





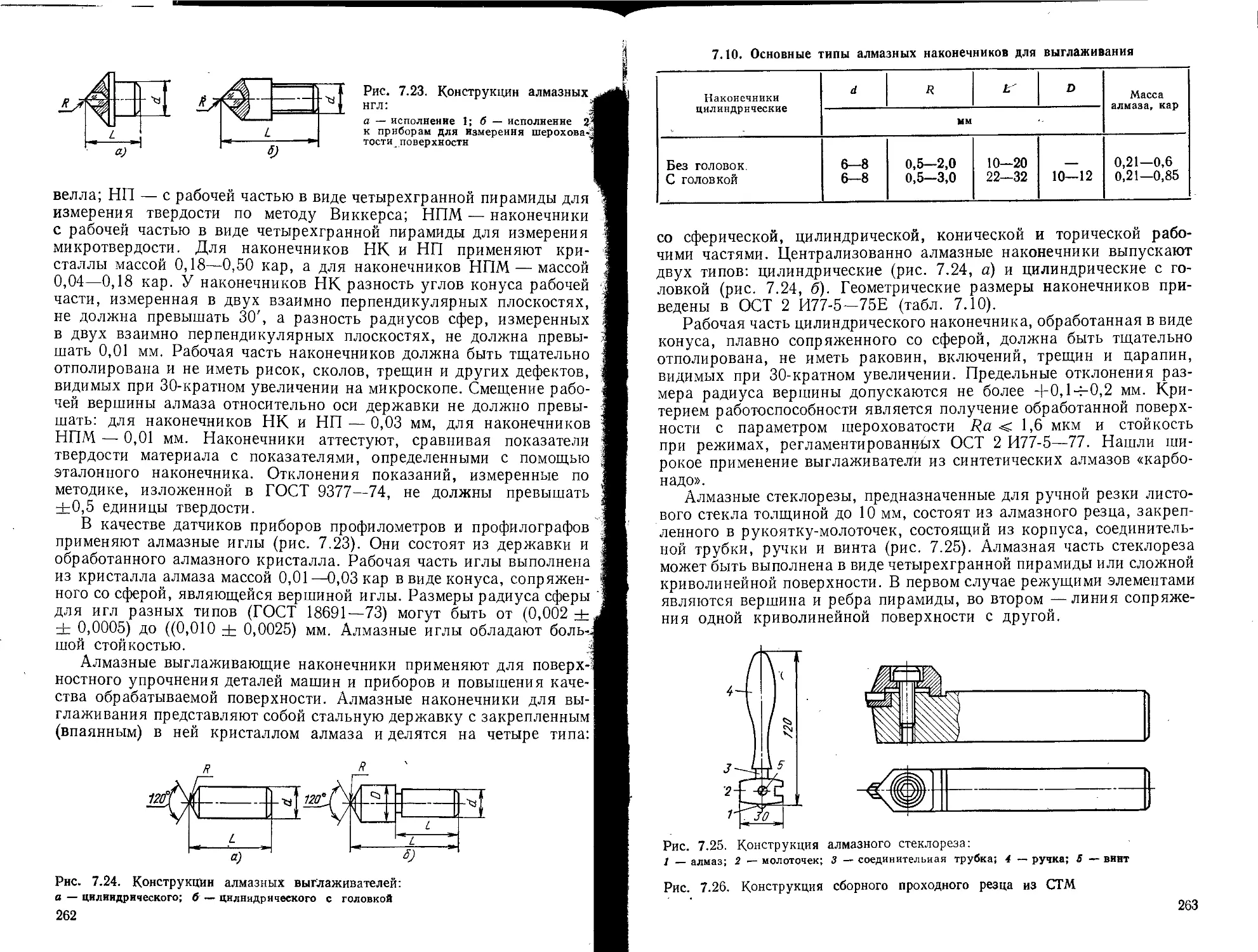
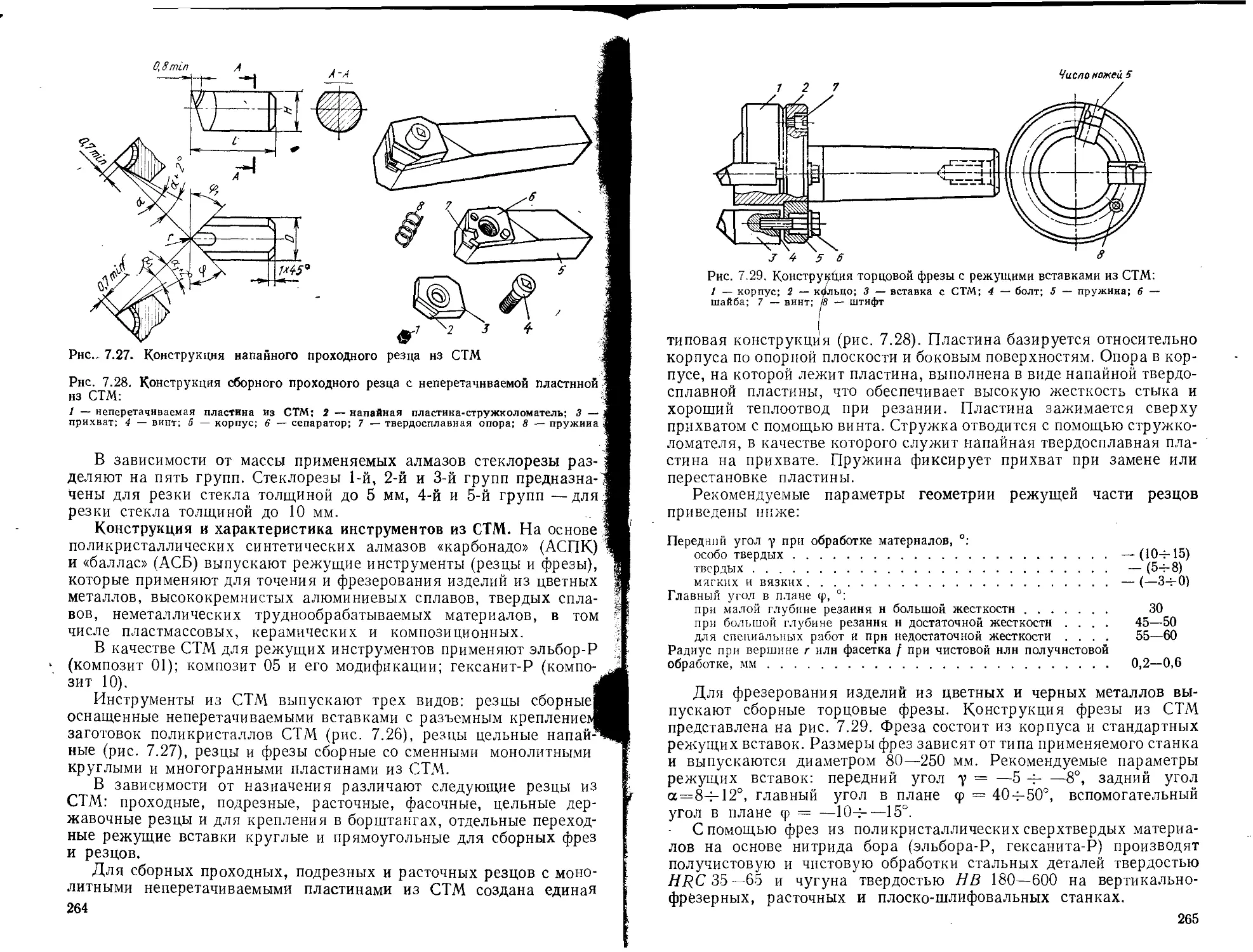
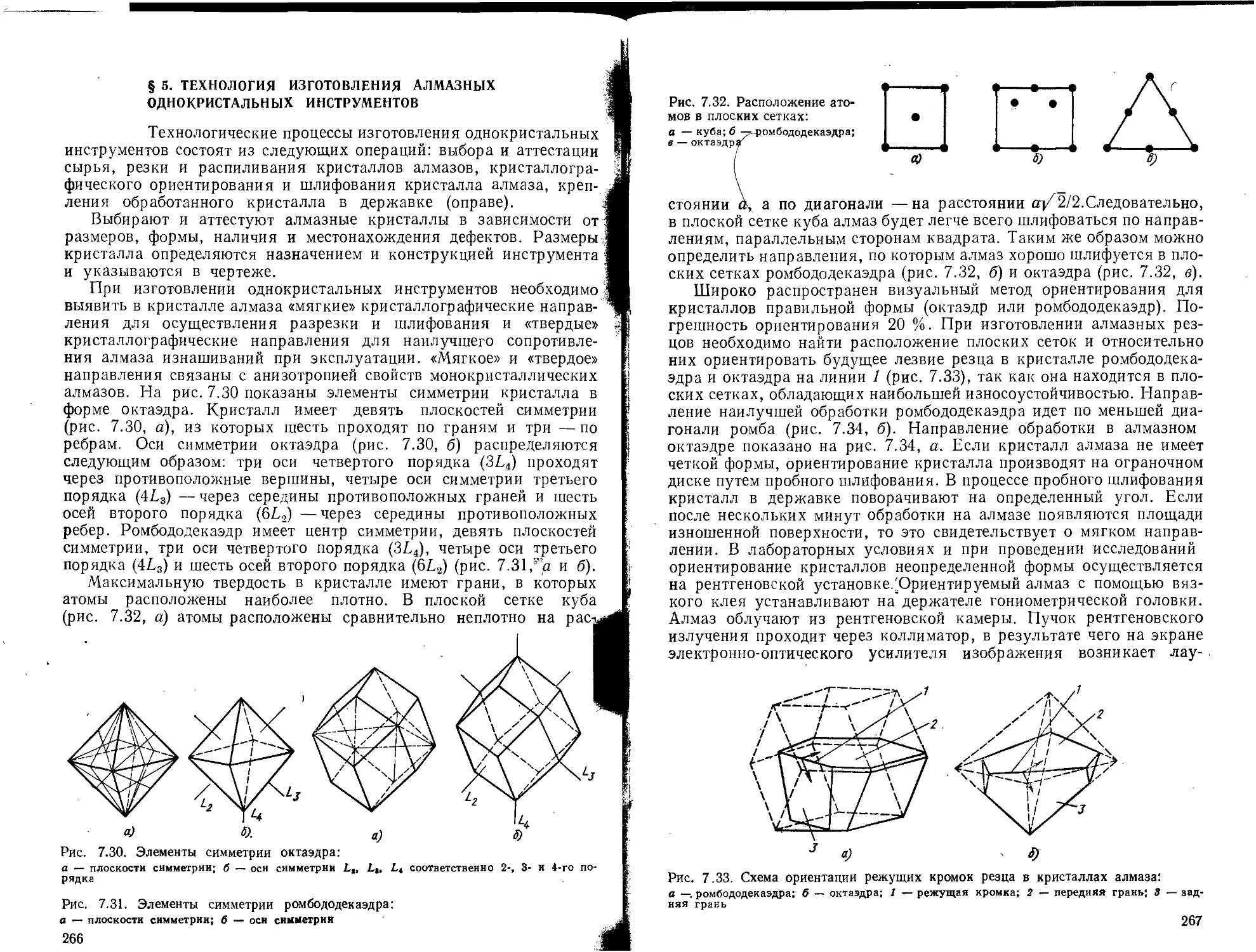
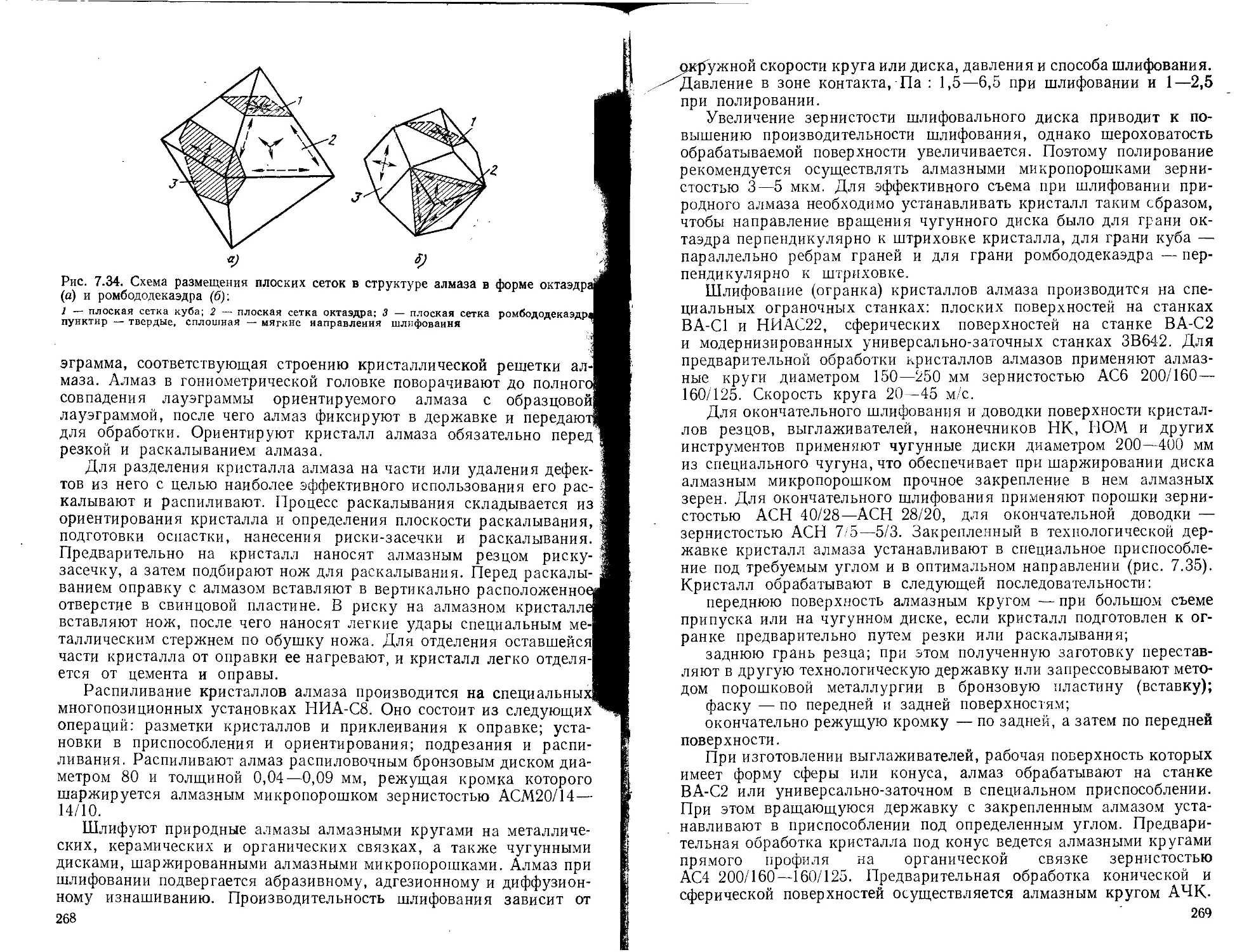

Автор: Ковальчук Ю.М. Букин В.А. Глаговский Б.А. Лысанов В.С.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства изготовление инструментов абразивные инструменты алмазные инструменты
Год: 1984




ББК 34.63—5
075
УДК 621.922.002 (075)
621.922.001.63(075)
10. М. Ковальчук, В. А. Букин, Б. А. Глаговский, В. С. Лысанов,
А. А. Овчинников, М. Г. Эфрос, В. В. Равикович, Б. М. Танхельсон
Рецензенты: лауреат Государственной премии СССР
Г. М. Ипполитов и Э. Я. Дворецкая
Основы проектирования и технология изготовления абра-
075 зивного и алмазного инструмента: Учебн. пособие для техни-
кумов по специальности «Производство абразивного и алмаз-
ного инструмента»/Ю. М. Ковальчук, В. А. Букин, Б. А. Гла-
говский и др.; Под общей ред. Ю. М. Ковальчука — М.: Маши-
ностроение, 1984. — 288 с., ил.
В пер.: 1 р. 10 к.
Рассмотрены прогресс вные технологические процессы производства абразивных,
алмазных н эльборовых инструментов, вопросы контроля качества н испытания этих
инструментов н автоматизации их производства. Большое внимание уделено описанию
свойств абразивных материалов, алмазов, эльбора, композиционных материалов и
их влиянию иа технологию изготовления, качество и эксплуатационные характери-
стики инструментов; даны основные положения по проектированию технологических
процессов изготовления инструментов.
2703000000-014 ББК. 34.63 —5
U 038(01)-84 И'84 6П4.6.08
© Издательство «Машиностроение», 1984 г.
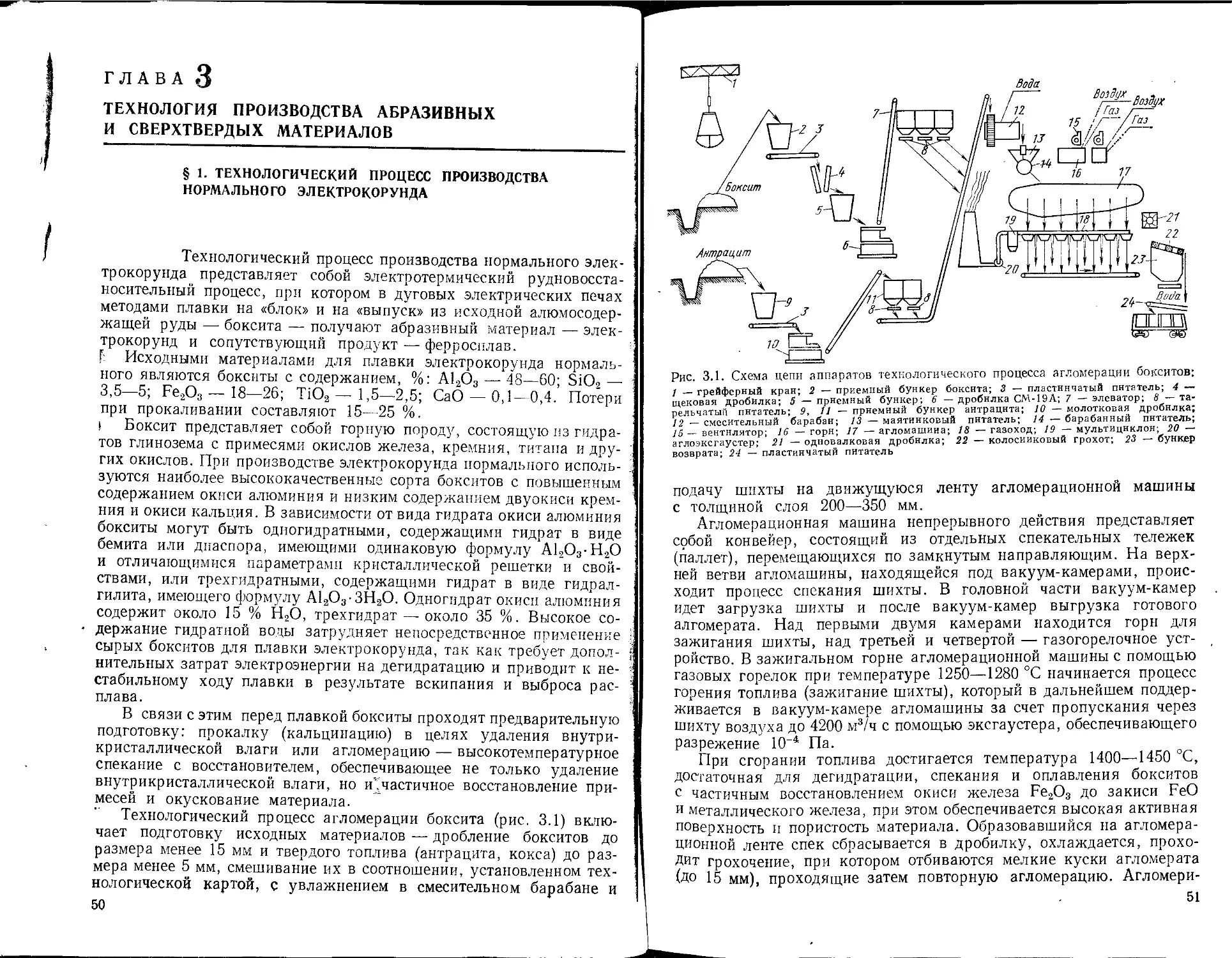
ВВЕДЕНИЕ
В «Основных направлениях экономического и социального
развития СССР на 1981 —1985 годы и на период до 1990 года», при-
нятых XXVI съездом КПСС, сформулированы основные задачи перед
работниками инструментальной промышленности страны на одиннад-
цатую пятилетку.
«В станкостроительной и инструментальной промышленности
значительно поднять технический уровень и улучшить качество
изготовления техники и инструмента... Увеличить изготовление
инструмента, в том числе абразивного, обеспечив более полное
удовлетворение потребности в нем машиностроения, металлообра-
ботки и других отраслей. Организовать производство в широких
масштабах новых видов инструмента, в том числе с применением
износостойких покрытий, безвольфрамовых твердых сплавов, синте-
тических алмазов и других сверхтвердых материалов».
Внимание к развитию производства абразивного, алмазного ин-
струмента и инструмента из сверхтвердых материалов обусловли-
вается постоянной тенденцией к увеличению удельного веса абразив-
ной обработки в промышленности, потенциальными возможностями
увеличения производительности труда при внедрении новых совре-
менных процессов абразивной обработки. Более 21 % всего парка
металлорежущих станков в стране работают с использованием абра-
зивного, алмазного и эльборного инструмента; при этом доля спе-
циальных станков, станков-полуавтоматов и автоматов еще выше —
около 35 %. В подшипниковой, автомобильной и моторостроительной
промышленности удельный вес станков для абразивной обработки
составляет более 50 %.
Увеличение удельного веса труднообрабатываемых специальных
сталей и сплавов, ужесточение требований к качеству поверхности
деталей машин’и приборов требует применения различных способов
абразивной обработки.
Предприятия абразивной промышленности и производства алмаз-
ного инструмента увеличили за 1975—1980 гг. выпуск абразивного
инструмента и шлифовальной шкурки в 1,3 раза, алмазного инстру-
мента и инструмента из сверхтвердых материалов в 1,4 раза. Освоен
выпуск новых видов материалов и инструментов, обеспечено увеличе-
ние удельного веса продукции высшей категории качества: до 37 % —
по абразивной продукции и 43 % — по алмазной продукции.
Историю развития процессов абразивной обработки и произ-
водства абразивных изделий, тесно связанную с общим уровнем
развития промышленного производства, можно разбить на три пе-
риода.
1* 3
Первый период — использование для целей абразивной обра-
ботки естественных абразивных пород, — продолжавшийся от глу-
бокой древности до первой половины XIX в.
Второй период — развитие производства и использование для
целей обработки искусственных абразивных изделий (кругов, бру-
сков, шлифовальной шкурки и др.) из естественных абразивных мате-
риалов, в основном корунда, наждака, граната и др., — продол-
жавшийся со второй половины XIX в. до начала XX в.
Третий период — развитие производства искусственных абразив-
ных материалов (электрокорунда и карбида кремния) и абразивных
изделий из этих материалов, — начинающийся с XX в. В 50-х гг.
XX в. начато производство синтетических алмазов и сверхтвердых
материалов на основе кубического нитрида бора и инструментов на их
основе.
Первым искусственным абразивным инструментом, изготовлен-
ным из зерен естественного корунда и наждака, был инструмент на
магнезиальной связке, появившийся впервые в 60-х гг. XIX в.
Затем был изготовлен и нашел промышленное применение инструмент
на вулканитовой связке и шлифовальная шкурка, изготовляемая
методом ручной насыпки зерна. Несмотря на несовершенство, ука-
занные виды инструмента находили широкое применение для заточки
инструмента и обдирки металла.
В 1872 г. был выпущен первый круглошлифовальный станок,
в котором абразивный круг, применявшийся ранее для заточки
инструмента, стал использоваться в качестве инструмента для точной
обработки деталей, что, в свою очередь, привело к совершенствованию
абразивного инструмента и созданию в 80-х гг. XIX в. абразивного
инструмента на керамической связке из естественных абразивных
материалов, более производительного и совершенного по сравнению
с кругами на магнезиальной связке.
Дальнейшее развитие промышленного производства, развитие
источников электроэнергии предопределило вопросы создания искус-
ственных абразивных материалов, процесс производства которых
базируется на использовании высокотемпературных электротерми-
ческих процессов. В 1891 г. был получен первый искусственный
абразивный материал — карбид кремния, в 1901 г. — электро-
корунд. Организация производства искусственных абразивных мате-
риалов позволила стабилизировать и повысить качество абразивного
инструмента, освободиться от зависимости ограниченных запасов
природного сырья, и соответственно резко наращивать выпуск абра-
зивного инструмента, расширить его номенклатуру и области приме-
нения, повысить эксплуатационные характеристики.
Отечественная абразивная промышленность создавалась в годы
первой пятилетки в период начала индустриализации страны.
В 1977 г. исполнилось 40 лет с момента выделения абразивной
промышленности в самостоятельную подотрасль, входящую в состав
станкостроительной и инструментальной промышленности. С самого
начала своего становления отечественная абразивная промышлен-
ность развивалась, как единый комплекс, включающий в себя про-
4
изводство абразивных материалов и абразивных инструментов, что
позволяло за счет единой технической политики наиболее быстро и
оперативно решать вопросы обеспечения потребности народного
хозяйства страны в различных видах абразивной продукции. За
истекший отрезок времени абразивная промышленность прошла путь
развития от полукустарного и в значительной степени ручного про-
изводства до современной высокотехнической отрасли с высоким
уровнем специализации и концентрации производства. Отечественная
абразивная промышленность выпускает все известные в мировой
практике абразивные материалы: электрокорунды, карбиды кремния
и бора. Широкая номенклатура абразивного инструмента позволяет
обеспечить все виды абразивной обработки от обдирочного шлифова-
ния и резки до доводочных и полировальных операций современным
высококачественным абразивным инструментом.
' Немалую’роль в развитии металлообработки сыграло освоение
производства синтетических алмазов и сверхтвердого материала на
базе кубического нитрида бора, выпускаемого под торговой маркой
«Эльбор», и инструментов из них на основе разработок института
физики высоких давлений АН СССР под руководством академика
Л. Ф. Верещагина.
По мнению специалистов, шлифование как способ финишной
обработки материалов к 2000’г. не только сохранит за собой ведущую
роль, но и будет еще шире^применяться в промышленности взамен
фрезерования, точения и широко использоваться при резании метал-
лических и неметаллических материалов.
ГЛАВА 1
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
§ 1. ОБЩИЕ ПОНЯТИЯ О ТЕХНОЛОГИИ
ПРОИЗВОДСТВА АБРАЗИВНЫХ И СВЕРХТВЕРДЫХ
МАТЕРИАЛОВ И ИНСТРУМЕНТОВ
Производство абразивных и сверхтвердых материалов и
инструментов из них отличается широким разнообразием исполь-
зуемых технологических процессов: исходными сырьевыми мате-
риалами, применяемым технологическим оборудованием, технологи-
ческими параметрами процесса.
Технологические процессы производства абразивных и сверхтвер-
дых материалов представляют собой высокотемпературные электро-
термические процессы. Эти процессы могут быть рудно-восстанови-
тельными при производстве электрокорунда нормального, моно-
корунда, карбида кремния и карбида бора или основываться на пере-
плаве чистых исходных материалов — производство белого и легиро-
ванного электрокорунда; быть периодическими — плавка электро-
корундовых материалов на «блок», карбида кремния и карбида
бора — или непрерывными с периодическим выпуском расплава
электрокорундовых материалов методом плавки на «выпуск» или
«слив»; осуществляться в дуговых электроплавильных печах различ-
ной мощности для производства электрокорундовых материалов и
карбида бора или электрических печах сопротивления (производство
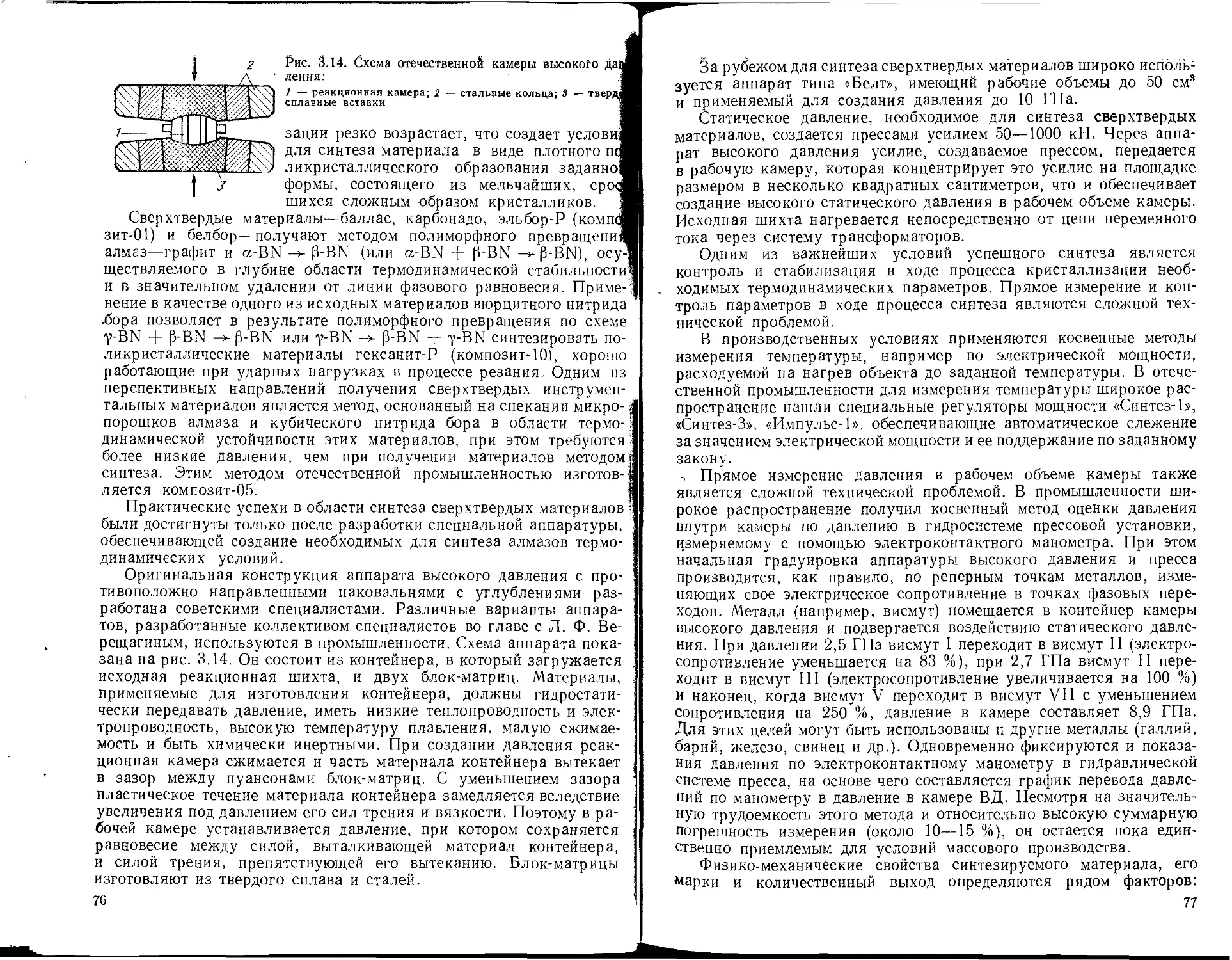
карбида кремния). Технологический процесс синтеза алмазов и
сверхтвердых материалов (СТМ) осуществляется на специальных
установках в камерах высокого давления, позволяющих сочетать
высокие температуры с высоким давлением.
Технологические процессы производства шлифовальных мате-
риалов (шлифзерна, шлифпорошков и микропорошков) основываются
на процессах дробления, измельчения, обогащения и классификации
материалов и по своему аппаратурному оформлению аналогичны
горно-обогатительным процессам. Исходя из применяемых методов
классификации материалов (ситового метода и гидроклассификации),
их разделяют на процессы производства шлифзерна и шлифпорошков
и процессы производства микропорошков.
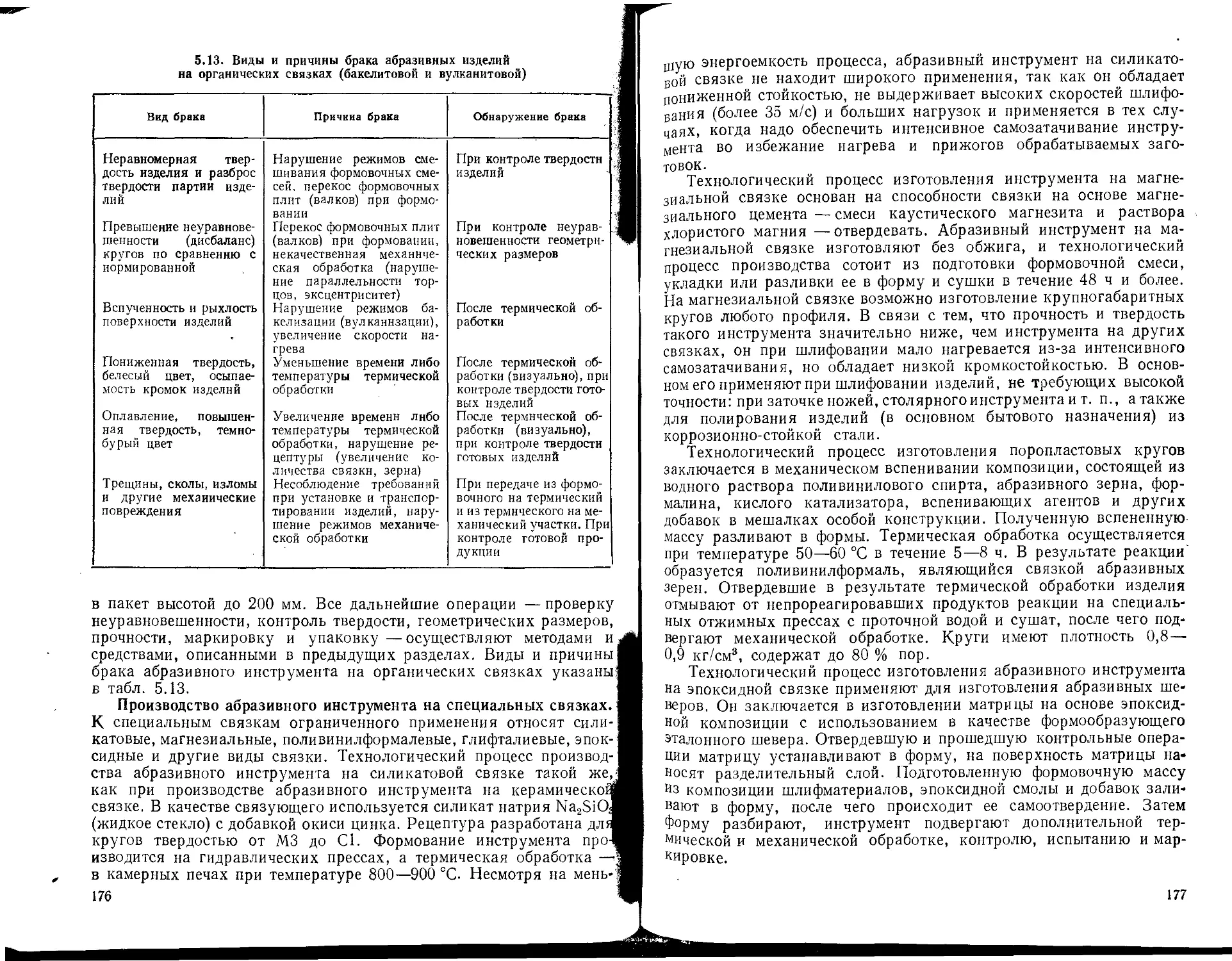
Технологические процессы производства абразивного инструмен-
та, независимо от вида связки, включают технологические операции:
подготовки формовочных смесей (масс), формообразования заготовок
инструмента, термической обработки для придания инструменту
заданных свойств и механической обработки для придания инстру-
менту окончательных размеров.
Применяемый вид связки определяет технологические па-
раметры процесса и используемое оборудование в первую оче-
6
редь Для технологических операций формовки и термообра-
ботки.
Технология производства инструмента на керамической связке по
своему типу во многом аналогична технологии других производств
керамических изделий и требует применения высокотемпературного
обжига—до 1250—1350 °C. Технология производства инструмента
на бакелитовой и вулканитовой связках аналогична соответственно
технологиям производства изделий из пластмасс и резинотехниче-
ских изделий. Технология производства инструмента на металличе-
ских связках основывается на методах порошковой металлургии и
гальванообработки.
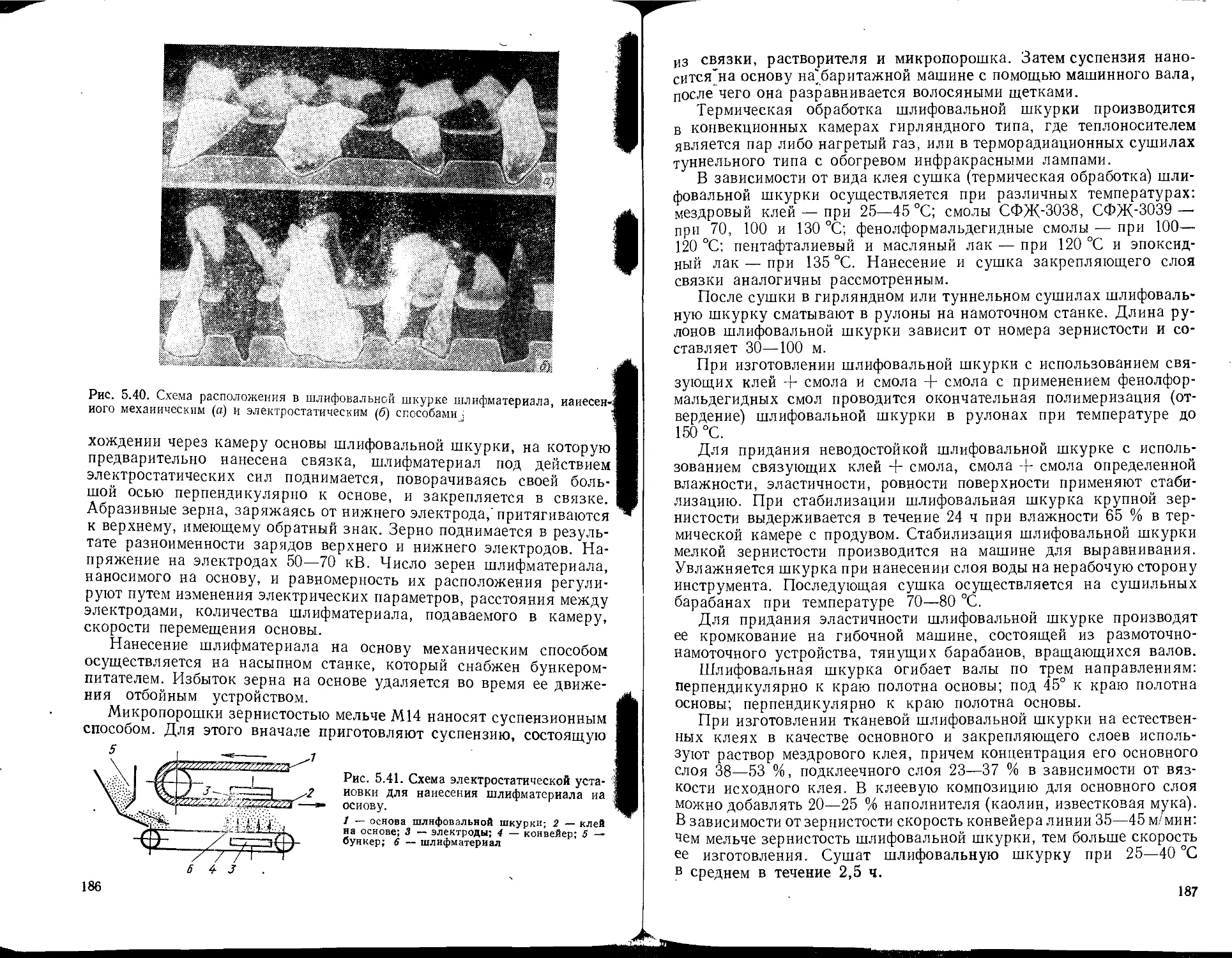
Технологические процессы изготовления шлифовальной шкурки,
фибровых дисков, инструмента из нетканых материалов по техноло-
' гическим параметрам и применяемому оборудованию во многом ана-
логичны технологическим процессам текстильной и бумажной про-
мышленности, применяемым для отделки тканей, бумаг, изготовления
искусственных кож и т. п.
Технология изготовления изделий из шлифовальной шкурки и
полировальников заключается в разделке (раскрой) шлифовальной
шкурки и формообразовании (склеивание, сборка и т. п.) из них
различных видов инструмента.
Технологические процессы изготовления алмазного однокри-
стального и режущего инструмента из СТМ аналогичны произ-
водству металлорежущего лезвийного инструмента.
Всего на предприятиях абразивно-алмазной подотрасли функ-
ционируют более 50 видов цехов и участков, организованных по
принципу технологической специализации.
§ 2. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Под производственным процессом понимают совокупность
всех действий людей и орудий производства, необходимых на данном
предприятии для изготовления или ремонта выпускаемых изделий.
Часть производственного процесса, содержащая действия по измене-
нию и последующему определению состояния предмета производства,
называется технологическим процессом. Существуют различные
виды технологических процессов — проектный, рабочий, единичный,
типовой, временный, перспективный и др.
Под технологическим оборудованием понимают орудия произ-
водства, в которых для выполнения определенной части технологи-
ческого процесса размещаются материалы или заготовки, средства
воздействия на них и источники энергии. Под технологической осна-
сткой понимают орудия производства, добавляемые к технологиче-
скому оборудованию для выполнения определенной части техноло-
гического процесса.
Большое значение в общей характеристике производства имеет
его серийность: единичное и мелкосерийное, серийное, крупносерий-
ное и массовое. Производство абразивных и синтетических сверх-
твердых материалов относится к крупносерийному й массовому,
а абразивных и алмазных инструментов в основном к единичному и
мелкосерийному.
Проектирование технологического процесса и его отладка явля-
ются одной из основных функций технологической подготовки про-
изводства (ТПП).
Проектирование технологических процессов осуществляется на
основании задания на проектирование, содержащее необходимые
исходные данные: мощность и годовую программу предприятий в це-
лом и различных видов продукции, которые будут выпускаться на
этом предприятии в натуральном и ценностном выражении; характе-
ристику продукции, отраженную в карте технического уровня, каче-
ственные показатели; характеристику и обоснование принятых техно- >
логических решений, выбора основного технологического оборудова- |
ния и транспортных средств; трудоемкость и станкоемкость производ-
ственных процессов, структуру парка производственного оборудова-
ния; состав работающих и режим работы; требования по обеспечению
безопасных условий труда и охраны окружающей среды.
Требование ЕСКД регламентирует виды технологических доку-
ментов. Основными документами являются маршрутная карта и
карта технологического процесса, которые содержат описания
технологического процесса изготовления изделия, с указаниемдан-
ных об оборудовании, средствах технологического оснащения, мате-
риальных и трудовых нормативах, в соответствии с принятыми
нормами.
Технологические процессы производства абразивных и сверх-
твердых материалов и инструментов из них разрабатываются на
основе результатов научно-исследовательских работ отраслевых
научно-исследовательских институтов, устанавливающих техноло-
гические параметры производства и рекомендации по выбору основ-
ного технологического оборудования.
Основным технологическим оборудованием, определяющим мощ-
ности и технико-экономические показатели производства в абразив-
ной подотрасли, является оборудование, работающее по трехсмен-
ному непрерывному графику: электроплавильные печи, термоагре-
гаты (туннельные и щелевые печи, бакелизаторы и вулканизаторы),
линии изготовления шлифовальной шкурки.
Общая суммарная мощность электроплавильных печей, необходи-
мая для обеспечения заданного годового объема производства, кВ-А,
F =----------------__ /1 п
cos фйСр. м (8760 — л) ’ ' ’ '
где Р — годовой объем производства абразивных материалов, т;
q — расход электроэнергии на 1 т абразивного материала, кВт-ч/т;
cos <р — коэффициент активной мощности электроплавильной уста-
новки (0,84—0,91); /гср. м—коэффициент, учитывающий исполь-
зуемую среднюю мощность в процессе плавки по технологическому
процессу (0,93—0,94); 8760 — календарное число рабочих часов;
п — плановые простои (4—5 % числа календарных часов).
8
При расчете мощности термических туннельных и щелевых печей
годовая производительность, т,
pr G&7Q0k-Ji?ji 2^
где G — масса садки заготовок инструмента на одну вагонетку
(плиту), т; т — продолжительность цикла термообработки, ч; kr —
коэффициент, определяющий использование мощности агрегата
(0,94—0,96); k2— коэффициент, учитывающий выход годной про-
дукции (0,94—0,98); п — число вагонеток (плит) в печи, шт.
Расчет смесительного, дробильного, классифицирующего обору-
дования ведется, исходя из производительности оборудования данной
в паспорте, в единицу времени, а формовочного оборудования,
оборудования для механической обработки и аналогичного оборудо-
вания — исходя из норм времени на изготовление конкретного вида
инструмента или его группового представителя.
Трудоемкость годовой программы определяют, исходя из станко-
емкости, норм обслуживания и расчетного годового фонда времени
рабочих. В зависимости от метода расчета трудоемкости применяют
различные расчетные формулы.
При расчете по нормам обслуживания оборудования, например,
в плавильных или термических цехах, трудоемкость
T = Ak^pk2, (1.3)
где А — число единиц оборудования в цехе, шт.; k5 — коэффициент
нормы обслуживания оборудования производственными рабочими;
Фр — годовой расчетный фонд времени рабочего, чел.
Численность производственных рабочих
(1-4)
где Т — трудоемкость изделия, программы (объем выпуска про-
дукции), нормо-ч.
Численность станочников (прессовщиков) может быть определена
по числу станочного (прессового) оборудования по формуле
где Фс — расчетный годовой фонд времени работы станка; k3 — коэф-
фициент загрузки оборудования; — коэффициент многостаночного
обслуживания.
Режим работы цехов определяется основным технологическим
процессом. Цеха по производству абразивных материалов, терми-
ческие агрегаты'для сушки'и обжига абразивных изделий,’(поточно-
механизированные линии для производства шлифовальной шкурки
работают в три смены. Прессовое оборудование для формования
абразивных изделий и синтеза сверхтвердых материалов, станки для
9
механической обработки абразивных изделий работают, как правило,
в две смены.
В нашей стране действует комплекс стандартов на Единую си-
стему технологической подготовки производства (ЕСТПП) изделий
машиностроения. Важное значение приобретают разработка и внедре-
ние систем, взаимодействующих с ЕСТПП, к которым относятся:
комплекс стандартов на постановку изделий на производство: единая
система конструкторской документации (ЕСКД), единая система
технологической документации (ЕСТД), система управления каче-
ством изделий.
Внедрение отраслевого стандарта ОСТ 2-3—76 при разработке и
постановке на производство абразивных материалов и инструментов
обеспечивает рациональную организацию процессов разработки и
освоения продукции; повышение качества и надежности изделий;
сокращение сроков создания и освоения продукции; своевременное
прекращение выпуска изделий с устаревшими техническими показа-
телями и исключение запуска в производство изделий низкого техни-
ческого уровня и качества; контроль технического уровня и качества
изделий на всех этапах разработки и освоения. Его внедрение на
предприятиях ВПО «Союзабразив» позволило значительно обновить
номенклатуру продукции и довести удельный вес продукции с госу-
. дарственным Знаком качества до 40 % в общем объеме произ-
водства.
Комплекс стандартов ЕСТД устанавливает взаимосвязанные
правила и положения о порядке разработки, оформления и обраще-
ния технологической документации. Разработаны методические ука-
зания на правила оформления технологических документов, устанав-
ливающие единые стадии разработки, виды и комплектность техноло-
гической документации; методы и правила учета применяемости
деталей и оснастки; систему обеспечения технологических докумен-
тов; нормативно-справочную информацию на машинных носителях;
источники и содержание нормативных карточек.
На основе комплексного технико-экономического анализ а сущест-
вующих технологических процессов и перспективных разработок
ряда институтов при проектировании и внедрении новых технологи-
ческих процессов и производств установлено, что основным способом
производства электрокорунда нормального считают плавку «на
выпуск» в руднотермических печах мощностью до 16,5 кВ-А с массой
единичного выпуска корунда не менее 25—30 т и производства белого
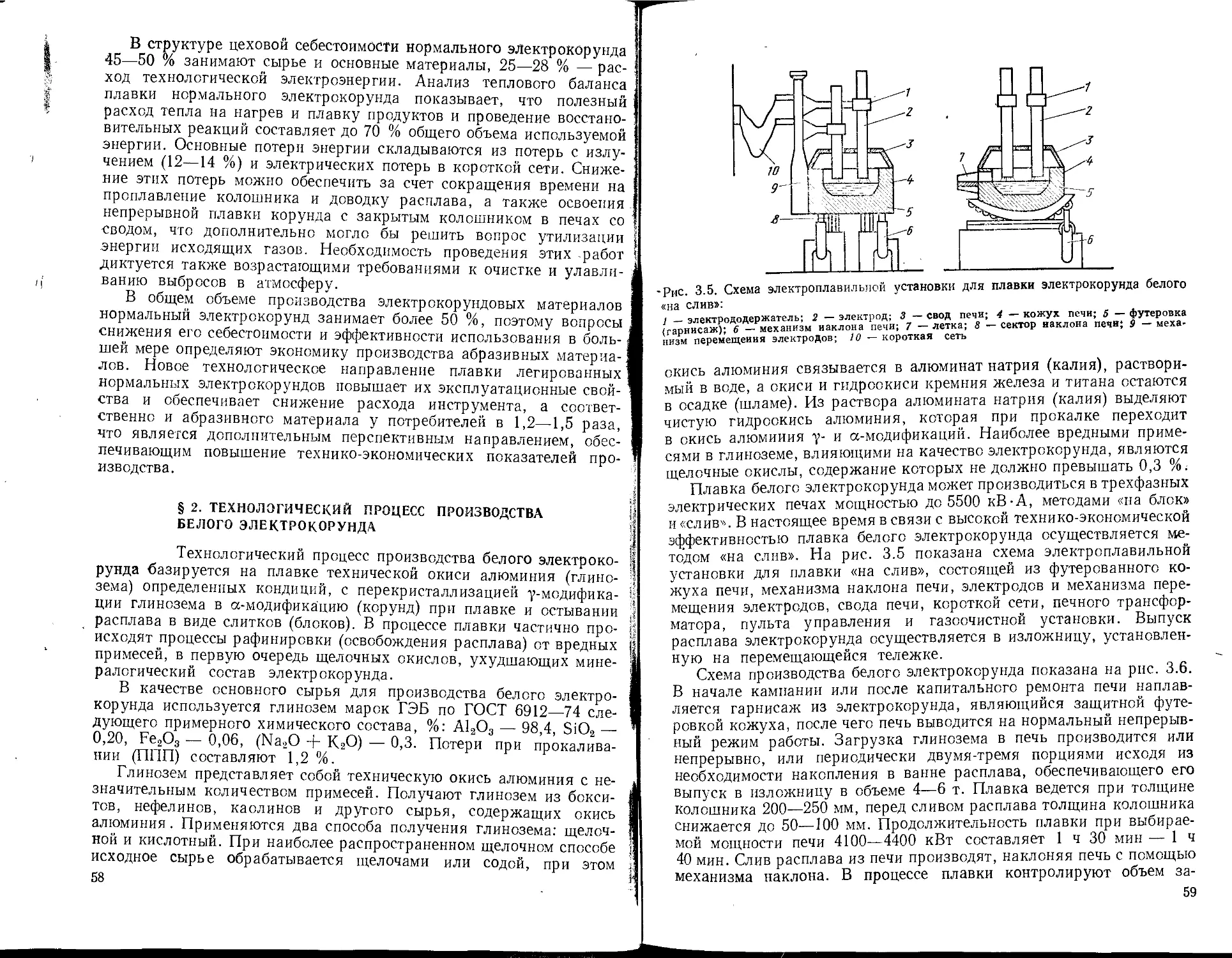
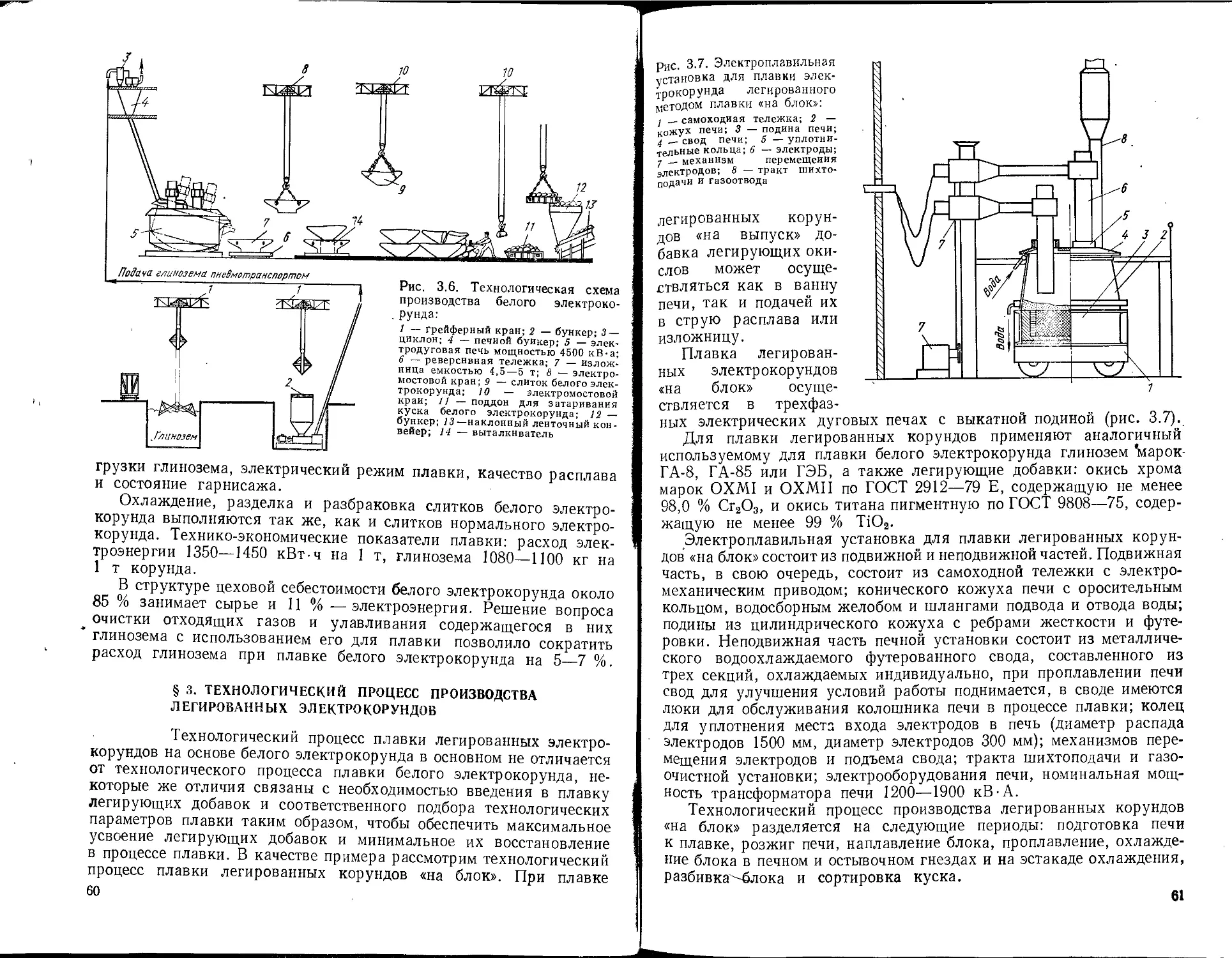
и легированного корунда — плавку на «слив» в электрических
печах мощностью до 5,5 кВ-А с массой слитка 5—8 т. В качестве
основного агрегата для получения черного и зеленого карбидов
кремния используют подвижную электрическую печь сопротивления
мощностью не менее 5500 кВ-А. Разделение цехов для производства
шлифовальных материалов на несколько поточно-механизированных
и автоматизированных линий, включающих технологические и транс-
портные машины непрерывного действия, синхронно связанные между
собой, предпочтительно с плоскостным расположением оборудования
и применением мокрого способа измельчения материала. При цро-
IP
йзводствемикрошлифпорошков рекомендуется использовать шаровый
мельницы, классификацию в непрерывном потоке в конусах, обезво-
живание в фильтр-прессах ФПАКМ, вакуум-фильтрах ленточного
типа с химическим обогащением.
Основными направлениями в производстве абразивного инстру-
мента должны являться: использование поточных методов организа-
ции серийного и крупносерийного производства абразивных инстру-
ментов на основе применения поточно-механизированных линий и
участков, включающих все технологические переделы от дозировки
исходных материалов до термообработки; применение газовых или
электрических многощелевых печей, туннельных печей с одноярусной
садкой и совмещением сушки и обжига в одном печном агре-
гате.
В цехах механической обработки следует предусматривать пере-
налаживаемые автоматические линии, сокращение парка универ-
сального оборудования за счет применения специальных станков.
Для передачи заготовок абразивного инструмента от операции к опе-
рации нужно предусматривать использование роботов-манипулято-
ров, автооператоров и других устройств.
При проектировании заводов по производству инструмента и б'
СТМ должно быть предусмотрено широкое внедрение нового про-
грессивного оборудования; станков с ЧПУ, высокопроизводительных
пресс-установок для синтеза сверхтвердых материалов. При крупно-
серийном и серийном производствах алмазных инструментов должны
применяться поточно-механизированные и автоматизированные линии
и участки.
Применение при изготовлении абразивных материалов и инстру-
ментов типовых технологических процессов позволяет более широко
и эффективно использовать автоматические системы управления
технологическими процессами (АСУ ТП) на базе современных ЭВМ.
Одной из сложнейших задач в данном случае является создание
математических моделей (математического описания) технологиче-
ского процесса как объекта управления, состоящих из уравнений,
связывающих входные и выходные переменные процессы, между
которыми существует определенная причинно-следственная
связь.
Эта задача решается экспериментально с использованием ЭВМ,
для обработки результатов эксперимента, что резко повысило эффек-
тивность исследований; возникли математическая теория экспери-
мента и планирование эксперимента как ее часть.
Применив метод многофакторного эксперимента, обработав и
проведя анализ, специалисты ВНИИАШ вывели обобщенный закон
(алгоритм) управления процессом синтеза СТМ. Реализация синтеза
СТМ в промышленных условиях позволила стабилизировать про-
цессы синтеза, значительно улучшить их технико-экономические
показатели и приступить к разработке АСУ ТП указанного производ-
ства. Ведутся работы по разработке АСУ ТП производства абразив-
ных и шлифовальных материалов, шлифовальной шкурки, операций
термообработки абразивного инструмента.
И
§ 3. ВЫБОР КОНСТРУКЦИИ
(ХАРАКТЕРИСТИКИ) АБРАЗИВНОГО
ИНСТРУМЕНТА
Предприятия по производству абразивного инструмента
и инструмента из сверхтвердых материалов централизованно про-
изводят около 98 % общего объема выпуска инструмента. Основная
масса инструмента гостирована и должна отвечать требованиям
нормативной документации, поэтому вопросы выбора рациональной
конструкции инструмента, как правило, сводятся к выбору его опти-
мальной характеристики. В отдельных случаях для оснащения спе-
циальных станков и автоматических линий допускается проектирова-
ние и применение специального инструмента, отличающегося формой
и размерами от нормализованного инструмента.
Производительность шлифования и высокое качество обработки
детали в значительной степени зависят от характеристики абразив-
ного инструмента. При выборе характеристики инструмента должны
учитываться следующие параметры: характеристика шлифуемого
материала; размер детали, форма и вид шлифуемой поверхности;
необходимая точность обработки; снимаемый припуск, исходный
параметр шероховатости поверхности; требуемое качество обработки
детали; тип станка и его характеристика, в том числе жесткость
системы, мощность электродвигателя; режим работы (скорость круга
и изделия, величина подачи, тип подачи, охлаждение).
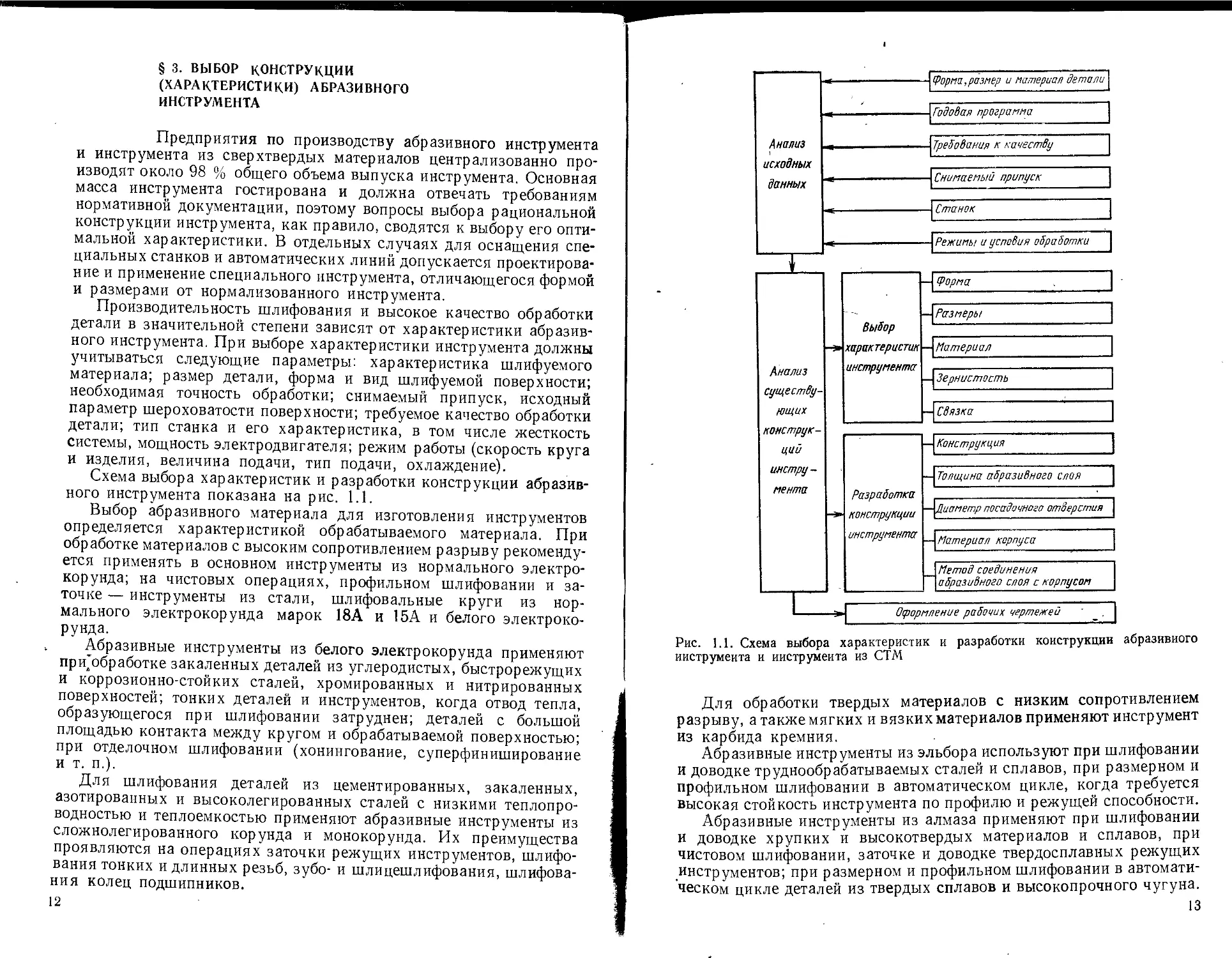
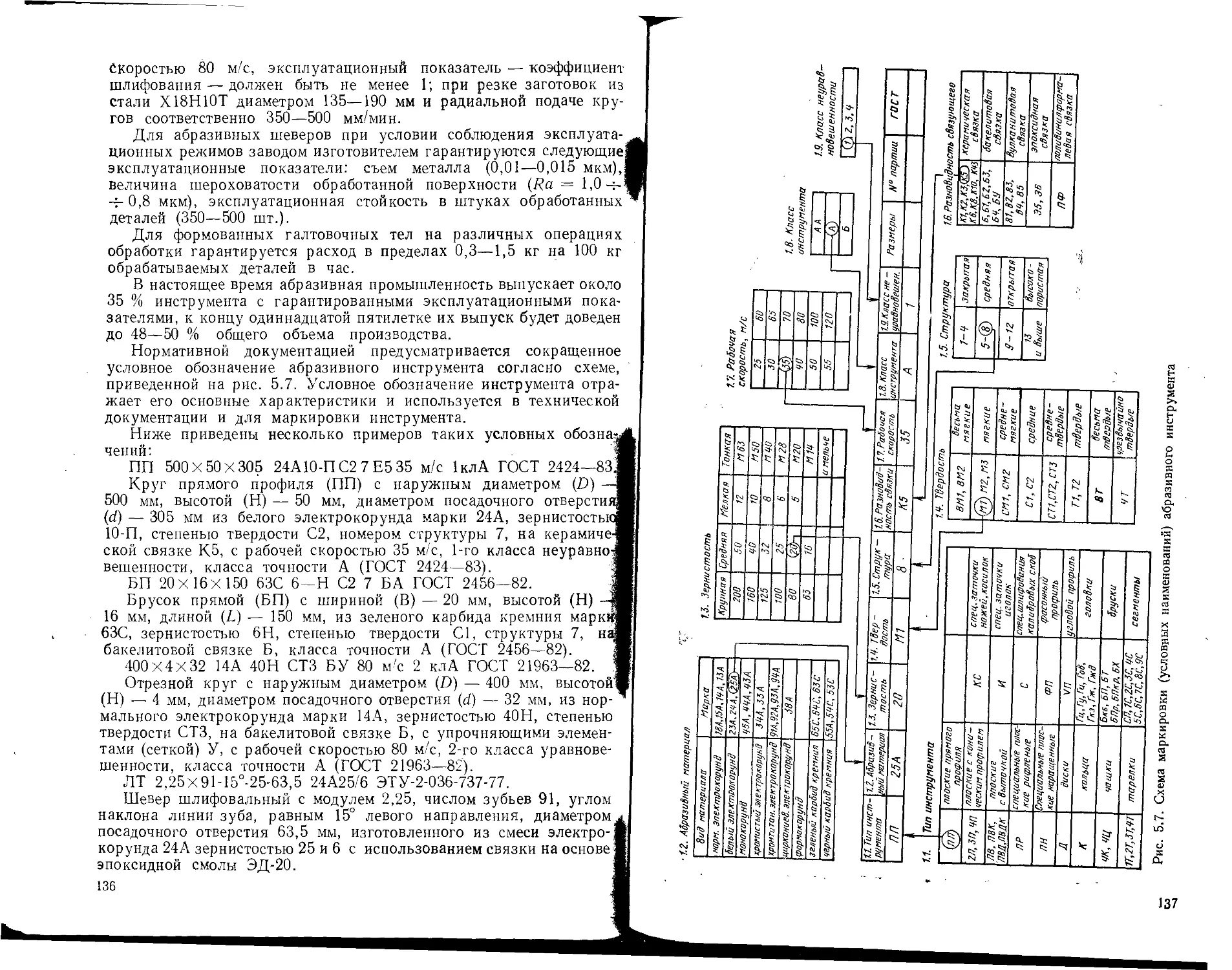
Схема выбора характеристик и разработки конструкции абразив-
ного инструмента показана на рис. 1.1.
Выбор абразивного материала для изготовления инструментов
определяется характеристикой обрабатываемого материала. При
обработке материалов с высоким сопротивлением разрыву рекоменду-
ется применять в основном инструменты из нормального электро-
корунда; на чистовых операциях, профильном шлифовании и за-
точке — инструменты из стали, шлифовальные круги из нор-
мального электрокорунда марок 18А и 15А и белого электроко-
рунда.
Абразивные инструменты из белого электрокорунда применяют
при’обработке закаленных деталей из углеродистых, быстрорежущих
и коррозионно-стойких сталей, хромированных и нитрированных
поверхностей; тонких деталей и инструментов, когда отвод тепла,
образующегося при шлифовании затруднен; деталей с большой
площадью контакта между кругом и обрабатываемой поверхностью;
при отделочном шлифовании (хонингование, суперфиниширование
и т. п.).
Для шлифования деталей из цементированных, закаленных,
азотированных и высоколегированных сталей с низкими теплопро-
водностью и теплоемкостью применяют абразивные инструменты из
сложнолегированного корунда и монокорунда. Их преимущества
проявляются на операциях заточки режущих инструментов, шлифо-
вания тонких и длинных резьб, зубо- и шлицешлифования, шлифова-
ния колец подшипников.
12
Рис. 1.1. Схема выбора характеристик и разработки конструкции абразивного
инструмента и инструмента из СТМ
Для обработки твердых материалов с низким сопротивлением
разрыву, а такжемягких и вязких материалов применяют инструмент
из карбида кремния.
Абразивные инструменты из эльбора используют при шлифовании
и доводке труднообрабатываемых сталей и сплавов, при размерном и
профильном шлифовании в автоматическом цикле, когда требуется
высокая стойкость инструмента по профилю и режущей способности.
Абразивные инструменты из алмаза применяют при шлифовании
и доводке хрупких и высокотвердых материалов и сплавов, при
чистовом шлифовании, заточке и доводке твердосплавных режущих
инструментов; при размерном и профильном шлифовании в автомати-
ческом цикле деталей из твердых сплавов и высокопрочного чугуна.
13
Карбид бора применяется исключительно в виде паст и свободного
зерна для доводки, притирки и отделки режущих поверхностей
инструментов, при доводке фильер, калибровочных колец из твердых
сплавов и т. д.
Зернистость абразивного инструмента выбирается в зависимости
от количества снимаемого при обработке материала; требуемых
параметра шероховатости и точности обработки поверхности; физи-
ческих свойств обрабатываемого материала; требуемой стойкости
кругов между правками.
Крупнозернистые инструменты (зернистость 200—63) применяют
при обдирочных и предварительных операциях с большой глубиной
резания; при обработке материалов, которые вызывают заполнение
пор круга и засаливание его поверхности (латунь, медь, алюминий);
при большой площади контакта круга с обрабатываемой деталью.
Средне- и мелкозернистые инструменты применяются: для получе-
ния параметров шероховатости поверхности Ra = 0,32 ч-0,080 мкм;
при обработке закаленных сталей и твердых сплавов; при оконча-
тельном шлифовании, заточке и доводке инструментов; при высоких
требованиях к точности обрабатываемого профиля детали.
Инструменты из алмазов и эльбора изготовляют зернистостью
25—Ml для чистового и окончательного шлифования деталей.
Для грубых обдирочных работ рекомендуются круги на бакелито-
вой связке, для чистовых операций — на различных связках. При
обработке прерывистых поверхностей в условиях ударной нагрузки
применяют сегменты или кольца на бакелитовой связке.
Для обработки твердых материалов следут использовать мягкие
и среднемягкие абразивные инструменты, а для обработки материалов
невысокой твердости — более твердые. Исключение составляют медь,
алюминий, свинец, коррозионная и жаропрочная стали, которые
. шлифуют инструментом со степенью твердости М.
Для правки абразивных инструментов и шлифования шариков
шарикоподшипников и деталей часовых механизмов применяются
круги твердостью ВТ—ЧТ.
При выборе структуры инструмента необходимо учитывать, что
материалы с небольшим сопротивлением разрыву обрабатываются
кругами открытых структур, а твердые с мелкозернистым строением
и хрупкие материалы —кругами более закрытых структур.
Форма и размер абразивного инструмента определяются в зависи-
мости от конструкции и назначения станка, его размеров, конструк-
ции крепежного приспособления, формы и размеров обрабатываемых
деталей, а также площадки контакта инструмента с обрабатываемыми
поверхностями деталей.
Более подробно вопросы выбора абразивного инструмента осве-
щены в курсе «Технология обработки абразивными и алмазными
инструментами».
ГЛАВА 2
КЛАССИФИКАЦИЯ И СВОЙСТВА АБРАЗИВНЫХ
МАТЕРИАЛОВ
§ 1. КЛАССИФИКАЦИЯ АБРАЗИВНЫХ МАТЕРИАЛОВ
Абразивные материалы разделяются на два класса: искус-
ственные (синтетические) и естественные. К искусственным абразив-
ным материалам относятся электрокорундовые абразивные мате-
риалы, электрокорунды (нормальный, белый и легированные), моно-
корунд; спеченные корунды (формокорунды); карбидокремниевые
абразивные материалы—карбиды кремния зеленый и черный;
карбид бора; синтетические алмазы и материалы на основе кубиче-
ского нитрида бора (эльбор, гексанит, кубонит и другие марки),
выделяющиеся в самостоятельную группу абразивных материалов,
называемую сверхтвердыми материалами.
К естественным абразивным материалам относятся природные
алмазы, естественный корунд, гранат, кремень и др.
§ 2. ХИМИЧЕСКИЙ И МИНЕРАЛОГИЧЕСКИЙ СОСТАВ
АБРАЗИВНЫХ МАТЕРИАЛОВ И ИХ КРИСТАЛЛИЧЕСКОЕ
СТРОЕНИЕ
Основными свойствами материалов, определяющими их
включение в группу абразивных материалов, являются их высокие
по сравнению с другими материалами твердость и абразивная спо-
собность. Одновременно с этим абразивные материалы, как и все
другие конструкционные и инструментальные материалы, характери-
зуются комплексом физико-механических и химических свойств.
Указанные свойства зависят от химического и минералогического
состава абразивного материала, а также его кристаллического
строения.
Поскольку естественные абразивные материалы занимают не-
большой объем в общем объеме выпуска и применения абразивных
материалов, в этом разделе и в дальнейшем наиболее подробно осве-
щены химический, минералогический состав и свойства искусствен-
ных абразивных материалов.
Электрокорундовые абразивные материалы и спеченные корунды
по химическому составу состоят в основном из окиси алюминия и
сопутствующих примесей. В состав легированных корундов входят
легирующие добавки, специально вводимые в процессе производства
Для повышения или придания им специальных физико-механических
свойств. Отдельные виды электрокорундовых материалов имеют сле-
дующий химический состав,
15
teawmbi wJ
Электрокорунд нормальный содержит 92—96 % А12О3, не пол-
ностью восстановленные в процессе плавки из исходного сырья
боксита Fe2O3, SiO2 и TiO2, не удаляемые в процессе плавки и практи-
чески полностью переходящие в состав материала из исходного сырья
СаО и MgO.
Электрокорунд белый содержит 98,5—99,5 % А12О3, незначитель-
ное количество окислов Fe2O3 и TiO2, а также Na2O и К2О, вносимых
исходным сырьем — глиноземом; в легированных корундах содержа-
ние А12О3 снижается на 1,0—2,5 % за счет вводимых легирующих
добавок Сг2О3, TiO2 и др.
Монокорунд содержит 98,5—99,5 % А12О3 и SiO2, Fe2O3, TiO2,
СаО, не полностью удаленных в процессе плавки.
Циркониевый корунд содержит 70—75 % А12О3, до 25 % ZrO2 и
небольшое количество окислов Fe2O3, SiO2, TiO2, СаО и других,
вносимых с исходными материалами.
Формокорунд (спеченный корунд) содержит 85—90 % А12О3 и
примеси SiO2, Fe2O3, TiO2, Сг2О3 и другие, вносимые со связкой и
легирующими добавками.
Карбидокремниевые абразивные материалы, карбид бора, синте-
тические алмазы и материалы на основе кубического нитрида бора по
химическому составу состоят в основном соответственно из карбида
кремния SiC, карбида бора В4С, углерода С, нитрида бора BN и
сопутствующих примесей, в основном из непрореагировавших исход-
ных сырьевых материалов.
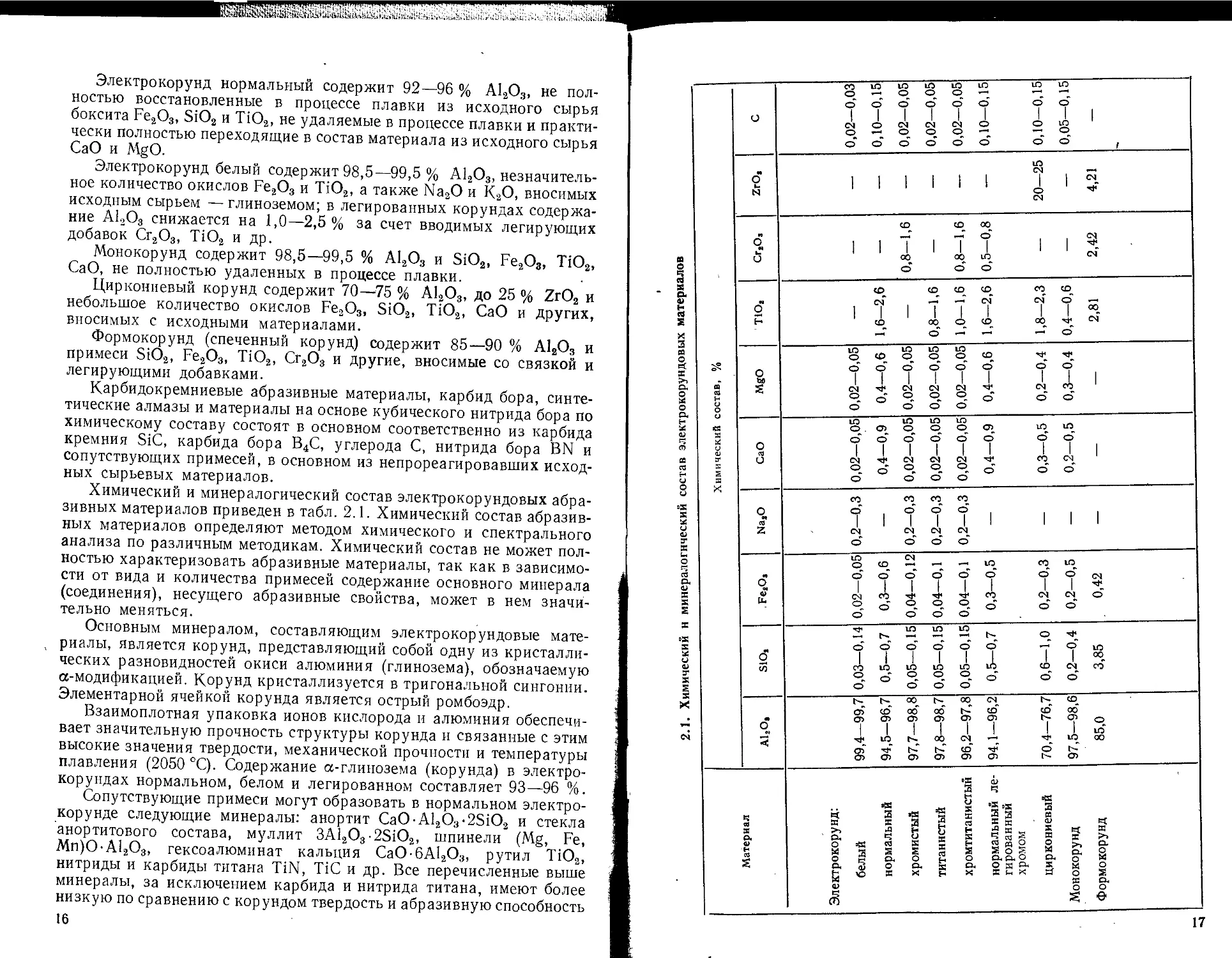
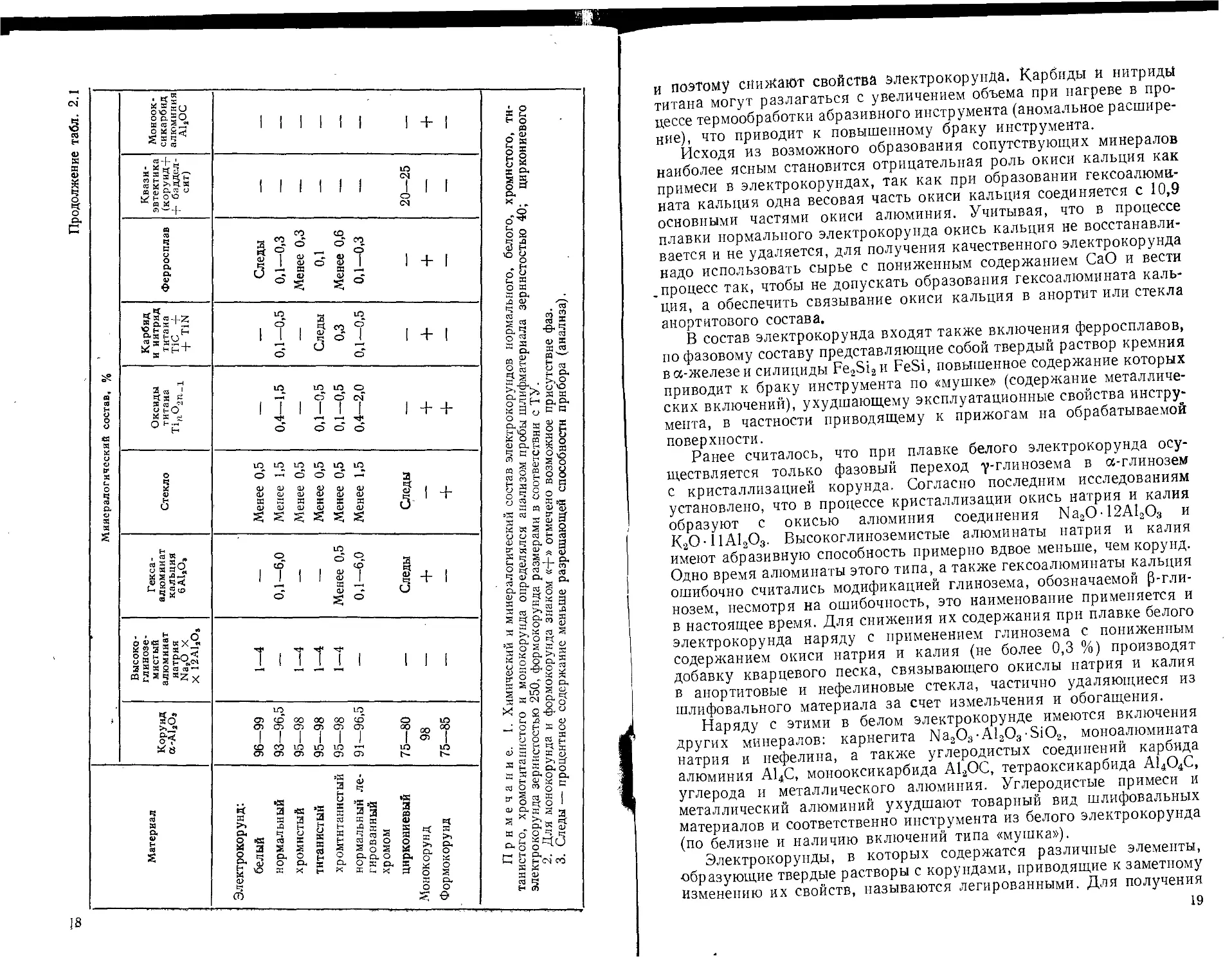
Химический и минералогический состав электрокорундовых абра-
зивных материалов приведен в табл. 2.1. Химический состав абразив-
ных материалов определяют методом химического и спектрального
анализа по различным методикам. Химический состав не может пол-
ностью характеризовать абразивные материалы, так как в зависимо-
сти от вида и количества примесей содержание основного минерала
(соединения), несущего абразивные свойства, может в нем значи-
тельно меняться.
Основным минералом, составляющим электрокорундовые мате-
риалы, является корунд, представляющий собой одну из кристалли-
ческих разновидностей окиси алюминия (глинозема), обозначаемую
a-модификацией. Корунд кристаллизуется в тригональной сингонии.
Элементарной ячейкой корунда является острый ромбоэдр.
Взаимоплотная упаковка ионов кислорода и алюминия обеспечи-
вает значительную прочность структуры корунда и связанные с этим
высокие значения твердости, механической прочности и температуры
плавления (2050 °C). Содержание а-глинозема (корунда) в электро-
корундах нормальном, белом и легированном составляет 93—96 %.
Сопутствующие примеси могут образовать в нормальном электро-
корунде следующие минералы: анортит СаО-Al2O3-2SiO2 и стекла
анортитового состава, муллит ЗА12О3-2SiO2, шпинели (Mg, Fe,
Мп)О-А12О3, гексоалюминат кальция СаО-6А12О3, рутил TiO2,
нитриды и карбиды титана TiN, TiC и др. Все перечисленные выше
минералы, за исключением карбида и нитрида титана, имеют более
низкую по сравнению с корундом твердость и абразивную способность
16
2.1. Химический н минералогический состав электрокорундовых материалов
1 Химический состав, % О ео to to to to to to to о о <о о О О О ООО о о СМ О СМ СМ СМ О О Ю 1 О о о о ~ о оооооо о о г
ZrO, 20—25 4,21
О к б CD CD 00 i i 7 i 7 7 i i 5 00 СО to СМ о о о
Т1Ог <D CD CD CD СО CD CM , — СМ см о *-> 1 1 1 1 1 1 IM- CD 00 О СО 00 гф OJ -Г о —— o'
MgO to to to to О <0 о о о со Ч Ч о о о о o' о о о 1 1 1 I 1 1 III см ’Ф см см см см ео Ч о °, Ч °- о о о О ООО
СаО to to to to 0.0 0 0 0 0 to to о o' о о о о о о 1 1 1 1 1 1 III СМ тф СМ СМ СМ ео см 1 Ч О Ч Ч Ч О о о О ООО
О «J Z Ч Ч Ч Ч О ООО 1 1 1 1 1 1 III см см см см О ООО
о V Ц- ю см о Ч "7. "I Ч Ч 10 ОООООО О О ел 1 1 1 1 1 1 II* СМ ео тГ -ф TF со <М СМ о Ч о Ч Ч Ч о о о о о о о
SiO, 'ф Ю (Л Ю w "7. "7. Ч Ч ° Ч оооооо —г o' ю 1 1 1 1 1 1 1 1 « со Ю to Ю Ю to CD см co 4 o' Ч Ч 4 o' о о О ООО
о Ч ч ч. ч ч ч ч О CD od со b-7 CD СО об О О О 0> О О Ь* О г—s 1 1 1 1 1 1 1 1 § тф to о. 00 СМ " ТГЮОО <тГ •ф со" о ь7 ОООООО Ь- о
Материал »Х 0> 3 17 •5 « У *« з Ч 3 « 75 х 3 3 s ® ®ЗЙ«а=х,<у >» л Й h н л м х w к W 3 Ж £ eg 3S Зой И 0, о о ё CU о ь О CUCUO Л о * я & ь х я Е & § о 3 I § о ns S . е
17
Продолжение табл. 2.1
1 Минералогический состав, % 1 Моноок- сикарбид алюминия А1аОС 1 1 1 1 1 1 1 + 1 Примечание. 1. Химический и минералогический состав электрокорундов нормального, белого, хромистого, ти- танистого, хромотитанистого и монокорунда определялся анализом пробы шлифматериала зернистостью 40; циркониевого электрокорунда зернистостью 250, формокорунда размерами в соответствии с ТУ. 2. Для монокорунда и формокорунда знаком «+» отмечено возможное присутствие фаз. 3. Следы — процентное содержание меньше разрешающей способности прибора (анализа).
Квази- эвтектика (коруид+| 4- баддел-1 сит) j 1 1 1 1 1 1 III О ся
Ферросплав п <о 3 5 о оп- 5 ? <и <р ? । , ( ч J. 8 ° g J. 1 + 1 О - <и <и - ° £ £ °
Карбид и нитрид титаиа Т1С 4- + TiN 1П Jg 1П i j. i | 3 д i + i о о
Оксиды титаиа m ю in о S о о c4 M N N 1 + + О ООО
Стекло in in in in in in o^ooo-^ з cP <3J «у <y (V CU St_L « м x x x x /г a> о a> о o> o> ' £ £ g g g g
Гекса- алюминат кальция 6А1аО8 in о ° -< co co £ + 4-1 5 + 1 ° g °
о I W S2 2 5 за "5 а О г л о И u S &О Z ® S 2 я л*4 agsjsZx л 1-4 1 — 1-4 1-4 1 1 - 1 1 ! — I 1 —
Корунд а-Д12О3 tn in 0> CD 00 00 00 О О 1П О CO CO <?> О СО СО лл OO 1 1 1 1 1 1 1 s 1 CD CO Ш 1П 1П Ш 1П 0505050300 b- Is*
1 Материал Электрокорунд: белый нормальный хромистый титанистый хромтнтаннстый нормальный ле- гированный хромом циркониевый Монокорунд Формокорунд
18
и поэтому снижают свойства электрокорунДа. Карбиды и нитридь!
титана могут разлагаться с увеличением объема при нагреве в про-
цессе термообработки абразивного инструмента (аномальное расшире-
ние), что приводит к повышенному браку инструмента.
Исходя из возможного образования сопутствующих минералов
наиболее ясным становится отрицательная роль окиси кальция как
примеси в электрокорундах, так как при образовании гексоалюма-
ната кальция одна весовая часть окиси кальция соединяется с 10,9
основными частями окиси алюминия. Учитывая, что в процессе
плавки нормального электрокорунда окись кальция не восстанавли-
вается и не удаляется, для получения качественного электрокорунда
надо использовать сырье с пониженным содержанием СаО и вести
процесс так, чтобы не допускать образования гексоалюмината каль-
ция, а обеспечить связывание окиси кальция в анортит или стекла
анортитового состава.
В состав электрокорунда входят также включения ферросплавов,
по фазовому составу представляющие собой твердый раствор кремния
ва-железеи силициды Fe2Si2и FeSi, повышенное содержание которых
приводит к браку инструмента по «мушке» (содержание металличе-
ских включений), ухудшающему эксплуатационные свойства инстру-
мента, в частности приводящему к прижогам на обрабатываемой
поверхности.
Ранее считалось, что при плавке белого электрокорунда осу-
ществляется только фазовый переход у-глинозема в а-глинозем
с кристаллизацией корунда. Согласно последним исследованиям
установлено, что в процессе кристаллизации окись натрия и калия
образуют с окисью алюминия соединения Na2O-12Al2O3 и
К2О-11А12О3. Высокоглиноземистые алюминаты натрия и калия
имеют абразивную способность примерно вдвое меньше, чем корунд.
Одно время алюминаты этого типа, а также гексоалюминаты кальция
ошибочно считались модификацией глинозема, обозначаемой (5-гли-
нозем, несмотря на ошибочность, это наименование применяется и
в настоящее время. Для снижения их содержания при плавке белого
электрокорунда наряду с применением глинозема с пониженным
содержанием окиси натрия и калия (не более 0,3 %) производят
добавку кварцевого песка, связывающего окислы натрия и калия
в анортитовые и нефелиновые стекла, частично удаляющиеся из
шлифовального материала за счет измельчения и обогащения.
Наряду с этими в белом электрокорунде имеются включения
других минералов: карнегита Na2O3-Al2O3-SiO2, моноалюмината
натрия и нефелина, а также углеродистых соединений карбида
алюминия А14С, монооксикарбида А12ОС, тетраоксикарбида А14О4С,
углерода и металлического алюминия. Углеродистые примеси и
металлический алюминий ухудшают товарный вид шлифовальных
материалов и соответственно инструмента из белого электрокорунда
(по белизне и наличию включений типа «мушка»).
Электрокорунды, в которых содержатся различные элементы,
•образующие твердые растворы с корундами, приводящие к заметному
изменению их свойств, называются легированными. Для получения
19
твердого раствора окислов в корунде необходимо химическое и
кристаллическое соответствие вводимых окислов и корунда. При этом
важно, чтобы вводимые окислы и корунд имели одинаковую валент-
ность и близкие размеры катионов, кристаллическую структуру
корундового типа. Таким условиям удовлетворяют полуторная окись
хрома и титана Сг2О3 и Ti2O3.
На основе легирования белого корунда указанными материалами
осуществляется плавка двух разновидностей легированного корунда:
хромистого, хромтитанистого (сложнолегированного) корунда с со-
держанием Сг2О3 и ТЮ2 до 2,0 % (ранее выпускался титанистый
корунд 37А с содержанием ТЮ2 до 3,0 % ).
При плавке легированных корундов необходимо обеспечить, чтобы
основная часть легирующих добавок вошла в кристаллическую
решетку корунда. Однако наличие в расплаве корунда углерода,
вносимого электродами, приводит к восстановлению легирующих
добавок и выделению металлических Сг и Ti или образованию их
карбидов, снижающих качество абразивных материалов. Это распре-
деление регламентируется и обеспечивается технологическим про-
цессом плавки за счет подбора электрических параметров и методов
введения легирующих добавок в плавку. При проведении химиче-
ского и минералогического анализа легированных корундов опре-
деляют как общее содержание легирующих добавок, так и распреде-
ление их между твердыми растворами и свободным (восстановленным)
состоянием.
Новой маркой среди электрокорундовых материалов является
нормальный электрокорунд, легированный хромом. Во избежание
восстановления окислов хрома при плавке введение легирующей
добавки осуществляется внепечным способом — подачей в струю
расплава при его выпуске или в изложницу. Отработанная техноло-
гия обеспечивает вхождение ионов хрома в решетку корунда в пре-
делах 75—95 % и повышает усвоение ионов титана до 65—85 %.
Минералогический состав легированных корундов в основном анало-
гичен составу соответствующих марок белого и нормального электро-
корундов.
При производстве монокорунда в результате плавки и обогащения
корунда получается продукт, в основном состоящий из монокристал-
лов корунда, допускается определенная степень поражения кристал-
лов включениями ферросплава, углерода и сульфидов титана. Сопут-
ствующими примесями в монокорунде являются неудаленные в про-
цессе обогащения сульфиды, ферросплав и восстановитель — углерод.
В последние годы черной металлургии потребовались абразивные
материалы, которые могли бы успешно противостоять резкому
повышению нагрузки на шлифовальный круг как по скорости, так и
по силе прижима, т. е. обладать повышенной прочностью и понижен-
ной хрупкостью. Исходя из теоретических предпосылок такими мате-
риалами могли быть композиционные материалы с высокодисперсной
абразивной составляющей, окруженной более вязким материалом.
В результате комплекса исследовательских работ были созданы мате-
риалы, отвечающие таким требованиям: циркониевый и спеченный
20
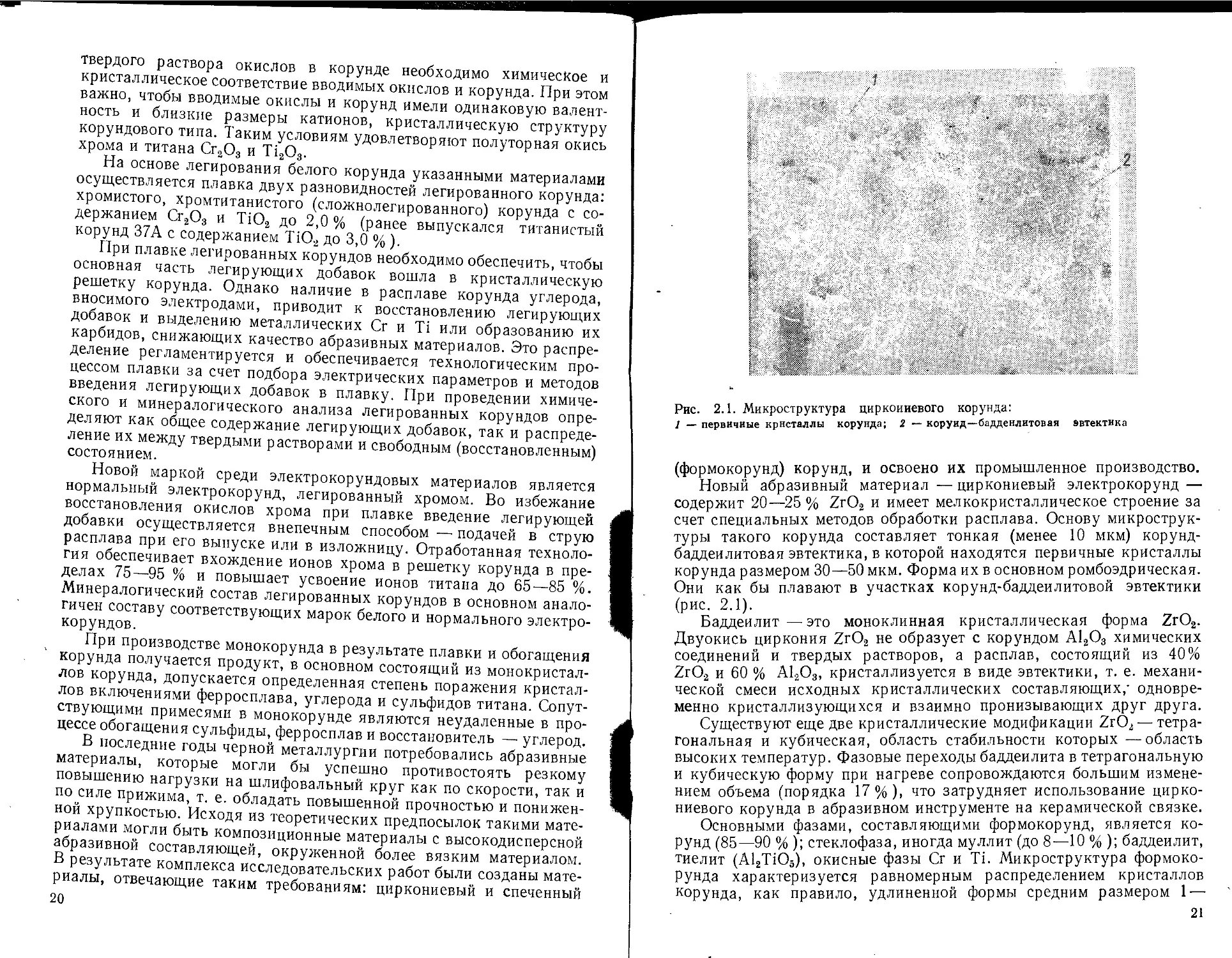
Рис. 2.1. Микроструктура циркониевого корунда:
1 — первичные кристаллы корунда; 2 — коруид—баддеилитовая автектика
(формокорунд) корунд, и освоено их промышленное производство.
Новый абразивный материал — циркониевый электрокорунд —
содержит 20—25 % ZrO2 и имеет мелкокристаллическое строение за
счет специальных методов обработки расплава. Основу микрострук-
туры такого корунда составляет тонкая (менее 10 мкм) корунд-
баддеилитовая эвтектика, в которой находятся первичные кристаллы
корунда размером 30—50 мкм. Форма их в основном ромбоэдрическая.
Они как бы плавают в участках корунд-баддеилитовой эвтектики
(рис. 2.1).
Баддеилит—это моноклинная кристаллическая форма ZrO2.
Двуокись циркония ZrO2 не образует с корундом А12О3 химических
соединений и твердых растворов, а расплав, состоящий из 40%
ZrO2 и 60 % А12О3, кристаллизуется в виде эвтектики, т. е. механи-
ческой смеси исходных кристаллических составляющих,- одновре-
менно кристаллизующихся и взаимно пронизывающих друг друга.
Существуют еще две кристаллические модификации ZrO2— тетра-
гональная и кубическая, область стабильности которых —область
высоких температур. Фазовые переходы баддеилита в тетрагональную
и кубическую форму при нагреве сопровождаются большим измене-
нием объема (порядка 17 % ), что затрудняет использование цирко-
ниевого корунда в абразивном инструменте на керамической связке.
Основными фазами, составляющими формокорунд, является ко-
рунд (85—90 % ); стеклофаза, иногда муллит (до 8—10 % ); баддеилит,
тиелит (А12Т1О5), окисные фазы Сг и Ti. Микроструктура формоко-
Рунда характеризуется равномерным распределением кристаллов
корунда, как правило, удлиненной формы средним размером 1 —
21
6 мкм, в промежутках меЖДУ которыми располагаются стёкЛб И дру-
гие минеральные фазы.
При плавке карбидов кремния и бора, как правило, сопутствую-
щих минералов не образуется, однако в материале остается опреде-
ленная часть непрореагировавших исходных материалов — восста-
новителя (углерода) в основном в виде графита, а также восстанов-
ленных из окислов до металла кремния и бора.
Карбид кремния как абразивный материал содержит 98,5 %
и более S1C, кристаллизующегося в основном в гексогональной струк-
туре a-SiC. Карбид кремния существует в двух кристаллических
формах: р-SiC (кубическая структура, кристаллизуется при 1500—
1650 °C, устойчива до 1800 °C) и a-SiC (гексагональная структура,
кристаллизуется при 1800—2000 °C, устойчива до 2300 °C). При
температуре 1900—2300 °C происходит перекристаллизация (3-формы
в а-форму.
Карбиды кремния а и Д имеют большое количество структурных
форм, отличающихся расстоянием между атомами в кристаллической
решетке по оси С.
Физико-механические и химические свойства а и р карбида крем-
ния и их политипов не имеют заметных различий. Химически чистый
карбид кремния бесцветен и прозрачен, а технический окрашен от
светло-зеленого до черного цвета в зависимости от состава и содер-
жания примесей. Окраска и свойства карбида кремния в основном
определяются растворением в кристаллах алюминия и азота, суммар-
ная концентрация которых в черном и особенно электротехническом
карбидах кремния достигает 0,4 %.
По внешнему виду карбид бора в куске представляет собой
плотную спекшуюся массу с металлическим блеском. При дроблении
куска получаются изометричные зерна с острыми режущими гранями.
Карбид бора состава В4С, содержащий 78,3 % бора и 21,7 %
углерода, представляет собой кристаллический порошок от серого до
черного цвета с ромбоэдрической кристаллической решеткой.
Определение минерального состава шлифовального зерна осуще-
ствляется стереоскопическим микроскопом (МСБ) путем подсчета всех
зерен пробы и зерен каждого минерала и других составляющих в от-
дельности. При анализах шлифзерна нормального электрокорунда оп-
ределяется содержание корунда, ферросплава и шлака (стекла, анор-
тита, гексалюмината кальция и титанистых минералов); в шлифзерне
монокорунда—корунда, сульфида титана, ферросплава, графита и
антрацита; в шлифзерне карбида кремния — карбид кремния черного
и зеленого, графита, антрацита, кварца, кристабалита, аморфа и
силоксикона.
Анализ проводится с применением иммерсионных жидкостей для
определения количества (1-глинозема, гексалюмината кальция и дру-
гих прозрачных минералов в сумме (анортит, стекла) и непрозрачных
минералов.
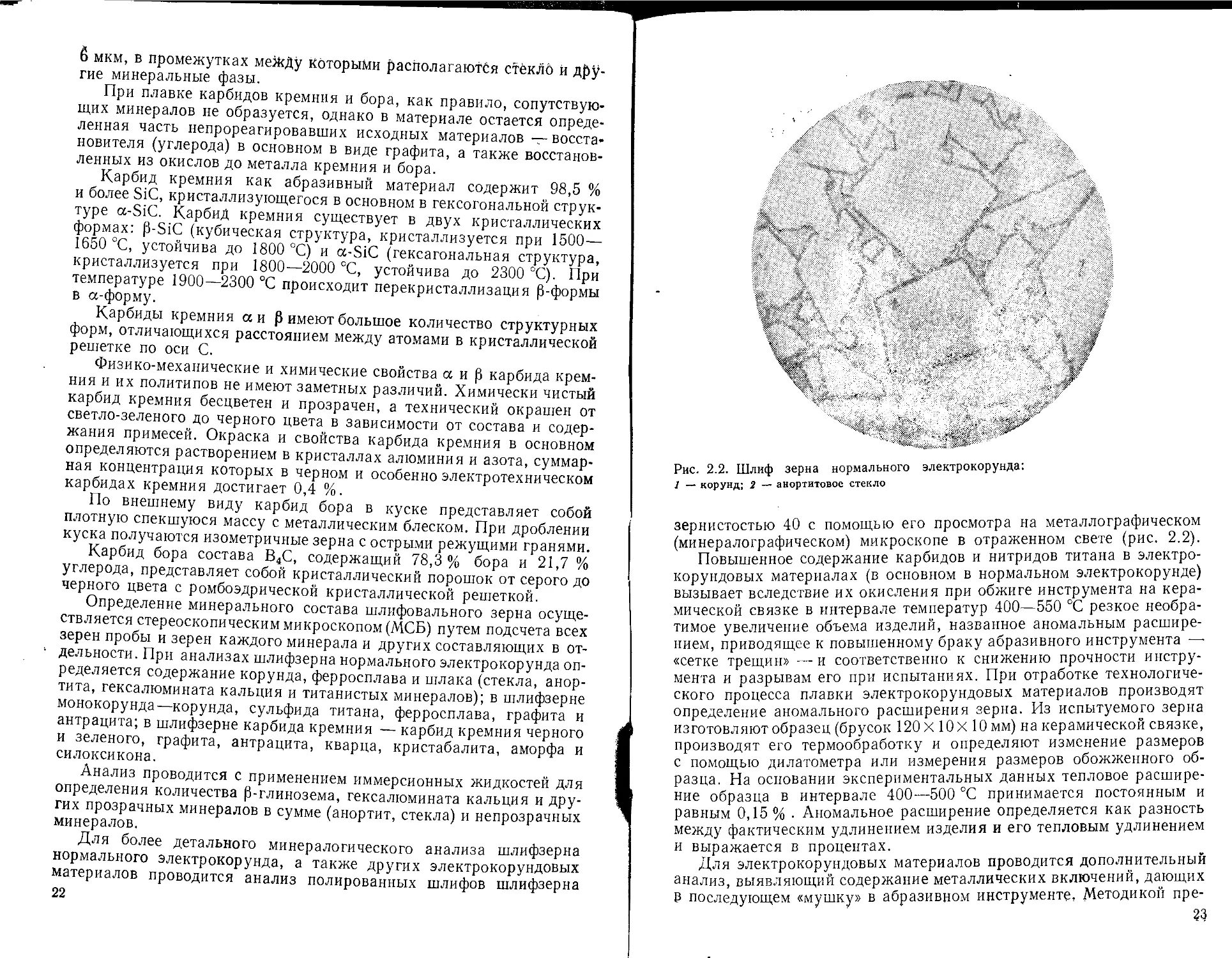
Для более детального минералогического анализа шлифзерна
нормального электрокорунда, а также других электрокорундовых
материалов проводится анализ полированных шлифов шлифзерна
22
Рис. 2.2. Шлиф зерна нормального электрокорунда:
1 — корунд; 2 — анортитовое стекло
зернистостью 40 с помощью его просмотра на металлографическом
(минералографическом) микроскопе в отраженном свете (рис. 2.2).
Повышенное содержание карбидов и нитридов титана в электро-
корундовых материалах (в основном в нормальном электрокорунде)
вызывает вследствие их окисления при обжиге инструмента на кера-
мической связке в интервале температур 400—550 °C резкое необра-
тимое увеличение объема изделий, названное аномальным расшире-
нием, приводящее к повышенному браку абразивного инструмента —•
«сетке трещин» —и соответственно к снижению прочности инстру-
мента и разрывам его при испытаниях. При отработке технологиче-
ского процесса плавки электрокорундовых материалов производят
определение аномального расширения зерна. Из испытуемого зерна
изготовляют образец (брусок 120Х 10 X 10 мм) на керамической связке,
производят его термообработку и определяют изменение размеров
с помощью дилатометра или измерения размеров обожженного об-
разца. На основании экспериментальных данных тепловое расшире-
ние образца в интервале 400—500 °C принимается постоянным и
равным 0,15 % . Аномальное расширение определяется как разность
между фактическим удлинением изделия и его тепловым удлинением
и выражается в процентах.
Для электрокорундовых материалов проводится дополнительный
анализ, выявляющий содержание металлических включений, дающих
В последующем «мушку» в абразивном инструменте, Методикой пре-
23
дусматривается получение отпечатков этих включений на специально
подготовленной индикаторной бумаге и сравнения их с эталонами
образца.
Для измерения содержания магнитных включений используется
электромагнитный метод. В зависимости от содержания магнитных
включений применяются приборы «Магнит-6» и «Магнит-703», с по-
мощью которых можно определять содержание магнитных включений
в двух пределах измерений: 0—0,1 и 0—0,03 %.
Качество абразивных материалов в большой мере связано с пра-
вильностью формы кристаллов, их изометричностью и размерами, что
обусловлено условиями кристаллизации. Электрокорундовые мате-
риалы с точки зрения кристаллического строения можно разделить
на четыре качественно различных структурных типа.
Тип I — материалы, представляющие собой мелкозернистые и
плотные кристаллы, с расположением примесей (продуктов кристал-
лизации остаточного расплава) между кристаллами на их стыках.
К этому типу относятся практически все марки нормального электро-
корунда, выплавляемого из рядовых бокситов методами плавки «на
блок» и «на выпуск».
Тип II —материал крупнокристаллического строения с разме-
ром кристаллов более 2 мм, с расположением примесей внутри полей
корунда. К этому типу относятся белый и легированные электро-
корунды, выплавленные из глинозема плавкой «на блок» и «на слив»,
а также отдельные марки нормального электрокорунда, выплавлен-
ные из высококачественных бокситов с содержанием окиси алюминия
75—85 %.
Тип III —материал, представляющий собой в основном правиль-
ные кристаллы а-корунда, с небольшим количеством примесей и
включений (монокорунд).
Тип IV — корунды поликристаллического строения типа цирко-
ниевого и спеченного корундов.
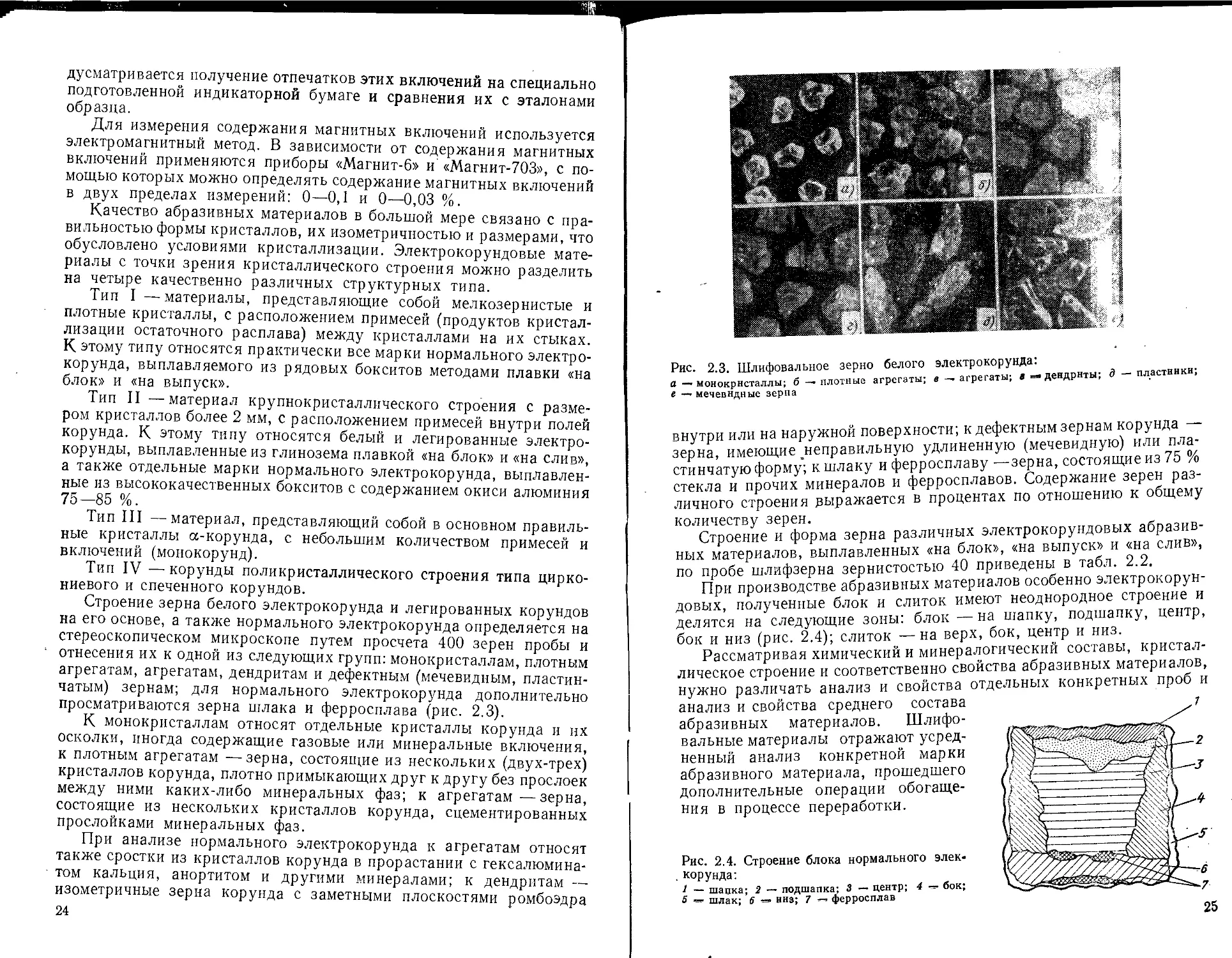
Строение зерна белого электрокорунда и легированных корундов
на его основе, а также нормального электрокорунда определяется на
стереоскопическом микроскопе путем просчета 400 зерен пробы и
отнесения их к одной из следующих групп: монокристаллам, плотным
агрегатам, агрегатам, дендритам и дефектным (мечевидным, пластин-
чатым) зернам; для нормального электрокорунда дополнительно
просматриваются зерна шлака и ферросплава (рис. 2.3).
К монокристаллам относят отдельные кристаллы корунда и их
осколки, иногда содержащие газовые или минеральные включения,
к плотным агрегатам —зерна, состоящие из нескольких (двух-трех)
кристаллов корунда, плотно примыкающих друг к другу без прослоек
между ними каких-либо минеральных фаз; к агрегатам—зерна,
состоящие из нескольких кристаллов корунда, сцементированных
прослойками минеральных фаз.
При анализе нормального электрокорунда к агрегатам относят
также сростки из кристаллов корунда в прорастании с гексалюмина-
том кальция, анортитом и другими минералами; к дендритам —
изометричные зерна корунда с заметными плоскостями ромбоэдра
24
Рис, 2.3. Шлифовальное зерно белого электрокорунда:
а —* монокристаллы; 6 —> плотные агрегаты; в — агрегаты; 9 дендриты; д — пластинки;
е —• мечевидные зерна
внутри или на наружной поверхности; к дефектным зернам корунда —
зерна, имеющие .неправильную удлиненную (мечевидную) или пла-
стинчатую форму; к шлаку и ферросплаву —зерна, состоящие из 75 %
стекла и прочих минералов и ферросплавов. Содержание зерен раз-
личного строения выражается в процентах по отношению к общему
количеству зерен.
Строение и форма зерна различных электрокорундовых абразив-
ных материалов, выплавленных «на блок», «на выпуск» и «на слив»,
по пробе шлифзерна зернистостью 40 приведены в табл. 2.2.
При производстве абразивных материалов особенно электрокорун-
довых, полученные блок и слиток имеют неоднородное строение и
делятся на следующие зоны: блок — на шапку, подшапку, центр,
бок и низ (рис. 2.4); слиток — на верх, бок, центр и низ.
Рассматривая химический и минералогический составы, кристал-
лическое строение и соответственно свойства абразивных материалов,
нужно различать анализ и свойства отдельных конкретных проб и
анализ и свойства среднего состава
абразивных материалов. Шлифо-
вальные материалы отражают усред-
ненный анализ конкретной марки
абразивного материала, прошедшего
дополнительные операции обогаще-
ния в процессе переработки.
Рис. 2.4. Строение блока нормального элек-
корунда:
1 — шапка; 2 ~ подшапка; 3 — центр; 4 = бок;
5 шлак; 6 ннз; 7 —> ферросплав
25
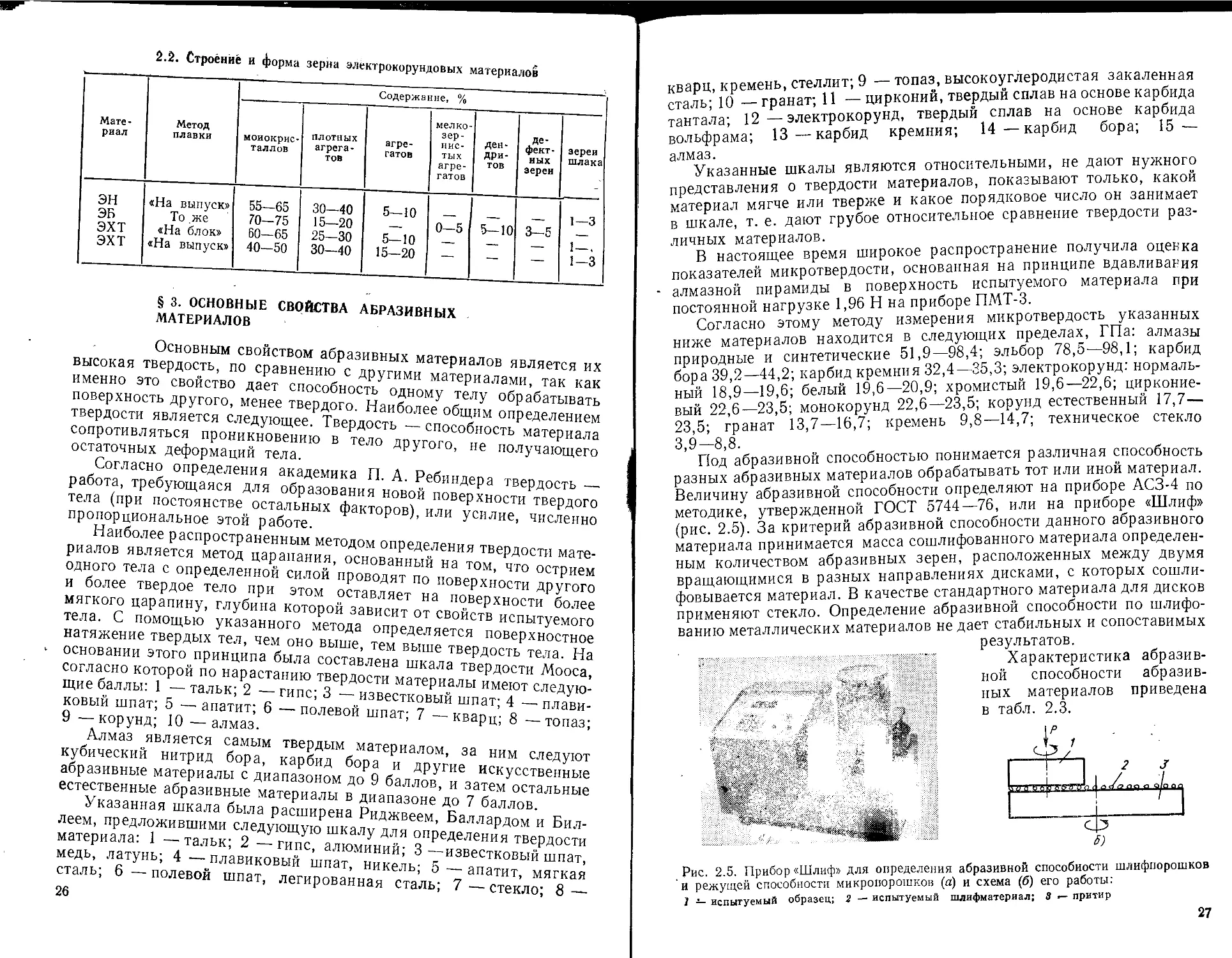
2.2. Строение и форма зерна электрокорундовых материалов
Мате- риал Метод плавки Содержание, %
монокрис- таллов ПЛОТНЫХ агрега- тов агре- гатов мелко- зер- нис- тых агре- гатов ден- дри- тов де- фект- ных зерен зерен шлака
эн «На выпуск» 55-65 30—40 5—10 1—3
ЭБ То же 70—75 15—20 — 0—5 5—10 3-5 —
ЭХТ «На блок» 60—65 25-30 5—10 — — — 1—.
ЭХТ «На выпуск» 40—50 30—40 15-20 — — — 1-3
§ 3. ОСНОВНЫЕ СВОЙСТВА АБРАЗИВНЫХ
МАТЕРИАЛОВ
Основным свойством абразивных материалов является их
высокая твердость, по сравнению с другими материалами, так как
именно это свойство дает способность одному телу обрабатывать
поверхность другого, менее твердого. Наиболее общим определением
твердости является следующее. Твердость — способность материала
сопротивляться проникновению в тело другого, не получающего
остаточных деформаций тела.
Согласно определения академика П. А. Ребиндера твердость —
работа, требующаяся для образования новой поверхности твердого
тела (при постоянстве остальных факторов), или усилие, численно
пропорциональное этой работе.
Наиболее распространенным методом определения твердости мате-
риалов является метод царапания, основанный на том, что острием
одного тела с определенной силой проводят по поверхности другого
и более твердое тело при этом оставляет на поверхности более
мягкого царапину, глубина которой зависит от свойств испытуемого
тела. С помощью указанного метода определяется поверхностное
натяжение твердых тел, чем оно выше, тем выше твердость тела. На
v основании этого принципа была составлена шкала твердости Мооса,
согласно которой по нарастанию твердости материалы имеют следую-
щие баллы: 1 — тальк; 2 — гипс; 3 — известковый шпат; 4 — плави-
ковый шпат; 5 — апатит; 6 —полевой шпат; 7 —кварц; 8 —топаз;
9 —корунд; 10 —алмаз.
Алмаз является самым твердым материалом, за ним следуют
кубический нитрид бора, карбид бора и другие искусственные
абразивные материалы с диапазоном до 9 баллов, и затем остальные
естественные абразивные материалы в диапазоне до 7 баллов.
Указанная шкала была расширена Риджвеем, Баллардом и Бил-
леем, предложившими следующую шкалу для определения твердости
материала: 1 — тальк; 2 — гипс, алюминий; 3 —известковый шпат,
медь, латунь; 4—плавиковый шпат, никель; 5—апатит, мягкая
сталь; 6 — полевой шпат, легированная сталь; 7 — стекло; 8 —
26
кварц, кремень, стеллит; 9 — топаз, высокоуглеродистая закаленная
сталь; 10 — гранат; 11 — цирконий, твердый сплав на основе карбида
тантала; 12—электрокорунд, твердый сплав на основе карбида
вольфрама; 13—карбид кремния; 14 — карбид бора; 15 —
алмаз.
Указанные шкалы являются относительными, не дают нужного
представления о твердости материалов, показывают только, какой
материал мягче или тверже и какое порядковое число он занимает
в шкале, т. е. дают грубое относительное сравнение твердости раз-
личных материалов.
В настоящее время широкое распространение получила оценка
показателей микротвердости, основанная на принципе вдавливания
- алмазной пирамиды в поверхность испытуемого материала при
постоянной нагрузке 1,96 Н на приборе ПМТ-3.
Согласно этому методу измерения микротвердость указанных
ниже материалов находится в следующих пределах, ГПа: алмазы
природные и синтетические 51,9—98,4; эльбор 78,5—98,1; карбид
бора 39,2—44,2; карбид кремния 32,4—35,3; электрокорунд: нормаль-
ный 18,9—19,6; белый 19,6—20,9; хромистый 19,6—22,6; цирконие-
вый 22,6—23,5; монокорунд 22,6—23,5; корунд естественный 17,7—
23,5; гранат 13,7—16,7; кремень 9,8—14,7; техническое стекло
3,9—8,8.
Под абразивной способностью понимается различная способность
разных абразивных материалов обрабатывать тот или иной материал.
Величину абразивной способности определяют на приборе АСЗ-4 по
методике, утвержденной ГОСТ 5744—76, или на приборе «Шлиф»
(рис. 2.5). За критерий абразивной способности данного абразивного
материала принимается масса сошлифованного материала определен-
ным количеством абразивных зерен, расположенных между двумя
вращающимися в разных направлениях дисками, с которых сошли-
фовывается материал. В качестве стандартного материала для дисков
применяют стекло. Определение абразивной способности по шлифо-
ванию металлических материалов не дает стабильных и сопоставимых
результатов.
Характеристика абразив-
ной способности абразив-
ных материалов приведена
в табл. 2.3.
Рис. 2.5. Прибор «Шлиф» для определения абразивной способности шлифпорошков
и режущей способности микропорошков (а) и схема (б) его работы;
/ — испытуемый образец; 2 — испытуемый шлифматериал; 3 — притир
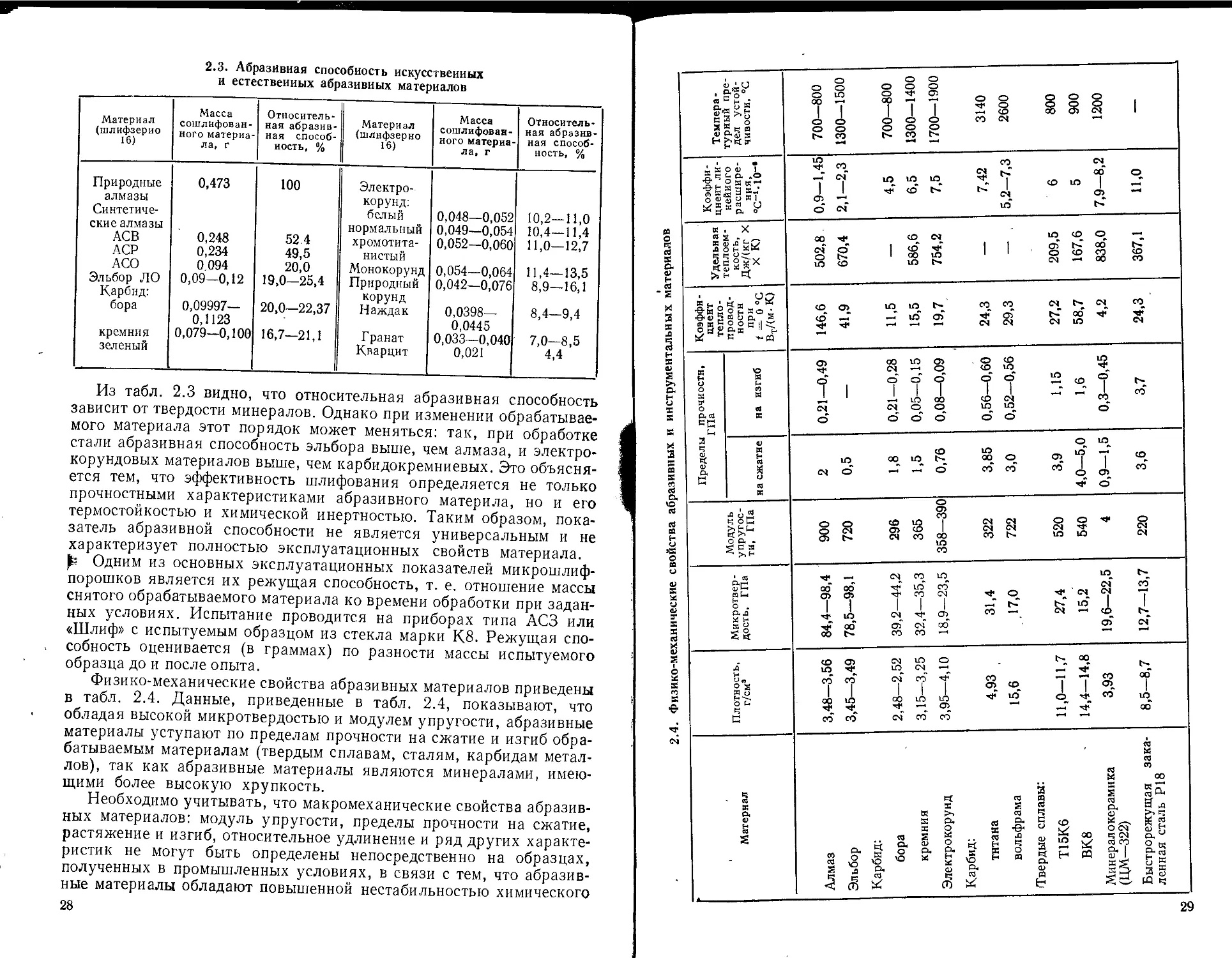
27
2.3. Абразивная способность искусственных
и естественных абразивных материалов
Материал (шлифзерио 16) Масса сошлнфован- ного материа- ла, г Относитель- ная абразив- ная способ- ность, % Материал (шлнфзерно 16) Масса сошлифован- ного материа- ла, г Относитель- ная абразив- ная способ- ность, %
Природные алмазы Синтетиче- 0,473 100 Электро- корунд: белый 0,048—0,052 10,2—11,0
с кие алмазы нормальный 0,049—0,054 10,4—11,4
АСВ АСР 0,248 0,234 52.4 49,5 хромотита- нистый 0,052—0,060 11,0—12,7
АСО 0,094 20,0 Монокорунд 0,054—0,064 11,4—13,5
Эльбор ЛО Карбид: 0,09—0,12 19,0—25,4 Природный корунд 0,042—0,076 8,9—16,1
бора 0,09997— 0,1123 20,0—22,37 Наждак 0,0398— 0,0445 8,4—9,4
кремния зеленый 0,079—0,100 16,7—21,1 Гранат Кварцит 0,033—0,040 0,021 7,0-8,5 4,4
Из табл. 2.3 видно, что относительная абразивная способность
зависит от твердости минералов. Однако при изменении обрабатывае-
мого материала этот порядок может меняться: так, при обработке
стали абразивная способность эльбора выше, чем алмаза, и электро-
корундовых материалов выше, чем карбидокремниевых. Это объясня-
ется тем, что эффективность шлифования определяется не только
прочностными характеристиками абразивного материла, но и его
термостойкостью и химической инертностью. Таким образом, пока-
затель абразивной способности не является универсальным и не
характеризует полностью эксплуатационных свойств материала.
Одним из основных эксплуатационных показателей микрошлиф-
порошков является их режущая способность, т. е. отношение массы
снятого обрабатываемого материала ко времени обработки при задан-
ных условиях. Испытание проводится на приборах типа АСЗ или
«Шлиф» с испытуемым образцом из стекла марки КЗ. Режущая спо-
собность оценивается (в граммах) по разности массы испытуемого
образца до и после опыта.
Физико-механические свойства абразивных материалов приведены
в табл. 2.4. Данные, приведенные в табл. 2.4, показывают, что
обладая высокой микротвердостью и модулем упругости, абразивные
материалы уступают по пределам прочности на сжатие и изгиб обра-
батываемым материалам (твердым сплавам, сталям, карбидам метал-
лов), так как абразивные материалы являются минералами, имею-
щими более высокую хрупкость.
Необходимо учитывать, что макромеханические свойства абразив-
ных материалов: модуль упругости, пределы прочности на сжатие,
растяжение и изгиб, относительное удлинение и ряд других характе-
ристик не могут быть определены непосредственно на образцах,
полученных в промышленных условиях, в связи с тем, что абразив-
ные материалы обладают повышенной нестабильностью химического
28
2.4. Физико-механические свойства абразивных и инструментальных материалов
Темпера - турный пре- дел устой- чивости, °C о ос О О ООО §2 g X 2 о о о о о II III S3 3 3 3 1 ОО ООО СО сч —- О О ООО г* СО г* СО ь- ** •—.
Коэффи- циент ли- нейиого расшире- ния, °с-мо-* со со сч_ 7 7 “> “» Ч 7 <о ю °? ° з J. * ю '•'4 <4 = О СЧ* 1Л
Удельная теплоем- кость, Дж/(кг X X К) со xf о СЧ to <0 О — s 3 18 3 II' 8 й § й ю <0 ю F* СЧ «-•• 00 со
Коэффи- циент тепло- провод- ностн при t 0 °C Вт/(м- К) о о ю to ь- со со сч Ь- СЧ СО <0^-Г —Г uS о> сГ о-ГаГч**' — —« — сч сч сч to сч
прочности, ГПа на изгиб а> оо ю о о <о to Xf> СЧ — О <0 to О ООО О О Г 1 J. J, <1 <1 J, “ - д « СЧ СЧ СО О to to Q О ООО о о
Пределы на сжатие о to <0 to —Г ю оо ю ь* ооо о । । to сч о -Г -Г О СОСО СО со о
Модуль упругос- ти, ГПа О О СО оо to to f счсч о о ** о о сч о to 1 сч сч сч м* Ofrw сч со оо со s to to сч to со
Микротвер- дость, ГПа яФ «— сч со to tot* о© od to со сч со о О Т? СО сч о СЧ СЧ •-* II III - < < <0 4 10 СЧ 4 05 СО — сч — <О ’-а*' 00 О СЧ GO о сч со г* со СО —* -еН
Плотность, г/см3 1 о О сч to О Ь- 00 ю to сч —- СОСО СЧ СО СО — — со СО Il ill 2 S 1 1 S 1 оо to go to to xf« to to co co co сч CO CO ** —’
Материал «J J4 M co 3 £ * S *=! 0 S § x S « 2 J3 x >> S 5 <v >> ч s 0* л Й" F? c0 w z—ч й< ®2 я ° KZ о сч 5 .. «1 S Й .. « * GJ Й CO Е5СЧ ex ° _ Rf Cl< <U 2 ftt ь ч о hr. S л 5я a> й" о> X <. й я ч к 0 ч03, « ч5 —г з S «? й £ сг> (2 t* ю ч
29
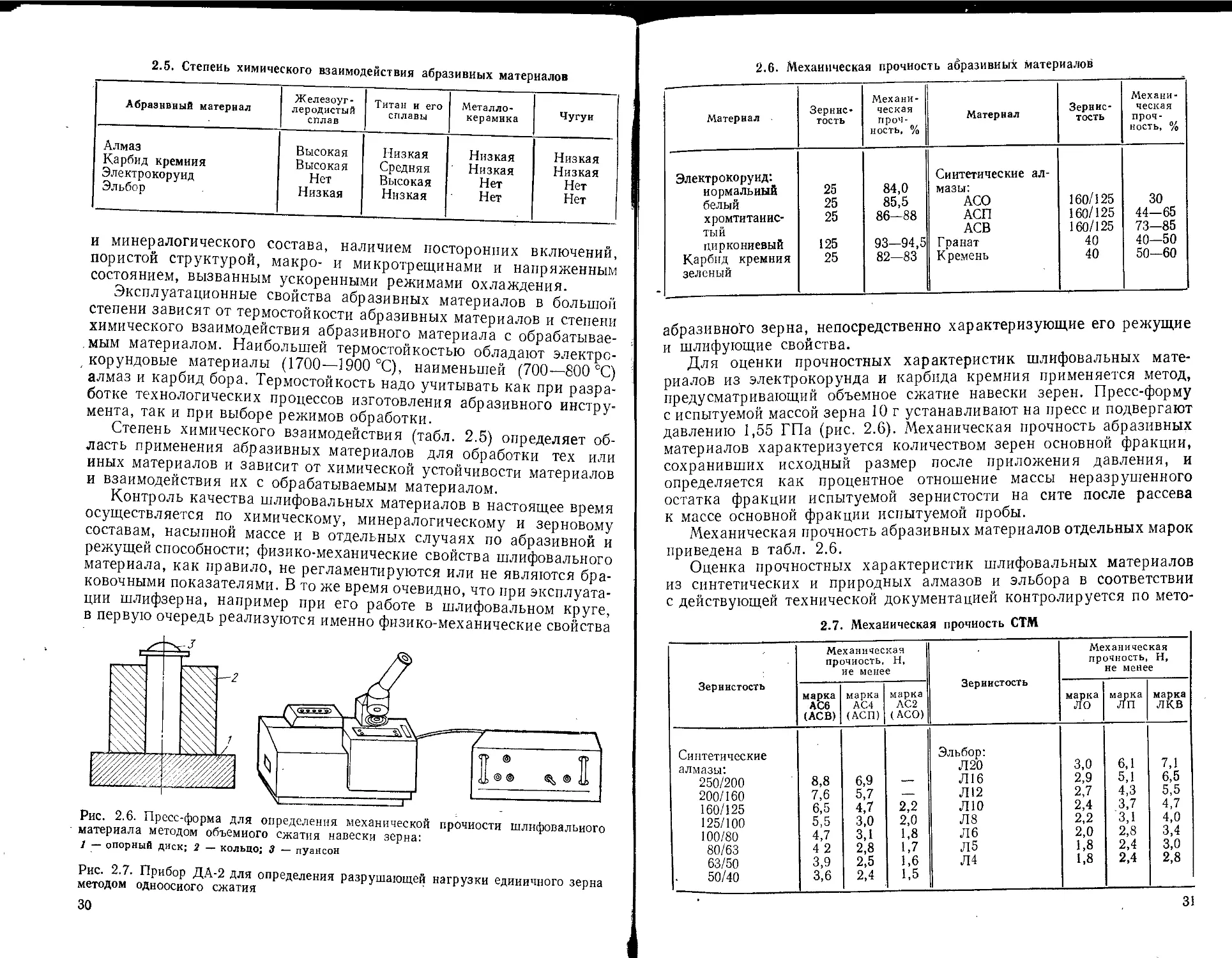
2.5. Степень химического взаимодействия абразивных материалов
Абразивный материал Железоуг- леродистый сплав Титан и его сплавы Металло- керамика Чугуи
Алмаз Карбид кремния Электрокоруид Эльбор Высокая Высокая Нет Низкая Низкая Средняя Высокая Низкая Низкая Низкая Нет Нет Низкая Низкая Нет Нет
и минералогического состава, наличием посторонних включений,
пористой структурой, макро- и микротрещинами и напряженным
состоянием, вызванным ускоренными режимами охлаждения.
Эксплуатационные свойства абразивных материалов в большой
степени зависят от термостойкости абразивных материалов и степени
химического взаимодействия абразивного материала с обрабатывае-
мым материалом. Наибольшей термостойкостью обладают электро-
корундовые материалы (1700—1900 °C), наименьшей (700—800 °C)
алмаз и карбид бора. Термостойкость надо учитывать как при разра-
ботке технологических процессов изготовления абразивного инстру-
мента, так и при выборе режимов обработки.
Степень химического взаимодействия (табл. 2.5) определяет об-
ласть применения абразивных материалов для обработки тех или
иных материалов и зависит от химической устойчивости материалов
и взаимодействия их с обрабатываемым материалом.
Контроль качества шлифовальных материалов в настоящее время
осуществляется по химическому, минералогическому и зерновому
составам, насыпной массе и в отдельных случаях по абразивной и
режущей способности; физико-механические свойства шлифовального
материала, как правило, не регламентируются или не являются бра-
ковочными показателями. В то же время очевидно, что при эксплуата-
ции шлифзерна, например при его работе в шлифовальном круге,
в первую очередь реализуются именно физико-механические свойства
Рис. 2.6. Пресс-форма для определения механической прочности шлифовального
материала методом объемного сжатия навески зерна:
1 — опорный диск; 2 — кольцо; 3 — пуансон
Рис. 2.7. Прибор ДА-2 для определения разрушающей нагрузки единичного зерна
методом одноосного сжатия
30
2.6. Механическая прочность абразивных материалов
Материал Зерннс* ТОСТЬ Механи- ческая проч- ность, % Материал Зернис- тость Механи- ческая проч- ность, %
Электрокоруид: нормальный 25 84,0 Синтетические ал- мазы: 160/125
белый 25 85,5 АСО 30
хромтитаиис- тый 25 86—88 АСП АСВ 160/125 160/125 44—65 73-85
циркониевый 125 93—94,5 Гранат 40 40—50
Карбид кремния зеленый 25 82—83 Кремень 40 50-60
абразивного зерна, непосредственно характеризующие его режущие
и шлифующие свойства.
Для оценки прочностных характеристик шлифовальных мате-
риалов из электрокорунда и карбида кремния применяется метод,
предусматривающий объемное сжатие навески зерен. Пресс-форму
с испытуемой массой зерна 10 г устанавливают на пресс и подвергают
давлению 1,55 ГПа (рис. 2.6). Механическая прочность абразивных
материалов характеризуется количеством зерен основной фракции,
сохранивших исходный размер после приложения давления, и
определяется как процентное отношение массы неразрушенного
остатка фракции испытуемой зернистости на сите после рассева
к массе основной фракции испытуемой пробы.
Механическая прочность абразивных материалов отдельных марок
приведена в табл. 2.6.
Оценка прочностных характеристик шлифовальных материалов
из синтетических и природных алмазов и эльбора в соответствии
с действующей технической документацией контролируется по мето-
2.7. Механическая прочность СТМ
Зернистость Механическая прочность, Н, ие менее Зернистость Механическая прочность, Н, не менее
марка АС6 (АСВ) марка АС4 (АСП) марка АС2 (АСО) марка ЛО марка ЛП марка лкв
Синтетические алмазы: Эльбор: Л20 3,0 6,1 7,1
250/200 8,8 6,9 —. Л16 2,9 5,1 6,5
200/160 7,6 5,7 — Л12 2,7 4,3 5,5
160/125 6,5 4,7 2,2 ЛЮ 2,4 3,7 4,7
125/100 5,5 3,0 2,0 Л8 2,2 3,1 4,0
100/80 4,7 3,1 1,8 Л6 2,0 2,8 3,4
80/63 4 2 2,8 1,7 Л5 1,8 2,4 3,0
63/50 50/40 3,9 3,6 2,5 2,4 1,6 1,5 Л4 1,8 2,4 2,8
31
дике, предусматривающей раздавливание единичных зерен между
корундовыми пластинками и определение разрушающей нагрузки
при одноосном сжатии на приборах ДА-2 (рис. 2.7). Для установления
разрушающих нагрузок выше 24,5 Н при контроле высокопрочных^
марок алмазов применяют разрывные машины РМУ-05-1 и РМУ-005-
со специальными приспособлениями, обеспечивающими испытана
образца на сжатие.
Механическая прочность СТМ, определенная методом раздавл1
вания единичного зерна, приведена в табл. 2.7. -
Механическая прочность, найденная приведенными выше мете
дамп, не полностью отражает эксплуатационные свойства абразивны
и шлифовальных материалов. В связи с этим в последние годы был
проведены исследования по разработке новых методов определени
прочностных характеристик абразивных материалов.
§ 4. НОВЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ
СВОЙСТВ АБРАЗИВНЫХ МАТЕРИАЛОВ
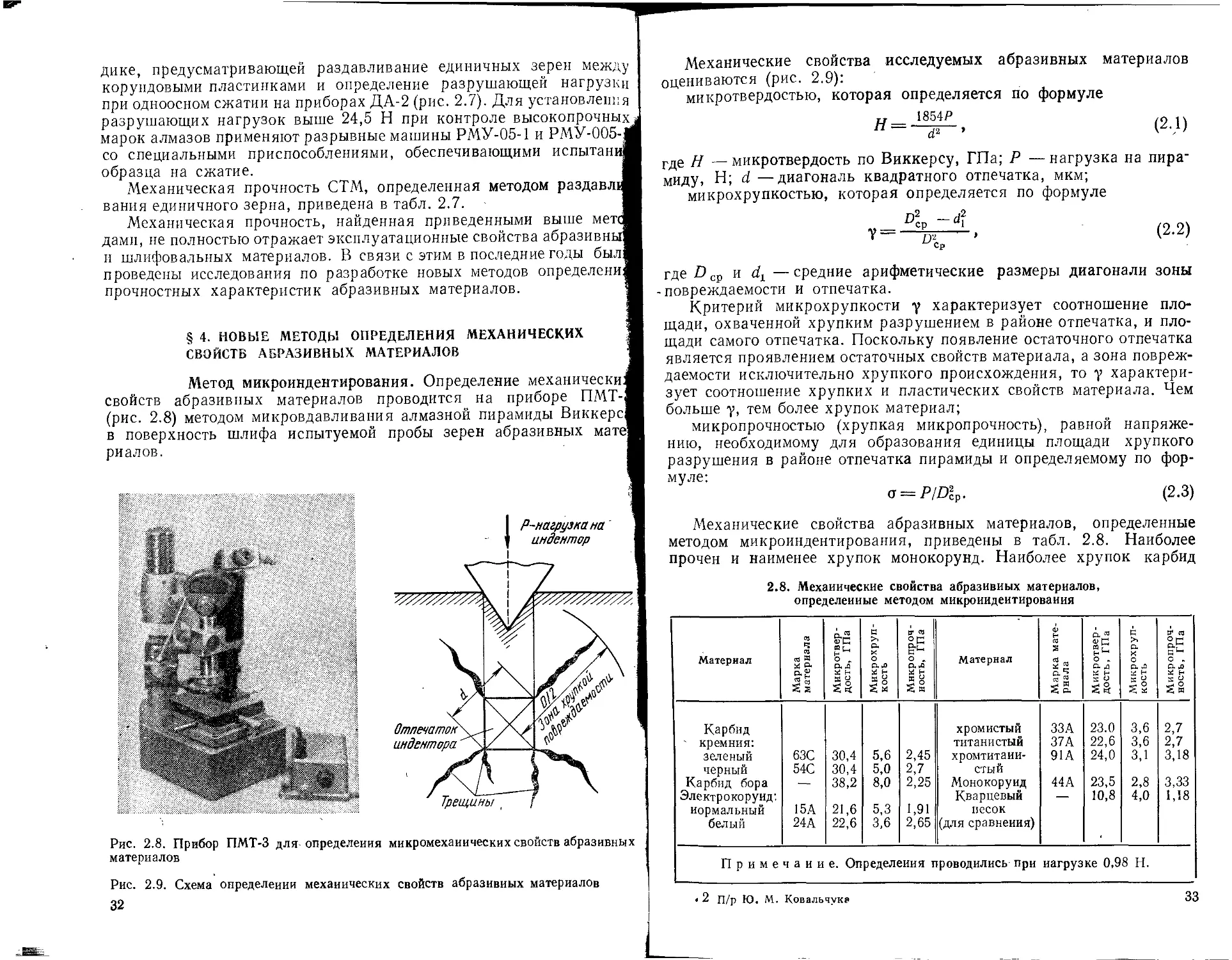
Метод микроиндентирования. Определение механически:
свойств абразивных материалов проводится на приборе ПМТ-,
(рис. 2.8) методом микровдавливания алмазной пирамиды Виккерс,
в поверхность шлифа испытуемой пробы зерен абразивных мате
риалов.
Рис. 2.9. Схема определении механических свойств абразивных материалов
32
Рис. 2.8. Прибор ПМТ-3 для определения микромехаиических свойств абразивных
материалов
Механические свойства исследуемых абразивных материалов
оцениваются (рис. 2.9):
микротвердостью, которая определяется по формуле
„ 18547»
H = ~d^
(2,1)
где Я — микротвердость по Виккерсу, ГПа; Р — нагрузка на пира-
миду, Н; d —диагональ квадратного отпечатка, мкм;
микрохрупкостью, которая определяется по формуле
V =
Д2сР
D2cP
(2.2)
где D ср и — средние арифметические размеры диагонали зоны
-повреждаемости и отпечатка.
Критерий микрохрупкости у характеризует соотношение пло-
щади, охваченной хрупким разрушением в районе отпечатка, и пло-
щади самого отпечатка. Поскольку появление остаточного отпечатка
является проявлением остаточных свойств материала, а зона повреж-
даемости исключительно хрупкого происхождения, то у характери-
зует соотношение хрупких и пластических свойств материала. Чем
больше у, тем более хрупок материал;
микропрочностью (хрупкая микропрочность), равной напряже-
нию, необходимому для образования единицы площади хрупкого
разрушения в районе отпечатка пирамиды и определяемому по фор-
муле:
o = W (2.3)
Механические свойства абразивных материалов, определенные
методом микроиндентирования, приведены в табл. 2.8. Наиболее
прочен и наименее хрупок монокорунд. Наиболее хрупок карбид
2.8. Механические свойства абразивных материалов,
определенные методом микроиидеитироваиия
Материал Марка материала Микротвер- дость, ГПа Микрохруп- кость Мнкропр оч- иость, ГПа — Материал Марка мате- риала Микротвер- дость, ГПа Микрохруп- кость Микропроч- ность, ГПа
Карбид хромистый ЗЗА 23.0 3,6 2,7
' кремния: титанистый 37А 22,6 3,6 2,7
зеленый 63С 30,4 5,6 2,45 хромтитаии- 91А 24,0 3,1 3,18
черный 54С 30,4 5,0 2,7 стый
Карбид бора — 38,2 8,0 2,25 Монокоруид 44А 23,5 2,8 3,33
Электрокоруид: Кварцевый — 10,8 4,0 1,18
нормальный 15А 21,6 5,3 1,91 песок
белый 24А 22,6 3,6 2,65 (для сравнения)
Примечание. Определения проводились при нагрузке 0,98 Н.
• 2 П/р Ю. М. Ковальчук»
33
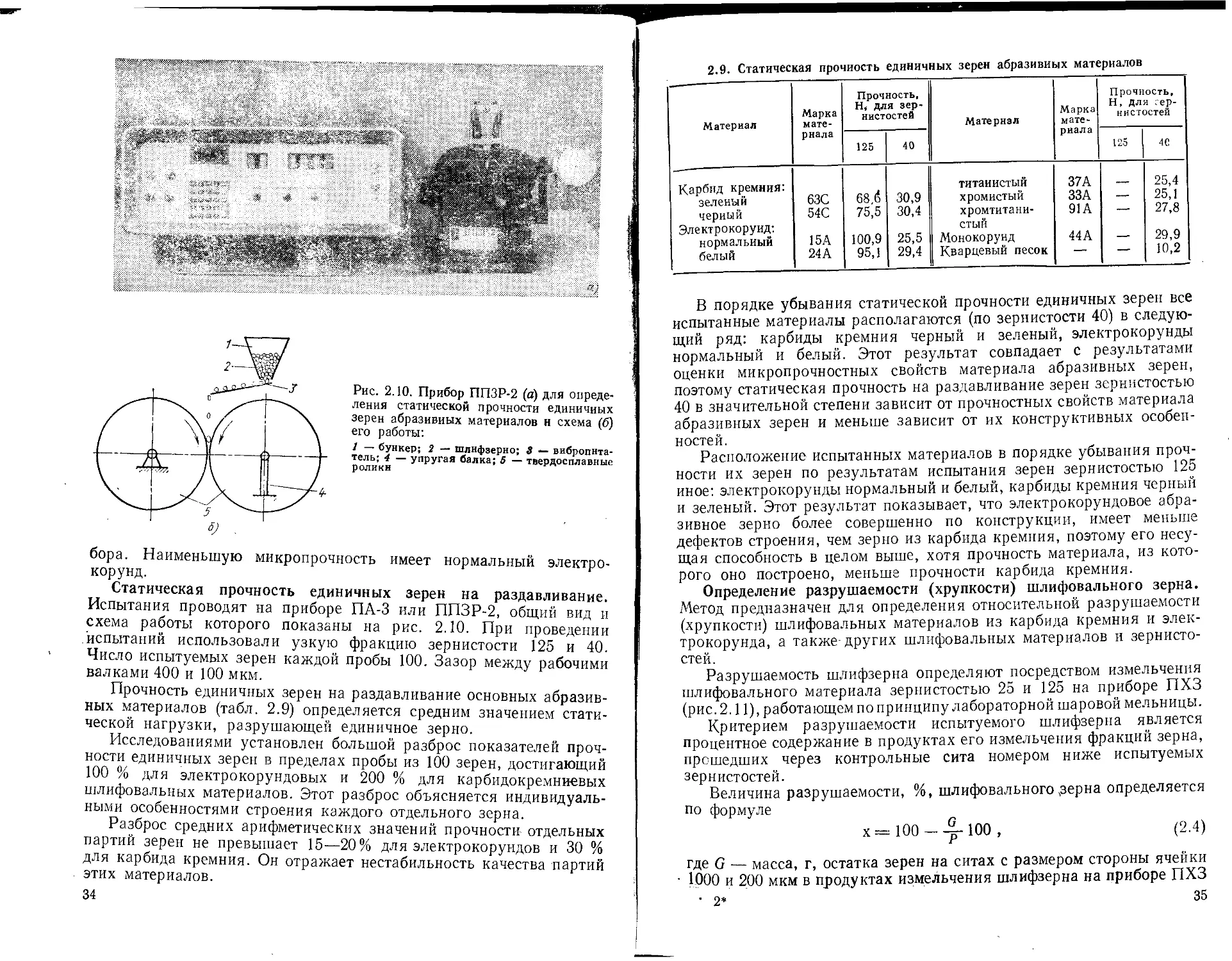
Рис. 2.10. Прибор ППЗР-2 (а) для опреде-
ления статической прочности единичных
зерен абразивных материалов н схема (б)
его работы:
1 — бункер; 2 — шлнфзерно; 3 — вибропнта-
тель; 4 — упругая балка; 5 — твердосплавные
ролики
бора. Наименьшую микропрочность имеет нормальный электро-
корунд.
Статическая прочность единичных зерен на раздавливание.
Испытания проводят на приборе ПА-3 или ППЗР-2, общий вид и
схема работы которого показаны на рис. 2.10. При проведении
испытаний использовали узкую фракцию зернистости 125 и 40.
Число испытуемых зерен каждой пробы 100. Зазор между рабочими
валками 400 и 100 мкм.
Прочность единичных зерен на раздавливание основных абразив-
ных материалов (табл. 2.9) определяется средним значением стати-
ческой нагрузки, разрушающей единичное зерно.
Исследованиями установлен большой разброс показателей проч-
ности единичных зерен в пределах пробы из 100 зерен, достигающий
100 % для электрокорундовых и 200 % для карбидокремниевых
шлифовальных материалов. Этот разброс объясняется индивидуаль-
ными особенностями строения каждого отдельного зерна.
Разброс средних арифметических значений прочности- отдельных
партий зерен не превышает 15—20% для электрокорундов и 30 %
для карбида кремния. Он отражает нестабильность качества партий
этих материалов.
34
2.9. Статическая прочность единичных зерен абразивных материалов
Материал Марка мате- риала Прочность, Н< для зер- нистостей Матерная Марка мате- риала Прочность, Н, для тер- нистостей
125 40 125 40
Карбид кремния: зеленый 63С 68,6 30,9 титанистый хромистый 37А ЗЗА 25,4 25,1
черный 54С 75,5 30,4 хромтитани- 91А — 27,8
Электрокоруид: нормальный 15А 100,9 25,5 стый Монокорунд 44А 29,9
белый 24А 95,1 29,4 Кварцевый песок — — 10,2
В порядке убывания статической прочности единичных зерен все
испытанные материалы располагаются (по зернистости 40) в следую-
щий ряд: карбиды кремния черный и зеленый, электрокорунды
нормальный и белый. Этот результат совпадает с результатами
оценки микропрочностных свойств материала абразивных зерен,
поэтому статическая прочность на раздавливание зерен зернистостью
40 в значительной степени зависит от прочностных свойств материала
абразивных зерен и меньше зависит от их конструктивных особен-
ностей.
Расположение испытанных материалов в порядке убывания проч-
ности их зерен по результатам испытания зерен зернистостью 125
иное: электрокорунды нормальный и белый, карбиды кремния черный
и зеленый. Этот результат показывает, что электрокорундовое абра-
зивное зерно более совершенно по конструкции, имеет меньше
дефектов строения, чем зерно из карбида кремния, поэтому его несу-
щая способность в целом выше, хотя прочность материала, из кото-
рого оно построено, меньше прочности карбида кремния.
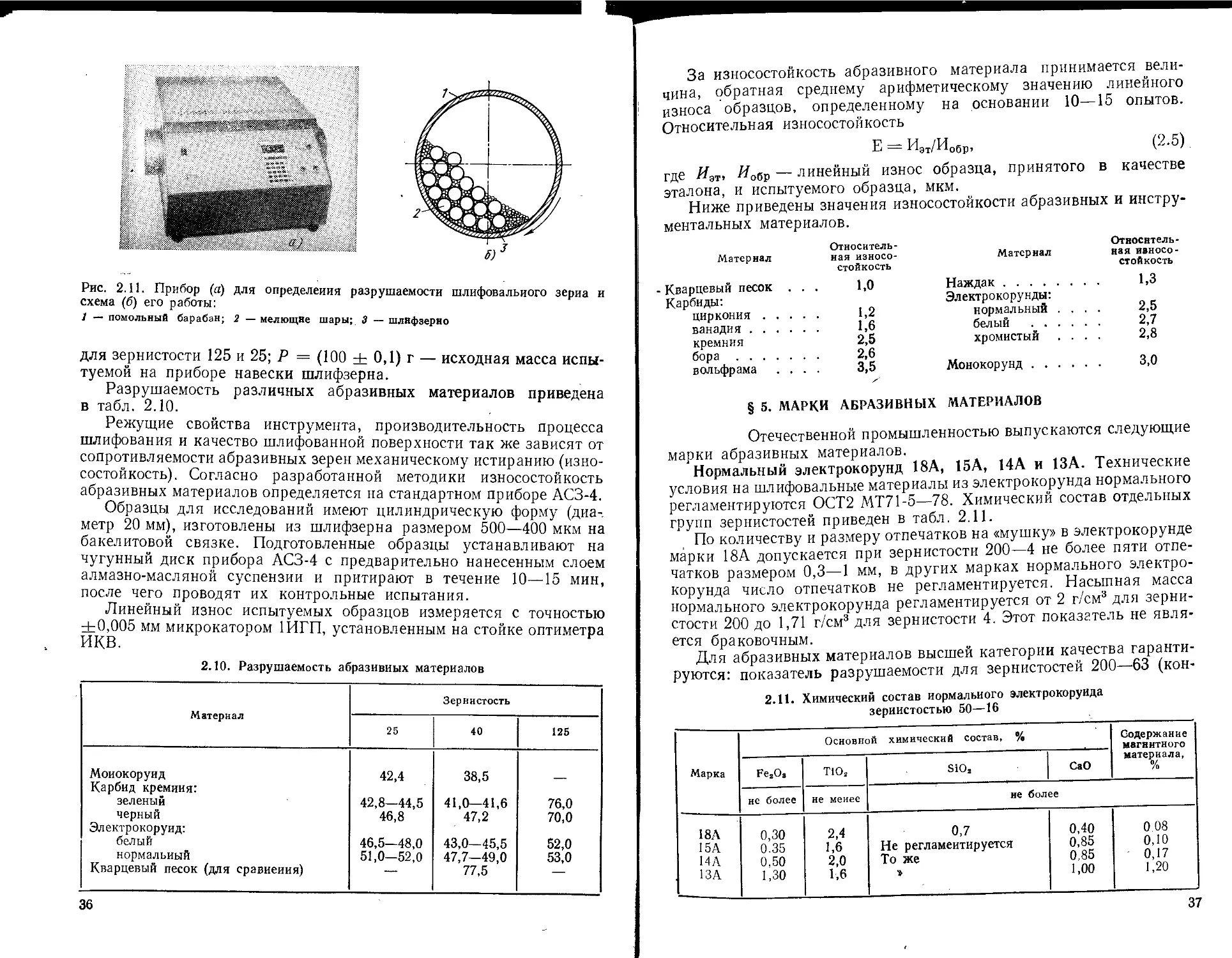
Определение разрушаемости (хрупкости) шлифовального зерна.
Метод предназначен для определения относительной разрушаемости
(хрупкости) шлифовальных материалов из карбида кремния и элек-
трокорунда, а также других шлифовальных материалов и зернисто-
стей.
Разрушаемость шлифзерна определяют посредством измельчения
шлифовального материала зернистостью 25 и 125 на приборе ПХЗ
(рис. 2.11), работающем по принципу лабораторной шаровой мельницы.
Критерием разрушаемости испытуемого шлифзерна является
процентное содержание в продуктах его измельчения фракций зерна,
прешедших через контрольные сита номером ниже испытуемых
зернистостей.
Величина разрушаемости, %, шлифовального,зерна определяется
по формуле
х= 100--£-100, (2.4)
где G — масса, г, остатка зерен на ситах с размером стороны ячейки
• 1000 и 200 мкм в продуктах измельчения шлифзерна на приборе ПХЗ
' 2* 35
Рис. 2.11. Прибор (а) для определения разрушаемости шлифовального зерна и
схема (б) его работы:
1 — помольный барабан; 2 — мелющие шары; 3 — шлнфзерно
для зернистости 125 и 25; Р = (100 ± 0,1) г — исходная масса испы-
туемой на приборе навески шлифзерна.
Разрушаемость различных абразивных материалов приведена
в табл. 2.10.
Режущие свойства инструмента, производительность процесса
шлифования и качество шлифованной поверхности так же зависят от
сопротивляемости абразивных зерен механическому истиранию (изно-
состойкость). Согласно разработанной методики износостойкость
абразивных материалов определяется на стандартном приборе АСЗ-4.
Образцы для исследований имеют цилиндрическую форму (диа-
метр 20 мм), изготовлены из шлифзерна размером 500—400 мкм на
бакелитовой связке. Подготовленные образцы устанавливают на
чугунный диск прибора АСЗ-4 с предварительно нанесенным слоем
алмазно-масляной суспензии и притирают в течение 10—15 мин,
после чего проводят их контрольные испытания.
Линейный износ испытуемых образцов измеряется с точностью
±0,005 мм микрокатором 1ИГП, установленным на стойке оптиметра
икв.
2.10. Разрушаемость абразивных материалов
Материал Зернистость
25 40 125
Моиокоруид Карбид кремния: зеленый черный Электрокоруид: белый нормальный Кварцевый песок (для сравнения) 42,4 42,8—44,5 46,8 46,5—48,0 51,0—52,0 38,5 41,0—41,6 47,2 43,0—45,5 47,7—49,0 77,5 76,0 70,0 52,0 53,0
36
За износостойкость абразивного материала принимается вели-
чина, обратная среднему арифметическому значению линейного
износа образцов, определенному на основании 10—15 опытов.
Относительная износостойкость
Е = Иэт/Иобр, (2-5)
где Иэт, Яобр — линейный износ образца, принятого в качестве
эталона, и испытуемого образца, мкм.
Ниже приведены значения износостойкости абразивных и инстру-
ментальных материалов.
Материал Относитель- ная износо- стойкость Материал Относитель- ная ИЗНОСО- СТОЙКОСТЬ
- Кварцевый песок , . . 1,0 Наждак . . 1,3
Карбиды: Электрокорунды:
циркония . . . . . 1,2 нормальный . . . . 2,5
ванадия .... . . 1,6 белый .... . . 2,7
кремния 2,5 хромистый . . . . 2,8
бора . . 2,6
вольфрама . . . . 3,5 Монокорунд .... . . 3,0
§ 5. МАРКИ АБРАЗИВНЫХ МАТЕРИАЛОВ
Отечественной промышленностью выпускаются следующие
марки абразивных материалов.
Нормальный электрокорунд 18А, 15А, 14А и 13А. Технические
условия на шлифовальные материалы из электрокорунда нормального
регламентируются ОСТ2 МТ71-5—78. Химический состав отдельных
групп зернистостей приведен в табл. 2.11.
По количеству и размеру отпечатков на «мушку» в электрокорунде
марки 18А допускается при зернистости 200—4 не более пяти отпе-
чатков размером 0,3—1 мм, в других марках нормального электро-
корунда число отпечатков не регламентируется. Насыпная масса
нормального электрокорунда регламентируется от 2 г/см3 для зерни-
стости 200 до 1,71 г/см3 для зернистости 4. Этот показатель не явля-
ется браковочным.
Для абразивных материалов высшей категории качества гаранти-
руются: показатель разрушаемости для зернистостей 200—63 (кон-
2.11. Химический состав нормального электрокоруида
зернистостью 50—16
Марка Основной химический состав, % Содержание магнитного материала, %
Fe2Oa тю2 SiO2 СаО
не более не меиее не более
18А 0,30 2,4 0,7 0,40 0 08
15А 0.35 1,6 Не регламентируется 0,85 0,10
14А 0.50 2,0 То же 0,85 0,17
13А 1,30 1,6 1,00 1,20
37
2.12. Химический состав белого электрокорунда
зернистостью 80—16
Марка Основной химический состав, %, не более Содержание магнитного материала, %
Fe.O, SiO, Na2O с
25А 0,02 0,10 0,20 0,10 0,008
24А 0,05 0,14 0,30 0,15 0,010
23А 0,10 0,20 0,40 0,20 0,015
трольная зернистость 125) и 50—16 (контрольная зернистость 25)
не более 53 %; абразивная способность для зернистостей 16—8 не
менее 0,050 г и зернистостей 6—5 и 4 соответственно 0,040 и 0,030;
режущая способность микропорошков 0,060—0,003 г/мин для зерни-
стости М63—М5 (конкретно для каждого номера).
Нормальный электрокорунд марок 18А и 15А применяют для
Изготовления инструмента на керамической связке, в том числе для
изготовления прецизионного абразивного инструмента и инструмента
классов АА и А, шлифовальной шкурки; марка 14Адля изготовления
инструмента на керамических и органических связках, шлифоваль-
ной шкурки, шлифования свободным зерном; марка 13А для инстру-
мента на органической связке.
Белый электрокорунд марок 25А, 24А, 23А, основные требования
к которому определяются ОСТ2 МТ71-5—78. Химический состав
отдельных групп зернистостей приведен в табл. 2.12.
Содержание углерода не является браковочным показателем,
служит для накопления статистических данных.
В белом электрокорунде марки 25А всех зернистостей наличие
отпечатков на «мушку» размером 0,3—1,0 мм не допускается. Насып-
ная масса регламентируется (но не является браковочным показа-
телем) в пределах от 1,87 г/см3 для зернистости 80 до 1,66 г/см3 для
зернистости 4.
Для абразивных материалов высшей категории качества гаранти-
руется: разрушаемость для зернистостей 80—16 (контрольная зер-
нистость 25) не более 52; абразивная способность не менее 0,054 г для
зернистостей 50—40, режущая способность микропорошков от
0,050 г/мин для зернистости М63 до 0,002 г/мин для зернистости М5.
Белый электрокорунд марки 25А применяется для изготовления
абразивного инструмента на керамической связке, в том числе пре-
цизионного, класса АА и А, марки 24А и 23А — для изготовления
инструмента в основном на керамической связке. Абразивный
инструмент из белого электрокорунда используют на операциях
чистового шлифования сталей, в первую очередь закаленных.
Монокорунд марок 45А, 44А и 43А. Технические требования
регламентированы согласно ОСТ2 МТ71-5—78. Химический, состав
отдельных групп зернистостей приведен в табл. 2.13.
В марке 45А зернистостью 40—10 допускается не более четырех
отпечатков на «мушку» размером 0,3—1 мм. Насыпная масса регла-
38
2.13. Химический состав монокорунда
Марка Зернистость Основной химический состав, %, не более Содержание магнитного материала, %
Fe2Os TiO2 С
45А 50—16 0,20 0,40 0,15 0,08—0,10
44А 50-16 0,30 0,45 0,20 0,15
43А 80—32 0,50 0,55 0,25 0,20
ментируется (но не является браковочным показателем) от 1,89 г/см3
для зернистости 50 до 2,09 г/см3 для зернистости 5. Применяется для
изготовления абразивного инструмента на керамической связке и
шлифовальной шкурки, используемых для обработки труднообраба-
тываемых легированных сталей.
Хромистый электрокорунд марок 34А и ЗЗА. Технические требо-
вания регламентированы ОСТ2МТ71-5—78. Химический состав хроми-
стого электрокорунда приведен в табл. 2.14.
Показатель содержания углерода не является браковочным. На-
сыпная масса от 1,95 г/см3 для зернистости 80 до 1,67 г/см3 для
зернистости 6. В марке 34А зернистостью 80—6 по отпечаткам на
«мушку» допускается не более четырех отпечатков размером 0,3—
1 мм. Гарантийные показатели для материалов высшей категории
качества: разрушаемость для зернистостей 50—16 (контрольная
зернистость 25) не более 52; абразивная способность для зернистостей
50—6 не менее 0,052 г.
Области применения хромистого электрокорунда в основном
совпадают с областями применения белого электрокорунда.
Сложнолегированный хромтитанистый электрокорунд марок 92А
й 91А (на основе белого электрокорунда), 94А и 93А (на основе нор-
мального электрокорунда). Химический состав сложнолегированного
электрокорунда приведен в табл. 2.15. Насыпная масса электроко-
рунда марок 92А и 91А от (1,92 ± 0,05) г/см3 для зернистости 50
до (1,74 д- 0,05) г/см3 для зернистости 6, для электрокорунда марок
94А и 93А на уровне нормального электрокорунда.
Абразивная способность электрокорунда 92А и 91А зернистостью
50—16 не менее 0,050 г, зернистостью 12—6 не менее 0,044 г; для марок
2.14. Основной химический состав хромистого электрокоруида, %
Марка Зернис- тость Fe2O3, не более Общее содержание Сг2О3 В том числе Содер- жание магнит- ного материала
Сг2О3 в твердом растворе, не менее Сг сво- бод- ный Na2O SiO2 С
ие более
34А 80—16 0,10 0,8—1,25 0.5 0,2 0,4 0,10 0,15 0,020
ЗЗА 80—16 0,12 0,5—2,0 05 0,3 0,5 0,15 0,20 0,025
39
2.15. Основной химический состав сложиолегироваииого электрокорунда зернистостью 50—10,%
94А и 93А — на уровне нормаль-
ного электрокорунда. Область
применения электрокорунда ма-
рок 92А и 91А аналогична области
применения белого электрокорун-
да, при этом использование абра-
зивных инструментов, изготовлен-
ных из марок 92А и 91А вместо
белого электрокорунда, повышает
производительность обработки на
25—30 % и стойкость инструмента
в 1,5 раза и более. Такие круги
могут применяться вместо кругов
из монокорунда, так как их эффек-
тивности почти равны. Электро-
корунд марок 94А и 93А приме-
няют вместо нормального элек-
трокорунда.
Электрокорунд циркониевый
марок 38А-5, 38А-4 и 38А-3., Хи-
мический состав циркониевого
электрокорунда приведен в табл.
2.16. Насыпная масса цирконие-
вого корунда находится в преде-
лах 2,0—1,6 г/см3 в зависимости
от марки материала и зернистости.
Формокорунд (спеченный ко-
рунд), технические требования
регламентируются СТП 19-01—76
и легированный формокорунд —
ПТУ2-036-032—79 (табл. 2.17 ?
и 2.18).
Содержание а-А12О3 в формо-
корунде ФС не менее 89 %, в АЗ
не менее 79 %; насыпная масса J
формокорунда не менее 1,86 г/см3,
в АЗ не менее 1,9 г/см3; плот-
ность формокорунда не менее
4,0 г/см3.
Карбид кремния черный марок
55С, 54С и 53С и зеленый марок
64С и 63С. Технические требова-
ния к карбиду кремния регла-
ментированы ОСТ 144—78. Хими-
ческий состав приведен в табл. 2.19.
Насыпная масса карбида крем-
ния черного марок 55С, 54С, 53С
изменяется от (1,46 ± 0,05) г/см3
для зернистости 160 и до (1,28 ±
40
2.16. Химический состав циркониевого электроиакоруд %,
Марка Зерни- стость ZrOj, в пре- делах SiOj Т1О, А120з, не менее Хрупкость, %, не более
не >олее
38А-5 250—125 18—25 2,0 1,5 70,0 18
38А-4 250—125 18—25 2,0 1,5 70.0 23
38А-3 100—16 18—25 2,0 1,5 65,0 Не регламенти- руется
2.17. Характеристика формокорунда разных марок
Формокорунд Марка Форма зерна Размер зерна, мм
длина 1 диаметр h нли сторона квадратного сечеиия а
Спеченный ФС Цилиидрообразиая, приз- мообразная с квадратным сечением До 8 1,0—2,5
Легированный АЗС1 АЗС2 АЗСЗ Цилиидрообразиая 1—8 1,2—1,6 1,6—2,3 2,3—2,8
АЗР1 АЗР2 АЗРЗ Призмообразная с квадрат- ным сечением 1-8 1,2—1,6 1,6—2,3 2,3—2,0
2.18. Химический состав формокорунда, %
Марка А12О3 110, ZrO2 S1O, СаО + + MgO Fe„O, R,0
ие более
ФС АЗС 1—АЗСЗ, АЗР1—АЗРЗ 89 80—87 Сле- ды 1—4 Сле- ды '6- 9 3,5—7,5 4—6 0,1—0,5 0,1—2,0 0,3—0,5 1,5 1,1—1,5 2,0
2.19. Химический состав карбида кремния, %
ЬМарка Зернис- тость S1C, не менее Fe Ссв Содержание
магнит- ного ма- териала зеленых зерен
не олее
55С 50—16 99,0 0,15 0,20 0,05 Не регламен- тируется
54С 50—16 98,0 0,30 0,20 0,20 То же
53С 50-16 97,5 0,40 0,25 0,30 »
64С 80—16 99,0 0,10 0,15 0,05 90
63С 80-16 98,5 0,25 0,20 0,15 80
41
± 0,05) г/см3 для зернистости 4, зеленого марок 63С и 64С от
(1,54 ± 0,05) г/см3 для зернистости 80 и до (1,36 ± 0,05) г/см3 для
зернистости 4. Разрушаемость карбида кремния зеленого всех марок
зернистостью 160—63 (по контрольной зернистости 125) должна быть
не более 66 %, карбида кремния черного — не более 70 %. Абразив-
ная способность карбида кремния в зависимости от марки и зерни-
стости находится в пределах от 0,085 г (зернистость 16 КЗ) до 0,050 г
(зернистость 4 КЗ). Режущая способность микропорошков карбида
кремния зеленого регламентируется в пределах от 0,082 г/мин для
зернистости М63 до 0,006 г/мин для зернистости М5.
Карбид кремния имеет наиболее широкую из всех абразивных
материалов область применения. Высокие абразивные свойства этого
материала делают его практически незаменимым для обработки таких
материалов, как чугун, медь, алюминий, стекло и др.
Карбид бора выпускается в соответствии с техническими усло-
виями ТУ 2-036-705—77, предусматривающего содержание общего
бора в карбиде зернистостью 16 не менее 72,5 %, зернистостью 5—4
не менее 71,5 %.
Абразивная способность карбида бора должна быть в пределах от
0,105 г для зернистостей 16 и 12 до 0,055 г для зернистости 4.
Карбид бора применяют в качестве материала для абразивной
обработки инструмента из твердых сплавов металлокерамического
типа на основе карбидов вольфрама, титана и для других целей.
Карбид бора используют обычно в виде порошка или паст, так как
вследствие переменного химического состава и низкой температуры
разложения не удается получить прочный абразивный инструмент.
Из спеченного карбида бора изготовляют различные калибры, сопла
пескоструйных аппаратов.
В качестве естественных абразивных материалов в настоящее
время применяются следующие.
Корунд — горная порода, состоящая в основном из кристалли-
ческой окиси алюминия (а-А12О3) с небольшой примесью кварца
и других минералов, химически связанных с окисью алюминия.
Количество и состав примесей определяют цвет корунда: красный,
бурый, желтый, синий, серый или белый. Примеси, будучи менее
твердыми, чем сам корунд, снижают его абразивную способ-
ность. Микротвердость корунда 17,7—23,5 ГПа, твердость по
Моссу 9,0.
Кристаллизуется корунд в тригональной системе, образуя кри-
сталлы различного габитуса: от остропирамидальных до бочонковид-
ных. Кристаллы имеют стеклянный блеск, степень прозрачности их
различна.
Применяется корунд в виде концентратов, получаемых при
обогащении руд. Содержание корунда в рудах 5—45 %, а в концен-
тратах 35—80 %. Сопутствующими корунду минералами являются
полевой шпат, кварц, дистен и другие минералы. Из корунда изготов-
ляют шлифпорошки для производства абразивного инструмента и
микропорошки, применяемые при окончательном полировании изде-
лий из стекла и металла.
42
Наждак — тонкозернистая горная порода, состоящая из корунда
и магнезита с некоторым количеством гематита и кварца. Содержание
корунда в наждаке достигает 30 %. Цвет обычно красновато-черный.
Область применения аналогична области применения естественного
корунда.
Гранат — минерал, представляющий собой соединение алюминия,
железа, хрома, кальция, магния и марганца с кремнекислотой.
К гранатам относится большая группа сложных силикатов, кристал-
лизующихся в кубической сингонии. Они имеют стеклянный блеск и
раковистый излом. В зависимости от примесей гранат бывает темно-
красного (пироп), красного (альмандин), оранжево-желтого (спессар-
тин), медно-желтого (гроссуляр), буро-красного, черного (андрадит)
или изумрудно-зеленого (уваровит) цветов. В качестве естественных
абразивных материалов используются гранаты, представляющие со-
бой изоморфную смесь альмандина, пиропа, спессартина и других
разновидностей. Микротвердость граната 13,7—16,7 ГПа, твердость
по Моосу 6,5—7,5.
В промышленных рудах содержится 6—15 % граната, а в кон-
центратах 45—90 %. Из концентратов получают шлифзерно, шлиф-
порошки и микропорошки. Шлифзерно используют для изготовления
шлифовальной шкурки при обработке дерева, пластмассы, кожи.
Шлифпорошки и микропорошки граната могут применяться в свобод-
ном виде для обработки стекла.
Кремень — однородная плотная горная порода, состоящая из
кремнезема (халцедона) скрытокристаллической структуры и микро-
скопических зерен кварца с примесью карбонатов, глинистых веществ
и органических остатков. Цвет его — от светло-серого до черного,
иногда с буровато-желтым оттенком; излом раковистый, благодаря
чему при дроблении кремня образуются частицы с острыми кромками.
Микротвердость кремня 9,8—14,7 ГПа, в природе встречается в виде
массивных пород и гальки. Для производства шлифматериала исполь-
зуется кремень, содержащий не менее 96 % SiO3 и не более 1 %
Fe2O3, применяемый для изготовления шлифовальной шкурки, кото-
рой обрабатывают кожи, эбонит, дерево.
§ 6. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА
СВЕРХТВЕРДЫХ МАТЕРИАЛОВ
К сверхтвердым материалам относятся природные и синте-
тические алмазы, кубический нитрид бора и материалы на его основе.
Алмаз является самым твердым среди всех известных в природе
материалов и по шкале твердости Мооса занимает наивысшее, десятое
место. В природе алмазы встречаются в виде монокристаллов, их
осколков, сростков и поликристаллических агрегатов. Природные
алмазы бывают бесцветные или окрашенные в разные цвета, различ-
ной интенсивности в зависимости от примесей. По окраске, форме и
характеру кристаллической структуры алмазы делятся на техниче-
ские и ювелирные. К последним относятся кристаллы относительно
совершенной формы, исключительной прозрачности, хорошей и равт
43
номерной окраски, без посторонних включений, трещин и других
дефектов. К техническим алмазам относятся кристаллы, которые по
форме, цвету и различным дефектам непригодны для изготовления
бриллиантов. В настоящее время только 20 % всех добываемых в мире
природных алмазов используются как ювелирные и около 80 % для
технических целей.
Главными разновидностями природных технических алмазов
являются: борт, карбонадо и баллас.
Борт представляет собой непрозрачные сростки мелких алмазных
кристаллов неправильной формы, как правило, стального цвета
с голубоватым и желтым оттенком и обычно трещиноватые. Из алма-
зов борт изготовляют абразивный инструмент, а также режущие,
буровые и правящие инструменты.
Карбонадо и баллас представляют собой тонкозернистые поли-
кристаллические агрегаты черного, серого или зеленоватого цвета,
овальной или шаровидной формы, состоящие из мельчайших взаимо-
проросших кристаллов. Характерной особенностью алмазов этого
типа является, как правило, радиально-лучистое строение поликри-
сталла (кристаллики, слагающие поликристалл, располагаются
веерообразно вокруг единого центра). Алмазы карбонадо имеют
более тон ко кристаллическую и плотную структуру, чем алмазы бал-
лас. Обе разновидности менее хрупки, чем алмазы борт, и применя-
ются для изготовления бурового инструмента.
Синтетические алмазы можно получать с заранее заданными свой-
ствами, что достигается варьированием параметров процесса синтеза.
Отечественной промышленностью освоено производство нескольких
марок синтетических алмазов, свойства которых регламентируются :
ГОСТ 9206—80. Одной из основных характеристик, определяющих >
марку синтетических алмазов, является их прочность. Самыми j
хрупкими являются алмазы марки АС2, а самыми прочными АС50. -
Алмазы марки АС2 в зависимости от зернистости имеют прочность
в 5 раз меньше, чем прочность природных алмазов. Однако, имея
развитую режущую поверхность и повышенную хрупкость, они очень
. эффективны при использовании в инструменте на органических
связках (рис. 2.12, а).
Алмазы марки АС50 (хорошо ограненные монокристаллы)
обладают минимальной хрупкостью и наибольшей прочностью по
сравнению со всеми марками синтетических алмазов и почти в 2 раза
превосходят по прочности природные алмазы. Применяются для
изготовления абразивного, бурового и правящего инструмента
(рис. 2.12, б).
По аналогии с природными алмазами типа баллас и карбонадо
созданы синтетические алмазы с близкими к природным физико-
механическими свойствами, а также алмазы марки СВ, получаемые
методами спекания микропорошковой фракции. Синтетические поли-
кристаллические алмазы марок АСБ, АСПК, СВС-П, СВС выпуска-
ются по специальным техническим условиям в виде поликристалли-
ческих образований (заготовок), используемых для изготовления
однокристалльного инструмента, резцов, выглаживателей, наконеч-
44
Рис. 2.12. Синтетические алмазы марок АС2 (а) и АС50 (б)
ников к приборам определения твердости, волок. Их размеры и масса
могут колебаться в широких пределах по диаметру от 3,5 до 10 мм и
по массе от 0,4 до 4,5 карат. Дроблением поликристаллических
алмазов получают порошки по ГОСТ 9206—80, используемые для
изготовления абразивного, правящего и бурового инструмента.
Алмаз имеет высокую химическую и коррозионную стойкость. Он
растворяется только в расплавах щелочей, натриевой и калиевой
селитрах, а также в соде. В то же время как инструментальный
материал алмаз имеет сравнительно низкую теплостойкость. На
воздухе алмаз сгорает при температуре 700—850 °C и в диапазоне
этих температур химически активен в контакте с железом. Эти свой-
ства не позволяют эффективно использовать алмаз при обработке
высокотвердых сталей, так как температура в зоне контакта алмаз-
ного инструмента и металла, как правило, превышает 1000 °C.
ГОСТ 9206—80 на алмазные порошки из природных и синтетиче-
ских алмазов расширяет диапазон выпускаемых марок, ужесточает
технические требования к ним и вводит новую индексацию.
Алмазные шлифпорошки в зависимости от вида сырья, из которого
они изготовлены, обозначаются буквенными индексами: А — из
природных алмазов, АС — из синтетических алмазов, АР — из
синтетических поликристаллических алмазов,
К буквенному обозначению шлифпорошков из синтетических
поликристаллических алмазов добавляется буквенный индекс, обозна-
чающий тип поликристаллического алмаза: В, К, С соответственно
Для алмазов типа баллас, карбонадо, спеки.
К буквенному обозначению шлифпорошков добавляют цифровой
индекс, который выражает в шлифпорошках из природных алмазов
45
содержание зерен изотермической формы, %, в шлифпорошках из
синтетических алмазов — среднее арифметическое значение (в ньюто-
нах) показателей прочности на сжатие всех зернистостей определен-
ной марки, определяемое размером средней статической нагрузки,
разрушающей единичные зерна, в шлифпорошках из синтетических
поликристаллических алмазов — среднее арифметическое значение
(в сотых долях ньютона) показателей прочности на сжатие всех
зернистостей определенной марки.
Марки алмазных порошков, характеристика и область их приме-
нения приведены в табл. 2.20.
Прочностные показатели различных марок синтетических алмазов
зернистости 160/125 должны соответствовать данным, приведенным
ниже:
Марка алмаза . . АС2 АС4 АС6 АС15 АС20 АС32 АС50 АРБ1 АРК4 АРСЗ
Прочность при ста-
тическом сжатии,
Н, не менее . . . 2,2 5 6,8 13 17,6 25,9 35,3 6,4 20,6 16,7
Твердость кубического нитрида бора (КНБ) приближается к твер-
дости алмаза. Микротвердость КНБ 850—860 МПа.
Важным свойством КНБ является его способность противостоять
воздействию высоких температур в контактных зонах при шлифова-
нии. Исследование поведения КНБ при нагревании в воздушной
среде показало, что заметное окисление поверхности его кристаллов
наблюдается примерно с температуры 1300 °C. В восстановительной
среде (азот) переход кубической модификации в гексагональную
зафиксирован при температуре 1520 °C при нагревании в течение 12 ч.
Химическая стойкость КНБ также высока. Он не растворим в кон-
центрированных и разбавленных кислотах и щелочах, не разлагается
в расплавах щелочей и солей щелочных металлов, не окисляется
водяным паром при нагревании до 800 °C. При этом в отличие от
алмаза кубический нитрид бора инертен к железу, входящему в боль-
шинство используемых в настоящее время в промышленности метал-
лических материалов, что способствует также снижению диффузион-
ного и адгезионного изнашивания зерна.
Варьируя отдельными технологическими параметрами процесса
производства, можно получать различные марки КНБ. В промышлен-
ных масштабах в нашей стране освоен материал — «эльбор». Опытный
завод Института сверхтвердых материалов АН УССР выпускает
КНБ под названием «кубонит».
Физико-механические свойства этих материалов определяются
свойствами КНБ, который является их основной кристаллической
формой. В зависимости от показателя механической прочности
эльбор и кубонит, так же как и синтетические алмазы, разделяются
на марки (табл. 2.21): ЛО, КО — эльбор и кубонит обычной проч-
ности; ЛП, КР — повышенной механической прочности. Под маркой
ЛКВ отечественной промышленностью синтезируется высокопрочный
КНБ. Эльбор марки ЛО имеет более низкие показатели по проч-
ности, чем кубический нитрид бора марки ЛКВ и боразон. Однако
46
2.20. Характеристика и область применения порошков
из природных и синтетических алмазов
Марка алмазно- го порош- ка Характеристика Рекомендуемая область применения
Al, А2, ЛЗ Порошки, получаемые дробле- нием нз природных алмазов, содержащие соответственно не менее 10, 20 и 30 % зерен изометрической формы Для изготовления инструментов на металлических связках при обработ- ке технического стекла, керамики, камня, бетона
А5, А8 Порошки из природных алма- зов. содержащие соответствен- но не менее 50 и 80 % зерен изометрической формы Для изготовления шлифовальных кругов на металлических связках, в том числе изготовляемых гальвани- ческим методом, для обработки кам- ня из твердых пород, прочных бето- нов, твердой керамики (А5). Для из- готовления правящего, бурового ин- струментов, инструментов для кам- необработки (А5 и А8)
ЛС2 Порошки из синтетических ал- мазов повышенной хрупкости, зерна которых представлены преимущественно агрегатами с развитой поверхностью Для изготовления инструментов на' органических связках, применяемых на чистовых и доводочных операциях при обработке твердого сплава и ста- лей
АС4 Порошки из синтетических ал- мазов. зерна которых пред- ставлены агрегатами и срост- ками Для изготовления инструментов на органических и керамических связ- ках, применяемых при обработке твер- дого сплава, керамики и других хруп- ких материалов
АС6 Порошки из синтетических ал- мазов, зерна которых пред- ставлены в основном несовер- шенными кристаллами, их об- ломками и сростками Для изготовления инструментов на металлических связках, работающих при повышенных нагрузках
АС 15, АС20 Порошки нз синтетических ал- мазов, зерна которых пред- ставлены, в основном, целыми кристаллами, их обломками и сростками, обладающие высо- кими прочностными свойства- ми. с коэффициентом формы зерен соответственно не более 1,6 и 1,5 Для изготовления инструментов на металлических связках, работающих в тяжелых условиях: резка, обработ- ка стекла, шлифование и полирова- ние камня (АС15); черновое хонин- гование, обработка и резка стекла, железобетона (АС20)
47
Продолжение табл. 2.20
Марка алмазно- го порош- ка Характеристика Рекомендуемая область применения
АС32, АС50 Порошки из синтетических ал- мазов, зерна которых представ- лены в основном хорошо огра- ниченными целыми кристаллами и их обломками, обладающие повышенными прочностными свойствами с соответственным коэффициентом формы зерен не более 1,2 и 1,18 Для изготовления инструментов' на металлических связках: из марки АС32 инструмент для бурения, прав- ки шлифовальных кругов, чернового хонингования, резки и обработки камня средней твердости и из марки АС50 для инструментов, работающих в особо тяжелых условиях: бурение пород IX—X крепости, резка гра- нитов, обработка строительных ма- териалов. горных пород, керамики, кварцевого стекла, корунда
. АРБ1, АРК4, АРСЗ Порошки из синтетических по- ликристаллических алмазов, получаемые путем дробления синтетических алмазов соот- ветственно типа баллас, кар- бонадо и спеки Для изготовления инструментов, применяемых для чернового хонинго- вания чугунов, резки стеклопластиков (АРБ, АРК) и бурения, правки, кям- необрабогки (АРС)
2.21. Марки СТМ на основе кубического нитрида бора
Материал Содержание КНБ, % (по массе) Плотность, 10* кг/м3 ! Механическая проч- ! ность, Н, не менее (зернистость 20) Материал Содержание КНБ, % (по массе) ! Плотность, 10s кг/м3 Механическая проч- ность, Н, не менее , (зернистость 20)
Эльбов: ЛО лп Кубонит: КО КР 90 90 96 96 1,30 1,45 1,40 1,50 3,0 6,1 3,0 6,2 Кубический нит- рид бора марки ЛКВ Боразон 96 97 1,57 1,65 7,1 7,5
высокоразвитая поверхность кристаллов и его хрупкость обеспечи-
вают его высокую режущую способность в абразивном инструменте и
самозатачивание в процессе шлифования. Особенно эффективно
использование эльбора ЛО в абразивном инструменте на органиче-
ских и керамических связках. В инструментах на металлических
связках более высокие эксплуатационные показатели имеют мате-
риалы марки ЛКВ.
Советскими специалистами впервые в мировой практике раз -
работана и реализована в промышленных условиях гамма сверх-
48
Рис. 2.13. Эльбор-Р (композит—01)
твердых поликристаллических материалов на основе кубического
нитрида бора для применения в лезвийном режущем инструменте:
эльбор-Р (композит-01), гексанит-Р (композит-10) и др. По струк-
туре все эти материалы являются поликристаллическими образо-
ваниями, состоящими из мельчайших сросшихся кристалликов
КНБ. Содержание кубического нитрида бора в эльборе-Р составляет
96—99 %, содержание сопутствующих фаз 4—1 %. Исследованиями
установлено, что режущие свойства материалов зависят от их плот-
ности, которая должна быть не менее 3,3 г/см®. В состав гексанита-Р
входят кубическая и вюрцитная модификации нитрида бора.
Все более широкое применение находят различные компози-
ционные материалы на основе кубического нитрида бора (компо-
зиты), свойства которых могут регулироваться в широких пределах
в зависимости от количества и фазового состава тугоплавких доба-
вок, вводимых в состав материалов, полученных методом спекания.
Например, композит-05 и его модификации могут состоять из 85—
97 % кубического нитрида бора, 5—2 % окислов натрия и каль-
ция и 10—1 % тугоплавких соединений (например, алмаз, карбид
кремния, корунд, карбид бора и др.). Возможны и другие компо-
зиции материалов. Отечественной промышленностью выпускается
широкая номенклатура заготовок эльбора-Р, гексанита-Р и компо-
зита-05 размером 4—10 мм и массой 0,8—5 карат, используемых
Для изготовления режущего инструмента, резцов, фрез и т. п.
(Рис. 2.13).
ГЛАВА 3
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ
И СВЕРХТВЕРДЫХ МАТЕРИАЛОВ
§ 1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
НОРМАЛЬНОГО ЭЛЕКТРОКОРУНДА
Технологический процесс производства нормального элек-
трокорунда представляет собой электротермический рудновосста-
носительный процесс, при котором в дуговых электрических печах
методами плавки на «блок» и на «выпуск» из исходной алюмосодер-
жащей руды — боксита — получают абразивный материал — элек-
трокорунд и сопутствующий продукт — ферросплав.
h Исходными материалами для плавки электрокорунда нормаль-
ного являются бокситы с содержанием, %: А12О3 — 48—60; SiO2 —
3,5—5; Fe2O3 — 18—26; TiO2—1,5—2,5; СаО — 0,1—0,4. Потери
при прокаливании составляют 15—25 %.
। Боксит представляет собой горную породу, состоящую из гидра-
тов глинозема с примесями окислов железа, кремния, титана и дру- ;
гих окислов. При производстве электрокорунда нормального исполь- (
зуются наиболее высококачественные сорта бокситов с повышенным
содержанием окиси алюминия и низким содержанием двуокиси крем-
ния и окиси кальция. В зависимости от вида гидрата окиси алюминия
бокситы могут быть одногидратными, содержащими гидрат в виде
бемита или диаспора, имеющими одинаковую формулу А12О3-Н2О
и отличающимися параметрами кристаллической решетки и свой-
ствами, или трехгидратными, содержащими гидрат в виде гидрал-
гилита, имеющего формулу А12О3-ЗН2О. Одногидрат окиси алюминия
содержит около 15 % Н2О, трехгидрат — около 35 %. Высокое со-
держание гидратной воды затрудняет непосредственное применение
сырых бокситов для плавки электрокорунда, так как требует допол- (
нительных затрат электроэнергии на дегидратацию и приводит к не- ’
стабильному ходу плавки в результате вскипания и выброса рас- '
плава.
В связи с этим перед плавкой бокситы проходят предварительную
подготовку: прокалку (кальцинацию) в целях удаления внутри-
кристаллической влаги или агломерацию — высокотемпературное
спекание с восстановителем, обеспечивающее не только удаление
внутрикристаллической влаги, но п ластичное восстановление при-
месей и окускование материала.
Технологический процесс агломерации боксита (рис. 3.1) вклю-
чает подготовку исходных материалов — дробление бокситов до
размера менее 15 мм и твердого топлива (антрацита, кокса) до раз-
мера менее 5 мм, смешивание их в соотношении, установленном тех-
нологической картой, с увлажнением в смесительном барабане и
50
Рис. 3.1. Схема цепи аппаратов технологического процесса агломерации бокситов:
1 — грейферный кран; 2 — приемный бункер боксита; 3 — пластинчатый питатель; 4 —
щековая дробилка; 5 —приемный бункер; 6 — дробилка СМ-19А; 7 — элеватор; 8 — та-
рельчатый питатель; 9, 11 — приемный бункер антрацита; 10 — молотковая дробилка;
12 — смесительный барабан; 13 — маятниковый питатель; 14 — барабанный питатель;
15 — вентилятор; 16 — горн; 17 — агломашина; 18 — газоход; 19 — мультициклон; 20 —
аглоэксгаустер; 21 — одновалковая дробилка; 22 — колосниковый грохот; 23 — бункер
возврата; 24 — пластинчатый питатель
подачу шихты на движущуюся ленту агломерационной машины
с толщиной слоя 200—350 мм.
Агломерационная машина непрерывного действия представляет
собой конвейер, состоящий из отдельных спекательных тележек
(паллет), перемещающихся по замкнутым направляющим. На верх-
ней ветви агломашины, находящейся под вакуум-камерами, проис-
ходит процесс спекания шихты. В головной части вакуум-камер
идет загрузка шихты и после вакуум-камер выгрузка готового
алгомерата. Над первыми двумя камерами находится горн для
зажигания шихты, над третьей и четвертой — газогорелочное уст-
ройство. В зажигальном горне агломерационной машины с помощью
газовых горелок при температуре 1250—1280 °C начинается процесс
горения топлива (зажигание шихты), который в дальнейшем поддер-
живается в вакуум-камере агломашины за счет пропускания через
шихту воздуха до 4200 м3/ч с помощью эксгаустера, обеспечивающего
разрежение 10-4 Па.
При сгорании топлива достигается температура 1400—1450 °C,
достаточная для дегидратации, спекания и оплавления бокситов
с частичным восстановлением окиси железа Fe2O3 до закиси FeO
и металлического железа, при этом обеспечивается высокая активная
поверхность и пористость материала. Образовавшийся на агломера-
ционной ленте спек сбрасывается в дробилку, охлаждается, прохо-
дит грохочение, при котором отбиваются мелкие куски агломерата
(до 15 мм), проходящие затем повторную агломерацию. Агломери-
51
рованный боксит должен отвечать требованиям ОСТ2 МТ75-1—78.
Он содержит в зависимости от марок (АБВ, АБ1 и АБ2) не менее
62—58 % А12О3, не более 4—7 % SiO2 и 0,15—0,45 % СаО, размеры
кусков должны находиться в пределах 20—16 мм, содержание мелких
фракций (менее 16 мм) должно быть не более 15 %.
На производство 1 т агломерата расходуется 1,2—1,4 т боксита
и 130—150 кг антрацита. Качество исходного боксита или агломе-
рата для плавки электрокорунда определяется кремниевым модулем,
равным отношению содержания в них окиси алюминия к содержа-
нию двуокиси кремния, а также кальциевым модулем:
ДД _____ % А12О3 . ,л ..
MsiO’ - % SiO2 ’
ДД _____ % AI2O3 ,q Q,
^СаО % СаО • (3'2'
Кремниевый модуль существенно влияет на расход электроэнергии
на плавку электрокорунда, и как правило, ограничивается не менее
10—12. Кальциевый модуль бокситов для плавки электрокорунда
должен быть не менее 130 (содержание СаО не более 0,45 %), высо-
кокачественные марки электрокорунда 18А могут быть получены
при использовании бокситов с Мсао не менее 400.
В качестве восстановителя при плавке электрокорунда нормаль-
ного применяется малозольный антрацит по ГОСТ 3253—73, содер-
жащий не более 6,5 % влаги, 2 % серы, 0,4 % окиси кальция и
имеющего зольность не более 7,2 %. В шихту дополнительно может
добавляться железная стружка для обеспечения магнитных свойств
ферросплава и улучшения его осаждения в процессе плавки и ока-
лина, используемая при доводке плавки в целях окисления кар-
бидов и нитридов титана и уменьшения аномального расши-
рения.
Плавка нормального электрокорунда может осуществляться в ста-
ционарных или подвижных электропечах мощностью до 5000 кВ-А
методом плавки «на блок» или в стационарных электропечах мощно-
стью 7500—16 500 кВ-А методом плавки «на выпуск».
Схема электропечной установки для плавки электрокорунда
нормального методом плавки «на блок» показана на рис. 3.2. Она
состоит из печного гнезда, тележки, подины, кожуха, электродов,
механизма передвижения электродов, короткой электрической сети,
трансформатора, пульта управления и загрузочных устройств.
Стационарная электропечная установка для плавки электро-
корунда нормального методом плавки «на выпуск» состоит из футе-
рованного кожуха печи (рис. 3.3), имеющего два выпускных отвер-
стия (летки) для выпуска корунда и ферросплава, самоспекающихся
электродов и механизма их перемещения, короткой сети, печного
трансформатора, пульта управления, механизма прожига летки,
а также комплекта изложниц для приемки расплава корунда и фер-
росплава и механизма подачи шихты.
52
Рис. 3.2. Электропечная установка для плавки нормального электрокорунда «на
блок»:
1 _ съемный кожух печи; 2 — подина на тележке; 3 — тележка; 4 — трансбордерная
тележка; 5 —блок электрокоруида; 6 —вытяжной зонт; 7 — электроды; 8 — механизм пере-
мещения электродов; 9 — электрододержатель; 10 — короткая сеть; 11 — трансформатор
Плавка нормального электрокорунда является одним из самых
сложных электротермических процессов. В процессе плавки проис-
ходят:
а) расплавление всех шихтовых материалов;
б) сложные процессы восстановления окислов железа, кремне-
зема и частично титана, входящих в состав бокситов с последующей
рафинировкой расплава — отсадкой ферросплава на под печи —
и удалением газовых продуктов восстановления окислов. В процессе
Ф9Л0
Рис. 3.3. Футеровка кожуха электропечи для плавки нормального электрокорунда
«на выпуск»:
1 — магнезитовый кирпич; 2 — угольные блоки; 3 — иаплавлеииая подииа из электроко-
РУНда; 4 — шамотная засыпка
53
плавки нормального электрокорунда происходит восстановление при-
месей в боксите по реакциям:
Fe2O3 + ЗС = 2Fe + ЗСО; (3.3)
TiO2 + 2С = Ti + 2СО; (3.4)
SiO2 + 2С = Si + 2СО. (3.5)
Возможно частичное восстановление окислов железа на колош-
нике окисью углерода:
Fe2O3 + ЗСО = 2Fe + ЗСО2. (3.6)
В расплаве происходит объединение металлической фазы в комплекс-
ный ферросплав с содержанием 5—15 % Si, 0,5—5,0 % Ti, 70—
85 % Fe, до 2 % Al, 0,5—3,5 % С, а также осаждение его в нижней
части блока или на ванне печи. Окись алюминия, окись кальция и
магния в процессе плавки практически не восстанавливаются и пере-
ходят в расплав корунда;
в) кристаллизация наплавленного продукта (в блоках — при
плавке «на блок» и в слитках — при плавке «на выпуск»).
Технологический процесс производства нормального электро-
корунда методом плавки «на блок» включает следующие периоды:
розжиг печи, наплавление блока, проплавление печи и окончание
плавки, охлаждение и кристаллизация блока (в кожухе и на эста-
каде), разделка и сортировка блока.
При подготовке печи к плавке кожух печи устанавливается на
подготовленную подину, в него засыпается дробленый антрацит
в количестве до 1,5 т и образуется так называемая антрацитовая
линза, которая служит сборником осажденного ферросплава и пред-
отвращает его выход из-под кожуха. Затем в кожух засыпаются
и разравниваются 4—6 т бокситного агломерата, который образует
так называемую подушку, служащую для образования начального
расплава при розжиге печи и предохранения углеродистой линзы
от прогорания. На подушке укладывают треугольник или звезду
из кокса, на вершины которой при розжиге печи опускают электроды.
Подготовленная печь закатывается в плавильное гнездо для плавки.
При розжиге печи после включения трансформатора электроды
опускаются на кокс и электрический ток, проходя между электро-
дами по коксу, разогревает его, при этом начинает расплавляться
бокситный агломерат подушки. Образовавшийся электропроводный
расплав обеспечивает постепенный набор электрической мощности
и работу в стабильном электрическом режиме. После расплавления
подушки в печь начинают загружать вначале бокситный агломерат,
а затем шихту, т. е. его смесь с антрацитом. Время розжига состав-
ляет 10—40 мин, после набора полной мощности розжиг заканчи-
вается.
Наплавление блока при мощности печи 4500 кВ-А длится 16—
18 ч, что составляет 75—80 % общей продолжительности плавки,
и заключается в постоянной порционной загрузке шихты и ее про-
плавлении. При этом плавка ведется по методу возрастания степени
54
восстановления расплава, в первой трети периода плавки в шихту
дается 60—70 % расчетного количества восстановителя, во второй
трети — 100 % и в последней трети — 130—140 %, что способствует
лучшему наплавлению блока и отделению ферросплавов. Загрузка
шихты ведется таким образом, чтобы к концу первого периода на-
плавления блока создать устойчивый слой шихты на колошнике,
достигающий 1,5 м (тяжелый калошник), что обеспечивает снижение
тепловых потерь в процессе плавки. В процессе наплавления блока
берутся пробы расплава с помощью штанги (металлического прута),
на поверхности которой оседает расплав. По внешнему виду штанго-
вой пробы и спектральному анализу определяют ход технологического
процесса и имеющиеся отклонения и принимают меры по их ликви-
дации. В процессе плавки берут две-три штанговые пробы: первая
- из которых должна содержать 84—86 % А12О3, а последняя 90—
92 % А12О3. После загрузки всего установленного технологической
картой объема шихты, необходимой для получения расчетной массы
блока и выбора установленного количества электроэнергии, начи-
нают вести проплавление шихты.
При проплавлении колошника берутся ковшевые пробы (метал-
лическим конусным ковшом), по внешнему виду и спектральному
анализу которых определяют необходимое количество дополнитель-
ного восстановителя для доводки расплава до требуемого анализа.
Для улучшения отсадки ферросплава в печь подают металлическую
дробленую стружку и в случае перевосстановления окислов титана
окалину. По окончании доводки расплава в течение 0,5—1 ч посте-
пенно снижают мощность для уменьшения количества газов в рас-
плаве и отключают печь. Общая продолжительность периода про-
плавления и доводки расплава составляет 3—6 ч. По окончании
плавки выплавленный блок на печной тележке выкатывается из печ-
ного гнезда и помещается в остывочную камеру, где охлаждается
8—10 ч, в том числе 4—5 ч со снятым кожухом. Затем блок снимается
и с помощью мостового крана транспортируется на эстакаду, где
блок дополнительно орошается водой и остывает в течение 2—
2,5 сут.
В процессе плавки электрокорунда в водоохлаждаемом кожухе
за счет подбора электрического и теплового режима плавки некоторая
часть шихты, примыкающая к кожуху, остается непрореагировав-
шей и в дальнейшем возвращается в плавку как возвратный мате-
риал — «старая шихта», на периферии бдока шихта не полностью
восстанавливается, при разделке блока на копре эта часть блока,
называемая шлаком, также отбраковывается и отправляется на
переплав. Разбивка и сортировка блоков производится на копрах,
при этом происходит сортировка куска электрокорунда по эталонам,
отбраковка шлака и ферросилиция, кусок электрокорунда размером
500 мм и менее передается в цех производства шлифовального ма-
териала.
Технологический процесс плавки нормального электрокорунда
методом плавки «на выпуск» (рис. 3.4) является полунепрерывным
процессом, при проведении которого расплав электрокорунда и
55
I
56
сопутствующий ферросплав периодически выпускаются иа печи
в изложницы с массой слитка электрокорунда 15—20 т. Технологи-
ческий процесс состоит из следующих периодов: розжига печи, про-
водящегося при включении новой печи или ее пуска после капиталь-
ного ремонта, наплавления электрокорунда, проплавления колош-
ника и доводки расплава, выпусков расплава электрокорунда и
ферросплава, остывания и разделки слитков электрокорунда и ферро-
сплава. Розжиг электропечи при плавке электрокорунда «на выпуск»
осуществляется так же, как и при плавке «на блок». Наплавление
электрокорунда, проплавление шихты на колошнике и доводка
расплава при плавке «на выпуск» аналогичны соответствующим
периодам плавки «на блок». При мощности печи 10 500 кВ-А общая
продолжительность плавки составляет 6—6,5 ч. В первой половине
плавки в печь подается шихта, во второй половине осуществляются
‘проплавление колошника и доводка расплава. Загрузка шихты и
электрический режим плавки регламентируются технологической
картой плавки.
В процессе плавки контролируются электрические параметры
плавки, качество расплава методом отбора штанговых и ковшовых
проб, уровень расплава, состояние охлаждения кожуха и футеровки
печи.
Выпуск расплава электрокорунда осуществляется через летку
в изложницу. Разделку выпускного отверстия (летки) производят
прожитом кислородом, подаваемым в зону летки с помощью стальной
трубки диаметром 10—15 мм. Изложница представляет собой метал-
лический кожух с обратным конусом, футерованный хромомагнези-
товым кирпичом. При подготовке изложницы к выпуску ее устанав-
ливают на тележку, затем в изложнице устраивают антрацитную
линзу и подушку из отходов электрокорунда, предохраняющую
от- выхода расплава из-под изложницы. При плавке легированного
электрокорунда 94А и 93А в процессе выпуска расплава осуще-
ствляется легирование электрокорунда за счет подачи специально
подготовленной легирующей добавки в струю расплава и изложницу.
Слитки остывают сначала в течение 4—6 ч в изложнице, после чего
выталкиваются из изложницы и остывают на эстакаде в тече-
ние 2—3 сут., затем подаются на разделку и сортировку на
копер.
Выпуск ферросплава из печи производится через каждые 10—12 ч
в футерованные изложницы с объемом выпуска до 20 т. Плавка
электрокорунда «на выпуск» обеспечивает высокие технико-экономи-
ческие показатели процесса, полную механизацию процесса, авто-
матизацию регулирования электрического режима плавки, обеспе-
чивает снижение трудоемкости разделки слитков и повышение ка-
чества попутного ферросплава.
Технико-экономические показатели плавки нормального электро-
корунда: расход агломерата на 1 т электрокорунда 1450—1600 кг;
антрацита 150—200 кг; электроэнергии 2500—3000 кВт-ч. С учетом
процесса агломерации расход боксита на выплавку 1 т электроко-
рунда составляет 1850—2000 кг и антрацита 250—300 кг.
57
В структуре цеховой себестоимости нормального электрокорунда
45—50 % занимают сырье и основные материалы, 25—28 % — рас-
ход технологической электроэнергии. Анализ теплового баланса
плавки нормального электрокорунда показывает, что полезный
расход тепла на нагрев и плавку продуктов и проведение восстано-
вительных реакций составляет до 70 % общего объема используемой
энергии. Основные потери энергии складываются из потерь с излу-
чением (12—14 %) и электрических потерь в короткой сети. Сниже-
ние этих потерь можно обеспечить за счет сокращения времени на
проплавление колошника и доводку расплава, а также освоения
непрерывной плавки корунда с закрытым колошником в печах со
сводом, что дополнительно могло бы решить вопрос утилизации
энергии исходящих газов. Необходимость проведения этих работ
диктуется также возрастающими требованиями к очистке и улавли-
ванию выбросов в атмосферу.
В общем объеме производства электрокорундовых материалов
нормальный электрокорунд занимает более 50 %, поэтому вопросы
снижения его себестоимости и эффективности использования в боль-
шей мере определяют экономику производства абразивных материа-
лов. Новое технологическое направление плавки легированных
нормальных электрокорундов повышает их эксплуатационные свой-
ства и обеспечивает снижение расхода инструмента, а соответ-
ственно и абразивного материала у потребителей в 1,2—1,5 раза,
что является дополнительным перспективным направлением, обес-
печивающим повышение технико-экономических показателей про-
изводства.
§ 2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
БЕЛОГО ЭЛЕКТРОКОРУНДА
Технологический процесс производства белого электроко-
рунда базируется на плавке технической окиси алюминия (глино-
зема) определенных кондиций, с перекристаллизацией у-модифика-
ции глинозема в a-модификацию (корунд) при плавке и остывании
расплава в виде слитков (блоков). В процессе плавки частично про-
исходят процессы рафинировки (освобождения расплава) от вредных
примесей, в первую очередь щелочных окислов, ухудшающих мине-
ралогический состав электрокорунда.
В качестве основного сырья для производства белого электро-
корунда используется глинозем марок ГЭБ по ГОСТ 6912—74 сле-
дующего примерного химического состава, %: А12О3 — 98,4, SiO2 —
0,20, Fe2O3 — 0,06, (Na2O + КгО) — 0,3. Потери при прокалива-
нии (ППП) составляют 1,2 %.
Глинозем представляет собой техническую окись алюминия с не-
значительным количеством примесей. Получают глинозем из бокси-
тов, нефелинов, каолинов и другого сырья, содержащих окись
алюминия. Применяются два способа получения глинозема: щелоч-
ной и кислотный. При наиболее распространенном щелочном способе
исходное сырье обрабатывается щелочами или содой, при этом
-Рис. 3.5. Схема электроплавильной установки для плавки электрокорунда белого
«на слив»:
1 — электрододержатель; 2 — электрод; 3 — свод печи; 4 — кожух печи; 5 — футеровка
(гарнисаж); 6 — механизм наклона печи; 7 — летка; 3 — сектор иаклона печи; 9 — меха-
низм перемещения электродов; 10 — короткая сеть
окись алюминия связывается в алюминат натрия (калия), раствори-
мый в воде, а окиси и гидроокиси кремния железа и титана остаются
в осадке (шламе). Из раствора алюмината натрия (калия) выделяют
чистую гидроокись алюминия, которая при прокалке переходит
в окись алюминия у- и «-модификаций. Наиболее вредными приме-
сями в глиноземе, влияющими на качество электрокорунда, являются
щелочные окислы, содержание которых не должно превышать 0,3 %;
Плавка белого электрокорунда может производиться в трехфазных
электрических печах мощностью до 5500 кВ-А, методами «на блок»
и «слив'». В настоящее время в связи с высокой технико-экономической
эффективностью плавка белого электрокорунда осуществляется ме-
тодом «на слив». На рис. 3.5 показана схема электроплавильной
установки для плавки «на слив», состоящей из футерованного ко-
жуха печи, механизма наклона печи, электродов и механизма пере-
мещения электродов, свода печи, короткой сети, печного трансфор-
матора, пульта управления и газоочистной установки. Выпуск
расплава электрокорунда осуществляется в изложницу, установлен-
ную на перемещающейся тележке.
Схема производства белого электрокорунда показана на рис. 3.6.
В начале кампании или после капитального ремонта печи наплав-
ляется гарнисаж из электрокорунда, являющийся защитной футе-
ровкой кожуха, после чего печь выводится на нормальный непрерыв-
ный режим работы. Загрузка глинозема в печь производится или
непрерывно, или периодически двумя-тремя порциями исходя из
необходимости накопления в ванне расплава, обеспечивающего его
выпуск в изложницу в объеме 4—6 т. Плавка ведется при толщине
колошника 200—250 мм, перед сливом расплава толщина колошника
снижается до 50—100 мм. Продолжительность плавки при выбирае-
мой мощности печи 4100—4400 кВт составляет 1 ч 30 мин — 1 ч
40 мин. Слив расплава из печи производят, наклоняя печь с помощью
механизма наклона. В процессе плавки контролируют объем за-
59
Рис. 3.6. Технологическая схема
производства белого электроко-
рунда:
1 — грейферный кран; 2 — бункер; 3 —
циклон; 4 — печной бункер; 5 — элек-
тродуговая печь мощностью 4500 кВ-а;
6 — реверсивная тележка; 7 — излож-
ница емкостью 4,5 — 5 т; 8 — электро-
мостовой кран; 9 — слиток белого элек-
трокорунда; 10 — электромостовой
край; 11 — поддон для затаривания
куска белого электрокорунда; 12 —
бункер; 13— наклонный ленточный кон-
вейер; 14 — выталкиватель
грузки глинозема, электрический режим плавки, качество расплава
и состояние гарнисажа.
Охлаждение, разделка и разбраковка слитков белого электро-
корунда выполняются так же, как и слитков нормального электро-
корунда. Технико-экономические показатели плавки: расход элек-
троэнергии 1350—1450 кВт-ч на 1 т, глинозема 1080—1100 кг на
1 т корунда.
В структуре цеховой себестоимости белого электрокорунда около
85 % занимает сырье и И % — электроэнергия. Решение вопроса
очистки отходящих газов и улавливания содержащегося в них
глинозема с использованием его для плавки позволило сократить
расход глинозема при плавке белого электрокорунда на 5—7 %.
§ 3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
ЛЕГИРОВАННЫХ электрокорундов
Технологический процесс плавки легированных электро-
корундов на основе белого электрокорунда в основном не отличается
от технологического процесса плавки белого электрокорунда, не-
которые же отличия связаны с необходимостью введения в плавку
легирующих добавок и соответственного подбора технологических
параметров плавки таким образом, чтобы обеспечить максимальное
усвоение легирующих добавок и минимальное их восстановление
в процессе плавки. В качестве примера рассмотрим технологический
процесс плавки легированных корундов «на блок». При плавке
60
рис. 3.7. Электроплавильная
установка для плавки элек-
трокорунда легированного
методом плавки «на блок»:
; — самоходная тележка; 2 —
кожух печи; 3 — подина печи;
4 — свод печи; 5 — уплотни-
тельные кольца; 6 — электроды;
7 — механизм перемещения
электродов; 8 — тракт шихто-
подачи и газоотвода
легированных корун-
дов «на выпуск» до-
бавка легирующих оки-
слов может осуще-
ствляться как в ванну
печи, так и подачей их
в струю расплава или
изложницу.
Плавка легирован-
ных электрокорундов
«на блок» осуще-
ствляется в трехфаз-
ных электрических дуговых печах с выкатной подиной (рис. 3.7).
Для плавки легированных корундов применяют аналогичный
используемому для плавки белого электрокорунда глинозем ’марок
ГА-8, ГА-85 или ГЭБ, а также легирующие добавки: окись хрома
марок OXMI и OXMII по ГОСТ 2912—79 Е, содержащую не менее
98,0 % Сг2О3, и окись титана пигментную по ГОСТ 9808—75, содер-
жащую не менее 99 % Т1О2.
Электроплавильная установка для плавки легированных корун-
дов «на блок» состоит из подвижной и неподвижной частей. Подвижная
часть, в свою очередь, состоит из самоходной тележки с электро-
механическим приводом; конического кожуха печи с оросительным
кольцом, водосборным желобом и шлангами подвода и отвода воды;
подины из цилиндрического кожуха с ребрами жесткости и футе-
ровки. Неподвижная часть печной установки состоит из металличе-
ского водоохлаждаемого футерованного свода, составленного из
трех секций, охлаждаемых индивидуально, при проплавлении печи
свод для улучшения условий работы поднимается, в своде имеются
люки для обслуживания колошника печи в процессе плавки; колец
для уплотнения места входа электродов в печь (диаметр распада
электродов 1500 мм, диаметр электродов 300 мм); механизмов пере-
мещения электродов и подъема свода; тракта шихтоподачи и газо-
очистной установки; электрооборудования печи, номинальная мощ-
ность трансформатора печи 1200—1900 кВ-А.
Технологический процесс производства легированных корундов
«на блок» разделяется на следующие периоды: подготовка печи
к плавке, розжиг печи, наплавление блока, проплавление, охлажде-
ние блока в печном и остывочном гнездах и на эстакаде охлаждения,
Разбивка -блока и сортировка куска.
61
После съема блока предыдущей плавки с выкатной части произ-
водится зачистка подины от спекшейся крупки и глинозема, уста-
навливается и центрируется кожух. В кожухе печи на подине вы-;
кладывается линза из электрокорунда, подготовленная выкатная
часть устанавливается в рабочее гнездо электропечи, подводятся'
шланги подачи и слива воды. На подину загружается шихта, на по-’
душку их шихты выкладывается нагреватель из углеродистого,
материала, при подготовке печи к плавке производится наращивание’
и перепуск электродов. После проверки готовности печи и всех ее;
механизмов к плавке, включения воды на охлаждение кожуха,
крышки печи и электродержателей производится включение печи.
Через 10—20 мин после включения печи и набора устойчивой мощ-
ности начинают подачу шихты небольшими порциями. С накопле-1
нием достаточного количества расплава печь набирает полную;
нагрузку (мощность), этот момент считается окончанием розжига;
и началом наплавления блока. i
В первые часы плавки загрузка в печь шихты ведется неболь-
шими порциями, исключающая выдавливание расплава, обеспечи-
вающая прогрев подины и выгорание углеродистых материалов.
Затем загрузку шихты в печь увеличивают, доводя толщину колош-
ника до 100—150 мм. Загрузка шихты производится через приемный
бункер и регулируется дозатором питателя, легирующие добавки
вводятся согласно утвержденной карте загрузки. Загрузку шихти
в печь' прекращают за 1,5—2 ч до конца плавки и производят про-1
плавление колошника до светящейся корочки расплава. Перед:
окончанием плавки в течение около 30 мин ведут плавку со сниже-
нием мощностей в целях дегазации расплава. По окончании плавки
печь отключают, поднимают электроды и свод печи. Выплавленный
блок охлаждается в печном гнезде в течение 1 ч, после чего 6—7 ч
в остывочном гнезде, затем с блока снимается кожух и ведется его
естественное охлаждение в течение 6—7 сут на эстакаде. Охлажден-
ный блок поступает для разбивки и сортировки в копровое отделе-
ние, разбивается на куски размером не более 350 мкм с помощью
«бабы» или бутобойной установки и сортируется по образцам куска.
Отсортированный кусок передается на участок крупного дробления,
для переработки на шлифматериалы.
В процессе плавки ведется постоянный контроль за количеством
поданой шихты, в том числе легирующих добавок; электрическим
режимом плавки и расходом электроэнергии; температурой воды
охлаждения кожуха, крышки и электродержателей; температурой
газов, поступающих на электрофильтры; ежесменно отбирается
ковшевая проба для анализа качества расплава; наплавляется блок
массой 19—20 т. Продолжительность плавки 17—25 ч, расход элек-
троэнергии 1500—1600 кВт ч на 1 т, расход глинозема 1100 кг/т,
легирующих добавок до 50 кг/т.
Структура цеховой себестоимости легированных корундов ана-
логична структуре себестоимости белого электрокорунда. Несмотря
на более высокую себестоимость легированные электрокорунды
обеспечивают более высокие технико-экономические показатели абра-
62
зивного инструмента и сокращение их расхода у потребителя в 1,4—
2 раза, приводят к повышению производительности шлифования и
сокращению расхода абразивных материалов и абразивного инстру-
мента. Выпуск легированных корундов постоянно возрастает и в на-
стоящее время составляет около 40 % общего объема выпуска элек-
трокорунда на базе глинозема (белый и легированные корунды).
В технологическом процессе производства электрокорундовых
материалов наименее механизированной и наиболее трудоемкой-
операцией является разбивка слитков и их сортировка до размеров,
позволяющих передать материал в щековые дробилки крупного
дробления. Перевод плавки на более прогрессивный метод с периоди-
ческим выпуском расплава из печи в изложницу по сравнению с плав-
кой «на блок» незначительно повлиял на изменение трудоемкости
указанной выше операции, сократив только объем работ по сорти-
ровке куска, отбраковке некондиционного корунда, шлака и ферро-
сплава. Механизация разделки слитков является наиболее актуаль-
ным вопросом технологии производства электрокорундовых мате-
риалов, технологические работы, направленные на решение этого
вопроса, ведутся в следующих направлениях: разработка методов
машинной разливки расплава электрокорунда в слитки; разработка,
методов прокатки расплава электрокорунда на водоохлаждаемых
валках; разработка новых методов разбивки слитков электроко-
рунда путем применения бутобойных установок, использования
взрывных методов, раздавливания слитков с применением статиче-
ской нагрузки; увеличение мощности щековых дробилок крупного
дробления с доведением размера загружаемого в них куска до 900—
1500 мм.
При плавке нормального электрокорунда большое значение также
может иметь решение вопросов машинной разливки или других мето-
дов разливки попутного ферросплава.
§ 4. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
ЦИРКОНИЕВОГО КОРУНДА
Технологический процесс плавки циркониевого корунда
аналогичен плавке белого и легированного электрокорундов методом
плавки «на выпуск» и осуществляется в таких же электрических
трехфазных дуговых печах. В качестве глиноземосодержащего сырья
используются шлифматериалы нормального и белого электроко-
рунда, как правило, избыточных номеров, находящих ограничен-
ное применение в производстве абразивного инструмента. В ка-
честве легирующей добавки применяется чистая двуокись циркония,
содержащая до 98 % ZrO2 или циркониевый концентрат.
Электрический режим плавки и загрузки шихтовых материалов
регламентируется технологической картой плавки. Основной от-
личительной особенностью плавки циркониевого корунда является
метод разливки и охлаждения материала, обеспечивающий получение
тонкокристаллической структуры. Двуокись циркония ZrO3 не
образует с корундом химических соединений и твердых растворов,
63
а расплав, состоящий из 40 % ZrO2 и 60 % А12О3, кристаллизуется
в виде эвтектики. При более низком содержании ZrO2 в расплаве
продукт с высоким содержанием эвтектики можно получать путем
неравновесной кристаллизации при резком переохлаждении рас-
плава.
Особые требования, предъявляемые к абразивному материалу
для силового шлифования, а также необходимость механизировать
технологический процесс, обусловили аппаратурное оформление
технологии получения циркониевого электрокорунда для силового
шлифования. Готовый расплав из электропечи через промежуточный
лоток попадает между двумя вращающимися навстречу друг другу
охлаждаемыми валками-кристаллизаторами. Расплав, соприкаса-
ющийся с холодными стенками валков, намерзает на их поверхности
в виде корочки, при этом образующаяся усадка непрерывно компен-
сируется свежими порциями расплава. Покрытые корочкой корунда
поверхности валков, прижатых друг к другу с помощью гидроци-
линдров, соприкасаются, корочки корунда припаиваются друг
к другу и в виде ленты выходят из валков-кристаллизаторов. Пара-
метры процесса подобраны таким образом, чтобы толщина ленты
была 3—5 мм. Затем лента по специальной водоохлаждаемой пло-
скости попадает в валковую зубчатую дробилку и из нее в стандарт-
ный барабан-холодильник и емкость для пластин корунда, которые
передаются в цех производства шлифовальных материалов. Для полу-
чения мелкокристаллической структуры циркониевого корунда могут
применяться также способы выпуска корунда в изложницу, 50 %
объема которой заполняется стальными шарами, или применение
специальных изложниц, обеспечивающих охлаждение расплава
в виде пластин толщиной 20—50 мм.
На плавку 1 т циркониевого корунда расходуется до 1200 кг
глиноземосодержащего сырья, 300 кг двуокиси циркония и 5000 кВт-ч
электроэнергии.
§ 5. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
МОНОКОРУНДА
Технологический процесс производства монокорунда осно-
вывается на восстановительной плавке глиноземосодержащего сырья
(агломерированного боксита) с добавкой в шихту сульфида железа
(пирита) с получением оксисульфидного шлака, представляющего
собой смесь окиси алюминия и сульфидов алюминия, кальция,
кремния, титана и др.; разложении шлака за счет использования
свойства образования и растворения гидрата алюминия; обогащении
продукта и получения шлифовальных материалов из монокорунда.
Главной особенностью процесса производства монокорунда является
то, что получается он, главным образом, не в виде технической породы
(куска), подлежащей дальнейшему дроблению и измельчению для
производства шлифовальных материалов, а непосредственно в виде
изометричных кристаллов корунда разной величины.
В процессе плавки, точно так же, как и при плавке нормального
электрокорунда, происходит восстановление углеродом содержа-
64
щихся в боксите окислов кремния, железа, титана по реакциям
(3.3)—(3.5) до металла с образованием комплексного ферросплава
и его осаждения, за счет чего конечный продукт обогащается окисью
алюминия. Однако благодаря присутствию в шихте сульфидной
добавки в виде FeS в процессе плавки монокорунда происходят
также следующие реакции:
SiO2 + 2FeS + 2С = SiS2 + 2Fe + 2СО; (3.7)
СаО + FeS + С = CaS + Fe + CO; (3.8)
TiO2 + 2FeS + 2C = TiS2 + 2Fe + 2CO; (3.9)
A12O3 + 3FeS + 3C = A12S3 + 3Fe + 3CO. (3.10)
Цель этих реакций — полный перевод окиси кальция в сульфид
.кальция для последующего его удаления при разложении и частич-
ное образование сульфида алюминия для создания возможности кри-
сталлизации корунда в виде монокристаллов. Реакции образования
сульфидов титана и кремния являются сопутствующими. Количество
восстановителя рассчитывают, исходя из полного восстановления
окислов, а также с учетом перевода глинозема (до 6 %) в сульфид
алюминия. Легкоплавкий сульфид алюминия снижает температуру
плавления всей системы, разжижает расплав и этим способствует
более полному восстановлению примесей. Окись алюминия раство-
ряется в расплаве сульфида алюминия, а при охлаждении вновь
выкристаллизовывается в виде корунда. Окислы, восстановленные
до металла (железо, кремний, алюминий), образуют ферросплав.
В оксисульфидном шлаке при остывании после окончания плавки
происходит кристаллизация окиси алюминия в виде зерен корунда,
сульфида алюминия, кальция и частично железа и титана, застыва-
ющих позже и образующих прослойку между зернами корунда.
В дальнейшем при обогащении оксисульфидного шлака для вы-
деления шлифовальных материалов монокорунда осуществляются
следующие реакции:
A12S3 + 6Н2О = 2А1(ОН)3 + 3H2S; (3.11)
2CaS + 2Н2О = Са(ОН)2 + Ca(HS)2, (3.12)
в результате которых мелкодисперсный гидрат алюминия и раство-
римый гидрат кальция удаляются из продукта.
Для связывания сероводорода указанные реакции проводят
в щелочной среде для образования растворимых солей:
H2S + 2NaOH = Na2S + 2Н3О. (3.13)
Обогащением полученного продукта и последующим рассевом полу-
чают кондиционные шлифовальные материалы монокорунда.
Плавка монокорунда осуществляется в дуговых электрических
печах мощностью до 5000 кВ-А, аналогичных применяемым для
Других марок электрокорундовых материалов, и может осуще-
ствляться как «на блок», так и «на выпуск».
В бокситном агломерате, используемом для плавки монокорунда,
н отличие от агломерата, используемого для плавки нормального
3 П/р Ю. М. Ковальчука 6$
Электрокорунда, допускается повышенное содержание СаО (до 2 %)Л
В качестве восстановителя используется нефтяной кокс, в шихту!
добавляется пиритовый концентрат, отвечающий требованиям'
ГОСТ 444—75. Подготовка печи к плавке, плавка монокорунда,
выпуск расплава, охлаждение слитков или блоков и их разделка
аналогичны процессам плавки других электрокорундовых материя-г
лов. Технико-экономические показатели производства монокорунда
отличаются от показателей производства других электрокорундо-
вых материалов повышенным расходом электроэнергии (до 3500—
4000 кВт-ч на 1 т) и пониженным выходом шлифовальных материалов
(до 50 %) с максимальным размером зернистости (50—40), в резуль-
тате чего себестоимость и цена монокорунда значительно выше
себестоимости и цены электрокорундов нормального, белого и ле-
гированного.
§ 6. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
ФОРМОКОРУНДА
Технологический процесс производства формокорунда ос-
нован на использовании метода спекания для получения материалов
равномерно-зернистой, микрокристаллической, плотной и высоко-
прочной структуры. При получении формокорунда в качестве исход-
ного сырья используется сырье, содержащее А12О3 в виде а- и
у-модификаций, а также гидрат алюминия. В процессе термо-
обработки все эти фазы переходят в конечную а-модификацию
(корунд). В качестве такого глиноземосодержащего сырья
могут быть использованы высокоглиноземистые бокситы (А12О3 —
80—85 %), глинозем, мелкодисперсные отходы, получающиеся в про-
Рис. 3.8. Цепь аппаратов технологического процесса произведет
формокорунда:
1 — шаровая мельница; 3 — бункера исходных материалов; 3 — пропеллере
мешалка; 4 — фильтропресс; 5 — тележка; 6 — вакуум-мялка; 7 — поддон; 8
гидропрессы; 9 — сушило; 10 — резательная установка; 11— бункер полуф>
рнката с питателем; 12 —вращающаяся печь; 13 «=• барабанный холодильник
66
изводстве глинозема. Исходный материал должен иметь средний раз-
мер частиц 2—3 мкм и полное отсутствие частиц размером более 5 км.
Пластифицирующие добавки — бентонитовые глины, отвечающие
требованиям ГОСТ 7032—75 с размером частиц менее 1 мкм, — обес-
печивают необходимые пластичные свойства массы в процессе формо-
образования, прочность полуфабриката (сырой заготовки), улучшение
режимов спекания за счет создания жидкой фазы. Легирующие
добавки, оказывают влияние на улучшение физико-химических
свойств продукта.
Технологический процесс получения формокорунда характери-
зуется следующей схемой (рис. 3.8). Взвешенные согласно рецептуре
исходные материалы измельчают и смешивают в шаровых мельницах
мокрого помола до получения шликера с размером частиц менее
5 мкм и содержанием влаги в пределах 60—70 %. Шликер из шаро-
вой мельницы подается в пропеллерную мешалку, являющуюся
накопителем, из которой направляется на операцию обезвоживания
на фильтр-пресс. Полученные в результате фильтрации коржи,
содержащие 32—36 % влаги, поступают на вакуум-мялку для про-
минки и окончательного вакуумирования и затем в виде мерных
заготовок подаются на мундштучный гидравлический пресс, где
с помощью различных фильерных вставок производится экструди-
рование заготовок определенных размеров. Заготовки формокорунда
высушиваются при температуре до 200 °C в проходных сушилах
и поступают на резательную машину, осуществляющую их резку до
размеров, требуемых для получения определенной марки формоко-
рунда. Термообработка заготовок осуществляется во вращающемся
прокалочном барабане при температуре обжига 1650—1900 °C. Тер-
мообработанные и охлажденные в холодильнике зерна формоко-
рунда проходят контрольный рассев, приемку ОТК., после чего
упаковываются и отправляются на склад готовой продукции.
3*
67
Способ получения формокорунда позволяет исключить плавку^!
и сложные физико-химические восстановительные процессы, полу®
чать материалы заданных размеров и форм без дробления и измельче®
ния готового продукта, обеспечить высокий уровень механизаций®
и автоматизации производства.
Формокорунд применяют для изготовления абразивного инстру- ;
мента для силового обдирочного шлифования, он заменяет инстру- .
мент из циркониевого корунда при обработке сложнолегированных ?
сталей и сплавов ряда марок.
§ 7. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
КАРБИДА [ КРЕМНИЯ
Технологический процесс производства карбида кремния
основан на электротермическом восстановлении кремнезема угле-
родом при температуре 1500—1900 °C и записывается реакцией
SiO2 + ЗС - SiC + 2СО. (3.14)
При этом может иметь место образование промежуточного окисла,
например моноокиси кремния SiO. В этом случае процесс образова-
ния карбида кремния можно представить в следующем виде:
, SiO2 + С = SiO + СО (3.15)
' SiO + 2С = SiC + СО (3.16)
SiO2 + ЗС = SiC + 2СО. - (3.17)
В качестве сырьевых и вспомогательных материалов в произ-
водстве карбида кремния используют:
кварцевое сырье (кварциты, крупка, пески Гусаровского и Ор-
ловского месторождений) с содержанием: 98,5—99,5 % SiO2, 0,3— :
0,1 % Fe2O3, 0,8—0,3 % А1£О3. Предпочтительная крупность квар- 5
цевого сырья 1,0—10,0 мм. Допускается применение кварцевого
песка крупностью 0,25—1,0 мм;
восстановитель, антрацит по ГОСТ 3253—73 или нефтяной кокс
по ГОСТ 22898—78 с содержанием влаги 5,0—0,3 %, золы 3,0ч-0,5 %,
летучих 3,5н-10,0 %, крупность Зч-2 мм, а для керна — 50—15 мм;
поваренную соль по ГОСТ 13830—68 с содержанием, % (по су-
хому веществу): NaCl—97,5; кальция — 0,6; магния — 0,1; не-
растворимого осадка — 0,5; с средним размером 4—5 мм;
древесные опилки крупностью 2—6 мм, влажностью 5—10 %. 1
В производстве также используются возвратные материалы:
возвратная шихта, представляющая собой слой шихты с наружных
слоев печи, являющихся теплоизолятором, и претерпевшая незначи-
тельные изменения в процессе плавки, сводящиеся к частичному
удалению летучих углеродистых материалов; силоксикон — проме-
жуточный продукт плавки с содержанием 30—35 % карбида крем-
ния; аморф — мелкокристаллический карбид кремния кубической :
структуры, содержащий до 40 % непрореагировавших компонентов
шихты.
Промышленное производство карбида кремния может осуще-
ствляться в подвижных или стационарных электропечах сопротив-
68
Рис. 3.9. Схема подвижной электропечи для плавки карбида кремния:
/ — токоподводящие электроды; 2 — боковой щит передней стенки; 3 — кирпичная кладка;
4 — стойка для крепления боковых щитов; 5 — боковой щит задней стенки; б — контактный
материал из графитовых отсевов; 7 — защитные электроды; 8 — торцовая стенка из шамот-
ного кирпича; 9 — бетонный корпус торца; 10, 12 — концевые тележки; 11 — средняя те-
лежка
ления. В отечественной практике применяются подвижные электро-
печи мощностью до 5000 кВ-А, обеспечивающие высокий уровень
механизации технологического процесса.
На рис. 3.9 показано устройство подвижной электропечи мощ-
ностью 3,5 кВ-А. Технологический процесс производства карбида
кремния можно разделить на следующие этапы (рис. 3.10): подго-
товка исходных материалов и шихты, загрузка печи, электротерми-
ческий передел (плавка), охлаждение печи, разборка печи, охлажде-
ние блока, сортировка блока.
Подготовка шихты предусматривает дробление, грохочение и
рассев сырьевых материалов, опробование и дозирование компонен-
тов шихты в загрузочные бункера соответствующего отделения.
| Склад пест |
Склад нефтяного \
кокса
Дробление и
грохочение
Грохочение с
выделением
фракции для
керна
[ Опилки ]
Смеш.иОанйё\
| Трансформатор |
Склад
Старая шихта
Аморф
Силаксикон
Подача в цех о
шлшрматериалоо
Склад куска ] кардида
кремния?^ j—।
Рис. 3.10. Технологическая схема производства карбида кремния:
I — подвижная печь для плавки карбида кремния; 2 — бункера загрузочного отделения;
3 — реакционная шихта; 4 — керн из нефтяного кокса; 5 — карбид кремния; 6 — аморф-
7 — снлоксикои; 8 — возвратная шихта; I, 11 — печь до и после загрузки шихтой; ///;
IV ~~ печь в начале и конце плавки; V — охлаждение и разборка печи; VI — разборка
в сортировка печи
69
Шихта для получения черного карбида кремния состоит из кварце-
вого сырья, возвратной шихты, аморфа, нефтяного кокса и древесных
опилок. В шихту для получения зеленого карбида кремния дополни-
тельно вводят поваренную соль. Поваренная соль осуществляет
вывод алюминия из зоны реакции за счет образования летучих
хлоридов последнего, при этом присутствие поваренной соли в шихте
приводит к увеличению тепловых потерь и возрастанию расхода
электроэнергии на 10—15 % по сравнению с производством черного
карбида кремния. В шихту вводят 1 — 2 % поваренной соли (ориенти-
ровочно на каждую десятую долю процента окиси алюминия
вшихте).
Древесные опилки являются основным порообразующим компо-
нентом, используемым для придания шихте газопроницаемости,
недостаток их в шихте приводит к нарастанию давления внутри
печи и образованию факелов — интенсивного выделения раскален-
ных газов, состоящих из окиси углерода и паров кремнезема.
Подвижная печь сопротивления состоит из пода, боковых и тор-
цовых стенок. Под печи выполнен из обычного шамотного кирпича,
выложенного в гнездах чугунных кассет. Боковые стенки печи
выполнены перфорированными щитами, устанавливаемыми по краям
конструкции пода. Щиты удерживаются в вертикальном положении
стойками, которые входят в соответствующие гнезда печной рамы.
Между щитами выкладываются изолирующие слои из шамотного
кирпича. По концам рамы печи установлены торцовые стенки ша-
мотного кирпича, в которые заделаны пакеты угольных электродов.
На наружную часть электродов установлены контактные плиты,
к которым на болтах прикрепляются шины, подводящие ток от печ-
ного трансформатора. Нагревательным элементом печи служит
керн — центральная часть загрузки из нефтяного кокса, который
разогревается при прохождении тока.
При загрузке печи можно выделить ряд последовательных опе-
раций: загрузка шихты на подину печи; загрузка шихты до уровня
керна; установка керновых щитов и укладка керна, с уплотнением
контактных зон; загрузка шихты по бокам керна и извлечение кер-
новых щитов; загрузка шихты сверху керна. После загрузки печи
она перемещается в плавильную ячейку, подключается к трансфор-
матору и начинается плавка.
Работа электропечей для производства карбида кремния харак-
теризуется значительным изменением сопротивления керна в про-
цессе работы. В начале работы печь включают под напряжение.
Полная мощность достигается примерно через 1 ч работы. В даль-
нейшем сопротивление печи значительно падает как за счет разогрева
керна, так и за счет увеличения его сечения вследствие разложения
части продукта, прилегающего к керну. Для поддержания постоянной
мощности необходимо понижать напряжение на печи, в связи с чем
используемые для питания печей однофазные трансформаторы осна-
щены автоматическими переключателями ступеней под нагрузкой.
Через 15—20 мин после включения печи начинается выделение
газов, которые поджигаются по всей поверхности печи во избежание
70
взрывов и отравлений. Примерно через 8—10 ч после включений
печь догружается теплоизоляционной шихтой для заполнения объ-
емов, освободившихся в результате уплотнения и усадки шихты
по мере протекания процесса. Продолжительность процесса опреде-
ляется общим расходом электроэнергии на кампанию. Отключенная
печь остывает обычно на воздухе. После двухсуточного охлаждения
печи приступают к ее разборке, заключающейся в снятии боковых
стенок и удалении непрореагировавшей шихты и слоя силоксикона.
В случае необходимости применяют орошение печей водой, что зна-
чительно сокращает продолжительность общего охлаждения. Сор-
тировку блока карбида кремния производят от периферии печи к ее
центру, в первую очередь обрубают сростки аморфа с силоксиконом,
затем взламывают блок карбида кремния, на сортировочных столах
очищают куски карбида кремния от остатков кернового материала
и аморфа. После уборки очищенного карбида кремния из печи извле-
кают керновой материал и складируют его в специальные кюбели.
Затем взламывают, извлекают и сортируют нижнюю часть блока.
Оставшуюся на подине подовую шихту и силоксикон без разделения
извлекают и направляют на переработку в склад возвратных ма-
териалов. Очищенный и отсортированный продукт собирают в кю-
беля и направляют в склад готовой продукции или склад возвратных,
материалов.
Технико-экономические показатели производства карбида крем-
ния характеризуются следующими данными: расход электроэнергии
на 1 т продукта для карбидов кремния черного 7000—8500 кВт-ч,
зеленого 8000—10 000 кВт-ч, расход кварцевого сырья 1750—2100 кг
и нефтяного кокса 1000—1500 кг. Процесс производства карбида
кремния отличается получением большого количества возвратных
материалов. В печь загружается 50—80 т шихтовых материалов,
получают 6—10 т готового продукта карбида кремния, 25—40 т
возвратных материалов и 18—26 т газообразного продукта (окиси
углерода, летучих, паров воды). В структуре себестоимости карбида
кремния 14—30 % занимают сырьевые материалы, 25—35 % —
электроэнергия, 22—28 % — расходы на содержание оборудования.
Немаловажным фактором в снижении себестоимости карбида крем-
ния и энергоемкости процесса может являться утилизация тепла
и энергии отходящих газов. Использование этой энергии за счет
создания конструкции закрытой печи, улавливание и утилизация
тепла отводящих газов позволили бы снизить энергоемкость процесса
на 30—40 %.
___ § 8. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА
" КАРБИДА БОРА
Технологический процесс получения карбида бора осно-
ван на электротермическом восстановлении борного ангидрида угле-
рода в соответствий с реакцией
2В2О3 + 7С = В4С + 6СО. (3.18)
71
Ё качестве сырьевых и вспомогательных материалов в произ-
водстве карбида бора используются борная кислота, отвечающая
требованиям ГОСТ 18704—78, с содержанием Н3ВО3 не менее 98,5 %,
влаги не более 1,0 %; восстановитель, нефтяной кокс, отвечающий
требованиям ГОСТ 22898—78, с содержанием влаги не более 3,0 %,
золы не более 0,5 %, летучих веществ не более 7,0 %; возвратные
материалы (спек шихты), полученные в результате сортировки блоч-
ков карбида бора.
Подготовка сырьевых и возвратных материалов заключается
в измельчении и смешивании компонентов, в настоящее время при-
меняется брикетирование борной кислоты с предварительной ее
прокалкой в целях дегидратации и получения В2О3.
1 Плавку карбида бора осуществляют методом периодической
плавки «на блок» в трехфазных дуговых печах мощностью 700—
1000 кВ-А, аналогичных электропечам для плавки электрокорунда.
Процесс выплавки карбида бора разделяется на следующие периоды:
розжиг печи, наплавление блочков и сплавление остатков шихты.
Период розжига заключается в достижении устойчивой токовой на-
грузки на электродах, соединенных на подине печи дорожкой из
графитированного кокса, и образовании достаточного количества
расплава, осуществляющего проводимость между электродами во
второй стадии плавки. Розжиг печи длится 10—15 мин при установ-
ленной мощности трансформатора 500 кВ-А.
В периоде наплавления блочков большую роль играет правиль-
ный выбор мощности. При низкой мощности печи уменьшаются
скорость и полнота химических реакций, снижается производитель-
ность печи, увеличивается расход электроэнергии и сырьевых ма-
териалов. Повышение мощности печи вызывает перегрев карбида
бора, что приводит к его разложению и обогащению продукта гра-
фитом.
Подача шихты в печь производится равномерно в течение всей
плавки в соответствии с установленным графиком загрузки.
Процесс плавки ведут с закрытым колошником, что позволяет
уменьшить тепловые потери и способствует прогреванию шихты
отходящими газами. Контроль за процессом направления блочков
карбида бора производится по скорости подъема электродов. За 30—
40 мин до окончания плавки прекращают загрузку шихты, а за
15—20 мин до отключения печи снижают мощность. Процесс плавки
заканчивают после полного проплавления шихты на колошнике.
После окончания плавки осуществляют разборку печи и вы-
грузку спека и блочков карбида бора. Из-за высокой вязкости
карбида бора он образуется непосредственно под электродами, и
в ванне печи при разборке обнаруживают три блока, или так назы-
ваемые карандаши, скрепленных спеком, представляющим собой
сплавленную смесь борного ангидрида и углеродистого материала.
Извлеченные из печи блочки карбида бора остывают 8—10 ч, после
чего их передают для дробления и сортирования. Разбраковка куска
карбида бора ставит своей целью разделение наплавленного продукта
по сортам. Очищенные с поверхности блочки разбивают на куски и
72
разделяют по сортам в зависимости от размера кристаллов, цвета
и т. п. Предварительно разбракованный кусковой продукт подвер-
гают дроблению до получения кусков размером 20 мм, затаривают
и направляют в цех производства шлифовальных материалов. На 1 т
карбида бора расходуется 4—5 т борной кислоты, до 1,5 т нефтяного
кокса и 19—20 тыс. кВт-ч электроэнергии.
§ 9. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОИЗВОДСТВА
СИНТЕТИЧЕСКИХ АЛМАЗОВ И ДРУГИХ
СВЕРХТВЕРДЫХ МАТЕРИАЛОВ
В основе промышленного производства синтетических
алмазов и КНБ лежат способы, основанные на полиморфном превра-
щении графита в алмаз и гексагонального нитрида бора в кубический,
осуществляемые в области термодинамической стабильности алмаза
и КНБ, т. е. при воздействии на исходный материал соответству-
ющего высокого статического давления и температуры в присут-
ствии катализаторов.
Полиморфизм — это способность одного и того же химического
соединения (или элемента) существовать в нескольких кристалличе-
ских формах, называющихся полиморфными (аллотропными). Это
явление свойственно многим кристаллическим веществам, в том
числе углероду и нитриду бора, которые при изменении внешнего
давления и температуры переходят из одной полиморфной формы
в другую.
Алмаз и графит по химическому составу представляют собой
чистый углерод и являются его разными полиморфными формами
(модификациями), отличающимися расположением атомов в струк-
турной решетке. Графит имеет гексагональную структурную решетку,
в которой атомы углерода в слоях расположены в вершинах пра-
вильных шестиугольников (рис. 3.11, б). В результате такого строе-
ния графита связи между атомами углерода в слое очень прочные,
а между слоями ввиду значительно большего расстояния между
ними — очень слабые. Графит легко расслаивается в этом направле-
нии, слои легко скользят один по другому. Вследствие воздействия
на графит высокого давления и температуры происходит перестройка
₽ИС. 3.11. Кристаллические решетки графита (а) и алмаза (б)
7?
Рис. 3.12. Кристаллические решетки гексагонального (а) и кубического (б) нитри-
дов бора
кристаллической решетки углерода в кубическую с образованием
алмаза (рис. 3.11, а).
В настоящее время нитрид бора (BN) известен в виде трех моди-
фикаций, обладающих кристаллическими структурами: гексагональ-
ный графитоподобный (a-BN), гексагональный вюрцитоподобный
(y-BN) и кубический сфалеритоподобный (|3-BN). Устойчивая
в обычных условиях гексагональная модификация нитрида бора,
так же как графит, принадлежит к соединениям слоистой структуры.
В отличие от структуры графита слагающие слои атомов бора и
азота в a-BN чередуются между собой и расположены точно друг
над другом (рис. 3.12, а).
Кубический нитрид бора, как и алмаз, имеет кубическую кристал-
лическую решетку (рис. 3.12, б), которая состоит из атомов бора
и азота. Параметры решетки и кратчайшее расстояние между ато-
мами несколько больше, чем у алмаза. Благодаря двусортности
атомов решетки p-BN не имеет центра симметрии. Это различие гео-
метрически одинаковых решеток алмаза и кубического нитрида бора
обусловливает специфику некоторых их физических свойств.
Современная теория синтеза алмаза впервые разработана совет-
ским ученым О. И. Лейпунским, который в 1939 г. рассчитал кривую
равновесия графит—алмаз й сформулировал сочетание трех необ-
ходимых условий для синтеза алмаза: среды, давления и темпера-
туры и пришел к выводу, что процесс синтеза алмаза необходимо
вести в области его термодинамической стабильности и предпочти-
тельно из раствора в расплавленных металлах, а не путем прямого
перехода графита в алмаз.
Все способы синтеза алмазов, предложенные О. И. Лейпунским,
в настоящее время реализованы не только в лабораторных условиях,
но и в промышленности. Диапазоны давлений и температур, необ-
ходимых для осуществления синтеза, определяются из диаграммы
состояния углерода и нитрида бора. Диаграммы состояния углерода
и нитрида бора показаны на рис. 3.13 и для удобства сопоставления
нанесены на одном графике.
Термодинамически стабильной модификацией углерода и нитрида
бора при давлениях ниже линий 1 являются графит и гексагональ-
74
рис. 3.13. Диаграммы Состояния уГЛёрода И нитрида
бора:
j — область устойчивости графита и гексагонального
BN •, II — область устойчивости алмаза, кубической
(ВМсф) и вюрцитоподобной (ВЛГв) модификации BN;
/II — область расплава углерода и BN; 1 — кривая
равновесия графита и алмаза (сплошная линия), гекса-
гонального и кубического BN-, 2 — область прямого пе-
рехода графита в алмаз и гексагонального BN в куби-
ческий и вюрцитоподобный; 3 — кривая плавления гра-
фита и алмаза (сплошная линия) и BN (штриховая ли-
ния); 4 — область каталитического перехода графита
в алмаз и гексагонального BN в кубический
ный нитрид бора, которые не испытывают превращений под дей-
ствием нагрева, вплоть до температур плавления. Выше области 2
на диаграммах состояния термодинамически стабильны тетраэдри-
ческие формы углерода и нитрида бора: алмаз, кубический 0-BN
и вюрцитоподобный y-BN нитриды бора. Между линией равновесия 1
и областью 2 графит и гексагональный нитрид бора находятся в ме-
тастабильном состоянии, превращаясь в алмаз и кубический p-BN
только в присутствии катализаторов. При давлениях выше области 2
полиморфные превращения осуществляются в результате прямых
переходов.
Введение в состав исходной реакционной шихты специальных
добавок облегчает процесс полиморфного превращения и позволяет
снизить необходимое для этого давление. Считается, что добавки,
активизирующие фазовые превращения графит—алмаз и a-BN -*
p-BN, являются катализаторами-растворителями, в связи с чем
процесс получил название каталитического синтеза. При синтезе
алмаза в качестве катализаторов наиболее часто применяют никель,
хром, железо и их сплавы, при синтезе кубического нитрида бора —
нитриды магния, лития и кальция.
Решающее влияние на ход процесса синтеза оказывают давление
и температура. Эти параметры влияют на скорость кристаллизации,
форму кристаллов синтезируемого материала и выход конечного
продукта. Для получения крупных монокристаллов алмаза и куби-
ческого нитрида бора их кристаллизации должна проходить в об-
ласти каталитического синтеза при статическом давлении, лишь
незначительно превышающем равновесное давление. В этом случае
создаются оптимальные условия для роста кристаллов, при которых
зародыши синтезируемого материала достаточно удалены друг от
Друга, что способствует свободному развитию кристаллов. С увели-
чением давления при постоянной температуре по мере удаления от
линии равновесия скорость процесса полиморфного перехода гра-
фит—алмаз и a-BN -> p-BN возрастает, что приводит к образованию
большого числа центров кристаллизации, в результате чего про-
исходит рост кристаллов в основном в виде агрегатов мелкокристал-
лической структуры. При значительном удалении от линии равно-
весия к области прямых фазовых переходов скорость кристалли-
75
Рис. 3.14. Схема отечественной камеры высокого дав
ления: 3
1 — реакционная камера; 2 — стальные кольца; 3 — тверд!
сплавные вставки 4
зации резко возрастает, что создает условий
для синтеза материала в виде плотного nd
ликристаллического образования заданно!
формы, состоящего из мельчайших, срой
шихся сложным образом кристалликов. |
Сверхтвердые материалы—баллас, карбонадо, эльбор-Р (компе
зит-01) и белбор— получают методом полиморфного превращения
алмаз—графит и a-BN -> p-BN (или a-BN + p-BN ->-p-BN), осуЗ
ществляемого в глубине области термодинамической стабильности!
и в значительном удалении от линии фазового равновесия. Пример
нение в качестве одного из исходных материалов вюрцитного нитрида
-бора позволяет в результате полиморфного превращения по схеме
y-BN + p-BN —>- p-BN или y-BN —>- p-BN + y-BN синтезировать по-
ликристаллические материалы гексанит-Р (композит-10), хорошо
работающие при ударных нагрузках в процессе резания. Одним из
перспективных направлений получения сверхтвердых инструмен-
тальных материалов является метод, основанный на спекании микро-1
порошков алмаза и кубического нитрида бора в области термо-]
динамической устойчивости этих материалов, при этом требуются j
более низкие давления, чем при получении материалов методом!
синтеза. Этим методом отечественной промышленностью изготов-1
ляется композит-05. 1
Практические успехи в области синтеза сверхтвердых материалов 1
были достигнуты только после разработки специальной аппаратуры,
обеспечивающей создание необходимых для синтеза алмазов термо-
динамических условий.
Оригинальная конструкция аппарата высокого давления с про-
тивоположно направленными наковальнями с углублениями раз-
работана советскими специалистами. Различные варианты аппара-
тов, разработанные коллективом специалистов во главе с Л. Ф. Ве-
рещагиным, используются в промышленности. Схема аппарата пока-
зана на рис. 3.14. Он состоит из контейнера, в который загружается
исходная реакционная шихта, и двух блок-матриц. Материалы,
применяемые для изготовления контейнера, должны гидростати-
чески передавать давление, иметь низкие теплопроводность и элек-
тропроводность, высокую температуру плавления, малую сжимае-
мость и быть химически инертными. При создании давления реак-
ционная камера сжимается и часть материала контейнера вытекает
в зазор между пуансонами блок-матриц. С уменьшением зазора
пластическое течение материала контейнера замедляется вследствие
увеличения под давлением его сил трения и вязкости. Поэтому в ра-
бочей камере устанавливается давление, при котором сохраняется
равновесие между силой, выталкивающей материал контейнера,
и силой трения, препятствующей его вытеканию. Блок-матрицы
изготовляют из твердого сплава и сталей.
76
Йа рубежом для синтеза сверхтвердых материалов широко исполь-
зуется аппарат типа «Белт», имеющий рабочие объемы до 50 см3
и применяемый для создания давления до 10 ГПа.
Статическое давление, необходимое для синтеза сверхтвердых
материалов, создается прессами усилием 50—1000 кН. Через аппа-
рат высокого давления усилие, создаваемое прессом, передается
в рабочую камеру, которая концентрирует это усилие на площадке
размером в несколько квадратных сантиметров, что и обеспечивает
создание высокого статического давления в рабочем объеме камеры.
Исходная шихта нагревается непосредственно от цепи переменного
тока через систему трансформаторов.
Одним из важнейших условий успешного синтеза является
контроль и стабилизация в ходе процесса кристаллизации необ-
ходимых термодинамических параметров. Прямое измерение и кон-
троль параметров в ходе процесса синтеза являются сложной тех-
нической проблемой.
В производственных условиях применяются косвенные методы
измерения температуры, например по электрической мощности,
расходуемой на нагрев объекта до заданной температуры. В отече-
ственной промышленности для измерения температуры широкое рас-
пространение нашли специальные регуляторы мощности «Синтез-Ь,
«Синтез-3», «Импульс-1», обеспечивающие автоматическое слежение
за значением электрической мощности и ее поддержание по заданному
закону.
Прямое измерение давления в рабочем объеме камеры также
является сложной технической проблемой. В промышленности ши-
рокое распространение получил косвенный метод оценки давления
внутри камеры но давлению в гидросистеме прессовой установки,
измеряемому с помощью электроконтактного манометра. При этом
начальная градуировка аппаратуры высокого давления и пресса
производится, как правило, по реперным точкам металлов, изме-
няющих свое электрическое сопротивление в точках фазовых пере-
ходов. Металл (например, висмут) помещается в контейнер камеры
высокого давления и подвергается воздействию статического давле-
ния. При давлении 2,5 ГПа висмут I переходит в висмут II (электро-
сопротивление уменьшается на 83 %), при 2,7 ГПа висмут II пере-
ходит в висмут III (электросопротивление увеличивается на 100 %)
и наконец, когда висмут V переходит в висмут VII с уменьшением
сопротивления на 250 %, давление в камере составляет 8,9 ГПа.
Для этих целей могут быть использованы и другие металлы (галлий,
барий, железо, свинец и др.). Одновременно фиксируются и показа-
ния давления по электроконтактному манометру в гидравлической
системе пресса, на основе чего составляется график перевода давле-
ний по манометру в давление в камере БД. Несмотря на значитель-
ную трудоемкость этого метода и относительно высокую суммарную
погрешность измерения (около 10—15 %), он остается пока един-
ственно приемлемым для условий массового производства.
Физико-механические свойства синтезируемого материала, его
марки и количественный выход определяются рядом факторов:
77
Рис. 3.15. Технологическая схема производства сверхтвердых материалов
составом исходной реакционной шихты, термодинамическими пара-
метрами и длительностью процесса синтеза и т. д.
Общая технологическая схема промышленного производства сверх-
твердых материалов показана на рис. 3.15. Процессу синтеза пред-
шествует ряд подготовительных технологических операций: приго-
товление реакционной шихты (входной контроль и взвешивание
компонентов, смешивание реакционной массы, сушка и т. п.), изго-
товление контейнеров (процесс изготовления зависит от конструкции
контейнера), сборка контейнеров (засыпка в рабочий объем реак-
ционной шихты и т. п.), сборка аппаратов высокого давления не-
посредственно перед процессом синтеза. После синтеза осуще-
ствляются операции обогащения продукта синтеза.
Приготовление реакционной шихты заключается в получении
методом измельчения исходных материалов: графита, гексагональ-
ного нитрида бора и катализаторов заданного гранулометрического
состава и их смешивания в смесителях различных конструкций,
обеспечивающих получение равномерной смеси. Элементы реакцион-
- ной камеры, контейнер и нагреватель, изготовляются методом
точения или прессования из соответствующих материалов — пиро-
филита, литографического камня, графита. Сборка реакционной
камеры заключается в размещении в контейнере нагревателя и опре-
деленного объема реакционной шихты и осуществляется, как пра-
вило, на автоматических роторных установках. Реакционная ка-
мера помещается в камеру высокого давления и подается на автома-
тические установки для синтеза сверхтвердых материалов. Техноло-
гические параметры синтеза сверхтвердых материалов и время син-
теза устанавливаются технологической картой синтеза сверхтвердых
материалов и в зависимости от марки материала могут колебаться
в широких пределах давления 40—120 ГПа, время синтеза состав-
ляет 15 с — 30 мин. Полученный в результате синтеза спек для полу-
чения шлифпорошков направляется на химическое обогащение в це-
лях выделения алмаза и К.НБ той или иной марки, в случае получе-
ния спека сверхтвердого инструментального материала заготовка
78
проходит контрольные операции и передается для изготовления
режущей вставки инструмента.
Для контроля компонентов исходной реакционной шихты, ее
состава, качества изготовления и сборки контейнеров, количества
и качества синтезированного материала используются стандартные
и специальные методы и контрольно-измерительные приборы.
Важное значение при синтезе сверхтвердых материалов имеет
постоянство влажности исходных компонентов. Для измерения
этого параметра используется СВЧ-влагомер. Другим важным пара-
метром в производстве сверхтвердых материалов является качество
контейнеров, которое может быть косвенно оценено по частотам
собственных колебаний, измеряемым с использованием прибора
«Звук-107» (или его модификации «Звук-106»), Прибор типа «Графит»
предназначен для контроля качества и сортировки на группы гра-
фитовых нагревателей в производстве эльбора и снаряженных гра-
фитосодержащей шихтой контейнеров в производстве алмазов по
их электрическому сопротивлению. Контроль состава шихты в про-
изводстве сверхтвердых материалов осуществляется прибором «Ма-
гнит-703». Прибор типа «Карат-1» предназначен для контроля коли-
чества алмазов в промежуточных продуктах синтеза алмазов —
спеках.
К другим методам получения сверхтвердых материалов, не по-
лучившим пока широкого промышленного применения, относятся
методы ударного сжатия и эпитаксиального наращивания на зд-
травках.
ГЛАВА 4
ШЛИФОВАЛЬНЫЕ МАТЕРИАЛЫ
§ 1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ШЛИФОВАЛЬНЫМ
МАТЕРИАЛАМ
Абразивные и сверхтвердые материалы, как правило,
непосредственно не могут быть использованы для изготовления
абразивного и алмазного инструмента и служат полуфабрикатами
для производства шлифовальных материалов. Шлифовальные ма-
териалы получают в процессе дробления, измельчения, обогащения
и классификации абразивных и сверхтвердых материалов и представ-
ляют собой совокупность частиц (зерна) определенных размеров и
формы в виде монокристаллов, поликристаллов или их осколков.
Шлифовальные материалы из электрокорунда, карбидов кремния
и бора, природных абразивных материалов (согласно ГОСТ 3647—80)
и эльбора (согласно ОСТ2 МТ79-2—75) подразделяется на группы
и зернистости (табл. 4.1). Под зернистостью понимается совокупность
абразивных зерен, названная размером зерен основной фракции.
Шлифовальные материалы из природных и синтетических алма-
зов в зависимости от размеров частиц подразделяются (табл. 4.2)
на группы (ГОСТ 9206—80 и ТУ2-036-742—77).
Алмазные шлифпорошки выпускают с широким диапазоном
зернистости, а именно 2500/1600, 1600/1000, 1000/630, 630/400,
400/250 , 250/160, 160/100, 100/63 , 63/40, представляющие собой
практически смесь двух зернистостей узкого диапазона.
Теоретически возможно разделение материала по крупности
в определенном интервале размера частиц. Однако практически осу-
ществить его невозможно, что объясняется формой зерен шлифма-
териала, формой ячеек сит (сетки) и допусками на точность при их
изготовлении. При квадратной форме ячеек сит зерна, превышающие
по своим линейным размерам номинальный размер ячеек в 1,4 раза,
могут при рассеве проходить через сетку. Аналогично форма зерна
влияет на разделение частиц и при гидроклассификации.
4.1. Классификация шлифовальных материалов
Материал Зернистость
Шлифовальное зерно (шлнфзерно) 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16
Шлифовальные порошки (шлифпорошки) 12, 10, 8, 6, 5, 4
Микропорошкн М63, М50, М40, М28, М20, М14
Тонкие микропорошки М10, М7. М5
Особо тонкие микропорошки М3, М2, Ml
§9
4.2. Классификация алмазных порошков
Материал Зернистость
Шлифпорошки Микропорошки Субми кропорошки 2500/2000, 2000/1600, 1600/1250, 1250/1000, 1000/800 800/630, 630/500, 500/400, 400/315, 315/250, 250/200, 200/160, 160/125, 125/100, 100/80, 80/63, 63/50, 50/40 60/40, 40/28, 28/20, 20/14, 14/10, 10/7, 7/5, 5/3, 3/2, 2/1, 1/0 0,7/0,3, 0,5/0,1 0,3/0, 0.1/0
В целях повышения производительности процесса классификации
он ведется не в идеальных условиях, когда рассев материала осу-
ществляется при подаче материала на сито в один слой, а с опреде-
ленной высотой слоя материала, точно так же, как процесс гидро-
классификации осуществляется в стесненных условиях с определен-
ной плотностью пульпы, затрудняющей свободное осаждение ча-
стиц. Эти факторы влияют на точность разделения частиц, поэтому
любая полученная зернистость может быть разделена на более
узкие размерные классы, называемые фракцией и представляющие
собой совокупность зерен в заданном интервале размеров.
Зерновой состав шлифовальных материалов — отношение масс,
объемов или числа зерен каждой фракции к общей массе, объему
или числу зерен материала — является одной из основных харак-
теристик шлифовальных материалов.
Для шлифзерна и шлифпорошков размеры фракции определяются
размером ячеек двух смежных сит: через верхнее сито фракция
проходит, а на нижнем остается. В СССР для классификации шлиф-
зерна и шлифпорошков используют проволочные сита (ГОСТ
3584—73), размеры которых приведены на основе ряда предпочти-
тельных чисел, представляющего собой геометрическую прогрессию
со знаменателем Y' 10 = 1,259. Микропорошки классифицируются
по модулю । 2 = 1,414. Выбранный модуль указывает на отношение
среднего размера одной зернистости к среднему размеру другой,
более мелкой.
Каждая зернистость любых шлифовальных материалов характе-
ризуется совокупностью следующих фракций: предельной, крупной,
основной, комплексной и мелкой. Основной фракцией называется
фракция, преобладающая в материале по массе, объему или числу
зерен. Крупной фракцией называется фракция зерен, размеры кото-
рых превышают размеры зерен основной фракции на один интервал;
предельной фракцией — фракция зерен, размеры которых превы-
шают размеры зерен крупной фракции. Мелкой фракцией называется
фракция, в которой размеры зерен меньше размеров зерен основной
фракции на один-два интервала. Комплексной фракцией называется
совокупность двух или более фракций в материале. Комплексная
фракция шлифзерна и шлифпорошков состоит из трех фракций —
81
основной и смежных с ней крупной и мелкой. Для микропорошков
комплексная фракция — совокупность основной и смежной с ней
более мелкой фракцией.
Качество шлифовальных материалов зависит не только от со-
держания основной фракции, но и от содержания остальных фрак-
ций. Содержание предельной и крупной фракций снижает качество
обработки поверхности, а повышенное содержание мелких фракций
снижает производительность обработки. Нормативной документа-
цией устанавливаются нормы зернового состава шлифовальных
4.3. Обозначение зернистостей шлифовальных материалов
для продуктов различной классификации
Ситовая классификация Гидравлическая классификация
Шлифзерно Шлифпорошкн Микропорошки
Обозначение зернистости Размер зе- рен основной фракции, мкм Обозначение зернистости Размер зерен ос- новной фракции, мкм Обозначение зернистости Размер зе- рен основной фракции, мкм
200 (2500/2000) 2500—2000 12 (160/125) 160—125 М63 (60/40) 63—50 (63-40)
160 (2000/1600) 2000—1600 10 (125/100) 125—100 М50(50/40) 50—40
125 (1600/1250) 1600—1250 8 (100/80) 100—80 М40 (40/28) 40—28
100 (1250/1000) 1250—1000 6 (80/63) 80—63 М28 (28/20) 28—20
80 (1000/800) 1000—800 5 (63/50) 63—50 М20 (20/14) 20—14
63 (800/630) 800—630 4 (50-40) 50—40 М14 (14/10) 14—10
50 (630/500) 630—500 М10 (10/7) 10-7
40 (500/400) 500—400 М7 (7/5) 7—5
32 (400/315) 400—315 М5 (5/3) 5-3
25 (315/250) 315—250 М3 (3/2) 3—2
20 (250/200) 250—200 М2 (2/1) 2-1
16 (200/160) 200—160 Ml (1/0) 1—0,5(1—0)
Примечание. В скобках даны обозначения зернистости алмазных
шлифматериалов.
8?
материалов, а также их раз-
деление на марки в зависи-
мости от содержания основ-
ной фракции. Обозначение
зернистости установлено по
размерам основной фракции:
в шлифзерне и шлифпорош-
ках по минимальному раз-
меру, уменьшенному в 10 раз,
при этом за минимальный
размер принимается номи-
нальный размер стороны
ячейки сетки в свету, на ко-
торой задерживается зерно,
а в микропорошках по мак-
4.4. Зависимость марки шлифматериалой
от содержания основной фракции
Индекс марки шлифо- вального мате- риала Содержание, %, основной фракции для зернистостей
200 — 32 25—16 12 — 8 6 — 4 М63 —М28 М20—М14 sw—0IW
в п н д 55 45 55 45 41 55 45 55 40 60 50 45 43 60 50 40 39 55 45 40 39
симальному верхнему пре-
делу крупности зерна основной фракции, определяемому измере-
нием линейных размеров зерен. Зернистость алмазных шлифпо-
рошков обозначается дробью, в числителе которой находится верх-
ний предельный размер основной фракций, определяемой номиналь-
ным размером ячеек сит, через которые они проходят, а в зна-
менателе — нижний предел номинального размера ячеек сит, при
котором зерна указанной фракции остаются на сите.
Размеры зерна основной фракции абразивных материалов и ал-
маза устанавливаются в зависимости от зернистости (табл. 4.3).
Шлифовальные материалы из электрокорунда и карбида крем-
ния выпускают следующих марок (табл. 4.4).
Нормы содержания отдельных фракций в шлифовальных мате-
риалах должны соответствовать данным, приведенным в табл. 4.5.
4.5. Цормы зернового состава шлифовальных материалов
Зернистость шлифовальных материалов Индекс марки шлифо- вально- го мате- риала Фракции
предель- ная крупная основная комплекс- ная мелкая
Шлифзерно: 200—16 п 0 15 55 95 2
200—16 н 0 20 45 90 3
25—16 д 0,2 20 41 88 3,5
Шлифпорошки п 0 15 55 90 5-3
Т2—4 н 0 20 45—40 85—80 3—15
Микропорошки в 0,5 12—20 60—55 85-75 3-5
М63—М5 п 1—4 15-25 50—45 80—67 5-8
н 2—5 20—27 45—40 73—64 7—9
д 4—6 25—30 43—39 67—59 8-11
83
4.6. Форма и строение шлифзерна в зависимости
от методов дробления и измельчения
Аппаратура дробления Строение зерна, % 1: 6 : h Кф
монокристал- лы и плотные агрегаты агрегатные зерна
Валковые дробилки 53,0 45,5 1,44 : 1 : 0,7 0,477
Стержневые мельницы 69,7 29,3 1,44 : 1 : 0,72 0,615
Бегуны 84,1 14,4 1,38 : 1 : 0,75 0,726
Зерновой состав шлифзерна и шлифпорошков определяется ме-
тодом ситового анализа в процентах от общей массы материала и
микропорошков методом микроскопического анализа. Шлифзерпо
и шлифпорошки эльбора выпускают с содержанием основной фрак-
ции не менее 55 %, а микропорошки — не менее 45 %. ГОСТ 9206—80
предусматривает выпуск алмазных шлифматериалов широкого и уз-
кого диапазонов зернистости с содержанием основной фракции не
менее 75 % (шлифпорошки) и не менее 70 % (микропорошки).
Форма зерен оказывает существенное влияние на свойства абра-
зивных и алмазных материалов и соответственно на рабочие свойства
инструментов, изготовленных из этих материалов.
Качественно зерно по форме делят на три группы: изометричное,
мечевидное, пластинчатое. С помощью дробления и измельчения
абразивных материалов в различных аппаратах можно в определен-
ных пределах изменять форму зерен.
Для количественной оценки формы зерен и их режущих кромок
используют следующие методы: измерение габаритных размеров
зерна (длины I, ширины b и толщины /г) с помощью проекционных
аппаратов, фотографирования и зарисовки отдельных зерен; изме-
рение угла е при вершинах и радиусов скругления вершин углов р.
На основе полученных данных определяют коэффициент формы
совокупности зерен данной зернистости Кф как отношение объема
зерна к объему трехосного эллипсоида.
При дроблении раздавливанием (валковые дробилки) углы при
вершинах е и радиусы их скругления р имеют минимальные значе-
ния; при раздавливании, ударе и истирании (стержневые мель-
ницы) — средние значения; при дроблении истиранием (бегуны) —
максимальные значения.
В табл. 4.6 показана зависимость строения зерна, коэффициента
формы зерен и отношения их габаритных размеров для шлифзерна
нормального электрокорунда зернистостью 40 от методов дробления
и измельчения.
§ 2. ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ШЛИФОВАЛЬНЫХ МАТЕРИАЛОВ
Получаемые продукты и применяемую аппаратуру в про-
изводстве шлифовальных материалов можно изобразить в виде
схем: качественной, количественной и схемы цепи аппаратов. Ка-
84
чественная схема показывает последовательность операций техйолд-
гического процесса и изменение продуктов. Количественной назы-
вают такую схему, которая характеризует как последователь-
ность операций производства шлифовальных материалов, так и
количественные показатели.
Схема цепи аппаратов характеризует тип и количество аппаратов,
выполняющих ту или иную операцию (рис. 4.1).
Начальными операциями производства шлифовальных материа-
лов является дробление и измельчение абразивного материала.
Дроблением называется разделение твердых тел на части, путем
приложения сил, преодолевающих внутреннее сцепление элементар-
ных частиц. Процесс дробления зависит от ряда условий, практически
не поддающихся математическому учету, к которым относятся:
физические свойства материала, подлежащего дроблению (твер-
дость, прочность, вязкость, плотность, трещиноватость, однород-
ность и влажность);
размеры и форма исходных кусков материалов, а также размеры
конечного продукта;
способы дробления: раздавливание, раскалывание, истирание,
удар, а также их комбинации (рис. 4.2);
конструкции дробильного и измельчительного оборудования,
в том числе форма дробящих частей машины, их движение, масса
и скорость дробления и т. д.
Сопротивление сжатию при дроблении раздавливанием опреде-
ляет один из видов прочности твердого тела и учитывается при
оценки дробимости материала. При сопротивлении материала раз-
давливанию менее 0,1 МПа материал считается мягким, при 0,1—
0,5 МПа — средней твердости, при 0,5—1,0 МПа — твердым, при
более 1,0 МПа, — весьма твердым; к последней категории практи-
чески относятся все абразивные материалы.
Различают дробление абразивных материалов: крупное — раз-
мером от 800—500 до 350—100 мм, среднее — до 100—40 мм, мел-
кое — до кусков 30—5 мм и измельчение от 30—5 до 2 мм и ниже.
Указанные процессы характеризуются степенью дробления (измель-
чения), т. е. отношением размеров максимальных кусков (зерен)
в исходном материале к размерам максимальных кусков в продуктах
дробления i = D/d, где D — размер наибольшего куска до дробле-
ния; d — размер наибольшего куска после дробления. Зависимость
степени дробления различных видов дробилок и измельчителей от
конструкций дробилок приведена ниже:
Дробилки
Щековые................................................
Конусные:
тонкого дробления (Т) .............................
грубого дробления (Гр) ............................
Валковые с гладкими валками............................
Зубчатые валковые .....................................
Молотковые (роторные) .................................
Степень
дробления
(измельчения),
ие более
5
10
15
4
6
50
85
-2мм в атмосферу-
86
Рис. 4.2. Основные способы дробления:
а — раздавливание; б — раскалывание; в — истирание; а — удар
Существуют одностадиальное дробление, когда конечный продукт
получают после его прохода через одну дробилку (мельницу), двух-,
- трех- и четырехстадиальные дробления, в этом случае исходный
материал последовательно проходит через дробилки (мельницы)
первой и последующих стадий, что позволяет достигать весьма
высокой общей степени измельчения.
Дробление и измельчение может осуществляться в открытом
цикле, когда материал проходит через дробилку (мельницу) один
раз; в этом случае в конечном продукте всегда присутствуют куски
(зерна) крупнее заданного размера. Для получения кусков не круп-
нее требуемых размеров применяют замкнутый цикл дробления,
при котором из дробленого продукта на классифицирующем аппарате
выделяются куски больших размеров и возвращаются в ту же дро-
билку или мельницу для додрабливания. При установившемся
режиме масса возвращаемого материала остается постоянной и
называется циркулирующей нагрузкой. Последняя выражается
в процентах от производительности мельницы и может колебаться
от 50 до 200 %.
Классифицирующий аппарат может быть установлен перед дро-
билкой (мельницей) для выделения мелкого продукта; тогда в дро-
билку направляется только крупный продукт, чтоДтозволяет сни-
зить затраты энергии и не переизмельчать материал (рис. 4.3).
Дробление, как правило, производят без применения воды. Измель-
Рис. 4.3. Схемы дробления:
в — открытый цикл; б — открытый цикл с предварительным грохочением; в — замкнутый
Цикл с контрольным грохочением; г —* замкнутый цикл с совмещенным предварительным
и контрольным грохочением
§7
чение может производиться как сухое, так и мокрое. Чаще приме-
няется мокрое измельчение, обеспечивающее более высокую произ-
водительность мельницы, отсутствие пыли и легкое транспортирова-
ние измельченных продуктов.
В процессе мокрого измельчения и в других мокрых процессах
переработки частицы материалов находятся во взвешенном состоя-
нии в жидкости (воде). Такие смеси называются суспензией, или пуль-
пой. При обезвоживании суспензий на различных фильтрах выде-
ляется твердая (кек) и жидкая (фильтрат) фазы. В случаях обезво-
живания суспензий в центрифугах жидкую фазу называют фу-
гатом.
Для разделения продуктов по крупности применяется грохоче-
ние (ситовая классификация) и бесситовая классификация в воздуш-
ных и водных потоках, в гравитационном и центробежном полях.
Материал, поступающий на разделение, называется исходным. При
ситовой классификации материал, остающийся на сите, называется
надрешетным (верхним) продуктом, а прошедший через отверстия
сита — подрешетным (нижним). При сухой бесситовой классифика-
ции разделения верхний продукт называется крупным, а нижний
мелким. В случае гидравлической классификации крупный и мелкий
продукты называются соответственно пески и слив.
Надрешетные (верхние), крупные продукты и пески часто назы-
вают «плюсовыми», а гюдрешетные (нижние), мелкие продукты и
слив «минусовыми» продуктами. Для этих и промежуточных продук-
тов применяется обозначение, в котором указывают размеры наи-
большего и наименьшего расчетных зерен (например, плюс 500 мкм,
минус 63 мкм или минус 63 мкм плюс 28 мкм).
В технологических схемах переработки различных материалов
выделяют следующие виды разделения продуктов по крупности:
вспомогательные (предварительные) — применяют перед дроблением
(измельчением); контрольные — для контроля крупности продуктов;
подготовительные (распределительные) — для разделения исходного
материала на классы крупности, каждый из которых поступает на
последующие операции классификации или обогащения; основ-
ные—для получения готовой продукции. В случае необходимости
проводится повторная (чистовая) классификация.
Классификация шлифовальных материалов методом рассева (гро-
хочения) осуществляется на грохотах различной конструкции,
в основном плоскокачающихся и вибрационных. При рассеве абра-
зивных материалов, в основном, используется способ грохочения
от крупного к мелкому с выделением сначала крупных, а затем
последовательно более мелких фракций. В практике грохочения
применяются также грохочение «от мелкого к крупному», а также
комбинированное (рис. 4.4). При рассеве на грохотах, имеющих
п рабочих поверхностей (сит), получают п + 1 продуктов различных
фракций.
На эффективность рассева оказывают влияние следующие фак-
торы: содержание зерен, близких по размеру к размеру отверстий
сит, скорость движения материала, площадь рабочей поверхности
88
Soil woo
Рис. 4.4. Способы рассева:
а, б — от крупного к мелкому; в — от мелкого к крупному; г — комбинированный
сита, толщина слоя подвергаемого рассеву материала, физические
свойства материала.
, Гидравлическая и пневматическая классификации основаны на
различии в скоростях осаждения частиц в данной среде: чем крупнее
частица, тем она имеет большую скорость осаждения при прочих
равных условиях. Классификация дисперсных частиц осуществляется
в ламинарном потоке среды, в котором не нарушается правильность,
упорядоченность движения. Осаждение отдельных несталкивающихся
между собой частиц называется свободным. В большинстве случаев
осуществляется стесненное осаждение, когда частицы сталкиваются
между собой из-за высокой их концентрации в классифицирующем
аппарате. При классификации суспензий и аэросмесей концентрация
твердого продукта выражается в весовых или объемных процентах.
Кроме того, она может быть выражена отношением массы твердого
продукта к массе жидкости (Т : Ж). Для разделения частиц по круп-
ности существенным является обеспечение агрегативной устойчи-
вости суспензий и аэросмесей, под которой понимается способность
частиц находиться во взвеси без образования агрегатов. Процесс
образования агрегатов, состоящих из нескольких частиц, называется
коагуляцией. Для предотвращения последней применяются добавки
'ттоверхностно-активных веществ (ПАВ), называемые пептизаторами,
например силикат натрия (жидкое стекло). Добавка пептизаторов
повышает смачиваемость поверхностей частиц.
Точное разделение по крупности практически невозможно, в мел-
ком продукте всегда имеется некоторое количество крупного про-
дукта, а в крупном — мелкого. Таким образом, каждый продукт
состоит из расчетного класса и засоряющего его класса.
89
§ 3. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ШЛИФЗЕРНА
И шлифпорошков
Производство шлифзерна и шлифпорошков и производ-
ство микропорошков разделено и осуществляется в разных цехах.
На рис. 4.5 показана схема производства шлифзерна и шлиф-
порошков.
Дробление абразивных материалов проводят сухим способом
в три стадии. Крупное дробление — операция, обеспечивающая
сокращение размеров кусков от 800—400 мм до примерно 150 мм —
происходит в щековых дробилках. Вторая и третья стадии (среднее
и мелкое дробление) осуществляются в конусных дробилках с дове-
дением размеров кусков до примерно 50 и 10—20 мм соответственно.
Дробление карбида кремния, как наиболее хрупкого материала,
производится в две стадии. Крупное дробление проводят в открытом
цикле, а мелкое — в замкнутом цикле с грохотом.
Специфика абразивной промышленности заключается в том, что
доведение кусков материала до требуемых размеров необходимо
сочетать с минимальным переизмельчением, т. е. в процессе дроб-
ления и измельчения необходимо обеспечить максимальный выход
зернистостей 160—16 или 50—16, наиболее часто применяющихся
при изготовлении абразивного инструмента. Поэтому уже операцию
дробления проводят в несколько стадий, обеспечивая в каждой из
них минимальное содержание фракции минус 2 мм, так как при по-
следующем измельчении указанная фракция переизмельчается и
выход наиболее ценного продукта (фракция —0,5—0,16 мм) сни-
жается. Снижения содержания фракции минус 2 мм в продукте
дробления можно достичь за счет уменьшения соотношения размеров
разгрузочного отверстия конусной дробилки и размеров ячеек сита
на контрольном грохоте. Так, при соотношении указанных размеров,
равном 0,7; 0,8 и 1,0, содержание фракции минус 2 мм в подрешет-
ном продукте грохота соответственно равно 19,8; 29,4 и 47,4 %.
Измельчение должно обеспечить максимальный выход зернисто-
стей 160—16, определенную форму и прочность частиц. В настоя-
щее время измельчение абразивных материалов крупностью 10—
20 мм примерно до 2 мм и мельче осуществляется, как правило,
в стержневых мельницах, работающих в замкнутом цикле. Необ-
ходимость улучшения качества классификации зерна и порошков
по крупности и улучшения условий труда потребовала перехода на
мокрое измельчение.
Обычно измельчение абразивных материалов проводится в одну
стадию. Лишь белый и легированный электрокорунды измельчаются
в две стадии. На первой стадии мельница работает в открытом, а на
второй стадии — в замкнутом цикле с грохотом и классификатором.
Исходный материал из бункера подается с помощью вибрационного
питателя в стержневую мельницу. Одновременно в определенном
соотношении с исходным материалом в мельницу подается и вода,
количество которой поддерживается во времени с помощью спе-
циальных расходомеров (ротаметров). Из мельницы пульпа самоте-
90
Рис. 4.5. Схема производства шлифзерна и шлифпорошков
ком поступает в реечный классификатор, слив которого (фракция
Минус 0,06—0,08 мм) выводится из процесса, а крупная фракция
(пески) подается с помощью вертикальных ковшовых элеваторов
на грохот. Надрешетный продукт грохота возвращается в мельницу
на доизмельчение, а подрешетный — направляется во второй рееч-
ный классификатор на обезвоживание. Пески классификатора (ко-
91
нечный продукт измельче-
ния) подаются в схему на
дальнейшую переработку —
сушку, обогащение и т. д.
В слив классификатора
вместе с избыточной водой
удаляется фракция минус
0,06—0,08 мм, которая объ-
единяется со сливом пер-
вого классификатора.
Режим измельчения под-
бирается таким образом,
чтобы обеспечить запланиро-
ванный выход зернистостей
в зависимости от схемы пере-
работки. Под схемой перера-
ботки понимают наладку ре-
4.7. Зависимость выхода шлифзерна
от степени измельчения
Материал Степень измель- чения Отношение содержа- ния зерновой ( — 2,0 f-0,16 мм) к порошковой ( — 0,16—(-0,06 мм) фракции в разгрузке , мельницы
Карбид кремния Нормальный электрокорунд 5.10 2,06 4,60 2,18 1,80 2,54 2,33 5,26
жима работы оборудования, обеспечивающую за счет дробления,
измельчения и рассева абразивного материала максимальный выход
всех зернистостей шлифзерна и запланированные соотношения
отдельных зернистостей. Схеме переработки присваивается номер
наиболее крупной зернистости шлифзерна запланированному к про-
изводству и получаемому по данной схеме.
В зависимости от потребности народного хозяйства переработку
абразивных материалов производят по схемам 200, 160, 125, 80, 63
для нормального и циркониевого электрокорундов, карбида крем-
ния черного, а для белого и легированного электрокорундов и кар-
бида кремния зеленого по схемам 50 и 40. Заданная схема пере-
работки является основой планирования производства шлифоваль-
ных материалов. Общий выход шлифзерна с измельчением схемы
падает, а выход шлифпорошков растет. Так, переработка нормаль-
ного электрокорунда по схеме 160 обеспечивает выход шлифзерна
67 %, а шлифпорошков ~10 %. При переработке белого и хроми-
стого электрокорундов по схеме 50 выход зерновой фракции падает
и составляет соответственно 65,5 и 61 %, а порошковой 15 и 21 %.
Измельчение исходных материалов в стержневых мельницах
регулируется изменением размеров исходного куска; соотношением
массы стержней и массы материала, подаваемого в мельницу; количе-
ством воды, подаваемой в мельницу и классификатор; размером отвер-
стий сеток на контрольном грохоте; ассортиментом стержней в мель-
нице и циркулирующей нагрузкой.
При увеличении степени измельчения, т. е. увеличении макси-
мальных размеров исходного материала при постоянных размерах
конечных продуктов, отношение содержания зерновой (минус 2,00 —
плюс 0,16 мм) фракции к порошковой (минус 0,16 — плюс 0,06 мм)
в разгрузке стержневой мельницы уменьшается (табл. 4.7).
Из данных табл. 4.7 следует, что для обеспечения максимального
выхода шлифзерна при измельчении необходимо уменьшать размеры
максимальных кусков материала, подаваемых в мельницу.
92
4.8. Зерновой состав разгрузки мельницы в зависимости
от соотношения q/Q
V/Q Зерновой состав разгрузки мельннцы, % Отношение содержания зерновой фракции к по- рошковой в разгрузке мельницы ?/Q Зерновой состав разгрузки мельницы, % Отношение содержания зерновой фракции к по- рошковой в разгрузке мельницы
Размер фракции, мм Размер фракции, мм
+0,50 —0,50—КО,16 1 —0,16 +0,50 —0,50—1-0,16 —0,16
1 : 0,65 53,6 32,0 14,4 2,26 1 : 1,10 61,1 27,8 11,1 2,50
1 : 1,00 58,7 30,0 11,3 2,70 1 : 1,20 61,6 25,6 12,8 2,10
Максимальный выход зерновой фракции зависит от соотношения
массы стержневой загрузки q и массы исходного куска, подаваемого
в мельницу в единицу времени Q. В табл. 4.8 приведен зерновой со-
став разгрузки мельницы при измельчении белого электрокорунда.
Данные табл. 4.8 показывают, что оптимальное соотношение q/Q
находится в пределах 1:1,1 (измельчение проводилось при концен-
трации твердого продукта в мельнице 75—80 %).
Обычно все электрокорундовые материалы подвергаются из-
мельчению при получении шлифзерна и шлифпорошков при отноше-
нии q/Q =1:1 и Т : Ж = 1,2 : 1,0; карбид кремния черный и зе-
леный при q/Q = 1,0 : (0,454-0,75) и 1 : (1,44-2,2); Т:Ж =
= 1 : (14-1,5) и 1 : (0,74-0,9) соответственно.
Форму зерна и его прочность можно изменять в определенных
пределах при изменении режима измельчения в стержневых и шаро-
вых мельницах. С увеличением времени пребывания материала
в мельнице можно изменять значения насыпной массы зерна, кос-
венно характеризующей его форму, и его механической прочности от
показателей, близких к тем, которые получаются при раздавливании
зерна на валках, до показателей зерна, получаемого истиранием
в бегунах.
Острогранное зерно вытянутой формы, применяемое для произ-
водства шлифовальной шкурки, получают измельчением на валко-
вых дробилках в несколько (три—четыре) стадий.
Для силового и обдирочного шлифования требуется изометрич-
ное и прочное зерно, получаемое в стержневых мельницах с после-
дующей овализацией зерна, либо выделением части изометричного
зерна с помощью вибродинамических классификаторов. Эффект упроч-
нения зерна практически одинаков при выделении из исходного
материала части (до 50 %) изометричных зерен и окатыванием исход-
ного зерна в бегунах—аппарате, работающем по принципу раздавли-
вания при небольших нагрузках и длительном истирании.
Особенностью переработки монокорунда является отсутствие
операций среднего и мелкого дробления и измельчения. Шлифзерно
93
и шлифпорошки монокорунда получаются разложением водой окси-
сульфидного шлака с последующим обогащением и разделением
частиц по крупности.
Обогащение измельченного материала производится в целях
увеличения содержания основного компонента и снижения содер-
жания сопутствующих и посторонних примесей и включает операции
магнитной сепарации и химического обогащения.
Магнитная сепарация предназначается для удаления желези-
стых включений из различных шлифовальных материалов, обычно
осуществляется в несколько стадий. На первой стадии производится
выделение крупных включений ферросплава и случайно попавших
металлических предметов с помощью шкивных сепараторов с напря-
женностью магнитного поля порядка 39,8—47,7 кА/м. Выход маг-
нитного продукта на этой стадии не превышает 0,5 % при содержа-
нии магнитного материала в нем не менее 99 %.
Следующая стадия магнитного обогащения осуществляется
после измельчения материалов для удаления железистых включе-
ний, привнесенных в измельченный продукт от намола мелющих
тел и футеровки мокрыми барабанными сепараторами типа
ПБМ-П-90/250. Напряженность магнитного поля составляет 95,5-
103,4 кА/м; выход магнитного продукта — 0,7—0,8 % при содержа-
нии магнитного материала в нем не менее 92 %. Мокрая магнитная
сепарация может проходить и в две стадии в зависимости от требо-
ваний, предъявляемых к немагнитному продукту.
Основная операция магнитного обогащения осуществляется на
сухих барабанных сепараторах типа ЭБС-36/150 с верхней подачей
материала. Напряженность магнитного поля 95—105 кА/м. Опера-
ция предназначена для удаления железистых включений, недоиз-
влеченных при мокрой магнитной сепарации, а также для выделения
в магнитный продукт железистых включений, внесенных при сушке!
материалов. Выход магнитного продукта составляет 0,05—0,25
при содержании магнитного материала в нем до 60 %. я
Последняя стадия магнитной сепарации — очистная — провоз
дится на высокоинтенсивных магнитных сепараторах. На этой опе-1
рации удаляются сростки абразивных материалов с железистыми
включениями. Для получения шлифовальных материалов высших’
марок нормального электрокорунда используют магнитные сепара-
торы типа ЭБС-36/50 с нижней подачей и регулируемой напряжен-
ностью магнитного поля до 1350 кА/м.
Для обогащения белого и хромистого электрокорундов приме-
няются сепараторы с верхней подачей материала ЭВС-В 15/80 и на-
пряженностью магнитного поля до 1100 кА/м (14 000 Э), обеспечи-
вающие выпуск готовой продукции с содержанием магнитного ма-
териала и Fe2O3, отвечающей требованиям, предъявляемым к марке
24А и высшим маркам легированных корундов.
Химическое обогащение применяется в целях возможного пол-
ного удаления поверхностных примесей, не извлекаемых магнитной
сепарацией из-за слабых магнитных свойств (железистые пленки и
наклеп железа, включения ферросплавов и кремнийсодержащие
94
примеси fi карбиде кремния), для получения материала высших
марок из зеленого карбида кремния и белого электрокорунда.
Измельченный карбид кремния поступает во вращающийся ап-
парат барабанного типа, куда одновременно подается 3—5 %-ный
раствор NaOH. Реакция NaOH с Si и SiO2 происходит при темпера-
туре 80 °C. Время контакта щелочи с материалом 2 ч. Обогащенный
продукт поступает на ленточный вакуум-фильтр для отмывки от реа-
гента (NaOH) и продуктов реакции. Затем в барабанном аппарате
аналогичной конструкции проводится в течение 2 ч обогащение 10 %-
ным раствором серной кислоты при температуре 80 °C. Отмывка от
остатков кислоты и продуктов реакции производится аналогично
предыдущей операции.
При значительном (до 2 %) содержании SiCB его удаляется при-
мерно 90 % . Окисные пленки кремния растворяются медленнее и
даже после 5—7 ч контакта с щелочью можно удалить лишь до 20—
25 %.
При обогащении зерновой фракции карбида кремния в 10 %-ном
растворе серной кислоты в течение 6 ч при температуре пульпы
80 °C содержание Fe2O3 в обогащенном продукте снижается с 0,81
до 0,55 %. Более полное удаление железистых примесей возможно
при обогащении того же материала в смеси плавиковой (HF) и серной
(H2SO4) кислот при комнатной температуре и прочих равных усло-
виях. В этом случае содержание Fe2O3 снижается с 1,59 до 0,31 %,
т. е. удаляется приблизительно 80 % примесей.
Обогащение белого электрокорунда в 5 %-ном растворе H2SO4
при концентрации твердого остатка в пульпе Т : Ж = 1 •’ 2, темпе-
ратуре пульпы 40—60 °C в течение 4 ч обеспечивает содержание
Fe2O3 в обогащенном продукте 0,02 %.
Шлифзерно и шлифпорошки монокорунда предварительно обо-
гащают механическим способом, при котором отделение основного
компонента от примесей производят по различию физико-механиче-
ских свойств минеральных зерен на концентрационных столах.
В дальнейшем монокорунд подвергается магнитной сепарации и хи-
мическому обогащению.
Классификация измельченного и обогащенного материала про-
изводится в две стадии: предварительную и окончательную. На ста-
дии предварительной (распределительной) классификации исход-
ный материал разделяют на несколько классов, содержащих 4—5
(иногда’6) зернистостей в каждом. Так, при классификации по схеме
160 получают три класса: —2,0 1-0,63 мм; —0,63 1-0,16 мм и
—0,16-----1-0,04 мм. Фракция ±2,0 мм отправляется на доизмель-
чение.
-—Окончательная классификация шлифовальных материалов про-
изводится на двух или трех группах грохотов в зависимости от схемы
измельчения. На первой группе грохотов получаются зернистости
160—63, на второй 50—16 и на третьей 12—5 (4). В случае класси-
фикации по мелкой схеме 63 (50) первая группа грохотов отсутствует.
Классификация производится по принципу «от крупного к мел-
кому».
95
4.0. Технико-экономические показатели работы грохотов
Показатель Грохот
ГР-51 2ОЗ-12ГР
Производительность за 1 ч, т/м2: на 1 м2 площади рассева на 1 м2 занимаемой площади Расход электроэнергии, кВт-ч 0,22 0,21 2,10 0,33 1,00 0,85
Эффективность грохочения зависит от таких факторов, как вы-
сота слоя материала на сите, зерновой состав исходного материала,
равномерность его распределения по всей ширине сита и других.
Высокие требования к зерновому составу абразивных материалов
вызвали необходимость разработки специальных плоскокачающихся
грохотов, обеспечивающих длительное пребывание материала на
грохоте. Плоскокачающиеся грохоты имеют большую площадь рас-
сева, способны выделять до семи зернистостей с одного грохота и обес-
печивают получение шлифовальных материалов, удовлетворяющих
требованиям ГОСТов.
Замена плоскокачающихся грохотов ГР-51 вибрационными типа
203-12ГР позволила резко сократить количество грохотов и суще-
ственно упростить схему участка классификации. |
Технико-экономические показатели работы грохотов приведенья
в табл. 4.9. I
Обезвоживание — вспомогательный процесс, подготовляющий по-’
лупродукт для дальнейшей переработки и применяемый перед|
сушкой готовой продукции. Для получения концентрированных сус-т
пензий применяется операция сгущения. Сгущение сильно разбав-;
ленных водой сливов реечных классификаторов осуществляется в ра-з
диальных сгустителях. Радиальные сгустители — непрерывно дей-;
ствующие аппараты. Габаритные размеры сгустителя подбираются!
таким образом, чтобы частицы определенных размеров успели осестьj
и попасть в разгрузку. Разгрузка сгустителей производится самоте-'
ком по желобу, сжатым воздухом или насосом. В целях интенсифи-1
кации работы сгустителей возможно применение гидроциклонов.;
Слив радиальных сгустителей поступает на фильтроочистптель-
ную станцию либо на дальнейшую переработку для полного улавли-
вания тонкодисперсных частиц.
Интенсификация сушки измельченного материала стала возмож-
ной после установки ленточного вакуум-фильтра песков реечного
классификатора, обеспечивающего снижение влажности продукта
с 14—20 до 8—9 %.
Для сушки измельченного материала применяются вращающиеся
печи барабанного типа, работающие на твердом, жидком и газооб-
разном топливе. Высушенный продукт проходит холодильник, охла-
ждаемый проточной водой, и подается на последующие операции
96
переработки. Габариты печи подбираются в зависимости от требуе-
мой производительности.
Готовые и принятые ОТК шлифзерно и шлифпорошки отправляют
потребителям в специальных контейнерах СК-1-1 емкостью 1,75 м3,
вмещающих 3 — 4 т шлифовальных материалов.
В отдельных случаях для отгрузки потребителям шлифовальные
материалы упаковывают в комбинированные мешки: наружный —
тканевый (льняной), внутренний — бумажный четырехслойный (не-
пропитанный). Дозировка зерна производится автоматически дозато-
ром, масса мешка 50 кг.
Технологический контроль производства. Цехи по производству
шлифзерна и шлифпорошков представляют собой поточные крупно-
масштабные производства, выпускающие в смену 100—200 т шлифо-
вальных материалов. Выпуск качественной продукции в этих усло-
виях возможен при строгом соблюдении технологической дисцип-
лины и технологических регламентов работы.
В процессе производства шлифовальных материалов могут быть
следующие виды брака:
брак по химическому составу материала, обусловленный несоот-
ветствием химического состава выплавленного материала или не-
удовлетворительной разбраковкой куска. Указанный вид брака яв-
ляется неисправимым, и забракованный продукт должен отправляться
на переплавку. Для его предупреждения устанавливается контроль
за приемкой куска на соответствие эталону и ежедневный контроль-
ный химический анализ отобранной пробы после грохота конусной
дробилки;
брак по содержанию магнитной фракции, являющийся в основ-
ном исправимым браком; забракованный материал направляется на
повторное магнитное обогащение;
брак по зерновому составу, появляющийся вследствие наруше-
ния режимов рассева, неисправности оборудования, прорыва сеток
на рассеве; забракованный материал пневмотранспортом отправ-
ляется на пересев (на переработку).
Не менее важным моментом в обеспечении соблюдения техноло-
гической дисциплины является недопущение отклонений от заданной
схемы переработки — переизмельчение или закрупнение продукта,
приводящее к нарушению ассортимента выпускаемых материалов и
снижению запланированного выхода шлифзерна.
Для обеспечения стабильного технологического процесса ежеме-
сячно контролируются зерновой состав и влажность песков второго
классификатора, зерновой состав и содержание твердого продукта
в сливах первого классификатора, еженедельно производится полное
опробование работы мельниц (питание, разгрузка, циркуляционная
нагрузка), сливов первого и песков второго классификаторов, про-
верка системы пневмотранспорта, в том числе разрежения на всех
участках системы.
Для обеспечения стабильности технологического процесса и вы-
полнения ассортиментного плана большое значение имеет поддер-
жание стержневой загрузки, для чего постоянно производят до.
4 п/р Ю. М. Ковальчука 97
грузку стержней и периодически их полную замену, осуществляе-
мую в комплексе с полной заменой брони мельницы.
Технологической службой цеха ведется журнал ревизии и до-
грузки мельниц, в котором отмечаются количество и ассортимент
догружаемых стержней; дата сортировки мельницы с указанием ас-
сортимента и массы выгружаемых и вновь загружаемых стержней,
дата замены футеровки мельниц; в журнале также должна вестись
систематическая запись заданного и фактического отношения Т : Ж
в мельнице и классификаторах.
Подготовка рабочих сеток грохотов должна производиться
также под строгим технологическим контролем. Запускаемые в про-
изводство сетки должны проходить качественную проверку и анализ
размеров ячеек сит, которые в дальнейшем переносятся с паспортом
на конкретную рамку сетки, устанавливаемую на грохоте, с запи-
сями в технологическом журнале.
Часто в технологическом процессе при изменении схемы рассева
меняются сетки на грохотах мокрого предварительного грохочения,
а на окончательном рассеве не меняются.
Регулирование производительности, качества рассева, соотно-
шения смежных зернистостей по заданной схеме переработки осу-
ществляется конкретным подбором сеток с фактическими разме-
рами ячеек в пределах установленных допусков на сетки.
§ 4. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА микропорошков
На рис. 4.6 показана схема производства микропорош-
ков. В качестве исходного материала .используется фракция минус
2000 — плюс 630 мкм и минус 630 — плюс 500 мкм.
Возможно применение в качестве исходного материала для про-
изводства микропорошков фракции минус 160 — плюс 63 мкм. Для
специальных целей, в частности при производстве микропорошков,
для шлифовальной шкурки исходным материалом служат отходы
зернового производства (фракция минус 63 мкм).
Измельчение исходного материала для получения микропорош-
ков осуществляется в шаровых барабанных мельницах, работающих
в замкнутом цикле с реечным классификатором. Слив классифика-
тора — окончательный продукт измельчения — направляется на
сгущение и далее на обогащение. Пески классификатора возвра-
щаются в мельницу на доизмельчение. Туда же направляются фрак-
Ции плюс 63 мкм и отдельные зернистости, имеющие ограниченный I
спрос. I
Производительность мельницы в зависимости от ее типа (габари- I
тов) составляет 600—180 кг/ч, отношение массы материала к массе 1
воды Т : Ж = 1 • 1 и 2 : 1 соответственно для белого электрокорунда 1
и карбида кремния. Для загрузки мельницы, как правило, приме- ;
няют три группы стальных шаров диаметром 70—60, 60—50 и 50— !
40 мм, масса загруженного материала 1.3—7,5 т; оптимальная 1
масса и ассортимент шаров подбираются экспериментальным
путем.
98
М3 М2 М1
Рис. 4.6. Схема производства микропорошков:
ФОС — фильтро-очистиая станция
При устоявшемся режиме измельчения количество возвратных
материалов (циркулирующая нагрузка) составляет 180—200 %
производительности мельницы по исходному продукту.
Содержание фракции минус 40 мкм в разгрузке мельницы ко-
леблется в пределах 30—50 %. Для получения необходимого ассор-
тимента микропорошков требуется подбор режима работы реечного
классификатора.
4* 99
При увеличении содержания твердого продукта в сливе класси-
фикатора, зависящем от количества добавляемой в классификатор
воды, резко снижается содержание фракции минус 40 мкм в сливе.
Так, при производстве микропорошков белого электрокорунда уве-
личение содержания твердого в сливе классификатора с 9—10 до
20—21 % снижает содержание фракции минус 40 мкм в сливе с 78—
83 до 43—57 %.
Увеличение высоты сливного порога классификатора приводит
к повышению содержания фракции минус 40 мкм в сливе классифи-
катора. Так, увеличение сливного порога с 6 до 18 см при практически
постоянном составе разгрузки мельницы приводит к увеличению
содержания фракции минус 40 мкм в сливе классификатора с 68,9
до 80,7 % и соотношение фракции минус 63 плюс 40 мкм и минус
40 мкм почти в 2 раза уменьшается.
Повышение степени изометричности частиц микропорошков и
увеличение их прочностных характеристик возможно за счет времени
пребывания материала в мельнице, что обеспечивается применением
более длинных мельниц (отношение длины барабана к ее диаметру
не менее 2).
В последние годы химическое обогащение полностью вытеснило
магнитную сепарацию, так как при этом эффективность обогащения
выше, а потери тонкодисперсного материала значительно меньше.
Обогащение электрокорундовых материалов производится в 5 %-ном
растворе серной кислоты при концентрации твердого продукта
(Т :Ж=1 : 1). Температура пульпы примерно 20 °C. Время кон-
такта материала с кислотой 4—6 ч. В этих условиях извлечение в рас-
твор железистых примесей составляет примерно 93 %. При обогаще-
нии нормального электрокорунда наблюдается также извлечение
в раствор примерно 40 % SiO2 и около 12 % СаО.
Отмывка обогащенного материала производится методом неодно-
кратной декантации, т. е. выведением из процесса осветленной воды
после осаждения частиц, и с помощью фильтрации.
Количество твердого продукта, удаляемого с фильтратом при от-
мывке, не зависит от типа применяемой ткани, а определяется кон-
центрацией твердого продукта в исходном материале, подаваемом
на фильтр. В последние годы повышение концентрации твердого про-;
дукта в материале перед окончательной отмывкой на фильтрах до-
стигается установкой перед ними сгустительных конусов. Осветлен-
ная вода, содержащая продукты реакции, маточный раствор реагента
и мельчайшие частицы обогащаемого материала, со сливом конуса
выводится из процесса, объединяется с фильтром отмывочных филь-
тров и поступает на нейтрализацию.
Обогащение измельченного карбида кремния осуществляется
последовательно в 3 %-ном растворе щелочи (NaOH) и 5 %-ном рас-
творе кислоты (H2SO4). В отдельных случаях применяется флота-
ция, при которой удаляется графит с пеной, образованной в процессе
насыщения суспензии воздухом, на пузырьки которого налипают
частицы свободного углерода. При подаче во флотомашину в качестве
реагента щелочи (расход которой составляет примерно 0,4 кг/т)
100
и плот-
(4.1)
гранич-
удается достичь содержания Ссв примерно 0,15 % при выходе обо-
гащенного материала (отходов зернового производства карбида крем-
ния зеленого) до 93 %.
Классификация микропорошков зернистостью М63—М14 произ-
водится в восходящем потоке воды в аппаратах конического типа,
а классификация тонких и особо тонких микропорошков М10—Ml —
методом седиментации (отмучивания) в гравитационном и центро-
бежном полях.
В основу расчета процесса классификации положен закон Стокса,
согласно которому скорость свободного осаждения одиночной шаро-
образной частицы в ламинарном потоке зависит от размеров
ности частицы, плотности и вязкости дисперсной среды:
_ gd2(Pl-P2)
UcB------Дф ’
где цсв — скорость свободного осаждения, см/с; d — размер
ной частицы, см; Pi и р2 — плотность материала и среды, г/сма;
р — вязкость среды, г/(см-с); g—ускорение земного тяготения,
см/с2.
Свободное осаждение применимо лишь при контроле зернового
состава микропорошков методами седиментации.
В практике классификации свободное осаждение частиц в жид-
кости не применяется ввиду незначительной производительности
процесса. Измельченные частицы существенно отличаются по форме
от шара и, следовательно, в формулу (4.1) необходимо вводить
коррективы, учитывающие влияющие на результаты классифика-
ции факторы.
Установлено, что форма частиц практически не влияет на скорость
их" осаждения (при значениях критерия Рейнольдса Re = vclp- =
= 0,25 — 0,08 для электрокорундовых материалов и карбида крем-
ния), а определяется их массой или эквивалентным диаметром d3KB.
Значение среднего эквивалентного диаметра, т. е. диаметра шара,
объем которого равен объему реальной частицы, может быть выра-
жено зависимостью dmB = 0,885/?, где b — средняя ширина частицы.
Точность разделения частиц по крупности в воде существенно
зависит от устойчивости суспензии, т. е. от степени слипания частиц
Друг с другом в процессе классификации. Для предотвращения
коагуляции частиц (их слипания) в суспензию добавляется специаль-
ный реагент, как правило, 0,1 %-ный раствор жидкого стекла.
Большое влияние на интенсивность слипания частиц, при прочих
равных условиях, оказывает жесткость воды. Устойчивость суспен-
зий тем меньше, чем больше в воде солей кальция, т. е. чем больше
жесткость воды.
В целях стабилизации химического состава воды и снижения
содержания солей необходимо для производства микропорошков
проводить глубокое умягчение воды с помощью серийно выпускае-
мых установок обессоливания ионнообменными смолами.
101
Рис. 4.7. Схема предварительной классификации
Литание
микропорошков
Классификация микрошлифпорош-
ков М63—Ml4 производится в восхо-
дящем потоке воды в аппаратах кони-
ческой формы. Различают две стадии
гидравлической классификации: пред-
варительную и окончательную. На
предварительной стадии исходный ма-
териал делится на группы зернистостей,
из которых затем получают готовые
микропорошки (рис. 4.7).
Классификация происходит при
непрерывной подаче в конус исход-
ного материала и непрерывной раз-
грузке продуктов. Делительный ко-
нус HI предназначен для дополнительной классификации пе-
сков делительного конуса /. Классификация осуществляется на
поточных линиях, состоящих из трех каскадов, в каждом из которых
установлено по два, три конуса классификатора, в которых слив
одного является исходным материалом для другого.
Классификация проводится по принципу «от крупного к мел-
кому». Слив последнего конуса каждой линии направляется на сгу-
щение в сгустительные конуса, выделяющие в слив частицы размером
менее 10 мкм, и затем в линию классификации более мелких микро-
порошков. Расчет габаритных размеров конусов производится для
каждого производства отдельно в зависимости от производительности
и ассортимента выпускаемой продукции.
При расчетах пользуются формулой (4.1) для определения ско-
рости осаждения частиц, а расчеты величины восходящего потока
(расхода воды Q) производят по формуле Q = vS, где S — площадь
зеркала слива конуса, см2.
Периодичность процесса загрузки одной линии определяется по
достижении определенной концентрации суспензии в конусах, ко-
торая фиксируется с помощью гидростатических плотномеров.
Высота столба в трубке, превышающая уровень зеркала слива ко-
нуса, А/i, определяющая среднюю концентрацию твердого продукта
в конусе, может быть подсчитана по формуле
Mi = h (pi — р2),
(4-2) ?
где h — глубина погружения трубки в конус, см.
Поточные линии работают так, что при загрузке одной линии
исходным материалом, две остальные промываются свежей водой.
Длительность процесса промывки поточных линий
_________________________.—г (4.3)
Ц- — о. Зу„ — v. v" — v Зив — «с 1 ’
рс в ч , в ч
102
рис. 4.8. Схема классификации ми-
кропорошков иа конусах конструк-
ции Буйко
Mko
в
нижнеи части
чистой
где t — время промывки, с;
/1Ц и hK — высота цилиндри-
ческой и конической части
конусов I, II и т. д.ступени;
vB — скорость восходящего
потока в конусах, см/с; ос —
скорость осаждения ча-
стиц, см/с.
В последние годы для
классификации внедряются
аппараты конструкции П. В.
Буйко, конусы которых
имеют две конические и две
цилиндрические части, что
позволяет производить за-
грузку исходным материа-
лом и промывку свежей во-
дой в процессе классифика-
ции одновременно. При этс
воды создается такая скорость восходящего потока, которая способна
выносить практически все частицы размером меньше расчетного
в нижнюю цилиндрическую и верхнюю коническую части конуса.
Подача суспензии осуществляется сверху по центральной трубе.
Гидростатические плотномеры, установленные во всех конусах,
позволяют полностью автоматизировать процесс классификации.
Достижение в одном из конусов определенной концентрации твердого
служит сигналом для разгрузочного клапана. При падении уровня
суспензии до определенной отметки разгрузочный клапан автомати-
чески закрывается.
Установки, состоящие из конусов конструкции П. В. Буйко
(рис. 4.8), менее чувствительны к колебаниям концентрации твер-
дого продукта и зерновому составу исходной суспензии, работают
с большей эффективностью, разгружаемый продукт содержит высо-
кое количество твердого, что позволяет более рационально использо-
вать обезвоживающее оборудование; их применение позволяет в
в 3 раза сократить общее количество конусов.
Тонкие микропорошки М10—М5 получают методом седиментации
(отмучивания). Содержание твердого в исходном продукте не превы-
шает 20 % (по массе). Процесс состоит из следующих операций: за-
грузки исходного материала определенной концентрации в седи-
ментатор, размешивания, спокойного осаждения частиц, выделения
расчетного объема, содержащего частицы определенных размеров,
Добавки свежей воды, размешивания, повторения всех операций.
Количество сливов для выделения одной зернистости уточняется
в процессе отработки оборудования. Обычно рекомендуется прове-
103
дение до 30 сливов. Объем каждого слива равен примерно одной трети
всего объема седиментатора.
Процесс идет «от мелкого к крупному» т. е. вначале выделяется
фракция минус 3 мкм, затем минус 5 плюс 3 мкм (М5) и т. д. Расчет
времени осаждения частиц определенных размеров на заданную
глубину осуществляется также по формуле Стокса (4.2), с введением
эмпирических коэффициентов, учитывающих влияние многочислен-
ных факторов (отличие формы частиц от сферы, концентрации по-
следних в суспензии, зерновой состав исходного и др.).
Процесс седиментации полностью автоматизирован. Автоматиза-
ция осуществлена по времени, необходимому на проведение каждой
операции. Для увеличения эффективности операции применяется
двухстадийная гидравлическая классификация. На первой стадии,
осуществляемой в поточных линиях, состоящих из непрерывно дей-
ствующих конусов конструкции П. В. Буйко, получаются полупро-
дукты, которые в дальнейшем при перечистке в седиментаторах до-
водятся до требуемых кондиций. При этом сокращаются примерно
в 2 раза производственные площади и расход воды на 1 т готовой про-
дукции и, следовательно, упрощается узел обезвоживания-
Особо тонкие микропорошки М3—Ml получаются седиментацией
в гравитационном и центробежном полях. Продолжительность осаж-
дения частиц заданного размера в центробежном поле определяется
по модифицированной формуле Стокса (4.1):
ln (Rz/Ri)
(4.4)
уровня
Стокса,
При
где Ri и Т?2 — расстояние от оси вращения до зеркала слива и до
слива, см; ® — угловая скорость, 1/с; К — коэффициент
к — ~ Р2>
Л 18р. • 10е '
расчете общего времени осаждения необходимо учитывать,
что скорость осаждения частиц не постоянна во времени, а изме-
няется в период набора скорости и остановки ротора центрифуги-
Сгущение суспензии промежуточных продуктов классификации
осуществляется в сгустительных конусах. Габаритные размеры
конуса рассчитывают с учетом количества пульпы, поступающей
в конус, и размеров классифицируемых частиц. .
Разгрузка крупного сгущенного материала происходит через
калиброванное отверстие в вершине конуса непрерывно; для регу-
лирования работы конуса предусмотрена возможность подачи воды
в вершину конуса.
Обезвоживание микрошлифпорошков М63—Ml4 осуществляете^
в настоящее время повсеместно на ленточных вакуум-фильтраЛ
Для обезвоживания тонких микрошлифпорошков и их полупрЛ
дуктов (фракция минус 10, минус 3 мкм) используются в настоящей
время отстойные трехколонные центрифуги типа ОТН-800; особо!
тонкие микропорошки М3—Ml подвергаются обезвоживанию в су!
перцентрифугах. Недостатки центрифуг и суперцентрифуг заклю!
чаются в периодичности их работы и ручной выгрузке осадка. "
104
4.10. Производительность печи ПГ-2 в зависимости
от зернистости микропорошков
Параметр Зернистость
М5—М14 М20 — М28 М40 4 б
Количество теплоты на 1 кг высушенной 86688—21672 10836 10836—7224 7224 7224—4326
продукции, Дж-102 Производительность, кг/ч 5—20 40 40—60 60 60—100
В целях интенсификации процесса сгущения полупродуктов
(фракция минус 10 мкм) были опробованы фильтр-прессы. Исследова-
ния показали пригодность для обезвоживания тонких миропорош-
ков М10—М5 и полупродуктов (фракция минус 10 мкм) фильтр-
прессов типа ФПАКМ.
Сушка микрошлифпорошков производится в электрических шка-
фах и специальных печах с электронагревом. Широкое распростра-
нение получили печи типа ПГ-2, способные принимать материал
влажностью до 25 %. Производительность печи в зависимости от
зернистости подаваемого материала и требуемое количество тепла
указаны в табл. 4.10.
Готовую продукцию упаковывают в бумажные мешки, которые
для сохранности вкладываются в джутовые. Масса одной упаковки
40—50 кг. Особо тонкие микрошлифпорошки упаковываются в поли-
этиленовые банки различного объема в зависимости от зернистости.
Микрошлифпорошки карбида бора упаковываются в металлические
банки.
§ 5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ШЛИФОВАЛЬНЫХ
МАТЕРИАЛОВ ИЗ СИНТЕТИЧЕСКИХ
АЛМАЗОВ И ЭЛЬБОРА
Исходным материалом для производства шлифовальных
материалов синтетических алмазов служит продукт синтеза, из ко-
торого удален графит и катализатор, крупностью сростков до 3 мм.
Процесс получения шлифовальных материалов различных марок,
существенно отличающихся по физико-механическим свойствам,
требует введения в процесс различных специфических операций.
На рис. 4.9 показана схема производства шлифовальных порош-
ков марки АС2. Исходный материал подвергают дроблению в шаро-
вом барабане, обеспечивая максимальный выход крупной фракции.
Дробленый материал поступает на предварительную ситовую клас-
сификацию, где его разделяют на три класса: плюс 160 мкм, направ-
ляемый на додрабливание; минус 160 плюс 40 мкм, поступающий на
Дальнейшую переработку, и минус 40 мкм, служающий исходным
материалом для производства микрошлифпорошков. Рассев произ-
105
Рис. 4.9. Схема производства алмазных
шлифпорошков марки АС2
водится на сотрясательной ма-
шине.
Фракцию минус 160 плюс
40 мкм подвергают ультразвуко-
вой обработке в ванне, подклю-
ченной к ультразвуковому гене-
ратору УЗГ-10У. В результате об-
работки слабые и дефектные зерна
разрушаются и фракция минус
40 мкм удаляется из процессов
методом седиментации в дистил-
лированной воде. Фракция минус
40 мкм подается на обезвоживание
в суперцентрифуги и сушку. Вы-
сушенный материал объединяется
с аналогичным по крупности про-
дуктом, полученным ранее. Алмаз-
ный порошок размерами минус
160 плюс 40 мкм сушится при тем-
пературе 150—200 °C и поступает
на первичную ситовую классифи-
кацию для получения требуемых
зернистостей. Рассев производится
на соответствующих ситах при
тех же режимах работы сотряса-
тельной машины, что и в преды-
дущей операции классификации.
При повышенном содержании
растворимых примесей, определяе-
мых по контрольному образцу •—
зернистости 50/40, порошки под-
вергаются химической обработке
в смеси соляной и азотной кислот
(царской водке). Обогащенный ма-
териал высушивают и проверяют
прочность порошков каждой зер-
нистости. Порошки, отвечающие
требованиям прочности, подвергаются окончательной ситовой клас-
сификации на тех же аппаратах в течение 10 мин. Если прочность
какого-либо порошка не удовлетворяет требованиям стандарта, его
подвергают дополнительному дроблению с последующей отмывкой
фракции минус 40 мкм, сушкой и ситовой классификацией сухого
материала по данной зернистости.
Процесс получения шлифовальных материалов СТМ различных
марок не имеет принципиальных отличий. Некоторые изменения свя-
заны лишь с конструкцией применяемого оборудования и обеспече-
106
нием повышенной прочности порошков. Дробление исходного мате-
риала в этом случае осуществляется в роторной дробилке. Для повы-
шения однородности шлифовальных порошков различных марок по
прочности и степени изометричности (форме) в технологический про-
цесс вводятся дополнительно операции овализации и разделения ма-
териала по форме частиц. Овализацию порошков проводят в шаровой
барабанной мельнице. При этом слабые и дефектные зерна измель-
чаются, а основная масса зерна приобретает округлую форму. Для
получения частиц разной степени изометричности применяют ви-
бродинамические классификаторы. Игольчатые и пластинчатые
зерна, количество которых не превышает в среднем 3—5 %, подвер-
гают дроблению или используют для изготовления специальных
видов инструмента. Частицы округлой и угловатой формы класси-
фицируют на ситах с соответствующими размерами ячеек и подвер-
гают контролю зернового состава, прочности и влажности. Готовую
продукцию расфасовывают, упаковывают, маркируют.
При производстве микропорошков исходным материалом является
полученный в производстве шлифпорошок — продукт крупностью
минус 40 мкм.
Измельчение исходного материала производится в электромагнит-
ных мельницах с центральным ротором, обеспечивающим высокую
производительность процесса и получение равномерного продукта
по крупности с минимальным переизмельчением. Химическое обо-
гащение производится в 72 %-ном растворе хлорной кислоты (НС1О3).
Операция проводится при кипячении периодически перемешивае-
мого продукта до завершения реакции. Процесс обогащения завер-
шается промывкой от кислоты и продуктов реакции, в процессе
которой удаляются графит и катализатор.
Первая операция гидравлической классификации предусматри-
вает выделение в осадок порошка зернистостью 60/40 методом седи-
ментации. Суспензия с частицами крупностью минус 40 мкм класси-
фицируется в стаканчиковых центрифугах различной конструкции
также методом седиментации. При этом последовательно выделяются
в слив фракции минус 3 мкм, минус 5 плюс 3 мкм и т. д. Классифика-
ция проводится в дистиллированной воде с добавкой пептизатора
(0,1 %-ный раствор желатина или столярного клея и 0,05 %-ный рас-
твор соды). Режим классификации рассчитывается и уточняется
в процессе работы введением экспериментально полученных попра-
вочных коэффициентов. В результате классификации получают по-
рошки зернистостью 60/40, 40/28, 28/20, 20/14, 14/10, 10/7, 7/5 и 5/3,
содержащие еще значительное количество зерен смежных размеров,
недопустимых для соответствующих зернистостей. Окончательная
классификация микропорошков производится в тех же аппаратах.
Фракция минус 3 мкм выделяется из процесса в виде весьма раз-
бавленной суспензии и подается на обезвоживание в суперцентри-
фуги, частота вращения ротора которых достигает 25 000 об/мин.
Осадок из ротора выгружается вручную, добавляется дистиллиро-
ванная вода до требуемой концентрации твердого. Суспензию загру-
жают в стаканы центрифуги и методом седиментации получают ми-
107
крошлифпорошки зернистостью 5/2, 2/1 и 1/0. Готовые продукты
отмывают от желатина горячей дистиллированной водой на стакан-
чиковых центрифугах и сушат.
Фугат суперцентрифуг, содержащий частицы мельче 0,7 мкм,
поступает в отделение получения субмикропорошков. Классифика-
ция последних производится методом центрифугирования в супер-
центрифугах и высокооборотных стаканчиковых центрифугах. Ми-
крошлифпорошки зернистостью 0,7/0, 0,5/0, 0,3/0 и 0,1/0 подвергают
контролю зернового состава с помощью электронного микроскопа
при 1000-кратном увеличении, химического состава и эксплуатацион-
ных характеристик (съем материала в единицу времени и шерохова-
тость обработанной поверхности).
Для получения микропорошков марки АСН применяют много-
стадийное измельчение исходного материала с выделением после
каждой стадии фракции минус 14 мкм, которая затем собирается и
подвергается измельчению в одну стадию. При такой схеме производ-
ства зерна приобретают округлую форму при минимальном содержа-
нии дефектных зерен. Прочностные показатели микрошлифпорош-
ков существенно повышаются.
Технология производства шлифовальных материалов из эльбо-
ра принципиально не отличается от аналогичного производства шли-
фовальных материалов из синтетических алмазов.
§ 6. КОНТРОЛЬ КАЧЕСТВА шлифовальных
МАТЕРИАЛОВ
Помимо требования к зерновому составу шлифовальных
материалов контролируются также другие показатели качества: хи-
мический состав, содержание магнитного материала, прочность,
форма зерна и режущая способность. Контроль зернового состава
шлифзерна и шлифпорошков всех абразивных материалов осущест-
вляется ситовым методом.
При анализе шлифзерна и шлифпорошков проводят механический
рассев пробы на наборе сит с контрольными сетками, установленными’
на сотрясательной машине (частота вращения 280 об/мин и число,
ударов 140 в минуту). Для анализа отбирается проба массой 100 г,
взвешенная на весах с точностью 0,01 %. Время встряхивания уста-
навливается в зависимости от зернистости 200—10—10 мин; для
зернистости 8 и мельче — 15 мин. После окончания встряхивания
материал, задерживающийся на отдельных ситах, последовательно
начиная с верхнего сита, ссыпают и взвешивают. По результатам
взвешивания подсчитывают содержание отдельных фракций в про-
центах с точностью до 0,1 %.
Контроль зернового состава микропорошков производится раз-
личными методами. ГОСТ 3647—80 предусматривает для этой цели
микроскопический анализ. Определение размера и подсчет просмо-
тренных частиц выполняют последовательно в нескольких полях
зрения, передвигая препарат, подготовленную пробу материала
с имерсионной жидкостью на предметном стекле в таком направле-
нии, чтобы исключить повторный их подсчет.
108
При просмотре определяют длину и ширину зерен по условно
проведенным взаимно перпендикулярным осям. За размер зерна
абразивных материалов принимают его наибольшую ширину, а для
алмаза — полусумму длины и ширины зерна. Измерение выполняют
с точностью до 0,5 деления шкалы окулярного микроскопа.
Комбинированным методом определяют зерновой состав шлиф-
порошков зернистостью 5—4 и микропорошков зернистостью М63—
М50. В этом случае содержание фракций крупнее 40 мкм определяют
ситовым методом, а фракций мельче 40 мкм — микроскопическим.
Процентное содержание отдельных фракций
<4-5)
где С — содержание фракций, %; А и В — содержание фракции,
определенное соответственно микроскопическим и ситовым мето-
дами, %.
Зерновой состав микропорошков общего назначения может быть
определен также с помощью фотоэлектрических приборов различной
конструкции, основанной на измерении с помощью фотоэлемента
интенсивности светового потока, проходящего через суспензию,
приготовляемую из испытуемого порошка.
Содержание, %, определенной фракции в суспензии определяют
по формуле
Р = к (1g /о - 1g Id), (4.6)
где Д — коэффициент, постоянный для данного материала, не зави-
сящий от размера частиц; /0 — сила тока фотоэлемента, генериро-
ванного световым потоком, прошедшим через воду, мА; Id — сила
тока фотоэлемента, генерированного световым потоком, прошедшим
через суспензию микропорошка с диаметром частиц d в момент вре-
мени t, мА.
Зерновой состав микропорошков, используемых для шлифоваль-
ной шкурки, может определяться с помощью простейшего прибора —
седиментационной трубки.
Оценка степени изометричности (формы) частиц осуществляется
косвенным методом по значению массы образца в определенном объеме
(насыпная масса) на приборах ПНВ-1 (шлифзерно и шлифматериалы)
и ПНВ-М (микропорошки), с емкостью мерного стакана 100 см3. Для
эльбора и алмаза используется прибор ПНЭА с емкостью мерного
стакана 1 см3.
Коэффициент формы алмазных шлифовальных материалов опре-
деляется отношением средней длины зерна к средней ширине по фор-
муле
п п
(4.7)
1 = 1 4 — 1
Для определения значения Д достаточно использовать 50 зерен.
В алмазных микропорошках допускается не более 2 % пластин-
чатых и удлиненных зерен, размер которых превышает наибольший
размер зерна основной фракции не более чем в 1,5 раза.
ГЛАВА 5
АБРАЗИВНЫЙ ИНСТРУМЕНТ И ТЕХНОЛОГИЯ
ЕГО ПРОИЗВОДСТВА
§ 1. КЛАССИФИКАЦИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ
Режущий инструмент, изготовленный из шлифовального
материала, предназначенный для абразивной обработки, называется
абразивным инструментом.
Одними из основных характеристик абразивного инструмента
являются вид, марка и зернистость используемого для его изготов-
ления шлифовального материала.
Абразивный инструмент по своим свойствам, форме и строению
существенно отличается от других видов режущего инструмента спо-
собностью работать при скоростях резания, значительно превосходя-
щих скорости резания металлообрабатывающим инструментом, обра-
батывать различные по свойствам материалы — от кожи, резины и
дерева до труднообрабатываемых высокотвердых закаленных сталей
и изделий из твердых сплавов и при этом снимать в процессе обра-
ботки слой материала глубиной от нескольких миллиметров до долей
микрометра, обеспечивая высокую точность и качество обработки.
Абразивный инструмент обладает свойством самозатачивания,
т. е. частичного самовосстановления режущих свойств инструмента
в процессе его работы. Разнообразие работ, выполняемых абразив-
ным инструментом, привело к созданию большого многообразия абра-
зивного инструмента, различающегося видом и маркой абразивного
материала, его зернистостью, твердостью, структурой, видом связки,
формой и размерами. Шлифовальная шкурка отличается видом абра-
зивного материала и его зернистости, видом основы и плотностью на-
сыпки (расположения) шлифовального материала, видом связки;
абразивные пасты отличаются видом материала и консистенцией на-
полнителя и т. д.
Все эти параметры абразивного инструмента определяют его
свойства и назначение и называются его характеристикой. Инстру-
мент одной определенной характеристики не является широко уни-
версальным инструментом. Успех его работы и технико-экономиче-
ские показатели обработки зависят от правильности выбранной ха-
рактеристики, оптимальности установленных режимов обработки,
состояния и жесткости станочного оборудования, соответствия до-
пусков обрабатываемой детали заданным технологическим процессом.
Абразивный инструмент подразделяется на:
инструмент, в котором зерна шлифовальных материалов жестко
закреплены тем или иным видом связки; инструмент на жесткой
основе — на керамических, органических и специальных связках;
НО
шлифовальную шкурку и изделия из нее (бесконечные шлифо-
вальные ленты, шлифовальные ленты, бобины, конусы, диски, лепе-
стковые круги), фибровые диски, инструмент на основе из нетканых
материалов, — инструмент, изготовленный на гибкой основе (фибра,
бумага, ткань или их комбинация, нетканый материал) с нанесенным
на основу слоем шлифовального материала, закрепленного связкой,
инструмент на гибкой основе (гибкий абразивный инструмент);
абразивные (шлифовальные и полировальные) пасты твердой и
жидкой консистенции, представляющие собой композицию из шли-
фовальных материалов и органических связующих, закрепляющих
абразивные зерна так, что при работе они имеют значительную сво-
боду перемещений, смазывающих и поверхностно-активных веществ.
К этой же группе относят полировальники различных конструкций
из хлопчатобумажных и сизалевых материалов (ткани, канатика),
с помощью которых производится машинная обработка различных
деталей абразивными пастами.
§ 2. АБРАЗИВНЫЕ ИНСТРУМЕНТЫ НА КЕРАМИЧЕСКИХ,
ОРГАНИЧЕСКИХ И СПЕЦИАЛЬНЫХ СВЯЗКАХ
(НА ЖЕСТКОЙ ОСНОВЕ)
К указанным абразивным инструментам относятся:
шлифовальные круги — абразивные инструменты в виде тела
вращения, работающие при вращательно-плавном движении и дви-
жении подачи в любом заданном направлении;
шлифовальные головки — шлифовальные круги с глухими отвер-
стиями для крепления, в ряде случаев закрепленные на металличе-
ской оправке;
шлифовальные сегменты, являющиеся составной частью сборного
или составного шлифовального круга;
шлифовальные бруски — абразивный инструмент призматиче-
ской или цилиндрической формы. Шлифовальные бруски могут быть
конструктивной, составной частью хона, представляющего собой
инструмент в виде тела вращения, работающий при вращательном
движении и движении подачи вдоль оси вращения;
шлифовальные шевера — абразивные инструменты, имеющие
форму зубчатого колеса, используемые для зубошлифования;
абразивные галтовочные тела, представляющие собой призмы и
другие геометрические формы, используемые для виброабразивной
обработки.
Абразивный инструмент изготовляется различных типов (харак-
теризующих форму, конструкцию и размер изделий). Основные
его типы приведены в табл. 5.1.
В крупносерийном и массовом производствах, в первую очередь
на предприятиях автомобильной промышленности, широко внедряется
врезное шлифование ступенчатых и фасонных деталей угловыми и
фасонными кругами специального профиля или комплектами таких
кругов. Совместное шлифование нескольких поверхностей повышает
точность обработки, сокращает число . шлифовальных операций,
1И
5.1. Основные типы и размеры абразивного инструмента на керамических и органических связках
Инструмент Обозна- чение типа Форма инструмента (сечение) Применяемые размеры, мм Примечание
Шлифовальные круги: прямого профиля с двусторонним кониче- ским профилем с коническим профилем с выточкой с конической выточкой пп D = Зч-1060 H = 1-4-250 d= 1-4-305 —
-
2П £> = 2504-500 Н = 84 32 d = 76-4-203 h= 34-8 a = 404-60°
-•
^1 0
ЗП d, R5mi tCZT D = 80-4-500 H = 6-4-32 d = 204-203 R Д-45* II II II II •— hU tO <3> r+i? Gn"4 СЛОО О Q
&I-4 D -
пв _ di_ R5max -C D = 104-600 H = 13-4-100 d = 34-305 • й-ь?- II II О СЛ- •I- 00 00 О *«4 сл
I
[-£ '•^0
ПВК If D = 3004-750 H = 50, 80 d = 1274-305 di = 2004500 h = 25, 35 a = 10, 15, 20°
к 4——
г ПЩГ
Продолжение табл. 5Л
Инструмент Обозна- чение типа Форма инструмента (сечение) Применяемые размеры» мм Примечание
Шлифовальные круги: с двусторонней кониче- ской выточкой с двусторонней выточкой кольцевые чашечные цилиндрические пвдк g£±fR5max D = 750 Н = 80 d= 305 О О Ю о tQ —ЧП II II II тГ-е в
I -Д' ||~ 1 D
пвд * R5max D = ЮО-г-350 Н = 254-250 d= 32-4-127 О ю сч о ю ’’Т ОО оо 00 ОО LO II II II -ёГ’с j:
iW D f1
к. D = 2004-500 И = 634-160 d= 1504-400 —
е R Б
.щ. —
чц ЕС D = 404-300 H = 254-100 d= 134-127 II 11 о го .|. ,|. -ч to сл сл о
у -
Продолжение табл. 5.1
Инструмент Обозна- чение типа Форма инструмента (сечение) Применяемые размеры, мм Примечание
Шлифовальные круги: чашечные конические тарельчатые специальные ЧК ; D ? । D = 5ОЧ-ЗОО Н = 254-150 d= 134-150 О О о о СО — О О СЧ —• 00 00 •I- -1- -1- ою ою ТГ V—< ю Tf II II II II тГ-й 8 8-
Н 1 1
'd.
Т о D = 804-350 Н = 84-40 d = 13/4-127 О о О 1ЛО СЧ О Ю СЧ о 1 —< — 1 — 4 -1- -1- -l-ti -I- со со сч со — t-- II II II II II II II Й8 £ Е ч
Л Й
ПН . О D = 4504-700 Н = 404-80 d= 514-305 Круги с гайками в теле круга (наращенные)
С ♦
Ш 1 4
ПР , с D . f D = 5004-1250 d= 514-250 Я= 16 Рифленные круги
cT"f
Продолжение табл. 5.1
Инструмент Обозна- чение типа Форма инструмента (сечеиие) Применяемые размеры, мм Примечание
Шлифовальные круги: специальные • R5 max 0 ±L_ D = 1504-300 H = 84-20 d= 324-127 o-a-i?" II II II свьэ ct> •I- ? o'” — ao о
Эй
О
kU , d _ /R5 ' max 1
Головки: цилиндрические угловые конические ГЦ 4 H О Q co тГФ- •I- -1- -I- СОЮ T-< II II II das’® h = 34-32
ГУ H h 3r D = 12, 16, 20 H = 25, 40 d = 6. 8. 10 h= 3,6
гк 60°И° d г D = 104-4$ H = 254-50 d= 34-6 h = 15, 20
• / R2 max
Продолжение табл. 5.1
Инструмент Обозна- чение типа Форма ииструмен та (сечеиие) Применяемые размеры, мм Примечание
Головки: сводчатые конические с закруглен- . ной вершиной шаровые ГСв Н 'г -- а г D = 6-5-38 И = Ю-т-50 II II II ’1* о сл о
гкз Г Л D = 16, 20, 32 Н = 40, 16, 32, 40 d = 60, 6, 13 d= 6, 13 ! г= 2, 3, 5
к гш 1 D = 10-5-32 d= 34-6 h = 44-13
Сегменты: прямоугольные выпукло-вогнутые СП Z. Д а В В = 454-180 Н = 204-63 L = 604-160 —
1С _ L _ Г1 to II II сл елся •I- -1- to — О СП b оо Т -1 to "l IHI О ОО 4^ О СП О ю со —• СПО- ООО
Продолжение табл. 5.1
Инструмент
Сегменты:
вогнуто-выпуклые
выпукло-плоские
плоско-выпуклые
трапециевидные
специальные
Обозна- чение типа Форма инструмента (сечеиие) Применяемые размеры, мм Примечание
2С В = 804-95 L = 125, 175 В1 = 75. 80 г= 170, 250 150, 220
4:: —
_ L
ЗС В = 1104-380 И = 404-240 L = 1004-300 Bt = 754-210 г= 2504-500
**L. _—•
L _ н
4С В = 1004-120 И = 40, 50 L= 150, 160 Bi = 80, 180 г = 220, 400
- ~ г
£
_ L
5С CQ Ч — В = 60, 100 И = 16, 20, 40 L= 125, 200 Bi = 46, 50, 85
L ЕЕ
6С 7С 8С 9С 56 /^\60а [ _ В J - Sr b* tD II II II II СЛ О 00 СЛ Эскиз и размеры даиы для сегментов 6С
Продолжение табл. 5.1
118
Рис. 5.1. Абразивные круги фасонного и углового профилей:
а — круг фасонного профиля ФП-1 D равен 400, 500, 600 мм; Н равен 8, 12, 13, 20 мм;
d равен 203, 305 мм; б — круг углового профиля УП-7
личество оборудования и обслуживающего персонала и в сочетании
с повышенными скоростями шлифования 50 — 60 м/с и подачами до
5 мм/мин повышает общую производительность обработки и снижает
себестоимость обработки в 1,5—2 раза и более.
Отечественной абразивной промышленностью выпускается ши-
рокая номенклатура угловых и фасонных кругов (рис. 5.1), в том
числе комплектных, технические требования к которым оговорены
ОСТ И70-8—79. Геометрическая форма и размеры угловых и фасон-
ных кругов, а также комплектов кругов должны соответствовать
чертежам, согласованным заводом-изготовителем и заводом-потре-
бителем.
Изготовляют также комплекты кругов прямого профиля различ-
ных диаметров (от двух до 12 кругов в комплекте), используемых
в основном для операции шлифования коленчатых и распредели-
тельных валов на автоматических и полуавтоматических линиях.
Увеличение объема заготовительных операций и адъюстажной
обработки металла потребовало расширения номенклатуры и
совершенствования конструкций отрезных кругов. Согласно
ГОСТ 21963—82 промышленностью выпускается широкая номенкла-
тура неармированных отрезных кругов, изготовляемых с примене-
нием бакелитовых и вулканитовых связок, диаметром 50—500 мм
и толщинами 0,3—5 мм для работы со скоростями резания 50—60 м/с.
Обеспечение надежности кругов и прочности при повышенных ско-
ростях резания заставило ввести в конструкцию круга армирующие
прокладки, изготовляемые из стеклосетки (рис. 5.2). Освоен выпуск
широкой номенклатуры армированных отрезных кругов диаметром
50—1250 мм, обеспечивающих рабочую скорость резания 60—80 м/с,
а также кругов диаметром 1500—2000 мм, выпускаемых по отдельной
нормативной документации.
На операциях зачистки стальных заготовок широко применяют
силовые скоростные обдирочные круги, работающие со скоростью
60—80 м/с и силой прижима до 10 кН из циркониевого электроко-
Рис. 5.2, Отрезные армированные круги
I I
Стек/юсеткц
ПЭ
Рис. 5.3. Шлифовальные шеверы
корунда 38А или формокорунда. Круги для силового обдирочного
шлифования выпускаются диаметром 500 и 600 мм.
Для снятия забоин и заусенцев, снижения шероховатости обра-
ботанной поверхности и уровня шума, окончательной обработки
стальных закаленных цилиндрических зубчатых колес наружного
зацепления с некорректированным профилем применяются шлифо-
вальные шеверы, технические требования к которым регламенти-
рованы ТУ2-036-737—77. Шлифовальный шевер (рис. 5.3) предста- ;
вляет собой металлическую ступицу с расположенным на ней мето-1'
дом литья зубчатым венцом, изготовленным из шлифовального ма- .
териала: электрокорунда белого марки 24А зернистостью 25 в смеси
с зернистостью 8—4 и связующих. В качестве связующих приме- <
.няются эпоксидные, акриловые и полиуретановые смолы или их ком- |
бинации. Размеры шлифовальных шеверов: номинальный делитель- j
ный диаметр 180 и 240 мм, модуль нормальный от 2 до 6, высота 25—'
40 мм, угол наклона линии зуба 0, 5 и 15°.
В настоящее время в машиностроении и металлообработке все
шире применяется виброабразивная обработка для зачистки заусен-
цев, полировки, глянцевания и подготовки поверхности для гальвано-
покрытий. В качестве абразивного инструмента применяют специаль-
ные абразивные тела (наполнители) неопределенной и определенной '
формы. Абразивные тела неопределенной формы представляют собой )
кусочки или зерна кварца, электрокорунда крупностью 10—45 мм,
а также дробленые отходы абразивных кругов. Формованные абра- •
зивные тела (наполнители) определенной формы изготовляются из
электрокорундовых материалов на керамической и пластмассовых
связках твердостью ВТ—ЧТ. Различают разновидности тел: КФ-Ю,
КФ-15, КФ-20, КФ-30 и др. (рис. 5.4). Цифра, стоящая за символом,
120
Рис. 5.4. Формы абразивных исполнителей для виброабразивной обработки
обозначает высоту трехгранника в миллиметрах. Технические требова-
ния к формованным наполнителям должны отвечать ТУ2-036-720—77.
В качестве связок, применяемых для закрепления зерен в абра-
зивном инструменте, могут применяться неорганические вещества
(керамические, магнезиальные, силикатные, металлические связки);
органические вещества как естественные (шеллаковые связки), так
и синтетические (бакелитовые, вулканитовые, эпоксидные, глифта.
лиевые связки); комбинации органических и неорганических веществ
(металлоорганические, металлокерамические и другие виды связок).
Связки на основе неорганических веществ — это в основном
весьма теплостойкие, твердые, хрупкие вещества. Их роль в работе
абразивных инструментов — максимальное прочное удержание зе-
рен шлифовального материала, поэтому они применяются там, где
необходимо, чтобы инструмент обладал высокой стойкостью и дли-
тельное время сохранял режущие кромки. Связки на основе органи-
ческих веществ — эластичные и нетеплостойкие. Эти связки приме-
няются в инструменте, где используется либо их высокая эластич-
ность (полировальный инструмент), либо — при большой прочно-
сти — низкая теплостойкость — для обеспечения высокого самозата-
чивания (обдирочный, отрезной инструмент). Комбинированные
связки обладают в зависимости от комбинирования веществ соответ-
ственно совокупностью их свойств.
Основной объем (более 95 %) абразивного инструмента на жест-
кой основе выпускается на керамических, бакелитовых и вулкани-
товых связках.
Керамические связки (К) — самый распространенный в произ-
водстве абразивного инструмента вид связок, высокая прочность,
хрупкость, жесткость и химическая стойкость обусловливают их ис-
пользование для изготовления большинства видов абразивного ин-
струмента, выпускаемого промышленностью. Керамическими эти
связки названы потому, что в их состав входит так называемое кера-
мическое сырье: глина, полевошпатовые материалы, стекло и т. п.,
а технология изготовления инструмента во многом аналогична техно-
логии производства керамических изделий.
В результате сложных физико-химических преобразований, про-
исходящих во время термической обработки абразивного инструмента,
керамическая связка, представляющая собой сначала смесь сыпучих
материалов, полностью или частично расплавляется.
В основе этих преобразований лежат дегидратация, удаление
механически введенной и кристаллизационной воды; расплавление
легкоплавких компонентов и разрушение органических связующих;
расплавление основного стеклообразующего компонента связки
121
с взаимодействием этого расплава с абразивным материалом. При
этом связки превращаются в стекла сложного состава, образующие
при кристаллизации ряд минералов, таких, как анорит (СаО'А12О3 X
X 5SiO2), муллит (3Al2O3-2SiO2), шпинель (MgO-Al2O3), кордиерит
(2MgO-Al2O3-5SiO2), рутил (TiO2) и др.
При нагреве электрокорундовых систем, образованных на основе
связок, содержащих щелочи, уже при температуре 650 °C происхо-
дит интенсивное образование жидкой фазы, частично растворяющей
поверхность зерен абразивного материала и компоненты связок.
При достижении температуры 1200 °C и выше наряду с этим проис-
ходит минералообразование с общим повышением вязкости стекла,
так как с поверхности зерна в расплав переходит до 8 % А12О3. Наи-
большую механическую прочность и адгезию к зерну обеспечивают
связки на основе композиций
(Na2O + К2О) - А12О3 - В2О3 - SiO2;
(Na2O + К2О) — MgO - А12О3 - SiO2;
(Na2O + К2О) - LiO2 - В2О3 - А12О3 - SiO2 - F;
(Na2O + K2O) — BaO — A12O3 — SiO2.
Для изготовления инструмента из карбида кремния чаще приме-
няют так называемые спекающиеся связки, их основу составляют
огнеупорные глины (более 70 %), сплавление частиц которых при
температуре 1200—1300 °C незначительно, и менее 30 % стеклооб-
разующих компонентов. Это вызвано тем, что карбид кремния очень
чувствителен к расплаву щелочей; сильно окисляется и теряет абра-
зивные свойства.
При охлаждении и кристаллизации образуется твердая и прочная
застывшая масса, в которой абразивные зерна, химически и механи-
чески соединены со связкой, состоящей из стекла сложного минераль-
ного состава. В это стекло вкраплены нерасплавившиеся частицы
огнеупорной глины, служащие «каркасом» системы. Наряду с зерном
и связкой черепок изделия содержит поры. Обычно добиваются,
чтобы минеральная система состояла из мелких кристаллов, так как
чем более мелкокристаллическим является керамический черепок, тем
меньше в нем напряжений, и тем он более прочен.
Исходя из основных требований к керамическим связкам — вы-
сокой прочности и адгезии к зерну, оптимальной хрупкости и твер-
дости, способности образовывать микропоры и повышать свою вяз-
кость в процессе обжига, — подбирают составы исходных компо-
нентов связок, которые при термообработке изделий образуют мине-
ральные композиции, удовлетворяющие указанным требованиям.
Задаются химические составы связок, а компоненты подбираются
из минерального сырья таким образом, чтобы получить связки задан-
ной химической формулы.
В промышленности применяют несколько видов керамических
связок: для инструмента из электрокорундовых материалов — К1,
К2, К4, К5, Кб, К8, К43, для инструментов из карбидокремниевых
материалов — КЗ, КЮ. Для изготовления абразивного инструмента
122
5.2. Химический состав, потери при прокаливании
и огнеупорность керамических связок
К1
К2
КЗ
К4
К5
Кб
К8
я
я
и
к
я
Я
Р.
я
£
Химический состав, % •В
Q <x>
К К К s as с <
я ч й я ч ф . к О о О я О ьр ч й 0) о № 0) ч о Rt ээнэ О’ем «s« « ® Ф ®«§ о с й м
а О и О Ос О» Ос 6s ф .
СО 0 < д не более И Я И И Кд Сея ОЕ §
61—66 14—20 5,0 1,0 3,0 — 8-10 1,0 5,0 116—120
52—56 35—38 1,0 1,5 1,0 — — — — — — 78—80
60—55 19—24 1,0 1,0 1,5 — — 7-8 1,0 7,0 140—145
58—64 17—21 1,5 1,0 2,0 4—6 — 5-6 1,0 7,0 120—125
60—66 14—17 1,5 1,0 4,0 5—6 — 5-6 1,0 7,0 112—116
60—65 16—20 1,0 1,0 2,0 — 3,0 12-15 1,0 6,5 120—123
55—60 20—25 1,0 1,0 5,0 — — 4-5 1,0 7,0 125—128
Примечание. ПК — огнеупорность, измеряемая пирометрическим
конусом. Для перевода ее в /°C необходимо показатель ПК умножить на 10°С,
например, ПК 116—120 соответствует 1160—1200 °C.
зернистостью 50—16 используют керамические связки с размерами
частиц не более 80 мкм, для мелкозернистого абразивного инстру-
мента (зернистостью 12 и менее) — связки с размерами частиц не
более 50 мкм.
В табл. 5.2 приведены химический состав и огнеупорность неко-
торых наиболее распространенных керамических связок.
Связки можно классифицировать на высокотемпературные спе-
кающиеся (КЗ, К8); низкотемпературные полуспекающиеся (KI, К2),
применяемые для некоторых видов инструмента из белого электро-
корунда; плавящиеся на основе борного стекла (К4 и Кб), обеспечи-
вающие наиболее эффективное связывание белого и нормального
электрокорундов; на основе бариевого стекла (Кб) для инструмента,
изготовленного из легированного электрокорунда. В последнее время
широкое применение начинают находить плавящиеся связки на ос-
нове литийсодержащего борного стекла с добавкой фтористых соеди-
нений (К43), обеспечивающие высокую прочность кругов, предназна-
ченных для работы со скоростью 80 м/с и более.
Гранулометрический состав связок в значительной степени
влияет на их реакционную способность, а следовательно, и на проч-
ность связывания зерен шлифовального материала, так как чем
мельче зерна связки, тем больше их удельная поверхность. Пре-
дельная крупность связки строго регламентируется. Для изготовле-
ния абразивного инструмента зернистостью 16 и крупнее приме-
няют керамические связки с крупностью частиц менее 100 мкм, а для
зернистости 12 и ниже — связки с крупностью частиц менее 63 мкм.
В ограниченных объемах используют связки магнезиальные и
силикатные. Инструмент на этих связках применяется в основном
Для чистовой обработки труднообрабатываемой вязкой стали в тех
123
случаях, когда требуется высокая самозатачиваемость инструмента
и низкая шероховатость обрабатываемой поверхности. Магнезиаль-
ная связка — это цемент, твердеющий на воздухе за счет взаимодей-
ствия каустического магнезита и хлористого магния с водой по реак-
ции:
xMgO + z/MgCl2 + гН2О -> ^MgO-z/MgCl2-zH2O. (5.1)
Силикатная связка в своей основе содержит растворимое стекло
(силикат натрия), которое, будучи смешанным с активными напол-
нителями, в качестве которых применяются карбонаты, глина,
полевой шпат и сами абразивные материалы, образует прочные кам-
невидные массы:
2Na2SiO3 + 2Н2О-> 2SiO2 + 4NaOH; (5.2)
4NaOH + 2Н2О + SiC -> Nа2СО3 +(N a2SiO3 + 4H2. (5.3)
• Металлические связки — это порошки химически чистых легко-
плавких (/пл < 900 °C) металлов либо смесей металлов и сплавов.
В основном они используются в производстве инструмента из СТМ,
так как высокая механическая прочность этих связок и незначи-
тельная пористость не позволяют применять их с другими, менее
твердыми, абразивными материалами вследствие того, что в этом
случае инструмент не самозатачивается.
Абразивный инструмент на бакелитовой связке предназначен
для операций обдирочного шлифования, т. е. таких видов абразивной
обработки, при которых снимается много металла в единицу времени.
В качестве основы связки, как это видно из названия, применяется
бакелит в виде порошков (смеси новолачной смолы с уротропином)
или жидкости (жидкая резольная смола). Их свойства приведены
в табл. 5.3 и 5.4. Порошок часто называют пульвербакелитом.
Порошок бакелита имеет гранулометрический состав с размером
зерна 63—80 мкм и характеризуется температурой плавления ново-
лачной смолы (105—115 °C) в его составе, содержанием свободного
фенола (не более 5,5 %), скоростью бакелизации и механической
прочностью на разрыв образцов (не менее 13 МПа). Жидкий бакелит
представляет собой вязкую бурую жидкость с плотностью (1,10ч-
4-1,15) 103 кг/м3. Он растворяется в спирте, ацетоне и фурфуроле.
Время процесса желатинизации и вязкости применяемого в абра-
5.3. Свойства порошкообразных связующих
» Показатель СФП —011А1 (для холодного прессования) СФП-0119А (для горячего прессования)
Содержание уротропина, % Текучесть по стеклянной пластинке, мм, не более Время желатинизации, с Вязкость 50 %-ного раствора в ацетоне, сП Потерн при бакелизации, %, не более 6,5—7,5 25—45 40—100 45—70 3 8,5—9,5 16 50—90 220—340 2
124
5.4. Свойства жидкого бакелита
Показатель БЖ-3 (для холодного прессования, ГОСТ 4559-78) БЖ-6 (для горячего прессования, ТУ 6-05-1715-75)
Содержание свободного фенола, %, не более Содержание воды, %, не более Время желатинизации, с Вязкость при 20 °C, сП 8—18 20 60—240 1000—3000 22 7 140—160 800-900
зивном производстве жидкого бакелита может быть в пределах 5—
400 с в зависимости от требований, предъявляемых к смеси, и может
регулироваться за счет добавки растворителей.
При нагревании бакелит сначала размягчается (пульвербакелит
плавится) до такой степени, что он равномерно обволакивает зерно
шлифовального материала, затем при температуре 160—180 °C про-
исходит его поликонденсация, т. е. сращивание коротких молекул
бакелита в полимерные длинные цепи пространственно соединенных
молекул (пластмассу). Связи приобретают эластичность, а изделия —
твердость и прочность.
Кроме связки в абразивный инструмент может вводиться напол-
нитель — компонент, применяемый для придания инструменту не-
обходимых физико-механических, технологических и эксплуатацион-
ных свойств.
Наполнители — это, как правило, неабразивные материалы, при-
дающие инструменту специфические свойства: уменьшающие нагрев
изделий при шлифовании за счет повышения их теплопроводности
(соединения металлов, антифрикционные вещества типа СОЖ); акти-
вирующие процесс шлифования путем химического воздействия
с обрабатываемым материалом (сера, галогеносодержащие вещества
и т. и.); повышающие адгезию абразивного зерна к связке (жидкие
компоненты абразивных паст, минеральные вещества в бакелитовых
кругах и т. п.). Исключение составляют наполнители в инструменте
из сверхтвердых материалов: абразивное зерно электрокорунда,
карбида кремния и карбида бора. Здесь они применяются, во-первых,
в целях экономии дорогостоящего основного абразивного материала,
во-вторых, для повышения общей прочности изделия. В то же время
они способствуют более эффективному процессу шлифования—обес-
печивают лучшую самозатачиваемость инструмента.
Для получения изделия с повышенными рабочими свойствами:
пористостью, хрупкостью ит. п., т. е. для увеличения их способности
к самозатачиванию, применяются наполнители двух видов: вещества,
повышающие пористость, например поваренная соль и нафталин,
которые растворяются или возгоняются в процессе термообработки,
за счет чего образуются поры; хрупкие материалы, выкрашиваю-
щиеся в работе, образуя поры непосредственно при шлифовании
(известняк, мрамор, гипс, уголь, кварц и т. п.). Особенно часто упо-
125
требляется полуводный гипс (2CaSO4-H2O), введение которого, кроме
того, уменьшает количество летучих веществ при бакелизации (что
устраняет так называемое вспучивание), ускоряет отверждение смолы
при нагреве. Повышению прочности изделия способствуют асбест
каолин, глины, криолит и т. п. Повышение теплопроводности дости-
гается за счет введения металлических композиций или пирита.
К ускорителям бакелизации относятся альдегиды или вещества,
выделяющие при нагреве альдегиды, кислоты, соли и щелочи. В ка-
честве наиболее эффективного ускорителя чаще всего вводят уротро-
пин. Из солей применяется упомянутый выше полуводный гипс.
Вулканитовая связка — это вид резины, т. е. провулканизиро-
ванная смесь каучука с серой, с ускорителями вулканизации и на-
полнителями, вводимыми для повышения прочности и жесткости
изделий. Для регулирования формовочных свойств смеси в нее вво-
дятся мягчители.
Каучук вулканитовой связки в присутствии серы при повышении
температуры до 200 °C (в зависимости от состава каучука) становится
твердым, упругим веществом. Атомы серы связывают длинные цепи
молекул каучука в эластичную, значительно менее подвижную проч-
ную решетку. Таким образом, в этом случае вместо длинных мягких
молекул образуются объемные сетки резины, прочно удерживающие
зерна шлифовального материала. Комбинируя виды и количество
компонентов связки, можно добиться получения весьма эластичной
или достаточно жесткой системы, что диктуется назначением инстру-
мента: в первом случае — для полирования и отделочных операций,
во втором —для резки, глубинного шлифования и т. п.
Вулканитовая связка, прочно удерживая зерна, но будучи
в то же время эластичной, в процессе шлифования деформируется, и
самозатачивание идет не интенсивно. Отсюда повышенный полиру-
ющий эффект этого вида инструмента, но производительность шли-
фования при этом снижается. В отличие от инструмента на других
связках, инструмент на вулканитовой связке содержит на 10—20 %
шлифовального материала больше, а пористость его соответственно
ниже.
Для изготовления инструмента на вулканитовой связке приме-
няются синтетические каучуки: натрий—бутадиеновый (СКВ) по
ГОСТ 2188—51, бутадиен —нитрильный и бутадиен—стироль-
ный. Первый используют, как правило, для эластичных видов ин-
струмента, а два других —для жестких. В процессе вулканизации
прочность отформованного изделия (0,5—3,5 МПа) увеличивается
до 10 раз, достигая у жестких изделий 30 МПа. Следует учитывать,
что вулканизация — процесс экзотермический.
Сера применяется тонкомолотая класса А по ГОСТ 127—76, ее
количеством регулируется степень вулканизации. При введении ее
до 15 % изделие получается мягким, эластичным, при введении да
60 % — жестким, твердым. 1
Для сокращения времени вулканизации и повышения равномер!
ности свойств связки в качестве ускорителей используют порошки
каптакса, альтаков и тиурама в количестве 0,5—3 %. J
126 1
Наполнители, так же как и й инструменте на бакелитовой связке,
применяются для повышения прочности и эксплуатационных свойств
инструмента. Наиболее часто используют окиси магния и цинка.
При оптимальном количестве наполнителя (10—20%) прочность
связки возрастает до 10—15 раз.
Для повышения формовочных свойств смесей, регулирования
твердости изделия и повышения адгезии связки к зерну в качестве
мягчителей в смесь добавляют органические вещества: жирные кис-
лоты, рубракс, полидиены, идитол и дибутилфталат. Для каждого
вида изделий на вулканитовой связке подбирают (эмпирически) не-
обходимое количество мягчителя в целях получения изделий тре-
буемой твердости.
Органические связки на основе естественных материалов, таких,
как шеллак, соли жирных кислот (олеиновые, стеариновые), и искус-
ственных (полиуретан, эпоксидная смола, различные лаки и клеи)
применяются в ограниченном объеме для производства специальных
видов инструмента —полировального, доводочного и др., и широко
используются для изготовления инструмента на гибкой основе и по-
лировальных паст.
Кроме вида и марки шлифовального материала, зернистости, вида
и марки связки абразивный инструмент характеризуется твердостью
и структурой. Понятие «твердость» абразивного инструмента не имеет
никакого отношения к соответствующему свойству физических тел,
в том числе к твердости (микротвердости) абразивных материалов.
В практике производства и применения абразивного инструмента
термин «твердость» введен как комплексный показатель, характерной
для этого изделия способности к самозатачиванию. Таким образом,
величина, характеризующая свойства абразивного инструмента
сопротивляться нарушению сцепления между зернами и связкой при
сохранении характеристик (эксплуатационных, физических) инстру-
мента в пределах установленных норм, называется твердостью.
При слабом сопротивлении изделия вырыванию из него абразивного
зерна, инструмент будет обладать меньшей твердостью, чем при бо-
лее значительном сопротивлении. В первом случае инструмент будет
более мягким, чем во втором.
В СССР принята шкала твердостей абразивного инструмента,
состоящая в настоящее время из 16 основных степеней твердости:
ВМ1 и ВМ2 — весьма мягкий; Ml —М2 и М3 — мягкий; СМ1 —СМ2 —
средне-мягкий; С1 и С2 —-средний; СТ1, СТ2 и СТЗ—средне-твер-
Дый; Т1 и Т2 —твердый; ВТ —весьма твердый; ЧТ —чрезвычайно
твердый. В этой шкале цифры 1, 2 и 3 характеризуют возрастание
твердости абразивного инструмента внутри данной степени.
Для некоторых видов инструмента, например шарошлифоваль-
ных кругов, твердость ЧТ подразделяется на девять дополнительных
степеней (ЧТ1—ЧТ9), соответствующих определенной объемной
Массе (2,8—2,96 г/см3), для инструмента на вулканитовой связке при-
меняются укрупненные степени твердости СМ, С, СТ, Т.
Измерение твердости абразивного инструмента производится ме-
тодом разрушения поверхности изделия струей кварцевого песка —
127
пескоструйный метод по ГОСТ 18118—79 (для инструмента на кера-
мической, бакелитовой и глифталевой связках из электрокорунда и
карбида кремния зернистостью 50 и менее), методом вдавливания
конусом по ГОСТ 21323—75 (для инструмента на вулканитовой связ-
ке) и методом вдавливания шарика на приборе Роквелл по
ГОСТ 19202—80 (для шлифовальных брусков и шлифовальных кру-
гов высотой не более 8 мм, зернистостью 12 и менее на керамической
и бакелитовой связках).
Для оценки твердости абразивного инструмента без его разруше-
ния находит применение акустический метод контроля. В основу
этого метода заложена связь структурных характеристик инстру-
мента и условий его изготовления с такими физическими параметрами
как модуль нормальной упругости Е и плотность р материала изде-
лия. В качестве меры, определяющей физико-механические свойства
абразивного инструмента, применяется параметр
С/ = (5.4)
имеющий физический смысл скорости распространения упругих про-
дольных колебаний в бесконечно длинном стержне, изготовленном
из того же материала, что и материал контролируемого изделия.
Этот параметр связан с механическими характеристиками (проч-
ностью, твердостью и т. п.) и характеризует эксплуатационные свой-
ства инструмента.
Нормирование параметра Cz осуществляется через так называе-
мые звуковые индексы (ЗИ), которые представляют собой условную
величину, равную среднему арифметическому значению начала и
конца определенных интервалов Cz, уменьшенному в 100 раз. Уста-
новленная шкала значений звуковых индексов от 19 до 75 позволяет
характеризовать все основные виды абразивных инструментов на всех
типах связок во всем диапазоне твердостей.
При определении параметра Cz и соответствующих ему звуковых
индексов используется связь этого параметра с частотами собственных
колебаний изделия, которая имеет вид:
f = FCh (5.5)
где f —частота собственных колебаний изделия; F — коэффициент
формы, постоянный для инструментов, имеющих одинаковую форму
и размеры, при условии возбуждения в них колебаний одного опре-
деленного вида. Метод определения Cz путем возбуждения в изделии
механических колебаний и измерения частоты его собственных коле-
баний называется акустическим. При его использовании необхо-
димо произвести измерение частоты собственных колебаний и опре-
делить соответствующее значение коэффициента формы. При исполь-
зовании акустического метода контроля качества инструмента кон-
кретных типоразмеров заранее рассчитываются с помощью ЭВМ спе-
циальные градуировочные таблицы, позволяющие по измеренному
значению частоты собственных колебаний непосредственно опреде-
лять соответствующие им звуковые индексы. Измерители частот
128 1
5.5. Области применения приборов «Звук»
Инструмент Связка Прибор
Круги диаметром 3—100 мм, кл. АА и А Круги ПП и Д диаметром более 100—200 мм Круги ПП и К диаметром 250— 1200 мм Круги ПП и К диаметром 250— 600 мм Бруски длиной 100—200 мм Керамическая Любая Керамическая Бакелитовая и вул- канитовая Керамическая «Звук-107-01» То же «Звук-202-01» То же «Звук-107-02» _ или «Звук-107-01»
собственных колебаний выпускаются двух модификаций: «Звук-107».
и «Звук-202». Области применения приборов приведены в табл. 5.5.
Принцип действия приборов «Звук-202» основан на возбуждении
в инструменте свободных колебаний: «Звук-202-01» —с частотным
диапазоном в пределах 0,9—10,4 кГц; «Звук-202-2» — с диапазоном
0,3—4,44 кГц. Принцип действия приборов «Звук-107» основан на
возбуждении в инструменте вынужденных колебаний: «Звук-107-01»—
с частотным диапазоном 5—500 кГц и «Звук-107-02» —с частотным
диапазоном 0,5—20 кГц.
Для контроля твердости абразивных инструментов пескоструй-
ным методом применяются две модели пескоструйных твердомеров:
909 (ТП-1100 ) для кругов диаметром 400—1100 мм и 910 (ТП-400)
для кругов диаметром до 400 мм.
Определение твердости абразивных инструментов методом вдав-
ливания шарика производится на приборах ТК-2 и ТК-2М, широко
распространенных для определения твердости различных металли-
ческих и неметаллических изделий. Определение твердости абразив-
ных инструментов методом вдавливания конуса также производится
с помощью этих приборов. В качестве рабочего наконечника приме-
няется конус с углом при вершине 60°. Вершину конуса изготовляют
из твердого сплава ВК6.
Термин «структура абразивного инструмента» имеет специфиче-
ское значение. В отличие от общепринятого понятия он не означает
собственно внутреннего строения изделия. Структура —это соотно-
шение объемов шлифовального материала, связки и пор в абразив-
ном инструменте. В абразивном инструменте на любой связке
имеются поры, причем в инструменте на керамической и бакелитовой
связках поры занимают объем больший, чем в инструменте на вулка-
нитовой и металлической связках. Регулируемая пористость необхо-
дима абразивному инструменту, так как чем больше суммарный объем
пор п чем крупнее сами поры, тем эффективнее удаляется стружка
пРи резании, лучше охлаждение места контакта инструмента и де-
тали, быстрее идет самозатачивание инструмента и легче шлифова-
ние, особенно труднообрабатываемых материалов. В то же время
5 П/р Ю. М. Ковальчука 129
Рис. 5.5. Структура абразивного инструмента:
а *- плотная; б — открытая; в — высокопорнстая
инструмент с высоким содержанием пор менее прочен и подвергается
большему изнашиванию, чем инструмент более плотный, монолит-
ный. Следовательно, абразивный инструмент для каждой конкрет-
ной операции шлифования должен иметь строго заданную структуру.
Следует различать пористые круги с естественными порами и по-
ристые круги, поры в которых получены благодаря применению
наполнителей, последние называют высокопористыми. Высокопо-
ристые круги могут иметь объем пор до 75 %. Преобразующее веще-
ство, выгорая в процессе термообработки, образует в шлифовальном ,
круге поры. Гранулометрический состав вводимых выгорающих
наполнителей может не отличаться от грансостава абразивного зерна
в круге, а размеры зерен наполнителя могут даже превышать раз-
меры зерен абразива.
Номером структуры обозначается степень увеличения пористости 1
инструмента. Так, структуры № 1—4 называются закрытыми, или
плотными, № 5—8—средними, № 9—12 —открытыми, а более
№ 13—высокопористыми (рис. 5.5).
Так как твердость инструмента в основном зависит от количества '
зерна и связки, а структура —от количества зерна, связки и пор,
между этими двумя свойствами существует четкая связь. Каждой
структуре, независимо от зернистости и твердости инструмента, соот-
ветствует определенный заданный объем зерен. Меняется количество
зерна—меняется структура. Для получения инструмента разных
структур, но одной твердости должно быть уменьшено количество
зерна, либо увеличено количество связки (например, в инструменте
на керамической связке — на 2 % для каждой следующей структуры,
а для получения инструмента одной структуры, но разных твердо-
стей — на 1,5 % для каждой следующей степени твердости).
Как правило, абразивные инструменты представляют собой тела
вращения, и как все тела вращения, обладают неуравновешенностью.
В зависимости от допустимых неуравновешенных масс устанавли-
ваются четыре класса неуравновешенности шлифовальных кругов.
Классу I соответствует минимальная, а классу IV —максимальная
неуравновешенность круга. Так, при массе круга 100—125 кг допу-
стимые неуравновешенные массы составляют: для класса I —55 г,
для класса II —85 г, для класса III — 135 г, а для класса IV -т
270 г (ГОСТ 3060—75). |
130 1
Рис. 5.6. Высокоскоростные абразивные круги:
а — с мелкозернистой более прочной центральной частью или пропиткой упрочняющим
составом; б — с армированной металлической втулкой /; в — с втулкой специального со-
става 2; г — с упрочняющими дисками на торцах круга 3; д — с утолщенной ступицей 4;
е — без центрального отверстия н со специальной планшайбой; 5; jwj — со специальными
разгружающимися фланцами 6; з — сборный сегментный круг, состоящий нз сегментов 7,
закрепленных в планшайбе 8
Допустимые неуравновешенные массы в абразивных кругах кон-
тролируются на станках для статической балансировки, основной
частью которых являются два параллельно расположенных цилин-
дрических валика одинакового диаметра или ножи. Круг с помощью
балансировочной оправки устанавливают на станок и придают ему
медленное вращение. После остановки круга с оправкой отмечают
верхнюю, т. е. более легкую, точку его периферии и прикрепляют
к ней зажим. Затем поворачивают круг с зажимом на 90° и закреп-
ляют посредством зажима грузов различной массы, подбирают груз,
который бы приводил круг к состоянию, при котором он после
легких толчков устанавливался бы в разных положениях.
Если под действием этого груза круг каждый раз остается в покое,
то круг удовлетворяет требованиям данного класса неуравновешен-
ности. Для достижения допустимых значений неуравновешенной
массы на торце круга у посадочного отверстия делают секторную ка-
навку, в которую заливают свинцовый груз, равный по массе неурав-
новешенности. В некоторых случаях с этой же целью в тело круга
производят инъекции специальных аэрозолей.
В зависимости от требований абразивной обработки шлифо-
вальные круги работают при скоростях, достигающих 80—120 м/с.
Прочность такого круга и степень его неуравновешенности должны
гарантировать полную невозможность разрыва, т. е. безопасную ра-
боту при шлифовании. Таким образом, круг должен быть изготовлен
для определенной рабочей скорости. Так, круги на керамической
связке в соответствии с ГОСТом и другой нормативной документа-
цией применяют для работы при скорости 35—80 м/с, на бакелито-
вой — 35—100 м/с, на вулканитовой до 70 м/с.
Основными направлениями в создании конструкции кругов, пред-
назначенных для работы со скоростью 70—80 м/с и выше, являются
следующие (рис. 5.6);
5* 131
применение высокопрочных (алзг 60 МПа) связок; керамиче-
ских — на основе литийборфторсодержащих стекол (связка К43),
бакелитовых—на основе специальных термореактивных смол;
упрочнение нерабочей, центральной части кругов за счет приме-
нения мелкозернистых смесей, образующих высокоплотную прочную
композицию со связкой;
упрочнение центральной части кругов за счет запрессовывания
втулки из особопрочных материалов: стеклопластиков, металли-
ческих колец (в бакелитовом инструменте); отрезные круги на баке-
литовых связках формуются с прокладками из стеклопластиковых
сеток;
изготовление кругов переменного сечения с утолщением цен-
тральной части, плавно снижающейся к рабочей части;
пропитка центральной части кругов на керамической связке
прочными термопластичными составами, эпоксидной смолой и т. д.
с последующим их отверждением при t — 1604-190 °C и т. д.
Рабочей скоростью абразивного инструмента называется его ско-
рость вращения относительно обрабатываемой поверхности заго-
товки. Основную опасность для разрушения круга представляют
центробежные силы, поэтому для обеспечения безопасной работы
шлифовальные круги предварительно, перед работой должны испы-
тываться на специальных стендах на прочность при вращении со ско-
ростью, увеличенной против рабочей скорости на 50 %, с выдержкой
при испытательной скорости согласно ГОСТ 12.2.001—81.
В зависимости от размеров и формы круга, а также скорости его
вращения в настоящее время применяются станки типа ЛТ, АИП и
СИП различных моделей, отличающихся диапазонами диаметров
испытуемых абразивных кругов.
На неуравновешенность, как и на прочность кругов, в большой
степени оказывает влияние точность их геометрических размеров,
равномерность плотности и твердости.
В производстве абразивных инструментов наружный диаметр,
высота и диаметр отверстия шлифовального круга, а также размер
брусков и сегментов проверяются с помощью универсальных изме-
рительных инструментов или специальных калибров, шаблонов и т. п.
Определение параллельности плоскостей шлифовального круга про-
изводится измерением его высоты в четырех диаметрально противо-
положных точках. Параллельность выточек проверяется глубино-
мером или другим универсальным средством. Эксцентриситет шли-
фовального круга проверяют путем измерения штангенциркулем
или масштабной линейкой ширины кольцевой части круга в двух
диаметрально противоположных направлениях и определяют как
полуразность измерений.
Предельные отклонения размеров шлифовальных кругов харак-
теризует его геометрическую точность. По ГОСТ 2424—83 регламен-
тируются предельные отклонения следующих параметров кругов
(табл. 5.6): наружного диаметра D; высоты Я; диаметра посадочного
отверстия d; отклонение от параллельности, выпуклость, вогнутость
торцовых поверхностей, овальность наружной поверхности, конусо-
132 1
5.6. Предельные отклонения размеров круга ПП
(350X40X127), мм
Параметр» мм Класс точности
ДА А Б
Номинальный наружный диаметр ±2,0 ±3,0 ±5,0
Высота ±0,20 ±1,0 ±1,5
Диаметр посадочного отверстия +0,2 +0,3 +0,5
Отклонение от параллельности, выпуклость, йог- 0,15 0,25 0,4
нутость торцовых поверхностей
Овальность наружной поверхности 0,2 0,8 1,5
Смещение оси отверстия 0,25 0,4 0,5
образность наружной поверхности, смещение осн отверстия от гео-
метрической. Качество абразивного инструмента определяют также
наличие различных дефектов: трещин, раковин, повреждение и скруг-
ление кромок, инородные включения (в том числе так называемая
мушка).
Круги изготовляют трех классов точности: АА, А и Б. Круги
класса АА изготовляют из зерна с высоким содержанием основной
фракции (с индексом В и П), они не имеют дефектов, кроме инород-
ных включений, которые допускаются размером не более 0,5 мм
в количестве не более четырех на участке круга в 100 см2, и имеют
жесткие предельные отклонения размеров. В зависимости от класса
точности кругов класс неуравновешенности по ГОСТ 3060—75 должен
быть I для кругов класса АА, I и II —для класса А, I—III —для
класса Б. Для кругов класса АА не допускается отклонение твердо-
сти от номинальной, в то же время, например, для кругов класса Б
допускается отклонение твердости ±1 степень.
Технические требования к фасонным, угловым кругам и комплек-
там кругов предусматривают их изготовление в прецизионном ис-
полнении. При этом разность наружных диаметров инструментов,
входящих в один комплект, не должна отличаться от разности их
номинальных диаметров более чем на 1,0 мм, а допуск на отклонение
высоты круга не должен превышать более ±0,1 мм. Комплексное
отклонение элементов рабочего профиля фасонных и многовершинных
угловых кругов от их теоретического профиля не должно быть более
1,0 мм в любой точке профиля. Предельные отклонения линейных
размеров профиля одновершинных угловых кругов в зависимости от
их диаметра должны находиться в пределах ± (0,1 ±0,3) мм. Пре-
дельные отклонения угловых размеров для рабочей части кругов,
имеющих одну вершину, должны быть не более ±Г, для многовер-
шинных кругов—оговариваются чертежами.
Прецизионный абразивный инструмент выпускается не ниже
класса I неуравновешенности, он должен иметь высокую степень
равномерности твердости и полное соответствие номинальной за-
маркированной характеристике; а также соответствовать по эксплуа-
133
тационным показателям данным, зафиксированным в картах прием-
ных испытаний для утвержденного образца.
В целях обеспечения стабильных высоких эксплуатационных
показателей абразивного инструмента, обеспечивающих повышение
эффективности и производительности обработки, в последние годы
абразивной промышленностью освоен промышленный выпуск ин-
струмента с гарантированными эксплуатационными показателями.
С такими показателями изготовляются абразивные инструменты
высшей категории качества, выпускаемые со знаком качества; абра-
зивные инструменты в прецизионном исполнении и класса АА; от-
дельные виды нормализованного и специального инструмента, ис-
пользуемого на конкретных операциях обработки (шарошлифоваль-
ные круги, отрезные круги, круги для силового скоростного обди-
рочного шлифования и т. д.).
Основными эксплуатационными характеристиками инструмента
являются: режущая способность абразивного инструмента —вели-
чина, равная отношению массы или объема снятого обрабатываемого'
материала к длительности обработки при заданных условиях; рас-;
ход абразивного инструмента —величина, равная отношению массы
или объема израсходованного рабочего слоя абразивного инструмента
к длительности обработки; коэффициент шлифования —отношение
массы снятого обрабатываемого материала к массе израсходованного
рабочего слоя абразивного инструмента; стойкость абразивного ин-
струмента — машинное время работы абразивного инструмента
с момента установки на станок нового или прошедшего правку ин-
струмента, в течение которого он сохраняет заданные свойства.
Указанные эксплуатационные показатели позволяют иметь сопоста-
вимые данные по эксплуатационным свойствам различных видов ин-
струмента, применяемых на различных операциях обработки.
Эксплуатационные показатели оцениваются по стойкости круга
до полного изнашивания рабочей части: в штуках обработанных
деталей или в килограммах снятого материала, производительности
по съему металла или обработке (кг/ч), стойкости круга между прав-
ками во времени или в количестве обработанных деталей, величине
шероховатости обработанной поверхности и гарантируются для дан-
ной конкретной операции при соблюдении рекомендованных режимов
технологии обработки.
Гарантированные эксплуатационные показатели, как правило,
являются неотъемлемой частью ГОСТов, ТУ и другой нормативно-
технической документации, по согласованию с потребителями раз-
решается гарантийные эксплуатационные показатели устанавливать
на основании технологических карт, согласованных изготовителем
и потребителем (табл. 5.7).
Гарантированными показателями силовых обдирочных кругов
диаметром 500—600 мм является коэффициент шлифования не менее
12 и режущая способность 100—120 кг/ч, при рабочей скорости
60 м/с и усилии прижима не менее 4 кН. '
Для абразивных отрезных кругов 900x9x100 и 1200x12x100:
из нормального электрокорунда зернистостью 63, работающих со!
134
5.7. Эксплуатационные показатели шлифовальных кругов ПП 900
и 1100 мм для обработки коленчатых валов
(в соответствии с ГОСТ 5.1920—76)
Эксплуатационные показатели 'ХШ •90 ‘bjAJm чхэомуохэ 0 300 :
э/w ‘qioodoMo KBRMfXdMO BBhOQBJ 0 ю ю со
, О Ф К о . 4> 5 <D >g T< О s'0 W д « 0 3 д я BidAg ю еч со сч
BifBS ияуэт 8 сч со
Припуск на обработ- ку, мм, не более XHodoxo вн XidAp on 1 0,3 0,8
diawBiitf вн эя$рт on Uj> о ОО со о
Условия шлифования Обрабатываемый материал ЭЯ и Hxootfdaaj. ОО 52— 62
вхйвад Сталь 45Г2 (ГОСТ 4543—71) 1 Сталь 45 (ГОСТ 1050—60)
Операция Окончательное шлифова- ние двух коренных шеек коленчатого вала трак- торного двигателя Д-109 и других по автоматиче- скому циклу Окончательное шлифова- ние шести шатунных ше- ек коленчатого вала ав- томобильного двигателя Урал-375 с ручным уп- равлением станка
Инструмент для правки шлнфоваль-’ иых кругов Алмазная пластинка 1 1 Абразивный круг из карбида кремния
Размеры и характеристики шлифовальных кругов ПП900Х 72X305 23А/ 13А25С17К, 23А25С17К ПП1100X40X305 23А40СТ 37К 23А/ 13А40СТ2 7К
135
Скоростью 80 м/с, эксплуатационный показатель — коэффициент
шлифования — должен быть не менее 1; при резке заготовок из
стали Х18Н10Т диаметром 135—190 мм и радиальной подаче кру-
гов соответственно 350—500 мм/мин.
Для абразивных шеверов при условии соблюдения эксплуата-
ционных режимов заводом изготовителем гарантируются следующие!
эксплуатационные показатели: съем металла (0,01—0,015 мкм),|
величина шероховатости обработанной поверхности (Ra = 1,0-ь!
4-0,8 мкм), эксплуатационная стойкость в штуках обработанных
деталей (350—500 шт.).
Для формованных галтовочных тел на различных операциях
обработки гарантируется расход в пределах 0,3—1,5 кг на 100 кг
обрабатываемых деталей в час.
В настоящее время абразивная промышленность выпускает около
35 % инструмента с гарантированными эксплуатационными пока-
зателями, к концу одиннадцатой пятилетке их выпуск будет доведен
до 48— 50 % общего объема производства.
Нормативной документацией предусматривается сокращенное
условное обозначение абразивного инструмента согласно схеме,
приведенной на рис. 5.7. Условное обозначение инструмента отра-
жает его основные характеристики и используется в технической
документации и для маркировки инструмента.
Ниже приведены несколько примеров таких условных обозна^
чений: я
ПП 500 x 50 x 305 24А10-ПС2 7Е5 35 м/с 1клА ГОСТ 2424—831
Круг прямого профиля (ПП) с наружным диаметром (D) —Я
500 мм, высотой (Н) — 50 мм, диаметром посадочного отверстия!
(d) — 305 мм из белого электрокорунда марки 24А, зернистостью!
10-П, степенью твердости С2, номером структуры 7, на керамиче!
ской связке К5, с рабочей скоростью 35 м/с, 1-го класса неуравнов
вешенности, класса точности А (ГОСТ 2424—83). Я
БП 20x 16x 150 63С 6-Н С2 7 БА ГОСТ 2456—82. Я
Брусок прямой (БП) с шириной (В) — 20 мм, высотой (Н) —И
16 мм, длиной (А) — 150 мм, из зеленого карбида кремния марки!
63С, зернистостью 6Н, степенью твердости С1, структуры 7, нам
бакелитовой связке Б, класса точности А (ГОСТ 2456—82). Я
400X4X32 14А 40Н СТЗ БУ 80 м'с 2 клА ГОСТ 21963—82. Я
Отрезной круг с наружным диаметром (D) — 400 мм, высотой!
(Н) — 4 мм, диаметром посадочного отверстия (d) — 32 мм, из нор- ”
мального электрокорунда марки 14А, зернистостью 40Н, степенью
твердости СТЗ, на бакелитовой связке Б, с упрочняющими элемен-
тами (сеткой) У, с рабочей скоростью 80 м/с, 2-го класса уравнове-
шенности, класса точности А (ГОСТ 21963—82).
ЛТ 2,25х91-15°-25-63,5 24А25/6 ЭТУ-2-036-737-77.
Шевер шлифовальный с модулем 2,25, числом зубьев 91, углом
наклона линии зуба, равным 15° левого направления, диаметром <
посадочного отверстия 63,5 мм, изготовленного из смеси электро-
корунда 24А зернистостью 25 и 6 с использованием связки на основе !
эпоксидной смолы ЭД-20. !
136 fl
• 12. Абразивный материал
Рис. 5.7. Схема маркировки (условных наименований) абразивного инструмента
137
§ 3. АБРАЗИВНЫЙ ИНСТРУМЕНТ НА ГИБКОЙ
ОСНОВЕ
К абразивному инструменту на гибкой основе относятся
шлифовальная шкурка на основах различных видов и из-
делия из нее (ГОСТ 5009—82, ГОСТ 6456—82, ГОСТ 10054—82,
ГОСТ 22773—77*, ГОСТ 22774—77, ГОСТ 22775—77,
ГОСТ 22776—77*, ГОСТ 13344—79 и др.); шлифовальные фибровые
диски (ГОСТ 8692—82), шлифовальный инструмент на нетканой
основе (ТУ 036-755—81).
Шлифовальная шкурка и изделия из нее включают в себя широ-
кую номенклатуру гибкого абразивного инструмента, применя-
ющегося во многих отраслях народного хозяйства на обдирочных,
получистовых и чистовых операциях при изготовлении различных
деталей из конструкционных сталей, жаропрочных и титановых
сплавов, пластмасс, дерева различных пород, резины, кожи, стекла,
чугуна, алюминиевых сплавов, бронзы, мрамора и т. д. Этот абра-
зивный инструмент, будучи эластичным, позволяет обрабатывать
сложные криволинейные поверхности заготовок как при декоратив-
ном, так и при размерном шлифовании.
Для изготовления шлифовальной шкурки (рис. 5.8) применяют
шлифматериалы: электрокорунд, карбид кремния, естественные
абразивы (стекло, кремень). При применении этого инструмента на
операциях (обдирочных, получистовых), когда толщина снимаемого
металла велика, используют шлифзерно изометричной (приближа-
ющейся к округлой) формы, а на чистовых операциях — удлинен-
ной формы. С целью улучшения капиллярных свойств абразивных
зерен, повышения адгезионной способности их к связке, а также улуч-
шения условий нанесения абразивных зерен в электростатическом
поле шлифовальный материал подвергают термической обработке
(прокалке) или подогреву до 50—70 °C, а также покрывают специаль-
ными составами (окислы железа и др.). Для отделочных операций,
как правило, применяют шлифовальную шкурку, изготовленную
из шлифпорошков и микропорошков с повышенным содержанием
основной фракции (индекс П и В).
Исходя из условий шлифования (без охлаждения или с при-
менением СО/К на основе масла, керосина, уайт-спирита; с охлаж-
Рис. 5.8. Конструкция шлифовальной шкурки
138
дением водяным раствором) шлифовальную шкурку разделяют на
водостойкую и неводостойкую. От разновидностей шлифовальной
шкурки зависят требования к основам, связующим и технологии
изготовления шлифовальной шкурки.
Шлифовальную шкурку выпускают на тканевой, бумажной
и комбинированной основах. В специальных случаях в качестве
основы для изготовления шлифовальной шкурки применяют фибру,
сетку из синтетических материалов и стеклоткань. Тканевые основы
для шлифовальной шкурки характеризуются следующими пара-
метрами: разрывной нагрузкой по основе (продольное направление)
и утку (поперечное направление), удлинением при разрыве, толщи-
ной и массой ткани, шириной и длиной рулона ткани, технологиче-
скими характеристиками (структура суровой пряжи, тип перепле-
тения, число нитей на 10 см), а также допустимым числом де-
фектов.
Для изготовления шлифовальной шкурки применяют хлопчато-
бумажные ткани (ГОСТ 3357—72): саржи суровые или гладкокра-
шеные — особолегкие (ЛО, ЛОГ), легкие (Л1, Л2, Л1Г, Л2Г), средние
(Cl, С2, С1Г, С2Г), утяжеленные (У 1, У 2, У1Г, У2Г), а также специаль-
ные особопрочные и других видов: плащевую, полудвунитку, миткаль,
шифон. Суровые ткани проходят дополнительную отделку и окраску
непосредственно на заводах, изготовляющих шкурку, в процессе
подготовки и аппретирования тканей.
Толщина и масса 1 м2 применяемых тканей зависят от ее типа:
0,25—0,65 мм и 125—250 г. Прочностные характеристики приме-
няемых тканей, определяемые испытанием полоски размером 50 X
X 200 мм, следующие: разрывная нагрузка, Н: по основе — не
менее 579—1422, по утку — не менее 245—687, удлинение при
разрыве, %: по основе — не менее 8—18, по утку — не менее 10—25.
В процессе подготовки ткани (вытяжка, аппретирование, про-
питка, каландирование), а также при нанесении связующего проч-
ностные характеристики шлифовальной шкурки повышаются на
20—40 %, в результате чего для неводостойкой шкурки на есте-
ственных клеях разрывная нагрузка по основе 930—1666 Н и удли-
нение при разрыве 6—10 %.
Тканевые основы выбирают в зависимости от нагрузок при шли-
фовании. Саржу особолегкую, легкую и среднюю применяют для
изготовления шлифовальной шкурки из шлифматериала зерни-
стостью 40 и мельче, работающей со средними нагрузками. Саржу
утяжеленную используют для изготовления шлифовальной шкурки
из шлифматериала зернистостью 50 и крупнее, работающей на
особо тяжелых операциях.
Бумага — основа для изготовления неводостойкой шлифоваль-
ной шкурки, — как и ткань, различается по толщине (0,18—0,32 мм)
и массе 1 м2 (140—240 г), имеет разрывное усилие в продольном
направлении 200—400 Н, в поперечном 100—160 Н. У нее должно
быть ограниченное число дефектов, она должна сохранять свое пер-
воначальное состояние (не скручиваться) при одностороннем сма-
чивании водой, не должна расслаиваться.
139
5.8. Основные требования к различным видам
основ шлифовальной шкурки
Основа Масса Разрывная нагрузка, Н, не менее, в направлении Удлинение, %, не более, в направ- лении Сопротивление рас- слаиванию, мН/см, не менее Сопротив- ление раз- диранию, мН/см, не менее, в на- правлении
1 м*. Г
продоль- ном попе- речном продоль- ном попереч- ном продоль- ном попереч- ном
Бумажная для сухого шлифования:
П1 140 ± 7 196 107,8 — .— 588 — —
П2 200 ± 10 245 137,2 — — 588 — —
ПЗ 210 — 10 294 156,8 — — 637 — —
П5 240 — 18 392 98 . - — 686 — —
БВК-225 Бумажная влагопрочная: 225 ± 5 760 304 3,2 9,0 1568 3038 3528
ОВ-ЮО 100 5 142 63,7 2,0 7.0 — — —
с полимерной про- питкой Тканевая: 125 ± 5 85,2 44,1 4,0 13,0 — 1352 1744
саржа средняя № 2 суровая арт. 7164 210 ± 10 911 539 22 11 — — —
саржа средняя № 2 гладкокрашеная арт. 7164 190 ± 10 970 431 / ДЗ 22 — — —
саржа утяжеленная № 2 суровая арт. 7162 220 ± 11 1372 686 20 14 — — —
Бумага — основа для изготовления неводостойкой шлифоваль-з
ной шкурки — выпускается по ГОСТ 18277—72* пяти марок: 0—140, |
0—200, 0—120, 0—235, 0—240 (трехзначная цифра — масса бу-1
маги в граммах).
При изготовлении шлифовальной шкурки указанные основы 1
маркируют П1, П2, ПЗ, П4, П5. По ГОСТ 10127—75* выпускается ’
влагопрочная бумажная основа марки ОВ-ЮО, ОВ-ПО. Для обра-
ботки древесно-стружечных плит применяют комбинированную
основу.
В табл. 5.8. приведены основные требования к некоторым осно-,
вам для шлифовальных шкурок. j
В зависимости от назначения шлифовальной шкурки применяют
водостойкие и неводостойкие связки — синтетические смолы, лаки,
мездровый и казеиновый клеи. В зависимости от применяемой связки
в основном и закрепляющем слоях шлифовальную шкурку разде-
ляют на следующие виды: клей 4- клей, клей + смола, смола -J- ;
+ смола (неводостойкая), смола 4- смола (водостойкая), лак + лак. :
Неводостойкие шлифовальные шкурки изготовляют на основе
естественных клеев, синтетических смол или их комбинаций. При
140
этом в качестве связки для первого основного слоя употребляют
естественный клей или в отдельных случаях — смолу и для второго
закрепляющего слоя — клей или синтетические смолы. В качестве
связок для водостойкой шлифовальной шкурки на тканевой основе
применяют синтетические смолы, а для водостойкой шлифовальной
шкурки на бумажной основе — синтетические смолы и лаки или их
комбинации.
В качестве естественных клеев для изготовления шлифовальной
шкурки используют мездровый (ГОСТ 3252—80) и — ограниченно —
казеиновый (ГОСТ 17626—81) клеи. Основными преимуществами
использования естественных клеев является низкая температура
термообработки (сушки) при изготовлении шлифовальной шкурки
(40— 50 °C), а также отсутствие вредных выделений.
Для изготовления неводостойкой шлифовальной шкурки при-
меняют также водорастворимые карбомидные и фенолформальде-
гидные смолы. В основном эти смолы выпускают специализирован-
ные заводы химической промышленности. В отдельных случаях
смолы изготовляют на заводах-изготовителях шлифовальной шкурки.
Для приготовления водостойкой шлифовальной шкурки на
тканевой основе применяют смолы фенолфурфуролоформальдегидные
(СФЖ-3038 и СФЖ’3039) и фенолформальдегидные (СФЖ’91,
СФЖ’95, СФЖ-И4 и др.), а для шлифовальной шкурки на бумаж-
ной основе — масляные, эпоксиэфирные и пентофталиевые (алкид-
ные) лаки ЯН-153, ЭЭ-42-ЗВ, ПФ-587 и ВР.
Неводостойкая шлифовальная шкурка на тканевой и бумажной
основах выпускается в рулонах соответственно шириной 725—
880 мм и 720—1250 мм и длиной 20—100 м, а также в листах 210 X
X 180—800x800 мм. В зависимости от назначения неводостойкая
тканевая шлифовальная шкурка выпускается двух типов: для ма-
шинной обработки неметаллических материалов и сплавов низких
твердостей и ручной обработки различных материалов; для машин-
ной обработки твердых и прочновязких металлов и сплавов.
Неводостойкую шлифовальную шкурку на бумажной основе
также выпускают двух типов: для машинной и ручной обработки
мягких пород древесины, кожи, пластмассы и т. п.; для машинной
и ручной обработки металлов, твердых пород древесины и т. д.
Для обработки материалов различных видов и марок требуются
шлифовальные шкурки с различной прочностью закрепления шли-
фовального зерна на основе. В соответствии с этим каждый тип
шлифовальной шкурки разделяется на три класса — А, Б, В — и
изготовляется с различными показателями износостойкости. Этот
показатель определяется как отношение зернистости шлифовальной
шкурки к массе отделившихся с ее рабочей поверхности частиц при
испытании (осыпаемость). Нормы износостойкости отдельных видов
шлифовальной шкурки приведены в табл. 5.9.
Износостойкость (осыпаемость) шлифовальной шкурки прове-
ряют на приборе КЗШ (рис. 5.9) методом истирания шкурки о шкурку
в течение 2 мин при нагрузках 49 Н для шкурки на тканевой основе
и 29,4 Н — на бумажной основе. Испытанию подвергают два образца
141
5.9. Нормы износостойкости отдельных видов
шлифовальной шкурки
Тип шлифо- вальной шкурки Износостойкость при зернистости
125—63 50—32 25—16 12—6 5-М40
Шлифовальная шкурка на тканевой основе
1 15—80 14—70 14—70 12—40 9—30
2 12—15 8—14 8—14 6—12 3—9
Шлифовальная шкурка на бумажной основе
1 — 5—15 4—10 4—8 2-6
2 — 15—50 10—40 8—30 6—20
Примечание. Шлнфматериал — электрокорунд и карбид кремния.
шкурки размерами 395 x 50 и 520 x 50 мм. Взвешивают образцы до
и после испытания на технических весах с погрешностью измерения
до 0,05 г.
Каждый вид шлифовальной шкурки (зернистость, марка абра-
зивного материала) характеризуется режущей способностью. Опре-
деление режущей способности шлифовальной шкурки на бумажной
основе производится на приборе МИ-2 (рис. 5.10). Испытание про-
изводится методом истирания двух кубиков органического стекла
ПА размером 20Х20Х 14 мм образцом шлифовальной шкурки в виде
диска диаметром 174 мм с отверстием диаметром 55 мм в течение
5 мин. Разность массы кубиков до и после испытания образца шли-
фовальной шкурки принимается за показатель режущей способности.
Режущая способность шли-
фовальной шкурки на тка-
невой основе определяется
массой материала, снятого
образцом шлифовальной
шкурки размером20x680 мм.
Определение режущей спо-
собности производится на
специальном приборе ПСШ-3
(рис. 5.11) методом шлифова-
ния круглого стержня длиной
300 мм, диаметром 10 мм из
Рис. 5.9. Схема прибора КЗШ для
определения износостойкости шли-
фовальной шкурки:
1 — барабан; 2 — образец шлифоваль-
ной шкурки 395X50 мм; 3 —образец
шлифовальной шкурки 520X 50 мм; 4 —
зажим; 5 — захват; 6— груз
142
Рис. 5.10. Схема прибора МИ-2 для определения режущей способности шлифоваль-
ной шкурки:
1 — диск; 2 — образец шлифовальной шкурки; 3 — рычаг; 4 — шлифуемые пластины орг-
стекла; S — уравновешивающий груз; 6 — груз; 7 — воздухопровод
калиброванной стали 45. Шлифование производится при скорости
образца шкурки 15 м/с, частоте вращения шлифуемого стержня
36 об/мин, прижимном усилии 4,9—68,6 Н. Время шлифования
в полуавтоматическом цикле 10—180 с.
Режущая способность неводостойкой шлифовальной шкурки на
бумажной основе из электрокорундовых материалов должна быть
не менее 0,312 г/мин для шлифовальной шкурки зернистостью 50
и не менее 0,008 г/мин для зернистости М40, для шлифовальной
тканевой
шкурки
менее
шкурки из карбида кремния не менее 0,138 г/мин для зернистости 6
и не менее 0,010 г/мин
для зернистости М40.
Режущая способность
неводостойкой
шлифовальной
должна быть не
4,36 мм3/с для электро-
корундовой шкурки зер-
нистостью 50 и не менее
0,04 мм3/с для зернисто-
сти М40.
Рис. 5.11. Схема прибора ПСШ-3
Для определения режущей спо-
собности шлифовальной шкурки:
1 — привод шпинделя; 2 — патрон;
3 — шлифовальная шкурка; 4 —
стержень; 5 — привод вращения
стержня; 6 — фиксатор противове-
са; 7 — рычаг нагрузочный; 5 —
противовес; 9 — измеритель износа
стержня
143
Водостойкая шлифовальная шкурка выпускается двух типов:
для машинной и ручной обработки древесины, пластмасс, лаковых
покрытий и сплавов с низкой твердостью; для машинной обработки
твердых и прочновязких металлов и сплавов. ГОСТ 13344—79
регламентирует режущую способность водостойкой тканевой шли-
фовальной шкурки, показатель прочности ее закрепления К и
коэффициент водостойкости. Указанные показатели определяются
на приборе ПСШ-3. Показатель прочности (мм/г) закрепления абра-
зивных зерен шлифовальной шкурки
п
где q — длина сошлифованного эталонного стержня, мм; п —•
число циклов до достижения критерия стойкости; А — разность
масс образца шлифовальной шкурки до и после испытаний.
Коэффициент водостойкости определяется как отношение ре-
жущей способности шлифовальной шкурки, выдержанной в воде
при температуре (60 ± 3) °C в течение 2 ч, к режущей способности
сухой шлифовальной шкурки и должен быть не менее 0,75.
Водостойкая бумажная шлифовальная шкурка (ГОСТ 10054—82)
должна иметь режущую способность от 0,172 г/мин для зернистости
16 до 0,003 г/мин для зернистости М14.
Условные обозначения, наносимые при маркировке шлифоваль-
ной шкурки, показывают ее основную характеристику. На нера-
бочей поверхности шлифовальной шкурки наносят товарный знак
предприятия-изготовителя, виды шлифовальной шкурки и связки,
марку и зернистость абразивного материала, номер партии и номер
стандарта. Ту же маркировку наносят на этикетку, наклеиваемую
на рулон.
Пример. Маркировка шлифовальных шкурок означает:
1) 1Э 720X50 15А 25-Н П2 МА ГОСТ 6456—82 — шлифовальная шкурка для
машинной и ручной обработки металлов, дерева и других материалов, изготовлен-
ная электростатическим способом; ширина рулона 720 мм, длина 50 м, из элек-
трокорунда 15А, зернистостью 25-Н, иа бумаге марки 0—200 (П2), с применением
мездрового клея; класс А ;
2) 1Э 820X50 15А 5-Н ЛОГ МА ГОСТ 5009—82 — шлифовальная шкурка для
машинной обработки металлов и неметаллических материалов, главным образом
вязких и прочных, изготовленная электростатическим способом; ширина рулона
820 мм, длина 50 м; из электрокорунда 15А, зернистостью 5-Н, па сарже особо
легкой гладкокрашеной, с применением мездрового клея; класс А;
3) водостойкая 500x50 64С 16-ПА ГОСТ 10054—82 — водостойкая шлифоваль-
ная шкурка; ширина рулона 500 мм, длина 50 м; из зеленого карбида кремния
64 С, зернистостью 16-П; класс А;
п4) 02 Э 760X30 СУ1Г 24А 40-Н СФЖА ГОСТ 13344—79 — водостойкая одно-
слойная шлифовальная шкурка с шлифовальным материалом, нанесенным электро-
статическим способом, типа 2; на сарже утяжеленной № 1 гладкокрашеной; ширина
рулона 760 мм, длина 30 м; из электрокорунда 24А, зернистостью 40 Н; на фе-
нолформальдегидной смоле; класс А.
В последние годы резко увеличилось применение шлифовальной
шкурки на операциях машинной обработки — 40—50 % общего
объема всей производимой шкурки.
Рис. 5.12. Конструкция шлифовальной ленты шириной до 1350 мм (а) и широких
(1500—3000 мм) шлифовальных леит (б); о — направление шлифовальной шкурки
продольное (основа); у — поперечное (уток)
К изделиям из шлифовальной шкурки относятся: бесконечные
(склеенные) шлифовальные ленты; шлифовальные ленты-бобины,
представляющие собой несклеенную полосу шлифовальной шкурки
определенной ширины и длины; конуса, кольца; диски; лепестковые
круги.
Размеры бесконечных шлифовальных лент должны соответство-
вать ГОСТ 12439—79, а также отдельным техническим условиям,
устанавливающим требования к шлифовальным лентам, приме-
няемым для конкретных видов обработки — плит из древесной
стружки и листов из коррозионно-стойких сталей, экранов кине-
скопов, деталей автомобилей на Волжском и Камском автозаводах.
Промышленностью выпускаются бесконечные шлифовальные ленты
шириной 8—2500 мм и длиной до 10 м.
Исходя из ширины исходной шлифовальной шкурки, бесконеч-
ные ленты выпускают двух конструкций (рис. 5.12): шириной до
1200—1350 мм со склейкой ленты из одного куска шлифовальной
шкурки встык; широкие шлифовальные ленты шириной 1350—
2500 мм со склейкой шкурки из отдельных (двух и более) секторов.
Для изготовления бесконечных лент шириной до 1350 мм могут
быть использованы все виды неводостойкой и водостойкой шлифо-
вальной шкурки на тканевой и комбинированной основах и неводо-
стойкой шлифовальной шкурки на бумажной основе.
Для изготовления широких шлифовальных лент и обеспечения
требуемых прочностных характеристик может быть использована
шлифовальная шкурка на особопрочной тканевой и комбинирован-
ной основах.
Технические требования к бесконечным шлифовальным лентам
регламентируют допуски на размеры, толщину шва, число дефектов,
перегибов и изломов и прочность шва.
Для конкретных операций обработки завод-поставщик гаран-
тирует эксплуатационные свойства шлифовальных лент. Так,
145
5.10. Допустимая длина лент, мм
ТУ 2-036-178—74 предусмат-
ривается выпуск лент ши-
риной b = 6-4-150 мм и дли-
ной I < 4,0 м, удовлетворя-
ющих требованиям, указан-
ным в табл. 5.10. Допусти-
мое несовпадение концов
кромок шва с торца не более
0,5 мм. Допустимая разность
длин кромок ленты (а—а')
в зависимости от ширины и
длины ленты 1,0—4,0 мм.
может превышать толщину
1
Номиналь- ный размер Предель- ное откло- нение
<300 ±1,0
300—1000 ±2,0
1000—4000 ±10,0
Предельное отклонение при Ь, мм
6—20 25-55 60— 150
±0.5
± 1,0 ±1,5 ±2,0
±1,0 ±1,5 ±2,0
Толщина в месте склеивания ленты
шлифовальной шкурки, из которой изготовлена лента не более
чем на 2/3 толщины основы. Маркировка шлифовальных лент: ЛСНТ
2000x 100 15А 40П — лента склеенная неводостойкая тканевая
длиной 2000 мм, шириной 100 мм из абразивного материала—нор-
мального электрокорунда марки 15А зернистостью 40П.
Бобины — несклеенные шлифовальные ленты шириной до 150 мм,
длиной 20—40 м используются на самых различных операциях об-
работки (рис. 5.13). Размеры и технические условия их регламен-
тируются (ТОСТ 12439—79 и отдельными ТУ.
Пример. Маркировка БММШ 40 000X20 15 А5 ТУ-2-036-180—72 означает:
бобина мелкозернистая, малой ширины, длиной 40 000 мм, шириной 20 мм, из
нормального электрокорунда, марки 15 А, зернистостью 5.
Конусы и трубки шлифовальные (инструмент из шлифовальной
шкурки), используемые при зачистке и исправлении других дефектов
ручными шлифовальными машинами, выпускают по техническим
условиям для конкретного вида обработки.
ГОСТ 22774—77 предусматривает выпуск полных конусов (К),
усеченных конусов (КУ) и шлифовальных трубок (рис. 5.14). Конус
и трубка представляют собой заготовку из шлифовальной шкурки,
склеенную внахлест или встык и подклеенную изнутри тканью для
’придания необходимой жесткости. Согласно ТУ-2-036-179—74 взаим-
ное смещение заготовок шлифовальной шкурки и подклеенной ткани
не должно превышать 2 мм. Толщина шва не должна превышать
толщину шлифовальной шкурки
Сопротивление разрыву в месте
шва должно быть не менее 80 %
разрывной нагрузки в продоль-
ном направлении соответству-
ющей шлифовальной шкурки.
Пример. Маркировка КУШ 140Х
Х45Х35 15 А 25-П означает: усеченный
шлифовальный конус длиной 140 мм,
более чем на толщину основы.
Рис. 5.13. Конструкция бобины из
шлифовальной шкурки
146
и ноо
Рис. 5.14. Конструкция конусов из шлифовальной шкурки:
а — конус; б — усеченный конус
диаметром 35 и 45 мм, из нормального электрокорунда, марки 15 А, зерни-
стостью 25 П.
Согласно ГОСТ 22773—77 выпускают диски из шлифовальной
шкурки диаметром 150—850 мм с различными характеристиками,
зависящими от характеристики шлифовальной шкурки.
Новым видом абразивного инструмента являются лепестковые
шлифовальные круги, представляющие собой шлифовальный круг
или головку, собранные из отдельных полос определенных размеров
шлифовальной шкурки. Согласно ГОСТ 22775—77 лепестковые
круги выпускают двух типов: КЛ — без оправки (рис. 5.15, а) —
диаметром 120—500 мм и высотой 25—140 мм и КЛО — с оправкой
(рис. 5.15,6)— диаметром 40—140 мм и высотой 10—40 мм. Ле-
пестковые круги должны обеспечивать работу с рабочей скоростью
45 м/с.
Пример. Условное обозначение КЛО 60X20X6 14 А 6-П С2ГА ГОСТ 22755—77
расшифровывается: лепестковый шлифовальный круг КЛС с наружным диаме-
тром D = 60 мм, высотой Н = 20 мм, диаметром оправки d = 6 мм, из нормаль-
ного электрокорунда 14А, зернистостью 6П, из шлифовальной шкурки класса А
по ГОСТ 5009—82 на сарже средней № 2.
Шлифовальные фибровые диски (рис. 5.16) являются гибким
абразивным инструментом, представляющим собой фибровую основу
Рис. 5.15. Конструкция лепестковых
кругов КЛ (а) и КЛО (б)
147
Рис. 5.16. Шлифовальные фибровые
диски
Рис. 5.17. Абразивный инструмент на
нетканой основе
толщиной 0,7—1,0 мм с закрепленным на одной из ее сторон с по-
мощью клеящего вещества абразивным зерном. Шлифовальные
фибровые диски в соответствии с требованиями ГОСТ 8692—82
изготовляются наружными диаметрами 150; 175; 200; 225 мм с пре-
дельными отклонениями +6-4—3 мм и диаметром отверстия 23 мм
с допустимым отклонением +1 мм.
Гибкость, эластичность и небольшая толщина фибровых шлифо-
вальных дисков позволяют успешно применять их для шлифования
и зачистки сложных криволинейных поверхностей, для обработки
труднодоступных мест (скруглений, изгибов, узких пазов), для
шлифования и зачистки больших поверхностей различных деталей
из стали и цветных металлов, для зачистки поверхностей после
штамповки, сварки и пайки припоем и при зачистке отливок.
В СССР освоен выпуск специального абразивного инструмента
на нетканой основе. Этот инструмент — диски, валики, лепестковые
круги диаметром до 300 мм и другие изделия (рис. 5.17) — изготов-
ляют путем нанесения шлифовальных материалов зернистостью
12—4 на объемное нетканое клееное полотно по ТУ 17-14-17—76.
Указанные инструменты применяют для окончательного поли-
рования плат ЭВЛ4, декоративной обработки часов, при изготовле-
нии электротехнической керамики, изоляторов, дисков магнитной
памяти и т. д.
§ 4. АБРАЗИВНЫЕ ПАСТЫ И ПОЛИРОВАЛЬНЫЕ КРУГИ ;
Абразивные пасты представляют собой инструмент, со-
стоящий из шлифовального материала и органической связки, за-:
крепляющей абразивные зерна таким образом, что при работе они'
имеют значительную свободу перемещений.
Абразивные пасты применяют на окончательных или отделочных
операциях обработки (полирование, притирка, доводка) для достиг
жения высокого качества поверхности, декоративного вида или
высокой точности обработки.
148
В зависимости от консистенции пасты разделяют на твердые,
мазеобразные и жидкие, а в зависимости от области применения —
на полировальные, притирочные и доводочные.
В твердых пастах в качестве связки используют высшие жирные
кислоты — стеариновую, олеиновую, а также парафин, озокерит,
воск и др.
Связку мазеобразных паст составляют из различных масел,
нефтепродуктов, высших жирных кислот и других компонентов.
Жидкие пасты изготовляют двух видов: водосмываемые и масло-
образные. Связка жидких водосмываемых паст состоит из органи-
ческого мыла—солей высших жирных кислот и этаноламина, мор-
фолина или других органических аминов, вступающих в реакцию
с образованием органического мыла и воды.
Маслообразные жидкие пасты мало отличаются от мазеобразных
паст, но имеют более жидкую консистенцию, так как содержат
органические компоненты, представляющие собой растворители
нефтепродуктов: уайт-спирит, скипидар и др.
Очистка (отмывка) полированной поверхности от остатков водо-
растворимых паст может производиться водными растворами по-
верхностно-активных веществ. При использовании маслообразных
паст очистка полированной поверхности производится с помощью
органических растворителей, что повышает токсичность и пожаро-
опасность производства.
В качестве абразивного материала в пастах находят применение
карбид бора, карбид кремния, электрокорунды, глинозем, окись
хрома, крокус, мел, доломит, трепел и др. В соответствии с тре-
бованиями ТУ 2-036-190—78 выпускается следующая номенкла-
тура абразивных паст: белая твердая абазивная паста (ПБ); розовая
твердая абразивная паста (ПР); желтая твердая абразивная паста
(ПЖ); коричневая твердая абразивная паста (ПК); белая жидкая
абразивная паста (ПБЖ); розовая жидкая абразивная паста (ПРЖ)-
Твердые пасты предназначают для ручного и автоматического
полирования деталей из стали, меди, алюминия, а также хромиро-
ванных и никелированных поверхностей, находят широкое приме-
нение в автомобильной промышленности и в производстве товаров
народного потребления (столовых приборов, посуды и т. д.).
Твердую пасту выпускают в виде брусков размером 55Х50Х
X 450 мм, отклонение номинальных размеров не должно превышать
±2 мм по ширине и высоте и +5 мм по длине, отклонение угло-
вых размеров бруска не должно превышать ±5°.
По эксплуатационным показателям (производительность, стой-
кость до полного изнашивания, качество обработки) пасты должны
соответствовать уровню, утвержденному технологическими картами,
согласованному с потребителем. Пасты белая, желтая, коричневая
Должны обеспечивать параметр шероховатости поверхности Ra —
== 0,063 мкм, паста розовая — Ra = 0,20 мкм. Технические условия
регламентируют содержание неомыляемых веществ в пасте, %:
не более 0,6 в белой и желтой пасте, 2 в пасте розовой и 2,0—3,0
в пасте коричневой. Если пасту наносят в расплавленном состоя-
149
нии и выдерживают при 70 °C в течение 24, ч, она не должна остав-
лять следов пятен на полированной омедненной пластине.
Пример. Маркировка ПБ 55X50X450 24 А К07-80/0,6 означает: паста белая,
размеры бруска 55X50X450 мм (ширинах высотах длина), абразивный материал
марки 24 А, зернистость К.07, содержание абразивного материала £0%, количе-
ство неомыляемых веществ 0,6%.
Жидкие абразивные пасты имеют то же назначение, но приме-
няются на других видах оборудования.
Абразивная промышленность выпускает полировальные круги
одиннадцати типов (около 100 типоразмеров) из хлопчатобумажных
и сизалевых тканей, а также сизалевого корда (рис. 5.18).
Свободноскладчатые круги 1С, 2С, ЗС, 4С диаметром 70—500 мм,
высотой 10—20 мм характеризуются слегка волнистой и неравно-
мерной укладкой ткани; изготовляются из хлопчатобумажных
тканей, сизалевой ткани и сизалевой ткани, обшитой хлопчатобу-
мажной тканью.
Равномерноскладчатые круги 2Р, ЗР и 4Р изготовляют диа-
метром 70— 500 мм высотой 10—20 мм, с укладкой ткани с равно-
мерными складками. Кордовые круги IK, 2К, ЗК, 4К диаметром
75—ПО мм состоят из набора сизалевого корда, закрепленного
в ступицу. Индексы 1, 2, 3, 4 характеризуют конструкцию ступицы,
обеспечивающую посадку круга: 1 — на шестигранные валы; 2 —
на цилиндрические валы; 3 — с переходными втулками постоянного
150
использования; 4 — для установки на цилиндрические валы с по-
мощью центрирующих дисков.
В зависимости от назначения кругов в качестве тканевой основы
применяют хлопчатобумажную и сизалевую ткани. Применяют
хлопчатобумажную ткань следующих видов: бязь хлопчатобумаж-
ная с жесткой отделкой, хлопчатобумажный тик, палаточное по-
лотно. Сизалевая ткань должна быть обшита с двух сторон хлоп-
чатобумажной бязью или миткалем. С целью повышения стойкости
и полирующей способности круги в процессе производства обраба-
тывают специальными пропиточными составами. Применяемый си-
залевый корд (канатик) имеет диаметр 6,33 мм и состоит из одинад-
цати прядей односторонней свивки, три из которых скручены в сер-
дечник и оплетены восемью остальными прядями. Круги поли-
ровальные должны соответствовать требованиям ТУ2-036-814—79
и другой нормативной документации и предназначаются для пред-
варительного и окончательного полирования (в комплекте с жидкими
и твердыми абразивными пастами) изделий сложного профиля из
стали, меди, мельхиора и других материалов.
§ 5. ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКИХ,
ОРГАНИЧЕСКИХ И СПЕЦИАЛЬНЫХ СВЯЗКАХ
(НА ЖЕСТКОЙ ОСНОВЕ)
Типовая схема технологии производства абразивного
инструмента показана на рис. 5.19.
Производство абразивного инструмента на керамической связке.
Технологическая схема производства абразивного инструмента на
керамической связке следующая: подготовка шлифовального ма-
териала, приготовление керамических связок из исходных мате-
риалов; приготовление абразивных масс; формование абразивных
изделий; термическая обработка, состоящая из двух этапов — сушки
полуфабриката (сырца) и обжига изделий; механическая обработка;
контроль инструмента в соответствии со стандартами; завершающие
операции: маркирование, упаковка, складирование.
Подготовка сырьевых материалов. Шлифовальный материал, как
правило, поступает в производство в подготовленном виде. После
входного контроля шлифовальный материал засыпают в емкости
для его хранения и дальнейшего использования. Иногда перед
началом производства материал прокаливают при температуре
800—1000 °C для увеличения капиллярности зерен, снятия напря-
жений, удаления примесей и влаги.
Приготовление керамических связок. Схема технологического
процесса производства керамических связок показана на рис. 5.20.
Для получения связок заданного химического состава и физико-
механических свойств используют исходное минеральное сырье:
полевошпатовые материалы (полевой шпат, пегматит и т. п.); стекло
Или фритту (борное, бариевое, литиевое-и т.п.) — стеклообразу-
151
Рис. 5.19. Схема технологического процесса производства абразивного инструмента
иа керамической связке
ющий компонент; огнеупорную глину или каолин — пластифика-
тор; тальк, криолит и т. п. — минерализаторы (табл. 5.11).
Для улучшения свойств в керамические связки добавляют ком-
поненты.
1. Полешпатовые материалы при расплавлении под действием
высокой температуры (1150—1200 °C) образуют стеклообразную
массу, прочно удерживающую зерна шлифматериала; мелкие равно-
мерно распределенные поры делают стекло хрупким и термостойким;
2. Стекло или фритта снижают температуру плавления связки
(до 1100 °C) и ее вязкость, увеличивают твердость благодаря мелко-
кристаллической структуре и реакционной способности связки
(стекло растворяет оксид алюминия, удаляя с его поверхности
электрокорунд и прочно химически связывает его);
3. Глинистый компонент улучшает формовочные свойства смеси,
смесь становится пластичной, а сырец достаточно прочным; при
высоких (выше 1100 °C) температурах, когда стеклообразные ве-
щества расплавляются и прочность изделий вследствие этого резко
152
Рис. 5.20. Схема технологического процесса производства керамических связок
снижается, глинистые компоненты затвердевают, становясь карка-
сом («скелетом») изделия и тем самым предотвращают деформацию;
4. Минерализаторы улучшают физико-механические свойства ми-
нералов, образующихся при расплавлении и кристаллизации; на-
пример, тальк добавляют для получения прочного вещества — бла-
городной шпинели, криолит — для получения фторсодержащего
стекла и т. д.; эти вещества значительно (до 2 раз) увеличивают
прочность связок и обеспечивают получение инструмента, работа-
ющего при высоких скоростях.
Основные технологические операции приготовления связок: дроб-
ление кусковых компонентов (полевого шпата, борного и других
видов стекла) на щековых дробилках, валках и дезинтеграторах,
помол указанных компонентов (с предварительной сушкой глины)
153
5.11. Данные химического анализа исходных'материалов,
применяющихся абразивной промышленностью для изготовления
керамических связок
Огне- упор- ность, °C о оо оо оо оо Е о У со О О О О со О СМ СО оо ° и 2 сч ю оо сч О СМ со b-b- b-н. <d <U —. оч —. —< — — X а *
Калиевый модуль KSO Na,0 00 , 1 ~ с 05 J3 сч Т — © со© ’“I00 ° § q ^СЧ ©-* СЧ СЧ 0) EJ tj —Г сч' ® а.
Потери при про- калива-1 ннн, % . *£ 1 СЧСЧ <4 ,о ю ЛСЧ’-ФЬ' СО О °’’*’ O^CON © 6^66 о £222 'фсч'со о о «-* «-*
Химический состав, % о н я Z О 1 Ю СЧ Ю о Tt* О rt* Ю СО1—1 10000 © 00 Ь» Tt* со оо сч 00 сО^т^О со со О — ООО со сч
О Е2 1 52 СО Ю СО 00 00 О оо 00 со X °О г-.о ь. о> о о X X "* ТРСО ОСЧОО*О
о ьс Ю 1 Tf—• ю со осч ь-—> © 00 СЧОСЧСЧ СЧ — ©Ь- 00 о "1 о о о о —Го о о —Г © О i со
О я О оо 1 rt* г- ioio а» со <о оо ь- со OGOC4CO bw о юю со сч сч со 6°id6 оо о о о о о о о
о V Ь СО 1 СЧ со Ю rt* ~ СТ) оо СТ) О) О—* СЧ СО О Ь- О)<О оо го Ь- О со 2- о о о o' о о о" о со р
о Д к w 1. Q счсч оо сч —1 § г -а ю Tfin РСЧЮО^(ЗУ о о о —«
о ч <£ i N’t СЧОО -S Ю Ч’Ч' СЧ <о сч ”Ф со —• —«ю о сч а> О X О «-* со ю О> со го Г>Г —Г со — оо — СЧ — — coco coco
о со о 1 оо 00 —< О— b-оо© ю oOo^^icO rt* © Ю — аэ — © о 3 us <5 3 ~ р ® з 2 2 й S чи су b-ш г* тг ’Т гО г-.
Компонент керамических связок Полевой шпат месторо- ждения: Белогорского; Мамского Концентрат полевошпато- вый Вишневогорского ме- сторождения Обседиан АртенннскОго месторождения Перлит Арагацкого место- рождения Глина огнеупорная место- рождения: Латненского; Ново-Райского Каолин месторождения: Просяновского; Глуховского Тальк Миасского место- рождения Борное стекло
154
до размера 63—40 мкм в шаровых мельницах и в вибромельницах.
После контроля химического и гранулометрического состава произ-
водится смешивание компонентов связки в вибросмесителях. Затем
связку контролитуют на огнеупорность и однородность смешивания.
Все контрольные операции проводят по OCT 2МТ 66-2—72. Схема
цепи аппаратов для производства керамических связок показана
на рис. 5.21. Производство керамических связок состоит из четырех
основных линий, на которых происходит переработка глины (као-
лина); переработка полевого шпата; переработка фритт (стекол);
смешивание компонентов. Каждая из первых трех линий производит
дробление, сушку, магнитную сепарацию и топкое измельчение.
Готовые компоненты через систему дозирующих устройств подаются
в смеситель, где производится смешивание, и далее в бункер связки
определенной марки. Из бункера по мере необходимости связка
поступает на упаковочную машину и склад готовой продукции.
Приготовление абразивных смесей (масс). Формовочные смеси
(массы), поступающие на формование, должны иметь влажность не
более 3 %. При изготовлении изделий из микропорошков (зерни-
стостью менее М40 вместо формования в ряде случаев применяется
литье шликера, приготовленного либо на воде, либо на горячем пла-
стификаторе, в этом случае влажность смесей (масс) достигает 40 %.
Цель приготовления абразивных смесей (масс) для полусухого
прессования заключается в том, чтобы придать им формовочные
свойства и обеспечить получение заготовок с достаточной для после-
дующих операций прочностью, а также равномерное перемешивание
абразивного материала и связки для получения изделия заданной
структуры и твердости с равномерной плотностью и однородными
свойствами.
Перед смешиванием абразивного материала со связкой произво-
дят дозирование этих компонентов, так как от количества связки
зависят твердость и структура инструмента.
Количество шлифовального материала без учета потерь
Ga == Ц, [60 - 2 (N - 1)] р3 • 108, (5.7)
где Vn — объем инструмента, см3; р3 — плотность шлифовального
материала, г/см3; N — номер структуры.
Количество связки
Gc-VHybpc. 103, (5.8)
где рс — плотность связки, г/см3; г; — содержание связки, опре-
деляемое на основании эмпирических данных, %.
Пример. Произведем расчет формовочной смеси (массы) для кругов из белого
электрокорунда (24А), зернистостью 40, твердостью С1, структурой 5.
Потери при прокаливании связки (К5) принимаем равными 5,6 %, плотность
ее при этом 2,5 r/см3, плотность увлажнителя (жидкого стекла) 1,48 г/см3. Такое
изделие состоит, %, из: шлифматериала — 52; связки — 9; пор — 39; при плот-
ности электрокорунда 3,9 г/см3 содержание материалов в изделии: шлифматериала
52 X 3,9 = 202,8 г (масс, доли); связки 9 X 2,5 = 22,5 г (масс. доли).
155
Рис. 5.21. Схема цепи аппаратов производства керамических связок:
1 — конвейер; 2 — глннорезка; 3 — сушило; 4 — дробилки; 5 — элеватор; 6 — магнитный сепаратор; 7 — мельница; 8 — пупъсыр
ющий коллектор; 9 — бункер; 10 — распределительный конвейер; 11 — смеситель; 12 — приемный бункер; 13 — упаковочная машина
15§
22 5-100
С учетом потерь при прокаливании в смесь вводится сырой связки =
100 — 0,0
23,8 г (масс. доли).
Количество жидкого стекла иа основе установленных эмпирических зависимо-
стей 1,39 масс, долей на 100 масс, долей связки, тогда в смесь необходимо ввести
жидкого стекла
202,8-1,39 , 23,8-30,6
----ioo-----+------ioo— =103 масс- долеи
Следовательно, формовочная смесь содержит: шлифматервала (24А 40) 202,8 масс,
долей; керамической связки (Кб) 23,8 масс, долей; жидкого стекла (плотность
1,48 г/см8) 10,1 масс, долей. Всего 236,7 масс, долей. Средняя плотность
2,367 г/см8.
При составлении рецептур смесей количество связки должно
быть увеличено на 5—6 %, так как при обжиге удаляется вода и
органические вещества, находящиеся в связке. Для придания абра-
зивной смеси необходимых формовочных свойств, в нее вводят клея-
щие вещества — временные связующие, или увлажнители. К наи-
более распространенным связующим относятся жидкое стекло
(Na2SiO3) для крупно- и среднезернистых изделий и декстрин для
мелкозернистых изделий. Применяют также жидкий бакелит, спирто-
сульфитный щелок и т. п. Жидкое стекло применяют в виде раствора
плотностью 1,48—1,50 г/см3, декстрин, как правило,—в виде
порошка. В смесь вводят до 5—7 % клеящего связующего.
Свежеотформованный сырец из абразивной смеси должен обла-
дать определенной минимальной прочностью, которая зависит от
крупности зерна и количества связки и составляет 27,4—78,4 кПа.
Чем мельче зернистость и выше твердость изделия, тем прочнеэ
сырец. Прочность сырца измеряется на приборе Ватти. Принцип его
действия основан на измерении части бруска, сломавшегося под
действием собственной массы при консольном расположении бруска
(рис. 5.22). Прочность (МПа) на излом вычисляют по следующей
формуле: .
<7из =-у-Юа, (5.9)
где р — плотность образцов, г/см8; I — длина отламывающихся
кусков, м; h — высота бруска, м.
Большое значение для получения заготовки заданной прочности
имеет влажность абразивных смесей, которая должна равняться
1,8—2,5 %.
Равномерность свойств изделия зависит от равномерности рас-
пределения зерна и связки. Для лучшего образования «мостиков»
зерно—связка, окруженных порами, необ-
ходимо обеспечить получение гранул зерна
в оболочках связки. Для этого применяется
Рис. 5.22. Схема прибора для испытания прочности
на излом свежезаформованных образцов:
1 — испытуемый образец; 2 — подвижная плита; £ -«
Вращающийся барабан
157
ческого состава и влажности; 2)
Рис. 5.23. Конструкция пресс-формы для
кругов прямого профиля:
1 — подкладки; 2 — формовочная оправка-
3 — сердечник; 4 — формовочная плита; 5
кольцо
следующий порядок приготовле-
ния абразивной смеси: 1) переме-
шивание шлифовального зерна —
для усреднения гранулометри-
введение клеящей) связки и пере-
мешивание— до получения гранул; 3) контроль влажности и рав-
номерности перемешивания и прочности; 4) разрыхление и просеи-
вание смеси протиркой через крупноячеистую сетку. В качестве
основных видов оборудования для приготовления абразивных сме-.
сей служат смесительные машины СМ200, СМ200М, СМ400 и др.
Абразивные смеси на основе мелкозернистого шлифовального мате-
риала готовят в шаровых барабанах. Время смешивания крупно-
зернистых масс 10—20 мин, мелкозернистых 3—10 ч.
Формование абразивных изделий — этап технологического про-
цесса производства абразивных изделий, при котором заготовка
приобретает определенные форму и размер. При формовании закла-
дываются предпосылки для получения равномерности заданных
твердости и структуры инструмента.
Формование, как правило, осуществляется на гидравлических
прессах или в формовочных агрегатах, имеющих средства дозиро-
вания, укладки и разравнивания массы, а также съема заготовок.
Формование состоит из следующих операций: дозирования смеси;
укладки смеси в пресс-форму и ее разравнивания; первой ступени
прессования и подпрессовки (совмещается с двусторонним прессова-
нием); выталкивания изделия из пресс-формы и съема его для транс-
портирования.
Порция абразивной смеси, предназначенная для формования
одной заготовки, должна быть отмерена с минимальной погреш-
ностью, так как от этого зависят твердость и структура изделия.
Объемная масса заготовки определяет степень ее уплотнения при
формовании, плотность и пористость: чем меньше масса при том же
объеме, тем мягче и пористее инструмент. Так как все расчеты ре-
цептуры (количество связки, клеящих добавок, зерна) ведутся в еди-
ницах массы, предпочтительнее способ дозирования по массе. Кроме
того, объем смеси колеблется в зависимости от ее влажности, поэтому
объемный способ дозирования является менее точным.
В производстве абразивного инструмента в настоящее время
преобладает дозирование по массе путем ее взвешивания на автома-
тических весах с погрешностью измерения не более 0,5 % массы
изделия. Объемное дозирование применяют при формовании изделий
со сравнительно небольшой массой.
После взвешивания навески смеси высыпают в пресс-форму
(рис. 5.23), а при объемном дозировании смесь из объемного до-
затора высыпают в пресс-форму такой же конструкции либо вдувают
158
в герметически закрытую пресс-форму сжатым воздухом. В первом
случае равномерная укладка смеси в пресс-форму производится
ее разравниванием при медленном поступлении смеси. Механическое
разравнивание состоит в том, что смесь высыпается из вращающихся
лотков в поднимающуюся навстречу пресс-форму и укладывается
слоями по спирали специальными лопастями. Таким образом до-
стигается постепенная укладка смеси как по вертикали, так и по
спиральной образующей от периферии к центру пресс-формы. В ре-
зультате смесь располагается так, что при формовании в изделии
обеспечивается ее равномерная плотность как по сечению изделия,
так^и^по его плоскости.
Укладка смеси сжатым воздухом в герметически закрытую пресс-
форму аналогична работе пескострельного устройства. Порция
смеси под давлением воздуха вдувается в пресс-форму, воздух вы-
ходит через фильтры, а смесь равномерно заполняет пресс-форму.
Объемный метод укладки смеси заключается в засыпке ее в пресс-
форму до определенного уровня с последующим разравниванием
специальным скребком. Этот метод применяют при изготовлении
малогабаритных изделий на роторных прессах с поворотным столом.
Он отличается простотой, надежностью и легко поддается автома-
тизации.
Прессование может производиться как до заданного объема
изделия, так и до заданного давления. В первом случае порция
смеси определенной объемной массы сжимается при прессовании до
определенной высоты. Для осуществления этого способа применяют
либо высотомер — ограничитель движения плунжера пресса, либо
формуют изделие до «упора», т. е. до соприкосновения плунжера
с торцом кольца пресс-формы. Недостаток способа — то, что если
при изготовлении смеси допущена ошибка, изделие при определен-
ной высоте не будет иметь заданной объемной массы.
Способ прессования до заданного давления более надежен. Вна-
чале подсчитывают давление (МПа) по формуле
= р- ЮЛ (5.10)
где Рм — давление по показаниям манометра, МПа; D — диаметр
круга, см: d — диаметр отверстия круга, см; £>пл — диаметр плун-
жера, см; р— давление прессования, МПа, (подбирается эмпири-
чески, так как зависит от твердости, структуры и зернистости ин-
струмента). Затем производят пробное формование, после чего у из-
делия измеряют объемную массу и тогда, внеся необходимые по-
правки, ведут формование всей партии кругов.
Зная давление и площадь прессуемого изделия, можно вычислить
полное усилие при прессовании и необходимую мощность пресса
по формуле
N = pS, (5.11)
где N — усилие пресса, Н; р — давление, МПа; S — площадь
изделия, см2.
159
Рис. 5.24. Схема положения плит при двустороннем прессовании:
1 — траверса с верхней плитой; 2 — кольцо пресс-формы; 3. — смесь; 4 — подкладки (съем-
ные); 5 — нижняя плита; / — начальное положение; ZZ — прессование; ZZZ — подпрессовка
Для получения изделий однородной плотности по высоте прессо-
вание следует производить с двух сторон (рис. 5.24).
Прессование осуществляют последовательно: сначала при низ-
ком давлении для постепенного удаления воздуха во избежание
расслоения изделия, затем дают выдержку, пресс выключают и
после удаления прокладок продолжают прессование при более вы-
соком давлении для получения равномерно опрессованного изделия.
Двустороннее прессование с подпрессовкой необходимо еще и по-
тому, что сжатие передается с уменьшением давления по высоте
изделия из-за сопротивления трения между частицами смеси с дета-
лями пресс-формы. Это может привести к неравномерной плот-
ности заготовки. Для повышения равномерности плотности и твер-
дости применяют способ формования с гидравлической плитой.
Уложить смесь ровно и параллельно плунжеру с малыми отклоне-
ниями — чрезвычайно трудно, всегда остаются неровности — «холми-
стость» смеси. Надавливая на них плоской плиткой плунжера, вы-
ступы уплотняют сильнее, чем впадины, поэтому плотность и твер-
дость круга получаются неравномерными. Для предотвращения
этого применяют гидравлическую плиту. Принцип действия гидрав-
лической плиты заключается в том, что давление плунжера на смесь
передается не непосредственно, а через эластичную прокладку, со-
стоящую из резиновой плиты; между ней и плиткой плунжера за-
ливают воду (рис. 5.25). Под действием гидравлической плиты дав-
ление пресса распределяется равномерно. На поверхности заготовки
появляются все неровности, вызванные неодинаковой плотностью
распределения массы в процессе ее укладки, которые затем удаляются
при обточке торцов обожженных изделий.
Извлекают заготовку из пресс-формы с помощью специального
гидравлического выталкивателя, который плавно поднимает нижнюю
металлическую плиту с изделием до тех пор, пока оно не выйдет
из пресс-формы, затем круги диаметром менее 40 мм захватываются
вакуум-съемником, либо пневмозахватом и переносятся на сушиль-
ную плиту. Изделия диаметром более 400 мм переносятся механиче-
ским захватом на сушильный вагон с плитой, на которой они отфор-
мованы.
Термическая обработка абразивных изделий. В процессе терми-
ческой обработки в результате физико-химических преобразований
160
Рис. 5.25. Схема пресс-формы с
1 — металлическая плита; 2 — водяная подушка; 3 — резиновая плита; 4 — корпус пресс-
формы; 5 — нижняя плита
Рис. 5.26. График сушки абразивных изделий, где w — влажность; с — скорость
кг (влаги) , о_
сушки, —/пов — температура поверхности изделия, С; т — время сушки, ч;
1 — период прогрева; 11 — период постоянной скорости сушки; 111 — период
падающей скорости сушки
в системе абразивный материал—связка достигаются основные ме-
ханические свойства инструмента: прочность, твердость. Основная
цель термической обработки — максимально полно скрепить связ-
кой зерна абразивного материала в единое целое. Термическая
обработка делится на два этапа: сушку и обжиг.
Сушка — это низкотемпературный термический процесс, при
котором в результате удаления влаги повышается механическая
прочность изделия, что необходимо для проведения дальнейших
операций, связанных с обжигом (транспортирование и укладка на
плиты печей). Удаление влаги необходимо также во избежание
трещин при проведении обжига.
График сушки абразивных изделий показан на рис. 5.26. В пер-
вом периоде сушки скорость ее возрастает до момента равновесия
между теплом, поглощаемым телом, и теплом, необходимым для
испарения влаги. Во втором периоде испарение с поверхности изде-
лия постоянно, а влага непрерывно поступает изнутри изделия.
Если ускорить этот период, произойдет усадка глинистых материа-
лов связки и возникнут внутренние напряжения и трещины. В третьем
периоде с уменьшением влажности скорость сушки снижается,
а изделие продолжает нагреваться. В этом периоде из-за разности
температуры поверхности и внутренних частей изделия также воз-
можны термические напряжения и, следовательно, брак.
Наиболее распространены конвективная (движущимися газами)
и радиационная (излучением нагретых элементов) сушки абразивных
изделий. В первом случае, как правило, применяется тепло отходя-
щих газов печей обжига и нагретого воздуха, во втором — электри-
ческие нагреватели: спирали, стержни.
Для сушки применяют сушила периодического действия — ка-
меры, в которые ставят этажерки с сырцом. Изделия устанавливают
На полки этажерки .по одному или в стопку на плиты с ребристой
6 п/р Ю. М. Ковальчука 161
поверхностью для облегчения отвода влаги с нижней части изделий.
В туннельных сушилах непрерывного действия по длине туннеля,
устанавливают режим нагрева, выдержки и охлаждения, и эта-
жерки с сырцом непрерывно продвигаются.
Наиболее эффективен метод сушки изделий в сушиле, совмещен-
ном с печью. В этом случае сушило является частью туннельной
печи и сушка осуществляется в едином цикле с термической обра-
боткой (обжигом) благодаря теплу отходящих газов или воздуху,
нагретому электрическими нагревателями.
Режим сушки: максимальная температура (140 ± 10) °C; влаж-
ность в сушиле для крупнозернистых изделий (40 ± 10) %, для
мелкозернистых как более склонных к усадке (60 ±, 10) %. Для
малогабаритных изделий, которым не опасны усадочные напряже-
ния, применяют естественную сушку; изделия в зависимости от раз-
меров выдерживают в течение 4—24 ч в помещении непосредст-
венно перед печами, после чего направляют в обжиг.
Обжиг абразивных изделий состоит из трех периодов: нагрева,
выдержки при заданной окончательной температуре и охлаждения.
При нагреве заготовок абразивных изделий в них возникают терми-
ческие напряжения, вызванные тем, что нагретые участки изделий,
расширяясь, растягивают более холодные. Степень растягивания
зависит от свойства изделий: теплопроводности, модуля упругости,
коэффициента линейного (термического) расширения, габаритных
размеров изделий и скорости нагрева.
Когда термические напряжения превышают предел прочности
изделия, оно разрушается. В этом случае трещина образуется, как
правило, вблизи отверстия, так как именно здесь находится самый
непрогретый участок тела. В зависимости от массы изделий скорость
нагрева, обеспечивающая отсутствие трещин, должна быть 30—
40 °С/ч для крупногабаритных изделий и 80—120 °С/ч для мало-
габаритных. После образования в изделиях жидкой фазы в резуль-
тате расплавления легкоплавких соединений связки (например,
жидкое стекло) напряжения исчезают. Жидкая фаза релаксирует
эти напряжения, изделия перестают быть хрупкими, в это время
(начиная с ~700 °C) не наблюдается образования трещин из-за
термических напряжений. Однако механическая прочность изделий
резко падает, она обеспечивается лишь силой сцепления зерен между
собой и прочностью дегидратированной глины в связке, изделия
могут деформироваться под действием собственной массы или массы
находящихся на нем других изделий. Таким образом, нагрев до
окончательной температуры [(1250 + 30) °C ] характеризуется по-
вышенной опасностью образования трещин и деформаций в изде-
лиях.
Выдержка при заданной конечной температуре обусловлена не-
обходимостью полностью завершить физико-химические преобразо-
вания в системе зерно—связка. Выдержка характеризуется двумя
параметрами: температурой и временем. При этом большое значение
имеет также и газовоздушная среда в печи. Во избежание образова-
ния черных пятен (так называемого зауглероживания) от коксова-
162
рис. 5.27. График обжига
абразивного инструмента на
керамической связке (350 X
X 200 мм):
/ — на основе электрокорундо-
вых материалов; 11 — на основе
карбида кремния; (А —Б)
совмещенной сушкой
ния невыгоревших орга-
нических соединений,
например декстрина
и др., в печи должна
поддерживаться окис-
лительная атмосфера.
При температуре плав-
ления связки 1200 °C температура выдержки стопки кругов диа-
метром 600 и высотой 300 мм должна быть не менее (1250 z±- 20) °C
для полного проплавления связки; время выдержки — не менее 6—8 ч.
При охлаждении изделия после затвердения жидкой фазы ста-
новятся хрупкими и подверженными влиянию термических напря-
жений. Напряжения будут иметь обратный знак, а наиболее опас-
ным местом возникновения трещин будут участки, близкие к пери-
ферии изделий. Оптимальные скорости охлаждения близки к тем,
которые были указаны для нагрева. Наиболее оптимален такой вид
охлаждения, который обеспечивает мелкокристаллическую струк-
туру связки, а изделие не имеет растягивающих остаточных напря-
жений. Во избежание образования крупнокристаллического строения
стекла связки производят резкое охлаждение изделий от 1250 до
850 °C, а в дальнейшем охлаждение ведут достаточно медленно со
скоростью не более 40—30 °С/ч особенно при температурах 800—
300 °C. Основной брак — трещины и разрывы изделий — происхо-
дит при неравномерном и быстром охлаждении изделий именно
в этот момент.
Режим обжига в печах ведется по графику, показанному на
рис. 5.27. Для проведения обжига абразивных изделий применяют
печи двух видов: периодического и непрерывного действия. К пер-
вым относятся печи камерного и колпакового типов. Печи непре-
рывного действия (газовые, на жидком топливе и электрические)
делятся на туннельные и туннельно-щелевые.
Туннельные печи с длиной туннеля 50—ПО м применяют в основ-
ном для обжига наиболее массового ассортимента изделий: крупно-
и среднезернистых шлифовальных кругов всех размеров. Туннельно-
щелевые печи с длиной туннеля 10—20 м предназначены для обжига
мелко-, средне- и крупнозернистого инструмента диаметром до
300 мм, сложного профиля и специального назначения, а также
малогабаритных изделий.
На рис. 5.28 приведена схема туннельных печей непрерывного
действия. Туннельная печь загружается непрерывно движущимися
вагонетками, на которых на огнеупорных полках (плитах) уста-
навливаются изделия. Изделия пересыпают огнеупорным (кварце-
6*
163
Рис. 5.28. Схема туннельной печи (с совмещенным сушилом):
1 вагонетка с абразивными изделиями; 2 — сушило; 3 — зона нагрева; 4 — зона выдержки;
5 — зона охлаждения; 6 — подача воздуха для охлаждения; 7 — отбор избыточного воздуха;
8 — подача воздуха для резкого охлаждения; 9, 10 — подача воздуха и газа к горелкам;
11 — подача воздуха для регулирования нагрева (аэродинамический завес); 12 — отбор
воздуха и газов нз печи для сушила
вым) песком или крошкой. Плиты вагонеток, на которые устанав-
ливаются изделия, изготовляют из черного карбида кремния, обла-
дающего наибольшими теплопроводностью и термостойкостью, что
увеличивает срок службы плит. Часто плиты имеют в центре отвер-
стие для подвода тепла непосредственно в отверстия кругов при
установке их стопками.
Туннельно-щелевая печь — туннель, через который продви-
гаются плиты с изделиями. Она может иметь несколько щелей.
Преимущество этих печей в том, что полезная загрузка изделий
в них значительно (в 2—5 раз) выше, чем в туннельных. Кроме того,
в невысокой (до 200 мм) щели ниже перепад температуры во столько
раз, во сколько высота щели меньше высоты туннелей туннельных
печей. Благодаря этому достигается более равномерный прогрев
изделий и повышается их качество.
На рис. 5.29 приведена' схема шестиканальной газовой щелевой
печи.
Печи непрерывного действия оснащены средствами автоматиче-
ского регулирования подачи газа и воздуха в зависимости от изме-
нения температуры, а элек-
трические печи — средствами
автоматического регулиро-
вания мощности нагрева-
тельных элементов. В авто-
матическом режиме работают
все вентиляторы — как по-
дающие, так и отбирающие
воздух и отходящие газы.
Рис. 5.29. Схема шестищелевой га-
зовой печи:
1 — каркас печи; 2 — каналы подачи
газа; 3 — опора перекрытия рабочих
щелей; 4 — перекрытие рабочих ще-
лей; 5 — распределительная стенка;
6 — огнеупорная плита; 7 — заготовка
абразивного инструмента
164
5.12. Виды и причины брака абразивных изделий
иа керамической связке
Вид брака Причины брака Место возникновения брака
Трещины, идущие от отвер- стия, и радиальные Трещины, идущие от пери- ферии Рваные и мелкие трещины, находящиеся иа расстоянии от отверстия Деформации и разрушение (рваные трещины по всему кругу) Черные пятна (зауглерожен- ность) Сколы, трещины, изломы и т. п. Превышение скорости на- грева Превышение скорости ох- лаждения Нарушение режима сушки Нарушение правил уста- новки изделий, превыше- ние температуры обжига (выдержки) Воздействие восстанови- тельной среды Небрежность в установке и транспортировании из- делий Зона подогрева печи Зона охлаждения пе- чи Сушило Зоны выдержки на подогреве при 700 °C Зона подогрева и вы- держки Этажерки вагонов И' транспортные плиты щелевых печей •
Особое внимание при обжиге уделяется установке изделий на
огнеупорные плиты и их транспортированию. Установка («поста-
новка») изделий — важная часть технологии, так как при укладке
изделий в стопку следует добиваться, чтобы высота стопки не пре^
вышала критической, при которой изделия деформируются под
действием собственной массы, т. е. была не более половины диа-
метра круга для кругов диаметром до 600 мм и 0,1 диаметра — для
кругов диаметрами 750—1100 мм. Наиболее бракоемкие изделия
укладывают сверху стопки. Три четверти всего брака в производстве
инструмента происходит в процессе термической обработки. Самые
распространенные виды брака указаны в табл. 5.12.
Механическая обработка и испытание абразивных изделий. Для
обеспечения заданных размеров и форм обожженные абразивные
изделия диаметром выше 100 мм подвергают механической обра-
ботке, в результате которой устраняются искажения размеров и
формы изделий, ликвидируются мелкие сколы и оплавленные более
твердые слои («корочка») на поверхности изделий.
При механической обработке абразивных изделий в основном
используются традиционные приемы обработки металлов резанием
с применением специальных инструментов. Схема технологического
процесса механической обработки и контроля шлифовальных кругов
следующая: обработка торцовых поверхностей; предварительный
контроль твердости для отбраковки изделий с твердостью, отли-
чающейся от заданной; обработка отверстий; обработка цилиндри-
ческих поверхностей (периферии) кругов прямого профиля и вы-
точка фасонных поверхностей фасонных кругов; контроль неуравно-
пешенности кругов; окончательный контроль твердости; контроль
прочности; маркировка и упаковка.
165
»>
Рис. 5.30. Схема работы плоскообдирочного станка:
1 — планшайба шпинделя; 2 — шлифовальный круг; 3 —'стол; 4 — чугунное зерно
Рнс. 5.31. Схема обработки наружной поверхности кругов формы ПП на станке
РТ102 (103)
Обработка торцовых (плоских) поверхностей абразивных кругов
и брусков осуществляется в основном на плоскообдирочных стан-
ках КШ.
На вращающемся в горизонтальной плоскости столе плоско-
обдирочного станка укладываются изделия, которые прижимаются
вращающимися планшайбами верхних шпинделей. Обработка про-
изводится зерном из отбеленного чугуна, насыпаемым ровным слоем
на стол. Зерно попадает под изделие и срезает (скалывает) нижний
слой. В зависимости от зернистости изделия подбирают размеры
зерна.
Для обработки кругов, например зернистостью 40, применяют
зерно 160, а круги зернистостью 5 обрабатываются зерном 40 и т. д.
Схема обработки на плоскообдирочном станке изображена на рис. 5.30
Иногда торцы кругов диаметром более 500 мм обрабатывают на
токарно-лобовых станках.
В основном отверстия диаметром 203 и 305 мм обрабатывают на
станках РТ с помощью конуса или абразивного круга, а отверстия
меньшего диаметра — на сверлильных станках дробью или резцом.
Наиболее прогрессивным методом обработки отверстий кругов
является расточка алмазной фрезой. В этом случае в зону резания
подается охлаждающая жидкость, а круг после обработки сушат.
Алмазный инструмент применяется для обработки изделий только
высоких классов (А, АА).
Для обработки отверстий среднезернистых шлифовальных кру-
гов диаметром 127—305 мм используют алмазный ролик РАН-100
на связке М-50, а также прерывистые алмазные фрезы ФАН-110-4
и др. Роликом РАН-100 можно обрабатывать при полной (черновой
и чистовой) обработке до 3000 кругов размером от 400х 150 до 600 X
х 200 мм и при чистовой обработке до 13 тыс. шт.
Обрабатываются цилиндрическая наружная поверхность и круги
фасонного профиля на токарных станках конусными резцами. Схема
обработки приведена на рис. 5.31. Иногда применяют двухступен-
чатую обработку: предварительную — резцом, окончательную —
кругом с помощью шлифмашинки. При обработке базой служит
166 4
обработанное отверстие, fe результате чего достигается необходимая
точность обработки. Режим обработки: скорость круга v = 7504-
1200 м/мин, подача S = 2,5 м/мин, глубина резания за один про-
ход t = 0,5ч-1,5 мм.
У обработанных изделий проверяют неуравновешенность и твер-
дость. При необходимости для улучшения качества посадочного
отверстия оно подвергается дополнительной калибровке путем
заливки пластмассой, свинцом, серой и т. п. После контроля твердо-
сти и балансировки абразивный инструмент поступает на проверку
прочности вращением. Это последняя контрольная операция техно-
логического процесса. После нее на изделия выдаются паспорта,
их маркируют и упаковывают.
Современное производство абразивного инструмента проектируют
в виде поточных линий, специализирующихся на выпуске узкого
ассортимента изделий. Как правило, поточные линии разделяются
на линии приготовления формовочных смесей, формования и терми-
ческой обработки и линии механической обработки. На рис. 5.32
показана схема технологической линии формовки и термической
обработки в туннельных печах.
Производство абразивных изделий литьем. Технологический
процесс производства абразивных изделий холодным литьем пред-
назначен для изготовления брусков и кругов из шлифовальных
порошков зернистостью М28 и мельче на керамических связках.
Особенностью этого процесса является приготовление жидких масс
(шликеров) влажностью 35—40 %. В качестве увлажнителя приме-
няют воду. Для стабилизации шликера вводят крахмал. Шликер
готовят в шаровых фарфоровых барабанах или кувшинных мешал-
ках. Компоненты массы, рассчитанные по рецепту, загружают
в смеситель в следующей последовательности: вода, керамическая
связка, шлифматериал, уралитовые шары диаметром 300—35 мм,
раствор крахмала.
Пример. Рецепт массы (шликера), масс, доли: шлифпорошка 63С М7—100;
керамической связки—15; воды — 40; 2 %-ного раствора крахмала — 5.
Готовый шликер заливают в формы, состоящие из гипсовой плиты,
металлической обечайки и фильтрующей ткани. Через 12—15 ч,
когда сформируется сырец, металлическую обечайку снимают,
а сырец устанавливают на сушильную плиту. Сушка сырца состоит
113 двух стадий: в помещении при температуре 20—25 °C в течение
1 сут; в сушиле при темпертуре 100 °C в течение 30—48 ч, так как
сырец содержит много влаги и обладает повышенной склонностью
к усадке. Последующие операции практически не отличаются от
аналогичных операций при изготовлении абразивных изделий ме-
тодом полусухого прессования. Данный технологический процесс
Позволяет получить очень однородные по своему составу массы,
а следовательно, и изделия из тонких шлиф- и микропорошков.
Основным недостатком этого процесса является значительная про-
должительность сушки, в связи с чем требуются дополнительные
производственные площади.
167
Рис. 5.32. Схема механизированной линии для производства кругов диаметре
1 — пресс усилием 20 МН; 2 — съемник-перекладчик с устройством для упрочнения кру,
шило; 6 — установка для нанесения огнеупорной крошки; 7 — механизм возврата крошв
иости пересыпки; 10 — координационный укладчик кругов; 11 — шаговый толкатель ваг
иая печь с совмещением сушки и обжига; 15 — съемник кругов; 16 — роликовый конвейер
Технологический процесс производства абразивных изделий ме-
тодом горячего литья предназначен для изготовления малогабарит-
ных кругов, головок (диаметром до 40 мм), брусков из шлифматериа-
лов зернистостью 12 и мельче на керамических связках. Этот метод
формования изделий позволяет получать абразивные изделия вы-
сокой степени однородности, точных геометрических размеров с вы-
сокой механической прочностью сырца. В этой шликеродисперсной
системе абразивная шихта является дисперсной фазой, а термопла-
стичная связка (парафин, воск) — дисперсионной средой. Термопла-
стичная связка вводится временно для оформления изделий из
абразивной шихты и затем сгорает (во время термической обработки).
Этот метод характеризуется большой производительностью (до 10
раз большей, чем при полусухом прессовании) и обеспечивает вы-
сокую стабильность свойств инструмента.
Шликер приготовляют в пропеллерной мешалке при 80—90 °C
из шихты (абразивный материал, керамическая, связка), приготов-
ленной в шаровом барабане и высушенной при 120—150 °C так,
что остаточная влажность его не превышает 0,1 %, и из термопла-
стичной связки.
Пример. Рецепт массы, масс, доля: шликер: шихты — 85, термопластичной
связки — 15; шихта: шлифматериала 24АМ40— 100, керамической связки—30;
термопластичная связка; парафина — 90, воска — 9, синтетического каучука эти-
ленпропиленового (СКЭП) — 1. СКЭП вводится в состав термопластичной связки
в качестве стабилизатора шликера.
Формование изделий осуществляется на литьевых установках
с верхней или нижней подачей шликера. Температура шликера при
формовании (отливке) изделий должна быть 60—80 °C. Формован-
ные изделия обжигают в глиноземе. После обжига изделия очи-
щают от глинозема. Дальнейшие операции этого технологического
процесса аналогичны операциям полусухого процесса прессования.
Производство абразивного инструмента на бакелитовой связке-
Чтобы получить инструмент заданной твердости структуры с учетом
168
500 мм на керамической связке:
углекислотой; 3 — конвейер; 4 — механизм срезания гребешков; 5 — радиационное су-
c.-скребок — ограничитель высоты пересыпки; 9 —устройство выравнивания поверх*
кеток; /2 — обжиговые вагонетки; 13 — трансбордерный путь; 14 — туннельная одноярус
зависимости ее от зернистости абразивного материала, необходимо
составить рецептуру абразивных смесей для формования инстру-
мента на бакелитовой связке. На твердость влияют количество
связки, режим термической обработки (полимеризации или бакели-
зации) и другие факторы. Твердость зависит от структуры инстру-
мента: в крупнозернистых изделиях снижение пористости на каждые
3 % приводит к увеличению твердости на одну степень. Так, при
39 % -ной пористости твердость изделия —М3, а при 15 % —Т1.
Пример. Рассчитаем рецептуру кругов из нормального электрокорунда зер-
нистостью 80, твердостью СТ1, структурой № 1. Они состоят, объем, доли: из
зерна — 60, пор — 21, связки — 19. При плотности шлифматериала 3,75 г/см3 и
бакелита 1,25 г/см3 требуется: зерна 60 X 3,75 = 225 г, связки 19 .X 1,25 = 24 г;
масса круга 249 г и его средняя плотность 2,49 г/см3. При 16 %-ных потерях коли-
чество бакелита, необходимое на 225 г шлифматериала, 24 : 0,84 = 28,6 г. Тогда
масса сырого круга: 225 + 28,6 = 253,6 г, а средняя плотность 2,54 г/см3. Если
принять количество шлифматериала за 100 масс, долей, связка составит 12,3 масс,
долей.
Для обдирочного инструмента высокой твердости часто приме-
няют смесь зерна двух-трех смежных номеров, это делает инстру-
мент более плотным и монолитным. Иногда используют смесь раз-
ных материалов, например карбида кремния и электрокорунда,
и т. и.
Приготовление формовочной смеси заключается в перемешива-
нии указанных материалов со связкой. В качестве связки может
применяться жидкий бакелит, либо порошкообразный бакелит
с добавкой жидкого бакелита. В первом случае особое внимание
обращают на вязкость бакелита. Для приготовления смесей при-
меняются смесители, в которых компоненты интенсивно перемеши-
ваются. Смешивание продолжается до образования вязкой трудно-
перемешиваемой массы, обычно 15—20 мин. Последовательность
засыпки компонентов смеси в мешалку: шлифовальное зерно, на-
полнители, ускорители, бакелит.
169
Для получения смесей на основе порошка бакелита применяют
методы перемешивания, аналогичные методам, применяемым для
приготовления смесей на керамической связке, только в качестве
временных связующих используют растворители или жидкий ба-
келит. Сначала на зерно следует нанести жидкий бакелит, а затем —.
пульвербакелит. Это увеличивает степень закрепления порошкооб-
разных веществ на зернах. При таком перемешивании обеспечивается
максимальная прочность изделий. В результате перемешивания полу-
чается сыпучая смесь, пригодная для полусухого прессования.
При шлифовании с применением СОЖ инструмент на бакелито-
вой связке под их воздействием постепенно теряет свою первона-
чальную твердость, что приводит к снижению стойкости. Водостой-
кость значительно повышается при введении в формовочную массу
круга кремнийорганических соединений. Применяют два способа
введения их в формовочную массу: покрытие шлифовального зерна
слоем кремнийорганического соединения и введение кремнийоргани-
ческого соединения в увлажнитель. Освоено серийное производство
водостойких абразивных инструментов ПП, 1К, ПН и ПНР диа-
метром до 760 мм, стойкость которых выше стойкости обычного
инструмента в 1,5 — 3 раза.
Существуют несколько способов формования изделий на бакели-
товой связке: холодное полусухое и горячее прессование, раскаты-
вание, а также вальцевание тонких кругов. Холодное прессование
принципиально не отличается от прессования абразивных изделий
на керамической связке.
Горячее прессование кругов и сегментов, предназначенных для
работы с высокими (более 60 м/с) скоростями, а также отрезных кру-
гов осуществляется на гидравлических прессах, снабженных нагре-
вательными (рабочими) плитами. Формование в этом случае совме-
щено с термической обработкой при температуре (180 + 10) °C.
При этом применяют два способа формования: за одну стадию —
когда процесс прессования в той же пресс-форме, и за две стадии —
когда отформованный холодным способом сырец укладывают в дру-
гую форму и в ней подвергают термической обработке на прессе,
- снабженном нагревателями. Горячим способом формуют в основном
изделия из смесей на основе пульвербакелита, так как большое
количество (до 15 %) летучих веществ в жидком бакелите приводит
к вспучиванию изделий. При холодном прессовании давление 20—
25 МПа, при горячем — около 5 МПа. Расчет давления пресса
такой же, как при изготовлении изделий на керамической связке.
Для получения максимально прочного инструмента, выдержива-
ющего большие скорости, в изделия закладывают упрочняющие
стальные кольца или армирующие сетки (стекловолокно). В этом
случае навеску засыпают и разравнивают по частям: сначала —
первую часть, затем укладывают кольцо (сетка), потом вторую часть
и т. д.
Для получения обдирочных кругов, выдерживающих высокие
скорости, центральную часть круга, подвергающуюся наибольшим
разрывным напряжениям, изготовляют из особопрочного мате-
170
рис. 5.33. График бакелизации абразив-
ных кругов (350 X 40X127) на бакелите:
/ — жидком; II — порошкообразном
риала, например стеклопластика.
В результате горячего прессова-
ния центральная и рабочая части
становятся монолитным изделием
с усиленной центральной частью. Такие круги работают в особо
тяжелых условиях (скорость 80 м/с, сила прижима —до 10 кН).
Тонкие абразивные круги можно формовать путем раскатки
в форме конусными валками, либо прокаткой через вальцы. Из
прокатаных листов вырубают изделия (диски) необходимых размеров.
Термическую обработку абразивного инструмента на бакелито-
вой связке, при которой происходит полная полимеризация баке-
лита, называют бакелизацией. В процессе бакелизации изделие ста-
новится прочным и приобретает заданные свойства: твердость,
структуру, водостойкость. При температуре 140—200 °C бакелит
подвергается дальнейшей полимеризации, не завершенной при из-
готовлении фенолформальдегидной смолы, при этом отдельные мо-
лекулы (мономеры) срастаются в более крупные (полимеры) — ли-
нейные, сетчатые и трехмерные. При бакелизации зерна прочно
обволакиваются связкой из-за снижения вязкости бакелита под
действием тепла. При этом происходит выделение летучих веществ
(фенола, паров воды, аммиака и т. п.), что приводит к образованию
пор, а затем вязкость бакелита повышается и происходит отвержде-
ние смеси. При нагреве до 150 °C допустимы большие скорости на-
грева, при 115—150 °C производится выдержка для завершения
процесса. На рис. 5.33 представлен график бакелизации абразивных
изделий. Термическая обработка инструмента на бакелитовой связке
производится в тепловых агрегатах периодического или непрерыв-
ного действия—бакелизаторах. Наиболее распространенными и
производительными являются бакелизаторы непрерывного действия
туннельного типа. Нагрев в них осуществляется благодаря конвек-
тивным потокам тепла от электрических нагревателей в результате
работы перемешивающих вентиляторов, которые обеспечивают рав-
номерность нагрева изделий и удаление вредных летучих веществ.
В зависимости от характера бакелизируемых изделий суще-
ствуют несколько способов их укладки на этажерки:
открытый, когда изделия устанавливают по одной или по не-
сколько штук в стопку на ребристые плиты;
в засыпке, когда изделия укладывают в муфели и пересыпают
кварцевым песком; уменьшается выделение летучих веществ и испа-
рение смолы с поверхностных слоев;
в пакетах, когда изделия, особенно тонкие (например, отрезные
круги), укладывают на плиты по одному;затем несколько плит соби-
раются в пакет, который сжимается механическим креплением;
обеспечивается равномерность нагрева изделий между плитами
и исключается деформация тонких кругов;
171
при высоком давлении (например, бакелизации при горячем
прессовании), а для специальных видов изделий (тонких прорезных
кругов на жидком бакелите) — бакелизация в автоклавах при
давлении воздуха до 12 МПа.
Механическая обработка инструмента на бакелитовой связке
производится аналогично обработке инструмента на керамической
связке. Однако из-за меньшей степени деформированное™ у бакели-
товых изделий в результате невысокой температуры их термической
обработки припуски при формовании для механической обработки
у них меньше. Изделия, изготовляемые горячим прессованием, как
правило, механической обработке не подлежат. Для работы при
высоких скоростях отверстия кругов обычно калибруют металличе-
ской втулкой, которая, повышая точность посадочного отверстия,
в то же время увеличивает прочность кругов на разрыв от центро-
бежных усилий при шлифовании. Затем контролируют неуравнове-
шенность, твердость и прочность кругов, после чего производят их
маркировку и упаковку.
Технологический процесс изготовления шлифовальных кругов
диаметром 500—600 мм для силового обдирочного шлифования с ра-
бочими скоростями 60—80 м/с характеризуется следующими особен-
ностями. Из-за увеличения рабочих скоростей шлифования и силы
прижима круга наряду с созданием новых абразивных материалов
возникла необходимость разработки технологии, рецептуры и свя-
зующих, обеспечивающих повышение физико-механических харак-
теристик инструмента, плотности (3,0—3,2 г/см3), твердости (ЧТ)
и прочности 22—30 МПа. Разработаны технология производства
с применением метода горячего прессования, а также связующие
новых марок, имеющие высокую адгезию к абразивному зерну и
высокую степень полимеризации. В качестве связующих применяют
172
порошкообразные фенолформальдегидное связующее СФП-119, пред-
ставляющее собой модифицированную фенолформальдегидную смолу
с низкой текучестью, малым содержанием свободного фенола. В ка-
честве увлажнителя применяют специально разработанную ре-
зольную смолу БЖ-6. Отформованный холодным прессованием
сырец проходит термическую обработку в три стадии: подсушку
при 70 °C в течение 4—7 ч для наиболее полного удаления летучих
веществ без образования дефектов в структуре круга; горячее прес-
сование при температуре до 130 °C с выдержкой изделия в течение
0,5—1 ч для получения изделий заданной плотности и достижения
отвердения связующего; дополнительную бакелизацию при темпера-
туре 160—180 °C с выдержкой до 6 ч для улучшения структуры
связующего, снятия напряжений и увеличения стабильности свойств.
Производство абразивного инструмента на вулканитовой связке.
Технологический процесс производства абразивного инструмента
на вулканитовой связке состоит из следующих основных операций:
приготовления связки и формовочной массы, вальцевания (про-
катка) пластин, вырубки заготовок кругов, термической обработки
(вулканизации) заготовок кругов, механической обработки, кон-
троля, испытания и маркировки. Он характеризуется тем, что связку
и формовочную массу изготовляют путем введения в каучук всех
компонентов вальцеванием их на смесительных вальцах, а заготовки
кругов — путем прокатки формовочной массы на прокатных валках
и каландрах. Остальные операции аналогичны операциям инстру-
мента на керамических и бакелитовых связках. Схема цепи аппара-
тов технологического процесса приведена на рис. 5.34.
Связку и формовочную массу приготовляют на смесительных
вальцах с водоохлаждаемыми валками. С помощью водяного охлаж-
дения валков поддерживается температурный режим приготовления
Рис. 5.34. Схема цепи аппаратов технологического процесса изготовления абразив-
ного инструмента на вулканитовой связке:
1 — барабан для'" смешиваиияТкомпоиентов; 2 — весы для дозировки компонентов; 3 —
вальцы для смешивания связки; 4 — вальцы для смешивания массы; 5 — нож для резки
каучука; 6 — пресс для вырубки кругов; 7 — стол для дублирования кругов; 8 — пресс
Для подпрессовкн сдублированных кругов; 9 — вальцы прокатные; 10 — стеллаж для
Укладки кругов; 11 — вагонетка вулканизатора; 12 — электровулканизатор; 13 — стел-
лаж для разгрузки вагонеток; 14 — станок вертикально-сверлильный для обработки отвер-
стий; 15 — станок плоско-шлифовальный для обработки плоскостей; г 16 — станок токарный
Для обработки наружных диаметров; 17 — станок балансировочный; 18 — станок испы-
тательный; 19 — станок маркировочный
173
формовочной массы не выше 40—50 С, так как указанный процесс
экзотермический в связи с взаимодействием каучука с серой. В на-
чале в зазор (2 — 3 мм) между валками смесительных вальцев вводят
каучук и производят его пластификацию, при которой каучук рас-
ходится по всей длине валков. При многократном вальцевании
каучука с одновременными подрезкой и подачей в валки массы с кон-
цов валков, каучук образует тонкую пленку по всей поверхности
валков, что свидетельствует об окончании распускания. Ориенти-
ровочное время распускания каучука 10—15 мин. В каучук вводят
мягчители, а затем—порошкообразную смесь остальных компо-
нентов связки (серы, наполнителей и ускорителей), предварительна
перемешанных в барабане в течение 40—60 мин. В процессе вве!
дения компонентов связки зазор увеличивают до 5 мм, массу печ|
риодически снимают с валка и повторно вводят в зазор, добиваясь
равномерного распределения компонентов по массе каучука. Общее
время приготовления связки на вальцах 20—30 мин. После полу-
чения однородной массы связки
нее вводят шлифматериал
в
методом
неоднократного вальцевания в течение 20—40 мин добиваются одно-
родного распределения шлифматериалов в связке. Признаком го-
товности формовочной массы служит однородность ее цвета и от-
ставание от валков. По окончании процесса валки раздвигаются,
масса срезается с валков и выдерживается в течение 4—8 ч, после
чего подается на прокатные вальцы для прокатки заготовок инстру-
мента. Изготовление формовочной массы можно разделить на две
самостоятельные операции: приготовление связки и приготовление
формовочной массы, осуществляемые на раздельных вальцах.
Соотношение связок и формовочных смесей (%) подбирают эмпи-
рически: шлифматериала 70—85, каучука 10—12, серы 4—6, осталь-
ных компонентов 3—12.
Вальцевание (прокатка) формовочной
для придания
определенной
массе необходимой
заданной толщины
массы в
пластины служит
плотности и
Этот процесс
получения
пластины
на
производится
прокатных, валках, подогреваемых электрическим или паровым
способом до температуры 40 —70 °C, указанной в технологи-
ческой карте. Зазор между валками устанавливают на 0,3—
0,5 мм меньше заданной толщины пластины. Формовочную массу
неоднократно пропускают через вальцы, до тех пор, пока не полу-
чатся требуемая толщина пластины и равномерная плотность,
а также не будет вспучивания и пузырей. При изготовлении тонких
отрезных кругов прокатанную заготовку дополнительно вальцуют
или каландрируют на вальцах (каландрах).
Заготовки для кругов высотой до 13 мм получают вырубкой из
прокатанной пластины на пневматических прессах, а заготовки для
кругов высотой 32—200 мм — прессованием (дублированием) более
тонких заготовок в пресс-форме на гидравлических прессах.
Для производства кругов высотой до 200 мм со специальными
характеристиками в ряде случаев применяют прессование предва-
рительно разрыхленных после смешивания на вальцах смесей.
Головки и инструмент малого диаметра, а также бруски получают
174
рис. 5.35. График вулканизации абразив-
ных изделий в туннельном вулканизаторе:
j—VIl — периоды вулканизации
продавливанием через насадку
разрыхленной смеси на прессах.
После вырубки заготовки во из-
бежание прилипания пересыпают
тальком, укладывают в стопки на
вагонетки и подают на вулкани-
зацию.
Применяются два способа вулканизации: при обычном и повы-
шенном давлении. В первом случая используют вулканизаторы ка-
мерного и туннельного типа, имеющие газовый, паровой либо элек-
трический нагрев, во втором — автоклавы и вулканизационные
прессы. Для вулканизации изделия, пересыпанные тальком, зажатые
металлическими плитками (во избежание деформирования и воз-
гонки серы) укладывают на полки этажерки. На рис. 5.35 показан
график вулканизации в туннельном вулканизаторе. При вулкани-
зации в результате экзотермической реакции каучука и серы изде-
лия нагреваются, что может привести к их деформированию и интен-
сивному выделению газов, поэтому точность поддержания темпе-
ратуры и равномерность ее распределения должны обеспечиваться
автоматически путем регулирования нагревателей и системы рецир-
куляции газов. При этом режим должен учитывать характер изделий:
например, эластичные изделия вулканизируют при 140—170 °C
в зависимости от их габаритных размеров в течение 0,2—2 ч, осталь-
ные — при 145—200 °C в открытых вулканизаторах в течение 6 —
24 ч, автоклавах и на прессах в течение 1—6 ч. В автоклавах под-
держивается давление 0,4—1,0 МПа. Вулканизационные прессы
снабжены плитами, обогреваемыми электрическими нагревателями,
на них одновременно можно вулканизировать 8—16 изделий в па-
кете при давлении 1—2 МПа. Иногда применяют комбинированную
вулканизацию: предварительную — на прессах и окончательную —
в вулканизаторах или автоклавах.
Механическая обработка и контроль. Как правило, точность
размеров изделий на вулканитовой связке после термической обра-
ботки значительно выше, чем изделий на других связках, поэтому
они имеют меньшие припуски на механическую обработку.
Механическая обработка осуществляется теми методами, которые
описывались выше. Ввиду невысокой механической прочности и
твердости изделий на вулканитовой связке отверстия в кругах,
как правило, обрабатывают алмазным инструментом без охлаждения.
Алмазный инструмент —фрезы и зенкеры на металлической связке —
аналогичен применяемому при обработке абразивного инструмента
на других связках. Цилиндрические поверхности торцов и наруж-
ной поверхности обрабатывают шлифовальными кругами на баке-
литовой связке твердостью СТ. Отверстия и наружную цилиндри-
ческую поверхность тонких кругов обрабатывают, собрав изделия
175
5.13. Виды и причины брака абразивных изделий
на органических связках (бакелитовой и вулканитовой)
Вид брака Причина брака Обнаружение брака
Неравномерная твер- дость изделия и разброс твердости партии изде- лий Превышение неуравнове- шенности (дисбаланс) кругов по сравнению с нормированной Вспученность и рыхлость поверхности изделий Пониженная твердость, белесый цвет, осыпае- мость кромок изделий Оплавление, повышен- ная твердость, темно- бурый цвет Трещины, сколы, изломы и другие механические повреждения Нарушение режимов сме- шивания формовочных сме- сей. перекос формовочных плит (валков) при формо- вании Перекос формовочных плит (валков) при формовании, некачественная механиче- ская обработка (наруше- ние параллельности тор- цов, эксцентриситет) Нарушение режимов ба- келизации (вулканизации), увеличение скорости на- грева Уменьшение времени либо температуры термической обработки Увеличение времени либо температуры термической обработки, нарушение ре- цептуры (увеличение ко- личества связки, зерна) Несоблюдение требований при установке и транспор- тировании изделий, нару- шение режимов механиче- ской обработки При контроле твердости изделий При контроле неурав- новешенности геометри- ческих размеров После термической об- работки После термической об- работки (визуально), при контроле твердости гото- вых изделий После термической об- работки (визуально), при контроле твердости готовых изделий При передаче из формо- вочного на термический и из термического на ме- ханический участки. При контроле готовой про- дукции
в пакет высотой до 200 мм. Все дальнейшие операции — проверку
неуравновешенности, контроль твердости, геометрических размеров,
прочности, маркировку и упаковку —осуществляют методами и.
средствами, описанными в предыдущих разделах. Виды и причины
брака абразивного инструмента на органических связках указаны!
в табл. 5.13. |
Производство абразивного инструмента на специальных связках. |
К специальным связкам ограниченного применения относят сили-
катовые, магнезиальные, поливинилформалевые, глифталиевые, эпок-
сидные и другие виды связки. Технологический процесс производ-
ства абразивного инструмента на силикатовой связке такой же,1
как при производстве абразивного инструмента на керамической!
связке. В качестве связующего используется силикат натрия Na2SiOl
(жидкое стекло) с добавкой окиси цинка. Рецептура разработана для
кругов твердостью от М3 до С1. Формование инструмента про-1
изводится на гидравлических прессах, а термическая обработка —
в камерных печах при температуре 800—900 °C. Несмотря на мень-1
176 1
щую энергоемкость процесса, абразивный инструмент на силикато-
вой связке не находит широкого применения, так как он обладает
пониженной стойкостью, не выдерживает высоких скоростей шлифо-
вания (более 35 м/с) и больших нагрузок и применяется в тех слу-
чаях, когда надо обеспечить интенсивное самозатачивание инстру-
мента во избежание нагрева и прижогов обрабатываемых заго-
товок.
Технологический процесс изготовления инструмента на магне-
зиальной связке основан на способности связки на основе магне-
зиального цемента — смеси каустического магнезита и раствора
хлористого магния —отвердевать. Абразивный инструмент на ма-
гнезиальной связке изготовляют без обжига, и технологический
процесс производства сотоит из подготовки формовочной смеси,
укладки или разливки ее в форму и сушки в течение 48 ч и более.
На магнезиальной связке возможно изготовление крупногабаритных
кругов любого профиля. В связи с тем, что прочность и твердость
такого инструмента значительно ниже, чем инструмента на других
связках, он при шлифовании мало нагревается из-за интенсивного
самозатачивания, но обладает низкой кромкостойкостью. В основ-
ном его применяют при шлифовании изделий, не требующих высокой
точности: при заточке ножей, столярного инструмента и т. п., атакже
для полирования изделий (в основном бытового назначения) из
коррозионно-стойкой стали.
Технологический процесс изготовления поропластовых кругов
заключается в механическом вспенивании композиции, состоящей из
водного раствора поливинилового спирта, абразивного зерна, фор-
малина, кислого катализатора, вспенивающих агентов и других
добавок в мешалках особой конструкции. Полученную вспененную
массу разливают в формы. Термическая обработка осуществляется
при температуре 50—60 °C в течение 5—8 ч. В результате реакции'
образуется поливинилформаль, являющийся связкой абразивных
зерен. Отвердевшие в результате термической обработки изделия
отмывают от непрореагировавших продуктов реакции на специаль-
ных отжимных прессах с проточной водой и сушат, после чего под-
вергают механической обработке. Круги имеют плотность 0,8—
0,9 кг/см3, содержат до 80 % пор.
Технологический процесс изготовления абразивного инструмента
на эпоксидной связке применяют для изготовления абразивных ше-
веров. Он заключается в изготовлении матрицы на основе эпоксид-
ной композиции с использованием в качестве формообразующего
эталонного шевера. Отвердевшую и прошедшую контрольные опера-
ции матрицу устанавливают в форму, на поверхность матрицы на-
носят разделительный слой. Подготовленную формовочную массу
Из композиции шлифматериалов, эпоксидной смолы и добавок зали-
вают в форму, после чего происходит ее самоотвердение. Затем
Форму разбирают, инструмент подвергают дополнительной тер-
мической и механической обработке, контролю, испытанию и мар-
кировке.
177
§ 6. ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА I
АБРАЗИВНОГО ИНСТРУМЕНТА НА ГИБКОЙ ОСНОВЕ 1
Технологический процесс производства шлифовальной
шкурки состоит из следующих стадий: подготовки шлифматериалов,
основы, клея и смол; собственно изготовления шлифовальной шкурки
(нанесения клея или смол и шлифматериалов на основу и закрепле-
ния); придания шлифовальной шкурке окончательных свойств;
контроля и упаковки.
Подготовка шлифматериалов включает прокаливание и допол-
нительный рассев шлифматериалов, а также нанесение на шлиф-
материал специальных покрытий. Прокаливание шлифматериалов
осуществляется для повышения их адгезионных свойств при дли-
тельном хранении и повышенной влажности материала и осуществ-
ляется в прокалочных барабанах при 500—900 °C. Дополнительный
рассев шлифматериалов применяют для специальных видов шли-
фовальной шкурки с целью повышения содержания основной фрак-
ции и максимального снижения содержания крупных фракций,
а также получения удлиненной формы зерна.
Для повышения адгезионной способности шлифматериал покры-
вают железоокисными пленками. Шлифматериал требуемой зерни-
стости (50—6) загружают в смеситель вместе с раствором окиси же-
леза, после тщательного смешивания и обволакивания каждого
зерна пленкой пульпа подается в сушильный барабан, где сушится
при 500—600 °C. Затем шлифматериал охлаждается и подается
в производство. Шлифматериалы со специальными покрытиями
должны соответствовать требованиям ТУ 2-036-860—80: они должны
содержать не более 0,8—1,4 % Fe2O3; иметь капиллярность, соот-
ветствующую нормам, и сохранять ее в течение 10 сут после покры-
тия. Капиллярность шлифматериала определяют измерением уровня
воды, поднявшейся по абразивному зерну, насыпанному в калибро-
ванные стеклянные трубки, нижние концы которых погружены
в дистиллированную воду, за установленное время. Капиллярность
нормального электрокорунда различных зернистостей должна быть
3,9—17,5 см.
Осыпаемость пленки шлифматериала определяют как разность
содержания мелких фракций в покрытом и исходном зернах при
истирании в истирателе для химических проб типа 75б-Др в течение
30 мин. Она должна быть не более 5 %. Покрытое зерно должно
иметь разрушаемость для зернистости 125—16 не более 53 %, абра-
зивную способность для зернистости 16—8 не менее 0,050 г и зер-
нистости 6— не менее 0,040.
Пример. Маркировка шлифматериала Ф 13А 25-Н ТУ2-036-860—80 означает:
Ф — специальное железоокисное покрытие, 13А — марка электроксрунда, 25 —
зернистость, Н — индекс содержания основной фракции. Применение шлифмате-
риалов со специальными покрытиями повышает эксплуатационные свойства (стой-
кость) шлифовальной шкурки и фибровых дисков на 25—50 %.
Подготовка основы. Бумажная основа поступает с заводов-
изготовителей в готовом виде в рулонах и дополнительной подго-
178
товки не проходит. Ткань поступает с ткацких фабрик в кипах мас-
сой до 50 кг и длиной до 500 м и перед подачей в производство
должна быть сшита и смотана в рулон длиной до 2000—2200 м.
При этом производят контрольную проверку, разбраковку ткани
и при необходимости вырезают места с дефектами. Для повышения
износостойкости, несминаемости, водостойкости, прочности на раз-
рыв, эластичности, упругости тканевой основы, а также для созда-
ния промежуточного слоя, защищающего основу от проникновения
связки и повышения адгезии между связкой и основой, последнюю
покрывают и пропитывают специальными составами.
В процессе нанесения составов ткань вытягивают в продольном
направлении для уменьшения удлинения и повышения прочности.
При подготовке неводостойкой основы шлифовальной шкурки на
ткань наносят неводостойкие крахмально-клеевые составы, при
подготовке водостойкой — водостойкие составы на основе раство-
ров этилцеллюлозы, поливинилацетатной эмульсии, латексов и
синтетических смол. Подготовку ткани производят на специальных
поточно-механизированных линиях (рис. 5.36 и 5.37), включающих
следующее основное оборудование: размоточный станок, газо-
опальную, красильную, грунтовальную и аппретирующую машины,
сушильные барабаны и колонки, каландр, ширительную раму,
устройство для обрезания кромок, намоточный станок. Для под-
готовки водостойкой тканевой основы в поточной линии предусмо-
трены горизонтальные газовые сушилки.
В процессе подготовки тканевой основы она проходит следующую
обработку: опалку и окраску (для суровых тканей), вытяжку, ши-
рение, грунтовку, аппретирование, каландрирование и контрольную
перемотку готовой ткани. Опаливают суровые ткани в случае их
использования для изготовления средне- и мелкозернистой шли-
фовальной шкурки (зернистостью 16 и менее) на газоопальной ма-
шине с целью удаления дефектов ткани (узелков, ворсистости и
т. д.), приводящих к браку при изготовлении шлифовальной шкурки.
Ткань красят для улучшения ее товарного вида, цвет ее может яв-
ляться отличительным признаком шлифовальной шкурки того или
иного типа.
При подготовке ткани ее натягивают по длине, при этом попе-
речные (уточные) нити ткани не сохраняют первоначальной формы
ткацкого плетения —прямой линии, а принимают несколько изог-
нутую форму, вследствие чего ширина ткани уменьшается. Усадка
ткани по ширине колеблется в зависимости от типа ткани и ее плот-
ности и составляет 3—8 %, соответственно увеличивается длина
ткани. Удлинение и усадка по ширине играют положительную роль,
так как снижают удлинение шлифовальной шкурки при нагрузке,
что особенно важно при машинной обработке шлифовальной шкур-
кой, используемой в виде замкнутых шлифовальных лент.
Составы наносят двумя способами:
грунтовкой — на грунтовальных машинах, когда грунтоваль-
ный состав накладывают на проходящую по ролику ткань с помощью
специального ножа (ракеля);
179
a
180
аппретированием—на аппретирующих машинах, когда апрре-
тирующий состав захватывается нижним валом аппретирующей
машины и передается на верхний вал, с которого поступает на ткань,
прижимаемую к верхнему валу роликом, благодаря разности частот
вращения валов аппретируемая масса как бы втирается в толщу
ткани, плотно ее пропитывает и заполняет пространство между
рядами.
После грунтовки и аппретирования ткань поступает для сушки
на сушильные барабаны. При покрытии ткани водостойкими грун-
товальными составами и аппретами перед сушкой на сушильных
барабанах ткань проходит сушку и термическую обработку в го-
ризонтальных (канальных) газовых сушилах.
В качестве составов аппретов для неводостойкой шлифовальной
шкурки применяют: крахмальный аппрет, состоящий из водного
раствора крахмала (16—9 %) с добавками содового силиката (жид-
кого стекла) и наполнителей —каолина, известковой муки и талька
(18—22%), мучной аппрет, состоящий из муки, мездрового клея,
каолина, талька, известковой муки и силиката содового.
В процессе изготовления тканевой шлифовальной шкурки, из-
готовляемой с использованием естественных мездровых клеев, про-
изводятся в зависимости от вида ткани одностадиальное аппретиро-
вание для утяжеленных тканей, двух- и трехкратное аппретирова-
ние для средних и легких тканей.
При изготовлении высококачественной неводостойкой шлифо-
вальной шкурки на комбинированных связующих (мездровый клей,
смола) или синтетических смолах осуществляется грунтовка рабочей
и нерабочей сторон, аппретирование рабочей и нерабочей сторон
ткани. В качестве состава для грунтовки рабочей стороны приме-
няют крахмально-мездровую композицию, состоящую из 24 % крах-
мала и декстрина, до 4 % мездрового клея и 70—75 % воды.
В качестве составов для грунтовки нерабочей стороны тканей
применяют грунтующий состав на основе 25—35 % крахмала,
3—13 % мездрового клея, 3—6 % декстрина в ряде случаев с до-
бавками карбомэтилцеллюлозы, известнякового наполнителя (35 —
36 %) и красителя.
Для аппретирования нерабочей и рабочей сторон служат аппре-
тирующие составы на основе мездрового клея и декстрина в ряде
случаев с добавкой известкового наполнителя.
Пример. При подготовке тканевой основы саржи средней суровой № 2, при-
меняемой для изготовления неводостойкой шлифовальной шкурки на связующем
клей -фсмола из электрокорундовых материалов, соблюдают следующие требования:
окраску и опаливание ткани шириной (830 ± 15) мм осуществляют при рабочей
скорости линии 65—75 м/мин, температуре красящего раствора 80—85 °C; у прошед-
шей эти операции ткани влажность 8—9 %, ширина (790 ± 15) мм;
грунтовку нерабочей стороны производят при скорости 60—70 м/мин, рабочей
температуре грунтовального раствора 50—70 °C, давлении на ракель 0,5 МПа;
грунтовальный состав содержит, %: 20 — раствора мездрового клея (8 сухого клея
И 12 воды), 33 — гидролизного и кукурузного крахмала, 3 — декстрина и 44 —
воды; в процессе грунтовки масса на 1 м2 сухого грунтовального состава должна
быть 24—38,5 г, ткань, прошедшая грунтовку, должна иметь остаточную влаж-
ность 5—6 % и ширину (770 ± 15) мм;
181
аппретирование рабочей стороны осуществляют при скорости 55—60 м/мин
рабочей температуре аппретирующего состава 58—62 °C и его вязкости 0,11-Z
0,13 Па-с (прн 60—62 °C); аппретирующий состав содержит, %: 60—воды, 24—.
мездрового клея, 16 — раствора декстрина (9 воды и 7 сухого декстрина); в про-
цессе аппретирования масса на 1 м2 сухого аппретирующего состава должна быть
26,6—35,5 г, ткань, прошедшая аппретирование, должна иметь влажность 5—.
6 % и ширину (750 + 15) мм.
грунтовку рабочей стороны производят при скорости 60—65 м/мин, рабочей
температуре грунтовального состава 60—80 СС, вязкости 6—10 Па-с, грунтоваль-
ный состав содержит, %: 67 — воды, 10 —раствора мездрового клея (4 сухого клея
н 6 воды), 18 — крахмала и 6 декстрина; масса на 1 м2 сухого грунтовального
состава 10,4—19,2 г, прошедшая грунтовку ткань должна иметь влажность 4—5 %,
В качестве грунтовального и аппретирующего составов для
изготовления водостойкой шлифовальной шкурки применяют:
для грунтовки нерабочей стороны — составы на основе фенол-
формальдегидных смол СФЖ-Н4 (40—50 %) и латекса (16—21 %)
с добавкой наполнителя известковой муки (до 30%), антивспени-
вателя, красителя и небольшого количества воды для доведения
вязкости до необходимых пределов;
для первого аппретирующего слоя —состав на основе латекса
с добавкой антивспенивателя;
для второго аппретирующего слоя —состав на основе латекса
и смолы СФЖ-099 в соотношении 1:1, антивспенивателя и воды;
для грунтовки рабочей стороны — состав на основе смеси смол
СФЖ-И4 и СФЖ-091 с добавками известнякового наполнителя
(до 45%), красителя и воды.
Пример. При подготовке тканевой основы утяжеленной суровой саржи, приме-
няемой для изготовления водостойкой шлифовальной шкурки из электрокорун-
довых материалов зернистостью 80—10, соблюдают следующие требования:
опаливание, окраска, сушка и вытяжка ткани аналогичны этим операциям
при подготовке ткани для неводостойкой шлифовальной шкурки;
грунтовку рабочей стороны проводят при скорости 25—30 м/мин, вязкости
композиции 3—5 Па-с (при температуре окружающей среды), масса на 1 м2 сухого
грунтовального состава 75—105 г;
первое аппретирование рабочей стороны проводят при скорости 30—35 м'мин,
масса на 1 м2 сухого аппретирующего состава 15—27 г, аппретирование ведется при
температуре окружающей среды;
второе аппретирование рабочего слоя проводится при скорости 20—25 м/мин,
масса на 1 м2 сухого аппретирующего состава составляет 18—30 г, вязкость ком-
позиции 1,2—1,8 Па-с при температуре окружающей среды;
грунтовка рабочей стороны осуществляется при скорости 20—25 м/мин, масса
наносимого на 1 м2 слоя 42—60 г, вязкость композиции 0,2—2,5 Па-с при темпе-
ратуре окружающей среды.
При подготовке тканевой основы удлинение ткани около 3 % прн силе натя-
жения 0,5 МПа.
После последней операции — грунтовки или аппретирования — для уничто-
жения шероховатости ткани, выглаживания неровностей и придания ткани товар-
ного вида ее подвергают каландрированию на каландрирующей установке при рабо-
чем давлении на каландре не менее 4 МПа.
Подготовка красящих, грунтующих, аппретирующих и клея-
щих составов производится в специальном отделении, оснащенном
смесительными аппаратами, мерительными сосудами, автоклавами,
баками, и осуществляется в порядке и режимах, изложенных в тех-
нологических инструкциях. В процессе подготовки ткани осуществ-
182
5.14. Характеристика аппретированных тканей
Ткань Масса 1 м*, г Сопро- тнвленне разрыву, Н ** Удлине- ние при разрыве, %, не бо- лее Сопротивление раздиранию, мН/см, не менее
Саржа средняя № 2 для неводо- стойкой шлифовальной шкурки на комбинированных связующих Саржа утяжеленная для водостой- кой шлифовальной шкурки на синтетических связующих * 260—320 330—500 686/255 784/334 13,7/34 14/32 7 000/1 600 20 000/30 000
Примечание. В числителе указаны данные для продольного, в
знаменателе — для поперечного направления.
* Толщина не более 0.6 мкм.
** Определяется испытанием образца шириной 2,54 см.
ляется постоянный технологический контроль качества сшивки
ткани; температуры красящего, грунтовального и аппретирующего
составов; силы натяжения и скорости поточной линии; влажности и
ширины тканевой основы; массы сухого грунтующего и аппретирую-
щего составов, давления на каландрах.
У образцов готовой аппретированной ткани проверяют следую-
щие показатели: сопротивление разрыву вдоль и поперек, разди-
ранию (совмещению разрыва и изгиба) вдоль и поперек, удлинение
при нагрузке и разрыве, массу 1 м2 ткани. Для перечисленных в
примерах тканей эти показатели должны соответствовать нормам
(табл. 5.14).
В процессе подготовки ткани могут возникать следующие виды
брака: низкое качество сшивки кусков ткани; морщины и складки
из-за неравномерного натяжения ткани и неправильного заполнения
накопителя; неравномерная окраска ткани; периодически повторяю-
щиеся пятна по длине тканевой основы вследствие загрязнения су-
шильных барабанов и колонок и низкого качества состава (скоогу-
лирование компонентов); слипание основы при намотке в рулон
вследствие нарушения режимов сушки.
Производство шлифовальной шкурки осуществляется на поточно-
механизированных линиях (рис. 5.38, 5.39). Они состоят из размо-
точного устройства (станка), маркировочного станка, клеенанося-
щих станков для основного и закрепляющего слоев, машины для
гравитационного нанесения шлифматериалов, установки для электро-
статического нанесения шлифматериалов, камер для термической
обработки основного и подклеечногослоя, намоточного станка, пульта
Управления, системы подачи теплоносителя (горячего воздуха)
и отсоса газов и их очистки.
В поточной линии для изготовления неводостойкой шлифоваль-
ной шкурки с использованием связки мездровый клей + мездровый
183
184
Рис, 5.39. Схема поточно-механизированной линии производства водостойкой шли-
фовальной шкурки на бумаге (схема):
1 — камера электростатическая; 2 — станок лаконаносящий; 3 — станок разметочный;
4 — станок печатный; 5 — плнты терморадиационные; 6 — станок скруточный; 7, 8, 9 —
камеры сушильные; 10, 11 — расходные баки; 12 — мешалки
клей камеры для термической обработки могут быть объединены в еди-
ную сушильную камеру.
Подготовленная тканевая или бумажная основы разматываются
на" размоточном станке. Когда основа проходит через маркировоч-
ный станок, на нее через определенные промежутки производится
маркировка. Затем она поступает на клеенаносящую машину, где
наносится основной слой связки (для лучшего нанесения связки ее
подогревают до 30—50 °C), толщина которого зависит от вязкости
связки, скорости движения основы, расстояния между валами.
Шлифматериал на основу наносят различными методами: электро-
статическим, механическим и суспензионным. Электростатический
метод обеспечивает ориентирование зерна в шлифовальной шкурке
по его наибольшей оси, что приводит к повышению показателя
режущей способности (рис. 5.40).
Электростатическая установка состоит из высоковольтного источ-
ника питания, электростатической камеры и механизма подачи
абразивного зерна. Для создания электростатического поля в ра-
бочем пространстве камеры предусмотрены верхний и нижний
электроды. Расстояние между электродами регулируется в зависи-
мости от зернистости и количества наносимого шлифматериала.
Схема электростатической установки для нанесения шлифмате-
риала этим методом показана на рис. 5.41.
Шлифматериал из бункера-питателя подается в межэлектрод-
ное пространство между верхним и нижним электродами. При про-
185
Рис. 5.40. Схема расположения в шлифовальной шкурке шлифматериала, нанесен-
ного механическим (о) и электростатическим (б) способами j
хождении через камеру основы шлифовальной шкурки, на которую
предварительно нанесена связка, шлифматериал под действием
электростатических сил поднимается, поворачиваясь своей боль-
шой осью перпендикулярно к основе, и закрепляется в связке.
Абразивные зерна, заряжаясь от нижнего электрода,’притягиваются
к верхнему, имеющему обратный знак. Зерно поднимается в резуль-
тате разноименности зарядов верхнего и нижнего электродов. На-
пряжение на электродах 50—70 кВ. Число зерен шлифматериала,
наносимого на основу, и равномерность их расположения регули-
руют путем изменения электрических параметров, расстояния между
электродами, количества шлифматериала, подаваемого в камеру,
скорости перемещения основы.
Нанесение шлифматериала на основу механическим способом
осуществляется на насыпном станке, который снабжен бункером-
питателем. Избыток зерна на основе удаляется во время ее движе-
ния отбойным устройством.
Микропорошки зернистостью мельче М14 наносят суспензионным
способом. Для этого вначале приготовляют суспензию, состоящую
Рис. 5.41. Схема электростатической уста-
новки для нанесения шлифматериала иа
основу.
1 — основа шлифовальной шкурки; 2 — клей
на основе; 3 — электроды; 4 — конвейер; 5 —
бункер; 6 — шлифматериал
186
лз связки, растворителя и микропорошка. Затем суспензия нано-
сится’на основу на'баритажной машине с помощью машинного вала,
после чего она разравнивается волосяными щетками.
Термическая обработка шлифовальной шкурки производится
в конвекционных камерах гирляндного типа, где теплоносителем
является пар либо нагретый газ, или в терморадиационных сушилах
туннельного типа с обогревом инфракрасными лампами.
В зависимости от вида клея сушка (термическая обработка) шли-
фовальной шкурки осуществляется при различных температурах:
мездровый клей — при 25—45 °C; смолы СФЖ’3038, СФЖ‘3039 —
при 70, 100 и 130 °C; фенолформальдегидные смолы — при 100—
120 °C; пентафталиевый и масляный лак — при 120 °C и эпоксид-
ный лак — при 135 °C. Нанесение и сушка закрепляющего слоя
связки аналогичны рассмотренным.
После сушки в гирляндном или туннельном сушилах шлифоваль-
ную шкурку сматывают в рулоны на намоточном станке. Длина ру-
лонов шлифовальной шкурки зависит от номера зернистости и со-
ставляет 30—100 м.
При изготовлении шлифовальной шкурки с использованием свя-
зующих клей + смола и смола + смола с применением фенолфор-
мальдегидных смол проводится окончательная полимеризация (от-
вердение) шлифовальной шкурки в рулонах при температуре до
150 °C.
Для придания неводостойкой шлифовальной шкурке с исполь-
зованием связующих клей + смола, смола + смола определенной
влажности, эластичности, ровности поверхности применяют стаби-
лизацию. При стабилизации шлифовальная шкурка крупной зер-
нистости выдерживается в течение 24 ч при влажности 65 % в тер-
мической камере с продувом. Стабилизация шлифовальной шкурки
мелкой зернистости производится на машине для выравнивания.
Увлажняется шкурка при нанесении слоя воды на нерабочую сторону
инструмента. Последующая сушка осуществляется на сушильных
барабанах при температуре 70—80 °C.
Для придания эластичности шлифовальной шкурке производят
ее кромкование на гибочной машине, состоящей из размоточно-
намоточного устройства, тянущих барабанов, вращающихся валов.
Шлифовальная шкурка огибает валы по трем направлениям:
перпендикулярно к краю полотна основы; под 45° к краю полотна
основы; перпендикулярно к краю полотна основы.
При изготовлении тканевой шлифовальной шкурки на естествен-
ных клеях в качестве основного и закрепляющего слоев исполь-
зуют раствор мездрового клея, причем концентрация его основного
слоя 38—53 %, подклеенного слоя 23—37 % в зависимости от вяз-
кости исходного клея. В клеевую композицию для основного слоя
можно добавлять 20—25 % наполнителя (каолин, известковая мука).
В зависимости от зернистости скорость конвейера линии 35—45 м/мин:
чем мельче зернистость шлифовальной шкурки, тем больше скорость
ее изготовления. Сушат шлифовальную шкурку при 25—40 °C
в среднем в течение 2,5 ч.
187
При изготовлении тканевой неводостойкой шлифовальной
шкурки зернистостью 80—10 на комбинированном связующем
(клей + смола) для основного слоя применяют клеевой состав,
содержащий до 35 % мездрового клея и до 35 % известкового напол-
нителя с добавками красителя и увлажнителя. При изготовлении
мелкозернистой шлифовальной шкурки содержание клея увеличи-
вают до 40—45 %, а наполнитель не добавляют.
Вязкость клеящего состава регламентируется в зависимости от
зернистости шлифовальной шкурки в пределах 0,5—5,7 Па-с. Ре-
цептура закрепляющего слоя зависит от типа шлифовальной шкурки
’’ содержит 45—100 % фенолформальдегидных смол СФЖ-98,
СФЖ’114, до 50 % наполнителя, увлажнитель и воду, вязкость 50—
1600 сП. Количество на 1 м2 наносимого связующего по сырому об-
разцу 55—330 г для основного слоя и 55—575 г для закрепляющего
слоя, количество на 1 м2 нанесенного шлифматериала 50—1350 г
в зависимости от его зернистости. Скорость линии 35—40 м/мин.
Режим сушки: основного слоя — при 30—50 °C в течение 10 мин,
закрепляющего слоя — при 60—120 °C в течение 1 ч 20 мин — 1 ч
30 мин. Для окончательной полимеризации шлифовальную шкурку
некоторых типов выдерживают в термокамерах с продувом горячим
воздухом при 70—80 °C в течение 2 ч или термокамерах при темпера-
туре до 115 °C в течение 5—18 ч. При изготовлении неводостойкой
шлифовальной шкурки с использованием синтетических фенолфор-
мальдегидных смол в качестве основного и закрепляющего слоев ис-
пользуют клеевые'7композиции'”из смеси смол СФЖ-91 и СФЖ-И4
и до 46—48 % известнякового наполнителя (при изготовлении шлифо-
вальной шкурки зернистостью 80—10). Вязкость клеевых компози-
ций для основного слоя 0,5—7 Па-с, для закрепляющего слоя —
0,05—1,75 Па-с. Масса наносимого на 1 м2 клеевого состава по сы-
рому для основного слоя 80—410 г и закрепляющего слоя 50—530 г.
Количество наносимого на 1 м2 шлифовального зерна 120—900 г.
Скорость линии 25—27 м/мин. Режим сушки основного слоя при
НО—113 °C, в течение 12—15 мин. Режимы сушки закрепляющего
слоя и окончательной полимеризации те же, что и для шли-
фовальной шкурки, изготовляемой на комбинированных связу-
ющих.
Технологические регламенты изготовления водостойкой шлифо-
вальной шкурки на тканевой основе смола + смола те же, что и
неводостойкой шлифовальной шкурки. Отличаются тип аппретиро-
ванной ткани, способ и рецептура, применяемые для ее подготовки.
Технология изготовления шлифовальной шкурки на бумажной ос-
нове та же, что и изготовления шлифовальной шкурки на ткани,
но состав связующих и технологические параметры процесса другие.
При технологическом контроле производства контролируют ско-
рость движения полотна основы; вязкость связующего; количество
связующего и шлифматериала, наносимых на шкурку; режимы ра-
боты электростатической камеры (напряжение, расстояние между
электродами, скорость электростатической ленты); скорость движе-
ния конвейерной ленты термокамер; температуру воздуха и влаж-
488 ч
йость зон термокамеры; разрежение и концентрацию газов в термо-
камере; продолжительность термической обработки.
Виды брака при изготовлении шлифовальной шкурки: низкое
качество маркировки; наличие единичных крупных зерен из-за
плохой зачистки оборудования; неравномерная или редкая «насыпка»
шлифматериала вследствие неотрегулированной подачи зерна на
основной слой; отсутствие зерна на отдельных участках и связую-
щего внутри рулона шлифовальной шкурки в результате остановки
линии; наличие морщин, складок, сквозных отверстий вследствие
неудовлетворительного состояния оборудования; залитость кромок
смолой с нерабочей стороны из-за загрязнения валов клеенанося-
щих машин; отсутствие закрепляющего слоя связующего на отдель-
ных участках вследствие несвоевременного сведения валов клее-
наносящей машины; загрязненность участков связующим вследст-
вие большого зазора между валками клеенаносящей машины на за-
крепляющем слое; низкая режущая способность шлифовальной
шкурки из-за несоблюдения технологических параметров процесса.
В структуре себестоимости шлифовальной шкурки на тканевой
основе до 70 % занимает стоимость основы, до 25 %—стоимость
шлифматериалов и связующих. Для шлифовальной шкурки на бу-
мажной основе стоимость основы 50—55 %, а стоимость связующих
и шлифматериалов 30—35 %.
На изготовление шлифовальной шкурки расходуется большое
количество дефицитных естественных материалов — хлопчатобу-
мажных тканей и мездровых клеев, пищевых продуктов (муки,
крахмала). Несмотря на достаточно высокий уровень их полезного
использования и низкий уровень брака в производстве шлифот
вальной шкурки, .можно сократить их расходы в частности путем
увеличения выпуска шлифовальной шкурки с редкой «насыпкой»
и ориентированным нанесением шлифматериалов. Эффективным ре-
шением сокращения расхода дефицитных материалов является уве-
личение объема выпуска шлифовальной шкурки с использованием
комбинированных связующих (клей + смола), связующих (смола -ф
+ смола), с одновременным снижением расхода дефицитных пище-
вых продуктов. Шлифовальные шкурки этих видов, обладая повы-
шенной стойкостью (1,5—3 раза) по сравнению с шлифовальной
шкуркой на естественных клеях, имеют повышенный срок службы,
что сокращает объем потребления и выпуска в первую очередь
хлопчатобумажных тканей.
Технологический процесс изготовления изделий из шлифоваль-
ной шкурки. Схема технологического процесса изготовления беско-
нечных лент приведена на рис. 5.42.
Для изготовления бесконечных лент применяют следующее обо-
рудование: машину для нарезания заготовок, машину для зачистки
верхней и нижней кромок заготовки, пресс для склейки лент, кон-
трольно-обрезную машину.
Существует несколько способов изготовления бесконечных шли-
фовальных лент. Ленты шириной до 1500 мм можно изготовлять
из одной заготовки. Ленты шириной свыше 1500 мм изготовляются
189
Рис. 5.42. Схема технологического процесса производства бесконечных шлифоваль-
ных лент
секционным способом. В зависимости от длины ленты могут быть
склеены из двух или трех заготовок. В качестве клеев применяются
полиуретановые. Для изготовления дисков, колец, конусов служат
специальные вырубные устройства, для изготовления бобин шири-
ной 6—500 мм — бобинорезательные машины.
Технологический процесс изготовления лепестковых кругов со-
стоит из следующих операций: разрезки шлифовальной шкурки на
бобины требуемой ширины; вырубки лепестков из бобины на криво-
шипном прессе; сортировки и укладки лепестков в пачки; приготов-
ления клеевых композиций; штамповки фланцев; комплектации и
сборки лепесткового круга; закрепления фланцев и окончательной
сборки; контрольных операций, балансировки, испытания на раз-
рыв, маркировки и упаковки.
Технологический процесс производства фибровых шлифоваль-
ных дисков и оборудования для его изготовления (рис. 5.43) анало-
гичен применяемому для производства шлифовальной шкурки.
В качестве основы применяют фибру рулонную с шириной рулона
до 400 мм, в качестве связующего — смолы фенолформальдегидные
СФЖ-3029 и СФЖ'ЗОЗО.
Термическая обработка фибровых дисков производится при тем-
пературе до 120 °C. Из прошедшей термическую обработку рулон-
ной фибры на кривошипных или пневматических прессах вырубают
фибровые диски, которые проходят дополнительную термическую
обработку, увлажнение, флексирование и нормализацию, контроль-
ные операции и упаковку.
Технологический процесс производства абразивного инструмента
из нетканого объемного шлифовального полотна включает изготов-
190
Рис. 5.43. Схема технологического процесса производства шлифовальных фибровых дисков:
1 —клеенаносящая машина; 2 —агрегат для электростатического нанесения зерна; 3 —установка для пневмонасыпки зерна;
4 — подклеечная машина; 5 — механизм протяжки ленты; 6 — сушило терморадиационное № 3; 7 — сушило термораднационное
№ 1; 5 — сушило термораднационное № 2; 9 — размоточный станок; 10 — маркировочный станок; 11 — установка для подсушки
маркировки; 12 — компенсатор; 13 — вырубной пресс; 14 — станок для намотки облоя
191
Рис, 5.44. Схема технологической линии производства объемного шлифовального
полотна:
/ — нетканая основа; 2 — ванна для суспензии; 3 — беличье колесо (клеенаносящий валик).
4 — отжимные валы; 5 — сушильная камера; 6 — конвейер; 7 — намоточный станок ’
ление нетканого объемного шлифовального полотна, вырубку за-
готовок инструмента и формообразование инструмента, контроль-
ные операции и упаковку.
Технологический процесс производства нетканого объемного
полотна состоит из следующих операций: подготовки основы (раз-
резки и сшивки нетканой основы в ленту); приготовления абразив-
ной суспензии; нанесения абразивной суспензии на нетканое объем-
ное полотно; сушки и термической обработки; намотки в рулон.
Изготовление нетканого объемного полотна производится на по-
точной линии (рис. 5.44).
Нетканое полотно нарезают лентами шириной, соответствующей
длине валов пропиточной машины (430 мм), и сшивают. Нетканое
полотно должно соответствовать требованиям ТУ-17-14-17—76:
иметь массу на 1. м2 не ниже 180—200 г и нагрузку на разрыв не ме-
нее 1 Н.
В качестве шлифматериалов для изготовления абразивного ин-
струмента применяют электрокорундовые и карбидкремниевые ма-
териалы зернистостью 12—М40, в качестве связующих материалов —
фенолформальдегидные смолы определенной вязкости.
Приготовление абразивной суспензии заключается в создании
однородной смеси связующего (смолы и добавок) и шлифматериала.
Абразивная суспензия предназначается для пропитки нетканого
объемного полотна благодаря образованию пленок, прикрепляющих
зерна шлифматериала к волокнам и цементирующих объемное по-
лотно в процессе его производства. Для приготовления абразивной
суспензии служат лопастные мешалки. Материалы в требуемой до-
зировке загружают в мешалку в следующей последовательности:
связующее и растворитель (для приведения связующего до требуе-
мой вязкости), пластификаторы, стабилизаторы, красящие пигменты.
После перемешивания смеси в течение приблизительно 20 мин
в нее засыпают шлифматериалы, и смесь дополнительно перемеши-
вается до однородного состава в течение 30 мин, после чего абразив-
ная суспензия, нагретая до 40—50 °C, подается на поточную линию.
Наносится абразивная суспензия в узле пропитки с помощью клее-
192
наносящего вала, который, вращаясь в ванне с суспензией, передает
ее на поверхность движущегося полотна или «беличьего» колеса,
которое также, вращаясь в ванне с суспензией, погружает в нее ис-
ходное объемное полотно. При проходе нетканого полотна между
отжимными валами благодаря регулированию зазора между ними
(0,2—0,5 мм) излишняя суспензия отжимается и пропитывающий
состав глубоко проникает в волокнистую структуру нетканого
полотна. Количество наносимой на сырые образцы суспензии и шлиф-
материала (в граммах) на 1 г нетканого полотна определяется и кон-
тролируется в ходе технологического процесса и должно соответ-
ствовать нормам для каждой зернистости материала: соответственно
2,3—5 г и 1—2,3 г.
Сушка нетканого полотна для удаления растворителя и летучих
веществ и перевода связующих в твердое состояние производится
в сушильной камере при температуре до 98 °C в течение 1,0—1,5 ч.
Для окончательной полимеризации связующего рулоны нетка-
ного объемного шлифовального полотна подвергают дополнитель-
ной термической обработке в бакелизаторе при 130—140 °C в те-
чение 3—4 ч.
Готовое нетканое объемное шлифовальное полотно разрезают
на бобины. Из бобин на кривошипном прессе вырубают диски и
пластины, являющиеся готовой продукцией или элементами специ-
ального инструмента (валов, лепестковых кругов и др.), выпускае-
мого по согласованной с потребителями документации.
§ 7. ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ПОЛИРОВАЛЬНЫХ АБРАЗИВНЫХ ПАСТ
И ПОЛИРОВАЛЬНЫХ кругов
Технологический процесс производства жидких абразив-
ных паст основан на образовании стойкой суспензии абразивного
компонента в гомологическом растворе поверхностно-активных и
адсорбирующих веществ путем поочередного введения компонентов
при энергичном перемешивании и заданной температуре. Он состоит
из следующих операций:
подготовки исходных материалов, включающей плавление стеа-
рина в электрованне при 90—100 °C, подогрев олеиновой кислоты
и триэталомина в баке с электронагревателем при 50 °C, подогрев
воды в баке при 75—85 °C, приготовление спиртового (15 %) раствора
красителей — родолина;
дозировки исходных материалов и загрузки в смеситель СМ-400
с паровым подогревом, смешивания пасты, расфасовки и контроля.
В зависимости от вида пасты (белая или розовая) и принятой
рецептуры в ее состав входят: для белой пасты — до 45 % микро-
порошка белого электрокорунда БС-3 и К-07, глинозем или дистен-
силиманитовый концентрат; для розовой пасты — до 45 % комплекс-
ной фракции белого электрокорунда минус 63 мкм, минус 50 мкм.
Жировая основа пасты: 9—10 % стеарина, олеиновой кислоты с до-
бавлением триэтаноламина и жидкого стекла.
7 П/р Ю. М. Ковальчука 193
В качестве стабилизирующей добавки в пастах применяют аэро,
сил А-380. В состав жидких паст входит 40—43 % воды; для повы-
шения морозостойкости пасты в воду вводят этиленгликоль в коли-
честве 25—50 % ее объема.
При изготовлении паст воду и треэтаноламин перемешивают при
70—80 °C в течение 15 мин. Затем в образовавшуюся эмульсию
вводят жидкое стекло, стеарин и олеиновую кислоту и перемеши-
вают ее в течение 15 мин, после чего постепенно в течение 30 мин
загружают абразивные материалы и дополнительно перемешивают
в течение 15 мин при 75—80 °C. Затем добавляют компоненты —
аэросил и краситель. Общее время смешивания — 4 ч без учета вре-
мени загрузки. В процессе смешивания контролируют температуру
и время смешивания. По окончании смешивания массы отбирают
пробу и проверяют содержание в ней воды, абразивного материала
и органической основы, а также наличие сверхпредельных частиц
абразивного материала. Затем пасты расфасовывают и передают на
склад готовой продукции.
Технологический процесс производства твердых абразивных паст
основан на механическом смешивании при определенной темпера-
туре абразивного материала, органической основы и наполнителей
и получения однородной смеси, способной при охлаждении пере-
ходить в твердое монолитное состояние. Он включает следующие
операции:
подготовку исходных материалов: плавление стеарина при 90—
100 °C в ванне с электроподогревом, подогрев олеиновой кислоты
и парафина в баке с электроподогревом при 50 °C, подогрев воды
в водогрейном баке при 75—85 °C;
дозировку исходных материалов и загрузку в смеситель СГУ-400;
смешивание и варку пасты в смесителе СГУ-400;
заливку пасты в пресс-форму и охлаждение;
механическую обработку брусков пасты, контроль и упа-
ковку.
Смеситель СГУ-400 представляет собой смесительную машину
периодического действия, рабочими органами которой являются два
горизонтально расположенных W-образных ротора. Рабочие органы
смесителя размещают в корытообразном корпусе, закрытом сверху
пыленепроницаемой крышкой. Корпус опирается на подшипники
и может опрокидываться с помощью гидравлической системы. Для
подачи теплоносителя (горячей воды) в корпусе смесителя преду-
смотрены рубашки и коммуникации подвода и отвода горячей воды
с запирающей арматурой.
Дозируют и подают исходные материалы в смеситель в следующей
последовательности: стеарин, олеиновая кислота, парафин (смеши-
вание массы до 20 мин), абразивный материал. Общее время смеши-
вания 3 ч при 70—80 °C. Желтый и коричневый красители подаются
в смеситель после загрузки компонентов жировой основы, розовый —
после загрузки абразивных материалов.
Белая паста состоит из 82 % абразивного материала — микро-
порошка К-07 или его комбинации с глиноземом ГК или дистенсили-
194
манитовым концентратом, — 18 % стеариновой и олеиновой кислот
и парафина. Розовая паста состоит из 82 % микропорошков К-07
и БС-3 и около 18 % стеариновой и олеиновой кислот, парафина
и красителя. Желтая паста включает 80 % комплексной фракции
микропорошков белого электрокорунда минус 63 мкм и минус 50 мкм,
около 20 % стеариновой и олеиновой кислот, добавки парафина и
красители.
Компоненты коричневой пасты: до 80 % микропорошков при-
родного корунда М28, М20 и циркониевого концентрата, остальное —
олеиновая и стеариновая кислоты, парафин и краситель. Сварен-
ную пасту переливают из смесителя в приемный бункер, обогревае-
мый горячей водой, и разливают в блок-форму, перемещаемую на
тележке. В блок-форме формируются 32 бруска пасты размером
400 х 50 X 50 мм. После охлаждения блок-форму разбирают, на распи-
ловочном станке обрезают бруски до окончательного размера, про-
изводят контроль и упаковку. Готовую пасту проверяют на соответ-
ствие ТУ: геометрические размеры, товарный вид, содержание абра-
зивного материала, органической основы и неомыляемых веществ.
Затем ее упаковывают и сдают на склад готовой продукции.
Технологический процесс производства сизалево-кордовых поли-
рованных кругов состоит из следующих операций:
разрезки сизалевого корда на отрезки определенной длины
в зависимости от диаметра круга на автоматической гильотинной
установке; для кругов диаметром 75 мм длина отрезков корда 65 мм,
для кругов диаметром 90 мм — 85 мм;
сборки заготовок сизалевого круга путем закрепления отрезков
сизалевого корда на липкой ленте в поперечном направлении с про-
шивкой ленты и сматыванием ее в рулон, длина заготовок сизале-
вого круга диаметром 75—90 мм — 285 мм;
сборки круга на ирисовом станке, в котором производятся пред-
варительное соединение набора сизалевого корда со ступицей и
предварительное сжатие ступицы;
вырубки круга по периферии на калибровочном прессе с помощью
калибровочного штампа, калибровки отверстия и окончательного
закрепления ступицы;
профилирования круга;
пропитки круга пропитывающими составами с термической об-
работкой;
контроля и упаковки; в контрольные операции входит проверка
геометрических размеров круга и прочности крепления корда и
ступицы.
Технологический процесс производства полировальных свободно-
и равномерноскладчатых кругов диаметром 250—500 мм включает
следующие операции:
сшивание ткани в трубчатую полосу на швейных машинах с ав-
томатической подачей;
разрезку трубчатой полосы по спирали на диагонально-реза-
тельной установке на заготовки шириной 190—345 мм в зависимости
от диаметра круга;
7* 195
соединение ткани и зажимного кольца (ступицы) на ирисовом
станке;
прошивку круга на швейной машине;
окончательное соединение (обжатие круга) со ступицей в спе-
циальном штампе на калибровочном прессе;
обрезку по периферии круга, закрепленного между дисками на
станке для обрезки;
пропитку круга пропитывающими составами^ термической об-
работкой;
контроль и упаковку; контрольные операции предусматривают
проверку геометрических размеров и прочности крепления ткани
и ступицы.
На изготовление одного хлопчатобумажного свободноскладчатого
круга диаметром 250^иЗ’высотой 15 мм расходуется около 1,6 м2
ткани, а круга диаметром 500 и высотой 15 мм — 5_м2 ткани.
ГЛАВА 6
АБРАЗИВНЫЕ инструменты из сверхтвердых
МАТЕРИАЛОВ
—-- ' -
§ 1. КОНСТРУКЦИИ И ХАРАКТЕРИСТИКИ
ИНСТРУМЕНТОВ
Как и абразивные инструменты из обычных абразивных
материалов, абразивные инструменты из СТМ подразделяют на три
основных вида: инструменты на органических, металлических и ке-
рамических связках (на жесткой основе), инструменты на гибкой
основе и пасты.
К инструментам на органических, металлических и керамических
связках относятся инструменты:
для шлифования и заточки — круги, головки, кольцевой ин-
струмент, плиты, «планшайбы»;
для доводочных работ — суперфинишные бруски, кольцевой до-
водочный инструмент, ручные бруски, надфили, эластичные диски
и бруски;
для резки — алмазные отрезные круги с наружной и внутренней
режущими кромками, алмазные сегментные и полосовые пилы, про-
волочный инструмент;
для хонингования и шевингования — бруски хонинговальные,
шеверы;
для сверления — перфорированные сверла.
К абразивным инструментам на гибкой основе относят шли-
фовальную шкурку и изделия из нее (ленты, бесконечные
ленты).
Абразивные инструменты из СТМ на органической, металличе-
ской и керамической связках состоят из рабочего алмазосодержа-
щего или эльборосодержащего слоя и корпуса. Исключение состав-
ляют малогабаритные круги АШП, ЛШП, представляющие собой
рабочий слой.
Режущий (рабочий) слой, как правило, расположен на наруж-
ных участках поверхности инструмента и в отдельных конструкциях,
например, в гильзах для притирки поршневых колец, отрезных
кругах с внутренней режущей кромкой — на внутренних поверх-
ностях (или участках).
По характеру режущего слоя инструменты из СТМ подразделяют
на инструменты со сплошным и прерывистым режущими слоями
(алмазные сегментные пилы, алмазные полосовые пилы).
В зависимости от конфигурации инструменты классифицируют
на типы, различающиеся формой и геометрическими размерами —
наружным диаметром инструмента, высотой, толщиной или шири-
ной режущего слоя и т. д. (табл. 6.1).
197
6.1. Типоразмеры инструментов из СТМ
Круги (головки) Форма сечения Обозначе- ние по ГОСТ 24747 — 81 Приме- нявшееся ранее обозна- чение Предельные размеры, мм
Круги шлифовальные пло- ские прямого профиля: алмазные эльборовые D * S 141 ; АПП D = 164-500; Н = 34-50; d = 54-305; 5 = 24-5
\7/777//77б7/. ' "J
в.
D лпп D = 254-500; Н = 54-50; ' d = 64-305; S = 34-20
_S *
-г- Д_
4
Круги шлифовальные пло- ские прямого профиля без корпуса: алмазные эльборовые Z7 48 А1ПП D = 64-13; Я — 64-Ю; d = 24-4
!
d Л1ПП D = 14-22; Н = 1,64-25; d = 0,54-8
Круги алмазные шлифо- вальные< плоские прямого профиля трехсторонние и! Н 1 ***1 14V1 А2ПП D = 1254-250; Н = 64-20; d= 324-127; Ь = 44-12; 5 = 24-4
Продолжение табл. 6.1
Круги (головки) Форма сечения Обозначе- ние по ГОСТ 24747—81 Приме- нявшееся ранее обозна- чение Предельные размеры, мм
Круги шлифовальные пло- ские с выточкой: алмазные эльборовые 27 д’ 642 АПВ D = 804-300; Н = 18,54-32; d= 204-127; Ь = 34-60; 5 = 1.54-5
=t: t
1 — ЛПВ D = 754-250; Н = 234-30; d = 204-76; Ь = 34-40; S = 34-5
|д|
Круги шлифовальные пло- ские с двусторонней выто- чкой: алмазные эльборовые . 27 943 АПВД О = 1004-250; Н = 64-25; d = 204-127; b = 34-20; S = 14-5
ь
И
ЛПВД D = 1004-250; Н = 204-21; d = 32 (76); b = 34-20; 5=3
та
Круги шлифовальные ча- шечные конические: алмазные эльборовые О 1242—45° АЧК D = 504-250; Н = 204-52; d 164-127; b = 24-20; S = 1,54-5
7
лчк D = 504-200; Н = 204-43; d = 164-32; Ь = 34-20; 5 = 34-6
1 Д 1
Д \:'^v/C ь 4 1142 лчк D = 754-150; Н == 354-50; d= 20 (32); &= 54-10; 5=5
о — d
Продолжение табл. 6.1
Круги (головки) Форма сечения ' Обозначе- ние по ГОСТ 247 — 81 Приме- нявшееся панее обозна- чение Предельные размеры, мм
Круги алмазные шлифо- вальные чашечные кониче- ские /z7°f В 11V9—70° А1ЧК D = 50-4-160; Н = 204-40; d = 16-4-51; b = 3-4-10; 5 = 1 5-4-3
^Т-1 Д
| д [
Круги шлифовальные ча- шечные конические: алмазные эльборовые В 12V5—45° А2ЧК D = 504- 160; Н = 20-4-40; d= 16-4-51; b = 3-4-5; 5=34-5
^-=У5° -
J -1 ч. Л Л2ЧК D = 125; D = 150; Н = 39; Н = 41; d = 32; b = 3-4-6; S = 3 (6)
-' '
Круги шлифовальные та- рельчатые: алмазные эльборовые 2О°Г - D , а - 12А2—20° АТ ЛТ D = 50-4-160; Н= 6-4-16; d = 164-51; b = 14-10; 5=15 D = 504-200; Н = 104-21; d = 10-4-51; b = 34-10; 5 = 1,5-4-3 0
Круги шлифовальные та- рельчатые: алмазные эльборовые В j г- Ч:| 12/? 4 А1Т D = 504-150; Н = 64-16; d= 164-51; b= 14-5; 5= 1,54-3
257 Г д' | Л1Т D = 754-200; Н = 10-4-20; d= 20, d= 32; b= 2=5; 5 = 1,54-5 ,
Продолжение табл. 6Л
Круги (головки) Форма сечения Обозначе- ние по ГОСТ 24747 — 81 Приме- нявшееся ранее обозна- чение Предельные размеры, мм
маши Круги шлифовальные та- рельчатые: алмазные эльборовые ж/ Я r ь 2?°Г-\Т*7 12V5—20° АЗТ D = 32-4-150; Н = 64-10; d = 10-4-51; &= 1,5-4-10; 5= 14-3
пг лзт D = 50-4-125; Н = 10; Н = 11; Н = 5; d = 16-4-32; b = 34-5; 5 = 1,54-3
Круги шлифовальные та- рельчатые эльборовые ь Ч>| 12/?9 . — D = 1004-150; Н = 104-16; d = 204-32; b = 10-4-15; S = 2-4-8
-i-l в
Г f 12V9 — D = 2204-275; Н = 18, Н = 20; d= 404-90; &= 10; 5 = 24-8
Круги шлифовальные та- рельчатые алмазные в %| ( 12D9 А4Т D = 125=300; Н = 134-25; d = 324-76; b = 4-4-6; 5 = 24-3
Продолжение табл. 6.1
КРУГИ (ГОЛОВКИ)
Форма сечения
Обозначе-
ние по ГОСТ
24747 — 81
Приме-
нявшееся
ранее
обозна-
чение
Предельные размеры, мм
Круги шлифовальные пло-
ские с двусторонним кони-
ческим профилем:
алмазные
14ЕЕ1Х
А2П
D = 254-400; Н = 34-10;
d = 64-203; b = 24-5; а = 304-90'
эльборовые
Л2П-4
D = 504-400; d = 154-203;
S = 34-5; а = 254-30°
1Е1
Л2П-2
D = 254-150; Н = 84-10;d = 84-51;
S = 10, 5 = 15; а = 60°
Г >=р4 1O1 Л2П-1 D = 604-500; Н = 104-20; d = 134-305; 5 = 104-25; а = 304-60°; h = 34-6
S <1 0
и П — 75 • 500- н — 6 • 13-
S с
1 ЁЕ 1E6Q Л2П-3 d = 20—305- ft — 3 6- а — 45 • 60°
d
Продолжение табл. 6Л
Круги (головки) Форма сечения Обозначе- ние по ГОСТ 24747—81 Приме- нявшееся ранее обозна- чение Предельные размеры, мм
Круги шлифовальные пло- ские с полукругловыпук- лым профилем: алмазные эльборовые 7 Г4 Г 1Е?1Х А5П D = 504-150; Н = 24-32; d= 164-51; 5 = 24-7; R =14-16
1 1Е1Х Л1ФП Е>= 354-135; Н = 74-29; d= 104-32; 5=54-12; R = 34-18
л 4.
45 гз~|Ч-
Круги шлифовальные пло- ские с односторонним ко- ническим профилем эльбо- ровые р 1VI ЛЗП D = 1004-250; Н -= 84-32; d = 324-76; 5 = 54-15; а = 154-30°
Абразивные инструменты из СТМ характеризуются маркой ма-
териала, зернистостью и относительной концентрацией шлифма-
териала, типом и маркой связки, а инструменты на керамической
связке — еще твердостью и структурой. Концентрация определяет
содержание СТМ в рабочем слое инструмента. Относительной кон-
центрацией называют отношение концентрации СТМ (г/см3) к его
условной концентрации, равной 0,88 г/см3 и принимаемой за 100.
При концентрации 100 содержание СТМ составляете^% объема
рабочего слоя инструмента. Содержание СТМ (кар) в инструменте
где 4,4 — коэффициент, численно равный содержанию (кар) СТМ
в.1 см3 рабочего слоя; V — объем алмазо-(эльборо-) содержащего
слоя, см3; К — концентрация (относительная) алмазов (эльбора).
Алмазный инструмент изготовляется в основном с концентра-
цией СТМ 25, 50, 100 и 150, эльборный инструмент — с концентра-
цией 100, по специальным заказам концентрация может быть увели-
чена до 200. Для инструментов, работающих в условиях высоких
давлений на абразивные зерна, для уменьшения износа инстру-
мента рекомендуется повышать концентрацию СТМ.
Работоспособность и эффективность инструмента определяется
связкой, контактными участками зерна и связки, физико-механи-
ческими свойствами абразивных зерен. Чем прочнее алмазное или
эльборовое зерно, тем выше должна быть прочность сцепления
связки с зерном и износостойкость связки.
Органические и керамические связки по составу и назначению
аналогичны связкам, применяемым для изготовления абразивного
инструмента из электрокорунда и карбида кремния, но в отличие
от последних в их состав входят различные наполнители — порошки
абразивных, металлических, антифрикционных и других материалов.
Металлические связки представляют собой многокомпонентные
композиции на основе различных металлов: меди, олова, цинка,
алюминия, железа, кобальта и т. д., а также наполнителей. Наи-
* более широкое применение получили связки на основе сплавов медь—
олово, медь—алюминий—цинк. Металлические связки отличаются
от органических и керамических более высокими прочностью, из-
носоустойчивостью, а также способностью прочно удерживать зерна
СТМ. Для изготовления инструмента на металлических связках ис-
пользуют более прочные синтетические алмазы и эльбор, а также
природные алмазы. Но при металлических связках у инструмента
появляется склонность к «засаливанию».
Комбинированные связки представляют собой многокомпонент-
ные композиции, в которых используются одновременно связующие
двух видов: металлическое и стекловидное или органическое и ме-
таллическое. Основной их признак — наличие в теле режущего
слоя двух непрерывных каркасов (матриц), образованных каждым
из связующих, которые взаимно и непрерывно пронизывают друг
друга. Если один из компонентов не образует непрерывного каркаса,
204
его следует считать наполнителем, а связку отнести к тому типу,
к которому относится компонент, создающий непрерывный каркас
режущего слоя инструмента. Примером комбинированной связки
может служить связка МКН, представляющая собой комбинацию
металлической и керамической (стекловидной) связок.
Твердость. Инструменты из эльбора на керамической связке
выпускают следующих степенейтвердости: мягкие М (М2, М3),
среднемягкие CM (СМ1, СМ2), средние С (С1,^С2), среднетвердые
СТ (СТ1, СТ2, СТЗ), твердые Т (TI, Т2). Твердость определяют на
твердомерах «Роквелл» стальным шариком.
Технические требования на абразивные инструменты из СТМ
регламентируются ГОСТ 16181—82, ГОСТ 17122—71*,
ГОСТ 10110—78, ГОСТ 16115—78, ГОСТ 24106—80, ОСТ 2 И74-6—83.
Основные показатели качества инструмента: точность размеров
и формы режущего слоя и инструмента в целом, прочность, неуравно-
вешенность, работоспособность.
Наиболее важными для шлифовальных и отрезных кругов яв-
ляются точность посадочного отверстия, радиальное и торцовое
биение инструмента, оказывающее существенное влияние на точ-
ность обработки, шероховатость обработанной поверхности и тех-
нико-экономические показатели обработки.
В качестве примера в табл. 6.2 приведены нормы точности для
эльборовых кругов (ГОСТ 24106—80).
Допустимую рабочую скорость круга (35, 50 м/с) маркируют на
самом круге или указывают в паспорте. Механическая прочность
круга должна гарантировать безопасную работу с указанной ско-
ростью. С этой целью круги диаметром 100 мм и выше подвергают
испытанию на прочность на специальных испытательных станках
со скоростью, в 1,5 раза превышающей рабочую, в течение 5 мин.
Действующими стандартами регламентируются предельно до-
пустимые значения неуравновешенности кругов. Для алмазных
кругов предельное смещение центра тяжести круга от оси вращения
зависит от массы круга:
Масса круга, кг.................. До 1 1—3 3—10 10—50
Предельное смещение, мкм, не более ... 40 32 25 20
В соответствии с ГОСТ 16181—82 статической ‘ балансировке
в динамическом режиме должны подвергаться алмазные круги на-
ружным диаметром 100 мм и более, толщиной корпуса 5 мм и более.
Вначале определяют фактическую неуравновешенность круга и
место его расположения; если она превышает предельно допустимое
значение, круг подвергают балансировке. Балансировка произво-
дится на балансировочных станках общего назначения ДБ-10 или
на специальных станках (ЭЗ-27, ЭЗ-28), предназначенных для балан-
сировки алмазных кругов.
Уравновешивают круг либо путем высверливания материала кор-
пуса на стороне круга с большей массой, либо путем добавления
материала на сторону круга с меньшей массой. На станке ЭЗ-28
осуществляется автоматическая балансировка кругов'с металличе-
205
6.2. Нормы точности для эльборовых кругов по ГОСТ 24106—80
Показатель Нормы точности для кругов на связках
керамичес- кой органической
Диаметр посадочного отверстия, мм: <6 Н13 Н7
>6 Н8
Биение (степень точности по СТ СЭВ 636—77): радиальное; 9 7
торцовое 9 8
Наружный диаметр круга, мм: <18 Я16 J's1*
>18 Й16
Высота круга, мм, при наружном диаметре, мм3: <18 >18 //16 Д16 /Т14 -1- 2
Ширина и высота эльборосодержащего слоя 77'16 ± 2 /Т14 * 2
Угловые размеры круга ±1,5°
Неуравновешенность по ГОСТ 3060—75 1- и 2-й классы —
Примечание. Конусность н овальность посадочного отверстия —
не более допуска на диаметр посадочного отверстия.
ским корпусом путем электрохимического растворения металла
корпуса в его «тяжелой» части.
Предельная неуравновешенность эльборовых кругов не должна
превышать значений, установленных для 2-го класса неуравнове-
шенности по ГОСТ 3060—75. Ниже приведены значения допустимых
неуравновешенных масс эльборовых кругов для 2-го класса неуравно-
вешенности:
Масса круга, кг 2—0,5 0,63—0,8 1—1,25 1,6—2 4—5 6,3—8 10—12,Я
Допустимая 4—5,5 7 9 11 17 22 27 1
неуравнове- Я
шейная масса, Я
г, не более Я
206 Ч
6.3. Нормативные показатели работоспособности алмазных кругов
по ГОСТ 16181—82 для зернистости 63/50 н крупнее
Форма круга Шлифование а, мкм q, мг/г, не более, при связке Эффективная мощность шлифования, кВт, не более
метал- лической органи- ческой керами- ческой
1Л1 Плоское 0,63—1,25 1,0 1,6 3,0 1,5
Л8, 1Л1 Круглое внутреннее 0,63—1,25 2,8 3,5 — Не контро- лируется
ЯЛ2. 6Л2, 9ЛЗ Плоское торцом круга 0,32—0,63 0,5 0,6 2,7 1,0
1Е51Х, 14ЕЕ1Х, 1F1X Профиль- ное 0,63—1,25 0,8 1,0 — Не кон- тролируется
1ЕЕ1Х, 14ЕЕ1Х Резьбошли- фование 0,63—1,25 1,7 2,0 —
Примечание. Шлифуемые образцы изготовляют из твердых спла-
вов Т15К6, ВК6 или ВК15 для испытания кругов ца органических и метал-
лических связках н из быстрорежущей стали Р6М5 для испытания кругов на
керамических связках.
Неуравновешенная масса эльборового круга определяется на
станке для статической балансировки так же, как обычного абра-
зивного круга.
Объемный коэффициент работоспособности алмаза — это отно-
шение объема снятого обрабатываемого материала к объему алмаза,
содержащегося в израсходованном слое инструмента.
На практике пользуются другими показателями — удельным и
относительным расходом алмаза или эльбора.
Удельный расход — отношение массы израсходованного СТМ
к объему (<?/, мг/см3) или площади (qs, мг/см2) снятого обрабатывае-
мого материала.
Относительный расход (<?, мг/г) — отношение массы израсходо-
ванного СТМ к массе снятого обрабатываемого материала.
В табл. 6.3 приведены нормативные показатели работоспособ-
ности алмазных шлифовальных кругов и шлифовальных головок.
Для инструмента из эльбора в качестве нормативного эксплуата-
ционного показателя применяют также коэффициент шлифования.
Для определения относительного расхода СТМ применяют два
метода: взвешивание и измерение линейного износа рабочего слоя.
При взвешивании относительный расход алмазов рассчитывают
по формуле
<7 = ^
им
(6-2)
207
где a — коэффициент, учитывающий концентрацию СТМ и плот-
ность связки; GK — массовый’ износ рабочего слоя за опыт, мг;
GM — масса сошлифованного материала образца, г.
Относительный расход СТМ, определяемый методом измерения
изменения размеров (линейного износа) рабочего слоя круга, рас-
считывают по формуле
200ft
4~ GMH ’
(6.3)
где h — изменение размера (линейный износ) рабочего слоя круга,
мкм; Н — толщина рабочего слоя круга, мкм.
Эффективная мощность шлифования — это разность общей мощ-
ности шлифования Мобщ и мощности холостого хода электро-
двигателя станка:
АЧ = ^общ-*х.х. (6.4)
Для ряда абразивных инструментов из СТМ показателем работо-
способности может служить число обработанных заготовок при оп-
ределенных условиях обработки.
Основные характеристики инструмента — товарный знак или
сокращенное наименование предприятия-изготовителя и номер
круга — маркируют на корпусе инструмента. Маркировку наносят
на корпус круга для алмазных кругов диаметром 60 мм и более,
а для эльборовых кругов диаметром 100 мм и более.
Круги с наружным диаметром менее указанных значений не мар-
кируют, их характеристику указывают в сопроводительном пас-
порте.
Примеры. 1. Маркировка И 1А1 250X16X76X5 ЛО~ЛЮ СМ2 100 К5 35 981,
ГОСТ 24106—80 означает: И—товарный знак завода-изготовителя, 1Д1 250 X
X 16 Х 76 X 5 — круг с размерами (мм), ЛО — марка эльбора, ЛЮ — зернистость
эльбора, СМ2 — твердость круга, 100— концентрация эльбора, К— керамическая
связка, 5 — структура, 35 — рабочая скорость круга (м/с), 981 — номер круга.
2. Маркировка 2720-0126 ГОСТ 16167—80 АС2 100/80 100 Б1 1500 82 ТЗ озна-
чает: 2720-0126 — индекс круга, АС2 — марка алмазного порошка, 100/80 — зер-
нистость алмазного порошка, 100 — концентрация алмаза, Б1—марка связки,
1500 — номер круга, 82 — 1982 г. изготовления, ТЗ — товарный знак заво-
да-изготовителя.
Инструменты на гибкой основе. В зависимости от способа нане-
сения шлифматериала на основу различают шлифовальную шкурку
с шлифматериалом, нанесенным электростатическим и механиче-
ским способом. В зависимости от характера расположения зерна
на основе различают два вида шлифовальной шкурки: шлифоваль-
ная шкурка со сплошным и прерывистым, рельефным абразивосо-
держащим слоем. Характеристика и основные размеры выпускаемых
шлифовальных шкурок и лент приведены в табл. 6.4.
Пример. Маркировка Э 90Х 20 Ш ЛОЮ С ОСТ 2И74- 6—77 означает: эльборо-
вая шлифовальная шкурка со шлифматериалом, нанесенным электростатическим
способом (Э), шириной 90 мм, длиной 20 м, на шифоне (Ш), зернистостью эльбора
ЛОЮ со сплошным (С) слоем.
«Бесконечные» ленты получают при использовании основы в виде
«бесконечной» ленты. «Бесконечные» (бесшовные) ленты на эластич-
208
6.4. Характеристика и основные размеры шлифовальных лент
СТМ Зернистость Основа Связую- щее Способ нанесения абразивного материала Ширина, мм Длина, м
Алмаз 3/2—28/20 Капрон Лак НЦ-62 Суспен- зионный 20, 40, 50, 80, 100 0,05—1,9
40/28—100/80 Смола СФЖ-3029 Электро- статический
Эльбор ЛМЗ—ЛМ20 Лак НЦ-62 Суспензи- онный (м) 60, 90, 100 0,5-5,0 5,0—10,0 10,0—20,0 20,0—30,0 30,0—50,0
ЛМ28—ЛМ40 Шифон Лак ЯН-153 Суспензи- онный (м)
ЛМ28—ЛЮ Электро- статиче- ский (э)
6.5. Содержание алмазов и эльбора в пастах
СТМ Зернистость порошка Содержание СТМ. в пастах, масс, доли, прн концентрации - -> Цвет пасты и этикетки
н п в
Алмаз 360/40, 40/28 8 20 40 Красный
28/20, 20/14, 14/10 6 15 30 Голубой
10/7, 7/5, 5/3 4 10 20 Зеленый
3/2, 2/1, 1/0 2 5 10 Желтый
Эльбор ЛМ50, ЛМ.40 20 40 60
ЛМ28 10 20 40
ЛМ20, ЛМ14 8 10 20
ЛМ10, ЛМ7 ЛМ5 6 8 10
ЛМЗ 4 6 8
209
1
ной связке изготовляют последовательной напрессовкой участков
алмазоносного слоя до заполнения всей ленты.
Пасты характеризуются зернистостью порошков СТМ, концен-
трацией и консистенцией. Пасты выпускают следующих зернисто-
стей: алмазные — от 60/40 до 0,5/0, эльборовые — от ЛМ50 до ЛМ1,
нормальной (Н), повышенной (П) и высокой (В) концентрации. По
консистенции пасты подразделяют на мазеобразные (М) и твердые
(Т), по смываемости различными средствами — на смываемые во-
дой (В), органическими (керосин, бензин, спирт и т. д.) растворите-
лями (О) и водой с органическими растворителями (ВО).
Пример. Маркировка АМ28/20 Н В МСТ СЭВ 206—75 означает: паста из алмаз-
ных (АС) синтетических микропорошков зернистостью М28/20, нормальной (Н)
концентрации, смываемая водой (В), мазеобразной консистенции (М).
Концентрация порошка СТМ в пасте (табл. 6.5) зависит от его
зернистости: чем крупнее зерна порошка, тем выше его концентрация.
§ 2. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИНСТРУМЕНТОВ £
НА ОРГАНИЧЕСКИХ СВЯЗКАХ Д!
При производстве инструментов из СТМ на органических
связках в основном применяют способ горячего прессования. Прин-
ципиальная схема типового технологического процесса приведена
на рис. 6.1.
В качестве связующего для изготовления абразивных инстру-
ментов из СТМ на органических связках в основном применяют
фенольное порошкообразное связующее марок СФП-012А (СФП-015А)
ОСТ 6-05-441—78. Составы органических связок приведены
в табл. 6.6.
При подготовке формовочной массы для рабочего слоя вначале
получают связку смешиванием в смесителе связующего и наполни-
телей в соответствии с рецептурой связки, затем со связкой смеши-
вают порошки СТМ в соответствии с рецептурой. Шихту смешивают
в барабанных смесителях в течение 3 ч и более, а при малом коли-
честве шихты — вручную. Шихту с микропорошками СТМ несколько,
раз протирают через сито с размерами ячеек 160—200 мкм для унич-
тожения комков из слипшихся частиц СТМ.
Свойства формовочных масс характеризуются насыпной массой,
коэффициентом уплотнения и усадкой.
Коэффициент уплотнения определяет изменение объема формо-
вочной массы при формовании и представляет собой отношение ее
объема в неотформованном виде к ее объему в отформованном виде.
Он служит для расчета рабочего объема пресс-формы
К = (6.5)
Рн. м
где рф — плотность отформованного образца, г/см8; рн, ч — насЫП'
ная плотность формовочной массы, г/см3.
210
211
6.6. Составы органических связок
Усадка (%)—отноще.
ние разности диамерта об-
разца-диска (или длины
бруска) и диаметра (длины)
пресс-формы в ее рабочей
части при 20 °C к диаметру
рабочей части пресс-формы
при 20 °C
М — d~~1- 100, (6.6)
где d — диаметр рабочей
части пресс-формы при
(20 + 5) °C; — диаметр от-
прессованного образца при
(20 ± 5) °C.
Состав связки определяет
основные технологические
параметры изготовления ин-
струмента — температурный
режим, скорость и время
термической обработки.
Для значительной части
кругов на органических связ-
ках используют металличе-
ские корпуса из алюминие-
вых сплавов. Заготовки для
корпусов получают жидкой
штамповкой, литьем под вы-
соким и низким давлением,
а также механической обра-
боткой сортового проката
при небольшом объеме вы-
пуска инструмента. Для по-
лучения заготовок корпусов
больших размеров диамет-
ром 300—600 м эффективен
способ центробежного литья.
Окончательная механи-
ческая обработка корпусов
осуществляется на металло-
режущих токарных, универ-
сальных станках и станках
с ЧПУ. Поверхность метал-
лического корпуса, на кото-
ром закрепляют рабочий слой
инструмента, обрабатывают
на притирочном станке.
После промывки, обезжири-
212
вания, нанесения клеевого слоя корпуса устанг вливают в термо-
шкаф для проведения термической обработки, в результате кото-
рой клеевая пленка затвердевает. При использовании клея
В К 32—200 термическую обработку осуществляют в две стадии:
1) при (60 +J.5) °C, 2) при (190 + 5) °C с выдержкой соответственно
с течение 90 и 120 мин.
С целью экономии цветных металлов для изготовления корпусов
некоторых видов инструмента, в'частности] кругов диаметром до
150—200 мм форм IT, Т, ЗТ, ЧК, ПП и т. д., применяют алюмобаке-
литовые или карболитовые пресс-порошки. В этом случае произво-
дится последовательно холодное прессование рабочего слоя и кор-
пуса и одновременное горячее прессование в одной пресс-форме.
В табл. 6.7 показаны примеры конструкций пресс-форм, приме-
няемых для производства инструментов из СТМ, на органической
связке. Самыми ответственными частями пресс-формы являются
рабочие поверхности детали. Собранные вместе, они образуют рабо-
чее гнездо. Рабочие поверхности должны обладать стойкостью
к абразивному изнашиванию и иметь параметр шероховатости об-
работанной поверхности Ra = 0,16-4-0,32 мкм. Их изготовляют из
малоуглеродистой стали с последующей цементацией закалкой,
хромированием и полированием с точностью по 1- и 2-му классам,
причем зазоры между сопрягаемыми формообразующими деталями
не должны превышать 0,02 мм во избежание утечки связующего.
После сборки пресс-формы, засыпки навески формовочной массы
в ее рабочую камеру, разравнивания и установки пуансона произво-
дят холодное прессование под давлением около 30—50 МПа. Вначале
ползун опускают быстро, а перед смыканием верхней плиты с пресс-
формой — медленно. Снижение скорости необходимо для предотвра-
щения выброса материала из пресс-формы, а также уменьшения из-
носа пресс-форм. Скорость ползуна при вспомогательном и воз-
вратном ходах 36—200 мм/с, при рабочем ходе 1,5—3 мм/с.
Давлением прессования называют эффективное усилие пресса M8(J),
приходящееся на 1 см2 площади прессуемого изделия:
Р = (6.7)
Здесь Мэф = -^-4. Мн, где Рм. ф — фактическое манометрическое
давление масла, МПа; Рп — давление масла номинальное, МПа;
NB — номинальное усилие пресса; 3 — площадь изделия, см2.
При выборе пресса его усилие рассчитывают по формуле
PygSn Рв
R = -СУД2.'1- (6 8)
1000 Рм.ф’
где п — число гнезд в пресс-форме (в горизонтальной плоскости).
Горячее прессование изделий осуществляют на гидравлических
прессах, оборудованных нагревательными плитами. Параметры го-
рячего прессования для связки Б1: температура (180 + 5) °C, дав-
ление 30—50 МПа, выдержка 7 мин на 1 мм толщины слоя. Горячее
прессование выполняют в две стадии: 1) с усилием, равным 0,4—0,5
213
6.7. Конструкции пресс-форм для изготовления
инструмента из СТМ на органической связке
Тип
инстру-
мента
АПП,
ЛПП
АПВ
АПВД
АЧК
АТ
ЛПВ
ЛЧК
ЛТ
А2П
А5П
П2П
Конструкции пресс-форм
Начало
прессования
Конец
прессования
Сечение
инструмента.
ЗИИ»
требуемого усилия прессования, до разогрева пресс-формы до 100-
110 °C; 2) с полным расчетным усилием. Первая стадия горячего прес
сования необходима для удаления летучих веществ с целью исклю
чения образования пор, вздутий, пузырей. Она продолжается до
момента перехода связующего в вязкотекучее состояние. Точность
геометрических размеров изделий обеспечивается пресс-формой и
прессованием до «упора».
Повышение производительности гидропрессов горячего прессе
вания гложет быть достигнуто путем разделения горячего прессо.
вания на две операции: 1) горячее прессование без изотермической
214
выдержки или с выдержкой до 3 мин, 2) термическую обработку из-
делий в термошкафах после их извлечения из пресс-форм; термиче-
ская обработка осуществляется с повышением температуры до 170 °C
в течение 12—14 ч, изотермической выдержкой при 170 °C в тече-
ние 30—40 мин и медленным охлаждением вместе с термошкафом.
После горячего прессования прессованное кольцо соединяют
с корпусом путем склеивания клеем ВК 32—200 с помощью специаль-
ного приспособления. Подготовка корпуса аналогична ранее описан-
ной. Термическую обработку кругов в приспособлениях для склеи-
вания осуществляют при 70—170 °C в течение 14 ч. Охлаждают
круги, не вынимая их из термошкафа.
Для придания инструменту окончательных геометрических раз-
меров производят его механическую обработку. На токарном станке
растачивают отверстие и подрезают торцы корпуса; базирование —
по поверхности рабочего слоя инструмента. Затем производят обра-
ботку рабочего слоя шлифованием абразивным кругом из зеленого
карбида кремния на заточных станках ЗВ642; базирование — на оп-
равках по отверстию корпуса и одному из базовых торцов круга.
Далее на токарном станке снимают технологические припуски кор-
пуса. Маркировку производят на копировально-фрезерном станке
по копиру или выдавливанием на корпусе круга маркировочных зна-
ков. Контроль качества (геометрические размеры, радиальное и тор-
цовое биение, прочность, неуравновешенность, работоспособность,
внешний вид) производят в соответствии с требованиями стандартов.
Изготовление инструмента на эластичных связках. На эластич-
ных связках (Pl, Р9), представляющих собой разновидности вулка-
нитовой связки, изготовляют гибкие инструменты в виде дисков и
лент, а также хонинговальные бруски. Производство включает сле-
дующие операции: приготовление связки, смешивание алмазов со
связкой, прокатку массы, вырезку заготовок, вулканизацию под
давлением, отрезание заусенцев, маркировку, контроль качества и
упаковку. Для приготовления эластичной связки используют кау-
чук, смешанный с поливинилхлоридной смолой, фенольным связую-
щим, наполнителем и вулканизирующим компонентом — серой.
Смешивают компоненты с каучуком вальцеванием на водоохлаждае-
мых валках: вначале пропускают каучук, смешанный со смолой,
затем загружают серу, окись цинка и магния, мягчитель (например,
Дибутил фталат), смазку (стеарин) и ускорители вулканизации.
В приготовленную смесь-связку вводят вальцеванием в соответ-
ствии с рецептурой шлифпорошки алмазов, предварительно обрабо-
танные 20 %-ным спиртовым раствором фенольного связующего.
Полученную массу прокатывают на каландровых вальцах до полу-
чения ленты заданной толщины, затем из нее вырезают заготовки
по форме инструмента. Вулканизацию, в процессе которой проис-
ходит формирование окончательных физико-механических свойств
инструмента, совмещают с соединением алмазного слоя с основой
через промежуточный слой из эластичной резины. Вулканизацию
осуществляют при 170—175 °C с выдержкой в течение 20—25 мин
в пресс-формах.
215
§ 3. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИНСТРУМЕНТОВ
НА МЕТАЛЛИЧЕСКИХ СВЯЗКАХ
Изготовление инструментов методами порошковой метал-
лургии. Наиболее распространенный способ производства инстру.
мента из СТМ на металлической связке — спекание изделий в пресс-
формах с последующим горячим прессованием (уплотнением). Схема
технологического процесса производства инструмента этим методом
приведена на рис. 6.2. При изготовлении ряда инструментов (в ос-
новном АЧК, АПВ, АПВД) добавляют еще изготовление и омедне-
Контроль качества
I
Упаковка
Рнс. 6.2. Схема техноло-
гического процесса изго-
товления инструмента из
СТМ на металлической
связке методами порош-
ковой металлургии. s
216
ние промежуточного стального кольца и закрепление его с нанесен-
ным алмазоносным слоем на корпус.
В настоящее время разработана широкая номенклатура метал-
лических связок. В табл. 6.8 приведены составы некоторых метал-
лических связок, а в табл. 6.9 — физико-механические свойства свя-
зок. Для повышения адгезионного взаимодействия металлических
связок с абразивными зернами в их состав вводят поверхностно-
активные элементы: титан, цирконий, хром, ванадий, а также сильно
действующие межфазноактивные редкоземельные элементы (церий,
лантан, неодим и др.).
Недостатком металлических связок является высокая схватывае-
мость их с обрабатываемыми металлами и сплавами, которая при недо-
статочном охлаждении приводит к снижению работоспособности ин-
струмента. Для предотвращения этого в состав связок вводят твер-
дые неметаллические наполнители: абразивные порошки, антифрик-
ционные добавки, твердые смазки. Твердые неметаллические напол-
6.8. Составы некоторых металлических связок
Компоненты. Свойства Марка связки
м Ml М13 ПМ-12 мк-з ТМ-2 МВ1
Порошок: медный оловянный карбонильного железа кремния сажи Катодная медь Цинк Алюминий Металлический магний Олово Хром Марганец Тиган Зеленый карбид кремния Дисульфид молиб- дена Закись железа 88 12 80 20 + + + + + ++ ++++ + + + + + ++++ +++ + ++ ++++ +
Насыпная плот- ность, г/см3 Плотность, г/см3 1,35— 1,45 8,66 1,35— 1,45 8,52 2,8—3,0 Не оп- реде- лялась Не оп- реде- лялась 6,85 1,30— 1,60 6,80 1,45— 1,53 Не оп- реде- лялась 0,5- 1,5 4,32
Примечание. Знак «+» означает содержание согласно уставов-.
. ленной рецептуре, незаполненные графы — компонент не содержится.
217
в.9. Физико-механические характеристики некоторых
металлических связок
Осио- Связ- Предел прочности, МПа Ударная Твер- Удельный
ка ВЯЗКОСТЬ, кДж/м1 дость износ,
при изгибе при сжатии при срезе НВ мкм/км
о сз о 5 Ml 606,6=9,8 813,4=14,7 88,2=4,9 15,68=4,02 89=4= 1 29,0=4=6,3
MCI 301,8=10,8 529,2= 13,7 70,6=4,9 7,06=0,38 91=4= 1 11,0=4= 1,3
1 МС6 368,5= 8,8 607,6=7,8 76,4=4,9 9,21=4=0,49 91=4= 1 15,6±0.8
4) мк 333,2=6,8 588,0±= 19,6 81,3=t=2,9 9,31=4=0,29 110=4= 1 5,О=4=О,9
М15 259,7=4,9 539,0=1=20,6 62,7=4,9 6,27=0,29 113=4= 1 18,0=4= 1,2
о я * § М04. 140,1=5,9 480,2=30,4 15,7=4=2,0 2,65=4=0,29 82=4= 1 20,0= 1,2
го J М013 158,8=5,9 490,6=24,5 36,3=2,9 2,35=4=0,20 97=4= 1 2,0=4= 1,0
МВ1 149,9=28,4 470,4=33,3 34,3=4=3,9 2,65=0,20 88=2 4,0=0,7
Я ТМ2 116,6=^5,9 490,0=4= 10,8 18,6=4=2,9 2,84=0,20 84=4= 1 18,7=5,7
ф Мч М5-5 115,6=4=8,8 480,2=15,7 48,0=4=0,8 2,74=0,20 91=±= 1 8.0= од
нители—абразивные порошки - вводят в связки для повышения твер-
дости, уменьшения доли металлической фазы и соответственно пло-
щади контакта металлической основы связки с поверхностью обра-
батываемого металла и, как следствие, — уменьшения схватывае-
мости связки с обрабатываемым металлом.
Твердые смазки типа графита или дисульфида молибдена добав-
ляют для повышения антифрикционных свойств связки, уменьше-
ния площади контакта и снижения схватываемое™ связки с обрабаты-
ваемым материалом.
При выборе составов связок и разработке новых составов наряду
с эксплуатационными требованиями, предъявляемыми к инстру-
менту, необходимо учитывать необходимость обеспечения техноло-
гичности процесса изготовления инструмента. Температура спека-
ния алмазоносного слоя ограничивается термостойкостью алмазов
и жаропрочностью материала пресс-форм для спекания и горячей
допрессовки — не выше 850 °C. Это сужает область применения бо-
лее тугоплавких металлов в качестве связок. Шихта для связки долж-
на иметь хорошую прессуемость, чтобы получались прочные брикеты
при умеренных (до 300 МПа) давлениях прессования, так как при
более высоких давлениях СТМ будет дробиться. Из-за этих ограни-
чений в качестве связок не используют в чистом виде железо, ко-
бальт, никель, хром, сталь, твердые сплавы.
При подготовке формовочной массы вначале из компонентов
приготовляют шихту связки, а затем смешивают ее с алмазом. Под-
готовка компонентов включает просеивание через сита, а в некоторых
случаях и дробление. Так, компоненты связок, не выпускаемые
в виде готовых порошков, дробят и просеивают через сита с размером
ячеек 40—100 мкм. Компоненты, поставляемые в виде готовых
стандартных порошков, просеивают через сита с тем же размером ячеек.
Мелкие фракции металлических порошков (40 мкм и менее) исполь-
218
ь
Зуют для приготовления формовочной массы из микропорошков,
более крупные фракции (80 мкм и крупнее) — для формовочной
jiaccbi из шлифпорошков.
Металлические порошки склонны к окислению при хранении,
что затрудняет их спекание. Поэтому окислившиеся металлические
порошки перед использованием подвергают восстановлению при
нагревании в среде водорода. В результате взаимодействия с водо-
родом по реакции
МеО + Н2 = Me + Н2О (6.9)
происходит восстановление окислов до чистых металлов. Восстанов-
ление медного порошка производится при температуре 450 °C.
Смешивают порошкообразные компоненты связок в смесителях
НИА-С14 и ВА-100. Режим смешивания в смесителе НИА-С14:
коэффициент заполнения емкости 0,3; частота вращения 30—
40 об/мин; время смешивания 2 ч. Режим смешивания в вихревом ап-
парате ВА-100: коэффициент заполнения аппарата 0,5; время сме-
шивания 90 с. Связки на основе алюминиевых сплавов получают
сплавлением соответствующих компонентов с последующим измель-
чением литого сплава. Просеянный порошок сплава представляет
собой готовую шихту связки. В ряде случаев некоторые компоненты
вводят в связку через промежуточный сплав — лигатуру.
Равномерность распределения компонентов проверяют химичес-
ким анализом проб, отобранных из разных мест смесителя или тары.
Для определения твердости связки отбирают пробы связки и изго-
товляют контрольные образцы в соответствии с технологическими
параметрами для данной связки. Твердость образцов определяют на
твердомере ТК-2 по шкале В при нагрузке 980,6 Н шариком диа-
метром 1,588 мм. После проверки годную шихту связки упаковы-
вают в герметичную тару, на которую наносят маркировку.
Смешивание металлической связки с порошками СТМ произво-
дится с применением увлажнителя — вазелинового масла, 20 %-кого
раствора глицерина в спирте и др. Увлажнитель добавляют в коли-
честве 0,5—2,0 % массы связки для повышения равномерности сме-
шивания частиц порошка со связкой и предотвращения сегрегации
формовочной массы. Последовательность операций смешивания по-
рошков со связкой зависит от размеров порошков. Шлифпорошки
СТМ вначале тщательно смешивают с увлажнителем, затем — со
связкой в смесителях. Микропорошки вначале смешивают «всухую»
СО связкой, затем полученную смесь 3—4 раза протирают через сито
с размером ячейки 160—200 мкм для диспергирования комков и,
наконец, увлажняют и смешивают в барабанных смесителях.
Режимы смешивания формовочной массы в зависимости от типа
применяемых смесителей в основном такие же, как при смешивании
связки, время смешивания несколько сокращено. При приготовле-
нии небольшой партии формовочной массы (до 0,4—0,5 кг) послед-
нюю смешивают вручную в течение 3—15 мин.
После проверки качества смешивания партию формовочной массы
расфасовывают на навески на аналитических или технических ве-
219
сах. Для расчета навески формовочной массы на один инструмент
пользуются формулой
G = рУ, (6.10)
где р — плотность материала алмазоносного слоя, г/см8; V — объем
алмазоносного слоя инструмента, см3.
Расчет рецептур производят в следующей последовательности.
Рассчитывают номинальный объем алмазоносного'слоя Vs, опреде-
ляют припуск на обработку У„ и объем алмазоносного слоя V.
По заданной концентрации определяют содержание алмазов,
занимающих объем Уа.
Определяют объем, занимаемый связкой, Усв = V—Va.
Рассчитывают содержание связки
GCB = УсвРсвК, (6-11)
где рсв — плотность связки (для плотного, беспористого тела), г/см3;
К = 1,054-1,1 —коэффициент потерь.
Плотность связки или определяют пикнометрическим методом,
или рассчитывают по формуле
&
где qt — содержание компонента, масс, доли; рг — плотность ком-
понента, г/см3.
Для двухкомпонентной связки
Рсв= -Plp2z100 . (6.13)
' ЩР2'Г?2О1 k ’
В случае использования СТМ с покрытиями объем связки умень-
шают на объем Уп. а, занимаемый материалом покрытия массой Gn. а:
Усв = У-Уа-Уп.а. (6.14)
Количество каждого компонента связки в соответствии с рецеп-
турой связки
Сг=^-Ссв. (6.15)
Количество формовочной массы на алмазоносный слой инстру-
мента
G = Ga + Gn.a + GCB. (6.16)
Брикетирование, спекание и горячую допрессовку (уплотнение)
производят в пресс-формах, конструкции которых показаны
в табл. 6.10. Спекание и горячая допрессовка могут осуществляться
в той же пресс-форме, что и брикетирование, без перекладывания
брикета из одной пресс-формы в другую. По этой схеме изготовляют
мелкими партиями фасонные, а также специальные инструменты.
При изготовлении инструмента простых форм (АПП, АЧК, АПВ
и др.) производят брикетирование в одной пресс-форме, а спекание
и горячую допрессовку — в другой. Это позволяет упростить кощ
220 Л
6.10. Конструкции пресс-форм для изготовления
инструмента из СТМ на металлической связке
Тип
инстру-
мента
Сечение
инструмента
Конструкции пресс-форм
для врикетирования
Начало Конец
прессования прессования
для спекания
Начало Конец
уплотнения уплотнения
АПП
А2П
А5П
АЧК
АПВ
АПВД
струкцию пресс-форм для спекания, снизить металлоемкость и
трудоемкость их изготовления и повысить их стойкость.
При прессовании давление распределяется неравномерно по объ-
ему, поэтому и распределение плотности по сечению прессуемого
изделия неравномерно. Основными причинами неравномерности рас-
пределения давления являются трение частиц о стенки пресс-формы
и механическое трение между частицами. Более равномерная плот-
ность достигается уменьшением коэффициентов трения и бокового
Давления, высоты прессования и увеличением диаметра (ширины)
Кольца. Для большей равномерности плотности брикета по высоте
рекомендуется применять двусторонеее прессование.
Для спрессованного брикета характерно упругое последействие,
| сущность которого заключается в том, что после снятия нагрузки
I брикет расширяется. Это расширение обусловливается упругими
J силами, возникающими в спрессованном порошке, и проявляется
главным образом после выталкивания или вынимания брикета из
формы. Упругое последействие учитывают при конструировании
пресс-форм, предусматривая коническое расширение отверстий для
выпрессовки под углом 30'. Для большинства промышленных из-
делий расширение 0,15—0,3 % по диаметру и до 0,5 % по высоте
брикета.
221
Прочность брикета зависит в основном от пористости, формы
размера и пластичности частиц, и она тем выше, чем ниже пористость’
сложнее форма (дендритная) частиц, выше степень чистоты поверх-
ности частиц и степень дисперсности порошков. Давление брикети-
рования, при котором получают прочные брикеты с пористостью
не выше 15—20 %, для большинства металлических связок200-^
400 МПа.
При брикетировании рабочего слоя выполняют следующие опе-
рации: подготовку и сборку пресс-формы, укладку корпуса или про-
межуточного кольца, засыпку и разравнивание навесок формовочных
масс промежуточных и рабочих слоев, прессование, распрессовку
и извлечение брикета. Подготовка и сборка пресс-форм те же, что
и инструмента на органических связках. В полость собранной
пресс-формы засыпают навески формовочных масс и тщательно их
разравнивают. От качества разравнивания зависит равномерность
плотности брикета. Засыпку навески формовочной массы и брикети-
рование рабочего слоя инструмента простой формы (АЧК., АПВ,
АПП, АТ и др.) производят в один прием. При изготовлении неко-
торых инструментов, например кругов А2П, навеску делят на две
части, засыпают и прессуют в два приема. Прессование производят
«до упора». При брикетировании алмазоносного слоя и прессования
«до упора» расчетное усилие прессования
Р = 1,3/bS, (6.17)
где р—давление прессования; S — площадь алмазоносного слоя.
При изготовлении инструментов с большой площадью алмазо-
носного слоя, например плоских притиров, «планшайб», целесооб-
разно применять способ прокатки формовочной массы. При прокатке
из формовочной массы, засыпанной в бункер, в зазоре между вращаю-
щимися валками формуется лента, из которой вырезают заготовки
для последующего спекания. Прокатка обеспечивает получение более
высокой степени однородности плотности и твердости алмазоносного
слоя по всей площади изделия, исключает необходимость применения
• пресс-форм для брикетирования.
В процессе спекания брикета происходят уменьшение пористости,
уплотнение и усадка. Эти явления обусловливаются диффузией,
рекристаллизацией, ползучестью, восстановлением поверхностных
окислов и т. п. При спекании композиций, содержащих медь и
олово, основным фактором, определяющим процесс спекания, яв-
ляется диффузия.
Кинетика спекания зависит от температуры и продолжитель-
ности спекания, наличия жидкой фазы, размера зерна и т. д.
На температуру и скорость спекания значительно влияет вве-
дение добавок, температура плавления которых значительно ниже
температуры плавления основных компонентов, например добавки
олова и меди.
При спекании существенно повышается прочность спрессован-!
ных изделий. Так, предел прочности на изгиб образцов, изготовлен-]
222
ных на связке Ml, при 100 %-ной концентрации алмазов, повы-
шается с 13 МПа для спрессованных брикетов до 200 МПа.
Нагрев при спекании производят в пресс-формах, аналогичных
пресс-формам для брикетирования. При подготовке к спеканию де-
тали пресс-форм обезжиривают и покрывают тонким слоем колло-
идно-графитового препарата, предотвращающего припекание к ним
алмазоносного слоя. Брикет и корпус инструмента или переходное
кольцо укладывают в полость пресс-формы, которую после сборки
помещают в печь и нагревают. Температура спекания не превышает
0,7—0,8 температуры плавления металла — основного компонента —
и составляет, как правило, 500—830 °C. В промышленном производ-
стве алмазного инструмента на металлической связке в основном
используют камерные и туннельные электрические печи, в том числе
с защитной атмосферой. Вакуумные печи применяют в тех случаях,
когда спекание происходит без уплотнения, на адгезионно-активных
связках, обеспечивающих достаточную прочность закрепления ал-
мазов в связке без уплотнения. После изотермической выдержки
пресс-формы извлекают из печи и устанавливают на гидравличе-
ский пресс для горячей допрессовки (уплотнения). В результате го-
рячей допрессовки получается беспористый алмазоносный слой.
Прочность образцов после горячей допрессовки существенно возра-
стает по сравнению с прочностью после свободного спекания. Так,
для образцов на связке Ml прочность на изгиб повышается с 200
до 300 МПа. Давление горячей допрессовки (10-4-30) 10’ Па. Горячую
допрессовку, как правило, производят «до упора», усилием, примерно
в 1,3 раза превышающим расчетное. Формообразующие детали пресс-
форм для горячей допрессовки изготовляют из жаропрочных сплавов.
Заготовку инструмента после горячей допрессовки охлаждают
в пресс-формах под давлением до температуры 200—300 °C для пре-
дотвращения коробления из-за внутренних напряжений, возникаю-
щих при неравномерном остывании. После извлечения изделия из
пресс-формы для горячей допрессовки контролируют его качество,
прочность соединения с корпусом или промежуточным кольцом,
наличие трещин, сколов и раковин.
Спекание под давлением отличается от обычного спекания тем,
что к изделиям, предварительно спрессованным обычным прессо-
ванием, прикладывается небольшое давление 0,8—5 МПа, как пра-
вило, одновременно к нескольким изделиям, уложенным друг на
Друга в стопку. Этот метод применяют для предотвращения дефор-
мирования при спекании плоских изделий и припекания алмазно-
металлокерамических композиций к металлическим корпусам, на-
пример, при изготовлении алмазных планшайб, алмазных отрезных
кругов.
Горячее прессование заключается в одновременном прессовании
и спекании. Его можно применять в тех случаях, когда изготовление
плотных изделий другими методами затруднено или невозможно:
в композициях с твердыми тугоплавкими соединениями (карбидами,
боридами и др.), обладающими крайне малой пластичностью при
20.°C. При горячем прессовании выдержки под давлением значи-
223
При изготовлении
Рис. 6.3. Схема установки для изготовления кругов
из СТМ на металлической связке методом центробеж-
ного литья:
1 — форма (изложница); 2 — верхняя полуформа; 3 — пре,
дохранительная канавка; 4 — основание формы; 5 — отвел."
стие для загрузки шихты и расплава; 6 — круг из СТм*
7 — охлаждающее устройство; 8 — шпиндель; 9 — электро!
двигатель; 10 — регулятор скорости
тельно удлиняются, что необходимо для
спекания. В то же время давление при
прессовании снижается в несколько десят-
ков раз по сравнению с давлением при обыч-
ном прессовании, так как сопротивление
материалов пластической деформации зна-
чительно снижается с ростом температуры,
инструментов методом центробежного литья
засыпают навеску шлифпорошка из СТМ, который распределяете:
по периферии формы кольцевым слоем благодаря центробежной си-
ле. Затем в форму заливают рассплав металла-связки, который бла
годаря центробежной и капиллярной силам заполняет пустоты г
поры между частицами СТМ, и, наконец, заливают расплав металла
для корпуса круга.
На рис. 6.3 показаны схема установки для изготовления круга
из СТМ методом центробежного литья. Основное преимущество спо-
соба центробежного литья кругов заключается в том,
что давле-
ния, воздействующие на частицы СТМ и форму, меньше давлений,
применяемых при методе порошковой металлургии до 1000 раз.
Поэтому стойкость форм повышается в десятки—сотни раз. Кроме1
того, формы для литья значительно проще по конструкции. Способ
обеспечивает равномерную структуру круга и отличается высокой
производительностью. Продолжительность цикла изготовления круга
15—20 мин в зависимости от размера круга. Способ перспективенв
для изготовления кругов, у которых работает периферия, особенно
со сложным фасонным профилем абразивного слоя.
Принцип способа изготовления инструмента методом металли-
зационного напыления состоит в том, что на вращающийся корпус
инструмента с предварительно нанесенными на него зернами СТМ
через диафрагму подается поток расплавленных частиц металла,
благодаря чему происходит прочное закрепление частиц на корпусе
и образуется рабочий слой. Металл распыляют в металлизаторе
струей сжатого воздуха.
При изготовлении инструмента методом плазменного напыления
в зоне электрической дуги газ (аргон, азот или их смеси) ионизи-
руется, образуя плазменную дугу. Температура струи плазмы до-
стигает 5000—10 000 °C. Шихта, содержащая алмазный порошок
и связку, подается в плазменную струю из дозатора и напыляется
на корпус инструмента. Этот способ имеет ряд существенных недо-
статков и потому мало применяется: шихта подвергается воздейст-
вию высоких температур плазмы; в процессе напыления возможны
разрушение и механические повреждения шлифматериалов при их
224
рис. 6.4. Конструкция алмазного шлифовального круга формы
цК нм металлической связке:
< — корпус круга; 2 — промежуточное кольцо; 3 — безалмазный
слой; 4 — алмазный слой; 5 — стопорный винт
ударе о напыляемую поверхность корпуса инстру-
мента; затруднено создание стабильной концент-
рации алмазных зерен и стабильных режущих
свойств инструмента.
Способ изготовления инструмента методом
металл изационного напыления не имеет этих
недостатков. Его применяют при производстве
инструментов крупных зернистостей — от 1000/800
и выше.
Преимуществом последних двух методов на-
пыления является возможность использования
в качестве связок любых известных металлов и материалов.
В случае напрессовки рабочего слоя на промежуточное сталь-
ное кольцо последнее соединяют с корпусом. Чаще всего приме-
няют механический способ крепления. На рис. 6.4 показано креп-
ление кольца на корпус круга АЧК. Сопряжение посадочных мест
кольца и корпуса выполняют по прессовой посадке. Надежность
закрепления и безопасность эксплуатации такого круга обеспечивают
с помощью стопорных винтов (3—4 шт. на один круг).
Для механической обработки алмазоносного слоя на металличе-
ской связке целесообразно применять более эффективные способы,
например, электроэрозионный. В качестве правящего круга исполь-
зуют токопроводящий абразивный круг на металлической связке,
например, ПП 125x10x32 из зеленого карбида кремния, который
служит катодом. Алмазный круг, подвергаемый правке, является
анодом. Искровые разряды, возникающие между правящим и ал-
мазным кругами, вызывают поверхностное разрушение (эрозию)
алмазоносного слоя. При электроэрозпонном методе правки рабочая
поверхность круга получается более шероховатой, значительно об-
нажаются и выступают алмазные зерна. Режимы электроэрозион-
ной правки профиля резьбошлифовального круга на металлической
связке Ml: при предварительной правке — выходное напряжение
трансформатора 18—24 В, максимальная сила тока 40—50 А, охлаж-
дение — с помощью масла индустриального 20, окружная скорость
подвергаемого правке круга 1,6 м/с, окружная скорость правящего
металлоабразивного круга 17—20 м/с; при окончательной правке
профиля, проводимой без охлаждения, — выходное напряжение
трансформатора 8—12 В, максимальная сила тока 5—10 А. Осталь-
ные операции механической обработки — маркировка, контроль,
упаковка — аналогичны операциям при производстве инструмента
на органических связках.
Изготовление инструментов электрохимическим способом. При
пропускании постоянного электрического тока через водные рас-
творы солей на катоде осаждается слой металла. Если в качестве ка-
тода использовать корпус инструмента с расположенными на нем
8 П/р Ю. М. Ковальчука
225
частицами СТМ, а в качестве анода — никелевую пластину, то об-
разующийся через некоторое время на катоде тонкий слой никеля
прочно закрепляет их на корпусе инструмента. В производстве ин-
струментов из СТМ применяют оба известных в гальванотехнике
метода: гальваностегию и гальванопластику. При гальваностегии
тонкие покрытия прочно соединяются с металлическим корпусом
инструмента во время электрохимического осаждения. Гальвано-
стегию применяют при изготовлении широкой номенклатуры инстру-
ментов: шлифовальных головок, надфилей, притиров, отрезных кру-
гов с внутренней режущей кромкой, проволочного инструмента, кру-
гов сложной формы, разверток, стоматологического инструмента
и др.
Гальванопластику используют в основном для изготовления
инструментов сложной формы, например фасонных правящих роли-
ков, шеверов. Она заключается в копировании формы изделий.
Технологический процесс изготовления инструмента методом галь-
ванопластики включает следующие операции: изготовление кор-
пуса, подготовку корпуса к покрытию, очистку алмазов от приме-
сей, нанесение алмазоносного слоя, контроль качества и упаковку.
Подготовка стального корпуса к нанесению покрытия заклю-
чается в очистке поверхности от жировых пленок, окислов и других
загрязнений. Очистку порошков СТМ от токопроводящих примесей
(металла, графита) для предотвращения нарастания на них дендри-
тов никеля производят кипячением сначала в «царской водке»,
затем в хромовой смеси и для нейтрализации кислоты в насыщенном
растворе едкого натрия с последующей промывкой в воде и выдерж-
кой в 20 %-ном растворе серной кислоты.
Рабочий слой наносят на корпус инструмента в два приема:
1) прикрепление, 2) закрепление. Вначале на предварительно под-
готовленную поверхность корпуса, на которой располагаются частицы
СТМ, осаждая слой никеля, производят прикрепление зерен, а за-
тем в другой ванне их закрепляют никелем. При закреплении тол-
щина слоя никеля составляет 1/5, а при заращивании — не менее
2/3 размера зерна основной фракции порошка СТМ. При изготовле-
нии инструмента с плоским алмазоносным слоем, например надфи-
лей, плоских притиров (рис. 6.5), заготовки корпусов устанавли-
вают в ванну горизонтально в приспособлении, а шлифпорошок под-
держивают во взвешенном состоянии периодическим перемешива-
нием. Зерна шлифпорошка под действием собственной массы осаж-
даются на заготовку корпуса и удерживаются на ней вследствие
трения. При пропускании постоянного тока осаждающийся на катоде-
корпусе никель закрепляет на нем зерна. В случае изготовления ин-
струментов с рабочим слоем на поверхностях тел вращения корпу-j
сов инструментов их устанавливают в ванну в приспособлениях,I
медленно вращающих корпуса. Взвешенные зерна СТМ осаждаются1
на медленно вращающиеся поверхности корпуса. Инструменты
цилиндрической, конической и фасонной формы с малым радиусом
кривизны, на поверхностях которых зерна не удерживаются силами
трения, изготовляют, применяя специальные «корзинки» из кисло-
226
Рис. 6.5. Схема изготовления инструмента из СТМ методом гальваностегии с осе-
данием зерен из электролита:
/, 2 — источник постоянного тока; 3 — электролитическая ванна с электролитом; 4 — катод
с закрепленными заготовками инструмента; 5 — перемешивающее устройство; 6 — анод
Рис. 6.6. Схема изготовления инструмента из СТМ методом гальваностегии с при-
менением корзинок с зернами СТМ:
1 — источник тока; 2 — катод с закрепленными заготовками инструмента; 3 — корзквка
из кислостойкой ткани с порошками СТМ; 4 — электролитическая ванка с электролитом;
5 — аиод
стойкой ткани (рис. 6.6), в которые загружают алмазный порошок.
В толщу порошка погружают часть корпуса, на который необхо-
димо нанести рабочий слой. К корпусу инструмента прикрепляются
только те зерна, которые находятся в непосредственном контакте
сего поверхностью. Толщина слоя порошка между стенками корпуса
и тканевой корзинкой должна быть минимальной, она составляет
3—10 мм. Состав электролита: сернокислый никель, хлористый
никель, борная кислота. Режим закрепления: плотность тока 0,6—
—2 А/дм2, напряжение 6—12 В, температура 50—60 °C, pH=4,74-5,0.
Хлористый никель вводят для улучшения электропроводности эле-
ктролита, борную кислоту—для стабилизации кислотности элек-
тролита (pH), повышения пластичности и увеличения блеска
осадков. Вначале на поверхность корпуса осаждают тонкий слой
никеля, а затем прикрепляют зерна СТМ.
Состав электролита: серно-кислый никель, борная кислота,
хлористый никель, паратолуолсульфамид, кумарин, стиральный по-
рошок. Режимы закрепления: плотность тока 1-—2 А/дм2, напря-
жение 6—12 В, pH — 4,74-5,0, температура 50—60 °C. Время осаж-
дения зависит от зернистости алмаза, формы и размеров инструмента.
Поверхности инструмента, на которые алмазоносный слой не на-
носится, изолируют от контакта с электролитом, например, слоем
нитролака и т. д. После заращивания алмазов с инструмента уда-
ляют защитную изоляцию, никелируют корпус, промывают, сушат,
8* 227
контролируют качество. При контроле качества проверяют равномер-
ность распределения алмазных зерен, прочность сцепления алмазо-
носного слоя с корпусом, толщину слоя, наличие дендритов.
§ 4. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ИНСТРУМЕНТОВ ЭД
НА КЕРАМИЧЕСКИХ СВЯЗКАХ
В производстве инструментов из СТМ на керамических
связках применяют в основном прессование полусухих масс. На
рис. 6.7 показана схема типового технологического процесса изго-
товления кругов из эльбора на связке СЮ, а на рис. 6.8 —схема
технологического процесса изготовления связки.
Инструменты из эльбора изготовляют на керамической связке
СЮ и др., а из алмаза —на керамической связке К.1. Связку СЮ
изготовляют фриттованием шихты, состоящей из сподуменового кон-
центрата, борного стекла и криолита, и последующим измельчением.
В состав связки К1 входит фритта натрийборосиликатного стекла,
модифицированная окислами лития и бария, шамот из огнеупорной
глины, карбид бора и алюминий. Изготовляют фритту следующим
образом. Измельченные компоненты смешивают, загружают в ванну
стекловаренной печи или в кварцевые тигли. Варят стекло при оп-
ределенном режиме, расплав стекла выливают в холодную воду.
В результате получают рыхлые гранулы, легко поддающиеся из-
мельчению. У готовой связки проверяют, соответствуют ли техниче-
ским требованиям химический состав, огнеупорность, грануло-
метрический состав, влажность, удельная площадь поверхности.
Для связки СЮ огнеупорность 690—730 °C, остаток на сите 0,08
не более 2 %, влажность не более 0,5 %, удельная площадь поверх-
ности (5—7) 103 см2/г.
Керамическую связку К1 применяют для изготовления алмазных
инструментов, предназначенных в основном для обработки твердого
сплава вместе со сталью, например при заточке твердосплавных
резцов.
Для эльборового инструмента разработан ряд новых керамиче-
ских связок: К18, ОП9 и др. Состав связки КД 8: стекло и напол-
нитель нихром. При термической обработке эльборового инстру-
мента основной компонент связки — легкоплавкое стекло — прев-
ращается в стеклокристаллический материал. Состав связки ОП9:
ZnO, B2O3,MnO, СоО, MnF2, ZnF2.
Связки К18, ОП9 повышают прочность сцепления с кубическим
нитридом бора и снижают температуру обжига инструмента. При
выборе наполнителя (особенно абразивного) необходимо исходить
из условия, чтобы
Оизг/Оизг Д’ 1, (6*18)
где Оизг — предел прочности на изгиб композиции эльбор + стекло-
связка; Оизг—предел прочности на изгиб композиции наполни-
тель + стеклосвязка.
228
Рис. 6.7. Схема технологического процесса изготовления абразивных инструментов
из СТМ на керамической связке
229
Рис. 6.8. Схема технологического процесса
изготовления керамической связки СЮ
Если Оизг/оизг If резко
возрастает вероятность появ-
ления прижогов, так как
зерна наполнителя прочнее
удерживаются связкой, чем
зерна эльбора. При вырыва-
нии последних из связки по-
вышается трение поверхно-
стей круга об обрабатывав-
мый материал из-за меньшей
абразивной способности зе-
рен наполнителя и несколько
пониженной режущей способ,
ности поверхности круга.
При приготовлении фор-
мовочной массы ее рецеп-
туру рассчитывают для ин-
струмента с определенной
характеристикой — зерни-
стостью, твердостью, струк-
турой, концентрацией.
Для приготовления массы
для корпуса применяют ту
же связку и белый электро-
корунд. В качестве увлажни-
теля — временного связу-
ющего — для повышения
прочности заготовки исполь-
зуют жидкий бакелит.
Массу навески на кон-
кретный типоразмер инстру-
мента рассчитывают по фор-
муле
G = Ур, (6.19)
где V — объем рабочего слоя или корпуса, см3; р — плотность ма-
териала заготовки, г/см3.
Плотность материала заготовки (рабочего слоя или корпуса)
рассчитывают по рецептуре инструмента с заданной характеристи-
кой, определив сначала по номеру структуры объемное содержание
абразивного зерна, а затем по рецептуре — содержание связки и
временного связующего, а также содержание составляющих компо
центов эльборосодержащего слоя (или корпуса).
Пример. Рассчитаем рецептуру круга /А1 250X16X76X5 Л10 СТ1—СТ2
Объем слоя 69,4 см3, объем корпуса 681,4 см3. Принимаем структуру № 8. Данно!
структуре соответствуют 46 % (объемных) шлифовального зерна. При концентра
ции 100 объем шлифпорошка эльбора должен быть 25 %, остальные 21 % прихо-
дятся на белый электрокорунд. В соответствии с рецептурой для данной характе-
ристики содержание связки С10 17,5 %, а жидкого бакелита — 5,8 % на 100 масс,
долей зерна.
230 -Я
Тогда на 100 объемных долей (см3) брикета необходимо:
шлифовального порошка эльбора 3,5 X 25 = 87,5 г при плотно-
сти эльбора 3,5 г/см3; белого электрокорунда 3,95X21 = 82,95 г
при плотности белого электрокорунда 3,95 г/см3;
(87,5+ 82,95) 17,5 по _
связки СЮ 4—:--------—-------= 28,9 г;
(87,5 + 82,95) 5,8 о .
жидкого бакелита —-----—----------- = 9,9 г.
Общая масса 100 см3 брикета будет равна 209,25 г, и плотность брикета
209,z5 о __ , .
Р = 1(jp = 2,09 г/см3.
Определяем содержание каждого компонента, % общей массы навески:
, , „ 87,5 X 100
шлифовальный порошок эльбора —пТйгдг—=41,8;
шлифовальный порошок белого электрокорунда = 39,7;
28 9
СВЯ»!И С1° 209^25 = 13'8;
9,9
жидкий бакелит -g- = 4,7.
Всего 100 %.
Определяем навеску формовочной массы на круг:
G = 2,09-69,4 = 145 г.
Определяем содержание (г) каждого компонента в навеске на круг:
л. , 41,8 X 145 вп .
шлифовальный порошок эльбора ------------ = 60,5;
39 7 X 145
шлифовальный порошок белого электрокорунда —’ ----= 57,5;
13,8 X 145 .
связка СЮ —L-ioo--------- 20,0;
. , 4,7 X 145 , А
жидкии бакелит ----------= 7,0.
Всего 145 г.
Аналогично рассчитывают навеску формовочной массы и содержание компо-
нентов для корпуса круга.
Система рецептур для производства инструментов из эльбора
на керамической связке разработана эмпирическим путем. На ос-
нове экспериментов составлены номограммы, облегчающие выбор
рецептур рабочего слоя и корпуса при условии согласования их
усадок.
Расчет содержания связки и навески формовочной массы для
изготовления режущего слоя алмазного инструмента производится
так же, как для изготовления алмазных инструментов на металли-
ческих связках, с учетом пористости инструмента.
Смешивают формовочную массу следующим образом. Отвешен-
ные в соответствии с рецептом навески эльбора, белого электроко-
231
Рис. 6.9. Схема формования эльборовых кругов формы ЛПП на керамической связке!
/, 2, 3 — пуансоны соответственно для* прессования эльборосодержащего слоя, корпуса!
для допрессовки круга 1
рунда и жидкого бакелита вначале перемешивают в фарфоровой или
стеклянной чаше вручную в течение 1—2 мин для увлажнения зерен
эльбора и наполнителя жидким бакелитом. Затем полученную массу
перемешивают в бегунковой мешалке в течение 6—8 мин и после
засыпки требуемого количества связки еще в течение 10—15 мин.
Аналогично производят смешивание массы для корпуса. При изго-
товлении массы из микропорошков производят дополнительные опе-
рации — просеивание сухой смеси из микропорошков эльбора, элек-
трокорунда и связки через сито 0125 и протирку готовой смеси че-
рез сито 05.
Формование кругов производится в пресс-формах «до упора».
На рис. 6.9 показана схема формования кругов прямого профиля
(ЛПП). Сначала в собранную пресс-форму засыпают навеску формо-
вочной массы для эльборового слоя, производят разравнивание
слоя и с помощью вспомогательного подпрессовочного пуансона его
подпрессовку. Затем засыпают навеску формовочной массы для кор-
пуса круга, извлекают сепаратор, отделяющий эльборовый слой от
корпуса, разравнивают массу и после установки подпрессовочного
пуансона подпрессовывают корпус круга. Затем извлекают вспомо-
гательные подпрессовочные пуансоны и рабочим пуансоном произ-
водят прессование круга сначала с применением подкладок и затем
окончательно —«до упора». Подкладки необходимы для снижения
неравномерности плотности и, следовательно, твердости материала
по высоте круга. После распрессовки круги устанавливают на под-
кладные «сушильные» плиты. На рис. 6.10 показана конструкция
пресс-формы для изготовления кругов чашечной формы.
Сушку (по существу бакелизацию) производят при 160—180 °C
в сушилке непрерывного действия с электрическим обогревом в те-
Рис. 6.10. Конструкция пресс-формы для
изготовления кругов формы ЛЧК на ке-
рамической связке:
а — прессование корпуса; б — прессование
эльборосодержащего слоя: 1 — обойма пресс-
формы; 2 — пуансон для прессования кор-
пуса; 3 — керн; 4 — спрессованный корпус;
5,7 — вспомогательные пуансоны; 6 — опор-
ное кольцо; 8 — пуансон для прессования
эльборосодержащего слоя; 9 — эльборосодер-
жащий слой
232
рис. 6.11. График режима обжига t,*C
инструментов из эльбора на ке- 1000
рамической связке: $00
) — температура нагрева; т — время слп
термической обработки ии
400
чение нескольких часов, 200
после чего заготовки при- 0
обретают высокую проч-
ность, достаточную для проведения дальнейших операций —транс-
портирования и установки на обжиг без механических повреж-
дений кругов. При сложной форме кругов бакелизацию производят
непосредственно в пресс-формах на прессах с нагревательными пли-
тами. Для обжига круги устанавливают на карборундовые плиты
в стопках по две-три штуки с подсыпкой кварцевого песка в соот-
ветствии с картами постановки кругов на обжиг.
Обжигают инструменты из эльбора на керамической связке
в электрических щелевых печах непрерывного действия в окисли-
тельной атмосфере по температурному режиму, приведенному на
рис. 6.11. Специальный и малогабаритный (Л1ПП) инструмент об-
жигают в электрических печах с вращающимся подом, в котором
поддерживаются наиболее благоприятные условия для обжига ин-
струмента: наименьший перепад температуры и возможность опера-
тивного изменения режима термической обработки. По мере повы-
шения температуры в печи вначале происходит удаление влаги и
летучих веществ, а затем при дальнейшем повышении темпера-
туры — выгорание временного связующего и выделение газов через
поры инструмента, размягчение и расплавление стекловидного свя-
зующего. При максимальной температуре обжига производят изо-
термическую выдержку для завершения образования обожженного
керамического тела. При медленном охлаждении материал связки
затвердевает и прочно закрепляет частицы абразивных материалов.
Усадка возрастает с уменьшением зернистости абразивного зерна и
с повышением содержания связки, т. е. твердости инструмента. При
обжиге инструмента больших размеров требуется увеличить выдержку
при конечной температуре обжига для равномерного прогрева и го-
могенизации свойств изделия.
Механическую обработку шлифовальных кругов осуществляют
алмазным инструментом: плоскостей кругов —на плоскошлифо-
вальных станках, поверхностей отверстий — на внутришлифоваль-
ных станках, периферических поверхностей —на заточных или
модернизированных токарных станках. Обрабатывают перифериче-
ские поверхности профильных кругов, например резьбо- или желобо-
шлифовальных, методом врезания. При этом в поверхность круга
врезается фасонный алмазный правящий ролик, закрепленный
на конусе высокоскоростного шпинделя шлифовальной машинки,
которая установлена на продольных салазках суппорта токарно-
винторезного станка. Режим обработки: скорость обрабатываемого
круга 5—10 м/с, скорость алмазного правящего ролика 1^—25 м/с,
поперечная подача 0,015 мм/об.
233
После промывки и сушки кругов при НО—120 С производят
испытание механической прочности па машинах СИП-200 и АИП-400
контроль неуравновешенности, твердости, геометрических пара-
метров, маркировку и упаковку в соответствии с требованиями
нормативно-технической документации.
§ 5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ШЛИФОВАЛЬНОЙ
ШКУРКИ, ЛЕНТ И ПАСТ
В качестве гибкой основы для изготовления шлифоваль-
ной шкурки используют в основном шифон и капрон, в качестве свя-
зующего вещества — фенолформальдегидную смолу СФЖ-3039, мас-
ляный лак ЯН-153, лак НЦ-62.
Для нанесения шлифовального материала применяют два способа:
электростатический и суспензионный (механический). Электростати-
ческий способ используют при изготовлении шкурки из абразивных
шлифматериалов с размером зерна более 20 мкм, а суспензионный —
с размером зерна 20 мкм и менее.
Технологический процесс производства шлифовальной шкурки
включает следующие операции: аппретирование и подготовку ткане-
вой основы, нанесение клея, абразивного материала, термическую
обработку, нанесение второго закрепляющего слоя клея, термооб-
работку, маркировку, контроль и упаковку.
Аппретирование шифона производят специальным аппретом на
основе латекса СКС-50 на специальных аппретирующих установках
с сушкой и вулканизацией в натянутом состоянии при 150—170 °C.
Грунтование капроновой ткани для шлифовальной шкурки, изго-
товляемой электростатическим способом, осуществляют составом!
состоящим из клея МПФ-1 и алюминиевой пудры. Подготовленную
тканевую основу разрезают на ленты необходимой ширины и нама]
тывают в бобины или склеивают для получения бесконечных лент
Электростатическим способом шлифовальную шкурку изготов-|
ляют на установках с электростатической камерой, например^
НИА-С62, УШЛ-2 и др. Термическую обработку эльборовой шлифо-
вальной шкурки со связующим лаком ЯН-153 осуществляют в два
приема: 1) после нанесения абразивного материала на основу и
2) после нанесения закрепляющего слоя клея при (175 ± 5) °C.
Термическую обработку осуществляют обычно в электрических ка-
мерных сушилках периодического действия. Использование инфра-
красного излучения при отвердении связующего позволяет сократить
продолжительность термической обработки в несколько раз. На
рис. 6.12 показана схема автоматической поточной линии произ-
водства шлифовальной эльборовой шкурки. Линия является универ-
сальной и обеспечивает аппретирование и грунтование ткани и из-
готовление шлифовальной шкурки электростатическим методом или
методом суспензионного полива.
Суспензионным способом шлифовальную шкурку изготовляют
на установках с поливочной головкой. Суспензию, состоящую из
микропорошков абразивного зерна и связующего (лак НЦ-62 или
234
Рис. 6.12. Схема автоматической поточной линии для производства эльборовой
шлифовальной шкурки:
1 — кассета; 2 — разглаживающий валик; 3 — валы-калаидры; 4 — грунтовальная на-
шииа; 5 — емкость; 6 — ракель; 7 — терморадиациоииое сушило; 8 — отклоняющие валы;
9 — прижимной валик; 10 — сушило; 11 — разъемный валик; 12, 13 — ведущие валы клее-
наносящей машины; 14 — клеенаиосящий резиновый вал; 15 — прижимной стальной вал;
16 — отклоняющий разравнивающий вал; П — осадительный электрод; 18 — нижиий за-
ряжающий электрод; 19 — вибропитатель; 20 - бункер-дозатор; 21 — струна электроста-
тической камеры; 22 — заземленный электрод; 23 — отклоняющий ролик
лак ЯН-153), наносят на тканевую основу во время движения ленты
тонким равномерным слоем. Затем производят термическую обра-
ботку.
Технологический процесс изготовления полировально-доводоч-
ных паст включает: фильтрацию, дозирование компонентов, варку
пасты, расфасовку, упаковку, маркировку, контроль качества.
Связующую основу мазеобразных паст составляют продукты
переработки нефти: вазелиновое, индустриальное масла, стеарин,
синтетические жирные кислоты (QKK), нефтяные кислоты. В ка-
честве ПАВ, повышающих равномерность распределения абразивных
порошков в пасте, а также ускоряющих процесс разрушения поверх-
ности обрабатываемого материала, используют олеиновую кислоту,
моноэтаноламин и др. В состав паст включают моющие средства
ОП-Ю или ОП-7 (для водосмываемых паст), красители и другие ком-
поненты.
Во избежание попадания в пасту механических примесей, частиц
компоненты паст фильтруют при температуре 90—100 °C (твердые
компоненты в расплавленном состоянии). Дозирование компонентов
паст производят в соответствии с рецептурой, рецептура алмазных
паст зернистостью АСМ 10/7 приведена в табл. 6.11. Взвешенные
компоненты разогревают до (75 ± 5) °C. Вначале производят смеши-
вание шлифпорошка СТМ с олеиновой кислотой, затем полученную
суспензию загружают в установку для варки паст, добавляют
все остальные компоненты и перемешивают в течение 10—15 мин.
235
6.11. Рецептура алмазных паст зернистостью АСМ 10/7
Условное обозначе- ние пасты Концен- трация Содержание компонентов, %, по массе
Алмаз сжк Олеино- вая кис- лота Масло вазелино- вое (инду- стриаль- ное) оп-ю Моно- этано- ламин Краси- тель (сверх 100 %)
о н 4 43 17 32 — 4 0,05
п 10 41 17 28 — 4 0,05
в 20 36 15 25 — 4 0,1
в н 4 43 9 — 40 4 0,05
п 10 41 8 — 37 4 0,05
в 20 36 7 — 33 4 0,1
во н 4 43 17 — ' 32 4 0,05
п 10 41 15 — 30 4 0,05
в 20 36 14 — 26 4 0,1
Обозначения: О — пасты, смываемые органическими растворителя-
ми; В — пасты, смываемые водой; ВО — пасты, смываемые водой с органиче-
скими растворителями; Н, П, В — пасты нормальной, повышенной и высокой
концент рации.
Для каждой зернистости предпочтительно иметь отдельную емкость.
Расфасовывают пасту в тубы при температуре пасты 35—40 °C.
Затем тубы охлаждают в водяной бане для предотвращения осаждения
абразивных зерен.
У паст проверяют абразивную способность и шероховатость
обработанной поверхности по методикам, аналогичным методикам
для контроля микропорошков.
ГЛАВА 7
АЛМАЗНЫЕ ИНСТРУМЕНТЫ ДЛЯ ПРАВКИ,
БУРЕНИЯ И ОДНОКРИСТАЛЬНЫЕ
ИНСТРУМЕНТЫ
§ 1. КЛАССИФИКАЦИЯ ИНСТРУМЕНТОВ
Алмазные инструменты из кристаллов алмазов можно
разделить на два класса:
многокристальные инструменты, к которым относятся буровые
инструменты, правящие инструменты основных видов — ролики,
карандаши, гребенки и отдельные виды режущих инструментов,
например фрезы;
однокристальные инструменты, к которым относятся режущие и
контрольно-измерительные инструменты, алмазные волоки и пра-
вящие инструменты некоторых видов (резцы, иглы, алмазы в оп-
раве).
Многокристальные инструменты изготовляют из необработанных
кристаллов технических алмазов 4—6-й категорий (15—20-я группы)
и частично обработанных кристаллов (дробленых и овализованных)
9-й категории (34-я группа) по ТУ 47-2—73, применяя методы поро-
шковой металлургии и гальванопластики. Для инструментов этого
класса используют кристаллы сравнительно небольшой массы
(1/600—0,5 кар).
Однокристальные инструменты изготовляют из технических ал-
мазов 3-й категории (5—14-я группы) по ТУ 47-2—73 более круп-
ных размеров (0,02—7,0 кар), применяя резку, раскалывание,
огранку, полирование и т. п.
В последнее время используют также технические алмазы 8-й
категории (23—33-я группы), представляющие собой предваритель-
но обработанные алмазы (заготовки) массой 0,01—5,0 кар.
§ 2. КОНСТРУКЦИИ И ХАРАКТЕРИСТИКИ АЛМАЗНЫХ
ИНСТРУМЕНТОВ ДЛЯ ПРАВКИ И БУРЕНИЯ
Алмазные правящие инструменты предназначены для вос-
становления режущих свойств и геометрической формы абразивных
шлифовальных кругов. Вследствие высокой износостойкости они
обеспечивают сравнительно небольшие силовые и температурные
деформации при правке абразивных кругов. Вследствие этого дости-
гаются малые отклонения геометрической формы абразивного круга,
а следовательно, высокая точность и малые параметры шерохова-
тости поверхности шлифуемой детали.
237
7.1. Основные виды правящего инструмента из ограненных кристаллов алмазов
238
В качестве материалов для однокристальных правящих инстру-
ментов могут быть использованы обработанные и необработанные
кристаллы алмазов. Из обработанных кристаллов алмазов изготов-
ляются резцы, иглы и пластины. В табл. 7.1 приведены конструкции
основных видов правящих инструментов из ограненных кристаллов
алмазов и их назначение.
Алмазные резцы состоят из двух частей: державки из стали и
закрепленного в ней ограненного кристалла алмаза. Кристаллы
алмаза крепятся к державке путем пайки серебряным припоем
ПСР45.
Алмазы в оправах применяют для правки абразивных кругов
при внутреннем и наружном круглом, плоском и бесцентровом шли-
фовании, а также на операциях финишной обработки фасонных
поверхностей.
По конструкции алмазы в оправах представляют собой стальную
державку с закрепленным в ней необработанным алмазом и в зави-
симости от формы державки изготовляются четырех типов (табл. 7.2).
Алмазные карандаши применяют для правки абразивных кру-
гов, используемых на операциях круглого, наружного и внутрен-
него, бесцентрового и плоского шлифования, а также на отдельных
операциях фасонного шлифования. Алмазные карандаши состоят
7.2. Основные виды алмазов в оправах
Алмазы в оправе Конструкция D L Масса алмазов, кар
ММ
Цилиндрические 6-12 25—75 0,02—2,1
У L Л
Цилиндрические с головкой <5|, ер < — 10—12 3—250 0,21—2,1
Конические Конус Морзе 1— (У7 ; [ 10,3—12,2 28—32 0,31—1,6
Резьбовые М 10X1 36—59 0,11
< -4—0
L
-
Примечание. Угол а равен 90 нли 120°.
239
7.3. Основные виды алмазных карандашей
Тип ка- рандаша Конструкция D L Масса одного кристалла Общая масса алмазов
мм кар
ц 10 45—55 0,03—0,5 0,5—1,0
с Р -1 14—18 45 0,017—0,2 1,2—2,0
СФ 14 .45 0,05—0,2 1,2—1,5
3
~
н L J 3 6—10 45 0,01—0,8 0,5-1,0
7.4. Основные виды алмазных правящих роликов
Инстру- мент Конструкция Л, н Масса одно- го кристал- ла Масса алма- зов в роли- ке
мм кар
Ролики профиля: прямого фасон- ного D Ьвшян 69,95—70,05 20 0,006—0,01 8,0—12,0
1 i , о 50—250 <150 1/60—1/120 Определяет-! ся размера-] ми ролика 1
Блоки роликов Г 1 1 jL aZ* =4 sc25(f <400
24Q
из алмазоносной вставки и державки. В зависимости от расположения
алмазных зерен во вставке алмазные карандаши бывают четырех
типов: Ц — с алмазами, расположенными цепочкой по оси каран-
даша, С — с алмазами, расположенными слоями, СФ — с алмазами,
расположенными на сферической поверхности, Н — с неориенти-
рованными алмазами (табл. 7.3).
Форма, размеры и показатели качества алмазных карандашей
регламентированы ГОСТ 607—80Е и ТУ 037-208—77.
Алмазные ролики выпускают прямого и фасонного профилей
(табл. 7.4). Алмазные ролики прямого профиля применяют для про-
фильной правки абразивных кругов по копиру и правки абразивных
кругов прямого профиля. Фасонные алмазные ролики предназна-
чены для профильной правки абразивных кругов в массовом и круп-
носерийном производстве на операциях врезного шлифования де-
талей сложной конфигурации. Для правки деталей большой длины
и сложной конфигурации применяют блоки роликов.
Алмазные ролики состоят из корпуса и алмазоносного слоя.
Алмазные буровые коронки являются частью бурового снаряда
для непосредственного разрушения породы. Они предназначены для
бурения геологоразведочных скважин при разведке полезных иско-
паемых.
По конструкции режущей части раз-
личают коронки кольцевые, предназна-
ченные для бурения скважин кольце-
вым забоем с отбором керна (рис. 7.1),
и бескерновые —для бурения скважин
сплошным забоем — алмазные долота
(рис. 7.2)j
Кольцевая алмазная коронка со-
стоит из стального корпуса с резь-
бой, к которому припаяна матрица,
армированная алмазами. В матрице
Рис. 7.1. Конструкция буровой алмазной коронки:
1 — алмазоносный слой; 2 — корпус коронкн
Рлс. 7.2. Конструкция алмазного долота;
/ — алмазоносный слой; 2 — корпус
241
7.5. Классификация алмазных коронок по типу матрицы
Обозначение матрицы Тип матрицы Твердость HRC Породы, подвергаемые бурению
1 Очень мягкая 10—15 Весьма абразивные
2 Мягкая 15—20 Малоабразивные
3 Нормальная 20—25 Среднеабразивные
4 Твердая 30-35 Среднеабразивные и абра-
зивные
5 Очень твердая 50-55 Трещиноватые
коронки предусмотрены каналы (промывочные окна) для промы-
вочной жидкости. Корпус изготовляют из стали.
Матрицы алмазных коронок служат для прочного закрепления
алмазов в буровой коронке. Качество алмазной коронки зависит
от свойств матрицы: твердости, износостойкости, пористости, тепло-
проводности и других параметров. Износостойкость матрицы дол-
жна соответствовать твердости и абразивной способности породы.
Матрицы алмазных коронок классифицируются по твердости на
пять типов (табл. 7.5).
В качестве основных материалов при изготовлении матриц
используют карбиды тугоплавких металлов. Связующими (пропи-
точными) материалами являются медь, бронза, латунь и другие
сплавы.
Алмазные кристаллы располагаются в матрице в определенном
порядке и подразделяются на объемные (торцовые) и подрезные.
Объемные алмазы расположены по всему объему матрицы и выпол-
няют основную работу по разрушению породы непосредственно на
забое скважины. Подрезные алмазы расположены по боковой по-
верхности матрицы. Они калибруют стенки скважины и предохра-
няют буровую коронку от преждевременного изнашивания по бо-
ковым поверхностям.
Оснащенность коронок алмазами определяется следующими па-
раметрами:
содержанием алмазов (кар) — общим числом всех алмазов,
заложенных в матрицу:
насыщенностью алмазами, определяемой числом алмазов, при-
ходящихся на единицу площади торца коронки (шт/см2), или мае- ;
сой алмазов (кар) в единице объема алмазоносного слоя матрицы,
(см3); средняя насыщенность алмазами буровых коронок 13—)
50 шт/см2;
схемой укладки алмазов (радиальная, спиральная, концентри-
ческая, в шахматном порядке и др.), которая зависит от физико-
механических свойств горных пород, конструкции буровой коронки
и других параметров (рис. 7.3).
Большое значение для эксплуатации буровых коронок имеет
выступание алмазов из тела матрицы. Для мягких пород, налипаю-
щих и слабосцементованных, выступание алмазов над матрицей
коронки должно быть максимально возможным и составлять 25 %
242
Рис. 7.3. Типовые схемы укладки алмазов:
а— в шахматном порядке; б — радиальная; а — спиральная; а — концентрическая
его диаметра. Для твердых пород эта величина может быть мини-
мальной — 10 % и менее. Выступания подрезных алмазов должны
быть не более 15 % их диаметра.
В зависимости от схемы размещения алмазов буровые коронки
делят на три основных типа:
однослойные, предназначенные в основном для бурения в горных
породах категорий VI—IX буримости с расположением алмазов
массой 0,5—1/60 кар в одном поверхностном слое матрицы
(рис. 7.4, а);
многослойные, предназначенные для бурения в горных породах
категорий IX—XI буримости, с расположением алмазов по высоте
матрицы несколькими па-
раллельными слоями (не
более пяти-шести); алмаз-
ные кристаллы одного
слоя расположены в про-
межутках между кристал-
лами соседнего слоя, что
обеспечивает самозатачи-
ваемость коронки при
Рис. 7.4. Схемы коронки:
а — однослойной: / — объемные алмазы; 2 — подрезные алмазы; 3 — матрица; 4 — корпус;
б — многослойной: 1 — объемные алмазы первого слоя; 2 — объемные алмазы последующих
слоев; 3 — подрезные алмазы; 4 — матрица; 5 — корпус; в — импрегнированной: 1 — ма*
трица, насыщенная мелкими алмазами; 2 — подрезные алмазы; 3 — корпус
243
Рис. 7.5. Конструкция алмазного расширителя:
1 — корпус расширителя; 2 — промывочные пазы; 3 — алмазоносные вставки 1
Рис. 7.6. Схема радиального алмазного долота для бурения среднеабразивиых, сред"
ней твердости и твердых пород
бурении (рис. 7.4, б); объемные алмазы применяют массой 1/60—
1/120 кар, подрезные— 1/30—1/60 кар;
импрегнированные, предназначенные для бурения твердых и
очень твердых горных пород категорий X—XII буримости с равно-
мерным распределением в матрице объемных алмазов массой 1/90—
1/120 кар (рис. 7.4, в); подрезные алмазы укладывают по тем же схе-
мам, что и в однослойных коронках; масса подрезных алмазов 1/30—
1/60 кар.
Корпус коронки служит для соединения матрицы коронки с тру-
бой. Для более прочного соединения корпуса с матрицей у торца
предусмотрена зубчатая поверхность или треугольный выступ.
Во внутреннюю часть корпуса, расточенную под углом 3° ± 10',
устанавливают керноотрывное кольцо. Корпуса коронок имеют
внешнюю или внутреннюю трапецеидальную резьбу для присоеди-
нения к трубе. Основные размеры резьб корпусов алмазных бу-
ровых коронок и требования к нам регламентированы ГОСТ 9484—81.
Алмазные расширители предназначены для сохранения (калибро-
вания) диаметра скважины в процессе проходки, что позволяет про-
должать бурение новой коронкой и повышает стойкость алмазных
коронок н колонковых труб. Размещают расширители между колон-
ковой трубой и алмазной коронкой.
Алмазный расширитель (рис. 7.5) представляет собой стальной
корпус, снабженный с двух концов резьбами для соединения с буро-
244
вой коронкой и колонковой трубой. В корпусе расширителя фрезе-
руют пазы для алмазоносных вставок. Между алмазоносными встав-
ками в корпусе расширителя выфрезерованы пазы, служащие для
прохода промывочной жидкости. Твердость матрицы алмазоносных
вставок 20—25 HRC. Для изготовления расширителей применяют
алмазы массой 1/10—1/30 кар.
Для увеличения диаметра готовых скважин и исправления
сильно искривленных скважин служат конусные расширители. Ко-
нусный расширитель отличается от калибрующего наличием длин-
ного полого конуса, армированного алмазами.
Диаметр алмазного расширителя всегда больше диаметра ал-
мазной коронки, что предохраняет инструменты от изнашивания
при бурении.
Алмазные долота предназначены для бескернового бурения взрыв-
ных и геологоразведочных скважин. Алмазное долото (рис. 7.6)
состоит из корпуса, матрицы и алмазов. По способу размещения
алмазов различают однослойные и импрегнированные долота. Рабочая
часть алмазных долот может быть различной формы: с вогнутым тор-
цом (для пород мягкой и средней твердости); ступенчатые (для твер-
дых пород), Для подвода промывочной жидкости к забою в долоте
предусматривают проходной канал, который выводится на режу-
щую поверхность около центра или края долота.
Состав матрицы, размеры алмазов, выступание их из тела ма-
трицы и другие параметры так же, как и для кольцевых коронок,
зависят от физико-механических свойств горных пород и выбираются
так же, как для кольцевых коронок.
Для армирования однослойных долот используют алмазы массой
1/20—1/30 кар. В импрегнированных долотах применяют алмазы
торцевые массой 1/90—1/100 кар, подрезные — массой 1/20—
1/30 кар. Для армирования буровых долот широко применяют новые
композиционные материалы «славутич» и «твисал», разработанные
в ИСМ АН УССР. «Славутич» и «твисал» — композиционные ма-
териалы, из которых делают пластины путем спекания мелких кри-
сталлов природных или синтетических алмазов с порошками кар-
бидов тугоплавких металлов. Применение «славутича» для изго-
товления долот обеспечивает значительную экономию крупных
природных кристаллов алмазов, повышение стойкости долот и ин-
тенсивности бурения.
§ 3. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА АЛМАЗНЫХ
ИНСТРУМЕНТОВ ДЛЯ ПРАВКИ И БУРЕНИЯ
Технологические процессы производства правящего и
бурового инструмента можно подразделить на следующие группы:
на основе методов порошковой металлургии: а) со спеканием при
наличии жидкой фазы (пропитка) для изготовления правящих ка-
рандашей, роликов, гребенок, буровых коронок, расширителей и
долот; б) горячего прессования для изготовления буровых коронок,
правящих карандашей и долот из «славутича»;
245
йа осйове метода гальванотехники для изготовлений прецизиой*
ных правящих фасонных роликов и брусков;
на основе метода обработки кристаллов алмаза для изготовления^
однокристальных правящих инструментов: резцов, иголок и пластин;!
на основе метода пайки необработанных кристаллов алмаза для!
изготовления алмазов в оправах. I
Методом порошковой металлургии — спеканием при наличии!
жидкой фазы — изготовляют основной объем производства правящих!
карандашей, роликов, буровых коронок, расширителей и долот.!
Так как у жидкой фазы значительно более низкая температура!
плавления, чем у твердосплавных смесей, она легко заполняет!
поры, смачивая зерна алмазов и карбидов. При остывании полу-
чается матрица, пористость которой близка к нулю, а усадка
весьма незначительна. Примером спекания такого типа может служить
производство правящих карандашей, роликов, буровых коронок, I
расширителей и долот.
Для изготовления буровых коронок и карандашей некоторых
видов применяют метод горячего прессования.
Изготовление инструментов методами гальванотехники позволяет
получать изделия с малым отклонением формы и более сложные,
чем изделия, изготовляемые методом порошковой металлургии.
Поэтому эти методы применяют для производства прецизионных
правящих роликов и брусков сложного профиля. Технология произ-
водства правящих инструментов из обработанных кристаллов алма-
зов практически та же, что и режущего инструмента.
В качестве сырья для производства правящего и бурового ин-
струмента используют синтетические поликристаллические алмазы
СВС-П по ТУ-48-19-157—75, ТУ-037-232—78 и монокристаллические
синтетические алмазы АС15 и АС32 по ГОСТ 9206—80Е. Для по-
вышения качества исходного алмазного сырья применяют методы,
позволяющие повысить его прочность и эксплуатационные показа-
тели инструмента:
избирательное дробление низкосортных кристаллов алмазов с це-
лью придания зернам изометрической формы и повышения их проч-
ности;
овализацию и полирование для придания кристаллам алмазов
шаровидной формы и получения гладкой полированной поверх-
ности;
металлизацию алмазов термодиффузионным методом или методом
катодно-ионной бомбардировки с целью покрытия зерен алмаза тон-
ким слоем адгезионно-активного сплава (металла или карбида
металла);
гранулирование алмазов с целью получения зерен алмазов
в оболочке из шихты порошкообразных твердых сплавов.
Основными компонентами матрицы (вставки) буровых коронок,
правящих карандашей, роликов и других инструментов, изготовля-
емых методом порошковой металлургии, являются твердосплавные
порошки. В качестве пропиточного материала применяют, как пра-
вило, медь и ее сплавы (латунь, бронза и др.).
246
Для улучшения прессуемости порошковых материалов служат
пластификаторы (каучук, парафин, глицерин) — материалы, сни-
жающие коэффициент внешнего и внутреннего трения при прессова-
нии, склеивающие частицы порошка и повышающие плотность и
прочность холоднопрессованного брикета.
Большую часть бурового и правящего инструмента изготовляют
из гранулированной шихты. Изготовление гранул твердосплавной
шихты заключается в смешивании твердосплавного порошка с пласти-
фикатором, сушке смеси на воздухе и протирке через сито с размером
ячеек 0,2—0,5 мм. Приготовление гранулированной алмазоносной
шихты производится в специальных установках — грануляторах.
Сущность метода гранулирования алмазов заключается в плакиро-
вании поверхности алмазов металлическими порошками связки
с помощью клеящих веществ. В результате плакирования вокруг
каждого алмазного зерна образуется плотная оболочка из связки.
Алмазные зерна, покрытые оболочкой связки, называют гранулами
алмазов. Применение гранулированных алмазов для оснащения ко-
ронок позволяет более равномерно распределять их в матрице.
Холодное прессование предназначено для получения полу-
фабрикатов алмазоносного слоя заданных формы и размеров, а также
придания им необходимой прочности и плотности.
Прессование алмазоносного слоя (матриц буровых коронок,
вставок правящих карандашей) состоит из следующих основных опе-
раций: расчета навески и дозировки шихты, подготовки и дозировки
алмазов, засыпки шихты в пресс-форму, укладки алмазов, прессо-
вания, извлечения брикета из пресс-формы. Прессование алмазонос-
ного слоя производится в специальных пресс-формах. Для изго-
товления инструментов простых типов (импрегнированных правя-
щих карандашей, роликов прямого профиля и др.) применяют сталь-
ные пресс-формы, а инструментов сложной формы (фасонных пра-
вящих роликов, буровых коронок и т. д.) — пресс-формы из графита,
графитопласта.
Содержание компонентов шихты для матриц в правящем и буро-
вом инструменте рассчитывают по формуле
осв=урекп (1-0,25^-), (7.1)
где V — объем алмазоносного слоя; р — плотность связки; 9 =
= 0,44-0,5 — коэффициент пористости; /<п = 1,034-1 — коэффи-
циент потерь; К — концентрация алмазов.
Дозирование алмазоносной шихты производится на аналитиче-
ских весах с погрешностью измерения до 0,5 %. Прессование ал-
мазоносного слоя инструментов производится на гидравлических
прессах усилием 40—1000 кН. Давление прессования 490—735 МПа
для большинства инструментов подбирают экспериментально.
При изготовлении инструментов методом пропитки пористый
спрессованный брикет алмазоносного слоя пропитывают жидким ме-
таллом или сплавом. Под действием капиллярных сил расплавленный
металл быстро заполняет брикет и впитывается в поры. В качестве
247
автомат Полуавтомат Полуавтомат „ Плоскош/шфовальньш
1А225-В ВАЭЗО ВАЗ 2 9 Печь ЦЗП-356 станок 3731
пропиточных материалов применяют медь, латунь, бронзу и другие
материалы с температурой плавления 900 —1200°C. Пропитку медью
ведут при 1125—1150 °C.
Количество пропитывающего материала на изделие определяют
исходя из пористости брикета:
G
__ Урв
~ 100
К,
(7-2)
где V — объем брикета, см3; р — плотность пропитывающего ма-
териала, г/см3; 9 — пористость в объемных долях, %; К = 1,034-
4-1,05 — коэффициент запаса.
Одно из важнейших условий качественной пропитки брикета —
хорошая смачиваемость материала брикета жидкостью. Если крае-
вой угол смачивания не превышает 90 °, то пропитка протекает
успешно.
Пропитка производится в муфельных водородных проходных пе-
чах ЦЭП-356, СКБ7030Б или СТП-2,5Т в графитовых лодочка^
или пресс-формах, максимальная рабочая температура (1300
Ю) °C.
Пропитка осуществляется следующим образом: на спрессован-
ные брикеты укладывают кусочки пропитывающего материала, и из-
делие загружают в электрическую печь с защитной атмосферой (во-
дород). Одновременно с пропиткой происходит соединение алмазо-
носного слоя с корпусом изделия благодаря диффузии пропиточного
материала и материала корпуса. Пропитка заканчивается охлажде-!
( нием изделия в печи до комнатной температуры.
Метод горячего прессования позволяет получать прочные бес-
пористые изделия с высокими физико-механическими свойствами
и работоспособностью на 30—50 % выше, чем у инструментов, полу-
ченных методом пропитки. Недостаток метода — высокая темпера-
тура спекания, что отрицательно влияет на свойства алмазов, более
высокая трудоемкость изготовления изделий, недостаточная стой-
кость пресс-форм. При методе горячего прессования наибольшее рас-
пространение получил прямой нагрев при подводе тока к пуансонам
и индукционный нагрев графитовой или стальной пресс-формы.
Схема типового технологического процесса изготовления правя-
щих карандашей приведена на рис. 7.7.
Изготовляют корпус карандашей на токарных автоматах с точ-
ностью по 3-му классу, а параметр шероховатости обработанной
поверхности Ra = 54-2,5 мкм. Обезжиривают и промывают кор-
248 ,
Ha вале Мтомат Специальная. Специальная
JМ-182 823/2 установка установка
Рис. 7.7. Схема технологического процесса изготовления алмазных правящих ка-
рандашей
пуса перед сборкой карандашей в специальной установке ВАЭ-30.
Алмазы смешивают со связкой в смесителе НИА-С14 или грануля-
торе С-32.
Алмазоносные вставки прессуют в стальных пресс-формах на
прессах усилием 30—100 кН. В зависимости от типа карандаша
укладка алмазов в алмазоносном слое производится по схеме, пред-
ставленной на рис. 7.8. Качество сборки алмазоносных вставок
контролируют путем рентгеносъемки на пленку РМ-1 на рентгенов-
ском аппарате РУП-400-5-1.
Перед пропиткой и припаиванием алмазоносной вставки к кор-
пусу карандаша производят сборку брикетов алмазоносной вставки
и пропиточного материала с корпусом, укладку заготовки в графито-
вую форму с подсыпкой шлифпорошка белого электрокорунда зер-
нистостью 4—6 (рис. 7.9). Пропитка и пайка карандашей произво-
дится в водородных печах по заданному режиму. После пропитки
и пайки карандашей проверяют качество пропитки; наличие тре-
щин, сколов, выпавших алмазных зерен, оплавлений на поверхности
корпуса. Окончательная обработка: шлифование корпуса, вскрытие
алмазоносного слоя (торца) карандашей производится на бесцентро-
во- и плоскошлифовальных станках. На цилиндрической поверх-
ности каждого алмазного карандаша путем выдавливания наносят
маркировку: товарный знак завода-изготовителя, условное обозна-
чение карандаша, показатели качества алмазного сырья, номер
карандаша по системе нумерации завода-изготовителя. На каран-
дашах типов Ц и С должна быть также нанесена риска, ограничи-
вающая размер алмазоносной части карандаша.
ВНИЙАлмаз разработал автоматизированную линию производ-
ства импрегнированных правящих карандашей типа Н. Она состоит
из установки для приготовления шихты и гранулирования алмазов;
установки для обезжиривания и промывки корпуса в полуавтомати-
ческом режиме; установки для прессования алмазоносной вставки
и ее сборки с корпусом; для пропитки и пайки; полуавтоматических
станков для шлифования и зачистки торца; автомата для марки-
ровки и специальной установки для обезжиривания, сушки и кон-
сервации.
Технологию производства роликов и брусков подразделяют на
группы: 1) с применением метода порошковой металлургии и
2) с применением метода гальванотехники. Технологическая схема
производства роликов и брусков, изготовляемых этими методами,
приведена в табл. 7.6;
249
F3WI
Фо
<'-ОФ
OQ0
Рис. 7.8. Схемы
°;
укладки
алмазов в алмазном слое алмазных правящих каранда-
шей:
а — с перекрытием слоев; б — без перекрытия слоев
Особенность технологических процессов изготовления правящих
инструментов заключается в методе формирования алмазоносного
слоя и крепления его на корпусе ролика. В качестве материала формы
(заготовки) при изготовлении роликов порошковым методом могут
служить прочные марки графита, методом гальванопластики — алю-
миниевый сплав АК.6 или графит, методом гальваностегии — сталь.
Для закрепления алмазов при укладке на поверхность формы (за-
готовки) примеряют поливиниловый спирт или поливиниловый спирт
с добавками глицерина, ПАВ типа ОП-7 и сажи. Соединение корпуса
с алмазоносным слоем, изготовленным методом порошковой ме-
таллургии, осуществляется одновременно с пропиткой алмазного
слоя в водородных печах. Формирование алмазоносного слоя ин-
струментов, изготовляемых методом гальванопластики, осущест-
вляется в гальванических ваннах, содержащих сернокислый никель,
хлористый калий и борную кислоту. Режимы электролиза следую-
щие: на первом этапе для закрепления алмазов плотность тока не
превышает 0,1—0,15 А/дм2; на втором этапе для заращивания ал-
мазного слоя по всему профилю заготовки переносят в другую
ванну и электролиз проводят при более высокой плотности тока,
обеспечивающей получение алмазоносного слоя с минимальными
. внутренними напряжениями.
Дальнейший этап изготовления ролика — перенос алмазонос-
Рис. 7.9. Схема укладки карандашей в пресс-форму:
1 — карандаш; 2 — медная стружка; 3 — форма; 4 — алмазоносные вставки
250
7.6. Технологические схемы производства алмазных
правящих роликов и брусков
Операция Метод
порошковой металлургии гальванотехники
Подготовка исходных ма- териалов Приготовление порош- ков вольфрама, карбида вольфрама и пропиточ- ных материалов, подго- товка клея н алмазов Подготовка электроли- тов на основе никеля, растворов для обезжири- вания, травления; клея, алмазов
Изготовление корпуса ро- лика Механическая обработка на токарно-винторезном станке
Изготовление формы-заго- товки
Разметка формы для ук- ладки алмазов - Разметочное приспособление для нанесения сетки
Укладка алмазов по схеме Методом приклеивания к поверхности заготовки
Сушка формы с алмазами Сушка на воздухе —
Предварительное закрепле- ние алмазов Засыпка порошков связки н холодное прес- сование Предварительное за- крепление в гальваниче- ской ванне
Окончательное закрепление алмазов Пропитка алмазоносно- го слоя с термической обработкой Закрепление алмазов и формирование алмазо- носного слоя в гальва- нической ванне
Соединение алмазоносного слоя с корпусом Пайка производится в процессе пропиткн Соединение с корпусом методом заливки легко- плавким сплавом или эпоксидным компози- том
Вскрытие алмазоносного слоя Механическая обработка на шлифовальном станке
Окончательное получение геометрических параметров корпуса
Доводка профиля алмазо- носного слоя Профильное шлифование на оптико-шлифоваль- ном станке
Контрольные операции, проверка профиля и каче- ства закрепления Правка абразивного круга с последующим шли- фованием детали и ее контролем
Маркировка На копировально-фрезерном станке илц электро- карандашом
251
(заготовка); 2 — алмазные зерна;
Рис. 7.10.
правящих
стики:
1 — форма
3 — гальванический металл; 4 — эпоксидная
смола с наполнителем; 5 — корпус ролика;
6 — клеевая —
Схема изготовления алмазных
роликов методом гальванопла-
корпус центрируют по
между ними заполняют
пленка
с посадочным отверстием металлический
отношению к оси формы (заготовки), зазор
связующим, затем форму (заготовку) удаляют механически или рас-
творением в щелочи (алмазный слой не растворяется), в результате
чего алмазоносный слой соединяется с корпусом. В качестве связу-
ющего слоя применяют сплавы легкоплавких металлов или эпоксид-
ные композиты. Ролики некоторых видов изготовляют методом галь-
ваностегии путем осаждения алмазов непосредственно на корпус
инструмента. Схема изготовления роликов методом гальваностегии
приведена на рис. 7.11. При этом методе алмазы на корпус инстру-
мента могут наноситься путем взмучивания (рис. 7.11, а) и на
отдельные участки корпуса ровными порциями (рис. 7.11, б) в не-
сколько слоев. Режимы электролиза: температура электролита
45—50 °C, кислотность pH = 4,84-5,2, частота вращения заготовок
1—2 об/мин. Для изготовления роликов с высокой точностью и из
крупных алмазов применяют
стационарный метод (см. рис. 7.11,в)
правящих роликов методом гальвано*
Рис. 7.11. Схема изготовления алмазных
стегни:
а — взмучиванием алмазов: 1 — никелевый аиод; 2 — алмазные зерна; 3 — корпуса роли
ков; 4 — электролит; 5 — корпус ваниы; б — порционным нанесением алмазов; в — ста
ционариым размещением алмазов; / — ванна; 2 — электролит; 3 — полость; 4 — рези-
новая прокладка; 5 — уровень электролита; 6 — гайка; 7 — палец; 8 — корпус ролика;
9 — алмазные зерна; 10 — неэлектропроводная диафрагма; 11 — капроновая ткань; 12 —
анод; 13 — подставка
252
предварительного закрепления алмазов. Окончательное заращивание
алмазов производят, соблюдая режимы, описанные ранее. Точность
изготовления роликов по этому методу ±0,01 мм. Дальнейшая об-
работка алмазоносного слоя заключается лишь в притуплении вершин
алмазных зерен на шлифовальном станке.
Схема типового технологического процесса изготовления буровых
коронок приведена на рис. 7.12.
Для специальной обработки алмазов — гранулирования и метал-
лизации — служат автоматизированные установки, позволяющие
получать покрытия на алмазах заданной толщины и размера.
Алмазные зерна высыпают из вибробункера в тарельчатую ем-
кость гранулятора, затем из вибробункера подается распыленная
шихта, а из емкости—связующее вещество. Тарельчатая емкость
получает вращение от привода. В результате взаимодействия ал-
мазных зерен с шихтой и связующим веществом во вращающейся
тарельчатой емкости происходит грануляция. Готовые гранулы
ссыпаются в приемную тару, установленную на станине.
Для металлизации алмазов применяют диффузионный метод
металлизации, заключающийся в том, что пленкообразующее ве-
щество помещают вместе с алмазами в тигель, устанавливаемый
в вакуумную камеру, нагреваемую до температуры плавления (испа-
рения) вещества покрытия. Толщина покрытия регламентируется
температурой и временем выдержки алмазов в печи.
В качестве пленкообразующего вещества выбирают карбидооб-
разующие металлы (например, Со, Cr, Si и др.) с невысокой тем-
пературой плавления, образующие карбидную пленку, прочно соеди-
няющую материал покрытия с алмазом.
Покрытие алмазов осуществляется методом вакуумного осаж-
дения. Этим методом можно получать пленки любых соединений.
Процесс ведется в вакуумной камере, где размещены емкости с ал-
мазами и осаждаемым металлом или сплавом. Давление в камере
133(10“4± 10-5)Па. Толщина покрытий на алмазах 0,5—10 мкм. При-
менение металлизированных алмазов в буровом инструменте повы-
шает их ресурс в 1,2—1,5 раза. Подготовка шихты для буровых
коронок, дозировка на навески, приготовление пластификатора и
клея аналогичны изготовлению правящих роликов и карандашей.
Корпус буровых коронок изготовляют на токарных автоматах и
полуавтоматах и фрезерных станках. Заготовкой корпуса служит
стальная толстостенная труба из малоуглеродистой стали.
Для формования матриц используют стальные пресс-формы
различных конструкций в зависимости от типа и конструкции ма-
трицы коронок. На рис. 7.13 показаны конструкции стальных пресс-
форм для прессования матрицы однослойных коронок.
Изготовление матрицы коронки в общем виде состоит из следу-
ющих операций. По дну пресс-формы в соответствии со схемой укла-
дки приклеивают (с помощью пинцета или вакуумного держателя)
специальными клеями алмазы, которые засыпают навеской шихты
и подпрессовывают пуансоном. Пуансон вынимают и по стенкам
253
См S
254
Рис. 7.13. Конструкция стальной пресс-формы для формирования матрицы алмаз-
ной буровой коронки:
1 — кольцевая обойма; 2 — пуансон; 3 — графитовый вкладыш; 4 — шихта; 5 — дно
Рис. 7.14. Схема пропитки алмазной буровой коронки:
1 — графитовая форма; 2 — корпус короикн; 3 — электрокоруид белый; 4 — графитовый
вкладыш; 5 — пропиточный материал; 6 — графитовая лодочка; 7 — муфель печи
пресс-формы на подпрессованный слой шихты укладывают первый
слой подрезных алмазов. Уложенные алмазы засыпают новой пор-
цией шихты и укладывают второй слой подрезных алмазов, смещен-
ный по отношению к первому слою в шахматном порядке. Число
слоев подрезных алмазов определяется их зернистостью. Укладка
алмазов третьего подрезного слоя аналогична укладке первого слоя.
После третьего подрезного слоя засыпают навеску шихты промежу-
точного безалмазного (приварочного) слоя, состоящего из карбида
вольфрама, в пресс-форму вставляют заготовку корпуса, служа-
щую пуансоном, и на гидравлическом прессе производят прессование
при давлении 50—75 МПа. После прессования пуансон вместе с гра-
фитовым вкладышем выталкивается из обоймы. Для пропитки
(рис. 7.14) полученную заготовку коронки помещают в графитовую
форму, на дно которой предварительно насыпают небольшой слой
белого электрокорунда. Внутрь корпуса коронки вставляют графи-
товый вкладыш, на который укладывают кусочки пропиточного
материала. Изготовление импрегнированных и гранулированных
коронок отличается от описанного выше процесса тем, что объемные
мелкие алмазы предварительно смешивают с шихтой матрицы, а
укладку алмазов исключают.
Однослойные коронки с выступающими алмазами и фасонной
боковой и торцовой поверхностями матрицы изготовляют в графи-
товых пресс-формах, прессованных из графитопласта. На рис. 7.15
показана графитовая пресс-форма, по боковым формирующим по-
верхностям которой сделаны выточки и углубления для укладки
в них подрезных алмазов. На дне пресс-формы делают углубления
для размещения торцовых алмазов по заданной схеме, а для по-
лучения промывочных окон предусматривают выступы. Для разме-
255
Щения пропиточного металла Па Торце пресс-формы предусматривают
внутреннюю фаску под углом 45°. Алмазы укладывают вручную и
одновременно приклеивают в соответствующие углубления пресс-
формы, затем засыпают шихту матрицы, вставляют заготовку кор-
пуса и производят прессование. Далее технологический процесс
проводят описанным выше способом.
Изготовленные по этой схеме буровые коронки имеют более
точное размещение алмазов, заданную величину выступания алма-
зов из тела матрицы, меньшие допуски на диаметр коронки. Под-
готовленные таким образом формы с коронкой укладывают в графи-
товую лодочку, которую устанавливают в муфель и проталкивают
в рабочее пространство водородной печи. Водородная среда предо-
храняет алмазы и шихтовые материалы от окисления и способствует
лучшему смачиванию матрицы пропиточным материалом. Нагрев
изделий производится по мере продвижения графитовой лодочки
с изделием из загрузочного патрубка печи в рабочую зону. Темпе-
ратура рабочей зоны печи контролируется термопарой. Нагрев в
печи сначала медленный, а затем быстрый до заданной темпера-
туры. Пропиточный материал, расплавляясь, заполняет поры
матрицы. При охлаждении изделий
ленный пропиточный материал
затвердевает и цементует твердо-
сплавную часть матрицы с алма-
зами и одновременно припаивает
ее к стальному корпусу. При го-
рячем прессовании после того, как
- алмазы с шихтой уложены в пресс-
форму (рис. 7.16), пресс-форму
помещают на пресс горячего прес-
сования. Давление горячего прес-
сования значительно ниже, чем
холодного: 10—15 МПа. После
холодильнике печи расплав-
Рис. 7.15. Схема графитовой пресс-формы для, изготовления алмазных буровых
короиок с выступающими торцовыми алмазами и ребристой боковой поверхностью:
1 — углубление (гнездо) для размещения объемных алмазов; 2 — скос для размещения
пропиточного металла; 3 — выступы для получения промывочных каналов
Рис. 7.16. Схема пресс-формы для изготовления горячепрессованных алмазных
буровых коронок:
/ — графитовая обойма; 2 — графитовый сердечник; 3 — прессующий графитовый пуан-
сон; 4 — засыпанная в короику шихта с алмазами; 5 — заготовка стального корпуса
256
пропитки или горячего прессования коронки проходят 100%-ный
контроль. В коронках не допускаются темные непропитанные участки
матрицы, наплывы пропитывающего материала на торцовой поверх-
ности, смещение и выпадение алмазов в матрице. Окончательная
механическая обработка коронок производится на токарных, фре-
зерных и шлифовальных станках для обеспечения точности геометри-
ческих параметров коронок в соответствии с требованиями ГОСТ
или технических условий. Каждую изготовленную коронку марки-
руют и на нее выписывают паспорт.
§ 4. КОНСТРУКЦИИ И ХАРАКТЕРИСТИКИ
ОДНОКРИСТАЛЬНЫХ АЛМАЗНЫХ
ИНСТРУМЕНТОВ
Природные алмазы служат для изготовления резцов, фрез
и сверл, применяемых для отделочной обработки изделий из цветных
металлов и их сплавов, пластических масс, некоторых видов кера-
мики и полупроводниковых материалов.
Алмазные резцы по конструкции подразделяют: на проходные,
расточные, подрезные, фасонные, специальные (табл. 7.7); с механи-
ческим креплением, паяные, клееные и изготовленные методом по-
рошковой металлургии.
На рис. 7.17 показана конструкция токарных проходных резцов
с механическим креплением. Резцы состоят из державки, изготов-
ленной из стали 45, в пазу которой помещают вставку с алма-
зом. На рис. 7.18 приведена конструкция резца с впаянным алмазом.
. При конструировании и выборе алмазных резцов необходимо
учитывать следующее:
резущие кромки кристалла алмаза должны быть расположены
в более прочных и износостойких кристаллографических направле-
ниях;
Ряс. 7.17. Конструкция алмазного резца с механическим креплением:
1 — дер-жавка; 2 — алмазная вставка; 3 — накладка; 4 — винт; 5 — штифт
9 П/р Ю. М. Ковальчука 257
передний угол у устанавливают 0—10 ° в зависимости от твердо-
сти обрабатываемого материала; чем меньше твердость материала
обрабатываемой заготовки, тем больше передний угол;
задний угол а устанавливают 10—12°; при обработке наиболее
твердых материалов рекомендуются меньшие значения заднего угла
(4—8°);
для большинства операций точения угол наклона главной ре-
жущей кромки X = 0, при прерывистом резании X = 5-4-10°;
главный угол в плане <р принимают 30—90°; ,
угол заострения 0 для всех типов алмазных резцов во избежание;
сколов кристалла при доводке должен быть 80—105 °;
радиус резца г при вершине должен быть 0,1—0,8 мм; чем ниже
твердость материала обрабатываемой заготовки, тем больше дол-
жен быть радиус при вершине; размеры кристалла алмаза (мм)
258
7.7. Основные типы резцов с пластинами из алмаза
Резец Конструкция гост Масса алмазов, кар
Проходной ih к J 13289—76 0,21—0,85
II 1
L _ -И——
Расточной 13294—76 0,1—0,6
иа
Универсальный Ш 13288—76 * 0,1—0,3
выбирают в зависимости от длины режущей кромки L; для кристалла
алмаза массой 0,1—3 кар получена эмпирическая зависимость
L = 5G — 0,86G2 мм, где G — масса алмазного кристалла.
Форма заточки режущей части алмазных резцов приведены на
рис. 7.19.
90°
9* 259
7.8. Алмазные волоки
Тип воло- ки Обрабатываемые металлы и сплавы - Назначение Диаметр калибрую- щего отвер- стия, мм, не более
м Медь, серебро, золото, платина, алюминий, цинк и др., времен- ное сопротивление до 500 МПа Холодное волочение 2,0
т Латунь, никель, константан, манганин и др., временное со- противление 500—1000 МПа Холодное волочение 1,0
Ъ Сталь, нихром и др., временное сопротивление 1000—2000 МПа. Вольфрам, молибден и их спла- вы Холодное волочение 0,5
с С временным сопротивлением более 2000 МПа Горячее волочение
Холодное волочение
Для отдельных отраслей (приборостроение, часовая промыш-
ленность) изготовляют алмазные резцы специальных конструкций
со сложной геометрией режущей части резца, криволинейными по-
верхностями и высоким качеством режущей кромки.
Алмазные волоки применяют для холодного волочения проволоки
из цветных металлов и их сплавов, стальной покрытой латунью
проволоки, тугоплавких и драгоценных сплавов диаметром 10 мкм—
2,8 мм (табл. 7.8). По конструкции волоки представляют собой
закрепленный в оправе (стальной или латунной) кристалл алмаза
массой 0,05—3 кар с отверстием специального профиля, через
которое протягивают обрабатываемую проволоку (рис. 7.20). Вы-
пускают волоки трех типов (ГОСТ 6217—77) в зависимости от ме-
ханических свойств мате-
риала протягиваемой про-
волоки. На рис. 7.21 пока-
зана схема канала алмазной
волоки. Волоки типов М,
Рис. 7.20. Конструкция алмазной волоки
Рис. 7.21. Схема канала алмазной волоки
260
s
30° ±15^
Входная
'распуши а
Смазочный?
конус
Рабочий ,,
конус S
.-Калибрующая
»—зона
% Обратный (
//Конус # \
^Зых о дна я ( \
распутна
Т и С различаются размерами рабочего конуса и калибрующей 7.9. Геометрические параметры канала волоки
зоны (табл. 7.9). Для рабочего ко- Тип волоки
нуса отношение высоты к диаметру канала 1 —1,5, для калибрующей h, мм не менее а
м 0,3-0,5 0,7—1,0 7—9
зоны — 0,3—0,75. Входная рас-
пушка и смазочный конус служат т 0,5—1,0 1,2 5—7
для заправки протягиваемой про- с 0,75—1,0 1,5 4-6
волоки и подачи смазки в рабо- —
чую зону.
Алмазные волоки выпускают двух степеней точности: нормальной
и повышенной. Поверхность канала волоки должна быть гладкой,
без резких переходов, микротрещии, выкрашиваний и других де-
фектов.
За последние годы в СССР разработаны конструкции волок
из синтетических поликристаллических алмазов, не уступающих по
эксплуатационным показателям аналогам из природных алмазов.
Конструкции волок из синтетических алмазов и технические требова-
ния к ним те же, что и волок из природных алмазов.
Для оснащения приборов контактного контроля служат алмаз-
ные контрольно-измерительные инструменты с высокими твердостью,
износостойкостью, модулем упругости и минимальным коэффициен-
том трения. Эти инструменты стабильны и надежны в работе. Наи-
более распространен метод измерения твердости различных материа-
лов, основанный на вдавливании специального наконечника в испы-
туемый материал при статической нагрузке.
Для измерения твердости твердых материалов (закаленные стали,
твердые сплавы, керамические материалы и др.) применяют алмаз-
ные наконечники. Твердомеры ТК, ТП и ПМТ оснащают (рис. 7.22)
наконечниками следующих типов (ГОСТ 9377—81): НК — с рабо-
чей частью в виде конуса для измерения твердости по методу Рок-
Вид А
Рис. 7.22. Коистркуции алмазных наконечников к тведомерам;
а — типа НК: б — типа НП; «—типа НПМ; 1 — державка; 2 — алмаз
261
Рис. 7.23. Конструкции алмазных
нгл: J
а — исполнение 1; б — исполнение 2?
к приборам для измерения шерохова-|
тостиповерхностн j
велла; НП — с рабочей частью в виде четырехгранной пирамиды для
измерения твердости по методу Виккерса; НПМ — наконечники
с рабочей частью в виде четырехгранной пирамиды для измерения
микротвердости. Для наконечников НК и НП применяют кри-
сталлы массой 0,18—0,50 кар, а для наконечников НПМ — массой
0,04—0,18 кар. У наконечников НК разность углов конуса рабочей
части, измеренная в двух взаимно перпендикулярных плоскостях,
не должна превышать 30', а разность радиусов сфер, измеренных
в двух взаимно перпендикулярных плоскостях, не должна превы-
шать 0,01 мм. Рабочая часть наконечников должна быть тщательно
отполирована и не иметь рисок, сколов, трещин и других дефектов,
видимых при 30-кратном увеличении на микроскопе. Смещение рабо-
чей вершины алмаза относительно оси державки не должно превы-
шать: для наконечников НК и НП — 0,03 мм, для наконечников
НПМ — 0,01 мм. Наконечники аттестуют, сравнивая показатели
твердости материала с показателями, определенными с помощью
эталонного наконечника. Отклонения показаний, измеренные по
методике, изложенной в ГОСТ 9377—74, не должны превышать
+0,5 единицы твердости.
В качестве датчиков приборов профилометров и профилографов
применяют алмазные иглы (рис. 7.23). Они состоят из державки и
обработанного алмазного кристалла. Рабочая часть иглы выполнена
из кристалла алмаза массой 0,01—0,03 кар в виде конуса, сопряжен-
ного со сферой, являющейся вершиной иглы. Размеры радиуса сферы
для игл разных типов (ГОСТ 18691—73) могут быть от (0,002 +
+ 0,0005) до ((0,010 ± 0,0025) мм. Алмазные иглы обладают боль-.
ШОЙ СТОЙКОСТЬЮ. ;
Алмазные выглаживающие наконечники применяют для поверх-
ностного упрочнения деталей машин и приборов и повышения каче-
ства обрабатываемой поверхности. Алмазные наконечники для вы-
глаживания представляют собой стальную державку с закрепленным
(впаянным) в ней кристаллом алмаза и делятся на четыре типа:
Рнс. 7.24. Конструкции алмазных выгЛаживателей:
а — цилиндрического; б — цилиндрического с головкой
262
7.10. Основные типы алмазных наконечников для выглаживания
Наконечники цилиндрические d R £' D Масса алмаза, кар
ММ
Без головок. 6-8 0,5—2,0 10—20 0,21—0,6
С головкой 6—8 0,5—3,0 22—32 10—12 0,21—0,85
со сферической, цилиндрической, конической и торической рабо-
чими частями. Централизованно алмазные наконечники выпускают
двух типов: цилиндрические (рис. 7.24, а) и цилиндрические с го-
ловкой (рис. 7.24, б). Геометрические размеры наконечников при-
ведены в ОСТ 2 И77-5—75Е (табл. 7.10).
Рабочая часть цилиндрического наконечника, обработанная в виде
конуса, плавно сопряженного со сферой, должна быть тщательно
отполирована, не иметь раковин, включений, трещин и царапин,
видимых при 30-кратном увеличении. Предельные отклонения раз-
мера радиуса вершины допускаются не более +0,l-j-0,2 мм. Кри-
терием работоспособности является получение обработанной поверх-
ности с параметром шероховатости Па < 1,6 мкм и стойкость
при режимах, регламентированных ОСТ 2 И77-5—77. Нашли ши-
рокое применение выглаживателП из синтетических алмазов «карбо-
надо».
Алмазные стеклорезы, предназначенные для ручной резки листо-
вого стекла толщиной до 10 мм, состоят из алмазного резца, закреп-
ленного в рукоятку-молоточек, состоящий из корпуса, соединитель-
ной трубки, ручки и винта (рис. 7.25). Алмазная часть стеклореза
может быть выполнена в виде четырехгранной пирамиды или сложной
криволинейной поверхности. В первом случае режущими элементами
являются вершина и ребра пирамиды, во втором —линия сопряже-
ния одной криволинейной поверхности с другой.
Рис. 7.25. Конструкция алмазного стеклореза:
1 — алмаз; 2 — молоточек; 3 — соединительная трубка; 4 — ручка; 5 — винт
Рис. 7.26. Конструкция сборного проходного резца из СТМ
263
0,8 min
--------J;
-------еа
1x45*
Рнс. 7.27.
Рнс. 7.28.
нз СТМ:
1 — неперетачиваемая пластина из СТМ; 2 — напайная пластина-стружколоматель; 3 —
прихват; 4 — винт; 5 — корпус; 6 — сепаратор; 7 — твердосплавная опора; 8 — пружина
Конструкция напанного проходного резца нз СТМ
Конструкция сборного проходного резца с неперетачнваемой пластиной
В зависимости от массы применяемых алмазов стеклорезы раз-;
деляют на пять групп. Стеклорезы 1-й, 2-й и 3-й групп предназна-'
йены для резки стекла толщиной до 5 мм, 4-й и 5-й групп —для.
резки стекла толщиной до 10 мм.
Конструкция и характеристика инструментов из СТМ. На основе ]
поликристаллических синтетических алмазов «карбонадо» (АСПК) 1
и «баллас» (АСБ) выпускают режущие инструменты (резцы и фрезы),
которые применяют для точения и фрезерования изделий из цветных
металлов, высококремнистых алюминиевых сплавов, твердых спла- '
вов, неметаллических труднообрабатываемых материалов, в том ‘
числе пластмассовых, керамических и композиционных.
В качестве СТМ для режущих инструментов применяют эльбор-Р
(композит 01); композит 05 и его модификации; гексанит-Р (компо-
зит 10). ।
Инструменты из СТМ выпускают трех видов: резцы сборные!
оснащенные неперетачиваемыми вставками с разъемным креплением
заготовок поликристаллов СТМ (рис. 7.26), резцы цельные напай-
ные (рис. 7.27), резцы и фрезы сборные со сменными монолитными
круглыми и многогранными пластинами из СТА!.
В зависимости от назначения различают следующие резцы из
СТМ: проходные, подрезные, расточные, фасочные, цельные дер-
жавочные резцы и для крепления в борштангах, отдельные переход-
ные режущие вставки круглые и прямоугольные для сборных фрез
и резцов.
Для сборных проходных, подрезных и расточных резцов с моно-
литными неперетачиваемыми пластинами из СТМ создана единая
264
Число ножей 5
Рис. 7.29. Конструкция торцовой фрезы с режущими вставками из СТМ:
1 — корпус; 2 — кольцо; 3 — вставка с СТМ; 4 болт; 5 — пружина; 6 —
шайба; 7 — винт; 8 — штифт
типовая конструкция (рис. 7.28). Пластина базируется относительно
корпуса по опорной плоскости и боковым поверхностям. Опора в кор-
пусе, на которой лежит пластина, выполнена в виде напайной твердо-
сплавной пластины, что обеспечивает высокую жесткость стыка и
хороший теплоотвод при резании. Пластина зажимается сверху
прихватом с помощью винта. Стружка отводится с помощью стружко-
ломателя, в качестве которого служит напайная твердосплавная пла-
стина на прихвате. Пружина фиксирует прихват при замене или
перестановке пластины.
Рекомендуемые параметры геометрии режущей части резцов
приведены ниже:
Передний угол у при обработке материалов, °:
особо твердых......................................................— (Ю-е-15)
твердых........................................................ — (5-? 8)
мягких и вязких................................................— (—Зч-О)
Главный угол в плане ср, °:
при малой глубине резаиня н большой жесткости.................... 30
при большой глубине резания и достаточной жесткости .... 45—50
для специальных работ и при недостаточной жесткости .... 55—60
Радиус при вершине г или фасетка f при чистовой или получнетовой
обработке, мм.................................................... 0,2—0,6
Для фрезерования изделий из цветных и черных металлов вы-
пускают сборные торцовые фрезы. Конструкция фрезы из СТМ
представлена на рис. 7.29. Фреза состоит из корпуса и стандартных
режущих вставок. Размеры фрез зависят от типа применяемого станка
и выпускаются диаметром 80—250 мм. Рекомендуемые параметры
режущих вставок: передний угол у = —5 4-------8°, задний угол
а=84-12°, главный угол в плане <р = 404-50°, вспомогательный
угол в плане ф = —104—15°.
С помощью фрез из поликристаллических сверхтвердых материа-
лов на основе нитрида бора (эльбора-Р, гексанита-Р) производят
получистовую и чистовую обработки стальных деталей твердостью
НРС 35 65 и чугуна твердостью НВ 180—600 на вертикально-
фрезерных, расточных и плоско-шлифовальных станках.
265
§ 5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ
ОДНОКРИСТАЛЬНЫХ ИНСТРУМЕНТОВ
Технологические процессы изготовления однокристальных
инструментов состоят из следующих операций: выбора и аттестации
сырья, резки и распиливания кристаллов алмазов, кристаллогра-
фического ориентирования и шлифования кристалла алмаза, креп-
ления обработанного кристалла в державке (оправе).
Выбирают и аттестуют алмазные кристаллы в зависимости от
размеров, формы, наличия и местонахождения дефектов. Размеры
кристалла определяются назначением и конструкцией инструмента
и указываются в чертеже.
При изготовлении однокристальных инструментов необходимо
выявить в кристалле алмаза «мягкие» кристаллографические направ-
ления для осуществления разрезки и шлифования и «твердые»
кристаллографические направления для наилучшего сопротивле-
ния алмаза изнашиваний при эксплуатации. «Мягкое» и «твердое»
направления связаны с анизотропией свойств монокристаллических
алмазов. На рис. 7.30 показаны элементы симметрии кристалла в
форме октаэдра. Кристалл имеет девять плоскостей симметрии
(рис. 7.30, а), из которых шесть проходят по граням и три —по
ребрам. Оси симметрии октаэдра (рис. 7.30, б) распределяются
следующим образом: три оси четвертого порядка (ЗЛ4) проходят
через противоположные вершины, четыре оси симметрии третьего
порядка (4А3) — через середины противоположных граней и шесть
осей второго порядка (6Л2) —через середины противоположных
ребер. Ромбододекаэдр имеет центр симметрии, девять плоскостей
симметрии, три оси четвертого порядка (ЗЛ4), четыре оси третьего
порядка (4А3) и шесть осей второго порядка (6Л2) (рис. 7.31 ?'а и б).
Максимальную твердость в кристалле имеют грани, в которых
атомы расположены наиболее плотно. В плоской сетке куба
(рис. 7.32, а) атомы расположены сравнительно неплотно на рас-..
Рис. 7.30. Элементы симметрии октаэдра:
а — плоскости симметрии; б — оси симметрии L„ Lt, Lt соответственно 2-, 3- и 4-го по-
рядка
Рис. 7.31. Элементы симметрии ромбододекаэдра:
а — плоскости симметрии; б — оси симметрии
266
Рис. 7.32. Расположение ато-
мов в плоских сетках:
а —куба; б -^ромбододекаэдра;
в — октаэдра^
В)
стоянии
а по диагонали —на расстоянии а\/2/2.Следовательно,
в плоской сетке куба алмаз будет легче всего шлифоваться по направ-
лениям, параллельным сторонам квадрата. Таким же образом можно
определить направления, по которым алмаз хорошо шлифуется в пло-
ских сетках ромбододекаэдра (рис. 7.32, б) и октаэдра (рис. 7.32, в).
Широко распространен визуальный метод ориентирования для
кристаллов правильной формы (октаэдр или ромбододекаэдр). По-
грешность ориентирования 20 %. При изготовлении алмазных рез-
цов необходимо найти расположение плоских сеток и относительно
них ориентировать будущее лезвие резца в кристалле ромбододека-
эдра и октаэдра на линии 1 (рис. 7.33), так как она находится в пло-
ских сетках, обладающих наибольшей износоустойчивостью. Направ-
ление наилучшей обработки ромбододекаэдра идет по меньшей диа-
гонали ромба (рис. 7.34, б). Направление обработки в алмазном
октаэдре показано на рис. 7.34, а. Если кристалл алмаза не имеет
четкой формы, ориентирование кристалла производят на ограночном
диске путем пробного шлифования. В процессе пробного шлифования
кристалл в державке поворачивают на определенный угол. Если
после нескольких минут обработки на алмазе появляются площади
изношенной поверхности, то это свидетельствует о мягком направ-
лении. В лабораторных условиях и при проведении исследований
ориентирование кристаллов неопределенной формы осуществляется
на рентгеновской установке.'Ориентируемый алмаз с помощью вяз-
кого клея устанавливают на держателе гониометрической головки.
Алмаз облучают из рентгеновской камеры. Пучок рентгеновского
излучения проходит через коллиматор, в результате чего на экране
электронно-оптического усилителя изображения возникает лау-
Рис. 7.33. Схема ориентации режущих кромок резца в кристаллах алмаза:
а — ромбододекаэдра; б — октаэдра; 1 — режущая кромка; 2 — передняя грань; 3 — зад-
няя грань
267
7
Рис. 7.34. Схема размещения плоских сеток в структуре алмаза в форме октаэдр!
(а) и ромбододекаэдра (б):
1 — плоская сетка куба; 2 — плоская сетка октаэдра; 3 — плоская сетка ромбододекаэдр;
пунктир — твердые, сплошная — мягкие направления шлифования
эграмма, соответствующая строению кристаллической решетки ал-И
маза. Алмаз в гониометрической головке поворачивают до полного®
совпадения лауэграммы ориентируемого алмаза с образцовой®
лауэграммой, после чего алмаз фиксируют в державке и передаю™
для обработки. Ориентируют кристалл алмаза обязательно перед1
резкой и раскалыванием алмаза. |
Для разделения кристалла алмаза на части или удаления дефек- 1
тов из него с целью наиболее эффективного использования его рас- 3
калывают и распиливают. Процесс раскалывания складывается из |
ориентирования кристалла и определения плоскости раскалывания, |
подготовки оснастки, нанесения риски-засечки и раскалывания. |
Предварительно на кристалл наносят алмазным резцом риску- |
засечку, а затем подбирают нож для раскалывания. Перед раскалы- |
ванием оправку с алмазом вставляют в вертикально расположенноев
отверстие в свинцовой пластине. В риску на алмазном кристалле®
вставляют нож, после чего наносят легкие удары специальным ме-и
таллическим стержнем по обушку ножа. Для отделения оставшейся®
части кристалла от оправки ее нагревают, и кристалл легко отдели-®
ется от цемента и оправы.
Распиливание кристаллов алмаза производится на специальных®
многопозиционных установках НИА-С8. Оно состоит из следующих ’
операций: разметки кристаллов и приклеивания к оправке; уста-
новки в приспособления и ориентирования; подрезания и распи-
ливания. Распиливают алмаз распиловочным бронзовым диском диа-
метром 80 и толщиной 0,04—0,09 мм, режущая кромка которого
шаржируется алмазным микропорошком зернистостью АСМ20/14—
14/10.
Шлифуют природные алмазы алмазными кругами на металличе-
ских, керамических и органических связках, а также чугунными
дисками, шаржированными алмазными микропорошками. Алмаз при
шлифовании подвергается абразивному, адгезионному и диффузион-
ному изнашиванию. Производительность шлифования зависит от
268
окружной скорости круга или диска, давления и способа шлифования.
-'^Давление в зоне контакта, Па : 1,5—6,5 при шлифовании и 1—2,5
при полировании.
Увеличение зернистости шлифовального диска приводит к по-
вышению производительности шлифования, однако шероховатость
обрабатываемой поверхности увеличивается. Поэтому полирование
рекомендуется осуществлять алмазными микропорошками зерни-
стостью 3—5 мкм. Для эффективного съема при шлифовании при-
родного алмаза необходимо устанавливать кристалл таким образом,
чтобы направление вращения чугунного диска было для грани ок-
таэдра перпендикулярно к штриховке кристалла, для грани куба —
параллельно ребрам граней и для грани ромбододекаэдра — пер-
пендикулярно к штриховке.
Шлифование (огранка) кристаллов алмаза производится на спе-
циальных ограночных станках: плоских поверхностей на станках
ВА-Cl и НИАС22, сферических поверхностей на станке ВА-С2
и модернизированных универсально-заточных станках ЗВ642. Для
предварительной обработки кристаллов алмазов применяют алмаз-
ные круги диаметром 150—250 мм зернистостью АС6 200/160—
160/125. Скорость круга 20—45 м/с.
Для окончательного шлифования и доводки поверхности кристал-
лов резцов, выглаживателей, наконечников НК, НОМ и других
инструментов применяют чугунные диски диаметром 200—400 мм
из специального чугуна, что обеспечивает при шаржировании диска
алмазным микропорошком прочное закрепление в нем алмазных
зерен. Для окончательного шлифования применяют порошки зерни-
стостью АСН 40/28—АСН 28/20, для окончательной доводки —
зернистостью АСН 7/5—5/3. Закрепленный в технологической дер-
жавке кристалл алмаза устанавливают в специальное приспособле-
ние под требуемым углом и в оптимальном направлении (рис. 7.35).
Кристалл обрабатывают в следующей последовательности:
переднюю поверхность алмазным кругом — при большом съеме
припуска или на чугунном диске, если кристалл подготовлен к ог-
ранке предварительно путем резки или раскалывания;
заднюю грань резца; при этом полученную заготовку перестав-
ляют в другую технологическую державку или запрессовывают мето-
дом порошковой металлургии в бронзовую пластину (вставку);
фаску — по передней и задней поверхностям;
окончательно режущую кромку — по задней, а затем по передней
поверхности.
При изготовлении выглаживателей, рабочая поверхность которых
имеет форму сферы или конуса, алмаз обрабатывают на станке
ВА-С2 или универсально-заточном в специальном приспособлении.
При этом вращающуюся державку с закрепленным алмазом уста-
навливают в приспособлении под определенным углом. Предвари-
тельная обработка кристалла под конус ведется алмазными кругами
прямого профиля на органической связке зернистостью
АС4 200/160—160/125. Предварительная обработка конической и
сферической поверхностей осуществляется алмазным кругом АЧК-
269
Рис. 7.35. Конструкция приспособления для шлифовки кристалла^алмаза:
1 — салазки; 2 — ползун; 3 — стойка; 4 — коромысло; 5 — груз; 6 — S — поворотные
угольники; 9 —упор; 10 —контргайки; 11 —стойка
Окончательная обработка конической поверхности и доводка
сферической поверхности выглаживателей производятся на станке
ВА-С2 на чугунном диске, шаржированном алмазным микропо-
рошком. Качество обработки сферы проверяют под микроскопом, а
геометрические параметры — на проекторе ЧП-2 при увеличении
в 10—50 раз.
Та же последовательность у технологии изготовления наконеч-
ников к твердомерам ТК, игл для профилометров, контактных нако-
нечников и других изделий со сферической или конической рабочей
частью.
Крепление кристаллов алмазов к державке осуществляется ме-
тодами: механическим, порошковой металлургии или пайкой.
У механического метода крепления ряд преимуществ по сравнению
с пайкой: отсутствие внутренних термических напряжений, быстрая
смена кристалла для повторной заточки, многократное использо-
вание резцедержателя. При этом необходимо точное изготовление
посадочного места под обработанный кристалл и сложная система
механического крепления.
Метод порошковой металлургии применяют для крепления ал-
мазов массой более 0,5 кар. Обработанный по режущей части кри-
сталл крепится к державке с помощью вставки (рис. 7.36), изготов-
ляемой из порошка (медь —80 %, олово — 15 %, свинец —5 %)
методом горячего прессования. Алмазные кристаллы массой до
0,5 кар и резцы некоторых специальных видов (для правки, деко-
ративной обработки и т. д.) крепят к державке путем пайки. Преи-
270
Рис. 7.36. Конструкция вставки
с алмазом, изготовленной мето-
дом порошковой металлургии
муществом пайки явля-
ются простота конструк-
ции державки и неболь-
шие габаритные размеры
инструмента, высокая
прочность и надежность
крепления. Пайку произ-
водят в индукторе на уста-
новках токами высокой
частоты. Окончательно об-
работанный алмаз уста-
навливают в паз державки
с помощью легкой заче-
канки и запаивают при-
поем ПСР 50 Кд с темпе-
ратурой плавления 650—
700 °C, после чего про-
изводят механическую
обработку державки и за-
чищают державку от
припоя.
Геометрические параметры режущей части алмазных резцов
контролируют на большом инструментальном микроскопе. В зави-
симости от типа изготовляемых резцов предельное отклонение углов
заточки режущей части не должно превышать ±(1-?2)°. Допуска-
ется выполнять радиус скругления вершины резца в виде одной или
нескольких фасеток. Параметр шероховатости поверхности режущей
части резца и наличие дефектов проверяют оптическим методом на
микроскопах МИМ-7 или МИИ-4.
Проверяют стойкость и прочность готовых резцов на токарном
станке наружным обтачиванием круглых образцов из латуни ЛС59
со скоростью резания 600 м/мин, продольной подачей 0,10 мм/об
и глубиной резания 0,06 мм. После 5 мин работы на режущих кром-
ках резцов при не менее чем 100-кратном увеличении не должно
быть обнаружено выкрашиваний, сколов или трещин.
Технологический процесс производства волок из природных и
синтетических алмазов включает следующие основные операции:
сортировку алмазного сырья в зависимости от геометрических
параметров, массы и качества;
ориентирование кристалла алмаза; при этом ось канала волоки
для достижения максимальной износостойкости располагают по оси
третьего порядка;
шлифование базовых плоскостей и смотрового окна (для при-
родных алмазов) (рис. 7.37, а) на ограночном станке НИА-С22;
окно служит для контроля канала волоки при сверлении;
271
я
Рнс. 7.-37. Схема обработки алмазной волоки:
а — шлифование плоскостей н смотрового окна кристалла волоки; б — сверление входной
распушки и рабочей зоны; в — сверление выходной распушкн; г — канал волоки после
ультразвуковой обработки
сверление канала волоки на квантовом оптическом генераторе
«Квант-9» или «Квант-9М» лазерным лучом: центровку кристалла,
сверление входной и рабочей зон (рис. 7.37, б), сверление с обратной
стороны выходной распушки (рис. 7.37, в);
шлифование канала волоки на ультразвуковых станках МЭ-76;
при этом производится обработка входной распушки, смазочного
конуса, рабочей зоны, выходной распушки и канала волоки
(рис. 7.37, г); обработка производится острозаточенными конусными
стальными иглами; в зону обработки подается водная суспензия
из алмазных микропорошков зернистостью 28/20—14/10;
закрепление обработанного кристалла алмаза в оправе методом
порошковой металлургии на прессе горячего прессования; полиро-
вание канала волоки на специальных станках проволокой с подачей
алмазной суспензии (рис. 7.38);
контроль геометрических параметров и качества канала волоки
методом лазерной дефрактометрии и косвенным методом измерения,
заключающимся в протягивании проволоки из материала с опреде-
ленной прочностью через канал волоки в направлении, перпендику-
лярном к ее торцу, с последующим замером диаметра протянутой
проволоки; диаметр проволоки до протягивания должен быть на
5—10 % более номинального размера калибру-
ющего отверстия волоки; длина отрезка прово-
локи должна быть не менее 0,5 м, диаметр и оваль-
ность протянутой проволоки измеряют конт-
рольными приборами —микрометрами, оптимет-
рами, оптикаторами и др.; линейные размеры и
углы волочильного канала определяют в волоке,
Рнс. 7.38. Схема канала волоки после доводки
272
не заделанной в оправку, а у волок из непрозрачных синтетических
алмазов — методом слепка.
Завершающими операциями изготовления волок являются ме-
ханическая обработка и маркировка.
Технологический процесс изготовления резцов из СТМ состоит
из следующих операций: изготовления державки резца, крепления
заготовки поликристалла в державку, заточки и доводки рабочей
части резца и контроля инструмента.
Для изготовления державок резца применяют сталь 20Х для
вставок, сталь 45 и сталь 40 для резцов с механическим креплением.
Державки для резцов с механическим креплением после их изго-
товления подвергают термической обработке (закалке и отпуску)
до твердости HRC 40—45.
Важное место в технологии изготовления резцов из СТМ зани-
мает операция закрепления поликристалла в державку. В зависимо-
сти от конструкции резца может быть применен тот или иной метод
закрепления поликристалла. На рис. 7.39 приведена классификация
Рис. 7.39. Классификация способов закрепления СТМ
273
современных способов закрепления заготовок из СТМ. В большин-
стве выпускаемых резцов предусмотрено закрепление заготовки поли-
кристалла СТМ или переходной вставки путем пайки, горячей за-
прессовки и по технологии порошковой металлургии. Для улучше-
ния качества крепления заготовки поликристалла в теле инструмента
ее предварительно подвергают металлизации двумя методами: хими-
ческим никелированием и вакуумной металлизацией адгезионно-
активными припоями. Заточка режущей части резцов производится
в основном на плоско-шлифовальных и универсально-заточных стан-
ках и должна обеспечивать параметр шероховатости поверхности не
ниже Ra = 0,16 мкм, а также отсутствие трещин, сколов и выкраши-
ваний на режущих кромках.
Для предварительной заточки применяют абразивные круги
из электрокорунда зернистостью 25—40, твердостью СМ1—СМ2 на
керамической связке, со скоростью круга 25 м/с, продольной по-
дачей 3 м/мин, поперечной подачей 0,04 мм/дв.ход.
Для заточки режущих граней резцов из поликристаллов на основе
нитрида бора применяют круги АЧК и АПВ (12А2, 6А2) из алмазов
АС4—АС6 зернистостью от 125/100 до 63/50 на органических связках
(ТО2, Б1) или металлических связках МВ1.
Заточку режущих граней ведут при скорости круга 25—30 м/с,
продольной подаче 1—3 м/мин и поперечной подаче 0,01—
0,05 мм/об.
Доводку резцов производят алмазными кругами на органической
связке Б1 или ТО2 зернистостью АСМ 28/20 или чугунными ди-
сками, шаржированными алмазными порошками зернистостью
АСМ 28/20. Заточка режущей части инструментов из поликристалли-
ческих алмазов производится по такой же схеме. Особенности за-
точки резцов из «карбонадо» — более высокая концентрация
алмазов в кругах и более «мягкие» режимы обработки, например
поперечная подача круга 0,025—0,01 мм/дв.ход при заточке и
0,002—0,0025 мм/дв.ход при доводке.
Во избежание сколов доводку резцов следует вести в направлении
«на режущую кромку». У режущих инструментов из СТМ проверяют
геометрические параметры и качество режущей кромки, их также
подвергают приемочным испытаниям на работоспособность. Работо-
способность резцов из СТМ на основе нитрида бора определяется
износом режущей части резца по задней грани. Износ по задней по-
верхности должен быть не более 0,10—0,12 мм после 1,5—5 мин
непрерывной работы при скорости резания 80 м/мин, продольной
подаче 0,07 мм/об, глубине резания 0,2 мм.
Обработка производится на токарно-винторезных станках клас-
са В, на образцах из закаленной стали твердостью HRC 62—64.
Работоспособность резцов из «балласа» и «карбонадо» определя-
ется при точении стеклопластика АГ-4С при скорости резания
500 м/мин, продольной подаче 0,05 мм/об и глубине резания 0,7 мм.
При этом стойкость резцов до повторной заточки должна быть не
менее 120 мин при параметре шероховатости обработанной поверх-
ности не более Ra = 1,25 мкм.
274
Разработан технологический процесс изготовления резцов из
неперетачиваемых пластин из эльбора-Р, гексанита-Р и композита-05
и специальная технологическая оснастка для его осуществления.
Технологический процесс изготовления многогранных пластин пре-
дусматривает следующие операции: круглое бесцентровое шлифо-
вание заготовок для придания им правильной цилиндрической
формы, необходимой для обеспечения точного базирования при сле-
дующих операциях; плоское шлифование и доводку торцов заготовок
(опорных поверхностей); плоское шлифование и доводку граней;
плоское шлифование и доводку радиусов при вершине (сопряжений
режущих кромок).
Шлифование и доводка осуществляется алмазными кругами
зернистостью 100/80—63/50 (для шлифования) и 40/28—20/14 (для
доводки) на органических связках ТО2, Б1, БП2 или на металличе-
ской связке МВ1 концентрации 100, а окончательная доводка —
алмазными пастами на притирах.
Технологический процесс изготовления режущих вставок для
фрез такой же, как режущих вставок для сборных резцов из СТМ.
СПИСОК ЛИТЕРАТУРЫ
1. Абразивные материалы н инструмент: Каталог-справочник/В. A. Pl,
баков, В. И. Муценко, Б. А. Глаговский и др. Под общ. ред. В. А. Рыбакова
М.: НИИМаш, 1976. 385 с.
2. Глаговский Б. А., Роиштенн Г. М., Яшин В. А. Контрольно-измеритель-
ные приборы и основы автоматизации производства абразивных инструментов. Л.:
Машиностроение, 1980. 286 с.
3. Зарецкая Г. М., Лавров И. В., Филоненко Н. Е. Искусственные абразив-?
ные материалы под микроскопом. М.: Недра, 1981. 159 с. 1
4. Ипполитов Г. М. Абразивно-алмазная обработка. М.: Машиностроение,:>
1969. 335 с.
5. Ковальчук Ю. М. Развитие производства абразивного, алмазного и эльбор
него, инструмента. М.: Машиностроение, 1976. 32 с.
6. Кудасов Г. Ф. Механическая обработка абразивных инструментов. М.—Л.
Машгиз, 1956. 161 с.
7. Лысанов В. С., Букин В. А, Глаговский Б. А. Эльбор в машинострое
нии/Под ред. В. С. Лысанова. Л.: Машиностроение, 1978. 280 с.
8. Любомудров В. Н., Васильев Н. Н., Фальковский Б. И. Абразивны?
инструменты н их изютовление. М.—Л.: Машгиз, 1953. 376 с.
9. Оборудование и оснастка предприятий абразивной и алмазной промышлей
ности: Учеб, пособие для машиностроительных техникумов/В. А. Рыбаков,
В. В. Авакян, О. С. Масевич и др. Под общ. ред. В. А. Рыбакова. М.: Машино-
строение, 1981. 271 с.
10. Основы проектирования и технология изготовления абразивного и алмаз-
ного инструмента/В. Н. Бакуль, Ю. И. Никитин, Е. Б. Верник и др.; Под ред.
В. Н. Бакуля. М.: Машиностроение, 1965. 296 с.
11. Производство абразивных материалов/А. С. Полубелова, В. Н. Крылов.
В. В. Карлин и др.; Под ред. В. Н. Крылова. Л: Машиностроение, 1968. 296 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоклавы — Назначение 175
Автоматические системы управления
технологическими процессами (АСУ
ТП) — Применение 11
Акустический контроль 128
Алмазы — Кристаллическая решетка
73 — Относительный расход 207 —
Свойства 45 — Синтез 74, 75 — Удель-
ный расход 207
— в оправах — см. Инструменты
алмазные для правки — Конструкции
239 — Назначение 239 — Разновид-
ности 239 — Характеристики 239
— поликристаллические — Марки 44
— природные — Применение 257 —
Разновидности 44
— синтетические — Марки 44 — Меха-
ническая прочность 31 — Прочностные
показатели 46 — Характеристики 44
Аппретирование 181
Аппреты — Составы 181
Б
Бакелизаторы — Понятие 171
Бакелизации — Понятие 171
Бакели — Свойства 125
— Состав 124
«Баллас» 76, 264
Бобины — см. Ленты шлифовальные
— Конструкция 146
— Пример маркировки 146
— Характеристики 146
Боксит — Агломерация 50, 51
— Качество 52
— Разновидности 50
— Состав 50
Бомбардировка катодио-иониая —
Сущность 253
Бруски — Конструкции — 118 — При-
мер маркировки 136
— алмазные — см. Инструменты ал-
мазные для правки
— шлифовальные 111
Бумажная основа для шлифовальной
шкурки — Маркировка 140
— Разновидности 139, 140
— Характеристики 139, 140
В
Вальцевание абразивной смеси —
Назначение 174
— Принцип 174
Волоки алмазные — Конструкция 260
— Назначение 260
— Разновидности 260, 261
— Схема канала 261
— Характеристики 260
Вулканизаторы — Назначение 175
— Разновидности 175
Вулканизация — График 175
Г
Гальванопластика — Назначение 226
— Принцип 227
Гальваностегия — Назначение 226
— Принцип 226, 227
— Состав электролита 227
Гальванотехника — Метод 246
Гексанит 46, 49
Глинозем — Получение 58, 59
— Состав 58
Головки шлифовальные — Конструк-
ции 115, 116
— Понятие 111
ГОСТ 127—76* 126
444—75* 66
607—80Е 241
1050—74** 135
2424—83 132, 136
2456—82 136
2912—79Е 61
3060—75 130, 133, 206
3252—80 141
3253—79 52, 68
3357—72 139
3584—73* 81
3647—80 80, 108
4543—71* 135
4559—78 125
5009—82 138, 144, 147
5744—74* 27
6217—74* 260
6456—82 138, 144
7032—75 67
. 8692—82 138, 148
9206—80Е 44, 45, 80, 246
9377—81 261, 262
277
ГОСТ 9808—75* 61
10054—82 138, 144
10110—78 205
12439—75 145, 146
13344—79 138, 144
13830—68 68
16115—78 205
16167—80 208
16181—82 205, 207
17122—71* 205
17365—71 238
17564—72* 238
17626—81 141
18118—79* 128
18277—72* 140
18704—78 72
19202—80 128
21323—75 128
21963—82 119, 136
22773—77 138, 147
22774—77* 138, 146
22775—77 138, 147
22776—77* 138
22898—78 68, 78
24106—80 205, 206, 208
Гранат 43
Графит — Строение 73
Грохот — Технико-экономические по-
казатели 96
— Требования 98
д
Дегидратация 121
Декантация 100
Диски шлифовальные фибровые —
Конструкция 147
— Назначение 148
— Характеристики 148
Долота алмазные — см. Коронки ал-
мазные буровые
— Конструкция 241, 245
— Назначение 241, 245
Дробилки 84, 85
Е
Единая система технологической под-
готовки производства (ЕСТПП) — Раз-
новидности 10
3
Зернистость — Понятие 80
— Обозначение 82, 83
Зерновой состав — Понятие 81
И
Иглы алмазные — см. Инструменты
алмазные для правки
278
— Конструкции 262
— Характеристики 238
Износостойкость — Понятие 37
— относительная — Определение 37
Инструмент абразивный — Выбор
12—14
— Назначение 12—14
— Особенности 110
— Разновидности 110—118
— Характеристики НО, 134
— Шкала твердости 127
Инструменты абразивные из абра-
зивных материалов на основе гибкой —
Разновидности 138
— нетканой 148
Инструменты абразивные из СТМ —
Конструкции 197
— Основные характеристики 208
— Показатели качества 205
— Предельно допустимые значения
неуравновешенности 205
— Пример маркировки 208
— Разновидности 197
— Связки 204, 205
— Твердость 205
— Типоразмеры 198
— Уравновешивание 205
Инструменты алмазные — Разновид-
ности 237
— для бурения — Разновидности 241,
244, 245
— для правки — Назначение 237 —
Разновидности 238—241
— однокристальные — см. под их
названиями: Волоки алмазные-, Иглы
алмазные; Наконечники алмазные;
Резцы алмазные; С теклорезы алмазные
Инструменты режущие из СТМ — см.
под их названиями: Резцы из СТМ;
Фрезы из СТМ торцовые сборные —
Разновидности 264
К
Карандаши алмазные — см. Инстру-
менты алмазные для правки
— Конструкция 241
— Назначение 239
— Разновидности 240
— Характеристики 240
«Карбонадо» 76, 264
Карбид бора — Абразивная способ-
ность 42
— Механические свойства 33
— Применение 42
— Состав 22
Карбид кремния — Марки 40
— Статическая прочность 35
— Химический состав 40, 41
Каучук синтетический 126
Комбинированная основа для шли-
фовальной шкурки 140
Контроль акустический — см. Аку-
стический контроль
Конусы шлифовальные — Пример
маркировки 146, 147
— Разновидности 146
— Характеристики 146
Коронки алмазные буровые — см.
Инструменты алмазные для бу-
рения
— Конструкции 241, 243, 244
Коронки
— Основные компоненты матрицы
246, 247
— Разновидности 241—244
— Схема укладки алмазов 243
Корунд 42
Кремень 43
Кристалл — Элементы симметрии 266
Круги отрезные — Пример марки-
ровки 136
— армированные—Конструкция 119
Круги полировальные — Разновид-
ности 150
— Характеристики 150
Круги шлифовальные — Классы не-
уравновешенности 130 — Конструк-
ции 112—115—Понятие 111 —Ме-
ханическая обработка 165
— алмазные — Нормативные показа-
тели работоспособности 207
— высокопористые — Конструкции
130, 131
—'лепестковые — Пример марки-
ровки 147 — Разновидности 147
— эльборовые — Допустимые не-
уравновешенные массы 206 — Нормы
точности 206
Кубический нитрид бора — Марки
46, 48
— Микротвердость 46
— Свойства 46
— Строение 74
Л
Ленты шлифовальные — Допустимая
длина 146 — Конструкция 145 — Мар-
кировка 146 — Характеристики 145,
146
— бесконечные из СТМ — Характери-
стика и основные размеры 209
— из шлифовальной шкурки — При-
мер маркировки 146 — Характери-
стики 146
Литье горячее 166
— холодное 167
М
Материалы абразивные — Макро-
механические свойства 28, 30 —
Марки 37—43 — Методы определения
механических свойств 32—37 — Меха-
ническая прочность 31 — Разновид-
ности 15 — Структура 129, 130
— Физико-механические свойства 28,
29 — Химический и минералогический
составы 15—25 — Эксплуатационные
свойства 30
— естественные — см. под их назва-
ниями: Алмаз природный', Гранат',
Корунд-, Кремень
— Разновидности 15
— Химический состав 42, 43
— искусственные — см. под их назва-
ниями: Алмазы синтетические-, Ге-
ксанит; Карбид кремния; Электро-
корунд хромистый; Кубонит; Моно-
корунд; Формокорунд; Электрокорунд
белый; Электрокорунд нормальный;
Электрокорунд сложнолегированный
(хром титанистый); Электрокорунд
циркониевый; эльбор
— Разновидности 15
— Химический состав 37—42
Материалы композиционные — Марки
49
Материалы сверхтвердые (СТМ) —
Марки 46, 48
— Механическая прочность 31
— Относительный расход 258
— Получение 76
— Разновидности 43, 264
— Физико-механические свойства 43—
49
Материалы шлифовальные — Зерно-
вой состав 81, 84
— Классификация 80
— Контроль качества 30, 108, 109
— Обозначение зернистости 82
— Осыпаемость пленки!178
— Оценка прочностных характери-
стик 31, 32
— Пример маркировки 178.
— Фракции 81
Машина агломерационная непрерыв-
ного действия 51
Металлизация диффузионная — Сущ-
ность 253
Металлургия порошковая — Назна-
чение 271
— Сущность 246
Микроиндентирование — Метод 32,
33
Микропрочность — Понятие 33
Микроскоп стереоскопический 22
279
Микротвердость — Критерий 33
— Определение 33
Микрохрупкость — Определение 33
Минерализаторы 153
Моиокорунд — Марки 16, 38
— Механические свойства 33
— Применение 39
— Статическая прочность 35
— Химический состав 16, 38, 39
Н
Наждак 43
Наконечники алмазные — Назначение
261 — Разновидности 261
— для выглаживания — Назначение
262 — Характеристики 263
Наполнители — см. Тела абразивные
Нитрид бора — Модификации 74
О
Обезвоживание 96, 97
Обогащение 94—96
Оборудование технологическое — Ви-
ды 8
— Понятие 7
— Разновидности 8
Оснастка технологическая — Поня-
тие 7
Основа для шлифовальной шкурки
бумажная — см. Бумажная основа
для шлифовальной шкурки
— комбинированная — см. Комбини-
рованная основа для шлифовальной
шкурки
— тканевая — см. Тканевая основа для
шлифовальной шкурки
ОСТ 2-3—76 10
6-05-441—78 210, 212
144—78 40
И70-8—78 119
2 И74-6—83 205, 208
2 И77-5—77Е 263
2 МТ66-2—72 155
МТ71-5—78 37, 38, 39
МТ75-1—78 52
МТ79-2—75 80
П
Пасты абразивные — Назначение 148,
150 — Пример маркировки 150 — Раз-
новидности 149 — Связки 149 — Со-
став 148 — Характеристики 149
— полировальные — Разновидности
193 — Состав 193, 194
— твердые — Разновидности 194,
195 — Состав 194
Пасты из СТМ — Пример маркировки
280
210 — Разновидности 210 — Содержа-
ние алмаза и эльбора 209
— полировально-доводочные — Разно-
видности 236 — Состав 235, 236
Пептизаторы 89
Печи вакуумные — Применение 223
Печи для обжига — Назначение
163 — Разновидности 163, 164
— камерные 223
— туннельно-щелевые 9, 164
— туннельные 163, 164
— шести канальные газовые щелевые
164
— электрические щелевые 233
Печи для плавки сопротивления по- .
движные 70, 71
— электроплавильные 8, 9
Плита гидравлическая — Принцип
действия 160
Подготовка производства технологи-
ческая — см. Техно логическая под-
готовка производства
Поликонденсация 125
Полиморфизм 73
Прессование 213, 214, 222, 223
— горячее 170
— двустороннее 160
— до заданного давления 159
— до заданного объема 159
Пресс-формы — Рабочий объем 210
Пресс-формы для производства ин-
струмента абразивного из СТМ на
связке металлической — Конструк-
ция 221
— органической — Конструкция 214
Пресс-формы для производства кру-
гов из СТМ на керамической связке —
Конструкция 282
Пресс-формы для формирования ма-
трицы алмазной буровой коронки —
Конструкция 255
Процесс производственный — Поня-
тие 7 — Разновидности 7
— технологический — Понятие 6 —
Разновидности 6 — Основы проекти-
рования 7—11
Прочность на излом — Формула для
вычисления 157
— статическая единичных зерен аб-
разивных материалов 34, 35
ПТУ 2-036-032—79 40
Р
Разрушаемость шлифовального зер-
на — Критерий 35
— Определение 35
— Формула для расчета 35
Рассев — Способы 88, 89
Расширители алмазные — см. Ин-
струменты алмазные для бурения
— Конструкция 244, 245
— Назначение 244
Резцы алмазные — см. Инструменты
алмазные для правки
— Конструкции 239 , 257 , 258, 259
— Контроль геометрических пара-
метров режущей части 271
— Контроль стойкости и прочности 271
— Особенности конструирования и
выбора 257, 258
— Разновидности 238, 257, 259
— Формы заточки 259
— Характеристики 238
Резцы из СТМ — Рекомендуемые пара-
метры геометрии режущей части 265 —
Способы закрепления СТМ
— сборные проходные — Конструк-
ции 263, 264
Ролики алмазные 241
— см. Инструменты алмазные для
правки
С
Связки для инструментов абразив-
ных — Разновидности 121—124
— бакелитовые 169
— вулканитовые 173, 174
— керамические 121, 122
— металлические 124
— силикатные 124
Связки для инструментов абразивных
из СТМ 204, 205
— К1 — Назначение 228 — Состав
228 — Технология производства 230
— металлические — Добавки для улуч-
шения свойств 217, 218 — Недостаток
217 — Плотность 220 — Составы 217 —
Физико-механические свойства 218
— ОП-9 — Состав 228
— органические — Составы 212 —
Технология производства 210
— СЮ — Схема технологии производ-
ства 230 — Характеристики 228
— эластичные — Компоненты 215' —
Назначение 215
Связки для паст абразивных 149
— для шлифовальных шкурок 140
Связующие 157, 170, 172, 173, 176,
187, 188, 210
Сегменты шлифовальные — Назначе-
ние 111
— Характеристики 116, 117
Седиментация 103, 104
Сепарация магнитная 94
Система технологической подготовки
производства — см. Единая система
технологической подготовки
Системы управления технологически-
ми процессами автоматические —
см. Автоматические системы упра-
вления технологическими процессами
«Славутич» 245
Смеси абразивные — Количество
связки 155
— Количество шлифовального мате-
риала 155
— Методы укладки в пресс-форму 159
— Порядок приготовления для улуч-
шения равномерности свойств изде-
лия 158
— Пример расчета рецептуры 155, 156
— Связующие 157
— Цель приготовления 155
Смолы 120
Состав зерновой — см. Зерновой
состав
Способность абразивная — Критерий
27 — Понятие 27
— режущая — Понятие 28
Станки плоскообдирочные — Принцип
действия 166
Стеклорезы алмазные — Конструк-
ция 263
— Назначение 263
— Разновидности 264
СТП 19-01—76 40
СТ СЭВ 636—77 206
Сушила 161, 162, 187
Т
Твердость инструмента абразивного —
Понятие 127
— материала абразивного — Поня-
тие 26
«Твисал» 245
Тела абразивные — Разновидности
120, 121
Технологическая подготовка произ-
водства — Функции 8
Технология производства алмазов
синтетических — Синтез алмазов 74—
77 — Схема 78
— брусков алмазных 249, 251
— волок алмазных 271—273
— дисков шлифовальных фибровых
190, 191
Технология производства инструмен-
тов из СТМ на связке керамической —
Испытание механической прочности
234
281
— Механическая обработка 233
— Обжиг 233
— Приготовление формовочной массы
230
— Пример расчета рецептуры круга
230, 231
— Смешивание формовочной массы
231
— Сушка 232, 233
— Схема процесса 229
Технология производства инструмен-
тов абразивных из СТМ на связке
металлической — Брикетирование
220-222
— Охлаждение 223
— Прессование 222
— Приготовление формовочной мас-
сы 218
— Расфасовывание формовочной мас-
сы 220
— Смешивание формовочной массы
219
— Спекание 222, 223
— Схема процесса 216
— металлизационным напылением 224
— плазменным напылением 224, 225
— электрохимическими методами
225—228 — см. Гальваностегия-, Галь-
ванопластика
Технология производства инструмен-
тов абразивных из СТМ на связке
органической — Механическая обра-
ботка 215 — Подготовка формовочной
массы 210 — Прессование 213, 214 —
Схема процесса 211 — Термическая
обработка 215
— эластичной 215
Технология производства инструмен-
тов абразивных литьем 167, 168
Технология производства инструмен-
тов абразивных на связке бакелито-
вой
— Виды и причины брака 176 — Меха-
ническая обработка 172 — Пригото-
вление абразивных смесей 169,
170 — Рецептура абразивных смесей
169 — Способы укладки 171 — Спо-
собы формирования 171
— Термическая обработка 171, 173
— вулканитовой — Виды и причины
брака 176
— Вулканизация 175 — Механиче-
ская обработка 175 — Приготовление
абразивной смеси 173, 174 — Пригото-
вление связки 173, 174 — Схема про-
цесса 173 — Схема цепи аппаратов
173
— керамической — Виды и причины
брака 165 — Механическая обра-
ботка и испытание 165—167 — Под-
готовка сырьевых материалов 151 —
Приготовление абразивных смесей
155, 157, 158 — Приготовление связки
151—153, 155 — Схема механизиро-
ванной линии 168, 169 — Термическая
обработка 160—165 — Формование
158, 160
— магнезиальной 177
— силиконовой 176, 177
— эпоксидной 177
Технология производства инстру-
ментов алмазных для бурения — До-
зирование алмазоносной шихты 247—
Изготовление гранулированной ших-
ты 247 — Методы 245—247, 253—
257 — Прессование алмазоносного
слоя 247 — Пропитка алмазоносного
слоя 247, 248 — Сырье 246
— для правки — Дозирование алма-
зоносной шихты 247 — Изготовление
гранулированной шихты 247 — Ме-
тоды 245—249 — Особенность 250 —
Прессование алмазоносного слоя
247 — Пропитка алмазоносного слоя
247 — Сырье 246
Технология производства каранда-
шей алмазных 247, 248, 249
— карбида бора 71, 72
— карбида кремния 68—71
— коронок алмазных буровых 247,
248, 253—257
Технология производства кругов по-
лировальных 195, 196
— шлифовальных 190
Технология производства лент шли-
фовальных бесконечных 189, 190
материалов шлифовальных — Опера-
ции 85 — Разделение по крупности
88 — Способы дробления 85, 87
микропорошков — Исходный мате-
риал 98 — Классификация 102,
103 — Обезвоживание 104 — Сушка
105 — Схема процесса 98, 99 —
Химическое обогащение 100, 101
— монокорунда 65, 66
Технология производства паст абра-
зивных 194, 195
— полировально-доводочных 235, 236
— полировальных 193
Технология производства полотна шли-
фовального объемного некатаного
191__193
— резцов из СТМ 273—275
— роликов алмазных 248, 249, 251, 252
— связок керамических для инстру-
ментов абразивных — Исходные мате-
риалы 151, 154 — Компоненты для
улучшения свойств 152, 153 — Схема
процесса 152 — Схема цепи аппаратов
282
156 — Формула для расчета количе-
ства связки 155
— тканевой основы для шлифовальной
шкурки из абразивного материала —
Аппретирование 181, 182 — Виды
и причины брака 183
— Грунтовка 179, 181 — Подготовка
179, 180 — Пропитка для улучшения
свойств 179 — Размотка на станке
185
— формокорунда 66, 67
Технология производства шкурок
шлифовальных — Виды брака 189 —
Кромкование 187 — Нанесение шли-
фовального материала 185, 186 —
Подготовка основы 178—182 — Под-
готовка шлифовальных материалов
178 — Проверка ткани 183 — Стаби-
лизация 187 — Сушка 188 — Схема
процесса 178 — Схемы поточно-
механизированных линий 184, 185 —
Термическая обработка 187
— из СТМ — Аппретирование 234 —
Грунтование 234 — Подготовка осно-
вы 234 — Схема автоматической по-
точной линии 235 — Термическая
обработка 234
Технология производства шлифзерна
и шлифопорошков — Дробление абра-
зивных материалов 90—94 — Кон-
троль 97, 98 — Обезвоживание 96,
97 — Обогащение измельченного
материала 94—96 — Схема процесса
90, 91
Технология производства электро-
корунда белого плавкой — Схема про-
цесса 59, 60 — Сырье 58 — Технико-
экономические показатели 60
— «на блок» 59
— «иа слив» 59
Технология производства электро-
корунда легированного плавкой
•— Механизация разделки слитков
63 — Сырье 61 — Технико-экономиче-
ские показатели 62, 63
— «на блок» 61, 62
— «на выпуск» 61
Технология производства электро-
коруида нормального плавкой
— Схема установки 52, 53 — Сырье
50 — Технико-экономические показа-
тели 57
— «на блок» — Схема установки 52,
53 — Этапы 54, 55
— «на выпуск» — Схема процесса 56 —
Этапы 57
Технология производства электро-
корунда циркониевого плавкой —
Особенности 63
— Сырье 63
— Этапы 64
Тканевая основа для полировальных
кругов из абразивного материала 151
— для шлифовальных шкурок 139,
140
— для шлифовальных шкурок из СТМ
234
Трубки шлифовальные 146
ТУ 037-208—77 241
037-232—78 246
2-036-178—74 146
2-036-190—78 149
2-036-705—77 42
2-036-720—77 121
2-036-737—77 120
2-036-742—77 80
2-036-755—81 138
2-036-814—79 151
6-05-1715—75 125
17-14-17—76 148
17-14-17—76 192
48-19-157—75 246
У
Увлажнители — см. Связующие
Установка электропечная 52, 53
Ф
Формование — Двустороннее прессо-
вание 160 — Конструкция пресс-
формы 158 — Оборудование 158—•
Способы укладки смеси 159 — Сущ-
ность 158
— с гидравлической плитой 160
Формокорунд — Микроструктура
— Основные фазы 21
— Химический состав 40, 41
Фракция — определение размера 81
— Разновидности 81
— Содержание 109
Фрезы из СТМ торцовые сборные —
Конструкция 265
Ш
Шеверы шлифовальные 120
Шкурки шлифовальные — Изделия
145 — Износостойкость 141, 142—•
Клеи 141 — Конструкция 138 — Ко-
эффициент водостойкости 144 — Лаки
141 — Основы 139 — Показатель
прочности закрепления абразивных
зерен 144 — Примеры маркировки
144 — Разновидности 139, 140, 141,
144 — Режущая способность 142,
143 — Связки 140 — Смолы 141 —
283
Структура себестоимости 189 —
Шлифматериалы 139
— из СТМ — Пример маркировки
208 — Разновидности 208 — Харак-
теристики 209
Шликер — Понятие 167
— Приготовление 167, 168
Шлифование — Эффективная мощ-
ность 208
Шлифпорошки алмазные 45—47, 81
Э
Электрокорунд белый — Кристаллиза-
ция 19 — Марки 38 — Механические
свойства 33 — Минералы 19 — При-
менение 38 — Статическая прочность
35 — Химический состав 16, 38
— нормальный — Марки 37 — Меха-
нические свойства 33 — Минералы
16, 18 — Применение 38 — Статическая
прочность 35 — Химический состав
16, 37
— сложнолегированный (хромтита-
нистый) — Марки 39 — Применение
40 — Химический состав 39, 40
— хромистый — Марки 39 — Приме-
нение 39 — Химический состав 39
— циркониевый — Марки 40 — Мик-
роструктура 21 — Химический со-
став 40, 41
Эльбор — Марки 46, 48
— Механическая прочность 31
— Применение 48
— Состав 49
— Удельный расход 207
ОГЛАВЛЕНИЕ
Введение.............................................................
Глава Основы проектирования технологических процессов................
§ 1. Общие понятия о технологии производства абразивных
и сверхтвердых материалов и инструментов ................
§ 2. Проектирование технологических процессов............
§ 3. Выбор конструкции (характеристики) абразивного инстру-
мента ...................................................
Глава 2- Классификация и свойства абразивных материалов..............
§ 1. Классификация абразивных материалов.................
§ 2. Химический и минералогический состав абразивных ма-
териалов и их кристаллическое строение............... .
§ 3. Основные свойства абразивных материалов.............
§ 4. Новые методы определения механических свойств абра-
зивных материалов .......................................
§ 5. Марки абразивных материалов.........................
§ 6. Физико-механические свойства сверхтвердых материалов
Глава 3- Технология производства абразивных и сверхтвердых материалов
§ 1. Технологический процесс производства нормального элек-
трокорунда ..............................................
§ 2. Технологический процесс производства белого электро-
корунда .................................................
§ 3. Технологический процесс производства легированных
электрокорундов .........................................
§ 4. Технологический процесс производства циркониевого ко-
рунда ...................................................
§ 5, Технологический процесс производства монокорунда . . .
§6, Технологический процесс производства формокорунда . . .
§ 7. Технологический процесс производства карбида кремния
§ 8, Технологический процесс производства карбида бора
§ 9. Технологические процессы производства синтетических
алмазов и других сверхтвердых материалов.................
Глава 4- Шлифовальные материалы .....................................
§ 1. Технические требования к шлифовальным материалам
§ 2. Основы технологии производства шлифовальных материа-
лов .....................................................
§ 3. Технология производства шлифзерна и шлифпорошков
§ 4. Технология производства микропорошков...............
§ 5. Технология производства шлифовальных материалов из
синтетических алмазов и эльбора .........................
§ 6. Контроль качества шлифовальных материалов...........
Глава 5- Абразивный инструмент и технология его производства . . .
§ 1. Классификация абразивных инструментов...............
§ 2. Абразивные инструменты на керамических, органических
и специальных связках (на жесткой основе)................
3
6
6
7
12
15
15
15
26
32
37
43
50
50
58
60
63
64
66
68
71
73
80
80
84
90
98
105
108
НО
НО
111
285
§ 3. Абразивный инструмент на гибкой основе................ 138
§ 4. Абразивные пасты и полировальные круги................ 148
§ 5. Основы технологии производства абразивного инструмента
на керамических, органических и специальных связках
(на жесткой основе) ....................................... 151
§ 6. Основы технологии производства абразивного инструмента
на гибкой основе .......................................... 178
§ 7. Основы технологии производства полировальных абразив-
ных паст и полировальных кругов............................. 193 J
Глава 6- Абразивные инструменты из сверхтвердых материалов........... 197 |
§ 1. Конструкции и характеристики инструментов........... 197 1
§ 2. Технология производства инструментов на органических 1
связках ................................................ 210 |
§ 3, Технология производства инструментов на металлических 1
связках ............................................. 216 i
§ 4. Технология производства инструментов на керамических )
связках ............................................. 228 |
§ 5. Технология производства шлифовальной шкурки, лент
и паст..................................................... 234
Глава 7- Алмазные инструменты для правки, бурения и однокристальные
инструменты............................................................ 237
§ 1, Классификация инструментов............................ 237
§ 2. Конструкции и характеристики инструментов для правки
и бурения.................................................. 237
§ 3. Технология производства алмазных инструментов для
правки и бурения .......................................... 245
§ 4. Конструкции и характеристики однокристальных алмаз-
ных инструментов .......................................... 257
§ 5. Технология изготовления алмазных однокристальных ин-
струментов ................................................ 266
Список литературы ..................................................... 276
Предметный указатель . ............................................. 277
Юрий Матвеевич Ковальчук, Виктор Андреевич Букин,
Борис Аронович Глаговский, Владислав Сергеевич Лысанов,
Анатолий Алексеевич Овчинников, Михаил Григорьевич Эфрос,
Владимир Вениаминович Рабинович, Борис Маркович Танхельсон
ОСНОВЫ ПРОЕКТИРОВАНИЯ
И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
АБРАЗИВНОГО И АЛМАЗНОГО
ИНСТРУМЕНТА
Редакторы: Л. Н. Корякина, И. С. Форстен
Переплет художника Л, Н. Ковалева
Художественный редактор И. К> Капралова
Технический редактор В. И. Орешкина
Корректор Т, В. Багдасарян
ИБ № 3300
Сдано в набор 16.01.84. Подписано в печать
04.06.84.Т-12426. Формат бОХЭО1/^. Бумага типог-
рафская № 1. Гарнитура литературная. Печать
высокая. Уел. печ. л. 18,0. Усл. кр.-отт. 18,0.
Уч.-изд. л. 20,85. Тираж 10 000 экз. Заказ № 24.
Цена 1р. 10 к.
Ордена Трудового Красного Знамени издатель-
ство «Машиностроение», 107076, Москва, Стро-
мынский пер., 4.
Ленинградская типография № 6 ордена Трудо-
вого Красного Знамени Ленинградского объеди-
нения «Техническая книга» им. Евгении Соко-
ловой Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии
и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.