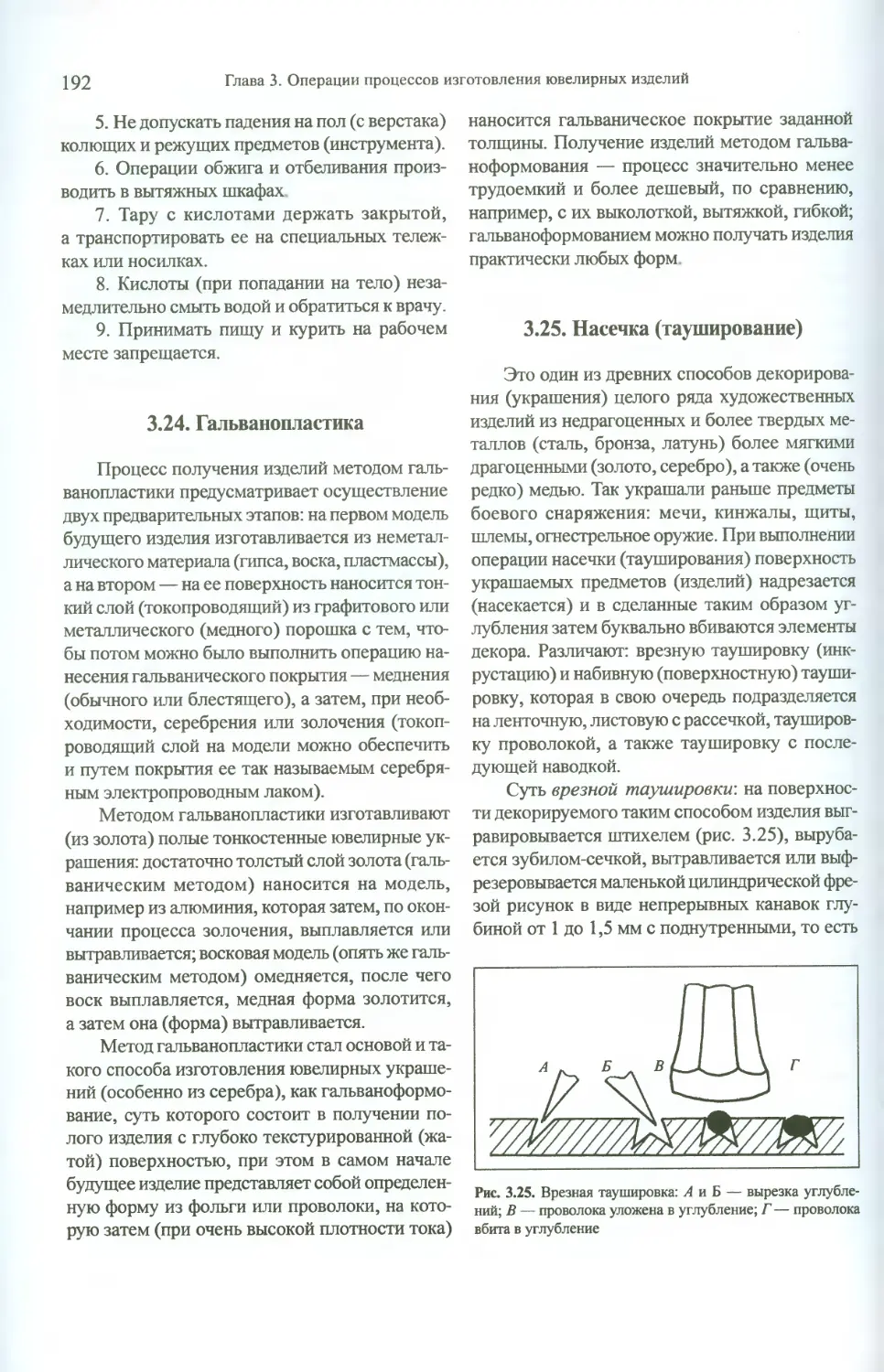
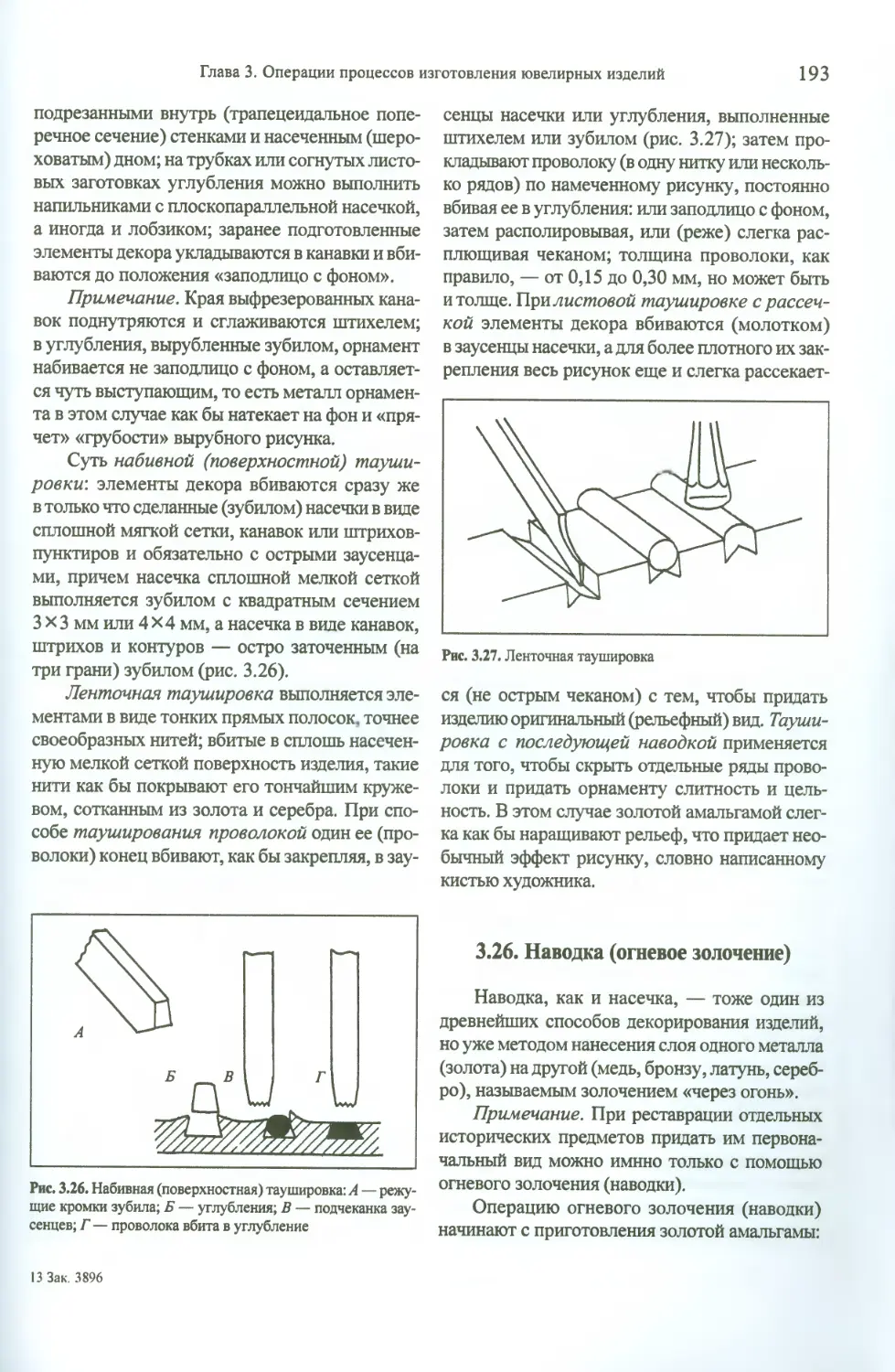
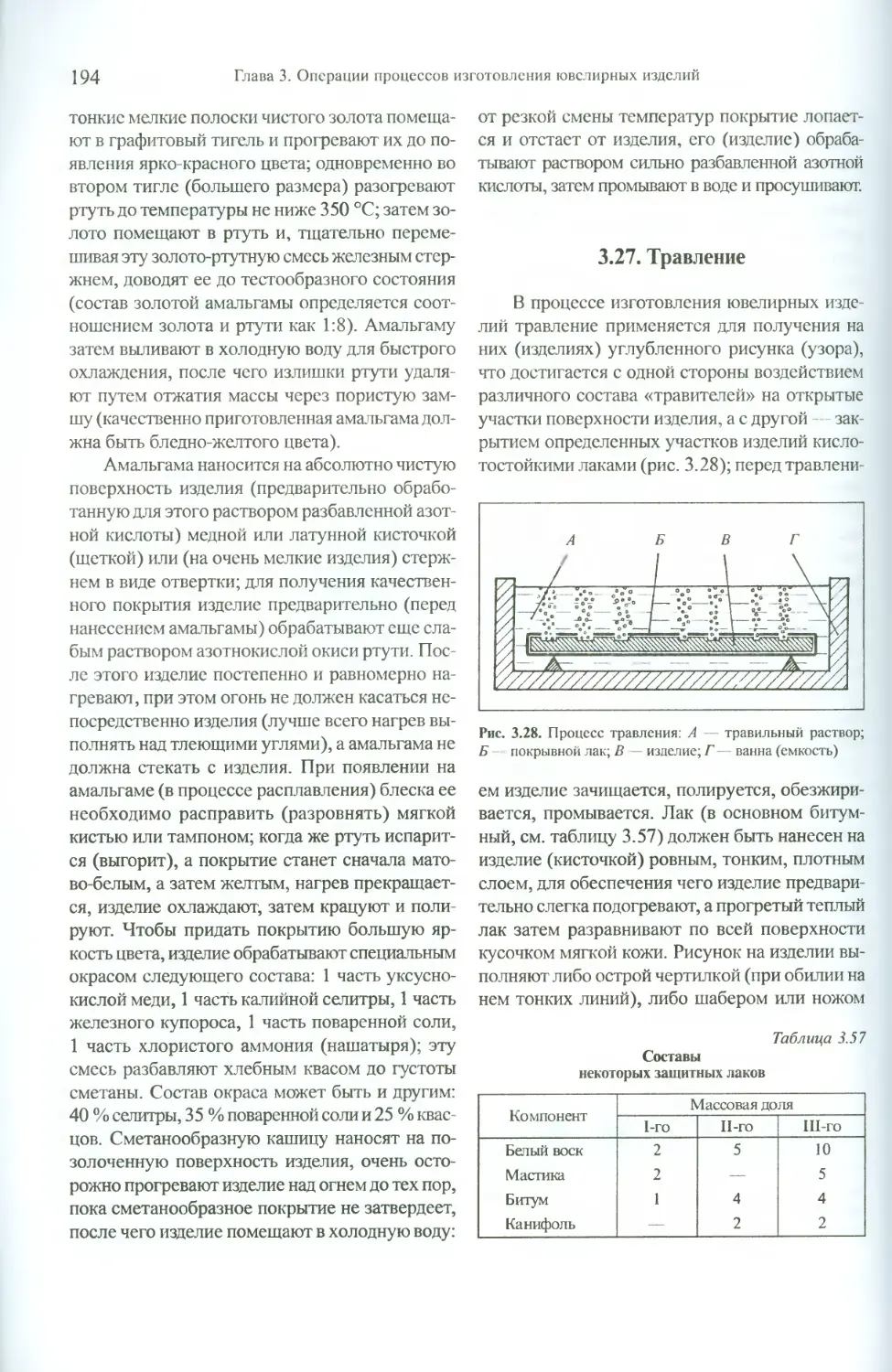
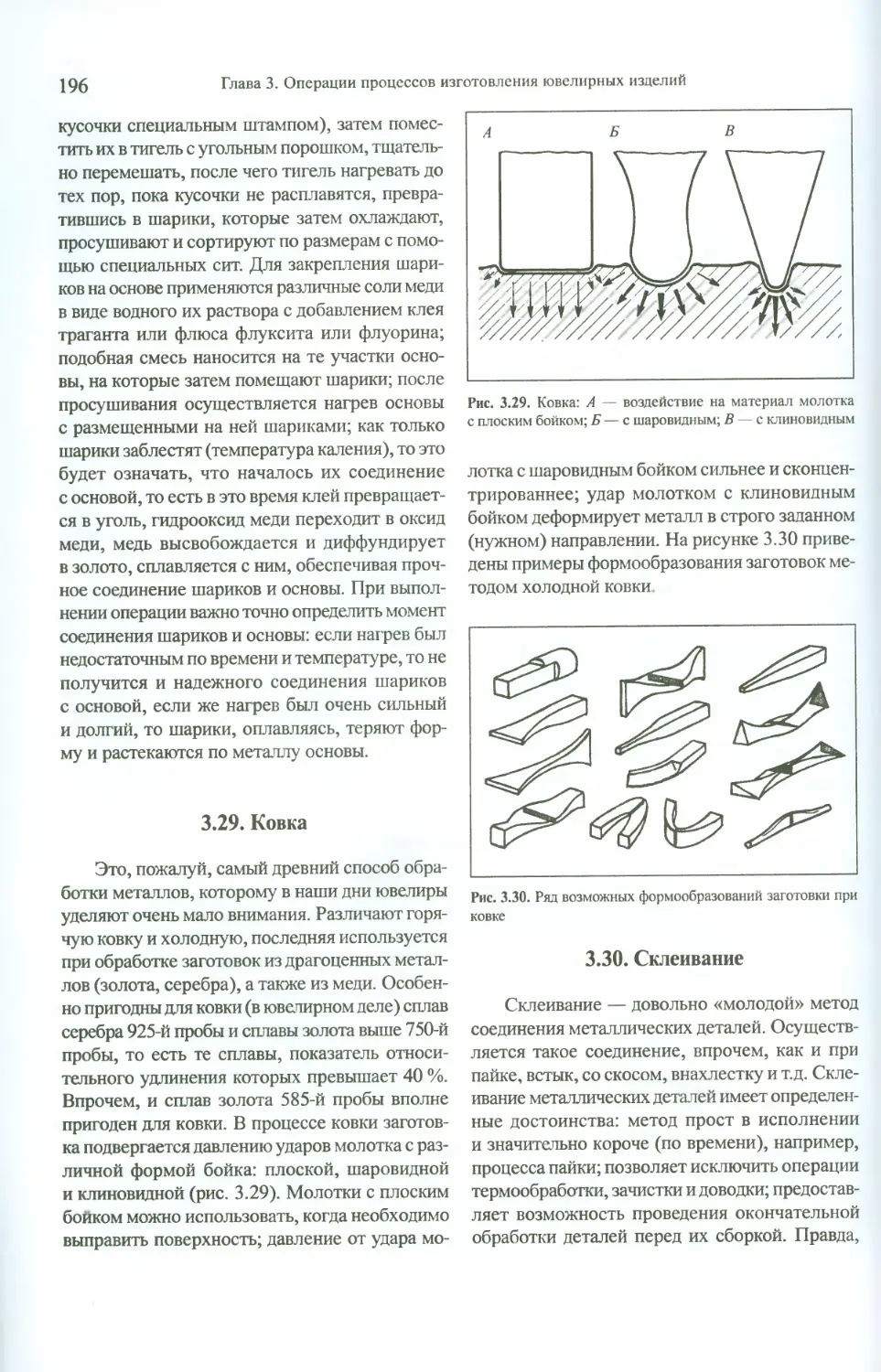
/

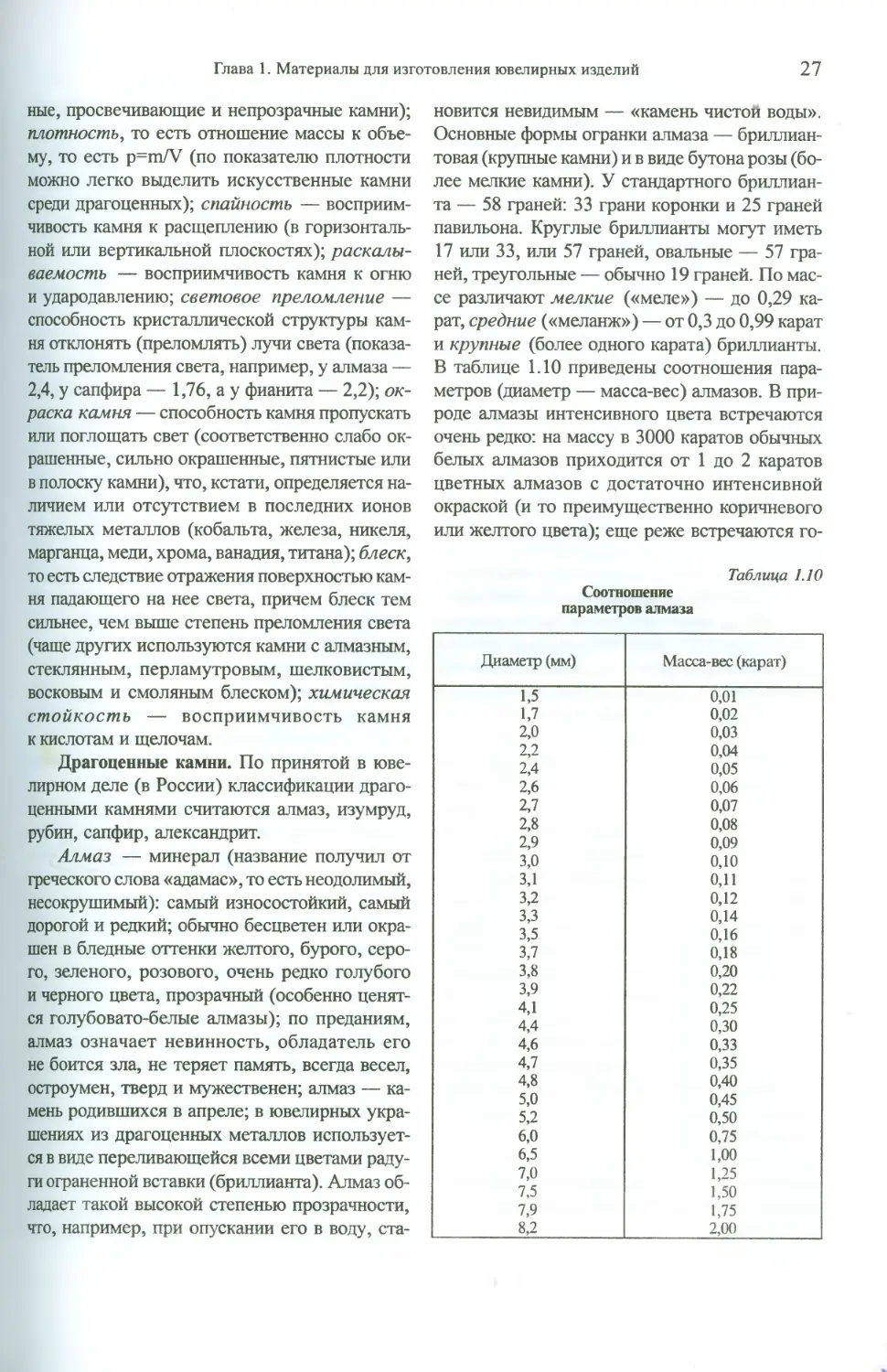






















































Автор: Новиков В.П.
Теги: производство изделий из золота украшения ювелирные изделия производства легкой промышленности ювелирное искусство ювелирное дело
ISBN: 5-7325-0600-4
Год: 2001




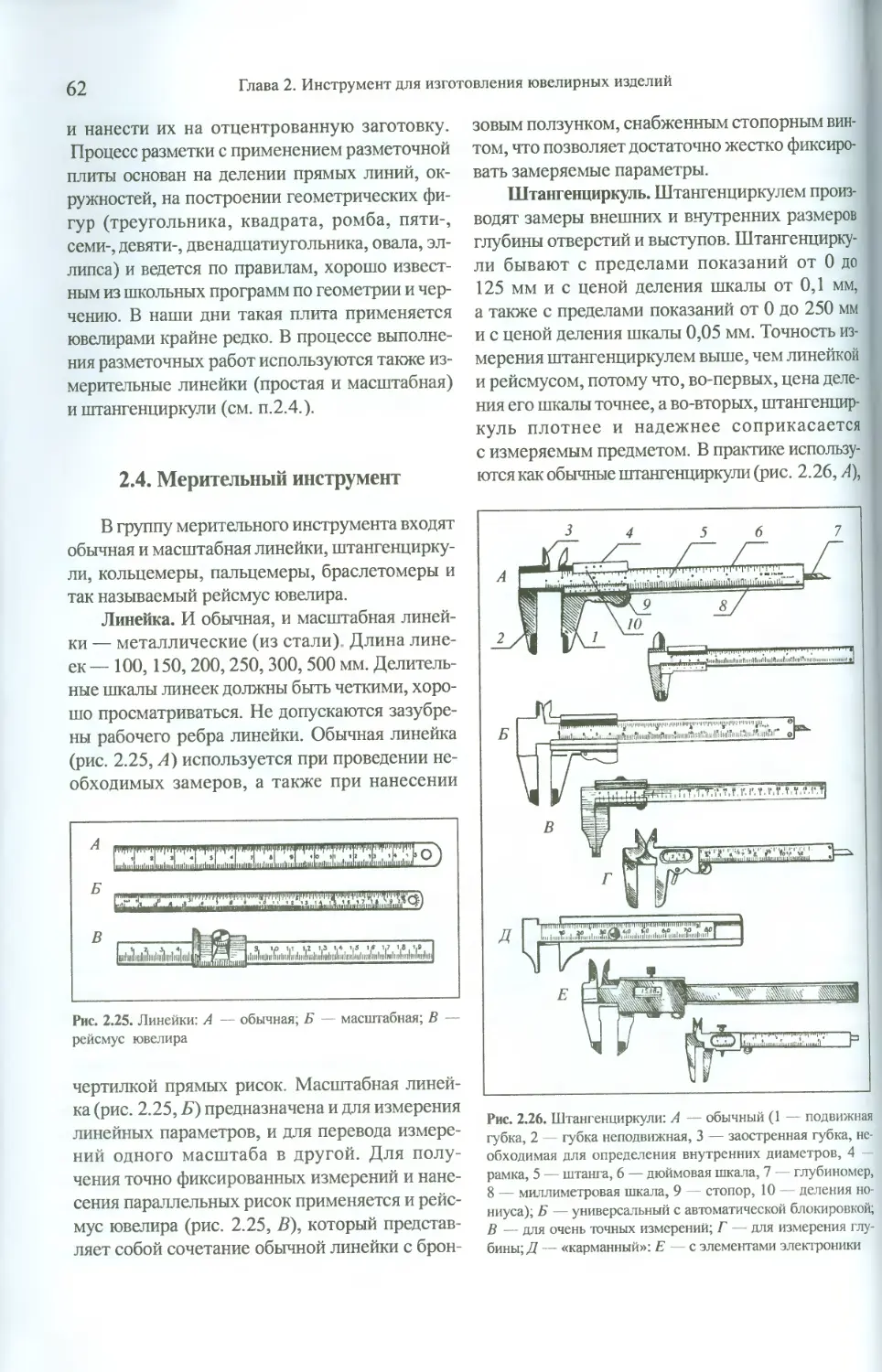
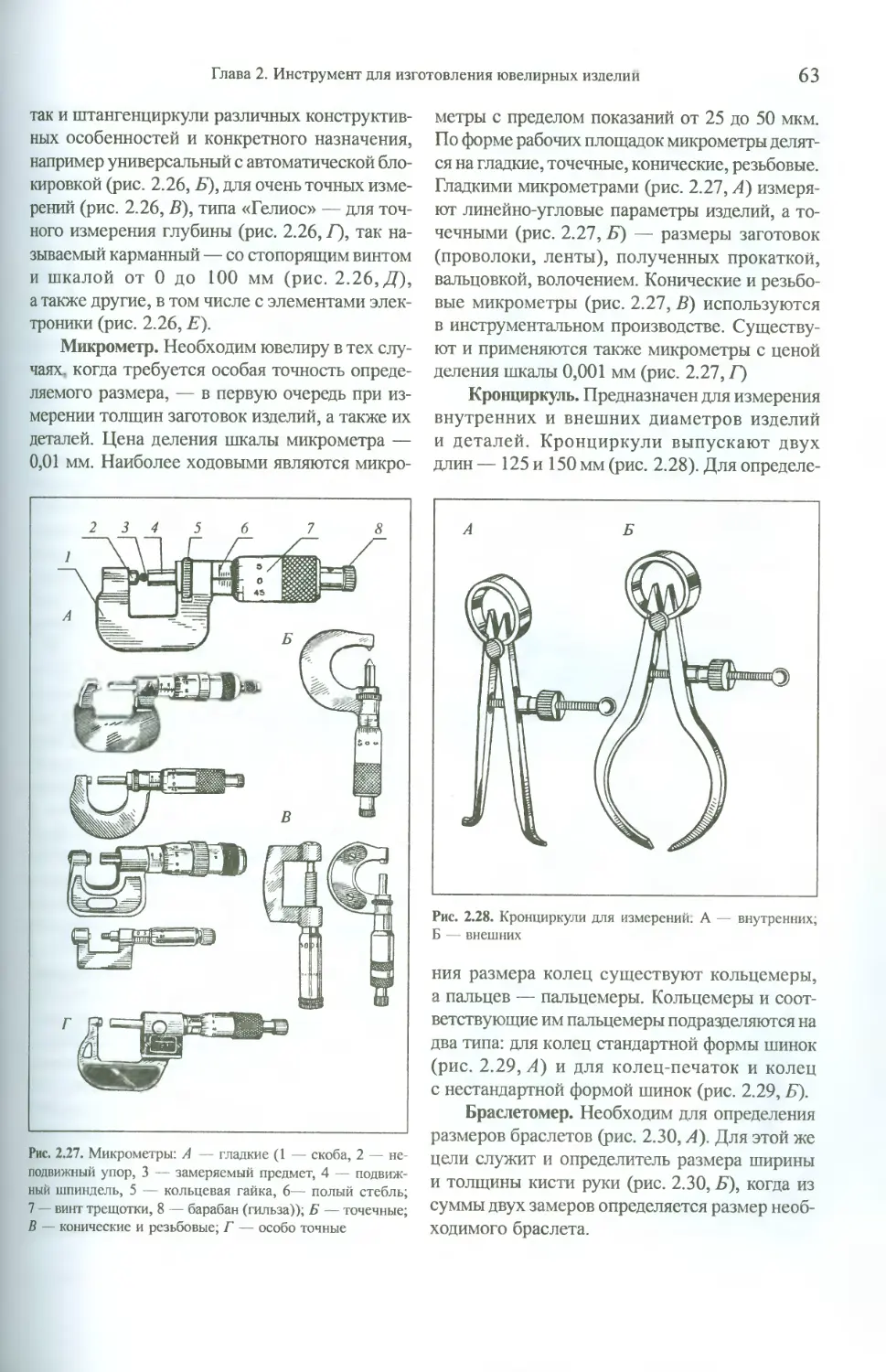
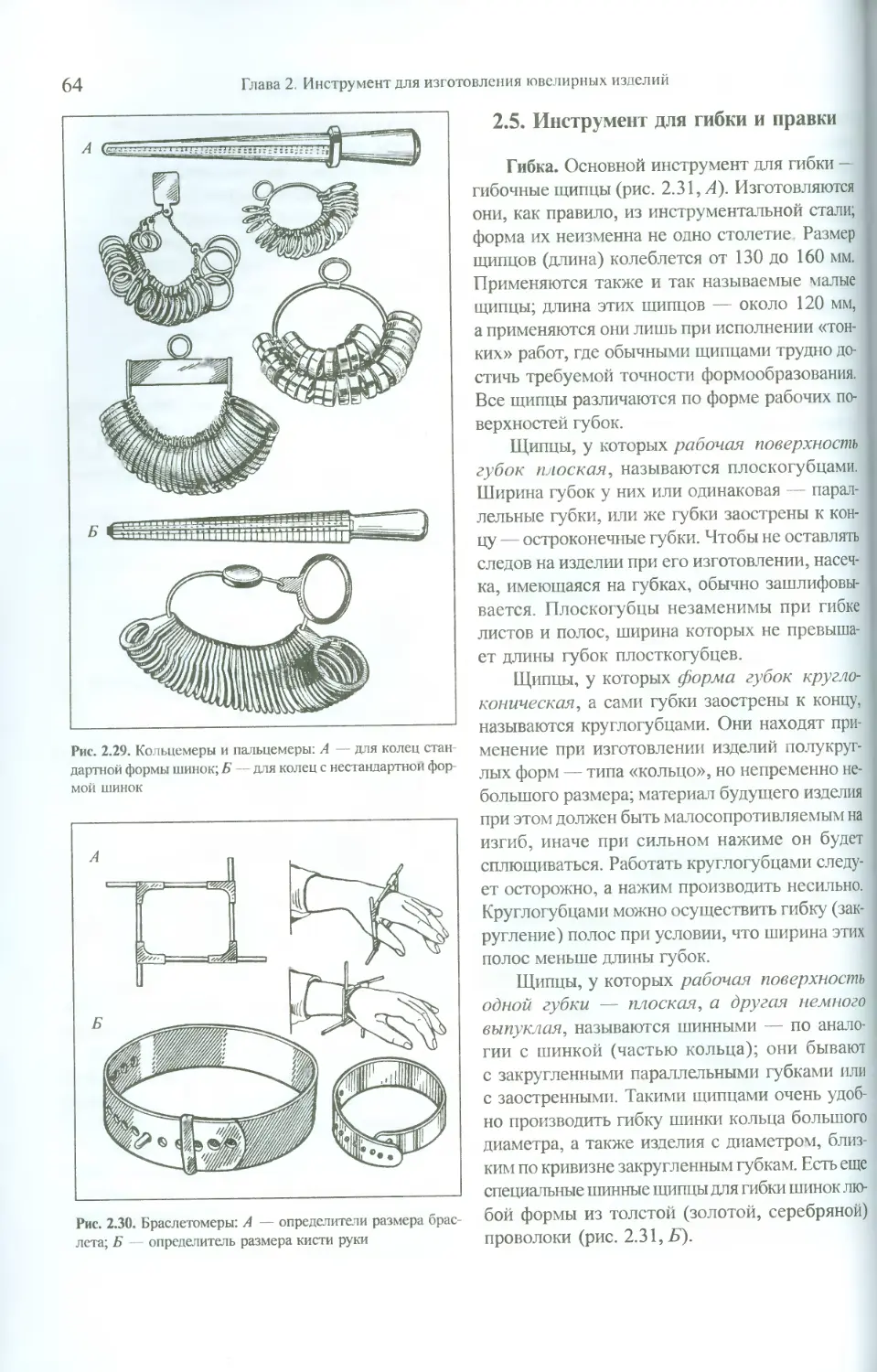
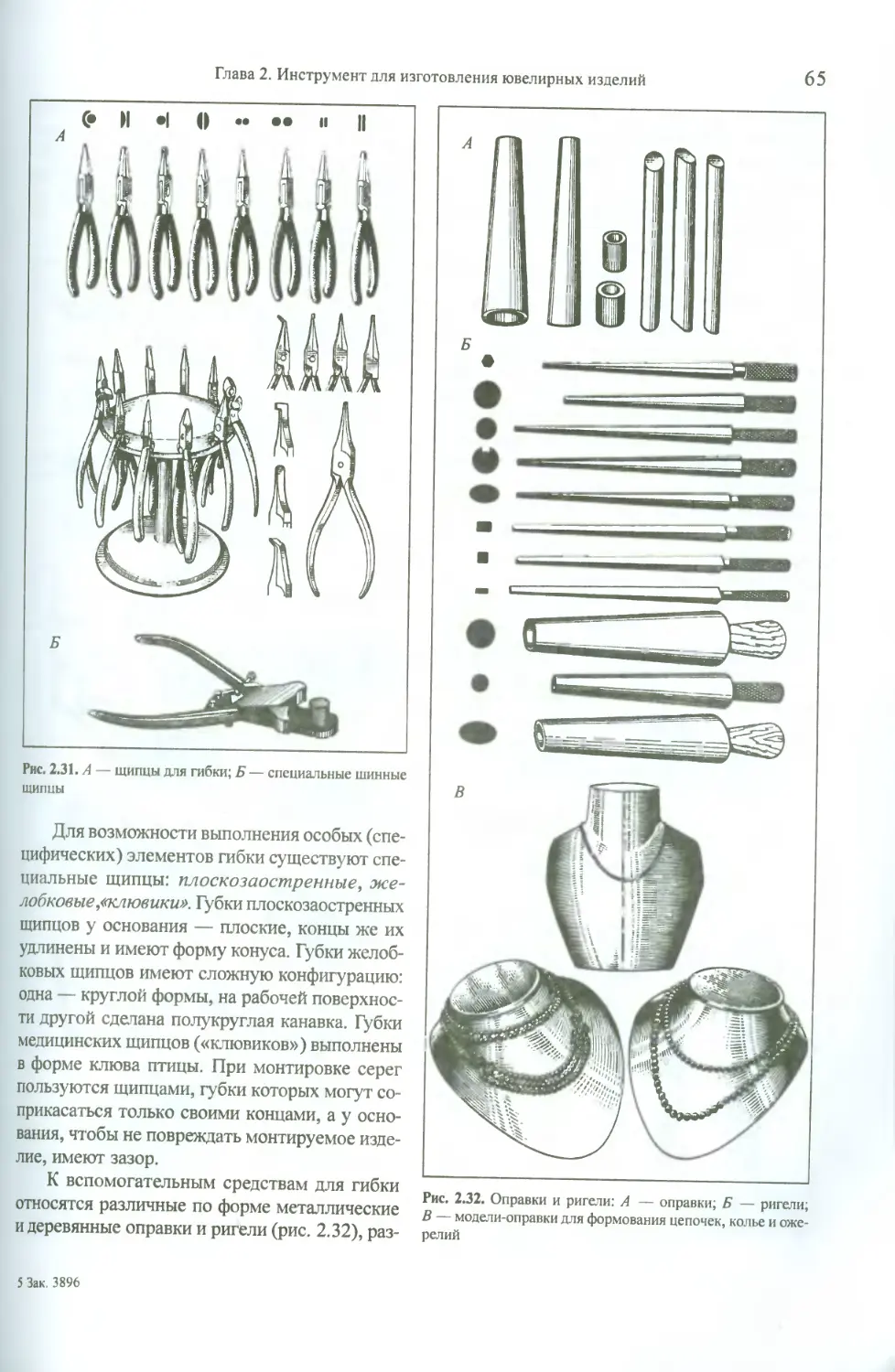
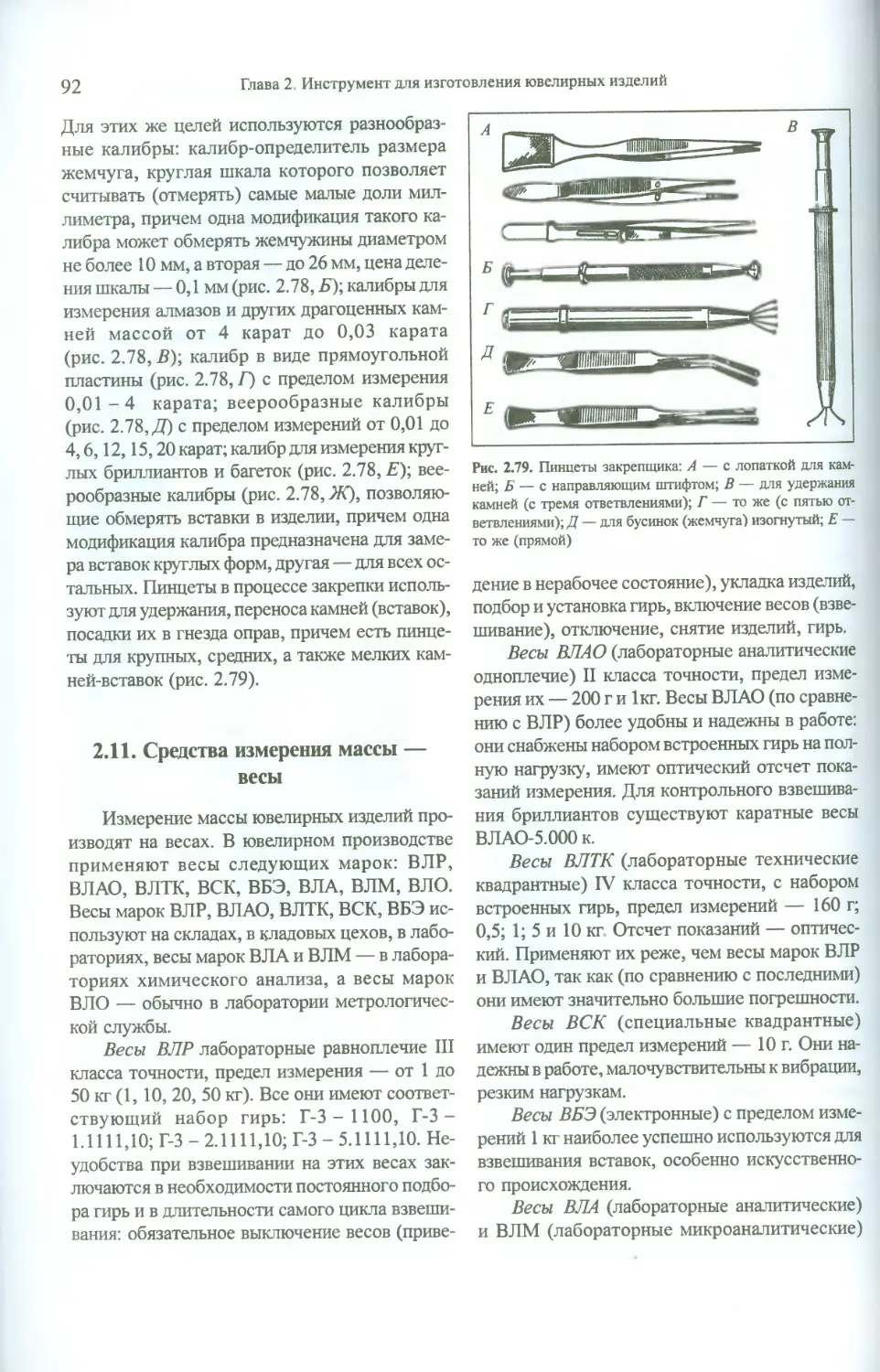
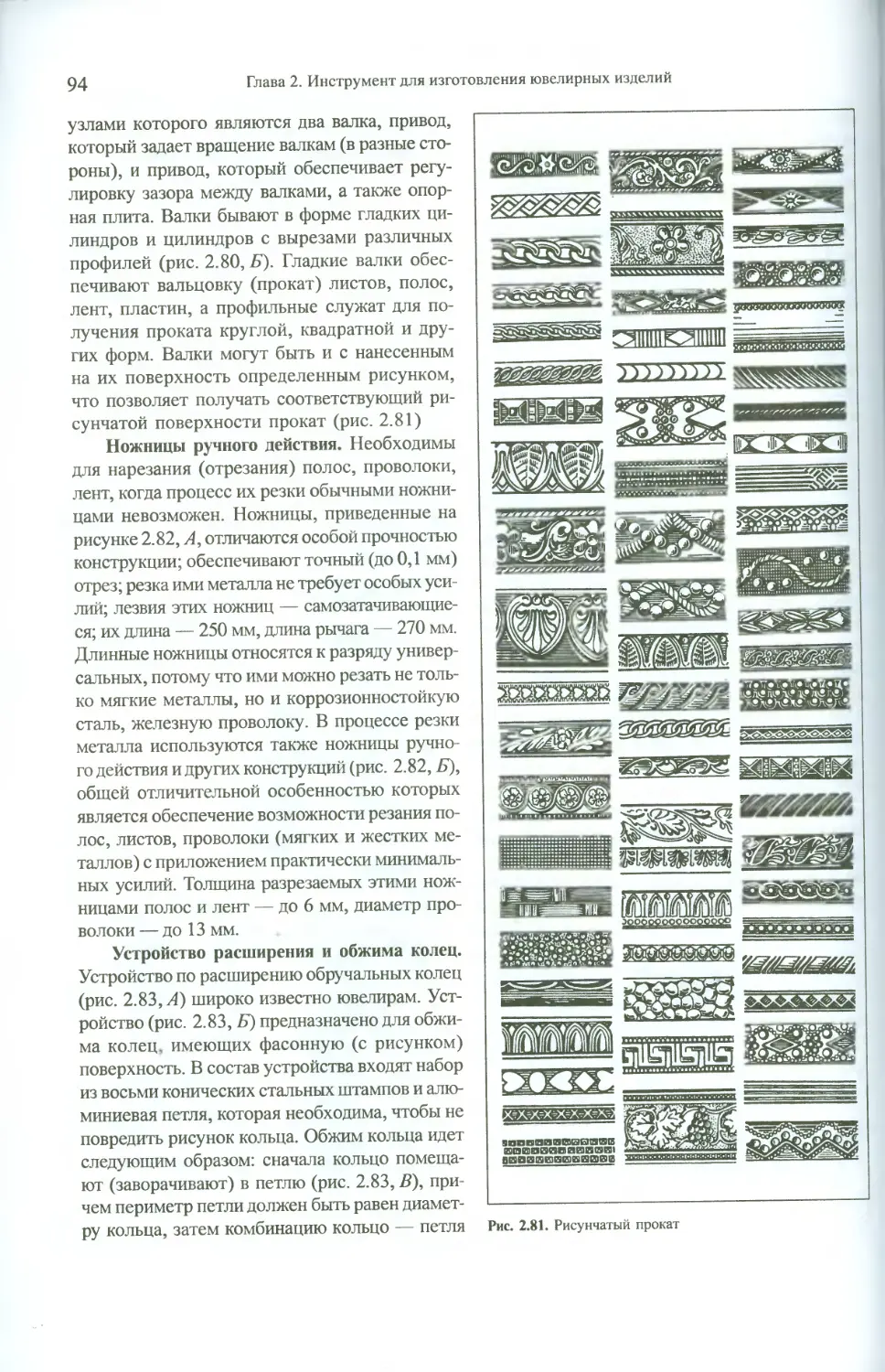
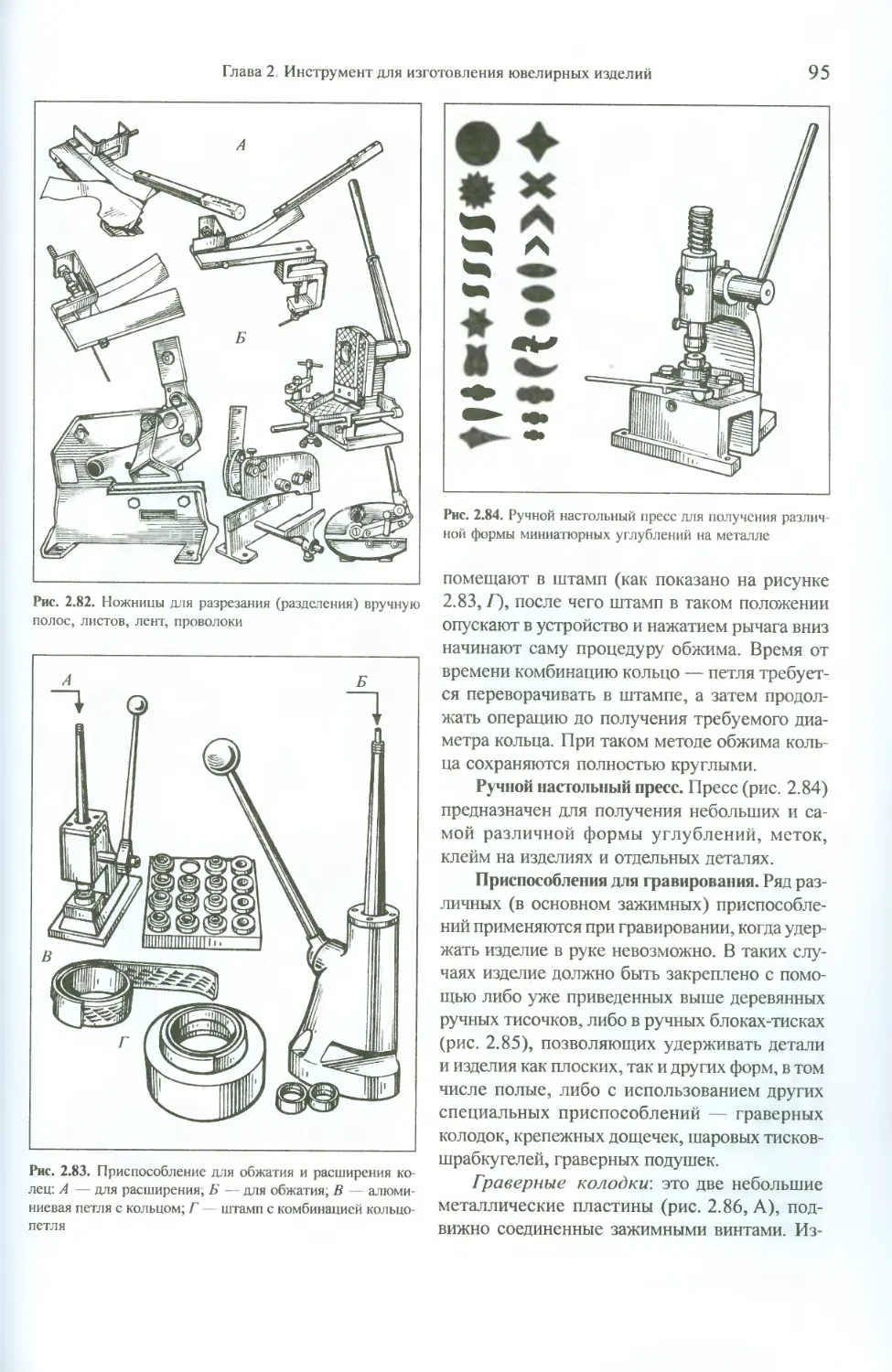
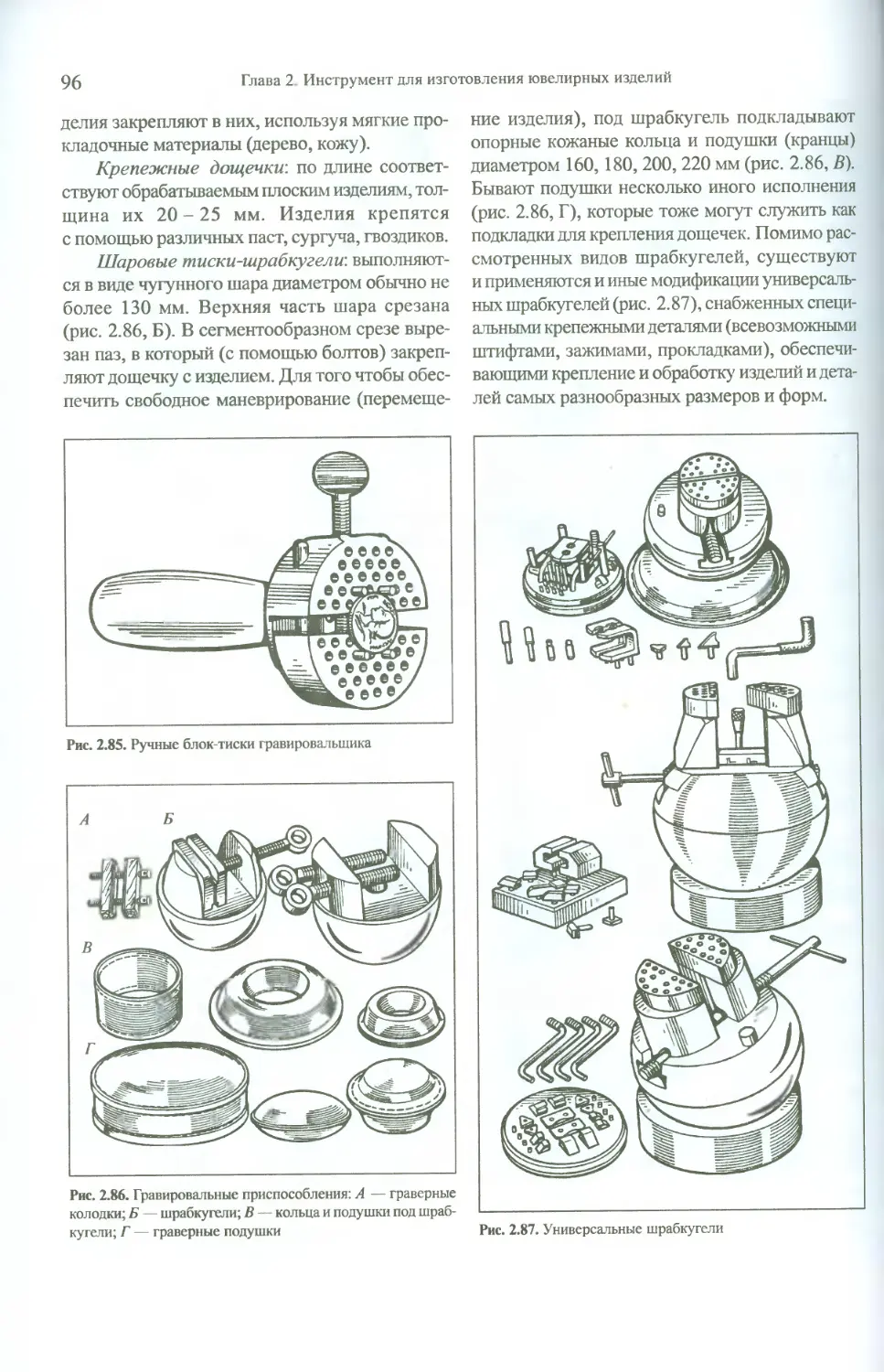
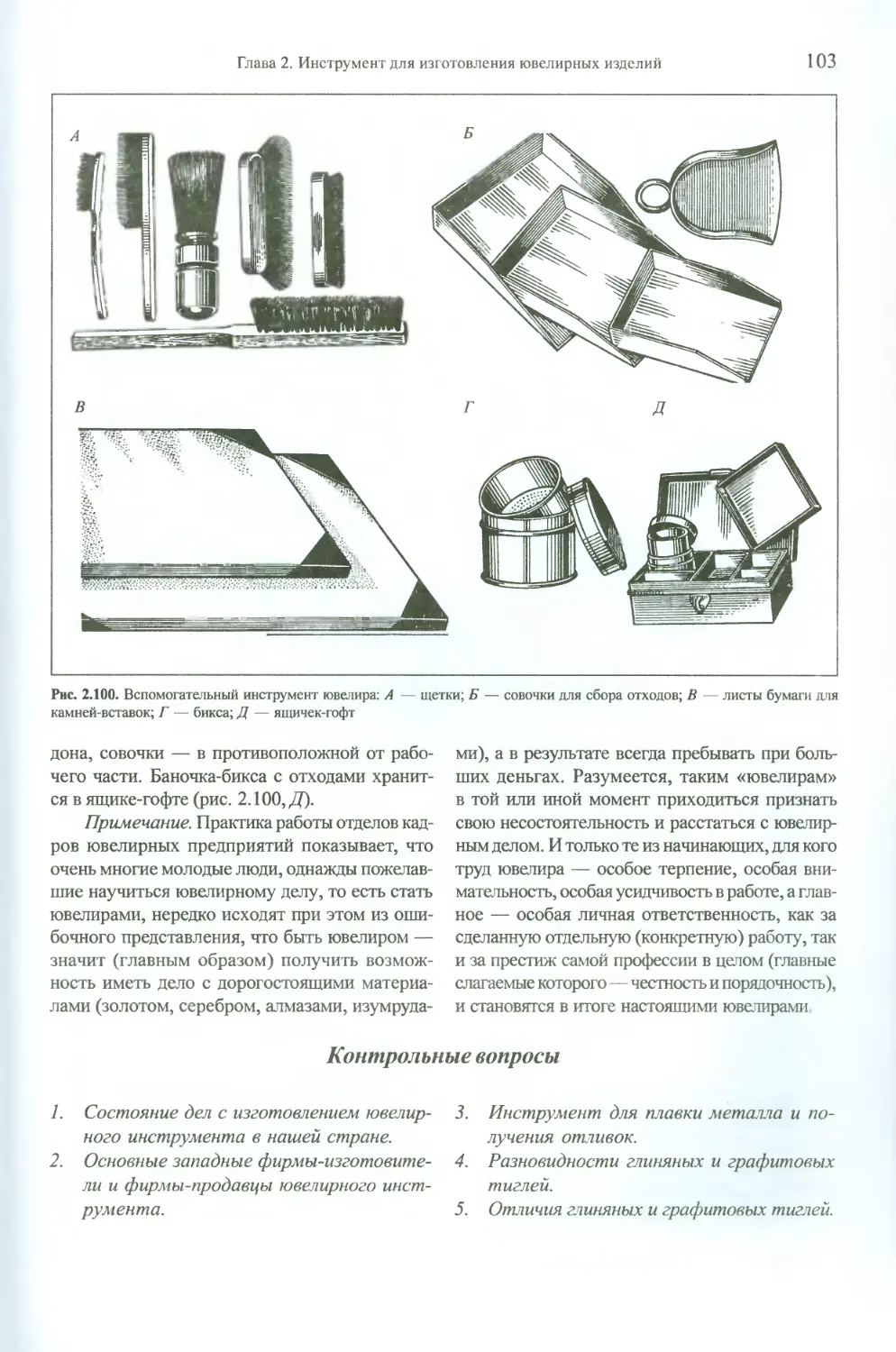
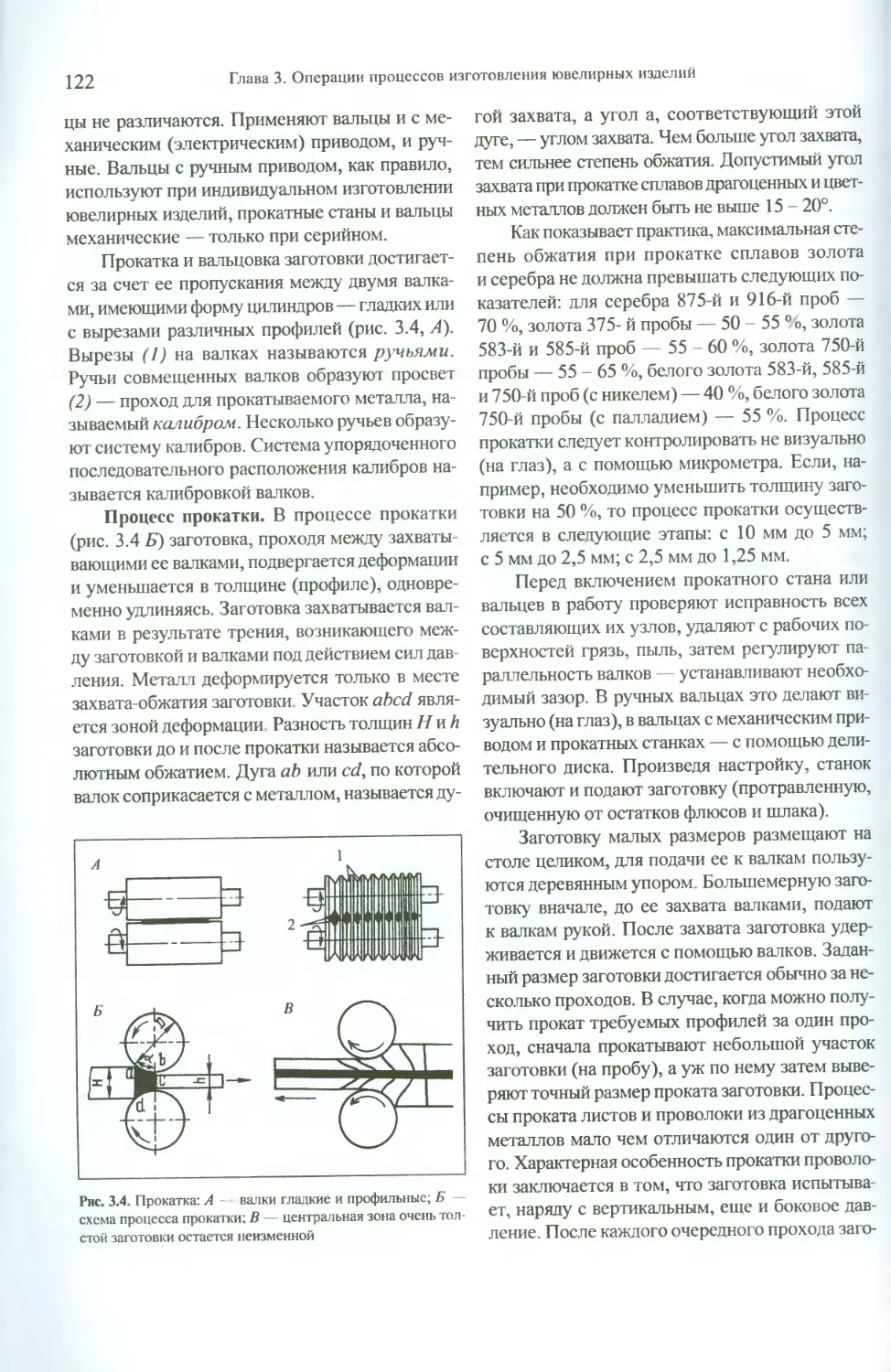
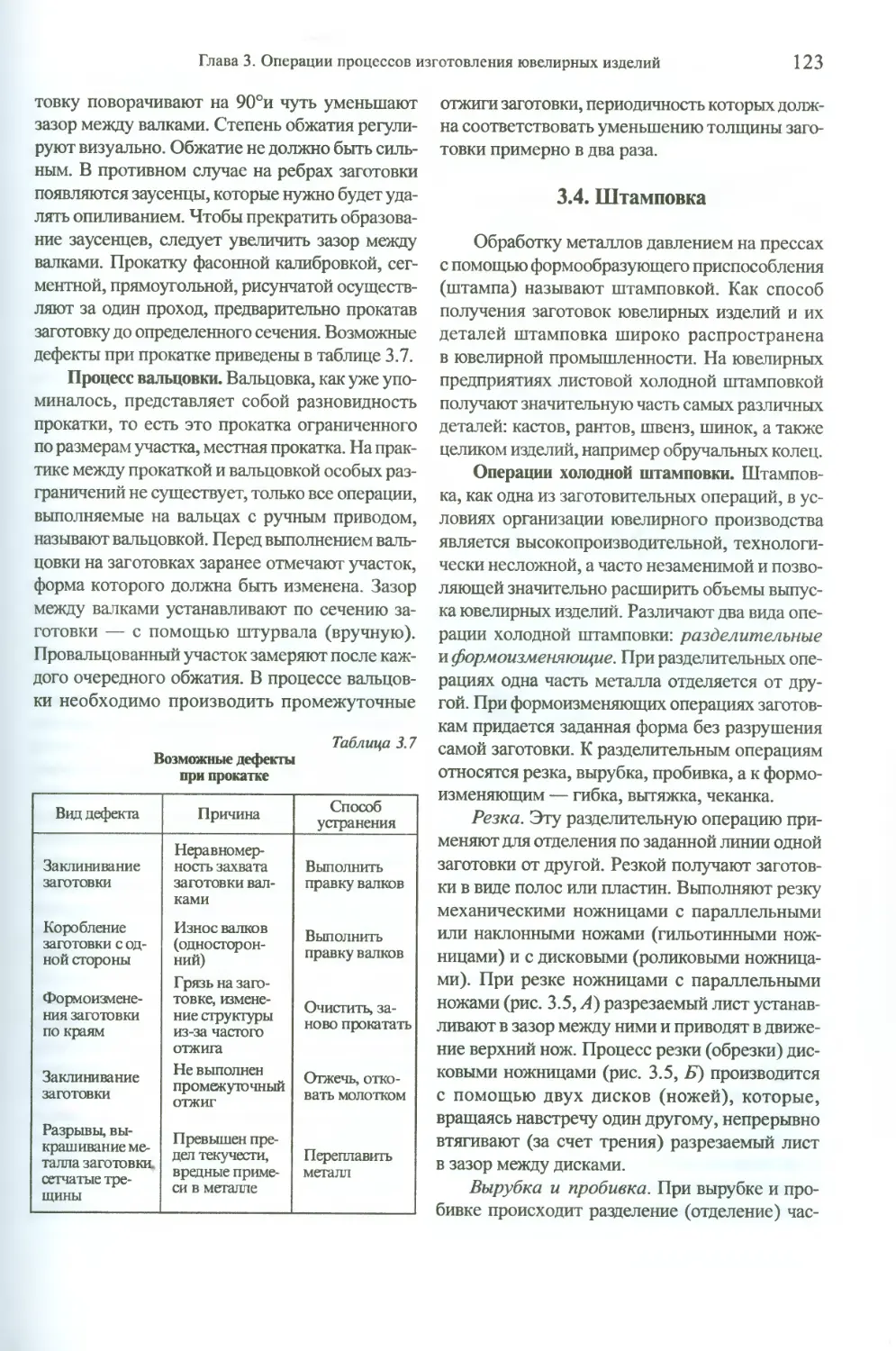
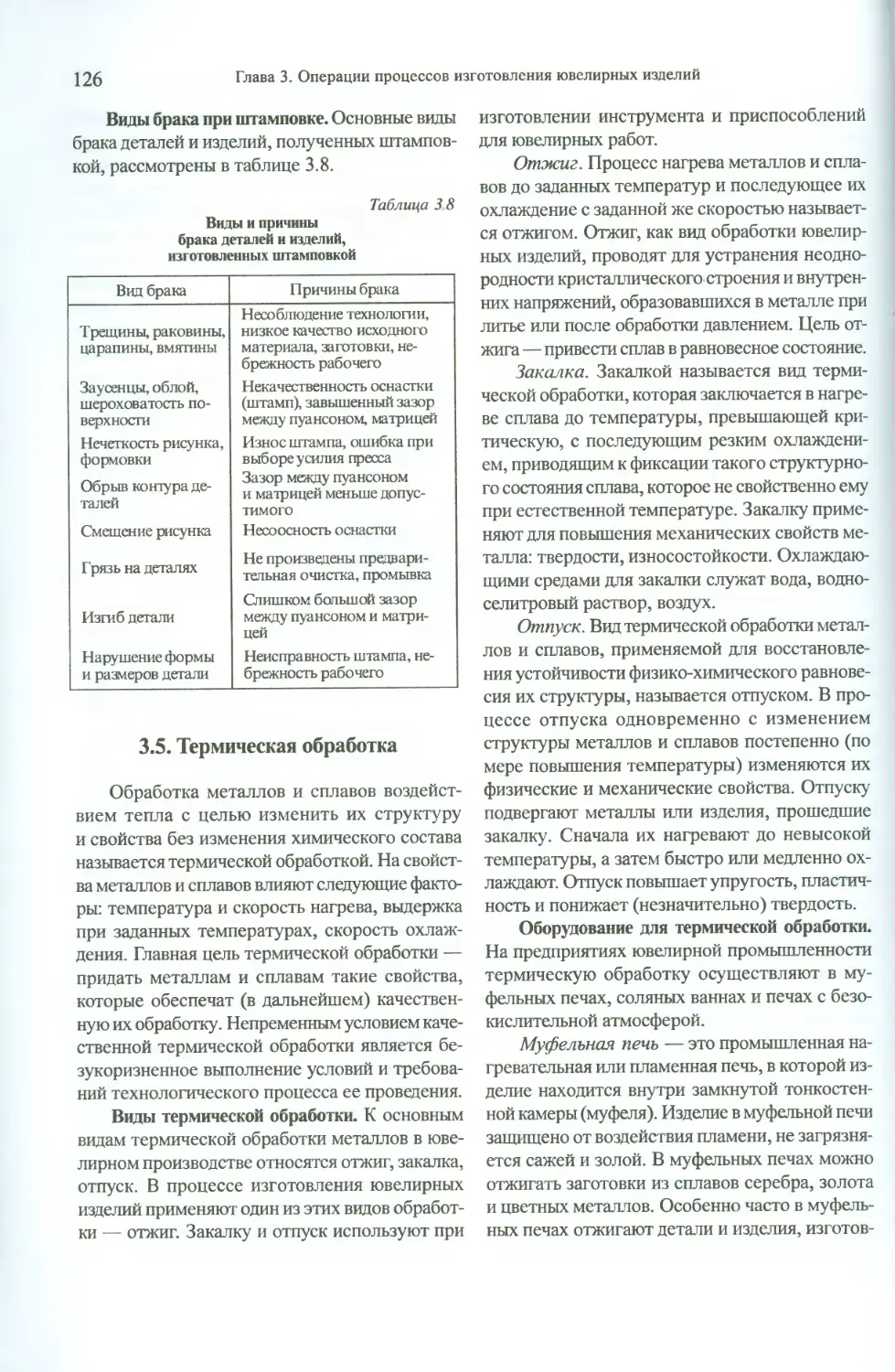
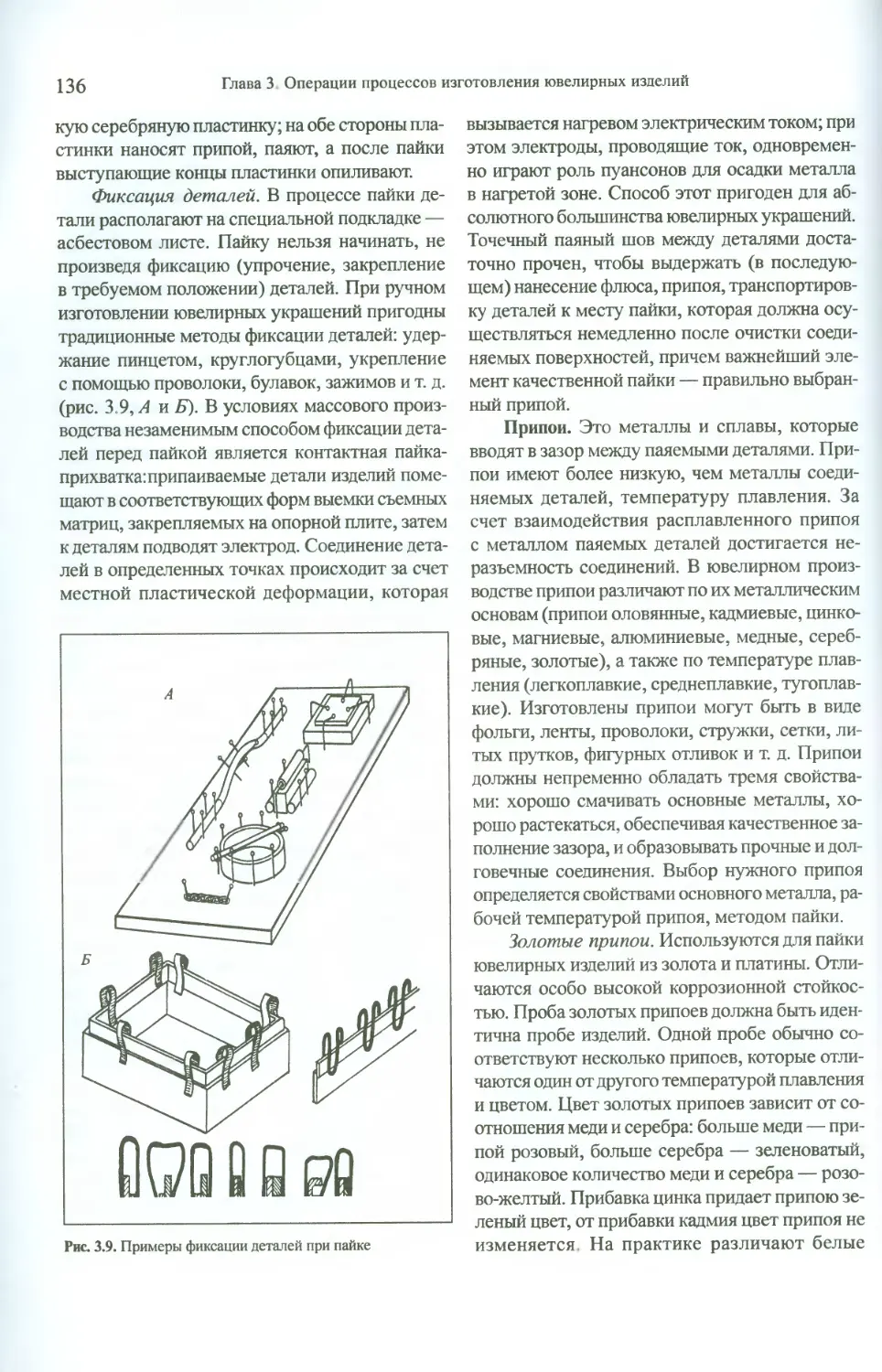
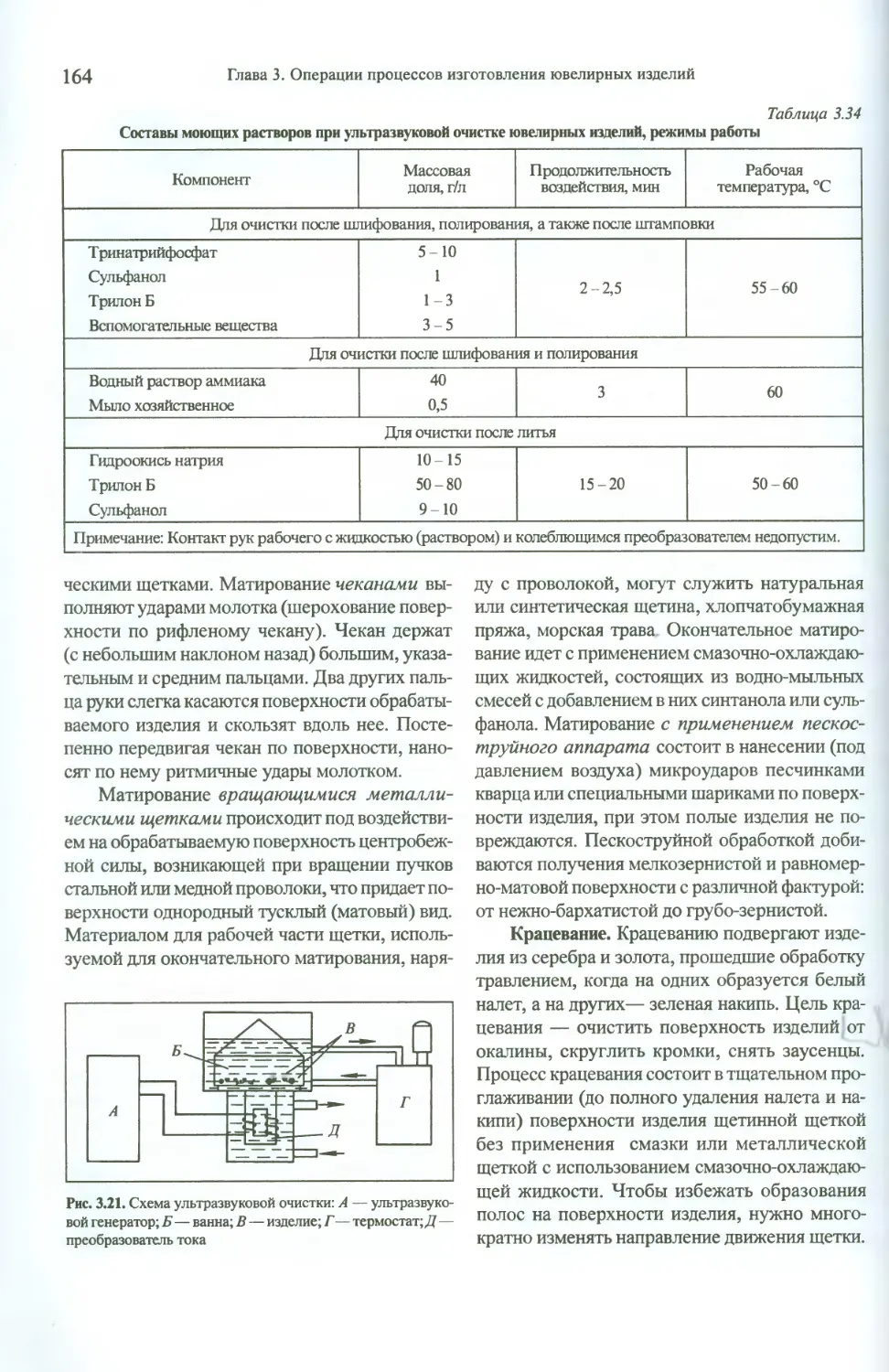
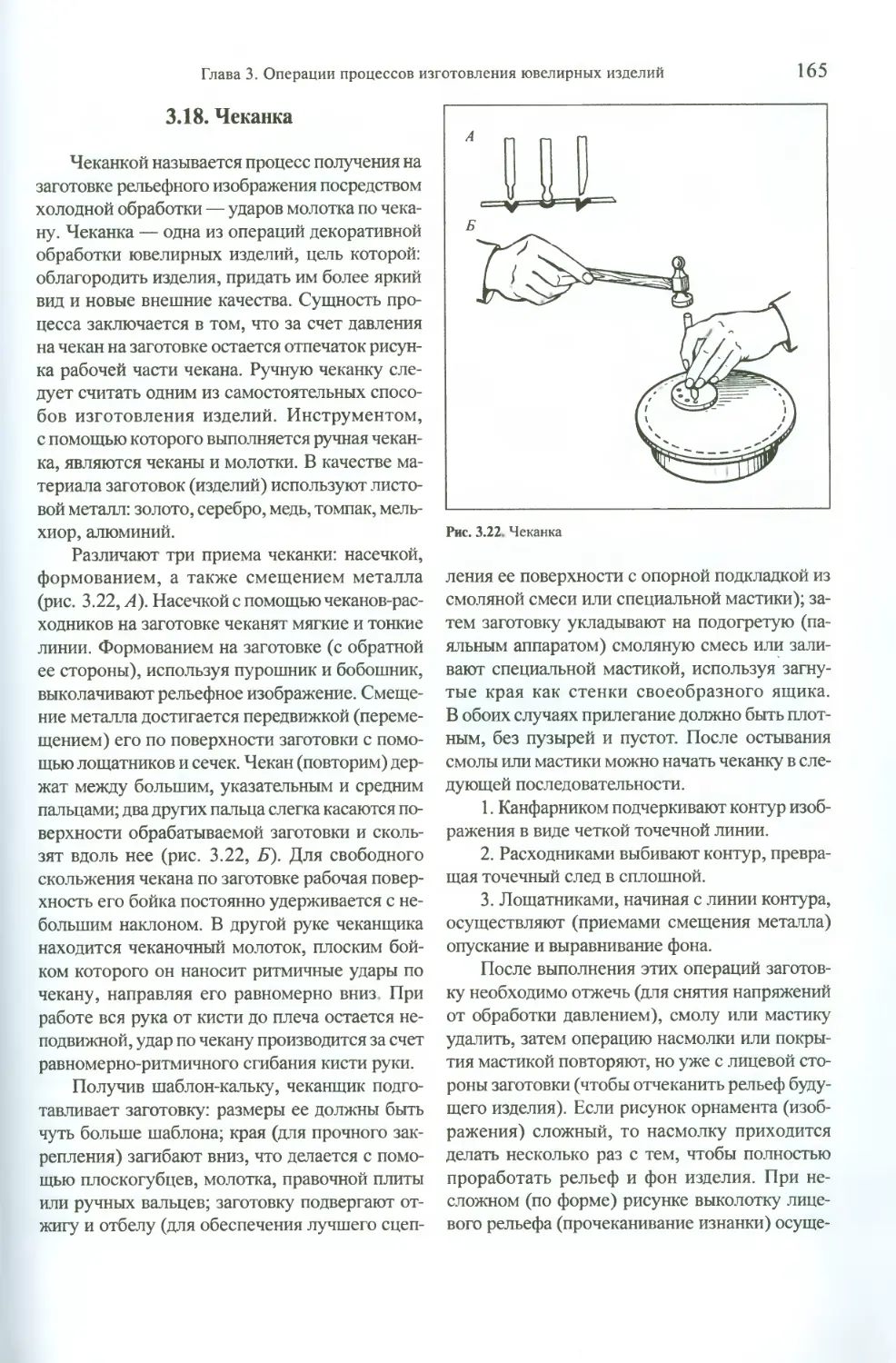
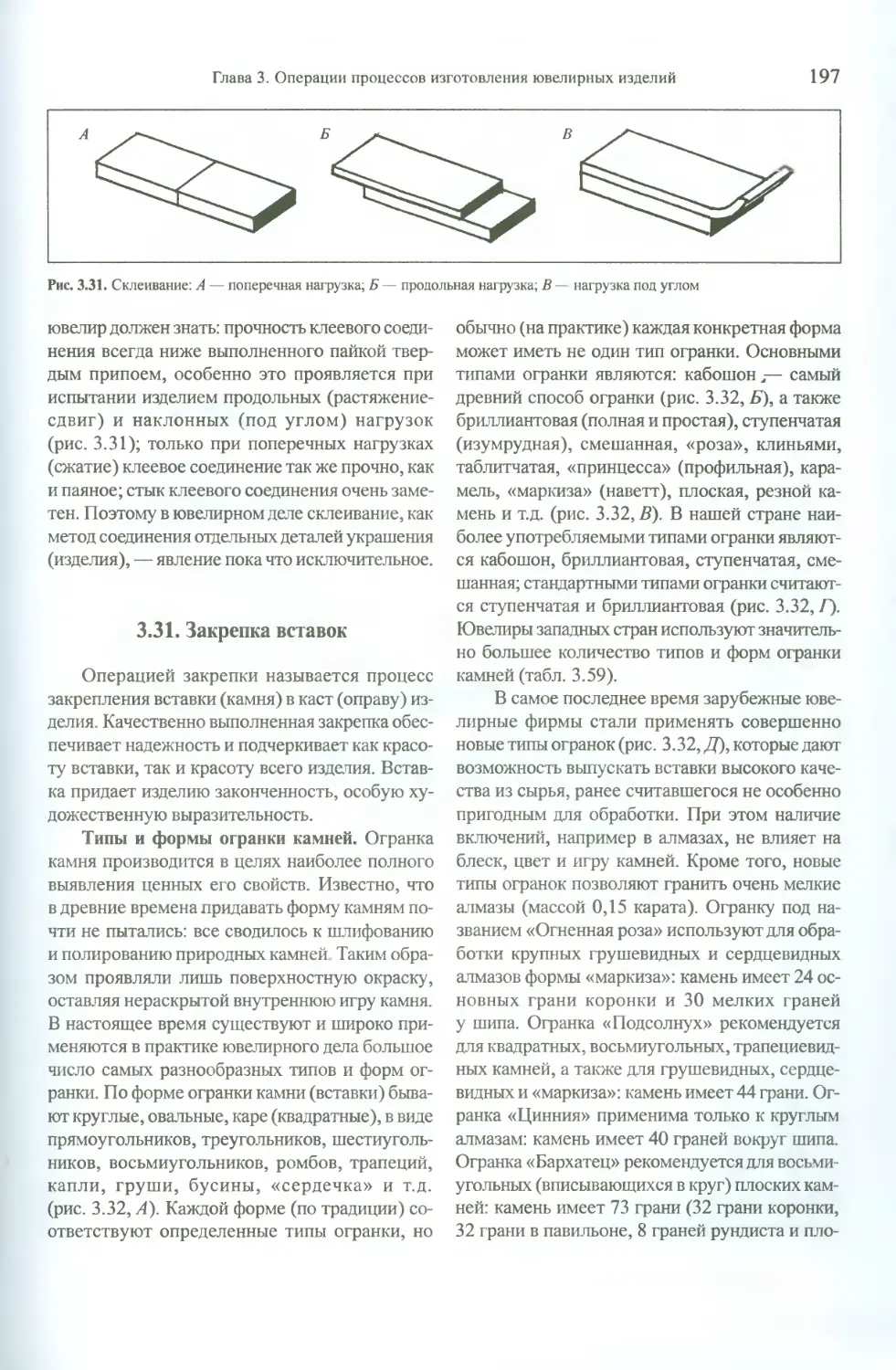
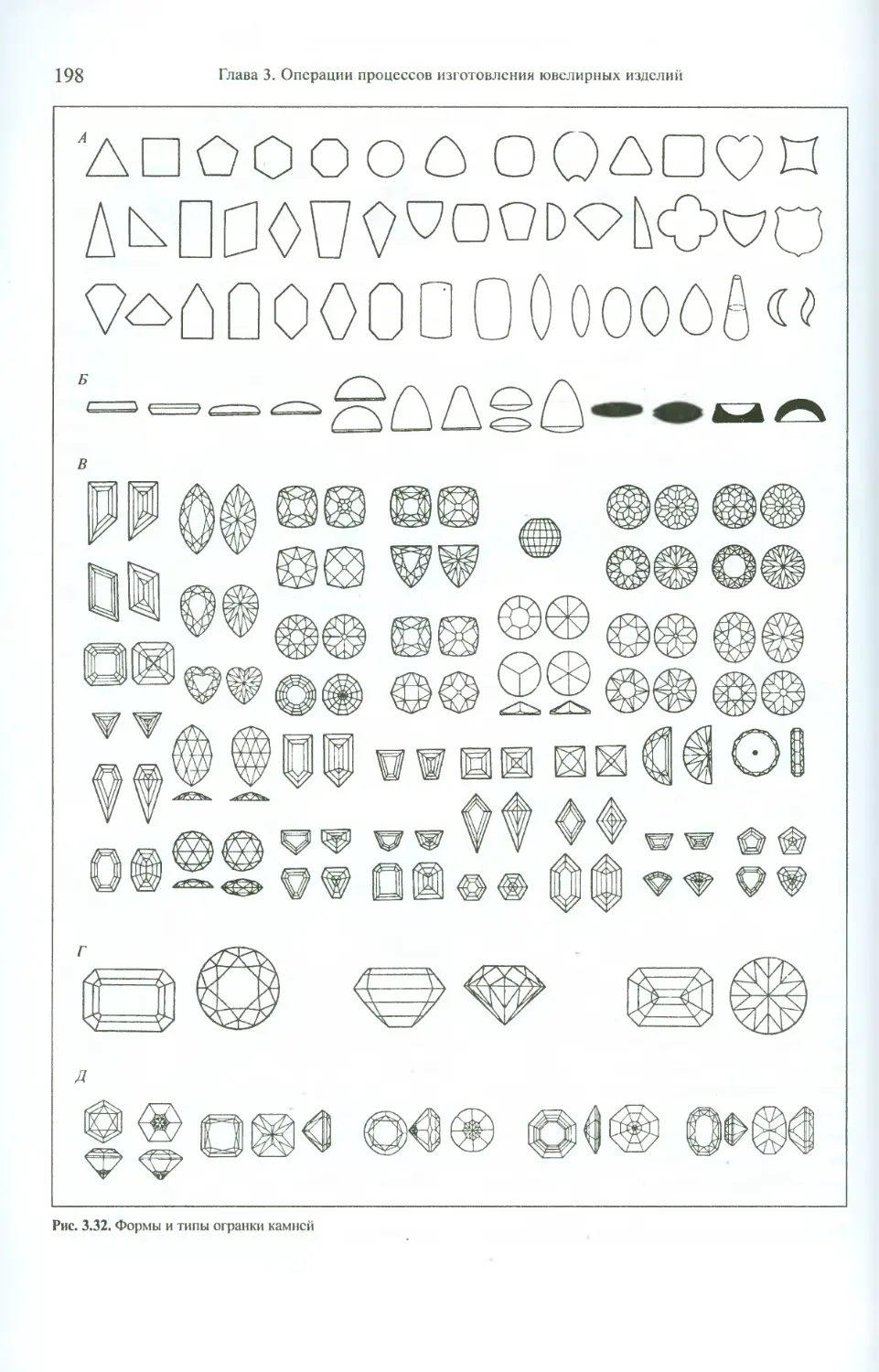
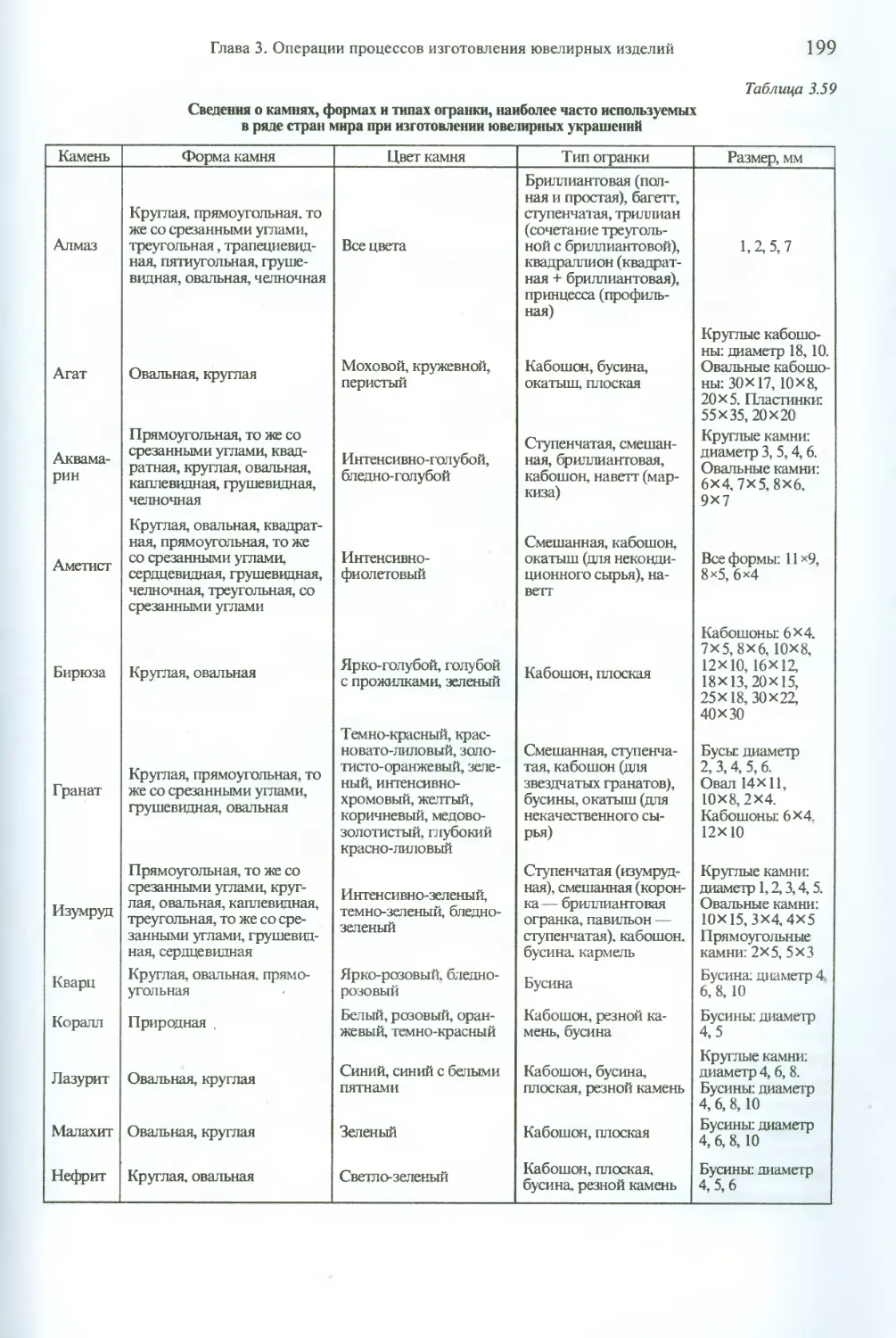
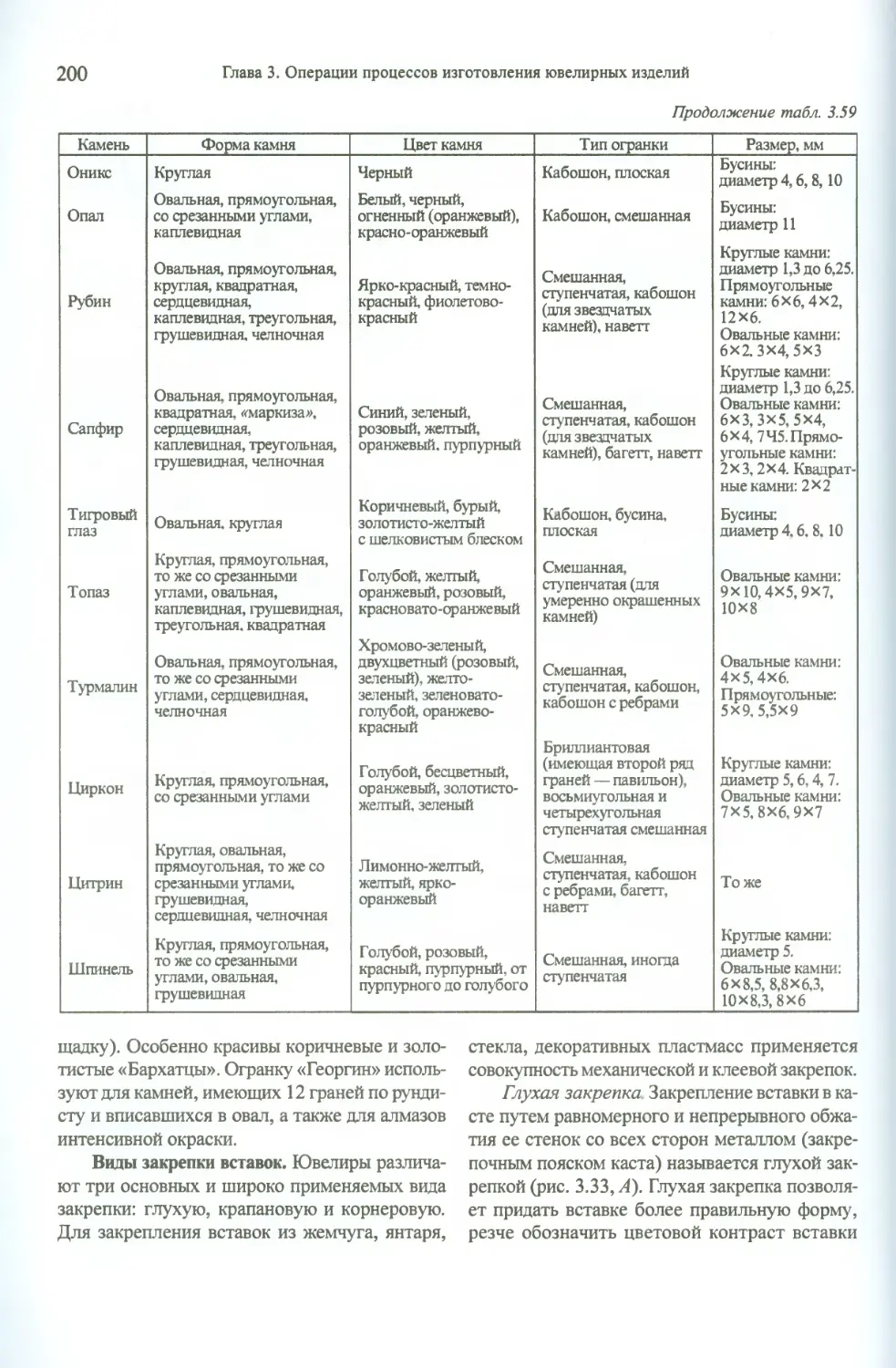
Текст
В.П. Новиков s
4
А
Книга
начинающего
ювелира
Благодарю каждого, кто проявит интерес к данной книге,
которая, надеюсь, окажется для всех не бесполезной. Желаю
каждому, кто от рожденья наделен талантом созидания,
не рacmeрятъ-растратить этот божий дар ни под каким
давленьем обстоятельств никаких. Я убежден (вся моя жизнь —
пример тому), что каждый, кто хочет достичъ-добиться в этом
мире чего-то даже мало-мальски значительного, должен верить
только в себя, рассчитывать только на себя, спрашивать только
с себя, винить только себя и много-много (и хорошо) работать;
и не искать-усматривать виновника всех бед своих в соседе (мол,
хитреце) или Президенте страны (замечу: свободно избранном).
Не допускай, чтобы тобой понукали, не гни ни пред кем спину;
не желай и не делай никому зла, вытравь из себя корысть, зависть,
жадность, умей порадоваться успеху соседа и никогда не заглядывай
в чужой карман, не считай чужие деньги; не показывай себя умнее
других, держись со всеми одинаково (на равных) и не бойся
посмеяться над собой; отринь высокомерие, самодовольство,
чванство, но никогда и никому не доверяй твоего сокровенного;
не создавай тайных союзов и не вступай в таковые, знай меру
дозволенного и меру личной ответственности, исполняй законы
и никогда не воюй с властью; не ной, не хнычь, отвергай подачки,
халяву-дармовщину; изгоняй из себя постоянно дух барина-вельможи
и не жажди ни славы, ни власти, но утверждай себя каждодневным
упорным трудом и терпи-держи любые удары судьбы; словами-ли-
делами твоими не умножай человеческих бед-слез-страданий-
несчастий — подумай прежде хотя бы о самых тебе близких; умей
слышать и друзей, и врагов, но слушайся приказа только твоего
сердца; никогда и никому не прощай обмана, лжи, подлости,
предательства.
Да, ты непременно взойдешь на твой «Эверест», чего от тебя,
разумеется, вовсе и не ожидали, и чем очень «порадуешь» всех
твоих «доброжелателей», о многих из коих, кстати, никто
и помянуть-то уже не помянет.
Никогда, нигде, ни при каких обстоятельствах не позволяй
себе говорить неуважительно о твоей стране — России!
Светлой памяти родителей моих
Марии и Павла, которые прожили
трудную, почти нищенскую жизнь,
но которых никогда не покидала надежда
на то, что и в России когда-нибудь свобода
личности, свобода слова и свободный труд
станут неотделимы-неотъемлемы от
человека так же, как воздух, вода и огонь.
В.П. Новиков
Книга
начинающего
ювелира
Санкт-Петербург
2001
ББК 37.27
Н73
УДК 671.1 1739.2
В.П.Новиков
Книга начинающего ювелира. — Санкт-Петербург, 2001. — 416 с.
ISBN 5-7325-0600-4
Рецензенты Мамонов В.А., Рощин С.Н.
В книге описаны материалы, инструмент, приспособления для изготовления
ювелирных изделий, рабочие операции этого процесса, приведены примеры
изготовления (главным образом вручную) различных ювелирных изделий,
относящихся к группе личных украшений, рассмотрены виды и приемы
декоративной их отделки, виды и способы закрепки камней (вставок), классифика-
ция и конструкция ювелирных изделий, приведены сведения об уходе за ювелир-
ными изделиями и их ремонте, а также технические требования, предъявляемые
к ним, рассмотрены отличительные признаки и тенденции развития современной
ювелирной моды, приведена различная, но обязательно практически полезная
информация по ювелирной тематике. Книга, конечно же, предназначена начи-
нающим ювелирам, а уж затем только всем остальным — тем, кто «живет» или
просто интересуется ювелирным делом, ювелирным искусством. В данной книге
(161 таблица, 325 рисунков) обобщены и представлены теоретические и практи-
ческие достижения как отечественных, так и зарубежных ювелиров.
Права на издание (в том числе печать), переиздание данной книги, а также перевод,
репродуцирование, обработку с помощью электронных систем, размножение, распространение
принадлежат В.П.Новикову.
3008000000 - 431 Без объявл.
045(01)-2001
ISBN 5-7325-0600-4
© В.П.Новиков, 2001
Предисловие
«Книге начинающего ювелира» приводится только та информация,
которая может быть полезной для любого ее пользователя. «Книга
/) начинающего ювелира» предпослана ювелирам, художникам,
искусствоведам, дизайнерам, технологам, инструментальщикам, рабо-
тающим в ювелирной отрасли или имеющим отношение к ювелирному
производству, а также всем ценителям и почитателям ювелирного искус-
ства, но главным образом книга эта предназначена именно и исключительно
тем, кто уже принял или собирается принять решение стать ювелиром,
и она (книга) исполнена именно как учебное пособие (учебник) для всех
делающих первые шаги в познании таинств ювелирного дела, всех тех, кто
однажды захочет сам попробовать свои силы в сотворении маленького
чуда — ювелирного изделия!
6
ВВЕДЕНИЕ
велирное дело - одно из многогранных проявлений художественной деятельности человека,
один из видов народного творчества. В основе техники ювелирного ремесла лежат ручные,
известные еще в глубокой древности, приемы обработки материалов, за многовековую исто-
рию затем неоднократно усовершенствованные. Многие ювелирные изделия являются одновременно но-
сителями определенных материальных ценностей и произведениями высокого искусства. Ювелирное же
искусство в целом - часть культуры народов, часть истории различных эпох и общественных систем, начи-
ная с древнейших времен и вплоть до наших дней.
В Европе массовое производство ювелирных изделий началось во втором тысячелетии до н.э. -
период расцвета культуры «Эгейского мира». Общие характерные признаки искусства ювелиров «Эгейского
мира» - линейность рисунка, плоские многоцветные инкрустации, растительные и геометрические мотивы
гравировальных рельефов, слегка выступающих над поверхностью металла и расположенных полосами.
Дальнейшее развитие ювелирное дело получило в Древней Гоеции - особенно в период, названный
впоследствии «Золотым веком» классического искусства древних греков. Особенности стиля художествен-
ной школы ювелиров тех лет можно проследить на примере двух дисковидных подвесок (кулонов), найден-
ных при раскопках кургана Куль-Оба (в бывшем СССР): в центре золотого диска каждой подвески - женская
голова в пышном шлеме с изображением на нем сфинкса и совы - символа мудрости, спутницы богини
Афины. Ювелирам Древней Гоеции были известны многие способы обработки металлов: ковка, литье (в том
числе по выплавляемым моделям), чеканка (в том числе выколотка изнутри), гравировка и резьба, а также
эмалирование, техника филиграни. Ювелирные изделия древних греков предстают уже более сложными конст-
руктивно, более яркими в декоре, более затейливыми по форме. В моде филигранные, декорированные эма-
лью и зернью ожерелья: гибкие, легкие, гармонирующие со свободно падающими складками одежды, подчер-
кивающие естественные формы тела.
В изменении стиля ювелирного искусства античного периода сыграли свою роль походы Александра
Македонского, когда греки близко познакомились с искусством стран Востока, оказав в свою очередь замет-
ное влияние на искусство так называемых «варваров» - скифов и сарматов а также народов почти всей
Западной Европы. Ювелирные украшения скифов - шейные обручи-гривны, браслеты, перстни (согласно
религиозным представлениям этого народа) несли в себе охранительное начало, а основным изобрази-
тельным мотивом их была тема животных, точнее фигурки животных. Более других почитались олени,
а также пантеры. Животные, как правило, показывались гротескно, в движении: бег, борьба, прыжки. Род-
ственные скифам сарматы изображали животных более схематично, дополняли декор геометрической ор-
наментикой, многоцветностью за счет использования бирюзы, топазов, кораллов, цветного стекла в виде
кабошонов или зернышек, вставленных в уши, на бедрах животных; заполированные как единое целое
с золотой поверхностью, вставки выглядят утопленными в золото.
Влияние греческой культуры испытали народы почти всей Западной Европы и, в частности, кельты,
заселившие всю Среднюю Европу от Пиренеев до Карпат, а также Британские острова. Многие элементы
узоров кельтских изделий заимствованы из орнаментов, характерных для искусства средиземноморских
мастеров, однако они, естественно, претерпели заметные изменения: комбинации криволинейных узоров
располагаются уже без строгой симметрии, в них смешиваются растительные и «звериные» мотивы, спира-
ли, ветви. Плоскостной орнамент раскрашен коралловыми и янтарными вставками. Пластический стиль кельтов
позволил им использовать все возможности объемной трехмерной орнаментации; они украсили браслеты,
ожерелья, пряжки вздутыми литыми буграми, оплели их жгутами из металла; одни участки поверхности
сделали рельефными с эмалевыми включениями, другие украсили гравировкой и зернью. Ведущей техни-
кой кельтов было литье.
Высокий уровень мастерства присущ и другому народу, тоже представителю «варваров» - этрускам,
которые в совершенстве владели техникой филиграни, зерни, литья, эмалирования. Ожерелья и фибулы
Введение
7
(застежки) этрусков либо украшены объемными фигурками животных, либо декор их выстроен (основан) на
резких контрастах деталей; орнамент же - простой, составленный из симметричных геометрических узо-
ров. Мастера обыгрывают различия в фактуре золота (гладкого или в виде прозрачного филигранного кру-
жева), добиваются изысканной вычурности пропорций изделия - в этом художественный стиль этрусков.
Позднее этрусское наследие проявилось в культуре Древнего Рима.
После падения Рима начался период, когда главную роль в культуре Европы стали играть германцы,
славяне, кочевники - гунны, гопы; наступает «эпоха переселения народов». Ювелирные изделия - почти
единственный вид искусства этого времени, дошедший до нас. Общая черта этих украшений - крупные
размеры, яркость декора, ощущение бьющего через край богатства. Предмет мог быть сделан из меди или
железа, но с покрытием тонким слоем золота и украшен камнями-самоцветами, преобладающая палитра
расцветки которых красно-золотая. Альмандины или гранаты помещались в виде аппликации на плоской
поверхности изделий из серебра, покрытых золотой фольгой; кабошоны окружались витой проволочкой или
окантовкой из зерни. Плоские поверхности могли быть украшены также сплошной мозаикой из красных грана-
товых треугольников, овалов, ромбов, «сердечек», соединенных между собой тонким переплетением золотой
рамы - техника «перегородчатой инкрустации».
В средние века основным заказчиком ювелирных изделий стала церковь. Складные алтари, причас-
тные чаши, различные сосуды, оклады икон и книг, изображения святых, сцены из жизни Христа -вся эта
роскошная церковная утварь производилась в те времена в немалых количествах. Особенно необходимо
отметить украшения окладов книг, которые хранились в монастырях и соборах как драгоценные предметы,
как реликвии. В центре и по углам окладов книги обычно располагали рельефный орнамент из чеканного
металла и слоновой кости в окружении эмалевых или черненых изображений святых и прямоугольных или
круглых пластин, заполненных геометрическим узором перегородчатой эмали; мехщу пластин (цветной кай-
мой) помещали яркие самоцветы - в высоких гнездах или окруженные филигранным ажуром.
Основным средством декора ювелирных изделий того времени была эмаль. Соперничая с самоцве-
тами, она давала тот же эффект драгоценной многоцветной поверхности предмета. Наибольшее распрост-
ранение эмали получили во Франции и Германии Эмали на изделиях ювелиров этих стран, как правило,
выемчатые и заполированы на одном уровне с фоном. По колориту эмали отличаются пестрой и свежей
цветовой гаммой. Холодные опенки голубого, белого и зеленого цвета чуть расцвечивали золотыми и крас-
ными узорами, их чистоту и интенсивность колорита подчеркивали золоченым фоном, покрытым тонким
гравированным орнаментом.
Изделия средневековых мастеров производят впечатление перегруженности яркими и выпуклых форм
самоцветами (рубином, изумрудом, сапфиром, жемчугом), но встречаются экземпляры, украшенные такими
камнями, например, как горный хрусталь, топаз, аметист, гранат. И привозные, и местные камни шлифова-
лись вручную и без изменения естественной формы кристалла или галечной породы. Личные украшения
жителей средневековой Европы почти не сохранились до нашего времени. Диктуемая церкововью доктрина
аскетизма (отрицания радостей земного существования) выразилась в предельной простоте костюма, скры-
вающего очертания тела, в сокращении количества украшений.
В XIII в. количество драгоценностей на костюмах светских и церковных феодалов возрастает. Худо-
жественная простота форм и наивная яркость изделий начала века уступают место рафинированности изыс-
канных драгоценностей развитого феодализма. В моду входят пряжки, ожерелья, широкие пояса, усыпан-
ные жемчугом и камнями в высоких ажурных гнездах. Основание оправ часто делают ограненным, что уси-
ливает игру камней. Перстни носили и мужчины, и женщины. Перстни с резными камнями употребляли
в качестве печатей и для обозначения ранга владельца. Из гладкого золота в сочетании с аметистом, руби-
ном, сапфиром изготовляли перстни для епископов. Кольцо главы церкви (Папы Римского) украшали фигур-
ки св.Петра в ладье. Знаками папских послов служили крупные перстни из бронзы или меди с недорогим
камнем или стеклом и священным изречением, нанесенным методом гравирования. Существовали посоль-
ские перстни и особые кольца членов купеческих гильдий.
8
Введение
Для работ ювелиров XIV в характерны иные признаки. Геометрическая четкость конструкций, богатство
растительных узоров, многоцветие прозрачных эмалей отражают особенности техники «пламенеющей готики» -
этого крайнего выражения тенденции к устремленности вверх, к дематериализации и растворению конструк-
ции в кружеве шпилей, в маленьких стекловидных выступах.
Как видно из сказанного выше, общее для всего средневекового искусства - это стремление
к декоративному богатству цвета и фактуры достигаемому за счет сочетания различных материалов и ис-
кусственно создаваемой несогласованности чистых и ясных красок между собой.
В начале XV в. в значительном количестве ювелирных изделий чувствуется стремление мастера
ослабить влияние избыточной декоративной орнаментики, более рационально использовать пространство,
ввести светские сюжеты. Появляются изделия светского назначения. Судя по документам, наряд знатной
дамы в Гэрмании или Нидерландах XV в. состоял из платья с узкими рукавами, высоко подпоясанного, поверх
которого набрасывался плащ. Застежки, край корсажа или плаща, широкий пояс декорировались жемчугом
или небольшими эмалированными бляшками, или драгоценными камнями. На пояс подвешивались ножики,
четки, кошельки, ключи. Несколько перстней украшали пальцы обеих рук. И мужчины, и женщины носили
золотые цепочки. Мужские плащи, шляпы, обувь, пояса украшали так же богато. В конце XVв. придумывает-
ся новый способ эмалирования: ювелиры открыли, что эмаль можно накладывать послойно на уже эмалиро-
ванную и обожженную поверхность. При всей сложности технологии росписи эмаль (финифть) получила
широкое распространение, сблизив эмалирование с живописью.
В XVII в. расцветает искусство эмалевой портретной миниатюры. В лучших работах, выполненных
в технике расписной эмали, поражает тонкое композиционное чувство мастера: живописный оригинал ис-
пользован в органической связи с формой предмета и назначением. Основная масса предметов, созданных
в технике расписной эмали, по своему стилю относится уже к эпохе Возрождения. Внешним проявлением
стиля ювелирного искусства этого времени оказался культ античности. Используя подлинные вещи, найден-
ные при раскопках, ювелиры, возрождая изделия, не оставляют их неизменными- применяя (в качестве
элемента декора) оправы из золота, самоцветы и эмали, они придают возрожденным изделиям несвой-
ственную античности яркость, что создает ощущение богатства материалов и декорирующих элементов.
В Эрмитаже хранится подвеска в форме кораблика, корпус которого состоит из крупной жемчужины
неправильной формы. По краям жемчужина усеяна крошечными красными и синими кабошонами в ажурной
золотой оправе Из золота с белой опалесцирующей эмалью сделан парус и мачта. Нарядный фонарь на
носу и завиток бушприта оплетает тонкая паутина филигранных вантов и лесенок. Подобные подвески на
длинных цепочках становятся самым модным украшением и женщин, и мужчин.
Амуры и ангелочки, женские фигуры, кентавры и драконы, корабли и фантастические звери на под-
весках не выглядят просто миниатюрными скульптурами. Мастера виртуозно объединяют жемчуг, золото,
эмали, обогащая каждый из этих материалов. Например, на шейке и крыльях лебедя одной из подвесок
XVI в. белая эмаль наложена так, что просвечивает золотая основа и создается впечатление чешуйчатой
поверхности. Ожерелья и цепочки для подвесок редко состояли из округлых одинаковых звеньев. Каждая из
них - маленькая законченная композиция симметричных очертаний в виде цветов, плодов, листьев, ма-
леньких фигурок или завитков пластического орнамента вокруг яркого камня. Многочисленные перстни так-
же украшались пластическими деталями. В центре помещали крупные единичные камни-таблицы, оправленные
в глубокие прямоугольные ячейки.
В XVI в. впервые важным акцентом декора в подвесках становятся алмазы. Ограненные в виде пира-
миды, они вставляются в глубоко закрытые оправы, а с конца XVI в. ив более плоские. Оправы снизу почти
всегда имеют вид коробочки. В многоцветных сочетаниях (с рубинами и изумрудами) под алмазы часто
подкладывают цветную или серебряную фольгу Цветной фон используют и для усиления интенсивности
цвета других камней. Со второй половины XVI в. мужчины и женщины Европы (особенно в Испании) носили
на шляпах броши и пряжки, знаки святых либо инициалы. Наряду с большими цепочками, в моде были
и тонкие цепочки с медальонами. Серьги в виде подвесок из жемчужин или в виде цветов были обычными
Введение
9
украшениями дам, хотя мужчины зачастую украшали себя колечком в одном ухе. Перстни же носили на всех
пальцах обеих рук, и каждый перстень мог иметь какое-либо смысловое значение. Работы ювелиров XVI в.
определили дальнейший путь развития европейского ювелирного дела. Мастеров этой эпохи отличали ве-
ликолепно развитое чувство формы, умение использовать возможность каждого материала, фантазия
в выборе сюжетов, которые они сумели соединить со свободой исполнения труднейших технологических
операций. Лучшие черты искусства ювелиров Возрождения - индивидуальность каждого изделия, его худо-
жественная значимость и неповторимость.
С начала и до самой середины XVII в. главным формообразующим элементом ювелирных изделий
является цветочный мотив: подвески в виде цветка с лепестками-самоцветами; цепочки, звенья которых напо-
минают целые гирлянды цветов; оправы с эмалевыми или черневыми растительными узорами, или просто
натуралистическое изображение цветов на плоских коробочках и медальонах. Сочетание белого фона со
щедрым живым узором из роз, гвоздик, модных тюльпанов применяют мастера Дании, Голландии, Германии,
закрывая гладкое золото более красивым и болеедорогим (по их мнению) эмалевым ковром. Эмалями украша-
ли и ордена. Цветочный эмалевый орнамент присутствует и в конструктивной основе ажурных подвесок, на
гладких или рельефных металлических оправах вокруг отдельных камней. Однако, во второй половине XVII в.
эмаль оттесняется на второй план. Это связано с тем, что ведущую роль в декоре изделий стали играть
драгоценные камни: ограненный камень стал центральным акцентом украшений и отныне ювелиры главное
внимание обращали на блеск и игру камней, на их взаимодействие. Эта черта европейского ювелирного искус-
ства почти не имела аналогий в древней или неевропейской традициях.
Веком цветка и драгоценного камня считался XVII в. Знаменитой работой века, поразившей современ-
ников своей грандиозностью, стала известная настольная многофигурная композиция «Великий Могол» -
своеобразная дань увлечению восточной тематикой. Великий Могол (индийский правитель), его гвардия,
слуги, гости и слуги гостей, вьючные животные - весь пышный двор сказочного восточного царя представ-
лен в виде небольших фигурок из золота в ярких эмалевых одеяниях. Бахрома балдахина, орнаменты ору-
жия, детали одежд выполнены с большим техническим мастерством, но слишком пестрыми, драгоценные
камни усиливают блеск золота и эмалей. В частности, для изображения ковра (за спиной Могола) удачно
использован темный агат с естественными белыми разводами.
На рубеже XVII и XVIII вв. в уже сложившемся облике европейских ювелирных украшений появляется
новый элемент - алмаз, ограненный особым способом и названный бриллиантом (в переводе - сверкаю-
щий). Светоносный бриллиант становится основным акцентом изделия, его достоинства ярче выявляются
в сочетании с цветными камнями и общей легкостью конструкции. Лучшее изделие XVIII в., в котором ис-
пользованы бриллианты в их наиболее выигрышном виде, - корона Екатерины II, имеющая форму раскры-
того ореха, увенчанного огромным красным камнем и крестом. Ажурная сетка из бриллиантов заполняет
всю поверхность полушаровых сторон короны, ниже которых расположен более массивный обруч. Посере-
дине (между створками) помещена гирлянда из крупных полупрозрачных алмазов неправильной формы;
колючее сияние мелких бриллиантов оттеняется мелким светом 78 жемчужин, размещенных по краям полуша-
риев. Каждый камень оправлен в серебро, рубин весом около 400 карат охвачен изящными ажурными завит-
ками из мелких алмазов. Венчающий корону крест кажется невесомым, хотя размеры алмазов велики. Все-
го же в короне использовано около 5000 камней-самоцветов.
Важным элементом формообразования ювелирных изделий XVIII в. были мотивы цветочных компо-
зиций: довольно сложные украшения, целиком составленные из цветов и листьев, которые выполнены из
драгоценных камней, золота, серебра. Некоторые украшения-букеты подобраны из ярких и сочных по цвету
камней: аметистовые тюльпаны, рубиновые розы, аквамариновые ромашки, бирюзовые незабудки. Среди
изумрудных листьев можно рассмотреть гранатовую гусеницу, бабочку с агатовыми прозрачными крылыш-
ками, мушку из халцедона. Букеты привлекают свежим, неповторимым разнообразием каменных цветов.
Ювелиры XVIII в в своих работах широко использовали приемы литья и чеканки, ручной и машинной грави-
ровки (гильошировки) применяли матовое и блестящее золото, а также золото зеленого, желтого и красно-
10
Введение
го цвета, опалесцирующие эмали, перламутр (гравированный и гладкий, с локальными накладками и мозаич-
ный). Сохранившиеся ювелирные украшения конца XVIII в. свидетельствуют о получившем развитие стиле под
названием «классицизм». Уравновешенность, строгая симметрия характерны для композиции украшений этого
стиля: в броше-букете лилий сочетаются лишь белоснежные жемчужины и прозрачные бриллианты в серебре;
в перстнях маленькие бриллианты обрамляют цветные камни, не вступая в цветовое соперничество с ними,
а лишь как бы подсвечивая их. В моде прозрачные эмали синего, реже зеленого и бурого цвета, сквозь который
просвечивает гильошированный фон.
В1789г. произошла французская революция. В 1794 г. революцию задушили, но с сословной струк-
турой общества было покончено. Для ювелирного искусства это означало также коренную ломку.
В истории развития ювелирного дела в России важнейшими являются следующие этапы: ювелирное
искусство Киевской Руси, ювелирное дело на Руси в XVI и XVII вв., ювелирные украшения XVIII и XIX вв.,
ювелирное дело в советский период. Центрами русского ювелирного творчества в разное время были: Киевская
Русь, Владимиро-Суздальское княжество, Новгород, Псков, Ярославль, Нижний Новгород, Кострома, Казань,
Калуга, Вологда, Великий Устюг, Москва, Урал, Санкт-Петербург.
Ювелиры Киевской Руси славились изделиями из золота с эмалью (выемчатой и перегородчатой).
Для этого времени характерны такие изделия, например, как колты, подвешиваемые с двух сторон к женс-
кому головному убору, бармы - драгоценные оплечья, украшенные изображениями религиозного характе-
ра, полые серьги в виде полумесяца, гривны - шейные украшения в виде обруча, а также подвески из
скрученных золотых нитей и бусы всевозможных видов. Ювелирами Киевской Руси успешно применялись
чернь, зернь, эмаль, скань (филигрань), чеканка, резьба, позолота. Основной мотив орнаментации изделий -
явно стилизованные растительные формы.
Подобный стиль орнаментации, но уже более точно отражающий живую природу, сохранился
и в ювелирных изделиях Руси XVI и XVII вв., хотя в их размерах, декоре ярко отразились изменения условий
жизни и быта русских людей того времени Изделия стали демократичнее и в значительно большей степени,
чем раньше, отображали характерные черты своего времени: меньше вычурности в рисунке, лаконичнее и яснее
его замысел и содержание.
Начало второй половины XVII в. для ювелиров России ознаменовалось открытием, разработкой
и освоением отечественных месторождений камнесамоцветного сырья. В 1688 г. искатель руд Михайло
Тумашев нашел на Урале (в районе бывшего Мурзинского острога) самоцветные камни: агат, топаз и др.
Вскоре были открыты месторождения многих других драгоценных и полудрагоценных камней, которые ста-
ли широко применяться в ювелирном деле Причем в XVI и XVII вв. самыми модными самоцветами были
необычайно яркий и нарядный своей зеленью изумруд, а также вишнево-красные альмандины и алые, как заря,
рубины и шпинели. В те времена ювелиры любили украшать свои изделия эмалями яркой, насыщенной палит-
ры, повторяющей гаммы расцветок драгоценных камней.
Новых высот русское ювелирное дело достигло в XVIII и XIX вв. Уместно отметить, чтодоХУШв. оно
развивалось особыми путями, не испытывая сколь-нибудь заметного влияния творчества мастеров-ювели-
ров других стран. Начиная же с эпохи Петра I и до начала XX в. эволюции русского ювелирного искусства
присущи те же стилевые закономерности, что имели место и в западноевропейском ювелирном искусстве.
В 1721 г. в Санкт-Петербурге была построена первая в России гранильная фабрика, а в 1726 г. - граниль-
ная мастерская в Екатеринбурге. С 1786 г. на Алтае начинает выпускать свои знаменитые на весь мир
порфиритовые, яшмовые, малахитовые вазы Колыванская шлифовальная фабрика. Приобретает широкую
известность самобытное искусство филиграни красносельских ювелиров. Примерно в эти же годы
в ювелирное дело внедряются механические способы обработки металлов, что немедленно упростило
и ускорило работу ювелиров: кованое серебро заменяется гладким листовым, чеканка все более уступает
место штамповке, находят применение методы гальванообработки Эти первые ювелирные предприятия
и первые технические новшества по сути предопределили приход эпохи, когда труд ювелира-одиночки,
Введение
И
ювелира-кустаря был заменен сначала механизированным, а в дальнейшем - промышленным (серийно-
массовым) производством ювелирных изделий, особенно группы личных украшений.
Начало советского периода ювелирного производства относится к 1923 г., когда при Наркомфине
было организовано Московское товарищество, в сферу деятельности которого входило изготовление и сбыт
ювелирных изделий. Используя опыт и достижения предшествующих поколений, опираясь на традиции
русского ювелирного творчества, ювелиры нашей страны создали немало изделий, получивших мировую
известность, в том числе такие произведения монументального характера, как рубиновые звезды Московс-
кого Кремля, как карта нашей великой Родины из драгоценных металлов и самоцветов, как изумительный по
красоте орден «Победа». 60 и 70 годы XX в. явились временем бурного развития отечественной ювелирной
промышленности. Некогда кустарные и полукустарные промыслы и мастерские были реконструированы, рас-
ширены, а во многих случаях просто отстроены заново. Теперь - это мощные промышленные предприятия
с механизированными процессами производства, способные выпускать ювелирные изделия любой сложности
и практически в неограниченном количестве.
В полной мере удовлетворять потребность людей в ювелирных изделиях высокого художественного
уровня - основное направление работы ювелирных предприятий Москвы, Санкт-Петербурга, Екатеринбур-
га. Костромы, Великого Устюга (Вологодская обл.), Перми, Якутска, Калининграда, Ростова (Ярославская
обл.) и Приволжска (Ивановская обл.), мстерских, кубачинских и красносельских мастеров и всех ювелиров
России, а также всех тех, кто трудится в сфере ювелирного производства страны.
Будущих мастеров ювелирного дела готовят (в основном) в специальных учебных заведениях - ли-
цеях (раньше ПТУ). Весь процесс подготовки ведется так, чтобы полученный в стенах учебного заведения
определенный минимум теоретических знаний и практических навыков послужил учащимся (в дальнейшем)
хорошей базой для совершенствования мастерства и постижения всех секретов профессии. Молодые люди,
приходя после обучения на предприятия, обязаны хорошо владеть минимумом теории и практики. Под
минимумом теории понимается, что им (для овладения профессией) необходимо знать: оборудование,
инструмент, приспособления, применяемые в ювелирном производстве, методы заточки и правки инстру-
мента; термическую обработку деталей и заготовок из различных сплавов; правила пользования измери-
тельной аппаратурой, весами; технологию изготовления изделий и их обработку; припои, флюсы, техноло-
гию пайки; припуски, допуски и посадки; виды и причины брака, его предупреждение; требования безопас-
ности труда; систему организации нормирования и хранения драгоценных металлов; задачи и роль служб
технического контроля, стандартизации и метрологии. Под минимумом практики предполагается, что начи-
нающий ювелир должен уметымонтировать несложные изделия из золота и средней сложности изделия из
цветных металлов и серебра; монтировать и паять детали с применением различных приспособлений; вы-
полнять гибку и правку деталей, отбеливание, шабрение, опиливание, сверление, штифтовку, впаивание
кастов, рантов, шарниров, шинок и др; читать рабочие чертежи: определять причины брака, предупреждать
и устранять брак; применять на практике наиболее целесообразные и производительные способы работы
и современные методы труда; правильно организовывать и содержать рабочее место; экономично расходовать
материалы, инструмент, электроэнергию.
ГЛАВА 1
Материалы для изготовления
ювелирных изделий
1.1. Металлические материалы
1.2. Неметаллические материалы
1.3. Вспомогательные материалы
В.П.Новиков
Книга
начинающего
ювелира
14
Глава 1. Материалы для изготовления ювелирных изделий
еловек, встретив на своем пути золо-
то, был очарован его красотой, поражен
> способностью в любых условиях сохра-
нять солнечный цвет и блеск, легко поддавать-
ся обработке. Использовав эти удивительные ка-
чества металла в сочетании с гармонией линий
и форм, человек создал один из неподражаемых
видов народного художественного творчества.
Ювелирное дело — искусство малых форм.
Благородная красота материала, талант и тех-
ническое мастерство исполнителя позволили
придать ювелирным изделиям изысканность,
высокую художественную ценность, особую вы-
разительность. Вначале для изготовления юве-
лирных изделий человек использовал только
золото, затем постепенно стал применять сереб-
ро, другие металлы, а также драгоценные, по-
лудрагоценные, поделочные камни, жемчуг, ко-
ралл, янтарь, перламутр, а в наши дни и кам-
ни, выращенные в специальных установках, —
изумруд, гранат, бирюзу, опал, малахит и дру-
гие, которые по внешним характеристикам
и физико-химическим свойствам не уступают
природным. Все материалы, используемые
в процессе изготовления ювелирных изделий,
подразделяются на металлические, неметалли-
ческие и вспомогательные
1.1. Металлические материалы
К металлическим материалам относятся дра-
гоценные металлы и сплавы, цветные металлы
и сплавы, а также сталь, титан, тантал, ниобий.
Драгоценные материалы. Это золото, се-
ребро, платина, палладий, родий, рутений, ири-
дий, осмий.
Золото (Аи) — металл красивого желтого
цвета с сильным блеском, вязкий, мягкий, ков-
кий, тягучий, пластичный (один грамм золота
можно вытянуть, в виде проволоки, на длину
в 3,5 км, расплющить до толщины 0,000127 мм,
а стопка, например, из 10000 золотых листиков
может быть высотой всего лишь в 1 мм); хими-
чески стойкий — растворяется только в «царс-
кой водке» (смеси соляной и азотной кислот),
а также в ртути, растворах цианистых щелочей,
хлорной и бромной воде; на воздухе золото не
изменяется, инертно оно и в воде. Температура
плавления золота — 1063 °C, а температура
кипения — 2877 °C; порядковый номер — 79,
а атомный вес — 196,97; плотность (г/см3) —
19,3; удельная теплоемкость (кДж/кг«К) —
0,1310; тепловое расширение [10'6 м/(м*К)] —
14,0; теплопроводность [Вт/(К«т)] — 310,0;
твердость по Бринеллю (НВ) — 245; относи-
тельное удлинение (%) — 50; для получения
всего одной унции (31,1 г) золота перерабаты-
вается примерно 5 тонн золотоносной руды.
Возможно, золото было первым металлом, ко-
торым пользовались первобытные люди, так как
оно встречается в природе в металлическом,
почти чистом виде. Золото чаще любого друго-
го металла упоминается в различного рода ли-
тературе. Например, в произведениях Шекспи-
ра золото упоминается более 250 раз, а в Биб-
лии более 460 упоминаний о нем; самое же древ-
нейшее из найденных золотых украшений да-
тируется 3500 г. до н.э.
Золото добывают (в основном) на золотых
приисках, но его получают также и при рафи-
нировании недрагоценных металлов (меди, ни-
келя и др.) в качестве побочного продукта. Зна-
чительно больше золота, чем его было добыто
за всю историю человечества, содержится (во
взвешенном состоянии) в водах мирового океа-
на. Самыми же крупными золотодобывающими
странами всегда считались ЮАР, бывший
СССР, США, Канада, Австралия. Правда, не так
давно были открыты богатейшие запасы золо-
та в Калимантане (Индонезия), что позволит
этой стране стать третьей в списке крупнейших
поставщиков золота. Самым же мощным мес-
торождением золота является бассейн Витва-
терсранд (ЮАР): длина золотоносного
пласта — более 2 миль, а возраст — 2 биллио-
на лет. Первооткрывателем золота на Клондай-
ке (в 1896 г.) был Роберт Гендерсон, матрос из
канадской провинции Новая Шотландия; за пе-
риод с 1899 по 1904 гг. на Клондайке было до-
быто золота на сумму 100 млн. долларов; са-
мой же грандиозной золотой лихорадкой всех
времен и народов была калифорнийская золо-
тая лихорадка: 40 тысяч старателей со всего света
съехались тогда в долину р. Сакраменто (США),
где за 9 лет добыли 24 млн. унций золота.
Первые золотые монеты (как средство об-
мена) были отчеканены в 560 г. до н. э. царем
Глава 1. Материалы для изготовления ювелирных изделий
15
Лидии Крезом, а в наши времена на рынке золо-
тых монет в постоянно большом спросе —
канадская монета «Кленовый лист», которая,
в отличии от других золотых монет, чеканится
не из сплава золота, а из чистого золота. Во
Франции и Италии золотыми украшениями счи-
таются изделия из сплавов 750-й пробы и выше,
а в Канаде минимальная проба золотого спла-
ва — 375-я; самый же популярный низкопроб-
ный золотой сплав — 416-й пробы. В разные
годы XX века самая высокая цена золота была
850 долларов за унцию, а самая низкая — 250
долларов. В США только стоматологи ежегод-
но расходуют 25 т золота. Основной же потре-
битель золота в любой стране — ювелирная
промышленность. Самые крупные золотые изде-
лия — туалет в Гонконге и ванна в Японии,
которая, кстати, изготовлена из золота 916-й
пробы, а ее масса составляет 313,5 фунтов.
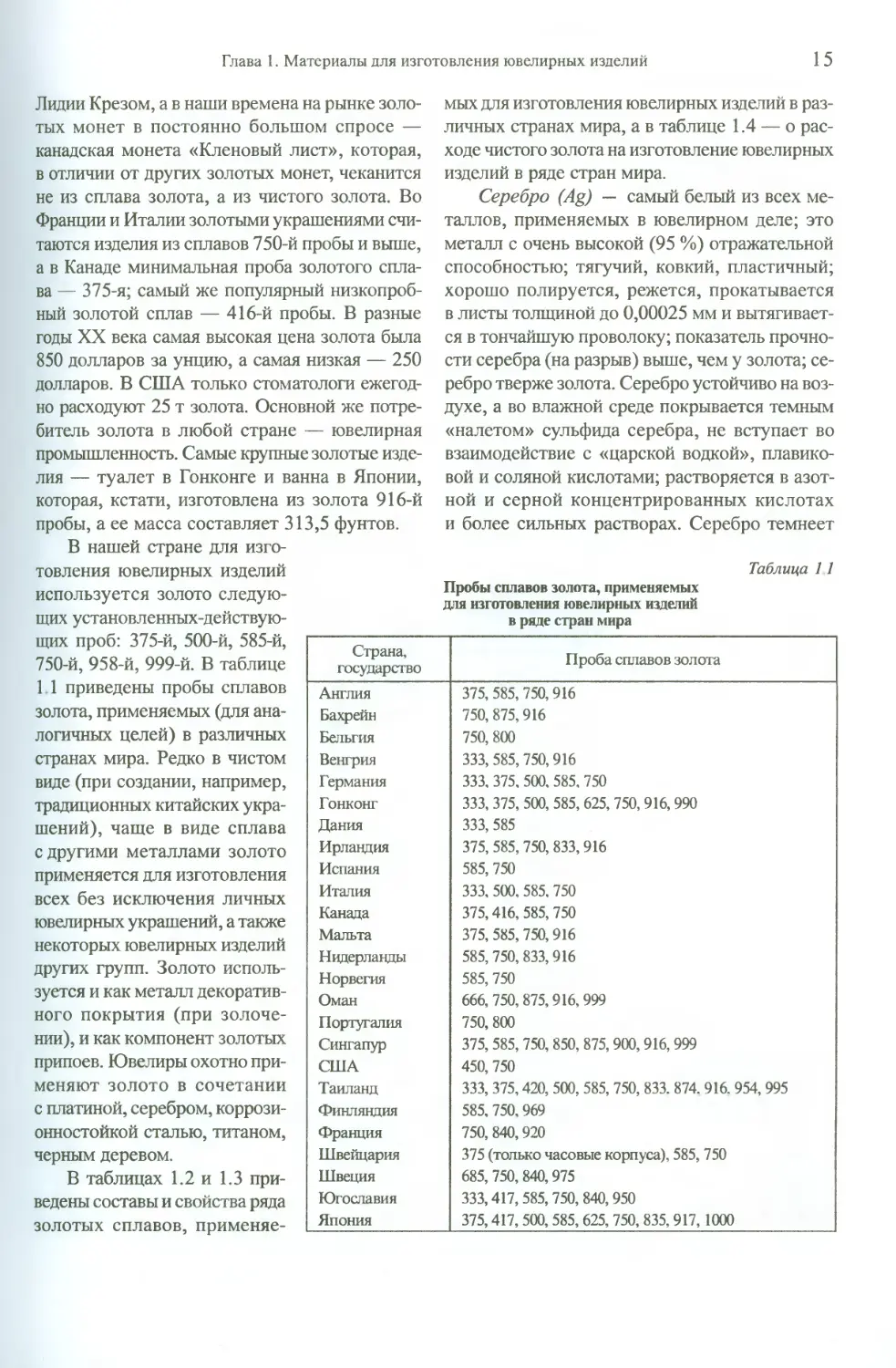
В нашей стране для изго-
товления ювелирных изделий
используется золото следую-
щих установленных-действую-
щих проб: 375-й, 500-й, 585-й,
750-й, 958-й, 999-й. В таблице
11 приведены пробы сплавов
золота, применяемых (для ана-
логичных целей) в различных
странах мира. Редко в чистом
виде (при создании, например,
традиционных китайских укра-
шений), чаше в виде сплава
с другими металлами золото
применяется для изготовления
всех без исключения личных
ювелирных украшений, а также
некоторых ювелирных изделий
других групп. Золото исполь-
зуется и как металл декоратив-
ного покрытия (при золоче-
нии), и как компонент золотых
припоев. Ювелиры охотно при-
меняют золото в сочетании
с платиной, серебром, коррози-
онностойкой сталью, титаном,
черным деревом.
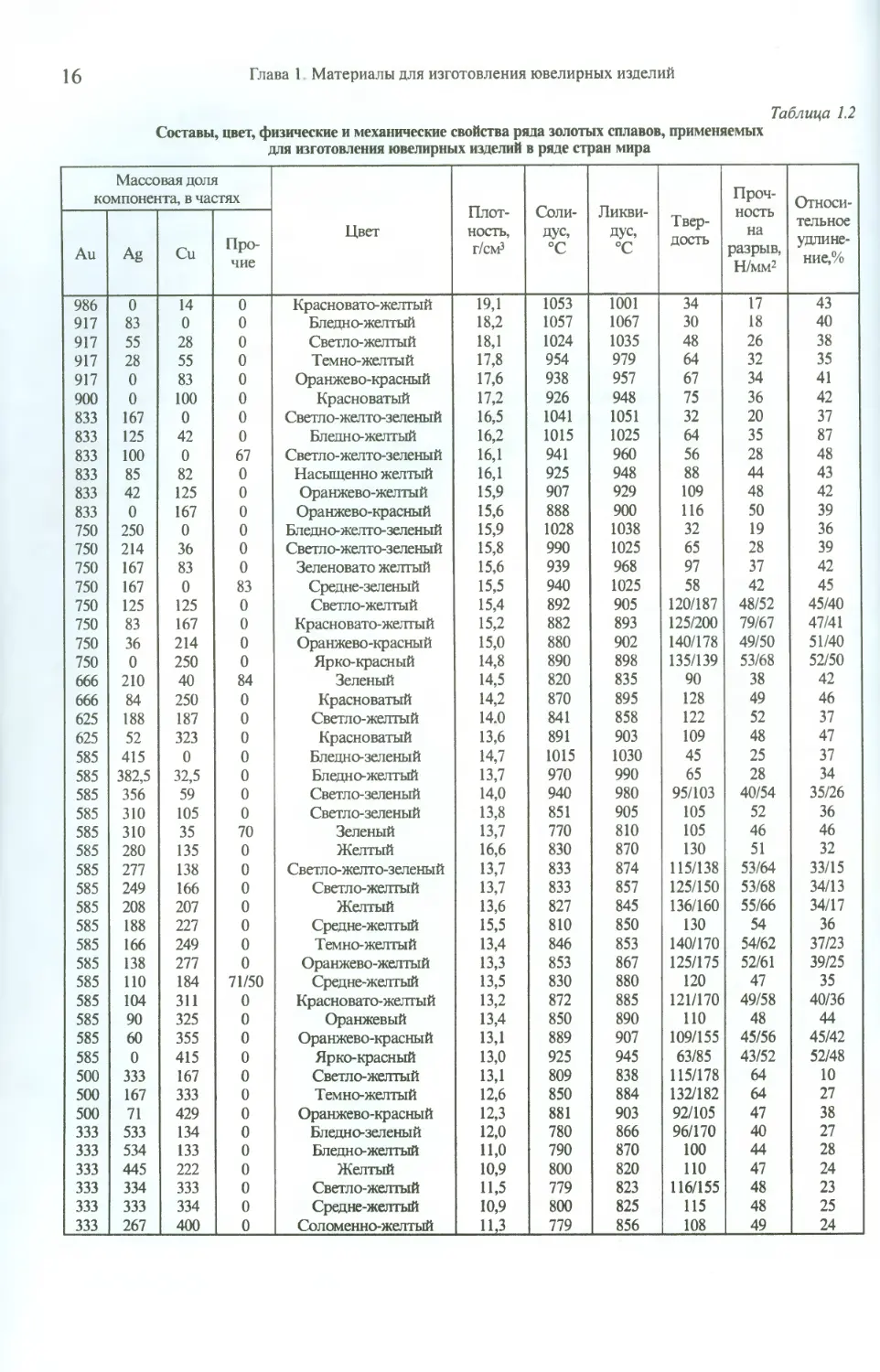
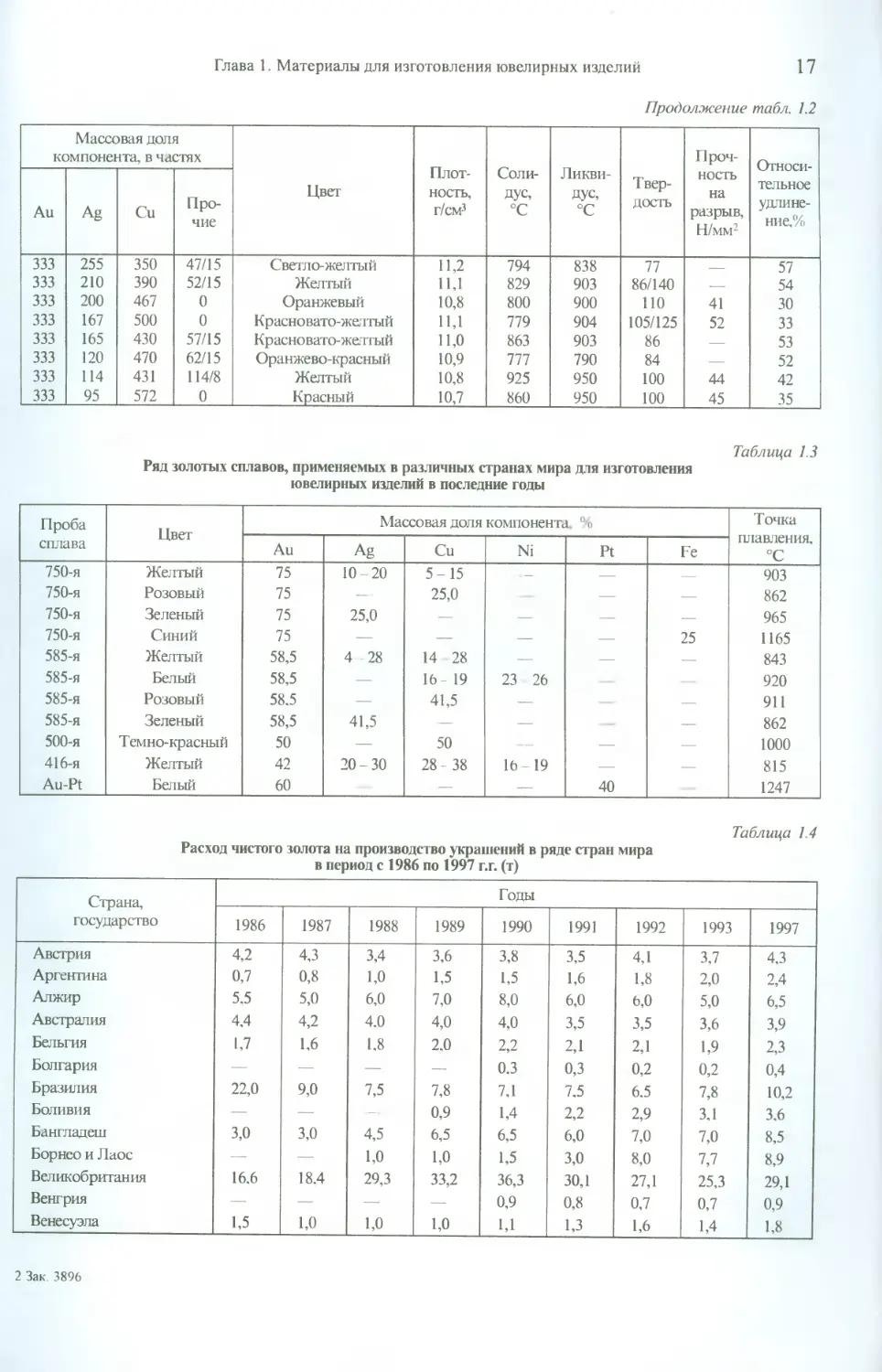
В таблицах 1.2 и 1.3 при-
ведены составы и свойства ряда
золотых сплавов, применяе-
мых для изготовления ювелирных изделий в раз-
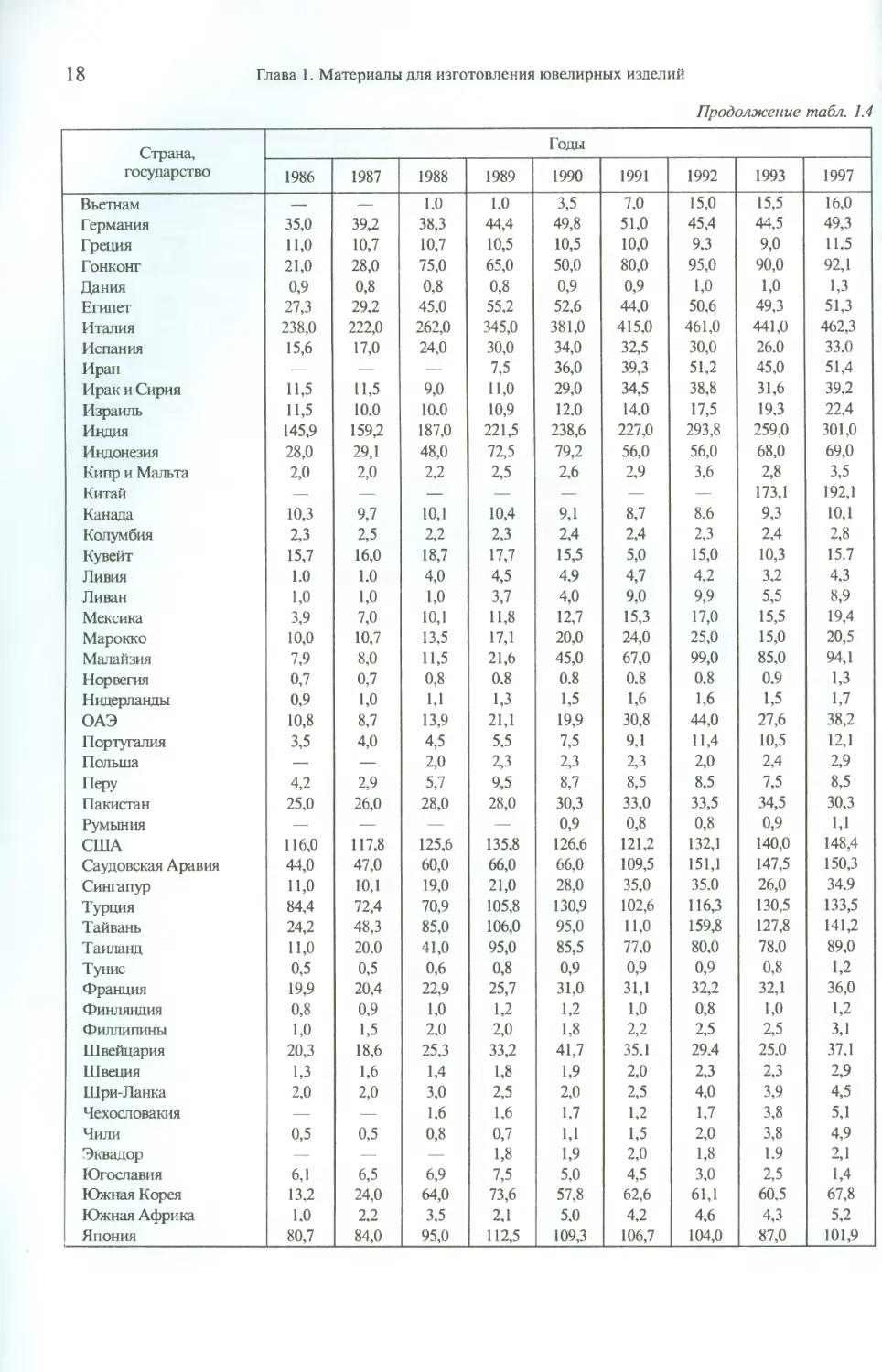
личных странах мира, а в таблице 1.4 — о рас-
ходе чистого золота на изготовление ювелирных
изделий в ряде стран мира.
Серебро (Ag) — самый белый из всех ме-
таллов, применяемых в ювелирном деле; это
металл с очень высокой (95 %) отражательной
способностью; тягучий, ковкий, пластичный;
хорошо полируется, режется, прокатывается
в листы толщиной до 0,00025 мм и вытягивает-
ся в тончайшую проволоку; показатель прочно-
сти серебра (на разрыв) выше, чем у золота; се-
ребро тверже золота. Серебро устойчиво на воз-
духе, а во влажной среде покрывается темным
«налетом» сульфида серебра, не вступает во
взаимодействие с «царской водкой», плавико-
вой и соляной кислотами; растворяется в азот-
ной и серной концентрированных кислотах
и более сильных растворах. Серебро темнеет
Таблица 11
Пробы сплавов золота, применяемых
для изготовления ювелирных изделий
в ряде стран мира
Страна, государство Проба сплавов золота
Англия 375, 585, 750,916
Бахрейн 750,875,916
Бельгия 750,800
Венгрия 333,585,750,916
Германия 333, 375, 500, 585, 750
Гонконг 333, 375, 500, 585, 625, 750, 916,990
Дания 333, 585
Ирландия 375, 585, 750, 833,916
Испания 585,750
Италия 333, 500, 585, 750
Канада 375,416, 585, 750
Мальта 375, 585,750,916
Нидерланды 585, 750, 833,916
Норвегия 585, 750
Оман 666, 750, 875,916, 999
Португалия 750, 800
Сингапур 375,585,750,850, 875,900,916,999
США 450, 750
Таиланд 333, 375,420, 500, 585, 750, 833. 874. 916. 954, 995
Финляндия 585, 750,969
Франция 750, 840,920
Швейцария 375 (только часовые корпуса), 585, 750
Швеция 685, 750, 840,975
Югославия 333,417, 585,750,840,950
Япония 375,417, 500, 585, 625, 750, 835,917,1000
16
Глава 1 Материалы для изготовления ювелирных изделий
Таблица 1.2
Составы, цвет, физические и механические свойства ряда золотых сплавов, применяемых
для изготовления ювелирных изделий в ряде стран мира
Массовая доля компонента, в частях Цвет Плот- ность, г/см3 Соли- дус, °C Ликви- дус, °C Твер- дость Проч- ность на разрыв, Н/мм2 Относи- тельное удлине- ние,%
Au Ag Си Про- чие
986 0 14 0 Красновато-желтый 19,1 1053 1001 34 17 43
917 83 0 0 Бледно-желтый 18,2 1057 1067 30 18 40
917 55 28 0 Светло-желтый 18,1 1024 1035 48 26 38
917 28 55 0 Темно-желтый 17,8 954 979 64 32 35
917 0 83 0 Оранжево-красный 17,6 938 957 67 34 41
900 0 100 0 Красноватый 17,2 926 948 75 36 42
833 167 0 0 Светло-желто-зеленый 16,5 1041 1051 32 20 37
833 125 42 0 Бледно-желтый 16,2 1015 1025 64 35 87
833 100 0 67 Светло-желто-зеленый 16,1 941 960 56 28 48
833 85 82 0 Насыщенно желтый 16,1 925 948 88 44 43
833 42 125 0 Оранжево-желтый 15,9 907 929 109 48 42
833 0 167 0 Оранжево-красный 15,6 888 900 116 50 39
750 250 0 0 Бледно-желто-зеленый 15,9 1028 1038 32 19 36
750 214 36 0 Светло-желто-зеленый 15,8 990 1025 65 28 39
750 167 83 0 Зеленовато желтый 15,6 939 968 97 37 42
750 167 0 83 Средне-зеленый 15,5 940 1025 58 42 45
750 125 125 0 Светло-желтый 15,4 892 905 120/187 48/52 45/40
750 83 167 0 Красновато-желтый 15,2 882 893 125/200 79/67 47/41
750 36 214 0 Оранжево-красный 15,0 880 902 140/178 49/50 51/40
750 0 250 0 Ярко-красный 14,8 890 898 135/139 53/68 52/50
666 210 40 84 Зеленый 14,5 820 835 90 38 42
666 84 250 0 Красноватый 14,2 870 895 128 49 46
625 188 187 0 Светло-желтый 14.0 841 858 122 52 37
625 52 323 0 Красноватый 13,6 891 903 109 48 47
585 415 0 0 Бледно-зеленый 14,7 1015 1030 45 25 37
585 382,5 32,5 0 Бледно-желтый 13,7 970 990 65 28 34
585 356 59 0 Светло-зеленый 14,0 940 980 95/103 40/54 35/26
585 310 105 0 Светло-зеленый 13,8 851 905 105 52 36
585 310 35 70 Зеленый 13,7 770 810 105 46 46
585 280 135 0 Желтый 16,6 830 870 130 51 32
585 277 138 0 Светло-желто-зеленый 13,7 833 874 115/138 53/64 33/15
585 249 166 0 Светло-желтый 13,7 833 857 125/150 53/68 34/13
585 208 207 0 Желтый 13,6 827 845 136/160 55/66 34/17
585 188 227 0 Средне-желтый 15,5 810 850 130 54 36
585 166 249 0 Темно-желтый 13,4 846 853 140/170 54/62 37/23
585 138 277 0 Оранжево-желтый 13,3 853 867 125/175 52/61 39/25
585 НО 184 71/50 Средне-желтый 13,5 830 880 120 47 35
585 104 311 0 Красновато-желтый 13,2 872 885 121/170 49/58 40/36
585 90 325 0 Оранжевый 13,4 850 890 НО 48 44
585 60 355 0 Оранжево-красный 13,1 889 907 109/155 45/56 45/42
585 0 415 0 Ярко-красный 13,0 925 945 63/85 43/52 52/48
500 333 167 0 Светло-желтый 13,1 809 838 115/178 64 10
500 167 333 0 Темно-желтый 12,6 850 884 132/182 64 27
500 71 429 0 Оранжево-красный 12,3 881 903 92/105 47 38
333 533 134 0 Бледно-зеленый 12,0 780 866 96/170 40 27
333 534 133 0 Бледно-желтый 11,0 790 870 100 44 28
333 445 222 0 Желтый 10,9 800 820 ПО 47 24
333 334 333 0 Светло-желтый 11,5 779 823 116/155 48 23
333 333 334 0 Средне-желтый 10,9 800 825 115 48 25
333 267 400 0 Соломенно-желтый -11.3 779 856 108 49 24
Глава 1. Материалы для изготовления ювелирных изделий
17
Продолжение табл. 1.2
Массовая доля компонента, в частях Цвет Плот- ность, г/см3 Соли- дус, °C Ликви- дус, °C Твер- дость Проч- ность на разрыв, Н/мм2 Относи- тельное удлине- ние^
Au Ag Си Про- чие
333 255 350 47/15 Светло-желтый 11,2 794 838 77 — 57
333 210 390 52/15 Желтый Н,1 829 903 86/140 — 54
333 200 467 0 Оранжевый 10,8 800 900 ПО 41 30
333 167 500 0 Красновато-желтый Н,1 779 904 105/125 52 33
333 165 430 57/15 Красновато-желтый 11,0 863 903 86 — 53
333 120 470 62/15 Оранжево-красный 10,9 777 790 84 — 52
333 114 431 114/8 Желтый 10,8 925 950 100 44 42
333 95 572 0 Красный 10,7 860 950 100 45 35
Таблица 1.3
Ряд золотых сплавов, применяемых в различных странах мира для изготовления
ювелирных изделий в последние годы
Проба сплава Цвет Массовая доля компонента. % Точка плавления, °C
Au Ag Си Ni Pt Fe
750-я Желтый 75 10 20 5-15 - — — 903
750-я Розовый 75 — 25,0 — — 862
750-я Зеленый 75 25,0 — — — — 965
750-я Синий 75 — — — — 25 1165
585-я Желтый 58,5 4 -28 14 28 — — — 843
585-я Белый 58,5 — 16- 19 23 26 — 920
585-я Розовый 58.5 — 41,5 — — 911
585-я Зеленый 58,5 41,5 — — — 862
500-я Т емно-красный 50 — 50 — — — 1000
416-я Желтый 42 20-30 28- 38 16-19 — — 815
Au-Pt Белый 60 — — 40 1247
Таблица 1.4
Расход чистого золота на производство украшений в ряде стран мира
в период с 1986 по 1997 г.г. (т)
Страна, государство Годы
1986 1987 1988 1989 1990 1991 1992 1993 1997
Австрия 4,2 4,3 3,4 3,6 3,8 3,5 4,1 3,7 4,3
Аргентина 0,7 0,8 1,0 1,5 1,5 1,6 1,8 2,0 2,4
Алжир 5.5 5,0 6,0 7,0 8,0 6,0 6,0 5,0 6,5
Австралия 4,4 4,2 4.0 4,0 4,0 3,5 3,5 3,6 3,9
Бельгия 1,7 1,6 1.8 2.0 2,2 2,1 2,1 1,9 2,3
Болгария — — — — 0.3 0,3 0,2 0,2 0,4
Бразилия 22,0 9,0 7,5 7,8 7,1 7,5 6.5 7,8 10,2
Боливия — — 0,9 1,4 2,2 2,9 3,1 3,6
Бангладеш 3,0 3,0 4,5 6,5 6,5 6,0 7,0 7,0 8,5
Борнео и Лаос — — 1,0 1,0 1,5 3,0 8,0 7,7 8,9
Великобритания 16,6 18.4 29,3 33,2 36,3 30,1 27,1 25,3 29,1
Венгрия — — — — 0,9 0,8 0,7 0,7 0,9
Венесуэла 1,5 1,0 1,0 1,0 1,1 1,3 1,6 1,4 1,8
2 Зак. 3896
18
Глава 1. Материалы для изготовления ювелирных изделий
Продолжение табл. 1.4
Страна, государство Годы
1986 1987 1988 1989 1990 1991 1992 1993 1997
Вьетнам — — 1,0 1,0 3,5 7,0 15,0 15,5 16,0
Германия 35,0 39,2 38,3 44,4 49,8 51,0 45,4 44,5 49,3
Греция 11,0 10,7 10,7 10,5 10,5 10,0 9.3 9,0 11.5
Гонконг 21,0 28,0 75,0 65,0 50,0 80,0 95,0 90,0 92,1
Дания 0,9 0,8 0,8 0,8 0,9 0,9 1,0 1,0 1,3
Египет 27,3 29,2 45,0 55,2 52,6 44,0 50,6 49,3 51,3
Италия 238,0 222,0 262,0 345,0 381,0 415,0 461,0 441,0 462,3
Испания 15,6 17,0 24,0 30,0 34,0 32,5 30,0 26.0 33.0
Иран — — — 7,5 36,0 39,3 51,2 45,0 51,4
Ирак и Сирия 11,5 11,5 9,0 11,0 29,0 34,5 38,8 31,6 39,2
Израиль 11,5 10.0 10.0 10,9 12.0 14.0 17,5 19.3 22,4
Индия 145,9 159,2 187,0 221,5 238,6 227,0 293,8 259,0 301,0
Индонезия 28,0 29,1 48,0 72,5 79,2 56,0 56,0 68,0 69,0
Кипр и Мальта 2,0 2,0 2,2 2,5 2,6 2,9 3,6 2,8 3,5
Китай — — — — — — — 173,1 192,1
Канада 10,3 9,7 10,1 10,4 9,1 8,7 8.6 9,3 10,1
Колумбия 2,3 2,5 2,2 2,3 2,4 2,4 2,3 2,4 2,8
Кувейт 15,7 16,0 18,7 17,7 15,5 5,0 15,0 10,3 15.7
Ливия 1.0 1.0 4,0 4,5 4.9 4,7 4.2 3.2 4,3
Ливан 1,0 1,0 1,0 3,7 4,0 9,0 9,9 5,5 8,9
Мексика 3,9 7,0 10,1 11,8 12,7 15,3 17,0 15,5 19,4
Марокко 10,0 10,7 13,5 17,1 20,0 24,0 25,0 15,0 20,5
Малайзия 7,9 8,0 11,5 21,6 45,0 67,0 99,0 85,0 94,1
Норвегия 0,7 0,7 0,8 0.8 0.8 0.8 0.8 0.9 1,3
Нидерланды 0,9 1,0 1,1 1,3 1,5 1,6 1,6 1,5 1,7
ОАЭ 10,8 8,7 13,9 21,1 19,9 30,8 44,0 27,6 38,2
Португалия 3,5 4,0 4,5 5,5 7,5 9,1 11,4 10,5 12,1
Польша — — 2,0 2,3 2,3 2,3 2,0 2,4 2,9
Перу 4,2 2,9 5,7 9,5 8,7 8,5 8,5 7,5 8,5
Пакистан 25,0 26,0 28,0 28,0 30,3 33,0 33,5 34,5 30,3
Румыния — — — — 0,9 0,8 0,8 0,9 1,1
США 116,0 117.8 125.6 135.8 126.6 121.2 132,1 140,0 148,4
Саудовская Аравия 44,0 47,0 60,0 66,0 66,0 109,5 151,1 147,5 150,3
Сингапур 11,0 10,1 19,0 21,0 28,0 35,0 35.0 26,0 34.9
Турция 84,4 72,4 70,9 105,8 130,9 102,6 116,3 130,5 133,5
Тайвань 24,2 48,3 85,0 106,0 95,0 11,0 159,8 127,8 141,2
Таиланд 11,0 20.0 41,0 95,0 85,5 77.0 80.0 78,0 89,0
Тунис 0,5 0,5 0,6 0,8 0,9 0,9 0,9 0,8 1,2
Франция 19,9 20,4 22,9 25,7 31,0 31,1 32,2 32,1 36,0
Финляндия 0,8 0,9 1,0 1,2 1,2 1,0 0,8 1,0 1,2
Филлипины 1,0 1,5 2,0 2,0 1,8 2,2 2,5 2,5 3,1
Швейцария 20,3 18,6 25,3 33,2 41,7 35.1 29.4 25.0 37.1
Швеция 1,3 1,6 1,4 1,8 1,9 2,0 2,3 2,3 2,9
Шри-Ланка 2,0 2,0 3,0 2,5 2,0 2,5 4,0 3,9 4,5
Чехословакия — — 1.6 1.6 1.7 1.2 1,7 3,8 5,1
Чили 0,5 0,5 0,8 0,7 1,1 1,5 2,0 3,8 4,9
Эквадор — — — 1,8 1,9 2,0 1,8 1.9 2,1
Югославия 6,1 6,5 6,9 7,5 5,0 4,5 3,0 2,5 1,4
Южная Корея 13,2 24,0 64,0 73,6 57,8 62,6 61,1 60,5 67,8
Южная Африка 1,0 2,2 3,5 2,1 5,0 4,2 4,6 4,3 5,2
Япония 80,7 84,0 95,0 112,5 109,3 106,7 104,0 87,0 101,9
Глава 1. Материалы для изготовления ювелирных изделий
19
в присутствии серы; сера, содержащаяся в ку-
рином яйце, например, может окрасить сереб-
ряную ложку в темно-коричневый цвет; в чис-
том виде серебро легко царапается ножом.
Серебро относится к группе драгоценных
металлов, потому что оно редко встречается
в природе и обладает свойствами, которые по-
зволяют ему быть монетным металлом и слу-
жить материалом для изготовления ювелирных
украшений и целого ряда других ценных изде-
лий. Серебро также относится к группе благо-
родных металлов, так как в нормальных усло-
виях оно устойчиво к окислению; у серебра са-
мые высокие показатели электропроводности
и теплопроводности; древнейшие поделки из се-
ребра (образцы Шумерской культуры) относят-
ся к 4000 г. до н. э. Высокопробное серебро
(стерлинговое) содержит 92,5 % чистого сереб-
ра и 7,5 % неблагородного металла (обычно
меди); монетное серебро — сплав, который ра-
нее применялся во многих странах мира для
чеканки монет, содержит 90 % серебра и 10 %
меди. Относительно этимологии слова «стер-
линг» существуют две версии. Согласно одной
из них, это название произошло от названия
мелких серебряных монет, имевших хождение
в Англии в XIV в.; монеты были названы в честь
ганзейских чеканщиков «Easterling». Согласно
другой версии, это название произошло от се-
ребряных монет XII в с изображением звезды
«Star». На практике ювелиры нередко встреча-
ются с так называемым «дутым серебром» —
наличием в сплаве раковин с не улетучившим-
ся газом; «штриховым серебром» — наличием
в сплаве (в виде штрихов на поверхности) твер-
дых инородных включений, не поддающихся
к тому же полированию, а также «синим се-
ребром» — результатом длительного отжига
(глубокого окисления).
Температура плавления серебра —
960,8 °C, а температура кипения — 2167 °C;
порядковый номер — 47, а атомный вес 107,87;
плотность (г/см3) — 10,35; удельная теплоем-
кость (кДж/кг*К) — 0,2332; тепловое расши-
рение [106м/(м«К)] — 18,80; теплопровод-
ность [Вт/(К*т)] — 453,7; твердость по Бри-
неллю (НВ) — 255, относительное удлинение
(%) — 60. Самая «чистая» монета из сереб-
ра — это канадская монета «Кленовый лист»,
которая содержит 99,9 % чистого серебра; масса
монеты — одна унция, номинальная цена — 5
долларов; канадское правительство гаранти-
рует устойчивость этой цены, даже если цены
на серебро падут ниже 5 долларов за унцию.
В природе общее количество серебра (по
сравнению с другими металлами) невелико;
например, на каждые 10 млн. частей железа
приходится всего две части серебра. В 1743 г.
гражданин г. Шеффилда (Великобритания) То-
мас Больсовер изобрел способ нанесения слоя
серебра на медную основу. Изделия посудной
группы из этого материала получили название
«Старое шеффилдское серебро». Термин «Silver
plate» применяется для обозначения предметов,
изготовленных из неблагородных металлов
(меди, латуни, нейзильбера) с гальванически
осажденным покрытием из чистого серебра.
Серебро применялось (как средство обме-
на) еще в 800-х годах до н. э. в Азии, древнем
Египте. Крупнейшими поставщиками серебра на
мировой рынок в наше время всегда были Мек-
сика, Перу, бывший СССР, Канада, США. Обыч-
но серебро добывают из руды, но иногда оно
встречается в природе и в чистом виде. Серебро
часто получают в качестве побочного продукта.
От 8 до 85 % серебра добывают из свинцовых,
цинковых, медных, никелевых, оловянных и зо-
лотых руд; 45 % всего добытого серебра — из
свинцовой руды. Ведущий изготовитель и экс-
портер изделий из серебра — Италия.
В XVIII и XIX вв. бриллианты закрепляли
в серебряные оправы для создания впечатления
большего их блеска. В настоящее время для
достижения этой же цели используют и другие
материалы: платину, родий, белое золото; сто-
матологические амальгамы являются сплавом
серебра, олова и ртути; йодистое серебро ши-
роко применяется для изготовления фотоплен-
ки, фотобумаги, антисептических средств, а так-
же для вызывания искусственного дождя. На-
чиная с 1989 г. на некоторых автомобилях фирм
«Форд» и «Дженерал Моторе» устанавливают
ветровые стекла с серебряными покрытиями,
которые обеспечивают почти мгновенную их
очистку от снега и льда.
В России в ювелирном деле используется
серебро 800-й, 830-й, 875-й, 925-й, 960-й, 999-й
проб. Иностранные ювелирные фирмы приме-
20
Глава 1. Материалы для изготовления ювелирных изделий
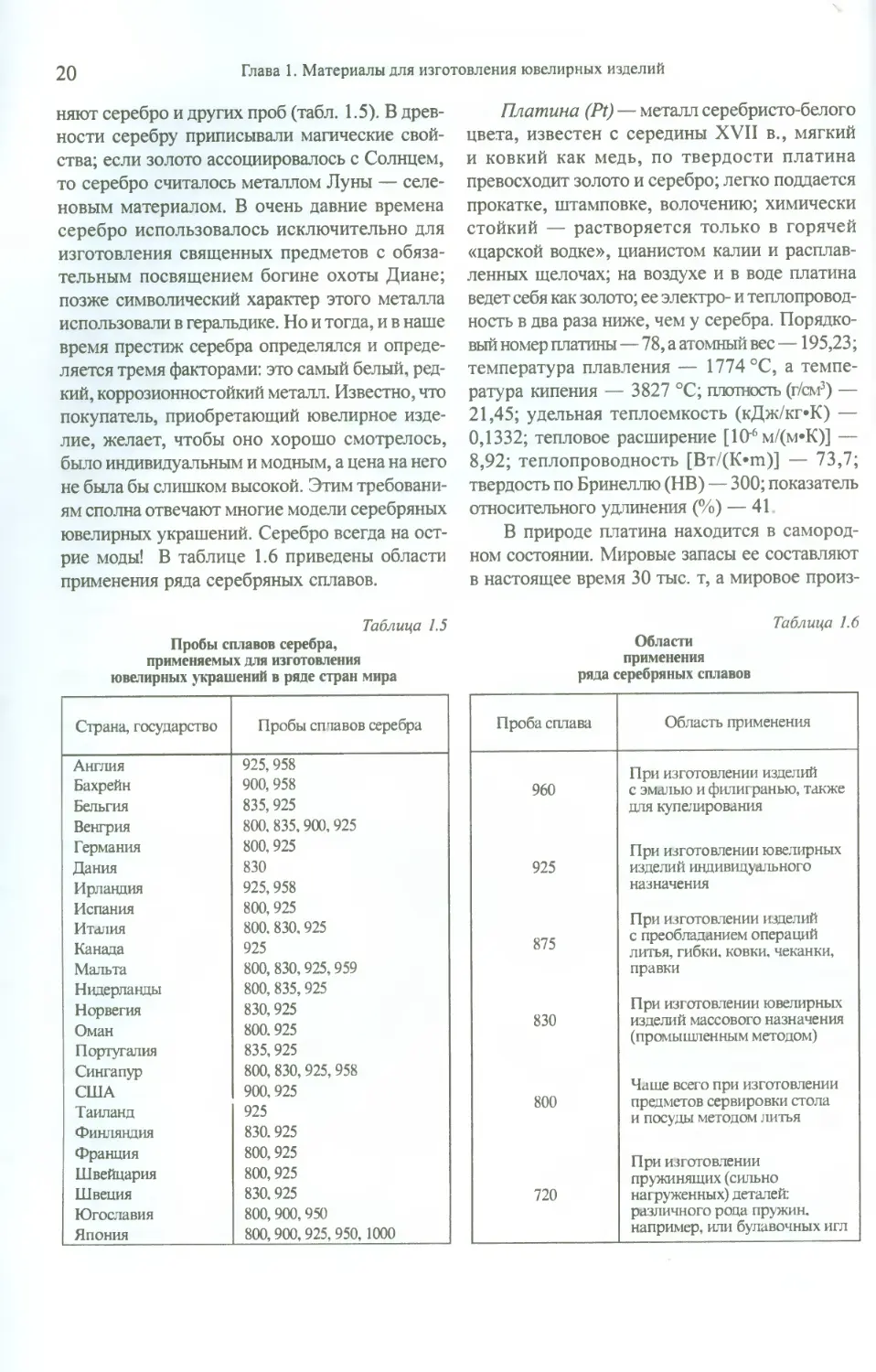
няют серебро и других проб (табл. 1.5). В древ-
ности серебру приписывали магические свой-
ства; если золото ассоциировалось с Солнцем,
то серебро считалось металлом Луны — селе-
новым материалом. В очень давние времена
серебро использовалось исключительно для
изготовления священных предметов с обяза-
тельным посвящением богине охоты Диане;
позже символический характер этого металла
использовали в геральдике. Но и тогда, и в наше
время престиж серебра определялся и опреде-
ляется тремя факторами: это самый белый, ред-
кий, коррозионностойкий металл. Известно, что
покупатель, приобретающий ювелирное изде-
лие, желает, чтобы оно хорошо смотрелось,
было индивидуальным и модным, а цена на него
не была бы слишком высокой. Этим требовани-
ям сполна отвечают многие модели серебряных
ювелирных украшений. Серебро всегда на ост-
рие моды! В таблице 1.6 приведены области
применения ряда серебряных сплавов.
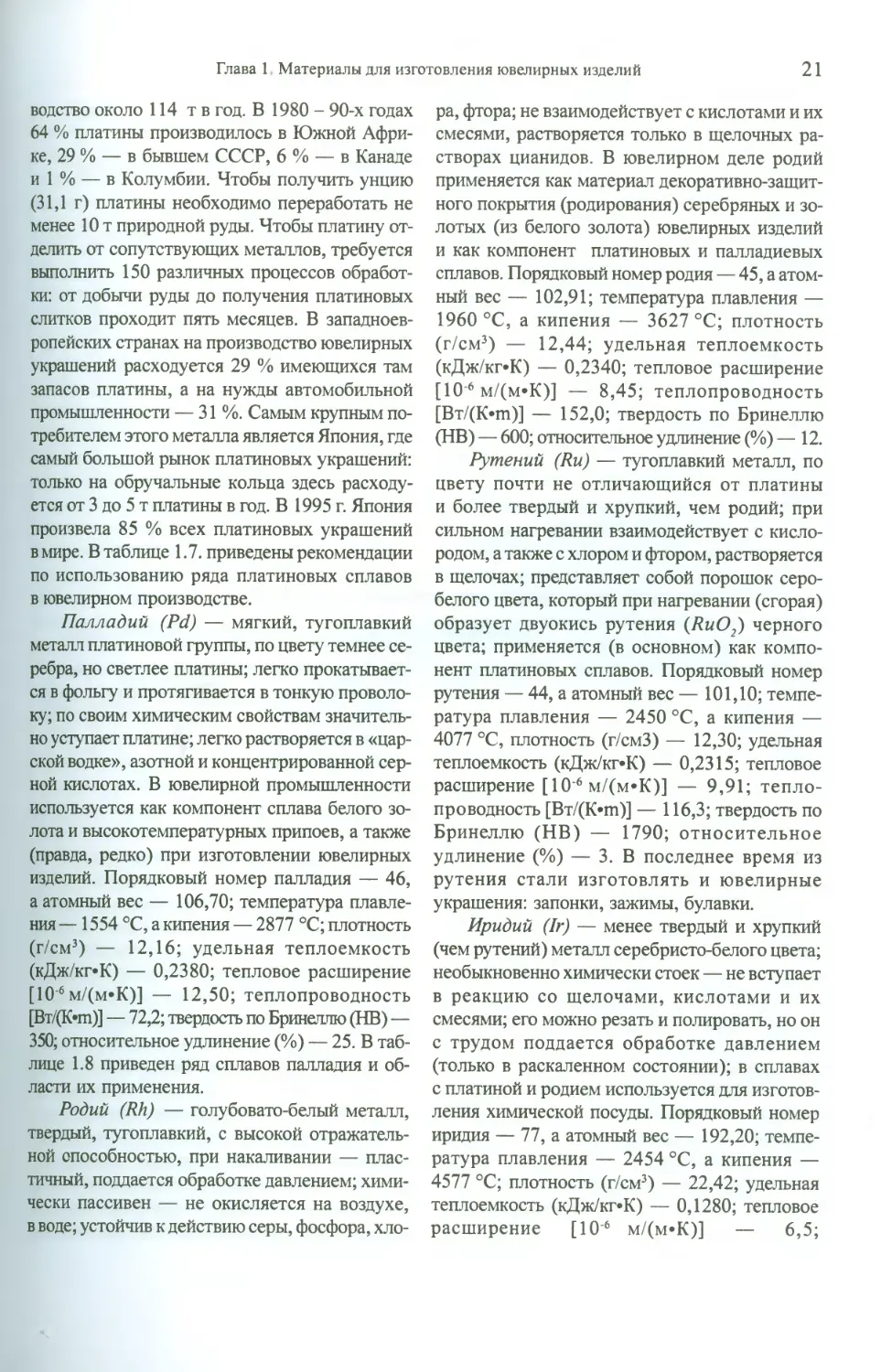
Платина (Pt) — металл серебристо-белого
цвета, известен с середины XVII в., мягкий
и ковкий как медь, по твердости платина
превосходит золото и серебро; легко поддается
прокатке, штамповке, волочению; химически
стойкий — растворяется только в горячей
«царской водке», цианистом калии и расплав-
ленных щелочах; на воздухе и в воде платина
ведет себя как золото; ее электро- и теплопровод-
ность в два раза ниже, чем у серебра. Порядко-
вый номер платины — 78, а атомный вес — 195,23;
температура плавления — 1774 °C, а темпе-
ратура кипения — 3827 °C; плотность (г/см3) —
21,45; удельная теплоемкость (кДж/кг*К) —
0,1332; тепловое расширение [1О6 м/(м*К)] —
8,92; теплопроводность [Вт/(К*т)] — 73,7;
твердость по Бринеллю (НВ) — 300; показатель
относительного удлинения (%) — 41
В природе платина находится в самород-
ном состоянии. Мировые запасы ее составляют
в настоящее время 30 тыс. т, а мировое произ-
Таблица 1.5
Пробы сплавов серебра,
применяемых для изготовления
ювелирных украшений в ряде стран мира
Страна, государство Пробы ставов серебра
Англия 925,958
Бахрейн 900, 958
Бельгия 835, 925
Венгрия 800, 835, 900, 925
Германия 800, 925
Дания 830
Ирландия 925,958
Испания 800, 925
Италия 800, 830, 925
Канада 925
Мальта 800, 830, 925, 959
Нидерланды 800, 835, 925
Норвегия 830, 925
Оман 800. 925
Португалия 835, 925
Сингапур 800, 830,925,958
США 900, 925
Таиланд 925
Финляндия 830. 925
Франция 800, 925
Швейцария 800,925
Швеция 830, 925
Югославия 800, 900, 950
Япония 800, 900, 925, 950, 1000
Таблица 1.6
Области
применения
ряда серебряных сплавов
Проба сплава Область применения
960 При изготовлении изделий с эмалью и филигранью, также для купелирования
925 При изготовлении ювелирных изделий индивидуального назначения
875 При изготовлении изделий с преобладанием операций литья, гибки, ковки, чеканки, правки
830 При изготовлении ювелирных изделий массового назначения (промышленным методом)
800 Чаше всего при изготовлении предметов сервировки стола и посуды методом литья
720 При изготовлении пружинящих (сильно нагруженных) деталей: различного рода пружин, например, или булавочных игл
Глава 1 Материалы для изготовления ювелирных изделий
21
водство около 114 т в год. В 1980 - 90-х годах
64 % платины производилось в Южной Афри-
ке, 29 % — в бывшем СССР, 6 % — в Канаде
и 1 % — в Колумбии. Чтобы получить унцию
(31,1 г) платины необходимо переработать не
менее Ют природной руды. Чтобы платину от-
делить от сопутствующих металлов, требуется
выполнить 150 различных процессов обработ-
ки: от добычи руды до получения платиновых
слитков проходит пять месяцев. В западноев-
ропейских странах на производство ювелирных
украшений расходуется 29 % имеющихся там
запасов платины, а на нужды автомобильной
промышленности — 31 %. Самым крупным по-
требителем этого металла является Япония, где
самый большой рынок платиновых украшений:
только на обручальные кольца здесь расходу-
ется от 3 до 5 т платины в год. В 1995 г. Япония
произвела 85 % всех платиновых украшений
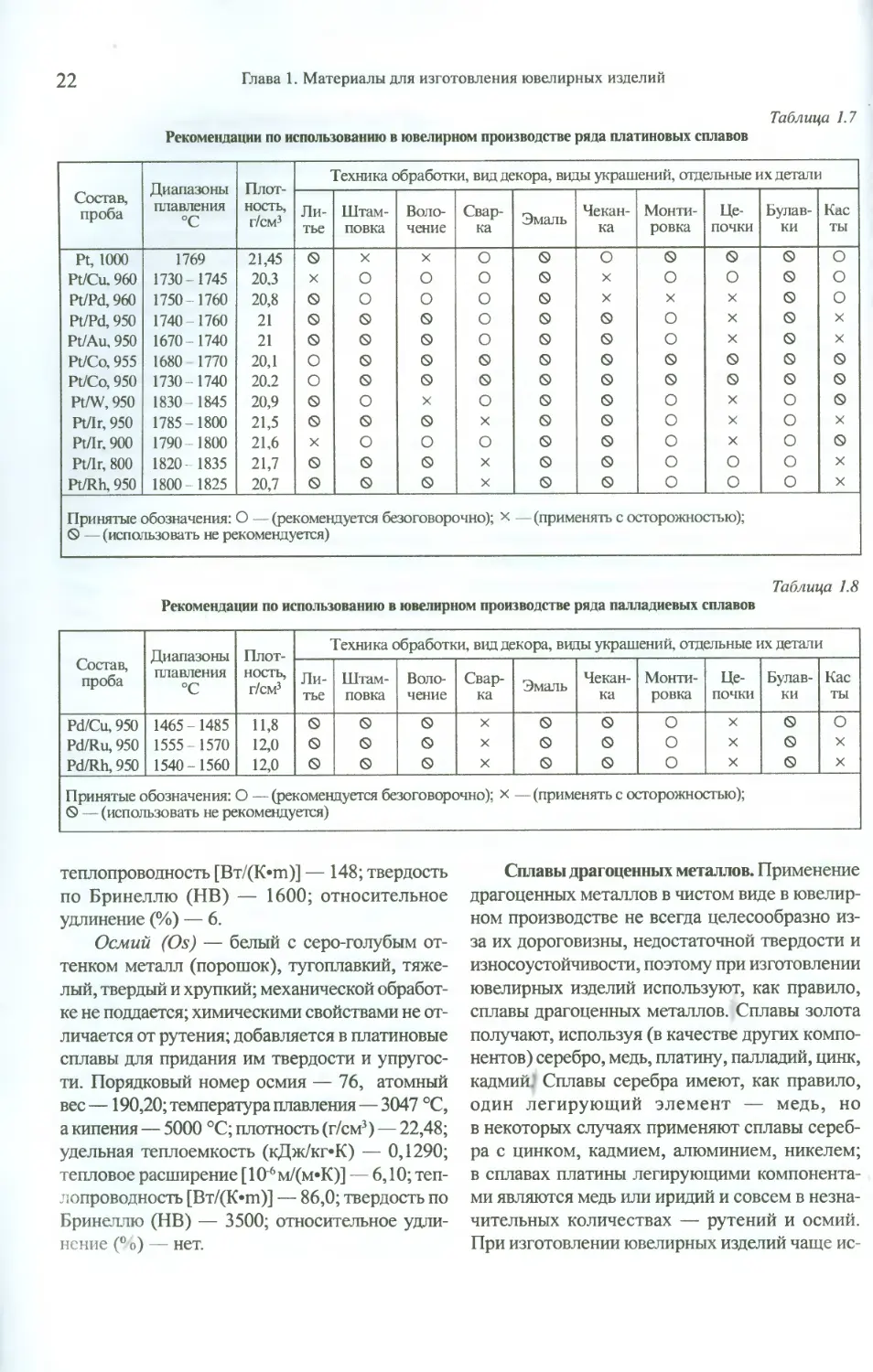
в мире. В таблице 1.7. приведены рекомендации
по использованию ряда платиновых сплавов
в ювелирном производстве.
Палладий (Pd) — мягкий, тугоплавкий
металл платиновой группы, по цвету темнее се-
ребра, но светлее платины; легко прокатывает-
ся в фольгу и протягивается в тонкую проволо-
ку; по своим химическим свойствам значитель-
но уступает платине; легко растворяется в «цар-
ской водке», азотной и концентрированной сер-
ной кислотах. В ювелирной промышленности
используется как компонент сплава белого зо-
лота и высокотемпературных припоев, а также
(правда, редко) при изготовлении ювелирных
изделий. Порядковый номер палладия — 46,
а атомный вес — 106,70; температура плавле-
ния — 1554 °C, а кипения — 2877 °C; плотность
(г/см3) — 12,16; удельная теплоемкость
(кДж/кг*К) — 0,2380; тепловое расширение
[10‘6м/(м*К)] — 12,50; теплопроводность
[Вт/(К-ш)] — 72,2; твердость по Бринеллю (НВ) —
350; относительное удлинение (%) — 25. В таб-
лице 1.8 приведен ряд сплавов палладия и об-
ласти их применения.
Родий (Rh) — голубовато-белый металл,
твердый, тугоплавкий, с высокой отражатель-
ной способностью, при накаливании — плас-
тичный, поддается обработке давлением; хими-
чески пассивен — не окисляется на воздухе,
в воде; устойчив к действию серы, фосфора, хло-
ра, фтора; не взаимодействует с кислотами и их
смесями, растворяется только в щелочных ра-
створах цианидов. В ювелирном деле родий
применяется как материал декоративно-защит-
ного покрытия (родирования) серебряных и зо-
лотых (из белого золота) ювелирных изделий
и как компонент платиновых и палладиевых
сплавов. Порядковый номер родия — 45, а атом-
ный вес — 102,91; температура плавления —
1960 °C, а кипения — 3627 °C; плотность
(г/см3) — 12,44; удельная теплоемкость
(кДж/кг*К) — 0,2340; тепловое расширение
[10'6 м/(м*К)] — 8,45; теплопроводность
[Вт/(К*т)] — 152,0; твердость по Бринеллю
(НВ) — 600; относительное удлинение (%) — 12.
Рутений (Ru) — тугоплавкий металл, по
цвету почти не отличающийся от платины
и более твердый и хрупкий, чем родий; при
сильном нагревании взаимодействует с кисло-
родом, а также с хлором и фтором, растворяется
в щелочах; представляет собой порошок серо-
белого цвета, который при нагревании (сгорая)
образует двуокись рутения (RuO2) черного
цвета; применяется (в основном) как компо-
нент платиновых сплавов. Порядковый номер
рутения — 44, а атомный вес — 101,10; темпе-
ратура плавления — 2450 °C, а кипения —
4077 °C, плотность (г/см3) — 12,30; удельная
теплоемкость (кДж/кг*К) — 0,2315; тепловое
расширение [10‘6 м/(м*К)] — 9,91; тепло-
проводность [Вт/(К*т)] — 116,3; твердость по
Бринеллю (НВ) — 1790; относительное
удлинение (%) — 3. В последнее время из
рутения стали изготовлять и ювелирные
украшения: запонки, зажимы, булавки.
Иридий (1г) — менее твердый и хрупкий
(чем рутений) металл серебристо-белого цвета;
необыкновенно химически стоек — не вступает
в реакцию со щелочами, кислотами и их
смесями; его можно резать и полировать, но он
с трудом поддается обработке давлением
(только в раскаленном состоянии); в сплавах
с платиной и родием используется для изготов-
ления химической посуды. Порядковый номер
иридия — 77, а атомный вес — 192,20; темпе-
ратура плавления — 2454 °C, а кипения —
4577 °C; плотность (г/см3) — 22,42; удельная
теплоемкость (кДж/кг*К) — 0,1280; тепловое
расширение [106 м/(м*К)] — 6,5;
22
Глава 1. Материалы для изготовления ювелирных изделий
Таблица 1.7
Рекомендации по использованию в ювелирном производстве ряда платиновых сплавов
Состав, проба Диапазоны плавления °C Плот- ность, г/см3 Техника обработки, вид декора, виды украшений, отдельные их детали
Ли- тье Штам- повка Воло- чение Свар- ка Эмаль Чекан- ка Монти- ровка Це- почки Булав- ки Кас ты
Pt, 1000 Pt/Cu. 960 Pt/Pd, 960 Pt/Pd, 950 Pt/Au, 950 Pt/Co, 955 Pt/Co, 950 Pt/W, 950 Pt/Ir, 950 Pt/Ir, 900 Pt/Ir, 800 Pt/Rh, 950 1769 1730-1745 1750-1760 1740 -1760 1670-1740 1680 1770 1730-1740 1830- 1845 1785 1800 1790-1800 1820 1835 1800 -1825 21,45 20.3 20,8 21 21 20,1 20.2 20,9 21,5 21,6 21,7 20,7 00Х00ОО000Х0 ХОО0000О0О00 00О0Х0000ООХ О О о о о о о о X о X X О О о о Q О Q О Q О О О Ох Х000000000 Q О X О О Q Q О О о о О О О X X X О О X X X О О 0000000ООООО О О о X X Q Q Q X О X X
Принятые обозначения: О — (рекомендуется безоговорочно); X - (применять с осторожностью); Q — (использовать не рекомендуется)
Таблица 1.8
Рекомендации по использованию в ювелирном производстве ряда палладиевых сплавов
Состав, проба Диапазоны плавления °C Плот- ность, г/см3 Техника обработки, вид декора, виды украшений, отдельные их детали
Ли- тье Штам- повка Воло- чение Свар- ка Эмаль Чекан- ка Монти- ровка Це- почки Булав- ки Кас ты
Pd/Cu, 950 1465 1485 11,8 Q О О X О О О X О О
Pd/Ru, 950 1555-1570 12,0 О Q О X О О О X Q X
Pd/Rh, 950 1540-1560 12,0 О Q Q X О Q О X Q X
Принятые обозначения: О — (рекомендуется безоговорочно); х — (применять с осторожностью);
Q — (использовать не рекомендуется)
теплопроводность [Вт/(К*т)] — 148; твердость
по Бринеллю (НВ) — 1600; относительное
удлинение (%) — 6.
Осмий (Os) — белый с серо-голубым от-
тенком металл (порошок), тугоплавкий, тяже-
лый, твердый и хрупкий; механической обработ-
ке не поддается; химическими свойствами не от-
личается от рутения; добавляется в платиновые
сплавы для придания им твердости и упругос-
ти. Порядковый номер осмия — 76, атомный
вес —190,20; температура плавления — 3047 °C,
а кипения — 5000 °C; плотность (г/см3) — 22,48;
удельная теплоемкость (кДж/кг«К) — 0,1290;
тепловое расширение [106м/(м*К)] — 6,10; теп-
лопроводность [Вт/(К*гп)] — 86,0; твердость по
Бринеллю (НВ) — 3500; относительное удли-
нение (° о) — нет.
Сплавы драгоценных металлов. Применение
драгоценных металлов в чистом виде в ювелир-
ном производстве не всегда целесообразно из-
за их дороговизны, недостаточной твердости и
износоустойчивости, поэтому при изготовлении
ювелирных изделий используют, как правило,
сплавы драгоценных металлов. Сплавы золота
получают, используя (в качестве других компо-
нентов) серебро, медь, платину, палладий, цинк,
кадмий, Сплавы серебра имеют, как правило,
один легирующий элемент — медь, но
в некоторых случаях применяют сплавы сереб-
ра с цинком, кадмием, алюминием, никелем;
в сплавах платины легирующими компонента-
ми являются медь или иридий и совсем в незна-
чительных количествах — рутений и осмий.
При изготовлении ювелирных изделий чаще ис-
Глава 1. Материалы для изготовления ювелирных изделий
23
пользуются сплавы системы золото —
серебро — медь, реже двойные сплавы:
золото — серебро, золото — медь. Применя-
ются также сплавы: золото — платина,
золото — палладий, золото — кадмий,
серебро — медь — кадмий, серебро — медь,
серебро — цинк, серебро — кадмий, серебро —
алюминий, серебро — никель — медь — цинк,
платина — иридий, платина — рутений, пла-
тина — осмий.
Серебро в составе сплава обеспечивает его
пластичность, мягкость, ковкость, понижает
температуру плавления. Добавка серебра при-
дает золоту цвет от бледно-зеленого до почти
белого. Медь увеличивает твердость сплава,
обуславливает его ковкость, тягучесть, пластич-
ность, меняет цвет сплава от красного до ярко-
красного. Палладий повышает температуру
плавления золотого сплава, обеспечивает пла-
стичность и ковкость; добавка палладия окра-
шивает слиток в бурый или белый цвет. Никель
придает сплаву ковкость, пластичность, твер-
дость, повышает его литейные качества, меня-
ет цвет сплава на бледно-желтый. Кадмий уве-
личивает ковкость, пластичность и мягкость
сплава, но резко понижает температуру плав-
ления, придает сплаву зеленоватый цвет. Цинк
делает сплав твердым, хрупким, повышает те-
кучесть, но более резко, чем кадмий, понижает
температуру плавления, изменяет цвет сплава
в сторону белого. Платина повышает упругость
сплава и температуру его плавления, придает
сплаву белый цвет. Рутений повышает твер-
дость, износостойкость и температуру плавле-
ния сплава, но на его цвет не влияет. Иридий
интенсивнее, чем рутений, повышает твердость
и износостойкость сплава, цвет не изменяет.
Осмий повышает твердость, упругость, темпе-
ратуру плавления, износостойкость сплава, но
на цвет влияния не оказывает. Алюминий обес-
печивает пластичность, ковкость, отражающую
способность, повышает коррозионную стой-
кость сплава.
Цветные металлы. К ним относятся медь,
цинк, олово, свинец, кадмий, алюминий, ртуть.
Медь (Си) — металл характерного красно-
го цвета; мягкий, пластичный, вязкий, легко
поддается обработке давлением (волочению,
прокатке, штамповке, чеканке). Медь хорошо
шлифуется и полируется, но быстро теряет
блеск, во влажном воздухе тускнеет, темнеет,
покрываясь «налетом» (патиной) зеленого цве-
та; ее затруднительно точить, сверлить, фрезе-
ровать; медь легко растворяется в азотной, сер-
ной и соляной кислотах; в уксусной кислоте об-
разует ядовитую ярь-медянку. Ювелиры чаще
всего применяют медь для изготовления изде-
лий техникой филиграни, украшений с финиф-
тью и как компонент припоев и сплавов. Поряд-
ковый номер меди — 29, а атомный вес — 63,54;
температура плавления —1083 °C, а кипения —
2573 °C; плотность (г/см3) — 8,96; удельная теп-
лоемкость (кДж/кг*К) — 0,3842; тепловое рас-
ширение [106м/(м*К)] — 16,70; теплопровод-
ность [Вт/(К«т)] — 401,2; твердость по Бринел-
лю (НВ) — 45; относительное удлинение
(%) — 60. В таблице 1.9 приведены некоторые
сплавы меди и области их применения.
Цинк (Zn) — серовато-белый с синеватым
оттенком металл, стоек к воздействию воды, но
очень легко растворяется в кислотах (соляной,
азотной, серной); хрупок, однако при нагрева-
нии до 100- 150 °C обретает пластичность
и легко прокатывается в листы и вытягивается
Таблица 1.9
Области применения ряда
медных сплавов
Марка сплава Область применения
CuZn4 Изделия с эмалью (оксидирование, серебрение)
CuZnlO Бижутерия (оксидирование, серебрение)
CuZnl5 Тоже
CuZn20 Тоже
CuZn30 Операции глубокой вытяжки
CuZn37 Ковка, прокатка, вальцовка, волочение (в холодном состоянии)
CuSn4, CuSn8 Тоже
CuSn4Zn3, CuSn6Zn6, CuSnlOZn Пружинящие (литые) детали
CuNil2Zn24, CuNil8Zn26, CuNi25Znl5 Операции глубокой вытяжки, столовая посуда
24
Глава I. Материалы для изготовления ювелирных изделий
в проволоку; является компонентом многих
сплавов, в том числе белого золота; незаменим
при изготовлении припоев с высокой темпера-
турой плавления; известен с середины XVI века;
на воздухе покрывается «налетом» тускло-се-
рого цвета; при нагревании (сгорая) образует
окись цинка в виде белого порошка. Порядко-
вый номер — 30, атомный вес — 65,37; темпе-
ратура плавления — 419,5 °C, а кипения —
907 °C; плотность (г/см3) — 7,13; удельная теп-
лоемкость (кДж/кг*К) — 0,3940; тепловое рас-
ширение [106м/(м*К)] —30,0; теплопровод-
ность [Вт/(К*т)] — 112,7; твердость по Бринеллю
(НВ) — 43; относительное удлинение (%) — 32.
Олово (Sn) — мягкий, вязкий, пластичный
металл серебристо-белого цвета; коррозионно-
стойкий, но растворяется в концентрированной
соляной и азотной кислотах; подвержен также
воздействию смеси кислот, щелочей, серы, хло-
ра, брома, ртути, фтора и йода. Особенность
олова — неустойчивое состояние при темпера-
туре ниже 13,5 °C (с понижением температуры
идет превращение белого олова в серое — яв-
ление так называемой оловянной чумы). В древ-
ности олово применялось для чеканки монет
и изготовления сосудов; в наши дни использу-
ется как компонент медных и легкоплавких при-
поев, применяется также при изготовлении от-
дельных видов ювелирных украшений и пред-
метов украшения интерьера. Порядковый номер
олова — 50, а атомный вес — 118,69; темпера-
тура плавления — 232 °C, а кипения — 2270 °C;
плотность (г/см3) — 7,28; удельная теплоем-
кость (кДж/кг*К) — 0,2220; тепловое расшире-
ние [10'6 м/(м*К)] — 22,0; теплопроводность
[Вт/(К*т)] — 65,0; твердость по Бринеллю
(НВ) — 49; относительное удлинение (%) — 50.
Свинец (РЬ) — мягкий, ковкий, тягучий
металл голубовато-серого цвета; легко прока-
тывается, протягивается, отливается; в сухой
среде сохраняет блеск, во влажной — быстро
тускнеет. Растворяется в азотной, уксусной,
лимонной и винной кислотах, вступает в реак-
цию со щелочами, не растворяется в серной
и соляной кислотах. В ювелирном деле свинец
применяется как вспомогательный материал (из
него изготовляют свинцовые подушки-матри-
цы) и как компонент некоторых цветных спла-
вов недрагоценных металлов, а также мягких
припоев, черни и эмали. При работе со свин-
цом следует помнить, что пары и растворимые
соединения свинца ядовиты, поэтому необходи-
мо соблюдать осторожность. Порядковый номер
свинца — 82, а атомный вес — 207,2; темпера-
тура плавления — 328 °C, а кипения — 750 °C;
плотность (г/см3) — 11,34; удельная теплоем-
кость (кДж/кг«К) — 0,1276; тепловое расшире-
ние [10‘6 м/(м*К)] — 28,30; теплопроводность
[Вт/(К*ш)] — 35,1; твердость по Бринеллю
(НВ) — 38; относительное удлинение (%) — 24.
Кадмий (Cd) — металл серебристо-белого
цвета с синеватым оттенком и металлическим
блеском; очень мягкий, вязкий, тягучий; при
изгибе кадмиевого (как и оловянного) прутка
слышно характерное потрескивание; кадмий
хорошо куется, режется ножом, протягивается
в листы и вытягивается в проволоку; легко
растворяется в азотной кислоте; используется
как компонент сложных сплавов и припоев
с невысокой температурой плавления; соеди-
нения кадмия ядовиты, особенно опасны его
пары для дыхательных путей; на воздухе покры-
вается плотным серым «налетом» и быстро
тускнеет; при нагревании (сгорая) образует
окись кадмия коричневого цвета. Порядковый
номер кадмия — 48, а атомный вес — 112,41;
температура плавления — 321 °C, а кипения —
767 °C; плотность (г/см3) — 8,64; удельная
теплоемкость (кДж/кг*К) — 0,2300; тепловое
расширение [10 6м/(м*К)] — 31,0; тепло-
проводность [Вт/(К*ш)] — 92,8; твердость по
Бринеллю (НВ) — 160; относительное
удлинение (%) — 44.
Алюминий (А1) — серебристо-белый мяг-
кий металл с голубоватым оттенком и высокой
отражательной способностью; хорошо штампу-
ется, прокатывается, куется, полируется, легко
поддается волочению; взаимодействует с соля-
ной и серной кислотами, разрушается в воде
и ртути, азотная кислота на него не действует;
широко используется при изготовлении различ-
ных значков, сувениров, очень недорогих юве-
лирных украшений, а также как компонент при-
поев и сплавов цветных металлов. В чистом
виде (99,9 %) может подвергаться анодирова-
нию и окрашиванию в золотистый и серебрис-
тый цвета. Порядковый номер алюминия — 13,
атомный вес — 26,98; температура плавления —
Глава 1. Материалы для изготовления ювелирных изделий
25
660 °C, кипения — 2270 °C; плотность (г/см3) —
2,70; удельная теплоемкость (кДж/кг*К) —
0,9458; тепловое расширение [10 6м/(м*К)] —
23,40; теплопроводность [Вт/(К*т)] — 221,5;
твердость по Бринеллю (НВ) — 175; отно-
сительное удлинение (%) — 40.
Ртуть (Hg) — жидкий металл зеркально-бе-
лого цвета с хорошей отражательной способнос-
тью; растворяет в себе другие металлы (золото, се-
ребро, олово, цинк, алюминий и др.), образуя жид-
кие и твердые сплавы, называемые амальгамами;
ювелиры используют ртуть д ля получения золотой
и серебряной амальгам при горячем золочении и
серебрении; с водой не взаимодействует, на воздухе
не изменяется; пары ртути очень ядовиты Порядко-
вый номер ртути — 80, а атомный вес — 200,59;
температура плавления — минус 38,87 °C, а кипе-
ния — 357 °C; плотность (г/см3) — 13,60; удельная
теплоемкость (кДж/кг*К) — 0,1398; тепловое рас-
ширение [10^м/(м*К)] — 35,0; теплопроводность
[Вт/(К*ш)] — 8,5; твердость по Бринеллю
(НВ) — нет; относительное удлинение (%) — нет.
Никель (Ni) — металл серебристо-белого
цвета с высокой отражательной способностью;
твердый, тугоплавкий, гибкий, ковкий, тягучий;
легко полируется, прокатывается, вытягивает-
ся; на воздухе не окисляется, щелочи на него
почти не действуют; растворяется в азотной
кислоте, а в соляной и серной — только в подо-
гретом состоянии; в ювелирной промышленно-
сти применяется как компонент сплава белого
золота и в качестве материала декоративно-за-
щитного покрытия (никелирования).
Сплавы цветных металлов. Ими являются:
бронза, латунь, мельхиор, нейзильбер.
Бронза — сплав на основе меди, главны-
ми компонентами которого являются олово,
цинк, никель, свинец, фосфор и марганец. Та-
кие сплавы называются оловянистыми бронза-
ми. Существуют также алюминиевые, кремни-
евые, бериллиевые, кадмиевые бронзы. Самая
высокая твердость, упругость и устойчи-
вость к коррозии у бериллиевой бронзы,
поэтому она чаще, чем другие бронзы, при-
меняется в художественном литье, при из-
готовлении сувениров, юбилейных значков
и медалей. В истории человека целая эпоха
носит название бронзового века, когда люди,
научившись выплавлять бронзу, изготовля-
ли из нее предметы быта, оружие, денежные
знаки (монеты), украшения. В настоящее вре-
мя из бронзы изготовляют памятники, мону-
ментальные скульптуры, предметы внутрен-
него убранства театров, музеев, дворцов; за-
рубежные ювелирные фирмы используют
бронзу и как материал для изготовления (ред-
ко) ювелирных украшений.
Латунь — сплав меди с цинком, иногда
с добавками свинца, олова, железа, никеля, дру-
гих элементов; у латуни красивый желтый цвет;
легко поддается обработке давлением и резани-
ем, хорошо инкрустируется; латунь с содержа-
нием цинка от 10 до 15 % получила название
томпака; применяется латунь для изготовле-
ния ряда недорогих ювелирных украшений, су-
венирных значков, некоторых предметов сер-
вировки стола, а также пудрениц, портсига-
ров, сигаретниц, спичечниц.
Мельхиор — достаточно пластичный
и прочный сплав меди с 20 % никеля; обладает
красивым серебристым цветом; легко чеканит-
ся, штампуется, режется, паяется, полируется;
широко используется для изготовления многих
видов ювелирных украшений, ряда предметов
сервировки стола, предметов туалета и украше-
ний интерьера, курительных принадлежностей.
Нейзильбер — сплав меди с 20 % цинка
и 15 % никеля; отличается хорошей пластично-
стью, тягучестью, коррозионной стойкостью; из
нейзильбера чаще всего изготавливают предме-
ты сервировки стола, а также отдельные виды
ювелирных украшений.
Сталь, титан, тантал, ниобий. Эти металлы
для изготовления ювелирных изделий применя-
ются реже, чем вышеупомянутые.
Сталь — сплав, получаемый переплав-
кой передельного (белого) чугуна; существует
множество сталей различного назначения.
В ювелирном деле (в странах Запада) нашли
применение коррозионностойкая (нержавею-
щая) и вороненая (темного цвета) стали.
Титан (Ti) — внешне блестящий, сереб-
ристого цвета металл, легко поддающийся раз-
личным видам обработки; его можно сверлить,
точить, фрезеровать, шлифовать, сваривать,
склеивать; коррозионная стойкость титана срав-
нима с коррозионной стойкостью драгоценных
металлов; титан обладает высокой прочностью,
26
Глава 1. Материалы для изготовления ювелирных изделий
имеет низкую плотность, достаточно легкий;
устойчив в азотной кислоте, но растворяется
в соляной, плавиковой и серной кислотах. При
распиловке, сверлении и фрезеровании титана
необходимо постоянно применять охлаждаю-
щую смазку, при этом на инструмент сильно
надавливать нельзя; титан не поддается пайке,
но хорошо куется (и в горячем, и в холодном
состоянии), перед волочением титановой про-
волоки необходимо осуществить ее отжиг. По
данным австрийского журнала «Часы и ювелир-
ные изделия» мировая добыча титана составля-
ет 100 тыс. т. в год. Ювелиры зарубежных стран
широко применяют титан для изготовления са-
мых разнообразных ювелирных украшений.
Особое свойство титана заключается в том, что
ему можно придать самые различные цвета ок-
раски двумя не требующими применения спе-
циального оборудования способами: термичес-
кой оксидацией и пламенным окрашиванием.
Термическую оксидацию можно осуще-
ствить с помощью муфельной печи или обыч-
ной горелки. Сначала титан приобретает пер-
вый цвет — золотистый; с ростом температуры
появляются разнообразные оттенки: от светло-
желтого до зеленоватого, фиолетового и голу-
бого, и вплоть до темно-синего. Необходимо
помнить, что во время всего процесса должна
соблюдаться абсолютная чистота: грязь, пыль,
масла, отпечатки пальцев обесцветят оксид.
Доводка изделий с пленкой, полученной мето-
дом термооксидации, — очень трудное и требу-
ющее больших затрат времени дело. Для полу-
чения на поверхности специальных эффектов
можно использовать различные тонизирующие
присадки, придающие изделиям очень красивый
угольно-серый цвет.
Пламенное окрашивание выполняется
с помощью газовой горелки, которая в этом слу-
чае становится кистью художника. Поскольку
точный контроль цвета невозможен, то пола-
гаться следует на собственный художественный
вкус и подход. В работе пригодна любая горел-
ка, так как высокие температуры здесь не тре-
буются; большое, мягкое пламя может дать уча-
стки ровного цвета, а маленький горячий язы-
чок — радугу цветов. Пламенное окрашивание
можно произвести также в стандартной муфель-
ной печи. Поместив украшения в печь всего на
несколько минут, можно получить золотой, пур-
пурный и синий цвета. Температура нагрева и
время пребывания изделий в печи в каждом кон-
кретном случае зависит от размера
и толщины украшения. Этим методом можно
получить и одноцветные краски. Окрашивание
титана можно выполнить и электролитическим
методом: в качестве электролита рекомендует-
ся использовать 1 %-ый раствор сульфида ка-
лия, карбоната натрия, сульфата аммония; плот-
ность тока — 5 А/дм2
Тантал (Та) — металл серого цвета со
слегка свинцовым оттенком, второй после воль-
фрама по тугоплавкости; отличается пластич-
ностью, прочностью, свариваемостью, коррози-
онной стойкостью (реагирует лишь на фтор,
фтористый водород, плавиковую кислоту и ее
смесь с азотной, а также на растворы и распла-
вы щелочей). Многие фирмы Запада использу-
ют тантал для изготовления отдельных видов
ювелирных украшений.
Ниобий (Nb) — металл внешне очень схо-
жий с танталом; как и тантал, химически стой-
кий: на него не действуют «царская водка», со-
ляная, серная, азотная, фосфорная, хлорная кис-
лоты, растворяется только в плавиковой кисло-
те и ее смесях с азотной, а также в растворах
и в расплавах щелочей. В последнее время
(в странах Запада) стал применяться в ювелир-
ном деле как материал для изготовления юве-
лирных украшений.
1.2. Неметаллические материалы
К неметаллическим материалам относятся
камни (драгоценные, полудрагоценные, поде-
лочные, органические и искусственные), а так-
же стекло, пластические массы, кость (рог),
дерево, текстиль, кожа, фарфор, резина, лаки,
эмаль. Характерный признак всех используе-
мых в ювелирном деле камней, — их физичес-
кие свойства: структура — чаще кристалли-
ческая, реже аморфная; твердость — способ-
ность камня сопротивляться царапанью его дру-
гим, а также шлифованию (показатель твердо-
сти конкретного камня принято выставлять по
известной шкале Мооса со значением от 1 до 10);
прозрачность — способность камня пропус-
кать световые лучи (соответственно прозрач-
Глава 1. Материалы для изготовления ювелирных изделий
27
ные, просвечивающие и непрозрачные камни);
плотность, то есть отношение массы к объе-
му, то есть p=m/V (по показателю плотности
можно легко выделить искусственные камни
среди драгоценных); спайность — восприим-
чивость камня к расщеплению (в горизонталь-
ной или вертикальной плоскостях); раскалы-
ваемость — восприимчивость камня к огню
и удародавлению; световое преломление —
способность кристаллической структуры кам-
ня отклонять (преломлять) лучи света (показа-
тель преломления света, например, у алмаза —
2,4, у сапфира — 1,76, а у фианита — 2,2); ок-
раска камня — способность камня пропускать
или поглощать свет (соответственно слабо ок-
рашенные, сильно окрашенные, пятнистые или
в полоску камни), что, кстати, определяется на-
личием или отсутствием в последних ионов
тяжелых металлов (кобальта, железа, никеля,
марганца, меди, хрома, ванадия, титана); блеск,
то есть следствие отражения поверхностью кам-
ня падающего на нее света, причем блеск тем
сильнее, чем выше степень преломления света
(чаще других используются камни с алмазным,
стеклянным, перламутровым, шелковистым,
восковым и смоляным блеском); химическая
стойкость — восприимчивость камня
к кислотам и щелочам.
Драгоценные камни. По принятой в юве-
лирном деле (в России) классификации драго-
ценными камнями считаются алмаз, изумруд,
рубин, сапфир, александрит.
Алмаз — минерал (название получил от
греческого слова «адамас», то есть неодолимый,
несокрушимый): самый износостойкий, самый
дорогой и редкий; обычно бесцветен или окра-
шен в бледные оттенки желтого, бурого, серо-
го, зеленого, розового, очень редко голубого
и черного цвета, прозрачный (особенно ценят-
ся голубовато-белые алмазы); по преданиям,
алмаз означает невинность, обладатель его
не боится зла, не теряет память, всегда весел,
остроумен, тверд и мужественен; алмаз — ка-
мень родившихся в апреле; в ювелирных укра-
шениях из драгоценных металлов использует-
ся в виде переливающейся всеми цветами раду-
ги ограненной вставки (бриллианта). Алмаз об-
ладает такой высокой степенью прозрачности,
что, например, при опускании его в воду, ста-
новится невидимым — «камень чистой воды».
Основные формы огранки алмаза — бриллиан-
товая (крупные камни) и в виде бутона розы (бо-
лее мелкие камни). У стандартного бриллиан-
та — 58 граней: 33 грани коронки и 25 граней
павильона. Круглые бриллианты могут иметь
17 или 33, или 57 граней, овальные — 57 гра-
ней, треугольные — обычно 19 граней. По мас-
се различают мелкие («меле») — до 0,29 ка-
рат, средние («меланж») — от 0,3 до 0,99 карат
и крупные (более одного карата) бриллианты.
В таблице 1.10 приведены соотношения пара-
метров (диаметр — масса-вес) алмазов. В при-
роде алмазы интенсивного цвета встречаются
очень редко: на массу в 3000 каратов обычных
белых алмазов приходится от 1 до 2 каратов
цветных алмазов с достаточно интенсивной
окраской (и то преимущественно коричневого
или желтого цвета); еще реже встречаются го-
Соотношение
параметров алмаза
Таблица 1.10
Диаметр (мм) Масса-вес (карат)
1,5 0,01
1,7 0,02
2,0 0,03
2,2 0,04
2,4 0,05
2,6 0,06
2,7 0,07
2,8 0,08
2,9 0,09
3,0 0,10
3,1 0,11
3,2 0,12
3,3 0,14
3,5 0,16
3,7 0,18
3,8 0,20
3,9 0,22
4,1 0,25
4,4 0,30
4,6 0,33
4,7 0,35
4,8 0,40
5,0 0,45
5,2 0,50
6,0 0,75
6,5 1,00
7,0 1,25
7,5 1,50
7,9 1,75
8,2 2,00
28
Глава 1 Материалы для изготовления ювелирных изделий
лубые, зеленые, золотисто-желтые или красные
алмазы; при этом необходимо отметить, что
стоимость таких редких камней очень высока
(от 200.000 до 90Q000 долларов и выше за один
лишь алмаз массой-весом всего в один карат).
Правда, не так давно фирма «Косс Фэнси Ко-
лорид Диамандс» (Израиль) разработала спо-
соб получения алмазов различной расцветки за
счет облучения их ускоренными электронами,
что, в свою очередь, дало возможность ювели-
рам изготовлять и поставлять на рынок брил-
лианты голубого, голубовато-зеленого, зелено-
го, канареечно-желтого, золотистого, коньячно-
го, оранжевого и черного цветов и всех их от-
тенков соответственно. Алмаз не повреждает-
ся в огне (в очень редких случаях покрывается
серым налетом, который удаляется полиров-
кой), подвержен раскалыванию, к кислотам
и щелочам нечувствителен; соседство алмаза
с оловом и свинцом — нежелательно.
Изумруд (по-древнегречески смарагд) —
прозрачный, твердый, но очень хрупкий ярко-
зеленый камень; в сравнении с ним никакая
вещь не бывает зеленее; по преданию, изумруд
означает провидение, успех; это символ веры
и бессмертия, это камень родившихся в мае; по
степени окраски различают темно-зеленые, зе-
леные, средне-зеленые и светлые с зеленоватым
оттенком изумруды, а по массе изумруды делят
на мелкие — до 0,49 карат, средние — до одно-
го карата, крупные — свыше одного карата
и очень крупные — свыше 10 карат; по своей
ценности изумруд уступает только алмазу
и иногда отдельным образцам рубина; в ювелир-
ном деле изумруд использовался еще в древно-
сти, в наши дни широко применяется в ювелир-
ных украшениях из золота, реже из серебра;
гранится изумруд чаще всего ступенчатой, пря-
моугольной, кабошоновой, реже бриллиантовой
огранками; изумруд при сильном нагреве сна-
чала мутнеет, затем становится белым и к тому
же распадается на тонкие пластинки; к щело-
чам нечувствителен, соприкосновения изумру-
да с кислотами необходимо избегать, ультразвук
не применять.
Рубин — разновидность благородного ко-
рунда ярко-красного, темно-красного, фиолето-
во-красного цвета; второй по твердости камень
после алмаза, прозрачный; на Востоке рубин
с глубокой древности считали наиболее ценным
среди драгоценных камней — он служил в роли
талисмана, им украшали амулеты и ювелирные
изделия; по преданию, рубин — это довольство,
обладатель его живет в мире и согласии с дру-
гими людьми; рубин хранит разум, излечивает
раны; это камень родившихся в июле; исполь-
зуется в украшениях из драгоценных металлов;
самые ценные и популярные у ювелиров — ру-
бины «цвета голубой крови» (чисто красные
с легким пурпурным оттенком); огранка—брил-
лиантовая, смешанная, ступенчатая, кабошон;
рубин довольно хрупок и закрепку его нужно
вести очень осторожно; в огне становится зеле-
ным, но после охлаждения принимает прежний
вид, к кислотам и щелочам нечувствителен.
Сапфир — прозрачная разновидность бла-
городного корунда синего, голубого, зеленого,
фиолетового, желтого, оранжевого цвета; по
твердости, плотности, светопреломлению по-
чти не отличается от рубина; сапфир — значит
ясный ум, хранит владельца от зависти, рассе-
ивает обман, примиряет враждующих; это ка-
мень души и осени, камень родившихся в сен-
тябре; формы огранки — бриллиантовая, сту-
пенчатая, кабошон; используется в качестве
вставок в золотые украшения; в большинстве
случаев в огне становится бледным, к кислотам
и щелочам нечувствителен. На Руси рубины
и сапфиры называли яхонтами.
Александрит — прозрачная разновидность
хризоберилла; очень красивый редкий самоцвет
(получил свое название в честь русского импе-
ратора Александра II), отличающийся свой-
ством менять окраску в зависимости от осве-
щения; камень, у которого «утро зеленое, а ве-
чер красный»; используется в ювелирных укра-
шениях из золота и серебра; вставки гранятся
чаще всего бриллиантовой огранкой; из-за хруп-
кости требует особо осторожного с ним обра-
щения при закрепке и раскрепке, а также при
пайке; реагирует на соприкосновение с борной
и плавиковой кислотами — первая меняет ок-
раску камня, вторая разрушает его; ультразву-
ковая обработка ювелирным украшениям с алек-
сандритом противопоказана.
Полудрагоценные камни. К полудрагоцен-
ным камням, используемым в ювелирном деле
практически постоянно, относятся: топаз, аква-
Глава 1. Материалы для изготовления ювелирных изделий
29
марин, турмалин, горный хрусталь, аметист,
цитрин, дымчатый и розовый кварц, тигровый
глаз, циркон, морион, гиацинт, опал, кахолонг,
бирюза, шпинель, хризолит, авантюрин, халце-
дон, хризопраз, пироп, альмандин, уваровит,
корунд, гематит, диопсид.
Топаз — высокоплотный, тяжеловесный
(по твердости уступает лишь алмазу, рубину,
сапфиру) камень белого, светло-голубого, зеле-
ного, розоватого, розовато-лилового, бурого,
красного, красновато-фиолетового, золотисто-
желтого, синего, синевато-зеленого, оранжево-
го цвета; топаз означает верность, дружбу, это
камень родившихся в ноябре; издавна применя-
ется в ювелирном деле; отличается особой внут-
ренней игрой света, блеском, небесной голубиз-
ной, золотистым цветом солнца, искрящимися
оттенками вин, легкостью и прозрачностью ка-
пель утренней росы; гранят топаз бриллианто-
вой, ступенчатой и смешанной огранками;
вставляют в золотые и серебряные ювелирные
украшения; при резкой смене температуры он
растрескивается, ультразвук для топаза неже-
лателен, электролиты — опасны, не переносит
ультрафиолетовых лучей и направленного све-
та; в огне теряет цвет, к щелочам — устойчив,
«боится» кислот, особенно серной.
Аквамарин (от латинского «аква» — вода
и «маре» — море) — исключительно прозрач-
ный, хрупкий камень, небесно-голубой, зелено-
вато-голубой, темно-синий, цвета морской вол-
ны; аквамарин — это мужество, это камень ро-
дившихся в марте; гранится, как правило, брил-
лиантовой огранкой; применяется в ювелирных
украшениях из драгоценных металлов; от воз-
действия тепла (100 °C) и ультразвука аквама-
рин теряет свой красивый цвет, при резкой сме-
не температур (особенно в процессе пайки) —
растрескивается; чтобы не ухудшить внешний
вид полированных поверхностей камня, следу-
ет избегать его соприкосновения с кислотами
и щелочами, а также попадания на него направ-
ленного света; чистить украшения с аквамари-
ном необходимо в слегка теплой мыльной воде.
Турмалин — камень, название которого
произошло от сингальского «турмали» — при-
тягивающий пепел или способный электризо-
ваться при нагревании, прозрачный; популярен
прежде всего за счет красоты разнообразных
присущих ему красок — розовой и красной,
вишнево-красной, синей, голубой, зеленой,
оливково-зеленой, коричневой, желтой, бурой,
черной, бесцветной, полихромной (многоцвет-
ной); гранится ступенчатой, бриллиантовой,
фантазийной и кабошоновой огранками; ис-
пользуется в ювелирных украшениях из драго-
ценных металлов; не переносит сильной тряс-
ки, ударов, давления, чувствителен к кислотам,
в огне теряет цвет, соприкосновение с электро-
литами турмалину противопоказано.
Горный хрусталь (по-гречески «кристал-
лос» — лед) — бесцветная, прозрачная разно-
видность кварца; по старинным поверьям, этот
камень избавляет от страшных снов, от опас-
ности замерзнуть; в ювелирном деле применя-
ется с глубокой древности; гранится бриллиан-
товой, смешанной и ступенчатой огранками;
вставляют его как в оправы из золота и сереб-
ра, так и в оправы из недрагоценных металлов;
при сильном нагреве (свыше 400 °C) может ви-
доизмениться в окраске или потрескаться; пла-
виковая кислота и ее пары вредны для горного
хрусталя (разъедают камень); ультразвук, шли-
фование, полирование, прямое попадание силь-
ного света — нежелательны
Аметист (от греческого «аметистос» —
непьяный) — прозрачная или полупрозрачная
разновидность кварца; бледно-красноватый, го-
лубовато-фиолетовый, пурпурный, темно-фио-
летовый, почти черный; по старинным преда-
ниям, аметист означает искренность, он при-
носит удачу, гарантирует постоянство, защища-
ет от магии и болезней, предохраняет от опья-
нения, отгоняет сон, обостряет ум, способству-
ет обузданию страстей; это камень родившихся
в феврале; форма огранки — ступенчатая, сме-
шанная, кабошон и в виде различной формы
бусин; наиболее часто используется в сочета-
нии с бриллиантами в украшениях из золота
и серебра, для изготовления бус; аметист устой-
чив к щелочам, кислотам (кроме плавиковой),
их смесям, но неустойчив к нагреву (особенно
при пайке тугоплавкими припоями) — при тем-
пературе 150 °C меняет цвет, появляются пят-
на; длительное прямое воздействие света так-
же меняет (значительно) окраску аметиста, осо-
бенно противопоказаны этому камню ультра-
фиолетовые лучи.
30
Глава 1 Материалы для изготовления ювелирных изделий
Цитрин — разновидность кварца; лимон-
но-желтый, прозрачный, в ограненном виде по
окраске очень похож на топаз; отличается от
топаза меньшей твердостью, плотностью, спай-
ностью, многоцветностью; гранится, как прави-
ло, кабошоном; вставляется в золотые и сереб-
ряные украшения; очень чувствителен даже
к незначительному нагреву, а также к соседству
с огнем (теряет окраску); плавиковая кислота,
ее пары, резкая смена температуры разрушает
камень; воздействия на цитрин направленного
света необходимо избегать.
Дымчатый кварц — разновидность квар-
ца; дымчато-фиолетовый, бурый, коричневый
с фиолетовым оттенком, коричневый с золотис-
тым оттенком, темно-коричневый; прозрачный;
гранится ступенчатой, смешанной, бриллиан-
товой огранками, а густоокрашенные экземпля-
ры — кабошоном; вставляется в золотые и се-
ребряные ювелирные изделия; дымчатый кварц
не «боится» ударов и давления; но нагрев выше
100 °C приводит к изменению цвета; плавико-
вая кислота и ее пары губительны для дымчато-
го кварца; другие кислоты и щелочи не опасны;
направленный свет вреден.
Розовый кварц — разновидность кварца;
представляет собой камень из белых с розовым
оттенком, бледно-розовых и ярко-розовых, час-
тично прозрачных кристаллов; гранится кабо-
шоном, ступенчатой, смешанной огранками;
используется (как вставка) в ювелирных укра-
шениях из драгоценных металлов; розовый
кварц не переносит быстрой смены температур,
направленного света, вреден для камня и ульт-
развук; при температуре 150 - 450 °C теряет
свой цвет.
Тигровый глаз — кварц с большим коли-
чеством волокон коричневого, бурого и золо-
тисто-желтого цвета с шелковистым блеском,
непрозрачный; используется чаще всего в виде
отполированных пластин в ювелирных украше-
ниях из драгоценных металлов; тигровый глаз
не переносит нагрева, электролитов, ультразву-
ка; в огне теряет цвет, соприкосновение с кис-
лотами не рекомендуется.
Циркон — минерал (силикат циркония);
известен с древних времен; назван от арабско-
го слова «цирковин» (ярко-красный) или от пер-
сидского «царгун» (золотой); расцветка — от
бесцветного до разнообразного, прозрачного;
бесцветные цирконы по благородству блеска
могут соперничать даже с алмазом, а голубова-
то-зеленые образцы по яркости окраски не ус-
тупают другим драгоценным камням; гранится
бриллиантовой и ступенчатой огранками, а так-
же кабошоном; к нагреву и кислотам устойчив,
но частично разрушается от воздействия сер-
ной кислоты.
Морион (от латинского «морросус» — хму-
рый, угрюмый) — разновидность кварца темно-
го винно-желтого цвета; просвечивается толь-
ко в тонких пластинках; огранка — кабошоном;
используется в украшениях из золота и сереб-
ра; обращаться как с дымчатым кварцем.
Гиацинт — прозрачная с сильным блес-
ком разновидность циркона оранжевого, жел-
того, золотисто-коричневого, розового, красно-
го, коричневато-красного цвета; в древности
считался талисманом от заразных болезней
(чумы), ядов и удушья; гранится огранками раз-
личных видов, вставляется в ювелирные укра-
шения из драгоценных металлов; обращаться
как с цирконом.
Опал — один из наиболее известных юве-
лирных камней; по преданию, опал означает
надежду; это камень родившихся в октябре; из
многочисленных разновидностей опала для
ювелиров представляют интерес следующие:
благородный опал — полупрозрачный камень
(белый, желтый, голубовато-желтый, черный);
обыкновенный опал — просвечивающийся (мо-
лочно-белый, серый, зеленоватый); огненный
опал — прозрачный или просвечивающийся
(ярко-красный, ярко-желтый, ярко-оранжевый);
кахолонг — фарфорово-белый с перламутровы-
ми отливами красноватых, желтоватых, оранже-
вых оттенков; гиалит — прозрачный, стекловид-
ный, бесцветный; гранится опал кабошоном;
в золотых ювелирных украшениях использует-
ся чаще всего с бриллиантами; плохо перено-
сит нагрев (растрескивается), ультразвук, дав-
ление, направленный свет; соприкосновение
его с кислотами не рекомендуется.
Бирюза (от персидского «пируз» — одер-
жавший победу) — один из самых красивейших
ювелирных камней; непрозрачный, небесно-го-
лубой с зеленым оттенком, синевато-зеленый,
яблочно-зеленый; бирюза означает процвета-
Глава 1. Материалы для изготовления ювелирных изделий
31
ние, приносит счастье в любви, прекращает ссо-
ру супругов; это камень родившихся в декабре;
в серебряных, реже в золотых ювелирных укра-
шениях, а также в украшениях из недрагоцен-
ных металлов применяется в виде кабошонов
или вставок нейтральной формы; часто исполь-
зуется для изготовления бус; бирюзу следует ох-
ранять от удара, давления, ультразвука, направ-
ленного света; не переносит бирюза кислот,
щелочей, их смесей, а также нагрева (при силь-
ном нагреве становится коричневой).
Шпинель (от латинского «спина» — шип,
острие) — прозрачный со стекловидным блес-
ком, высокой твердости, но очень хрупкий ка-
мень; в старину на Руси шпинель называли ла-
дом (очевидно за алый цвет); по преданию, имен-
но лал первоначально украшал шапку Монома-
ха; шпинель чаще всего — красного, оранжево-
го или розового цвета, реже синего, голубого,
фиолетового, зеленого, коричневого, желтого
и черного; благодаря красивому внешнему виду
шпинель широко используется в ювелирных ук-
рашениях из драгоценных металлов; форма ог-
ранки вставок — ступенчатая и бриллиантовая;
шпинель не «боится» ни огня, ни кислот.
Кахолонг — голубовато-белая фарфоро-
видная непрозрачная разновидность обыкновен-
ного опала; гранится кабошоном, пластинами,
применяется в качестве вставок в ювелирные
украшения из драгоценных металлов; на нагрев,
ультразвук, давление, направленный свет, кис-
лоты реагирует так же, как и опал.
Хризолит — прозрачная разновидность
оливина (островного силиката) зеленого, золо-
тисто-зеленого цвета с бурым, желтым, табач-
ным, фисташковым, оливковым, травяным от-
тенками; гранят хризолит (в основном) ступен-
чатой огранкой, но нередко также бриллианто-
вой и кабошоном; применяется, как правило,
в золотых ювелирных украшениях; воздействие
кислот и щелочей хризолиту противопоказано;
направленный свет (и электрический, и сол-
нечный) значительно изменяет окраску хризо-
лита; при его закрепке необходимо соблюдать
особую осторожность.
Авантюрин (от французского «par
aventure» — случайно) — солнечный камень,
просвечивающийся, иногда полупрозрачный со
стеклянным блеском, с разноцветными включе-
ниями чешуек слюды, хрупкий; белого, серо-
желтого, желто-коричневого, розового, красно-
вато-желтого, красновато-коричневого, темно-
зеленого цвета; гранится кабошоном и пласти-
нами; вставляется в золотые ювелирные укра-
шения; очень чувствителен к ударам и давле-
нию, кислотам и их солям; резкая смена темпе-
ратур, попадание в электролиты, чистка ульт-
развуком — противопоказаны, а яркий направ-
ленный свет — вреден.
Халцедон (по-гречески «халкедон» — на-
звание города на берегу Босфора) — разновид-
ность кварцевого образования; просвечиваю-
щийся, с восковым блеском, хрупкий камень
серого, молочно-белого, молочно-голубого, го-
лубого, серовато-зеленого, зеленовато-голубо-
го, желтовато-бурого, желтоватого цвета; в ста-
рину халцедон считался камнем любви, привле-
кающим к женщине сердца мужчин, избавляю-
щим от вспышек гнева и приступов меланхо-
лии; гранится (в основном) кабошоном, исполь-
зуется в качестве вставки в ювелирных украше-
ниях из драгоценных металлов; халцедон устой-
чив к кислотам и их смесям, кроме плавиковой
кислоты; чувствителен к нагреву (теряет цвет);
изменяет окраску под воздействием ультрафи-
олетовых лучей, а также яркого направленного
солнечного света.
Хризопраз (от греческих «хризос» — зо-
лото и «празнос» — лукаво-зеленый) — самая
ценная разновидность халцедона, просвечива-
ющийся; цвет камня — от белого до глубокого
зеленого, причем переход от одного цвета к дру-
гому практически не заметен; хризопраз, носи-
мый в браслете, в старину считался средством
от «дурного» глаза, зависти и клеветы; гранит-
ся кабошоном и в виде бусин; широко исполь-
зуется для изготовления бус, браслетов, ожере-
лий, а также в кольцах, кулонах, серьгах из дра-
гоценных металлов; на воздействие кислот, на-
грева, света реагирует так же, как и халцедон.
Пироп (от греческого «пиропос» — подоб-
ный огню) — разновидность граната, прозрач-
ный; розовый, оранжево-красный, красный, ма-
линовый, вишневый, красновато-фиолетовый;
гранится бриллиантовой и смешанной огранка-
ми, а также кабошоном; вставляется в золотые
ювелирные изделия; при нагреве становится
черным, но при охлаждении вновь приобрета-
32
Глава 1 Материалы для изготовления ювелирных изделий
ет свой первоначальный цвет — красный; пос-
ле нагрева становится очень чувствителен
к кислотам (особенно это опасно при пайке, ког-
да применяется борная кислота); при сильном
нагреве соль также разрушает поверхность кам-
ня; вреден для пиропа и направленный свет.
Альмандин — наиболее распространенная
разновидность граната; фиолетово-красный
с коричневым оттенком, синевато-красный, тем-
но-красный, вишнево-красный, густо-красный,
почти черный; прозрачные образцы гранятся
бриллиантовой огранкой, а непрозрачные —
кабошоном и в виде блюдечка; вставляется в зо-
лотые ювелирные украшения; сильный нагрев
приводит к изменению цвета и к образованию
(в местах включений) трещин; соприкосновение
камня с огнем и таким металлом, например, как
олово — противопоказано; борная, соляная
и все минеральные кислоты — вредны (разъеда-
ют камень); по возможности необходимо избе-
гать попадания на камень направленного света.
Корунд — оксид алюминия, камень сине-
ватого, желтовато-серого, красного (рубин),
синего (сапфир) цвета; гранится кабошоном
и пластинами; используется в качестве встав-
ки в ювелирные украшения из драгоценных ме-
таллов; не переносит ультразвука, электроли-
тов; направленный свет вреден для корунда,
а нагрев — нежелателен. Среди ювелиров по-
нятие «корунд» уже давно означает не что иное,
как синтетический искусственный камень. И не
случайно. Ведь именно таким (искусственно
произведенным), начиная с 1902 года, этот ка-
мень, в первую очередь красная его разновид-
ность — рубин, широко используется (в каче-
стве ограненных вставок) при изготовлении
ювелирных украшений.
Гематит или кровавик (от греческого
«айма» — кровь: по цвету минерала в порош-
ке) - оксид железа; камень железно-черного,
стального, серого, красного, вишнево-красного
цвета; в древности гематит считали целебным
при ранениях, кровотечениях, воспалениях
и вспышках гнева; применяется для изготовле-
ния бус, брошей, а также (правда, очень и очень
редко) в качестве вставок в ювелирные украше-
ния из драгоценных металлов; гранится кабо-
шоном; устойчив к воздействию тепла и кислот,
кроме плавиковой и борной (плавиковая кисло-
та и ее пары разрушают поверхность камня,
а борная кислота и бура оставляют на ней пят-
на); при шлифовании и полировании следует
избегать соприкосновения поверхности камня
со щетинными щетками.
Уваровит (назван в честь одного из быв-
ших президентов Российской академии наук
С.С.Уварова) — разновидность граната; изум-
рудно-зеленый и темно-зеленый; просвечиваю-
щийся; со стеклянным блеском, хрупкий; гранит-
ся кабошоном, вставляется в золотые ювелирные
украшения; обращаться как с гранатом.
Диопсид (от греческих «ди» — дважды
и «опсис» — видеть) — силикат группы пиро-
ксенов; камень серого, серо-зеленого, сирене-
вого, розового, зеленого, изумрудно-зеленого
(хромдиопсид) цвета; применяется в качестве
вставок в ювелирные украшения и как матери-
ал для изготовления предметов украшения ин-
терьера; диопсид очень чувствителен к теплу,
флюсам, кислотам (такое соседство для него
нежелательно); ультразвук, электролиты, на-
правленный свет вредны для диопсида.
Поделочные камни. К ним относятся: агат,
оникс, лазурит, малахит, жадеит, нефрит, сер-
долик, родонит (орлец), чароит, амазонит, об-
сидиан, яшма.
Агат — слоистая, самой разнообразной
окраски разновидность халцедона; может быть
как просвечивающимся, так и непрозрачным;
блеск — восковой; по преданию, обладатель
агата может не бояться козней врагов; различа-
ют кольцевые (глазчатые), пейзажные, полос-
чатые агаты — окраска создается чередовани-
ем слоев серо-голубого, белого, красного, жел-
того, бурого, черного цвета; по цветовой гамме
различают радужный агат (выделяется слож-
ными различного цвета переливами), так назы-
ваемый руинный агат (узоры напоминают раз-
валины каких-то строений), туманно-облачный
агат (очень нежных тонов и с плавно перелива-
ющимися узорами в виде летящих облаков или
поднимающегося густого тумана), моховой агат
(узоры напоминают мох) и ландшафтный агат
(узоры похожи на изображения на ландшафт-
ной карте); гранится агат (в основном) кабошо-
ном, а также пластинами и виде бусин; встав-
ляется в золотые и серебряные ювелирные ук-
рашения; из него вырезают бусы, кольца, брас-
Глава 1. Материалы для изготовления ювелирных изделий
33
леты, серьги, кулоны, а также вазы, ларцы, шка-
тулки, панно, фигурки животных, пепельницы,
подсвечники; чувствителен к ударам и давле-
нию; не переносит резких колебаний темпера-
туры; при пайке изделий тугоплавкими припо-
ями покрывается пятнами; сильно подвержен
воздействию плавиковой кислоты и ее паров
(разрушается).
Оникс — слоистая, очень контрастная по
цвету разновидность халцедона с сочетанием
полос черного и белого, бурого и белого, крас-
ного и белого, белого и серого или сиреневато-
го цвета; по преданию, оникс охраняет от огня,
способствует супружеской верности и счастью;
применяется как самостоятельно, так и в соче-
тании с металлами (драгоценными и недраго-
ценными) при изготовлении браслетов, брошей,
колец, бус, серег, кулонов, запонок и предме-
тов украшения интерьера; гранится кабошоном
и пластинами; оникс необходимо предохранять
от нагрева, от соприкосновения с кислотами,
щелочами и их смесями, электролитами; удар,
давление, ультразвук ониксу — вредны; требу-
ется избегать и прикасания к камню щетками
во время шлифования и полирования изделий.
Лазурит — «ляпис-лазурь» (от латинско-
го «ляпис» — камень и арабского «азул» —
небо) — лазоревый, голубой камень; непрозрач-
ный, со стеклянным матовым блеском; цвет —
нежно-голубой, зеленовато-синий, густо-синий,
васильково-синий, фиолетово-синий; гранится
кабошоном и пластинами; вставляется в юве-
лирные украшения из серебра и недрагоценных
металлов, а как самостоятельный материал при-
меняется для изготовления бус, серег, брошей,
браслетов, серег, запонок, кулонов, ваз, шкату-
лок, ларцов, подсвечников; разрушается от на-
грева, не переносит воздействия кислот, щело-
чей, солей, растворителей, содержащих спирт;
электролиты, ультразвук, направленный свет—
вредны; чувствителен этот камень и к средствам
косметики: лосьонам, лакам, кремам.
Малахит (от греческих «малакос» — мяг-
кий или «малахе» — мальва) — водная углекис-
лая соль меди; камень яркой, сочной, шелковис-
то-нежной зелени; непрозрачный, хрупкий; гра-
нится кабошоном, пластинами и в виде бусин; при-
меняется самостоятельно и в сочетании (чаще
всего) с серебром, реже с золотом, а также с не-
драгоценными металлами; используется для из-
готовления бус, колец, брошей, серег, кулонов,
браслетов, запонок, а также шкатулок, ларцов, ваз,
панно, скульптур малых форм; чувствителен
к воздействию огня (становится черным), кислот
и щелочей (всего этого необходимо избегать); уль-
тразвук, электролиты, направленный свет—вред-
ны; при шлифовании и полировании изделий
с малахитом требуется исключать касания повер-
хности камня щетками; легко реагирует на сосед-
ство со средствами косметики.
Жадеит (от греческого «ишиас» — боль
в бедре или от испанского «ихада» — камень
от колик) — камень серого, зеленого, изумруд-
но-зеленого, иногда черного, розового, бурого,
красного, желтого, фиолетового, синего цвета,
просвечивающийся; долгое время ювелиры не
отличали его по внешним признакам от нефри-
та; гранится кабошонами и пластинами, а так-
же в виде бусин; используется в сочетании
с металлом и самостоятельно; из жадеита изго-
тавливают серьги, бусы, кольца, кулоны, бро-
ши, браслеты, ряд предметов украшения инте-
рьера; плохо переносит нагрев, все кислоты
и их смеси разрушают камень; электролиты,
ультразвук, направленный свет — вредны.
Нефрит (от греческого «нефрос» — поч-
ка) — с хорошей просвечиваемостью, мягким
блеском камень изумрудно-темного, зеленого,
яблочно- и травянисто-зеленого, зеленоватого
и желтовато-белого цвета; по преданию, нефрит
излечивает болезнь почек, это камень родив-
шихся в августе; гранится и используется не-
фрит так же, как и жадеит; нефриту противопо-
казаны нагрев, резкая смена температуры, элек-
тролиты, соляная кислота и ее пары, минераль-
ные соли и смеси кислот.
Сердолик — разновидность халцедона;
бледно-розовый, желтый, желто-красный, крас-
ный, красноватый, оранжевый, оранжево-крас-
ный, красно-коричневый; имеет прозрачные
и непрозрачные участки; по древним поверьям,
красный сердолик — чрезвычайно счастливый
и оздоровляющий камень, предохраняет от ссор
и упреков, усмиряет лихорадки и нервные бо-
лезни, укрепляет зубы; гранится кабошоном
и в виде различной формы бусин; вставляется
в золотые ювелирные украшения, идет на изго-
товление бус; обращаться как с халцедоном.
3 Зак. 3896
34
Глава 1. Материалы для изготовления ювелирных изделий
Родонит (от греческого «родон» — роза) —
камень алого, малинового, розового цвета; как
правило, непрозрачный, иногда просвечиваю-
щийся, многоцветный; хорошо полируется, лег-
ко обрабатывается; гранится кабошоном, плас-
тинами и в виде бусин; вставляется в ювелир-
ные украшения из золота, серебра и недраго-
ценных металлов; как самостоятельный мате-
риал применяется для изготовления бус, колец,
брошей, браслетов, кулонов, а также практичес-
ки всего ассортимента украшений интерьера;
«боится» огня (даже при умеренном нагреве ста-
новится черным); кислот и их смесей не перено-
сит; ультразвук и направленный свет — вредны;
в процессе шлифования и полирования изделий
к камню нельзя прикасаться щетками.
Чароит — яркой окраски от коричневого
и нежно-сиреневого до густого искрящегося
фиолетового цвета непрозрачный камень со
стеклянным блеском и шелковистым отливом;
гранится кабошоном, пластинами и в виде бу-
син; используется в качестве вставок в ювелир-
ные украшения как из драгоценных, так и из
недрагоценных металлов, из чароита делают
вазы, ларцы, шкатулки и другие предметы ук-
рашения интерьера; чувствителен к нагреву,
ударам, давлению, направленному свету.
Амазонит — ярко-зеленый или голубова-
то-зеленый с частичными белыми прожилками
непрозрачный камень; применяется для изготов-
ления бус, браслетов, колец, ряда предметов
украшения интерьера, а также вставок (в виде
кабошонов, пластинки или шарика-бусины)
в ювелирные украшения из недрагоценных ме-
таллов; требует особой осторожности при зак-
репке и раскрепке (может легко растрескивать-
ся); щелочи, кислоты и их смеси легко разру-
шают этот камень; прямого попадания сильно-
го света на амазонит необходимо избегать.
Обсидиан — природное вулканическое
стекло черного, зеленого, бурого, кирпично-
красного, серого цвета; благодаря наличию га-
зовых включений, отдельные образцы обсидиа-
на обладают переливчатым, шелковистым, се-
ребристо-перламутровым, золотистым блеском;
используется в качестве ограненных (в виде ка-
бошона и пластины) вставок в ювелирных ук-
рашениях из золота; из него делают бусы, брас-
леты, фигурки животных; при закрепке требу-
ется особая осторожность, так как камень лег-
ко растрескивается; ультразвук — вреден.
Яшма — соединение халцедона и кварца,
непрозрачный с матовым блеском, как прави-
ло, многоцветный камень красного, красно-бу-
рого, коричневого, желтого, розового, фиолето-
вого, черного, зеленого, серого, белого, пале-
вого цвета; используется в качестве ограненных
(в виде кабошона или пластины) вставок в юве-
лирных украшениях из серебра и недрагоцен-
ных металлов, для изготовления бус и предме-
тов украшения интерьера; яшма устойчива
против всех кислот, кроме плавиковой; электро-
литы не переносит.
Отдельные дополнительные сведения о ряде
ювелирных камней, информация о ювелирных
камнях и связанных с ними датах в жизни чел-
века, а также знаках Зодиака и планетах приве-
дены в таблицах 1.11, 1.12- 1.15.
Органические камни. Камни, образование
которых связано с жизнедеятельностью какого-
то организма, называются органическими: это
жемчуг, янтарь, коралл, перламутр, гагат.
Жемчуг — округлые или неправильной
формы твердые образования углекислого каль-
ция; полупрозрачный, хрупкий; цвет жемчуга
(в основном) белый с желтоватым или голубо-
ватым отливом, а также желтый, серый, блед-
но-розовый, красноватый, коричневый, черный,
бледно-зеленый, бледно-голубой; с глубокой
древности жемчуг причисляется к драгоценно-
му материалу, это камень родившихся в июне;
широко используется при изготовлении бус,
ожерелий; вставляется (как правило, в сочета-
нии с бриллиантами) в кольца, серьги, броши,
колье из драгоценных металлов; по преданию,
жемчуг — это здоровье; жемчуг необходимо
беречь от соприкосновения с кислотами и ще-
лочами; изделия с жемчугом нельзя чистить
ультразвуком, шлифовать и полировать с при-
менением щеток; жемчуг «боится» нагрева, на-
правленного солнечного или искусственного
света, не переносит дезодорантов. Происхож-
дение ювелирного украшения из жемчуга свя-
зано с одной индийской легендой, согласно ко-
торой Бог Вишну подарил своей дочери Пан-
дее в день ее бракосочетания украшение из жем-
чуга, который она сама же собрала на берегу
океана. С того памятного дня жемчуг стал счи-
Глава 1. Материалы для изготовления ювелирных изделий
35
Таблица 1.11
Дополнительные сведения о ювелирных камнях
Камень Основные месторождения Твердость
Алмаз ЮАР, Россия, Ангола, Заир, Танзания 10
Александрит Россия, Бразилия, Шри-Ланка 8,5
Аметист Бразилия, США, Россия, Ангола, Уругвай, Мадагаскар 7
Альмандин Индия, Австралия, Шри-Ланка, Бразилия, Мадагаскар 7,5
Аквамарин Мозамбик, Намибия, Россия, США, Бразилия 7,5-8
Авантюрин Индия, Бразилия, Россия, Испания 7
Агат Марокко, Намибия, Россия, Италия, Уругвай, Германия 7
Амазонит Россия, США, Мадагаскар 6-6,5
Бирюза Иран. Китай, США. Афганистан 6
Горный хрусталь Индия, Мадагаскар, Бразилия, США, Италия, Япония 7
Гиацинт Таиланд, Шри-Ланка, Сиам 6,5-7,5
Гранат Индия. Бразилия, Германия, США 6,5-7,5
Дымчатый кварц Бразилия, Мадагаскар, Россия, Монголия, США 7
Жемчуг Япония, Австралия 2,5-4,5
Жадеит Бразилия, Бирма, США, Мадагаскар 6,5-7
Изумруд Колумбия, ЮАР, Индия, Россия, Бразилия 7,5-8
Коралл Тихий океан, южные моря 3,5
Лунный камень Мадагаскар, Корея, Шри-Ланка, США, Бразилия 6
Лазурит Афганистан, Россия, Бирма, США, Чили 6
Малахит Россия, Заир, Замбия 3,5
Нефрит Россия, США, Китай, Новая Зеландия 6-6,5
Опал Австралия, Мексика, США, Бразилия, Венгрия 5-6.5
Обсидиан США, Мексика, Россия 5,5-6
Пироп Чехия, Мадагаскар, Бразилия, ЮАР 7-7,5
Рубин Индия, Шри-Ланка, Бирма, Таиланд, США 9
Родонит Россия, ЮАР, Австралия, США, Япония 5-6
Розовый кварц Бразилия, ЮАР, Индия 7
Сердолик Индия, Средняя Азия 7
Сапфир Индия, Шри-Ланка, Таиланд, Бирма, Австралия, США 9
Турмалин Намибия, Бразилия, США, Шри-Ланка, Россия, ЮАР 7-7,5
Тигровый глаз Шри-Ланка, Бразилия, Россия, ЮАР 7
Топаз Мексика, Бразилия. Россия, Намибия, Германия 8
Уваровит Россия 7,5
Хризопраз Австралия, Германия, Польша 7
Хризолит США, Россия, Египет, Норвегия 7,5-8
Хромдиобсид Россия, США, Намибия 5-7
Циркон Таиланд, Шри-Ланка, Мадагаскар, Сиам, Бразилия 7,5
Цитрин Бразилия, Испания, Мадагаскар, Шотландия 7
Чароит Россия 7
Шпинель Шри-Ланка, Бирма, Сиам 8
Яшма Россия, Бразилия, Индия 7
Янтарь Россия, Литва, Доминиканская Республика 2-2,5
таться талисманом, оберегающим, охраняю-
щим прочность семейных уз. Различают морс-
кой и речной жемчуг, а также натуральный,
выращенный и имитационный
Морской натуральный жемчуг Добыва-
ется в прибрежных районах многих теплых мо-
рей: на отмелях Карибского моря и в Океании,
у берегов Юго-Восточной Азии и Австралии,
в Персидском и Бенгальском заливах. Жемчуг
образуется в раковине моллюска и состоит из
пластинок орогонита или карбоната кальция
(82 - 96 %), органического вещества, называе-
мого конхиолином (10 - 14 %), и 2 - 4 % воды.
Плотность жемчуга равняется 2,60 - 2,80 г/см3.
Масса натурального жемчуга измеряется в гранах
(1 гран = 0,05 г). Качество морского натураль-
36
Глава 1. Материалы для изготовления ювелирных изделий
Таблица 1.12
Месяц рождения человека Камень
Январь Гранат, рубин, гиацинт
Февраль Аметист, топаз, оникс
Март Аквамарин, изумруд, яшма
Апрель Алмаз, хрусталь, сапфир
Май Изумруд, хризопраз, агат
Июнь Жемчуг, агат, аметист
Июль Рубин, гранат, халцедон
Август Нефрит, сердолик, хризолит
Сентябрь Сапфир, хризолит, алмаз
Октябрь Опал, аквамарин, берилл
Ноябрь Топаз, оникс, тигровый глаз
Декабрь Бирюза, циркон, хризопраз
ного жемчуга принято определять наличием или отсутствием
в нем таких признаков (параметров) как: определенная форма,
чистота, блеск, цвет Форма может быть различной: правиль-
ной (сферической, полусферической, каплевидной) и неправиль-
ной (барочной); встречаются также жемчужины, по форме на-
поминающие спину лягушки, голову лошади и т.п. Чистота
означает отсутствие темных, мелких органических скоплений
на поверхности или мест с более тусклым блеском. Блеск —
это свечение, вызванное преломлением и отражением света
в призматических слоях орогонита; величина яркости и насы-
щенности блеска во многом зависит от толщины слоев перла-
мутра. Благодаря различному расположению кристаллов, по-
верхность слоев приобретает шелковистый, матовый, перелив-
чатый, радужный или перламутрово-жемчужный блеск. Встре-
чаются (правда, очень редко) слегка прозрачные жемчужины,
которые ценятся чрезвычайно высоко. А самый хороший блеск
с перламутровым отливом — у жемчужин, добытых в Персидс-
ком заливе. Цвет морского натурального жемчуга — различ-
ный: белый, желтый, кремовый, розовый, голубой, красный, чер-
ный. Нередко морской жемчуг люминесцирует в ультрафиоле-
товых лучах голубоватым, белым, зеленоватым цветом. К нату-
ральному морскому жемчугу относится и так называемый бли-
стерный или жемчуг-блистер — жемчужина, приросшая к ра-
ковине. Такой жемчуг образуется в тех случаях, когда раковину
моллюска-жемчужницы протыкает моллюск-бурильщик, рыба-
игла или морской червь и тогда, чтобы закрыть эту дырочку,
моллюск выделяет перламутровое вещество: таким образом по-
лучается перламутровый пузырек. Жемчуг-блистер имеет (чаще
всего) неправильную форму.
В наши дни добыча жемчуга осуществляется, конечно же,
с привлечением большого набора современных технических
средств. Правда, народная память сохранила и сберегает и де-
довские методы добычи жемчуга. С ними можно познакомиться
на (ставших уже традиционными) фестивалях ловцов жемчуга,
ежегодно проводимых в некоторых странах Персидского зали-
ва, например, Кувейте. В этом празднике, воскрешающем ста-
ринные традиции добычи жемчуга со дна моря, постоянно при-
нимают участие более 150 молодых ловцов жемчуга.
Среди натурального морского жемчуга особое место зани-
мает жемчуг черного цвета. Родина черного жемчуга — Таити.
Натуральный черный жемчуг — уникальное создание природы.
Он образуется в раковинах очень крупного (диаметром до 30 см)
черногубого моллюска Черный жемчуг состоит из 91,72 % кар-
боната кальция (орогонита), 5,94 % органического материала
(конхиолина), 2,23 % воды и 0,11 % различных химических эле-
ментов. Черный жемчуг дороже белого: как из-за своей редкос-
ти, так и благодаря более высокому качеству. К тому же черный
жемчуг крупнее белого: белый имеет диаметр от 6 до 9 мм, чер-
ный — от 8 до 14 мм, попадаются жемчужины и диаметром
Глава 1. Материалы для изготовления ювелирных изделий
37
14 -16 мм. Чтобы добыть черный жемчуг ловцам приходится
нырять на глубину 30 - 40 м. И только в одной из 10 000 жем-
чужниц находится жемчуг.
Выращенный жемчуг. Распознание механизма секреции
перламутрового вещества мантией моллюска открыло путь
к выращиванию жемчуга, основным производителем которого
стала Япония. Попытки выращивания жемчуга предпринимались
еще в XIII веке китайцами. Они закладывали, например, в рако-
вины пресноводных моллюсков крошечные (из латуни) фигур-
ки Будды, которые покрывались перламутром. Таким же обра-
зом они получали жемчуг-полусферу, которую затем наклеива-
ли на подложку из перламутра. Подобные исследования прово-
дились и в других странах мира в XVIII и XIX веках. Наиболь-
ших же успехов достиг японец Кокихи Микимото, который су-
мел поставить производство жемчуга на промышленную осно-
ву. Свои первые опыты по выращиванию жемчуга он начал
в 1888 году. Микимото помещал в раковину моллюска мелкие
бусинки жемчуга и опять опускал их в воду. Через несколько
лет жемчужина становилась крупнее. В 1908 году Микимото
собрал первый урожай выращенного жемчуга, получившего
впоследствии название культивированного.
В настоящее время выращиванием жемчуга занимаются
не только в Японии, но и в Австралии, Новой Зеландии, на ар-
хипелаге Мергун, в Полинезии. Когда жемчуг собран, его сор-
тируют по размеру, форме, качеству, цвету. Квалифицирован-
ные контролеры различают до 100 цветовых оттенков. Но в по-
давляющем большинстве своем выращенный жемчуг — белого,
кремового, розово-белого, розового, зеленого, голубого, серого,
желтого, серебристого и черного цвета. Черный жемчуг стали
выращивать с 1968 года, используя все тот же японский метод.
Период выращивания жемчужины занимает 5-6 лет. Практика
показывает, что из каждых 100 жемчужниц только 5 % — иде-
ального качества, 15 % определяются как просто товарные,
20 ° о — нетоварные, 10 % — вытолкнувшие ядро, а 50 % — мер-
твые. Основной поставщик выращенного черного жемчуга, как
и натурального, — опять же Таити, а основные импортеры —
США, Япония, Франция, Гонконг, Германия, Новая Каледония,
Новая Зеландия, Австралия. По преданию, жемчуг для жителей
Таити всегда олицетворял величие и магию ночи, в нем живут
души богинь Исиды, Афродиты и Кали. И если белый жемчуг —
символ девичьей чистоты и верности, то черный — символ зре-
лой женщины, дающей жизнь человеку.
Имитационный жемчуг. Попытки создания имитацион-
ного жемчуга предпринимались давно и неоднократно. Но уда-
лось это сделать одному французскому монаху во времена прав-
ления короля Генриха IV: монах разработал способ получения
жемчужной эссенции из чешуи уклейки. Позднее чешуя уклей-
ки была заменена чешуей сельди; качество имитационного жем-
чуга стало выше, но не намного В конце второй мировой войны
Таблица 1.13
Знак Зодиака Положительно влияющий на человека камень
Козерог 22.12-20.01 Оникс, яшма, алмаз, хризопраз
Водолей 21.01 -18.02 Бирюза, сапфир, опал, Ъбсидиан
Рыбы 19.02 - 20.03 Аметист, аквамарин, хромдиобсид, амазонит
Овен 21.03 - 20.04 Яшма, родонит, аметист, сардоникс
Телец 21.04-20.05 Коралл, агат, алмаз, изумруд
Близнецы 21.05 - 20.06 Топаз, цитрин, хрусталь, сердолик
Рак 20.06 - 20.07 Хризопраз, агат, рубин, оникс
Лев 21.07 - 22.08 Хрусталь, алмаз, сапфир, рубин
Дева 23.08-22.09 Агат, опал, алмаз, изумруд
Весы 23.09-22.10 Атмаз, опал, кварц, нефрит
Скорпион 23.10-22.11 Халцедон, турмалин, топаз, агат
Стрелец 22.11 -21.12 Алмаз, кварц, бирюза, чароит
38
Глава 1. Материалы для изготовления ювелирных изделий
Таблица 1.14
Планета Камень
Солнце Алмаз, хризолит
Луна Опал, лунный камень
Меркурий Топаз, изумруд
Венера Сапфир, агат
Марс Рубин, яшма
Юпитер Бирюза, лазурит
Сатурн Оникс, сардоникс,
Уран Янтарь, агат
Нептун Аметист, хрусталь
были предприняты попытки создания жемчужной эссенции на
базе свинца, висмута, солей титана, слюды. Но это оказалось
вредным для здоровья человека, и такие производства были зак-
рыты. Сегодня фирм, производящих имитационный жемчуг, мно-
го, но выпускающих жемчуг высокого качества — единицы.
Самым известным производителем качественного имитаци-
онного жемчуга является испанская фирма Майорика. Фирма су-
ществует более полувека, а в ее цехах, оснащенных самым со-
временным оборудованием, работает 1500 человек. Фирма про-
изводит примерно 90 миллионов жемчужин в год. Технология
изготовления жемчужной эссенции и сам процесс производства
имитационного жемчуга держится, как и принято, в строжай-
шем секрете. Фирма не продает жемчуг, а использует его при
производстве ювелирных украшений, в первую очередь, разу-
меется, ожерелий, а также серебряных с позолотой (реже золо-
тых) колье, браслетов, колец, серег, в которых холодный или теп-
лый блеск металла великолепно сочетается с шелковистым блес-
ком жемчуга. Изделия фирмы экспортируются более чем в 50
стран мира.
Общеизвестно, что жемчужным украшениям присущи
органическое благородство и шарм. И если бриллианты назы
вают лучшим другом женщины, то жемчуг с полным правом
можно назвать ее родной сестрой. Жемчуг не один раз выходил
из моды, но снова и снова возвращался — становился вновь
модным. Время не властно над жемчугом: жемчуг как бы вне
времени, но одновременно со своим временем!
Янтарь — прозрачное, иногда полупрозрачное окаменелое
смолоподобное вещество аморфного строения (ископаемая смо-
ла) с самыми разнообразными включениями: песчинками, кусочками или листьями дерева, лепе-
стками цветов, насекомыми; янтарь легко резать, точить, пилить при помощи самых простых
инструментов; янтарь вязкий, хорошо полируется, с сильным смолистым блеском и цветом от
бледно-желтого до красно-коричневого с голубыми, белыми, зелеными, розовыми и золотистыми
оттенками; используется самостоятельно и в сочетании с золотом, серебром и недрагоценными
металлами для изготовления практически всего ассортимента ювелирных украшений; янтарь не
выдерживает соприкосновения с огнем, даже пайка легкоплавкими припоями губительно сказы-
вается на камне; кислоты и их смеси, щелочи разъедают янтарь; применение шлифовальных
и полировальных щеток, а также ультразвука — противопоказано; попадание в электролиты дол-
жно быть исключено; прямой солнечный свет приводит к изменению цвета; близкое соседство
янтаря с любыми видами косметики — небезвредно.
Янтарь — этот легкий, теплый солнечный камень был известен еще в каменном веке: камень
не тонул в соленой воде, а на огне загорался желтоватым пламенем, издавая приятный аромат-
ный запах. Янтарь был высоко ценим и почитаем у древних народов Индии и во времена правле-
ния египетских фараонов. А в эпоху Римской империи, где янтарь ставили в один ряд с золотом,
цена за маленькую фигурку из янтаря, изображавшую воина, была значительно выше цены за
живого раба.
«Самым замечательным камнем древности, начиная с третьего тысячелетия до нашей эры,
был янтарь, который самоцветом проходит через все века и народы вплоть до наших дней», —
сказал о янтаре известный во всем мире ученый академик А. Е.Ферсман. Издревле о янтаре слага-
лись легенды и мифы как о камне, обладающем магической спасительной силой, помогавшей
Глава 1. Материалы для изготовления ювелирных изделий
39
Таблица 115
воину сохранить жизнь в бою, больному облегчить страдания,
молодым девушкам стать красивыми, а влюбленным оградить лю-
бовь от «дурного» глаза и остаться верными друг другу навечно.
В одном из таких мифов высказана даже догадка о происхожде-
нии янтаря. «Сын бога солнца — Фаэтон, — повествуется в мифе,
— вознамерился пронестись по небу в золотой колеснице отца и
погиб». В мифе говорится далее, что янтарь — это слезы сестер
Фаэтона, превращенных богами в тополя, склонившихся в безу-
тешном горе над великой рекой Эридан.
О растительном происхождении янтаря еще в 1-ом веке на-
шей эры писал Тацит: «Янтарь же, как легко можно видеть, не
что иное, как сок растений, так как в нем иногда встречаются
зверьки и насекомые, заключенные в некогда еще живой сок».
К природным смолам относил янтарь и Аристотель. Гениальный
М.В.Ломоносов в своей работе «О слоях земли» писал: «...По-
смотрим на место, где янтарь находят и при чем. Прусские бере-
га особливо показывают, что ловят его сетками на отмельных ме-
стах, после сильных ветров. Волны и ветры из глубины дна мор-
ского ничего не поднимают, что в воде утопает.
И так ближе рождения его искать должно, что волны морские из
берегов и из мелей выполаскивают, где их действие досягнуть
может... В Италии янтарь случается в местах, где достают ка-
менное масло. Но оное, как выше было показано, происходит из
турфа и каменных углей, а сии лежат с опроверженными леса-
ми. Все сие показывает, что янтарь есть произвождение царства
растений. Кто таковых ясных доказательств не принимает, тот
пусть послушает, что говорят включенные в янтарь червяки и
другие гадины».
Юбилей Камень, драгметалл
1 год Аквамарин
2 года Хрусталь
3 года Хризопраз
4 года Лун. камень
5 лет Сердолик
6 лет Хризолит
7 лет Коралл
8 лет Опал
9 лет Цитрин
10 лет Бирюза
11 лет Гранат
12 лет Аметист
13 лет Агат
14 лет Сл. кость
15 лет Топаз
25 лет Серебро
ЗОлет Жемчуг
40 лет Нефрит
45 лет Сапфир
50 лет Золото
55 лет Изумруд
60 лет Алмаз
Итак, янтарь — это яркая вязкая смола янтареносных сосен, затвердевшая, окаменевшая,
точнее же сказать — это продукт смолы (сукцинит), золотистый камень в виде всевозможных
крупинок, капель, окатанных галек, различной формы и величины натечных образований, сфор-
мировавшихся в результате воздействия на смолу природных сил и окружающей среды: с дожде-
выми водами отвердевшая смола попадала в ручьи, речки и водоемы, заносилась затем песчано-
глинистыми осадками, а в результате землетрясений оказывалась на дне моря; физико-химичес-
кие процессы, длившиеся многие миллионы лет, постепенно превратили смолу в янтарь; те же
природные силы (море и штормы) возвращали окаменевшую смолу, но теперь уже в виде пре-
красного солнечного камня янтаря обратно на берег. Янтарь, смола... В одном кристаллике —
и свет, и мгла. Необычные сосны, росшие на месте теперешнего Балтийского моря многие десят-
ки миллионов лет назад, обладали исключительной особенностью обильно выделять смолу. Смола
скатывалась по стволам деревьев, попадала затем на землю, на траву, захватывая с собой и кусоч-
ки засохшей древесной коры, и капельки росы, и хвоинки, травинки, лепестки цветов, и комочки
земли, и попавших в ее плен всевозможных мелких букашек и насекомых покрупнее.
Каждый кусочек янтаря — уникален, потому что заключает в себя тайну, загадку, непереда-
ваемую игру света, богатейшую гамму цветов и оттенков: бесцветный, белый, кремовый, корич-
невый, оранжевый, зеленоватый, лимонный, буроватый, золотистый, золотисто-желтый, красный,
вишневый, почти черный — всего более 250 наименований. Белый (костяной) непрозрачный ян-
тарь образовался из смолы, которая скапливалась внутри стволов деревьев: непрозрачный мато-
вый янтарь получался из смолы, которой деревья залечивали свои раны; красноватый янтарь по-
лучался в результате воздействия на смолу лесных пожаров, а прозрачный (чистый как застыв-
40
Глава 1. Материалы для изготовления ювелирных изделий
ший мед) из смолы, которая сочилась сквозь
поры по стволу, покрывая его бисером своих
капель. В случайных осколках окаменевшей
смолы соседствуют участки и прозрачночистые,
и затянутые туманной золотисто-молочной или
золотистой дымкой, и слоистые с множеством
завитков и прожилок, и с нежным рисунком, на-
поминающим морозные узоры на стекле, и с не-
скончаемым разнообразием сказочно прекрас-
ных цветов.
Самое крупное месторождение янтаря
находится в Калининградской области (Рос-
сийская Федерация) — здесь сосредоточено 95 %
всех разведанных мировых запасов янтаря.
Здесь же, на Калининградской земле, в поселке
Янтарном, находится и крупнейшее в мире
предприятие по добыче и обработке янтаря —
Калининградский янтарный комбинат,
продукция которого (ювелирные изделия из
янтаря и с янтарем: ожерелья, кольца, браслеты,
броши, серьги, кольца, кулоны, запонки, а также
вазы, ларцы, шкатулки) широко известна во всех
странах мира.
Коралл — скелет морских беспозвоночных
животных (полипов); непрозрачный с восковым
блеском, менее хрупкий, чем жемчуг и янтарь;
цвет кораллов — белый, розовый, красный,
оранжевый, темно-красный, черный; самые цен-
ные кораллы — розовые; при изготовлении юве-
лирных украшений коралл используется как
самостоятельно, так и в сочетании с металлом;
кораллу предписывают всевозможные целебные
свойства: от «дурного» глаза, от колдовства
и волшебства, от отравы и даже от меланхолии;
при соприкосновении с кислотами, их смесями
и парами коралл выцветает, покрывается пят-
нами; изделия с кораллами нельзя чистить уль-
тразвуком и полировать с применением паст;
дезодоранты, кремы, духи, щелочные мыльные
средства небезвредны для кораллов (воздей-
ствие их приводит к образованию пятен).
Перламутр — вещество внутреннего слоя
раковин моллюсков, обладающее радужным
блеском; в отличие от кристаллов вещества
жемчужин, кристаллики вещества перламутра
расположены не перпендикулярно к поверхно-
сти, а параллельно ей; различают перламутр
морской, речной и озерный; считается, что пер-
ламутр хрупкий, но удобный для обработки ма-
териал (можно получить даже плиссированную
поверхность); до настоящего времени перла-
мутровые инкрустации (мебели, шкатулок, под-
носов) широко применяются в арабских стра-
нах и странах Среднего Востока. Местные мас-
тера, выкладывая орнамент геометрической
формы, используют (в основном) перламутр
пастельных тонов; на Дальнем Востоке рису-
нок инкрустации другой — композиции пейза-
жей, натюрмортов переливаются различными
оттенками белого, желтого, розового, голубо-
го, фиолетового, зеленого, светло- и темно-ко-
ричневого и черного цветов перламутра; широ-
ко применяется при изготовлении серег, колье,
браслетов.
Гагат — разновидность ископаемого угля
черного цвета; плотный, однородный, вязкий,
легко обрабатывается, хорошо полируется; ис-
пользуется в некоторых видах ювелирных ук-
рашений в качестве ограненных вставок и для
изготовления предметов украшения интерьера
(ваз, шкатулок, ларцов, фигур животных); воз-
действия огня, кислот, щелочей и их смесей -
не переносит; от соприкосновения со щетками
при шлифовании или полировании на поверх-
ности остаются царапины; ультразвук и элект-
ролит для него вредны; гагат чувствителен
к воздействию средств косметики.
Искусственные камни. В настоящее время
в ювелирном деле в качестве материала для
вставок в ювелирные украшения применяются
следующие искусственные (выращенные в ла-
бораторно-промышленных условиях) камни:
рубин, сапфир, изумруд, аметист, александрит,
цитрин, циркон, шпинель, опал, бирюза, мала-
хит, гранат, хризолит, алмаз, лазурит, жемчуг,
а также фианит — материал, не имеющий при-
родных аналогов. По своим физико-химическим
свойствам искусственные камни почти ни в чем
не уступают настоящим, а по некоторым пока-
зателям даже превосходят их. Гранятся и ис-
пользуются в ювелирном деле искусственные
камни так же, как и натуральные; ценятся, ес-
тественно, ниже.
Стекло. Очень часто ювелирные украшения
из недрагоценных металлов и из серебра изго-
тавливают с использованием вставок из стек-
ла, блеском, прозрачностью, окраской и отдел-
кой имитирующих вставки из драгоценных,
Глава 1. Материалы для изготовления ювелирных изделий
41
полудрагоценных, поделочных и искусственных
камней: рубина, изумруда, граната, аквамари-
на, бирюзы, коралла, малахита, агата, лазури-
та и др. Прекрасные свойства имитатора каче-
ства природных и искусственных камней стек-
ло получает за счет введения в его сплав блес-
коусиливающих оксидов свинца, калия, бора,
а также окрашивающих материалов: золота,
окислов меди, селена, кобальта, урана, марган-
ца. К огранке стекла предъявляют те же требо-
вания, что и к огранке камней. Существуют так-
же специфические формы огранки, когда стек-
лянные вставки не имитируют каменные, а ско-
рее напоминают оптические линзы разной кон-
фигурации (матовые с внешней стороны
и полированные с тыльной): они создают ис-
ключительный эффект преломления световых
лучей, придавая изделиям весьма своеобразный
и привлекательный вид.
Пластические массы. Высокая механичес-
кая прочность, большая светостойкость, хими-
ческая стойкость, высокая пластичность, пре-
красная окрашиваемость, хороший блеск, про-
зрачность — все эти свойства пластических
масс позволили широко использовать их при
изготовлении ювелирных украшений в качестве
имитаторов (заменителей) камней органическо-
го происхождения: жемчуга, коралла, перламут-
ра, янтаря и некоторых цветных камней, напри-
мер бирюзы. Цвет пластмассы и ее прозрач-
ность задаются в зависимости от того, какой
камень имитируется. Пластмасса (как матери-
ал для изготовления ювелирных украшений)
широко применяется фирмами западных стран,
причем украшения из нее производят как спе-
циализированные предприятия, так и фирмы,
выпускающие модную одежду.
Кость (рог), дерево, текстиль, кожа, фар-
фор, резина, лаки. В ювелирном деле исполь-
зуют слоновую, мамонтовую, моржовую кость,
клыки бегемота, кашалота, трубчатую кость
(рог) крупных домашних животных (коровы,
оленя, овцы, козы), а также рог зубра, тура, би-
зона, антилопы (газели и гну), панцирь черепа-
хи. В качестве вставки в украшения или эле-
мента декора, или как основной материал (при
изготовлении предметов украшения интерьера)
используется и дерево: черное, красное, пали-
сандр, кедр, орех, самшит, тис. Текстиль, кожу,
черную резину применяют как декорирующие
материалы, а фарфор — ив качестве вставки,
и как основной материал. Лаки используют для
нанесения на живописную поверхность украше-
ний защитной пленки (прозрачной, глянцевой
или матовой, бесцветной или окрашенной), что
усиливает эффект живописно-красочного слоя
изображения, придавая краскам глубину и звуч-
ность тона.
Эмаль. Представляет собой легкоплавкое
стекло сложного состава, предназначенное для
наплавления на металл. Сложный состав эма-
ли необходим для прочного сплавления с ме-
таллом. В ювелирном производстве чаще
пользуются горячими эмалями, накладываемы-
ми на изделия посредством обжига. По хими-
ческому составу эмали — это соли кремниевой
кислоты, а компонентами сплава являются ок-
сиды свинца, кремния, калия, бария, натрия, тре-
хокиси мышьяка, сурьмы и оксиды красящих ме-
таллов. Эмаль — один из важнейших материа-
лов декоративной отделки ювелирных изделий.
В подобном качестве используется и матери-
ал, известный под названием чернь. Чернь раз-
личают по составу компонентов, цвету, блеску.
Известен не один вид черни, причем каждый из
них имеет свой рецепт составления (табл. 1.16).
Таблица 1.16
Рецепты составления черни
№ ре- цепта Компоненты, в частях
Се- реб- ро Медь Сви- нец Се- ра Бу- ра Хлор- аммо- ний Вис- мут
1 3 2 2 — — — —
2 3 1 3 — — — —
3 1 2 3 — 6 — —
4 1 3 3 — 6 — —
5 2 4,5 4,5 24 1 — —
6 2 5 3 24 1 — —
7 1 2 3 12 1 — —
8 1 5 7 24 4 — —
9 1 4,5 7,5 37,5 — 1,2 —
10 1 2 1,4 10,7 1 — —
11 9 1 1 30 — — 1
12 1 2 3 9 — 2 —
13 1 2 3 12 — — —
14 3 4 11 26 — 6 —
15 4 9 9 48 — — —
42
Глава 1. Материалы для изготовления ювелирных изделий
Чернь представляет собой сплав сульфида
серебра, меди, свинца, серы. Свинец можно за-
менить оловом и ввести в состав сплава буру,
хлористый аммоний, висмут. Чистота исходных
материалов, в первую очередь серы и флюса, —
обязательна.
1.3. Вспомогательные материалы
При изготовлении ювелирных изделий ис-
пользуются следующие вспомогательные мате-
риалы: кислоты, щелочи и соли, пасты, огне-
упоры, клеи, обезжиривающие средства, воск.
Кислоты. К ним относятся серная, соляная,
борная, азотная, ортофосфорная, а также
«царская водка».
Серная кислота H2SO4 — маслянистая,
бесцветная, тяжелая жидкость; смешивается
с водой в любых соотношениях, выделяя при
этом много тепла; при смешивании (во избежа-
ние ожогов) необходимо лить кислоту в воду,
а не наоборот; необходима для приготовления
отбеливающих растворов.
Соляная кислота НС1 — бесцветная жид-
кость с резким запахом (смесь воды с хлорис-
тым водородом); легко вступает в реакцию со
многими металлами; применяется для приго-
товления отбелов, травления недрагоценных
металлов.
Борная кислота Н3ВО4 — белое кристал-
лическое вещество; необходима для приготов-
ления флюса при пайке драгоценных металлов.
Азотная кислота HNO3 — слегка дымя-
щаяся на воздухе бесцветная жидкость; наибо-
лее сильнодействующая из всех кислот; смеши-
вается с водой в любых соотношениях; приме-
няется как компонент состава пробирных реак-
тивов и при травлении драгоценных (исключая
серебро) металлов.
Ортофосфорная кислота Н3РО4 — бес-
цветное кристаллическое вещество; необходи-
ма как один из компонентов состава электро-
литов родирования
«Царская водка» — красновато-коричне-
вого цвета смесь соляной и азотной кислот
в соотношении 2:1 и 3:1; применяется как ком-
понент состава пробирного реактива.
Щелочи и соли. Это бура, натрий хлорис-
тый, натрий углекислый, натрия гидроокись,
калий цианистый, железистосинеродистый,
хромовокислый, двухромовокислый и йодис-
тый, калия карбонат (поташ), натрия силикат,
хлористое и азотнокислое серебро, а также
хлорное золото.
Бура (Na2B4O*10Hр?) — натриевая соль
тетраборной кислоты; используется как флюс
и как основа флюса при пайке драгоценных
и недрагоценных металлов.
Натрий хлористый Nel (поваренная соль)
применяется для очистки изделий и отдельных
деталей от всевозможных загрязнений, а так-
же как компонент состава растворов химичес-
кого пассивирования.
Натрия карбонат (натрий двууглекис-
лый) Иа2СО3 — соль угольной кислоты; ис-
пользуется в качестве одного из составляющих
обезжиривающих растворов и моющих средств,
в этом же качестве используется и карбонат ка-
лия К2СО3 (поташ).
Натр едкий NaOH (натрия гидроокись) —
гигроскопическое твердое белое вещество, хо-
рошо растворяется в воде; используется
в электролитах золочения и обезжиривающих
растворах при проведении процессов серебре-
ния и родирования; как обезжиривающие сред-
ства используются и гидроокись калия КОН
(едкое кали), и гидроокись аммония NH4OH(на-
шатырь, аммиачная вода).
Калий цианистый КСН — соль синиль-
ной кислоты, очень ядовит, легко растворяется
в воде, используется в электролитах золочения
и серебрения и в процессах химического обез-
жиривания, так же используется и цианистый
натрий NaCN.
Калий железистосинеродистый
K4[Fe(CH)*3H2O] — ферроцианид калия; ис-
пользуется в электролитах серебрения.
Калий хромовокислый К?СгО4 — хромат
калия или соль хромовой кислоты; двухромо-
вокислый калий К2Сг2Оу — хромпик или соль
двухромовой кислоты, йодистый калий KI или
соль йодистого водорода: применяются (соот-
ветственно) для приготовления растворов элек-
трохимического оксидирования серебра, как
компонент состава электролитов химического
обезжиривания и пассивирования украшений из
серебра и сплавов меди и как компонент про-
бирных реактивов.
Глава 1. Материалы для изготовления ювелирных изделий
43
Калия карбонат К2СО3 —
соль угольной кислоты или
поташ; порошкообразное бе-
лое, легко растворимое в воде
вещество; входит в состав элек-
тролита блестящего золоче-
ния; используется как флюс,
как составная часть флюсов
и как компонент при оксидиро-
вании украшений из серебра.
Натрия силикат NaSiO3—
жидкое стекло, является одной
из составных частей электро-
литов золочения, серебрения
и родирования.
Хлористое AgCl и азоти-
стое AgNO3 серебро исполь-
зуются как составные части
электролитов серебрения.
Хлористое золото АиС1—
соль золотохлористо-водород-
ной кислоты, легко раствори-
мо в воде, спирте, эфире; при-
меняется как компонент элек-
тролитов золочения
В таблице 1.17 приведена
информация, относящаяся
к самым различным химичес-
ким веществам.
Пасты. В ювелирном деле
используются паста китт, смо-
ляная смесь, а также специ-
альная мастика.
Паста китт. Необходи-
ма для фиксации ювелирных
украшений в строго определен-
ном положении в процессе зак-
репления вставок; состоит из
канифоли с мелом, канифоли
с зубным порошком, канифоли
с мелом и мукой; смесь гото-
вят, расплавляя канифоль на
огне, одновременно добавляя
другой компонент и постоянно
помешивая; когда смесь при-
мет сметанообразную консис-
тенцию, ее разливают в любые
удобные формы и охлаждают
в естественных условиях. Па-
Таблица 1.17
Практически полезная информация
Название химического вещества, соединения Эквивалент бытового звучания
Алюминиевокалиевые квасцы Азотнокислый калий Ацетилсалициловая кислота Азотнокислый натрий Бихромат калия Бикарбонат натрия Виннокислый камень Гидрооксид алюминия Гидроокись бария Гипохлорит кальция Гидроокись кальция Гипосульфит натрия Гидросиликат магния Гидроокись аммония Гидроокись калия Гидроокись натрия Двухлористая ртуть Дымящаяся серная кислота Двуокись углерода Диэтиловый эфир Динатрий фосфат Двуокись кремния Железистосинеродистый натрий Железистосинеродистый калий Железистосинеродистое железо Железный сульфат алюминия Карбонат цинка Карбонат кальция Карбонат меди Карбонат калия Карбонат натрия Кислая мышьяковистая медь Кислый виннокислый калий Калиевое мыло Многосернистый калий Метан Метиловый спирт Мышьяковистый ангидрид Нитрат калия Неочищенный хлористый натрий Нитрат аммония Нитрат натрия Нитробензол Нитрат ртути Неочищенный углекислый натрий Квасцы Селитра Аспирин Чилийская селитра Хромпик Двууглекислый натрий Винный камень Боксит Едкий барит Хлористая известь Гашеная известь Гипосульфит Тальк Нашатырный спирт Едкое кали Едкий натр Сулема Олеум Угольная кислота Серный эфир Фосфорнокислый натрий Кремнеземы Красная кровяная соль Желтая кровяная соль Берлинская лазурь Соль Мора Белая ржавчина Мел Патина (малахит) Поташ Сода Зелень Шееле Сегнетова соль Мягкое мыло Серная печень Болотистый газ Древесный спирт Бельш мышьяк Калиевая селитра Галит Аммиачная селитра Натриевая селитра Мирбановое масло Адский камень Сырая сода
44
Глава 1. Материалы для изготовления ювелирных изделий
Продолжение табл. 1.17
Название химического вещества, соединения Эквивалент бытового звучания
Окись алюминия Окись железа Окись бария Основной карбонат меди Окись кальция Окись свинца Основная углекислая медь Окись магния Окись алюминия Ортосвинцовый свинец Окись хрома Ртуть Раствор формальдегида Сероокись сурьмы Сернокислый барий Сернистый кадмий Силикат алюминия Сернокислый натрий Сернокислое железо Сернокислый калий Сернокислый магний Сернокислый цинк Сульфат кальция Сульфат меди Смесь амиловых спиртов Сернистая ртуть Силикат натрия Тиосульфат натрия Трехокись сурьмы Тетраборнокислый натрий Трехокись хрома Тетраборат натрия Углекислый кальций Фенол Фтористый кальций Фосфорнокислый кальций Хлористая ртуть Хлористый натрий Хлорокись углерода Хлористый аммоний Хлорид олова Хлористый калий Хлористоводородистая кислота Хлорид серебра Этиловй спирт Цианид золота Цианисто-водородная кислота Цианид серебра Глинозем Крокус Барит Азурит, медная лазурь Известь негашеная Глет свинцовый Ярь-медянка Магнезия Корунд Свинцовый сурик Хромовая зелень «Живое» серебро Формалин Сурьмяная киноварь Бланфикс Кадмиевая желть Каолин Глауберова соль Железная протрава Гипс Горькая соль Цинковая обманка Сернокислый кальций Медный купорос Сивушное масло Киноварь Жидкое стекло Актихлор Сурьмяные белила Бура Хромовая кислота Бораке Кальцит Карболовая кислота Плавиковый шпат Фосфорит Каломель Поваренная соль Фосген Аммиачная вода Оловянная соль Сильвин Соляная кислота Хлористое серебро Хлебный (винный) спирт Цианистое золото Синильная кислота Цианистое серебро
сту китт можно приготовить
также, используя и смешивая,
как правило, следующие ком-
поненты: 1 часть шеллака плюс
2 части кирпичной муки;
1 часть черного пека (дегтя)
плюс (до получения нужной
густоты) чистый болюс (нату-
ральная минеральная краска);
1 часть белого пека плюс
1 часть канифоли, плюс
1/4 часть кирпичной муки,
плюс 1/2 часть флотированно-
го мела; 4 части флотированно-
го мела плюс 2 части канифо-
ли, плюс 1/2 часть белого пека,
а также немного воска; 8 час-
тей канифоли плюс 3 части
желтой (естественной или ис-
кусственной) смолы, плюс 12
частей болюса; 2 части пека
плюс 2 части канифоли, плюс
2 части болюса, плюс 2 части
флотированного мела.
Смоляная смесь и специ-
альная мастика для чекан-
ки. В состав смоляной смеси
входят: искусственные или ес-
тественные смолы, сухая зем-
ля (просеянная) или зола, воск
и канифоль. Смесь готовят пу-
тем подогрева на огне, посто-
янно и тщательно размешивая.
Затем ее разливают в неглубо-
кие деревянные чашки. Состав
и способ приготовления специ-
альной мастики следующий:
три части желтой смолы рас-
плавляют в фарфоровой чашке,
затем добавляют в расплав две
части мелко измельченного
красного кирпича или гипсо-
вой муки и совсем немного
талька (для пластичности).
Расплавленный и хорошо раз-
мешанный раствор вливают за-
тем в чеканочный шар (киттку-
гель) или специальный плос
кий ящик.
Глава 1. Материалы для изготовления ювелирных изделий
45
Огнеупоры. Это асбест, специальная посу-
да, монтировочная масса, каолин, глина огне-
упорная, шамот, графит, известь жженая.
Асбест — волокнистый материал, держит
температуру 600 - 800 °C; асбестовый картон
применяется в качестве изоляционного матери-
ала при пайке.
Специальная посуда — чаши, ванночки,
ковшики, изготовленные из кварцевого стек-
ла, фарфора или металла для проведения про-
цессов отбеливания.
Монтировочная масса — смесь, состоя-
щая из 30 - 40 массовых частей каолина отму-
ченного и 60-70 массовых частей молотого
асбеста, замешанная на воде до густоты смета-
ны; используется при сборке (пайке) сложных
деталей ювелирных украшений
Каолин — белый порошок, состоящий из
Al3O3, SiO2, SiO3, Р2О5\ используется как состав-
ная часть монтировочной массы, а также как
связующий компонент смеси при изготовлении
тиглей для плавки металлов.
Глина огнеупорная (включает SiO„ А12Ор
CaO, MgO, К2О, Na2O, Fe2O3), шамот (обо-
жженная глина или обожженный каолин), гра-
фит (светло-серый порошок из смеси золы
и оксида железа) и известь жженная (бесцвет-
ный порошок, состоящий из CaO, MgO, SiO,
Fe2O3 + Al2Op P, S) используются как компо-
ненты смесей при изготовлении тиглей для
плавки металлов.
Клеи. В последнее время вставки из неме-
таллических материалов (жемчуга, янтаря, ко-
ралла, рога, кости, дерева, пластмассы, керами-
ки, стекла, фарфора), а также поделочные кам-
ни все чаще крепятся в кастах ювелирных изде-
лий не с помощью крапанов, то есть металли-
ческих элементов удержания-закрепления,
а с использованием специальных клеев, изго-
тавливаемых (в жидком, пастообразном, твер-
дом виде) из натуральных материалов (кости,
крахмала, каучука, декстрина, кожи и т.д.) и син-
тетических веществ. Наиболее известны смо-
ляные клеи: мастика и шеллак. При пользова-
нии клеями следует помнить: если клей приме-
няют теплым, то и склеиваемые предметы не-
обходимо подогреть; стыки склеиваемых частей
должны быть хорошо подогнаны и прочно при-
жаты, то есть чем плотнее стыки, тем прочнее
и надежнее склеены части; очень важно, чтобы
клей был однородным по массе, без зерен и ком-
ков; клей должен быть тщательно перемешан;
смолу подогревают до жидкого состояния
Клей для наклеивания камней можно по-
лучить следующим образом: 1 часть шеллака
и 1 часть мастики растворить в спирте и доба-
вить глюкозы (до образования густой кашицы);
1 часть шеллака растворить в спирте и смешать
с 1 частью хорошо размолотой и просеянной
пемзы; 2 части полиагаробиоза (японского ры-
бьего клея) и 1 часть мастики растворить в спир-
те; 3 части сандарака (смолы для производства
лаков) и 3 части терпентина (живицы) раство-
рить в 25 частях спирта; глицериновое масло
перемешать со свинцовым глетом (свинцовой
охрой) до густоты кашицы; 2 части полиагаро-
биоза и 1 часть сахара размешать в 3 частях
воды. Для закрепления вставок из стекла, янта-
ря, жемчуга, кости, кораллов и декоративных
пластмасс применяется клей «Циакрин-ЭО»
(C6H2NO2), основой которого является эфир аль-
фа-циакриловой кислоты. Шеллак же представ-
ляет собой смоловидные выделения определен-
ных пород деревьев; продается он в виде плас-
тинок коричневатого цвета.
Применяются также клеи следующих соста-
вов: 10 частей сырной массы плюс 5 частей
воды, плюс 2 части порошкообразной гашеной
извести; 1 часть сырной массы плюс 6 частей
силиката натрия; 12 частей сырной массы плюс
10 частей порошкообразной массы, плюс
30 частей цемента; сырная масса и свежегаше-
ная известь, смешанная до образования тягучей
массы; сырная масса кипятится в воде до обра-
зования липкой кашицы, а затем осторожно
смешивается с примерно 1/4 массовой частью
гашеной извести; теплое молоко смешивается
с винным уксусом до удаления воды, а затем
полученная масса смешивается с яичным бел-
ком с добавлением малого количества свежега-
шеной извести; 1 часть белка смешивается
с 1 частью воды; 1 часть белка и три части обо-
жженного гипса смешиваются с 3 частями воды;
4 части полиагаробиоза растворяются на сла-
бом огне в спирте и смешиваются затем с 2 ча-
стями резиновой мастики и 1 частью аммиач-
ной резины, предварительно растворенной
в небольшом количестве спирта; 2 части по-
46
Глава 1 Материалы для изготовления ювелирных изделий
лиагаробиоза растворяются в спирте, смешива-
ются затем с 1 частью мастики, растворенной
в 2 частях спирта, в полученную массу затем
добавляется 1 часть мелко раскрошенной и ув-
лажненной аммиачной резины (вся смесь кипя-
тится до необходимого загустения).
Обезжиривающие средства. К ним относят-
ся (кроме уже упоминавшихся выше), во-пер-
вых, хорошо всем известные бензин и спирт.
Правда, необходимо отметить, что оба эти ве-
щества — очень огнеопасные, а потому приме-
нять их следует с особой осторожностью. Прак-
тически полностью можно очистить изделия от
любых масел, жиров, смол с помощью таких
средств, как трихлорэтилен и перхлорэтилен,
которые к тому же — не горючие и не раство-
ряются в воде. Однако и при использовании
этих веществ требуется неукоснительно соб-
людать правила техники безопасности, так как
и трихлорэтилен, и перхлорэтилен далеко
не безвредны для здоровья человека.
Воск. Широко применяется при моделиро-
вании (создании) новых образцов ювелирных
изделий, а также при изготовлении восковых
моделей при центробежном литье. Воск быва-
ет и предлагается в продаже — мягкий (легкоп-
лавкий) и твердый, то есть плавящийся при бо-
лее высокой температуре, причем твердый воск
можно подвергать механической обработке:
сверлить, опиливать, шлифовать, резать, рас-
пиливать. Поставляется воск в виде различной
формы пластин, брусков, стержней, проволоки
и т.д. Используя высокую пластичность воска,
модели из него можно формовать вручную
(только пальцами) или вырезать прямо из вос-
ковой пластины, бруска, стержня, слегка подо-
гревая (при необходимости) последние; выре-
зы, различного рода утолщения, текстуры
и рисунки наносят (выполняют) с помощью хо-
рошо известных инструментов (ножа, шпателя,
пинцета, лобзика, рашпиля, шабера и т.д.); все-
возможные каркасы и пространственные моде-
ли можно изготовить из восковой проволоки,
соответствующим образом согнув ее, то есть из
воска можно делать практически любые компо-
зиции, в том числе, разумеется, модели любых
ювелирных изделий. Например, из твердого вос-
ка (в виде стержня или бруска), используя для
этого лобзик, напильник, дрель, шабер, наждач-
ную бумагу, циркуль, можно легко изготовить
модель кольца любой сложности, что, впрочем,
проще и выгоднее, чем выпиливать подобное
кольцо из металлической заготовки или делать
предварительно соответствующий шаблон.
Как материал изготовления восковок —
восковых моделей (особенно при центробежном
способе литья ювелирных изделий) большой
популярностью у специалистов ювелирного
дела пользуется воск производства фирмы
«KERR» (США), применение которого позво-
ляет, в частности, увеличить производитель-
ность труда, сократить объем работ (в дальней-
шем) по шлифовке изделия, устранить необхо-
димость использования талька. Фирма «KERR»
производит воск следующих видов его приме-
нения: вишневого цвета и цвета морской вол-
ны (универсальный, легкотекучий, с очень вы-
сокой пластичностью, с температурой инжек-
ции 65 °C) — при литье очень мелких деталей
типа «камень в гнезде»; зеленого цвета
(с очень высокой прочностью и эластичностью,
с температурой инжекции 73 °C) — при литье
крупных деталей; бирюзового цвета (универ-
сальный, легкотекучий, с очень высокой плас-
тичностью и температурой инжекции 65 °C) —
при литье очень мелких деталей типа «камень
в гнезде»; розового цвета ("обеспечивает высо-
чайшую точность при лепке деталей, легко, без
повреждений образца, удаляется, с температу-
рой инжекции 68 °C) — при литье деталей сред-
них размеров; голубого цвета (с очень длитель-
ным сроком службы, очень пластичный, с тем-
пературой инжекции 68 °C) — при литье дета-
лей любого размера.
При изготовлении моделей ювелирных из-
делий (особенно в последнее время) широко
используется двухкомпонентный (силикон-ка-
учуковый) материал под названием «Бетакон-
5», вулканизацию которого можно осуществить
даже при комнатной температуре, время диспер-
сионного твердения при этом сокращается с 12
часов до 30 минут. Молекулярная структура
силикон-каучукового материала позволяет аб-
солютно точно воспроизводить любые модели
по размеру и копировать их без какой-либо усад-
ки, причем гарантируется сохранение мельчай-
ших деталей поверхности оригинала. Прозрач-
ность материала дает возможность наблюдать
Глава 1. Материалы для изготовления ювелирных изделий
47
и обеспечивать качественное впрыскивание вос-
ка; воск не приклеивается к силикону, а потому
отпадает надобность в предварительной обра-
ботке формы тальком. Силикон-каучуковый
материал (смешивается в соотношении 10:1)
обладает высокой прочностью на разрыв, очень
эластичен и при изготовлении из него форм не
возникает, как это было ранее с другими подоб-
ного назначения материалами, побочных нега-
тивных явлений: давления и нагрева. При ис-
пользовании «Бетакона-5» отпадает необходи-
мость в выполнении такой (требующей больших
затрат) операции, как удаление стыков и разде-
лительных линий на восковых моделях.
Примечание. Приведенную выше (п.1.2.)
классификацию камней, применяемых при из-
готовлении ювелирных изделий, правильнее
было бы считать относительно условной; во
многих странах мира действуют системы клас-
сификации ювелирных камней несколько отлич-
ные от приведенной; отличие же это заключа-
ется в том, что ряд полудрагоценных (по дан-
ной классификации) камней считаются в этих
странах драгоценными.
Контрольные вопросы
1. Начало массового производства ювелир-
ных изделий в Европе.
2. Ювелирные изделия скифов, сарматов,
этрусков.
3. Ювелирные изделия «эпохи переселения
народов».
4. Отличительные черты декора ювелир-
ных изделий, изготовленных в средние
века.
5. Художественная отделка ювелирных
изделий в XIII - XV вв.
6. Время расцвета искусства эмалевой ми-
ниатюры.
7. Начало использования алмаза как глав-
ного элемента декора большинства юве-
лирных изделий.
8. Цветочный мотив — основной формооб-
разующий элемент ювелирных изделий
XVII в.
9. Алмаз — главный камень декора в обли-
ке европейских ювелирных изделий.
10. Основные этапы развития ювелирного
дела в России.
11. Ювелирные изделия мастеров Киевской
Руси.
12. Начало разработки и освоения отече-
ственных месторождений камнесамоц-
ветного сырья.
13. Русские ювелирные изделия (их характер-
ные особенности) XVIII-XIX вв.
14. Советский период ювелирного производ-
ства в России.
15. Учебные заведения по подготовке ювели-
ров и объем теоретических и практичес-
ких знаний, которыми должны владеть
их выпускники.
16. Материалы, используемые для из-
готовления ювелирных изделий.
17. Первый и главный ювелирный металл; его
отличительные особенности.
18. Самый белый ювелирный металл; его
характерные свойства.
19. Пробы сплавов золота, применяемых при
изготовлении ювелирных изделий в Рос-
сии и других странах мира.
20. Пробы сплавов серебра, применяемых для
изготовления ювелирных изделий в Рос-
сии и других странах мира.
21. Характерные свойства платины как
металла для изготовления ювелирных
изделий.
22. Области применения (в ювелирном деле)
ряда платиновых сплавов.
23. Ювелирные свойства таких драгоценных
металлов, как палладий, родий, рутений,
иридий, осмий.
24. Области применения (в ювелирном деле)
палладия, родия, рутения, иридия, осмия.
25. Системы сплавов драгоценных метал-
лов, применяемых для изготовления юве-
лирных изделий.
26. Влияние компонентов сплава на свойства
сплава.
2 7 Цветные металлы в ювелирном деле.
48
Глава 1 Материалы для изготовления ювелирных изделий
28. Области применения (в ювелирном деле)
ряда медных сплавов
29. Назначение цинка, олова, свинца, кадмия
при изготовлении ювелирных изделий.
30. Использование алюминия, ртути, нике-
ля в процессах изготовления ювелирных
изделий.
31. Сплавы цветных металлов и их приме-
нение в ювелирном деле.
32. Использование в ювелирном деле (при
изготовлении ювелирных изделий) таких
металлов, как сталь, титан, ниобий.
33. Отличительные свойства титана как
ювелирного металла.
34. Неметаллические материалы, использу-
емые в процессах изготовления ювелир-
ных изделий.
35. Классификация ювелирных камней.
36. Характерный признак всех используемых
в ювелирном деле камней.
3 7. Свойства алмаза — самого главного и са-
мого дорогого ювелирного камня.
38. Цветовая гамма ювелирных алмазов
39. Самый зеленый ювелирный камень.
40. Два ювелирных камня, которые на Руси
назывались яхонтами.
41. Ювелирный камень, у которого «утро зе-
леное, а вечер красный».
42. Ювелирный камень по твердости усту-
пающий только алмазу
43. Свойства опала, одного из широко изве-
стных ювелирных камней.
44. Один из красивейших и широко применя-
емых ювелирных камней.
45 Ювелирный камень, который на Руси
называли лалом (за алый цвет).
46. Свойства авантюрина — солнечного
камня.
47. Ювелирные камни гранатовой группы
(пироп, альмандин): свойства, примене-
ние в ювелирном деле.
48. Халцедон и его разновидность хризопраз:
свойства, применение в ювелирном деле.
49. Разновидность кварца (горный хрус-
таль, аметист, цитрин, дымчатый
кварц, тигровый или кошачий глаз): свой-
ства, применение в ювелирном деле.
50. Ювелирный камень цвета морской вол-
ны: свойства, применение
51. Ювелирный камень, способный электри-
зоваться при нагревании: свойства, при-
менение.
52. Поделочные камни.
53. Самый яркий, самый известный и самый
используемый в ювелирных изделиях по-
делочный камень.
54. Поделочный камень алого, малинового,
розового цвета: отличительные особен-
ности и свойства, применение в ювелир-
ном деле.
55. Поделочный камень лазоревого (голубо-
го) цвета: отличительные особенности,
применение в ювелирном деле.
56. Разновидность халцедона — поделочные
камни агат и оникс: свойства, использо-
вание в ювелирном деле.
57. Два поделочных камня, внешне трудно
отличимые один от другого.
58. Поделочный камень, богатые место-
рождения которого находятся на тер-
ритории России.
59. Основные месторождения ювелирных
камней.
60. Камни органического происхождения.
61. Жемчуг и его свойства как ювелирного
камня.
62. Виды жемчуга.
63. Отличительные признаки степени каче-
ства морского натурального жемчуга.
64. Родина черного натурального морского
жемчуга.
65. Выращенный жемчуг.
66. Имитационный жемчуг.
67. Происхождение янтаря.
68. Свойства янтаря как ювелирного камня.
69. Коралл: свойства, применение в ювелир-
ном деле.
70. Виды перламутра.
71. Использование перламутра в ювелирном
деле.
72. Искусственные камни и их применение
в ювелирном деле.
73. Стекло и его применение при изготовле-
нии ювелирных изделий.
Глава 1. Материалы для изготовления ювелирных изделий
49
74. Пластмассы как имитаторы (замени-
тели) камней органического происхож-
дения.
75. Другие неметаллические материалы, ис-
пользуемые в процессах изготовления
ювелирных изделий.
76. Вспомогательные материалы, использу-
емые в процессах изготовления ювелир-
ных изделий.
77. Кислоты: свойства, назначение.
78. Щелочи и соли: свойства, назначение.
79. Пасты: назначение, способы приготов-
ления.
80. Огнеупоры: виды, назначение.
81. Клеи: виды, составы, использование в про-
цессах изготовления ювелирных изделий.
82. Способы приготовления клеев.
83. Обезжиривающие средства в ювелирном
деле.
84. Воск: виды, назначение.
85. Области применения воска в ювелирном
деле.
4 Зак. 3896
ГЛАВА 2
Инструмент для изготовления
ювелирных изделий
2.1. Инструмент для плавки металла и получения отливок
2.2. Инструмент для волочения
2.3. Инструмент для разметки
2.4. Мерительный инструмент
2.5. Инструмент для гибки и правки
2.6. Инструмент для пайки
2.7. Инструмент для отбеливания
2.8. Режущий инструмент
2.9. Инструмент для шлифования и полирования,
матирования и крацевания
2.10. Инструмент для закрепки вставок
2.11. Средства измерения массы — весы
2.12. Средства малой механизации, приспособления,
инструмент общего назначения
2.13. Рабочее место ювелира
В.П.Новиков
Книга
начинающего
ювелира
52
Глава 2. Инструмент для изготовления ювелирных изделий
(fgSTS настоящее время ювелирные изделия
производят с широким использовани-
ем машинного труда — специального
оборудования и специальных промышленных
технологий. При этом любое ювелирное изде-
лие можно изготовить с помощью только опре-
деленного набора инструмента. Традиционно
инструмент для изготовления ювелирных изде-
лий разделяют по характеру и содержанию вы-
полняемых рабочих операций, в соответствии
с чем различают следующие его группы: для
плавки и получения слитков, для волочения,
мерительный, для разметки, гибки и правки, для
пайки, отбеливания, режущий, для шлифования
и полирования, матирования и крацевания, для
закрепления вставок. В ювелирном деле исполь-
зуют еще средства измерения массы — весы,
всевозможные приспособления, а также сред-
ства малой механизации — оборудование руч-
ного действия.
В нашей стране ювелирный инструмент
промышленным образом (серийно) никогда не
изготовлялся; потребность в нем предприятий
ювелирной промышленности, а также ювели-
ров, работающих в системе народных художе-
ственных промыслов, различного рода обще-
ствах и т.п. удовлетворяется за счет закупок за
рубежом или путем воспроизводства собствен-
ными силами заинтересованных предприятий.
В странах Запада положение иное: там суще-
ствуют специализированные фирмы, занимаю-
щиеся или изготовлением ювелирного инстру-
мента (фирмы-изготовители), или только его ре-
ализацией (фирмы-продавцы). Известные запад-
ные фирмы «Bergeon», «Bijoutil», «Favorite»
(Швейцария), «Mario di Maio», «Vallorbe», «F.
О. V.», «Е Hi Gavallin» (Италия), «Karl Fischer»,
«J. Schmalz», «Oscar Leiber» (Германия),
«Pellerin» (Франция) могут изготовить и поста-
вить любой вид ювелирного инструмента, при-
чем названные фирмы гарантируют высочайшее
качество и надежность этого инструмента.
Правда, надо отметить, что в последнее время
и в России появились организации, наладившие
выпуск инструмента и оборудования (пусть пока
и отдельных его видов) для нужд ювелирного
производства. Например, фирма «ЮМО»
(Санкт-Петербург) делает и поставляет на ры-
нок прокатные вальцы (различных модифика-
ций); как показала практика, вальцы с маркой
«ЮМО» практически ни в чем не уступают за-
рубежным аналогам, к тому же значительно
дешевле последних. Граверно-ювелирный инст-
румент изготовляет фирма «Лепсе», что в г. Ки-
рове (Ленинградской обл.), а московская фир-
ма «Графитрон» производит графитовые и ке-
рамические (глиняные) плавильные тигли,
а также фильеры — инструмент для выполне-
ния операции волочения.
2.1. Инструмент для плавки металла
и получения отливок
Плавка — это процесс, в результате кото-
рого металл под действием тепла из твердого
состояния переходит в жидкое. И наоборот, пе-
реход расплавленного жидкого металла, пред-
варительно отлитого в специальные формы,
в твердое состояние называется процессом по-
лучения отливок. При небольших количествах
расплавляемого металла (до 30 г.) процесс его
плавки можно легко осуществить в плавильной
чаше (рис. 2.1), нагревая металл открытым пла-
менем бензинового или газового плавильного
аппарата (изготовляют плавильные чаши из
смеси огнеупорной глины, каолина, графита,
шамота). Плавку же металла в количестве 30 -
150 г производят уже в глиняных или графито-
вых тиглях.
Глиняные тигли (рис. 2.2, А) изготавлива-
ют из жирной глины, не содержащей железа
и извести, с добавлением в нее (с целью исклю-
Рис. 2.1. Расплавление металла в плавильной чаше пламе-
нем ацетилена
Глава 2. Инструмент для изготовления ювелирных изделий
чения растрескивания и усадки) кварцевого пес-
ка и шамотной муки. Вместимость приводимых
глиняных тиглей —30, 35, 40, 50 г, а размеры
(высота, диаметр) соответственно 110x60,
130x70, 140x75, 15x80 мм; глиняные тигли
могут иметь размеры 80x60, 10x70, 120x80,
150X100,170 Х120, 190X140 мм (рис. 2.2, Б).
Размеры глиняных тиглей круглой формы
53
с крышкой (рис. 2.2, В) могут быть равны
60x55, 75x75, 80x70, 90x80, 100x70,
150x100 мм. Применяются также глиняные
тигли треугольной формы с крышкой, изготав-
ливаемые наборами по три тигля (рис. 2.2,7)
с размерами 80x60, 100x70, 120x100 мм.
Глиняные тигли дешевле графитовых, но срок
их годности короче.
Рис. 2.2. Тигли: А, Б, В, Г — глиняные; Д — графитовые; Е — чашевидной формы; Ж — с круглой выемкой;
3 — квадратной; И — плавильные блоки
54
Глава 2. Инструмент для изготовления ювелирных изделий
Графитовые тигли (рис. 2.2, Д) делают из
смеси графита и глины, вместимость их различ-
на — от 50, 60, 70, 80, 90, 100, 125, 130, 150,
200, 250, 300, 350, 400 г до нескольких кило-
граммов, а размеры (высота, диаметр) равны:
53x47, 59x52, 60x50, 67x61, 79x69, 80x70,
90x90, 100x95, 109x95, 110x100, 127x105,
130x70, 130x110, 140x115, 141x1 14,
150x126, 152x124, 165x130, 178x143,
184x156, 197x162 мм. Графитовые тигли мо-
гут иметь также чашевидную форму (рис. 2.2, Е)
с размерами (диаметр, высота) 52x20, 60x30,
75 х 30,80x40,95 х 35,100x40,135 х 50 мм или
могут быть исполнены в виде квадрата
(рис. 2.2, Ж) с размерами (ширина, длина, вы-
сота) 44x44x16, 50x50x21, 62x62x15,
65x65x15,70x70x21,75x75x16,80x80x42,
100 х 100 х 27,120 х 120х 40 мм, или в виде квад-
рата с круглой выемкой (рис. 2.2, 3) с размера-
ми 45x45, 50x50, 60x60, 70x70, 80x80,
90 х 90,100 х 100,120х 120 мм, или целыми пла-
вильными блоками (рис. 2.2, И). Хранятся гра-
фитовые тигли в сухом и теплом месте; их, ра-
зумеется, нельзя применять для раскисляющей
плавки (с азотной кислотой), иначе углерод,
компонент материала тиглей, растворится,
и тигли придут в негодность.
Каждый отдельный тигель применяют для
плавки металла одной конкретной пробы. Пе-
ред эксплуатацией и графитовые, и глиняные
тигли медленно нагревают и прокаливают (для
сокращения продолжительности реакции окис-
ления металла или для сведения к нулю веро-
ятности возникновения таковой в процессе
плавки) до температуры 100 °C, а также обра-
батывают (глазуруют) бурой; буру измельчают
бронзовым пестиком в бронзовой же ступке
(рис. 2.3, А).
Металл в плавильную чашу или тигель
(примерно на половину объема) загружают
с помощью жестяных совочков (рис. 2.3, Б), раз-
меры которых могут быть равны 55 х40,70 х 50,
80x60,90x60, 90x65, 110x80 мм. В качестве
подставок для плавильных чаш и тиглей исполь-
зуют несложные приспособления из глины,
древесного угля или огнеупорного кирпича
(рис. 2.4) с размерами (диаметр, высота) 45 х90,
90x45,150 х 150 мм и с размерами (длина, ши-
рина, высота) 220х 110х 30 и 220 х 110x60 мм.
С этими же целями применяют асбестовые ли-
сты (плиты) размерами 150 х 250 и 200 х 300 мм.
Расплавленный металл осторожно помеши-
вают графитовыми или глиняными стержнями
(рис. 2.5) длиной 100,125,150,200,250,300 мм
и диаметром от 6 до 12 мм. После того как ме-
талл полностью расплавится, тигель с помощью
различных по конструкции (с пружинным и бес-
пружинным действием) стальных щипцов
(рис. 2.6) снимают с подставки и сливают в спе-
Рис. 2.3. А — ступка с пестиком для измельчения буры;
Б — совочки
Рис. 2.4. Подставки для тиглей: А — из глины; Б — древес-
ного угля; В — огнеупорного кирпича; Г — асбестовый
лист
Рис. 2.5. Стержни для размешивания расплавленного ме-
талла: А — графитовые; Б — глиняные
Глава 2. Инструмент для изготовления ювелирных изделий
55
Рис. 2.6. Щипцы для удержания и переноса тиглеи
циальную форму — изложницу (рис. 2.7, Л), ко-
торая представляет собой небольшую емкость
из чугуна (стали, меди) и имеет форму будуще-
го слитка. Размеры изложниц определяются
в зависимости от размеров требуемых слитков.
Изложницы могут быть сплошными (с одной
или несколькими ячейками) для горизонталь-
ной отливки вместимостью 70,80,150,180,210,
220, 230, 260, 270, 290, 300, 360, 420, 880, 950,
1320, 1570, 1580, 1750 г (рис. 2.7, Б) и разъем-
ными для вертикальной отливки тонких плос-
ких слитков (рис. 2.7, В), квадратной и круглой
проволоки (рис. 2.7, Г), причем размеры пер-
вых (высота, ширина, толщина) — 50x45x3,5;
70x40x4,5; 80x45x4; 100x45x4,5;
135x70x5,5; 150x55x6; 175x60x8;
200x65x8 мм, а вторых (ширина, толщина,
Н—высота) — 4x4x220; 5x5x200; бхбх//,
где //равна 120; 150; 180; 220 мм; 7x7x220;
8х8х//, где//равна 120,150,180,200,280 мм;
10 х 10 х Н, где Н равна 180,220,250,280,300 мм;
12x12x250 мм и 14x14x300 мм. Диаметры
получаемой круглой проволоки: 4, 5, 6, 7, 8, 9,
10, 11, 12 мм. Перед эксплуатацией новые из-
ложницы прокаливают до температуры 500 -
850 °C, а затем обрабатывают технологически-
Рис. 2.7. Изложницы: А — с одной ячейкой; Б — с несколькими ячейками для горизонтальной отливки
56
Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2.7. Изложницы: В - для вертикальной отливки плоских слитков; Г - для отливки квадратной и круглой проволоки
ми смазочными материалами: либо льняным,
конопляным, подсолнечным, веретенным, ма-
шинным маслами, либо пчелиным воском или
олифой натуральной, либо водно-меловой, как
для побелки, эмульсией.
При переносе тиглей и изложниц с расплав-
ленным металлом нужно пользоваться рукави-
цами (рис. 2.8) из асбестосодержащей ткани,
выдерживающей нагрев до 400 °C. Изложницы
с расплавленным металлом устанавливают на
чугунную подставку с буртиками (рис. 2.9, Л)
размерами 200 х 300 мм или на асбестовый лист
чуть больших размеров (рис. 2.9, Б). Выемку (от-
деление) слитков из изложниц (после полного
Рис. 2.8. Рукавицы из асбестосодержащей ткани
Глава 2. Инструмент для изготовления ювелирных изделий
57
Рис. 2.9. Плиты-подставки для изложниц
их охлаждения) осуществляют с помощью
стального зубила-ножа (рис. 2.10) длиной при-
мерно 150 мм и толщиной 20 мм.
Заметим, что размеры приведенных выше
инструментов для плавки металлов и получе-
ния слитков могут иметь и иные значения.
Рис. 2.10. Зубило-нож для выемки (отделения) слитка из
изложницы
Профиль отверстий Размер макс - мин., мм
• • А • [ 3,0-0,15 (6.0-0,15 ( 3x3-0.30*0,30 (6* 6-0.30*0,30 ( 3.0-0,30 (6,0-0,30 (3,0-0,70 (6.0-0,70 (з.о-о.зо (6.0-0,30 2.09-0.08
Рис. 2.11. Матрицы-фильеры
2.2. Инструмент для волочения
Волочение — это процесс протягивания
заготовки через отверстие инструмента, назы-
ваемого матрицей или фильерой Заготовка,
проходя через отверстие матрицы-фильеры,
подвергается формоизменению, уменьшаясь
в поперечном сечении до площади сечения про-
тяжного отверстия, причем изменение сечения
заготовки тем заметнее, чем острее конус мат-
рицы-фильеры.
Ручное волочение выполняют с помощью
комплекта матриц-фильер (рис. 2.11), вставлен-
ных в волочильную доску (рис. 2.12), которая
может быть также регулируемой, но только для
получения заготовок квадратного и плоского
профиля (рис. 2.13), или с помощью волочиль-
ной доски с отверстиями, проделанными в ней
самой (рис. 2.14). В этом процессе (для захва-
та. удержания и протяжки) не обойтись без ис-
пользования разнообразных по конструкции
стальных щипцов-клещей (цицанг) длиной от
200 до 300 мм (рис. 2.15), на рабочей части ко-
Рис. 2.12. Волочильные доски со вставленными в них
фильерами
Рис. 2.13. Регулируемый фильер-доска
58
Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2.14. Волочильные доски с готовыми отверстиями
Рис. 2.16. Станок для ручного волочения
Рис. 2.15. Клещи для волочения
Рис. 2.17. Примеры профилей фильеров
торых нанесена мелкая насечка. Волочильная
доска крепится в тисках между защищающими
прокладками из меди или латуни. При волоче-
нии на станке с ручным приводом (рис. 2.16)
захват и удержание заготовки производится за-
жимной цангой, которая крепится к звену при-
водной шарнирной цепи, соединенной с систе-
мой движения станка (рукоятка — редуктор —
звездочка). Волочильная доска изготавливает-
ся, как правило, либо с 20, либо с 31 отверсти-
ем, но используются также доски с 30 и 40 от-
верстиями. Профили отверстий фильер — са-
мые различные (рис. 2.17), впрочем, как и про-
фили отверстий волочильных досок (рис. 2.18).
Методом волочения можно получать заготов-
ки практически любого профиля (рис. 2.19),
в том числе трубчатые и заготовки для полых
цепей и браслетов.
Глава 2. Инструмент для изготовления ювелирных изделий
59
Профиль отверстий Размер макс-мин., мм Количество отверстий
• 14-12 L 20
12-10 20
10-8 20
8-5 31
6-3 31
5-3 20
5-2 31
3-0,5 31
2-0,2 31
1-0,1 20
12-9 31
9-6 31
6-3 31
3-1 20
Л 12-9 31
9-6 31
6-3 31
3-1 20
12-9 31
9-6 31
6-3 31
3-1 20
♦ 12-9 31
9-6 31
6-3 31
3- 1 20
• ♦ 12- 9 31
9- 6 31
6-3 31
3- 1 20
12-9 31
9-6 31
6-3 31
3-1 20
• 12-9 31
9-6 31
6-3 31
3-1 20
12-10 20
10-8 20
9-6 31
8-5 31
6-3 31
5-3 20
5-2 31
3-1 20
3-0.5 31
2-02 20
1 12-9 31
9-6 31
6-3 31
3-1 20
12-9 31
9-6 31
6-3 31
3-1 20
• 3-1 6-3 20 31
3-1 6-3 20 31
Рис. 2.19. Примеры профилей заготовок, получаемых во-
лочением
Рис. 2.18. Примеры профилей и размеров отверстий воло-
чильных досок
60
Глава 2 Инструмент для изготовления ювелирных изделий
2.3. Инструмент для разметки
В процессе проведения операции разметки
ювелиры пользуются чертилками, разметочны-
ми циркулями, кернерами, молотками, угольни-
ками, разметочной плитой.
Чертилка. Представляет собой металличес-
кий стержень, по форме напоминающий обыч-
ный карандаш, только с более заостренным гри-
фелем-иглой (рис. 2.20, А), длиной от 160 до
180 мм; чертилка может быть закреплена в ме-
таллическом, резиновом или пластмассовом ко-
жухе (рис. 2.20, Е); она бывает и двусторонней,
как с прямой, так и с изогнутой иглой (рис. 2.20, В);
Рис. 2.20. Виды чертилок: А — металлический стержень;
Б — чертилка, закрепленная в патроне, резиновом или пла-
стмассовом кожухе; В — чертилка двусторонняя; Г — чер-
тилка со вставленной алмазной иглой; Д — параллельная
чертилка; Е — универсальная параллельная чертилка;
Ж — комплект чертилок в футляре
применяется также чертилка со вставной алмаз-
ной иглой (рис. 2.20, Г). Кроме таких чертилок
в последнее время все чаще используется парал-
лельная чертилка высотой около 300 мм
с круглой штангой (с прямой или изогнутой иг-
лой), которая может поворачиваться и отво-
диться, то есть устанавливаться в любой (по вы-
соте) позиции (рис. 2.20, Д), и универсальная
параллельная чертилка с призматическим осно-
ванием, штанга и игла в держателе которой мо-
гут поворачиваться, отклоняться, смещаться по
высоте и в плоскости и фиксироваться в нужном
положении зажимным кольцом (рис. 2.20, Е).
Разметочный циркуль. Представляет собой
два металлических (из стали) стержня, соеди-
ненных между собой пружинным кольцом
и стопорным винтом. Пружинное кольцо обес-
печивает рабочим конструкциям циркуля воз-
можность раздвигаться в разные стороны, а сто-
порный винт необходим для фиксации расстоя-
ния между стержнями. Рабочие концы стержней
циркуля делают заостренными (рис. 2.21, А)
либо в виде сменяемых игл (рис. 2.21, Е); ис-
Рис. 2.21. Разметочные циркули: А — с заостренными кон-
цами и стопорным винтом, Б — со сменными иглами; В —
других модификаций; Г — разметочный штангенциркуль
пользуются разметочные циркули и других мо-
дификаций (рис. 2.21, Е), а также разметочный
штангенциркуль (рис. 2.21, Г). Длина разметоч-
ных циркулей: 100,120,150, 200, 250 мм. При-
меняют разметочный циркуль при делении ли-
ний на отрезки, построении углов, делении кру-
га, обозначении окружностей и дуг, при перено-
се линейных размеров с рисунка на материал.
Кернер. Это металлический стальной про-
бойник (рис. 2.22, А) обычно длиной от 90 до
120 мм, который используется для обозначения
углублений — центров последующего сверле-
ния. Кернение осуществляется ударом молотка
по кернеру. Молотки (рис. 2.22, Е) — обычные:
с деревянной ручкой и металлическим гладким
бойком размером 60, 70, 80, 90, 100 мм
(прямоугольной или круглой формы). Приме-
няются и кернеры автоматического действия
Глава 2. Инструмент для изготовления ювелирных изделий
61
Рис. 2.22. Кернеры и молотки для разметки: А - простые
кернеры; Б — молотки; В автоматические кернеры
(рис. 2.22, В), когда кернение производится не
ударом молотка по кернеру, а всего лишь уси-
лием (нажатием) пальца на ударное устройство
кернера.
При разметке не обойтись без опорных ме-
таллических угольников, необходимых для оп-
ределения отклонения от прямолинейности, из-
мерения углов, нанесения рисок, точного цент-
рирования. Угольники подразделяются на прос-
тые (рис. 2.23, А) и регулируемые (рис. 2.23, Б).
Размеры простых угольников — 50 х 40,70 х 50,
75X50, 75x55, 80x60, 100x70, 125x100,
150 X100,200X130 мм, а регулируемых (длина) —
от 50 до 220 мм.
Разметочная плита. В качестве разметочной
плиты ювелиры чаше всего используют метал-
лический, незакаленный прямоугольного или
круглого сечения брусок размерами 150x100,
150x150, 200x150 мм; к нижней его плоско-
сти (для уменьшения вибрации) наклеивается
соразмерный лист плотной, упругой резины;
верхняя плоскость бруска — ровная, гладкая.
Существуют и специальные плиты (доски), из-
готовленные (из особого литейного чугуна)
с защитными крылышками (рис. 2.24) и исполь-
зуемые не только для выполнения процессов
разметки, но и для рихтовки-притирки. Разме-
ры таких плит обычно 300x200, 400x300,
500x400 мм, но могут быть плиты и иных (по
Рис. 2.23. Угольники: А — простые; Б — регулируемые
Рис. 2.24. Разметочные плиты
желанию заказчика) размеров. Классическая
разметочная плита — это металлический
(стальной) незакаленный лист, ровный, со сла-
бо шероховатой поверхностью для большего
сцепления с рабочим материалом-заготовкой
(в целях устойчивости). На обеих сторонах ли-
ста имеются концентрические окружности, раз-
деленные осями на 8, 10,12,14 частей. Одна из
осей обязательно с делительной шкалой. Эта
ось, совмещенная в ходе разметки с продоль-
ной срединной осью на заготовке, позволяет
легко определить центр разметки и является ее
базой. На плите имеются риски деления окруж-
ностей на требуемое число, что дает возмож-
ность быстро и безошибочно найти требуемые
62
Глава 2. Инструмент для изготовления ювелирных изделий
и нанести их на отцентрованную заготовку.
Процесс разметки с применением разметочной
плиты основан на делении прямых линий, ок-
ружностей, на построении геометрических фи-
гур (треугольника, квадрата, ромба, пяти-,
семи-, девяти-, двенадцатиугольника, овала, эл-
липса) и ведется по правилам, хорошо извест-
ным из школьных программ по геометрии и чер-
чению. В наши дни такая плита применяется
ювелирами крайне редко. В процессе выполне-
ния разметочных работ используются также из-
мерительные линейки (простая и масштабная)
и штангенциркули (см. п.2.4.).
2.4. Мерительный инструмент
зовым ползунком, снабженным стопорным вин-
том, что позволяет достаточно жестко фиксиро-
вать замеряемые параметры.
Штангенциркуль. Штангенциркулем произ-
водят замеры внешних и внутренних размеров
глубины отверстий и выступов. Штангенцирку-
ли бывают с пределами показаний от 0 до
125 мм и с ценой деления шкалы от 0,1 мм,
а также с пределами показаний от 0 до 250 мм
и с ценой деления шкалы 0,05 мм. Точность из-
мерения штангенциркулем выше, чем линейкой
и рейсмусом, потому что, во-первых, цена деле-
ния его шкалы точнее, а во-вторых, штангенцир-
куль плотнее и надежнее соприкасается
с измеряемым предметом. В практике использу-
ются как обычные штангенциркули (рис. 2.26, А\
В группу мерительного инструмента входят
обычная и масштабная линейки, штангенцирку-
ли, кольцемеры, пальцемеры, браслетомеры и
так называемый рейсмус ювелира.
Линейка. И обычная, и масштабная линей-
ки — металлические (из стали). Длина лине-
ек — 100,150, 200,250, 300, 500 мм. Делитель-
ные шкалы линеек должны быть четкими, хоро-
шо просматриваться. Не допускаются зазубре-
ны рабочего ребра линейки. Обычная линейка
(рис. 2.25, А) используется при проведении не-
обходимых замеров, а также при нанесении
Рис. 2.25. Линейки: А — обычная; Б — масштабная; В —
рейсмус ювелира
чертилкой прямых рисок. Масштабная линей-
ка (рис. 2.25, Б) предназначена и для измерения
линейных параметров, и для перевода измере-
ний одного масштаба в другой. Для полу-
чения точно фиксированных измерений и нане-
сения параллельных рисок применяется и рейс-
мус ювелира (рис. 2.25, В), который представ-
ляет собой сочетание обычной линейки с брон-
Рис. 2.26. Штангенциркули: А — обычный (1 — подвижная
губка, 2 — губка неподвижная, 3 — заостренная губка, не-
обходимая для определения внутренних диаметров, 4 -
рамка, 5 — штанга, 6 — дюймовая шкала, 7 — глубиномер,
8 — миллиметровая шкала, 9 — стопор, 10 — деления но-
ниуса); Б — универсальный с автоматической блокировкой;
В — для очень точных измерений; Г — для измерения глу-
бины; Д — «карманный»: Е — с элементами электроники
Глава 2. Инструмент для изготовления ювелирных изделии
63
так и штангенциркули различных конструктив-
ных особенностей и конкретного назначения,
например универсальный с автоматической бло-
кировкой (рис. 2.26, Ь), для очень точных изме-
рений (рис. 2.26, В), типа «Гелиос» — для точ-
ного измерения глубины (рис. 2.26, Г), так на-
зываемый карманный — со стопорящим винтом
и шкалой от 0 до 100 мм (рис. 2.26, Д'),
а также другие, в том числе с элементами элек-
троники (рис. 2.26, Е).
Микрометр. Необходим ювелиру в тех слу-
чаях. когда требуется особая точность опреде-
ляемого размера, — в первую очередь при из-
мерении толщин заготовок изделий, а также их
деталей. Цена деления шкалы микрометра —
0,01 мм. Наиболее ходовыми являются микро-
метры с пределом показаний от 25 до 50 мкм.
По форме рабочих площадок микрометры делят-
ся на гладкие, точечные, конические, резьбовые.
Гладкими микрометрами (рис. 2.27, А) измеря-
ют линейно-угловые параметры изделий, а то-
чечными (рис. 2.27, Б) — размеры заготовок
(проволоки, ленты), полученных прокаткой,
вальцовкой, волочением. Конические и резьбо-
вые микрометры (рис. 2.27, Б) используются
в инструментальном производстве. Существу-
ют и применяются также микрометры с ценой
деления шкалы 0,001 мм (рис. 2.27, Г)
Кронциркуль. Предназначен для измерения
внутренних и внешних диаметров изделий
и деталей. Кронциркули выпускают двух
длин — 125 и 150 мм (рис. 2.28). Для определе-
Рис. 2.27. Микрометры: А — гладкие (1 — скоба, 2 - не-
подвижный упор, 3 — замеряемый предмет, 4 — подвиж-
ный шпиндель, 5 — кольцевая гайка, 6— полый стебль;
7 — винт трещотки, 8 — барабан (гильза)); Б — точечные;
В — конические и резьбовые; Г — особо точные
Рис. 2.28. Кронциркули для измерений. А — внутренних;
Б — внешних
ния размера колец существуют кольцемеры,
а пальцев — пальцемеры. Кольцемеры и соот-
ветствующие им пальцемеры подразделяются на
два типа: для колец стандартной формы шинок
(рис. 2.29, А) и для колец-печаток и колец
с нестандартной формой шинок (рис. 2.29, Б).
Браслетомер. Необходим для определения
размеров браслетов (рис. 2.30, А). Для этой же
цели служит и определитель размера ширины
и толщины кисти руки (рис. 2.30, Б), когда из
суммы двух замеров определяется размер необ-
ходимого браслета.
64
Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2.29. Кольцемеры и пальцемеры: А — для колец стан-
дартной формы шинок; Б - для колец с нестандартной фор-
мой шинок
Рис. 2.30. Браслетомеры: А — определители размера брас-
лета; Б — определитель размера кисти руки
2.5. Инструмент для гибки и правки
Гибка. Основной инструмент для гибки —
гибочные щипцы (рис. 2.31, А). Изготовляются
они, как правило, из инструментальной стали;
форма их неизменна не одно столетие Размер
щипцов (длина) колеблется от 130 до 160 мм.
Применяются также и так называемые малые
щипцы; длина этих щипцов — около 120 мм,
а применяются они лишь при исполнении «тон-
ких» работ, где обычными щипцами трудно до-
стичь требуемой точности формообразования.
Все щипцы различаются по форме рабочих по-
верхностей губок.
Щипцы, у которых рабочая поверхность
губок плоская, называются плоскогубцами.
Ширина губок у них или одинаковая — парал-
лельные губки, или же губки заострены к кон-
цу — остроконечные губки. Чтобы не оставлять
следов на изделии при его изготовлении, насеч-
ка, имеющаяся на губках, обычно зашлифовы-
вается. Плоскогубцы незаменимы при гибке
листов и полос, ширина которых не превыша-
ет длины губок плосткогубцев.
Щипцы, у которых форма губок кругло-
коническая, а сами губки заострены к концу,
называются круглогубцами. Они находят при-
менение при изготовлении изделий полукруг-
лых форм — типа «кольцо», но непременно не-
большого размера; материал будущего изделия
при этом должен быть малосопротивляемым на
изгиб, иначе при сильном нажиме он будет
сплющиваться. Работать круглогубцами следу-
ет осторожно, а нажим производить несильно.
Круглогубцами можно осуществить гибку (зак-
ругление) полос при условии, что ширина этих
полос меньше длины губок.
Щипцы, у которых рабочая поверхность
одной губки — плоская, а другая немного
выпуклая, называются шинными — по анало-
гии с шинкой (частью кольца); они бывают
с закругленными параллельными губками или
с заостренными. Такими щипцами очень удоб-
но производить гибку шинки кольца большого
диаметра, а также изделия с диаметром, близ-
ким по кривизне закругленным губкам. Есть еще
специальные шинные щипцы для гибки шинок лю-
бой формы из толстой (золотой, серебряной)
проволоки (рис. 2.31, 27).
Глава 2. Инструмент для изготовления ювелирных изделий
65
Рис, 2,31. А — щипцы для гибки; Б — специальные шинные
щипцы
Для возможности выполнения особых (спе-
цифических) элементов гибки существуют спе-
циальные щипцы: плоскозаостренные, же-
лобковые,«клювики». Губки плоскозаостренных
щипцов у основания — плоские, концы же их
удлинены и имеют форму конуса. Губки желоб-
ковых щипцов имеют сложную конфигурацию:
одна — круглой формы, на рабочей поверхнос-
ти другой сделана полукруглая канавка. Губки
медицинских щипцов («клювиков») выполнены
в форме клюва птицы. При монтировке серег
пользуются щипцами, губки которых могут со-
прикасаться только своими концами, а у осно-
вания, чтобы не повреждать монтируемое изде-
лие, имеют зазор.
К вспомогательным средствам для гибки
относятся различные по форме металлические
и деревянные оправки и ригели (рис. 2.32), раз-
Рис. 2.32. Оправки и ригели: А — оправки; Б — ригели;
В — модели-оправки для формования цепочек, колье и оже-
релий
5 Зак. 3896
66
Глава 2. Инструмент для изготовления ювелирных изделий
мер которых (длина) — от 200 до 400 мм; руч-
ные деревянные и металлические тисочки (рис.
2.33); металлические и деревянные опорные
плиты с формообразующими поверхностями
в виде множества желобков (для гибки листов
и полос) шириной 3, 4, 5, 6, 7, 8, 9, 10, 15, 20,
25, 30,40, 50, 60 мм и более и размерами плит
55X55X55, 60x60x60, 75x35x30,
100x60x40, 120x70x50 мм (рис. 2.34), а так-
же специальные приспособления, например так
называемая анка (рис. 2.35) — стальная плита
размерами 45x45, 55x55, 65x65, 80x80 мм,
имеющая в себе полушаровые или конические
углубления в количестве не превышающем 32,
и предназначенные для выколачивания сфери-
ческих заготовок пустотелых изделий. К плите
придается набор соответствующих пуансонов,
диаметр которых, как правило, 1,5; 2; 2,5; 3 и т. д.
до 3 мм, а затем 16, 17, 18 и т. д. до 50 мм, но
может достичь и 60 мм. К специальным гибоч-
ным средствам можно отнести также приспособ-
ления в виде стального стержня, оканчиваю-
щегося различной по форме и отполирован-
ной головкой (рис. 2.36, Л) длиной 60, 80,
Рис. 2.33. Тисочки: А — деревянные; Б — металлические Рис. 2.35. Виды «анок» с пуансонами
100 мм и похожие на них вставные плиты
(рис. 2.36, Б) с гладкой или выпуклой отполи-
рованной поверхностью и размерами 60x60,
80x80, 90x90, 100x100 мм. Как первые, так
и вторые применяются для осуществления за-
гибов и отбортовки.
Рис. 2.34. Опорные плиты для гибки листов и полос
Глава 2. Инструмент для изготовления ювелирных изделий
67
Рис. 2.36. Вспомогательные гибочные средства: А — сталь-
ные стержни; Б — вставные плиты
Рис. 2.37. Правочные плиты-флакейзены
Правка. Процессы правки осуществляются
с помощью стальных правочных (рихтовочных)
плит-флакейзенов, размеры рабочих поверхно-
стей которых обычно составляют 60 х 60,80х 80,
90x90, 100x100, 120x120, 160x160 мм
(рис. 2.37); наковален-шпераков, многие из ко-
торых, благодаря их форме и размерам, можно
использовать как своеобразные оправки и риге-
ли (рис. 2.38); длина шпераков — от 100, 110,
135 до 500 мм, а масса колеблется от 0,5 до 3 кг.
Правка металла (проволоки, листов, лент и
т. д.), естественно, подразумевает применение
целого набора молотков с металлическими, де-
ревянными, пластмассовыми, резиновыми
и кожаными бойками (рис. 2.39). Диаметры дере-
вянных бойков — 30, 40, 50, 60, 65, 70, 75, 80,
100 мм; пластмассовых — 22, 28, 32, 35, 40, 50,
60 мм; резиновых — 40, 50, 65, 75, 90 мм; кожа-
ных — 40, 45, 50 мм; металлических — 24, 26,
Рис. 2.38. Шпераки
Рис. 2.39. Молотки для правки: А — с металлическим бой-
ком; Б — с деревянным; В — с кожаным; Г — с резиновым;
Д — с пластмассовым; Е — ручки для молотков
68
Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2.40. Правочные молотки-пуансоны
28, 30, 32, 34 мм. Для правки боковых поверх-
ностей колец ювелиры часто применяют специ-
альные молоточки — пуансоны пружинного дей-
ствия (рис. 2.40).
В процессе выполнения операций правки
часто используются также всевозможные оправ-
ки, ригели, волочильные доски, плоскогубцы
(описаны выше).
2.6. Инструмент для пайки
Пайка — это процесс соединения металли-
ческих деталей с помощью расплавленного ме-
талла-сплава, называемого припоем.
Основной инструмент для пайки — пламен-
ная горелка. В качестве топлива для горелок
используется газ (от сети и в баллонах). Горел-
ки, работающие на газовом топливе, состоят из
двух трубок (стальных или латунных): одна —
для подачи газа, другая — воздуха Каждая труб-
ка, как правило, снабжена вентилем, выполня-
ющим одновременно роль запорного и регули-
ровочного. Для смешивания воздуха с газом ко-
нец воздушной трубки впаивают в газовую или
две ведущие трубки впаиваются в третью. Труб-
ка смешения оканчивается насадкой, в которой
происходит окончательное смешение воздуха
с газом и которая придает факелу определенную
форму. В своей работе ювелиры используют
несколько модификаций газовых горелок
(рис. 2.41, А), в том числе миниатюрных, с очень
тонким пламенем и температурой горения
1300 -3500 °C (рис. 2.41, К), а также специаль-
ный паяльный аппарат для выполнения точеч-
ной пайки (рис. 2.41, В) с очень тонким пламе-
нем и температурой горения, достигающей
2850 °C.
Рис. 2.41. Горелки: А — обычные; Б — миниатюрные с очень
тонким пламенем и высокой температурой (до 1300 —
3500 °C); В — специальный паяльный аппарат для точеч-
ной пайки
Глава 2. Инструмент для изготовления ювелирных изделий
69
Процесс пайки требует применения всевоз-
можных огнеупорных приспособлений — лет-
калов. Для этих целей используют листы асбе-
ста на деревянной основе и без основы, метал-
лическую сетку (рис. 2.42, А) размерами
200x100, 200x150, 200x250, 200x300,
500x500 мм; бруски древесного угля, как пра-
вило, из липы (рис. 2.42, Б); подставки диамет-
ром обычно 70 - 100 мм из переплетенной круг-
лой проволоки и подставки с сетчатой (из про-
волоки) поверхностью размером 100x100 мм
(рис. 2.42, В). Часто применяются леткалы
в виде поворотных столиков с сетчатой (из про-
волоки) поверхностью и размерами, не превы-
шающими 60 X100 мм (рис. 2.42, Г). Для поопе-
рационной пайки используют леткал-вертуш-
ку (рис. 2.42, Д), представляющий собой метал-
лический цоколь, на котором (на ножке) укреп-
лен вращающийся столик диаметром 80, 100,
120, 160, 200, 250, 300 мм. В последнее время
для ускорения и облегчения процесса пайки
часто используют специальные приспособле-
ния в виде стоек и столиков, действующие как
зажимы-державки, которые за счет телескопи-
ческой связки могут быть легко ориентирова-
Рис. 2.42. Огнеупорные приспособления (леткалы): А —
асбестовые плиты, в том числе на деревянной основе и про-
волочные кольчушки; Б — бруски древесного угля; В —
подставки из плетеной круглой проволоки; Г — поворот-
ные стойки из плетеной проволоки; Д — леткалы-вертушки
ны в требуемом (заданном) положении и выс-
тупать в роли своеобразного дополнительного
удерживающего устройства, то есть так назы-
ваемой третьей руки (рис. 2.43). Вспомогатель-
ные средства для выполнения операции пайки
включают в себя пинцеты (рис. 2.44, А) и зажи-
мы (рис. 2.44, Б) длиной от 150 до 200 мм; нож-
ницы (рис. 2.44, В); кисточки для нанесения
флюса, в том числе и двусторонние (рис. 2.44, Г)
с размером (толщиной) щетинной части от 1 до
10 мм и длиной от 9 до 23 мм; в качестве флюса —
буру (рис. 2.44, Д); очки (рис. 2.44, £).
2.7. Инструмент для отбеливания
Отбеливание выполняют с применением
кислотостойких ванночек в виде различных по
форме чаш и ковшиков (стеклянных, фарфоро-
вых, из коррозионностойкой стали) и специаль-
ных кислотных растворов. Размеры (диаметр)
Рис. 2.43. Приспособления для пайки — «третья рука»
70
Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2.44. Вспомогательные инструменты и материалы для
пайки: А — пинцеты; Б — щипцы; В — ножницы; Г —
кисточки; Д - бура и мраморный камень; Е — очки
используемых при отбеливании чаш и ковши-
ков (рис. 2.45) могут равняться 60, 70, 80, 90,
100, 115, 120, 135, 140, 150, 160, 175, 180,
200, 220, 250, 300, 350, 450 мм.
Рис. 2.45. Фарфоровые и металлические чаши и ковшики
для отбеливания
2.8. Режущий инструмент
Группу режущего инструмента составля-
ют напильники, надфили, рифели, фрезы, лоб-
зик или лобзикштейн с набором пилок, сверла,
а также шаберы, чеканы, штихели, кусачки,
ножницы. Напильники, надфили, рифели и фре-
зы необходимы для выполнения различных опе-
раций опиливания; лобзиком выпиливают де-
тали сложной конфигурации или ажурный ор-
намент; сверлами осуществляют сверление и
рассверливание; шаберами и чеканами испол-
няют операции шабрения и чеканки; штихеля-
ми выполняют процессы гравирования; кусач-
ки и ножницы необходимы в процессе резки
(«откусывания») материалов вручную.
Напильник. Применяемые в ювелирном
деле напильники различаются по размерам,
профилю и насечке. По профилю напильники
бывают трехгранные, полукруглые, круглые,
овальные, плоские, ромбические, а также раз-
новыпуклые (рис. 2.46).
Ювелирные напильники в (отличии от сле-
сарных), как правило, — остроносые. Насечка
ювелирных напильников обозначается номера-
ми 0, 1, 2, 3, 4, 5, 6. Существуют напильники
и иных (кроме названных выше) номеров насеч-
ки — 00, 7, 8 (рис. 2.47). Чем выше номер на-
сечки, тем мельче зуб напильника. Напильни-
ки с крупной насечкой (номеров 0, 1,2) пред-
назначены для предварительного (чернового)
опиливания, напильники с более мелкой насеч-
кой (номеров 3, 4, 5, 6) — для окончательного
(чистового). Длина режущей части напильни-
ков — 100, 125, 150, 200, 250 мм. Напильники
изготавливают из инструментальных сталей.
Для обеспечения возможности безопасной
и удобной работы на хвостовик напильника на-
саживают деревянную ручку различной длины
и формы (рис. 2.48, А); ручка может быть так-
же изготовлена и из алюминия, но с пластмас-
совым покрытием (рис. 2.48, Б).
Необходимо помнить, что зазоры между
хвостовиком и ручкой не допускаются: иначе
в образовавшиеся щели будут проникать опил-
ки драгоценных металлов. Напильники исполь-
зуются при обработке практически всех дета-
лей ювелирных украшений: кастов. накладок,
швенз, крючков, петель и т.д. Как показывает
Глава 2. Инструмент для изготовления ювелирных изделий
71
Рис. 2.46. Напильники
72
Глава 2 Инструмент для изготовления ювелирных изделий
Рис. 2.46. Напильники
Глава 2. Инструмент для изготовления ювелирных изделий
73
4 5
Рис. 2.47 Номера насечек напильников
Рис. 2.48. Ручки для напильников: А — деревянные; Б — из
алюминия с пластмассовым покрытием
практика, основной объем опиловочных работ
ювелиры выполняют, применяя напильники
с насечкой номеров 2, 3,4: трехгранные — для
нанесения рисок, вывода углов, обрезки литни-
ка, запиливания заусенцев; плоские — для опи-
ливания плоских (в основном) и округлых по-
верхностей; полукруглые, круглые — для опи-
ливания внутренних поверхностей типа «коль-
цо»; разновыпуклые — для опиливания вогну-
тых и округлых поверхностей.
Надфиль. Отличается от напильника мень-
шей площадью сечения и тем, что хвостовик
надфиля одновременно является рукояткой. Как
и напильники, надфили различаются по разме-
рам, профилю и насечкам. Профиль надфи-
лей — самый разнообразный. Надфили бывают
трехгранные, клиновидные (ножевые), ромби-
ческие, плоские, квадратные, круглые, полу-
круглые, разновыпуклые, пазовые, овальные,
игольчатые (рис. 2.49). Насечка ювелирных над-
филей обозначается номерами 1-6. Надфили
с насечкой номеров 1,2,3 применяются при чер-
новом опиливании рельефа, контура, паяных со-
единений. Надфили с насечкой номеров 4, 5, 6
служат для чистовой отделки, выведения мел-
ких рисок, обработки крапанов. Длина режущей
части надфилей — 100, 120, 140, 160, 180,
200 мм. Существуют и надфили, изготовленные
из алмаза — алмазные надфили (рис. 2.50, Л);
отличительная их особенность — длительный
срок эксплуатации и высокая производитель-
ность. Крепятся надфили в ручках с цанговыми
Рис. 2.50. А — алмазные надфили; Б — ручки-патроны для
надфилей
74
Глава 2. Инструмент для изготовления ювелирных изделий
или винтовыми зажимами (рис. 2.50, Б). Юве-
лиры чаще всего используют в работе надфи-
ли, приведенные в таблице 2.1. Определенный
тип надфилей носит название рифелей.
В отличие от большинства надфилей, ри-
фели имеют укороченную, изогнутую рабочую
часть двояковыпуклого, круглого и полукругло-
го профилей с изгибами различной конфигура-
ции: кольцевыми, двухрадиусными, лыжевидны-
ми (рис. 2.51). Применяются рифели для обра-
ботки вогнутых поверхностей, доводки внутрен-
них поверхностей полых изделий и сложнодос-
тупных поверхностей изделий и деталей. Юве-
лиры используют рифели реже, чем напильни-
ки и надфили.
Таблица 2.1
Надфили, применяемые
ювелирами постоянно
Надфиль* Характер выполняемых работ
Трехгранный Клиновидный Ромбический Плоский Квадратный Полукруглый Разновыпуклый Пазовый Круглый Игольчатый Запиловка крапанов, выпиливание угловых всечек (мест сгиба), зачистка мест пайки Запиловка внутренних поверхностей кулонов, серег, пропиливание всечек малых углов, запиловка крапанов (отдельных стоек), кастов Запиловка фасонных пазов Зачистка мест пайки, запиловка заусенцев, прямоугольных люфтов, торцевых сторон, припасовка шарнирных соединений, обработка плоских поверхностей колец Обработка прямоугольных пазов, прямоугольных угловых всечек, прямоугольных люфтов и шарнирных соединений Обработка рельефов, внутренних округлых поверхностей, люфтов каста Обработка шинок колец самых различных размеров Обработка круглых, овальных отверстий Обработка круглых отверстий, люфтов, выпиливание рельефа Обработка боковых поверхностей, сложных прорезных узоров, труднодоступных мест (пазов, люфтов), отверстий различных форм
* С насечкой номера 2, 3,4
Рис. 2.51. Рифели
Глава 2. Инструмент для изготовления ювелирных изделий
75
Рис. 2.51. Рифели
Надфили, рифели, а также напильники слу-
жат определенный срок, после чего их списы-
вают. И во многом от того, как обращаются
с инструментом, как сохраняют и готовят его
к работе, зависит продолжительность этого сро-
ка. Покрытые антикоррозионной смазкой над-
фили, рифели, напильники хранят на складе.
Перед работой эту смазку удаляют жесткой
щеткой, одновременно промывая бензином.
Смазку можно удалить также с помощью мела,
сначала густо натерев им насечку, а затем щет-
кой полностью удалив его. Очищать инстру-
менты, причем неоднократно, от застрявших на
их поверхности опилок необходимо в процессе
работы (опиливания), что также делается с по-
мощью щетки. Чтобы уберечь рабочую часть
инструментов от быстрого затупления, нельзя
допускать их соприкосновения с металлами,
камнями; нельзя также приступать к опилива-
нию изделия, не убедившись, что на его повер-
хности нет остатков припоя и флюса.
Фреза. Способ опиливания с применением
бормашинки и набора боров-фрез позволяет
работать быстрее и производительнее. Наибо-
лее часто применяются следующие виды фрез:
круглая, коническая, цилиндрическая, торцевая,
комбинированная, шаровая, полостная, фасон-
ная. Используются и многие другие модифика-
ции боров-фрез (рис. 2.52). Диаметр боров-фрез
различен: 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1; 1,2; 1,25;
1,3; 1,4; 1,5; 1,6; 1,75; 1,8; 2,1; 2,3; 2,5; 2,7; 2,9;
3,1; 3,3; 3,5; 3,75; 4,0; 4,2; 4,5; 4,75; 5,0; 5,5; 6,0;
6,5; 7,0; 8,0; 9,0; 10,0 мм.
Лобзик или лобзикштейн. По принципу дей-
ствия похож на обычную ножовку. Закрепление
режущей пилки и стабилизация ее в рабочем
положении, а также съем осуществляются вра-
щением в ту или другую сторону винта-бараш-
ка и зажимных щечек, на удерживающей повер-
хности которых нанесены риски-зубчики. Раз-
мер лобзика по длине может, как правило, ре-
гулироваться и фиксироваться при помощи на-
правляющих и винта-барашка, что позволяет
использовать в работе пилки как стандартной
длины, так и укороченные (сломанные). Лобзи-
ки изготовляются двух типов: нерегулируемые
(рис. 2.53, А) и регулируемые (рис. 2.53, Б) —
60,80,100,120,150,150,200 мм. Пилки лобзи-
ков представляют собой определенной длины за-
7ft Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2.54. Пилки для лобзика
Рис. 2.52. Фрезы
Глава 2. Инструмент для изготовления ювелирных изделий
77
каленную проволоку прямоугольного сечения
с наклонно-зубчатой насечкой! на одной грани
(рис. 2.54). Крепится пилка направлением ре-
жущих зубьев вниз, так как рабочее положение
лобзика обычно — вертикальное. Толщина пи-
лок — от 0,2 до 1,0 мм (через 0,1 мм) .
Сверло. Состоит из рабочей части и хвос-
товика. Участок рабочей части в виде конуса,
образованного режущими кромками, называет-
ся режущим, а угол этого конуса углом заточки
сверла. Оптимальное значение этого угла при
сверлении золотых и серебряных сплавов ко-
леблется в пределах от 125 до 140°. Сверла
применяются спиральные (рис. 2.55, А, Б, В),
перовые (рис. 2.55, Г), а также центрирующие
(рис. 2.55,Д)- Диаметры спиральных сверл типа
А — от 0,2 (через 0,05 мм) до 1,50 мм и далее
(через 0,1 мм) до 3,0 мм; типа Б — то же, но до
2,5 мм; типа В — от 0,5 (через 0,1 мм) до 2,3 мм.
Рис. 2.55. Сверла: А, Б, В, — спиральные; Г — перовые;
Д — центрирующие
Диаметры перовых сверл — от 0,5 (через
0,1 мм) до 2,3 мм, а центрирующих — от 0,9
(через 0,1 мм) до 2,3 мм. Применяется также
специальное спиральное сверло (диаметр от 0,8
до 1,5 мм) с алмазным абразивом (рис. 2.56, А)—
для сверления стекол и ювелирных камней
и алмазное кольцевое сверло (рис. 2.56, Ь’),
с помощью которого можно осуществлять свер-
ление ювелирных камней, стекла, керамики,
фарфора и других материалов с твердостью по
Виккерсу до 9. Конструкция сверла обеспечи-
вает подключение и подачу воды (рис. 2.56, В —
сбоку), необходимой для его промывания и ох-
лаждения, а также для удаления шлама; одним
таким сверлом (диаметр от 1,0 до 5,0 мм) мож-
но произвести 3500 сверлений. Ювелирные
сверла малых диаметров имеют хвостовики
утолщенного типа, что позволяет легче и удоб-
Рис. 2.56. Специальные сверла: А - спиральное с алмаз-
ным абразивом; Б алмазное кольцевое; В рабочее по-
ложение алмазного кольцевого сверла с подключением ох-
лаждающей жидкости
нее закреплять их в патроне; биение такого свер-
ла при работе значительно меньше. Винтовые
канавки, имеющиеся в рабочей части сверла, не-
обходимы для прохождения и отвода опилок.
Хвостовик служит для крепления сверла в цан-
говом зажиме патрона шпинделя сверлильного
станка или в цангодержателе ювелирной дрели
(рис. 2.57).
Существует два вида сверления и рассвер-
ливания: механизированное и ручное. Механи-
зированное сверление осуществляется на одно-
шпиндельных вертикально-сверлильных стан-
ках настольного типа, состоящих из станины,
шпиинделя, стола, лампы для освещения, кожу-
ха для сбора опилок, электропривода, механиз-
ма вертикальной подачи (рис. 2.58, А). Стани-
78
Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2.57. Патроны: А — для гибкой штанги; Б — специаль-
ный; В — автоматический; Г — с телескопическим колпач-
ком;/? — быстрозажимной; Е — цангодержатели
на служит как опора для остальных частей стан-
ка Шпиндель необходим для закрепления свер-
ла и придания ему поступательных и вращатель-
ных движений. Стол предназначен для установ-
ки на нем обрабатываемых деталей и изделий.
Станок приводится в движение включением
в сеть электромотора. Подача во время сверле-
ния регулируется с помощью механизма верти-
кальной подачи шпинделя. Приведенный на ри-
сунке 2.58, А сверлильный станок отечествен-
ного производства позволяет осуществлять свер-
ление практически любого материала. Ча-
стота вращения шпинделя станка — от 3000 до
6000 об/мин, ход шпинделя — 15 мм; расстоя-
ние от торца шпинделя до стола регулируется
Рис. 2.58. А — настольный сверлильный станок; Б — юве-
лирная дрель; В — шнур для дрели; Г — модификация руч-
ной дрели
в пределах 50 - 100 мм; станок снабжен авто-
номным блоком управления от сети переменно-
го тока напряжением 220 В; обеспечивает полу-
чение высокоточных отверстий малого (не бо-
лее 3 мм) диаметра.
Для выполнения операции сверления и рас-
сверливания вручную применяется ювелирная
дрель (рис. 2.58, К). Чаще ее используют для
рассверливания, а также для сверления глухих
отверстий. Дрель состоит из металлического
сплошного стержня, цангового зажима, махо-
вика, ручки, ремня (шнура). Стержень необхо-
дим для закрепления цангового зажима и махо-
вика, в верхней части которого имеется отвер-
стие для заправки ремня. С помощью жестко
закрепленного маховика (металлического кру-
га) стержню передается инерционное вращение.
Ручка насаживается на стержень и имеет сво-
бодное перемещение. Для крепления концов
ремня на краях ручки предусмотрены отверстия.
В рабочее состояние дрель приводится перио-
дическим подтягиванием-опусканием ручки
вверх-вниз. Ремень (шнур) при этом последова-
тельно закручивается-раскручивается вокруг
стержня. Длина ювелирных дрелей — 150, 200,
250,300,350 мм, а диаметр отверстий, просвер-
ливаемых с их помощью, не превышает 3 мм.
Глава 2. Инструмент для изготовления ювелирных изделий
79
Ремень (шнур) для дрелей — кожаный или
из искусственных нитей: перлона, нейлона
(рис. 2.58, В). Применяются дрели и упрощен-
ной конструкции (рис. 2.58, Г). Длина такой
дрели — 100 мм, а диаметр просверливаемых
при этом отверстий — не более 1 мм. Ручное
сверление может быть осуществлено также
сверлом, зажатым в ювелирных тисочках или
цангодержателе.
Шабер. Состоит из стержня (с рабочей ча-
стью) и хвостовика, (рис. 2.59, А). Затачивае-
мая часть шабера (в целях безопасности) очень
короткая — 20 мм, имеет три лезвия-ребра, об-
разованные трехгранной конической заточкой,
угол при вершине которых называется углом
заточки шабера. Изготавливаются шаберы из
инструментальных сталей, отличаются один от
другого размерами сечения и углом заточки. Ра-
бочая часть шабера закаливается. Длина рабо-
чей части шаберов, приведенных на рисунке
2.59, А, может составлять (соответственно)
50, 75, 100, 125, 150, 200 мм; 100 и 70 мм;
100 и 85 мм. Шабер закрепляется (хвостовиком)
в специальном патроне-ручке (рис. 2.59, Б).
Шаберы могут быть двусторонними прямы-
ми (рис. 2.59, В), двусторонними изогнутыми
под углами 45 и 90° (рис. 2.59, Г) и односторон-
ними без хвостовика (рис. 2.59, Д). Шаберы не
должны быть ни хрупкими, ни слишком мягки-
ми: лезвие хрупкого шабера часто выкрашива-
ется, мягкий же шабер требует очень частой
заправки (заточки). Чтобы избежать нежела-
тельных явлений, шаберы подвергают отпуску.
Затачивают шаберы всегда на три грани, при-
чем различают три стадии заточки: предвари-
тельную, промежуточную и окончательную.
Предварительную заточку осуществляют
сначала на наждачном точиле, когда шаберу
задают грани и определенный угол. После это-
го грани выравнивают на грубом абразивном
бруске. Каждую отдельную грань выравнивают
поочередно, прижимая к камню-бруску деревян-
ным прижимом и равномерно скользя по плос-
кости камня. Камень-брусок периодически сма-
зывают машинным маслом или керосином.
Предварительную заточку проводят до тех пор,
пока грани не станут плоскими, а ребра прямо-
угольными. Промежуточная заточка осуществ-
ляется в том же порядке, как и предваритель-
ная, но уже на мелкозернистых брусках. Окон-
чательная заточка шаберов ведется на твердых
мелкозернистых брусках. Необходимо помнить
и следить, чтобы бруски для заточки (заправки)
шаберов были без трещин, царапин, выработок.
Чекан. Это стальной (из легированной ста-
ли) стержень круглого, квадратного, прямоу-
гольного, восьмигранного сечения длиной от 90
до 120 мм. Рабочий конец чекана должен быть
закален, средняя его часть не закаливается и не
имеет утолщения — для повышения устойчи-
Рис. 2.59. Шаберы: А — профиль; Б — в сборе; В — дву-
сторонние прямые; Г — двусторонние изогнутые; Д — од-
носторонний
80
Глава 2. Инструмент для изготовления ювелирных изделий
вости в работе (при ударах) и снижения вибра-
ции. Чекан не должен быть ни очень коротким,
ни очень длинным, а рабочая его головка долж-
на быть без острых углов и граней. Хвостовик
чекана делается относительно мягким и вязким,
чтобы уберечь его от расплющивания. На рабо-
чей поверхности чекана (в целях исключения
пробивки обрабатываемых заготовок-изделий
насквозь) не должно быть острых углов и гра-
ней. Чеканы (рис. 2.60) различают по форме
рабочей части, которая может иметь самый раз-
нообразный рисунок-насечку. Сортамент чека-
нов постоянно меняется и растет. Основные
виды чеканов имеют следующие названия.
Канфарник: применяют для перевода ри-
сунка на металл путем прочеканивания по кон-
туру, а также для отделки фона точками — кан-
фарения. Форма бойка выполнена в виде при-
тупленной иглы.
Расходник', используют для воспроизвод-
ства, прочеркивания общего очертания рисун-
ка, форма его рабочей части (бойка), как прави-
ло, линейная (в виде слегка закругленного кли-
на) и напоминает лезвие отвертки. Бывают так-
же расходники с изогнутой формой бойка.
Пурошник и бобошник'. рабочая часть этих
чеканов — полушаровая и овальная; применяют-
ся они для получения всевозможных выпуклостей,
обеспечивают глубокую вытяжку рельефа.
Лощатник'. чеканы этой разновидности име-
ют боек плоских форм; применяются для вырав-
нивания и сглаживания плоских участков изоб-
ражения; различают полированные лощатни-
ки — для получения блестящего изображения
и лощатники с различной степенью шероховато-
сти — матовые.
Сечка', применяют для выбивания тонкого
линейного рисунка и для одностороннего сту-
пенчатого смещения металла; имеет форму од-
носторонне заточенного плоского зубила.
Фигурный или узорчатый чекан’, приме-
йяют для отделки орнамента, реже — при со-
здании контура рисунка; рабочая часть данно-
го чекана имеет определенный рисунок; чере-
дуя силу ударов по фигурному чекану, можно
выбивать на заготовке самые разнообразные
изображения и орнаменты; именно этими чека-
нами получают необходимый рисунок на юве-
лирных украшениях.
Рис. 2.60. Чеканы: А — канфарники; Б — расходники; В
пурошники и бобошники
Глава 2 Инструмент для изготовления ювелирных изделий
81
Рис. 2.60. Г — лощатники; Д — сечки; Е — фигурные
Существуют и применяются также: полые
чеканы (трубочки) с полукруглой (вогнутой)
формой бойка — для выполнения сферических
углублений; деревянные чеканы (лощатины) —
для устранения (выглаживания) следов от уда-
ров молотка на заготовке; так называемые ма-
товые чеканы — с не гладкой, а шероховатой
рабочей поверхностью.
Молоток для чеканки. Основной чеканоч-
ный молоток имеет два ударных бойка: один
плоский, рабочая поверхность которого слегка
вогнута, а другой — клиновидный с закруглен-
ной рабочей поверхностью (рис. 2.61). Приме-
няются также молотки с плоскими и шаровид-
ными бойками различного диаметра. Изготов-
ляют бойки молотков в основном из легирован-
ной стали с высокими параметрами шерохова-
тости поверхности. Применяются и молотки
с бойками из дерева, рога, резины, текстиля,
кожи. Необычна форма ручки чеканочных мо-
лотков: внизу она изогнута в сторону бойка
и утолщена - удобно укладывается в ладонь
руки, позволяя наносить удары определенной
силы в течение длительного времени. Ручку че-
каночных молотков выполняют из дерева, об-
ладающего повышенной упругостью; ручки об-
рабатываются (шлифуются) наждачной бума-
гой, затем пропитываются льняным маслом.
В качестве опорной подкладки-наковальни
Рис. 2.61. Чеканочные молотки и ручки для них
6 Зак. 3896
82
Глава 2. Инструмент для изготовления ювелирных изделий
в процессе чеканки используют стальную пли-
ту с ровной поверхностью, без острых углов
и ребер. В раде случаев применяют мягкие под-
кладки (из дерева, резины, картона, свинца, смо-
ляной смеси, специальной мастики), которые
ослабляют силу ударов при чеканке.
Штихель. Это своеобразный стальной резец
длиной 100- 120 мм, закрепленный в деревян-
ной ручке (рис. 2.62, А). Форма ручек различна
(рис. 2.62, Б), а длина может быть от 30 до 70
мм. Существуют ручки и других форм
с длиной 80 - 120 мм (рис. 2.62, В), а также снаб-
женные цанговым зажимом (рис. 2.62, Г). Шти-
хели различают по форме их поперечного сече-
ния и форме режущей части (рис. 2.63). Штихе-
ли определенного профиля делятся также
в зависимости от толщины — по номерам. Юве-
лиры пользуются (в основном) штихелями им-
портного производства.
Прорезной штихель — мессерштихелъ.
Рабочая часть мессерштихеля имеет клинообраз-
ный профиль со слегка закругленной режущей
кромкой; угол заострения лезвия — от 15 до 30°;
мессерштихели делятся на тонкие и толстые;
тонкие предназначены для прорезания очень
Рис. 2.62. А — штихель с ручкой; Б — ручки длиной от 30 до
70 мм; В — ручки длиной от 80 до 120 мм; Г — ручки с
цанговым зажимом
Рис. 2.63. Штихели: А — мессерштихель; Б — шпиншти-
хель; В — боллштихель; Г — флахштихель; Д — шатиршти-
хель; Е — грабштихель; Ж — фассеттенштихель; 3 —
с овальной формой клинка; И — с двойной полукруглой фор-
мой клинка
тонких (с волос) линий, толстые — для выпол-
нения линий резких, четких, как при гравирова-
нии начисто, то есть окончательно.
Вырезной штихель — шпицштихель. Этот
вид штихелей наиболее распространен и имеет
20 различных размеров; отличается от мессер-
штихеля тем, что его боковые стенки — выпук-
лые; клинок шпицштихеля — прямой, угол лез-
вия составляет от 30 до 45°; используется шпиц-
штихель для гравирования контура рисунка,
прорезания глубоких линий, четких штрихов.
Радиусный штихель — боллштихель. Име-
ет 20 размеров; режущая кромка закруглена,
радиус закругления колеблется от 0,3 до
0,5 мм; служит боллштихель для гравирования
штриховых надписей и чистовой обработки. Бол-
лштихели бывают как с широкой спинкой, так и
с узкой.
Плоский штихель — флахштихель. Режу-
щая кромка флахштихеля — плоская, ширина
ее может быть от 0,2 до 5 м; флахштихель име-
ет 20 размеров; применяется для прорезания
широких плоских углублений и чистовой обра-
ботки; как и боллштихели, флахштихеяи быва-
ют и с широкой, и с узкой спинкой.
Растровый штихель — шатирштихель.
Лезвие шатирштихеля имеет мелкую зубчатую
Глава 2. Инструмент для изготовления ювелирных изделий
83
насечку, шаг которой колеблется от 0,1 до 4 мм;
шатирштихель имеет семь размеров и применя-
ется для штриховки и матирования (для прида-
ния поверхности изделия декоративности, что
оживляет внешний вид последнего).
Грабштихель. Клинок грабштихеля —
изогнутый с прогибом от 3 до 8 мм, в сечении
имеет форму ромба; угол лезвия колеблется от
30 до 90°; используется грабштихель для обработ-
ки вогнутой поверхности, больших плоскостей.
Фассеттенштихелъ. Форма профиля
клинка фассеттенштихеля — трапециевидная,
угол заострения лезвия составляет 60 - 120°,
используется фассеттенштихель для выполне-
ния сложных узоров, тонкой чистовой обработ-
ки, применяются также фассеттенштихели
с профилем клинка овальной и двойной полу-
круглой форм.
Гравировальная зубилка. При необходимо-
сти выемки значительного количества металла
гравировальщики пользуются не штихелями,
а гравировальными зубилками, которые очень
похожи на штихели, однако применяются лишь
для выполнения черновой работы; профиль
клинка у зубилок (рис. 2.64) — круглый, полу-
круглый, квадратный и в форме месяца.
Изготовление штихелей. Штихели изготав-
ливают вручную. Материалом для них служат
(в основном) инструментальные стали марок
У12 и ХВГ. Штихели можно сделать также из
прутковой стали «серебрянки», наружных колец
шарикоподшипников, небольших плоских на-
пильников, лезвий опасных бритв. Штихель дол-
жен отвечать следующим требованиям: быть из-
готовленным из качественного материала, быть
правильно закаленным (недокал и перекал не-
допустимы) и заточенным.
Рис. 2.64. Зубилки
Заточка штихелей. Правильная заточка шти-
хеля имеет решающее значение в уменьшении
количества брака при гравировании. Заточку
начинают с того, что на шлифовальном круге
у штихеля (со стороны спинки) делают аншлиф
(срез), при этом высота лезвия рабочей части
штихеля должна быть от 0,1 до 3 мм. Боковые
ребра штихеля скругляются путем снятия фас-
ки. Локоть руки при заточке надо держать на
весу неподвижно, кисть руки направлять к себе
и обратно, плотно прижимая резец к шлифо-
вальному камню, и следить за тем, чтобы плос-
кость резца затачивалась под углом 45 - 55°.
Если угол заточки получится менее 45°, то шти-
хель при гравировании будет срезать металл
неравномерно, рывками, а при угле заточке бо-
лее 55° — движение штихеля будет скользя-
щим. Площадка (лобовая), образовавшаяся
между режущей кромкой и срезом (аншлифом),
должна быть как можно меньше, чтобы обеспе-
чивать наибольший обзор места реза. При
заточке шлифовальные круги смачивают
машинным маслом или керосином. Заусенцы
снимают на глянцевом оселке или кремниевом
сланце. Лезвие, при необходимости, заполиро-
вывают на шлифовальном круге из кожи с при-
менением пасты ГОИ (эту операцию осуществ-
ляют коротким движением назад к ручке). За-
точку штихеля можно произвести и с помощью
специального приспособления (рис. 2.65).
Рис. 2.65. Приспособления для заточки штихеля
84
Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2,66. Кусачки
Кусачки, ножницы. Применяют для резки
(«откусывания», вырезания) материала в про-
цессе выполнения многих операций изготовле-
ния ювелирных изделий. Существуют и исполь-
зуются различные модификации кусачек: пря-
мые, диагональные, наклонные, концевые, так
называемые муфтовые (для мягкого и жесткого
материала) с ручками, покрытыми пластиком
и без такого покрытия (рис. 2.66). Длина куса-
чек — от ПО до 130 мм. Виды применяемых
ножниц также разнообразны: обычные с узким
и широким лезвием (рис. 2.67, Л) из простой
или кованой стали — для разрезания мягкого
листового металла и многоцелевого назначения
(рис. 2.67, Б) — для разрезания олова, меди,
латуни, стали, золота, серебра, бумаги, ткани,
пластмассы. Длина обычных ножниц — от 100
до 300 мм, а многоцелевого назначения — от
140 до 190 мм.
Рис. 2.67. Ножницы: А — обычные. Б многоцелевые
Глава 2. Инструмент для изготовления ювелирных изделий
85
2.9. Инструмент для шлифования и поли-
рования, матирования и крацеваиия
В качестве шлифующего инструмента при
ручном изготовлении ювелирных изделий при-
меняют: абразивные бруски (точильные камни)
размерами 380x24x30, 300x 100x25,
250x100x25, 250x80x20, 200x75x20,
200x50x25, 200X50X10, 150x50x25,
150x25x15, 120x50x10, 100x50x25,
100x30x10, 100x25x10, 90x75x20 мм
(рис. 2.68); шлифовальные напильники — стер-
жнеобразные, длиной не более 150 мм полукруг-
Рис. 2.68. Абразивные бруски
лой, круглой, квадратной, прямоугольной, тре-
угольной форм сечения и различной зернисто-
сти; карбидо-кремниевые камни размерами
6x6x100,8x8x100,10x10x100,10x10x150,
13x13x100, 16x16x150 и 6X100, 10x100,
13x100 мм и других размеров (рис. 2.69, А);
шлифовальные угли — обычно в виде брусков
квадратного сечения длиной от 100 до 250 мм
(рис. 2.69, Б); наждачную бумагу-шкурку
(рис. 2.69, В); шерстяные, войлочные, фетровые
круги (рис. 2.69, Г); различные волосяные
и фетровые щетки (рис. 2.69, Д). Применяют для
шлифования ювелирных изделий также пемзу,
сланец, различные шлифовальные пасты.
Рис. 2.69. Шлифовальные средства: А — напильники; Б —
шлифовальные угли; В - наждачная бумага; Г — шерстя-
ные, войлочные, фетровые круги; Д волосяные, фетро-
вые, матерчатые щетки
86
Глава 2. Инструмент для изготовления ювелирных изделий
Ж
Рис. 2.70. Полировальные средства: А — деревянные па-
лочки; Б — прутья из самшита; В — матерчатые, волося-
ные щетки; Г — нити хлопковые; Д — замша; Е — бархат;
Ж — гибкие шнуры и полосы
Ручное полирование ювелирных изделий
(и их отдельных деталей) осуществляют с по-
мощью деревянных полировальных палочек
(рис. 2.70, А), прутиков из самшитового дере-
ва (рис. 2.70, Б), матерчатых (из миткаля, по-
лотна, фланели, бязи), а также нитяных щеток
и кругов (рис. 2.70, В), шерстяных нитей
(рис. 2.70, Г), замши (рис. 2.70, Д) и бархата
(рис. 2.70, Е).
В последнее время для финишной обработ-
ки (особо тонкой полировки) ювелирных изде-
лий стали широко применяться и специальные
полировальные средства в виде гибких шнуров
и полос (рис. 2.70, Ж), покрытых окисью алю-
миния, карбида кремния или крокусом; с их по-
мощью можно успешно удалять заусенцы с ли-
тых изделий и деталей, обрабатывать сложной
формы касты, наклонные и внутренние поверх-
ности, другие труднодоступные для обработки
участки ювелирных изделий. Шнуры бывают
двенадцати различных диаметров, начиная от
0,31 и до 3,81 мм, длина шнура, намотанного на
катушку, составляет 22,86 м; полосы имеют ши-
рину от 1,59 до 6,35 мм.
В процессе обработки изделия держат
в руке или закрепляют (удерживают) в щипцах.
Ручное полирование ювелирных изделий мож-
но выполнять также стальными или гематито-
выми полировниками и с помощью различных
полировальных паст.
Стальной полировник (из высококачествен-
ной закаленной стали) представляет собой стер-
жень (длиной от 100 до 180 мм и толщиной —
5, 6, 9 мм) с гладко отполированной рабочей
частью (рис. 2.71).
Гематитовые полировники (рис. 2.72) внеш-
не похожи на кисти для живописи; деревянный
стержень таких полировников заканчивается ра-
бочей частью в виде гладко отполированного
и закрепленного камня — гематита, называе-
мого чаще кровавиком. Форма рабочей части
кровавика — различная.
Матирование осуществляется с помощью
чеканов (рис. 2.73, Л, Б, В, Г, Д, Е, Ж). Мати-
рование возможно также произвести и с ис-
пользованием пескоструйного аппарата.
Крацевание выполняется, как правило,
с применением щетинных и металлических
(латунных) щеток (рис. 2.73, 3).
Глава 2. Инструмент для изготовления ювелирных изделий
87
Рис. 2.71. Полировники стальные
Рис. 2.73. Чеканы и щетки: А — чеканы для матирования;
Б — для получения зернистой, рельефной поверхности;
В — для нанесения штриха; Г — для бисерного матирова-
ния; Д — для пылевидного матирования, Е — для матирова-
ния (вогнутые); Ж — для матирования (выпуклые);
3 — щетки для крацевания
Рис. 2.72. Полировники гематитовые
2.10. Инструмент для закрепки вставок
В состав набора инструментов ювелира-зак-
репщика входит: режущий инструмент, инстру-
мент для обжимки и закатки металла, для фик-
сации изделий, мерительный инструмент.
Режущий инструмент. Это штихели, надфи-
ли, кусачки, сверла, фрезы для бормашинки.
Штихели (резцы для вырезания гнезд под встав-
ку, для обработки и разделки определенных по-
верхностей изделий) представляют собой сталь-
ные закаленные клинки размером от 100 до
120 мм (рис. 2.74); верхняя часть штихеля на-
зывается спинкой, нижняя — лезвием, нерабо-
чий конец штихеля насаживается на сферичес-
кой формы деревянную ручку. Все закрепочные
штихели разделяют по назначению: выполне-
нию конкретных функций. Штихели каждого
наименования различают по номерам, опреде-
ляющим угол лезвия и толщину спинки. Назва-
ния закрепочных штихелей, как и штихелей для
гравирования, сохранились старые, немецкого
88
Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2.74. Штихели ювелира-закрепщика: А — шпипштихель;
Б — боллштихель; В — мессерштихель; Г — флахштихель;
Д — юстировочный штихель
происхождения: шпицштихель, боллштихель,
мессерштихель, флахштихель.
Шпицштихель (вырезной штихель): самый
распространенный и наиболее употребляемый
в работе закрепщика. Шпицштихели могут
иметь как прямую, так и боковую (правую
и левую) заточку; при левой заточке режущая
кромка находится на левой стороне штихеля,
при правой — на правой. Угол лезвия шпииш-
тихеля колеблется от 30 до 45°, а угол заточки
равняется 45°. Шпицштихели с боковой заточ-
кой применяются при внутренней и боковой
подрезке (юстировке), для впасовки вставок при
корнеровой закрепке, для чистовой обработки
кастов, подчистки корнеров, крапанов, для чис-
товой обработки (разделки) закрепочных площа-
док при корнеровой закрепке. Шпицштихели,
имеющие прямую заточку, используются для
черновой разделки при корнеровой закрепке
и для двусторонней подчистки.
Боллштихель (растровый штихель)’, это
штихель с закругленной формой лезвия; радиус
закругления составляет 0,2 - 1,0 мм; угол заточ-
ки штихеля 45 - 60°; применяются боллштихели
для прорезки и подчистки желобковых участков
поверхности изделий, для поднятия металла
в штрих (пенек) в целях образования корнера,
размер которого прямо зависит от радиуса закруг-
ления лезвия и угла заточки штихеля.
Мессерштихель (прорезной штихель)’.
имеет клинообразное, острое (от 15 до 30°) лез-
вие; угол заточки штихеля равняется 60°; при-
меняются мессерштихели для подчистки мест
между корнерами, а также труднодоступных уча-
стков ажурных кастов.
Флахштихель (плоский штихель): у него
плоское лезвие шириной от 0,2 до 0,4 мм; флах-
штихели с шириной от 0,2 до 0,3 мм применяют
для чистовой подрезки при корнеровой закреп-
ке, обрезки корнеров, высечки крапанов; флах-
штихели с более широким лезвием используют-
ся для чистовой обработки кастов и разделки при
всех видах закрепки, кроме клеевой, для глян-
цевой подрезки (придания глянца-блеска)
Юстировочный штихель: имеет выпуклые
боковые поверхности, которые, пересекаясь,
образуют овальное поперечное сечение. Режу-
щая часть названного штихеля заканчивается на-
клонно к продольной оси с тем, чтобы получить
оптимальный режущий угол между этой гранью
(носком) и боковыми поверхностями. Юстиро-
вочные штихели используются обычно для под-
гонки оправы (тщательного вырезания в ней
посадочного пояска) в целях обеспечения
надежной посадки камня-вставки.
Заточка закрепочных штихелей произво-
дится с помощью мелкозернистых брусков. Для
повышения качества заточки точильные бруски
смазывают маслом; необходимо также стремить-
ся к тому, чтобы площадь заточки образовыва-
лась за один прием. Полирование лезвия проис-
ходит с применением пасты ГОИ, кожи, брус-
ков на каучуковой основе, а также мраморных
брусков.
Надфили, кусачки, сверла, фрезы для бор-
машинки: в процессе закрепки применяются
те же самые, что и при выполнении монтиро-
вочных операций.
Инструмент для закатки и обжимки метал-
ла. Ювелир-закрепщик в процессе закатки
и обжимки металла пользуется следующими ин-
струментами: давчиками, обжимками-обдавками
металлическими (обжимными пуансонами), кор-
невертками, корнезерами, накатками (мелигра-
фами), закрепочными молоточками.
Давчик: является разновидностью штихеля,
с той разницей, что рабочая часть давчика не
имеет режущей кромки и предназначена не для
срезания металла, а для его обжатия, закатки,
вдавливания. Форма большинства давчиков на-
поминает форму сапожка, поэтому ювелиры ча
сто называют их Сапожковыми. Давчики
(рис. 2.75, А) разделяются по виду закрепки: для
крапановой, глухой, корнеровой. На рабочей
Глава 2. Инструмент для изготовления ювелирных изделий
89
части давчиков (для крапановой закрепки) име-
ется специально выпиленный желобок — для
предотвращения возможного соскальзывания
с крапана в процессе обжатия. Рабочая часть дав-
чиков для глухой закрепки не имеет желобка;
она делается с насечкой (для обжатия толсто-
стенных глухих кастов), а также в виде массив-
ных крапанов (для обжатия тонкостенных кас-
тов и выравнивания формы каста по всему
периметру). При корнеровой закрепке исполь-
зуются давчики как сапожковой формы, так
и с рабочей частью круглой формы. При глухой
и крапановой закрепках применяются давчики,
изготовленные из стали, а при корнеровой зак-
репке и в тех случаях, когда требуется особая
осторожность в обращении со вставкой и кас-
том (при опасности повреждения формы стенок
глухого каста, при закрепке легких камней, при
обязательном требовании сохранения формы
крапанов), применяются давчики, изготовлен-
ные из меди. Давчиками обжимают вставки
овальной, прямоугольной, многоугольной
и других форм, кроме круглой.
Обжимка-обдавка (металлическая):
обжимка (обжимной пуансон) представляет со-
бой стальной стержень, на один конец которого
насажена деревянная ручка, а на другом (с тор-
ца) сделана необходимой глубины и диаметра
конусообразная выемка (рис. 2.75, />). Поверх-
ность выемки не должна иметь заметных шеро-
ховатостей, царапин, заусенцев, выбоин, наобо-
рот: должна быть тщательно отшлифована, отпо-
лирована. Обжимки могут быть и двусторонни-
ми — с конусообразными выемками на обоих
концах стержня.
Корневерткаг. представляет собой стальной
стержень с деревянной ручкой, насаженной на
нерабочие концы, и со сферической формы вы-
емкой на рабочих (с торца) концах. Предназна-
чены корневертки (рис. 2.75, В) для образова-
ния корнера, то есть для придания шарооб-
разной формы кусочку металла, вырезанного
(поднятого) в виде мелкой стружки штихелем.
Корневертки изготавливают с диаметрами сфе-
рических выемок от 0,2 до 1,5 мм; глубина вые-
мок — примерно 1/3 диаметра. Сферические
выемки в корневертках образуют с помощью
специальных штампов, называемых фионами
(рис. 2.75, Г) — стальных плит с маленькими
Рис. 2.75. Инструмент для обжима и закатки металла: А —
давчики; Б — обжимки-обдавки; В — корневертки; Г -
фионы для корневерток; Д — корнезеры; Е — фионы для
корнезеров; Ж — ручки с цанговым зажимом; 3 — накатки;
И — закрепочный молоточек; К — специальные закрепоч-
ные молоточки; Л — ювелирная дрель закрешцика
90
Глава 2 Инструмент для изготовления ювелирных изделий
полусферическими выпуклостями различной
величины, отшлифованными до зеркального
блеска и соответствующими по своей форме
и размерам корнерам оправ. Нанося удары вра-
щающейся корневерткой по этим выпуклостям,
придают полукруглому углублению корневер-
ток требуемую форму. Корневертки изготавли-
ваются в комплекте с деревянной ручкой.
Корнезер: внешне схож с корневерткой. На
рабочей части корнезера также имеется сфери-
ческая выемка, которой (легким подпилаванием
с боков) придается вид желобка. Корнезеры из-
готавливаются с выемками диаметром от 0,6 до
0,8 мм, глубина выемок, как и у корневерток,
равняется примерно 1/3 диаметра. Корнезеры
(рис. 2.75, Д) предназначены для нанесения гри-
зантной насечки (накатки) — зернистой линии,
которая обычно делается при глухой закрепке
вставки на ребрах ажурной верхушки и на реб-
рах фадан-гризантной разделки. Требуемую фор-
му сферической выемки корнезера придают так
же, как и корневерткам, но уже фионами
для корнезера (рис. 2.75, Е). Корнезеры изготов-
ляются в комплекте с деревянной ручкой; ис-
пользуются также и ручки с цанговыми зажи-
мами (рис. 2.75, Ж).
Накатка (мелиграф)'. применяется для
нанесения гризанта. В отличие от корнезера ра-
бочая часть накатки представляет собой подвиж-
но закрепленный ролик с фактурованной (линей-
но-выемчатой) поверхностью ребра
(рис. 2.75,3). Накатки различаются диаметром
ролика (шириной наносимого гризанта) и делят-
ся по номерам. По сравнению с корнезерами на-
катки более удобны в работе и значительно бо-
лее производительны.
Закрепочный молоточек', как инструмент
для обжимки и закатки применяется крайне ред-
ко, например, при поджатии толстых крапанов
и при работе с изделиями из недрагоценных ме-
таллов. Во всех остальных случаях использова-
ние молоточка (рис. 2.75, И) в процессе закреп-
ки вставок исключается, так как удары (любой
силы) молоточком по вставке недопустимы. В
последнее время все чаще находят применение
специальные закрепочные молоточки полуавто-
матического и автоматического действия
(рис. 2.75,/С); сила удара первых зависит от
силы давления пальцев руки, а сила удара вто-
рых регулируется автоматически, причем в трех
пределах: очень слабое нажатие, нажатие сред-
ней силы, сильное нажатие. В целях более быс-
трого и точного вырезания посадочного пояска
в оправе для вставки (камня) ювелиры охотно
применяют также специальную ювелирную
дрель (рис. 2.75, Л).
Инструмент для фиксации изделий. В про-
цессе закрепки для фиксации изделий применя-
ются ручные деревянные тисочки (шнальцинги),
киттштоки, пинцеты, вахсбайны, ферейберы,
плоскогубцы и круглогубцы. Плоскогубцы и
круглогубцы используются те же, что и при вы-
полнении других операций по изготовлению
ювелирных изделий, но только при работе
с крупногабаритными изделиями из недрагоцен-
ных металлов. Из существующих модификаций
ювелирных деревянных тисочков при закрепке
чаще других употребляются модели, приведен-
ные на рисунке 2.76.
Рис. 2.76. Деревянные тисочки
Ферейбер'. представляет собой отрезок тон-
кой круглой проволоки, передний конец кото-
рого заострен, как у иглы, а само острие слегка
округлено (рис. 2.77, А). Для мягкого камня
(вставки) используют ферейберы, изготовлен-
ные из меди или латуни.
Вахсбайн'. это деревянный или пластмассо-
вый стержень (рис. 2.77, F), один конец кото-
Глава 2 Инструмент для изготовления ювелирных изделий
91
рого прямой, а другой (по форме) слегка напо-
минает грушу. На один из концов наносят не-
много воска, таким образом осуществляя пере-
нос и посадку небольших вставок в гнезда оп-
рав (кастов).
Киттшток: деревянный диаметром 30,40,
50 мм и высотой 90- 100 мм цилиндр, окан-
чивающийся всегда округлой формы головкой
(рис. 2.77, В\ или той же высоты квадратный
прямоугольник с ребристой поверхностью вер-
хней площадки (рис. 2.77, Г). Киттшток может
быть как односторонним, так и двусторонним
(рис. 2.77, Д). Головка киттштока является сво-
еобразной площадкой, на которой (с помощью
специальной пасты китт) и осуществляется
фиксация изделия в требуемом положении.
Процесс фиксации изделий на киттштоке с по-
мощью пасты китт несложен: китт толстым сло-
ем наносится на головку киттштока, затем пла-
менем горелки пасту равномерно и со всех сто-
Рис. 2.77. Инструмент для фиксации изделий и деталей:
А — ферейбер; Б — вахсбайн; В,Г,Д — киттштоки
рон разогревают; вслед за этим нагревают из-
делие и укладывают на китт в требуемом для
закрепки положении; китт, размягчаясь, покры-
вает собой часть изделия; затем, остывая, китт
затвердевает, достаточно жестко удерживая,
фиксируя таким образом изделие; при этом не-
обходимо строго выдерживать определенные
уровни покрытия киттом поверхности изде-
лия — нерабочие участки его могут быть пол-
ностью скрыты под слоем пасты китт, внутри
же кастов и в местах для вставки уровень ее дол-
жен быть таким, который позволил бы соблюс-
ти заданную глубину посадки вставки. Киттш-
токи применяются для фиксации тех изделий,
конструктивные особенности которых не позво-
ляют применить какие-либо иные фиксирующие
инструменты и приспособления.
Мерительный инструмент ювелира-закреп-
щика. В процессе закрепки в качестве меритель-
ного инструмента (кроме штангенциркуля
и микрометра) применяются измерители разме-
ров драгоценных и полудрагоценных камней
(а также жемчуга), которые обеспечивают из-
мерение в миллиметрах и дюймах с прираще-
нием в 0,1 мм; длина измерителей — 60, 80,
100 мм, сделаны они из латуни (рис. 2.78, Л).
Рис. 2.78. Измерители камней: А — измеритель (латунный)
размеров драгоценных и полудрагоценных камней; Б — ка-
либр-определитель размеров жемчуга; В калибр для из-
мерения алмазов и драгоценных камней от 0,03 до 4 карат;
Г — калибр в виде многоугольной пласт ины; Д — веерооб-
разные калибры; Е - для измерения бриллиантов и баге-
ток; Ж — для измерения вставок в изделиях
92
Глава 2 Инструмент для изготовления ювелирных изделий
Для этих же целей используются разнообраз-
ные калибры: калибр-определитель размера
жемчуга, круглая шкала которого позволяет
считывать (отмерять) самые малые доли мил-
лиметра, причем одна модификация такого ка-
либра может обмерять жемчужины диаметром
не более 10 мм, а вторая — до 26 мм, цена деле-
ния шкалы — 0,1 мм (рис. 2.78, />); калибры для
измерения алмазов и других драгоценных кам-
ней массой от 4 карат до 0,03 карата
(рис. 2.78, В); калибр в виде прямоугольной
пластины (рис. 2.78, Г) с пределом измерения
0,01-4 карата; веерообразные калибры
(рис. 2.78, Д) с пределом измерений от 0,01 до
4,6,12,15,20 карат; калибр для измерения круг-
лых бриллиантов и багеток (рис. 2.78, £); вее-
рообразные калибры (рис. 2.78, Ж), позволяю-
щие обмерять вставки в изделии, причем одна
модификация калибра предназначена для заме-
ра вставок круглых форм, другая — для всех ос-
тальных. Пинцеты в процессе закрепки исполь-
зуют для удержания, переноса камней (вставок),
посадки их в гнезда оправ, причем есть пинце-
ты для крупных, средних, а также мелких кам-
ней-вставок (рис. 2.79).
2.11. Средства измерения массы —
весы
Измерение массы ювелирных изделий про-
изводят на весах. В ювелирном производстве
применяют весы следующих марок: ВЛР,
ВЛАО, ВЛТК, ВСК, ВБЭ, ВЛА, ВЛМ, ВЛО.
Весы марок ВЛР, ВЛАО, ВЛТК, ВСК, ВБЭ ис-
пользуют на складах, в кладовых цехов, в лабо-
раториях, весы марок ВЛА и ВЛМ — в лабора-
ториях химического анализа, а весы марок
ВЛО — обычно в лаборатории метрологичес-
кой службы.
Весы ВЛР лабораторные равноплечие III
класса точности, предел измерения — от 1 до
50 кг (1,10, 20, 50 кг). Все они имеют соответ-
ствующий набор гирь: Г-3-1100, Г-3-
1.1111,10; Г-3 - 2.1111,10; Г-3 - 5.1111,10. Не-
удобства при взвешивании на этих весах зак-
лючаются в необходимости постоянного подбо-
ра гирь и в длительности самого цикла взвеши-
вания: обязательное выключение весов (приве-
Рис. 2.79. Пинцеты закрепщика: А — с лопаткой для кам-
ней; Б — с направляющим штифтом; В — для удержания
камней (с тремя ответвлениями); Г — то же (с пятью от-
ветвлениями); Д — для бусинок (жемчуга) изогнутый; Е —
то же (прямой)
дение в нерабочее состояние), укладка изделий,
подбор и установка гирь, включение весов (взве-
шивание), отключение, снятие изделий, гирь.
Весы ВЛАО (лабораторные аналитические
одноплечие) II класса точности, предел изме-
рения их — 200 г и 1кг. Весы ВЛАО (по сравне-
нию с ВЛР) более удобны и надежны в работе:
они снабжены набором встроенных гирь на пол-
ную нагрузку, имеют оптический отсчет пока-
заний измерения. Для контрольного взвешива-
ния бриллиантов существуют каратные весы
ВЛАО-5.000к.
Весы ВЛТК (лабораторные технические
квадрантные) IV класса точности, с набором
встроенных гирь, предел измерений — 160 г;
0,5; 1; 5 и 10 кг Отсчет показаний — оптичес-
кий. Применяют их реже, чем весы марок ВЛР
и ВЛАО, так как (по сравнению с последними)
они имеют значительно большие погрешности.
Весы ВСК (специальные квадрантные)
имеют один предел измерений — 10 г. Они на-
дежны в работе, малочувствительны к вибрации,
резким нагрузкам.
Весы ВБЭ (электронные) с пределом изме-
рений 1 кг наиболее успешно используются для
взвешивания вставок, особенно искусственно-
го происхождения.
Весы ВЛА (лабораторные аналитические)
и ВЛМ (лабораторные микроаналитические)
Глава 2. Инструмент для изготовления ювелирных изделий
93
являются соответственно весами II и I классов
точности с пределами измерений 200 мг и 1г.
Эти весы необходимы при проведении химичес-
ких анализов, например при осуществлении про-
бирования металлов.
Весы ВЛО (лабораторные образцовые) име-
ют пределы измерений 10 и 20 кг и цену деле-
ния шкал соответственно 1,2 и 3 мг. Весы ВЛО
служат для проверки гирь.
Правила эксплуатации весов. Для каче-
ственной работы практически всех весов обя-
зательно выполнение следующих требований
их эксплуатации: все без исключения весы дол-
жны быть установлены жестко, на индивидуаль-
ных столах, не должны касаться пола и сопри-
касаться; температура в помещении, где установ-
лены весы, должна иметь постоянное значение,
равное 20 °C; допускается отклонение ± 1 °C;
сквозняки в помещении исключаются; помеще-
ние, где установлены весы, должно быть изо-
лировано от воздействия вибраций как внешней
среды (например, при движении транспорта),
так и внутренней (при работе вентиляционно-
го трубопровода); не допускается установка
весов по соседству с нагревательными прибо-
рами (например, вблизи батарей отопления),
а также попадание на весы прямых солнечных
лучей; при взвешивании исполнитель не должен
делать резких движений и касаться стола, на
котором установлены весы
Драгоценные металлы, драгоценные и по-
лудрагоценные камни следует взвешивать на
весах, допускающих погрешность в зависимос-
ти от взвешиваемой массы в пределах, указан-
ных в таблице 2.2.
Таблица 2.2
Допустимая погрешность
при взвешивании
драгоценных металлов,
драгоценных и полудрагоценных камней
Взвеши- ваемая масса, кг Погрешность, г (карат)
Драго- ценные металлы Драго- ценные камни Полу- драгоценные камни
0,01 0,01 0,01
1-10 0,1 — 0,1
10-20 0,2 — 0,2
20-50 0,5 — 0,5
2.12. Средства малой механизации, при-
способления, инструмент общего
назначения
При изготовлении ювелирных изделий вруч-
ную в целях осуществления, например, проката
и вальцовки металла, его резки, расширения
(уменьшения) диаметра колец, исполнения про-
цессов гравирования, эмалирования, ряда мон-
тировочных операций часто используется кон-
структивно несложное (ручного действия) обо-
рудование, различные приспособления и инст-
рументы общего назначения: ручные вальцы
и ножницы, устройство для расширения и обжи-
ма колец, настольные ручные прессы, шрабку-
гели, тисочки, пинцеты, кисточки и т. д.
Ручные вальцы. Это небольших размеров
настольный станок (рис. 2.80, А), основными
Рис. 2.80. А — ручные вальцы; Б — валки
94
Глава 2. Инструмент для изготовления ювелирных изделий
узлами которого являются два валка, привод,
который задает вращение валкам (в разные сто-
роны), и привод, который обеспечивает регу-
лировку зазора между валками, а также опор-
ная плита. Валки бывают в форме гладких ци-
линдров и цилиндров с вырезами различных
профилей (рис. 2.80, Б). Гладкие валки обес-
печивают вальцовку (прокат) листов, полос,
лент, пластин, а профильные служат для по-
лучения проката круглой, квадратной и дру-
гих форм. Валки могут быть и с нанесенным
на их поверхность определенным рисунком,
что позволяет получать соответствующий ри-
сунчатой поверхности прокат (рис. 2.81)
Ножницы ручного действия. Необходимы
для нарезания (отрезания) полос, проволоки,
лент, когда процесс их резки обычными ножни-
цами невозможен. Ножницы, приведенные на
рисунке 2.82, А, отличаются особой прочностью
конструкции; обеспечивают точный (до 0,1 мм)
отрез; резка ими металла не требует особых уси-
лий; лезвия этих ножниц — самозатачивающие-
ся; их длина — 250 мм, длина рычага — 270 мм.
Длинные ножницы относятся к разряду универ-
сальных, потому что ими можно резать не толь-
ко мягкие металлы, но и коррозионностойкую
сталь, железную проволоку. В процессе резки
металла используются также ножницы ручно-
го действия и других конструкций (рис. 2.82, Б),
общей отличительной особенностью которых
является обеспечение возможности резания по-
лос, листов, проволоки (мягких и жестких ме-
таллов) с приложением практически минималь-
ных усилий. Толщина разрезаемых этими нож-
ницами полос и лент — до 6 мм, диаметр про-
волоки — до 13 мм.
Устройство расширения и обжима колец.
Устройство по расширению обручальных колец
(рис. 2.83, Л) широко известно ювелирам. Уст-
ройство (рис. 2.83, Б) предназначено для обжи-
ма колец, имеющих фасонную (с рисунком)
поверхность. В состав устройства входят набор
из восьми конических стальных штампов и алю-
миниевая петля, которая необходима, чтобы не
повредить рисунок кольца. Обжим кольца идет
следующим образом: сначала кольцо помеща-
ют (заворачивают) в петлю (рис. 2.83, Б), при-
чем периметр петли должен быть равен диамет-
ру кольца, затем комбинацию кольцо — петля
Рис. 2.81. Рисунчатый прокат
Глава 2 Инструмент для изготовления ювелирных изделий
95
Рис. 2.82. Ножницы для разрезания (разделения) вручную
полос, листов, лент, проволоки
Рис. 2.84. Ручной настольный пресс для получения различ-
ной формы миниатюрных углублений на металле
Рис. 2.83. Приспособление для обжатия и расширения ко-
лец: А — для расширения, Б — для обжатия; В — алюми-
ниевая петля с кольцом; Г — штамп с комбинацией кольцо-
петля
помещают в штамп (как показано на рисунке
2.83, Г), после чего штамп в таком положении
опускают в устройство и нажатием рычага вниз
начинают саму процедуру обжима. Время от
времени комбинацию кольцо — петля требует-
ся переворачивать в штампе, а затем продол-
жать операцию до получения требуемого диа-
метра кольца. При таком методе обжима коль-
ца сохраняются полностью круглыми.
Ручной настольный пресс. Пресс (рис. 2.84)
предназначен для получения небольших и са-
мой различной формы углублений, меток,
клейм на изделиях и отдельных деталях.
Приспособления для гравирования. Ряд раз-
личных (в основном зажимных) приспособле-
ний применяются при гравировании, когда удер-
жать изделие в руке невозможно. В таких слу-
чаях изделие должно быть закреплено с помо-
щью либо уже приведенных выше деревянных
ручных тисочков, либо в ручных блоках-тисках
(рис. 2.85), позволяющих удерживать детали
и изделия как плоских, так и других форм, в том
числе полые, либо с использованием других
специальных приспособлений — граверных
колодок, крепежных дощечек, шаровых тисков-
шрабкугелей, граверных подушек.
Граверные колодки', это две небольшие
металлические пластины (рис. 2.86, А), под-
вижно соединенные зажимными винтами. Из-
96
Глава 2. Инструмент для изготовления ювелирных изделий
делия закрепляют в них, используя мягкие про-
кладочные материалы (дерево, кожу).
Крепежные дощечки: по длине соответ-
ствуют обрабатываемым плоским изделиям, тол-
щина их 20 - 25 мм. Изделия крепятся
с помощью различных паст, сургуча, гвоздиков.
Шаровые тиски-шрабкугели: выполняют-
ся в виде чугунного шара диаметром обычно не
более 130 мм. Верхняя часть шара срезана
(рис. 2.86, Б). В сегментообразном срезе выре-
зан паз, в который (с помощью болтов) закреп-
ляют дощечку с изделием. Для того чтобы обес-
печить свободное маневрирование (перемеще-
ние изделия), под шрабкугель подкладывают
опорные кожаные кольца и подушки (кранцы)
диаметром 160,180, 200, 220 мм (рис. 2.86, В).
Бывают подушки несколько иного исполнения
(рис. 2.86, Г), которые тоже могут служить как
подкладки для крепления дощечек. Помимо рас-
смотренных видов шрабкугелей, существуют
и применяются и иные модификации универсаль-
ных шрабкугелей (рис. 2.87), снабженных специ-
альными крепежными деталями (всевозможными
штифтами, зажимами, прокладками), обеспечи-
вающими крепление и обработку изделий и дета-
лей самых разнообразных размеров и форм.
Рис. 2.85. Ручные блок-тиски гравировальщика
Рис. 2.86. Гравировальные приспособления: А — граверные
колодки; Б — шрабкугели; В — кольца и подушки под шраб-
кугели; Г — граверные подушки
Рис. 2.87. Универсальные шрабкугели
Глава 2. Инструмент для изготовления ювелирных изделий
97
Электрогравировальные приборы, самопис-
цы. Нередко при выполнении ряда гравироваль-
ных работ (надписи на табличках, метки на ин-
струменте, изделиях, станках, надписи на пред-
метах прикладного искусства и др.) применя-
ются ручные электрогравировальные приборы
и самописцы (рис. 2.88). Такими приборами
можно осуществить гравировку на железе, ста-
ли, пластмассе, стекле, дереве. Приборы рабо-
тают от сети, сжатого воздуха не требуется.
Надписи как бы выжигаются в материале. Мас-
са одного прибора не превышает 300 г, масса
другого — и того меньше.
Рис. 2.88. Ручные электрогравировальные приборы
Кисточки, шпатели, пестики. Нанесение на
изделия эмали или черни (эмалирование и чер-
нение) предусматривает обязательное примене-
ние кисточек и шпателей, а также ступок с пес-
тиками (рис. 2.89, А) — для размельчения эма-
ли в целях приготовления эмалевого шликера
(сметанообразной массы). Шпатель представ-
Рис. 2.89. А — ступка с пестиком; Б — кисточки
Рис. 2.90. Ручные деревянные тисочки
ляет собой миниатюрную деревянную или ме-
таллическую лопатку. Рабочая поверхность шпа-
теля должна быть гладкой, полированной, края
должны быть слегка скруглены, чтобы не поца-
рапать металл и не «срезать» эмаль при ее сгла-
живании. Применяется и разновидность шпате-
ля — бидрашпиц, выполненный в виде лопаточки
с витой ручкой; слегка касаясь (как бы встряхи-
вая) витой частью бидрашпица боковой поверх-
ности изделия, добиваются равномерного нало-
жения эмали или черни. Кисточки для наложе-
ния эмали и черни отличаются от кисточек для
нанесения флюса более тонкой рабочей частью
(рис. 2.89, Б) и более нарядной отделкой.
Другие приспособления и инструменты.
В процессе выполнения ряда некоторых подго-
товительных и монтировочных операций ювели-
ры применяют инструменты общего назначения
(кроме модификаций рассмотренных выше): де-
ревянные тисочки (рис. 2.90), пинцеты
(рис. 2.91), молоточки (рис. 2.92), а также спе-
циальные приспособления, например для выруб-
ки дисков (рис. 2.93, J), для пробивки отверстий
различной конфигурации (рис. 2.93, Б).
Рис. 2.91. Пинцеты
7 Зак. 3896
98
Глава 2 Инструмент для изготовления ювелирных изделий
Рис. 2.92. Молотки: А — для ковки; Б — для отбортовки и
загибов; В — с плоской поверхностью бойков; Г — с од-
ним плоским и одним слегка выпуклым; Д - с различной
выпуклостью бойков; Е — молоток-киянка; Ж — с кони-
ческим бойком; 3 — со сменяемым бойком из дерева, пла-
стмассы, резины
2.13. Рабочее место ювелира
Рабочим местом ювелира является верстак
(рис. 2.94, А), внешне очень похожий на обыч-
ный однотумбовый стол с сегментным вырезом
(рабочей ячейкой) в верхней плите-крышке.
Верстак состоит из каркаса, верхней плиты или
крышки-столешницы, поддона, выдвижных де-
ревянных ящиков, ряда вспомогательных уст-
Профиль отвер- стий Кол-во отв. в матрице Диаметр, мин-макс, мм
• 13 3-12
• 13 4-14
13 4-14
13 з-ю
• 13 4-14
• 13 з-ю
• 13 4-14
• 13 з-ю
• 13 з-ю
• 13 4-14
• 13 4-14
13 4-14
13 4-14
• 13 4-14
о 13 4-14
О 13 4-/4
Рис. 2.93. Приспособления: А — для вырубки дисков; Б —
для пробивки отверстий
Глава 2 Инструмент для изготовления ювелирных изделий
99
А
Б
Б
Рис. 2.94. Рабочее место (верстак) ювелира: А - общий
план; Б — план с указанием функциональных зон (1 — фи-
нагель; 2 - стальная плита; 3 — рабочая зона; 4 — место
расположения инструмента; 5 — поддон; 6 — опорная стой-
ка; 7 — колонна; 8 — кронштейн для инструментов; 9 —
ящики; 10 — лампа-светильник; 11 — лупа; 12 — паяльный
пистолет; 13 — бормашина; 14 — ручка-приставка; 15 —
опорная стойка; 16 — шкафчик; 17 — поворотный кронш-
тейн для инструментов)
Рис. 2.95. Стулья-кресла: А — регулируемые (со спинкой);
Б — регулируемые (без спинки)
ройств. Размеры верстака (высота, длина, ши-
рина): 90 х 1100x70 мм. Каждое рабочее место
снабжается переносным стулом-креслом для
сидения. Стул-кресло может быть поворачива-
ющимся, регулируемым по высоте, с жестко
закрепленной спинкой (рис. 2.95, А), но может
быть и без спинки (рис. 2.95, Б).
Столешница (крышка верстака): предназна-
чена для размещения на ней (постоянно) некото-
рых вспомогательных устройств и временно —
инструмента и приспособлений на требуемый
процессом работы период. Во избежание из-
лишних потерь драгоценных металлов, столеш-
ница непременно должна иметь совершенно
гладкую, ровную поверхность, для чего верх ее
отделывается термостойким сплошного покроя
пластиком. Сегментообразный вырез (радиусом
300 - 350 мм и глубиной до 300 мм) в столеш-
нице необходим для беспрепятственного попа-
100
Глава 2. Инструмент для изготовления ювелирных изделий
Дания опилок на поддон; к тому же он как бы
очерчивает, определяет непосредственную ра-
бочую зону, в границах которой ювелир выпол-
няет почти весь объем работ К торцу столеш-
ницы (в центре, прямо перед сидящим на стуле
рабочим) закреплен финагель — клинообраз-
ный выступ (рис. 2.96), изготовленный из твер-
дых пород дерева и крайне необходимый (как
упор) при выполнении операций опиливания,
выпиливания лобзиком, шабрения. В процессе
сбора отходов драгоценных металлов ювелиру
приходится часто снимать и снова устанавли-
вать финагель, поэтому гнездодержатель дол-
жен быть исполнен таким образом, чтобы съем
и установку финагеля можно было производить
легко, быстро, надежно. По всему контуру, ис-
ключая непосредственно рабочую зону, сегмен-
тообразный вырез столешницы обшит (с не-
большим припуском для бортика) полосой из
коррозионностойкой стали. Бортик необходим
для задержания отходов, а отсутствие его в ра-
бочей зоне позволяет исполнителю легко и бы-
стро сметать опилки в поддон. В целях предуп-
реждения возможных падений обрабатываемых
деталей или изделий на пол, особенно при вы-
полнении операций шабрения, по краям сто-
лешницы (левой и задней сторонам) должно
быть установлено ограждение из пластика.
Поддон (сборник отходов драгоценных ме-
таллов): предоставляет возможность ювелиру
снизить до минимума, предотвратить потери
драгоценных металлов. На время работы юве-
лир располагает на поддоне изделия или дета-
ли (слева — необработанные, справа — обра-
ботанные), а также щетки для сметания (сбора)
Рис. 2.96. Финагели
отходов. Изготавливается поддон из листовой
коррозионностойкой стали; устанавливается не-
посредственно под рабочей зоной; имеет вид
небольшого совка с незаостренной вогнутой пе-
редней частью; края его (в целях безопасности
работающего) покрыты пластиком. Пользова-
ние им (как выдвижным ящиком) обеспечива-
ется наличием направляющих. Специальное уг-
лубление (вырез) в лицевой его стороне сдела-
но для обеспечения максимально плотного со-
прикосновения, соприлегания между поддоном
и спецодеждой работающего, что создает усло-
вия для наиболее полного попадания отходов
в поддон.
Выдвижные ящики. Обычно их четыре. Они
расположены в первой части верстака — в тум-
бе под столешницей. Ящики предназначены для
хранения инструмента. Чтобы избежать случа-
ев механического повреждения инструмента,
ящики сделаны из древесины. В первом (сверху)
ящике ювелиры хранят напильники и надфили,
во втором—кусачки, плоскогубцы, пинцеты, нож-
ницы. В третьем (самом глубоком) — молотки,
рентригели, финагель (парный инструмент). В са-
мом нижнем — спецодежду (халат, тапочки).
Вспомогательные устройства. К ним отно-
сятся: осветительная лампа-светильник, борма-
шинка, гибкие магистрали параллельной газо-
воздушной отводки с держателем для горелки
Осветительная лампа-светильник. Лам-
па (рис. 2.97, А) необходима для создания таких
условий освещенности рабочего места, которые
в полной мере способствовали бы производи-
тельному и качественному труду ювелира. Лам-
па-светильник установлена на противополож-
ном от рабочего крае столешницы. Положение
лампы-светильника в вертикальной и горизон-
тальной плоскостях можно свободно регулиро-
вать за счет подвижной стойки Свет от лампы-
светильника должен быть мягким и ровным, по
возможности как дневной, и падать на рабочее
пятно (на район финагеля), а не на рабочее ме-
сто вообще. Не допускается свет мерцающий
или направленный в глаза рабочего.
Бормашинка. Это специальный механичес-
кий инструмент для обработки трудоемких
и труднодоступных участков изделий. Борма-
шинка состоит из электродвигателя, гибкого
приводного шланга, ножного реостата и набо-
Глава 2. Инструмент для изготовления ювелирных изделий
101
Рис. 2.97. А — лампы-светильники; Б — бормашинка
ра фрез (рис. 2.97, Б). Принцип действия «юве-
лирной» бормашинки практически такой же, как
и бормашинки медицинской, применяемой в зу-
боврачебных кабинетах. Один конец гибкого
шланга соединен с валом двигателя, а на дру-
гой насажен наконечник с цанговым зажимом
для крепления фрез. Частота вращения боров-
фрез регулируется с помощью ножного реоста-
та. Гибкий шланг обеспечивает рабочему необ-
ходимый оперативный простор — установку ин-
струмента в любое положение. Бормашинка под-
вешивается на штангу, которая (в свою очередь)
жестко устанавливается на фланце, закреплен-
ном к боковой (правой) стороне столешницы.
Гибкие магистрали параллельной газо-
воздушной отводки с держателем для го-
релки. Такой газовоздушной арматурой (в ком-
плекте с горелкой) верстак оборудуется только
там, где на нем предусмотрена возможность
выполнения паяльных работ, при этом в верста-
ке имеется специальная панель, расположенная
справа от ювелира, над выдвижными ящиками.
На панели — две рукоятки. На каждой из руко-
яток соответствующая надпись «Газ», «Воздух».
Вращая рукоятку по направлению стрелки-ука-
зателя и изменяя таким образом давление газа
и воздуха, постоянно поддерживают необходи-
мую температуру и размеры пламени горелки.
Для подачи газа и воздуха имеются краны, ко-
торые находятся с тыльной стороны верстака.
Выполняется пайка на асбестовом листе, плот-
но уложенном на металлическую основу с от-
бортовкой. Хранятся приспособления для пай-
ки под столешницей на направляющих. Зажи-
гание горелки осуществляется либо с помощью
спиртовки, либо от пламени специального га-
зового рожка, постоянно горящего.
Каркас верстака: выполняется сварным
металлическим, нестационарным. Нестацио-
нарность каркаса верстака достигается за счет
того, что ножки его снизу имеют резиновые
подкладки-подушечки. Такие подушечки повы-
шают устойчивость верстака, исключают пор-
чу пола, они значительно снижают, гасят виб-
рации, что очень важно для качественного вы-
полнения монтировочных операций. С боковых
и задней сторон каркас обшит стальными лис-
тами. Предназначен каркас для установки и зак-
репления на нем всех составных частей верста-
ка. Части верстака, составляя одно целое —
рабочее место ювелира, заметно различны по
конструкции и предназначены, каждая в отдель-
ности, для выполнения однозначных задач
в общем процессе изготовления ювелирных из-
делий. Стол ювелира, разумеется, может не-
сколько или существенно отличаться от описан-
ного (рис. 2.98).
Требования к рабочему месту ювелира. Во
время работы у ювелира под рукой (при необ-
ходимости) должны быть бинокулярные очки
(рис. 2.99, А), а также лупы разной кратности
(рис. 2.99, Б), мягкие щетки для сбора отходов
(рис. 100, А), совочки (рис. 2.100, Б),специаль-
102
Глава 2. Инструмент для изготовления ювелирных изделий
Рис. 2.98. Модификация стола (верстака)
Рис. 2.99. А — бинокулярные очки; Б — лупы
ная белая бумага в виде листов (рис. 2.100, В)
размерами 400х 300,500 х 300,450 х 550 мм для
сортировки (отбора) вставок (камней). Следу-
ет подчеркнуть, что во время выполнения рабо-
ты на верстаке ювелира должно находиться
только то, что необходимо. Ювелир должен
помнить о том, чтобы инструмент был всегда
годным к работе (не портился, не выходил из
строя), чтобы выдерживался срок службы ин-
струмента и своевременно производилась его
заточка и правка. Ювелир обязан постоянно
следить за сбором отходов драгоценных метал-
лов. Практика труда ювелиров показывает, что
есть четыре основных условия обеспечения наи-
более полного сбора отходов драгоценных ме-
таллов, четыре главных слагаемых уменьшения
их потерь: это чистота на рабочем месте, акку-
ратность в работе исполнителя, добросовест-
ность самого исполнителя и, наконец, скрупу-
лезный учет. Сбор отходов производится юве-
лиром по мере необходимости после выполне-
ния каждой отдельной операции и обязательно
перед уходом с рабочего места (обед, другая
необходимость), а также после завершения всех
работ, в конце рабочего дня. Порядок сбора та-
кой: произведя обметание монтируемых изде-
лий или деталей и убрав их в специальный ме-
таллический ящик, называемый чаще гофтом,
рабочий обметает примененный в работе инст-
румент (особенно же тщательно — напильни-
ки и надфили); затем сметаются в поддон опил-
ки со столешницы, обметаются руки и одежда.
Обметание инструмента, рук и одежды должно
производиться жесткой щеткой; сметание опи-
лок со столешницы и обметание поддона —
мягкой щеткой или кистью. С помощью этой
щетки-кисти и специального совочка отходы
с поддона собирают затем в специальную же
с плотно закрывающейся крышкой баночку,
именуемую в обиходе биксой (рис. 2.100,/).
Щетки и совочки всегда находятся под руками
ювелира: щетки — у правой боковой стенки под-
Глава 2. Инструмент для изготовления ювелирных изделий
103
Рис. 2.100. Вспомогательный инструмент ювелира: А — щетки; Б — совочки для сбора отходов; В — листы бумаги для
камней-вставок; Г — бикса; Д — ящичек-гофт
дона, совочки — в противоположной от рабо-
чего части. Баночка-бикса с отходами хранит-
ся в ящике-гофте (рис. 2.100, Д).
Примечание. Практика работы отделов кад-
ров ювелирных предприятий показывает, что
очень многие молодые люди, однажды пожелав-
шие научиться ювелирному делу, то есть стать
ювелирами, нередко исходят при этом из оши-
бочного представления, что быть ювелиром —
значит (главным образом) получить возмож-
ность иметь дело с дорогостоящими материа-
лами (золотом, серебром, алмазами, изумруда-
ми), а в результате всегда пребывать при боль-
ших деньгах. Разумеется, таким «ювелирам»
в той или иной момент приходиться признать
свою несостоятельность и расстаться с ювелир-
ным делом. И только те из начинающих, для кого
труд ювелира — особое терпение, особая вни-
мательность, особая усидчивость в работе, а глав-
ное — особая личная ответственность, как за
сделанную отдельную (конкретную) работу, так
и за престиж самой профессии в целом (главные
слагаемые которого—честность и порядочность),
и становятся в итоге настоящими ювелирами
Контрольные вопросы
1. Состояние дел с изготовлением ювелир-
ного инструмента в нашей стране.
2. Основные западные фирмы-изготовите-
ли и фирмы-продавцы ювелирного инст-
румента.
3. Инструмент для плавки металла и по-
лучения отливок.
4. Разновидности глиняных и графитовых
тиглей.
5. Отличия глиняных и графитовых тиглей.
104
Глава 2. Инструмент для изготовления ювелирных изделий
6. Вспомогательный инструмент, необхо-
димый при проведении плавки металла.
7. Виды изложниц, применяемых при плав-
ке металла.
8. Инструмент для волочения.
9. Виды волочильных досок.
10. Профили и размеры отверстий волочиль-
ных досок.
11. Виды профилей фильеров.
12. Виды профилей заготовок, получаемых
волочением.
13. Инструмент для разметки.
14. Виды и назначение чертилок.
15. Виды и назначение циркулей.
16. Виды и назначение кернеров.
17. Виды и назначение угольников.
18. Назначение разметочной пииты в юве-
лирном деле.
19. Мерительный инструмент.
20. Виды измерительных линеек.
21. Разновидности и назначение штанген-
циркулей.
22. Разновидности и назначение микро-
метров.
23. Виды и назначение кронциркулей, кольце-
меров и браслетомеров.
24. Гибочный инструмент.
25. Разновидности и назначение щипцов.
26. Назначение оправок и ригелей.
27. Виды ручных тисочков для гибки.
28. Виды «анок» с пуансонами; их назначение.
29. Вспомогательные гибочные средства:
стальные стержни, вставные и опорные
плиты.
30. Инструмент для правки.
31. Разновидности правочных молотков
32. Виды наковален-шпераков и правочных
плит-флакейзенов.
33. Инструмент для пайки.
34. Разновидности ювелирных паяльных го-
релок.
35. Огнеупорные приспособления при прове-
дении пайки.
36. Приспособления для пайки — «третья
рука».
37. Вспомогательный инструмент для
пайки.
38. Инструмент для отбеливания.
39. Режущий инструмент.
40. Разновидности и назначение ювелирных
напильников.
41. Разновидности и назначение надфилей.
42. Надфили, применяемые ювелирами по-
стоянно
43. Разновидности и назначение рифелей.
44. Разновидности и назначение ювелирных
фрез.
45. Устройство лобзика для выпиливания.
46. Назначение ювелирного лобзика (лобзик-
штейна).
47. Виды ювелирных сверл.
48. Назначение сверл в ювелирном деле
49. Разновидности патронов для крепления
сверл.
50 Виды и назначение ювелирных дрелей.
51. Виды шаберов.
52. Назначение шабера.
53. Порядок заточки шабера.
54. Чеканы и их назначение.
55. Виды чеканов.
56. Молотки для чеканки.
57. Штихели и их назначение
58. Виды штихелей.
59. Изготовление штихелей.
60. Особенности заточки штихелей.
61. Назначение кусачек и ножниц в ювелир-
ном деле.
62. Инструмент для шлифования, полирова-
ния, матирования и крацевания.
63. Виды шлифовальных средств.
64. Виды полировальных средств.
65. Виды полировников (стальных, гемати-
товых).
66. Разновидности чеканов для матирования.
67. Инструмент для закрепки вставок.
68. Виды закрепочных штихелей
69. Инструмент для обжимки и закатки
металла.
70. Инструмент для фиксации изделий при
закрепке.
71. Виды измерителей ювелирных камней.
72. Виды и назначение пинцетов при закрепке
73. Разновидности ювелирных весов.
74. Правила эксплуатации весов.
Глава 2. Инструмент для изготовления ювелирных изделий
105
75. Допустимые погрешности при взвешива-
нии драгоценных металлов и камней.
76. Средства малой механизации, инстру-
мент общего назначения.
77. Ручные вальцы; их назначение
78. Возможные профили проката.
79. Устройство расширения и обжатия колец.
80. Приспособления для гравирования.
81. Виды и назначение шрабкугелей
82. Ручные электрогравировалъные приборы.
83. Разновидности ювелирных молоточков.
84. Приспособления для вырубки отверстий.
85. Рабочее место ювелира — верстак.
86. Виды ювелирных верстаков.
87. Оснащение рабочего места ювелира.
88. Виды стульев-кресел для ювелира.
89. Требования к рабочему месту ювелира.
90. Роль правильной организации рабочего
места ювелира в повышении производи-
тельности и качества его труда.
Операции процессов изготовления
ювелирных изделий
3.1. Плавка металла и получение отливок
3.2. Волочение
3.3. Прокатка и вальцовка
3.4. Штамповка
3.5. Термическая обработка
3.6. Разметка
3.7. Гибка и правка
3.8. Пайка
3.9. Опиливание
3.10. Выпиливание лобзиком
3.11. Сверление
3.12. Шабрение
3.13. Штифтование, клепка, резьбовые соединения
3.14. Отбеливание
3.15. Шлифование и полирование
3.16. Ультразвуковая очистка
В.П.Новиков
Книга
начинающего
ювелира
3.17. Матирование и крацевание
3.18. Чеканка
3.19. Гравирование
3.20. Эмалирование
3.21. Чернение
3.22. Оксидирование
3.23. Гальванические покрытия
3.24. Гальванопластика
3.25. Насечка (тауширование)
3.26. Наводка (огневое золочение)
3.27. Травление
3.28. Гранулирование
3.29. Ковка
3.30. Склеивание
3.31. Закрепка вставок
3.32. Техника филиграни
108
Глава 3 Операции процессов изготовления ювелирных изделий
Яйр режде чем ювелирные изделия будут
II выглядеть такими, какими мы их при-
ly выкли видеть на прилавках магазинов,
ювелиру необходимо выполнить ряд очень спе-
цифичных, характерных именно для ювелирно-
го производства, подготовительных, монтиро-
вочных, отделочных операций, операций по де-
коративной обработке и закреплению вставок
(камней). К ним относятся: плавка металла
и получение отливок, волочение, прокатка
и вальцовка, штамповка, термическая обработ-
ка, разметка, гибка и правка, пайка, опиливание,
выпиливание лобзиком, шабрение, сверление,
штифтование, отбеливание и отжиг, шлифова-
ние и полирование, ультразвуковая очистка,
матирование и крацевание, чеканка и гравиро-
вание, эмалирование и чернение, травление, ок-
сидирование, золочение, серебрение, родирова-
ние, гальванопластика и закрепка вставок. Зна-
чительно реже, точнее исключительно, что на-
зывается, в случае специально заданной их не-
обходимости, выполняются еще и операции на-
сечки (тауширования), наводки (огневого золо-
чения), гранулирования, ковки, клепки, нарез-
ки резьбы, склеивания. Особое место в ювелир-
ном производстве занимает способ изготовле-
ния ювелирных изделий техникой филиграни.
3.1. Плавка металла и получение отливок
Выплавление отливок является одной из
заготовительных операций ювелирного произ-
водства. Отливки получают как обычной тради-
ционной плавкой, так и методом литья по вып-
лавляемым моделям, когда результатом выпол-
ненной операции являются не просто слитки,
а сложные фасонные тонкостенные отливки —
заготовки, по виду и размерам очень близкие
к готовым ювелирным изделиям и их деталям
Шихта. Все металлы для плавки называют
шихтой. Шихту принято разделять на чистую
и загрязненную. К чистой шихте относятся чис-
тые металлы, а также незагрязненные другими
примесями возвратные отходы от переработки
этих металлов: литники, высечка, стружка, об-
резки. Загрязненную шихту составляют отходы
(опилки), собранные ювелирами, и отходы юве-
лирного производства с примесями, отрицатель-
но влияющими на состав и свойства драгоцен-
ных металлов. Чистая шихта идет в плавку без
какой-либо обработки. Опилки, собранные юве-
лирами, подвергаются предварительной очист-
ке. Очистка заключается в том, что из собран-
ных опилок сначала магнитом удаляют частицы
металлов, затем, чтобы сжечь примеси, опилки
прокаливают в муфельных печах, после чего их
переплавляют. Шихту с вредными примесями
переплавляют и отправляют на заводы вторич-
ной переработки.
Оборудование*. В ювелирной промышлен-
ности для плавки металлов применяют специ-
альные печи: пламенные (на газе или угле), элек-
трические с металлическими нагревателями
(контактные печи сопротивления) и индуктив-
ные высокочастотные. Наибольшее распростра-
нение получили контактные электрические печи
сопротивления. Они просты в эксплуатации;
благодаря их использованию обеспечивается
равномерный нагрев металла, сокращение вре-
мени плавки, недопущение загрязнения распла-
ва. В такие печи можно помещать тигель с мас-
сой расплавляемого металла до 8 кг.
Технологические смазки. Назначение техно-
логических смазок однозначно — создать усло-
вия для получения качественного слитка’ без
раковин, плен, трещин, наплывов. В качестве
технологических смазок используют масла льня-
ные, конопляные, подсолнечные, веретенные,
машинные, а также пчелиный воск, олифу нату-
ральную и водно-меловую, как для побелки,
эмульсию. Масла и пчелиный воск применяют
при получении слитков из золота и серебра,
а также припоев: смазку наносят тонким слоем
на подогретую до 100 °C рабочую поверхность
изложницы. Водно-меловую эмульсию применя-
ют при получении отливок из металлов и спла-
вов с высокой температурой плавления (золо-
та, платины, палладия): тонким и ровным сло-
ем эмульсию наносят на рабочую поверхность
изложницы, подогретой до 200 °C.
Загрузка и расплавка шихты. Шихту загру-
жают в тигель в строго определенной очередно-
сти, что обуславливается составом получаемых
металлов и их сплавов (табл. З.1.).
* Инструмент для плавки металла и получения отливок под-
робно рассмотрен в гл. 2
Глава 3. Операции процессов изготовления ювелирных изделий
109
Таблица 3.1
Порядок загрузки и расплавки шихты для получения отливок и припоев
Отливки и припои Порядок загрузки шихты Температура нагрева тигля, °C Порядок расплавки шихты
Отливки из золота Отливки из серебра Отливки из платины Отливки из палладия Шихта загружается одно- временно: большие куски, мелкие, отходы в виде не- больших слитков 1200 -1280 1100-1150 1900 2000 1700- 1750 Шихта плавится одно- временно: большие кус- ки, мелкие, отходы в виде небольших слит- ков
Отливки золото-серебряные Сначала серебро, потом золото Для сплавов с содержани- ем Ag: 30 % (1200- 1250) 40 % (1190- 1250) 80% (1160-1240) Одновременно или сна- чала более крупные куски с добавлением затем мелких
Отливки золото-серебряно- медные Сначала золото, затем серебро (в расплав золо- та) и медь (в расплав зо- лото-серебро) Для сплавов пробы: 958-й (1180- 1240) 750-й (1180- 1200) 585-й (1070-1190) 500-й (1060-1170) 375-й (1110- 1230) Золото —серебро — медь
Отливки золото-медные Сначала золото, затем медь (в расплав золота) Для сплавов с содержани- ем Си: 2 %(1180-1240) 8,4 % (1170-1230) 42,7 % (1150- 1230) Золото — медь
Отливки из белого золота Сначала золото, затем се- ребро, потом медь (в рас- плав золото-серебро), за- тем платина (в расплав золото-серебро-медь) 1120 (до загрузки плати- ны), 1230 - 1300 (после введения платины) Золото — серебро — медь — платина
Отливки серебряно-медные Сначала серебро, затем медь (в расплав серебра) Для сплавов пробы: 916-й (1090-1140) 875-й (1090- 1140) 800-й (1080-1130) 750-й (1080- 1130) Серебро — медь
Припои с цинком Сначала золото, затем серебро (в расплав золо- та), медь (в расплав золо- то-серебро) и подогретый до 150 °C цинк (в расплав золото-серебро-медь) Для припоев пробы: 585-й (950-1000) 500-й (890-950) 875-й (920 - 990) Золото —серебро — медь — цинк
Припои с кадмием Сначала золото, затем серебро (в расплав золо- та). медь (в расплав золо- то-серебро) и подогретый до 150 °C кадмий (в рас- плав золото-серебро- медь) Для припоев пробы: 750-й (910 - 970) 585-й (870 - 990) 500-й (880 - 950) Золото — серебро — медь — кадмий
Припои с цинком и кадмием Сначала золото, затем серебро (в расплав золота), медь (в расплав золото- серебро), цинк (в расплав золото-серебро-медь), кадмий (в расплав золото- серебро-медь-цинк) Для припоев пробы: 750-й (950- 1050) 585-й (900-950) 500-й (900 - 950) Золото — серебро — медь — цинк — кадмий
Примечание Порядок загрузки и расплавки шихты для получения серебряно-медных припоев такой же. как и при изготовлении отливок серебряных сплавов.
по
Глава 3. Операции процессов изготовления ювелирных изделий
Флюсы и раскислители. Для предохранения
драгоценных металлов и сплавов (в процессе их
плавки) от всевозможных загрязнений и приме-
сей, а также для повышения качества отливок
используют различные флюсы (древесный уголь,
буру, борную кислоту, борный ангидрид, хло-
ристый кальций, хлористый барий, фтористый
барий, фтористый натрий) и раскислители (цинк,
фосфористую медь, марганцевокислый калий).
Флюсы могут служить для зашиты от насыще-
ния сплава газами из окружающей среды. Важ-
нейшим из всех флюсов, применяемых при плав-
ке драгоценных металлов и их сплавов, являет-
ся бура. Образуя (при охлаждении) на стенках
тигля глазурь, бура защищает расплав от про-
никновения кислорода, растворяет оксиды ме-
таллов, отшлаковывает их. В расплав буру вно-
сят, тщательно перемешав ее (перед загрузкой
в тигель) с шихтой в соотношении 1:100, то есть
одна часть буры на 100 частей шихты. Другим
основным флюсом является поташ или его смесь
с бурой (в соотношении 1:1). Поташ обычно
применяют при восстановительных (его смесь
с бурой — при очистительных) плавках всех дра-
гоценных металлов и сплавов и вводят в шихту
порциями. Флюсы делятся на восстановитель-
ные (бура, карбонат натрия Na2CO3, поташ)
и окислительные (калийная селитра KNO3, на-
триевая селитра NaNO3, смесь поташа с бурой
в соотношении 1:1) Часто для снижения темпе-
ратуры плавления флюсов применяют флюсую-
щие смеси: буру с карбонатом натрия, поташ
с бурой и карбонатом натрия.
На предприятиях ювелирной промышленно-
сти самым распространенным металлом для из-
готовления ювелирных изделий является сплав
золота ЗлСрМ585 - 80. Плавку его производят
из одних «свежих» (новых) металлов или вто-
ричных сплавов с добавкой «свежих». Загрузка
и расплавка шихты из «свежих» металлов ведут-
ся в следующей последовательности: в хорошо
разогретый тигель загружают золото, плавят его,
затем в расплав засыпают буру (3 - 5 % от мас-
сы шихты), потом загружают серебро и медь,
повышают температуру расплава до 1000 -
1100 °C, вводят в него раскислитель (цинк)
в количестве 0,06 % от массы сплава. После вво-
да раскислителя расплав выдерживают 3-5 мин,
тщательно перемешивают, снимают (удаляют)
шлак. Если в шихте предусмотрены лигатура
(медь — серебро) и вторичные сплавы, то сна-
чала загружают чистое золото, затем вторичные
сплавы, а лигатуру — в конце плавки. При плав-
ке серебра, серебряных сплавов, золота и золо-
тых сплавов, не содержащих платины и никеля,
в качестве флюса используют древесный уголь
или карбонат натрия.
Процесс плавки. Непременные условия ка-
чественной плавки — исправность плавильной
системы и соблюдение режима плавки. Тигель
(новый и бывший в эксплуатации) до начала
плавки тщательно осматривают, затем прогре-
вают (прокаливают) до 1000 °C. Одновременно
готовят и изложницы: прогревают до 100 °C, на-
тирают технологической смазкой. Перед загруз-
кой шихты внутренние стенки тигля обрабаты-
вают (покрывают) бурой, чтобы предотвратить
загрязнение расплава. Затем загружают шихту.
Когда шихта расплавится, в нее добавляют буру,
а расплав тщательно перемешивают и удаляют
из него шлак. Перемешивание производят спе-
циальной мешалкой из графита или кварца Пе-
ред самой разливкой расплава в изложницы
в него (при необходимости) вводят раскислитель,
еще раз тщательно перемешивают и снимают
шлак. После полного остывания, затвердевания
и выдержки слиток извлекают из изложницы.
В ювелирном производстве выполняют
плавку чистых металлов (золота, серебра);
сплавленных чистых металлов (серебро — медь,
золото — медь — серебро); других многоком-
понентных сплавов, а также переплав сплавов
и плавку платины. Процесс переплавки сплавов
подразделяется на восстановительную (рафини-
рующую), очистительную (окислительную)
плавки и плавку опилок.
Восстановительная плавка — один из спо-
собов ликвидации дефектов в сплавах, когда их
причиной является насыщение сплава кислоро-
дом или другими газами, образующими с метал-
лами химические соединения, например, закись
меди (Си2О) или оксид кадмия (CdO). Восста-
новительная плавка ведется тремя способами:
расплавление загрязненного металла под слоем
смешанных флюсов; с присадкой кадмия (добав-
ка около 0,5 % его обеспечивает вывод из рас-
плава большего количества оксидов); с введени-
ем 1 % фосфористой меди, которая является
Глава 3. Операции процессов изготовления ювелирных изделий
111
сильнодействующим восстановителем. При
плавке с добавками кадмия необходимо выдер-
жать расплав, чтобы обеспечить полное выде-
ление паров оксида кадмия и остатков чистого
кадмия. При плавке с добавкой фосфористой
меди вводить ее в расплав нужно очень осторож-
но (небольшими дозами) и при этом добиваться
полного удаления фосфора из расплава, так как
оставшийся в расплаве фосфор в количестве,
например, всего 0,001 % может обусловить
дефект сплава.
Плавка очистительная производится
именно в том случае, если причиной дефекта
сплава является присутствие в нем неблагород-
ных металлов (свинца, олова, цинка, алюминия),
которые необходимо окислить и вывести в шлак
Плавку ведут с применением окисляющих флю-
сов. Нередко очистительную плавку проводят
в два приема, так как одной плавки недостаточ-
но для получения качественного слитка. При-
чем вторичную плавку производят обязательно
в новом тигле и с добавлением небольших ко-
личеств меди и серебра — для компенсации по-
терь этих металлов при первой плавке.
Плавку опилок ведут либо с использовани-
ем флюсующих смесей, если опилки загрязне-
ны незначительно, либо, если в них есть вред-
ные примеси, проводят сначала очистительную,
а затем восстановительную плавку.
Плавку платины производят с применени-
ем индукционных печей в тиглях из обожжен-
ной извести (СаО). Обусловлено это тем, что
для плавки платины требуются высокие темпе-
ратуры, вследствие чего углерод, находящийся
в расплаве, при затвердевании выделяется, яв-
ляясь причиной появления пор. Флюсы при плав-
ке платины обычно не применяются. Разливку
расплава в изложницы также не производят, ос-
тывание и затвердевание происходят непосред-
ственно в тигле, после чего металл извлекают
из тигля и подвергают деформации с получени-
ем требуемых форм и размеров.
Сохранность драгоценных металлов при
плавке. При плавке драгоценных металлов
и сплавов возможны их безвозвратные потери,
которые зависят от степени соблюдения всех
условий плавки. Потери при плавке бывают двух
видов: частично уносимые со шлаком и метал-
лургический угар за счет летучести металлов.
Потери, уносимые со шлаком, можно значитель-
но уменьшить путем его (шлака) обработки: за-
стывший и отделенный с отливок и стенок тиг-
ля шлак крошат молотком и отбирают затем (ви-
зуально) частицы драгоценных металлов, при-
чем масса собранных отходов золота и серебра
полностью зависит от тщательности работы
ювелира-литейщика. Потери от металлургичес-
кого угара также можно сократить или, по край-
ней мере, не допускать излишних. Известно, что
потери золота от угара значительно возрастают
в связи с быстрым сильным нагревом, особенно
при плавлении металлов с резко различающей-
ся температурой плавления, вследствие чего
требуются специальные режимы плавки. Как
показывает практика, потерь можно избежать,
если в расплав ввести промежуточные компо-
ненты — лигатуры, которые позволяют урав-
нять, усреднить разность температур плавления
и устранить перегревы. Металлы с высокой тем-
пературой плавления (перед вводом их в основ-
ной сплав) предварительно сплавляют с метал-
лами, имеющими более низкую температуру
плавления, и наоборот (например, палладий
сплавляют с серебром, цинк — с серебром
и медью). Применение лигатур улучшает и тех-
нологические свойства получаемых отливок.
Виды дефектов при литье в изложницы. Ос-
новные дефекты отливок — пористость, рако-
вины, сыпь, рыхлость. Они образуются при кри-
сталлизации за счет остатков выделяемых газов.
Причины появления такого вида брака — нека-
чественная прокалка литейных форм (тигля, из-
ложницы), использование загазованной шихты,
завышенная температура заливаемого в излож-
ницы расплава. Часто встречаются в отливках
и такие дефекты, например, как трещины, несли-
тины, шлаковые включения, ликвационная не-
пробность. Трещины образуются в результате
резкого охлаждения отливок, при выбивке их
и очистке. Неслитины вызываются недостаточ-
ной прокалкой изложницы, заливкой ее охлаж-
денным расплавом, низкой текучестью сплава,
нарушением температурного режима, недоста-
точным количеством массы шихты. Ликвацион-
ная непробность появляется как результат не-
качественного перемешивания расплава перед
заливкой, неправильного расчета составляющих
шихты. Грубое нарушение режима плавки (от-
112
Глава 3. Операции процессов изготовления ювелирных изделий
каз от применения флюсов, многократный пе-
реплав металла, использование некачественной
технологической смазки) порождает, например,
такой дефект, как присутствие шлаковых вклю-
чений в отливках. Предупредить появление в от-
ливках рассмотренных дефектов возможно толь-
ко при строжайшем соблюдении требований,
предъявляемых к режиму плавки. Способ уст-
ранения дефектов тоже один: проведение восста-
новительной и очистительной плавок.
Метод литья по выплавляемым моделям.
Заготовки для ювелирных изделий и их деталей
можно получать также методом литья по вып-
лавляемым моделям Метод этот известен юве-
лирам с давних пор. Метод является безуслов-
но прогрессивным, так как его применение зна-
чительно повышает производительность труда,
расширяет ассортимент изделий, сокращает по-
тери драгоценных металлов. Заготовки ювелир-
ных изделий и их деталей, получаемые методом
литья по выплавляемым моделям, отливают из
золотых, платиновых, серебряных сплавов, на-
зываемых литейными: это большинство золотых
сплавов 750-й пробы, золотые сплавы 583-й
и 585-й проб, содержащие никель и цинк, сереб-
ро и медь, платиновые сплавы 950-й пробы, се-
ребряные сплавы 916-й и 875-й проб. При литье
по выплавляемым моделям формы заливают рас-
плавленным металлом двумя способами: цент-
робежным и вакуумного всасывания Принуди-
тельное заполнение литьевых форм при цент-
робежном способе происходит под действием
центробежных сил вращающейся печи. Сущ-
ность способа вакуумного всасывания заключа-
ется в удалении (выкачивании) воздуха из лить-
евой формы во время заливки; давление
в форме понижается до 0,75 - 2,25 Па против
атмосферного, создавая таким образом избыточ-
ное давление жидкого металла на стенки фор-
мы. В процессе получения заготовок ювелирных
изделий и их деталей методом литья по выплав-
ляемым моделям предусматривается обязатель-
ное использование следующих основных мате-
риалов: формовочной массы, модельного воска
и специальных сортов сырой резины.
Формовочная масса предназначена для
формования — изготовления литьевых форм;
компонентами для приготовления формовочной
массы являются: динас — огнеупорный матери-
ал, изготовленный из промышленных кварцитов
с добавлением минерализующих и клеящих ве-
ществ, высокопрочный гипс марок Г-10,12,20,
22 и затворитель — смесь соляной и ортофос-
форной кислот (2-4 мл/л) с дистиллированной
водой Кварциты представляют собой природное
соединение из окислов кремния SiO2, алюминия
Л12О3 и железа Fe2O3. В качестве минерализую-
щих добавок используют окислы кальция и же-
леза, а клеящей добавкой служит сульфатно-
спиртовая барда. Указанные добавки вводятся
в динас в виде известково-железистой смеси. Про-
цесс приготовления формовочной массы состо-
ит в тщательном перемешивании вручную (ме-
ханизированно) порошкообразной смеси дина-
са (80 %) и гипса (20 %) с затворителем (0,32 л
на 1 кг сухих компонентов) и в предваритель-
ном вакуумировании перемешанной массы для
удаления газообразных примесей. После этого
формовочную массу можно заливать в опоки.
Модельный воск служит для изготовления
выплавляемых моделей. В состав модельного
воска входят следующие компоненты: нефтяной
микрокристаллический парафин, шеллачный
воск (природная смола) и сополимер этилена
с винилацетатом. Для придания модельному7 вос-
ку определенного цвета используют жирора-
створимый краситель. Модельный воск приго-
товляют в варочном котле: сначала в котел заг-
ружают парафин и расплавляют его при темпе-
ратуре 80 °C. В расплав парафина добавляют
шеллачный воск, расплавляют, тщательно пере-
мешивая расплав, а затем загружают сополимер
этилена с винилацетатом. Количественные объе-
мы компонентов рассчитываются в соответствии
с требованиями технологического процесса.
Хорошо расплавленную смесь снова тщательно
перемешивают, после чего вводят краситель. За-
литый в изложницы модельный воск охлажда-
ют в естественных условиях.
Сырая резина служит материалом для из-
готовления резиновых пресс-форм. В процессе
приготовления сырой резины последовательно
смешиваются (в расчетных объемах) следующие
компоненты: синтетический нитринный каучук
СНК- 40, синтетический изопропеновый каучук
СКИ - 3, пластификатор — дибутилсебацинат,
вводимый с целью улучшения пластических
свойств резины, вулканизирующий агент — пе-
Глава 3. Операции процессов изготовления ювелирных изделий
ИЗ
роксимон, наполнитель — аэросил (белая сажа)
и краситель. Для уменьшения неприятных запа-
хов в резину добавляют одорант. Компоненты
смешиваются в резиносмесителе — металличес-
ком барабане вместимостью около 50 л. Тща-
тельность перемешивания обеспечивается с по-
мощью шнека, вращающегося внутри барабана
вокруг его горизонтальной оси. Процесс смеши-
вания занимает не более 10 мин, после чего сы-
рая резина (в виде бесформенной массы) посту-
пает на вальцы, где ей придается определенная
плоская форма — форма больших листов. По-
вторной обработкой на вальцах-каландрах доби-
ваются получения листов заданных размеров:
толщины, ширины, длины.
Технологический процесс литья по выплав-
ляемым моделям. Заготовки ювелирных изделий
и их деталей получают методом литья по вып-
лавляемым моделям в следующей последова-
тельности: эталон модели, резиновая пресс-фор-
ма, восковая модель, литьевая форма, отливка.
Схема процесса приведена на рисунке 3.1.
Эталоном модели (поз. 1) называют ори-
гинал — образец будущей отливки; к нему
предъявляются следующие требования: матери-
ал для изготовления эталона не должен менять
свои свойства, разрушаться в процессе вулкани-
зации резиновых пресс-форм, химически взаи-
Рис. 3.1. Схема технологического процесса литья по выплав-
ляемым моделям
модействовать с резиной; параметр шерохова-
тости поверхности эталона должен быть не
меньше требуемого для получаемых по нему
отливок; раковины, царапины, вмятины на его
поверхности недопустимы; размеры эталона
должны превышать размеры готовой модели на
5 - 6 % с учетом общей усадки металла при зат-
вердении отливок и припуска на механическую
обработку. На предприятиях ювелирной про-
мышленности для изготовления эталона обыч-
но используют золото 585-й пробы, причем по-
верхность его, для нейтрализации действия азот-
ной кислоты, выделяемой в процессе вулкани-
зации, покрывают родием.
Резиновая пресс-форма предназначена для
получения восковых моделей отливок. Пресс-
формы изготовляют как из импортных, так и из
отечественных сортов резины. Различают раз-
резные и разъемные пресс-формы. Процесс из-
готовления разъемных пресс-форм включает
в себя следующие этапы:
опоку (основанием) устанавливают на глад-
кую опорную поверхность и заполняют пласти-
лином, в пластилин вдавливают (до половины)
эталон модели (поз. 2);
на первую опоку устанавливают вторую
и заливают их водно-гипсовым раствором, а ког-
да гипс затвердеет, опоки переворачивают, пла-
стилин удаляют, а освободившееся пространство
опоки заполняют небольшими кусочками сырой
резины (поз. 3); эталон остается (наполовину)
в гипсе, в котором делаются углубления для воз-
можности получения (в дальнейшем) выступов
резиновой формы;
опоки устанавливают на вулканизационный
пресс, на котором в течение 45 - 60 мин при
температуре 150 - 160 °C производят вулкани-
зацию кусочков резины (поз. 4);
после вулканизации гипс разбивают и уда-
ляют из опоки, эталон извлекают и тщательно
очищают, резиновую пресс-форму тоже очища-
ют, посыпают тальком и снова укладывают в нее
эталон; затем опоку устанавливают так, чтобы
готовая резиновая пресс-форма находилась вни-
зу (поз. 5), а пространство, занятое до этого гип-
сом, заполняют кусочками сырой резины;
опоки вновь устанавливают на вулканизаци-
онный пресс для вулканизации резины второй
части пресс-формы, после этого эталон отделя-
8 Зак. 3896
114
Глава 3. Операции процессов изготовления ювелирных изделий
ют от резиновой пресс-формы и прорезают в ней
литниковый канал (поз. 7).
Процесс изготовления разрезных пресс-
форм значительно проще и короче: эталон мо-
дели помещают между двумя резиновыми плас-
тинами соответствующей толщины, затем про-
изводят их вулканизацию под прессом, во вре-
мя которой эталон вдавливается в разогретую,
размягченную резиновую массу; для отделения
эталона пресс-форму необходимо разрезать, что
является основным недостатком этого метода.
Восковую модель получают путем заливки
резиновых пресс-форм воском в инжекционной
установке (поз. 8). Перед запрессовкой пресс-
форму тщательно очищают и смазывают эвка-
липтовым маслом или водно-глицериновым ра-
створом. Запрессовку модельного состава (вос-
ка) в пресс-форму производят при температуре
60 - 85 °C и давлении 2-15 Па. После запрес-
совки пресс-форму в течение 1-1,5 мин охлаж-
дают в холодильнике. Готовые модели напаива-
ют (в виде елочки) вокруг воскового стояка.
«Елки» из воска ставят на резиновое основание.
Сборный модельный блок обезжиривают в спир-
те или четыреххлористом углероде и просуши-
вают в естественных условиях. Для обезжири-
вания можно использовать и мыльный раствор,
промыв затем блок в холодной воде и обсушив
его (опять же в естественных условиях).
Литьевые формы изготовляют из огне-
упорной формовочной смеси на вибровакуум-
ной установке (поз. 9). Операцию выполняют
в таком порядке: раствор из формовочной сме-
си и дистиллированной воды (0,3 - 0,4 л на 1 кг
смеси) тщательно перемешивают, затем (для уда-
ления воздуха) вакуумируют в течение 2-3 мин
при давлении не более 0,075 Па; одновременно
в металлические опоки устанавливают модель-
ные блоки, опоки затем помещают в установку,
заливают формовочной смесью и вакуумируют
2-3 мин при давлении не выше 0,075 Па; через
40 - 60 мин, когда формовочная смесь затверде-
ет, с опок снимают резиновые уплотнители,
а формовочную смесь подрезают на торцах ли-
тьевой формы; поместив затем литьевую фор-
му в сушильный шкаф и выдержав ее там в тече-
ние 1 - 3 ч при температуре 90 - 100 °C, вып-
лавляют модельный состав; после выплавления
модельного состава литьевые формы прокали-
вают в прокалочных печах (поз. 10) по опреде-
ленным режимам: или нагрев от 20 до 150 °C
в течение 0,5 ч, выдержка при температуре 150 °C
в продолжение 3 ч, или нагрев от 300 до 700 °C
в течение 3 ч, выдержка при температуре 750 °C
в течение 3 ч.
Технология плавки сплавов для литья по вып-
лавляемым моделям. В качестве шихтовых ма-
териалов для такой плавки используют чистые
металлы, «промежуточные» сплавы — лигату-
ры и оборотный металл (отходы в виде слитков,
полуфабрикатов); соотношение перечисленных
компонентов шихты устанавливают в зависимо-
сти от специфики переработки металлов на кон-
кретном предприятии. Применение опилок
и стружки (отходов, образовавшихся при выпол-
нении монтировочных операций) не допускает-
ся. Флюсами и раскислителями при плавках для
точного литья служат цинк и фосфористая медь,
а также проплавленная при температуре 600 -
650 °C борная кислота. Плавка ведется в тиглях
и печах, применяемых при обычной плавке. На
предприятиях ювелирной промышленности для
литья по выплавляемым моделям применяют
сплавы серебра марок СрМ916 и СрМ875
и сплавы золота марок ЗлСрМ583 - 80,
ЗлСрМ750 - 150, ЗлМНЦ - 750.
Процесс плавки сплавов серебра марок
СрМ916 и СрМ875 идет в следующем порядке:
дно тигля посыпают слоем прокаленного дре-
весного угля толщиной 5-10 мм, тигель про-
гревают до температуры 950 °C, затем в него
загружают серебро и медь и доводят нагрев до
температуры 1000 - 1050 °C, в полученный рас-
плав добавляют фосфористую медь (0,1 % от
массы шихты), через 2-3 мин после этого из
расплава удаляют шлак, расплав тщательно пе-
ремешивают.
Процесс плавки золотых сплавов марок
ЗлСрМ583 - 80 и ЗлСрМ750 - 150 происхо-
дит под слоем плавленой борной кислоты в та-
кой очередности: в прогретой до 1000 °C тигель
загружают шихту (чистые металлы, отходы, ком-
поненты лигатуры), температуру нагрева повы-
шают до 1100 °C, в полученный расплав вводят
раскислитель или фосфористую медь (соответ-
ственно 0,1 и 0,05 % от массы шихты), 2-3 мин
расплав выдерживается, затем из него удаляют
шлак, расплав тщательно перемешивают.
Глава 3 Операции процессов изготовления ювелирных изделий
115
Процесс плавки сплава марки ЗлМНЦ- 750
имеет некоторые особенности по сравнению с плав-
кой золотых сплавов марок ЗлСрМ583 - 80
иЗлСрМ750- 150. При плавке этого сплава
нельзя применять графитовый тигель, раскисли-
тель, оборотный металл, а в качестве шихты
необходимо использовать только чистое золото
и лигатуру медь — никель — цинк.
Для получения отливок прокаленные лить-
евые формы заливают расплавленным металлом
на установках для центробежного литья (поз. 11)
или установках «Вакуум-металл». Температура
заливки для сплавов СрМ875, СрМ916,
ЗлСрМ585 - 80, ЗлСр750 - 150 — 400-
580 °C, а для сплава ЗлМНЦ - 750 — 500 -
600 °C. Литьевые формы, залитые сплавами
золота и серебра, охлаждают в воде, а залитые
сплавом ЗлМНЦ — в естественных условиях.
После охлаждения отливки выбивают из литье-
вых форм, очищают от формовочной смеси
(поз. 12), а затем отбеливают.
Примечание. В таблице 3.2 приведены спла-
вы 585-й пробы, применяемые при изготовлении
изделий методом центробежного литья.
Таблица 3.2
Золотые сплавы
585-й пробы, применяемые
при изготовлении изделий
методом центробежного литья
Массовая доля компонента, %
Au Ag Си Zn Al Zr Ti Mg
58,5 6,4 25,6 8,75 0,75 — — —
58,5 31,5 9,25 — 0,75 — — —
58.5 30,3 9,0 — 2,0 — — —
58,5 31,5 9,25 — — 0,75 — —
58,5 31,5 9,25 — — — 0,75 —
58,5 29,5 9,0 — 3,о — — —
58,5 31,5 9,5 — — — — 0.5
58,5 29,5 9,0 — 3,0 — — —
Очистка и отбеливание отливок. Блоки от-
ливок очищают от остатков кремнеземисто-гип-
сового материала в течение 40 - 50 мин в 20 -
40 %-ном водном растворе плавиковой кислоты
или методом ультразвуковой очистки в продол-
жение 1,5 - 2 ч. Очистку можно произвести так-
же пескоструйным методом: отливки, удержи-
вая руками, вводят в камеру (металлический
цилиндр), куда под давлением подается воздуш-
ная смесь с очень мелкими, как песчинки, час-
тицами из латуни. Наблюдение за процессом
очистки ведется визуально через стекло в верх-
ней части камеры. После операции очистки от-
ливки подвергают отбеливанию: отливки из
сплавов СрМ875 и СрМ916 — в 10 - 15 %-ном
водном растворе серной кислоты при темпера-
туре 60 - 70 °C, а отливки из сплавов ЗлСрМ585 -
80 и ЗлСр750 - 150 — в 10 %-ном водном ра-
створе соляной кислоты при той же температу-
ре. Блоки отливок после отбеливания тщатель-
но промывают и обсушивают в термостате при
температуре 120 - 150 °C
Расчет шихты при литье по выплавляемым
моделям. Массу составляющих шихты при ли-
тье по выплавляемым моделям устанавливают
в расчете на отдельный блок определенных от-
ливок деталей: кастов, верхушек, накладок, ши-
нок и т.д. Исходными данными для расчетов яв-
ляются: масса Мбпс модельного блока с резино-
вым поддоном и стержнем, определяемая каж-
дый раз путем взвешивания, масса М резиново-
го поддона, масса Мс стержня, плотность П выб-
ранного для плавки сплава, плотность Пс мо-
дельного состава, добавочная масса Мд на фор-
мование литниковой чаши. Общую массу ших-
ты, необходимую для получения блока отливок
(табл. 3.3), подсчитывают (согласно соответ-
ствующей инструкции) по формуле, где
4“ - <4+•• nj (П + Со-
держание же элементов в шихте Эш (г) опреде-
ляется по формуле, согласно которой
Э-[( Мгс-С): (100 - У}] 100, где Мг -
масса готового сплава (г); С — содержание эле-
мента в готовом сплаве (%); У — угар элемен-
та в процессе плавки и литья (%). Содержание
составляющих шихты X (г) рассчитывается, со-
ответственно, по формуле, определяющей, что
Х=[(Мгс- С):(100 -У)] 100 - в, - ...-
- Мп в J, где MjМп — принятое или рассчи-
танное количество составляющих шихты (г);
в,,..., вп — содержание элемента в определен-
ной составляющей шихты, (%). При этом угар
элементов принимается равным: для золота —
0,1 - 0,2 %; для серебра — 0,2 - 0,5 %; для
меди — 0,5 - 1,5 %; для никеля — 0,3 - 0,8 %,
для цинка — 2 - 10 %.
116
Глава 3. Операции процессов изготовления ювелирных изделий
Таблица 3.3
Примеры расчета шихты на блок отливок из сплавов золота
Марка сплава Состав, % Исходные данные Итоговые данные
Золо- то Лига- тура Мб.п.с, г Мп, г Мс, г Пс, г/см3 Пм.с., г/см3 Мд, г Мш, г Мз, г Мл, г
ЗлМНЦ-750 ЗлСр750- 150 ЗлСрМ585-80 ЗлСрПд585 - 257 75 75 58,5 25 25 41,5 160 154 170 153 139 135 140 135 8 8 7 8 14.72 15,35 13,24 14,75 1,29 70 70 50 50 218,34 200,89 286,06 164,26 169,75 150,67 166,49 54,58 50,22 119,57
Примечание. Плавку сплавов ЗлМНЦ - 750, ЗлСр750 - 150 и ЗлСрМ585 - 80 проводят согласно ГОСТ с примене- нием золота 999,9 и лигатур соответственно № 60,600,190. Плавку золота ЗлСрПд583 - 257 осуществляют со- гласно тому же ГОСТу со 100 %-ным использованием проката требуемого состава компонентов. Массу золота Мз и лигатуры Мл в шихте определяют по их процентному содержанию в сплаве
Примеры расчета шихты при обыкновенной
(индивидуальной) плавке и переплавке лома дра-
гоценных металлов.
1. Необходимо получить 30 г сплава 750-й
пробы; сколько потребуется чистого золота?
1000:750=30:Х, тжХ=(750-30):1000=22,5 г.
2. Имеется 50 г лома золота 500-й пробы;
сколько потребуется лома золота 750-й пробы,
чтобы получить сплав золота 585-й пробы?
50-[(585-500):(750-585)]=25,75 г.
3. Имеется 15 г чистого золота; сколько
граммов золота 585-й пробы можно получить?
1000:585=Х15, гдеХ=(1000-15):585=25,64 г.
4. Имеется 50 г лома золота 583-й пробы;
сколько потребуется чистого золота, чтобы по-
лучить сплав золота 750-й пробы?
50-[(750-585):(1000-750)]=33,4 г.
5. Имеется 25 г чистого золота, 5 г серебра
и 3 г меди, то есть всего 33 г; сколько частей зо-
лота будет в сплаве из указанных компонентов?
100:Х=33:25, где Х=(1000-25):33=75 7,5 7 ч.
6. Имеется 30 г лома золота 950-й пробы;
сколько потребуется лома золота 450-й пробы,
чтобы получить сплав золота 583-й пробы?
30-[(950-583):(583-450)]=82,78 г.
7. Имеется 40 г лома золота 920-й пробы;
сколько потребуется лома золота 583-й пробы,
чтобы получить сплав золота 750-й пробы?
40-[(920-750):(750-583)]=40,71 г,
8. Сколько потребуется ломз золота 585-й
и 333-й проб, чтобы получить 50 г сплава золо-
та 375-й пробы?
50-[(375-333):(585-333)]=8,33 г, то есть
8,33 г лома золота 585-й пробы и 50-8,33=41,67 г
лома золота 333-й пробы.
9. Сколько потребуется лома золота 950-й
и 585-й проб, чтобы получить 100 г сплава зо-
лота 750-й пробы?
100-[(750-583):(950-583)]=45,5 г, то есть
45,5 г лома золота 950-й пробы и 100-45,5=54,5 г
лома золота 583-й пробы.
10. Имеется 15 г золота 958-й пробы; сколь-
ко можно получить золота 750-й пробы и сколь-
ко при этом потребуется лигатуры?
Количество чистого золота в сплаве 958-й
пробы: 1000:958=15:Х,гдеХ=(958-15):1000=14,37г.
Далее вычисляем массу сплава 750-й пробы:
1000:750=Х: 14,37, гдеХ=(1000-14,37):750=19,16г,
количество же лигатуры — это разность между
количеством полученного и исходного сплавов,
то есть 19,16-15=4,16 г.
11. Сколько потребуется золота 585-й про-
бы, чтобы получить 15 г золота 375-й пробы?
Масса чистого золота в сплаве 375-й про-
бы: 1000:3 75=15:Х, где Х=(3 75-15):1000=5,62 г.
Далее вычисляем массу сплава 585-й пробы:
1000:585=Х:5,62, где Х=(1000:5,62):585=9,6 г;
количество лигатуры: 15-9,6=5,4 г.
12. Имеется 20 г золота 375-й пробы, сколь-
ко потребуется чистого золота, чтобы получить
сплав 583-й пробы?
Масса лигатуры в исходном сплаве:
1000:(1000-375)=20:Х или 1000:625=20:Х, где
Х=(625-20):1000=12,5 г. Далее определяем мас-
су сплава золота 583-й пробы: 1000:(1000-
583)=Х:12,5 или Х=(1000-12,5):417=29,97 г;
масса же чистого золота — это разность между
полученным и исходным сплавами, то есть
29,97-20=9,97 г.
13. Имеется 50 г лома золота 750-й пробы;
сколько потребуется лигатуры (серебро, медь),
чтобы получить сплав золота 585-й пробы?
Глава 3. Операции процессов изготовления ювелирных изделий
117
56)/75^-5559.’555=74.7 г (соотношение се-
ребра и меди — в зависимости от требуемого
цвета сплава).
14. Сколько потребуется чистого золота
и сплава золота 500-й пробы, чтобы получить
25 г сплава золота 750-й пробы?
Количество лигатуры: 1000:(1000-750)=25:Х
или 1000:250=25:Х, где Х=(250-25):1000=6,25 г.
Далее определяем количество сплава золота
500-й пробы: 1000:(1000-500)=Х:6,25 или
1000:500=Х:6,25, гдеХ=(1000-6,25):500=12,5 г;
количество же чистого золота: 25-12,5=12,5 г.
15. Сколько потребуется золота 375-й
и 750-й проб, чтобы получить 80 граммов спла-
ва золота 583-й пробы?
Количество сплавов золота 375-й и 750-й
проб: (750-583):Х=(750-3 75):80 или
167:Х=375:80 , где Х=(167-80):3 75=35,63 г зо-
лота 375-й пробы и (583-3 75):Х =(750-375):80
или 208:Х =375:80, где X =(208-80):375=
=44,37 г золота 750-й пробы.
16. Имеется лом золота: 10 г 900-й пробы
(условно 9 г чистого золота), 15 г 583-й пробы
(8,745 г чистого золота), 10 г 560-й пробы (5,6 г
чистого золота), 20 г 375-й пробы (7,5 г чистого
золота), то есть всего 55 г лома (30,845 г чисто-
го золота); сколько потребуется лигатуры, что-
бы получить сплав золота 500-й пробы?
Усредненная проба всего количества лома
(30,875-1000):55=560,82, а далее 55-(560,82-
500):500=6,635 г, то есть 6,635 г лигатуры, об-
щая же масса сплава 500-й пробы составит, не
учитывая потерь при плавке, 55+6,635=61,635 г.
17 Имеется 22 г золота 833-й пробы; необ-
ходимо с Хг граммами золота 583-й пробы по-
лучить X граммов золота 750-й пробы.
По соотношению определяемых известных
величин сначала вычисляем количество сплава
золота 750-й пробы: (750-583):22=(833-583):Х}
или 167:22=250:Х1, где %, = (22-250):167=32,93,
а затем (подобным же образом) вычисляем и ко-
личество сплава золота 583-й пробы, то есть
(833-750):Х=(750-583):22 или 83:Х=167:22, где
Х=(83-22):167=10,93 т.
18. Необходимо получить 40 г сплава сереб-
ра 850-й пробы; сколько потребуется чистого
серебра?
1000:950=40:Х, где Х=(950-40):1000=38 г.
19. Имеется 50 г лома серебра 800-й про-
бы; сколько потребуется лома серебра 958-й про-
бы, чтобы получить сплав серебра 875-й пробы?
50-(875-800):(958-875)=45,18 г.
20. Имеется 25 г чистого серебра; сколько
потребуется лома серебра 830-й пробы, чтобы
получить сплав серебра 916-й пробы?
25-(1000-916):(916-830)=24,42 г.
21. Сколько лома серебра 925-й и 800-й проб
потребуется, чтобы получить 50 г сплава сереб-
ра 830-й пробы?
50(830-800):(925-800)=12 г, то есть 12 г
лома серебра 925-й пробы и 38 (50 - 12) г лома
серебра 800-й пробы.
22. Имеется 70 г лома серебра 950-й про-
бы, сколько потребуется лигатуры (меди, цинка),
чтобы получить сплав серебра 925-й пробы?
70-(950-925):925=1,89 г (соотношение меди
и цинка — в зависимости от твердости или мяг-
кости сплава).
23. Имеется лом серебра: 20 г 750-й пробы
(условно 15 г чистого серебра), 15 г 800-й про-
бы (12 г чистого серебра), 10 г 840-й пробы
(8,4 г чистого серебра), 5 г 916-й пробы (4,58 г
чистого серебра), 5 г 960-й пробы (4,8 г чистого
серебра), то есть всего 55 г лома серебра
(44,78 г чистого серебра); сколько потребуется
чистого серебра, чтобы получить сплав серебра
875-й пробы?
Усредненная проба всего количества лома
(44,78-1000):55=814,18, а далее 55-[(875-
814,18):(1000-875)]=26,76 г, то есть потребует-
ся 26,76 г чистого серебра; общая же масса спла-
ва серебра 875-й пробы составит, не учитывая
потерь при плавке, 55+26,76=81,76 г.
Виды и причины брака. Виды брака и при-
чины его возникновения при литье по выплав-
ляемым моделям рассмотрены в таблице 3.4,
а в таблице 3.5 приведены возможные дефекты
при литье обручальных колец.
Рекомендации на случай недовулканиза-
ции или прилипания резины', с помощью при-
способления провести прямой замер темпера-
туры плит, отрегулировать задающий прибор по
данным прямого замера, установить наличие или
отсутствие колебания температуры плит при
включении и выключении нагревателей, в слу-
чае колебания температуры (падения ниже
140 °C) обеспечить теплоизоляцию зоны вулка-
низации, проверить оснастку и (в случае отсут-
118
Глава 3 Операции процессов изготовления ювелирных изделий
Таблица 3.4
Виды брака при литье по выплавляемым моделям
Вид брака Причина брака
Восковая модель
Отклонения от размеров Инородные включения Отклонения от формы Пузыри Заусенцы, облой Рыхлость, неплотность Трещины Большая усадка Воск прилипает к форме Волнистость, рябь, шероховатость поверхности Разрушение восковок Ошибки в расчете размеров эталона, некачественная сборка и изготовление резиновой пресс-формы Загрязненные материалы, помещение, пресс-формы Несвоевременное извлечение модели из пресс-формы, завышена температура хранения Завышено давление при запрессовке, нетшательное перемешивание модельного состава; воск слишком горячий или холодный; плохое совмещение формы с соплом инжектора Некачественное исполнение пресс-формы, полость ее разъема загрязнена; слишком горячий воск и высокое давление Занижены давление при запрессовке и температура модельного состава; засорены выпоры и инжектор, сечение литников недостаточно Резкое и интенсивное охлаждение пресс-формы Слишком горячий воск, низкое давление, холодная форма, недостаточно сечение литников и время инжекции Слишком горячий воск, форма открыта слишком рано Воск слишком холодный, холодная форма, давление недостаточно, избыток разделительного материала Некачественный разделительный материал, форма разрезана, раскрыта и извлечена неаккуратно, хрупкий воск
Литьевая форма
Раковины на поверхности литниковой чаши Трещины формы Сильное потемнение формовочной смеси Завышена вязкость формовочной массы, несоблюдение режима вакуумирования Несоблюдение временного и температурного режимов в процессе удаления модельного состава Модельный состав выжжен не полностью
Отливка
Облой Наплывы, «корольки» Неслитины Пригар Трещины на горячих отливках Искажение формы Газовые раковины Инородные включения Трещины (холодные) Остатки формовочной массы Низкое качество формовочной массы, некачественная очистка опоки, неравномерный нагрев литейной формы Некачественное обезжиривание восковых блоков, не выдержано время вакуумирования, нарушение процесса непрерывности заливки Недостаточная масса расплава на блок, высокая разность температур формы и металла Завышена температура металла, неполное выжигание модельного состава Перегрев металла, наличие напряженных мест в отливках: острые углы, переходы Некачественная восковая модель, деформация моделей блока при обезжиривании, деформация отливки при выбивке Не выдержано время прокалки формы, нарушение технологии плавки, остатки модельного состава в форме Загрязнен металл или тигель, непрочность литейной формы Резкое охлаждение после заливки Концентрация плавиковой кислоты и время выдержки в растворе при окончательной очистке нарушены
Глава 3. Операции процессов изготовления ювелирных изделий
119
Таблица 3.5
Возможные дефекты при литье обручальных колец
Вид брака Причина брака Способ устранения
Не залита полностью литей- ная форма Поры в отливке Раковины на внутренней поверхности (под литником) Недогрев расплава и излож- ницы Не удалены полностью газы и воздух Расплав переохлажден, мало сечение литника Прогреть дополнительно форму, поднять тем- пературу расплава Покрыть изложницу сажей (маслом), увеличить вентиляционные каналы Повысить температуру расплава при разливке, расширить литник, прогреть форму
ствия) сделать выпоры для удаления воздуха
и избытка резины; определить (опытным путем)
время, необходимое для становления темпера-
туры плит после помещения холодной оснаст-
ки (обычно 5-10 минут); отсчет вулканизации
проводить с учетом заданной температуры (как
правило, 40 минут); после становления темпе-
ратуры провести подпрессовку (факт подпрес-
совки определяется удалением избытков рези-
ны через выпоры); по завершении вулканизации
и извлечении эластичной пресс-формы из осна-
стки желательно охладить пресс-форму до ком-
натной температуры, после чего пресс-форму
можно разрезать; для облегчения отделения ре-
зины от металлических частей оснастки необ-
ходимо провести пропудровку оснастки таль-
ком, а эталон обработать силиконовой смазкой.
Примечание. Оптимальные результаты по-
лучаются при устойчивой (160 °C) температу-
ре плит.
Усадка металла при затвердевании. Явление
усадки случается во время охлаждения и затвер-
девания расплава, когда происходит уменьше-
ние его (расплава) объема (табл. 3.6), что объяс-
няется уменьшением межатомных расстояний
в затвердевающем слитке. Усадка характеризу-
ется следующими признаками: появлением не-
четкого рельефа поверхности отливки, образо-
ванием усадочных раковин (рис. 3.2) — пустот,
возникающих в расплаве в процессе его затвер-
девания. Следствием усадки являются так назы-
ваемые литейные напряжения: наружные и внут-
ренние. Первые появляются по причине того,
что материал формы, из которого она сделана,
мешает сжатию охлаждающейся отливки; вто-
рые же образуются из-за различной скорости ох-
лаждения отдельных частей отливки (тонких, на-
пример, и толстых), что ведет к короблению
и появлению трещин.
Таблица 36
Влияние усадки
на уменьшение объема металла
Металл Уменьшение объема, %
Золото 5,05
Серебро 5.00
Медь 4,30
Свинец 3.40
Цинк 4,75
Кадмий 4,30
Олово 2,90
Техника безопасности при получении отли-
вок. При плавке и разливке металлов требуют-
ся повышенное внимание и осторожность, при
этом должны строго соблюдаться правила по
технике безопасности труда.
1. К работе на оборудовании для плавки,
разливки металла и литья по выплавляемым
моделям допускаются только лица, прошедшие
соответствующий инструктаж.
Рис. 3.2. Явление усадки (расплав — белый цвет, затвердев-
ший металл — точки, раковины - - черный цвет): А, Б, В
раковины в отливке; Г,Д,Е — раковины в прибыли; А, Г —
наружные раковины; Б, Д — внутренние раковины; В Е
внутренние и наружные раковины
120
Глава 3. Операции процессов изготовления ювелирных изделий
2. Проводить работу необходимо только на
полностью исправном оборудовании и с приме-
нением исправных инструментов.
3. Работу выполнять с использованием
средств индивидуальной защиты: спецодежды,
спецобуви, рукавиц, резиновых перчаток, рес-
пираторов, очков (обыкновенных, темных).
4. При плавке шихту и инструмент (во из-
бежание выплесков металла) держать сухими
и подогретыми до 100 - 150 °C.
5. Расплав размешивать только кварцевыми
палочками, стоя на резиновом коврике.
6. Тяжелые куски металла погружать в рас-
плав осторожно, чтобы избежать появления
брызг и попадания их на кожу работающего.
7. Не ставить тигли с расплавленным метал-
лом на сырой пол, не наполнять их доверху.
8. Плавильные электрические печи должны
иметь надежное заземление.
9. Не производить самостоятельно ремонт
плавильно-литейного оборудования.
3.2. Волочение
Волочение (рис.3.3, А) — это процесс про-
тягивания заготовки через коническое отверстие
инструмента, называемого матрицей или фи-
льером. Заготовка (1), проходя через отверстие
матрицы (2), уменьшеатся в поперечном сече-
нии до площади сечания протяжного отверстия,
причем изменение сечения заготовки тем замет-
нее, чем острее конус матрицы. При волочении
металл испытывает практически те же виды де-
формации, что и при прокатке. С помощью во-
лочения можно получить из проволоки (заготов-
ки) большего диаметра проволоку (заготовку)
требуемого (меньшего) диаметра и практичес-
ки любого профиля, а из ленты — трубчатые
заготовки, идущие затем на изготовление шар-
нирных соединений и оправ для мелких камней.
Волочение проволоки. В процесс волочения
проволоки (рис 3.3, Б и В) входят следующие
последовательно выполняемые операции: пред-
варительная прокатка заготовки до размеров,
близких к готовой (после волочения); очистка
заготовки, ее отжиг, заострение конца заготов-
ки напильником в целях упрощения ввода ее
в матрицу; нанесение на проволоку и стенки мат-
Рис. 3.3. Волочение: А — общая схема процесса волочения;
Б — схема процесса волочения круглой проволоки; В — во-
лочение (протяжка) проволоки с помощью плоскогубцев;
Г— заготовка для волочения трубки (1); Д— заготовка для
волочения трубки (2); Е — бесшовные трубки с толщиной
стенок от 0,3 до 0,8 мм (из золота) и от 0,5 до 0,9 мм (из
серебра) и длиной от 200 до 1000 мм производства фирмы
«Хереус» (Германия)
рицы смазки — воска или минеральных масел;
волочение (два-три прохода), затем отжиг, сно-
ва волочение (два-три прохода), снова отжиг,
последовательное (до получения окончательно-
го размера) протягивание заготовки через все
отверстия волочильной доски; отжиг после окон-
чания волочения для устранения наклепа. При
получении проволоки прямоугольного сечения
или с ножевидным профилем (в отличие от круг-
лого, квадратного или фасонного) ее предвари-
тельно провальцовывают с тем, чтобы затем
было легче осуществить волочение Полукруг-
лую проволоку получают, соединив (пайкой) две
проволоки, предварительно прокатанные,
в одну, а затем подвергнув их (через соответ-
ствующее отверстие доски) волочению.
Глава 3. Операции процессов изготовления ювелирных изделий
121
Волочение трубчатых заготовок. Для полу-
чения трубчатых заготовок (путем волочения)
традиционно используют прокатанную ленту —
тонкую полосу. Особенность этого процесса зак-
лючается в том, что требуется проводить пред-
варительные расчеты для определения размеров
заготовки, при этом исходными данными явля-
ются внутренний диаметр будущей трубки и тол-
щина проката. Ширину заготовки рассчитыва-
ют по формуле L=(D+1) -3,14, где L — ширина
заготовки; Dh — внутренний диаметр трубки;
t — толщина проката. К расчетной длине заго-
товки-ленты необходимо прибавить припуск ве-
личиной 0,2 - 0,3 мм (на вытяжку и уплотне-
ние). Когда определена ширина ленты, можно
рассчитать и ее длину, которая будет равняться
сумме длин требуемых отрезков трубки плюс
длина захвата (рис. 3.3, Г).
Последовательность выполнения процесса
волочения трубчатых заготовок следующая:
один конец подготовленной ленты, очищенной
и отожженной, заостряют, обрезают в виде кли-
на, а затем на металлической или деревянной
плите-опоре заворачивают (с помощью молот-
ка) в конусообразную трубку-захватку; наносят
смазку на захватку, начальный участок ленты
и стенки матрицы; протягивают ленту (вручную
или механизированно) до почти полного сопри-
косновения краев-кромок шва трубки; затем
трубка обматывается (для удержания шва в тре-
буемом положении) проволокой и выполняется
операция пайки, после чего трубку протравли-
вают, удаляют остатки припоя и еще раз про-
пускают (протягивают) последовательно через
все отверстия волочильной доски (до получения
заданного диаметра трубки), соблюдая требова-
ние о проведении промежуточных и конечного
отжигов заготовки. Такую же трубку можно по-
лучить, припаяв к одному концу полосы отре-
зок круглой проволоки (рис. 3.3, Д) диаметром,
равным внутреннему диаметру будущей труб-
ки (в этом варианте волочения трубка деформи-
руется меньше); затем листовой заготовке, ис-
пользуя деревянную подложку и молоток, при-
дают полукруглую форму, затем трубку отжи-
гают, зачищают шов, а затем протягивают; пос-
ле этого осуществляют пайку трубки, а затем
обрабатывают так же, как и в примере, описан-
ном выше
Во время волочения нельзя допускать плот-
ного соприкосновения краев трубки: фуга (шов)
трубки перед пайкой должна быть чуть свобод-
ной, ровной — без перетяжек-складок. Трубча-
тые заготовки выполняют тонкостенными — до
0,4 мм и толстостенными — свыше 0,4 мм. Тон-
костенные заготовки принято называть шарнира-
ми, а толстостенные, используемые при изготов-
лении кастов для мелких вставок, — царгами.
Волочение заготовок для полых цепей и брас-
летов. Волочение таких заготовок осуществля-
ют методом оттяжки одного металла другим:
сначала изготавливают трубку — свободную
трубчатую заготовку, затем внутрь этой трубки
вводят проволоку (медную для трубки из золо-
та, железную для трубки из серебра), причем
диаметр этой проволоки должен быть равен
внутреннему диаметру будущей трубки. При во-
лочении нельзя допускать искривления фуги
трубки. После окончания волочения проволоку
из заготовки вытравливают, применив соответ-
ствующий кислотный раствор. Волочение труб-
чатых заготовок с квадратным сечением произ-
водят так же, как и круглых.
3.3. Прокатка и вальцовка
Прокатка — это процесс обработки метал-
ла давлением при непрерывном изменении его
формы по всей длине, а вальцовка — это про-
катка заданного (определенного) участка заго-
товки. Заготовки, получаемые прокаткой, назы-
вают прокатом, а поперечное сечение прокаты-
ваемого металла — профилем. Прокатка обес-
печивает получение заготовок требуемой фор-
мы и профиля и способствует улучшению ме-
ханических свойств металла, делая его структу-
ру более плотной и мелкозернистой.
В ювелирном производстве весь листовой
и профильный прокат получают холодной лис-
товой и профильной прокаткой. Перед прокат-
кой слитки (в целях придания им большей плас-
тичности) отжигают. Для выполнения операций
прокатки и вальцовки применяют прокатные
станы и вальцы как отечественного, так и им-
портного производства. Прокатные станы ис-
пользуют для прокатки крупных слитков, полос,
лент Конструктивно прокатные станы и валь-
122
Глава 3. Операции процессов изготовления ювелирных изделий
цы не различаются. Применяют вальцы и с ме-
ханическим (электрическим) приводом, и руч-
ные. Вальцы с ручным приводом, как правило,
используют при индивидуальном изготовлении
ювелирных изделий, прокатные станы и вальцы
механические — только при серийном.
Прокатка и вальцовка заготовки достигает-
ся за счет ее пропускания между двумя валка-
ми, имеющими форму цилиндров — гладких или
с вырезами различных профилей (рис. 3.4, Л).
Вырезы (1) на валках называются ручьями.
Ручьи совмещенных валков образуют просвет
(2) — проход для прокатываемого металла, на-
зываемый калибром. Несколько ручьев образу-
ют систему калибров. Система упорядоченного
последовательного расположения калибров на-
зывается калибровкой валков.
Процесс прокатки. В процессе прокатки
(рис. 3.4 Б) заготовка, проходя между захваты-
вающими ее валками, подвергается деформации
и уменьшается в толщине (профиле), одновре-
менно удлиняясь. Заготовка захватывается вал-
ками в результате трения, возникающего меж-
ду заготовкой и валками под действием сил дав-
ления. Металл деформируется только в месте
захвата-обжатия заготовки Участок abed явля-
ется зоной деформации Разность толщин Hwh
заготовки до и после прокатки называется абсо-
лютным обжатием. Дуга ab или cd, по которой
валок соприкасается с металлом, называется ду-
Рис. 3.4. Прокатка: А валки гладкие и профильные; Б —
схема процесса прокатки; В — центральная зона очень тол-
стой заготовки остается неизменной
гой захвата, а угол а, соответствующий этой
дуге, — углом захвата. Чем больше угол захвата,
тем сильнее степень обжатия. Допустимый угол
захвата при прокатке сплавов драгоценных и цвет-
ных металлов должен быть не выше 15 - 20°.
Как показывает практика, максимальная сте-
пень обжатия при прокатке сплавов золота
и серебра не должна превышать следующих по-
казателей: для серебра 875-й и 916-й проб —
70 %, золота 375- й пробы — 50- 55 %, золота
583-й и 585-й проб — 55-60 %, золота 750-й
пробы — 55-65 %, белого золота 583-й, 585-й
и 750-й проб (с никелем) — 40 %, белого золота
750-й пробы (с палладием) — 55 %. Процесс
прокатки следует контролировать не визуально
(на глаз), а с помощью микрометра. Если, на-
пример, необходимо уменьшить толщину заго-
товки на 50 %, то процесс прокатки осуществ-
ляется в следующие этапы: с 10 мм до 5 мм;
с 5 мм до 2,5 мм; с 2,5 мм до 1,25 мм.
Перед включением прокатного стана или
вальцев в работу проверяют исправность всех
составляющих их узлов, удаляют с рабочих по-
верхностей грязь, пыль, затем регулируют па-
раллельность валков - устанавливают необхо-
димый зазор. В ручных вальцах это делают ви-
зуально (на глаз), в вальцах с механическим при-
водом и прокатных станках — с помощью дели-
тельного диска. Произведя настройку, станок
включают и подают заготовку (протравленную,
очищенную от остатков флюсов и шлака).
Заготовку малых размеров размещают на
столе целиком, для подачи ее к валкам пользу-
ются деревянным упором. Большемерную заго-
товку вначале, до ее захвата валками, подают
к валкам рукой. После захвата заготовка удер-
живается и движется с помощью валков. Задан-
ный размер заготовки достигается обычно за не-
сколько проходов. В случае, когда можно полу-
чить прокат требуемых профилей за один про-
ход, сначала прокатывают небольшой участок
заготовки (на пробу), а уж по нему затем выве-
ряют точный размер проката заготовки. Процес-
сы проката листов и проволоки из драгоценных
металлов мало чем отличаются один от друго-
го. Характерная особенность прокатки проволо-
ки заключается в том, что заготовка испытыва-
ет, наряду с вертикальным, еще и боковое дав-
ление. После каждого очередного прохода заго-
Глава 3. Операции процессов изготовления ювелирных изделий
123
товку поворачивают на 90°и чуть уменьшают
зазор между валками. Степень обжатия регули-
руют визуально. Обжатие не должно быть силь-
ным. В противном случае на ребрах заготовки
появляются заусенцы, которые нужно будет уда-
лять опиливанием. Чтобы прекратить образова-
ние заусенцев, следует увеличить зазор между
валками. Прокатку фасонной калибровкой, сег-
ментной, прямоугольной, рисунчатой осуществ-
ляют за один проход, предварительно прокатав
заготовку до определенного сечения. Возможные
дефекты при прокатке приведены в таблице 3.7.
Процесс вальцовки. Вальцовка, как уже упо-
миналось, представляет собой разновидность
прокатки, то есть это прокатка ограниченного
по размерам участка, местная прокатка. На прак-
тике между прокаткой и вальцовкой особых раз-
граничений не существует, только все операции,
выполняемые на вальцах с ручным приводом,
называют вальцовкой. Перед выполнением валь-
цовки на заготовках заранее отмечают участок,
форма которого должна быть изменена. Зазор
между валками устанавливают по сечению за-
готовки — с помощью штурвала (вручную).
Провальцованный участок замеряют после каж-
дого очередного обжатия. В процессе вальцов-
ки необходимо производить промежуточные
Таблица 3.7
Возможные дефекты
при прокатке
Вид дефекта Причина Способ устранения
Заклинивание заготовки Коробление заготовки с од- ной стороны Формоизмене- ния заготовки по краям Заклинивание заготовки Разрывы, вы- крашивание ме- талла заготовки, сетчатые тре- щины Неравномер- ность захвата заготовки вал- ками Износ валков (односторон- ний) Грязь на заго- товке, измене- ние структуры из-за частого отжига Не выполнен промежуточный отжиг Превышен пре- дел текучести, вредные приме- си в металле Выполнить правку валков Выполнить правку валков Очистить, за- ново прокатать Отжечь, отко- вать молотком Переплавить металл
отжиги заготовки, периодичность которых долж-
на соответствовать уменьшению толщины заго-
товки примерно в два раза.
3.4. Штамповка
Обработку металлов давлением на прессах
с помощью формообразующего приспособления
(штампа) называют штамповкой. Как способ
получения заготовок ювелирных изделий и их
деталей штамповка широко распространена
в ювелирной промышленности. На ювелирных
предприятиях листовой холодной штамповкой
получают значительную часть самых различных
деталей: кастов, рантов, швенз, шинок, а также
целиком изделий, например обручальных колец.
Операции холодной штамповки. Штампов-
ка, как одна из заготовительных операций, в ус-
ловиях организации ювелирного производства
является высокопроизводительной, технологи-
чески несложной, а часто незаменимой и позво-
ляющей значительно расширить объемы выпус-
ка ювелирных изделий. Различают два вида опе-
рации холодной штамповки: разделительные
и формоизменяющие. При разделительных опе-
рациях одна часть металла отделяется от дру-
гой. При формоизменяющих операциях заготов-
кам придается заданная форма без разрушения
самой заготовки. К разделительным операциям
относятся резка, вырубка, пробивка, а к формо-
изменяющим — гибка, вытяжка, чеканка.
Резка. Эту разделительную операцию при-
меняют для отделения по заданной линии одной
заготовки от другой. Резкой получают заготов-
ки в виде полос или пластин. Выполняют резку
механическими ножницами с параллельными
или наклонными ножами (гильотинными нож-
ницами) и с дисковыми (роликовыми ножница-
ми). При резке ножницами с параллельными
ножами (рис. 3.5, А) разрезаемый лист устанав-
ливают в зазор между ними и приводят в движе-
ние верхний нож. Процесс резки (обрезки) дис-
ковыми ножницами (рис. 3.5, Б) производится
с помощью двух дисков (ножей), которые,
вращаясь навстречу один другому, непрерывно
втягивают (за счет трения) разрезаемый лист
в зазор между дисками.
Вырубка и пробивка. При вырубке и про-
бивке происходит разделение (отделение) час-
124
Глава 3 Операции процессов изготовления ювелирных изделий
Рис. 3.5. А — резка ножницами с параллельными ножами;
Б резка дисковыми ножницами; В — схема вырубки; Г—
зачистка детали, получаемой в процессе вырубки или про-
бивки; Д, Е, Ж — схема гибки; 3 — схема вытяжки; И —
схема чеканки
ти заготовки по замкнутому контуру. Вырубкой
получают плоскую заготовку с определенным
наружным контуром, пробивкой — отверстие
в заготовке. Вырубка и пробивка осуществля-
ются в штампе (рис. 3.5, В), состоящим из под-
вижного пуансона (1) и неподвижной матрицы
(2), которые играют роль ножей (верхнего и ниж-
него) с параллельными или скошенными лезви-
ями. Лист укладывается на вырубную матрицу,
а пуансон силой пресса пробивает материал
и проталкивает детали или отходы через отвер-
стие матрицы. Заготовки, полученные вырубкой
и пробивкой, необходимо подвергать дополни-
тельной обработке (зачистке), так как они име-
ют довольно шероховатую поверхность среза.
В целях зачистки выполняют операцию, назы-
ваемую срезанием припуска (рис. 3.5, Г)\ заго-
товка, предварительно вырубленная пуансоном,
вдавливается в матрицу, режущая кромка кото-
рой срезает первый слой (стружку) с детали.
При такой зачистке получают детали высокой
размерной точности с небольшими параметра-
ми шероховатости поверхности.
Гибка. Гибка давлением позволяет изменить
форму детали без изменения ее сечения. Гибку,
как заготовительную операцию (в отличие от
гибки в качестве монтировочной операции) вы-
полняют с применением гибочных штампов на
специальных гибочных машинах и прессах. При
такой гибке слои металла, расположенные
с внутренней части пуансона, сжимаются, а вне-
шние (со стороны матриц) растягиваются. Заго-
товку в гибочном штампе следует располагать
так, чтобы заусенцы на ее кромках оказались
в зоне сжатия, иначе они могут вызвать появле-
ние трещин. Различают: гибку без калибровки
(рис. 3.5, Д), с прижимом (рис. 3.5, Е) — для
получения точного угла изгиба и с правкой
(рис. 3.5, Ж) — для обеспечения плоскостности.
Вытяжка. Процесс получения пустотелых
деталей из листовых или полых заготовок с по-
мощью штампов называется вытяжкой. Во вре-
мя вытяжки (рис. 3.5, 3) металл, поддаваясь дав-
лению пуансона, как бы затекает в зазор между
матрицей и пуансоном, и частичная его дефор-
мация вначале переходит затем в полную дефор-
мацию всей заготовки. При вытяжке деталей из
тонкого металла на нем могут появиться (под
действием сжимающих напряжений) радиаль-
ные складки. Чтобы устранить такое нежелатель-
ное явление, вытяжку ведут, применяя специ-
альное приспособление, — верхний прижим.
Детали, полученные вытяжкой, имеют неровные
кромки, которые следует обрезать.
Чеканка. Получение на плоской заготовке
определенного рельефа (рисунка) с помощью
штампа называется механизированной чеканкой.
При этом по толщине заготовка изменяется
мало. Механизированная чеканка (рис. 3.5, И)
бывает как односторонней, так и двусторонней.
При односторонней чеканке требуемый рельеф
нанесен только на пуансоне, при двусторон-
ней — на пуансоне и матрице. Перед выполне-
нием чеканки заготовку обязательно отжигают.
Глава 3 Операции процессов изготовления ювелирных изделий
125
Оборудование и оснастка для штамповки.
При холодной листовой штамповке в качестве
оборудования применяют механические ножни-
цы (рассмотрены выше) и прессы, а в качестве
технологической оснастки — штампы.
Прессы различаются по конструкции
и принципу действия. По конструкции прессы
бывают с одно- и двухстоечной станиной, а по
принципу действия — механическими, гидрав-
лическими, электромагнитными, пневматичес-
кими и с ручным приводом. Тип и размер прес-
са выбирают в зависимости от выполняемой
операции и необходимого усилия штамповки.
Прессы двухстоечные обеспечивают наиболь-
шее усилие штамповки и точность и наимень-
шие упругие деформации. В ювелирном произ-
водстве наиболее распространены механические
и гидравлические прессы. Механические прес-
сы делятся на кривошипные и фрикционные.
В кривошипных прессах преобразование враща-
тельного движения в поступательное достигает-
ся посредством кривошипно-шатунного меха-
низма, в фрикционных — с помощью фрикци-
онной передачи. Фрикционные прессы имеют
большой ход ползуна, просты по устройству.
Они применяются для выполнения операций
гибки-правки, чеканки, вытяжки. Кривошипные
прессы экономичны, быстроходны, используют-
ся при самых различных штамповочных рабо-
тах. Все большее распространения получают
дугостаторные прессы. По сравнению с фрик-
ционными и кривошипными они быстроходнее,
производительнее, могут быть задействованы на
автоматический режим работы. Прессы гидрав-
лические имеют свои преимущества перед ме-
ханическими, главными из которых являются:
не подвергающаяся изменению скорость движе-
ния ползуна на рабочем участке хода; большой
ход ползуна; возможность его мгновенной ос-
тановки в любой точке и возврата штампа; эти
прессы широко применяют в штамповочном
производстве.
Штампы для листовой холодной штампов-
ки, выполняемой в процессе производства юве-
лирных изделий, технологически (по характеру
исполняемых операций) разнообразны, а конст-
руктивно (в главном) схожи: состоят из двух
частей — пуансона (верхней, подвижной) и мат-
рицы (нижней, неподвижной). Нижняя часть
штампа крепится к неподвижной части пресса
(на столе), верхняя — к подвижной части прес-
са (ползуну). Штампы, используемые в ювелир-
ном производстве, должны обеспечивать высо-
кую производительность, простоту, удобство
и безопасность в работе, достаточную длитель-
ность срока службы и требуемое качество вы-
рабатываемых заготовок. Названия штампов
диктуются названиями определенных операций,
а принципиальное различие штампов заключа-
ется в конструкции их деталей — пуансона
и матрицы, форма которых также обуславлива-
ется характером осуществляемых работ. Мате-
риалом для изготовления штампов служат ин-
струментальные стали. Из всех рассмотренных
штампов только штампы для чеканки выполне-
ны с нанесением на рабочую поверхность мат-
рицы и пуансона определенного рельефа. Рель-
еф этот (простой или сложный рисунок) долгое
время наносили только техникой гравирования.
В наши дни такой рельеф можно получить
и методом электрохимической обработки, то
есть путем вытравливания с помощью электро-
лита, подведенного через отверстие, просверли-
ваемое в месте облоя рисунка. Для выполнения
указанного процесса необходимы инструмент-
матрица с негативным изображением рисунка,
инструмент-пуансон с позитивным изображени-
ем рисунка, пуансон-переводник (подматочник)
и установка для проведения электролиза. Вне-
дрение этого метода в практику ювелирного дела
позволило отказаться от ручного труда грави-
ровщика, значительно сократить время изго-
товления чеканочных штампов, удешевить их
производство.
Основные требования к технологическому
процессу получения заготовок ювелирных изде-
лий обработкой давлением. Этот технологичес-
кий процесс должен включать, как обязательные,
такие операции: подготовку материала (очист-
ку, смазку); получение заготовок (резку листов,
полос, лент); формование металла в штампах;
термическую обработку (промежуточный отжиг
для снятия наклепа после деформирования);
промежуточные операции (травление, промыв-
ку); отделочные операции (удаление заусенцев,
промывку, полирование, золочение, серебрение,
никелирование); промежуточный или оконча-
тельный контроль качества деталей.
126
Глава 3. Операции процессов изготовления ювелирных изделий
Виды брака при штамповке. Основные виды
брака деталей и изделий, полученных штампов-
кой, рассмотрены в таблице 3.8.
Таблица 3 8
Виды и причины
брака деталей и изделий,
изготовленных штамповкой
Вид брака Причины брака
Трещины, раковины, царапины, вмятины Заусенцы, облой, шероховатость по- верхности Нечеткость рисунка, формовки Обрыв контура де- талей Смещение рисунка Грязь на деталях Изгиб детали Нарушение формы и размеров детали Несоблюдение технологии, низкое качество исходного материала, заготовки, не- брежность рабочего Некачественность оснастки (штамп), завышенный зазор между пуансоном, матрицей Износ штампа, ошибка при выборе усилия пресса Зазор между пуансоном и матрицей меньше допус- тимого Несоосность оснастки Не произведены предвари- тельная очистка, промывка Слишком большой зазор между пуансоном и матри- цей Неисправность штампа, не- брежность рабочего
3.5. Термическая обработка
Обработка металлов и сплавов воздейст-
вием тепла с целью изменить их структуру
и свойства без изменения химического состава
называется термической обработкой. На свойст-
ва металлов и сплавов влияют следующие факто-
ры: температура и скорость нагрева, выдержка
при заданных температурах, скорость охлаж-
дения. Главная цель термической обработки —
придать металлам и сплавам такие свойства,
которые обеспечат (в дальнейшем) качествен-
ную их обработку. Непременным условием каче-
ственной термической обработки является бе-
зукоризненное выполнение условий и требова-
ний технологического процесса ее проведения.
Виды термической обработки. К основным
видам термической обработки металлов в юве-
лирном производстве относятся отжиг, закалка,
отпуск. В процессе изготовления ювелирных
изделий применяют один из этих видов обработ-
ки — отжиг. Закалку и отпуск используют при
изготовлении инструмента и приспособлений
для ювелирных работ.
Отжиг. Процесс нагрева металлов и спла-
вов до заданных температур и последующее их
охлаждение с заданной же скоростью называет-
ся отжигом. Отжиг, как вид обработки ювелир-
ных изделий, проводят для устранения неодно-
родности кристаллического строения и внутрен-
них напряжений, образовавшихся в металле при
литье или после обработки давлением. Цель от-
жига —привести сплав в равновесное состояние.
Закалка. Закалкой называется вид терми-
ческой обработки, которая заключается в нагре-
ве сплава до температуры, превышающей кри-
тическую, с последующим резким охлаждени-
ем, приводящим к фиксации такого структурно-
го состояния сплава, которое не свойственно ему
при естественной температуре. Закалку приме-
няют для повышения механических свойств ме-
талла: твердости, износостойкости. Охлаждаю-
щими средами для закалки служат вода, водно-
селитровый раствор, воздух.
Отпуск. Вид термической обработки метал-
лов и сплавов, применяемой для восстановле-
ния устойчивости физико-химического равнове-
сия их структуры, называется отпуском. В про-
цессе отпуска одновременно с изменением
структуры металлов и сплавов постепенно (по
мере повышения температуры) изменяются их
физические и механические свойства. Отпуску
подвергают металлы или изделия, прошедшие
закалку. Сначала их нагревают до невысокой
температуры, а затем быстро или медленно ох-
лаждают. Отпуск повышает упругость, пластич-
ность и понижает (незначительно) твердость.
Оборудование для термической обработки.
На предприятиях ювелирной промышленности
термическую обработку осуществляют в му-
фельных печах, соляных ваннах и печах с безо-
кислительной атмосферой.
Муфельная печь — это промышленная на-
гревательная или пламенная печь, в которой из-
делие находится внутри замкнутой тонкостен-
ной камеры (муфеля). Изделие в муфельной печи
защищено от воздействия пламени, не загрязня-
ется сажей и золой. В муфельных печах можно
отжигать заготовки из сплавов серебра, золота
и цветных металлов. Особенно часто в муфель-
ных печах отжигают детали и изделия, изготов-
Глава 3. Операции процессов изготовления ювелирных изделий
127
ленные методом давления. Температура нагре-
ва для сплавов из золота составляет 700 - 750 °C,
а для сплавов серебра — 600 - 650 °C. После-
дующее охлаждение изделий (заготовок) проис-
ходит либо в выключенной печи до полного их
остывания, либо вне печи при естественной
(комнатной) температуре. Отжиг в муфельных
печах не обеспечивает безокислительного про-
цесса, что вынуждает прибегать к защите повер-
хности заготовок, например путем подачи
в муфель защитного газа, или упаковывать их
в специальный короб и засыпать крышку коро-
ба углем. Горение угля создает вокруг атмосфе-
ру, препятствующую окислению подвергаемых
отжигу заготовок. При отжиге в муфельной печи
затруднен контроль температуры.
По сравнению с муфельными печами, у со-
ляных ванн имеется ряд важных преимуществ:
равномерность нагрева, точность регулирования
температуры, гарантия безокислительного от-
жига. В соляных ваннах отжигаются заготовки
из золотых и серебряных сплавов. Отжиг ведет-
ся в растворах, состоящих из смесей NaCl -
СаС12, KCl - NajCO3, NaCl - Na2CO3 при тем-
пературе не ниже 600 - 650 °C. После отжига
заготовки (изделия) промывают в воде. Для от-
жига заготовок из сплавов золота и серебра
широко применяются также печи с защитной
газовой средой. Составными частями таких пе-
чей являются: привод и натяжное устройство
конвейера, диссоциатор (газоприготовительное
устройство), пусковая и контрольно-регулиру-
ющая аппаратура. Тоннель печи, где движется,
как конвейер, рифленая лента, состоит из зоны
нагрева и зоны охлаждения. Температура регу-
лируется автоматически в пределах от 650 до
730 °C, а расход воды в водяной рубашке — ви-
зуально (через смотровой глазок). Заготовки или
изделия, предназначенные для отжига, помеща-
ют на ленту, скорость движения которой регу-
лируется автоматически (от 30 до 200 см/мин).
Чтобы гарантировать необходимый прогрев,
скорость движения ленты изменяется обратно
пропорционально размерам отжигаемых загото-
вок или изделий. Защитный газ (диссоцииро-
ванный аммиак) подается в рабочий канал печи.
В качестве защитного может быть применен так-
же экзотермический газ с низким содержанием
водорода. Одно из самых важных достоинств
отжига в печах с защитной атмосферой заклю-
чается в том, что отпадает необходимость в до-
полнительных операциях по травлению и тем
самым значительно снижаются безвозвратные
потери драгоценных металлов.
Некоторые особенности термической обра-
ботки в ювелирном производстве. При изготов-
лении ювелирных изделий термическую обра-
ботку проводят, как правило, для ликвидации
внутренних напряжений, возникающих после
обработки давлением: операций штамповки,
прокатки, вальцовки, волочения, гибки, правки.
Но необходимо помнить, что изделия (металл)
подвергаются воздействию повышенной темпе-
ратуры также и при проведении некоторых дру-
гих операций технологического цикла: точного
литья, электрохимического полирования отли-
вок, пайки, отбеливания, клеймения.
При точном литье отливки (вместе с опо-
ками) охлаждают на воздухе. Когда температу-
ра охлаждения достигает комнатной, металл от-
ливок претерпевает изменения (упорядочение),
которые ведут к хрупкости. Следовательно, опо-
ки необходимо закаливать: например, в воде.
При электрохимическом полировании от-
ливок, когда обработке подвергается двухком-
понентный (золото — серебро) сплав, вслед-
ствие различной скорости растворения может
произойти разъедание отливки. В этом случае
целесообразно провести предварительную тер-
мообработку — отжиг
При пайке изделия подвергаются много-
кратным высокотемпературным нагревам. Вы-
полняя ее, следует помнить, что длительный
нагрев, большое число повторяющихся один за
другим нагревов и медленное охлаждение ведут
к снижению пластичности.
При отбеливании реакция восстановления
идет тем быстрее, чем выше температура. Но
нельзя допускать ее завышения, чтобы не про-
изошел рост зерна в металле и (как результат)
не изменились бы его механические свойства.
При клеймении, когда металл подвергает-
ся обработке в определенной точке, деформация
его неоднородна. При последующем электрохи-
мическом полировании это может привести
к растрескиванию — коррозии под напряжени-
ем. В связи с этим изделия должны быть пред-
варительно отожжены.
128
Глава 3. Операции процессов изготовления ювелирных изделий
Техника безопасности при выполнении про-
катки, вальцовки, волочения, штамповки, тер-
мической обработки.
1. К работе на оборудовании для прокатки,
вальцовки, волочения, штамповки и термичес-
кой обработки допускаются липа, прошедшие
соответствующий инструктаж.
2. Работать следует только на исправном
оборудовании и содержать его в чистоте.
3. Одежда рабочего не должна иметь разве-
вающихся или рваных частей, рукава необходи-
мо застегнуть или закатать, головной убор дол-
жен плотно прикрывать волосы.
4. Запрещается работать без кожухов, зак-
рывающих подвижные детали.
5. Запрещается во время работы оборудо-
вания держать руки в зоне действия штампов,
направлять ход заготовки руками или менять
оснастку до остановки станка.
6. В рабочей зоне не должно быть накаких
посторонних предметов.
7. При выполнении операций термической
обработки ювелирных изделий необходимо: ра-
ботать в фартуке, рукавицах, защитных очках;
добавлять соли в ванну небольшими партиями
(просушенные), не погружать в ванну мокрые
заготовки (для предотвращения явления раз-
брызгивания); удостовериться в исправности вы-
тяжной вентиляции.
8. Запрещается производить самостоятель-
но ремонт неисправного оборудования, а также
электропроводки.
3.6. Разметка
Общеизвестно, что конструкторская мысль,
прежде чем воплотиться в материале, сначала
реализуется на бумаге в эскизах, рисунках,
схемах, чертежах. По этим своеобразным на-
глядным пособиям затем создаются предметы,
вещи, изделия, сооружения заданных размеров,
форм. При этом, как правило, не требуется про-
изводить прямого переноса (обозначения) этих
размеров и форм на материал изготовления.
Однако, в некоторых случаях такой перенос про-
сто необходим. Так, швея не начнет кройку, не
перенеся на ткань (не обозначив) весь рисунок
модели будущего изделия. Слесарь-станочник не
приступит к обработке, например, направляю-
щих станины (основания) токарного станка, не
выполнив прямо на заготовке соответствующей
разметки — четкого обозначения контуров об-
рабатываемых плоскостей и толщин снимаемо-
го металла.
В ювелирном деле при ручном изготовле-
нии изделий операцией разметки называется
процесс прямого, соразмерного переноса рисун-
ка будущего изделия или отдельной его детали
на материал. Никогда не следует забывать, что
правильно выполненная операция разметки
имеет исключительно важное значение для пос-
ледующей обработки и получения на финише из-
делия высокого качества. Ведь малейшие неточ-
ности, погрешности в разметке могут привести
к искажению отдельных (зачастую довольно
сложных) элементов рисунка, к нарушению це-
лостности формы и содержания всего замысла.
Правда, в наши дни, когда в ювелирное дело бук-
вально вторгся механический труд, значение
операции разметки сильно уменьшилось, осо-
бенно с внедрением таких технологических про-
цессов, напрмер, как штамповка и литье. Штам-
пованные и литые заготовки деталей и изделий,
поступая на стол ювелира-монтировщика, уже
имеют размеры и формы, очень близкие к задан-
ным, поэтому нет необходимости на них что-
либо обозначать, размечать. Задача ювелира-
монтировщика в этом случае — подправить, до-
работать эти заготовки, довести точность их
форм и размеров до требуемой, а затем собрать,
смонтировать в единое целое.
Процесс разметки условно можно разделить
на три стадии: подготовку создаваемого образ-
ца изделия, подготовку материала для изготов-
ления, собственно разметку. Подготовка созда-
ваемого образца изделия заключается в тщатель-
ной его прорисовке на кальке или бумаге. Ма-
териал для изготовления (заготовка) перед вы-
полнением разметки должен быть отожжен (на
равномерно окисленной темной поверхности
разметочные риски будут более заметны); на
заготовке не должно быть никаких примет де-
фекта (брака): трещин, раковин, вмятин. Непос-
редственно разметка может быть осуществлена
несколькими способами: вычерчиванием рисун-
ка с применением правил построения геометри-
ческих фигур (рис. 3.6), переносом рисунка
Глава 3. Операции процессов изготовления ювелирных изделий
129
Рис. 3.6. Разметка путем построения геометрических фигур
9 Зак. 3896
130
Глава 3. Операции процессов изготовления ювелирных изделий
Таблица 3.9
Показатели
исчисления размера
частей окружности
Количество частей Число, умножаемое на радиус
3 1,7321
4 1,4142
5 1,1756
6 1,0000
7 0,8778
8 0,7654
9 0,6840
10 0,6180
11 0,5635
12 0,5176
13 0,4786
14 0,4450
15 0,4158
16 0,3902
17 0,3676
18 0,3473
19 03292
20 0,3129
21 03980
22 03845
23 03723
24 03611
25 03507
26 03411
27 03321
28 03240
29 03162
30 03091
с кальки на заготовку с помощью воска, копировальной бумаги,
краски, путем выкалывания.
Вычерчивание рисунка с применением правил деления
прямых и окружностей, построения ряда геометрических
фигур (треугольника, квадрата, ромба, прямоугольника, овала,
эллипса) — процесс довольно кропотливый, требующий нали-
чия специальной разметочной плиты, а также значительных зат-
рат времени, в связи с чем на практике применяется редко. Деле-
ние окружности на части можно сделать также с помощью гото-
вых (выверенных длительным опытом работы) методов исчисле-
ния (табл. 3.9)
Перенос рисунка на заготовку с помощью воска осуще-
ствляется следующим образом: рисунок изделия мягким, остро
отточенным карандашом изображают на кальке; заготовку про-
тирают сухим порошком пемзы, наносят небольшое количество
воска, затем прогревают, чтобы расплавить воск (в целях покры-
тия поверхности заготовки тонкой восковой пленкой), после чего
заготовку охлаждают до застывания воска; кальку с рисунком
(карандашными линиями вниз) укладывают на восковую пленку;
удерживая кальку в таком положении, проглаживают ее обыч-
ным утюгом или каким-либо другим предметом с гладкой повер-
хностью, после чего кальку убирают — на восковой пленке дол-
жен остаться рисунок; чертилкой, следуя строго изображению,
прорезают (процарапывают) рисунок на заготовке (металле); за-
готовку (металл) нагревают до расплавления воска, кусочком
мягкой ткани воск удаляют.
Перенос рисунка на заготовку с помощью копироваль-
ной бумаги выполняют в такой последовательности: заготовку
протирают сухим порошком пемзы, копировальную бумагу блестящей (жирной) стороной вниз
укладывают на заготовку; кальку с изображенным на ней рисунком укладывают обратной (чистой)
стороной вниз на копировальную бумагу и удерживают в таком положении до тех пор, пока жест-
ким карандашом полностью не прорисуют рисунок; кальку и копировальную бумагу удаляют, по-
лученное на поверхности заготовки (металла) изображение рисунка прорезают чертилкой; остат-
ки следов копировальной бумаги смывают водой.
Перенос рисунка на заготовку с помощью специального состава краски состоит из не-
скольких операций: смешивают одну часть жидкого шеллака, три части спирта и достаточное ко-
личество метола — сернокислой соли параметиаминофенола; полученным раствором (густо-фио-
летового цвета) покрывают поверхность заготовки, дают просохнуть; кальку с рисунком обратной
(чистой) стороной вниз укладывают на просохшую краску; чертилкой прорезают на металле узор,
остатки раствора удаляют.
Перенос рисунка на заготовку путем выкалывания включает ряд операций: поверхность
заготовки протирают сухим порошком, затем заготовку покрывают тонким слоем клея, а кальку
обратной (чистой) стороной вниз наклеивают на поверхность заготовки, кернером или чертилкой,
следуя строго по изображению рисунка, на металле (через кальку) достаточно близко одна к другой
выбиваются (выкалываются) точки; кальки и клей удаляют с помощью теплой воды; чертилкой,
процарапывая (прорезая) металл, соединяют все точки и получают необходимый рисунок (узор).
Примечание. Рисунок на заготовку можно нанести (особенно для операции выпиливания лоб-
зиком) предварительно карандашом и покрыть его (рисунок) затем цапоновым лаком (чтобы не
стерся), а затем уже, с помощью чертилки, произвести четкую разметку рисунка.
Глава 3. Операции процессов изготовления ювелирных изделий
131
3.7. Гибка и правка
Из общего объема монтировочных работ на
долю гибки и правки приходится около 30 %.
Наиболее широко применяются эти операции
(особенно гибка) при изготовлении ювелирных
изделий техникой филиграни. И гибка, и правка
осуществляются либо усилием пальцев, либо
с помощью инструмента и ряда специальных
вспомогательных средств.
Гибка. Процесс деформации материала, ког-
да отдельные его участки под действием вне-
шних сил формоизменяются, причем в самой
различной степени, называется гибкой. Гибка —
одна из важнейших монтировочных операций.
Различают два способа гибки: вручную и с по-
мощью инструмента.
Гибка вручную. Это самый простой способ
гибки, при котором для придания материалу
необходимой формы достаточно силы пальцев
руки. Так можно производить гибку тонкой про-
волоки и полосы (листа): например, тонкого
браслета. Значительно тяжелее гнуть таким об-
разом короткую и толстую проволоку, потому
что в этом случае придать материалу сложные
по рисунку формы за счет усилий, создаваемых
пальцами рук, практически невозможно.
Гибка с помощью инструмента и вспо-
могательных средств. Такая гибка выполня-
ется с помощью гибочных щипцов, оправок
(рис. 3.7, Л и Б), а также ригелей, ручных тис-
ков, металлических и деревянных опорных плит
и т.д. (подробно рассмотрены в гл. 2).
Гибка звеньев круглой формы из прово-
локи производится (рис. 3.7, В) с помощью ци-
линдрических металлических оправок и риге-
лей, обычного гвоздя, куска латунной проволо-
ки. Оправки выбирают диаметром чуть меньшим
внутреннего диаметра звена, потому что повер-
хность проволоки не позволяет ей с достаточ-
ной плотностью соприкоснуться с оправкой; за
счет этой же упругости внутренний диаметр зве-
ньев (после снятия их с оправки) увеличивается
до необходимого. До начала гибки проволоку
отжигают, при этом она не должна иметь ника-
ких дефектов. Намотку спирали производят от
руки (с закреплением оправки в ручных тисках
и без такого закрепления). Перед снятием с оп-
равки спираль отжигают (вместе с оправкой).
Съем спирали с оправки производят плоскогуб-
цами путем протягивания оправки через отвер-
стие волочильной доски. После того как спираль
снята, ее протравливают, зачищают и разреза-
ют на отдельные звенья лобзиком; положение
пилки лобзика при этом должно быть перпен-
дикулярным к виткам спирали
Гибка звеньев овальной формы из прово-
локи осуществляется (рис. 3.7, Г) строго в той
же последовательности, что и гибка звеньев
круглой формы. Оправками для гибки таких зве-
ньев служат металлические (медь, латунь, сталь)
заданного профиля полосы с закругленными
(неострыми) краями.
Гибка спирали, витки которой повторя-
ются равномерно по всей длине, выполняет-
ся с помощью приспособления (рис. 3.7,Д). Гиб-
ку производят следующим образом: один конец
отожженной, протравленной и зачищенной про-
волоки сгибают круглогубцами в петлю, петлю
жестко (смещения недопустимы) накидывают на
крайний штифт приспособления. Затем прово-
локу, постоянно подтягивая за другой конец,
навивают как можно плотнее на второй и после-
дующий штифты. Снимают спираль со штифтов
с помощью обычной отвертки.
Гибка полос и листов осуществляется
с применением опорных плит и оправок задан-
ных форм. Опорные плиты используют как сво-
еобразные матрицы, а оправки — как пуансоны
штампа. Практические приемы гибки показаны
на рисунке 3.3, К
Правка. Различают правку выполненную
вручную, а также с помощью специального ин-
струмента и приспособлений.
Правка вручную. Имеет ограниченное при-
менение, так как усилием пальцев рук можно
выправить лишь тонкую проволоку, небольшие
ее изгибы. Качество ручной правки невысокое
Правка с помощью инструмента и при-
способлений. Подразделяется на правку листо-
вого, ленточного, пруткового материала, прав-
ку проволочного и трубчатого материала, а так-
же правку штампованных и литых изделий и де-
талей.
Правка листового, ленточного, прутко-
вого материала выполняется на флакейзене
или шпераке молотками с круглой или прямоу-
гольной формой бойка (рис. 3.7, Ж). Рабочая по-
132
Глава 3 Операции процессов изготовления ювелирных изделий
Рис. 3.7. Гибка и правка
Глава 3 Операции процессов изготовления ювелирных изделий
133
Рис. 3.7. Гибка и правка
134
Глава 3. Операции процессов изготовления ювелирных изделий
верхность инструмента должна быть гладкой,
без каких-либо дефектов. Перед правкой мате-
риал отжигают. Правку широкого листа ведут
простукиванием от середины к краю
Правка проволочного и трубчатого ма-
териала выполняется несколькими способами
(рис. 3.7, 3): вытягиванием (протягиванием)
плоскогубцами вокруг оправки и без использо-
вания таковой; вытягиванием через отверстие
волочильной доски и на правочной плите. Пос-
ледний способ правки необходим, когда требу-
ется абсолютно ровное выправление материала;
правку ведут осторожно, постоянно меняя по-
ложение материала на плите.
Правка штампованных изделий и дета-
лей сводится (в основном) к правке шинок ко-
лец (для придания им правильной круглой фор-
мы). Эта операция производится с помощью ри-
геля (рис. 3.7, И), коническая форма которого
позволяет править кольца с самыми различны-
ми диаметрами шинок и обеспечивает одновре-
менно необходимую плотность прилегания шин-
ки к поверхности ригеля. Наряду с круглыми,
бывают еще овальные, квадратные, прямоуголь-
ные ригели.
Правка гладких шинок ведется текстоли-
товыми молотками: равномерными ударами по
всей окружности. Правку колец с кастом (опра-
вой для камня) начинают от каста и ведут по-
очередно в разные стороны сверху-вниз и сни-
зу-вверх. Во избежание приобретения шинкой
формы, близкой к форме ригеля (конической),
кольца правят сначала с одной стороны, потом
с другой. В случае необходимости правят так-
же боковые стороны шинок. В качестве ударно-
го инструмента при такой правке используют ме-
таллические молотки, а в качестве опорных
плит — флакейзен или шперак (рис. 3.7, К).
Правку выполняют металлическим молотком
с прямоугольной формой бойка, нанося удары
равномерно по всей окружности. Правку боко-
вых сторон колец выполняют и в специальных
приспособлениях. Этот способ (рис. 3.7, Л)
обеспечивает высокое качество правки и исклю-
чает последующие запиловку и шабровку. При-
способление для такой правки можно сделать,
например, из отслужившего срок штампа; при
этом требуемые точность и качество правки дос-
тигаются буквально одним ударом молотка.
Примечание. Другие примеры гибки: гиб-
ка листа с помощью стальной оправки и свин-
цовой подкладки (рис. 3.7, А/); свивка (скрутка)
круглой проволоки (рис 3.7, Н)\ навивка спира-
ли с равномерным шагом (рис. 3.7, О); навивка
овальных звеньев на ригель, обмотанный бума-
гой (рис. 3.7, J7); навивка спирали с использова-
нием тисков (рис. 3.7, Р); гибка тонких прово-
лочных орнаментов (рис. 3.7, Q.
3.8. Пайка
Пайка — один из наиболее древних и надеж-
ных методов соединения металлических дета-
лей. Известно, что человек владел приемами
пайки еще 3-5 тысяч лет назад. На территории
нашей страны найдено множество паяных юве-
лирных изделий из золота, серебра, бронзы, от-
носящихся к культурам глубокой древности.
Процесс пайки. В процессе пайки между
припоем и паяемым металлом возникают такие
формы связи, при которых атомы жидкого при-
поя воздействуют на атомы паяемого металла.
Происходит так называемый процесс смачива-
ния жидким металлом твердого, что, в свою оче-
редь, приводит к диффузии (проникновению)
расплавленного припоя в нагретый основной
металл. При охлаждении паяный шов кристал-
лизуется и затвердевает, причем диффузионные
процессы продолжаются и в твердом состоянии.
В результате получается структура, схематичес-
ки изображенная на рисунке 3.8, А. Отчетливо
видно, что припой имеет изначальную структу-
ру только в середине соединения, по краям же
кристаллы металла и припоя смешаны. Смешан-
А
Рис. 3.8. Пайка: А — структура шва; Б — тип соединения
Глава 3. Операции процессов изготовления ювелирных изделий
135
ная зона образуется на границах припоя с ос-
новным металлом. Практически же размеры
и границы зоны могут значительно изменяться:
припой может смешиваться с основным метал-
лом до самой середины зоны, смешанную зону
можно не обнаружить вообще из-за ее очень
малой ширины. Процесс пайки требует, чтобы
припой плавился уже в то время, когда основ-
ной металл еще находится в твердом состоянии:
разница температур плавления припоя и основ-
ного металла не должна быть менее 40 °C,
а в отдельных случаях, например при изготов-
лении филигранных изделий, когда существует
опасность местного перегрева, эта разность дол-
жна превышать 50 °C. Припой, нагреваясь, ста-
новится жидким, растекается по спаиваемому
металлу. Процессу растекания способствует ше-
роховатость поверхности спаиваемых мест. По
этим шероховатостям (следам от предшествую-
щей обработки) припой движется как по свое-
образным капиллярам, заполняя все микроне-
ровности между плотно прилегающими и стро-
го параллельными соединяемыми частями.
Плотность прилегания и строгая параллель-
ность — одно из непременных условий получе-
ния прочного и долговечного шва. На механи-
ческую прочность шва оказывают влияние выб-
ранный тип соединения и качество размещения
припоя, а также его количество, которое долж-
но быть (по возможности) минимальным. При
этом необходимо обеспечить также правильное
втекание припоя в стык, что во многом зависит
от самого ювелира, который должен уметь уп-
равлять (с помощью пламени горелки) переме-
щением расплавленного припоя.
Типы соединений. При пайке ювелирных из-
делий применяются два основных типа соедине-
ний: внахлестку и встык; при необходимости
можно сочетать оба этих типа (рис. 3.8, Б). Со-
единения встык используют при пайке изделий,
не требующих особой жесткости, герметичнос-
ти и прочности. Соединения внахлестку обес-
печивают наиболее прочный и надежный шов;
ими пользуются во всех возможных случаях. Так
называемые скошенные соединения (разновид-
ность соединения встык) позволяют увеличить
площади соединяемых поверхностей, но значи-
тельно затрудняют качественную подгонку де-
талей. Комбинированные соединения примени-
мы при пайке сложных, индивидуального назна-
чения изделий.
Подготовка паяемых поверхностей. До
начала процесса пайки необходимо тщательно
очистить соединяемые поверхности от загряз-
нений и оксидов: место пайки должно быть аб-
солютно чистым. Очистка производится двумя
способами: химическим и механическим. Для
удаления загрязнений (жировых и масляных
пятен) наиболее эффективен химический метод
очистки. Он ведется с помощью четыреххлори-
стого углерода, трихлорэтилена, тринатрийфос-
фата. Механическая очистка (удаление оксидов)
производится с помощью напильника, надфиля,
шабера, наждачной шкурки, проволочной (сталь-
ной) или стеклянной щетки, при этом нужно
соблюдать осторожность, чтобы не повредить
соединяемый зазор. При необходимости после
механической очистки следует произвести еще
и химическую.
Подгонка спаиваемых частей. Поверхно-
сти спаиваемых частей следует с большой точ-
ностью и плотностью состыковать одну с дру-
гой. Расстояние между ними должно быть не-
значительным, то есть, чтобы осталось место
лишь для припоя. Зазор должен быть в преде-
лах от 0,025 до 0,1 мм. При пайке замкнутых
пустотелых деталей необходимо проделать в них
(в малозаметных местах) небольшие отверстия
для беспрепятственного выхода воздуха. Иначе,
нагреваясь и расширяясь, воздух может вспучить
деталь и даже разорвать ее. Чтобы снять внут-
ренние напряжения в соединяемых деталях, ос-
тавшиеся после предшествующей обработки,
и избежать, таким образом, возможных излиш-
них дефектов, соединяемые части подвергают
отжигу. Перед пайкой прессованных деталей
и изделий следует тщательно проверить, нет ли
в них трещин или дырочек, которые при пайке,
вследствие затекания припоя, расширятся, что
неизбежно приведет к некачественной пайке, то
есть к браку. При пайке слабо подвижных шар-
нирных соединений, а также пружинных замков
браслетов, затекания припоя в зазоры можно
избежать, проложив маленькие кусочки бумаги
или картона. Перед пайкой (при ремонте) полых
цепочек и полых звеньев браслетов поврежден-
ные (протертые) места опиливают и между сты-
ками (перпендикулярно к ним) вставляют тон-
136
Глава 3 Операции процессов изготовления ювелирных изделий
кую серебряную пластинку; на обе стороны пла-
стинки наносят припой, паяют, а после пайки
выступающие концы пластинки опиливают.
Фиксация деталей. В процессе пайки де-
тали располагают на специальной подкладке —
асбестовом листе. Пайку нельзя начинать, не
произведя фиксацию (упрочение, закрепление
в требуемом положении) деталей. При ручном
изготовлении ювелирных украшений пригодны
традиционные методы фиксации деталей: удер-
жание пинцетом, круглогубцами, укрепление
с помощью проволоки, булавок, зажимов и т. д.
(рис. 3.9, А и Б). В условиях массового произ-
водства незаменимым способом фиксации дета-
лей перед пайкой является контактная пайка-
прихватка: припаиваемые детали изделий поме-
щают в соответствующих форм выемки съемных
матриц, закрепляемых на опорной плите, затем
к деталям подводят электрод. Соединение дета-
лей в определенных точках происходит за счет
местной пластической деформации, которая
Рис. 3.9. Примеры фиксации деталей при пайке
вызывается нагревом электрическим током; при
этом электроды, проводящие ток, одновремен-
но играют роль пуансонов для осадки металла
в нагретой зоне. Способ этот пригоден для аб-
солютного большинства ювелирных украшений.
Точечный паяный шов между деталями доста-
точно прочен, чтобы выдержать (в последую-
щем) нанесение флюса, припоя, транспортиров-
ку деталей к месту пайки, которая должна осу-
ществляться немедленно после очистки соеди-
няемых поверхностей, причем важнейший эле-
мент качественной пайки — правильно выбран-
ный припой.
Припои. Это металлы и сплавы, которые
вводят в зазор между паяемыми деталями. При-
пои имеют более низкую, чем металлы соеди-
няемых деталей, температуру плавления. За
счет взаимодействия расплавленного припоя
с металлом паяемых деталей достигается не-
разъемность соединений. В ювелирном произ-
водстве припои различают по их металлическим
основам (припои оловянные, кадмиевые, цинко-
вые, магниевые, алюминиевые, медные, сереб-
ряные, золотые), а также по температуре плав-
ления (легкоплавкие, среднеплавкие, тугоплав-
кие). Изготовлены припои могут быть в виде
фольги, ленты, проволоки, стружки, сетки, ли-
тых прутков, фигурных отливок и т. д. Припои
должны непременно обладать тремя свойства-
ми: хорошо смачивать основные металлы, хо-
рошо растекаться, обеспечивая качественное за-
полнение зазора, и образовывать прочные и дол-
говечные соединения. Выбор нужного припоя
определяется свойствами основного металла, ра-
бочей температурой припоя, методом пайки.
Золотые припои. Используются для пайки
ювелирных изделий из золота и платины. Отли-
чаются особо высокой коррозионной стойкос-
тью. Проба золотых припоев должна быть иден-
тична пробе изделий. Одной пробе обычно со-
ответствуют несколько припоев, которые отли-
чаются один от другого температурой плавления
и цветом. Цвет золотых припоев зависит от со-
отношения меди и серебра: больше меди — при-
пой розовый, больше серебра — зеленоватый,
одинаковое количество меди и серебра — розо-
во-желтый. Прибавка цинка придает припою зе-
леный цвет, от прибавки кадмия цвет припоя не
изменяется На практике различают белые
Глава 3. Операции процессов изготовления ювелирных изделий
137
и желтые золотые припои. Желтые припои при-
меняют при пайке изделий из золота желтых
оттенков, белыми паяют изделия из белого зо-
лота и платины. По количеству содержащихся
в припоях меди, цинка, кадмия, олова их делят
на мягкие (легкоплавкие) и твердые (средне-
и тугоплавкие). В таблице 3.10 приведены зо-
лотые припои 750-й, в таблице 3.11 — 585-й,
в таблице 3.12 — 583-й пробы, применяемые
в отечественном ювелирном производстве и ма-
стерских по ремонту ювелирных изделий, в таб-
лице 3.13 — золотые припои, применяемые
в различных странах мира, в таблице 3.14 — зо-
лотые припои 500-й и 375-й проб, используемые
при пайке (чаше всего) реставрируемых и ремон-
тируемых изделий, в таблице 3.15 — золотые
припои без кадмия и никеля, в таблицах 3.16,
3.17 и 3.18 — золотые припои, применявшиеся
в России много ранее, а в таблице 3.19 — ре-
цепты приготовления ряда золотых припоев, ис-
пользуемых в наши дни.
Серебряные припои. Основные отличитель-
ные свойства серебряных припоев — пластич-
ность, прочность, антикоррозионность. Темпе-
ратура плавления их — 650 - 810 °C. Они обес-
печивают требуемую смачиваемость соединяе-
мых поверхностей паяемых деталей, хорошо
заполняют зазоры швов. В отличие от золотых,
серебряные припои могут не соответствовать
пробе изделий. В таблице 3.20 приведены сереб-
Таблица 3.10
Золотые припои 750-й пробы, применяемые в отечественном ювелирном производстве
Марка припоя Массовая доля компонента, % Рабочая температура припоя, °C
Au Ag Си Cd Zn Pd Ni
П3л750-160 75,0 16,0 7,4 — 1,6 — — 810-830
ПЗл750-150 75,0 15,0 7,35 — 2.65 — 820 - 840
ПЗл750-97 75,0 9,7 Н,7 — 3,6 — — 850 890
ПЗл750-95 75,0 9,5 9,5 — 4,0 2.0 760 780
ПЗл750-90 75,0 9,0 6,0 — 10,0 — — 800 820
ПЗл750-87 75,0 8,7 8,8 6,0 1,5 — — 740 760
ПЗл750-75 75,0 7,5 5,5 — 2,0 10,0 — 830 850
П3л750-70 75,0 7,0 6,0 — 8,0 — 4.0 800 820
ПЗл750-62 75,0 6,2 10,4 6,9 1,5 — 810 840
ПЗл750-50 75,0 5,0 14,2 5,0 0,8 820 850
ПЗл750-30 75,0 3,0 10,0 12,0 850 880
Припои нестандартные
ПЗл750-150 75,0 15,0 7,35 — 2,65 — 840 860
ПЗл750-140-1 75,0 14,0 6,0 5,0 — — 820 -850
ПЗл750-140 II 75,0 14,0 8,0 3,0 820 840
ПЗл750-130 I 75,0 13,0 9,0 — 3,0 840 860
ПЗл750-130 II 75,0 13,0 — — 12,0 — 900 1100
ПЗл750-130 III 75,0 13,0 4,0 — — 8,0 — 800 1000
ПЗл750-120 75.0 12.0 10,0 3,0 — — 800-850
ПЗл-750 105 75,0 10,5 4,5 — — 10,0 — 800 1000
ПЗл750 100-1 75.0 10.0 3,0 10,0 — 2,0 750 760
ПЗл750 100 11 75,0 10,0 7,0 — 4,0 4,0 860 900
ПЗл750-97 75,0 9,7 7,1 — 3,8 4,4 820 860
ПЗл750-96 75,0 9,67 7,14 — 4,41 3,78 860-900
ПЗл750-87 75,0 8,7 8,0 6,0 2,3 — — 750 780
ПЗл750-80 75,0 8,0 5,0 — 2,0 10,5 — 900 1000
ПЗл750-75-1 75,0 7,5 5,5 2.0 10,0 — 800 1000
ПЗл750-75-П 75,0 7,5 5,5 — 5,0 5,0 2,0 780 840
ПЗл750-70 75,0 7,0 6,0 8.0 — 4,0 780 820
ПЗл750-55 75,0 5,5 5,5 — 4,0 10,0 — 800 1000
ПЗл750-28 75,0 2,8 11,2 9,1 1,9 — — 740 760
ПЗл750-0-1 75,0 — 10,0 — 4,5 10,5 840 880
ПЗл750-0-П 75,0 — 10,0 5,0 — 10,0 840 880
138
Глава 3 Операции процессов изготовления ювелирных изделий
Таблица 3.11
Золотые припои 585-й пробы, применяемые в отечественном ювелирном производстве
Марка припоя Массовая доля компонента, % Характеристика припоя Рабочая температура припоя. °C
Au Ag Си Cd Zn Pd Ni
ПЗл585-1 58.5 12,3 26,2 — 3,0 — — Тугоплавкий 820-850
П3л585-П 58,5 12,3 20,7 — 8,5 — — Среднеплавкий 800-820
П3л585-Ш 58,5 16.3 20,7 — 4,5 — — Легкоплавкий 770 - 800
П3л585-1У 58,5 15,8 20,7 2,0 3,0 — — И 760-780
П3л585-У 58,5 14,3 25,4 — 1,8 — — _н_ 730-750
П3л585-У1 58,5 13.8 22,9 1,2 3,6 — — и 720-750
П3л585-У11 58,5 13,0 18,5 10,0 — — — W 710-740
Припои нестандартные
ПЗл 585-260 58,5 26,0 7.4 — 2,1 6,0 — Тугоплавкий 830-860
ПЗл 585-200 58,5 20,0 12,1 — 7,9 1,5 — Среднеплавкий 800 - 820
ПЗл 585-160 58,5 16,0 20,5 2,0 3,0 — — п 760-780
ПЗл 585-150 58.5 15,0 22,0 2,0 2,5 — — 780 - 800
ПЗл 585-145 58,5 14,5 11,0 — 8,0 — 8,0 Лекгоплавкий 720-740
ПЗл 585-141 58,5 14,1 27,5 — 1,7 — — 700-750
ПЗл 585-125-1 58,5 12,5 26,0 — 3,0 — — Среднеплавкий 800 820
ПЗл 585-125-11 58,5 12,5 20,5 — 8,5 — — Тугоплавкий 830-850
ПЗл 585-125-Ш 58.5 12.5 20,0 9,0 — — — Легкоплавкий 760 - 795
ПЗл 585-115 58,5 11,5 14,0 — 8,0 — 8,0 W 760-790
ПЗл 585-100 58,5 10,0 14,5 — 7.0 — 10,0 Тугоплавкий 810-840
ПЗл 585-88 58,5 8,0 32,25 0,65 — — — 840- 850
Таблица 3.12
Золотые припои 583-й пробы, применяемые в мастерских по ремонту ювелирных изделий
Марка припоя Массовая доля компонента, % Рабочая температура припоя, °C
Au Ag Си Cd 1 Pd Ni Zn
Припои желтые
ПЗл583-192 58.3 19,2 12,0 — остальное — 820-850
латунь
П3л583-19О 58,3 19,0 18.5 2,5 — — 1,7 820 - 840
П3л583-18О 58,3 18,0 15,3 8,4 — — — 800-820
П3л583-165 58,3 16,5 20,6 — — — 4,6 820-840
ПЗл583-130-1 58,3 13,0 12,7 10,0 — — 6,0 740-760
П3л583-13О-П 58,3 13,0 18,5 10,2 — — — 780 - 800
ПЗл583-125 58,3 12,5 20.6 — — — 8,6 800 - 820
П3л583-123 58,3 12,3 26,1 — — — 3,3 820 840
П3л583-П7 58,3 11,7 18,5 11,5 — — — 800-820
П3л583-Н5 58.3 11.5 17,5 10,0 — — 2,5 760-780
П3л583-11О 58,3 11,0 27,0 — — — 3,7 800 - 820
П3л583-1ОО 58,3 10,0 22,7 9.0 — — — 780- 800
П3л583-8О 58,3 8,0 21,7 12,0 — — — 820 850
Припои белые
ПЗл583-317-1 58,3 31,7 — — 10,0 — — 900- 1000
П3л583-317-П 58,3 23,7 6,0 — 12,0 — — 900 1000
ПЗл583-257 58,3 25,7 — — 16,0 — — 1000-1100
П3л583-262 58,3 26,2 7,5 — 6,0 — 2,0 900 1000
ПЗл583-147 58,3 14,7 11,0 — — 8,0 8,0 840 860
П3л583-П7 58.3 11,7 4,0 — — 8,0 18,0 710-730
П3л583-О 58,3 — 23,5 — 12,2 6,0 850 900
Глава 3. Операции процессов изготовления ювелирных изделий
139
Золотые припои применяемые в ряде стран мира
Таблица 3.13
Массовая доля компонента, % Цвет Рабочая температура припоя. °C
Au Ag Си Cd Zn Pb
91,6 — 2,8 4,6 1,0 — Розово-желтый 860-927
83,3 — 8,5 6.7 1.5 — Светло-желтый 796-831
75,0 — 15,0 8,2 1,8 — Темно-желтый 793-822
75,0 и 12,8 8,2 1,8 — Светло-желтый 778-804
66,6 6,4 16,0 9,0 2,0 — Лимонно-желтый 738 760
58,5 10,5 21,0 10,0 — — Бледно-желтый 751-780
58,5 11.5 23.0 7,0 — — Светло-желтый 792 831
58,5 12,5 25,0 — 4,0 — If— 816 854
58,5 25,0 12,5 — 4,0 — Бледно-зеленый 786 818
58,5 4,2 25,3 9,8 2,2 — Розово-желтый 748-793
58,5 10,4 17,6 11,5 2,5 — !! 732-740
58.5 10,0 20,0 9,4 2,1 — Светло-желтый 744-776
58,5 12,5 25,0 — — 4,0 Лимонно-желтый 798-827
58,5 25,0 12,5 — — 4,0 Бледно-зеленый 781 835
53.0 23.5 22,5 0,7 0,3 — Желтый 791 800
50,0 14,0 21,0 12,3 2,7 — Светло-желтый 709 743
50,0 25,0 16,0 7,4 1,6 — Желтый 741-752
39,0 34,5 23,0 0,5 3.0 — Бледно-желтый 767-779
37,5 16,3 32,7 10,5 3,0 — 751-776
33,3 7,3 43,9 10,2 2,3 5,0 689 776
33,3 8,9 53,3 — — 4,5 717-882
Таблица 3.14
Золотые припои 500-й и 375-й проб
Марка припоя Массовая доля компонента, % Рабочая температура припоя, °C
Au Ag Си Cd Zn Р In
ПЗл500-300 50,0 30,0 20,0 — — — — 840-860
ПЗл500-250-1 50,0 25,5 18,7 — 6,3 — — 800-820
П3л500-250-П 50.0 25,0 16,0 7,4 1,6 — — 720-740
ПЗл500-250-Ш 50,0 25,0 19,0 — 6,0 — — 780 800
П3л500-250-1У 50,0 25,0 16,0 7,0 2,0 — — 720 - 740
ПЗл500-200 50.0 20.0 20,0 10,0 — — — 760 780
П3л375-375 37,5 37,5 25,0 — — — — 840-860
ПЗл375-285 37,5 28,5 20,0 — 4,0 — 800- 820
ПЗл375-280 37.5 28,0 30.0 — 4,5 — — 780 800
ПЗл375-110 37,5 11,0 43,0 — 8,5 — — 820 840
ПЗл375-1 37,5 44,5 — — 10,0 4,0 4,0 800-840
П3л375-П 37.5 10.0 37.5 10,0 2,0 3,0 — 800-860
П3л375-Ш 37,5 11,0 43,0 4,0 4,0 — 0,5 800 860
П3л375-1У 37,5 11,0 49,0 — 8,5 — — 800-880
П3л375-У 37,5 20,0 20,5 18.0 1.0 3,0 — 700-750
140
Глава 3. Операции процессов изготовления ювелирных изделий
Таблица 3.15
Золотые припои без кадмия и никеля
Марка припоя Наличие кадмия и никеля Характеристика припоя Точка плавления припоя °C
ПЗл 333 (цветное золото) Без кадмия Тугоплавкий 750
ПЗл 333 -"- !! Легкоплавкий 720
ПЗл 585-"- п Тугоплавкий 790
П3л585 Среднеплавкий 760
ПЗл 585-"- П Легкоплавкий 730
ПЗл 585 (белое золото) Тугоплавкий 800
ПЗл 585 " Без кадмия и никеля Легкоплавкий 740
ПЛз 750 (цветное золото) Без кадмия Тугоплавкий 810
ПЗл 750-"- Среднеплавкий 780
ПЗл750 "- If Легкоплавкий 750
ПЗл 750 (белое золото) Без кадмия и никеля Легкоплавкий 810
ПЗл 800-"- Баз кадмия Тугоплавкий 870
Таблица 3.16
Припои для изделий из золота 56-й пробы
Номер припоя Массовая доля компонента, в частях Характеристика припоя
Au (проба) Ag Си Cd Латунь Zn
1 6(56) 1 2 1,3 — Легкоплавкий
2 9,2 -"- 2,5 3 2 — — II
3 5-"- 2 2 1 — — II
4 5 "- 2,5 1,1 0.65 Тугоплавкий
5 2,5 1,5 1 — —
6 8,5 6,5 5 — If
7 4,3 " 4 1,6 — 1,1 II
8 2 9 5 — 1 Легкоплавкий
9 16(96) 4 1 — — Тугоплавкий
10 3 " 1 - - — — If
11 4-"- 1 1 — — —
Таблица 3.17
Припои для изделий из золота 72-й пробы
Номер припоя Массовая доля компонента, в частях Характеристика припоя
Au (проба) Ag Си Cd
1 6(72) 3 1 — Тугоплавкий
2 9 " 2 1 —
3 4-"- 2,5 1 — Легкоплавкий
4 2,5 (96) 1,5 1 — Тугоплавкий
5 16-"- 9 8 — ff__
6 75 " 3 10 12 Легкоплавкий
Таблица 3.18
Припои для изделий из золота 94-й, 92-й и 82-й проб
Номер припоя Массовая доля компонента, в частях Характеристика припоя
Au (96-япроба) Ag (84-я проба) Си Cd
1 87 9 — Тугоплавкий
2 6 2 1 If
3 4 1 1 — I!
4 4 1,5 1 — 1!
5 75 3 10 12 Легкоплавкий
Глава 3. Операции процессов изготовления ювелирных изделий
141
Таблица 3.19
Рецепты составления ряда золотых припоев, применяемых в ряде стран мира
Припой Номер Массовая доля компонента, %
Au Ag Си Cd Pb Латунь
1 33,3 33,3 н,з 12,1 — 10,0
8-каратный (проба 333) 2 33,3 16,0 — — 5,0 45,7
3 33,3 44,0 22,0 0,7 — —
12-каратный (проба 500) 1 50,0 20,0 20,0 10,0 — —
1 58,5 12,5 7,5 11,5 — 10,0
14-каратный 2 58,5 18,0 15,0 8,5 — —
(проба 585) 3 58,5 16,0 — — 3,5 22.0
4 58,5 11,5 18,5 11,5 — —
1 75,0 5,0 4,0 12,0 — 4,0
18-каратный (проба 750) 2 75,1 10,0 — — 2,0 13,0
3 75,2 3,0 10,0 12,0 — —
Серебряные припои, применяемые в отечественном ювелирном производстве
Таблица 3.20
Марка припоя Массовая доля компонента,% Рабочая тепература припоя, °C
Ag Си Zn Cd Sn Ni Pb Mn Sb p
ПСр-80-1 80 12.4 7,6 — — — — — — — 780 - 800
ПСр-80-П 80 2,5 15,5 — 2,0 — — — — — 700-720
ПСр-75-1 75 18,6 6,4 — — — — — — — 755-775
ПСр-75-II 75 14,9 10,1 — — — — — — — 740 760
ПСр-74 74 14,0 12,0 — — — — — — — 740-760
ПСр-72,8 72,8 20,7 6,5 — — — — — — — 740-760
ПСр-72 72,0 28,0 — 780 790
ПСр-71 71,0 28,0 — — — — — — — 1,0 650 - 795
ПСр-70-I 70,0 30,0 — — — — — — — — 770-780
ПСр-70-II 70,0 26,4 3,6 — — — — — — — 745-765
ПСр-70-III 70.0 20.4 9.6 — — — — — — — 730-750
ПСр-70-IV 70,0 26,0 4,0 — — — — — — — 715-770
ПСр-68-I 68,0 32,0 — 770-790
ПСр-68-II 68,0 27.0 — — 5.0 — — — — — 650-760
ПСр-66,6 66,6 24,3 9,1 — — — — — — — 720 - 740
ПСр-65,5 65,5 25,0 9,5 — — — — — — — 720 - 740
ПСр-65-I 65,0 35,0 — 790-810
ПСр-65-II 65,0 20,5 14,5 — — — — — — — 705-725
ПСр-65-III 65,0 20,0 15,0 — — — — — — — 695-725
ПСр-63,7 63,7 21,0 15,3 — — — — — — — 690-710
ПСр-63 63,0 28,0 9,0 — — — — — — — 730-750
ПСр-62 62,0 28,0 — — 10,0 — — — — — 650 - 720
ПСр-60 60,0 24,8 15,2 — — — — — — — 700-720
ПСр-58,3 58,3 29,0 12,7 — — — — — — — 720 -740
ПСр-57,6 57,6 28,6 13,8 — — — — — — — 710-730
ПСр-50-I 50,0 16,0 16,0 18,0 — — — — — — 650 670
ПСр-50-II 50,0 50,0 — 780-860
ПСр-50-III 50,0 16,0 16,0 18,0 — — — — — — 625-640
ПСр-50-IV 50,0 16,0 — 34,0 — — — — — — 615-635
ПСр-45-I 45,0 30,0 25,0 — — — — — — — 630-680
ПСр-45-И 45,0 15,0 16,0 24,0 — — — — — — 665-730
142
Глава 3. Операции процессов изготовления ювелирных изделий
Продолжение табл. 3.20
Марка припоя Массовая доля компонента,0 о Рабочая тепература припоя, °C
Ag Си Zn Cd Sn Ni Pb Mn Sb P
ПСр-40 40,0 16,7 17,0 26,0 0,3 — — 590 610
ПСр 37,5 37,5 48,8 5,5 — — — — 8,2 — 725- 810
ПСр-25-I 25.0 40,0 35,0 — — — — — — — 740 -775
ПСр-25-II 25,0 70,0 — — — — — — — 5,0 650-730
ПСр-15 15,0 80,2 — — — — — — — 4,8 640-810
ПСр 12 12,0 52,0 36,0 — — — — — — — 790-830
ПСр-10 I 10,0 53,0 37,0 — — — — — — — 820-850
ПСр-10-II 10,0 — — — 90,0 — — — — — 220 280
ПСр-8 8,0 — — — 84,5 — — — 15 235 -250
ПСр-5 5,0 2,0 — — 92,0 — — — 1,0 — 215 240
ПСр 3,5 3,5 — — — 95,5 1,0 — — 220-225
ПСр-3-I 3,0 — — — — — 97,0 — — — 305 315
ПСр-3 II 3.0 — — — 97,0 — — — — — 220 225
ПСр-З-Ш 3,0 — — — 57,8 38,7 — 0,5 — 180 190
ПСр-3 IV 3,0 — 1,0 96,0 — — — — — 315 340
ПСр-2,5-1 2.5 — — — 5,5 — 92,0 — — — 290-300
ПСр-2,5-И 2,5 — — — — — 97,5 — — 304 306
ПСр-2-I 2,0 — — 5,0 30,0 — 63,0 — — — 235 240
ПСр-2-II 2,0 — — — 58.8 — 38,7 — 0,5 — 183-185
ПСр-1,5 1,5 — — — 15,0 — 83,5 — — 275 280
ПСр-1,0 1,0 — — 2,5 35,0 — 60,6 — 0,9 — 225 -230
ряные припои, применяемые в отечественном
ювелирном производстве в процессе изготовле-
ния ювелирных изделий (пайка серебряных
и посеребренных деталей) и при пайке деталей
и изделий из латуни, нейзильбера, мельхиора,
бронзы; ими осуществляют пайку меди и мед-
ных сплавов, меди с бронзой, бронзы с бронзой,
стали с медью, пайку никеля и медно-никелевых
сплавов, пайку титана и титановых сплавов
с нержавеющей сталью и т.д. В таблице 3.21 при-
ведены серебряные припои, применяемые в раз-
личных странах мира, в таблице 3.22 — сереб-
ряные припои, в таблице 3.23 — припои для из-
делий из стали, меди, латуни, алюминия и оло-
ва, применявшиеся в России много ранее, а в таб-
лице 3.24 — припои для изделий из серебра, ла-
туни, меди и мельхиора, используемые ювели-
рами в наши дни.
Можно привести также составы ряда сереб-
ряных припоев, применяемых ювелирами зару-
бежных фирм: 5-9 частей чистого серебра плюс
3 части латуни; 7 частей чистого серебра плюс
3 части меди, плюс 2 части цинка; 2 части чис-
того серебра плюс 1 часть латуни; 8 частей се-
ребра 800-й пробы плюс 1,5 части цинка.
Медно-цинковые припои. Припои на осно-
ве медь-цинк (табл. 3.25) имеют удовлетвори-
тельно низкую температуру плавления, но у них
недостаточно высокие показатели пластичнос-
ти. Эти припои используют при пайке изделий
из меди, которые будут испытывать на себе воз-
действие удара и изгиба. Пайку изделий из меди
ведут также двойными латунями Л63 и Л60.
У этих припоев более высокая температура
плавления; механические свойства их тоже
выше. Ряд латунных припоев, применяемых юве-
лирами зарубежных фирм, имеют следующий
набор компонентов: 7 частей латуни плюс 1 часть
цинка; 5 частей латуни плюс 2-5 частей цинка;
2-3 части латуни плюс 1 часть цинка;
12 частей латуни плюс 4 части цинка, плюс одна
часть олова; 20 частей латуни плюс 1 часть цин-
ка, плюс 4 части олова; 18 частей латуни плюс
4 части цинка, плюс 1 часть чистого серебра.
Медно-фосфорные припои. Эта группа при-
поев (табл. 3.26) необходима для пайки ювелир-
ных изделий из латуни, нейзильбера, мельхио-
ра, алюминиевой бронзы и медно-никелевых
сплавов Их главный недостаток — слабая пла-
стичность, для увеличения которой в них добав-
Глава 3. Операции процессов изготовления ювелирных изделий
143
Таблица 3.21
Серебряные припои, применяемые в ряде стран мира
Массовая доля компонента. % Цвет Температура плавления, °C Температура затвердевания, °C
Ag Си Zn Cd Pb
75,0 20,0 5,0 — — Белый 771 740
68,0 26,5 5,5 — — f!__ 748 712
66,7 20,0 13,3 — — —’L. 728 720
64,0 25,0 11,0 — — Желтовато-белый 713 696
62,0 15,0 23,0 — — ff 684 633
60,0 23,5 16,5 — — Желтоватый 698 686
58,0 25,0 17,0 — — II 708 654
56,0 22,0 22,0 — — _п_ 678 660
54,0 28,5 17,5 — — ft 744 695
49,0 30,0 21,0 — — Бледно-желтый 738 715
72,0 10,5 12,0 5,5 — Белый 760 698
66,4 26,1 2,5 5,0 — Желтовато-белый 755 733
62,8 24,7 2,5 10,0 — _JI— 740 721
62,8 24,7 7,5 5,0 — 738 718
59,0 23,5 2,5 15,0 — и 724 704
59,0 25,5 17,5 5,0 — Бледно-желтый 716 700
55,5 22,0 2,5 20,0 — Желтовато-белый 704 687
55,5 22,0 17,5 5,0 — Ярко-желтый 694 676
52,0 20,5 5,0 22,5 — Бледно-желтый 703 663
52,0 20,5 22,5 5,0 — Латунно-желтый 674 657
93,5 5,6 — — 0,9 Серебристо-белый 902 769
90,0 8,6 — — 1,4 fr__ 880 765
83,5 14,2 — — 2,3 850 750
80,0 2,5 15,5 — 2,0 Желтовато-белый 728 646
80,0 3,0 12,0 2,0 3,0 W 746 538
Таблица 3.22
Припои для изделий из серебра
Номер припоя Массовая доля компонента, в частях Характе- ристика припоя
Ag (проба) Си Ла- тунь Zn Cd
1 4(96) 1 — — — Тугоплавкий
2 3-"- — 1
3 2-"- 1 — II
4 14-"- 1 5 — — ff
5 20-"- 1 9 — —
6 19-"- 1 10 — — ff
7 1-"- — 1 — — Легкоплавкий
8 3-"- 2 — 1 —
9 7-"- 3 — 2 —
10 10-"- 10 — 1 — ff__
11 5-"- — 6 2 — ff
12 5-"- — 4 — 1 —Jf
13 5-"- — 3,5 — 1,5 fl
14 3(84) — 1 — — Тугоплавкий
Таблица 3.23
Припои для изделий
из стали, латуни,
меди, алюминия, олова
Материал изделия Массовая доля компонента, в частях
Ag Си Ла- тунь Zn Pb Sn Cd
Сталь 19 1 1 — — — —
Медь — 2 — 1 — — —
Медь — — 5 1 — — —
Медь — 1 — 1 — — —
Медь и латунь 1 12 — 12 — — —
Латунь 9 43 — 48 — — —
Латунь 12 38 — 50 — — —
Латунь 1 1 1 — — — —
Латунь — 16 — 1 — 1,5 —
Алюминий — — — 2 — 3 5
Олово — — — — 1 2 —
Таблица 3.24
Ряд припоев для серебра, латуни, меди
Тип припоя Массовая доля компонента, % Рабочая температура, С Примечание
Ag Си Zn Cd Sn
Легкоплавкий 45 15 16 24 — 607-618 Очень распространенный
Легкоплавкий 56 22 17 — 15 618-652 С хорошим белым цветом
Среднеплавкий 70 20 10 — — 691-738 Для сверхпрочных соединений
Тугоплавкий 75 22 3 — — 741-788 Для многократной пайки
144
Глава 3. Операции процессов изготовления ювелирных изделий
Таблица 3.25
Медно-цинковые припои, применяемые в отечественном ювелирном производстве
Марка припоя Массовая доля компонента, % Рабочая температура припоя, °C
Си Cd Si Zn Ni Sn
ПМЦ35 35,0 — — 61,9 0,1 3,0 720 - 750
ПМЦ-36 36,0 — — 64,0 — — 800-825
ПМЦ-39 39,0 — — 61,0 — — 800- 850
ПМЦ-50 50,0 — — 46,3 0,2 3,5 820-850
ПМЦ-57 57,0 — — 39,0 — 4,0 880-900
Л-63 63,5 — — 36,5 — — 890-905
Л-60 60,0 — — 38,0 — 2,0 750-850
ПМЦ 50,0 — 0,05 47,85 0,1 2,0 820-850
ПМЦ 53,0 — 0,1 41,7 0,2 5,0 820- 850
ПМЦ 64,8 — — 33,2 — 2,0 930-960
ПМЦ 65,0 2,5 — 24,5 — 8,0 700-720
ПМЦ-48 48,0 — — 52,0 — — 800-840
ПМЦ-54 54,0 — — 46,0 — — 820-860
Таблица 3.26
Медно-фосфорные припои, применяемые в отечественном ювелирном производстве
Марка припоя Массовая доля компонента, % Рабочая температура припоя, °C
Си Р Sb Zn Sn Си+Р Pb As
МФ1 86,0 8,5 — 5,5 — — — — 650
МФ II 92,0 8,0 — — — — — — 800
ПМФОЦ-6-4 91.19 5,3 — 0,01 3,5 — — — 670
ПМФОЦ 89.15 6,3 — 0.05 4,5 — — — 690
ПМФЦ 59,0 — — 40,0 — 1,0 — — 900
ПМФЦ 32,0 — — 30,0 — 38,0 — — 400
пос 0,05 — 0,05 — 39,0-41,0 — 58,89-60,89 0,01 183
ляют олово и цинк. Приготовляются медно-фос-
форные припои в виде порошкообразной пасты.
Припои на основе олова могут иметь следую-
щий состав: 1 часть чистого олова плюс 1 часть
чистого свинца; 2 части чистого олова плюс
1 часть чистого свинца; 5 частей чистого олова
плюс 3 части чистого свинца.
Пастообразные припои. При пайке серий-
но выпускаемых ювелирных изделий часто при-
меняют так называемые пастообразные припои
(паяльные пасты) на основе сплавов золота
585-й пробы. Нанесение таких припоев на паяе-
мые изделия осуществляется механизированно
(с помощью специального дозирующего устрой-
ства — дозатора), что повышает производитель-
ность труда, улучшает культуру производства.
Применение таких припоев при реставрации
изделий позволяет легко устранять дефекты: тре-
щины, поры, раковины.
Размещение припоя. При нанесении при-
поя следует строго соблюдать некоторые зако-
номерности его размещения. Кусочки припоя по
форме должны быть прямоугольного сечения,
они не должны быть слишком большими или
слишком малыми. Наносить припой необходи-
мо не бессистемно, а в строго определенной
последовательности и только с одной стороны
(рис. 3.10, А), помня одновременно о том, что
остатки его должны легко удаляться. Распола-
гать припой следует на внутренних, обратных
сторонах изделий. Нарезают припой ножница-
ми, а укладывают с помощью пинцета. Нанести
припой можно и по типу провода электрода, как
в процессах сварки (рис. 3.10, Б). Квалифици-
рованный ювелир стремится произвести пайку
множества швов наименьшим количеством при-
поя. Говоря о способах пайки, необходимо при-
вести примеры увеличения поверхностей соеди-
нения при пайке мягким припоем (рис. 3.11, А)
и при пайке твердым припоем (рис. 3.11, Б). Для
получения качественных паяемых соединений
и удаления из места пайки всевозможных окис-
лов применяются различные химикаты, которые
называются флюсами.
Глава 3. Операции процессов изготовления ювелирных изделий
145
Рис. 3.10. Нанесение (размещение) припоя: А -правильно;
Б неправильно; В как при сварке
А
Б
Рис. 3.11. Примеры увеличения поверхности при пайке: А
мягким припоем; Б твердым припоем
Флюсы. Флюсы, применяемые при пайке
ювелирных изделий, должны отвечать следую-
щим требованиям: иметь более низкую, чем
у припоя, температуру плавления; способство-
вать растеканию припоя; удалять из зоны пайки
загрязнения, не вступать в реакцию с припоем;
не разрушать паяемые металлы. По степени хи-
мической активности флюсы делятся на две груп-
пы: слабоактивные и сильноактивные. Флюсы
первой группы применяются при пайке легкоп-
лавкими припоями изделий из недрагоценных
металлов, флюсы второй — при пайке твердо-
плавкими припоями изделий из драгоценных ме-
таллов. Слабоактивные флюсы — это канифоль,
древесные смолы, воск, стеарин, вазелин, жи-
вотные жиры, минеральные масла, органичес-
кие кислоты. В роли сильноактивных флюсов
выступают органические кислоты, хлориды
и фториды металлов, бура, раствор фтористого
калия, поташ — карбонат калия.
Классический флюс ювелиров — бура. Бура
(Nafi4O7-10H2O2) представляет собой натрие-
вую соль тетраборной кислоты. В порошкооб-
разном состоянии она очень похожа на борную
кислоту, только чуть мягче на ощупь, тонет
в воде, плавится при температуре 741 °C; в рас-
плавленном виде растворяет окислы металлов.
Применяется для пайки изделий из золота, се-
ребра, мельхиора. В случаях, когда надо паять
уже полированные изделия и требуется сохра-
нить их блеск, и не допустить окисления повер-
хностей, ювелиры в качестве флюса применяют
борную кислоту. Борная кислота (Н3ВО3) —
белое кристаллическое вещество, легко раство-
ряется в горячей воде, при охлаждении выкрис-
таллизовывается. При нагреве происходит не-
сколько стадий ее превращения: сначала теряет
воду, переходит в метаборную кислоту (НВО2\
затем тетраборную кислоту (Н2В4ОХ потом
в борный ангидрид (В2О3).
При пайке изделий из сплавов золота, не
имеющих в своем составе никеля, используется
водный раствор буры с борной кислотой в соот-
ношении 1:1, 1:2 и 2:1. Флюс с соотношением
10 Зак. 3896
146
Глава 3. Операции процессов изготовления ювелирных изделий
2:1 (две части буры и одна часть борной кисло-
ты) употребляется также при пайке изделий из
серебра. Некоторые ювелиры используют в сво-
ей практике стандартный, готовый к работе флюс
209, применяемый обычно при процессах пай-
ки в медицинской промышленности. Как пока-
зывает практика, флюс, приготовленный из буры
и борной кислоты в соотношении 1:1, наиболее
универсален. В то же время многие ювелиры
пользуются флюсом указанного состава в соот-
ношениях 1:2 и 2:1. Первый из них улучшает
растекание припоя при пайке изделий из золо-
та, второй — из серебра.
Флюс из смеси буры и борной кислоты го-
товится следующим образом: части буры и бор-
ной кислоты в требуемых соотношениях и не-
обходимом объеме (столовая ложка или 10,20,
30 г и т. д.) засыпают в сосуд (металлическую
баночку), перемешивают, затем подвергают на-
греву. Нагреваясь, перемешанная масса начина-
ет плавиться, на ее поверхности появляется
и лопается множество пузырьков. Нагрев пре-
кращают, когда над всей расплавленной массой
поднимается один большой пузырь (шатер).
После охлаждения образовавшиеся кристаллы
тщательно растирают (в этом же сосуде), затем
разбавляют водой до получения кашицы смета-
нообразной консистенции. Процесс приготовле-
ния флюса, основу которого составляет бура,
аналогичен описанному выше.
Существуют также флюсы других составов:
цинк растворяют в чистой соляной кислоте до
полного насыщения, а затем раствор фильтру-
ют (применяют как концентрированный, так
и разбавленный водой); равные части цинка и на-
шатыря растворяют в чистой соляной кислоте;
цинк растворяют (до насыщения) в 60 г соляной
кислоты и добавляют 10 г нашатырного спирта;
цинк растворяют (до насыщения) в 125 г чистой
соляной кислоты, добавляют 20 г нашатырного
спирта, а затем выпаривают полученный раствор
до густоты сиропа, после чего охлаждают оста-
ток (твердый как стекло), растворяют в 1/4 л
воды и фильтруют; 40 г фосфорнокислого дву-
углекислого натрия плюс 60 г борной кислоты
хорошо смешивают и растворяют в 1/2 л
воды — этот флюс с успехом заменяет буру.
Нанесение флюса производится смачивани-
ем всей детали с помощью кисточки: при этом
недостаточно покрывать флюсом только места
пайки. Пайку начинают с осторожного просуши-
вания пламенем горелки флюса и припоя, что-
бы не допустить вспучивания флюса и вытека-
ния (в результате этого) припоя из стыка, при-
чем пламя нельзя направлять непосредственно
на припой, так как это приведет не к растека-
нию припоя по стыку, а к свертыванию (скаты-
ванию) его в шарик, то есть к браку.
При пайке изделия подвергаются многократ-
ным высокотемпературным нагревам; выполняя
ее, следует понимать и помнить, что длитель-
ный нагрев, большое число повторяющихся на-
гревов и медленное охлаждение ведут к сниже-
нию пластичности. Необходимо помнить также,
что остатки жидкого флюса выделяют хлорис-
тый цинк, который «травит» металл. Чтобы из-
бежать этого, следует иметь под рукой сосуд
с водой и после каждой пайки проводить по сты-
ку смоченной в воде кисточкой, обезвреживая
таким образом кислоту.
Способы пайки. В ювелирном производстве
различают два способа пайки: пайку вручную
с помощью газовых (пламенных) горелок и ме-
ханизированную пайку в печах с защитной ат-
мосферой. Чаще всего ювелиры пользуются
газопламенной горелкой. При этом замечено, что
когда подается (горит) один газ (воздух не подает-
ся), то пламя получается нежаркое и светлое —
очень пригодное для предварительного (причем
флюс не вспучивается) прогрева спаиваемых де-
талей. Если в горелку подать немного воздуха,
то пламя становится уже явно направленным,
слабо шумящим на слух и по-прежнему не очень
горячим (годится для пайки, например, тонкой
проволоки). Если еще чуть увеличить подачу
воздуха в горелку, то пламя получается уже на
слух остро шипящим, становится к тому же
и жарче (незаменимо для равномерного прогре-
ва всей поверхности изделия). При дальнейшем
увеличении количества подаваемого в горелку
воздуха (кислорода) образуется пламя в виде ос-
трого конуса, состоящего как бы из двух факе-
лов — внешнего (раскисляющего) и внутренне-
го (восстанавливающего), при этом температу-
ра в одном (внешнем) — очень высокая, а во
втором (внутреннем) — значительно ниже. Ра-
зумеется, такое пламя нельзя подводить вплот-
ную к изделию: много тепла будет растрачивать-
Глава 3. Операции процессов изготовления ювелирных изделий
147
ся впустую. В отдельных случаях применение
газовой горелки не дает нужного эффекта и тог-
да пайка ведется с помощью горелок специаль-
ного назначения: для точечной пайки и пайки
крупногабаритных изделий.
Точечная пайка’, обеспечивает быстрый, ин-
тенсивный нагрев до высоких температур. Не-
обходима, когда недопустим нагрев изделий или
деталей вне зоны пайки: при соединении тонких
сложных деталей, при проведении реставраци-
онных работ, для исправления дефектов литых
изделий, для проведения многоступенчатой пай-
ки одного изделия припоем одного состава. Вы-
полняется точечная пайка (рис. 3.12, А) с исполь-
зованием отечественного аппарата модели
АП-25А, а также моделей горелок зарубежно-
го производства. Температура пламени в горел-
ке достигает 2500 °C; длина факела — до 40 мм;
максимальный диаметр пламени — 2 мм.
Пайка крупногабаритных изделий: в от-
личие от точечной, требует высокого темпера-
турного нагрева всего изделия, например при
пайке серебряных изделий посудной группы
с филигранью, масса которых может достигать
1500 г. Перед началом такой пайки детали фи-
лигранного рисунка наклеиваются на корпус за-
готовки, пайка же их осуществляется с помощью
многофакельной горелки, которая позволяет
вести одновременный нагрев всей поверхности,
заполненной филигранью. Для исключения ме-
стного перегрева изделие на время пайки уста-
навливают на вращающийся столик.
Механизированная пайка: применяется для
изделий из сплавов золота и осуществляется
в конвейерных печах (печи «Соло») с защитной
атмосферой. Приготовленные для пайки изделия
(с нанесенным припоем) укладывают на метал-
лический поддон, который затем устанавлива-
ют на движущуюся ленту. Режим пайки (темпе-
ратура, время) регулируются автоматически.
Пайка методом микроплазменной свар-
ки: микроплазменная сварка (рис. 3.12, Б) явля-
ется одной из разновидностей дуговой сварки не-
плавящимся электродом на очень малых токах
(2 - 3 А) для соединения металла (золота, сереб-
ра, меди) толщиной от 0,1 до 1,5 мм. В качестве
источника тепла используется сжатая дуга, ста-
бильно горяшая между вольфрамовым электро-
дом и изделием в непрерывном или импульсном
Рис. 3.12. Виды пайки: А —точечная пайка (схема); Б —
микроплазменная сварка (схема)
режиме. Вначале возбуждают малоамперную де-
журную дугу в аргоне между электродом и во-
доохлаждаемым соплом, а затем приближают
горелку к изделию, что приводит к возбуждению
рабочей дуги. Для защиты расплавленного ме-
талла используют инертные газы (аргон, гелий)
или их смеси. На предприятиях ювелирной про-
мышленности микроплазменная сварка приме-
няется как метод пайки изделий из золота и се-
ребра, причем процесс такой пайки идет без ис-
пользования присадочного материала (припоя),
то есть шов образуется за счет расплавления
основного металла. Наибольший эффект от при-
менения микроплазменной сварки достигается
при пайке изделий массового назначения,
например колец, а также изделий, выполненных
в технике филиграни (пайка зерни).
Автоматизированная пайка: фирма
«Шультхейе Аутоматизирунгстехник» (Герма-
ния) разработала ультрасовременную паяльную
установку, применение которой дает возмож-
ность осуществлять автоматическую пайку ко-
лец и браслетов (как обычных, так и полых).
Установка состоит из рабочего стола с порталь-
ными опорами, где могут быть смонтированы от
одной до четырех паяльных установок с защит-
ным газом, регулятором температуры, регули-
ровкой времени выдержки, а также программи-
148
Глава 3. Операции процессов изготовления ювелирных изделий
руемым управлением всего процесса пайки;
обеспечен и высокочастотный нагрев. Все, кто
хотел бы сократить затраты на изготовление из-
делий и одновременно получить оптимальное ка-
чество пайки, должны непременно приобрести
такую установку.
3.9. Опиливание
Процесс снятия с ювелирных изделий опре-
деленного (требуемого) слоя металла в целях
придания им точности формы, размеров, чисто-
ты поверхности называется опиливанием. Опи-
ливание бывает ручное и механизированное.
Опиливание вручную. Выполняется с помо-
щью напильников, надфилей, рифелей. В прак-
тике ювелиров встречается опиливание ровной
(рис. 3.13, Л), цилиндрической (рис. 3.13, Б),
криволинейной (рис. 3.13, В) поверхностей,
а также опиливание (зачистка) мест пайки
(рис. 3.13, Г), удаление заусенцев с краев изде-
лия (рис. 3.13,Д), запиловка торцевых сторон
(рис. 3.13, Е), обработка сложных прорезных
узоров (рис. 3.13, Ж), запиловка прямоугольных
и фасонных пазов (рис. 3.13,3), опиливание
только внутренних округлых поверхностей
(рис. 3.13, Я) и т.д. Процесс опиливания ювели-
ры выполняют сидя за верстаком. Изделие во
время опиливания обычно удерживают пальца-
ми одной руки, прижимая его к финагелю. Раз-
мах движений инструмента страхуется либо фи-
нагелем, либо большим пальцем держащей из-
делие руки (на палец в этом случае обязательно
надевается кожаный чехол). Локти в процессе
опиливания находятся в свободном состоянии.
Для удержания в нужном положении изделий
и деталей при опиливании пользуются также
плоскогубцами и круглогубцами, тисочками ме-
таллическими и деревянными. При опиливании
изделий из драгоценных металлов нельзя при-
менять инструменты и приспособления, изготов-
ленные из цветных металлов и негорючих мате-
риалов, так как в дальнейшем извлечение при-
месей из опилок будет затруднено.
Механизированное опиливание. Этот способ
удобен при обработке труднодоступных мест,
пазов, внутренних поверхностей полых изделий.
Опытные ювелиры 70 - 80 % всех опиловочных
Рис. 3.13. Опиливание
работ выполняют именно механизированным
способом. Осуществляется такое опиливание
с помощью бормашинки и набора боров-фрез.
При механизированном опиливании изделие
удерживается пальцами руки (упором служит
финагель) или закрепляется в деревянных тисоч-
ках. Локоть руки, держащей и направляющей ин-
струмент, опирается на стол верстака
Выполняя операцию опиливания, необходи-
мо помнить: правильно выбранные напильник,
надфиль, рифель — одно из условий качествен-
ной и производительной работы; напильник (над-
филь) удерживают в правой руке, причем указа-
тельный палец должен быть расположен сверху
и вдоль напильника, а большой палец — сбоку
Глава 3 Операции процессов изготовления ювелирных изделий
149
и вдоль рукоятки напильника; обрабатываемое
изделие должно быть по возможности жестко
(без смещения) закреплено (удерживаться); дви-
жения режущего инструмента должны быть рав-
номерными по всей длине хода; давление на
инструмент также должно быть постоянно рав-
номерным; заусенцы удаляются под углом
к краю изделия; перед опиливанием (зачисткой)
мест пайки необходимо выполнить протравку
в целях удаления остатков буры; не рекоменду-
ется использовать один и тот же режущий инст-
румент для обработки изделий из разного ме-
талла; через определенные интервалы работы ре-
жущий инструмент необходимо прочищать щет-
кой или тканью.
3.10. Выпиливание лобзиком
Процесс получения деталей сложной кон-
струкции или ажурного орнамента с помощью
лобзика называется выпиливанием. Это одна из
самых трудных монтировочных операций. Обу-
чение навыкам выпиливания надо начинать
с пропиливания прямых линий, затем — линий
с небольшой кривизной, а далее — сложных
и замысловатых узоров Изделие во время вы-
пиливания опирают на финагель, одновременно
удерживая его левой рукой обязательно в гори-
зонтальном положении; при этом лобзик должен
находиться в вертикальном положении. Выпи-
ливая, следует помнить о постоянном поддер-
жании выбранного угла пропила, в противном
случае пилку будет заклинивать, она будет ло-
маться. Натяжение пилки (полотна) в рабочем
состоянии не должно быть ни слабым, ни силь-
ным (рис. 3.14, А): слабое натяжение не позво-
ляет достигать точности пропила, сильное при-
водит к поломкам пилок, особенно при выпили-
вании сложных орнаментов с множеством не-
больших, но криволинейных участков. Нормаль-
ным натяжением пилки считается такое, когда
при несильном боковом нажатии на пилку она
отклоняется от оси не более чем на 3 мм. Пил-
ки (полотна) различают по величине зубьев и со-
ответствующим номерам (рис. 3.14,5). Чтобы
ход пилки был легким и свободным, ее необхо-
димо периодически смазывать воском. Для об-
легчения процесса выпиливания сложного ор-
Рис. 3.14. Выпиливание лобзиком
намента изделие предварительно просверлива-
ют в тех местах, которые (в дальнейшем) будут
удалены. Диаметр просверливаемых отверстий
должен быть таким, чтобы пилка легко прохо-
дила в него. Лобзиком можно выпилить слож-
ную конструкцию (рис. 3.14, В), вырезать гнез-
да для вставок (рис. 3.14, Г), подчистить узоры
в труднодоступных местах, пропилить всечки,
распилить детали по разметке (рис. 3.14,Д),
вырезать углы и отверстия (рис. 3.14, Е).
3.11. Сверление
Процесс образования отверстия в сплошном
материале при помощи режущего инструмента
(сверла) называется сверлением Процесс уве-
личения при помощи сверла диаметра отвер-
стий, образованных в деталях и изделиях при
литье, штамповке и сверлении, называется рас-
сверливанием. Точность и параметры шерохо-
ватости поверхности сквозных или глухих от-
верстий, полученных как сверлением, так и рас-
сверливанием — невысоки. При рассверливании
150
Глава 3. Операции процессов изготовления ювелирных изделий
Таблица 3.27
эти показатели несколько выше (лучше), чем при
сверлении. Отличительными чертами операции
сверления при изготовлении ювелирных изделий
являются: особая мягкость просверливаемого
материала, малые значения его толщин и диа-
метров, удержание деталей и изделий силой
пальцев руки.
Сверление можно осуществить на одно-
шпиндельных вертикально-сверлильных станках
настольного типа, а также с помощью ювелир-
ной дрели или с применением бормашинки
(рис. 3.15, А и Б). Прежде чем начать сверление,
необходимо провести тщательную подготовку:
осмотреть и убедиться в исправности и готов-
ности к работе станка, бормашинки, дрели; по-
добрать нужные сверла; подготовить опорные
подставки и изделия; произвести кернение мест
сверления. В качестве опорных подставок обыч-
но используются флакейзены с деревянными
вкладышами (при сверлении выпуклых деталей)
и деревянные стержни типа ригеля (при сверле-
нии колец). Сверление начинают и производят
несильным, мягким нажимом на рычаг шпинде-
ля. Отверстие сверлят не за один проход, а за
несколько, периодически высвобождая сверло
и смазывая его маслом или воском В процессе
сверления недопустимы резкие, сильные нажи-
мы на шпиндель, сдвиг изделия с места, так как
это приводит к поломке сверла. Возможные де-
фекты при сверлении приведены в таблице 3.27.
Возможные дефекты
при сверлении
Вид дефекта Причина Способ устранения
Отверстия не круглые, свер- ло отломилось Односторон- няя заточка режущей кромки сверла Перезаточить сверло
Сверло не сверлит при больших обо- ротах Гупое сверло Заточить сверло
Шерохова- тость поверх- ности отвер- стия Мал угол ре- жущей кромки сверла Перезаточить сверло
Медленная «работа» сверла Велик угол режущей кромки сверла Перезаточить сверло
Сверло не вращается Слабое креп- ление сверла в патроне, не тот патрон Сменить па- трон или крепче зажать сверло
Быстрое затуп- ление сверла, поломка Завышена по- дача Уменьшить подачу
Нагрев сверла, затупление, по- ломка Завышено число оборо- тов, плохая смазка Уменьшить число оборо- тов, добавить смазки
3.12. Шабрение
Рис. 3.15. Сверление
Отделочная операция по снятию с изделия
очень тонкого слоя металла при помощи режу-
щего инструмента (шабера) называется шабре-
нием. Различают три вида шабрения: шабрение
внутренних округлых поверхностей, наружных
поверхностей и труднодоступных мест.
При шабрении внутренних округлых по-
верхностей используют круглые (диаметром 6 -
8 мм) и трехгранные (со стороной 6-8 мм) ша-
беры. Угол заточки этих шаберов составляет
30 - 35°. При шабрении наружных поверхнос-
тей применяются шаберы тонких сечений (4 -
6 мм) с углом заточки 15 - 25°. При шабрении
труднодоступных мест используют практи-
чески все существующие ювелирные шаберы.
Основная задача в этом случае — подобрать тот
шабер, который обеспечит более удобную, бо-
лее производительную и качественную обработ-
Глава 3. Операции процессов изготовления ювелирных изделий
151
ку конкретного изделия и конкретного трудно-
доступного места в нем.
Ювелиры выполняют операцию шабрения
сидя за верстаком; шабер держат в правой руке,
изделие — в левой; упором для изделия служит
финагель. При шабрении внутренних округ-
лых поверхностей шабер берут так, чтобы руч-
ка его помещалась в ладони правой руки. Рабо-
чая часть шабера (гранью вниз) располагается
на поверхности изделия. Для начала процесса
(снятия стружки) необходимо указательным
пальцем нажать на стержень шабера, придав ему
движение слегка вперед и по окружности (по
часовой стрелке); движение в обратном направ-
лении происходит без снятия стружки, вхолос-
тую. Диаметр и ширина кольца определяют дли-
ну хода шабера (в среднем 12-15 мм). Шабре-
ние наружных поверхностей предусматрива-
ет иное расположение шабера в руке: ручка его
обязательно должна находиться между пальца-
ми (безымянным и мизинцем или безымянным
и средним). Указательный и средний пальцы как
бы упираются в стержень сбоку, почти на гра-
нице с рабочей частью. Лезвие шабера по отно-
шению к поверхности обрабатываемого изделия
должно находиться под углом 30 - 40°. Этот
угол может быть равен 45 - 60°, если на изде-
лии остались заметные риски от опиливания.
Прижимая лезвие к поверхности изделия и тол-
кая его вперед нажатием пальца на стержень, со-
общают движение шаберу. Движение в обрат-
ном направлении (к себе) — холостой ход. Дли-
на хода шабера составляет не более 15 мм.
Шабрение — заключительная операция, ко-
торую выполняет ювелир перед тем, как изде-
лие подвергнется полированию. Поэтому шаб-
рение необходимо выполнять с особой тщатель-
ностью, добиваясь получения нужных парамет-
ров шероховатости.
3.13. Штифтование, клепка,
резьбовое соединение
Изготовление ряда ювелирных изделий пре-
дусматривает подвижное соединение отдельных
звеньев (деталей) друг с другом. Процесс выпол-
нения таких соединений осуществляется с по-
мощью штифтов и называется штифтованием.
По степени и виду подвижности штифтовые со-
единения разделяют на шарнирные, петельные
(контршарнирные) и качающиеся. Штифтование
применяется при изготовлении браслетов, серег,
цепочек, кулонов. В ювелирном производстве
подвижное соединение монтируемых частей
требуется обеспечить и при изготовлении неко-
торых ювелирных инструментов, например
плоскогубцев и ножниц. В этих случаях скреп-
ление отдельных деталей достигается посред-
ством заклепки, а сам процесс соединения на-
зывается подвижной или свободной клепкой;
клепка может быть также глухой. При выпол-
нении операции штифтования применяют уже
известные инструмент и приспособления: мо-
лотки, ножницы, кусачки, напильники, надфили,
лобзик, ювелирную дрель, бормашинку, а так-
же ригель (для навивки деталей часовых брас-
летов: фонариков, веревочек).
Подготовка штифтов. Штифты нарезают
вручную (кусачками) из провальцованной про-
волоки, диаметр которой соответствует внутрен-
нему диаметру шарнира или просверленного
отверстия, но ни в коем случае не превышает
его. Штифты делают длиной, равной общей ши-
рине соединяемых звеньев или (при серийном
выпуске изделий) в строгом соответствии
с эталоном (образцом). Штифты для штифтова-
ния шарнирных соединений с одного конца слег-
ка (не остро) опиливают на конус.
Штифтование шарнирных соединений. Вна-
чале производят сборку и припаивание частей
шарнира. Требование при сборке одно: необхо-
димо обеспечить как можно более плотное
прилегание отдельных элементов (одного
к другому) и в то же время дать им возможность
свободно двигаться. Процесс сборки и припа-
ивания можно осуществить двумя способами:
припаиванием всех элементов шарнира одно-
временно к обеим частям изделия или раздель-
ным их припаиванием сначалак одной части
изделия, а затем к другой.
При первом способе (рис. 3.16, А) на месте
соединения по всей длине выпиливают полукруг-
лое углубление — желобок; элементы шарнира
насаживают на стальной стержень (обязательно
плотно один к другому), укладывают в желобок
и (через один) припаивают. Стержень вынима-
ют. При втором способе (рис. 3.16 Б), как и при
152
Глава 3 Операции процессов изготовления ювелирных изделий
Рис. 3.16. Штифтование, клепка, резьбовое соединение
Глава 3. Операции процессов изготовления ювелирных изделий
153
первом, в месте соединения выпиливают жело-
бок. Трубку для шарнира делят на части (требу-
емых количества и длины), после чего в местах
деления разрезают, оставляя маленькие удержи-
вающие перемычки. Шарнир укладывают в же-
лобок и, как при первом способе (через один),
с одной и с другой стороны припаивают к одной
части изделия. Перемычки удаляют, припаянные
части шарнира тщательно зачищают, подгоняют,
насаживают на стальной стержень (точно по
промежуткам) и припаивают (с одной стороны)
к другой части изделия. Шарнирное соединение,
таким образом, подготовлено к штифтованию.
Перед штифтованием отверстия шарнира обра-
батывают дополнительно, причем дважды: сна-
чала обе его готовые части (подвижную и непод-
вижную) проходят разверткой с небольшой ко-
нусностью, а затем разверткой чуть увеличива-
ют диаметр трубок подвижной части шарнира
с тем, чтобы штифт легко проворачивался в них.
Штифт своей конусностью должен входить
в отверстие неподвижной части шарнира и проч-
но в ней заклиниваться (рис. 3.16, В). После
окончания сборки концы штифта расклепывают-
ся (до получения полусферической головки)
с применением молотка, опорной плоской плиты,
а в случае необходимости — плоского пуансо-
на с углублением по форме головки и штифта.
Штифтование петельных соединений. Такие
соединения образуют путем помещения одной
части шарнира (подвижной) внутрь другой (не-
подвижной). Роль штифта в этом случае играют
подвижные части. Их припаивают внутри непод-
вижного шарнира, который, в свою очередь,
предварительно разрезают вдоль по осевой плос-
кости на две половинки, каждую из которых при-
паивают в выемки на торцах звеньев изделий
(браслетов). Важно при этом соблюдать опре-
деленную последовательность пайки отдельных
элементов соединения (рис. 3.16, Г).
Штифтование качающихся соединений. Про-
цесс штифтования таких соединений состоит из
двух этапов: предварительного (подготовки
к сборке) и окончательного (сборки и штифтов-
ки) Предварительный этап включает в себя
следующий порядок работ: нарезание необходи-
мых по количеству и длине (больших и малых)
соединяемых звеньев; опиливание (в целях
скругления) торцев звеньев; обозначение мет-
ками (строго одна против другой) мест сверле-
ния на концах звеньев; сверление отверстий (по
диаметру штифта). На втором этапе звенья со-
единяются путем скрепления штифтами
(рис. 3.16,Д). Штифты на концах запаивают,
а места пайки затем напильниками и надфиля-
ми тщательно зачищают. Практика ювелирного
дела допускает выпуск ювелирных изделий с не-
сколькими оправами, скрепленными между со-
бой штифтами по типу качающихся соединений.
Сборку и штифтование таких оправ производят
в следующем порядке: в оправах (в диаметраль-
но противоположных местах) делают нарезы
(пазы); из полоски металла по размеру и профи-
лю пазов изготавливают соединительное ушко,
один конец которого — плоский, а другой — по-
лукруглый; плоскими концами ушки припаива-
ют в пазы с правой стороны оправ; затем опра-
вы собирают попарно, просверливают отверстия
в оправах и ушках и скрепляют штифтами
(рис. 3.16, Е), концы штифтов запаивают, а мес-
та пайки тщательно зачищают.
Подвижное и неподвижное (глухое) неразъ-
емное соединение можно выполнить и с помо-
щью клепки (рис. 3.16, Ж), то есть заклепок,
которые бывают с полукруглой головкой, потай-
ной и полупотайной (рис. 3.16,3). В ювелирном
деле клепка применяется (в основном) при из-
готовлении инструмента (щипцов, ножниц, пин-
цетов), а также деталей и узлов (петель, напри-
мер, шарниров) некоторых ювелирных изделий.
Процесс клепки предусматривает следующие по
порядку действия: разметка центров отверстий,
сверление, раззенковка отверстий под потайную
головку, ввод заклепки (снизу) в отверстие, рас-
клепку заклепки. Потайную головку изготавли-
вают так: берут необходимой длины отрезок
проволоки, один его конец сначала покрывают
флюсом, а затем пламенем горелки расплавля-
ют его до образования шарика, затем охлажда-
ют, а затем на плите для клепки придают ему
(легкими ударами) форму головки (рис. 3.16, И).
Соответствующую форму большим головкам де-
коративных заклепок придают с помощью чека-
нов или шаровидных пуансонов.
Примечание. В игольчатом шарнире или
замке серьги головка очень осторожно раскле-
пывается на гвоздильне или на пуансоне, а по-
том еще зашлифовывается.
154
Глава 3 Операции процессов изготовления ювелирных изделий
Соединение деталей можно осуществить
также и резьбовым способом (с помощью вин-
тов, болтов, гаек, шпилек и т. д. и т. п.). Ювелир
использует резьбу, как способ соединения дета-
лей, только в замках серег. Резьба бывает нор-
мальной и мелкой (рис. 3.16, К), обозначается
по наружному диаметру винта и внутреннему
(что одно и то же) диаметру гайки (отверстия),
например, М10; для мелкой резьбы указывают
еще и шаг: например, М 10x1 или М10Х 0,5. Раз-
личают резьбы цилиндрические и конические,
первые еще подразделяют на метрические и спе-
циальные (к последним относят дюймовую,
трубную, трапецеидальную и так называемую
упорную). Резьбу нарезают метчиками (внутрен-
нюю) и плашками (наружную). Нарезка резьбы
(как в первом, так и во втором случаях) должна
выполняться без приложения особых усилий,
с применением охлаждающей эмульсии или
мыла (специальной смазки) и в определенной
последовательности: поочередно делая пол-обо-
рота вперед, а затем четверть оборота назад.
3.14. Отбеливание
После пайки и отжига изделия необходимо
подвергнуть травлению, чтобы очистить их по-
верхность от оксидной пленки и расплавленно-
го флюса. В ювелирном производстве процесс
такого травления (удаления с изделий остатков
флюса и оксидов) называется отбеливанием.
Отбеливание выполняют с использованием кис-
лотостойких ванночек и специальных кислотных
растворов. Ванночки с отбеливающими раство-
рами устанавливают на нагревательные прибо-
ры, которые затем помещают в вытяжные шка-
фы. При этом изделия погружают в отбел и из-
влекают обратно на кислотостойком сетчатом
ковше или медными пинцетами. Отбеливающие
растворы можно содержать также и в бытовых
стеклянных банках, а отбеливание изделий про-
изводить в специальной (с удлиненной ручкой)
медной ложке, подогревая набранный в ложку
отбел на пламени горелки. Для проведения про-
цесса отбеливания необходимы также промы-
вочный (с проточной водой) бак и сушильный
шкаф для промывки и сушки изделий или дета-
лей. Нельзя допускать попадания в отбеливаю-
щие растворы любых загрязняющих веществ
и инородных металлов — в противном случае
отбел становится непригодным к использова-
нию; нельзя также завышать температуру отбе-
ла, чтобы не произошел рост зерна в металле
и не измененились его механические свойства.
В таблице 3.28 приведены отбеливающие ра-
створы, применяемые на предприятиях ювелир-
ной промышленности, а в таблице 3.29 — при-
меняемые в мастерских по ремонту ювелирных
изделий. Отбеливание ведут в следующем поряд-
ке: изделия или детали (после пайки и полного
остывания) с помощью сетчатого ковша погру-
жают в заранее подготовленный отбел, выдер-
живают в отбеле до полного растворения остат-
ков флюсов и оксидов металлов, после чего их
тщательно промывают; изделия (детали) после
промывки просушивают (в медной таре) в су-
шильном шкафу.
Правила техники безопасности при выпол-
нении монтировочных работ.
1. К выполнению монтировочных работ до-
пускаются только лица, прошедшие соответству-
ющий инструктаж.
2. Работать следует только исправными ин-
струментами и на исправном оборудовании.
3. При разметке, гибке, правке, опиливании,
шабрении, штифтовке и клепке необходимо осо-
бо аккуратно и осторожно обращаться с чертил-
кой, циркулем, напильниками, надфилями, ша-
бером, кусачками, фрезами, не размещать ука-
занные инструменты на краю или близко к краю
стола во избежание их падения на пол, не при-
менять их для открывания ящиков и в качестве
палочек для размешивания, не касаться руками
острых и режущих частей инструмента; по окон-
чании работ следует убрать инструменты в ящи-
ки верстака.
4. При паяльных работах особое внимание
необходимо обратить на то, чтобы в помещении
была оборудована приточно-вытяжная вентиля-
ция; недопустимо пребывание в помещении по-
сторонних лиц; на рабочем месте у сварочного
аппарата должен быть резиновый коврик.
5. При отбеливании следует предотвратить
возможность загрязнения отбелов и попадания
в них инородных металлов, не опускать в отбел
полностью не остывшие детали и изделия во
избежание появления брызг, при погружении
Глава 3. Операции процессов изготовления ювелирных изделий
155
Отбеливающие растворы и процессы отбеливания,
применяемые в отечественном ювелирном производстве
Таблица 3.28
Состав отбела Рабочая темпе- ратура, °C Время отбеливания, мин Материал изделия Темпе- ратура сушки, °C Время сушки, мин
Раствор се] зной кислоты
5 % H2SO, остальное — вода 50-70 5-8 Мельхиор, медь 100-110 8 10
10 % H2SO4, 80 90 5 10 Золото 90- 100 10- 15
остальное — вода
15%H2SO4, остальное — вода 50-70 5-8 Золото 583 -й и 585 -й проб 100-150 5- 8
Тоже 90 95 0,75 3 Тоже 90 100 10-15
ff — 70-80 До появления белого цвета Серебро 875 -й пробы 80 До полной просушки
If — 60-70 5-10 Серебро 875 -й, 916 -й и 960 -й проб 20-25 30
__lf __ 25-30 15-30 Серебро 875 -й пробы, филигранные изделия 20-25 30
If 70-80 1 -2 Латунь, нейзильбер, 120 130 3- 5
мельхиор, медь
If 70-80 15-20 МНЦ15-5О 20-25 30
If __ 60-70 3-5 Серебро и цветные 100-120 10 15
металлы
20-30%H2S04, остальное — вода 60-80 0,4 0,5 Сплавы ЛАФ, медь, латунь, томпак, мельхиор, нейзильбер 120-130 8- 10
50%H2SO4, остальное — вода 50-70 2-3 Золото 583 -й. 585 -й и 750 -й проб 100 5-7
Раствор соляной кислоты
10%НС1, остальное — вода 24 2-3 Золото 583 -й, 585 -й и 750 -й проб 20-25 1 -2
Тоже 60-70 5-10 Тоже 80-100 8- 10
Раствор азотной кислоты
15%H2NO3, остальное — вода 70-80 До появления желто- При г\гл Золото 583 -й и 585 -й проб 80 Визуально до полной
цвета просушки
10%H2NO3, ЭЛ Золото 583 -й, 1 э
остальное — вода Z4 Z — J 585 -й и 750 -й проб ZU — ZD 1 — Z
Другие отбеливающие растворы
20%H2SO4, 5%CuSO4
(медный купорос), 60-70 3-5 Золото 583 -й, 60-80 ч _ я
10%НзВОз (борная кислота), 585 -й и 750 -й проб 2/ о
остальное - вода
39%HNO3,
10%H2SO4,1%НС1, 18-22 2-3 Томпак, нейзильбер 20-25 30
остальное - вода
15 % H2SO4, 10%HNO3, 5%CuSO4, 60-70 3-5 Золото 583 -й, 585 -й и 750 -й проб 100 120 10 15
остальное — вода
156
Глава 3. Операции процессов изготовления ювелирных изделий
Продолжение табл. 3.28
Состав отбела Рабочая температура, °C Время отбеливания, мин Материал изделия Темпе- ратура сушки, °C Время сушки, мин
8 % KHSO4 (кислый сернокислый калий), остальное — вода 24 2-3 Тоже 20-25 30
10%KHSO4, остальное — вода 20 2-3 Серебро 875-й и 916-й проб 20-25 25
50%KHSO4, остальное — вода 50 60 3-5 Золото 583-й, 585-й и 750-й проб 90-100 15
200 г/л Н2О2 (перекись водорода), 100r/nH2S04 50 2-3 Мельхиор 60-80 8-12
180- 185г/лН28О4 25-30 0,25-0,5 Медь, латунь, нейзильбер, мельхиор 20-25 30
7 л 40 %-ного раствора HF (фторводорода) и 0,3 л HNO3 18 600 Золото 583-й, 585-й и 750-й проб 100-120 10-15
40 %-ный раствор HF 18 600 Серебро и цветные металлы 100-120 10-15
Травильный раствор
Одна часть HNO3, три части H2SO4, шесть частей — вода 20-25 0,25-0,5 Медь, томпак, мельхиор, латунь, нейзильбер 20-25 30
Травление сильное
380г/лН28О4, 72 г/л HNCh. 4г/лНС1 20-25 0,5-1,0 Томпак (подготовка поверхности перед нанесением эмали) 20-25 30
Отбеливающие растворы и характеристики процессов отбеливания,
применяемые в мастерских по ремонту ювелирных изделий
Таблица 3.29
Отбел Состав отбела Рабочая темпе- ратура. °C Время отбеливания, сек Материал изделия Время сушки, мин (t= 100 °C)
Соляный 5- 10%СН1 40-60 До 30 Золото 500-й, 583-й, 585-й и 750-й проб 3-5
Серный 10-15%H2SO4 60-70 20-30 Тоже
Серный 5- 10%H2SO4 50 20-30 Золото 375-й пробы
Соляный 1 - 2 % CHI 30-40 60 Серебро
Серный SyoHzSCkc добавлением 40-50 До 30 Серебро До
поваренной соли полного
высыхания
200 мл HNO3
Отбеливающий раствор + 250 мл H2SO4 + 5 г поваренной соли на 1 л воды 30-40 10-20 Латунь
Серный 10-12%H2SO4 + 5 г/л хромпика 60-70 20-30 Мельхиор, нейзильбер
Глава 3. Операции процессов изготовления ювелирных изделий
157
изделий в отбел и извлечении их из него надо
пользоваться специальными кислотостойкими
сетчатыми ковшами или медными пинцетами, не
допускать попадания отбеливающих растворов
на руки и одежду.
6. Во время работы лобзиком не следует
прилагать излишних усилий на пилку с целью
ускорить процесс выпиливания или при попыт-
ке высвободить ее при заклинивании; никак не-
допустимо пытаться направлять пилку на линию
пропила пальцами.
7. При сверлении нельзя работать без голов-
ного убора, держать рукой патрон, пытаться ос-
тановить его, поправлять сверло на ходу, а так-
же прикасаться к вращающимся частям работа-
ющего станка.
8. Работу необходимо выполнять в спецо-
дежде (халате, рукавицах) и, конечно, обязатель-
но с применением средств индивидуальной за-
щиты (очков, линз).
9. После окончания работ (особенно перед
приемом пищи) нужно тщательно вымыть руки;
нельзя принимать пищу на рабочем месте.
10. Запрещается самостоятельно произво-
дить ремонт неисправной электропроводки.
3.15. Шлифование и полирование
Шлифование и полирование — это разно-
видности методов обработки металлов резани-
ем, получившие широкое распространение
в ювелирном производстве. Цель шлифования
и полирования — придать изделиям заданное ка-
чество поверхности и точные размеры.
Основные сведения о размерной точности.
При шлифовании и полировании постепенного
повышения точности размера, формы и улучше-
ния качества поверхности изделия достигают
в результате последовательного снятия слоев ме-
талла с поверхности изделия. Приступая к вы-
полнению рассматриваемых операций, ювелир
должен знать, что означают понятия: припуск,
допуск, номинальный, действительный и пре-
дельный размеры, шероховатость поверхности
(рис. 3.17). Припуском называется толщина слоя
металла на поверхности изделия, который уда-
ляется при обработке (выбранным способом)
с целью обеспечения точности заданных разме-
Рис. 3.17. Схема расположения операционных припусков
и допусков: А - номинальный размер заготовки; Б об-
щий припуск; В и Г — припуск (соответственно) на черно-
вую и чистовую обработку\Д — припуск на шлифовку; Е
наибольший предельный размер; Ж — допуск на шлифовку;
3 и И — допуск (соответственно) на чистовую и черновую
обработку; К и Л — соответственно отрицательная и поло-
жительная часть допусков заготовки
ра, формы и качества. Различают общие и ме-
жоперационные припуски. Общий припуск —
сумма операционных припусков. Межопераци-
онный припуск — слой металла, снимаемый за
одну операцию.
При обработке изделий на их поверхности
образуются мелкие неровности в виде выступов
и впадин. Они имеют очень малые размеры, со-
ставляющие десятые и сотые доли микрометра.
Шероховатость поверхности — это размер-
ная характеристика микронеровностей, опреде-
ляемая одним из следующих параметров: сред-
ним арифметическим отклонением профиля 7?а,
высотой неровностей R~ (рис. 3.18). Шерохова-
Рис. 3.18. Микронеровности поверхности
158
Глава 3. Операции процессов изготовления ювелирных изделий
тость поверхности определяют по базовой дли-
не, то есть на специально выбранной длине уча-
стка поверхности. Базой для определения чис-
ловых значений шероховатости является сред-
няя линия профиля т. Она располагается так,
что суммы площадей по обе стороны от нее рав-
ны: F. + Г, +...+ F . = К +К + ...+F. Высота
неровностей — это среднее расстояние между
находящимися в пределах базовой длины (дли-
на шлифованного участка для измерения шеро-
ховатости) пятью высшими точками выступов
и пятью низшими точками впадин, измеренных
от линии, параллельной средней линии:
R.~(ht +h2 +...+h9) -(h2 + h4+...+ h/n ): 5. Сред-
нее арифметическое отклонение профиля —
среднее значение расстояний у /, у2,..., у точек
измеряемого профиля от его средней линии под-
считывают по формуле Ra = (уt +у2 +у3 +... +уп )/п,
где п — число измерений.
Шлифование. Процесс снятия с изделия
очень тонкого слоя металла с помощью шлифу-
ющих (абразивных) материалов называется шли-
фованием. Шлифованием можно достичь высо-
кой размерной точности (погрешность порядка
2-4 мкм) и низких параметров шероховатос-
ти. Сущность процесса шлифования состоит
в срезании с поверхности обрабатываемого из-
делия множества мельчайших частиц металла
с помощью шлифовального инструмента. Вели-
чина этих частиц определяется свойствами как
шлифующего, так и шлифуемого материалов,
а также степенью прижатия обрабатываемой по-
верхности к шлифовальному инструменту,
и заданной скоростью движения (вращения) пос-
леднего. Правильный выбор того или другого
вида абразивного материала диктуется практи-
ческими задачами конкретной шлифовальной
операции. В зависимости от получаемого клас-
са точности обрабатываемой поверхности шли-
фование разделяют на предварительное, чисто-
вое и тонкое.
Виды абразивных материалов. Абразивные
материалы делятся на материалы природного
происхождения и искусственные. Природные
абразивные материалы — это кварц, наждак,
алмаз; искусственные — электрокорунд, карбид
кремния, карбид и нитрид бора, синтетические
алмазы. Самые твердые из них — карбид и нит-
рид бора, алмазы.
Кварц — безводная кремниевая кислота
SiO2, содержащая около 99 % кремнезема; твер-
дость кварца по шкале Мооса — 7, плотность —
2,4 - 2,6 г/см3; окраска — различная: от бес-
цветной до черной.
Наждак — минерал темно-серого, иногда
черного цвета, состоящий приблизительно из
65 % оксида алюминия (Л72<95), смешанного
с магнетитом, пиритом и кварцем; твердость
наждака по шкале Мооса — от 6 до 8.
Корунд — кристаллический глинозем, со-
держащий до 95 % Alft 3, имеет плотность
369 - 461 г/см3, твердость по шкале Мооса — 9;
более вязок и менее хрупок, чем наждак; при-
меняется в виде микропорошков.
Электрокорунд — искусственный абразив-
ный материал, изготовленный из бокситов; со-
ставные части электрокорунда: 94 - 97 % А12О3,
остальное — примеси железа, титана, кремния.
Карбид кремния получают из кокса и квар-
цевого песка путем их нагревания (спекания)
в электропечи при температуре 2200 °C; твер-
дость карбида кремния по шкале Мооса — 9,5;
уступает по этому показателю только алмазу.
Нитрид бора — сравнительно новый ис-
кусственный абразивный материал; по твердо-
сти не уступает алмазу; очень часто применяет-
ся в тех случаях, когда необходимо получить
высокую размерную плотность.
Карбид бора — представляет собой тугоп-
лавкое соединение бора с углеродом; по твер-
дости уступает только алмазу.
Алмаз — кристаллический углерод; исполь-
зуется природный и искусственный; твердость
по шкале Мооса — 10.
Методы шлифования. Применяются следу-
ющие методы шлифования: абразивными брус-
ками, напильниками, пемзой, сланцем и шлифо-
вальными углями, наждачной бумагой, с приме-
нением бормашинок, пальцами рук, в виброш-
лифовальных установках. Процесс шлифования
на абразивном бруске (точильном камне) зак-
лючается в многократном перемещении взад-
вперед детали или изделия по плоскостям кам-
ня до получения необходимого качества обра-
батываемой поверхности (рис. 3.19, А). Направ-
ление движения при шлифовании необходимо
менять как можно чаще с тем, чтобы избежать
появления на обрабатываемой поверхности ца-
Глава 3. Операции процессов изготовления ювелирных изделий
159
Рис. 3.19. Шлифование
рапин и рисок. При применении шлифовальных
напильников (рис. 3.19, Б) необходимо посто-
янно помнить о том, что их время от времени
требуется смачивать водой, чтобы частицы ме-
талла не застревали в их порах. Тщательно про-
мывают водой и обрабатываемые изделия, если
они будут подвергнуты последующему шлифо-
ванию камнем с более мелкими зернами; при
этом направление движения шлифования меня-
ется на 90°. Такими напильниками можно шли-
фовать эмаль, стекло, драгоценные камни.
Пемза — отличный материал для мокрого
шлифования предметов из серебра, а остро за-
точенным стержнем из сланца удобно шлифо-
вать труднодоступные места в изделиях; шли-
фовальные угли применяются, как наиболее
мягкий материал, для доводочного шлифования
с использованием обильного смачивания водой.
Наждачная бумага (шкурка) по виду аб-
разивных порошков делится на электрокорундо-
вую, карбидокорундовую, стеклянную, кремни-
евую. Величина зерен — различная: от 0,25 до
0,63 мм. Выпускается микронная шкурка с ве-
личиной зерен 5, 10, 28, 40 мкм. Применяется
наждачная бумага для обработки узких пазов.
Шлифование с применением бормашинок
(рис. 3.16, В) и шерстяных, войлочных, фетро-
вых кругов (малых размеров), а также щеток
(круглых, конусных, в виде кисти) дает хорошие
результаты при обработке практически всех ви-
дов ювелирных украшений.
Шлифование пальцами и ладонью руки
с нанесенными на них шлифовальными пастами
имеет ограниченное применение, так как этим
способом невозможно равномерно обрабатывать
все части изделия.
Шлифование в виброшлифовальных уста-
новках — это процесс, осуществляемый в зак-
рытом резервуаре (контейнере) с применением
определенной формы гранул на основе пласт-
масс, латунных шариков диаметром 1-6 мм,
моющих средств и абразивных порошков; вмес-
те с загруженными в контейнер изделиями гра-
нулы находятся в постоянном движении, мно-
гократно соприкасаясь, что приводит к сглажи-
ванию поверхности изделий.
Полирование. Это одна из отделочных опе-
раций, цель ее — получение зеркально-гладкой,
с низкими параметрами шероховатости поверх-
ности. Полирование (в отличие от шлифования)
исключает применение жестких абразивных
материалов. Полирование подразделяют на руч-
ное, механизированное и электрохимическое.
Полирование вручную. Для полирования
мелких отверстий и звеньев цепочек и брасле-
тов, а также изделий сложной конфигурации
применяют деревянные полировальные палоч-
ки (рис. 3.20, А и Б\ натянутые нити (рис. 3.20, В)
и нитяные щетки; предварительно на инструмент
наносят полировальные пасты. В отдельных слу-
160
Глава 3 Операции процессов изготовления ювелирных изделий
Рис. 3.20. Полирование
чаях, когда нужно отполировать ровные плос-
кости, применяют полировник, одна сторона
которого обтянута мягкой кожей с нанесенной
полировальной пастой. Полирование вручную
может производиться полировником и без на-
несения на него абразивных паст. Процесс та-
кого полирования состоит в медленном выгла-
живании поверхности изделий полировником,
что дает высокий блеск, повышает износостой-
кость изделия, но требует высокого уровня ква-
лификации исполнителя Полировальные пасты
состоят из тонких абразивных порошков (окси-
да хрома, железа-крокуса, кремния), жировых
связок (стеарина, парафина, технического сала,
воска, окислительного петролатума) и специаль-
ных добавок (двууглекислой соды, олеиновой
кислоты, скипидара, керосина). Пасты на осно-
ве оксида хрома называются пастами ГОИ
(табл. 3.30), на основе окиси железа — крокус-
ными (табл. 3.31). Состав пасты на основе крем-
ния, называемой крокусно-кремниевой, приве-
ден вслед за указанными таблицами.
Глава 3. Операции процессов изготовления ювелирных изделий
161
Таблица 3.30
Пасты на основе
оксида хрома (пасты ГОИ)
Компонент Массовая доля компонента, % (в составе пасты)
Грубой Средней Тонкой
Окись хрома Стеарин Расщепленный жир Керосин Силикатель Олеиновая кислота Сода двууглекислая 81 10 5 2 2 76 10 10 2 2 74 10 10 2 1,8 2 0,2
Таблица 3.31
Пасты на основе
оксида железа (крокусные пасты)
Компонент Массовая доля компонента, % (в составе пасты)
Грубой Средней Тонкой
Окись железа Стеарин Олеиновая кислота Техническое сало Скипидар Петролатум окисленный Парафин 78 10,7 1,3 8 2 72 14 14 49 18 25 8
Компонент Массовая
доля, %
Оксид кремния.......................45
Парафин.............................37
Минеральное масло...................10
Цезарин.............................6
Окись железа........................2
Пасты ГОИ применяют для предваритель-
ного полирования, а крокусные — для оконча-
тельного (чистового).
Механизированное полирование. Делится на
поштучное и массовое. Поштучное полирова-
ние осуществляют на полировальных станках
с помощью эластичных кругов и щеток с нане-
сенными на них абразивными пастами. По ко-
личеству рабочих мест полировальные станки
делятся на одно- и двухместные. Как первые, так
и вторые оборудованы вытяжными устройства-
ми для сбора отходов драгоценных металлов.
Полировальные круги и щетки бывают фетро-
вые, волосяные, нитяные, матерчатые. Фетро-
выми кругами выполняют предварительное по-
лирование изделий с гладкими, ровными и вы-
пуклыми поверхностями. Волосяные круги (дис-
ковые щетки) используют для полирования из-
делий сложной конструкции. Круги матерчатые
из полотна, миткаля обеспечивают получение
поверхности с любым параметром шероховато-
сти; используют их (в основном) для окончатель-
ного полирования. Нитяные круги (пуховки) яв-
ляются самыми мягкими и применяются для на-
ведения на изделие глянца. Поштучное механи-
зированное полирование можно осуществить
и с применением бормашинки и названных выше
полировальных кругов и щеток. Для полирова-
ния ювелирных изделий используются также
алмазные пасты, обеспечивающие высокие па-
раметры шероховатости обрабатываемой повер-
хности, и шлифовально-полировальные твердые
пасты (водосмываемые), не содержащие окиси
хрома. Твердые водосмываемые пасты представ-
ляют собой бруски, состоящие из смеси абра-
зивных материалов, синтетических жирных кис-
лот и вспомогательных моющих веществ: сни-
жается съем драгоценных металлов и трудоем-
кость операции промывки, исключается также
и применение при промывке легковоспламеня-
ющихся жидкостей.
Корнеровые и крапановые касты полируют
щеткой с длинным волосом; ранты, глухие кас-
ты — щеткой с коротким волосом, а шинки, об-
ручальные кольца и изделия без вставки, напри-
мер серьги, кулоны, — на шайбе (матерчатом
круге). Швензы, крючки, флажки полируют уз-
кой щеткой. Отполированные детали и изделия
затем очищают (вручную, мягкими волосяными
щетками) в моющих растворах с растворителя-
ми на основе хлорированных углеродов — трих-
лорэтилена и перхлорэтилена. Затем изделия
помещают в емкость с горячим нашатырным
спиртом для удаления остатков паст и жира.
В качестве щелочных моющих средств приме-
няют также гидроокись натрия (едкий натр), гид-
роокись калия (едкое кали), соду, поташ.
11 Зак. 3896
162
Глава 3. Операции процессов изготовления ювелирных изделий
Массовое полирование выполняют с ис-
пользованием галтовочных барабанов и в виб-
рополировальных установках. Галтовка по сути
своей схожа с процессом шлифования ювелир-
ных изделий во вращающемся контейнере. Но
галтовка (в отличие от шлифовки) — операция
отделочная; выполняют ее либо перед гальвано-
покрытием, либо когда не требуется высокой
зеркальности обрабатываемой поверхности.
В качестве полирующих средств при галтовке
используют абразивную пульпу или стальные от-
полированные шарики и стержни (рис. 3.20, Г)
диаметром от 1 до 3 мм. В состав моющих
средств могут входить аммиак, мыльная струж-
ка, моющие порошки, гидроокись натрия, каль-
цинированная сода, хлористая известь, двуугле-
кислый и хлористый натрий. Моющие составы
удаляют грязь, ускоряют процесс полирования.
Продолжительность процесса галтовки состав-
ляет от 2 до 8 часов.
Виброполирование ювелирных изделий
производят не во вращающемся, как при галтов-
ке, а в вибрирующем контейнере. Моющие и по-
лирующие средства — те же, что и при галтов-
ке. Виброполированием можно обрабатывать из-
делия и простых, и сложных форм. После виб-
рополирования изделия промывают в воде,
обсушивают, глянцуют. Виброполирование ха-
рактеризуется высокой производительностью
(от 800 до 900 изделий за смену), снижает съем
драгоценных металлов, упрощает процесс сбора
отходов и уменьшает безвозвратные потери дра-
гоценных металлов за счет исключения их уле-
тучивания и уноса сточными водами.
Электрохимическое полирование. Суть его
заключается в анодном травлении, в результате
которого микронеровности поверхности обра-
батываемых изделий растворяются и сглажива-
ются (рис. 3.20, Д). Процесс проводят в раство-
рах электролита в ванных из винипласта или
фарфора, изделия загружают в ванны на подвес-
ках из титана. Технологический процесс элект-
рохимического полирования ювелирных изделий
предусматривает последовательное проведение
следующих операций: монтаж — загрузка изде-
лий — электрополирование — промывка в хо-
лодной дистиллированной воде (1-ая ванна) —
промывка в дипассивирующем растворе — про-
мывка в дистиллированной воде (последователь-
но в двух ваннах: 2-я и 3-я) — демонтаж изде-
лий — промывка — обсушка — взвешивание —
контроль; все растворы должны иметь комнат-
ную температуру. Существует несколько соста-
вов электролитов и, соответственно, режимов
электрохимического полирования (табл. 3.32
и 3.33). Очистка изделий после шлифования
и полирования (удаление остатков шлифующих
и полирующих паст) осуществляется посред-
ством промывания в растворах бензина, спир-
та, трихлорэтилена (C2YCl3) и перхлорэтилена
(C2Cty9 с помощью гидроокиси калия {КОН)
и гидроокиси натрия {NaOH\ нашатырного
спирта {NH4OH), цианистого калия (KCN) и ци-
анистого натрия {NaCN), соды {Na2CO3) и пота-
ша {К2СО^ а также ультразвуковой очисткой.
Техника безопасности при шлифовальных
и полировальных работах.
1. К осуществлению операций шлифования
и полирования допускаются только лица, про-
шедшие соответствующий инструктаж.
2. Работу производят только на исправном
оборудовании и исправными инструментами.
3. Работать необходимо в спецодежде
и с использованием средств индивидуальной за-
щиты: очков, линз.
4. Не допускать сильного нагрева изделия
во избежание ожога рук.
5. При полировании изделия его надо дер-
жать (направлять) острыми гранями по ходу вра-
щения круга.
6. Полируемые поверхности изделия необ-
ходимо располагать относительно круга так, что-
бы изделие не подхватывало кругом.
7. Не мыть руки в масле, эмульсии, кероси-
не и не обтирать их матерчатыми обрезками,
загрязненными стружкой.
8. Хранить личную одежду и принимать
пищу на рабочем месте запрещается.
9. Приточно-вытяжная вентиляция на учас-
тке (в цехе) обязательна.
3.16. Ультразвуковая очистка
Процесс одновременного воздействия уль-
тразвуковых колебаний и моющего раствора
в целях разрушения загрязнений на поверхнос-
ти изделия называется ультразвуковой очисткой.
Глава 3 Операции процессов изготовления ювелирных изделий
163
Таблица 3.32
Составы электролитов
и режимы электрохимического
полирования изделий из золота
Компоненты электролита На 1л дис- тилли- рован- ной воды, г Продол- житель- ность, мин Рабочая темпе- ратура, °C Плот- ность тока, А/дм2
Состав 1
Тиомочевина Серная кислота (плотностью 1,84 г/см3) 90 10 1-3 25-40 3-5
Состав 2
Гидроокись натрия Натрий углекислый Тринатрий- фосфат 15 30 35 0,5-3 70-80 3-5
Состав 3
Натрий фосфорно- кислый 20-40
Натрий углекислый (безводный) 20-40 5-10 60-80 1,5-2
Жидкое стекло 3-5
Состав 4
Калий цианистый 10
Калий железисто- синеродистый 20
Гидроокись калия 0,3 5-10 50-60 2,5-2
Натрий фосфорно- кислый двузамещен- ный 60
Состав 5
Калий роданистый Натрий углекислый 300 - 400 40-50 0,25-2 18-25 40-60
Примечание. В процессе полирования необходимо периодически добавлять (до расчетных объемов) тиомочевину и серную кислоту.
Таблица 3.33
Составы электролитов
и режимы электрохимического
полирования изделий из серебра
Компоненты электролита На 1л дис- тилли- рован- ной воды, г Продол- житель- ность, мин Рабочая темпе- ратура, °C Плот- ность тока, А/дм2
Состав 1
Цианистое серебро Цианистый калий 35 20 2,5 18-25 3-5
Состав 2
Цианистый калий Гипосульфит натрия 25 1-3 5-15 20-5 2-10
Составы моющих растворов приведены в табли-
це 3.34. Ультразвуковая очистка ювелирных из-
делий может быть применена после штамповки
(для удаления остатков машинного масла), пос-
ле шлифования, полирования, глянцевания (для
очистки от шлифовально-полировальных паст),
а также после литья (для удаления формовоч-
ной смеси). Процесс очистки производится
в ультразвуковых установках (рис. 3.21)настоль-
ного и напольного типов и предусматривает сле-
дующие операции: приготовление щелочного
раствора, загрузку изделий в ванну, предвари-
тельную очистку, промывку в воде, окончатель-
ную очистку, окончательную промывку в воде,
обсушку в естественных условиях.
3.17. Матирование и крацевание
Давно известно, что сочетание матовой по-
верхности с зеркальной придает изделиям осо-
бую привлекательность. Наведение мата (мати-
рование) является одной из операций чистовой
обработки изделий. Чистовой (отделочный) ха-
рактер присущ и операции крацевания.
Матирование. Эту операцию осуществляют
следующими способами: с помощью чеканов,
с применением пескоструйного аппарата и об-
работкой на станках вращающимися металли-
164
Глава 3. Операции процессов изготовления ювелирных изделий
Таблица 3.34
Составы моющих растворов при ультразвуковой очистке ювелирных изделий, режимы работы
Компонент Массовая доля, г/л Продолжительность воздействия, мин Рабочая температура, °C
Для очистки после шлифования, полирования, а также после штамповки
Тринатрийфосфат Сульфанол Трилон Б Вспомогательные вещества 5-10 1 1-3 3-5 2-2,5 55-60
Для очистки после шлифования и полирования
Водный раствор аммиака Мыло хозяйственное 40 0,5 3 60
Для очистки после литья
Гидроокись натрия Трилон Б Сульфанол 10-15 50-80 9-10 15-20 50-60
Примечание: Контакт рук рабочего с жвдкостью (раствором) и колеблющимся преобразователем недопустим.
ческими щетками. Матирование чеканами вы-
полняют ударами молотка (шерохование повер-
хности по рифленому чекану). Чекан держат
(с небольшим наклоном назад) большим, указа-
тельным и средним пальцами. Два других паль-
ца руки слегка касаются поверхности обрабаты-
ваемого изделия и скользят вдоль нее. Посте-
пенно передвигая чекан по поверхности, нано-
сят по нему ритмичные удары молотком.
Матирование вращающимися металли-
ческими щетками происходит под воздействи-
ем на обрабатываемую поверхность центробеж-
ной силы, возникающей при вращении пучков
стальной или медной проволоки, что придает по-
верхности однородный тусклый (матовый) вид.
Материалом для рабочей части щетки, исполь-
зуемой для окончательного матирования, наря-
Рис. 3.21. Схема ультразвуковой очистки: А — ультразвуко-
вой генератор; Б — ванна; В — изделие; Г— термостат; Д—
преобразователь тока
ду с проволокой, могут служить натуральная
или синтетическая щетина, хлопчатобумажная
пряжа, морская трава. Окончательное матиро-
вание идет с применением смазочно-охлаждаю-
щих жидкостей, состоящих из водно-мыльных
смесей с добавлением в них синтанола или суль-
фанола. Матирование с применением пескос-
труйного аппарата состоит в нанесении (под
давлением воздуха) микроударов песчинками
кварца или специальными шариками по поверх-
ности изделия, при этом полые изделия не по-
вреждаются. Пескоструйной обработкой доби-
ваются получения мелкозернистой и равномер-
но-матовой поверхности с различной фактурой:
от нежно-бархатистой до грубо-зернистой.
Крацевание. Крацеванию подвергают изде-
лия из серебра и золота, прошедшие обработку
травлением, когда на одних образуется белый
налет, а на других— зеленая накипь. Цель кра-
цевания — очистить поверхность изделий от
окалины, скруглить кромки, снять заусенцы.
Процесс крацевания состоит в тщательном про-
глаживании (до полного удаления налета и на-
кипи) поверхности изделия щетинной щеткой
без применения смазки или металлической
щеткой с использованием смазочно-охлаждаю-
щей жидкости. Чтобы избежать образования
полос на поверхности изделия, нужно много-
кратно изменять направление движения щетки.
Глава 3. Операции процессов изготовления ювелирных изделий
165
3.18. Чеканка
Чеканкой называется процесс получения на
заготовке рельефного изображения посредством
холодной обработки — ударов молотка по чека-
ну. Чеканка — одна из операций декоративной
обработки ювелирных изделий, цель которой:
облагородить изделия, придать им более яркий
вид и новые внешние качества. Сущность про-
цесса заключается в том, что за счет давления
на чекан на заготовке остается отпечаток рисун-
ка рабочей части чекана. Ручную чеканку сле-
дует считать одним из самостоятельных спосо-
бов изготовления изделий. Инструментом,
с помощью которого выполняется ручная чекан-
ка, являются чеканы и молотки. В качестве ма-
териала заготовок (изделий) используют листо-
вой металл: золото, серебро, медь, томпак, мель-
хиор, алюминий.
Различают три приема чеканки: насечкой,
формованием, а также смещением металла
(рис. 3.22, А). Насечкой с помощью чеканов-рас-
ходников на заготовке чеканят мягкие и тонкие
линии. Формованием на заготовке (с обратной
ее стороны), используя пурошник и бобошник,
выколачивают рельефное изображение. Смеще-
ние металла достигается передвижкой (переме-
щением) его по поверхности заготовки с помо-
щью лощатников и сечек. Чекан (повторим) дер-
жат между большим, указательным и средним
пальцами; два других пальца слегка касаются по-
верхности обрабатываемой заготовки и сколь-
зят вдоль нее (рис. 3.22, Б). Для свободного
скольжения чекана по заготовке рабочая повер-
хность его бойка постоянно удерживается с не-
большим наклоном. В другой руке чеканщика
находится чеканочный молоток, плоским бой-
ком которого он наносит ритмичные удары по
чекану, направляя его равномерно вниз При
работе вся рука от кисти до плеча остается не-
подвижной, удар по чекану производится за счет
равномерно-ритмичного сгибания кисти руки.
Получив шаблон-кальку, чеканщик подго-
тавливает заготовку: размеры ее должны быть
чуть больше шаблона; края (для прочного зак-
репления) загибают вниз, что делается с помо-
щью плоскогубцев, молотка, правочной плиты
или ручных вальцев; заготовку подвергают от-
жигу и отбелу (для обеспечения лучшего сцеп-
Рис. 3.22. Чеканка
ления ее поверхности с опорной подкладкой из
смоляной смеси или специальной мастики); за-
тем заготовку укладывают на подогретую (па-
яльным аппаратом) смоляную смесь или зали-
вают специальной мастикой, используя загну-
тые края как стенки своеобразного ящика.
В обоих случаях прилегание должно быть плот-
ным, без пузырей и пустот. После остывания
смолы или мастики можно начать чеканку в сле-
дующей последовательности.
1. Канфарником подчеркивают контур изоб-
ражения в виде четкой точечной линии.
2. Расходниками выбивают контур, превра-
щая точечный след в сплошной.
3. Лощатниками, начиная с линии контура,
осуществляют (приемами смещения металла)
опускание и выравнивание фона.
После выполнения этих операций заготов-
ку необходимо отжечь (для снятия напряжений
от обработки давлением), смолу или мастику
удалить, затем операцию насмолки или покры-
тия мастикой повторяют, но уже с лицевой сто-
роны заготовки (чтобы отчеканить рельеф буду-
щего изделия). Если рисунок орнамента (изоб-
ражения) сложный, то насмолку приходится
делать несколько раз с тем, чтобы полностью
проработать рельеф и фон изделия. При не-
сложном (по форме) рисунке выколотку лице-
вого рельефа (прочеканивание изнанки) осуще-
166
Глава 3. Операции процессов изготовления ювелирных изделий
ствляют на подкладке из свинца, дерева, рези-
ны, войлока, кожи. Когда процесс чеканки окон-
чен, изделие очишают от смолы или мастики,
подвергают отжигу, отбеливанию и, если необ-
ходимо, проводят операции пайки, крацевания,
полирования, оксидирования.
3.19. Гравирование
Издавна гравирование считалось одним из
распространенных методов декоративной обра-
ботки ювелирных изделий. Сущность процесса
заключается в вырезании на заготовке (изделии)
определенных рисунков, орнаментов, изображе-
ний (рис. 3.23, Л). Вырезание производят спе-
циальным инструментом — штихелями. Разли-
чают ручное и механизированное гравирование.
При изготовлении ювелирных изделий приме-
няется, как правило, ручное плоскостное (двух-
мерное) гравирование. Гравирование вручную
осуществляется с помощью штихелей и грави-
ровальных приспособлений, при этом качество
исполнения самого штихеля — непременное
условие качественного выполнения операции
гравирования: пригодный к работе штихель,
если его положить на ноготь большого пальца,
не соскальзывает с него; тупой же штихель —
не удерживается, падает.
Чтобы быть мастером своего дела, следует
много и упорно тренироваться. Это непрелож-
ная истина особенно уместна, когда речь идет
о гравировании. Обучение гравированию начи-
нают с самого малого — с умения наносить хотя
бы одним (определенного назначения) штихелем
прямые и одинаковой толщины линии. Вслед за
освоением нарезания прямых линий можно при-
ступить к гравированию штриховых, пересека-
ющихся, ломаных, а также волнистых линий
(рис. 3.23, Я), прорезанию букв, цифр, простых
фигурок и т.д. Упражнения эти надо выполнять
на медных или латунных пластинках толщиной
1,5-2 мм, размером 40X40 мм.
Процесс гравирования состоит как бы из
двух этапов: подготовительного и непосред-
ственно гравировки. Подготовительный этап
включает в себя нанесение на изделие рисунка
(для последующего его выгравирования) и по-
крытие поверхности изделия тонким слоем бе-
лой акварельной краски или гуаши. Рисунки
наносит сам гравер. Несложный — от руки ост-
ро заточенным карандашом по высохшей крас-
ке. Сложный — сначала прорисовывается в на-
туральную величину на бумаге, а затем приемом
обычного копирования переносится на окрашен-
ную поверхность изделия. Сложный рисунок
(для сохранения) покрывают нитролаком. Рису-
нок на изделие наносят и обычным карандашом,
а чтобы рисунок не стерся (не потерялся), его
затем прорезают разметочной чертилкой.
Когда рисунок готов, приступают к грави-
рованию. В правую руку берут штихель, притом
так, чтобы ручка тыльной стороной упиралась
в ладонь (рис. 3.23, В\ в левой руке держат при-
способление с закрепленным в нем изделием
(рис. 3.23, Г). На поверхности изделия штихель
удерживается большим и указательным пальца-
ми (рис. 3.23, Д). Сила давления штихеля на
металл регулируется большим пальцем правой
руки, который может упираться в большой или
средний палец левой руки. Прорезание линий
начинают от вершины угла (при легком нажа-
тии на штихель) равномерными движениями
взад-вперед (рис. 3.23, Е). Пальцы левой руки
регулируют направление гравирования, меняя,
когда необходимо, положение изделия.
Гравирование бывает под глянец, под чер-
нение и под эмаль. Гравирование под глянец
выполняют (в основном) с применением фассет-
тенштихеля. При этом весь рисунок должен
быть прорезан особенно четко, иметь безукориз-
ненное штриховое оформление. Линии (для ис-
ключения образования ступеней) прорезают
одним движением, без отрыва штихеля от ме-
талла. Срез должен быть зеркальным. Подрез-
ку (опускание) фона выполняют шпицштихелем,
штриховую фоновую обработку — мессершти-
хелем. Гравирование под чернение и эмаль тре-
бует сохранения некоторой повышенной шеро-
ховатости выгравированной поверхности, так
как это в дальнейшем облегчает процесс нане-
сения черни и эмали. Гравирование ведут шпиц-
штихелем малыми штрихами, постепенно углуб-
ляя и выравнивая места среза.
Механизированное гравирование применя-
ется при массовом производстве изделий и вы-
полняется с применением гильоширных, грави-
ровально-копировальных, рельефно-копироваль-
Глава 3. Операции процессов изготовления ювелирных изделий
167
Рис. 3.23. Гравирование
них машин. На гравировально-копировальной
машине можно производить не только гравиро-
вание плоскостное, но и на заданную глубину.
На более сложной копировальной машине (пан-
тографе) можно пропорционально уменьшать
формы рисунка и воспроизводить на изделиях
фигурные и портретные композиции в умень-
шенном размере. Рельефно-гравировальная ма-
шина дает возможность получать плоское све-
тотеневое изображение на металле. К механи-
зированному виду гравирования относится так-
же и гравирование с помощью бормашинки
и набора борфрез (самой различной конструк-
ции). Применяется этот способ при выгравиро-
вании отдельных слов, букв, поздравительных
надписей, ценников на изделиях.
Сложно переплетенные из тонких линий
изображения типа сетки легко вычерчивает на
поверхности изделия гильоширная машина. Спо-
собом гильоширования наносят рисунок на из-
делия из слоновой кости, твердых пород дере-
ва, гильошированием отделывают корпуса часов,
медальоны, декоративные шкатулки, отдельные
предметы сервировки стола, вазы, кубки и дру-
гие предметы украшения интерьера; очень час-
то на гильошированную поверхность наносится
прозрачная эмаль, выгодно подчеркивая элеган-
тность и тонкость рисунка, исполненного гиль-
168
Глава 3. Операции процессов изготовления ювелирных изделий
ошированием. Принцип (схемы) действия ма-
шин для линейного и круглого гильоширования
показан на рисунке 3.23, Ж и 3.
3.20. Эмалирование
Эмалирование — один из видов декоратив-
ной обработки (отделки) ювелирных изделий.
Искусство нанесения эмали известно со времен
древнего Египта и всегда требовало исключи-
тельного мастерства и профессиональной куль-
туры исполнителя. Составы эмалей, способы их
приготовления и методы нанесения всегда дер-
жались в секрете. Существующие в наши дни
эмали и процессы эмалирования позволяют зна-
чительно расширить ассортимент ювелирных
изделий, повышают их декоративно-художе-
ственную ценность, а также эффективность ис-
пользования драгоценных металлов. Различают
две группы эмалей: прозрачные и непрозрач-
ные. В таблице 3.35 приведены номера, цвет, ин-
тервалы температур отжига ювелирных эмалей.
Виды эмалей. По виду эмали подразделяют-
ся на выемчатые, перегородчатые и расписные
(живописные).
Таблица 3.35
Номера, цвет, интервалы температур обжига эмалей
для ювелирных изделий из золота, серебра и недрагоценных металлов
Номер эмали Цвет Температура обжига, ° С Материал изделий
Эмали Дулевского красочного завода
3 Красный яркий прозрачный 780-880 Томпак, мельхиор, мель, серебро, золото
5 Тоже 780-880 Тоже
6 Хаки непрозрачный 780-820
8 Синий прозрачный 740 - 860
10 Белый непрозрачный 740-780 _н_
12 Тоже 760-840 Томпак, мельхиор, медь
13 Тоже 820-840 Тоже
14 Синий прозрачный 740 - 860 Томпак, мельхиор, медь, серебро, золото
16 Опал непрозрачный 760-820 Томпак, мельхиор, медь, серебро
18 Фиолетовый прозрачный 740-860 Томпак, мельхиор, медь, серебро, золото
19 Тоже 740-840 Тоже
22 Желтый прозрачный 740-820 Томпак, мельхиор, медь, серебро
23 Серый непрозрачный 720 - 820 Томпак, мельхиор, медь, золото, серебро
27 Черный -"- 780-880 Томпак, мельхиор, медь, золото, серебро
28 Голубой непрозрачный 720-820 Тоже
31 Черный 780-860
32 Фондан прозрачный 800-860 Томпак, мельхиор, медь, серебро
33 Серый непрозрачный 700-780 То же
34 Желтый 720-840 _н_
41 Голубой прозрачный 700-880
42 Сиреневый непрозрачный 740-820
49 Электрик прозрачный 720-820 _н_
50 Темно-синий -”- 740-880 _н_
58 Зеленый яркий 760 - 820
59 Зеленый 760-820 _н_
60 Фисташковый яркий непрозрачный 740- 840
61 Фисташковый непрозрачный 760 - 840
63 Голубой -"- 700-860
64 Голубой яркий непрозрачный 720-820
65 Голубой 720-820 1»
66 Светло-синий прозрачный 720-820 Томпак, мельхиор, медь, золото, серебро
67 Темно-голубой непрозрачный 720 - 800 Томпак, мельхиор, медь, серебро
83 Зеленый прозрачный 720 - 840 Томпак, мельхиор, медь, золото, серебро
84 Зелено-желтый -"- 700-880 Тоже
85 Бирюзовый непрозрачный 740-820
91 Синий 740 - 800 Томпак, мельхиор, медь, серебро
97 Зеленый яркий непрозрачный 740 - 800 Томпак, мельхиор, медь, золото, серебро
Глава 3. Операции процессов изготовления ювелирных изделий
169
Продолжение табл. 3.35
Номер эмали Цвет Температура обжига. °C Материал изделий
98 Зеленый 740 - 820 Томпак, мельхиор, мель, золото, сеоебоо
99 Темно-зеленый 740 - 800 То же
100 Т емно-желто-зеленый 760 - 820
101 Темно-зеленый прозрачный 720 - 860
102 Электрик яркий 720-880
103 Темно-зеленый 720 - 840 ft
114 Морская зелень 740 - 880
116 Фиолетовый прозрачный 720 - 880
117 Коричневый 720-840 _н_
119 Фиолетовый 760 - 860 п
120 Электрик 700 - 820
122 Электрик 700 - 820 н
124 Синий 720 - 840 fl
125 Синий яркий 740 - 840
126 Синий приглушенный 760 - 880
127 Синий 740 - 840
130 Оранжевый непрозрачный 780 - 860 Томпак, мельхиор, медь
131 Красный 780-860 То же
132 Красный приглушенный 780 - 860
133 Красный яркий 780-860 _’f_
134 Красный 780-860 Томпак, мельхиор, медь
145 Рубиновый прозрачный 780-840 То же
165 Красный непрозрачный 780 - 860
L25 Зеленый прозрачный 700-8о0 Томпак, мельхиор, мель, золото, сеоебоо
Эмали завода «Дружная го ока»
5002 Фиолетовый яркий прозрачный 740-840 Томпак, мельхиоо. мель, золото, сеоебоо
5006 Голубой 720-780 Томпак, медь, золото, серебро
5007 Фиолетовый 740 - 840 Томпак, мельхиор, медь, золото, серебро
5008 Зеленый полупрозрачный 720 - 780 Томпак, мель, золото, серебро
5009 Светло-сиреневый прозрачный 740 - 780 Томпак, медь, серебро
5011 Коричневый 680-780 Томпак, мельхиор, медь, золото, сеоебро
5012 Синий 720 - 800 Томпак, медь, серебро
5013 Розовый яркий 760 - 800 То же
5014 Желтый яркий 740-800 Томпак, мельхиор, медь, золото, серебро
5016 Желтый 680 - 780 Томпак, медь, серебро
5017 Розовый 740 - 800 То же
5018 Голубой непрозрачный 700 - 800 Томпак, мельхиор, медь, золото, серебро
5019 Красный яркий прозрачный 720 - 800 Томпак, мельхиор, медь, золото, серебро
5020 Красный 740 - 800 То же
5022 Серый 740-800 Томпак, медь, серебро
5024-4 Сиреневый непрозрачный 760 - 800 Томпак, мельхиоо. медь, золото, серебро
5024-5 То же 760 - 800 То же
5024-6 То же 760-800 н
5026 Зеленый прозрачный 700-780 Томпак, медь, серебро, золото
5027 Голубой непрозрачный 740 - 800 Томпак, мельхиоо. медь, золото, сеоебоо
5028 Синий яркий прозрачный 660 - 800 То же
5029 Синий 660 - 800
5030 Голубой непрозрачный 760 -800 Томпак, медь, золото, сеоебоо
5031 Зеленый 760-820 Томпак, мельхиоо. медь, золото
5032 Розовый 760 - 820 То же
5061 Синий 740 - 800 Томпак, медь, серебро, золото
5086 Красный яркий прозрачный 740 - 800 Томпак, мельхиоо. медь, золото, сеоебоо
5088 Красный 740 - 800 То же
5100 Бежевый непрозрачный 800-860 Томпак, мельхиоо. медь
5104 Синий прозрачный 740 - 800 Томпак, мельхиоо. медь, золото, сеоебоо
5105 Бирюзовый 700 - 800 Томпак, медь, сеоебоо
5162 Желтый 700 - 800 То же
170
Глава 3. Операции процессов изготовления ювелирных изделий
Продолжение табл. 3.35
Номер эмали Цвет Температура обжига, °C Материал изделий
5163 Желто-коричневый "- 740-800
5177 Зеленый -"- 740 - 800 Томпак, мельхиор, медь, золото, серебро
5200 Серый, непрозрачный 800- 860 Томпак, мельхиор, медь
5201 Зеленый - 700 800 Томпак, медь, золото, серебро
5204 Желтый-"- 700 - 800 Тоже
5210 Серый -"- 740 - 800 п
5238 Желтый прозрачный 740 - 820 Томпак, медь, серебро
5241 Красный -”- 760 800 Томпак, мельхиор, медь, золото, серебро
5353 Бесцветный прозрачный (фондан) 740 800 Тоже
5357 Тоже 700-900 п
5363 760 - 900 If
5440 Светло-серый непрозрачный 740-800 н
5456 Светло-коричневый 740-800
5500 Бирюзовый 800 860 Томпак, мельхиор, медь
5510 Сиреневый яркий прозрачный 720-800 Томпак, медь, серебро
5511 Сиреневый -"- 720-800 Тоже
5600 Светло бирюзовый непрозрачный 800 860 Томпак, мельхиор, медь
5612 Желтый-"- 740 800 Томпак, медь, золото, серебро
Выемчатые эмали. Эмали, наносимые в уг-
лубления (выемки) изделий, называются выем-
чатыми (рис. 3.24, А). Углубления под эмаль мо-
гут быть подготовлены литьем или штамповкой,
чеканкой, гравировкой, травлением. Эмаль на-
носится за один прием (при глубине выемок не
более 0,2 мм) или многократным заполнением
(при глубине выемок более 0,2 мм). После тща-
тельного заполнения углублений эмалью изде-
лие подвергается обжигу. В этом приеме эма-
лирования используются как прозрачные, так
и непрозрачные эмали.
Перегородчатые амшш. Эмали (рис. 3.24, Б),
которые наносятся в углубления, образованные
искусственно созданными перегородками из
плоской проволоки или филиграни, называются
перегородчатыми. Клеточки, получившиеся
между отдельными частями перегородок, запол-
няются замешанным в воде порошком эмали
(шликером), затем производится ее обжиг. Тех-
ника перегородчатой эмали предусматривает ис-
пользование прозрачных и непрозрачных эма-
лей. Разновидность перегородчатой эмали -
эмаль витражная. Прием витражного эмалиро-
вания представляет собой перекрытие (затяжку)
сквозных отверстий только прозрачными цвет-
ными эмалями. Рисунок на изделии под витраж-
ную эмаль вырезается непосредственно в метал-
ле или выполняется техникой филиграни. От-
верстия рисунка перекрываются (в несколько
приемов) эмалевым шликером и изделие отправ-
Рис. 3.24. Эмалирование
Глава 3. Операции процессов изготовления ювелирных изделий
171
ляется на обжиг. Обжиг повторяется после каж-
дого нового добавления эмалевого шликера.
Расписные (живописные) эмали. Прием
эмалирования расписными эмалями (рис. 3.24, В)
заключается в росписи по эмали или краской по
эмали. Изделие покрывают эмалью и обжигают,
затем по полученному фону кистью наносят за-
данный рисунок, используя разноцветные крас-
ки или эмали. После этого изделие вновь под-
вергают обжигу. Этот прием эмалирования
очень трудоемкий, требует от эмальера высокой
профессиональной подготовки и хорошего ху-
дожественного вкуса.
Опалесцирующие (опаловые) эмали. Такие
эмали в ювелирном деле широко применялись
в XVII - XIX вв. Отличаются от обычных эма-
лей особыми декоративными свойствами: в за-
висимости от угла падения света на них могут
казаться то прозрачными, то слегка приглушен-
ными, а то становятся похожими (по густоте ок-
раски и яркости бликов) на благородный опал.
Опалесцирующий эффект достигается путем так
называемого глушения — ввода в состав данных
эмалей различных оксидов. Недавно, казалось,
забытые опалесцирующие эмали в последнее
время все чаще используются при изготовлении
ювелирных украшений. В таблице 3.36 приве-
дены составы ряда опалесцирующих эмалей,
а в таблице 3.37 дан пример нанесения опалес-
цирующей эмали на изделия из томпака.
Процесс нанесения эмали. Включает в себя
следующие этапы: подготовку эмали, подготов-
ку изделий, нанесение эмали, обжиг.
Подготовка эмали. Эмаль с завода-изго-
товителя поступает в виде плиток или гранул.
Дальнейшая ее подготовка, как и весь процесс
эмалирования, требует соблюдения особой чи-
стоты. Плитку (куски), гранулы эмали с посто-
Таблица 3.36
Составы опалесцирующих эмалей, применяемых в отечественном ювелирном производстве
Номер эмали Массовая доля компонента, %
Оксид Краситель
SiO2 РЬО юо Na2O В2О3 ZnO CaO Р2О5 AS2Q3 Sb2Ch FnOs CoO Neb Оз СеОг CuO
5003 36,0 36,0 14,5 1,5 3,4 0,3 1,4 и 2,8 0,4
5033 37,0 37,5 14,5 1,5 3,4 0,3 1,4 u 2,8 0,4
5310 36,2 36,9 13,4 1,4 3.1 0,3 1,3 1,1 2,6 0,3 1,9 0,5 3,4 3,4 1,5
5320 36,2 36,9 13,4 1,4 3,1 0,3 1,3 1,1 2,6 0.3
5005 36,1 38,7 2,1 4,7 0,2 0,6 0,8 0,8 2,8 03
Пример нанесения опалесцирующих эмалей на изделие из томпака
Таблица 3.37
Операция Оборудование, инструмент, материал Режим работы
Температура обжига, отжига, охлаждения, травления, °C Время выдержки, мин
Произвести контроль внешнего вида: на основе (заготовках) не должно быть рисок, вмятин, пор и отслоения металла Уложить заготовки изделий на подставку (размерами 140 х 140x25 мм) Поместить подставку с заготовками изделий в электропечь и произвести отжиг Вынуть подставку с заготовками изделий из печи, перенести на стальной стеллаж размером 40 х 13 см, охладить до комнатной температуры Произвести химическое травление заготовок изделий, поместить в корзину для травления, обработать соляной кислотой; для свободного доступа кислоты заготовки необходимо разложить в один ряд Печь СНОЛ 1,6-2,5, секундомер Вилка-держатель, термометр ТС-7, секундомер Корзина сетчатая, ванна из винипласта, секундомер, термометр ТС - 7, вентилятор 700 ± 10 20±5 20 ±5 3 20-30 1
172
Глава 3. Операции процессов изготовления ювелирных изделий
Продолжение табл. 3.37
Операция Оборудование, инструмент, материал Режим работы
Температура обжига, отжига, охлаждения, травления, °C Время выдержки, мин
Промыть заготовки в проточной воде последовательно в трех ваннах (винипластовых) Термометр ТС-7, корзина сетчатая 20 ±5
Удалить влагу, просушить Стол, ткань х/б
Произвести химическое травление: обработать заготовки меланжем (смесь концентрированных кислот) в винипластовой ванне Корзина сетчатая, вентилятор, термометр ТС-7 20 ±5 0,25
Промыть заготовки холодной проточной водой (в ванне) Корзина, термометр ТС-7 20 ±5
Промыть заготовки горячей проточной водой То же 75 ±5 1
Удалить влагу Ткань х/б
Нанести заранее подготовленную шликерную массу эмали, а затем разровнять массу, встряхи- вая заготовки шпателем; удалить избыток влаги Шпатель, эмаль, ткань х/б
Уложить заготовки изделий с нанесенной эмалью на стальную подставку, произвести сушку Секундомер, термометр ТС-7 20 ±5 20-30
Поместить заготовки изделия в электропечь, оплавить (обжечь) эмалевое покрытие до образования однородного волнистого покрытия, вынуть заготовки изделий из печи Печь СНОЛ 1.6-2.5, секундомер, вилка- держатель 700 ± 10 3
Охладить заготовки до комнатной температуры Термометр, секундомер 20 ±5 20-30
Произвести химическое травление заготовок изделий с эмалевым покрытием плавиковой кислотой (в ванне) Корзина сетчатая, вентилятор, секундомер, термометр ТС-7
Промыть заготовки изделий сначала в холодной, а затем в горячей проточной воде, удалить влагу тканью х/б Ванна, корзина, термометр ТС-7, секундомер 20 ±5 1
Нанести повторно шликерную массу эмали, разровнять, удалить избыток влаги Шпатель, эмаль, ткань х/б
Уложить заготовки изделий на стеллаж- подставку, просушить на воздухе, поместить в электропечь Термометр, секундомер, вилка-держатель 20 ±5 20-30
Оплавить (обжечь) эмаль до образования гладкого блестящего покрытия Печь СНОЛ 1,6-2,5, секундомер 720 ± 10 3
Удалить заготовки изделий из печи, поместить на стеллаж, охладить, очистить от окалины с использованием волосяной щетки Вилка-держатель, термометр ТС-7, секундомер 20 ±5 20-30
Произвести химическое травление заготовок изделий с эмалевым покрытием соляной кислотой (в ванне) Корзина сетчатая, секундомер, термометр ТС-7 20 ±5 0,75
Промыть заготовки в проточной воде последовательно в трех ваннах, удалить влагу Корзина, термометр ТС-7, секундомер, ткань х/б 20 ±5
Произвести химическое травление заготовок изделий в меланже (смеси концентрированных кислот) Корзина, секундомер, ванна, термометр ТС-7 20 ±5 0,25
Промыть; в ванне с холодной проточной водой Корзина, термометр ТС-7, секундомер 20 ±5
Промыть (в ванне с горячей проточной водой), удалить влагу тканью х/б Корзина, термометр ТС-7, секундомер 20 ±5 1
Произвести контроль внешнего вида: эмалевое покрытие должно быть равномерным, без сколов, трещин, царапин, пузырей
Глава 3. Операции процессов изготовления ювелирных изделий
173
ронними включениями выбраковывают, оставляя
лишь те, прозрачность и цвет которых одинако-
вы. Проверенные и отобранные куски эмали
промывают, просушивают, затем дробят в сталь-
ной ступке до образования очень мелкой крош-
ки. Крошку тщательно промагничивают и рас-
тирают в ступках из поделочных камней (при
малых объемах эмалей) или в мельницах — бед-
рашницах (при больших объемах эмалей). По-
лученный порошок отделяют (путем отсеива-
ния) от более крупных частиц, эмали маркиру-
ют и в таком виде хранят. Перед нанесением на
изделие эмаль (размолотую, порошкообразную)
подвергают многократной промывке — раство-
рению в воде, получая таким образом устойчи-
вую (однородного состава) суспензию-шликер.
В таком виде эмаль хранится под слоем воды;
перед началом использования эмали вода из нее
удаляется (сливается).
Подготовка изделий. Подготовка изделий
к наложению эмали заключается в обогащении
поверхностного слоя, его обезжиривании и со-
здании микрошероховатостей поверхности.
И золотые, и серебряные изделия подвергают от-
жигу, а затем отбелу; если необходимо — кра-
цуют жесткими капроновыми или латунными
щетками. После этого изделия промывают в воде
и просушивают.
Наложение эмали. Эмаль на изделие на-
носят кисточкой или шпателем — миниатюрной
деревянной лопаточкой (рис. 3.24, Г). Добива-
ясь получения ровного и плотного покрытия, из-
делие слегка встряхивают, постукивая по нему
пальцем или шпателем. Эмаль выемчатая про-
кладывается толстым слоем, выше уровня ме-
талла. Наложение перегородчатой эмали с че-
канными и филигранными перегородками про-
изводят за один прием, причем поверхность обо-
жженной эмали будет иметь вогнутую форму.
Если изделие имеет гладкие и прямые ячеистые
перегородки, производят многократное нанесе-
ние эмали. Шликер раскладывают вровень со
стенками перегородок, при обжиге эмаль осе-
дает. Прием «наложение — обжиг» повторяют
до тех пор, пока уровень эмали (в обожженном
состоянии) не сравняется по высоте с верхней
кромкой перемычек-ячеек. После этого покры-
тую эмалью поверхность изделия шлифуют до
матовой, затем обжигают до появления блеска
и полируют. Нередко перегородчатые эмали
покрывают бесцветной эмалью-фондоном при
двух- или трехкратном наложении. Эмаль вит-
ражная прокладывается так, чтобы сквозное от-
верстие было затянуто эмалевым шликером.
Заполнение всех отверстий и получение требу-
емого слоя эмалирования достигается, как пра-
вило, неоднократным повторением приема «на-
ложение — обжиг», причем для первого нало-
жения используется эмаль-фондон, а для второ-
го и последующих — цветные эмали. После про-
кладки эмали лишнюю влагу из нее удаляют
фильтровальной бумагой или тканью х/б, а из-
делие просушивают. Эмаль, попавшую на учас-
тки, не подлежащие эмалированию, удаляют.
При нанесении расписных эмалей сначала
прокладывают фон белой эмалью, то есть грун-
туют. Но прежде основу (будущее украшение)
отжигают, протравливают, промывают и сушат.
Чтобы основу не коробило, ее покрывают эма-
лью (из остатков), а обратную сторону — кон-
трэмалью, но уже более тонким слоем. За два-
три приема «наложение — обжиг» добиваются
прокладки особой чистоты цвета покровного
слоя эмали. Затем эмаль шлифуют смоченным
в воде бруском; выравнивают, промывают, про-
травливают в растворе поташа, обжигают для
придания блеска. После этого все готово к рос-
писи (кстати, основа для росписи может быть
из меди, серебра, золота и иметь любую фор-
му). Роспись рисунка осуществляется заранее
подготовленными живописными красками или
эмалями с помощью кисточки или чертежного
пера. Последовательность выполнения эмалево-
го рисунка (отдельных его фрагментов) строго
зависит от температуры плавления используе-
мых эмалей. В первую очередь прорисовывают
участки эмалями, имеющими самую высокую
температуру плавления и производят обжиг, за-
тем его повторяют в порядке убывания темпе-
ратур плавления эмалей. Полностью закончен-
ный рисунок покрывают фондоном (для прида-
ния блеска и в целях увеличения срока сохран-
ности). В таблице 3.38 приведен пример нане-
сения эмалевой основы и надглазурных красок.
Обжиг. Обжиг эмалей осуществляется
в муфельных печах при температурах, соответ-
ствующих температурам плавления эмалей.
Изделия на предварительно прокаленной под-
174
Глава 3 Операции процессов изготовления ювелирных изделий
Таблица 3.38
Пример нанесения эмалевой основы
и надглазурных (три цвета) красок на изделие из нейзильбера
Операция Оборудование, инструмент, материал Режим работы
Температура отжига, обжига, охлаждения, травления, °C Время выдержки, мин
Произвести контроль внешнего вида: на заготовке не должно быть рисок, вмятин, пор и отслоения
металла
Уложить заготовку изделия на подставку из стали Печь СНОЛ 1,6-2,5,
размером 40? 13 см, поместить в электропечь, отжечь секундомер
Вынуть заготовку из печи, перенести на стальной стеллаж (40? 13 см), охладить до комнатной температуры Термометр, секундомер 20±5 20-30
Произвести химическое травление в концентрированной соляной кислоте (в винипластовой ванночке) Корзина сетчатая (медная) 20 ±5 Не более 1
Промыть холодной водой в ванночке Термометр, 20 ±5 1
Промыть горячей водой в ванночке Тоже 75 ±5 1
холодной Тоже 20 ±5 1
Просушить заготовку в термостате, установить Термометр, 65 ±5 5
на поддон из меди секундомер
Охладить заготовку до комнатной температуры, разместить ее (на подставке) обратной (вогнутой) стороной вверх; нанести контрэмаль. Уложить заготовку на поддон, поместить в электропечь, произвести обжиг контрэмали (до неполной расфлюсовки). Вынуть заготовку из печи, охладить Вытяжной шкаф, шпатель, эмали ювелирные, печь СНОЛ 1,6-2,5, секундомер, термометр 760 ± 10 5
до комнатной температуры
Произвести химическое травление См выше 20 ±5 Не более 1
Промыть холодной водой См. выше 20 ±5 1
горячей См. выше 75 ±5 1
-"- холодной -"- См. выше 20 ±5 1
Произвести сушку См. выше 65 ±5 5
Вынуть заготовку из термостата, охладить до комнатной температуры
Протереть заготовку спиртом Ткань х/б
Нанести на контур заготовки водно-эмалевую Эмали ювелирные, кисточка живопис-
смесь, уложить заготовку на поддон, поместить в термостат, произвести обсушку, а затем охладить до комнатной температуры ная, пинцет, термо- метр, секундомер, вытяжной шкаф 65 ±5 5
Уложить заготовку выпуклой поверхностью вверх, нанести контрэмаль, уложить заготовку на поддон, Подставка, эмали 810 ± 10 Не более
поместить в электропечь СНОЛ 1,6 - 2,5, произвести обжиг, не допуская осыпания эмали ювелирные, шпатель 5
Вынуть заготовку из электропечи, поместить Термостат, 20 ±5
в термостат, охладить до комнатной температуры термометр
Зачистить контур заготовки Наждак
Нанести на контур заготовки водно-эмалевую смесь, уложить заготовку на поддон, поместить См выше 65 ±5 5
в термостат, произвести обсушку, а затем охладить до комнатной температуры
Глава 3. Операции процессов изготовления ювелирных изделий
175
Продолжение табл. 3.38
Операция Оборудование, инструмент, материал Режим работы
Температура отжига, обжига, охлаждения, травления, °C Время выдержки, мин
Уложить заготовку выпуклой поверхностью вверх, нанести контрэмаль, уложить заготовку на поддон, поместить в электропечь, произвести обжиг (до образования гладкого блестящего покрытия) См. выше 800 ±10 Не более 5
Вынуть заготовку из электропечи, а затем поместить в термостат, охладить до комнатной температуры См. выше 20 ±5
Зачистить контур заготовки; произвести контроль внешнего вида Наждак
Протереть заготовку спиртом Ткань х/б
Разместить заготовку на подставке, нанести надглазурные краски (порошок, перемешанный с маслом) на заданную часть рисунка (согласно образцу) в порядве убывания температур плавления, затем уложить заготовку на поддон, поместить в муфельную печь, произвести выпаривание масла (до исчезновения дыма) при открытой дверце Термометр, секундомер 250 ±10 Не более 5
Поместить заготовку в электропечь СНОП 1,6 - 2,5, произвести обжиг (до полного флюсования надглазурной краски) Секундомер, термометр 830 ±10 Не более 5
Вынуть заготовку из электропечи, поместить в термостат, охладить до комнатной температуры, вынуть из термостата Термостат, термометр 25 ±5
Протереть заготовку спиртом Ткань х/б
Разместить заготовку на подставке, нанести надглазурные краски в порядке убывания температур плавления на заданную часть рисунка (согласно образцу), уложить заготовку на поддон, поместить в муфельную печь, произвести выпаривание масла (до исчезновения дыма) при открытой дверце См. выше
Поместить заготовку в электропечь СНОЛ 1,6 - 2,5, произвести обжиг (до полного флюсования надглазурной краски) См. выше 810 ±10 Не более 5
Вынуть заготовку из электропечи, поместить в термостат, охладить до комнатной температуры, вынуть из термостата См. выше 25±5
Протереть заготовку спиртом См. выше
Осуществить (повторить) операцию нанесения надглазурных красок и выпаривания масла... См. выше
Осуществить (повторить) операцию обжига в печи СНОЛ 1,6-2,5... См. выше 800 ±10 3
Осуществить (повторить) операцию помещения заготовки в термостат и охлаждения ее до комнатной температуры См. выше 25 ±5
Произвести контроль внешнего вида
Примечание. В целях увеличения срока сохранности рисунка и придания ему особого блеска полностью
законченный рисунок покрывают фондоном. Температура обжига фондона — 700 - 760 °C, а время
выдержки — 3-5 мин.
176
Глава 3. Операции процессов изготовления ювелирных изделий
ставке из листового железа или на нихромовой
сетке помещают в печь. Время обжига опреде-
ляется размером и количеством изделий. В не-
которых случаях эмаль обжигают до зеркально-
го блеска (перегородчатые, выемчатые эмали);
иногда эмаль спекают, то есть подвергают про-
межуточному обжигу (при витражном эмалиро-
вании). При необходимости нанесения на одно
изделие нескольких эмалей их подбирают так,
чтобы они имели близкие температуры плавле-
ния (для избежания многочисленных промежу-
точных обжигов). Если этого сделать невозмож-
но, то каждую эмаль необходимо накладывать
и обжигать отдельно, причем такой процесс сле-
дует начинать с наиболее тугоплавкой эмали, пе-
реходя (последовательно) к более мягкоплавким
эмалям. При выполнении процесса эмалирова-
ния могут возникнуть виды брака эмалевых по-
крытий: приведены в таблице 3.39.
Пример несложного ремонта ювелирных
украшений с эмалью. Трещины в эмалевом по-
крытии или отколовшиеся эмалевые участки
ремонтируют холодной эмалью. Смесь из копа-
лового лака и размолотой в порошок краски или
краски, мастики и лавандового масла наносят на
хорошо обезжиренные и подогретые (на спир-
товке) места ремонта; после охлаждения и зат-
вердения эмали, лишнюю ее часть сошлифовы-
вают, придают ей блеск, подержав отполирован-
ные места над пламенем спиртовки. Для полу-
чения определенного цвета эмали необходимы
соответствующие краски: белый цвет дают свин-
цовые белила, красный — кармин или киноварь,
синий — ультрамарин или прусская голубая,
желтый — хромовая (желтая охра), зеленый —
специальная зеленая краска, коричневый —
краска умбра. Различные цветовые оттенки по-
лучают смешиванием красок. Обезжиривание
изделий осуществляют кипячением в концент-
рированном растворе соды или поташа с после-
дующей тщательной промывкой в воде или по-
гружением (примерно на 10 мин) в охлажден-
ный 30 %-й раствор стенолата с последующей
протиркой щеткой и промывкой в воде.
Таблица 3.39
Возможные виды брака при эмалировании и способы их устранения
Вид брака Причина возникновения Способ устранения
Неровная шагреневая поверхность Потеря блеска после травления, серый цвет Мутный цвет (эмаль серая и тусклая) Царапины, риски, трещинки Появление раковин и пузырей на металле Оплавился металл изделия Эмаль затопила перегородки Зеленые пятна на эмали Желтые пятна на эмали Темные пятна на эмали Серые пятна на эмали Поры на эмали Налет на эмали Пузыри на эмали Трещины на эмали Тусклость эмали Коробление пластины Занижена температуры обжига Нарушен рецепт приготовления эмали Недостаточная промывка эмали «Следы» от промежуточных обработок Завышена температура обжига Слишком высокая температура Слишком много припоя Примесь меди Примесь серебра Примесь железа Примесь абразивов Очень высокая температура, некачественный металл Выделение газов Присутствие загрязняющих частиц Мало эмали с обратной стороны, ошибка при определении толщины металла Слишком большой слой эмали, слишком высокая температура обжига, плохая промывка Некачественная подставка, мал слой эмали с обратной стороны Опиловка, повторный обжиг Полирование Тщательная промывка эмали Повторный обжиг Снижение температуры обжига до заданной Уменьшить температуру Уменьшить количество припоя Увеличить наносимый слой эмали Исключить контакт с серебром Очистить подставку Тщательная очистка Уменьшить температуру, заменить металл Исключить выделение газов Тщательная промывка Увеличить количество (слой) эмали с обратной стороны Тщательная промывка, более грубый помол, умеренная температура обжига Заменить опорную подставку, увеличить слой эмали с обратной стороны
Глава 3. Операции процессов изготовления ювелирных изделий
177
3.21. Чернение
Чернение как один из видов декоративной
отделки ювелирных изделий применяют с дав-
них пор. Изделия с чернью, обнаруженные на
территории нашей страны при раскопках курга-
нов Северного Причерноморья, относятся к V -
III в. до нашей эры. Сущность процесса черне-
ния заключается в нанесении на заданные участ-
ки изделия легкоплавкого сплава черного цвета —
черни. Чернью украшают изделия из серебра,
сплавов меди, реже золота. В таблице 3.40 при-
ведены составы черневых сплавов, применяемые
в отечественном ювелирном производстве.
Способы приготовления черни. В практике
ювелирного дела применяют два способа приго-
товления черни, отличающихся один от другого
последовательностью сплавления металлов
с серой. Первый способ предусматривает вна-
чале сплавление между собой металлов с после-
дующим добавлением серы, при втором — сна-
чала получают сернистые металлы, чтобы затем
подвергнуть их сплавлению. Процесс приготов-
ления черни идет в определенном порядке.
При первом способе положенное количе-
ство (по рецепту) серебра и меди плавят в гра-
фитовом тигле, затем в расплав вводят свинец
и буру (как флюс); появившийся в расплаве шлак
удаляют, добавляют серу, другие компоненты,
тщательно перемешивают расплав, постоянно
удаляя шлак. Очищенный от шлака расплав вы-
ливают в чугунную или железную изложницу.
Когда чернь остывает, ее дробят на кусочки
и плавку повторяют с добавлением серы и буры.
Чернь требуемого качества получают при трех-
четырехкратной переплавке. После этого чернь
подвергают измельчению и просеиванию через
мелкое сито Приготовление черни данным спо-
собом можно также осуществить, применив два
тигля: в одном тигле готовят сплав меди с сереб-
ром, в другом — серу. В серебряно-медный
расплав добавляют свинец, тщательно перемеши-
вают расплав, выливают его во второй тигель
(с серой) и опять перемешивают, а затем выливают
смесь в изложницу, дают сплаву остыть (затвер-
деть), после чего слиток-смесь дробят и вновь
переплавляют, но уже без добавления серы.
При втором способе вначале приготавли-
вают сульфиды металлов (каждый отдельно).
Смешивают (в виде стружки) медь с серой
(800 г меди и 250 г серы), серебро с серой (870 г
серебра и 160 г серы). Смеси помещают в му-
фельную печь и выдерживают при температуре
300 - 400 °C в течение 2,5 - 3,0 часов. Получен-
ные сернистые металлы (сульфиды) дробят
и смешивают чаще всего при следующем процент-
ном содержании компонентов: CuS — 46,56,
AgS — 11,2 и PbS — 42,24. Смесь сернистых
соединений плавят в тигле при температуре
650 - 850 °C, предварительно покрыв слоем дре-
весного угля и установив тигель в муфельную
печь. Затем, для удаления газовых включений,
в расплав добавляют хлористый аммоний (1г
NH2Cl на 3,5 г расплава). Расплав тщательно
перемешивают, выливают в разогретую до 300 °C
изложницу (железную, графитовую, чугунную).
Охлажденную в естественных условиях смесь
измельчают в ступке или шаровой мельнице.
Таблица 3.40
Составы черневых сплавов, применяемые в отечественном ювелирном производстве
Массовая доля компонента, %
Серебро / Сильфид серебра Медь / Сульфид меди Свинец / Сульфид свинца Сера/- Хлориды/-
8,71/10,00 32,24/48,50 35,94/41,45 23,06/- 0,05 /0,05
9,80/ИДО 36,20/46,60 36,19/41,80 17,41 /- 0,40/0,40
7,56/- 34,72/- 37,76/- 19,96/- -
6,63 /- 19,45/- 19,45/- 54,47/- -
12,16/- 35,77/- 35,77/- 16,30/- -
9Д0/- 35,20/- 34,80/- 20,80/- -
10,55/- 37,43 /- 36,66/- 15,31 /- 0,05/-
9,70/11,12 37,30/46,68 36,40 / 42,20 16,58/- 0,02/-
9,10/11,60 37,20/46,60 36,19/41,80 17,51 /- -
12 Зак. 3896
178
Глава 3. Операции процессов изготовления ювелирных изделий
Черневой сплав можно приготовить и таким
способом. Сначала расплавляют медь, добавля-
ют серебро, расплавляют, а затем в этот расплав
медленно (по капле) добавляют заранее расплав-
ленный свинец. Полученный расплав перелива-
ют в хорошо прокаленный тигель, в который
предварительно засыпают (в виде порошка) не-
металлические составные элементы — серу,
буру и нашатырь; все содержимое расплавляют,
многократно помешивая отожженной железной
проволокой; затем расплав гранулируют, вливая
его прерывистой струей в холодную воду; по-
лученные гранулы (по необходимости) измель-
чают в порошок. При приготовлении черневого
сплава для прокладки по золоту (для улучшения
сцепления черни с металлом основы — изделия)
в ее состав вводят легирующие элементы —
теллур, селен: к порошку обычной черни добав-
ляют от 5 до 30 % теллура или селена; получен-
ную смесь плавят, затем (при температуре 400 -
450 °C) охлаждают, после чего дробят и расти-
рают в мелкий порошок.
Наложение черни. Чернь прокладывается
в углубления, полученные гравировкой, штам-
повкой, чеканкой. Глубина рисунка — различ-
ная, но не менее 0,2 мм. Участки изделия, пред-
назначенные для наложения черни, должны быть
хорошо подготовлены: очищены от жира, оксид-
ных пленок, других загрязнений. Поверхность
изделия перед нанесением черни шлифуют, уст-
раняя риски, царапины, которые могут быть за-
полнены чернью, что исказит рисунок. Чтобы
предупредить выгорание припоя, растекание
черни и окисление поверхности изделий, края
их, а также места пайки и участки, не подлежа-
щие чернению, обкладывают огнеупорной гли-
ной, размешанной в воде. Соединение (сцепле-
ние) черни с металлом будет надежнее, если
чернение вести, добавляя различные флюсы:
5 %-й раствор буры, насыщенный раствор хло-
ристого аммония, водный раствор поташа, по-
варенной соли и буры. Прокладывается чернь
двумя способами.
1. Участки для чернения смачивают раство-
ром флюса, добиваются испарения влаги, а за-
тем покрывают их ровным слоем черневого
порошка, после чего обжигают в муфеле при
температуре 300 - 400 °C.
2. Черневой порошок смешивают с раство-
ром буры до получения сметанообразной пас-
ты-кашицы; кашицу наносят на участки для чер-
нения, удаляют влагу (фильтровальной бумагой)
или тканью х/б и производят обжиг.
Время обжига контролируется визуально:
его заканчивают, как только чернь полностью
расплавится и заполнит все углубления рисун-
ка. Когда изделие полностью охладится, его под-
вергают дополнительной обработке: с помощью
мелких надфилей или напильников осторожно
удаляют черневые наплывы, затем черневое по-
крытие шлифуют и полируют. В таблице 3.41
приведен пример чернения изделия из серебра.
Изделия из серебра с чернью нередко золотят,
а так как чернь — хороший электропроводник,
то перед гальванической обработкой участки из-
делия, покрытые чернью, изолируют защитным
лаком, удаляя его после окончания процесса
золочения. В случае обнаружения брака в чер-
Таблица 3.41
Пример нанесения черневого сплава на ювелирные изделия из серебра 875-й пробы
Операция Инструмент, материал Режим работы
Подготовить рабочее место (верстак), черневой сплав, изделие: нанести на него (методом гравирования) необходимый рисунок Карандаш, клей, бумага, чертилка, штихель
Произвести чистку непаяного изделия от жировых загрязнений путем нагрева до t = 300 °C Припускник, халат, фартук, горелка Нагреть (до появления соломенного цвета)
Произвести химическое обезжиривание непаяного изделия в 6 %-ном растворе серной кислоты (в ванночке из коррозионностойкой стали) Мерный цилиндр, часы наручные, термометр, корзина сетчатая, фартук, халат, перчатки резиновые При i = 80 °C в течение 3-5 мин
Произвести химическое обезжиривание паяного сое- динения в 5 %-ном (кипящем) растворе едкого натра Как в пункте выше В течение 10 мин при t = 20 °C
Глава 3. Операции процессов изготовления ювелирных изделий
179
Продолжение табл. 3.41
Операция Инструмент, материал Режим работы
Произвести крацевание: удалить из рисунка оксиды и механические частицы латунной щеткой Бормашинка, вода проточная, фартук, халат
Просушить изделие с помощью электросушителя: разложить на деревянном планшете и сушить Часы наручные, термометр, халат, фартук При Z = 90-100 °C в течение 10-15 мин
Покрыть (изолировать) раствором глины на воде места на изделии, не подлежащие чернению, а также места пайки Чашка фарфоровая, лопатка деревянная, глина, вода, фартук, халат
Прогреть изделие с использованием горелки Припускник, фартук, халат До t = 200 °C
Произвести химическое обезжиривание мест нанесения черневого сплава в 3 %-ном растворе хлористого аммония Чашка фарфоровая, кисточка, вода дистиллированная, фартук, халат В течение 5-10 мин
Нанести (деревянной лопаткой) на рисунок ровным слоем черневой сплав (мелкодисперсный черневой порошок в 3 %-ном растворе хлористого аммония) Чашка фарфоровая, вода дистилированная, фартук, халат
Оплавить черневой сплав на изделии с помощью горелки Горелка, припускник, фартук, халат
Опилить (после остывания) верхний слой черневого сплава Шкурка шлифовальная №6
Покрыть (изолировать) раствором глины на воде мес- та на изделии, не подлежащие чернению, а также пайки См. выше
Произвести химическое обезжиривание мест вторичного нанесения черневого сплава Нанести (по необходимости) черневой сплав на поверхность рисунка Оплавить черневой сплав на изделии Произвести отбеливание в 3 %-ном растворе серной кислоты (в коррозионностойкой ванночке) Промыть изделие в холодной воде и крацевать латунной щеткой Просушить изделие Опилить верхний слой черневого сплава до появления риснука Шлифовать изделие Опилить фацеты Шабрить фацеты Шлифовать фацеты шлифовальной шкуркой №6-8 См. выше См. выше См. выше Мерный цилиндр корзина сетчатая, вода, фартук, халат Кисточка, корзина сетчатая, фартук, халат, бормашинка См. выше См. выше Шкурка шлифовальная № 6-8 Напильник Шабер Халат См. выше При t= 50-60 °C в течение 3-5 мин См. выше
Матировать тыльную поверхность изделия с помощью пескоструйного аппарата и песка (в коррозионностойкой ванне) Сито разделительное, перчатки резиновые, фартук, халат
Шлифовать изделие после матирования Шкурка шлифовальная № 6-8
Шлифовать внутреннюю поверхность изделия Шлифовать труднодоступные места изделия надфилями и шлифовальной шкуркой № 40 Полировать изделие пастой ГОИ Промыть, просушить, протереть фланелевой тканью Шкурка шлифовальная №5 Набор надфилей № 0,2.3 Бормашинка, круг войлочный
180
Глава 3 Операции процессов изготовления ювелирных изделий
невых покрытиях, чернь снимается гальваничес-
ким путем: в процессе электролиза в 10 %-ном
водном растворе едкого натра (NaOH).
3.22. Оксидирование
Оксидирование ювелирных изделий пред-
назначено для их защиты от потускнения. Сущ-
ность процесса оксидирования заключается
в нанесении на поверхность изделий химически
стойкой защитной пленки, позволяющий повы-
сить их декоративные качества и коррозионную
стойкость. Оксидирование производится двумя
способами: химическим и электрохимическим.
При этом различают цветное оксидирование
и бесцветное — пассивирование. Обработке ок-
сидированием подвергают изделия из серебра
и недрагоценных металлов.
Оксидирование изделий из серебра. Изделия
из серебра и с серебряным покрытием оксиди-
руют (пассивируют) как химическим, так и элек-
трохимическим способами. Процессы химичес-
кого и электрохимического бесцветного окси-
дирования (пассивирования) осуществляют
в растворах и электролитах, основным компо-
нентом состава которых является хромовокис-
лый калий (табл. 3.42). В процессе цветного ок-
сидирования изделиям можно придать окраску
самых различных (синего, черного, темно-
серого, светло-серого, темно-коричневого,
темно-оранжевого, желтого и т. п.) оттенков.
Осуществляется цветное оксидирование, как
правило, химическим способом, реже — элект-
рохимическим (табл. 3.43). Отличительной
чертой всех растворов для химического оксиди-
рования является то, что основным их компо-
нентом является серная печень. Время выдерж-
ки в них изделий в каждом конкретном случае
определяется необходимостью получения плен-
ки заданного цвета и в значительной степени
зависит от опыта и мастерства исполнителя. Ок-
сидирование ведут, либо помещая изделие
в раствор, либо нанося раствор на отдельные
(заданные) участки изделия. Раствор серной
печени получают сплавлением серы и поташа
в соотношении 1:2. Оксидированные изделия
после промывки в воде и просушки очищают
с помощью суконки и мела, а также пудры, а для
придания пленке красивого блеска еще и крацу-
ют мягкими латунными щетками.
Оксидирование изделий из недрагоценных
металлов. На практике процессы нанесения де-
коративно-поверхностного слоя на изделия из
недрагоценных металлов называют не оксиди-
рованием, а патинированием. Покрытие слоем
патины (оксидными и сульфидными пленками)
придает изделию благородные оттенки оливко-
во-зеленого, золотистого, коричневого, оранже-
вого, фиолетового и черного цвета. Патиниро-
вание выполняют химическим и электрохими-
ческим способами.
Химическое патинирование. Многолетней
практикой производства ювелирных изделий
выработаны растворы и режимы для осуществ-
ления процессов химического патинирования
Таблица 3.42
Растворы, электролиты и режимы химического и электрохимического пассивирования
Состав раствора, электролита Массо- вая доля, г/л Режим работы Обсушка после пассивирования
Темпера- тура, °C Время обра- ботки, мин Темпера- тура, °C Время, мин
Химическое пассивирование
Двухромокислый калий (К2СГ2О7), хромовый ангидрид (СгОз) Хромовый ангидрид, смачивающие вещества ОП-7, ОП-Ю 10 1 0,5-1,5 5-7 40-50 90-95 0,02-0,03 10-15 20 20 20-25 20-25
Электрохимическое пассивирование*
Хромовокислый калий (КзСгОд) углекислый натрий (NazCOa) 150-100 1-2 18-22 35 60-70 5-10
Примечание. После пассивирования изделие следует промыть в проточной воде *Плотность тока при электрохимическом пассивировании — 1 А/дм2
Глава 3. Операции процессов изготовления ювелирных изделий
181
Таблица 3.43
Растворы и режимы цветного химического оксидирования
Компоненты раствора Массовая доля, г/л Цвет покрытия
Серная печень 15-30 От черного до светло-серого
Серная печень, углекислый аммоний [(NHOCCh] 10 20 Черный с синим оттенком
Серная печень, хлористый аммоний (NH4CI) 15 40 От светло-серого до темно-голубого
Серная печень, углекислый аммоний 5 10 Черный, серый, черный с синим оттенком
Углекислый аммоний, сернистый калий 10 25 Глубокий черный
Сернистый аммоний 20 Т емно-коричневый
Серная печень, углекислый аммоний 1,5 10 От светло-серого до темно-голубого
Примечание. Режим работы: температура 60 - 70 °C, время обработки 10-15 мин; промывание (после оксиди- рования) в воде. Соответствующая обсушка осуществляется при температуре 20 - 25 °C в течение 15-20 мин
изделий из меди, латуни, томпака, нейзильбера
(табл. 3.44). Нередко, однако, исполнители при-
меняют другие, отличные от традиционных, при-
емы патинирования. Патинирование изделий из
латуни, когда, например, желают наложить плен-
ку черного цвета с синим оттенком, проводят
в следующем порядке: при температуре
15 - 25 °C изделия в течение 15-20 сек обраба-
тывают раствором хромпика, в который входят
70 - 80 г/л двухромовокислого калия и 20 - 25 м/л
серной кислоты, затем промывают в воде и толь-
ко после этого в течение 25 - 30 мин при темпе-
ратуре 15 - 30 °C патинируют в растворе, со-
стоящем из 25 %-ного водного раствора аммиа-
ка и углекислой меди от 40 до 200 г/л. Один из
приемов патинирования изделий из томпака на-
чинают с его окраски — травления в смеси, со-
стоящей из серной (800 г), азотной (100 г), со-
ляной (2,5 г) кислот и хлористого натрия (3 г).
Затем изделия промывают в воде и в течение 5 -
7 сек (при температуре 15-25 °C) подвергают
пассивированию в растворе хромпика, в состав
которого входят двухромовокислый калий
(100 г/л) и серная кислота (100 г/л).
^Электрохимическое патинирование.
Электрохимический метод патинирования изде-
лий из недрагоценных металлов становится все
более распространенным в ювелирном произ-
водстве, так как (по сравнению с химическим)
он производительнее и дешевле. Есть у этого
метода, правда, один, но существенный недоста-
ток: получаемые на изделиях пленки очень тон-
кие и требуют дополнительного покрытия сло-
ем защитного лака. Желаемый цвет патины-
пленки, получаемый электрохимическим пати-
нированием, достигается применением опреде-
ленного по составу электролита. Патину цвета
от серо-зеленого до темно-зеленого позволяет
получить электролит, который состоит из сле-
дующих компонентов (в г/л): сернокислая медь
(CuSO^ — 50, хлористый аммоний (NH4Cl) —
28, хлористый натрий (NaCl) — 14, уксусная
кислота (СН3СООН) — 12, цинк хлористый
(ZnCQ — 6, глицерин — 6. Электролиз продол-
жается в течение 5-10 мин при плотности тока
0,3 - 5 А/дм2 и температуре 15-20 °C Элект-
ролит, в состав которого входят 45 г/Л серно-
кислой меди, 30 г/л гидроокиси натрия и 60 г/л
сахарозы, обеспечивает получение патины оран-
жевого, фиолетового, серого, золотистого цве-
та (в зависимости от времени выдержки). Об-
щее время электролиза составляет от 9 до 11
минут, рабочая его температура поддерживает-
ся в пределах 16 - 22 °C, а плотность тока не
должна превышать 0,1 - 0,2 А/дм2. В таблице
3.45 приведены окрашиваюше-патинирующие
растворы, применяемые в различных странах
мира, а в таблице 3.46 — другие растворы для
обработки изделий.
Примечание. В последнее время в декора-
тивной обработке ювелирных изделий широкое
применение находит черный цвет Осуществле-
ние «чернения» — довольно непростое дело, так
как технологический процесс должен обеспе-
182
Глава 3. Операции процессов изготовления ювелирных изделий
Таблица 3.44
Растворы и режимы химического патинирования
Компонент раствора Массовая доля, г/л Режим работы Цвет патины-пленки
Темпера- тура, °C Время обработки, мин
Изделия из меди
Гидроокись натиря (NaOH), персульфат калия (KzSzOs) 50-60 14-16 60-65 5 Глубокий черный
Молибден аммония [(ЫНдЬМоОд], 25 %-ный аммиак водный 10 7 60-70 5-10 Коричнево-черный
Углекислая соль меди[Си(ОН)2СиСОз], 25 %-ный аммиак водный 400 1 70 5-10 Синевато-черный
Гидроокись натрия, сернокислая медь (CC11SO4), молочный сахар 1800 180 0,4 90 10-12 Золотистый
Изделия из латуни
Гидросульфат натрия, уксусный свинец, лимонная кислота 200 - 225 20-5 25-30 15-25 2-3 Золотисто-красный
Хлорпат калия (КСЮз), азотнокислая медь [Си(ГЧОз)2], хлористый аммоний (NH4CI) 50-70 40-50 80-100 60-70 10-15 Фиолетово- коричневый
Изделия из томпака
Гидросульфат натрия, уксуснокислый свинец, винная кислота 240 30 25 80 90 15-25 Т емно-зо лотистый
Гидроокись натрия, персульфат калия 50 7,5-15 60 65 15-25 Оливково-коричневый
Хлорат калия, азотнокислая медь, хлористый аммоний 50-70 40-50 80 100 60-70 10-15 То же
Изделия из нейзильбера
Углекислый калий, гидроокись аммония, сера 40 10 20 60-80 15-20 Золотистый
чить одновременно физические, эстетические
и функциональные качества обрабатываемых из-
делий: износостойкость, ударопрочность, корро-
зионностойкость и биосовместимость (отсут-
ствие аллергических последствий на коже чело-
века). Швейцарским инженерам и технологам
удалось разработать такой технологический про-
цесс и соответствующий электролит, которые
полностью отвечают упомянутым выше требо-
ваниям. Достоинство этой разработки еще
и в том, что декоративное покрытие, получае-
мое при использовании данного электролита, от-
личается очень высоким качеством — оно ло-
жится всегда одинаково ровным слоем в любой
точке поверхности изделия независимо от того,
какая это поверхность: блестящая, матовая, от-
полированная, сатинированная, шероховатая
или травленая. Такому «чернению» можно под-
вергать изделия из материалов, которые выдер-
живают вакуум и температуру от 100 до 500 °C
и к тому же электропроводны: драгоценные ме-
таллы и их сплавы, титан, алюминий, никель,
медь, латунь, нейзильбер, а также керамика
и термостойкие пластмассы.
3.23. Гальванические покрытия
Процесс гальванического покрытия пред-
ставляет собой осаждение одного металла на
другой в среде электролита. В ювелирной про-
мышленности в качестве гальванических покры-
Глава 3. Операции процессов изготовления ювелирных изделий
183
Таблица 3.45
Оксидирующе-окрашивающе-патинирующие растворы,
применяемые в ряде стран мира
Состав раствора Обрабатыва- емый материал Получаемый цвет
Оксалат натрия — 19 г, нашатырь — 56,7 г, белый уксус - 0,57 г Карбонат натрия—28,3 г, сульфид мышьяка — 3,5 г, вода —0,57 Хлорид мышьяка — 56,7 г, вода — 1,13л Ацетат свинца —194 г, гипосульфит натрия — 38,8 г, вода — 1,13л Нитрат железа — 85 г, сульфоцианид натрия—28.3 г. вода — 2,3 л Нитрат калия—680,4 г, серная кислота — 1,13 л, азотная кислота — 0,14 л, соляная кислота — 0,14 л Нашатырь — 226,7 г, сульфат меди — 226,7 г, кипяшая вода—2,3 Медь Коричневый Красный Серый (стальной) Лиловый, каштановый Красновато- бронзовый Золотисто- бронзовый Зеленоватый
Примечание Обработка изделий осуществляется либо путем их погружения в раствор, либо путем натирания раствором с помощью тампона; после чего изделия промываются, обсушиваются либо сжатым воздухом, либо в естественных условиях
Сернистый калий — 55 г, гидроокись аммония—7,5 г, вода—4 л, температура — 20 °C Сернистый калий — 55 г, гидроокись натрия — 85 г, вода —4 л, температура — 75 °C Медь Т ускло-коричневый От красноватого до темно-коричневого
Карбонат меди — 85 г, аммиак—0,85 л, вода — 2,2 л, температура — 80 °C Хлорноватокислый калий — 155 г, сернокислый никель — 77 г, сернокислая медь — 680 г. вода — 4 л. температура — 90 - 100 °C Уксуснокислый свинец — 110 г, гипосульфит натрия —220 г, уксусная кислота — 110 г, температура — 80 °C Сернокислый аммоний —220 г, тиосульфат натрия—220 г, вода — 4 л, температура — 710 °C Азотнокислая медь - -110 г, хлористый аммоний — 110 г. хлористый кальций — 110 г, вода — 4 л Углекислая медь — 2 части, каустическая сода — 1 часть, вода —10 частей Нитрат железа — 113,4 г, гипосульфит натрия — 113,4г, вода —1,13 л Латунь Сине-черный Коричневый Синий Зеленый Желтовато-зеленый От желтого до ярко-красного От коричневого до красного цвета
Сернокислая медь — 30 г, хлористый натрий—6 г, вода — 0,01 л Сернокислая медь —140 г, уксуснокислая медь —140 г, вода — 4 л Бронза Серый Темно-коричневый
Соль аммония — 28,3 г, карбонат аммония — 85 г, вода — 1,7 л. Хлорид железа — 28,3 г, медянка — 85 г, нашатырь —141,7 г, винный камень — 56,6 г, поваренная соль —113,4 г, вода —057 л. Винный камень —170 г, нашатырь — 56,7 г, нитрат меди —453,4 г, поваренная соль —170 г, кипящая вода — 0,68 л. Медь, латунь, бронза Зеленая старинная (античная) патина
Серная печень — 28,3 г, горячая вода —13,3 л, аммиак —8 г Серебро Черный
184
Глава 3. Операции процессов изготовления ювелирных изделий
Таблица 3.46
Различные растворы для обработки изделий
Назначение раствора Состав
Для химочистки перед оксидированием, гальванопокрытием Серная кислота — 1 часть, азотная кислота — 1 часть Серная кислота — 2 части, азотная кислота — 1 часть Плавиковая кислота —1,135 л, азотная кислота — 0,750 л, поваренная соль — 2 столовые ложки
Примечание. Изделие держат в растворе не более 1 минуты
Для получения сатинированной (как при крацевании) поверхности Плавиковая кислота — 055 л, вода —1,7 л, Плавиковая кислота — 0,55 л, азотная кислота — 0,3 л, вода — 2,8 л Плавиковая кислота —1.2 л, азотная кислота—0,55 л, соляная кислота — 0,3 л, вода — 2,8 л
Примечание. Эти растворы можно применять и при оксидировании
Для придания латунным изделиям «золотого» цвета Азотная кислота — 1,135 л, плавиковая кислота — 1,135 л, чистый цинковый скрап — 57 г
Примечание. Изделие держат в растворе до получения желаемого цвета
Очистка титана Слабое травление титана Сильное травление титана Отбеливание титана Азотная кислота — 20 %, плавиковая кислота —4 %, остальное—дистиллированная вода (температура — 25 - 60 °C) Плавиковая кислота или фтористый натрий—4 %, соляная кислота — 20 %, остальное — дистиллированная вода (температура — 20 °C) Плавиковкая кислота —10 %, азотная кислота — 9 %, остальное —дистиллированная вода (температура — 20 °C) Азотная кислота — 5 %, плавиковая кислота — 1 %, остальное—дистиллированная вода (температура — 20 °C)
тий используют золото, серебро, реже родий
и сплавы золота. Цель таких покрытий — при-
дать изделиям определенный декоративный вид,
повысить их механическую характеристику.
Процессы золочения и серебрения известны дав-
но, родирование стало применяться значительно
позже (в основном для покрытий изделий из бе-
лого золота и платины). Покрытия из сплавов,
особенно из сплавов золота, с введением в них
никеля, кобальта, меди, серебра позволили рас-
ширить ассортимент ювелирных изделий, улуч-
шить их внешний вид, повысить срок службы,
сократить расход драгоценных металлов. По-
крытия, полученные гальваническим способом,
отличаются высокой прочностью, а сам про-
цесс — экономичностью. В качестве электро-
литов используются растворы солей и кислот.
Сущность электролитического осаждения состо-
ит в следующем: при пропускании постоянного
тока через электролит, куда уже помещены по-
крываемые изделия и металл покрытия, начина-
ется химическая реакция. К катоду (покрывае-
мые изделия), как к отрицательному электроду,
устремляются положительные ионы металла по-
крытия (золота, серебра, родия, сплавов золота),
а к аноду (металл покрытия), как к положитель-
ному электроду, — отрицательные ионы кислот-
ных водных остатков.
Основным оборудованием для проведения
процессов гальванических покрытий являются
ванны для химического и электролитического
обезжиривания изделий и для нанесения галь-
ванических покрытий. Ванны для обезжирива-
ния изготовляют в виде сварной прямоугольной
емкости из трех-пятимиллиметровой листовой
стали. Вместимость ванн колеблется от 100 до
200 л. Ванны для обезжиривания снабжаются
системой подогрева и бортовыми вентиляцион-
ными устройствами. Для удаления с поверхно-
сти раствора пены и масла ванны имеют специ-
альные устройства в виде карманов. Ванны для
нанесения гальванических покрытий выполня-
ют, как правило, из коррозионностойкой стали
с покрытием изнутри эмалью или изоляционным
материалом (винипластом, тефлоном) и приме-
няют в процессах гальванизации при использо-
Глава 3. Операции процессов изготовления ювелирных изделий
185
вании кислых электролитов. Имеются также
стеклянные ванны, которые предназначены для
родирования, — как обеспечивающие особую
чистоту электролиза. По форме ванны бывают
сварные прямоугольные (стационарные) и бара-
банные или колокольные вращающиеся. В ба-
рабанных ваннах производят золочение мелких
изделий, причем скорость золочения в таких
ваннах на 20 - 30 % ниже, чем в стационарных.
Вместимость ванн — различная: 15 - 20 л (для
золочения), 100-500л (длясеребрения), 1-2л
(для родирования). Нагрев электролита в ван-
нах производится двумя способами: действием
пара горячей воды или электрического тока.
Электролит в ванне перемешивается либо дав-
лением сжатого воздуха, либо вращением катод-
ной штанги.
Подготовка ювелирных изделий к гальвани-
ческому покрытию. Перед нанесением гальвани-
ческих покрытий на изделия проводят тщатель-
ную подготовку их поверхности. Различают два
вида подготовки: механическую и химическую.
Механическая подготовка (полирование, краце-
вание) позволяет исправить, устранить дефек-
ты (неровности, царапины), придать изделиям
блестящий зеркальный вид. Химическая подго-
товка предусматривает удаление с изделий жи-
ровых загрязнений, оксидов и называется обез-
жириванием. Обезжиривание проводится в два
этапа: в органических растворах (табл. 3.47),
а затем в щелочных. Обезжиривание в щелоч-
ных растворах подразделяют на химическое
и электрохимическое. Химическому обезжири-
ванию подвергают не все изделия, а лишь опре-
деленные их группы (табл. 3.48). Очистка изде-
лий при электрохимическом обезжиривании
происходит в процессе электролиза — пропус-
кания постоянного тока через электролит, ког-
да сами изделия играют роль катода. Применяе-
мые при этом электролиты неоднородны по со-
ставу компонентов, так как одни из них исполь-
зуются для очистки изделий, предназначенных
для золочения, другие — для очистки изделий
под серебрение, третьи — для очистки изделий
под родирование (табл. 3.49).
После окончания химического и электрохи-
мического обезжиривания изделия промывают
последовательно в горячей (50 - 70 °C) и холод-
ной проточной воде. Завершающей операцией
подготовки поверхности изделий перед прове-
дением процесса осаждения металла является
их декапирование: очень слабое протравливание
(шерохование) верхнего слоя в целях более
прочного сцепления покрытия с основой. Дека-
пирование изделий под золочение производит-
ся в 5 - 7 %-ном растворе соляной кислоты, из-
делий под серебрение — в 5 - 10 %-ном раство-
ре серной кислоты, изделий под родирование —
в 5 %-ном растворе серной кислоты. Время вы-
держки и температура растворов составляют со-
ответственно 10-30 сек и 18-25 °C.
Золочение. В ювелирном производстве зо-
лочение является одним из основных процессов
гальванических покрытий. Золочению, как пра-
вило, подвергают ювелирные изделия из недра-
гоценных металлов, но золотят также изделия
из серебра и золота (при реставрации и обнов-
лении). Золочение бывает матовое и блестящее.
Матовое золочение — широко известный тра-
диционный вид золочения. Блестящее золоче-
ние — это более «молодой» прием гальвани-
ческого покрытия. Преимущества этого вида
золочения состоят в том, что он позволяет со-
кратить потери золота и механизировать сам
Таблица 3.47
Растворы для органического обезжиривания изделий
Вид покрытия изделия Раствор Время выдержки, мин
Золочение Серебрение Родирование Дихлорэтилен, бензин, четыреххлористый углерод, технические моющие средства ТМС-31, ТМС 79,ТМС- 160 Четыреххлористый углерод, бензин, технические моющие средства ТМС - 31, ТМС - 70. ТМС - 160 Этиловый спирт (для изделий из золота и платины), бензин. Трихлорэтилен, технические моющие средства ТМС - 31, ТМС - 70, ТМС - 160 (для изделий из серебра и недрагоценных металлов) 3-20 3-20 3 5 3-20
Примечание. Время выдержки зависит от состояния загрязнения поверхности.
186
Глава 3 Операции процессов изготовления ювелирных изделий
Таблица 3.48
Растворы для химического обезжиривания изделий
Вид покрытия изделия Массовая доля компонента, г/л Температура раствора, °C Время выдержки, мин
Золочение изделий с пайкой соединений оловянистыми припоями Азотная кислота — 1, серная кислота — 1, хлористый натрий — 5-10 15-20 5-10
Тоже Лимонная кислота — 50 15-30 10-15
Из золота 10-20 %-ный раствор каустика 100 2-4
Серебрение изделий с пайкой соединений оловянистыми припоями Гидроокись натрия—20-30, сода кальцинированная — 20-30, тринатрийфосфат — 50-60, жидкое стекло — 5-10 15-20 2-3
Тоже Гидроокись натрия — 5-10, сода кальцинированная — 25, тринатрийфосфат — 50, жидкое стекло —1-50 80-100 20-30
Родирование изделий из золота и платины Тринатрийфосфат — 80, гидроокись натрия — 20, сода кальцинированная — 25 15-20 2-3
процесс. Золочение блестящее обеспечивается
введением в состав электролита блескообразу-
ющих добавок и изменением режима «работы».
Матовое золочение. В электролиты для ма-
тового золочения входят (в г/л): цианистый ка-
лий {KCN) — 10-90, металлическое золото
{Ай) — 0,5 - 15 или золото в виде дицианоаура-
та — 4 - 10, кислый фосфат калия — 50 - 100
(либо без него). Электролиз идет при темпера-
туре 55 - 70 °C и плотности тока 11-12 А/дм2
Время выдержки определяется исполнителем
визуально (до получения качественного покры-
тия). Электролиз с применением электролита
без кислого фосфата калия и с золотом в виде
дицианоаурата проходит при температуре 45 -
55 °C и плотности тока 0,2 - 0,5 А/дм2.
Блестящее золочение. В состав электро-
лита для блестящего золочения входят следую-
щие компоненты (в г/л): цианистый калий — 15,
металлическое золото — 2, олеат натрия
{C]7H33COONa) — 0,2, поташ {К2СО3) — 1 -100.
Электролиз идет в течение 5 — 10 мин при темпе-
ратуре 60 °C и плотности тока 0,5 - 0,6 А/дм2.
При золочении золотых изделий (реставрации)
применяют электролиты с повышенным содер-
жанием цианистого калия, например (в г/л):
цианистый калий — 20 - 22, дицианоауратный
калий {К[Ли(Сп)2]) — 3 - 4. В этом случае
электролиз осуществляется при температуре
65 - 70 °C, а плотность тока составляет 0,13 -
0,2 А/дм2. Довольно широкое распространение
получили кислые нецианистые (нетоксичные)
электролиты, обеспечивающие осаждение
блестящих покрытий сплавами золото-никель
и золото-кобальт (табл. 3.50).
Технологический процесс золочения юве-
лирных изделий в кислых нецианистых элект-
ролитах выполняется в следующей последова-
Таблица 3.49
Составы электролитов, режимы работы ванн при электрохимическом обезжиривании
Массовая доля компонента, г/л Режим работы ванн
Гидро- окись натрия Угле- кислый натрий Три- натрий- фосфат Жидкое стекло Натрий фосфорно- кислый Натрий углекислый Плотность тока, А/дм2 Темпе- ратура, °C Время выдержки, мин
Золочение
20-40J | 20-30 50 - 60 5-10 1 - 1 1 - 1 3-10 1 | 70-90 | | 2-15
Серебрение
15-30 20-30 50-60 5-10 — — 3 - 10 70-80 1 15
— — — 3-5 20-40 20 40 1,5-2,0 60-80 5-10
Родирование
5-10 1 | 30-50 | 30-50 1 1-5 | | 3-10 | 70-80 Г 3-5
Глава 3. Операции процессов изготовления ювелирных изделий
187
Таблица 3.50
Составы электролитов и режимы работы ванн
для золочения сплавами золото-никель и золото-кобальт
Массовая доля компонента, г/л Режим работы ванн
Золото в виде дицианоаурата Кислота лимонная Калий лимон- нокислый Никель углекислый Кобальт сернокислый Пиперазин- гексагидрат Плотность тока, А/дм2 Темпера- тура, °C
11-12 100 — — — — 0,6 -1,5 18-25
5-7 40 40 0,7 — — 0,5-0,7 25-30
5-7 40 40 — 0,7 — 0,5-0,7 25-30
5-7 30-35 50-70 — 1,4-1,7 3-5 0,5-0,7 25-30
8-10 30-35 50-60 — 0,8 -1,0 3-5 0,5-0,7 25-30
тельности: обезжиривание в органическом ра-
створе, просушивание, загрузка (монтаж) изде-
лий на приспособление, обезжиривание элект-
рохимическое, промывка (последовательно)
в горячей воде и холодной, просушивание, сня-
тие (демонтаж) изделий с приспособления, взве-
шивание (100 %-ное), загрузка на приспособле-
ние, декапирование, промывка (последователь-
но) в проточной и дистиллированной холодной
воде, золочение, первое-второе-и третье улав-
ливание, промывка в холодной воде, промывка
в горячей воде, просушивание, снятие изделий
с приспособления, взвешивание (100 %-ное, за
исключением пустотелых изделий), галтование,
промывка (последняя) в холодной воде и горя-
чей, просушивание, контроль (обсушка изделий
осуществляется в сушильных шкафах при тем-
пературе 70-110 °C). Последовательность вы-
полнения операций должна соблюдаться
неукоснительно — в этом залог безотказной
и длительной работы ванн для золочения. Необ-
ходимо также постоянно контролировать состав
электролитов золочения: определение количе-
ства золота проводится ежедневно, кобальта
и никеля — один раз в три-четыре дня. Нельзя
допускать ни снижения, ни завышения концент-
рации кобальта, никеля, золота — это автома-
тически приводит к браку в изделиях. Нередко
применяются такие составы электролитов золо-
чения, которые позволяют получать покрытия
красного (золото — медь) и зеленого (золото —
кадмий) оттенков (табл. 3.51). Характерная осо-
бенность этих электролитов — их высокая про-
изводительность (10-12 мкм/г).
Контроль позолоченных изделий. Все по-
золоченные изделия контролируются по внеш-
нему виду, толщине покрытия, содержанию зо-
лота в них. Внешний вид проверяется визуаль-
но, толщина покрытия — весовым методом, то
есть все изделия взвешиваются до и после золо-
чения. Результаты взвешивания сопоставляют-
ся с нормами наложения золота на каждый вид
изделий. Обычно норма толщины золотого по-
крытия ювелирных украшений составляет 0,5 -
1 мкм. Исключение составляют обручальные
кольца из серебра — толщина их золотого по-
крытия равняется 10 мкм. Контроль за содер-
жанием золота в покрытиях основан на золоче-
нии контрольных пластинок одновременно
с партией изделий, последующим переведени-
ем покрытия с пластинки в раствор и количествен-
ного определения золота и легирующего металла.
Пример несложного приема золочения
ювелирных изделий. Для золочения протира-
нием 1 г хлорида золота растворить в 10 г воды,
добавить чуточку (на кончике ножа) селитры,
тщательно перемешать. Затем вылить раствор
на заранее приготовленные льняные лоскутки
(тряпочки), а после того, как лоскутки просох-
нут, их необходимо сжечь. Образовавшуюся ока-
лину растереть в порошок и перемешать с под-
соленной водой. Полученным раствором (с по-
Таблица 3.51
Составы электролитов, режимы работы ванн для золочения сплавами золото-медь и золото-кадмий
Массовая доля компонента, г/л Режим работы ванн
Золото Медь Кадмий Кадмий фосфорно- кислый Аммоний лимоннокислый Триэтано- ламин Плотность тока, А/дм2 Темпера- тура, ° С
5,5-6.5 6.0-9.0 — 40-45 — — 0,4-0,6 40-42
8.0-9,0 — 0,3-0,5 — 80-100 60-80 0.4-0,5 18- 25
188
Глава 3. Операции процессов изготовления ювелирных изделии
мощью пальца) протереть места, которые необ-
ходимо позолотить (предварительно отполиро-
ванные). Если необходимо получить красный
цвет, то в раствор добавляют медь, а если блед-
но-желтый — серебро.
Удаление позолоты. Снятие золотого по-
крытия с ювелирных изделий осуществляется
гальваническим путем — процесс обратный зо-
лочению. Изделия являются анодом (положи-
тельный электролит), а снимается с них позо-
лота — катодом (отрицательный электролит).
Процесс снятия позолоты идет в электролите
в течение 3-5 мин при большой силе тока. Ши-
роко применяются электролиты следующих со-
ставов: 1 л воды, 85 г цианистого калия, 192 г
фосфорнокислого бикарбона натрия; 1 л воды,
30 г желтой кровяной соли, 30 г поташа, 30 г
поваренной соли; 2,5 - 3 л воды, 200 г цианис-
того калия, 100 г кровяной соли, 75 г соды.
Примечание. В таблице 3.52 приведены воз-
можные дефекты при цианистом золочении
и способы их устранения.
Серебрение. Многие ювелирные изделия,
изготовленные из недрагоценных металлов (ла-
туни, мельхиора, нейзильбера), в целях улучше-
ния их декоративного вида подвергают серебре-
нию. Процесс серебрения осуществляется
в электролитах, содержащих свободный циани-
стый калий. Чтобы обеспечить прочное сцепле-
ние между металлом изделий и серебряным по-
крытием и избежать контактного выделения се-
ребра при погружении изделий в рабочую ван-
ну, серебрение начинают либо с амальгамиро-
вания, либо с предварительного серебрения.
Амальгамированию подлежат изделия из
сплавов на медной основе и содержащих значи-
тельные количества никеля. Амальгамируют
изделия в течение 3-5 сек при температуре
15 - 25 °C в растворах следующего состава
(в г/л): хлористая ртуть — 7, 5 и хлористый ам-
моний — 4; хлористая ртуть — 6-8; ртуть
азотнокислая — 8 - 10 и кислота азотная —
1-2; цианистый калий — 60 - 70. Изделия по-
судной группы вместо амальгамирования про-
ходят этап предварительного серебрения в элек-
тролитах. Электролиз ведется в течение от
30 сек до 4 мин при температуре 20 - 30 °C
и плотности тока 1-2 А/дм2 в электролитах,
состоящих либо из 1,5 - 4 г/л цианистого сереб-
ра и 90 г/л цианистого калия, либо из 2 - 3 г/л
цианистого серебра и 45 - 50 г/л цианистого
калия, либо из 3 - 5 г/л анодного серебра и 70 -
90 г/л цианистого калия, либо из 1 - 3 г/л азот-
нокислого серебра, 70 - 90 г/л цианистого ка-
лия и 20 - 30 г/л углекислого калия. По завер-
шению амальгамирования или предварительно-
го серебрения изделия загружают (переносят)
в ванну с электролитом основного серебрения.
В практике ювелирного дела существует не один
состав цианистых электролитов (табл. 3.53).
Серебряные покрытия обычно получаются
матовыми. Чтобы иметь блестящее серебряное
покрытие, в электролит вводят блескообразую-
щие добавки — серосодержащие вещества: ти-
осульфат натрия, сероуглерод и другие, содер-
жание которых в электролите следует постоян-
но контролировать. Применяют также электро-
литы, не содержащие свободного цианистого
Возможные дефекты при цианистом золочении
Таблица 3.52
Вид дефекта Причина Способ устранения
Пятнистость осадка Шероховатость осадка Пузырчатость осадка Осадок красный Осадок неопределенного цвета Осадок черно-зеленый, выделение водорода Различная глубина осаждения Замедление процесса золочения Белые пятна на аноде Грязь, поры в металле Грязь в ванне, много К2СО3 Грязь, жиры Примесь меди в электролите Слишком большой или слишком малый анод Завышена плотность катодного тока Занижена плотность катодного тока Завышена концентрация электролита Много KCN Очистить Фильтровать, регенерировать электролит Очистить, обезжирить Добавить KCN (2 г/л) Подобрать необходимый анод Снизить силу тока, убавить количество изделий Повысить силу тока Разбавить электролит дистиллированной водой Регенерировать электролит
Глава 3. Операции процессов изготовления ювелирных изделий
189
Таблица 3.53
Составы цианистых электролитов серебрения, режимы работы ванн
Массовая доля компонента, г/л Плотность тока, А/дм2
Серебро цианистое Калий цианистый Серебро хлористое Калий углекислый Серебро азотнокислое
50-60 40-50 — 40-50 — 0,1-0,5
— 35-45 30-35 40- 50 — 0,1-0,5
330-35 30-40 — — — 0,5-1,0
— 20-35 33-39 — — 0,5-1,0
— 20-35 — — 40-50 0,3-1,0
— 20-40 — 20-30 20-30 0,3-1,5
Примечание. Температура электролитов составляет 18-25 °C.
калия: железистосинеродистые, роданистосине-
родистые и трилонатноаммониевые электроли-
ты. Недостатком железистосинеродистого элек-
тролита является необходимость применения
нерастворимых анодов, когда электроосаждение
серебра происходит только из электролита. Ро-
данистосинеродистый электролит позволяет
использовать серебряные аноды и может рабо-
тать без корректировки в течение месяца. При-
емы бесцианистого серебрения позволяют отка-
заться от амальгамирования или предваритель-
ного серебрения изделий. Составы некоторых
нецианистых электролитов серебрения и режи-
мы работы ванн приведены в таблице 3.54. Пос-
ле окончания серебрения изделия извлекают из
ванн, в течение 15-20 сек промывают в другой
ванне: сначала с улавливателем, а затем в про-
точной воде. Для уплотнения серебряного слоя
изделия подвергают крапеванию, снова промы-
вают последовательно в холодной и горячей воде
(70 - 90 °C), после чего просушивают в сушиль-
ных шкафах (70-110 °C) и проводят контроль
качества покрытий.
Контроль посеребренных изделий. Конт-
роль серебряных покрытий производят по сле-
дующим и наиболее важным показателям: состо-
янию поверхности и толщине слоя. Состояние
поверхности серебряных покрытий, как и золо-
тых, определяется визуально: не допускается
неравномерность оттенков и блеска, не должно
быть пятен, подтеков, непокрытых мест, слой
серебра должен плотно прилегать к основному
металлу. Толщина покрытия, как правило, оп-
ределяется взвешиванием (100 %-ным) изделий
Таблица 3.54
Составы бесцианистых электролитов серебрения, режимы работы ванн
Электролит Состав Массовая доля компонента, г/л Режим работы ванн
Плотность тока, А/дм2 Температура, °C
Железисто- синеродистый Серебро хлористое Калий железистосинеродистый Сода кальцинированная Серебро хлористое Калий железистосинеродистый Поташ 90 50 60 40 200 20 0,1 1-1,5 15-20 25-60
Роданисто- синеродистый Серебро хлористое Калий железистосинеродистый Сода кальцинированная Калий роданистый Серебро хлористое Калий сурьмяновиннокислый Сода кальцинированная Калий роданистый 30 100-150 30-60 100-150 55-60 11-17 40-50 100-120 0,3 1.8 18-25 12-20
Трилонатно- аммониевый Серебро азотнокислое Трилон Б Аммоний азотнокислый Гидроокись натрия Г идроокись аммония 60-70 70-100 32-40 15-18 03-0,5 0,5-0,8 18-25
190
Глава 3. Операции процессов изготовления ювелирных изделий
до и после серебрения. При химическом опре-
делении толщины серебряного покрытия необ-
ходимо слой покрытия перевести в жидкое со-
стояние, то есть растворить. Это достигается
помещением изделия в емкость (фарфоровую
чашку) со слабо подогретой смесью концентри-
рованных кислот. Определение местной (в за-
данной точке) толщины покрытия производит-
ся капельным методом: на поверхность покры-
тия пипеткой наносят каплю травящего раство-
ра — азотной кислоты в соотношении 1:1, вы-
держивают 30 сек, затем фильтровальной бума-
гой или ваткой убирают каплю и наносят вто-
рую, третью и т. д. до тех пор, пока не обнажит-
ся основной металл или подслой.
Пример несложного приема серебрения
ювелирных изделий. Для серебрения протира-
нием 52 г нитрата серебра растворить в 100 г
воды, добавить поваренную соль и тщательно
размешать: образовавшееся хлористое серебро
отфильтровать, затем смешать с 10 г порошка
винного камня и 15 г поваренной соли до полу-
чения густой кашеобразной массы. Указанной
массой с помощью пальца протирать предназ-
наченные для серебрения места до тех пор, пока
не появится чистый серебряный цвет.
Удаление серебряного покрытия. Хоро-
шо обезжиренные изделия на несколько часов
помещают в охлажденную смесь, состоящую из
1 л водного раствора серной кислоты и 13 г азот-
ной кислоты. Окончание процесса (удаление
серебряного покрытия) контролируют визуаль-
но. Наблюдают появление пурпурного цвета,
быстро переходящего в зеленый; после этого из-
делия необходимо промыть в воде, просушить,
а оставшуюся на изделиях тонкую пленку снять
мягкой щеткой. При этом откроется ровная, бле-
стящая поверхность основного металла.
Примечание. В таблице 3.55 приведены воз-
можные дефекты при цианистом серебрении
и способы их устранения.
Родирование. Родиевые покрытия улучша-
ют внешний вид изделий, химические и механи-
ческие свойства металлов. Электролитические
покрытия родием применяют для украшений из
меди, латуни, мельхиора, никеля, сплавов сереб-
ра, золота, платины, палладия. Особенно же
широкое распространение получило родирова-
ние украшений из белого золота и платины Тех-
Таблица 3.55
Возможные дефекты
при цианистом серебрении
Вид дефекта Причина Способ устра- нения
Пузырчатость осадка Грязь на поверх- ности Очистить
Полосатость осадка Повышена кон- центрация элек- тролита Разбавить элек- тролит дистил- лированной водой
Осадок серый Очень высокая плотность катод- ного тока Уменьшить силу тока
Различная глубина осаж- дения Очень низкая плотность катод- ного тока Повысить силу тока
«Подгорев- шие» края «Слабый» элек- тролит Регенерировать электролит
Пассивность анода Очень высокое сопротивление Крацеватьанод
Белые пятна на аноде Много KCN Разбавить элек- тролит
Темные пятна на аноде Мало KCN Добавить KCN (1-3 г/л)
Неравномер- ность осадка, «подгорев- шие» края Не соблюдено расстояние меж- ду изделием и анодом Должно быть не менее 10 см
нология нанесения родия довольно проста, но
требует особо тщательного выполнения опера-
ций по подготовке поверхности изделий, подле-
жащих родированию. Для обеспечения зеркаль-
ности покрытий изделия должны быть хорошо
отполированы и иметь параметр шероховатос-
ти поверхности не ниже 9 - 10-го квалитетов.
Процесс подготовки к родированию украшений
из золота и платины ведется в такой последова-
тельности: обезжиривание в органических ра-
створителях, химическое обезжиривание, про-
мывка (соответственно) в дистиллированной
и проточной воде. Подготовка изделий из сереб-
ра и недрагоценных металлов требует несколь-
ко иного порядка обработки: обезжиривание
органическое, промывание в проточной воде,
а уж затем — обезжиривание электролитичес-
кое, промывание в горячей (50 - 60 °C) воде,
химическая обработка, промывание в проточной
воде, декапирование.
Для проведения процесса родирования
(осаждения родия) используют сернокислые
и фосфорнокислые электролиты с большим со-
держанием кислоты, обладающие высокой рас-
Глава 3. Операции процессов изготовления ювелирных изделий
191
свивающей способностью и позволяющие полу-
чать ровные блестящие покрытия. При этом
в качестве анода применяют нерастворимые пла-
тиновые или родиевые пластины. Достоинством
сернокислых электролитов является их мень-
шая, чем у фосфорнокислых, чувствительность
к загрязнениям. В состав сернокислых электро-
литов обычно входят (в г/л): серная кислота —
45 - 90 и родий сернокислый — 2-4. Электро-
лиз идет в течение 4-6 мин при температуре
от 30 до 40 °C и плотности тока от 0,8 до 1,5 А/дм2.
Применяются сернокислые электролиты и дру-
гих составов, например, 4 - 10 г/л родия серно-
кислого, 100 - 800 г/л серной кислоты, 5-10 г/л
сульфаминовой кислоты. Время электролиза —
2-10 мин, рабочая температура — 15-20 °C,
плотность тока — 0,4 - 1,0 А/дм2. Фосфорно-
кислые электролиты родирования применяют-
ся значительно реже Состав их обычно таков
(в г/л): ортофосфорная кислота — 50, металли-
ческий родий — 2. Время электролиза —
4-6 мин, рабочая температура — от 20 до 60 °C,
плотность тока — от 0,3 до 5 А/дм2.
По окончания процесса родирования изде-
лия проходят следующий цикл обработки: про-
мывку с улавливанием в дистиллированной
и горячей воде, промывку в этиловом спирте,
просушивание в сушильных шкафах при темпе-
ратуре 80 - 90 °C. Контроль родиевых покры-
тий осуществляется визуально и 100 %-ным взве-
шиванием изделий до и после родирования. При-
мечание. В таблице 3.56 приведены растворы
и электролиты для декоративного покрытия, ис-
пользуемые в различных странах мира.
Техника безопасности при декоративной об-
работке ювелирных изделий.
1. К выполнению операций по декоративной
обработке допускаются только лица, прошедшие
соответствующий инструктаж.
2. Работу производить только в спецодежде
и с использованием индивидуальных средств
защиты: очков, резиновых рукавиц (перчаток),
фартуков.
3. На рабочих местах соблюдать чистоту
4. Наличие и исправность приточно-вытяж-
ной вентиляции обязательно.
Таблица 3.56
Растворы и электролиты декоративного покрытия, применяемые в ряде стран мира
Операция Состав, режим обработки
Растворы
Золочение медных сплавов Калий цианистый (67 % золота) — 60 г, натрий цианистый — 100 -120 г, сода кальцинированная — 120 - 150 г, вода — 4 л, температура — 60 80 °C
Серебрение медных сплавов Серебро азотнокислое — 30 г, аммиак — 300 г, гипосульфат натрия — 420 г, вода — 4 л, температура — комнатная
Родирование медных сплавов Родий (в виде хлорида) — 18 г, кислота соляная — 960 г, вода—4 л, температура — комнатная
Электролиты
Толстослойное золочения Золото металлическое — 30 г, калий цианистый — 80 г, вода — 4 л, плотность тока — 1-10 А/дм2, температура — 45-65 °C, погружение — быстрое
Серебрение нежелезистых металлов Серебро цианистое — 15 г, натрий цианистый — 230 г, карбонат натрия — 35 г, плотность тока — 15-25 А/дм2, напряжение - 4 - 5 В. температура — 21-29 °C, время погружения — 1-2 мин
Родирование Родий — 7,5 г, кислота серная (концентрированная) — 67 г, плотность тока—20 А/цм2 напряжение — 3 - 5 В, температура —40-45 °C, время погружения — 1-2 мин
Паллад ирование Палладий (в виде хлорида) — 50 г/л, натрий хлористый — 20 г/л, кислота соляная — 18 г/л, плотность тока — 1 А/дм2, напряжение — 2 - 4 В. температура — 90 °C, время погружения —1-3 мин
«Платинирование» Аммоний фосфорнокислый — 20 г/л, натрий фосфорнокислый — 100 г/л, платина — 4 г/л, плотность тока — 1 А/дм2, напряжение — 3 - 4 В. температура — 90 °C, время погружения — 0.5-2 мин
192
Глава 3. Операции процессов изготовления ювелирных изделий
5. Не допускать падения на пол (с верстака)
колющих и режущих предметов (инструмента).
6. Операции обжига и отбеливания произ-
водить в вытяжных шкафах
7. Тару с кислотами держать закрытой,
а транспортировать ее на специальных тележ-
ках или носилках.
8. Кислоты (при попадании на тело) неза-
медлительно смыть водой и обратиться к врачу.
9. Принимать пищу и курить на рабочем
месте запрещается.
3.24. Гальванопластика
Процесс получения изделий методом галь-
ванопластики предусматривает осуществление
двух предварительных этапов: на первом модель
будущего изделия изготавливается из неметал-
лического материала (гипса, воска, пластмассы),
а на втором — на ее поверхность наносится тон-
кий слой (токопроводящий) из графитового или
металлического (медного) порошка с тем, что-
бы потом можно было выполнить операцию на-
несения гальванического покрытия — меднения
(обычного или блестящего), а затем, при необ-
ходимости, серебрения или золочения (токоп-
роводящий слой на модели можно обеспечить
и путем покрытия ее так называемым серебря-
ным электропроводным лаком).
Методом гальванопластики изготавливают
(из золота) полые тонкостенные ювелирные ук-
рашения: достаточно толстый слой золота (галь-
ваническим методом) наносится на модель,
например из алюминия, которая затем, по окон-
чании процесса золочения, выплавляется или
вытравливается; восковая модель (опять же галь-
ваническим методом) омедняется, после чего
воск выплавляется, медная форма золотится,
а затем она (форма) вытравливается.
Метод гальванопластики стал основой и та-
кого способа изготовления ювелирных украше-
ний (особенно из серебра), как гальваноформо-
вание, суть которого состоит в получении по-
лого изделия с глубоко текстурированной (жа-
той) поверхностью, при этом в самом начале
будущее изделие представляет собой определен-
ную форму из фольги или проволоки, на кото-
рую затем (при очень высокой плотности тока)
наносится гальваническое покрытие заданной
толщины. Получение изделий методом гальва-
ноформования — процесс значительно менее
трудоемкий и более дешевый, по сравнению,
например, с их выколоткой, вытяжкой, гибкой;
гальваноформованием можно получать изделия
практически любых форм.
3.25. Насечка (тауширование)
Это один из древних способов декорирова-
ния (украшения) целого ряда художественных
изделий из недрагоценных и более твердых ме-
таллов (сталь, бронза, латунь) более мягкими
драгоценными (золото, серебро), а также (очень
редко) медью. Так украшали раньше предметы
боевого снаряжения: мечи, кинжалы, щиты,
шлемы, огнестрельное оружие. При выполнении
операции насечки (тауширования) поверхность
украшаемых предметов (изделий) надрезается
(насекается) и в сделанные таким образом уг-
лубления затем буквально вбиваются элементы
декора. Различают: врезную таушировку (инк-
рустацию) и набивную (поверхностную) тауши-
ровку, которая в свою очередь подразделяется
на ленточную, листовую с рассечкой, тауширов-
ку проволокой, а также таушировку с после-
дующей наводкой.
Суть врезной таушировки: на поверхнос-
ти декорируемого таким способом изделия выг-
равировывается штихелем (рис. 3.25), выруба-
ется зубилом-сечкой, вытравливается или выф-
резеровывается маленькой цилиндрической фре-
зой рисунок в виде непрерывных канавок глу-
биной от 1 до 1,5 мм с поднутренными, то есть
Рис. 3.25. Врезная таушировка: Л и Б — вырезка углубле-
ний; В — проволока уложена в углубление; Г— проволока
вбита в углубление
Глава 3. Операции процессов изготовления ювелирных изделий
193
подрезанными внутрь (трапецеидальное попе-
речное сечение) стенками и насеченным (шеро-
ховатым) дном; на трубках или согнутых листо-
вых заготовках углубления можно выполнить
напильниками с плоскопараллельной насечкой,
а иногда и лобзиком; заранее подготовленные
элементы декора укладываются в канавки и вби-
ваются до положения «заподлицо с фоном».
Примечание. Края выфрезерованных кана-
вок поднутряются и сглаживаются штихелем;
в углубления, вырубленные зубилом, орнамент
набивается не заподлицо с фоном, а оставляет-
ся чуть выступающим, то есть металл орнамен-
та в этом случае как бы натекает на фон и «пря-
чет» «грубости» вырубного рисунка.
Суть набивной (поверхностной) тауши-
ровки: элементы декора вбиваются сразу же
в только что сделанные (зубилом) насечки в виде
сплошной мягкой сетки, канавок или штрихов-
пунктиров и обязательно с острыми заусенца-
ми, причем насечка сплошной мелкой сеткой
выполняется зубилом с квадратным сечением
3 X 3 мм или 4X4 мм, а насечка в виде канавок,
штрихов и контуров — остро заточенным (на
три грани) зубилом (рис. 3.26).
Ленточная таушировка выполняется эле-
ментами в виде тонких прямых полосок, точнее
своеобразных нитей; вбитые в сплошь насечен-
ную мелкой сеткой поверхность изделия, такие
нити как бы покрывают его тончайшим круже-
вом, сотканным из золота и серебра. При спо-
собе тауширования проволокой один ее (про-
волоки) конец вбивают, как бы закрепляя, в зау-
сенцы насечки или углубления, выполненные
штихелем или зубилом (рис. 3.27); затем про-
кладывают проволоку (в одну нитку или несколь-
ко радов) по намеченному рисунку, постоянно
вбивая ее в углубления: или заподлицо с фоном,
затем располировывая, или (реже) слегка рас-
плющивая чеканом; толщина проволоки, как
правило, — от 0,15 до 0,30 мм, но может быть
и толще. При листовой тауишровке с рассеч-
кой элементы декора вбиваются (молотком)
в заусенцы насечки, а для более плотного их зак-
репления весь рисунок еще и слегка рассекает-
Рис. 3.27. Ленточная таушировка
ся (не острым чеканом) с тем, чтобы придать
изделию оригинальный (рельефный) вид. Тауши-
ровка с последующей наводкой применяется
для того, чтобы скрыть отдельные рады прово-
локи и придать орнаменту слитность и цель-
ность. В этом случае золотой амальгамой слег-
ка как бы наращивают рельеф, что придает нео-
бычный эффект рисунку, словно написанному
кистью художника.
Рис. 3.26. Набивная (поверхностная) таушировка: А — режу-
щие кромки зубила; Б — углубления; В — подчеканка зау-
сенцев; Г — проволока вбита в углубление
3.26. Наводка (огневое золочение)
Наводка, как и насечка, — тоже один из
древнейших способов декорирования изделий,
но уже методом нанесения слоя одного металла
(золота) на другой (медь, бронзу, латунь, сереб-
ро), называемым золочением «через огонь».
Примечание. При реставрации отдельных
исторических предметов придать им первона-
чальный вид можно имнно только С ПОМОЩЬЮ
огневого золочения (наводки).
Операцию огневого золочения (наводки)
начинают с приготовления золотой амальгамы:
13 Зак. 3896
194
Глава 3. Операции процессов изготовления ювелирных изделий
тонкие мелкие полоски чистого золота помеща-
ют в графитовый тигель и прогревают их до по-
явления ярко-красного цвета; одновременно во
втором тигле (большего размера) разогревают
ртуть до температуры не ниже 350 °C; затем зо-
лото помещают в ртуть и, тщательно переме-
шивая эту золото-ртутную смесь железным стер-
жнем, доводят ее до тестообразного состояния
(состав золотой амальгамы определяется соот-
ношением золота и ртути как 1:8). Амальгаму
затем выливают в холодную воду для быстрого
охлаждения, после чего излишки ртути удаля-
ют путем отжатия массы через пористую зам-
шу (качественно приготовленная амальгама дол-
жна быть бледно-желтого цвета).
Амальгама наносится на абсолютно чистую
поверхность изделия (предварительно обрабо-
танную для этого раствором разбавленной азот-
ной кислоты) медной или латунной кисточкой
(щеткой) или (на очень мелкие изделия) стерж-
нем в виде отвертки; для получения качествен-
ного покрытия изделие предварительно (перед
нанесением амальгамы) обрабатывают еще сла-
бым раствором азотнокислой окиси ртути. Пос-
ле этого изделие постепенно и равномерно на-
гревают, при этом огонь не должен касаться не-
посредственно изделия (лучше всего нагрев вы-
полнять над тлеющими углями), а амальгама не
должна стекать с изделия. При появлении на
амальгаме (в процессе расплавления) блеска ее
необходимо расправить (разровнять) мягкой
кистью или тампоном; когда же ртуть испарит-
ся (выгорит), а покрытие станет сначала мато-
во-белым, а затем желтым, нагрев прекращает-
ся, изделие охлаждают, затем крацуют и поли-
руют. Чтобы придать покрытию большую яр-
кость цвета, изделие обрабатывают специальным
окрасом следующего состава: 1 часть уксусно-
кислой меди, 1 часть калийной селитры, 1 часть
железного купороса, 1 часть поваренной соли,
1 часть хлористого аммония (нашатыря); эту
смесь разбавляют хлебным квасом до густоты
сметаны. Состав окраса может быть и другим:
40 % селитры, 35 % поваренной соли и 25 % квас-
цов. Сметанообразную кашицу наносят на по-
золоченную поверхность изделия, очень осто-
рожно прогревают изделие над огнем до тех пор,
пока сметанообразное покрытие не затвердеет,
после чего изделие помещают в холодную воду:
от резкой смены температур покрытие лопает-
ся и отстает от изделия, его (изделие) обраба-
тывают раствором сильно разбавленной азотной
кислоты, затем промывают в воде и просушивают.
3.27. Травление
В процессе изготовления ювелирных изде-
лий травление применяется для получения на
них (изделиях) углубленного рисунка (узора),
что достигается с одной стороны воздействием
различного состава «травителей» на открытые
участки поверхности изделия, а с другой - зак-
рытием определенных участков изделий кисло-
тостойкими лаками (рис. 3.28); перед травлени-
Рис. 3.28. Процесс травления: А — травильный раствор;
Б покрывной лак; В — изделие; Г— ванна (емкость)
ем изделие зачищается, полируется, обезжири-
вается, промывается. Лак (в основном битум-
ный, см. таблицу 3.57) должен быть нанесен на
изделие (кисточкой) ровным, тонким, плотным
слоем, для обеспечения чего изделие предвари-
тельно слегка подогревают, а прогретый теплый
лак затем разравнивают по всей поверхности
кусочком мягкой кожи. Рисунок на изделии вы-
полняют либо острой чертилкой (при обилии на
нем тонких линий), либо шабером или ножом
Таблица 3.57
Составы
некоторых защитных лаков
Компонент Массовая доля
1-го П-го Ш-го
Белый воск 2 5 10
Мастика 2 — 5
Битум 1 4 4
Канифоль — 2 2
Глава 3. Операции процессов изготовления ювелирных изделий
195
(при необходимости соскабливании больших
участков защитного покрытия). Рисунок можно
выполнить и другим способом: поверхность из-
делия покрывается белой краской, затем на него
наклеивают прозрачную кальку с рисунком,
и чертилкой соскабливают металл с соответству-
ющих участков, краску же затем смывают, а на
определенные участки наносится защитный лак.
Процесс травления не должен идти быстро,
наоборот, металл должен растворяться медлен-
но, иначе процесс плохо поддается контролю,
сильно разъедаются линии рисунка (становятся
нечеткими), отслаиваются большие участки
лака. В связи с этим травление должно осуще-
ствляться с использованием разбавленных кис-
лот (табл. 3.58). Для проведения процесса трав-
ления можно применять (в качестве ванны) лю-
бые емкости из кислотостойких материалов; из-
делие погружают (в подвешенном состоянии)
в раствор на глубину не менее 3 см. Процесс
травления должен идти при комнатной темпе-
ратуре, а его скорость определяется по интен-
сивности выделения пузырьков газа, которые,
чтобы процесс шел непрерывно, необходимо (ос-
торожно) удалять с помощью гусиного пера. Для
определения глубины травления в ванну (вмес-
те с изделием) помещается контрольный обра-
зец (полоска из того же, что и изделие, метал-
ла): образец неоднократно вынимают из ванны,
промывают, замеряют глубину травления Ког-
да необходимая глубина травления будет дос-
тигнута, изделие вынимают из раствора, промы-
вают и удаляют лак — либо каким-нибудь ра-
створителем, например бензином, либо прове-
дением операции отжига; если травление осу-
ществлялось под последующее тауширование,
то в этом случае кромки углублений сглажива-
ются, а стенки поднутряются штихелем.
3.28. Гранулирование
Это еще один из способов декоративной
отделки изделий, заключающийся в наплавлении
на их поверхность мелких металлических ша-
риков. Правда, необходимо при этом отметить,
что данный способ украшения изделий широко
применялся в прошлом и очень редко использу-
ется в наши дни. При грануляции в качестве
материалов и основы, и шариков используется
чистое золото и чистое серебро или их сплавы
соответственно выше 750-й и 925-й проб, при-
чем золотые шарики могут быть напаяны как на
золото, так и на серебро. Шарики же изготавли-
ваются таким образом: тонко прокатанный лист
разрезают на маленькие кусочки, похожие на
партинки припоя (то же можно сделать и из про-
волоки или нарубить похожие и очень ровные
Таблица 3.58
Травильные растворы
Материал «Травитель»
Золото Серебро Медь, латунь Медь Нейзильбер Алюминий Сталь нержавеющая Стекло Платина Азотная кислота (4 г), соляная кислота (8 г), перхлорид железа (1 г), вода (40 - 50г); азотная (серная) кислота (1 г), вода (40 - 50 г); серная кислота (10%), дихромат калия (1 %), вода (89 %); азотная кислота (167 мл/л), соляная кислота (500 мл/л), вода (333 мл/л) Азотная кислота (1 г), вода (3 г) или наоборот; серная кислота (5-10 %), вода (95 - 90 %); азотная кислота (2 г), вода (1 г); азотная кислота (500 мл/л), соляная кислота (500 мл/л); азотная кислота (250 мл/л), вода (750 мл/л) Азотная кислота (1 г), вода (1 г); серная кислота (1 г), вода (2 г); соляная кислота (1 г), хлорид калия (0,2 г), вода (9 г); серная кислота (1 г), вода (9 г); серная кислота (2 г), азотная кислота (1 г), вода (5 г); азотная кислота (250 мл/л), вода (750 мл/л) Соляная кислота (200 мл/л), 10 %-я перекись водорода (140 мл/л), вода (660 мл/л) Азотная кислота (1 г), соляная кислота (3 г), вода — в зависимости от интенсивности травления Хлористое железо (200 г/л), вода (800 мл/л) Азотная кислота (1 г), вода (10 г); соляная кислота (2 г), вода (1 г); соляная кислота (5 г), азотная кислота (2 г), вода (14 г); азотная кислота (150 мл/л), вода (850 мл/л) Плавиковая кислота (неразведенная) Соляная кислота (10-20 %), вода (90 - 80 %)
196
Глава 3. Операции процессов изготовления ювелирных изделий
кусочки специальным штампом), затем помес-
тить их в тигель с угольным порошком, тщатель-
но перемешать, после чего тигель нагревать до
тех пор, пока кусочки не расплавятся, превра-
тившись в шарики, которые затем охлаждают,
просушивают и сортируют по размерам с помо-
щью специальных сит. Для закрепления шари-
ков на основе применяются различные соли меди
в виде водного их раствора с добавлением клея
траганта или флюса флуксита или флуорина;
подобная смесь наносится на те участки осно-
вы, на которые затем помещают шарики; после
просушивания осуществляется нагрев основы
с размещенными на ней шариками; как только
шарики заблестят (температура каления), то это
будет означать, что началось их соединение
с основой, то есть в это время клей превращает-
ся в уголь, гидрооксид меди переходит в оксид
меди, медь высвобождается и диффундирует
в золото, сплавляется с ним, обеспечивая проч-
ное соединение шариков и основы. При выпол-
нении операции важно точно определить момент
соединения шариков и основы: если нагрев был
недостаточным по времени и температуре, то не
получится и надежного соединения шариков
с основой, если же нагрев был очень сильный
и долгий, то шарики, оплавляясь, теряют фор-
му и растекаются по металлу основы.
3.29. Ковка
Это, пожалуй, самый древний способ обра-
ботки металлов, которому в наши дни ювелиры
уделяют очень мало внимания. Различают горя-
чую ковку и холодную, последняя используется
при обработке заготовок из драгоценных метал-
лов (золота, серебра), а также из меди. Особен-
но пригодны для ковки (в ювелирном деле) сплав
серебра 925-й пробы и сплавы золота выше 750-й
пробы, то есть те сплавы, показатель относи-
тельного удлинения которых превышает 40 %.
Впрочем, и сплав золота 585-й пробы вполне
пригоден для ковки. В процессе ковки заготов-
ка подвергается давлению ударов молотка с раз-
личной формой бойка: плоской, шаровидной
и клиновидной (рис. 3.29). Молотки с плоским
бойком можно использовать, когда необходимо
выправить поверхность; давление от удара мо-
Рис. 3.29. Ковка: А — воздействие на материал молотка
с плоским бойком; Б — с шаровидным; В — с клиновидным
лотка с шаровидным бойком сильнее и сконцен-
трированное; удар молотком с клиновидным
бойком деформирует металл в строго заданном
(нужном) направлении. На рисунке 3.30 приве-
дены примеры формообразования заготовок ме-
тодом холодной ковки
Рис. 3.30. Ряд возможных формообразований заготовки при
ковке
3.30. Склеивание
Склеивание — довольно «молодой» метод
соединения металлических деталей. Осуществ-
ляется такое соединение, впрочем, как и при
пайке, встык, со скосом, внахлестку и т.д. Скле-
ивание металлических деталей имеет определен-
ные достоинства: метод прост в исполнении
и значительно короче (по времени), например,
процесса пайки; позволяет исключить операции
термообработки, зачистки и доводки; предостав-
ляет возможность проведения окончательной
обработки деталей перед их сборкой. Правда,
Глава 3. Операции процессов изготовления ювелирных изделий
197
Рис. 3.31. Склеивание: А — поперечная нагрузка; Б — продольная нагрузка; В — нагрузка под углом
ювелир должен знать: прочность клеевого соеди-
нения всегда ниже выполненного пайкой твер-
дым припоем, особенно это проявляется при
испытании изделием продольных (растяжение-
сдвиг) и наклонных (под углом) нагрузок
(рис. 3.31); только при поперечных нагрузках
(сжатие) клеевое соединение так же прочно, как
и паяное; стык клеевого соединения очень заме-
тен. Поэтому в ювелирном деле склеивание, как
метод соединения отдельных деталей украшения
(изделия), — явление пока что исключительное.
3.31. Закрепка вставок
Операцией закрепки называется процесс
закрепления вставки (камня) в каст (оправу) из-
делия. Качественно выполненная закрепка обес-
печивает надежность и подчеркивает как красо-
ту вставки, так и красоту всего изделия. Встав-
ка придает изделию законченность, особую ху-
дожественную выразительность.
Типы и формы огранки камней. Огранка
камня производится в целях наиболее полного
выявления ценных его свойств. Известно, что
в древние времена придавать форму камням по-
чти не пытались: все сводилось к шлифованию
и полированию природных камней Таким обра-
зом проявляли лишь поверхностную окраску,
оставляя нераскрытой внутреннюю игру камня.
В настоящее время существуют и широко при-
меняются в практике ювелирного дела большое
число самых разнообразных типов и форм ог-
ранки. По форме огранки камни (вставки) быва-
ют круглые, овальные, каре (квадратные), в виде
прямоугольников, треугольников, шестиуголь-
ников, восьмиугольников, ромбов, трапеций,
капли, груши, бусины, «сердечка» и т.д.
(рис. 3.32, А). Каждой форме (по традиции) со-
ответствуют определенные типы огранки, но
обычно (на практике) каждая конкретная форма
может иметь не один тип огранки. Основными
типами огранки являются: кабошон ,— самый
древний способ огранки (рис. 3.32, Б), а также
бриллиантовая (полная и простая), ступенчатая
(изумрудная), смешанная, «роза», клиньями,
таблитчатая, «принцесса» (профильная), кара-
мель, «маркиза» (наветт), плоская, резной ка-
мень и т.д. (рис. 3.32, В). В нашей стране наи-
более употребляемыми типами огранки являют-
ся кабошон, бриллиантовая, ступенчатая, сме-
шанная; стандартными типами огранки считают-
ся ступенчатая и бриллиантовая (рис. 3.32, Г).
Ювелиры западных стран используют значитель-
но большее количество типов и форм огранки
камней (табл. 3.59).
В самое последнее время зарубежные юве-
лирные фирмы стали применять совершенно
новые типы огранок (рис. 3.32, Д), которые дают
возможность выпускать вставки высокого каче-
ства из сырья, ранее считавшегося не особенно
пригодным для обработки. При этом наличие
включений, например в алмазах, не влияет на
блеск, цвет и игру камней. Кроме того, новые
типы огранок позволяют гранить очень мелкие
алмазы (массой 0,15 карата). Огранку под на-
званием «Огненная роза» используют для обра-
ботки крупных грушевидных и сердцевидных
алмазов формы «маркиза»: камень имеет 24 ос-
новных грани коронки и 30 мелких граней
у шипа. Огранка «Подсолнух» рекомендуется
для квадратных, восьмиугольных, трапециевид-
ных камней, а также для грушевидных, сердце-
видных и «маркиза»: камень имеет 44 грани. Ог-
ранка «Цинния» применима только к круглым
алмазам: камень имеет 40 граней вокруг шипа.
Огранка «Бархатец» рекомендуется для восьми-
угольных (вписывающихся в круг) плоских кам-
ней: камень имеет 73 грани (32 грани коронки,
32 грани в павильоне, 8 граней рундиста и пло-
198
Глава 3. Операции процессов изготовления ювелирных изделий
'ADOOOOO ООЛООП
Л К D СЮ П 9 ° с о D Q11 о А О
VaOGOOOIj!jG0OOO6«
Рис. 3.32. Формы и типы огранки камней
Глава 3. Операции процессов изготовления ювелирных изделий
199
Таблица 3.59
Сведения о камнях, формах и типах огранки, наиболее часто используемых
в ряде стран мира при изготовлении ювелирных украшений
Камень Форма камня Цвет камня Тип огранки Размер, мм
Алмаз Круглая, прямоугольная, то же со срезанными углами, треугольная, трапециевид- ная, пятиугольная, груше- видная, овальная, челночная Все цвета Бриллиантовая (пол- ная и простая), багетт, ступенчатая, триллиан (сочетание треуголь- ной с бриллиантовой), квадраллион (квадрат- ная + бриллиантовая), принцесса (профиль- ная) 1,2, 5,7
Агат Овальная, круглая Моховой, кружевной, перистый Кабошон, бусина, окатыш, плоская Круглые кабошо- ны: диаметр 18,10. Овальные кабошо- ны: 30X17,10X8, 20x5. Пластинки: 55X35,20X20
Аквама- рин Прямоугольная, то же со срезанными углами, квад- ратная, круглая, овальная, каплевидная, грушевидная, челночная Интенсивно-голубой, бледно-голубой Ступенчатая, смешан- ная, бриллиантовая, кабошон, наветт (мар- киза) Круглые камни: диаметр 3, 5,4, 6. Овальные камни: 6X4,7X5,8X6. 9X7
Аметист Круглая, овальная, квадрат- ная, прямоугольная, то же со срезанными углами, сердцевидная, грушевидная, челночная, треугольная, со срезанными углами Интенсивно- фиолетовый Смешанная, кабошон, окатыш (для неконди- ционного сырья), на- ветт Все формы: 11*9, 8x5, 6x4
Бирюза Круглая, овальная Ярко-голубой, голубой с прожилками, зеленый Кабошон, плоская Кабошоны: 6X4. 7X5, 8X6,10X8, 12X10,16X12, 18X13,20X15, 25X18,30 X 22, 40X30
Гранат Круглая, прямоугольная, то же со срезанными углами, грушевидная, овальная Темно-красный, крас- новато-лиловый, золо- тисто-оранжевый, зеле- ный, интенсивно- хромовый, желтый, коричневый, медово- золотистый, глубокий красно-лиловый Смешанная, ступенча- тая, кабошон (для звездчатых гранатов), бусины, окатыш (для некачественного сы- рья) Бусы: диаметр 2, 3,4,5,6. Овал 14ХЦ, 10X8,2X4. Кабошоны: 6X4, 12X10
Изумруд Прямоугольная, то же со срезанными углами, круг- лая, овальная, каплевидная, треугольная, то же со сре- занными углами, грушевид- ная, сердцевидная Интенсивно-зеленый, темно-зеленый, бледно- зеленый Ступенчатая (изумруд- ная), смешанная (корон- ка— бриллиантовая огранка, павильон — ступенчатая), кабошон, бусина, кармель Круглые камни: диаметр 1,2,3,4,5. Овальные камни: 10X15,3X4,4X5 Прямоугольные камни: 2x5, 5x3
Кварц Круглая, овальная, прямо- угольная Ярко-розовый, бледно- розовый Бусина Бусина: диаметр 4. 6, 8, 10
Коралл Природная . Белый, розовый, оран- жевый, темно-красный Кабошон, резной ка- мень, бусина Бусины: диаметр 4,5
Лазурит Овальная, круглая Синий, синий с белыми пятнами Кабошон, бусина, плоская, резной камень Круглые камни: диаметр 4, 6, 8. Бусины: диаметр 4, 6, 8,10
Малахит Овальная, круглая Зеленый Кабошон, плоская Бусины: диаметр 4, 6, 8,10
Нефрит Круглая, овальная Светло-зеленый Кабошон, плоская, бусина, резной камень Бусины: диаметр 4,5,6
200
Глава 3. Операции процессов изготовления ювелирных изделий
Продолжение табл. 3.59
Камень Форма камня Цвет камня Тип огранки Размер, мм
Оникс Опал Рубин Сапфир Тигровый глаз Топаз Турмалин Циркон Цитрин Шпинель Круглая Овальная, прямоугольная, со срезанными углами, каплевидная Овальная, прямоугольная, круглая, квадратная, сердцевидная, каплевидная, треугольная, грушевидная, челночная Овальная, прямоугольная, квадратная, «маркиза», сердцевидная, каплевидная, треугольная, грушевидная, челночная Овальная, круглая Круглая, прямоугольная, то же со срезанными углами, овальная, каплевидная, грушевидная, треугольная, квадратная Овальная, прямоугольная, то же со срезанными углами, сердцевидная, челночная Круглая, прямоугольная, со срезанными углами Круглая, овальная, прямоугольная, то же со срезанными углами, грушевидная, сердцевидная, челночная Круглая, прямоугольная, то же со срезанными углами, овальная, грушевидная Черный Белый, черный, огненный (оранжевый), красно-оранжевый Ярко-красный, темно- красный, фиолетово- красный Синий, зеленый, розовый, желтый, оранжевый, пурпурный Коричневый, бурый, золотисто-желтый с шелковистым блеском Голубой, желтый, оранжевый, розовый, красновато-оранжевый Хромово-зеленый, двухцветный (розовый, зеленый), желто- зеленый, зеленовато- голубой, оранжево- красный Голубой, бесцветный, оранжевый, золотисто- желтый, зеленый Лимонно-желтый, желтый, ярко- оранжевый Голубой, розовый, красный, пурпурный, от пурпурного до голубого Кабошон, плоская Кабошон, смешанная Смешанная, ступенчатая, кабошон (для звездчатых камней), наветт Смешанная, ступенчатая, кабошон (для звездчатых камней), багетг, наветг Кабошон, бусина, плоская Смешанная, ступенчатая (для умеренно окрашенных камней) Смешанная, ступенчатая, кабошон, кабошон с ребрами Бриллиантовая (имеющая второй ряд граней — павильон), восьмиугольная и четырехугольная ступенчатая смешанная Смешанная, ступенчатая, кабошон с ребрами, багетг, наветт Смешанная, иногда ступенчатая Бусины: диаметр 4,6,8,10 Бусины: диаметр 11 Круглые камни: диаметр 1,3 до 6,25. Прямоугольные камни: 6X6,4X2, 12X6. Овальные камни: 6X2.3X4,5X3 Круглые камни: диаметр 1,3 до 6,25. Овальные камни: 6X3,3X5, 5X4, 6X4,745. Прямо- угольные камни: 2X3,2X4. Квадрат- ные камни: 2X2 Бусины: диаметр 4.6.8.10 Овальные камни: 9X10,4X5,9X7, 10X8 Овальные камни: 4X5,4X6. Прямоугольные: 5X9,5,5X9 Круглые камни: диаметр 5,6,4,7. Овальные камни: 7X5,8X6,9X7 Тоже Круглые камни: диаметр 5. Овальные камни: 6X8,5, 8,8X6,3, 10X8,3,8X6
щадку). Особенно красивы коричневые и золо-
тистые «Бархатцы». Огранку «Георгин» исполь-
зуют для камней, имеющих 12 граней по рунди-
сту и вписавшихся в овал, а также для алмазов
интенсивной окраски.
Виды закрепки вставок. Ювелиры различа-
ют три основных и широко применяемых вида
закрепки: глухую, крапановую и корнеровую.
Для закрепления вставок из жемчуга, янтаря,
стекла, декоративных пластмасс применяется
совокупность механической и клеевой закрепок.
Глухая закрепка. Закрепление вставки в ка-
сте путем равномерного и непрерывного обжа-
тия ее стенок со всех сторон металлом (закре-
почным пояском каста) называется глухой зак-
репкой (рис. 3.33, J). Глухая закрепка позволя-
ет придать вставке более правильную форму,
резче обозначить цветовой контраст вставки
Глава 3 Операции процессов изготовления ювелирных изделий
201
Рис. 3.33. Виды закрепки вставок
и металла, обеспечивает наибольшую надеж-
ность всего изделия. Недостатком глухой зак-
репки является то, что ее применение ограни-
чивается (в основном) закреплением непрозрач-
ных вставок, так как подсвет (освещение) встав-
ки в данном случае возможен только с одной
стороны. Пример исполнения глухой закрепки
приведен в таблице 3.60.
Крапановая закрепка. Процесс закрепле-
ния вставки в касте при помощи крапанов — при-
ливов (стоек) металла, выступающих над верх-
ней кромкой каста, называется крапановой зак-
Таблица 3.60
Пример исполнения глухой закрепки
Операция
Инструмент, материал
Подготовить рабочее место (верстак) и подобрать вставку (вставки)
Зафиксировать изделие (кольцо, серьгу, кулон и т.д.) в тисочках;
тисочки держать в левой руке, а в правой — инструмент для закрепки
Подрезать каст под вставку — вырезать посадочный поясок-гнездо
для вставки (эскиз 1)
Установить вставку в каст; при этом не должно быть качания вставки
в гнезде (эскиз 2)
Обжать вставку (борт каста по вставке): сначала штихелем вставку
слегка зафиксировать в четырех противоположных друг другу точках каста
(эскиз 3), а затем Сапожковым давчиком путем равномерного и плавного,
и почти непрерывного, и одинакового по силе нажатия-движения
на стенку каста — обжать вставки по всему периметру; обжатие должно получиться
ровным, мягким, без зазора между вставкой и стенками каста (эскиз 4)
Подрезать каст (срезание каста на фадан — глянцевая подрезка): срезать
заваленный слой металла на торцевой поверхности каста, образуя угол для
нанесения гризанта (эскиз 5)
Зачистить участки соприкосновения верхних стенок каста с поверхностью вставки
от следов инструмента (эскиз 6)
Нанести гризант
Снять с изделия пыль и опилки
Тисочки
Шпицштихель
Пинцет
Штихель, давчик,
Штихель
Полировник, надфиль
Накатка
Щетка волосяная
202
Глава 3. Операции процессов изготовления ювелирных изделий
репкой (рис. 3.33, Б). Крапановая закрепка при-
меняется для закрепления практически всех ви-
дов вставок из драгоценных, полудрагоценных
и поделочных камней. Крапановая закрепка
обеспечивает лучшее, по сравнению с глухой
закрепкой, освещение вставки, позволяя увидеть
ее форму и огранку, а в случае необходимости
легко произвести профилактический осмотр
(осуществить промывку вставки). Ювелирные
изделия с крапановой закрепкой вставок произ-
водят впечатление изысканно-легких, ажурных.
Крапановая закрепка является самым распрост-
раненным видом закрепки, она применяется при-
мерно в 50 % всех изделий со вставками, выпус-
каемых в нашей стране. Пример исполнения
крапановой закрепки приведен в таблице 3.61.
Корнеровая закрепка. Процесс, когда зак-
репление вставки осуществляется при помощи
корнеров, поднятых штихелем из металла изде-
лия, а вставка укладывается в гнездо — опор-
ный поясок , называется корнеровой закрепкой
(рис. 3.33, В). Наиболее часто корнеровая зак-
репка применяется для закрепления прозрачных
вставок, так как освещение их возможно
и сверху, и снизу. Особенно же незаменим этот
вид закрепки в многокаменных изделиях, когда
сочетание цвета многочисленных вставок, кор-
неров и специально вырезанного на боковой сто-
роне каста сквозного узорчатого рисунка при-
дает изделиям особую нарядность, зрелищность
и привлекательность. Пример исполнения кор-
неровой закрепки приведен в таблице 3.62.
Клеевая закрепка. Вставки из жемчуга
обычно закрепляют в сферической формы ча-
шечке, снабженной штифтом (рис. 3.33, Г), при
этом радиус чашечки должен быть чуть меньше
радиуса жемчужины. Для посадки жемчужин на
штифт в ней сверлом с диаметром, равным диа-
метру штифта, просверливают отверстие на глу-
бину 2/3 ее размера. Но такой способ, не обес-
печивает качественной закрепки, поэтому для
повышения прочности и надежности соединения
при изготовлении ювелирных изделий со встав-
ками из жемчуга используются еще и клеящие
вещества, то есть механическая закрепка допол-
няется клеевой. Клеевая закрепка применяется
также для закрепления вставок из стекла, янта-
ря, декоративных пластмасс. В качестве клея
употребляется клей «Циакрин - ЭО» (CfHJNO^
хранится и переносится клей в полиэтиленовых
ампулах. Пример исполнения клеевой закрепки
приведен в таблице 3 63.
Таблица 3.61
Пример исполнения крапановой закрепки
1 1 П/ г —и-Л 1 ГУ—.. , _ 1 I /
1 1
Операция Инструмент, материал
Подготовить рабочее место (верстак) и подобрать вставку (вставки) Зафиксировать изделие в тисочках: тисочки в левой руке, инструмент для закрепки в правой Запилить (выровнять) крапаны по верху Выпилить всечки (упоры) посадочное место на внутренней стороне крапанов с помощью бормашинки и фрезы Установить вставку в посадочное место (эскиз 1) Обжать крапаны плотно по поверхности вставки (эскиз 2) Запилить крапаны - придать одинаковую форму, длину (эскиз 3) Полировать крапаны Удалить с изделия пыль и опилки Тисочки Надфиль Штихель Пинцет Давчик Надфиль Полировник Щетка волосяная
Глава 3. Операции процессов изготовления ювелирных изделий
203
Пример исполнения корнеровой закрепки
Таблица 3.62
Операция Инструмент, материал
Подготовить рабочее место (верстак) и подобрать вставку (вставки)
Закрепить изделие, сверлить отверстие под посадочное место с помощью дрели (эскиз 1) Тисочки, сверло
Зачистить место сверления отверстия (удалить заусенцы) Надфиль
Вырезать посадочное место под вставку (эскиз 2) Штихель
Выпилить часть металла в отверстии снизу — «открыть» отверстие для доступа света (эскиз 3] Лобзик
Установить вставку в посадочное место Пинцет
Срезать слой металла, смещая его в сторону вставки и вертикально к вставке (эскиз 4) Штихель
Обсечь корнер: сделать вертикальные ребра, срезать металл между корнерами,
оформить (закатать) корнер (эскиз 5) Корневертка, штихель
Обрезать металл вокруг вставки, полировать выглаживанием с помощью полировника Штихель, полировник
Удалить с изделия пыль и опилки Щетка волосяная
Таблица 3.63
Пример исполнения клеевой закрепки
Операция Инструмент, материал
Подготовить рабочее место (верстак) и подобрать вставку (вставки), подготовить клей, изделие Обезжирить склеиваемые поверхности (отверстие вставки-жемчуга и штифт изделия), обсушить при комнатной температуре Нанести клей в отверстие вставки и на штифт (эскиз 1) Соединить склеиваемые детали (эскиз 2) Удалить излишки клея с поверхности изделия, применив ацетон или спирт Обсушить в течение 24 - 28 часов Ацетон или спирт «Циакрин - ЭО» Фланель
Примечание. Закрепление вставок из стекла осуществляется только с помощью клея: наносят его в лунку изделия,
а затем легким нажатием добиваются контакта со вставкой (эскиз 13)
204
Глава 3. Операции процессов изготовления ювелирных изделий
Процессам закрепки вставок присущи неко-
торые общие закономерности.
При глухой закрепке ювелир, определив
уровень посадки вставки, точно по этой линии
и обязательно за несколько приемов шпицшти-
хелем с правой боковой заточкой вырезает (под-
резает) на внутренних стенках каста посадочный
поясок-гнездо. Постепенно (периодически при-
меряя вставку) доводит его диаметр до размера
вставки и одновременно следит за тем, чтобы
стенки гнезда были строго вертикальными
и обеспечивали плотное положение вставки
в гнезде — без заметных признаков покачива-
ния. Закончив юстировку гнезда, ювелир сажа-
ет в него вставку обычно несильным нажатием
пальца и начинает процесс обжатия (для круг-
лых вставок — обжимкой, для вставок всех дру-
гих форм — давчиком); сдвиг, перекос вставки
недопустимы, поэтому ее обжатие давчиком ве-
дут равномерно и соблюдая закономерную пос-
ледовательность: сначала поджимают с одной
стороны, затем с другой — противоположной
и т.д. Окончательная операция, завершающая
процесс глухой закрепки, — накатка гризанта.
Гризантная насечка наносится на ребро, обра-
зующееся в результате предварительно выпол-
ненной односторонней глянцевой подрезки, —
так называемого срезания каста на фадан, про-
изводимого по всему его периметру со стороны
вставки. Срезание на фадан одновременно со-
здает условия для игры света. Размер гризант-
ной насечки определяется размером вставки:
большая вставка — крупнее гризант, меньше
вставка — мельче гризант. Как правило, прежде
чем нанести гризант, требуется произвести об-
лагораживающую доработку участков соприкос-
новения верхних стенок каста с поверхностью
вставки, то есть убрать следы, оставшиеся от
инструмента обжатия Такая доработка ведется
с помощью либо надфиля, либо полировника.
При крапановой закрепке ювелир вначале
надфилем выравнивает верх каста, после чего
на крапанах с внутренней их стороны, обязатель-
но на точно определенном уровне, вырезным или
плоским штихелем делает всечки — своеобраз-
ные упоры, на которые затем укладывает встав-
ку — строго по линии рундиста; при этом раз-
мер (ширина) всечек должен соответствовать
толщине рундиста. Уровень размещения всечек
на крапанах определяют визуально, но он дол-
жен быть таким, чтобы после посадки вставки
в образованное крапанами гнездо не было обна-
ружено каких-либо ее перекосов, а шип вставки
не оказался бы за линией низа каста. С помо-
щью давчика и придерживаясь принципа после-
довательной противоположности, вставку затем
обжимают концами крапанов (с плотностью при-
легания их к поверхности вставки, исключаю-
щей наличие просвета). Стремясь не допускать
возможного проворачивания вставки (особенно
округлых форм), необходимо следить за тем,
чтобы крапаны в процессе обжима попадали не
на ребро, а на грань. После того как вставка зак-
реплена, необходимо подравнять, подогнать кра-
паны — придать им одинаковую геометричес-
кую форму и длину, что достигается опилива-
нием с последующим полированием до обеспе-
чения требуемой шероховатости; нередко повер-
хность крапанов срезают на фассетт (двусторон-
няя глянцевая подрезка) до образования ребра.
При корнеровой закрепке ювелир особо ос-
торожно выполняет операцию впасовки вставок
в отверстия. Процесс этот начинается с подго-
товки для них гнезд, как и при других видах зак-
репки — точно вертикальных, обеспечивающих
плотную посадку вставки; ширина выбираемо-
го пояска гнезда должна соответствовать тол-
щине рундиста вставки, а глубина его должна
быть такой, чтобы рундист оказался ниже повер-
хности всей обрабатываемой площадки Для
вставок четко круглых форм гнездо можно под-
готовить с помощью сверла или конического
бора, углы заточки и конуса которых меньше
угла шипа вставки. Рассверливание гнезда ве-
дут с помощью либо ручной ювелирной дрели,
либо цангодержателя, а разделку гнезда для вста-
вок всех других форм — юстировочным штихе-
лем (боллштихелем). Подогнав вставки и про-
изведя их впасовку (сначала более крупных, за-
тем более мелких), приступают к постановке
корнера. Корнер, как и крапан, служит для об-
жимки, закрепления вставки в гнезде. Величина
корнера зависит от величины вставок, числа кор-
неров, формы обрабатываемой площадки. Кор-
неры образуют боллштихелем соответствующе-
го размера путем подрезания, поднятия (в виде
мелкой стружки, штриха) металла изделия
в месте его соприкосновения с поверхностью —
Глава 3. Операции процессов изготовления ювелирных изделий
205
павильоном вставки. Поднятый штрих затем
легким нажатием наклоняют, продвигают, натя-
гивают в сторону вставки: обжимают ее.
Когда все корнеры поставлены, приступа-
ют к разделке площадки вокруг вставки: флахш-
тихелем или мессерштихелем режут фадан, вы-
бирают лишний металл между корнерами, под-
чищают сами корнеры (обрезают вертикальные
ребра), затем (с помощью корневертки) прида-
ют им глянцевый шарообразный вид. Эти опе-
рации выполняют с большой осторожностью,
стараясь не подрезать корнер, не оголить рун-
дист вставки. Финишная операция при корнеро-
вой закрепке — нанесение гризанта. В отдель-
ных случаях, когда твердость вставок невелика,
последовательность операций иная: закрепку
предварительно впасованных вставок произво-
дят лишь после того, как будет закончена чис-
товая разделка площадки.
При исполнения операций закрепки имеют
место определенные виды брака (табл. 3.64).
Существуют некоторые особенности выпол-
нения процесса закрепки вставок, игнорировать
которые не рекомендуется: обязательные вни-
мательность, осторожность и аккуратность
в работе ювелира-закрепщика, хорошее знание
им физических качеств вставок, тщательная под-
готовка инструмента; при любом виде закрепки
для обеспечения ее качественности необходи-
мо учитывать не только хрупкость вставки, но
и толщину рундиста, форму огранки, прочность
вставки (самые нехрупкие вставки с тонким рун-
дистом и огранками «маркиза» или капля, а так-
же с прямоугольными формами склонны к ска-
лыванию при недостаточно внимательной рабо-
те закрепщика); в условиях серийного производ-
ства, когда касты выполняют методом литья го
выплавляемым моделям или методом штампов-
Таблица 3.64
Основные виды брака при закрепке, причины возникновения, методы устранения
Вид брака Причина Метод устранения
Перекос вставки Неодинаковая длина и ширина крапанов Низкая опиловка каста Нечеткость гризантной насечки Разнотонность вставок по цвету Шатание вставки в касте Царапины на вставке Наличие сколов по рундисту вставки Тонкий каст Сколы углов вставок, сколы на ребрах Неровное обжатие вставки стенками каста (глухого) Некачественная юстировка гнезда, неравномерность обжатия Невнимательность закрепщика Небрежность закрепщика Неисправность инструмента, небрежная работа Непарные вставки Неплотное обжатие вставки, несоответствие каста размеру вставки Небрежность в работе Неравномерное обжатие, излишне толстая стенка каста, дефект вставки, неровная подрезка фадана Слишком глубокая выемка металла при подрезке каста Некачественная впасовка вставки, неравномерность обжатия, неаккуратность закрепщика Неодинаковая толщина стенок каста При крапановом касте: отогнуть крапаны, устранить перекос вставки, равномерно обжать ее крапанами. При глухом касте: подрезать закрепочный поясок в месте обжатия, отогнуть стенки каста и вынуть вставку, вести закрепку вставки заново Более длинные крапаны подпилить, обрезать надфилем или штихелем, сделать боковую надрезку крапанов Заменить каст, изготовить новый Старый гризант срезать, подобрать требуемый по величине вставки корнезер (накатку), нанести гризант заново Раскрепить вставки, подобрать заново Вставку обжать заново. При несоответствии каста размеру вставки, каст уменьшить до требуемого размера, вставку закрепить заново Раскрепить вставку, заменить, закрепить вновь Произвести ровную подрезку фадана, подрезать стенку каста, заменить вставку Заменить каст, изготовить новый Не допускать указанных причин возникновения брака Раскрепить вставку, закрепочную часть стенок каста опилить, закрепить вставку вновь
206
Глава 3. Операции процессов изготовления ювелирных изделий
ки, необходимые требования к качеству посадоч-
ного места для вставки предусмотрены этими
процессами, однако ювелир-закрепщик обязан
тщательно осмотреть посадочное место и испра-
вить (при обнаружении) все неточности и по-
грешности и только после этого продолжить
дальнейшие работы по закрепке вставки; закреп-
ка бриллиантовых вставок должна производит-
ся в касты таких форм, которые обеспечивают
максимальную подсветку вставки, при этом па-
раметры шероховатости отражающих поверхно-
стей кастов должны быть минимальными.
Правила техники безопасности при закрепке.
1. К работе допускаются только лица, про-
шедшие соответствующий инструктаж.
2. Одежда работающего должна быть чис-
той и аккуратно заправленной.
3. Все инструменты с заостренными конца-
ми должны иметь ручки.
4. Следует предусматривать меры, предот-
вращающие падение на пол режущих и колющих
предметов (инструмента).
5. При заточке инструмента необходимо
пользоваться защитным экраном или очками.
6. Затачивать инструмент боковой (торце-
вой) поверхностью круга запрещается.
3.32. Техника филиграни
Филигрань (скань, сканное искусство) —
один из очень старых и распространенных ви-
дов ювелирной техники; филигрань — от латин-
ских слов «филюм» (нить) и «гранум» (зерно);
скань — от русских слов свивать, ссучивать,
скручивать. Филигранными (выполненными тех-
никой филиграни) называются ювелирные изде-
лия, изготовленные вручную из разной длины
и формы отрезков и, как правило, очень тонкого
сечения проволоки, гладкой или крученой, круг-
лой или плоской, путем образования (с помо-
щью пайки и гибки) сложных кружевных узо-
ров, дополненных зернью — мелкими шарика-
ми, называемыми еще корнерами (рис. 3.34, А).
Материалами для филигранных ювелирных из-
делий могут быть мягкие, способные вытянуть-
ся в тонкую проволоку сплавы золота и сереб-
ра, а также мельхиор, нейзильбер, медь. Техни-
кой филиграни можно изготовить все без исклю-
чения виды ювелирных изделий, при этом фи-
лигрань из золотой проволоки необходимо про-
травливать, очищать и полировать, а из сереб-
ряной — протравливать, крацевать и тоже по-
лировать; впрочем, нередко ювелиры, в качестве
своеобразного элемента декора, используют
прием сочетания (контраста) матовых и поли-
рованных поверхностей различных участков фи-
лигранного изделия.
Инструмент для изготовления изделий тех-
никой филиграни практически тот же, что при-
меняется при выполнении монтировочных опе-
раций, за исключением, пожалуй, специально-
го пинцета (корнцанг), представляющего собой
две одинаковые полоски (толщиной 1-1,2 мм)
из закаленной стали или титана с одного конца
скрепленные между собой, а на другом конце
они оканчиваются игловидными стержнями
(рис. 3.34, В); длину и ширину корнцанг регла-
ментировать жестко — не рекомендуется, так
как в каждом конкретном случае эти величины
определяются размерами ладони конкретного
работника; корнцанги предназначены для удер-
жания (игловидными стержнями) очень мелких
деталей (в основном зерни), а также для гибки
проволоки и правки элементов набираемого фи-
лигранного узора (широкая часть щечек).
Примечание. При произведении операции
пайки филиграни для закрепки (фиксации) эле-
ментов узора, как правило, используют сталь-
ную проволоку (небольшие отрезки), называе-
мую биндрой.
Различают филигрань ажурную и фоновую
или напайную. Ажурная филигрань — это сво-
еобразный кружевной узор с насквозь просмат-
ривающимся рисунком. Филигрань, напаянная
на специально подготовленный фон, — сплош-
ной (глухая филигрань) или филигранный (ажур-
ный), называется фоновой. И ажурная, и фоно-
вая филигрань бывает плоской и объемной. При-
мером плоской ажурной филиграни могут яв-
ляться, например, броши или фигурки живот-
ных, птиц; примером объемной филиграни —
вазы, кубки, ларцы, шкатулки, коробочки и т.п.,
а фоновой — кулоны, серьги конусных и цилин-
дрических форм. В плоской ажурной филигра-
ни особо выделяют так называемую многопла-
новую филигрань — сканная композиция, со-
стоящая из многих узоров, напаянных один на
Глава 3 Операции процессов изготовления ювелирных изделий
207
Рис. 3.34. Техника филиграни: А изделие; Б — элементы
филиграни; В — цицанга
другой и находящихся при этом в различных
плоскостях, то есть изделие приобретает трех-
мерный характер.
Элементы ажурной и фоновой филиграни
очень разнообразны и многочисленны по фор-
ме, размерам, названию (рис. 3.34, Б).
Гладь — круглая проволока различной (за-
данной) длины и сечением от 0,2 до 1,3 мм; про-
волока, сплющенная с боков, называется плос-
кой гладью.
Примечание. При исполнении филигран-
ных работ ювелиры чаще всего употребляют
проволоку следующих сечений: 0,9 - 1,2 мм
(круглая гладь); 0,5 - 0,7 мм (круглая плоская
гладь); 0,4 мм (круглая скань); 0,3 - 0,35 мм
(плоская скань).
Веревочка — скрученный из двух проволо-
чек любого сечения жгутик, нередко проваль-
цованный (плоская веревочка); зернистая повер-
хность, образующаяся на ребрах плоской вере-
вочки, позволяет создать эффект особой красо-
ты зернистого узора в украшении
Шнур (жгутик) — элемент, скрученный из
двух-трех-четырех проволочек, или двух вере-
вочек и проволоки; чаще всего присутствует
в верхнем наборе узора.
Плетенка — своеобразная косичка, спле-
тенная из трех и более (предварительно ото-
жженных) проволочек; часто используется
в качестве бокового ободочка плоских филигран-
ных украшений.
Елочка — две рядом лежащие веревочки
со спиралью, направленные в разные стороны,
с незначительным или сложным изгибом.
Круглая дорожка — слегка растянутая
спираль из круглой глади малого сечения; час-
то применяется для выделения отдельных орна-
ментов из общего узора.
Смятая и сплющенная дорожка — эле-
мент в виде поваленной или приплюснутой спи-
рали, кольца которой, наваливаясь одно на дру-
гое, частично закрывают друг друга.
Зигзагообразная дорожка — это зубчатая
дорожка из плоской глади, круглой и плоской
веревочки или змейка из плоской или круглой
веревочки; используется в качестве промежуточ-
ных элементов ажурной филиграни, а также при
изготовлении фоновой филиграни с ажурным
фоном.
Зернь — мелкие металлические шарики раз-
мером от 0,2 до 2 мм; обилие зерни в узоре об-
лагораживает изделие, придает ему своеобраз-
ную привлекательность.
Колечко — круглый элемент (кольцо)
с внешним диаметром не более 3 мм из плоской
и круглой глади, круглой или плоской веревоч-
ки; используется (в основном) для набора фона
фоновой филиграни и как составная часть дру-
гих элементов.
Полуколечко — часть колечка; использу-
ется как самостоятельный элемент для набора
фоновой филиграни (особенно «чешуйчатого»
вида узора), но также и как составная часть дру-
гих элементов.
Репейчик — элемент, изготовленный из
плоской или круглой глади малого сечения
в виде колечка, обрамленного по окружности че-
тырьмя полуколечками; в композиции узора
выполняет роль цветка
208
Глава 3. Операции процессов изготовления ювелирных изделий
Звездочка — то же, что и репейник, но
с большим числом полуколечек — 5,6,7,8; мо-
жет выступать как в роли самостоятельного эле-
мента набираемого узора, так и быть дополне-
нием для других, более важных деталей заду-
манного рисунка.
Огурчик — элемент в виде огурчика, изго-
товленный из плоской или круглой веревочки;
таким элементом обычно заполняют места в узо-
ре, где предполагается размещение значитель-
ного количества головочек; группа огурчиков
(в сочетании с зернью), уложенных в определен-
ном порядке, часто используется, как элемент
декора, в верхнем наборе узора.
Грушечка — элемент, по форме напомина-
ющий каплю; выполняется из плоской или круг-
лой веревочки; употребляется для заполнения
небольших пустот и чаще всего в сочетании
с полуколечком.
Зубчик — согнутый из плоской или круг-
лой веревочки элемент в виде контура зуба пилы
или шестерни.
Развивашечка — то же, что и зубчик, но
с более крупными и загнутыми наружу конца-
ми; применяется (чаще всего) при заполнении
малых пространств.
Лепесток — изготовленный из плоской или
круглой веревочки, или плоской глади элемент
в виде лепестка ромашки.
Тройник — трилистник из плоской или
круглой веревочки или глади.
Головочка — элемент в виде перевернутой
запятой из плоской, реже из круглой веревочки;
самый повторяемый элемент любого, особенно
растительного узора, где он похож либо на яго-
ду (один завиток), либо на цветок (много завит-
ков); такой же элемент, но с двойным колечком,
называется двойной головочкой; впрочем, коле-
чек в этом элементе может быть и более двух.
Травка — изготовленный из плоской глади
или плоской круглой веревочки зубчик с удли-
ненными усиками, завивающимися в одну сто-
рону плоской спиралью; используется для изоб-
ражения различных трав.
Завиток — набранный из плоской глади,
плоской или круглой веревочки элемент в виде
дужки с загнутыми внутрь (до образования ко-
лечек) концами; один из основных изобразитель-
ных элементов в филигранном узоре.
Листочек — плоская спираль (из плоской
веревочки), смятая с боков в виде листочка; этот
элемент всегда необходимо подвергать бухти-
ровке, то есть придавать ему объемную (сфери-
ческую, коническую или цилиндрическую) фор-
му «живого» листочка; применяется при выпол-
нении верхнего набора.
Завивка — трилистник или пятилистник,
спаянный из трех-пяти листочков различной
формы; как и листочек, обязательно бухтирует-
ся; является главным элементом декора верхне-
го набора, создавая впечатление обилия и раз-
нообразия веточек, ягод, цветов.
Жучок — колечко из круглой дорожки (спи-
рали) с зернью в центре; используется (при вы-
полнении верхнего набора) в виде мелких цве-
тов в сочетании с листочками и различного рода
завитками и травинками-былинками; изделие
в этом случае смотрится особенно воздушным
и легким.
Розетка — спиральное колечко из смятой
дорожки, превращенное (после пайки) в сфери-
ческую вогнутую чашечку с зернью внутри, то
есть в своеобразный цветок или ягодку.
Барашек —две маленькие, расположенные
зеркально, головочки.
Калачик — элемент, исполненный в виде
калача (хлебного); употребляется (в сочетании
с грушечкой: внутри и вокруг) для круглой или
овальной формы оконтуривания узора.
Плоская ажурная филигрань — набира-
ется по заранее исполненному (в натуральную
величину) рисунку: каждый элемент узора, вы-
полненный как он есть на рисунке, наклеивает-
ся (с помощью клея БФ - 6 или БФ - 2) на точно
такое же изображение на рисунке, затем полно-
стью набранный узор просушивают, отделяют от
бумаги и паяют, после чего отбеливают, промы-
вают в воде, просушивают, крацуют, чернят (ис-
пользуя серную печень), а затем полируют.
Примечание. Разумеется, предварительно
(перед набором самого узора) изготавливаются
(выгибаются) все элементы внешнего и внутрен-
него контуров, а затем (пайкой) они соединяют-
ся, образуя общий контур будущего изделия,
перед пайкой же элементов контура осторожно
и тщательно (до получения надлежащей формы
и для обеспечения более плотного прилегания
стыков) опиливаются их (элементов) срезы.
Глава 3. Операции процессов изготовления ювелирных изделий
209
После этого контур выравнивают (легким посту-
киванием молоточка) в плоскости.
Объемная ажурная филигрань — набира-
ется чаще всего на развертке (в плоскости)
объемной фигуры (изделия); плоскостная раз-
вертка затем изгибается вручную, правится и вы-
гибается с применением кожаных, войлочных
и деревянных матриц и пуансонов, а затем, при-
няв заданную форму, изделие паяется в местах
швов (соединения), а затем выполняются опе-
рации отбеливания, чернения, полирования, про-
мывки и сушки, конечно же, и в этом случае,
как и при исполнении плоской ажурной филиг-
рани, необходимо осуществить такие операции,
как гибку проволоки согласно контура и ее вып-
равление (выравнивание), приклеивание конту-
ра на бумагу и просушивание, набор (выклады-
вание) узора и его просушка, удаление бумаги
и фиксация (биндрой) контура, пайку узора
к контуру.
Плоскую фоновую филигрань начинают на-
бирать с фона, предварительно исполненного на
бумаге; сначала устанавливают главные (круп-
ные) элементы рисунка или рамки по контурам
рисунка, затем более тонкие элементы, а потом
самые мелкие детальки и (при необходимости)
зернь. После того как фон набрали, его паяют,
отбеливают, а затем набирают элементы верх-
него узора, тщательно приклеивая их непосред-
ственно на фон, а затем паяют, после чего отбе-
ливают, крацуют, чернят, полируют, промывают,
просушивают.
Примечание. Узор фона (нижнего набора)
должен быть выполнен достаточно плотным,
чтобы в дальнейшем к нему можно было бы (без
проблем) припаять элементы верхнего набора;
узор (для придания ему выпуклой формы) обя-
зательно подвергается бухтировке, причем ис-
полнять эту операцию надо за несколько при-
емов и легкими (по силе) ударами молотка; как
в фоне, так и в верхнем наборе элементы нужно
приклеивать один к другому и к контуру, а на-
бор к набору — согласно правилам касания тел
по трем точкам; необходимо, кроме того, доби-
ваться, чтобы элементы набора как бы поддер-
живали один другого в наиболее выпуклом мес-
те (положении). Примерно так же набирают
и объемную фоновую филигрань, одновремен-
но используя приемы, характерные при изготов-
лении объемной ажурной филиграни. При
очень сложной форме изделия фон лучше всего
набирать из различных мелких элементов — ко-
лечек, полуколечек, жучков, розеток и т.п. Глу-
хая филигрань набирается по поверхности уже
готового изделия, которая, естественно, долж-
на быть отполирована и обезжирена; узор вык-
ладывается (очень плотно к фону) веревочками,
шнурками, дорожками и другими (заранее изго-
товленными) элементами филиграни, а затем их
спаивают один с другим.
Примечание. Для пайки филиграни приме-
няют специальные припои (табл. 3.65), смеши-
ваемые затем (перед самой пайкой) с бурой. Эта
смесь из опилок припоя и буры (1:1) наносится
(насыпается) затем на паяемые места (тонким
слоем) с помощью специального приспособле-
ния — рожка (удлиненной воронки) с очень уз-
ким горлышком. Спаянную филигрань тщатель-
но отбеливают; если после отбеливания обна-
руживаются непропаи, то пайку конкретно этих
мест осуществляют заново.
Таблица 3.65
Припои, применяемые
при изготовлении
филигранных изделий
Изделие Компоненты, в частях
Си Ag875 Ag916 Ag Au
Из меди 1 2 — — —
Из серебра 1 4 — — —
Под эмаль 5 16
Из золота — — — 3 8
Под эмаль — — — 1 4
Контрольные вопросы
1. Определение понятий плавка и отливка.
2. Понятие о шихте, виды шихты.
3. Порядок загрузки шихты.
4. Флюсы, раскислители, технологические
смазки.
5. Процесс плавки.
14 Зак. 3896
210
Глава 3 Операции процессов изготовления ювелирных изделий
6. Виды плавок.
7. Способы сохранения драгоценных метал-
лов при плавке.
8. Виды дефектов отливок.
9. Назначение литья по выплавляемым мо-
делям.
10. Центробежный способ литья.
11. Литье способом вакуумного всасывания.
12. Этапы литья по выплавляемым моделям.
13. Особенности процессов плавки металлов
при питье по выплавляемым моделям.
14. Расчет шихты при литье по выплавляе-
мым моделям.
15. Расчет шихты при индивидуальной плав-
ке лома драгоценных металлов.
16. Виды брака при литье по выплавляемым
моделям.
17. Явление усадки металла при затвер-
девании.
18. Техника безопасности при получении от-
ливок.
19. Методы получения заготовок ювелирных
изделий обработкой давлением.
20. Сущность и назначение волочения.
21. Способы волочения.
22. Волочение проволочных заготовок.
23. Волочение трубчатых заготовок.
24. Волочение полых заготовок.
25. Назначение прокатки и вальцовки.
26. Схема прохождения металла через валки.
27. Процесс прокатки.
28. Процесс вальцовки.
29. Возможные дефекты при прокатке.
30. Штамповка как прогрессивный метод
массового получения деталей ювелирных
изделий.
31. Разделительные операции.
32. Формоизменяющие операции.
33. Штампы.
34. Значение рационального раскроя матери-
алов при штамповке.
35. Основные требования к техпроцессу по-
лучения заготовок ювелирных изделий об-
работкой давлением.
36. Виды и причины брака при штамповке
37. Виды термической обработки.
38. Оборудование для отжига
39. Особенности термической обработки в -
условиях ювелирного производства.
40. Техника безопасности при выполнении опе-
раций прокатки, вальцовки, волочения,
штамповки, термической обработки
41. Роль разметки в труде современного юве-
лира.
42. Способы разметки.
43. Назначение операции гибки.
44. Способы гибки.
45. Правка, цель правки
46. Способы правки.
47. Назначение пайки.
48. Золотые припои.
49. Серебряные припои.
50. Медно-цинковые припои.
51. Медно-фосфорные припои.
52. Пастообразные припои.
53. Типы соединений.
54. Способы фиксации изделий при пайке
55. Флюсы, раскислители.
56. Пайка вручную.
57. Механизированная пайка.
58. Операция опиливания.
59. Ручное опиливание.
60. Механизированное опиливание.
61. Особенности опиливания драгоценных
металлов.
62. Назначение операции выпиливания лоб-
зиком.
63. Назначение операции сверления в процес-
се изготовления ювелирных изделий.
64. Ручное и механизированное сверление.
65. Возможные дефекты при сверлении.
66. Виды штифтовых соединений.
67. Штифтование шарнирных, петельных,
качающихся соединений.
68. Назначение клепки и резьбовых соедине-
ний в процессе изготовления ювелирных
изделий.
69. Назначение операции отбеливания в про-
цессе изготовления ювелирных изделий.
70. Отбеливающие растворы и процессы
отбеливания на предприятиях ювелирной
промышленности.
71. Отбеливающие растворы и процессы от-
беливания при ремонте ювелирных изделий.
Глава 3. Операции процессов изготовления ювелирных изделий
211
72. Техника безопасности при выполнении
монтировочных работ.
73. Понятие о припуске.
74. Шероховатость поверхности.
75. Сущность и назначение шлифования.
76. Виды абразивных материалов.
77. Методы шлифования.
78. Шлифование вручную.
79. Шлифование с применением бормашинок,
виброшлифование.
80. Полирование как отделочная операция.
81. Полирование вручную.
82. Поштучное механизированное поли-
рование.
83. Полировальные пасты.
84. Массовое механизированное полирова-
ние: галтовка, виброшлифование.
85. Электрохимическое полирование
86. Техника безопасности при шлифоваль-
ных и полировальных работах.
87. Сущность и назначение ультразвуковой
очистки ювелирных изделий.
88. Назначение операции матирования.
89. Понятие крацевания.
90. Сущность, виды, способы чеканки.
91. Процесс чеканки.
92. Назначение, виды гравирования.
93. Приемы работы штихелями.
94. Назначение, классификация эмалей.
95. Способы нанесения эмали.
96. Обжиг эмали.
97. Возможные виды брака при эмалирова-
нии и способы их устранения.
98. Назначение, способы приготовления черни.
99. Способы наложения черни, обжиг.
100. Сущность и способы оксидирования.
101. Оксидирующие растворы, электролиты.
102. Гальванические покрытия.
103. Оборудование гальванического цеха.
104. Химическое обезжиривание изделий.
105. Электрохимическое обезжиривание из-
делий.
106. Процесс золочения.
107. Процесс серебрения.
108. Процесс родирования.
109. Контроль позолоченных и посеребрен-
ных изделий.
ПО. Техника безопасности при декоратив-
ной обработке ювелирных изделий.
111. Сущность гальванопластики.
112. Сущность и виды насечки (тауши-
рования).
113. Назначение наводки (огневого золо-
чения).
114. Сущность и назначение травления.
115. Сущность и назначение гранулирования.
116. Операция ковки в процессе изготовления
ювелирных изделий.
117. Виды возможных формообразований при
ковке.
118. Применение операции склеивания в про-
цессе изготовления ювелирных изделий.
119. Типы и формы огранки камней.
120. Виды закрепки вставок.
121. Процесс глухой закрепки.
122. Процесс крапановой закрепки
123. Процесс корнеровой закрепки.
124. Клеевая закрепка.
125. Общие закономерности всех процессов
закрепки вставок.
126. Основные виды брака при закрепке,
причины возникновения, методы уст-
ранения.
127. Техника безопасности при закрепке
вставок.
128. Сущность техники филиграни.
129. Виды филиграни.
130. Виды элементов филиграни.
131. Припои, применяемые при изготовлении
ювелирных изделий техникой филиграни
ГЛАВА 4
Классификация, ассортимент,
конструкция ювелирных изделий,
современная ювелирная мода
4.1. Классификация ювелирных изделий
4.2. Ассортимент ювелирных изделий
4.3. Конструкция ювелирных изделий группы
личных украшений
4.4. Современная ювелирная мода
В.П.Новиков
Книга
начинающего
ювелира
214
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
велирные изделия, являясь творения-
ми рук человека, призваны служить
в качестве украшений и предметов
быта. В силу доступности большинству людей
они способны нести в себе воспитательное на-
чало: удовлетворять эстетические потребности
человека, формировать его художественный вкус
и культуру, пробуждать интерес к творчеству.
Многообразие, широкий спектр назначения
ювелирных изделий предопределяют необходи-
мость их деления по конкретным признакам на
определенные группы и подгруппы, то есть их
классификацию.
4.1. Классификация ювелирных изделий
Все ювелирные изделия классифицируют
по двум признакам: назначению изделий и мате-
риалу для их изготовления. По назначению
(табл. 1) ювелирные изделия делятся на следу-
ющие группы: личные украшения, предметы сер-
вировки стола, предметы туалета, предметы для
украшения интерьера, курительные принадлеж-
ности, часы и принадлежности к часам, сувени-
ры, предметы ритуально-обрядового назначения.
Каждая группа ювелирных изделий состоит из
подгрупп. Например, в группу личных украше-
ний входят следующие подгруппы: кольца, серь-
ги, броши, кулоны, медальоны, колье, ожерелья,
булавки, цепочки, браслеты, бусы и т.д. Группы
и подгруппы ювелирных изделий, классифици-
руемых по назначению, приведены в уже упо-
мянутой таблице 1. Данная классификация, ох-
ватывающая практически все ювелирные изде-
лия, не исключает, однако, возможности расши-
рения ассортимента и появления новых нетра-
диционных образцов ювелирных изделий. По ма-
териалу изготовления ювелирные изделия делят-
ся на три группы: изделия из драгоценных ме-
таллов (золота, серебра, платины), недрагоцен-
ных металлов (традиционных и новых), неме-
таллического и органического сырья. В свою
очередь изделия из металла классифицируются
по материалу вставок и виду декоративной от-
делки. По материалу вставок изделия подразде-
ляют на: с драгоценными камнями, полудраго-
ценными, поделочными и искусственными кам-
нями, янтарем, жемчугом, кораллом, перламут-
ром, бирюзой, со стеклом и без камней. По виду
декоративной отделки изделия классифицируют-
ся на выполненные с эмалью, чернью, филигра-
нью, финифтью, гравировкой, золочением, се-
ребрением, оксидированием, алмазной обработ-
кой, изготовленные техникой резьбы или мето-
дом гальванопластики-гальваноформования.
Таблица 4.1
Классификация ювелирных изделий по назначению
Группа Изделия
Личные украшения Кольца, серьги, медальоны, кулоны, броши, цепочки, браслеты, бусы, колье, бу- лавки, ожерелья, гарнитуры, запонки, зажимы и закалки для галстука, булавки для волос, пряжки декоративные
Предметы сервировки стола Ложки, вилки, ножи, подстаканники, подставки для приборов, вазы для фруктов, салфеточные кольца, сухарницы, перечницы, салфетницы, солонки, горчичницы, блюда, лопатки для пирожных, совочки для сахара, чарки, чашки с блюдцами, щипцы для сахара, чайники, сахарницы, ситечки для чая, рюмочки, чайные сер- визы, кофейные сервизы, столовые приборы, винные приборы, кофейники, бока- лы, молочники, подносы, графины, стопки
Предметы туалета Флаконы для духов, ларцы, шкатулки, пудреницы
Предметы для украше- ния интерьера Шкатулки, настенные панно из камня, настенные чеканные украшения, вазы для цветов, ювелирная скульптура малых форм, подсвечники
Курительные принад- лежности Портсигары, сигаретницы, пепельницы, спичечницы, зажигалки, мундштуки, курительные приборы, трубки ювелирные
Часы и принадлежности к часам Браслеты к часам, цепочки бортовые, часы ювелирные
Сувениры Памятные медали, монограммы, значки
Предметы ритуально- обрядового назначения Нательные крестики, перстни, изображения святых, оклады книг и икон, сосуды и другая церковная утварь
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
215
Изделия из золота. Спрос на украшения из
золота в значительной степени определяется
двумя факторами: их высокой стоимостью
и модой. В соответствии с этим он то достигает
апогея, то, бывает, падает, но никогда настоль-
ко и не по тем причинам, когда можно было бы
говорить о временном даже снижении интереса
людей к золотым ювелирным украшениям: коль-
цам, серьгам, браслетам, цепочкам, ожерельям,
бусам, кулонам, медальонам, брошам, запонкам,
заколкам, зажимам для галстука. Основной кон-
тингент покупателей золотых ювелирных укра-
шений — женщины, но в последние годы значи-
тельно вырос и расширился ассортимент золо-
тых украшений и для мужчин: запонки, цепоч-
ки, кулоны, браслеты, булавки и зажимы для
галстуков и даже колье, которое всегда счита-
лось исключительно женским украшением. По-
ражают воображение изысканной нарядностью
декора ювелирные украшения из золота в соче-
тании с драгоценными камнями (алмазом, сап-
фиром, изумрудом, рубином, александритом),
а также другими яркой окраски камнями-само-
цветами (бирюзой, аметистом, турмалином, ла-
зуритом, ониксом, кораллом). Престижны
и очень высоко ценятся золотые ювелирные ук-
рашения, исполненные вручную и по индивиду-
альным заказам.
Характерная особенность, присущая всему
ассортименту золотых украшений, — долговре-
менная устойчивость стилевых характеристик
и принципов, при которых в формообразовании
одних моделей предпочтение отдается спокой-
ным, строгим, проверенным временем класси-
ческим композиционным построениям и гиб-
кость, подвижность и многогранность художе-
ственных решений, воплощенных в большом
количестве других моделей. Модели первой
и второй групп могут быть изготовлены не толь-
ко из золота желтого цвета, как мы привыкли
считать, — сегодня золотые украшения не обя-
зательно только из желтого золота! Ювелиры
наших дней используют золото широкой гаммы
цветов, начиная от белого (сплав золота с нике-
лем и сплав золота с палладием) и кончая чис-
тым золотом 1000-й пробы: холодное белое зо-
лото постепенно переходит в теплое желтое зо-
лото всех оттенков. Часто используется золото
красного, розового, голубого, серого, черного,
зеленого, фиолетового цвета, причем такая мно-
гоцветность нередко сочетается в одном изде-
лии. Цвет золота зависит, как правило, от лига-
туры сплава. В разных странах сам цвет желто-
го золота имеет различные показатели его насы-
щенности. Например, в США желтое золото не-
сколько светлее (бледнее), чем в Европе. Золо-
то, как материал для нанесения позолоты (золо-
чения), может быть также применено при изго-
товлении предметов сервировки стола, кури-
тельных принадлежностей.
Изделия из серебра. В чистом виде серебро
используется для серебрения изделий из недра-
гоценных металлов и как компонент золотых
и серебряных припоев; для изготовления юве-
лирных изделий применяется только в виде спла-
вов (чаще всего с медью). Из серебра во многих
странах (и в больших количествах) производят
предметы сервировки стола, украшения интерье-
ра, а также курительные принадлежности, пред-
меты туалета, часы и принадлежности к ним,
сувениры. Широко используется серебро и при
изготовлении ювелирных украшений: серег, ко-
лец, брошей, кулонов, браслетов, колье, ожере-
лий, цепочек, запонок и т.д.
Модные направления легче выполнить
в серебре, чем в золоте (из-за его высокой сто-
имости), а потому ассортимент ювелирных из-
делий из серебра обновляется быстрее и чаще,
что подтверждают международные и отечествен-
ные выставки, ярмарки, конкурсы. В каждом
сезоне именно в изделиях из серебра, а точнее
в серебряных ювелирных украшениях, можно
увидеть камень модного (в данный период) цве-
та. Тенденция моды, скажем, для браслетов на
широкие обручи, объемность, массивность, мас-
штабность или на модели в стиле ретро (стиле
30-, 40-, 50-, 60-, 70-х годов) быстрее нашла свое
выражение в серебре, чем в золоте, и при этом
цены на такие украшения, как правило, прием-
лемы для покупателя.
Серебро, в отличие от других драгоценных
металлов — золота и платины, позволяет худож-
никам, предпринимателям с большей эффектив-
ностью определять стиль, дизайн, цены. Ред-
кость, ковкость, антикоррозионность, цвет —
эти свойства серебра очень часто становятся
определяющими при выборе материала для из-
готовления ювелирных изделий. Даже такая,
216
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
казалось бы, «невыгодная» особенность сереб-
ра, как известная подверженность к окислению
(потускнению), умело используется ювелирами
в качестве одного из своеобразных элементов
декора, позволяющая придавать изделиям боль-
шую долю строгости, элегантности и одновре-
менно оживлять, делать очень нарядным и при-
влекательным их внешний вид.
Технологически несложный процесс соче-
тания различных видов обработки поверхностей
(например, полированной и шероховатой, свет-
лое и черненое серебро); доступность смелого
сочетания декорирующих самоцветных камней;
гибкая адаптация к моде каждого сезона; воз-
можность реализации особого конструктивного
решения, когда украшение состоит из отдельных
и легко трансформируемых деталей, варьируя
которые, можно весьма несложным способом,
например, брошь преобразовать в колье, а серь-
гу в кулон или брошь — такими достоинствами
материала располагает и пользуется ювелир,
работающий с серебром.
Спрос на ювелирные изделия из серебра во
всех странах постоянно устойчив, но в после-
днее время он значительно возрос, полностью
завоевав сначала рынки США, затем Западной
Европы, а затем также и Азии. Важный фактор
популярности изделий из серебра, в частности
серебряных ювелирных украшений (колец, се-
рег, брошей, браслетов, цепочек, колье и т.д.), —
цвет серебра. Причем мода на ткани серого
с металлическим отливом, черного и белого цве-
та перешла и на ювелирные украшения. Сереб-
ряные украшения прекрасно сочетаются как
с зимними, так и с летними костюмами; они пре-
восходно выглядят на открытой шее, голых ру-
ках, выразительно оттеняют загар. Современные
ювелирные украшения из серебра подчеркива-
ют элегантность и индивидуальность современ-
ного модного костюма и пользуются особой по-
пулярностью у молодежи, которая любит менять
украшения, но, как правило, ограничена в сред-
ствах для приобретения дорогих изделий из зо-
лота. К тому же явное преимущество серебря-
ных украшений в том, что их можно носить
в любых условиях с утра до вечера: в городе, во
время загородной прогулки, находясь на работе
или дома, или в кафе, пребывая на пляже, купа-
ясь или занимаясь спортом.
Серебро пригодно для изготовления юве-
лирных украшению любых форм, оно хорошо
сочетается с золотом и цветными камнями, осо-
бенно с непрозрачными, цвет которых оттеня-
ется серебристостью металла. Постоянно высок
покупательский спрос и на серебряные украше-
ния с бирюзой, топазом, изумрудом, гранатом,
сапфиром, турмалином, аметистом. Нередко
(в качестве вставок) в украшениях из серебра
используются халцедон, сердолик, агат, яшма,
опал, гематит, лазурит, родонит, малахит, чаро-
ит, обсидиан, тигровый глаз, черный оникс, ян-
тарь, слоновая кость, жемчуг, коралл, перла-
мутр, хрусталь. Очень часто серебро применя-
ется для создания ювелирных украшений с эма-
лью, финифтью, гравировкой.
Весь многообразный ассортимент совре-
менных серебряных ювелирных украшений мож-
но разделить на группы с вполне конкретными
для каждой из них признаками и отличиями:
модели для праздничных и торжественных слу-
чаев, изготовленные техникой филиграни и де-
корированные чаще всего хрусталем и черным
ониксом; модели под старину (обычно броши
и шейные украшения) с имитационными марка-
зитами — отполированными до сверкающего
блеска элементами декора из стали; остромод-
ные модели — ожерелья-воротники и широкие
браслеты, крупные броши с блестящими повер-
хностями или с сочетанием контрастирующих
(блестящих и текстурных) поверхностей; моде-
ли с акцентирующими элементами декора из
золота 585-й и 750-й проб, которые можно но-
сить одновременно с золотыми украшениями;
модели в сочетании с золотом, драгоценными
и полудрагоценными камнями; модели, декори-
рованные непрозрачными (глухими) камнями:
сердоликом, яшмой, тигровым глазом, малахи-
том, лазуритом, аметистом, черным ониксом,
слоновой костью.
В группу серебряных предметов сервиров-
ки стола входят ложки, вилки, ножи, рюмки,
стопки, бокалы, графины, солонки, перечницы,
подстаканники, чашки с блюдцами, кофейные
и чайные сервизы, винные приборы, подносы,
чарки, сахарницы, лопатки, совочки для сахара.
Группу украшений интерьера составляют (в ос-
новном) шкатулки, подсвечники, статуэтки,
а группу курительных принадлежностей — пор-
Глава 4 Классификация, ассортимент, конструкция ювелирных изделий
217
тсигары, сигаретницы, спичечницы, зажигалки.
Из серебра могут быть изготовлены также кор-
пуса часов, пудреницы, памятные медали. Очень
многие предметы сервировки стола и украше-
ния интерьера, выполненные из серебра, наря-
ду с лучшими образцами личных ювелирных
украшений, являются настоящими произведени-
ями искусства и играют роль украшающего эле-
мента, гармонично дополняющего интерьер
жилой среды (квартиры, дома) или убранство
праздничного стола.
Изделия из платины. Зарубежные фирмы для
изготовления ювелирных изделий часто исполь-
зуют сплавы на основе платины (в нашей стра-
не, к сожалению, ювелирные изделия из плати-
ны выпускаются очень редко). Популярность
платины среди ювелиров объясняется ее ценны-
ми свойствами: пластичностью, прочностью,
износостойкостью, игрой цвета. Ювелиры ценят
этот благородный металл также за нетускнею-
щий белый цвет и низкую теплопроводность.
В наши дни из платины изготовляют ювелирные
изделия группы личных украшений. Платиновые
украшения обычно делают из сплавов содержа-
щих не менее 95 % чистой платины. Из плати-
ны можно вытянуть тончайшую и очень проч-
ную проволоку, которая идет на изготовление
филигранных украшений, словно сотканных из
паутинок, а также изящных цепочек и тонких
оправ для колец. Платину можно раскатать
в пластинки, из которых делают ленточные брас-
леты или подвески в виде тонких круглых дис-
ков. Используя упругость платины, ювелиры
создали так называемое зажимное кольцо, где
бриллиант удерживается по рундисту только за
счет пружинящих свойств самого металла. Пла-
тина нарядна, привлекательна и эффектна в со-
четании с драгоценными камнями. Прекрасны
платиновые украшения в комбинации с золотом
(локальное нанесение покрытия золотом).
Ведущей страной в Европе в деле рекламы
и развития платинового рынка является Герма-
ния, которая по выпуску платиновых украшений
идет вслед за Японией. С 1977 г., когда в Герма-
нии была образована Платиновая гильдия, про-
изводство платиновых украшений в этой стра-
не неуклонно растет. С 1980 по 1986 г., напри-
мер, продажа платиновых украшений в ФРГ уве-
личилась с 6 до 65 штук, хотя их стоимость при-
мерно в два раза выше аналогичного изделия из
золота. В общем сбыте платиновых украшений
больше всего (37 %) приходится на кольца
и 20 % — на цепочки. Все больше платиновых
украшений производится во Франции, Англии,
Швейцарии, Бельгии, Нидерландах, Италии,
других западных странах. Росту популярности
платиновых украшений способствует их широ-
кая реклама (выпуск красочных брошюр, ката-
логов, проспектов), а также выставки и конкур-
сы — студенческие, национальные и междуна-
родные. Например, национальный японский кон-
курс «Украшения из платины»», учрежденный
в 1977 г., преобразован в международный и про-
водится при финансовой поддержке Междуна-
родной платиновой гильдии. В Англии популя-
рен национальный конкурс «Украшения из пла-
тины»», в котором принимают участие как про-
фессиональные, так и начинающие ювелиры.
Некоторые западноевропейские фирмы
стремятся первыми приобрести оригинальные
высокохудожественные образцы ювелирных ук-
рашений из платины, становясь (таким образом)
обладателями целых коллекций платиновых ук-
рашений работы мастеров Европы, Азии и Аме-
рики. В таких коллекциях: помолвочные и об-
ручальные кольца, кольца юбилейные; цепочки
простого и фантазийного видов плетения; куло-
ны и колье, ожерелья, узкие и широкие брасле-
ты, украшенные золотом и бриллиантами; фи-
лигранные серьги и броши; запонки-клипсы,
которые сверху надеваются на пуговицы; ажур-
ные колье, состоящие из платиновых и золотых
колечек, соединенных платиновой проволокой.
Строгие геометрические формы с одновремен-
но плавными, мягкими женственными линиями
силуэта; подчеркнутая контрастность комбина-
ций используемых материалов (платины, золо-
та, алмазов), где цветная холодность платины
смягчается блеском бриллиантов и теплотой
золота, — характерные отличительные призна-
ки ювелирных украшений из платины.
Нередко платиновые украшения исполняют-
ся и в исключительно авангардистском стиле,
и в стиле «дизайн», и четко классических форм:
изящные легкие, тонкие и объемно-массивные
(утяжеленные); сплошные, цельные из листа
и пустотелые; ажурные и с элементами филиг-
рани, декорированные не только бриллиантами,
218
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
но и цветными драгоценными и полудрагоцен-
ными камнями разнообразных фантазийных ог-
ранок (рубином, сапфиром, топазом, турмали-
ном, аквамарином, цитрином). Большинство
применяемых зарубежными фирмами платино-
вых сплавов имеют вполне конкретное назначе-
ние: соответствующий сплав используется для
изготовления ювелирных украшений с опреде-
ленным видом техники их обработки (литье,
штамповка, ковка, сварка и т.д.) Подобные ре-
комендации сохраняются даже при исполнении
конкретного ювелирного украшения. Например,
при изготовлении кольца с верхушкой шинка де-
лается из среднеплавкого сплава, а каст из лег-
коплавкого; для филигранных украшений, а так-
же плетеных колье, браслетов, различных зам-
ков, булавок рекомендуются тугоплавкие спла-
вы. По мнению зарубежных специалистов инте-
рес к платиновым ювелирным украшениям по-
стоянно растет и спрос на них будет непремен-
но увеличиваться.
Изделия из недрагоценных металлов. Изде-
лия из меди, латуни, нейзильбера, мельхиора,
олова, бронзы, алюминия известны с древней-
ших времен. В наши дни использование этих
металлов в ювелирном деле стало особенно ак-
туальным в связи с резко возросшим спросом
на особо модные изделия группы личных укра-
шений. А известно, что новые модели украше-
ний из недрагоценных металлов всегда служи-
ли проводниками новых идей и тенденций в юве-
лирной моде. «Фальшивые» драгоценности (ук-
рашения из недрагоценных металлов) в наше
время стали областью самых смелых художе-
ственных и технических экспериментов, облас-
тью поиска новых выразительных средств, но-
вых форм, новых пластических решений.
В странах Запада (и в нашей стране) юве-
лирные украшения из недрагоценных металлов
выпускаются в значительных количествах
и пользуются устойчивым спросом, причем это
почти в равной степени относится и к украше-
ниям, исполненным вручную, и к украшениям
со значительной долей машинного труда. Устой-
чивость покупательского спроса на украшения
из недрагоценных металлов подтверждается ус-
пешным функционированием десятков зарубеж-
ных и отечественных фирм, специализирующих-
ся на производстве исключительно таких укра-
шений; систематическим проведением много-
численных выставок, ярмарок, конкурсов; созда-
нием специализированных образцов оборудова-
ния и технологий обработки недрагоценных ме-
таллов. Не только доступностью цены привле-
кают покупателя рассматриваемые украшения.
Новизна дизайнерского решения, неожидан-
ность примененных видов и сочетаний метал-
лов (например, черная медь или многослойный
прокат), цветовая контрастность, а также воз-
можность быстро реагировать на требования
моды и спроса, постоянно обновляя ассортимент
изделий, делают серьги, броши, браслеты, куло-
ны, колье, ожерелья, цепочки и т.д. из меди, ла-
туни, мельхиора, нейзильбера, алюминия, оло-
ва, бронзы привлекательными и популярными.
Украшения из недрагоценных металлов
в подавляющем большинстве вначале были ли-
шены какой-либо художественной выразитель-
ности и оригинальности, оказались сориентиро-
ванными на повторение форм и орнаментики до-
рогих (золотых) украшений, то есть были всего
лишь их имитацией. Со временем, однако, рас-
сматриваемая группа украшений приобрела чет-
кое самостоятельное звучание и значение, как
необходимый элемент дополнения, как обяза-
тельная деталь повседневного костюма. А пото-
му в образной стилистике недорогих украшений
(в итоге) возобладали две тенденции: с одной
стороны — это следование стилевому развитию
современного декоративно-прикладного искус-
ства, прежде всего костюма, а с другой — усто-
явшимся традициям народного творчества. Тен-
денция динамичности, подвижности, гибкости
и мобильности, присущая современному костю-
му, характерна и для современных ювелирных
украшений из недрагоценных металлов. В сти-
левом отношении — это чрезвычайное разно-
образие художественных решений: романтизм
и авантюризм; деловой и спортивный стиль;
стиль «ретро», индустриальный, барокко.
В формообразовании изделий — это, как
правило, и свободно падающие, многослойные
или массивные браслеты; и очень гибкие по си-
луэту, и особо изящные, но без лишней экстра-
вагантности броши, постоянно меняющие свое
положение на костюме; и подвижные, как бы жи-
вые, цепочки различных длин, вида плетения
и колористической гаммы; и строгие, объемные,
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
219
но одновременно легкие и яркие по декору ко-
лье и ожерелья; и лишенные всякой усложнен-
ной орнаментики, с тщательно продуманной
конструкцией тонкие, элегантные кольца;
и очень крупных форм из полых (а также обыч-
ных) материалов со сверкающей, тщательно от-
полированной поверхностью серьги и серьги-
клипсы; и украшения с расширенным диапазо-
ном своих функциональных возможностей, на-
пример массивные, многоцветные кольца, наде-
ваемые на палец, но украшающие всю кисть
руки. Показательно, что во всех без исключе-
ния лучших образцах ясно просматривается тен-
денция к геометрической четкости с высоким
качеством исполнения и определенно выражен-
ной авторской позицией, индивидуальностью
конкретного мастера.
Богаты и разнообразны приемы декориро-
вания ювелирных украшений из недрагоценных
металлов: ярких цветов эмали, финифть, филиг-
рань, зернь, гравировка, золочение, серебрение,
оксидирование, анодирование; вставки из полу-
драгоценных и поделочных камней, янтаря, жем-
чуга, коралла, перламутра; сочетание контрас-
тно обработанных поверхностей и многоцвет-
ности металла, а также сплошных, полых
и ажурных элементов. Вся эта палитра художе-
ственно-выразительных средств в значительной
степени облагораживает «фальшивые» драго-
ценности, делает их среди покупателей не ме-
нее популярными, чем настоящие драгоценнос-
ти: украшения из золота, серебра, платины.
В последние годы ассортимент украшений из не-
драгоценных металлов пополнился рядом аксес-
суаров, получивших широкое признание и раз-
витие. К ним относятся ободки, гребни, зажи-
мы, заколки, пряжки, декоративные шпильки для
волос, декоративные чехлы-сетки для украше-
ния прически из длинных волос, а также пуго-
вицы и пряжки для поясов и пояса в ювелирном
исполнении, которые состоят целиком из метал-
лических элементов или металлического полот-
на, или комбинируются с кожей, замшей, тек-
стильными материалами.
Изделия из новых ювелирных металлов.
В последнее десятилетие в странах Запада зна-
чительно вырос интерес покупателей к ювелир-
ным украшениям, выполненным из новых юве-
лирных металлов — титана, тантала, ниобия,
рутения, стали. В нашей стране титан, тантал,
ниобий, рутений для изготовления ювелирных
украшений не применяются; сталь использует-
ся редко (отдельными ювелирами, работающи-
ми в художественных промыслах или художе-
ственных фондах при союзах художников).
Украшения из титана. Первые сообще-
ния об использовании титана в ювелирном деле
появились в 1977 г., а первыми ювелирами, при-
менившими титан в качестве металла для изго-
товления ювелирных украшений, стали ювели-
ры Англии. Умело использовав уникальные
свойства титана (в зависимости от степени на-
гревания изменять цвет и переливаться всеми
цветами радуги), они научились расписывать ти-
тан с помощью пламени горелки, гальваничес-
кого карандаша (местное покрытие) или путем
обжига в муфельной печи. В результате термо-
обработки титан сначала приобретал янтарный
оттенок, затем золотой и пурпурный, четыре
оттенка синего цвета, а после этого желтый,
оранжевый, зеленый и розовый цвета. Ювелир-
ные украшения из титана — это (в основном)
серьги, броши, кулоны, колье, выполненные
в виде треугольников, кругов, колец, ракет, ба-
бочек, стрекоз, цветов, листьев, птичек, лягушек
и т.д. Украшения, как правило, объемные, самых
различных окрасок: желтой, красной, голубой,
зеленой, розовой, золотистой, малиновой, фио-
летовой, бирюзовой, оранжевой, кирпичной,
синей, сиреневой и т.д. На поверхности украше-
ний очень часто изображены горы, реки, озера,
леса, силуэты городов, мифологические сюже-
ты. Многие украшения из титана изготавлива-
ются в сочетании с золотом, серебром, брилли-
антами, деревом, слоновой костью, бирюзой,
жемчугом.
Начиная с 1980 г. украшения из титана ста-
ли непременными экспонатами на различных
национальных и международных выставках, яр-
марках, конкурсах. Именно в 1980 г. в Лондоне
на ежегодной выставке «Ювелирные украшения
из титана» они демонстрировались одновремен-
но с золотыми, серебряными, платиновыми ук-
рашениями и украшениями из традиционных
(для ювелирного дела) недрагоценных металлов.
Тенденция роста использования титана в юве-
лирном деле подтвердилась затем на нацио-
нальных конкурсах в США, Англии, проведен-
220
Глава 4 Классификация, ассортимент, конструкция ювелирных изделий
ных при поддержке знаменитой фирмы «Де
Бирс». На этих конкурсах, прошедших под де-
визами «Алмазы сегодня» и «Алмазы XXI века»,
были показаны украшения из титана в сочета-
нии с алмазами, золотом и серебром. Украше-
ния из титана стали появляться не только на
выставках, но и в ювелирных магазинах и доволь-
но быстро завоевали симпатии покупателей.
Промышленный выпуск украшений только из
титана, а также в сочетании его с золотом, ал-
мазами, серебром, жемчугом и т.д. (колье, ку-
лонов, брошей, серег, колец, браслетов) осуще-
ствляется фирмами Англии, Германии, Швей-
царии, Италии, Франции. На появление и рас-
ширение рынка титановых ювелирных украше-
ний быстро отреагировали поставщики полуфаб-
рикатов для ювелирной промышленности, нала-
див выпуск титановых заготовок в виде прово-
локи (различного сечения)диаметром от 0,8 до
2,0 мм, в виде шариков, трубочек, листов (с об-
работанной матовой поверхностью), в виде сет-
ки, витой и двухцветной проволоки в следую-
щих сочетаниях: титан — золото, титан — се-
ребро, титан — платина. Разработан также ме-
тод сварки титана, позволяющий изготовлять
панцирные цепочки из круглой титановой про-
волоки на станке-автомате. Зарубежные фирмы-
изготовители титановых ювелирных украшений
тратят немалые средства, пропагандируя и рек-
ламируя данные украшения и в периодической
печати, и в отдельных специальных изданиях
(как правило, с обилием цветных иллюстраций).
Титан — это ювелирный материал XX и XXI
веков: так считают эксперты зарубежных фирм.
Украшения из тантала. Для изготовле-
ния ювелирных украшений тантал начал приме-
няться с 1977 г. Использование тантала в юве-
лирном деле обусловлено его редкостью, сто-
имостью (тантал дороже серебра) и его способ-
ностью анодироваться при очень высоком напря-
жении, что дает возможность получать богатые
интенсивные тона. Большинство украшений из-
готовляют методом ковки, так как тантал не па-
яется и не поддается обычному отжигу и свар-
ке, а полируется только при помощи смеси очень
сильных кислот. Украшения из тантала — это,
как правило, кольца и ожерелья в виде лепест-
ков, окрашенных в интенсивный зеленый, пур-
пурный или переливчато-синий цвет.
Украшения из ниобия. Появились на юве-
лирном рынке одновременно с танталовыми.
Изготовляются колье, серьги, броши, булавки,
кулоны, браслеты ярких радужных расцветок,
в которых анодированный ниобий сочетается
с хрусталем, серебром, золотом; особенной по-
пулярностью пользуются серьги, браслеты и ко-
лье из ниобия, окрашенного в черный цвет.
Украшения из рутения. Это (в основном)
украшения для мужчин (запонки, булавки и за-
жимы для галстуков, а также кольца для ключей
и скрепки для банкнот), выполненные в стиле
Арт-Деко из рутения двух цветов: бледно-серого
и золотистого.
Украшения из стали. Необходимо отме-
тить, что сталь, в отличие от титана, тантала,
ниобия, в ювелирном деле использовалась и ра-
нее (можно вспомнить известные тульские
стальные «бриллианты»), но широкое примене-
ние ее для изготовления ювелирных украшений
началось именно в последние годы. Украшения
из стали (браслеты, кулоны, запонки) изготав-
ливаются, как правило, в комплекте и в одном
стиле с зажигалкой, авторучкой, кольцами для
ключей и представляют мужской ассортимент
ювелирных украшений. Выпускаются украше-
ния классических и современных форм, в кото-
рых нередко коррозионностойкая и вороненая
стали сочетаются с эмалями, золотом, серебром,
платиной и драгоценными камнями. Сталь
используется в ювелирных украшениях и как
материал декора: в виде различных форм и раз-
меров и тщательно отполированных (до сверка-
ющего блеска) элементов, за которыми утверди-
лось название «марказиты».
Изделия с драгоценными, полудрагоценны-
ми, поделочными, искусственными и органичес-
кими камнями. Украшения с драгоценными
камнями изготавливают (за редким исключени-
ем) только из драгоценных металлов: золота, се-
ребра, платины, рутения. Используют огранен-
ные вставки различных форм и размеров. Каж-
дое конкретное украшение может быть декори-
ровано одной крупной или двумя-тремя средни-
ми вставками или целой россыпью мелких брил-
лиантов, или сочетанием одной крупной (цент-
ральной) и группой мелких вставок одного и того
же камня или комбинации камней (алмаза
и изумруда, алмаза и сапфира). Украшения с дра-
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
221
гоценными камнями, особенно с бриллиантами,
всегда популярны; спрос на них во всех странах
мира постоянно устойчив.
Украшения с полудрагоценными, поделоч-
ными и искусственными камнями выпуска-
ются в широком ассортименте самых разнооб-
разных по формам, материалам, технике изго-
товления, способам художественной отделки
моделей колец, серег, колье, ожерелий, брасле-
тов, кулонов, медальонов, запонок, бус. Кроме
того, из поделочных камней изготовляют пред-
меты украшений интерьера (вазы, настенные
и настольные панно, подсвечники, скульптуру
малых форм), предметы туалета (флаконы для
духов, пудреницы, шкатулки, ларцы), куритель-
ные принадлежности (пепельницы, мундштуки),
а также различные сувениры
Изделия с бирюзой по установившейся
в ювелирной промышленности традиции выде-
ляются в отдельную группу, хотя, как известно,
бирюза, как полудрагоценный камень, стоит
в одном ряду с другими полудрагоценными кам-
нями. Бирюза была известна уже в древнем Егип-
те. Бусы из бирюзы были найдены при раскоп-
ках древних захоронений на территории Сред-
ней Азии. В мусульманском мире бирюза счи-
талась символом победы, а у народов Кавказа,
Средней Азии и Поволжья была обязательной
деталью костюма невесты. В наши дни бирюза
используется в качестве вставки в изделиях из
золота и серебра, хотя чаще всего — в сочета-
нии с серебром. Именно в изделиях из серебра
бирюза выглядит естественнее, наряднее, не те-
ряет свою окраску; серебро как бы оттеняет ча-
рующий небесно-голубой цвет бирюзы.
Изделия с органическими камнями (жем-
чугом, янтарем, кораллом, перламутром) попу-
лярны среди покупателей всех возрастов, все-
гда современны и могут быть неотъемлемой де-
талью украшения костюма: как повседневного,
так и выходного (праздничного). Самым круп-
ным в мире производителем жемчуга морского
(природного и культивированного) и ювелирных
украшений с жемчугом является Япония. Янтарь
придает коже матовый оттенок и «идет» к лицу
каждой женщине. Янтарь в золоте, янтарь в се-
ребре, янтарь в мельхиоре и латуни в виде бро-
шей, ожерелий, браслетов, кулонов, бус, колье
изготовляет Калининградский янтарный комби-
нат — ведущее предприятие страны по выпуску
ювелирных украшений из янтаря. Было время,
когда янтарь ценился выше золота! Ювелирные
украшения с кораллом от нежно-розового цве-
та «кожи ангела» до густо-алого — «бычьей кро-
ви» не могут оставить равнодушным никого.
Нежный, теплый цвет коралла, мягкий блеск,
пластичность сделали его излюбленным украше-
нием всех времен и народов. Крупнейший центр
добычи и обработки коралла в наши дни —
Италия. Перламутр — очень модный, современ-
ный ювелирный материал Фирмы стран Запада
предлагают своим покупателям разнообразный
ассортимент ювелирных украшений либо цели-
ком из перламутра (в основном морского), либо
в сочетании его, как правило, с драгоценными
металлами: серьги, колье, броши, кольца, запон-
ки, заколки, браслеты.
Изделия из стекла. Большого успеха в обла-
сти использования стекла (цветного, прозрачно-
го и матового) в ювелирных украшениях доби-
лись ювелиры чехословацкого городка Яблонец
над Нисой. Начали они с изготовления стеклян-
ных пуговиц, пряжек и сумочек, а сегодня ябло-
нецкие стеклянные украшения известны во всем
мире, их называют не иначе, как «чешские брил-
лианты». Украшения из стекла и со стеклом —
важный элемент дополнения современного по-
вседневного костюма, соединившего в себе удоб-
ство, практичность, элегантность, красоту.
А поскольку в моде на одежду постоянно суще-
ствует широкое разнообразие всевозможных
остроумных «течений, направлений, линий», то
и производители стеклянных украшений стре-
мятся, естественно, создавать такой ассорти-
мент, который был бы приспособлен к новым
тенденциям моды. Стекло (чаще хрусталь) при-
меняется также для изготовления отдельных
предметов сервировки стола: ваз для фруктов,
сахарниц, чарок, солонок, перечниц, горчичниц,
подстаканников.
Изделия из пластмассы. И экспонируемые
на многочисленных выставках и ярмарках,
и предлагаемые покупателям модели пластмас-
совых украшений привлекают внимание каче-
ством пластмассы (материал идеально гладок,
чист, однороден), разнообразием ее видов (про-
зрачные, полупрозрачные), а также богатством
цветовой и тональной палитры (от яркого крас-
222
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
ного, синего, желтого, зеленого, розового, го-
лубого, черного, белого, коричневого цвета до
расцветок со сложными цветовыми оттенками).
Нарядность, привлекательность самого матери-
ала дополняется и усиливается удачно найден-
ными в каждой отдельной модели средствами де-
корирования* это покрытия перламутровым ла-
ком жемчужно-серого, сиренево-голубого от-
тенков; это и различные приемы металлизации
пластмассы, позволяющие в одном случае ими-
тировать драгоценные металлы, а в другом —
создавать объемные, крупные и вместе с тем
очень легкие модели; это и способ комбиниро-
вания в одном изделии разных по составу, цве-
ту и декоративному покрытию пластмасс (про-
зрачных и непрозрачных, однотипных и поли-
хромных, контрастных и тональных, с металли-
зирующими покрытиями и без них); это, нако-
нец, использование пластмассовых унифициро-
ванных деталей, а также приемов сочетания пла-
стмассы со стеклом — пластмассовые модели,
декорированные вставками из стекла самых яр-
ких и разнообразных расцветок.
Украшения из пластмассы являются сезон-
ными украшениями, которые служат преимуще-
ственно дополнением к весенне-летней одежде
и предназначены, прежде всего, для молодежи.
Эти два фактора (в первую очередь) обуславли-
вают сверхкрупные размеры пластмассовых ук-
рашений; разнообразие, сочность цветовой гам-
мы с множеством оттенков и тональных пере-
ходов; обилие геометрических и растительных
мотивов, использованных при формообразова-
нии изделий. Рынки стран Запада предлагают
покупателям разнообразнейший ассортимент
пластмассовых ювелирных украшений. Колье,
выполненное в виде нитей с нанизанными на них
одинаковыми или разного размера раковинами;
колье в виде массивных, но легких закрытых
ошейников, состоящих из отдельных самостоя-
тельных элементов, неподвижно сочлененных;
колье в виде ошейников с разомкнутыми коль-
цами разнообразных форм, сечений и различной
толщины; короткое «по шее» колье, состоящее
из цепочки в виде нити из мелких пластмассо-
вых бусин и укрупненной пластмассовой ком-
бинации, обычно повторяющей мотивы расти-
тельных элементов (листья, цветки, веточки,
букеты). Бусы, состоящие из элементов в виде
шариков, кубиков, цилиндров, пирамидок, шай-
бочек, дисков, колечек (одинаковых или разных
по величине). Кулоны в виде всевозможных уз-
лов, переплетений, в виде натуралистических
переплетений объектов флоры и фауны (цветов,
плодов, листьев, ягод, бабочек, жуков, птиц,
морских и земных животных), в виде традици-
онных камней, а также кулоны объемных фан-
тазийных форм. Серьги с подвесками (обычно
крупных форм) и без них, по внешнему виду
имитирующие золотые или серебряные украше-
ния (за счет металлизации), а также серьги-клип-
сы в виде пуговиц или пышных букетов из тон-
кого многоцветного пластмассового шнура или
серьги-клипсы с металлическим замком, запрес-
сованным в пластмассу. Браслеты (тонкие)
разные по цвету и тонам и одноцветные; брасле-
ты жесткие цельные с сомкнутыми и разомкну-
тыми концами различных по ширине и по сече-
нию; браслеты, состоящие из отдельных звеньев
(пластин, бусин, других фигур), соединенных ре-
зинкой, и из объемных элементов в виде кругов,
полусфер, квадратов, кубиков, прямоугольни-
ков, ромбов, трапеций, а также из произвольных
(оригинальных) композиций, соединенных меж-
ду собой цепочками или металлическими колеч-
ками. Броши как плоских, так и объемных форм,
в композиционном решении которых использо-
ван прием сочетания различных геометрических
фигур и линий, цвета и «игры» гладких, блестя-
щих и рифленых поверхностей, а также броши
в виде различно оформленных бантов и силуэт-
ных изображений животных. Заколки для волос,
в которых утилитарная часть — металлическая,
а элемент декора выполнен из пластмассы в виде
плоских и гладких или с рифленой поверхнос-
тью геометрических фигур, а также цветка, пло-
да, листа, веточки и т.д. Гребни, шпильки и пряж-
ки для волос, декорированные ажурным рисун-
ком, вставками из стекла и металлическими на-
кладками и выполненные в виде узлов, перепле-
тений, бантов, веревочек. Обручи для волос,
в форме которых часто используются все разно-
видности косичек, веревочек, бантов,узлов,пе-
реплетений. Используется пластмасса (доволь-
но редко) также при изготовлении отдельных
образцов пудрениц, подстаканников, зажигалок.
Изделия из кости (рога), дерева, фарфора,
а также с кожей, текстилем, резиной. Из кости
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
223
и рога делают (вырезают) бусы, ожерелья, серь-
ги, колье, браслеты, кольца, броши, а также ста-
туэтки, шкатулки, мундштуки. Слоновая кость
(в отличие от мамонтовой и моржовой) широко
используется в качестве декорирующего мате-
риала (вставок, накладок, отдельных конструк-
тивных элементов) главным образом в украше-
ниях из золота. Резной рог хорошо сочетается
с гладкой или тисненой кожей коричневого и ко-
ричнево-розового цвета. Изделия из кости и рога
пользуются большой популярностью у народов
Севера и Камчатки. При изготовлении бус, брас-
летов, колье, серег, колец, ожерелий может быть
применено черное, розовое, красное, эбеновое
дерево, бамбук, палисандр, орех, тис, самшит.
Чаще всего дерево используется в сочетании
с белыми материалами (металлом и перламут-
ром) или черными камнями. Декоративные свой-
ства фарфора привлекли внимание ювелиров
особенно в последние годы. На рынках стран
Запада украшения из фарфора (бусы, броши,
кулоны, запонки) стали появляться постоянно.
В них причудливо извивающиеся прожилки
в материале (фарфоре) образуют мраморный
узор, а глазурь усиливает окраску рисунка (мно-
гие украшения имеют накладки из платины и зо-
лота 999-й пробы); в некоторых моделях соче-
тается фарфор тонкостенный, обычный и особен-
но прочный (обожженный при высоких темпе-
ратурах). Фарфор применяется (в качестве вста-
вок) и в украшениях из золота. Мода на кожу
в ювелирных украшениях не проходит. Кожу
применяют в качестве шнура для кулонов, оже-
релий и колье; из кожи вырезают декоративные
элементы; делают ювелирные сумочки; в изде-
лиях кожу чаще всего сочетают с позолоченны-
ми и посеребренными металлами, с серебром.
Широко используется кожа леопардов (пятнис-
тая) и пантер, кожа рептилий (змей, ящериц,
крокодилов), кожа акул, другие кожи, обычно
драпированные, яркого цвета: сиреневого, лило-
вого, огненно-красного, изумрудно-зеленого,
медово-желтого, золотистого, серебристого.
Текстиль (шелковые, шерстяные, капроновые
и нейлоновые нити) и черная резина в ювелирных
украшениях используются в подавляющем боль-
шинстве случаев как материал декора. Из шел-
ка розового, красного, голубого, зеленого цвета
нередко делают (сплетают) колье и ожерелья.
Изделия с эмалью. Выразительность изделий
с эмалью — в богатстве палитры самой эмали,
красоте и стойкости ее цвета. Четкая завершен-
ность форм, соразмерность отдельных деталей,
сетчатый, затейливо переплетающийся орна-
мент, обилие сочных тонов и полутонов эмалей,
сочетание блестящих (белых, голубых, золоти-
стых) поверхностей с нарядностью золоченого
серебра, яркий колорит и подчеркнутая декора-
тивность, — характерные признаки ювелирных
изделий с эмалью.
Изделия с чернью. Как правило, — это се-
ребряные изделия, так как чернение по золоту
пока не нашло широкого применения. В нашей
стране основным производителем серебряных
ювелирных изделий с чернью является Велико-
устюжский завод «Северная чернь», что в Во-
логодской области. Изделия великоустюжских
мастеров просты и четки по форме, не перегру-
жены орнаментом, который либо заимствован
из древнерусской графики, либо навеян мотива-
ми русских народных сказов, либо отражает
современные сюжеты. Та часть орнамента на
изделиях, которая по замыслу автора является
главной, выполняется в черни, фон же отделы-
вается, как правило, позолотой приглушенных
матовых тонов. Благодаря оптимальному соот-
ношению двух этих приемов в сочетании с пла-
стичностью формы, строгостью и изяществом
рисунка орнамента, а также филигранностью
общей отделки, изделия приобретают нарядный
и благородный вид. Небросок и сдержан блеск
традиционного для великоустюжских умельцев
металла — серебра Будто нарисованные кис-
тью живописца растекаются по нему иссиня-чер-
ные струйки черни, поражая мягкостью линий
и сложностью узоров разгравированных рисун-
ков, точно вдруг на металле отобразился и за-
мер до восторженности спокойный (с пронзи-
тельной тишиной), сотканный из ясных, четких
красок вечер, какой можно увидеть лишь в се-
верных краях в разгар лета. Нелегкое, терпели-
вое, тонкое ремесло (искусство).
Изделия с гравировкой. Гравировальный
орнамент на изделиях может быть по рисунку
как простым, так и сложным, симметричным
и асимметричным, может заполнять всю повер-
хность изделия или только какую-то часть.
В большинстве случаев ему присущи изобрази-
224
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
тельные и геометрические мотивы, исполненные
схематично, обобщенно, декоративно; при этом
рисунок отличается конструктивной ясностью,
плавностью контура, четкостью силуэта. Орна-
мент может быть выполнен приемами обычной
и специальной (глубокой) гравировки. В нашей
стране известны и популярны изделия с глубо-
кой гравировкой работы мастеров из аула Куба-
ни (республика Дагестан).
Изделия с финифтью. Такими изделиями
и у нас, и за рубежом славится фабрика «Ростов-
ская финифть», что в городе Ростов Ярославс-
кой области. Манера письма мастеров ростовс-
кой финифти строится на контрастности проти-
вопоставления гладкого одноцветного фона (бе-
лого, черного, синего, розовою) и ярких красоч-
ных орнаментальных мотивов. Орнамент рисун-
ка по преимуществу либо цветочный, либо ком-
понуется в виде букета из листьев, ягод, цветов
Применяются композиции из гербов, знамен,
звезд, а также изображающие фигурки живот-
ных, архитектурные и пейзажные ансамбли.
Роспись отличается изяществом рисунка, тон-
костью колорита, согласованностью композиции
рисунка с формой самого предмета. Орнамен-
тально-декоративный стиль, характерный для со-
временной ростовской финифти, определяет
и то высокое значение, которое местные худож-
ники придают таким методам в своей работе, как
фактура, чистота эмали, звучание цвета, его глу-
бина, прозрачность или насыщенность. Получи-
ли известность и ювелирные украшения с фи-
нифтью производства Пермского эксперимен-
тального ювелирного завода. В отличие от рос-
товских мастеров, которые отдают предпочте-
ние цвету с оттенками синего, художники из
Перми явно тяготеют к эмалям ярко выражен-
ного красного, коричневого и зеленого цвета
Изделия с филигранью. Отличительная чер-
та большинства филигранных изделий — осо-
бая узорчатость всего их рисунка, создающая
впечатление легкости, наполненности светом.
К изделиям с филигранью относятся и те, кото-
рые предстают как сочетание гладкого металла
с филигранными элементами. Всевозможных
форм и размеров, легкие и ажурные (филигран-
ные) предметы украшения интерьера, а также
серьги, броши, браслеты, колье, ожерелья, ку-
лоны, кольца из серебра, мельхиора, меди (ок-
сидированные, посеребренные, позолоченные,
украшенные вставками из камней-самоцветов)
всегда пользуются спросом.
Изделия без камней. Это ювелирные изде-
лия из драгоценных или недрагоценных метал-
лов, представляющие (в основном) группу лич-
ных украшений, художественная выразитель-
ность которых достигается не за счет использо-
вания в их декоре такого «ударного» украшаю-
щего элемента, как вставка (самоцветный ка-
мень), а лишь путем выявления и акцентирова-
ния отличительных (характерных) свойств само-
го металла, использования многоцветности од-
ного или нескольких металлов в одном изделии,
а также применения приема комбинации различ-
но обработанных поверхностей: матовых
и блестящих, решетчатых и чешуйчатых, бар-
хатных и рельефных, ажурных (в том числе ме-
таллическая сетка) и сатинированных и т.д. Сре-
ди специалистов ювелирного дела изделия без
камней принято называть безкаменными или
«безкаменка».
4.2. Ассортимент ювелирных изделий
Основную часть (80 %) ассортимента рос-
сийских ювелирных изделий составляют изделия
группы личных украшений. Изделия остальных
групп — это предметы сервировки стола, пред-
меты туалета, предметы для украшения интерь-
ера, курительные принадлежности, часы и при-
надлежности к часам, сувениры, предметы риту-
ально-обрядового назначения.
Личные украшения. Внутри этой группы
объем выпуска колец не превышает 39 %,
серег — 25 %, кулонов — 10 %, брошей — 8 %,
цепочек — 5 %, браслетов — 5 %, колье — 3 %,
ожерелий — 2 %, бус — 1 %, заколок и зажи-
мов — 1 %, медальонов—0,5 %, запонок—0,5 %.
Изделиям этой группы присущи изящество фор-
мы, богатство материала и декоративной отдел-
ки, высокий класс исполнения; они долговечны,
не теряют со временем своей ценности
Кольца. Носимое на пальце руки украшение
в виде декоративно оформленного ободка (шин-
ки) с верхушкой (кастом и вставкой) или без нее
называется кольцом. Все кольца принято делить
на простые и сложные. К простым относятся
Глава 4 Классификация, ассортимент, конструкция ювелирных изделий
225
кольца обручальные (сплошные и пустотелые,
витые и ажурные), кольца-печатки, кольца-вен-
зеля (прямоугольные и овальные, сегментные
в сечении). Сложные — это кольца усложненной
конструкции: с накладками, кастами, вставками,
с элементами филиграни и украшенные эмалью,
чернью, гравировкой, чеканкой, финифтью, зо-
лочением, серебрением, оксидированием.
Согласно древнегреческой мифологии, коль-
цо (как украшение) придумал бог Зевс, который
приказал Прометею постоянно носить на паль-
це руки железное кольцо, как память о том вре-
мени, когда он, Прометей, был прикован к ска-
ле Со временем у людей возник и утвердился
обычай обмениваться кольцами при бракосоче-
тании. Как свидетельство того, что невеста «при-
ковывается» к мужу, она получала от него же-
лезное кольцо. Впоследствии кольца стали из-
готовлять из золота и других металлов и обме-
ниваться ими в знак искреннего желания двух
человек принадлежать друг другу всю жизнь.
Свадебное кольцо—кружок без начала и конца —
стало символом вечности.
В разные эпохи свадебное (обручальное)
кольцо претерпевало определенные изменения
как по форме, так и по декору. Во времена сред-
невековья, например, на обручальных кольцах
модно было делать изображения в виде камей
и инталий, тогда же было принято различать
кольца летние и зимние. Средние века, унасле-
довав доисторический и античный символизм,
в свою очередь завещали его следующим эпо-
хам. В XIII в. было модным простое трехгран-
ное кольцо с характерной надписью на внутрен-
ней стороне: «Во мне верность». Величествен-
ной простотой отмечено кольцо XIV в.: плос-
кий, гладкий кружок. Доказательством высоко-
го мастерства исполнителя служит обручальное
кольцо XV в.: в богатом лиственном орнаменте
изображены портреты молодоженов. К переход-
ному периоду XV - XVI вв. относится европей-
ское свадебное кольцо: серебряное с золочени-
ем, по краям декорировано мелкими цепочками,
а в центре украшено пятью эмалевыми цветка-
ми; на внутренней стороне выгравированы сло-
ва «Большого счастья».
В моде начала XVI в. преобладало свадеб-
ное кольцо в виде гладкого кружка, украшенно-
го по краям фасонной проволокой, а посереди-
не — элементом в виде сердечка с выгравиро-
ванными на нем инициалами. Явные приметы
ренессанса отразило кольцо XVI в.: на рубча-
том фоне головки амуров чередуются с декори-
рующими элементами в виде розеток, а по кра-
ям — древний мотив сплетенных рук. Стили
барокко и рококо подчеркнули богатство укра-
шений. Роскошный перстень в стиле Людовика
XVI служит тому подтверждением: в плоскости
овального камня выгравированы и позолочены
или вырезаны из золота и припаяны четыре бук-
вы, образующие имя ангела любви — Амура.
Три добродетели (веру, надежду, любовь) сим-
волизирует перстень с числом 33, образованным
ограненными алмазами; слева — сердце из ог-
ненно-пылающего рубина, а справа — цветок из
сверкающих бриллиантов. Божественное нача-
ло было подчеркнуто в двойном кольце с моти-
вом скрещенных рук.
В XIX в. преобладали свадебные кольца,
называемые близнецами. Кольцо состояло из
двух колец, входящих одно в другое, которые
можно носить порознь: одно носит муж, другое —
жена. В начале XX в., особенно после первой
мировой войны, ассортимент свадебных колец
значительно расширился: узкие, гладкие (в про-
филе в виде трапеции), украшенные посереди-
не гравюрой; с гравированным рисунком по кра-
ям и полукруглые с барочной гравюрой, в ри-
сунке которой мотив четырехлистника, а также
лавровых или липовых листьев. В наше время
имеется множество разновидностей обручаль-
ных или помолвочных колец: несложные, круг-
лые, гладкие (или слегка изогнутые), различной
ширины, украшенные гравюрой, мелкими руб-
чиками, сердечками, листочками, шариками
и целыми россыпями из мелких бриллиантов или
белых сапфиров. Есть кольца дружбы. И кольца
развода (в честь того, что Вы опять стали сво-
бодными); есть даже кольца со шкалой биорит-
мов, которые показывают высокую, низкую
и критическую фазы биоритмов данного инди-
видуума. В далеком прошлом свадебному коль-
цу придавалась магия особой значимости и ве-
личественности. Свадебное кольцо сегодня —
рядовой символ старых обычаев, напоминание
о времени, связавшем жизнь двух человек.
Для изготовления колец используют спла-
вы золота, серебра, платины, цветных недраго-
15 Зак. 3896
226
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
ценных металлов, титан, сталь, драгоценные,
полудрагоценные, поделочные и искусственные
камни, жемчуг, янтарь, коралл, перламутр,
кость, рог, пластмассу, стекло, дерево, фарфор.
Из очень разнообразного ассортимента колец
наиболее популярны золотые и серебряные
кольца. В конструкции золотых колец, наряду
с мотивами классического характера (кольца
типа «веточка»), присутствуют мотивы бантов,
лент, переплетений, веревочек, узлов, а также
варьируются (постоянно) геометрические моти-
вы: треугольник, ромб, трапеция, сектор, сег-
мент. Классическое кольцо с центральным цвет-
ным камнем в обрамлении бриллиантов сосед-
ствует с полихромными многокаменными коль-
цами-букетами, вставки в которых огранены как
традиционными, так и фантазийными типами ог-
ранок. Рядом с традиционными помолвочными
кольцами (без камней) — помолвочные кольца,
декорированные россыпью мелких бриллиан-
тов. Всегда актуальны и представляют интерес
кольца-комплекты, состоящие из нескольких от-
дельных колец, которые можно носить порознь,
как самостоятельные, или вместе. В этом случае
кольца конструктивно находятся как бы в одной
связи и представляют собой единую компози-
цию. Именно в кольцах из золота может иметь
место одновременное сочетание в одном изде-
лии нескольких вставок нетрадиционных форм,
например в виде трапеции и в виде треугольни-
ка, создающее (при определенном повороте
изделия) примерно такой же эффект, какой
можно наблюдать с помощью детской игрушки
типа «калейдоскоп».
В золотых кольцах наибольшую выразитель-
ность получает и один из новейших видов зак-
репки —так называемая рельсовая закрепка, при
которой камни (вставки) как бы выстраиваются
друг за другом, соприкасаясь при этом сторона-
ми и образуя яркую сверкающую линию. И имен-
но в кольцах из золота (чаще всего 585-й и 750-й
проб) так разнообразно и ярко проявляются ве-
ликолепные декоративные качества камней-са-
моцветов. Это модели с кабошонами из розово-
го турмалина в окружении квадратных алмазов
и сапфиров или алмазов и гранатов; модели типа
«две подушки» — две композиции из алмазных
россыпей лежат одна на другой, соединенные
(как бы перевязанные) багетками (вставками) из
огненно-красного рубина; модели с перидотом
и алмазом в окружении группы крошечных сап-
фировых кабошонов; модели с цитрином, кото-
рый утоплен в пирамиде из черного оникса; мо-
дели со вставками из цитрина, аметиста, черно-
го оникса, наполовину обернутых полосками
золота; модели с черным ониксом, инкрустиро-
ванные алмазами. Такие кольца могут носить как
женщины, так и мужчины.
Кольца из серебра условно можно разделить
на две группы, характерный признак принадлеж-
ности к которым — стилевые различия художе-
ственно-выразительных средств исполнения ко-
лец. Кольца с обилием многокаменно-полихром-
ных решений, подвергнутые специальной обра-
ботке, позволяющей создать эффект объема ря-
дом параллельных, пересекающихся или сходя-
щихся в одной точке выпуклостей, — это укра-
шения так называемого объемно-масштабного
направления. Другая разновидность колец — это
изделия очень сложные по форме, тонкие, изящ-
ные, завязанные в узлы и переплетения. Но
и в этой группе вставки (камни) чаще укрупнен-
ные, чем мелкие; преобладающие же формы
вставок: сердце, овал, треугольник с закруглен-
ными углами. Нередко кольца обеих групп пред-
лагаются покупателю в комплекте с другими ук-
рашениями (как гарнитур), например кольцо —
колье (цепочка) — серьги — браслет.
Серьги. Исстари наиболее любимой
и неотъемлемой деталью женского головного ук-
рашения были серьги, например изящные полые
серьги в виде полумесяца или серьги в виде
скрученных золотых нитей, очень популярных
еще во времена Киевской Руси. Основное отли-
чие серег от других ювелирных украшений
в том, что они выпускаются в паре: обе серьги
должны быть идентичны по рисунку, размеру,
массе, материалу, вставке, декору. Для изготов-
ления серег используют те же материалы, что
и для колец. Самые распространенные серьги —
это серьги простых форм как традиционных
моделей (обруч, «калачи», шарики, полушари-
ки), так и моделей, появившихся благодаря но-
вым методам обработки (серьги с алмазной об-
работкой или изготовленные методом гальвано-
пластики). Одновременно выпускается множе-
ство моделей серег разнообразных фантазийных
форм со вставками из драгоценных, полудраго-
Глава 4 Классификация, ассортимент, конструкция ювелирных изделий
227
ценных, поделочных, искусственных и органи-
ческих камней, дерева, пластмассы, стекла, фар-
фора, кости и с применением различных при-
емов декоративной отделки.
Ассортимент традиционных классических
золотых серег, конструктивно некрупных и стро-
гих по форме, в последние годы значительно
расширился за счет серег более крупных разме-
ров — висячих серег. Это серьги с плоскими или
объемными металлическими подвесками (глад-
кими, витыми, рифлеными, ажурными, из цепо-
чек, сетки или металлического полотна) из
одного или нескольких сплавов золота разных
по цвету. Популярны золотые серьги в виде
очень крупных колец типа «конго» и серьги типа
«калачи», выполненные в огромном количестве
модификаций. Это и пустотелые модели (витые,
гладкие, текстурные), исполненные техникой
гальваноформования, и модели с алмазной об-
работкой, и модели с декоративными накладка-
ми в виде узлов из белого золота, и модели плос-
ких форм с прочеканенной поверхностью Эф-
фектны молодежные серьги в виде перекручен-
ной плоскости тонкого золотого листа или моде-
ли, формой своей как бы повторяющие форму
лица, или модели куполообразных форм из золо-
та, как правило, 750-й пробы, усыпанные круп-
ными и неодинакового размера бриллиантами,
или модели в виде большой полулегли, оканчива-
ющейся удлиненной пластинкой из черного оник-
са с цветными сменяемыми кабошонами, или
модели трехъярусных серег (три серьги как одна),
где каждая серьга декорирована крупным алма-
зом, сердцевидной подвеской из яркого полу-
драгоценного камня и жемчужины. Не выходят
из моды серьги-клипсы и серьги-пуссеты, а также
серьги с каплевидными подвесками из яркой
окраски полудрагоценных и поделочных камней.
Среди группы золотых серег все большую
популярность завоевывают так называемые мо-
дульные образцы — модели, состоящие из не-
скольких конструктивно различных, но самосто-
ятельного назначения компонентов. Обладатель-
ница таких серег получает возможность легко
и по своему усмотрению изменять размер, фор-
му и цвет серег, одни вставки заменять другими
(мелкие алмазы более крупными, драгоценные
камни — полудрагоценными), превращать золо-
тые серьги в серебряные и наоборот или делать
их комбинированными (золотосеребряными).
В группе серебряных украшений для ушей, на-
ряду с различными по форме и стилю исполне-
ния серьгами с простыми и сложными замками,
выпускаются серьги-пуссеты, серьги-клипсы
и клипсы-пуссеты. В большом количестве мо-
дификаций предлагаются серебряные серьги
типа обруча, калача, шарика, полушарика, а так-
же «конго» и «креольские» (последние в виде
очень крупных сфер, овалов, полукружий) из
листа: полые, ажурные, с «сатинированной»,
«жатой» поверхностью. Серьги укрупненных
форм (модные серьги для молодежи) — это час-
то трансформирующиеся модели со съемными
длинными подвесками из кованого металла
и элементами в виде тонких цепочек, кисточкой
свисающих с уха, а также в виде ромбов, треу-
гольников, овалов, дисков, квадратов, листочков,
раковин, водорослей, сдвоенных колец, укра-
шенных самоцветными камнями, накладными
элементами из золота.
Серьги из недрагоценных металлов, обыч-
но крупные (чаще «креольские» и «конго»), сде-
ланы из толстой круглой проволоки, трубки, из
плоских или выпуклых штампованных деталей
с гладкой или структурированной поверхнос-
тью, с паяной веревочкой, с различными встав-
ками; серьги из тонкой проволоки украшаются
подвесками из цветного имитационного жемчу-
га. Клипсы в большинстве своем имеют геомет-
рические формы в виде крупных пластинок
с различно обработанной поверхностью или яр-
ким цветовым сочетанием.
Среди покупателей популярны также серь-
ги со вставками из цветного, матового стекла
и хрусталя: простые и с богатой отделкой, одно-
рядные и многорядные, круглые, продолговатые,
узкие и широкие (в форме пуговиц); серьги ви-
сячие с бисером и бусинами различной формы,
величины и цвета, с одним большим или несколь-
кими средних размеров стеклянными «камня-
ми». Очень эффектны серьги-клипсы с подвес-
ками, верхняя часть которых — стразы (имита-
торы бриллиантов), заканчивающиеся длинной
каплей из прозрачного стекла; или серьги-клип-
сы в форме цветка, листочки которого из гране-
ного цветного стекла; или серьги со вставками
из хрусталя черного, кобальтово-синего, нефри-
тово-зеленого и фуксинно-красного цвета; или
228
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
серьги в форме бантиков и цветков из хрусталя,
окрашенного во все цвета самых популярных
камней-самоцветов; или серьги из граненого
хрусталя в форме сердца или ромба в позоло-
ченной или посеребренной оправе.
Шейные украшения. В эту группу украше-
ний входят кулоны, медальоны, колье, ожерелья,
цепочки, бусы.
Кулон: долгое время считался исключитель-
но женским украшением, но в наши дни все чаще
стал употребляться и как украшение для муж-
чин. Цепочки кулонов изготавливают из спла-
вов платины, золота, серебра, недрагоценных
металлов. Нередко функции цепочки выполня-
ет удерживающая часть, изготовленная из шер-
стяных, капроновых, шелковых нитей, специаль-
ных сортов резины. В качестве материалов для
подвесок кулонов используются драгоценные
и недрагоценные металлы, драгоценные, полу-
драгоценные, поделочные, искусственные, орга-
нические камни, кость, пластмасса, стекло, де-
рево, фарфор, ракушечник. Подвески кулонов
могут быть различных форм, размеров, разно-
образно декорированные: гладкие и с рисунком,
со вставками, ажурные, с гравировкой, чекан-
кой, чернью, эмалью, филигранью, финифтью.
Медальон, украшение по назначению очень
схожее с кулоном. Представляет собой обычно
овальной формы футлярчик, куда помещают
фотографии или сувениры. Изготовляют меда-
льоны из сплавов драгоценных и недрагоценных
цветных металлов с применением различных
приемов художественной отделки. Цепочки для
медальонов используются точно такие же, как
и для кулонов.
Колье, женское украшение, состоящее из
тонкого (гибкого или жесткого) металлическо-
го обруча или обычной цепочки, или шнура из
шелковых (капроновых) нитей, или обруча из
резины и акцентированных в центральной час-
ти (одного, двух, трех, четырех) элементов де-
кора, изготовленных из металлических или не-
металлических ювелирных материалов.
Ожерелье: женское шейное украшение,
выполненное в виде гибкого или жесткого ши-
рокого ошейника (сплошного или звенчатого)
или цепочки (тонкого обруча) в сочетании с эле-
ментами-подвесками, близкими, а чаще одина-
ковыми между собой по размерам, материалу,
форме и художественному оформлению и рав-
номерно расположенными по всему периметру
цепочки (обруча). При изготовлении ожерелий
используют практически те же материалы, что
и при изготовлении колье.
Цепочки’ традиционно шейные украшения;
одинаково популярны у женщин и у мужчин. По
виду звеньев цепочки подразделяются на якор-
ные, панцирные, витые, кордовые, венецианские,
комбинированные, фантазийные, цепочки-лен-
точки. Цепочки изготавливают из сплавов дра-
гоценных и недрагоценных (цветных) металлов.
При необходимости цепочки могут быть позо-
лочены или посеребрены. Длина цепочек (в за-
висимости от назначения) колеблется от 300 мм
до 1600 мм. Нередко замки цепочек, предназна-
ченных для подвески (удержания) кулонов, вы-
полняются художественно оформленными:
с гравировкой, рельефным узором или вставкой.
Бусы: женское шейное украшение в виде
нанизанных на нить всевозможных по форме,
размерам и материалу бусин. Бусы изготовля-
ют из драгоценных металлов, драгоценных, по-
лудрагоценных и поделочных камней, жемчуга,
янтаря, коралла, кости, стекла, пластмассы, фар-
фора, дерева. Материал, из которого сделаны
бусы, обычно определяет их название, форму
бусин, способы их получения. Стеклянные бусы
собирают из стеклянного, гладкого или гране-
ного бисера в форме цилиндра или кольца. Бу-
сины из жемчуга одной формы и часто одного
размера составляют жемчужные бусы. Янтарные
бусины шаровой, овальной или многогранной
формы с полированной поверхностью применя-
ются для изготовления янтарных бус. Бусины
коралловых бус бывают круглой и овальной
форм, но чаще всего в виде палочек разной дли-
ны. Бусины металлических бус могут быть пус-
тотелыми, ажурными, различных форм и разме-
ров, с декоративной отделкой и без нее. Бусины
костяных и деревянных бус вытачиваются на
станках, украшаются резьбой; форма бусин —
самая различная; материалом для таких бус слу-
жат моржовая и слоновая кость, черное и розо-
вое дерево, самшит. На станках вытачиваются
также бусины для бус из драгоценных, полудра-
гоценных и поделочных камней. Бусы, собран-
ные из пластмассовых бусин, имитируют янтар-
ные, костяные, коралловые бусы.
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
229
Шейные украшения из золота наиболее раз-
нообразны как по форме, так и по приемам де-
корирования. Модели кулонов и миниатюрных,
и более крупных решаются в любом из трех сти-
левых направлений: геометрическом, конструк-
тивном, изобразительном. Изящны короткие
колье с ярко декорированной центральной час-
тью и легкие ажурные ожерелья из золотой сет-
ки или ожерелья в виде раскрытого веера, или
с мотивами переплетений, кос, узлов, украшен-
ные крупными одиночными вставками или груп-
пой мелких вставок из полудрагоценных камней.
Элегантны ожерелья без камней, состоящие из
разноцветных золотых пластинок с матовой по-
верхностью, или гибкий ошейник с центральным
мотивом в виде цветка лотоса, усыпанного ал-
мазами. Оригинальны варианты колье-галстуков
с удлиненной ниспадающей центральной час-
тью. Не ослабевает постоянно большой интерес
покупателей к золотым цепочкам: длинным и ко-
ротким, классическим (не декорированным)
и с художественной отделкой в виде филиграни,
более крупных звеньев, бусин, комбинаций из
разноцветного металла и т.д.
Среди шейных украшений из серебра попу-
лярны и модны цепочки: и классические (удли-
ненные, тонкие, элегантные, строгой формы),
и короткие (более сложные по плетению, более
крупные и объемные), и фантазийные (разной
длины, различной формы звеньев и вида плете-
ния). Кулонов, изготовленных только из сереб-
ра и украшенных, как правило, эмалью или по-
делочными камнями, существует великое мно-
жество. Среди серебряных ожерелий особенно
нарядны и популярны жесткие, широкие и плос-
кие ожерелья-ошейники и жесткие ожерелья-
обручи, где главный элемент декора — сверка-
ющая отполированная поверхность, зеркальный
блеск которой отражает краски окружающей
среды и украшает шею лучше, чем какой-либо
другой предмет. Эти же ожерелья могут быть
украшены яркими камнями-самоцветами или ре-
льефным орнаментом, или состоящими из мно-
жества беспрерывных (по всей окружности)
складок металла. Покупателю также постоянно
предлагают большое количество конструктивно
разнообразных колье с акцентированной цент-
ральной частью, украшенной камнями-самоцве-
тами или живописной эмалью.
В группе шейных украшений из недрагоцен-
ных металлов наибольшим спросом пользуют-
ся цепочки, колье и ожерелья. Цепочки, как пра-
вило, очень крупные, декоративные, матово-зо-
лотистые, серебристо-черные, звенчатые. Попу-
лярны модели, где объединены от двух до деся-
ти крупнозвенчатых цепей. Колье — обычно
с крупной центральной частью из черненого ме-
талла и вставок из камней-самоцветов, в общем
декоре которых преобладает сочетание матовой
и блестящей поверхностей, ажурных и полых де-
талей. Ожерелья — чаще всего короткие («по
шее»), обильно декорированные штампованны-
ми деталями барочной формы, жемчугом, круп-
ными вставками из разноцветного стекла, яркой
пластмассы, дерева, перламутра. Определенный
интерес у покупателей всегда вызывают колье
с обилием растительных (цветочных) мотивов
и с гальваническим покрытием пастельных то-
нов (бледно-розового, персикового, бирюзово-
го, розовато-сиреневого); эти модели украшений
предлагаются конкретной группе покупателей
(точнее молодым девушкам), так как прекрасно
смотрятся и днем (в деловой обстановке), и ве-
чером (в кафе или концертном зале).
Самый распространенный и популярный вид
стеклянных украшений — ожерелья. Ожерелья
могут быть изготовлены в виде ошейника из ог-
раненных стеклянных «камней» как белого (про-
зрачного) цвета, так и зеленого, красного, сине-
го, желтого, черного. В моде ожерелья из бусин:
большей частью однорядные, короткие, в кото-
рых с помощью различных по форме, размеру,
цвету бусин акцентирована центральная часть.
Бусины могут быть средних размеров и очень
крупные: круглые, плоские и фантазийно огра-
ненные. Концы таких ожерелий, как правило,
состоят из мелких бусинок одного цвета, круг-
лых или сплюснутых. Всегда популярны ожере-
лья из стекла, имитирующего жемчуг: однони-
точные и двухниточные, белого и бежевого цве-
та, а также комбинированные, то есть один
ряд — из белого, второй—из цветного жемчуга,
например розового; или один ряд — из жемчуга,
а другой — из ограненных бусин черного цвета.
Ожерелья из ограненных бусин красного, зеле-
ного, белого, черного, синего, желтого цвета,
однорядные и многорядные, длинные и корот-
кие, в центральной части с металлическим эле-
230
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
ментом, украшенным прозрачными стеклянны-
ми «камнями», модны и современны, как и оже-
релья из мелкого бисера двух-трех цветов, мно-
горядные или слегка перевитые; как и ожерелья,
верхняя часть которых из ограненных черных
бусин, а нижняя из бисера белого или черного
цвета; как и ожерелья, в которых бусины нани-
заны от меньших к большим; как и ожерелья из
бусин одинаковой величины с одной большой
бусиной в центре; как и ожерелья, представля-
ющие комбинацию металла и стекла, имитиру-
ющего жемчужные и золотые бусины, огранен-
ный хрусталь, эмаль; как и ожерелья с подчерк-
нуто акцентированной центральной частью
в виде крупных (различных форм) подвесок из
стекла ярких расцветок.
Вторыми по популярности (после ожере-
лий) являются колье, точнее колье-бусы. Они
могут быть из стеклянного жемчуга, короткие
или длинные, однониточные или многониточ-
ные; из одинаковых по величине бусин или по-
степенно увеличивающихся по направлению
к центру; или из очень крупных различной фор-
мы бусин; или с укрупненными только в сред-
ней части; или состоящих в средней части из
двух рядов с чередованием в них либо крупных
«камней» в форме восьмиугольника, либо одно-
го большого и трех среднего размера «камней»
в форме сердца. Цвет колье-бус — от весенних
пастельных оттенков голубого, розового, свет-
ло-желтого до ярких летних оттенков белого,
красного, синего, желтого, лимонного, оранже-
вого. Центральная часть колье-бус пастельных
тонов может состоять из комбинации разных
форм бусин одного цвета и двух-трех бусин из
хрусталя, а центральная часть колье-бус густо-
го яркого цвета дополнена золотыми или сереб-
ряными элементами в виде плоских бусин, пу-
говиц или бисера, или двумя-тремя имитацион-
ными белыми жемчужными бусинами.
Постоянен спрос на колье-бусы с центральной
частью, акцентированной чередующимися буси-
нами белого, красного, синего, зеленого, желто-
го цвета или бусинами в виде фруктов (яблок,
винограда, вишен и т.д.), а также различных
цветов или комбинаций бусин, подвешенных
одна под другой с блестящим и матовым оттен-
ком или яркого прозрачного цвета, или преиму-
щественно одного цвета со слабым оттенком.
Броши. Это женское украшение, которое
прикалывают к платью (костюму). Броши могут
быть сделаны в виде растений, цветов, цветоч-
ных композиций, птиц, животных, насекомых,
небесных светил (луны, звезд, солнца) или
различных геометрических фигур, бантов,
узлов, переплетений, объектов абстрактной сим-
волики. По характеру обработки различают бро-
ши гладкие (со вставками или без них), ажур-
ные, эмалевые (с живописной, перегородчатой
и выемчатой эмалью), броши-камеи и броши-
инталии. Броши всех видов могут иметь подвес-
ки из камня или металла. Множество золотых
брошей классических форм не исключает нали-
чие брошей-заколок, брошей-булавок, брошей-
брелков. Орнаментальные и изобразительные
мотивы в формообразовании брошей из золота
уживаются с мотивами узлов, переплетений,
лент, бантов. Постоянен интерес к золотым бро-
шам геометрического направления: укрупнен-
ных форм, с тщательно проработанной линией
силуэта, контрастно обработанной поверхнос-
тью. Особый интерес представляют модели зо-
лотых брошей, в которых довольно оригиналь-
но использованы уникальные возможности ме-
талла и камня. В этих брошах рисунчатые полу-
драгоценные и поделочные камни создают вели-
колепный фон для тончайших миниатюр из зо-
лота. Орнаментика таких моделей как бы запе-
чатлевает отдельные объекты природы (пейзаж,
например), мотивы жизни: крошечный, окружен-
ный деревьями деревянный домик из золота 375-й
пробы размещен на отполированной пластине
из тигрового глаза; маленькие золотые лебеди,
украшенные алмазной россыпью, «плывут» по
пруду — просвечивающейся пластинке из мо-
хового агата.
Броши из серебра композиционно могут
быть решены в любом из модных стилевых на-
правлений. Броши стиля «фольклор» — это
изящные удлиненные броши-заколки в виде не-
прерывных лент или узкого банта, или веревоч-
ки с узлом, или нескольких звеньев цепочки, или
листочка, веточки, бабочки, жука, птицы. При-
влекательность крупных брошей геометричес-
кого характера — в контрастности блестящих
и матовых участков поверхности металла и яр-
кой окраски камней-самоцветов. Броши мелких
упрощенных форм, не требующие применения
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
231
ручного труда и рассчитанные на массового по-
купателя, представляют (выражают) так называ-
емое конструктивное направление в ювелирной
моде. В декоре таких брошей широко использу-
ются мотивы спортивной тематики, спортивной
атрибутики: броши-лыжи, броши-ракетка, бро-
ши-символ плавания, броши-символ волейбола.
Серебряные броши, изготовленные исключи-
тельно техникой филиграни и украшенные, как
правило, жемчугом, бирюзой, ониксом, привле-
кают внимание прежде всего сложностью и тон-
костью насквозь просматриваемого ажура, на-
полненного каким-то особым, завораживающим
взгляд серебряным светом.
Броши, изготовленные из недрагоценных
металлов, — это (в основном) модели геомет-
рических форм, в частности в виде окрашенных
в разные цвета дисков с поверхностью, имити-
рующей песчаные дюны или расчлененной на
сегменты с сочетанием белого и черного цвета.
Популярны крупные барочного вида броши, де-
корированные подвесками из жемчуга или це-
почек, а также броши-булавки в форме месяца,
цветка, нотного знака, цифр, букв, различных
спортивных значков
Спрос на броши из стекла не так постоянен
и высок, как на ожерелья, колье или серьги, но
иногда уместны именно броши. Делают их обыч-
но в форме цветов, птиц, насекомых, животных,
геометрических фигур из хрусталя и матового
стекла, а в качестве декорирующего материала
нередко используют эмаль.
Браслеты. Это украшения для рук и жен-
щин, и мужчин. Выполняются браслеты из пла-
тины, золота, серебра, цветных металлов, тита-
на, янтаря, полудрагоценных и поделочных кам-
ней, пластмассы, кости в виде обруча, скобы,
полукольца, спирали в несколько оборотов; мо-
гут состоять из нескольких соединенных различ-
ными способами звеньев. Делят браслеты на
жесткие и мягкие. Жесткие браслеты бывают
замкнутые, пружинящие и шарнирные. Замкну-
тый браслет — это кольцо или несколько колец
из проволоки. Разрезанное кольцо из упругого
металла или пружинящий виток (змейка) назы-
вается пружинящим браслетом. Шарнирный
браслет состоит из двух частей одной детали,
соединенных шарниром. Шарнирные браслеты
в большинстве своем — металлические пусто-
телые. Поверхность наружной (внешней) сторо-
ны замкнутых и пружинящих браслетов обычно
золотят, серебрят, гравируют, покрывают чер-
нью. Мягкие браслеты бывают трех видов: гли-
дерные, цепные, плетеные. Глидерные брасле-
ты имеют несколько звеньев (глидеров) с шар-
нирным или пружинящим соединением. Не-
сколько колец (звеньев) разной формы из про-
волоки составляют цепной браслет. В зависимо-
сти от формы звеньев цепной браслет называют
панцирным или якорным.
Среди моделей браслетов возможны моде-
ли любых форм: жесткие, сплошные и мягкие
звеньевые, плоские и пустотелые, гладкие
и ажурные, узкие и широкие, с вставками (кам-
нями) и эмалью, с алмазной обработкой и фак-
турованной поверхностью, витые и рельефные,
матовые и блестящие, из золота одного цвета
и многоцветные. Новая идея: золотые браслеты
из очень крупных звеньев с акцентированным
центральным участком, усыпанным мелкими ал-
мазами; браслеты из желтого и белого золота
с россыпью алмазов по краям, блеск которых
контрастирует с матовой поверхностью метал
ла; комплект узких браслетов из желтого и бе-
лого золота в сочетании с темно-зеленым нефри-
том и алмазами в рельсовой закрепке; браслет,
конструктивно решенный в виде шестиугольни-
ков, соединенных кружками (колечками) и ук-
рашенными осыпью из мелких алмазов. Приме-
чательно, что последний браслет предлагается
в комплекте (как гарнитур) с выполненными
в таком же стиле серьгами и колье.
Серебряные браслеты разнообразны по фор-
ме и декору: в зависимости от моды, то тонкие
и легкие, то массивные и сверхкрупные, то это
обручи из витой проволоки, то браслеты-полу-
кружья и браслеты-запястья шириной до 10 см,
а то — жесткие безразмерные браслеты-спира-
ли и браслеты-цепочки. Кстати, последние осо-
бенно приглянулись молодым людям. Однажды
появившись, браслеты-цепочки, узкие или ши-
рокие, с круглой, квадратной или прямоуголь-
ной формой звеньев, снабженные надежными
декоративными замками, постепенно завоевали
симпатии как женщин, так и мужчин и стали их
традиционным серебряным украшением. В де-
коре серебряных браслетов преобладает тигро-
вый глаз, оникс, перламутр, нефрит, бирюза,
232
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
жемчуг, малахит, гранат, слоновая кость, тур-
малин. Оригинальны гладкие, слегка и постепен-
но расширяющиеся по направлению к централь-
ной части, серебряные браслеты, украшенные
сложным гравированным орнаментом или чер-
нью, а также браслеты, выполненные с элемен-
тами филиграни и украшенные финифтью или
вставками в виде кабошонов или пластинок из
халцедона, тигрового глаза, малахита, родони-
та, агата, чароита, лазурита, яшмы. Всегда вы-
деляются необычной живостью своих форм се-
ребряные браслеты, относящиеся по стилю
к фольклорному направлению, в декоре которых
широко используются мотивы, навеянные древ-
ним искусством индейцев, мексиканцев, перу-
анцев, греков, арабов, египтян. Интерес поку-
пателей к таким браслетам постоянно устойчив.
Браслеты из недрагоценных металлов: пре-
имущественно гладкие, шириной до 10 см,
с текстурной поверхностью и с декором в виде
напаянной проволоки, узелков, вставок, штам-
пованных элементов. Эффектны плетеные брас-
леты из цепочек разного цвета или браслеты,
в которых крупные детали барочных форм ком-
бинируются с цепями крупного плетения, шну-
рами или жгутами Цвет гальванического покры-
тия браслетов, как правило, золотистый, но мод-
ны также покрытия серого и черного тонов.
Спросом у покупателей пользуются также брас-
леты, декорированные крупными вставками из
прозрачного или цветного стекла, а также ими-
тационным жемчугом.
Запонки Это мужское украшение-застеж-
ка, вдеваемая в петли манжет рубашки. Выпол-
няются запонки гладкими, филигранными, со
вставками и без них, с чеканным, гравирован-
ным рисунком, эмалью, чернью. Форма запо-
нок — разнообразная. Изготовляют запонки из
золота, серебра, платины, недрагоценных цвет-
ных металлов, титана, стали, а также из неме-
таллических материалов. Самые распространен-
ные и популярные — запонки из золота. Много
золотых запонок (в основном из золота 585-й
пробы) круглых, квадратных, треугольных, сер-
дцевидных форм как с гладкой поверхностью
(матовой или блестящей), так и фактурной
(с гравированным рисунком или алмазной об-
работкой). Особенно популярны золотые запон-
ки с поверхностью в виде искусно созданной мо-
заики: поверхность украшений разделена на раз-
ные по форме участки, секторы, сегменты, де-
корированные разноцветной эмалью, перламут-
ром, вставками из поделочных камней; каждый
участок, сектор, сегмент отделен от соседнего
золотыми пластинками (матовыми или блестя-
щими), усыпанными мелкими бриллиантами.
Зажимы для галстука. Это мужское ук-
рашение для крепления галстука к сорочке (ру-
башке). Зажимы из серебра могут быть позоло-
ченными, а из латуни — позолоченными, посе-
ребренными или никелированными Нередко за-
жимы для галстука украшают вставками из дра-
гоценных, полудрагоценных и поделочных кам-
ней. Зажимы для галстука выпускаются также
в комплекте с цепочкой и подвеской.
Заколки Равнозначное как для женщин, так
и для мужчин украшение. Мужчины использу-
ют заколки для закрепления галстука или как
застежки вместо пуговиц. У женщин заколки
служат тем же целям. Иглы заколок делают как
из драгоценных, так и из недрагоценных цвет-
ных металлов. Головка заколки может быть вы-
полнена из драгоценных, полудрагоценных, по-
делочных камней, жемчуга, янтаря, коралла.
Предметы сервировки стола. Из всего ассор-
тимента выпускаемых в нашей стране ювелир-
ных изделий примерно 15 % составляют пред-
меты сервировки стола: ложки, вилки, ножи,
рюмки, стопки, бокалы, графины, солонки, пе-
речницы, горчичницы, подстаканники, чашки
с блюдцами, чайные и кофейные сервизы.
Ложки различают по назначению. Ювелир-
ные предприятия выпускают ложки столовые,
десертные, кофейные, разливательные, для соли,
горчицы, салата, детские. Изготовляют их из
серебра или мельхиора отдельно (поштучно)
и в наборах: ложки цельнометаллические (штам-
пованные и литые) или сборные (паяные, с на-
садными ручками), с полированной или матовой
поверхностью, позолоченные и посеребренные,
с различными гравированными или штампован-
ными рисунками, покрытые эмалью и чернью,
оксидированные, а также без какой-либо допол-
нительной отделки. Черенок и головка ложек
бывают самых разнообразных размеров и форм.
Вилки, как и ложки, делят (по назначению)
на столовые, фруктовые, детские, для раздачи
рыбы, мяса, консервов, пирожков, лимона, бис-
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
233
квита и др. Изготовляют вилки из серебра
и мельхиора. Вилки выпускают позолоченными,
украшенными эмалью и чернью, с гравирован-
ным и штампованным рисунком и без отделки.
Рожки и ручки вилок обычно выполняют из од-
ного и того же материала, но есть вилки, рожки
которых (в отличие от ручки) сделаны из друго-
го материала: кости, рога, пластмассы, дерева.
Ножи делят на столовые, десертные, фрук-
товые, для хлеба, лимона, масла, сыра, икры,
жаркого. Материалами для изготовления ножей
служат коррозионностойкая сталь, серебро,
мельхиор. Черенки ножей могут быть гладки-
ми, то есть без какой-либо отделки, и с грави-
ровкой, чеканкой, эмалью, чернью.
Рюмки, стопки, бокалы, графины выпус-
кают самых различных форм в наборах и по-
штучно. Изготовляют их из серебра или мель-
хиора (посеребренного) либо с элементами
отделки, либо без таковой.
Солонки, перечницы и горчичницы делят
на столовые и кухонные. Выполняют их в двух
вариантах: открытыми и закрытыми, различных
форм и размеров. Столовые солонки могут быть
одно- и двухместными. Изготовляют солонки,
перечницы и горчичницы из серебра, мельхио-
ра, стекла, дерева, довольно часто украшают
чеканным рисунком.
Подстаканники изготовляют из сплавов зо-
лота и серебра, из мельхиора, томпака, нейзиль-
бера, нержавеющей стали, алюминия, а также
из стекла и пластмассы. Корпуса и ручки под-
стаканников могут быть гладкими, витыми, фи-
лигранными; их (кроме стеклянных и пластмас-
совых), как правило, золотят, полируют, аноди-
руют, покрывают эмалью различных цветов и от-
тенков, украшают чернью, гравированным
(с последующим оксидированием) рисунком.
Чашки с блюдцами, кофейные и чайные
сервизы выпускают самых разнообразных форм,
размеров и художественного оформления в виде
отдельных предметов и наборов. Материал для
их изготовления — серебро 875-й и 916-й проб,
мельхиор, латунь. Внутреннюю поверхность
указанных предметов полируют и покрывают
золотом, внешнюю обычно украшают, применяя
технику черни, филиграни, эмалирования.
В группу предметов сервировки стола вхо-
дят также подставки для столовых приборов,
подносы, вазы для фруктов, винные и столовые
приборы, чарки, сухарницы, щипцы и совочки
для сахара, салфетницы и салфетные кольца,
ситечки для чая, сахарницы, лопатки для пиро-
жных, блюда. Они считаются ювелирными из-
делиями, если изготовлены либо из драгоценных
металлов, либо из латуни, томпака, мельхиора,
нейзильбера, хрусталя с применением различ-
ных приемов художественной отделки: чеканки,
гравировки, черни, филиграни, эмалирования,
золочения, серебрения.
Предметы туалета. В эту группу входят сле-
дующие ювелирные изделия: пудреницы, флако-
ны для духов, шкатулки, ларцы, а также сумочки
ювелирные.
Пудреницы — изделия для хранения пуд-
ры. Делят их на настольные и для женских су-
мочек По форме пудреницы могут быть круг-
лыми, овальными, квадратными, многогранны-
ми в виде круглой баночки с крышкой. Изготов-
ляют пудреницы из серебра, мельхиора, лату-
ни, фарфора, поделочных камней, пластмассы;
украшают их вставками из поделочных камней,
янтаря, декоративными рисунками с живопис-
ной эмалью, перламутром.
Флаконы для духов, шкатулки, ларцы вы-
полняют из полудрагоценных и поделочных кам-
ней, декорируют накладками из золота или се-
ребра. Форма этих изделий разнообразна. По
размерам флаконы для духов делятся на настоль-
ные и для женских сумочек, а шкатулки и лар-
цы бывают только настольного исполнения.
Предметы украшения интерьера. Изделия
этой группы используют (главным образом)
в декоративных целях. В группу входят вазы д ля
цветов, шкатулки, подсвечники, настольные
и настенные панно, скульптуры малых форм.
Значительную (основную) часть ассортимента
изделий для украшений интерьера изготавлива-
ют из драгоценных, полудрагоценных и поделоч-
ных камней, хрусталя. Нередко их выполняют
из серебра и недрагоценных металлов с приме-
нением художественной отделки: черни, эмали,
филиграни. Форма и размеры этих изделий —
самые разнообразные
Курительные принадлежности. Группу
предметов для курения составляют портсигары
и сигаретницы, мундштуки и трубки, спичеч-
ницы и зажигалки.
234
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
Портсигары и сигаретницы изготовляют
из сплавов золота и серебра, из мельхиора, ла-
туни, алюминия, ценных пород дерева. По ха-
рактеру художественной отделки портсигары
и сигаретницы делят на гравированные, с эма-
лью, чернью, филигранные, позолоченные, инк-
рустированные под цвет золота.
Пепельницы выпускают в широком ассор-
тименте: из поделочных камней, кости, хруста-
ля и фарфора в серебряной, мельхиоровой и по-
серебренной оправе, из цветных металлов, ук-
рашенные чеканкой и гравировкой. Форма пе-
пельниц — разнообразная, впрочем, как и их
названия: «блюдце», «корзина», «сапоги»,
«дровни», «ветка винограда».
Спичечницы используют как футляры для
коробка со спичками. Делят их на настольные
и карманные. Изготовляют из серебра, латуни,
томпака, анодированного алюминия; отделыва-
ют эмалью, гравированием, оксидированием.
Мундштуки служат в качестве дополни-
тельного приспособления при курении сигарет.
Делают мундштуки из серебра, янтаря, кости
в металлической оправе или без нее. По форме
мундштуки могут быть круглыми, овальными,
квадратными, ромбическими.
Зажигалки делят на карманные и настоль-
ные, бензиновые и газовые Изготовляют их из
недрагоценных (иногда с использованием дра-
гоценных) металлов и пластмассы, украшают
эмалью, филигранью.
Принадлежности к часам. Группу этих из-
делий составляют корпуса для ювелирных часов,
цепочки и браслеты к часам. Корпуса ювелир-
ных часов изготавливают из драгоценных или
недрагоценных металлов, они могут быть укра-
шены вставками из драгоценных или полудра-
гоценных камней, эмалью. Браслеты к часам
выпускают, как правило, мягкие, гибкие (под-
вижные), состоящие из звеньев различной кон-
фигурации, которые имеют вид цепочки или со-
единены с помощью шарниров. Существуют так-
же браслеты плетеные, снабженные передвиж-
ным запором, который позволяет очень легко
и просто регулировать и фиксировать длину
браслета. Ювелирная промышленность выпус-
кает, кроме того, браслеты жесткого типа, со-
стоящие из двух жестких пружинящих частей
(половинок). Изготовляют браслеты для часов
из сплавов золота и серебра, а также цветных
металлов, стали (с последующим их золочением
или хромированием).
Сувениры. Изделиями группы сувениров
являются памятные медали, нагрудные значки,
монограммы. Сувенирными могут считаться
и ювелирные изделия, на которые нанесены со-
ответствующие памятные рисунки или надписи.
Памятные медали чеканят по поводу наи-
более важных в жизни общества событий исто-
рического, политического, военного, научного
и культурного характера. Выпуск их обычно при-
урочен к соответствующим юбилейным датам
и праздникам. Изготовляют памятные медали из
полудрагоценных и поделочных камней в виде
диска с надписями и изображениями на обеих
сторонах. Диаметр медали, как правило, состав-
ляет от 100 до 200 мм.
Нагрудные значки делят на юбилейные, со-
временно-событийные, памятные. Юбилейные
значки выпускают в связи с определенными ис-
терическими годовщинами, датами, юбилеями;
современно-событийные — в честь достижений
современной науки и техники, современных (на
протяжении жизни поколения) событий; памят-
ные — как память о вполне определенных мес-
тах, сооружениях, жизни и деятельности вели-
ких людей. По форме значки бывают круглыми,
овальными, фасонными, прямоугольными. Из-
готовляют их из серебра, меди, латуни с приме-
нением приемов отделки: эмалирования, золо-
чения, оксидирования. Украшают значок соот-
ветствующими памятными изображениями.
Монограмма — это обычно начальные бук-
вы имени или фамилии, соединенные в виде ху-
дожественно оформленной вязи в единый знак,
рисунок. Материалом для изготовления моно-
грамм служат сплавы золота и серебра, недра-
гоценных металлов с последующим золочени-
ем и серебрением, а также ярких расцветок по-
делочные камни.
Предметы ритуально-обрядового назначе-
ния. В эту группу входят нательные крестики,
перстни, различного применения сосуды, изоб-
ражения святых, оклады икон и книг, другая цер-
ковная утварь. Все эти предметы изготавлива-
ются из золота и серебра и предназначены ис-
ключительно для нужд церкви, священнослужи-
телей и верующих.
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
235
4.3. Конструкция ювелирных изделий
группы личных украшений
Конструкция кольца. Конструктивно юве-
лирные кольца (кроме обручальных и безкамен-
ных) состоят (рис. 4.1) из двух основных частей —
шинки или ободка и верхней части или верхуш-
ки. Встречающиеся различия в конструкции ко-
лец обусловлены изменением формы, материа-
ла, размеров и огранки вставок.
Шинка кольца выполняется как сплошной,
так и полой, с различной формой сечения (круг-
лой, полукруглой, овальной, прямоугольной).
Ширина и толщина шинки — непостоянны,
в большинстве случаев они расширяются и утол-
щаются по направлению к касту. Внутренняя
сторона шинки всегда гладкая. С наружной сто-
роны шинка может быть гладкой, с эмалью, чер-
Рис. 4.1. Конструкция кольца: А - шинка; Б — накладка;
В — рант; Г — каст; Д — вставка
нью, чеканным или гравированным рисунком,
с местами для закрепки вставок из камней, ян-
таря, коралла, пластмассы, кости, стекла. Шин-
ку припаивают к касту, ранту, соединяя таким
образом с верхней частью (верхушкой) кольца.
В верхушку — основную украшающую
часть кольца входят, как самостоятельные, сле-
дующие детали: каст (оправа) для вставки, рант
под каст, накладки. Форма верхушки может быть
круглой, овальной, многоугольной, сложного
узора; рисунок же на ее плоской, а чаще всего
выпуклой поверхности может быть прорезным
или напайным.
Каст или оправа для вставки — общая де-
таль многих ювелирных изделий (в том числе
и колец) со вставками. Касты бывают различ-
ных форм и размеров.
Рант — это контурный ободок, припаян-
ный к касту снизу. Рант изготовляют различных
форм и размеров, но он обязательно должен ко-
пировать все контуры каста и по размерам не
выходить за его пределы. Нередко ювелиры на-
зывают рант дигелем.
Накладка — важная деталь верхушки; при-
дает кольцу особый колорит декоративности.
Накладки бывают гладкие, с гравированным,
чеканным, штампованным рисунком, а также
филигранные, с местами для крепления вставок.
Конструкция серег. Серьги состоят из осно-
вания, каста для вставки и ранта, накладок, под-
весок и замковой части (рис. 4.2). Основание
серег может быть гладким или с местами для
Рис. 4.2. Конструкция серег: А швенза; Б крючок; В, Ж -
основание; Г вставка; Д — каст; Е — рант; 3 — петля
236
Глава 4 Классификация, ассортимент, конструкция ювелирных изделий
закрепки различных вставок, может иметь штам-
пованный, чеканный или гравированный рису-
нок. Касты для серег делаются самых разнооб-
разных форм и размеров. Их количество в серь-
гах определяется количеством вставок. Наклад-
ки бывают гладкими, с гравированным, чекан-
ным, штампованным, филигранным рисунком,
разнообразных форм и размеров. Подвески от-
личаются формой, размерами, декором. Замко-
вая часть серег является самой важной и ответ-
ственной деталью, а потому должна отвечать
трем основным и очень жестким требованиям:
быть по возможности простой, надежной и дол-
говечной. Применяемые в серьгах конструкции
замков — самые разнообразные: пружинные,
крючковые с защелкой и петелькой, в виде ско-
бы на шарнире, винта с гайкой, зажимного вин-
та, клипс-пуссет.
Конструкция броши. Брошь состоит из ос-
нования, каста для вставок, накладок, замковой
части (рис. 4.3). Иногда к этим деталям добав-
ляются еще фигурные проволочные детали. Ос-
нование может быть гладким, чеканным, грави-
рованным, штампованным, с эмалью, с мозаич-
ным рисунком, а также филигранным или в виде
ободка под вставку или камею. Касты для бро-
шей имеют различные формы и размеры. На-
кладки изготовляются гладкими, с чеканным,
гравированным, штампованным рисунком, фи-
лигранными. Замки брошей бывают простыми —
в виде крючка из проволоки и сложными —
с предохранителем и без него. Существует три
основных вида замков для брошей: шомпольный,
визорный и револьверный. Применяется также
клипсовый замок (пружинящий).
Конструкция кулона. Состоит кулон из ос-
нования, накладок, подвески, соединительного
и подвесного колец (ушек) для соединения
с цепочкой (рис. 4.4). Основание — гладкое или
с рисунком, с обозначением мест для вставки,
подвески, накладки. Подвески выполняют съем-
ными и как одно целое с цепочкой. Бывают ку-
лоны с несколькими подвесками: одна (боль-
Рис. 4.4. Конструкция кулона: А - каст; Б — основание; В —
подвесное ушко; Г — соединительное ушко; Д вставка
Рис. 4.3. Конструкция броши: А — замковая часть; Б — встав-
ка; В — каст; Г — основание
Рис. 4.5. Конструкция медальона: А — футлярчик; Б — со-
единительное и подвесное ушки; В — цепочка
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
237
шая) — в центре, две (поменьше) — по сторонам.
Конструкция медальона. Состоит медальон
из цепочки и футлярчика (рис. 4.5).
Конструкция колье. Традиционно принято
считать, что колье состоит из цепочки с замком
и нескольких (не более пяти) соединенных или
несоединенных между собой подвесок — оди-
наковых или различных по форме, размерам,
имеющих декоративную отделку и расположен-
ных в центральной части цепочки (рис. 4.6).
Конструкция ожерелья. Классическая фор-
ма (конструкция) ожерелья — ошейник в виде
сложного переплетения (по кругу) отдельных
и различных по форме деталей (рис. 4.7), укра-
шенных вставками из драгоценных и полудра-
гоценных камней.
Конструкция заколки. Внешне заколки очень
похожи на обычные иглы, незаостренные кон-
цы которых оканчиваются округлым утолщени-
ем — головкой (рис. 4.8). Заколки бывают двух
типов: с длинной и короткой иглой из драгоцен-
ных или цветных металлов. Для крепления ог-
раненных камней в заколке предусматривается
каст; жемчуг, бирюза, янтарь, коралл крепятся
Рис. 4.6. Конструкция колье: А — цепочка с замком; Б —
подвески
Рис. 4.7. Конструкция ожерелья (обычно включает в себя ряд
повторяющихся элементов)
Рис. 4.8. Конструкция заколки, чаше всего используемой как украшающий и закрепляющий элемент мужского галстука:
А — вставка; Б — основание; В — игла.
Глава 4 Классификация, ассортимент, конструкция ювелирных изделий
238
в касте с помощью штифта (для этого в них про-
сверливают отверстия).
Конструкция цепочки. Состоит цепочка из
звеньев, замка и заводного кольца. Различают
цепочки по виду звеньев. Звенья якорных цепо-
чек расположены во взаимно перпендикулярных
плоскостях, панцирных — в одной плоскости
(рис. 4.9, Л). Звенья кордовой цепочки, перепле-
таясь, образуют сложный рисунок, а звенья ве-
нецианской цепочки выполнены в виде жестко
скрепленных прямоугольников. В цепочке типа
«ленточка» каждое звено собрано из множества
витков проволоки. Звенья фантазийных цепочек
имеют усложненную конфигурацию, а комбини-
рованные цепочки состоят из звеньев различных
форм плетений (рис. 4.9, Б).
Конструкция бус. Бусы состоят из бусин,
промежуточных звеньев и нити (рис. 4.10). Для
коротких бус предусматривается замок. Бусины
в сборе могут быть одного или различных раз-
меров, круглой, овальной, бочкообразной, плос-
кой, фигурной формы, одного цвета или несколь-
ких цветов одновременно, с поверхностью либо
гладкой, либо украшенной каким-либо рисун-
ком. Соединяются бусины нанизыванием их на
капроновую или шелковую нить, а при отсут-
ствии в бусинах сквозного отверстия — с помо-
щью проволочного крючка.
Конструкция браслета. Конструктивно брас-
леты (включая жесткие) состоят из звеньев (гли-
деров), застежек, растяжек, замка с предохра-
нителем (рис 4.11). Форма звеньев браслетов мо-
жет быть прямоугольной, квадратной, овальной,
фасонной, фантазийной.
Конструкция запонок. Запонки состоят из
верхушки (украшающей части) и деталей креп-
ления — застежной части (рис. 4.12).
Конструкция зажима для галстука. Зажим
для галстука состоит из корпуса (в лицевой час-
ти украшенного эмалью, чернью, гравировкой,
вставкой из самоцветов) и прижимной планки
(рис. 4.13), осуществляющей зажим.
Рис. 4.9. Виды звеньев цепочки: А — цепочки ручной работы (1 — простая якорная; 2 — закрытая якорная; 3 — якорная с
овальными звеньями; 4 — якорная с полусферическими звеньями; 5 — панцирная; 6 - «парижская»; 7 — кордовая; 8 —
цепочка «Гарибальди»); Б — цепочки различных форм плетения
Глава 4 Классификация, ассортимент, конструкция ювелирных изделий
239
Рис. 4.10. Конструкция бус (коротких): А — бусина; Б — нить; В — замок
Б В
Рис. 4.11. Конструкция браслетов: А — звено; Б растяжка; В — замок
Рис. 4.12. Конструкция запонок: А — верхушка; Б — детали
крепления; В застежная часть
Рис. 4.13. Конструкция зажима для галстука: А — прижим-
ная планка; Б — корпус
240
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
4.4. Современная ювелирная мода
Мода по времени может быть, как извест-
но, краткосрочной или сравнительно длитель-
ной, но она всегда выражает вкусы потребите-
лей. Ювелирная мода в этом смысле не исклю-
чение. Во все времена ювелирной моде прису-
щи были стремление к широкому разнообразию
украшений, отвечающих эстетическим вкусам
потребителей. Демократичность ювелирной
моды, предлагаемая ею свобода в варьировании
творческих идей обеспечивают возможность со-
здания большого числа различных видов и форм
высокохудожественных ювелирных украшений,
которыми (в сочетании с ювелирно выполнен-
ной фурнитурой аксессуаров: пуговиц, поясов,
пряжек, гребней, рельефных и фигурных накла-
док и т.д.) дополняются не только платья, блу-
зы, костюмы, но и шляпы, перчатки, пояса, сум-
ки, обувь (независимо от сезона и времени).
Для моды наших дней особенно характерно
усиление роли ювелирных украшений и аксес-
суаров в художественном решении ансамбля
одежды в целом. Современный модный костюм
отличается разнообразием форм и пропорций,
неожиданными сочетаниями различных по сти-
лю элементов, эффектными комбинациями раз-
нофактурных материалов. Ярко выраженное
стремление к выявлению, подчеркиванию, ак-
центированию индивидуальности в костюме
(в свою очередь) вызывает повышенный инте-
рес ко всем категориям современных модных ук-
рашений, стилевое разнообразие которых дик-
туется многообразием направлений моды в одежде.
Течения, стили, направления. В современной
ювелирной моде (как отечественной, так и зару-
бежной) с определенной долей условности мож-
но назвать три основных течения, которые, вре-
мя от времени претерпевая (каждое в своих гра-
ницах) незначительные изменения, определен-
ным образом оказывают воздействие на форми-
рование, обновление и расширение ассортимен-
та ювелирных украшений: это классика, аван-
гард, фольклор.
Главные признаки украшений классическо-
го стиля — это строгость, лаконизм линий
и пропорций, утонченность декора, изящество
форм. Украшения этого стиля мало подверже-
ны «капризам» моды.
Украшениям стиля «авангард» присуща
одна характерная особенность: их создатели не
признают никаких норм и традиций, решитель-
но и открыто проповедуя все индивидуальное,
эксцентричное, нередко шокирующее. Яркость,
броскость декора (яркие эмали, пластмассы),
неожиданное сочетание материалов и методов
обработки; необычность, гибкость и подвиж-
ность конструкции; четкость графического ри-
сунка — все это стиль «авангард».
Отличие украшений, исполненных в стиле
«фольклор» — интерпретация мотивов нацио-
нального прикладного искусства (в частности на-
родов и народностей России, Средней Азии,
Кавказа, Прибалтики, а также Китая, Тибета,
Японии, Испании, Африки, Южной и Северной
Америки) и искусства древних цивилизаций.
Современная ювелирная мода не исключа-
ет взаимопроникновения, взаимовлияния раз-
личных течений, что может проявляться в раз-
личной трактовке одного и того же модного мо-
тива: например, изображение наиболее модно-
го банта может быть задумано и исполнено как
в рамках четкой реалистичности, так и ус-
ловно — в прямых линиях плоскостного геомет-
рического рисунка. Внутри названных стилей су-
ществует еще ряд разнообразных направлений
и подстилей, среди которых можно выделить гео-
метрическое, конструктивное и изобразительное
направления; «сложный» и «естественный» сти-
ли, а также несколько подстилей, объединенных
одной темой под названием «четыре стихии»
(земля, огонь, вода, воздух).
Геометрическое направление актуально
для всех видов категорий украшений как из дра-
гоценных, так и недрагоценных материалов; гео-
метрическая четкость присутствует во многих
видах украшений как основной прием художе-
ственного оформления. Многие мотивы, наибо-
лее часто встречающиеся в украшениях геомет-
рического характера, — это треугольник, круг,
сфера, овал, стрелка, спираль, трапеция, ромб,
сектор, сегмент, веерообразные формы.
В украшениях конструктивного направле-
ния выражены, как правило, идеи, заимствован-
ные из декоративно-прикладного искусства
50-60 годов. Главное для этого направления —
чистота и выразительность конструктивных ре-
шений, минимум или отсутствие украшающих
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
241
элементов, выявление природных достоинств
материала, изысканная простота композиции.
Особенно наглядно признаки конструктивного
направления обычно выражаются в ассортимен-
те ювелирных украшений для мужчин.
Изобразительное направление сформиро-
валось в 70-е годы и включает в себя натуралис-
тические или стилизованные изображения объ-
ектов неживой и живой природы: бант, веер,
собранные в сборки «ленты» из металла, метал-
лическое «кружево», перевитые веревочки,
узлы, переплетения, бабочки, стрекозы, птички,
орлы, крылатые драконы, эльфы, феи, ангелы,
самолеты, цветок, лист, веточки, дерево, ябло-
ко, ягоды, семена растений, стручки перца, перо
птицы, раковины улитки, морская звезда, морс-
кой конек, змейка, рыбка, раковина морского
гребешка, облако, звезды, месяц, фигурки лю-
дей, животных, изображения спортивного инвен-
таря, музыкальных инструментов и т.д.
Одна из главных особенностей ювелирных
украшений «сложного» стиля — смелое и ши-
рокое использование в их конструкции трубча-
тых деталей, которые являются не только эле-
ментами композиционного построения, но од-
новременно играют роль декоративной аппли-
кации. Как правило, выпуклые поверхности ук-
рашений этого стиля имеют разнообразную фак-
туру: стеганого матраца, трещин, пятен, разво-
дов, в крапинку; частый прием декора — мозаи-
ка серого, розового, желтого, голубого цвета; за-
стежка (замок) выполняется не просто как фун-
кциональный элемент, который необходимо
скрыть, а наоборот, ему сознательно придается
акцент преобладающего «ударного» декоратив-
ного пятна. «Сложный» стиль — безупречность
вкуса, элегантность, современность.
Для «естественного» стиля характерны
слегка выпуклые, волнистые легкие и гибкие ли-
нии силуэта, изящество форм, повторяющих
контуры тела, геометрический ажурный рису-
нок; матовые поверхности перемежаются с ост-
ровками блестящих полированных участков:
создается впечатление, что одна часть поверх-
ности — гладкая, а другая словно посыпана пес-
ком (имеет вид песчаных дюн, морских волн).
Используются жемчуг, хрусталь, слоновая
кость, белый коралл, перламутр, лунный камень
в сочетании с желтым (мелового или песчаного
оттенка) золотом. «Естественный» стиль — это
и приверженность традициям классики, и уступ-
чивость перед необычностью моды.
Ювелирные украшения на тему «огонь»
в большинстве своем выполнены только из зо-
лота и не имеют вставок. Все декоративные эф-
фекты достигаются различными видами обработ-
ки золота и сочетанием в одном изделии его мно-
гоцветности (с преобладанием красного).
Ювелирные украшения на тему «земля»
объемны и легки («великолепное золото»), от-
личаются тщательной деталировкой; зеркально-
блестящие поверхности сочетаются с матовы-
ми и фактурными; основные мотивы формы
и орнамента — мотивы флоры и фауны, рельефа
земной поверхности. К этим украшениям отно-
сятся цепочки и браслеты, колье, ожерелья, серь-
ги, кулоны, броши и кольца, обильно декориро-
ванные вставками из родонита, малахита, нефри-
та, агата, яшмы, чароита, сердолика, бирюзы.
Ювелирные украшения на тему «воздух»—
тонки, легки, прозрачны (кружевное золото).
В них преобладают два декоративных элемен-
та: сеточка и ажур. Сеточка похожа на фактуру
тюля, ажур напоминает кружева испанских ман-
тилий и гребней для волос; дополнительный эф-
фект легкости и прозрачности достигается со-
четанием желтого золота с недрагоценными про-
зрачными материалами и цветными камнями.
Ювелирные украшения на тему «вода» (ко-
лье, броши, браслеты, серьги, ожерелья) выра-
зительны своей лаконичностью (плиссирован-
ное, рельефное и в складочку золото), а формой
напоминают водяные струи, прозрачность кото-
рых подчеркивается вставками из опала, аква-
марина, хрусталя, а также элементами ажура.
Можно назвать еще ряд подстилей, напри-
мер «ретро», «декоративный», «индустриаль-
ный», «натурстиль», «диско», а также время от
времени вспыхивающие отдельные темы с эф-
фектными запоминающимися названиями вро-
де «роскошное золото» (подчеркнуто крупные
объемные пустотелые модели), «варварское зо-
лото» (модели с использованием мотивов искус-
ства древних этрусков), «механическое золото»
(модели со слегка округленными углами, обра-
зуемые геометрическими линиями), «золото со
строчкой» (модели для небрежного каждоднев-
ного костюма, в которых полированное золото
16 Зак. 3896
242
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
комбинируется с кожей). Характерные черты
этих микротечений также проявляются в фор-
мообразовании и декоре отдельных или целой
группы ювелирных украшений.
В странах Запада (и восточноевропейских)
украшения со стеклом, с пластмассой, костью,
рогом, деревом, фарфором, кожей, текстилем,
резиной, а также украшения из недрагоценных
и новых ювелирных материалов принято считать
и называть бижутерией или украшениями «фан-
тази». Из всего разнообразия модных направле-
ний современной зарубежной бижутерии мож-
но выделить семь основных стилей, обуславли-
вающих основной ассортимент украшений «фан-
тази»: классический, «барокко», «модельер»,
«авангард», «ретро», «дикий», «натуральный».
Бижутерия классического стиля в объемах,
формах, декоре очень близка украшениям из
драгоценных материалов.
Для моделей, выполненных в стиле «ба-
рокко», характерны вязь, переплетения, ветве-
видность с листвой в орнаменте, а также широ-
кое использование цветного стекла и полудра-
гоценных камней в декоре.
Стиль «натуральный» предполагает при-
менение дерева, кожи, перламутра, слоновой ко-
сти; украшения всегда крупных размеров и на-
туральных расцветок.
«Дикий» стиль возник под влиянием наци-
ональных культур африканских и южноамери-
канских стран: при создании украшений исполь-
зуются слоновая кость, кожа, необработанные
камни; основные же мотивы изображения —
объекты растительного и животного миров.
Стиль «модельер» предоставляет художни-
ку самые широкие возможности для проявления
творческой индивидуальности.
Стиль «авангард» претендует на остромод-
ные линии, формы, необычные конструкции;
в качестве исходных материалов используются
пластмасса, металл «тканый» и «переплетен-
ный», кожа ярких, броских, чистых тонов.
Дляслишгя «ретро» характерно преимуще-
ственное использование позолоченной бронзы
и таких камней, например, как гранат, аметист,
топаз, агат; мотивы и рисунки украшений — об-
разные, чисто геометрические.
Цвет в современной ювелирной моде. Мы
были бы немало удивлены, встретив в нашем
ювелирном магазине покупательницу, которая
просила бы продавца подобрать ей украшение
в ее цвете. Однако женщины многих стран мира,
посещая ювелирный магазин в целях приобре-
тения украшений, поступают именно так.
Явление это стало привычным начиная
с 1981 г., когда в США был издан справочник
К. Джексона под названием «Пусть цвет сдела-
ет меня красивой», в котором излагалась ори-
гинальная система анализа цвета, помогающая
покупателям выбрать ювелирные украшения
(и одежду тоже) в «своих цветах». Согласно си-
стеме К. Джексона все люди в зависимости от
предпочтительного (любимого) для конкретно-
го лица цвета (но не цвета кожи) условно делят-
ся на четыре (по названию времен года) группы:
зима, весна, лето, осень. Человеку необходимо
просто знать свою принадлежность к одной из
групп (к цветам данного сезона) и, исходя из
этого, соответственно подбирать именно свои:
одежду, грим, аксессуары и, конечно, ювелир-
ные украшения. Статистические данные, приве-
денные в справочнике, констатируют: 33 % лю-
дей относятся к группе «зима», 25 % — к груп-
пе «лето», 24 % — к группе «весна» и 18 % —
к группе «осень». Для начала, считает К. Джек-
сон, следует научиться понимать разницу меж-
ду холодными и теплыми цветами. Цвет с жел-
товатыми оттенками, например, цвет загара, —
теплый, а с голубоватыми (сиреневый, красно-
лиловый) — холодный. Цвет может быть холод-
ным или теплым еще и в зависимости от тона:
томатно-красный цвет — теплый, а вишнево-
красный — холодный. Система, предложенная
К. Джексоном, определяла цвета «зимы»
и «лета» как холодные, отличающиеся друг от
друга по интенсивности, насыщенности. Зимние
цвета — ясные, четкие, живые, ледяные. Лет-
ние — чистые или приглушенные и всегда ме-
нее интенсивные. Например, пурпурный цвет —
зимний, а сливовый — летний. Осенние и ве-
сенние цвета также имеют различную степень
интенсивности. Осенняя палитра отличается
яркими или приглушенными красками, весенние
же краски — чистые (яркие или нежные, но ни-
когда не смешанные или чрезвычайно темные).
Покупатели ювелирных украшений, осуще-
ствившие анализ своего «цвета», должны, разу-
меется, в дальнейшем придерживаться полу-
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
243
ченных (выявленных) рекомендаций. Они все-
гда должны помнить, что белые металлы гармо-
нируют с холодными зимними и летними цве-
тами, в то время как золотые тона соответству-
ют теплым цветам весны и осени. Исходя из из-
ложенного, надо учитывать следующее: людям
группы «зима» предпочтительны ювелирные ук-
рашения из серебра, платины, белого золота
в сочетании с белым или серым жемчугом, бе-
лой слоновой костью или белым кораллом; люди
группы «лето» носят ювелирные украшения из
тех же металлов, но также и из розового золота
в сочетании с розовым жемчугом, розовым ко-
раллом, розовой слоновой костью; люди груп-
пы «осень» могут носить ювелирные украшения
из золота любого цвета, из меди и латуни (в том
числе из томпака), декорированные жемчугом
кремового цвета, а также украшения из дерева
и панциря черепахи; людям группы «весна» ре-
комендуются ювелирные украшения из золота
и металлов золотистого цвета, кроме меди.
Понятно, что рекомендации, касающиеся
выбора цвета металлов, довольно трудно соблю-
дать на практике, так как большинство дорогих
ювелирных украшений изготовляют из желтого
золота. В таких случаях следует носить укра-
шения, изготовленные с применением несколь-
ких металлов, где «чужой» металл оказывается
в минимальных или меньших количествах;
в конце концов, украшения можно «перекра-
сить» с помощью гальванического покрытия,
придав ему (таким образом) «свой цвет». Пра-
вильно подобранные цвета (и одежды, и укра-
шений) как бы улучшают цвет лица, сглажива-
ют морщинки, сводят к минимуму тени и круги
под глазами, сообщают лицу здоровый вид. Не-
правильно же подобранные цвета подчеркива-
ют усталый вид, увеличивают тени, добавляют
бледность, невыразительность. «Свои цвета»
придают лицу более привлекательный вид; «чу-
жие» (неправильно подобранные) как бы отодви-
гают лицо на задний план. Автор справочника
«Пусть цвет сделает меня красивой» предлага-
ет свои варианты цветовых сочетаний металлов
и камней в ряде моделей ювелирных украшений
для женщин, относящихся (по его теории)
к группе «весна — осень» и «зима — лето».
Украшения для женщин группы «весна —
осень»: брошь из золота 750-й пробы, украшен-
ная россыпью мелких алмазов и четырьмя пря-
моугольной формы гранатами (золотистым гес-
сонитом, коричневым альмандином, вишнево-
красным цаворитом); серьги в виде переплета-
ющихся «восьмерок» из золотых ленточек
в сочетании с круглыми (в рельсовой закрепке)
бриллиантами и рубинами огранки «багетт»;
кулон из семи камней с минимальным исполь-
зованием металла (гранаты, цитрин и турмалин
различной величины и формы образуют гамму
красного, золотистого, оранжевого и розового
цвета), данный кулон можно носить и как брошь;
серьги из золота 585-й пробы в сочетании с кам-
нями (в виде мозаики) теплых цветов малахита,
лазурита, перламутра, оникса; кольца из золота
750-й пробы, украшенные перламутром, амети-
стом и мелкими алмазами; комплект (три цепоч-
ки) из желтого золота 585-й пробы (цепочка из
шариков и крестообразно переплетенных про-
волочек, цепочка из объемных звеньев и кордо-
вая цепочка); многорядное ожерелье из природ-
но окрашенных мелких культивированных жем-
чужин, в центре которого — крупный цитрин
в тонкой оправе из золота 585-й, нередко также
и 750-й проб.
Украшения для женщин группы «зима —
лето»: круглые серьги-пуговицы из серебра
в сочетании с черным ониксом; ожерелье в виде
обруча из платины в сочетании с алмазами
и акцентами (накладками) из желтого золота;
ожерелье из круглых бусин розового кварца
и промежуточных элементов (дисков из сереб-
ра с закрепленными в них марказитами), цент-
ральный мотив — также серебро и марказиты;
ожерелье-ошейник из пяти рядов белого жемчу-
га с крупным (прямоугольной формы) турмали-
ном в центре, окруженным алмазами и тремя по-
лосками из розового турмалина огранки «квад-
риллион»; гарнитур из пяти браслетов, изготов-
ленных из высокопробного серебра; трехрядные
(перевитые) бусы из агата и кварца — две бе-
лые нити и одна голубая; ожерелье из белых
жемчужин с массивной подвеской из розового
и желтого золота 585-й пробы в сочетании с су-
гилитом и опалами; серьги геометрических
форм из высокопрочного серебра в сочетании
с розовым кварцем и жемчугом; брошь-кулон из
высокопробного серебра, украшенная овальной
формы голубым топазом.
244
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
Камни в оправе из белых металлов пред-
почтительные для женщин группы «зима —
лето»', агат (голубой), аметист, аквамарин, бе-
рилл (розовый), коралл (черный), халцедон, цир-
кон, алмаз (белый, розовый, голубой), изумруд,
иолит, кунций, марказит, морганит, лунный ка-
мень, оникс, опал (черный или белый), жемчуг
(белый, черный, розовый), гранат (родолит),
розовый кварц, рубин, сапфир (синий, розовый),
шпинель (холодных тонов), танзанит, турмалин
(холодных тонов), бирюза.
Камни в оправе из желтых металлов,
предпочтительные для женщин группы «вес-
на — осень»', агат, александрит, андалузит, ак-
вамарин, авантюрин, берилл (зеленый или жел-
тый), сердолик, кошачий глаз, хризопраз, цит-
рин, коралл (розовый, белый, красный), алмаз
(белый, желтый, коричневый), изумруд, огнен-
ный опал, гранат (зеленый или желтый), слоно-
вая кость, нефрит, яшма, малахит, жемчуг (кре-
мовый), перидот, кварц (дымчатый, желтый),
рубин, шпинель (теплых тонов), тигровый глаз,
топаз, турмалин (теплых тонов, например пер-
сиковый), цаворит, бирюза, янтарь.
Разумеется, что приведенные выше реко-
мендации автора справочника «Пусть цвет сде-
лает меня красивой» не могут считаться окон-
чательными и неоспоримыми: многие из пере-
численных им камней могут быть рекомендова-
ны абсолютно всем Отмечено, что интерес по-
купателя к цвету (особенно цвету используемых
камней) в ювелирных украшениях обостряется
всякий раз, когда возобновляется его интерес
к сказаниям и легендам о камнях-самоцветах.
Подтверждение тому — возросший покупатель-
ский спрос на украшения с кристаллами кварца
и ограненным кварцем: кулоны из кристаллов
кварца, подвешенных на цепочках из золота 585-й
пробы и украшенных изумрудом; ожерелья из
кварцевых и гранатовых бусин с центральным
мотивом из кварцевых кристаллов; бусы из ро-
зового кварца и аметиста с центральным моти-
вом из алмазной вставки в оправе из высокопроб-
ного серебра и т.д. Даже люди, которые не ин-
тересуются магическими свойствами кварцевых
кристаллов, не могут устоять перед красотой
кварцевых украшений. В странах Запада новая
мода получила название «кварцевой лихорадки»
или течения под названием «Новый век» Сто-
ронники этого течения считают, что многие
люди предпочитают определенные камни из-за
недостаточности или полного отсутствия энер-
гии в том или ином центре организма человека,
называемом «чакрой», и что именно выбранные
ими камни, воздействуя своими энергетически-
ми частотами на соответствующие центры, при-
дают человеку оптимизм и бодрость духа, яс-
ность мышления, оберегают его здоровье, про-
длевают жизнь. По системе «чакра» —учению,
возникшему 2,5 тысячи лет назад и базирую-
щемуся на восточной философии, человеческое
тело имеет семь основных энергетических
центров, каждый из которых особым магическим
образом связан с определенным цветом, а по
убеждению последователей системы «чакра» —
и определенными камнями-самоцветами.
Чакра головы или чакра духовности — на-
ходится на макушке: темно-фиолетовый цвет
(аметист, флюорит, сугилит) или бесцветные
камни (алмаз, бесцветный кварц или топаз).
Чакра третьего глаза — находится в ниж-
ней части лба, устанавливает гармонию мыслей
и внешнего мира, управляет знаниями и интуи-
цией: светло-сиреневый цвет (светлый аметист,
флюорит, танзанит, лазурит).
Чакра горла — управляет речью: синий цвет
(лазурит, аквамарин, голубой топаз).
Чакра сердца — способность любить и быть
любимым, внешнее выражение чувств: розовый
цвет (розовый кварц, розовый турмалин, кунцит,
розовый сапфир) или зеленый цвет (изумруд,
зеленый турмалин).
Чакра солнечного сплетения — нейтрали-
зует старые обиды, укрощает гнев: желтый цвет
(цитрин, желтый сапфир, гелиодор).
Чакра половой сферы: оранжевый цвет (сер-
долик, оранжевый сапфир, гессонит).
Чакра сущности — находится в основании
позвоночника, обеспечивает течение созидатель-
ных соков: красный цвет (гранат, рубин).
Тема цвета в ювелирной моде естественным
образом перекликается и с темой использования
цветов, как конструктивных элементов украше-
ний. Цветы — постоянно модная тема в ювелир-
ной моде. Стоит, к примеру, в наш ядерный век
включить телевизор или открыть популярный
журнал для женщин и обязательно увидишь цве-
ты — на лацканах жакетов, на шляпах, в воло-
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
245
сах и, конечно, как элемент моделей ювелирных
украшений. Каждому очередному расцвету
«цветочной» темы способствует мода на ткани
с растительным орнаментом. Кроме того, цве-
ты сопутствуют женственности, которая всегда
возвращается после самых неожиданных пово-
ротов моды. И каждый раз ювелиры-дизайнеры
реагируют на требование моды созданием целой
оранжереи лилий, роз, маргариток, анютиных
глазок из драгоценных металлов и камней, воз-
рождая или развивая старые модели или изго-
товляя принципиально новые: серьги и брошь
(гарнитур) в виде цветка из золотой сеточки
(желтое золото 750-й пробы), в центре каждого
цветка — по семь круглых бриллиантов; серьги
в виде цветка и брошь в виде веточки с двумя
цветками и бутоном из высокопробного сереб-
ра, в центре каждого цветка — золотой шарик;
ожерелье из серого жемчуга вперемежку с зо-
лотыми дисками, центральная часть которого —
золотая лилия (калла), тычинки цветка из золо-
той проволоки заканчиваются жемчужинками;
серьги-цветочки из желтого золота 750-й про-
бы, в центре каждого цветочка — жемчужина
абрикосового цвета; кулон из кристаллов квар-
ца, по которым разбросаны миниатюрные золо-
тые розочки; брошь из золота 585-й и 750-й проб
в виде цветка орхидеи и в сочетании с турмали-
нами и плоскими жемчужинами; брошь в виде
цветка маргаритки, в центре — крупный круг-
лый голубой топаз, лепесточки — из розового
кварца, несколько лепестков — из золота с ал-
мазной осыпью; колье из высокопробного сереб-
ра с центральной частью в виде позолоченного
цветка розы — фактурованная.
Современные модные ювелирные украше-
ния. На какой-то определенный момент, пери-
од, сезон и т.д. модными могут быть броши или
серьги, или ожерелья, или кольца, или брасле-
ты, или цепочки, а в целом украшения золотые
или серебряные, из недрагоценных металлов или
исполненные «под старину», экстравагантные
или строго классические, исключительно ручной
работы или с большой долей машинного труда,
высокохудожественные индивидуального испол-
нения или изготовленные штамповкой и лить-
ем (массового характера), дорогие или дешевые.
Но модные украшения всегда отличаются от
немодных тем, что пользуются, по сравнению
с последними, наиболее высоким покупательс-
ким спросом, то есть наиболее полно отвечают
требованиям моды дня. Покупатели обычно за-
ранее планируют осуществить покупку той или
иной вещи. Модные ювелирные украшения —
это своеобразный продукт, который приобрета-
ется зачастую импульсивно, под влиянием мо-
мента, рекламы, пропаганды, одним словом под
воздействием моды. Женщина, купившая пла-
тье или костюм, увидев, скажем, серьги или ко-
лье, которые ей понравились и могут стать пре-
красным дополнением (украшением) ее нового
наряда (покупки), конечно же, поддаваясь со-
блазну моды, купит одно из этих (или оба) ук-
рашений. Женщинам нравится носить красивые
ювелирные украшения: являясь (сами по себе)
произведениями искусства, они делают женщи-
ну еще более привлекательной, модной (неза-
висимо от возраста, образа жизни, стиля).
Лучшим образцам современных ювелирных
украшений присущи следующие характерные
черты: изделия изящны по форме, крупные, но
одновременно легкие, часто пустотелые (из тон-
кого листа), преимущественно ручного испол-
нения. Акцентирование деталей достигается
соответствующей обработкой поверхности: зер-
кальный блеск золота, многоцветность одного
металла или нескольких, комбинация матовой
и блестящей поверхностей, все виды ажура
(«металлическое кружево», «металлическая сет-
ка», «стеганые», фактурованные, с эффектом
растрескавшейся земли — «кракюле» поверх-
ности), точечная разделка металла, гравировка,
накладной металл, решетчатая, чешуйчатая
структуры поверхности металла, чеканка, ков-
ка, тонкое матирование, полировка, обработка
поверхности «под кожу рептилий», «под кору
дерева», алмазная обработка, гальванопластика.
Кольца. В современных моделях колец ос-
новную декоративную роль играет исходный
металл изготовления, а другие материалы (кам-
ни, эмаль, чернь) как бы дополняют, завершают
всю композицию, акцентируя внимание на фор-
ме, силуэте. Немаловажное значение придает-
ся также виду закрепки камней. Наряду с глу-
хой закрепкой, широко применяются различные
варианты рельсовой закрепки, а также так назы-
ваемая невидимая закрепка: за счет только
упругих свойств самого металла.
246
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
Наиболее модны и пользуются постоянным
спросом помолвочные, обручальные, юбилей-
ные кольца, как правило, ручной работы и са-
мых необычных, порой экстравагантных форм,
выполненные из двух-трехцветных различных
металлов, со вставками и безкаменные; кольца
с квадратными, треугольными, восьмиугольны-
ми шинками (без вставок); помолвочные и об-
ручальные (в паре, как одно самостоятельное)
кольца из металла одного цвета и из разноцвет-
ного; широкие кольца без вставок, оформленные
в виде узлов, переплетений, лент, в декоре ко-
торых использованы рельефы, гофрированные
или плиссированные поверхности, гравирован-
ные или чеканные; кольца из золота 585-й про-
бы, широкие и гладкие (квадратные) шинки ко-
торых усыпаны золотыми самородками 916-й
и 999-й проб; кольца с массивной верхушкой,
украшенной множеством мелких круглых брил-
лиантов (кольца «королевского вида»); кольца
из слоновой кости, инкрустированные золотом;
кольца-печатки из золота 999-й пробы в сочета-
нии с платиной и коррозионностойкой сталью;
кольца с затейливой (витой формы) верхушкой,
украшенной множеством алмазов или различны-
ми интенсивного цвета (красного, розового, си-
него, зеленого) самоцветными камнями самых
разнообразных, чаще всего нетрадиционных (не-
правильных) форм; кольца из кованого серебра
в сочетании с горным хрусталем и лазуритом;
кольца со съемными кастами; кольца-комплек-
ты из нескольких колец; кольца из золота 585-й
и 750-й проб с центральным украшающим эле-
ментом из топаза, турмалина, оникса, аквама-
рина, родолита, аметиста, цитрина, сапфира
индивидуальных (фантазийных) огранок и мел-
ких алмазов в виде россыпей; массивные коль-
ца, декорированные эмалью и крупной вставкой
из камня-самоцвета традиционной или фантазий-
ной огранки, и в виде кабошона или резного кам-
ня (камеи, интальи) в глухой закрепке.
Серьги. К серьгам всегда имеется повышен-
ный интерес. Отличительные черты модных со-
временных серег — многообразие пластических
решений, многоцветность, подвижность конст-
рукций, широкий спектр самых разнообразных
материалов изготовления, необычные (нетради-
ционные) способы крепления и ношения, нео-
жиданные увеличенные размеры: женственные
округлые, нередко причудливой формы. Напри-
мер, серьги из длинных золотых, серебряных,
платиновых проволочек в виде струек воды, ук-
рашенные алмазами-капельками («алмазный
водопад»); серьги в виде тонкой золотой прово-
локи, украшенной алмазами и как бы выходя-
щей из уха и огибающей его («алмазное ухо»);
серьги из золота в виде обручей с утолщенной
нижней частью в виде сердечек, ракушек, вее-
ров, а также растительных мотивов; серьги из
платины — каплевидные с корзиночным плете-
нием и геометрических форм подвесками на
шарнирах в виде ленточек с каемкой из золота
750-й пробы; круглые серьги с текстурной по-
верхностью и с отверстиями по диаметру, через
которые продета металлическая проволочка;
серьги по форме напоминающие полураскрытые
раковины с жемчужинами неправильной формы
на них (фактура раковин контрастирует с блес-
тяще отполированной поверхностью «перламут-
ровой» стороны «моллюска»); серьги в виде
длинных полосок, украшенные прямоугольны-
ми цветными камнями; серьги из желтого и ро-
зового золота 585-й и 750-й проб со вставками
из рубина, алмаза, розового турмалина и соче-
танием различно фактурованных поверхностей,
полученных прокаткой, ковкой, подпиливанием,
выглаживанием; серьги из слоновой кости, инк-
рустированные сапфирами; серьги в виде тон-
ких и длинных трубочек; жемчужные серьги-
кнопки (на внешней стороне мочки — жемчу-
жина, а с внутренней свисают цепочки различ-
ной длины с легкими жемчужинами); серьги-
пуссеты в виде цветов из проволоки с кораллом
или жемчугом в центре; серьги из серебра
и красного золота в виде треугольников из ви-
той проволоки, проволочных полумесяцев,
сплошных и проволочных конусов; серьги с реб-
ристой поверхностью — крупные, по форме на-
поминающие треугольник; серьги в виде каска-
да мелких серебряных дисков различного диа-
метра, свисающих с зеркально отполированной
верхней части.
Отметим, что в серьгах из драгоценных ме-
таллов камнями дополняются (причем доволь-
но сдержанно, деликатно) модели, предназначен-
ные для вечернего (торжественного) костюма;
наоборот, серьги типа «фантази», которые обыч-
но носят с утра до вечера, обильно декорируют-
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
247
ся стеклянными вставками различных цветовых
оттенков, но преобладающими являются белые
и бесцветные. Костюм классического характе-
ра предполагает ношение серег традиционных
форм: многокаменных — в виде розеток с круп-
ным камнем в центре или с одиночным камнем
овальной, круглой или прямоугольной форм
и в глухой закрепке (оправе), а также серег
с каплевидными и грушевидными подвесками.
Колье, ожерелья. Основной признак мод-
ных современных колье и ожерелий — щедрое
использование (для их изготовления) драгоцен-
ных металлов и драгоценных камней, что лиш-
ний раз подтверждает давно бытующее как сре-
ди ювелиров, так и среди потребителей убежде-
ние, что колье и ожерелье — это престижные
украшения. Модны колье, состоящие из тонких
и изящных (по шее) цепочек фантазийного пле-
тения с акцентированной центральной частью из
черного оникса, коралла, марказитов, бирюзы,
опала, хризопраза и алмазных осыпей, а также
жесткие колье-обручи, отполированные до зер-
кального блеска. Нарядны жесткие широкие
и утолщенные ожерелья-ошейники различных
конфигураций с камнями или без камней, с ре-
льефным орнаментом. Воздушны и женственны
колье из ажурной золотой сетки с одним деко-
ративным элементом в центре и подобные оже-
релья с мелкими (по всей поверхности изделия)
многочисленными вставками из драгоценных
камней, а также ожерелья в виде цепочек с на-
низанными на них линзовидными и круглыми
серебряными бусинами. Очень популярны ко-
лье-цепи, состоящие из крупных пустотелых
звеньев, выполненных из желтого полированно-
го металла и декорированных эмалями черного
и белого цвета, или колье «радуга», собранные
из сочетания вставок из различных ограненных
камней сдержанной цветовой палитры и закреп-
ленных в глухих кастах, выстроенных один за
другим в виде цепи. В молодежном костюме
вполне уместны колье, состоящие из шелковых
или льняных шнуров и центральной акцентиро-
ванной части из серебра с камнями.
Бусы. Самой большой популярностью
пользуются жемчужные бусы как классических
жемчужных нитей, так и двух-трех-четырех-де-
вятирядные, причем нити разноцветного жем-
чуга обычно переплетаются в причудливые жгу-
ты и гирлянды. В моде комбинированные бусы
из жемчуга, поделочных камней, коралла, золо-
тых и серебряных бусин, бусы только из поде-
лочных камней или только из золотых бусин.
Цепочки. Характерная особенность модных
цепочек — конструктивная многорядность, мно-
гоцветность используемых материалов, ручное
исполнение. Доминирующее положение занима-
ют цепи разной длины: короткие из крупных зве-
ньев, длинные разомкнутые с кисточками из тон-
ких цепочек на концах, соединяющиеся на гру-
ди декоративной застежкой или брошью-пряж-
кой. Модны также цепочки, дополненные филиг-
ранными элементами, металлическими бусина-
ми, шайбочками, жемчугом, вставками из дра-
гоценных или полудрагоценных камней.
Кулоны и медальоны. Наряду с популяр-
ностью мелких подвесок (пустотелых и ажурно-
филигранных) из золота, серебра, титана, дру-
гих материалов, постоянен спрос на классичес-
кие кулоны — крупные цветные камни (топаз,
аметист, цитрин, оникс, турмалин, родонит, ак-
вамарин, сапфир) в обрамлении мелких алмазов.
Модные мотивы: цветы, банты, кисточки, звез-
ды, анималистические фигурки.
Браслеты. Ведущее место принадлежит
браслетам из трехцветного золота, из серебра
(с фактурной поверхностью), из слоновой кос-
ти — массивным, украшенным крупными встав-
ками из самоцветных камней. Модны также эла-
стичные браслеты, сплетенные из разноцветных
цепочек, а также пустотелые браслеты из двух-
цветных металлов с чередующимися крупными
звеньями разной формы — круглыми, прямоу-
гольными, квадратными. Современны браслеты,
составленные из набора крупных и подвижно
соединенных кастов со вставками из камней яр-
кой окраски и фантазийной огранки; браслеты,
состоящие из двух пучков серебряных цепочек
с отдельными звеньями из желтого золота 750-й
пробы; браслеты безразмерные (жесткие, витые,
декорированные накладками из золота 585-й
пробы и кабошонами из розового турмалина,
аметиста, оникса). Модно носить два одинако-
вых браслета на обеих руках или несколько со-
вершенно разных браслетов на одной руке.
Броши, запонки. Спрос на запонки невелик:
самые модные из них — исполненные по зака-
зам (индивидуальным проектам), как правило,
248
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
из золота, платины или серебра без вставок или
со вставками из драгоценных или полудрагоцен-
ных камней. Среди брошей наибольшей попу-
лярностью пользуются объемные, но легковес-
ные, изящные золотые броши в виде ажурных
моделей (спиралей, узлов, переплетений, бан-
тов, лент, цветов, веточек, листьев, корзиночек,
вазочек, бабочек, стрекоз, жучков, птиц, живот-
ных), украшенных драгоценными и полудраго-
ценными камнями, жемчугом, янтарем, разно-
цветным стеклом. Всегда современны и необы-
чайно популярны серебряные броши: броши-
заколки, броши-булавки, броши-клипсы; их
носят на платье, блузе, костюме, шарфе,
накалывают на пояса, ремни, корсажи, манжеты
и полы жакетов, ими украшают лацканы жаке-
тов, шляпы, обувь, сумки. Модно носить броши
на плече, как эполет, на боку и спине, как бант
пояса, прикалывать на любой карман, в том чис-
ле на надгрудный карман (вместо платочка)
Формы таких брошей (в основном) геометри-
ческие или отражают анималистическую тема-
тику, а постоянные материалы декора — агат,
черный оникс, марказиты. Очень модны броши,
отдельные элементы которых изготовлены из бе-
лого и розового золота 585-й пробы и высоко-
пробного серебра, украшенные топазом или бе-
лым кварцем индивидуальной огранки; зеркаль-
но-блестящие поверхности в них комбини-
руются с матовыми и фактурованными (под кожу
различных рептилий). Элегантностью отли-
чаются броши, выполненные в традиционном
классическом стиле — в виде круга или овала,
обрамленных россыпью мелких алмазов, ажу-
ром или разноцветными эмалями, или мелкими
фианитами, уложенными в виде узких полосок.
Гарнитуры. Современны и модны гарниту-
ры в следующих сочетаниях: колье — браслет,
ожерелье — браслет — кольцо, колье — серьги,
колье — серьги — браслет, цепочка — серьги,
серьги — кулон — кольцо. Все предметы гарни-
тура исполнены в одном стиле, материале, оди-
наково декорированы.
Модные украшения из новых нетрадици-
онных материалов. Ассортимент современных
модных украшений из этих материалов разно-
образен и неожиданен: броши и серьги из морс-
ких ракушек; ожерелья из деревянных пласти-
нок, инкрустированных стразами, и ожерелья из
текстиля и резины; колье из полиэтилена, ней-
лона и черного дерева; броши из коррозионнос-
тойкой стали, инкрустированные серебром;
браслеты из пробковой коры и браслеты из ко-
ваной стали с резными узорами и декоративны-
ми элементами из золота и серебра; кольца, бро-
ши, булавки из пластмассы «перпекс», стали,
черного дерева; ожерелья-цепочки из слоновой
кости с инкрустацией голубым фарфором; брас-
леты из черного дерева, инкрустированные тка-
нью, и из пластмассы с орнаментом из шелко-
вых тканей; колье и кулоны из серебра и вулка-
низированной резины; браслеты из алюминия
в сочетании с резиной и кожей; броши из нике-
ля с фарфоровыми вставками; булавки из тита-
на с декоративными головками из шелка; брас-
леты из титана, украшенные золотом; запонки
из коррозионностойкой стали, черного дерева
и броши из ниобия и тантала в сочетании с пла-
тиной, вороненой сталью, золотом; браслеты из
вороненой стали; серьги из шелка и серебряной
сеточки и серьги из ниобия с жемчугом и сереб-
ром; колье из шелкового шнура и титановой или
ниобиевой проволоки; серьги, броши и кольца
из стали с перламутром; кулоны, кольца и бро-
ши из ракушек в оправе из серебра и золота;
серьги, кулоны, колье геометрических и фанта-
зийных форм из розового, сиреневого, голубо-
го, темно-красного и черного цвета фарфора;
позолоченные запонки со вставками из нержа-
веющей стали; ожерелья из пластмассы и сталь-
ной проволоки и ожерелья и колье из тантала
зеленого, пурпурного и переливчато-синего цве-
та; кулоны из тантала в виде усеченной пирами-
ды, украшенной полосками из золота и мелки-
ми алмазами, серьги из сине-голубого титана
в виде удлиненных пластинок в оправе из позо-
лоченного и посеребренного металла.
Ювелирные украшения для мужчин. Исто-
рия свидетельствует, что мужчины стали носить
ювелирные украшения раньше женщин: этим
они как бы демонстрировали перед представи-
телями слабого пола свое звание, положение,
большую власть. В дальнейшем, однако, такая
тенденция не укрепилась, наоборот, в течение
очень длительного времени взгляды подавляю-
щего большинства мужчин на ношение ювелир-
ных украшений были отрицательными. И доста-
точно долгое время еще ювелирные украшения
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
249
для мужчин не пользовались широким призна-
нием самих мужчин. Отчасти такое положение
сложилось вследствие постоянной недостаточ-
ности изучения производителями ювелирных
украшений тенденций развития моды и вкусов,
привычек, запросов покупателя-мужчины. Но
главную негативную роль в столь долгой «мо-
лодости» рынка ювелирных украшений для муж-
чин сыграло бытующее и в наши дни расхожее
мнение, что мужчина, носящий ювелирные ук-
рашения, выглядит женственным. Этим, кстати,
можно объяснить и то, что даже специалисты,
занимающиеся исследованием рынка ювелирных
украшений для мужчин, нередко избегают упот-
реблять слово «украшение», заменяя его словом
«аксессуар». Наиболее распространенный вид
украшений для мужчин — кольца, в частности
кольца обручальные и кольца-печатки; затем
следуют запонки, зажимы и заколки для галсту-
ка, цепочки, браслеты, а далее аксессуары: коль-
ца для ключей, кнопки для воротничков рубаш-
ки, пряжки для ремней, булавки для лацканов
пиджака, цепочки для карманных часов.
Украшения и аксессуары для мужчин изго-
товляют из золота, платины, серебра, реже из
латуни, титана, стали коррозионностойкой
и вороненой или из комбинации ряда металлов
(золото — платина, золото — серебро, золото —
титан, золото — сталь) в сочетании, как прави-
ло, с алмазами мелких, средних и крупных раз-
меров, ограненных чаще всего бриллиантовой,
ступенчатой, смешанной и фантазийной типами
огранок. В качестве декорирующих материалов
в украшениях для мужчин применяются еще
эмаль, чернь, редко жемчуг, а в последнее вре-
мя (нередко) и цветные камни.
Украшения и аксессуары с алмазами наибо-
лее популярны у мужчин. По сведениям Меж-
дународного алмазного фонда, украшения с ал-
мазами для мужчин, начиная с 1981 г., стали са-
мой быстро растущей категорией в общей груп-
пе украшений с алмазами. К 2000 г., по сравне-
нию с 1985 г., например, их сбыт в мире утро-
ился. Статистика отмечает при этом, что 75 %
этих украшений были приобретены женщинами
в качестве подарков для мужчин. Ювелирные ук-
рашения для мужчин не могут не испытывать
на себе все возрастающее влияние моды, что
является несомненно позитивным элементом не
только в процессе создания новых моделей ук-
рашений, но и содействует (в дальнейшем) их
успешной реализации (продаже). Следуя приме-
ру женщин, мужчины все больше и больше вре-
мени уделяют формированию собственного об-
раза, собственного стиля жизни (имиджа), тща-
тельно следя за соответствием моде предметов
своего гардероба, в том числе ювелирных укра-
шений и аксессуаров.
Наиболее популярны у мужчин опеределен-
ные модели ювелирных украшений и аксессуа-
ров. Запонки, булавки (для воротничка рубашки)
из золота с обработанными поверхностям, в цен-
тре каждого круглого элемента — круглый ал-
маз (всего пять алмазов). Украшение для узла
галстука в виде полукольца, соединенного плос-
ким отрезком металла, декорированное алмаза-
ми. Гарнитур: кольцо — запонки — браслет —
пряжка (для пояса) — кнопки (для воротничка)
из желтого золота 750-й пробы в сочетании с ал-
мазами ступенчатой огранки в оправе из плати-
ны. Кольцо из желтого золота 750-й пробы с вер-
хушкой из ряда алмазов (убывающей величины)
огранки «багетт»; кольцо-печатка из желтого
золота 585-й пробы с родированием (печатка
окружена 24 алмазами в крапановой оправе);
кольцо из двухцветного (белого и желтого) зо-
лота 585-й пробы с овальным алмазом в вось-
миугольной глухой оправе; кольцо из желтого
золота 750-й пробы с одним круглым крупным
алмазом и восьмью мелкими (по четыре с каж-
дой стороны) алмазами. Гарнитур: кольцо —
кнопки (для воротничка) из желтого золота 585-й
пробы, обработанного в сочетании матовых
и блестящих (отполированных) поверхностей,
со вставками из мелких алмазов в рельсовой зак-
репке. Набор, состоящий из булавки с длинным
стержнем и фиксатором кнопок для воротнич-
ка, запонок, кольца (для ключей) из желтого зо-
лота 750-й пробы в сочетании с платиной и ал-
мазом огранки «маркиза». Гарнитур: браслет —
кольцо — запонки — зажим для галстука —
булавка для галстука — скрепка (для банкнот)
из коррозионностойкой стали в сочетании с зо-
лотом (в виде накладок) и круглыми алмазами.
Скрепки для скалывания банкнот, кольцо (для
ключей) из коррозионностойкой стали в соче-
тании с эмалью и алмазами; кольцо из желтого
и белого золота 585-й и 750-й проб в сочетании
250
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
с алмазами огранки «багетт» и круглыми. Гарни-
тур: запонки—зажимы и булавки для галстука —
скрепки для банкнот — кольцо (для ключей) из
золота 375-й пробы с текстурными (ребристо-
ступенчатыми) поверхностями. Запонки, булав-
ки (для галстука) из золота 750-й пробы с по-
верхностями, обработанными в технике «ткане-
вого узора» — в виде сложного переплетения
тончайших золотых проволочек.
Алмазы в ювелирных украшениях для муж-
чин постоянно были основным элементом деко-
ра. В этом сказывалась известная консерватив-
ность рынка мужского ассортимента украшений
и его хоть и относительная, но все-таки еще
«молодость». Однако, со временем на рынке
ювелирных украшений для мужчин наметились
совершенно новые тенденции. Произошли
события, значение которых для его будущего
и будущего всего мужского ассортимента юве-
лирных украшений трудно переоценить: пере-
мены эти связаны главным образом с появлени-
ем на рынке большого количества моделей юве-
лирных украшений и аксессуаров, декорирован-
ных исключительно цветными камнями Радуж-
ная революция в ювелирных украшениях для
мужчин — так можно назвать свершившиеся
перемены. Естественно, что традиционные зо-
лотые кольца-печатки (украшенные алмазами и
без них) останутся, но (наряду с ними) будут
существовать, например, кольца с изумрудом,
рубином, сапфиром, топазом, опалом, аметис-
том, черным ониксом или булавки для галстука
с родолитом. Мужчина, посещающий ювелир-
ный магазин с целью купить для себя лично, ска-
жем, кольцо, декорированное, к примеру, тур-
малином, — нередкое теперь явление И не за
горами то время, когда ювелирные украшения
мужского ассортимента с цветными камнями
станут «большим куском от пирога сбыта». Юве-
лиры во всем мире считают, что переход от алма-
зов к цветным камням в ювелирных украшениях
для мужчин совершенно закономерен, причем
цвет используемых камней, по их мнению,
должен быть насыщенным, так как мужчинам не
нравятся цвета бледные, а также полутона;
вставки будут иметь (в основном) геометричес-
кие формы и граниться фантазийной огранкой.
На рынке ювелирных украшений для муж-
чин уже предлагается немало моделей с цвет-
ными камнями: кольцо из желтого золота 585-й
пробы со вставкой из черного оникса, окружен-
ной золотыми элементами в виде полумесяца,
на каждом из которых по 7 мелких алмазов; коль-
цо из желтого золота 585-й пробы с продолгова-
той вставкой из нефрита, находящейся в окру-
жении группы мелких алмазов в рельсовой зак-
репке; кольцо из желтого золота 585-й пробы,
инкрустированное черным ониксом или лазури-
том (по краям шинки кольца два ряда мелких
алмазов в рельсовой закрепке); кольцо из жел-
того золота 750-й пробы со вставками из амети-
ста и голубого топаза; булавка (для галстука) из
желтого золота 585-й пробы (головка булавки
исполнена в виде квадратной пластинки со встав-
кой из лазурита); запонки и три кнопки (гарни-
тур) из белого золота 585-й пробы с двумя встав-
ками (конусообразной формы) из черного оник-
са, окруженными 36 и 17 мелкими алмазами;
кольцо из желтого золота 416-й пробы с двумя
вставками из сапфира и алмаза; зажимы (для
галстука) из золота 375-й пробы, декорированные
черным ониксом, эмалью и просвечивающим
перламутром; булавки из желтого золота 750-й
пробы с головкой, декорированной черным ма-
товым или отполированным ониксом, а также
алмазами Среди украшений с цветными камня-
ми самые популярные — с черным ониксом
и те, где черный оникс сочетается с перламут-
ром или опалом, затем идут украшения, в кото-
рых к черному ониксу (основному элементу де-
кора) добавляется цветная полоска из лазурита,
тигрового глаза, бирюзы или кварца. Основной
материал для изготовления украшений — жел-
тое золото 375-й, 416-й, 585-й, 750-й проб.
Мужчины — очень придирчивые, обстоя-
тельные и требовательные покупатели. Зайдя за
покупкой в ювелирный магазин, они тщательно
выбирают именно то украшение, которое им
нужно, останавливая свой выбор на моделях ав-
торских, ручной работы, с современным высо-
ким уровнем дизайна. По сложившимся тради-
циям мужчины покупают украшения либо очень
дорогие (к выходному костюму), либо повсед-
невного ношения. В соответствии с этим боль-
шинство ювелирных украшений мужского ас-
сортимента принято подразделять на украшения
классического характера и так называемого не-
брежного стиля.
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
251
Группе украшений классического характе-
ра присущи строгая красота, утонченный ди-
зайн, уравновешенность декора; в них удачно со-
четаются классические формы с современными
модными влияниями. Обладание украшениями
этого стиля часто является показателем степе-
ни материального обеспечения и устойчивого
общественного положения. В этой группе укра-
шений преобладают запонки, булавки и зажимы
для галстука, кольца, а также кнопки для ворот-
ничков рубашки. Материал изготовления — зо-
лото, платина, реже — серебро.
Украшения «небрежного» стиля чаще все-
го приобретаются мужчинами в возрасте от 18
до 34 лет. В группе популярны шейные цепочки
и цепочки-браслеты, запонки и булавки для гал-
стука; в декоре броские и модные, украшения
эти могут иметь как фантазийные формы, так
и формы с точными, геометрически правильны-
ми очертаниями. В качестве материала для из-
готовления (наряду с золотом) используется се-
ребро, а также титан, сталь, латунь.
Мужчина наших дней — элегантен, незави-
сим, вкусы его отличаются утонченностью, он
скрупулезно продумывает и подбирает предме-
ты своего гардероба, включая и ювелирные ук-
рашения; при этом, желая как бы подчеркнуть
свою индивидуальность, он отдает предпочтение
тем моделям, в которых сочетаются традиции
классики и современная мода.
Детский ассортимент ювелирных украшений.
Предприятия ювелирной промышленности на-
шей страны ювелирных украшений, которые
можно было бы считать предназначенными для
детей, не выпускают. Зарубежные ювелирные
фирмы созданию, изготовлению, рекламе и реа-
лизации ювелирных украшений детского ассор-
тимента уделяют самое пристальное внимание.
Справедливо считая, что украшения для детей
должны быть такими же высокохудожественны-
ми, как и украшения для взрослых, зарубежные
предприниматели поручают их исполнение луч-
шим своим художникам, дизайнерам, ювелирам.
Такой деловой подход закономерно положитель-
ным образом сказывается, во-первых, на резуль-
татах коммерческой деятельности. В 1995 г.,
например, в общей продаже ювелирных украше-
ний стран Западной Европы 25 % составлял дет-
ский ассортимент: цепочки, браслеты, медали,
броши, кулоны, кольца, медальоны, колье. Дет-
ские ювелирные украшения, выпускаемые зару-
бежными фирмами, — это не только отдельные
модели, но и (по большей части) целые коллек-
ции украшений определенной направленности,
девиза, адреса: украшения для младенцев, для
детей дошкольного и младшего школьного воз-
раста, украшения для подростков, коллекции
«Мамочка и я», ко «Дню матери», к крестинам,
к именинам, коллекции «Персонажи мультфиль-
мов», «Божьи коровки» и тому подобные.
Фирма Cilcraft Jewellery Ltd (Канада) созда-
ла большую коллекцию украшений из золота
416-й пробы для девочек дошкольного и млад-
шего школьного возраста: цепочки, кулончики,
серьги, колечки, броши, браслеты (в том числе
опознавательные) Самые распространенные
мотивы их формообразования — сердечки, под-
ковки, цветочки, буквы алфавита, гномики,
а также изображения диких домашних живот-
ных, различных игрушек, героев мультфильмов.
Персонажи мультфильмов — одна из самых рас-
пространенных тем в детских ювелирных укра-
шениях, например, в США, а потому главные
герои мультфильмов знаменитого американско-
го кинорежиссера Уолта Диснея занимают здесь
ведущее место. Украшения с мотивами дисне-
евских сюжетов стали особенно популярны
в связи с широко отмеченным пятидесятилети-
ем со дня выхода на экраны мультфильма «Бе-
лоснежка и семь гномов»; мышонок Микки
Маус, утенок Дональд, Фея Динь-Динь, Чешир-
ский кот, Дракон и многие другие персонажи
Диснея превратились в золотые броши, серьги,
кольца, браслеты, которые пользуются неизмен-
но высоким покупательским спросом.
Многие зарубежные фирмы, стремясь со-
здать очередную коллекцию ювелирных украше-
ний для детей, используют практически любой
для этого повод.
Фирма «Е. &. A. Dazzlers» (США) к «Дню
матери», который широко отмечается по всей
стране, произвела серию кулонов из золота 585-й
пробы: филигранные легкие сердечки, цветы, бу-
кетики цветов, веточки с одним из следующих
набранных из ажура слов* «мамочка», «бабуш-
ка», «бабуля», «прабабушка», «крестная»,
«няня», «милая», «дорогая», «любимая». Фир-
ма «Disigner Treasures, Inc» (США) разработа-
252
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
ла коллекцию золотых украшений под девизом
«Мамочка и я». Коллекция состоит из трех пар
колец, из двух пар кулонов и одной пары опоз-
навательных браслетов. Модели в каждой паре
отличаются одна от другой размерами, а неко-
торые — материалами. Украшения для матери
изготовлены из золота 585-й пробы со вставка-
ми из природных камней и мелких алмазов. Ук-
рашения для дочки исполнены из золота 585-й
и 416-й проб со вставками из искусственных кам-
ней яркой окраски. Опознавательные браслеты
и выполненные в одном гарнитуре с ними коль-
ца декорированы эмалевыми (розового цвета)
сердечками, а кулоны — жемчугом. Замысел
коллекции — отразить стремление девочек во
всем подражать своим мамам.
Серьезность подхода в странах Запада
к рынку ювелирных украшений для детей под-
тверждают неоднократно проводимые там все-
возможные исследования на эту тему как про-
фессиональными ювелирами, так и специалис-
тами, изучающими проблемы моды, ассортимен-
та, спроса, рекламы. Нередко эти исследования
приводят к очень интересным, порой неожидан-
ным находкам. В результате одного из таких
исследований удалось, например, установить,
что младенцы и их родители являются потенци-
альными покупателями ювелирных украшений,
хотя ранее к этой группе ни предприниматели,
ни торговля не проявляли особого интереса.
Известно, что многие семьи отмечают дни рож-
дения или устраивают крестины с приглашени-
ями (в обоих случаях) немалого количества го-
стей, которые обязательно приносят подарки.
И очень важно, чтобы эти щедрые гости знали,
куда им надо направиться за приобретением по-
дарков. А о том, что все пути в таких случаях
ведут в ювелирный магазин, должен позаботить-
ся никто другой, как сам ювелирный магазин.
Разумеется, этого можно достичь лишь при ус-
ловии хорошо поставленной рекламы и отлажен-
ной работы служб сферы услуг.
Многие ювелирные магазины стран Запада
охотно идут навстречу пожеланиям своих посе-
тителей — покупателей. Например, в США ма-
газины регистрируют в своих документах моло-
дых родителей, младенцев, невест, всех членов
семьи с указанием их возраста и предпочитае-
мой группы подарочных предметов. Затем со-
здается задел необходимых товаров. Через мес-
тную печать или другие имеющиеся в наличии
средства информации сообщается об ассорти-
менте подарков для детей. Очень удобной фор-
мой информирования являются листовки и бук-
леты, которые можно доводить до покупателей
различными способами: например, расклеивать
в приемных женских консультаций или в мага-
зинах игрушек, или магазинах детской одежды.
Не следует забывать о местных больницах
и использовать контакты с обслуживающим пер-
соналом. Небесполезно по этому вопросу дер-
жать связь с женскими объединениями, клуба-
ми, детскими учреждениями, различными обще-
ственными организациями.
Изучение и выявление запросов маленьких
покупателей, постоянное обновление ассорти-
мента украшений для них, разнообразные фор-
мы яркой красочной рекламы, гарантированный
высокий уровень сервиса — атрибуты, без ко-
торых немыслимо существование рынка ювелир-
ных украшений для детей. В этом направлении
постоянно совершенствуют свою работу и пред-
приниматели, и художники, и дизайнеры, и юве-
лиры, и работники торговли и сферы услуг.
В непременно обязательном выполнении всех
без исключения перечисленных выше условий,
как считают они сами, — единственный залог
успеха всей их работы. В основном весь детс-
кий ассортимент ювелирных украшений изготов-
ляется из золота и серебра, но нередки модели,
исполненные из пластмассы, дерева, стекла. Са-
мыми популярными у детей являются цепочки,
медали, браслеты, кулоны чаще фантазийных,
чем классических форм, с элементами спортив-
ной и анималистической символики.
Цепочки — украшения, которые дети но-
сят с первых дней жизни: так называемые опоз-
навательные цепочки-браслеты, надеваемые на
ручку младенца, и цепочки как шейное украше-
ние (обычно из золотых шариков с подвешен-
ными медалями, крестиками, кулончиками раз-
личной формы, пластинками); очень нарядны
и привлекательны цепочки из ярко окрашенной
пластмассы и многоцветных стеклянных бусин.
Медали могут быть круглыми, квадратными,
овальными, в форме сердца — зеркально поли-
рованные, нередко украшены перламутром,
изящной гравировкой. Браслеты могут быть
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
253
звончатыми с овальными или прямоугольными
пластинками, гладкими проволочными с регу-
лировкой диаметра по запястью; могут состоять
из чередующихся между собой золотых шари-
ков, бирюзовых и коралловых бусинок.
Дети, подростки предпочитают украшения
ярких расцветок, они любят подчеркнуть свою
индивидуальность неординарным украшением,
например кулончиками из дерева или пластмас-
сы, по форме напоминающими игрушки в мини-
атюре, подвешиваемыми на цветном шнуре или
шелковой ленте, или кулончиками с изобрази-
тельными мотивами — с фигуркой любимого
зверька, цветка, птицы, или кулончика в виде
теннисной ракетки, футбольного мяча, самоле-
та и т.д. Детские ювелирные украшения — это
в какой-то мере биография жизни: например, ме-
даль, на которой день рождения обозначен све-
чой, загорающейся всякий раз именно в этот
день. Детский ассортимент ювелирных украше-
ний — это симпатичные, изящные, броские мо-
дели, которые дети носят весь день. Для детей
(совсем маленьких и тех, кто повзрослее) полу-
чать в подарок ювелирное украшение — всегда
большой праздник. «Перспективное, выгодное
дело», — говорят зарубежные предпринимате-
ли о рынке ювелирных украшений для детей.
Жемчужные украшения. Самая крупная
и самая многообразная группа жемчужных ук-
рашений — шейные украшения, среди которых,
в зависимости от их длины, выделяются следу-
ющие: классическое жемчужное ожерелье дли-
ной от 40 до 42 см, в котором жемчужины рас-
положены по величине, убывающей от центра,
причем центральная жемчужина обычно имеет
диаметр равный 7,5 мм, а самая маленькая —
3 мм; ожерелье-ошейник длиной 35 - 40 см из
жемчужин одного размера; ожерелье под назва-
нием «Принцесса» длиной 46 см; ожерелье под
названием «Утро» длиной 60 см; ожерелье под
названием «Опера» длиной 70 - 76 см (все из
жемчужин одинакового размера); и, наконец,
ожерелье под названием «Баядера» — в виде по-
лоски, сплетенной из мелких жемчужин и чаще
всего в комбинации с цветными камнями и эле-
ментами, украшенными бриллиантами. Класси-
ческие ожерелья всегда составляли больше по-
ловины ассортимента жемчужных украшений,
но в последнее время появилась тенденция к со-
зданию фантазийных ожерелий с расширенным
использованием ювелирных материалов и эле-
ментов из них: полых, круглых, овальных бусин
и шайбочек-разделителей из золота, серебра,
а также недрагоценных металлов, покрытых эма-
лью; бусин из цветных камней (бирюзы, мала-
хита, тигрового глаза, черного оникса, гемати-
та, аметиста, турмалина, розового кварца, а так-
же коралла и перламутра).
В последние годы распространились много-
рядные витые и плетеные ожерелья (от 5 до 12
нитей). Нити из круглых выращенных жемчу-
жин перевиваются с нитями из мелких непра-
вильной формы пресноводных жемчужин. От-
дельные ювелиры включают в жемчужные жгу-
ты нити из самоцветных бус, золотые и серебря-
ные цепочки. Введение съемных декоративных
элементов позволило создавать на основе клас-
сической нити жемчуга другие виды ожерелий.
Эти элементы по виду очень напоминают куло-
ны. Они могут быть очень дорогими (с крупны-
ми драгоценными камнями: изумрудом, руби-
ном, сапфиром, вдобавок в обрамлении мелких
бриллиантов) или относительно дешевыми
(с крупными полужемчужинами в золотых оп-
равах). Такие элементы придуманы специально
для жемчужных ожерелий, так как нашелкива-
ются на центральную часть ожерелья сверху, не
царапая жемчужину и не повреждая всю нить.
Такой тип съемного украшения принято назы-
вать словом «усилитель», то есть элемент, де-
лающий жемчужное ожерелье более красивым.
Многие западные фирмы разработали и по-
ставляют на рынок специальные приспособле-
ния и фурнитуру, используемые при изготовле-
нии ювелирных украшений из жемчуга и с жем-
чугом: различные совочки, бамбуковые пинце-
ты, развертки, специальные напильники, обтя-
нутые белым бархатом доски (плоские и с уг-
лублением для жемчужин), шелковые нити из
полиэфира и даже приспособления для завязы-
вания узелков; самые разнообразные модели
специальных защелок (из драгоценных метал-
лов) для крепления декоративного элемента на
длинное жемчужное ожерелье, что позволяет
превратить его в короткое или просто украсить;
специальное золотое ушко с открывающейся (на
петлях) деталью для подвесок; скрытую застеж-
ку — две жемчужины, соединенные стальным
254
Глава 4 Классификация, ассортимент, конструкция ювелирных изделий
винтом; чашечку со штифтом для жемчужины
к серьгам; нарядные пряжки, надеваемые на оже-
релье с помощью специальной защелки, позво-
ляющей укорачивать ожерелье за счет образо-
вания в его центральной части своеобразной пет-
ли (две такие пряжки создают иллюзию двухряд-
ного ожерелья); всевозможные скрытые замки
и замки типа «неделька» (то есть на каждую не-
делю), которые снабжены специальным крепле-
нием, позволяющим без труда их менять.
Разработан ряд специфических жемчужных
ожерелий: нити без замков, свободные концы
которых завязывают спереди, шейные ленточки,
галстуки. Специальная техника нанизывания
жемчуга дала возможность создавать жемчуж-
ные «ткани» и «кружева», в результате чего по-
явились ожерелья-шарфики, ожерелья-косынки,
ожерелья-воротнички. Разумеется, при изготов-
лении плетеных ожерелий жемчуг должен под-
бираться с особенной тщательностью; жемчуг
должен быть не только одинакового размера, но
и одного цвета или в строго определенном цве-
товом сочетании: например, белый и черный,
или черный и бежевый с розовым оттенком.
Специально для жемчужных колье разрабо-
тана целая система крепления сменных замков
(рис. 4.14), достоинства которых заключаются
в высокой надежности и долговечности их ра-
боты и в возможности использования замка как
Рис. 4.14. Система крепления сменных замков в жемчужном
колье
элемента декора. В процессе монтировки сис-
темы рекомендуется использовать специальное
сверло с упором, обеспечивающим точную глу-
бину отверстия, а также специальные щипцы —
для надежной фиксации жемчужины во время
сверления. Для всех видов жемчужных шейных
украшений (и вообще шейных украшений) раз-
работан принципиально новый замок с двойной
Рис. 4.15. Замок с двойной фиксацией
фиксацией (рис. 4.15). Особое достоинство это-
го замка в его функциональной простоте: в про-
цессе его открывания — закрывания нет необ-
ходимости в тщательной состыковке рабочих ча-
стей. Чтобы закрыть замок, надо обе части его
соединить (как показано стрелками): под воздей-
ствием магнита запорная часть автоматически
поворачивается на 90° и фиксируется. Чтобы
замок открыть, нужно обе части слегка оттянуть
(Л), одну из них повернуть против стрелки (Б).
Уход за жемчужными украшениями. Что-
бы жемчуг был всегда чистым, его необходимо
регулярно протирать мягкой тканью, а сильно
загрязненный жемчуг можно вымыть в мыльном
растворе (нашатырный спирт исключается) мяг-
кой косметической кисточкой, после чего укра-
шение следует обсушить, уложив его на чистое
полотенце; обсушка в подвешенном состоянии
не рекомендуется во избежание вытягивания
(растягивания) нити; чтобы удалить загрязнения
с ожерелий из мелкого жемчуга, нужно сначала
уложить их на мягкую тонкую ткань, слегка по-
сыпать поверху обычной поваренной солью, за-
вернуть затем в ткань и опускать в воду до тех
пор, пока не растворится вся соль, а затем обсу-
шить. Хранить жемчуг необходимо в достаточ-
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
255
но влажной атмосфере, чтобы не высыхал кон-
хиолин — связующее вещество концентричес-
ких слоев перламутра. Жемчужное украшение
следует надевать и носить только после того, как
сделан макияж, применены духи и лак для во-
лос; носить жемчужное украшение во время
купания и других водных процедур не следует.
Другие предосторожности в обращении с жем-
чугом изложены в 1-й главе этой книги.
Нанизывание жемчуга. Прочность и дол-
говечность жемчужных украшений, самыми по-
пулярными из которых являются ожерелья и ко-
лье, во многом зависит от способа и качества на-
низывания бусин. Работа эта очень тонкая, тре-
бующая особой точности, внимания, собранно-
сти, даже специальной подготовки — высокого
профессионализма. Пример классического на-
низывания жемчужин приведен в таблице 4.2.
Пример классического нанизывания жемчужин
Таблица 4.2
Исходные и вспомогательные материалы: необходимое количество жемчужин, шелковые нити, одна из кото- рых — основная (Я), выбираемая (по толщине) в зависимости от размера жемчужин, другая — временная, очень тонкая (Б и В), тонкая игла (Т.и.), игла для шерсти (Идш), канитель (Ка) — крученая посеребренная или позолоченная нить разной толщины (тонкая, средняя, толстая). Примечание. При нанизывании жемчуга рекомендуется брать именно шелковую натуральную нить, потому что синтетическая нить имеет тенденцию к расслаиванию, к тому же грязь и жир активнее распространяются по синтетической нити и таким образом легче проникают в отверстия бусин: важным моментом в процессе нанизывания жемчуга является также завязывание узелков между жемчужинами, что предотвращает трение жемчужин друг о друга и позволяет сохранить жемчуг в случае разрыва ожерелья (такое требование не являет- ся обязательным для ожерелий из жемчужин с диаметром менее 5 мм — в этом случае узелки завязываются не после каждой жемчужины, а через 3-5 см)
Операция Рисунок
Взять нить Б, сложить вдвое, нанизать жемчужины, завя- зать узел; взять нить А длиной равной 4 длинам колье, сделать петлю и связать концы; в тонкую иглу Т.и. вдеть тонкую нить Bi и сделать закрытую петлю, взять отрезок тонкой нити Bi длиной приблизительно 40 см; располо- жить вышеуказанные элементы как показано на рисунке А В, В т.и.
Отрезать узел на конце нити Б, переместить одну за другой примерно 10 жемчужин с помощью иглы Т.и. сначала на В и Bi, а затем на А. Таким образом высво- бождается приблизительно 5 см нити Б (сдвоенная Б1 и Б?)\ обрезать одну из двух нитей Б, а именно Б>, а необрезанный участок Б] проткнуть иглой Т.и. А В, В Б, 1 1— lu_A би Gu
Протянуть нить Б так, чтобы она оказалась сверху на Bi\ переместить жемчужины на Б], затем на В, затем на А А В \-Б, >.: CZC?' ф
Уложить нить А в положение 1; взять небольшой отрезок канители Ка (макс. 5 мм), положить на основную нить А, сделать то же самое с другой частью замка 1а г— 'О 1 1
256
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
Продолжение табл. 4.2
Убрать нити В и В], протянуть часть замка 1а в петлю основной нити А 7а А
Протянуть канитель до пересечения петли и нити (со стороны петли) Ка/) -OOZ -Ч'°
Закрепить замок, затянув петлю; канитель должна находиться на конце замка; первую жемчужину продвинуть вплотную к замку Ка * 1а
Завязать узлы: делается это с помощью иглы для шерсти Идш вытягиванием нити А по правлению стрелки (как показано на рисунке); узел завязывается как можно ближе к жемчужине Ка 1а
Между жемчужиной и узлом не должно быть зазоров; узлы делают по всей длине нити, за исключением двух крайних жемчужин 4 Идш Ка
Отрезать узел Д, оставить последнюю жемчужину только на нити Л/, втянуть ее (нить Aj) в ушко тонкой иглы Т.и.; переместить сначала по игле, затем на нить В отрезок канители (идентичный первому), а затем другую часть замка у
Нить А] вновь протянуть с помощью иглы в первую жемчужину Т.и. / /УКа А. 1а А2 !
Завязать узлом нити Ai и А?, фиксируя замок у первой жемчужины, при этом канитель находится сверху у ушка замка, подклеить узел, отрезать лишние нити Ка и A w II ^2 1а
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
257
Трансформируемые украшения. Принято
считать, что серьги предназначены только для
ушей, кольца — для пальцев рук, к тому же не
более одного на палец. В наше время, в связи
с появлением нового поколения многофункци-
ональных (трансформируемых) украшений, это
понятие требует дополнений, уточнений и даже
изменений. Украшения по воле художника, ди-
зайнера, изготовителя могут либо сливаться
с образной структурой современного костюма,
подчеркивая, усиливая его динамичность, либо
выступать в роли цветовых или ритмических
акцентов; создано ли это колоритное пятно
вставкой самоцвета, яркой эмалью или яркой
пластмассой — особого значения в данном слу-
чае не имеет. Здесь важно понять то, что если
мода предоставила человеку возможность сво-
бодно манипулировать предметами гардероба,
то и украшения, естественно, должны быть столь
же подвижны и пластичны, должны быть мно-
гофункциональными, трансформируемыми.
Трансформируемые или многофункцио-
нальные украшения — это такие, когда, напри-
мер, подвеска может служить декоративной де-
талью кольца или браслета, а брошь—кулоном,
когда можно носить серьги как брошь, а кольцо
как кулон (по одному и по несколько одновре-
менно: например, на одном пальце можно но-
сить 3-4 тонких золотых кольца со вставкой
или без), когда браслеты могут плотно приле-
гать один к другому и накладываться один на
другой, могут быть разными по стилю, надевать-
ся в разной последовательности и располагать-
ся на значительной части руки — от запястья до
локтя, когда серьги можно носить по несколько
пар одновременно или делать их двухсторонни-
ми и, применяя различные способы декоратив-
ной обработки поверхности, добиваться созда-
ния эффекта двух украшений в одной модели.
Широкая трансформация украшений стала
возможной благодаря созданию различных съем-
ных декоративных элементов, декоративных
насадок и подвесок, а также за счет придания
новых функциональных значений таким конст-
руктивным элементам украшений, как шинка,
верхушка, петля, крючок, при помощи которых,
например, к серьгам навешиваются подвески
в любых количествах и в самых разнообразных
комбинациях. Серьги на винтах, украшенные
кубическим оксидом циркония и подвеской
в виде диска из черного матового оникса; те же
серьги с полумесяцами из кубического оксида
циркония, прикрепленными к ониксовому дис-
ку; те же серьги с еще одной подвеской в виде
гранатового кабошона («пули»). Длинная брошь
из белого и желтого золота, украшенная россы-
пью мелких алмазов и одним крупным груше-
видной формы алмазом (эту брошь можно ис-
пользовать как подвеску в колье или ожерелье).
Кольца с крупными вставками (сердцевидной,
круглой, овальной и клиновидной форм) из ак-
вамарина, розового, голубовато-зеленого и зе-
леного турмалина (эти кольца трансформируют-
ся в кулоны путем отгибания декоративной вер-
хушки в одну плоскость с шинкой). Парные бро-
ши из желтого и белого золота 750-й пробы, ук-
рашенные мелкими алмазами, легко трансфор-
мируемые в серьги. Длинные (висячие) золотые
серьги, украшенные каплевидной формы амети-
стами и мелкими алмазами (могут быть исполь-
зованы как подвески для удлинения серег и как
подвески в ожерелья). Три эластичных брасле-
та (комплект), изготовленные из желтого, бело-
го и розового золота (каждый состоит из десят-
ка с лишним веерообразных элементов и снаб-
жен застежкой); три различных по оформлению
браслета (два — безразмерных, третий имеет за-
стежку сверху и напоминает ремень с пружин-
кой) из красного и желтого золота 585-й пробы
с текстурными поверхностями, сочетающими-
ся с зеркально блестящими. Декоративный эле-
мент из платины, украшенный двумя сердцевид-
ными (желтым и синим) сапфирами и россыпью
алмазов (его можно использовать как централь-
ный элемент декора в ожерелье из желтого зо-
лота или на браслете). Брошь из желтого золо-
та 585-й пробы в виде женской головки (может
быть использована в качестве декоративного ук-
рашения в колье или ожерелье). Серьги-насад-
ки в виде кружка из нанизанного на золотую про-
волоку жемчуга и серьги-пуссеты, украшенные
шариками из золота, нефрита, лазурита, других
ярких цветных камней и выполненные как заме-
няемые элементы.
Тенденции развития ювелирной моды. Как
показывает время, ювелирная мода претерпева-
ет изменения примерно каждые 10 лет: измене-
ние стиля, стремление к обновлению форм
17 Зак. 3896
258
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
и художественных приемов наблюдалось в 20-,
30-, 40-, 50-, 60-, 70-, 80-е годы этого столетия.
Заметно это явление и в наши дни. Если юве-
лирным украшениям 20-х годов был присущ ро-
мантический («нежный») стиль, то в 30-е годы
преобладали украшения усложненных геомет-
рических форм (композиции моделей отлича-
лись изысканными орнаментальными построе-
ниями и обилием вставок из камня и стекла). Ук-
рашения 40-х годов тяготели к строго класси-
ческому стилю, а в 50-е годы критерием совре-
менных украшений были сложные формы пред-
метов, обилие приемов декора, тенденция к по-
лихромности. В 60-е годы в ювелирных украше-
ниях господствовали четкие геометрические
линии, сухие, рациональные формы, гладкие
поверхности и почти полностью отсутствовали
элементы декора, тогда как в 70-е годы отправ-
ной точкой творческих поисков ювелиров стала
природа, а точнее природные формы флоры
и фауны, которые варьировались от буквально
натуралистического их изображения до значи-
тельной стилизации (период так называемого на-
турстиля). Отличительная особенность ювелир-
ной моды 80-х годов — не создание какого-то
одного определенного стиля, не следование ка-
кому-то основному направлению, а симбиоз все-
го лучшего, что было достигнуто мастерами
ювелирного дела предыдущих десятилетий, то
есть ярко выраженное стремление к особой
изысканности и утонченности в образе, форме,
конструкции, декоре, выборе материала, спосо-
бе изготовления ювелирных украшений. Такая
тенденция сохранилась и в 90-е годы.
Материалы для изготовления (в основном)
традиционные: золото, серебро, платина. Золо-
тые тона преобладают над серебряными, особен-
но цвета высокопробного желтого золота; ши-
роко применяется также золото белое, серое,
розовое, красное, зеленое, голубое, черное.
В сочетании с золотом, серебром, платиной
и самостоятельно часто используются сталь, ти-
тан, олово, тантал, ниобий, рутений, фарфор, ке-
рамика, металлокерамика, кость, рог, дерево, ре-
зина, эбонит, оргстекло, шелк, бархат, кожа,
перламутр с оттенками белого, желтого, розо-
вого, голубого, фиолетового, зеленого, черного
цвета. Новый импульс в развитии ювелирных
форм внесли декоративные пластмассы. Почти
невесомые, но значительно массивные (крупно-
масштабные) украшения из пластмассы чрезвы-
чайно ярких насыщенных тонов стали заметным
явлением в моде 90-х годов.
Поверхности', выпуклые, волнистые, тек-
стурно-рельефные, плиссированные, гофриро-
ванные, рубчатые, рифленые, матовые, под фак-
туру ткани (шелка, парчи, тюля), протравлен-
ные, полученные выглаживанием и подпилива-
нием, обработанные пескоструйным аппаратом,
выполненные техникой гальваноформования.
Камни', отличаются многоцветностью, кра-
сочностью, яркостью. Часто используется при-
ем сочетания в одном украшении таких камней,
например, как топаз, сапфир, рубин, изумруд,
перидот, голубой кварц и дымчатый, розовый
и зеленый турмалин, цитрин, аквамарин, марка-
зит, гематит, бирюза, яшма, малахит, тигровый
глаз, авантюрин, опал, агат, халцедон, лазурит.
Цвет-, огненно-красный, красный, розовый,
медно-красный, бронзовый, оранжевый, апель-
синовый, зеленый, зеленовато-бирюзовый, серо-
зеленый, темно-зеленый, темно-серый, черный,
коричневый, синий, голубой, соломенный, пес-
чаный; белый цвет сочетается с черным или ка-
ким другим ярким цветом.
Эмаль: присутствует практически во всех
украшениях — от мельчайших акцентов до об-
ширных поверхностей; предпочтение отдается
цветным эмалям, палитра которых созвучна ко-
лориту модной одежды: и насыщенные яркие
тона, и опалесцирующие нежные оттенки зеле-
ного, розового, голубого, бирюзового, сирене-
вого, лилового цвета.
Огранка'. фантазийных(в основном) форм:
капля, груша, челнок, сердце, звезда, подсолнух,
роза, но также в виде треугольника, ромба, пря-
моугольника, шестиугольника, квадрата; кабо-
шоны — крошечные и огромные, круглые
и овальные, низкие и высокие, слезовидные и пи-
рамидальные; мелкие вставки круглой и прямо-
угольной формы располагаются в виде россы-
пей, осыпей, узких полосок, дорожек.
Закрепка: имеет ярко выраженную тенден-
цию быть как можно менее заметной — закреп-
ка снизу, когда она становится невидимой, или
удержание камня лишь за счет упругости метал-
ла, когда создается впечатление, что камень не
удерживается ничем; одновременно широко при-
Глава 4 Классификация, ассортимент, конструкция ювелирных изделий
259
меняются глухие и рельсовые закрепки, а также
прием, популярный в 30-х годах: крепление круг-
лых вставок в квадратные касты.
Дизайн: просматривается тенденция даль-
нейшего нивелирования границ в формировании
моделей из драгоценных и недрагоценных ма-
териалов; наблюдается тенденция, когда круп-
ные формы бижутерии стали столь популярны
и такой необходимой частью модного костюма,
что и в драгоценных украшениях все чаще появ-
ляются бижутерийная броскость и декоратив-
ность: подобные решения обусловлены в значи-
тельной мере характером кроя модной одежды
и использованием в ней тканей с яркими рисун-
ками и фактурными переплетениями, требующи-
ми особенно «активных», выразительных юве-
лирных дополнений.
Конструкции', очень подвижные, изгибаю-
щиеся, трансформируемые, многофункциональ-
ные. Мягкие формы колье и браслетов, где мно-
го волнистых плавных линий и смягченные края;
эти же линии в кольцах с кабошонами; булавки,
клипсы и броши с какой-либо другой (кроме тра-
диционной) функцией; круглые броши в стиле
50-х годов; анималистические броши 40-х годов,
абстрактные броши начала 80-х годов: медальо-
ны и кулоны классических форм и современные;
ожерелья более длинные, в которых жгуты либо
из жемчужных нитей, либо из жемчуга в соче-
тании с металлическими и каменными бусина-
ми; в кольцах, серьгах, брошах, кулонах, колье
много крупных и мелких полужемчужин, часто
обрамленных алмазами или в сочетании с цвет-
ными камнями; вставки (наряду с алмазами) из
драгоценных и поделочных (яркой окраски) кам-
ней-самоцветов в кольцах для мужчин.
Одна из особенностей тенденции развития
моды конца 90-х годов — усиление роли аксес-
суаров (ювелирной фурнитуры) в современном
костюме: все они выполняются из цветных ме-
таллов, кожи, ткани, бисера в сочетании со стек-
лом (цветным, прозрачным, матовым) и страза-
ми красного, синего, зеленого, нежно-голубого,
розового, сиреневого, желтого и другого цвета.
В ассортименте модных аксессуаров к костю-
му — самые различные предметы: пояса и пряж-
ки, украшения для причесок, а также к шляпам,
обуви, перчаткам, сумкам, сорочкам. Разнооб-
разных форм пряжки и пряжки-клипсы, пряж-
ки-застежки и пряжки с петлями и кнопками:
пояса из металлических звеньев (колечек, напри-
мер), пояса из миланского полотна, пояса-обру-
чи и др.; гребни и шпильки, зажимы, ободки
и обручи для причесок; всевозможные фигурные
накладки, цепочки, кисточки к обуви; фигурные
замки и застежки, рельефные накладки, ручки-
цепочки к сумочкам; заколки, булавки, нашив-
ки, зажимы к шляпам, декорированные страза-
ми, эмалями, цветными бусинами, а также зо-
лочением, серебрением, родированием. Тенден-
ции развития ювелирной моды последних лет
дают основания полагать, что важная роль ак-
сессуаров в костюме (особенно повседневном)
будет усиливаться и возрастать.
Контрольные вопросы
1. Классификация ювелирных изделий
по материалам изготовления.
2. Классификация ювелирных изделий
по назначению.
3. Различие ювелирных изделий по мате-
риалу вставок.
4. Изделия из золота.
5. Изделия из серебра.
6. Изделия из платины.
7. Изделия из недрагоценных металлов.
8. Украшения из титана.
9. Украшения из тантала, рутения,
ниобия.
10. Украшения из стали.
11. Изделия с драгоценными, полудраго-
ценными, поделочными, искусственны-
ми и органическими камнями
12. Изделия из стекла.
13. Изделия из пластмассы
14. Изделия из кости (рога), дерева, фар-
фора, а также с кожей, тканями,
резиной.
15. Изделия с эмалью.
16. Изделия с чернью.
17. Изделия с гравировкой.
18. Изделия с финифтью.
260
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
19. Изделия с филигранью.
20. Изделия без камней.
21. Ассортимент ювелирных изделий.
22. Кольца.
23. Серьги.
24. Кулоны.
25. Медальоны.
26. Колье.
27. Ожерелья.
28. Цепочки.
29. Бусы.
30. Мода на шейные украшения.
31. Броши.
32. Браслеты.
33. Запонки.
34. Зажимы для галстука.
35. Предметы сервировки стола.
36. Предметы туалета.
37. Предметы украшения интерьера.
38. Курительные принадлежности.
39. Принадлежности к часам.
40. Конструкция кольца.
41. Конструкция серег.
42. Конструкция броши.
43. Конструкция кулона и медальона.
44. Конструкция колье и ожерелья.
45. Конструкция заколки.
46. Конструкция цепочки.
47. Виды звеньев цепочек.
48. Конструкция браслета, запонки и за-
жима для галстука.
49. Современная ювелирная мода.
50. Течения, стили, направления.
51. Классический стиль.
52. Стиль «авангард».
53. Стиль «фольклор».
54. Геометрическое направление.
55. Конструктивное направление.
56. Изобразительное направление.
57. Цвет в современной ювелирной моде
58. Украшения для женщин группы «вес-
на-осень».
59. Украшения для женщин группы «зима-
лето».
60. Современные модные ювелирные укра-
шения.
61. Кольца.
62. Серьги.
63. Колье, ожерелья.
64. Бусы, цепочки.
65. Кулоны, медальоны, браслеты.
66. Броши, запонки.
67. Ювелирные украшения для мужчин.
68. Алмазы в украшениях для мужчин.
69. Ювелирные украшения для детей.
70. Ассортимент ювелирных украшений
для детей.
70. Жемчужные украшения.
71. Уход за жемчужными украшениями.
72. Нанизывание жемчуга.
73. Трансформируемые украшения.
74. Тенденции развития ювелирной моды.
Глава 4. Классификация, ассортимент, конструкция ювелирных изделий
261
Изготовление
деталей ювелирных изделий
группы личных украшений
вручную
5.1. Изготовление накладок
5.2. Изготовление шинок
5.3. Изготовление кастов
5.4. Изготовление рантов
5.5. Изготовление швенз
5.6. Изготовление замков
5.7. Изготовление шарниров
5.8. Изготовление крючков
5.9. Изготовление петель
5.10. Изготовление стойки
5.11. Изготовление ушек
5.12. Изготовление зерни
5.13. Припасовка деталей ювелирных украшений
В.П.Новиков
Книга
начинающего
ювелира
264
Глава 5. Изготовление деталей ювелирных украшений вручную
Я. роизводство ювелирных изделий во
I всех странах осуществляется двумя
способами: вручную (индивидуально)
и с применением специального оборудования
и промышленных технологий (серийно). Боль-
шая часть всех выпускаемых у нас ювелирных
изделий изготовляется серийным способом.
Индивидуальное изготовление ювелирных
изделий. При индивидуальном изготовлении
ювелирных изделий (иногда этот способ назы-
вается авторским или дизайнерским) каждая
отдельная деталь (каст, шинка, верхушка, рант,
замок, крючок, петля и т.д.) исполняется вруч-
ную, а исходными данными при этом являются
авторская мысль, задумка, воплощенная затем
в чертеже или рисунке, или в виде разметки пря-
мо на материале для изготовления, а также опи-
сание или фотография, масса изделия, размеры,
форма и масса вставки. Ювелиру в процессе
ручного изготовления изделий нет нужды
пользоваться машинным трудом, машинными
технологиями, он применяет лишь определен-
ный набор ручного ювелирного инструмента
и несложных приспособлений (рассмотрены
выше). Способ индивидуального изготовления
изделий предоставляет ювелиру широкие воз-
можности фантазировать, выдумывать, экспери-
ментировать буквально во всем: в выборе мате-
риала для изготовления и конструктивного ре-
шения, в формообразовании моделей, в опреде-
лении средств декора и дизайна, наконец, в сле-
довании тенденциям ювелирной моды. Изделия
индивидуального назначения — это изделия са-
мого высокого качества. В индивидуальных из-
делиях — индивидуальность мастера их создав-
шего. Необходимо, однако, отметить, что в наши
дни индивидуальный способ нельзя назвать сто-
процентно ручным хотя бы потому, что ювели-
ры в своей работе нередко используют полуфаб-
рикаты: изготовленные прокаткой, волочением,
штамповкой, литьем заготовки в виде (различно-
го профиля) проволоки, лент, полос, шайб и т.д.
Серийное производство ювелирных изделий.
Такой способ, не исключая многих элементов
работы, присущих индивидуальному изготовле-
нию, предопределяет иную роль самого ювели-
ра в процессе создания ювелирного изделия.
Издавна считалось, что ювелир (золотых дел
мастер) — это кустарь-одиночка. И долгое вре-
мя никто не пытался этого оспаривать: слишком
велику была убеждающая сила, заложенная
в предмете его труда — материале: очень доро-
гом и дефицитном. Переоценка ценностей про-
изошла одновременно с началом перемен, ко-
торые принес в ювелирное производство стре-
мительно наступивший научно-технический про-
гресс. Новое, более эффективное оборудование,
усовершенствованные технологии способство-
вали повышению производительности труда, его
интенсификации. В конце концов, характер тру-
да ювелира вступил в противоречие со способа-
ми производства, что незамедлительно отрази-
лось на всем процессе изготовления ювелирных
изделий и привело к известному теперь разде-
лению обязанностей. Продукт труда ювелиров
(ювелирные изделия) уже не являлся плодом
усилия только одного человека, а воплощал
в себе одновременно итог работы людей не-
скольких специальностей: художника, литейщи-
ка, штамповщика, монтировщика, закрепщика,
шлифовщика-полировщика. С внедрением в про-
изводство таких технологических процессов,
например, как штамповка и литье, которые по-
зволили производителям расходовать на изго-
товление ювелирных изделий значительно мень-
ше времени, труда и денег, ювелирные украше-
ния стали выпускаться большими партиями
и приобретать характер все более массового на-
значения. В изготовлении каждого конкретного
изделия вкладывалось все больше и больше ма-
шинного труда и все меньше ручного, индиви-
дуального. На предприятиях ювелирной про-
мышленности восторжествовал серийный спо-
соб изготовления ювелирных изделий. При се-
рийном способе изготовления партии заготовок
определенных изделий (колец, кулонов, брошей)
поступают на стол ювелира-монтировщика
в виде отдельных и почти готовых деталей,
штампованных или литых: кастов, рантов, ши-
нок, швенз, накладок, крючков, флажков (сто-
ек), замков, зажимов, игл, верхушек. Ювелирам-
монтировщикам предстоит подправить, подра-
ботать эти детали, задать им требуемую точ-
ность размеров, собрать, смонтировать в узлы
и изделия Серийные ювелирные изделия не от-
личаются высоким уровнем дизайна и разнооб-
разием художественных, выразительных
средств; да, они могут быть исполнены с хоро-
Глава 5. Изготовление деталей ювелирных украшений вручную
265
шим качеством, но это, однако, не исключает
похожести одного изделия на другое формой,
средствами декора, способами обработки.
5.1. Изготовление накладок
Накладки, являясь деталями кольца, выпол-
няют в нем конструктивно-декоративную роль.
Обеспечивая плавный переход от шинки к кас-
ту, накладки придают изделию законченность
художественного исполнения. Форма накладок
бывает самой различной, а размеры их дикту-
ются размерами самого ювелирного украшения.
Чаще всего накладки применяют в сочетании
с простыми шинками, но их используют и в коль-
цах со сложными шинками. По способу припа-
ивания к шинкам накладки делятся на наклад-
ные и вставные. Накладные (при пайке) накла-
дываются на шинки, а вставные врезаются с по-
мощью всечек. Изготовляют накладки из листо-
вого проката. Пример изготовления несложной
накладки приведен в таблице 5.1. Накладки раз-
личных форм представлены на рисунке 5.1.
Пример изготовления накладки
Таблица 5.1
Операция Инструмент, материал
Подготовить рабочее место (верстак); удалить все ненужные для данного процесса инструменты и материалы Выполнить (прорисовать) эскиз (рисунок, чертеж) будущей накладки с указанием ее размеров (ширины, толщины, длины) с припуском на обработку(до 1 мм); припуски диктуются размерами изделия (эскиз 1) Взять соответствующей толщины полоску листового проката (из золота, серебра, мельхиора, меди) и отметить на ней размеры (длину и ширину) заготовки больше длины и ширины будущей накладки Отрезать заготовку в заданный размер (эскиз 2) Произвести правку заготовки с помощью текстолитового молотка (эскиз 3) Произвести разметку: нанести на заготовку рисунок накладки (эскиз 4) одним из описанных в п. 3.6 способов разметки Выпилить накладку согласно разметке (эскиз 5) Отжечь накладку до появления малинового цвета (эскиз 6) Произвести гибку накладки, используя плоскогубцы, плиту-оправку и другие инструменты (эскиз 7) Опилить накладку до заданных размеров (эскиз 8) Бумага, карандаш, перо, тушь Линейка, штангенциркуль, чертилка Ножницы Плита-флакейзен Чертилка Лобзик Леткал, горелка Тисочки, молоток Надфиль
266 Глава 5 Изготовление деталей ювелирных украшений вручную
о и A
г-"dp- OJ
Рис. 5.1. Накладки
Глава 5. Изготовление деталей ювелирных украшений вручную
5.2. Изготовление шинок
Шинки (рис. 5.2) в кольцах с верхушками
выступают как составные части колец, а в обру-
чальных кольцах являются фактически кольца-
ми. Шинки с неизменяющимся по всей окруж-
ности сечением принято называть простыми,
а с изменяющимся — сложными.
Пример изготовления простой шинки. Этот
процесс (табл. 5.2) начинают с определения дли-
ны заготовки, которую вычисляют по формуле
1=л Dcp, где Dp — средний диаметр шинки. Зная
внутренний диаметр и толщину Н шинки, легко
267
рассчитать сначала внешний диаметр шинки
D = D + 2Н, а затем средний
Dcp = + DmJ '2-После этого находят рас-
четную длину заготовки. Если шинка с развод-
ными концами, то из полученного результата не-
обходимо вычесть расстояние, предусмотренное
на шинке для каста или верхушки. При круглом
касте этот размер равен диаметру основания
каста, а при кастах других форм и верхушках —
ширине основания каста или верхушки. Шинки
могут быть также и с заводными концами. В этом
случае к расчетной длине заготовки добавляют
длину завода концов шинки.
Рис. 5.2. Шинки
268
Глава 5 Изготовление деталей ювелирных украшений вручную
Таблица 5.2
Пример изготовления простой шинки
Операция
Подготовить рабочее место (верстак), выполнить эскиз (рисунок, чертеж) шинки
с указанием необходимых размеров: толщины, ширины, диаметра (эскиз 1)
Взять пруток (из золота, серебра, мельхиора, меди) и прокатать его в профильных
валках до заготовки квадратного сечения со стороной, равной ширине кольца,
а затем эту заготовку прокатать в плоских валках до толщины кольца
Отметить чертилкой на заготовке длину шинки и припуск на обработку (1 мм)
Отрезать заготовку
Свернуть заготовку (методом гибки) в кольцо и подогнать до очень плотного
прилегания сфуговать (эскиз 2)
Плотно подогнанные концы шинки пропилить для осуществления более
качественной припасовки и получения плотного (с очень малым зазором) шва, тем
самым исключив операцию опиливания концов шинки (эскиз 3)
Нарезать припой: для шинки из золота ПЗл 585 - I, из серебра - ПСр - 50,
из меди ПМЦ 54. из мельхиора ПМФ - 9 (эскиз 4)
Офлюсовать шинку. Флюс: раствор буры с борной кислотой в соотношении 1:1 —
для золота; то же, но в соотношении 2:1 — для серебра; бура —для мельхиора и меди
Нанести припой (эскиз 5)
Паять (эскиз 6): сначала прогреть всю шинку (до вишневого цвета), а затем место
спая — до малинового цвета (во время пайки происходит отжиг изделия)
Отбелить (в медной ложке) в растворе, подогретом до 50 70 С°; остывшую шинку
медным пинцетом опустить в отбел и держать там до полного растворения остатков
флюса. Отбел для шинки из золота — 50 %-ный раствор H2SO4. из серебра -
10 %-ный раствор KHSO4, из мельхиора и меди — 5 %-ный раствор H2SO4
Шинку промыть в воде и просушить
Опилить место пайки (эскиз 7)
Править шинку (с помощью молотка) по внутреннему диаметру (эскиз 8)
Править (применив флакейзен) боковые поверхности шинки (эскиз 9)
Опилить шинку по внешней, внутренней и боковым поверхностям (эскиз 10)
В шинках с разводными и заводными концами необходимо выполнить
дополнительные операции: пропилить шинку по фуге (месту пайки); развести концы
шинки пальцами рук или с помощью рентригеля в разные стороны на расстояние,
предназначенное для каста или верхушки (эскиз 11); завести концы шинки (эскиз12)
Инструмент, материал
Бумага, карандаш,
перо, тушь
Вальцы
Штангенциркуль
Ножницы
Плоскогубцы,
круглогубцы
Лобзик
Ножницы, плита
Асбестовый лист
(леткал), кисточка
Пинцет
Асбестовый лист
(леткал), горелка
Стеклянная банка,
медные ложка и пинцет
Ванночка
Надфиль
Рентригель
Молоток
Надфиль
Лобзик, рентригель
Пример изготовления сложной шинки. Ха-
рактерный признак сложных шинок — различ-
ная толщина сложных участков. В связи с этим
при расчете длины заготовки / =7tDcp за исход-
ную толщину шинки принимают значение меж-
ду самым толстым и самым тонкими участка-
ми. Процесс изготовления сложных шинок мож-
но осуществить двумя способами (табл. 5.3).
Шинку кольца можно изготовить и с использо-
ванием метода ковки (рис. 5.3).
Глава 5 Изготовление деталей ювелирных украшений вручную
269
Таблица 5.3
Пример изготовления сложной шинки
] 3ш 5
w о— 6 R Ш 7 8 9 10
Операция Инструмент, материал
Подготовить рабочее место (верстак), выполнить эскиз (рисунок, чертеж) шинки с указанием необходимых размеров, определить расчетную длину заготовки (эскиз 1) Взять пруток круглого или квадратного сечения (из золота, серебра, мельхиора, меди) и отметить на нем размер (длину), равный половине расчетной длины, отрезать (ножницами) в этот размер заготовку (эскиз 2) Отрезанную заготовку прокатать в профильных валках до заданного размера: до квадратного сечения, равного самому большому поперечному сечению шинки (эскиз 3) Провальцевать концы полученной заготовки до заготовки расчетной длины; середина заготовки не вальцуется (эскиз 4) Подобрать свинцовый брусок (подкладку) с желобом, диаметр которого больше диаметра будущей шинки, и оправку, диаметр которой меньше диаметра шинки; согнуть заготовку в самом ее толстом месте (эскиз 5) Отжечь заготовку (до появления малинового цвета) Свернуть (согнуть) заготовку, придав ей форму кольца: осуществляют этот процесс сначала в тисочках (с помощью молотка) или круглогубцами (эскиз 6), а затем на шпераке до очень плотного прилегания (эскиз 7), сфуговать Плотно подогнанные концы шинки пропилить (как в примере с простой шинкой) Нарезать припой (как в примере с простой шинкой) Офлюсовать шинку целиком. Флюс: раствор буры с борной кислотой в соотношении 1:1 —для золота; то же, но в соотношении 2:1 —для серебра; бура—для мельхиора и меди Нанести припой Паять шинку (как в примере с простой шинкой) Отбелить шинку (как в примере с простой шинкой), используя медную ложку, пинцет, стеклянную банку Промыть шинку в воде и просушить Опилить место пайки Править шинку (с помощью молотка) по внутреннему диаметру Править (используя флакейзен) боковые поверхности шинки Опилить шинку Пропилить полученное кольцо посередине утолщенного участка (эскиз 8) Развести концы шинки в разные стороны Примечание. При втором способе изготовления сложной шинки отрезанную заготовку вальцуют до получения необходимого размера только в середине, а концы ее остаются утолщенными; затем заготовку сгибают, правят, затем опиливают надфилем. При таком способе изготовления труднее выдержать симметричность концов, но зато шинка получается бесшовной (эскизы 9 и 10). Бумага, карандаш, тушь, перо Линейка, штангенциркуль, чертилка Вальцы Вальцы Оправка, молоток Асбестовый лист Тисочки, шперак. надфиль Лобзик Ножницы Асбестовый лист (леткал), кисточка Пинцет Леткал, горелка Огбел Ванночка Надфиль Рентригель Молоток Напильник Лобзик Рентригель Ножницы, вальцы, круглогубцы, флакейзен
270
Гпава 5. Изготовление деталей ювелирных украшений вручную
Рис. 5.3. Изготовление шинки ковкой: А — прокатанная заготовка; Б — гибка заготовки; В — шинки различной формы
5.3. Изготовление кастов
Каст — это место крепления вставки (кам-
ня). Различают следующие основные и широко
применяемые виды кастов: глухие, ободковые
(царговые),крапановые^корнеровые (рис. 5.4).
Глухой каст. Глухой каст — это чашечка
с плоским дном, на котором покоится основа-
ние вставки. В глухие касты закрепляют непроз-
рачные круглые, овальные и граненые вставки.
Вставка удерживается в касте путем обжатия ее
со всех сторон стенками каста. Глухие касты не-
Рис. 5.4. Касты
Глава 5. Изготовление деталей ювелирных украшений вручную
271
редко называют низкими, поскольку высота их
несколько ниже обычной. Пример изготовления
глухого каста для круглых и овальных вставок
приведен в таблице 5.4, а для граненых вставок—
в таблице 5.5.
Ободковый (царговый) каст. Такой каст при-
меняют для закрепления прозрачных вставок,
так как он обеспечивает освещение вставки
и сверху, и снизу. Закрепление вставки произ-
водят так же, как и в глухом касте. Способы из-
готовления ободковых кастов определяются раз-
мерами вставок. Для вставок размером до 3 мм
касты можно изготовить из трубок-царг (0,4 -
0,6 мм), причем в этом случае внутренний диа-
метр царги (трубки) должен быть меньше, а вне-
шний — больше диаметра вставки: диаметр
вставки является как бы средним диаметром цар-
ги; высота царги делается не менее высоты
вставки. Касты для более крупных вставок из-
готавливаются с коническими стенками из по-
лосок толщиной 0,7 - 0,9 - 1,2 мм. Способов
изготовления таких кастов несколько: делают
ободок (царгу) с параллельными стенками, за-
тем в углах его производят надрезы почти до
Таблица 5.4
Пример изготовления глухого каста для круглых и овальных вставок
Операция
Инструмент, материал
Подготовить рабочее место (верстак) Взять прокатанную полоску металла (из золота, серебра, мельхиора, меди) толщиной 0,25 - 0,35 мм и плотно (до удержания) обогнуть выбранную для закрепления вставку по диаметру рундиста (эскиз 1), то есть согнуть по форме камня (ширина полоски — высота каста должна равняться высоте рундиста плюс 1,5 - 2,0 мм на припуск для закрепления вставки) Пропилить в месте стыка: отрезать лишний металл, чем одновременно обеспечить качественную припасовку перед пайкой (эскиз 2) Вырезать припой: для каста из золота — ПЗл585-1, из серебра — Пср-10, из меди — ПМЦ-48, из мельхиора — ПМЦ-9 Офлюсовать заготовку для каста с помощью кисточки Нанести припой: укладывают с внутренней стороны (удерживается в требуемом положении флюсом) Паять (эскиз 3): следует помнить, что припой, растекаясь, затягивается и на внешнюю сторону стенки (в процессе пайки происходит отжиг) Отрезать заготовку-пластину из листового проката толщиной 0,8 - 1,0 мм для основания (донышка) каста Отжечь заготовку (до появления малинового цвета), использовав горелку (эскиз 4) Править заготовку (эскиз 5) с помощью деревянного молотка Нарезать припой: для каста из золота — П3л585-1У, из серебра — Пср-45, из меди — ПМЦ-36, из мельхиора — ПМФОЦ-7 Припасовать детали каста друг к другу, укрепить (зафиксировать) в требуемом положении, офлюсовать место пайки, нанести припой Паять детали каста (эскиз 6), применив горелку Отбелить (в кислотостойкой ванночке) каст: из золота — в 20 %-ном растворе HiNOs', из серебра—в 10 %-ном растворе H2NO3’, из мельхиора и меди — в 5 %-ном раствор© ЯС/; промыть, просушить Опилить каст по обечайке в стыке и кругом (эскиз 7) Круглогубцы Лобзик Ножницы Флюс Пинцет Асбестовый лист (леткал), горелка Ножницы Асбестовый лист Флакейзен Ножницы Булавка, кисточка, пинцет Асбестовый лист Пинцет, ванночка обычная Надфиль
272
Глава 5. Изготовление деталей ювелирных украшений вручную
Таблица 5.5
Пример изготовления глухого каста для граненых вставок
1 2 3 4 К 5 /</>> пш шв О
Операция Инструмент, материал
Подготовить рабочее место (верстак) Рассчитать длину заготовки: замерить длину каждой грани вставки, к сумме длин прибавить размер, равный произведению числа граней на половину толщины заготовки (толщина листового проката обычно равна 0,25 - 0,3 мм) Взять полоску листового проката (из золота, серебра, мельхиора, меди) толщиной 0,25 - 0,35 мм, отрезать заготовку расчетной длины, выправить, разметить периметр камня (по числу граней) на заготовке, слегка пропилить места будущих сгибов (эскиз 1) Выпилить пазы (почти на всю толщину металла) по линиям сгиба; подпиливание производить под углом 45° (эскиз 2) Согнуть (в порядке последовательностей граней) заготовку плоскогубцами (эскиз 3), припасовать концы, офлюсовать, нанести припой (для каста из золота — ПЗл585-1, из серебра — Пср-10, из меди — ПМЦ-48, из мельхиора — ПМФ-9), паять. (в процессе пайки происходит отжиг) Править на рентригеле Отрезать заготовку-пластину из листового проката толщиной 0,8 - 1 мм для основания (донышка) каста Отжечь заготовку (до малинового цвета), использовав горелку Править заготовку на флакейзене Припасовать (с использованием надфиля) детали каста друг к другу, закрепить, офлюсовать, нанести припой (для каста из золота — П3л585-1У, из серебра — Пср-45, из меди — ПМЦ-36, из мельхиора — ПМФОЦ-7), паять (эскиз 4), применив горелку Вырезать каст Отбелить каст (из золота — в 20 %-ном растворе H2NO3, из серебра — в 10 %-ном растворе H2NO3, из мельхиора и меди — в 5 %-ном растворе НС1\ промыть, просушить Опилить каст в стыке, по периметру основания и кругом (эскиз 5) Линейка, штангенциркуль Ножницы, флакейзен, молоток, чертилка, лобзик Напильник квадратный Надфиль, кисточка, пинцет, асбестовый лист, горелка Молоток Ножницы Асбестовый лист Молоток Зажимы, кисточка, пинцет, асбестовый лист Ножницы Ванночки, пинцет Напильник
Примечание. Касты для вставок с большим, чем четыре, числом граней изготавливают точно в таком же порядке, что и рассмотренный выше: определив расчетную длину заготовки, отрезают ее, делают разметку граней, выпиливают пазы, сворачивают в порядке последовательности граней и т.д.
самой верхней грани, надрезанные грани сгиба-
ют, соединяют (до соприкосновения), запилива-
ют; делают царгу с параллельными стенками,
а затем сколачивают ее на конус в отверстии про-
колотки, либо расколачивают до размеров встав-
ки на шпераке или конусным пуансоном. При
изготовлении кастов рассмотренными способа-
ми от исполнителя требуется большая осторож-
ность в работе, так как у этих способов — об-
щий недостаток: нередки случаи разрыва фуги
(паяного шва). Пример изготовления гладкого
ободкового каста приведен в таблице 5.6.
Примечание. Длина заготовки (эскиз 10)
для ободкового гладкого каста находится в пря-
мой зависимости как от диаметра вставки (кам-
ня), так и от ее высоты; при расколачивании ка-
ста (с приданием ему конусности) увеличивает-
ся разница между его верхним и нижним диа-
метрами, соотношение же величины этой раз-
ницы и высоты каста (ширины заготовки) полу-
чается как 3:1; например, для каста высотой
6 мм такая величина составляет 2 мм, а для каста
высотой 9 мм — 3 мм. Расчет длины заготовки
для гладких ободковых кастов осуществляется
Глава 5 Изготовление деталей ювелирных украшений вручную
273
Таблица 5.6
Пример изготовления гладкого ободкового каста
Операция
Подготовить рабочее место (верстак); выполнить рисунок (эскиз, чертеж) каста
с указанием необходимых размеров (эскиз 1)
Рассчитать длину заготовки (как для шинки кольца), взять полоску листового
проката, отрезать заготовку в требуемый размер, согнуть заготовку в трубку-царгу
(эскиз 2)
Припасовать концы царги до плотного прилегания, пропилить царгу в месте стыка
(эскиз 3)
Офлюсовать, нанести припой (для каста из золота — ПЗл585-1,
из серебра — Пср-50, из меди — ПМЦ-54, из мельхиора — ПМФ-9),
паять (эскиз 4), применив горелку
Отбелить и промыть (в ванночках), просушить
Опилить (зачистить) шов (эскиз 5)
Расколотить каст в матрице (эскиз 6). Каст можно расколотить также и на шпераке
(эскиз 7), а сколотить на конус—в отверстии проколотки (эскиз 8)
Опилить каст кругом (внешние и внутренние поверхности) в целях удаления
царапин и рисок; верх и низ — параллельно друг другу и перпендикулярно оси
(эскиз 9)
Шабрить каст кругом в размер
Инструмент, материал
Бумага, карандаш,
перо, тушь
Ножницы, круглогубцы
Круглогубцы, лобзик
Кисточка, пинцет,
асбестовый лист
Пинцет
Напильник
Пуансон, шперак,
молоток, проколотка
Напильник, надфиль
Шабер
по той же формуле, по которой осуществляется
расчет длины заготовки для простых колец, толь-
ко с учетом конусности каста, то есть L=3d+4h.
Например, для каста с большим диаметром, рав-
ным 11 мм, высотой Н— 9 мм, а толщиной стен-
ки Л — 0,8 мм длина заготовки L=3d+4h == 3-(D-
3) + 4h= З-(П-З) + 4-0,8 =3-8+3,2 = 27,2 мм.
В таблице 5.7 приведены необходимые данные
для расчета длины заготовки для кастов по раз-
меру вставки (верхнему диаметру) относитель-
но толщины стенки каста и его высоты (шири-
ны проката); то есть, например, длина заготов-
ки для каста , рассчитанная выше по формуле
L=3d+4h, будет точно такой же, если расчет
выполнить с использованием приведенных дан-
ных, то есть (311) - 5,8=27,2 мм. С увеличени-
ем диаметра вставки увеличивается и ее высота
(соответственно и каста), но не безгранично;
у вставок, диаметр которых — 20 мм и даже бо-
лее, высота каста очень редко превышает ука-
занного в таблице, приведенной ниже, предель-
ного значения в 15 мм. Подобная формула рас-
чета длины заготовки для каста может быть при-
менена и при изготовлении крапановых кастов,
но при том только условии, что толщина стенок
таких кастов превышает значение в 1 мм.
Касты с цилиндрическими и коническими
стенками можно изготовить по шаблону развер-
тки царги (рис. 5.5). С помощью такого шабло-
на легко переносить формы и размеры соответ-
ствующих разверток на исходный материал.
Длина заготовки для каста с цилиндрическими
18 Зак. 3896
214
Глава 5 Изготовление деталей ювелирных украшений вручную
Таблица 5.7
Данные для расчета длины заготовки для кастов
Высота каста, мм Толщина стенки каста, мм
0,7 0,8 03 1,0 1,1
3 3D 3D 3D + 0,6 3D + 1,0 3D + 1,4 3D+1,8
4 3D-1,2 3D-0,8 3D-0,4 3D 3D + 0,4 3D+ 0,8
5 3D -2,2 3D-1,8 3D-1,4 3D-1,0 3D-0,6 3D-0,2
6 3D-3,2 3D-2,8 3D-2,4 3D-2,0 3D-1,6 3D-1.2
7 3D-4,2 3D-3,8 3D-3,4 3D-3,0 3D-2,6 3D-2,2
8 3D-5,2 3D-4,8 3D-4,4 3D-4,0 3D-3,6 3D-3,2
9 3D-6,2 3D-5,8 3D-5,4 3D-5,0 3D-4,6 3D-4,2
10 3D-7,2 3D-6,8 3D-6,4 3D-6,0 3D-5,6 3D-5,2
11 3D-8,2 3D-7,8 3D-7,4 3D-7,0 3D-6,6 3D-6,2
12 3D-9,2 3D-8,8 3D-8,4 3D-8,0 3D-7,6 3D-7,2
13 3D -10,2 3D-9,8 3D-9,4 3D-9,0 3D-8,6 3D-8,2
14 3D-11,2 3D - 10,8 3D-10,4 3D - 10,0 3D-9,6 3D-9,2
15 3D-12,2 3D-11,8 3D-11,4 3D-11,0 3D-10,6 3D - 10,2
Рис. 5.5. Развертки цилиндрических и конических царг: А — с параллельными стенками; Б — коническая круглая; В —
коническая квадратная; Г — коническая шестиугольная
стенками будет равняться произведению посто-
янного числа я (3,14) на средний диаметр (Dcp)
царги (ободка). Форма и размеры разверток за-
готовок каста с круглыми, квадратными и мно-
гогранными конусными стенками определяют-
ся их боковым видом: продлив линии конусных
стенок до точки пересечения, найдем центр, из
которого циркулем проведем внутренние и вне-
шние дуги окружностей контура разверток —
расстояние между ними равно высоте каста. Для
определения длины заготовки сначала по фор-
муле л Dcp подсчитывают длину верхней дуги,
а затем ее концы соединяют с центром построе-
ния дуг. Бывают также касты (оправы) дугооб-
разные (рис. 5.6) — для закрепления вставок
с эмалью и камней необычной формы и так на-
зываемые рамочные (рис. 5.7) — для закрепки
(в основном) камей. Нередко ободковый каст
предусматривается быть изготовленным с узо-
ром, то есть ажурным (табл. 5.8).
Рис. 5.6. Каст дугообразного вида
Глава 5 Изготовление деталей ювелирных украшений вручную
275
Рис. 5.7. Каст в виде рамки
Таблица 5.8
Пример изготовления ободкового ажурного (типа “шатон”) каста
Операция Инструмент, материал
Подготовить рабочее место (верстак); выполнить рисунок (эскиз, чертеж) каста Бумага, карандаш,
с указанием необходимых размеров (эскиз 1) перо, тушь
Рассчитать длину заготовки как для шинки кольца, взять полоску листового проката толщиной 0,6 - 0,9 мм, отрезать заготовку Ножницы
Согнуть заготовку в трубку-царгу (эскиз 2) Круглогубцы
Припасовать концы царги до очень плотного прилегания, пропилить (эскиз 3) Лобзик
Офлюсовать, нанести припой (для каста из золота — ПЗл585-1, Кисточка, пинцет,
из серебра— ПСр-50, из меди — ПМФ-9), паять (эскиз 4), применив горелку асбестовый лист
Отбелить (10 %-ный раствор СНГ), промыть, просушить Ванночки, пинцет
Зачистить место пайки Надфиль
Расколотить каст в матрице (эскиз 5) с помощью молотка Матрица, пуансон
Опилить внешний контур каста (эскиз 6) Напильник
Разметить каст— обозначить на касте рант, узор (ажур) и закрепочный поясок (эскиз 7) Чертилка
Опилить закрепочный поясок (верхнюю часть) Лобзик
Выпилить (вырезать) открытый (верхний) участок узора-ажура (эскиз 8) Лобзик
Припасовать, используя надфиль, закрепочный поясок к верхней части узора Кисточка, пинцет,
каста, офлюсовать, закрепить, нанести припой (для каста из золота — П3л585-И, зажимы, асбестовый
из серебра— ПСр-70, из меди — ПМЦ-48, из мельхиора — ПФОЦ-77), паять лист, горелка
Отбелить (10 %-ный раствор СНГ), промыть, просушить Ванночки, пинцет
Зачистить место пайки Надфиль
Отпилить рант Лобзик
Выпилить закрытую (нижнюю) часть узора-ажура (эскиз 9) Лобзик
Припасовать (применив надфиль) рант к нижней части узора каста, офлюсовать, Кисточка, пинцет,
закрепить, нанести припой (для каста из золота — П3л585-1У, из серебра — асбестовый лист,
ПСр-65, из меди — ПМЦ-36, из мельхиора — ПФОЦ-2), паять, используя горелку зажимы
Отбелить в 10 %-ном растворе НС1, промыть, просушить Ванночки, пинцет
Запилить места пайки Надфиль
Опилить каст кругом, шабрить каст кругом (эскиз 10) Надфиль, шабер
276
Глава 5. Изготовление деталей ювелирных украшений вручную
Крапановый каст. В таких кастах вставки
закрепляются отдельными выступающими стой-
ками — крапанами. Крапановый каст можно ус-
ловно разделить на две части: верхнюю и ниж-
нюю. Верхняя часть (2/3 высоты каста) — это
собственно крапаны и вырезы между ними. Ниж-
няя часть (1/3 высоты каста) — это ряд шипов
(боганов). Касты со стенками толщиной до
1,2 мм принято называть тонкостенными, а свы-
ше 1,2 мм — толстостенными. К тонкостенным
относятся крапановые ажурные касты и касты
с напайными крапанами, а к толстостенным —
гладкие крапановые касты Пример изготовле-
ния гладкого крапанового каста приведен в таб-
лице 5.9; с целью ускорения и облегчения про-
цесса изготовления крапановых кастов исполь-
зуют заранее выполненные заготовки (табл. 5.9,
эскизы 11 и 12). Изготовление крапанового
ажурного каста ведут почти так же, как и обод-
кового ажурного; разница лишь в том, что если
ободковый ажурный каст размечают на три час-
ти (закрепочный поясок, рант и узор), то крапа-
новый ажурный каст — на две части (рант и соб-
ственно каст); начинают узор снизу, со стороны
отрезанного ранта, а после припаивания ранта
последовательно вырезают определенной длины
крапаны и верхнюю часть узора (модификации
крапановых кастов приведены на рисунке 5.8).
При изготовлении каста с напайными кра-
панами каждую составляющую его часть (осно-
ву и крапаны) выполняют отдельно, а затем со-
бирают. Крапаны выполняют из заготовок тол-
Пример изготовления гладкого крапанового каста
Таблица 5.9
Операция Инструмент, материал
Подготовить рабочее место (верстак); выполнить рисунок (эскиз, чертеж) каста Бумага, карандаш,
с указанием необходимых размеров (эскиз 1) перо, тушь
Взять полоску листового проката толщиной 1,4 - 1,8 мм, отрезать заготовку требуемой длины и ширины и выполнить работу, которая делается при изготовлении гладкого ободкового каста включительно по операцию «опилить каст кругом» (эскиз 2) Необходимые при резке, правке, гибке, опиливании
Разметить каст — обозначить на касте крапаны, боганы и рант (эскиз 3) Чертилка
Отрезать рант (эскиз 4) Лобзик
Выпилить крапаны Лобзик
Опилить крапаны Надфиль
Выпилить боганы (эскиз 6) Лобзик
Опилить (надфилем) каст кругом, шабрить Шабер
Припасовать рант к касту (боганам), офлюсовать, закрепить, нанести припой (для каста из золота — П3л585-1У, из серебра — Пср-45, из меди — ПМЦ-36, Кисточка, зажимы, пинцет
из мельхиора — ПОФ-5), паять (эскиз 7), используя горелку и асбестовый лист
Отбелить в 5 %-ном растворе СН1 и промыть (в ванночках), просушить Пинцет
Зачистить места пайки Надфиль
Примечание. Крапановые касты могут быть также с узором (ажурные), с напайными крапанами (эскизы 8 и 9);
к крапановым кастам относится и так называемый кармезиновый каст (эскиз 10); при изготовлении
крапановых кастов пользуются специальными заготовками с одинарными (эскиз 11) и с парными крапанами
(эскиз 12)
Глава 5 Изготовление деталей ювелирных украшений вручную
277
Рис. 5.8. Модификация крапановых кастов
278
Глава 5. Изготовление деталей ювелирных украшений вручную
щиной 0,7 -1 мм, а основу (царгу) делают в виде
невысокого глухого каста. Общая же высота та-
кого каста не должна превышать высоты обыч-
ного каста. Крапаны напаивают на основу, со-
храняя симметричность расположения. После
зачистки мест пайки крапаны выравнивают по
высоте, основание (низ) каста запиливают запод-
лицо с крапанами.
Примером смешанного крапаново-корнеро-
вого каста является так называемый кармезино-
вый каст, который применяется (главным обра-
зом) при закреплении камней в кольцах, брошах,
кулонах, подвесках серег. В таком касте закреп-
ляют несколько вставок в определенном поряд-
ке: в центре — большой камень (рубин, сапфир,
изумруд, александрит, топаз), а вокруг него
(в виде венка) — некрупные бриллианты. Пери-
ферийные вставки удерживаются в гнездах од-
новременно стенками отверстий и корнерами,
формируемыми из металла стенок. Центральная
часть удерживается либо с помощью напайных
крапанов, для чего в промежутках между двумя
периферийными вставками надфилем прореза-
ют (изнутри) пазы, в которые и впаивают кра-
паны, либо для ее закрепления применяют глад-
кий ободковый каст. На рисунке 5.9 приведены
варианты кармезиновых кастов (оправ), на ри-
сунке 5.10 — примеры упражнений в изготов-
лении кармезинового каста (оправы). Крапано-
вые касты можно изготовить не только из лис-
тового проката, трубок (царг), но и из проволо-
ки (табл. 5.10).
Рис. 5.9. Кармезиновый каст: А — классического исполне-
ния; Б, Bt Г — современные
Рис. 5.10. Исполнение кармезинового каста: А — разметка
окружностей; Б — разметка центров посадки периферийных
камней; В — опиленный периферийный круг; Г — выпилен-
ный центральный круг; Д— углубления под периферийные
камни; Е — дугообразно опиленный периферийный круг;
Ж — дополнительно опиленный центральный круг
Глава 5 Изготовление деталей ювелирных украшений вручную
279
Таблица 5.10
Пример изготовления крапанового каста из проволоки
Операция
Подготовить рабочее место (верстак); выполнить рисунок (эскиз, чертеж) каста
с указанием необходимых размеров (эскиз 1)
Взять моток круглой проволоки (из золота, серебра, мельхиора, меди), отрезать
(ножницами) заготовку необходимой длины, смазать воском и протянуть заготовку
через соответствующее отверстие волочильной доски до диаметра 1 мм (эскиз 2)
Отжечь заготовку (эскиз 3), используя горелку
Отбелить в 10 %-ном растворе H2SO4 при t = 70 С°, промыть, просушить
Править заготовку на флакейзене, нарезать детали (8 шт.) согласно расчетной
длине
Согнуть детали, как показано (эскиз 4)
Насадить детали на специальную оправку; окончательно определить высоту,
излишки проволоки отрезать (эскиз 5)
Закрепить (зафиксировать) детали проволокой, офлюсовать, нанести припой, паять
(эскиз 6), применив горелку и асбестовый лист
Навить проволоку на оправку
Распилить спираль (эскиз 8)
Состыковать (сфуговать) концы (эскиз 9)
Нанести флюс (эскиз 10) кисточкой
Нанести припой, паять (эскиз 11), применив горелку и асбестовый лист
Отметить место паза (эскиз 12)
Пропилить (слегка) место паза лобзиком, а затем фрезой на половину толщины
проволоки (эскиз 13)
Произвести подгонку (припасовку) первого кольца, офлюсовать, нанести припой,
паять (эскиз 14) на асбестовом листе
Припасовать (заранее приготовленное) второе кольцо, офлюсовать, нанести
припой, паять (эскиз 15) на асбестовом листе, отбелить, промыть, просушить
Обрезать каст по высоте согласно чертежу (эскиз 16)
Опилить каст по верху (эскиз 17)
Опилить места пайки (эскиз 18)
Инструмент, материал
Бумага, карандаш,
перо, тушь
Волочильная доска,
воск, плоскогубцы
Асбестовый лист
Ванночки, пинцет
Молоток, ножницы
Круглогубцы
Ножницы
Тисочки
Тисочки
Лобзик
Плоскогубцы
Зажим
Зажим
Чертилка
Бормашинка
с набором фрез
Пинцет, кисточка,
горелка
Пинцет, кисточка,
горелка, ванночки
Лобзик
Напильник
Надфиль
280
Глава 5. Изготовление деталей ювелирных украшений вручную
Продолжение табл. 5.10
Операция Инструмент, материал
Опилить внутренние поверхности каста (эскиз 19) Согнуть (к центру) концы стержней каста (эскиз 20) Опилить место соприкосновения стержней (эскиз 21) Припасовать к низу каста заранее изготовленное колечко, зафиксировать, офлюсовать, нанести припой, паять, используя горелку и асбестовый лист (эскиз 22), отбелить, промыть, просушить Опилить места пайки Надфиль Давчик Напильник Пинцет, кисточка, зажимы, ванночки Напильник
Примечание 1. Изготовление прямоугольного каста идет в следующем порядке:
согнуть из круглой проволоки диаметром 1 мм две V-образные детали (эскиз 23); разметить места соединения деталей (эскиз 24); пропилить детали на половину толщины проволоки (эскиз 25) на асбестовом листе; припасовать детали, офлюсовать, нанести припой, паять (эскиз 26) на асбестовом листе; отбелить и промыть (в ванночках), просушить; фрезеровать четыре паза на заранее подготовленном кольце (эскиз 27); припасовать кольца к деталям каста, зафиксировать, офлюсовать, нанести припой, паять (эскиз 28) на асбестовом листе; выпилить низ каста под посадку второго кольца (эскиз 29); фрезеровать низ каста (эскиз 30); припасовать кольцо к низу каста, офлюсовать, закрепить, паять (эскизы 31 и 32) на асбестовом листе; отбелить и промыть (в ванночках), просушить; опилить каст кругом (места пайки, внутренние и внешние поверхности, по верху) Плоскогубцы Чертилка Бормашинка, фреза Кисточка, пинцет, горелка Пинцет Бормашинка Пинцет, горелка, зажимы Лобзик Бормашинка Пинцет, кисточка, горелка Пинцет Надфиль
Примечание 2. Касты из проволоки могут быть различной формы (эскиз 33).
Глава 5. Изготовление деталей ювелирных украшений вручную
281
Корнеровый каст. В таких кастах вставку
закрепляют маленькими столбиками — корне-
рами, которые формируют из металла каста.
Корнеровые касты бывают открытыми и встро-
енными. Примером открытого каста служит
каст, являющийся переходной формой от глу-
хого высокого каста к корнеровому; вставка
удерживается как краями стенок, так и корнера-
ми. При изготовлении такого каста (табл. 5.11)
в качестве заготовки для него используют ко-
нусную толстостенную царгу. Роль встроенно-
го корнерового каста играет гнездо (отверстие),
просверленное в металле изделия (табл. 5.12).
К корнеровым кастам относятся и такие касты,
например, как «каре», фаденовый, тиктовый
или «паве».
Пример изготовления открытого корнерового каста
Таблица 5.11
1 3
Операция Инструмент, материал
Подготовить рабочее место (верстак) Взять полоску листового проката толщиной 1,4-1,8 мм, изготовить гладкий Необходимые для данной части работы
ободковый каст, вырезать в нем посадочное гнездо (опорный поясок) для вставки (эскиз 1) Подрезать (выбрать) часть металла в виде стебелька, формируя его расходящимся
снизу-вверх: операция выполняется предельно осторожно, чтобы не допустить отрыва столбика (корнера) от каста (эскиз 2) Штихель
Оформить (наметить) корнер (эскиз 3) Корневертка
Опилить (выбрать) металл между корнерами Надфиль
Пример изготовления встроенного корнерового каста
Таблица 5.12
1 2 5 6 3 4 7 (С?уРу—
Операция Инструмент, материал
Подготовить рабочее место (верстак) Просверлить (используя дрель) отверстие в требуемом месте (эскиз 1) Вырезать опорный поясок (посадочное место) для вставки (эскиз 2) Разметить места корнеров — сделать насечки (эскиз 3) Поднять, вырезав часть металла, стебелек Оформить корнер, предварительно уложив вставку в гнездо (эскиз 4) Сверло Штихель Штихель Штихель Корневертка
Примечание. К встроенным кастам относятся касты под названиями «каре» (эскиз 5), фаденовый (эскиз 6), тиктовый или «паве» (эскиз 7).
282
Глава 5 Изготовление деталей ювелирных украшений вручную
Каст «каре» представляет собой пластину
с просверленными в ней отверстиями точно по
радиусу вставки (круглого камня), причем дли-
на граней пластины чуть больше диаметра встав-
ки, которая (вставка) надежно удерживается че-
тырьмя корнерами, сформированными из ме-
талла с помощью штихеля и корневертки в углах
каста (рис. 5.11 - 5.14).
В фаденовом касте вставки, как и в касте
«каре», укладывают в юстированные гнезда от-
верстий, просверленных в металлической плас-
тинке, и закрепляют корнерами. Отличие его от
«каре» в том, что камни (вставки) лежат не
в отдельных квадратах, а один за другим в ряд
настолько плотно, что почти соприкасаются рун-
дистами (рис. 5.15 - 5.21).
Рис. 5.11. Каст «каре» с четырьмя корнерами: А — разметка окружности; Б — высверленное углубление; В — постановка
корнеров; Г— подрезка корнеров; Д— подрезка грани; Е — оформление опорного (посадочного) пояска
Рис. 5.12. Порядок исполнения каста «каре»: А — постанов-
ка и подрезка корнеров; Б — подрезка грани; В — оформле-
ние опорного пояска; Г— прижим-закатка корнеров
Рис. 5.13. Каст «каре» с корнерами из надрезанных клиньев:
А — надрезка клиньев; Б— надрезанные клинья; В — подня-
тые из клиньев корнеры
Рис. 5.14. Каст «каре» с 12-ю корнерами: А — постановка корнеров фасочным штихелем; Б — подрезка боллштихелем;
В — постановка декоративных корнеров
Глава 5. Изготовление деталей ювелирных украшений вручную
283
Рис. 5.15. Фаденовый каст с 2-мя корнерами: А — определение-разметка центров окружностей; Б постановка корнеров,
В — подрезка корнеров; Г— прорезание простенка, подрезка грани; Д — накатка (прижим) корнеров; Е — закатка корнеров
Рис. 5.16. Постановка корнера в двухкорнеровом фаденовом
касте
Рис. 5.17. Подрезка клиньев в двухкорнеровом фаденовом
касте
Рис. 5.18. Фаденовый каст с корнерами из клиньев: А и Б —
подрезка клиньев; В прижим корнеров
Рис. 5.19. Надрезка корнеров в 4-х корнеровом фаденовом
касте
Рис. 5.20. Фаденовый каст с 4-мя корнерами: А — постанов-
ка корнеров флахштихелем; Б — подрезка боллштихелем,
прорезание простенка; В прижим корнеров боллштихе-
лем; Г— подрезка грани; Д — закатка корнеров
Рис. 5.21. Фаденовый каст (4-х корнеровый) с корнерами из
надрезанных клиньев: А — подрезка клиньев; Б — прореза-
ние простенка, а также подрезка грани; В — разрезание бол-
лштихелем клиньев
284
Глава 5. Изготовление деталей ювелирных украшений вручную
На металлической основе каста «паве» зак-
реплено столько вставок, что она похожа на
брусчатую мостовую. Изготовляют каст «паве»
подобно фаденовому. Камни при этом распола-
гают в несколько либо строго параллельных,
либо смещенных рядов (рис. 5.22 - 5.23). При
этом рундисты почти соприкасаются со всех
сторон. В оставшихся промежутках из металла
формируют закрепочные корнеры.
Существуют также и так называемые утоп-
ленные (встроенные) касты (рис. 5.24), притер-
тые (рис. 5.25, А) — для мелких круглых кам-
ней, штоттцен-оправы (рис. 5.25, Б) — для
плоских камней, в виде сужающегося ряда (рис.
5.26) — для камней различного размера, а так-
же немало других видов кастов: овальные, в фор-
ме капли, прямоугольные с усеченными углами,
«маркиза», касты фантазийных форм. Ответ-
ственные операции процесса закрепки, а имен-
но подгонка каста (оправы), вырезка посадочно-
го пояска для камня выполняется юстировочным
штихелем, а потому очень важна правильная его
(штихеля) заточка (рис. 5.27).
Примечание. Процессы изготовления кас-
тов «каре», фаденового, «паве» и других
(рис. 5.11 - 5.26) подробно описаны в книге
Эрхарда Бреполя «Теория и практика ювелир-
ного дела».
Рис. 5.22. Каст «паве» (прямыми рядами): А — положение
камней; Б — подрезка корнеров; В — прижим корнеров;
Г — подрезка клиньев; Д — подрезка на «фадан»
Рис. 5.23. Каст «паве» (смещенными рядами); А — положе-
ние камней (всавок); Б — последовательность постановки
корнеров
Рис. 5.24. Каст «утопленный»: А — разметка положения камней; Б — разметка секторов и окружностей; В — раззенковка
Рис. 5.25. А — «притертый» каст (1 — подгонка камня; 2 — подгонка ранта); Б — «штоттцен»-каст (1 — впаянные штифты-
штоттцены, 2 — периферийные крапаны)
Глава 5 Изготовление деталей ювелирных украшений вручную
285
Рис. 5.26. Касты, расположенные в виде сужающегося ряда; А — клин; Б — надрезка и оформление участков клиньев; В —
участки клиньев (вид сверху); Г — подрезка корнеров; Д — закатанные восьмигранные корнеры
Рис. 5.27. Заточка юстировочного штихеля: А — начальная форма; Б — левая (сточенная) часть штихеля; В — отполирован-
ный (до середины) верхний грат; Г — заточенная лобовая площадка; Д и Е — лобовая площадка с заточкой скошенного вида
5.4. Изготовление рантов
Рант (рис. 5.28, Л) — это контурный обо-
док, припаиваемый к касту или всей верхушке
(украшающей части изделия) снизу. По форме
рант повторяет контур верхушки, не выходя за
ее пределы по размерам и принимает, соответ-
ственно, самые разнообразные формы: в виде
дуги, полукруга, усеченного круга, овала, очень
вытянутого овала, узкой и длинной трапеции,
узкого и длинного прямоугольника, вогнутой
узкой полосы и т.д. Рант является соединитель-
ным элементом (переходом) между верхушкой
и шинкой (рис. 5.28, Б). Иногда рант называют
дигелем. Пример изготовления ранта приведен
в таблице 5.13.
Рис. 5.28. Виды рантов
286
Глава 5. Изготовление деталей ювелирных украшений вручную
Таблица 5.13
Пример изготовления ранта
Операция Инструмент, материал
Подготовить рабочее место (верстак); выполнить рисунок (эскиз, чертеж) ранта с указанием необходимых размеров (эскиз 1) Взять листовой прокат (из золота, серебра, мельхиора, меди) толщиной обычно не более 1 -1,2 мм и обрезать заготовку площадью больше размеров ранта Отжечь заготовку (до малинового цвета), использовав горелку (эскиз 2) Править заготовку с помощью молотка Разметить — нанести на заготовку рисунок ранта Выпилить рант по внешнему контуру Опилить рант по внешнему контуру до полной пригонки к основанию и контуру верхушки (эскиз 3) Сверлить отверстие для возможности выпиливания внутреннего контура ранта (эскиз 4) Выпилить внутренний контур ранта (эскиз 5) Опилить внутренний контур ранта (эскиз 6) Шабрить рант кругом (эскиз 7) Бумага, карандаш, перо, тушь Ножницы линейка Асбестовый лист Флакейзен Чертилка Лобзик Напильник Бормашинка Лобзик Напильник Шабер
Примечание. Ювелиры нередко изготовляют рант, выпиливая его по форме одной из накладок, ввиду того, что рант, не превышая размеров верхушки, не должен также выходить за пределы размеров накладок; в этом случае изготовление ранта вдет в следующем порядке:
отрезать заготовку; отжечь (на асбестовом листе), править заготовку с помощью молотка и флакейзена; уложить одну из накладок на заготовку, паять (эскиз 8) накладку к заготовке (припой для золота - П3л585-У, для серебра — ПСр-50К, для мельхиора и меди — ПСр-25Ф); выпилить рант по форме накладки (эскиз 9); опилить рант по форме накладки; разъединить (отпаять) накладку с рантом (эскиз 10). использовав горелку и асбестовый лист, отбелить рант и промыть (в ванночках), просушить; зачистить места припайки ранта (эскиз 11); обозначить внутренний контур ранта (эскиз 12) Ножницы Горелка Необходимые при пайке Лобзик Напильник Пинцет Пинцет Напильник Чертилка
Дальнейшая обработка ранта ведется в обычном порядке, то есть как показано выше В том случае, если рант
предусмотрен быть выполненным с каким-либо узором, то такая операция осуществляется сразу после опили-
вания внутреннего контура ранта.
Глава 5 Изготовление деталей ювелирных украшений вручную
287
5.5. Изготовление швенз
Швензы являются самыми сложными со-
ставными элементами серег. Конструктивно все
швензы состоят из клюва и хвостовика. По виду
опорной основы швензы можно разделить на две
группы: для первой группы опорной основой
служит стойка (флажок), которая одним концом
впаяна в каст или рант, а другим входит в про-
резь клюва швензы и подвижно в нем штифту-
ется (рис. 5.29, А): для второй группы роль опор-
ной основы играет клюв, который одной сторо-
ной припаивается к касту или ранту, а другой
(с прорезью) подвижно штифтуется с концом
хвостовика (рис. 5.29, К). При открывании швен-
за первой группы откидывается полностью,
а швенза второй группы как бы «преломляется»
на границе клюва и хвостовика. Материалом для
изготовления швенз служит прокат квадратно-
го профиля обычно толщиной 2,2 - 2,5 мм. Раз-
меры швенз диктуются высотой верхушки
с крючком при закрытом положении замка. При-
мер изготовления швензы, для которой опорной
основой является стойка (флажок), приведен
в таблице 5.14.
Рис. 5.29. Швензы
Таблица 5.14
Пример изготовления швензы
Операция Инструмент, материал
Подготовить рабочее место (верстак); выполнить рисунок (эскиз, чертеж) швензы с указанием необходимых размеров (эскиз 1) Бумага, карандаш, перо, тушь
Взять квадратный прокат сечением не более 2,5 *2,5 мм, отрезать заготовку длиной на две швензы Ножницы
Произвести разметку, то есть определить и отметить слегка заметными рисками центральный участок, равный длине двух клювов — обычно не более 20 мм (эскиз 2) Линейка, чертилка
Вальцевать заготовку с обоих концов (исключая центральный участок) до требуемой толщины — обычно 1,1 2 мм (эскиз 3) Вальцы
Отжечь заготовку (до появления малинового цвета), применив горелку Асбестовый лист
Гнуть заготовку (круглогубцами) по форме, как показано (эскиз 4) Оправки, шперак
Опилить кругом Напильник
Разметить (с помощью чертилки и линейки) и разрезать заготовку на две части (эскиз 5) Лобзик
Разметить клюв под выпиливание прорези, выпилить прорезь в клюве лобзиком (эскиз 6) Чертилка, линейка
288
Глава 5 Изготовление деталей ювелирных украшений вручную
Продолжение табл. 5.14
Операция Инструмент, материал
Припасовать швензу (прорезь в клюве) к стойке-флажку (эскиз 7) Надфиль
Зафиксировать (закрепить) с помощью клея шеллака в припасованном положении швензу и стойку-флажок, просверлить отверстие в клюве и флажке диаметром 0,6 - 0,8 мм (эскиз 8) Сверло, бормашинка (дрель)
Проверить работу (взаимодействие) швензы с флажком (эскиз 9) Эфрейбер
Разметить прорезь под замок (эскиз 10) Чертилка
Выпилить лобзиком (предварительно просверлив отверстие) прорезь под замок (эскиз 11) Бормашинка (дрель)
Проверить работу замка швензы (эскиз 12) Эфрейбер
Отрезать (из круглой проволоки) кусачками заготовку для штифта, заштифтовать швензу (эскиз 13) Флакейзен, молоток
Опилить выступающие части флажка заподлицо с контуром швензы Надфиль
Шабрить швензу кругом Шабер
5.6. Изготовление замков
Замки принято подразделять по принадлеж-
ности их к конкретному ювелирному украше-
нию: замки к серьгам, брошам, цепочкам, колье,
ожерельям и браслетам. Замки к серьгам быва-
ют следующих видов: с качающимся крючком,
с пружинной защелкой, проволочные, винто-
вые, а также нестандартные (рис. 5.30). С про-
цессами изготовления замков с качающимся
крючком, пружинной защелкой и проволочных
можно ознакомиться в п. 6.2 (изготовление се-
рег); пример изготовления винтового замка
к серьгам приведен в таблице 5.15.
Рис. 5.30. Замки к серьгам
Глава 5. Изготовление деталей ювелирных украшений вручную
289
Таблица 5.15
Пример изготовления винтового замка к серьгам
Операция
Подготовить рабочее место (верстак); выполнить рисунок (эскиз, чертеж) замка
с указанием необходимых размеров (эскиз 1)
Взять круглую проволоку необходимого диаметра и отрезать (ножницами) заготовку
для винта, нарезать резьбу (эскиз 2) плашкой
Взять полоску листового проката необходимой толщины, выправить (с помощью
молотка и флакейзена), отжечь, разметить (нанести) контур шайбы, выпилить шайбу,
запилить надфилем кругом (эскиз 3)
Сверлить отверстие в шайбе (в центре) под диаметр винта, нарезать резьбу
в отверстии (эскиз 4)
Отрезать от мотка проволоки заготовку для «барашка» и согнуть (круглогубцами)
в виде подковы (эскиз 5)
Припасовать (с помошью надфиля) подкову к шайбе, офлюсовать, нанести припой,
закрепить, паять (эскиз 6) на асбестовом листе
Отбелить, промыть, просушить, зачистить места пайки, запилить (надфилем) кругом
Сверлить (с помощью бормашинки) отверстие в изделии (в требуемом месте)
для винта, вставить в отверстие винт, офлюсовать, нанести припой, паять (эскиз 7)
Отбелить и промыть (в ванночках), просушить, зачистить места пайки надфилем,
шабрить кругом
Собрать замок, проверить работу резьбовых соединений.
Инструмент,
______материал
Бумага, карандаш,
перо, тушь
Плоскогубцы,
тисочки
Горелка, асбестовый
лист, чертилка,
лобзик
Бормашинка, дрель,
метчик
Кусачки
Горелка, кисточка,
пинцет, зажимы
Ванночки, пинцет
Горелка, пинцет,
кисточка, зажимы
Пинцет, шабер
Замки к брошам конструктивно состоят из
застежкой иглы, шарнирно соединенной с вер-
хушкой или рантом, и собственно замка, кото-
рый фиксирует иглу в закрытом положении. Зам-
ки к брошам бывают двух типов: простые (от-
крытые) и сложные (закрытые, удерживающие
иглу от самопроизвольного открывания)
(рис. 5.31). К сложным замкам относятся шом-
польный, визорный, револьверный. Наиболее
надежен и удобен шомпольный. Изготовление
замков к брошам начинается всякий раз со сбор-
ки шарнирного соединения и иглы и припаива-
ния этого узла к броши (табл. 5.16), а затем уже
приступают к выполнению выбранного типа
замка: шомпольного (табл. 5.17) или револьвер-
ного (табл. 5.18), или визорного (табл. 5.19).
Замки к цепочкам, колье, ожерельям и брас-
летам по принципу действия и конструкции бы-
вают самые различные: с предохранителем,
с простой и двойной горизонтальными защел-
ками, с неподвижным и подвижным штиф-
том, штыковые, бугельные с открытым шар-
ниром и с накладной скобой, коробчатые,
линзовые, шпрингельные, винтовые (рис. 5.32,
А - В). Принцип действия различных замков
представлен (схематично) на рисунке 5.33. При-
меры изготовления коробчатого и шпрингельно-
го замков приведены в таблицах 5.20 и 5.21.
19 Зак. 3896
290
Глава 5. Изготовление деталей ювелирных украшений вручную
Рис. 5.31. Замки к брошам
Пример сборки шарнира, иглы и броши
Таблица 5.16
Операция
Взять тонкостенную трубку (из золота, серебра, мельхиора, меди) с внутренним
диаметром 0,6 - 0,8 мм и отрезать заготовку для шарнира длиной 6 - 10 мм (эскиз 1)
Примечание. Шарнир можно изготовить и способом, показанным в п. 5.7_______
Взять проволоку диаметром 1,2 мм и отрезать кусачками заготовку для иглы длиной
соответственно размеру броши (эскиз 2)
Припасовать шарнир (фугой вниз) к броши, офлюсовать, нанести припой,
закрепить, паять (эскиз 3)
Отбелить, промыть, просушить, зачистить места пайки надфилем
Разметить на шарнире (посередине) будущую подвижную его часть
Припасовать иглу к будущей подвижной части шарнира, офлюсовать, нанести
припой, закрепить, паять (эскиз 4)
Вырезать из листового проката упор, припасовать его к игле, офлюсовать, нанести
припой, закрепить, паять (эскиз 5)
Отбелить узел и промыть (в ванночках), просушить, зачистить места пайки
Вырезать (по разметке) среднюю (будущую подвижную) часть шарнира, запилить
острые края (эскиз 6)
Изготовить штифт, в пасовать подвижную часть шарнира совместно с иглой,
вставить штифт, игла должна быть расположена параллельно ранту (эскиз 7)
Инструмент, материал
Лобзик, тисочки
Надфиль, тисочки
Необходимые при
пайке
Ванночки, пинцет
Чертилка
Необходимые при
пайке
Необходимые при
пайке и ножницы
Пинцет, надфиль
Лобзик, надфиль
Кусачки, надфиль,
плоскогубцы
Глава 5 Изготовление деталей ювелирных украшений вручную
291
Таблица 5.17
Пример изготовления шомпольного замка
С~— Г с 1 Л t А
ЛкХ - ( J3 3 4 ( 0
3 о s> 7 —Т7| 8 9
\ 7 // Ott L. ц Т И
Hr — ix
Операция Инструмент, материал
Подготовить рабочее место (верстак) выполнить чертеж (эскиз, рисунок) замка с указанием необходимых размеров каждой из составных частей (эскиз 1) Взять тонкостенную (0,25 - 0,3 мм) трубку диаметром 0,7 - 0,8 мм (из золота, серебра, мельхиора, меди) и отрезать заготовку (эскиз 2) для шомпола (обычно длиной 9-11 мм) От трубки с внутренним диаметром чуть больше внешнего диаметра шомпола отрезать заготовку для обоймы длиной 7 8 мм Бумага, карандаш, перо, тушь Лобзик, тисочки Лобзик, тисочки
Примечание. Заготовки для шомпола и обоймы можно изготовить способом, описанным в п. 5.7
Изготовить стойку: разметить стойку на листе проката, выпилить, запилить острые края (эскиз 3) надфилем Припасовать, используя надфиль, обойму (фугой вниз) к стойке, офлюсовать, нанести припой, закрепить, паять (эскиз 4) Отбелить и промыть (в ванночках), просушить Выпилить лобзиком в обойме паз шириной 0,5 - 0,6 мм, а длиной равной 2/3 длины обоймы, запилить острые края (эскиз 5) Вырезать лобзиком упор (из листового проката), припаять к шомполу (эскиз 6) на асбестовом листе Припаять стойку с обоймой к броши с противоположной стороны шарнира, точно против иглы (эскиз 7) Отбелить и промыть (в ванночках), просушить Вставить шомпол в обойму (упор шомпола в начале паза), отметить по обойме место пайки оттяжного упора, отрезать лобзиком излишнюю часть шомпола (эскиз 8) Изготовить (использовав кусачки и круглогубцы) оттяжной упор из проволоки сечением 0,5 - 0,6 мм в виде ушка, шляпки, шарика, припаять упор к шомполу (эскиз 9) Отбелить и промыть (в ванночках), просушить, зачистить места пайки Заштифтовать иглу (раскрепить штифт), подогнать ее длину по пазу, конец заострить (с помощью надфиля), проверить работу замка Чертилка, лобзик Необходимые при пайке Пинцет Тисочки, надфиль Необходимые при пайке То же Пинцет Чертилка, плоскогубцы, тисочки Необходимые при пайке Пинцет, надфиль Молоток, флакейзен
Таблица 5.18
Пример изготовления револьверного замка
Операция
Подготовить рабочее место (верстак) выполнить чертеж (эскиз, рисунок) замка
с указанием необходимых размеров каждой из составных частей (эскиз 1)
Взять трубчатую заготовку (шарнир) обычно диаметром 0,7 - 0,8 мм и толщиной
0,3 - 0,4 мм (из золота, серебра, мельхиора, меди) и отпилить отрезок длиной 2 мм
для сердцевины замка (эскиз 2)
Взять полоску листового проката толщиной 0,5 - 0,6 мм, отрезать (ножницами)
заготовку для упора, опилить в размер (эскиз 3)
Инструмент, материал
Бумага, карандаш,
перо, тушь
Лобзик тисочки
Напильник, тисочки
292
Глава 5 Изготовление деталей ювелирных украшений вручную
Продолжение табл. 5.18
Операция Инструмент, материал
Припасовать упор к середине, офлюсовать, нанести припой, закрепить, паять (эскиз 4), используя горелку и асбестовый лист Отбелить и промыть (в ванночке), просушить, зачистить места пайки Взять полоску листового проката толщиной 0,7 - 0,8 мм, нанести (разметить) контур заготовки для корпуса, выпилить (лобзиком) заготовку, отжечь (горелкой на асбестовом листе), а затем согнуть круглогубцами в скобу; зазор должен быть равен толщине упора (эскиз 5) Сверлить отверстие в скобе диаметром, равным внешнему диаметру сердцевины (эскиз 6) Припасовать (используя надфиль) корпус к броши ( в месте, предназначенном для замка), офлюсовать, нанести припой, закрепить, паять Отбелить и промыть (в ванночках), просушить, зачистить места пайки Пропилить в корпусе (сбоку, наклонно к основанию) прорезь для захода иглы Вставить сердцевину в корпус (отверстие корпуса), зажав его на длину сердцевины Пропилить прорезь в сердцевине (для завода иглы в замок), предварительно отведя упор в противоположную сторону (эскиз 7) Шабрить замок кругом Проверить работу замка Необходимые при пайке Пинцет, надфиль Ножницы, чертилка, тисочки Дрель (бормашинка) Необходимые при пайке Пинцет, надфиль Лобзик Лобзик Шабер
Таблица 5.19
Пример изготовления визорного замка
2 3 /4 5 6 7
Операция Инструмент, материал
Подготовить рабочее место (верстак) выполнить чертеж (эскиз, рисунок) замка с указанием необходимых размеров каждой из составных частей (эскиз 1) Взять трубчатую заготовку (шарнир) обычно диаметром 0,7 - 0,8 мм и толщиной 0,3 - 0,4 мм (из золота, серебра, мельхиора, меди) и отпилить отрезок длиной 2 - 3 мм (эскиз 2) Взять полоску листового проката толщиной 0,5 - 0,6 мм, выпрямить, разметить контур упора (курка), выпилить курок (лобзиком), запилить острые края (эскиз 3) надфилем Припасовать с помощью надфиля курок к сердцевине, офлюсовать, нанести припой закрепить, паять (эскиз 4) Отбелить и промыть (в ванночках), просушить, зачистить места пайки Отрезать (ножницами) от полоски листового проката заготовку для корпуса, согнуть заготовку в виде скобы (эскиз 6) Разметить — нанести на одну из сторон скобы контур замка, определить место отверстия (эскиз 6) Припасовать отверстие к скобе Припасовать, используя надфиль, корпус (скобу) к броши, офлюсовать, нанести припой, закрепить, паять Отбелить и промыть (в ванночках), просушить, зачистить места пайки Пропилить лобзиком в корпусе прорезь для захода иглы, опилить по форме замка (согласно разметке) Вставить в корпус (в отверстие) сердцевину Пропилить лобзиком в корпусе прорезь (для захода иглы в замок), предварительно отведя курок в обратную сторону до упора (эскиз 7) Опилить надфилем замок кругом, шабрить Проверить работу замка Бумага, карандаш, перо, тушь Лобзик Флакейзен. молоток, чертилка Необходимые при пайке Пинцет, надфиль Плоскогубцы Чертилка Бормашинка Необходимые при пайке Пинцет, надфиль Надфиль Плоскогубцы Лобзик Шабер
Глава 5. Изготовление деталей ювелирных украшений вручную
293
Рис. 5.32. Замки к цепочкам, колье, ожерельям, браслетам, бусам
294
Глава 5 Изготовление деталей ювелирных украшений вручную
Рис. 5.32. Замки к цепочкам, колье, ожерельям, браслетам, бусам
Глава 5. Изготовление деталей ювелирных украшений вручную
295
Рис. 5.33. Принцип действия замков (схема): А — типа костыль; Б — крючковый; В — линзовый; Г — шпрингельный; Д -
с горизонтальной защелкой; Е — штыковой; Ж —: винтовой; 3 — коробчатый; И — штифтовой; К — U- образный бугель-
ный; Л — бугельный (открытая трубка)
296
Глава 5 Изготовление деталей ювелирных украшений вручную
Таблица 5.20
Пример изготовления коробчатого замка
Взять полоску (заготовку) листового проката (из золота, серебра, мельхиора, меди)
толщиной 0,5 мм, выпрямить на флакейзене молотком, затем отжечь
Разметить — нанести на заготовку контур в виде прямоугольника
размерами 22x8 мм, вырезать (ножницами), опилить острые края (эскиз 1)
Разметить (чертилкой) и выпилить или просверлить с одной боковой (в центре)
сторбны прямоугольника небольшое полукруглое отверстие (эскиз 2)
Согнуть (плоскогубцами) заготовку, как показано; обе полоски должны быть равны
и параллельны (эскиз 3)
Уложить согнутую заготовку открытой стороной на полоску листового проката,
офлюсовать, нанести припой (изнутри), закрепить, паять, отрезать излишки металла
(эскиз 4)
Повторить предыдущую операцию (эскиз 5)
То же (эскиз 6)
Отбелить и промыть (в ванночках), просушить
Опилить места пайки заподлицо
Разметить и выпилить отверстие для защелки, запилить острые края (эскиз 7)
Разметить и отрезать от полоски листового проката толщиной 0,5 мм заготовку
шириной чуть меньше прорези коробочки (для свободного входа) и длиной, равной
длине коробочки плюс 1,5 мм на закругление, закруглить конец заготовки на высоту
чуть большую, чем высота прорези коробочки, запилить острые края (эскиз 8)
Взять полукруглую проволоку диаметром 2,8 — 0,3 мм, отрезать заготовку длиной
чуть больше длины полукруглого конца коробочки. Данную деталь можно
изготовить и из круглой проволоки, запилив ее на плоскость (эскиз 9)
Припасовать (с помощью надфиля) изготовленную деталь к зашелке. офлюсовать,
нанести припой, закрепить, паять (эскиз 10)
Отбелить и промыть (в ванночках), просушить, зачистить места пайки
Разметить (чертилкой) и выпилить в защелке (предварительно просверлив два
отверстия) так называемую перекладину (эскиз 11)
Изготовить из проволоки диаметром 2 мм стопор высотой 3 мм (эскиз 12)
Припасовать (используя надфиль), а затем паять стопор к защелке (эскиз 13)
Отбелить и промыть (в ванночках), просушить, зачистить места пайки
Проверить размеры защелки: вставить защелку в прорезь коробки, запилить упор
на защелке (деталь из полукруглой проволоки) заподлицо с корпусом коробочки:
стопор должен возвышаться над коробочкой не более чем на 1,5 мм
Взять круглую проволоку диаметром 1,0 мм, отрезать заготовку и сделать два
колечка, согласуясь с размерами конкретного украшения (браслета или ожерелья),
запилить (применив напильник) в каждом из колечек плоскость (эскиз 14)
Припасовать, а затем паять колечки к обеим частям замка; кольца необходимы для
соединения замка с украшением (эскиз 15)
Шлифовать и полировать обе части замка
Асбестовый лист,
горелка
Чертилка, напильник
Сверло, напильник,
тисочки
Оправка
Необходимые при
пайке, ножницы
Тоже
Тоже
Пинцет
Напильник
Чертилка, лобзик
Чертилка, ножницы,
плоскогубцы, надфиль
Кусачки, надфиль
Необходимые при
пайке
Пинцет, надфиль
Лобзик, сверло, дрель
Кусачки, надфиль
Необходимые при
пайке, надфиль
Пинцет, надфиль
Надфиль
Необходимые при
пайке, кусачки
Необходимые при
пайке, надфиль
Щетки
Примечание. Приведенный вид замка-коробочки может быть исполнен и в ином конструктивном варианте
(эскиз 16); иными могут быть и фиксаторы коробчатого замка (эскиз 17): с напаянным штифтом (Л),
с фиксирующей петлей (Ь), с фиксирующей пластинкой (В), с фиксирующим крючком (Г- вертикальным
иД— горизонтальным).
Глава 5 Изготовление деталей ювелирных украшений вручную
297
Таблица 5.21
Пример изготовления шпрингельного замка
Операция
Заготовить (отрезать ножницами) полоску необходимой ширины (будущий корпус
замка), чуть заострить с одного конца (эскиз 1),
Заготовить отрезок проволоки (латунной) необходимого диаметра (примерно
в два раза меньше ширины полосы), чуть заострить с одного конца (эскиз 2)
Отрезок проволоки плотно завернуть в полосу (эскиз 3)
Протянуть полученную трубочку до образования необходимого диаметра (эскиз 4);
отжечь, используя горелку и асбестовый лист, отбелить.
Навить трубочку на стальной и с необходимым диаметром ригель (эскиз 5);
при этом фуга (шов) должен оказаться на внутренней стороне колечек
Разметить корпус замка, снять с ригеля, отрезать лобзиком (эскиз 6)
Вытравить из колечка (корпуса замка) латунный сердечник путем погружения
колечка в раствор азотной кислоты; колечко тщательно промыть, просушить;
удалить сердечник можно и механическим путем, то есть сначала отрезать часть
трубочки-колечка (эскиз 7), затем нагреть (до каления) колечко, а затем быстро
охладить его в машинном масле и вытащить сердечник
Прорезать (в продольном направлении) часть колечка (эскиз 8) для размещения
шарика задвижки
Изготовить соединительное (замка к цепочке) ушко, припаять его к корпусу замка
(эскиз 9), причем размер ушка должен соотноситься с размерами корпуса замка
Изготовить из отрезка проволоки (диметром на 0,1 - 0,2 мм меньше внутреннего
диаметра корпуса замка) задвижку, припаять к ней (примерно посередине) заранее
изготовленный шарик (эскиз 10); запаять, вставив пластинку, один конец замка
(эскиз 11)
Навить пружинку (из стальной проволоки) соответствующего диаметра, длины
и шага, а затем ввести ее в корпус замка через свободное (незапаянное) отверстие
одного из торцев (эскиз 12), после чего раздвинуть (по дуге) корпус замка и завести
в него задвижку с шариком (эскиз 13); задвижка при этом должна перемещаться
внутри корпуса свободно, обеспечивая (вкупе с пружинкой) надежную работу замка
Инструмент, материал
Надфилем
Кусачки, надфиль
Круглогубцы
Круглогубцы,
ванночка, отбей
Оправка (ригель)
Штангенциркуль
Ванночка, горелка,
плоскогубцы
Лобзик
Необходимые
при пайке
Необходимые
при данных операциях
Оправка, круглогубцы
5.7. Изготовление шарниров
По способам изготовления шарниры приня-
то подразделять на гнутые, разрезанные и па-
яные (рис. 5.34). Гнутые и разрезанные шарни-
ры изготовляют, как правило, из заранее подго-
товленных тонкостенных трубчатых заготовок
(полуфабрикатов) с внутренним диаметром
обычно от 0,6 мм до 0,8 мм. Пример исполне-
ния паяного шарнира приведен в таблице 5.22.
Рис. 5.34. Шарниры: А — разрезанные; Б — гнутые;
В —паяные
298
Глава 5 Изготовление деталей ювелирных украшений вручную
Таблица 5.22
Пример изготовления паяного шарнира
1 2 3 Г ЕЗ ЕВ >=
4 \ 5 Г~ 6 i \ A *
Операция Инструмент, материал
Подготовить рабочее место (верстак); выполнить чертеж (эскиз, рисунок) шарнира с указанием необходимых размеров (эскиз 1) Взять полоску листового проката (из золота, серебра, мельхиора, меди), отрезать заготовку рассчитанной длины и ширины, к одному концу заготовки припаять отрезок проволоки диаметром, равным диаметру будущего шарнира, офлюсовать, зафиксировать, нанести припой: для золота — ПЗл585-1, для серебра — ПСр-50, для мельхиора ПМФ-9, для меди — ПМЦ-48 (эскиз 2) Согнуть, используя плиту-оправку, заготовку (эскиз 3) Протянуть согнутую заготовку через отверстие волочильной доски соответствующего диаметра (эскиз 4) Паять шарнир (офлюсовать, зафиксировать в требуемом положении, нанести припой: для золота ПЗл585-1, для серебра — ПСр-50, для мельхиора — ПМФ-9, для меди — ПМЦ-36 (эскиз 5) Отбелить (золото и серебро —в 10 %-ном растворе H2NO3, мельхиор и медь— в 10 %-ном растворе НСГ), промыть, просушить Запилить места пайки (эскиз 6) Бумага, карандаш, перо, тушь Ножницы, кусачки и необходимые при пайке Молоток Плоскогубцы Необходимые при пайке Ванночки, отбей, пинцет Надфиль
5.8. Изготовление крючков
Крючки делятся на свободные, петельные
и пружинные (рис. 5.35). Размеры крючков за-
даются чертежом или общими размерами изде-
лия. Крючки изготавливаются из проволоки се-
чением не более 1-1,2 мм, длину заготовок для
них определяют опытным путем Свободные
и пружинные крючки изгибают непосредствен-
но на серьге сразу после припаивания. Наибо-
лее распространены пружинные крючки с изги-
бом по форме колена. Перед гибкой петельного
крючка к серьгам припаивают замок (шарнир
и петлю); длину крючка подгоняют по длине от-
кинутой вниз петли. Пример изготовления пру-
жинного крючка приведен в таблице 5.23.
Рис. 5.35. Виды крючков
Глава 5 Изготовление деталей ювелирных украшений вручную
299
Таблица 5.23
Пример изготовления пружинного крючка
Операция Инструмент, материал
Подготовить рабочее место (верстак); выполнить чертеж (эскиз, рисунок) крючка Бумага, карандаш,
с указанием необходимых размеров (эскиз 1) перо, тушь
Взять круглую проволоку (из золота, серебра, мельхиора, меди) диаметром 1 - 1,2 мм, отрезать от нее заготовку необходимой длины Кусачки
Гнуть заготовку по форме крючка (эскиз 2) Круглогубцы
Припасовать (зафиксировать) крючок на серьге в месте их соединения (эскиз 3) Зажимы
Офлюсовать, нанести припой, паять крючок к серьге; припой для золота — Необходимые
П3л585-1У, для серебра — ПСр-45, для меди — ПМЦ-36, для мельхиора — ПМФ-9 при пайке
Отбелить спаянный узел (составы отбелов — те же, что и при отбеливании простой Ванночки, отбел,
шинки), промыть, просушить пинцет
Зачистить места пайки Надфиль
Расплющить конец крючка (эскиз 4) на флакейзене Молоток
Припасовать крючок к швензе, отметить (риской) место запила (эскиз 5) с помощью чертилки Круглогубцы
Пропилить место запила (эскиз 6) Надфиль
Шабрить крючок кругом Шабер
Примечание. При изготовлении крючка в виде «колена» работа идет в следующем порядке:
отрезать заготовку из листового проката толщиной 1-1,2 мм; Ножницы
отжечь заготовку (до малинового цвета) на асбестовом листе; Горелка
разметить - перенести на заготовку рисунок крючка (эскиз 7); Чертилка
выпилить крючок; Лобзик ,
опилить крючок кругом; Надфиль
припасовать (зафиксировать) крючок к серьге; Зажимы
офлюсовать (с помощью кисточки), нанести припой, паять на асбестовом листе крючок к серьге; Горелка, пинцет
отбелить и промыть (в ванночках), просушить; Пинцет
зачистить места пайки; Надфиль
припасовать крючок к швензе, отметить (риской) место запила: Надфиль
шабрить крючок кругом Шабер
5.9. Изготовление петель
Петля (рис. 5.36) является деталью одного
из замков к серьгам, другая деталь которого —
шарнир. Петли делают из предварительно ото-
жженной проволоки, а в качестве шарнира ис-
пользуют необходимой длины трубку, которую
припаивают к касту, ранту, основанию строго
напротив и перпендикулярно к крючку. Пример
изготовления петли приведен в таблице 5.24.
300
Глава 5 Изготовление деталей ювелирных украшений вручную
Таблица 5.24
Пример изготовления петли
2 (f 3 лк 4
Операция Инструмент, материал
Подготовить рабочее место (верстак): выполнить чертеж (эскиз, рисунок) петли и отдельных ее элементов с указанием необходимых размеров (эскиз 1) Взять готовую трубку (из золота, серебра, мельхиора, меди) диаметром Бумага, карандаш, перо, тушь Лобзик
1.0 - 1,2 мм и отрезать (необходимой длины) шарнир
Взять проволоку (из золота, серебра, мельхиора, меди) диаметром 0,8 - 1.0 мм и отрезать заготовку длиной примерно в три раза больше длины шарнира Ножницы
Отжечь проволоку (до малинового цвета) на асбестовом листе Продеть проволоку в шарнир (эскиз 2) Согнуть (круглогубцами) проволоку, припасовать концы (эскиз 3) Офлюсовать, нанести припой, закрепить концы, паять: припой для золота — П3л585-1У, для серебра — ПСр-45, для меди — ПМЦ-Зо, для мельхиора — ПМФ-9 Горелка Плоскогубцы Надфиль Необходимые при пайке
Отбелить, промыть, просушить; отбелы —те же, что и при изготовлении шинки Ванночки, пинцет
Опилить место пайки Надфиль
Придать петле (методом гибки) требуемую форму согласно чертежу (эскиз 4) Круглогубцы
Шабрить петлю кругом Шабер
5.10. Изготовление стойки
Стойка (флажок) — деталь, соединяющая
основание серьги со швензой. Пример изготов-
ления стойки (флажка) приведен в таблице 5.25.
Стойка может иметь форму вытянутого или ко-
роткого прямоугольника, почти квадрата, пря-
моугольника со скошенной стороной (внешней).
Эта деталь ювелирного изделия может быть так-
же (и чаще всего) исполнена отдельно, а уж за-
тем припаяна к основанию, а может являться со-
ставной частью основания (при изготовлении
последнего методом литья по выплавляемым
моделям).
Пример изготовления стойки (флажка)
Таблица 5.25
1 2 3
Операция Инструмент, материал
Подготовить рабочее место (верстак); выполнить чертеж (эскиз, рисунок) стойки (флажка) с указанием необходимых размеров (эскиз 1) Взять полоску листового проката необходимой толщины и отрезать заготовку площадью чуть больше площади стойки Править заготовку на флакейзене Разметить — нанести рисунок на стойку и заготовку Опилить стойку в размер (эскиз 2) Припасовать стойку к основанию серьги, закрепить в требуемом положении, офлюсовать, нанести припой, паять; припой для золота — ПЗл 585 - IV, для серебра — Пер - 45, для меди — ПМЦ - 36, для мельхиора — ПМФ - 9 (эскиз 3) Отбелить и промыть в ванночках, просушить Зачистить место пайки, опилить кругом Шабрить стойку кругом Бумага, карандаш, перо, тушь Ножницы Молоток Чертилка Чертилка Надфиль, необходимые при пайке Пинцет Напильник Шабер
Глава 5. Изготовление деталей ювелирных украшений вручную
301
5.11. Изготовление ушек
По назначению ушки делятся на соедини-
тельные (в кулоне, а также в замках цепочки,
колье, ожерелья, браслета) и подвесные (в ку-
лоне, медальоне), по форме — на круглые, оваль-
ные, трапецеидальные и фасонные (рис. 5.37).
Ушки круглых форм обычно играют роль соеди-
нительных, а овальные, трапецеидальные и фа-
сонные являются подвесными. Фасонные ушки
состоят из спаянных вместе полуколечек (полу-
ушек) и накладки: чеканной, гравированной,
резной, украшенной вставкой. Ушки круглых,
овальных и трапецеидальных форм изготавли-
вают из проволоки сечением 0,8 - 1,2 мм, а фа-
сонные — из проволоки и листового проката.
Пример изготовления соединительного и под-
весного ушек приведен в таблице 5.25.
Рис. 5.37. Виды ушек
Таблица 5.26
Пример изготовления ушка
1 2 3 4 © С
Операция Инструмент, материал
Подготовить рабочее место (верстак); выполнить рисунок (эскиз, чертеж) ушка с указанием необходимых размеров (эскиз 1) Взять круглую проволоку необходимого диаметра и отрезать ножницами заготовки произвольной (на несколько ушек) длины Отжечь заготовки (до малинового цвета) на асбестовом листе Взять оправку круглой (овальной, трапецеидальной) формы, закрепить в тисочках, обмотать папиросной бумагой, а поверх навить проволоку (эскиз 2) Отжечь спираль (вместе с оправкой) на асбестовом листе Снять спираль с оправки (эскиз 3), используя волочильную доску Отбелить спираль и промыть (в ванночках), просушить Разрезать спираль на отдельные звенья (эскиз 4) Зачистить звенья кругом (по всей поверхности) Бумага, карандаш, перо, тушь Ножницы, кусачки Горелка Оправки, тисочки, бумага Горелка Плоскогубцы Пинцет Лобзик Надфиль
Примечание. В практике ювелирного дела операции отжига и отбела ювелиры зачастую не выполняют, считая, что указанные операции можно совместить с идентичными, проводимыми в дальнейшем в процессе монтировки (сборки) всего изделия.
302
Глава 5 Изготовление деталей ювелирных украшений вручную
5.12. Изготовление зерни
Зернь — это металлические шарики диамет-
ром 0,8; 1,2; 1,6; 2,0; 2,4; 2,8; 3,2 мм; представ-
ляет собой один из элементов филиграни, кото-
рая часто используется в декоративных целях.
Пример изготовления зерни приведен в табли-
це 5.27. Зернь можно изготовить также и следу-
ющим образом: сначала очень тонкую проволо-
ку навивают на ригель малого диаметра (плот-
но виток к витку), затем спираль снимается
с ригеля, разрезается на отдельные маленькие
кусочки, которые помещаются в угольный по-
рошок, тщательно с ним перемешиваются, пос-
ле чего их помещают в муфельную печь, а за-
тем нагревают до температуры начала плавле-
ния; оплавляясь, колечки превращаются в ма-
ленькие шарики — зернь.
Пример изготовления зерни
Таблица 5.27
Операция
Инструмент, материал
Подготовить рабочее место (верстак)
Взять отрезок проволоки (из золота, серебра, мельхиора, меди), разметить на равные
части (эскиз 1), используя чертилку, линейку и циркуль
Нарезать заготовки для зерни (эскиз 2)
Офлюсовать заготовки, уложить на подкладку из древесного угля, нагреть
до оплавления в шарики (эскиз 3)
Отбелить (золото и серебро — 10 %-ным раствором H2NO3,
мельхиор и медь —10 %-ным раствором НСГ), промыть, просушить
Ножницы
Кусачки
Кисточка, горелка
Ванночки, пинцет
Примечание. Зернь можно изготовить также следующим образом: нарезанные кусочки проволоки укладывают
(по одному) на слегка наклоненную подставку (из древесного угля), под которой стоит банка с маслом;
нагревают заготовки до оплавления в шарики; опускают в банку с маслом (эскиз 4); затем шарики отбеливают,
промывают (в ванночках), просушивают.
5.13. Припасовка деталей ювелирных
украшений
В процессе сборки деталей в узлы и изде-
лия ювелир неоднократно (каждый раз перед
проведением операции пайки) осуществляет их
припасовку, то есть очень точную подгонку
одной детали к другой (рис. 5.38).
Шинки припасовываются к кастам, ран-
там, накладкам. Места их припасовки опреде-
ляются конструктивными особенностями укра-
шения, но всегда необходимо соблюдать выра-
ботанные практикой определенные закономер-
ности, то есть строго выдерживать нижний
и верхний пределы совмещения деталей. Ниж-
ним пределом во всех случаях является распо-
Рис. 5.38. Припасовка деталей ювелирных украшений
Глава 5. Изготовление деталей ювелирных украшений вручную
303
ложение опорной площадки шинки и основания
каста или ранта на одном уровне. Верхний пре-
дел может быть различным: у глухих кастов он
доходит до середины каста, у ободковых глад-
ких кастов этот предел ограничивается услов-
ной линией закрепочного пояска, у ободковых
ажурных — высотой ажурного, а иногда и зак-
репочного поясков, у крапановых и корнеровых
кастов — примерно серединой крапана или кор-
нера, а для ранта — плоскостью его поверхнос-
ти. Процесс припасовки начинается с запилива-
ния площадок (всечек) на кастах или рантах
и опорных площадок у шинок. Размеры всечек
диктуются размерами шинок, а точнее размера-
ми их опорных площадок. Для обеспечения ка-
чественной припасовки всечки делаются со сту-
пенькой, а опорные площадки шинок запилива-
ются под одним углом с всечками.
При припасовке глухих ободковых (глад-
ких и ажурных) кастов всечки делают с про-
тивоположных сторон над основанием, причем
одна из всечек должна находиться на фуге, что-
бы не допустить расхождения шва при пайке.
При припасовке крапановых и большин-
ства корнеровых кастов всечки делают на
ранте — точно против крапанов или корнеров,
а опорные площадки шинок запиливают под
углом ранта — заостряют вверх (к крапану,
корнеру), как бы соединяя всю связку воедино.
При припасовке верхушек всечки делают
на ранте. В тех же случаях, когда из-за малой
высоты ранта всечку сделать невозможно, шин-
ки припаивают одновременно к верхушке и ран-
ту, запиливая для этого ее опорную площадку
в виде шипа и припасовывая (вставляя) шинку
между верхушкой и рантом. При таком приеме
припасовки (за счет дополнительного соедине-
ния верхушки с рантом) увеличивается надеж-
ность всей конструкции.
При припасовке накладок исходят из вида
накладок: накладные одним концом припаивают-
ся к верху шинки, а другим концом — к стенке
каста без всечек; вставные же накладки одним
концом опираются на стенку каста, а другим (за
счет всечки) врезаются в шинку.
Стойку (флажок) припасовывают к кас-
ту или ранту точно против припаянного крюч-
ка: надфилем делают соответствующую прорезь,
в нее вставляют стойку и запаивают, а место пай-
ки тщательно зачищают.
Крючки впасовывают в каст или верхуш-
ку, просверлив или проколов в касте отверстие
и вставив в него конец проволоки, либо (в низ-
ких кастах), сделав надфилем неглубокую всеч-
ку (желобок), запаивают в нем конец проволо-
ки. В изделиях с низким рантом крючок впасо-
вывают и припаивают между верхушкой и ран-
том. Нередко (особенно в простых серьгах)
крючки припаивают без предварительной подго-
товки всечек и прорезей.
Припасовка шарнирных соединений состо-
ит в такой тщательной подгонке (притирке)
одного к другому, при которой обоим (после
сборки и припайки) обеспечивались бы одно-
временность и требуемая степень подвижности.
Примечание. В таблице 5.28 приведены
полезные советы ювелира-практика, в таблицах
5.29 - 5.32 — практически полезная информа-
ция для начинающего ювелира, а в таблице
5.33 — виды брака после монтировки изделий.
Советы ювелира-практика
Таблица 5.28
Дефект Причина Способ устранения
Хрупкость, ломкость металла, трещины Неровная (текстурная) поверхность у отожженных металлов Раковины в металле (после нагревания) Серые участки на серебре, окалины, окислы меди Слишком большое давление при прокатке, вальцовке, волочении Слишком высокая температура отжига Присутствие свинца или других инородных материалов, концентрирующих тепло Следствие чрезмерно высоких температур или длительного нагревания Произвести отжиг, чтобы придать металлу больше мягкости Обработать заготовку (полностью) мягким желтым пламенем с возможно низкой температурой Удалить остатки свинца или припоя, перед нагреванием промыть в сточной воде Удалить окалину дополнительной полировкой или шлифовкой, или на несколько секунд погрузить в раствор, состоящий из 50 % воды и 50 % азотной кислоты
304
Глава 5 Изготовление деталей ювелирных украшений вручную
Продолжение табл. 5.28
Дефект Причина Способ устранения
Непропайка Припой скатывается в шарики, но не течет Припой вытекает из стыка Окислы на металле Остатки отвердевшего флюса Припой на стыке, вообще на изделии Грубая, зернистая поверхность, трещины на металле Жир и отпечатки пальцев Пятнистая поверхность Затруднения с открыванием- закрыванием разъемных колечек Посадочное гнездо слишком мало Гнездо слишком велико Слишком твердые крапаны или каст Царапины после полировки Неплотное соприкосновение, грязь, отсутствие флюса Грязь или пламя горелки поступает лишь на припой, а не на все изделие Припой течет по направлению к самой горячей точке При нагревании неблагородные металлы окисляются При перегреве флюс превращается в стекловидное вещество Слишком много припоя Слишком сильное нагревание Грязь шлифовальных смесей Грязь, жир Плохое измерение Плохое измерение Очень твердый, пружинистый металл Слишком поспешная полировка Шабрить, чтобы получить блестящую, чистую поверхность на стыке, обеспечить тесное соприкосновение соединяемых участков между собой и флюсом Обезжирить, флюс поможет очистить металл, проверить на чистоту. Пламя должно поступать на все изделие, а не концентрироваться на припое до того, как он потечет Тщательно контролировать температуру, направить припой к нужному месту; острое голубое пламя является самым горячим Протравить, снова нагреть, опять протравить, сделать так несколько раз При помощи напильника или шабера удалить остатки флюса, затем нагреть и протравить Удалить излишки припоя напильником или шабером. Иногда необходимо произвести пайку заново Нагревание серебра выше 760 °C может привести к плавлению. Необходимо пользоваться менее горячим пламенем и не концентрировать его на одном месте Промыть в растворе аммиака и питьевой соды. Если металл чистый — вода покрывает его ровным слоем Промыть указанным выше способом, чтобы гарантировать чистые поверхности Размыкать колечки необходимо в боковом направлении, а не по кругу: тогда их можно легко закры гь Наложить гнездо на другое гнездо или на оправку, слегка постукивая по нему молоточком до тех пор, пока гнездо не расширится до нужного размера Поместить заостренный напильник в тиски, затем поместить стык гнезда на любую сторону напильника, подпиливать обе стороны гнезда сразу Отжечь изделие, чтобы снять излишнее напряжение металла, придать ему мягкость Прекратить полировку, так как ее продолжение лишь углубляет царапины, произвести шлифовку, а затем снова полировку
Таблица 5.29
Раствор Удаляемые компоненты
Аммиак Ацетон Керосин Спирт Скипидар Тетрахлорметан Трихлорэтилен Жиры, масла, мыло, полировальные смесн Лаки, клеи, смолы, жиры, масла, пластики Смазочные материалы, краски Смолы, масла, жиры, шеллак, олифа Масла, жиры, краски, резины Краски, жиры Лаки, клеи иа безводной основе
Глава 5 Изготовление деталей ювелирных украшений вручную
305
Таблица 5.31
Таблица 5 30
Определенная мера Соответствие другим мерам
1 карат 1 грамм 1 карат 1 гран 1 карат 1 тр. унция 1 дюйм 1 фут 1 метр 1 анг. галлон 1 амер, галлон 1 фунт 200 мг 5 карат 4 грана 50 мг 100 пунктов 31,1 г 25,4 мм 304,8 мм 39,37 дюйма 3,78 л 4,54 л 12 унций
Таблица 5.32
Темпе- ратура, °C Цвет, плавление металлов
482,2 Появление первой видимой красноты
593,3 Темно-красный
648,8 Плавится флюс, мягкий припой
718,4 Можно вести отжиг
760.0 Ярко-красный
815,5 Не нагревайте серебро выше
875,5 Вишнево-красный
966,0 Плавится серебро, медь
1083,3 Латунь
Дюймы Миллиметры
1/64 0,3969
1/32 0,7937
3/64 1,1906
1/16 1,5875
5/64 1.9843
3/32 2,3812
7/64 2,7781
1/8 3,1750
9/64 3,5718
5/32 3,9687
11/64 4,3656
3/16 4,7624
13/64 5,1593
7/32 5,5562
15/64 5,9530
1/4 6,3499
17/64 6,7468
9/32 7,1437
19/64 7,5405
5/16 7,9374
21/64 8,3343
11/32 8,7312
23/64 9.1280
3/8 9,5249
25/64 9,9217
13/32 10,3186
27/64 10,7155
7/16 11.1124
29/64 11,5092
15/32 11,9061
31/64 12,3030
1/2 12,6999
Таблица 5.33
Возможные вицы брака после операций монтировки
Вид брака Причина Метод устранения
Трещины, непропаи в местах пайки Смещение каста Шинка искривлена Несоответствие положения крючка, швензы по отношению к касту в серьгах Неравномерное прилегание деталей (частей) неразъемных шарнирных соединений Поры в местах проведенной пайки Некачественный флюс, недостаточная офлюсованность Всечки сделаны неправильно, смещение шинки при пайке, плохая припасовка Неравномерность нагрева в процессе пайки, некачественная правка шинки Ошибки ювелира во время выполнения операции припасовки-монтировки Некачественная припасовка Ошибки при выполнении припа- совки, некачественный припой Опилить, зачистить место пайки, приготовить новый флюс, произвести пайку заново Обработать всечки. выровнять шинку, отсоединив ее предварительно от каста, произвести пайку Отсоединить шинку от каста, выправить шинку, произвести пайку заново Отсоединить неправильно установленную деталь, произвести пайку заново Вновь изготовить шарнир Разъединить детали, произвести их пайку заново
20 Зак. 3896
306
Глава 5. Изготовление деталей ювелирных украшений вручную
Контрольные вопросы
1. Способ индивидуального изготовления
ювелирных изделий.
2. Серийное производство ювелирных изделий.
3. Накладки: назначение, виды.
4. Изготовление простой накладки.
5. Шинки: назначение, виды.
6. Изготовление простой шинки.
7. Изготовление сложной шинки.
8. Касты: назначение, виды.
9. Изготовление глухого каста для округ-
лых и овальных вставок.
10. Изготовление глухого каста для гране-
ных вставок.
11. Изготовление гладкого ободкового
каста.
12. Изготовление гладкого ободкового каста
с использованием шаблона развертки.
13. Изготовление ободкового ажурного
каста.
14. Изготовление гладкого крапанового
каста.
15. Изготовление крапанового каста из про-
волоки.
16. Пример исполнения кармезинового (кра-
паново-корнерового) каста.
17. Изготовление открытого корнерового
каста.
18. Изготовление встроенного корнерового
каста.
19 Пример исполнения кастов «каре», фа-
денового и «паве».
20. Рант: назначение, виды.
21. Изготовление ранта.
22. Швензы: назначение, виды.
23. Изготовление швензы.
24. Замки: назначение, виды.
25. Изготовление винтового замка к серьгам.
26. Сборка шарнира, иглы, броши.
27. Изготовление шомпольного замка.
28. Изготовление револьверного замка.
29. Изготовление визорного замка.
30. Изготовление коробчатого замка.
31. Изготовление шпрингельного замка.
32. Принцип действия замков.
33. Шарниры: назначения, виды.
34. Изготовление паяного шарнира
35. Крючки: назначение, виды.
36. Изготовление пружинного крючка.
37. Петли: назначение, виды.
38. Изготовление петли.
39. Стойка: назначение.
40. Изготовление стойки.
41. Ушко: назначение.
42. Изготовление ушка.
43. Зернь: назначение.
44. Изготовление зерни.
45. Припасовка деталей ювелирных укра-
шений.
Глава 5. Изготовление деталей ювелирных украшений вручную
307
ГЛАВА 6
Примеры изготовления
ювелирных украшений
вручную
6.1. Изготовление колец
6.2. Изготовление серег
6.3. Изготовление брошей
6.4. Изготовление кулонов
6.5. Изготовление цепочек
6.6. Изготовление браслетов
6.7. Изготовление заколок
6.8. Изготовление медальонов, колье, ожерелий,
запонок, зажимов для галстука
6.9. Изготовление филигранных украшений
В.П.Новиков
Книга
начинающего
ювелира
310
Глава 6. Примеры изготовления ювелирных украшений вручную
роцессы изготовления всех без исклю-
чения ювелирных украшений вручную
(колец, серег, кулонов, брошей, брасле-
тов, колье, ожерелий, заколок, цепочек, бус, за-
жимов к галстукам) заключаются в исполнене-
нии отдельных (в порядке конструктивно задан-
ной последовательности) деталей и сборки-мон-
тировки их (в той же последовательности) в це-
лые изделия. В приведенных ниже примерах
изготовления ювелирных украшений вручную
использован практический опыт работы как оте-
чественных, так и зарубежных ювелиров.
6.1. Изготовление колец
Кольца, как изложено выше, бывают про-
стые и сложные (рис. 6.1).
Рис. 6.1. Кольца: А — обручальные и помолвочные; Б — печатки; В — полученные штамповкой; Г — полученные литьем
Глава 6 Примеры изготовления ювелирных украшений вручную
311
Рис. 6.1. Кольца: Д — многокаменные; Е — без камней; Ж — с одним камнем; 3
направления «авангард»
312
Глава 6. Примеры изготовления ювелирных украшений вручную
Рис. 6.1. Кольца: И — украшенные россыпью бриллиантов
Процесс изготовления простого (обручаль-
ного) кольца до определенного момента ведет-
ся точно в том же порядке, что и простой шин-
ки: прорисовывается эскиз, чертеж, определяют-
ся расчетные длина и толщина заготовки
(рис. 6.2, А), отрезается заготовка, гнется, при-
пасовывается, паяется, отбеливается, произво-
дится промывка-просушка, опиливание мест
пайки, правка по внутреннему диаметру и боко-
вых поверхностей, опиливание всех поверхнос-
тей. После этого, как известно, шинку пропи-
ливают по фуге, а концы шинки либо разводят
в разные стороны, либо заводят. Кольцо же пос-
ле опиливания подвергают шабрению (шабрят
по внешнему и внутреннему диаметрам, а так-
же боковым поверхностям) в целях обеспечения
чистоты обработки и размеров почти как у го-
тового изделия. Тщательно выполненная опера-
ция шабрения позволяет значительно сократить
безвозвратные потери драгоценного металла.
После шабрения проводятся: сначала отделоч-
ная операция — полирование при помощи паст
ГОИ, а затем химическая очистка в мыльной
воде и просушка: кольцо готово (рис. 6.2, Б)
Рис. 6.2. Пример изготовления простого (обручального) кольца: А — определение длины и толщины заготовки; Б — про-
цесс изготовления кольца
Глава 6 Примеры изготовления ювелирных украшений вручную
313
Примеры изготовления более сложных ко-
лец (с выгравированным рисунком, с ажурны-
ми боковыми гранями, полого и кованого) при-
ведены, соответственно, на рисунках 6.3,6.4,6.5
и 6.6. В практике ювелирного дела размеры тол-
щин заготовок для колец исчисляют от 0,8 до
3 мм с интервалом в 0,1 мм, а длину заготовки
определяют приближенно по формуле L=3d+4h,
где d — внутренний диаметр (размер) кольца,
а Л — толщина заготовки; правда, такие расче-
ты требуют корректировки. К примеру, для за-
готовок толщиной 0,8 мм результат будет мень-
ше на 1,8 мм, толщиной 1,0 мм — на 1,5 мм,
толщиной 1,5 мм — на 1,0 мм, толщиной
2,0 мм — на 0,8 мм, толщиной 2,5 мм — на
0,4 мм, а толщиной 3,0 мм — на ноль мм, то
есть никакой разницы; при толщине заготовки
более 3 мм разница окажется большей. В таб-
лице 6.1. приводятся рассчитанные и готовые
к использованию размеры заготовок для колец.
Рис. 6.3. Пример изготовления кольца с выгравированным рисунком: А — заготовка (штампованная или вырезанная); Б
формование верха кольца (в том числе операции отжига и отбеливания); В — разметка рисунка (узора); Г — гибка, припа-
совка, отжиг, отбеливание, пайка, гравирование (выпиливание) узора, шлифовка, полировка, сушка
Рис. 6.4. Пример изготовления кольца с ажурными боковыми гранями: А — изготовление боковых половинок (штамповкой
или вырезанием), правка, опиливание, припасовка; Б — пайка двух боковых половинок, отбел, зачистка; В — разметка
рисунка (узора), отжиг, отбел, гравирование (выпиливание) узора, отжиг, отбел; Г — гибка, пайка, зачистка, отделочные
операции
Рис. 6.5. Пример изготовления полого кольца: А — заготов-
ка (штампованная или вырезанная); Б — гибка средней час-
ти; В — правка-обжимка
Рис. 6.6. Пример изготовления кованого плоского кольца:
А — прокатанная заготовка; Б — гибка; В — кованые плос-
кие кольца различных форм
314
Глава 6 Примеры изготовления ювелирных украшений вручную
Таблица 6.1
Готовые (для использования) размеры заготовок для колец
Тол- щина заготов- ки, мм Размеры колец, мм
15,5 16,0 16,5 17,0 17,5 18,0 18,5 19,0 19,5 20 20,5 21 21,5 22 22,5 23 23,5 24
S 51,18 52,75 54,35 55,89 56,46 59,03 60,60 62,17 63,74 65,24 66,88 68,45 70,02 71,59 73,16 74,73 76,30 77,87
0,9 51,49 53,06 54,63 56,20 57,77 59,34 60,91 62,48 64,05 65,62 67,19 68,76 70,33 71,90 73,47 75,04 76,61 78,19
1,0 51,81 52,38 54,95 56,62 58,09 59,66 61,23 62,80 64,37 65,94 67,51 69,08 70,65 72,22 73,79 75,36 76,93 78,50
1,1 52,12 53,69 55,26 56,83 58,40 59,96 61,54 63,11 64,68 66,25 67,82 69,39 70,96 72,53 74,10 75,67 77,24 78,81
1,2 52,43 54,00 55,57 57,14 58,71 60,28 61,85 63,42 64,99 66,56 68,13 69,70 71,27 72,84 74,41 75,98 77,55 79,12
1,3 52,75 5435 55,89 57,46 59,03 60,60 62,17 63,74 65,31 66,88 68,45 70,02 71,59 73,16 74,48 76,30 77,87 79,44
1,4 53,06 54,63 56,20 57,77 59,34 60,91 62,48 64,05 65,62 67,19 68,76 70,38 71,90 73,47 75,04 76,61 78,18 79,93
1,5 53,38 54,95 56,52 58,09 59,66 61,23 62,80 64,37 65,94 67,51 69,08 70,65 72,22 73,79 75,36 76,93 78,50 80,07
1,6 53,69 55,26 56,83 58,40 59,96 61,54 63,11 64,68 66,25 67,82 69,39 70,96 72,58 74,10 75,67 77,24 78,81 80,38
1,7 54,00 55,57 57,14 58,71 60,28 61,85 63,42 64,99 66,56 68,13 69,70 71,27 72,84 74,41 75,98 77,55 79,12 80,69
1,8 54,35 55,89 57,46 59,03 60,60 62,17 63,74 65,31 66,88 68,45 70,02 71,59 73,16 74,73 76,30 77,87 79,44 81,01
1,9 54,63 56,20 57,77 59,34 60,91 62,48 64,05 65,62 67,19 68,76 70,33 71,90 73,47 75,04 76,61 78,18 79,75 81,32
2,0 54,95 56,52 58,09 59,65 61,23 62,80 64,37 65,94 67,51 69,08 70,65 72,22 73,79 75,36 76,93 78,50 80,07 81,64
2,1 55,26 56,83 58,40 59,96 61,54 63,11 64,68 66,25 67,82 69,39 70,96 72,53 74,10 75,67 77,24 78,81 80,38 81,95
2,2 55,57 57,14 58,71 60,28 61,85 63,42 64,99 66,56 68,13 69,70 71,27 72,84 74,41 75,98 77,55 79,12 80,69 82,26
2,3 55,89 57,46 59,03 60,60 62,17 63,74 65,31 66,88 68,45 70,02 71,59 73,16 74,73 76,30 77,87 79,44 81,01 82,58
2,4 56,20 57,77 59,34 60,91 64,48 64,05 65,62 67,19 68,76 70,33 71,90 73,47 75,04 76,61 78,18 79,75 81,32 82.89
2,5 56,52 58,09 59,65 61,23 62,80 64,37 65,94 67,51 69,08 70,65 72,22 73,79 75,36 76,93 78,50 80,07 81,64 83,21
2,6 56,83 58,40 59,96 61,54 63,11 64,68 66,25 67,82 69,39 70,96 72,53 74,10 75,67 77,24 78.81 80.38 81.95 83.52
2,7 57,14 58,71 60,28 61,85 63,42 64,99 66,56 68,13 69,70 71,27 72,84 74,41 75,98 77,55 79,12 80.69 82.26 83.83
2,8 57,46 59,03 60,60 62,17 63,74 65,31 66,88 68,45 70,02 71,59 73,16 74,73 76,30 77.87 79.44 81.01 82,58 84,15
2,9 57,77 59,34 60,91 62,48 64,05 65,62 67,19 68,76 70,33 71,90 73,47 75,04 76,61 78,18 79,75 81.32 82.89 84,46
3,0 58,09 59,65 61,23 62,80 64,37 65,94 67,51 69,08 70,65 72,22 73,79 75.36 76.93 78.50 80,07 81,64 83,21 84,78
Примеры изготовления сложных колец даны
в таблицах 6.2 - 6.4, а в таблице 6.5 приведен
(для ознакомления) процесс изготовления (ста-
дия монтировки) кольца при серийном способе
производства ювелирных украшений (кольцо из
золота 585-й пробы состоит из штампованной
шинки, литого крапанового каста, штампован-
ных ранта и двух накладок).
Глава 6. Примеры изготовления ювелирных украшений вручную
315
Таблица 6.2
Пример изготовления кольца с верхушкой
Операция Инструмент, материал
Подготовить (прорисовать) эскиз (чертеж, рисунок) кольца и отдельных его деталей Бумага, карандаш,
(эскиз 1), определить расчетные размеры каждой отдельной детали кольца перо, тушь
Взять проволоку (из золота, серебра, мельхиора, меди) соответствующего диаметра Штангенциркуль,
и отрезать заготовку в размер (больше расчетной длины шинки) кусачки
Расплющить и слегка выгнуть (методом ковки) центральную часть заготовки (эскиз 2) Молоток
Согнуть заготовку (методом гибки) в деталь, схожую с шинкой (эскиз 3) Плоскогубцы
Закруглить шинку (эскиз 4) на шпераке Молоток
Расплющить (методом ковки) боковые стороны шинки (эскиз 5) с помощью Шперак
молотка
Править боковые поверхности шинки (эскиз 6) на плите Молоток
Отжечь концы шинки (эскиз 7) на асбестовом листе Горелка
Гнуть концы шинки (эскиз 8) Плоскогубцы
Припасовать концы шинки (эскиз 9) с помощью надфиля Зажимы
Паять концы шинки, предварительно офлюсовав (с помошью кисточки) и нанеся Необходимые при
припой (эскиз 10) пайке
Отбелить шинку в ванночке с отбелом Пинцет
Промыть шинку в воде, просушить Ванночка
Зачистить место пайки (эскиз 11) Надфиль
Запилить концы шинки по форме верхушки (эскиз 12) Надфиль
316
Глава 6. Примеры изготовления ювелирных украшений вручную
Продолжение табл. 6.2
Операция Инструмент, материал
Довести внутренний диаметр шинки до требуемого: выпилить в нижней части (середина) шинки излишнюю часть металла (эскиз 13) Согнуть концы шинки, припасовать их до плотного прилегания (эскиз 14) Приготовить (вырезать) квадратный кусочек-пластину толщиной 0,05 - 0,1 мм припоя, вставить в предварительно офлюсованный стык так, чтобы пластина выступала из него минимум на 1 мм со всех сторон (эскиз 15) Паять стык шинки (эскиз 16) на асбестовом листе Отбелить шинку в ванночке с отбелом Промыть в воде, просушить Опилить места пайки (эскизы 17 и 18) Опилить шинку кругом с помощью бормашинки Отрезать (от листового проката толщиной не более 2 мм) заготовки для накладок и верхушки Править заготовки на флакейзене Отжечь заготовки (до появления малинового цвета) на асбестовом листе Произвести разметку — нанести на заготовку рисунки накладок (эскиз 19) Выпилить накладки согласно разметке Произвести, используя молоток и оправки, гибку накладок (эскиз 20) и верхушки (эскиз 21) Опилить накладки и верхушку в заданные размеры Отрезать от листового проката (толщиной не более 2 мм) заготовку для декоративного элемента Править заготовку на флакейзене Произвести разметку — нанести на заготовку рисунок декоративного элемента (эскиз 22) Выпилить декоративный элемент согласно разметке Гнуть декоративный элемент по форме верхушки Опилить декоративный элемент кругом (с помощью бормашинки и надфилей: игольчатого, пазового и полукруглого) Припасовать декоративный элемент к верхушке Нарезать (ножницами) припой, офлюсовать места пайки, нанести припой, зафиксировать паяемые детали (эскиз 23) Паять декоративный элемент с накладкой на асбестовом листе Отбелить верхушку (накладка с напаянным декоративным элементом), а затем промыть в воде и просушить Зачистить (запилить) места пайки, используя бормашинку и надфили Припасовать верхушку к шинке (эскиз 24) Нарезать (ножницами)припой (узкими длинными пластинками), офлюсовать места пайки, зафиксировать паяемые детали в требуемом положении; паять верхушку с шинкой: узкая длинная полоска припоя применяется как электрод при сварке (эскиз 25) Отбелить весь узел, а затем промыть в воде и просушить Зачистить места пайки Припасовать накладки к шинке и верхушке, сделав на верхушке всечку Нарезать припой, офлюсовать (с помощью кисточки) места пайки, закрепить паяемые детали в требуемом положении; паять накладки к шинке и верхушке (эскиз 26) на асбестовом листе Отбелить кольцо, а затем промыть в воде и просушить Зачистить места пайки Править боковые поверхности кольца на флакейзене Шабрить кольцо кругом Полировать кольцо кругом сначала войлочными, а затем матерчатыми (суконными) кругами (эскиз 27 и 28) Произвести химическую очистку кольца в четыреххлористом водороде или технических моющих средствах ТМС-31, ТМС-70. ТМС-160. а затем промыть в теплой воде, просушить Лобзик Плоскогубцы Ножницы, пинцет, припой Горелка Пинцет Ванночка Надфиль Набор фрез Ножницы, чертилка Молоток Горелка Чертилка Лобзик Плиты-подкладки Надфиль Ножницы Молоток Чертилка Лобзик Плоскогубцы Набор фрез Надфиль Пинцет, кисточка, зажимы Горелка Ванночки, пинцет Набор фрез Надфиль Кисточка, флюс, припой, зажимы, асбестовый лист, горелка Ванночки, пинцет Надфиль Надфиль Ножницы, припой, флюс, зажимы, горелка Ванночки, пинцет Надфиль Молоток Шабер Бормашинка, паста ГОИ Ванночки, моющие средства
Глава 6 Примеры изготовления ювелирных украшений вручную
317
Таблица 6.3
Пример изготовления мужского кольца
Операция
Подготовить (прорисовать) эскиз (чертеж рисунок) кольца и отдельных его
деталей с указанием необходимых размеров; определить расчетную длину шинки
и верхушки (эскиз 1)
Взять пруток длиной больше длин шинки и верхушки (из золота, серебра,
мельхиора, меди) и прокатать его сначала в профильных валках до заготовки
квадратного сечения со стороной равной самой широкой части кольца, а затем
в плоских валках до толщины кольца, отрезать две заготовки (для шинки
и верхушки)
Произвести разметку — нанести на заготовку рисунок шинки (эскиз 2)
Выпилить шинку
Свернуть (круглогубцами) заготовку (методом гибки) в кольцо
Зачистить концы шинки
Припасовать концы шинки (плотно подогнать — сфуговать)
Нарезать (ножницами) припой, офлюсовать шинку, нанести припой
Паять шинку на асбестовом листе
Отбелить шинку в ванночке с отбелом
Промыть шинку в воде и просушить
Опилить место пайки
Править шинку по внутреннему диаметру на рентригеле
Править боковые поверхности шинки на флакейзене
Опилить шинку кругом
Отжечь (на асбестовом листе) заготовку для верхушки, разметить (эскиз 3)
Выпилить верхушку
Согнуть заготовку по форме шинки (верхушка должна повторить кривизну
шинки), уложить заготовку на деревянный брусок (на углубление в нем в виде
ромба, обязательно совместив центры ромба и верхушки), затем уложить на
верхушку оправку в виде стальной трубки и ударом молотка скруглить верхушку
и выбить одновременно ромб (эскиз 4)
Опилить верхушку по периметру ромба (эскиз 5)
Произвести разметку — обозначить на верхушке места расположения отверстий
под вставки (эскиз 6)
Произвести кернение отверстий в центре
Выпилить отверстия согласно разметке
Опилить отверстия в размер (эскиз 7)
Проверить (путем совмещения и подгонки) совпадение кривизны шинки
и верхушки
Запилить края шинки
Припасовать верхушку к шинке
Нарезать (ножницами) припой, офлюсовать верхушку и шинку, нанести припой,
зафиксировать шинку в требуемом положении
Паять (на асбестовом листе) верхушку к шинке
Отбелить кольцо и промыть в воде (в ванночках), просушить
Инструмент, материал
Бумага, карандаш, перо,
тушь
Вальцы, ножницы
Чертилка
Лобзик
Оправка
Надфиль
Круглогубцы
Кисточка, пинцет
Горелка
Пинцет
Ванночка
Надфиль
Молоток
Молоток
Надфиль
Горелка, чертилка
Лобзик
Оправка, брусок-
подкладка, молоток
Надфиль
Чертилка
Кернер, молоток
Лобзик
Надфиль
Надфиль
Надфиль
Кисточка, пинцет,
зажимы
Горелка
Пинцет
318
Глава 6. Примеры изготовления ювелирных украшений вручную
Продолжение табл. 6.3
Операция Инструмент, материал
Отбелить кольцо и промыть в воде (в ванночках), просушить Зачистить места пайки (эскиз 8) Запилить кольцо кругом Шабрить кольцо кругом Полировать кольцо бормашинкой с набором полировальных кругов Закрепить (применив штихель и давчик) вставки из ограненных самоцветных камней или разноцветного стекла Произвести химическую очистку кольца в четыреххлористом водороде или технических моющих средствах ТМС-31, ТМС-70, ТМС-160, промыть в теплой воде, просушить Пинцет Надфиль Надфиль Шабер Паста ГОИ Пинцет Ванночки, моющие средства
Таблица 6.4
Пример изготовления кольца из проволоки
Операция
Инструмент, материал
Подготовить (прорисовать) эскиз (чертеж, рисунок) кольца и отдельных его
деталей с указанием необходимых размеров; определить расчетные длины
заготовок (эскиз 1)
От мотка квадратной (2,5 мм) проволоки отрезать пять заготовок, каждая длиной
88 мм. Сложить заготовки в жгут, оба конца которого на длину примерно 30 мм
скрепить клейкой лентой (эскиз 2); следует помнить, что проволоку нельзя ни
гнуть, ни перекручивать
Определить и отметить центр жгута; в обе стороны от центра жгута отмерить по
9,5 мм и отметить эти точки слегка заметной риской
От того же мотка проволоки отрезать две заготовки, каждая по 50 мм; на одном
из концов каждой заготовки сделать загиб шириной около 6,5 мм (эскиз 3)
Запилить концы загибов для лучшего прилегания
Обвязать жгут в три оборота в местах отметок (рисок), как показано на эскизе 4.
После каждого полуоборота вокруг жгута проволоку необходимо зажимать;
концы связки должны располагаться с внутренней стороны будущей шинки;
излишки проволоки отрезать, а концы запилить. Натяжение проволочек жгута
должно быть тугим, проволочки жгута не должны быть сдвинуты в пучок
Удалить клейкую ленту с концов жгута и изогнуть жгут, как показано на эскизе 5;
образовать нижнюю часть будущей шинки
Тонким жестким предметом зацепить две крайние (внешние) проволоки нижней
части шинки и, выгибая их постепенно усилием пальцев рук, образовать верхнюю
часть шинка (эскиз 6)
Править шинку (кольцо) до требуемого диаметра путем прогонки шинки взад-
вперед сначала по оправке, а затем по рентригелю (эскиз 7)
Бумага, карандаш, перо,
тушь
Ножницы, клейкая
лента, линейка
Чертилка, линейка
Круглогубцы,
плоскогубцы
Надфиль
Плоскогубцы,
круглогубцы, надфиль
Рентригель
Пинцет, перочинный
нож
Оправка, рентригель
Глава 6. Примеры изготовления ювелирных украшений вручную
319
Продолжение табл. 6.4
Операция Инструмент, материал
Развести в стороны проволочки обоих концов жгута (эскиз 8) Согнуть две центральные проволочки жгута (длина их должна быть 12 мм) так, чтобы они могли удержать в дальнейшем вставку; излишки удалить (отрезать); длина загибов около 3 мм; концы загибов слегка заострить с тем, чтобы в дальнейшем их можно было легко заправить в отверстия вставки (эскизы 9 13) Изогнуть крайние проволочки жгута с обеих сторон (высшая точка загиба немного выше отверстия в бусине); завести их концы под шинку; излишки проволочек удалить, концы запилить (эскизы 14 - 17) Промыть кольцо в теплой мыльной, а затем проточной воде, просушить Круглогубцы, плоскогубцы, кусачки, надфиль Круглогубцы, плоскогубцы, надфиль, кусачки Ванночка
Таблица 6.5
Процесс изготовления (монтировки) кольца при серийном способе производства
Операция
Подготовить рабочее место (верстак): получить в кладовой комплект деталей
и припой в количестве и массой согласно наряду (заданию). Нарезать припой
ПЗл585-1 и П3л585-1У.
Отрезать (ножницами) от каста остаток литника длиной 2 мм (эскиз 1)
Запилить (зачистить) место среза (эскиз 2)
Опилить каст кругом, четко оформляя рельефный контур крапанов, удалить
возможные дефекты литья (облой, наплавы); крапаны вокруг опиливают фрезой,
а по контуру надфилем
Запилить боганы на плоскость под пайку с рантом (эскиз 3)
Шабрить боганы; операцию выполняют как отделочную (эскиз 4)
Запилить (зачистить) рант по верху, выдерживая высоту, а также кругом (эскиз 5)
Запилить (зачистить) накладки по контуру, то есть до размеров чертежа
Припасовать каст к ранту; подогнать (совместить) по плоскости и форме (эскиз 6).
При выполнении указанных выше операций каст, рант, накладки удерживают
пальцами рук (упором служит финагель) или в тисочках
Инструмент, материал
Весы ВЛР 1, ножницы
Кусачки
Надфиль
Бормашинка с набором
фрез, надфиль
Надфиль
Шабер
Надфиль
Надфиль
Надфиль
320
Глава 6 Примеры изготовления ювелирных украшений вручную
Продолжение табл. 6.5
Операция Инструмент, материал
Произвести точечную пайку (прихватку) с рантом; уложить детали на приспособление и установить на нижний электрод аппарата, подать напряжение в зависимости от толщины изделия и площади пайки в пределах от 0 до 380 В, нажать педаль и произвести пайку Паять каст с рантом: офлюсовать, уложить припой (в стыки швов, в места малозаметные или вообще не просматриваемые на готовом изделии), а затем включить горелку и при равномерном круговом движении легким пламенем постепенно нагреть каст и рант, а затем усилием огня горелки довести припой до полного растекания и соединения с основным металлом Отбелить каст с рантом путем выдержки в 5 %-ном растворе сернокислого калия при температуре 55 - 60 °C в течение 7,5 -10 мин Зачистить место пайки Запилить торцы шинки (эскиз 7) Разметить рант под сборку с шинкой, сделать всечку, наметить риску в месте припайки шинки к ранту (эскиз 8) Догнуть шинку под сборку с рантом круглогубцами Припасовать шинку к ранту; подогнать шинку к ранту в месте сделанной всечки- риски (эскиз 9) Паять (припой ПЗл585-1) шинку с рантом (офлюсовать место пайки, нанести припой); шинку фиксировать в требуемом положении за счет нагартованности (упругости) Отбелить путем выдержки в 5 %-ном растворе сернокислого калия при температуре 55 - 60 °C в течение 7,5 -10 мин Зачистить (запилить) места пайки Запилить рант заподлицо с шинкой по внутреннему диаметру кольца, то есть по пальцу (эскиз 10) Править (применив рентригель) кольцо по внутреннему диаметру (эскиз 11) Зачистить шинку кругом (эскиз 12) Припасовать накладки к касту и шинке согласно чертежу, в касте на месте припайки сделать риску (эскиз 13) Произвести точечную пайку накладок с шинкой и кастом, так же как пайку каста с рантом, описанную выше Паять (припой ПЗл 585-IV) накладки к касту и шинке так же, как осуществляли пайку каста с рантом, описанную выше Отбелить путем выдержки в 5 %-ном растворе сернокислого калия при температуре 55 - 60 °C в течение 7,5-10 мин Шабрить кольцо (за исключением рельефных и чеканных поверхностей, если таковые присутствуют), то есть тщательно убрать все риски, царапины, другие дефекты; это конечная операция, выполняемая ювелиром-монтировщиком Маркировать кольца клеймом рабочего Сдать кольца по количеству и массе в ОТК Аппарат точечной пайки Кисточка, флюс, асбестовый лист, горелка, пинцет, припой, ПЗл585-1 Ванночка, отбел Надфиль Тоже Циркуль разметочный, надфиль Плоскогубцы Надфиль Необходимые при пайке Ванночка, пинцет Надфиль Надфиль Молоток Надфиль Тоже Аппарат точечной пайки Необходимые при пайке Ванночка, пинцет Шабер Весы ВЛАО
Примечание. 1. Размеры опиливаемых и шабрируемых поверхностей указывают на чертеже. 2. Перед пайкой удалить шабером оксидные пленки в местах пайки и снять заусенцы напильником (надфилем). Шероховатость поверхности должна быть не менее Ra = 1,26 мкм. Удалить с рабочей поверхности жировую пленку батистом, смоченным в денатурате (протирать рабочую поверхность руками недопустимо). 3. Напряжение при точечной пайке устанавливают экспериментальным путем. 4. После каждой пайки изделия сначала промывают в горячей воде при температуре 60 - 70 °C в течение 1,5 - 2,0 мин, а затем в проточной воде (1.5 - 2.0) мин и просушивают (10 - 15 мин) в сушильном шкафу при 125-150 °C. 5. Дальнейшая обработка кольца (без участия ювелира-монтировщика) идет в следующем порядке: электрохимическое полирование, полирование обычное, простановка (клеймение) товарного знака завода- изготовителя. пробирование в инспекции пробирного надзора, закрепка вставок, полирование окончательное; с участка на участок изделия (по количеству и массе) каждый раз передают через кладовые драгоценных металлов с обязательным предъявлением на контроль в ОТК.
Глава 6. Примеры изготовления ювелирных украшений вручную
321
6.2. Изготовление серег
Среди женских ювелирных украшений наи-
более популярны серьги (рис. 6.7). По объему
выпуска серьги уступают только кольцам, а по
разнообразию материалов для изготовления
и видов декора занимают ведущие позиции. При-
меры изготовления серег приведены в таблицах
6.6 - 6.9. На рисунке 6.8 приведены примеры
соединения в серьгах-пуссетах, на рисунке 6.9.
показаны механизмы крепления и принципы их
действия в серьгах-клипсах, а в таблице 6.10 —
процесс изготовления (монтировки) серег при
серийном способе производства.
Рис. 6.7. Серьги
21 Зак. 3896
322
Глава 6 Примеры изготовпения ювелирных украшений вручную
Таблица 6.6
Пример изготовления серег с петельным крючком
Операция
Подготовить эскиз (чертеж, рисунок) серег и отдельных их деталей с указанием
необходимых размеров (эскиз 1)
Взять полоску (заготовку) листового проката (из золота, серебра, мельхиора, меди),
выправить (на флакейзене), отжечь (на асбестовом листе), разметить — нанести на
заготовку рисунок основания, вырезать основания серег
Подогнуть согласно разметке (по вставке) закрепочные буртики основания серег
(эскиз 2). опилить острые края надфилем
Взять круглую проволоку диаметром 0,5 мм, отрезать заготовку для крючка,
согнуть по форме чертежа (эскиз 3)
Изготовить (из такой же проволоки) путем гибки-навивки с использованием
оправки и волочильной доски (эскиз 4) две спирали (эскиз 5), четыре разъемных
колечка (эскиз 6) и две заводные петельки (эскиз 7)
Припасовать (применив надфиль) колечки (разъемом вниз) к основанию,
офлюсовать, нанести припой, паять (эскиз 8)
Отбелить и промыть (в ванночках), просушить, зачистить места пайки
Припасовать спиральку к крючкам, заводным петелькам и разъемным колечкам,
офлюсовать, нанести припой, зафиксировать в требуемом положении, паять (эскиз 9)
Отбелить и промыть (в ванночках), просушить, зачистить места пайки
Соединить (через разъемные колечки) замковую часть серег с основанием,
окончательно определить длину крючка, излишки проволоки отрезать
Закрепить вставку с помощью давчика
Полировать серьги (кроме вставки) полировальными щетками
Произвести (применив технические моющие средства) химическую очистку серег,
промыть, просушить
Инструмент, материал
Бумага, карандаш,
перо, тушь
Молоток, горелка,
чертилка, ножницы
Оправка, молоток
Круглогубцы, ножницы
Плоскогубцы, лобзик,
круглогубцы, кусачки
Необходимые при
пайке
Пинцет, надфиль
Надфиль и необхо-
димые при пайке
Пинцет, надфиль
Кусачки
Штихель
Паста ГОИ
Ванночки, пинцет
Пример изготовления серег фантазийной формы
Таблица 6.7
1 О ® 2 О 3 4 6 х 7 8 АЛЛ „л= u 4 Фл и 5 ин Q
Операция Инструмент, материал
Подготовить эскиз (чертеж, рисунок) серег и отдельных их частей с указанием необходимых размеров (эскиз 1) Подготовить (подобрать) самоцветные камни или разноцветное стекло по величине и форме согласно рисунку, просверлить их посередине, используя настольный сверлильный станок Взять квадратную проволоку сечением 2X2 мм (из золота, серебра, мельхиора, меди), отрезать заготовку для внешнего элемента (оправы) серег, согнуть ее (методом гибки) по форме, как требует чертеж (эскиз 2) Бумага, карандаш, перо, тушь Сверло Ножницы, кусачки, плоскогубцы
Глава 6 Примеры изготовления ювелирных украшений вручную
323
Продолжение табл. 6.7
Операция Инструмент, материал
Расплющить (на флакейзене) концы оправы серег (эскиз 3), а затем скруглить их (эскиз 4) напильником Полировать оправу полировальными кругами Взять круглую проволоку диаметром 1,5 мм. отрезать требуемой длины заготовку для сборки вставок Закрепить (методом навивки) заготовку за одну сторону оправы серьги (эскиз 5) Нанизать вставки (самоцветные камни или разноцветное стекло) на проволоку Закрепить (методом навивки) проволоку за противоположную сторону оправы серьги (эскиз 6) Отрезать излишки проволоки с обоих ее концов, а оставшиеся свободные короткие отрезки запилить и заправить в отверстие вставок Взять круглую проволоку диаметром 1.5 мм, отрезать заготовку для крючка Согнуть (методом гибки) заготовку по форме крючка (эскиз 7) Изготовить замковую часть (эскиз 8), применив круглогубцы, кусачки, надфиль, сверло, дрель, метчик и выполнив операцию пайки; приклеить к завитку эпоксидным клеем (эскиз 9) Произвести химическую очистку серег моющими средствами, промыть, просушить Молоток Паста ГОИ Лобзик Плоскогубцы Плоскогубцы Лобзик, напильник Лобзик Круглогубцы Необходимые при пайке и клей Ванночки, пинцет
Таблица 6.8
Пример изготовления серег со вставкой и подвесками в виде полосочек
Операция Инструмент, материал
Подготовить эскиз (чертеж, рисунок) серег и отдельных их частей с указанием необходимых размеров (эскиз 1) Взять полоску (заготовку) листового проката (из золота, серебра, мельхиора, меди), выправить, отжечь (на асбестовом листе), разметить — нанести на заготовку рисунок основания и подвесок, вырезать (ножницами) два основания серег и шесть подвесок Подогнуть согласно разметке (по вставке) закрепочные буртики основания серег (эскиз 2), опилить острые края надфилем Опилить подвески, просверлить (с помощью сверла и дрели) отверстия в них, запилить места сверления (эскиз 3) Взять круглую проволоку диаметром 0,5 мм, отрезать заготовку для крючка, согнуть по форме как указано на чертеже (эскиз 4) Изготовить (используя оправку, волочильную доску) из круглой проволоки диаметром 0,5 мм (путем гибки-навивки) шесть разъемных колечек (эскиз 5) Соединить (продевая) колечки с подвесками (эскиз 6) Припасовать (сделав надфилем всечку) крючок и подвески к основанию (разъемами колечек к месту7 пайки), паять к основанию сначала подвески, а затем крючок (эскиз 7) Отбелить и промыть (в ванночках), просушить Зачистить места пайки Гравировать лицевую сторону подвесок (эскиз 8) Закрепить вставку, используя давчик Полировать серьги (кроме вставок) полировальными щетками Произвести (применив химические моющие средства) химическую очистку серег, промыть, просушить Бумага, карандаш, перо, тушь Флакейзен, молоток, горелка, чертилка Оправка, молоток Надфиль Круглогубцы Плоскогубцы, лобзик Необходимые при пайке Пинцет Надфиль Штихель Пинцет Паста ГОИ Ванночки, пинцет
324
Глава 6. Примеры изготовления ювелирных украшений вручную
Таблица 6.9
Пример изготовления серег с витыми комбинированными (металл - камень - стекло) подвесками
Операция
Подготовить эскиз (чертеж, рисунок) серег и отдельных их частей с указанием
необходимых размеров (эскиз 1)
Взять листовой прокат толщиной (обычно не более 2 мм), отрезать (ножницами)
две заготовки площадью каждая больше площади основания, выправить, отжечь
на асбестовом листе
Произвести разметку - - нанести рисунок основания на заготовку (эскиз 2)
Выпилить внутренний контур основания серьги
Выпилить основание по внешнему контуру
Опилить основание кругом
Вырезать из полоски листового проката заготовки для 10 витых элементов, согнуть
по форме согласно чертежу (эскиз 3)
Взять круглую проволоку (0,8 - 1,0 мм), отрезать (ножницами) заготовку для
крючка, спиралек и колечек
Согнуть заготовку для крючка по форме чертежа (эскиз 4)
Изготовить методом гибки-навивки с применением оправки и круглогубцев
(эскиз 5) шесть спиралек (эскиз 6) и шесть разъемных колечек (эскиз 7)
Подобрать самоцветные камни или граненое разноцветное стекло, просверлить
(используя настольный сверлильный станок), нарезать шесть отрезков проволочек
для закрепления камней или стекла
Закрепить на одном конце проволочек камни (стекло), как показано на эскизе 8
Нанизать на проволоку спиральки (эскиз 9), предварительно запилив их с торпев
надфилем
Нарезать из отрезков круглой проволочки заготовки для зерни
Изготовить зернь (эскиз 10), используя горелку и подкладку из древесного угля,
а также ванночки
Припасовать к основанию крючок, витые элементы и колечки а к витым
элементам — зернь, паять сначала витые элементы, затем колечки (разъемом
к месту пайки), затем зернь (эскиз 11)
Отбелить и промыть (в ванночках), просушить
Зачистить (напильником) места пайки, запилить основание кругом, шабрить
кругом
Соединить (применив круглогубцы) подвески с основанием серег с помощью
подвесных колечек (эскиз 12)
Полировать серьги кругом полировальными щетками
Произвести (с помощью технических моющих средств) химическую очистку серег,
промыть, просушить
Инструмент, материал
Бумага, карандаш,
перо, тушь
Флакейзен, молоток,
горелка
Чертилка
Лобзик
Лобзик
Напильник
Оправка, круглогубцы
Оправка, круглогубцы
Круглогубцы
Кусачки, лобзик
Сверло, кусачки
Круглогубцы
Кусачки
Отбел,
вода, пинцет
Надфиль
и необходимые
при пайке
Пинцет
Шабер
Надфиль
Паста ГОИ
Ванночки, пинцет
Глава 6. Примеры изготовления ювелирных украшений вручную
325
Рис. 6.9. Клипсы: А — элементы крепления (1 — пружинный фиксатор в виде скругленной пластинки. 2 — тоже в виде
пружинящей дужки); Б — принцип действия элемента крепления (1 — закрыто, 2 — нейтральное положение, 3 — откры-
то); В — детали элементов крепления; Г — точка прижатия клипсы (1 — правильно, 2, 3 — неправильно)
Таблица 6.10
Процесс изготовления (монтировки) серег при серийном способе производства
Операция
Получить комплект деталей и припой из кладовой по количеству и массе
согласно наряду (детали и припой на всю бригаду получает бригадир)
Отрезать припой ПЗл585-1, П3л585-1У
Опилить каст* по верху, выдерживая высоту согласно чертежу (эскиз 1)
Зачистить основание (рант) по наружному и внутреннему контурам
Припасовать ** каст к основанию (эскиз 2)
Точечная пайка***
Инструмент, материал
Стол, весы ВЛР 1 кг,
гири Г 3 1100
Ножницы
Надфиль
Надфиль
То же
Спецаппарат
326
Глава 6. Примеры изготовления ювелирных украшений вручную
Продолжение табл. 6.10
Операция Инструмент, материал
Офлюсовать паяемые поверхности, нанести припой ПЗл585-1 Паять каст к основанию Удалить остатки флюса Зачистить места пайки от наплывов припоя Зачистить флажок по контуру**** Припасовать флажок и крючок к основанию (эскиз 3) Точечная пайка Офлюсовать паяемые поверхности, наложить припой П3л585-1У Паять флажок и крючок к основанию Удалить остатки флюса Зачистить места пайки от наплывов припоя Зачистить швензу по контуру**** Припасовать швензу к флажку (эскиз 4) Склеить швензу с флажком клеем шеллаком (эскиз 5) Просверлить, используя сверлильный станок, отверстие в швензе и флажке диаметром 0,7 мм (эскиз 6) Зенковать отверстие в швензе и флажке с двух сторон диаметром 1,0 мм (эскиз 7) Продеть проволоку диаметром 0,7 мм в отверстие швензы и флажка и откусить ее заподлицо (эскиз 8) Заштифтовать ось с двух сторон (эскиз 9) с помощью молотка Зачистить швензу в местах заштифтовки оси Запилить флажок по форме швензы (заподлицо со швензой) Разметить длину защелки на крючке, используя разметочный циркуль Расколотить (на флакейзене) конец крючка на плоскость (эскиз 10) Опилить крючок согласно чертежу (эскиз 11) Отрегулировать работу замка Шабрить серьги кругом, кроме чеканной поверхности Клеймить серьги «личным» клеймом рабочего Сдать серьги по количеству и массе в ОТК Кисточка, пинцет Печь «Соло» Ванна Надфиль То же То же Спецаппарат Кисточка, пинцет Печь «Соло» Ванна Надфиль То же То же Кисточка, пинцет Сверло Зенковка Кусачки Флакейзен Надфиль То же Чертилка Надфиль Надфиль То же Шабер Молоток Весы ВЛ АО - 1 кг
Примечание. После монтировки серьги последовательно подвергают следующим операциям: полированию, постановке товарного знака завода-изготовителя, пробированию в инспекции пробирного надзора, закрепке, полированию окончательному, промывке, сушке, протирке, контролю; с участка на участок изделия каждый раз передаются по количеству и массе через кладовые драгоценных металлов с обязательным предварительным предъявлением на контроль в ОТК. * Опиливание кастов производят в специальных приспособлениях (кондукторах) — металлических пластинках размерами 80X30X5 мм с просверленными в них конусообразными отверстиями, куда и вставляют предназначенные для опиливания касты; кондукторы позволяют обрабатывать одновременно семь-восемь кастов; во время обработки кондукторы удерживают в руке, упором служит финагель. **Касты после опиливания, а основания после зачистки поступают на столы исполнителей, которые выполняют операцию припасовки (подгонки) соприкасающихся поверхностей каста и основания перед их пайкой. * ** Припасованные касты и основания подвергают точечной пайке; эта операция необходима как способ фиксации деталей в определенном положении перед их пайкой * *** Эту операцию обычно не выполняют, так как требуемые точность размеров и шероховатость поверхности обеспечиваются штамповкой.
6.3. Изготовление брошей
От общего объема выпуска ювелирных ук-
рашений в нашей стране на долю брошей
(рис. 6.10) приходится примерно 8 %. Приме-
ры изготовления различных брошей приведены
в таблицах 6.11 - 6.14.
Примечание В таблице 6.15 приведен про-
цесс изготовления (стадии монтировки) броши
при серийном (с использованием машинного
труда) способе производства; брошь состоит из
штампованных деталей: основания (А), застеж-
ной иглы (Б), стойки замка (В), оси (Г), стойки
(Д), зажима (£), шарнира (Ж) и шайбы (3).
Глава 6. Примеры изготовления ювелирных украшений вручную
327
Рис. 6.10. Броши
328
Глава 6 Примеры изготовления ювелирных украшений вручную
Таблица 6.11
Пример изготовления броши выпиливанием и опиливанием
Операция
Подготовить (прорисовать) эскиз (чертеж, рисунок) броши с указанием
необходимых размеров (эскиз 1)
Взять полоску листового проката (из золота, серебра, мельхиора, меди) толщиной
1,8 - 2,0 мм и отрезать от нее заготовку больших, чем брошь, размеров
(по площади)
Править заготовку (эскиз 2) на флакейзене
Отжечь заготовку (эскиз 3) на асбестовом листе
Разметить — перенести на заготовку рисунок броши
Выпилить внутренний контур броши (эскиз 4)
Выпилить внешний контур броши (эскиз 5)
Опилить (округлить) острые края выпиленных контуров напильником
Выбрать вид замка и изготовить его (описано и показано в п. 5.6); припаять замок
к броши (с внутренней стороны); отбелить (в ванночке с отбелом) брошь;
зачистить места пайки надфилем
Шлифовать брошь по контуру и внешнюю (лицевую) ее сторону наждачной
бумагой
Очистить брошь в четыреххлористом водороде или в технических моющих
средствах ТМС-31, ТМС-70, ТМС-160, затем промыть в теплой воде, просушить
Инструмент, материал
Бумага, карандаш, перо,
тушь
Ножницы
Молоток
Горелка
Чертилка
Лобзик
То же
Плоский-полукруглый
Необходимые при пайке
Мелкозернистая
Ванночки, пинцет
Таблица 6.12
Пример изготовления ажурной броши с подвесками
Операция
Подготовить (прорисовать) эскиз (чертеж, рисунок) броши и отдельных ее
элементов с указанием необходимых размеров (эскиз 1)
Взять полоску листового проката (из золота, серебра, мельхиора, меди) толщиной
1,8 - 2,0 мм и нарезать (ножницами) заготовки для отдельных элементов длиной
и шириной согласно чертежу
Отжечь заготовку (до малинового цвета) на асбестовом листе
Согнуть (с помощью оправок) из соответствующих заготовок поочередно сначала
передние (эскиз 2), а затем задние (эскиз 3) ажурные элементы (завитки)
Изготовить (с использованием оправки и волочильной доски) методом гибки-
навивки разъемные колечки из проволоки диаметром 1 мм (эскиз 4)
Инструмент, материал
Бумага, карандаш,
перо, тушь
Линейка, чертилка
Горелка
Круглогубцы,
плоскогубцы
Лобзик, плоскогубцы
Глава 6. Примеры изготовления ювелирных украшений вручную
329
Продолжение табл. 6.12
Операция Инструмент, материал
Припасовать два задних элемента ажура, как показано на эскизе 5, сделав в соответствующем месте пропил Припасовать передние элементы ажура, офлюсовать, нанести припой, зафиксировать, паять (эскиз 6) Отбелить и промыть (в ванночках), просушить Зачистить места пайки Припасовать (применив надфиль) задние элементы ажура, офлюсовать, зафиксировать, паять с помощью горелки (эскиз 7) Отбелить и промыть (в ванночках), просушить Зачистить места пайки Припасовать (используя надфиль) передние и задние элементы ажура, а также колечки (эскиз 8), паять сначала ажур, а затем колечки Отбелить спаянный узел и промыть (в ванночках), просушить Запилить (зачистить) места пайки Выбрать вид замка, изготовить замок (описано и показано в п. 5.6), припаять замок к нелицевой стороне броши, отбелить, промыть и просушить, зачистить места пайки Опилить лицевую и обратную сторону броши Полировать лицевую сторону броши полировальными щетками Взять круглую проволоку диаметром 1.0 мм. отрезать кусачками три заготовки для элементов удержания камней, навить спиральки (эскиз 9) Закрепить камни в удерживающих элементах (эскиз 10), соединить с колечками (эскиз 11) Очистить брошь в четыреххлористом водороде или технических моющих средствах ТМС-31, ТМС-70, ТМС- 160, затем промыть в теплой воде, просушить Лобзик, надфиль Необходимые при пайке Пинцет, отбел Надфиль Необходимые при пайке Пинцет, отбел Надфиль Необходимые при пайке Пинцет, отбел Надфиль Что и при процессе изготовления броши Напильник Паста ГОИ Оправка, плоскогубцы Круглогубцы Ванночки, пинцет
Таблица 6.13
Пример изготовления броши-веточки
Операция
Инструмент, материал
Подготовить чертеж (эскиз, рисунок) броши и отдельных ее элементов с указанием
необходимых размеров (эскиз 1)
Взять полосовой прокат, толщиной 1 мм (из золота, серебра, мельхиора, меди),
нарезать (ножницами) заготовки и изготовить (согласно размеру и форме каждой
вставки) поочередно все касты (эскиз 2)
Взять лист проката толщиной 1 мм, уложить на него все касты, офлюсовать,
нанести припой, закрепить, паять (эскиз 3) с помощью горелки на асбестовом листе
Вырезать касты из листа (эскиз 4)
Отбелить касты и промыть (в ванночках), просушить
Опилить касты по обечайке (эскиз 5)
Нарезать (применив кусачки) из проволоки диаметром 2 мм заготовки
соединительных элементов, гнуть, а затем припаять к кастам (эскиз 6)
Отбелить спаянные узлы и промыть (в ванночках), просушить
Бумага, карандаш,
перо, тушь
Надфиль и
необходимые при пайке
Необходимые при
пайке
Ножницы
Пинцет, отбел
Напильник
Необходимые при
пайке
Пинцет, отбел
330
Глава 6. Примеры изготовления ювелирных украшений вручную
Продолжение табл. 6.13
Операция Инструмент, материал
Зачистить места пайки Паять друг с другом все отдельные части броши (эскиз 7), использовав горелку и асбестовый лист Выбрать вид замка, изготовить его, припаять к броши с помощью горелки на асбестовом листе, отрегулировав работу замка Отбелить и промыть (в ванночках), просушить Зачистить места пайки Полировать брошь кругом полировальными щетками Промыть брошь в моющих средствах ТМС-31, ТМС-70, ТМС-160 и просушить; брошь готова, осталось закрепить вставки из ограненных самоцветных камней или разноцветного стекла Напильник Необходимые при пайке Необходимые в данной части работы Пинцет, отбел Напильник Паста ГОИ Ванночки, пинцет
Таблица 6.14
Пример изготовления броши фантазийной формы
Операция Инструмент, материал
Подготовить чертеж (эскиз, рисунок) броши и отдельных ее элементов с указанием необходимых размеров (эскиз 1) Взять полоску листового проката толщиной 1 мм (из золота, серебра, мельхиора, меди), нарезать заготовки длиной согласно размеру вставки и шириной 2 мм для всех 15 кастов Согнуть (плоскогубцами) заготовки в шинки, припасовать, спаять, отбелить (в ванночке с отбелом), промыть в воде, просушить, зачистить (надфилем) места пайки (эскиз 2) Взять широкий лист проката (толщиной 1 мм) и уложить на него все касты, офлюсовать, нанести припой, закрепить, паять (эскиз 3) Вырезать касты Отбелить и промьггь (в ванночках), просушить Опилить касты по обечайке (эскиз 4) Нарезать из листового проката толщиной 1 мм заготовки (14 штук), шириной 2 мм для соединительных элементов, опилить Припасовать (используя надфиль) соединительные элементы к кастам (эскиз 5), паять поочередно Отбелить и промьггь (в ванночках), просушить Зачистить места пайки Припасовать (применив надфиль) центральный каст и соединительные элементы, паять поочередно (эскиз 6) Отбелить и промьггь (в ванночках), просушить Запилить все касты (брошь расположить лицевой частью вниз) заподлицо с соединительным элементом Выбрать вид замка, изготовить замок, припаять к броши, используя горелку и асбестовый лист, отрегулировать работу замка Бумага, карандаш, перо, тушь Ножницы Необходимые при пайке Тоже Ножницы Пинцет, отбел Напильник Ножницы, надфиль Необходимые при пайке Пинцет, отбел Надфиль Необходимые при пайке Пинцет, отбел Надфиль Необходимые в данной части работы
Глава 6. Примеры изготовления ювелирных украшений вручную
331
Продолжение табл. 6.14
Операция Инструмент, материал
Отбелить и промыть (в ванночках), просушить, зачистить места пайки Закрепить вставки с помощью штихеля и давчика Полировать брошь кругом (кроме вставок) полировальными щетками Промыть брошь с использованием технических моющих средств, просушить Пинцет, надфиль Пинцет Паста ГОИ Ванночка, пинцет
Таблица 6.15
Процесс изготовления (монтировки) броши при серийном способе производства
Б К
L 7 1
Операция Инструмент, материал
Получить комплект деталей и припой из кладовой по количеству и массе согласно наряду (заданию) Отрезать припой ПЗл585-1 и П3л585-1У Опилить основание по контуру Зачистить тыльную сторону основания Опилить стойку кругом Опилить стойку замка кругом, кроме чеканного рельефа Припасовать стойку к основанию броши Произвести пайку-прихватку стойки к основанию: уложить деталь на приспособление и установить на нижний электрод аппарата, установить напряжение в зависимости от толщины изделия и площади пайки в пределах от 0 до 300 В, нажать педаль и произвести пайк) Уложить паяемые детали на асбестовый лист Офлюсовать, нанести припой П3л585 I: жидкий флюс на места пайки наносят кисточкой, припой укладывается в стыки швов (в места малозаметные или вообще не просматриваемые на готовом изделии) Паять стойки к основанию: включить горелку и при равномерном круговом движении легким пламенем постепенно нагреть все изделие, а затем усилением огня горелки довести припой до полного растекания и соединения с основным металлом Отжечь изделие в конвейерной печи «Соло» при температуре 710 - 720 °C и скорости конвейерной ленты 47 см/мин, удалить с изделия остатки флюса путем выдержки в 5 %-ном растворе сернокислого калия при температуре 55 - 60 °C в течение 7,5 - 10 мин Зачистить места пайки: удалить наплывы припоя Запилить иглу на конус Опилить шайбу с упором кругом Припасовать иглу к шайбе Произвести припайку-прихватку иглы к шайбе: уложить деталь на приспособление и установить на нижний электрод аппарата, установить напряжение в зависимости от толщины изделия и площади пайки в пределах от 0 до 300 В, нажать педаль и произвести пайку Уложить детали на асбестовый лист Офлюсовать (с помощью кисточки), нанести припой ПЗл585-1: жидкий флюс на места пайки наносят кисточкой, припой укладывается в стыки швов (в места малозаметные или вообще не просматриваемые на готовом изделии) Паять иглу к шайбе с упором: включить горелку и при равномерном круговом движении легким пламенем постепенно нагреть все изделие, а затем усилением огня горелки довести припой до полного растекания и соединения с основным металлом Весы ВЛР- 1 кг Ножницы Надфиль То же То же То же Надфиль Аппарат точечной пайки Пинцет Необходимые при пайке Печь «Соло», ванна Надфиль Надфиль То же Надфиль Аппарат точечной пайки Пинцет Необходимые при пайке
332
Глава 6. Примеры изготовления ювелирных украшений вручную
Продолжение табл. 6.15
Операция Инструмент, материал
Отжечь изделие в конвейерной печи «Соло» при температуре 710 - 720 °C и скорости конвейерной ленты 47 см/мин, удалить с изделия остатки флюса путем выдержки в 5 %-ном растворе сернокислого калия при температуре 55 - 60 °C в течение 7,5-10 мин Зачистить места пайки: удалить наплывы припоя Запить по торцам на требуемую высоту Опилить зажим кругом Собрать зажим с шарниром Уложить изделие на асбестовый лист Офлюсовать (с помощью кисточки), нанести припой П3л585-1У: жидкий флюс на места пайки наносят кисточкой, припой укладывается в стыки швов (в места малозаметные или вообще не просматриваемые на готовом изделии) Паять шарнир с зажимом: включить горелку и при равномерном круговом движении легким пламенем постепенно нагреть все изделие, а затем усилением огня горелки довести припой до полного растекания и соединения с основным металлом Отжечь изделие в конвейерной печи «Соло» при температуре 710 - 720 °C и скорости конвейерной ленты 47 см/мин. удалить с изделия остатки флюса путем выдержки в 5 %-ном растворе сернокислого калия при температуре 55 - 60 °C в течение 7,5-10 мин Зачистить места пайки: удалить наплывы припоя Собрать (используя плоскогубцы) стойку замка с зажимом и шарниром Уложить изделие на асбестовый лист Офлюсовать (с помощью кисточки), нанести припой П3л585-1У: жидкий флюс на места пайки наносят кисточкой, припой укладывается в стыки швов (в места малозаметные или вообще не просматриваемые на готовом изделии) Пропаять внутренние углы стойки замка: включить горелку и при равномерном круговом движении легким пламенем постепенно нагреть все изделие, а затем усилением огня горелки довести припой до полного растекания и соединения с основным металлом Отжечь изделие в конвейерной печи «Соло» при температуре 710 - 720 °C и скорости конвейерной ленты 47 см/мин, удалить с изделия остатки флюса путем выдержки в 5 %-ном растворе сернокислого калия при температуре 55 - 60 °C в течение 7,5-10 мин Зачистить места пайки: удалить наплывы припоя Собрать узел «игла-шайба с упором» со стойкой Проволоку требуемого диаметра протянуть через отверстие в стойке и шайбе с упором Отрезать излишки проволоки, оставив ось требуемой длины Закатать ось с двух сторон на специальном сверлильном станке Отрегулировать работу замка Шабрить брошь за исключением поверхности с чеканным рельефом Отмаркировать брошь клеймом рабочего согласно чертежу Сдать брошь (броши) по количеству и массе в ОТК Печь «Соло», ванна Надфиль Надфиль То же Круглогубцы Пинцет Необходимые при пайке Печь «Соло», ванна Надфиль Пинцет Пинцет Необходимые при пайке Печь «Соло», ванна Надфиль Плоскогубцы То же Кусачки Закатка Плоскогубцы Шабер Молоток Весы ВЛАО - 1 кг
Примечание. 1. Размеры опиливаемых и шабрируемых поверхностей указывают на чертеже. 2. Перед пайкой удалить шабером окисные пленки в местах пайки и снять заусенцы напильником или надфилем. Шероховатость поверхности должна быть не менее Ra = 1,25 мкм; удалить с рабочей поверхности жировую пленку батистом, смоченным в денатурате; нельзя протирать рабочие поверхности руками 3. Напряжение при пайке устанавливают экспериментальным путем. 4. При неправильной пайке (перекосах) детали разъединить вручную и операцию повторить. 5. После пайки изделия сначала промывают в горячей воде при температуре 60 - 70 °C в течение 1,5 - 2,0 мин, а затем в проточной 1,5 - 2,0 мин и просушивают 10-15 мин в сушильном шкафу при 125 - 150 °C. 6. Дальнейшая обработка броши (без участия ювелира-монтировщика) идет в следующем порядке: простановка (клеймение) товарного знака завода-изготовителя, пробирование в инспекции пробирного надзора, отделка (заправка) после клеймения, контроль наличия клейм, электрохимическое полирование, контроль, полирование обычное (ювелирное), очистка ультразвуковая, сушка, протирка, контроль. Заправку мест клеймения выполняет ювелир-монтировщик.
Глава 6. Примеры изготовления ювелирных украшений вручную
333
6.4. Изготовление кулонов
По объему выпуска и уровню покупательс-
кого спроса кулоны находятся на третьем месте
после самых распространенных ювелирных ук-
рашений — колец и серег.
Главная деталь кулона — основание, кото-
рое может быть изготовлено вручную или ме-
ханизированно (литьем, штамповкой) и иметь
самые разнообразные виды и формы (рис. 6.11).
Примеры изготовления кулонов приведены
в таблицах 6.16 - 6.18.
Рис. 6.11. Кулоны
334
Глава 6. Примеры изготовления ювелирных украшений вручную
Таблица 6.16
Пример изготовления кулона с филигранью
Операция
Подготовить (прорисовать) эскиз (чертеж, рисунок) кулона и отдельных его
деталей с указанием необходимых размеров (эскиз 1)
Взять прокат, отрезать (ножницами) соответствующей длины заготовку
и изготовить из нее кольцо; свернуть заготовку в кольцо (эскиз 2),
запилить концы, припасовать, офлюсовать, нанести припой, закрепить,
паять (эскиз 3), отбелить и промыть (в ванночках), просушить,
зачистить места пайки (эскиз 4). выправить кольцо с помошью рен григеля
и молотка по внутреннему диаметру (эскиз 5), опилить наружные (эскиз 6),
а затем внутренние (эскиз 7) и боковые (эскиз 8) поверхности кольца, шабрить
кольцо кругом в размер
Разметить на кольце места сверления отверстий (эскиз 9), произвести кернение
(эскиз 10) автоматическим кернером
Сверлить отверстия (эскиз 11), используя бормашинку
и деревянную подкладку
Зачистить места сверления, то есть удалить заусенцы (эскизы 12 и 13), используя
бормашинку
Взять полоску шириной и длиной в зависимости от размеров вставки, а толщиной
0,8 1,0 мм, отрезать от нее две заготовки (для каста) и согнуть их в два кольца -
малое и большое (эскизы 14 и 15)
Отрезать (ножницами) два кусочка припоя и уложить в кольца, как показано на
эскизе 16
Паять кольца (эскиз 17), используя горелку и асбестовый лист
Отбелить кольца и промыть (в ванночках), просушить
Запилить места пайки (эскиз 18)
Выправить кольца (эскиз 19)
Вставить (с помощью кпуглогубцев) кольца одно в другое, паять (эскиз 20),
используя горелку и асбестовый лист
Отбелить и промыть (в ванночках), просушить
Запилить места пайки, используя бормашинку с набором фрез
Вырезать (ножницами) из листового проката заготовку требуемой
длины и по ширине чуть больше ширины шинки (кольца); согнуть,
как показано на эскизе 21
Инструмент, материал
Бумага, карандаш, перо,
тушь
Круглогубцы,
плоскогубцы,
напильник, надфиль,
шабер и необходимые
при пайке
Чертилка
Сверло
Шлифовальные круги
Ножницы, плоскогубцы
Пинцет
Флюс, кисточка
Пинцет, отбел
Напильник
Оправка
Необходимые при пайке
Пинцет, отбел
Напильник
Плоскогубцы, тисочки
Глава 6. Примеры изготовления ювелирных украшений вручную
335
Продолжение табл. 6.16
Операция
Паять, полученную методом гибки, деталь (как показано на эскизе 22)
с использованием горелки и асбестового листа
Отбелить и промыть (в ванночках), просушить
Зачистить места пайки
Паять каст и промежуточную деталь (эскиз 23) с использованием горелки
и асбестового листа
Выпилить (лобзиком) часть шинки на требуемый размер, припасовать каст
к шинке (эскизы 24 и 25); паять каст с шинкой (эскиз 26)
Отбелить и промыть (в ванночках), просушить
Зачистить места пайки (эскиз 27), применив бормашинку
Сверлить (с помощью бормашинки) отверстие для обруча, как показано на эскизе 28
Полировать кольцо и верхушку (эскиз 29) с использованием полировальных
кругов и бормашинки
Взять тонкую проволоку (0,1 - 0,15 мм), нарезать (кусачками) заготовки требуемой
длины, на одном из концов образовать с помощью горелки утолщение (эскиз 30)
для фиксации проволоки в одном из отверстий кольца (эскиз 31), а затем
произвести плетение, пропуская другой конец проволоки в отверстия на
противоположной стороне кольца, и припаивание проволочек (эскиз 32); концы
удалить — отрезать (эскиз 33) и зашлифовать (эскиз 34)
Закрепить вставку: закрепить в киттштоке, обработать посадочное гнездо,
применив бормашинку с набором фрез (эскиз 35), посадить вставку (эскиз 36),
закрепить вставку (эскиз 37)
Паять пересекающиеся точки проволочек как показано на эскизах 38 и 39; напаять
шарики на чуть выступающие концы проволочек, как показано на эскизе 40
Полировать кулон до зеркального блеска с помощью бормашинки с набором
полировальных кругов
Взять круглую проволоку, отрезать заготовку требуемой длины
Соединить проволочную заготовку с кулоном, пропустив один конец ее
в отверстие, согнуть проволоку в обруч согласно чертежу
Произвести химическую очистку кулона в технических моющих средствах
ТМС-31, ТМС-70, ТМС-160
Промыть в теплой воде, просушить
Инструмент, материал
Необходимые при пайке
Пинцет, отбел
Напильник
Необходимые при пайке
Необходимые при пайке
Пинцет, отбел
Набор фрез
Сверло
Паста ГОИ
Необходимые при
пайке, бормашинка с
набором шлифовальных
кругов, ножницы
Давчик. пинцет, паста
китт
Необходимые при пайке
Паста ГОИ
Ножницы
Круглогубцы
Ванночка, пинцет
Ванночка
336
Глава 6. Примеры изготовления ювелирных украшений вручную
Таблица 6.17
Пример изготовления кулона фантазийной формы
Операция Инструмент, материал
Подготовить (прорисовать) эскиз (чертеж, рисунок) кулона и отдельных его деталей с указанием необходимых размеров (эскиз 1) Подготовить (подобрать) самоцветные камни или разноцветное стекло по величине и форме согласно рисунку, просверлить посередине, используя настольный сверлильный станок Взять квадратную проволоку сечением 2X2 мм (из золота, серебра, мельхиора, меди), отрезать заготовку для внешнего элемента (оправы) кулона, согнуть ее (методом гибки) по форме как требует чертеж (эскиз 2) Расплющить (применив флакейзен и молоток) концы оправы кулона (эскиз 3), скруглить их (эскиз 4), а затем просверлить (эскиз 5) Взять круглую проволоку диаметром 1,5 мм и с помощью круглогубцев и оправок изготовить (методом гибки) разъемные соединительные ушки Вставить соединительное ушко в отверстие оправки кулона, выправить (эскиз 6) Объединить (скрепить) подвесное ушко с соединительным (эскиз 7) Паять разъемы соединительного и подвесного ушек, используя горелку и асбестовый лист Отбелить и промыть (в ванночках), просушить Зачистить места пайки Полировать оправу кулона с помощью полировальных кругов Произвести (используя технические моющие средства) химическую очистку, промыть, просушить Взять круглую проволоку диаметром 1 мм и отрезать заготовку для сборки вставок Закрепить (путем навивки) один конец заготовки на нижней части оправки кулона (эскиз 8); при этом проволоку необходимо натягивать туго, излишки ее отрезать, заправить Нанизать на проволоку самоцветные камни или разноцветное стекло Скрепить (путем навивки) свободный отрезок проволоки с соединительным ушком (эскиз 9), излишки проволоки отрезать, заправить Соединить (путем протягивания) подвесное ушко с цепочкой, шнурком из шелковых нитей или кожи, обручем из проволоки (эскиз 10) Бумага, карандаш, перо, тушь Сверло Ножницы, плоскогубцы Напильник, сверло, дрель Ножницы Плоскогубцы Необходимые при пайке Пинцет, отбел Надфиль Паста ГОИ Ванночки, пинцет Ножницы Круглогубцы, ножницы Круглогубцы, ножницы
Глава 6 Примеры изготовления ювелирных украшений вручную
337
Таблица 6.18
Пример изготовления кулона геометрической формы
Операция Инструмент, материал
Подготовить (прорисовать) эскиз (чертеж, рисунок) кулона и отдельных его деталей с указанием необходимых размеров (эскиз 1) Взять листовой прокат толщиной 035 мм (из золота, серебра, мельхиора, меди) и отрезать заготовки для трех малых и одного большого кастов; изготовить касты для граненых вставок (эскиз 2) Уложить касты на широкий лист проката толщиной 0,8 1,0 мм, припасовать, паять (эскиз 3) с применением горелки и асбестового листа Вырезать касты Отбелить и промыть (в ванночках), просушить Опилить касты по обечайке (эскиз 4) Взять круглую проволоку диаметром 0,8 - 1,0 мм и отрезать заготовки для элементов соединения кастов, согнуть заготовки (методом гибки) согласно чертежу (эскиз 5) Припасовать элементы соединения к кастам, как показано на эскизе 6, паять поочередно, используя горелку и асбестовый лист Отбелить и промыть (в ванночках), просушить Зачистить места пайки Взять круглую проволоку диаметром 1 мм и нарезать (кусачками) заготовки для декорирующих элементов зерни, изготовить зернь (эскиз 7), используя подкладку из древесного угля Припасовать (с помощью надфиля) зернь (сделать небольшие выемки для посадки зерни), зафиксировать, паять (эскиз 8) Закрепить вставки с помощью киттштока и давчика Полировать кулон кругом полировальными щетками Произвести очистку кулона в технических моющих средствах, промыть, просушить Бумага, карандаш, перо, тушь Необходимые в этом процессе Необходимые при пайке Ножницы Пинцет, отбел Напильник Ножницы круглогубцы Необходимые при пайке Пинцет, отбел Надфиль Горелка Необходимые при пайке Штихель Паста ГОИ Ванночки, пинцет
6,5. Изготовление цепочек
В современном ювелирном производстве
цепочки (рис. 6.12), как правило, изготавлива-
ют большими сериями и механизированным спо-
собом на цепевязальных полуавтоматах и авто-
матах. Примеры изготовления цепочки вручную
(без применения и с применением пайки) при-
ведены в таблицах 6.19 и 6.20. На рисунке 6.13
приведены разновидности якорных цепочек, на
рисунке 6 14 — панцирных, на рисунке 6.15 —
фантазийных, на рисунке 6.16 — из штампован-
ных звеньев, на рисунке 6.17 — другие виды це-
почек, на рисунке 6.18 — схема изготовления
так называемой «парижской» цепочки, на рисун-
ке 6.19 — процесс изготовления простой цепоч-
ки «лисий хвост», а на рисунке 6.20 — цепочки
типа «лисий хвост», но с четырьмя петлями
22 Зак. 3896
338
Глава 6. Примеры изготовления ювелирных украшений вручную
Рис. 6.12. Цепочки
Глава 6. Примеры изготовления ювелирных украшений вручную
339
Рис. 6.12. Цепочки
340
Глава 6. Примеры изготовления ювелирных украшений вручную
Таблица 6.19
Пример изготовления цепочки без применения пайки
'1 2 7 о ♦ 4 5 6
Операция Инструмент, материал
Подготовить (прорисовать) эскиз (чертеж, рисунок) цепочки и отдельных ее элементов с указанием необходимых размеров (эскиз 1) Взять круглую проволоку диаметром 0,8 -1,0 мм (из золота, серебра, мельхиора, меди) необходимой длины, отжечь (используя горелку и асбестовый лист) и произвести навивку требуемого количества звеньев (эскиз 2) Снять спираль с оправки с помощью волочильной доски и плоскогубцев. затем отжечь, затем распилить на отдельные звенья-колечки Развести, избегая деформации звена, концы звеньев в стороны, как показано на эскизе 3 Собрать первые три пары звеньев (эскиз 4), в процессе сборки концы звеньев плотно состыковать, очень аккуратно зачистить; к нижней паре подвесить грузик (эскиз 5) Развести верхнюю пару в стороны, как показано на эскизе 6 (при этом удерживая среднюю пару щипцами), продеть через них отрезок проволоки, подвесить блок на стойку (эскиз 7) Соединить с блоком следующую пару колец, расположить звенья, как показано на эскизе 8 Соединить с первым блоком две оставшиеся пары звеньев второго блока (эскиз 9), развести последнюю пару колец в стороны и повторять все операции, как в случае с первым блоком, до тех пор, пока цепочка не достигнет требуемой длины, выбрать вид замка, изготовить замок Полировать цепочку кругом полировальными щетками Произвести очистку цепочки в моющих средствах ТМС-31, ТМС-70, ТМС-160, промыть, просушить Бумага, карандаш, перо, тушь Оправка, плоскогубцы Лобзик, асбестовый лист, горелка Щипцы Щипцы, надфиль Щипцы Щипцы Щипцы и те, что необходимы при изготовлении замковой части Паста ГОИ Ванночки, пинцет
Примечание, Блок может состоять из четырех звеньев (два на два), а не из шести. В этом случае звенья «сбрасываются» под углом 90° (эскиз 10).
Пример изготовления цепочки с применением пайки
Таблица 6.20
Is 2 1 3 э в
Операция Инструмент, материал
Подготовить (прорисовать) эскиз (чертеж, рисунок) цепочки и отдельных ее элементов с указанием необходимых размеров (эскиз 1) Взять круглую проволоку диаметром 0,8 -1,0 мм (из золота, серебра, мельхиора, меди) необходимой длины, отжечь (используя горелку и асбестовый лист) и произвести навивку требуемого количества звеньев (эскиз 2) Бумага, карандаш, перо, тушь Оправка, плоскогубцы
Глава 6. Примеры изготовления ювелирных украшений вручную
341
Продолжение табл. 6.20
Операция Инструмент, материал
Снять спираль с оправки (эскиз 3) с помощью волочильной доски и плоскогубцев, затем отжечь, распилить на отдельные звенья Собрать первое звено из трех колечек: припасовать, запилить концы двух колечек, офлюсовать, наложить припой, паять; объединить эту пару колечек с третьим — разъемным (эскиз 4); таким же образом собрать другие звенья, соединить их при помощи пайки между собой Отбелить, промыть (в ванночках), просушить, зачистить (надфилем) места пайки Придать (с помощью круглогубцев и плоскогубцев) колечкам овалообразный вид (эскиз 5) Придать колечкам требуемую форму путем поочередного протягивания цепочки через соответствующие отверстия волочильной доски, зацепив для этого цепочку отрезком проволоки (эскизы 6 и 7) Выбрать вид замка, изготовить замок Полировать цепочку полировальными щетками Произвести очистку цепочки в моющих средствах ТМС-31, ТМС-70, ТЫС 160, промыть, просушить Лобзик, асбестовый лист, горелка Плоскогубцы, надфиль и необходимые при пайке Пинцет, отбел Волочильная доска, плоскогубцы Необходимые Паста ГОИ Ванночки, пинцет
Рис. 6.13. Разновидности якорных цепочек: А — круглая; Б - скрепленная продольно; В — двойная (соединение звеньев
справа); Г — двойная (соединение звеньев слева); Д — двойная; Е — «фигаро», Ж «морская»; 3 - то же с гранеными
звеньями; 3 — американская; И — с фантазийными звеньями; К - с двойными звеньями; Л — с промежуточным звеном
«веревочка»; М квадратная; Н — тонкая из круглых звеньев или «горошек»; О — «розетка»; П веревочка; Р -
«миланская»; С — «венецианская»; Т — «бостон»; У — «колос» или пинцет
Рис. 6.14. Разновидности панцирных цепочек: А - круглая; Б — приплюснутая в двух местах с лицевой стороны; В
квадратная; Г сдвоенная; Д- английская, Е - русская;Ж- австрийская; 3 американская;// сдвоенная параллель-
ная; К — тройная; Л - «ломаная»; М — «фигаро»; Н - то же с алмазной обработкой; О — «железная дорога»; П — со
звеньями в форме восьмерки; Р - «улитка»; С— «стружка»; Т— «морская»; У— «фасоль»; Ф— плоская; X американ-
ская, со звеньями расположенными наискосок
342
Глава 6. Примеры изготовления ювелирных украшений вручную
В
Ж 01 ОШ
Е
Рис. 6.15. Разновидности цепочек фантазийных форм плетения: А И с идентичными звеньями; К О — из звеньев в виде
восьмерки; П Ь — из звеньев «узел» и «закрытый крючок»; Ъ Ю - из звеньев разной формы
Рис. 6.16. Разновидности цепочек из штампованных звеньев: А — «змея» (пустотелая); Б — столбик; Ви Г— из фантазий-
ных звеньев; Д — «змея» (имитация); Е — крючок; Ж - капсула; 3 — коробочка; И— корона; К — шарик; JJ — пальма;
Ми Н— патент; О — пластина; П — цилиндр; Р— «змея»; С— из вращающихся звеньев
Глава 6 Примеры изготовления ювелирных украшений вручную
343
Рис. 6.17. Другие виды цепочек: А — «столбик» со звеньями в виде восьмерки; Б — «шар»; ВмГ— с простыми звеньями;
Д- Ж — из звеньев в виде восьмерки; 3 - - из проволоки, завязанной узлом; И «улитка»; К — «ложная пальма»; Л -
«рыбья кость»; М — разновидности звеньев «столбика»; Н — «столбик» простого соединения; О «столбик» (два звена,
вставленные в одно); П — «столбик» (разновидность «морского узла»); Р — «столбик» с перекрещенными звеньями (два
звена соединены в одно); С — «гарибальди»; Т — «узел»; У — королевская или византийская; Ф — византийская с после-
довательным соединением звеньев; X — «мадейра»; Ц - со звеньями в виде восьмерки; Ч то же, но повернутыми на 90°;
Ш — «закрытый крючок»; Щ Ъ — с ленточными промежуточными полосами; Ы - треугольная; Э - имитация «королев-
ской»; Ю — «колос»; Я - то же, квадратная
Рис. 6.18. Схема изготовления «парижской» цепочки: А — заготовка (исходная форма); Б — согнутые звенья; В — отдель-
ные звенья цепочки
Рис. 6.19. Схема изготовления цепочки «лисий хвост»: А — гибка из круглого элемента; Б — сжатие петли; В — гибка звена;
Г - соединение с предыдущим звеном; Д— расширение нового (очередного) звена; Е — положение звеньев в цепочке
Рис. 6.20. Схема изготовления цепочки «лисий хвост» с четырьмя петлями: А — гибка проволоки; Б — спаянное звено; В —
загнутое звено; Г— сборка звеньев цепочки
344
Глава 6. Примеры изготовления ювелирных украшений вручную
6.6. Изготовление браслетов
Среди всех ювелирных украшений браслет
(рис. 6.21 - 6.22), пожалуй, самое металлоем-
кое изделие Пример изготовления обычного
плоского браслета приведен в таблице 6.21,
а на рисунке 6.23 — пример изготовления вы-
пуклого полого браслета: листовую полосу от-
ковывают молотком (с узким клиновидным бой-
ком) с использованием деревянной (с желобком)
подкладки, делая ее (заготовку) выпуклой, од-
новременно скругляют концы заготовки до об-
разования кольца, после чего выполняют пай-
ку, а потом (с помощью) профильной стальной
оправки обколачивают браслет (сглаживая по-
верхность) молотком с плоской формой бойка.
Рис. 6.21. Браслеты
Глава 6 Примеры изготовления ювелирных украшений вручную
345
Рис. 6.22. А — часть глидерного браслета (1 — шарнир крепления (соединения) с часами; 2 — глидер; 3 - фасонное звено;
4 соединительное ушко); Б — шнаперный замок и растяжные звенья (1 — боковики; 2 — упор; 3 предохранительная
восьмерка; 4 — шарнир предохранительной восьмерки; 5 — дрюкер; 6 — рсфины; 7 — язычок)
Пример изготовления плоского браслета
Таблица 6.21
Операция
Подготовить (прорисовать) эскиз (чертеж, рисунок) браслета и отдельных его
частей с указанием необходимых размеров (эскиз 1)
Взять полоску листового проката толщиной 1,0 мм (из золота, серебра, мельхиора,
меди) и отрезать заготовку площадью больше площади всех звеньев браслета,
выправить (с помощью флакейзена и молотка), отжечь
Произвести разметку — нанести на заготовку рисунок шести звеньев (эскиз 2)
Выпилить каждое звено: сначала по внутреннему, а затем по наружному контуру
Согнуть (подогнуть) края звеньев, как показано на эскизе 3
Взять полоску листового проката толщиной 2,0 мм, отрезать заготовку площадью
больше площади элементов декора (ромбики), выправить (с помощью флакейзена
и молотка), отжечь
Произвести разметку — нанести на .заготовку рисунок всех шести звеньев декора
(эскиз 4), выпилить
Взять круглую проволоку диаметром 2.0 мм. отрезать заготовку и гнуть
(использовав оправку и молоток) 12 элементов соединения звеньев (эскиз 5)
Припасовать элементы соединения к звеньям, паять (эскиз 6), использовав горелку
и асбестовый лист
Нарезать отрезки проволоки, припасовать к одной стороне (в замковой части —
к обеим) элементов декора (эскиз 7), паять
Отбелить спаянные узлы и промьггь (в ванночках), просушить
Зачистить места пайки
Соединить звенья с элементами декора (эскиз 8)
Оформить замковую часть
Произвести закрепку вставок
Полировать внешнюю (лицевую) сторону браслета (кроме вставок)
полировальными щетками
Произвести (применив технические моющие средства) химическую очистку
браслета, промьггь, просушить
Инструмент, материал
Бумага, карандаш,
перо, тушь
Ножницы, асбестовый
лист, горелка
Чертилка
Лобзик
Оправка, молоток
Ножнмцы, асбестовый
лист, горелка
Лобзик, чертилка
Ножницы (кусачки)
Необходимые при
пайке
То же
Пинцет
Надфиль
Круглогубцы
Тоже
Давчик
Паста ГОИ
Ванночки, пинцет
346
Глава 6. Примеры изготовления ювелирных украшений вручную
Рис. 6.23. Пример изготовления выпуклого полого браслета: А — правка-обжимка ободка с помощью молотка и оправки;
Б — готовый браслет
6.7. Изготовление заколок
Заколка (рис. 6.24) — наименее распрост-
раненное ювелирное украшение. Заколка ис-
пользуется как украшающий и закрепляющий
элемент мужского (в основном) галстука. Кон-
струкция заколки довольно проста, но это, од-
нако, не предопределяет несложность процесса
ее изготовления (табл. 6.22).
Примечание. В таблице 6.23 приведены
основные виды брака при серийной монтировке
ювелирных украшений.
Рис. 6.24. Заколки
Глава 6 Примеры изготовления ювелирных украшений вручную
347
Пример изготовления заколки
Таблица 6.22
Операция
Подготовить (прорисовать) эскиз (чертеж, рисунок) заколки и отдельных ее частей
с указанием необходимых размеров (эскиз 1)
Взять полоску листового проката толщиной 1,0 мм (из золота, серебра,
мельхиора, меди) и отрезать заготовку площадью больше площади всех элементов
«крылышек» заколки, выправить (с помощью флакейзена и молотка), отжечь,
разметить — нанести на заготовку рисунок всех элементов «крылышек» заколки
(эскиз 2)
Выпилить (лобзиком) элементы, гнуть по форме чертежа (эскиз 3)
Взять круглую проволоку диаметром 1 мм, нарезать три заготовки для элементов
«туловиша» и иглы, согнуть концы заготовок, иглу слегка скруглить, а конец
запилить на конус (эскиз 4) надфилем
Взять полоску листового проката толщиной 0,35 мм, отрезать (ножницами)
заготовку для каста, согнуть (круглогубцами) заготовку по форме каста, спаять
(эскиз 5)
Уложить все касты на лист проката толщиной 0,35 мм, паять с помощью горелки
на асбеством листе
Вырезать (ножницами) касты из листа, отбелить, промыть, просушить, опилить
(надфилем) по обечайке и в стыке
Припасовать (применив надфиль) малые элементы «крылышек» друг к другу,
офлюсовать, нанести припой, закрепить, паять (эскиз 6)
Припасовать малые и большие элементы «крылышек», как показано на эскизе 7,
офлюсовать, закрепить, паять (эскиз 6), использовав горелку и асбестовый лист
Отбелить и промыть (в ванночках), просушить, запилить места пайки надфилем
Припасовать «крылышки» и элементы туловища друг к другу, вырезать две
круглые пластинки, припасовать в центре заколки— одну с лицевой стороны,
другую — с тыльной (эскиз 8), паять весь узел
Отбелить и промыть (в ванночках), просушить, запилить места пайки надфилем
Запилить место соединения «крылышек» в центре заколки; сделать выемки для
посадки зерни (эскиз 9)
Припасовать (с помощью надфиля) касты (эскиз 10), паять с применением горелки
и асбестового листа
Отбелить и промыть (в ванночках), просушить, запилить места пайки надфилем
Изготовить зернь, припасовать и припаять в центре заколки, запилить места
пайки надфилем
Припасовать, припаять иглу в центре, с тыльной стороны, использовав горелку
и асбестовый лист
Полировать заколку кругом полировальными щетками
Закрепить вставки, используя киттшток и давчик
Произвести очистку заколки в моющих средствах ТМС-31, ТМС 70, ТМС 160,
промыть, просушить
Инструмент, материал
Бумага, карандаш, перо,
тушь
Ножницы, асбестовый
лист, горелка, чертилка
Круглогубцы, оправки
Ножницы, круглогубцы
Необходимые при пайке
Необходимые при пайке
Ванночки, пинцет,
отбел
Необходимые при пайке
То же
Пинцет, отбел
Надфиль, круглогубцы
и необходимые при
пайке
Пинцет
Надфиль
Необходимые при пайке
Пинцет, отбел
Необходимые при пайке
Необходимые при пайке
Паста ГОИ
Пинцет, паста КИТТ
Ванночки, пинцет
348
Глава 6. Примеры изготовления ювелирных украшений вручную
Таблица 6.23
Основные виды брака при серийной монтировке ювелирных украшений
Вид брака Причина Способ устранения
Поры в металле Форма швенз. крючков неодинакова Следы припоя в местах пайки Царапины на поверхности изделия Нарушение формы шинки кольца Недопайки Некачественное литье Использование неодинаковых по назначению приспособлений; некачественная припасовка Некачественная зачистка Некачественное шабрение Некачественная калибровка, неисправный рентригель Нарушение требований к процессу пайки Произвести запайку пор Гибку швенз, крючков повторить; перепаять Произвести повторную зачистку (опиливание) Шабрить заново Калибровку повторить, проверить рентригель. подобрать исправный Места непропаек паять заново
6.8. Изготовление медальонов,
колье, ожерелий, запонок,
зажимов для галстука
Монтировочные операции, приемы их ис-
полнения, инструмент, приспособления, мате-
риалы, виды декора, применяемые в процессах
изготовления поименованных выше украшений
(рис. 6.25 - 6.29), практически идентичны тем,
что используют при изготовлении серег, колец,
брошей, кулонов, цепочек, браслетов, заколок
(подробно рассмотрены в пп. 6.1 - 6.7).
Рис. 6.25. Медальоны
Глава 6. Примеры изготовления ювелирных украшений вручную
349
Рис. 6.26. Колье
350
Глава 6 Примеры изготовления ювелирных украшений вручную
Рис. 6.27. Ожерелья
Глава 6 Примеры изготовления ювелирных украшений вручную
351
Рис. 6.28. Запонки
352
Глава 6 Примеры изготовления ювелирных украшений вручную
Рис. 6.29. Зажимы для галстука
Глава 6. Примеры изготовления ювелирных украшений вручную
353
6.9. Изготовление филигранных
украшений
Филигранные ювелирные украшения могут
быть изготовленными с менее или более слож-
ным кружевным узором. Примеры изготовления
несложных по узору филигранных украшений
приведены в таблицах 6.24 (изготовление куло-
на с применением пайки) и 6.25 (изготовление
броши без применения пайки). Изготовление
сложных и объемных филигранных украшений,
как правило, начинают с расчета и построения
(прорисовки) развертки тела, схожего (по фор-
ме) с будущим филигранным украшением, на-
пример, куба и конуса, шара, призм, пирамид
(рис. 6.30, Л и £>, В и Г) и других геометричес-
ких тел, что значительно облегчает (в этом слу-
чае) всю дальнейшую работу.
Пример изготовления филигранного купона
Таблица 6.24
Операция
Подготовить (прорисовать) эскиз (чертеж, рисунок) кулона и отдельных его частей
с указанием необходимых размеров (эскиз 1)
Взять полоску листового проката (из золота, серебра, мельхиора, меди) и отрезать
заготовку для каста, выправить
Изготовить глухой каст для овальной вставки (эскиз 2), согнуть (свернуть)
заготовку по форме вставки, отрезать (ножницами) излишнюю часть заготовки,
запилить (напильником) концы, припасовать их, офлюсовать, нанести припой,
закрепить, паять
Отбелить каст и промыть (в ванночках), просушить
Зачистить места пайки
Вырезать (ножницами) из листа проката толщиной не более 2 мм заготовку
площадью больше площади каста, уложить на нее каст, офлюсовать, нанести
припой, закрепить, паять
Вырезать каст из заготовки (эскиз 4)
Отбелить и промыть (в ванночках), просушить
Запилить (зачистить) места пайки
Взять квадратную проволоку сечением 1,5 х 1,5 мм и нарезать три пары
соответствующей длины заготовок
Отжечь (на асбестовом листе) заготовки: до появления малинового цвета (эскиз 6)
Запилить заготовки с одного конца (эскиз 7)
Согнуть каждый отрезок проволоки (путем гибки) строго по форме элементов
орнамента (эскиз 8)
Паять элементы орнамента к касту (эскизы 9-11): припасовать, офлюсовать,
нанести припой, закрепить, паять
Инструмент, материал
Бумага, карандаш, перо,
тушь
Ножницы, молоток,
флакейзен
Плоскогубцы
и необходимые при
пайке
Пинцет, отбел
Надфиль
Необходимые при пайке
Ножницы
Пинцет, отбел
Надфиль
Кусачки, ножницы
Горелка
Напильник
Круглогубцы
Необходимые при пайке
23 Зак. 3896
354
Глава 6 Примеры изготовления ювелирных украшений вручную
Продолжение табл. 6.24
Операция Инструмент, материал
Отбелить и промыть (в ванночках), просушить Зачистить места пайки Запилить (пропилить) кулон в верхней части как показано на эскизе 12 Взять круглую проволоку диаметром 1 мм и методом гибки-навивки изготовить (с применением оправок) разъемные соединительные (эскиз 13) и подвесные (эскиз 14) ушки Паять соединительное ушко (разъемом вниз) к кулону, предварительно запилив и плотно подогнав концы ушка и сделав всечки в месте пропила (надфилем) Отбелить и промыть (в ванночках), просушить Зачистить место пайки Задействовать подвесное ушко с соединительным (эскиз 15) Шабрить кулон кругом Произвести закрепку вставок с помощью киттштока и давчика Полировать кулон кругом (кроме вставки) с помощью полировальных кругов Произвести очистку кулона в технических моющих средствах, промыть, просушить Пинцет, отбел Напильник Напильник Лобзик, круглогубцы Необходимые при пайке Пинцет, отбел Надфиль Шабер Штихель Паста ГОИ Ванночки, пинцет
Таблица 6.25
Пример изготовления филигранной броши
Операция
Подготовить (прорисовать) эскиз (чертеж, рисунок) броши и отдельных ее частей
с указанием необходимых размеров (эскиз 1)
Взять квадратную проволоку сечением 0,5 х0,5 мм (из золота, серебра, мельхиора,
меди) и нарезать (ножницами) 16 заготовок длиной 140 мм каждая, выправить
(применив флакейзен и молоток), а затем отжечь (эскиз 2)
Взять квадратную проволоку сечением 0,6 X0,6 мм и отрезать (ножницами) три
заготовки длиной 140 мм каждая, выправить (используя флакейзен и молоток),
отжечь
Уложить отрезки отожженной проволоки в два жгута по 8 шт. в каждом, а концы
жгутов скрепить клейкой лентой (эскиз 3); проволочки должны быть плотно
подогнуты друг к другу
Нанести отметки (слабые риски) на жгутах на расстоянии 76 мм от каждого из
концов (эскиз 4), взять заготовки твердой проволоки и очень плотно скрепить ими
в четыре оборота сначала каждый жгут в местах отметок (эскиз 5), а затем оба
жгута, уложенные друг на друга (эскиз 6); концы скрепляющей проволоки не
должны превышать 50 мм. излишки отрезать
Удалить тесьму с концов мягкой проволоки, а каждый отрезок сделать витым;
невитые концы отрезать (эскиз 7)
Витыми проволочками (поочередно методом гибки) придать требуемую форму
(эскиз 8) с помощью гибочных щипцов
Закрепить вставку (из ограненного камня или стекла), уложив ее на концы твердой
проволочки, а с боков прижать витыми элементами из мягкой проволоки (эскиз 9)
Инструмент, материал
Бумага, карандаш,
перо, тушь
Асбестовый лист,
горелка
То же
Клейкая лента
Чертилка,
плоскогубцы, кусачки
Тисочки, кусачки
Флакейзен
Флакейзен
Глава 6. Примеры изготовления ювелирных украшений вручную
355
Рис. 6.30. Развертки: А — цилиндров (1 — куба, 2 — призмы, 3 - - кругового цилиндра); Б — конусов (1 — пирамиды;
2 — кругового конуса, 3 — усеченного конуса); В — шара
356
Глава 6. Примеры изготовления ювелирных украшений вручную
Контрольные вопросы
1. Виды колец.
2. Изготовление простого обручального
кольца.
3. Изготовление кольца с выгравированным
рисунком.
4. Изготовление кольца с ажурными боко-
выми гранями.
5. Изготовление полого кольца.
6. Изготовление кованого плоского кольца.
7. Изготовление кольца с верхушкой.
8. Изготовление мужского кольца.
9. Изготовление кольца из проволоки.
10. Процесс изготовления (монтировки)
кольца при серийном производстве.
11. Виды серег.
12. Изготовление серьги с петельным
крючком.
13. Изготовление серег фантазийной
формы.
14. Изготовление серег со вставкой и под-
весками в виде полосочек.
15. Изготовление серег с витыми комбини-
рованными (металл-камень-стекло)
подвесками.
16. Соединения в серьгах-пуссетах.
17. Принцип действия клипсы.
18. Процесс изготовления (монтировки)
серег при серийном производстве.
19. Виды брошей.
20. Изготовление броши выпиливанием
и опиливанием.
21. Изготовление ажурной броши с подвес-
ками.
22. Изготовление броши-веточки.
23. Изготовление броши фантазийной формы.
24. Процесс изготовления (монтировки)
броши при серийном производстве.
25. Виды кулонов.
26. Изготовление кулона с филигранью.
27. Изготовление кулона фантазийной
формы.
28. Изготовление кулона геометрической
формы.
29. Виды цепочек.
30. Изготовление цепочки без применения
пайки.
31. Изготовление цепочки с применением
пайки.
32. Разновидности якорных цепочек.
33. Разновидности панцирных цепочек.
34. Разновидности цепочек фантазийных
форм плетения.
35. Разновидности цепочек из штампован-
ных звеньев.
36. Виды цепочек самых различных форм
плетения.
37. Изготовление «парижской» цепочки
(схема).
38. Изготовление цепочки «лисий хвост»
(схема).
39. Виды браслетов.
40. Изготовление плоского браслета.
41. Изготовление выпуклого плоского
браслета.
42. Виды заколок.
43. Изготовление заколки.
44. Филигранные украшения.
45. Изготовление филигранного кулона.
Глава 6. Примеры изготовления ювелирных украшений вручную
357
ГЛАВА 7
Дополнительные сведения о ювелирных
изделиях, контроль качества изделий,
нормирование, хранение драгметаллов,
сведения о стандартизации
и метрологии, производственная санитария,
ремонт ювелирных украшений
7.1. Требования, которым должны отвечать
ювелирные изделия
7.2. Уход за ювелирными изделиями
7.3. Пробы, пробирный надзор, клейма
7.4. Контроль качества ювелирных изделий
7.5. Нормирование и хранение драгметаллов
7.6. Сведения о стандартизации
7.7. Служба стандартизации
7.8. Метрологическая служба
7.9. Гигиена труда
7.10. Производственная санитария
7.11. Хранение химикатов
7.12. Ремонт ювелирных украшений
В.П.Новиков
Книга
начинающего
ювелира
360
Глава 7. Дополнительные сведения о ювелирных изделиях
(JSjToJ) сякии Раз, когда мы видим ювелирные
изделия, нас удивляет и поражает их
необычайная красота. Но каждый ли из
нас, приобретая ювелирные изделия, знает о тех
требованиях, которые предъявляются к ювелир-
ным изделиям, о том, как ухаживать за ними
и что, например, означает 585-я или 750-я про-
ба золота или 875-я проба серебра?
7.1. Требования, которым должны отве-
чать ювелирные изделия
При изготовлении ювелирных изделий из
драгоценных и недрагоценных металлов серий-
ного или единичного (индивидуального) спосо-
бов производства, также при ремонте (рестав-
рации тоже) особо важно обеспечить строжай-
шее соблюдение следующих требований:
паяные и сварные швы в изделиях должны
быть плотными, ровными и не иметь прожогов,
места пайки в изделиях должны быть непремен-
но зачищены (заполированы), цвет припоя не
должен отличаться от цвета основного металла;
на поверхности изделий не должно быть
трещин, раковин, заусенцев, кроме того, на ли-
цевых поверхностях изделий не должно быть
вмятин, царапин, следов инструмента, облоя,
волнистости, следов клея, пятен и потертостей,
допускаются лишь незначительные пористость,
волнистость и следы инструмента, не ухудшаю-
щие внешний вид изделия;
эмалевые покрытия изделий должны быть
гладкими, блестящими, без сколов, трещин, про-
пусков, просветов, пятен, царапин, пузырей (вклю-
чений), пор, наплывов на канты и перегородки;
в изделиях с чернью рисунок не должен
иметь пропусков и просветов, а штампованный,
чеканный, филигранный, резной и гравирован-
ный рисунки обязательно должны иметь четкое
рельефное изображение;
вставка (по всем параметрам) должна отве-
чать утвержденному эталону, способы закрепки
должны обеспечивать необходимую прочность,
шип вставки не должен выступать за пределы
каста; каст не должен закрывать вставку более
чем на одну третью часть высоты коронки;
вставки (кроме вставок из природного ян-
таря) не должны иметь видимые невооруженным
глазом неполированные участки, раковины,
штрихи и царапины, нечетко выраженные гра-
ни (завалы граней), сколы по рундисту, на гра-
нях и ребрах, искривления площадки, а также
граней и ребер;
при крапановой и корнеровой закрепках
крапаны и корнеры должны быть плотно при-
жаты к поверхности вставок и не допускать их
качания; при многокрапановой закрепке (свыше
четырех крапанов) зазоры между отдельными
крапанами и вставкой должны быть не более
0,1 мм при условии, что смежные с ними крапа-
ны не имеют зазоров вообще; крапаны должны
быть расположены по периметру вставки с оди-
наковым шагом или симметрично;
при глухой закрепке каст должен обжимать
вставку плотно, обеспечивая ее неподвижность;
при этом, в случае использования отделки гри-
зантом, рисунок гризанта должен быть четким
и без разрывов;
крепление вставок из жемчуга, коралла, ян-
таря, раковин, пластмассы, поделочного камня
может быть осуществлено клеевой закрепкой
в сочетании с механической (на клей и штифты);
замки в изделиях должны закрываться и от-
крываться без особых усилий при легком нажа-
тии на них и обладать в тоже время необходи-
мой упругостью, обеспечивающей невозмож-
ность самопроизвольного открывания замка;
застежные иглы в изделиях должны быть упру-
гими и с заостренными концами, не должны
иметь заусенцев и не должны выступать за пре-
делы изделия;
шарнирные соединения должны быть под-
вижными, не вызывать перекос, люфт, обеспе-
чивать гибкость, мягкость, плавность в работе;
цепочки должны обладать гибкостью, зве-
нья цепочек не должны иметь заусенцев, нити
бус должны выдерживать статическое усилие на
разрыв не менее 20 Н, паяные цепочки должны
выдерживать статическое усилие на разрыв не
менее: кордовые цепочки из проволоки диамет-
ром от 0,25 до 0,35 мм — 2,6 Н, цепочки (кро-
ме кордовых) из проволоки диаметром от 0,25
до 0,3 мм — 5 Н, цепочки из проволоки диамет-
ром 0,35 мм — ЮН(10 Н = 1кг/с);
установленному размеру цепочки должны
соответствовать образцы определенной длины.
Например, 450-му размеру соответствуют це-
Глава 7. Дополнительные сведения о ювелирных изделиях
361
почки с интервалом длин от 450 до 500 мм; со-
ответственно 500-му размеру — цепочки дли-
ной от 500 до 550 мм, 550-му — от 550 до 600
мм, 600-му — от 600 до 650 мм, а 650-му — от
650 до 700 мм;
браслеты для часов должны изготовляться
согласно размерам и соответствующим интер-
валам длин (табл. 7.1);
Номера браслетов
и соответствующие им
интервалы длин
Таблица 7.1
Номер браслета Интервал длины браслета, мм
130 130-135
135 135-145
140 140- 145
145 145-150
150 150-155
155 155- 160
160 160-165
165 165-170
170 170-175
175 175-180
180 180-185
185 185-190
190 190-195
кольца должны изготовляться согласно раз-
мерам и соответствующим им интервалам внут-
ренних диаметров (табл. 7.2);
Номера колец
и соответствующие им
интервалы
внутренних диаметров
Таблица 7.2
Номер кольца Интервал внутреннего диаметра кольца, мм
15 15,0-15,5
15,5 15,5-16,0
16 16,0-16,5
16,5 16,5-17,0
17 17,0-17,5
17,5 17,5-18,0
18 18,0-18,5
18,5 18,5-19,0
19 19,0-19,5
19,5 19,5-20,0
20 20,0 - 20,5
20,5 20,5-21,0
21 21,0-21,5
21,5 21,5-22,0
22 22,0-22,5
22,5 22,5-23,0
23 23,0-23,5
23,5 23,5 - 24,0
24 24,0-24,5
24,5 24,5 - 25,0
предметы сервировки стола (рюмки, стоп-
ки, чарки, вазы и т.д.) должны быть устойчивы-
ми на горизонтальной плоскости и не опроки-
дываться при наклоне плоскости на 10 - 15°, при
наклоне чайника или кофейника на угол до 70°
крышка не должна выпадать;
ручки и планки накладных ручек должны
быть соединены с клинками ножей, шейками
вилок, черенками ложек без зазоров и качания;
все изделия должны быть заклеймены Госу-
дарственной инспекций пробирного надзора.
7.2. Уход за ювелирными изделиями
От воздействия среды (воздуха, влаги, тем-
пературы, пыли) и просто от времени ювелир-
ные изделия часто теряют свой первоначальный
блеск. Возвратить им их прежний свежий вид
можно различными способами и средствами очи-
стки. Большинство золотых изделий подновля-
ют (очищают) путем ручного их полирования
войлочными, шерстяными или матерчатыми
щетками с нанесенной на них крокусной пастой
в виде порошка или слабо разбавленной в воде
или спирте — в виде кашицы. Изделия с мато-
вым золочением и изделия со вставками из жем-
чуга и камней, чувствительных к воздействию
химических препаратов, подновляются протира-
нием (полированием) мягкой щеткой с одновре-
менным использованием растворенного (в виде
кашицы) в нашатырном спирте двууглекислого
бикарбоната натрия. Многокаменные золотые
украшения, вставки которых не подвержены раз-
рушающим реакциям химикатов, хорошо очи-
щаются путем погружения их (на короткое вре-
мя) в подогретый раствор, состоящий из 120 г
двууглекислого бикарбоната натрия, 50 г хлор-
ной извести, 30 г поваренной соли, 1/2 л воды.
При применении всех перечисленных выше спо-
собов очистки изделия (после обработки) обя-
зательно промывают в чистой воде и тщательно
обсушивают.
Многие серебряные изделия подновляют
с помощью флотированного мела, смешанного
с нашатырным спиртом; смесь на изделие нано-
сят щеткой, дают просохнуть, а затем осторож-
но полируют до блеска. Хорошие результаты
дает также очистка изделий бикарбонатом на-
362
Глава 7. Дополнительные сведения о ювелирных изделиях
трия (50 г), растворенного в 15 г воды; полиро-
вание в этом случае осуществляется обожжен-
ной магнезией, мягким фетром, шерстяной тря-
почкой. Потемневшие серебряные украшения
можно очистить (подновить), использовав так-
же растворы, состоящие из: 5 г порошкообраз-
ных квасцов, 15 г отмученного мела, 50 г воды;
10 г горячей воды, 15 г винного камня, 40 г уг-
лекислого бикарбоната натрия, 10 г уксусной
кислоты; 2 г порошкообразных квасцов, 50 г
поваренной соли, 25 г жидкого мыла, 1/4 л воды;
125 г мыла, 6 г углекислой окиси свинца, 6 г
измельченного в порошок трепела, 6 г винной
кислоты, 6 г аммиачных квасцов После обра-
ботки изделия промывают в воде, а затем про-
сушивают. Темный «налет» с серебряных и по-
серебренных изделий можно легко удалить так-
же следующим образом: промыть изделие в теп-
лой мыльной воде, затем почистить тряпочкой,
смоченной в смеси нашатырного спирта с зуб-
ным порошком, затем сполоснуть теплой водой
и просушить. Серебряные и мельхиоровые (по-
серебренные) изделия можно освежить, промыв
их в теплой воде с питьевой содой (50 г на 1 л
воды) или в теплой мыльной воде с нашатыр-
ным спиртом (1 столовая ложка на 1 л воды).
После этого изделия споласкивают и протира-
ют насухо мягкой тканью.
Кремы, другая косметика отрицательно воз-
действуют на украшения с бриллиантами, точ-
нее на сами бриллианты, загрязняя их и сильно
снижая игру света. Простейший в этом случае
способ очистки — промывка в теплой мыльной
воде (рис 7.1) с последующей просушкой с по-
мощью мягкой салфетки, не оставляющей на
бриллианте ворсинок. Украшения с бриллиан-
тами нельзя хранить вместе с другими украше-
ниями, чтобы избежать царапанья бриллиантов.
Необходимо, конечно, помнить, что не только
украшения с бриллиантами, но вообще все дру-
гие украшения нельзя носить во время выпол-
нения определенного вида работ: стирки белья,
приготовления пищи, мытья посуды, ремонта
квартиры и, разумеется, при обращении с кис-
лотами и щелочами.
Очистку ювелирных украшений, драгоцен-
ных камней, в том числе бриллиантов, а также
жемчуга можно осуществлять, используя мало-
габаритный прибор фирмы «Импульс-Аппаратэ-
Рис. 7.1. Промывка украшений с бриллиантами
бау» Очищающий (изделия) элемент в этом
приборе — струя пара, которая позволяет в те-
чение нескольких секунд удалить разного рода
загрязнения: остатки жира, полировальной пас-
ты и т.д., и т.п. При этом добавки каких-либо
химических веществ не требуется, что важно
(в итоге) для окружающей среды. Наличие ма-
ленького сопла, которое насаживается на шланг,
позволяет очищать очень мелкие детали, напри-
мер крапановые оправы (касты). Прибор
(рис. 7.2) укомплектован рабочей ванной из не-
ржавеющей стали и подставкой для крепления
рукоятки управления подачей пара. Шланг (дли-
ной 200 см) обеспечивает достаточную свободу
Рис. 7.2. Прибор для очистки ювелирных украшений паром
Глава 7 Дополнительные сведения о ювелирных изделиях
363
действий работника в зоне (месте) расположе-
ния прибора.
Примечание. Эффективное средство для
очистки изделий из драгоценных металлов (жид-
кость под названием ФЛЮР) разработано
в АООТ «Русские самоцветы». Упомянутым
средством (жидкостью) можно легко обрабаты-
вать (очищать) все поверхности изделия, в том
числе и труднодоступные его места; средство не
содержит в себе абразивных веществ, а потому
какое-либо механическое воздействие на под-
вергающуюся очистке поверхность изделия ис-
ключается; средство (что немаловажно) — со-
вершенно не токсично, не имеет неприятного
(аллергического) запаха и обладает не только
чистящим, но и предохранительным эффектом
(обработанные им изделия долгое время потом
не окисляются, что, кстати, оказывается возмож-
ным благодаря введению в состав ФЛЮРа спе-
циальных веществ — ингибиторов, замедляю-
щих скорость химических реакций); наконец,
оно (данное чистящее средство) значительно
дешевле зарубежных аналогов. ФЛЮР — самое
верное и надежное, самое универсальное сред-
ство для очистки ювелирных изделий. Достоин-
ства ФЛЮРа высоко оценены и производителя-
ми ювелирных изделий, и покупателями-облада-
телями ювелирных украшений, и работниками
ювелирных магазинов и ломбардов.
7.3. Пробы, пробирный надзор,
клейма
Достоинство ювелирных украшений, изго-
товленных из сплавов золота, серебра, платины
определяется пробой, то есть количеством со-
держащихся в этих сплавах драгоценных метал-
лов. Если, например, золотое украшение имеет
клеймо с цифрой 585, то это означает, что укра-
шение изготовлено из сплава, 1000 частей кото-
рого (по массе) состоят из 585 частей золота
и 415 частей других металлов Чем выше про-
ба, тем больше драгоценного металла содержит-
ся в конкретном украшении.
Пробы. В Российской Федерации введены
(1999 г.) и действуют следующие пробы ювелир-
ных украшений: для золота — 375-я, 500-я, 585-я,
750-я, 958-я, 999-я; для серебра — 800-я, 830-я,
875-я, 925-я, 960-я, 999-я; для платины — 850-я,
900-я, 950-я; для палладия — 500-я, 850-я. В Ан-
глии и США действует не метрическая, а карат-
ная система проб. Карат — единица массы дра-
гоценных камней, равная 200 мг. Метрическая
проба со значением 1000 соответствует 24 ка-
ратам. Для перевода одной пробы в другую при-
меняют соотношение 24:1000=х:у, где х — ка-
ратная пробы; у—метрическая. Решая это урав-
нение, находим, чтоу=7000х:24, а это означает,
что, например, 750-й пробе соответствует
18-каратная проба, 585-й пробе — 14-каратная,
а 375-й пробе — 9-каратная (табл. 7.3).
Таблица 7.3
Практически полезная
информация
Караты Проба
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 0,0417 0,0833 0,1250 0,1667 0,2083 0,2500 0,2917 0,3333 0,3750 0,4167 0,4583 0,5000 0,5417 0,5833 0,6250 0,6667 0,7083 0,7500 0,7617 0,8333 0,8750 0,9167 0,9583 1,0000
Существует несколько методов определе-
ния проб драгоценных металлов и их сплавов.
К ним относятся пробирование на пробирном
камне (кремниевый сланец), купелирование
в муфельной печи, химико-аналитические мето-
ды. Самый простой способ — капельный, состо-
ящий в нанесении на испытуемое изделие ра-
створа хлорного золота или хромпика, азотно-
кислого серебра, йодистого или железистосине-
родистого калия. При нанесении, например, кап-
ли хлористого золота на тщательно очищенную
и отполированную поверхность испытуемого об-
разца происходит быстрая химическая реакция
364
Глава 7. Дополнительные сведения о ювелирных изделиях
и на этом месте образуется пятно от осадка зо-
лота, причем цвет этого пятна — всегда различ-
ный; собственно по его (цвета) оттенкам (в ос-
новном) и другим данным (табл. 7.4) и опреде-
ляются проба драгоценных металлов, их спла-
вов и вообще другие металлы.
Чаще же всего (на практике) применяется
метод пробирования на пробирном камне. Оп-
ределение пробы драгоценных металлов этим
методом осуществляется в следующем поряд-
ке: поверхность пробирного камня, натурально-
го или синтетического (лучше натурального),
слегка смазывают миндальным, ореховым, кед-
ровым или другим растительным маслом, а за-
тем протирают насухо, после чего сплавом (про-
ба которого должна быть определена) и пробир-
ной иглой (эталоном с известным содержанием
золота) на поверхности камня натирают полос-
ки одинаковой (по силе нажатия) плотности;
соответствующим реактивом эти полоски сма-
чивают (поперек); спустя 20 — 30 сек реактив
осторожно подсушивают, убирая излишки филь-
трующей бумагой, и сравнивают затем его дей-
ствие на полосках, оставленных испытуемым
сплавом и пробирной иглой; содержание золо-
та в сплаве определяют по интенсивности окрас-
ки пятна, образовавшегося под действием реак-
тива на полосках: чем интенсивнее окраска пят-
на, тем меньше золота в сплаве. Более светлое
пятно подтверждает и более высокую пробу
сплава; одинаковая окраска пятна на полосках
сплава и иглы говорит о совпадении их дробно-
сти Реактивы для пробирования: раствор хлор-
ного золота — для пробирования изделий из зо-
лота 583-й и 585-й проб; соответствующие кис-
лотные растворы (конкретный для конкретной
пробы) — для изделий из золота 375-й, 500-й,
750-й, 900-й, 916-й и 958-й проб, причем чем
ниже проба, тем более быстро и более сильно
воздействует реактив; хромпик (двуххромово-
кислый калий) — для изделий из серебра 500-й
и выше проб (пятно темно-красного цвета с по-
вышением пробы светлеет); раствор азотнокис-
лого серебра — для изделий из серебра 750-й,
800-й, 875-й и 916-й проб (пятно серовато-бело-
го цвета с понижением пробы становится серо-
пепельным); раствор йодистого и железистоси-
неродистого калия применяется для определе-
ния (приблизительного) пробы изделий из пла-
тины (темное пятно становится еще темнее
с понижением пробы).
Более точный и надежный метод пробиро-
вания драгоценных металлов — муфельный, по-
другому называемый горячим анализом; его осу-
ществление, впрочем, возможно лишь в усло-
виях химической лаборатории. В таблице 7.5.
приведены действия одного из реактивов для
пробирования сплавов золота (авторское свиде-
тельство 1100527А класс СО1, 1/32), а в табли-
це 7 6 указаны пробирные кислоты, применяе-
Таблица 7.4
Действие раствора хлорного золота на проверяемые металлы и сплавы
Цвет испытуемого образца Цвет пятна от капли раствора Время образова- ния пятна, сек Определяемый металл, проба
Бельш Темно-зеленый 1-2 Чистое серебро или высокопробный серебряный сплав
Серовато-белый Раствор не оказывает никакого действия 30 -40 Платина
Желтый Раствор не оказывает никакого действия 1-2 Чистое золото и его высокопробные сплавы с серебром
Желтый Каштановый (более или менее темный) 1 - 5 (мин) Низкопробные (ниже 583-й пробы) сплавы золота с серебром и медью (чем темнее пятно, тем низкопробнее сплав)
Желтый Черный (чернильный) 1-2 Латунь
Беловато-желтый Черный 1-2 Низкопробный сплав серебра с медью
Красный Раствор не оказывает никакого действия 1-2 Сплав (выше 583-й пробы) золота с медью
Красный Золотистый или каштановый 1 - 5 (мин) Низкопробный сплав золота с медью (чем темнее пятно, тем низкопробнее сплав)
Красный Черный (чернильный) 1-2 Медь
Глава 7. Дополнительные сведения о ювелирных изделиях
365
Таблица 7.5
Действие состава, приготовленного согласно авторскому свидетельству,
на некоторые металлы и сплавы
Материал Цвет натира Действие реактива
Медь Ярко-красный Мгновенное, полностью растворяется медь с натира
Латунь различных марок Желтый Тоже
Мельхиор Серебристо-серый Тоже
Серебро и сплавы серебра Серебристо-белый Интенсивное красно-коричневое окрашивание
Железо и железистые сплавы * Серый Мгновенное темно-коричневое окрашивание
Коррозионностойкая сталь4 Темно-серый Очень слабо отличимое от натира покраснение в течение 1,5 -2 мин
Алюминий Светлый, серебристо-белый При соприкосновении с натиром реактив приобретает голубую окраску, после снятия реактива пятна не остается
Индий Темно-серый Мгновенное, растворяет пятна
Палладий Темно-серый Через 20 - 30 сек образуется желто-коричневый осадок
Кобальт Темно-серый Мгновенное, образуется темно-коричневый осадок, затем быстро растворяется весь натир
Свинец Серебристо-серый Коричнево-зеленый осадок
Кадмий Серебристо-серый Мгновенное растворение натира
ЗлСрМ585-80 Красно-желтый Темно-коричневый осадок, почти черный, через 20 - 30 сек
ЗлСрМ 750 (красный) Красно-желтый То же
ЗлСрПМ 585 Белый Коричневый осадок через 20 сек
ЗлМнЦ 585 Белый Тоже
ЗлСрПМ 585 Белый Красно-коричневый осадок через 20 - 30 сек
ЗлСрПМ 750 Белый Тоже
ЗлМнЦ 750 Белый Темно-коричневый осадок через 20 - 30 сек
* От золотых сплавов легко отличить по цвету натира
Таблица 7.6
Пробирные кислоты
Наименование Состав Плотность, г/мл
Пробирная кислота для золота 585-й пробы 40 мл концентрированной азотной кислоты 1.41
Пробирная кислота для золота 750-й пробы 40 мл концентрированной азотной кислоты плюс 1 мл концентрированной соляной кислоты, плюс 15 мл воды 1,41 1,198
Пробирная кислота для серебра 3 г дихромата калия плюс 3 мл концентрированной серной кислоты, плюс 32 мл воды 11,84
Пробирная кислота для платины 18 мл концентрированной азотной кислоты плюс 24 мл концентрированной соляной кислоты, плюс 6 мл воды 1,41 1,198
мне при химико-аналитических методах проби-
рования драгоценных металлов.
Пробирный надзор. Все ювелирные изделия
из драгоценных металлов, предназначенные для
продажи, должны соответствовать одной из дей-
ствующих в стране проб и иметь клеймо. Конт-
роль за выполнением этого условия осуществ-
ляют инспекциями пробирного надзора. Инспек-
ции пробирного надзора работают под руковод-
ством Комитета драгоценных металлов и дра-
гоценных камней при Министерстве финансов
Российской Федерации, а их надзор распрост-
раняется на всю территорию страны.
Клейма Инспекции пробирного надзора при
клеймении ювелирных украшений пользуются
государственными пробирными клеймами уста-
новленного образца. По своему назначению
клейма делятся на основные и дополнительные.
Основные пробирные клейма удостоверяют со-
ответствие изделий требованиям пробирного
366
Глава 7 Дополнительные сведения о ювелирных изделиях
надзора. Разнообразие форм ювелирных украше-
ний определяют и различие форм основных про-
бирных клейм: круглые, двусторонние круглые,
в виде лопатки, прямоугольника, усеченно-
овальные, продолговатые с закругленными уг-
лами. Дополнительные клейма служат либо для
клеймения разъемных и легко отделяемых вто-
ростепенных частей украшений из драгоценных
металлов, либо для клеймения украшений, не
соответствующих заявленной пробе.
Все ювелирные украшения из драгоценных
металлов, предъявляемые в инспекцию пробир-
ного надзора для клеймения, должны иметь от-
тиск знака именника предприятия; именник
представляет собой заключенное в рамку соче-
тание цифр и букв сокращенного названия пред-
приятия-изготовителя и года выпуска украше-
ния. Ювелирные украшения, изготовленные из
частей драгоценных и недрагоценных металлов
должны иметь знак «металл» — сокращенно
«мет». В противном случае такие украшения
клеймению не подлежат.
7.4. Контроль качества
ювелирных изделий
Ювелирные изделия — это изделия особые,
не рядовые в привычном понимании. Понятие
«ювелирный» равносильно значениям: краси-
вый, надежный, высокохудожественный, одним
словом, качественный. Ведь недаром говорят:
ювелирная работа, ювелирная техника, ювелир-
ная точность, ювелирных дел мастер, ювелир-
ное искусство.
Ювелирные изделия, однако, особенно
в условиях серийного их производства, никогда
не станут поистине исполненными ювелирно,
если в процессе изготовления не подвергать
тщательному, скрупулезному контролю их ка-
чество, независимо от того, какой квалификации
мастер над ними работал и из какого материала
они сделаны. На предприятиях ювелирной про-
мышленности страны контроль качества изде-
лий возложен на специальные службы — служ-
бы технического контроля (СТК). Главная зада-
ча СТК определяется так: современное обнару-
жение дефектов в изготовляемой продукции
и предотвращение выпуска (поставок) предпри-
ятием продукции, не соответствующей требо-
ваниям стандартов, технических условий, утвер-
жденных образцов (эталонов), условий постав-
ки и договоров. В соответствии с этой главной
задачей на СТК возлагается решение комплек-
са вопросов, из которых определяющими, каж-
додневными являются: контроль за соответстви-
ем требованиям действующей нормативно-тех-
нической документации; контроль за качеством
продукции в процессе ее изготовления в соот-
ветствии с контрольными операциями, предус-
мотренными утвержденными технологическими
процессами; внедрение прогрессивных методов
и средств контроля; оформление первичной до-
кументации (маршрутных карт и т.д.) на приня-
тую и забракованную продукцию, клеймение
принятой и маркировка забракованной, изъятие
забракованной продукции, ее изоляция; своев-
ременный контроль за качеством поступающих
на предприятие материалов, полуфабрикатов
и комплектующих изделий; учет внутризаводс-
кого брака, потерь от брака, классификация его
по видам, анализ причин брака; сбор и анализ
претензий (рекламаций) и разработка меропри-
ятий, способствующих снижению их числа;
оформление документов приемки выпускаемой
продукции, удостоверяющих ее характеристики
и соответствие требованиям НТД; систематичес-
кий контроль за выполнением мероприятий по
устранению недостатков, выявленных контроли-
рующими организациями при соответствующих
проверках. Работники СТК не должны привле-
каться к разбраковке поставляемой предприятию
и выпускаемой предприятием продукции, к по-
становке «именника» и товарного знака на юве-
лирные изделия, к отбору проб, развешиванию,
упаковке, учету расходования драгоценных ме-
таллов, проведению расчетов и составлению
отчетов по «движению» драгоценных металлов,
к подбору вставок по цвету, размеру и рисунку,
а также к выполнению других производственных
операций, не связанных с контролем качества
продукции.
По видам технический контроль ювелирных
изделий подразделяют на сплошной (непре-
рывный), выборочный, профилактический, ле-
тучий, самостоятельный, а по этапам его прове-
дения — на входной, пооперационный и окон-
чательный (приемочный)
Глава 7. Дополнительные сведения о ювелирных изделиях
367
Сплошному (непрерывному) контролю под-
вергаются практически все изготовленные изде-
лия, а выборочному — только определенная
часть их (как правило, 10 % от всей партии, но
не менее 10 шт.).
Контроль профилактический — это пе-
риодически (в плановом порядке) проводимый
контроль всей цепочки производства ювелирных
изделий, начиная с получения и хранения мате-
риалов, полуфабрикатов, поступающих по коо-
перации, и кончая отправкой готовой продукции.
Профилактический контроль проводят с целью
предупредить возможность брака, предотвра-
тить выпуск изделий ненадлежащего качества.
Летучий контроль — это разновидность
профилактического контроля. Главное назначе-
ние летучего контроля — выявить, установить
причины брака изделий на данный момент, то
есть на момент проверки.
Самостоятельный контроль основан на
принципе бездефектного изготовления продук-
ции. При этом виде контроля исполнитель ос-
вобождается от сдачи продукции в СТК: изде-
лия с личным клеймом оцениваются как приня-
тые с первого предъявления. Право работы при
самостоятельном контроле распространяется на
все производственные операции, включая конт-
роль готовой продукции.
Входной контроль — это контроль соответ-
ствия качества материалов и полуфабрикатов,
идущих в основное производство, требованиям
чертежей, стандартов, технических условий,
инструкций. Материалы и полуфабрикаты, по-
ступившие на предприятие без сопроводитель-
ных документов, к входному контролю допус-
каться не должны.
Пооперационный контроль — это контроль
качества выполнения всех операций по изготов-
лению ювелирных изделий: штамповки, литья,
монтировки, закрепки, полирования, клеймения.
При окончательном (приемочном) конт-
роле контролируют качество готовой продук-
ции. Контролю подлежат параметры ювелирных
изделий, приведенные в таблице 7.7.
Деление изделий на годные, дефектные
и бракованные. Изделия, отвечающие всем тре-
бованиям нормативно-технической документа-
ции, признаются годными. Изделия, не отвеча-
ющие всем требованиям НТД, считаются заб-
ракованными. Они должны изыматься с рабо-
чих мест и по накладной передаваться в изоля-
тор брака с обязательным составлением акта на
брак (если брак произошел по вине рабочего)
или ведомости о браке (в случае брака по тех-
ническим причинам). В зависимости от хара-
ктера дефекта и степени непригодности забра-
кованного изделия брак делится на исправимый
(дефектные изделия) и неисправимый (окон-
чательный). Брак считается исправимым, если
изделия после соответствующей доработки
(исправления дефекта) соответствуют требо-
ваниям НТД. К окончательному относится брак,
который исправить либо невозможно, либо
экономически нецелесообразно. Изделия с ис-
правимым браком (по вине работника) возвра-
щаются исполнителю для исправления.
Таблица 7.7
Контролируемые параметры и виды контроля готовых ювелирных изделий
Контролируемый параметр Вид контроля
На предприятии-изготовителе Заказчиком
Внешний вид Номера колец и браслетов Литейные размеры Прочность паяных цепочек Прочность нитей бус Масса изделия Самопроизвольное открывание замков Качество закрепки Качество клеймения и маркировки Качество упаковки Сплошной (непрерывный) Тоже При необходимости Сплошной (непрерывный) Выборочный * Сплошной (непрерывный) При необходимости Тоже Сплошной (непрерывный) Выборочный ** Выборочный * Тоже При необходимости Тоже Тоже Тоже То же Тоже Выборочный * Сплошной (непрерывный)
* 10 % от партии изделий, но не менее 10 шт.; ** 5 % от количества единиц упаковки
368
Глава 7. Дополнительные сведения о ювелирных изделиях
7.5. Нормирование и хранение
драгоценных металлов
При работе с драгоценными металлами, ес-
тественно, необходимо вести скрупулезный их
учет, осуществлять надлежащее хранение Толь-
ко при строгой, четкой, то есть научно обосно-
ванной системе организации нормирования, учета
и хранения драгоценных металлов можно обес-
печить их правильное и постоянно рациональ-
ное расходование.
Драгоценные металлы в процессе движения
по производственному цеху, в частности по цеху
монтировки ювелирных изделий, проходят (пос-
ледовательно) через кладовую драгоценных ме-
таллов цеха, участки монтировки, межопераци-
онные кладовые, помещение технического кон-
троля, кладовую готовой продукции, изоляторы
брака. В кладовой цеха драгоценные металлы
хранятся в виде заготовок (литье, штамповка)
ювелирных изделий и их деталей, а также в виде
проволоки, лент, полос. В межоперационных
кладовых хранятся изделия после или до очеред-
ной технологической операции (монтировки,
закрепки, полирования, клеймения). В кладовой
готовой продукции сосредотачиваются готовые
изделия, а в изоляторе брака — забракованные.
Расход драгоценных металлов. Расход драг-
металлов на предприятиях ювелирной промыш-
ленности нормируется согласно требованиям
соответствующего стандарта. Нормы расхода
являются абсолютными показателями и устанав-
ливают расход драгоценных металлов на выпуск
изделий, отходы и потери при изготовлении из-
делий. Разрабатывают нормы расхода на каждое
изделие на основании утвержденной техничес-
кой документации. При разработке норм расхо-
да драгоценных металлов необходимо учитывать
применение передовых методов обработки, по-
вышение коэффициента полезного использова-
ния драгоценных металлов и максимальное со-
кращение потерь.
Нормы расхода делятся на сводные, груп-
повые средневзвешенные и пооперационные.
Сводные нормы расхода предусмотрены при
изготовлении изделия из однородных материа-
лов (золота, серебра и т.д.). Групповые нормы
расхода — это нормы расхода по группам пла-
нирования (изделия с корундом, с драгоценны-
ми камнями, с бриллиантами, без камней). По-
операционные нормы расхода распространяют-
ся на отдельные операции (литье, штамповка,
монтировка и т.д.). Одновременно с нормами
расхода драгоценных металлов разрабатывают-
ся нормативы их съемов, отходов и потерь, ко-
торые подразделяются на пооперационные, по-
издельные и групповые средневзвешенные. По-
операционные нормативы устанавливаются
в виде нормативов съема и потерь, поизделъные—
в виде нормативов возвратных отходов и потерь,
а групповые средневзвешенные — в виде пла-
нового задания на снижение нормативов потерь
по группам. Пооперационные и групповые сред-
невзвешенные нормативы подлежат ежегодно-
му утверждению.
Нормативы съема и потерь устанавливают
при: изготовлении изделий методом литья по
выплавляемым моделям; плавке-получении
слитков; проведении разделительных и формо-
образующих операций и операций травления;
обработке заготовок резанием; термической об-
работке; монтировке (колец, серег, браслетов,
предметов сервировки стола); закрепке вставок
(глухой, крапановой, корнеровой); чернении,
эмалировании, золочении, серебрении, родиро-
вании, полировании, а также при ручном изго-
товлении цепочек, замков и концевых ушек
к ним и выполнении операций маркирования.
Хранение драгоценных металлов. Хранение
драгметаллов должно быть таким, чтобы пол-
ностью исключалась возможность их хищения,
обеспечивалась сохранность от пожаров и пор-
чи во всех местах хранения и в процессе произ-
водства. Запрещается хранить драгоценные ме-
таллы, изделия и детали из них вместе с недра-
гоценными металлами и изделиями из них. Все
драгоценные металлы следует хранить в несго-
раемых шкафах, металлических ящиках или сей-
фах. Кладовые (склады), где хранятся драгоцен-
ные металлы, а также несгораемые шкафы, ме-
таллические ящики и сейфы по окончании рабо-
чего дня должны быть закрыты и опломбирова-
ны или опечатаны, а ключи от них необходимо
сдавать охране под расписку и в опечатанном
виде. Драгоценные металлы, выданные под от-
чет работнику, необходимо хранить в индиви-
дуальном запирающемся ящике, который (по
окончании работы, рабочего дня) должен быть
Глава 7. Дополнительные сведения о ювелирных изделиях
369
опечатан личной печатью материально ответ-
ственного лица (работника) и сдан в кладовую.
Оставлять без присмотра драгоценные металлы
на открытых стеллажах и рабочих местах в про-
изводственных помещениях нельзя.
Получение и сдача драгоценных металлов.
Драгоценные металлы передаются на рабочие
места только под отчет исполнителям работ по
накладной (наряду), обязательно подписанной
ответственными руководителями. Заготовки из-
делий и деталей должны выдаваться в пакетах,
а обручальные кольца — в коробках, мешках,
кассетах. Накладные оформляются в трех экзем-
плярах (рабочему, кладовщику, бухгалтерии)
с указанием в соответствующих графах факти-
ческой массы и количества выданных драгоцен-
ных металлов; накладные подписывают кладов-
щик и рабочий-исполнитель. В межоперацион-
ные кладовые изделия сдают после выполнения
очередной технологической операции также по
накладным. Все накладные, накопившиеся за
день, передают затем в бухгалтерию. Сдача из-
делий в ОТК (на проверку) должна оформлять-
ся по накладным (нарядам) и журналу отчета
ОТК с соответствующей отметкой в книжке
ювелира. В кладовую готовой продукции изде-
лия сдают вместе с экземпляром наряда. Забра-
кованные изделия по накладной (с одновремен-
ным приложением акта или ведомости о браке)
передают в изолятор брака. При уходе в отпуск
ювелир обязан все имеющиеся на его рабочем
месте (и в гофте — металлическом ящике) дра-
гоценные металлы сдать в кладовую: готовые из-
делия — в кладовую готовой продукции, неза-
вершенные изделия — в межоперационную
кладовую, металлы в виде проволоки, лент, по-
лос — в кладовую драгоценных металлов цеха,
а накопленные отходы (сначала переплавив
в слиток, а затем опробировав его) — в кладо-
вую драгоценных металлов цеха.
7.6. Сведения о стандартизации
Стандартизация — это установление и при-
менение правил с целью упорядочения деятель-
ности в определенной области на пользу и при
участии всех заинтересованных сторон и, в час-
тности, для достижения всеобщей оптимальной
экономии при соблюдении условий эксплуата-
ции (использования) и требований безопаснос-
ти. Стандартизация основывается на объединен-
ных достижениях науки, техники и передового
практического опыта и определяет основу не
только настоящего, но и будущего развития
и должна осуществляться неразрывно с общим
прогрессом науки и техники.
Нормативно-технический документ по стан-
дартизации. Это документ, устанавливающий
комплекс норм, правил, требований, обязатель-
ных для исполнения в определенных областях
деятельности, разработанный в установленном
порядке и утвержденный (принятый) компетен-
тным органом.
Стандарт — нормативно-технический до-
кумент по стандартизации, устанавливающий
комплекс норм, а также требований к объекту
стандартизации и утвержденный компетентным
органом.
Технические условия — научно-техничес-
кий документ, устанавливающий комплекс тре-
бований к конструкциям, типам, маркам, арти-
кулам продукции.
Опережающая стандартизация — стан-
дартизация, заключающаяся в установлении по-
вышенных (по отношению к уже достигнутому
на практике уровню норм) требований к объек-
там стандартизации.
Комплексная стандартизация — стандар-
тизация, осуществление которой обеспечивает
наиболее полное и оптимальное удовлетворение
требований заинтересованных организаций
и подлежащих согласованию показателей взаи-
мозависящих компонентов, сходных в объектах
стандартизации, с увязкой сроков введения
в действие стандартов.
Стандарты в России делятся на следующие
категории: государственные стандарты (ГОСТ),
отраслевые (ОСТ), республиканские (РСТ),
стандарты предприятия (СТП). ГОСТ обязате-
лен для всех предприятий и организаций стра-
ны, ОСТ — для всех предприятий и организа-
ций данной отрасли и тех организаций (заказчи-
ков), которые применяют продукцию этой от-
расли, РСТ — для предприятий и организаций
республиканского и местного значения, СТП—
только для предприятия, утвердившего этот
стандарт. Объектами стандартизации являются
24 Зак. 3896
370
Глава 7. Дополнительные сведения о ювелирных изделиях
продукция, нормы, правила, требования, мето-
ды, термины, обозначения, имеющие перспек-
тиву многократного применения в науке, техни-
ке, промышленности, сельскохозяйственном
производстве, строительстве, на транспорте,
в культуре, здравоохранении, других сферах на-
родного хозяйства, а также в международной
торговле. Понятие “вид стандарта” определяет
содержание стандарта в зависимости от его на-
звания Стандарты всех категорий на продукцию
подразделяются на следующие виды: стандарты
технических условий (общих технических усло-
вий), стандарты общих технических требований
(технических требований), стандарты парамет-
ров и размеров, стандарты типов, основных па-
раметров и размеров, стандарты конструкции
и размеров, стандарты марок, стандарты сорта-
мента, стандарты правил приемки, стандарты
методов контроля, стандарты правил маркиров-
ки, упаковки, транспортировки и хранения, стан-
дарты правил эксплуатации и ремонта, стандар-
ты типовых технических процессов.
7.7. Служба стандартизации
Службы стандартизации на предприятиях
ювелирной промышленности рознятся штатны-
ми расписаниями (численностью) и объемами
поставленных перед ними целей и задач. Но не-
зависимо от этого все они в своей практической
деятельности должны решать (в той или иной
степени) два основных вопроса: выполнение
работ по координации, планированию и внедре-
нию мероприятий стандартизации изделий ос-
новного и вспомогательного производств; осу-
ществление работ по нормоконтролю техничес-
кой документации. Службы стандартизации
предприятия ответственны за: контроль за вне-
дрением и соблюдением научно-технической
документации; контроль за выполнением плана
работ по стандартизации; разработку стандар-
тов категории СТП на изделия основного и вспо-
могательного производств; участие в государ-
ственных комиссиях по аттестации ювелирных
изделий, изготовленных на предприятии; орга-
низацию проверки и пересмотра стандартов
и НТД, не отвечающих современным требова-
ниям; обеспечение подразделений предприятия
необходимой НТД; планирование и осуществ-
ление обязательного нормоконтроля техничес-
кой документации; участие в выборочных про-
верках качества выпускаемой предприятием про-
дукции; организацию пропаганды стандартиза-
ции и обмен опытом, участие в семинарах, выс-
тавках, конференциях по вопросам стандарти-
зации; представление в вышестоящие органы
стандартизации информационных материалов
по НТД, разработанных подразделениями конк-
ретного предприятия.
7.8. Метрологическая служба
Метрология — это наука об измерениях,
методах и средствах обеспечения их единства
и способах достижения требуемой точности. За-
дача метрологии — метрологическое обеспече-
ние производства: установление научных и орга-
низационных основ, технических средств, пра-
вил и норм, необходимых для достижения един-
ства и требуемой точности измерения. Органи-
зационной основой метрологического обеспече-
ния является метрологическая служба России,
состоящая из государственной и ведомственных
(в том числе отделов метрологии предприятия)
метрологических служб. Основная задача мет-
рологической службы предприятия — установ-
ление и постоянное поддержание на качествен-
ном уровне метрологического обеспечения про-
изводства, то есть планомерное, последователь-
ное проведение комплекса мероприятий, способ-
ствующих созданию таких условий. В комплекс
мероприятий должны входить: периодический
анализ состояния измерений на предприятии
с разработкой и осуществлением на его основе
мер по совершенствованию измерений; установ-
ление рациональной номенклатуры измеритель-
ных параметров и оптимальных норм точности
измерений на предприятии; внедрение государ-
ственных и отраслевых стандартов, разработка
и внедрение стандартов предприятия, регламен-
тирующих положения о метрологическом обес-
печении производства; работы по созданию
и внедрению современных методик выполнения
измерений и средств измерений, испытаний
и контроля; метрологическая экспертиза проек-
тов нормативно-технической, конструкторской
Глава 7. Дополнительные сведения о ювелирных изделиях
371
и технологической документации; проверка
и метрологическая аттестация средств измере-
ний, применяемых на предприятии; аттестация
методик выполнения измерений; контроль за
производством, состоянием, применением и ре-
монтом средств измерений и соблюдением мет-
рологических правил, требований и норм.
Метрологические термины и определения.
Существует ряд основополагающих метроло-
гических терминов и определений (табл. 7.8),
которые должны быть известны не только ра-
ботникам метрологических служб, но и всем
рабочим ювелирных предприятий, в частно-
сти ювелирам.
Таблица 7.8
Основополагающие метрологические термины и определения
Термин Определение
Измерения
Измерение Прямое измерение Измерение значения физической величины опытным путем с помощью специальных технических средств Измерение, при котором искомое значение величины находят непосредственно из опытных данных, например: измерение массы на циферблатных или равноплечных весах, температуры термометром, длины с помощью линейных мер
Виды средств измерения
Средство измерения Мера Измерительный прибор Отсчетное устройство средства измерения Шкала средства измерения Отметка шкалы Деление шкалы Указатель Образцовое средство измерения Проверка средства измерения Техническое средство, используемое при измерении и имеющее нормированные метрологические свойства Средство измерения, предназначенное для воспроизведения физической величины заданного размера, например: гиря — мера массы, измерительный резистор — мера электрического сопротивления, кварцевый генератор — мера частоты электрических колебаний Средство измерения, предназначенное для выработки сигнала измерительной информации в форме, доступной для непосредственного воспроизведения наблюдателем Часть конструкции средства измерения, предназначенная для считывания значений измеряемой величины, например: шкала и стрелка измерительного прибора Часть отсчетного устройства, представляющая собой совокупность отметок и проставленных у некоторых из них чисел отсчета или других символов, соответствующих ряду последовательных значений величины Знак на шкале, соответствующий некоторому значению величины. Практически знак может быть в виде черты, точки, зубца и т.д Промежуток между двумя соседними отметками шкалы Часть отсчетного устройства, положение которой относительно отметок шкалы определяет показание средства измерения. Указатель может быть выполнен в виде материального стержня или в виде луча света — светового указателя Мера, измерительный прибор или преобразователь, служащие для проверки по ним других средств измерений и утвержденные в качестве образцовых Определение метрологическими органами погрешностей средства измерения и установление его пригодности к применению
Параметры и свойства средства измерения
Номинальное значение меры Действительное значение меры Цена деления шкалы Предел измерения Значение величины, указанное на мере или приписанное ей, например: номинальное значение килограммовой гири — 1 кг, одноомного измерительного резистора — 1 Ом Действительное значение величины, воспроизводимое мерой Разность значений величин, соответствующих двум соседним отметкам шкалы Наибольшее или наименьшее значение диапазона измерения
Погрешность измерения
Погрешность измерения Абсолютная погрешность Относительная погрешность Отклонение результата измерения от истинного значения измеряемой величины Погрешность измерения, выраженная в единицах измеряемой величины Отношение абсолютной погрешности измерения к истинному значению измеряемой величины (может быть выражено в процентах)
372
Глава 7. Дополнительные сведения о ювелирных изделиях
7.9. Гигиена труда
В процессе трудовой деятельности человек
растрачивает определенное количество энергии
(умственной и физической). Труд, являясь кате-
горией социальной, определяемой социально-
производственными отношениями в обществе,
подчиняется (вместе с тем) законам природы.
Другими словами, плодотворность деятельнос-
ти человека во многом зависит от его работос-
пособности, то есть от возможности в течении
длительного времени (рабочего дня) выполнять
работу производительно и качественно Извес-
тно, что на работоспособность человека оказы-
вают влияние многочисленные факторы, глав-
ными из которых можно считать следующие:
степень приспособленности физиологических
функций к условиям трудовой деятельности,
тренированность, утомляемость, эмоциональ-
ное состояние, производственные условия, воз-
раст и профессиональный стаж работающего.
Работоспособность человека в течение ра-
бочего дня можно разделить на три периода:
начальный (нарастающий}, высокий и зату-
хающий. В начальном периоде производитель-
ность постепенно и неуклонно увеличивается.
Для высокого периода присущи постоянно вы-
сокие показатели работоспособности, произво-
дительности и качества труда. Напротив, в за-
тухающий период наступает утомление, рабо-
тоспособность заметно падает, соответственно
снижается и объем вырабатываемой продукции.
В процессе трудовой деятельности, особенно
при несоблюдении санитарно-гигиенических
требований к организации производства в целом
и рабочего места, в частности, организм чело-
века подвергается воздействию химических, фи-
зических и психофизиологических производ-
ственных факторов, одни из которых явпяются
опасными, чреватыми травмами или потерей ра-
ботоспособности, а другие — вредными, приво-
дящими к заболеваниям, понижению уровня ра-
ботоспособности.
В условиях организации ювелирного произ-
водства к химическим (опасным и вредным) про-
изводственным факторам относится воздействие
на организм токсичных веществ (возможных ок-
сидов, сернистого и хромового ангидрида, па-
ров цианистого калия, окиси углерода и т.д.). Фи-
зическими (вредными) производственными фак-
торами являются повышенные или пониженные
температура и влажность воздуха в цехах, сквоз-
няк, шум, вибрация и ультразвук, тепловые
и ионизирующие, электромагнитные излучения.
Психофизиологические (вредные) производ-
ственные факторы — это длительные и однотип-
ные рабочие операции, неудобное положение
тела, напряжение слуха, зрения, повышенные
физические нагрузки. В работе ювелиров подоб-
ными факторами являются постоянное повышен-
ное напряжение зрения и органических мышеч-
ных групп (пальцы и кисти рук).
Высокая работоспособность и хорошее са-
мочувствие работающих обеспечиваются не
только проведением санитарно-технических
мероприятий, но и, что особенно важно, стро-
гим соблюдением самими работающими режи-
ма труда, питания, отдыха. Процесс труда дол-
жен быть организован так, чтобы не наступало
переутомление; время коротких пауз, предус-
мотренных распорядком рабочего дня, и обеден-
ные перерывы необходимо проводить вне цеха;
следует обеспечить возможность чередования
работы стоя и сидя; завтракать и ужинать необ-
ходимо по возможности постоянно и в одно
и то же время; приступать к работе, не позавт-
ракав, вредно для здоровья; продукты питания
должны быть разнообразными и содержащими
достаточное количество белков, углеводов, жи-
ров и витаминов; продолжительность сна долж-
на быть не менее 7-8 часов в сутки. Каждый
рабочий (независимо от его возраста) обязан
принимать участие в занятиях производствен-
ной гимнастикой, способствующей укреплению
его нервной и сердечно-сосудистой систем, по-
вышению сопротивляемости всего организма
заболеваниям.
7.10. Производственная санитария
Производственная санитария — это систе-
ма практических мероприятий, разрабатывае-
мых службами гигиены труда предприятий
и направленных на предупреждение нежелатель-
ных воздействий опасных и вредных производ-
ственных факторов на работоспособность и здо-
ровье человека
Глава 7. Дополнительные сведения о ювелирных изделиях
373
Профессиональные вредности. Вредные ве-
щества попадают в организм работающего че-
рез органы дыхания (в виде паров, газов, пыли),
желудочно-кишечный тракт (загрязненные мик-
рочастицы), кожу (органические химические
вещества). Наиболее опасны яды и пыль, про-
никающие через дыхательные пути. Вызывая
трахеид и бронхит, они могут привести, в ко-
нечном счете, к заболеванию легких. Значитель-
но реже вредные вещества попадают в организм
человека через желудочно-кишечный тракт. Из-
бежать этого можно, если соблюдать простое
правило: чаще мыть руки, а тем более перед
едой. Внимательность, осторожность, аккурат-
ность в обращении со щелочами и кислотными
растворами позволяет предотвратить попадание
ядов на кожу вследствие случайного соприкос-
новения с ними. Постоянное изучение природы
профессиональных вредностей помогает служ-
бам гигиены труда проводить своевременную
профилактическую работу по предупреждению
заболеваний.
Профессиональные заболевания. Заболева-
ния, обусловленные воздействием вредного про-
изводственного фактора, называются професси-
ональными. В их возникновении, течении и ис-
ходе немаловажную роль играют индивидуаль-
ные особенности человеческого организма.
Профессиональные заболевания делятся на
острые и хронические. При острых заболева-
ниях симптомы болезни проявляются резко, сра-
зу после контакта с вредными веществами, а при
хронических заболеваниях патологические из-
менения развиваются медленно. В условиях
ювелирного производства (при операциях шли-
фования, полирования, опиливания, заточки,
огранки) постоянное вдыхание производствен-
ной пыли может стать причиной заболевания
бронхитом или пневмокониозом (болезнь лег-
ких). Длительное воздействие интенсивного
шума (при резке, штамповке) ведет к стойким
понижениям чувствительности слухового аппа-
рата. Повышенный уровень шума вызывает так-
же другие нежелательные явления: замедление
скорости реакций нервной системы, понижение
работоспособности, ритма дыхания, пульса, кро-
вяного давления. Попадание на кожу масел,
щелочей, кислот может обусловить заболевание
кожи (дерматиты, экземы, язвы), а достаточное
напряжение зрения во время, например, пайки
явится причиной воспаления глаз — электро-
фтальмина Значительное воздействие на орга-
низм работающего оказывает повышение тем-
пературы воздуха при работе плавильных, су-
шильных и нагревательных печей.
Организм человека, чутко регулируя тепло-
обмен, постоянно поддерживает температуру
тела на уровне 36 - 37 °C независимо от темпе-
ратуры внешней среды. В цехах с повышенной
температурой воздуха выделение тепла организ-
мом в окружающую среду путем излучения зат-
руднено и осуществляется преимущественно за
счет испарения (потовыделения). В одних слу-
чаях это может привести к перегреву организ-
ма, сопровождающемуся тошнотой, жаждой,
недомоганием, раздражительностью, сонливос-
тью, отсутствием аппетита, в других (в связи
с потерей солей и снижением содержания хло-
ристого натрия в крови и тканях) — к появле-
нию судорог.
Обеспечение безопасных условий труда. Бе-
зопасную работу можно обеспечить только пу-
тем целенаправленного осуществления научно
обоснованной системы оздоровительных мероп-
риятий во всех, без исключения, цепочках про-
изводственного цикла. В систему таких мероп-
риятий должны входить: постоянное совершен-
ствование технологических процессов и обору-
дования с целью предотвращения возможности
появления производственных вредностей; без-
укоснительное соблюдение технологических
режимов, строгий контроль за их исполнением;
безусловное соблюдение режимов труда и отды-
ха, правильная (научная) организация рабочего
места; постоянный контроль за состоянием воз-
душной среды производственных помещений;
организация питьевого водоснабжения, четкий
питьевой режим; регулярные медицинские ос-
мотры; организация профилакториев, ингалято-
риев и лечебно-профилактического питания;
систематическое проведение производственной
гимнастики.
Санитарные требования к производствен-
ным помещениям. Такие требования или нормы
являются нормативным документом при проек-
тировании производственных площадей. Сани-
тарные нормы определяют объемно-планировоч-
ные решения (объем производственной площа-
374
Глава 7 Дополнительные сведения о ювелирных изделиях
ди на одного работающего) и предопределяют,
как правило, требования к отоплению, вентиля-
ции, кондиционированию воздуха, водоснабже-
нию и канализации, регламентируют допусти-
мые параметры шума, вибрации, ультразвука,
температуру, влажность, скорость движения
воздуха в рабочей зоне помещения, но особен-
но предельно допустимую концентрацию вред-
ных веществ.
Предельно допустимые концентрации вред-
ных веществ. По степени воздействия на орга-
низм человека вредные вещества делятся на осо-
бо опасные (ртуть, азот, свинец, хромовый ан-
гидрит), опасные (мышьяковистый, фтористый,
цианистый водород, фосфорная, соляная, серная
кислоты, соли синильной кислоты), сильнодей-
ствующие (спирт бутиловый и метиловый, сер-
нистый ангидрид), слабодействующие (оксид
углерода, ацетон, бензин, керосин). Предельно
допустимые концентрации (ПДК) вредных ве-
ществ в ювелирной промышленности приведе-
ны в таблице 7.9.
Производственный травматизм. Производ-
ственными называют травмы, полученные чело-
веком как непосредственно на рабочем месте,
так и на территории предприятия. К ним отно-
сятся ушибы, раны, термические и химические
ожоги, переломы, вывихи, отравления, электро-
поражения. Основными причинами производ-
ственного травматизма являются: ручной труд,
неисправность инструмента и оборудования,
несовершенство технологических процессов
и несоблюдение рабочих режимов их проведе-
ния, необеспеченность работающего необходи-
мой спецодеждой, спецобувью и инвентарем, не-
правильное использование средств индивидуаль-
ной защиты, незнание работающими правил тех-
ники безопасности. Причиной производственно-
го травматизма может стать также неудовлет-
ворительное санитарное состояние предприятия
в целом: захламленность и загроможденность
проездов и проходов, отсутствие межцеховых
складов и задымленность производственных
помещений и окружающей воздушной среды.
Самый верный и наиболее надежный путь борь-
бы с производственным травматизмом — чет-
кое знание каждым работающим правил техни-
ки безопасности труда и, естественно, неукос-
нительное их исполнение.
Оказание первой помощи. При несчастных
случаях и острых заболеваниях в организме про-
исходят резкие изменения, угрожающие жизни.
При этом нередко жизнь человека в решающей
степени зависит и от того, как быстро будет ока-
зана ему первая доврачебная помощь. Для этой
цели на предприятиях (в цехах) должны быть
Предельно допустимые концентрации вредных веществ
в воздухе рабочей зоны производственных помещений
ювелирных предприятий
Таблица 7.9
Вещество ПДК, мг/м Состояние
Азота оксиды (в пересчете на NCh) 5 Пары
Ацетон 200 Тоже
Аммиак 25%-ный 50 Тоже
Бензин-растворитель (в пересчете на С) 300 Тоже
Свинец и его неорганические соединения 0,01 Аэрозоли
Сернистый ангидрид 10 Пары
Серная и соляная кислоты, серный ангидрид 1 Аэрозоли
Спирт метиловый (метанол) 5 Пары
Спирт бутиловый 10 Тоже
Уайт-спирит (в пересчете на С) 300 Тоже
Углерода оксиды 20 Тоже
Хромовый ангидрид (в пересчете на СгОД 0,01 Аэрозоли
Цианистый водород или соли синильной кислоты (в пересчете на HCN) 0,3 Пары
Фтористоводородная кислота (плавиковая) 0,25 Тоже
Фосфорная кислота, фосфорный ангидрид 0,2 Тоже
Щелочи едкие (в пересчете на NaOH) 0,5 Аэрозоли
Глава 7. Дополнительные сведения о ювелирных изделиях
375
организованы медицинские посты, имеющие
в своем распоряжении все необходимые пере-
вязочные материалы (шины, носилки, жгуты
и т.п.). Медицинский работник при обучении ра-
бочих должен акцентировать внимание на раз-
личии приемов оказания помощи и самопомо-
щи в зависимости от вида полученных постра-
давшими травм.
При электротравмах необходимо немед-
ленно исключить воздействие тока, отключив
его с помощью рубильника, выключателя, вы-
винтив пробки, оборвав провода, сняв провода
с пострадавшего с помощью резиновых рукавиц,
коврика, сухой деревянной доски, палки (к по-
страдавшему, находящемуся под действием
тока, нельзя прикасаться незащищенными рука-
ми); после этого следует немедленно провести
(осуществить) искусственное дыхание, массаж
сердца и транспортировать пострадавшего в ле-
чебное учреждение.
При химических ожогах концентрирован-
ными кислотами (кроме серной) необходимо
незамедлительно промыть место ожога проточ-
ной холодной водой, либо мыльной водой, либо
раствором соли; ожоги щелочью сначала про-
мывают проточной холодной водой, а затем
25 %-ным раствором уксусной или лимонной
кислот.
При термических ожогах следует немед-
ленно исключить воздействие высокой темпера-
туры на пострадавшего, а затем по возможнос-
ти быстрее закрыть место ожога стерильным ма-
териалом либо чистой хлопчатобумажной тка-
нью, смоченной спиртом; ни в коем случае
нельзя смазывать обожженную поверхность
кожи жирами; после оказания первой помощи
пострадавшего сразу транспортируют в лечеб-
ное учреждение.
При отравлении угарным газом требует-
ся срочно удалить пострадавшего из загазован-
ной зоны, произвести (сделать) искусственное
дыхание, растирание тела и отправить его в ле-
чебное учреждение.
При механических повреждениях (уши-
бах, растяжениях, разрывах связок и мышц, вы-
вихах) следует немедленно привести поврежден-
ный орган в состояние покоя, наложив повязку
или шину, и доставить пострадавшего в лечеб-
ное учреждение.
При наружном кровотечении необходи-
мо немедленно остановить кровотечение (с по-
мощью тугой повязки, прижатия артерии паль-
цем, фиксированием конечности в положении
максимального сгибания или разгибания) и сроч-
но доставить пострадавшего в больницу.
Средства индивидуальной зашиты. В усло-
виях ювелирного производства средствами ин-
дивидуальной защиты являются очки защитные
открытые, очки в виде защитной маски с откид-
ным экраном из прозрачной пластмассы, респи-
раторы, фартуки и халаты (хлопчатобумажные,
грубошерстяные и прорезиненные), спецобувь
(резиновые сапоги). Для оказания первой помо-
щи непосредственно на рабочем месте должны
быть аптечки (на каждом участке цеха) с набо-
ром бинтов перевязочных, йода, перекиси во-
дорода, капель сердечных и других необходи-
мых медикаментов.
7.11. Хранение химикатов
Известно, что все используемые ювелира-
ми химикаты в той или иной степени — токсич-
ны и вредны для здоровья человека, а поэтому
они (химикаты) должны храниться в прочно зак-
рытых емкостях с соответствующими четко раз-
личимыми сопроводительными надписями: наи-
менованием химиката и словом «Яд». Емкости
с химикатами хранятся в специальных помеще-
ниях, куда доступ посторонним лицам запре-
щается. Учетом, хранением, выдачей химикатов
ведает специальный работник, прошедший со-
ответствующею подготовку.
7.12. Ремонт ювелирных украшений
В процессе ношения ювелирных украшений
отдельные их детали (элементы) приходят в не-
годность (ломаются, раскалываются, изнашива-
ются, обрываются, изгибаются, расшатываются,
получают вмятины, царапины, сколы, тускнеют,
теряют блеск и т.д., и т.п.) и требуют (естествен-
но) замены или восстановления, то есть ремон-
та. Возможные повреждения ювелирных укра-
шений и способы их устранения приведены
в таблице 7.10.
376
Глава 7. Дополнительные сведения о ювелирных изделиях
Возможные повреждения ювелирных украшений и способы их устранения,
то есть ремонт ювелирных украшений
Таблица 7.10
Повреждение Способ устранения
Поломался (изно- сился) штифт шар- нира Опилить головку штифта, вытащить (тонкими щипцами) штифт из шарнира, изгото- вить (по образцу прежнего) новый штифт, установить, расклепать
Протерся шарнир медальона Опилить головку шарнира, вытащить (тонкими щипцами) штифт из шарнира, разъединить основание и крышку медальона; отрезать дефектные части шарнира, изготовить новые и припаять на прежние места, подогнать шарнир; изготовить новый штифт, установить, расклепать; опилить (зачистить) места пайки; отбелить медальон, отшлифовать, отполировать. Примечание. Если крышка медальона украшена драгоценными камнями или эмалью, то камни необходимо раскрепить и вынуть из оправы, а эмаль выжечь, а после ремон- та шарнира эмаль нанести заново и закрепить камни
Износился концевой шарнир браслета Отрезать изношенный шарнир, изготовить новый, установить на прежнее место, при- паять; произвести операцию отбеливания, опилить (зачистить) места пайки, отшли- фовать, отполировать, промыть, просушить
Вышел из строя шарнир — место крепления булавки к броши Расштифтовать шарнир, освободить булавку; отрезать сломанный шарнир, изготовить новый, установить на старое место, припаять; ввести булавку в прорезь, заштифтовать, подогнать (по крючку или замку) булавку; осуществить отбеливание, опилить (зачистить) места пайки, отшлифовать, отполировать. Примечание. Если брошь украшена камнем, то его (перед началом ремонта) раскрепляют и отделяют, а если брошь с эмалевым покрытием, то пайку в этом случае необходимо вести особенно осторожно и мягким припоем, возможно даже оловянным
Протерся шарнир предохранительной восьмерки браслета Отпилить вышедший из строя шарнир от замка, изготовить новый, установить на старое место, припаять (предварительно удалив из браслета пружину); ввести в браслет предохранительную восьмерку, подогнать ее по упорному шарику, припасовать (в месте посадки) на него; произвести отбеливание, опилить (зачистить) места пайки, отшлифовать, отполировать, промыть, просушить
Обломился и за- стрял в отверстии жемчужины штифт Выфрезеровать поверхность вокруг штифта, вытащить штифт (тонкими щипцами), изготовить новый штифт, установить, расклепать, опилить (зачистить), отшлифовать, отполировать, промыть, просушить
Износилась предо- хранительная вось- мерка браслета Удалить изношенную деталь, изготовить новую, ввести в шарнир, подогнать по месту (к шарику-упору) и припаять в точке насадки на шарик-упор (предварительно удалив из браслета пружину); произвести отбеливание, опилить (зачистить) места пайки, окончательно подогнать (по шарику-упору) предохранительную восьмерку, отшли- фовать, отполировать, промыть, просушить
Протерлись штифты и соединительные ушки браслета Разобрать вышедшие из строя звенья (звено): поломанные штифты вырезать (лобзиковой пилкой) в местах их припайки к глидерам или высверлить сверлом, диаметр которого соответствует диаметру штифта (соединительные ушки выпадут сами по себе); изготовить новые штифты и ушки, припаять штифты, собрать ушки; осуществить отбеливание, опилить (зачистить) места пайки, отшлифовать, отполировать браслет; выполнить (при необходимости) правку (рихтовку) глидеров или целых звеньев
Кольцо не снимается с пальца Осторожно распилить (изнутри) шинку кольца лобзиковой пилкой
Обручальное кольцо «мало»: не более чем на один размер «Раздать» кольцо (до следующего размера) на соответствующем риге- . ле (рис. А), неоднократно поворачи- А b 111 1 вая его (во время проколачивания 1 j 1 молотком) с целью избежать приоб- III JL ретения конической формы; отрих- ц 1. гГчГ 1 товать (править), отполировать. 1 Li 1 Примечание. «Раздачу» кольца Асгик i можно осуществить и с использова- Гни нием своеобразного ригеля, состоя- | | j | | 1 щего из четырех сегментов и дейст- 1 - вующего как распорная оправка (рис. Б)
Глава 7. Дополнительные сведения о ювелирных изделиях
377
Продолжение табл. 7.10
Повреждение Способ устранения
Обручальное кольцо «мало»: кольца ши- риной 7 — 8 мм Определить размер «раздачи», отжечь кольцо, дать остыть, насадить кольцо на ригель, установить последний в станок растяжки колец и «раздать» кольцо до нужного размера; отжечь кольцо, отбелить, промыть, просушить, опилить (подровнять) торцы, шабрить неровности на внутренней стороне кольца; отшлифовать, отполировать кольцо, промыть в мыльной (и с нашатырным спиртом) воде, затем в теплой воде, затем просушить, протереть замшей
Обручальное кольцо «мало»; кольца ши- риной 9 —12 мм Определить размер «раздачи», разрезать (используя лобзик) шинку (рис., А), ОТ- Д жечь, насадить на ручной ригель и с по- / мощью молотка (с деревянным или тек- столитовым бойком) «раздать» до нуж- ного размера; изготовить и подогнать Б соответствующую (по размеру) вставку из металла (рис. Ь); кольцо и вставной элемент прокипятить в борной кислоте, -* место пайки посыпать бурой и выпол- нить операцию пайки; затем кольцо от- белить, просушить, шабером и надфилем опилить (зачистить) места пайки, го есть впаянную часть, подогнав ее к профилю ***«3 шинки, то есть заподлицо с шинкой, а затем отшлифовать, отполировать, промыть, просушить
Обручальное кольцо «велико» См. способ уменьшения размера обручальных колец, описанный в главе 2 (рис. 2.82)
Обручальное кольцо «велико»: кольца шириной до 8 мм Определить размер уменьшения, отжечь кольцо, дать остыть, затем уложить в ко- нусное углубление «анки», подобрать ' нужного размера пуансон (рис. А), на- править его на кольцо и, ударяя по нему Г ) молотком, вогнать кольцо в углубление «анки», жестко стоящей на стальной на- 1 J ковальне (при этом кольцо необходимо X— периодически вынимать из «анки» и пе- реворачивать с тем, чтобы обеспечивать равномерное его сжатие); уменьшив раз- мер кольца до требуемого, его насажи- вают на ригель станка растяжки колец 1 и обкатывают до получения прежнего ’ профиля. * Операции отделки кольца — те же, что уже описаны выше. Обжатие (подобного) обручального кольца можно выполнить 1 Г и с помощью плиты для осадки колец с комплектом различных по размеру ко- нических отверстий, в которые (вместе с пуансоном) и впрессовывается кольцо 1 1 2 1—Ь. 1
(рис. Б: 1 — пуансон и высадочный штамп, 2 — обжатие медной ленты, k. Ь 3 — обжатие пластмассовой втулки, г 4 — пластмассовая втулка, 5 — кольцо, 6 — конус обжатия) Safe з
~ L й
Обручальное кольцо «велико»: кольца шириной более 8 мм Определить размер увеличения кольца, вырезать часть шинки, согнуть шинку до полного прилегания (соприкосновения) А торцев, произвести пайку (предвари- /f тельно прокипятив кольцо в борной ки- f f | \ слоте и покрыв торцы бурой); затем 1 к 1 кольцо отбелить, отрихтовать (выпра- ' i вить) на ручном ригеле, а затем выпол- V нить операции отделки. Примечание. <- 1 Уменьшение размера толстостенных колец показано (схематично) на рисунке
378
Глава 7. Дополнительные сведения о ювелирных изделиях
Продолжение табл. 7.10
Повреждение Способ устранения
Кольцо с верхушкой «мало» (1) или «велико» (2) Определить размер увеличения или уменьшения,« раздать » шинку (1) или выпилить часть шинки (2), вставить (между концами шинки) заранее заготовленный кусочек металла (1) или согнуть концы шинки и соединить их (2). а затем осуществить пайку (1 и 2), а затем выполнить (в обоих случаях) практически те же операции, которые выполняются при подобном ремонте обручальных колец (описаны выше)
Сломалось (протерлось) ушко кулона, медальона (обычное овальное) 1. На место «протертости» ушка нанести немного припоя и расплавить его пламенем горелки, дать припою остыть-затвердеть, затем произвести отбеливание, а затем аккуратно запилить (зачистить) место пайки, отшлифовать, отполировать. 2. Разорванное ушко необходимо либо заменить на новое (предварительно его изготовив), либо соединить концы (в месте разрыва), спаять, отбелить, а затем аккуратно запилить (зачистить) место пайки, отшлифовать, отполировать так, чтобы место пайки не было заметно
Сломалось (протерлось) фасонное ушко кулона 1. Наплавить немного припоя на место «протертости», дать остыть-затвердеть, затем отбелить, опилить (зачистить) место пайки, отшлифовать, отполировать. 2. Осуществить пайку (соединить концы) в месте разрыва ушка, отбелить, запилить (зачистить) место пайки, отшлифовать, отполировать. 3. Изготовить, если требуется, новое ушко, отрезать (опилить) старое, припаять новое; отбелить, опилить (зачистить) место пайки, отшлифовать, отполировать. Примечание. Вставки (камни), если таковые имеются в кулоне, — раскрепить, отделить (временно) от изделия; закрепить вновь после окончания работы
Порвалось (протерлось) звено, протерлись (оборвались) ушки 1. Паять место прорыва звена (якорные, панцирные цепочки), затем аккуратно запилить (зачистить) место пайки, отшлифовать. 2. Паять место разрыва звена или изготовить новое, ввести его в звено и осуществить пайку (витые 2-х звенные цепочки); аккуратно опилить (зачистить) места пайки, отшлифовать. 3. Раскрыть звено (поломанное) цепочки, то есть разъединить ушки и цепочку (в месте дефекта); изготовить новые ушки (точно по образцу старых), вставить их (не нарушив направление навивки цепочки) на старое место; осуществить пайку цепочки (витые 3-х звенные цепочки); опилить (зачистить) места пайки, отшлифовать, отполировать, промыть, просушить
Сломался усик венецианской цепочки Удалить дефектное звено, цепочку отжечь, с помощью плоскогубцев и пинцета разогнуть звено одного конца цепочки, а его усики ввести в звено другого конца цепочки, закрыть звенья; отрихтовать (выправить) цепочку; отбелить цепочку, полировать электрохимическим способом, промьпъ, просушить
Протерлось (разорвалось) соединительное ушко (колечко) цепочки Наплавить припой на протертое место соединительного ушка (колечка), отбелить опилить, отшлифовать; заменить соединительное ушко (колечко) на новое (предварительно изготовив его). Примечание. Замену соединительного колечка, припаянного к корпусу замка, производят, предварительно удалив из него (замка) пружину
Протерлось соединительное колечко в серьге Отрезать (вышедшее из строя) соединительное колечко от основания, изготовить новое колечко (по старому образцу); серьгу отжечь, припаять соединительное колечко к основанию (на старое место), надеть на колечко подвеску, соединить концы колечка и спаять их; отбелить, опилить (зачистить) место пайки, отшлифовать. Далее действовать по уже известной схеме
Протерлись полые звенья серебряной цепочки (браслета) Опилить поврежденные (протертые) места, затем между стыками (перпендикулярно к ним) вставить тонкую серебряную пластинку; нанести припой (по обе стороны пластинки) и выполнить операцию пайки, затем произвести отбеливание, а затем опилить выступающие части (концы) пластинки; зачистить места пайки, отшлифовать, отполировать, промыть, просушить
Сломался крючок в броши Отрезать оставшуюся часть крючка (от места его припайки), изготовить и припаять новый, подогнать булавку или, удалив остатки старого крючка, припаять на его место отрезок проволоки, соответствующего профиля, изогнуть проволоку в крючок (по старому образцу), подогнать булавку, отбелить, опилить (зачистить) места пайки, отшлифовать, отполировать, промьпъ, просушить
Вышел из строя крючок серьги 1. Отрезать оставшуюся часть крючка от основания серьги, основание отжечь, припаять отрезок проволоки (на место старого крючка), изогнуть проволоку точно по образцу старого крючка, отбелить, опилить (зачистить) место пайки, отшлифовать, отполировать, промыть, просушить. 2. Спаять (внахлестку) обломанный и уцелевший концы крючка, предварительно отковав (оттянув) места соединения, затем место пайки отрихтовать (выправить), опилить (зачистить), а затем изогнуть крючок строго по форме крючка второй серьги
Глава 7. Дополнительные сведения о ювелирных изделиях
379
Продолжение табл. 7.10
Повреждение Способ устранения
Царапины, вмятины на поверхности кольца Устранить названные дефекты опиливанием (зачисткой) с помощью надфиля и шабера, затем отшлифовать, отполировать, промыть, просушить кольцо
Трещины на поверхности кольца Вырезать поврежденную часть шинки, вставить (подготовив заранее) новый кусочек металла, произвести пайку. А далее действовать по уже известной схеме
Нарушение формы кольца Рихтовать (править) кольцо на ручном ригеле с помощью молотка (с деревянным или текстолитовым бойком), отжечь, отбелить, промыть, просушить, отшлифовать, отполировать...
Вмятины на основании серьги Рихтовать (править) основание, используя флакейзен, тисочки, оправки, молотки. А далее действовать по уже известной схеме
Трещины на основании серьги Основание отжечь, посыпать трещины небольшим количеством припоя, расплавить припой, дать остыть-затвердеть, затем произвести отбеливание, а затем запилить (зачистить) место пайки, а далее действовать по уже известной схеме
Вмятины, царапины, трещины на жестких браслетах Рихтовать (править), используя специальные оправки, молотки, опилить (зачистить) с помощью надфиля, шабера, а далее действовать по уже известной схеме
Нарушена резьба в гайке винтового замка серьги Запаять отверстие в гайке, отбелить гайку, просверлить новое отверстие в гайке, отжечь, а затем соответствующим (по диаметру) метчиком вновь нарезать резьбу
Нарушена резьба на винте замка серьги Нарезать (плашкой) более тонкую резьбу на винте, а затем соответствующую резьбу (метчиком) и в гайке
Вышел из строя винт замка серьги Приготовить необходимой длины (согласно старому образцу винта) отрезок проволоки, удалить (вырезать) старый винт, на это место припаять заготовку из проволоки; произвести отбеливание; нарезать (плашкой) резьбу, а далее выполнить полагающиеся отделочные операции
Износился упор задвижки шомпольного замка Запилить под прямым углом (скрутившийся) упор задвижки
Оборвались направляющие в шомпольном замке Выполнить пайку направляющих в местах их разрыва, опилить (зачистить), отшлифовать место пайки, отполировать и т.д.
Поломалась пружинка в шпрингельном замке Вынуть задвижку (предварительно разогнув корпус по месту стыка), затем с помощью тонкого крючка достать пружину, затем отжечь корпус замка, выполнить отбеливание, вставить новую пружинку (заранее изготовленную), затем задвижку, сжать (возвратить в начальное положение) корпус, проверить работу замка, а затем отшлифовать, отполировать корпус и т.д.
Вышла из строя пружина карабинного замка Трубку (карабин) расштифтовать, пружинку извлечь (зацепив крючком), вставить новую пружинку (заранее изготовленную), трубку заштифтовать; штифт опилить, а замок отшлифовать, отполировать и т.д.
Обломился запор (прижимный крючок) крышки медальона Удалить (отрезать) остатки прижимного язычка, изготовить (точно по старому образцу) новый язычок и припаять его к основанию медальона, произвести отбеливание, запилить (зачистить) место пайки; затем (с помощью плоскогубцев) изогнуть язычок так, чтобы он прочно и плотно удерживал крышку в положении «закрыто». Затем осуществить отделочные операции
Износился упор пружинной швензы Расклепать крышку замка, вытащить штифт, слегка подогнуть плоскую пружину; упор заменить на новый (предварительно изготовленный), собрать заново весь механизм
Отломилась верхняя часть зуба крючка в замке серьги Проковать (оттянуть) крючок в месте облома, изготовить новую (взамен отломившейся) часть зуба и напаять ее на оттянутый ковкой конец крючка; произвести отбеливание, опилить (зачистить) место пайки; окончательно доработать (подогнать) зуб по месту входа в скобу замка
Обломился крючок замка серьги (в месте изгиба) 1. Припаять новую (изготовленную заранее) часть крючка (взамен вышедшей из строя), отбелить, опилить (зачистить) место пайки, подогнать крючок. 2. Отрезать оставшуюся часть крючка от каста, приготовить соответствующий отрезок проволоки, припаять его к касту; отбелить, опилить (зачистить) место пайки; согнуть стойку (напаянный отрезок проволоки) по форме старого крючка, подогнать крючок по месту входа в скобу замка
380
Глава 7 Дополнительные сведения о ювелирных изделиях
Продолжение табл. 7.10
Повреждение Способ устранения
Сломалась нижняя стойка замка серьги Расштифтовать скобу, полностью удалить нижнюю стойку; изготовить новую стойку (отрезок проволоки) и впаять на старое место, затем отбелить, опилить (зачистить) место пайки: стойку опилить и подогнать по скобе: посадить скобу на стойку, просверлить отверстие в стойке (под штифт) - через отверстие в скобе; штифтовать скобу, подогнать по верхнему крючку, затем осуществить отделочные операции. Примечание. Камни (вставки) перед началом ремонта (пайки) должны быть удалены из изделия
Поврежден камень в глухом или обод- ковом касте Раскрепить камень: очень осторожно (без особых усилий) с помощью ножа с тонким лезвием отодвинуть (отжать) стенки каста от камня (воздействуя именнона каст), при этом нельзя ни наклонять нож, ни поворачивать его или действовать им как рычагом; вынуть поврежденный камень; закрепить новый. Примечание 1. Каст с толстыми стенками раскрепить подобным способом невозмож- но; в этом случае каст (оправу) распиливают лобзиком либо с одной стороны, либо (в случае острой необходимости) в двух противоположных местах; разумеется, в дальнейшем места распила (разреза) запаивают, тщательно запиливают (зачищают). Примечание 2. При раскреплении вставок из кастов, края стенок которых были по- догнаны к вставке особенно плотно, необходимо найти место, где будет возможным вставить острие ножа между вставкой и ободком каста, а затем осторожно провести ножом вокруг вставки столько раз, пока рант царги каста не будет отжат
Отогнулся крапан Осторожно и плотно прижать (подогнуть) крапан к вставке давчиком
Камень (вставка) «сидит» в касте не- плотно, шатается Раскрепить камень, подработать каст, удлинить (при необходимости) крапаны; снова закрепить камень; в глухом касте плотно прижать (мелиграфом) его (каста) края к камню
Износился каст Лобзиком вырезать старый каст (в местах его соединения с шинкой). изготовить новый каст, шинку отжечь, затем смонтировать (припаять) новый каст (на место старого), выполнить отбеливание, опилить (зачистить) место пайки, подогнать каст по камню, закрепить камень; выполнить отделочные операции
Отломился крапан, износились все кра- паны 1. Остатки крапана опилить (вырезать), изготовить и припаять новый крапан; А Б diMBj В выполнить отбеливание, запилить (за- чистить) место пайки, подогнать (офор- /f мить) крапан окончательно и плотно ff jj U п ШИ прижать к камню (вставке) давчиком, Л ’К Л затем произвести отделочные операции. 2. При износе всех крапанов (рис. А) сна- чала необходимо отрезать часть каста г ™ (рис. Б), а затем к оставшейся части при- ДММ Д паять, изготовленный заранее, полукаст fcvzij wwj/ (рис. В п Г), после чего выполнить one- рацию отжига, затем произвести размет- (f ff ку положения крапанов, выпилить (про- ((В ((В пилить) их и опилить (рис. Д), а затем осуществить подгонку каста по камню (вставке) и закрепить камень (вставку)
Износилась, дефор- мировалась игла бу- лавки Осторожно, путем гибки-выпрямления, исправить дефект, а опиливанием заострить иглу
Примечание. В процессах ремонта ювелир-
ных изделий ювелиру часто приходится зани-
маться переводом масс драгоценных металлов
различных проб одной в другую. В таблицах 7.11
и 7.12 приведены эквивалентные величины дра-
гоценных металлов ряда проб массам золота
583-й и серебра 875-й проб (принятых за основ-
ные) от 0,01 до 1 г, причем при переводе массы
металла одной пробы в другую цифровые пока-
затели должны округляться до второго знака
после запятой. Перевод в другую пробу золота
583-й или серебра 875-й проб массой свыше 1 г
можно выполнить либо путем умножения искомо-
го числа на 10,100 и т.д., либо путем сложения.
Пример 1: сколько золота 958-й пробы эк-
вивалентно 4 г золота 583-й пробы? Найдем
(табл. 7.11) массу золота 958-й пробы, которая
будет эквивалентна 0,40 г золота 583-й пробы.
Глава 7. Дополнительные сведения о ювелирных изделиях
381
то есть 0,243 г, а затем это число умножим на
10 и получим искомое значение равное 2,43 г,
то есть 4 г золота 583 -й пробы эквивалентны
2,43 г золота 985-й пробы.
Пример 2: сколько золота 958-й пробы эк-
вивалентно 4,5 г золота 583-й пробы? Найдем
(табл. 7.11) массу золота 958-й пробы, которая
будет эквивалентна 4 г и 0,50 г золота 583-й
пробы, то есть 2,43 и 0,304, а затем сложим эти
величины: 2,43 + 0,304 = 2,73 г, то есть 2,73 г
золота 958-й пробы эквивалентны 4,5 г золота
583-й пробы.
Пример 3: сколько серебра 800-й пробы эк-
вивалентно 3,86 г серебра 875-й пробы? Найдем
(табл. 7.12) массу серебра 800-й пробы, эквива-
лентную 0,3 г серебра 875-й пробы, то есть
0,328 г, а затем умножим этот показатель на 10
и получим величину равную 3,28 г, что равно-
значно 3 г серебра 875-й пробы. Теперь найдем
(табл. 7.12) массу серебра 800-й пробы эквива-
лентную 0,86 г серебра 875-й пробы, то есть
0,941 г, а затем сложим обе эти величины: 3,28+
0,941 = 4,22, то есть 4.22 г серебра 800-й пробы
эквивалентно 3,86 г серебра 875-й пробы.
Таблица 7.11
Эквивалентный перевод проб золотых сплавов
Масса золота 583-й пробы, г Эквивалентная масса золота проб
375 500 585 750 833 875 900 916 958 999
0,01 0,016 0,012 0,009 0,008 0,007 0,007 0,006 0,006 0,006 0,005
0,02 0,031 0,023 0,019 0,016 0,014 0,014 0,013 0,013 0,012 0,012
0,03 0,047 0,035 0,029 0.023 0,021 0,020 0,019 0,019 0,018 0,017
0,04 0.062 0,047 0,039 0,031 0,028 0,027 0,026 0,025 0,024 0,023
0.05 0,078 0.058 0.049 0,039 0,035 0,034 0,032 0,031 0,030 0.029
0,06 0,093 0,070 0.059 0.047 0.042 0,040 0,039 0,038 0.037 0,035
0,07 0,109 0,082 0.069 0.054 0.049 0.047 0,045 0,044 0,043 0,041
0,08 0,124 0,093 0,079 0,062 0.056 0.053 0.051 0,050 0,049 0,047
0,09 0,140 0,105 0,089 0.070 0,063 0,060 0.058 0.057 0,055 0,052
0.10 0,155 0,117 0,099 0,078 0,070 0,067 0,065 0,064 0.061 0.058
0,11 0,171 0,128 0,109 0,086 0,077 0,073 0,071 0,070 0,067 0,064
0,12 0,187 0,140 0,119 0,093 0,084 0,080 0,078 0,077 0*073 0,070
0,13 0,202 0,152 0,129 0,101 0,091 0,087 0,084 0,083 0.079 0.076
0.14 0218 0,163 0,139 0,109 0,098 0,093 0,091 0,089 0,085 0,082
0,15 0233 0,175 0,149 0,117 0,105 0,100 0,097 0,095 0,091 0,087
0,16 0,249 0,187 0,159 0,124 0,112 0.107 0,104 0,102 0,097 0,093
0,17 0264 0,198 0,169 0,132 0.119 0,113 0,110 0,108 0,103 0,099
0,18 0280 0210 0,179 0,140 0,126 0,120 0,117 0,115 0,110 0.105
0,19 0295 0222 0.189 0,148 0,133 0,127 0,123 0,121 0.116 0.111
0,20 0,311 0233 0.199 0.155 0,140 0.133 0,130 0,127 0,122 0.117
0.21 0.326 0245 0.209 0.163 0.147 0.140 0.136 0,134 0,128 0,122
0.22 0.342 0257 0219 0,171 0.154 0.147 0.143 0,140 0,134 0,128
023 0.358 0,268 0229 0.179 0,161 0.153 0.149 0.146 0,140 0.134
024 0,373 0,280 0239 0.187 0,168 0,160 0,155 0.153 0,146 0.140
025 0,389 0291 0,249 0,194 0,175 0,167 0,162 0,159 0,152 0.146
026 0,404 0,303 0,259 0,202 0,182 0,173 0,168 0,165 0,158 0,152
027 0,420 0,315 0269 0,210 0,189 0,180 0,175 0,172 0,164 0,157
028 0,435 0,326 0279 0218 0,196 0,187 0,181 0,178 0,170 0,163
029 0,451 0,338 0289 0225 0203 0,193 0,188 0,185 0,176 0,169
0,30 0,466 0,350 0299 0233 02Ю 0200 0,194 0,191 0,183 0,175
382
Глава 7 Дополнительные сведения о ювелирных изделиях
Продолжение табл. 7.11
Масса золота 583-й пробы, г Эквивалентная масса золота проб
375 500 585 750 833 875 900 916 958 999
0,31 0,482 0,361 0,309 0241 0,217 0206 0,201 0,197 0,189 0,181
0,32 0,497 0,373 0,319 0,249 0,224 0,213 0,207 0,204 0,195 0,187
0,33 0,513 0,385 0,329 0,257 0,231 0,220 0,214 0,210 0,201 0,192
0,34 0,529 0,396 0,339 0,264 0,238 0226 0,220 0216 0,207 0,198
0,35 0,544 0,408 0,349 0,272 0,245 0,233 0227 0223 0213 0204
0,36 0,560 0,420 0,359 0,280 0,252 0240 0,233 0,229 0219 02Ю
0,37 0,575 0,431 0,369 0,288 0,259 0246 0,240 0235 0,225 0216
0,38 0,591 0,443 0.379 0,295 0266 0253 0,246 0242 0231 0222
0,39 0.606 0.455 0.389 0.303 0273 0260 0253 0248 0237 0227
0,40 0,622 0,466 0,399 0,311 0280 0266 0259 0254 0243 0233
0,41 0,637 0,473 0,409 0,319 0,287 0,273 0,266 0,261 0,250 0239
0,42 0,653 0,490 0,419 0,326 0294 0280 0,272 0267 0,256 0245
0,43 0,669 0,501 0,429 0,334 0,301 0,286 0279 0274 0,262 0251
0,44 0,684 0,513 0,439 0,342 0,308 0293 0,285 0,280 0268 0,257
0,45 0,700 0,525 0,449 0,350 0,315 0,300 0,291 0,286 0,274 0263
0,46 0,715 0,536 0,459 0,358 0,322 0,306 0,298 0293 0280 0268
0,47 0,731 0,548 0,469 0,365 0,329 0,313 0,304 0299 0286 0274
0,48 0,746 0,560 0,479 0,373 0,336 0,320 0,311 0,305 0292 0280
0,49 0,762 0,571 0,489 0,381 0,343 0,326 0,317 0,312 0298 0,286
0,50 0,777 0,583 0,499 0,389 0,350 0,333 0,324 0,318 0,304 0292
0,51 0,793 0,595 0,509 0,396 0,357 0,340 0,330 0,324 0,310 0298
0,52 0,808 0.606 0,519 0,404 0,364 0,346 0,337 0,331 0,316 0,303
0,53 0,824 0,618 0,529 0,412 0,371 0.353 0.343 0.337 0,323 0,309
0,54 0,840 0,630 0,539 0,420 0,378 0,360 0,350 0,344 0,329 0,315
0,55 0,855 0,641 0,549 0,428 0,385 0,366 0,356 0,350 0,335 0,321
0,56 0,871 0,653 0,559 0,435 0,392 0,373 0,363 0,356 0,341 0,327
0,57 0,886 0,665 0,568 0,433 0,399 0,380 0,369 0,363 0,347 0,333
0,58 0,902 0,676 0,578 0,451 0,406 0,386 0,376 0,369 0,358 0,338
0,59 0,917 0,688 0,588 0,459 0,413 0,393 0,382 0,375 0,359 0,344
0,60 0,933 0,700 0,598 0,466 0,420 0,400 0,389 0,382 0,365 0,350
0,61 0,948 0,711 0,608 0,474 0,427 0,406 0,395 0,388 0,371 0,356
0,62 0,964 0,723 0,618 0,482 0,434 0,413 0,402 0,395 0,377 0,362
0,63 0,979 0,735 0,628 0,490 0,441 0,420 0,408 0,401 0,383 0,368
0,64 0,995 0,746 0,638 0,497 0,448 0,426 0,415 0,407 0,389 0,373
0,65 1,011 0,758 0,648 0,505 0,455 0,433 0,421 0,414 0,396 0,379
0,66 1.026 0.770 0,658 0.513 0.462 0.440 0.428 0,420 0,402 0.385
0,67 1.042 0.781 0.668 0.521 0.469 0.446 0.434 0.426 0.408 0.391
0,68 1,057 0,793 0,678 0,529 0,476 0,453 0,440 0,433 0,414 0,397
0,69 1,073 0,805 0,688 0,536 0,483 0,460 0,447 0,439 0,420 0,403
0,70 1,088 0,816 0,698 0,544 0,490 0,466 0,453 0,445 0,426 0,408
0,71 1,104 0,828 0,708 0,552 0,497 0,473 0,460 0,452 0,432 0,414
0,72 1,119 0,840 0,718 0,560 0,504 0,480 0,466 0,458 0,438 0,420
0,73 1,135 0,851 0,728 0,567 0,511 0,486 0,473 0,465 0,444 0,426
0,74 1,150 0,863 0,738 0,575 0,518 0,493 0,479 0,471 0,450 0,432
Глава 7. Дополнительные сведения о ювелирных изделиях
383
Продолжение табл. 7.11
Масса золота 583-й пробы, г Эквивалентная масса золота проб
375 500 585 750 833 875 900 916 958 999
0,75 1,166 0,874 0.748 0.583 0,525 0.500 0.486 0.477 0,456 0.438
0,76 1,182 0,886 0,758 0,591 0,532 0,506 0,492 0,484 0,463 0,443
0,77 1,197 0,898 0,768 0,599 0,539 0,513 0,499 0,490 0,469 0,449
0,78 1,213 0,909 0,778 0,606 0,546 0,520 0,505 0,496 0,475 0,455
0,79 1,228 0,921 0,788 0,614 0,553 0,526 0,512 0,503 0,481 0,461
0,80 1,244 0,933 0,798 0,622 0,560 0,533 0,518 0,509 0,487 0,467
0,81 1,259 0,944 0,808 0,630 0,567 0,540 0,525 0,515 0,493 0,473
0,82 1,275 0,956 0,818 0,637 0,574 0,546 0,531 0,522 0,499 0,478
0,83 1,290 0,968 0,828 0,645 0,581 0,553 0,538 0,528 0,505 0,484
0,84 1,306 0,979 0,838 0,653 0,588 0,560 0,544 0,535 0,511 0,490
0,85 1,321 0,991 0,847 0,661 0,595 0,566 0,551 0,541 0,517 0,496
0,86 1,337 1,003 0,857 0,669 0,602 0,573 0,557 0,547 0,523 0,502
0,87 1,353 1,014 0,867 0,676 0,609 0.580 0.564 0.554 0.529 0.508
0,88 1,368 1,026 0.877 0.684 0.616 0.586 0.570 0.560 0,536 0.513
0,89 1,384 1,038 0,887 0,692 0,623 0,593 0,577 0,566 0,542 0,519
0,90 1,399 1,049 0,897 0,700 0,630 0,600 0,583 0,573 0,548 0,525
0,91 1,415 1,061 0,907 0,707 0,637 0,606 0,589 0,579 0,554 0,531
0,92 1,430 1,073 0,917 0,715 0,644 0,613 0,596 0,585 0,560 0,537
0,93 1,446 1,084 0,927 0,723 0,651 0,620 0,602 0,592 0,566 0,543
0,94 1,461 1,096 0,937 0,731 0,658 0,626 0,609 0,598 0,572 0,548
0,95 1,477 1,108 0,947 0,738 0,665 0,633 0,615 0,605 0,578 0,554
0,96 1,492 1,119 0,957 0,746 0,672 0,640 0,622 0,611 0,584 0,560
0,97 1,508 1,131 0,967 0,754 0,679 0,646 0,628 0,617 0,590 0,566
0,98 1,524 1,143 0,977 0,762 0,686 0,653 0,635 0,624 0,596 0,572
0,99 1,539 1,154 0,987 0,770 0,693 0,660 0,641 0,630 0,602 0,578
1,0 1,555 1,166 0,997 0,777 0,670 0,666 0,648 0,636 0,609 0,583
Таблица 7.12
Эквивалентный перевод проб серебряных сплавов
Масса серебра 875-й пробы, г Эквивалентная масса серебра проб
750 800 830 900 916 925 960 999
0,01 0,012 0,011 0,010 0,010 0,009 0,009 0,009 0,008
0,02 0,023 0,022 0,021 0,019 0,019 0,019 0,018 0,017
0,03 0,035 0,033 0,032 0,029 0,029 0,028 0,027 0,026
0,04 0,047 0,044 0,042 0,039 0,038 0,038 0,036 0,035
0,05 0,058 0,055 0,053 0,049 0,048 0,047 0,046 0,044
0,06 0,070 0,066 0,063 0,058 0,057 0,057 0,055 0,052
0,07 0,082 0,077 0,074 0,068 0,067 0,066 0,064 0,061
0,08 0,093 0,087 0,084 0,078 0,076 0,076 0,073 0,070
0,09 0,105 0,098 0,095 0,087 0,086 0,085 0,082 0,078
0,10 0,117 0,109 0,105 0,097 0,096 0,094 0,091 0,087
0,11 0,128 0,120 0,116 0,107 0,105 0,104 0,100 0,096
384
Глава 7. Дополнительные сведения о ювелирных изделиях
Продолжение табл. 7.12
Масса серебра 875-й пробы, г Эквивалентная масса серебра проб
750 800 830 900 916 925 960 999
0,12 0,140 0,131 0,126 0,117 0,115 0,114 0,109 0,105
0,13 0,152 0,142 0,137 0,126 0,124 0,123 0,118 0,114
0,14 0,163 0,153 0,147 0,136 0,134 0,133 0,128 0,122
0,15 0,175 0,164 0,158 0,146 0,143 0,142 0,137 0,131
0,16 0.187 0.175 0,169 0,155 0,153 0,151 0,146 0,140
0,17 0.198 0.186 0.179 0.165 0.162 0.161 0.155 0.149
0,18 0,210 0,197 0,190 0,175 0.172 0.170 0.164 0.157
0,19 0,222 0,208 0,200 0,185 0,181 0,180 0,173 0,166
0,20 0,233 0,219 0,211 0,194 0,191 0,189 0,182 0,175
0,21 0,245 0,230 0,221 0,204 0,201 0,199 0,191 0,184
0,22 0,257 0,241 0,232 0,214 0,210 0,208 0,201 0,193
0,23 0,268 0,252 0,242 0,224 0,220 0,217 0,210 0,201
0,24 0,280 0,262 0,253 0,233 0,229 0,227 0.219 0,210
0,25 0,292 0,273 0,263 0,243 0,239 0,236 0,228 0,219
0,26 0,303 0,284 0,274 0,253 0,248 0,246 0,237 0,227
0,27 0,315 0,295 0,285 0,262 0,258 0,255 0,246 0,236
0,28 0,327 0,306 0,295 0,272 0,267 0,265 0,255 0,245
0,29 0,338 0,317 0,306 0,282 0,277 0,274 0,264 0,254
0,30 0.350 0.328 0.316 0.292 0.287 0,284 0,273 0.262
0,31 0,362 0,339 0,327 0,301 0,296 0.293 0,283 0,271
0,32 0,373 0,350 0,337 0,311 0.306 0,303 0,292 0,280
0,33 0,385 0,361 0,348 0,321 0,315 0,312 0.301 0,289
0,34 0,497 0,372 0,358 0,330 0,325 0,322 0,310 0,297
0,35 0,408 0,383 0,369 0,340 0,334 0,331 0,319 0,306
0,36 0,420 0,394 0,379 0,350 0,344 0,340 0,328 0,315
0,37 0,432 0,405 0,390 0,360 0,353 0,350 0,337 0,324
0,38 0,443 0,416 0,401 0,369 0,363 0,359 0,346 0,333
0,39 0,455 0,427 0,411 0,379 0,373 0,369 0,355 0,341
0,40 0,467 0,437 0,422 0,389 0,382 0,378 0,365 0,350
0,41 0,478 0,448 0,432 0,399 0,392 0,388 0,374 0,359
0,42 0,490 0,459 0.443 0,408 0,401 0,397 0,383 0,367
0,43 0,502 0,470 0.453 0,418 0,411 0,407 0,392 0,376
0,44 0.513 0,481 0,464 0,428 0.420 0,416 0,401 0,385
0,45 0,525 0.492 0.474 0.437 0.430 0.426 0,410 0.394
0,46 0,537 0,503 0,485 0,447 0,439 0.435 0,419 0.403
0,47 0,548 0,514 0,495 0,457 0,449 0.444 0,428 0,412
0,48 0,560 0,525 0,506 0,466 0,459 0,454 0,437 0,420
0,49 0,572 0,536 0,516 0,476 0,468 0,463 0,447 0,429
0,50 0,583 0,547 0,527 0,486 0,478 0,473 0,456 0,438
0,51 0,595 0,558 0,538 0,496 0,487 0,482 0,465 0,446
0,52 0,607 0,569 0,548 0,505 0,497 0,492 0,474 0,455
0,53 0,618 0,580 0,559 0,515 0,506 0,501 0.483 0,464
0,54 0,630 0,591 0,569 0,525 0,516 0,511 0,492 0,473
0,55 0,642 0,602 0,580 0,535 0,525 0,520 0,501 0,481
Глава 7. Дополнительные сведения о ювелирных изделиях
385
Продолжение табл. 7.12
Масса серебра 875-й пробы, г Эквивалентная масса серебра проб
750 800 830 900 916 925 960 999
0,56 0,653 0,612 0,590 0,544 0,535 0,530 0,510 0,490
0,57 0,665 0,623 0,600 0,554 0,544 0,539 0,520 0,499
0,58 0,677 0,634 0,611 0,564 0,554 0,549 0,529 0,508
0,59 0,688 0,645 0,622 0,574 0,564 0,558 0,538 0,516
0,60 0,700 0,656 0,632 0,583 0,573 0,567 0,547 0,525
0,61 0,712 0,667 0,643 0,593 0,583 0,577 0,556 0,534
0,62 0,723 0,678 0,654 0,603 0,592 0.586 0,565 0,543
0,63 0.735 0.689 0.664 0,612 0.602 0.596 0.574 0.552
0,64 0,747 0,700 0,675 0,622 0,611 0,605 0,583 0,560
0,65 0,758 0,711 0,685 0,632 0,621 0,615 0,592 0,569
0,66 0,770 0,722 0,696 0,642 0,630 0,624 0,602 0,578
0,67 0,782 0,733 0,706 0,651 0,640 0,634 0,611 0,586
0,68 0,793 0,744 0,717 0,661 0,650 0,643 0,620 0,595
0,69 0,805 0,755 0,727 0,671 0,659 0,653 0,629 0,604
0,70 0,817 0,766 0,738 0,680 0,669 0,662 0,638 0,613
0,71 0.828 0.777 0.748 0.690 0.678 0.672 0.647 0.622
0,72 0,840 0,787 0,759 0,700 0,688 0,681 0,656 0,631
0,73 0,852 0,798 0,769 0,709 0,697 0,690 0,665 0,639
0,74 0,863 0,809 0,780 0,719 0,707 0,700 0,674 0,648
0,75 0,875 0,820 0,791 0,729 0,716 0,709 0,684 0,657
0,76 0,887 0,831 0,801 0,739 0,726 0,719 0,693 0,665
0,77 0,898 0,842 0,812 0,749 0,736 0,728 0,702 0,674
0,78 0,910 0,853 0,822 0,758 0,745 0,738 0,711 0,683
0,79 0,922 0.864 0.833 0.768 0.755 0.747 0.720 0.692
0,80 0,933 0,875 0,843 0,777 0,764 0,757 0,729 0,701
0,81 0,945 0,886 0,854 0,787 0,774 0,766 0,738 0,709
0,82 0,957 0,897 0,864 0,797 0,783 0,776 0,747 0,718
0,83 0,968 0,908 0,875 0,807 0,793 0,785 0,757 0,727
0,84 0,980 0,919 0,885 0,817 0,802 0,794 0,766 0,735
0,85 0,992 0,930 0,896 0,826 0,812 0,804 0,775 0,744
0,86 1,003 0,941 0,907 0,836 0,822 0,813 0,784 0,753
0,87 1.015 0.952 0.917 0.846 0.831 0.823 0.793 0.762
0,88 1,027 0,962 0,928 0,855 0,841 0,832 0,802 0,771
0,89 1,038 0,973 0,938 0,865 0,850 0,842 0,811 0,779
0,90 1,050 0,984 0,949 0,875 0,860 0,851 0,820 0,788
0,91 1,062 0,995 0,959 0,885 0,869 0,861 0,829 0,797
0,92 1,073 1,006 0,970 0,894 0,879 0,870 0,839 0,805
0,93 1,085 1,017 0,980 0,904 0,888 0,880 0,848 0,814
0,94 1,095 1,028 0,991 0,914 0,898 0,889 0,857 0,823
0,95 1.108 1,039 1.001 0.924 0.907 0.899 0.866 0.832
0,96 1,120 1,050 1,012 0,933 0,917 0,908 0,875 0,841
0,97 1,132 1,061 1,022 0,943 0,927 0,917 0,884 0,849
0,98 1,143 1,072 1,033 0,953 0,936 0,927 0,893 0,858
0,99 1,155 1,083 1,044 0,962 0,946 0,936 0,902 0,867
1,0 1,167 1,094 1,054 0,972 0,955 0,946 0,911 0,876
25 Зак. 3896
386
Глава 7. Дополнительные сведения о ювелирных изделиях
В процессах ремонта ювелирных изделий
очень часто приходится выполнять операцию
пайки. И если пайку ювелирных изделий из зо-
лота и серебра, как известно, ведут с примене-
нием соответствующих золотых и серебряных
припоев (рассмотрены в гл. 3), то при пайке из-
делий из недрагоценных металлов используют-
ся (в основном) медно-цинковые (рассмотрены
в гл. 3), оловянно-свинцовые (табл. 7.13) при-
пои, а также так называемые припои-латуни
(табл. 7.14).
нифоль (22) с этиловым спиртом (76) и соляно-
кислым анилином (2,0) или канифоль (20) с эти-
ловым спиртом (79) и солянокислым анилином
(1,0), или канифоль (25) с этиловым спиртом
(70) и солянокислым гидразином (5); с такими
флюсами можно вести пайку при температуре
300 - 350 °C.
Паять изделия из меди и ее сплавов, а также
сталь, никель, кадмий, свинец (и даже драгоцен-
ные металлы) можно с использованием флюсов
таких, например, составов (в %): солянокислый
Оловянно-свинцовые припои, наиболее часто применяемые
в процессах ремонта ювелирных изделий из недрагметаллов
Таблица 7.13
Марка припоя Массовая доля компонента, % Рабочая температура, °C
Sn Pb
ПОС-90 89-91 11-9 185-225
ПОС-61 60-62 40-38 180-195
ПОС-40 39-41 61-59 180-238
ПОС-10 9-10 91-90 266-296
Таблица 7.14
Припои-латуни, применяемые в процессах ремонта
ювелирных изделий из недрагметаллов
Марка припоя Массовая доля компонента, % Температура полного расплавления, °C
Си Sn Si Ni Zn
Л63 62-65 — — — 38-35 908
Л68 67-70 — — — 33-30 940
ЛОК62 60-63 0,4-0,6 0,3-0,4 — 39,9-36 908
ЛОК59 58-60 0,7-1,1 0,2-0,4 — 41,1-38,5 908
ЛК62 60-63 — 0,3-0,7 — 39,7-36,3 908
ЛК56 55-57 — 0,2-0,3 5-6 39,8-36,7 908
При выполнении операции пайки ювелир-
ных изделий из недрагоценных металлов в каче-
стве флюса часто применяется всем известная
канифоль, которая легко растворяется в спир-
те, не коррозирует металл, а ее температура
плавления находится в пределах от 70 до 100°С.
Свои защитные свойства канифоль проявляет
наиболее всего при нормальной температуре,
в расплавленном состоянии (200 - 300°С) она
уже может растворять тонкий слой окиси ме-
талла, при температуре же выше 320°С дальней-
шее ведение пайки сильно затруднено, то есть
нецелесообразно. После окончания пайки изде-
лия необходимо очистить от остатков канифо-
ли. Активность флюсов на основе канифоли
можно повысить, смешав, например (в %), ка-
гидразин (5) плюс вода (95); солянокислый гид-
разин (5) плюс глицерин (35) плюс вода (60);
солянокислый гидразин (4) плюс этиленгликоль
(46) плюс этиловый спирт (50); дигидрохлорид
гидразина (3) плюс дигидробромид гидразина (3)
плюс найлон (12) плюс этиловый спирт (82).
Реакция растворов солей гидразина — кислая,
что способствует хорошей очищаемости паяных
поверхностей, к тому же в ходе пайки (при тем-
пературе 200 - 250°С) в результате разложения
этих солей, образуются хлориды и бромиды ам-
мония, что, в свою очередь, повышает актив-
ность флюса.
При пайке серебряными припоями исполь-
зуются флюсы, которые представляют собой
смесь хлористых и фтористых солей с кремнеф-
Глава 7. Дополнительные сведения о ювелирных изделиях
387
торидом калия, метаборатом натрия, фторабо-
ратом калия, например (в %): тетрафторборат
калия (70) плюс бура (30); бура (80) плюс бор-
ная кислота (20); тетрафторборат калия (23)
плюс борный ангидрид (35) плюс фтористый
калий (42); тетрафторборат калия (40) плюс бор-
ный ангидрид (25) плюс фтористый калий (35);
тетрафторборат калия (34) плюс ортофосфорная
кислота (33) плюс фтористый калий (33); бура
(50) плюс борный ангидрид (35) плюс фторис-
тый калий (15).
В процессах ремонта изделий может случит-
ся, что исполнителю придется работать с сусаль-
ным золотом и сусальным серебром. В связи
с этим ювелир должен знать, что сусальное зо-
лото и сусальное серебро не подлежат клейме-
нию, а составы их сплавов в каждом конкрет-
ном случае устанавливаются государственными
стандартами и, как правило, соответствуют
910-й, 920-й, 930-й, 940-й, 950-й, 960-й, 970-й,
980-й, 990-й и 1000-ой пробам. Сусальное золо-
то и сусальное серебро изготавливаются в виде
тонких (различного размера) листочков от 21,33
до 133,33 мг и толщиной 1-3 мкм, сброшюро-
ванных в своеобразные книги по 60 листов в каж-
дой; вес таких «книг» колеблется в пределах от
1,25 до 2,5 г. Сусальное золото чаще всего ис-
пользуется при реставрации предметов-объек-
тов церковного назначения.
Как показывает практика, довольно часто
на ремонт поступают ювелирные изделия (по
большей части это кольца) для исправления или
полной замены основного украшающего их эле-
мента (верхушки), а потому есть настоятельная
необходимость рассказать о процессах их изго-
товления. Верхушки бывают плоскими, выпук-
лыми, круглыми, овальными, многоугольными
и т.д. Верхушки могут быть гладкими либо
с множеством вставок, вырезанными, ажурны-
ми или собранными из кастов, или наборными.
Изготавливают верхушки согласно образцу, ри-
сунку или чертежу.
Процесс сборки плоских верхушек из кас-
тов имеет свои закономерности: если необходи-
мо обеспечить плотное соприкосновение кастов,
то их просто припаивают один к другому; если
между кастами, наоборот, должен быть зазор,
то касты паяют на провальцованной на плос-
кость проволоке (в этом случае в нижнем осно-
вании каждого каста лобзиком делается всечка
на глубину, равной диаметру проволоки, и кас-
ты насаживаются на нее в необходимом поряд-
ке и на требуемом расстоянии один от другого);
если в конструкции верхушки предусмотрено
многорядное расположение кастов, то каждый
ряд спаивают между собой.
Пайку кастов в выпуклых верхушках мож-
но осуществить, применив монтировочную мас-
су: смесь каолина с асбестом или огнеупорный
гипс. В первом случае из каолино-асбестовой
смеси лепят копию верхушки, расставляют
на ней касты, офлюсовывают их и припаивают
один к другому. Монтировочную массу затем
смывают водой. Во втором случае копию вер-
хушки лепят из пластилина и расставляют на ней
касты. Куском картона (с вырезом по форме вер-
хушки) накрывают пластилиновый слепок, за-
ливают гипсом, дают гипсу затвердеть. Затем
картон убирают, отделяют пластилин от гипса;
освободившиеся основания кастов обезжирива-
ют и паяют. Закончив пайку, удаляют гипс (путем
отбеливания и очистки в воде жесткой щеткой).
Процесс изготовления гладких верхушек
наиболее прост: на плоском и отожженном про-
кате (толщиной не менее 0,7 мм) точно по об-
разцу вычерчивают контур верхушки, затем вы-
резают и отпиливают. Как правило, в дальней-
шем гладкие верхушки украшают гравировкой,
эмалью, чернью. Часто гладким верхушкам тре-
буется придать соответствующую кривизну —
выпуклость. В этом случае заготовку верхушки
после опиливания подвергают бухтеровке: до-
полнительной обработке в свинцовой или дере-
вянной матрице с помощью стержня с шарооб-
разной рабочей частью. При получении слож-
ной кривизны, достигаемой за несколько при-
емов, заготовку подвергают промежуточному
отжигу, а по завершении вытяжки — оконча-
тельному. Затем (для обеспечения параллельно-
сти контура) верхушку правят: либо на правоч-
ной плите, либо на ригеле соответствующего
диаметра. Поясок основания обязательно запи-
ливают надфилем.
Камни (вставки) на верхушке многокамен-
ной, как известно, располагаются в виде венка:
один (большой) — в центре, остальные (мел-
кие) — по краям верхушки (вокруг централь-
ного). Изготовляют такие верхушки из проката
388
Глава 7. Дополнительные сведения о ювелирных изделиях
толщиной 1,2 - 1,3 мм. Сначала — до выреза-
ния отверстий под вставки — верхушку обраба-
тывают так же, как и гладкую. Затем по размет-
ке предварительно сверлят все отверстия. Пос-
ле чего просверленные отверстия дорабатыва-
ют (вырезают): вначале под готовый каст для
центральной вставки (с одновременной подгон-
кой — впасовкой каста), а затем под остальные
вставки, причем каждое отверстие делают по
форме конкретной вставки и строго выдержива-
ют расстояние между ними. Для вставок идеаль-
но круглой формы отверстия не вырезают, а рас-
сверливают (на глубину гнезда) специальной ко-
нической фрезой-бором.
Вставки ажурных (врезных) верхушек зак-
репляются в касты или прямо в металл верхуш-
ки (предварительно подготовленные вырезные
элементы — гнезда). Изготовляют такие вер-
хушки в обычном порядке: на прокате толщи-
ной 1,2 - 1,3 мм наносят четкую, глубокую
и точную разметку, верхушку вырезают по
внешнему контуру, опиливают, бухтеруют, пра-
вят, предварительно сверлят отверстия под кас-
ты и мелкие вставки, затем вырезают отверстия
под касты и впасовывают касты, вырезают от-
верстия под вставки и впасовывают вставки.
И только после этого вырезают узор (надфилем
или лобзиком) и припаивают к верхушке касты.
Пайку ведут обязательно в последовательности,
исключающей помехи при пайке очередного (со-
седнего) каста.
Наборные верхушки представляют собой
конструкцию, собранную из отдельно изготов-
ленных и имеющих самостоятельное значение
элементов: накладок, рантов, завитков, лепест-
ков, «розочек», корнеров и т.д. Все эти элемен-
ты располагаются, как правило, вокруг каста. Од-
ной своей стороной элементы припаиваются
к касту, а другой опираются на рант, создавая
своеобразные узоры.
Примечание. Принимая от клиента (заказ-
чика) в ремонт ювелирное изделие (особенно
изготовленное из драгоценных металлов), ра-
ботник мастерской (лучше, если это будет тот
самый ювелир, которому и придется затем ис-
полнять все работы по ремонту данного изде-
лия) должен, внимательно выслушав клиента
и осмотрев изделие, либо подтвердить объем не-
обходимого ремонта, либо, обнаружив какие-то
другие повреждения, поставить в известность об
этом клиента. Приемщик (ювелир) обязан зане-
сти (записать) все необходимые данные о при-
нимаемом в ремонт изделии (материале его из-
готовления, пробе, весе, количестве, названии
и техсостоянии камней-вставок, если таковые
имеются в изделии, а также о характере повреж-
дений, объеме ремонта, общей его стоимости
и сроках исполнения заказа) в накладную или
какой иной документ, причем в 2-х экземплярах,
один из которых передается клиенту, а другой
остается в мастерской (у приемщика). Подпись
клиента под документом обязательна. Клиент
должен быть поставлен в известность (если это
будет продиктовано характером предстоящих
ремонтных работ) также и о: величине возмож-
ных потерь драгметалла при переплавке, заме-
не камня на новый (в том числе, возможно, на
совершенно другой), удалении (выжигании)
с изделия эмали или черни и их восстановлении
(новом нанесении) по окончании основного ре-
монта, а также о том, что операцию пайки при-
дется, возможно, выполнить оловянным припо-
ем. В назначенный день приемщик обязан (со-
гласно предъявленной накладной) вернуть (пе-
редать) клиенту его отремонтированное изде-
лие, предварительно тщательно осмотрев его
вместе с клиентом и убедившись, что у клиента
к выполненной работе никаких претензий нет.
Одновременно приемщик (ювелир) обязан
также знать, что все ювелирные и другие быто-
вые изделия из драгметаллов должны быть зак-
леймены государственным пробирным клеймом,
а именно: изделия, изготовленные из драгоцен-
ных металлов и их сплавов с использованием
различных видов художественной обработки, со
вставками из драгоценных, полудрагоценных,
поделочных и цветных камней, других материа-
лов природного или искусственного происхож-
дения или без них, применяемые в качестве раз-
личных украшений, предметов быта и культа или
для декоративных целей, выполнения различных
ритуалов и обрядов, а также изготовленные из
драгоценных металлов памятные, юбилейные
и другие знаки и медали, кроме памятных мо-
нет, прошедших эмиссию, и государственных на-
град, статус которых определен в соответствии
с законодательством Российской Федерации.
Примечание. Кроме изготовления ювелирных из-
Глава 7. Дополнительные сведения о ювелирных изделиях
389
делий из металлов и сплавов установленных проб
(рассмотрены в п. 7.3 данной главы), допускает-
ся и исполнение изделий из золота 583-й пробы:
по заказам граждан из сдаваемого ими золота
(лома) точно такой же пробы. Приемщику (юве-
лиру) должно быть также известно, что клей-
мению не подлежат: ювелирные и другие быто-
вые изделия из драгметаллов, имеющие истори-
ческое или археологическое значение; мелкие
насечки (инкрустация) золотом и серебром на
кружках, вазах, блюдах, шкатулках, предметах
религиозного культа и т.п. предметах
Ювелиру, занимающемуся ремонтом изде-
лий, очень важно знать «поведение» в этом про-
цессе (и особенно при исполнении операций пай-
ки и закрепки) ювелирных камней (вставок).
И хотя такая информация уже дана выше (гла-
ва 1), необходимо привести ее еще раз, причем
в более сконцентрированном, акцентированном
виде (табл. 7.15). Примечание. Подробное опи-
сание порядка выполнения ремонта самых мас-
совых ювелирных изделий—обычного обручаль-
ного кольца и кольца с камнем (вставкой) приве-
дено в таблицах (соответственно) 7.16 и 7.17.
«Поведение» ювелирных камней (вставок)
в условиях воздействия на них различного рода факторов
Таблица 7.15
Камни, которым вреден огонь Камни, которым вред- ны кислоты, щелочи Камни, кото- рым вредны ультрафиоле- товые лучи, направленный свет Камни, кото- рым вредны ультразвук, электролиты Камни, закреп- ку которых необходимо вести очень осторожно
Изумруд, сапфир, александрит, топаз, аквамарин, турма- лин. горный хру- сталь, аметист, цитрин, дымчатый кварц, розовый кварц, тигровый глаз, морион, опал, бирюза, кахолонг, авантюрин, халце- дон, хризопраз, пироп, альмандин, диопсид, агат, оникс, лазурит, малахит, жадеит, нефрит, сердолик, родонит, чароит, жемчуг, янтарь, коралл, перламутр, гагат Изумруд (к щелочам устойчив), александ- рит, топаз (к щелочам устойчив), аквамарин, турмалин, (горный хрусталь, цитрин, аме- тист, дымчатый кварц, тигровый глаз, халце- дон, хризопраз, цир- кон, морион, агат, сердолик — «боятся» плавиковой кислоты), опал, бирюза, кахо- лонг, хризолит, аван- тюрин, пироп, альман- дин, диопсид, оникс, лазурит, малахит, жа- деит, нефрит, родонит, амазонит, жемчуг, янтарь, коралл, перла- мутр, гагат Топаз, аквама- рин, турмалин, горный хру- сталь, аметист, цитрин, дымча- тый кварц, розовый кварц, тигровый глаз, морион, опал, бирюза, кахо- лонг, хризолит, авантюрин, холцедон, хри- зопраз, пироп, альмандин, диопсид, родо- нит, обсидиан, жемчуг, янтарь, коралл, перла- мутр, гагат Изумруд, алек- сандрит, топаз, аквамарин, турмалин, гор- ный хрусталь, розовый кварц, тигровый глаз, бирюза, мори- он. опал, кахо- лонг, авантю- рин, диопсид, оникс, лазурит, малахит, жаде- ит, нефрит, родонит, обси- диан, жемчуг, янтарь, коралл, перламутр, гагат Алмаз, изум- руд, рубин, александрит, топаз, аквама- рин, горный хрусталь, тур- малин, опал, бирюза, кахо- лонг, хризолит, авантюрин, альмандин, агат, оникс, лазурит, мала- хит, жадеит, нефрит, родо- нит, чароит, амазонит, об- сидиан
390
Глава 7 Дополнительные сведения о ювелирных изделиях
Таблица 7.16
Подробное описание порядка ремонта обычного обручального кольца
(с самыми различными повреждениями)
Повреждение Способ устранения Инструмент, материал
1. Небольшие риски, задиры металла на наружной по- верхности кольца Устранить (выровнять) риски, задиры, применив гладила Шабрить поврежденный участок поверхности Шлифовать кольцо пастой ГОИ на шлифовальной маши- не (Ушл.кр. = 12 16 м/с); нередко данная операция не обязательна Произвести отделку кольца: полировать кольцо матерчатым кругом, замшей или кро- кусом. используя также полировальники и полировальные круги (Уп.кр. = 18 - 28 м/с); промыть кольцо в мыльной аммиачной эмульсии (1 - 2 г. мыльного порошка на 100 см3 2 - 3% - го раствора аммиа- ка) при t= 90 100 °C; промыть кольцо в воде при t = 20 - 25 °C; просушить кольцо при t = 70 - 90 °C; протереть кольцо замшей или фланелью Произвести визуальный контроль результата работы Тисочки, гладила Тисочки, шабер Шлифкруги, дисковые волосяные щетки, паста ГОИ Тисочки, полировальные круги, замша, крокус Ванночка, эмульсия Ванночка, вода Фен (сушшкаф) Фланель
2. Большие повреж- дения наружной поверхности кольца: сильные задиры металла Править кольцо, надев его на ригель (выравнивается не только форма кольца, но и проковываются дефектные места, в результате чего глубина повреждений заметно уменьшается). Примечание. В данном случае (из-за незначительного наклепа) операция отжига не обязательна Выровнять наружную поверхность кольца Шабрить кольцо с применением ручных тисочков Произвести отделку кольца: как в пункте 1 Ригель, молоток, чеканы Тисочки, гладила Шабер
3. Искривление фор- мы шинки кольца: элли пен ость, ис- кривление плоскости шинки Рихтовать кольцо: устранить изгиб плоскости кольца, использовав рихто- вочную плиту (при правке следует не допускать увеличе- ния размера кольца); устранить эллипсность кольца, использовав чеканы Выровнять поверхность кольца Произвести отделку кольца: как в пункте 1 Молоток текстолитовый, плита Молоток, чеканы Тисочки, гладила
4. Требуется увели- чить размер кольца Отжечь кольцо: нагреть кольцо в муфельной печи до t = 700 °C (до появления светло-красного цвета) Выдержать 10-15 мин Извлечь кольцо из муфельной печи Охладить кольцо (на асбестовой прокладке) до t = 30 °C Отбелить кольцо (до получения одинакового цвета по всей поверхности кольца): положить кольцо в отбел (10%-ный раствор соляной кислоты, нагретый до t = 40 - 50 °Q; Муфель, пинцет Пинцет Пинцет Пинцет, ванночка, отбел
Глава 7. Дополнительные сведения о ювелирных изделиях
391
Продолжение табл. 7.16
Повреждение Способ устранения Инструмент, материал
Продолжение п. 4 выдержать 20 - 30 с; извлечь кольцо из раствора; промыть кольцо в воде при t = 20 - 30 °C; просушить кольцо при t = 70 - 80 °C Примечание. Отбеливающие растворы, применяемые в процессах ремонта ювелирных изделий, приведены выше (глава 3, табл. 3.29) Произвести растяжку кольца: надеть кольцо на ригель; довести кольцо, обрабатывая его чеканами и молоточком, до требуемого размера Произвести контрольный осмотр (визуальный), также промер кольца, прибегнув к помощи штангенциркуля с пределом измерений от 0 до 125 мм Выровнять поверхность кольца Произвести отделку кольца: как в пункте 1 Примечание. В отдельных случаях увеличить размер кольца можно и следующим образом: разрезать шинку лобзиком в плоскости ее профиля, кольцо разогнуть, а в образовавшийся зазор впаять необходимого размера кусочек (отрезочек) металла, одинакового с металлом изделия по пробе и цвету Пинцет Ванночка, вода Ригель Молоточек, чеканы Штангенциркуль, кольцемер Тисочки, гладила
5. Требуется уменьшить размер кольца Отжечь кольцо: как в пункте 4 Отбелить кольцо: как в пункте 4 Разрезать шинку кольца: разметить шинку кольца, применив чертилку и линейку; вырезать избыточную длину шинки кольца; Сфуговать торцы кольца: состыковать торцы шинки; припасовать торцы шинки, удалить заусенцы, применив шабер и надфиль Произвести контрольный осмотр Паять кольцо: смазать кольцо флюсом; нанести припой на место пайки; спаять торцы кольца при t = 850 - 900 °C Произвести контрольный осмотр Отбелить кольцо: как в пункте 4 Опилить места пайки с помощью надфиля Править кольцо: надеть кольцо на ригель; оправить кольцо, довести его до требуемого размера, использовав молоток, чеканы, штангенциркуль Шабрить кольцо с помощью шабера Произвести отделку кольца: как в пункте 1 Штангенциркуль чертилка, линейка Лобзик, тисочки Щипцы Надфиль, штихель, шабер Кисточка, флюс Пинцет, припой Горелка Тисочки, надфиль Ригель Кольцемер, молоток, чеканы, штангенциркуль Гисочки шабер
392
Глава 7 Дополнительные сведения о ювелирных изделиях
Подробное описание порядка ремонта кольца с камнем — вставкой
(с самыми различными повреждениями)
Таблица 7.17
Повреждение Способ устранения Инструмент, материал
1 Механические пов- реждения поверхнос- ти, искривления фор- мы шинки кольца Как в пунктах 1,2,3 таблицы 7.16
2. Требуется увели- чить размер кольца Раскрепить камень (вставку): отогнуть крапаны с помощью штихеля, ножа (скальпеля); извлечь камень (вставку) Отжечь кольцо: как в пункте 4 таблицы 7.16 Отбелить кольцо: как в пункте 4 таблицы 7.16 Произвести растяжку кольца (без его разрезки): надеть кольцо на ригель; довести кольцо, применив молоток, чеканы до требуемого размера Произвести контрольный (визуальный) осмотр и промер кольца Шабрить кольцо Шлифовать кольцо пастой ГОИ на шлифмашине с шлифкругами (Ушл.кр. = 12-16 м/с) Закрепить камень с помощью давчика Произвести отделку кольца: как в пункте 1 таблицы 7.16 Тисочки, штихель, нож Пинцет Ригель Штангенциркуль, моло- ток, чеканы Кольцемер Шабер Тисочки, шлифкруги, паста ГОИ Тисочки, давчик
3. Требуется умень- шить размер кольца Разрезать шинку кольца: разметить шинку кольца с помощью чертилки и линейки, вырезать отмеченный (ненужный) участок шинки кольца Сфуговать торцы кольца: состыковать торцы шинки; припасовать торцы шинки, удалить заусенцы Паять кольцо: замазать каст с камнем (вставкой) асбестовой массой; смазать место пайки флюсом; нанести припой на место пайки; спаять шинку кольца при t = 850 - 900 °C Охладить кольцо, очистить его от асбестовой массы Отбелить кольцо: как в пункте 4 таблицы 7.16 Опилить места пайки кольца с помощью надфиля Шабрить шинку кольца Произвести отделку кольца: как в пункте 1 таблицы 7 16 Штангенциркуль Лобзик Щипцы Надфиль, шабер Шпатель, тисочки Кисточка, флюс Пинцет, припой Горелка Тисочки, надфиль Шабер
4. Поломался крапан каста Отделить камень (вставку) от кольца: Отогнуть крапаны с помощью штихеля, ножа (скальпеля); Извлечь камень (вставку) Тисочки, штихель, нож Пинцет
Глава 7. Дополнительные сведения о ювелирных изделиях
393
Продолжение табл. 7.17
Повреждение Способ устранения Инструмент, материал
Продолжение п.4 Опилить основание поломанного крапана Обмерить основание крапана с помощью штангенциркуля Изготовить новый крапан: отпилить пруток из золота; проковать пруток в плоскую заготовку; провальцевать заготовку в пластину; разметить крапан; вырезать крапан: опилить крапан Припасовать крапан к касту с помощью надфиля, шабе- ра, штихеля Паять крапан к касту: подогнать крапан к касту (на огнеупорной подложке); смазать место пайки флюсом; нанести припой на место пайки: спаять крапан с кастом при t = 850 - 900 °C Охладить кольцо Отбелить кольцо: как в пункте 4 таблицы 7.16 Опилить крапан Шабрить крапан Оправить каст и кольцо с помощью ригеля, шперака, молоточков Шлифовать каст пастой ГОИ на шлифмашине с шлиф- кругами (Ушл.кр. = 12- 16 м/с) Закрепить камень (вставку): установить камень (вставку) в каст кольца; закрепить камень Произвести отделку кольца: как в пункте 1 таблицы 716 Тисочки, надфиль Штангенциркуль Наковальня, молоток, гладкие вальцы, чертил- ка, линейка, ножницы, бокорезы, лобзик, над- фили, тисочки, пинцет Тисочки, надфиль, ша- бер, штихель Пинцет, кисточки, го- релка, февка, припой, флюс Надфиль Шабер Поименованные Тисочки, шлифкгури, паста ГОИ Пинцет, тисочки, давчик
5. Требуется заме- нить камень (встав- ку) Отделить камень от кольца: отогнуть крапаны с помощью ножа (скальпеля): извлечь камень (вставку) Подогнать каст под новый камень: обмерить новый камень; обмерить каст с помощью штангенциркуля; подогнать каст по камню Закрепить новый камень: установить камень в каст; закрепить камень Произвести отделку кольца: как в пункте 1 таблицы 7 16 Тисочки, штихель, пинцет Шперак. тисочки штихель, молоточек Тисочки, пинцет, давчик
394
Глава 7. Дополнительные сведения о ювелирных изделиях
Контрольные вопросы
1. Требования, которым должны от-
вечать ювелирные изделия.
2. Уход за ювелирными изделиями.
3. Пробы: назначение, виды.
4. Методы определения проб драгоцен-
ных металлов и сплавов.
5. Пробные кислоты.
6. Задачи пробирного надзора.
7. Клейма: назначения, виды.
8. Цель контроля качества ювелирных
изделий.
9. Виды технического контроля юве-
лирных изделий.
10. Годные, дефектные и бракованные
ювелирные изделия.
11. Контролируемые параметры юве-
лирных изделий.
12. Виды норм расхода драгоценных ме-
таллов при изготовлении ювелирных
изделий.
13. Хранение драгоценных металлов.
14. Цели и задачи служб стандартиза-
ции на ювелирном предприятии.
15. Виды нормативно-технической до-
кументации по стандартизации.
16. Цели и задачи метрологической служ-
бы на ювелирном предприятии.
17. Основные метрологические терми-
ны и определения.
18. Гигиена труда на ювелирном пред-
приятии.
19. Меры предупреждения профес-
сиональных заболеваний.
20. Безопасность труда ювелиров.
21. Профилактические меры, которые
исключают травматизм на произ-
водстве.
22. Предельно допустимые концентра-
ции вредных веществ в воздухе ра-
бочей зоны производственных поме-
щений ювелирных предприятий.
23. Средства индивидуальной защиты.
24. Хранение химикатов.
25. Возможные повреждения ювелир-
ных украшений и способы их устра-
нения.
26. Перевод (одной в другую) проб зо-
лотых сплавов.
27. Перевод (одной в другую) проб се-
ребряных сплавов.
28. Припои, применяемые в процессах
ремонта ювелирных изделий из не-
драгметаллов.
29. Флюсы, наиболее часто используе-
мые в процессах ремонта ювелирных
изделий из недрагметаллов.
30. Сусальное золото.
31. «Поведение» различных камней (вста-
вок) в процессах ремонта ювелирных
изделий.
32. Что должен знать и обязан выпол-
нить ювелир, принимая изделие на
ремонт.
33. Отбеливающие растворы, применя-
емые в процессах ремонта ювелир-
ных изделий.
Глава 7. Дополнительные сведения о ювелирных изделиях
395
Ювелирные украшения
в национальном костюме ряда народов
Казахстана, Средней Азии,
Кавказа и России
8.1. Казахские ювелирные украшения
8.2. Киргизские ювелирные украшения
8.3. Узбекские ювелирные украшения
8.4. Таджикские ювелирные украшения
8.5. Туркменские ювелирные украшения
8.6. Азербайджанские ювелирные украшения
8.7. Армянские ювелирные украшения
8.8. Бурятские ювелирные украшения
8.9. Ювелирные украшения Дагестана
В.П.Новиков
Книга
начинающего
ювелира
398
Глава 8 Ювелирные украшения в национальном костюме
OjP|\ азвитие ювелирного искусства народов
л Востока России и бывшего СССР всегда
шло своим, особым путем, не испыты-
вая сколь-нибудь заметного влияния европейс-
кого стиля, европейской ювелирной моды. Тен-
денция постоянной органической взаимосвязи
традиционных ювелирных украшений с нацио-
нальным народным костюмом, выраженная
в гармонии формы, рисунка, материала, цвета,
декора, образа, удерживает здесь свои позиции
прочнее и дольше. Разумеется, и в этих регио-
нах в так называемое теперь советское время (да
и в наши дни) выпускались и выпускаются еще
(причем массовыми тиражами) ювелирные ук-
рашения в формах, образах, декоре которых
можно обнаружить немало общего с ювелирны-
ми украшениями, производимыми, скажем,
в Центральной России, на Украине, в Молдавии,
Прибалтике. Однако, было бы большим соблаз-
ном рассматривать такое положение как резуль-
тат веяний моды европейского стиля; на самом
деле — это всего лишь последствия госволевых
решений, не имеющих, разумеется, ничего об-
щего с национальными традициями в ювелир-
ном искусстве любого народа.
8.1. Казахские ювелирные украшения
С древнейших времен из недр Казахстана
добывали серебро, медь, олово, свинец, другие
металлы. Способами ковки, литья, штамповки,
чеканки из них изготовлялись орудия труда
и предметы украшений. Раскопки стоянок, по-
селений, погребений на территории Казахстана
позволили открыть нашим современникам мно-
жество художественных изделий из драгоценных
и недрагоценных металлов, имевших широкое
распространение в эпоху ранних кочевников.
Казахские мастера художественной обра-
ботки металлов во все времена основное вни-
мание уделяли изготовлению ювелирных укра-
шений (главным образом для женщин). Нагруд-
ные подвески (ониржиек), подвески для голов-
ного убора, накосники (шолпы), височные под-
вески, серьги различной формы (сырга), броши
(бастырма), браслеты (билезик), перстни (жу-
зик), пояса (белдик), застежки (капсырма), пу-
говицы (туйме) из серебра всегда составляли
традиционный ассортимент казахских ювелир-
ных украшений. В основном серебристого тона,
строгие по форме, отличающиеся техническим
совершенством и гармоничной соразмерностью
деталей, они являются органичным дополнени-
ем национального казахского женского костю-
ма — в силуэте прямого, с преобладанием
красного цвета.
Разнообразные приемы отделки казахских
ювелирных украшений наиболее широко исполь-
зуются при изготовлении нагрудных украшений
и браслетов. Нагрудное украшение (ониржиек)
состоит из четырех-пяти полых пластин квадрат-
ной, прямоугольной или фантазийной формы,
соединенных между собой колечками и цепоч-
ками; нижняя пластина, выполненная обычно
в виде полуовала, лепестка, неправильного пя-
тиугольника, заканчивается висячими элемента-
ми, состоящими из сочетания колечек, кастов,
длинных или коротких объемных цепочек и под-
весок в виде ромба, лепестка, овала, круга; точ-
но такие элементы подвешиваются и с боковых
сторон украшения. В декоре поверхности плас-
тин — вставки из сердолика, смальты или цвет-
ного стекла (красного, реже черного, цвета), гео-
метрический орнамент из зерни и филиграни,
различные штампованные фигуры, позолота.
Названные выше средства и приемы декора
используются и при изготовлении браслетов:
широких, с рельефными краями, полых, с несом-
кнутыми, прямыми, суженными, фестончатыми
концами или из тонкой серебряной пластины,
или так называемых «гарнитурных», состоящих
из нескольких массивных, широких, охватыва-
ющих всю кисть руки браслетов, к каждому из
которых (с помощью цепочки) крепятся два-три
достаточно крупных кольца.
Некоторые виды казахских ювелирных ук-
рашений связаны с определенными ритуалами,
обрядами. Так, крупные, овальные перстни, де-
корированные вставками из сердолика, смаль-
ты и цветного стекла и надевающиеся на два
пальца одновременно, являются непременными
атрибутами свадебного обряда: такими перстня-
ми обмениваются близкие родственники жени-
ха и невесты. Чеканный же узор в виде вихреоб-
разных астральных розеток на широких плоских
несомкнутых браслетах связан с древними об-
рядами поклонения солнцу. Непременным ук-
Глава 8. Ювелирные украшения в национальном костюме
399
рашающим элементом в ансамбле национально-
го казахского женского костюма являются сереб-
ряные серьги—длинные (висячие) и состоящие,
как правило, из набора свободно закрепленных
деталей (колечек, цепочек, подвесок), декори-
рованных (в большинстве своем) филигранью,
зернью, вставками из сердолика, топаза, аква-
марина, опала, бирюзы, яшмы; конструкция
таких моделей серег рассчитана на подвижность
и динамичность всей композиции костюма, по
характеру тканевых мотивов входящего, как
и ювелирные украшения, в общий орнаменталь-
ный строй казахского прикладного искусства,
основой которого является классический рису-
нок казахского коврового орнамента.
Казахские ювелиры работают не только
с серебром, но и с мельхиором, томпаком, ла-
тунью. Часто, наряду с традиционными приема-
ми художественной обработки металла (штам-
повкой, чеканкой, филигранью), казахские мас-
тера широко применяют полирование, оксиди-
рование, серебрение, золочение, эмалирование,
литье. Лучшие образцы украшений отличает
благородство облика, строгость конструктивных
форм, четко графический рисунок орнамента,
акцентированный лаконизм средств декора;
в них искусно выявляются свойства материала,
подчеркнута определенность роли и назначения
конкретной модели в ансамбле костюма.
8.2. Киргизские ювелирные украшения
Кентакия — так называется традиционный
головной убор киргизской девушки-невесты,
формой напоминающий шапку-ушанку с высо-
ким (из белого блестящего материала) верхом,
с яркой вышивкой на темном фоне предлобной
и ушной частей. Ушная часть украшена (по низу)
серебряными полыми шариками, кроме того,
к ней подвешиваются, как естественное продол-
жение, две пары висячих серег: одни состоят из
коралловых нитей и серебряных элементов
в виде полых шариков, треугольников и полу-
сфер с гравированной национальной орнамен-
тикой, а другие представляют собой украшен-
ный гравировкой и зернью элемент в виде рож-
ка, от которого веером расходятся (ниспадают)
длинные нити (из серебряной перевитой про-
волоки вперемежку с кораллами), оканчивающи-
еся легкими металлическими (серебряными) эле-
ментами — бахромой в виде множества малень-
ких листочков, кружков, треугольников.
Кентакия, а также височно-нагрудное укра-
шение (сойко джильбюрооч) — основные эле-
менты убора свадебного костюма киргизской де-
вушки-невесты. Данные украшения являются
теми образцами, в которых наиболее полно
и ярко выражены национальные особенности
формы, образов, декора, колорита киргизских
ювелирных украшений, очень характерные для
киргизского ювелирного искусства вообще. Ви-
сочно-нагрудное украшение (сойко джильбюро-
оч) выполняется из серебра в виде двух конусо-
образных подвесок, целиком или наполовину
плотно обвитых проволокой; понизу подвески
завершаются длинными цепочками, оканчиваю-
щимися коралловыми бусинками или мелкими
серебряными пластинками; в районе груди под-
вески соединены между собой треугольной или
прямоугольной пластиной. И пластина, и под-
веска обязательно декорированы штампованными
орнаментами, зернью, филигранью, кораллами.
Каждого, кто может выполнить работу куз-
неца, в Киргизии называют «темир-уста» — ма-
стер по металлу; того же, кто владеет искусст-
вом обработки серебра (изготовления из этого
драгоценного металла ювелирных украшений
для женщин) величают «кумуш-уста» — сереб-
ряных дел мастер или «зергер» — ювелирных
дел мастер. Изделия зергеров были постоянны-
ми спутниками кочевников-киргизов; ими укра-
шали все, что было любимо и почитаемо наро-
дом; юрту (деревянные части), сбрую коня, стре-
мена, потник, камчу (плеть), седло, футляры для
перевозки пиалы (чаны-кан) и т.д.
Наибольшего же совершенства киргизские
зергеры достигли в изготовлении ювелирных
украшений для женщин. Не обладая глубокими
познаниями в технологии металлов и имея
в своем распоряжении простейшие инструмен-
ты, киргизские ювелиры создавали удивительно
гармоничные во всех отношениях ювелирные ук-
рашения: кольца, серьги, браслеты из серебра,
декорированные крупными вставками из корал-
ла и сердолика — самых почитаемых ювелир-
ных камней на Востоке. Такие украшения про-
должают жить и в наши дни, по-прежнему явля-
Глава 8. Ювелирные украшения в национальном костюме
400
ясь, наряду с коралловыми бусами, наносными
украшениями (чолпу) и серебряными, украшен-
ными кораллом, зернью, филигранью, гравиров-
кой и чернью, пуговицами, основным дополне-
нием, составной частью национального костю-
ма киргизской женщины; они бережно переда-
ются от бабушки — внучке, от матери — дочке;
не портят они и современный модный костюм.
Ювелирные украшения у киргизов были
и остаются не только дополнением к костюму, им
придается еще значение оберегов (защищающих
от злых духов, «дурного» глаза), а обладание
ими расценивается как своеобразное приобще-
ние к красоте. Причем у киргизов существует
своеобразный порядок использования ювелир-
ных украшений, который прививается человеку
с детских лет и в соответствии с которыми все
ювелирные украшения различаются по их при-
надлежности к определенным группам (типам).
Первый тип — это украшения (как прави-
ло, браслеты на обе руки), используемые в ка-
честве оберегов для младенцев. Второй тип —
это украшения для девочек от 3 до 12 лет, кото-
рые носят их в такой последовательности: сна-
чала серьги, затем узкий браслет, затем одно-
ниточные коралловые бусы. Третий тип украше-
ний — ювелирные украшения для невесты: они
поражают богатством материала, обилием
средств декора, разнообразием моделей. И чет-
вертый тип — украшения для женщин среднего
и пожилого возраста: несомкнутые гладкие или
с чеканным орнаментом круглой формы сереб-
ряные браслеты; крупные серебряные кольца
с крупной вставкой из сердолика, украшенные
также гравированным черненым орнаментом,
узор которого соткан из многолепестковых ро-
зеток, полупальметт, трилистников, кругов, ра-
стительных побегов; серебряные накосные ук-
рашения и коралловые бусы; серьги, централь-
ной акцентирующей частью которых является
крупная зернь и витая серебряная нить.
Киргизские ювелиры работают как с сереб-
ром, так и с недрагоценными металлами: мель-
хиором, медью, нейзильбером, латунью. В са-
мых лучших работах сегодняшние киргизские
зергеры бережно сохраняют и развивают наци-
ональные традиции киргизского ювелирного
искусства, стремясь не просто к механическо-
му повтору традиционных образов, форм,
средств декора, а к достижению органического
слияния последних с веяниями современной
ювелирной моды.
8.3. Узбекские ювелирные украшения
Национальный костюм женщины-узбечки,
особенно торжественный, праздничный наряд,
всегда был тесно связан с ювелирными украше-
ниями. Налобные, накосные, височные, шейные,
нагрудные украшения, браслеты, серьги, бусы,
кольца, декоративные пуговицы, подвески к по-
ясу представлены, например, в наряде невесты
так обильно, что общий их вес может достигать
5 кг. И это неудивительно: ведь по традиции уз-
бекская девочка первое ювелирное украшение
(сережки или браслет) получает в подарок еще
тогда, когда ей исполняется всего-навсего два
месяца от роду.
Важная и неотъемлимая часть узбекского
национального женского костюма — налобное
украшение (коштилло или тилло кош — золо-
тые брови) которое, при одновременном соче-
тании с височными и накосными, воспринима-
ется как единое с ним. Коштилло выполняется
из серебряной позолоченной пластины, изогну-
той по форме раскрытых крыльев птицы; плас-
тина обрамляется резным треугольным навер-
шием, а по низу имеет множество мелких и раз-
личных по форме подвесок; внешняя сторона
пластины щедро декорирована бирюзой, сердо-
ликом, цветным стеклом, а иногда изумрудом
и рубином. Богатое многоцветье камней и ус-
ложненные формы наделяют украшение опре-
деленными признаками символики.
Наличие в головном уборе невесты целого
ряда украшений (в частности также височных
и накосных), по преданию, является символом
того, что девушка, выйдя замуж, становится бо-
гиней, ответственной за продолжение рода. Ви-
сочные украшения узбекских женщин бывают
двух названий: «каджак» и «бодом-ой»
(бодом — миндаль, ой — луна). Каджак выпол-
няют из серебряной пластины в виде прямоу-
гольного завитка, лицевая поверхность которо-
го украшена напайным филигранным орнамен-
том, а также мелкими подвесками из жемчуга
и коралла. Бодом-ой представляет собой соче-
Глава 8. Ювелирные украшения в национальном костюме
401
тание фигуры, напоминающей серповидный пе-
ревернутый полумесяц, и трех деталей в виде
миндалин, на нем покоящихся; вся эта серебря-
ная композиция декорирована бирюзой, корал-
лом, чернью, филигранью, позолотой.
Наконец, третий элемент головного убора
(накосное украшение) — не менее любимо уз-
бекской женщиной, чем два первых. Оно состо-
ит из черного шелкового или хлопчатобумаж-
ного шнура, один конец которого вплетается
в косу, а другой продевается в серебряный ме-
дальон, отрезок трубочки, куполок, поверхность
которых украшена чеканным рисунком, чернью,
гравировкой, кораллом, бирюзой.
Постоянный предмет декора костюма узбек-
ской девушки-невесты — височно-нагрудные
украшения и ожерелья. Височно-нагрудное ук-
рашение представляет собой длинные (висячие)
филигранные серебряные серьги, соединенные
между собой несколькими рядами длинных бус
из коралла, бирюзы, цветного стекла. Ожерелья
делают либо из серебра, либо нити составляют
из коралловых бусин.
Серебряные ожерелья состоят из одной-двух
витых нитей и акцентированной центральной
части (внизу) в виде амулетницы или полых
шариков с напайной филигранью, перемежаю-
щихся коралловыми бусинами. Ожерелья корал-
ловые — это четыре-пять нитей, в центре каж-
дой из которых закреплена пластина в виде мно-
голепестковой позолоченной розетки со слож-
ным штампованным рисунком. Оригинально
своей конструкцией и функциональным назна-
чением нагрудное украшение (пешхалта) — се-
ребряная куполообразной формы подвеска, де-
корированная чеканным растительным орнамен-
том и крупными вставками из бирюзы или ко-
ралла, создающими своеобразный яркий ободок,
с которого свисают длинные цепочки для под-
вешивания ключей к замкам хозяйственных по-
мещений. Такая подвеска крепится к концу вер-
тикального разреза ворота женской рубахи. На-
грудная подвеска может быть исполнена и в фор-
ме птицы; поверхность подвески богато орна-
ментирована бирюзой, кораллом, чеканным узо-
ром, позолотой; нижняя часть подвески украше-
на множеством металлических (из серебра) де-
коративных элементов в виде бахромы из самых
различных по форме плетения цепочек.
К числу почитаемых узбекскими женщина-
ми ювелирных украшений относятся также брас-
леты, серьги и кольца. Раньше их изготовляли
только из серебра, в наши дни их делают также
из золота или недрагоценных металлов: мель-
хиора, например. Браслеты — обычно парные
и надеваются по одному на каждую руку; они
имеют вид неширокой пластины с сомкнутыми
или разомкнутыми концами; внутри — гладкие,
с внешней стороны украшены чернью, гравиро-
ванным орнаментом или штампованным рисун-
ком, имитирующим напаянную зернь; браслеты
могут быть также сделаны из тончайшей сереб-
ряной филигранной проволоки.
Старинные узбекские серебряные серьги —
по традиции обычно небольшие, кольцеобраз-
ные, с множеством самых разнообразных под-
весок, представляющих собой сочетание различ-
ных филигранных деталей, колечек, цепочек,
зерни, коралловых и жемчужных бусин. Коль-
ца, наоборот, массивные, сплошные, как прави-
ло, обильно украшенные зернью и крупной
вставкой из бирюзы.
Ношение ювелирных украшений для узбек-
ской женщины как в прошлом, так и сегодня
в первую очередь связано с костюмом и им оп-
ределяется, но в общем порядке их использова-
ния немалую роль играют также традиции, об-
ряды, различного характера условности: напри-
мер, женщина, у которой дети достигли десяти-
летнего возраста, уже не может пользоваться ук-
рашениями невесты, а для женщины, имеющей
внуков, считается неприличным носить много
ювелирных украшений; девушки и молодые жен-
щины обычно носят нарядные, броские в декоре
серьги, а женщины среднего возраста должны
носить серьги более скромного, сдержанного
декора; невесте в день свадьбы традиционно да-
рят кольцо из золота, украшенное вставками из
рубина, а женщине средних лет такое кольцо
носить не рекомендуется.
Старинные узбекские ювелирные украше-
ния хранят и носят пожилые женщины, ими мож-
но восхищаться также в костюме невесты, кото-
рая по традиции (в день свадьбы) должна в та-
ком наряде совершить обязательный древний
обряд приветствия, вежливости, уважения,
доверия, почитания и любви по отношению
к своим новым родственникам.
26 Зак. 3896
402
Глава 8. Ювелирные украшения в национальном костюме
8.4. Таджикские ювелирные украшения
По традиции убор таджикского националь-
ного женского костюма предусматривает обяза-
тельное наличие в нем ювелирных украшений.
О неразрывности этих двух компонентов женс-
кого гардероба говорит хотя бы тот факт, что
очень часто узоры вышивок на таджикских кос-
тюмах повторяют силуэты конкретных ювелир-
ных украшений. Старинные ювелирные украше-
ния (ожерелья, серьги, кольца, браслеты, налоб-
ные украшения) почитаемы в народе и сегодня;
они сохраняются и продолжают жить и в малень-
ких кишлаках, и в больших городах. Так уж по-
велось, что в день свадьбы невеста непременно
должна быть с налобным украшением, называе-
мым в разных районах Таджикистана по разно-
му: «мохи тилло», «тилля баргак», «силсила»,
«касаба». В некоторых районах можно встретить
также налобное украшение типа узбекского кош-
тилло, но в отличие от последнего, декориро-
ванное не бирюзой, рубином, изумрудом, сер-
доликом, а в основном жемчугом, по традиции
народов Средней Азии олицетворяющим собой
нечто светлое, целомудренное, священное.
Мохи тилло конструктивно состоит из трех
одинаковых серебряных медальонов, изготов-
ленных в форме перевернутого полумесяца
с вытянутой вверх серединой в виде трилистни-
ка; снизу вся композиция завершается бахромой
из коралловых подвесок. Украшение одним
медальоном закрепляется ко лбу, а двумя дру-
гими — у висков. Тилля баргак представляет
собой длинную (30 - 35 см) серебряную ленту,
состоящую из шарнирно-соединенных одинако-
вых по размеру маленьких квадратов, декори-
рованных вставками из бирюзы и сердолика; по
низу баргак украшен двумя рядами штампован-
ных подвесок в форме небольших листочков. Не-
сколько тонких фигурных пластинок (подвиж-
но соединенных между собой с помощью цепо-
чек и колечек) с бахромой серебряных фигур-
ных подвесок составляют налобное украшение,
называемое «силсила» или «касаба».
В таджикских ювелирных украшениях са-
мым распространенным декорирующим матери-
алом является коралл, по преданию приносящий
богатство и плодовитость и, естественно, так
щедро представленный в украшениях костюма
новобрачной. Особенно широко используется
коралл в ожерельях «марджон», состоящих из
нескольких коралловых нитей, скрепленных
между собой (через определенные промежутки)
крупными коралловыми или филигранными се-
ребряными бусинами; иногда ожерелья состоят
из коралловых бусин вперемежку с серебряны-
ми элементами в виде монет; модны также яр-
кие ожерелья из бисера.
Наверное, ни одна женщина-таджичка не
может остаться равнодушной при виде старин-
ных серебряных сережек — кольцеобразных,
с подвесками в виде игольчатых колокольчиков,
раскачивающихся на концах длинных цепочек,
состоящих из сочетания ажурных серебряных
и коралловых бусин; распространены также не-
большие по размеру и разнообразные по форме
серьги без подвесок и без камней, но зато бога-
то украшенные мелкой зернью и филигранным
орнаментом или ажурной филигранью и круп-
ной зернью, а также серьги в виде кольца с при-
крепленной (к боковым их сторонам) длинной
цепочкой, закидывающейся за ухо.
Довольно оригинально таджикские модни-
цы интерпретируют способ ношения колец
и браслетов. Кольца носят обязательно на безы-
мянном пальце и мизинце, причем это относит-
ся одновременно к названным пальцам обеих
рук; носят кольца и по несколько штук (до трех)
на каждом пальце; основной элемент декора
колец — крупная вставка из коралла в высоком
касте. Браслеты (сплошные из серебряной лен-
ты со штампованным рисунком или ажурные)
также носят на обеих руках, причем парами
и от одного до трех на одной руке. По народно-
му восточному поверью, женщина, приготавли-
вающая пищу, обязательно должна иметь на
пальцах серебряные кольца, в противном слу-
чае руки считаются нечистыми.
Образное представление о женской красо-
те, как неотделимой от одежды (то есть костю-
ма) и ювелирных украшений утверждали и вос-
певали в своих стихах многие поэты Востока.
В соответствии с их суждениями, женщина, ее
наряд не может обходиться без ювелирных ук-
рашений. Взаимосвязь, единение костюма и эле-
ментов, его дополняющих (ювелирных украше-
ний), является, считали они, одним из непремен-
ных условий создания образа женской красоты.
Глава 8. Ювелирные украшения в национальном костюме
403
Национальный костюм женщины-таджички
и старинные таджикские ювелирные украшения
отвечают таким утонченным представлениям це-
нителей женской красоты.
8.5. Туркменские ювелирные украшения
Подмечено, что на характер туркменских
ювелирных украшений сильнейшее влияние ока-
зал национальный женский костюм, отличаю-
щийся особым, свойственным только ему одно-
му колоритом, в котором во все времена доми-
нировал глубокий однотипный вишнево-крас-
ный цвет. Неудивительно поэтому, что основ-
ным камнем декора всех туркменских ювелир-
ных украшений является сердолик, причем
в подавляющем большинстве сердолик интен-
сивного густо-красного цвета. И неудивительно
также, что лишенные вычурности, лаконичные
и образно стройные туркменские ювелирные ук-
рашения так гармонично, почти незаметно вклю-
чаются в национальный костюм — строгий по
форме, с удлиненными линиями платьев. Пора-
зительно, но, несмотря на очень обильное при-
сутствие ювелирных украшений в национальном
костюме туркменской женщины, впечатления
излишества не создается. Набор этих украше-
ний традиционен и как бы следует за вехами
женской судьбы — девичеством, замужеством,
преклонными годами, причем своеобразный об-
ряд, сохраняемый из поколения в поколение,
предусматривает логическую взаимосвязь даре-
ния вполне конкретного по назначению и смыс-
лу украшения с определенным возрастом и оп-
ределенным торжеством.
Традиционно первым ювелирным украшени-
ем, которое дарится туркменской девочке и ко-
торое она затем должна носить до самого заму-
жества, является головное украшение (гупба) —
серебряное навершие в виде куполка, по низу
которого веером расходятся короткие подвески,
а в самом центре (с внешней стороны) устрем-
лена вверх короткая полая трубочка; поверх-
ность куполка декорирована штампованным
изображением филина или совы Девочки 9- 12
лет начинают носить налобное украшение (сун-
суле), конструктивно состоящее из одного-двух
рядов небольших серебряных штампованных
пластин, инкрустированных сердоликом, бирю-
зой, цветным стеклом и подвижно соединенных
между собой цепочками и колечками, а также
дополненных множеством различной конфигу-
рации подвесок; в центре всей композиции бо-
лее крупная пластина с завершением в виде тре-
угольника или закругленных рогов барана. Та-
кое украшение присутствует в национальном
костюме туркменской женщины до достижения
ею возраста 35-40 лет.
Одна из деталей убранства костюма моло-
дой женщины — головное украшение (эгме):
широкая вогнутая трапециевидная'серебряная
с позолотой пластина — с прозрачным орнамен-
том, декорированная сердоликом. Элементами
убранства головного убора являются также: ге-
келик — украшение в виде длинной цепи из се-
ребряных пластин (иногда позолоченных)
с крупной вставкой из сердолика в центре; сан-
жалык — украшение в виде резной серебряной
пластины, декорированной розетками и бахро-
мой мелких серебряных подвесок; адамык
(пара) — украшение, по виду напоминающее
фигуру (стоящего прямо или подбоченившись)
человека и декорированное резьбой, гравиров-
кой, позолотой, сердоликом.
Височное украшение (тенечир) предназна-
чено для молодых женщин, которые носят его
в качестве серег; тенечир — это в большинстве
своем подвески резных ромбовидных, овальных,
роговидных, продолговатых пластин, с которых
свисают цепочки, заканчивающиеся серебряной
бахромой; пластины декорированы гравирован-
ным растительным орнаментом, сердоликом.
Другая разновидность туркменских серег
(маленьких по размерам) получила название
«гулакхалка»: они представляют собой кольцо
из круглой проволоки, внутри которого припая-
на пластина, украшенная штампованным и про-
резным сквозным узором в виде полумесяца или
V-образной фигуры. К низу пластины и кольца
припаяны различные мелкие детали в форме зер-
ни, треугольников, розеток.
Предмет особой заботы туркменских деву-
шек и женщин — накосные украшения (асык),
по поверью, выполняющие роль своеобразных
оберегов: серебряные подвески к косам испол-
няются обычно в виде сердца и декорируются
сердоликом, резьбой, гравировкой, накладной
404
Глава 8. Ювелирные украшения в национальном костюме
филигранью, позолотой; подвески могут быть
изготовлены также в виде системы полых тру-
бочек и круглых коробочек, орнаментированных
штампованным рисунком.
В день свадьбы туркменская девушка-невес-
та надевает специальное свадебное украше-
ние — массивный серебряный обруч (буков)
с акцентированной центральной частью из фи-
гурной пластины или системы пластин, скреп-
ленных с помощью колечек, в обоих случаях
оканчивающихся многочисленными подвесками;
поверхность обруча, пластин, подвесок украше-
на (почти всегда) сердоликом, позолотой, резь-
бой, гравировкой.
Абсолютное большинство туркменских
ювелирных украшений имеют плоскостной ха-
рактер формовыражения, чему в значительной
мере способствует расположение и ритм разме-
щения вставок декорирующего камня (сердоли-
ка), имеющих круглую, овальную или квадрат-
ную форму и закрепленных, как правило, в вы-
сокие глухие касты; плоскостной характер ук-
рашений подчеркивается также низкорельефны-
ми и чеканными орнаментами, наглядным под-
тверждением чему может служить нагрудное ук-
рашение (гульяка). Гульяка (застежка ворота
платья) исполняется из серебра и обычно в виде
круглой броши с фестончатым краем, сквозным
прорезным узором в форме сердечек и стрело-
видных фигур; гульяка обильно украшена встав-
ками из сердолика, мягкий блеск которого отте-
няется позолоченным гравированным геометри-
зированным растительным орнаментом.
Роль завершающего элемента в ансамбле
туркменского национального женского костю-
ма традиционно отводится серебряным брасле-
там — по форме особо торжественным, всегда
парным, а по способу ношения (в два-три ряда)
напоминающим наручи, которые облегают руку
от запястья и почти до самого локтя. Украшены
браслеты гравированным орнаментом, филигра-
нью, позолотой и крупными сердоликами. Об-
лагораживающее теплое сияние красновато-ко-
ричневого сердолика доминирует также и в
очень несложных по форме туркменских сереб-
ряных кольцах.
Старинные национальные туркменские юве-
лирные украшения продолжают жить. Они бе-
режно сохраняются туркменскими девушками
и женщинами. Им продлевают жизнь ювелиры:
ремонтируя, реставрируя, подновляя и обнов-
ляя, создавая новые. Их собирают и берегут-хра-
нят все истинные почитатели туркменского юве-
лирного искусства.
8.6. Азербайджанские ювелирные
украшения
Искусство изготовления украшений из ме-
талла (меди, бронзы, серебра, золота) всегда
занимало и занимает одно из ведущих мест
в художественном творчестве азербайджанско-
го народа, являясь неотрывной частицей его ма-
териальной и духовной культуры. Об этом дос-
таточно наглядно свидетельствуют археологи-
ческие находки образцов ювелирных украшений
на территории республики. Еще в XVI веке азер-
байджанские заргяры (ювелиры) слыли искусны-
ми мастерами исполнения насечки, чеканки
и резьбы, штамповки, филиграни и золотой мо-
заики, чернения, эмалирования.
Азербайджанские ювелирные украшения —
своеобразные хранители национальных художе-
ственных традиций, так как в их форме, рисун-
ке, декоре имеется много общего с художествен-
ной отделкой изделий других видов народного
творчества: вышивки, ковроткачества, набойки,
резьбы по дереву и камню, чеканки. Характер-
но, что во многих направлениях декоративно-
прикладного искусства широко используются
формы и мотивы, традиционно применяемые
в ювелирном деле: «элпинги» (веерообразный),
«шиги» (заостренный), «пахлова» (ромбовид-
ный), «шарлы» (шарообразный), «дараги» (гре-
бешкообразный), «гюль» (цветок), «балыг»
(рыба), «оймагы» (наперсток).
У азербайджанских ювелиров все украше-
ния принято подразделять по их расположению
в уборе (наряде) национального женского кос-
тюма: существуют головные, шейные, нагруд-
ные украшения, украшения для лица, лба, ушей,
рук, украшения для фартука, для ворота платья,
для пояса. Общим отличительным для всех на-
званных украшений признаком является то, что
в большинстве случаев орнаментика их конст-
руктивно представляет собой обязательное со-
четание множества отдельных самостоятельных
Глава 8. Ювелирные украшения в национальном костюме
405
деталей в виде ромба, круга, всевозможных
форм крючков, цепочек, шариков, гвоздиков,
проволочек, цветочков, куполков, сердечек, бля-
шек и т.д., выполняющих одновременно и деко-
ративную, и утилитарную роль.
Самыми распространенными украшениями
национального азербайджанского женского ко-
стюма (ансамбля) являются серьги, нашейно-
нагрудные украшения и браслеты, причем необ-
ходимо особо отметить (как характерную де-
таль) то, что сегодня, как и в прошлом, форма
самих украшений, способы их художественной
отделки во многом остались прежними — варь-
ируются лишь узоры изделий.
Стилевые особенности, оригинальная орна-
ментика, художественный уровень азербайджан-
ских ювелирных украшений наиболее полно
воплощены в традиционном для национального
женского костюма нашейно-нагрудном украше-
нии (богаз-алты). Конструктивно оно состоит из
ряда золотых элементов — бляшек, декориро-
ванных в центре кораллом и свободно соединен-
ных между собой в виде цепочки (по шее), с ко-
торых свисают (ниспадают) миндалевидные зо-
лотые филигранные детали, оканчивающиеся
филигранными крючками и образующие свое-
образную золотую бахрому. В центре богаз-
алты — акцентирующая часть, исполненная так-
же в технике филиграни и состоящая из подвиж-
но и последовательно соединенных малого цвет-
ка и большого, находящегося в обрамлении эле-
мента в виде расширяющегося в нижней части
ободка, дополненного золотой бахромой из мин-
далевидных деталей. Цветки, ободок, детали
бахромы украшены вставками из коралла. Вся
композиция выглядит яркой, легкой, ажурной,
наполненной золотистым светом.
Техника филиграни (харэ) — основная тех-
ника, в которой изготавливаются, как правило,
и серьги — другой популярный среди азербайд-
жанских женщин вид ювелирных украшений.
Серьги выполняются (по традиции) из серебра
или золота, а характерными моделями являют-
ся веерообразные, пиало-колоколообразные,
ромбовидные. Традиционно же они щедро деко-
рированы жемчугом, кораллом, гранатом, поли-
рованной морской галькой.
Лучшие образцы филигранных украшений
работы азербайджанских мастеров отличает
сложность и изящество узора, густое перепле-
тение мелких рельефных геометрических или
растительных мотивов в орнаменте, четкая сим-
метрия ритмов рисунка. В этом плане показа-
тельны браслеты «пахлова», состоящие из на-
бора ромбовидных филигранных деталей, сочле-
ненных в один ряд с помощью соединительных
колечек. В центре ромбовидных деталей набра-
ны (в линию) три крупных и два мелких (по кра-
ям) цветка, декорированных чернью и крупной
зернью. Браслет дополнен цепочкой с тремя
штампованными и филигранными деталями
в виде сердечек, в свою очередь украшенных
такжезернью и черненым орнаментом мелких
растительных форм.
Другим излюбленным приемом в работе
азербайджанских ювелиров является техника
штампа, которая относится к наиболее древним
способам ювелирного искусства Азербайджана.
Ювелирные украшения, исполненные в техни-
ке штампа, отличаются тонкостью выпуклого
или плоского рельефного рисунка, соразмерно-
стью сочетания геометрического и растительно-
го орнаментов, узоры которых наносятся мель-
чайшими точками, черточками, линиями; фор-
мообразовательные мотивы в этих украшениях
чаще всего зооморфного, растительного, геомет-
рического и астрального характера. Изделиями,
выполненными техникой штампа, азербайджан-
ская женщина украшает (по традиции) и лицо,
и шею, и руки, и одежду.
В XIX в. и начале XX в. большой популяр-
ностью среди азербайджанских женщин пользо-
вались серьги, броши кольца, медальоны, брас-
леты, нашейные, налобные и нагрудные украше-
ния, исполненные с применением эмали — пе-
регородчатой, выемчатой, расписной, причем
как каждого вида в отдельности, так и комбини-
рованно. Использовались (по обычаю) эмали
яркие, насыщенные, контрастные — традицион-
но золотистых, темно-синих, изумрудно-зеле-
ных, нежно- и темно-розовых тонов Модели
современных ювелирных украшений с эмалью
работы азербайджанских мастеров — довольно
редкое явление, а поэтому когда мы сегодня ви-
дим в азербайджанском национальном костюме
эмалевые украшения, то это — образцы старин-
ные, сбереженные истинными почитателями
ювелирного искусства Азербайджана.
406
Глава 8. Ювелирные украшения в национальном костюме
Сегодня азербайджанские зяргяры работа-
ют и с золотом, бриллиантами и изумрудами.
Применяя техники штампа, филиграни, грави-
ровки, резьбы и сохраняя национальные моти-
вы, в лучших своих образцах серег, колец, брас-
летов, колье они добиваются особой изысканно-
сти, изящества, благородства их вида. Такие ук-
рашения прекрасно сочетаются не только с на-
циональным костюмом, но также и с современ-
ной модной одеждой.
8.7. Армянские ювелирные украшения
Убранства национального костюма армянс-
кой женщины традиционно богаты (главным
образом) ювелирными украшениями. Золотые
или серебряные ожерелья, головные, налобные,
нагрудные, височные украшения, серьги, коль-
ца, браслеты, пряжки, пуговицы, декорирован-
ные гранатом, аметистом, бирюзой и жемчугом,
ярким многоцветным контрастом выделяются на
неброском, торжественно строгом (темных то-
нов) костюме замужней женщины, поражают
воображение своей роскошью в свадебном на-
ряде девушки-невесты, с присущими ему черта-
ми национального изящества и грациозности.
Ряд из названных видов украшений, а именно
головные, налобные, височные, нагрудные, се-
годня можно встретить, пожалуй, лишь в кос-
тюме женщин из отдаленных горных селений;
армянские модницы наших дней предпочитают
носить уже модели ювелирных украшений, бо-
лее гармонирующие с современным костюмом
и более отвечающие требованиям современной
ювелирной моды, тяготеющей к простым, лако-
ничным, обобщенным и четким силуэтам.
Армянские куюмджане, то есть ювелиры,
создавая новые образцы ювелирных украшений,
традиционно связывают образное решение каж-
дого из них с предназначением к строго опреде-
ленному виду костюма: ультрасовременному
наряду, строгому платью, повседневной одеж-
де. Всякий раз при этом ювелирам приходится
решать непростую задачу органического слия-
ния ювелирных украшений с костюмом. Лучшие
образцы браслетов, серег, колец и брошей, пред-
назначенные для повседневного ношения, в фор-
мообразовании, конструкции, декоре основаны
на национальных традициях принципов просто-
ты и логичности, ритмичности и ясности про-
порций, композиционной строгости. Некрупные
или, наоборот, массивные сплошные серебряные
браслеты (их можно носить по два на одной руке)
отличаются особой пластичностью строгой фор-
мы, отсутствием в декоре каких-либо украшаю-
щих элементов, за исключением традиционной
зерни в витой накладной филигранной проволоч-
ке. Браслеты могут быть исполнены и исключи-
тельно в технике филиграни, и украшены зер-
нью и чернью — традиционное серебряное кру-
жево, пронизанное светом, выделяющееся игрой
мелких деталей. В таком же (филигранном
с чернью) исполнении предлагаются некрупные
легкие модели серег, брошей, колец.
Отдельные образцы браслетов и колец бы-
вают украшены достаточно крупной вставкой из
поделочного камня (агата, например), чем созна-
тельно подчеркивается легкость конструкции.
Броская декоративность, многоцветие драгоцен-
ных камней, обилие растительных и геометри-
ческих тонких сложных гравированных орна-
ментов отличают модели серебряных браслетов,
брошей, серег, играющих важную роль украша-
ющих элементов в костюме остромодном. Брас-
леты исполняются из двух-трех широких свобод-
но сочлененных пластин, изнутри обычно глад-
ких, а с внешней стороны украшенных зернью,
гравировкой, чеканкой высокого и низкого ре-
льефов, накладной филигранью и вставками из
жемчуга, аметиста, рубина, бирюзы. Форма бро-
шей чаще всего повторяет очертания широко
раскрытого цветка, в центре и по периферии де-
корированного зернью, крупными жемчужина-
ми, бирюзой, рубином. Серьги обычно некруп-
ные, кольцеобразные или в виде цветка с наклад-
ной филигранью, зернью, жемчугом, бриллиан-
том, изумрудом. Яркие камни-самоцветы — важ-
нейший элемент декора названных моделей ук-
рашений; в них камни словно искрятся и горят.
В уборе строго торжественного наряда ар-
мянской женщины преобладают ожерелья, серь-
ги и браслеты и, как правило, в комплекте: как
гарнитур. Ожерелья в виде филигранного ошей-
ника из широкой цепочки и множества подве-
сок в форме ячменных зерен. Ожерелье в виде
крупной цепи с ажурными подвесками в три
ряда: первый — стилизованные фрукты; вто-
Глава 8. Ювелирные украшения в национальном костюме
407
рой — серповидные элементы; третий — ма-
ленькие листочки. Ожерелье, серьги и браслет,
сотканные из бесконечного ряда колечек, кру-
жочков, завитков, обрезков витой проволоки
и представляющие собой в таком виде сплош-
ное металлическое ажурное кружево — плас-
тичное, подвижное, лишенное каких-либо деко-
рирующих деталей, в том числе камней.
В современном армянском искусстве на-
блюдаются две тенденции: первая отражает
стремление ювелиров к самовыражению, к твор-
ческой индивидуальности; сторонники второй
придерживаются тенденции на сохранение
в армянском ювелирном искусстве нацио-
нальных традиционных форм, мотивов и компо-
зиций. Лучшие же работы армянских ювелиров
подтверждают простую истину: ценность конк-
ретного изделия — в его неподдельности, непо-
хожести на другое. Неповторимость же, уни-
кальность его, как произведения искусства и од-
новременно как предмета быта, в нашем случае
как элемента убранства, украшения костюма —
в тесной связи, во взаимопроникновении тради-
ций национального ювелирного искусства и тен-
денций ювелирной моды сегодняшней.
8.8. Бурятские ювелирные украшения
Бурятский национальный женский костюм
отличается, как правило, особым колоритом на-
рядности, искрящегося веселья, радости жизни.
Такое впечатление праздничности и великоле-
пия создается в немалой степени серебряными
ювелирными украшениями — одним из доми-
нирующих элементов его стилевой направлен-
ности, всей его композиции. Лучшими образца-
ми серег (эмэг), шейных или нагрудных укра-
шений (хийхэ, шимхурге и гуу), украшений-на-
верший на шапочку (дэнзэ), выполненных бурят-
скими ювелирами, присущи изобразительные
мотивы, заимствованные у буддийского искус-
ства (листья, цветы, рыбки, диск солнца, луна,
хищные животные, переплетения веточек),
и удивительная гармония массивности и лег-
кости форм, соразмерности деталей и четкой
геометрии линий, причудливости и необычности
орнамента, в завитках которого сверкают встав-
ки из коралла, малахита, сердолика и лазурита.
Пленяет изяществом пропорций и обилием
средств декора старинное бурятское украшение
гуу, центральная часть которого — массивная
коробочка-прямоугольник для хранения молит-
венника. Поверхность боковых частей коробоч-
ки декорирована чеканкой высокого и низкого
рельефа; филигранью (в позолоте) выполнена
композиция из цветков лотоса. К коробочке
(в нижней части) посредством полых шариков,
цепочек, других соединительных деталей подве-
шивается массивный элемент в виде солнечно-
го диска, по всей поверхности которого, за ис-
ключением узкого ободка, прорезан сквозной
(просвечивающий) тончайший ажур древнего на-
родного орнамента.
Оригинальность конструкции, необычность
сочетания декорирующих элементов привлека-
ет в хийхэ — своеобразном бурятском вариан-
те колье и шимхурге — ожерелье. Конструктив-
но хийхэ, а иногда и шимхурге состоят из не-
скольких рядов серебряных цепочек с включе-
нием (в задней части) соединительных элемен-
тов в виде фигурок зверей, а также центральной
части — исполненной в виде филигранных дис-
ков и фигурок зверей (иногда позолоченных) со
вставками из коралловых бусин, сердолика, ма-
лахита, лазурита; равные отрезки цепочек, окан-
чивающихся соединительными колокольчиками,
завершают акцентированную часть колье. Оже-
релье чаще всего представляет собой многоряд-
ный ошейник из коралла с симметрично распо-
ложенными в передней (наружной) его части
серебряными дисками с чеканной поверхностью.
Массивность и живописное многоцветие
бурятских ювелирных украшений особенно на-
глядно демонстрируется в браслетах, охватыва-
ющих запястье руки подобно очень широким
и тяжелым кольцам. Поверхность браслетов мо-
жет быть гладкой с гравированным рисунком
или неровной, как бы изрытой за счет обработ-
ки приемом канфарения. В высоко поднятых над
поверхностью браслета глухих кастах закрепле-
ны крупные вставки из сердолика, лазурита, ко-
ралла, малахита; иногда одна очень крупная
вставка окружается группой более мелких;
с целью сохранения естественной красоты кам-
ни нередко не полируются
Основной изобразительный мотив большин-
ства браслетов — цветы, букеты цветов, вокруг
408
Глава 8. Ювелирные украшения в национальном костюме
которых щедро рассыпаны сложнейшие узоры
из филиграни и зерни; бурятские ювелиры со-
здают из цветов целые архитектурные компози-
ции, удивительно изящные и устремленные
вверх, к солнцу. В некоторых браслетах орна-
ментальный мотив один — изображение очень
почитаемого в Бурятии цветка лотоса. Посере-
дине браслета — крупный алый коралл, кото-
рый окружен расположенными один над другим
лепестками, стеблями, ажурными завитками так
искусно, что образуется поистине сказочный
цветок, рядом с которым — второй и не менее
прекрасный цветок с буйством мелких сереб-
ряных усиков-завитков и яркой зеленью малахи-
товой вставки.
Современные ювелиры Бурятии, как пока-
зывают их работы, берегут традиции народного
искусства: изготовляя украшения, которые от-
вечают требованиям современной ювелирной
моды и в которых отчетливо просматривается
определенная связь с тенденциями развития со-
временного костюма, они одновременно созда-
ют изделия, которые всем своим стилистичес-
ким содержанием тесно связаны с традицион-
ной стилистикой национального бурятского
женского костюма, являясь его неотделимой (ес-
тественной) частью.
8.9. Ювелирные украшения Дагестана
Дагестан — небольшая горная страна, где
художественные производства, и в частности
изготовление ювелирных украшений, с давних
пор были основным занятием местных жителей.
Из многих традиционных ювелирных центров
Дагестана наиболее известен Кубачинский. Из-
делия мастеров из аула Кубани (в переводе это
турецкое слово означает «оружейники») высо-
ко ценились в Закавказье и странах Ближнего
Востока еще в VII веке, когда кубачинцы слави-
лись искусством изготовления кольчуг, шлемов,
мечей, луков, кинжалов, разной медной посуды.
Менялись времена, экспонатами музеев стано-
вились шлем, лук, меч, кольчуга. Образ же ку-
бачинцев, как искусных златокузнецов, и в наши
дни сохранил свой первоначальный смысл
и высокое значение. И сегодня, как и восемь ве-
ков назад, о кубачинцах говорят, что все они от
мала до велика по-прежнему терпеливо колду-
ют над серебром и медью, открывая миру новые
грани своего непреходящего таланта.
В ансамбле национального костюма горянок
Дагестана ювелирные украшения играют очень
важную роль, являясь основной украшающей его
частью: серьги, кольца, броши, нагрудные, ви-
сочные, головные и налобные украшения, оже-
релья, амулетницы, цепи, отличающиеся массив-
ностью, скульптурностью формы, богатством
орнамента, яркостью вставок драгоценных
и полудрагоценных камней, а также цветного
стекла темно-красного, густо-зеленого, темно-
серого тонов, просто поражают, завораживают,
восхищают своим обилием и великолепием как
в праздничных, так и в будничных одеяниях-ко-
стюмах. Такие украшения берегут и передают
от матери к дочери, хранят в качестве семейных
реликвий из поколения в поколение.
В зависимости от способа ношения и назна-
чения дагестанские (кубачинские) ювелирные
украшения делятся (условно) на ряд групп.
В одну из них входят украшения головного убо-
ра, налобные и височные подвески, серьги, спе-
циальные цепи. Нагрудные украшения, амулет-
ницы, броши, ожерелья, бусы составляют вто-
рую группу. Затем идут браслеты, кольца, пу-
говицы, пряжки, кожаные и матерчатые пояса
с нанизанными на них пластинами из серебра.
Среди множества видов дагестанских юве-
лирных украшений особое место занимают те,
которым отводится роль талисманов, амулетов,
непременных элементов оформления костюма
торжественного, например, свадебного. Дело
в том, что костюм девушки-горянки (невесты)
принято украшать богаче и наряднее, чем какой-
либо другой костюм. Головной убор невесты
традиционно украшен парчой, золотыми нитя-
ми, к нему (по кругу) подвешены короткие
и длинные (в сочетании) серебряные элементы,
состоящие из колечек и подвесок в виде плос-
ких или объемных деталей символического зна-
чения. На шее невесты, как правило, — ожере-
лье из серебряных бусин, а на руках — множе-
ство колец и браслетов. К этому необходимо до-
бавить еще серьги, налобные и височные укра-
шения, броши и амулетницы, накладываемые ря-
дами на яркое парчовое платье невесты, а также
нагрудные украшения в виде подвесок, монти-
Глава 8. Ювелирные украшения в национальном костюме
409
руемых к основному каркасу с помощью колец,
цепочек и других (различной конструкции) зве-
ньев; сами же подвески имеют форму круглых
монет, плоских полумесяцев, круглых или мин-
далевидных деталей-бубенчиков.
Выделяются особого типа свадебные брас-
леты и кольца: надеваются они только в день
свадьбы, а по истечении определенного време-
ни после замужества (три дня, либо сорок дней,
либо до рождения первого ребенка) снимаются
и не используются для ношения никогда. Свое-
образную роль в костюме горянок играют спе-
циальные поддерживающие, подборочные цепи
(гунапикг). Они массивны, толщиной до 13 мм,
сложного плетения и различного сечения, пере-
межаются ромбовидными деталями и круглыми
камнями. Цепи эти одновременно выполняют
и функциональную роль — поддерживают, а во
время работы подбирают каз — своеобразный
(из куска белого материала — маркизета) голов-
ной убор кубачинок, окутывающий голову
и плечи. Предметом постоянного ношения яв-
ляются кубачинские крученые браслеты — тоже
массивные, тяжелые, состоящие из множества
проволочек различной толщины; разомкнутые
концы браслетов украшены зернью и вставками
из ярких камней-самоцветов
В декоре дагестанских (кубачинских) юве-
лирных украшений чаще всего используются
филигрань, зернь, чернь, глубокая гравировка,
чеканка, позолота, вставки из сердолика, корал-
ла, альмандина, рубина, граната, бирюзы, смаль-
ты; реже — из яшмы, лазурита, гагата, а также
цветного (темных тонов) стекла. В образной
структуре и форме украшений присутствуют
обычно изобразительные мотивы: изображения
птиц, зверей, домашних животных, луны, солн-
ца, звезд, полумесяца. Встречаются также
и схематические изображения человека, голо-
вы быка (тура, козла), змеи, птичек, цветов. Вы-
сокий художественный эффект в украшениях
мастеров из аула Кубани достигается в немалой
степени созданием на поверхности изделий тон-
кого растительного орнамента, который букваль-
но изрезает металл сложными рисунками тра-
диционных элементов дагестанского раститель-
ного узора — веток (тутта), зарослей (марха-
рай), пятен (тамга), а также листьев и стилизо-
ванных пальметт.
Дагестанские (кубачинские) ювелирные ук-
рашения, без которых не обходится ни одна жен-
щина-горянка, — одновременно предмет восхи-
щения многих почитателей ювелирного искус-
ства всей нашей страны.
УПРАВЛЕНИЕ ДЕЛАМИ ПРЕЗИДЕНТА РОССИЙСКОЙ ФЕДЕРАЦИИ
ЦЕНТР “РУССКИЕ РЕМЕСЛА’
КРАСНОСЕЛЬСКОЕ УЧИЛИЩЕ
ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ
среднее специальное учебное заведение
Училище готовит художников-мастеров по специальности *Художественная
обработка металлов" (гравирование металлов, сканно-эмалъерное дело, ювелир-
ное дело)
В училище принимаются юноши и девушки в возрасте от 14 до ЗОлет, на базе
9 классов, на базе 11 классов. Срок обучения 3 года 10 меяцев.
ПРИЕМНЫЕ ЭКЗАМЕНЫ ПО ПРЕДМЕТАМ
на базе 9 классов на базе 11 классов
1. Рисунок 1. Рисунок
2. Скульптура 2. Скульптура
3. Композиция 3. Композиция
4. Русский язык и литература (ликтант) 4 Русский язык и литература (сочинение)
К ЗАЯВЛЕНИЮ ДОЛЖНЫ БЫТЬ ПРИЛОЖЕНЫ СЛЕДУЮЩИЕ ДОКУМЕНТЫ:
1. Свидетельство об образовании (в подлиннике).
2. 6 фотографии 3X4 см.
3. Справка о состоянии здоровья (форма 086У).
4. Заверенные выписки из трудовой книжки.
5. 3-4 работы по рисунку и живописи.
6. Автобиография.
7. Справка с места жительства.
8. Паспорт, военный билет предъявляются лично.
Заявления принимаются до 5 июля.
Начало приемных экзаменов с 6 мюля. Начало занятий с 1 сентября
Стипендия на общих основаниях. Иногородние обеспечиваются общежитием.
В училище принимаются юноши и девушки на договорной основе без экзаменов.
Договор может быть оформлен как на полный курс обучения, с получением диплома
"Художник-мастер по металлу", так и на обучение рабочей профессии ювелира,
гравёра и т.д., С получением квалификационного удостоверения.
Стоимость обучения определяется при собеседовании.
Адрес училища: 157940 Костромская обл. п.Красное-на-Волге ул. Ленина,46
Контактные телефон: 2-27-97, 2-23-52, теп.факс-2-29-81.
Проезд до Костромы, затем автобусом или такси до п.Красное+та-Волге.
Базовое предприятие - АО «Русские самоцветы»
ХУДОЖЕСТВЕННО-
ПРОФЕССИОНАЛЬНЫЙ
ЛИЦЕЙ
приглашает юношей и девушек,
с образованием 9 классов, обучиться
профессиям:
•ЮВЕЛИР
•ИЗГОТОВИТЕЛЬ ХУДОЖЕСТВЕННЫХ
ИЗДЕЛИЙ ИЗ КАМНЯ
•МАСТЕР СТОЛЯРНОГО И МЕБЕЛЬНОГО
ПРОИЗВОДСТВА
Срок обучения 3-4 года
адрес: Уткин пр.,8 (ст. м. «Ладожская»)
гел: 528-07-55; 528-23-75.
НА БАЗЕ ЛИЦЕЯ ОТКРЫТ 9 КЛАСС
С ХУДОЖЕСТВЕННЫМ УКЛОНОМ
412
СПИСОК ЛИТЕРАТУРЫ
1. Андрющенко А.М. Руководство золотых и серебряных дел мастерства. — Н. Новгород, 1904.
2. Бреполь Э. Теория и практика ювелирного дела. — Л.: Машиностроение, 1982.
3. Brepohl, Erhard. Theorie und Praxis des Goldschmiedes. — Munchen Wien. Garl Hanser Verlag, 1988.
4. Буркат Г.К. Серебрение, золочение, палладирование и родирование. — Л.: Машиностроение, 1984.
5. Волгов И.В., Фишман Б.Е. и др. Оборуд. и технология ремонта бытовой техники. — М.: Лег. инд., 1979.
6. Комягин Ю.П., Новиков В.П. Учебник ювелира-монтировщика. — Л.: Машиностроение, 1986.
7. Корнилов И.И., Солодова Ю.П. Ювелирные камни. — М.: Недра, 1982.
8. Марченков В.И. Ювелирное дело. — М.: Высш, шк., 1984.
9. Новиков В.П., Павлов В.С. Ручное изготовление ювелирных украшений. — Л.: Политехника, 1991.
10. Новиков В.П., Павлов В.С. Изготовление ювелирных изделий. — С.-Пб.: Континент, 1993.
11. Новиков В.П. Почти все о ювелирных изделиях. — С.-Пб.: Континент, 1995.
12. Новиков В.П. Почти все о ювелирных изделиях. — С.-Пб.: Континент, 1997.
13. Одноралов Н.В. Гальванотехника в декоративном искусстве. — М.: Искусство, 1974.
14. Постникова-Лосева М.М., Платонова Н.Г. и др. Золотое и серебр. дело XV - XX вв. — М.: Наука, 1983.
15. Рамазанова Р.У. 10 уроков филиграни. — М.: Профиздат, 1998.
16. Слесарь Сантехников. Неювелирные размышления о рабах и совках. — С.-Пб.: Континент, 1997.
17. Телесов М.С., Ветров А.В. Изготовление и ремонт ювелирных изделий. — М.: Профиздат, 1986.
18. Технология ювелирного производства. Селиванкин С.А., Власов И.И. и др. — Л.: Машиностр., 1978.
19. Федотов А.И., Улановский О.О. Граверное дело. — Л.: Машиностроение, 1981.
20. Флеров А.В. Материаловедение и технология худ. обработки металлов. — М.: Высш, шк., 1981.
21. Shoenfelt, Joseph Е Designing and making hand wrought jewelry. London. Me Graw Hill, 1960.
22. Sprintzen, Alice. Jewelry: Basic techniques and design.// Chilton, cop. 1980.
23. Untrucht, Oppi. Jewelry concepts and technology. London. Hale. 1982.
24. Von Neumann, Robert. The design and creation of jewelry. Philadelphia. New York. 1963.
25. Wicks, Sylvia. Jewellery making manual. London. Sydney. Macdonald. 1985.
26. Abschliffarbeiten am Anhanger I I Goldschmiede Zeitung. — 1986. — № 4.
27. Die Fassung ftir den Saphircabochon I I Goldschmiede Zeitung. — 1986. — № 1.
28 Die filigrane Drahtarbeit I I Goldschmiede Zeitung. — 1986. — № 2.
29. Dills E. A pendant with drilled stones И Gems and Minerals. — 1967. — № 3.
30. Dills E. Earrings — a solderless project I I Gems and Minerals. — 1967. — № 8.
31. Fassen des Steines und Setzen der Goldpunkte I I Goldschmiede Zeitung. — 1986. — № 3.
32. Handbuch des Goldschmieds. — Bd. 2, 5 Auflage. — Stutgart: Riihle-Diebener-Verlag, 1970
33. Herstellung eines Drahtchations 11 Goldschmiede Zeitung. — 1987. — № 6, 7, 8, 9.
34 Herstellung eines Drahtchations mit 4 Stotzen П Goldschmiede Zeitung. — 1987. — №10.
35. Herstellung eines filigran gearbeiteten Platinanhangers mit Feingold und Halsreif I IG Z — 1985. — № 12.
36. Kelly I. and D. Making a ring with square wire 11 Gems and Minerals. — 1979. —№ 2.
37. Kramm R. and R. A colorful pin I I Gems and Minerals. — 1968. — № 4.
38. Kramm R. and R. A man's ring П Gems and Minerals. — 1967. — № 11.
39. Litman G.G. The chain gang I I Gems and Minerals. — 1984. — № 5.
40. Schoultz M.M. Gold wire jewelry I I Gems and Minerals. — 1967. — № 10.
41. ”Le Bijeutier", 1993, № 610.
413
ОГЛАВЛЕНИЕ
Предисловие..............................................................5
Введение.................................................................6
Глава 1. Материалы для изготовления ювелирных изделий.....................12
1.1. Металлические материалы..........................................14
1.2. Неметаллические материалы........................................26
1.3. Вспомогательные материалы........................................42
Контрольные вопросы................................................47
Глава 2. Инструмент для изготовления ювелирных изделий....................50
2.1. Инструмент для плавки металла и получения отливок................52
2.2. Инструмент для волочения.........................................57
2.3. Инструмент для разметки..........................................60
2.4. Мерительный инструмент...........................................62
2.5. Инструмент для гибки и правки....................................64
2.6. Инструмент для пайки.............................................68
2.7. Инструмент для отбеливания.......................................69
2.8. Режущий инструмент...............................................70
2.9. Инструмент для шлифования и полирования,
матирования и крацевания..............................................85
2.10. Инструмент для закрепки вставок...................,.............87
2.11. Средства измерения массы — весы.................................92
2.12. Средства малой механизации, приспособления,
инструмент общего назначения...........................................93
2.13. Рабочее место ювелира............................................98
Контрольные вопросы ..............................................103
Глава 3. Операции процессов изготовления ювелирных изделий...............106
3.1. Плавка металла и получение отливок..............................108
3.2. Волочение.......................................................120
3.3. Прокатка и вальцовка............................................121
3.4. Штамповка.......................................................123
3.5 Термическая обработка............................................126
3.6. Разметка........................................................128
3.7. Гибка и правка..................................................131
3.8 Пайка............................................................134
3.9. Опиливание......................................................148
3.10. Выпиливание лобзиком............................................149
3.11. Сверление.......................................................149
3.12. Шабрение........................................................150
3.13. Штифтование, клепка, резьбовые соединения.......................151
3.14. Отбеливание.....................................................154
3.15. Шлифование и полирование........................................157
3.16. Ультразвуковая очистка..........................................162
3.17. Матирование и крацевание........................................163
414
3.18. Чеканка..........................................................165
3.19. Гравирование.....................................................166
3.20. Эмалирование.....................................................168
3.21. Чернение.........................................................177
3.22. Оксидирование....................................................180
3.23. Гальванические покрытия..........................................182
3.24. Гальванопластика.................................................192
3.25. Насечка (тауширование)...........................................192
3.26. Наводка (огневое золочение)......................................193
3.27. Травление........................................................194
3.28. Гранулирование...................................................195
3.29. Ковка............................................................196
3.30. Склеивание.......................................................196
3.31. Закрепка вставок.................................................197
3.32. Техника филиграни................................................206
Контрольные вопросы ..............................................209
Глава 4. Классификация, ассортимент, конструкция ювелирных
изделии, современная ювелирная мода......................................212
4.1. Классификация ювелирных изделий..................................214
4.2. Ассортимент ювелирных изделий....................................224
4.3. Конструкция ювелирных изделий группы личных украшений............235
4.4. Современная ювелирная мода.......................................240
Контрольные вопросы...............................................259
Глава 5. Изготовление деталей ювелирных изделий группы личных
украшений вручную.........................................................262
5.1. Изготовление накладок............................................265
5.2. Изготовление шинок...............................................267
5.3. Изготовление кастов..............................................270
5.4. Изготовление рантов..............................................285
5.5. Изготовление швенз...............................................287
5.6. Изготовление замков..............................................288
5.7. Изготовление шарниров............................................297
5.8. Изготовление крючков.............................................298
5.9. Изготовление петель..............................................299
5.10. Изготовление стойки..............................................300
5.11. Изготовление ушек................................................301
5.12. Изготовление зерни...............................................302
5.13. Припасовка деталей ювелирных украшений...........................302
Контрольные вопросы...............................................306
Глава 6. Примеры изготовления ювелирных украшений вручную.................308
6.1. Изготовление колец...............................................310
6.2. Изготовление серег...............................................321
6.3. Изготовление брошей..............................................326
6.4. Изготовление кулонов.............................................333
6.5. Изготовление цепочек.............................................337
415
6.6. Изготовление браслетов.........................................344
6.7. Изготовление заколок...........................................346
6.8. Изготовление медальонов, колье, ожерелий, запонок,
зажимов для галстука.................................................348
6.9. Изготовление филигранных украшений.............................353
Контрольные вопросы..............................................356
Глава 7. Дополнительные сведения о ювелирных изделиях, контроль
качества изделий, нормирование, хранение драгметаллов, 1
сведения о стандартизации и метрологии,
производственная санитария, ремонт ювелирных украшений...........358
7.1. Требования, которым должны отвечать ювелирные изделия...........360
7.2. Уход за ювелирными изделиями............................’......361
7.3. Пробы, пробирный надзор, клейма................................363
7.4. Контроль качества ювелирных изделий............................366
7.5. Нормирование и хранение драгметаллов...........................368
7.6. Сведения о стандартизации.................................... 369
7.7. Служба стандартизации..........................................370
7.8. Метрологическая служба....................................... 370
7.9. Гигиена труда..................................................372
7.10. Производственная санитария................................... 372
7.11. Хранение химикатов.............................................375
7.12. Ремонт ювелирных украшений.....................................375
Контрольные вопросы.....................,........................394
Глава 8. Ювелирные украшения в национальном костюме
ряда народов Казахстана, Средней Азии, Кавказа и России..................396
8.1. Казахские ювелирные украшения..................................398
8.2. Киргизские ювелирные украшения............................... 399
8.3. Узбекские ювелирные украшения..................................400
8.4. Таджикские ювелирные украшения.................................402
8.5. Туркменские ювелирные украшения................................403
8.6. Азербайджанские ювелирные украшения............................404
8.7. Армянские ювелирные украшения..................................406
8.8. Бурятские ювелирные украшения..................................407
8.9. Ювелирные украшения Дагестана..................................408
Список литературы........................................................412
Новиков Виктор Павлович
Книга
начинающего
ювелира
ПРАКТИЧЕСКОЕ РУКОВОДСТВО
(ПРОИЗВОДСТВЕННОЕ ПОСОБИЕ)
Редактор В.П.Новиков
Дизайн Рощин С.Н.
Компьютерная верстка Ходот А. Ю.
ЛР 010292 от 18.08.98 г. ГП «Издательство „Политехника”»
Новиков В.П., 196070, Санкт-Петербург, ул. Победы, 13-80
Подписано в печать 6.04.2001 г.
Формат 70x100/16. Объем 26 п. л.
Тираж 3000 экз. Зак. 3896
Отпечатано с готовых диапозитивов
в Академической типографии «Наука» РАН
199034, Санкт-Петербург, 9 линия, 12