/














































































































Автор: Ктиторов А.Ф.
Теги: электротехника электроэнергетика электроника электромонтажные работы электромонтажники
Год: 1982




Текст
А. Ф. Ктиторов
OCHOBHblE
ПРИЕМЬI
И
СПОСОБЬI
ВЬIПОЛНЕНИЯ
ЭЛЕКТРОМОНТАЖНЬIХ
РАБОТ
ИЗДАНИЕ ВТОРОЕ,
ПЕР ЕР АБОТ АННОЕ
И
ДОПОЛНЕННОЕ
Одобрено Ученым советом
Государственного комитета СССР
по
профессионально-техническому
образованию
в качестве учебного пособия
для средних
профессионально-технических
училищ
Москва
«Высшая
школа»
1982
ББI(
31.2
1(87
УДI(
621.315(086.1)
Р е ц е н з е н т: инженер М. С, Живов
Все замечания и предложения просим направлять по адресу~
Москва~ 101430~ Неглинная ул.1
29/14
1
цздательство «:Высшая
школа».
Ктиторов А. Ф.
К87
Основные приемы и способы выполнения электромонтажных работ:
Учеб. пособие для среди.
проф.-техн. училищ. - 2-е изд., перераб. и доп. М.: Высш. школаt 1982. - 127 с., ил. (Профтех
образование. Энергетика).
25
к.
l(нига представляет собой руководство по применению инструкци
онных карт при производственном обучении электромонтажников по
осветительным и силовым сетям и силовому электрооборудованию в
средних профтехучилищах.
Во втором издании материал приведен в соответствие с новыми
Строительными
нормами и правилами и переизданными
Правилами
устройства электроустановок.
l(нига предназначена в качестве учебного пособия для подготовки
электромонтажников в средних профтехучилищах. а также может быть
использована при подготовке рабочих на производстве.
к
602.14
2302050000--189 53--82
052(01)---82
©
@
Издательство
Издательство
«Высшая
ББК
31.2
«Высшая школа:.,
1977
школа:.,
1982,
с изменениями
ПРЕДИСЛОВИЕ
Общественное производство в связи с бурным
развитием
научно
технического прогресса предъявляет все возрастающие требования к под
готовке учащихся средних ПТУ, что приводит к росту объема знаний и
.
навыков, которыми должны овладеть выпускники этих училищ.
В этих условиях традиционные средства и методы профессионально
го обучения молодых рабочих не всегда позволяют добиться высоких ре
зультатов, поэтому в средних ПТУ проводится большая работа по даль
нейшему изучению психологии обучения, где основными являются про
цессы усвоения и закрепления знаний, умений и навыков;
активизация
обучения; совершенствование программ и методики
производственного
обучения; разработка принципов программированного обучения и созда
ния обучающих устройств; обеспечение учащихся высококачественными
учебными пособиями, среди которых заметное место занимают материа
лы письменного инструктирования.
Письменное инструктирование, наиболее доступное и достаточно эф
фективное средство производственного обучения, как и программирован
ное обучение, позволяет:
повысить
самостоятельность,
активность и
нагдядность обучения; каждому выбрать свой собственный темп изучения
материала в зависимости от теоретической подготовки, личного опыта и
индивидуальных особенностей; представить себе всю работу, прием или
способ в целом или законченную его часть, что сделает обучение более
осмысленным; в процессе обучения в нужный момент вернуться к любой
части инструкционного материала; повысить эффективность
только в условиях учебного заведения, но и при бригадном
альном обучении непосредственно на производстве;
более
выполнять домашние задания при подготовке к проведению
или учебно-производственных работ.
Интерес к письменному инструктированию
обучения не
и индивиду
качественно
упражнений
·
постоянно
возрастает,
так как оно объединяет в себе одновременно и метод и средство обуче
ния. Вначале мастера производственного обучения
создавали отдель
ные формы и разрабатывали содержание инструктивных
материалов,
пользуясь только производственной документацией (инструкции по при
менению
различных
инструментов,
технологические
и
операционные
карты, карты-сборки, правила технической эксплуатации,
технические
условия и паспорта и др.).
Книги Л. Л. Кондратьевой и И. П. Титовой «Письменное инструкти
рование в производственном обучении» («Высшая школа>>, 1965), А. К.
Гастева «Как надо работать» («Экономика», 1972), монография ЦИТ и
его методы НОТ под редакцией А. В. (:метанина («Экономика», 1970),
ряд публикаций в журнале «Профессионально-техническое образование»,
отражающих передовой опыт, и другие материалы позволяют разраба
тывать системы различных инструкционных
карт по целым
программам
производственного обучения или их отдельным разделам. Эти системы
.наряду с производственной документацией широко используют и другой
важный источник письменного инструктирования - учебные материалы
(задачи, примеры, учебные тексты, рисунки, 1 эскизы, схемы, таблицы
ит.д.)'!"_
э
Издательство «Высшая школа» выпустило массовым тиражом ин
струкционные карты для производственного обучения токарей,
фр~зе
ровщиков, штукатуров. Особое место среди них занимает «Руководство
по обучению слесарному делу» В. А. Скакуна, предназначенное для про
ведения упражнений по выполнению приемов основных общеслесарных
операций и широко применяемое в производственном обучении электро
монтажников при изучении курса слесарного дела.
Инструкционные карты, рассматриваемые в данном пособии, разра
ботаны, исходя из сложившейся методики производственного обучения
электромонтажников
по
электрооборудованию.
освещению,
осветительным
и
силовым
сетям
и
ОБЩИЕ РЕКОМЕНДАЦИИ
В училищах, на учебных полигонах осуществляется подготовка уча
щихся к ответственному периоду - обучению непосредственно в услови
ях электромонтажного производства. Сложность организации производ
ственного обучения в училище заключается в том, что современное стрс
ительство насыщено и продолжает пополняться многочисленными сред
ствами механизации, использует большое количество способов монтажа
проводов и кабелей при устройстве электрических сетей и разнообразно
го электрооборудования. Само же электрооборудование, электрические
провода и кабели, механизмы, инструменты, приспособления, материа
лы дороги и дефицитны. Все это требует тщательного обоснования выбо
ра
варианта
материально-технического
оснащения
для
изучения
про
граммы производственного обучения. Поэтому для оснащения учебно
производственной базы лучше использовать устоявшуюся и менее доро
гую, но более эффективную с методической точки зрения материально
техническую основу,
способную обеспечить учебно-производственный
процесс длительное время. Образцы всего нового, но не представляюще
го методической ценности при производственном обучении, следует ис
пользовать в кабинете специальной технологии для изучения теоретиче
ского курса.
При выборе учебно-производственных работ и средств их обеспече
ния нужно учитывать и возможности самого училища. В училищах
с
большим контингентом, специализирующихся на подготовке электромон
тажников и располагающих необходимыми площадями, можно создать
базу по примеру заготовительных мастерских (участков) базового пред
приятия. Тогда раб~ты, выполняемь~е учащимися, должны иметь произ
водственную ценность, т. е. будет соблюдаться основной принцип - обу
чать в процессе производительного тру да. Если условий для этого нет,
учащимся приходится выполнять упражнения тренировочного характера,
что ведет к большим материальным затратам. Следовательно, составляя
перечень учебно-производственных работ, надо руководствоваться
не
только дидактическими, но и экономическими соображениями.
Многое зависит от мастера производственного обучения.
Опытные
мастера сначала делят все виды работ на группы, придерживаясь клас
сификации строительных норм· и правил. Затем в этих группах опреде
ляют операции или отдельные элементы (фрагменты); смотрят, какими
приемами, способами, трудовыми движениями они выполняются. Уста
навливают, какие операции (элементы) повторяются в большинстве ра
бот. Находят операции, в которых повторяются одни и те же трудовые
приемы и движения. Такой анализ позволяет отобрать для упражнений
учащихся работы, включающие в себя операции, характерные для целой
группы работ. Обычно они включаются в перечень учебно-производст
венных работ и обеспечиваются инструкционными картами. Так, напри
мер, группа работ по соединению алюминиевых и медных жил болтовы
ми и винтовыми зажимами объединяется одной подтемой. В инструкци
онной карте 19 показаны все основные способы соединений жил мелких
сечений, а в инструкционной карте 20 подробно рассмотрена работа по
соединению
алюминиевых
и
медных жил
в
винтовом
включает в себя большинство операций, характерных
зажиме,
для
которая
всей
этой
группы. Соедииять жиJJы крупных сечений можно научиться при выпол
нении,
например,
упражнения
по
ответвлению
алюминиевых
и
медных
жил с помощью винтовых сжимов в пластмассовом корпусе. Эта рабо
та удачно сочетает в себе новые для учащихся приемы ответвления
жил от неразрезных магистралей, повторяет основные операции преды
дущей, что позволяет сформировать у учащихся прочные трудовые на
выки.
Мешоет
50- 70
70-ВО
8ь1зь1/Jоет
уетолоеть
BыJtJ1Boeт
оцд1ще111л
Ь/)Лli
5)
.а) неи,оо5нqн
2000
мо,__
'.Jона
-;;:-1900
Ш~{)_у'/J!fзом
roOll-1600
Оптимолыtон
_______________
__
РООО'IОЯ ЗОН{[
700
бОО
500r--t-~-Т--+-t-~~~f--*-4
400t-+--+-+-*-~~~~4"--f.~
1400 !Jdoo- ,
1200
1000 ....~00
JOOt--+--t---.н
............w
O.,....;~...,...._.
ООО!11$'lин ~
100
200
JOO 400 200
tJO~
400 llegiJotJ200 зffffff
.польqео
стили
------ Kppd
(dерстоко}
f!o''___
Jffffa
е !11/етом OЛIJHbl
~~-....i41М
~
301111
200 400 600 oJ/oeяeoeмocmlL
О
-
В}
Не 00.1Jee?c70·
Л.81~~
1
1
1
1
е)
в"
goo
а - выбор высоты
подвески
светмльника,
циональное расстояние от линии глаза до
поверхности,
кальной
в
-
зоны
плоскости,
r -
досягаемости
зона
рук
досягаемости
t5 - ра
рабочей
в
рук
верти
в
го
ризонтальной плоскости,
д - организация
рабочего
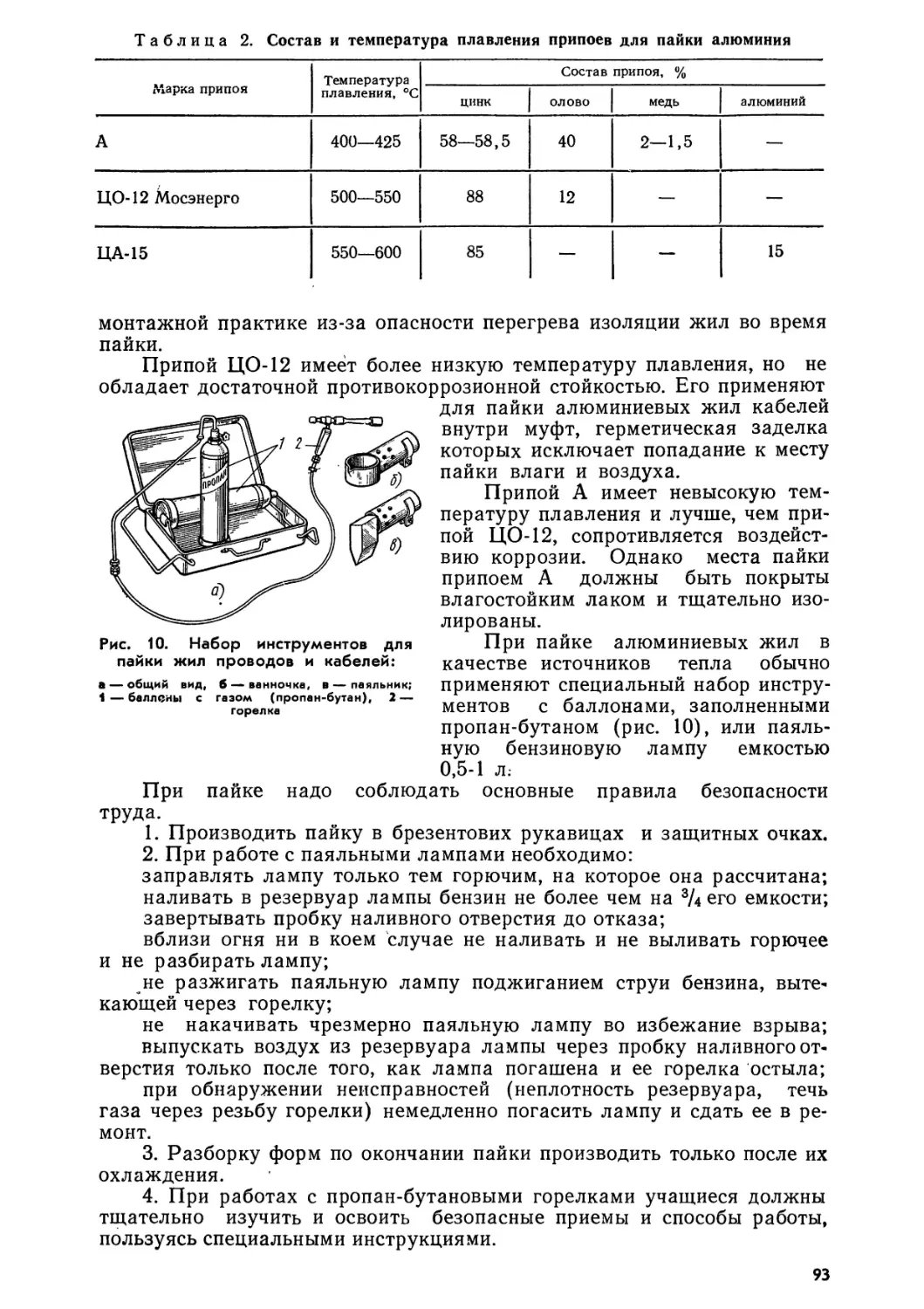
места для выполнения кабельных работ, е рацио
нальная
организация
рабочего места
по заготовке
электропроводок
При организации выполнения учащимися учебно-производственных
работ необходимо учитывать рекомендации НОТ (научная организация
труда), некоторые из которых приведены на рис. 1.
Инструкционные карты в мастерских имеют самое
разнообразное
применение. Если карты используют непосредственно на рабочих местах
учащихся, их лучше изготовить размером_ 200Х 400 мм и наклеить
на
твердое основание для удобства закрепления в планшетах или других
приспособлениях. Удобно пользоваться инструкционными
картами
и
6
при проведении инструктажей на рабочем месте мастера. Их изготовля
ют размером примерно 600Х1000 мм, наклеивают на жесткое основание
или ленту ткани и демонстрируют с помощью плакатниц или другим спо
собом. Карты, собранные в альбом, хорошо использовать при подготов
ке учащихся к выполнению комплексных работ, домашних заданий и в
других случаях, когда одновременно нужно обратиться к инструктивно
му материалу сразу по нескольким работам или упражнениям. Удобно
применять инструкционные карты с машинными и безмашинными обу
чающими устройствами.
Инструкционные карты настоящего пособия
надо
рассматривать
как основу для разработки в производственном обучении системы мате
риалов письменного инструктирования. Мастер может совершенствовать
карты, заменяя отдельные операции, упражнения или дополняя их. Можно,
например,
включать
в
каждую карту контрольные вопросы и
материалы,
обеспечивающие межпредметные
связи производственного
обучения
со специальными предметами теоретического курса и общеобразова
тельным циклом; предусматривать в карте выполнение расчетов, приоб
ретение навыков использования справочной литературы, проведение ла·
бораторно-практических работ за счет некоторого сокращения информа . .
ции по мере успешного изучения программы производственного обучения.
Это будет способствовать активизации обучения, вырабатывать у уча
щихся навыки самостоятельного решения
задач.
возникших
(поставленных)
Тема. РАЗМЕТОЧНЫЕ РАБОТЫ
Краткая характеристика темы и рекомендации
по ее изучению
При выборе упражнений для выполнения разметочных работ надо
прежде всего оценить возможности мастерской. Обычно используют по
верхности учебных щитов
(стендов)
с козырьками, имитирующими по
толок, или специальные учебные кабины, т. е. оснащение, предназначен
ное для изучения и других тем программы. Если
позволяют
условия,
можно приспособить часть потолков и стен мастерской, предварительно
окрасив их влагостойкой краской. На учебных поверхностях можно ус
ловно показать (контурами) дверные проемы, окна, радиаторы отопле
ния и другие устройства, наиболее часто встречающиеся в помещениях.
Следует закрепить на время разметки в нужных местах отрезки труб,
бруски разной конфигурации, имитирующие всевозможные архитектур
ные или конструкционные элементы современных зданий и сооружений"
При подборе упражнений надо учитывать, что электропроводки, хо
рошо поддающиеся индустриальной заготовке, например тросовые (до
90% всего объема электромонтажных работ может выполняться на за
готовительных участках), малоэффективны для упражнений,
так
как
разметка по существу сводится к определению мест установки концевых
анкерных конструкций, в более сложном варианте - дополнительно под
весок и оттяжек. Организовать в мастерских проведение таких упражне
ний сложно, а методическая их ценность
невелика.
Малоэффективны
также и упражнения по разметке скрытых электропроводок. ~'пражнения
по
разметке электропроводок незащищенными
изолированными
дами на изолирующих опорах, защищенными проводами
прово
и кабелями,
прокладываемыми непосредственно по поверхности стен и потолков, бо
лее эффективны. Разметка их сложна, требует высокой точности и акку
ратности, а используемые при этом приемы и способы повторяются при
разметке подавляющего большинства электропроводок. Можно органи . .
зовать упражнения по разметке мест установки одного, двух, четырех и
восьми светильников способом переноса размеченных точек с пола на по
толок и непосредственно на потолке с помощью линейки-рамки или двух
шестов и шнура. При выполнении этих упражнений учащиеся должны
сделать для каждого случая необходимые расчеты, тогда
упражнения
примут форму лабораторно-практических работ. Упражнения по размет
ке с помощью шаблонов можно проводить пользуясь инструкционной
картой 3.
При изучении приемов и способов разметки возможно организовать
упражнения
по
выполнению
замеров
участков
электропроводок
для
индустриальной их заготовки.
Разметка - ответственный вид электромонтажных работ. В услови
ях производства эту работу обычно поручают высококвалифицированным
электромонтажникам, которых строго контролируют инженерно-техниче
ские работники.
Выполняют разметку в определенной последовательности. Вначале
изучают чертежи рабочего пpoegta. Затем исследуют место, где будут
8
выполняться работы, сравнивая его с чертежами, при этом
обращают
внимание на создание безопасных условий. Под!'Отавливают необходи
мые инструменты, приспособления и материалы. Определяют места уста
новки электрооборудования и вводов, размечают места для гнезд,
от
верстий, ниш, установки закладных деталей для закрепления электро
оборудования.
В рабочих чертежах проекта указывают расстояние от пола, потол
ка, колонн, ферм или других конструктивных элементов зданий
и со
оружений. При выполнении разметки используют и маркшейдерские от
метки по высоте.
После определения мест установки электрооборудования размеча
ют трассы электропроводок. Трассы открытых электропроводок наносят
окрашенным шнуром параллельно стенам и потолкам с учетом архитек
турных линий помещений и сооружений. На трассах размечают места
выполнения соединений, отверстий,
ответвлений,
проходов,
обходов,
креплений. Места креплений начинают размечать с конечных, а закан
чивают промежуточными точками. Трассы скрытых электропроводок по
перекрытиям размечают по кратчайшим расстояниям, а по стенам стро
го вертикально или горизонтально.
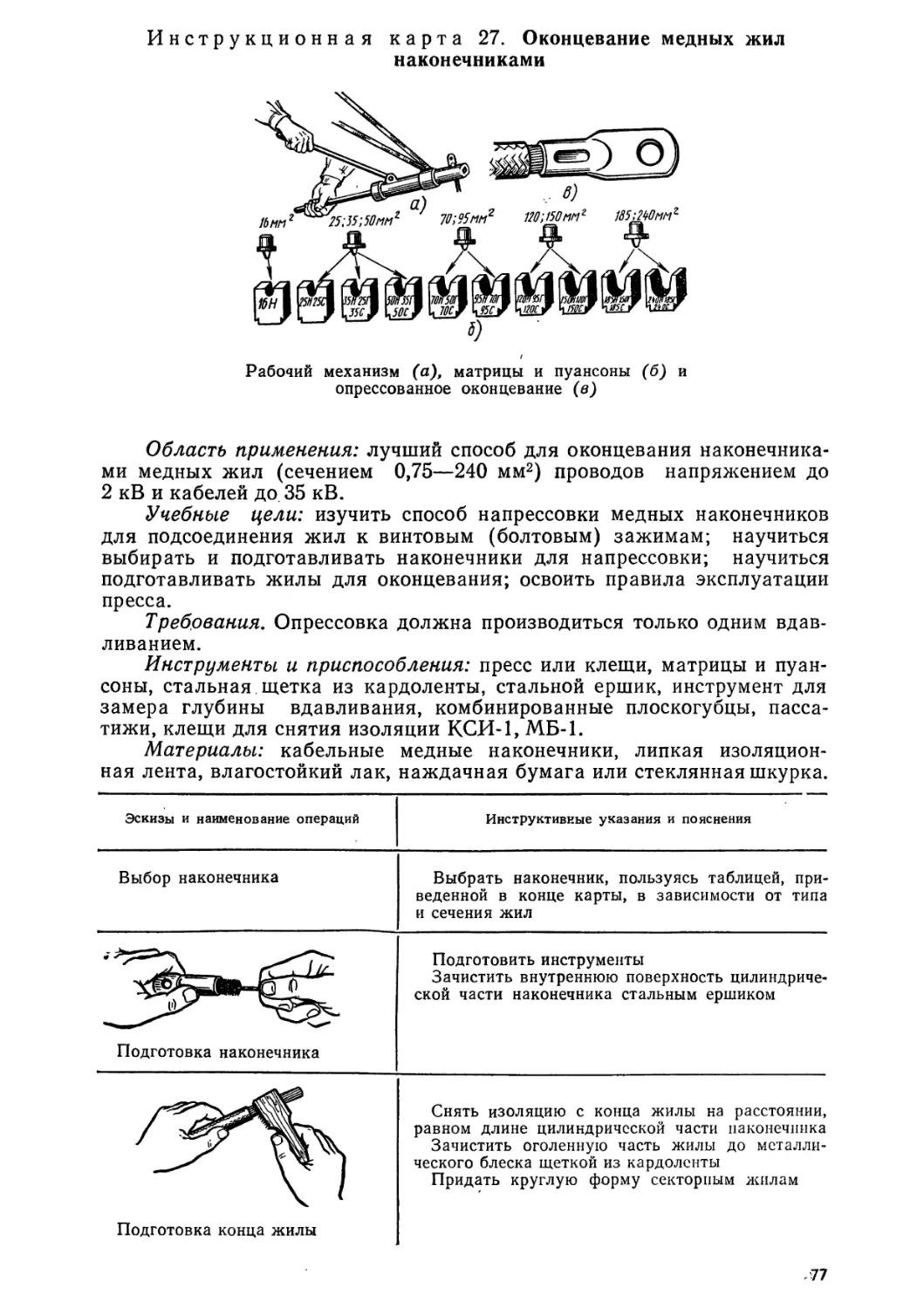
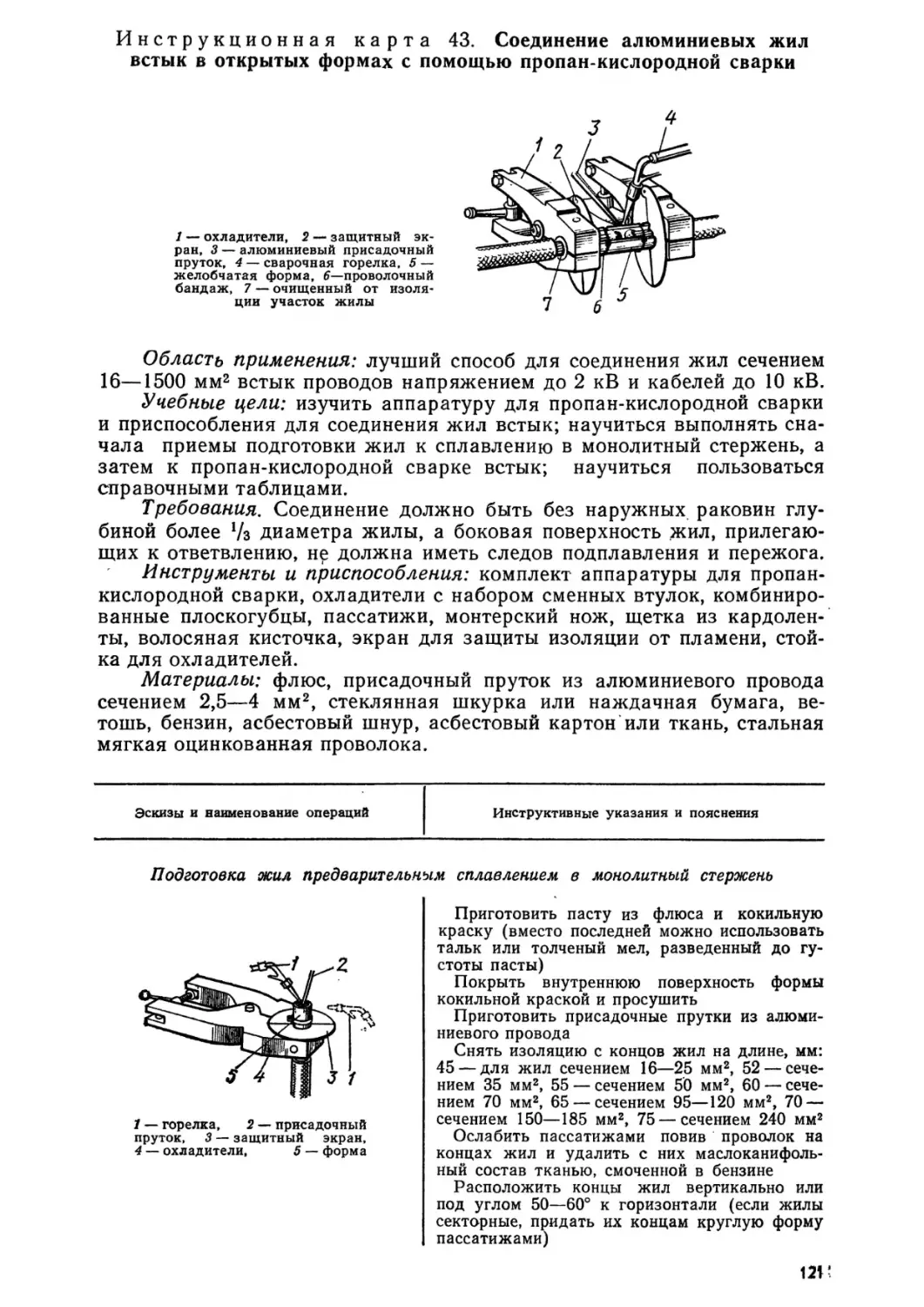
И нс т р у к ц и о н н а я
к а рт а
1.
Разметка трасс
электропроводок
а)
Инвентарные разметочные приспособления:
а
-
два шеста со шнуром, 6 - шест с отвесом, в - разметочный циркупь, г
ка-рамка, д - разметочный шнур с отвесом
-
пиней
Область применения: для определения мест крепления электропро
водок и электрооборудования.
· Учебная
цель: научиться определять и размечать места
установки
аппаратов, приборов, щитков, ящиков, коробок, опорных крепежных кон
струкций и деталей, а также размечать отверстия, гнезда,
борозды и
трассь~ электропроводок.
Требования. Разметку следует производить мелом, простым мягким
карандашом, углем или чертилкой. Линии надо наносить с
помощью
приспособлений и шнура, натертого порошковым мелом, углем или синь
кой. Точки ~репления на размеченных линиях трасс и осях разметки от
мечают поперечными линиями. При этом линии должны быть видны как
во время работы пробивным инструментом, так и во время
монтажа.
Сквозные отверстия, гнезда, борозды необходимо размечать, указывая
их наружные очертания (круг, квадрат, прямоугольник) и размеры.
Инстру."1tенты и приспособления: разметочный циркуль, линейка
рамка, разметочный шнур с отвесом, два шеста со шнуром, шест с отве
сом,
рулетка,
подмости-столики,
стремянка
или
приставная; лестниц~.
9
Материалы: краситель для шнура (мел, уголь, синька), простой ка
рандаш М4-М6, ролики, изоляторы, отрезки защищенных проводов
и
кабелей, ответвительные коробки, крепежные детали, конструкции для
установки изоляторов, обтирочная ветошь.
Эскизы и наименование упражнений
Инструктивные указания и пояснения
Наибольшее расстояние, мм, между точками
--~.
крепления
1
1
т
т
1000.
1
-
.
Разметка
рованными
~
)
незащищенных
изолированных
про
водов (при их прокладке на роликах): при се
чении жил до 10 мм 2 - 800, при 16-25 мм 2 -
1
Наименьшее
расстояние
между
проводов при сечении жил до
при 16-25 мм 2 - 50 мм
)
10
осями
мм 2 -35 ммt
~
электропроводки
провод~~и
на
изоли
роликах
Наибольшее
,
крепления
водов
расстояние,
незащищенных
(при
м,
между точками
изолированных
прокладке
их
на
про
изоляторах)
должно быть:
по стенам и потолкам внутри помещений при
сечении жил до 2,5 мм 2 1, от 4 до 10 мм 2 -2,
от 16 до 25 мм 2 при 95 мм 2 и более
по
стенам
при
2,5,
- 6
от
наружной
при всех сечениях жил
до
35
70
мм 2
-
3,
электропроводке
- 2
по фермам, между стенами или опорами при
сечении медных жил до 2,5 мм 2 - 6, при
4 мм 2 - 12, от 6 мм 2 и более - 16-25, при се
чении алюминиевых жил 2,5 мм 2 - 2,5, от 4
до 6 мм 2 - 6, при 10 мм 2 12, от 16 мм 2 и
более - 16-25
Наименьшее
проводов
мм 2
25
-
расстояние,
должно
70,
от
35
мм,
быть
при
до
мм 2
50
между
сечении
-
100,
осями
жил
от
70
до
мм 2
и более-150
Разметка электропроводки на
ляторах
изо
Расстояние от изолятора до смежной стены
при
переходе
проводов
с
одной
поверхности
на другую и от концевого изолятора до прохо
да через стену должно
быть
кратной высоте изолятора
Трассы
электропроводок
равным
1,5-2-
незащищенными
изолированными проводами следует проклады
вать на высоте не менее 2,5 м от уровня пола
или площадки обслуживания. В помещениях
без повышенной опасности и при напряжении
В допускается снижение высоты прокладки
42
до
2
м
Провода,
ных
прокладываемые
помешениях,
должны
в
производствен
защищаться
от
ме
ханических повреждений от пола или площад
ки обслуживания ·(в случаях спусков к штеп
сельным розеткам, аппаратам и щиткам) до
высоты не менее 1,5 м. Разметка должна обес
печивать раднус изгиба
не менее 3-кратного
наружного диаметра провода. Расстояние от
провода до поверхности стен и перекрытий
должно быть не менее 10 мм
Продолжение карты
1
ИнструктивныЕ' указания' и пояснения
Эскизы и наименование упражнений
Расстояние между скобами должно быть:
при горизонтальной прокладке кабелей сече
нием жил до 4 мм 2 не более 500 мм, выше
4 мм 2 - 1ООО мм; при вертикальной прокладке
при сечении жил до 4 мм 2 - 700 мм, выше
4 мм 2 - 1000 мм
Разметка
ного-двух
мест креплений для
проводов
и
од
защищенных
кабелей
Расстояние от коробки, прибор·а, прохода до
точки
крепления кабеля должно быть 50100 мм. При поворотах трассы точки крепле
ния кабеля берут на расстоянии 10-15 мм от
точек сопряжения радиуса
изгиба кабеля с
R
прямыми линиями разметки
Высота прокладки пакетов кабелей от уров
ня пола или площадки обслуживания не ре
гламентируется. Разметка должна обеспечи
вать наименьший допустимый радиус изгиба
для защищенного кабеля типа ВРГ, НРГ, рав
ный
Разметка
кабелей
мест
креплений
1о.:1<ратно:му
наружному
диаметру
пакетов
При прокладке защищенных проводов и ка
белей на полосах и лентах последние закреп
ляют вплотную к основанию по всей длине
трассы, за исключением углов поворотов. Рас
стояние
между
точками
крепления
нию должно быть не менее
последнего
крепления
до
к
основа
800-1000
конца
мм, от
полосы
или
ленты - не более 50-70 мм, а между точками
крепления проводов и кабелей к полосе или
ленте - 500 мм
Разметка электропроводки при об
щей точке крепления смежных скоб
При прокладке защищенных проводов и ка
белей по струнам (стальная оцинкованная про
волока диаметром 2-4 мм) наибольшее рас
стояние
между
точками
крепления
струны
должно быть: при сечении жил защищенных
проводов и кабелей 2,5 мм 2 и диаметре стру"
ны 2 мм - не нормируется, между промежу
точными креплениями с натяжным устройст
вом - 2 м, без
натяжных устройств - 1 м;
при сечении жил от 4 до 6 мм 2 и диаметре
струны 3 мм - 4 м, между промежуточными
креплениями
Разметка
кабелей
радиуса
изгиба
пакетов
с
натяжным
устройством
- 3
м,
без натяжного устройства - 1,5 м; при сече
нии жил от 10 до 16 мм 2 и диаметре струны
4 мм - 6 м, между промежуточным"" креплениями с натяжным устройством - 4 м, без на
тяжного устройства - не нормируется
(
И нс т р у к ц и о н н а я
к а рт а·
Разметка
2.
мест
установки светильников
------ -
---
Q_)
а)
Способы разметки мест установки светильников:
а
-
с
помощью
мощью
шеста
линейки-рамки
с
отвесом
непосредственно
переносом
разметки
на
с
потолке,
пола
на
б
-
с
по
потолок
Область применения: для определения мест крепления светильни
ков на потолках.
Учебная цель: научиться размечать места крепления
светильников
на потолке с помощью приспособлений.
Требования. Разметка долж'на обеспечивать правильное расположе
ние светильников в ряду и по высоте без заметных на глаз отклонений.
На поверхностях, имеющих лепные розетки,
разрисовку,
светильники
устанавливают с учетом отделки поверхности в соответствии с требова
ниями проекта. При отсутствии указаний в проекте разметка
должна
обеспечивать установку светильников с таким расчетом, чтобы световой
поток был направлен вертикально вниз.
Инструменты и приспособления: линейка-рамка, шест с отвесом, два
шеста со шнуром, рулетка, разметочный циркуль, масштабная линейка.
Материалы: краситель для шнура (мел, уголь, синька), простей ка
рандаш М4-М6, обтирочная ветошь.
Эскизы и наименование упражнений
Инструктивные указания и пояснения
Разметить две диагональные линии на полу
Отметить точку пересечения диагоналей
Перенести точку пересечения диагоналей с
пола
.
__
---- --........
. ........
_
для
Разметка
12
места
острие
с
помощью
шеста
точно над точкой
линий на полу
..:.- .
установки
потолок
шеста
установить
с
отвесом,
на
потолке
с таким расчетом, чтобы отвес расположился
.........
светильника
на
чего
одного
пересечения
диагональны.х
Продолжение карты 2
Инструктивные указания и пояснения
Эскизы и наименование упражнений
Разметить
осевую
линию
по
центру вдоль
помещения
На осевой линии отметить точки, располо
женные на расстоянии В/4 от поперечных стен
Перенести две размеченные точ1ш на пото
в
лок с помощью шеста и отвеса
Выполнить
вательности
мощью
разметку
в
указанной
непосредственно
линейки-рамки
·
или
на
последо
потолке
двух
с
шестов
по
со
шнуром
Разметка мест установки двух све
тильников
Разметить
на
полу две линии, параллель
ные продольным стенам, на расстоянии А/4
На линиях отметить • четыре точки на рас
стоянии В/4 от поп~речных стен
Перенести размеченные точки на потолок с
в
помощью шеста
и отвеса
Выполнить разметку в указанной последова
тельности
мощью
8
2
Разметка
мест
непосредственно
линейки-рамки
или
на
потолке
двух
с
по
шестов
со
шнуром
установки
четырех
светильников
Разметить
продольным
На одной
расстоянии
на полу две линии, параллельные
стенам, на расстоянии А/4
линии отметить точки: первую на
В/9,
остальные
через
каждые
2Bi9. На другой линии повторить разметку в
таком
же
порядке,
только
начать
отсче'Т
от
противоположной поперечной стены
Выполнить разметку в указанной последова
тельности
мощью
непосредственно
линейки-рамки
или
на
потолке
двух
с
шестов
по
со
шнуром
Разметка
ких
мест установки несколь
светильников
в
шахматном
по
рядке
13
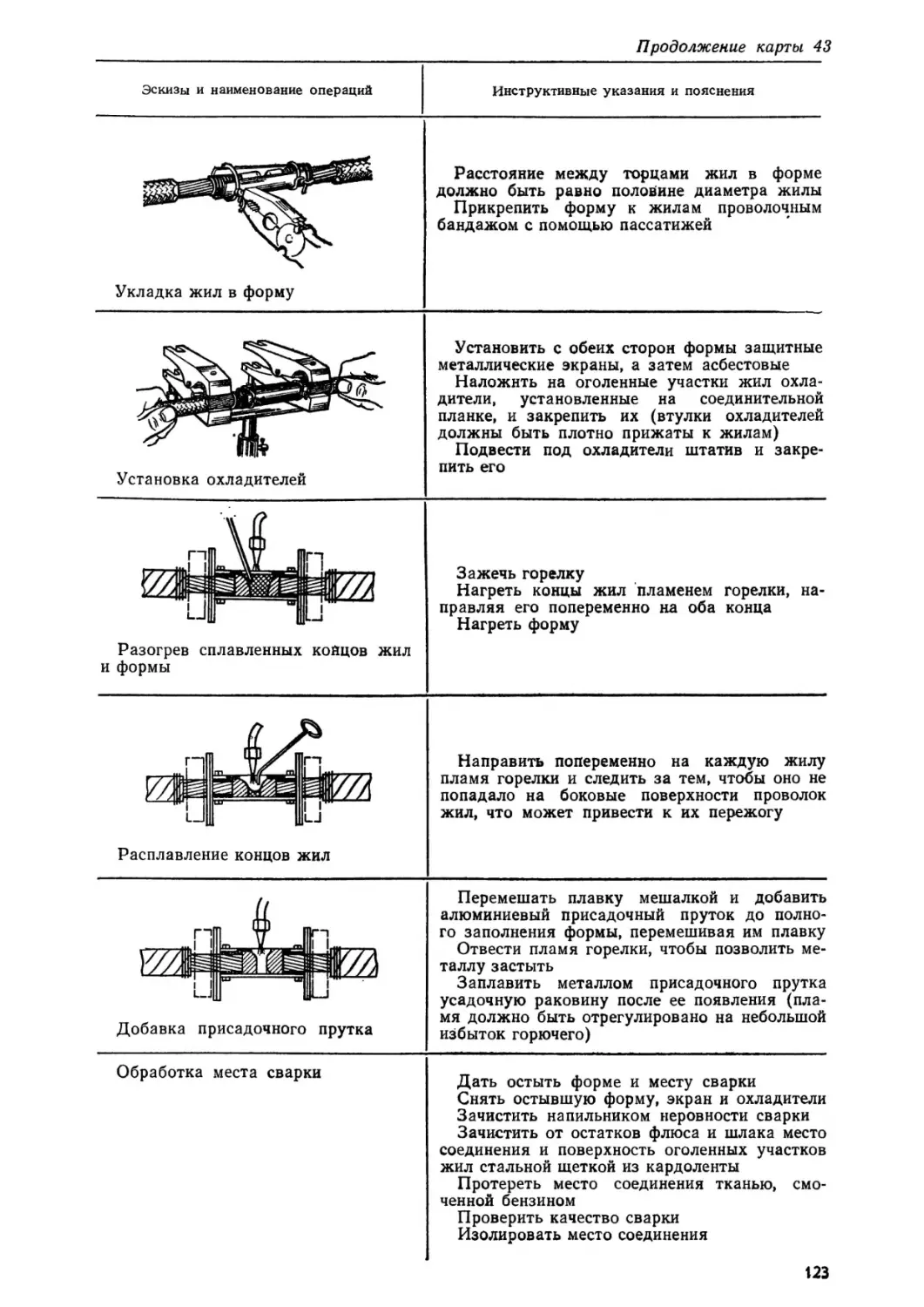
И нс тру к ц и о н н а я к а рт а
3.
Разметка мест монтажа
установочных аппаратов
Способ
установки
разметки
и штепсельных
помощью
ме~т
выключателей
розеток
с
специального
приспособления
Область применения: для определения мест установки выключате·
лей (переключателей) и штепсельных розеток.
Учебная цель: научиться размечать места установки выключателей
(переключателей), штепсельных розеток при монтаже внутренних элек·
'L'ропроводок.
Требования. В жилых помещениях квартир и общежитий надо уста"
навливать не менее одной штепсельной розетки на каждые полные
и
2
неполные 6 м площади, в коридорах квартир - не менее одной розетки
на каждые полные и неполные 10 м 2 площади, а в кухнях -- две розетки.
Штепсельные розетки следует также ставить в коридорах гостиниц, об·
щежитий, административных, лечебных и т. п. зданий для включения
уборочных машин (электропылесосов, электрополотеров). Jlинии раз·
метки должны сохраняться после выполнения дыропробивных работ
служить ;гочными 4ориентирами
при
монтаже установочных
и
аппаратов.
Инструменты и приспособления: разметочный шнур, рулетка, мае·
штабная линейка, приспособление для разметки
(шаблон),
чертилка
.
или отвертка.
Материалы: краситель для шнура (мел, уголь, синька), простой ка·
рандаш М4·М6, образцы выключателей, штепсельных розеток, бJ1оков
коммутационных аппаратов.
Инструктивные указания и пояснения
Эскизы и наименование упражнений
!/стоно8ко 8ь1Кl1Юl/отс11я
тип
о8сри
~
8о811Jн понещениц 11розных понсщенш1х
(
~
~
~
~
~
~
c::s
~
~
'::)::
~
1§
~
~
~
~~
Выключатели,
~~
~~
~~
~~ ~
~~
~-"? ~
tzzz?f~ ~i--1m
14
у
входа
в
уборных и ванных комнат ставят вне ломе·
щений.
Выключатели
можно
устанавливать
также под потолком (их приводят в действие
с ПОМОЩЬЮ шнурка)
Разметку мест установки выключателей (пе
реключателей) следует производить в соответ"
ствии
1
Рекомендуемые
места
установки
выключателей в жилых и обществен
ных зданиях
устанавливаемые
помещение (внутри или вне него), обычно раз
мещают таким образом, чтобы их не закрыва·
ла открывающаяся дверь. Выключатели для
ме
с .рекомендациями,
показанными
на
схе
Продолжение карты
Инструктивные указания и пояснения
Эскизы и наименование упражнений
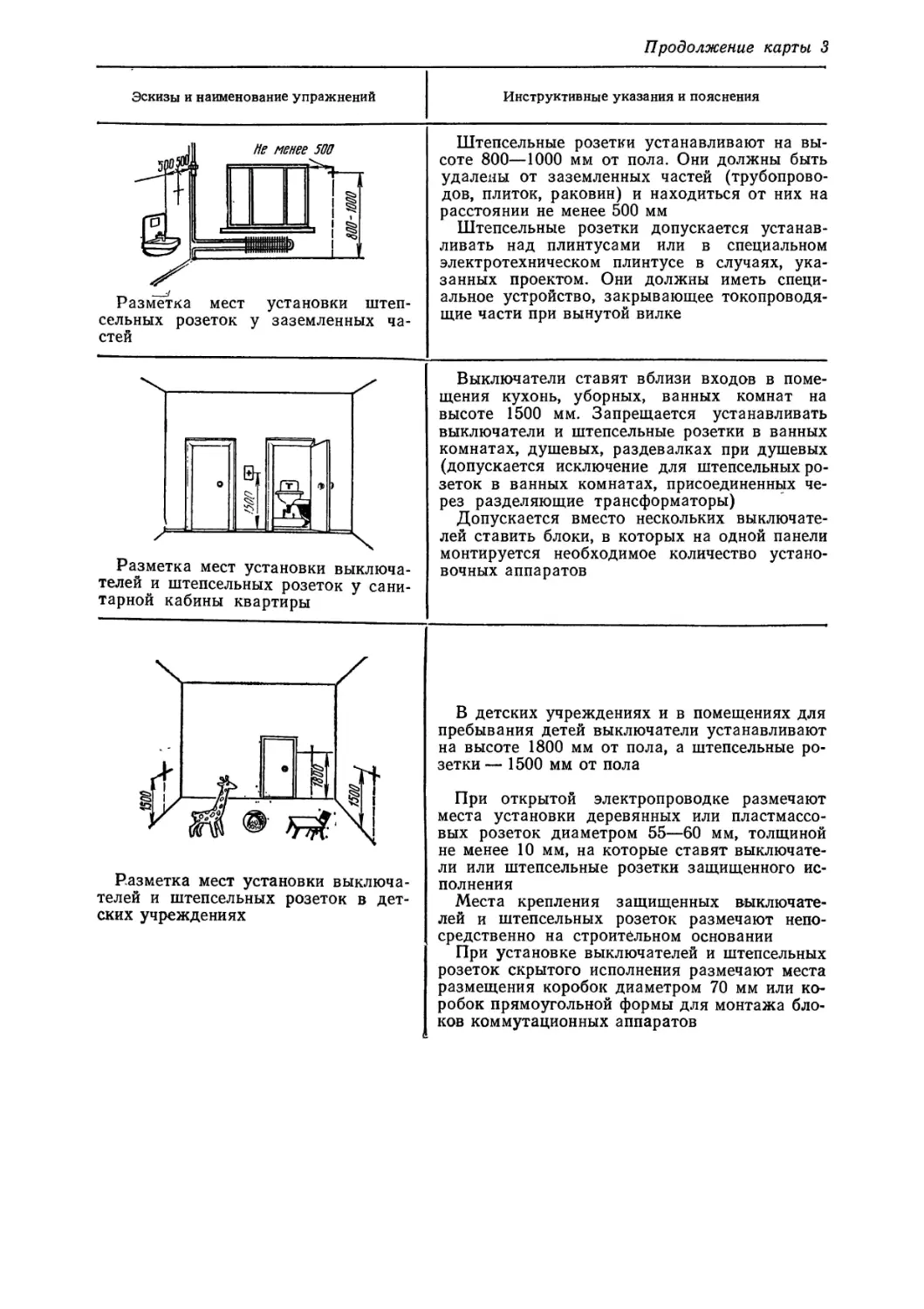
lle
менее
Штепсельные розетки устанавливают на вы
соте 800-1000 мм от пола. Они должны быть
удалены от заземленных частей (трубопрово
дов, плиток, раковин) и находиться от них на
расстоянии не менее 500 мм
Штепсельные розетки допускается устанав
fOO
ливать
над
плинтусами
электротехническом
__d
Размет.ка
сельных
мест
розеток
установки
у
3
штеп-
заземленных
ча
или
плинтусе
в
в
специальном
случаях,
ука
занных проектом. Они должны иметь специ
альное устройство, закрывающее токопроводя
щие части при вынутой вилке
стей
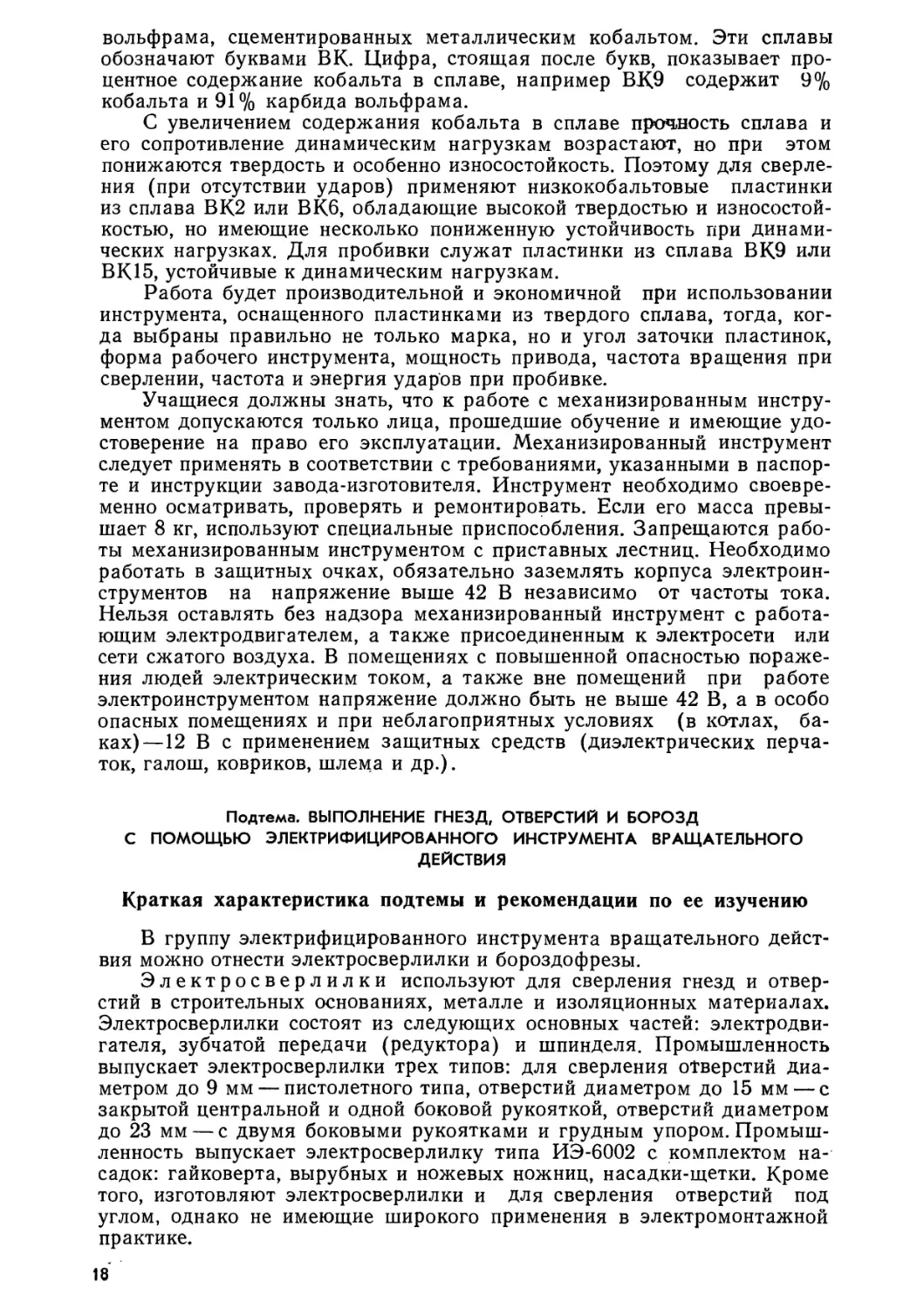
Выключатели ставят вблизи входов в поме
щения кухонь, уборных, ванных комнат на
высоте 1500 мм. Запрещается устанавливать
выключатели
комнатах,
и
штепсельные
душевых,
розетки
раздевалках
при
в
ванных
душевых
(допускается исключение для штепсельных ро
о
Разметка мест установки выключа
телей и штепсельных розеток у сани
зеток
в
ванных
комнатах,
присоединенн~х
че
рез разделяющие трансформаторы)
Допускается вместо нескольких выключате
лей ставить блоки, в которых на одной панели
монтируется необходимое количество устано
вочных аппаратов
тарной кабины квартиры
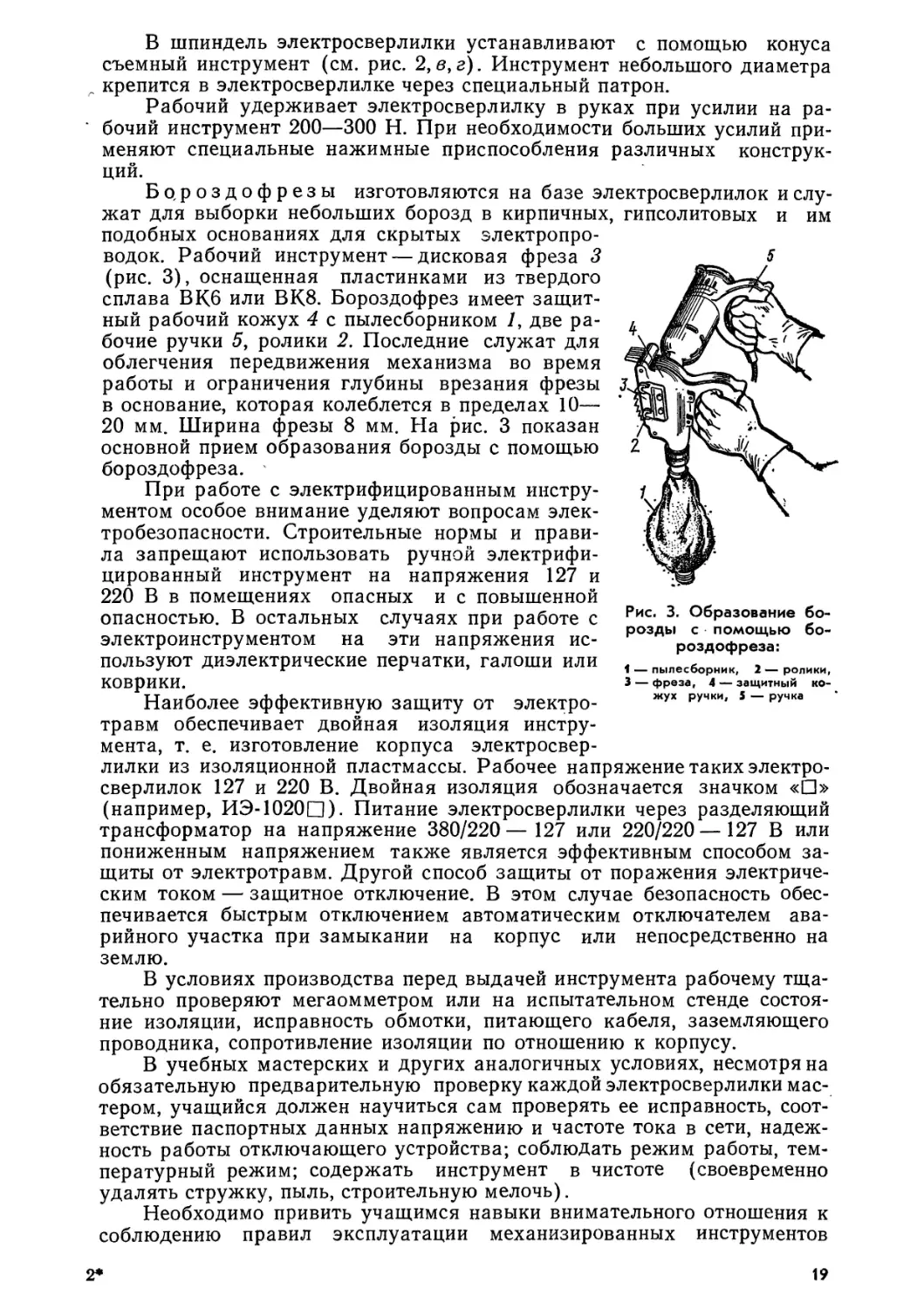
В детских учреждениях и в помещениях для
пребывания детей выключатели устанавливают
на высоте 1800 мм от пола, а штепсельные ро
зетки - 1500 мм от пола
При
места
открытой
установки
электропроводке
деревянных
или
размечают
пластмассо
вых розеток диаметром 55-60 мм, толщиной
не менее 1О мм, на которые ставят выключате
Р.азметка мест установки выключа
телей и штепсельных розеток в дет
ских учреждениях
ли
или
штепсельные
розетки
защищенного
ис
полнения
Места крепления
лей и штепсельных
средственно
на
защищенных выключате
розеток размечают непо
строительном
основании
При установке выключателей и штепсельных
розеток
скрытого
исполнения
размечают
места
размещения коробок диаметром 70 мм или ко
робок прямоугольной формы для монтажа бло
ков коммутационных аппаратов
Тема. ПРОБИВНЫЕ И Кf'ЕПЕЖНЫЕ РАБОТЫ
Краткая характеристика темы и рекомендации по ее изучению
Особенность изучения этой темы заключается в сложности органи"
зации упражнений по выполнению пробивных работ. Для упражнений в
качестве строительных оснований обычно используют бракованные,
не
пригодные для строительства детали, элементы конструкций
(панели,
блоки и т. д.). В зависимости от возможностей строительства, заводов
железобетонных изделий или домостроительных комбинатов подбирают
изделия с меньшими массой и габаритами, с абразивным наполнителем
и без него, бетонные, железобетонные из разных_марок бетона и из ме"
нее твердых материалов, например гипсолита. Зная габариты
и массу
деталей, в мастерских сооружают специальные кассеты (стенды), куда
они могут быстро и надежно закрепляться, а при необходимости заме"
няться. Вместе с тем надо учитывать, что при транспортировке и смене
этих деталей в кассетах используют подъемно"транспортные устройства
и механизмы.
Если в этот период обучения поставить задачу изучения всех видов
пробивных работ, потребуются большое число
таких деталей, значи"
тельные затраты физического труда по их замене
и транспортировке.
Следует учитывать и положение Строительных норм и правил, обязыва"
ющее
генеральные
подрядные
организации
при
производстве
электро"
монтажных работ устанавливать закладные детали, оставлять
проемы:
для перемещения к месту монтажа крупноблочного электрооборудова
ния, а также отверстия диаметром бо.лее
30
мм для
прохода
труб
и
кабелей, борозды, ниши и гнезда, предусмотренные архитектурно-строи"
тельными чертежами.
Отверстия диаметром менее 30 мм, не подлежащие учету при разра
ботке чертежей, а также не предусмотренные в строительных конструк
циях по условиям технологии их
изготовления,
должны
выполняться
электромонтажниками на месте производства электромонтажных работ.
На базовых предприятиях используют не всегда одни и те же средства
механизации. Учитыв~я возможности
учебно-производственной
базы
училища, следует тщательно подбирать упражнения с целью
научить
учащихся правилыw выбирать и применять механизмы и инструменты,
свести к минимуму количество пробивных работ, выполняемых учащи"
мися, с таким расчетом, чтобы затем использовать эти работы для уп"
ражнений по выполнению креплений распорными дюбелями и с помощью
вяжущих растворов.
Программа предусматривает изучение пиротехнических механизмов.
Поскольку их значение при выполнении крепежных работ
возрастает,
учащиеся должны знать устройство, правила эксплуатации
и область
применения этих механизмов.. Обучение учащихся должно вестись масте
рами, имеющими специальную подготовку и соответствующее удостове
рение. Процесс обучения осуществляется с соблюдением
специальных
мер предосторожности и рекомендуется в порядке проведения лабора
торно"практических работ. Кроме того, надо познакомить учащихсю с
пневматическим_и инструментами.
16
Организация упражнений по приклеиванию и выполнению креплений
с помощью вяжущих растворов и клеев обычно не вызывает трудностей.
Все упражнения по производству пробивных и
крепежных
работ
можно условно разделить на группы:
выполнение гнезд, отверстий и борозд с помощью электрифицированного инструмента вращательного действия;
·
выполнение пробивных работ с помощью ручного и механизирован
ного инструментов ударного, ударно-поворотного и ударно-вращательно
го действия;
установка опор, крепежных изделий и электромонтажных конструк
ций без вяжущих растворов и клеев;
установка опор, крепежных изделий и электромонтажных конструк
ций с помощью вяжущих растворов и клеев;
выполнение креплений с помощью пиротехнического инструмента.
Перед изучением темы нужно убедиться, что учащиеся знают, какой
выбрать инструмент, механизм или приспособление
в зависимости
от
материала строительного основания. Так, в конструкциях из красного и
силикатного кирпича, шлакобетона с наполнителем из кирпичного щеб
ня или известняка (малоабразивный наполнитель) для заготовки гнезд
и отверстий применяют инструменты вращательного действия.
При выборе способа получения гнезд и отверстий в бетонных осно
ваниях надо в первую очередь учитывать не марку бетона, а род инерт-
ного наполнителя.
Бетоны с наполнителем
из кирпича или известняка можно сверлить.
Бетоны с наполнителем из гранита или пес-
чаника
(высокоабразивный
отличаются
содержат
высокой
много
образующего
~;z::;:::::s
-Э
<::g ' ~
5)
твердостью, так как
кварца
-
твердого
минерала. Такие
следует сверлить;
инструменты
наполнитель)
~:::-""'11~~-~---
породо
бетоны не
в этом слу11ае применяют
у да рного,
у да рно-поворотного
или ударно-вращательного действия.
При ударно-поворотном и ударно-вра
щательном действии инструмента увеличи
вается
производительность, меньше изнаши
вается инструмент и требуется меньшее уси
лие работающего. Работая таким инстру
ментом, надо своевременно удалять из гнез
да буровую мелочь, потому что часть мощ
ности расходуется на повторный ее размол.
При этом сокращается срок службы инстру
мента и уменьшается скорость бурения.
При выполнении прибивных работ при
меняют рабочие инструменты
нащенные
ва,
-
пластинками
из
(рис.
ос
_____l ':J_
спла
EJ~
комплек-
е)
твердого
сверла, коронки с набором
2),
iJ)
тующих деталей, шлямбуры, бурики И про-
Рис. 2. Рабочие инструменты
бойники. Сверла под дюбеля изготовляют
для пробивных работ:
а цилиндрическое
сверло
с
плас
диаметром 5-18 мм, для устройства прохо
тинками из твердого сплав&, 6 -спи
дов - 20 и 25 мм, коронки - 78 и 108 мм.
ральное
сверло
с
пластинками
из
твердого
сплава,
в коронка
для
Бурящие
рабочие
органы
инструментов
сверления
гнезд,
r - шлямбур
для
электросверлилки,
д бурики,
з диаметром 20 мм и больше выпускают труб
пробойник
к
электрои
пневмочатой формы с вырезами в боковых стенках.
Шлямбуры выполняют пяти размеров (от
16 до 26 мм), бурики - шести размеров (от 18 до 30 мм).
Наиболее твердыми, износостойкими и теплостойкими являются ме
молоткам
таллокерамические твердые сплавы, которые состоят из зерен карбида
t
2
А. Ф. l(титоров
):,
t
11
вольфрама, сцементированных металлическим кобальтом. Эти сплавы
обозначают буквами ВК. Цифра, стоящая после букв, показывает про
центное содержание кобальта в сплаве, например В1(9 содержит 9%
кобальта и 91
карбида вольфрама.
С увеличением содержания кобальта в сплаве проч,ность сплава и
%
его
сопротивление динамическим
нагрузкам
возрастают,
но
при
этом
понижаются твердость и особенно износостойкость. Поэтому для сверле
ния (при отсутствии ударов) применяют низкокобальтовые
пластинки
из сплава ВК2 или ВК6, обладающие высокой твердостью и износостой
костью, но имеющие несколько пониженную устойчивость при динами
ческих нагрузках. Для пробивки служат пластинки из сплава ВК9 или
ВК15, устойчивые к динамическим нагрузкам.
Работа будет производительной и экономичной при использовании
инструмента,
оснащенного
пластинками
из
твердого
сплава,
тогда,
ког
да выбраны правильно не только марка, но и угол заточки пластинок,
форма рабочего инструмента, мощность привода, частота вращения при
сверлении, частота и энергия удар·ов при пробивке.
Учащиеся должны знать, что к работе с механизированным инстру
ментом допускаются только лица, прошедшие обучение и имеющие удо
стоверение на право его эксплуатации. Механизированный инструмент
следует применять в соответствии с требованиями, указанными в паспор
те и инструкции завода-изготовителя. Инструмент необходимо своевре
менно осматривать, проверять и ремонтиро~ать. Если его масса превы
шает 8 кг, используют специальные приспособления. Запрещаются рабо
ты механизированным инструментом с приставных лестниц. Необходимо
работать в защитных очках, обязательно заземлять корпуса электроин
струментов
на напряжение выше 42 В независимо
от частоты тока.
Нельзя оставлять без надзора механизированный инструмент с работа
ющим электродвигателем,
а также
присоединенным
к электросети
или
сети сжатого воздуха. В помещениях с повышенной опасностью пораже
ния людей электрическим током, а также вне помещений
при
работе
электроинструментом напряжение должно быть не выше 42 В, а в особо
опасных помещениях и при неблагоприятных условиях
(в I<ОТлах,
ба
ках)-12 В с применением защитных средств (диэлектрических перча
ток, галош, ковриков, шлеl\4а и др.).
Подтема. ВЫПОЛНЕНИЕ ГНЕЗД, ОТВЕРСТИЙ И БОРОЗД
С
ПОМОЩЬЮ
ЭЛЕКТРИФИЦИРОВАННОГО
ИНСТРУМЕНТА
ВРАЩАТЕЛЬНОГО
ДЕЙСТВИЯ
Краткая характеристика подтемы и рекомендации по ее изучению
В группу электрифицированного инструмента вращательного дейст·
вия можно отнести электросверлилки и бороздофрезы.
Эл е кт рос в ер л ил к и используют для сверления гнезд и отвер
стий в строительных основаниях, металле и изоляционных материалах.
Электросверлилки состоят из следующих основных частей: электродви
гателя, зубчатой передачи (редуктора) и шпинделя. Промышленность
выпускает электросверлилки трех типов: для сверления отверстий диа"
метром до 9 мм - пистолетного типа, отверстий диаметром до 15 мм - с
закрытой центральной и одной боковой рукояткой, отверстий диаметром
до 23 мм - с двумя боковыми рукоятками и грудным упором. Промыш
ленность выпускает электросверлилку типа ИЭ-6002 с _комплектом на-·
садок: гайковерта, вырубных и ножевых ножниц, насадки-щетки. Кроме
того, изготовляют электросверлилки и
для сверления
отверстий
под
углом, однако не имеющие широкого применения в электромонтажной
практике.
18
В шпиндель электросверлилки устанавливают
съемный инструмент (см. рис.
2, в, г).
с помощью
конуса
Инструмент небольшого диаметра
r
крепится в электросверлилке через специальный патрон.
.
Рабочий удерживает электросверлилку в руках при усилии на ра
бочий инструмент 200-300 Н. При необходимости больших усилий при
меняют специальные нажимные приспособления различных
конструк-
'
ций.
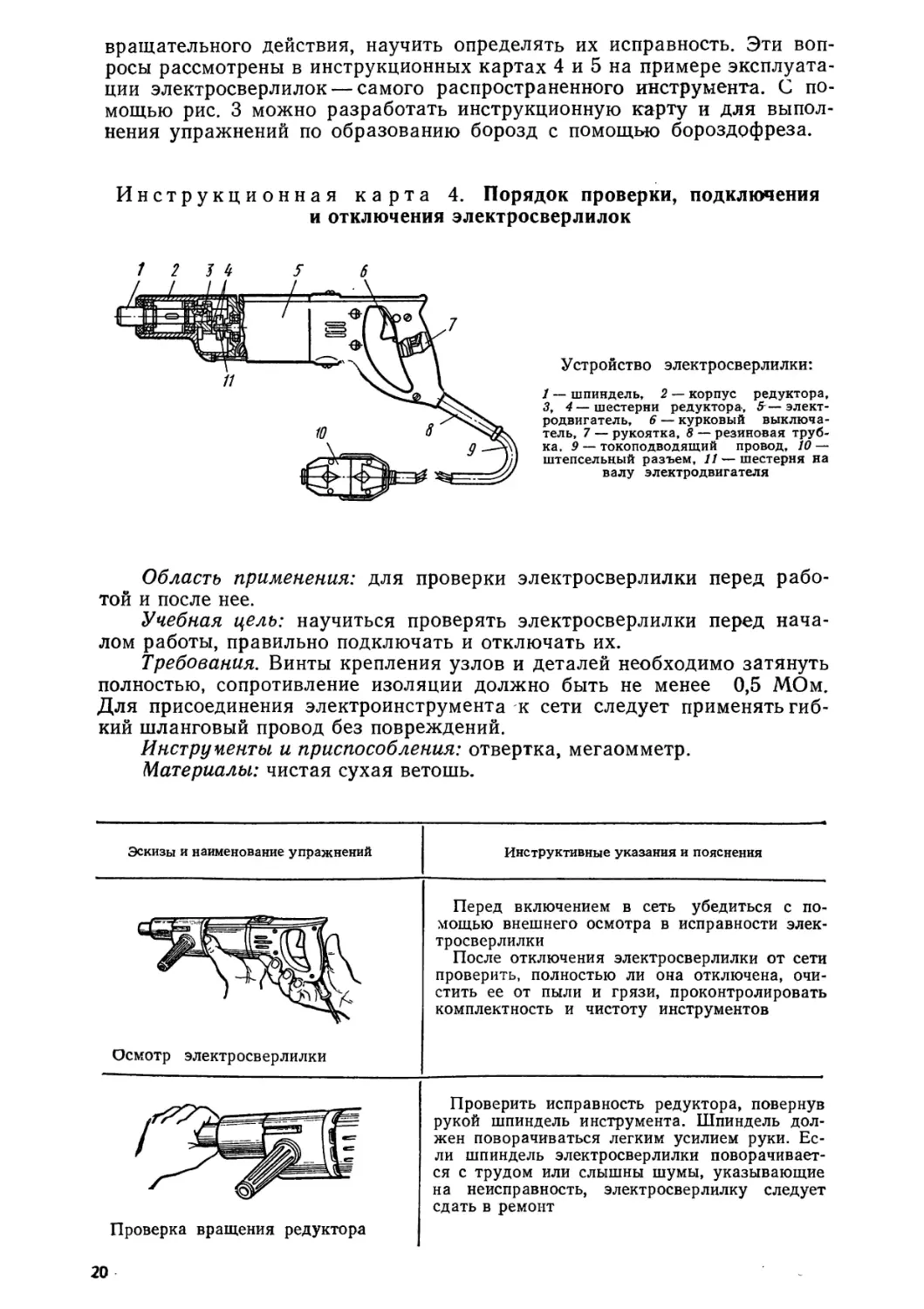
Б о, р о з до ф р е з ы изготовляются на базе электросверлилок и слу
жат для выборки небольших борозд в кирпичных, гипсолитовых и им
подобных основаниях для скрытых
электропро-
водок. Рабочий инструмент- дисковая фреза 3
(рис. 3), оснащенная
пластинками из твердого
сплава ВК6 или ВК8. Бороздофрез имеет защит
ный рабочий кожух 4 с пылесборником 1, две ра
бочие ручки 5, ролики 2. Последние служат для
облегчения передвижения механизма во время
работы и ограничения глубины врезания фрезы
в основание, которая колеблется в пределах 1020 мм. Ширина фрезы 8 мм. На рис. 3 показан
основной прием образования борозды с помощью
бороздофреза.
5
,
При работе с электрифицированным инстру
ментом особое внимание уделяют вопросам элек
тробезопасности. Строительные нормы и прави
ла запрещают использовать ручной электрифи
цированный инструмент на напряжения 127 и
В в помещениях опасных
и с повышенной
220
опасностью. В остальных
электроинструментом
на
случаях при работе с
эти
напряжения
ис-
Рис. З. Образование борозды с · помощью бороздофреза:
пользуют диэлектрические перчатки, галоши или
f -
пылесборник,
коврики.
3-
фреза,
Наиболее эффективную защиту от
травм
обеспечивает двойная
мента,
т.
е.
изготовление
элек~ро-
изоляция
корпуса
жух
2-
ролики,
4 - защитный коручки, 5 - ручка
инстру-
электросвер-
лилки из изоляционной пластмассы. Рабочее напряжение таких электро
сверлилок 127 и 220 В. Двойная изоляция обозначается значком «D»
(например, ИЭ-10200). Питание электросверлилки через разделяющий
трансформатор на напряжение
380/220 -
127
или
220/220 - 127
В или
пониженным напряжением также является эффективным способом за
щиты от электротравм. Другой способ защиты от поражения электриче
ским током - защитное отключение. В этом случае безопасность обес
печивается быстрым отключением автоматическим отключателем ава
рийного участка при замыкании
на
корпус
или
непосредственно на
землю.
В условиях производства перед выдачей инструмента рабочему тща
тельно
проверяют
мегаомметром
или
на
испытательном
стенде
состоя
ние изоляции, исправность обмотки, питающего кабеля, заземляющего
проводника, сопротивление изоляции
по отношению к корпусу.
В учебных мастерских и других аналогичных условиях, несмотря на
обязательную предварительную проверку каждой электросверлилки мае-.
тером, учащийся должен научиться сам проверять ее исправность, соот
ветствие паспортных данных напряжению и частоте тока в сети, надеж
ность работы отключающего устройства; соблюдать режим работы, тем
пературный режим; содержать
инструмент
в чистоте
(своевременно
удалять стружку, пыль, строительную мелочь).
Необходимо привить учащимся навыки внимательного отношения к
соблюдению
правил
эксплуатации
механизированных
инструментов
19
вращательного действия, научить определять их исправность. Эти воп
росы рассмотрены в инструкционных картах 4 и 5 на примере эксплуата
ции электросверлилок - самого распространенного инструмента. С по
мощью рис. 3 можно разработать инструкционную карту и для выпол
нения упражнений по образованию борозд с помощью бороздофреза.
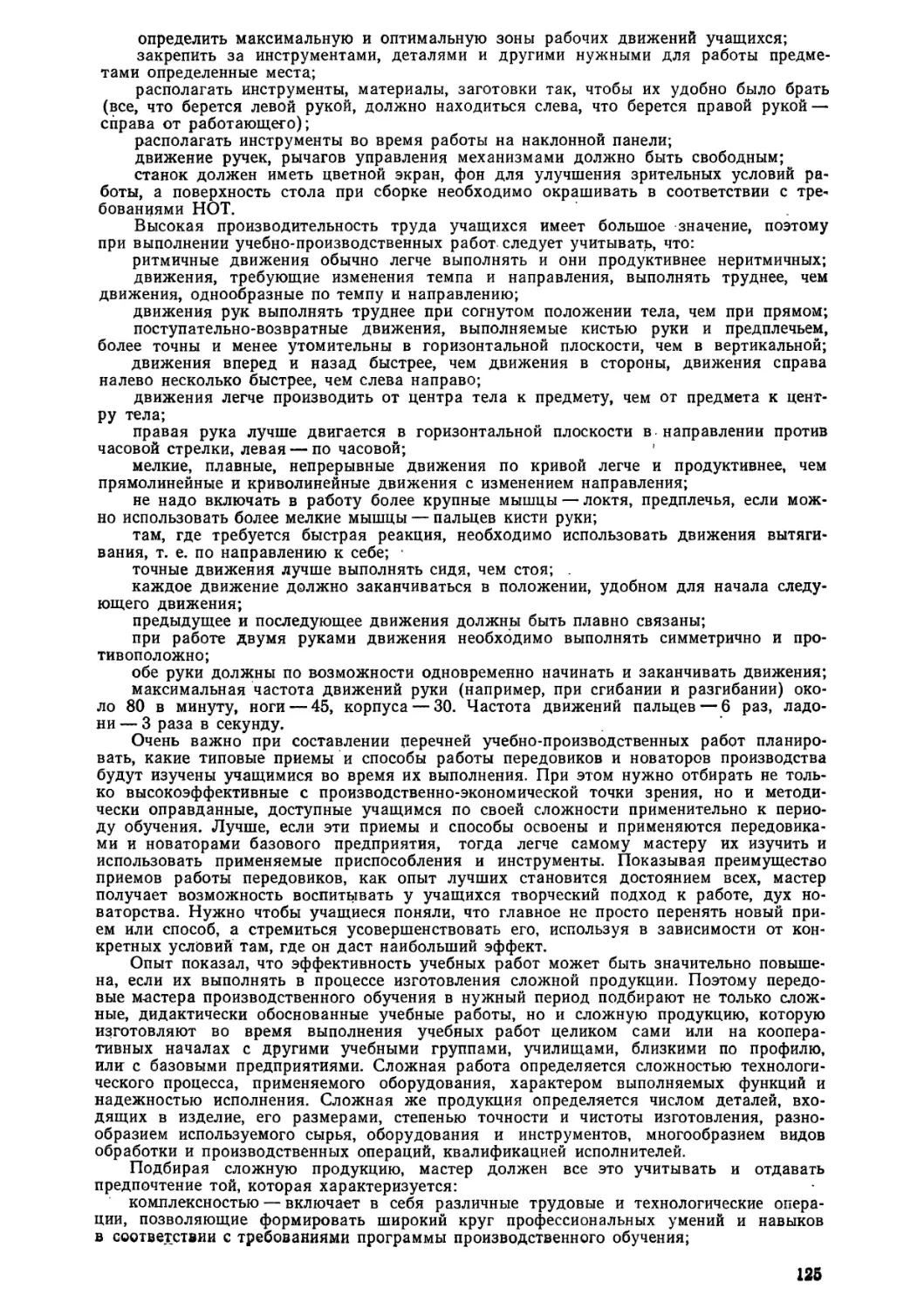
Инст рук ц и о н н а я
к а рт а
Порядок проверки, подключения
4.
и отключения злектросверлилок
1
2
J 4
s
б
7
--,
Устройство
11
электросверлилки:
1 - шпиндель, 2 - корпус редуктора,
3, 4 - шестерни редуктора" 5- - элект
tO
родвигатель,
6
тель,
ка. 9
~
7-
курковый
6-
выключа
рукоятка, 8 - резиновая труб
токоподводящий
провод, 10 -
штепсельный разъем,
валу
11 -
шестерня на
электродвигателя
Область применения: для проверки электросверлилки перед рабо
той и после нее.
Учебная цель: научиться проверять электросверлилки перед нача
лом работы, правильно подключать и отключать их.
Требования. Винты крепления узлов и деталей необходимо затянуть
полностью, сопротивление изоляции должно быть не менее
0,5 МОм.
Для присоединения электроинструмента /к сети следует применять гиб
кий шланговый провод без повреждений.
Инструпенты и приспособления: отвертка, мегаомметр.
Материалы: чистая сухая ветошь.
Эскизы и наименование упражнений
Инструктивные указания и пояснения
Перед
:\ющью
включением
внешнего
в
сеть
осмотра
в
убедиться
исправности
с по
элек
тросверлилки
После отключения электросверлилки от сети
проверить,
стить
ее
полностью
от
пыли
комплектность
Осмотр
и
и
ли
она
грязи,
чистоту
отключена,
очи
проконтролировать
инструментов
электросверлилки
Проверить исправность редуктора, повернув
рукой шпиндель инструмента. Шпиндель дол
жен поворачиваться легким усилием руки. Ес
ли
ся
на
шпиндель
с
трудом
20.
слышны
неисправность,
сдать в ремонт
Проверка вращения редуктора
электросверлилки
или
шумы,
поворачивает
указывающие
электросверлилку
следует
Продолжение карты 4
Инструктивные указания и пояснения
Эскизы и наименование упражнений
Проверить затяжку винтов, крепящих узлы
и детали, отверткой
(если винты имеют шли
цы) или гаечным ключом (если винты имеют
грани). Между отдельными частями электро
сверлилки не должно быть зазоров. Винты
должны быть завернуты до отказа и иметь под
головками
Затяжка
винтов
пружинящие шайбы
крепления
Подсоединить мегаомметр к питающему про
воду
электросверлилки
и
включить
выключа
тель. Проверить целостность всей цепи электро
сверлилки,
стотой
2
вращая
ручку
меrаомметра
с
ча
об/с. Если цепь исправна, стрелка ме
гаомметра
должна
ном и не менее
0,5
указать
нуль
при
включен-
МОм при отключенном вы"
ключателе электросверлилки
Проверка питающего провода
Один
провод
мегаомметра
З
(земля У под
соединить к металлической части корпуса, а
второй провод Л (линия)
цов
вилки
провода
и
-
к одному из кон
включить
выключатель
электросверлилки. У становить переключатель
мегаомметра на кОм (килоомы)
и вращать
ручку мегаомметра с частотой 2 об/с. Стрелка
укажет
сопротивление
изоляции
относительно
корпуса.
Сопро1ивление
изоляции
должно
быть не менее 0,5 кОм
Таким же образом надо проверить сопротив
ление изоляции другого провода
Измерение
сопротивления
изоля
ции
Штепсельный разъем (или штепсельная вил
ка) должен иметь удлиненный заземляющий
контакт, что обеспечивает сначала заземление
корпуса
электросверлилки,
а
затем
уже
пода
чу напряжения. Если штепсельного разъема с
удлиненным контактом или аналогичной штеп
сельной вилки нет, то сначала надо подсоеди
нить заземляющий проводник, а затем питаю
щие провода электросверлилки
Взять в руки электросверлилку и кратко
временным включением убедиться в ее работе.
Затем включить ее на более длительное время.
Отключение производить в обратной последа·
в а тельности
Включение электрuсверлиJ1ки в сеть
И 1-1 стр у к ц ионная
к а рт а
5.
Работа электросверлилками
t
"_
8)
а
-
гнезд и отверстий малых диаметров, 6 - глубоких гнезд и отверстий, в
коробки скрытых электропроводок
-
гнезд под
Область применения: для сверления отверстий в строительных кон
струкциях из кирпича, гипсолита и других материалов без абразивно
го наполнителя, в изоляционных материалах и металлах.
Учебная цель: научиться приемам и способам высверливания гнезд
и отверстий с помощью электросверлилок.
Требования. Гнезда и отверстия должны быть просверлены точно
по разметке. Не должно быть разрушений краев отверстий. Необходи
мо строго соблюдать правила технической эксплуатации электросвер
лилок и рабочих инструментов .
. Инструменты и приспособления: электросверлилки, рабочий инст
румент, инструмент и приспособления для разметки, защитные приспо
собления.
Материалы: строительные основания для упражнений, чистая тряп
ка или обтирочная ветошь для ухода за электросверлилкой.
Наименование операций
Выбор
рабочего
инструмента
Инструктивные указания и пояснения
и
электросверлилки
Выбрать электросверлилку в зависимости от
диаметра и глубины гнезда или отверстия, а
также
материала,
в
котором
производится
~верление
Рабочий инструмент (коронка, сверло) дол
жен быть оснащен пластинками ВК2 или ВК6
и правильно заточен. Для высверливания гнезд
под коробки используют специальные коронки
соответствующего диаметра, сверла для дюбе
лей диаметром 5-18 мм, для проходов - 18-
' 30 мм
Закрепление
в
IIIпинделе
рабочего
инструмента
электросверлилки
Инструмент
с
цилиндрическим
хвостовиком
закрепляют в патроне с помощью специального
ключа
При сверлении
отверстий
диаметром до
мм используют для закрепления наружный
конус инструмента, диаметром выше 15 мм внутренний
·
Проверить надежность посадки инструмента
15
в шпинделе
Сверление гнезда или отверстия
Включить электросверлилку
Подвести рабочий инструмент точно к разме
ченному месту и,
постепенно усиливая
нажим,
просверлить гнездо или отверстие. При выходе
сверла из отверстия ослабить нажим во избе
жание разрушения краев отверстия. Во время
работы обеспечивать равномерный нажим
При сверлении следить, чтобы электросвер
лилка
. торой
22·
не нагревалась до температуры,
ее невозможно держать рукой
при ко
Продолжение карты
Наименование операций
Подготовка
5
Инструктивные указания и пояснения
электросверлилки
хранению
к
После окончания работы отключить и очи
стить
электросверлилку
от
стружки,
пыли,
строительной мелочи
Снять рабочий инструмент со шпинделя
Протереть электросверлилку и кабель тряп
кой
Хранить электросверлилку
нужно
в
сухом
отапливаемом помещении
Подтема. ВЫПОЛНЕНИЕ ПРОБИВНЫХ РАБОТ С ПОМОЩЬЮ
РУЧНОГО
И МЕХАНИЗИРОВАННОГО
ИНСТРУМЕНТОВ УДАРНОГО,
УДАРНО-ПОВОРОТНОГО И У ДАРНО-ВР АЩА ТЕЛЬНОГО ДЕЙСТВИЯ
Краткая характеристика подтемы и рекомендации по ее изучению
К этой группе относят ручные (зубило, скарпель, пробойники с оп
равкой для закрепления) и механизированные инструменты {пневмати
ческие рубильные молотки и электромолотки}.
_,........-
·>
f!)
Рис.
{
z)
•>
4. Пробивка гнезда пробойником (а), оправка ОПК с клином
(б) и пробойники 4,8 и 7,8 мм (в, г)
2
oJ
Рис.
t -
5. Выполнение пробивных работ пневматическим рубильным молотком
фильтр
(а) и схема подключения пневматического молотка (б):
2 - регулятор давления, 3 - манометры, 4 - маслораспылитель,
5 - вентиль, 6 - подключаемый инструмент
влагоотделнтеля,
Приемы работы ручными инструментами рассмотрены в инструк
ционной карте на примере использования зубила. Пробивка гнезда про
бойником показана на рис. 4, а основной прием работы пневматическим
23
рубильным молотком и схема его подключения приведены на рис.
5.
Пневматические молотки можно применять для образования ниш, бо
розд и выполнения других пробивных работ в строительных основаниях, где необходима сила удара 12-16 Н.
К инструментам ударно-поворотного действия относят фугальные
электрические молотки, которые служат для пробивки борозд, офак
туривания и очистки поверхностей, бурения гнезд и отверстий в строи
тельных
основаниях
из
искусственных
и
естественных
строительных
материалов. Молоток состоит из пластмассового корпуса, ударного уз
ла с системой виброизоляции, узла вентиляции и узла крепления рабо
чих инструментов. Рабочие инструменты приводятся в действие. через
специальный боек двигателем с электромагнитными катушками. По-
а)
(
-----:
•
:
~
;;J
Рис. 6. Фугальный электрический молоток, оснащенный рабочими
и поворотной рукояткой (а) и вариант его комплекта
инструментами
(6)
воротные движения работающий осуществляет с помощью специальной
рукоятки. На рис. 6 показан фугальный электрический молоток с ком
плектом рабочих инструментов. Если этот комплект инструментов бу
дет использован для упражнений, мастер должен самостоятельно раз
работать инструкционную карту с помощью рисунка и инструкции за
вода-изготовителя.
К инструментам ударно-вращательного действия
относят электро
магнитобур СЦ-2, общий вид и кинематическая схема которого пока
заны на рис. 7, а, б. Он представляет собой два независимых электро
двигателя ударного и вращательного действия. Питание электромагни
тобура осуществляется от специального преобраз.ователя с понижаю
щим трансформатором и выпрямителем. Предназначен он для бурения
отверстий в бетонны(х, кирпичных и гранитных основаниях, а также
в
металлических и деревянных конструкциях.
Многие электромонтажные организации выпускают
специальные
насадки к электросверлилкам (рис. 8). Насадки преобразуют враща
тельное движение в ударно-вращательное,
при этом
частота вращения
остается неизменной, а число ударов по рабочему инструменту превы
шает ее.
Для упражнений следует отобрать инструменты, широко -использу
емые на объектах базового предприятия, и самостоятельно . разобрать
инструкциоцн~е ка.рты.
24
,,
·
34
Sб
78
2
1
о)
а)
Рис. 7. Электромагнитобур СЦ-2:
общий вид, 6 - кинематическая схема; 1 - рабочиИ инструмент, 2 - wпиндеn1t, J,
катушки прямого и обратного ходов электродвигателя ударного механизма, 4 - боек,
6 - внешний магнитопровод, 7 - диамагнитная втулка, 8 - буферная пружина, 9 - электа
S-
родвигател1t
длJI
вращения
инструмента,
10 -
трехступенчат1t1й
редуктор
8)
Рис.
8. Электросверлилки с ударно-вращательными насадками с
одной и двумя рукоятками (а, б) и устройство •насадкю (в)
Ин стр у к ц ионная
к арт а
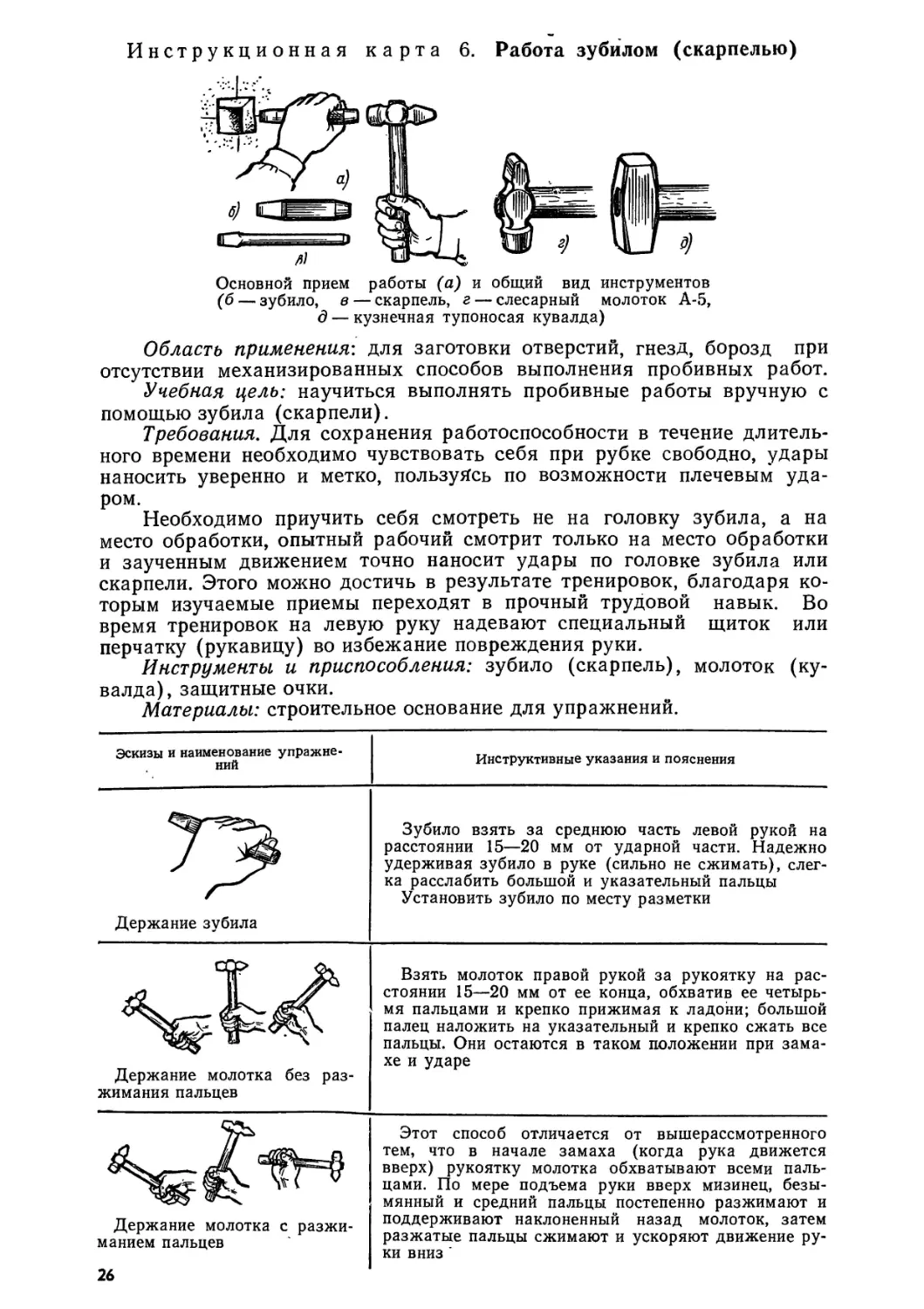
Основной прием
(6 -
зубило,
работы (а) и общий
в-
д
-
6. Работа зубнлом (скарпелью)
скарпель, г -
вид инструментов
слесарный
молоток А-5,
кузнечная тупоносая кувалда)
Область применения:· для заготовки отверстий, гнезд, борозд
при
отсутствии механизированных способов выполнения пробивных работ.
Учебная цель: научиться выполнять пробивные работы вручную с
помощью зубила (скарпели).
Требования. Для сохранения работоспособности в течение длитель
ного времени необходимо чувствовать себя при рубке свободно, удары
наносить уверенно и
метко,
пользу~сь
по
возможности
плечевым
уда
ром.
Необходимо приучить себя смотреть не на головку зубила, а на
место обработки, опытный рабочий смотрит только на место обработки
и заученным движением точно наносит удары по головке зубила или
скарпели. Этого можно достичь в результате тренировок, благодаря ко
торым изучаемые приемы переходят в прочный трудовой
навык.
Во
время тренировок на левую руку надевают специальный
щиток
или
перчатку (рукавицу) во избежание повреждения руки.
Инструменты и приспособления: зубило (скарпель), молоток (кувалда), защитные очки.
Материалы: строительное основание для упражнений.
Эскизы и наименование упражне
Инструктивные указания и пояснения
ний
Зубило взять за среднюю часть левой рукой на
расстоянии 15-20 мм от ударной части. Надежно
удерживая зубило в руке (сильно не сжимать), слег
ка расслабить большой и указательный пальцы
Установить зубило по месту разметки
Держание зубила
Взять молоток правой рукой за рукоятку на рас
стоянии 15-20 мм от ее конца, обхватив ее четырь
мя пальцами и крепко прижимая к ладони; большой
палец наложить на указательный и крепко сжать все
пальцы. Они остаются в таком положении при зама
Держание молотка
без
раз
хе и ударе
жимания пальцев
Этот
тем,
способ
что
в
отличается
начале
замаха
от
вышерассмотренного
(когда
рука
движется
вверх) рукоятку молотка обхватывают всеми паль
цами. По мере подъема руки вверх мизинец, безы
Держание молотка с_ разжи
манием пальцев
26
мянный и средний пальцы постепенно разжимают и
поддерживают наклоненный
назад
молоток, затем
разжатые пальцы сжимают и ускоряют движение ру
ки вниз
-
Продолжение карты
Эскизы и наименование
;упражне-ний
6
Инструктивные указания и пояснения
Молоток движется только за счет изгиба кисти
руки. При этом кисть сгибают в запястье до отказа,
разжав слегка пальцы, кроме большого и указатель
ного (мизинец не должен сходить с рукоятки молот
ка). Затем пальцы сжимают и наносят удар. Кисте
вой удар наносят, когда не нужно больших усилий
(на выходах отверстий, при подгонке или подрубке)
Кистевой удар молотком
(,..-______......., ......,
.............
......
.
''
Молоток движется за счет изгиба руки в локте .
При замахе действуют пальцы руки, которые разжи
'' ''
' ',,
'
маются и сжимаются, кисть и предплечье
Для получения сильного удара руку изгибают до
статочно быстро. Этим ударом
пользуются, когда
нужны средние ударные усилия
Локтевой удар молотком
Молоток движется
за
счет изгиба
руки в
плече.
В ударе участвуют плечо, предплечье и кисть. Этим
ударом пользуются в случаях, когда нужны большие
ударные усилия. В момент нанесения удара рукоят
ку молотка прочно зажимают пальцами (слабо удер
живаемый
молоток
при
неточном ударе отскочит в
сторону)
Плечевой удар молотком
Подтема. УСТАНОВКА ОПОР, КРЕПЕЖНЫХ ИЗДЕЛИЙ
И ЭЛЕКТРОМОНТАЖНЫХ КОНСТРУКЦИЙ БЕЗ ВЯЖУЩИХ РАСТВОРОВ И КЛЕЕВ
Краткая характеристика подтемы и рекомендации по ее изучению
Наиболее распространены способы крепления с помощью дЮбелей
гвоздей, дюбелей-винтов,
при
этом
широко
полимерных
распорных дюбелей
применяют
материалов.
всевозможные
и
закладных устройств,
крепежные.
изделия
из
Отдельную группу представляют крепления
для светильников.
Крепления изделий с помощью дюбелей-гвоздей
осуществляются
за одну операцию (забивание), дюбелей-винтов - за две
(забивание
дюбеля и резьбовое соединение), распорных дюбелей - за три (подго
товка гнезда, установка дюбеля и крепление с помощью шурупа, болта
или винта).
В мастерских можно рекомендовать следующие упражнения:
крепления дюбелями-гвоздями и дюбелями-винтами, забиваемыми
с помощью ручной оправки;
крепления при помощи пластмассовых дюбелей и с распорной гайкой·
' устан;овка приспособлений для крепления светильников;
27
крепления закладных деталей к строительным конструкциям;
изучение устройства
строительно-монтажного
области его применения и ухода за ним.
пистолета
ПЦ52,
Несмотря на то что оправку типа ОД-6 вытесняют более произво
дительные
пиротехнические
инструменты,
электромонтажники
продол
жают ее применять в тех случаях, когда к строительному основанию не
большой прочности
этому
надо закрепить легкие аппараты или детали.
рекомендуется
организовать
упражнения
для
учащихся
По
по
вы
·полнению креплений забиваемыми дюбелями с помощью оправки. Работе с такой оправкой посвящена инструкционная карта 7.
Для упражнений по выполнению креплений распорными дюбелями
лучше
использовать
гнезда,
заготовленные
так,
как
указывалось
при
изучении предыдущих пробивных работ. В конце карты нужно помес
тить таблицу для выбора дюбелей, тогда упражнению можно придать
характер лабораторно-практической работы, во время выполнения ко
торой учащиеся должны по массе закрепляемой конструкции или ап
парата и толщине закрепляемой детали определить число и тип дюбе
лей отдельно для бетонного и кирпичного строительных оснований. В
этом случае следует разработать специальные задания в качестве до
полнения к инструкционным картам.
Упражнения по установке креплений для светильников лучше про
водить на козырьках учебных стендов,
имитирующих
пустотелые
и
сплошные перекрытия. Для этого в НИ!{ нужно предусмотреть специаль
ные отверстия. Для крепления с помощью держателя Ц25М на стенде
устанавливают одну из конструкций, лучше заводского изготовления с
трубной резьбой
3/4".
Крюки в первом
втором
вмазывают
в
случае ввер.тывают в деревянный козырек,
заранее
заготовленное
отверстие
при
а во
изучении
креплений с помощью вяжущих растворов. Этой группе учебных работ
посвящены инструкционные карты 16, 17.
Инструкционная карта 15, где приводятся основные способы вы
полнения закладных деталей, служит основой для разработки лабора
торно-практических работ по выполнению расчетов, связанных с креп
лением тяжелого электрооборудования. Можно изготовить специа.1ьный
стенд с образцами основных устройств или сделать макет.
Инструкционные карты 8-11 посвящены упражнениям с монтаж
ным поршневым пистолетом ПЦ52.
Инст рук ц ионная к арт а 7. Выполнение креплений
с помощью ручной оправки
1
2
3 4
5
6
7
8
Оправка ОД-6 с зажатым дюбелем мя
ручной забивки дюбелей:
1, 2 _._
зажимные кольцо и
ничительные
фланцем,
7-
кольца,
5-
4-
корпус
шарик,
8-
губки,
3, 9 -
эластичнЗ!Я
оправки,
6 -
сменный
Область применения: для крепления вручную изделий
огра
ручюа
с
пружина,
боек
и
легких
конструкций массой не более 5 кг к строительным основаниям невысо
кой твердости.
Учебные цели: научиться выполнять
подготовительные работы:
освоить способы расчета нагрузок, действующих на дюбель при закреп
лении конструкций и деталей, отобранных для упражнений; овладеть
приемами выполнения креплений с помощью ручной оправки.
Требования. Оправка должна надежно удерживать, точно центри-
28,.-
ровать и направлять дюбель во время забивания в строительное осно
вание.
Инструменты и приспособления: оправка для ручной забивки дю
белей, кувалда 1(-10 или другая, разметочные инструменты.
Материалы: дюбеля, образцы конструкций, аппаратов и монтаж
ных. деталей для выполнения креплений, строительное основание
для
упражнений.
Эскизы и наименование упражнений
Инструктивные указания и пояснения
Выбрать дюбель. Открыть зажимные губки
оправки. Ввести дюбель в оправку при разжа
тых губках так, чтобы его шляпка уп_иралась
в конец сменного бойка (дюбеля-винты ввин
чивают в него). С помощью зажимного коль
ца сдвинуть губки и зажать конец дюбеля
Установка дюбеля в оправк)
Установить оправку
плотно
прижать
основанию.
точно
по
разметке
и
к изделию или строительному
Оправка
должна
располагаться
строго перпендикулярно по отношению к стро
ительному основанию (даже незна 11ительный
перекос может привести к браку)
Забивание дюбеля
Ударами кувалды (молотка) по бойку оп
равки забить дюбель. Сильные удары должны
чередоваться с легкими для досылки отскочив
шего бойка. Дюбель забивают до тех
ка буртик бойка не упрется в торец
оправки. В этом положении дюбель
дит на толщину зажимных губок
ОД-6 плюс 0,5-0,7 мм
Конечное
положение
деталей
пор, по
корпуса
не дохо
оправки
оп-
равки
Освободить дюбель, раздвинув губки с по
мощью зажимного кольца. Дюбель-винт осво
бождают, свинтив с него боек
Убедиться в правильности выполнения креп
ления после снятия оправки с дюбеля
Снять оправку
29
Продолжение карты 7
Эскизы и наименование упражнений
Инструктивные указания .и пояснения
В зависимости от конструкции закрепляемо
го изделия добить дюбель-гвоздь специальным
бородком или непосредственно кувалдой (мо
лотком). При добивании дюбеля следить за
тем, чтобы не нанести удар непосредственно
по
закрепляемой детали
и
не деформировать
ее
Добить дюбель-гвоздь
И н ст р у к ц и о н н а я
карта
8. Забивка дюбелей с помощью
поршневого монтажного пистолета П Ц52
6-
7
Устройство пистолета ПЦ52:
1 - дюбель,
2 - направитель,
3 - поршень,
4 - рассекатель,
5 - кожух муфты, 6 - рукоятка, 7 - спусковой рычаг, 8 - амор·
тизаторы, 9 - прижим.
Область применения: для крепления различных конструкций и де
талей путем забивания дюбелей в бетонные
и железобетонные
(дu
2
марки 600), стальные (с пределом прочности до 450 Н/мм: ), кирпич
ные, шлакобетонные, керамзитовые и другие строительные основании.
Учебные цели: изучить устройство поршневого. монтажного писТti··
лета ПЦ52, научиться устанавливать и снимать магнитный и пружиь..
ный прижимы, ставить в направитель дюбеля и заряжать пистолет пат·
ранами, отработать основной прием использования пистолета.
Требования. Пистолет должен быть специально подготовлен
длs1
учебных целей; заряженные патроны нельзя использовать для упраж·,
пений по зарядке и разрядке пистолета; дюбель должен надежно yдeIJ.
живаться, точно центрироваться в направителе пистолета.
Инструменты и приспособления: поршневой монтажный пистоле·1
в комплекте с принадлежностями и футляром, магнитный п{!ижим для
удержания мелких стальных деталей, пружинный прижим для умень
шения раскрашивания бетонной поверхности, запасные детали, проти
вошумные
наушники,
защитные
очки,
шомпол,
принадлежности
для
технического обслуживания (щетки № 1 и 2, масленка, ось курка).
Материалы: патроны группы Д и К без пороха (учебные), дюбеля
винты и дюбеля-гвозди, строительное основание для упражнений~
30
эскизы и наименование упражнений
Инструктивные указания и пояснения
Подвинуть поршень в крайнее положение
с помощью шомпола (/)
Установить дюбель с шайбой в канал на
правителя (J/) до закрепления шайбы ша
рюювым фиксатором направителя (при ис
пользовании дюбеля с полиэтиленовым на
конечником, установленным вместо шайбы,
необходимо его с надетым наконечником
продвинуть
шомполом
в
направителе
до
упора в поршень)
Открыть пистолет поворотом рукоятки по
отношению к муфте против часовой стрел
ки до упора (/l/)
Выдвинуть муфту из коробки вперед до
упора
и
коятки
раскрыть
вниз
пистолет
относительно
поворотом
шарнира,
ру
связы
вающего его с муфтой
Установить патрон до упора (/V).
Закрыть пистолет поворотом рукоятки
вверх относительно шарнира ( V). Пистолет
заряжен и готов к выстрелу
Подготовка пистолета к выстрелу
Занять
устойчивое
положение,
удобное
для выстрела
Установить
столета
в
наконечник или
точку
пристрелки
прижим
под
пи
прямым
углом к основанию
Нажать на рукоятку
Оттянуть на себя спусковой рычаг
извести выстрел)
Удалить стреляную гильзу
(про
Забивка дюбеля
31
Инст рук ц и он н а я
к а рт а
9.
Смена ствола и поршневой группы
поршневого монтажного пистолета ПЦ52
а)
""....1 ~GZGИ~=:llir==ti:iiii:a U•ii
6)
о
Ь)
Общий вид пистолета ПЦ52 (а), поршневой группы (б) и сменных стволов (~)
Область применения: при переходе с одной группы
патронов
на
другую в случае использования другой марки дюбеля (смена поршне
вой группы).
Учебная цель: научиться производить смену ствола
и поршневой
группы.
Требования. После смены не должно быть нарушений взаимодей"
ствия частей и работы самого пистолета.
Инструменты и приспособления:· комплект поршневого монтажного
пистолета ПЦ52 со сменными стволами и поршневыми группами.
Материалы: чистая сухая ветошь.
Эскизы и наименование упражнений
Инструктивные указания и пояснения
Повернуть рукоятку пистолета против часо
вой стрелки до упора
Выдвинуть
~уфту
из
коробки
вперед до
упора
«Разломить»
пистолет
относительно шарни
ра, связывающего рукоятку с муфтой
Сдвинуть муфту к рукоятке до упора
Вынуть один ствол и вставить на его место
другой
Смена ствола
Отжать защелку наконечника, развернув его
в гнезде на
90°
Извлечь наконечник из муфты вместе с пор
шневой группой
Собрать пистолет с новой поршневой груп
пой в последовательности, обратной разборке
Установить наконечник. Повернуть его в
Замена поршней группы
гнезде до защелкивания
И нс тру к ц и он н а я
к а рт а
1О. Осмотр и смазка поршневого
монтажного пистолета П Ц52
'
32
Принадлежности
для
чистки
и
смазки
пистолета:
1-
щетка
№ 1 (узкая), 2- щетка
рокая), 3 - масленка
№
2
(ши
Область применения: для обеспечения нормальной
и длительной
работы пистолета.
Учебная цель: научиться правильно ухаживать за пистолетом.
Треqования. Осмотр и смазку производить в конце рабочей смены,
но не реже чем через 500 выстрелов, а также в случае задержек в ра·
боте.
Инстру_+~енты и приспособления: щетки No 1 и 2.
Материалы: керосин или соляровое масло, чистая сухая тряпочка
или ветошь.
Наименование упражнений
Подготовка рабочего места
Инструктивные
указания
и пояснения
Подобрать чистое и ровное деревянное осно
вание
Открыть футляр с комплектом пистолета
Открывание пистолета
Разложить в удобном для работы порядке
масленку, щетки No 1 и 2, чистую сухую ве
тошь
Повернуть рукоятку пистолета против часо
вой стрелки до упора
Выдвинуть муфту из коробки вперед до
упора
«Разломить» пистолет относительно шарни
ра, связывающего рукоятку с муфтой. Убе
диться, что пистолет не заряжен
Выполнение частичной разборки
Снять наконечник
Вынуть ствол
Отдею1ть поршневую группу
Разложить узлы и детали на деревянном ос
новании в удобном для чистки порядке
Очистка пистолета
Промывка и смазка частей писто
лета
Очистить наружные
щеткой No 1
Опустить
масло
детали в
поверхности
керосин
или
и
каналы
соляровое
.
Вынуть детали и протереть их чистой сухой
ветошью
Смазать трущиеся поверхности тонким сло
ем жидкого ружейного масла
Сборка пистолета
Произвести сборку в последовательности,
обратной разборке
Нажать 2-3 раза наконечник о поверхность
стола или стены и отпустить его (направитель
должен без заеданий устанавливаться и энер
гично возвращаться в исходное положение)
Открыть и закрыть пистолет 2-3 раза (не
должно быть заеданий)
Нажать спусковой рычаг 2-3 раза (щел
чок должен быть резким)
З
А. Ф. Ктиторов
362
33
Инст рук ц и он н а я
J< арт а
11. Способы выполнения креплений
с помощью поршневого монтажноrо пистолета
Оснащение оператора
Область применения: для выполнения несъемных, съемных и ком
бинированных креплений при
производстве
строительно-монтажных
работ.
Учебные цеди: цаучиться выполнять подготовительные работы; ос
воить способы расчета нагрузок, действующих на дюбель при закреп
лении конструкций и деталей (отобранных для упражнений) на потол
ке и стене; научиться пользоваться специальной таблицей (приведен·
ной в конце карты) для выбора дюбеля, патрона и сменных
деталей
пистолета в зависимости от строительного основания, прибиваемого ма
териала и допусти:мь1х нагрузок на дюбель.
Требования,.
:Вел~ч:ина заглубления дюбеля в
строительное осно
вание должна быть для кирпича и бетона марки 100-200-30-40 мм,
а для бетона марки 300-400-25-30 мм. Если основанием для закреп
ления служит сталь, заглубляемая часть дюбеля должна
быть
чуть
больше толщины этого основания, а часть заостренного конца
высту
пать с обратной стороны основания~
Инструиенты и приспособления: поршневой монтажный пистолет,
подготовленный для учебных целей, со сменными и запасными деталя
ми ц прпнадлежиастям:и, арматуроискатель.
Материалы: монтажные патронЬI калибра 6, 8 всех четырех номе
ров группы Д и К, дюбеля-винты и дюбеля-гвозди ДГП и ДВП для за
бивки в бетонные, кирпичные и другие строительные основания, дюбе
ля-винты и дюбеля-гвозди ДГПМ ц ДВПМ всех типоразмеров для за
бивки в металлические основания, образцы конструкций, аппаратов и
монтажных деталей для упражнений, строительные основания, располо
жеип~е рертикальuо (стена)
горизонтально (потолок) с закреплен
ными на них конструкщ1ями с помощью дюбелей-винтов для решения
задач по расчету нагрузок, действующих на каждый дюбель, и вь~пол
нения других подготовительных работ (упражнений}.
»
Эскизы и наим~нование упражнений
Инструктивные указания и пояснения
Изучить проект, чертеж или учебную кар
точку-задание,
ццю,
аппарат
определив,
или
какую
монтажную
конструк·
деталь
нуж
на закрепить; убедиться в наличии условий
для крепления избранным способом
Разметить на
строительном основании
точки
крепления
струкций,
или
места
аппаратов,
установки
монтажных
кон
деталей
в соответствии с заданием
Выполнение
предварительной
работы
Определить, из какого материала строи
тельное основание, в которое будет заби
ваться дюбель (марка стали, бетона, кир
пича и т. д.)
Арматуроискатель
представляет
карболитовый корпус
1
со
шкалой
собой
2,
за
крытой стеклом. Внутри корпуса находятся
постоянный магнит и стальной флажок со
стрелкой 3, вращающийся в подшипниках.
При приближении прибора к стальной ар
матуре 4 поле 5 постоянного магнита иска
жается и флажок со стрелкой отклоняется.
Если стрелка прибора остается без движе
ния и за пределами делений шкалы, то
ста,льной арматуры под прибором нет и за
бивать в этом месте дюбель можно
Определение местонахождщшя стал~
ной арматуры с помощью арматуроисJ<.а-
, .,
теля
<&
f
Дюбеля, забиваемые поршневым монтаж
I
2
\
JIЫМ пистолетом, движутся с небольшой
скоростью (не более 100 м/с), поэтому из
готовляются
--
из
прочной
конструкционной
стали. В результате термической обработки
дюбеля получают высокую твердость и спо
собность изгибаться на угол не менее
90°.
Большое значение имеет пулевидная форма
заострения конца дюбеля без забоин и ри
'S
сок. Обязательным условием является так
же
совпадение
оси
выступа
головки
и
ост
рип дюбеля с осью стержня. Острие долж
но иметь радиус притупления не более
0,5 мм, иначе дюбель не будет вбиваться
на расчетную глубину. Несовпадение осей
может привести к прогибу или поломке дю
беля при забивании
Головка дюбеля-гвоздя выполнена в ви
де диска с выступом 3 в ц~нтре, по I\Оторо
му и наносится удар поршня. Дюбель дол
жен точно
фикс:ffроваться в направителе
пистолета,
для чего
на
его
цилиндрическую
часть плотно насаживают стальную шайбу
1 или на заостренную часть надевают по
лиэтиленовый колпачок 5. Если дюбель
гвоздь забивают в строительное основание
из кирпича, бетона и других материалов,
его стержень 2 выполняют гладким, если
в
металлические
делают накатку
конструкции,
4
на
стержне
для более прочного за
крепления.
Выбор дюбелей
З*
35
Продолжение карты
эскизы н наименование упражнений
Инструктивные указания и
11
пояснения
Для неразъемных креплений используют
дюбель-гвоздь ДГП (/), а для разъемных,
когда
конструкцию,
время
аппарат или
эксплуатации
надо
деталь
снимать,
-
во
дю
бель-винт ДВП (/l). Дюбель-гвоздь, пред
назначенный для забивки в металлическое
основание, обозначается ДГПМ (///), а дю
бель-винт- ДВПМ (/V).
Дюбеля подбирают
с
учетом условий
крепления:
,
вания;
мых
материала
массы
и
конструкций,
монтажные
циях,
строительного
расположения
аппаратов,
детали;
аппаратах,
наличия
монтажных
осно-
закрепляе
усилия
на
на
конструк
деталях
мест
для креплений, крепежных отверстий, уш
ков и др.; длины резьбовой части дюбель
винтов
стия
/
в
и
соответствии
толщиной
с
ушков,
диаметром
отвер
полок,
корпусов
аппаратов, конструкций, деталей
лицу в конце карты)
(см. таб
При креплении конструкции к потолку на
дюбеля действуют вырывающие усилия
которые
11
р
Расчетная схема усилий на дюбеля
при выполнении креплений к потолку
распределяются
на
Q,
каждый дю
бель (одним дюбелем крепить к потолку
нельзя)
Нагрузка на каждый
дюбель Q=P/n,
где Q - расчетное осевое усилие на один
дюбель, Н; Р - масса закрепляемой конст
рукции или аппарата, кг (нельзя крепить, к
потолку изделия массой более 25 кг, если
в этой зоне находятся люди); п - число
дюбелей
При креплении к стене на дюбель дейст
вуют одновременно две силы
(вырываю
щая и срезающая), причем первая только
на первый дюбель, а вторая на нижний, но
последнюю
не
рассчитывают,
так
как
дю
бель подвергается срезающему усилию, ко
торое
больше
допустимого.
Поэтому
вы
рывающая нагрузка на каждый верхний дю
бель Q=Pajn'l, где Q - расчетная осевая
нагрузка на каждый верхний дюбель, Н;
Р
-
масса
аппарата,
Расчетная схема усилий
на дюбеля
при выполнении креплений к стене
36
крепления
центр
закрепляемой
кг;
до
тяжести
а
-
конструкции
расстояние
линии,
от
проходящей
закрепляемого
или
плоскости
через
аппарата
или
конструкции,
мм;
l - расстояние между
дюбелями по вертикали,
мм; п' - число
креплений в верхней части конструкции
11
Продолжение карты
Эскизы и наименование упражнений
Инструктивные указания и пояснения
Несъемные крепления широко применяют
в
]
тех
сучаях,
аппараты,
тали
не
когда
во
время
конструкции
нужно
или
снимать
эксплуатации
монтажные
или
де
регулировать
смещением. При креплении таким способом
не требуется определять точки забивания
дюбелей-гвоздей
Несъемным
способом
могут
крепиться
монтажные
детали,
к
которым
приварива
ют различные конструкции, скобы для креп
ления аппаратов и труб, кронштейны, де·
ревянные
и
Можно
другие
детали
осуществлять
и
изделия
следующие
креп
ления:
металлических
конструкций,
корпусов,
аппаратов или монтажных деталей к бетон
ному
или металлическому
(1)
основа
(JJ)
ниям
деревянного бруска к бетонному
металлическому (/V) основаниям
пористых
и
бетонному
изоляционных
материалов
и металлическому
( V)
и
(/ //)
к
ос
( V/)
нованиям
В качестве примера на эскизе показаны
крепления заземляющих
проводников
из по
лосовой стали ( V //)
на прокладках 1 и
конструкции для прокладки кабелей ( V ///).
Пристреливается специальная скоба, кото
Несъемные крепления
рая,
в
свою
очередь,
у дер живает
стойку
благодаря выштампованному выступу
в
2
центре скобы
При съемном креплении не нужны
межуточные
или
л
о
крепежные
конструкции
детали.
крепятся
пр9-
Апr.\.1раты
непосредств"' нпо
к дюбелям-винтам, забитым в бетонные (/)
или металлические (1/) основания, как это
показано на эскизе (/ //)
Сложность заключается в том, что дюбе
ля-винты
необходимо
точностью
тщательно
в
забивать
намеченные
выполняют
точные
работы.
дО'лжны
лежать
и
Точки
на
с
точки,
высокой
для
выверяют
забивки
пересечении
чего
разме
дюбелей
двух
пер-
пендикулярных линий, которые не должны
перекрываться
·
прижимом
пистолета
и
должны быть видны оператору во время
забивки дюбеля. Кроме того, дюбеля-вин
ты с резьбой МВ могут иметь рихтовку,
Съемные крепления
вследствие чего возможно
верстий для
отверстия
крепления.
рассверливают
несовпадение от
В таких
или
случаях
заранее
вы
полняют большого размера
37
Продолжение карты
Эскизы и наименоаание уnражкений
11
ИнОII'руктявные--указания и пояснения
При комбинированном способе предусма
триваются
промежуточные
монтажные
де
тали, которые имеют отверстия под болты
или с резьбой ( /) либо шпильки с рез бой
(II) и места для крепления их дюбелями
rвоздями к строительному основанию (/1/)
Аппарат или конструкцию крепят к мон
тажной детали разъемно с помощью болтов
и гаек и шп~лек с гайками
(//).
Этот спо
соб, хотя и требует использования проме
жуточных монтажных деталей, однако по
зволяет осуществлять более простую при
стрелку дюбелями-гвоздями, сохраняя пре
имущества съемных креплений
Комбинированные крепления
Монтажный патрон состоит из гильзы 1,
которая снаряжается бездымным порохом
2. В торцевой части гильзы размещена кап
сульная часть с взрывным составом 3. Порох упаковывается в результате обжатия
гильзы «звездочкой»
Патроны делятся
на две группы:
Д
(длинные) для сменного ствола No 1 писто
лета и К (короткие) для сменного ствола
№ 2. Каждая группа имеет четыре номера,
1
звездочки
заряда
которых
окрашены
в
зависимости
эмалью
в
от
разный
силы
цвет:
№ 1 (слабой мощности) - в белый, No 2
(средней мощности) - желтый, No 3 (силь
ной мощности) - синий, № 4 (сверхсильной
мощности) - красный
.Монтажные патроны подбирают по таб
лице, приведенной в конце карты, с учетом
Выбор монтажных патронов
материала
строитеJ1ьного
основания,
разме
!)а
применяемого дюбеля, характеристики
закрепляемых конструкций, аппаратов, мон
тажных деталей и их материала, номера
ствола
поршневого
монтажного
пистолета
Выбор дюбеля, narpoнa и сменных деталей
.
Д10бепь
~
со со~
::с :х:
прибиваемый материап топщиной
мм
::i::
s,
С,)
:s: ..aR
:::i:: i:::
:>. ct)
t:::
.а
Ствоп
Патрон
Q)
:>.\О
о.
о о. о
1::::(
о
l::i ~
Строительное основание
ДГП 3,5Х40
ДГП 3,5Х50
ДГП 3,5Х60
,nrn 4,5х4О
ДГП 4,5Х80
ДГП 4,5XIOO
двпм 8Х55
кирпич,
Сталь S=l-3
Дерево: S= 10-15
8=20-25
дгп з,5Х70
ДГП 4,5Х50
ДГП 4.5Х60
-
200
t::
№2
Дерево: 8=40-45
8=60-65
Непосредственная забив-
Q)
=
Е-со
о.
-с::
Q)
(.)
(.)
~
c:Q
~
со
~
:I:
~
№1
№1
№1
№2
.N'o 2
№1
))
№3
№3
№2
№3
№3
№2
№2
№2
№1
Д2-ДЗ
№2
№2
№1
100-200
Kl-K2
Kl
))
»
Сталь
S=4-5
8z=4-8
Дерево 8 = 20-25
.а
r:;:
бетон марки
S=ЗО-35
Сталь
~
~
250
250
250
250
№1
Д2
Д2-Д3
Дl
Дl
))
№1
ка
ДВПМ 10Х60
38
То же
400
Продолжение табл. к карте
Дюбель
Прибиваемый материал тол
щиной
мм
Ствол
s,
Патрон
Строительное основание~ бетон марки
дгп
дгп
ДГП
ДГП
ДГП
3,5х3о
3,5Х40
3,5Х50
З,5Х60
З,5Х70
Сталь S== 1-4
Дерево: S=l0--15
4,5Х30
4,5Х40
4~5Х50
4,5Х60
4,5Х80
4,5Х100
ДВП М8Х40
S=20-25
S=30-35
S=40-45
№2
700
Сталь S=4-5
Сталь S==4-8
Дерево: S=20-25
S=ЗО-35
-
№l
700
700
» »
Строительное оснооание
ДВП М8Х70
дюбеля
заранее
ное
отверстие
ДВП М8ХЗО
-
че·
за-
№l
№l
№1
№1
№2
№2
Д2-Д3
No 1
Nl!l
Д3-Д4
№1
Д4
No2
№1
№2
))
керамзитобетон марки
No2
№3
№3
No 1
50
80
№l
Д2-ДЗ
№3
№з
No2
40
No 1
Д2-ДЗ
№1
No 1
№1
сталь толщиной В мм ('t'вр ~ 450 Н/мм 2 )
S=l
S:a2
№2
№2
№2
кз
КЗ-К4
К4
№1
№1
No 1
No 1
No 1
№l
№2
№2
№2
№1
№2
№2
№l
Д3
Д3-Д4
Д4
№l
№l
№l
№1
№l
№2
No 1
150
№l
Д3
№1
№1
№1
200
№l
))
№2
№2
700
№2
К4
No 1
№1
70
70
70
100
100
100
S=З
дгп З,5Х20
№2
№2
№2
300-400
монтируе-
мой детали
Непосредственная
бив ка
Сталь:
№2
№2
№2
№2
№3
№3
1
nросверлен-
Строительное основание ДГП 4,5Х20
№l
1500
2000
Забивка
№
))
То же
рез
No 1
))
Непосредственная забив-
ДГП 6,8Х100
1
Д3-Д4
Д4
Д2
S=50-55
S=70-75
№
»
»
»
бетон Ataprcи
ка
ДВП М8Х55
ДВП М10Х60
300-400
К2-К4
К2
Строительное основание
д ГП
д ГП
д гп
д ГП
д ГП
д гп
11
S=4
S=5
S-=6
Непосредственная забив-
No 1
ка
ДВП М10Х35
То же
ДГП
дгп
дгп
ДГП
Дерево:
3,5Х40
3,5Х50
3,5Х60
З,5Х70
))
S=20
S11:11ЗО
Siи:40
No 1
S=50
1
Строительное основание дгп 3,5Х20
Сталь:
S=4
Сталь:
S=4
ДГП 3,5Х50
ДГП 3,5Х60
ДГП 3,5Х70
мм ('t'вр ~ 450 кН/мм2)
700
№2
1(1
Kl-K2
№1
№1
№1
))
S==2
Sс:З
ДГП 3,5Х40
4
S=2
S=З
дгп 4,5Х20
сталь толщиной
Дерево:
S=25
S=35
8=45
S=55
700
No 1
Д2
№2
№2
№l
500
№2
1(1
№1
No 1
No 1
39
Ин стр у к ц ионная
к арт а
Крепление изделий дюбелями
12.
с распорной гайкой
Изделия для крепления:
шайба,
2 - нормальная
шайба, 3 - болт, 4 - гильза дюбеля, 5 коническая распорная гайка, 6 - винт
1-
пружинная
Область при иенения: для крепления в бетоне, кирпиче и близких
им по твердости материалах изделий толщиной до 40 'мм с наибольшим
допустимым усилием выдергивания из бетона 6000-8500Н и из кирпи
ча -5000-7000Н.
Учебные цели: научиться крепить изделия с помощью дюбелей
с
распорной гайкой, выполнять необходимые
расчеты
и пользоваться
таблицей, приведенной в конце карты.
Требования. Изделия, закрепленные дюбелями, должны выдержи
вать нагрузку, соответствующую данным, приведенным в таблице.
Инструменты и приспособления: инструменты для выполнения от
верстий диаметром 18-26 мм, отвертка, набор торцевых ключей
для
болтов размером М10-М16, молоток массой 500-800 г, набор инстру
ментов и приспособлений для разметки.
Материалы: дюбеля с распорной гайкой
подлежащие
креплению,
строительное
K437-K439/II;
основание
для
изделия,
выполнения
уп
ражнений.
Эскизы и наименование операций
Выбор типоразмера дюбеля
Инструктивные указания и пояснения
Выбрать дюбель по таблице в зависимо
сти
от
наибольшего
допустимого
усилия
выдергивания и в соответствии с толщиной
закрепляемых деталей
Заготовка гнезда
Разметить место крепления изделия и ме
сто для гнезда под дюбель. Определить диа
метр и глубину гнезда по таблице и выпол
нить гнездо
Удерживая левой рукой гильзу дюбеля,
правой рукой вывернуть болт (винт). Если
болт (винт) вывернуть рукой тру дно, за
жать гильзу дюбеля в пассатижи или в дру
гое приспособление, а болт вывернуть клю
чом (винт
Выворачивание болта (винта)
40
-
отверткой)
Продолжение карты
Эскизы и наименование операций
12
Инструктивные указания и пояснения
ка
Вставить гильзу дюбеля в гнездо и, слег
придерживая ее рукой, дослать молот
ком
заподлицо
со
строительным
основани
ем. Если при досылке гильзы дюбеля в
гнездо требуются большие усилия, способ
ные ее деформировать, работу надо пре
кратить
и
рассверлить отверстие точно
под
нужный размер
Установка гильзы дюбеля в отверстие
'
~-
Вставить болт (винт) в отверстие изде
лия. «Наживить» болт (винт) на резьбу
конической распорной га1u1ки дюбеля вруч
~
\
ную
Ввернуть болт (винт) настолько, насколько позволяют усилия руки
Убедиться в наличии под головкой болта
(винта) обычной и разрезной пружинящей
шайб
«Наживление» болта (винта)
Установить точно по разметке закрепляе
мую деталь и удерживать ее рукой до пол
ного заворачивания
Завинтить болт торцевым ключом (/) или
винт отверткой (11). Закрепляемая деталь
должна быть плотно прижата к строитель
ному основанию, а распорная гайка надеж
но прижимать гильзу дюбеля к стенкам от
верстия. Го.повка болта
(винта)
должна
полностью сжимать разрезную шайбу
Закрепление изделия
Дюбеля с распорной гайкой
Размеры дюбеля, мм
тип дюбеля
или
длина
К437/1
К437/11
55
К438/1
65
1
85
винта,
мм
диаметр
18
20
K438/II
К439/1
К439/11
Наибольшая
Размеры болта
26
толщина
за-
Допустимое усилие выдерги
вания, Н
крепляемого•-----------
изделия,
MIOX65
MIOX80
15
30
М12Х80
М12Х100
20
40
М16Х100
М16Х 120
20
40
мм
в бетоне
в кирпиче
6000
5000
J
7000
1·
6000
1
8500
7000
1
4t
Инст рук ц ионная к арт а
13. Выполнение крепления
пластмассовыми дюбелями
2
Устройство
для
крепления
с
помощью
дюбеля:
винт, 2
бель,
1-
-
изделие, 3 - пластмассовый
строительное основание
дю
4-
1
Область применения: для крепления
к
строительным элементаl\tf
зданий и сооружений из кирпича и железобетона электроаппаратуры,
электроконструкций, элементов электросетей,
установочных
изделий.
Дюбеля У656, У658, У678 используют с шурупами для закрепления
скоб, установочных изделий, некоторых конструкций и аппаратов, а дю
беля У661-У663 с винтами
-
для закрепления кабельных, троллейных
и других поддерживающих конструкций, крепления тросовых проводок,
аппаратов, струнных подвесок. Дюбеля применяют при осевых нагруз
ках 500-7000 Н в бетоне и 300--6000 Н в кирпиче.
Учебные цели: научиться выполнять
крепления
пластмассовыми
дюбелями, производить необходимые расчеты и пользоваться справоч
ными таблицами.
Требования. Изделия, закрепленные дюбелями, должны выдержи
вать нагрузку, указанную в таблице, приведенной в конце инструкцион
ной карты.
Инструменты и приспособления: инструмент для заготовки отвер
стий диаметром 6-20 мм, отвертка, набор торцевых ключей М8-М16,
молоток массой 500-800 г, инструменты и приспособления для раз
метки.
Материалы: пластмассовые дюбеля У656-У663, изделия, под.лежа
щие креплению, строительное основание для выполнения упражнений.
Эскизы и наименование операций
Выбор типоразмера дюбеля
Инструктивные указания и пояснения
Дюбель выбрать из таблицы по наиболь
шему
допустимому
в соответствии
деталей
Заготовка гнезда
-
__,
'
42
дюбеля
усилию
выдергивания
толщиной
и
закрепляемых
Разметить места для закрепления изде
~JJИЯ и для г~tезда под дюбель
Определить диаметр и глубину отверстия
по таблице
Заготовить гнездо под дюбель
1
Установка
с
в
.
отверстие
Вставить дюбель в от~эерстие рукой. Ес
ли
он
рами
идет
туго,
молотка.
доЛJКен
дослать
После
располагаться
тельным основанием
его легкими
установки
заподлицо
со
уда
дюбель
строи
П родолж~ние карты
13
Инструктивные указания и пояснения
Эскизы и наименование операций
1
Вставить винт (шуруп)
~
крепления
-~
\
изделия
и
во
в отверстие для
внутреннее
отвер
стие дюбеля
Без
помощи
инструмента
пить ( «наживить;е,)
верстии дюбеля
рукой
закре
винт или шуруn в от
«Наживление» изделия
Завинтить болт
шуруп отверткой
Завернуть
закрепления
винт
торцевым
(шуруп)
детали,
правильностью
при
ключом
до
этом
закрепления
или
надежного
следить
за
изделия
Закрепление изделия
Пластмассовые дюбеля
Размеры дюбеля, мм
Тип дюбеля
Допустимое уси-
Размеры шурупа
или
длина
У656
1
винта,
мм
Наибольшая толщина
6
выдергивания,
н
закрепля-
ем ой де тал и, мм
диаметр
25
лие
/Шурупы З,5Х
в бетоне 1
в
кирпиче
7
500
30
10
900
70
5000
100
7000
600
Х30; 5Х40
У658
1
У678
1
У661
1
У663
1
35
Шуруп 5Х40
8
45
60
80
Шуруп 5Х60
1
1
Инст рук ц ионная
14
20
!винт 8Х80
15
!винт 12х100
к арт а
14.
Способы установки приспособлений
для крепления светильников
Область применения:
крепление
светильников
непосредственно к
перекрытиям.
Учебная цель: изучить основные способы крепления светильников с
помощью специальных устройств.
Требования. Приспособления (tюнструкции)
для крепления све
тильников массой до 100 кг должны без повреждения выдерживать при
ложенную к ним нагрузку, равную пятикратной массе
светильника, а
для крепления светильников (люстр) массой 100 кг и более - в теч.ение
10 мин, равную двукратной массе светильника (люстры) плюс 80 кг.
При креплении светильников к потолку на дюбелях,
мощью
пиротехнического инструмента,
испытывать нагрузкой, равной тройной
каждую
массе
точку
забиваемых с по
подвеса следует
свеrильника плюс
80
kг.
43
эскизБl и способы установки
Инструктивные указания и пояснения
Держате..11ь крепится к кронштейнам, подвесам,
через резьбовые патрубки с трубной
резьбой 3//'. Масса светильника не должна пре
стойкам
вышать
6
кг. В верхней части светильник должен
иметь крюк, кольцо, бугель для крепления к дер
жателю
Держатель
светильника
У25М
Крюк крепят к перекрытию через заготовленные
Установка крюка У623 для под
вески
светильника
к
перекрытиям
из пустотелых плит
отверстия
и
применяют вместе
с
потолочной
ро
зеткой. Масса светильника не должна превышать
5 кг. Светильники подвешивают к крюкам, кото
рые
должны
иметь
изоляцию
в
месте
подвески
светильника. Крюки для подвески светильников к
перекрытиям из пустотелых плит имеют вдоль оси
ряд отверстий, позволяющих менять размер крю
ка
в
лого
зависимости
перекрытия,
ников
к
от
а
расстояния
крюки
перекрытиям
крепежное
отверстие,
из
для
внутри
пустоте
подвески
светиль
сплошных
рассчитанное
плит
на
-
одно
крепление
к плите определенной толщины
Установка крюка У625 для под
вески
светильника
к
перекрытиям
из сплошных плит
Шпильку
плит
через
крепят к перекрытию
заготовленные
из
отверстия
пустоте..11ых
с
помощью
двух пластин, имеющих вдоль оси ряд отверстий.
Такое
устройство
позволяет
менять
размеры
крепления
в
зависимости
перекрытия. Светильники
помощью гайки
от
расстояния
крепят к
внутри
шпилькам с
Установка шпильки У624
Шпильку
перекрытию
к шпильке с помощью гайки. Длину шпиль
-
подбирают
в
отверстия,
из сплошных
ки
крытия
44
к
через заготовленные
ки
Установка шпильки У626
крепят
плит
зависимости
от
а
светильни
толщины
пере
Продолжение карты
14
Инструктивные указания и пояснения
Эскизы и способы установки
Крюки крепят к деревянным перекрытиям ввин
чиванием. Светильники подвешивают к крюкам.
Если крюк ввинчивают в деревянное основание,
то изоляция светильника от крюка, устанавливае
мого в жилых домах, не обязательна
Установка
крюка
ввинчиванием
Крюки
только
крепят
после
вмазыванием,
окончания
а
светильники
установленных
-
сроков
схватывания раствора
При установке в жилых домах и напряжении
сети 127/220 В крюк по отношению к светильнику
изолируют
Установка
крюка
вмазыванием
Инст рук ц ионная
к арт а
Способы крепления закладных
15.
деталей к строительным основаниям
Область применения: для крепления и-зделий и конструкций, узлов
и блоков электрических сетей и электрооборудования, анкерных и опор
ных устройств большой массы и габаритов.
Учебная цель: изучить устройство закладных деталей и способы их
крепления к строительным основаниям.
Требования. Закладные детали устанавливаются на одном уровне
со строительной поверхностью во время выполнения общестроительных
работ и должны выдерживать нагрузки, приведенные в карте. Крепле
ние к закладным
деталям осуществляют непосредственно
электросвар
кой или газовой сваркой либо с помощью переходных деталей.
Эскизы и способы кр~пления
Инструктивные .указания и пояснения
Закладные детали устанавливают в строитель
ном основании во время кирпичной кладки. Пло
ская закладная деталь длиной 250 мм (длина
кирпича) с загнутым концом обеспечивает надеж
ное крепление
Закладная деталь размером 80Х80Х8 мм спо
собна нести нагрузку Р=ЗООО Н, размером: 1.QOX
Х 1ООХ1 О мм - нагрузку Р= 5000 Н
-
Установка закладной детали
в
кирпичной стене
cs
Продолжение карты Р.5
Эскизы и способы крепления
Инструктивные указания и поясн~ния
/-1 §;-/._,
r •
: п. q:
i-..J - р 'U il',
L. J
:
=
1~1
~
В период производства
общестроительных ра
бот устанавливают:
1
анкеры
тых
из
концов
периодического
с
профиля
прикрепленными
без
загну
прямоугольными
шайбами; закладная деталь с размером шайбы
130Х50 мм способна нести нагрузку Р=ЗООО Н,
р
с
размером
Р1=200 Н
160Х60
мм
-
нагрузку
Р=5000
Н,
(/)
анкеры из периодического профиля изогнутой
формы с прикрепленными прямоугольными шайба
ми; закладная деталь с размером шайбы 250Х
Xl 10 мм способна нести нагрузку Р=4000 Н
(II. J//)
анкеры
из
периодического
профиля
изогнутой
формы с прикрепленными к концам прямоуголь
ными шайбами; закладная деталь с размером
шайбы 250 Х 100 мм
способна
нести
нагрузку
Р=2500 Н (/V)
анкерные детали в полах и перекрытиях зданий
и сооружений
дят
,. .
L..
о
по
месту
(загибку концов анкеров произво
установки
в
зависимости
от толщи"
ны пола или перекрытия); закладная деталь с
размером шайбы 50Х100 мм способна нести на
грузку Р= 1500 Н, с размером 100Х200 мм - на
грузку Р = 5000-8000 Н ( V)
··-r.
..-1
Установка анкерных
бетон, 1келезобетон
деталей
в
Подтема. УСТАНОВКА ОПОР, КРЕПЕЖНЫХ ИЗДЕЛИЙ
и ЭJ1ЕКТРОМОНТ АЖНЫХ КОНСТРУКЦИЙ с помощью еяжУЩИХ
РАСТВОРОВ И КЛЕЕВ
l(раткая характеристика подтемы и рекомендации по ее изучению
В современных условиях при заготовке
трасс
электрических сеtей
электромонтажнику все реже приходится иметь дело
с вяжущими рас
творами (алебастровым и цементным), однако некоторые работЬI все
еще выполняют с их помощью. Обучающемуся нужно освоить способы
ttриrоrоnления t:нtжущих растворов, знать их свойства, научиться рабо
тать с ними, знать основные способы установки изделий и конструкций
с помощью растворов и уметь их приготавливать.
В инструкционной карте 16 на примере заделки небольшой детали
показаны основные приемы работы с алебастровым р·аствором, в карте
17 IНl nримере заделки консольной конструкции - основные приемы ра
боrы с цементным раствором. При выборе раствора (алебастрового или
цементного) учитывают целый ряд фзкторов:
условия окружающей
среды, требования к надежности закреnления, сроки монтажа.
Bpeмst схватывания алебастрового раствора можно регулировать,
добавляй в воду nри его
схватывания в преде-лах
np1frotol3Jt~ttии
0,5-2% ot
замедлитель
или ускоритель
массы раствора. Замедлители при
меняют жидкие и сухие. К жидким относят животный клей (шшточный
или жидкий), известь-пушонку или известковое тесто. Клей накануне
употребления растворяют в теплой воде ( 1 л воды на 1 л клея). Клеевой
46
раствор добавляют в воду, идущую на
приготовление алебастрового
раствора. На 1 кг последнего берут от 6 до 20 г клеевого раствора; до
зировку проверяют опытным путем.
В цементные растворы добавляют заполнители,
которые бывают
тяжелые и легкие. К тяжелым заполнителям относяr материалы, куби
ческий метр которых имеет массу более 1500 кг (горный, речной, мор
ской и озерный песок), к легким - такие материалы, кубический метр
которых имеет массу меньше 1500 кг (молотый шлак; пемза, туф). Лег
кие
заполнители
уменьшают
плотность
и теплопроводность
раствора
(теплый раствор). Заполнители препятствуют усадке и растрескиванию
раствора,
повышают его
прочность, уменьшают
расход дорогостоящих
вяжущих ма'tериалов. Для ускьренйя затверде:sанйя цемента применя
ют добавки - хлористый кальций (гранулированный, плавленый и.пи
жидкий), хлористый натрий (в виде пищевой Поваренной соли или тех
нической соли), соляную кислоту, молотую негашеную известь, серно
кислый глинозем, поташ, а для замедления схватывания - алебастр и
слабый раствор серной кислоть1.
Особое место в этой подтеме занимает изучение приемов и способов
приклеивания
крепежных
деталей и электроустановочных
изделий.
Крепление элементов электрических сетей к строительным основаниям
с
помощью
клеев
из
полимерных
материалов
является
перспективным
способом по сравнению с другими способами крепления. Приклеивание
позволяет отказаться от пробивных работ, применения строительно-мон
тажных пистолетов, облегчает условий работающих, удешевляет стои
мость монтажа. Клеящий. состав должен удовлетворять таким требова
ниям монтажа, как надежность и
производительность,
быстрота и со
вершенство технологии.
Хорошие резуи1ьтаты дает кJiей, представляющий собой ацетоновый
раствор акриловой смолы БМК-51( ( 180 мае. ч.) и наполнителя, в каче
стве которого используется
каолин ( 400 мае. ч.). При работе с этим
клеем надо помнить, что он огнеоnасеи. Попадание ацетона на роговицу
глаза может вызвать ожоги, поэтому необходимо пользоваться очками.
При загрязнении рук клеем разрешается протереть их тампоном, смо
ченным ацетоном, а затем надо вымыть их горячей водой с мылом. Вы
полняя работы по приклеиванию, электромонтажник должен соблiодать
общие -правила техники безопасности. В карте 18 показаны
операции по приклеиванию деталей, изделий и конструкций.
осн9вные
И н ст р у к ц и о н н а я к а р 1' а 16. Заделка крепежной детали
с nомощью аJtебастровоrо раtтв(Jра (строительного гипса)
3
Способ крепления де
тали:
строительное основа
ние,
2 - крепежная де
таль, З - гнездо
1-
1
Область применения: для крепления
небольших
изделий, которые
могут быть нагружены вскоре после установки.
Учебная цель: научиться замешивать гипс и пользоваться им.
Требования. Начало схватывания гипса должно наступить не ра
нее чем через 4 мин, а конец схватывания - не ранее чем через 6 мин и
не позднее 30 мин после приготовления. При испытании образцов на
47
сжатие через 1,5 ч прочность для гипса 1 сорта должна быть 450 Н/см 2 ,
для гипса 11 сорта - 350 Н/см 2 •
Инструменты и приспособления:
инструменты для
производства
разметки и пробивных работ, гипсовка, шпатель.
Материалы: алебастр, вода.
Эскизы и наименование операций
Удаление
гнезда
пыли
из
и
Инструктивные указания и пояснения
заготовленного
смачивание его
во
Удаление пыли необходимо для плотного при
легания раствора к стенкам гнезда
дой
Определить необходимое количество раствора
Налить в гипсовку требуемое количество воды
(с увеличением количеств а воды прочность гипса
уменьшается,
так
как
вода,
испаряясь,
создает
поры)
Засыпать в гипсовку алебастр, быстро и тща
тельно
его
перемешать
стальным
шпателем
В среднем на 40-70 г воды расходуется 100 г
алебастра (раствор должен быть использован в
течение
4-6
мин после приготовления)
Приготовление раствора
Убедиться, что в гнезде отсутствует пыль, а
стенки и дно увлажнены. Заполнить гнездо не
большими порциями раствора и уплотнить его во
круг стенок. При заполнении гнезда раствором
надо следить за сохранностью разметки
Заполнение гнезда
раствором
Взять изделие рукой, плоскогубцами или пасса
тижами,
установить
его
в
заполненное
раствором
гнезп.о точно по разметке на нужную глубину и
удерживать,
при
этом
из
гнезда
часть
раствора
выдавится
Установка изделий в
гнездо
Уплотнить
лия
с
выдавленный
помощью
стального
раствор
шпателя
вокруг
с
таким
изде
рас
четом, чтобы в гнезде и вокруг изделия не было
пустот, а· небольшое количество раствора высту
пало
Уплотнение раствора вокруг из
делия
48
над
rrоверхностью
строительного
основания
Продолжение карты
Эскизы
и наименование
операций
Инструктивные tуказання
Через
20-25
раствора
и
16
пояснения
мин после начала приготовления
срезать
шпателем
его
излишки
заподли
цо со строительным основанием
Место
ступать
вмазки
над
после
зачистки
поверхностью
не должно
строительного
вы
основа
ния, но и не должно оставаться углублений или
раковин
Зачистка места вмазки
Инст рук ц ионная
1
к арт а
17.
Установка консольной конструкции
и заделка ее с помощью цементного раствора
f
2
Способ крепления конструкции:
1-
строительное основание,
ция, 3- ниша
2-
конструк
Область применения: для крепления деталей и конструкций, несу
щих большую нагрузку.
Учебная цель: научиться приготовлять цементный раствор и поль
зоваться им для крепления деталей и конструкций.
Требования. Сроки схватывания и тонкость помола цемента долж
ны соответствовать данным таблицы, приведенной в конце карты.
Инструменты и приспособления: механизм или ручной инструмент
для заготовки ниши, штукатурная лопатка, сокол (гипсовка или другая
емкость для раствора), терка.
Материалы: цемент, заполнитель, вода, ускоритель
тель (в случае необходимости),
или
замедли
осколки камня или другого
прочного
строительного материала.
Эскизы и наименование операций
Удаление
гнезда
пыли
из
и
Инструктивные указания и пояснения
Удаление необходимо для плотного прилегания
заготовленного
смачивание
стенки
раствора к стенкам гнезда
гнезда водой
Определить необходимое количество раствора
Насыпать в ящик или другую емкость цемент и
Приготов~1ение раствора
заполнитель
и
Тщательно перемешать смесь, залить ее водой
снова перемешать (цементный раствор приго
товляют
электромонтажники
в
том
случае,
если
на строительной площадке нет готового раствора
нужного качества)
При
большом
расходе
раствора
набрать
его
штукатурной лопаткой на сокол, при малом рас
ходе - в гипсовку или другую емкость (сокол из
готовляют
из
дюралюминия
или
других
легких
сплавов)
4
А. Ф. Ктиторов
49
Продолжение карты
Эскизьt и наименование операций
17
Инструктивные указания и пояснения
Во избежание стекания раствор нужно перио
дически собирать от краев сокола к центру (при
этом еще раз убедиться, что он хорошо переме
шан)
Сокол следует сразу взять в руку, удобную для
работы
Перемещение раствора к середи
не со.tюла
Принять правильное рабочее положение
Набрать раствор
штукатурной Jtоnаткой, на
бросать в нишу и уплотнить его там лопаткой во
избежание образования пустот
Заполнение гнезда раствором
Вставить конструкцию в заполненную
раство
ром нишу
Закрепить ее й нише с помощью осколков кам
ня или другого прочного строительного
материала
.Добавить раствор и уплотнить его вокруг кон
струкции,
осколков
камня
и
стенок
ниши
с таким
рсtсчетом, чтобы небольшое количесtйо его высту
itало
над
поnерхностью
строительного
основания
Установка конструкции
Cnyctя
30-40
мин после заделки консtрукции
затереть теркой раствор заподлицо со сrройtеЛЬ
ным осttова.нием
В() :время затирки по1:1ерх11ость необходимо пе
риодически смачивать (обычно эту операцию вы
полюtiОt штукатуры)
Заrира1н1~ места вмазки
Место закрепления
конструкции
после затира
ния должно быть гладким без раковин й не вы
ступать
вания
se
на.д
поверхностью
строи.тельного
осно
Ср•оки схватывания и тонкость помола цементов
Сроки схватывания (от начала
приготовления)
Тонкое ть помола
Наименование
начал~,
мин,
ранее
Пуццолановые
ландцементы и
не
конец• не поз дн ее
остаток на сите,
%,
не более
разно-
45
12
ч
15
30
12.ч
10
45
12
Белый и цветной порт-
.
си та
порт-
их
видности
ландцементы
номер сетки,
.
.
Магнезиальный и шлако вый
портландцементы
Водонепроницаемый
расширяющийся
цемент
.
. .
008
.
4
10
мин
25
.....
1
5
мин
15
(ВРЦ) . • ~
Водонепроницаемый
безусадочный
(ВБЦ)
15
q
цемент
Инст р у к ц и о н н а я
к а рт а
18.
Приклеивание крепежных дета.лей
к строительным основаниям
а)
Детали для приклеивания:
а
-
металлическая или пластмассовая деталь, б
Устройство приспособления:
-
деталь
с перфорированной пластмассовой лентой, в - скобка с
полоской, г - закреп-кнопка, д - скоба с перфорированной лентой, е - пластмассовая штампованная деtаль
1 - щечка, 2- рычаг, 3- ручка,
4 - ПJiастинчатая пружина, 5-щет
kа, 6 - скребок
Область применения: приклеивание пластмассовых (кроме полиэти
леновых), древесностружечных, метаJiлиttеских и деревянных изделий и
крепежных деталей массой не более 200 г к бетонным, железобетонным,
керамзитовым, керамическим, асбестоцементным, стеклянным, строительным основаниям.
·
Учебная цель: научиться
крепить
изделия
клеем БМК-5К с по
мощью приспособления или вручную.
Требования. Приклеенньtе изделия и крепежные детали должны
обеспечивать удельную прочность при прямом отрыве от бетона, желе
зобетона, керамики 50 Н/см 2 и от кирпича 10 Н/см 2 • Опорная поверх
ность прикJiеив~емых деталей должна быть рифленой и иметь площадь
не менее 6 см 2 , толщину - не менее 1 мм.
Инструменты и приспособления:
шпатель,
приспособление
приклеивания крепежных деталей.
Материалы: клей БМК-БК и крепежные детали.
4*
для
51
Эскизы и наименование операций
Инструктивные указания и пояснения
Отобрать необходимое
Подготовка клея и изделий для при
клеивания
количество тубов
с клеем
Подобрать требуемое количество деталей
и
внешним
осмотром
проверить
их
качест
во, обратив особое внимание на состояние
поверхностей для приклеивания
Зачистить место приклеивания от загряз
нений и неровностей стальной щеткой или
шпателем
Очистить стальную поверхность от ржав
чины и обезжирить тампоном, смоченным в
ацетоне или бензине марки не ниже М-72
Проверить плотность прилегания детали
к основанию
Не допускается приклеивать детали на
побелку, масляную краску, промасленные и
закопченные основания
Проверить, созданы
ные
Подготовка поверхности строительно
условия
в
месте
ли
пожаробезопас
приклеивания
и
хра"
пения запаса клея, и обеспечить соблюде
ние правил техники безопасности
го основания
Выжать из тубы клей на поверхность
строительного основания (/)
Разровнять слой шпателем (//). Толщи
на слоя должна быть не более 0,5-1 мм,
так как избыток клея снижает прочность
приклеивания
Закрепить деталь в приспособлении, взять
в руку или зажать в плоскогубцах
(///)
Нанести на деталь слой клея (/V), вы
давив необходимое его количество из туба
Разровнять клей ( V) тонким слоем по
приклеиваемой поверхности закрепляемой
детали с помощью шпателя
Нанесение клея на поверхности осно
вания и детали
Прижать деталь, закрепленную в приспо
соблении, к подготовленной поверхности и
удерживать ее в
течение
3-5
с. Если
нет
приспособления, деталь прижать рукой
Через
деталь
3-5
от
с, нажав на рычаг, освободить
приспособления
или
отпустить
руку
Через
24
ч можно производить дальней
шие электромонтажные работы
Приклеивание детали
S2
Продолжение карты
П р им е ч а ни е.
При отсутствии приспособления приклеивание
можно выполнять вручную.
18
Тема. СОЕДИНЕНИЯ И ОТВЕТВЛЕНИЯ ЖИЛ
ПРОВОДОВ И КАБЕЛЕЙ
Краткая характеристика темы и рекомендации по ее изучению
Строительные нормы и правила предусматривают около шестидеся
ти способов монтажа электрического
контакта
винтовыми зажимами,
опрессовкой, электросваркой, газовой и термитной сваркой, пайкой. Для
изучения этих способов потребовалось бы большое количество дорого
стоящего оборудования, инструментов, сложных приспособлений и де
фицитных материалов.
Задачу организации обучения облегчает то, что одни
меняются при выполнении специальных работ (например,
вая сварка nлав5tщимся и неплавящимся
защитном газе-),
другие не находят
способы при
электродуго
вольфрамовым электродом в
распространения на строительно
монтажных объектах базовых
предприятий. При некоторых
способах
повторяются одни и те же трудовые приемы, операции (например, опрес
совка местным вдавливани~м, сплошным и комбинированным
обжати
ем). Наконец, программа предусматривает изучение приемов и способов
монтажа электрического контакта жил сечением не свыше 70 мм 2 •
Учитывая все сказанное и возможности учебно-производственной
базы училища, следует отбирать небольшое количество работ (основы
ваясь на времени,. предусмотренном программой), но наиболее интерес
ных в методическом отношении.
Можно, например, изучать эту тему по подтемам:
соединение алюминиевых и медных
жил
болтовыми и винтовыми
зажимами;
опрессовка медных и алюминиевых жил;
электросварка;
пайка алюминиевых жил;
пайка медных жил;
термитная сварка;
газовая сварка (пропана-воздушная и пропана-кислородная).
Приступая к изучению темы, учащиеся должны знать основные требования, предъявляемые к электрическому контакту.
1. Мех~ническая прочность. Смонтированный на жиле контакт дол
жен не ухудшать ее механических свойств, быть устойчивым к механи
ческим воздействиям в процессе монтажа и эксплуатации (степень ме
ханического воздействия зависит от способа прокладки токопроводящих
жил, условий эксплуатации и других причин).
2. Электрическое сопротивление контакта не должно превышать
сопротивления жилы такой же длины более чем на 20%. Если сопро
тивление значительно больше сопротивления такого же участка целой
жилы, возникают местные перегревы, которые еще больше
ухудшают
состояние контакта.
3. Электрохимическая коррозия может быть вызвана следующими
причинами. При_ соприкосновении двух проводников из разных метал
лов, например алюминия и меди, образуется гальваническая пара. Ма
териал, образующий
отр~цательный
электрод - каrод (алюминий по
54
отношению к большинству применяемых в электротехнике металлов яв"
ляется катодом), постепенно разрушается. Электролитом в таких случа"
ях
служит
конденсированная влага
в
сочетании
с
газами
или
окисями
соединяемых металлов.
Для борьбы с электрохимической коррозией контактные поверхно
сти покрывают или третьим металлом, или сплавом (например, оловом),
смазывают места контакта бескислотным вазелином или прокрашивают
их лаком, предотвращая попадание воздуха и влаги к месту соед'инения.
4. В местах присоединения жил проводов и кабелей нужно остав"
лять запас, позволяющий выполнять повторное соединение. Места сое
динений и ответвлений должны быть доступны для осмотра и ремонта.
5. Качество изолирования мест соед~инений и ответвлений не долж
но уступать качеству заводской изоляции жил.
Важно знать свойства токопроводящих жил проводов и кабелей. Ча
ще всего токопроводящие жилы проводов и кабелей изготовляют из ме
ди и алюминия.
Медь обладает хорошей проводимостью, медленно окисляется, име"
ет удовл.етворительные механические характеристики. Окись меди легко
удаляется и
незначительно влияет
на.качество электрического
соедине
ния. Однако медь относится к числу дефицитных металлов.
Алюминий дешевле и легче меди, менее дефицитен, имеет удовлет
ворительную пропускающую способность по току, но уступает меди по
проводимости. Однако алюминий обладает серьезными недостатками.
Это прежде всего трудности, связанные с монтажом электрического кон
такта.
При соприкосновении с кислородом воздуха на поверхности алюми
образуется
твердая и тугоплавкая пленка
окиси, обладающая значительным электрическим сопротивJ1ением и су
щественно ухудшающая состояние электрического контакта. Чтобы при
сварке или пайке расплавить пленку окиси алюминия, надо создать тем
пературу около 2000° С, в то время как температура плавления алюми
ния всего 657-660° С. При сварке алюминиевых жил пленку окиси рас
творяют специальным флюсом, а при пайке ее разрушают механически
ми способами.
Кроме того, алюминий обладает более низким, чем медь, пределом
текучести. Это приводит к тому, что плотно зажатый стальными винта
ми проводник «вытекает» из-под соединения. Указанное явление может
ниевого проводника быстро
возникнуть
при
нагревании и
последующем остывании
соединения, что
приводит к ослаблению электрического контакта в результате остаточной деформации жилы.
·
Большая теплопроводность алюминия способствует нагреванмю жи
лы, прилегающей к месту
выполнения
пайки или сварки, вследствие
чего перегревается изоляция и ухудшаются ее свойства.
При изучении темы необходимо убедиться в том, что учащиеся зна
комы с приема-сдаточными нормами и правилами типовых испытаний
электрических контактов. Если они их не знают, мастеру следует рас
сказать о них.
Пр и
ваются
п р и е м о-с даточных и с п ы т а ни я х
измеренйем
электрического
сопротивления
обычно
или
ограничи
падения
напря
жения при прохождении по соединению тока, близкого к номинальному.
Иногда по требованию приемщика измеряют также температуру нагре
ва соединения или же превышение ее над температурой окружающей
среды при номинальной нагрузке контактного соединения. Пригодными
для эксплуатации контактами признают такие, у которых электрическое
сопротивление не превышает более чем на 20% сопротивления целого
(подключенного) проводника длиной, равной длине контактного соеди
нения. Для алюминиевых жил сечением до
6
мм 2 в местах присоедине-
ния их к выводам электрооборудования нормальной считают величину
падения напряжения, равную не более 7 мВ, при прохождении по кон
тактному соединению длительно допустимого тока проводника.
Нагрев контактного соединения считается допустимым, если изме
ренная температура
при длительном
прохождении
номинального тока
не превышает 90° С в установках напряжением ниже 660 В и 80° С в ус
тановках напряжением выше 660 В при температуре окружающего воз
духа 35° С (для жил проводов и кабелей окружающая температура при
нимается 25° С). В контактных соединениях алюминиевых жил сечением
до 6 мм 2 температура нагрева не должна быть выше 65° С при прохож
дении тока, величина которого на 25 % выше
номинальной. При несо
блюдении этих требований контактное соединение
подлежит перемон
тажу.
П р и т и п о в ы х и с п ы т а н и я х всесторонне
проверяют
новые
конструкции контактных устройств или деталей к ним. Эти испытания
обычно проводят при разработке конструкций контактов и освоении и~
производства.
Типовые испытания содержат:
испытания на нагрев в продолжительном режиме при номинальной
нагрузке, на термическую устойчивость при прохождении токов корот
кого замыкания, на старение при кратковременном нагреве;
механические испытания на растяжение,
динамическую
устойчи-
вость и вибростойкость (для сварных соединений, кроме того, произво
дят испытания на изгиб);
испытания на коррозионную стойкость
при
воздействии внешней
среды;
исследование макроструктуры.
Подтема. СОЕДИНЕНИЕ АЛЮМИНИЕВЫХ И МЕДНЫХ ЖИЛ БОЛТОВЫМИ
И ВИНТОВЫМИ ЗАЖИМАМИ
Краткая характеристика подтемы и рекомендации по ее изучению
Организовать изучение этой
тельными
нормами
и
правилами
подтемы
сравнительно легко. Строи
предусматривается
подсоединение
од
нопроволочных алюминиевых жил (сечением 2,5-10 мм 2 ), изогнутых в
кольцо, для проводов напряжением до 2 кВ и кабелей до 35 кВ (допус
кается сечение жил от 16 до 120 мм 2 ) и однопроволочных медных жил
(сечением 0,75-10 мм 2 ), изогнутых в кольцо, для проводов напряжением до 2 кВ и кабелей до 1 кВ.
Ответвление от неразрезных магистралей с алюминиевыми жилами
допускается применять для проводов напряжением до 2 кВ и кабелей
до 1 кВ при сечении неразрезных магистралей от 4 до 150 мм 2 и ответ
влений от 2,5 до 95 мм 2 , а ответвление от неразрезных магистралей с
медными жилами-только для проводов напряжением до 2 кВ при сече
нии жил неразрезных магистралей от 4 до 150 мм 2 и ответвлений от 1,5
до 95 мм 2 •
При подсоединении однопроволочных жил к плоским и штыревым
винтовым зажимам соблюдают ряд правил. Винтовые зажимы должны
иметь ограничивающую шайбу-звездочку или другое устройство, препят
ствующее «выдавливанию» жилы,
стандартную разрезную
пружинящую
шайбу и противокоррозионное гальваническое покрытие. Для зачистки
жил используют кварцевазелиновую
пасту (50% по массе
кварцевый
песок или молотый кварц и 50% технический вазелин без кислот и щелочей) или технический нейтральный вазелин и стеклянную шкурку или
наждачную бумагу.
56
Для изучения этой подтемы учащимся достаточно выполнить при
соединения алюминиевых и медных жил способами, показанными в ин
струкционной карте 19. В качестве
ограничивающего
устройства все
способы предусматривают шайбу-звездочку. Технологическая последо
вательность выполнения упражнений показана в инструкционной карте
на примере соединения медной и алюминиевой жил в люстровом за
жиме с той лишь разницей, что ограничивающее устройство изготовле
но в виде корытца. Изучив эту инструкционную
карту и выполнив уп
20
ражнения, учащиеся должны сами разработать технологию
ния
винтового
соединения
способом,
предложенным
изготовле
мастером.
В инструкционной карте 21 показана технология выполнения ответ
вления без разрезания магистральной жилы. Здесь используется дру
гое устройство, препятствующее выдавливанию жилы.
Можно предложить учащимся упражнения по подсоединению од
нопроволочных
алюминиевых
жил
сечением 16-70 мм2 к выводам
электрооборудования или шинам, а инструкционные карты разработать
самостоятельно. При выполнении упражнений надо соблюдать общие
правила безопасности труда.
Инст рук ц ионная к арт а 19. Присоединение алюминиевых жил
проводов и кабелей к контактным выводам электрооборудования
Устройство винтового зажима:
отвертка,
ба-звездочка,
1-
25-
винт, 3 - пружинящая шайба, 4 - шай
алюминиевая
жиJ1а"
6 - контактный
вывод
Область применения: лучший способ для оконцевания однопрово
лочных алюминиевых жил (сечением 2,5-10 мм 2 ) изгибанием в коль
цо проводов напряжением 2 кВ и кабелей до 35 кВ.
Учебные цели: изучить устройство винтовых зажимов для подсое
динения
алюминиевых
и
медных
жил;
научиться
подсоединять
алюми
ниевые и медные жилы к контактным выводам электрооборудования;
научиться выбирать винт,
размеры
шайб-звездочек в зависимости от
сечения жил, пользуясь
справочной
таблицей,
приведенной в конце
карты.
Требования. Детали винтовых
зажимов
должны соответствовать
данным, приведенным в таблице, жилу необходимо тщательно зачис
тить и смазать кварцевазелиновой пастой, а соединение надежно
за
жать.
Инструменты и приспособления: отвертка размером
135ХО,3 мм,
кусачки, монтерский нож, универсальные клещи КУ-1 или пассатижи и
круглогубцы, клещи для снятия изоляции КСИ-1, МБ-1.
Материалы: кварцевазелиновая паста, шайбы-звездочки, пружиня
щие разрезные шайбы, винты М4-М8, гайки, выводы счетчиков, кату
шек или другого электрооборудования, наждачная бумага или стеклян
ная шкурка, отрезки установочных проводов и кабелей.
57
Эскизы и способы присоединения
Инструктивные указания и пояснения
Определить сечение подсоединяемой жилы
Выбрать винт, гайку, шайбу-звездочку, пру
жинящую разрезную шайбу в зависимости от
сечения подсоединяемой жилы. Если жилу под
соединяют
к
выводу
счетчика
или
другого
ап
парата (электрооборудования), проверяют с
помощью таблицы соответствие размеров за
Подсоединение провода к наборно·
жима и сечения выбранной жилы
му винтовому зажиму
Снять
ским
специальными
ножом
изоляцию
клещами
с
конца
или
монтер
подсоединяе
мой жилы на расстоянии, достаточном для из
гибания кольца под винт плюс
Зачистить
ной
шкуркой
пасты
Подсоединение
провода
к
выводу
катушки
оголенный
под
конец
слоем
2-3
жилы
мм
стеклян
кварцевазелиновой
·
Изогнуть подготовленный конец
жилы
в
кольцо с помощью специальных клещей или
круглогубцев
Расположить жилу так, чтобы изгиб коль
ца был направлен по часовой стрелке
Установить детали винтового зажима в по
следовательности, показанной на рисунках
Прижать кольцо к выводу через шайбу-звез
дочку и разрезную пружинящую шайбу, плот
но завернув винт или
гайку с помощью
от
вертки или пассатижей
Подсоединение
провода
к
выводу
счетчика
Выбор шайб-звездочек
Сечение
ЖНJiы • 1
мм
Эскиз
2
Размеры,
Винт
D
d
мм
ь
2,5
М4
М5
М6
8,5
9,5
10,5
4,2
5,2
6,3
1,3
0,5
4
М4
М5
М6
8,5
9,5
10,5
4,2
5,2
1,3
0,5
6
М4
МБ
М6
11
9.5
1,8
0,8
12
4,2
5,2
6,8
10
М6
мв
14
16
6,3
8,3
2,5
0,8
А-А
~ ~':fr~t
6t3
d
fA
58
Инстр укц и о нн а я
ка рта
20.
Соединение проводов сети
с медными проводами осветительной арматуры
1
Устройство винтового зажима:
1 - корпус зажима, 2 - винт, З - пружи
нящая шайба, 4 - деталь, ограничивающая
выдавливание алюминиевой жилы, 5 - ос
нование зажима (планка), 6 - электропровод осветительной арматуры
Область при.иенения: для подсоединения осветительной арматуры
к медным и алюминиевым жилам проводов и кабелей с резиновой и
пластмассовой изоляцией.
Учебная цель: научиться подсоединять осветительную арматуру
к
сети с помощью люстровых зажимов.
Требования. Винтовые зажимы должны иметь гальваническое по
крытие, постоянно нажимающий пружинящий элемент и ограничива
ющие бортики против «выдавливания» алюминия из-под контактной
поверхности.
Инструменты и приспособления: отвертка
размером
135ХО,З мм,
кусачки, универсальные клещи КУ-1 или круглогубцы, монтерский нож,
пассатижи, клещи для снятия изоляции КСИ-1, МБ-1.
Материалы: винтовой зажим. КЛ-2,5 или другой, кварцевазелино
вая паста, наждачная бумага ~ли стеклянная шкурка, отрезки устано
вочных проводов и кабелей с алюминиевыми и медными жилами.
Эскизы и наименование
операций
Инструктивные указания и пояснения
Измерить диаметр контактного винта.
Определить длину жилы, необходимую для из
гибания замкнутого колечка
Удалить с помощью специальных клещей или
монтерским
ножом
изоляцию
с
конца
подсоеди
няемой жилы на найденном расстоянии плюс еще
2-3 мм
Снятие изоляции
Зачистить оголенную часть жилы до металли
ческого блеска стеклянной шкуркой или наждач
ной бумагой под слоем вазелина или кварцева
зелиновой пасты
Покрыть немедленно после зачистки слоем ttи"
стой кварцевазелиновой пасты. Этот слой должен
равномерно распределяться по всей зачищенной
части жилы
Зачистка и смазка жилы
Изогнуть подготовленный конец жилы «колеч
ком» под диаметр винта клещами или круrлоrуб"
цами. При стендовой заготовке проводов колечк:н
изгибают с помощью механизма
Изгибание жилы
59
Продолжение карты
20
Инструктивные указания и пояснения
Эскизы и наименование операций
Плотно
прижать
подготовленное
кольцо
к
планке винтом через ограничивающее приспособ"
ление и пружинящую шайбу с помощью отвертки
Подсоединение провода
Уложить зажим с подсоединенными проводами
в основание его корпуса и закрыть крышкой. за"
жим
не
изолируют,
так
как
корпус
изготовляют
из изоляционного материала
Закрытие зажима
Инст рук ц ионная
к арт а
21.
Ответвление от магистральных
проводов с алюминиевыми и медными жилами
при помощи специальных сжимов
71оолрессо61(о
о)
1
1
l::y'
о)
Сжимы для ответвления про1юдов сечением 1-25, 1-2,5 и 4,95 мм 2 от магист"
ралей
с сечением жил
соответственно 4-35, 4-10
и
50-150 мм 2 (а, б, в),
комплект пластин сжимов (г) и готовое отверстие ( д)
Область применения: удовлетворительный способ для подсоедине
ния к неразрезным
ных жил (сечением
белей до 1 кВ.
магистралям (сечением 4-150 мм 2 ) ответвитель
2,5-95 мм 2 ) проводов напряжением до 2 кВ и ка
Учебные цели: изучить устройство винтовых сжимов для выполне
ния ответвлений от магистралей; научиться выполнять ответвления от
неразрезных магистралей; научиться выбирать магистральные ответви
тельные сжимы в зависимости от задания с помощью таблицы, приве
денной в конце карты.
Инструменты и приспособления: набор отверток, кусачки, пассати
жы, монтерский нож, гаечные
ключи,
клещи
для
снятия
изоляции
КСИ-1, БМ-1.
Материалы: стеклянная шкурка или наждачная бумага, кварцева
зелиновая паста, магистральные ответвительные сжимы'!
60
Эскизы и наименование операций
Инструктивные указания и пояснения
Выбор сжима
Подобрать ответвительный сжим, пользуясь таблицей,
в соответствии с сечением магистральных и ответвитель
ных жил проводов
Опреде"ТI:ить сечения магистрального и ответвительно
го проводов
Снять пластмассовый корпус сжима и замерить ве
личину контактной части
Отметить на магистральном и ответвительном проводе
расстояние, равное контактной части
сжима плюс
3-
мм
Снять изоляцию на отмеченном участке с помощью
ножа, который надо держать под углом к жиле во из
бежание ее надрезания
4
Снятие
изоляции
с
жил
Зачистить оголенные участки жил стеклянной шкур
кой или наждачной бумагой, смазанной кварцевазели
новой пастой, до металлического блеска
Протереть зачищенные места сухой чистой тряпочкой
и сразу же нанести тонкий слой чистой кварцевазелино
вой пасты, которая должна равномерно распределяться
по всей 11оверхности жил
Подготовка жил
Разобрать контактную часть сжима
Протереть все детали тряпочкой, смоченной в бензине
Проверить состояние гальванического покрытия и исправность каждой детали
У становить сжим на магистральный провод и «нажи
вить» винты (болты) с помощью отвертки или гаечного
ключа
Ввести в контактную часть сжима жилу ответвитель
ного провода перпендикулярно магистрали
Установка сжима
гистральный провод
Подсоединение
на
ма
ответви-
тельного провода
Плотно зажать жилы между пластинами сжима вин
тами с помощью отвертки. Затяжку винтов производят
по диагонали постепенно, за 2-3 приема, во избежание
перекоса
УдаJшть излишки кварцевазелиновой пасты
Затяжка винтов сжима
Установка пластмассового
корпуса
Удалить кусачками
подпрессовку
в
пластмассовом
корпусе, закрыть смонтированный сжим двумя его по
ловинками и стянуть их пружинящими или резьбовыми
кольцами
61
Маrиетральные ответвительные
сжимы
Сечение жил проводов, мм 2
Сечение жил проводов, мм 2
Тип
магистральных
У730м
тип
1,Б-2,5
4-10
У731м
У732м
У733м
У7З4м
У859м
У860м
1,8-2,5
4-10
16-23
4-!О
ответв:ртель-
ных
ных
-уs58м
4-:-;-10
16-35
У739
магистраль-
ответ:Рительных
У870
У871
У872
1.5-2,5
g0-70
4-10
16-35
50
95-150
16-35
50-70
95
ПQАтем~~ ОПРЕССОВКА АЛЮМИНИЕВЫХ И МЕДНЫХ ЖИЛ
УСТ .АНОВОЧНЫХ ПРОВОДОВ И КАБЕЛЕЙ
Кр~ткая характеристика подтем"1 и рекомендации по ее изучению
Соединение, ответвление и окщ~цевание медных
и
алюминиевых
жил опрессовкой широко распространено в электромонтажной nракти
ке. Опрессовка может выполняться способами местного вдавливания,
сплошного и комбинированного обжатия. При опрессовке жила ррово
да или кабеля вводится в трубчатую часть наконечника или специаль
ную гильзу и сжимается с помощью матрицы и пуансона.
Контактное
даtщение, созда~аемое лри этом между гильзой и жилой, обеспечивает
надежное электрическое соединение.
При опрессовке способом местного вдавливания зубьями пуансона
в одном или нескольких местах создается большое давление в одном
месте и цаuлучuп1й ~лектрt1ческиЦ кщпакт (рис. 9, а).
При опрессовке сплошным обжатием большое давление, а следо
вательно, и хороший электрический контакт создаются на всем прот.fl
жении обжатия (рис.
9, 6).
Комбинированное обжатие (рис. 9, в) позволяет улучшить электри
ческий контакт между жилой и трубчатой частью
наконечника
или
гильзы благодаря тому, что в условиях сплошного обжатия создается
дополнительно большое давление в месте вдавливаниst зуба пуансона.
Надежность
контактного
соединения
во
всех
случаях
достаточнО'
высока, если правильно определена область применения, точца выора-
1[-~
'w~
В)
Рис.
а -
местным
9. Способы опрессо11ки:
вдавливанием.
61
в -
сплошным
тнем
62
и
комби,..ированным
обжа-
ны наконечник или гильза, рабочие инструменты, тщательно подготов4ены поверхности и правильно произведена опрессовка.
Строительные нормы и правила указывают, что для
алюминиевых жил (сечением от 16 до 240 мм 2 ) проводов
до 2 кВ и кабелей до 35 кВ следует применять трубчатые
для жил сечением 2,5 мм 2 проводов напряжением до 2 кВ
1 кВ - кольцевые наконечники (пистоны).
Для соединения алюмщшевых жил (сечением
от 16
проводов нацряжецием до
2
кВ и кабелей до
1
оконцевания
напряже~щем
наконечники,
и кабелей до
до
240
мм 2 )·
кВ рекомендуются гиль
~ы по ГОСТ 9691 ~68, а для соединения и ответвления жил сечением
2,5-10 мм~- rиJiьэы ГАО, для соединения медн:Q1х жил (сечением от
16 до 240 мм~) проводов напряжением до 2 кВ ц кабелей до 1 кВ ГИJihЗЫ ПО ГОСТ 7388-70.
Для оконцевания медных жил (сечением от 0,75 до 240 мм 2 ) цро
водов напряжецием до 2 кВ кабелей до 35 кВ надо использовать на
конечники ло ГОСТ 7386-70, а многопроволочных жил (сечением 12,5 мм 2 ) проводов напряжением 2 кВ и кабелей до 1 кВ-. наконечники
(пистоны) по ГОСТ 9688-76.
Допускается применять ответвления жил сечением 2,5 мм 2 прово
дов напряжением до 2 кВ опрессовкой в фольге гребенчатыми матри
цеЦ и пуансоном. Для опрессовки используют различные инструменты
и механизмы, покаэаннь~е в табл.
1.
Учащиеся из курса специальной технологии должны
знать,
как
устроены и эксплуатируются эти механизмы и ицструменты. Большую
помощь оказывают упражнения, организованные в мастерских.
Если
нет :аозможности оснастить мастерские показанными в таблице меха
низмами и инструментами 1 JJ учебном процессе используют те из них,
которые применяются на базовых предприятиях. Можно, например, ис
пользовать пресс-клещи ПК-1 и ПК-2. Они уже не выпускаются (заме
нены на ПК- IМ и ПК-2М), но еще употребляются при монтаже и в
училищах.
При выборе способа опреееовки (местным вдавливанием, сплош
ным или комбинированным обжатием) достаточно освоить прпемрf 13ы
полнения одним Иэ них, так как несмотря на внещние отличия при вы
полнении опрессовки этими способам:» большинство операций однотип
ны. Опрессовка сплошным илц комбинированным
обжатием
требует
ислользоаания мощных прессов с большим усилием, что иногда удоро
жает процесс обучения. Для опрессовки местным вдавливанием можно
применять всевозможные клещи, которые в большом количестве име
ют базовые предприятия и училища. Кроме того, способ местного вдав
ливанця наиболее широко распространен при вьщолнении электромон
тажцых работ. Поэтому при изучении учащимисst приемов и способов
опрессовки жил проводов и кабелей можно отдать предпочтение спосо
бу местного вдавливания. По мере оснащения мастерских прессами и
инструментами для сплошного или
комбинированного
обжатия
эти
способы также используют в учебном процессе.
Опрессовке алюминиевых жил
посвящены
три
инструкционные
карты,
в которых
2,5-10
рассмотрено соединение
ммg, оконцевание жил сечением
и ответвление жил
16-240
мм
2
сечением
и соединение жил
этих же сечений.
Опрессовка медн:ь1х жил показана на примере ОJ{Онцевания мtiоrо
проволочных жил сечением 1-2,5 мм 2 , ответвления в фольге гребенча.
тыми матрицей и пуансоном, оконцевания и соединения жил сечением
16-240
мм 2 •
При работе с инструментами необходимо соблюдать общие прави
ла техники безопасности, а также правила, приведенные ' в инструкциях
по эксплуатации прессов, клещей и других инструментов.
6Э
Т а б л и ц а
1.
Наименование ме
тип
ханизма и ин
Механизмы и инструменты для опрессования жил
Область применения
Эскиз
струJМента
Пресс-клещи
ПК-2
Соединение и ответвле
ние
алюминиевых
жил
сечением 2,5-1 О мм 2 в
гильзах ГАО
Соединение и оконце
в ание
медных
1О
нием до
зах
Пресс-клещи
ПК-2М
и
жил
сече
мм 2 в гиль
наконечниках
Соединение
вление
и
ответ
алюминиевых
жил в гильзах Г АО-4 и
ГАО-5
Соединение и оконце
вание
медных
4-6
нием
жил
Оконцевание
жил
медных
1,5-
сеч_ением
мм 2
2,5
сече
мм 2
в
кольцевых
кабельных
наконечни
ках П
Пресс-клещи
ПК-1
Соединение
и
оконце
в ание жил сечением
50
Пресс-клещи
ПI(-IM
мм 2
Соединение,
ние
и
ответвле
оконцевание
миниевых
16-35
жил
мм 2
16-
алю
сечением
в
гильзах
ГАО-5-ГАО-8, ГА и на
конечниках ТА и ТАМ
Гидравличе
ские и
rкм
монтаж
Соединение,
ние
и
миниевых
ные клещи
ответвле
оконцевание
жил
алю
сечением
до
15 мм 2 в гильзах
ГА
и ГА и наконечни
ках ТА и ТАМ
Соединение и оконце
6
вание
медных
жил
сече
нием до 1О мм 2 в гиль
зах ГМ и наконечниках
Т, обжатие в кольцевых
накоRечниках П
Ручной
ме-
РМП-7
Соединение
ханический
в ание
пресс
при
и
оконце
алюминиевых
опрессовке
жил
вдавли
ванием:
двузубым
для
сечений
16-120 мм 2 и
однозубым для сечений
16-240
мм2
Соединение и
в ание
64
медных
оконце
жил
сече-
Продолжение табл.
Наименование ме
ханизма
и
инстру
Область применения
Эскиз
Тип
1
мента
нием
16-240 мм 2 при
опрессовке
однозубым
вдавливанием
ПМ-7
Механиче
ский пресс
Соединение
вание
медных
жил
РГП- 7М
вание
при
и
сечением
Соед.инение
ский пресс
оконце
мм 2
16-240
Гидравличе-
и
алюминиевых
и
оконце
алюминиевых
опрессовке
ванием:
сечений
жил
вдавли
двузубым для
мм 2 и
16-120
однозубым для
сечений
мм 2
16-240
Соединение
и
вание
медных
нием
16-240
оконце-
жил
опрессовке
сече
мм 2
при
однозубым
вдавливанием
Гидравличе-
МИ-2
Соединение
ский пресс
вание
.
пресс
·
сечением
медных -
пгэм
Гидравличе-
ский
с
и
до
до
300
и
медных
дом
16-240
жил
мм 2
сечением
мм2
ниевых
душных
передачи
185 мм 2
и
16-
сталеалюми
проводах
линий
и
35-
оконце
алюминиевых
изолированных
воз
электро
сечением
Соединение
вание
овальна мед
алюминиевых про
водах
ПГР
:.2ОМ1
и
сечением
Опрессование
ных соединений
Пресс
гидравлический
ручной
оконце
алюминиевых
электроприво
185
жил
мм 2 ,
240 мм 2
Соединение
вание
ных и
оконце
алюминиевых
жил
проводов
и кабелей сечением
16-
240
мм2 способом ком
бинированного
обжатия
и
скругления
алюминиевых
нием
5
А. Ф. Ктиторов
25-240
секторных
жил
сече
мм2
65
И н ст р у к ц и о н н а я к а р т а 22. Опрессовка однопроволочных
алюминиевых жил в гильзах Г АО
Пресс-клещи
ГКМ
(а),
опрессованное
соединение с односторонним
сторонним
(б)
(в) заполнением
матрицы (г):
и дву
гильзы и
1 - блок пуансонов, 2 ...- матрица, З - бугель,
4 - корпус, 5 - резервуар для рабочей жидко
сти,
6 -
ручка
Область применения: лучший способ для соединения и ответвления
алюминиевых жил (сечением 2,5-10 мм 2 ) проводов напряжением до
2 кВ и кабелей до 1 кВ.
Учебные цели: изучить устройство и правила эксплуатации пресс·
клещей ГКМ или ПК-lМ (ПК-1), ПК-2М (ПК-2); научиться подбирать
гильзы с одно-
и двусторонним
заполнением
в
зависимости
от суммар
ного сечения соединяемых жил и условий соединения; освоить приемы
и способы опрессовки алюминиевых жил сечением 2,5-10 мм 2 в гиль
зах ГАО.
Требования. Лунки от вдавливания должны располагаться на одной
линии вдоль оси гильзы, а остаточная толщина в месте вдавливания со
ответствовать данным, приведенным в таблице в конце карты.
Инструменты и приспособления: пресс-клещи ГКМ или ПК-lМ
{ПК-1), ПК-2М (ПК-2), инструмент или приспособление для определе
ния глубины вдавливания, комбинированные плоскогубцы, монтерский
нож, стальная щетка из кардоленты, стальной ершик, кусачки, клещи
для снятия изоляции КСИ-1, МБ-1.
Материалы: наждачная бумага или стеклянная шкурка, изоляцион
ная лента, влагостойкий лак, чистая тряпочка или ветошь, бензин,
кварцевазелиновая паста, изолирующие колпачки.
Эскизы и наименование операций
Инструктивные указания и пояснения
Выбрать
;·:· ::1::::~
(
97 ._:
C:J' 221· ;;;
~
;,::·:·эt
ЬJ
;
(
•
:;
.
;
ts: ;·
1
а
гильзы
по
таблице.
сум
нального внутреннего диаметра
рисунке
Гильзы
Г АО
двусторонним
вает
цифра
гильзы
1
изготовляют
заполнением,
или
(например,
2
в
с
на
одночто
или
указы
ко1ще обозначения
ГАО-4-1,
ГАО-4-2)
Гильзы с односторонним заполнением ча
всего
используют
для
в ответвительных коробках
Определение суммарного сечения жил
и выбор .гильзы с одно- или двусторон
гильзы вво
дят дополнительные жилы, как показано на
ще
ним вводом проводов
При
марном сечении рабочих жил меньше номи
е
соединения
жил
Продолжение карты
Эскизы и наименование операций
Подбор
инструмента
для
опрессовки
22
Инструктивные указания и пояснения
Рабочий инструмент выбрать по таблице
и установка его в механизме
Снять изоляцию с помощью специальных
клещей или ножом
Зачистить оголенные участки жил наж
дачной
под
бумагой или
стеклянной
цевазелиновой пасты
Протереть зачищенные
их
Снятие изоляции с концов жил, зачи
стка и
немедленно
чистой
жилы и
смазать
кварцевазелиновой
пастой
Подготовить необходимое количество от
резков жил длиной чуть больше гильзы для
заполнения
см аз ка их
шкуркой
слоем технического вазелина или квар
пустот,
зачистить
и
смазать
их
кварцевазелиновой пастой
Зачистить внутреннюю поверхность гиль
зы до блеска поступательными движения
ми
ершика,
смазанного
техническим
вазе
лином
Протереть
Зачистка
внутренней
поверхности
гильзу
снаружи
и
изнутри
тканьюt смоченной бензином
гильзы
После
гильзы
протирки
немедленно
внутренней поверхности
смазать
ее
кварцевазе
линовой пастой
Кварцевазелиновую пасту наносят с по
мощью чистой, сухой палочки поступатель
Смазка внутренней поверхности гиль
но-круговыми движениями
зы
Проверить заполнение гильзы жилами.
При необходимости дополнительно запол
нить гильзу жилами, изогнув нужное их ко
личество, или вставить отрезки
жил
зу так,
было
чтобы внутри нее не
в
гиль
пустот
Вставка подготовленной жилы в гиль
зу
Одностороннюю
ним
вдавливанием,
гильзу
а
опрессовать
двустороннюю
-
од
дву
мя. При работе пользуются инструкцией по
применению пресс-клещей и строго соблю
дают правила техники безопасности
Опрессовка гильз
5•
67
Продолжение карты
Эскизы
и наименrвание операций
Инструктивяь•е
;указания
и
22
пояснения
Остаточная толщина в месте опрессовки
должна
соответствовать
данным,
приведен
ным в таблице. При недостаточной глубине
вдавливания
опрессовку
следует
повторить
и убедиться, что матрица И пуансон выбра
ны
правильно
Проверка качества опрессовки
Изолировать место опрессовки полиэтиле
новым колпачком К-1, K-II при использова
нии гильз Г АО-4-1 и Г АО-5-1 или липкой
изоляционной лентой с перекрытием завод
ской изоляции жил
Изолировка места опрессовки
Выбор гильз ГАО для опрессо~ки алюминиевых жил сечением
2,5-10
Маркировка инструмента в зависимости от nрименяемого
жил, мм 2
~
ца
7,5
15
Г АО-4-1
ГАО-4-2
13
26
Г АО-5-1
ГАО-5-2
А4
1
3'>,5
65
~::с о
матрица
сон
-
А4
А51
Л5,4;
6
А5
пуансон
-
А
~:;:uo
матрица
пуансон
(.) 8' (.) +1
о ~-
А4
А4
3,5
А5
А5
4,5
1
А5
А5,4;
IA5,4;
6; 7
А6
А5
4,5
1А5,4;
6;
7; 8
ГАО-8-1
ГАО-8-2
И н ст р у к ц и о н н а я
S:IQ:i~
~~~~
пуан1
1
ГАО-6-1
ГАО-6-2
1
(.) :!!!
~ ~=s-
пк-2м
ПК-lМ
гкм
Тип гильзы
матри-
20,5
41
.
• t:
~о
~~
механизма
Суммарное
сечение
мм
1А8
к а- р т а
23.
6,3
Оконцевание алюминиевых жил
опрессовкой в трубчатых наконечниках
Опрессовка
наконеч
ника (а)
и
готовое
оконцевание
( 6);
1 - механизм для опрес
совки,
2 - алюминиевый
или
медно-алюминиевый
наконечник,
3 - алюми
ниевая жила, 4 - лунка
от
вдавливания
Область прu1v~енения: лучший способ для соединения алюминиевых
жил (сечением 16-240 мм 2 ) проводов напряжением до 2 кВ и кабелей
68
'
до
35
кВ трубчатыми алюминиевыми
и медно-алюминиевыми наконеч
никами.
Учебные цели: изучить устройство и правила эксплуатации
пресс
клещей и механизмов; научиться подбирать наконечники, . матрицы и
пуансоны
в
зависимости
от сечения
и
типа
жилы;
способы опрессовки алюминиевых жил сечением
освоить
16-70
мм
2
приемы и
алюминие-
.
выми наконечниками.
Требования. Лунки от вдавливания должны располагаться
соосно
и симметрично относительно трубчатой части наконечника.
Инструменты
и приспособления:
гидравлический пресс или пресс
клещи, комбинированные плоскогубцы, монтерский нож, стальная щетка
из кардоленты, стальной ершик,
инструмент для измерения
глубины
вдавливания,лопатка
для
Материалы: кабельные
пасты.
алюминиевые
или
медно-алюминиевые
наконечники, кварцевазелиновая паста, изоляционная лента, наждачная
бумага или стеклянная шкурка,
чистая
тряпочка или ветошь, влаго
стойкий лак, бензин.
Эскизы и наимено~ание операций
Инструктивные указания и пояснения
Подобрать након~чник по таблице, приведен
ной в конце карты, в зависимости от сечения
и типа жилы
Выбор наконечника
Зачистить внутреннюю трубчатую часть на
конечника до блеска поступательными движе
ниями стального ершика
Наконечник снаружи и изнутри
тканью, смоченной бензином
Зачистка
внутренней
протереть
поверхности
наконечника
ка
Смазать внутреннюю поверхность наконечни
кварцевазелиновой пастой с помощью па
лочки
Смазка внутренней поверхности на
конечника
±
Снять изоляцию с концов жил на расстоя
нии, равном длине трубчатой части наконечни
ка,
надрезая
клонно
ее
ножом,
расположенным
на
к оси жилы
Снятие изоляции
Зачистить оголенную часть жилы до блеска
щеткой из кардоленты
Протереть зачищенную часть жилы тканью,
смоченной бензином
Зачистка концов жил
69
Продолжение карты
Эскизы и наименование операций
23
Инструктивные указания и пояснения
После
зать
протирки
зачищенную
бензином
часть
немедленно сма
концов
жил
кварцева
зелиновой пастой с помощью специальной ло
патки
Смазка
подготовленных
концов
жил
Надеть наконечник на подготовленную часть
жилы до упора
Удалить
излишки
кварцевазелиновой
пасты
Надевание наконечника
Вставить трубчатый наконечник в ложе мат
Опрессовка наконечника
рицы
и
опрессовать
его
двумя
вдавливаниями
(при двузубом инструменте в один прием, при
однозубом
-
в два)
Остаточная
должна
толщина
соответствовать
в
месте
опрессовки
величине,
приведен
ной в таблице. Для измерения можно исполь
зовать и другой инструмент или приспособле
ние
Проверка
качества
опрессовки
Наложить
липкую
изоляционную
ленту
с
50%-ным перекрытием тремя слоями. Каждый
слой покрыть влагостойким лаком
В лунки от вдавливания рекомендуется ук
ладывать комочки изоляционной лентыJ покры
тые влагостойким лаком
ИзоJUiровка оконцевания
Выбор
пуансонов
и
и
матриц
для
медно-алюминиевых
опрессовки
алюминиевых
наконечников
Наконечники
Остаточная
Сечение, мм 2 , и
толщина в
тип алюминиевых
алюминиевые
жил
16Н
ТА-5,0
1
25Н; 25СО
1
1
1
ТА-8
Пуансоны
Ма-rрцы
совки,
1
ТАМ·7
А5,4
А5,4;
7; 8
А7
1
4,5
6
7
1
ТАМ-9
70Н; 95СО
ТА-11
ТАМ-11
А9
А9
ТАМ-12
в
All
9
All; 12
ТА-12
1
А8
ТАМ-8
ТА·9
мм
<+о,з мм)
ТАМ-5,4
50Н; 50СО;
70СО
70С
месте опрес-
евые
ТА-7
1
35Н; 35СО
медно-алюмини-
А12
И нс т р у к ц и о н н а я
к а рт а
24.
Соединение алюминиевых жиJJ
опрессовкой в гильзах
"
4•
3,tJ.)
Ручной гидропресс (а) и гото
2
вое соединение
X4Dl-••-=81&1tiflfk
1-
oJ
корпус,
ца, 4 -
(6):
пуансон, З - матри·
rипьза, 5 - провод
2-
Область применения: лучший способ для соединения алюминиевых
жил (сечением 16-240 мм 2 ) проводов напряжением до 2 кВ и кабелей
до
1 кВ
в гильзах.
Учебные цели:
изучить устройство и правила эксплуатации пресс
клещей и механизмов; научиться подбирать гильзы, матрицы и пуансо
ны в зависимости от сечения и типа жилы; освоить приемы и способы
опрессовки
алюминиевых жил сечением
16-70 мм 2 в алюминиевых
гильзах.
Требования. Лунки от вдавливания должны располагаться соосно
и симметрично относительно середины гильзы.
Инструменты и приспособления: гидравлические клещи или пресс,
комбинированные плоскогубцы, инструмент или приспособление для из
мерения глубины вдавливания, стальная щетка из кардоленты, сталь·
ной ершик.
Эскизы и наименование операций
Выбор гильз
Инструкrивные указания и пояснения
Определить сечение и тип жилы. Выбрать
гильзы по таблице, приведенной в конце карты
Зачистить гильзу до блеска
ми
движениями
стального
поступательны
ершика,
смазанного
техническим вазелином
Протереть
гильзу
снаружи
тканью, смоченной бензином
Зачистка
внутренней
и
изнутри
поверхности
гильзы
Смазать поверхность гильзы кварцевазели
новой пастой с помощью палочки поступатель
но-круговыми движениями
Смазка
внутренней
поверхности
гильзы
Снять изоляцию
нии,
5-1 О
равном
мм),
с конца
половине
надрезая
ее
ным наклонно к оси жилы
Снятие изоляции
жилы на
длины
расстоя
гильзы
ножомl
(плюс
расположе!!·
Продолжение карты 24
Инструктивные указания и пояснения
Эскизы и наименование операций
Зачистить оголенную часть жил до блеска
щеткой из кардоленты, смазанной техническим
вазелином. Протереть зачищенную часть жи
лы тканью, смоченной бензином
Зачистка концов жил
,.
Смазать чистой кварцевазелиновой пастой
подготовленные концы жил
Смазка
подготовленных
концов
1
жил
Вставить концы жил так, чтобы
стыка
расположилось
в
центре
место их
гильзы
Установка концов жил в гильзу
Вставить гильзу в ложе матрицы и произве
сти
опрессовку
четырьмя
вдавливаниями
при
однозубом инструменте и двумя вдавливания
ми при двузубом инструменте
Опрессовка гильзы
Остаточная
должна
толщина
соответствовать
в
месте
опрессовки
величинам,
приведен
ным в таблице
Измерение остаточной толщины можно про
изводить
с
помощью
других
инструментов
и
приспособлений
Проверка
качества опрессовки .
Наложить
липкую
изоляционную
ленту
с
50%-ным перекрытием тремsr- слоями. Каждый
слой покрыть влагостойким лаком
В лунки от вдавливания можно уложить ко
мочки изоляционной ленты, покрытые влаго
стойким лаком
Изолировка соединения
Материалы: алюминиевые гильзы, технический вазелин, кварцева·
зелинова·я паста, влагостойкий лак, изоляционная лента,
наждачная
бумага или стеклянная шкурка, чистая тряпочка или ветошь,
бензин.
72
Выбор гильз, пуансонов и матриц
Остаточная
Сечение, мм 2 , и тип
Алюминивые гильзы
алюминиевых жил
Пуансоны
Матрицы
щина
тол-
в месте
опрессовки,
мм <+о.з мм)
lбН
ГА-5,4
25Н; 25СО
ГА-7
З5Н; 35СО
ГА-8
5ОН; 5ОСО;
70СО
rA-9
70Н; 95СО
7; 8
4,5
А7
6
АВ
7
А9
8
А9
ГА-11
1
70С
А5,4;
А5,4
Al 1
All; 12
9
А12
ГА-12
1
И н ст р у к ц и о н н а я к а р т а 25. Оконцевание многопроволочных
жил обжатием в кольцевых наконечниках
s
2
о)
Обжатие кольцевого наконечника (а)
цевание (б ):
1-
мвогопровоnочная
4-
кnещи,
5-
и готовое окон
жиnа, 2 - матрица, 3 - пуансон,
кольцевой наконечник (пистон)
медная
Область применения: лучший способ для оконцевания медных мно"
гопроволочных жил (сечением 2,5 мм 2 ) проводов напряжением до 2 кв1
и кабелей до
1
кВ кольцевыми наконечниками (пистонами).
Учебные цели: научиться подготавливать концы медных многопро
волочных жил для подсоединения; освоить приемы изгибания многопро
волочных жил в колечко; уметь пользоваться таблицей для выбора
наконеч11иков
в
зависимости
от
сечения
жил
и диаметра
контактного
винта; овладеть способом оконцевания жил в кольцевых кабель
ных наконечниках (пистонах).
Требования. Между кольцевым кабельным наконечником и изогну
той в колечко медной многопроволочной жилой должен быть создан хо
роший электрический контакт и обеспечена необходимая механическая
прочность.
Инструменты и приспособления:
комбинированные
плоскогубцы,
монтерский нож, круглогубцы, клещи ПК-2, ПК-2М или ГКМ со спе
циальными матрицей и пуансоном, клещи для снятия изоляции КСИ-1,
МБ-1.
Материалы: ~аждачная бумага или стеклянная шкурка, кабельные
кольцевые наконечники (пистоны), отрезки прводов и кабелей с мед·
ными многопроволочны~.и жиJ1ами.
Эскизы и наименование операций
Инс1'руктивные указания и пояснения
Снять изоляцию
на
расстоянии
25-30-
мм от
конца жилы с помощью специальных клещей или
монтерского ножа. Лезвие ножа должно быть на
правлено под УГJ1ОМ к концу жилы во избежание
ее надрезания
Снятие изоляции
I
. Ослабить повив проволок токопроводящей жи
лы с помощью плоскогубцев или пассатижей (/)
Зачистить жилу с помощью наждачной бумаги
или стеклянной шкурки до блеска ( //)
Свить зачищенные проволоки жилы в плотный
жгут и скрутить конец жилы в колечко (/11) по
ходу часовой стрелки
111
Зачистка и скрутка жилы
Выбор
кабельного
наконечника
Определить
размер
наконечника
по
таблице,
приведенной в конце карты, в соответствии с се
чением
жилы
и
диаметром
контактного
винта
Изогнуть жилу кольцом и надеть на цилиндри
ческую часть наконечника
Надеть наконечник с жилой на стержень пуан
сона так, чтобы участок жилы между наконечни
ком и изоляцией попал в желобок пуансона
Подготовка жилы я наконечни
ка для опрессовки
Осуществить опрессовку нажатием на рукоятки
клещей до упора торцов матрицы и пуансона
Разжать клещи и снять готовое оконцевание
Опрессовка оконцевания
Выб40р наконечников (пистонов)
Размеры, мм
Сечение
Эскиз
Тип на-
жил, ММ 2
диаметр кон
конечника
тактного вин
та,
мм
d
н
И н с т р у к ц и о н н а я к а р т а 26. Опрессовка медных жил
в фольге гребенчатыми матрицей и пуансоном
6)
о)
Клещи ПК-2 (а), схема обжатия жил (б) и гребенчатый
,
1-
пуансон,
2-
инструмент
матрица,
З
(в):
-
фольга,
4-
провод
Область применения: удовлетворительный способ для ответвления
медных жил (сечением 2,5 мм 2 ) проводов напряжением до 2 кВ.
Учебные цели: изучить способ соединения и ответвления
медных
жил обжатием в гребенчатых матрице и пуансоне; научиться подготав
ливать концы жил для обжатия в медной или латунной ленте.
Требования. Суммарное сечение жил не должно превышать 5,5 мм 2 •
Место обжатия должно иметь хороший электрический контакт и не
обходимую механическую прочность.
Инструменты и приспособления: комбинированные плоскогубцы Или
пассатижи, клещи МБ-1. КСИ-1 для снятия изоляции, монтерский нож,
клещи ПК-2 или ПК-2М с гребенч·атыми матрицей и пуансоном, масш
табная линейка.
Материалы: наждачная бумага или стеклянная шкурка,
медная
или латунная лента шириной 18-20 мм и толщиной 0,2 мм, изоляцион
ная
лента,
изолирующие
колпачки,
отрезки
проводов с медными
жила
ми.
75 t
Инструктивные указания и пояснения
Эскизы и наименование операций
Снять изоляцию с концов жил специальны
ми
клещами
или
монтерским
ножом
на
рас
стоянии, приведенном в таблице. Нож держать
наклонно к концу жилы во избежание надре
зов ее проволок
Снятие изо.11яции
У многопроволочных жил ослабить повив
проволок с помощью комбинированньiх пло
скогубцев или пассатижей (/)
Зачистить жилы до металлического блеска с
помощью наждачной бумаги или стеклянной
шкурки (l/)
Уложить жилы пучком
ку
"
(///)
или внахлест
(/V)
..,:
Зачистка и укладка жил
--~~---~~.~-------------------------------------------------------------------
Обернуть место соединения медной или ла
тунной лентой вручную двумя-тремя слоями.
Ленту выбирают шириной 18-20 мм и тол
щиной 0,2 мм
Затянуть ленту универсальными плоскогуб
цами,
пассатижами
или
с
помощью
специаль
ных обжимов, расположенных между рукоят
Обсртыв ание
соединения
фольгой
ками клещей ПК-2
Обжать место соединения, нажав на рукоят
ки клещей до упора торцов гребенчатых пуан
сона и матрицы. Для качественного соединения
обычно достаточно одного обжатия клещей
Обжатие соединения
Проверка качества обжатия
В месте соединения не должно быть трещин
фольги. Соединение должно быть плотным,
компактным
Заизолировать место соединения намоткой
двух-трех слоев липкой изоляционной ленты с
50%-ным перекрытием. Место соединения мож
но
заизолировать
колпачков,
размеры
чины соединения
Изолировка соединения
с
помощью
которых
специальных
зависпт
от
вели
Инст рук ц ион н а я
к арт а
27.
Оконцевание медных жил
наконечниками
Рабоqий механизм (а), матрицы и пуансоны
опрессованное оконцевание (в)
(6)
и
Область применения: лучший способ для оконцевания наконечника
ми медных жил (сечением 0,75-240 мм 2 ) проводов напряжением до
2 кВ и кабелей до. 35 кВ.
Учебные цели: изучить способ напрессовки медных наконечников
для подсоединения жил к винтовым (болтовым) зажимам;
научиться
выбирать и подготавливать наконечники для напрессовки;
научиться
подготавливать жилы
для
оконцевания;
освоить
правила эксплуатации
пресса.
Требования. Опрессовка должна производиться только одним вдав
ливанием.
Инструменты и приспособления: пресс или клещи, матрицы и пуан
соны, стальная, щетка из кардоленты, стальной ершик, инструмент для
замера глубины
вдавливания, комбинированные плоскогубцы, пасса
тижи, клещи для снятия изоляции КСИ-1, МБ-1.
Материалы: кабельные медные наконечники, липкая изоляцион"
ная лента, влагостойкий лак, наждачная бумага или стеклянная шкурка.
Эскизы и наименование операций
Выбор наконечника
ИнструктивР.ые указания и пояснения
Выбрать наконечник, пользуясь таблицей, при
веденной в конце карты, в зависимости от типа
и сечения жил
Подготовить инструменты
Зачистить внутреннюю поверхность цилиндриче·
екай части наконечника стальным ершиком
Подготовка наконечника
Снять изоляцию с конца жилы на расстоянии,
равном длине цилиндрической части наконечника
Зачистить оголенную часть жиJ1ы до мстаJ1ли
ческого блеска щеткой из ка рдолснты
Прид~ть круглую форму секторным жилам
Подготовка конца жилы
_:77
Продолжение карты 27
Инструктивные указания и пояснения
Эскизы и наименование операций
Уплотнить повив проволок у многопроволочной
жилы с помощью пассатижей
Установить наконечник на
подготовленный ко
нец жилы до упора в ее торец
Установка наконечника
Установить матрицу и пуансон в механизм
Вставить трубчатую часть наконечника в ложе
матрицы так, чтобы торец цилиндрической части
наконечника расположился заподлицо с матрицей
Опрессовать. наконечник одним вдавливанием
Опрессовка оконцевания
Остаточная толщина в месте опрессовки долж
на соответствовать данным, приведенным в таб
лице. Остаточную толщину можно измерять и с
помощью других инструм~н1ов и приспособлений
Проверка качества опрессовки
Наложить липкую изоляционную ленту с
50%-
ным перекрытием тремя слоями. Каждый слой по
крыть влагостойким лаком
Нельзя
допускать
попадания
лака
и
изоляци
онной ленты на контактную часть наконечника
Изолировка
Выбор пуансо11ов и матриц для опрессовки наконечников
Тип наконеч-
Сечение, мм 2 , и тип жилы
бГ;бОГ;
1
lOH
1
16Н;
lбГ;
160Г; 16ПС
251;
35С
250Г;
25ПС;
35Н;
1
мз
МЗ;
Т-4
4
М4
М5
МБ
1
1
ММ)
2,5
3
5
Т-6
Т-7
25Н; 25С
в месте
(±2
матрицы
Т-3
Т-5
10Г; lОСГ; lОПС
щина
опрессовки,
ник а
пуансона
4Н; 4Г; 40Г; .бН
Остаточная тол-
Маркировка инструмента
Т-8
1\1.6; 7; 8; 9; 10
Мб;
7; 8
4,5
мм
Продолжение табл. к карте
Маркировка
Тип нако
Сечение, мм 2 , и тип жилы
Оста точна я
инструмента
щина
пуансона
35Г; 35ПС; 50Н
Т-9
jмб; 7; 8; 9;
50Г; 50С
Т-10
\мб; 7; 8; 9;
50ПС; 70Н
Т-11
70С
Т-12
70Г; 70ПС; 95Н
Т-13
J)
/~~
тс-л -
месте
опрессовки,
нечника
И н ст р у к ц и о н н а я
сечением
в
27
1
lol
lol
мg·
MlO
М14
Mll; 12; 13
ка р т а
16-240
мм
матрицы
1
<±2
мм)
6, 1
7
1
8,2
28. Соединение медных жил
мм 2 опрессовкой
JI.
JJ.
/ -~ /_ ~
1}
!~NI
~~~~00~~~~
1511, !бГ, 5DH;J5{ JO~·JOC lOH, 70G. 12Dlf.95C 15Dlf,!J5{, 18fН.ffOГ, 21/ОН, !85f1 14.fC..
!511. JJC.
95Н. 701
120~12or ISOC • .
2#JC
ДfH.2Jf.JJC
о)
Рабочая головка
механизма (а), матрицы и
пуансоны (б) и опрессованное соединение (в)
Область применения: лучший способ для соединения медных жил
(сечением 16-240 мм 2 ) проводов напряжением до 2 кВ и кабелей до
1 кВ.
Учебные цели:
изучить способ соединения медных жил в медных
гильзах; научиться выбирать и подготавливать для опрессовки гильзы;
научиться
подготавливать жилы
для
соединения;
освоить
правила ЭКL"
плуатации пресса.
Требования. Опрессовку необходимо производить только одним
вдавливанием со стороны каждой жилы. Лунки от вдавливания долж
ны располагаться соосно и симметрично.
Инструменты и приспособления: пресс или к.Лещи, матрицы и пуан
соны,
стальная
щетка
из
кардоленты,
стальной
ершик, инструменты
для замера глубины вдавливания, комбинированные плоскогубцы, пас
сатижи.
Материалы: медные гильзы, липкая изоляционная u11ента, влагостой"
кий лак, наждачная бумага или стеклянная шкурка.
i9'
Эскизы и наименованиЕ:> операций
Инструктивные указания и пояснения
Выбрать соединительную гильзу в зависимости
Выбор гильзы
от
типа
и
сечения
соединяемых
жил
с
помощью
таблицы~ приведенной в конце карты
Зачистить внутреннюю поверхность гильзы до
металлического блеска стальным ершиком, , сма
занным кварцевазелиновой пастой
Протереть сухой тряпочкой
Смазать чистой кварцевазелиновой пастой
Подготовка гильзы
Снять изоляцию с концов
жил сечением,
мм 2 :
4-16 на длине 15 мм; 25-35 на длине 20 мм;
35-70 на длине 25 мм; 70-95 на длине 27 мм;
95-185 на длине 34 мм; 185-240 на длине 35 мм;
240-300 на длине 38 мм
Зачистить жилу с помощью стальной щетки
Подготовка концов жил
Ввести жилы в гильзу с таким расчетом, чтобы
место
стыка
жил
располагалось
в
ее
центре,
а
пуансон
и
между изоляцией и гильзой был зазор
Установка гильзы
Подобрать
по
таблице
установить в пресс
матрицу
и
(/)
Вставить гильзу с жилами в ложе матрицы
(/1)
и двумя вдавливаниями опрессовать (по одному
вдавливанию на каждый конец жилы)
Производить
опрессовку
можно
ручных механических клещей
и
с
помощью
(см. табл.
1)
Опрессовка соединения
Остаточная толщина в месте опрессовки долж
на соответствовать данным, приведенным в таб
лице
Остаточную толщину можно измерять
и с
по
мощью других инструментов и приспособлений
Пров ер ка
Изолировка
80
качества
опрессовки
Наложить липкую изоляционную ленту с
50 %-
ным перекрытием тремя слоями. Каждый
ний слой покрыть влагостойким лаком
верх
Выбор
пуансонов
и
матриц дпя
опрессовки
медных r"пьз
Маркировка инструмента
Остаточная
толщина
тип соединитель-
Сечение, мм 2 , и тип жилы
матрицы
пуансона
совки,
(±2
1
ГМ-3
4Н; 4Г; 40Г; бН
М3;
бГ; бОГ;
ГМ-5
10Г; lОСГ; lОПС
lбН;
lбГ;
lбОГ;
250Г;
М3
2,5
М4
3
М5
М5
5
1
ГМ-б
lбПС
ГМ-7
25Н; 25С
25Г;
35С
мм
мм)
4
ГМ-4
IOH
в
месте опрес"
ной гильзы
25ПС;
Мб;
7; 8; 9; 10
Мб;
7; 8; 9;
Мб;
7; 8
4,5
ГМ-8
35Н;
35Г; 35ПС; 50Н
ГМ-9
50Г;
ГМ-10
5QC
50ПС; 70Н
ГМ-11
70С
ГМ-12
Мб;
I?\
М9
б, 1
1
7; 8; 9; 10
Mll; 12; 13
мю
7
М14
8,2
~
ГМ-13
70Г; 70ПС; 95Н
1
Подтема. ЭЛЕКТРОСВАРКА ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ
Краткая характеристика подтемы и рекомендации по ее изучению
Электросварка позволяет надежно оконцовывать, соединять и вы
полнять ответвление
алюминиевых жил. Строительными
нормами и
правилами предусматривается применение электродуговой сварки пла
вящимся и неплавящимся (вольфрамовым) электродом в защитном га·
зе и электросварки контактным разогревом. Электросварку плавящим
ся
электродом
в
защитном
газе
используют
для
оконцевания
жил
2
(сечением 16-240 мм ) наконечниками ШАС проводов напряжением
до 2 кВ и кабелей до 1 кВ. Для оконцевания жил (сечением 50-240 мм 2 )
проводов напряжением до 2 кВ и кабелей до 35 кВ рекомендуются на
конечники ЛАТ, для оконцевания жил (сечением 300-1500 мм 2 ) про
водов напряжением до 2 кВ и кабелей до 1 кВ - наконечники ЛАС.
Электродуговую сварку неплавящимся электродом в защитном газе
испо~ьзуют для оконцевания жил (сечением 16-240 мм 2 ) проводов
напряжением 2 кВ и кабелей до 1 кВ наконечниками ШАС и жил се•
чением 70-240 мм: 2 наконечниками ЛАТ.
Электросварку контактным разогревом с помощью полуавтоматиб
А. Ф. 1(титоров
. 81
ческого аппарата ВКЗ применяют для соединения и ответвления
суммарным сечением до
белей до
1
12,5
кВ, а с помощью угольного электрода в
2 кВ и
клещах - для
единения и ответвления однопроволочных жил суммарным
10
жил
мм 2 проводов напряжением до
сечением
ка
со·
до
мм 2 проводов напряжением до 2 кВ и кабелей до 1 кВ.
Указанные способы оконцевания, соединения и ответвления
жил
проводов и кабелей можно включать в упражнения для учащихся.
Как уже отмечалось, электросварку плавящимся и неплавящимся
электродом относят к специальным работам, выполнение которых в· ус
ловиях мастерских училища организовать сложно и дорого из-за необхо
димости специальных рабочих постов с вентиляционной вытяжкой, за
щитой работающего и окружающих от вредного влияния электрических
лучей и брызг расплавленного металла, а также из-за использования
газового хозяйства наряду с дорогостоящим электросварочным оборудо"
ванием. Кроме того, на эти упражнения за весь курс обучения может
быть отведено не более 2-3 ч, что недостаточно.
Электросварка контактным разогревом - это способ, доступный
всем электромонтажникам (прошедшим обучение), широко распростра
ненный в электромонтажной практике, поэтому он должен быть изучен
в мастерских училища и на объектах базового предприятия.
Электросварка контактным разогревом позволяет образовать цель
нометаллический монолит в месте соединения алюминиевых,
медных
проводников и медных проводников с алюминиевыми. Температура,
необходимая для электросварки, получается
благодаря
повышенному
выделению тепла в места ухудшенного контакта (угольный электрод сплавляемый проводник).
Электросварку ведут с применением флюса, который
раскисляет
окисную пленку алюминия и защищает его от окисления во время свар
ки. В клещах с использованием
окиси
ломается
и
смешивается
обоймы и в аппарате ВКЗ-1
с
алюминием
жил
механическим
пленка
путем
(без помощи флюса).
.
В электромонтажной практике наибольшее распространение имеет
флюс ВАМИ,
состоящий из 50
хлористого
калия, 30
хлористого
натрия и 20 % криолита. Температура плавления флюса 630° С. Флюс
ВАМИ менее активно растворяет пленку, чем другие флюсы, менее гиг
%
%
роскопичен и в меньшей степени опасен в отношении коррозии алюми
ния, быстро плавится и в первой фазе сварки покрывает поверхность
металла жидкой пленкой, которая образует в дальнейшем твердую ~юр
ку шлака. Этот флюс применяется во всех случаях соединения и окон
цевания проводов и кабелей с алюминиевыми жилами при условии по
следующей защиты мест сварки.
Перед употреблением порошок флюса
достают из герметических
банок и разводят водой до консистенции густой· сметаны. На 100 мае. ч.
порошкообразного флюса берут 30-40 мае. ч. воды. Не следует приме
нять
избыточное количество флюса, так как при этом увеличивается
опасность коррозии, а процесс сварки не улучшается.
Если соединение не выполняется в кабельных муфтах, то требуется
специальная защита от коррозии. Место сварки после обработки обиль
но покрывают влагостойким лаком, изолируют
лентой
и
покрывают
каждый слой ленты этим же лаком. В качестве влагостойких лаков
применяют глифталевый ГФ-95, асфальтовый изоляционный, поливинил
хлоридный, эмалевый и др.
При изучении этой подтемы обращают особое внимание на умение
пользоваться сварочным оборудованием, инструментами и приспособле
ниями. Необходимо научиться контролировать качество сварки и уметь
герметизировать место соединения или оконцевания. Следует тщатель
но изучить вопросы техники безопасности.
82
Инст рук ц ион н а я к арт а 29. Соединение алюминиевых жил
электросваркой с помощью угольного электрода и держателя
127-2208
~
9-128
4
1-
электрододержатель,
электрод,
ные
З
-
2-
алюминиевые
провода,
4-
угольный
однопроволоч
токопроводящий
зажим
Область применения: лучший способ для соединения алюминиевых
жил (сечением до 10 мм 2 ) проводов напряжением до 2 кВ и кабелей
до 1 кВ.
Учебные цели: изучить способ электросварки жил мелких сечений с
применением флюса; научиться соблюдать правила техники безопаснос
ти при выполнении электросварочных работ методом ме.стного разогре
ва;
научиться
подготавливать
жилы
и
флюс
для
электросварки;
освоить приемы электросварки, обработки места сварки изолировки.
Требования. Соединение
(ответвление) должно
иметь хороший
электрический контакт, а также быть надежным. У места сварки не
должно быть подплавления жил и нарушения изоляции.
Инструменты
и приспособления: клещи
для
снятия
изоляции
КСИ-1, МБ-1, монтерский нож, комбинированные плоскогубцы, волося
ная кисточка, щетка из кардоленты, понижающий трансформатор нап
ряжением
127-220-12
В мощностью
0,5
кВ·А, угольный электрод
с
электрододержателем и токоподводящий зажим.
Материалы: липкая изоляционная лента и изолирующие колпачки,
бензин, влагостойкий лак, наждачная бумага или стеклянная шкурка,
чистая тряпочка или ветошь, флюс ВАМИ, разведенный водой до кон
систенции густой сметаны.
Эскизы и наименование операций
Инструктивные указания и пояснения
Снять
изоляцию
специальными
клещами
или
монтерским ножом на расстоянии 25-30 мм от
конца жил. Лезвие ножа должно быть располо
жено под углом к ~юнцу жилы во избежани~ ее
надреза
Снятие изоляции
Зачистить жилы до металлического блеска щет
кой из кардоленты или наждачной бумагой
Скрутить зачищенные жилы пассатижами
Зачистка жил и скрутка
6*
83;
Продолжение карты
29
Инструктивные указания и пояснения
Эскизы и наименование операций
Смазать концы скрученных жил на расстоянии
мм от их торцов тонким слоем флюса ВАМИ
с помощью волосяной кисточки, не допуская по
падания флюса на изоляцию
5-6
Покрытие флюсом
Расположить жилы вертикально, зажать в дер
жателе
Прижать к жилам угольный электрод и удер
живать его до расплавления алюминия и образо
вания сварного шарика. После этого надо отклю
. чить
во
сварочный аппарат, а не отрывать электрод
избежание
разбрызгивания
распла'Вленного
металла
Сварка скрутки
·
Удалить
остатки
флюса
и
шлаков
щеткой
из
кардоленты
Промыть место сварки бензином и покрыть влагостойким лаком
,
Убедиться, что в месте сварки и на жилах не
осталось флюса и шлаков
Обработка места сварки
Надеть на место сварки и оголенную часть жил
полиэтиленовые колпачки
или
изолировать
их лип
кой изоляционной лентой
Изолировка
И нс тру к ц и о н н а я к а рт а 30. Соединение алюминиевых жил
с медными электр~сваркой с помощью угольного электрода
электрододержатель, 2 - уголь
электрод,
3 - алюминиевая
жила, 4 - медная жила. 5 - токо·
подводящий держатель
1-
ный
Область применения: лучший
способ для соединения
вых жил (сечением 2,5-10 мм 2 ) с медными (сечением
nодов напряжением до 2 кВ и кабелей до 1 кВ.
fJ4
2,5-4
алюминие-4
мм2) про"
,
Учебные цели: изучить способ электросварки алюминиевых жил с
медными с помощью флюса; закрепить умение собJ1юдать правила тех
ники безопасности при выполнении
электросварочных работ методом
местного разогрева; научиться подготавливать жилы и флюс для элект
росварки; освоить приемы электросварки, обработки места сварки и изо
лировки.
Требования. Соединение
(ответвление)
электрический контакт. У места
жил и
должно
иметь
хороший
сварки не должно быть подплавления
нарушения изоляции.
Инструменты и приспособления: клещи для снятия изоляции КСИ-1,
МБ-1, монтерский нож, комбинИ:рованные плоскогубцы, волосяная кис
точка,
ние'М
щетка
из кардоленты, понижающий трансформатор
127-220-12 В
мощностью
0,5 кВ ·А,
напряже·
угольный электрод с электро
додержателем и токоподводящий зажим.
Материалы: липкая изоляционная лента и изолирующие колпачки,
бензин, влагостойкий лак, наждачная бумага или стеклянная шкурка,
чистая тряпочка или ветошь, флюс ВАМИ, разведенный водой до кон
систенции густой сметаны.
Эскизы и наименование операций·
Инструктивные указания и· пояснения
Снять изоляцию с конца алюминиевой жи
лы на расстоянии 60 мм, а с медной - на рас
стоянии 20-30 мм с помощью специальных
клещей или монтерским ножом
Зачистить оголенную часть жил до металли
ческого блеска щеткой из ка рдоленты, наждач
ной бумагой или стеклянной шкуркой
Снятие изоляции
Скрутить зачищенные жилы пассатижами
так, чтобы на медную жилу были навиты 34 витка алюминиевой жилы. При этом медная
жила должна выступать из-под витков на 34 мм
Можно зачистить алюминиевую и медную
жилы на одинаковую длнну
Скрутка жил
(25-30 мм), сло
3-4 витка алю
жить вместе и на них навить
миниевой проволоки
Покрыть концы скрученных жил на расстоя
нии 5-6 мм от их торцов разведенным флю
сом ВАМИ с помощью волосяной кисточки,
не допуская попадания флюса на изоляцию
Покрытие флюсом
Сварка скрутки
Расположить жилы вертикально
Зажать жилы в держателе
Прижать угольный электрод к выступающе
му концу медной жилы
Отвести электрод после расплавления вы
ступающего конца медной жилы и 1-2 витков
алюминиевой. При этом соединение продол
жает некоторое время плавиться~ образуя мо
нолитный шарик
f
85
Продолжение карты 30
Эскизы и наименование операций
Инструктивные указания и пояснения
Очистить место сварки от остатков флюса
и шлаков шеткой из кардоленты, промыть бен"
энном и покрыть влагостойким лаком
Убедиться, что место сварки очищено
флюса и шлаков
от
Обработка места сварки
Надеть
жилы
на
место сварки и
полиэтиленовые
оголенную часть
колпачки
или
изолиро
вать их тремя слоями липкой изоляционной
ленты, каждый слой которой покрывают ла"
ком
Изолировка
Инст рук ц ионная
к арт а
31.
Соединение алюминиевых жил
в к.лещах с двумя угольными электродами
121.:.2208
-
~
1ка
угольный электрод,
алюминиевых
жил,
электродные
23-
скрут
двух"
клещи
Область применения: лучший способ для соединения ответвления
алюминиевых жил (суммарным сечением до 10 мм 2 ) проводов напряже
нием до 2 кВ и кабелей до 1 кВ.
Учебные цели: изучить способ электросварки жил мелких сечений
с помощью флюса; научиться соблюдать правила техники безопасности
при выполнении электросварочных работ методом местного разогрева;
научиться подготавливать жилы и флюс для электросварки; освоить
приемы электросварки, обработки места сварки и изолировки.
Требования. Соединение (ответвление)
должно
иметь
хороший
электрический контакт и надежную герметизацию. У места сварки
не
должно быть подплавления жил и нарушения изоляции.
Инструменты и приспособления: клещи для снятия изоляции КСИ-1,
МБ-1, монтерский нож, комбинированные плоскогубцы, волосяная кис
точка, щетка из кардоленты, понижающий трансформатор напряжением
В мощностью 0,5 кВ·А, двухэлектродные клещи.
Материалы: липкая изоляционная лента и изолирующие
колпач
127-220-12
ки, бензин, влагостойкий лак, наждачная бумага или стеклянная шкур
ка, чистая тряпочка или ветошь, флюс, разведенный до консистенции
сметаны.
86
Эскизы и наименование операций
Инструктивные указания и пояснения
Удалить изоляцию специальными клещами
или монтерским ножом на расстоянии 2530 мм от конца жил. Лезвие ножа должно
быть направлено под углом к концу жилы во
избежание ее надрезания
Снятие изоляции
Зачистить жилы до металлического блеска
щеткой из кардоленты или наждачной бума
гой
Скрутить зачищенные жилы пассатижами, не
допуская
скручивания
жил,
находящихся
в
изоляции
Зачистка жилы и скрутка
Смазать концы скрученных жил на расстоя
нии 5-6 мм от их торцов тонким слоем разве
денного флюса ВАМИ с помощью волосяной
кисточки, не допуская попадания флюса на
изоляцию
Покрытие флюсом
Расположить
вертикально
-
подготовленные
концы
жил
концами вниз
Замкнуть и раскалить концы угольных элек
тродов
Отключить клещи
Прижать
торцам
раскаленные электроды
жил
и
удерживать
их
в
клещей к
этом
положе
нии до расплавления жил и появления шарика
Сварка скрутки
расплавленного алюминия
Отвести электроды клещей
Удалить
остатки
флюса
и шлаков
щеткой
из кардсленты
Промыть место сварки бензином и nокрыть
влагостойким лаком, предварительно убедив·
шись в отсутствии флюса и шлаков
Обработка места сварки
Изолировка
Надеть на
жил
место сварки и оголенную часть
полиэтиленовые
колпачки
или
изолиро·
вать их липкой изоляционной лентой
Bl
И н стр у к ц и о н н а я J{ а р т а 32. Соединение алюминиевых жил
электросваркой клещами с применением обойм
127-2208
~
1-
обойма
2-
угольные
из
стаJIЬНОЙ
электроды,
электродные
ПОЛОСКИ,
3-
двух
клещи
Область применения: для соединения и ответвления алюминиевых
жил (суммарным сечением до 10 мм 2 ) проводов напряжением до 2 кВ и
кабелей до 1 кВ.
Учебные цели: изучить способ электросварки жил мелких сечений
без применения флюса в стальных обоймах; научиться подготавливать
жилы и обоймы для электросварки; освоить приемы электросварки и
изолировки.
Требования. Соединение должно иметь хороший электрический кон
такт и надежную герметизацию. У места сварки не должно быть· под
плавления жил и нарушений изоляции.
Инструменты ·и приспособления: клещи для снятия изоляции КСИ-1,
МБ-1, монтерский нож, комбинированные плоскогубцы,
ножницы
по
металлу, волосяная кисточка, щетка из кардоленты, понижающий тран
сформатор напряжением
127-220-12
В мощностью
0,5
кВ· А,
двух
электродные клещи.
Материалы: стальные полоски толщиной 0,3-0,5 мм и размером
15Х 150 мм, липкая изоляционная лента и изолирующие колпачки, бен
зин,
влагостойкий лак, наждачная бумага
или
стеклянная шкурка,
чистая тряпочка или ветошь, флюс ВАМИ, разведенный водой до кон
систенции сметаны.
Эскизы и наименование операций
Инструктивные указания и пояснения
Уда.пить изоляцию специальными клещами
или монтерским
ножом
на расстоянии 2530 мм от конца жил. Лезвие ножа должно
быть направлено под углом к концу жилы во
избежание ·ее надрезания
Снятие изоляции
Зачистить жилы до металлического блеска
щеткой из кардоленты ·или наждачной бума
гой
Изогнуть жилы клещами
КУ-1, комбиниро
ванными плоскогубцами или пассатижами, как
показано на эскизе. Жилы должны плотно при
легать друг к другу
Зачистка жил и изгибание
Продолжение карты 32
Эскизы и наименование операций
Инструктивные указания и пояснения
Подготовить
стальную
полоску
толщиной
0,3-0,5 мм и размером 15Х 150 мм
Обернуть жильi стальной полоской, образу
ющей обойму, чтобы торцы жил выступали из
обоймы на
мм
2
Установка обоймы
Сжать обойму плоскогубцами и удерживать
ее вертикально концами жил вверх
Зажать верхнюю часть обоймы между элек
. тродами
клещей
Расплавить концы жил
определяется
после
чего
электрода
по
осадке
разжать
осадить
(начало
плавления
металла в
клещи
верхние
и
обойме),
легким
ударом
концы жил, высту
пающие из обоймы
Сварка жил
Удалить обойму
Снятие обоймы
после полного
остывания
металла
Обработка места сварки
Зачистить место сварки щеткой из кардоленты и покрыть соединение влагостойким лаком
При соединении жил открыто прокладывае
мых проводов и их ответвлений разогнуть жи
лы
у
места
сварки
с
учетом
расположения
изоляционной опоры, к которой будет крепить
ся жила
Разгибание соединения
(при
крытой прокладке проводов)
llT"
Изолировка
от
Соединения, выполняемые в коробках, яши
ках,
изолируют
полиэтиленовыми
колпачками,
а при открытой прокладке проводов
изоляционной лентой
-
липкой
И н стр у к ц и о н н а я
к а рт а
33.
Соединение алюминиевых жил
электросваркой с помощью аппарата ВКЗ-1 без применения флюса
2
1
IS
губки
15-
3, 7 4, 6 -
полый
стержень
подачи,
8-
пружина
пода
чи, 9 - сварочный
пистолет,
10, 11 - контакты
отключения и включения, 12 - спусковой рычаг,
13 - основание сварочного пистолета, 14 - сва
рочный трансформатор
чения,
16 -
220/10
трансформатор
220/36
в
В,
15 -
цепи
14
;=JI
зажима провода, 2 - угольный элект
передняя и задняя стойки с отверсти
передний и задний бортики стержня,
реле вклю
управления
в
6 7
4 5
----~--~ l //
г
род,
ями,
3
1
1
1
1
1
1
L
-
1
1
1
-__,___;____;i:!_'--_--'~---
J(J
Область примен,ения.~ лучший способ для соединения и ответвления
алюминиевых жил (суммарным сечением до 12,5 мм 2 ) проводов нап
ряжением до 2 кВ и кабелей до 1 кВ при стендовой заготовке.
Учебные цели: изучить устройство и принцип действия полуавтома
тического аппарата ВКЗ-1; с его помощью освоить приемы выполнения
электросварки без применения флюса.
Эскизы и наименование операций
Изучение устройства и
действия аппарата ВКЗ-1
принципа
Инструктивные указания и пояснения
Принцип сварки в полуавтоматическом аппа
рате ВКЗ-1 заключается в том, что при дви
жении
угольного
электрода
пленка
окиси
ло
м а ется, а расплавленный алюминий жил пере
мешивается, чем и обеспечивается надежный
электрический контакт
Отвернуть зажимную гайку-колпачок (/)
Вставить угольный электрод (/ /)
Надеть гайку-колпачок (/ l/)
Навинчивая гайку-колпачок, плотно прижать
угольный электрод (/ V)
Сжать пружину подачи с помощью рычага
взвести аппарат ( V)
Благодаря проделанным операциям аппарат
подготовлен
к
автоматической
электросварке
после нажатия спускового рычага
Полуавтоматические аппараты могут иметь
и другую конструкцию. Чаще всего их исполь
зуют при заготовке электропроводок
ских, на заготовительных участках
Подготовка аппарата к сварке
90
в
мастер
Продолжение карты
Эскизы и наименование операций
33
Инструктивные указани~ и пояснения
Удалить изоляцию с концов жил на длине
мм клещами или монтерским ножом
Зачистить жилы до металлического блеска
щеткой из кардоленты или наждачной бумагой
Скрутить зачищенные жилы пассатижами
35-40
Подготовка концов жил
Разжать губки зажима проводов нажатием
большого пальца правой руки на рычаг аппа
рата и, не ослабляя нажима на рычаг, удер
живать ·губки зажима проводов в открытом
состоянии
Убедиться, что контактные поверхности меж
ду губками чистые и обеспечивают хороший
электрический контакт
Разжатие
губок зажима
проводов
Вставить скрутку
проводов
до
упора
между губками
в
дно
зажима
угольного электрода
Опустить рычаг
(губки зажима проводов
сдвинутся и закрепят скрутку, обеспечив одно
временно хо~оший электрический контакт)
Нажать указательным
пальцем спусковой
рычаг (включается ток сварки, одновременно
освобождается и начинает двигаться полый
стержень
Сварка скрутки
подачи
вместе
с
угольным
электро
дом). После этого сварка идет автоматически.
Не доходя на 1 мм до конечного положения
электрода,
ток
автоматически
отключается
После остывания места сварки нажатием
большого пальца правой руки на рычаг раз
двинуть губки зажима проводов и вынуть сва
ренную скрутку
Отпустить рычаг
Освобождение скрутки
Продолжение карты
Эскизы и наименование операций
33
Инструктивные указания и пояснепня
I
Проверить качество соединения, зачистить
м·есто сварки щеткой из кардоленты (/)
Покрыть соединение
влагостойким
лаком.
Надеть на соединение полиэтиленовый колпа
чок (11) или изолировать его с помощью лип
кой изолпционной ленты
Обработка
места
сварки
и изоли
ровка
Требования. Соединение должно иметь хороший электрический кон
такт, а жилы в местах захвата зажимными губками аппарата должны
быть без повреждений.
Инструменты и приспособления: клещи для снятия изоляции КСИ-1,
МБ-1, монтерский нож, комбинированные плоскогубцы, щетка из кар
доленты, аппарат ВКЗ-1.
Материалы: липкая изоля.ционная лента и изолирующие колпачки,
влагостойкий лак, наждачная бумага или стеклянная шкурка, отрезки
проводов и кабелей мелких сечений.
Подтема. ПАЙКА АЛЮМИНИЕВЫХ ЖИЛ
Краткая характеристика подтемы и рекомендации по ее изучению
Строительные нормы и правила допускают оконцевание алюминие
вых жил сечением 16-240 мм 2 пайкой с применением наконечников П,
соединение и ответвление
непосредственным
сплавлением
припоя
жилы
сечением 16-150 мм , а также соединение и ответвление жил сечением
мм 2 двойной скруткой с желобом. Рекомендуется соединять жи
лы сечением 16-240 мм 2 способом полива. Указанные способы приме
няют для проводов напряжением до 2 кВ и кабелей до 35 кВ.
Для упражнений учащимся лучше использовать соединение и от
ветвление жил двойной скруткой с желобом и соединение жил
непос
редственным
сплавлением
припоя.
Разработанные
инструкционные
карты отвечают этой рекомендации.
Пайку алюминиевых жил выполняют с помощью специального при
поя, температура плавления которого ниже, чем у алюминия. Пленку
окиси удаляют механическим способом непосредственно во время пайки,
натирая место пайки палочкой припоя или специальной
кисточкой. В
табл. 2 приведены состав и температура плавления припоев для пайки
алюминия. Характеристики этих припоев- различны. Так, припой ЦА-15
отличается высокой механической прочностью и устойчивостью против
2
2,5-10
коррозии,
поэтому
не
приходится
принимать
специальных
мер
защиты
места пайки от коррозии. Основной недостаток этого припоя
-
высокая
температура
в
электро-
92._-'
плавления,
что
ограничивает
его
применение
Т а б л и ц а
Состав и температура плавления припоев для пайки алюминия
2.
плавления,
0
%
Состав припоя,
Температура
Марка припоя
С
олово
цинк
А
400-425
58-58,5
40
ЦО-12 Мосэнерго
500-550
88
12
ЦА-15
550-600
85
алюминий
медь
2-1,5
15
монтажной практике из-за опасности перегрева изоляции жил во время
пайки.
Припой ЦО-12 имеет более низкую температуру плавления, но не
обладает достаточной противокоррозионной стойкостью. Его применяют
для пайки алюминиевых жил кабелей
внутри
муфт,
герметическая
заделка
~ которых исключает попадание к месту
·~
пайки влаги и воздуха.
Припой А имеет невысокую тем
пературу плавления и лучше, чем при
пой ЦО-12, сопротивляется воздейст"
вию коррозии.
Однако
места пайки
припоем А
должны
быть покрыты
влагостойким лаком и тщательно изо
лированы.
Рис.
1О.
Набор
пайки
• 1-
жил
общий вид,
баллсnlаl
При
инструментов
проводов
6 -
и
ванночка, в -
с rаэом
паяльник:
(пропан-бутан),
rорелка
пайке
При пайке алюминиевых жил в
качестве источников
тепла
обычно
для
кабелей:
надо
применяют специальный набор инстру-
ментов
2-
с
баллонами,
заполненными
пропан-бутаном (рис. 10), или паяльную
бензиновую
лампу
емкостью
0,5-1 Л:
соблюдать
основные
правила
безопасности
труда.
1.
2.
Производить пайку в брезентових рукавицах и защитных очках.
При работе с паяльными лампами необходимо:
заправлять лампу только тем
горючим,
на
которое она рассчитана;
наливать в резервуар лампы бензин не более чем на
3/
4
его емкости;
завертывать пробку наливного отверстия до отказа;
вблизи огня ни в коем 'случае не наливать и не выливать горючее
и не разбирать лампу;
~не разжигать паяльную лампу поджиганием струи бензина, выте-.
кающей через горелку;
не
накачивать чрезмерно паяльную лампу во избежание взрыва;
выпускать воздух из резервуара лампы через пробку наливного от-.
верстия
только
после
того,
как
лампа
погашена
и
ее
горелка ·остыла;
при обнаружении неисправностей (неплотность резервуара,
течь
газа через резьбу горелки) немедленно погасить лампу и сдать ее в ре
монт.
3.
Разборку форм по окончании пайки производить только пос.пе их
охлаждения.
4. При работах с пропан-бутановыми горелками учащиеся должны
тщательно
изучить и освоить
безопасные приемы и способы работы,
пользуясь специальными инструкциями.
93
И нс т р у к ц и о н н а я к а рт а 34. Соединение однопроволочных
алюминиевых жил пайкой двойной скрутки с желобом
1-
двойная скрутка, 2 - палочка припоя,
З - пропан-бутановая горелка
Область применения: удовлетворительный
способ для соединения
алюминиевых жил (сечением 2,5-10 мм 2 ) проводов
напряжением до
2 кВ и кабелей до 1 кВ.
Учебные цели: изучить приемы и способы соединения жил проводов
и кабелей в ответвительных коробках, при открытой прокладке и ответ"
влений; научиться применять пропан-бутановые горелки и бензиновые
лампы для
пайки алюминиевых жил мелких сечений; научиться поль
зоваться справочной
таблицей для определения расхода
материала,
горючего и режима пайки.
Требования. Пайка должна
быть гладкой, без пор, загрязнений,
наплывов, острых выпуклqстей припоя, инородных вкраплений.
Инструменты и приспособления: набор инструментов с пропан-бута
новой горелкой, бензиновая паяльная лампа емкостью 0,5-1 л, стальная
щетка из кардоленты, монтерский нож, комбинированные плоскогубцы,
кусачки, клещи для снятия изоляции КСИ-1, МБ-1.
Материалы:
припой марки А, липкая изоляционная лента, влаго
стойкий, лак, изоляционный колпачок, бензин, от-ветвительные коробки,
отрезки проводов и кабелей с алюминиевыми жилами мелких сечений,
стеклянная шкурка или наждачная
Эскизы и наименование операций
бумага.
Инструктивные указания и поясн~ния
т
~~~~~~е-а
Определить
удаления
на
концах
изоляции,
проводов
позволяющие
участки
для
выполнить
на
оголенных жилах двойную скрутку с желобом
Отмерить на
проводе
ответвления
расстояние,
необходимое для образования желоба заданной
длины, и дополнительное расстояние для 4-6
вит-ков жилы плюс
8-1 о
Снять изоляцию с
мм
конца
провода
на
отмерен
ном участке с помощью клещей КСИ, а на жиле
ответвления ножом, лезвие которого должно быть
расположено под углом к жиле во избежание ее
надрезания
Зачистить жилы до металлического блеска щет
кой из кардоленты, стеклянной шкуркой или на"
ждачной бумагой
Скрутить жилы: выходящие из ответвительной
коробки (I) с размером желоба 20-30 мм; для
соединения жиJ1 сечением до 4 мм 2 с размером
желоба 20 мм и сечением более 4 мм 2 с разме
ром желоба 30 мм (//); для ответвления жил
сечением до 4 мм2 с размером желоба 25 мм и
сечением
(///)
94
4-10
мм 2 с размером
желоба
30
мм
Продолжение карты 34
Эскизы и наименование оп~раций
Инструктивные указания и пояснения
Для скрутки жил проводов, выходящих из ко
робки, их укладывают параллельно друг другу,
удерживают одними
плоскогубцами
у начала
скрутки, а другими плоскогубцами навивают 2-
3 витка (/V). Операцию повторяют и на конце
скрутки. Ответвление и соединение выполняют в
последовательности, показанной на эскизе ( V).
После скрутки жилы в месте желоба должны
быть ровн~1ми и плотно прижатыми друг к другу
Скрутка жил
Нагревать скрутку жил проводов пламенем
пропан-бутановой горелки или бензиновой паяль
ной лампы до начала плавления припоя
Ввести палочку припоя в пламя и тереть ею
желоб до полного облуживания и заполнения
припоем (при трении пленка окиси сдирается, же
лоб начинает облуживаться и покрыnаться при
поем)
Перевернуть желоб на
180°
и повторить опера
цию его заполнения припоем
Расход материалов я затраты времени на одно
соединение пайкой даны в таблице, приведенной
Пайка скрутки
в конце карты
I
Убедиться, что желоб равномерно с обеих сто
рон заполнен припоем (/)
Покрыть место соединения (ответвления) вла
гостойким лаком с помощью волосяной кисточки
Наложить на :место пайки 2-3 слоя липкой
изоляционной ленты с перекрытием каждого вит
ка и qрокрасить сверху влагостойким лаком
Можно
подготовленное
чок
(/ /)
надеть вместо изоляционной ленты на
соединение
изоляционный
колпа
(/11)
Изолировка места пайки
Расход материалов и затрата времени на одпо соединение однопроволочных
проводов пайкой
Расход, г
Продолжительность пайки,
Сечение жилы, мм2
припоя А
2,5-4
1
1
бензина
с
5,5
25
6
1,5
7
30
10
2
11
55
95
Инст рук ц и о н н а я
к а рт а
35.
Соединение многопроволочных
алюминиевых жил непосредственным сплавлением припоя
1-
пропан-бутановая
палочка
сточка,
асбеста,
4
припоя,
3- подмотка
горелка,
2-
стальная ки
из шнурового
защитный экран,
форма, 7 - жила
5-
6-
Область применения: удовлетворительный способ для соединения и
ответвления алюминиевых жил (сечением 16-150 мм 2 ) проводов
на
напряжение до 2 кВ и кабелей до 35 кВ с резиновой, бумажной и пласт-
·
массовой изоляцией.
Учебные цели: изучить приемы и способы выполнения соединений и
ответвлений алюминиевых жил непосредственным сплавлением припоя;
научиться
выполнять
ступенчатую
разделку
многопроволочных
жил
и
подготавливать их к пайке; закрепить навыки выполнения
разметки,
резания и изгибания листового металла при изготовлении формы для
пайки; освоить приемы лужения и пайки алюминиевых многопроволоч
ных жил; научиться работать с пропан-бутановыми горелками и бен
зиновыми лампами для пайки алюминиевых жил крупных сечений.
Требования. Пайка должна быть чистой, без пор, загрязнений, нап
лывов, острых выпуклостей припоя, инородных вкраплений.
Инструменты и приспособления: набор инструментов с пропан-бута
новой горелкой, бензиновая лампа емкостью 0,5-1 л, стальная щетка из
кардоленты, стальная и волосяная кисточки,
монтерский нож, экраны
для предохранения жил от действия пламени, стальной щуп (крючок) с
деревянной ручкой, кусачки-бокорезы, ножовка по мет·аллу, комбиниро
ванные плоскогубцы, пассатижи.
Материалы: припой А, шнуровой асбест, бензин, наждачная бумага
или стеклянная
шкурка,
кровельная
сталь, липкая
изоляционная лента,
влагостойкий лак.
Эскизы п наименование операций
Инструктивные указания и пояснения
Снять с концов жил мзоляцию на длине, мм:
для жил сечением 16-35 мм 2 , 60 - се
чением
50-96 мм 2 , 70 - сечением 1202
150 мм (на бумажную изоляцию жил кабеля
предварительно наложить бандаж из ниток у
места ее обреза)
Ослабить на конце жил повив проволок пас
50 -
1}111 1 ~
. "40
]}[\!
~
;а .1ш..J..лЦ
сатижами
d
//~
~-
Подготовка концов многопроволоч
ных жил
и
удалить
маслоканифольный
про
питочный состав (для жил кабеля с бумажной
изоляцией) тканью, смоченной в бензине
Придать секторным жилам круглую форму
пассатижами
Срезать
повивы
проволок
ступенями
с
по
мощью бокорезов с конца жилы
Количество
ступеней
зависит
от
сечения
жил: при 16-35 мм 2 одна ступень (/); при
50-95 мм 2 - две ступени (//); при 120150 мм 2 -три ступени(///)
Продолжение карты
35
Инструктивные указания и пояснения
Эскизы и наименование операций
Обмотать края изоляции жилы асбестовым
шнуром
Подогреть жилы пламенем горелки до тем
пературы
Нанести
верхность
начала
плавления
припой
на
повивав·
ТIЦательно
всю
припоя
ступенчатую
проволок
зачистить
и
по
их торцы
стальной
(/)
кисточкой
разделанный конец жилы, сцарапывая окисную
пленку алюминия под слоем припоя (1 /). Рав
номерно распределив припой по поверхности и
торцам
жилы,
прекратить
нагрев
жил
Проверить качество лужения поверхности
проволок жил и их торцов .. Поверхности раз
делки
жилы
должны
быть
облужены
пол
ностью
Лужение концов жил
Для соединения жил
применяют специаль
ные разъемные формы, которые подбирают в
зависимости от сечения жил. При соединении
алюминиевых
жил
с
медными
используют
реходные стальные разъемные формы·
(/).
пе
Для
соединения жил формы можно также изготов
Подбор формы для соединения
лять из кровельной стали
В таблице, при
(/1).
веденной в конце карты, дан эскиз и основные
размеры таких форм для жил сечением до
70 мм 2
Разъемные ответвительные формы выпуска
ют трех размеров)для жил сечением 16-25,
35-50
и
70-95
мм:t ), подбирая
по
специаль
на
оголенную
ным таблицам
Подбор
формы
для
ответвления
Подмотать
часть
жилы
асбестовый
у
шнур
предполагаемого
края
формы
для предотвраIЦения выте1<ания припоя во вре
Подмотка асбестового шнура
мя пайки
Уложить жилы в форму так, чтобы при со
единении
за друга
проволоки
(при
в
центре
ответвлении
жил
зашли
концы
друг
проволок
следует загнуть)
Закрепить формы
Установка
7
формы для
А. Ф. Ктиторов
соединения
специальными зажимами
или проволокой. Форму из кровельной стали
закрепляют на жилах обжатием с помощью
плоскогубцев или пассатижей
97
Продолжение карты
Эскизы и наименование операций
35
Инструктивные указания и пояснения
Надеть на жилы закрытые экраны для пре
дохранения
изоляции
жил
от
действия
nла-
·
мени
У становить при больших сечениях жил охла
дители
Установка формы для ответвления
Прогреть форму пламенем горелки, начиная
со дна средней части и далее по всей поверх
Пропаивание жилы
ности средней части до начала плавления при
поя. Одновременно в пламя ввести пруток при
поя
и
расплавлять
формы.
его
Перемешать
специальным
до
полного
заполнения
.расплавленный
крючком
для
удаления
припой
шлаков.
Ле'гко постукивать по форме для уплотнения
припоя
Дать
форме
и
соединению
полностью
OCTQITЬ
Снять экраны, форму и удалить асбестовый
шнур
Опилить шероховатости и неровности соеди
нения
напильником
Покрыть
Обработка места спайки
лаком
место
соединения
влагостойким
и изолировать его
Выбор форм
Размеры форм, мм
Сечение жил,
Эскиз
мм2
Q
t
r
1
1 а
~
~
10
16
25
35
50
70
30
З-3
39
41
47
52
б
в
г
д
60
60
60
60
80
80
40
40
40
40
60
60
45
48
54
56
62
67
з
з
з
3
5
5
10.
~
И н ст р у к ц и о н н а я к а р т а 36. Оформление концов
мноrопроволочных медных жил в кольцо с последующей пропайкой
1
1- жи.па, 2 -
иэо.пяция,
2
3
3-ко.пьцо
Область применения: лучший способ для оконцевания медных МНQ
гопроволочных жил (сечением до 2,5 мм 2 ) проводов напряжением до
2 кВ.
98
Учебные цели: научиться подготавливать для скрутки и скручивать
многопроволочные медные жилы в кольцо; освоить приемы пай1ш мед
ных жил погружением в расплавленный припой и
с помощью паяль
ника.
Требования. Пропаянное кольцо должно быть равномерно покры
то припоем. Проволоки .повива должны полностью входить в монолит
ную
часть
кольца,
зажима.
а его диаметр
соответствовать диаметру
в.интового
.
Инструменты и приспособления: монтерский нож, комбинированные
nлоскогубцы, кусачки, металлическая мерительнан линейка, пропан-бу
тановая горелка с насадками для пайки, бензиновая паяльная
лампа
емкостью 0,5-1 л, паяльник! круглогубцы, клещи КСИ, КУ-1.
-
Эскизы и наименование операций
Инструк'tивные указания и пояснения
Отмерить
на
конце
провода
расстояние,
необхо
димое для изгибания кольца под заданный диаметр
винтового зажима плюс расстояние для образования
витков вокруг жилы
Снять изоляцию на отмеренном расстоянии с по
2-3
мощью специальных клещей
или
монтерского ,ножа
Снятие изоляции
Ослабить повив проволок жилы с помощью пло
скогубцев или пассатижей (/)
Зачистить проволоки жилы стеклянной шкуркой
или наждачной бумагой до металлического блеска
(//)
· Уплотнить повив проволок жилы, оставив ослаб
.пенным
только
участок
для
навива _на
жи:пу
после
изгибания кольца
Подготовка конца жилы
Изогнуть конец жилы в
сделать
с
2-3
помо1Цью
кольцо круглогубцами и
витка вокруг жилы, уплотнив их навив
плоскогубцев
или
пассатижей.
Лишние
прово"101ш откусить кусач1<ами
Оформление кольца
Покрыть кольцо раствором канифоли в спирте
Погрузить кольцо в расnлавленный припой на 12 с или пропаять с помощью паяльника - насадки
к пропан-бутановой горелке или другим способом
ТТайка
Изолировка
Изолировать
оконцевание
липкой
лентой
с
пере
крытием каждого витка от заводской изоляции жи
JIЫ до кольца
7*
·материалы: припой ПОС-30, канифоль или паяльный жир, липкая
изоляционная лента, наждачная бумага или стеклянная шкурка, отрезки
изолированных проводов.
Подтема. ПАЙКА ~ЕДНЫХ ЖИЛ
Краткая характеристика подтемы и рекомендации по ее )изучению
Строительные нормы и· прав~ла реJ{омендуют выполнять
ние и ответвление медных жил сечением до
10· мм
2
соедине
скруткой с последую
щей пайкой пр.оводов напряжением до 2 кВ и кабелей до 1 кВ, а также
жил сечением от 4 до 240 мм 2 проводов напряжением до 2 кВ и кабелей
до
1О
кВ с
помощью соединительных или от~етвительных гильз. До
пускается применять оконцевание жил (сечением 1,5-2~0 мм 2 ) · прово
дов напряжением до 2 кВ и кабелей до 10 кВ с помощью наконечников
серии П, жил сечением до 2,5 мм.2 проводов напряжением до 2 кВ с
предваритель·ным изгибанием конца многопроволочной жилы в кольцо с
пропайкой. Можно использовать оконцевание многопроволочной . жилы
сечением 16-240 мм 2 с образованием монолита при втычном соединении.
Д~я выполнения ответвлений кабелей напряжением· 35 кВ примен~ют
специальные гильзы.
Для упражнений достаточно отобрать способы оконцевания изги
банием многопроволочных жил в кольцо с помощью наконечника серии
П и соединение и ответвление жил пропаянной скруткой.
·
До внедрения в
электромонтажную практику метода опрессовк11 1
электросварки, термитной сварки способ соединения ответвления и окон•
цевания· медных жил п·айкой был основным. Широко Применялись спо
собы скрутки с- последующей пропайкой мягкими оловянистыми припоя~
MfI жил небольших сечений. Сейqас эти способы находят ограниченное
применение из-за большой трудоемкости.
Для пайки медных жил используют припой ПОС-30, а также друса
гие оловянисто-свинцовые припои. Состав этих припоев и температура
их плавления приведены в табл. 3.
Та б,л и ц а
3.
Оловянисто-свинцовые припои для пайки
медных жил
Масса составных частей*,%
олово
сурьма
1 . висмут
медь
ПОС-61
ПОС-50
ПОС-40
ПОС-30
•
температура
примеси, не более
Марка
59-61
49-50
39-40
29-30.
Остальная масса
-
0,6-0,8
1,0-1,2
1,5-2
1,5-2
0,8
О, 1
О, 1
о, 15
1
1
1
О, 1
о,
о,
О,
1
плавления,
0
С
мышьяк
0,05
0,05
0,05 .
0,05
225
230
235
245
свинец.
В качестве флюса применяют канифольt стеарин или паяльную мазь
(паяльный жир) .
Для пайки медных жил малых сечений используют трубки припоя,
заполненны~ ка·нифолью,
или раствор канифоли
в
спИрте, который
пер·ед пайкой наносят на место соединения. Раствор прю~отовляют еле"
дующим образом. В стеклянную посуду наливают спирт ректификат и
насыпают в нее равное по массе количество ме~ко истолче.~ной кани
фоли. Пайку жил сечением до 1О мм 2 выполняют обычно паяльником, а
сечением 16-240 мм 2 - паяльной лампой или пропан-бутановой горелкой с насадкой.
100
--i
,
1 1,:. 'J
Инст рук ц ионная к а рт а 37. Оконцевание медных жил проводов
и кабелей пайкой с помощью наконечников
1-
наконечник серии
горелка
П.
2 - припой. 3 - газовоздушная
4 - асбестовый шнур
ГПВМ-01,
Область применения: лучший способ для оконцевания медных жил
(сечением 1,5-240 мм 2 ) проводов напряжением до 2 кВ и кабелей до
10 кВ.
Эскизы и наименование операций
Инструктивные указания и пояснения
Подобрать наконечник по сечению жил с по
мощью таблицы. Зачистить внутреннюю по
верхность цилиндрической части наконечника
до металлического блеска
Подготовка наконечника
1
Снять изоляцию с конца жилы на расстоя
нии,
10
равном
длине
гильзы
наконечника
плюс
мм. Если жила кабеля секторная, обжать
ее пассатижами, придав ей круглую форму
Удалить с конца жилы пропиточный кабель
ный состав, протерев его тканью, смоченной
бензином
Смазать конец жилы ф.люсом или паяльным
Подготовка конца жилы
жиром и облудить
Надеть наконечник на конец жиль1. Намо
тать 2-3 слоя асбеста на промежуток между
краем
nзоляции
жилы
и
торцом
цилиндриче
ской части наконечника во избежание вытека
ния припоя
Прогреть наконечник пламенем пропан-бута
новой горелки или паяльной лампы до темпе
ратуры. плавления
припоя и
наплавить
в
гиль
зу наконечника припой, при этом надо следить
за тем, чтобы припой заполнял пространство
между проволоками
Разгладить подтеки
Пайка наконечника
припоя по поверхности
наконечника тканью
Дать остыть оконцеванию
Снять подмотку асбеста и изолировать окон
цевание 2-3 слоями липкой изоляционной
ленты с перекрытием каждого витка. Изоля
ционная
. тактную
лента
не
должна
переходить
на
кон-
часть наконечника
Изолировка
101
l(абепьные медные наконечники серии
Эскиз
П, закреппяемые пайкой
Тип жилы
типораз-
и сечение,
2
мер нако-
мм
Размеры, мм
di
вечника
d
1
1
1
1 1
1
Ь
П2-5
2,
5,5
26
6
10
1
П3-4
3
4,5
2з I. 5
8
l
6Н; 6Г
П4-4.
4
4,5
25
5
10
1
IOH;}
П5-5
5
5,5
30
6
12
l
16Н; }
П6-6
6
6,5
35
7
13
1,5
П8-6
8
6,5
43
9
15
2
П9-8
9
8,5
49
10
18
2
ПlО-8
10
8,5
54
11
20
2,5
П13-10
13
10,5 70
15
23
3
1, 5Г; }
2,5Н;
2,5Г
4Н; 4Г
1
fJ
R
L
2
lОГ
16Г
l
1
25Н;}
25С;
25Г
З5Н; }
35С;
35Г
50Н;}
50С;.
50Г
70Н;}
70С;
70Г
Учебные цели: изучить способ оконцевания медных жил с помощью
наконечников; научиться
выбир·ать типоразмер
наконечника в зависи-.
мости от типа и сечения жилы, пользуясь таблицей, приведенной в кон·
це карты; освоить приемы подготовки жил и напайки наконечников.
Требования. Наконечник необходимо подбирать с учетом диаметра
болта (винта). Зазоры между проволоками жилы и торцы должны быть
заполнены припоем без подтеков и наплывов.
Инструменты и приспособления: монтерский нож, кусачки, комбини
рованные плоскогубцы, пассатижи, металлическая мерительная линей
ка, металлическая щетка из кардоленты" волосяная кисточка, стальной
ершик, ножовка по металлу,
пропан-бутановая
горелка,
бензиновая
лампа емкостью 0,5-1 л, клещи для снятия изоляции КСИ-1, МБ-1.
Материалы: припой в· палочках, канифоль или паяльный жир, бен
здн, асбестовый шнур, липкая изоляционная лента,
наконечники се
рии П, влагостойкий .пак, отрезки концов проводов и кабелей с медными
жилами.
Инст.рук ц ионная к арт а 38. Соединение и ответвление медных
жил пропая~ной скруткой
Область применения: лучший способ для соединения и ответвления
медных жил (сечением до 10 мм 2 ) проводов напряжением до 2 кВ и ка
белей до 1 кВ.
102
Учебные цели: изучить способы соединения и ответвления медных
научиться выполнять приемы соединения и
ответвления жил скруткой, в коробках и соединения бандажной скрут
кой.
Требования. Соединение должно обладать необходимой механичес
кой прочностью, не иметь острых наплывов припоя и повреждения изо
жил пропаянной скруткой;
ляции от перегрева.
Инструменты и приспособления: клещи КСИ, МБ-1 для снятия изо
ляции, монтерский нож, кусачки, комбинированные плос1<0губцы, универ
сальные клещи КУ-1, пассатижи, металлическая мерительная линейка,
пропан-бутановая горелка с насадкой-паяльником или электричес1<ий
паяльник.
Материалы: припой, канифоль или паяльный жир, липкая изоляuи
онная лента, наждачная бумага или стеклянная шкурка, влагостойкий
лак, отрезки проводов сечением до 10 мм 2 с медными жилами.
Эскизы и наименование операций
Инструктивные указания и пояснения
Соединение медных однопроволочн0tх жил скру1·кой с последующей пропайкой
Снять изоляцию с концов жил специальными
клещами КСИ, МБ-1 или КУ-1 на расстоинии,
позволяющем навить 5-7 витков плюс S-10
Снятие изоляции
диаметров жилы
Зачистить концы жил стеклянной шкуркой или
наждачной бумагой до метаJ~лического блеска
Зачистка концов жил
I
Изогнуть концы жил под углом
90° на расстоя
нии, равном 7-10 диаметрам жилы от среза изо
ляции, и завести их друг за друга (/)
Навить
5-7
витков одной жилы на другую с
помощью двух пассатижей
Навить
5- 7
(//)
витков другой жилы и уплотнить
соединение с помощью двух пассатижей - затя
нуть витки жил в противоположные стороны (/ / /)
Плотно пригнуть торцы проволок
Скрутка соединения
103
Продолжение карты
Эскизы и наименование операций
38
Инструктивные указания и пояснения
Покрыть скрутку раствором канифоли или па
яльного
жира
и
пропаять
с
помощью
паяльника,
паяльной лампы или газовой горелки с насадкой
паяльником
Пайка соединения
Наложить изоляцию из липкой изоляционной
ленты с таким расчетом, чтобы витки перекрыва
ли друг друга и захватывали часть заводской
изоляции жил 2-3 слоями
Покрыть соединение влагостойким лаком
Изолировка
Ответвление медных жил скруткой с последуЮщей пропайкой
I
Снять , изоляцию с конца основной жилы спе
циальными
клещами
или
монтерским
ножом
на
расстоянии, позволяющем навить 10-15 витков
вокруг жилы ответвления. С жилы ответвления
снять, изоляцию на расстоянии, равном 15-20
диаметрам жилы (/)
.
Зачистить
наждачной
изоляцию
бумагой
стеклянной
до
шкуркой
металлического
или
· блеска
(JJ)
Снятие изоляции и зачистка ого
ленных участков жил
Навить
i 0-15
основной жилы
витков жилы ответвления вокруг
(/)
Уплотнить ответвление с помощью двух пасса
тижей, затягивая витки жилы движением пасса
тижей в противоположные стороны
Плотно пригнуть .торец проволоки
Скрутка ответвления
(//)
·
Продолжение карты
Эскизы и наименование операций
38
Инструктивные ~указания и пояснения
Покрыть скрутку раствором канифоли или па
яльного
жира
и
процаять
с
помощью
паяльника,
паяльной ламnы или rазовой rорелки с насадкой
паяльнико~
Пайка скрутки
Наложить изоляцию из липкой изоляционной
·ленты с таким расчетом, чтобы ленты перекрыва
ли друг друга и захватывал~ часть заводской изо
ляции жил 2-3 слоями
Покрыть · ответвление влагостойким лаком
Изоiировка
Соединение и ответвление А·tедных жил сечением до 10 мм2 в коробках скруткой
с. последующей пропайкой
Снять изоляцию специальными
монтерским ножом на расстоянии
клещами или
мм, по
25-30
зволяющем скрутить оголенные жилы
Снятие изоляЦии
Зачистить ~нцы жил стеклянной шкуркой, при
держивая провод во .избежание повреждения изо
ляции в месте ввода в коробку или о края ко
робки
Зачистка концов жил
Скрутить жилы плоскогубцами или пассатижа
ми плотно, из расчета
2-3
витка на каждые
10 мм
длины скрутки
Скрутка жил
105
Продолжение карты
Эскизы и наименование операций
38
Инструктивные указания и пояснения
Покрыть скрутку раствором канифоли или
яльного
жира
и
пропаять
с
помощью
па
паяльника,
паяльной лампы или газовой горелки с насадкой
паяльником
Пайка скрутки
Изолировать пайку
2-3
слоями липкой изоля
ционной ленты с перекрытием каждого витка
Покрыть пайку влагостойким лаком
Изощ1 ров ка соединения
Соединение медных однопроволочных жил сечениеJ~ 6-10 ммz бандажной скруткой
с последующей пропайкой
Снять изоляцию с концов жил монтерским но
жом на расстоянии, равном 7-10 диаметрам жи
лы, располагая лезвие ножа под углом во избежа
ние надрезания жил
Снятие изоляции
I
Подготовка концов жил и бан
Зачистить оголенную
часть жил стеклянной
шкуркой или наждачной бумагой
Изогнуть концы жил под углом 90° на расстоянии 3-4 мм (/)
,
Подготовить для бандажа голую медную про
волоку (II) сечением 1-1,5 мм 2 , тщательно вы
ровнять ее и зачистить стеклянной шкуркой или
наждачной бумагой
дажной проволоки
Сложить подготовленные концы жил и уложить
конец бандажной проволоки в желобок, образо
ванный соединяемыми жилами (/)
Навить бандаж плотными витками (//)
После наложения
бандажа
скрутить концы
бандажной проволоки 3-4 тугими витками и
лишнюю длину проволоки откусить (/ / !)
Пригнуть место скрутки в сторону бандажа
Операции выполняют с помощью плоскоrубц~в
или пассатижей
Выполнение бандажной скрутки
106
Продолжение карты 88
Эскизы и наименование операций
Инструктивные указания
Покрыть
скрутку
и
соединения
пояснения
раствором
кани
фоли или паяльным жиром и пропаять с помощью
паяльника или другим спосооом
Пайка соединения
Наложить изоляцию 11з липкой ленты с таким
расчетом, чтобы
ленты перекрывали друг друга
и захватывали часть заводской изоляции жил
Покрыть
соединение влагостойким
лаком
Изолировка
Подтема. ТЕРМ~ТНАЯ СВАРКА
,
.
Краткая характеристика подтемы и рекомендации по ее изучению
1
Термитную сварку применяют: для оконцевания алюминиевых жил
(сечением 50-240 мм 2 ) проводов напряжением до 2 кВ и кабелей до
35 кВ наконечниками ЛАТ и жил (сечением 300-800 мм 2 ) проводов
напряжением до 2 кВ и I{абелей до 10 кВ наконечниками ЛАС; для
соединения и ответвления жил (суммарным сечением 240 мм 2 ) сплавле
нием по торцам в общий монолитный стержень проводов напряжением
до 2 кВ и кабелей до 1 кВ и соединения жил (сечением 16-800 мм 2 )
встык проводов напряжением до 2 кВ и кабелей до 35 кВ. Допускается
выполнять ответвление жил сечением 2,5-10 мм 2
(суммарным сече
нием до 32 мм 2 ) проводов напряжением до 2 кВ и кабелей до 1 кВ с
помощью термитных патронов АТО.
При организации
упражнений по термитной сварке
необходимо
соблюдать специальные меры предосторожности как во время выполне
ния самих работ, так и при хранении и транспортировке термитных пат
ронов и спичек. Термитную сварку производят в специальной одежде,
рукавицах, защитных очках и в помещении, оборудованном необходимы
ми противопожарными средствами.
Особую опасность
представляют
термитные
патроны,
на
которые
во
время
неправильного
хранения
или
сварки попала вода (при горении они могут взорваться). К тяжелым
ожогам может привести неправильное обращение с термитными спичка
ми, температура горения которых около 1000° С, остывающими осколка
ми термитных патронов, особенно во время их горения, когда температура достигает более 2000° С.
/
Перечисленные и другие особенности оконцевания, 'соединения и
ответвления
алюминиевых жил
термитной
сваркой· приводят
что обычно учащиеся ограничивают свою деятельность
упражнений по подготовке к термитной
сварке, а сварку
к тому,
выполнением
производит
мастер в порядке демонстрации. Достаточно организовать упражнения
по выполнению ответвлений жил сечением 2,5-10 мм 2 , сплавлению в
общий монолитный стержень и по торц~м. Этим упражнениям посвяще
ны инструкционные карты.
107
Термитная сварка обеспечивает высокое качество электрического
контакта. Ее осуществляют с помощью термитного патрона, который
состоит из муфеля (термитной массы) и стальной цилиндрической фор
мочки-кокиля. После сгорания термитной массы внутри кокиля устанав
ливается температура, позволяющая успешно производить сварку алю
миния.· Эта температура сохраняется в течение нужного времени.
При соединении и оконцевании концы жил вводят в кокиль термит
ного патрна. После их расплавления добавляют присадочный материал
из
алюминиевого
прутка
через
литниковое
отверстие
или
отверстие
·в
верхней части муфеля (в зависимости
от типа термитного патрона), что ком
пенсирует
после
усадку
металла
в
кокиле
охлаждения.
Сварку производят с использова
нием флюса, который растворяет ту
8
гоплавкую
пленку
окиси,
покрываю
щую алюминий, и переводит ее в лег
коплавкий шлак, всплывающий на по
верхность сварочной
ванны. Состав
флюса и область его применения рас
3
сматривались
при
изучении
подтемы
«Электросварка жил проводов и кабе
лей». Там же было рассказано о спо
собе его приготовления непосредствен
но перед работой.
При термитной сварке неизбежен
перегрев
жил,
а
следовательно,
ухуд
шение свойств не только самой жилы,
но и изоляции. Поэтому во время свар
ки
Рис. 11. Приспособления для термит-
ной сварки алюминиевых 2 жил сечением 16-240 мм :
охладители, 2 винт
лодок
охладителей,
f -
планка,
4-
винт
для
для
3-
крепления,
тельной
планки к штативу, 5
выдвижная стойка к штативу,
сменная
стягивания косоединительная
разрезная
7-
соедини-
штатив,
экран,
втул.ка
68-
применяют
специальные
охладите
ли (теплоотводы), имеющие комплект
разрезных сменных бронзовых втулок
с внутренним
сечением в виде круга
или сектора. Заводы выпускают набор
инструм'ентов и принадлежностей для
термитной сварки жил сечением 16240 мм 2 • Для термитной сварки при
меняют приспособления,
показанные
на рис.
11.
И н ст р у к ц и о н н а я к а р т а 39. Ответвление однопроволочных
алюминиев.ых жил с применением термитных патронов АТО
скрутка соединяемых жил, 2 - кокиль,
термитный
муфель,
4 - термитная
спичка, 5 - держатель термитной спички,
6 - мешалка,
7 - экран из асбестового
13-
картона
Область применения: лучший способ для ответвления алюминиевых
жил сечением 2,5-10 мм 2 (суммарным сечением до 32 мм 2 ) проводов
напряжением до 2 кВ и кабелей до 1 кВ.
108
, Учебные
цели: изучить способ отв.етвления алюминиевых жил м·е.л
ких -сечений с помощью термитных патронов АТО; научиться выбирать
тер-мятные патроны в зависимости о~ числа свариваемых жил и их сум
марного сечения и ОGвоить другие подготовительные операции; научить
ся обрабатывать место сварки и проверять ее качество.
Требован,ия. Ответвление должно быть без наружных раковин глу
биной более 1/ 3 диаметра жилы, а боковая поверхность жил, прилегаю
..
щих к ответвлению, не должна иметь следов подплавления и пережога.
При вырывании из· монолитной части соедине~ия отдельных проволочек
они должны разрываться· вне соединения и
иметь
в
месте разрыва су
жение сечений, характерное для пластической дефор~ации.
· ·. Инструменты и приспособления: проволочная мешалка ·из стальной
про~олоки диамет.ром °'1,5-2 мм и длиной 400 мм, держатель для термит
ной спички (трубка с внутренним отверстием 3 мм и. винтом для зак
репления спички), отвертка с шириной лезвия 8 мм, щетка из к~рдолен
ты, волосяная кисточка, «конопатка» с полукруглым лезвием, защитные
очки со стеклами ТИС-1 или синими, монтерский нож, комбинированные
плоскогубцы, кусачки, клещи для снятия изоляции КСИ-1, МБ-1, уни-
версальные клещи КУ-1.
·
Материалы: термитные спички, термитные патроны АТО, асбесто
вый. шнур ·диаметром
2-4 мм·, асбестовая ткань или картон толщиной
2-4 мм, флюс ВАМИ, стеклянная шкурка или наждачная ·бумага, при
садочный ·пруток или алюминиевая проволока диаметром~ 2 мм.
Эскизы и наименование операций
Инструктивные ;указания и пояснения
Определить расстояние
на конце
проводов
для удаления изоляции
Удалить изоляцию на отмеренном участке с
помощью специальных клещей или монтерско
го ножа. Лезвие ножа .должно быть располо
жено под углом к жиле во избежание ее над-
·
резания
·
Снятие изоляции
Зачистить оголенную жилу до металличе
ского блеска с помощью стальной щетки из
кардоленты) стеклянной шкурки или наждач
ной бумаги·
Зачистка жил·
Сложить вместе зачищенные жилрr проводов
Скрутить сложенные
жилы
на
расстоянии
чуть боJiьшем, чем длина кокиля, с помощью
комбинированных плоскогубцев или пассати-
жей
Скрутка жИл
1 ': . ,- ;: '
·
·
i ."
10~
Продолжение карты
Эскизы и наименование операций
39
Инструктивные :указания и пояснения
Определить суммарное сечение свариваемых
жил (/) по сечению каждой жилы
Выбрать термитный патрон (/ /) в зависимо"
сти
от
суммарного
сечения
жил
в
скрутке,
пользуясь таблицей, приведенной в конце кар"
ты
Выбор термитного патрона
Придать скрутке
вертикальное
или
слегка
наклонное положение
Надеть термитный патрон так, чтобы концы
проводов
располагались_ заподлицо
с
верхним
краем кокиля
Надевание термитного
патрона
Если патрон сидит на проводах неплотно,
несколько ослабить скрутку. Перед установкой
надо убедиться, что внутренняя часть кокиля
смазана мелом или покрыта кокильной краской
Изоляцию свариваемых проводов, концы со"
седних (не свариваемых в данный момент)
проводов, а также корпус коробки
если
он
из
пластмассы
или
(особенно,
выложен
И?нутри
сгораемым материалом) закрыть от действия
высокой температуры (при сгорании и осты
вании патрона) экраном из асбестовой ткани
или картона толщиной от
2 до 4
мм
Установка экрана
Надеть рукавицы, кожаные ботинки, голов"
ной убор, очки со стеклами тис"1 или синими
Закрепить термитную спичку в держателе
или зажать в плоскогубцах
Смазать торцы свариваемых жил флюсом
ВАМИ, разведенным до консистенции густой
сметаны.
Зажечь спичку и поджечь термитный патрон
со стороны этикетки или маркировки краской
Поджигание термитного
110
патрона
Продолжение
Эскизы
и
наименование
операций
карты
.']9
Инструктивные указания и пояснения
Не трогать и не поправлять па~рон во вре,tя
горения.
Не
допускать попадания. на него
влаги
Дождаться полного сгорания термитной мас
сы
Перемешать плавку стальной проволочной
мешалкой, не погружая ее глубоко в расплав
ленный алюминий. Перемешиванием разруша
ется пленка окиси алюминия и создаются бла
гоприятные
условия
для
всплытия
шлаков
на
поверхность плавки
Перемешивание плавки
Пос.ае
лить
полного
затвердевания
пассатижами
сгоревшую
металла
уда
термитную
мас
су
Снять кокиль с помощью отвертки
Зачистить место сварки от шлака
ков флюса
(если
он
применялся)
и
остат
стальной
щеткой из кардоленты
Проверить качество сварки
Протереть
место сварки тканью, смоченной
бензином
Покрыть место соединения влагостойким ла
Обработка места сварки
ком и изолировать его
Выбор термитных патронов АТО для сварки одоопроволочных проводов
Чиспо проводов в скрутке
Число проводов в скрутке и
Тип патрона
и их сечение, мм2
их сечение, мм 2
тип патрона
1
2Х2,5
(1 Х6)+(2 Х4)
(2 Хб)+(l Х4)
АТО-5
АТО-16
-ЗХ2,5
ЗХ4
4Х2,5
АТО-12
2Х6
2Х4
(ЗХ4)+(1 Х2,5)
АТО-17
АТО-20
ЗХб
·2Х10
(2Х10)+( 1 Хб).
ЗХ10
(2Х 10)+(2Х6)
АТО-32
И н с т р у к ц и о н н а я к а р т а 40. Соединение и ответвление
мноrопроволочных
алюминиевых
жил
термитной
сваркой
сплавлением
в монолитный стержень
термитный
патрон,
2 - присадоч
ный пруток, 3 - алюминиевый колпа
чок, 4 - кокиль, 5 - уплотнение из ас
бестового шнура, 6 - асбестовая про
кладка,
7 - охладитель, 8 - сменная
втулка,
9 - изолированные
провода,
10 - соединительная коробка
1-
111
Область применения: для соединения и ответвления алюминиttвых
жил суммарным сечением до 240 мм 2 проводов напряжением до 2 ·кв
и кабелей до
1 кВ.
Учебные цели: изучить способ соединения и ответвления алюминие
вых жил сплавлением по торцам в общий монолитный стержень на при
мере соединения жил проводов в коробке; научиться выбирать термит
ные
патроны,
охладители
в
зависимости
от
суммарного
сечения
жил
и
выполнять другие подготовительные операции; научиться обрабатывать
место сварки и проверять его качество.
Требования. Ответвление или соединение должно быть без наруж
ных раковин глубиной более 1 /з. диаметра жилы, а бок9вая поверхность
жил,
прилегающих
к ответвлению,
не должна
иметь
следов
подплавле
ния и пережога. При вырывании из монолитной части соединения от
дельных
проволок
они
должны
разрываться
вне
соединения
и
иметь
в
месте разрыва сужение сечений, характерных для пластической дефор
мации.
Инструменты и приспособления: охладители с комплектом сменных
втулок для жил сечением до 16.-95 мм 2 , штатив с выдвижной стойкой
и соединительной планкой, стальной экран, ножовка по метqллу, про
волочная мешалка, держатеJiь для термитной спички~ зубило с лезвием
шириной 10 мм, отвертка с шириной лезвия 8 мм, щетка из кардоленты,
волосяная
кисточка,
«конопатка»
с
полукруглым
лезвием,
защитные
очки со стеклами ТИС-1 или синими, монтерский нож, слесарный мо
лоток, комбинированные плоскогубцы, пассатижи, . кусачки, плоский
личной напильник.
Материалы: термитные патроны типа АТ, термитные спички, ас
бестовый шнур, асбестовая ткань или картон толщиной 2-4 мм, флюс
ВАМИ, стеклянная шку.рка или наждачная бумага, бензин, присадоч
ный пруток из алюминиевой проволоки диаметром 2 мм, мягкая сталь
ная оцинкованная проволока, липкая изоляционная лента, влагостой
кий лак.
эскизы и наименование ;упражнений
Инструктивные :указания и пояснения
Снять изоляцию с 1<онцов жил на длине, мм:
60 65 70 75 -
для
для
для
для
суммарного сечения жил 50-70 мм 2 ,
суммарного сечения жил 95-150 мм 2 ,
суммарного сечения жил 185 мм 2 и
суммарного сечения жил 240 мм 2
Стянуть жилы в пучок пассатижами и нало
жить
2-3
витка
у обода изоляции,
Подготовка концов жил для наде-
мягкой
стальной
после чего
проволоки
пучку проводов
придать круглую форму пассатижами
~ания кодпачка
Покрыть концы жил тонким слоем флюса и
надеть на них алюминиевый колпачок термит
ного патрона. Ее.пи суммарное сечение прово
дов
стие
окажется
колпачка,
меньше,
чем
оставшиеся
внутреннее
пустоты
кусочками алюминиевой проволоки
Надесание
112
алюминиевого
колпачка
отвер
заполнить
Продолжение карты
Эскизы и наименование упражнений
Инструктивные ~указания
и
40
пояснения
Установить термитный патрон с таким рас
четом, чтобы расстояние от нижнего края кол
пачка до нижнего края кокиля было не мень
ше 7 мм.
Плотно на.бить асбест в зазор, образовав
шийся м~жду нижними краями колпачка и ко
Установка
термитного
патрона
на
киля
колпачок
Подобрать втулку охладителя по суммарно
му сечению свариваемых жил. Подмотать мед
ную фольгу, если пучок жил неплотно охваты
вается сменной втулкой
Снять временный бандаж перед надеванием
охладителя. У становить асбестовую прокладку
между
термитным
патроном
и
охJшдителем.
Надеть и закрепить охладитель
Установка охладителя
Поджечь патрон со стороны этикетки или
маркировки (работы производить в рукавицах,
кожаных ботинках, очках со стеклами ТИС-1
или синими, в головном уборе). Во время
сварки
ным
Поджигание термитного
запрещается
патроном)
наклоняться
трогать
и
над
поправлять
термит
его
патрона
Перемешать плавку после окончания горе
ния термитной
массы
плавными
круговыми
движениями мешалки (тщательное перемеши
вание плавки обеспечивает высокое качество
соединения).
смазанный
Добавля:гь 7 щ~исадочный
флюсом', 'до
пруток,
поJriюго А заполнения
кокиля
Продолжительность
сварки
определяется
в реме нем полного охлаждения муфеля
Сплавление концов жил в монолит
ный стержень
В
А. Ф. Ктиторов
t1·3
11 родолжение
Эскизы и наименование
1 уnр~жнений
карты
40
ИнструктивнБ1е указания и·.; ~6яснен ия
Сколоть сгоревшую термитную массу легки
ми ударами молотка по специальному зубилу
после
окончательного
застывания
ванночки
алюминия
Удалить стальной кокиль
редным отгибанием углов
Удаление
сгоревшей
отверткой пооче
термитной
массы и кокиля
Зачистить место сварки и прилегающие к не
му участки жил щеткой из кардоленты и про
мыть бензином для удаления остатков ф.пюса
и шлака
Покрыть соединение влагостойким
лаком,
изолировать лентой и снова покрыть лаком
Обработка
и
изолировка
места
сварки
Инст рук ц ионная к арт а 41. Соединение алюминиевых жил
термитной сваркой встык
3
1 - жилы кабеля, 2 - охладители, 3 асбестовые экраны,
4,
8-
термнтнъrе
патрон и спички, 5 - зажим крепления
полихлорвиниловой трубки к жиле ка
беля,
7-
6-
штатив
полихлорвиниловая
трубка,
Область применения: лучший способ для соединения встык жил (се
чением
35
кВ.
16-800
мм 2 )
проводов
напряжением до
2 кВ и кабелей до
Учебные цели: изучить способ соединения жил встык на примере
термитной сварки жил кабеля с бумажной изоляцией; научиться выби
рать
термитные
выполнять
патроныt
подготовительные
проверять его качество.
114
охладители
в
операции,
:.' ,
зависимости
обрабатывать
от
сечения
место
жилt
сварки
и
Требования. В соединении не должно быть наружных раковин глу
биной более 1 /з диаметра жилы, а боковая поверхность жил, прилегаю
щих к ответвлению, не должна иметь следо1;3,_щ:щплавления и пережога.
Инструменты и приспособления: охладите.Ли с комплектом сменных
втулок для жил сечением 16-95 мм 2 , штатив с выдвижной стойкой и
соединительной планкой, стальной экран, ножовка по металлу, прово
лочная мешалка, держатель для термитной спички, зубило с лезвием
1:I1Ириной 10 мм, отвертка с шир~ной .лопатки 8 мм, щетка из кардолен
ты,
волосяная кисточка, «конопатка» с полукруглым лезвием, защитные
очки со стеклами ТИС-1 или синими, монтерский нож, слесарный мо
лоток, комбинированные плоскогубцы, пассатижи, кусачки, плоский
личной напильник.
Материалы: термитные патроны типа А, термитные спичкИ, асбес
товый шнур,
асбестовая ткань или картон толщиной 2-4 мм, флюс
ВАМИ, .стеклянная шкурка или наждачная бумага, бензин, присадоч
ный пруток из алюминиевой проволоки диаметром 2 мм, мягкая сталь
ная оцинкованная проволока, липкая изоляционная лента, влагостой
кий лак.
Эскизы и наименование операций
Инструктивные указания и пояснения
llодёотовка к сварке
Определить сечение свариваемых жил кабеля
· ··
-
Выбрать
термитный
патрон
по
сечению
жил
Подобрать алюминиевые колпачки, алю
миниевые шайбы или втулки с секторными
отверстиями
Покрыть
внутреннюю
поверхность
коки
ля термитного патрона мелом, разведенным
Подбор и подготовка термитного пат
рона
Подготовка охладителей
водой до густоты
пасты,
или
кокильной
раэреэные
втулки по
краской и высушить ее
Выбрать
сменные
сечению жил
Закрепить сменные втулки в охладителях
винтами
Закрепить охладители на планке на рас
стоянии
друг
от
друга,
позволяющем
раз
местить термитный патрон и обеспечить за
зор
между
выступающими
концами
кокиля
и охладителей не менее 5-8 мм
Закрепить стальной экран
Снять изоляцию на длине, мм: 50 - для
жил сечением 16-25 мм 2 , 55 - сечением
35-50 мм 2 , 60 - сечением 70 мм 2 • Если
изоляция бумажная, то на нее предварй
тельно наложить бандаж из нитки
Удалить с торцов жил заусенцы напиль
ником
Зачистить оголенную часть жил щеткой
из кардоленты
Покрыть
сом ВАМИ
Подготовка
кабеля
8*
концов свариваемых жил
концы
жил
Надвинуть на концы
разведенным
флю
жил алюминиевые
. колпачки
(для секторных жил алюминиевые
1
шайбы и втулки)·:>
115
Лродолжение карты
41
Инструктивные указания и Пояснения
Эскизы и наименование ощ~раций
Надвинуть термитный патрон на жилу
так, чтобы ее торец выходил слегка нару
жу(/)
Плотно прижать торцы жил друг к другу
и передвинуть термитный патрон обратно
так, чтобы стык жил находился проrив
центра литниковdго отверстия
Торцы жил должны упираться друг в
друга; максимально допустимый зазор 23 мм (JJ)
Уплотнить место выхода жил в кокиль
асбестовым шнуром с помощью специаль
ной конопатки так, чтобы шнур был плот
но забит между стенками формочки и по
верхностью жил и заполнял все пространст
во до алюминиевого колпачка, шайбы и.пи
втулки
(111)
Надевание термитного патрона
Наложить охладители на оголенt1ьrе уча
стки
жил,
установленные
ную планку
Подвести
на
соединитель
(1)
под
планку
с
охладителями
штатив и закрепить его
Затянуть охладители на ~иле (J/)
Проверить, плотно ли зажаты жилы ох
ладителями. При сварке однопроволочных
/секторных
жил
нельзя
заранее
закреплять
втулки и охладители. В этом случае поJiо
винки
втулок
скрепить
уже
надо
между
наложить
установить
собой
и
на
скобками,
затянуть
жилы
а
и
затем
охмдители
Установка и закрепление охладителей
Установить экраны из асбестовых листов
или ткани толщиной не менее 4 ~ между
охладителями и патроном. Экраны должны
со
всех
сторон
менее чем на
ра,
выступать за
10
охладитель
не
мм и доходить до шарни
соединяющего
половинки
охладителя
(/)
@)
Защитить жилы, не участвующие в свар
ке, от искр трубками из поливинилхлорид
ного пластиката. Поверх них наложить ас
бестовое полотно или асбестовый картон,
пропуская
его
между
жилами,
как
показа
но 1-1а схеме (свариваемая жила расположе
на вверху-11, свариваемая жила .располо
жена внизу-///)
Установка теп.поизоляции
1
!.
1.1.6
Лродолжение карты
Эскизы и наименование операций
41
Инструктивные указания и пояснения
Сварка
Обеспечить необходимые требования. тех
ники безопасности для термитной сварки
Приготовить присадочный пруток из двух
алюминиевых
проволок
диаметром
2
мм.
Каждую проволоку зачистить от окиси щет
кой из кардоленты, наждачной бумагой или
стеклянной
шкуркой
и
скрутить
пассати
жами
Смазать
пруток
разведенным
флюсом
ВАМИ и сложить в несколько раз с таким
расчетом, чтобы он входил в литниковое
отверстие
Вставить термитную
Ввод присадочного прутка в литнико
вое
отверстие
и
поджигание
термитного
патрона
спичку
в
специаль
ный держатель или зажать в плоскогубцах.
Потереть головку термитной СПИ'9КИ о терку
коробки
,
Зажженную спичку под~ести к торцу пат
рона до соприкосновения с ним (до окон
чания горения термитной массы патрона
никаких работ не производить)
После
тием
окончания
руки
ввести
горения
в
легким
литниковое
нажа
отверстие
мешалку из стальной проволоки. Мешалка
должна дойти до дна кокиля (расплавление
обычно наступает через 5-20 с после окон
чания горения)
Добавить присадочный пруток
Добавка присадочного прутка
Произвести несколько плавных круговых
движений мешалкой и вынуть ее. Переме
шивание обеспечивает выход газов и шла
ков, что необходимо для устранения ракоl"'
вин. (Нельзя трогать или поправлять осты
Перемешивание плавки
вающий патрон. Следует оберегать его от
попадания
влаги - может
произойти
взрыв)
Удалить
сгоревшую
термитную
легко ударяя молотком по
массу,
небольшому зу
билу сразу же после
затвердевания рас
плавленной ванночки алюминия в направ
лении от себя. Осколки собрать в заранее
_подготовленное место
Скалывание сгоревшей термитной мас
сы
Лроffолжение карты
Эскизы и наименование операций
41
Инструктивные указания и пояснения
Удалить
стальной
кокиль,
поочередно
отогнув его углы. Одновременно удалить
подбивку из асбестового шнура. При уда
лении кокиля следует избегать повреждений
места соединения и приспособлений. Охла
дители
снять
после
удаления
кокиля,
их
нельзя использовать для упора
Удаление стального кокиля
Откусить литниковую прибыль клещами
ПК-1 со специальными губками или срезать
ножовкой
Запилить оставшуюся часть литниковой
прибыли напильником
Опилить все соединение
Удаление литников ой прибЬIЛИ
Очистить от шлака и остатков флюса все
соединение
и
прилегающие
к
нему
участки
жил щеткой из кардоленты
Тщательно протереть тканью, смоченной
в бензине, промыть бензином соединение и
прилегающие участки жил (для удаления
шлаков и опилок)
Обработка места сварки
Жилы кабеля спаривают поочередно. На
чинают
сварку с жилы,
расположенной
Сварка остальных жил кабеля
в:верху
разделки,
а
затем
последовательно
сваривают нижние жилы (при сварке жил
сечением более 150 :м:м2 необходимо осту
дять
охладители
до
температуры окружаю
щей среды или пользоваться второй парой
охладителей)
Подтема. Г АЭОВАЯ СВАРКА
l(раткая характеристика подтемы и рекомендации по ее изучению
Для оконцеванияt
применяют
соединения и ответвления
пропан-кислородную
сваркуt
для
алюминиевых
соединения
жю1
однопроволоч
ных жил суммарным сечением до 20 мм 2 пропан-воздушную и только
для оконцевания - ацетилено-кислородную. Оконцеваниеt соединение и
ответвление медных жил газовой сваркой Строительными нормами и
правилами не предусматриваются,
Пропан-кислородную сварку в стальных формах используют для
оконцевания жил сечением 300-1500 мм 2 и выполняют пластинами из
твердого сплава АДЗIТl и наконечциками ЛАС. Для жил сечением
16-240 мм 2 применяют стержневое оконцевание сплавлением в моно
лит с добавкой легирующих присадок из алюминиевых сплавов. Соеди
нение жил сечением 16-1500 мм 2 может производиться встыкt а жил
суммарным сечением до 400 мм,2 .- по торцам в общий монолитный
стержень.
118
Ацетилена-кислородную
свар~у применяют для
оконцевания в
угольных формах наконечниками ЛАТ для жил сечением 50-240 мм 2 ,
наконечниками ЛАС для жил сечением 300-1500 мм 2 и для стержне
вого оконцевания жил сечением 16-240 мм 2 сплавлением в монолит с
добавлением
легирующих
присадок.
Для газовой сварки используется сложное, громоздкое и дорого
стоящее оборудование,
требующее соблюдения специальных прави.п
техники безопасности как во время выполнения работ, так и при его
хранении и перевозке. Соблюдение этих правил не всегда можно обес
печить в условиях училища при отсутствии специально .оснащенной сва
рочной мастерской. Поэтому упражнения учащихся часто сводятся к
выполнению подготовительных операций для сварки.
Достаточно учащимся
организовать упражнения по оконцеванию
алюминиевых
жил
литыми
встык в открытых формах.
встык,
учащиеся
освоят
наконечниками
и
соединению
сплавлением
Изучая трудовые приемы соединения жил
основные
операции
соединения
и
ответвления
жил сплавлением по торцам в общий монолитный стержень, так как они
являются основой этого способа;
И н ст р у к ц и о н н а я к а р т а 42. Оконцевание мноrопроволочных
алюминиевых жил литыми наконечниками газовой сваркой
алюминиевый
наконеч
ник, 2 - форма-экран, 3-го
релка, 4-алюминиевый при·
1-
садочный пруток, 5 - защит
ный экран, 6 - участок жи
лы, очищенный от изоляции,
7 - охпадвтепи
Область применения: лучший способ для оконцевания литыми на
конечниками ЛАТ алюминиевых жил (сечением 50-240 мм 2 ) проводов
напряжением до 2 кВ и кабелей до 35 кВ.
Учебная цель: ознакомиться со способом оконцевания алюминие
вых жил газовой сваркой, а также с применяемой при этом аппарату
рой и приспособлениями.
Требования. Все проволоки наружного повива жил должны входить
в оплавленную монолитную часть наконечника без сужения сечения и
на боковой поверхности не иметь раковин·, следов подплавления и пере-·
жогов. Нельзя допускать перегрева изоляции.
·
Инструменты и приспособления: защитные очки, брезентовые рука
вицы, отвЕфтка, комбинированаые плоскогубцы, пассатижи, монтерский
нож, щетка
ляции
от
из
кардоленты, волосяная кисточка, экран для защиты изо
пламени,
зосварочная
охладители
аппаратура.
для
защиты
изоляции
от
перегрева,
га-
.
Материалы: асбестовый шнур, флюс,. кокильная краска, присадоч
ные прутки из алюминиевой проволоки сечением 2,5-4 мм 2 , наждачная
бумага или стеклянная шкурка, бензин"ветошь, асбестовый картон, ;ли
тые наконечники ЛАТ.
·
' ·
119
Инструктивные указания и пояснения
Эскизы. а наименование операций
Подобрать алюминиевый кабельный наконечник
Надеть наконечник на конец жилы так, чтобы ее
торец был утоплен в венчике наполовину его высо
ты. Если жила входит в наконечник свободно, надо
верхнюю ее часть уплотнить обрезками алюминие
вых
проволок,
а
остальную
часть
жилы
в
пределах
наконечника уплотнить асбестом
Надевание кабельного
нако
нечника
Надеть форму-экран на венчик наконечника (высо
та формы-экрана должна быть на 1-2 мм больше,
чем высота венчика)
Подобрать сменные втулки в зависимости от сече
ния жил и установить их в ох:ладителе (сменные
втулки с охладителями должны
плотно облегать
жилу)
Установить стальной защитный экран
Уложить поверх стального экрана асбестовый кар
тон или асбестовую ткань
Установка
формы-экрана
и
охладителя
Защитить
асбестом
изоляцию жилы
на длине
мм от места установки наконечника
Расплавить торец жилы и край венчика наконеч
100
ника, направив на них пламя горелки
Перемешать плавку стальной мешалкой
Добавить в плавку присадочный пруток до запол
нения формы, перемешивая плавк;у этим же приса
дочным прутком (во избежание перегрева жилы и
порчи
изоляции
надо
следить,
чтобы
длительность
приварки не превышала установленного времени)
Наварка наконечника
Дать остыть форме-экрану и всему месту сварки
Снять форму-экран и охладители
Очистить наконечник и прилегающую к нему ого
ленную часть жилы от шлака
стальной щеткой из кардоленты
Проверить качество сварки
Протереть место
и
сварки тканью,
остатков
флюса
смоченной
бен
зином
Покрыть место сварки nлагостойким лаком
На.пожить изоляцию на оголенную часть жилы и
нижнюю ступень наконечника
Обработка места сварки
120~
И н ст р у к ц и о н н а я
ка р т а
43.
Соединение алюминиевых жил
встык в открытых формах с помощью пропан-кислородной сварки
1 - охладители, 2 - защитный эк
ран, 3 - алюминиевый присадочный
пруток, 4 - сварочная горелка, 5 желобчатая форма, 6-проволочный
бандаж,
7ции
очищенный
участок
от
изоля-
жипы
Область применения: лучший способ для соединения жил сечением
16-1500
мм 2 встык проводов напряжением до
2
кВ и кабелей до
10
кВ.
Учебные цели: изучить аппаратуру для пропан-кислородной сварки
и приспособления для соединения жил встык; научиться выполнять сна
чала приемы подготовки жил к сплавлению в монолитный стержень, а
затем к пропан-кислородной сварке встык;
научиться
пользоваться
справочными таблицами.
Требования. Соединение должно быть без наружных_ раковин глу
биной более 1/3 диаметра жилы, а боковая поверхность жил, прилегаю
щих к ответвлению, н~ должна иметь следов подплавления и пережога.
,
Инструменты и приспособления: комплект аппаратуры для пропан-
кислородной сварки, охладители с набором сменных втулок, комбиниро
ванные плоскогубцы, пассатижи, монтерский нож, щетка из кардолен- ·
ты, волосяная кисточка, экран для защиты изоляции от пламени, стой
ка для охладителей.
Материалы: флюс, присадочный пруток из алюминиевого провода
сечением 2,5-4 мм 2 , стеклянная шкурка или наждачная бумага, ве
тошь, бензин, асбестовый шнур, асбестовый картон·или ткань, стальная
мягкая оцинкованная проволока.
Эскизы и наименование операций
Инструктивные указания и пояснения
Подготовка жил предварительн':Jt"w. сплавлением в монолитный стержень
Приготовить пасту из флюса и кокильную
краску (вместо последней можно использовать
тальк или толченый мел, разведенный до гу
стоты пасты)
Покрыть внутреннюю поверхность формы
кокильной краской и просушить
Приготовить присадочные прутки из алюми
ниевого провода
Снять изоляцию с концов жил на длине, мм:
для жил сечением 16-25 мм 2 , 52 - сече
нием 35 мм 2 , 55 - сечением 5·0 мм 2 , 60 - сече
нием 70 мм 2 , 65 - сечением 95-120 мм 2 , 70сечением 150-185 мм 2 , 75- сечением 240 мм 2
Ослабить пассатижами повив · проволок на
45 1-
горелка,
пруток,
3-
2-
присадочный
защитный
4- ох.падитепи.
5-
экран,
форма
концах жил и удалить с них маслоканифоль
ный состав тканью, смоченной в бензине
Расположить концы жил вертикально или
под углом
50-60°
к горизонтали
(если жилы
секторные, придать их концам круглую форму
пассатижами)
12f ~
Продолжение карты
43
Инструктивные указания и пояснения
Эскизы и наименование операций
Надеть на жилы разъемную цилиндрическую
стальную форму
Подложить под форму тонкий слой асбеста
так, чтобы верхний конец жилы оставался сво
бодным на длине 3 мм для жил сечением 1350 мм 2 , 4 мм для жил 70-185 мм 2 , 5 мм для
жил 240 мм 2
Установить под форму защитный металличе
ский экран, а на нее - асбестовый и защитить
изоляцию жил вблизи места сварки асбестом
Установить охладители
Подготовка концов жил для сварки
Обмазать торцы жил тонким
слоем
флюса
С ПОМОЩЬЮ ВОЛОСЯНОЙ КИСТОЧКИ
Зажечь горелку
Нагреть боковую
поверхность формы, на
правляя пламя попеременно на обе стороны
формы. При использовании стальной формы во
избежание ее прожога нельзя долго задержи
вать пламя на одном месте
Разогреть форму до вишнево-красного цвета
Разогрев формы
Перенести пламя горелки внутрь формы. Во
избежание окисления алюминия пламя отрегу
лировать на -небольшой избыток горючего
Расплавить 1ю1щы жил, не покрытые асбе
стом
Перемешать плавку стальной мешалкой (/)
Добавлять в плавку присадочный пруток до
полного заполнения формы, перемешивая плав
ку этим же прутком (//)
Сварка концов жил в монолитный
стержень
Дать остыть форме и месту сварки
Снять форму, экраны. и охладители
Очистить место сварки и прилегающие к нему участки жил от шлака и остатков флюса
щеткой из кардоленты
Проверить качество сварки
Обработка места сварки
Соединение О/Сил встык
Проверить качество сплавления жил в моно
литный стержень
Для уплотнения в форме и защиты их бо
ковых поверхностей от пламени обмотать кон
цы жил шнуровым асбестом (половину длины
_," "'"'-' ~,~~gjлит,ых стержней оставить не обмотанПодготовка концов жил
122
Продолжение карты
Эскизы и наименование операций
43
Инструктивные указания и пояснения
Расстояние между торцами жил в форме
должно быть равно половине диаметра жилы
Прикрепить форму к жилам проволочным
бандажом с помощью пассатижей
·
Укладка жил в форму
Установить с обеих сторон формы защитные
металлические экраны, а затем асбестовые
Наложить на оголенные участки жил охла
дители.
установленные
на
соединительной
планке, и закрепить их (втулки охладителей
должны быть плотно прижаты к жилам)
Подвести под охладители штатив и закре
пить его
Установка охладителей
Зажечь горелку
Нагреть концы жил 'пламенем горелки. на
правляя его попеременно на оба конца
Нагреть форму
Разогрев сплавленных койцов жил
и формы
Направить попеременно на каждую жилу
пламя горелки и следить за тем, чтобы оно не
попадало на боковые поверхности проволок
жил,
что
может
привести
к
их
пережогу
Расплавление концов жил
Перемешать плавку
мешалкой и
добавить
алюминиевый присадочный пруток до полно
го заполнения формы, перемешивая им плавку
Отвести пламя горелки, чтобы позволить ме
таллу застыть
Добавка
присадочного
прутка
Обработка места сварки
Заплавить металлом присадочного прутка
усадочную раковину после ее появления (пла
мя должно быть отрегулировано на небольшой
избыток горючего)
Дать остыть форме и месту сварки
Снять остывшую форму, экран и охладители
Зачистить напильником неровности сварки
Зачистить от остатков флюса и шлака место
соединения
и
поверхность
оголенных
участков
жил стальной щеткой из кардоленты
Протереть место соединения тканью,
ченной бензином
Проверить качество сварки
смо
Изолировать место соединения
123
НЕКОТОРЫЕ ПУТИ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ
УЧЕБНО-ПР.ОИЗВОДСТВЕННЫХ РАБОТ
Наиболее общие пути повышения эффективности производственного обучения сво
дятся к следующему: глубокое изучение психологии обучения, где основными явля"
ются процессы усвоения и закрепления знаний, умений и навыков; активизация всех
процессов обучения; улучшение учебных программ и обеспечение учащихся более со
вершенными учебными пособиями; совершенствование методики производственного
обучения и повыiпение квалификации мастеров производственного обучения; разра
ботка принципов программированного обучения и создание обучающих устройств; со
.здание и широкое использование в
производственном
обучении
средств
письменного
инструктирования.
В настоящее время основным
принципом
производства
электромонтажных
работ
·является их выполнение в две стадии. С учетом этого принципа должно быть орга
низовано и производственное обучение будущих электромонтажников. Например, мож
но рекомендовать создание в училище учебно-производственной мастерской, оснащен
ной технологической линией для заготовки и обработки проводов сечением 1,5-10 мм 2 ,
и объемных стендов, имитирующих современные конструкции зданий и сооружений.
В мастерской учащиеся изучают работы первой стадии монтажа электропроводок
в современных жилых зданиях, а работы второй стадии осваивают, прок"JJадывая уже
заготовленные электропроводки (элементы и узлы) в макетах объемных стендов, ими
тирующих
современные
конструкции
электропроводок.
Здесь
же
изучаются
приемы
и способы выполнения замеров электропроводок и составляется соответствующая до
кументация. Можно рекомендовать опыт создания полигона с . типовыми элементами
устройства электрических сетей, где учащиеся изучали бы вторую стадию производ
ства электромонтажных работ в условиях,
максимально приближенных к
производст
венным. Для этого используют панели, блоки и другие элементы зданий или соору
жений, забракованные по тем или иным причинам в строительстве, но пригодные для
учебных целей, что особенно важно в условиях перехода строительства жилых домов
по единому каталогу из унифицированных деталей.
ской линии
по заготовке проводов
одновременно
Наличие в училище технологиче
позволит
выполнять
для
базовых
предприятий производственные заказы, т. е. работы, выполняемые учащимися, будут
иметь производственную ценность. На учебных полигонах следует иметь объемные эле
менты сооружений электрических сетей,
например, объемные трансформаторные под
станции.
Традиционные плоские учебные стенды с козырьками, имитирующими перекрытие,
нужно совершенствовать с таким расчетом, чтобы на них можно было у~пешно изу
чать элементы монтажа не только открытых, но и скрытых электропроводок. Целесо
образно использовать в учебно-производственных мастерских объемные шаблоны.
Оснащать электромонтажные мастерские следует и наборами инвентаря, комплек
тами инструментов и приспособлений, выпускаемых промышленностью серийно или из
готовляемых базовыми предприятиями.
В современных условиях, подбирая учебные работы и организуя их изучение, нель
зя
не пользоваться основными
положениями
создание оптимальных условий труда
эргономики
и орудий,
науки,
-
делающей
труд
направленной
на
производите"1ьным,
надежным, сохраняющим силы, здоровье и работоспособность человека. Знание эрго
номик~ может позволить мастеру успешно решать многие задачи:
· - разрабатывать рациональные рабочие позы в зависимости от характера трудово
го процесса и величины рабочего ·усилия;
создавать оптимальные условия внешней среды;
конструировать и подбирать рабочую мебель с учетом антропометрических дан.
нь1х учащегося;
исключать .из трудового процесса статические напряжения;
рационально размещать инструменты на рабочем месте;
конструировать
и
компоновать
органы
управления
и
индикаторы
с
учетом
пси
хофизиологических возможностей учащегося;
совершенствовать ручной инструмент в соответствии с анатомическими и физио
логическими особенностями организма человека;
подбирать окраску производственных помещений и· оборудования с учетом психо
физиологического воздействия цвета на органы учащегося;
разрабатывать р·ациональный режим труда и отдыха.
Эргономика предполагает комплексное использование достижений физиологии и
психологии труда, а также технической эстетики.
·· При организации выполнения учебно-производственных работ нужно создавать
условия,
максимально
приближенные
менными
положениями
по
к
производственным,
совершенствованию
трудовых
руководствоватьс_я
процессов
и
совре
организации
ра
бочих мест, физиологическими требованиями к рабочим движениям и рабочей позе.
СовершЕ7нствовать трудовые процессы и организацию рабочих мест следует с учетоw
сЛ~Дуiо~цих·реg6мендаций:
124.
определить максимальную и оптимальную зоны рабочих движений учащихся;
закрепить за инструментами, деталями и другими нужными для работы предме
тами
определенные места.;
располагать инструменты, материалы, заготовки так, чтобы их удобно было брать
(все, что берется левой рукой, должно находиться слева, что берется правой рукой -
сПрава от работающеrо);
располагать инструменты во время работы на наклонной панели;
движение ручек, рычагов управления механизмами должно быть свободным;
станок должен иметь цветной экран, фон для улучшения зрительных условий ра"
боты, а поверхность стола при сборке необходимо окрашивать в соответствии с тре"
бованиями НОТ.
·
_
Вь1сокая производительность труда учащихся имеет большое ·значение, поэтому
при выполнении учебно-производственных работ. следует учитыватр, что:
ритмичные движения обычно легче выполнять и они продуктивнее неритмичных;
движения, требующие изменения темпа и направления, выполнять труднее, чем
движения, однообразные по темпу и направлению;
движения
рук
выполнять
поступательно-возвратные
труднее
при
движения,
согнутом
положении
выполняемые
тела,
кистью
чем
руки
и
при
прямом;
предплечьем,
более точны и менее утомительны в горизонтальной плоскости, чем в вертикальной;
движения вперед и назад быстрее, чем движения в стороны, движения справа
налево несколько быстрее, чем слева направо;
движения
ру
легче
производить
от
центра
тела
к
предмету,
чем
от
предмета
к
цен·r
тела;
правая рука лучше двигается в горизонтальной плоскости в.направлении против
1
часовой стрелки, левая - по часовой;
мелкие, плавные, непрерывные движения по кривой легче и продуктивнее, чем
прямолинейные и криволинейные движения с изменением направления;
не надо включать в работу более крупные мышцы - локтя, предплечья, если мож
но использовать более мелкие мышцы - пальцев кисти руки;
там, где требуется быстрая реакция, необходимо использовать движения вытяги
вания, т. е. по направлению к себе; ·
точные движения лучше выполнять сидя, чем стоя;
каждое движение дG>лжно заканчиваться в по.пожении, удобном для начала следу
ющего движения;
предыдущее и последующее движения должн!>I быть плавно связаны;
при работе двумя руками движения необходимо выполнять симметрично
и
про
тивоположно;
обе руки должны по возможности одновременно начинать и заканчивать движения;
максимальная ·частота движений руки (например, при сгибании R разгибании) око
ло
ни
в минуту, ноги - 45, корпуса - 30. Частота движений пальцев - 6 раз, ладораза в секунду.
.
·
Очень важно при составлении nеречней учебно-производственных работ планиро
вать, какие типовые приемы ·и способы работы передовиков и новаторов производства
будут изучены учащимися во время их выполнения. При этом нужно отбирать не толь
80
- 3
ко высокоэффективные с производственно-экономической точки зрения, но и методи
чески оправданные, доступные учащимся по своей сложности применительно к перио
ду обучения. Лучше, если эти приемы и способы освоены и применяются передовика
ми и новаторами базового предприятия,
тогда легче самому мастеру их изучить и
использовать применяемые приспособления и инструменты. Показывая преимущест.ао
приемов работы передовиков, как опыт лучших становится достоянием всех, мастер
получает возможность воспит~1вать у учащихся творческий подход к работе, дух но
ваторства. Нужно чтобы учащиеся поняли, что главное нс просто перенять новый при
ем или способ, а стремиться усовершенствовать его, используя в зависимости от кон
кретных условий· там, где он даст наибольший эффект.
Опыт показал, что эффективность учебных работ может быть значительно повыше
на, если их выполнять в процессе изготовления сложной продукции. Поэтому передо
вые м.астера производственного обучения в нужный период подбирают не только слож
ные, дидактически обоснованные учебные работы, но и сложную продукцию, которую
и~готовляют во время выполнения учебных работ целиком сами или на коопера
тивных началах с другими учебными группами, училищами, близкими по профилю,
или с базовыми предприятиями. Сложная работа определяется сложностью технологи
ческого процесса, применяемого оборудования, характером выполняемых функций и
надежностью исполнения. Сложная же продукция определяется числом деталей, вхо
дящих
изготовления,
разно
образием используемого сырья, оборудования и инструментов, многообразием
обработки и производств~нных операций, квалификацией исполнителей.
в
изделие,
видов
Подбирая
его
размерами,
сложную
степенью
продукцию,
мастер
точности
должен
и
чистоты
все это учитывать
и
отдавать
предпочтение той, которая характеризуется:
· комплексностью - включает в себя различные трудовые и технологические опера
ции, позволяющие формировать широкий круг профессиональных умений и навыков
в сgот:ае.r_стаии с требованиями программы производственного обучения;
125
разноматериальностью
процессе
выполнения
-
состоит
из
разпичных
материалов,
своих профессиональных ·функций
на
с
чем
стадкивается
производстве
в
электромон
тажник;
-
разносложностью
содержит
детали,
узлы,
комплекты,. которые
пенью сложности изготовления, переработки, сборки по точности,
жа, взаимодействия узлов, технологии обработки и т. д.;
товарностью
-
имеет
ценность
как
продукция,
различаются
сопряжений,
пользующаяся
спросом,
и
сте·
монта
народно
хозяйственное значение;
технологичностью
-
соответствует
производственно-техническим
возможностям
учебного заведения, его учебным мастерским, оборудованию, инструментарию, площа
дям
и т. п.;
безопасностью
-
соответствует нормам
безопасности труда,
производственной
са
нитарии и гигиены труда.
ЛИТЕРАТУРА
Белоцерковец В.
тромонтажных работ.
-
В., Гусев
М.-: Энергия,
Н.
П.,
Бояэн·ый
Я.
М.
Механизация элек
1977.
Бирюк о в Ю. С., Бы к о в Б. Ф., Книге ль
единений в электроустановках. - М.: Энергия, 1980.
В.
А.
Монтаж контактных со
К о р н и л о в и ч О. П. Техника безопасности при электромонтажных работах. М.: Энергия, 1980.
Кт и то р о в А. Ф. Инструменты, механизмы и приспособления для электромон·
тажных работ. - М.: Высшая школа, 1977.
К т и т о р о в А. Ф. ·Производственное обучение электромонтажников по освеще
нию, осветительным и силовым сетям и электрооборудованию.
-
М.:
Высшая
школа,
1976.
Ктитор о в А. Ф. Производственное обучение электромонтеров по осветитель
ным, силовым сетям и силовому электрооборудованию. -М.: Высшая школа, 1971.
Ктитор о в А. Ф. Подбор учебно-производственных работ и составление их пе
речней. -М.: Высшая школа, ·1980.
·
Инструкция по оконцеванию и соединению алюминиевых и медных жил изолиро
ванных проводов и кабелей
МСН
139-67
.
ММСС СССР
Правила устройства электроустановок (ПУЭ).
-
М.: Атомиздат,
1977.
Разработки электромонтажных трестов Г лавмосстроя, Г лавмоспромстроя и Глав
электромонтажа Министерства монтажных и специальных строительных работ.
Строительные нормы и правила (СНиП). - М.: Стройиздат, 1977.
СОДЕРЖАНИЕ
Предисловие
Общие рекомендации
3
5
Тема. Разметочные работы
8
Тема. Пробивные
и крепежные
работы
16
П од тем а. Выполнение гнезд, отверстий и борозд с помощью электрифициро·
ванного инструмента вращательного действия
.
.
.
.
.
.
18
П о д те м а. Выполнение пробивных работ с помощью ручного и механизирован·
наго
инструментов
ударного,
ударно·поворотного
и
ударно-враща-
тельного действия
.
.
. .
.
.
.
.
.
.
.
.
.
.
Подтем а. Установка опор, крепежных изделий и электромонтажных конструкций без вяжущих растворов и клеев
.
.
.
.
.
.
. . .
Подтем а. Установка опор, крепежных изделий и электромонтажных конструк"
ций с помощью вяжущих растворов и клеев
27
!ема. Соединения и ответвления жил проводов и кабелей
54
П од т е м а. Соединение
алюминиевых и медных жил
46
болтовыми и винтовыми
56
зажимами
П о д те м а. Опрессовка алюминиевых и медных жил, установочных
и кабелей
.
.
.
.
П од те м а. Электросварка
жил проводов и кабелей
П од те м а. Пайка
алюминиевых жил
П о д т е м а. Пайка медных жил
Подтем а. Термитная сварка
П од тем а. Газовая
сварка
.
.
.
.
.
.
.
.
.
.
.
Некоторые пути повышения эффективности учебно-производственных
Литература
23
проводов
62
. .
работ
81
92
100
107
118
124
126
Анатоnиti Фиnипnович Ктиторов
ОСНОВНЫЕ
ПРИЕМЫ
И
СПОСО&Ы ВЫПОЛНЕНИЯ
ЭЛЕКТРОМОНТАЖНЫХ РА&ОТ
Редактор М. В. Зоnоева
Художник Ю. Д. Федичкин
Художественный редактор Т. В. Панина
Техничсэский редактор Л. А. Муравьева
Корректор В. В. Кожуткина
ИБ №
Изд. № ЭГ-368.
Бум. тип.
No 2.
Сдано в набор
09.10.81.
2771
Подп.
в печать
01.04.82.
Т-03761.
Формат 70Х108У/1е.
Гарнитура литературная. Печать высокая. Объем 11,2 усл. печ. л.
10,45 уч.-иэд. л. Тираж 70.000 экз. Зак. 875. Цена 25 коп.
Издательство «Высшая школа», Москва, К-51, Неrлинная ул., д.
Владимирская
типография
«Союзполиrрафпрома»
по делам издате.цьст~
600000,
г.
при
Государственном
nо.циграфии и книжной торговли
Владимир, Октябрьский проспект, д.
7
11,55
усл. кр.-отт.
29/14
комитете
СССР