия покрывают
тугоплавкой эмалью, которая оплавляет-
80
ся, образуя гладкое покрытие. Затем по
верхнему краю наносят зернистую
легкоплавкую жидкотекучую эмаль.
Крупные и мелкае зерна эмалиодного или
разных цветов смешивают с трагантом
для того, чтобы они до обжига прочно
удерживались на стенках изделия.
При высокой температуре обжига
нанесенная на край легкоплавкая жидкоте-
кучая эмаль стекает по стенке сосуда
вниз или у чаш к центру. Части
грунтовой эмали будут захвачены легкоплавкой
эмалью, но несмотря на это тугоплавкая
грунтовая эмаль благодаря своей
высокой вязкости покрывает всю подложку.
Так образуется узорчатая структура.
Эффект может быть усилен с помощью
инструмента для перемешивания эмалей
по методу, описанному выше.
7.7. Кракле
Выполненная в этой технике
поверхность выглядит так, как будто она
покрыта тонкой сеткой окрашенных
линий (см. рис. 107).
Два слоя эмали различной окраски с
разными коэффицентами термического
расширения наплавляют друг на друга.
При этом кроющий слой сжимается
сильнее, чем грунтовая эмаль, благодаря
чему он разрывается, образуя
микротрещины в виде волосяных линий, через
которые виден слой грунтовой эмали. Если,
например, хотят декорировать этим
способом плоскость белого цвета, то
сначала подложку покрывают тугоплавкой
белой эмалью, сверху накладывают тонкий
слой слегка желтоватой эмали, которая
сильно сжимается при охлаждении и при
этом разрывается. При быстром
охлаждении в кипящем масле трещины
значительно увеличиваются и поверхность
приобретает коричневатый оттенок. При
необходимости в заключение изделие
следует подвергнуть
непродолжительному обжигу для того, чтобы закрепить
трещиноватый слой. Нужно обладать
некоторым навыком, чтобы добиться
равномерного образования тонкой сетки
трещин.
7.8. Эмали с эффектом опалисцирования
Опаловые (опалисцирующие) эмали
носят такое название потому, что после
обжига они приобретают полупрозрач-
Способы нанесения эмали
ную нежную пастельную окраску и
легкое опаловое мерцание. При нанесении
на подложку фондона эффект
опалисцирования проявляется особенно ярко (см.
рис. 106). Кроме того, на серебро
необходимо наносить фондон с тем, чтобы не
изменился цвет опаловой эмали. На
подложку сначала наплавляется фондон,
затем наносится и обжигается до блеска
опаловая эмаль. Сначала она кажется
совсем прозрачной. На последнем этапе
работы эмалируемый предмет снова
помещают в печь и наблюдают через
открытую дверцу за разогревом. Как
только поверхность начнет «тускнеть»,
изделие сразу же вынимают из печи. Совсем
не просто правильно уловить этот
момент, потому что опалисцирующий
эффект появляется при умеренных
температурах, прежде чем наступит разжижение
эмали. Если упустить момент, то в
зависимости от температуры обжига эмаль
станет либо мутно-молочной, либо
совершенно прозрачной, но без
опалисцирования. В таких случаях процесс повторяют:
обжигают эмаль при высокой
температуре до прозрачности, охлаждают и
повторяют обработку до получения опалисци-
рующего эффекта.
7.9. Нанесение эмали в виде нитей
Размягченную эмаль, находящуюся в
вязком состоянии, можно вытягивать в
нити, которые затем наплавляют на
подготовленную эмалевую поверхность (см.
рис. 108).
Для этого необходимы следующие
инструменты и вспомогательные средства:
тигельные щипцы для захвата и
удерживания тиглей; тигли из огнеупорной
глины (какие обычно используют для
плавки благородных металллов, размер
зависит от количества расплавляемой эмали,
наиболее часто применяют тигли
диаметром около 10 см); асбестовые рукавицы;
стальной стержень толщиной от 5 до
10 мм, длиной 50 см, с помощью
которого вытягивают нити; молоток и
плоскогубцы для отбивания и отгибания
застывшей эмали.
Тигель заполняют эмалью в кусках или
в порошке и на подставке для обжига
устанавливают в холодную печь.
Разогревают до температуры плавления эмали,
чтобы она в тигле размягчилась и стала
вязкотекучей. Если загрузить холодный
Нанесение эмали в виде нитей
тигель в горячую печь, он может
треснуть.
Когда эмаль расплавилась, горячий
тигель вынимают из печи и устанавливают
на огнеупорную подставку. Лучше всего
работать вдвоем: один надежно
удерживает щипцами тигель, причем в целях
безопасности он должен пользоваться
асбестовыми перчатками, а другой
вытягивает нити (рис. 60).
Конец стального стержня нагревают в
газовом пламени до красного каления и
затем погружают в расплавленную
эмаль. Когда стержень вынимают, вязко-
текучая эмаль прилипает к стержню, как
сироп к ложке. Сначала нить тянут
вверх, затем в сторону, пока длина нити
не достигнет 1,5—2 м.
На воздухе тонкие нити быстро
охлаждаются, затвердевают и становятся
хрупкими. Затвердевшие нити отламывают
щипцами сначала от стержня, а потом от
горячего тигля. Таким способом можно
вытянуть 3—4 нити. Затем эмаль в тигле
застывает. Если требуется больше нитей,
тигель наполняют вновь, ставят в печь и
этот процесс повторяют. Работу
рекомендуется построить так, чтобы в печи
находилось одновременно несколько
тиглей, и после охлаждения одного можно
было бы сразу же продолжать работу.
При переходе к вытягиванию нитей из
эмали другого цвета комочки эмали,
прилипшие к концу стержня^ необходимо
тщательно удалить. Для этого
раскаленный конец стержня погружают в
холодную воду и откалывают эмаль молотком.
Эти остатки можно опять расплавить.
При наличии некоторого опыта
толщину нитей можно варьировать, изменяя
скорость вытягивания эмали: чем
быстрее вытягивается эмаль из тигля, тем
тоньше получаются нити.
Необходимо всегда иметь небольшой
запас нитей. Обычно образуются прямые
нити. После охлаждения (уже в хрупком
состоянии) их можно легко разломить на
кусочки необходимой длины. Из-за
большой хрупкости нитей их следует хранить
в жестких сосудах. Нить можно «смотать
в клубок», если сгибать ее в вязком
состоянии на огнеупорной подставке.
Для изготовления нитей подходит
любая эмаль, но предпочтение отдается
непрозрачным эмалям, так как они при
последующем расплавлении лучше
снимаются с подложки. В тигле можно
6 Э. Брсполь
81
Рис. 60. Изготовление эмалевых нитей
плавить и кусочки эмали разной окраски.
Вытягиваемые при этом из тигля нити
украшены цветными разводами,
пестрыми прожилками.
При вытягивании нитей следует
помнить о том, что затвердевшие нити
еще достаточно горячи и могут стать
причиной ожогов! Они не должны
касаться легковоспламеняющихся
предметов!
Нити можно наплавлять как на
предварительно эмалированную поверхность,
так и на металл. Простейший способ
заключается в том, что нити
разламывают на прямые короткие кусочки,
которые смазывают немного трагантом и
расплавляют на грунтовой эмали или на
подложке. Предварительно кусочки
можно сгибать и сплавлять друг с другом над
газовым пламенем. Их можно также
сложить на асбестовой плите в виде решетки
и в местах соприкосновения расплавить
пламенем. Возможные изменения
окраски эмалевых нитей из-за плавления в
газовом пламени исчезают при обжиге в
печи. Решетку, предназначенную для
выпуклой поверхности, просто
накладывают на изделие. При размягчении она
принимает форму подложки.
При необходимости нити можно
устанавливать вертикально или под углом к
поверхности. В этом случае они должны
быть изготовлены из эмалей,
характеризующихся высоким поверхностным
натяжением и ограниченной смачиваемостью.
82
Обжиг изделия производят до тех пор,
пока нити не начнут погружаться в
грунтовую эмаль. Этот способ имеет
определенное сходство с эмалевой зернью
(см. п. 7.11).
Более простым представляется
следующий способ: нити при обжиге
погружаются в грунтовую эмаль, расплываются
и сплавляются с ней. Благодаря
взаимодействию эмалей образуется красивый
геометрический рисунок, имеющий
мягкий, расплывчатый контур. Для этого
способа пригодны нити из эмали,
отличающейся низким поверхностным
натяжением. Во всех случаях необходимы
предварительные пробы.
7.10. Накладки из кусочков эмали
Маленькие кусочки эмали обжигают
непосредственно на подложке или на
слое эмали. Оплавляясь более или менее
сильно, они образуют на поверхности
пластичные эмалевые шарики, либо
плоские капли, в зависимости от
смачиваемости эмали-основы и поверхностного
натяжения вплавляемой эмали.
Для эмалей с высоким поверхностным
натяжением, которые по мере
повышения температуры сначала собираются в
одну каплю почти правильной
шаровидной формы и выступают над эмалевой
поверхностью, а затем растекаются,
можно установить режимы обжига,
соответствующие промежуточному либо
конечному состоянию. Если изделие
выгрузить из печи в тот момент, когда эмаль
начинает плавиться, то образуется
выступающая из грунтовой эмали сфера
(см. рис. 111, а); если изделие оставить в
печи на более длительное время, то
сфера растечется по поверхности
грунтовой эмали, и на ней образуется цветовое
пятно приблизительно круглой формы
(см. рис. Ш, е, д).
Кусочки эмали с небольшим
поверхностным натяжением быстро
расплавляются и при размягчении тотчас же
растекаются, совершенно не стягиваясь в
шарообразные капли. Благодаря этому в
грунтовой эмали образуется неправильной
формы цветовое пятно (см. рис. 111,
д, в).
Существуют два довольно простых
способа наплавления. Первый способ
заключается в следующем. Путем
насеивания грунтовой эмали создается подлож-
Способы нанесения эмали
ка. На нее пинцетом укладывают
крупные зерна эмали. Зерна меньшего
размера наносят насеиванием через
крупноячеистое сито. Затем изделие помещают в
печь для обжига.
При работе по второму способу
нанесенную грунтовую эмаль обжигают,
затем укладывают зерна. Чтобы они не
сместились, их прикрепляют трагантом и
сверху посыпают тонким слоем
мелкозернистой эмали. В заключение зерна
вплавляют в грунтовую эмаль. Для
изделий с отвесными стенками использовать
комочки эмали не представляется
возможным: прежде чем произойдет их
оплавление, они стекают вниз.
За процессом обжига необходимо
внимательно следить, чтобы вовремя вынуть
изделие из печи. Существует правило:
чем короче продолжительность обжига,
тем пластичнее вплавляются зерна в
грунтовую эмаль. Глубина, на которую
вплавляются зерна эмали, не должна
быть мала, так как напряжения,
создаваемые вплавляемыми кусочками в
грунтовой эмали, могут быть очень большими и
зерна могут отскочить.
Эта техника предоставляет богатые
художественные возможности: можно
выбрать упорядоченное или произвольное
расположение кусочков на поверхности
изделия, использовать различные
комбинации цветов, эффект рельефа, сочетать
ее с другими техническими приемами.
7.11. Эмалевая зернь и грануляция по
эмали
Эмалевая зериь. При оплавлении
эмалевых шариков на грунтовой эмали
создается эффект, подобный металлической
грануляции (см. рис. ПО, а, б). Шарики
диаметром от 0,2 до 4 мм изготавливают
из эмалевых зерен. Кусочки эмали
укладывают на древесный уголь или асбест,
разогревают газовым пламенем и
сплавляют в шарики. При этом воздействие
восстановительного пламени изменяет
цвет эмали. Незначительное изменение
окраски несущественно, потому что в
большинстве случаев при последующем
обжиге в печи оно исчезает.
Эмали следует выбирать таким
образом, чтобы для шариков использовались
эмали с высоким поверхностным
натяжением, а для грунта — эмали, характеризу-
Эмалевая зернь и грануляция по эмали
ющиеся максимально высокой
смачиваемостью. Шарики опускают в трагант и
затем размещают на грунтовой эмали. На
грунтовую эмаль можно нанести тонкий
слой легкоплавкого эмалевого порошка и
поместить туда шарики. Этим
значительно облегчается надежное закрепление
шариков.
Грануляция по эмали. Аналогично
можно вплавлять в грунтовую эмаль золотые
и серебряные шарики. Их крепят и
вплавляют точно так же, как и эмалевую
зернь (см. рис. 112). Правда, сцепление
металлических шариков с эмалью вслед-
83
ствие ее ограниченной смачиваемости не
велико; к тому же шарики не следует
вплавлять в эмаль слишком глубоко,
чтобы не исчез эффект рельефа.
Металлические шарики не должны быть
больше 1,0—1,5 мм в диаметре. Шарики
большего раз мера в процессе эксплуатации
выкрашиваются. При вплавлении
шариков необходимо строго следить за
температурой и временем обжига.
Вплавленные шарики или другие металлические
части изделия можно сплошь покрыть
эмалью.
8. Живопись по эмали
Леонардо да Винчи в своем трактате
«Сравнение искусств» сравнивает
эмалевую живопись со скульптурой:
«Преимущество скульптур — это устойчивость во
времени, однако живопись может быть
такой же устойчивой. Если она
выполняется на толстой, покрытой белой
глазурью медной пластине эмалевыми
красками и затем помещается в огонь и там
обжигается, то она превзойдет в
вечности даже скульптуру... Если бронзовая
скульптура долговечна, то живопись на
эмали вечна. В то время как бронзовая
скульптура становится черно-коричневой,
то эмалевая живопись сохраняет яркость
и нежность красок и нескончаемо
разнообразна
»
i
пластину необходимо проделать
следующее. Контуры цветных плоскостей
цветного эскизного рисунка переводят на
кальку и с помощью копировальной
бумаги переносят на подложку. В случае
необходимости медную пластину можно
предварительно покрыть слоем белой
эмали. В этом случае линии будут
выделяться резче. Полученные линии
прорисовывают чертилкой. Чтобы удалить
следы копировальной бумаги, поверхность
моют жесткой щеткой с мылом,
промывают в проточной воде, протирают
поверхность пастой для чистки и вновь
промывают. После сушки для удаления следов
жира пластину слегка прогревают снизу
пламенем паяльной горелки.
8.1. Живопись эмалевыми красками
Порошок цветной эмали наносят
непосредственно на металлическую подложку,
на покрытие из фольги или на
подготовленный слой грунтовой эмали без
металлических перегородок и обжигают так,
чтобы эмаль расплавилась и образовала
плотное покрытие, напоминающее
цветное стекло. Эта уникальная техника
представляет широкие возможности.
8.1.1. Подготовка подложки
На металлическую подложку сначала
наплавляют контрэмаль. Лицевую
сторону обезжиривают и очищают до
металлического блеска (см. п. 6.4). Обработанная
таким образом подложка готова для
нанесения эмалевой основы. Для нанесения
предварительного рисунка на медную
' Леонардо да Винчи. Дневники и рисунки.
2-е изд., Лейпциг, 1952, с. 670.
8.1.2. Живописная эмаль на меди
С помощью пробного обжига следует
убедиться в том, что выбранные эмали
подходят для данных цветовых
композиций и их интервалы обжига совпадают.
Необходимо также иметь в виду, что
прозрачные эмали лучше наносить не на
медную подложку, а на серебряную
фольгу. После нанесения на подложку
цветных эмалей работы ведутся в
последовательности, описанной в п. 6.3.3.
Чтобы приобрести навыки работы с
эмалью как материалом для живописи,
прежде всего следует проделать
несколько основных упражнений (см. рис. 109).
Кисточкой или шпателем наносят на
гладкую поверхность слой одноцветной
эмали равномерной толщины. Таким же
способом можно покрывать фонд оном
структурированную металлическую
подложку. После этих упражнений можно
перейти к многоцветным изображениям.
При этом выявляется, что не так-то
просто наносить вплотную друг к другу
различные цветовые плоскости. Чем
84
Живопись эмалевыми красками
тоньше цветные линии, тем труднее их
исполнение. После ряда таких
упражнений можно переходить к несложным
мотивам (см. рис. 109, г — е).
Начинающему художнику рабочие
образцы, полученные в результате
упражнений на ровность сопрягаемых слоев
непрозрачной эмали, могут показаться
малохудожественными из-за резких
переходов цветов. Создается впечатление,
что они противоречат тому, что
подразумевается под понятием «живописная
эмаль», однако эти упражнения
необходимы.
При использовании прозрачных эмалей
переходы мягче и расплывчатее. Правда,
непосредственно на медную основу
можно наносить прозрачные эмали только
нескольких тонов. Цветовые переходы
можно сделать мягкими и плавными,
увлажняя эмаль по границам раздела
соприкасающихся плоскостей.
Прозрачные и непрозрачные эмали можно
накладывать параллельно, благодаря чему
тона непрозрачных эмалей кажутся более
насыщенными и четкими рядом с
нежными и размытыми тонами прозрачных
эмалей. Наиболее полно в
художественном отношении свойства эмалей
проявляются в сочетаниях глухих и прозрачных
эмалей, когда прозрачные эмали
наносятся на глухие (см. п. 6.12). Непрозрачные
эмали, перекрытые прозрачными,
становятся более мягкими и живыми.
Прозрачные эмали приобретают особенную
яркость и живость на светлой
непрозрачной основе, на частично или полностью
покрытой фольгой подложке они
сверкают особенно ярко. У эмальера есть еще
одно средство, с помощью которого он
может эффективно воздействовать на
эмалевую поверхность — это режим
обжига.
Конечно, не так-то просто овладеть
техникой живописной эмали, но не стоит
падать духом из-за неудач. Настойчивый
поиск собственных приемов, интуиция и
художественное чутье помогут вам
создать оригинальные и
высокохудожественные изделия. На рис. 96, 113
показаны работы, выполненные в технике
живописной эмали на меди.
8.1.3. Живопись по фондону
Медную пластину сначала покрывают
слоем фондона, сквозь который после
85
Рис. 61. Плакетка. Живописная эмаль
по фондону. К. Вагнер. Айзенах
обжига прочерченный рисунок остается
отчетливо виден. Далее поверхность
покрывают тонким слоем траганта, и на
этот слой наносят живописное
изображение прозрачными и непрозрачными
эмалями, как это было описано в п. 8.1.2.
Преимущество данного способа
заключается в том, что цветные плоскости не
обязательно должны плотно прилегать
друг к другу. Можно ограничиться
контурным изображением. Цвета могут быть
различной интенсивности в зависимости
от толщины слоя эмали, которую можно
наносить в виде потеков или пятен. В
любом случае металлическую
поверхность сначала покрывают фондоном. В
тех местах, где не была нанесена цветная
эмаль, после обжига между цветовыми
плоскостями выступает покрытый
фондоном теплый медный тон. Показанная
на рис. 61 миниатюра — хороший пример
того, как с помощью скупых
выразительных средств указанным способом можно
получить интересный эффект.
86
8.1.4. Живопись по подложке
из фольги
После нанесения серебряной фольги на
загрунтованную подложку (см. п. 6.13)
на наплавленную фольгу наносятся
эмали, как на любую другую металлическую
основу. Перегородки можно не
наплавлять, их нужно прочно приклеить
трагантом. Таким способом можно оформлять
даже выпуклые поверхности (см.
рис. 114). Может случиться, что эмаль
при первом обжиге не полностью
покроет поверхность. Чистое серебро
подложки не окисляется и может быть покрыто
при следующем нанесении эмали, что
невозможно осуществить на медной
подложке. Особенно красиво смотрятся
поверхности, покрытые прозрачными
эмалями, но для контраста можно ввести в
композицию непрозрачные эмали (см.
рис. 115, 205).
При работе с серебряной фольгой
необходимо учитывать следующее. В то
время как медь практически
нечувствительна к высоким температурам,
серебряная фольга при обжиге эмали может
полностью расплавиться и соединиться с
медью. Во избежание этого необходим
строгий контроль температурного
режима в муфеле. Если муфель снабжен
терморегулятором, то при работе следует
выдерживать температуру в пределах
700—750° С. При загрузке в печь
больших изделий поглощение ими теплоты
может быть настолько велико, что
температура печи может понизиться
приблизительно до 370° С.
Следует обратить внимание на тот
факт, что некоторые эмали при высокой
температуре поглощают серебро,
которое может полностью раствориться в
эмали. Особую осторожность следует
соблюдать при работе с непрозрачной
белой эмалью: иногда после ее обжига на
те места, где в эмали находились
серебряные перегородки, указывает только
желтоватая окраска эмали. В таких слу-
чаях серебряную подложку и серебряные
перегородки следует изолировать
промежуточным слоем фондона илн другой
нейтральной эмалью.
Вместо того, чтобы полностью
покрывать подложку фольгой, можно
применять резаную фольгу, т. е. подкладывать
фольгу под отдельные детали мотива (см.
рис. 116, 117, 213). Таким образом, полу-
Живопись по эмали
чают живой контраст плоскостей,
покрытых и не покрытых фольгой.
Если для этой цели применяют
обычную тонкую фольгу, то для резки
рекомендуется положить ее между ватманом
и калькой, на которую наносится
рисунок. Таким образом можно при резке
защитить тонкую фольгу от деформации.
Рисунок вырезается острым ножом или
ножницами вместе с бумагой и фольгой.
Можно использовать также тонко
прокатанный лист серебра (максимальная
толщина 0,005—0,1 мм), который менее
подвержен деформации при обработке.
Лист серебра удобнее резать и его не
нужно защищать бумагой и калькой.
Благодаря жесткости листа серебряная
подложка остается гладкой. Части,
вырезанные из фольги или листа,
наклеиваются на основу трагантом. Эмаль
наплавляется так же, как было описано выше.
Следует обратить внимание на то, что
детали большого размера, вырезанные из
тонкого листа, из-за разницы в
коэффициентах термического расширения
серебра и металла основы могут отставать от
подложки. Поэтому большой рисунок
должен составляться, подобно мозаике, из
небольших кусочков фольги. Например,
при изображении фигур продуманно
вырезают кусочки: отдельно части тела,
складки и детали одежды и т. д.
Иллюстрацией может служить изображенная
на рис. 119 пластина. Вокруг основной
заготовки припаяна рама из толстой
серебряной ленты. Пластине придали
слегка выпуклую форму во избежание
деформации при нагреве. Переднюю и
заднюю стороны покрыли темно-синей
эмалью. Листья, стебли и цветы
вырезали отдельно из тонкого серебряного
листа и прикрепили трагантом. Штихелем
вырезали прожилки листьев — тем самым
можно создать блестящие эффекты в
серебряном листе. Серебряные
пластиночки покрыли соответствующей
прозрачной цветной эмалью и обожгли.
Затем всю пластину до края рамки покрыли
бесцветным слоем фондона и вновь
обожгли. При необходимости
поверхность можно еще отшлифовать и
отполировать, цвета эмалей при этом не
изменяются, т. е. механической
обработке подвергается только фондон, а не
цветная эмаль.
Тонкий лист фольги можно
использовать для изготовления маленьких звездо-
Лиможская эмаль
чек, иначе называемых блестками
(канителью), которые вплавляют в эмаль для
создания декоративного эффекта
(см. рис. 121). Фигурными пуансонами
блестки вырезают на мягком основании
(картоне или твердой резине). Затем на
эмалевую поверхность наносят немного
траганта, присыпают блестками и
обжигают. Их не следует покрывать цветной
эмалью, так как эффекты, создаваемые
сверкающим серебром или золотом,
облагораживают эмалевую поверхность.
Иногда в заключение блестки вместе с
основной эмалью покрывают слоем фон-
дона, чтобы защитить их от истирания.
Большое число изделий, украшенных
блестками, упоминается в различных
каталогах прошлого века. Из-за обилия
ремесленных поделок данный способ
обесценился. Однако выполненное со
вкусом и необходимой сдержанностью
изделие, украшенное блестками, очень
красиво.
8.2. Лиможская эмаль
Это понятие обозначает способы
эмалирования, которые применялись в XV—
XVII вв. в Лиможе. Знаменитая
лиможская выемчатая эмаль (XII—XIII вв.) не
имеет к ним никакого отношения.
8.2.1. Моделирование белым
по черному
В данной технике изготовляли не
только плакетки с изображениями. В музеях
хранятся сосуды, полностью
декорированные лиможской эмалью (см. п. 4.9). В
качестве мотивов использовали
орнаменты, изображения животных и людей,
даже целые сцены.
Следует подчеркнуть, что в отличие от
живописных миниатюр по эмали для
живописи использовали не красящие
окислы, а только цветные эмали. Кроме того,
обязательно применяли контрэмаль.
Характерная особенность лиможской
эмали состоит в том, что изображаемые
мотивы располагают на темном фоне, а
рельеф наносят эмалью белого цвета.
Подложку (чаще всего медную) сначала
полностью покрывают черной, темно-
синей или темно-коричневой грунтовой
эмалью, затем на эту основу наносят
изображение белой эмалью и обжигают.
87
При нанесении тонкого слоя белой
эмали темный фон просвечивает через
него, в этом случае преобладают серые
тона, а при достаточно толстом слое
образуется чистый белый цвет. Варьируя
толщину слоя, можно получать широкую
гамму оттенков между белым и черным.
Таким образом, рисуя, «моделируют»:
начинают с темного заднего плана, затем
переходят к теневым частям рисунка и
далее к самым светлым местам
изображения. Технически это осуществляют
следующим образом: на темной
подложке сначала обжигают тонкий слой белой
эмали, покрывающий темные теневые
детали. Поверх этого слоя наносят и
обжигают слой за слоем до тех пор, пока
темное основание не будет полностью
закрыто в местах, соответствующих
самым светлым деталям.
8.2.2. Рельефное изображение
эмалью
Данный способ позволяет наносить
белые слои эмали друг на друга и обжигать
их так, что не происходит усадки эмали и
она не растекается. Если работа
выполнена правильно, создается рельефное
изображение. Для этого используют
тугоплавкую эмаль с высоким
поверхностным натяжением. В случае
необходимости добавкой кварцевой муки можно
еще больше повысить тугоплавкость
эмали.
Разумеется, при такой технике
рельефной живописи необходимо терпеливо
наносить эмаль слой за слоем и обжигать
(рис. 62). Одноразовым нанесением
толстого слоя эмали данного эффекта
достигнуть не удается.
Черно-белым изображениям можно
придать цветовые оттенки путем
покрытия белого слоя тонким слоем прозрач-
Рис. 62. Рабочий образец. Белая эмаль
рельефно нанесена на черный грунт
88
Рис. 63. Плакетка в стиле
неоренессанса. Техника лиможской эмали. К. Попе-
лин. Париж. 1868 г.
ной цветной эмали, как это делали ли-
можские мастера в своих ранних
работах: одежда, основные детали переднего
плана, изображение цветов и животных
оттеняли цветной эмалью. Там, где это
необходимо, например для изображения
парчи, оружия или украшений, вместо
белой эмали подкладывают золотую или
серебряную фольгу. Именно благодаря
использованию фольги лиможские
работы раннего периода обладают
ювелирным блеском. Кроме того, включение
металла в живописное изображение
оказало свое влияние на развитие
ювелирного искусства.
8.2.3. Живопись в стиле гризайль
Для удовлетворения возрастающего
спроса отдельные мастерские были
реорганизованы в мануфактуры. При этом
упростили технологию: отказались от
использования фольги в качестве
подложки, трудоемкое и сложное моделирование
при помощи серой и белой эмалей
заменили живописью в стиле гризайль,
напоминающей гравюру на меди или дереве.
Живопись по эмали
Сначала белую эмаль наносят на черный
грунт так, чтобы поверхность мотива
была полностью покрыта тонко
размолотым порошком. Затем белую эмаль
процарапывают острым инструментом и на
изделии остается черный штриховой
рисунок на белом фоне, необходимый для
моделирования изображения. Способ
гризайль имеет некоторое сходство с
описанной в п. 7.2 техникой граффити.
После этого пластину обжигают так,
чтобы белые линии остались четкими и
не растеклись.
Лиможская живопись несправедливо
была вытеснена другими видами
эмалирования. Причина заключается вероятно
в том, что этот прием эмалирования
очень трудоемок и требует высокого
технического и художественного
мастерства при реализации замыслов эмальера.
8.2.4. Пример осуществления
В прошлом столетии художники в
поисках новых художественных форм,
используя опыт и стили мастеров
прошлого, создавали подобные работы в технике
лиможской эмалевой живописи.
Французский эмальер Клаудиус Попелин создал
художественный женский портрет в
стиле неоренессанса и использовал для
этого старую технику лиможской эмалевой
живописи (рис. 63). В представленном
примере использовались фольга,
прозрачные и опаковые эмали и в некоторых
местах золотые блестки. До нас дошел
доклад, с которым он выступил 6 марта
1868 г. перед Центральным обществом
изящных искусств в Париже, объяснив
процесс изготовления этой эмалевой
работы. Рассмотрим наиболее важные
моменты, поскольку подробное изложение
технологии интересно и сегодня.
(Перевод Лютмера приводится без изменений.)
Доклад начинается с описания
обработки слегка выпуклой медной пластины
толщиной примерно 0,1 мм. К. Попелин
подчеркивает необходимость нанесения
контрэмали, описывает подготовку
эмалевых красок к работе. Далее он
рассматривает процесс из готовления
изделия: «Растертую эмаль распределяют на
тщательно протравленной металлической
поверхности, примерно так, как
намазывают бутерброд. Для этого используют
железный или медный шпатель, размер
которого зависит от выполняемой рабо-
Лиможская эмаль
89
ты. Чистой салфеткой из бывшего в
употреблении льняного полотна
промокают содержащуюся в эмали воду. Затем
эмаль разглаживают с легким нажимом
шпателем во всех направлениях. Так же
покрывают обратную сторону, причем
для этой цели чаще всего используют
бесцветную эмаль, что позволяет
просматривать чистый металл сквозь слой
эмали. Заготовку укладывают на плиту
из огнеупорной глины, покрытой красной
охрой, чтобы исключить прилипание
жидкой эмали, и производят обжиг.
Пластину шлифуют наждаком и производят
блестящий обжиг. Затем на эмалевую
поверхность переводят рисунок через
кальку, подложив под нее
копировальную бумагу. Берут очень тонкую
золотую фольгу, оклеенную с двух сторон
шелковой бумагой, вырезают ножницами
по контуру те детали, которые потом
будут покрываться прозрачной эмалью,
как, например, лента карминно-красного
цвета в волосах женщины или
многочисленные драгоценные камни,
используемые для украшения женской головки.
Точно так же поступают с платиновой и
серебряной фольгой.
Эти кусочки металлической фольги
наклеивают трагантом в тех местах, где
они должны быть согласно контуру
рисунка. Фильтровальной бумагой кусочки
приглаживают, слегка прижимая чтобы
они плотно легли на металлическую
основу. Затем наносят тугоплавкую
темную эмалевую, растертую с лавандовым
маслом краску, которая должна
выдерживать многочисленные обжиги и не
растрескиваться. Когда все высохнет,
пластину обжигают. После охлаждения
можно наносить на фольгу прозрачные
эмали. Их следует предварительно
растереть описанным выше способом и
сохранять в воде. Затем маленьким шпателем
каждая краска наносится на
соответствующее место. Желтая, красная и зеленая
эмаль — на золотую фольгу, для
сохранения цвета серебра на него наносится
бесцветная эмаль. Затем изделие опять
просушивают и обжигают еще раз.
Просматривая после обжига изделие, вы
получите удовлетворение, видя, что все
нанесенные эмали сверкают, как
драгоценные камни, благодаря тому, что свет
отражается от металла в углублениях.
При обжиге изделия могут
образоваться небольшие сколы эмали. В этом
случае после охлаждения на место сколов
снова наносится эмаль и изделие еще раз
обжигают.
Если из-за многократных обжигов
рисунок с эмалевой основы исчез, то
кальку снова накладывают точно на то же
место, что и прежде, прижимают
контуры к эмали и еще раз наносят пунктиры.
Для дальнейших работ след ует
смешать примерно с наперсток тонко
растертой белой эмали на предметном стекле
стеклянной ложечкой с терпентином,
который затем испарится, до густоты
полужидкой кашицы, которую хранят во
избежание попадания пыли в закрытой
таре. Этим составом при добавлении вяз-
котекучего масла, приготавливаемого из
терпентина, и выполняют живопись.
Перед обычным лавандовым маслом,
которым пользуются художники по фарфору,
этот состав имеет то преимущество, что
сохнет быстрее и защищает живопись от
запыления.
Простейший рабочий инструмент,
который можно изготовить
самостоятельно, представляет собой жесткую,
длинную и тонкую кисточку, конец которой
ровно срезан, и несколько острых иголок
в деревянных ручках. Эмалевые краски
наносят кисточкой и затем распределяют
по поверхности иголкой, для получения
светлых мест наносят белую эмаль
толстым слоем, а теней и полутеней —
соответственно тонким слоем. Эта работа
должна производиться очень быстро, так
как эфирсодержащее масло быстро
сохнет и раз высохшие краски невозможно
больше растереть. Когда первый слой
белой эмали обожжен, то, естественно,
получают лишь очень блеклое
изображение модели, которое-необходимо
доработать: выписать лицо, тело, усилить
световые блики, повторив операцию два-три
раза». Затем Попелин обращается к
технике гризайль и подчеркивает, что при
выполнении таких деталей, как нос,
глаза, губы и т. д., без доработки иглой не
обойтись, и продолжает дальше: «Перед
последним обжигом белой эмали наносят
отдельные точки, которые должны
изображать или жемчужины или драгоценные
камни; ниспадающее легкое покрывало
намечается совсем легким слоем белой
эмали. Если покрывало должно быть
цветным, то нам следовало бы в самом
начале перед накладкой фольги
моделировать его белой эмалью, обжечь ее и
90
одновременно окрашенными
прозрачными эмалями, окрашивающими фольгу,
придать оттенок. Таким же способом
можно смоделированные белой эмалью
части тела покрывать тонким слоем
эмали телесного цвета.
В заключение еще раз на контуры в
сетке для волос или на костюм добавить
черной эмали и обжечь. Теперь золотом
выполняем белокурые волосы женской
головки. Для этого используют обычную
золотую краску, имеющуюся в продаже,
разбавляют ее с водой и наносят очень
тонкой акварельной кисточкой. Здесь не
обойтись без гравировальной иглы: с ее
помощью мы убираем золото, когда оно
высохло, с тех мест, где есть тени. Это
позволяет добиться таким образом очень
тонкого, напоминающего гравировку
исполнения. Точно так же выполняется
узор ткани или вышивка золотом на
костюме, надписи и подпись художника
на основе. Во всех случаях нанесение
золота должно быть последней
операцией. Его закрепляют слабым обжигом, и
работа готова».
8.3. Живопись с использованием окислов
металлов
8.3.1. Миниатюрная живопись
по эмали
На белый эмалевый фон наносят
рисунок красками для фарфора. В то время
как при изготовлении цветных эмалей
красящие окислы металлов добавляют в
шихту и сплавляют, то при миниатюрной
живописи их тщательно растирают,
наносят на белую грунтовую эмаль и
обжигают. При рассмотрении выдающихся
работ в стиле барокко, эпохи расцвета
эмалевой живописи (п. 4.10), можно
выявить следующие особенности. Краски,
состоящие из окислов металлов, можно
наносить напылением. Можно наносить
сложный рисунок, который невозможно
получить, используя обычную эмаль
даже самого тонкого помола. В
противоположность цветной эмали окислы
металлов можно успешно смешивать и
получать как тончайшие переходы и оттенки
цветов, так и чистые яркие тона.
Таким образом, все известные в
живописи по фарфору технические приемы
можно применять и в эмалевой
живописи. Отличие состоит только в том, что
Живопись по эмали
используются разные основы для
живописи: миниатюрная живопись по эмали
больше относится к керамической
технике, чем технике металл — эмаль (рис. 64,
65, 118, 120).
Металл подложки полностью скрыт
грунтовой эмалью, которая служит
основой для живописи. Несущая
металлическая пластина выполняется слегка
выпуклой, чтобы при обжиге она не
деформировалась. Кроме того, на выпуклой
поверхности краски блестят лучше, чем
на плоской. В качестве металла основы
можно использовать медь, томпак или —
при подходящем грунтовании — стальной
лист.
Пластину всегда покрывают с
обратной стороны контрэмалью, а лицевую
сторону эмалью—белой или цвета
слоновой кости, которая обжигается до
глянца. Краски для фарфора растирают на
матовой стеклянной пластинке тонким
стеклянным шпателем с добавлением
терпентина и льняного масла до
густоты сиропа. К терпентину всегда
следует добавлять немного льняного масла,
потому что он слишком быстро
испаряется (для светлых красок следует
добавлять больше масла, чем для темных).
Для этой цели пригодны также
разбавленные спиртом масло сандалового
дерева, гвоздичное и лавандовое.
Если хотят добиться изящества линий,
мягких переходов цветов, нанести тонкий
узор, то пишут на ювелирной эмали,
содержащей свинец, красками для
фарфора, замешанными не на маслах, а на
воде с добавлением глицерина. Но в этом
случае краски зачастую ложатся
слишком тонким слоем, что обнаруживается
только после обжига.
Для изображений, где важна не
тонкость рисунка, а яркость и блеск красок,
выбирают грунт, не содержащий свинец,
краски растирают на масле.
Краски для фарфора, нанесенные на
эмалевую основу, следует подсушивать
при умеренной температуре до полного
удаления влаги. Прежде чем изделие
попадет в печь для обжига, необходимо
убедиться в том, что пары влаги и масла
полностью удалены.
Обжиг проводят очень осторожно:
краски должны соединиться с грунтом,
не погрузившись в него. После обжига
краски выглядят тусклыми, как тонкий
цветной слой на белом грунте. Нанесение
Живопись с использованием окислов металлов
Рис. 64. Подвеска с миниатюрой на
эмали. Сцены стрельбы. Цепь стрелков
привилегированной гильдии стрелков из
лука. 1873 г.
слоя фонд она не только придает им
блеск, но и защищает от истирания (см.
п. 6.12).
8.3.2. Живопись золотом по эмали
Отделка золотом должна применяться
очень осторожно. Необходимо тонкое
чутье, чтобы задуманный эффект не
превратился в противоположное — в
китч.
Для отделки используют глянцгольд и
полиргольд, которые применяют при
отделке фарфора.
Глянцгольд состоит из соединений
золота, которые растворяют в эфирных
маслах. Полученной вязкой черной
жидкостью можно писать по эмали
кисточкой прямо из флакона по возможности
как можно тоньше и затем обжигать при
температуре 750еС. Так как после обжига
золото приобретает блеск, оно не
требует дальнейшей обработки. Растворителем
для глянцгольда служит бензол.
Полиргольд—это суспензированный в
масле порошок золота, который после
91
Рис. 65. Подвеска с написанным эмалью
шрифтом (обратная сторона подвески
рис. 64)
обжига необходимо полировать. Его
наносят так же, как глянцгольд, но
обжигать его следует с особой
осторожностью, чтобы он не погрузился в эмаль:
после обжига его полируют стальным
полировальником с маслом до блеска, а
это возможно только тогда, когда он
лежит на эмали, а не вплавлен в нее.
8.3.3. Живопись с использованием
фондона и окислов металлов
Если фонд он — бесцветный эмалевый
порошок — тонко растереть вместе с
красящими окислами металлов и этой
смесью нанести изображение на
подложку или фольгу, то можно получить
эффект акварели: тонкие, мягкие переходы
цветов, размытые контуры.
Меняя пропорции смеси, можно
добиться передачи различных оттенков
одного и того же цвета. Можно писать
чистыми красками для фарфора, фондо-
ном с большим количеством тщательно
перемешанных красок, фондоном с не-
92
Живопись по эмали
Рис. 66. Плакетка. Трафаретная печать
на эмали для стали
большой добавкой красок и чистым
тонко растертым фондоном.
Медная подложка создает основной
фон картины, который может быть
окрашен в различные оттенки коричневого
цвета. При работе в данной технике
большой эффект дает применение
серебряной фольги: обладающая высокой
отражательной способностью подложка
придает эмали яркость и блеск, более
четким кажется контур изображения.
Подложку или слой фольги покрывают
слоем фондона с добавлением красящих
окислов и чистого фондона. Наиболее
интенсивные цветовые эффекты
получаются посредством заключительного
нанесения на эмаль чистой краски для
фарфора.
Способ можно изменить, например,
посредством нанесения грунтовой эмали:
на тугоплавкой белой эмали краски
получаются чистыми и яркими, на
легкоплавкой— образуются интересные эффекты
прожогов за счет того, что окрашенный
фондон погружается в грунтовую эмаль
и смешивается с ней.
8.3.4. Использование красящих
окислов металлов в промышленном
эмалировании
Красящие окислы металлов все чаще
используют для декорирования и
нанесения надписей при промышленном
эмалировании.
Декалькомания. Этим термином
обозначают способ получения рисунка путем
перевода печатных картинок с бумаги на
изделие с последующим обжигом. На
бумагу нанесен слой декстрина. Когда
переводную картинку замачивают, слой
декстрина растворяется. Затем картинку
кладут на эмалированный предмет и
удаляют бумагу. Цветной рисунок прочно
удерживается на основе. После
просушки изделие обжигается. Краски на
переводных картинках должны быть
устойчивы к обжигу, иметь хорошее сцепление с
эмалью и одинаковый интервал обжига.
Печатание штемпелем. Рисунок наносят
при помощи резиновых штампов. В
качестве красителей можно использовать,
например, водный раствор сульфата
кобальта (синий цвет) или масляный
раствор окиси олова (белый цвет), В
принципе можно применять все используемые
в керамической промышленности
штемпельные краски.
Нанесение рисунка по шаблону. Краскн
наносят кисточкой, шпателем или
распылителем по наложенным сквозным
шаблонам, изготовленным из медной,
оловянной, свинцовой или пластмассовой
фольги.
Трафаретная печать. М елкоячеистое
сито местами делают непроницаемым,
так чтобы краситель мог выдавливаться
только через свободные ячейки.
Трафаретная печать — это дальнейшее развитие
техники нанесения рисунка по шаблону.
Эмалированные изделия, выпускаемые
промышленностью, декорируют
машинами для трафаретной печати. Изделия,
имеющие плоскую или выпуклую
поверхность, прочно зажимают с помощью
факсатора в машине. Затем пасту для
трафаретной печати, замешанную на
масле, выдавливают на изделие через
металлическое или пластмассовое сито. Этим
способом можно наносить даже
многоцветный декор. В новейших моделях
таких машин применяют
термопластичные краски, замешанные не на масле, а
на воске. Они размягчаются при
температуре 70—80°С и в таком состоянии
пригодны для печати. После нанесения на
холодное изделие они тотчас же
затвердевают. Благодаря этому можно сразу
же — без сушки — наносить краску
другого цвета. Работы, показанные на рис. 66
и 137, служат пр"мерами того, как
трафаретную печать применяют для
художественного оформления изделий.
9. Технические приемы изготовления
*_*
ювелирных изделии с эмалью
9.1. Основные понятия
Выше нами были рассмотрены
технические приемы создания изделий,
художественная ценность которых
определяется в основном красотой эмалевого
покрытия. Металл в них играет
вспомогательную роль — служит подложкой для
хрупкого эмалевого покрытия.
Перейдем к рассмотрению
традиционных приемов эмалирования — технике
ювелирной эмали. Характерной
особенностью ювелирных эмалей является
наличие металлических перегородок,
препятствующих смешиванию эмалей при
обжиге.
Применение перегородок
первоначально было обусловлено низким качеством
эмалевого сырья. В настоящее время,
как это видно из предыдущих глав,
разработаны составы эмалей, позволяющие
создавать четко разграниченные
цветовые плоскости без разделительных
перегородок. Но не следует пренебрегать и
традиционной техникой нанесения эмали
в ячейки и выемки.
Прежде чем перейти к описанию
технических приемов, дадим определения
основных понятий, которые будут
применяться далее.
Проволока— пруткообразный
полуфабрикат с диаметром поперечного
сечения (круглой или другой формы) до
40 мм. В эмалировании это пруток
круглого или квадратного поперечного
сечения.
Филигранная проволока—это свитый
из двух круглых проволок шнурок.
Филигранная проволока может быть про-
вальцованной.
Перегородка— плоская проволока с
прямоугольным поперечным сечением
или тонкая узкая листовая полоса.
Перегородки устанавливаются на подложке на
ребро.
Ячейка—пространство на подложке,
окруженное перегородкой, которое
заполняют эмалью.
Выемка—углубление на подложке,
которое заполняют эмалью, заподлицо с
краями выемки.
На рис. 67, 123 представлены
различные виды ювелирных эмалей.
9.2. Эмаль по сканному орнаменту
В качестве подложки используют
металлический лист, а в простейшем случае
плоскую пластину (см. рис. 217). Однако
для этой цели можно использовать и
пластичную листовую деталь или
сложное изделие, изготовленное из
материала , выдерживающего температуру
обжига эмали. Таким способом была
изготовлена стопка, показанная на рис. 124.
Можно использовать готовую
проволоку или изготовить ее из отлитого прутка.
Пруток проковывают, отжигают и затем
прокатывают в вальцах. После того, как
проволока достигнет нужной длины, ее
протягивают через фильеры для того,
чтобы она получила определенный
профиль (обычно круглый или
четырехугольный). В процессе протягивания
проволоку подвергают промежуточным
отжигам, а в заключение ее еще раз
отжигают для придания ей большей
пластичности, отбеливают и крацуют. По поводу
размером сечения проволоки нельзя дать
каких-либо однозначных рекомендаций:
они зависят от размеров и пропорций
всего изделия. Слишком тонкой
проволока не должна быть: она может заплавить-
ся эмалью.
Особый вид представляет эмаль по
филиграни. Кордовую проволоку
свивают из двух тонких круглых проволок по
одному из следующих способов.
Концы коротких отрезков проволоки
сводят вместе и зажимают в тисках.
93
94 Техн
Рис. 67. Виды ювелирных эмалей:
а—фрагмент орнамента из перегородчатой
эмали; б—эмаль по сканному орнаменту; в—
эмаль по филиграни; г—перегородчатая
эмаль; д— средневековая перегородчатая
эмаль; е—витражная эмаль; ж—соединение
технических приемов выемчатой и
перегородчатой эмалей; з — выемчатая эмаль
Эмаль по сканному орнаменту
Проволочную петлю просовывают через
трубку, в петлю вставляют тонкий
стержень. Одной рукой прижимают трубку к
стержню, чтобы натянуть проволоку, а
другой рукой вращают стержень до тех
пор, пока проволочки не переплетутся
друг с другом (рис. 68, а).
Если нужно получить длинный корд,
то оба конца проволок зажимают в трех-
кулачковый патрон небольшого станка
или бормашины и вставляют стержень в
проволочную петлю на другом конце. В
этом случае проволоки скручивают
вращением патрона и натяжением руки
(рис. 68, б).
Указанными способами проволоки
можно свить до определенных пределов,
обусловленных напряжением изгиба и
напряжением при растяжении: при
перегрузке скрученная проволока разрывается
во время скручивания. Для того чтобы
проволоки скрутить еще плотнее,
применяют свободное скручивание.
Скрученную проволоку отжигают и нарезают на
куски длиной около 30 см. Конец
заготовки зажимают в ручные тиски (рис. 68,
в). Проволоку кладут на стол и, прочно
удерживая за закрепленный конец,
скатывают еще плотнее, проводя по ней с
нажимом плоским деревянным бруском
до тех пор, пока не будет достигнута
нужная плотность витков. Готовая
филигранная проволока должна вести себя
как однородная проволока, т. е. при
изгибе не должна раздваиваться. В
заключение проволоку еще раз отжигают.
После травления и крацовки проволока
готова для дальнейшего использования.
В соответствии с эскизом проволоку
изгибают и напаивают на металлическую
подложку так, как это было описано в
п. 9.3.3. Для филигранных эмалей и
эмалей по сканному рельефу проволоку
необходимо обязательно напаивать. Не
обязательно полностью покрывать
поверхность металла ячейками из проволоки:
часто красота заключается как раз в
чередовании покрытых эмалью
поверхностей и чистой металлической основы.
Так как эмаль наносят только местами,
то нет возможности, да и необходимости
наносить контрэмаль. Ячейки из
проволоки заполняют эмалью до краев, т. е. на
полную высоту ячейки. При обжиге
объем эмалевой массы заметно
уменьшается, так как при плавлении эмалевых
зерен исчезают промежуточные пустоты.
95
Рис. 68. Изготовление филигранной
проволоки:
а — свивка вручную; 6—с помощью станка;
в—уплотнение кордовой проволоки
Поскольку размягченные частицы эмали
прочно удерживаются на металлических
кромках, то проволока покрывается
почти до высоты засыпки; уменьшение
объема особенно заметно на середине
ячейки . Это приводит к тому, что
поверхность расплавленной и затем застывшей
в ячейке эмали становится вогнутой. Для
исправления такого дефекта ячейки
снова наполняют эмалью и изделие
обжигают. Эту операцию повторяют до тех пор,
пока поверхность эмали в ячейке не
станет ровной. Следует отметить, что
при каждом нанесении эмали и обжиге,
ячейка становится менее глубокой.
При изготовлении филигранной эмали
почти невозможно отшлифовать
поверхность эмали, так как при этом
неизбежно сошлифовывается волнистость канта.
Точно так же изменяется при
шлифовании и круглая проволока. Лишь при
использовании проволоки
прямоугольного сечения можно как заключительную
операцию производить шлифование.
Красота эмали по сканному орнаменту
заключается в том, что можно нанести
96
Техника изготовления ювелирных изделий с эмалью
на металл нежные, изящно составленные
орнаменты, которые образуются
сочетанием изогнутой проволоки и
заключенных в ней цветовых пятен. Русские и
венгерские филигранные эмали со
стилизованными цветами, вьющимися
растениями служат тому ярким примером.
При эмалировании по сканному
рельефу необходимо учитывать некоторые
ограничения, обусловленные
технологическими особенностями.
1. Поскольку красота орнамента в
основном определяется изяществом скан-
ных контуров и, как следствие,
относительно небольшой высотой проволоки, то
слой эмали может быть только тонким.
2. В тонком эмалевом слое возникают
напряжения, так как изделие покрывают
эмалью только с одной стороны, что
позволяет применять определенные типы
эмалей. Вследствие этого цветовая
палитра эмалей ограничена.
9.3. Перегородчатая эмаль (клуазоне )
9.3. L Общие особенности
перегородчатой эмали
Эта техника обладает следующими
особенностями. В ячейки, ограниченные
плоскими металлическими
перегородками, наплавляют эмаль. Ячейки
наполняют эмалью до верхнего края
перегородок. Поверхность изделия шлифуют
таким образом, что перегородки и эмаль
лежат в одной плоскости. Только в
случае выполнения данных условий можно
говорить о перегородчатой эмали.
Сущность этой техники очень точно
охарактеризовал Марк Розенберг: «По
художественной выразительности
перегородчатая эмаль, вероятно, одна из самых
значительных техник. На блестящей
поверхности изображение составлено из
цветных плоскостей, а каждый контур —
четкая металлическая линия. Именно в
этом обрамлении участков эмали
металлом заключена вся ее сила. Построенная
на драгоценной основе, украшенная
семью бархатными цветами радуги,
которые преумножаются благодаря свету и
огню, пронизанная золотыми линиями,
как голубыми венами, сверкая и сияя тем
блеском, который высвечивает глубины,
От французского cloison (перегородка).
эмаль подобна драгоценному камню: в
ней соединяется кристаллический блеск
бриллианта с жаром рубина, ледяными
узорами смарагда и солнечными
облаками опала... Мы обладаем сегодня в
десять раз большим числом разновидностей
перегородчатых эмалей, чем дней в
году. .. Это искусство мы хотим изучать.
Оно изящнее, чем выемчатые эмали, и
серьезнее, чем живописная эмаль. Мы
знаем на собственном опыте, с каким
трудом оно возрождалось, и мы не
можем поверить, что что-нибудь подобное
могло исчезнуть. И все же: с XIV в.
перегородчатая эмаль мертва, с XVI в.—
забыта» [42]. То, что перегородчатая
эмаль после долгого забвения
возрождена вновь,— заслуга Розенберга.
Для объяснения техники
перегородчатой эмали необходимо вспомнить
традиционные приемы, поэтому обратимся
сначала к трудам Теофилуса.
9.3.2. Средневековая перегородчатая
эмаль
В начале XII в. монах Теофилус в
своем трактате «Schedula deversarum arti-
um» («Заметки о различных искусствах»)
описал приемы художественной
обработки металла. Известно лишь имя автора,
неизвестно, где он жил и был ли он сам
художником-ювелиром. Утверждение
некоторых исследователей, будто
Теофилус и Роджер фон Хельменсхаузен —
одно и то же лицо, не подтверждается.
Книга была задумана как практическое
руководство в работе ювелира.
Очевидно, автор описал основные приемы,
принятые в кустарном производстве того
времени, поскольку из характера
изложения следует, что упоминаемые им
инструменты, оборудование, типы печей,
виды изделий должны быть хорошо
знакомы читателю.
В соответствии с традициями того
времени книга написана на латинском языке,
из-за чего текст труден для понимания.
Несмотря на это она имеет для нас
неоценимое значение, потому что этот
старейший учебник прикладного
искусства дает не только единственный в
своем роде обзор приемов работ
средневековых ювелиров, но также содержит
подробное описание техники
перегородчатой эмали. Ниже будут приведены
некоторые наиболее важные части тек-
Перегородчатая эмаль (клуазоне)
Рис. 69. Пластинка с перегородчатой
эмалью в рамке из жемчуга. Византия.
XII в. (Позднее с филигранными
деталями переделана в браслет)
ста, а свободный перевод с
использованием современной технической
терминологии облегчит понимание латинского
текста.
В книге 3 в главе 53 Теофилус пишет
«Об эмали» («de electro»), а в главе 54 —
«О полировании эмали» («de poliendo
electro»). При этом он касается только
пользовавшихся спросом в те времена
декоративных пластинок с цветной
перегородчатой эмалью, которые часто
применялись для украшения церковной
утвари. Изображенная на рис. 69 пластина,
покрытая эмалью, может служить
наглядным примером рассмотренной Те-
офилусом технологии.
Он описывает способ на примере
изготовления конкретного изделия — чаши с
припаянными ручками. (Теофилус
очевидно предполагал, что такой предмет
знаком каждому ювелиру.) Стенка
сосуда отделана золотой полоской, на
которой располагаются, чередуясь, камень с
четырьмя жемчужинами и пластинка с
перегородчатой эмалью (рис. 70). На
золотую полоску для крепления камней и
пластинок с эмалью припаяны domunculi
(домики), т. е. так называемые кастовые
оправы.
Описание начинается с подготовки
эмалевой пластины: «Затем приготовь для
7 3* Бр?/*еуи>
97
всех оправ, в которые должна
помещаться эмаль, отдельные тонкие листы
золота, подгони их и отложи в сторону.
Затем нарежь узкие полоски из более
толстого листа золота и загни их по
ребру пластинки, причем каждую
пластинку дважды, так чтобы между этими
перегородками оставалось
пространство, которое называется рамкой для
эмали».
Основание пластинки с рамкой
подготовлено и можно начинать гибку и
напаивание перегородок. «Нарежь
одинакового размера узкие полоски из как можно
более тонкого листа золота. Из них
выгибай тонкими щипцами изображение,
которое ты хочешь эмалировать:
окружности, узелки, завитки, птиц, животных
или портреты. Располагай детали точно и
тщательно, каждую на свое место и
Рис. 70. Принцип изготовления
перегородчатой эмали по Теофилусу:
а—расстановка эмалированных пластинок,
чередующихся с камнями и жемчугом; б—
пластина для основания, двойные рамки и
перегородки; в—окончательно установленные
перегородки
«■)
98
Техника изготовления ювелирных ичдслий с эмалью
фиксируй их мокрой мукой (клейстером)
над угольным пламенем. Когда одна
деталь выполнена, припаяй ее с большой
осторожностью, чтобы изящная тонкая
работа не была повреждена или тонкое
золото не расплавилось бы. Так проделай
от двух до трех раз, пока все детали не
припаяются».
Затем Теофилус переходит к
подготовке шихты и опробованию эмалей путем
обжига. «После того как таким способом
пластины подготовлены к эмалированию,
возьми все эмали, которые ты хочешь
использовать, и отколи от отдельных
кусков по пробе, положи все куски на
лист меди, отнеси их в огонь, положи
угли вокруг и сверху, раздувай прилежно
и наблюдай, чтобы они равномерно
плавились. Если это удалось, тогда
используй все. Если один кусок будет тверже,
отложи его в сторону. Возьми куски
опробованной эмали, внеси их по
отдельности в огонь и, как только они
раскалятся, брось их в наполненный водой
медный сосуд. Они тотчас же
расколются на мелкие кусочки, которые ты
разотри тонко пестиком, промой, положи в
чистую фарфоровую чашку и накрой
салфеткой. Таким образом ты должен
поступать с каждой эмалью. Теперь
размолотой эмалью можно заполнять
ячейки. Если все сделано, возьми
подготовленную золотую пластинку, закрепи ее
на ровной доске в двух местах воском,
возьми гусиное перо, срезанное остро,
как для письма, только с более длинным
концом и без щели. Им возьми любую
размолотую эмалевую краску, которая
должна быть влажной, и длинной тонкой
медной палочкой с заостренным концом
осторожно сними эмаль с кончика пера и
заполняй орнаменты, какие хочешь, и
столько, сколько сможешь».
Далее Теофилус приводит описание
обжига: по сути дела обжиг производился
на открытом огне. Железный защитный
колокол должен был задерживать
частицы угля и пепла (позднее появилась
муфельная печь, которую было легче
обслуживать: не нужно было сгребать
горящие угли и опять отодвигать их).
Именно приспособления для пайки и
обжига претерпели наибольшие изменения
со времен Теофилуса. «Лишнюю эмаль
положи назад в сосуд и закрой его. Так
делай со всеми эмалями, пока одна
деталь не будет заполнена. Удали воск,
которым она была закреплена, поставь
рабочий образец на тонкий желе зный
лист с короткой ручкой и покрой другим
листом железа, который сделан в форме
колокола. Повсюду он должен иметь
маленькие конусообразные отверстия,
чтобы удерживался пепел, если он
случайно упадет. Колокол пусть имеет
наверху в середине маленькое кольцо, за
которое его можно поднимать и
опускать. Если это сделано, сгреби большие
длинные угли, которые посади в пламя.
Между ними освободи площадь и вырав-
няй ее деревянным молотком. С
помощью щипцов туда помещается
железная решетка. Если ты осторожно
установил ее, вокруг, сверху и со всех сторон
положил углей, то возьми кузнечные
мехи обеими руками и обдувай со всех
сторон, чтобы угли равномерно горели.
Используй также перо гуся или другой
крупной птицы, которое крепится на
палке; обмахивай и обдувай угли со всех
сторон, пока не увидишь, что все
отверстия железного колокола, начиная с
середины, изнутри дошли до белого
каления. Тогда прекрати дуть. Подождав
примерно полчаса, открывай понемногу,
пока все угли не сгорят- Подожди еще
немного, пока отверстия колокола не
станут внутри черными. Теперь за ручку
подними железную решетку, которой
покрыт колокол, и отнеси в угол за
печку, тде она остынет. Когда откроешь,
вынь эмалевую пластину, вымой ее,
заполни ячейки снова и плавь, как прежде.
Так поступай до тех пор, пока ячейки
всюду не будут равномерно заполнены.
Таким же способом выполняй остальные
части».
Эмалевую пластинку шлифовали на
песчанике с добавлением воды, уложив в
слой воска толщиной с большой палец
(так легче удерживать ее в руке), пока не
становились полностью видимыми
перегородки. Затем керамический черепок,
увлажненный слюной, размалывали на
оселке, и эта кашица служила
мелкозернистым шлифовальным средством.
Эмалевую пластину полировали с
добавлением этого самодельного шлифовального
средства на ровной свинцовой пластине,
потом на козлиной коже.
Отполированная поверхность должна была быть
такого качества, «что если одна часть
пластины была бы мокрой, а другая сухой, то
никто не мог бы отличить это».
Перегородчатая эмаль (клуазоне)
99
9.3.3. Описание способа
Подложка. При работе с
перегородчатой эмалью нежелательно помещать в
обжиговую печь все изделие. Всегда
проще отдельно обрабатывать эмалевую
пластину и затем крепить ее, как
камень.Это безопаснее и дешевле, так как
позволяет избежать деформирования
рамки или растрескивания слоев. Кроме
того, для рамок можно использовать
более твердые сплавы, а несложные по
форме предметы обжигать целиком.
Окантовка пластины- Наплавлять эмаль
непосредственно на плоскую подложку
без окантовки нельзя, так как покрытие
по краям всегда тоньше и из-за этого
поверхность эмали по краю кажется
неровной (рис. 71,а). Чтобы поверхность
эмалевой пластины до края могла быть
гладко отшлифована, необходима, как
упоминалось у Теофилуса, рамка.
Сначала следует отрихтовать подложку,
толщина которой составляет обычно в
зависимости от размеров поверхности 0,2—
0,8 мм. Чтобы воспрепятствовать
деформации пластины, ее необходимо слегка
выгнуть, т. е. придать выпуклую форму.
Вокруг пластины укладывают рамку из
плоской четырехгранной проволоки,
которая должна выступать над
поверхностью соответственно высоте
перегородки, а вниз в соответствии с толщиной
контрэмали, т. е. примерно в
соотношении is сверху и Is внизу (рис. 71,6). Эта
плоская проволока должна быть немного
толще, чем перегородки. Чтобы
зафиксировать пластину при впаивании, между
рамкой и пластиной втыкают несколько
щепок. При пайке можно подложить
плиту из стали или асбеста подходящей
толщины, чтобы обеспечить правильное
положение. При окантовке больших
пластин лучше припаять рамку из
четырехгранной проволоки отдельно на лицевую
и оборотную стороны так, чтобы они
образовали цельный законченный
наружный кант (рис. 71,в).
Правка перегородок. Перегородки
нарезают из узких листовых полос, как это
описывает Теофилус, но этот способ
довольно трудоемкий. Гораздо чаще
перегородки изготавливают из проволоки.
В вальцах проволоку прокатывают до
необходимой толщины, затем
протягивают ее через квадратный фильер. При
отсутствии четырехгранного цайзена про-
Рис. 71. Изготовление пластины с
перегородчатой эмалью:
а — без рамки; б—со сплошной рамкой; в—с
рамкой, припаянной на лицевую и оборотную
стороны пластины
волоку можно протянуть сначала через
круглый цайзен и затем сплющить
прокаткой. Небольшое закругление узких
сторон перегородки практического
значения не имеет. Невозможно дать какие-
либо рекомендации относительно
поперечного сечения перегородок. Высота
перегородки зависит от толщины
эмалевого слоя, а ширина—от изящества
рисунка. Максимальная ширина
перегородки может достигать 0,15 мм, высота —
0,6 мм. Готовую отрихтованную плоскую
проволоку отжигают, протравливают и
крацуют.
100 Тл
Гибка перегородок. Так как в
большинстве случаев речь идет о небольших
орнаментах, то длина перегородок
достигает 115 мм. В этом случае для гибки
используются щипцы. Кроме того, набор
инструментов включает: плоскогубцы,
острые плоскогубцы, круглогубцы,
кусачки, а также щипцы для мелких работ
и пинцеты.
В соответствии с рисунком выгибают
проволоку; для сравнения перегородку
каждый раз прикладывают к рисунку.
Два одинаковых или симметричных
мотива можно выгибать одновременно,
предварительно сложив перегородки. Если
изготавливают большой орнамент, то
перегородки связывают с основой бинде-
ром, чтобы они не смещались.
Кусачками выпрямляют загнутые части. Готовые
орнаменты из проволоки рихтуют и
выравнивают на наковальне.
При создании эскиза для
перегородчатой эмалн следует учитывать, что мелкие
детали плохо фиксируются на подложке;
слишком длинные прямые перегородки
при высокой температуре
деформируются и изгибаются. Следует соединять две
прямые под углом или прямую изогнуть
в дугу, либо придать ей U-образную
форму. Если две линии на рисунке
пересекаются или перекрещиваются,
перегородки следует либо до половины срезать
и вставить друг в друга, либо место
пересечения изобразить с помощью
установленных друг против Друга
угольников.
У классических перегородчатых
эмалей перегородки устанавливались так,
чтобы они всегда составляли закрытую
ячейку, которую заполняли чаще всего
эмалью только одного цвета. Этот
принцип соблюдали в византийских и
европейских работах эпохи средневековья (см.
рис. 69). Византийские эмальеры облада-
Рис. 72. Средневековые изображения
святых с помощью перегородчатой эмали
859 950 1000
ики тгошовления ювелирных тделии с эмалью
ли тонким вкусом и умело использовали
выразительные возможности данной
техники , представление о которых дают
изображения, выполненные с помощью
перегородок (рис. 72). Такие лаконичные
и выразительные изображения и сегодня
служат образцом художественного
вкуса. Однако не следует копировать работы
старых мастеров. Учитывая направления
современного искусства и используя
современные технические возможности,
необходимо развивать и совершенствовать
технику перегородчатой эмали (рис. 73).
Хотя теперь можно наплавлять
непрозрачные эмали рядом без перегородок,
сохраняя четкие границы, но, как и в
давние времена, четкие контуры
изогнутых перегородок используют в качестве
специфического изобразительного
средства техники эмалирования. Новым
является то, что одну ячейку можно
заполнить эмалями нескольких цветов или
цветовых оттенков, как это показано на
рис. 183. Изображение будет мягче, если
использовать переходы и
промежуточные тона. При этом перегородка служит
в рисунке определенным
изобразительным контуром. Можно пойти дальше:
использовать перегородки только для
наиболее важных деталей изображения,
а другие детали выполнить в технике
живописной эмали (рис. 175, 176).
Контуры перегородок на одноцветной эмали
создают эффект чисто графического
изображения (рис. 184).
Крепление перегородок. В соответствии
с рисунком перегородки накладывают на
подложку и припаивают так, как
описывал еще Теофилус. Перед пайкой
пластину очищают. Затем чертилкой наносят
рисунок, покрывают всю поверхность
паяльным флюсом, накладывают
подготовленные перегородки и производят пайку
перегородок. Затем укладывают
следующую серию перегородок и вновь
припаивают и так до тех пор, пока не будет
заполнена вся пластина. Так как флюс
IIvpeci>p(>ii4iimtix шаль (K.ivti и>ис)
Рис. 73. Плакетка «Esse homo».
Перегородчатая эмаль. Дора и Хуберт Клеман.
Гозен под Берлином
выдерживает до 10 паек, отпадает
необходимость в промежуточном травлении.
Процарапанный рисунок остается
видимым под флюсом, а перегородки
удерживаются прочно, без смещений.
Тонкие перегородки гораздо быстрее
поглощают теплоту, чем подложка,
поэтому следует позаботиться о
равномерном разогреве всего изделия. Нельзя
паять ровную плоскую пластину на
древесном угле или на плоской асбестовой
плите. Перегородки в этом случае
окислятся раньше, чем подложка достигнет
температуры пайки. Для пайки таких
изделий подходит подставка с U-образ-
ными бугелями из никелевой проволоки.
Бугели должны выступать примерно на
10 мм над поверхностью основания
подставки. Они образуют ровную опорную
поверхность, на которую укладывают
металлическую пластину (см. рис. 35,е).
Мягким паяльным пламенем можно
подогревать пластину снизу. При этом
благодаря подставке уменьшается
теплоотдача.
101
При напайке перегородок нужно
использовать минимальное количество
припоя, так как перегородки не обязательно
должны быть припаяны полностью,
достаточно того, чтобы они слегка
соединились с основой. Предпосылкой успеха
служит хорошая подгонка перегородок.
Избыток припоя весьма нежелателен,
так как припои содержат медь, цинк и
кадмий, а эти добавки влияют на цвет
эмали и образуют под ней черные пятна.
При эмалировании избыток припоя
поднимается по перегородкам и покрывает
их толстым слоем. После обжига такие
перегородки приходится зачищать
шабером. Тонкие перегородки при избытке
припоя растворяются в нем. При точной
дозировке припоя можно применять
обычный средний припой и тем самым
значительно облегчить себе работу.
Чистое серебро можно паять припоем 800-й
пробы или тугоплавким эмалевым
припоем, но при этом может случиться, что он
растечется по всей поверхности
подложки и испортит чистое серебро. Все плохо
подогнанные стыки, например на раме,
припоем только размываются, а при
эмалировании расходятся еще больше,
кроме того, металл под припоем
корродирует.
После травления перегородки
подправляют щипцами. Если наносят
непрозрачную эмаль, то достаточно удалить только
наиболее грубые остатки припоя с
основания металлической пластины. При
использовании прозрачных эмалей
подложку необходимо обработать штихелем, так
как это было описано в п. 9.4 для
техники выемчатой эмали. Кроме того,
следует тщательно удалить все остатки
припоя, так как под эмалью могут
образоваться черные пятна.
При изготовлении несложных мотивов
совершенно не обязательно напаивать
перегородки: сцепления их с наплавленной
эмалью вполне достаточно для того,
чтобы их прочно и надежно закрепить.
Перегородки необходимо установить на
подложку и заполнить ячейки эмалью.
Конечно, перегородки легко смещаются,
и эмаль следует наносить с особой
осторожностью. Иногда, если хотят обойтись
без пайки, приклеивают перегородки на
подложку трагантом. На стеклянную
пластинку наносят несколько капель
траганта, слегка смачивают им перегородку,
придерживая ее пинцетом. Затем перего-
102
Техника изготовления ювелирных изделий с эмалью
родку устанавливают на подложку. Если
подложка покрыта серебряной фольгой,
то это единственный способ закрепить
перегородки.
При покрытии металлической
поверхности фондоном, как это часто
практикуется на меди, хорошо зарекомендовал
себя следующий способ: на пластину
наносят тонкий сплошной кроющий слой
фондона и обжигают. Рисунок можно
выцарапать на металле заранее. Он будет
просвечивать сквозь прозрачную эмаль.
Перегородки, смоченные небольшим
количество м траганта, устанавливают по
рисунку на фондон. После того как клей
хорошо просохнет, пластину помещают в
печь, и перегородки погружают в
размягченный фондон. Пластину вынимают из
печи. Пинцетом немного выправляют
перегородки, вдавив их в еще не остывшую
мягкую грунтовую эмаль. Этот
рациональный и надежный способ особенно
часто используют для больших медных
пластин. Перегородки быстро и надежно
фиксируются.
9.3.4. Китайская
эмаль
перегородчатая
Пекинская школа эмалирования имеет
богатые традиции в изготовлении
объемных изделий, полностью покрытых
перегородчатой эмалью. Сосуды и пластику
изготавливали и изготавливают как
изделия экспорта, пользующиеся большим
спросом на мировом рынке. Спрос на
изделия, выполненные в этой технике,
поднялся настолько высоко, что даже
фарфоровые сосуды стали расписывать в
стиле перегородчатой эмали, чтобы
имитировать перегородчатую эмаль
клуазоне.
Подлинное представление о способе
изготовления изделия, например вазы
(см. рис. 122), можно получить,
рассмотрев изображения изделия на различных
стадиях обработки. Из приведенных
снимков ясно, как при одинаковом
принципе оформления и способе изготовления
посредством небольших вариаций
рисунка и красок получают различные модели.
На рис. 122,а показана заготовка
медного полого сосуда, выкованного по
развертке и спаянного тугоплавким
серебряным припоем по продольной плоскости.
Снизу припаяна круглая пластина
основания, а вокруг горловины (как
завершение) кольцо из четырехгранной
проволоки.
Как видно (рис. 122,6), рисунок был
выполнен из тонкой серебряной
перегородки, уложен на подложку и припаян.
Рисунок представляет собой
традиционные мотивы с хризантемами, которые
уже столетиями украшают китайские
художественные изделия. Ячейки
заполняют непрозрачными эмалями нескольких
тонов, которые не взаимодействуют с
серебряным припоем, так что нет
необходимости в зачистке основы. При этом
эмаль смешивают с клеющим составом,
который должен удерживать эмалевый
порошок на вертикальных поверхностях.
В качестве клея китайцы использовали
выпаренный сок айвы, который для этих
целей подходит лучше, чем раствор
траганта. При первом обжиге клей сгорает
без остатка (рис. 122,в). После первого
обжига ячейки заполняют эмалями и
обжигают еще раз (рис. 122,г). Зеленый
цвет листьев передают светло- и темно-
зелеными тонами. При изображении
лепестков цветов ячейки с краев слегка
высветляют белыми эмалями.
Перед заключительным — третьим —
обжигом наносят столько эмали, что она
вытекает из ячеек и местами закрывает
перегородки (рис. 122,д). После
эмалирования сосуд шлифуют с водой и
дорабатывают мелкозернистым полирующим
средством. Перегородки и металлические
части покрывают позолотой. Готовый
сосуд показан на рис. 122,е.
В такой технике изготавливали и
изготавливают китайские мастера сосуды и
фигурки высотой до двух метров. При
всем глубоком уважении к техническим
достижениям китайских мастеров
следует принять во внимание, что здесь речь
идет о специалистах, которые на
протяжении своей жизни ничего другого не
делали и которые получали и передавали
свои навыки и орнаменты из поколения в
поколение, добавляя лишь совсем
немного своего, нового (см. рис. 126).
9.4. Выемчатая эмаль (шамплеве )
Выемчатая эмаль — это скорее
ювелирная техника нежели способ
эмалирования, гак как основная проблема заключа-
1 От французского champ leve (взошедшее
поле).
Выемчатая эмаль
ется в создании выемок в металле,
нанесение же эмали сравнительно несложно.
Выемчатая эмаль заключает в себе
широкие изобразительные возможности: от
создания изящно выполненных цветных
гравюр до выпиливания грандиозных
изображений, где чередуются металл и
эмалевые плоскости. Если для
перегородчатой эмали применяют перегородки
только одинаковой ширины, то техника
выемчатой эмали предусматривает
получение перегородок различной толщины и
свободных металлических поверхностей.
Выемчатая эмаль подразумевает
сочетания различных приемов. Например,
изображение выполняют так, что цветная
эмаль покрывает всю поверхность и
остаются только металлические контурные
линии, либо наоборот эмалируют черной
эмалью только гравированный
штриховой рисунок (см. рис. 22 и 74).
Можно основу эмалировать цветной
эмалью, а плоскостные металлические
детали оживить гравированным
штриховым рисунком, заполненным черной
эмалью (см. рис. 16). В другом случае
плоскостное изображение может
сочетаться с большим количеством
эмалированных и металлических наложенных
поверхностей (см. рис. 18). Иногда
изображение, как в старых лиможских
образцах (см. рис. 20), частично рельефно,
причем фигуры или их головы
совершенно пластично выступают над
поверхностью. Наконец, фигуры могут рельефно
выделяться на частично или полностью
покрытой эмалью ровной или выпуклой
основе.
Металлы. При большом расходе
металла предпочтение отдают меди и
эмалировочному томпаку. Разумеется, на этой
основе наибольший эффект достигается
при использовании глухих эмалей.
Прозрачные эмали в большинстве случаев
кажутся темными и грязными. Чтобы
сохранить яркость прозрачных эмалей,
необходимо использование благородного
металла. В блестящих прорезанных,
выгравированных выемках прозрачные
эмали приобретают живой блеск, поэтому
для ювелирных изделий рекомендуется
техника выемчатой эмали именно по
драгоценному металлу, особенно в тех
случаях, когда ювелир умеет выбрать
выемки штихелем.
Гравированные выемки (см. рис. 16, 20,
22 и 74). Тон прозрачной эмали зависит
103
Рис. 74. Перстень с печаткой с
гравированной шинкой. Выемки заполнены
черной эмалью. Золото с гравированным
горным хрусталем. Начало XVII в.
от глубины выемки: для получения
светлых тонов эмали выемки делают
мелкими, темных — глубокие. Глубина
выемки обычно составляет 0,4—0,5 мм, при
использовании фонд она или фольги —
0,7 мм. Стенки выемки должны быть
наклонными; вертикальные стенки
выбирать тяжелее. Кроме того, подрезка,
принятая при инкрустировании, ведет к
трещинам в эмали вследствие
возникновения в ней внутренних напряжений. Не
рекомендуется долбить выемки в
металле , так как при этом металл зачастую
просекается насквозь. Гравирование
следует производить так, чтобы полученный
блестящий рез можно было покрывать
эмалью без дополнительной обработки,
т. е. без мытья и травления. Поэтому
надо стремиться не загрязнять
поверхность металла: штихель после заточки
рекомендуется воткнуть в дерево или
пробку, чтобы не загрязнять его. Во
время гравирования на большой палец
надевают напальчник.
Основание выемки нужно выбирать
наклоненным флах- или болштихелем.
Чистое серебро или чистое золото дает при
этом наибольший блеск. Тонкие линии
следует гравировать прямым шпицштихе-
лем. Для непрозрачных эмалей подложку
выбирают шероховато и небрежно, но
глубже, чем для прозрачных эмалей.
Основу по возможности не следует при-
104
Техника изготовления ювелирных изделий с эмалью
Рис. 75. Получение прочеканенных
выемок;
а—выколачивание чеканом контура;
б—осаживание контурной линии; в—выглаживание
основания выемки
кленвать на китч. Лучше наколоть ее на
картонную или бумажную подставку,
особенно в тех случаях, когда надо
обрабатывать лицевую и обратную стороны
пластины. Следует придерживаться
одинаковой глубины выемок на одном
изделии.
На реликварии (рис. 20) поверхность
заднего плана, покрытая гладкой
непрозрачной эмалью, отодвинута, фигуры
остались на ближнем плане, головы
выполнены довольно пластично. Линейная
гравировка фигур усиливает контраст
металла и эмали. В. иной манере выполнено
кольцо в стиле ренессанса (рис. 74):
эмаль нанесена на гравированную
поверхность, золотые плечики кольца будто
окрашены черным.
Прочеканенные выемки (рис. 75, а — в).
На металлической основе выемки для
эмали выдавливают пуансоном. После
того как предмет подготовлен для
чеканки и закреплен на китче, приступают
непосредственно к обработке по
следующей схеме. Контуры выемок
выколачивают с передней стороны листа
клиновидным чеканом (рис. 75, а). Сечкой —
чеканом с наклонно срезанной
плоскостью — проходят вдоль прочеканенной
линии так, чтобы контур осаживался
наклонно к внутренней стороне выемки
(рис. 75, б). Затем основание выемки
прочеканивают лощатником на
необходимую глубину, при этом образуется
ровное основание с гладкой поверхностью
(рис. 75, в).
В ыемчатую прочеканенную эмаль в
большинстве случаев применяют в
сочетании с перегородчатой эмалью, в чистом
виде она встречается довольно редко.
Прекрасные, хотя совершенно различные
примеры использования этого способа
мы видим на восточных изделиях
(см. рис. 125 и 127). У декоративной вазы
выемки, по всей видимости, сделаны
описанным выше способом. Сосуд
обрабатывали с обратной стороны. Так как
металлические части между эмалевыми
поверхностями примерно одинаковой
ширины, создается впечатление
перегородчатой эмали, но это исключительно
чеканная работа. Горловина сосуда
прорезана шрифтовыми знаками и цветным
орнаментом. Выемки для пестрого
растительного мотива (см. рис. 12) также
прочеканены, но здесь тончайший рисунок
так изящно опущен в тонкую золотую
основу, что смотрится как гравюра.
Золотая подложка просвечивает сквозь
цветную эмаль и увеличивает ее яркость.
Медальоны, выполненные в технике
миниатюрной живописи по эмали,
гармонично вписываются в общую
композицию.
Выемки, выполненные штихелем
(см. рис. 130). В некоторых случаях
декоративный рисунок вырезают на листе
толщиной 0,5—0,7 мм (толщина листа
зависит от максимальной глубины
выемок). Чем больше выемка, тем глубже
она должна быть. Узкие линии надо
выполнять, как плоские выемкн. Рисунок
также можно вырезать из пластины
толщиной 0,5 мм и припаять к основе. Пайку
производят эмалировочным припоем,
причем следует придерживаться
рекомендаций п. 9.3.3. Мотив можно также со-
Выемчатая эмаль
105
ставлять из отдельных частей. Для этого
заранее подготавливают слегка
выпуклую пластину толщиной примерно
0,5 мм, вокруг которой напаивают рант
из плоской четырехгранной проволоки,
как для перегородчатой эмали. Фигурки
и орнаменты вырезают из листа
толщиной 0,5—0,7 мм, опиливают и укрепляют
на подложке, как перегородки для
перегородчатой эмали, т. е, небольшим
количеством припоя.
Выемки, выполненные травлением
(рис. 76, 129, 162, 197, 208). В
металлической пластине, местами покрытой
кислотоупорным лаком, непокрытые места
вытравливают в травильном растворе так,
что образуется углубленный рисунок.
Металл должен быть хорошо обезжирен,
чтобы лак прочно удерживался на нем. В
качестве защитного покрытия хорошо
подходит битумный лак.
Сначала металлическую пластину
слегка нагревают на электрической плитке.
Благодаря этому лак равномерным
тонким плотным слоем распределяется по
всей поверхности. Места, не покрытые
лаком или покрытые слишком тонким
слоем, могут вытравливаться. С другой
стороны, слишком толстый слой лака
при гравировке выкрашивается.
Желательно еще теплый, свеженанесенный
лак распределить по поверхности мягкой
кожей.
Рисунок можно процарапать в слое
лака. Для получения тонких линий
подходит тонкая чертилка, для более грубых
линий или большой поверхности -—
шабер. При необходимости затачивают
специальный инструмент. В некоторых
случаях кроющий лак в соответствии с
рисунком наносят кисточкой так, чтобы
поверхности, предназначенные для
травления, оставались свободными. Если
нанесенный кисточкой лаковый рисунок
отретушировать и дополнить шабером и
чертилкой, то таким образом можно
объединить оба метода.
Рис. 76. Процесс травления
Металл необходимо вытравливать в
растворе медленно. При быстром
травлении трудно контролировать глубину
травления; кислота вытравливает металл под
лаком, из-за чего линии теряют четкость.
Кроме того, действие кислоты может
быть таким интенсивным, что
стравливается лаковое покрытие, и тем самым
поверхность металла освобождается для
дальнейшего травления.
В табл. 7 приведены несколько
составов основных травильных растворов.
Медь также можно растворять в азотной
кислоте, но хлорид железа гораздо
лучше подходит для этой цели: травление
происходит спокойно, без выделения
газов, благодаря этому лак меньше
деформируется . Емкость для раствора
можно изготовить из любого
кислотоупорного материала. Размеры
определяются формой изделия.
Подготовленную пластину
подвешивают или укладывают в сосуд так, чтобы
подвергаемая травлению поверхность
находилась на глубине около 3 см. О
скорости процесса травления можно судить
по количеству поднимающихся в кислоте
газовых пузырьков. Если пузырьки
поднимаются слишком быстро или раствор
закипает, то его следует разбавить
водой. Возникающие на поверхности
изделия пузырьки необходимо время от
времени удалять ватным тампоном очень
Таблица 7. Важнейшие травильные растворы
Основа для травления
Травильный состав
Вода
Аи, сплав золота
Ag, сплав серебра
Си, эмалировочный
томпак
Разбавленная царская водка
1 часть азотной кислоты
400 г хлорида железа Fe(III) — CI (концентрированный
раствор действует медленнее, чем разбавленный)
3 части
1 л
106 Тех,
осторожно, чтобы не повредить слой
лака.
Чтобы иметь возможность
контролировать глубину травления, не вынимая
каждый раз заготовку, в травильный раствор
вместе с изделием помещают пробную
пластину из аналогичного материала, на
которую наносится такой же рисунок.
При контроле глубины травления
пробную пластину вынимают, осторожно
соскабливают шабером небольшой участок
кроющего лака рядом с рисунком и
определяют глубину травления. При
недостаточной глубине травления
пластину снова погружают в раствор. Как
только пробная пластина будет
протравлена на нужную глубину, изделие
вынимают и промывают водой.
Продолжительность травления может составлять
несколько часов. Лак удаляют бензином
или путем нагревания. В последнем
случае изделие следует после снятия лака
протравить и открацевать.
Другие способы изготовления выемок.
Любой способ приемлем, если он
позволяет получать выемки глубиной
примерно 0,5 мм с вертикальными стенками.
Для литых изделий выемки можно
получать литьем. Следует помнить, что
выемки нельзя дорабатывать чеканом или
резцом, потому что из-за местной нагар-
товки металла в нем могут возникнуть
напряжения, которые отрицательно
сказываются на сцеплении эмали с
металлом. Необходимую доработку выемок
следует осуществлять штихелем.
На рис. 164, 165, 167, 168 показано
несколько интересных работ,
выполненных с помощью гальванопластики. При
гальваническом осаждении меди можно
получить довольно толстое покрытие, а
на отдельных изолированных участках
поверхности — выемки, пригодные для
нанесения эмали.
Для тел вращения вытачивают выемки
в виде канавок на токарном станке. На
серийных изделиях выемки штампуют —
этот способ уже давно нашел применение
для изготовления значков и плакеток. В
подобных изделиях вместо эмали все
чаще применяют органические покрытия.
9.5. Соединение двух технических
приемов— выемчатой и перегородчатой эмали
В технике перегородчатой эмали
металлическую пластину полностью запол-
Рис. 77. Пластинка из короны
Мономахов. Золото, византийская
перегородчатая эмаль. (Фрагмент рис. 14)
няют эмалью и рисунок выполняют
перегородками, в отличие от выемчатой
эмали, при которой рисунок выполняют
ячейками, опущенными в металлическую
пластину.
Соединение двух технических приемов
применяли византийские мастера для
создания светоотражающего золотого
заднего плана в изображениях святых на
церковной утвари (см. п. 4.5).
С технической точки зрения суть этого
способа заключается в следующем: в
металлической пластине делают
углубление, в которое укладывают рисунок, со-
Соединение выемчатой и перегородчатой эмалей
107
ставленный из перегородок. Уровень
перегородок должен совпадать с уровнем
поверхности металла. Контур углубления
соответствует силуэту изображаемой
фигуры, внутренний рисунок изображения
(глаза, рот, нос, складки одежды и т. д.)
создают установкой перегородок. Если
сравнить пластину, изображенную на
рис. 77, с современной работой
(см. рис. 128), станет ясно, как различны
могут быть результаты.
При работе в этой технике необходимо
соблюдать следующие требования:
глубина выемок должна соответствовать
высоте перегородок; должна оставаться
возможность сошлифовывать эмаль до
получения ровной гладкой поверхности;
стенки углубления должны быть
вертикальными.
Углубления можно получить
несколькими способами. По первому способу в
пластине, толщина которой
соответствует высоте перегородок, выпиливают
контур изображения, эту пластину
припаивают ко второй пластине, которая
несколько больше контура изображения (рис. 78,
а). У медной коробочки (см. рис. 128)
вогнутое днище припаяно.
При работе по второму способу
углубление осаживают чеканом (рис. 78, б).
Чтобы облегчить себе работу, можно
воспользоваться шаблоном, например из
медного листа, толщина которого
соответствует высоте перегородок, а
контур— силуэту изображения. Шаблон
крепят на ровной подложке, поверх него
кладут металлический лист. Чеканом
наносят контур. Таким простым и удобным
способом можно изготовить необходимое
количество аналогичных деталей в
точном соответствии с шаблоном. Лист
должен быть по возможности тонким, чтобы
контур был как можно более четким.
Однако слишком тонкий металлический
лист деформируется: коробится,
собирается в складки и с трудом выпрямляется.
Эти дефекты поверхности отрицательно
сказываются при последующем плоском
шлифовании торцов: эмаль на торцах
тонкой листовой пластины сошлифовыва-
ется и скалывается.
Третий способ, объединяющий оба
вышеописанных способа, заключается в
следующем. В относительно толстом
листе выпиливают контур изображения. В
другом тонком листе выколачивают или
вычеканивают такой же контур. Затем
Рис. 78. Изготовление выемок для
выемчатой и перегородчатой эмалей:
а—толстая пластина, контур изображения
выполнен выпиливанием, припаяна к
основанию; б—выемки прочеканены в тонком листе;
в— прочеканенная выемка припаяна к
выпиленному тонкому листу
оба листа припаивают друг к другу
(рис. 78, в). Благодаря этому можно
использовать покровную пластину, в
которой выпиливают контур, более тонкую,
чем высота перегородок, и при этом
обеспечить достаточную глубину
выемки. Так как контур выпиливают в
плоском листе, стенки выемки
получаются вертикальными, а пластина остается
ровной. Эмаль на такой пластине можно
шлифовать без опасения повредить
поверхность металла. В выемки
укладывают перегородки и припаивают их. Если
необходимо, рисунок можно прочертить
на подложке, чтобы зафиксировать
положение перегородок. В данном случае
перегородки лучше вплавлять в тонкий
слой фондона, чем припаивать.
108
Гехники изготовления ювелирных иик'лни с шилью
Рис. 79. Вазочка для конфет.
Витражная эмаль, С. Хермелинг. Кельн. Около
1905 г.
9.6. Витражная эмаль (ажурная1)
Витражную эмаль можно
рассматривать как перегородчатую эмаль без
подложки (рис. 79, 207). Эмалируемое
изделие или пластина с витражной эмалью
прозрачны и просвечивают. Сравнение с
витражами наиболее подходящее, потому
что маленькие цветные ячейки,
находящиеся в гнездах перегородок,
напоминают цветное стекло витражей,
укрепленное в свинцовых прутках. Только здесь
все гораздо миниатюрнее.
В изделии с витражной эмалью
используют по возможности перегородки
одинаковой толщины, а изображения
располагают так, чтобы тонкие перегородки
были окружены более толстыми и чтобы
по возможности вся пластина была
заключена в толстую рамку. Перегородки
монтируют, как решетчатый каркас, и
припаивают. Ячейки должны быть
возможно более мелкими, лучше узкими или
длинными, чем квадратными; площадь
ячейки не должна превышать 1 см .
Металлический каркас можно получить
выпиливанием из пластины толщиной не
менее 1,3 мм. При нанесении эмали и во
время обжига используют подложку так
же, как и при изготовлении
перегородчатой эмали. Но она должна легко отде-
От французского a jour (ажурный).
ляться от готового изделия, что
достигается несколькими способами. Можно
уложить каркас на тонкую медную
фольгу, которую помещают на подставку для
обжига, чтобы при обжиге она не
деформировалась. Вместо медной фольги
между подставкой для обжига и
металлическим каркасом можно поместить
пластинки слюды, которые после нагрева
легко удаляют или сошлифовывают. Для
подложки можно также использовать
серебряную фольгу. При создании изделия
с витражной эмалью необходимо всегда
несколько обжигов, потому что эмаль
наносят до тех пор, пока все ячейки не
будут заполнены целиком.
При работе с витражной эмалью не
следует стремиться к получению тонкого
слоя. Изделие с толстым слоем эмали
прочнее, а цвет эмали ярче, сочнее.
Нежные бледные тона тонких слоев
эмали подходят для крыльев стрекоз и
лепестков цветов в украшениях стиля
модерн, но следует больше стремиться к
контрасту сочных, ярких красок эмали с
темным металлическим каркасом.
Эффект можно усилить, если при последнем
нагреве нанести более грубые кусочки
эмали, которые, расплавляясь между
перегородок, создают неравномерные
выпуклости.
Сразу после последнего нагрева
подложку удаляют. Шелушащиеся тонкие
пластинки слюды, которые прилипли к
обратной стороне эмали, можно удалить
щеткой с водой. Несколько осторожнее
следует поступать при отделении медной
фольги. При использовании медной
фольги после обжига на эмали остаются
окислы меди, которые, не влияя на
прозрачность эмали, иногда делают ее цвет
более сочным и ярким. В зависимости от
того, сошлифовывается или нет окисная
пленка, тон эмали может быть ярче или
темнее.
Достаточно толстый слой эмали можно
обработать после обжига с обратной
стороны шлифовальной шайбой,
установленной на гибком валу подвесной
бормашины. Подобно тому, как посредством
шлифования цветных стекол добиваются
различных степеней яркости, шлифованием
можно добиваться различной
интенсивности цвета эмали.
Особая разновидность витражной
эмали— каплевидная эмаль. На
металлическую пластину, в которой просверлены,
Нанесение эмали в выемки и ячейки
109
выпилены или пробиты отверстия, с
обратной стороны накладывают эмаль. При
сильном нагреве без подложки она
протекает в форме капель или может быть
продавлена в размягченном состоянии в
отверстия. Благодаря яркому контрасту
стеклянных капель с темной
поверхностью металла достигается особый
эффект.
Разумеется, для витражных эмалей
применяют только прозрачные эмали.
Также ясно, что использование
витражной эмали имеет смысл тогда, когда
изделие смотрится на просвет, т. е.
сквозь него проходит свет, поэтому
область применения данной техники
ограничена.
9.7. Нанесение эмали в выемки и ячейки
Приемы нанесения эмали, описанные в
п. 6.3, применимы и для заполнения
ячеек и выемок, поэтому ниже следует
отметить лишь некоторые особенности.
Ячейки и выемки заполняют от
середины и осторожно смещают эмаль в углы.
Для предотвращения образования пустот
стальным шпателем несколько раз
вертикально прокалывают эмаль до
металлической основы, чтобы удалить пузырьки
воздуха и уплотнить эмаль. Пустоты
особенно часто образуются в узких
ячейках и выемках и у основания, где эмаль
не полностью смачивает металл. В таких
случаях берут сухой эмалевый порошок
и тонким штифтом для нанесения эмали
заполняют им ячейки, чтобы эмаль
уплотнилась до основания.
Сначала эмалью заполняют маленькие,
а затем большие ячейки или выемки.
Например: сначала глаза и рот, затем все
лицо. Целесообразно также не заполнять
сразу одну за другой соседние ячейки, а
смотря по обстоятельствам одну
пропускать. Потом удалить излишнюю воду и
заполнить оставшиеся ячейки. Таким
образом можно избежать затекания эмалей
одна на другую.
Не следует заполнять ячейки сразу на
всю глубину, так как толстые слои эмали
после обжига становятся пористыми и
мутными. Наиболее ярко это
проявляется у прозрачных эмалей. Вначале эмали
наносят столько, чтобы после обжига
основание ячеек и выемок было лишь
слегка покрыто эмалью.
При первом обжиге металлические
края и перегородки окисляются, так как
они не покрыты эмалью. В таких
случаях перед нанесением эмали канты и
перегородки следует смазать раствором
борной кислоты.
Обычно всегда следует сначала
эмалировать обратную сторону изделия, а
затем лицевую. При эмалировании
небольших изделий можно обе стороны обжечь
одновременно. При этом сначала
покрывается эмалью лицевая сторона. Затем
изделие с эмалью, которая находится во
влажном состоянии, осторожно
поворачивают и, если возможно, удерживая
изделие между пальцами, покрывают
контрэмалью. Контрэмаль должна
наноситься равномерно, но не слишком
толстым слоем, так как толстые слои при
обжиге скалываются с металла.
В любом случае эмаль смешивают с
небольшим количеством траганта, чтобы
до обжига повысить сцепление эмалевого
порошка с основой.
При работе в технике выемчатой эмали
достаточно нанести и обжечь эмаль
дважды, а иногда можно нанести эмали за
один прием. Как это было описано ранее,
ячейка заполняется эмалью до верхнего
края перегородки. Так как объем эмали
при расплавлении уменьшается, в
середине ячейки она оседает. Поверхность ее
приобретает форму вогнутого мениска.
При этом возникает игра света и тени у
возвышающихся перегородок и эффект
отражения света в вогнутых
поверхностях. У прозрачных эмалей добавляется
еще эффект светопреломления в
зависимости от толщины слоя в ячейке (см.
рис. 73, 123).
При изготовлении перегородчатой
эмали следует наносить и обжигать эмаль до
тех пор, пока все ячейки полностью не
заполнятся эмалью. Перед последним
обжигом эмаль должна быть нанесена так
высоко, чтобы она перекрывала
перегородки и при оплавлении стекала с них.
Од нако по мере увеличения толщины
слоя уменьшается яркость прозрачных
эмалей. Чтобы этого избежать, на
первый цветной эмалевый слой до полной
высоты перегородок следует нанести
фондон и обжечь.
Некоторые эмали (особенно
непрозрачные красные и легкоплавкие черные) при
многократных обжигах изменяют цвет,
поэтому их рекомендуется полностью
наносить за два приема.
по
Техника изготовления ювелирных изделий с эмалью
9.8. Эмаль по резьбе, гравировке и
чеканному рельефу
Среди прочих разновидностей
выемчатой эмали особое развитие получила
эмаль по резьбе, у которой яркость цвета
зависит от глубины гравировки плоского
рельефа.
В своем трактате «Trattati del]' Orefice-
ria e della Sculptura» («Трактат о
ювелирном деле и скульптуре») Бенвенутто
Челлини дает наглядное представление о
подготовке металла основы для
эмалирования: «Сначала подготовь золотую или
серебряную пластину необходимого
размера и формы. Затем сделай смолу из
лучшего греческого пека, тончайшей
кирпичной пыли и воска и смажь этой
смолой доску, которая в зависимости от
размера твоего произведения может быть
больше или меньше. Разогрей свою
пластину, прижми ее плотно к смоле и
прочерти циркулем вокруг рант шириной,
равной лезвию ножа. Если это сделано,
то углуби с большой осторожностью всю
пластину на толщину эмали фляхштихе-
лем. Теперь в этом углублении
прорисовывай все, что хотел бы выгравировать,
будь это фигура, животное или
изображение с несколькими фигурами, а потом
с возможно большей осторожностью
гравируй в плоском рельефе глубиной
примерно в 2 листа обычной бумаги. Этот
плоский рельеф должен прорезаться
тончайшими инструментами, особенно
риски. В случае, если речь идет о
фигурах, задрапированных в ткани, обращай
внимание, чтобы тонкие одежды
проявлялись посредством многочисленных
складок... Следует с особой
осторожностью отнестись к отделке, чтобы
предотвратить растрескивание и отскакивание
эмали после обжига и одновременно
украсить свое произведение тончайшей
гравировкой. Обрати внимание на то, что
свое произведение не следует доводить
чеканом или молотком, полагая, что
плоский рельеф будет из-за этого
красивее; наоборот — эмаль не схватывается
или она выглядит тусклой и мутной. Во
время гравировки прорезанное каждый
раз затирается древесным углем ивы или
орешника, смоченным водой или слюной
пальцем, чтобы можно было лучше
контролировать гравировку, потому что
блеск линий, возникающий на металле от
инструмента, мешает восприятию.
Вследствие этого твоя работа становится
довольно засаленной и грязной. Поэтому
должен ты ее, как только она
закончится, прокипятить в зольном щелоке,
растворе золы дуба в воде. После того, как
заготовка прокипит там четверть часа,
вынь ее, положи в сосуд с чистой свежей
водой и промой ее так, чтобы она
очистилась от пыли» [14].
Медь как материал для эмалирования
указанным способом не применяют, так
как прозрачные эмали на ней не
проявляют своих качеств в полной мере. Чистое
золото наиболее хорошо подходит,
особенно когда применяют эмали красных
тонов, но из-за дороговизны золото
используют редко. Предпочтение отдают
чистому серебру, отсюда термин—эмаль
по серебряному рельефу.
При гравировке можно уверенно
придерживаться указаний Челлини. Самые
высокие точки рельефа должны
оставаться примерно на 0,1 мм ниже
поверхности эмали, т. е. высоты кромки,
поэтому Челлини и рекомендует сначала
углубить всю пластину внутри контура.
Собственно мотив гравируют затем как
плоский рельеф глубиной 0,3—0,5 мм в
соответствии с предварительно
нанесенным в этом углублении рисунком.
Контур рисунка сначала проходят тонким
резцом и далее при необходимости
выбирают болштихелем. Шпицштихелем
линии прорезают не очень тонко: узких и
глубоких бороздок следует избегать.
К сожалению, эмаль слабо сцепляется
с чистым серебром, а из-за различной
толщины эмалевого слоя над рельефом
напряжения в эмали возрастают.
Поэтому на многих старых работах эмали
сильно повреждены или заменены
«холодной эмалью» и эмалевой краской. Для
повышения адгезии эмали рекомендуется
придать поверхности металла
шероховатость и таким образом добиться
дополнительного механического сцепления:
можно, например, оживить задний план
рельефа штриховкой или геометрическим
гравированным орнаментом. Требование
Челлини отказаться от обработки
чеканкой, также объясняется тем, что при
чеканке структура металла уплотняется,
поверхность выглаживается и ослабевает
сцепление эмали с металлом. Кроме
того, в металле возникают напряжения
между обработанными и
необработанными поверхностями. Отгравированную
Эмаль по высокому рельефу
пластинку нельзя подвергать
термической обработке, так как блестящий рез
при обжиге и травлении исчезает.
Заготовку нужно только хорошо промыть и
обезжирить, прежде чем наносить эмаль.
Можно либо покрыть однородной
прозрачной эмалью все изображение,
либо нанести на его отдельные части эмали
различных цветов. При выборе цвета
эмали следует помнить, что темные тона
в этом случае не подходят, так как они
скрывают рельеф; умеренные цветовые
тона хорошо подходят, если при наплав-
лении на серебро они не меняются.
Слишком светлые тона смотрятся повер-
хностыми и вялыми, так как рельеф
слабо влияет на изменение цвета такой
эмали. Прорезанный рельеф следует
один или несколько раз покрыть
прозрачной цветной эмалью. Эмаль
наносится и обжигается до тех пор, пока не
будет покрыт рельеф и выемки не будут
полностью заполнены. После этого
эмаль сошлифовывают до уровня канта и
обжигают до блеска.
Мерой качества работы является
абсолютная прозрачность эмали. Рельеф
влияет на интенсивность цвета эмали; в
углублениях цвет эмали темнее,
насыщеннее, в то время как над ровными
блестящими поверхностями эмаль ярче и
прозрачнее. Игра светотеней достигается
посредством моделирования рельефа,
причем можно добиться мягких
переходов, какие невозможно получить
средствами живописи.
9.9. Э ма ль по обнаженной структуре
металла
Классические эмали по
гравированному плоскому рельефу, к сожалению,
остались в прошлом из-за того, что
редкий мастер владеет одновременно
двумя столь непохожими и довольно
редкими профессиями, как гравера и эмальера.
Зато эффекты, создаваемые различными
структурами металла под прозрачной
эмалью, очень полюбились всем.
В данном случае эффект достигается
за счет преломления и поглощения света
прозрачным слоем эмали. Поглощение
света определяется толщиной слоя: чем
толще эмалевый слой, тем темнее
кажутся краски. Отражение света зависит от
свойств металлической поверхности: чем
выше блеск металла и чем более модели-
ш
рована поверхность, тем живее сила
света.
Приведем некоторые приемы
обработки металла. Прежде всего необходимо
правильно выбрать способ обработки
металла, чтобы подложка под слоем эмали
позволяла добиться интересного
оптического эффекта: сильный удар молотком,
четкая, не слишком тонкая гравировка и
т. д.
Удар молотком (см. рис. 132). На
поверхности, обработанной сильными
ударами широким или узким бойком
молотка, под бесцветной или слегка
окрашенной эмалью образуется интересный
рисунок. Особенно эффектно смотрится
сферическая поверхность, если обработать
ее узким бойком в виде лучей. При этом
важно, чтобы перед нанесением эмали
металл был хорошо отожжен.
Чеканка. Декор на лист металла можно
нанести с помощью фигурных чеканов.
Ими можно выбивать орнаменты и даже
прочеканить плоский рельеф, который
подобно гравировке покрывается ровным
эмалевым слоем.
Резьба по металлу. Линейные
гравировальные орнаменты и мотивы хорошо
подходят для покрытия эмалью. В
прошлом часто применялось гильоширова-
ние — механический способ гравирования
эмалируемых поверхностей. Фрезой,
насаженной на гибкий вал подвесной
бормашины, можно наносить свободные
композиции. Токарный станок и
гравировальная машина также предоставляют
широкие возможности для
художественного оформления поверхности.
Травление (см. рис. 13]). Данный
способ был описан при рассмотрении
техники выемчатой эмали. Здесь следует лишь
указать на возможность использования
травления для создания плоского
рельефа, затем покрываемого слоем эмали.
Такие вытравленные мотивы смотрятся
под эмалевым покрытием довольно
интересно.
9.10. Эмаль по высокому рельефу
Выше речь шла о способах создания
плоского рельефа, просвечивающего под
гладким эмалевым слоем. Рассмотрим
технику эмалевого покрытия по
высокому рельефу, повторяющего форму
металла, как тонкая глазурь (см. рис. 134 —
136). Рельеф выколачивают на листе че-
112
Техника изготовления ювелирных изделий с эмалью
каном обычным способом. При этом
изделие должно быть выполнено очень
пластично с большими контрастами по
высоте рельефа; острых краев и грубых
переходов следует избегать. Заготовку с
выколоченным рельефом отжигают для
снятия напряжений в металле. Эмалевое
покрытие должно иметь вид цветной гла-
з ури и подчеркивать эффект рельефа
переходами цвета: на возвышениях
образуется тонкий светлый слой, в
углублениях на заднем плане — более толстый и
поэтому более темный слой эмали.
С помощью предварительных проб
можно выбрать эмаль с небольшим
поверхностным натяжением, которая легко
плавится и затекает в углубления. У
некоторых эмалей толщина слоя
определяет не только яркость, но также и
оттенок цвета. Такие эмали образуют
особенно красивые рельефные покрытия.
От пестрого раскрашивания рельефа
эмалью следует отказаться.
Рельеф покрывают слоем эмали с
применением траганта, причем
возвышенности необходимо покрывать достаточно
толстым слоем, так как эмаль во время
обжига с них стекает.
Для того чтобы эмаль затекала в
углубления, обжиг проводят при высоких
температурах, при которых эмаль имеет
небольшую вязкость. Не следует
увлекаться чрезмерно глубокой выколоткой,
так как при этом может случиться, что
на возвышениях металл будет открыт, а
углубления переполнены эмалью.
9.11. Использование эмали в мелкой
пластике
К мелкой пластике относят все
пластичные фигурные работы из металла с
эмалью. Из них наиболее известны
отлитые из золота и покрытые эмалью
фигурки в стиле ренессанса и барокко.
Многочисленные образцы хранятся в
собрании «Зеленые своды» в Дрездене
(см. п. 4.8).
Пластика, выполненная литьем. Для
литья более всего подходит золото. На
дошедших до нас фигурках из серебра
эмаль в большей или меньшей степени
сколота, так как эмаль плохо сцепляется
с серебром. Медь плохо льется и ее
можно эмалировать только
непрозрачными эмалями. Фигурки золотого литья
моделируют в основном за счет эмали, а
не золота, золото образует только
остов — металлический стержень,
покрытый толстым эмалевым слоем. В таких
фигурках эмали больше, чем металла.
Это объясняется тем, что только так
можно обеспечить сцепление эмали с
металлом и исключить возникновение
напряжений в эмали. Работы, выполненные
подобным образом, дошли до нас через
века в своем первоначальном виде, в то
время как на фигурках, покрытых
тонкой глазурью, остались только следы
эмали. Напряжения, возникающие на
границе между отлитым металлом и
эмалью, можно уменьшить, если эмаль
наносить на маленькие плоскости, т. е.
расчленить поверхность металла на
ячейки и выемки. Идеальным способом будет
покрытие литой поверхности тугоплавкой
белой эмалью, смешанной с трагантом,
которая наносится на поверхность слой
за слоем кисточкой или шпателем. Ни в
коем случае нельзя выглаживать отливку
чеканом, так как при этом сцепление
эмали с металлом будет сильно
ослаблено. Следует использовать шероховатость
поверхности отливки и по возможности
усилить ее обработкой штихелем.
Пластика из металлической проволоки.
Металлический стержень выгибают для
получения каркаса, а затем обматывают
проволокой, добиваясь заданной формы.
Стержень может быть изготовлен из
меди. Проволочный каркас эмалируют
так же, как и литую фигурку:
покрывают тугоплавкой белой эмалью,
обжигают. Таким образом наращивают слой за
слоем до тех пор, пока не будет
достигнута необходимая толщина. Затем
наносят цветные эмали и осторожно
обжигают. У такой пластики, выполненной из
проволоки, можно не опасаться
скалывания эмали, так как возникающие
напряжения в системе металл — эмаль
минимальны (см. рис. 133).
Пластика из листового металла.
Металлическое основание изделия можно
получить выколоткой из листа, для чего
заготовку насаживают либо на круглую
болванку в виде сосуда, либо составляют
из двух выколоченных половин.
Полученную форму составляют таким
образом, чтобы у основания по возможности
оставалось отверстие, через которое
можно покрыть внутреннюю поверхность
контрэмалью. Если такой возможности
нет, то наружную поверхность покрыва-
Обработка ювелирных эмалей после обжига
ют только такими эмалями, которые
хорошо сцепляются с металлом и обладают
небольшой чувствительностью к
напряжениям. Пластика, полученная
выколоткой, подобна выколоченному
металлическому сосуду и эмалируется аналогично
(см. п. 6.5).
9.12.Обработка ювелирных эмалей после
обжига
9.12.1. Шлифование
Перегородчатую, выемчатую и
филигранную эмали после окончательного
обжига шлифуют брусками из карборунда
различной зернистости (предпочтительно
квадратными). Длина бруска составляет
15 см.
Так как эмаль должна соприкасаться с
кислотами как можно меньше, ее перед
шлифованием не протравливают; окислы
металлов при шлифовании удаляют
механически.
Покрытое эмалью изделие укладывают
на мягкую подстилку (бумагу или ткань),
поверхность эмали и металлические
перегородки обрабатывают шлифовальным
бруском с водой. Шлифовальный брусок
необходимо обязательно время от
времени промывать водой. В противном случае
удаляемые частицы эмали
задерживаются в порах шлифовального бруска,
вследствие чего на поверхности эмали
появляются царапины и не происходит
непрерывного съема эмали. Кроме того,
частицы абразива могут внедриться в
мельчайшие поры эмали.
Начинают обработку наиболее грубым
абразивом и обрабатывают изделие до
тех пор, пока не покажутся все
металлические перегородки. Затем изделие
промывают, убирают рабочее место и
шлифуют абразивными бр>сками средней
зернистости до тех пор, пока
перегородки и другие металлические части не
будут блестеть. После этого изделие
снова тщательно промывают и
подвергают полированию до тех пор, пока все
царапины и видимые следы шлифовки не
будут ликвидированы.
Как и при обработке металла
напильником, в данном случае следует при
каждой последующей более тонкой
обработке менять направление шлифования.
Необходимо помнить, что при
шлифовании снимается не только излишняя эмаль
и обнажается металл, но могут также
$ О. Bf й'-г/ь
из
обнажиться лежащие ниже слои эмали
другого цвета и яркости. Задуманная
заранее такая прошлифовка может
создать интересный эффект, но если она не
предусмотрена художественным
замыслом, то вся проделанная ранее работа
будет сведена к нулю.
Таким образом, операция шлифования
заслуживает большего внимания, чем ей
обычно уделяется. Ни в коем случае
нельзя снимать слишком много эмали.
Необходимо вовремя перейти к более
тонкому шлифованию. Особенно
осторожно должна шлифоваться тонкая,
заполненная эмалью гравировка, где
выемки очень неглубоки. Особую
осторожность следует также соблюдать при
шлифовании краев пластинок с
перегородчатой эмалью и перегородок, которые
близко расположены к наружному краю,
чтобы не сорвать эмаль шлифовальным
бруском. В этих случаях шлифование
рекомендуется осуществлять от края к
середине.
Эмали можно обрабатывать также на
шлифовальной машинке с вращающимся
карборундом, но очень осторожно, так
как процесс шлифования в этом случае
еще труднее контролировать.
9.12.2. Промывка
Эту работу часто недооценивают. Если
после промывки на поверхности эмали
останутся частицы абразива, то при
последующем обжиге они вжигаются в
эмаль в виде серых точек и их почти
невозможно удалить. Остатки абразива с
эмалевой поверхности после шлифования
удаляют стеклянной щеткой под струей
воды, удерживая изделие в вертикальном
положении. При необходимости его
кипятят в воде со стиральным порошком
шлифовальной поверхностью вниз и
затем промывают. После промывки
изделие протирают бязью или
фильтровальной бумагой. Иногда серые включения,
т. е. абразив, застрявший в
расширяющихся к низу порах, при промывке не
могут быть полностью удалены. Тогда
поры осторожно прочищают иголкой и
промывают изделие еще раз. Промывка
требует терпения. Заключительный
контроль следует производить под лупой.
То, что после шлифования не так
отчетливо бросается в глаза, проявляется
после блестящего обжига.
114 Техн
9.12.3. Огненное полирование
Перед последним обжигом после
шлифования эмали крупные поры заполняют
несколькими зернышками эмали.
Изделие с хорошо очищенной матово
отшлифованной эмалевой поверхностью в
последний раз помещают в горячую
муфельную печь. При высокой температуре из-
за неодинакового термического
расширения эмали и металла в эмалевом слое
образуются сначала трещины, которые с
повышением температуры опять
заставляются. Когда поверхность эмали
заблестит, изделие тотчас же вынимают из
печи. Большое значение имеет
температура обжига: чем она выше, тем сильнее
блеск эмали. Не покрытые эмалью
медные части окисляются незначительно, а
перегородки и края можно доработать
шабером или отшлифовать с трепелом,
не подвергая изделие травлению. Если
применяется достаточно кислотостойкая
эмаль, то травление и крацевание
производят так же, как отожженных
металлических предметов. Легкоплавкие
непрозрачные эмали после обжига при
высокой температуре иногда опалисцируют, а
опаловые эмали становятся совсем
прозрачными. В таких случаях для
восстановления цвета эмали необходимо охладить
изделие и уменьшить температуру печи.
Затем следует оставить изделие с
эмалью в умеренно нагретой печи до тех
пор, пока эмаль не расплавится и не
произойдет изменение цвета. При этом
следует строго контролировать
температуру.
9.12.4. Глянцевое шлифование
Непрозрачные эмали, прошедшие
огненное полирование, выглядят зачастую
слишком грубыми и шероховатыми.
Чтобы получить блестящую эмалевую
поверхность с шелковистым мерцанием,
необходимо предварительно отшлифованные
карборундовыми брусками эмали
доработать шлифовальной бумагой с водой:
сначала крупнозернистой, а затем с
бога изготовления ювелирных изделий с эмалью
лее мелким зерном. При смене шкурки
следует менять и направление
шлифования. Этот процесс должен производиться
с обильным добавлением воды, чтобы
удалялись отходы шлифования.
Разумеется, после глянцевого
шлифования изделие тщательно промывают и
просушивают. От зернистой бумаги,
которой производилось заключительное
шлифование, зависит качество эмалевой
поверхности.
Сухую эмалевую поверхность можно
слегка нагреть, и мягкой салфеткой
втереть немного парафина. Благодаря этому
закроются оставшиеся мельчайшие
поры, поверхность приобретет
шелковистый блеск, а металлические части будут
защищены от окисления.
9.12.5. Глянцевое полирование
Для некоторых изделий огненное
полирование опасно или из художественных
соображений нежелательно. В таких
случаях изделие подвергают только
глянцевому шлифованию.
Современная технология обработки
эмали не так трудоемка, как во времена
Теофилуса. В частности, использование
порошка корунда значительно облегчает
полирование. Из этого порошка и воды
замешивают кашицу, которую
намазывают на свиную кожу, и затем под легким
нажимом эмалированную пластинку
полируют до тех пор, пока не будет
достигнута желаемая степень полировки.
Если во время огненного полирования
могут остаться легкие неровности, то
после глянцевого полирования
образуется гладкая, как зеркало, поверхность.
Для всех видов обработки эмалевой
поверхности не следует использовать
употребляемые для металлов шлифовальные
и полировальные пасты, так как их
остатки из-за высокого содержания жира
прочно удерживаются в порах, оставляя
на поверхности эмали черные пятна,
которые довольно сложно удалить.
10. Эмалирование стали
j
Промышленная эмаль как
самостоятельная отрасль развилась в свое
время из ювелирной эмали. Покрытые
эмалью изделия из листовой стали из-за
хороших эксплуатационных качеств
стали незаменимы как в домашнем
хозяйстве, так и в промышленности (см.
рис, 137).
Объем производства промышленных
эмалей неизмеримо больше, чем
декоративных.
Промышленное и художественное
эмалирование имеют мало общего, но
поскольку в последнее время эмалирование
стали для художественного оформления
используется часто, а в будугцем найдет
применение в еще большем масштабе, то
промышленную эмаль необходимо
рассмотреть подробнее.
Нас в первую очередь интересуют
возможности покрытия эмалью листовой
стали.
Эмалирование чугуна рассматривать не
будем. Те, кому нужна более подробная
информация, могут обратиться к
работам, указанным в списке литературы.
Следует обратить внимание на
следующие важные особенности.
3. Соединить покровную эмаль со
стальной основой можно только с
помощью специальной грунтовой эмали.
2. Наносят эмаль, как
кашицеобразный шликер.
3. Покровные и просвечивающие
эмали окрашивают добавлением при помоле
эмалевых красителей.
4. Характерными эксплуатационными
свойствами промышленных эмалей
является высокая ударопрочность, тепло- и
хладостойкость, а также устойчивость к
кислотам, щелочам и атмосферным
воздействиям, образуемые ими покрытия не
требуют большого ухода.
10.1. Эмаль для стали
10.1.1. Шликер
Эмалевая фритта выпускается в виде
гранул или эмалевых чешуек,
полученных из эмалевого расплава. Эмалевый
шликер приготовляется путем
измельчения в шаровой мельнице эмалевой
фритты с добавками суспендирующих
агентов, заправочных средств, красителей и
воды. При необходимости добавляют
наполнители.
Суспендирующими агентами являются
глины, основная составная часть
которых — каолинит Al 20 ylSiO 2-2H 20.
Взвесь частиц глины в растворе
препятствует осаждению мельчайших частиц
эмали и определяет таким образом
текучесть шликера. Глина также
способствует тому, что после сушки шликера
эмалевые частицы до обжига прочно
сцепляются с подложкой. Обычно добавляют
от 5 до 10% глины. Однако для
майоликовой эмали, обладающей высокой
прозрачностью, добавку глины уменьшают на
0,5%, чтобы избежать помутнения эмали.
Кроме того, в шликер добавляют 0,75%
дважды отожженной магнезии для
стабилизации нанесенного слоя. Заправочные
средства, т. е. такие соли, как хлорид
магния, карбонат натрия, нитрат натрия,
алюминат натрия, бура и другие,
добавляются только в долях процента.
Дозировку следует осуществлять очень точно.
Заправочные средства препятствуют сте-
канию шликера с подложки, например с
сосудов с отвесными стенками. Добавка
карбомида улучшает поверхность
необожженной эмали.
Наполнители — кварцевая мука или
двуокись циркония — регулируют
плавкость эмали. Красители могут
сплавляться с фриттой или вводиться как
мельничная добавка.
115
116
Эмалирование стали
Вода (по возможности свободная от
примесей) добавляется в пропорции
1:0,45 или 1:0,47, так чтобы шликер имел
консистенцию сливок.
10.1.2. Грунтовая эмаль
Грунтовая эмаль способствует
сцеплению покровной эмали со стальным
листом и снимает напряжения,
возникающие между покровной эмалью и
металлической подложкой. При этом
основную роль играют окислы сцепления,
такие как окись кобальта (II) СаО или
окись никеля (И) — NiO. Эта эмаль
предназначена только для грунтовки, поэтому
ни ее цвет (темно-коричневый или сине-
черный), ни ограниченный блеск не
имеют значения для качества покровной
эмали.
10.1.3. Покровная эмаль
В то время как от грунтовой эмали
требуется прочность сцепления и
устойчивость при обжиге, покровная эмаль
должна обладать хорошей цветностью,
высоким блеском (исключение
составляют специальные матовые эмали). Эмаль
для химических приборов — высокой
химической устойчивостью, для покрытия
архитектурных деталей — высокой
устойчивостью к атмосферным воздействиям.
Интервалы обжига должны быть
согласованы так, чтобы грунтовые эмали
стали тугоплавкими (от 800 до 900 °С),
покровные эмали — легкоплавкими (от 750 до
850 °С).
Белая эмаль. Опаковую белую эмаль,
применяемую для эмалирования
холодильников и газовых плит, наносят на
темную грунтовую эмаль. За счет белых
глушителей, таких как двуокись титана
ТЮг или окись сурьмы БЬгОз, она
приобретает кроющую способность и
белизну.
Цветные эмали. Белую эмаль
окрашивают добавлением красящих веществ в
расплав или в виде мельничной добавки.
Таким образом получают пастельные
опаковые и полуопаковые эмали
многочисленных оттенков.
Прозрачные эмали. К ним относятся
эмали прозрачные и глушеные фтором,
которые позволяют получить как
блестящее, так и матовое покрытие. Они могут
быть бесцветными или окрашенными
красителями.
Майоликовые эмали. Эти эмали
обладают высоким блеском и яркой окраской.
Так как они прозрачны, то в качестве
подложки для них применяет белую
эмаль. Чаще всего майоликовую эмаль
получают с использованием кремниевой
кислоты, буры и красящих окислов
металлов. Близкие по цвету майоликовые
эмали, например желтые и коричневые,
синие и зеленые, синие и бирюзовые,
смешиваются в процессе помола. Их
разбавляют бесцветными эмалями из
фритты одного состава до получения
нежно окрашенных глазурей. Так как эти
эмали обладают небольшим
поверхностным натяжением и относительно
низкими температурами обжига, они
стекают на рельефах с возвышенностей в
углубления, причем в зависимости от
толщины слоя изменяется и яркость
цветового тона.
Прозрачные ювелирные опаловые
эмали похожи по внешнему виду и свойствам
на майоликовые эмали и смешанные с
трагантом могут применяться для
эмалирования стали при условии, что в
качестве белой грунтовой эмали используется
сурьмяная эмаль.
10.2. Промышленно-техническое
эмалирование
Рассмотрим технологию
промышленного эмалирования на конкретном
примере— изготовлении эмалированной
кастрюли для тушения (рис. 80).
Из стального листа глубокой
вытяжкой получают заготовку кастрюли. На
кромкогибочной машине образуется ва-
ликообразный бортик кастрюли. Затем
точечной сваркой прикрепляют ручки.
После рекристаллизационного отжига
кастрюлю протравливают в соляной и
серной кислоте, причем она не только
очищается от окалины, но и становится
слегка шероховатой, что увеличивает
сцепление эмали. В содовом растворе
производится нейтрализация
поверхности. Теперь можно наносить грунтовую
эмаль.
При эмалировании таких предметов
предпочтение все еще отдают способу
мокрого нанесения эмали, при котором
изделие вручную окунают в эмалевый
шликер. Рабочий опускает кастрюлю в
Промышлеиночпехиическое эмалирование
т
ванну с эмалевым шликером, вынимает
ее специальной скобой или щипцами и
еще раз погружает в эмалевый шликер.
Затем он опять вынимает кастрюлю и
при помощи встряхивающих и
вращательных движений добивается
равномерного распределения шликера по всей
поверхности кастрюли, избыточная
масса должна стечь. Для каждой формы и
каждого размера посуды опытный
рабочий применяет особые приемы и
движения, необходимые для получения
равномерного заданной толщины слоя эмали.
Затем следует просушка.
При обжиге кастрюлю устанавливают
на решетку на острые стальные спицы
или на полосы с очень острыми краями
для того, чтобы поверхность
соприкосновения с эмалью была минимальной.
Полностью загруженная изделиями решетка
поступает на загрузочную тележку,
которая подъезжает к печи. Дверца
открывается и решетка с помощью тележки
подается в печь. В зависимости от объ-
Рис. 80. Последовательность операций
при изготовлении эмалированной
кастрюли для тушения
Методой металл
для глубокой
Ьь /тяжки
Вырубка
I
I
Глубокая Вытяжка,
2~й переход
Глубокая бытяжка,
1~й переход
Промежуточный
отжиг
Отрезка
ранта
Обжимка
Глубокая вытяжка,
3~й переход
Q
Точечная сварка
ручек
Отбортовка
края
Сортировка
Готовая форма
Отжиг
*
Гравление
Промывка
Обезжиривание
НаШШЕ Щфтовои
эмали
1-й обжиг
НаИШШШ* ШЬоВнои
эмали
2~й обжиг
Нанесение
эмали на отбор
тованный рант Сушка
3-й обжиг
Сортировка
Готодая эмалироданная
кастрюля
118
ема и вида эмалирования используют
муфельные или туннельные печи
непрерывного действия. Так наносят
грунтовую эмаль.
Покровная эмаль наносится точно так
же. Если внутренняя и наружная
поверхности изделия должны быть разных
цветов, то сначала покрывают
внутреннюю сторону, наливая шликер ковшом.
Встряхивающими и вращательными
движениями равномерно распределяют
эмалевый шликер, а излишки удаляют. Для
наружного эмалирования кастрюлю
окунают в шликер, удерживая ее при
помощи клещей, а неудовлетворительно
покрытые места исправляют, нанося шликер
при помощи кисточки. Затем кастрюлю
поворачивают так, чтобы эмаль
равномерно распределилась по всей
поверхности. Сушку и обжиг производят так же,
как и при нанесении грунтовой эмали.
Если эмали, предназначенные для
покрытия внутренней и наружной
поверхностей, имеют различные температуры
обжига, то сначала покрывают шликером и
обжигают внутреннюю поверхность, и
только затем — наружную.
Когда наружная эмаль высохла,
кастрюлю устанавливают на вращающийся
круг и руками удаляют с отбортованного
края прилипшую покровную эмаль.
Затем пальцем, смоченным в эмалевом
шликере, наносят на борт специальную
рантовую эмаль. После просушки
следует заключительный обжиг.
10.3. Художественная эмаль на стали
В основу этого параграфа легли
практические данные, которыми поделился с
автором Фритц Ройтер (Ратсберг, ФРГ).
На рис. 138—141, 143—146 показаны
работы Ф. Ройтера и его дочери Барбары
Ройтер, выполненные в технике
художественной эмали на стали.
10.3.1. Стальная основа
Для малоформатных работ подходят
холоднокатаные стальные листы
толщиной от 0,5 до 1 мм, для
крупноформатных— до 2 мм. Содержание углерода в
стали должно быть менее 0,1%. Для
высокохудожественных работ большого
формата используются безуглеродистые
стальные листы с содержанием углерода
примерно 0,005%. Эти листы термостой-
Эмилцрование стали
ки и гарантируют прочное беспористое
эмалевое покрытие. Кроме того, листы
после многократных обжигов не
деформируются. Листам большего размера,
например для архитектурных деталей,
придается прочность тем, что их по бокам
отбортовывают" и по углам разрезают.
Радиус скругления окантовки должен
составлять примерно 4 — 5 мм, чтобы эмаль
в этих местах не скалывалась.
10.3.2. Предварительная обработка
металла
Стальной лист проще всего обезжирить
слабым нагревом в печи. Нагрев
производят до тех пор, пока поверхность не
приобретет желтоватый цвет
побежалости. Возможно также и химическое
обезжиривание в горячем 5-процентном
растворе каустической соды, едкого кали
или гидроокиси аммония. При этом
стальная поверхность может стать слегка
шероховатой, что безусловно улучшает
сцепление эмали с металлом. Если
воздействие щелочи слишком интенсивно, то
рекомендутся обезжиривать поверхность
в разбавленном содовом растворе.
Благодаря реакциям окисления во время
отжига стальной лист становится
шероховатым. Этот эффект можно усилить еще
больше посредством предварительного
травления или механической обработки
(шлифования, пескоструйной обработки).
В каждом случае после химической
обработки лист следует обязательно
промыть в воде (температура воды должна
составлять примерно 60 °С).
Нельзя касаться поверхности голыми
руками!
Чтобы удалить слои окалины и
ржавчины, лист протравливают в
разбавленной соляной кислоте: 1 часть 30-
процентной соляной кислоты на 1 часть
воды. В зависимости от толщины слоя
ржавчины процесс травления
продолжается от 10 до 20 мин. Затем изделие
промывают. После травления
рекомендуется нейтрализовать его в 5-процентном
растворе соды или буры.
10.3.3. Нанесение эмали
Для нанесения эмалевого покрытия на
стальную подложку применяются
следующие способы: напыление
распылителем; погружение или поливка эмале-
Художественная *маль на стали
вым шликером; нанесение кисточкой;
насеивание. Нанесение пистолетом-
распылителем применяется для изделий
большого формата. Наиболее
распространенным методом является нанесение
шликера окунанием или обливанием.
Перед использованием шликер
процеживается, чтобы удалить остатки гранул.
Подложку окунают в шликер, который
имеет густоту сметаны, и держат лист
под таким наклоном, чтобы избыток
шликера стекал с одного угла. Окунание
применяют чаще всего для нанесения
грунтовой эмали, причем надо следить за
тем, чтобы металлические части
покрывались со всех сторон.
Покровные эмали чаще всего
наносятся обливанием. Этот метод
предоставляет своеобразные художественные
возможности, которые недоступны при
использовании ювелирных эмалей. Лист
устанавливается под наклоном и из
черпака обливается шликером. При этом
достигается равномерное распределение
эмали, избыточная эмаль стекает.
Мелкие детали обливают из ложки. Избыток
шликера с краев листа удаляют руками.
Разнообразных эффектов в этой
технике добиваются, регулируя текучесть
шликера разными способами: можно
варьировать зернистость эмали,
добавлять в шликер воды, кроме того, можно
влиять на процесс стекания посредством
встряхивания листа. Если желаемое
качество покрытия достигнуто, лист ставят
на просушку. Большие окантованные
листы устанавливают на трехгранные
полосы, гладкие пластины—на подставки для
обжига, описанные в п. 5.3.
Нанесение грунтовой эмали.
Металлическая подложка всегда с двух сторон
покрывается черно-коричневой или исси-
ня-черной грунтовой эмалью. Эта
грунтовка всегда является началом работы по
эмалированию стали.
Нанесение покровной эмали. На
грунтовую эмаль наиболее часто наносят белую
эмаль. Особенно хорошо
зарекомендовали себя для художественного
эмалирования стали белые эмали, заглушённые
сурьмой. Чтобы получить высокую
кроющую способность, можно глушить
эмаль окисью олова. Сурьмяные эмали
отличаются хорошей совместимостью с
другими эмалевыми фриттами, кроме
того, они при относительно высокой для
стального эмалирования толщине слоя
119
прочно сцепляются с грунтовой эмалью.
Просвечивающая сквозь полу
заглушённую белую эмаль грунтовая эмаль в
зависимости от толщины слоя покровной
эмали придает покрытию различные
оттенки от серого до белого. Можно
осуществлять структурирование
увлажненного белого покрытия губкой, кисточкой
или другими вспомогательными
средствами, после обжига на поверхности
получают оригинальный рельеф.
Припудриванием майоликовой эмалью
белых грунтовых эмалей можно
получить интересные цветовые эффекты.
Можно наносить майоликовые эмали,
ювелирные эмали или окрашенную
красящими веществами прозрачную эмаль и
получать живую структурированную
поверхность.
Обязательным для всех случаев
условием является наложение грунтового
слоя белой эмали!
Нанесение рисунка по шаблону, как
это практикуется при эмалировании
табличек, предоставляет большие
возможности. Шаблон накладывают на полностью
просохший эмалевый слой. Не очень
жесткой щеткой разрыхляется открытая
эмалевая поверхность, затем эмаль
удаляется мягкой кисточкой или сдувается.
Просохшие эмалевые поверхности могут
также прорезаться (прочерчиваться)
деревянной палочкой и обрабатываться
шабером по принципу техники графитти.
При серийном изготовлении изделий
рекомендуется нанесение эмали с помощью
трафаретной печати.
Нанесение слоя фольги. При последнем
обжиге в качестве особого
художественного приема может применяться вплавле-
ние золотой и серебряной фольги.
Технически это осуществляется точно так же,
как описано в п. 6.13.
10.3.4. Обжиг
Небольшие изделия обжигаются так
же, как обычные эмалированные изделия
из меди. При обжиге крупных изделий
необходимо исходить из технических
возможностей производства, так как у
печи для обжига в большинстве случаев
площадь основания не более 40x60 см.
Однако ряд предприятий оборудован
печами, в которых эмалируют детали
архитектурных украшений, в частности пла-
■у
стины площадью около 1 м . Как уже
120
говорилось, эмали на сталь обычно
наносят и обжигают за несколько приемов в
зависимости от температур обжига
эмалей, т. е. сначала обжигают слой
тугоплавкой грунтовой эмалью, а затем на
нее наносят и обжигают легкоплавкие
покровные эмали. Ориентировочная
температура обжига эмали составляет 800 —
850 °С.
10.4. Художественное эмалирование на
нержавеющей стали
В то время как при эмалировании листа
из нелегированной стали всегда
необходима грунтовая эмаль, на
высоколегированную хромо никелевую сталь можно
сразу наплавлять прозрачную эмаль и
таким образом использовать подложку
как отражающий слой.
Уже достигнуты интересные
результаты, но этот способ пока еще находится в
экспериментальной стадии, так как
только специально разработанные для этой
цели эмали позволяют добиться
необходимого сцепления со сталью. Широко
применяемые в настоящее время бессвин-
Эмалирование стали
цовые эмали от такой подложки
откалываются. Несмотря на ограничения эта
техника открывает интересные
перспективы.
Подложкой служат хромоникелевые
стали X12CrNil8.8, содержащие 18% Сг,
8% Ni, 0,12% С, 62% Fe. Предварительно
металлической поверхности необходимо
придать шероховатость.
Химическую обработку и
обезжиривание осуществляют так же, как для
обычного стального листа. После
эмалирования получают такие же эффекты, как
при нанесении эмали на серебряную
подложку.
Следует упомянуть некоторые
особенности эмалирования нержавеющей стали:
1) из-за высокой температуры плавления
подложки изделие при обжиге не
подвергается деформации; 2) контрэмаль не
требуется; 3) изделие можно при обжиге
укладывать на любую решетку; 4)
обратная сторона изделия может
полироваться, как обычная металлическая
поверхность; 5) эмаль при обжиге не сползает
с краев; 6) трещин, вызванных
напряжением в эмали, не наблюдается.
11. Виды брака и причины его
появления
В отдельных разделах были указаны
возможные виды брака при
эмалировании и даны рекомендации, позволяющие
устранить и уменьшить возможность
появления дефектов. Приведем теперь об
щие рекомендации для практического ис
пользования (табл. 8).
Таблица 8. Виды брака и способы его устранения
Виды дефектов
Причины появления и способы устранения
Прозрачные эмали остаются после
обжига мутными
На эмали образовались мутные полосы
Фондон после обжига стал молочно-
мутным
Опаловая эмаль стала прозрачной
На поверхности эмали образовался
блеклый, ирризирующий налет
Пористая поверхность, газовые
пузырьки в эмали
Поверхность опаковой эмали
покрывается точками
Опаковая эмаль после обжига местами
прозрачна
Под прозрачной эмалью на меди или
томпаке появляются красные пятна
Зеленые или черные края и пятиа у
белой эмали на меди и томпаке
Желтые пятна по краям белой эмали на
серебре и у серебряных перегородок
Недостаточные температура и время обжига. Еще раз
обжечь при более высокой температуре и в течение
более длительного времени
При нанесении эмали в уже высохший эмалевый слой
попала вода
Эмаль слишком мелко растерта, либо плохо промыта,
либо нанесена толстым слоем. Слишком высока
температура обжига
Высокая температура обжига. Обжигать при
умеренной температуре до тех пор, пока не появится эффект
опалисцирования
Реакция эмали с газами в печи во время обжига
Пережог эмали. Эмаль недоварена. Из-за реакции
несовместимых эмалевых смесей, образовались газы.
Загрязнения в эмалевом порошке или на металле
Крупный размол эмали. Неудовлетворительное
соединение основных компонентов при смешивании эмалей
Пережог эмали
Образование окислов меди. Необходим
дополнительный обжиг до тех пор, пока не исчезнут пятна
Пережог эмали, который вызвал реакцию меди с
эмалью
Пережог эмали, вызвавший реакцию серебра с эмалью
Растворение серебряных перегородок и Сильный пережог эмали, многократный обжиг. Сереб-
фольги в белой эмали ро растворяется в эмали
Черные пятна в непрозрачной красной Пережог в результате многократного обжига. Перег-
эмали рев приводит к изменению состава эмали
121
122
Виды брака и причины его появления
Продолжение табл. 8
Виды дефектов
Причины появления и способы устранения
Черные пятна на поверхности эмали
Цветные пятна в эмали
Серые пятна или линии после огненного
полирования
Волосяные линии на эмали
Трещины при расплавлении слоев
эмали, граничащих друг с другом, либо
нанесенных одна на другую (кракеле)
Скол
Деформация эмалевой пластины после
обжига
Пустоты в нанесенном эмалевом слое
Кусочки окалины со стальной решетки для обжига
попали в эмаль и вплавились
Попадание в эмаль различных чужеродных частиц до
или после обжига. Необходимо чище работать!
Остатки абразива вплавились в поры и трещины, так
как изделие неудовлетворительно промыто. Заново
отшлифовать, промыть и подвергнуть огненному
полированию
Растрескивание эмали под действием напряжений.
Различие коэффициентов теплового расширения эмали и
металлической подложки. Неудовлетворительное
нанесение контрэмали
Пробами определить заранее совместимость эмалей.
Напряжения устранить использованием контрэмали.
Соблюдать правильное соотношение высоты и ширины
выемки!
Те же причины, что и при появлении волосяных линий,
чаще всего — от больших напряжений
Металл перед нанесением эмали недостаточно
отожжен и рекристаллизован. Подставка для обжига не
дает надежной опоры. Возникают напряжения из-за
неудовлетворительного нанесения контрэмалн
Слой нанесен слишком тонко. Неравномерно насеян.
Неудовлетворительно обезжирен металл
/:
Заключение
Искусство эмалирования
подразумевает тесную диалектическую связь между
ремеслом, техникой и творчеством.
Предпосылкой для творчества является
надежное овладение основами ремесла, в
этом призвана помочь данная книга. Но
ни в коем случае нельзя делать технику
самоцелью. Виртуозность исполнения
еще не гарантирует создания
художественного произведения. С другой
стороны, невозможно техническое бессилие
компенсировать оригинальностью
художественного замысла. Всегда мастерство
служит основой для творчества.
Овладение техникой дает толчок творческой
фантазии, в то же время творческий
поиск может породить оригинальные
технические приемы.
Приводимые далее в книге
многочисленные иллюстрации (рис. 81 — 218) —
будь то работы известных художников
или студентов, которыми руководили
опытные педагоги — демонстрируют
возможности применения различных
способов. Иллюстрации выбирались с таким
расчетом, чтобы, по возможности,
показать различные «почерки» мастеров. Эти
работы можно рассматривать как
образцовые, но не стоит слепо следовать
образцам!
По-прежнему справедливы слова,
сказанные пятьдесят лет тому назад
профессором Ю. Шнайдером: «Не копируй
никогда современников, ибо это
означает воровство. Вживайся в
современность, тогда ты встретишь
настоящее. Не хватайся за все, что смотрится
по-новому, только для того, чтобы быть
при этом. Но пробуй обнаружить и
стимулировать рост. Не противься
хорошему новому лишь только потому, что оно
чуждо тебе. Принимайся за дело и
создавай в честь нашей профессии
соответствующее времени и его требованиям,
что принесет радость тем, кто придет
после нас! Отдай всего себя своей
благородной профессии, ибо история
культуры всех времен показывает вершины
славы ювелирного искусства, и это
обязывает!».
Для ювелира эмаль в большинстве
случаев— средство обогащения цветовой
палитры, иногда ее также используют в
качестве заменителя драгоценных камней
и только в исключительных случаях как
средство художественного выражения. И
это не может быть по-другому, так как
художественная форма ювелирного
изделия всегда определяется эстетической
функцией быть украшением личности его
обладателя.
В нашем столетии значительно
расширено применение эмалей для украшения
посуды и столовых приборов. Однако
безвкусная пестрота эмалевого декора,,
нанесенного на чаши, вазы, подставки и
другую посуду, представленную в
магазинах художественных промыслов, не
только не придает художественной
ценности этим изделиям, но и отталкивает
от этого направления художественного
эмалирования взыскательного мастера.
Остается надеяться, что богатые
традиции старых мастеров, украшавших
эмалью церковную утварь, не будут
утрачены и современные художники
откроют новые интересные возможности.
Особенно интересные перспективы
сулит применение художественного
эмалирования архитектурных деталей.
Хорошие эксплуатационные качества
декоративной эмали по стали и простота
обработки плоских поверхностей привлекают
все больше современных мастеров. Даже
большие размеры настенных пластин,
деталей облицовки не являются помехой,
поскольку большие плоскости можно
составлять из отдельных пластин. Кроме
того, художник-эмальер может выбирать
наиболее подходящую для воплощения
замысла технику исполнения: эмалевую
живопись в свободной манере, технику
граффити, нанесение рисунка через
шаблон, эмаль с эффектом потеков и т. д.
123
Список литературы
1. Aldinger. Der praktische Emailfach-
mann. 3. Aufl. Essen; 1956.
2. Amaco. Metal Enameling Handbook.
Indianapolis: 1968.
3. Bauss F. Das KunsthandwerkHche Ema-
illieren. Westberlin: 1968.
4. Barsali I. B. European Enamels.
London—New York: 1969.
5. Bates K. F. Enameling Principles and
Practice. Cleveland — New York: 1961.
6. Bates K. F. The Enamelist. Cleveland —
New York: 1967.
7. Benda K. Mittelalterlicher Schmuck.
Praha: 1966.
8. Bradford E. 4 Centuries of European
Jewellery. Norwich: 1967.
9. Breitling G. Das Buch vom Gold.
Frankfurt (Main): 1976.
10. Brepohl E. Theorie und Praxis des
Goldschmieds. 6, Aufl. Leipzig: VEB
Fachbuchverlag, 1980.
11. Brepohl E., Koch R. Schmucl und
Uhren. 4., verb. Aufl. Leipzig: Veb
Fachbuchverlag, 1981.
12. Brepohl E. Arbeitstechniken des
Goldschmieds IV Der Zellenschmelz.—
Uhren und Schmuck 3 (1966), H. 3,
S. 75.
13. Burger W. Abendlandische Schmelzar-
beiten. Berlin: 1930.
14. Cellini B. Abhandlungen uber die
Goldschmiedekunst und die Bildhauerei
(ubersetzt von R. und M. Frohlich).
Basel: 1974, S. 22f.
15. Clarke G. F., Feher I. Emailarbeiten.
Racensburg: 1969.
16. Conway V. Introducing Enameling. 2.
Aufl. London —New York: 1972.
17. Cununghame H. H. Art Enamelling on
Metals. London: 1906.
18. Dutton N. The Beautiful Art of
Enameling. New York: 1966.
19. Falke O. V., Frauberger H. Deutsche
Schmelzarbeiten des Mittelalters.
Frankfurt (Main): 1904.
20. Fisher A. The Art of Enameling.
London: 1906.
21. Gauthier M.-M. Emaux du moyen age
occidental. Fribourg: 1972.
22. Gregorietti G. Gold und Juwelen. Gu-
tersloh: 1976.
23. Guth-Dreyfu K. Transluszides Email in
der 1. Halfte des 14. Jahrhunderts.
Basel: 1954.
24. Hanisch A. Email im Kirchenraum.
Berlin: 1967.
25. Hasenohr С Email. 3. Aufl. Dresden;
1969, S. 26f.
26. Higgins R. A. Greek and Roman
Jewellery. London: 1961, S. 24ff., S. 70.
27. Hughes G. The Art of Jewellery. New
York: 1972.
28. Kiihn W., Gau D. Emailtechnik. Berlin:
1970, S. 16, S. 29, S. 151 ff.
29. Kiihne K. Werkstoff Glas. Wissenschaft
Taschenbiicher, Bd. 176, Berlin: 1976,
S. 41, S. 149ff., S. 172.
30. Kiihne K. Glas — seine Herstellung und
Anwendung. 2. Aufl. Techn.
Fortschrittsberichte, B. 62. Dresden:
1971, S. 27ff.
31. Lammer J. Emaillieren und Kupferbe-
malen. Ravensburg: 1965.
32. Lochmiiller W. Die Kunst zu
emaillieren. Diebeners Handbuch des
Golschmieds, Bd. V. Stuttgart: 1965.
33. Marek H.-G. Email-Fibel. Hagen (We-
stfalen): 1953, S. 19ff.
34. Marker R. Emailliertechnik. Leipzig:
1956.
35. Maryon H. Metalwork and Enameling.
New York: 1971.
36. Menzhausen J. Das Grime Gewolbe. 3.
Aufl. Leipzig: 1968.
37. Newble B. Practical Emanelling and
Jewellery Work. New York: 1967.
38. Pack G. Jewelry and Enameling.
Toronto: 1961.
39. Petzold A. Email. Berlin: 1955,
S. 158ff., S. 244ff.
124
40. Писарская Л. Русские эмали XI-
XIX вв. (Russisches Email vom 11. bis
zum 19. Jahrhundert). M.: 1974.
41. Rohrig F. Der Verduner Altar. Wien
Munchen, 1955.
42. Rosenberg M. Geschichte
Goldschmiedekunst, Bd. 3:
lenschmelz. Frankfurt (Main):
S. 3.
43. Rothenberg P. Metal Enameling.
York: 1969.
44. Рыбаков Б. А. Русское прикладное
искусство X-XIII вв. (Russische ange-
wandte Kunst vom 10. bis zum 13.
Jahrhundert). Л.: 1971.
45. Schade G. Deutsche
Goldschmiedekunst. Leipzig: 1974.
46. Schneider J. Kunsthandwerkliches Ema-
illieren, Leipzig: 1928, S. 62, S. 88,
S. VII ff.
47. Schuiz J. Byz. Zellenschmelz. Frankfurt
(Main): 1890.
cu
der
Zel-
1928,
New
50
51
52
53
48. Steingraber E. Schatzkammern Euro-
pas. Munchen: 1968.
49. Steingraber E. Europaische
Goldschmiedekunst. Munchen: 1973.
Steingraber E. Alter Schmuck.
Munchen: 1956.
Steingraber E. Email.— In: Reallexikon
zur deutschen Kunstgeschichte, Bd. 5.
Stuttgart: 1967.
Stover U. Email. Munchen: 1975.
Theophilus Presbyter. Schedula diversa-
rum artium. Herasgegeben von W.
Theobald. Berlin: 1933.
54. Untracht O. Enameling on Metal. 3.
Aufl. Philadelphia: 1962.
55. Vielhaber. Emailtechnik. 3. Aufl. Dus-
seldorf: 1958.
56. Wessel K. Die byz. Emailkunst des 5.
bis 13. Jahrhunderts. Recklinghausen:
1967.
57. Geschichte des Kunstgewerbes aller Ze-
iten und Volker. Herasgegeben von
H. Th. Bosseri. Berlin: 1928 bis 1932.
125
Оглавление
Предисловие
1. Эмалируемые металлы
1.1. Листовая сталь
1.2. Чугун
1.3. Легкие металлы
1.4. Медь
1.5. Эмалировочный томпак
1.6. Серебро и сплавы серебра
1.7. Золото и сплавы золота
1.8. Платина
2. Эмаль как материал
2.1. Эмаль
2.2. Стекло
2.3. Стекловидное состояние
2.4. Сырье для изготовления эмали
2.5. Плавление шихты
2.6. Свойства эмали
2.6.1 Особенности спая стекло —
металл
2.6.2. Вязкость
2.6.3. Поверхностное натяжение и
смачиваемость
2.6.4. Термическое расширение
2.6.5. Термические напряжения
2.6.6. Плотность
2.6.7. Прочность при сжатии
2.6.8. Прочность при растяжении
2.6.9. Другие характеристики
прочности
2.6.10. Упругость
2.6.11. Твердость
2.7. Обжиг и сцепление эмали
3. Трагант
4. Историческое развитие техники
эмалирования
4.1. Происхождение эмали
4.2. Египетские вставки из поделочных
камней по принципу перегородча-
ты х эмалей
4.3. Кельтская эмаль
4.4. Немецкие вставки пластинок
альмандина
4.5. Византийская перегородчатая
эмаль
4.6. Средневековые перегородчатая и
выемчатая эмали
4.7. Готическая эмаль по чеканному
рельефу
4.8. Объемная рельефная эмаль в стиле
Возрождения и барокко
4.9. Живописная эмаль из Лиможа
5
6
6
7
7
7
7
8
8
9
9
9
10
10
13
14
14
15
17
19
20
21
21
22
22
22
23
23
25
26
26
27
28
29
30
32
35
37
39
4.10. Миниатюра на эмали в стиле
барокко
4.11. Промышленная эмаль
4.12. Эмаль-в стиле модерн
5. Оборудование
5.1. Оборудование мастерской
5.2. Печн для обжига
5.3. Подставки для обжига эмали
5.4. Инструменты эмальера
5.5. Виды эмалей
5.6. Палитра эмалей
6. Технологический процесс
эмалирования
6.1. Подготовка металлической
основы
6.2. Подготовка эмали
6.2.1. Дробление
6.2.2. Размалывание
6.2.3. Растирание
6.2.4. Отмучивание
6.2.5. Способы повышения
прозрачности и температур обжига
эмали
6.2.6. Хранение мокрой эмали
6.2.7. Подготовка эмали к работе
6.3. Нанесение эмали
6.3.1. Основные принципы
6.3.2. Нанесение эмали напылением
6.3.3. Нанесение эмали кисточкой и
шпателем
6.4. Контрэмаль
6.5. Нанесение контрэмали в полые
изделия
6.6. Сушка нанесенной эмали
6.7. Обжиг эмали
6.8. Охлаждение и правка после
обжига
6.9. Травление эмалированных
изделий
6.10. Шлифование и полирование
эмали
6.11. Смешивание эмалей разных
цветов
6.12. Нанесение фондона
6.13. Использование фольги в качестве
подложки для эмали
7. Способы нанесения эмалb
7.1. Нанесение эмали напылением
7.2. Граффити
7.3. Нанесение эмали по шаблону
7.4. Нанесение эмали с использованием
глицерина
40
41
42
44
44
45
46
49
52
52
56
56
57
57
58
58
58
59
59
59
60
60
61
61
63
64
65
66
67
68
69
71
72
74
76
76
76
77
78
126
7.5. Нанесение эмали по способу
произвольного смешивания цветов
7.6. Эмаль с эффектом потеков
7.7. К ракле
7.8. Эмали с эффектом опалисцирова-
ния
1.9. Нанесение эмали в виде нитей
7.10. Накладки из кусочков эмали
7.П. Эмалевая зернь и грануляция ко
эмали
8. Живопись по эмали
8.1. Живопись эмалевыми красками
8.1.1. Подготовка подложки
8.1.2. Живописная эмаль на меди
8.1.3. Живопись по фондону
8.1.4. Живопись по подложке из
фольги
8.2. Лиможская эмаль
8.2.1. Моделирование белым по
черному
8.2.2. Рельефное изображение
эмалью
8.2.3. Живопись в стиле гризайль
8.2.4. Пример осуществления
8.3. Живопись с использованием
окислов металлов
8.3.1. Миниатюрная живопись по
эмали
8.3.2. Живопись золотом по эмали ..
8.3.3. Живопись с использованием фон-
дона и окислов металлов
8.3.4. Использование красящих окислов
металлов в промышленном
эмалировании
9. Технические приемы изготовления
ювелирных изделий с эмалью
9.1. Основные понятия
9.2. Эмаль по сканному орнаменту
9.3. Перегородчатая эмаль
(клуазоне)
9.3.1. Общие особенности
перегородчатой эмали
9.3.2. Средневековая перегородчатая
эмаль
78
79
80
80
80
82
82
84
84
84
84
85
86
87
87
87
88
88
90
90
91
91
92
93
93
93
96
96
9.3.3. Описание способа 99
9.3.4. Китайская перегородчатая
эмаль 102
9.4. Выемчатая эмаль (шамплеве) 102
9.5. Соединение двух технических
приемов — выемчатой и
перегородчатой эмали 106
9.6. Витражная эмаль (ажурная) 108
9.7. Нанесение эмали в выемки и
ячейки 109
9.8. Эмаль по резьбе, гравировке и
чеканному рельефу 110
9.9. Эмаль по обнаженной структуре
металла 111
9.10. Эмаль по высокому рельефу 111
9.11. Использование эмали в мелкой
пластике 112
9.12. Обработка ювелирных эмалей
после обжига 113
9.12.1. Шлифование 113
9.12.2. Промывка ИЗ
9. 12.3. Огненное полирование 114
9.12.4. Глянцевое шлифование 114
9.12.5. Глянцевое полирование 114
10. Эмалирование стали 115
30.1. Эмаль для стали 115
10.1.1. Шликер 115
10.1.2. Грунтовая эмаль 116
10.1.3. Покровная эмаль 116
10.2. Промышленно-техническое
эмалирование 116
10.3. Художественная эмаль на стали ... 118
10.3.1. Стальная основа 118
10.3.2. Предварительная обработка
металла 118
10.3.3. Нанесение эмали 118
10.3.4. Обжиг 119
10.4. Художественное эмалирование на
нержавеющей стали 120
П. Виды брака и причины его
появления 121
Заключение 123
Список литературы 124
127