/

































Текст
БИБЛИОТЕКА
ЭЛЕКТРОМОНТЕРА
А. Н. ТРИФОНОВ
А. И. ЧЕРНОУСОВ
ТВОИ
ИНСТРУМЕНТ
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
Основана в 1959 г.
Выпуск 588
А. Н. ТРИФОНОВ, А. И. ЧЕРНОУСОВ
ТВОЙ
ИНСТРУМЕНТ
Издание третье, переработанное
и дополненное
МОСКВА ЭНЕРГОАТОМИЗДАТ 19В7
ББК 30.81
Т 69
УДК 621.313/.316.002.72.002.54
Рецензент М. Б. Зевни
Редакционная коллегия:
В. Н. Андриевский, С. А. Бажанов, Л. Б. Годгельф, В. X. Иш-
кнн, Д. Т. Комаров, В. П. Ларионов, Э. С. Мусаэлян. С. П. Ро-
ванов, В. А. Семенов, А. Д. Смирнов, А. Н. Трифонов.
А. А. Филатов
Трифонов А. Н., Черноусов А. И.
Т 69 Твой инструмент. — 3-е изд., перераб. и доп. —
М.: Энергоатомиздат, 1987.— 112 с.: ил.— (Б-ка
электромонтера; Вып. 588)
Описаны современные инструменты, применяемые электромонтаж-
никами. Приведены сведения об организации рабочего места, рацио-
нальных движениях н других вопросах эргономики, касающихся рабо-
ты с инструментами. Приведены характеристики инструментов, приме-
няемых в организациях Минмонтажспецстроя СССР. Второе издание
вышло в 1976 г. В 3-м издании учтены новые ГОСТ иа ручные ннстру»
меиты. новые нормативные материалы по всем основным видам элект-
ромонтажных работ.
Для рабочих, занятых монтажом, налвдксй и эксплуатацией элект*
роустановок на промышленных предприятиях.
т
2302050000—007
051(01)—87
ББК 30.81
199-87
© Энергия, 1976
©Энергоатомиздат, 1987, с изменениям!
ПРЕДИСЛОВИЕ
В нашей стране ежегодно вводится в действие и мо-
дернизируется энергетическое оборудование мощностью
не менее 25 млн. кВт. Успешно решать такие грандиоз-
ные задачи можно, внедряя в электромонтажное произ-
водство комплексную механизацию и современный инст-
румент. Индустриальные методы электромонтажного про-
изводства, обеспечивающие высокую производительность
труда, требуют применения совершенного по конструк-
ции и удобного в работе инструмента. Для решения этих
вопросов намечено дальнейшее увеличение производства
прогрессивного инструмента и технологической оснастки
по всем видам электромонтажных работ.
В новой пятилетке предусмотрено развитие произ-
водства специализированного инструмента и приспособ-
лений, обеспечивающих сокращения до 25 °/о объемов
работ, выполняемых ручным способом.
Книга знакомит читателей с современным инструмен-
том, применяемым при электромонтажных работах, а
также с организацией и ведением инструментального хо-
зяйства. Кроме того, приведены данные об организации
рабочего места, рациональных движениях и других во-
просах эргономики (от греч. ergon — работа и nomes —
закон), касающихся работы электромонтажников с ин-
струментом. В книге изложена методика расчета годовой
потребности в ручном инструменте, приведены нормати-
вы и сроки его службы, а также дано описание бригад-
ных нормокомплектов инструмента, приспособлений и ин-
вентаря.
Все замечания и пожелания о книге просим направ-
лять в адрес ЭнергоатомиЗдата: 113114, Москва, М-114,
Шлюзовая наб., 10.
Авторы
1*
1. ОБЩИЕ СВЕДЕНИЯ
Производительность труда электромонтажника и ка-
чество выполняемых им работ зависят от наличия у него
современного набора инструмента и приспособлений.
«Производительность труда, — писал К. Маркс, — зави-
сит не только от виртуозности работника, но также и от
совершенства его орудий»1.
К категории инструмента относят орудия производст-
ва. стоимостью не более 100 руб. за единицу независимо
от установленных для них сроков амортизации, а также
стоимостью свыше 100 руб , но при условии, что срок
амортизации не превышает 1 года.
Классификация инструмента очень сложна. Весь ин-
струмент по его назначению можно разделить на рабо-
чий и контрольно-измерительный. Рабочий инструмент в
свою очередь подразделяют на ручной и механизирован-
ный (электрифицированный, пневматический, пиротех-
нический и т. д.), а также по видам выполняемых работ
(сверлильный, резьбонарезной и т. д.), по характеру
движения (вращательный, возвратно-поступательный,
ударный и т. д.) и по конструкции корпуса. Кроме того,
рабочий инструмент бывает универсальным (плоскогуб-
цы, нож монтерский и т. д.) и специализированны^
(ключи для кабельных полок, коробок; нож для снятия
оболочки кабелей и т. д.).
Преобладающая часть инструмента в машинострое-
нии выпускается по государственным стандартам. В этих
стандартах установлены номенклатура инструмента, ка-
чественные требования, которым он должен удовлетво-
рять, методы испытаний, позволяющие объективно оце-
нить качество инструмента, а также установочные и га-
баритные размеры.
Общесоюзные стандарты разработаны на основные
типы промышленного инструмента для горячей и холод-
ной обработки металлов, слесарных работ и т. д. (плос-
1 К. Маркс. Капитал. Т. 1. М., Политиздат, 1983. С. 353.
4
когубцы комбинированные ГОСТ 5547—75*, плоскогуб-
цы ГОСТ 7236—73*, отвертки слесарно-монтажные ГОСТ
17199—71**, молотки слесарные стальные ГОСТ 2310—77
и т. д.).
Стандартизация инструмента не ограничивается раз-
работкой государственных стандартов. Кроме них разра-
батываются и утверждаются нормали, единые рабочие
чертежи, по которым инструмент изготовляют на заво-
дах.
Работа по классификации инструмента имеет боль-
шое народнохозяйственное значение, так как для цент-
рализованного производства необходимо обеспечить не
только одинаковые названия одного и того же инстру-
мента, но и одинаковые условные обозначения.
Например, инструмент машиностроительной промыш-
ленности, широко применяемый в электромонтажном
производстве, в зависимости от назначения подразделя-
ют па 10 групп: для литья, термической обработки, свар-
ки, пайки и огневой резки металлов, обработки давлени-
ем, резанием металлов и т. д. Каждая из групп делится
на 10 подгрупп, каждая из подгрупп — на 10 видов, каж-
дый из видов — на 10 разновидностей.
Каждый инструмент имеет условное обозначение из
восьми цифр, оно состоит из двух частей по четыре циф-
ры (знака) в каждой. Первая часть обозначения опреде-
ляет эксплуатационно-конструктивную характеристику
разновидности. Вторая часть может содержать до 9999
типоразмеров. Условное обозначение является регистра-
ционным номером для отраслевых и заводских стандар-
тов. Под этим обозначением технологическая оснастка
учитывается и хранится.
По этой системе обозначений, например, слесарно-
монтажная отвертка типа 1 длиной 250 мм с ручкой из
пластмассы группы 1 (полистирол) со стержнем круг-
лого сечения, толщиной лезвия 1,6 мм, исполнения 1, для
номинального диаметра резьбы винта 6 мм имеет услов-
ное обозначение — отвертка 7810—0330.
Инструмент, применяемый при производстве работ,
должен быть легким, так как большая масса инструмен-
та быстро утомляет рабочего. Предельная масса инстру-
мента не должна превышать 8 кг, при большей массе
необходимо применять подвески или какие-либо приспо-
собления, облегчающие использование инструмента, на-
пример стремянку с подвеской для сверлилки, ремни под-
5
весные для сверлилки или пневматического инструмента.
Инструмент должен быть удобным в эксплуатации. Это
значит, что конструкция его должна обеспечивать пра-
вильное положение рабочего во время работы и легкую
замену рабочей части.
Инструмент должен быть надежным в работе, а его
детали должны быть прочными и износостойкими. Инст-
румент должен быть безопасным.
Инструмент должен быть эффективным в работе,
должен иметь невысокую стоимость, малые затраты на
ремонт и давать более высокую производительность по
сравнению с ручными операциями.
Рабочее место является именно тем первоначальным
низовым звеном предприятия или стройки, в котором
представлены все основные элементы технологических
процессов. На этом месте сосредоточены материально-
технические элементы производства.
Производственная культура рабочего места во мно-
гом зависит от размещения:
основного инструмента (рабочего и измерительного);
устройств для хранения инструмента (тумбочек, ящи-
ков, сумок, футляров и т. д.);
приспособлений с временным размещением на рабо-
чих местах (специального инструмента, подставок, сто-
ек и т. д.);
инвентаря для поддержания чистоты и улучшения са-
нитарно-гигиенических условий (пылесосов, индивиду-
альных переносных вентиляторов, щеток, совков и т. д.);
производственной мебели для создания наиболее
удобных рабочих поз работающих (стульев, ящиков-си-
дений ит. д.);
устройств, обеспечивающих безопасные условия ра-
боты.
Рациональное расположение инструмента способст-
вует правильной планировке рабочих мест, сокращает
излишние движения, утомляемость, а следовательно, и
потери рабочего времени, увеличивает, таким образом,
производительность труда.
Наука, определяющая зоны основных и вспомогатель-
ных движений, зоны размещения инструмента, а также
положения работающих (стоя, сидя, наклонившись и
т. д.), называется эргономикой. Эргономика определяет
также условия, которые делают труд высокопроизводи-
тельным и одновременно обеспечивают наиболее благо-
6
приятные условия человеку, сохраняют его силы и рабо-
тоспособность.
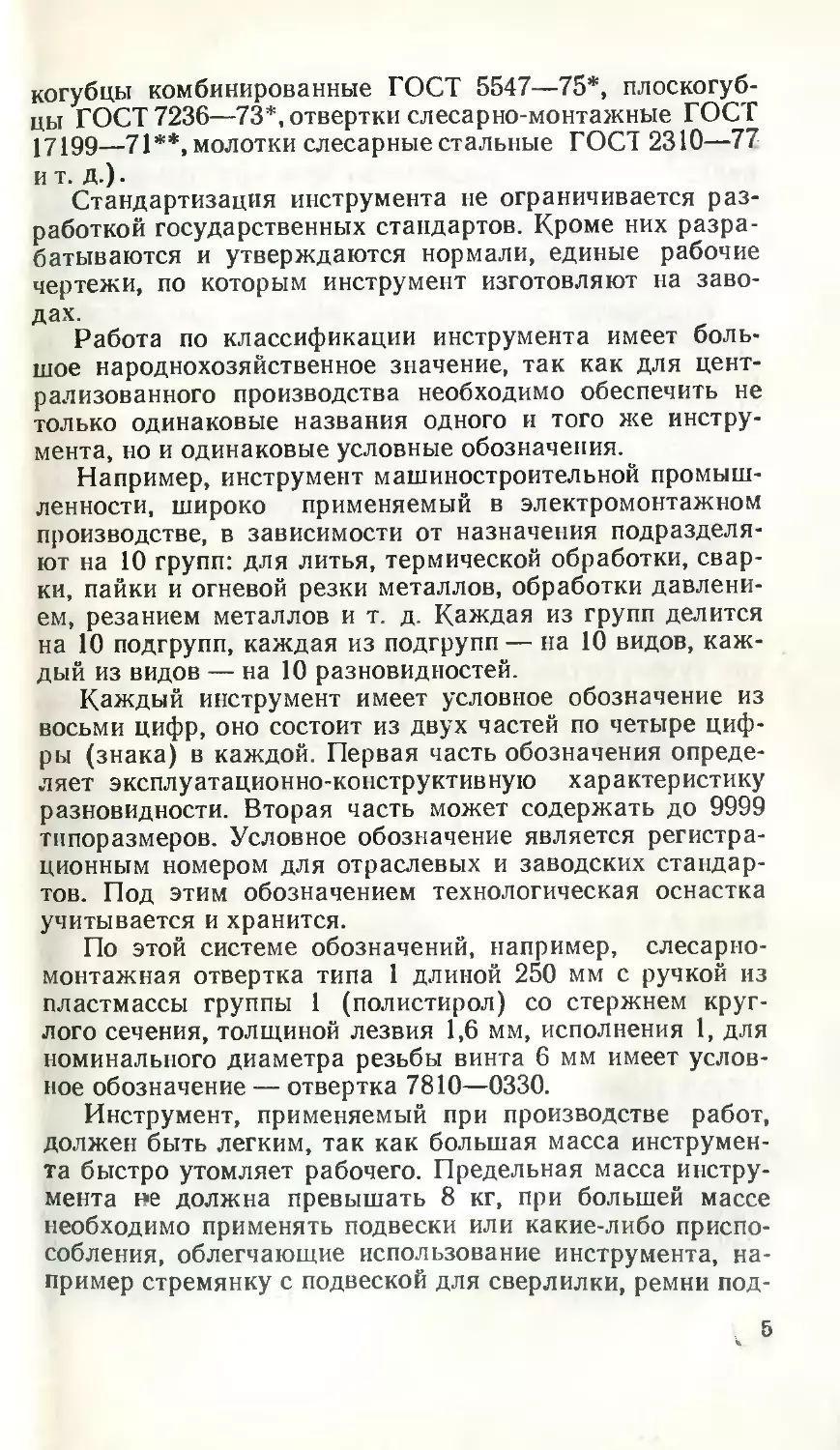
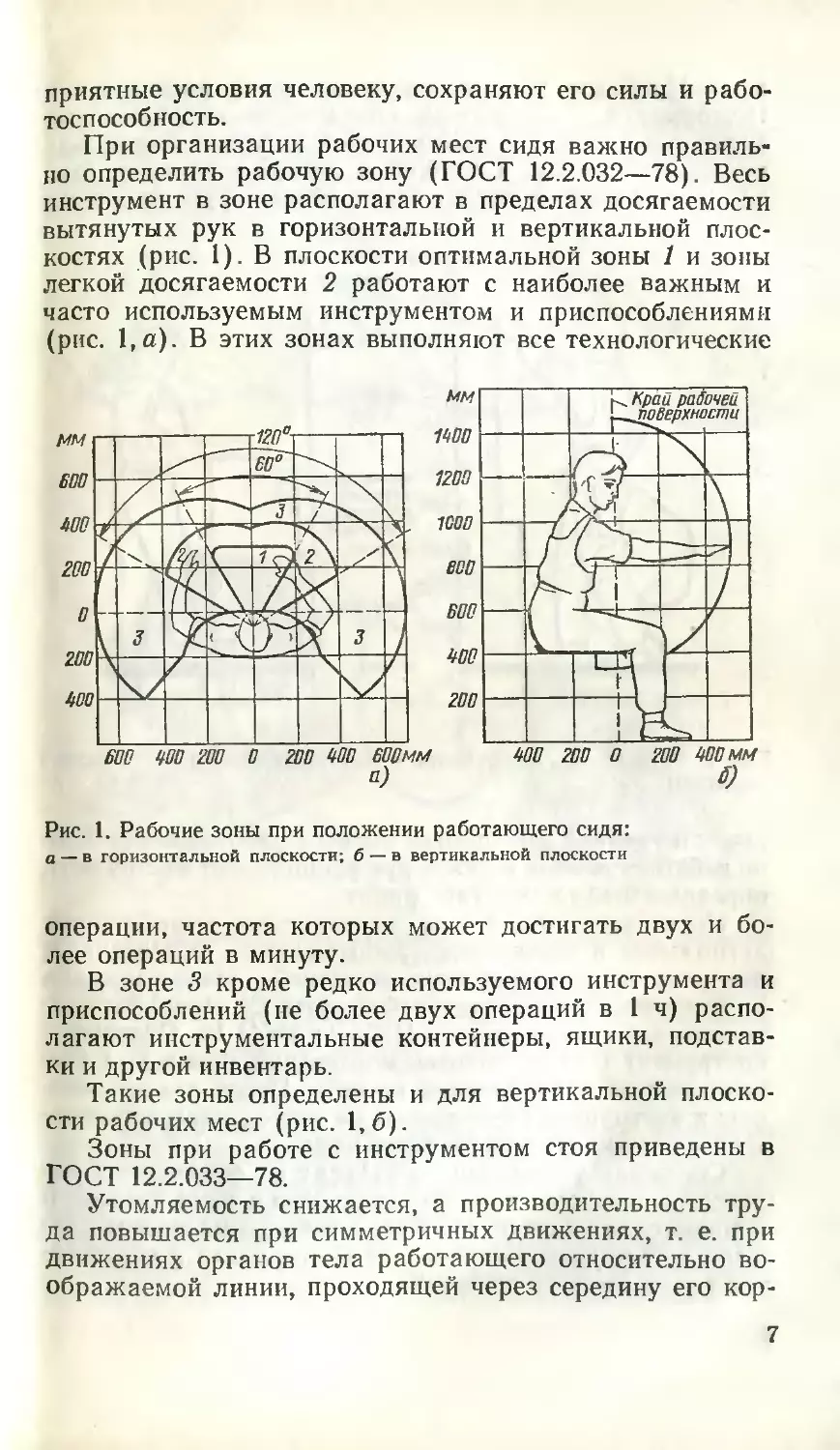
При организации рабочих мест сидя важно правиль-
но определить рабочую зону (ГОСТ 12.2.032—78). Весь
инструмент в зоне располагают в пределах досягаемости
вытянутых рук в горизонтальной и вертикальной плос-
костях (рис. 1). В плоскости оптимальной зоны 1 и зоны
легкой досягаемости 2 работают с наиболее важным и
часто используемым инструментом и приспособлениями
(рис. 1,а). В этих зонах выполняют все технологические
Рис. 1. Рабочие зоны при положении работающего сидя:
а — в горизонтальной плоскости; б — в вертикальной плоскости
операции, частота которых может достигать двух и бо-
лее операций в минуту.
В зоне 3 кроме редко используемого инструмента и
приспособлений (не более двух операций в 1 ч) распо-
лагают инструментальные контейнеры, ящики, подстав-
ки и другой инвентарь.
Такие зоны определены и для вертикальной плоско-
сти рабочих мест (рис. 1,6).
Зоны при работе с инструментом стоя приведены в
ГОСТ 12.2.033—78.
Утомляемость снижается, а производительность гру-
да повышается при симметричных движениях, т. е. при
движениях органов тела работающего относительно во-
ображаемой линии, проходящей через середину его кор-
7
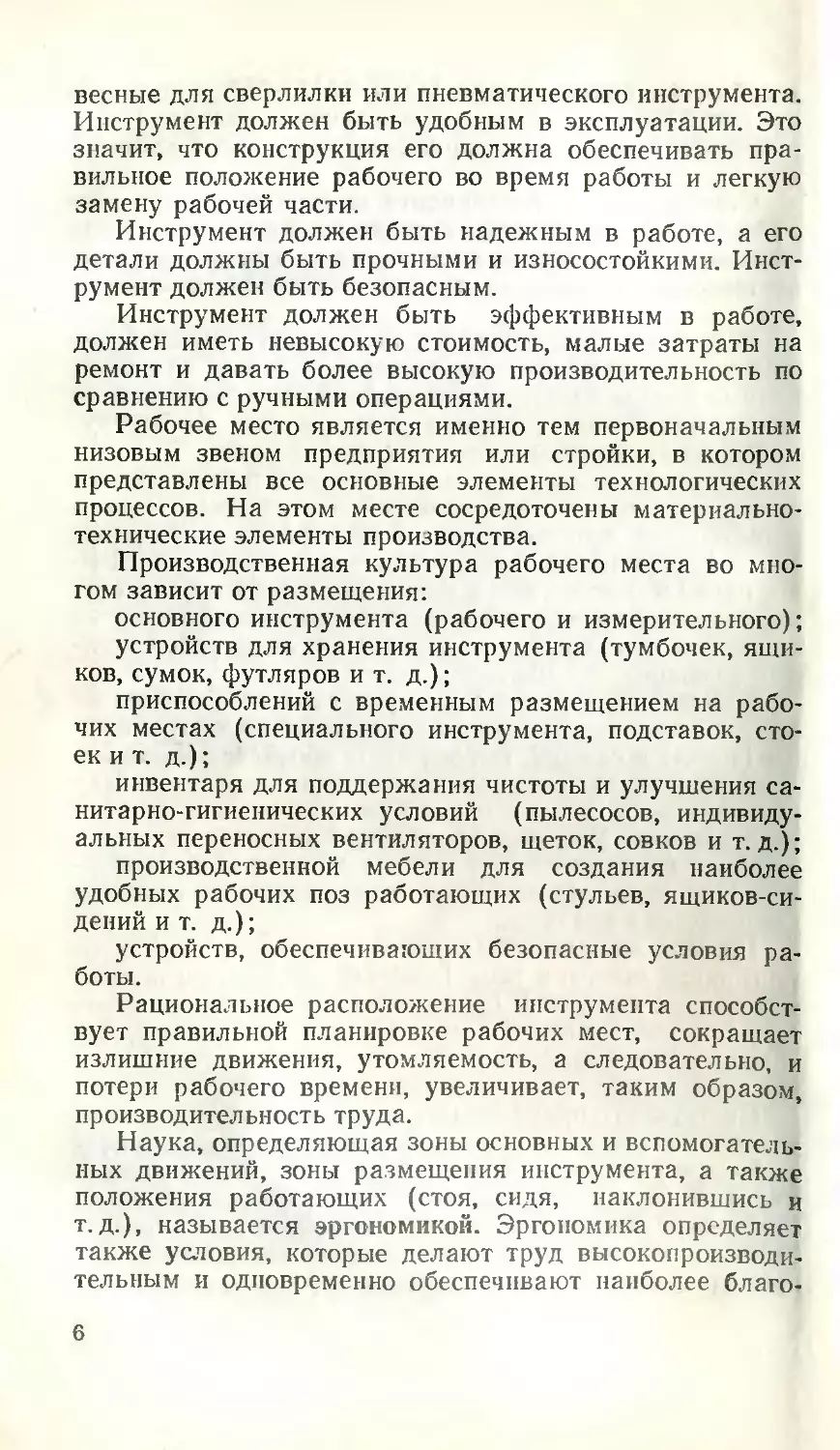
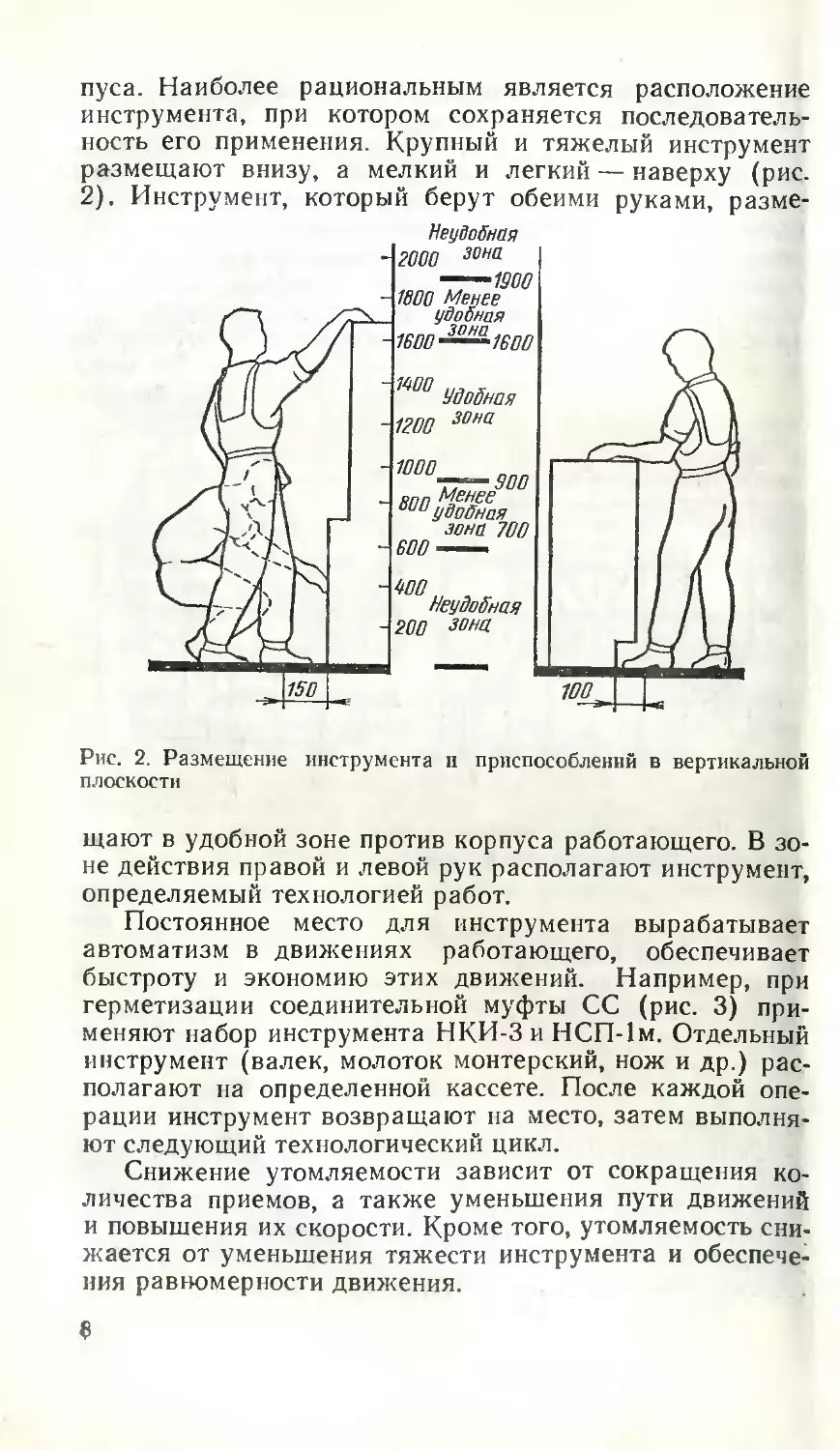
пуса. Наиболее рациональным является расположение
инструмента, при котором сохраняется последователь-
ность его применения. Крупный и тяжелый инструмент
размещают внизу, а мелкий и легкий — наверху (рис.
2). Инструмент, который берут обеими руками, разме-
Неудобная
2000 30на
400
Неудобная
2оо зона
- 1400 ,
Удобная
-1200 30ма
-----1900
-1800 Менее
_ удобная
-1600———1600
1000_____ппп
• 900
нпп Менее
ви11удобная
зона 700
800—-----
Рис. 2. Размещение инструмента и приспособлений в вертикальной
плоскости
щают в удобной зоне против корпуса работающего. В зо-
не действия правой и левой рук располагают инструмент,
определяемый технологией работ.
Постоянное место для инструмента вырабатывает
автоматизм в движениях работающего, обеспечивает
быстроту и экономию этих движений. Например, при
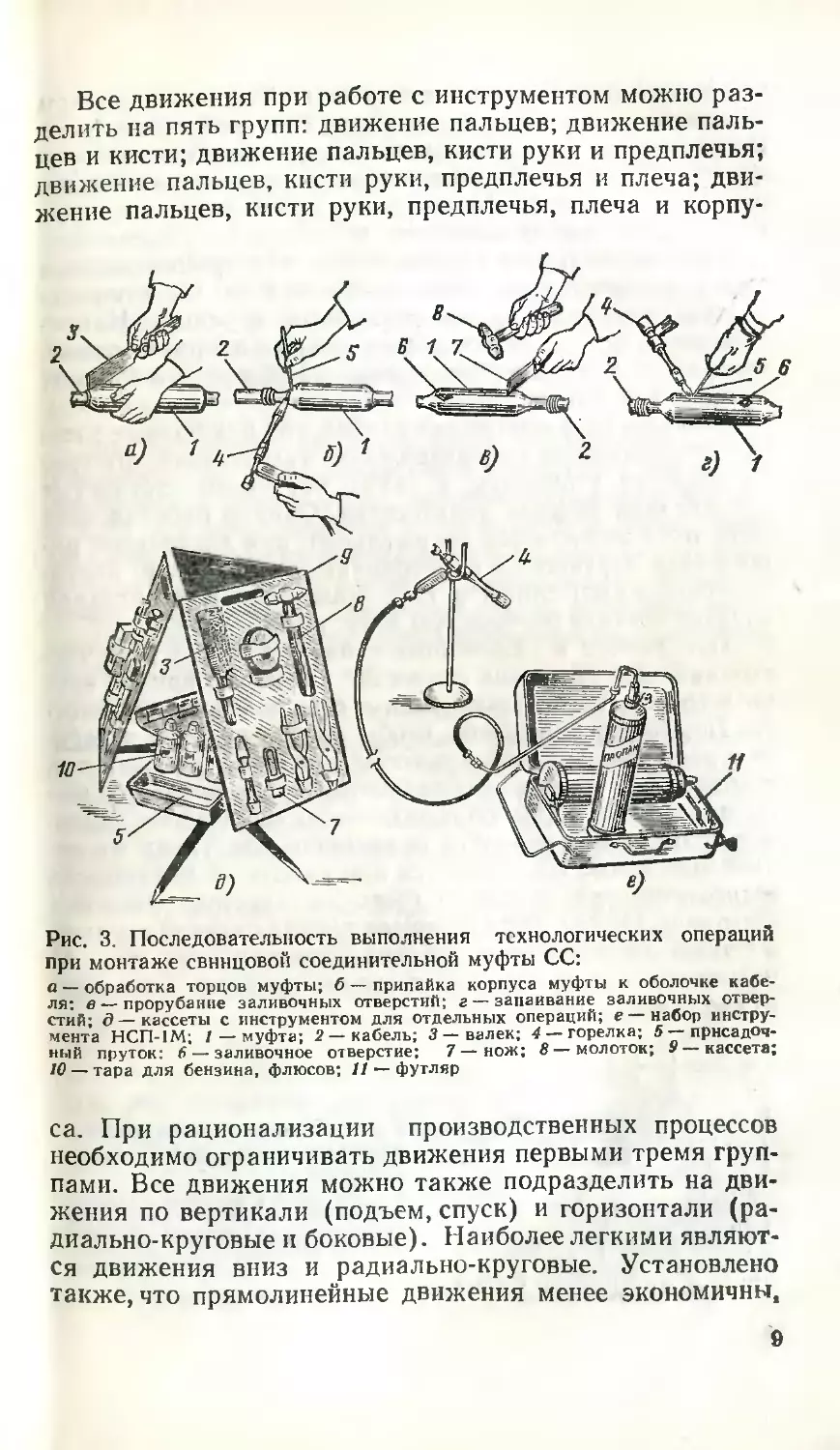
герметизации соединительной муфты СС (рис. 3) при-
меняют набор инструмента НКИ-3 и НСП-1м. Отдельный
инструмент (валек, молоток монтерский, нож и др.) рас-
полагают на определенной кассете. После каждой опе-
рации инструмент возвращают на место, затем выполня-
ют следующий технологический цикл.
Снижение утомляемости зависит от сокращения ко-
личества приемов, а также уменьшения пути движений
и повышения их скорости. Кроме того, утомляемость сни-
жается от уменьшения тяжести инструмента и обеспече-
ния равномерности движения.
Все движения при работе с инструментом можно раз-
делить на пять групп: движение пальцев; движение паль-
цев и кисти; движение пальцев, кисти руки и предплечья;
движение пальцев, кисти руки, предплечья и плеча; дви-
жение пальцев, кисти руки, предплечья, плеча и корпу-
Рис. 3 Последовательность выполнения технологических операций
при монтаже свинцовой соединительной муфты СС:
а — обработка торцов муфты; б — припайка корпуса муфты к оболочке кабе-
ля: в — прорубание заливочных отверстий; г — запаивание заливочных отвер-
стий; д—кассеты с инструментом для отдельных операций; е—набор инстру-
мента НСП-1М; 1 — муфта; 2 — кабель; 3 —- валек; 4 — горелка; 5 — присадоч-
ный пруток: 6 — заливочное отверстие; 7—нож; 8 — молоток; 9— кассета;
Ю — тара для бензина, флюсов; 11 — футляр
са. При рационализации производственных процессов
необходимо ограничивать движения первыми тремя груп-
пами. Все движения можно также подразделить на дви-
жения по вертикали (подъем,спуск) и горизонтали (ра-
диально-круговые и боковые). Наиболее легкими являют-
ся движения вниз и радиально-круговые. Установлено
также, что прямолинейные движения менее экономичны,
О
че,м круговые, а движения под углом 45° экономичнее, чем
движения перед собой и в сторону. Эти требования физи-
ологии труда надо учитывать при размещении наборов
инструмента на рабочем месте электромонтажников, на-
пример при монтаже соединительных и концевых муфт
кабелей, вторичных цепей и т. д.
Проблемы трудовых движений электромонтажника
тесно связаны с вопросами о рабочей позе. Поза опреде-
ляется условиями производственного процесса. Напри-
мер, работа стоя требует затрат энергии в 3 раза больше,
чем работа сидя, а работа в наклонной позе — в 4,5 раза
больше, чем работа стоя.
Рабочая поза стоя менее удобна, так как больше энер-
гии затрачивается на поддержание самого тела, быстрее
развивается утомление, а также наступают сосудистые
заболевания нижних конечностей. Однако рабочая поза
сидя тоже не является оптимальной; при длительной ра-
боте сидя нарушается кровообращение, возникает болез-
ненность мышц спины и т. д. Наиболее рациональной
следует считать переменную позу: сидя — стоя.
При работе в любой позе следует помнить, что час-
тые наклоны туловища свыше 20° вызывают прилив кро-
ви к голове, перегрузку мышц и связок брюшной полос-
ти. Поэтому очень важно, чтобы высота сидений и рабо-
чих мест максимально исключала наклоны работающих
свыше 20°, а чередование технологических процессов бы-
ло подобрано таким образом, чтобы количество накло-
нов туловища за смену не превышало 600. Такая же оп-
тимальная поза определяется при работе на механизмах
технологических линий мастерских электромонтажных
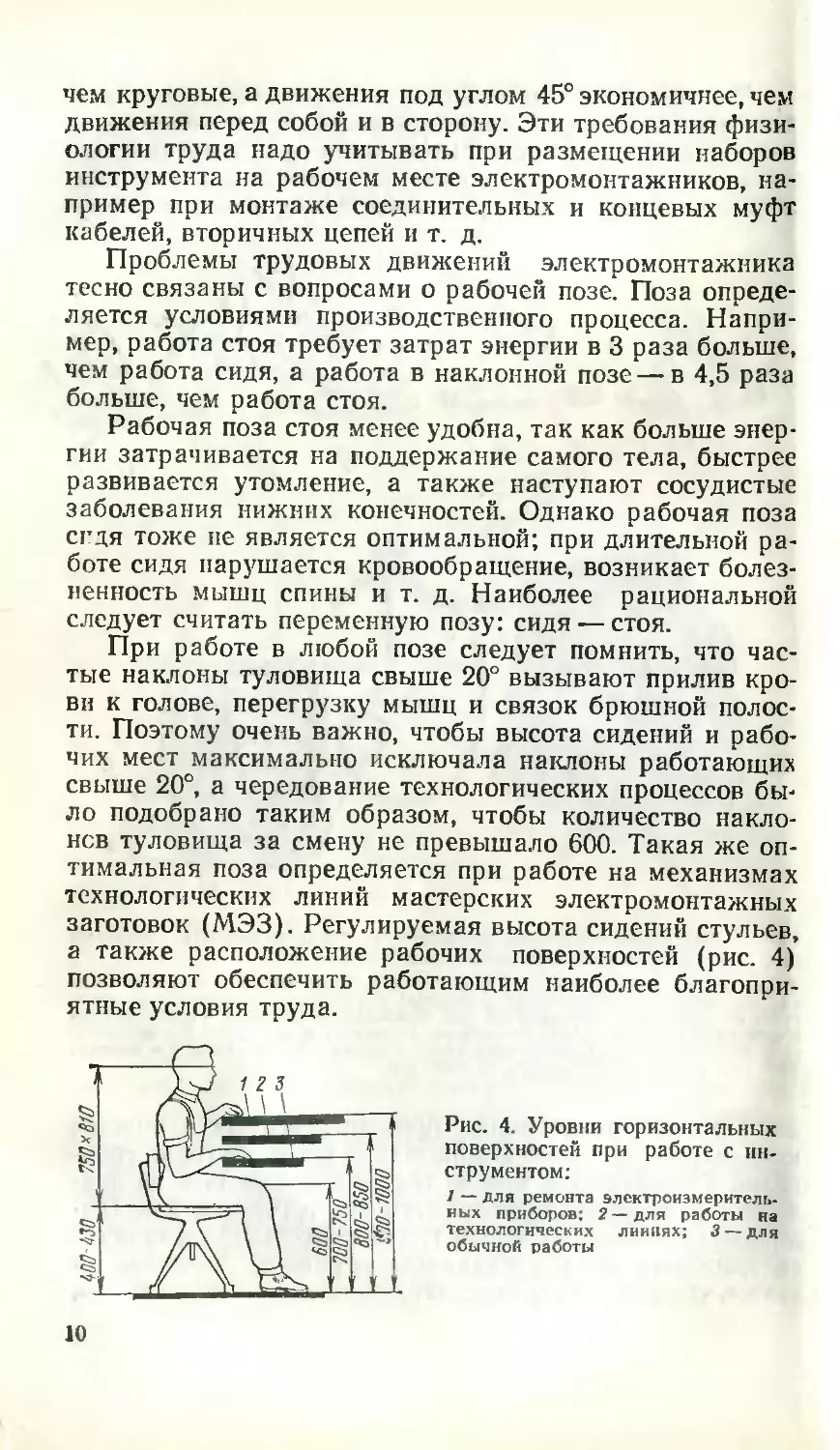
заготовок (МЭЗ). Регулируемая высота сидений стульев,
а также расположение рабочих поверхностей (рис. 4)
позволяют обеспечить работающим наиболее благопри-
ятные условия труда.
Рис. 4. Уровни горизонтальных
поверхностей при работе с ин-
струментом;
1 — для ремонта электроизмеритель-
ных приборов; 2 — для работы на
технологических линиях; 3 — для
обычной работы
10
Экономия движений и усилий при рационализации
трудовых процессов сводится к исключению движений, не
связанных органически с конкретной рабочей операцией,
устранению «лишних» движений, использованию силы
тяжести, созданию условий для наименьшего сгибания
туловища и обеспечению наиболее свободной позы. Ра-
ционализации движений можно достигнуть за счет раз-
личных приспособлений, например кондукторов и шабло-
нов, исключающих операции по разметке, а также кре-
пежных приспособлений, позволяющих закреплять по
нескольку деталей и производить их одновременную об-
работку.
Наряду с техническими требованиями к инструментам в настоя-
щее время к ним предъявляются еще и эстетические требования, та-
кие как форма, цвет, симметрия, пропорция, обтекаемость, красота и
т. д. На монтажных площадках, а также в МЭЗ электромонтажники
пользуются большим количеством инструмента, перенося его с одного
места на другое. Поэтому на цветовое решение инструмента надо об-
ратить особое внимание. Цвет должен сделать различимым инстру-
мент на фоне монтируемого электрооборудования или узлов собира-
емых электроконструкций.
Во многих странах проводится большая работа по
созданию удобных и красивых рукояток инструмента.
Эти рукоятки отвечают анатомическим и физиоло-
гическим требованиям технологических процессов и
имеют оригинальную конструкцию с вмятинами
или выступами, соответствующими форме ладони
руки.
Очень важно, чтобы форма и расположение рукояток
инструментов снижали утомляемость. Наиболее распро-
страненная конструкция рукоятки ручной ножовки (см.
рис. 12, а) вызывает перенапряжение кисти правой руки
и предплечья. Эта конструкция также не определяет бла-
гоприятного положения для работы левой руки. Поэтому
разработаны новые конструкции рукояток, исключаю-
щие этот недостаток (см рис. 12,6)
Неправильный выбор конструкции рукояток инстру-
мента приводит к стойким болезненным изменениям в
организме: растяжению мышц, вибрационной болезни и
т. д. Применение инструмента с такими рукоятками сни-
жает производительность труда, срок годности инстру-
мента, а также ухудшает качество изделий. Например,
рациональная форма рукояток ножовки повысила про-
11
изводительность труда на 40 %, а долговечность ножо-
вочного полотна — на 28 %.
На поверхность рукояток инструмента в отдельных
случаях наносятся бороздки или выступы, ограничиваю-
-щие соскальзывание рук. Обычно такие рукоятки не от-
вечают требованиям физиологии. Не следует также при-
менять декоративные покрытия рукояток инструмента,
которые увеличивают скольжение ладоней. Рукоятки
должны быть «теплы» на ощупь и несколько шерохова-
ты. Дефектными считаются рукоятки из полосовой ста-
ли, с гранями и остриями, давящими на функциональные
части рук, а также цилиндрической и шарообразной
формы. Обычная рукоятка имеет в разрезе круглую или
овальную форму, что в процессе труда постепенно при-
водит к болезни рук.
При массовом производстве инструмент должен иметь
окрашенные в различные цвета сменные рукоятки в за-
висимости от размеров рук (длины и ширины ладоней и
пальцев).
Металлические рукоятки инструмента, применяемого
при низких температурах воздуха, должны иметь теп-
лоизоляционное покрытие из гидроцеллюлозы и других
материалов. Такие покрытия имеют металлические ру-
коятки инструмента, применяемого при монтаже метал-
лических опор, арматуры воздушных линий электропере-
дачи, а также контактной сети электрифицированного
транспорта и открытых подстанций (рукоятки гаечных
ключей, зубил и т. д.).
Анализом уровня организации рабочих мест, вклю-
чая вопросы эргономики и эстетики, занимаются творче-
ские бригады НОТ (научной организации труда). Одним
из вопросов НОТ, заслуживающих особое внимание при
изучении организации рабочих мест, является рациональ-
ное применение инструмента.
В настоящее время вместо ручного разрозненного ин-
струмента в электромонтажном производстве стали при-
менять более усовершенствованные его виды: нормоком-
плекты, наборы инструмента для индивидуального
пользования и хозрасчетных бригад, передвижные инст-
рументальные мастерские и др.
Первым усовершенствованием ручного индивидуаль-
ного разрозненного инструмента явились универсальные
рабочие и измерительные инструменты, позволяющие
резко сократить их ассортимент. Примером такого уни-
12
нереального измерительного инструмента служат шаб-
лоны, изготовленные на несколько пределов измерений.
Введение такого инструмента снижает затраты времени
в 2 раза и более. Такие мероприятия НОТ позволили рез-
ко повысить производительность труда за счет сокраще-
ния вспомогательного и подготовительно-заключитель-
ного времени, затрачиваемого на замену измерительно-
го инструмента.
Однако при большом объеме однотипных работ не-
целесообразно применять универсальный инструмент.
Например, универсальный разводной ключ для завин-
чивания гаек любых размеров заменяют гаечными клю-
чами, рассчитанными на завинчивание гаек только
определенных размеров. При этом отпадает элемент на-
ладки ключа на определенный размер гайки.
Следующим шагом НОТ по усовершенствованию ин-
струментального хозяйства является внедрение индиви-
дуальных и бригадных наборов, а также нормокомплек-
тов инструмента для электромонтажников различных
специальностей: по монтажу кабельных сетей, вторичных
цепей и т. д. Наборы такого инструмента размещают в
сумках, ящиках или контейнерах. Многие наборы бри-
гадного инструмента размещают на специализированных
автомобилях.
В настоящее время проводится большая работа по
механизации ручного инструмента. Особенно много раз-
работано электрифицированных, пиротехнических и пнев-
матических инструментов. Однако полностью исключить
из производственных процессов ручной инструмент не-
возможно. В электромонтажной технологии он занимает
одно из ведущих мест.
2. ИНСТРУМЕНТ ОБЩЕГО НАЗНАЧЕНИЯ
Электромонтажники всех специальностей чаще всего
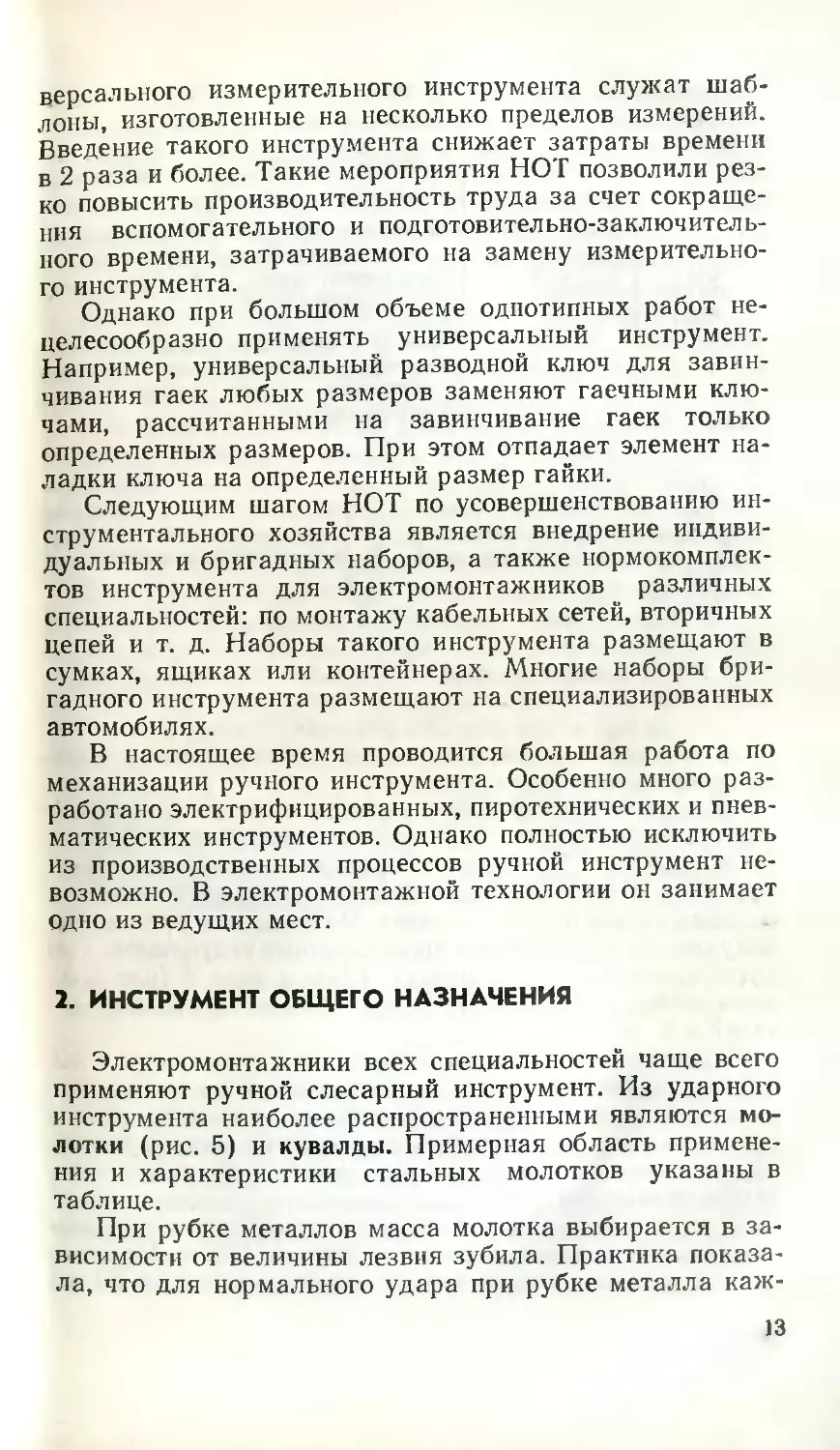
применяют ручной слесарный инструмент. Из ударного
инструмента наиболее распространенными являются мо-
лотки (рис. 5) и кувалды. Примерная область примене-
ния и характеристики стальных молотков указаны в
таблице.
При рубке металлов масса молотка выбирается в за-
висимости от величины лезвия зубила. Практика показа-
ла, что для нормального удара при рубке металла каж-
13
Таблица
Масса молотка, г Длина рукоятки, мм Область применения Степень распространения
До 200 400 500 600 800 1000 200—250 320 320 360 360 400 Инструментальные и наладочные работы Электромонтажные н электрослесариые ра- боты Работа с пиротехни- ческими оправками, строительные и ре- монтные работы Используются широко То же Используются при необходи- мости
Рис. 5. Слесарные молотки:
а — тип 1:6 — тип 2
дому миллиметру ширины лезвия зубила должны соот-
ветствовать 40 г массы молотка.
При электромонтажных работах широко применяют
слесарные молотки с круглым или квадратным бойком
(ГОСТ 2310—77). Молотки слесарные с круглым бой-
ком типа 1 (рис. 5, а) применяют преимущественно при
основных и ремонтных работах. На изделиях при ударах
получаются равномерные шарообразные углубления. Мо-
лотки слесарные с квадратным бойком типа 2 (рис. 5, б)
применяют при правке металлов, забивке крепежных де-
талей и т. д.
Головки молотков изготовляют из стали марки 50,
У7 или из сталей марок, не уступающих по механичес-
ким свойствам в термообработанном состоянии сталям
указанных марок. Рабочие части молотка (боек и носок)
обрабатывают термически, они имеют сверху защитно-
декоративное покрытие.
Молотки типа 1 в зависимости от размеров изготов-
ляют шести номеров массой от 200 до 1000 г. Молотки
типа 2 изготовляют восьми номеров массой от 50 до
14
1000 г. Рукоятки для молотков изготовляют деревянны-
ми (граб, клен, рябина, кизил, ясень или береза 1-го сор
та) или из синтетических материалов, обеспечивающих
прочность и надежность в работе. Деревянные ручки не
должны иметь выбоин, бугров, отколов, сучков и других
дефектов, их поверхность пропитывают олифой или по-
крывают бесцветным лаком. Рукоятки должны быть
гладкими и ровными, а сечение их — эллиптическим.
Слесарные молотки изготовляют в собранном виде с
рукояткой, расклиненной с торца молотка. Клинья вы-
полняют из стали СтЗ или из древесины твердых лист-
венных пород.
Для ударной обработки мягких металлов небольшой
толщины (например, свинца) или в тех случаях, когда
стальным молотком можно испортить поверхность об-
рабатываемого изделия, применяют деревянные молотки
(см. § 3). Когда требуется сильный и одновременно мяг-
кий удар, применяют свинцовые или медные молотки.
Для усиления удара при работе двумя руками приме-
няют кузнечные кувалды. Кувалды изготовляют двух
видов: остроносые и тупоносые. Для электромонтажных
работ применяют тупоносые кувалды типа К-Ю (ТУ
36—50—75). Габариты кувалды без ручки 102Х42Х
Х42 мм, с ручкой 363X102X42 мм, масса 1,2 кг.
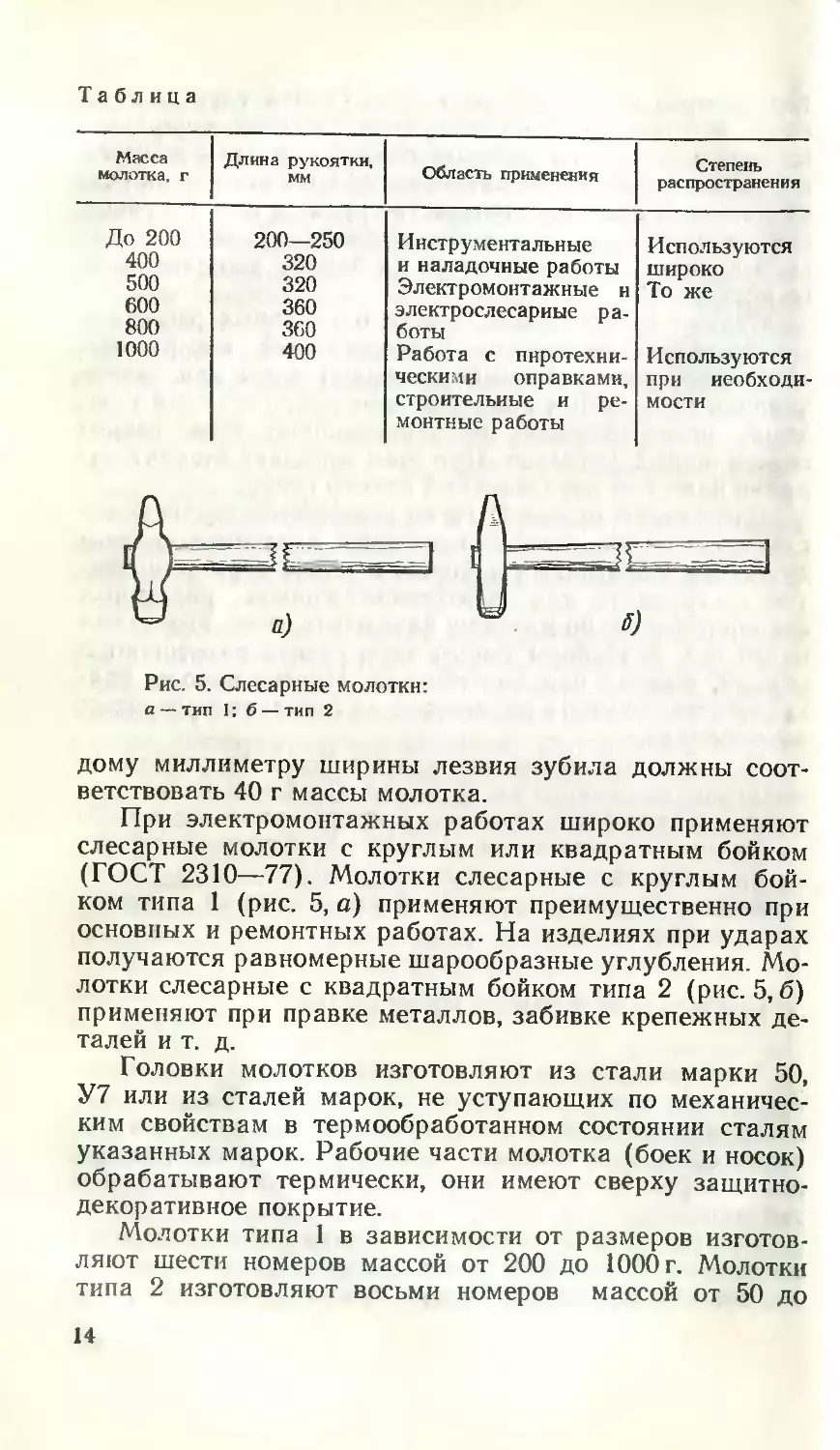
Рис. 6. Слесарные зубила:
а — тип I; б — тип 2
Для рубки металла, например снятия прибыли при
термической сварке алюминиевых жил или заусенцев,
после отрезки профильного металла, применяют слесар-
ные зубила (ГОСТ 7211—72*). Слесарные зубила (рис.
6) изготовляют двух типов: типа 1 — с рукояткой полос-
коовального сечения и типа 2 — с рукояткой овального
сечения и с различными размерами. Общая длина зубил
составляет 100—200 мм. В зависимости от твердости об-
15
рабатываемого материала рабочая часть зубила должна
иметь различный угол заточки. При твердом материале
(чугун, бронза) этот угол составляет 70°, при материале
средней твердости (некоторые сорта стали) —60°, а при
мягком материале (медь, алюминий, латунь) —35—45°.
Зубила изготовляют из инструментальной стали, они
имеют термическую обработку с двух сторон: с рабочей
и ударной частей. Поверхности зубил должны иметь ан-
тикоррозийное покрытие.
Пробивку отверстий, штроб в строительных конструк-
циях для электропроводок выполняют монтажным зуби-
лом (ТУ 36—1424—80). Зубило изготовляют из углеро-
дистой стали У7А или У8А, длиной 250 мм, толщиной
16 мм, шириной 25 мм, с углом заточки 60°, массой
0,57 кг.
Для опиливания металлов, например зачистки брони
кабелей, контактных поверхностей шин и вводов электро-
оборудования, применяют напильники (ГОСТ 1465—80*)
и надфили (ГОСТ 1513—77*Е).
Напильники представляют собой термически обрабо-
танные стальные бруски различной формы. На их по-
верхности нанесены насечки параллельных зубьев. На-
пример, напильники с насеченными зубьями имеют пере-
крестную (двойную) насечку: основную — под углом 65°
и вспомогательную — под углом 45°. Напильники и над-
фили изготовляют из стали У13, У13А или других марок
стали с аналогичными свойствами. Напильники разли-
чают по форме или числу насечек на 10 мм длины. Они
бывают плоские, квадратные, трехгранные, ромбические,
ножовочные, круглые и полукруглые.
Самые крупные зубья насечки у напильников, имею-
щих номера групп 0 и 1 и применяемых для грубой опи-
ловки. Они имеют от 5 до 14 насечек на каждые 10 мм
длины. Напильники вторых и третьих номеров имеют от
8 до 28 насечек. Для особо точных доводочных работ
применяют напильники четвертых и пятых номеров, име-
ющих от 20 до 56 насечек.
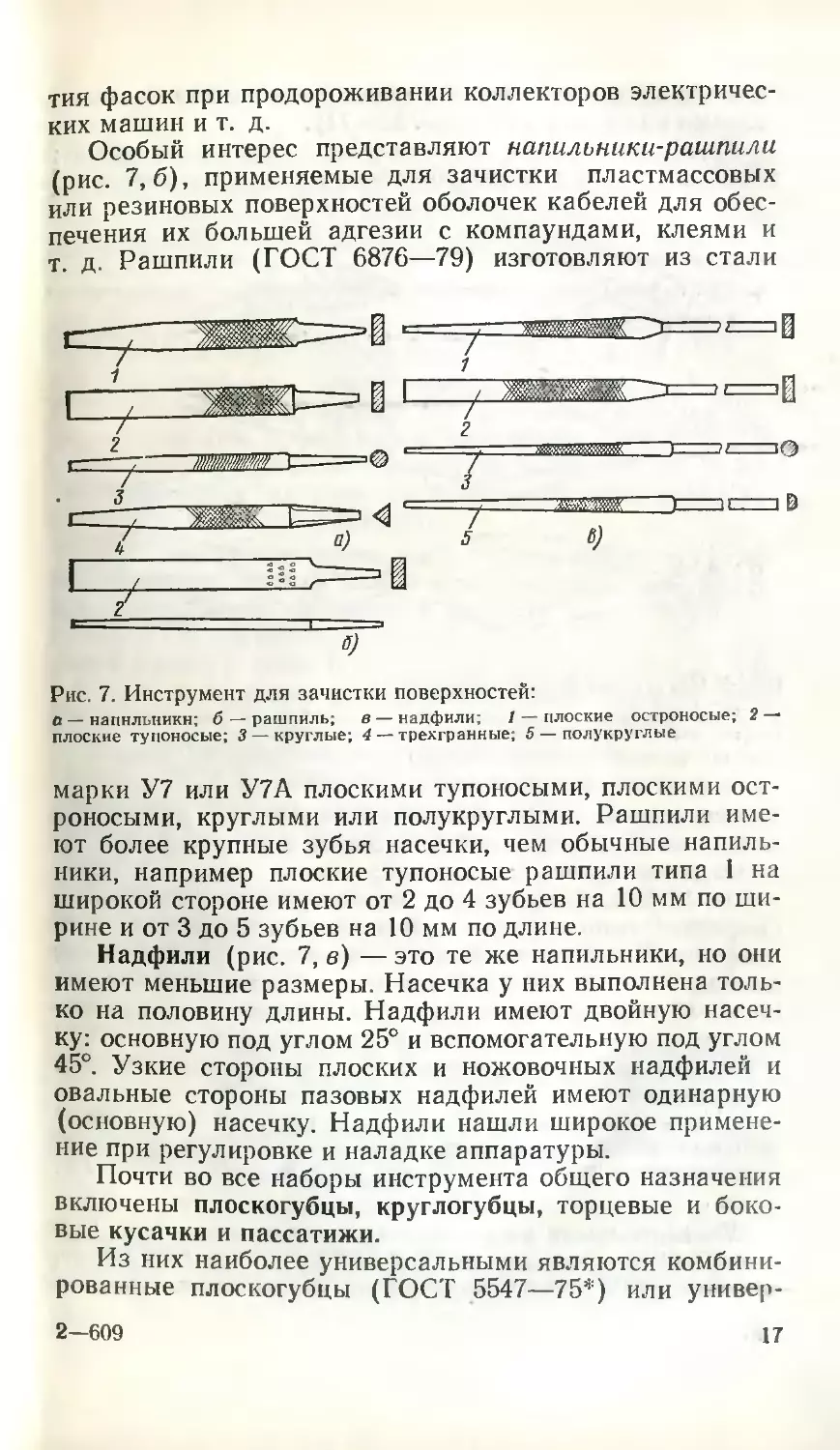
На рис. 7, а приведены формы напильников наиболее
распространенных типов. Эти напильники могут иметь
все номера насечек. Плоские остроносые и тупоносые на-
пильники применяют для зачистки контактных поверх-
ностей, швов сварки и т. д. Напильники остальных типов
применяют при распиловке отверстий в конструкци-
ях для крепления различного электрооборудования, сня-
16
тия фасок при продороживании коллекторов электричес-
ких машин и т. д.
Особый интерес представляют напильники-рашпили
(рис. 7,6), применяемые для зачистки пластмассовых
или резиновых поверхностей оболочек кабелей для обес-
печения их большей адгезии с компаундами, клеями и
т. д. Рашпили (ГОСТ 6876—79) изготовляют из стали
Рис. 7. Инструмент для зачистки поверхностей:
а — напильники; б — рашпиль; в — надфили; 1 — плоские остроносые; 2 —
плоские тупоносые; 3— круглые; 4 — трехгранные; 5 — полукруглые
марки У7 или У7А плоскими тупоносыми, плоскими ост-
роносыми, круглыми или полукруглыми. Рашпили име-
ют более крупные зубья насечки, чем обычные напиль-
ники, например плоские тупоносые рашпили типа 1 на
широкой стороне имеют от 2 до 4 зубьев на 10 мм по ши-
рине и от 3 до 5 зубьев на 10 мм по длине.
Надфили (рис. 7, в) — это те же напильники, но они
имеют меньшие размеры. Насечка у них выполнена толь-
ко на половину длины. Надфили имеют двойную насеч-
ку: основную под углом 25° и вспомогательную под углом
45°. Узкие стороны плоских и ножовочных надфилей и
овальные стороны пазовых надфилей имеют одинарную
(основную) насечку. Надфили нашли широкое примене-
ние при регулировке и наладке аппаратуры.
Почти во все наборы инструмента общего назначения
включены плоскогубцы, круглогубцы, торцевые и боко-
вьп кусачки и пассатижи.
Из них наиболее универсальными являются комбини-
рованные плоскогубцы (ГОСТ 5547—75*) или универ-
2-609
17
сальные электромонтажные плоскогубцы с эластичными
чехлами на ручках (ТУ 36—758—77).
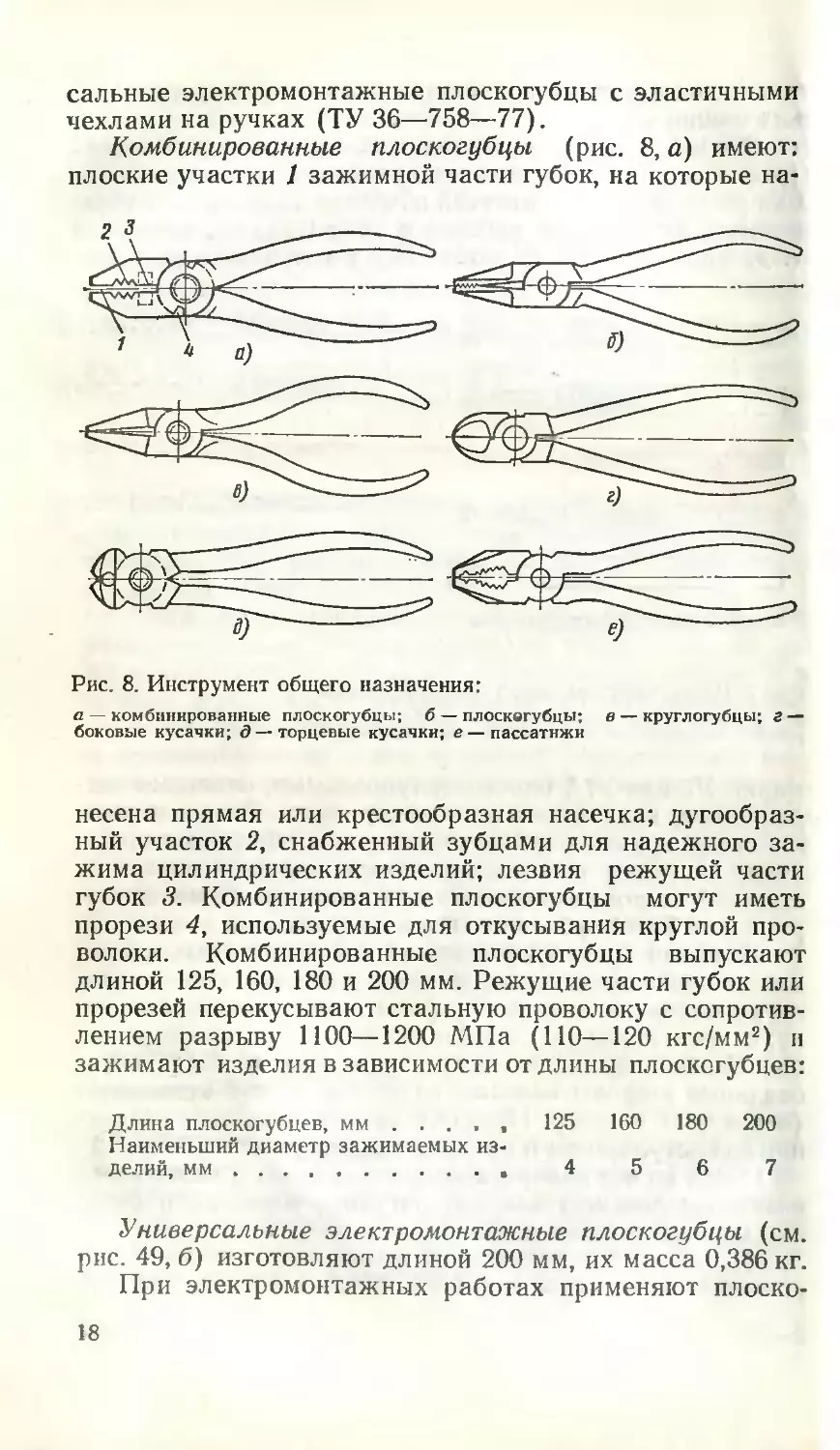
Комбинированные плоскогубцы (рис. 8, а) имеют:
плоские участки 1 зажимной части губок, на которые на-
Рис. 8. Инструмент общего назначения:
а — комбинированные плоскогубцы; б — плоскогубцы; в — круглогубцы; г —
боковые кусачки; д — торцевые кусачки; е — пассатижи
несена прямая или крестообразная насечка; дугообраз-
ный участок 2, снабженный зубцами для надежного за-
жима цилиндрических изделий; лезвия режущей части
губок 3. Комбинированные плоскогубцы могут иметь
прорези 4, используемые для откусывания круглой про-
волоки. Комбинированные плоскогубцы выпускают
длиной 125. 160, 180 и 200 мм. Режущие части губок или
прорезей перекусывают стальную проволоку с сопротив-
лением разрыву 1100—1200 МПа (ПО—120 кгс/мм2) и
зажимают изделия в зависимости от длины плоскогубцев:
Линна плоскогубцев, мм .... , 125 160 180 200
Наименьший диаметр зажимаемых из-
делий, мм...................... 4 5 6 7
Универсальные электромонтажные плоскогубцы (см.
рис. 49, б) изготовляют длиной 200 мм, их масса 0,386 кг.
При электромонтажных работах применяют плоско-
18
губцы длиной 180 и 200 мм, при пусконаладочных— 125
и 160 мм.
Простыеплоскогубцы (ГОСТ 7236—73*) в отличие от
комбинированных (рис. 8, б) имеют только плоские уча-
стки 1 зажимной части. Плоскогубцы применяют при из-
готовлении проволочных бандажей, нагреве мелких дета-
лей и т. д.
Круглогубцы (ГОСТ 7283—73*) выпускают длиной
125, 150, 175 и 200 мм. Круглогубцы (рис. 8, в) применя-
ют в основном для изготовления колец на жилах прово-
дов и кабелей при подключении их к зажимам электро-
оборудования, светильников и т. д. Однако область при-
менения их при производстве электромонтажных работ
в последние годы резко сокращена в связи с выпуском
зажимов, предусматривающих бескольцевое присоеди-
нение жил проводов и кабелей.
Для перекусывания медных, алюминиевых, медно-
алюминиевых жил, стальной проволоки оболочек прово-
дов или кабелей применяют боковые кусачки (ГОСТ
22308—77*) и торцевые кусачки (ГОСТ 7282—75*). Бо-
ковые кусачки (рис. 8, а) изготовляют длиной 125, 140
и 160мм, а торцевые (рис. 8,6)—длиной 125, 160, 180 и
200 мм.
Зажим цилиндрических деталей осуществляют пасса-
тижами (ГОСТ 17438—72)*. Наименьшие диаметры за-
жимаемых изделий пассатижами (рис. 8, е) длиной
160 мм — 3 и 7 мм, а пассатижами длиной 200 мм — 4 и
10 мм.
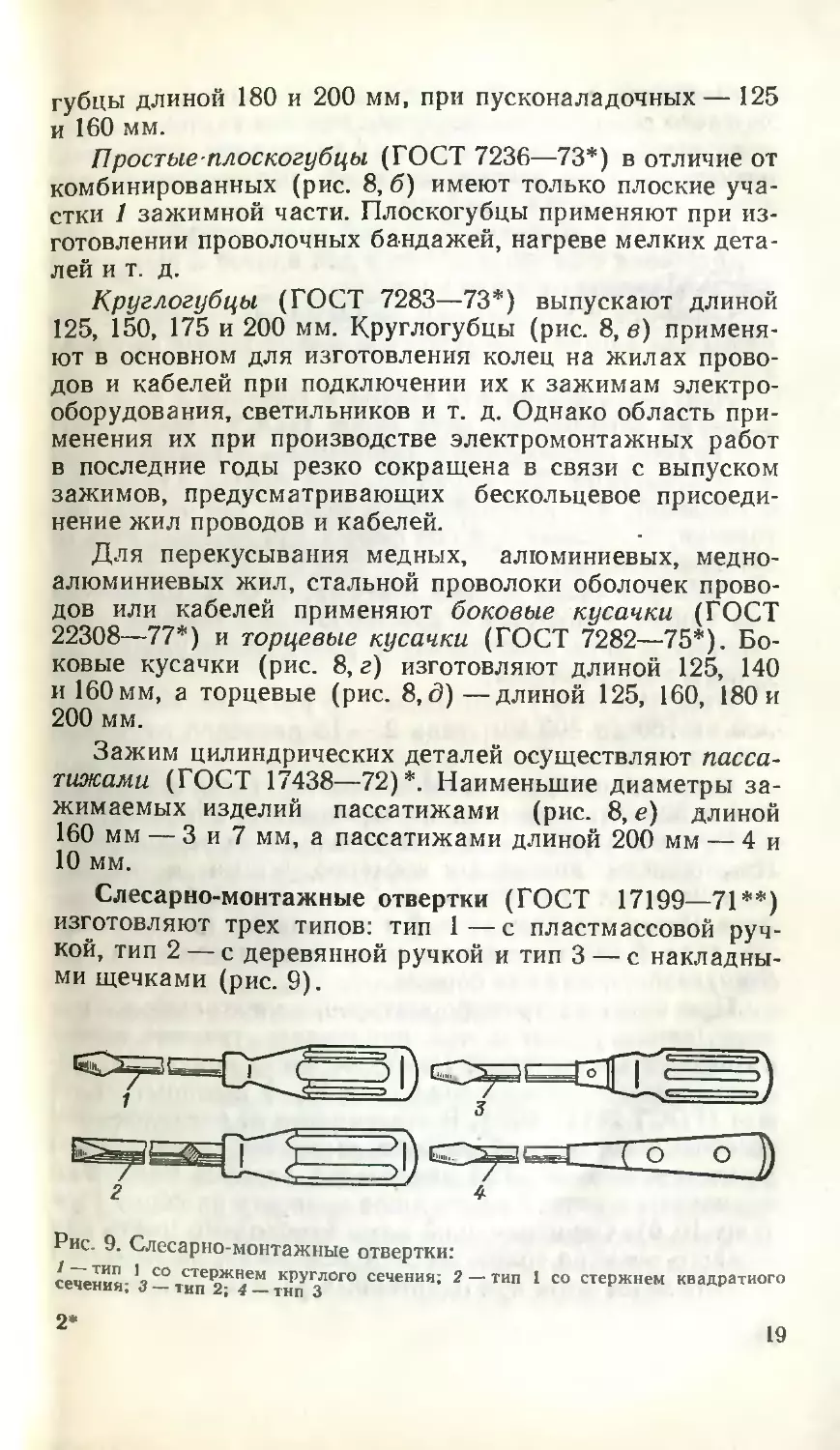
Слесарно-монтажные отвертки (ГОСТ 17199—71**)
изготовляют трех типов: тип 1—с пластмассовой руч-
кой, тип 2 — с деревянной ручкой и тип 3 — с накладны-
ми щечками (рис. 9).
Рис 9. Слесарно-монтажные отвертки:
/'осо стеРжнем круглого сечения. 2 — тип I со стержнем квадратного
течения, J — тип 2; 4 — тип 3
2*
19
Отвертки с пластмассовой ручкой имеют стержень
круглого сечения с лезвием лопатки для винтов и шуру-
пов с шириной шлица от 0,3 до 4 мм или стержень квад-
ратного сечения, предназначенный соответственно для
ширины шлица от 1,6 до 4 мм.
Отвертки с деревянной ручкой имеют стержень круг-
лого сечения с лезвием лопатки для винтов и шурупов с
шириной шлица от 0,5 до 2 мм.
Отвертки с накладными щечками имеют лезвие ло-
патки для винтов и шурупов с шириной шлица от 0,8 до
2 мм.
Лопатки отверток для винтов и шурупов с прямыми
шлицами изготовляют пяти типов (ГОСТ 24437—80):
1 — прямой бочкообразной формы; 2 — с параллельны-
ми плоскостями; 3 — клинообразной формы для винтов
с головкой; 4 — клинообразной формы для винтов без
головки; 5 — клинообразной формы для круглых гаек со
шлицем иа торце.
Рабочую часть ручных отверток (ГОСТ 10754—80)
для винтов и шурупов с крестообразным шлицем изго-
товляют в двух исполнениях с различными углами за-
точки и пяти размеров.
Отвертки типа 1 изготовляют 73 размеров общей дли-
ной от 100 до 400 мм; типа 2— 18 размеров от 160 до
320 мм.
Стержни отверток изготовляют из сталей марок У7,
40Х и 50ХФА, подвергая их термической обработке.
Ручки отверток типа 1 изготовляют из полистирола.
При наличии контакта с нефтепродуктами и парами
бензина ручки изготовляют из фенопласта или полиакри-
лата. Ручки отверток типа 2 и деревянные щечки отвер-
ток типа 3 изготовляют из древесины твердых пород:
бука, граба, ясеня или березы.
При монтаже трансформаторов, электрических ма-
шин, шинопроводов и т. д. применяют гаечные ключи
различных конструкций. Наиболее часто применяют од-
носторонние гаечные ключи (рис 10, а) с открытым зе-
вом (ГОСТ 2841—80Е). В зависимости от расположения
резьбовых соединений рабочие движения таких ключей
резко ограничены. Для увеличения радиуса действия
применяют ключи, позволяющие надевать их сбоку гаек
(рис. 10,6). Односторонний ключ необходимо иметь для
каждого размера головки болта или гайки, но несмотря
на этот недостаток при однотипных работах односторои-
20
ние ключи нашли широкое применение благодаря про-
стоте изготовления и малой стоимости.
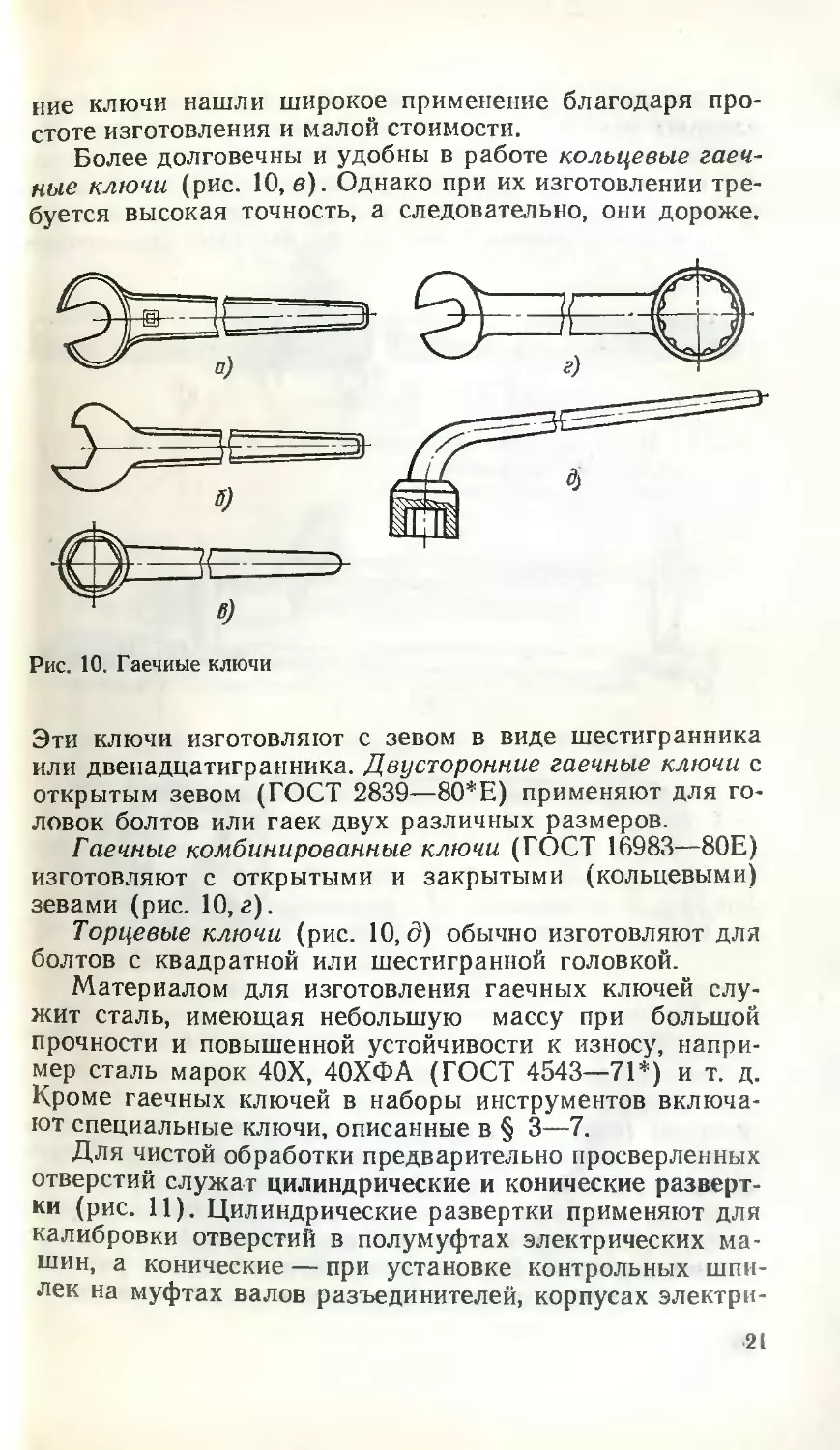
Более долговечны и удобны в работе кольцевые гаеч-
ные ключи (рис. 10, в). Однако при их изготовлении тре-
буется высокая точность, а следовательно, они дороже.
Рис. 10. Гаечиые ключи
Эти ключи изготовляют с зевом в виде шестигранника
или двенадцатигранника. Двусторонние гаечные ключи с
открытым зевом (ГОСТ 2839—80*Е) применяют для го-
ловок болтов или гаек двух различных размеров.
Гаечные комбинированные ключи (ГОСТ 16983—80Е)
изготовляют с открытыми и закрытыми (кольцевыми)
зевами (рис. 10,г).
Торцевые ключи (рис. 10, д) обычно изготовляют для
болтов с квадратной или шестигранной головкой.
Материалом для изготовления гаечных ключей слу-
жит сталь, имеющая небольшую массу при большой
прочности и повышенной устойчивости к износу, напри-
мер сталь марок 40Х, 40ХФА (ГОСТ 4543—71*) и т. д.
Кроме гаечных ключей в наборы инструментов включа-
ют специальные ключи, описанные в § 3—7.
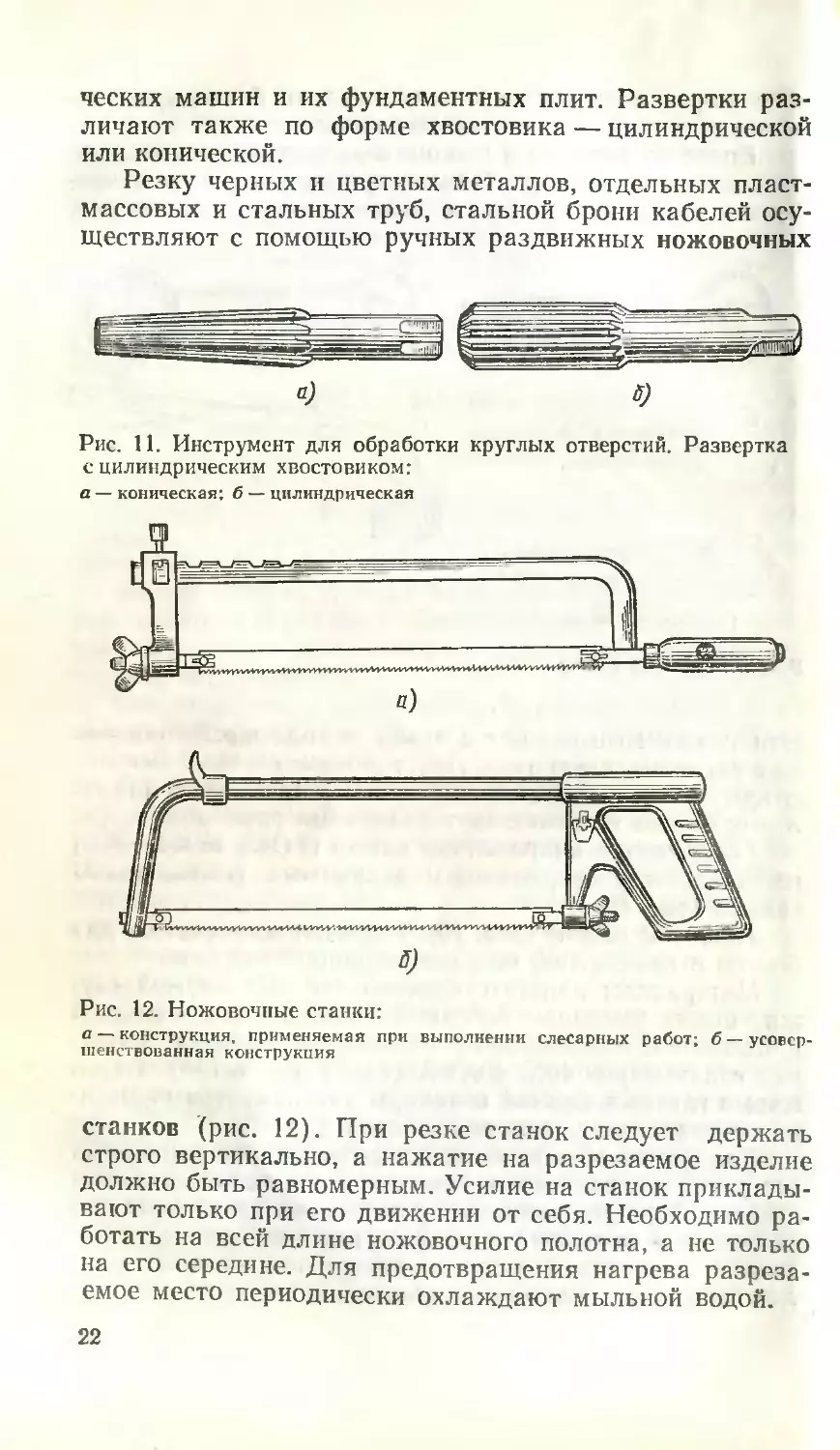
Для чистой обработки предварительно просверленных
отверстий служат цилиндрические и конические разверт-
ки (рис. 11). Цилиндрические развертки применяют для
калибровки отверстий в полумуфтах электрических ма-
шин, а конические — при установке контрольных шпи-
лек на муфтах валов разъединителей, корпусах электри-
21
ческих машин и их фундаментных плит. Развертки раз-
личают также по форме хвостовика — цилиндрической
или конической.
Резку черных и цветных металлов, отдельных пласт-
массовых и стальных труб, стальной брони кабелей осу-
ществляют с помощью ручных раздвижных ножовочных
Рис. 11. Инструмент для обработки круглых отверстий. Развертка
с цилиндрическим хвостовиком:
а — коническая; б — цилиндрическая
Рис 12. Ножовочные станки:
а — конструкция, применяемая при выполнении слесарных работ; б — усовер-
шенствованная конструкция
станков (рис. 12). При резке станок следует держать
строго вертикально, а нажатие на разрезаемое изделие
должно быть равномерным. Усилие на станок приклады-
вают только при его движении от себя. Необходимо ра-
ботать на всей длине ножовочного полотна, а не только
на его середине. Для предотвращения нагрева разреза-
емое место периодически охлаждают мыльной водой.
22
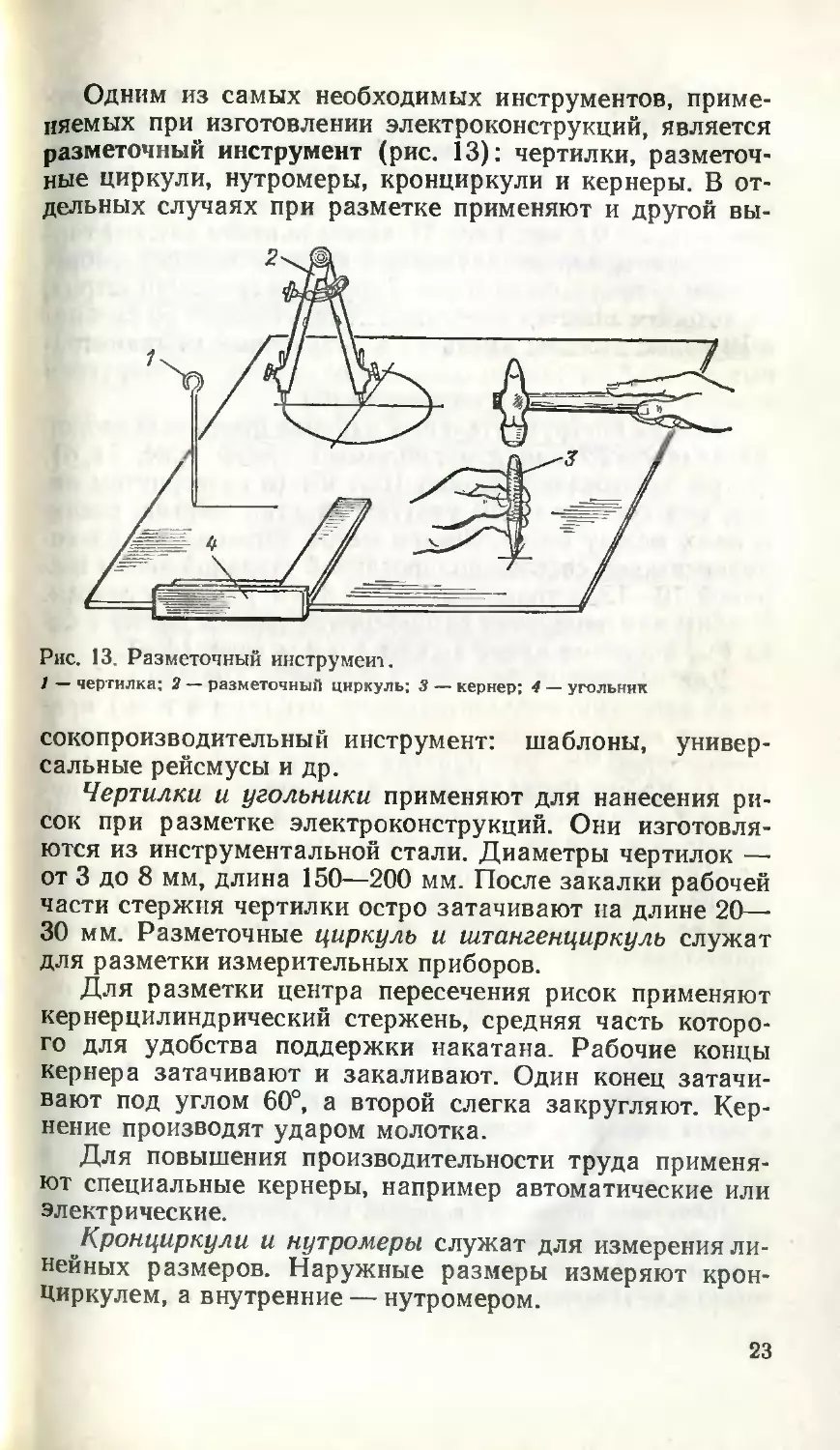
Одним из самых необходимых инструментов, приме-
няемых при изготовлении электроконструкций, является
разметочный инструмент (рис. 13): чертилки, разметоч-
ные циркули, нутромеры, кронциркули и кернеры. В от-
дельных случаях при разметке применяют и другой вы-
Рис. 13 Разметочный инструмент.
/ — чертилка: 2 — разметочный циркуль; 3 — кернер; 4 — угольник
сокопроизводительный инструмент: шаблоны, универ-
сальные рейсмусы и др.
Чертилки и угольники применяют для нанесения ри-
сок при разметке электроконструкций. Они изготовля-
ются из инструментальной стали. Диаметры чертилок —
от 3 до 8 мм, длина 150—200 мм. После закалки рабочей
части стержня чертилки остро затачивают на длине 20—
30 мм. Разметочные циркуль и штангенциркуль служат
для разметки измерительных приборов.
Для разметки центра пересечения рисок применяют
кернерцилиндрический стержень, средняя часть которо-
го для удобства поддержки накатана. Рабочие концы
кернера затачивают и закаливают. Один конец затачи-
вают под углом 60°, а второй слегка закругляют. Кер-
нение производят ударом молотка.
Для повышения производительности труда применя-
ют специальные кернеры, например автоматические или
электрические.
Кронциркули и нутромеры служат для измерения ли-
нейных размеров. Наружные размеры измеряют крон-
циркулем, а внутренние — нутромером.
23
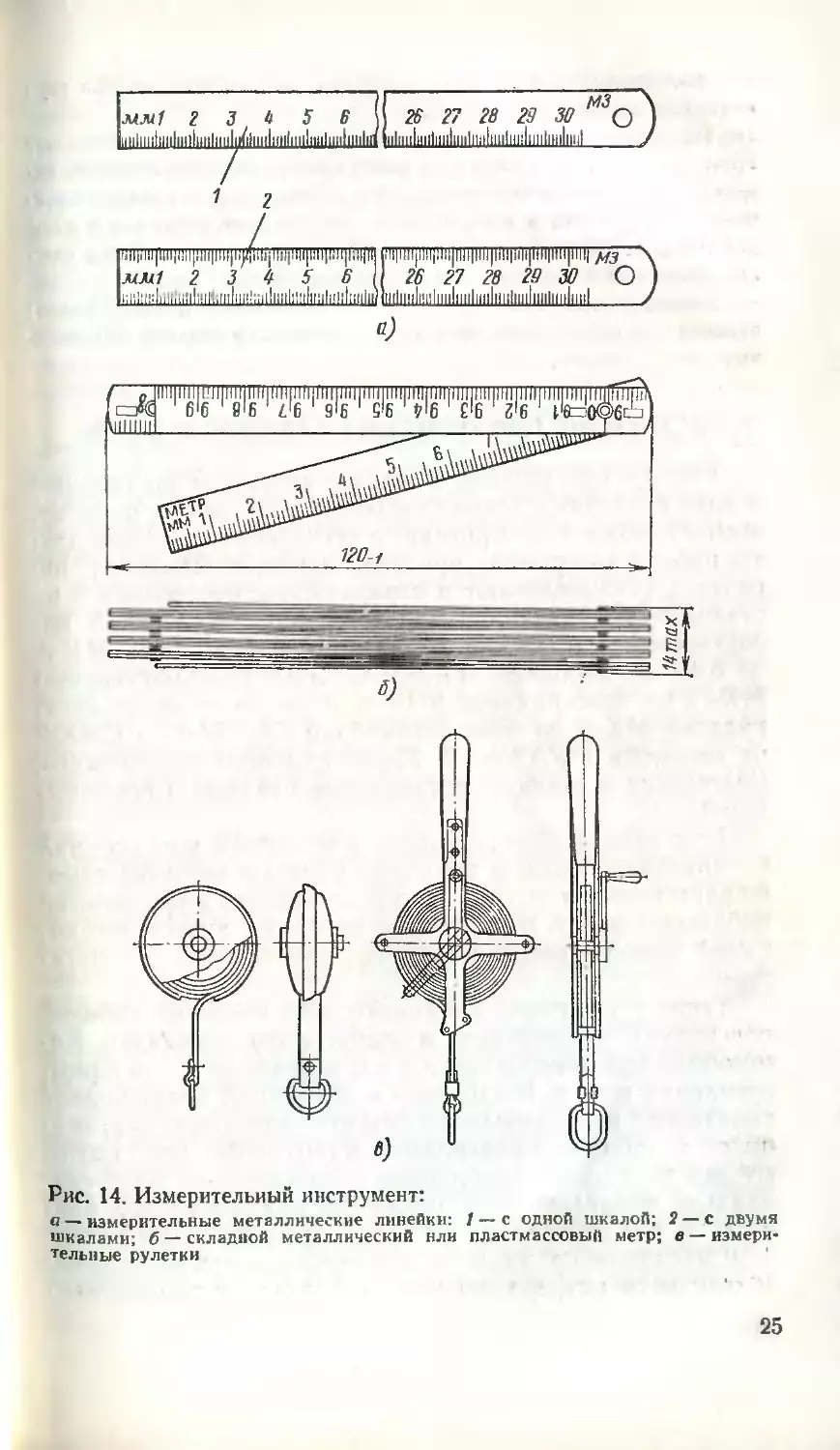
Наиболее распространенным измерительным инстру-
ментом (рис. 14. а) является металлическая линейка.
Линейки изготовляют шириной от 18 до 40 мм с преде-
лами измерений 150, 300, 500 и 1000 мм. Линейки из-
готовляют с одной или с двумя шкалами, цена деле-
ния которых 0,5 или 1 мм. Началом линейки служит тор-
цевая грань, перпендикулярная ее продольному ребру,
концом — противоположная ей торцевая грань или штрих,
за которым имеется свободное поле. Линейки со свобод-
ным полем должны иметь пять добавочных миллиметро-
вых делений за концом шкалы. Конец линейки закруглен
и имеет отверстие для подвешивания.
Во всех инструментальных наборах имеется складной
металлический или пластмассовый метр (рис. 14,6).
Метры изготовляют длиной 1000 мм (в развернутом ви-
де), они состоят из 10 упругих пластин-звеньев, соеди-
ненных между собой. Звенья метра изготовляют из хо-
лоднокатаной светлой полированной стальной ленты ши-
риной 10—12 и толщиной 0,4—0,6 мм или пластмассы.
Удобны для измерения самосвертывающиеся рулетки ти-
па PC, имеющие длину шкалы 1 и 2 м (рис. 14, в).
Для измерений больших расстояний (между кабель-
ными пикетами, соединительными муфтами н т. д.) при-
меняют металлические измерительные рулетки на крес-
товине типа РК. Эти рулетки имеют длину шкалы до
100 м. Кроме металлических применяют тесьмяные ру-
летки с проволочной стабилизирующей основой типа РТ,
имеющие длину шкалы до 20 м. Измерительные ленты
этих рулеток изготовляют из льняной, хлопчатобумаж-
ной или искусственного волокна тесьмы с затканными по
всей ее длине латунными или другими нержавеющими
проволоками.
Инструмент общего назначения маркируют и упаковывают в со-
ответствии с ГОСТ. На корпусах инструмента наносят товарный знак
предприятия-изготовителя, номинальную массу (кг) и цену для роз-
ничной продажи (например, иа молотках), кроме того, на большин-
стве инструментов указывают их обозначение. В отдельных случаях
в состав маркировки включают отдельные технические данные, на-
пример для надфилей — номер насечки, для отвертки — ее длину и
толщину лезвия.
Инструмент поставляют в ящиках или контейнерах массой до
50 кг. Их могут упаковывать поштучно (например, надфили — по
20 шт. в коробке). Внутри ящика или контейнера инструмент упако-
вывают в потребительскую, картонную или бумажную тару. Потрсби-
24
Ч)
В)
14тпах
Рис. 14. Измерительный инструмент:
а — измерительные металлические линейки: / — с одной шкалой; 2
шкалами; б — складной металлический нли пластмассовый метр; в
тельные рулетки
— с двумя
— измери-
25
тельская тара может быть групповой или индивидуальной. Эта тара
имеет специальную маркировку.
На внутренней упаковке наносят маркировку или наклеивают
этикетку с указанием товарного знака предприятия-изготовителя, на-
именования и обозначения инструмента, обозначения стандарта, коли-
чества инструмента в таре, штампа технического контроля и даты
упаковки, а также срока хранения. С этими же сведениями в каж-
дый ящик или контейнер вкладывают упаковочный лист.
Ящики внутри выкладывают водонепроницаемыми материалами:
рубероидом, пергаментом, битумной упаковочной бумагой или поли-
этиленовой пленкой,
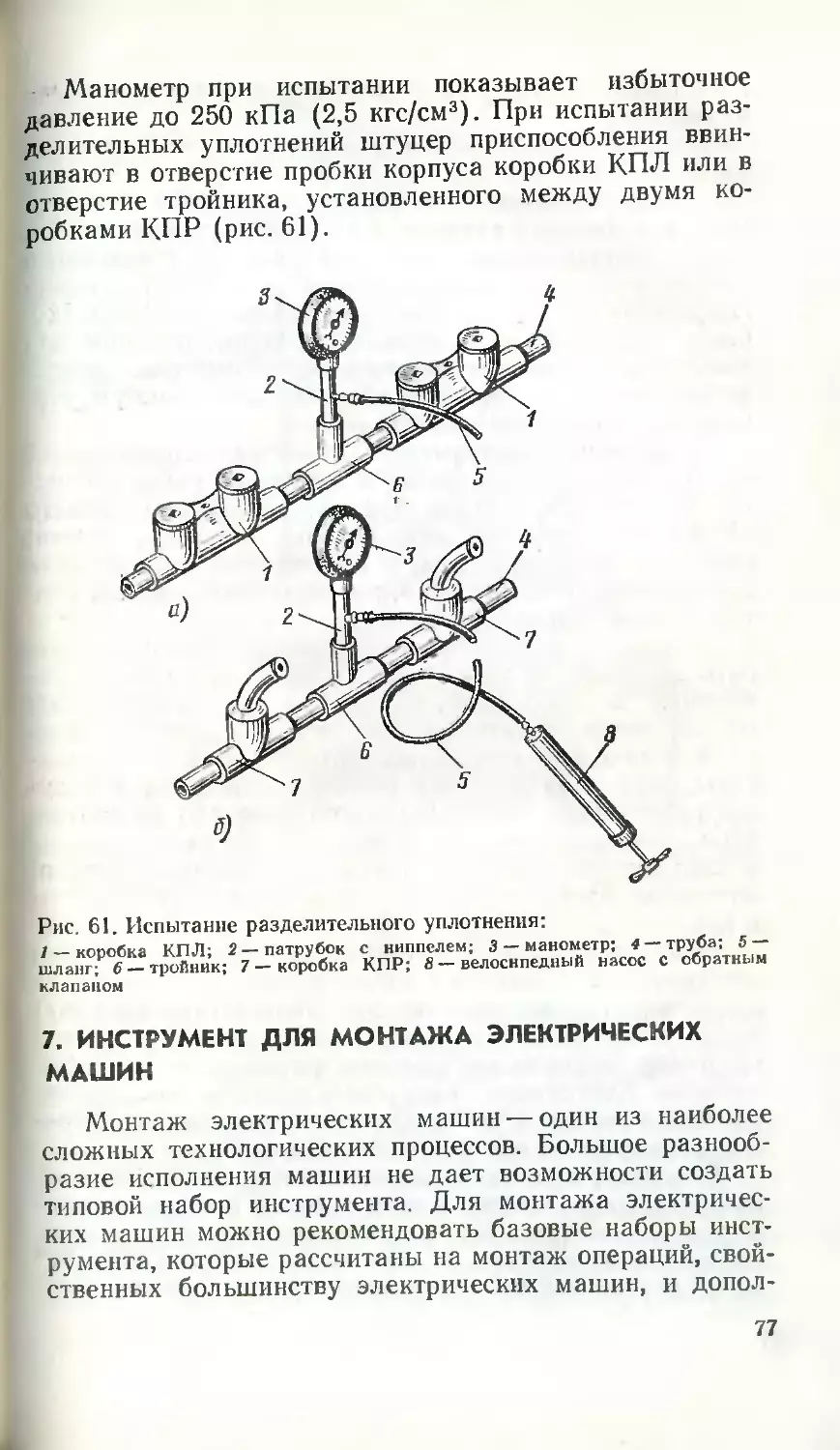
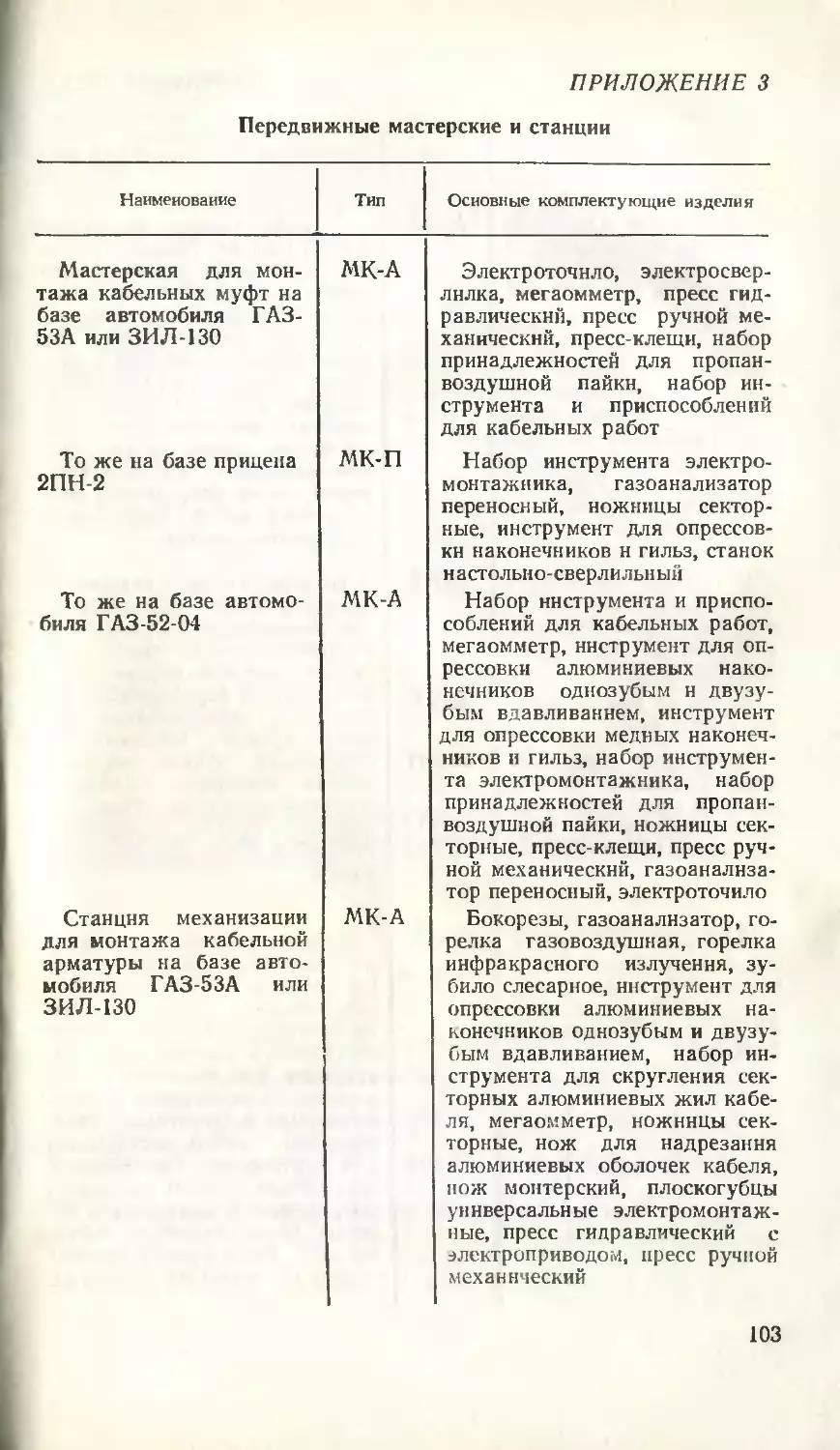
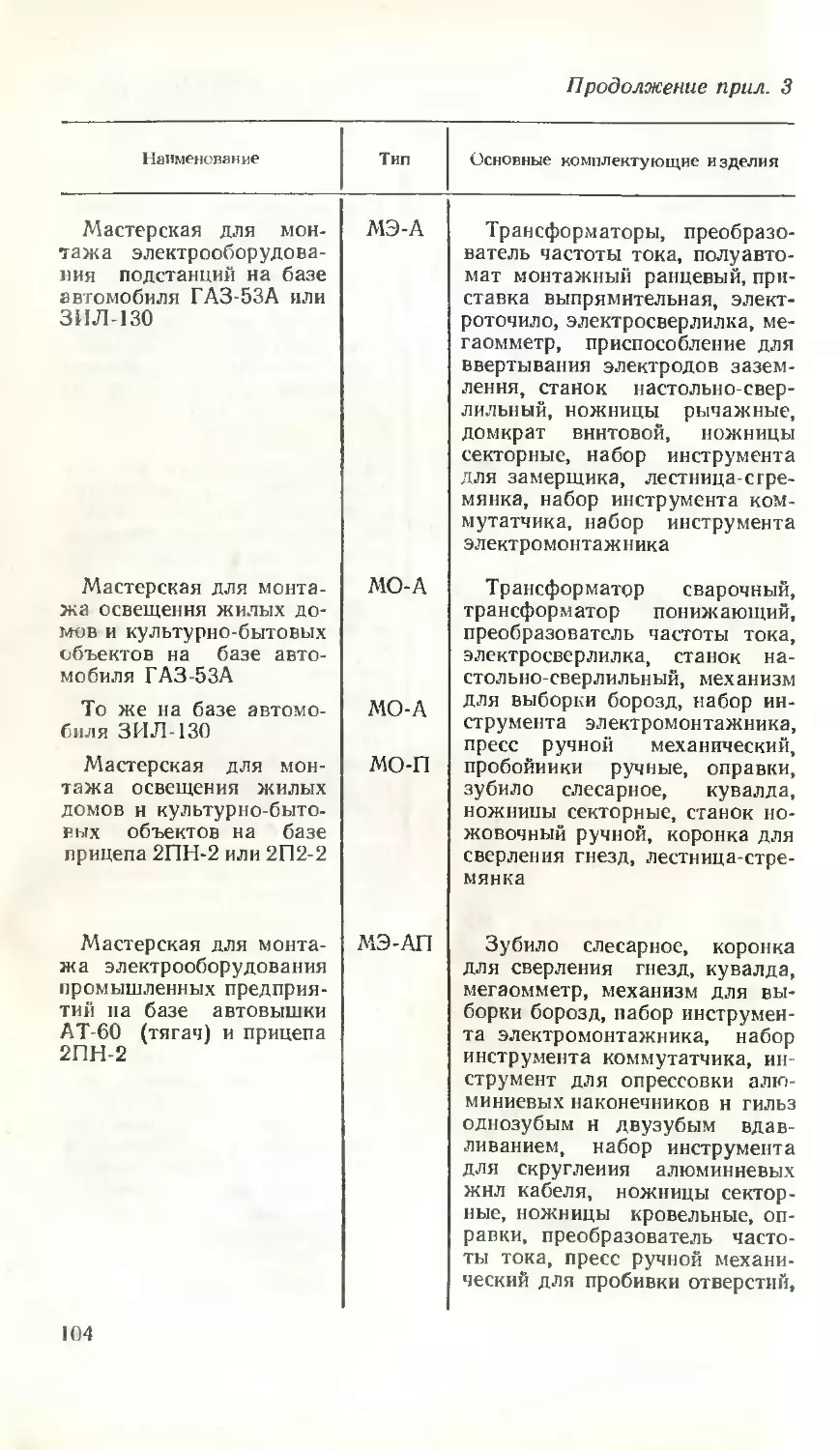
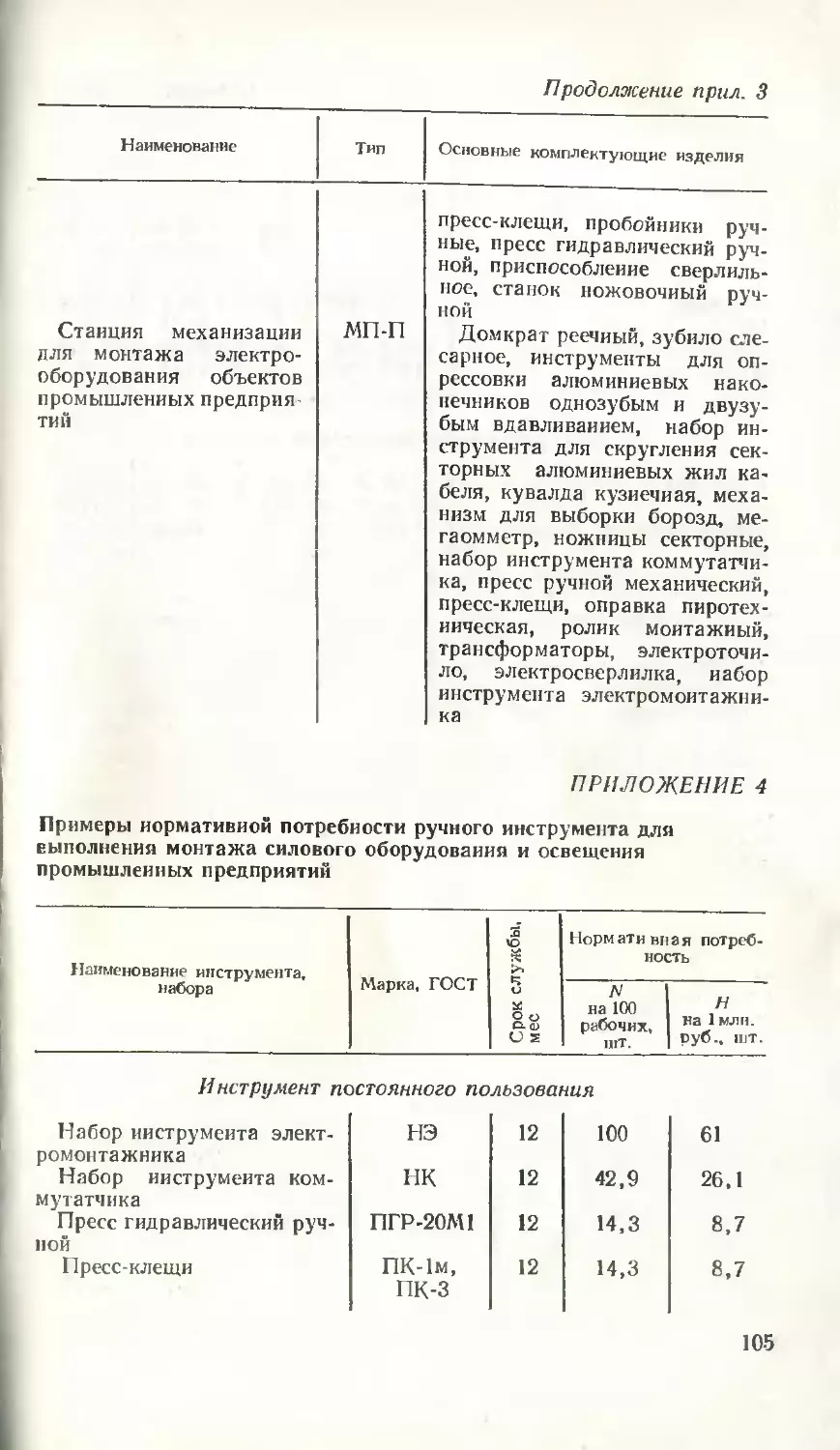
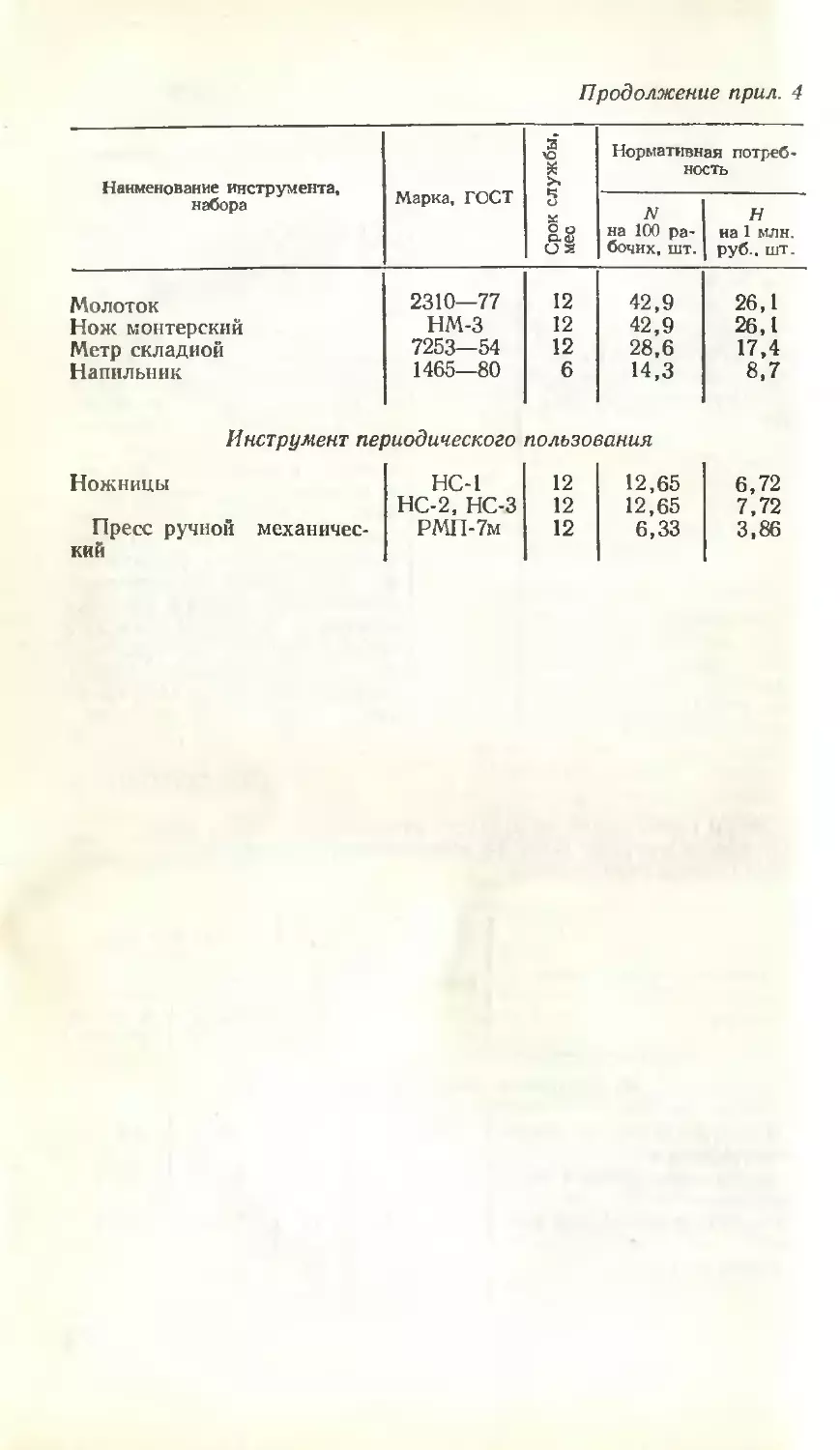
3. ИНСТРУМЕНТ ДЛЯ МОНТАЖА КАБЕЛЬНЫХ СЕТЕЙ
Инструмент, приспособления и инвентарь поставляют
в виде бригадных технологических комплектов, наборов,
контейнеров и т. д. Бригадные технологические комплек-
ты, наборы,инструмент, приспособления, механизмы и ин-
вентарь устанавливают в передвижных мастерских и на
станциях механизации. Для этих работ применяют пе-
редвижные мастерские и станции механизации МК-Л
на базе автомобилей ГАЗ-53А, ЗИЛ-130, мастерскую
МК-П на базе прицепа 2ПН-2, а также станции меха-
низации МК-А на базе автомобиля ГАЗ-52-04 и СМК-2
на автомобиле УАЗ-469Б. Характеристики передвижных
мастерских и станций механизации указаны в приложе-
нии 3.
При работе передвижных мастерских или станций
механизации большое внимание уделяют загрузке само-
го автомобиля в период непосредственного производства
кабельных работ. В отдельных случаях в кузове автомо-
билей устанавливают генератор, работающий от двига-
теля.
Такие генераторы применяют для прогрева кабелей
при низких температурах в процессе его прокладки. Ав-
томобиль также используется для освещения места работ,
отопления и т. д. Несмотря на это общий коэффициент
полезного использования самого двигателя автомо-
билей в процессе производства работ очень мал, поэто-
му для этих работ наибольшее применение находят спе-
циально оборудованные одноосные или двухосные при-
цепы. В тех случаях, когда все-таки используются стан-
ции механизации на базе автомобилей, целесообразно
обязанности шофера исполнять одному из электромон-
26
тажников, имеющему вторую профессию. Шоферы дол-
жны быть обучены вторым профессиям, например рабо-
те с аппаратурой по испытанию и отысканию мест по-
вреждений в кабельных сетях.
В состав бригадных технологических комплектов
включены индивидуальные наборы инструмента для мон-
тажа кабельных сетей НКИ-3, НСП-1М и НТС-2, а так-
же различный ручной инструмент: слесарный (см. § 2),
пресс-клещи, ножницы, клещи для снятия изоляции. Оп-
тимальный состав специализированной бригады по мон-
тажу кабельных линий до 35 кВ, работающей с таким
комплексом, определен ВНИИПЭМ в количестве 7 чел.
Бригада выполняет установку опорных кабельных
конструкций, прокладку кабеля в траншеях, прокладку
кабеля в кабельных сооружениях (помещениях)—тун-
нелях, коллекторах, каналах, кабельных этажах, других
помещениях, прокладку кабеля по эстакадам, монтаж
кабельной арматуры.
Квалифицированное применение инструмента, при-
способлений и инвентаря при монтаже кабельных сетей
зависит прежде всего от уровня подготовки электромон-
тажников. Так, например, по «Тарифно-квалификацион-
ному справочнику работ и профессий рабочих, занятых
в строительстве и на ремонтно-строительных работах»
электромонтажники 2-го разряда должны уметь рабо-
тать с инструментом для снятия верхнего джутового по-
крова кабелей, их крепления и окраски. Электромонтаж-
ники 3-го разряда, кроме того, должны уметь работать
с инструментом для резки кабелей напряжением до 10 кВ
с временной заделкой их концов и т. д. Электромонтаж-
ники 4-го разряда по кабельным сетям должны уметь
работать с набором инструмента для монтажа концевых
заделок (кроме эпоксидных) и соединительных муфт
всех видов на кабелях напряжением до 1 кВ, а также
для соединения, оконцевания и присоединения жил ка-
белей сечением до 70 мм2 всеми способами, кроме тер-
митной и газовой сварок.
Электромонтажники 5-го разряда по кабельным се-
тям должны уметь пользоваться наборами инструмента
для монтажа концевых заделок и соединительных муфт
всех видов на кабелях напряжением до 10 кВ, а также
Для оконцевания жил кабелей всеми способами сечени-
ем свыше 70 мм2. Электромонтажники 6-го разряда по
кабельным сетям должны уметь работать с инструментом
27
при монтаже кабельных заделок и соединительных муфт
на кабелях напряжением выше 10 кВ, прогреве кабелей
при отрицательных температурах.
Все электромонтажники высших разрядов должны
уметь работать с инструментом, предназначенным для
электромонтажников низших разрядов. Так, например,
электромонтажники 6-го разряда по кабельным сетям
должны уметь работать с инструментом, предназначен-
ным для электромонтажников 5, 4, 3 и 2-го разрядов этой
г)
Рис. 15. Приспособления для захвата конца кабеля:
а — брезентовый пояс; б — проволочный чулок; в — тросовый захват; г — коль-
цевой захват; д — зажим
же профессии. В свою очередь электромонтажники низ-
ших разрядов кроме работы с инструментом, предусмот-
ренным их квалификационной характеристикой, должны
участвовать в более сложных работах.
Для каждого вида работ определен инструмент, вхо-
дящий в бригадный технологический комплект.
Кроме того, для подготовительных работ при монтаже
кабельных линий применяют отдельный инструмент и
приспособления, например для расшивки кабельных ба-
рабанов применяют ломики, топоры, ножницы для резки
металла и гвоздодеры.
В случае прокладки кабелей в каналах, туннелях при-
меняют специальные пояса (рис. 15, а), чулки (рис. 15,
б), тросовые (рис. 15, в) или кольцевые (рис. 15, г) за-
хваты, действующие по фрикционному принципу. При
натяжении троса пояса или чулка захваты уменьшаются
в диаметре и обеспечивают необходимое сцепление с кон-
цом кабеля. Кольца захватов смещаются в сторону, про-
тивоположную направлению тяжения, и также прочно
захватывают конец кабеля. Во время прокладки кабе-
28
лей через переходы, выполненные в трубах, целесообраз-
но применять зажимы (рис. 15, <5), состоящие из головки
2, корпуса с внутренним конусом 4 и конусного клина
(звездочки) 3. Принцип работы зажима основан на сжа-
тии токопроводящих жил 5 конца кабеля 6 конусным
клином и внутренним конусом корпуса. Натяжение зажи-
ма осуществляют тросом 1, закрепленным в головке.
Для крепления полок к стойкам кабельных конструк-
ций (рис. 16) применяют специальный ключ.
Рис. 16. Крепление кабельных полок к стойкам:
1 — полка; 2 — стойка; 3 — ключ
Наиболее широкий ассортимент ручного инструмен-
та создан для производства работ по монтажу соедини-
тельных и концевых муфт кабелей.
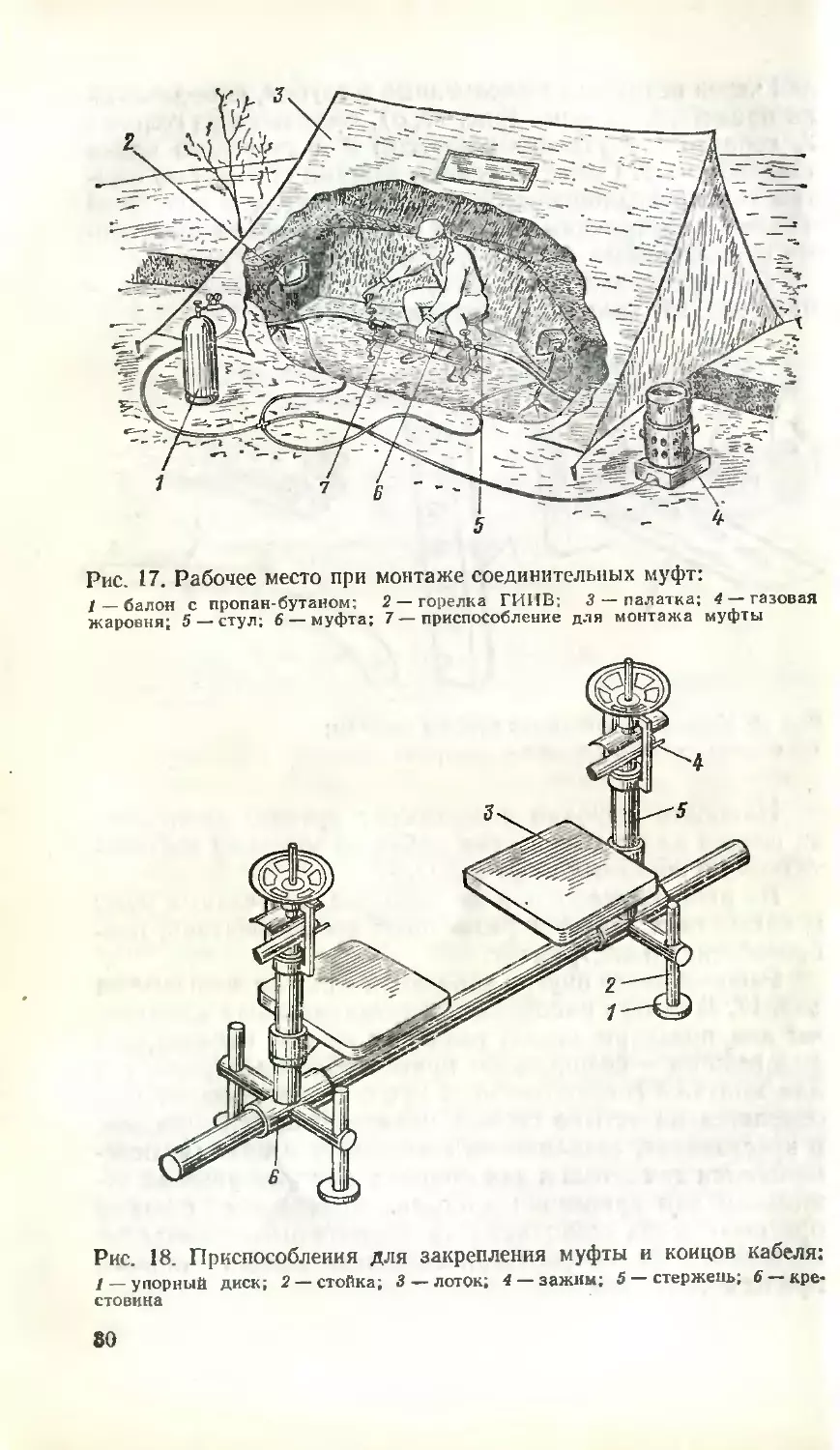
На рабочем месте при монтаже соединительных муфт
в котлованах траншей размещают весь инвентарь, при-
способления и инструмент.
Рабочее место внутри кабельной палатки показано на
рис. 17. В центре рабочей зоны устанавливают крестови-
ны для предварительной разделки концов кабелей, а в
дальнейшем — специальное приспособление (рис. 18)
для монтажа соединительных муфт. Это приспособление
опирается на четыре стойки, оканчивающиеся дисками;
в крестовинах, закрепленных жестко со стойками, пере-
мещаются два лотка и два стержня с регулируемыми за-
жимами для крепления кабелей. Подвижная система
приспособления позволяет регулировать высоту разделы-
ваемой муфты, обеспечивая соосность концов кабелей
при их соединении.
29
Рис. 17. Рабочее место при монтаже соединительных муфт:
Z — балон с пропан-бутаном; 2 — горелка ГИИВ; 3 — палатка; « — газовая
жаровня; 5 —стул; 6 — муфта; 7 — приспособление для монтажа муфты
Рис. 18. Приспособления для закрепления муфты и концов кабеля:
Z— упорный диск; 2— стойка; 3 — лоток; 4— зажим; 5 — стержень; 6 — кре-
стовина
80
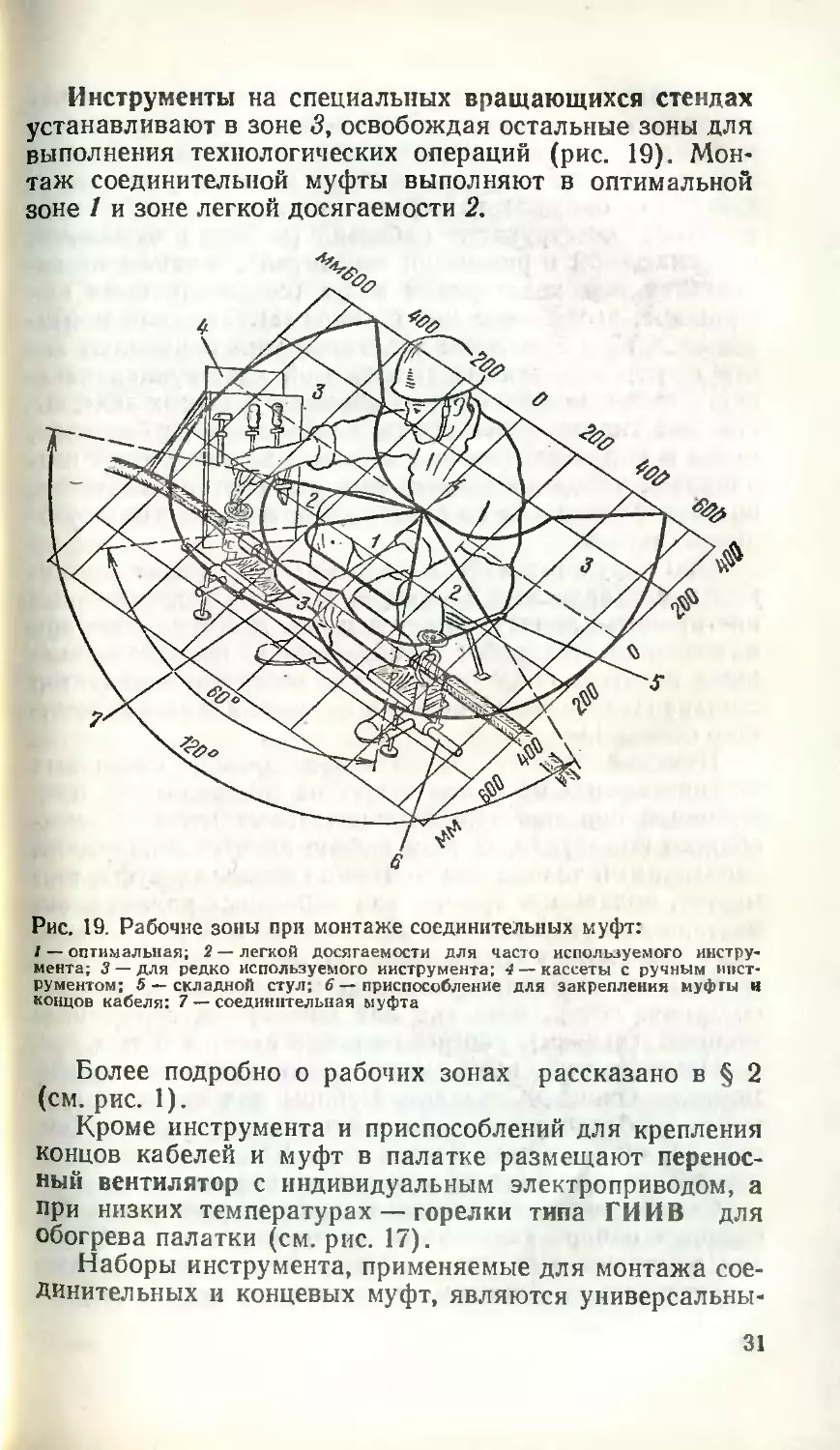
Инструменты на специальных вращающихся стендах
устанавливают в зоне 3, освобождая остальные зоны для
выполнения технологических операций (рис. 19). Мон-
таж соединительной муфты выполняют в оптимальной
зоне / и зоне легкой досягаемости 2.
Рис. 19 Рабочие зоны при монтаже соединительных муфт:
/ — оптимальная; 2 — легкой досягаемости для часто используемого инстру-
мента; 3 — для редко используемого инструмента; 4— кассеты с ручным инст-
рументом; 5 — складной стул; 6 — приспособление для закрепления муфты и
концов кабеля: 7 — соединительная муфта
Более подробно о рабочих зонах рассказано в § 2
(см. рис. 1).
Кроме инструмента и приспособлений для крепления
концов кабелей и муфт в палатке размещают перенос-
ный вентилятср с индивидуальным электроприводом, а
при низких температурах — горелки типа ГИИВ для
обогрева палатки (см. рис. 17).
Наборы инструмента, применяемые для монтажа сое-
динительных и концевых муфт, являются универсальны-
31
ми, однако в каждом отдельном случае приходится в них
добавлять или из них исключать отдельный инструмент
в зависимости от технологических операций, выполняе-
мых в процессе монтажа. Наборы комплектуют в зави-
симости от окружающей среды (наружные и внутренние
работы), конструкции кабелей (кабели с бумажной,
пластмассовой и резиновой изоляцией), а также от на-
значения или конструкции муфт (соединительные или
концевые, эпоксидные или свинцовые). Так, для монта-
жа кабелей с бумажной изоляцией жил применяют ин-
струмент, свойственный только этой конструкции кабе-
лей. Это приспособления для обрыва бумажных лент, но-
жи для снятия металлических оболочек, разбортовка,
валек и т. д. Для монтажа кабеля с пластмассовой изо-
ляцией в набор добавляют нож для снятия изоляции,
приспособления для восстановления пластмассовой обо-
лочки сваркой.
При наружных кабельных работах в наборы инстру-
мента, доставляемые на трассу, включают строительные
инструменты: лопату, лом, топор и т. д. Кроме того, при
выполнении этих работ в обязательном порядке приме-
няют палатки, оборудование для обогрева, вентилятор
с индивидуальным приводом и светильниками для мест-
ного освещения.
Номенклатура инструмента при монтаже свинцовых
соединительных муфт отличается от номенклатуры, при-
меняемой при монтаже соединительных муфт из эпок-
сидного компаунда. В этом наборе имеется инструмент,
необходимый только при монтаже свинцовых муфт: тер-
мостат, поддоны и крючки для кабельных роликов, ин-
вентарь для разогрева кабельных масс и т. д. Для мон-
тажа эпоксидных соединительных муфт в свою очередь
применяют специализированный инструмент и приспо-
собления: лотки, мешалки для компаунда, деревянные
молотки (киянки), обогревательные камеры и т. д.
Номенклатура инструмента резко сокращается при
монтаже концевых заделок. Наборы для этого инстру-
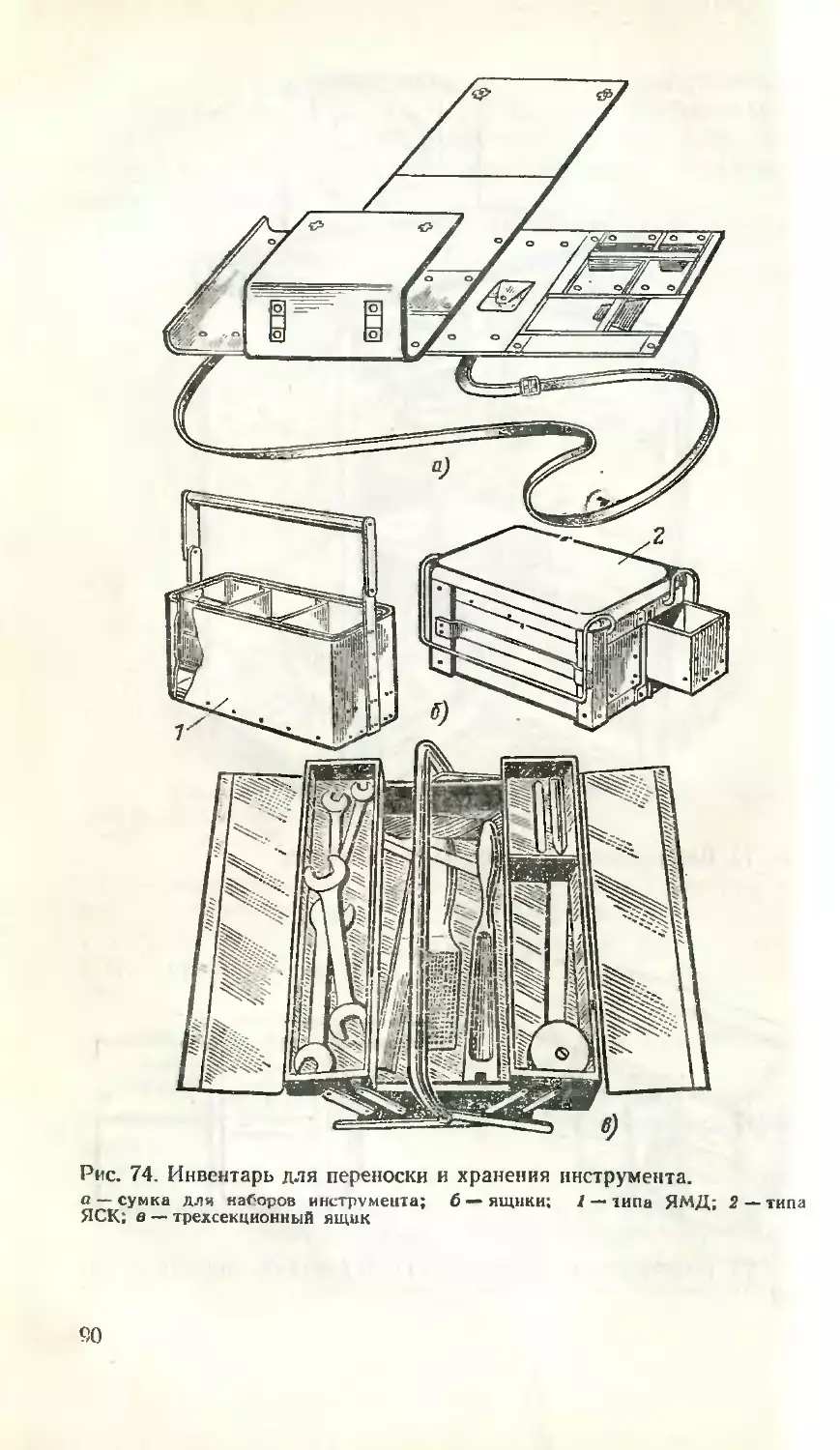
мента свободно размещают в монтажных ящиках (см.
рис. 74) или сумках. Ящики типа ЯМД одновременно
используют для сидений при работе в помещениях.
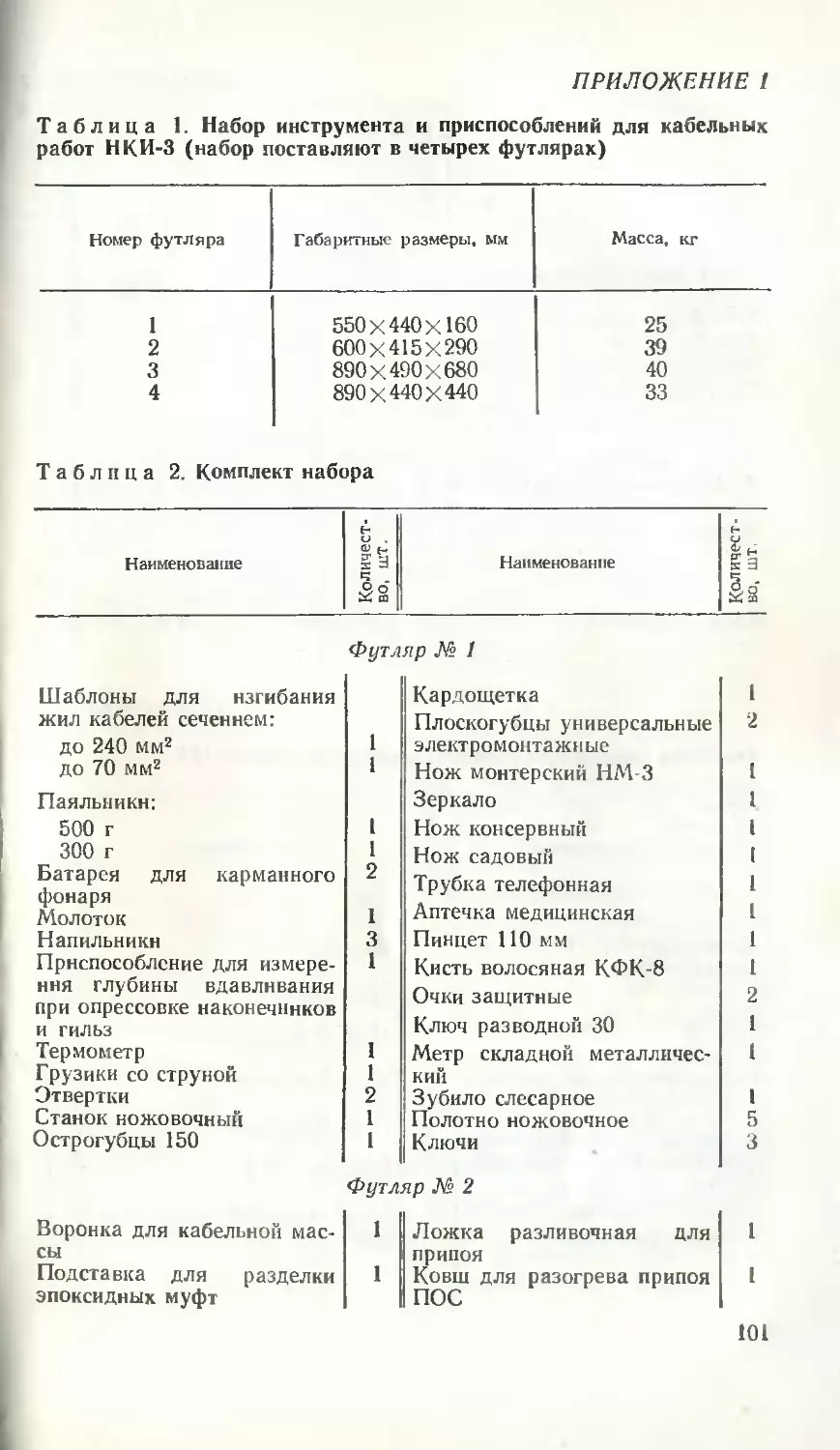
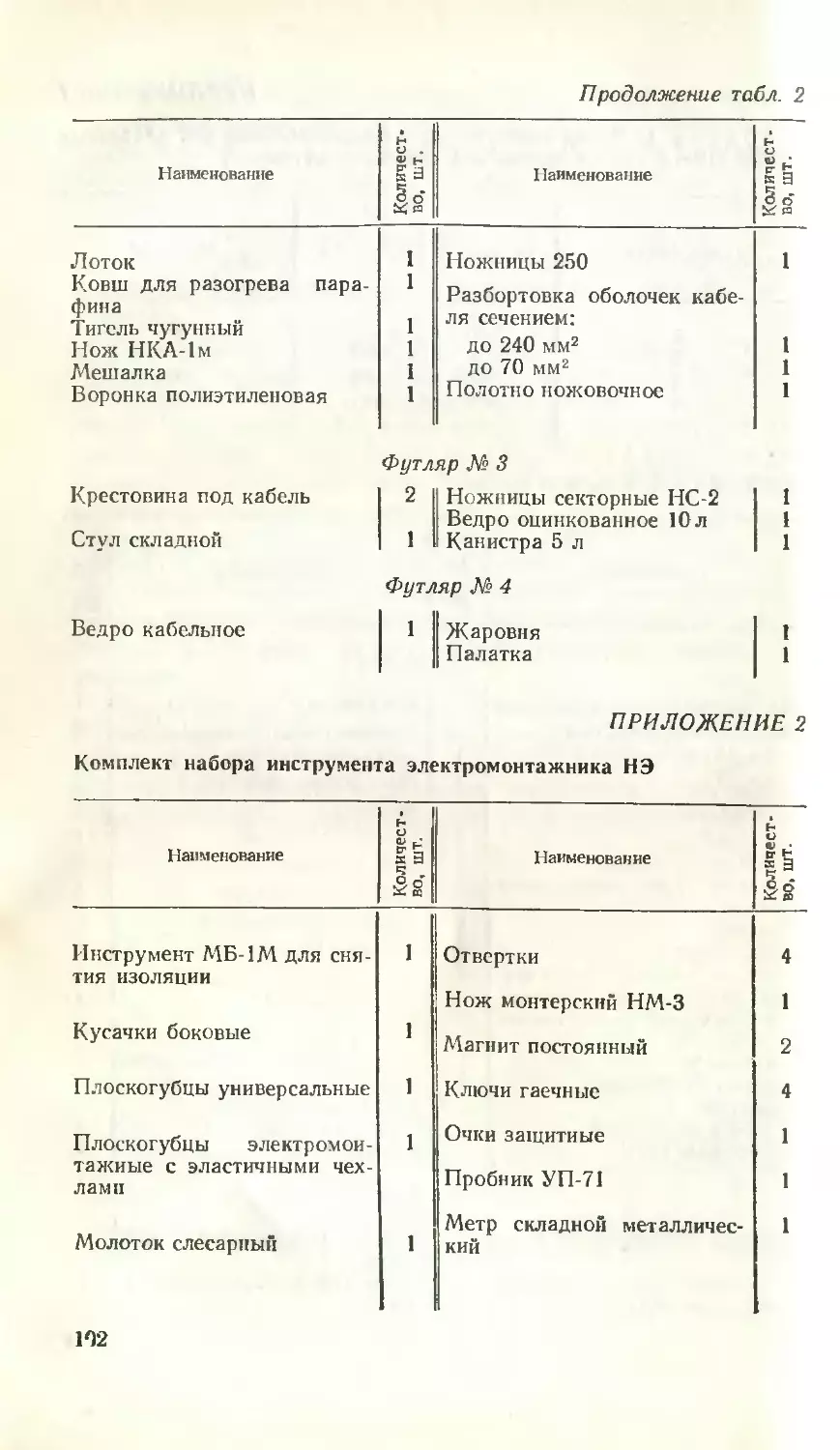
Самым распространенным и наиболее универсальным
является набор кабельного инструмента типа НКИ-3
((см. приложение 1). Этот набор применяют при монтаже
соединительных свинцовых и эпоксидных муфт, а отдель-
32
ный инструмент — для монтажа всех типов муфт и кон-
цевых заделок. Набор состоит из четырех футляров с
инструментом массой 25—40 кг. Однако эти футляры
предназначены только для транспортировки, а при мон-
таже муфт инструмент, приспособления и механизмы
применяют в строгой последовательности, определенной
технологическими картами.
Смену технологических операций, а также необходи-
мых приспособлений и инструмента на рабочих местах
можно легко проследить на примере монтажа соедини-
тельных свинцовых или эпоксидных муфт кабеля марки
ААБ-10 (кабель с нормально пропитанной бумажной
изоляцией, алюминиевыми жилами на рабочее напряже-
ние 10 кВ, в алюминиевой оболочке, защищенной плос-
кой ленточной броней и наружным джутовым покровом).
Процесс соединения кабелей марок ААБ-10 предус-
матривает большинство технологических операций,
встречающихся при соединении других марок кабелей.
До соединения жил этих кабелей следует выполнить ряд
операций по отрезке концов кабеля, снятию брони, обо-
лочек и бумажной изоляции жил. Поэтому до примене-
ния набора инструмента типа НТС для термитной свар-
ки алюминиевых жил на рабочем месте кабельщика не-
сколько раз произойдет полная смена инструмента, при-
способлений и механизмов.
После установки палатки и другого необходимого ин-
вентаря на рабочем месте размещают комплект инстру-
мента для резки и снятия джутового покрова брони и
кабелей: крестовины, ножницы НС, клетневку для нало-
жения проволочных бандажей, ножовочный станок с ог-
раничителем для надреза брони, а также комбинирован-
ные плоскогубцы и монтерский нож.
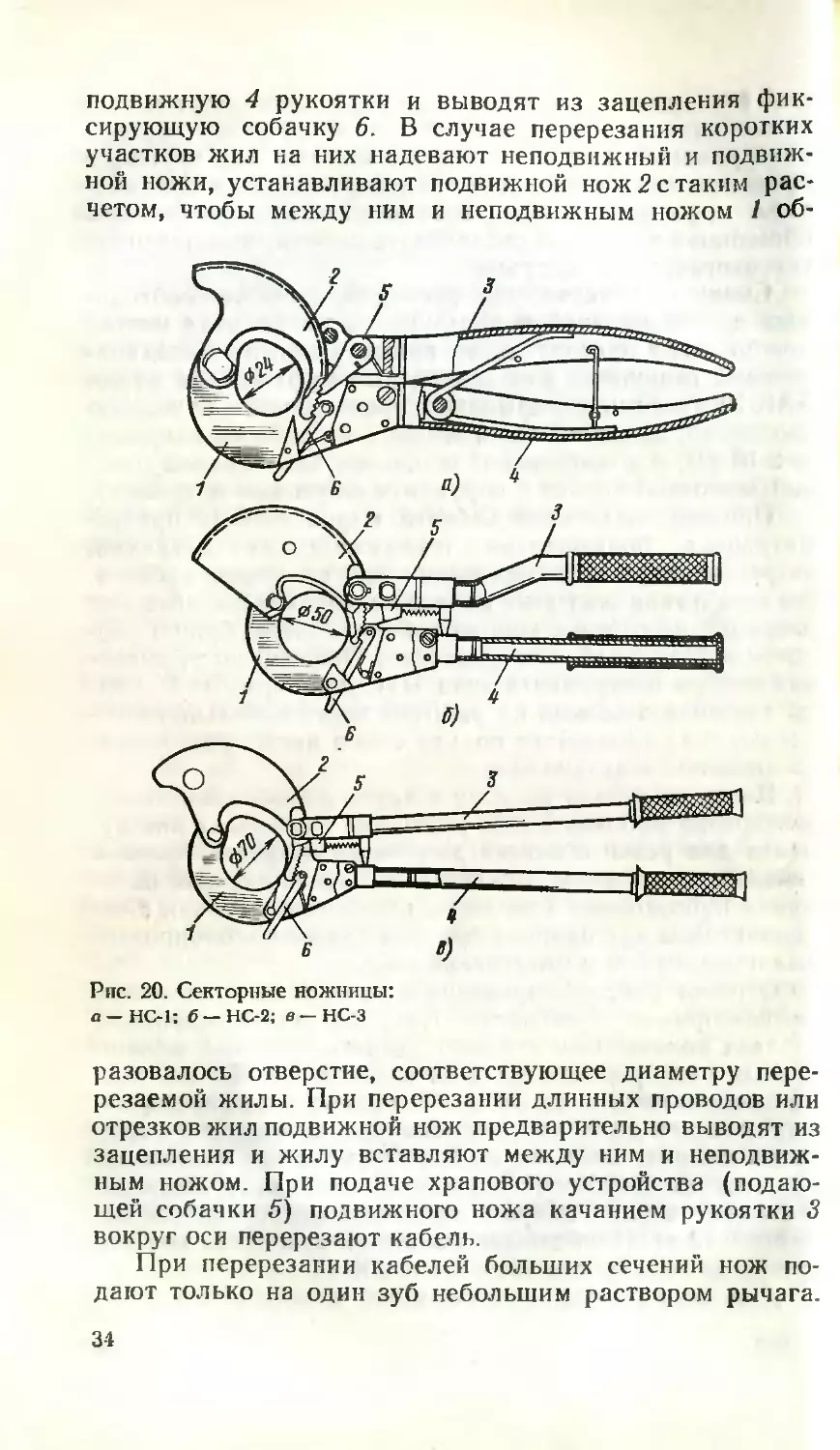
Отрезка кабелей, проводов или их жил производит-
ся секторными ножницами (рис. 20) или в отдельных
случаях ножовочным станком. Для перерезания алюми-
ниевых однопроволочных жил сечением до 50 мм2 или
многопроволочных до 70 мм2, медных многопроволоч-
ных сечением до 50 мм2, небронированного кабеля с мед-
ными жилами сечением до 3X10 мм2 и алюминиевыми
Жилами до 3X25 мм2 применяют секторные ножницы
НС-1 (рис. 20,а). Габариты этих ножниц 200X65X20 мм,
масса 0,35 кг. Наибольшее усилие на рукоятках ножниц
при резке жил кабеля составляет 200 Н.
Для перерезания жил сжимают подвижную 3 и ие-
3-609
33
подвижную 4 рукоятки и выводят из зацепления фик-
сирующую собачку 6. В случае перерезания коротких
участков жил на них надевают неподвижный и подвиж-
ной ножи, устанавливают подвижной нож 2 с таким рас-
четом, чтобы между ним и неподвижным ножом / об-
Рис. 20. Секторные ножницы:
о —НС-1: б —НС-2; в—НС-3
разевалось отверстие, соответствующее диаметру пере-
резаемой жилы При перерезании длинных проводов или
отрезков жил недвижной нож предварительно выводят из
зацепления и жилу вставляют между ним и неподвиж-
ным ножом. При подаче храпового устройства (подаю-
щей собачки 5) подвижного ножа качанием рукоятки 3
вокруг оси перерезают кабель.
При перерезании кабелей больших сечений нож по-
дают только на один зуб небольшим раствором рычага.
34
При перерезании кабелей малых сечений подачу можно
увеличивать за счет большего раствора рычага, но с
таким расчетом, чтобы не вызвать перегрузки, ведущей
к поломке зубьев сектора. Для подготовки очередной
операции правой рукой выводят подвижной нож из хра-
пового устройства и вновь вращают его вокруг оси для
осуществления следующего реза. При необходимости
снятия ножниц до полного перерезания кабеля следует
сделать полный раствор рычагов 3 и 4, нажать на курок
фиксирующей собачки 6 и вернуть нож в исходное по-
ложение. Максимальный наружный диаметр перерезае-
мого кабеля (провода)—до 25 мм. После окончания
работы ножницы вытирают, смазывают, а рычаги запи-
рают собачкой.
Перерезание небронированного кабеля с медными
жилами сечением до 3x25 мм2 или с алюминиевыми
жилами сечением до 3X70 мм2, а также алюминиевых
однопроволочных жил сечением до 120 мм2, многопро-
волочных сечением до 240 мм2 и медных многопроволоч-
ных сечением до 150 мм2 выполняют секторными нож-
ницами типа НС-2 (рис. 20,6). Максимальный наружный
диаметр перерезаемого кабеля (провода) —до 40 мм.
Размеры этих ножниц 410x136x22 мм, масса 1,2 кг,
наибольшее усилие на рукоятках 200 Н.
Перерезание брониро-
ванных кабелей или про-
водов сечением алюмини-
евых жил до 3X240 мм2
или медных до 150 мм2
выполняют секторными
ножницами типа НС-3
(рис. 20, в). Максималь-
ный наружный диаметр
перерезаемого кабеля
(провода) — до 70 мм.
Размеры этих ножниц
700x208X32 мм, масса
3 кг, наибольшее усилие
па рукоятках 250 Н.
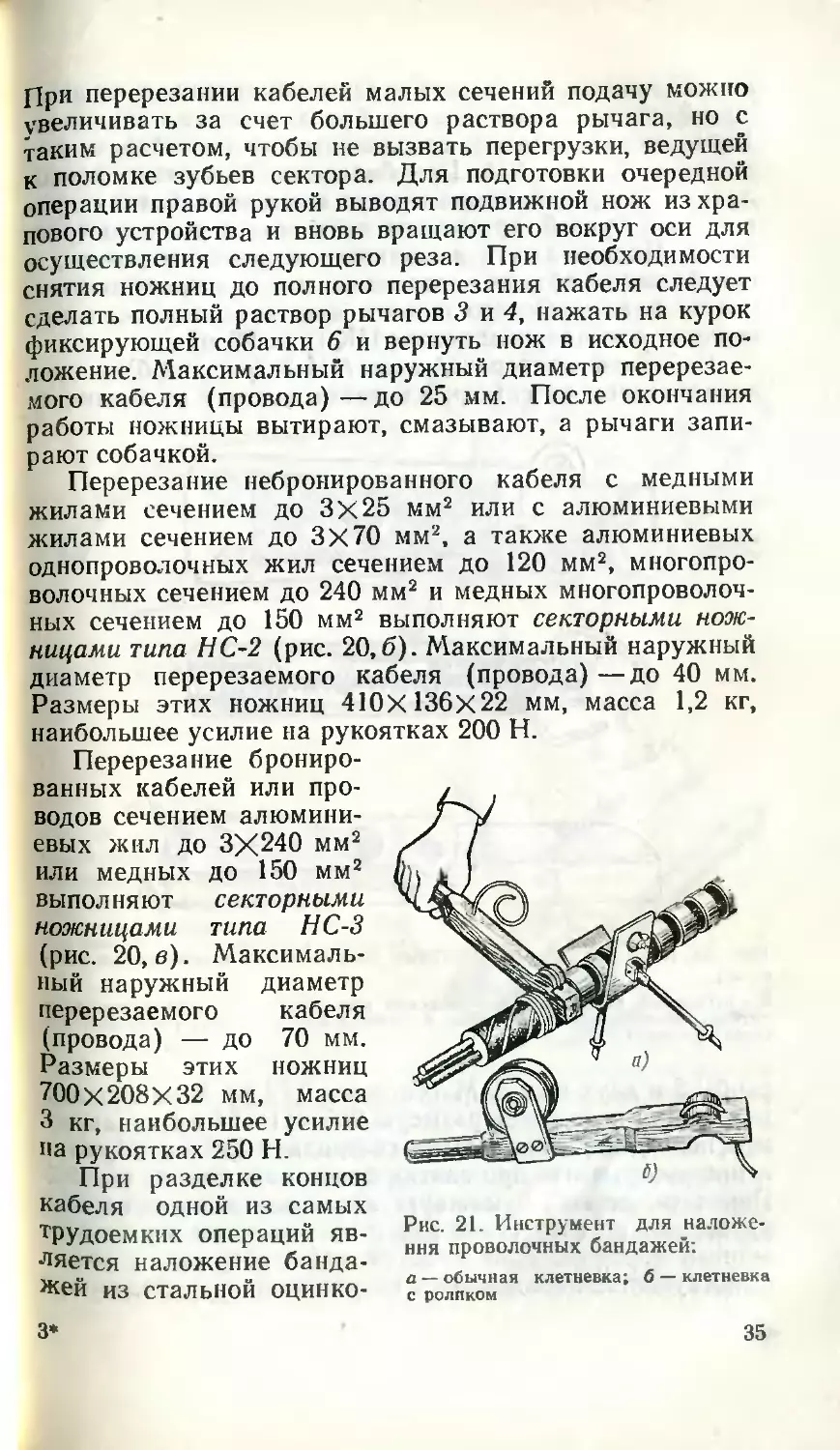
При разделке концов
кабеля одной из самых
трудоемких операций яв-
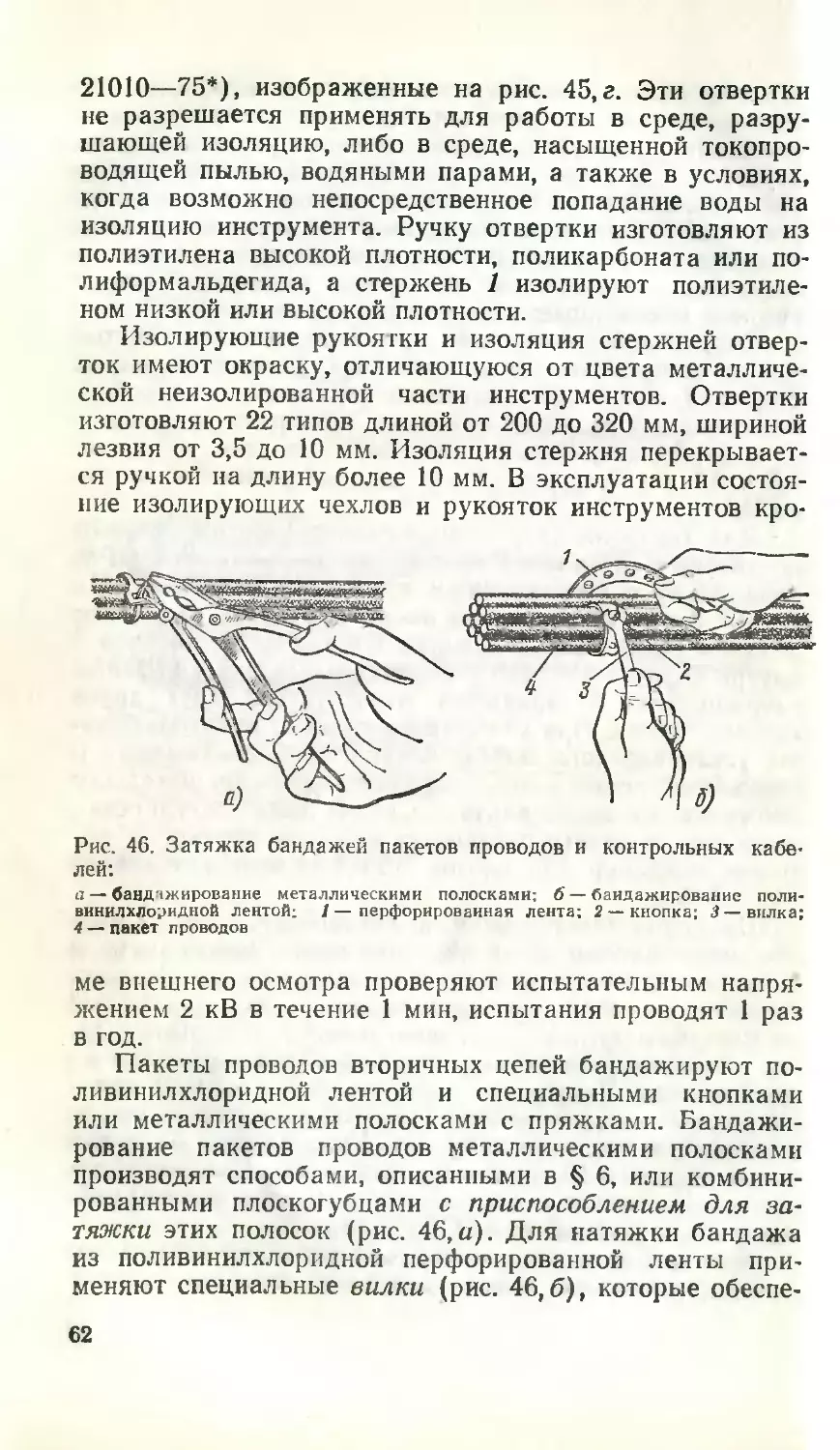
ляется наложение банда-
жей из стальной оцинко-
Рис. 21. Инструмент для наложе-
ния проволочных бандажей;
а — обычная клетневка; б — клетневка
с роликом
3*
35
ванной проволоки. Такие бандажи накладывают на джу-
товый покров кабеля и его броню в местах надрезов.
Бандажи накладывают специальным приспособлением —
клетневкой (рис. 21). При большом натяжении прово-
лочных бандажей, например при монтаже кабелей с про-
волочной броней, применяют клетневку с роликом (рис.
21,6). Надрез джута выполняют монтерским ножом, а
при большом объеме — специальным приспособлением,
снятие пластмассового шланга или изоляции жил вы-
полняют специальным ножом НК (рис. 22, а).
Складной монтерский нож НМ-3 (рис. 22,6) с пре-
дохранителем от самоскладывания состоит из лезвия 4,
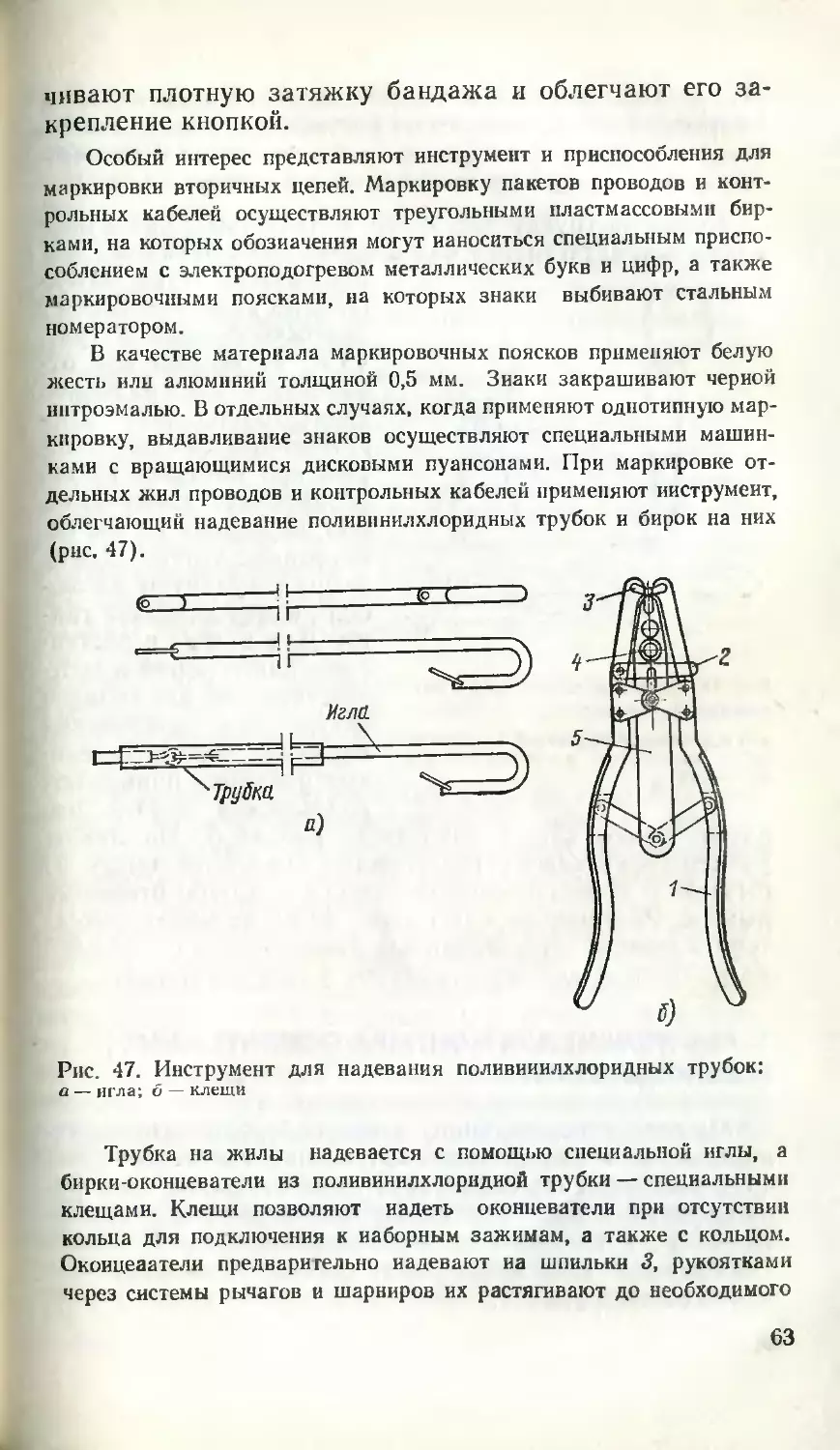
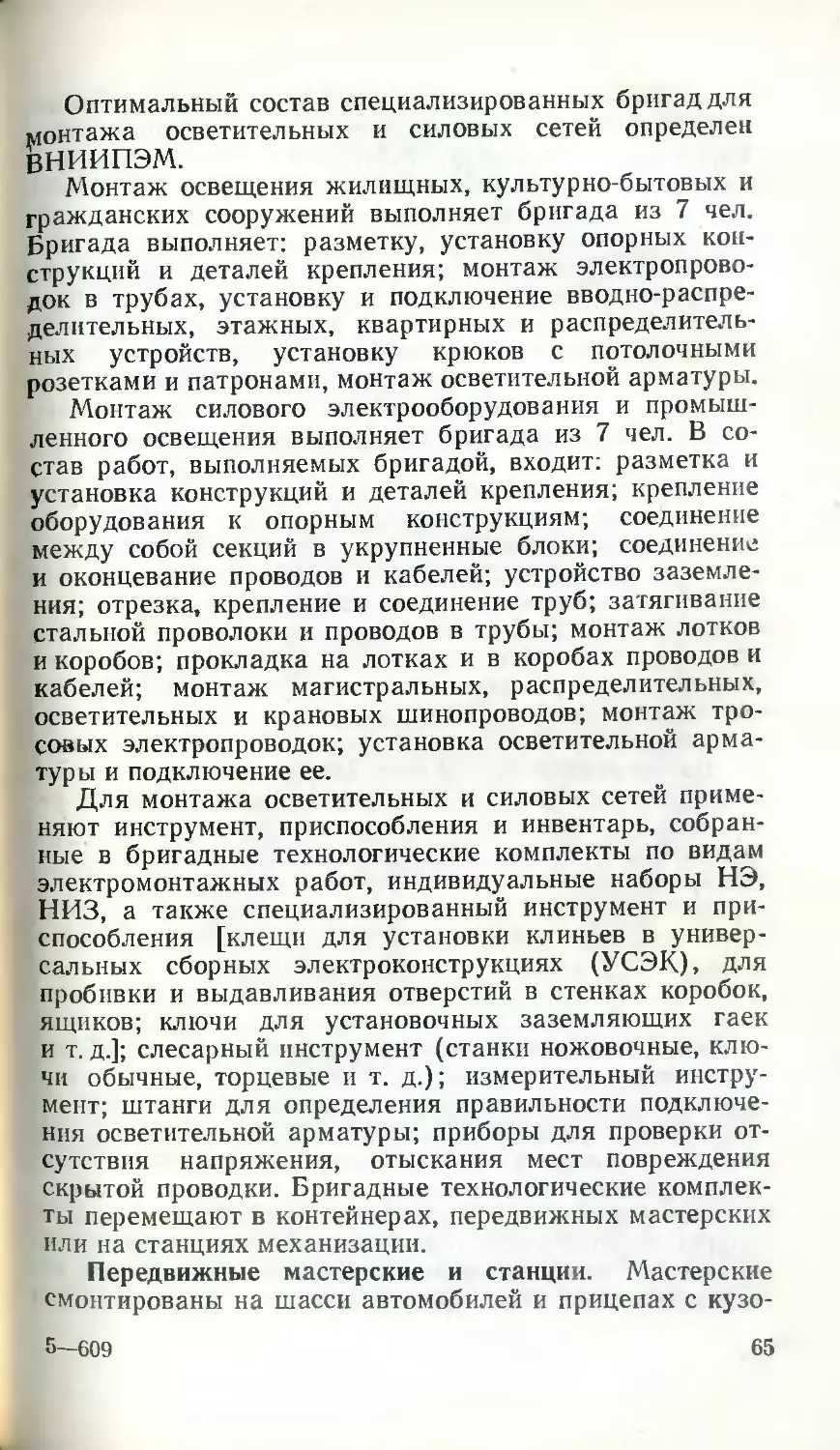
Рис. 22. Нож для снятия защитных покровов или изоляции жил ка-
белей:
а — кабельный нож НК; б — монтерский нож НМ-3; 1 — винт регулировки
глубины надреза ножом; 2 — нож; 3— кабель илн его жила; 4— лезвие: 5—
скоба; 6 — щека
скобы 5 и двух щек 6. Масса ножа 0,17 кг. В раскрытом
положении нож имеет размеры 205X11X24мм, в закры-
том положении длина ножа составляет 120 мм. Приме-
нение инструмента при снятии брони показано на рис. 23.
Перед разделкой бумажную изоляцию концов кабеля
проверяют на отсутствие влаги погружением в расплав-
ленный парафин. При наличии влаги в бумаге в месте
ее погружения наблюдаются потрескивание и легкое раз-
36
брызгивание парафина. Парафин разогревают в ковше
(рис. 24) до 150°С. Ковш диаметром 105 мм изготовля-
ют из листовой стали толщиной 2 мм. Погружаемую в
парафин испытуемую полоску бумаги необходимо брать
пинцетом, так как она может впитывать влагу с паль-
цев рук.
Рис. 23. Надрезание брони бронерезкой:
/ — рукоятка бронерезки; 2 — обойма; 3 — ножовочное полотно
Рис. 24. Комплект инструмента и
инвентаря для проверки вспомога-
тельных материалов и кабельной
бумаги на отсутствие влаги:
/ — ковш с парафином; 2 — термометр;
3 — пинцет; 4 — испытуемая полоска
кабельной бумаги
В дальнейшем на отсутствие влаги прщеряют раз-
личные изоляционные материалы перед изолированием
мест соединения кабелей (кабельные ролики, хлопчато-
бумажную ленту, суровые нитки и т.д.). Если материа-
лы окажутся влажными, то их перед употреблением про-
сушивают в термостате при температуре 105—ПС °C.
37
Инструмент и приспособления, применяемые при
предыдущих операциях, почти полностью заменяют при
подготовке технологического процесса по соединению
жил кабелей. При этом технологическом процессе предъ-
являю’г повышенные требования к чистоте рабочего
места. Все отходы материалов, а также применявшийся
комплект инструмента удаляют из кабельной палатки.
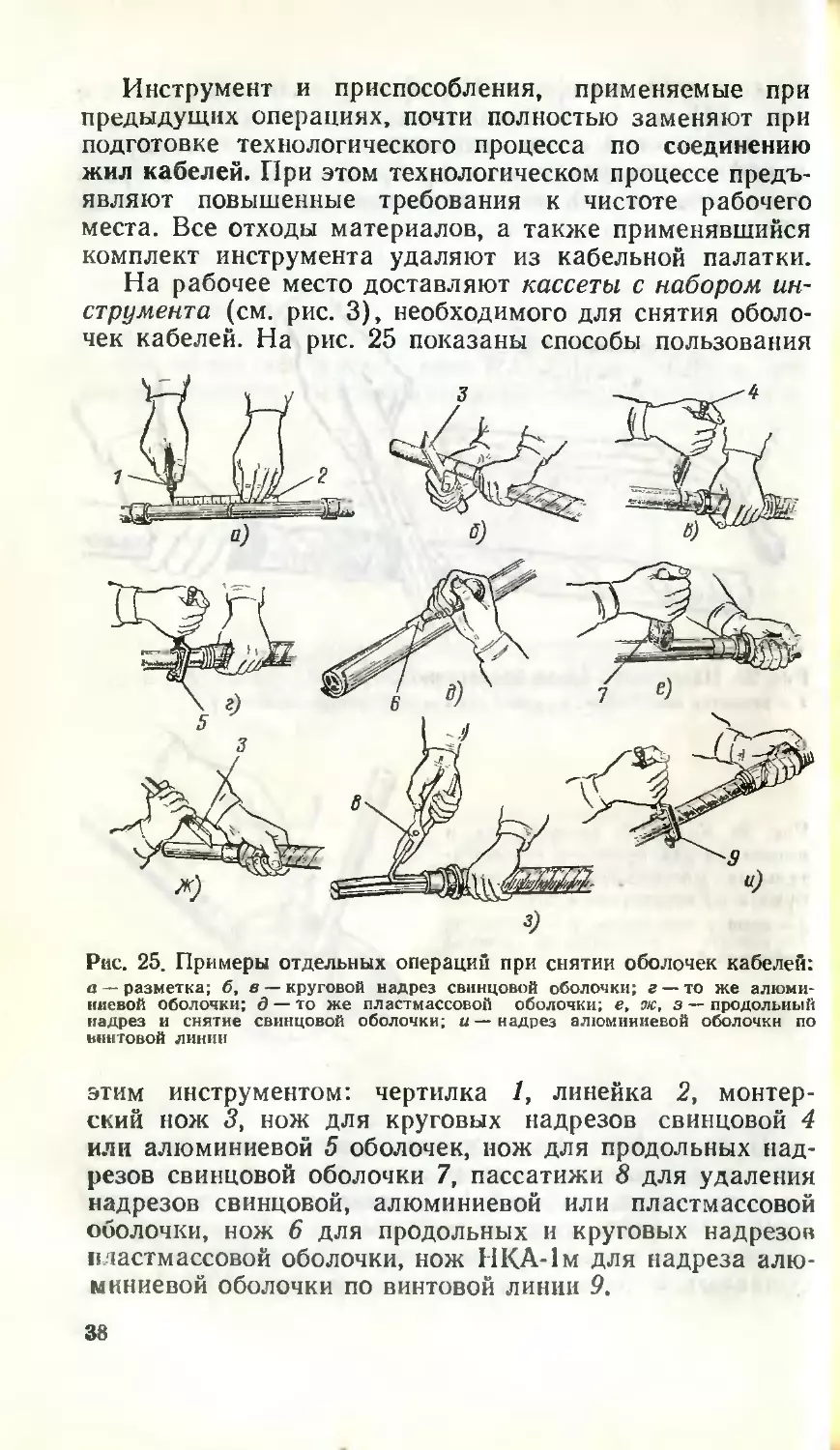
На рабочее место доставляют кассеты с набором ин-
струмента (см. рис. 3), необходимого для снятия оболо-
чек кабелей. На рис. 25 показаны способы пользования
Рис. 25. Примеры отдельных операций при снятии оболочек кабелей:
а —разметка; б, в — круговой надрез свинцовой оболочки; г —то же алюми-
ниевой оболочки; д — то же пластмассовой оболочки; е, ж, з — продольный
надрез и снятие свинцовой оболочки; и — надрез алюминиевой оболочки по
винтовой линии
этим инструментом: чертилка 1, линейка 2, монтер-
ский нож 3, нож для круговых надрезов свинцовой 4
или алюминиевой 5 оболочек, нож для продольных над-
резов свинцовой оболочки 7, пассатижи 8 для удаления
надрезов свинцовой, алюминиевой или пластмассовой
оболочки, нож 6 для продольных и круговых надрезов
пластмассовой оболочки, нож НКА-1м для надреза алю-
миниевой оболочки по винтовой линии 9.
38
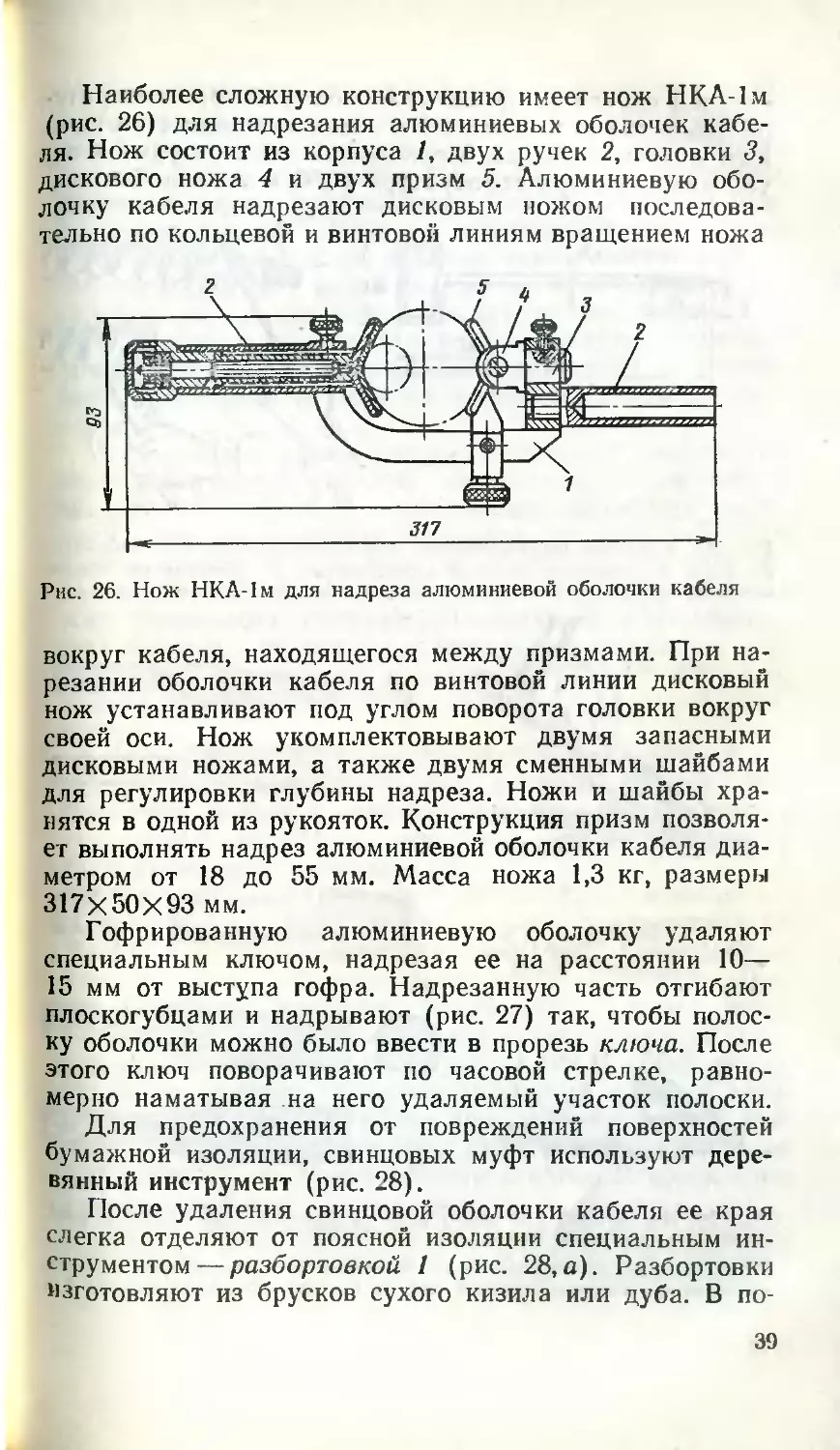
Наиболее сложную конструкцию имеет нож НКА-1м
(рис. 26) для надрезания алюминиевых оболочек кабе-
ля. Нож состоит из корпуса /, двух ручек 2, головки 3,
дискового ножа 4 и двух призм 5. Алюминиевую обо-
лочку кабеля надрезают дисковым ножом последова-
тельно по кольцевой и винтовой линиям вращением ножа
Рис. 26. Нож НКА-1м для надреза алюминиевой оболочки кабеля
вокруг кабеля, находящегося между призмами. При на-
резании оболочки кабеля по винтовой линии дисковый
нож устанавливают под углом поворота головки вокруг
своей оси. Нож укомплектовывают двумя запасными
дисковыми ножами, а также двумя сменными шайбами
для регулировки глубины надреза. Ножи и шайбы хра-
нятся в одной из рукояток. Конструкция призм позволя-
ет выполнять надрез алюминиевой оболочки кабеля диа-
метром от 18 до 55 мм. Масса ножа 1,3 кг, размеры
317x50x93 мм.
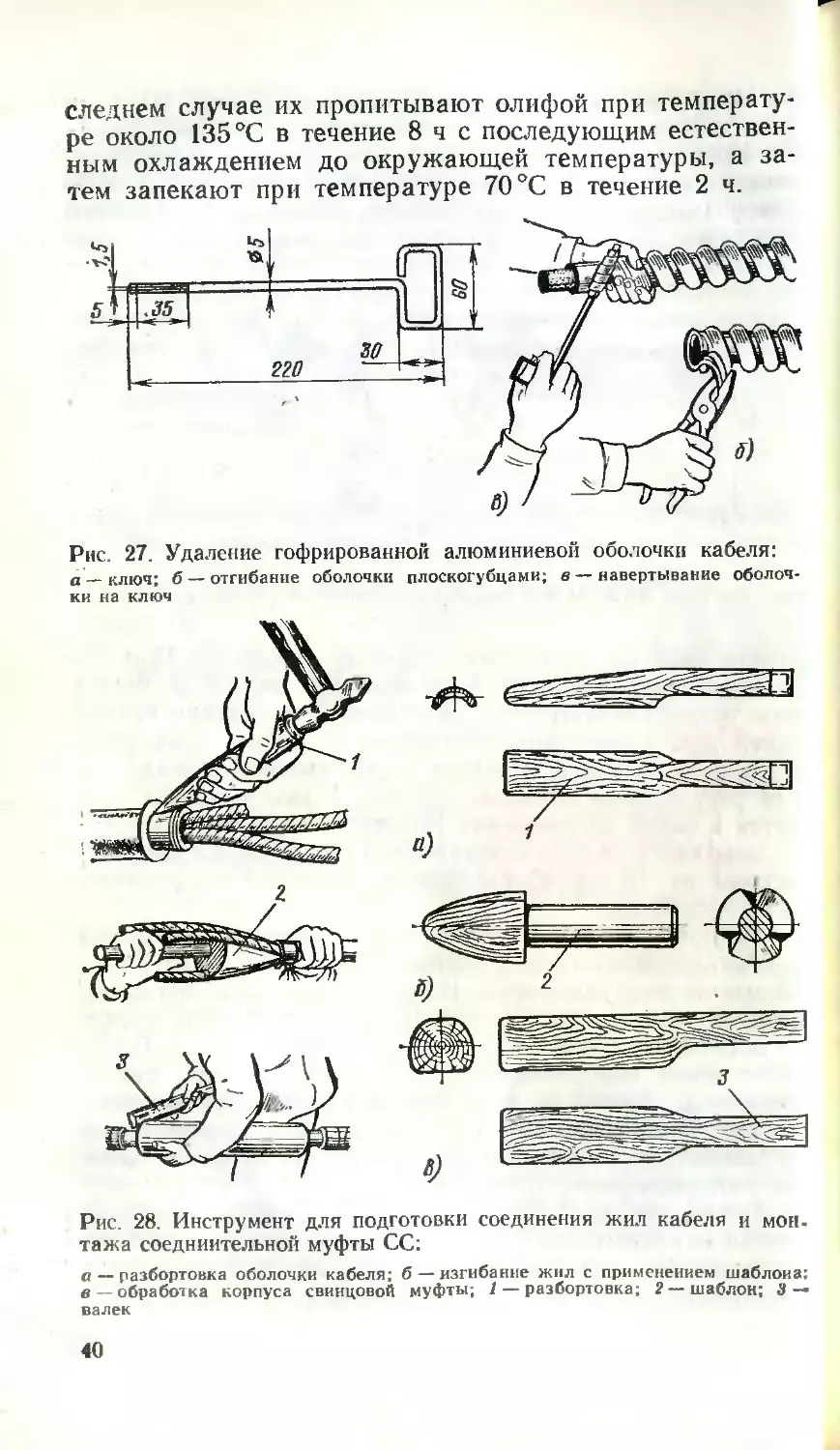
Гофрированную алюминиевую оболочку удаляют
специальным ключом, надрезая ее на расстоянии 10—
15 мм от выступа гофра. Надрезанную часть отгибают
плоскогубцами и надрывают (рис. 27) так, чтобы полос-
ку оболочки можно было ввести в прорезь ключа. После
этого ключ поворачивают по часовой стрелке, равно-
мерно наматывая на него удаляемый участок полоски.
Для предохранения от повреждений поверхностей
бумажной изоляции, свинцовых муфт используют дере-
вянный инструмент (рис. 28).
После удаления свинцовой оболочки кабеля ее края
слегка отделяют от поясной изоляции специальным ин-
струментом— разбортовкой 1 (рис. 28,а). Разбортовки
изготовляют из брусков сухого кизила или дуба. В по-
39
следнем случае их пропитывают олифой при температу-
ре около 135 °C в течение 8 ч с последующим естествен-
ным охлаждением до окружающей температуры, а за-
тем запекают при температуре 70 °C в течение 2 ч.
Рис. 27. Удаление гофрированной алюминиевой оболочки кабеля:
а — ключ; б — отгибание оболочки плоскогубцами; в — навертывание оболоч-
ки на ключ
Рис. 28. Инструмент для подготовки соединения жил кабеля и мои.
та ж а соединительной муфты СС:
а — разбортовка оболочки кабеля; б — изгибание жил с применением шаблона;
в —обработка корпуса свинцовой муфты, 1 — разбортовка; 2—шаблон; 3 —
валек
40
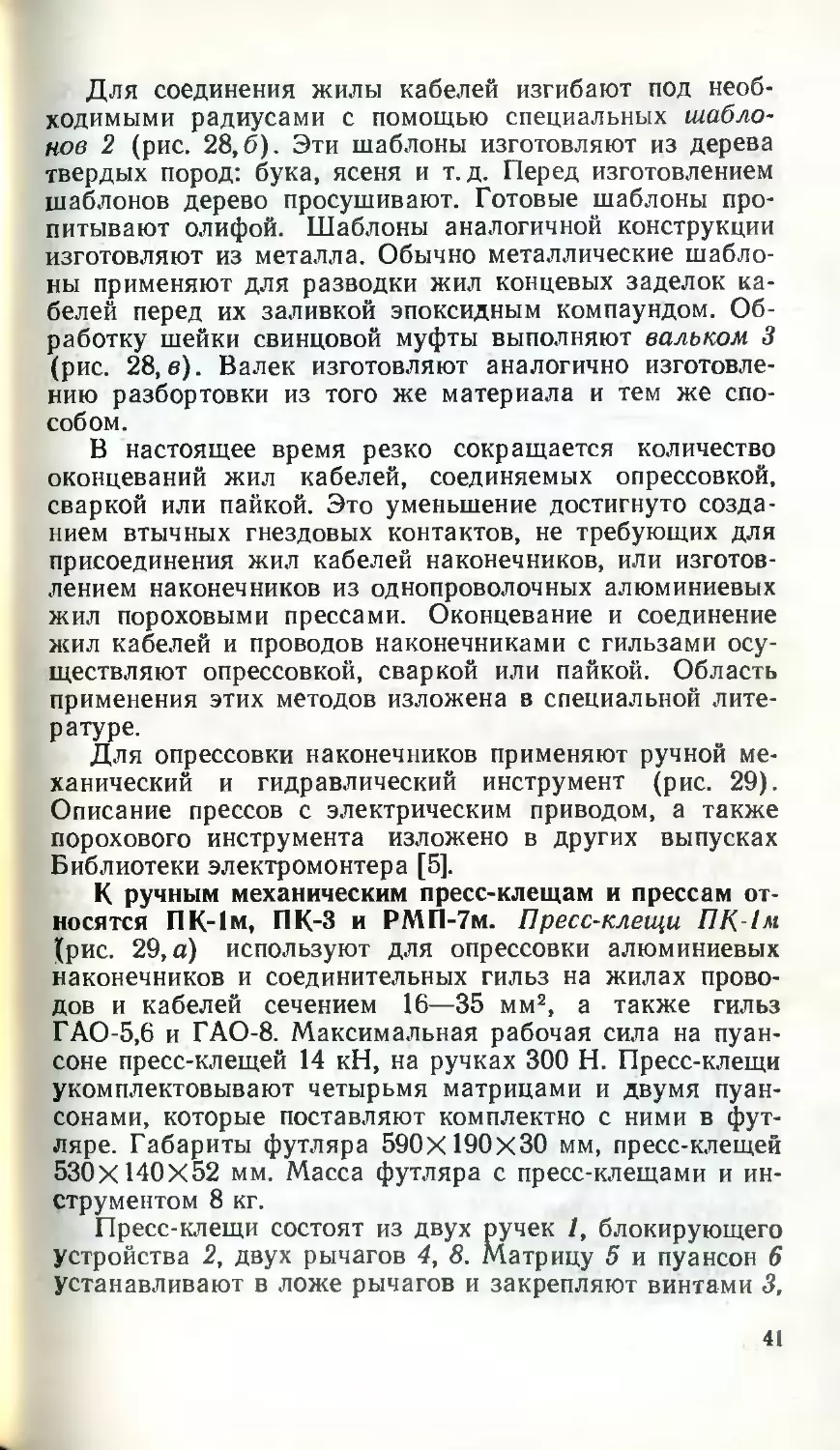
Для соединения жилы кабелей изгибают под необ-
ходимыми радиусами с помощью специальных шабло-
нов 2 (рис. 28,6). Эти шаблоны изготовляют из дерева
твердых пород: бука, ясеня и т.д. Перед изготовлением
шаблонов дерево просушивают. Готовые шаблоны про-
питывают олифой. Шаблоны аналогичной конструкции
изготовляют из металла. Обычно металлические шабло-
ны применяют для разводки жил концевых заделок ка-
белей перед их заливкой эпоксидным компаундом. Об-
работку шейки свинцовой муфты выполняют вальком 3
{рис. 28,в). Валек изготовляют аналогично изготовле-
нию разбортовки из того же материала и тем же спо-
собом.
В настоящее время резко сокращается количество
оконцеваний жил кабелей, соединяемых опрессовкой,
сваркой или пайкой. Это уменьшение достигнуто созда-
нием втычных гнездовых контактов, не требующих для
присоединения жил кабелей наконечников, или изготов-
лением наконечников из однопроволочных алюминиевых
жил пороховыми прессами. Оконцевание и соединение
жил кабелей и проводов наконечниками с гильзами осу-
ществляют опрессовкой, сваркой или пайкой. Область
применения этих методов изложена в специальной лите-
ратуре.
Для опрессовки наконечников применяют ручной ме-
ханический и гидравлический инструмент (рис. 29).
Описание прессов с электрическим приводом, а также
порохового инструмента изложено в других выпусках
Библиотеки электромонтера [5].
К ручным механическим пресс-клещам и прессам от-
носятся ПК-1м, ПК-3 и РМП-7м. Пресс-клещи ПК-1м
(рис. 29, а) используют для опрессовки алюминиевых
наконечников и соединительных гильз на жилах прово-
дов и кабелей сечением 16—35 мм2, а также гильз
ГАО-5,6 и ГАО-8. Максимальная рабочая сила на пуан-
соне пресс-клещей 14 кН, на ручках 300 Н. Пресс-клещи
укомплектовывают четырьмя матрицами и двумя пуан-
сонами, которые поставляют комплектно с ними в фут-
ляре. Габариты футляра 590X190x30 мм, пресс-клещей
530X140 X 52 мм. Масса футляра с пресс-клещами и ин-
струментом 8 кг.
Пресс-клещи состоят из двух ручек /, блокирующего
устройства 2, двух рычагов 4, 8. Матрицу 5 и пуансон 6
устанавливают в ложе рычагов и закрепляют винтами 3,
41
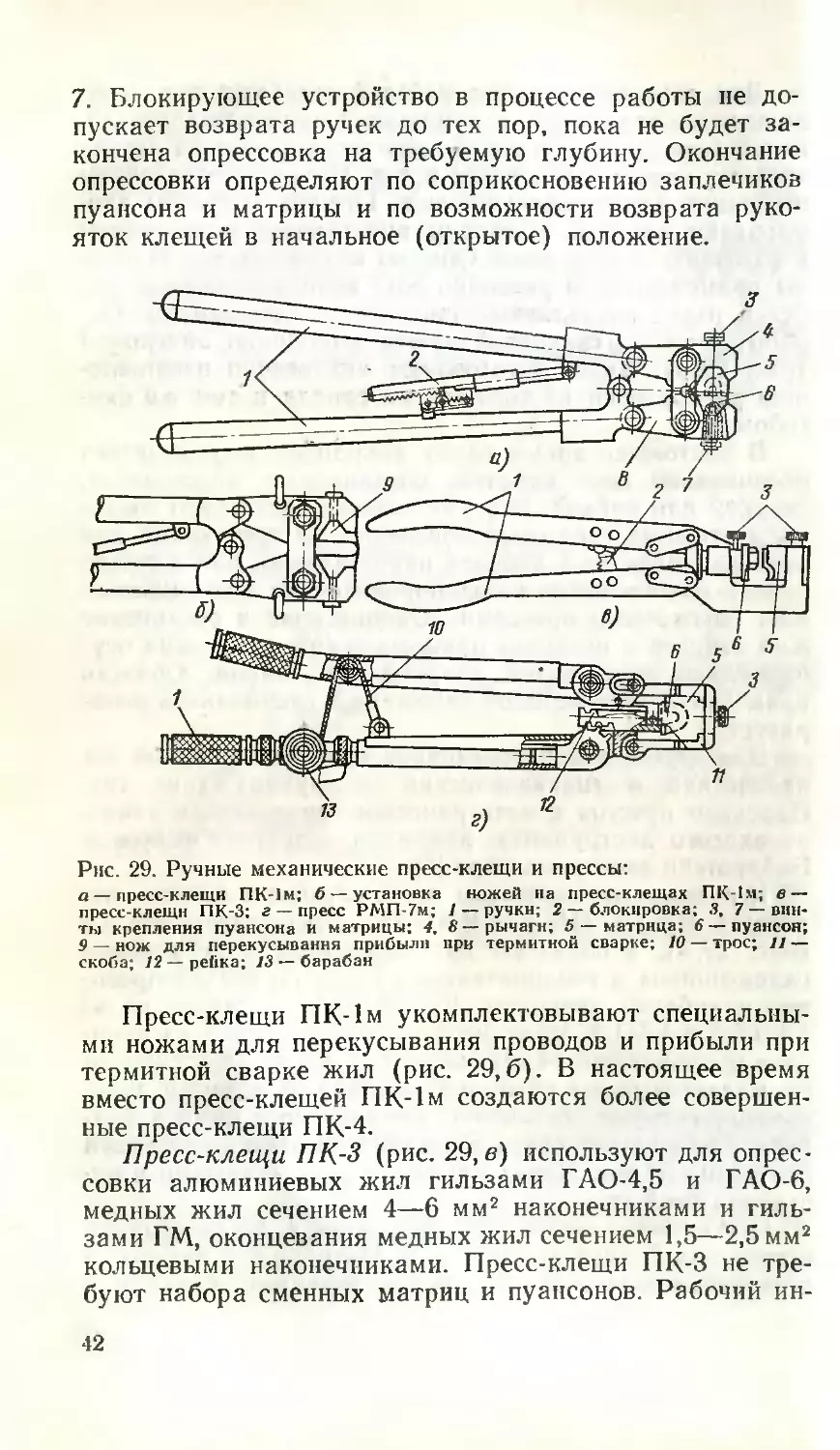
7. Блокирующее устройство в процессе работы не до-
пускает возврата ручек до тех пор, пока не будет за-
кончена опрессовка на требуемую глубину. Окончание
опрессовки определяют по соприкосновению заплечиков
пуансона и матрицы и по возможности возврата руко-
яток клещей в начальное (открытое) положение.
Рис. 29. Ручные механические пресс-клещи и прессы:
а— пресс-клещи ПК-1м; б — установка ножей на пресс-клещах ПК-1м; в —
пресс-клещн ПК-3; г — пресс РМП-7м; / — ручки; 2 — блокировка; 3, 7 — вин-
ты крепления пуансона и матрицы; 4, 8—рычаги; 5 — матрица; 6 — пуансон;
9 — нож для перекусывания прибыли при термитной сварке; 10 — трос; 11—
скоба; 12— рейка; 13 — барабан
Пресс-клещи ПК-1м укомплектовывают специальны-
ми ножами для перекусывания проводов и прибыли при
термитной сварке жил (рис. 29,6). В настоящее время
вместо пресс-клещей ПК-1м создаются более совершен-
ные пресс-клещи ПК-4.
Пресс-клещи ПК-3 (рис. 29, в) используют для опрес-
совки алюминиевых жил гильзами ГАО-4,5 и ГАО-6,
мецных жил сечением 4—6 мм2 наконечниками и гиль-
зами ГМ, оконцевания медных жил сечением 1,5—2,5 мм2
кольцевыми наконечниками. Пресс-клещи ПК-3 не тре-
буют набора сменных матриц и пуансонов. Рабочий ин-
42
струмент размещен в цилиндрической обойме, принад-
лежащей головке пресса, секторы которой соответствуют
определенному опрессовываемому сечению. Пресс-клещи
снабжены блокированным устройством, гарантирующим
качество опрессовываемого сечения, которое срабатывает
в момент завершения полной опрессовки, соответствую-
Рис. 30. Ручные гидравлические клещи и прессы:
а —клещи ГКМ; б — пресс ПГР-20М1; / — пуансон; 2 —матрица; 3 —бугель;
4 — корпус; 5 — вентиль; 6 — резервуар; 7 — ручка; 8 — ремень
ший соприкосновению заплечиков матрицы и пуансона.
Габаритные размеры пресс-клещей 325x61x31 мм, мае
са 0,85 кг.
Ручной механический пресс РМП-7м (рис. 29, г) ис-
пользуют для опрессовки кабельных наконечников на
проводах и кабелях с медными и алюминиевыми жила-
ми сечением 95—240 мм2 при одпозубом вдавливании и
сечением 16—120 мм2 при двузубом. Максимальная си-
ла на пуансоне пресса 70 кН, а на ручках 150 Н. Габа-
риты пресса 650X120X75 мм, масса 5,3 кг. Пресс
РМП-7м состоит из корпуса, откидной скобы 11, рейки
12, двух рычагов с зубчатыми секторами и подвижной
ручки 1. Инструменты (матрица и пуансон) устанавли-
вают в скобу и рейку пресса. Смыкание ручек при опрес-
совке выполняют тросом 10, наматываемым на барабан
13 качанием ручки 1.
Конструкция гидравлических клещей и прессов по-
казана на рис. ЗС
Гидравлические монтажные клещи ГКМ (рис. 30, а)
предназначены для опрессовки гильз ГАО-4,5 и ГАО-6,
гильз и наконечников для алюминиевых жил сечением
до 25 мм2, наконечников для медных жил сечением до
10 мм2. Габариты клещей 275X45x72 мм, масса 1,2 кг.
Клещи ГКМ состоят из бугеля 3, корпуса 4, резервуара
для рабочей жидкости 6 и ручки 7. В корпусе имеются
плунжер, вентиль и два клапана. В торце корпуса вну-
43
три ввинчена трубка, благодаря которой обеспечивается
работа клещей в любом положении и исключается воз-
можность попадания воздуха в рабочую полость гид-
равлического устройства. Блок пуансонов 1 устанавли-
вают в бугель, а матрицу 2 — в шток поршня и закреп-
ляют винтами. В качестве рабочей жидкости применяют
профильтрованное машинное масло, которое заливают в
резервуар через отверстие в торце.
Работа с клещами ГКМ производится в следующем
порядке: подбирают пуансон и матрицу; матрицу уста-
навливают в шток и закрепляют винтом; в бугель уста-
навливают блок пуансонов с таким расчетом, чтобы пу-
ансон с соответствующей маркировкой был обращен к
матрице и закреплен винтом; поворотом вентиля по на-
правлению стрелки «закрыто» перекрывают перепуск-
ной канал корпуса; снимают хомут с ручки, вкладывают
обрабатываемый наконечник с проводом в матрицу.
Клещи берут так, чтобы резервуар 6 лежал на ладони
правой руки, а на ручке 7 находились четыре пальца.
После подготовительных операций выполняют опрес-
совку. Для этого производят полные качания ручки до
тех пор, пока не прекратится перемещение поршня с
матрицей. После опрессовки вентиль 5 поворачивают на
(8Д оборота по направлению стрелки «открыто» и остав-
ляют в этом положении до возвращения поршня с мат-
рицей в исходное положение. Опрессованный наконеч-
ник (гильзу) снимают с матрицы и производят измере-
ние глубины опрессовки.
Гидравлический пресс ПГР-20М1 (рис. 30,6) предна-
значен для оконцевания и соединения алюминиевых и
медных жил изолированных проводов и кабелей сечени-
ем 16—240 мм2 способом опрессовки, скругления сек-
торных однопроволочных алюминиевых жил сечением
25—240 мм2, а также секторных комбинированных жил
сечением 120—185 мм2. Максимальная сила на поршне
пресса 200 кН, а на ручках 250 Н Габариты 605Х135Х
Х90 мм, масса 5,3 кг. Пресс состоит из корпуса 4, бу-
геля 3, ручек 7. В бугеле устанавливают пуансон 1 и
матрицу 2. Пресс-клещи и прессы укомплектовывают
наборами инструмента для опрессовки или отдельными
пуансонами, блок-пуансонами и матрицами.
Для оконцевания и соединения алюминиевых жил
проводов и кабелей сечением 16—240 мм2 опрессовкой, а
также для скругления алюминиевых секторных однопро-
44
водочных жил кабеля сечением 25—240 мм2 и сектор-
ных комбинированных жил сечением 120—185 мм2 при-
меняют набор НИСО (рис. 31,а). Этот набор предна-
значен для работы с прессами, в том числе с ПГР-20М1.
Набор состоит из матриц и пуансонов, которые уложены
Рис. 31. Инструмент для опрессовки и скругления жил кабелей:
а — НИСО; б — НИОМ; в — ИСК; 1 — матрица; 2 — пуансон
в ячейках футляра. Инструмент для скругления выпол-
нен в виде вкладышей различных сечений, вставляемых
в обойму-матрицу и обойму-пуансон. Вкладыш в обойме
закрепляется шариковым фиксатором. Габариты набора
334X220X48 мм, масса 7 кг.
Для оконцевания и соединения медных жил силовых
проводов и кабелей опрессовкой с использованием стан-
дартных медных наконечников и гильз применяют
набор НИОМ (рис. 31,6). Этот набор также предназна-
чен для работы с прессом ПГР-20М1. В состав набора
входят восемь матриц и десять пуансонов, размещаемых
в ячейках футляра. Габариты набора 330X170X60 мм,
масса 4 кг.
Отдельный инструмент (пуансоны, блок-пуансоны и
матрицы) для опрессовки наконечников и гильз на мед-
ных и алюминиевых проводниках применяют с пресс-
клещами ГКМ, ПК-1м, ПК-3 и прессом РМП-7м.
Для скругления секторных однопроволочных жил се-
чением 25—120 мм2 на прессе РМП-7м применяют
инструмент ИСК (рис. 31,в), скругление секторных и
комбинированных алюминиевых жил сечением 120 мм2
и выше выполняют электрифицированными прессами, а
*5
также ручным прессом ПГР-20М1 с инструментом
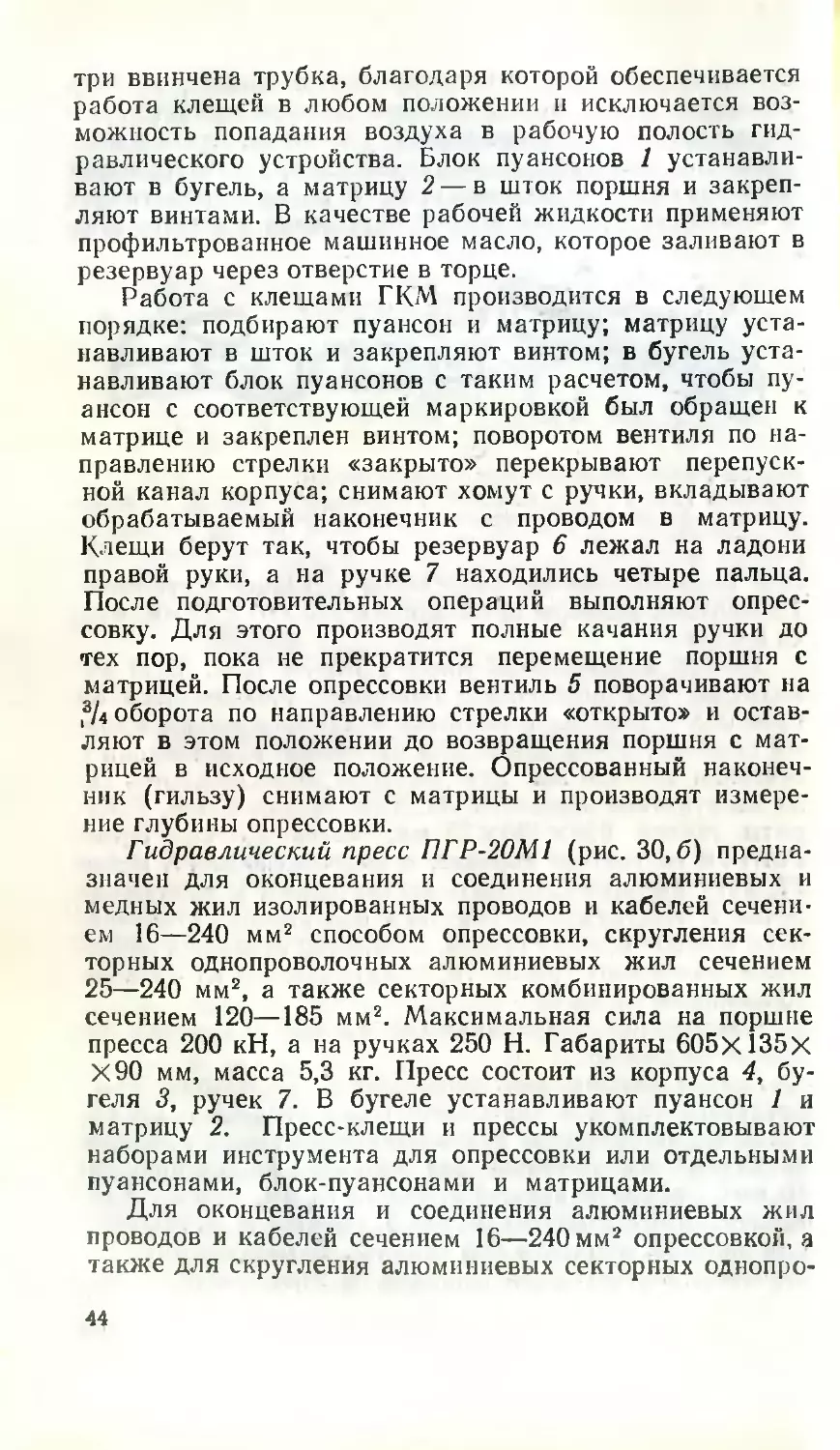
НИСО. Качество опрессовки наконечников определяют
остаточной толщиной материала в месте опрессовки.
Этот размер указан в специальных таблицах инструк-
тивных материалов. Например, при опрессовке алюми-
Рис. 32. Измерения глубины вдавливания пуансона после опрессовки
наконечника:
а — кронциркулем; б — штангенциркулем; в — специальным инструментом
ниевого наконечника сечением 35 мм2 инструментом
НИСО, прессом ПГР-20М1 остаточная толщина матери-
ала в месте опрессовки h = 5,5 мм. Измерение h выпол-
няют различными инструментами (рис. 32).
Для соединения алюминиевых жил кабелей или
проводов сечением от 16 до 240 мм2 с помощью термит-
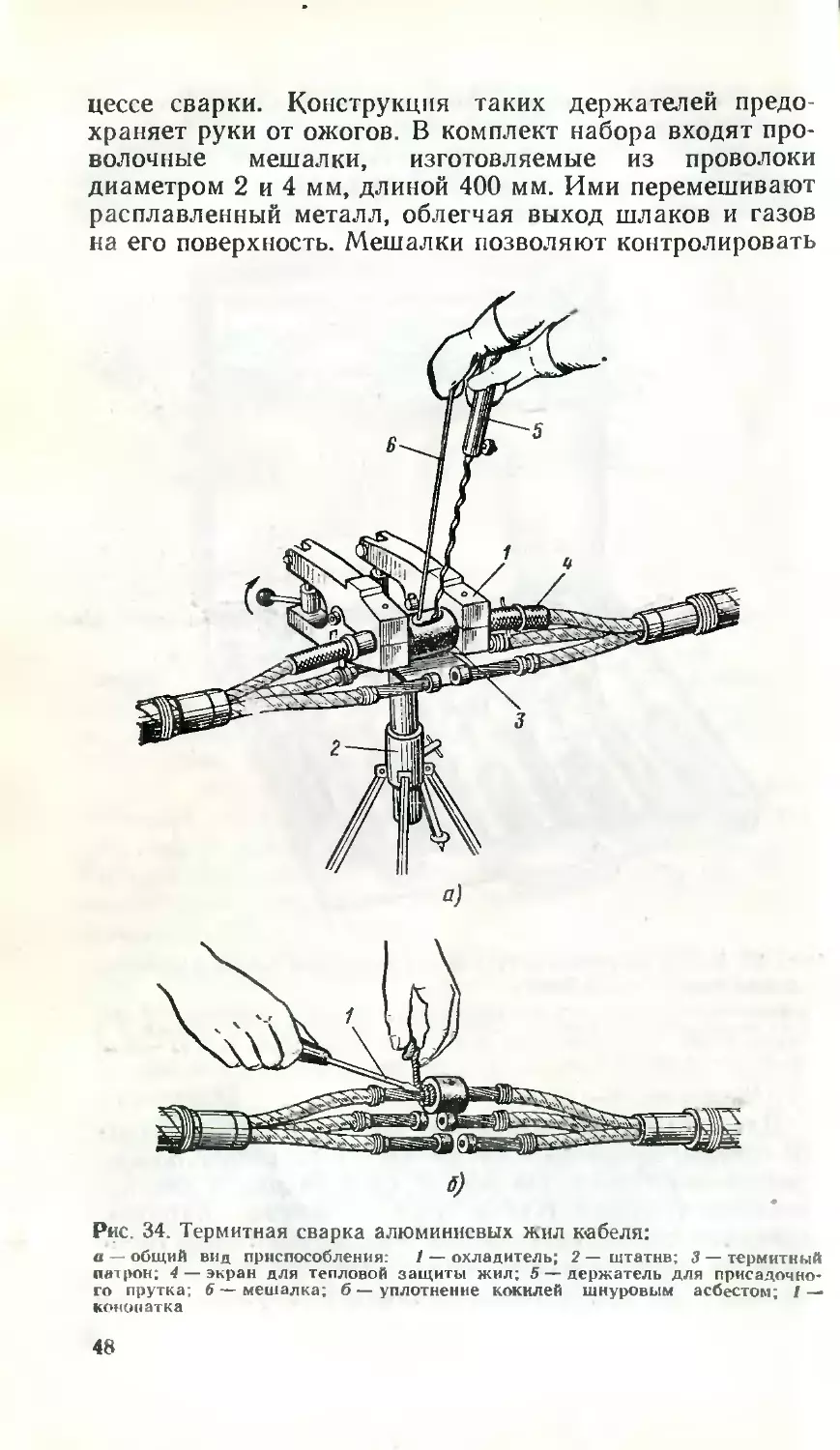
ной сварки применяют наборы типа НТС-2 (рис. 33).
Наборы поставляются в металлических чемоданах. Мас-
са набора с чемоданом составляет 17 кг, основные раз-
меры 400Х260Х 140 мм.
При сварке жилы кабелей или проводов закрепляют-
ся на штативе в специальных алюминиевых охладите-
лях (рис. 34,а). Охладители фиксируют жилы во время
сварки и служат для защиты изоляции от перегрева.
Охладители напоминают своим видом клещи, ручки
(половинки) которых стягиваются между собой винта-
ми для плотного закрепления на жиле кабеля.
Расстояние между охладителями устанавливают в
зависимости от сечения свариваемого кабеля. Малые
охладители комплектуют набором сменных втулок для
сварки жил сечением 16—95 мм2, а большие — для свар-
ки жил сечением 95—240 мм2. Два охладителя закреп-
ляют на соединительной планке, установленной на шта-
46
тнве с помощью специальных винтов. В отдельных слу-
чаях охладителями можно пользоваться и без штатива.
В центральной части планки устанавливают экран, ко-
торый служит для тепловой защиты жилы кабеля, рас-
положенной ниже зоны сварки.
Рис. 33. Набор инструмента НТС-2 для термитной сварки алюминие-
вых жил проводов и кабелей:
1 — кисточка; 2 — держатель; 3 — зубило; 4 — проволочные мешалки; 5 — щет-
ка из кардоленты; 6 — флюс; 7 —крышка; 8—втулки для охладителей; 9 —
стальная обойма; 10 — штатив для закрепления охладителей; 11 и 12 — охла-
дители; 13 — защитные очки
Для скусывания литниковых прибылей после термит-
ной сварки применяют клещи ПК-1м со специальными
режущими губками (см. рис. 29,6). Комплект губок по-
ставляют в наборе НТС-2. При зажигании патронов
термитные спички вставляют в специальный держатель,
такой же держатель применяют и для закрепления при-
садочного прутка, который добавляют в форму в про-
47
цессе сварки. Конструкция таких держателей предо-
храняет руки от ожогов. В комплект набора входят про-
волочные мешалки, изготовляемые из проволоки
диаметром 2 и 4 мм, длиной 400 мм. Ими перемешивают
расплавленный металл, облегчая выход шлаков и газов
на его поверхность. Мешалки позволяют контролировать
S)
Рис. 34. Термитная сварка алюминиевых жил кабеля:
и — общий вид приспособления: / — охладитель; 2 — штатив; 3 — термитный
патрон; 4 — экран для тепловой защиты жил; 5 — держатель для присадочно-
го прутка; 6—мешалка; б—уплотнение кокилей шнуровым асбестом; f —
кононатка
48
качество процесса термитной сварки во избежание об-
разования раковин. Кокили (формочки) уплотняют
шнуровым асбестом с помощью конопатки, которая
имеет полукруглое лезвие шириной 8 мм.
Набор инструмента НСП-1м служит для пайки жил
проводов и кабелей (рис. 35,а). В его комплект входят:
Рис. 35. Набор инструмента НСП-1м для пайки жил проводов и ка-
белей:
а — общий вид: 1 — баллоны с пропан-бутаном: 2— горелка типа ГПВМ-ОДз
3~ рукав: 4~ чемодан: б—насадки к горелке; 5 —ванночка; 6—паяльник
газовоздушная горелка ГПВМ-0,1, два баллона емкостью
по 1 л, два запасных примусных капсуля и иглы, а так-
же гибкий рукав с армировкой длиной 2 м. Набор по-
ставляют в металлическом чемодане, габариты набора
340X240X108 мм, масса 4,4 кг. Набор применяют при
пайке свинцовых соединительных муфт, проводников
заземления и т. д. Расход пропан-бутана 0,1 м3/ч, тем-
пература, создаваемая пламенем горелки, 900—950 °C.
По отдельному заказу набор укомплектовывают на-
садками к горелке ГПВМ: паяльником и ванночкой для
пайки или лужения концов жил и отдельных наконечни-
ков. Масса паяльника 0,2 кг, а ванночки 0,3 кг (рис.
35,6). Применение этих насадок позволяет регулирова-
4—609 49
нием пламени горелки длительно поддерживать необхо-
димую температуру рабочей части паяльника, а также
расплавленного припоя в ванночке объемом 20 см3.
Сварку алюминиевых жил ныполняют пропан-кисло-
родной сваркой Соединение однопроволочных алюми-
ниевых жил суммарным сечением до 35 мм2 непосред-
ственно на монтаже выполняют наборами НПГ, а соеди-
нение жил сечением от 16 до 240 мм2 — наборами НСПУ,
описанными в специальной литературе.
При пайке жил в зону рабочего места вносят пред-
варительно разогретый припой в ковше (рис. 36) или
Рис. 36. Комплект инструмента и приспособлений для пайки жил:
/_СКребок для удаления пленки окиси; 2 —ложка; 3 — ковш; 4 — тигель;
5 — лоток для слнва припоя
тигле, разливая его специальной ложкой. В процессе
пайки в этот комплект инструментов и инвентаря допол-
нительно включают лоток для слива излишнего припоя
в ковш, а также скребок для удаления пленки окиси с
поверхности жил под слоем незастывшего припоя. В кон-
це технологического процесса применяют инструмент
для зачистки мест соединения жил перед их изоляцией,
клещи с режущими губками для удаления прибыли при
термитной сварке, щетки стальные, напильники и т. д.
До начала технологических операций по восстанов-
лению изоляции жил должен быть закончен разогрев до
70—80 °C роликов ц рулонов, поставляемых заводами-
изготовителями в герметических металлических банках,
а также прошпарочного состава и бобин хлопчатобу-
мажной пряжи для бандажей.
50
Изделия разогревают в специальном термостате
(рис. 37,а), состоящем из стального корпуса и стакана
с круглыми отверстиями, пространство между которыми
заливают прошпарочным составом или трансформатор-
ным маслом. Такая конструкция исключает соприкосно-
вение разогреваемых роликов и рулонов с нагреваемой
стенкой термостата, а следовательно, их подгорание или
обугливание. Кроме того, двойные стенки, между кото-
рыми залиты состав или масло, надежно поддерживают
постоянную температуру внутри термостата во время
всего технологического процесса изоляции жил. Уложен-
Рис. 37. Комплект инструмента и приспособлений для разогрева ка-
бельных изделий и составов:
а — термостат; б — кабельное ведро, разогреваемое на жаровне; в — жаровня;
г — кабельное ведро с электроподогрезом; д — воронка; е — мешалка
ные в стакан ролики после разогрева вместе с ним вы-
нимают, опуская на поддон; большая часть прошпароч-
ной массы при этом через круглые отверстия сливается
обратно в корпус термостата. Если термостата нет, из-
делия разогревают в ведрах с трансформаторным мас-
лом. Разогрев комплектов роликов и рулонов в гермети-
чески закрытых заводских банках приводит к взрыву.
Заливочные и пропиточные составы разогревают в газо-
вом (рис. 37, в) или электрическом (рис. 37, г) разогре-
4*
51
вателе с плотно закрывающейся крышкой и носиком или
термостате. В носике закрепляют вкладыш с медной
сеткой для предохранения составов от попадания извне
посторонних частиц.
Во избежание взрыва запрещается разогревать со-
ставы в заводской закрытой таре (ведрах, бидонах, бан-
ках и т. д.), а также непосредственно пламенем горелки
из-за их возможного подгорания.
Для равномерного разогрева составов их периоди-
чески перемешивают специальной мешалкой (рис. 37, е)
или чистой сухой ложкой.
Одной из самых сложных и ответственных операций
является восстановление бумажной изоляции после со-
единения жил. В комплект инструментов для выполнения
этой операции включают приспособления для ступенча-
того восстановления изоляции. Для ровного обрыва бу-
мажных лент применяют специальное приспособление
или тонкую стальную проволоку (струну) с двумя свин-
цовыми грузиками (рис. 38).
Приспособление (рис. 38, а) состоит из обжимной
ленты 3 (стальная фольга, фотопленка или другой эла-
стичный материал), которая обхватывает бумагу фаз-
ной изоляции 2 жилы 1. Лента натягивается пружиной
Рис. 38. Комплект приспособлений для обрыва бумажных леит изо-
ляции кабеля:
а — обжимная лента с пружинным устройством; б — грузики со струной
52
Натяжения регулируют рычагом 8 с пружиной 7, на-
ходящимися в зажиме 9. Обжимную ленту одним кон-
цом закрепляют в прорезях скобы 5, затем, огибая жилу
кабеля, пропускают через буртики 4 и зажим 9.
Для получения ровного обрыва бумажных лент на
изоляцию кабеля навивают виток тонкой струны с гру-
зиками (рис. 38,6). После снятия определенного коли-
чества верхних лепт 11 у места намотки струны послед-
нюю вместе с грузиками 10 перемещают к месту соеди-
нения на расстояние, равное ширине ступени изоляции.
Бумажную изоляцию кабелей восстанавливают ком-
плектами бумажных роликов, рулонов, бобин хлопчато-
бумажной пряжи, поставляемыми заводом-изготовите-
лем. Предварительно разогретые ролики и рулоны до-
стают из банки или термостата (см. рис. 37, а) только
крючком (рис. 39,а), исключая попадание на них влаги
с рук или инородных частиц. Рулонную подмотку обры-
вают на конус приспособлениями (см. рис. 38) или спе-
циальными шаблонами (рис. 39,6), с помощью этого
шаблона из цилиндрической части рулона или ролика
выдавливают внутренний конус, который затем срезают.
Оставшаяся часть рулона при намотке с одного конца
создает ступенчатую конусную изоляцию. При намотке
каждый рулон во избежание разматывания перевязы-
вают хлопчатобумажной пряжей. Для наложения бан-
дажей из этой пряжи применяют специальные приспо-
собления (рис. 39,в).
При монтаже эпоксидных соединительных муфт кро-
ме специального приспособления для их закрепления
(см. рис. 18) применяют также инструмент и приспо-
собления, указанные на рис. 40: лотки, мешалки, киянки
(деревянные молотки), скребки для зачистки оболочек и
брони и др.
От применения того или иного инструмента и спосо-
ба пользования ими зависит качество выполняемых ра-
бот. Так, например, при заливке компаунда в формы
(полумуфты) применяют лотки, а также киянки или
вальки. Эпоксидный компаунд для предотвращения об-
разования газовых включений (пузырьков и раковин)
заливают в формы медленно с небольшой высоты непре-
рывной струей. При заливке следят, чтобы струя ком-
паунда шириной 10—15 мм с лотка сразу же переходи-
ла на стенку формы. Во время заливки компаунда и не-
которое время после ее окончания по корпусу формы
53
постукивают киянкой или вальком, ускоряя процесс вы-
деления газовых пузырьков па поверхность.
Для нагрева термоусаживающихся трубок (ТУТ)
применяют газовые горелки ГПВМ-0,1 (ТУ 36—677—77),
работающие на пропан-бутане, или различные электри-
ческие нагреватели.
Рис. 39. Комплект инструмента
и приспособлений для восста-
новления бумажной изоляции:
а — крючки для захвата роликов;
б — шаблон; в — обойма с катуш
кой для наложения ин точных бан-
дажей
Рис. 40. Комплект инструмента и приспособлений для монтажа эпок-
си дных муфт:
/ — мешалка; 2 —лоток: 3 —скребок для зачистки оболочки и брони кабеля
Усадку ТУТ выполняют в рабочей зоне с температу-
рой от 120 до 200 °C. Рабочая зона расположена в 12—
18 см от торца горелки (рис. 41,а,б). При усадке ТУТ
пламя регулируют до желто-голубого цвета (мягкое
пламя).
54
Для контроля температуры нагрева ТУТ применяют
термоиндикаторные карандаши, штрихи которых, нане-
сенные на поверхность ТУТ, резко изменяют свой цвет
при достижении определенной температуры, например
карандаши марки ПО с температурой перехода цвета
Рис. 41. Горелки с насадками для нагрева термоусаживающихся тру-
бок:
с—нормальный режим работы горелки (без насадки); б — режим работы го-
релки для качественной усадки трубок (без насадки): в — торцевая насадка;
г —кольцевая насадка: / — горелка ГПВМ-0 1; 2 — ярко-голубое пламя; 3 —
желто-голубое пламя; 4 — темно-голубое пламя; 5 —размытое голубое пламя;
5 — торцевая насадка; 7 — трубка (ТУТ); 5 —кольцевая насадка в сборе;
9 — запальное отверстие; 10 — воздухосборник
130 °C. Цвет штриха термоиндикаторного карандаша —
желтый, после воздействия температуры — оранжевый.
Для усадки ТУТ к горелкам ГПВМ-0,1 применяют
торцевые и кольцевые насадки.
При работе с торцевой насадкой (рис. 41, в), которую
устанавливают вместо штатного наконечника горелки,
пламя регулируют до размытого голубого цвета (серо-
голубой цвет), добиваясь, чтобы устойчивый факел пла-
мени был в 3—5 см от торца насадки. Рабочая зона
усадки ТУТ находится в 5—9 см от торца насадки.
При кольцевой насадке (рис. 41,г) предварительно
снимают эжектор горелки со штатным наконечником.
Розжиг горелки выполняют через запальное отверстие.
Пламя регулируют так, чтобы во внутреннем кольце
насадки не было жестких (голубых) факелов. По всему
периметру добиваются устойчивого горения пламени се-
ро-голубого цвета. Помещая ТУТ внутрь кольца насад-
ки, выполняют усадку трубки, плавно перемещая насад-
ку вдоль трубки и не допуская касания внутренней стен-
ки кольца с трубкой.
55
4. ИНСТРУМЕНТ ДЛЯ МОНТАЖА ВТОРИЧНЫХ ЦЕПЕЙ
Рабочее место электромонтажника по вторичным це-
пям [4J имеет наиболее благоприятные условия для
внедрения НОТ. Кроме организации рабочих мест НОТ
определяет условия создания комфортных зон для рабо-
ты с инструментами. Так, например, при монтаже вто-
ричных цепей распределительных устройств создают
комфортную зону, т. е. такие условия, при которых мо-
жет быть достигнута наивысшая производительность
труда при работе с инструментом. В такой зоне темпе-
ратура воздуха в холодный период года не должна быть
ниже 15—20 СС, а в теплый — выше 20—23 °C; относи-
тельная влажность не должна превышать 40—60 %, а
шум — 50 дБ и т. д. Для работы в этой зоне создан спе-
циальный инвентарь, описание которого приведено в
< 8. За последнее время для электромонтажников этой
специальности создано много высокопроизводительного
инструмента.
Для монтажа вторичных цепей выпускают специаль-
ные наборы инструмента, например набор инструмента
коммутатчика НК. Набор поставляют в чемодане. Для
удобства пользования набором в чемодан укладывают
сумку с наиболее часто используемым инструментом.
В набор входит тот же инструмент, что и в набор НЭ
(см. приложение 2), кроме слесарного молотка.
При монтаже и наладке различной аппаратуры, ка-
белей и проводов для вторичных цепей одновременно с
типовыми наборами рекомендуется применять специаль-
ный инструмент и приспособления. При настройке и ре-
визии реле на станциях щитов управления крепление
гаек контактных шпилек осуществляют разрезными
торцевыми ключами (рис. 42). Их применение исклю-
чает отсоединение проводов от шпилек.
При снятии пластмассовой изоляции с любого участ-
ка проводов и жил контрольных кабелей применяют
термоклещи типа ТК-1 (рис. 43,а). В рабочие губки кле-
щей встроены продольные и кольцевые ножи, а также
электрические нагревательные элементы. Клещи под-
ключают к электрической сети переменного тока напря-
жением 42 В. При этом рабочие ножи нагреваются до
200 °C. Обрабатываемую жилу провода или кабеля се-
чением от 1,5 до 6 мм2 укладывают в соответствующие
его сечению гнезда, после чего сжимают рукоятки. На-
56
гретыми ножами расплавляют изоляцию жилы по коль-
цу в двух местах на расстоянии 30 мм и вдоль провода с
двух противоположных сторон между кольцами. Сжи-
маемая изоляция распадается на две части и легко уда-
Рис. 42. Торцевой разрезной
ключ
Рис. 43. Инструмент и приспо-
собления для снятия изоляции
с жил проводов или кабелей
ляется с провода. Масса клещей 1,6 кг, основные раз-
меры 230x68x38 мм.
Электроклещи более простой конструкции (рис. 43,6)
применяют для снятия пластмассовой изоляции с жил
57
проводов мелких сечений. Электроклещи состоят из двух
пар стержней, к концам которых прикреплены две ни-
хромовые проволоки диаметром 0,8—1,5 мм, длиной
<75 мм, образующие ромбовидную петлю, через которую
жилу провода вводят до упора. Нихромовая петля вклю-
чена через понижающий трансформатор. Изоляцию над-
резают легким нажимом на рукоятки держателя, петли
при этом сжимаются и их раскаленные нити надрезают
изоляцию. Надрезанную изоляцию легко снимают спе-
циальными щипцами (рис. 43,в). Для надреза хлопча-
тобумажной изоляции применяют электроножи (рис.
43, г).
Для снятия изоляции с концов проводов и жил ка-
белей применяют инструмент МБ-1М, МБ-2 и М-1 (рис.
44). Инструмент МБ-1М (рис. 44,о) применяют для сня-
тия и перерезания изоляции с проводов и жил кабелей
сечением 0,75—6 мм2, а также для их перекусывания.
Изоляцию снимают на длине от 5 до 30 мм. Время сня-
тия изоляции с одной жилы 2 с. Габариты инструмента
165X120X35 мм, масса 0,24 кг. Инструмент имеет две
ручки 7 и 9, пружину 12, рабочие губки 5 и 11, в кото-
рых размещены неподвижный 1 и подвижной 2 ножи,
а 1 акж е подвижной прижим 10. Движение деталей инст-
румента контролируется копиром 3 и поводком 4. Жи-
лы перекусывают ножами 8 с крышками 6.
Инструмент МБ-2 (рис. 44, б) применяют для снятия
и оляции с двухжильных плоских проводов с пластмас-
совой изоляцией АППВ и АППВС при одновременном
разделении токоведущих жил путем разрезания пере-
мычки на ближайшем участке провода. Инструментом
снимают изоляцию на длине участка от 5 до 30 мм сече-
нием проводов от 1,5 до 4,0 мм2; длина участка разре-
заемой перемычки — до 30 мм. Время снятия изоляции
с одного конца провода 2 с. Габариты инструмента
174X120X36 мм, масса 0,4 кг. Вместо инструмента
МБ-2 иногда применяют инструмент МБ-1М с встроен-
ным ножом для разрезания перемычки плоских прово-
дов с пластмассовой изоляцией. Изоляцию плоских про-
водов снимают аналогично изоляции круглых. Этот ин-
струмент называется МБ-1У.
Инструмент М-1 (рис. 44, в) применяют для снятия
изоляции с концов проводов сечением от 0,25 до 1,5 мм2
и перекусывания их. Инструментом снимают изоляцию
на длине до 50 мм; время снятия изоляции с одного кон-
58
ца провода 2 с. Габариты инструмента 140X65X12 мм,
масса 0,12 кг. Инструмент состоит из двух шарнирно
соединенных рычагов 14, 15, длинные концы которых
служат ручками, а короткие — ножами с режущими
кромками для снятия изоляции с проводов и перекусы-
вания их. Эксцентрический диск 17 с делениями служит
для установки ножей на размер диаметра обрабатывае-
мого провода. Скоба 13 ограничивает размах ручек, а
пружина 16 после нажатия ручек возвращает их в ис-
ходное положение.
59
Использование инструмента МБ и М сокращает ас-
сортимент инструментов, применяемых для снятия изо-
ляции с жил проводов и кабелей, например таких, как
монтерский нож и кусачки.
Для однотипных работ, выполняемых в большом объ-
еме при монтаже вторичных цепей, разработаны раз-
личные конструкции отверток. Так, например, при ра-
боте в труднодоступных местах применяют отвертки
типа ОЗ (рис. 45,о), оснащенные устройством для за-
Рис. 45, Специальные отвертки
хвата винта. При ввертывании винта 4 скобу 5 нажа-
тием большого пальца сдвигают по стержню 2 таким об-
разом, чтобы ее прорезь вышла за пределы лезвия 3.
В эту прорезь вставляют винт, который закрепляется
между лезвием и скобой под действием пружины 1. По-
сле завертывания винта на один-два оборота скоба ос-
вобождает его головку. Дальше винт удерживается сам,
и стержень отвертки работает как обычно. Такие от-
вертки позволяют электромонтажнику работать одной
рукой. Отвертки типа ОЗ применяют при завертывании
винтов М4 и М5.
Кроме отверток типа ОЗ находят применение отверт-
ки типа ОМС и ОРМ. Механическая спиральная отверт-
ка ОМС (рис. 45,6) позволяет ускорить процесс завер-
60
тывания винтов, снижая прилагаемые усилия. Заверты-
вание винтов осуществляется при поступательном
движении ручки. В средней части стержня нарезана
двухзаходная спиральная резьба 3. Завинчивание вин-
тов осуществляется переменным нажатием на рукоятку
отвертки 1. При этом стержень 4 начинает вращаться.
Канавки спиральной резьбы вращаются по обходным
шарикам, закрепленным на корпусе отвертки. Возврат
стержня обеспечивает специальная пружина.
Спиральной отверткой при отвертывании винтов
можно пользоваться и как обычной. В этом случае ее
стержень закрепляют цанговым зажимом с гайкой 2,
находящимся на конце рукоятки. Отвертка комплекту-
ется двумя стержнями с лезвиями лопаток толщиной
0,5 и 0,7 мм. Она рассчитана для завертывания винтов
до Мб.
Для контроля за установленным моментом затяжки
контактных соединений применяют отвертки типа ОРМ
(рис. 45, в) с регулируемым крутящим моментом. На
втулке корпуса 1 отвертки имеются риски с указанием
размера завинчиваемого винта. Стержень 2 с лезвием 3
внутри корпуса упирается в специальные шайбы. Шайбы
сдерживаются от вращения относительно друг друга
силами трения. При моменте на стержне отвертки боль-
ше установленного шайбы начинают проскальзывать и
стержень с лезвием перестает передавать вращательное
движение на шлиц винта. Специальная регулировка
позволяет получать различную величину крутящего мо-
мента, например для винтов М3 0,5 Н-м и для винтов
Мб 2,5 Н-м.
При производстве работ в установках, находящихся
под напряжением до 1 кВ, применяют инструменты с
Изолирующими рукоятками или эластичными чехлами:
боковые кусачки, универсальные электромонтажные
плоскогубцы (см. § 5), диэлектрические отвертки и др.
Эластичные изолирующие чехлы обычно изготовляют из
полиэтилена. Чехлы снабжают упорами, которые пред-
отвращают соскальзывание руки работающего на неизо-
лированную часть инструмента. Упор должен быть вы-
сотой не менее 10 мм и толщиной 3 мм. Изоляционные
материалы чехлов и рукояток инструментов должны удо-
влетворять требованиям ГОСТ 11516—79.
Для работы под электрическим напряжением до
1 кВ применяют диэлектрические отвертки (ГОСТ
61
21010—75*), изображенные на рис. 45, г. Эти отвертки
не разрешается применять для работы в среде, разру-
шающей изоляцию, либо в среде, насыщенной токопро-
водящей пылью, водяными парами, а также в условиях,
когда возможно непосредственное попадание воды на
изоляцию инструмента. Ручку отвертки изготовляют из
полиэтилена высокой плотности, поликарбоната или по-
лиформальдегида, а стержень 1 изолируют полиэтиле-
ном низкой или высокой плотности.
Изолирующие рукоятки и изоляция стержней отвер-
ток имеют окраску, отличающуюся от цвета металличе-
ской неизолированной части инструментов. Отвертки
изготовляют 22 типов длиной от 200 до 320 мм, шириной
лезвия от 3,5 до 10 мм. Изоляция стержня перекрывает-
ся ручкой на длину более 10 мм. В эксплуатации состоя-
ние изолирующих чехлов и рукояток инструментов кро-
Рис. 46. Затяжка бандажей пакетов проводов и контрольных кабе-
лей:
й — банд л жирование металлическими полосками; б — баидажирование поли-
винилхлоридной лентой; 1—перфорированная лента; 2 — кнопка; 3—вилка;
4 — пакет проводов
ме внешнего осмотра проверяют испытательным напря-
жением 2 кВ в течение 1 мин, испытания проводят 1 раз
в год.
Пакеты проводов вторичных цепей бандажируют по-
ливинилхлоридной лентой и специальными кнопками
или металлическими полосками с пряжками. Бандажи-
рование пакетов проводов металлическими полосками
производят способами, описанными в § 6, или комбини-
рованными плоскогубцами с приспособлением для за-
тяжки этих полосок (рис. 46,а). Для натяжки бандажа
из поливинилхлоридной перфорированной ленты при-
меняют специальные вилки (рис. 46,6), которые обеспе-
62
чивают плотную затяжку бандажа и облегчают его за-
крепление кнопкой.
Особый интерес представляют инструмент и приспособления для
маркировки вторичных цепей. Маркировку пакетов проводов и конт-
рольных кабелей осуществляют треугольными пластмассовыми бир-
ками, на которых обозначения могут наноситься специальным приспо-
соблением с электроподогревом металлических букв и цифр, а также
маркировочными поясками, ла которых знаки выбивают стальным
номератором.
В качестве материала маркировочных поясков применяют белую
жесть или алюминий толщиной 0,5 мм. Знаки закрашивают черной
нитроэмалью. В отдельных случаях, когда применяют однотипную мар-
кировку, выдавливание знаков осуществляют специальными машин-
ками с вращающимися дисковыми пуансонами. При маркировке от-
дельных жил проводов и контрольных кабелей применяют инструмент,
облегчающий надевание поливинилхлоридных трубок и бирок на них
(рис. 47).
Рис. 47. Инструмент для надевания поливинилхлоридных трубок:
а — игла; б — клещи
Трубка на жилы надевается с помощью специальной иглы, а
бирки-оконневатели из поливинилхлоридной трубки — специальными
клещами. Клещи позволяют надеть оконцеватели при отсутствии
кольца для подключения к наборным зажимам, а также с кольцом.
Окоицеаатели предварительно надевают иа шпильки 3, рукоятками
через системы рычагов и шарниров их растягивают до необходимого
63
размера. Затем оконцеватель надевают на конец провода или жилы
контрольного кабеля. Оконцеватели изготовляют этими же клещами.
Резку их на определенные размеры выполняют ножом 2, предвари-
тельно вводя трубку в отверстие 4 штока 5 и сжимая рукоятки 1.
Большую группу инструмента составляют различные
ключи для затягивания или отвинчивания накидных или
Рис. 48. Ключи для монтажа штеп-
сельных разъемов:
а—с зажимным ремнем; б — раздвиж-
ной с фиксатором; в — рычажный без
фиксатора
прижимных гаек штеп-
сельных разъемов. Ключ с
зажимным ремнем (рис.
48, а) затягивает или от-
винчивает гайки разъемов
хлопчатобумажным про-
резиненным ремнем, кото-
рый при повороте ключа
обхватывает гайку разъ-
ема, передавая на нее не-
обходимое усилие. Длину
ремня регулируют на лю-
бой размер диаметра гай-
ки. Для этого перестав-
ляют конец ремня в соот-
ветствующий паз корпуса
ключа. Для затягивания
накидных гаек штепсель-
ных разъемов применяют
раздвижные ключи. Ва-
риант такого ключа показан на рис. 48, б. На любой
размер гайки ключ устанавливают поворотом одного из
рычагов и перестановкой фиксатора в другое отверстие
рычага. Раздвижной ключ (рис. 48, в) не имеет фикса-
тора, в момент затягивания или отвинчивания гайки один
из рычагов ключа прижимается к ней пружиной.
5. ИНСТРУМЕНТ ДЛЯ МОНТАЖА ОСВЕТИТЕЛЬНЫХ
И СИЛОВЫХ СЕТЕЙ
Монтаж осветительного электрооборудования пред-
приятий и гражданских сооружений составляет 35—
40 % электромонтажных работ; осветительного электро-
оборудования жилых и культурно-бытовых объектов —
16—18 %, а силового электрооборудования — 29—30%.
Поэтому для этих видов работ создано наибольшее ко-
личество инструмента.
64
Оптимальный состав специализированных бригад для
монтажа осветительных и силовых сетей определен
ВНИИПЭМ.
Монтаж освещения жилищных, культурно-бытовых и
гражданских сооружений выполняет бригада из 7 чел.
Бригада выполняет: разметку, установку опорных кон-
струкций и деталей крепления; монтаж электропрово-
док в трубах, установку и подключение вводно-распре-
делительных, этажных, квартирных и распределитель-
ных устройств, установку крюков с потолочными
розетками и патронами, монтаж осветительной арматуры.
Монтаж силового электрооборудования и промыш-
ленного освещения выполняет бригада из 7 чел. В со-
став работ, выполняемых бригадой, входит: разметка и
установка конструкций и деталей крепления; крепление
оборудования к опорным конструкциям; соединение
между собой секций в укрупненные блоки; соединение
и оконцевание проводов и кабелей; устройство заземле-
ния; отрезка, крепление и соединение труб; затягивание
стальной проволоки и проводов в трубы; монтаж лотков
и коробов; прокладка на лотках и в коробах проводов и
кабелей; монтаж магистральных, распределительных,
осветительных и крановых шинопроводов; монтаж тро-
совых электропроводок; установка осветительной арма-
туры и подключение ее.
Для монтажа осветительных и силовых сетей приме-
няют инструмент, приспособления и инвентарь, собран-
ные в бригадные технологические комплекты по видам
электромонтажных работ, индивидуальные наборы НЭ,
НИЗ, а также специализированный инструмент и при-
способления [клещи для установки клиньев в универ-
сальных сборных электроконструкциях (УСЭК), для
пробивки и выдавливания отверстий в стенках коробок,
ящиков; ключи для установочных заземляющих гаек
и т. д.]; слесарный инструмент (станки ножовочные, клю-
чи обычные, торцевые и т. д.); измерительный инстру-
мент; штанги для определения правильности подключе-
ния осветительной арматуры; приборы для проверки от-
сутствия напряжения, отыскания мест повреждения
скрытой проводки. Бригадные технологические комплек-
ты перемещают в контейнерах, передвижных мастерских
или на станциях механизации.
Передвижные мастерские и станции. Мастерские
смонтированы на шасси автомобилей и прицепах с кузо-
5—609
65
вами типа фургона. Кузова мастерских унифицированы,
они представляют собой фургоны с теплоизоляцией и
внутренней облицовкой. Мастерские оборудованы сле-
сарными верстаками, ящиками-сиденьями, шкафами
для одежды, умывальниками и снабжены средствами
для безопасной работы, противопожарным оборудовани-
ем, медицинскими аптечками, а также специальными
инструментом, приспособлениями и вспомогательными
средствами в зависимости от назначения мастерской.
В мастерских установлены вводно-распределительные
щиты и понижающие трансформаторы, обеспечивающие
питание от внешней сети 380/220 В. Мастерские имеют
естественное и электрическое освещение, а также ото-
пление.
Для монтажа освещения жилых домов и культурно-
бытовых объектов используют мастерскую МО-A на
базе автомобилей ГАЗ-53А или ЗИЛ-130 или типа МО-П
па базе прицепов 2ПН-2 или 2П2-2; мастерскую для
монтажа электрооборудования промышленных пред-
приятий МЭ-АП на базе автовышки АТ-60 и прицепа
2ПН-2 или МП-П на базе прицепа 2ПН-2. На автомо-
билях и прицепах устанавливают кузова типа фургона.
Характеристики передвижных мастерских и станций
механизации указаны в приложении 3.
Набор электромонтажника (НЭ) поставляют в чемо-
дане. Для удобства пользования набором в чемодан ук-
ладывают сумку с наиболее часто используемым инст-
рументом. В этот набор включены слесарный и специа-
лизированный инструмент (см. приложение 2). Набор
применяют для всех технологических операций при мон-
таже осветительного и силового электрооборудования, к
инструменту набора добавляют лишь инструмент и при-
способления, предназначенные для того или иного вида
проводок. В отличие от слесарного инструмента (см. § 2)
в наборе НЭ используют инструмент с эластичными чех-
лами на ручках: боковые кусачки (рис. 49, а) и универ-
сальные электромонтажные плоскогубцы (рис. 49, б).
Габаритные размеры кусачек 155x18x55 мм, масса
0,33 кг, а универсальных плоскогубцев 204X66X23 мм,
масса 0,386 кг.
Для подготовки и выполнения трубных, открытых и
других проводок, прокладки трасс шинопроводов и шин
применяют набор инструмента и приспособлений для за-
мерщиков типа НИЗ (рис. 50). Набор поставляется в
66
деревянном футляре, крышка которого имеет пружинный
прижим для крепления бумаги при нанесении эскизов.
Основные размеры футляра 450x350x80 мм, масса на-
бора 7 кг. Набор инструмента НИЗ состоит из измери-
Рис. 49. Инструмент с эластичными чехлами на ручках:
а — боковые кусачки; б — универсальные электромонтажные плоскогубцы
Рис. 50. Набор инструмента и приспособлений типа НИЗ для замер-
щиков
тельного инструмента, а также вспомогательных таблиц
подсчета материалов, условных обозначений и т.д.
Телескопическая линейка (рис. 51, а) состоит из трех
секций. Первая из них вставлена во вторую, они могут
5* 67
Рис. 51. Инструмент для измерений:
а — телескопическая линейка; б —угломер; в — лииеПка-трафарет
передвигаться одна относительно другой. Третья секция
присоединена на оси (заклепке). Она имеет транспортир
и позволяет замерять углы трасс. Линейка имеет отвер-
стия для закрепления отвеса, а средняя секция — руко-
ятку для переноса линейки. В собранном виде линейка
имеет длину 1 м, максимальная длина при раскрытии
всех секций 3 м. Линейка изготовляется из алюминиево-
го сплава, ее общая масса 0,9 кг.
Для измерения углов трубной заготовки применяют
угломер (рис. 51,6), состоящий из транспортира 1, стрел-
ки-указателя 2 и штыря 3. При измерении угла заго-
товки в ее вершине устанавливают штырь угломера.
Транспортир со стрелкой и указателем закрепляют на
штыре с помощью винта. Для определения длины заме-
ряемого трубопровода или его трассы через ушки угло-
мера 4 протаскивают ленту рулетки. Стрелку — указа-
тель транспортира совмещают с осью линейки, отсчи-
тывая на шкале угол трубной заготовки в градусах.
При выполнении эскизов применяют линейки-трафа-
реты (рис. 51, в). Линейка позволяет быстро наносить на
эскизы размеры осветительных арматур, кронштейнов,
а также места креплений различной аппаратуры, щитков
и шкафов. Применение линейки-трафарета не только
повышает производительность труда, но и значительно
улучшает качество эскизов. Линейку изготовляют из
прозрачной пластмассы толщиной 1—1,5 мм.
Для соединения универсально-сборных электроконст-
рукций клиновыми соединителями применяют различные
клещи. Одни из них показаны на рис. 52. Клещи затяги-
Рис. 52. Клещи для соединения УСЭК клиновыми соединителями!
с — установка соединителя; б — разводка хвостовой части соединителя; / —
^ставка соединителя; 2 —тяга; 3 — щека; 4—призма; б — клин соединителя
69
вают клин соединителя и разводят его хвостовую часть.
Клещи состоят из двух щек, рычага (тяги), двух пласт-
массовых плашек. В нижней части щек имеются высту-
пы для упора при затяжке клинового соединения. С про-
тивоположной стороны расположена призма, которая
соединена со щеками двумя заклепками и предназначе-
на для разведения хвостовой части соединителя. Для
соединения конструкций в их отверстие устанавливают
клин. Опоры щек прижимают к вставке клинового со-
единителя (рис. 52, а) и нажатием на рукоятку клещей
устанавливают клин. Тягу клещей поворачивают на 180°
и вводят в клин, а призму — в шплинтовую (разрезную)
часть соединения. Нажатием на рукоятку разводят хво-
стовую часть соединителя (рис. 52,6).
Одновременно с заготовкой труб на различных меха-
низмах и станках или комплектацией трубных проводок
из мерных отрезков в стенках стальных коробок, ящиков
или кожухов аппаратов пробивают отверстия на прес-
сах или приспособлениях.
При выполнении работ на месте монтажа применяют
ручной механический пресс ПРМПО (рис. 53,о), кото-
рый пробивает отверстия диаметром 23, 28 и 35 мм.
Пресс состоит из головки 1, корпуса 2, рейки 3, двух
рычагов 4 с зубчатыми секторами 8, подвижной ручки 5.
Инструмент (матрица и пуансон) устанавливают соот-
Рис, S3. Ручные механические прессы для пробивки отверстий;
а — ПРМПО; б — РППО-3
70
ветственно в головку и рейку пресса. Для пробивки от-
верстий стенку обрабатываемого изделия закладывают
в зев головки. Пресс включается поворотом колец 6, 7
и приводится в действие качанием ручки 5.
Пресс поставляется комплектно с набором инстру-
мента (матрицами и пуансонами). С помощью этого
пресса при максимальном усилии на пуансоне 70 кН
можно пробивать отверстия в стальных стенках изделий
толщиной до 1,8 мм. Основные размеры пресса 650Х
X120 X135 мм, его масса 5,5 кг.
Для пробивки отверстий в стальных листовых конст-
рукциях применяют также различные прессы, созданные
на базе стандартных ручных прессов или клещей. На-
пример, пресс РППО-3 разработан на базе ручного
пресса РМП-7м (см. § 3). Пресс (рис. 53,6) выдавлива-
ет отверстия с помощью матрицы и пуансона. Их взаи-
модействие осуществляется посредством шпильки, один
конец которой закреплен в перемещающейся рейке, а на
втором установлен пуансон, соответствующий диаметру
продавливаемого отверстия. Шпильку вводят в предва-
рительно заготовленное отверстие диаметром 18 мм.
Пресс выдавливает отверстия диаметром 28—62 мм при
усилии на пуансоне до 70 кН. Усилие на рукоятках
пресса не превышает 150 Н, масса пресса с набором од-
ного типоразмера матрицы с пуансоном — не более
6,5 кг.
Стальные трубы к коробкам и ящикам крепятся ус-
тановочными заземляющими гайками. Для завинчива-
ния таких гаек имеется серия специальных ключей КГЛ
(рис. 54). Ключи выпускают шести типоразмеров для
завинчивания установочных гаек с резьбой от 1/2 до 2"
и соответственно массой от 0,3 до 0,94 кг.
При креплении элементов электропроводок, конст-
рукций для оборудования, установочных деталей и ап-
паратов широкое применение нашли электрифицирован-
ный и пиротехнический инструмент и механизмы, опи-
санные в специальной литературе [6].
Пробивку гнезд под дюбеля выполняют также и руч-
ными пробойниками ПО-1, ПО-2 с оправкой ОПКМ (рис.
55,о). В конусе 1 стержня 2 оправки ОПКМ устанав-
ливают пробойник ПО (рис. 55,в), которым вручную
пробивают гнезда в кирпичных или бетонных основани-
ях. Чехол 3 оправки полиэтиленовый. Клин (рис. 55,6)
предназначен для выбивания пробойников из оправки.
71
Рис. 54. Ключ КГ Л для установочных заземляющих гаек:
с —общий вид ключа; б —сборка трубных узлов прямым (У) в накидным (У)
ключами
Рис. 55. Инструмент для пробивки гнезд для дюбелей:
и —оправка ОПКМ; б—клин; в — ручной пробойник
Пробойники образуют цилиндрические гнезда диамет-
ром 5,8 и 7,8 мм, длиной до 60 мм. Длина пробойников
90 мм, а масса 0,03—0,04 кг. Масса оправки ОПКМ
0,26 кг.
Для снятия изоляции при оконцевании проводов и
кабелей применяют специализированные инструменты
для снятия изоляции МБ-1М, МБ-2, М-1, описанные
в § 4.
Наиболее удобным инструментом для опрессовки про-
72
водов в гильзах ГАО являются ручные пресс-клещи
ПК-3, они служат для соединения и оконцевания жил
проводов и кабелей при монтаже силовых и осветитель-
ных сетей. Описание этих npecc-клещей приведено в § 3.
6. ИНСТРУМЕНТ ДЛЯ МОНТАЖА ЭЛЕКТРОПРОВОДОК
ВО ВЗРЫВООПАСНЫХ ПОМЕЩЕНИЯХ
Во взрывоопасных установках наиболее широко при-
меняют беструбные виды проводок. В зависимости от
классов помещений и способов прокладки используют
бронированные кабели на поминальное напряжение 0,66
и 1 кВ, а также небронированные и гибкие шланговые
кабели. Для монтажа этих видов проводок используют
типовые наборы инструмента для производства работ в
промышленных зданиях, кабельных работ, пропано-
воздушной пайки и т. д.
Для отдельных технологических операций при мон-
таже беструбных проводок применяют специальный
инструмент. Например, для крепления небронированных
кабелей к строительным основаниям металлической по-
лоской применяют нож-клещи (рис. 56). Крепление ка-
белей ножом-клещами выполняют в следующей после-
довательности: кабель огибают полоской, два конца по-
Рис. 56. Нож-клещи:
а — общий вид; б — последовательность операций
73
вают губками и сжимают
Рис. 57. Инструмент для ввода
проводов в отверстия резиновой
прокладки взрывозащищенных
светильников и сальников от-
ветвительных коробок У409
лоски захватывают ножом-клещами одновременно и при
сведении их губок излишнюю длину концов полоски от-
резают ножами, полоску (сдвоенную) изгибают под уг-
лом 45° и обжимают кабель, изогнутые концы захваты-
вплотную, сжатый шов под-
гибают к кабелю вилкой на
конце ручки и затем легким
ударом шов подбивают к ка-
белю.
При разделке концов ка-
белей их пластмассовые и
резиновые оболочки и изо-
ляция жил снимаются кле-
щами ТК-1 (см § 4).
Для ввода жил кабелей
в отверстия уплотнительных
колец сальниковых уст-
ройств ответвительных ко-
робок У409 применяют спе-
циальный инструмент (рис.
57), причем каждый из про-
водов должен плотно захо-
дить в отверстие без приме-
нения подмотки изоляцион-
ных лент. В случае провод-
ки, выполненной водогазо-
проводными трубами, используют типовые наборы инст-
румента типов НЭ, НИЗ и т. д. Для крепления труб
применяют гаечные ключи; для подключения жил про-
водов и кабелей к электрооборудованию — торцевые
ключи, отвертки; для заготовки труб — зенкеры, рейбе-
ры, приспособления для накатки и нарезки резьбы и т. д.
Однако существуют инструмент и приспособления,
применяемые только при монтаже этих видов проводок.
Например, нарезка или накатка стальных труб во взры-
воопасных помещениях должна соответствовать 3-му
классу точности. Резьбу в соединениях стальных труб,
применяемых в этих помещениях, проверяют выборочно
(через каждые 40—50 нарезок) калибрами-кольцами
или калибрами-пробками. Эти калибры имеют два пре-
дела измерений: ПР—проходной и НЕ — непроходной.
Калибр-кольцо со знаком ПР не имеет знака класса
точности. Этот калибр должен свободно навертываться
на всю длину резьбы. Калибр-кольцо со знаком НЕ 3-го
74
класса точности должен навертываться на резьбу толь-
ко на одну-две нитки. При проверке соединений внут-
ренней резьбы (патрубки, муфты) аналогичные изме-
рения выполняют калибрами-пробками ПР и НЕ.
Для захватывания и вращения труб и их соедини-
тельных частей применяют трубные рычажные ключи по
ГОСТ 18981—73 (рис. 58). Два типа таких ключей поз-
Рис. 58 Рычажный трубный ключ:
/ — подвижной рычаг; 2— губка; 3 — неподвижный рычаг; 4 — поводок; 5 —
гайка; 6 — рукоятка подвижного рычага; 7 — ось
Рис. 59. Ключи для завертывания крышек коробок КПП:
J — поворотный рычажный; 2 — рожковый разводной
воляют захватывать трубы диаметром от 20 до 63 мм
(ключ 7813—0003) и от 25 до 90 мм (ключ 7813—0004).
Завертывание и отвертывание крышек чугунных
взрывозащищенных коробок КПП, КПД, КТО, КТД и
ККО при однотипном и массовом производстве работ
выполняют рычажными поворотными ключами (рис. 59).
При установке или снятии отдельных разнотипных ко-
робок применяют рожковый разводной ключ. Для за-
вертывания и отвертывания пробок в крышках коробок
применяют квадратные поворотные ключи.
75
Коробки КПЛ и КПР при монтаже проводок во
взрывоопасных установках заполняют специальными
массами или замазками. Заполнение производят шпате-
лями, шприцами. Кабельную массу разогревают так же,
как при заливке кожухов соединительных муфт кабелей
(см. §3).
Рис. 60. Специальные ключи для светильников:
а — ВЗГ-100 и В4А-60; б — Н4Б-300; в — ВЗГ-200А и ВЗГ/В4А-200; / —для
снятия кольца с колпаком и сеткой; 2. 5 — для сальниковых гаек; 3 — для
гаек стяжных винтов; 4 — для стопорного винта с шестигранной головкой
Для монтажа взрывонепроницаемых светильников, а
также пусковой аппаратуры используют различные
ключи, отвертки и приспособления. Так, для снятия
кольца с колпаком и сеткой у светильников типа
ВЗГ-100 и В4А-60 применяют специальные ключи (рис.
60,а). Для завертывания и отвертывания стяжных бол-
тов этих же светильников применяют торцевой ключ.
Для светильника Н4Б-300 применяют ключи, указанные
на рис. 60,6. Ключи для стопорного винта и сальнико-
вых гаек светильников ВЗГ-200А и ВЗГ/В4А-200 пока-
заны на рис. 60, в.
После выполнения разделительных уплотнений сос-
тавом УС-65 (в коробках КПЛ или КПР) их испытыва-
ют при помощи специального приспособления, в состав
которого входят тройник с манометром и ниппелем,
шланг и велосипедный насос с обратным клапаном.
76
Манометр при испытании показывает избыточное
давление до 250 кПа (2,5 кгс/см3). При испытании раз-
делительных уплотнений штуцер приспособления ввин-
чивают в отверстие пробки корпуса коробки КПЛ или в
отверстие тройника, установленного между двумя ко-
робками КПР (рис. 61).
Рис. 61. Испытание разделительного уплотнения-
/ — коробка КПЛ; 2 —патрубок с ниппелем; 3 — манометр; 4 — труба; 5 —
шланг; 6 — тройник; 7—коробка КПР; 8—велосипедный насос С обратным
клапаном
7. ИНСТРУМЕНТ ДЛЯ МОНТАЖА ЭЛЕКТРИЧЕСКИХ
МАШИН
Монтаж электрических машин — один из наиболее
сложных технологических процессов. Большое разнооб-
разие исполнения машин не дает возможности создать
типовой набор инструмента. Для монтажа электричес-
ких машин можно рекомендовать базовые наборы инст-
румента, которые рассчитаны на монтаж операций, свой-
ственных большинству электрических машин, и допол-
77
нительные наборы, учитывающие отдельную специфику
их монтажа.
Весь инструмент можно разделить на рабочий и из-
мерительный.
К измерительному инструменту относится: инстру-
мент для выверки главных осей машин, фундаментных
плнт — струны, отвесы, скобы, индикаторы, угольники и
уровни; инструменты для линейных измерений — линей-
ки, рулетки, метры, микрометры, микрометрические ско-
бы и нутромеры, штангенциркули, щупы; приборы для
измерения различных величин — мегаомметры, вибро-
метры, тахометры, счетчики оборотов, динамометры, тер-
мометры, термопары, секундомеры.
К рабочему инструменту относится: строительный
инструмент для такелажных и земляных работ — лопа-
ты, ломы, пилы, топоры, буравы; инструмент общего
назначения — молотки, плоскогубцы, отвертки, ключи;
специальные инструменты и приспособления — колодки
для полировки коллекторов, проворачивания валов, сня-
тия шкивов и полумуфт.
Например, в базовые наборы должен входить изме-
рительный инструмент, а также рабочий — общего на-
значения; в дополнительные наборы для электрических
машин постоянного тока должны входить скребки и фре-
зы для продороживания коллекторов, трехгранные ша-
беры; для электрических машин со шкивами и полу-
муфтами— специальное приспособление для их снятия.
Кроме наборов инструмента при монтаже электрических
машин широко используют средства малой механизации:
домкраты, блоки, малогабаритные лебедки, полиспасты
и т. д.
Набор инструмента, механизмов, приспособлений и
инвентаря размещают на рабочем месте в контейнерах
грузоподъемностью до 3 т. Эти контейнеры (рис. 62)
имеют специальные отделения для размещения рабоче-
го, измерительного инструмента и средств малой меха-
низации. Контейнеры, именуемые рабочим местом, пе-
ремещают вдоль фронта сборки многомашинных агре-
гатов тельферами или мостовыми кранами.
Для центровки валов электрических машин, измере-
ния воздушных зазоров между ротором и статором при-
меняют щупы (рис. 63), представляющие собой пласти-
ны различной толщины. В соответствии с ГОСТ 882—75*
щупы длиной 100 мм поставляют наборами и отдельны-
78
Рис. 62. Контейнер (рабочее место) для монтажа электрических ма-
шин
ми пластинами, а длиной 200 мм — отдельными пласти-
нами. Каждый набор насчитывает от 10 до 17 щупов.
Толщина пластин нормальных щупов составляет 0,02—
1 мм, ширина пластин — 10 мм.
Для измерения воздушных зазоров электрических
машин также применяют наборы щупов из пластин тол-
щиной от 0,1 до 3 мм, шириной от 6 до 13 мм. Длина
таких пластин составляет 350—600 мм. Для измерения
больших воздушных зазоров применяют специальные
клиновые щупы. Такие щупы могут обеспечить измере-
ние с точностью до 0,1 мм в пределах от 0,5 до 15 мм.
79
Рис. 63. Щупы:
а — пластинчатые с длиной пластин: /— 100 мм; 2 — 600 мм; б и в — клиновые
дли измерений зазоров: / — от 0,5 до 15 мм; 2 —от 10 до 20 мм; г — измерение
воздушных зазоров полу муфт
На стержне щупа укреплен клин, имеющий форму сор-
тамента угловой стали с одной скошенной полкой, на
второй полке нанесена шкала с ценой деления 0,1 мм.
Движок с указателем перемещается вдоль градуирован-
ной полки клина. При измерении клин вводят в воздуш-
ный зазор, а движок подводят так, чтобы его отогнутая
часть упиралась в торцевую поверхность статора или
ротора, при этом указатель покажет на шкале величину
измеряемого зазора. Измерение зазоров таким щупом
обычно выполняют с обеих сторон электрической маши-
ны. У машин с неявновыраженными полюсами измере-
ния производят в четырех — восьми точках окружности
(в зависимости от диаметра ротора), у машин с явповы-
раженными полюсами — под каждым полюсом. У машин
с воздушным зазором 10—20 мм последний может быть
измерен щупом из двух взаимно перемещающихся пла-
стин клиновой формы. Величина зазора определяется по
шкале, находящейся у рукоятки щупа.
Выверку и центровку валов электрических машин
выполняют часовыми индикаторами (рис. 64), представ-
ляющими собой рычажно-механические приборы. Они
Рис. 64. Индикатор часовой;
1 — корпус; 2 — стопор; 3 — циферблат; 4 — ободок; 5 — стрелка; 6 — указа*
тель числа оборотов; 7— ушко; 8— гильза; 9 — измерительный стержень;
10 — наконечник
6—609
61
используются для проверки взаимного положения валов,
шкивов, муфт и других деталей электрических машин.
Конструкция индикаторов основана на применении зуб-
чатых зацеплений, преобразующих поступательное дви-
жение измерительного стержня во вращательное движе-
ние стрелки. Индикаторы изготовляются с пределами
измерений от 0—2 до 0—10 мм, цена делений основной
шкалы 0,01 мм. Для удобства выполнения ряда измере-
ний индикаторы закрепляют на штативах или приспо-
соблениях.
Выверку электрических машин, их фундаментных
плит или отдельных деталей в горизонтальном или вер-
тикальном направлении производят уровнями (рис. 65).
Рис. 65. Уровни
Уровни рамные прецизионные (рис. 65,а) изготовляют
с размерами сторон 200X200 или 300X300 мм, с ценой
деления основной ампулы от 4" до 1'40" (ценой деления
называют угол наклона ампулы). Рабочие поверхности
уровня — плоские, на нижней, верхней и одной из бо-
ковых поверхностей выполнены призматические выемки.
Вертикальное положение таких уровней проверяется ус-
тановочными ампулами.
Заслуживает внимания применение уровней с регу-
лировочным микрометрическим винтом. Такие урэвни
82
(рис. 65,5) позволяют заранее определить толщину под-
кладок для выверки рам и плит электрических машин.
Для грубой выверки плит и подшипниковых стояков, ус-
танавливаемых на одной высоте, применяют гидростати-
ческие уровни (рис. 65,в). Уровень состоит из двух
стеклянных трубок и резинового шланга. Стеклянные
трубки для удобства пользования уровнем прикрепляют
к специальным подставкам. В трубки заливают подкра-
шенную воду.
Частота вращения вала измеряется счетчиком обо-
ротов или тахометром. Счетчик оборотов (рис. 66, а)
имеет два шпинделя для правого и левого вращения и
кнопку для установки всех цифр в первоначальное поло-
Рис. 66. Приборы для из-
мерения частоты враще<
ния
жение. При работе счетчика одновременно замеряют
секундомером отрезки времени 0,25, 0,5 или 1 мин. Более
совершенным прибором является тахометр (рис. 66,6),
который дает непосредственный отсчет числа оборотов
вала электрической машины в минуту. Тахометр имеет
переключающее устройство для измерения в трех-четы-
рех диапазонах (например, 300—1200, 600—2400, 1000—
4000 об/мин).
Для измерения вибраций электрических машин, вы-
зываемых плохим закреплением подшипниковых стоек,
неуравновешенностью вращающихся частей, неудовле-
6*
83
творительной центровкой валов и другими причинами,
применяют виброметры (рис. 67). Внутри корпуса виб-
рометра на пружине подвешен груз, который рассматри-
вается как неподвижный в пространстве. Стрелка ука-
зывает относительные перемещения груза и корпуса
виброметра, равные величине вибрации электрических
Рис. 67. Виброметр
машин. Вибрацию измеряют в верти-
кальном, горизонтальном или аксиаль-
ном направлении. Виброметр указыва-
ет двойную амплитуду колебания, т. е.
величину перемещения контролируе-
мой части машины от одного крайнего
положения через положение равнове-
сия до другого крайнего положения.
Виброметр устанавливают на той
части машины, где производят изме-
рение, например на корпусе, подшип-
нике и др. Если нет надлежащей пло-
щадки для установки виброметра, то
его необходимо установить на крон-
штейне, специально закрепленном на
корпусе машины. Амплитуду вибрации измеряют в мик-
ронах (мк).
Центровку валов выполняют контрольными скобами
(рис. 68, а). Скобы закрепляют или на полумуфтах вы-
веряемых валов, или непосредственно на самих валах.
Валы выверяют по радиальному и осевому зазорам. Для
точной выверки длина скоб должна быть не менее 250—
300 мм.
Если фундаментная плита или рама машины мешает
повороту валов со скобами в нижнее положение (на
180°), то выверку производят только в трех положениях
валов (0, 120 и 240°) вместо рекомендуемых четырех (0,
90, 180 и 270е). В целях сокращения числа измерений и
упрощения расчетов в настоящее время вместо контроль-
ных скоб применяют специальные приспособления с ин-
дикаторами (рис. 68,6).
8. ИНВЕНТАРЬ ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ
ИНСТРУМЕНТА
На предприятиях-изготовителях инструмент марки-
руют и упаковывают в соответствии с требованиями
ГОСТ. На корпусах инструмента наносят товарный знак
84
1
Рис. 68. Центровка ва-
лов электрических ма-
шин:
а — скобами; б — приспособ-
лением с индикаторами; 1 —
электромагнитные прижи-
мы; 2— ленточные прижи-
мы
предприятия-изготовителя, величину массы (кг), а для
розничной продажи — цену. Для отдельного инструмен-
та указывают его обозначение (трубные рычажные клю-
чи, кусачки, комбинированные плоскогубцы и т. д.) или
отдельные его характеристики (для надфилей — номер их
насечки, для отверток — длину и толщину лезвия и т. д.).
Инструмент поставляют в ящиках или контейнерах
массой до 50 кг (молотки, ключи, плоскогубцы и т. д.),
коробках или футлярах из картона, пластмассы (надфи-
ли по 20 шт. и др.). Ящики или контейнеры выкладыва-
ют внутри водонепроницаемыми материалами: руберои-
дом, пергаментом, битумной упаковочной бумагой или
полиэтиленовой пленкой.
В центральной инструментальной кладовой (ЦИК)
инструмент подвергают расконсервации, с него снимают
смазку. В дальнейшем инструмент хранят в сухом поме-
щении, в котором отсутствуют кислоты, щелочи и другие
химически активные материалы, способные вызвать кор-
розию стали или повлиять на качество ее покрытия. В
85
1
Рис. 69. Элеваторный механизированный стеллаж для инструмента:
/ — рама с облицовкой; 2 — электропривод; 3 — промежуточные шестерни;
4 — окно для инструмента
ЦИК инструмент хранят на стеллажах или на вертикаль-
ных вращающихся стендах, которые занимают немного
места и удобны в обслуживании.
Особый интерес представляют элеваторные механизи-
рованные стеллажи (рис. 69). Установка этих стеллажей
позволяет рационально использовать площадь скла
86
да. Стеллажи имеют размеры основания 2,1X1 м, а вы-
соту— до 5 м. Девятнадцать контейнеров стеллажа шар-
нирно подвешиваются на цепях с помощью пальцев,
вставляемых вместо осей звеньев цепи. При перекатыва-
нии цепи по звездочкам контейнер грузоподъемностью
100 кг под действием собственной массы поворачивается
на подвесном пальце и сохраняет свое рабочее положе-
ние. Для доступа к контейнерам в облицовке стеллажа
имеется специальное окно, закрываемое откидной двер-
кой, которая одновременно служит столиком.
Транспортировка нормокомплектов инструмента, ме-
ханизмов и приспособлений по видам электромонтажных
работ описана в § 1.
Рис. 70. Контейнер
87
Кроме того, отдельный инструмент и приспособления
транспортируют и хранят в контейнерах (рабочих мес-
тах) (см. рис. 62) или в контейнерах, используемых при
монтаже промышленных сооружений (рис. 70, а) или
жилых домов (рис. 70, б).
В мастерских электромонтажных заготовок инстру-
мент и приспособления хранят на рабочих местах в
специальном наборе инвентаря (рис. 71). В набор произ-
Рис. 71. Инвентарь производственный для работы с инструментом в
мастерских электромонтажных заготовок
водственного инвентаря входят двухсменная инструмен-
тальная тумбочка, верстак двухтумбовый, верстак одно-
тумбовый, стеллажи, подъемно-поворотный стул, рабочий
стол, стол-приставка и тележка. Масса комплекта
385 кг.
В двухсменной инструментальной тумбочке (рис. 72) одновремен,
но хранят инструмент для двух рабочих мест.
Ящики с инструментом выдвигаются, поворачиваясь вокруг оси
стойки шкафа. Основные размеры такой тумбочки 900Х500Х1000 мм,
масса 111 кг.
Окраска столов, верстаков, тумбочек не должна отвлекать рабо-
чих от органов управления механизмами технологических линий и об-
рабатываемых конструкций, узлов, блоков. Столешницу окрашивают
таким образом, чтобы на ней четко различался инструмент. Инвентарь
для храпения инструмента окрашивают в цвета, аналогичные или
88
Рис. 72. Двухсменная инструментальная тумбочка
Рнс. 73. Инвентарь для рабочего места по монтажу вторичных це-
пей
Рис. 74. Инвентарь для переноски и хранения инструмента.
о— сумка для наборов инструмента; б — ящики; / — типа ЯМД; 2 — типа
ЯСК; в — трехсекционный ящик
90
близкие цвету оборудования, технологических линий. Дверцы шкафов
или тумбочек, а также их цоколи окрашивают в более темные цвета,
так как эти части быстрее подлежат загрязнению. Для окраски вер-
стаков рекомендуют цвета бежевый в сочетании с темно-коричневым,
серый с темно-зеленым, голубой с темно-зеленым, зеленый с темно-
зеленым (указанные цвета ие предусматривают покрытия столешни-
цы). В еще более темный цвет окрашивают открытые элементы ме-
таллического каркаса. Защитный экран на верстаках выполняют из
волокнистого стеклопластика.
Аналогичные цветосочетания рекомендуются для окраски цехо-
вых и складских стеллажей: более светлым окрашиваются поверх-
ности полок, а темным — каркасы.
На объектах монтажа
электроустановок инстру-
мент хранят в ящиках инвен-
таря, установленного на ра-
бочих местах (рис. 73), а
также в контейнерах (см.
рис. 70).
На рабочих местах инст-
румент переносят в специ-
альных чемоданах (см. рис.
35), а также в ящиках или
сумках (рис. 74, а). Ящик
ЯМД 1 (рис. 74, б) в верх-
ней секции имеет три ячей-
ки, а в нижней четыре, мас-
са дюралюминиевого ящи-
ка 1,9 кг, габариты 350Х
X 120x340 мм. Ящик ЯСК
2 (рис. 74 б) кроме двух
Рис. 75. Спецодежда с карма-
нами для инструмента
выдвижных секций для хранения инструментов имеет
полумягкое сиденье и используется как переносный
стул для монтажа вторичных цепей, масса дюралюми-
ниевого ящика 3.8 кг, габариты 340x196x221 мм.
Бригадные наборы переносят в секционных ящиках:
трехсекционных (рис. 74, в), пятисекционных, кассетных
контейнерах (см.§ 3) и т. д.
В процессе работы электромонтажникам приходится перемещать-
ся иа значительные расстояния, поэтому большое значение для вре-
менного хранения инструмента имеет правильно выбранная спец-
одежда (рис. 75). Карманы спецодежды должны быть рассчитаны на
91
Рис. 76. Пояс для инстру-
мента
временное хранение отдельного инструмента, особенно измерительно-
го: метра, рулетки и т. д. В отдельных случаях для переноски инстру-
мента пользуются специальными поясами или ремнями (рис. 76).
9. ВЕДЕНИЕ ИНСТРУМЕНТАЛЬНОГО ХОЗЯЙСТВА
Рациональная организация инструментального хозяй-
ства обеспечивает единообразие номенклатуры монтаж-
ного инструмента, а также стимулирует внедрение в про-
изводство механизированных методов работ, повышение
производительности труда и улучшение качества выпол-
няемых работ. Она предусматривает своевременное осна-
щение каждой бригады, звена и индивидуально работа-
ющих рабочих минимальным, но достаточным для выпол
нения производственного задания по установленной
технологии набором инструмента. При этом сокращаются
непроизводительные затраты времени на получение инст-
румента и обеспечивается замена его при износе.
Основными задачами инструментального хозяйства
являются: своевременное оснащение бригад, звеньев и
отдельных электромонтажников бригадными и индивиду-
альными наборами, а также отдельными видами инстру-
мента для выполнения производственных заданий по ус-
92
тановленной технологии; организация учета и хранения
инструмента; обеспечение эффективного и безопасного
применения инструмента на рабочих местах; создание по-
стоянного резервного его запаса; техническое обслужива-
ние и ремонт инструмента.
Структура инструментального хозяйства в управлении
предусматривает создание участков малой механизации
в составе ЦИК с ремонтным отделением, бригадных ин-
струментальных кладовых (БИК), участковых инстру-
ментальных кладовых (УИК) и передвижных инструмен-
тальных мастерских (ПИМ); ЦИК и БИК являются обя-
зательными подразделениями.
Общее руководство инструментальным хозяйством
возложено на главного инженера управления. Вопросы
организации и работы инструментального хозяйства ре-
шает главный механик управления. Руководитель группы
(начальник участка) малой механизации подчиняется
главному механику. Он несет ответственность за состав-
ление и выполнение планов работы инструментального хо-
зяйства, в том числе графиков проведения ремонта инст-
румента, заявок на инструмент. Кроме того, руководитель
группы распределяет инструмент между УИК и БИК, ор-
ганизует обучение электромонтажников приемам работы
с инструментом. Начальник участка (старший производи-
тель работ) отвечает за обеспечение внедрения, правиль-
ную эксплуатацию и хранение инструмента, находящегося
на участке. Эти же функции выполняет в бригаде брига-
дир (звеньевой). Электромонтажник несет материальную
ответственность за полученный инструмент.
Центральную инструментальную кладовую создают
при мастерской электромонтажных заготовок. Ее работу
возглавляет слесарь-инструменталыцик 5—6-го разряда,
являющийся материально ответственным лицом. Площадь
ЦИК и число работающих зависят от годового объема
работ, выполняемого управлением:
Годовой объем работ управле-
ния, млн. руб ....... 1,9—3,2 3,3—5 Более 5
Площадь ЦП К, мг......... До 50 50—70 70—100
Создаваемое при ЦИК ремонтное отделение для тех-
нического обслуживания ручного и других видов инстру-
мента размещают в двух изолированных помещениях пло-
щадью 20—35 м2. Центральную инструментальную кла-
довую размещают в отдельном сухом, светлом помещении
и оборудуют стеллажами для хранения инструмента и
93
приспособлений, шкафами и вращающимися стел-
лажами для мелких инструментов, стендами и
приборами для проверки их исправности, шкафами
для хранения ценного и точного инструмента.
Каждому виду инструмента отводят отдельное место на
стеллажах. В ЦИК сосредоточивают инструмент, полу-
чаемый на базе снабжения или с центрального матери-
ального склада управления (управления производствен-
но-технологической комплектации, треста и т. д.), в ней
обеспечивают резервный запас инструмента и запасных
частей. В ЦИК хранят инструмент и ведут учет его дви-
жения, а также комплектуют, выдают, клеймят инстру-
мент и оформляют акты на его списание. Слесарь-инст-
рументальщик ЦИК хранит, учитывает, выдает и при-
нимает инструмент согласно существующим положениям,
а также содержит инструмент в работоспособном состо-
янии, ведет учет времени их работы, составляет различ-
ную документацию па получение, выдачу, передачу в ре-
монт инструмента и т. д.
Участковую инструментальную кладовую организуют
при монтаже отдельных объектов, работу в ней возглав-
ляет слесарь-инструментальщик не ниже 4-го разряда,
являющийся материально ответственным лицом. Участко-
вую инструментальную кладовую размещают в здании
контейнерного типа или в стационарном помещении по-
лезной площадью 18,4 м2. Для УИК получают инструмент
из ЦИК. В этой мастерской обеспечивают инструментом
бригады или отдельных электромонтажников, хранят ин-
струмент, учитывают его движение и осуществляют конт-
роль за соблюдением правил его эксплуатации.
Слесарь-инструментальщик УИК хранит, учитывает,
выдает, принимает инструмент и осуществляет его техни-
ческое обслуживание согласно существующему положе-
нию. Он содержит инструмент в работоспособном состоя-
нии, контролирует правильность эксплуатации инструмен-
та, находящегося у электромонтажников. По согласова-
нию с начальником участка малой механизации слесарь-
инструментальщик оказывает помощь в организации
хранения инструмента, находящегося в бригадах.
Передвижные инструментальные мастерские создают
при наличии удаленных участков или бригад, ПИМ осу-
ществляет оперативную связь между ЦИК, УИК и БИК.
Мастерскую обслуживает слесарь-инструментальщик 5-го
разряда, имеющий удостоверение водителя автомобиля.
64
Передвижные инструментальные мастерские создают на
базе автомобиля, оснащают стеллажами для размещения
обменного фонда инструмента и оборудованием для про-
ведения технического обслуживания и проверки инстру-
мента. Слесарь-инструментальщик ПИМ доставляет инст-
румент с баз снабжения и материального склада в ЦИК,
проверяет техническое состояние инструмента в БИК и
при необходимости подготавливает к работе (выполняет
насадку рукояток, заточку монтерских ножей, зубил и
т. д.), контролирует правильность эксплуатации и хране-
ния инструмента, а также оказывает помощь электромон-
тажникам в овладении наиболее эффективными и без-
опасными приемами эксплуатации инструмента.
Бригадные инструментальные кладовые создают для
хранения бригадного нормокомплекта наборов или от-
дельного инструмента периодического пользования; их
следует организовывать непосредственно на монтажной
площадке и размещать в зданиях контейнерного
типа или специальных контейнерах (см. § 8). Тран-
спортируют БИК в кузове грузового автомобиля или
на трайлере.
Нормативы потребности в ручном инструменте явля-
ются исходным документом для определения его количе-
ства. Такие нормативы разработаны для специализиро-
ванных бригад (на 100 рабочих), выполняющих опреде-
ленные виды строительно-монтажных работ на 1 млн. руб.
сметной стоимости (монтаж силового оборудования и
освещения промышленных предприятий, подстанций и за-
крытых распределительных устройств и т. д.).
Годовую потребность в ручном инструменте определя-
ют на основе нормативов потребности по формулам, рас-
считанным при известном числе электромонтажников или
годовой сметной стоимости вида электромонтажных ра-
бот. Например, при известном числе электромонтажников,
необходимых для выполнения годового объема соответ-
ствующего вида работ, и сроке службы инструмента ме-
нее 12 мес (наборы инструментов НЭ, НК, плоскогубцы,
отвертки, напильники, гаечные ключи и т. д.) годовую
потребность 77г определяют по формуле
77r = (W100.p.l2/q —Яф, (1)
где N — нормативная потребность ручного инструмента
на 100 электромонтажников, шт.; Р — плановое потребное
число электромонтажников для выполнения годового объ-
95
ема соответств) ющего вида работ, чел.; С — срок службы
ручного инструмента, мес; И$— фактическое наличие
годного к применению ручного инструмента на начало
года, шт.
При известной годовой сметной стоимости соответст-
вующего вида работ, сроке службы инструмента менее
12 мес годовую потребность Пг определяют по формуле
Пг = (Н0-12/С) — Иф, (2)
где Н — нормативная потребность инструмента для вы-
полнения работ сметной стоимостью 1 млн. руб., шт.;
О — годовая сметная стоимость соответствующего вида
работ, млн. руб.
По аналогичным формулам рассчитывают годовую по-
требность в ручном инструменте при других нормативах
и сроках его службы. При определении годовой заявоч-
ной потребности в инструменте необходимо учитывать
резерв, который рекомендует принимать в размере 15—
20 % рассчитанной годовой потребности по вышеприве-
денной формуле.
Инструмент, включенный в нормативы потребности,
подразделяют на инструмент постоянного и периодичес-
кого пользования. Инструмент постоянного пользования
хранят в БИК, периодического — в ЦИК или УИК и при
необходимости выдают бригаде электромонтажников во
временное пользование. Нормативы потребности на ин-
струмент периодического пользования рассчитаны
только на 100 рабочих и па 1 млн. руб. сметной стои-
мости работ.
В нормативах для некоторого инструмента указыва-
ют рекомендуемые к применению параметры, например
длину, массу и т. п. Это позволяет в зависимости от вы-
полняемой работы выбрать в пределах указанных интер-
валов наиболее приемлемую длину или массу инструмен-
та при заявке их по заказной спецификации. При этом
суммарное потребное количество этого инструмента
должно соответствовать значениям, указанным в норма-
тивах.
Если годовую потребность в инструментах по отдель-
ным видам работ рассчитать невозможно, ее определяют
по средним показателям, приведенным в нормативах. До-
пускается отдельные виды инструмента заменять соответ-
ствующим количеством других видов инструмента, близ-
кого по параметрам к заменяемому и предназначенного
96
для выполнения аналогичных операций. Примеры норма-
тивов на наиболее распространенный инструмент приведе-
ны в приложении 4.
10. ТЕХНИКА БЕЗОПАСНОСТИ
Электромонтажные работы с ручным инструментом
выполняют в соответствии с общими требованиями без-
опасности [8], а также строительными нормами и прави-
лами [7], инструкциями, эксплуатационными документа-
ми предприятий-изготовителей и т. д. Нарушение правил
эксплуатации приводит к травмам работающих с ручным
инструментом. Требования безопасных условий труда из-
лагаются в проектах производства работ (ППР). Техни-
ческие решения и организационные мероприятия по без-
опасности, санитарии и гигиене труда при работе с руч-
ным инструментом, изложенные в ППР, должны
соответствовать требованиям системы стандартов без-
опасности труда [9].
В технологические карты или схемы производства
работ пояснительной записки ППР включают решения
по безопасному использованию инструмента и его достав-
ки на рабочие места, в том числе при работе в действую-
щих установках, на высоте и т. д.
В календарных планах и графиках ППР предусматри-
вают сроки обеспечения инструментом для безопасного
ведения работ. Кроме того, в этих планах и графиках
подготовка помещений и рабочих мест взаимоувязана по
срокам с требованиями безопасности, эргономики и сани-
тарно-гигиеническими нормами.
Все работающие с инструментом проходят обучение
безопасным методам работ (независимо от характера и
степени опасности производства) при подготовке новых
рабочих, проведении различных видов инструктажа или
повышении квалификации.
По характеру и времени проведения инструктаж ра-
ботающих подразделяют на вводный, первичный на рабо-
чем месте, повторный, внеплановый и текущий.
Вводный инструктаж проводят со всеми принимаемы-
ми на работу.
Первичный инструктаж на рабочем месте выполняют
для всех вновь принятых в организацию, переводи-
мых из одного предприятия в другое, командирован-
ных и т. д.
7—609
97
Повторный инструктаж проходят все работающие с
инструментами не реже чем через 6 мес.
Внеплановый инструктаж проводят при изменении
правил охраны труда, технологического процесса, замене
или модернизации оборудования, приспособлений и инст-
румента, исходного сырья, материалов и других факторов,
влияющих на безопасность труда. Такой инструктаж вы-
полняют также при нарушении работниками требований
безопасности труда, которые могут привести к травме,
аварии, взрыву или пожару, а также при перерывах в
работе.
Текущий инструктаж проводят с работниками перед
производством работ, на которые оформляют наряд-до-
пуск.
В ГОСТ на ручной инструмент учтены требования по
технике безопасности. Например, ручки отверток изго-
товляют с ровной поверхностью щечек, заклепки не долж-
ны выступать наружу. Пластмассовые ручки на поверх-
ности и внутри корпуса не должны иметь расслоений, ра-
ковин, трещин и сколов. Закрепленный стержень отвертки
продольно не должен перемещаться или проворачиваться
относительно рукоятки, а лезвие отверток должно входить
без зазора в прорезь головки винта.
Поверхность ручек плоскогубцев, пассатижей и куса-
чек изготовляют гладкой, очищенной от окалины и не
имеющей раковин, зазубрин, заусенцев и трещин. Острые
кромки на инструментах (кроме режущих частей) долж-
ны быть притуплены. Запрещается применение инстру-
мента без ручек или с неисправными ручками.
Деревянные рукоятки молотков, кувалд, напильников
и другого инструмента гладко обрабатывают и надежно
закрепляют. Рукоятки изготовляют из сухого дерева
твердых и вязких пород (см. § 2), не допускается исполь-
зовать рукоятки, изготовленные из мягких и крупнослой-
ных пород дерева (ель, сосна и т. п.). Рукоятки изготов-
ляют прямыми, а в поперечном сечении—овальной фор-
мы. К свободному концу рукоятки утолщают (кроме
кувалд), с тем чтобы при взмахах и ударах инструмен-
том рукоятка не выскальзывала из рук. У кувалд рукоя i
ка к свободному концу несколько сужается. Ось рукоятки
должна быть перпендикулярна продольной оси инстру-
ментов. Деревянные рукоятки насаживают на заострен-
ные концы инструментов, в местах насадки рукоятки об-
рамляют бандажными кольцами.
98
Ударный инструмент (зубила, керны и т. д.) должен
иметь гладкую затылочную часть без выбоин, сколов,
трещин, заусенцев и наклепа. На рабочих концах инстру-
мента также не должно быть повреждений. Особое вни-
мание обращают на термическую обработку инструмента,
не допуская его перекаливания. Строительные зубила
применяют не короче 250 мм, а слесарные — 150 мм.
Боковые грани в местах захвата их рукой изготовляют
без острых ребер. Во время работы с зубилом или дру-
гим ручным инструментом для рубки металла рабочие
должны применять очки с небьющимися стеклами.
Гаечные ключи должны строго соответствовать разме-
рам гаек и головок болтов. Рабочие поверхности гаечных
ключей изготовляют без сбитых и смятых граней, а руко-
ятки — без заусенцев. Запрещается отвертывать и завер-
тывать гайки гаечным ключом с подкладкой металличес-
ких пластинок между гранями гайки (болта) и ключом,
а также удлинять гаечные ключи присоединением друго-
го ключа или трубы, кроме специальных монтажных клю-
чей. Конструкция трубных рычажных ключей должна
обеспечивать надежный зажим изделия при приложении
рабочих нагрузок, удобство захвата ключа рукой рабо-
тающего. При эксплуатации трубных рычажных ключей
не допускается пользоваться дополнительными рычагами.
Положение инструментов на рабочих местах должно
устранять возможность их скатывания или падения. Ин-
струмент не кладут на перила ограждения или неограж-
денный край площадки лесов и подмостей, а также у кра-
ев люков колодцев. При переноске или перевозке инстру-
мента его острые части защищают чехлами или иным
способом.
Слесарно-монтажный инструмент с изолирующими ру-
коятками применяют для работы под напряжением в
электроустановках до 1 кВ в качестве основного средст-
ва защиты. Изолирующие рукоятки выполняют в виде
неснимаемого покрытия из влагостойкого, маслобензо-
стойкого, нехрупкого электроизоляционного материала с
упорами со стороны рабочего органа. Изоляция должна
покрывать всю рукоятку, ее длина составляет не менее
100 мм до середины упора. Изоляцию стержней отверток
оканчивают на расстоянии не более 10 мм от конца лез-
вия отвертки. Изолирующие рукоятки как на поверхнос-
ти, так и в толще изоляции не должны иметь раковин,
сколов, вздутий и других дефектов, диэлектрические чех-
7*
99
лы или покрытия должны плотно прилегать к рукояткам.
При пользовании инструментом его нельзя держать за
упоры или буртики, предотвращающие соскальзывание
пальцев по направлению к металлическим частям.
Инструмент с изолирующими рукоятками должен хра-
ниться в закрытых складских помещениях на полках и
стеллажах, исключающих прикосновения к отопительным
приборам и обеспечивающих защиту от солнечных лучей
и влаги.
При транспортировке инструмент защищают от за-
грязнения, увлажнения и механических повреждений.
Изоляцию инструмента испытывают при эксплуатаци-
онных испытаниях напряжением 2 кВ. Длительность ис-
пытания 1 мин, периодичность— 1 раз в 12 мес. Для ис-
пытания повышенным напряжением инструмент, предва-
рительно очищенный от грязи и жира, погружают
изолированной частью в ванну с водой с температурой
(20±5)°С, так чтобы вода не доходила до края изоляции
на 10 мм. Один вывод испытательного трансформатора
присоединяют к металлической части инструмента, а вто-
рой — к ванне с водой. Второй вывод трансформатора за-
земляют.
Инструмент, сроки очередной проверки которого ис-
текли или у которого обнаружены механические повреж-
дения, немедленно изымают из употребления. Выдачу и
получение инструмента, а также результаты испытаний и
отбраковки оформляют в специальном журнале.
ПРИЛОЖЕНИЕ 1
Таблица 1. Набор инструмента и приспособлений для кабельных
работ НКИ-3 (набор поставляют в четырех футлярах)
Номер футляра Габаритные размеры, мм Масса, кг
1 550 x 440x160 25
2 600x415x290 39
3 890 x 490 x 680 40
4 890 X 440 X 440 33
Таблица 2. Комплект набора
Наименование
Наименование
Футляр № 1
Шаблоны для изгибания
жил кабелей сеченнем:
до 240 мм2
до 70 мм2
Паяльники:
500 г
300 г
Батарея для карманного
фонаря
Молоток
Напильники
Приспособление для измере-
ния глубины вдавливания
при опрессовке наконечников
и гильз
Термометр
Грузики со струной
Отвертки
Станок ножовочный
Острогубцы 150
1
1
2
1
3
1
1
1
2
1
1
Кардощетка
Плоскогубцы универсальные
электромонтажные
Нож монтерский НМ-3
Зеркало
Нож консервный
Нож садовый
Трубка телефонная
Аптечка медицинская
Пинцет 110 мм
Кисть волосяная КФК-8
Очки защитные
Ключ разводной 30
Метр складной металличес-
кий
Зубило слесарное
Полотно ножовочное
Ключи
1
2
1
1
I
(
1
1
1
1
2
1
1
1
5
3
1
1
Футляр № 2
Воронка для кабельной мас-
сы
Подставка для разделки
эпоксидных муфт
1 Ложка разливочная для I
припоя
1 Ковш для разогрева припоя 1
ПОС
101
Продолжение табл. 2
Наименование Количест- во, шт. Наименование Количест- во, шт.
Лоток 1 Ножницы 250 1
Ковш для разогрева пара- фина 1 Разбортовка оболочек кабе-
Тигель чугунный 1 ля сечением:
Нож НКА-1м 1 до 240 мм2 1
Мешалка 1 до 70 мм2 1
Воронка полиэтиленовая 1 Полотно ножовочное 1
Футляр № 3
Крестовина под кабель
Стул складной
Ведро кабельное
2 Ножницы секторные НС-2 1
Ведро оцинкованное Юл 1
1 Канистра 5 л 1
Футляр № 4
1 Жаровня
Палатка
I
1
ПРИЛОЖЕНИЕ 2
Комплект набора инструмента электромонтажника НЭ
Наименование Количест- во, шт. Наименование Количест- во, шт.
Инструмент МБ-1М для сня- 1 Отвертки 4
тия изоляции Нож монтерский НМ-3 1
Кусачки боковые 1 Магнит постоянный 2
Плоскогубцы универсальные 1 Ключи гаечные 4
Плоскогубцы электромои- 1 Очки защитные 1
тажиые с эластичными чех- лами Пробник УП-71 1
Молоток слесарный 1 1 Метр складной металличес- кий 1
102
ПРИЛОЖЕНИЕ 3
Передвижные мастерские и станции
Наименование Тип Основные комплектующие изделия
Мастерская для мон- тажа кабельных муфт на базе автомобиля ГАЗ- 53А или ЗИЛ-130 МК-А Электроточнло, электросвер- лнлка, мегаомметр, пресс гид- равлический, пресс ручной ме- ханический, пресс-клещи, набор принадлежностей для пропан- воздушной пайки, набор ин- струмента и приспособлений для кабельных работ
То же на базе прицепа 2ПН-2 МК-П Набор инструмента электро- монтажника, газоанализатор переносный, ножницы сектор- ные, инструмент для опрессов- ки наконечников н гильз, станок настольно-сверлильный
То же на базе автомо- биля ГАЗ-52-04 МК-А Набор инструмента и приспо- соблений для кабельных работ, мегаомметр, инструмент для оп- рессовки алюминиевых нако- нечников однозубым и двузу- бым вдавливанием, инструмент для опрессовки медных наконеч- ников и гильз, набор инструмен- та электромонтажника, набор принадлежностей для пропан- воздушной пайки, ножницы сек- торные, пресс-клещи, пресс руч- ной механический, газоанализа- тор переносный, электроточило
Станция механизации для монтажа кабельной арматуры на базе авто- мобиля ГАЗ-53А или ЗИЛ-130 МК-А Бокорезы, газоанализатор, го- релка газовоздушная, горелка инфракрасного излучения, зу- било слесарное, инструмент для опрессовки алюминиевых на- конечников однозубым и двузу- бым вдавливанием, набор ин- струмента для скругления сек- торных алюминиевых жил кабе- ля, мегаомметр, ножницы сек- торные, нож для надрезания алюминиевых оболочек кабеля, нож монтерский, плоскогубцы универсальные электромонтаж- ные, пресс гидравлический с электроприводом, пресс ручной механический
103
Продолжение прил. 3
Наименование Тип Основные комплектующие изделия
Мастерская для мон- тажа электрооборудова- ния подстанций на базе автомобиля ГАЗ-53А или ЗИЛ-130 МЭ-А Трансформаторы, преобразо- ватель частоты тока, полуавто- мат монтажный ранцевый, при- ставка выпрямительная, элект- роточило, электросверлилка, ме- гаомметр, приспособление для ввертывания электродов зазем- ления, станок настольно-свер- лильный, ножницы рычажные, домкрат винтовой, ножницы секторные, набор инструмента для замерщика, лестница-стре- мянка, набор инструмента ком- мутатчика, набор инструмента электромонтажника
Мастерская для монта- жа освещения жилых до- мов и культурно-бытовых объектов на базе авто- мобиля ГАЗ-53А МО-А Трансформатор сварочный, трансформатор понижающий, преобразователь частоты тока, электросверлилка, станок па- стельно сверлильный, механизм
То же на базе автомо- биля ЗИЛ 130 МО-А для выборки борозд, набор ин- струмента электромонтажника, пресс ручной механический,
Мастерская для мон- тажа освещения жилых домов н культурно-быто- вых объектов на базе прицепа 2ПН-2 или 2П2-2 МО-П пробойники ручные, оправки, зубило слесарное, кувалда, ножницы секторные, станок но- жовочный ручной, коронка для сверления гнезд, лестница-стре- мянка
Мастерская для монта- жа электрооборудования промышленных предприя- тий па базе автовышки АТ-60 (тягач) и прицепа 2ПН-2 МЭ-АП Зубило слесарное, коронка для сверления гнезд, кувалда, мегаомметр, механизм для вы- борки борозд, набор инструмен- та электромонтажника, набор инструмента коммутатчика, ин- струмент для опрессовки алю- миниевых наконечников н гильз однозубым н двузубым вдав- ливанием, набор инструмента для скругления алюминиевых жнл кабеля, ножницы сектор- ные, ножницы кровельные, оп- равки, преобразователь часто- ты тока, пресс ручной механи- ческий для пробивки отверстий,
104
Продолжение прил. 3
Наименование Тип Основные комплектующие изделия
Станция механизации для монтажа электро- оборудования объектов промышленных предприя тий мп-п пресс-клещи, пробойники руч- ные, пресс гидравлический руч- ной, приспособление сверлиль- ное, станок ножовочный руч- ной Домкрат реечный, зубило сле- сарное, инструменты для оп- рессовки алюминиевых нако- нечников однозубым и двузу- бым вдавливанием, набор ин- струмента для скругления сек- торных алюминиевых жил ка- беля, кувалда кузиечиая, меха- низм для выборки борозд, ме- гаомметр, ножницы секторные, набор инструмента коммутатчи- ка, пресс ручной механический, пресс-клещи, оправка пиротех- ническая, ролик монтажный, трансформаторы, электроточи- ло, электросверлилка, набор инструмента электромонтажни- ка
ПРИЛОЖЕНИЕ 4
Примеры нормативной потребности ручного инструмента для
выполнения монтажа силового оборудования и освещения
промышленных предприятий
Наименование инструмента, набора Марка, ГОСТ Срок службы, мес Нормативная потреб- ность
на 100 рабочих, шт. А/ на 1 млн. руб., шт.
И нетру мент постоянного пользования
Набор инструмента элект- НЭ 12 100 61
ромонтажника НК 42,9 26,1
Набор инструмента ком- мутатчика 12
Пресс гидравлический руч- ной ПГР-20М1 12 14,3 8,7
Пресс-клещи ПК-1м, пк-з 12 14,3 8,7
105
Продолжение прил. 4
Наименование инструмента, набора Марка, ГОСТ Срок службы, мес Нормативная потреб- ность
N на 100 ра- бочих, шт. н на 1 млн. руб., шт.
Молоток 2310—77 12 42,9 26,1
Нож монтерский НМ-3 12 42,9 26,1
Метр складной 7253—54 12 28,6 17,4
Напильник 1465—80 6 14,3 8,7
Инструмент периодического пользования
Ножницы НС-1 12 12,65 6,72
НС-2, НС-3 12 12,65 7,72
Пресс ручной механичес- кий РМП-7м 12 6,33 3,86
СПИСОК ЛИТЕРАТУРЫ
1. Электромонтажные устройства и изделия. Справочник, М.:
Энергоатомиздат, 1983.
2. Трифонов Л. И. Рабочее место при монтаже кабелей. М.: Энер-
гия, 1973.
3. Трифонов А. И. Рабочее место при монтаже силового электро-
оборудования. М.: Энергия, 1979.
4. Новиков А. И., Штуков Н. В. Рабочее место при монтаже и на-
ладке вторичных цепей. М.: Энергоатомиздат, 1984.
5. Белоцерковец В. В., Боязный Я. М. Малая механизация элект-
ромонтажных работ. М.: Энергонздат, 1982.
6. Смирнов П. В. Средства механизации электромонтажных ра-
бот. Л.: Ленизтат, 1983.
7. Строительные нормы н правила. Техника безопасности в строи-
тельстве. СНиП Ш-4-80. М.: Стройиздат, 1980.
8. Правила технической эксплуатации электроустановок потреби-
телей н Правила техники безопасности прн эксплуатации электроус-
тановок потребителей. 4-е изд., перераб. и доп. М.: Энергоатомиз-
дат, 1986.
9. Система стандартов в области безопасности труда. ССБТ. Ука-
затель государственных стандартов СССР. Т. 3. М.: Издательство
стандартов, 1985.
СОДЕРЖАНИЕ
Предисловие .................................................... 3
1. Общие сведения...................................... 4
2 Инструмент общего назначения........................ 13
3. Инструмент для монтажа кабельных сетей ... 26
4. Инструмент для монтажа вторичных цепей ... 56
5. Инструмент для монтажа осветительных и силовых
сетей................................................ 64
6. Инструмент для монтажа электропроводок во взрыво-
опасных помещениях 73
7. Инструмент для монтажа электрических машин . . 77
8. Инвентарь для транспортировки и хранения инстру-
мента ......................................... ..... 84
9. Ведение инструментального хозяйства.....................92
10. Техника безопасности ...................................97
Приложения................................................. Ю1
Список литературы ..........................................Ю7
г__ в 1987 году
|ЭО Энергоатомиздат выпускает в серии
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
следующие книги:
Агафонов С. С. Передача телесигналов в УКВ радио-
сетях. 5 л.
Айзенфельд А. И., Аронсон В. Н., Гловацкий В. Г.
Фиксирующий индикатор сопротивления ФИС. 4,5 л.
Андриевский Е. Н. Диспетчерский пункт района
распределительных сетей. 5 л.
Архипцев Ю. Ф., Котеленц Н. Ф. Асинхронные элект-
родвигатели.— 2-е изд., перераб. и доп. 7 л.
Бажанов С. А. Выбор аппаратуры дл испытаний элект-
рооборудования. 8 л.
Бранзбург Е. 3., Каменский М. К., Хромченко Г. В.
Кабели с пластмассовой изоляцией и муфты для их мон-
тажа. 8,5 л.
Вишневецкий Л. М., Левин Л. Г. Я — электроналадчик.
9 л.
Гордон С. В. Монтаж заземляющих устройств. 6 л.
Комаров Д. Т. Автоматизация электрических сетей
0,38—35 кВ в сельских районах. 6 л.
Молчанов В. В., Голанцов Е. Б. Панели ПЗ-5/1 и ПЗ-5/2
дистанционных защит трансформаторов. 4,5 л.
Соколов Р. И. Эксплуатация и ремонт крупных верти-
кальных электродвигателей. 6 л.
Удрис А. П. Релейная защита воздушных линий 110—
220 кВ типа ЭПЗ-1636. 7 л.
Шабад М. А. Защита и автоматика электрических се-
тей агропромышленных комплексов. 7,5 л.
Штемпель Е. П. Полупроводниковый передатчик вы-
сокочастотной защиты АВЗК-80. 6,5 л.
Юськив М. А. Электрооборудование внутризаводско-
го транспорта. 6 л.
ВНИМАНИЮ ЧИТАТЕЛЕЙ!
ЭНЕРГОАТОМИЗДАТ готэвит к изданию в 1988 году
в серии «Библиотека электромонтера» следующие книги:
Андриевский Е. Н. Эксплуатация электроустановок в
сельском хозяйстве. — 7 л, — (В обл.): 35 к.
Боязный Я. М. комплексная механизация прокладки
силовых кабелей напряжением до 110 кВ. — 7 л.—
(В обл.): 35 к.
Голоднов Ю. М. Контроль за состоянием трансфор-
маторов. — 5,5 л. — (В обл.): 30 к.
Евзеров И. X., Ткаченко А. А., Перельмутер В. М. Ти-
ристорные электроприводы КТЭУ мощностью до
2000 кВт. — 6 л. — (В обл.): 30 к.
Каминский L. М. Инструменты и приспособления для
монтажа систем автоматизации. — 7,5 л. — (В обл.); 40 к.
Корнилович О. П. Безопасность производства элект-
ромонтажных работ на высоте.—6 л. — (В обл.): 30 к.
Мигаль А. В. Монтаж и эксплуатация электропроводок
на приусадебных и садовых участках. — 6,5 л.—(В обл.):
35 к.
^ыжавский Г. Я., Штемпель Е. П. Наладка ВЧ каналов
релейной защиты. 2-е изд., перераб. и доп. — 7 л. —
(В обл.): 35 к.
Таубес И. Р. Устройство резервирования при отказе
выключателя (УРОВ) в сетях 110—220 кВ. — 5 л.—
(В обл.): 25 к.
Торопиев Н. Д. Трехфазный асинхронный двигатель
в схеме однофазного включения с конденсатором. —
4-е изд., перераб. и доп. — 5 л. — (В обл.): 25 к.
Устройства дистанционной и токовой защит типов
ШДЭ2801, ШДЭ2802/А. Н. Бирг, Г С. Нудельман, Э. К. Фе-
доров и др. — 7 л. — (В обл.): 35 к.
Целебровский Ю. В., Ммкиткнский М. Ш. Измерение
сопротивлений заземления опор ВЛ. — 5 л. — (В обл.):
25 к.
Якобсон И, А. Испытания при наладке электрообору-
дования.— 7 л. — (В обл.): 35 к.
С аннотациями на эти книги Вы можете ознакомиться
в тематическом плане выпуска литературы Энергоатом-
издата на 1988 г., который поступает во все магазины,
распространяющие научно-техническую литературу.
Предварительные заказы на эти книги принимают все
магазины научно-технической литературы.
Для получения книги по предварительным заказам
покупателю необходимо оставить в книжном магазине
почтовую открытку с указанием обратного адреса, ав-
тора и названия книги, номер книги по плану.
Организации могут заказать книги через магазины
гарантийными письмами.
Книжные магазины принимают предварительные за-
казы до 1 ноября 1987 г.
Своевременное оформление заказов — гарантия то-
го, что Вы приобретете интересующую Вас книгу.
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
АЛЕКСАНДР НИКОЛАЕВИЧ ТРИФОНОВ
АЛЕКСАНДР ИВАНОВИЧ ЧЕРНОУСОВ
Твой инструмент
Редактор издательства А. В. Волковицкая
Художественные редакторы В. А. Гозак-Хозак,
Г. И. Панфилова
Технический редактор О. Д. Кузнецова
Корректор Л. С. Тимохова
ИБ № 1391
Сдано в набор 08.08.86. Подписано в печать 27.02.87. Т-08755. Формат
84Х108*/з2. Бумага типографская № 1. Гарнитура литературная. Печать
высокая. Усл. печ. л. 5,88. Усл. кр.-отт. 6,09. Уч.-изд. л. 5,79. Тираж
100 000 экз. Заказ № 609. Цена 30 к.
Энергоатомиздат, 113114, Москва, М-114, Шлюзовая наб., 10
Владимирская типография Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7
30 к.
им на
ttifPir fit^ет.пи»ос1м1