/












































































































































































































































































































Автор: Кучер А.М.
Теги: инженерия машиностроение металлорежущие станки металлургия станки станкостроение
Год: 1972



Текст
КЛАССИФИКАЦИЯ И НУМЕРАЦИЯ МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ
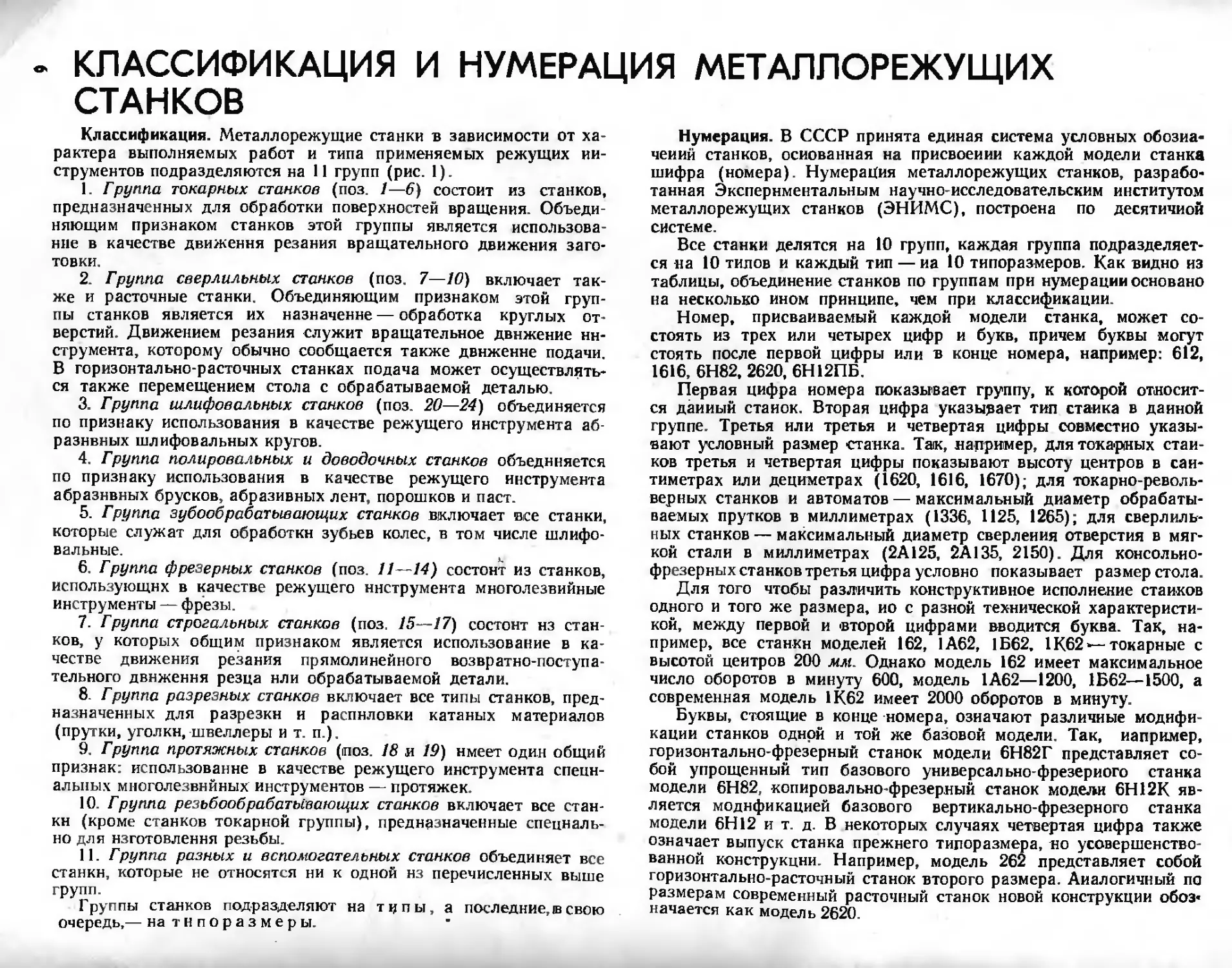
Классификация. Металлорежущие станки в зависимости от ха-
рактера выполняемых работ и типа применяемых режущих ин-
струментов подразделяются на 11 групп (рис. 1).
1. Группа токарных станков (поз. 1—6) состоит из станков,
предназначенных для обработки поверхностей вращения. Объеди-
няющим признаком станков этой группы является использова-
ние в качестве движения резания вращательного движения заго-
товки.
2. Группа сверлильных станков (поз. 7—10) включает так-
же и расточные станки. Объединяющим признаком этой груп-
пы станков является их назначение—обработка круглых от-
верстий. Движением резания служит вращательное движение ин-
струмента, которому обычно сообщается также движение подачи.
В горизонтально-расточных станках подача может осуществлять-
ся также перемещением стола с обрабатываемой деталью.
3. Группа шлифовальных станков (поз. 20—24) объединяется
по признаку использования в качестве режущего инструмента аб-
разивных шлифовальных кругов.
4. Группа полировальных и доводочных станков объединяется
по признаку использования в качестве режущего инструмента
абразивных брусков, абразивных лент, порошков и паст.
5. Группа зубообрабатывающих станков включает все станки,
которые служат для обработки зубьев колес, в том числе шлифо-
вальные.
6. Группа фрезерных станков (поз. 11—14) состоит из станков,
использующнх в качестве режущего инструмента многолезвийные
инструменты — фрезы.
7. Группа строгальных станков (поз. 15—17) состоят нз стан-
ков, у которых общим признаком является использование в ка-
честве движения резания прямолинейного возвратно-поступа-
тельного движения резца нли обрабатываемой детали.
8. Группа разрезных станков включает все типы станков, пред-
назначенных для разрезки и распиловки катаных материалов
(прутки, уголкн, швеллеры и т. п.).
9. Группа протяжных станков (поз. 18 и 19) имеет один общий
признак: использование в качестве режущего инструмента специ-
альных многолезвийных инструментов — протяжек.
10. Группа резьбообрабатывающих станков включает все стан-
ки (кроме станков токарной группы), предназначенные специаль-
но для изготовления резьбы.
11. Группа разных и вспомогательных станков объединяет все
станки, которые не относятся ни к одной нз перечисленных выше
групп.
Группы станков подразделяют на тцпы, а последние,ibсвою
очередь,— на типоразмеры.
Нумерация. В СССР принята единая система условных обозна-
чений станков, основанная на присвоении каждой модели станка
шифра (номера). Нумерация металлорежущих станков, разрабо-
танная Экспериментальным научно-исследовательским институтом
металлорежущих станков (ЭНИМС), построена по десятичной
системе.
Все станки делятся на 10 групп, каждая группа подразделяет-
ся на 10 типов и каждый тип — иа 10 типоразмеров. Как видно из
таблицы, объединение станков по группам при нумерации основано
на несколько ином принципе, чем при классификации.
Номер, присваиваемый каждой модели станка, может со-
стоять из трех или четырех цифр и букв, причем буквы могут
стоять после первой цифры или в конце номера, например: 612,
1616, 6Н82, 2620, 6Н12ПБ.
Первая цифра номера показывает группу, к которой относит-
ся данный станок. Вторая цифра указывает тип стайка в данной
группе. Третья или третья и четвертая цифры совместно указы-
вают условный размер станка. Так, например, для токарных стан-
ков третья и четвертая цифры показывают высоту центров в сан-
тиметрах или дециметрах (1620, 1616, 1670); для токарно-револь-
верных станков и автоматов — максимальный диаметр обрабаты-
ваемых прутков в миллиметрах (1336, 1125, 1265); для сверлиль-
ных станков — максимальный диаметр сверления отверстия в мяг-
кой стали в миллиметрах (2А125, 2А135, 2150). Для консольно-
фрезерных станков третья цифра условно показывает размер стола.
Для того чтобы различить конструктивное исполнение станков
одного и того же размера, ио с разной технической характеристи-
кой, между первой и «второй цифрами вводится буква. Так, на-
пример, все станки моделей 162, 1А62, 1Б62, 1К62 токарные с
высотой центров 200 мм. Однако модель 162 имеет максимальное
число оборотов в минуту 600, модель 1А62—1200, 1Б62—1500, а
современная модель 1К62 имеет 2000 оборотов в минуту.
Буквы, стоящие в конце номера, означают различные модифи-
кации станков одной и той же базовой модели. Так, например,
горизонтально-фрезерный станок модели 6Н82Г представляет со-
бой упрощенный тип базового универсально-фрезерного станка
модели 6Н82, копировально-фрезерный станок модели 6Н12К яв-
ляется модификацией базового вертикально-фрезерного станка
модели 6Н12 и т. д. В некоторых случаях четвертая цифра также
означает выпуск станка прежнего типоразмера, во усовершенство-
ванной конструкции. Например, модель 262 представляет собой
горизонтально-расточный станок второго размера. Аналогичный по
размерам современный расточный станок новой конструкции обоз*
начается как модель 2620.
Рис. 1. Наиболее распространенные типы металлорежущих станков
Таблица j
Группы и типы металлорежущих станков
Наименование группы станков Шифр группы Шифр типа j—
С 1 2 3 4 5 В 7 8 » к
Токарные 1 Автоматы и полуавтоматы Револьверные Сверлиль- по-отрезпые Карусель- ные Токарные и лобовые Многорез- цовые Специали- зированные Разцые токарные
специа- лизиро- ванные одн ©шпин- дельные многошп ви- дел ьные
Радмальпо- сверлиль- ные Г оризои- тально-рас- точные Алмазно- расточные Г оризон- тально- сверлиль- ные Разные сверлиль- ные
Сверлильные и рас- точные 2 - Вертикально- сверлильные Координат- но-расточ- ные
одиошп ни дель- ные многошп пн- дел ьные
Заточные Плоскошлн- фовальные Притироч- ные и-по- лировоч- ные Разные, работаю- щие абра- зивами
Шлифовальные п доводочные 3 — Круглошли- фовальные Внутр «шлифо- вальные Обдирочные шлифовальные Специализи- рованные шлифоваль- ные
—
Комбинированные 4 — — - - — — —
Зубо- и резьбооб- рабатывающие 5 Резьбо- нарез- ные Зубостро- гальные для цилиндри- ческих колес Зуборезные для кониче- ских колес Зубофрезерные Для нареза- ния червяч- ных пар Для обра- ботки тор- гов зубьев Резьбофре- зерные Зубоотде- лочные и проверочные Зубо- и резьбошли- фовальиые Разные зубо- и резьбооб- рабатыва- ющне
Фрезерные 6 - Вертикальные консольные Непрерывного действия Н - Копироваль- ные п гра- вировальные Вертикаль- ные бес- консольные Продоль- ные Консоль- ные широ- коунивер- сальные Горизон- тальные •консольные Разные фрезер- ные
Продольные Поперечно- строгальные Долбежные Протяжные горизон- тальные - Протяжные вертикаль- ные - Разные строгаль- ные
Строгальные, дол- бежные и протяжные 7
одностоечные двухстоечные
Пилы -
Разрезные 8 - Разрезные, работающие Правильно- отрезные ленточные дисковые ножовочные
резцом абразивным кругом гладким диском
Разные 9 - Опиловочные Пнлонасека- тельные Правильно- и бес'центровооб- дпрочные Балансиро- вочные Для испы- тания сверл ч шлифоваль- ных кругов Делитель- ные маши- ны -
КЛАССИФИКАЦИЯ ДВИЖЕНИЙ
В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для обработки детален рабочим органам металлорежущих
станков необходимо сообщить определенный, иногда довольно
сложный комплекс движений. Все движения могут быть подразде-
лены на три вида: основные, вспомогательные и взаимосвязанные.
Основные движения. К основным отнесены те движения, кото-
рые осуществляют процесс непрерывного снятия стружки с обра
батываемой детали. Основные движения делятся на движения ре-
зания и движения подачи.
Движение резания непосредственно обеспечивает процесс сня-
тия слоя металла в виде стружкн. Это движение в большинстве
случаев сообщается инструменту, в некоторых случаях обрабаты-
ваемой детали, а иногда детали и инструменту одновременно. Дви-
жение резания всегда осуществляется от механического привода.
Движение подачи обеспечивает непрерывность . процесса сня-
тия стружки. Движение подачи также может сообщаться ин-
струменту, детали или тому и другому одновременно. У современ-
ных станков в подавляющем большинстве случаев движения по-
дач также осуществляются принудительно от механического или
гидравлического привода. Ручные перемещения рабочих органов
иногда используются прн обработке деталей как движение подачи,
однако, поскольку эти движения в основном предназначены для
установочных перемещений режущего инструмента или детали,
они условно отнесены к группе вспомогательных движений.
Вспомогвтельные движения. Эта группа движений весьма об-
ширна. В нее входят все виды движений, которые непосредственно
не участвуют в процессе резания, но необходимы для подготовки
станка к работе, управления рабочими органами станка автома-
тизации обработки деталей и т п.
Движения для настройки станка на заданные режимы резания
в большинстве случаев осуществляются от руки, однако у ряда
современных станков, как, напрнмер, у токарно-вииторезного стан-
ка модели 1К620, для изменения скорости вращения шпинделя
имеется механизированный привод.
Движения для наладки станка в соответствии с размерами и
конфигурацией обрабатываемой детали включают установочные и
быстрые перемещения, а также повороты рабочих органов станков.
Движения управления станком в процессе работы необходи-
мы для включения, выключения н реверсирования приводов дви-
жения н подачи, для управления приводами взаимосвязанных
движений и для управления вспомогательными приводами станка.
В ряде станков имеются встроенные приводы, обеспечивающие
• Унижения соответствующих рабочих органов для подачи и зажима
со пруткового материала или штучных заготовок.
Движения для закрепления и освобождения рабочих органов
станка могут осуществляться как от руки, так и от механизиро-
ванных или гидрофицированных приводов.
К последней группе вспомогательных движений относятся дви-
жения, обеспечивающие принудительную смазку узлов станка, по-
дачу охлаждающей жидкости в зону резания, отвод стружки
и т. д. Эти виды движений ийеют механизированные приводы.
Взаимосвязанные движения. В некоторых случаях механиче-
ской обработки получение заданной формы и конфигурации по-
верхностей детали достигается введением дополнительных движе-
ний, имеющих определенную строгую кинематическую связь с ос-
новными движениями станка — движением резания и движением
подачи. Эти движения требуют особой настройки и поэтому в об-
щем случае их следует называть взаимосвязанными. В зависимости
от характера и назначения взаимосвязанные движения могут быть
подразделены на пять видов.
Движение обкатки или огибания используется в специализиро-
ванных станках для нарезания всех видов зубчатых колес,
червяков, шлицевых валов и других аналогичных деталей. Дви-
жение обкатки иногда имеет- кинематическую связь только с
движением резания (нарезание прямозубых цилиндрических колес
на зубофрезерном станке), иногда только с движением подачи
(нарезание прямозубых колес на зубодолбежном станке), а в от-
дельных случаях (нарезание косозубых колес на зубофрезерном
станке) имеет связь и с движением резания и с движением подачи.
Движение образования винтовой поверхности применяется при
нарезании резьбы резцом иа токарно-винторезных станках и при
фрезеровании резьбы и винтовых канавок на резьбофрезерных или
универсально-фрезерных станках. При нарезании резьбы резцом
на токарном станке движение образования винтовой поверхности
кинематически связано с движением резания, а при фрезеровании
резьбы — с круговой подачей обрабатываемой детали.
Движение образования архимедовой спирали необходимо при
нарезании торцовых резьб на токарных станках. Оно связано с
движением резания.
Движение образования сложных поверхностей используется при
обработке конусов на токарных станках моделей 163 и 1К620 н
для всех видов копировальных работ
Движение деления может иметь особую связь с основными
движениями, обеспечивая делительные повороты обрабатывае-
мой детали на необходимый угол в определенные периоды работы
станка. В некоторых случаях движение деления имеет связь не с
основными, а со вспомогательными движениями
ОСНОВНЫЕ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
ДЛЯ КИНЕМАТИЧЕСКИХ СХЕМ
На рис. 2 и 3 показаны наиболее употребительные в станко-
строении условные обозначения для кинематических схем:
/ — общее обозначение двигателя без уточнения типа;
2 -—общее обозначение электродвигателя ’;
3 — электродвигатель на лапах;
4 — электродвигатель фланцевый;
5 — электродвигатель встроенный;
6 — вал, ось, стержень, шатун и т. п.;
7 — конец шпинделя для центровых работ;
8 — конец шпинделя для патронных работ;
9 — конец шпинделя для работ с цанговым патроном;
10 — конец шпинделя для сверлильных работ;
// — конец шпинделя для расточных работ с планшайбой;
12 — конец шпинделя для фрезерных работ;
13 — конец шпинделя для кругло-, плоско- и резьбошлифо-
вальных работ;
14 — ходовой винт для передачи движения;
15 — неразъемная маточная гайка скольжения;
16 — неразъемная маточная гайка с шариками;
17 — разъемная маточная гайка скольжения;
18 — радиальный подшипник без уточнения типа;
19 —.радиально-упорный односторонний подшипник без уточ-
нения типа;
20 — радиально-упорный двусторонний подшипник без уточ-
нения типа;
21 — упорный односторонний подшипник без уточнения типа;
22 — упорный двусторонний подшипннк без уточнения типа;
23 — радиальный подшипник скольжения;
24 — радиальный самоустанавливающийся подшипник сколь-
жения;
25 — радиально-упорный односторонний подшипник сколь-
жения;
26 — раднально-упорный двусторонний подшипник сколь-
жения:
27 н 28 — упорные односторонние подшипники скольжения;
29 в 30 — упорные двусторонние подшипники скольжения;
31 — радиальный подшипник качения (общее обозначение);
32 — радиальный роликовый подшипник;
33 — радиальный самоустанавливающийся подшипник каче-
ния;
34 и 35 — раднально-упорные односторонние подшипники качения;
t При наличии па схеме электродвигателей и генераторов к условному обо-
значению соответственно добавляются буквы МиГ.
36 и37 — радиально-упорные двусторонние подшипники качения;
38 — радиально-упорный роликовый односторонний подшип-
ник;
39 и 40 — упорные односторонние подшипники качения;
41 — упорный двусторонний подшипник качения;
42 — свободное для вращении соединение детали с валом;
43 — подвижное вдоль оси соединение детали е. валом;
44 соединение детали, с валом посредством вытяжной
шпонки;
45 — глухое, неподвижное соединение детали с валом;
46 — Глухое жесткое соединение двух соосных валов;
47 — глухое соединение валов с предохранением от пере-
грузки;
48 — эластичное соединение двух соосных валов?
49 — шарнирное соединение валов;
56 — телескопическое соединение валов;
51 — соединение двух валов посредством плавающей муфты;
52 — соединение двух валов посредством зубчатой муфты;
53 — соединение двух валов предохранительной муфтой;
54 — кулачковая односторонняя муфта сцепления;
55 — кулачковая двусторонняя муфта сцепления;
56 — фрикционная муфта сцепления (без уточнения вида и
.тнпа);
57 —фрикционная односторонняя муфта (общее обозначе-
ние) ;
58 — фрикционная односторонняя электромагнитная муфта;
59 — фрикционная односторонняя гидравлическая или пнев-
матическая муфта (общее обозначение);
60 — фрикционная двусторонняя муфта (общее обозначение);
6/ — фрикционная двусторонняя электромагнитная муфта;
62 — фрикционная двусторонняя гидравлическая или пневма-
тическая муфта (общее обозначение);
63 — фрикционная конусная односторонняя муфта;
64 — фрикционная конусная двусторонняя муфта;
65 — фрикционная дисковая односторонняя муфта;
66 — фрикционная дисковая двусторонняя муфта;
67 — фрикционная муфта с колодками;
68 — фрикционная муфта с разжимным кольцом;
69 — самовыключающая односторонняя муфта обгона;
70 — самовыключающая двусторонняя муфта обгона;
71 — самовыключающая центробежная муфта;
72 — тормоз конусный;
73 — тормоз колодочный;
74 — тормоз ленточный;
1 27 28 —II it I 42 T 53 —1>ь ‘Чн- 78
2 ] 15 15 29 30 —Sil —ft 43 44 Г~1I “ "t 54 —Й— Чн 7S
3 17 А 31 |э|с| 55 -BIF
45 J V Hf 64 /2 80
4 18 — 32 D CD ‘If’ т
5 19 —=+ 33 -* 56 । 65 73 ± 1
20 f 47 -|х|- -4|й- 81
6 21 3 34 Ш QJ 35 48 57 । । 66 НЛ“ — L оф
7 8 п? 22 3 36 IQJ 37 49 58 67 3^ 75 f 82
-Е 9 23 — 38 JL —^'1 [—
Ю —[с л . 5] 24 39 TT 50 51 59 №], 68 —1 4=^ 84 rt
12 25 f 40 52 ’1— 1 1 1 60 3 77 4s п 85 W
26 В : 41 -i 1 86 £ 1
Рис. 2. Условные обозначения на кинематических схемах
/ [Г I /4г
3 т/Л 15 15
4 /5 _
5 19
— i 1 8[
21
3
7 в 9 W 22 э
сз N < с*> 00 ][
1 □ 'Ь
12 13 ч н 1 О» О| ф it
27 47 .. Л1 ‘-Wn 78 78
— им 1_
*'М к ЧНчр
” >11
* i! -ф^—-и == 5‘! 1 79
т 44 Г—1 — 63 \\
31 тг —«Н 55
л 95 -£й- 72 80
32 — сэ 59 ||| 1Г**~ —
CJ 1 1 1 т
33 9£ 73 -L 1
47 56 111 65 -j "0- 81
39 35
Ш А QJ V 57 66 р~| - - i
48 “0“
36 37
гея Т 82
LQJ 58 £7
45 И _Wt*1 I ” 1 Г‘ ' — 83
38 —-п ь—
50 68 89
59 7в 'Г *7 F1- t
39 D 51 Л1Н — — >4 h ' J у
й —IN— 85
69
50
52 77 f
-—S ‘Чгф 86 £ 1
Рис 2. Условные обозначения на кинематических схемах
75 — тормоз дисковый;
76 — тормоз дисковый электромагнитный;
77 — тормоз дисковый гидравлический или пневматический;
78 — шарнирное соединение стержня с неподвижной опорой
с движением только в плоскости чертежа;
79 — соединение стержня с опорой шаровым шарниром;
80 — маховик, жестко установленный иа валу;
81 — эксцентрик, установленный на конце Ьала;
82 — конец вала под съемную рукоятку;
83 — рычаг переключения;
84 — рукоятка, закрепленная на конце вала;
85 — маховичок, закрепленный на конце вйла;
86 — передвижные упоры;
87а и 87в—шарнирное соединение кривошипа постоянного радиу-
са с шатуном;
876 и 87г—шарнирное соединение кривошипа переменного радиу-
са с шатуном;
88а — шарнирное соединение одноколейного вала с шатуном;
886 — шарнирное соединение многоколенного вала с шатуном;
88в — коленвал с жестким противовесом;
88г — коленвал с маятниковым противовесом;
89а— кривошипно-кулисиый механизм с поступательно дви-
жущейся кулисой;
896 — крнвошппно-кулисный механизм с вращающейся кули-
сой;
89в — крнвошипно-кулнсный механизм с качающейся кулисой.
90 — односторонний храповой зубчатый механизм с наруж-
ным зацеплением;
91 — двусторонний храповой зубчатый механизм с наружным
зацеплением;
92 — односторонний храповой зубчатый механизм с внутрен-
ним зацеплением;
93 — мальтийский механизм с радиальным расположением
пазов с наружны.м зацеплением;
94 — мальтийский механизм с радиальным расположением
пазов с внутренним зацеплением;
95 — фрикционная передача с цилиндрическими роликами
наружного зацепления (контакта);
96 — фрикционная передача с цилиндрическими роликами
внутреннего зацепления (контакта) ;
97 — фрикционная передача с коническими роликами наруж-
ного зацепления;
98 — регулируемая фрикционная передача с коническими ро-
ликами внутреннего зацепления;
99 — регулируемая фрикционная передача с коническими
шкивами и промежуточным кольцом;
100—регулируемая фрикционная передача с подвижными ко-
ническими шкивами н клиновым ремнем;
fOf — регулируемая фрикционная передача с тороидными
шкивами и поворотными сферическими роликами;
102 — регулируемая фрикционная передача с полутороидны-
мн шкивами (типа Светозарова);
103 — регулируемая торцовая фрикционная передача;
104 — регулируемая фрикционная передача со сферическими
и коническими роликами;
105 — регулируемая фрикционная передача со сферическими
и цилиндрическими ролнкамн;
106 — фрикционная передача с цилиндрическими роликами;
107 — фрикционная передача с гиперболоидными роликами;
108 — шкив ступенчатый, закрепленным на валу;
109 — шкив холостой на валу;
ПО - шкив рабочий, закрепленный на валу;
111 — указатели вращения вала соответственно: по часовой
стрелке, против часовой стрелки и в обе стороны;
112 — открытая передача плоским ремнем;
113 — открытая передача плоским ремнем с натяжным ро-
ликом;
114 — перекрестная передача плоским ремнем;
115 — полуперекрестная передача плоским ремнем;
116 — угловая передача плоским ремнем;
117 — отводка ремня плос коре мен иой передачи:
118 — передача клиновидными (текстропными) ремнями;
119 — передача круглым .ремием нли шнуром;
120 — общее обозначение цепной передачи без уточнения типа:
121 — роликовая цепная передача;
122 — бесшумная (зубчатая) цепная передача;
123 — цилиндрическая зубчатая передача с внешним зацепле-
нием (общее обозначение); •
124 — цилиндрическая зубчатая передача с внешним зацеп-
лением между параллельными валами, соответственно
с косыми, прямыми и шевронными зубьями;
125 — цилиндрическая зубчатая передача с внутренним зацеп-
лением между параллельными валами (общее обозна-
чение) ;
126а — коническая зубчатая передача между пересекающими
ся валами (общее обозначение без уточнения типа);
1266—коническая зубчатая передача соответственно с прямы-
ми, спиральными и круговыми зубьями;
127 — коническая гипоидная зубчатая передача;
128 — зубчатая реечная передача, соответственно с шеврон
ными, косыми и прямыми зубьями;
129 — общее обозначение зубчатой реечной передачи;
130—реечная передача с червячной рейкой и червяком;
13/ — реечная передача с зубчатой рейкой и червяком;
132 — винтовая зубчатая передача соответственно под прямым
илн острым углом;
133а — червячная глобоидная передача;
1336— червячная передача с цилиндрическим червяком.
Рис. 4. Условные обозначении яа гидравлических схемах
ТИПОВЫЕ ПРИВОДЫ И МЕХАНИЗМЫ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Приводы и механизмы для бесступенчатого изменения
скорости вращения
максимальной производительности станка н
Для достижения
удобства его обслуживания в станкостроении находят применение
различного вида приводы и механизмы для бесступенчатого из-
менения скорости (рис. 5). Последние бывают . механического
(вариаторы), электрического и гидравлического типов.
Вариатор с раздвижными конусами. Этот тип вариатора
(поз. /) выполняется с различным видом связи С. В качестве свя-
зи- С применяются стандартные или специальные клиновые ремни,
специальная цепь или стальное кольцо трапециевидного сечения.
Плавное изменение скорости выходного шкнва Ш в диапазоне
4—8 достигается путем одновременного раздвигания одной и сбли-
жения другой пары конусов. При этом изменяются диаметры ра-
бочей части ведущих UJKi и ведомых Шк2 конусов.
Сдвоенный торцовый вариатор. В приводах вспомогательных
движений применяются одинарные или сдвоенные (поз. 2) торцо-
вые вариаторы. Движение от вала 1 через диск Д\, подвижной
ролик Рк и диск Д2 передается валу 111. Бесступенчатое измене-
ние скорости вращения вала 111 в диапазоне 20—25 и выше дости-
гается за счет перемещения ролика Р к вдоль вала 11.
Тороидиый вариатор. Этот вариатор (поз. 3) имеет следующий
принцип работы. На валу свободно насажены тороидные шкивы —
ведущий Шли ведомый ШГ2 , связанные между собой сфериче-
скими дисками Де. Последние свободно вращаются на поворот-
ных цапфах. Прн указанном па схеме положении сферических
дисков вращение от ведущего тороидного шкнва на ведомый пе-
редается с большего диаметра Draax меньшему диаметру Ощщ.
При повороте цапф со сферическими дисками Дг в положение,
указанное на схеме штрихами, вращение будет передаваться с
меньшего диаметра ведущего шкива большему диаметру ведомого
шкива. Бесступенчатое изменение скорости вращения шкива дости-
гается поворотом цапф со сферическими дисками Дс.
Вариатор с наружным и внутренним коническими шкивами.
Движение от вала / (поз. 4) через наружный конический
шкнв Ш К.к и шкив Ш к.ес внутренней конической поверхностью пе-
редается валу 11 и далее через передачу 2\—z2 валу 111. Вал / со-
вместно со шкивом Ш к.н может перемещаться вдоль образующей
своего конуса, благодаря чему рабочий радиус шкива ///*..„меняет-
ся от до Rimax . Прн этом передаточное отношение вариа^
тора изменяется в диапазоне 3—4.
Торцокоиический вариатор. В этом вариаторе (поз. 5) вал 1 с
коническим шкивом Шк находится в постоянном контакте с тор-
цовой поверхностью диска Д, который передает вращение валу 11
н через коническую передачу Zi—г2 ведомому валу 111. Для бес-
ступенчатого изменения скорости вращения вала 111 предусмотрена
возможность перемещения вала / с коническим шкивом Шк вдоль
его образующей, что позволяет изменять рабочий радиус кони-
ческого шкнва ОТ ₽|т|ц ДО Т?2тах
Сфероконический вариатор. Отличительным признаком этого
вариатора (поз. 6) является применение шкива Шс со сфериче-
ской рабочей поверхностью, которая имеет контакт с конической
поверхностью шкива Шк . При изменении угла наклона оси
электродвигателя Дд со сферическим шкивом Шс изменяются
рабочие радиусы как сферического, так и конического шкивов,
что обеспечивает более широкий диапазон изменения передаточ-
ного отношения вариатора в пределах 9—16.
Генератор-двигатель. Система генератор-двигатель (поз. 7)
состоят из асинхронного электродвигателя Да , генератора Г, воз-
будителя В и рабочего электродвигателя Д,г постоянного тока.
Возбудитель В представляет собой маломощный генератор с само-
возбуждением, который предназначен для питания обмотки воз-
буждения ОВГ генератора Г н обмотки возбуждения ОВД элект-
родвигателя Дп. Диапазон изменения скорости равен 10—16.
Электромашиниый усилитель. В станкостроении нашли также
широкое применение системы электромашинного управления. За
счет изменения сопротивления /?1 (поз. 8) в обмотке 1ЭМУ мож-
но менять величину п направление тока. На обмотку 2ЭМУ по-
дается питание с тахогенератора Г т, установленного иа валу
электродвигателя Дп . Таким образом, в цепи создается напря-
жение пропорциональное разности потоков в обмотках возбужде-
ния 1ЭМУ н 2ЭМУ. Это напряжение подается на обмотку воз-
буждения ОВГ генератора. ЭМУ обеспечивает возможность бессту-
пенчатого изменения скорости движения рабочих органов стан-
ков в широком диапазоне (400—1000).
Гидравлические приводы. Асинхронный электродвигатель пере-
менного тока Дя (поз. 9), соединен с гидравлическим
насосом Нр . Последний подает масло в гидравлический двига-
тель Мр, соединенный с рабочими органами станка. Бесступен-
чатое изменение скорости осуществляется за счет изменения коли-
чества масла как подаваемого насосом, так и потребляемого гид-
равлическим двигателем на каждый его оборот.
Рис. 5. Типовые приводы и механизмы для бесступенчатого изменения скоростей вращения
Типовые механизмы для ступенчатого изменения скорости
В зависимости от назначения станка, требуемого диапазона ре-
гулирования. величины передаваемых нагрузок и других условий
работы в приводах металлорежущих станков используются раз-
личные механизмы для ступенчатого изменении скорости (рис. 6).
Миогоскоростиые электродвигатели. В современных конструк-
циях металлорежущих станков довольно часто встречаются двух-,
трех- и даже четырехскоростиые асинхронные электродвигатели
(поз. /). Двухскоростиые электродвигатели выпускают с числом
оборотов 3000/1500 или 1500/750, трехскоростные — с числом обо-
ротов 3000/1500/1000 и четырехскоростные — с числом оборотов
3000/1500/1000/750.
Ступенчатые шкивы (поз. 2). Изменение скорости с помощью
ступенчатых шкивов достигается перестановкой ремня с одной
ступени на другую. Для того чтобы ремень без специального на-
тяжного устройства мог передавать крутящий момент на любой
из имеющихся скоростей, сумму диаметров сопряженных шкиаов
делают постоянной на всех ступенях, т. е. £)1-+-/)5=О2+Дб=^з+
-^-Di=D4-$-Ds.
Парносменные колеса. В станках для массового и крупносе-
рийного производства, а также в специализированных станках
для изменения скорости движения используются парносмеиные ко-
леса А и В (поз. 3). В зависимости от желаемого количества ско-
ростей к станку прилагается комплект смеииых колес, пользуясь
которыми получают геометрический ряд чисел оборотов шпинделя.
Количество возможных скоростей равно количеству сменных
колес.
Шестеренные коробки скоростей. Коробки применяются как
самостоятельные узлы в станках с разделенным приводом и как
составная часть шпиндельной бабки или механизма подачи (встро-
енные коробки). Последние имеют большее применение в станках
вследствие их компактности, меньшей стоимости н удобства пере-
дачи вращения рабочим органам станка.
Изменение скорости вращения ведомого вала шестеренных ко-
робок достигается за счет включения в работу той или иной ком-
бинации шестерен. В коробках скоростей применяются различные
способы включения зубчатых колес в работу: передвижением
блоков шестерен вдоль оси валов (поз. 4, 5, 6, 14 н 15), кулачко-
выми муфтами Мк (поз. 7 и 8), фрикционными муфтами М
(поз. 9), накидыванием шестерни (поз. 13 н 16) или выдвижной
шпонкой (поз. 12). Каждый нз указанных способов переключения
скоростей коробок обладает своими достоинствами и недостат-
ками.
Коробкн скоростей с кулачковыми н фрикционными муфтами
позволяют использовать зубчатые колеса с косыми н шевроинымн
Зубьями, обеспечивающими прн прочих равных условиях боль-
шую прочность и долговечность, а также бесшумность в работе.
Однакб пониженный к.п.д. делает Н£ менее пригодным для быст-
роходных приводов. Коробкн скоростей с иакпдпымн шестернями,
выдвижной шпонкой и множительного типа, в силу недостаточной
их прочности и низкого к.п.д. применяются исключительно в ме-
ханизмах подачи и вспомогательных движений.
Для изменения скорости движения резан ня и подачи почти-
всегда используют не одни тип коробки, а определенную комби-
нацию из типовых механизмов, являющуюся для данного привода
станка наиболее оптимальной. Так, например, для специализиро-
ванных и операционных станков используются парносменные ко-
леса в сочетании с двух- или трех скоростной коробкой. Коробкн
подач токарио-вниторезиых станков обычно состоят из механиз-
ма с конусом шестерен и множительного механизма. В коробках
скоростей приводов движения резания обычно встречаются ком-
бинации нз механизмов с подвижными блоками шестерен, кулач-
ковыми и фрикционными муфтами, переборными устройствами
и т. д.
Принцип работы каждого нз механизмов шестеренных коро-
бок скоростей ясен из схемы.
Переборные устройства (поз. 10). В старых конструкциях стан-
ков ступеичатошкивные приводы обычно снабжались переборами,
которые увеличивали количество скоростей и позволяли переда-
вать шпинделю больший крутящий момент. В дальнейшем, в свя-
зи с применением шестеренных коробок скоростей, переборные
устройства прежней конструкции потеряли свое значение. Однако
в настоящее время вследствие повышения быстроходности станков
и использования, так называемых разделенных приводоа (когда
коробка скоростей монтируется отдельно от шпиндельного узла)
переборные устройства вновь находят себе применение. Перебор
позволяет вдвое увеличить количество скоростей шпинделя и по-
низить его число оборотов до 16 раз (см. стаикн моделей 1А616,
6П80Г, 6Н81 и др.).
Гитара сменных колес. В тех случаях, когда необходимо обе-
спечить изменение скорости в широком диапазоне с большим коли-
чеством скоростей и при точном передаточном отношении, исполь-
зуют гитару сменных колес (поз. 11). Особенно широкое приме-
нение этот механизм нашел в приводах делительных цепей и об-
катки, реже ои встречается в приводах лодачн.
Передаточное отношение для каждой настройки привода оп-
ределяется соотношением чисел зубьев сменных колес.
К станкам, имеющим гитару, прилагаются наборы сменных
колес. Наборы бывают пятковые, четные н универсальные. В пят-
ковом наборе числа зубьев сменных колес от 20 до 100 череду-
ются через 5, в четном наборе — через 4 зуба.
Универсальный набор, разработанный ЭНИМСом, используется
для ответственных делительных,цепей.
Рис 6. Типовые механизмы для ступенчатого изменения скоростей вращения
Построение графиков чисел оборотов
Ряды чисел оборотов и величии подач. Как известно, .при обра-
ботке поверхностей малых диаметров на больших скоростях тре-
буются высокие числа оборотов шпинделя, а при обработке боль-
ших диаметров на малых скоростях число оборотов шпинделя
должно быть небольшим.
Отношение верхнего предела числа оборотов шпинделя п1Пах
к нижнему пределу nmh) называется диапазоном регулиро-
вания /?.
Наиболее целесообразно иметь плавное бесступенчатое изме-
нение скорости с тем, чтобы обеспечить возможность работы с
любым числом оборотов шпинделя. Для этой цели на современных
токарных станках устанавливают приводы для бесступенчатого
изменения скорости. Однако в силу ряда обстоятельств большинст-
во станков имеет ступенчатое изменение скорости.
В этом случае возникает необходимость решения задачи о
ианаыгодиейшем расположении ступеней чисел оборотов шпинде-
ля. Эту задачу впервые в 1876 г. решил русский ученый академик
А. В. Гадолпн. Он обосновал целесообразность геометрической
структуры рядов чисел оборотов и подач исходя из условии по-
стоянства относительной потери скорости на всем диапазоне ре-
гулирования.
Благодаря не только экономическим, но и конструктивным
преимуществам геометрический ряд расположения чисел оборотов
шпинделя п величин подач является почти единственным, кото-
рый используется в приводах современных станков.
В СССР применяются семь стандартных знаменателей рядов
чисел оборотов и величин подач: 1,06; 1,12; 1,26; 1,41; 1,58;
1,78 и 2.
Если известны максимальное nmax н минимальное nmlll числа
оборотов в минуту шпинделя, а также количество z его скоро-
стей, то знаменатель ряда <р для данного привода может быть
определен по формуле.
График чисел оборотов (величии подач). Для построения гра-
фика чисел оборотов на произвольном, проще всего на одинако-
вом друг от друга расстоянии проводят вертикальные линии, со-
ответственно количеству валов в приводе движения резания или
подач. Далее проводят обязательно на равном расстоянии друг
от друга ряд горизонтальных линий в соответствии с количеством
чисел оборотов или величин подач рабочего органа и с учетом
числа оборотов в минуту электродвигателя, если его число оборо-
тов больше, чем максимальное число оборотов шпинделя. Интер-
валы между горизонтальными линиями соответствуют lg<p для
данного приаода.
График чисел оборотов строится в соответствии с кинемати-
ческой схемой привода Передаточное отношение передачи выра-
жается а анде <р т, где т число интервалоа между горизонтальны-
ми линиями. Каждая нз возможных передач между валами приво-
да изображается на графике лучом (жирной линией), соединяю-
щим отметки чисел оборотов ведущего и ведомого валов, которые
эта передача связывает. Линии валоа на графике нумеруются
римскими цифрами в соответствии с нумерацией валов на кине-
матической схеме.
Примеры построения графиков чисел оборотов. На рис. 7, а
показана кинематическая схема привода движения резання бес-
консольного вертикально-фрезерного станка модели 656П, а иа
рнс. 7, б — график его чисел оборотов. Для наглядности построе-
ния вертикальные линии графика расположены по осям валов ки-
нематической схемы. Количество горизонтальных линий равно 19,
так как шпиндель станка имеет 18 скоростей вращения (от 25 до
1250 оборотов в минуту), а число оборотов в минуту электродви-
гателя равно 1460, т. е. несколько больше максимального числа
оборотов шпинделя. Все варианты чисел оборотов валов обозна-
чаются на структурной сетке графика кружочками, а передачи —
лучами. Между валами / и // имеется только одна передача 24—56
и соответственно один луч, между валами // и 111 имеются три пе-
редачи 20—49, 23—46 и 21—42 и соответственно передаточным
отношениям этих передач проведено три луча. Валы 111 и IV мо-
гут быть связаны также одной из трех передач 18—46, 28—36 или
49—31, в этом случае от каждого числа оборотов вала 111 прово-
дится по три аналогичных луча к валу IV, который, следователь-
но, будет иметь уже 9 различных чисел оборотов в минуту. Шпин-
дель V станка может получать движение от вала IV через одну
из двух передач 20-—<80 или 66—33, в соответствии с этим от
каждого числа оборотов вала IV проводим по два луча согласно
передаточным отношениям этих передач.
На рис. 1,8 изображена кинематическая схема привода дви-
жения резания токарно-винтбрезного станка модели 1А62, а на
рис. 7, г — график его чисел оборотов. Построение его производит-
ся в той же последовательности, как и графика чисел оборотов
станка 656П, однако в этом случае имеется некоторое своеобра-
зие. Как видно из кинематической схемы, шпиндель VI может по-
лучать вращение не только от вала V, ио и через передачу 50—50
от вала 111, причем три скорости из шести получаемых от вала
111 совпадают со скоростями, получаемыми от вала V. В таком
случае л-учн передач проводят несколько выше ранее проведен-
ных лучей, соединяя их с нужными точками чисел оборотов ва-
лов наклонными отрезками.
Рис. 7. Коробки скоростей и графики скоростей
Типовые механизмы для реверсирования движения
Большинство рабочих органов станков в процессе их рвботы
должны изменять направленно своего движения. Для этой цели
служат различные виды реверсивных механизмов (рис. 8).
Реверсирование электродвигателем. Если допусквстся ревер-
сирование всей цепи привода, то изменение направления движения
рабочего органа может быть осуществлено реверсированием врв-
щения ротора электродвигателя. Для асинхронного электродви-
гателя трехфазиого токв в этом случве достаточно поменять мес-
тами две фазы (поз. /, о). а для реверенроввпня электродвигате-
ля постоянного тока изменить полярность тока (поз. /. б).
Реверс с двумя паразитными колесами. Этот реверс (поз 2)
представляет собой механизм, состоящий нз четырех цилиндриче-
ских колес, смонтированных в подвижной рвмке Р, которая может
находиться в трех положениях. В первом положении (поз. 2, а)
вращение от ведущего колеса z( к ведомому колесу z4 передвется
через пврвзитные колеса н 2j и поэтому колесо z4 врвщается в
ив правлении, противоположном иапрввлеиню вращения колеса zv
Во втором положении (поз. 2, б) ведущее колесо z( не зацепляет-
ся ни с одним из паразитных колес н поэтому ведомое колесо z«
не врвщается. В положении (поз. 2. в) паразитное колесо zi не-
посредственно входит в звцеллеине с ведущим колесом Zi. а коле-
со zi вращается вхолостую, ие прииимвя участия в передаче дви-
жения. В этом случае ведущее и ведомое колесв врвшаются в одну
и ту же сторону.
Реверс с составным зубчатым колесом. В современных зубо-
резных станках для нарезания конических зубчатых колес с круго-
выми зубьями (модели 525. 528 и др) реверсирование обкатной
люльки обеспечивается механизмом, имеющим составное зубчатое
колесо z$ (поз. 3). При вращении шестерни Zj в одном направле-
нии движение посредством вала I и конической передачи zj—Zj
передвется приводному колесу z4. которое также имеет постоянное
ивпрввление вращения. При зацеплении колесв z4 с сектором
внутреннего зацепления составного колеса z$ последнее получает
врвщение в одном направлении; далее при проходе колесв z4 че-
рез зацепление с одним нэ соединяющих участков составного ко-
леса происходит процесс реверсирования; при зацеплении коле-
са z4 с сектором внешнего шнсилсиня составного колеса послед-
нее вращается в противоположную сторону Для обеспечивания
возможности зацепления колеси г, со всеми участками составного
зубчатого колеса zs, вал II с кареткой К. несущей ив себе кони-
ческую передачу za—z3 н колесо z4. может перемещаться в ради-
влыюм направлении.
Реверс с одним паразитным колесом. Этот механизм конст-
руктивно выполняется в различных вариантах (лоз. 4, 5п6) Од-
нако принцип его рвботы остается неизменным. В одном случае
вращение от ведущего ввла / к ведомому III передается зубчаты-
ми колесами через паразитную шестерню н тогда направления
вращения обоих валов совпадают, или вращение передается не-
посредственно — без участия паразитного колеса и тогда на-
правление вращения ведущего и ведомого валов будет различным.
Реверс с одним парвзитным колесом и двусто-
ронней кулачковой муфтой (поз. 4} характерен тем. что
все его цилиндрические зубчатые колеса могут быть выполнены
как с прямыми, косыми, так и с шевронными зубьями. При вклю-
чении кулачковой муфты М „ влево ведущий и ведомый ввлы
имеют одиивковое направление вращения, при включении муф-
ты вправо — рвзные.
Реверс с одним парвзитным колесом и двой-
ным подвижным блоком шестерок (поз. 5) может быть
выполнен только с цилиндрическими колесами, имеющими прямые
зубья Во всем остальном ои не отличается от предыдущего ме-
ханизма.
Реверс с одним широким паразитным колесом
(поз 6} отличается от предыдущих механизмов тем, что имеет
четыре колеса вместо пяти и что колеса Z|, zi и z4 имеют равные
числа зубьев, чем обусловливается одинаковой скорость вращения
ведомого вал в 111 как в одну, так и в другую сторону. В этом ме-
ханизме все колеса твкже должны иметь прямые зубья.
Конические реверсы. Если в кинематической цепи привода от
двигателя до рабочего органе имеются конические передачи под
прямым углом, то бывает целесообразным применение кониче-
ских реверсов.
У конического реверса с подвижным блоком
конических колес (поз, 7) вал I имеет постоянное направле-
ние врвшепия. Когда блок конических колес, связанный с валом /
направляющей шпонкой, находится (квк показано на схеме) в
левом крвйием положении, в зацеплении участвуют колеса z>—Z3
и в вл 11 вращается по стрелке б, При перемещении блока коняче-
ских колес вправо зацепляются колеса Zi—z3 и вал П начинает
вращаться по стрелке о.
Конический реверс с двусторонней кулачко-
вой муфтой Мя (поз. 8) работвет по аналогичному принципу,
только в этом мехвнизме изменение нвправлення вращения ва-
ла // достигается переключением муфты Мк .
Реверс с колесом внутреннего зацепления. Принципиальным
отличием этого механизма (поз. 9) является применение зубча
того колеса Z3 с внутренним зацеплением Вал I с колесоц Zi вра-
щается п одном постоянном направлении, приводя в движение ко-
леса г2 и Zj. которые при этом вращаются в разных иапрввленн-
я.х Перемещением двусторонней кулачковой муфты М к вправо
или влево можно сообщить валу // вращение в ту или иную сто-
рону.
Рис. 8. Типовые механизмы для реверсирования движения
Типовые механизмы прямолинейного поступательного движения
Для преобразования на последней ступеин привода вращв-
тсльиого движения в поступательное в станкостроении использу-
ются различные типовые механизмы, показанные иа рис. 9.
Винтовая передача. Наиболее распространенным механизмом
для преобразования вращательного движения в поступательное
являются винтовые передвчн (поз. I}. При этом могут быть раз-
личные варианты преобразования движения:
I) винт вращается, а гайка совместно с рабочим органом Ро
движется поступательно — поз. /, а (перемещение продольных са
лазок суппорте токарного станка при нарезании резьб).
2) внит неподвижный, гвйка врвшается и совместно с рабочим
органом Ро совершает поступательное движение —поз. 1.6 (стол
продольно-фрезер и ого стайка модели А662);
3) гайкв иеподвнживя. винт вращается н одновременно сов-
местно с рабочим органом Ро совершает поступательное движе-
ние — поз /. 0 (продольная подача стояв в консольно-фрезерных
стайках);
4) гайка вращается, а внит совместно с рабочим оргвном Ро
имеет поступательное движение — поз. /.г (суппорт строгального
станкв).
Реечная передача. По варианту (поз. 2. а) реечная шестерня
только врвшается. а поступательное движение получвет рей кв сов-
местно с рвбочим органом Ро (подача шпинделя сверлильных
станков). По варианту (поз. 2.6) рейка неподвижна, а реечивя
шестерня г врашвется и двигается поступательно совместно с ра-
бочим оргвном Ро (продольная подвча суппорта токарного стан-
ка при обтвчиваиии).
Червячно-реечная передача. Среднее положение между винто-
вой и реечной передвчей звиимает червячио-реечная передача
(поз. 3). Она обладает большей жесткостью н достаточно высоким
к.п.д.. что обеспечивает ей широкое применение в приводах дви-
жения резвиня современных продолыю-строгвльных станков
(поз. .9, о) н в приводе подачи тяжелых фрезерных и горизонталь-
но-расточных станков (поз. 3.6).
Кривошип ио-шатунный механизм. Этот механизм при равно-
мерном вращении кривошипа О|А (поз. 4) обеспечивает прямоли-
нейное возвратно-поступательное движение ползуна В. ио с пере-
менной скоростью Причем скорость ползуна при прямом и обрат-
ном ходе для каждого его положения будет одинвковой 3
Кривошипио-реечиыА механизм. Этот механизм (поз. 5)^осто-
ит из четырехзвенника с кривошипом О|А. сектора zr и рейки,
закрепленной иа рабочем органе Ро . При непрерывном враще-
нии кривошипа OiА рабочий оргви Ро будет совершать прямо-
линейное возвратно-поступательное движение.
Двойной кривомипно-реечный механизм. В зубодолбежном
стайке модели 514 для сообщения возвратно-поступательного дви-
жения штосселю с долбяком применен двойной крнвошнпно-рееч-
ный механизм (поз. 6) При вращении кривошипа шатун-рей-
ка приводит в возвратно-врашатсльное движение шестерню Zi.
вал II и шестерню za. Последняя сообщает прямолинейное воз-
вратно-поступательное движение рабочему органу Ро .
Кривошипно-кулисный механизм. При вращении кривошипа
О|А (поз 7) кулиса К„ совершает возвратно-качательиое дви-
жение н через шатун ВС сообщает рабочему органу PQ прямо-
линейное возвратпо-поступ а тельное движение
Крнвошипно-кулисиый механизм до последнего времени при-
менялся в приводах движения резания поперечно строгательных и
долбежных станков.
Механизм с вращающейся кулисой. Палец кривошипа KHi
(поз. 8) входит в радиальный пвз вращающейся кулисы Кв» за-
крепленной на валу II. Кривошип К посредством шатуна сое-
динен с рвбочим органом Ро . При равномерном врвщеиии вала/
вследствие смешения осей валов / и II вал // получает неравно-
мерное вращение, что обеспечивает более раввомериую скорость
движения рабочего органа Ро на заданном участке его пути.
Механизм с вращвюшейся кулисой находит применение в дол-
бежных станках.
Кулачковые механизмы. Эти механизмы позволяют обеспечить
любой закон изменения скорости рабочего органа, получать не-
обходимое соотношение скорости рабочего и обратного ходов н в
отличие от других механизмов могут одновременно выполнять
функции командно-распределительного устройства. Благодаря
этим преимуществам кулачковые механизмы с дисковыми (поз. Р).
торцовыми (поз. /0) н цилиндрическими (поз. //) кулачквмн на-
шли широкое применение в стаиках-автоматвх и полуавтоматах
для осуществления автоматического цикла работы.
Гидропривод. Для преобразования вращательного движения
в прямолинейно-поступательное движение в современных стаи-
квх особенно широко используется гидропривод (поз. /2). Прин-
цип работы гидропривода заключается в следующем: мвело из
резервуаре Р подается насосом Н под давлением через дрос-
сель Д к золотниковому крану А\ . В зависимости от положения
крана масло полается по правому или левому маслопроводам в
соответствующую полость цилиндра н заставляет перемешать-
ся поршень /7 со штоком Ш и связанный с ними рабочий ор-
ган Ро .
Пневмопривод. В современных станках для сообщения рабо-
чим органам поступательных перемещений находят также шнро
кое применение пневмоприводы. Для коротких перемещений ис-
пользуются писвмокамсры (поз. /.?. о). а для больших ходов —
ппевмоцнлнидры (поз. 13,6)а
Рис. 9. Типовые механизмы для преобразования вращательного движения в прямолинейное поступательное движение
Типовые механизмы для получения прерывистых движений
Для получения прерывистого движения в станкостроении ис-
пользуют различные типовые механизмы (рнс. 10), каждый из
которых имеет свою облвсть применения.
Храповые механизмы. Эти механизмы позволяют весьма юн-
ко и в широком дивпазоис изменять величину периодических
перемещений рабочих органов станков.
Механизм с наружным храповым колесом
(поз. /) находит применение в поперечно-строгальных стан-
ках. Прн равномерном вращении кривошипе К, связанный с ним
шатуном Ш„ ' рычаг Р, получает непрерывное качательное
движение относительно точки Oj. С рычагом Р, связана собач-
ка С. упирающаяся в зубья колеса г. При качании рычага Р,
в направлении стрелки о собачка, упираясь в один нз зубьев
колеса, увлекает его и поворачивает иа некоторый угол. Прн
качании коромысла по стрелке б собачка приподнимается, сколь-
зит по спинкам зубьев и колесо не поворачивается.
'Механизм с внутренним храповым колесом
(поз. 2) отличается от предыдущего только лишь тем. что храпо-
вое колесо z выполнено с внутренними зубьями, а вместо рычага
внутри храпового колеса установлен диск Д При врашеиии кри-
вошипа А диск Д посредством шатуна UI получает возвратно-вра-
швтельное движение н через собачку С сообщает колесу, г перио-
дическое вращательное движение.
Механизм с торцовой храповой муфтой (поз. 5)
ившел применение в приводе подач продольно-строгальных стан-
ков (см. станок модели 723JA). При непрерывном и равномерном
вращении вала / с кривошипом К зубчатое колесо Z| и ввл II
получают через шатун-рейку Ро возвратно-вращательное движе-
ние. На валу // на направляющей шпонке установлена храповая
муфта М, , которая пружиной /7, поджимается к зубчатому ко-
лесу г». имеющему драповые зубья иа торце своей ступицы. При
вращении Вала II по стрелке б храповая муфта М ,, преодоле-
вая сопротивление пружины П, , отходит влево н не передает
вращение колесу zj. Во время вращения вала II по стрелке о
хреновая муфта М, находится в зацеплении со ступицей коле-
са Zj и передает ему вращение по стрелке в.
Храповой механизм с поршневым приводом
(поз. 4) применен в приводе радиальных подач круглошлифоввль-
иого стайка модели 3151. В этом механизме собачка С. находя-
щаяся в зацеплении с храповым колесом z, установлена в пазу
штока Ш„ . Последний связан с поршнем П. Когда в цилиндр Ц
подается сжатый воздух или жидкость, то поршень П со што-
ком Ш, и собачкой С перемешается по стрелке б до упора У.
поворачивая храповое колесо z иа одни или несколько зубьев по
стрелке е. Прн обратном ходе штока с собачкой по стрелке о
храповое колесо z вращение не получает.
Аналогичный Храповой механизм, ио только с приводом от
соленоидв, применен иа внутришлифовальном станке модели
2А252.
V Мальтийские механизмы. В станкостроении для поворота мио-
гопозицноипых рабочих органов из одной позиции в другую ча-
ще всего применяются мальтийские механизмы.
Четырехпозиционный мальтийский механизм
с одним кривошипом (поз. 5) используется для поворота
шпиндельного блока в четырехшпиидельных токарных автома-
тах. При равномерном вращении кривошипа К закрепленный иа
нем ролик Р, . в определенный момент входит в одни из четырех
пазов мальтийского креста Км и поворачивает его на 90°. Таким
образом, за каждый полный оборот кривошипа К ввл, иа кото-
ром закреплен мальтийский крест, сделает только */< оборота.
Диск Д. жестко связанный с кривошипом К. служит для фикса-
ции положения мальтийского креста в каждом из его четырех по-
зиций.
Шестппозициоииый мальтийский механизм с
одним или двумя роликами (поз. б) используется, на-
пример, для поворота револьверной головки одношиинделыюго
токарно-револьверного ввтомата модели IAI36.
Установки второго ролика иа кривошипном диске К позволяет
в случае необходимости увеличить угол поворота мальтийского
крести в два раза.
/Секторный механизм. Зубчатый сектор г, (поз. 7), закреплен-
ный на валу /. периодически поворачивается только в течение то-
го времени, когда его зубья находятся в зацеплении с зубьями ко-
леса z. установленного иа валу II. В этом механизме не представ-
ляется возможным регулировать величину угла поворота колеса
z, поэтому он. кик и мвльтийские механизмы, используется в основ-
ном в многопознциоииых устройствах.
Механизм с однооборотной муфтой. Рабочий орган Р„ (поз. в)
в нужный момент получает периодический поворот иа определен-
ный угол от непрерывно вращающегося вала 1 через колеса
г,—Zb однооборотную муфту М, н червячную передачу а—Zy. Од-
пооборотиая муфта М, срабатывает под действием соленоида
Св. который через рычаг Р,поднимает палец П„ .
Шаговый электродвигатель. Ротор Р, одного из шаговых элект-
родвигателей (поз. 9) имеет ряд полюсов, а статор состоит из
трех незввисимых секций Cri. Ссг и Сс>, которые расположены твк.
что если одна из них совпадает с полюсами ротора Рг, то две дру-
гие секции оказываются смешенными относительно полюсов, при-
чем в разные стороны.
При включении обмотки секции Cfi ротор повернется иа не-
который угол по стрелке о. а при включении обмотки секций С „
он повернется на тот же угол, но по стрелке б.
Рис. 10. Типовые механизмы для получения прерывистого движения
s Прочие типовые механизмы металлорежущих станков
Предохранительные устройства. Во избежание поломок деталей
станков в приводах последних устанавливаются всевозможные
предохранительные устройства (рис. II).
Механизм падающего червяка, (поз. /) применяется
для автоматического выключения подачи при ерегрузках. Выклю-
чение осуществляется тогда, когда суппорт доходит до какого-
нибудь препятствия, например, до неподвижного упора, установ-
ленного на станке, и дальше не может перемещаться. Прн этом
приводной аал / продолжает передавать вращение червяку а
через кулачковую муфту М,. Последняя благодаря скошенным
зубьям отходит назад, преодолевая сопротивление пружины П„.
н нажимает через упор б на рычаг Р,. который прн помощи вы-
ступа В поддерживает червяк а в зацеплении с червячным коле-
сом z.
В определенный момент, когда муфта М, отодвинется на-
зад н выступ В не будет поддерживать червяк а, последний иод
действием собственного веса упадет вниз и. поворачиваясь отно-
сительно осн О. выйдет из зацепления с червячным колесом г.
В другой конструкции падающего черняка (ноз. 2) вращенпе
от вала / через колеса г,—z2. нал II и червячную передачу а—г
перелается валу III и далее механизму подачи. Когда упор У на-
жмет на рычаг Р.., корпус Кс лишится опоры н упадет вина вместе
с валом II черняком а. расценив его с колесом z.
Самовыключающиеся кулачковые муфты служат
тем же целям, что и падающие червяки. Рассмотрим работу муф-
ты (поз. 3). установленную в цени додач станка модели 262Г
Движение от вала 1 валу 111 передается шестернями zi—z2.
валом //, кулачковыми муфт мп М„ н Л1, н зубчатыми колесами
z3—z(. Когда в цепи подач станка возникает перегрузка, правая
часть кулачковой муфты М, благодаря наличию скошенных зубь-
ев перемещается вправо совместно с кулачковой муфтой М„ н
зубчатым колесом z$.
В определенный момент фиксатор Ф зафиксирует ступицу
с колесом zj в крайнем правом положении. Далее, когда
вал // совместно с левой частью муфты М , повернется иа
одни зуб, правая ее часть под действием пружины Па переместит-
ся влево в свое первоначальное положение, расцепив при этом ку-
лачки муфты М'„. Передача движения прекратится.
Несколько иначе работает самовыключающаяся ку-
лачковая муфта (поз. 4). установленная на токарно-винто-
резном станке модели 1616. При соприкосновении суппорта с упо-
ром возрастает крутящий момент, передаваемый от ходового ва-
лика X, через посредство муфты М, червяку а. Благодаря нали-
чию скосов на кулачках муфты М, осевое усилие, действующее на
муфту, стремится переместить ее влево и разъединить с червяком
а. Этому препятствует двуплечий рмчаг Р,. один конец которого
упирается в скос плунжера Пр. При определенной. Заранее отре-
гулированной нагрузке плунжер преодолевая сопротивление
пружины П„. утапливается, рычаг Р, поворачивается и муфта М,
отходит влево, разрывая цепь механической подачи суппорта.
Обгонные муфты. Обычная односторонняя обгонная
муфта (поз. 5) позволяет осуществлять рабочее и быстрое дви-
жение только в одном направлении. При рабочем движении вал 1
через червячную передачу а(—Zi н обгонную муфту М„ передает
вращение валу II н далее рабочему органу станка. Для осущест-
вления быстрых перемещений рабочего органа включается элект-
родвигатель Д,. который через зубчатую передачу г»—z2 сообщает
быстрое вращение валу 11. Наличие обгонной муфты М„ допускает
быстрое вращение вала 11 при медленном вращении нлн полной
остановке червячного колеса г,.
Двусторонние обгонные муфты (поз. 6) позволяют
осуществлять быстрое вращение вала II в обоих направлениях.
В этом случае электродвигатель Д, быстрых перемещений свя-
зан зубчатыми колесами zt—гг не с аалом II. а с поводковой муф-
той М„ торцовые пальцы которой входят -в соответствующие выре-
зы обгонной муфтой Л1<,
В зависимости от конструкции двусторонней обгонной муфты
рабочее движение валу И может быть сообщено только в одном
или обоих направлениях.
Планетарные механизмы. В металлорежущих станках находят
широкое применение различные типы планетарных механизмов.
В пл а нета рном меха и нам е (поз. 7) привода быстрых
перемещений стола и бабки бесконсольнОго фрезерного станка мо-
дели 6А54 рабочие перемещения осуществляются от вала / через
червячную передачу oj—z> и коническую передачу гэ—г,—г».
Быстрые перемещен.:л производятся электродвигателем Д, через
червячную передачу щ—гь Т-образный вал II н планетарную ко-
ническую передачу ге——z» Несколько иной вариант привода
быстрых перемещений с аналогичным планетарным механизмом
показан иа поз. 8.
В продольно-фрезерных станках моделей А662 н 6652 в при-
водах подач н быстрых перемещений применен планетарный меха-
низм с центральным водилом н цилиндрическими
колесами (поз. 9). Рабочая подвча сообщается от вала 1 че-
рез червячную передачу аз—г> и планетарную передачу га—г4—В„
н далее через вал II рабочему органу станка. Колесо z< в это вре-
мя неподвижно.
При быстрых перемещениях сращение от электродвигателя Д,
передается валу 11 через червячную передачу di—zt н планетар-
ную передачу ze—zs— Во.
Вариант планетарного механизма с цилиндрическими колесами
но с вращающимся корпусом показан на поз. Ю
Рис. 11. Прочие типовые механизмы станков
56 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ IA6I6
Общая характеристика станка
Назначение станка. Станок предназначен для токарной обра-
ботки сравнительно небольших деталей из различных материалов
как быстрорежущими, так н твердосплавными инструментами в
условиях индивидуального и серийного производства. На станке
можно, нарезать резцом метрические, дюймовые, модульные и пнт-
чевые резьбы.
Техннщскхя характеристика станка
Высота центров • чл................................... 165
Макснналыюе раптоаппе между иентрани а к* . 7К*
Наибольший кааиетр о4рабатш»сиоа детали а ял:
над Сталиной ................................ 320
над суппортом . ... ................. 100
Диаметр сквозного отверстие в шпинделе в мм . 35
Число скоростей вращении шпиндели ... 21
Пределы чисел оборотов |аниндсла в минут? . И—3240
Количество величии подач суппорта..................... 22
Пределы величай продольных и поперечных яодач суп-
порта в мм1об.........................................0.03—1,04
Типы нарезаемых резьб:
метрический, шаг в мл 0,5—45
дюймовая. число ниток на I* 45—2,5
модульнаа. модуль в мл . 0.25—12
интчеваа а нитчах .................. 128—4Д
Мощность главного электродвигателя в кет . . 4J5
Основные узлы стайка (рис. 12). А — гитара сменных колес;
Б — передняя бабка с переборным устройством, звеном увеличе-
ния шага и реверсивным механизмом; в —фартук с механизмом
подач; Г — суппорт с быстродействующим четырехпознииоиным
резцедержателем; Д — задняя бабка: £ — станина; Ж — встроен-
ный шкаф с электрооборудованием; 3—'Задняя тумба; И — систе-
ма охлаждения; л — поддон для сбора охлаждающей жидкости н
стружки; Л — коробка скоростей; М — передняя тумба; Н — ко-
робка подач.
Органы управления. 1— рукоятка установки типа резьбы или
подачи; 2 — рукоятка установки нормального нлн увеличенного
шага; 3 — рукоятка реверсирования перемещения суппорта: 4 —
рукоятка управления перебором; 5 — рукоятка переключения мно-
жительного механизма коробки подач; б — пуговка включения хо-
дового винта нлн ходового валика: 7 — рукоятка ручного попе-
речного перемещения суппорта; 8 — рукоятка быстрого отвода
суппорта в поперечном направлении; 9 — рукоятка поворота и за-
крепления четырехпознинонного резцедержателя; 10 — рукоятка
ручного перемещения верхней части суппорта; 11 — рукоятка за-
крепления пннолн задней бабки; 12 — рычаг закрепления корпуса
задней бабки на направляющих станины; 13—махоанчок ручного
перемещения пннолн задней бабки; 14 и 20 — рукоятки включе-
ния. выключения н реверсирования главного электродвигателя;
1S — рукоятка включения н выключения маточной гайки продоль-
ного ходового винта: 16 — рукоятка включения н выключения
поперечной подачи суппорта: 17 — рукоятка включения и выключе-
ния продольной подачи суппорта; 18 — кнопка для выключения
реечной шестерни; 19 — махоанчок ручного продольного переме-
щения суппорта; 21 и 22 — рукоятки управления коробкой скоро-
стей; 23 — рукоятка установки шага резьбы нлн величины по-
дачи.
Движения в станке. Движение резания — вращение
шпинделя с обрабатываемой деталью. Движение подач —
прямолинейное поступательное перемещение суппорта с резцом в
продольном н поперечном направлениях от ходового валика. Дви-
жение образования винтовой поверхности —прямо-
линейное поступательное перемещение суппорта с резьбовым рез-
цом в продольном направлении от ходового винта. Вспомога-
тельные движения — ручные установочные перемещения суп-
порта. корпуса н пннолн задней бабки н поворот четырехпознцнон-
ного резцедержателя.
Принцип работы. Обрабатываемая деталь устанавливается в
центрах нлн закрепляется в патроне. В резцедержателе суппорта
могут быть закреплены четыре резца. Инструменты для обработки
отверстий вставляются а конус пннолн задней бабки. Сочетанием
вращательного движения детали с поступательным перемещением
резца на станке можно обрабатывать цилиндрические, конические,
винтовые н торцовые поверхности.
Конструктивные особенности. В станке модели IA616 применен
разделенный привод движения резания.
Приводной щкна установлен на шпинделе между его опорами,
однако конструкция задней опоры шпинделя допускает замену
клиновых ремней без демонтажа шпинделя.
Торможение привода станка достигается подключением, по-
стоянного тока в обмотку статора электро внгатсля.
Рис. 12. Общий вид токарно-винторезного станка модели 1А616
Кинематика станка модели IA6I6
Движение резания. Привод движения резания у станка модели
1Л616 является разделенным. Он состоит нэ двух клнноремеиных
передач, двеиадцатиступенчатой коробки скоростей н переборного
устройства.
Приводной вал 11 (рис. 13. о) коробки скоростей связан с
электродвигателем мощностью 4.5 кет клнноременной передачей
/35—/68’.
Трехваловая коробка скоростей имеет три двойных подвижных
блока шестерен Б.. Б, н Б» н одну одиночную подвижную шестер-
ню 55. Вал /// получает вращение от вала // через шестерни
11—26. когда блок £.. как показано на схеме, сдвинут влево, ли-
бо через шестерни 39—31 прн крайнем правом положении блока
Б|. или посредством шестерен /4—55. В последнем случае шестер-
ня 55 вводится в зацепление с шестерней И, а блок hi устанавли-
вается в среднее нейтральное положение.
Два двойных блока шестерен Бг и Бг позволяют увеличить ко-
личество скоростей на выходном валу IV коробки скоростей до
двенадцати.
Ннжннй ряд чисел оборотов от 11 до 280 в минуту передается
шпинделю, как показано на схеме, через п ребор Вращение от
коробки скоростей посредством клнноременной передачи 171—/74
сообщается полому валу V и далее через шестерни 34—68. вал
VI н зубчатую передачу 20—80 шпинделю VII.
Верхний ряд чисел оборотов шпиндель получает прн включен-
ной кулачковой муфте Mi непосредственно от полого вала'К
График скоростей (рис. 13, б) показывает, что вследствие сов-
падения трех скоростей шпиндель имеет только 21 различную
скорость вращения.
Минимальное число оборотов шпинделя в минуту п .„опреде-
ляется по выражению.
"...= 1440;^0.985££!£ 0,985^ -11 об/зшн.
Движения подач. Движения подач суппорта заимствуется от
шпинделя. Вал X получает вращение через шестерни 34—11—22—
31 Подвижная шетерня 34 на ввлу X служит для изменения на-
правления подач суппорта. Прн смешении шестерни влево вал X
получает вращение от блока шестерен Б., минуя паразитную шес-
терню 22 г.
Здесь к • дальнейшей прн олиенвнн 1шненнти<мскнх спи дяныетры
шипов в лк и числа зувьев колес будут обозначаться цнфранн. аыражакицння
указанные величины.
• Возможность непосредственного зацепления шестерен 44 н 34 условно по-
казана на схеме штриховой линией. Эта условность применяется в дальнейшей
во всех аяалогпчиых случаях.
' Для подачи суппорта сменные блоки шестерен С. и Ct устанав-
ливаются так, как показано на схеме, и вал XII приводится в
движение от вала X через шестерни 30—66—36. Теоретически ко-
робка подач может обеспечить 48 скоростей. Однако вследствие
близкого совпадения ряда скоростей практически коробка подач
дает только 22 различные величины подачи.
Промежуточный вал XIX н связанный с ним предохранитель-
ной муфтой М, ходовой валик XXI получают вращение от выход-
ного вала XVII коробки подач через колеса 23—55. Ходовой валик
XXI передает вращение посредством червячной передачи 2—35 ва-
лу ХХН. Последний связан с валом XXIII колесами 31—53.
Мелкозубая муфта М« служит для включения продольной по-
дачи суппорта. Движение от вала XXIII передается суппорту че-
рез муфту Mt, колеса 27—53. вал XXIV н реечную передачу И—
рейка т=2 мм. Поперечная поаача осуществляется ходовым вин-
том XXV11 (при включенной муфте Mt), который получает враще-
ние от вала XXII через зубчатые передачи 50—35 и 17—13.
Движение образования винтовой поверхности. Для нарезания
резьбы с шагом до 6 мм движение, как н прн подаче суппорта, за-
имствуется от шпинделя станка. Резьбы с более крупным шагом
нарезаются прн включенном переборе с использованием звена
увеличения шага. Для этого блок шестерен Б. смещают вправо,
пока его левая шестерня 44 не войдет в зацепление с шестерней
34, закрепленной на полом валу V. В этом случае перемещение
суппорта будет осуществляться от вала V.
Для нарезания метрической и дюймовой резьбы сменные блоки
шестерен С. и Ct устанавливаются так же. как и прн подаче-
до—66—36. Для нарезания модульной н интчевой резьбы сменные
блоки переставляют так, чтобы движение валу XII передавалось
шестернями 36—66—55.
Для некоторых шагов резьб применяются и другие варианты
установки сменных блоков, прн которых движение передается ше-
стернями 25—66—55 или 36—66—30.
Когда нарезаются дюймовые и пнтчевые резьбы (как показа-
но на схеме), кулачковая муфта Mt выключена. Колесо 5/ зацеп-
лено с шестерней 30 вала XII, а шестерня 39 на валу XV введена
в зацепление с шестерней 39 двойного блока 22. 39. свободно сидя-
щего на валу XIV. Для нарезания метрических и модульных резьб
включается муфта Mt, колесо 51 выводится -из зацепления, а ше-
стерня 39 перемещается по валу XV вправо до зацепления с коле-
сом 39. жестко закрепленным на валу XIV.
Суппорт получает движение от коробки подач через кулачко-
вую муфту Mt. промежуточный валик XVIII и ходовой винт XX.
Вспомогательные движения. Лимб Л продольной подачи суп-
порта получает вращение от вала XXIV через шестерни S3—17 н
передачу 30—30—30—Н7 с внутренним зацеплением.
Рис 13. Кинематическая схема токарно-винторезного станка модели 1A6I6
VJ
Узлы станка модели IA6I6
Передняя бабка. Шпиндель 18 (рис. 14, а) смонтирован иа вы-
сокоточных подшипниках качения класса Л. В передней опоре
шпинделя установлен специальный регулируемый двухрядный ро-
ликовый подшипник 17 серии 3.182I-16A. имеющий у внутреннего
кольца коническую посадочную поверхность. Регулирование ра-
диального зазора в передней опоре шпинделя осуществляется
гайкой 16. При подтягивании гайки внутреннее коническое кольцо
подшипника перемещается вперед по конусной шейке шпинделя.
Вследствие этого за счет упругих деформаций внутреннего кольца
диаметр беговых канавок увеличивается, благодаря чему умень-
шается или устраняется зазор между роликами и кольцами.
Задняя опора шпинделя состоит нз радиально-упорного шари-
коподшипника 6 серии 46211А и шарикового упорного подшипни-
ка 7 серин 8211А. Регулирование задней опоры производится гай-
кой 2.
Приводной шкив 9 закреплен на полом валу 10. который смон-
тирован нв независимых от шпинделя шарикоподшипниках 8. Та-
кой монтаж приводного устройства разгружает шпиндель от из-
гибающих усилий со стороны клнноремениой передачи и ведущей
шестерни z перебора, которая изготовлена за одно целое с полым
валом 10. Конструкция задней опоры шпинделя позволяет уста-
навливать и заменять приводные ремни без демонтажа шпинделя.
Для этого снимают защитный кожух 3. отворачивают гайку 2.
отвинчивают фланец 4нс помощью отжимных болтов выпрессо-
вывают буксу 5 из корпуса 1 бабки. В образовавшееся отверстие
заводят клиновые ремни для их монтажа или смены.
По шлицам переборного валика 11 перемешаются колесо 12
и шестерня 15. Они постоянно связаны друг с другом зубчатой
муфтой М. На шпинделе жестко закреплена шестерня 14. которая
охватывается зубчатой муфтой 13. При смещении муфты 13 влево
ее зубья зацепляются с шестерней Z. соединяя шпиндель с полым
валом 10.
Шестерни 20 н 25 звена увеличения шага соединены в единый
блок и могут перемещаться по шлицам вала. 19.
Широкая паразитная шестерня 22 реверсивного механизма
смонтирована на оси 21 иа шарикоподшипниках. Поданжиая ше-
стерня 24 реверса и насос 23 установлены на валу 26.
Задняя бабка. Основными частями задней бабки являются
корпус 4 (рис. 14. б), основание 17 и пиноль 2. Последняя сов-
местно с центром может перемещаться вдоль своей оси в корпу-
се 4. От проворачивания пиноль удерживается шпонкой 19, которая
входит в паз а пиноли.
Осевое перемещение пиноли производится вручную махович-
ком 9. закрепленным на ходовом винте 5 Последний входит в
маточную гайку 6. жестко связанную с пинолью 2. Осевые уси-
лия. действующие на пнполь, воспринимаются упорным шарико-
подшипником 7. В конце хода пиноли назад выжимается задний
центр /. Закрепление пиноли в корпусе бабки производится ру-
кояткой 3 посредством втулочно-винтового зажима 18.
Рычаг 8 служит для закрепления задней бабки на направляю-
щих станины станка. При повороте рычага 8 по стрелке 6 эксцент-
рик осн 10 перемещает вверх стяжку 12 с винтом 13. Последний
приподнимает правый конец рычажной планки 14. которая, буду-
чи связана болтом 15 с корпусом бабкн, нажимает через сфериче-
скую головку болта 21 на прижим 16. Прнжнм 16. опираясь на
ннжине плоскости направляющих станины (на рисунке не пока-
заны), надежно закрепляет бабку. Упор 11 служит для ограниче-
ния хода рычага 8 н соответственно поворота эксцентрика оси 10.
Для производства особо тяжелых работ задняя бабка может быть
дополнительно закреплена гайкой 20.
Суппорт. Суппорт (рис. 14, а) состоит из продольных сала-
зок /, поперечных салазок 2. средней поворотной части 3, верхней
части суппорта 4 и четырехпозицнонного резцедержателя 21.
Продольные салазки 1 перемещаются по внешним направляю-
щим станины 24. Для предохранения от опрокидывания и для
обеспечения более плавного хода продольные салазки с задней
стороны снабжены двумя планками 25 с регулируемыми упорами
26. Закрепление продольных салазок на направляющих станины
производится стяжным болтом 8.
Ручное установочное перемещение поперечных салазок 2 про-
изводится рукояткой 22 посредством ходового винта 18. Для
обеспечения возможности устранения зазора между ходовым вин-
том и гайкой последняя состоит из двух частей — неподвижной 13
н регулируемой 16. Между обеими частями гайки размешен клин
14. Если вследствие взноса резьбового соединения возникнет
мертвый ход поперечных салазок, освобождают винт 17 и посред-
ством внита 15 подтягивают клин 14. После устранения зазора
гайка 16 надежно закрепляется винтом 17.
Быстрый отвод и подвод суппорта в пределах до 8 мм, необ-
ходимый при нарезании резьбы и рнде других операций, произ-
водится рукояткой 23.
Перемещение верхней части суппорта осуществляется' рукоят-
кой 11, закрепленной на ходовом винте 6. Гайка 7 жестко связана
со средней поворотной частью 3. Величина перемещения верхней
части суппорта отсчитывается по лнмбовому кольцу 9. которое
удерживается в нужном положении пластинчатой пружинкой 10.
Гайки 12 служат для устранения зазора между впитом 6 и корпу-
сом верхней части суппорта. Рукоятка 5 с помощью храповика 20
и кулачка 19 обеспечивает освобождение, поворот, фиксацию и за-
крепление резцедержателя 21.
Рис. 14. Узлы токарно-винторезного станка модели 1А616
^ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ 1К62
Общая характеристик
Назначение станка. Станок является универсальным. Он пред-
назначен для выполнения разнообразных токарпых работ: для на-
резания метрической, дюймовой, модульной, пнтчевой. правой и
левой, с нормальным и увеличенным шагом, одно- и многозаход-
ной резьб, для нарезания торцовой резьбы н для копировальных
работ (с помощью прилагаемого к станку гндрокопировального
устройства). Станок применяется в условиях индивидуального и
мелкосерийного производства.
Техническая хэрьхтхв'кпша стиха
Наибольший аианетр обрабатываемой летали в мм:
над станиной .................................... 400
над нижней частью суппорта.................. 300
Наиботьшнй диаметр обрабатываемого ярупа мм . 46
Расстояние между венграми я мм.................. 710. 1000
Наибольшая длина обтачивания в ям . . . 640. 930
Число скоростей вращеняа шпинделя ........ 33
Пределы чисел оборотов шпинделя в минуту . . 125—2000
Пределы величия иодач суппорта а аис/об.
продольных .................................... . 0570—4.16
поперечных ...... 0.035—256
Шагн нарезаемых резьб:
метрической в яя ............ . 1—193
дюймовой (число ниток ни I*) . . 24—3
модульной, модуль к мм . . . 05—46
вятчеоой в патчах .............................. 96—1
Скорость быстрого продольного перемещения суппорта
в м/мин ........................................ 3.4
Мощность главного электродвигателя в кет . ... . 75 или 10
Основные узлы станка (рис. 15). А — гитара сменных колес;
Б — передняя бабка с коробкой скоростей; В — суппорт; Г — зад-
няя бабка; Д — шкаф с влектрооборудоваиием; Е — привод быст-
рых перемещений суппорта; Ж — фартук; 3 — станина; И — ко-
робка подач.
Органы управления. 1. 4 — рукоятки управления коробкой ско-
ростей; 2 —рукоятка переключения звена увеличения шага: 3 —
грибок управления реверсом для нарезания правых н левых резьб;
В — маховичок ручного продольного перемещения суппорта; б —
ползунок с пуговкой для включения и выключения реечной шес-
терни фартука; 7 — рукоятка ручного поперечного перемещения
суппорта; 8 — кнопочная станция; 9 — рукоятка ручного переме-
щения верхней части суппорта; 10—кнопка включения быстрых
перемещений суппорта; 11 — рукоятка включения, выключения н
реверсирования продольной н поперечной подач суппорта; 12. 14 —
рукоятки включения, выключения н реверсирования вращения
шпинделя; 13 — рукоятка включения маточной гвйкн фартука;
15. 16— рукоятки управления коробкой подач.
Данжеина а станке. Движение резания — вращение
шпинделя с обрабатываемой деталью. Движения подач —
перемещения суппорта в продольном н поперечном направлениях.
Задней бабке может сообщаться движение подачи вдоль осн
шпинделя совместно с суппортом. Все движения подач являются
прямолинейными поступательными движениями. Вспомога-
тельные движения — быстрые перемещения суппорта в про-
дольном н поперечном направлениях от отдельного привода, руч-
ные установочные перемещения суппорта в продольном и попе-
речном направлениях, а верхней части суппорта — под любым
углом к осн вращения детали; перемещения и зажим пннолн зад-
ней бабкн. Перемещение и закрепление задней бабки и поворот
четырехпознцнонного резцедержателя осуществляется вручную.
Принцип работы. Обрабатываемая деталь устанавливается в
центрах нлн закрепляется в патроне. В резцедержателе могут
быть закреплены четыре резца. Поворотом резцедержателя каж-
дый из четырех резцов может быть установлен в рабочее поло-
жение. Инструменты для обработки отверстий вставляются в пи-
ноль задней бабкн. Прилагаемый к станку гндрокопнровальный
суппорт благодаря наличию следящей системы позволяет обраба-
тывать партии ступенчатых и фасонных деталей по шаблону нлн
эталонной детали, без промеров и ручного управления станком в
процессе обработки.
Конструктивные особенности. В станке модели IK62 коробка
скоростей и коробка подач имеют двухрукояточиое управление с
наглядными шкалами.
Включение механической подачи суппорта в любом направле-
нии производится одной мнемонической рукояткой. Термин «мне-
моническая» означает, что направление поворота рукоятки совпа-
дает с направлением выбранной подачн.
В станке предусмотрена возможность быстрых перемещений
суппорта в продольном и поперечном направлениях. При этом
включение быстрых перемещений производится той же мнемони-
ческой рукояткой, ио с дополнительным нажнмом кнопки, распо-
ложенной в верхней частя рукоятки.
Закрепление задней бабкн на направляющих станины н ее
освобождение также осуществляется одной рукояткой, которая
приводит в действие эксцентриковый аажнм.
Рис. 15. Общий вид токарио-винторезиого стайка модели 1К62
s Кинематика станка модели IK62
Движение резания. Вращение от электродвигателя мощно-
стью 7,5 или 10 хат (рис. 16, а) передается клииоремениой пере-
дачей 142—254 валу / коробкн скоростей. Усиленные многодиско-
вые фрикционы, управляемые муфтой М|, служат для включения
прямого или обратного хода шпинделя.
При прямом ходе вал II получает две различные скорости вра-
щения через двойной подвижны блок шестерен f>i- При обратном
ходе валу Н сообщается вращение с одной скоростью шестернями
50—24 и 36—38. Наличие тройного блока шестерен Б| позволяет
получить иа валу 111 шесть различных чисел оборотов в минуту.
Последние могут быть переданы шпинделю либо непосредственно
через шестерни 65—43. когда двойной блок шестерен Бв включен
влево (квк показано ив схеме), либо через перебор, когда блок
6t включен вправо. В этом случае вращение шпинделю VI от вала
III передается двумя двойными подвижными блоками Б>
н Б«, позволяющими получить три различных передаточных отно-
шения: I; 1/4 н 1/16 (четвертое передаточное отношение совпадает
со вторым), н зубчатой передачей 26—52. Через перебор шпин-
дель получает 18 различных скоростей вращения, а всего он име-
ет 23 скорости—от 12,5 до 2000 об/мин (рис. 16,6).
Движения иодач и образования винтовой поверхности. Привод
подвч состоит из эвена увеличения шага, двухскоростного меха-
низма реверса, гитарм сменных колес, коробки подач и механиз-
ма подач фартука. Движения подач заимствуются либо от шпин-
деля через шестерни 60—60. когда блок Б( звене увеличения ша-
га находится в крайнем левом положении, либо от вала /// через
шестерни 45—45, когда блок Б( перемещен в крайнее правое по-
ложение. В последнем случае в зависимости от передаточного от-
ношения нереборв подачи и шаг резьбы увеличиваются в 2, в 8
или в 32 раза.
Реверс, используемый в основном для изменения направления
вращения ходового винта, имеет две скорости правого и одну ско-
рость левого врашеиия. При крайнем левом положении тройного
подвижного блока шестерен Бг вращение от вала VII валу VIII
передается шестернями 42—42 с передаточным отношением рав-
ным 1, а при среднем положении блока Бг— шестернями 28—56
с передаточным отношением равным 1/2; при крайнем правом
положении блока Бг изменяется направление врашенля, которое
В этом случае передается шестернями 35—28—35.
Коробка подач получает врвшеине от вала VIII через гитару
со сменными блоками шестерен С( и Сг- Для иарезвиня метриче-
ских и дюймовых резьб и получения механической подачи смеи-
нме блоки Ct и Ct устанавливаются так, как показано иа схеме,
н вращение коробке подач сообщается через шестерни 42—95—50.
При нарезании модульных и литчевых резьб сменные блоки пере-
ворачиваются, и вращение передается шестернями 64—95—97.
Нарезание дюймовых, пнтчевых и торцовых резьб производит-
ся, как показано на схеме, при включенной шестерне 35. установ-
ленной иа валу X, н выключенных муфтах Mt, Mt н Mt Вращение
от вала /X передается валу XIV через шестерни 35—37—35, меха-
низм Нортона, шестерни 35—28 и 28—35 и множительный меха-
низм, состоящий вз двух подвижных двойных блоков шестерен
Бе и Бг, которые обеспечивают получение четырех различных пе-
редаточных отношений: 1/8. 1/4, 1/2 и 1. При включении кулачко-
вой муфты Mt вращение от вала XIV передается ходовому винту
XVI.
Для иарезвиня метрических и модульных резьб, а также для
получения механической подачи коробка подач перестраивается.
Шестерня 35 ив ввлу'Х выводится из зацепления с шестерней 37,
включаются муфты Mt и Mt, а муфта остается выключенной.
В этом случае вращение от вала IX валу XIV передается муфтой
Мг, валом X/, механизмом Нортона, муфтой в множительным
механизмом.
Двухвеицоввя шестерня Бш передает вращение ходовому ва-
лику XVII через двухвенцовую шестерню 66. обгонную муфту М„
и вал XV для осуществления механических подвч суппорте. При
смещении шестерни Бю влево ее левый зубчатый венец входят в
зацепление с шестерней 56. жестко закрепленной ив ввлу XV, и
врвшеине последнему передается помимо обгонной муфты, что
необходимо для иарезвиня торцовых резьб.
От ходового велике XV// врвшеине через шестерни 27—20—28,
предохранительную муфту Af, н червячную.передачу 4—20 сооб-
щается валу XIX. Последний связан передней шестерней 40 непо-
средственно с эубчвтымн венцами кулачковых муфт Мг и Mt. в
задней шестерней 40 через паразитное колесо 45 — с зубчатыми вен-
цами кулачковых муфт Mt и Мг.
При сцеплении кулачковых муфт Mt и Мг включается про-
дольная подвчв суппорта в том или ином направлении; при этом
вращение от вала XX через шестерни 14—66 передается валу XX/
с закрепленной иа нем реечной шестерней 10.
Поперечная подвчв суппорта а ту или иную сторону включает-
ся муфтами и Mt, после чего вращение от вала XXII передает-
ся поперечному ходовому винту XXIII шестернями 40—61—20. При
одинаковой настройке коробки подач поперечные подачи имеют
вдвое меньшую величину, чем продольные.
Вспомогательные движения. Быстрые перемещения супнорта в
продольном и поперечном направлениях осуществляются от от-
дельного электродвигателя через клнноременную передачу 85—147,
ходовой валик XV// и далее по тем же кинематическим цепям
фартука, по которым суппорту сообщаются движения рабочих по-'
дач. Скорость быстрых продольных перемещений суппорта равия
3,4 м/мин, а поперечных — 1,7 м/мин.
Рис. .16. Кинематическая схема токарно-винторезного станка модели 1К62
• Узлы станка модели IK62
Механизм переключения фрикционов. Многодисковые фрик-
ционы для включения прямого н обратного вращения шпинделя
управляются рукоятками 19 и 17 (рис. 17, а). Рукояткой 19 поль-
зуются при настройке станка, а во время работы используют ру-
коятку 17. которая всегда перемещается вместе с фартуком вдоль
валика 18. Последний по всей длине имеет шпоночный паз d н
связан с рукояткой 17 скользящей шпонкой.
Прн повороте рукоятки 17 в направлении стрелок Лив пово-
рачивается валик 18. а вместе с мим и рукоятка 19. Последняя че-
рез тягу 16. коромысло 15 н валик 12 вращает шестерню //. на-
ходящуюся в зацеплении с рейкой 10. На левом конце рейки 10
закреплена вилка 9. которая своим кольцевым сектором входнт
в выточку муфты 23. Перемещение муфты 23 вдоль полого вала
7 вызывает небольшой поворот собачки 24. которая, входя нижним
выступом Ь в поперечный паз тяги 8, заставляет последнюю пере-
меститься на небольшую величину вдоль своей оси. Тяга 8 с по-
мощью сквозного штифта 4 связана с муфтой 25. благодаря чему
последняя также получает небольшие перемещения вдоль осн ва-
ла 7.
Прн перемешеини муфты -25 влево включается фрикцион пря-
мого вращения шпинделя, при перемещении муфты 25 впра-
во — фрикцион обратного врашеиня шпинделя-
фрикционы состоят нэ дисков 2 с наружными выступами, ко-
торыми они входят в пазы а ступиц шестерен 1 и 6. и дисков 26
с внутренними выступами, которыми они связаны со шлицами по-
лового вала 7. При сжатии дисков муфтой 25 между ними возни-
кают силы трения, которые и обеспечивают передачу крутящего
момента от вала 7 к шестерне / или 6. Для регулировки силы
сжатия дисков как прн сборке, так и по мере их износа преду-
смотрены резьбовые кольца 3 и 5. Для быстрой остановки станка
служит установленный на валике /// (см. также рис. 16) ленточ-
ный тормоз. Включение тормоза связано с переключением фрик-
ционов. В нейтральном положении фрикционов рейка 10 выступом
с нажимает на конец двуплечевого рычага 20. который затягивает
ленту 22 на тормозном барабане 21 и останавливает привод стан-
ка. При включении одного из фрикционов выступ рейки 10 схо-
дит с конца рычага 20 и последний освобождает ленточный
тормоз.
На станке модели 1К62 предусмотрено реле времени для авто-
матического отключения электродвигателя от сети при работе
станка на холостом ходу в течение более чем 3—8 мин. Для этой
цели на валике 12 установлен кулачок 14. который прн нейтраль-
ном положении фрикционов, т. е. прн работе станка на холостом
ходу, включает реле 13. заранее настроенное ив определенное (в
пределах 3—8 мин) время. По истечении этого времени реле от-
ключает цепь питания электродвигателя.
При включенных фрикционах кулачок 14 отходит в сторону
и реле времени блокируется.
Четырехпозиционный резцедержатель. На центрирующем бур-
тике верхней части суппорта 1 (рис. 17, б) установлена четырех-
сторонняя головка 13. С одной стороны головки размешен кони-
ческий фиксатор 3 с пружиной 4. а с другой стороны — шарико-
вый фиксатор 17 с пружиной 15 и резьбоаой пробкой 12.
Сверху к головке 13 двумя болтами привинчен фланец 5. Внут-
ри головки на центральном пальце 16 расположен кулачок 11 с
торцовыми зубьями н храповая муфта 10, которая прижимается
к торцу кулачка пружиной 8. Храповая муфта 10 может свободно
скользить по шлицам втулки 9. запрессованной и рукоятку 7.
Освобождение головки, ее поворот, фиксация н закрепление
производятся одной рукояткой 7. В начале поворота рукоятка 7,
перемещаясь по резьбе вверх, освобождает головку. Вместе с ру-
кояткой поворачивается кулачок II. который связан с ней зубья-
ми храповика 10. Как только Головка будет освобождена, скос
кулачка II. действуя на лапку фиксатора 3. приподнимет фикса-
тор. Вслед за тем кулачок //, упираясь стенкой выреза в штифт
14. поворачивает головку. Прн этрм шарик 17 отжимается вверх.
В конце поворота шариковый фиксатор заскакивает в очередное
гнездо, осуществляя предварительную фиксацию головки.
Прн обратном повороте рукоятки 7 кулачок // освобождает
фиксатор 3. который, западая в гнездо 2. окончательно фиксирует
головку. Кулачок 11. упираясь стенкой выреза в штифт 14. оста-
навливается. При дальнейшем повороте рукоятки 7 скошенные
торцовые зубья кулачка II отжимают вверх храповик 10. В конце
поворота рукоятка 7 закрепляет головку.
Подгонкой шайбы 6 по толщине обеспечивают удобное поло-
жение рукоятки 7 при зажиме.
Зедияя бабка. При обработке пологих конусов необходимо
смещать центр задней бабки в поперечном направлении. Для
этой цели тело задней бабки изготовляется из двух частей — кор-
пуса 3 (рис. 17, в) и основания 5. которые связаны друг с другом
поперечной шпонкой. Смещение корпуса 3 с центром относительно
осиованвя 5 производится винтами I и 4 и гайкой 2.
Для осуществления на токарных станках сверлильных пере-
ходов нужно производить подачу задней бабкн вдоль осн изде-
лия. На станке модели 1К62 для этой цели предусмотрен замок,
соединяющий суппорт с основанием задней бабки 5 (рис. 17, а).
Для соединения замка суппорт и задняя бабка сближаются, а
затем поперечные свлаэки 1 перемешаются в радиальном направ-
лении. пока планка 3 не встанет над планкой 6. При продольной
подаче салазок 2 суппорта выступ планки 3 захватит выступ
планки 6 в обеспечит перемещение задней бабки 4.
Рис. ’7 Узлы токарно-винторезного станка модели 1К62
й ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ IK620
Общая характеристика станка
Назначение станка. Универсальный токарно-винторезный ста-
нок модели 1К620 предназначен для выполнения разнообразных
токвриых работ, в том числе для иарезаиня резьб: • метрической,
модульной, дюймовой, питчевой, многозаходной, а также для на-
резания точной резьбы. Кроме перечисленных видов резьб, ив
стайке можно также нарезать архимедову спираль с шагом
’/•' и ’/и'.
Ввиду широкой уннверсвльностн и высокой точности станок
наиболее целесообразно использовать а экспериментальных це*
хах и в научно-исследовательских лабораториях.
Тпкпккм харытсрястяк* стаям
Наибольшей диаметр обрабатываемо* детали в мм:
над ст а нки о ft ..............................
над няжкс* частью суппорта.................
Наибольший дааметр обрабатываемого прутка в мм
Расстояние между центрами в мл..................
Наибольшая длина обтачивания в мм...............
Пределы поворота верхней частя суппорта в град .
Изменение чисел оборотов шпинделя ....
Пределы чисел оборотов шпинделя в минуту .
Количество величин подач суппорта .......
Пределы величин продольных иодач в мм]об .
Пределы велпчня лоперечшх подач в мм1об
Шаги нарезаемых резьб:
метрической в мм...................... . . . ,
дюймовой (число иитоя на !*> . . *
модульной, модуль в мм ...
питчевой в питчах . . . s .
Диаметр отверстия в шпинделе в мм.............
Скорость быстрого перемешеяпя суппорта а м!мин
продольного ....................................
поперечного ..................................
Мощность главного влеятродмгателв а кет
• 400
220
45
700. !000. !400
655. 945, 1325
±66'
Бесступенчатое
12-3000
46
0,070—4.16
0.035-2,1»
1-192
24-2
0.5—48
96-1
47
3.4
!,7
10
Основные узлы стайка (рнс. 18). А — вариатор с клиновым
рением; Б —гитара сменных колес; Б —передняя бвбкй; Г —та-
хометр чисел оборотов шпинделя; Д — защитный кожух; Е — суп-
порт; Ж — задняя бабка; 3 — шкаф с электрооборудованием;
Я —привод быстрых перемещений суппорта; к —станина; Л —
поддон; М — задняя тумба; Я —фартук; О —передняя тумба с
главным электродвигателем; П — коробка подач.
Органы управления. 1 — рукоятка выключения цепи механиче-
ского реверсирования привода движения резания; 2—грибок
управления звеном увеличения шага; 3— грибок управления ре-
версом для нарезания правых н левых резьб; 4 — рукоятка управ-
ления переборами; 5 — кнопочная станция пуска и остановки
шпинделя; 6 — рукоятка ручного поперечного перемещения суп-
порта; 7 — рукоятка поворота, фиксации н закрепления четырех-
поэнциониого резцедержателя; 8— рукоятка ручного перемещения
верхней части суппорта; 9 — кнопка включения электродвигателя
быстрых перемещений суппорта; /0—рукоятка закрепления пи-
ноли задней бабки; // — кнопка пуска и остановки главного элек-
тродвигателя; 12—рычаг закрепления задней бабки на станине;
13 — маховичок ручного перемещения пннолн задней бабки; 14—
рукоятка включения, выключения и реверсирования продольных
и поперечных механических перемещений суппорта; 15 — кнопоч-
ная станция плавного изменения чисел оборотов шпинделя; 16—
рукоятка включения меточной гайки; 17 — рукоятка реверсирова-
ния шпинделя с одновременным быстрым отводом резца при на-
резании резьбы; /8 — кнопка блокирования фрикционной муфты
при нарезании торцовой резьбы и обточке «онусов; 19 — махови-
чок ручного продольного перемещения суппорта; 20 — кионка вы-
ключения реечной шестерни при нарезании резьбы; 2/ — рукоятка
включения поперечной подачи суппорта или подачн верхней части
суппорта; 22 — штурвал для установки величины подачн млн ша-
га резьбы; 23—рукоятка установки типа резьбы или подачн.
Движении в станке. Движение резания — вращение
шпинделя с обрабатываемой деталью. Движеяня подач — пря-
молинейные. поступательные перемещения суппорта в продольном
н поперечном направлениях, а верхней частя суппорта — под
углом к осн вращения детали, перемещение задней бабкн сов-
местно с суппортом вдоль осн шпинделя. Вспомогательные
движения — быстрые механические н ручные установочные
перемещения суппорта вдоль, поперек осн обрабатываемой детали
н под углом к ней; электромеханическое управление вариатором
бесступенчатого нзмеиення скорости вращения шпинделя; ручное
перемещение пиноли задней бабки вдоль осн шпинделя и ручной
поворот четырехпозициоиного резцедержателя.
Принцип работы. В основном принцип работы станка IK620
такой же, как у станка 1К62. Особенностью работы станка моде-
ли IK620 является возможность обтачивания конических поверх-
ностей с механической подачей суппорта, а также обработки фа-
сонных поверхностей и ступенчатых валиков по полуавтоматиче-
скому циклу с применением электрокопировального устройства.
Рис. 18. Общий вид токарио-винторезиого стайка модели 1К620
Кинематика станка модели IK620
Движение резания. Вращение от электродвигателя мощностью
10 кат передается валу II (рнс. 19, о) коробки скоростей через
механический вариатор с раздвижными коническими шкивами
V и и V,- н широким клиновым ремнем Р„. Варнатор позволяет
бесступенчато изменять скорость вращения шпинделя в диапазоне
4: 1. Вал /// получает вращение от вала II при прямом вращении
шпинделя через шестерни 19—38 и электромагнитную дисковую
муфту Л1,|, а при обратном вращении — посредством шестерен
19—19. вала IV. электромагнитной дисковой муфты и шесте-
рен 69—44.
При прямом вращении шпинделя для повышения к. п. д. ше-
стерня 49 иа валу IV и шестерня 44 на валу /// осевым перемеще-
нием выводится из зацепления с шестернями 19 и 69. Электромаг-
нитные муфты M,t и М,, позволяют включать, выключать и ре-
версировать вращение шпинделя.
Как видно нз графика скоростей (рнс. 19, б) вращение от ва-
ла /// передается шпинделю по одному из четырех вариантов
При числе оборотов шпинделя в минуту от 12 до 45 вращение
передается шестернями 22—88. валом V, шестернями 22—88. ва-
лом VI и шестернями 27—54.
При более высоких числах оборотов — от 50 до 180 в минуту —
передача движения происходит по непи: вал ///. шестерни 22—88.
вал V. передача 45—15. вал VI. шестерни 27—54. шпиндель.
Когда блок шестерен Si перемешается вправо, шпиндель полу-
чает вращение со скоростью от 200 до 750 об/мин через шестерни
45—45. вал V. шестерни 45—45. вал VI и шестерни 27—54.
Высокие числа оборотов — от 750 до 3000 в минуту — шпиндель
получает от вала /// непосредственно через- шестернн72—36.
Для быстрой остановки стайка на валу V установлен диско-
вый фрикционный тормоз Т с электромагнитной муфтой.
Движения подач. Кинематическая цепь подач стайка модели
IK620 от шпинделя VII до ходового валика XVIII в точности со-
ответствует аналогичной цепи станка модели 1К62. От ходового
валика врвщенне передается центральному валу XX фартука ше-
стернями 28—28 и 37—26. валом Х/Х и червячной передачей
4—20. Передняя шестерня 44. закрепленная иа валу XX. непосред-
ственно зацепляется с колесами 60. 60, свободно установленными иа
валах XX/ и XXVI. Задняя шестерня 44 зацепляется с соответст-
вующими колесами 60. 60 через паразитное колесо 38.
Электромагнитные дисковые муфты М*, и М„ служат для
включения, выключения и реверсирования продольной подачи, ко-
торая осуществляется от вала XXVI шестернями 14—66. валом
XXVII и реечной передачей /0— рейка т«=3 мм.
Электромагнитные муфты М,-. н обеспечивают управление
поперечной подачей и подачей верхней части суппорта.
В показанном на схеме положении подвижной шестерни 15
происходит подача верхней части суппорта. Ходовой внпт XXV
приводится во вращение от вала XXI посредством шестерен 40—
61—15—15. вала XXIII. конической передачи 20—20, шестерен
21—29. вала XXIV и конической передачи 19—19.
Когда подвижная шестерня 15 вводится в зацепление с ше-
стерней 20. закрепленной иа поперечном ходовом винте XXII. про-
исходит поперечная подача суппорте.
При включении звена увеличения шага (блок Б«) величина
подачи и шаг резьбы, в зависимости от диапазона чисел оборотов
шпинделя, увеличиваются в 32 раза. 8 раз нлн 2 раза. При наи-
высшем диапазоне чисел оборотов шпинделя (от 750 до 3000 в
минуту) величина подачи и шаг резьбы не только не увеличи-
ваются. а. наоборот, вдвое уменьшаются, так как шпиндель VII
вращается быстрее, чем вал ///. Эта особенность привода подач
используется .при операциях тонкой н алмазной токарной обра-
ботки.
Вспомогательные движения. Варнатор управляется электро-
двигателем мощностью 0.5 кат. Последний через шестерни 16—48
и червячную передачу 1—64 приводит во вращение барабан
с криволинейным пазом. В этот паз входит ролик Р-, закреплен-
ный ив штанге Ш, которая связана с рычагом Рг. Второй конец
рычага Р, соединен с подвижным конусом Ч&. Нажимом одном
из кнопок, установленных иа фартуке станка, производится вклю-
чение электродвигателя вспомогательного привода в ту нлн иную
сторону и соответственно осуществляется осевое перемещение ко-
нуса ч,?. Одновременно автоматически происходит смещение
подвижной комической чашки */,, на ведущем валу I. Смещение
конусов приводит к изменению передаточного отношения вариато-
ра и. как следствие, к изменению чисел оборотов шпинделя.
Для визуального контроля скорости вращения шпинделя
имеется таходмнамо Гл. которое получает вращение от вала //
посредством зубчатой передачи 17—67—44—17; его число оборо-
тов соответствует числу оборотов вала //. Твходимамо электриче-
ски связано с вольтметром В. стрелка которого по одной из четы-
рех его шкал показывает фактическое число оборотов шпинделя.
Быстрые перемещения суппорта в продольном и поперечном
направлениях, а также верхней части суппорта под углом к осн
вращения шпинделя осуществляются от отдельного электродвига-
теля мощностью I кет. который связан с ходовым валиком XVIII
клнноременной передачей 85-/47 Наличие обгонной муфты М„
позволяет производить включение быстрых перемещений суппор-
та без выключения рабочей подачи. Ручное продольное перемеще-
ние суппорта осуществляется маховиком Мх через вал XX VI, ше-
стерим 14—66. вал XXVII н реечную передачу. Лнмб Л продольно-
го перемещения суппорта получает вращение от вала XXVII по-
средством шестерен 41—23—87.
Рис. 19. Кинематическая схема токарно-винторезного станка модели 1К620
ft Узлы станка модели IK620
Вариатор. На вал 18 (рис. 20. а) электродвигателя насажена
на шпонке и зафиксиропана стопором 19 гильза 17. К буртику
гильзы приклепан конус 20. Подвижный конус I приклепан к
втулке 5. которая связана с гильзой /7 направляющей шпонкой 2.
Позпнжиый конус / под действием сильной пружины 4 стремится
сблизиться с неподвижным конусом 20. Силл нажима пружины 4
регулируется резьбовой пробкой 3.
Для балансирования системы в тавровом пвзу конуса / уста-
новлен upoTiinoncc 6.
На задней стенке передней бабки в кронштейне 7 смонтирова-
на ведомая иара конусов 8 и 12. Конус 8 с противовесом II за-
креплен через буксу 9 на валике 10 Конус 12 по направляющей
шпонке 13 может перемещаться вдоль буксы 9. Перемещение ко-
нуса 12 производится рычагом 15. закрепленным на осн 16 в
кронштейне 7.
Ведущие конусы I и 20 и ведомые коиусы в н 12 связаны
бесконечным широким клиновым ремнем 21. В показанном па ри-
сунке положении ведущие конусы максимально сближены, а ве-
домые раздвинуты.
Гели клиновой ремень имеет контакт с ведущими конусами но
максимальном' дш метру, а с ведомыми конусами ио наименьше-
му. то прпподпая шестерня 14 получает ианпысшее число оборотов
п минуту.
При попорото рычага 15 против часовой стрелки конус 12 сбли-
жается с конусом 8 и. преодолевая сопротивление иружипы 4.
смещает клиновой ремень вверх, плавно уменьшая скорость вра-
щения приводной шестерни 14.
Копировальное устройство. Копактиая головка (рис. 20. б)
состоит in гильзы 13, в которой на шаровом шарнире 3 установлен
стержень 4. Па нижнем конце стержня 4 прн иомоши гайки 2
закрепляется сменный копировальный палец I. Верхний сфериче-
ский коней стержня 4 находится в гнезде камня 5 рычага в.
При нажиме на палеи 1 в любом радналыюм или оСсвом на-
правлении стержень 4. преодолевая сопротивление пружины 6. по-
ворачивает рычаг 8 и размыкает тем самым контакты Kt н замы-
кает контакты Кг. произведя переключение подачи суппорта в об-
ратном направлении. Как только давление па копировальный па-
леи исчезнет, рычаг в под действием пружины 6 примет нормаль-
ное положение, замкнув контакты Ki и разомкнув контакты Кг.
Полача суппорта вновь изменит направление.
При включенной продольной подаче пален электрощупа. нахо-
дящийся в контакте с шаблоном, перемещается вдоль последнего.
Профиль шаблона, нажимая иа копировальный палец /. повора-
чивает стержень 4 п включает поперечную подвчу. Начнет переме-
щаться поперечный суппорт вместе с электрощупом. Но как тол ко
суппорт сместится настолько, что дааление шаблона на палец
прекратится, стержень 4 повернется и поперечная подача выклю-
чается. Однако благодаря продолжающейся непрерывной про-
дольной подаче профиль шаблона вновь придет в контакт с копи-
ровальным пальцем / и вновь будет включена поперечная подачв.
Таким образом, благодаря непрерывному включению и выключе-
нию поперечной подачи копировальный палец 1 поддерживается в
непрерывном контакте с шаблоном за счет перемещения попереч-
ного суппорта. При этом резец, закрепленный на суппорте, обта-
чивает обрабатываемую детвль, профиль которой соответствует
профилю шаблона.
Если по каким-либо лричниам дааление на копировальный па-
лец превысит допустимое, то рычаг 8 через контакты Кг повернет
рычаг II н разомкнет контакты Кг. выключив станок. Регулирова-
ние головки производится винтами 7. 9, 10 н 12.
При продольном фасонном точении (рис. 20. л) включается
постоянная по величине и направлению продольная подача saf>
суппорта; включение подачи поперечного суппорте в том пли
ином направлении в зависимости от профиля шаблона обеспечи-
вается электрощупом посредством коитактиой головки и электро-
магнитных муфт поперечной иодачи М^. н (рис. 19. о). При
торцовом фасонном точении (рис. 20, г), наоборот, включается по-
стоянная поперечная подача sM. в продольная иоляча включается
электрощупом посредством электромагнитных мхфт Мл н М„
(рис. 19,0).
Отклонение профиля поверхности детали от профиля шаб-
лона не превышает 0,03 -ч.ч.
Механизм быстрого отвода суппорта. После каждого прохода
поперечный суппорт вручную быстро отводится мазал. В то же
время шпиндель, в вместе с ним и суппорт, автоматически изме-
няет направление движения. В начпле нового прохода суппорт
виоаь быстро подводится к обрабатываемой детали, и шпиндель
получает первоиачвлыюе вращение. Такая система управления
позволяет значительно сократить вспомогательное время и успеш-
но производить нарезание резьбы резном на иысоких ско-
ростях.
Для быстрого отвода и подвода поперечного суппорта служит
рукоятка 7 (рис. 20, д, см. также рис. 18. поз. /7). жестко закреп-
ленная в кольце 2. Кольцо имеет криволинейный паз. я который
входит ннлиилрический штифт /. связанный с гильзой 5. В этой же
гильзе на втулках и упорных шариковых подшипниках смонтиро-
ван поперечный ходовой винт 4. Гильза 5 удерживается от прово-
рачивания шпонкой ?.- но .может перемещаться в кронштейне 6
вдоль своей осн.
При повороте рукоятки 7 благодаря наличию криволинейного
паза в кольце 2 гильза 5. связанный с нею ходовой впит 4 н попе-
речный суппорт получают перемещение вдоль своей оси.
Рис. 20.. Узлы токарно-винторезного станка модели 1К620
УНИВЕРСАЛЬНЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК
МОДЕЛИ 163
Общая характеристика станка
Назиачеипе станка. Токарно-вннтореэный станок модели 163
явлаетса скоростным универсальным станком, предназначенным
для. выполнения разнообразных токарных н винторезных работ,
включая точение конусов с механической подачей н нарезание
всех ходовых типов резьб: метрической, модульной, дюймовой н
пнтчевой.
Жесткая конструкция станка, высокий верхний предел чисел
оборотов шпинделя н сравнительно большая мощность привода
дают возможность использовать его на скоростных режимах с
применением твердосплавных резцов и инструментов из соврем и-
ных быстрорежущих сталей. На станке можно обрабатывать пе-
пла сравнительно болыпнх размеров нз черных н цветных метал-
лов. Станок предназначен для использования в условиях индиви-
дуального и мелкосерийного производства.
Техническая хаашггеэястяка ставка
Высота центров в жи ......................................... 316
Наибольший диаиетр обрабатываемо* летали в жж:
аал стаяяяо! .......................................... 630
чиаа ааяиее* часть* суппорта............................. 340
Пяаиетр отверстии в moiaiacae в мл.................... 70
Расстоаиве между центрами в мл ...... 1400, 3600
Число скоросте* прениям цтнпдем....................... 24
Пределы чисел оборотов шпиндели в минуту.............. 10—1360
Количество величии подач суппорта .... 40
Предевы величин подач суппорта в жж/об
продольных ........................0.10—ЗДО
поперечных ........................ 0,04—1,18
Пределы величин подач верхае* часто суппорта в жж/пб 0.033—1
Скорость быстрых продольных перемещен!!* суппорта
в м!лт .................. ЗЯ
Мовшость главного авектрслакгатеаи в кат..................... 14
Основные узлы и приспособления станка (рнс. 21). А — гнта-
8а сменных колес; Б — передняя бабка с коробкой скоростей;
' — четырехкулачковый патрон; Г — подвижной люнет; Д — че-
тырехпознцнонный резцедержатель; £ — суппорт; Ж — неподвиж-
ный люнет; 3 — задняя бабка: И — шкаф с электрооборудованнем;
К — станина; Л — привод быстрых перемещений суппорта; М —
фартук; Н — поддон для сбора охлаждающей жидкости н струж-
ки; О—коробка подач.
Органы управления. 1 — штурвал управления коробкой ско-
ростей; 2— рукоятке для настройки па нормальный или увеличен*
ный шаг резьбы н для деления при нарезании многозаходнмх
резьб; 3 — рукоятка управления реверсивным механизмом для на-
резания правых н левых резьб и двукратного увеличения подачн;
4 — рукоятка управления переборами; 5 — пуговка включения н
выключения реечной шестерня; о — рукоятка поворота, фнксацян
и звкреплення четыерхпоэнционного резцедержателя: 7 — рукоят-
ка включения н выключения механического перемещения верхней
частя суппорта; 8 — кнопка включения быстрых перемещений суп-
порта; 9 — рукоятка включения, выключения н реверсирования
продольных и поперечных перемещений суппорта; 10— рукоятка
закрепления н освобождения пннолн задней бвбки; 11— махови-
чок ручного перемещении пиноли задней бабки; 12 — включатель
напряжения; 13— переключатель для точения конусов или ци-
линдров; 14 — рукоятка ручного перемещения верхней части суп-
порта; 15 и 21 — рукоятки включения, выключения м реверсирова-
ния вращения шпннделй; 16 — рукоятка включения н выключения
маточной гайки; 17 н 22 — кнопочные станции пуска и остановки
главного электродвигателя; 18 — рукоятка ручного поперечного
нерем *щення суппорта: 19 — пуговка включения и выключения ме-
ханического поперечного перемещения суппорта; 20 — маховичок
ручного продольного перемещения суппорта; 23 — рукоятка вклю-
чения ходового пинта или ходового валика; 24 п 25 — рукоятки
для настройки требуемого шага резьбы или величины подачн;
26 — рукоятка выбора типа резьбы нлн подачн.
Движения в станне. Движение резания —вращ нне шпин-
деля с обрабатываемой деталью. Движения но дач — прямо-
линейное поступательное перемещение суппорта в продольном н
поперечном направлениях, а верхней части суппорта — яод углом
к осн вращения шпинделя; прямолинейное поступательное переме-
щение задней бабкн совместно с суппортом вдоль осн вращения
шпинделя. Движение образования винтовой поверх-
ности— прямолинейное поступательное перемещение суппорта
в продольном направлении, кинематически связанное с вращением
шпинделя. Вспомогательные движения — быстрые меха-
нические и ручные установочные перемещения сунпорта в продоль-
ном н поперечном направлениях и под углом к осн врашення
шпинделя, ручное прямолинейное перемещение пиноли задней
бабкн, ручной периодический поворот чртырехпознционного резце-
держателя.
Принцип работы. Принцип работы станка модели 163 такой
же, как и у станка модели IК620.
Рис. 21. Общий вид токарио-вииторезиого станка модели 163
Кинематика станка модели 163
Движение резания. Вал / tpuc. 22. о) коробкн скоростей по
лучает вращение от главного электродвигателя мощностью 14 кет
через клнноремеииую передачу 200—280. На валу / свободно вра-'
щаются блок шестерен 40, 45 и одиночное колесо 45, которые мо-
гут быть соединены с валом / посредством двусторонней дисковой
фрикционной муфты М*. Для получения прямого вращения
шпинделя муфта М* включается влево, и вал // получает враще-
ние через двойной подвижный блок шестерен £> с двумя различ-
ными скоростями. Включением муфты М * вправо шпинделю со-
общается обратное направление вращения, в валу // движение
передается через широкое паразитное колесо 32 с одной скоро-
стью.
От вала // вращение передается валу /// посредством тройно-
го подвижного блока шестерен Б> с шестью различными скоростя-
ми. При среднем положении тройного подвижного блока шесте-
рен Бг вращение от вала 111 сообщается непосредственно шпин-
делю VI. В двух других положениях блока Б, движение переда-
ется валу IV и далее через шестерни 24—96. вал V и двойной по-
движный блок шестерен Б« шпинделю VI.
Как аидно из графика скоростей (рис. 22,6). шпиндель имеет
24 различные скорости, от 10 ДО 1250 об/мин. При обратном вра-
щении шпиндель нмеет только 12 скоростей, от 18 до 1800 об/мин.
Минимальное число оборотов шпинделя в минуту п.,,, опреде-
ляется из выражения
.лсл200„пос Ю-24-24-24-22
"«и— 1450 0,985 5о.4в.«).дв.|К| “ 10 об/мин.
Движения подач. Движения подач заимствуются непосредст-
венно от шпинделя через шестерни 60—60, когда двойной подвиж-
ный блок шестерен Бг сдвинут вправо. При подаче используются
только два положения подвижного блока шестерен С»: среднее,
когда зацепляются шестерни 28—56. и правое, когда зацепляются
шестерни 42—42.
Показанное иа схеме левое положение блока Б« применяется
для иарезвиня левых резьб.
Коробка иодач получает вращение от вала VIII через сменные
колеса. При подаче сменные колеса устанавливаются по схеме С,
а в коробке подач включаются муфты М, н Mt. Тогда вращение,
от вала VIII передается ходовому валику XVII через сменные ко-
леса 63—56—88—63, вал IX. муфту Mt. вал XI. одни нз блоков
Бг—Бц. вал X. муфту Мг, аал XII, блок Би. вал XIII. муфту Мг
нлн перебор 30—60 н 30—60, ввл XIV. шестерни 37—53 и вал XVI.
Центральный вал XIX фартука получает вращение от ходового
валика через шестерни 24—44, муфту обгона Мг, вал XVIИ и чер-
вячную передачу 3—36.
Продольная Подача включается, выключается и реверсируется
электромагнитен двусторонней фрикционной муфтой М,, . Дви-
жение от центрального вала XIX перелается фартуку шестернями
55—55 или 52—26—52. муфтой М,~ , валом XX VI. шестернями
22—66. валом XXVH н реечной передачей 12—рейка т=4 мм.
До вала ХХП. который получает вращение от центрального
вала XIX через шестерни 55—55 или 52—26—52,ну$т\ М „ , вал
XX н передачу 63—17—20, кинематическая цепь поперечной пода-
чи н подачи верхней части суппорта является общей. Поперечная
подача включается смещением подвижной шестерни 17. При этом
поперечный ходовой аинт получает вращение от вала XX// по-
средством шестерен 20—17.
Подача верхней чветн суппорта включается муфтой Мг Дви-
жение при этом передается от вала XX// коническими шестерипмн
31—31. валом XXIII, передачей 30—30—30—30, ввлом XXIV, ко-
ническими шестернями 25—25 и муфтой Мг ходовому вннту XXV.
Движение образования винтовой поверхности. При нарезании
резьбы движение заимствуется нлн непосредственно от шпинделя
через шестерни 60—60, как н при подаче, или от вала IV через
звено увеличения швга с шестернями 60—24—48—60.
Для нарезания метрической и дюймовой резьб сменные ко-
леса устанавливаются по схеме С, (63—56—88—63), а для наре-
зания модульной и пнтчевой резьб—ло схеме С_ (63—56 и
37—88—53).
При выключенных муфтах Af1 и Ма (как показано ив схе-
ме) нарезаются дюймовые и китчевые резьбы. Для нарезания
метрической и модульной резьб муфты ЛЬ н М} включаются. Хо-
довой винт XV получвет врвшеине от коробки подач, когда вклю-
чена муфта Мг.
Вспомогательные движения. Быстрые перемещения суппорте во
всех направлениях производятся от электродвигателя мощно-
стью I кет. установленного на фартуке станка. Вращение от элект-
родвигателя передастся шестернями 20—33 валу XV/// и далее по
кинематическим цепям подач.
Обгонная муфта М„ позволяет производить быстрые перемеще-
ннп. не выключая рабочей подачн.
Ручное продольное перемещение суппорта осуществляется ма-
ховиком Л1х1 при включенной кулачковой муфте Мт через ше-
стерни 20—46 н 22—22—66. вал л XVII н реечную передачу.
Лимб продольной подачи Л приводится а движение от вала
XXVII посредством шестерен 75—37—149. Последнее колесо име-
ет внутренние зубья.
Ручные перемещения остальных рабочих органов станка осу-
ществляются рукоятками, непосредственно закрепленными на
ходовых винтах соответствующих передач.
a)
0280
40 45 M<p 45
ВО 60
42-42
24-60-
5)
1450
об/мин
42
6з
24-96'
- VII
XXIV
XVH
2-
об/мин
149
0200
Шестерни, помеченные знаком» -корригированные
Рейка т-4 мм
XV
6г
3^40г
30/8 °27» *2430 ’^Зб М; 4ч
17
'.ill
XX!
P П=14к6т
ВИ ' п-1450
nft/мин
Ср
63 26
Рис. 22. Кинематическая схема токарио-вииторезиого станка модели 163
80-280ьП:
— 32-4
I— 24 48
28 28
42
^Vlll
66
6> .. 60 33 45 38 26 3552 54
1 M h И
^ww\w*<
mlvw\\4>W<
bX'WWV'1»'
A\\\Vtt><
A\\\VW»<
“k\\V\W
Kww
*vy\\w<
B’WXVi
fc
22-88 Г
cn.cn n, об/мин
60-60 1600
^1250
^1000
800
630
500
400
315
250
200
160
125
100
50п
40
31.5
2б
2G
III IV V f 10
t-зал t- 5мм XXVIII
Мб
1-зал
1-зал. 1-12мм
XXVI/f 84 Jg 3-ЗМ
44
68
1-залЛ-5мм
Ы=1к6т
п-1410 об/мин
Узлы станка модели 163
Механизм переключения скорое гей. Включение любой нз 24 ско-
ростей вращения шпинделя производится на ствнке модели 163
двумя рукоятками.
Рукоятка / (рнс. 23.6) -управляет недвижными блока-
ми шестерен Б, и Б} (рнс. 22. о) коробки скоростей, а руко-
ятка 27 (рнс. 23.6)—тройным блоком Бл и двойным блоком
(рнс. 22. а) переборного устройства.
Вращением рукоятки / (рнс. 23.6) через вал 26 и шестерни
25—8 приводятся в движение кривошипный палец 9 и диск 7 с
торцовым криволинейным пазом а, в который входит ролик 6
двуплечевого рычага 5. Второй конец рычага 5 посредством пол-
зунка 32 связанс вилкой 31,перемещающейся по круглой направ-
ляющей 30. Вилка 31 управляет тройным подвижным блоком Б?
(рнс. 22.0).
Кривошипный палец 9 (рнс. 23,6) прн помощи нолзушкн 10
перемещает по круглой направляющей 12 вилку //. которая уп-
равляет двойным подвижным блоком шестерен Б> (рнс. 22.о).
Каждому нз шести фиксируемых положений рукоятки / соот-
ветствует определенное расположение двойного н -тройного блоков
шестерен, что обеспечивает шесть комбинаций зацепления шесте-
рен н соответственно шесть различных скоростей вращения шпин-
дели.
Кожух 2 имеет шесть окон е. через которые видны цифры, на-
несенные на диске 3. Цифры соответствуют ряду чисел оборотов
шпинделя. Указатель д на лимбе рукоятки I показывает, квкос
число оборотов будет иметь шпиндель прн данном расположении
рукояток / н 27.
Прн повороте рукоятки 27 через вал 21. зубчатую персдачу
20—19—18 н вал 17 приводится во вращение диск 16. Последний
имеет -криволинейные торцовые пазы в н г« V-образные выемки — 6.
На круглой направляющей 22 установлены вилки 24 и 23. Криво-
линейный лаз в посредством вилки 24 определяет положение
тройного подвижного блока шестерен Б> (рнс. 22.о), а паз г при
помощи вилки 23 (рнс. 23.6) перемещает двойной подвижный
блок шестерен Б< (рнс. 22.о).
Выемки 6 (рис. 23.6) служат для фиксации положения бло-
ков шестерен. Для этой цели предусмотрен фиксатор, состоящий
нз шарика 15. пружины 14 н резьбовой пробки 13.
Диск 3 посредством рычажной втулки 4. тяги 29 и рычага 28
связан с валом 21. Поэтому каждому фиксированному положе-
нию рукоятки 27 соответствует определенное положение диска '3
с цифрами чисел оборотов шпинделя.
Суппорт дан обработки конических поверхностей. Точение ко-
ротких конусов с высотой до НО мм осуществляется подачей верх-
*ией части суппорта, повернутой под углом равным половине
угла конусв.
Точение длинных конусов на токарно-вннторезном станке, мо-
дели 163 пронзаоднтся сочетанием двух движений — продольной
од| чн н подачн верхней части суппорта, повернутой иа опреде-
ленный угол р (рнс. 23, а. я).
Одновременное включение указанных подач возможно только
прн установке переключателя 13 (рис. 21) в одно из положений
<конус> н настройке станка на подачу верхней части суппорта.
Переключатель 13 имеет два положения <конус>. В одном по-
ложении переключателя 13 электромагнитные муфты фартука бло-
кируются в такой комбииаиии. что при включении продольной по-
дачи суппорта в направлении передней бабкн верхняя часть суп-
порта будет перемещаться от центра (рис. 23. а). В это положение
переключатель 13 (рнс. 21) устанавливается для обработки пря-
мых конусов.
Для точения обратных конусов (рис 23. в) переключатель 13
(рнс. 21) поворачивается на 180*. При этом электромагнитные
муфты фартука блокируются в иной комбинации, обеспечивающей
при включении продольной подачи суппорта в направлении перед-
ней бабкн перемещение верхней части суппорта к осп вращения
обрабатываемой детали.
В соответствии с отношением скорости продольной подачи суп-
порта к скорости «юдачи верхней части суппорта равным 3, 19 вы-
водится формула для определения угла поворота верхней части
суппорта в зависимости от угла наклона образующей обрабатывае-
мого конуса. Расчетная формула имеет вид
J — ± а ! arc sin (3,19 sin а),
где ₽ — угол поворота верхней части суппорта в град;
и — угол наклона образующей обрабатываемого конуса в град.
При точении прямых конусов (рнс. 23.о) значения уг-
ла а подставляют в расчетную формулу со знаком плюс. При об-
точке обратных конусов (рнс. 23. я) угол о подставляется со зна-
ком минус.
Примеры расчета. Надо обточить прнмой конус с конусностью
1:20. Для данной конусности угол наклона образующей щ соста-
вит 1*25'56": sin о, равен 0.025, a arc sin (3.19 sin щ) равен 4’34'27".
Подставляя а расчетную формулу полученные значения, получим
₽, = 1°25'56"+4*34'27"=6*00'23'.
На этот угол необходимо повернуть верхрюю часть суппорта.
Для расточки конуса Морзе 6 по схеме (рнс. 23. в) имеем:
щ= 1*29'36": sin а2=0.02606: arc sin (3,19 sin а2) =4*46'06"; тогда
угол fa найдем из выражения
fa=-1*29*36*+4’46'06"—3*16'30".
1
Рис. 23. Узлы токарно-винторезного станка модели 163
ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК
МОДЕЛИ К96
Общая характеристика станка
Назначен не станка. Станок предназначен для затылования
зубьев червячных, фасонных н модульных фрез с прямыми и вин-
товыми канавками, а также метчиком. На станке К96 можно, кро-
ме этого, производить нарезание резьбы и шлифование 'затылован-
ных инструментов.
Технички** характеристика станка
Высота центров а мм 260
Расстояние между центрами в мм 750
Максимальный диаметр затылования инструмента над суп
портом а мм ...................... . . . 290
Число скоростей вращения ши ни деля........................... 8
Пределы прямых чисел оборотов шпинделя а минуту 4,5—50
Ире Дели обритых чисел оборотов шпинделя в минуту . 9 100
Мощность электродвигатели. в кет 2.5
Основные узлы станка (рис. 24 Ь А — передняя бабка с короб-
кой скоростей; Б—затыловочный суппорт; В — задняя бабка;
Г — станина станка; Д — основание станка. Е — фартук; Ж — при-
вод затылования н деления: 3 — гитара подач и резьбы
Органы управления: / — рукоятка реверсирования продольного
пере метения фартука с суппортом; 2 рукоятка включения зве-
на увеличения шага;' 3 н 4 — рукоятки управления коробкой ско-
ростей; 5 — рукоятка управления перебором; 6 — маховичок
ручного продольного перемещения суппорта; 7 — рукоятка ручного
поперечного перемещения суппорта; 8 рукоятка ручного переме-
щения верхней части суппорта; 9 — рукоятка включения и яыкл'ю-
чения маточной гайки ходового впита. 10—рукоятка зажима п li-
no дн Задней бабкн. // — рычаг закрепления задней бабкн на ста-
нине станка; /2 — маховичок ручного перемещения пиноли задней
бабкн; 13 н 14 — рукоятки включения, выключения и реверсирова-
ния вращения шпинделя.
Движения в станке. Движение резания — вращение шпин-
деля с затылуемым инструментом. Продольная подача —
прямолинейное поступательное движение суппорта с режущим ин-
струментом вдоль осн шпиндели. Движение образован ня
винтовой л н II и и — также продольные перемещения суппорта
с режущим инструментом, ио кинематически увязанные с враще-
нием шпинделя и определяемые шагом винтовой линии. Затыло-
вочно-делительное движение — прямолинейное возврат-
но-поступательное перемещение суппорта в радиальном направле-
нии за аремя поворота затылуемого инструмента на одни зуб.
Вспомогательные д в н ж е пн я — ручное продольное пере-
мещение суппорта, ручное поперечное перемещение суппорта, руч-
ное перемещение верхней части суппорта и ручное перемещение
пи иол и задней бабкн
Принцип работы. Обычная архнмедовв спираль может быть
образована сочетанном двух движений: равномерного вращения
затылуемого инструмента и равномерного поступательного прямо-
линейного перемешен и я резца в радиальном направлении на вели-
чину равную шагу спирали за одни оборот заготовки.
Винтовая архнмедовв спираль требует сочетания трех движе-
ний Кроме двух указанных движений, для образования винтовой
архимедовой спирали необходимо еще поступательное перемеще-
ние резца адоль осн вращения затылуемого инструмента на вели-
чину равную шагу винтовой липни за одни оборот шпинделя
Одивко затылуеыые фрезы имеют не одни зуб. в г зубьев, сле-
довательно. задача усложняется тем. что необходимо образовать
не одну архимедову с?\^нль, az спиралей, начала которых распо-
ложены на равных расстояниях друг от друга по окружности»
иначе говоря, образовать z-заходную спираль.
Для непрерывного образования многозаходиых архимедовых
спиралей необходимо вместо радиального перемещения в одном
направлении сообщить резцу прямолинейное возвратно поступа-
тельное движение с числом двойных ходов за один оборот шпинде-
ля равным количеству заходов спирали.
□атыл^смый инструмент закрепляется на оправке в центрах
станка н получает вращательное движение. Реж)<цнй инструмент
устанавливается в затыловочном суппорте Б. которому сообщает-
ся поперечное возвратно-поступательное затыловочное движение,
согласованное с вращением заготовки.
При затыловании дисковых фрез суппорту сообщается только
периодическая ручная поперечная подача.
Прн эатылоаанни цилиндрических участков фасонных фрез суп-
порту сообщается также механическая продольная иодача, ве-
личина которой не саязана с параметрами фрезы н зависит ис-
ключительно от выбранных режимов резания.
При затылованнн червячных фрез величине продольного пере-
мещения суппорта за один оборот шпинделя должна соответство-
вать шагу фрезы. Для затылования фрез с винтовыми канавками
затыловочный суппорт получает дополнительное движение, осуще-
ствляемое посредством дифференциального механизма
VI
VI
Рис. 24 Общий вид токарно-затыловочного станка модели К96
Кинематика станка модели К96
Движение резания. Шпиндель V станка (рнс. 25. о) приводит-
ся в движение фланцевым двухскоростным электродвигателем
мощностью 2.5 кет. причем низшая скорость (700 об/мин) исполь-
зуется только для прямого вращения шпинделя, а высшая
(1400 об/мин} — только для его обратного вращения.
От электродвигателя движение перелается через шестерни
26—73 валу / коробкн скоростей и двлее посредством одного нз
двух двойных подвижных блоков шестерен £| и £> аалу //.
Полый вал /// получает вращение от вала II через шестерни
50—65. Когда, как показано на схеме, муфта перебора выклю-
чена, а шестерня 65 введена а зацепление с шестерней 65. закреп-
ленной на валу 111. последний сообщает вращение шпинделю V
через зубчатую передачу 65—65. вал IV н шестерня 20—80. При
включенной муфте М> шпиндель V получает вращение от вала III
через шестерни 26—104. вал IV н шестерни 20—80 (рнс. 25.6).
Движение подачн. Это движение заимствуется от шпинделя V.
когда включена кулачковая муфта М3. Ходовой внит VIII. связан-
ный с разъемной маточной гайкой Г м , получает вращение от
шпинделя через реверс с цилиндрическими шестернями 35—30—
30—35. вал VI и гитару сменных колес а—b н c—d. Так как а
этом случае перемещение суппорта не имеет строгой кинематиче-
ской связи с вращением шпинделя, то подбор сменных колес про-
изводят приблизительно исходя из выбранной величины подвчн.
обеспечивающей заданную чистоту поверхности зубьев.
Движение образования винтовой поверхности. При затылова-
нии режущих инструментов с небольшим шагом резьбы это дви-
жение. так же как и движение подачн. заимствуется от шпннделп
и через кулачковую муфту М,. реверс н гитару сменных колес пе-
релается ходовому винту VIII. Однако в этом случае подбор смен-
ных колес а. Ь. с н d должен производиться точно в соответствии
с шагом I резьбы по формуле'
ас______t
Т d ~ Ш ’
При затыловании режущих инструментов с крупным шагом
включается кулачковая муфта М3; тогда движение образования
винтовой поверхности заимствуется от шпинделя через переборные
шестерни, и в расчетную формулу по подбору сменных колес не-
обходимо ввести передаточное число перебора.
Затылоаочно-делительное движение. Это данженне также за-
имствуется от шпинделя и через перебор, шестерни 65—50—39,
вал IX. шестерни 50—54, вал X. шестерни 54—50. вал XI, гитару
сменных колес О|—t>i н Ci—rf,. вал XIII. конический дифференци-
ал, Т-образный вал X1V. обгонную муфту М„ , шестерни 29—29.
ходовой вал XV. коническую передачу 30—30 и аал XV/ сообщает-
ся кулачку К. Пружина П прижимает ролик Р, . закрепленный в
поперечных салазках суппорта, к кулачку К. благодаря чему вра-
щательное движение кулачка К преобразуется в прямолинейное
возаратио-поступательиое движение поперечных салазок суппорта.
Сменные колеса делительной гитары подбираются нз условия,
чтобы при повороте шпинделя на один оборот кулачок К совер-
шил г оборотов (г — число зубьев затылуемой фрезы). Уравнение
кинематической цепи для определения сменных колес имеет вид
. 1-65-50-54 а, с, . 29-30 _ г_
1 1,39-54-50 К?, 4»* 29-30 ~ N '
еде I,— передаточное отношение перебора (•/* или '/«);
— передаточное отношение дифференциала равное Ч3;
N — число подъемов кулвчкв.
Подбор сменных колес гитары деления производится по фор-
муле
•
Для затылования режущих инструментов с вннтовымн канав-
ками дополнительное прнращенне скорости врвшення кулачка К
сообщается от ходового винта VIII через коническую передачу
48—36. вал XV//. шестерни 36—24. вал XV///. сменные колеса
и3—Ь3 и с,—d3 гитары дифференциала, вал XX. червячную пере-
дачу 3—18, конический дифференциал, Т-обраэиый вал XIV, муф-
ту обгонв М„ . шестерни 29—29. ходовой вал XV, коническую
передачу 30—30 н вал XV/.
Сменные колесв гитары дифференциала подбираются нз усло-
вия. чтобы при продольном перемещении суппорта на величину
шага аннтовой канаакн Г кулачок К совершил дополнительно
z оборотов. Уравнение кинематической цепи нрнрвщения движе-
ния кулачка К имеет вид
Т 46-36 о, г, 3 . 29-30 _ с
15Т36-24 b\d, 18 '4** 29-30 ' W ’
Отсюда можно определить формулу для подбора сменных ко-
лес гитары дифференциала
а» 6-I2.7T
», 4, ~ fX ‘
Вспомогательные движения. Ручное продольное перемещение
суппорта осуществляется маховичком М„ через вал XX/. шестер-
ни 24—64, вал XX// и реечную передачу 14 — рейка m=i мм.
Маховичок М х- служит для ручного проворачивания привода при
настройке ствнка.
М’2,5кВп\
i^iWBoB/MUK
•fy-700об/мин ~
I Рейка т-Змм
t-r 12,7 мм
24
б)
а2 1400
об/мин±2^73
700 \
об/мит I \ |
ЕЛИН
33:4о^,
28:54
-----|/W
1120
800
560 .
400
280
Ж 200
140
100
70
49
35
25,5
18
12
8,7
7П ЙГ<Т
<XX¥k\W
лчш*
Рис. 25. Кинематическая схема токарио-затыловочного станка модели К96
Примеры настройки кинематических цепей станка
модели К96 для различных случаев обработки
Затылование дисковых фрез. Настроить станок для затылова
иия модульной дисковой фрезы диаметром 75 мм с числом зубь-
ев. равным 7. Кулачок К однопрофильный.
Необходимое число оборотов шпинделя станка п определится
по формуле
. woo® 1000 3.к ,, ,
"=-ПГ _ 3.14 -"75 — 3,4 об1мин-
где D — днЬметр затылуемого инструмента в л.к;
о — оптимальная скорость резания в м/мин. Для удобства
расчетов принимаем о=3.14 м/мин.
Ближайшее меньшее число оборотов из имеющихся иа стай-
ке (см. график рнс. 25.6) равно 12 об/мин; оно получится при
зацеплении шестерен 4/—4/ подвижного блока и колес 26—104
переборов (рис. 26. о).
Подбор сменных колес гитары деления производится по фор-
муле
а, с, tr . _ 6 7 1 60 35
a, d, = ~Sn'" ~ Т 1 Ttf W J5
Для данного случая z=7. N=l н i, -*/•-
Затылование резьбовых фрез или метчиков с прямыми квнвв-
ками. Настроить станок для затылования метчика М27ХЗ с че-
тырьмя прямыми канавками при двухпрофильном кулачке.
Определим число оборотов п шпинделя.
= ~1=37 об/мин.
Принимаем ближайшее меиьшсс число оборотов шпинделя нз
имеющихся на станке равное 35. Как видно нз графика
(рис. 25,6). в этом случае вводятся в зацепление шестерни 34—48
(блок 5|) н выключается муфта М3 перебора (рнс. 26.6).
Подбор сменных колес гнтвры деления производим по фор-
муле
Л| _ 6 4 1 _ 30
», d| — sN1" ~ "RT •
Для данного случая z=4, Af-2 и i, =4.
При включенной кулачковой муфте Л(| подбор сменных колес
винторезной гитары следует производить по формуле
ас_______I 3 30
Т d ~ П7 = Щ '
Схемв настройки станкв показана на рнс. 26,6.
Затылование червячных фрез и метчиков с винтовыми канав-
ками. Настроить станок для затылования червячной фрезы диа-
метром 190 мм с модулем равным 15 мм. Число канавок равно 9.
Диаметр начальной окружности составляет 150 мм. Левые винто-
вые каиавкн имеют угол наклона 5*43' к соответственно шаг вин-
товой линии 7=4712 мм.
Число оборотов шпинделя определим по формуле
. 1000® 1000-3.14
" —=В" = 3J4T56- =5'3 о61яин-
Принимаем минимальное число оборотов шпинделя равное
4.5 об/мин. Для этого вводим в зацепление шестерни 22—60 бло-
ка 5» и колеса 26—104 перебора (рнс. 26. а).
Сменные колесв гитары деления подбираем ио формуле
Qi Ci__вс . _ 6-9-1 _ 60-4S
a, d, ~ ." Т 5-1-16 "" 50-80 '
В данном случае z=9. N— 1 н i, = ’/is-
Твк как в этом случае шаг винтовой линии большой, следует
работать со звеном увеличения шага. т. е. включить кулачковую
муфту Мг. Тогда подбор сменных колее винторезной гитары сле-
дует производить по формуле
а__с tmIj, _ 26-10-15 _ 55-30
» d iZT ~ 7-127-16 56 127 ’
Подбор сменных колес гитары дифференциала для прираще-
ния возЬратцо-поступатсльных движений суппорта в соответствии
с шагом винтовых канавок следует производить по формуле
а, с, 6-12.7г 6-12,7-9 _ 45-30
», d, TN = 4712-1 ~ «О-115 ’
I
Па рнс. 26, в показана схема настройки кинематических цепей
станка для затылования червячной фрезы.
Во всех рассмотренных случаях подачв осуществляется вруч-
ную перемещением поперечного суппорта е радиальном направ-
лении.
Затылование цилиндрических участков фрез. В некоторых слу-
чаях затылование цилиндрических участков фасонных фрез осу-
ществляется проходным резцом методом продольной подачи. Тог-
да винторезная цепь используется как цепь подачи (рнс. 26, г), и
подбор сменных колес производят исходя из заданной величины
подачи ив один оборот шпинделя.
NO
Рис. 26. Схема настройки станка модели К96 для различных случаев обработки
8 ДВУХСТОЕЧНЫЙ КАРУСЕЛЬНЫЙ СТАНОК МОДЕЛИ 1553
Общая характеристика станка
Назнвчение станкв. Станок предназначен для обточки н расточ-
ки цилиндрических, конических и фасонных поверхностей, подрез-
ки торцов н сверления отверстий в крупногабаритных деталях
класса дисков н втулок, высоте которых не превышает 1.5—2 диа-
метров.
Наиболее характерными детелями. обрабатываемыми ня ка-
русельном станке 1553. являются маховпкн. заготовки зубчатых
колес, диски турбин, бвндажн и т. п.
Техническая характеристика стайка
Наибольший диаметр обрабатываемой детали в мм:
без бокового суппорта . . . . . . 2300
с боковым суппортом .... 2100
Диаметр планшайбы в мм ............................... 2100
Напбольшап высота обрабати авсмоА детали в мм 1000
Наибольшее вертикальное перемещение верхних супппр
ТОП в мм:
правого ................................................ 865
левого ................................................. 050
Наибольшее горизонтальное перемещение верхних суппор
той а Мм:
правого ............................................... I3IS
левого ................................................ 1215
Наибольшее перемещен не бокового суппорта в мм.
вертикальное 1520
горизонтальное ........................ WI
Число скоростей врашенпа пл ли шайбы ... IB
Пределы чисел оборотов планшайбы % минуту 1.4-48
Количество величии подач суппортов 12
Пределы величии подачи суппортов а лл/об 0.2—9
Скорость перемещении траверсы в мм!мин 100
Мощность главного электродвигателя а кот 40
Основные узлы ствнкв (рис. 27). А — коробка подач левого
верхнего суппорта; Б — левый верхний поворотный суппорт с рез-
цедержателем: В — траверса; Г — правый верхний суппорт с ре-
вольверной головкой: Д — портвл с механизмом перемещения
траверсы: Е. К — стойки; Ж — коробка подач правого верхнего
суппорта; 3 — боковой суппорт с коробкой подач; Н — станина.с
планшайбой и коробкой скоростей.
Органы управления. / — подвесная кнопочная ствицня; 2 — ма-
ховичок ручного горизонтального перемещения верхнего суппорта
с резцедержателем; 3 — рукоятки переключения коробкн подач
верхнего суппорта с резцедержателем; 4 — маховичок ручного вер-
тикального перемещении верхнего суппорта с резцедержателем;
5 — махоанчок ручного вертикального перемещения верхнего суп-
порта с револьверной головкой: 6 — маховичок ручного горизон-
тального перемещении верхнего суппорта с револьверной голон-
кой; 7 — рукоятка переключении коробки подач верхнего суппорта
с револьверной головкой; в — рукоятки переключения коробки
подач бокового суппорта; 9—маховичок ручного вертикального
Перемещении бокового суппорта; 10 — маховичок ручного гори-
зонтального перемещения суппорта; // — рукоятки переключения
коробкн скоростей.
Движения в станке. Движение резания — вращение
планшайбы с заготовкой. Движения подач — горизонтальное
и вертикальное перемещения верхних суппортов (левый верхний
суппорт, кроме того, может перемещаться под углом к осн враще-
ния детали), горизонтальное и вертикальное перемещения боково-
го сунпортв. Вспомогательные движении — быстрые
холостые перемещения суппортов, перемещение траверсы по ив-
правляющим стоек, зажим траверсы н поворот револьверной
головки.
Принцип работы. Обрабатываемая деталь закрепляется ня
планшайбе. которой сообщается вращательное движение в гори-
зонтальной плоскости. Режущие инструменты закрепляются в бо-
ковом и верхних суппортах. Боковой суппорт 3 служит в основном
для обточки наружных поверхностей, выточки канавок н подрезки
торцов: в его четырехпозиинониой головке закрепляются резцы
различных типов. Верхний поворотный суппорт Б используется
для обработки наружных u < нутреннпх конических поверхностей.
Верхний суппорт Г имеет пятнпозпционную револьверную голов-
ку. в которой закрепляются инструменты^ предназначенные глав-
ным образом для обработки отверстий.
Конструктивные особенности. Станок снабжен блокирующим
механизмом, устраняющим возможность одновременного включе-
ния рабочей подачн н ускоренного хода суппортов.
Для облегчения вертикальных перемещений ползунов суппорты
снабжены пружинными механизмами уравновешивания. Конст-
рукция коробок подач -обеспечивает возможность установки При-
способлений для обработки конусных поверхностей без разворо-
та верхнего поворотного суппорта.
Механизмы перемещения и зажима траверсы сблокированы и
расположены в портале
Рис. 27. Общий вид двух стоечного карусельного станка модели 1553
Кинематика станка модели 1553
Движение резания. Планшайба станке приводится в движе-
ние электродвигателем мощностью 40 кет через клиноремеииую
передачу 283—475 (рис. 29). коробку скоростей, переборное уст-
ройство. коническую перелечу 25—32. вал VII и колеса 23—154.
В коробке скоростей находятся тройной и двойной передвиж-
ные блоки шестерен Б3 и Бь обеспечивающие ввлу III шесть ско-
ростей вращения. От вала III вращение передается валу VI либо
непосредственно колесвмн 18—21, либо через двухступенчатый
перебор. В последнем случае вал VI получает вращение от вала
111 через колеса 18—44, вал IV, двойной подвижный блок Б3. вал
V н шестерни 18—44. Как видно из графика (рис. 28). планшайба
имеет 18 различных скоростей вращения.
Движения подач. Эти движения заимствуются от конической
шестерни 27. находящейся иа валу VI. и передаются через кони-
ческие колеса 27—27—21 валу VIII и валу ХХХ11. От вала ХХХ11
движение сообщается коробке подач верхнего поворотного суп-
порта. а от вала V111 приводятся в движение коробки подач пра-
вого верхнего н бокового суппортов. От -вала VIII движение пере-
дается через колеса 53—30, вал IX, конические шестерни 20—34,
вал X, конический реверс 29—17—29. управляемый муфтой М,. ко-
робке подач. В коробке подач находятся тройи й Б« и двойной Б3
блоки шестерен н перебор, переключаемый муфтой М3. Блоки Б«
н Б3 обеспечивают валу XIII шесть различных чисел оборотов.
При выключенной муфте Мъ как показано на схеме, вал XIV
получает вращение через колеса 23—65, 22—62 и 22—62. При пе-
ремещении шестерни 62 влево включается кулачковая муфта М3
и вращение валу XIV передается непосредственно шестернями
23—65. От вала XIV через колеса 29—43. вал XV и шестерни 30—
42 приводится во вращение вал XVI. От этого вала через колеса
30—54, вал XVII, соосны* с ним вал XVIII. червячную передачу
1—19 н реечную передачу боковому суппорту сообщается горизон-
тальная подача. Вертикальная подача бокового суппорта осущест-
вляется от вала XVI через шестерни 30—54, вал XIX, шестерни
18—18, вал XX, червячную передачу I—19 и реечную передачу.
Горизонтальная подача правого верхнего суппорта осущест-
вляется ходовым винтом XXIV; вертикальная подача — валом
XXIII через конические колеса 13—13. шестерни 27—27, кониче-
скую передачу 13—13 н гайку, связанную с ходовым винтом
Г= 10 мм. Верхнему поворотному суппорту горизонтальная подача
сообщается винтом XXVI. а вертикальная подачв —валом XXV.
червячной передачей 1—22 и реечной передачей.
Вспомогательные движения. Быстрые перемещения суппортов
осуществляются от отдельных электродвигателей мощностью
1.7 кет через колеса 17—68—81 н далее по тем же кинематиче-
ским цепям, по которым передаются рабочие подачи. Вертикаль-
ное перемещекне траверсы осуществляется двумя ходовыми вин-
тами XXVIII и XXX. которые одновременно приводятся в двнже-
vvi ®гдель,,ы" электродвигателем мощностью 7 кет через валы
XXVII и XXIX н червячные передачи 2—29. Зажим траверсы нв
стойках производится рычажно-винтовым устройством, приводи-
мым в движение электродвигателем мощностью 1,7 кет через чер-
вячный редуктор 1—52. Поворот левого вертикального суппорта
осуществляется вручную червячной передачей 1—300.
lAl
N= 7 кВт n = 730 об/мин
XXIX
XXVII
зах
зах
XXXI
'2-зах t’6uM
х-зах
1-jax.
±22
XXVOh
Рейка пнбм*
ifl/ 30 г
1-зах.
XXIII
XXV
L3 I
XXVI 1-зах t-Юмм
XXIV 1-зах t-Юмм
th 1,7 кВт
кВт
1420об/мин
36 б3
26 21
26-.13
XVII
XVIII
1-зах левый
1-зах
0283
XXXII
п-1420
об/мин
И^40квт
п-975об/мин
1-зах
t^6MM
\ХХХ
1-зах.
1-8мм
1,7 кВт
п = 1420 об/мин
Х'-1,7 кВт
1420об/мин
1-зах
t=10MM
Х‘^1,7кВт
*7h| п = 1420об/мин
। 1-зах. лев. । Рейкат=5мм
XXU |
Рис. 29 Кинематическая схема двухстоечиого карусельного стайка модели 1553
1 Узлы станка модели 1553
Подпятник шпинделя. Для повышения грузоподъемности и
улучшения условий рвботы направляющих планшвйбы у боль-
шинства современных карусельных станков предусмотрены шпин-
дельные подпятники механического или гидравлического типа.
В станке модели 1553 установлен регулируемый подпятник
механического типа (рис. 30, о). Подпятник состоит из корпуса 2.
шарикового упорного подшипника 3. сферических шайб 4 и 5, чер-
вяка 1. косоэубого колеса 6 и виита 7 с гайкой 8.
Шпиндель планшайбы упирается в верхнее кольцо шарикового
упорного подшипника 3. Нижнее кольцо подшипника покоится на
самоустаиавлиеающнхся сферических шайбах 4 н 5. Шайба 5
поджимается торцом косоэубого колеса 6. навинченного иа резь-
бовой конец винта 7, который посредством гайки 8 неподвижно за-
креплен в корпусе 2 подпятника.
В корпусе смонтирован также червяк /. квадратный конец ко-
торого выходит за пределы корпуса. Этот квадрвт используется
для регулировки подпятника.
В зависимости от направления вращения червяка 1 косозубое-
колесо 6, перемещаясь по резьбе винта 7, приподнимает или опус-
кает шпиндель планшайбы.
По данным ЭНИМСа и Коломенского ЗТС. оптимальная вели-
чина разгрузки направляющих при подпятниках механического
типа не зависит от числа оборотов и нагрузки на планшайбу
и является величиной постоянной для данного типорвзмера
станка.
Для ствнка модели 1553 оптимальная величина разгрузки на-
правляющих планшвйбы составляет 0.04—0.05 мм. Разгрузку на-
правляющих рекомендуется производить следующим образом.
Сначала нвсухо протереть направляющие станины и планшай-
бы и установить планшайбу на место.
Затем в одном нз суппортов установить индикаторную стойку,
а измерительный штифт индикатора привести в соприкосновение
с центром плвншайбы.
Далее следует провернуть планшайбу, вручную или от при-
вода. на самом малом числе оборотов, не включая систему смаз-
ки направляющих планшайбы.
После этого, регулируя подпятник, следить по индикатору, что-
бы планшайба поднялась на величину 0.04—0.05 мм.
Механизм управления коробкн скоростей. На рнс. 30. б пока-
зан один из механизмов управления подвижными блоками шесте-
рен коробки скоростей станка модели 1553.
При повороте рукоятки 12 перемещаются рейки 11 и 8. свя-
занные друг с другом регулировочной резьбовой муфтой 10 с
контргайкой 9. Рейка 8 перемещается >в подшипниках крышки 7 и
находится в зацеплении с секторным рычагом 3, второй коиеи ко-
торого связан со штангой /.
На правом конце штанги / закреплена вилка 6. находящаяся
в контакте с втулкой 5 блока шестерен 4. Левый конец штанги
имеет три прорези для фиксации различных рабочих положений
подвижного блока шестерен 4. Фиксатор 2 установлен в приливе
корпуса коробки.
Механизм закрепления траверсы. Механизмы перемещения и
зажима траверсы сблокированы таким образом, что при нажиме
на кнопку включения электродвигателя перемещения траверсы
сначала включается привод, освобождающий трвверсу, затем тра-
версе перемещается в нужное положение, а по окончвиии переме-
щения она автоматически закрепляется иа стойках станка.
Механизм закрепления трвверсы двухстоечного карусельного
станка модели 1553 показан иа рнс. 30, в в отжатом положении.
Механизм состоит нз червячного редуктора с фланцевым электро-
двигателем, двух рычажио-эксиентрйковых звжимных устройств
с винтовым приводом плавающего типа и конечного выключателя.
После включения электродвигателя 6 вращение через червяч-
ный редуктор 7 передается шлицевому плавающему валику 8.
На левом конце валикв 8 имеется резьба, которой он входит в под-
вижную гайку 5. На правом конце валнка 8 неподвижно закрепле-
на гайка 9. Обе гайки 5 и 9 имеют боковые пазы, в которые вхо-
дят концы эксцентриковых рычагов 16 и 15. Зажимные рычаги
2 и 11 своими роликами покоятся иа эксцентриковых участках
рычагов 16 н 15. Короткие концы рычагов 2 и II упираются в на-
правляющие стоек 17 и 13. Зажимные рычаги 2 и 11 прикреплены
к траверсе шпильками I и гайками 12.
При вращении валика 8 гайки 5 и 9 начинают сближаться, а
эксцентриковые рычагн 16 н 15 — поворачиваться к середине тра-
версы. Эксцентриковые участки рычагов 16 и 15. воздействуя че-
рез ролики на зажимные рычаги 2 и II. приподнимают их, н по-
следние, опираясь на задние направляющие стоек 17 и 13. надеж-
но прижимают траверсу 14 к лицевым направляющим обеих стоек
станка.
После достижения необходимого усилия закрепления траверсы
14 реле максимального тока автоматически выключает электро-
двигатель 6 механизма зажима траверсы. Гайки 12 служат для
регулировки механизма.
В момент отжима валик 8 перемещается вдоль своей осн впра-
во. пока ие упрется -в ограничительный винт 10. После этого гайка
5 с упором 4 будет перемешаться влево до тех пор. пока под дей-
ствием упора 4 не сработает конечный выключатель 3. отключаю-
щий электродвигатель 6. К этому моменту зажимные рычагн зай-
мут первоначальное положение и освободят траверсу
Величина отжатия прижимных рычагов регулируется соответ-
ствующей установкой конечного выключателя 3 н ограничи-
теля 10.
Рис. 30. Узлы двухстоечного карусельного станка модели 1553
» ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК МОДЕЛИ I336M
Общая характеристика станка
Назначение стайка. Станок предназначен для токарной обра-
ботки деталей из пруткового материала, требующих последова-
тельного применения различных режущих инструментов. Наибо-
лее характерными деталями для обработки на станке модели
I336M являются штуцеры, ниппели, втулки, резьбовые детали
н т. д., изготовляемые в условиях серийного производства. >
Стакок может быть также успешно использован для разнооб-
разных патронных работ.
Техавчккаа ханктерастяка ставка
Высота ося шпиидела над станиной в мм 166
Диаметр оперетка в ав|яидем мм 39
Наибольшие размеры прутка в мм:
диаметр круглого...................................... 36
сторона квадратного ................................. 27
расстояние между сторояемв тестягрянкого 32
Наибольваб диаметр обработки в патроне в мм:
вад яерхие* частно суппорта ........................ 360
над станнио*...................................... 420
Число скоростей арашенаа шпинделя 12
Пределы чисел оборотов шпинделя в мииуту
' 1-й диапазон............................... ... 44—440
2-й диапазон ............................... IIS—1160
Количество величии подач............................. 6
Пределы яелячяп продольных подач револьверного суп-
порта в мм .......................................... 0.06—0.50
Пределы величии поперечных подач револьверной Голов-
ин в mmJoG .......................................... 0j04—039
Количество гвеэд револьверной головке .... 16
-Мощность гневного алектродвигатели в кет 3
Основные узлы станка (рнс. 31). А — направляющая труба с
поддерживающими стойками; Б — механизм подачи пруткового
материала; В — передняя бабка с коробкой скоростей; Г — суп-
порт с револьверной головкой; Д — станина; Е — коробка подач.
Органы управлеииа. 1 и 2 — рукоятки переключения коробки
скоростей; 3 — кнопочная станция; 4 — рукоптка для изменения
направления круговой подачи револьверной головки; 5 — махови-
чок ручной подачи револьверной головки; 6 — маховичок поворота
револьверной головки; 7 — звездочка включения механической кру-
говой подачи револьверной головки; 8 — штурвал ручного продоль-
ного перемещения суппорта; 9 — рукоятка включения механической
продольной подвчи суппорта; 10 и 11— рукоятки переключения
коробки подач; 12—штурвал подачн пруткового материала.
Движения в станке. Движение резания — вращение
шпинделя с обрабатываемой деталью. Движения подач —
прямолинейное поступательное движение револьверного суппорта
в продольном направлении н медленное вращение револьверной
головки вокруг своей осн (поперечная подача). Вспомогатель-
ные движения; в станке модели I336M подача н зажим прут-
кового материала, подвод и отвод револьверного суппорта, пово-
рот револьверной головки в новую позицию, в также фиксация ре-
вольверной головки производятся вручную.
Принцип работы. Прутковый материал (нлн штучная заготов-
ка) закрепляется в соответствующем патроне шпинделя станка.
Весь комплект режущих инструментов, необходимый для выпол-
нения данной операции, устанавливается в гнездах револьверной
головки в последовательности, определяемой последовательностью
переходов технологического процесса обработки детали.
По окончании каждого перехода револьверная головка уста-
навливается вручную в новую позицию. Головка имеет 16 фикси-
рованных ноложеннй.
Благодаря наличию на станке механизма автоматического вы-
ключения продольной подачи посредством переставных продоль-
ных упоров, а также за счет соответствующей установки режу-
щих инструментов при наладке станка обработка деталей' может
производиться без систематических промеров.
Конструктивные особенности. Станок имеет простую по конст-
рукции. ио имеющую достаточный диапазон изменения чисел обо-
ротов шпинделя коробку скоростей. При переключении скоростей
автоматически включается тормоз, который резко замедляет ско-
рость вращения элементов привода, что облегчвет процесс пере-
ключения скоростей и сокращает время иа остановку станка.
Станок снабжен барабанной револьверной головкой с горизон-
тальной осью вращения, расположенной параллельно осн шпин-
деля, что обеспечив ет ей большую жесткость, высокую точность
и возможность одновременного звкрепления значительного количе-
стве (до 16) режущих инструментов.
Система жестких продольных и поперечных упоров н наличие
механизма подающего червяка для автоматического выключения
продольной подачн обеспечивает получение постоянных (в преде-
лах до 3-го класса точности) размеров обработанных деталей.
В приводе подач предусмотрена предохранительная шариковая
муфта, исключвюшвя Возможность поломки механизма подач.
Рис. 31. Общий вид тохар но-револьверного станка модели 1336М
о
5 Кинематика станка модели I336M
Движение резана*. Шпиндель IV (рис. 33. а) получает вра-
щение от электродвигателя мощностью 3 кет через клнноремеи-
ную передачу 130—297. фрикционную дисковую муфту М| и ко-
робку скоростей. В коробке скоростей расположены парносменные
колеса 34—53, которые могут меняться местами, тройной подвиж-
ный блок Б, н двойной подвижный блок Б> Всего шпиндель дол-
жен был бы иметь 12 скоростей вращения.
Однако, как видно нз графика скоростей (рнс. 32). четыре нз
них фактически совпадают, и станок имеет только восемь различ-
ных скоростей вращения шпинделя — от 44 до 1150 об/мин.
Минимальное число оборотов шпинделя л„, может быть
определено нз выражения
П.,„=1440^9.985£££-44 об/мин.
Для быстрой остановки станка муфта М> перемещается впра-
во. включая конический тормоз.
Движения подач. Движения подач осущесталяются от шпинде-
ля IV через клнноремениую передачу 105—160. вал V, колеса
27—55 н коробку подач. В коробке подач находятся тройной под-
вижный блок Б« н двойной подвижный блок Б«. обеспечивающие
шесть скоростей вращения валу VIII (рис. 33, б).
Продольная подача револьверной головке сообщается от вала
IX через колеса 21—45. вал X, червячную передачу 1—47 с па-
дающим червяком и реечную шестерню 12. находящуюся в зацеп-
лении с рейкой m—З мм, прикрепленной к суппорту револьвер-
ной головки.
Автоматическое выключение продольной подачн осуществляет-
ся механизмом падающего червяка, который срабатывает под воз-
действием продольных упоров револьверной головки.
Поперечная круговая подача револьверной головки также за-
имствуется от вала IX, вращение от которого передается через
цепную передачу 19—19. вал XI, конический реверс 42—42—42.
управляемый кулачковой двухсторонней муфтой Mj, вал XII. чер-
вячную перед чу 1—96, коническую фрикционную муфту Мг. вал
XIII, колеса 18—144 н вал XIV с револьверной головкой.
Максимальная поперечная подача s„ может быть определе-
на нз выражения
3,14. ,90. ,388мм об,
где 190 —диаметр окружности центров инструментальных гнезд
в мм.
Ручное поперечное перемещение инструментов достигается по-
воротом маховичка М„. укрепленного на валу XII. когда муфта
М» находится о нейтральном положении. Для осуществления ме-
ханической и ручной круговых подач револьверной головки кони-
ческая фрикционная муфта Мг на валу XIII должна быть вклю-
чена.
Вспомогательные движения. Подвод и отвод револьверного
суппорта производится штурвалом U1. Быстрый поворот револь-
верной головки, предназначенный главным образом для установки
инструмента в рабочую позицию, осуществляется поворотом махо-
вичка Mja, установленного на направляющей шпонке на валу XIII.
Коническая муфта М3 должна быть' при этом расцеплена. Перед
поворотом револьверной головки необходимо выключить фик-
сатор. Отвод фиксатора производится вручную посредством ру-
коятки Р.
Во время работы с поперечной подачей фиксатор револьвер-
ной головки должен находиться в выключенном положении. При
повороте револьверной головки приводится во вращение ба-
рабан Ба с переставными упорами У выключения продольной
подачн.
Рис. 33. Кинематическая схема токарно-револьверного станка модели 1336М
о
о
Узлы станка модели I336M
Механизм переключения скоростей. Управление коробкой ско-
ростей производится рукоятками £ к в (рис. 34, о). Рукоятка £ пе-
реключает тройной подвижный блок шестерен 19 (£ на рис.
33. о), а рукоятка 8 — двойной блок шестерен 7 (Бг на рис. 33. о).
При персключепнп любого из блоков шестерен вначале авто-
матически выключается пусковой дисковый фрикцион Ф и произ-
водится торможение привода с помощью конического тормоза Г
Принцип действия механизма переключения скоростей заклю-
чается в следующем. Прн оттягивании одной из рукояток (напри-
мер. рукоятки £) на себя выступ рычага /3 выходит из прорези
фиксирующей планки 12. Одновременно нижним плечом рычаг 13
перемещает вдоль осн стержень 15. Последний нажимает на штан-
гу 17 н через коромысло 9 поворачивает вал 18. Вместе с валом
18 поворачивается жестко закрепленный на нем рычаг 5. связан-
ный тягой 4 с рычагом 2. На омой осн с рычагом 2 установлена
вилка 1. переключающая муфту 3. которая н производит выключе-
ние фрикциона и включение тормоза. После этого в зависимости
от требуемого положения блока шестерен 19 рукоятку £ поворачи-
вают вправо или влево. Вместе с рукояткой поворачиваются ка-
ретка 14. зубчатые секторы 11 и Ю и вилка 16 с блоком шесте-
рен 19.
После установки блока шестерен в нужное положение движе-
нием рукоятки £ от себя вводят выступ рычага 13 в соответствую-
щую прорезь фиксирующей планки 12. Одновременно происходит
выключение тормоза н включение фрикциона. Рукоятка 8 дейст-
вует аналогичным образом.
Механизм падающего червяка. Автоматическое выключение
продольной- механической подачн револьверной головки с по-
мощью механизма падающего червяка позволяет существенно со-
кратить время на промеры деталей и управление станком.
Продольная подача револьверной головки, жестко связанной
с рейкой 4 (рис. 34. б), осуществляется от ходового валика 2
(IX на рнс. 33. о) через шестерни 14—15. валик 16. червячную пе-
редачу 19—3. валик 5 и реечную шестерню £.
Червяк 19 находится в зацеплении с червячным колесом 3
только тогда, когда прилив б откидной каретки 17 упирается в
кольцо 10. неподвижно закрепленное на штанге 12.
Прн нажиме очередного упора У (см. рнс. 33. о) барабана Б„
револьверной головки на собачку 9 (рнс. 34. б) последняя совмест-
но с ползуном 8 переместится влево и через двуплечий рычаг 7
передвинет муфту 11 со штангой 12 вправо. Кольцо 10 сойдет с
прилива б откидной кареткн 17, и последняя совместно с червяком
19 под действием пружины 18 и собственного веса упадет вниз,
разорвав кинематическую цепь продольной подачн.
Включение падающего червяка производится рукояткой 1, прн
важные на которую серьга 20 поднимает откидную каретку 17
вместе с червяком 19 аверх до полного зацепления червяка с ко-
лесом 3. При этом прилив б выходит за пределы кольца 10, и
штанга 12 под действием пружины 13 смещается влево, фиксируя
кольцом 10 положение каретки во включенном состоянии.
Падающий червяк может быть выключен вручную. Для этого
рукоятку / поднимают вверх. Тогда аыступ а нажмет па конец
штанги 12 и будет перемещать ее аираво до выключения падаю-
щего червяка.
Шарик 22 и пружина 21 служат для фиксации рукоят-
ки / в рабочих положениях. Прн работе без автоматического
выключения продольной подачн собачку 9 поворачивают по часо-
вой стрелке для придания ей горизонтального положения. при ко-
торой она не касается упоров револьверной головки.
Механизм подачн пруткового материала. Пв станке модели
I336M подача пруткового материала производится вручную пово-
ротом штурвала S (рнс. 34. а) по часовой стрелке. При этом при-
водится во вращение звездочка £. сидящая па валу штурвала, ко-
торая посредством роликовой цепи 7 перемещает ползун 2
с закрепленным в нем прутком / по направлению к шпинделю
станка.
Пруток 1 закрепляется с помощью винтов 4 в свободно вра-
щающейся втулке 3. смонтированной в ползуне 2. Когда втулка
3 после многократных подач прутка дойдет до заднего торца
шпинделя, освобождают вннты 4 и поворотом штурвала 5 против
часовой стрелки отводят ползун 2 в крайнее заднее положение.
После этого вновь закрепляют впиты 4 и по мере надобности
производят подачу прутка.
Патрон. Закрепление прутка пронэао неся радиальным сжати-
ем кулачков цанги 8 (рнс. 34, г) за счет осевого перемещ пня ко-
нической втулки 6. Прн повороте рукоятки 15. закрепленной на ва-
лу 14. по часовой стрелке шестерня 13. связанная с валом 14, за-
ставит передвигаться вправо рейку 12 с полукольцом 11. Послед-
нее входит в кольцевой паз втулки 2. благодаря чему вместе с
рейкой 12 перемешается и втулка 2. имеющая прямолинейный
шпоночный паз в н два внутренних винтовых паза а. Направ-
ляющая шпонка 10. установленная в корпусе 1 патрона, позволяет
втулке 2 перемешаться только вдоль осн патрона.
Прн этом перемещении втулки винтовые пазы а, в которые
входят сухари 4 полумуфты 5. заставят полумуфту повернуться в
направлении стрелки А. Неподвижная полумуфта 3 имеет ско-
шенные кулачки б. входящие во впадины полумуфты 5. Поэтому
црн вращении в направлении стрелки А полумуфта 5 будет одно-
временно перемешаться вдоль осн партона, нажимая на кониче-
скую втулку £, охватывающую кулачки цанги 8.
Разжим патрона осуществляется под действием яружнн 9. Ре-
гулировка патрона производится гайкой 7.
Рис. 34. Узлы токарно-револьверного станка модели 1336М
ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК МОДЕЛИ 1П326
Общая характеристика станка
Назначение станка. Станок предназначен для токарной обра-
ботки из пруткового материала серин одинаковых деталей диамет-
ром до 25 мл и длиной до 150 мм нз стали, чугуна, цветных ме-
таллов и других конструкционных материалов.
На станке можно производить черновое и чистовое обтачива-
ние. фасонное обтачивание, сверление, зенкование, зенкерованис.
развертывание, подрезание торцов, прорезание канавок, нарезание
резьбы, накатку рифлей н отрезание. Станок предназначен для
использования о условиях мелкосерийного и серийного производ-
ства.
Техмвчкмаа характеристик* стами*
||аибл1ыинй диаметр обрабатываемого прутка в яя 25
Нлибольшля ъчина обррбатывлемоО детали в ил . . 150
Число скоростей вращения шпинделя ................ 6
Пределы чисел оборотов шпиндели в минуту .... 200—3350
Количество величин подач суппорта ..................... 3
Пределы величин подач поперечного суппорта к яя/об . 0,025—0.1
Мощность главного алектродапгатела в нет............... 4Л
Скорость быстры т перемещен пЙ револьверного суппорта
в мл/мнн ............ 8300
Основные узлы станка (рис. 35). А — станина; Б — коробке
скоростей; В — коробка подач; Г — механизм подачи и зажима
материала; Д — направляющая труба со стойкой; Е — шпиндель-
ная бабка: Ж — поперечный суппорт; 3 — фартук поперечного
суппорта; И — фартук револьверного суппорта; К — револьверный
суппорт; Л — командоаппарат: М — система охлаждения н
смаэкн.
Органы управления. 1 — вводный переключатель; 2 — рукоят-
ка ручного перемещения поперечного суппорта: 3—квадрат для
установки рукоятки настройки механической подачи и зажима
пруткового материала; 4— кнопка' реверса шпинделя; 5—кнопка
включения привода быстрых перемещений револьверного суппор-
та; 6 — кнопка пуска станка; 7 — кнопка включения п выключе*
пня местного освещения; в —кнопка остановки станка: 9— кноп-
ка реверса нодачн поперечного и револьверного суппортов; 10—
кнопка включения механизма подачи и зажима пруткового мате-
риала: Н — рукоятка включения и выключения подачи попереч-
ного суппорта; /2 — штурвал ручного перемещения, а также вклю-
чения н выключения подачи револьверного суппорта совместно с
револьверной гояовкрй.
Движения о станке. Движение резания — вращение
шпинделя с прутком. Движения подач —прямолинейное по-
ступательное перемещение поперечного суппорта в радиальном на-
правлении н прямолинейное поступательное перемещение револь-
верного суппорта вдоль осн шпинделя. Вспомогательные
движения — быстрый отвод револьверного суппорта в продоль-
ном направлении; ручные перемещения поперечного н револьвер-
ного суппортов; поворот револьверной головки в конце отвода ре-
вольверного суппорта; вращение центрального аала командоапна-
рата. подача н зажим пруткового материала.
Принцип работы. Передний конец прутка заводится в отвер-
стие шпинделя н закрепляется в цанговом патроне с таким расче-
том, чтобы нз патрона выходил отрезок прутка, достаточный для
изготовления заданной детали. По окончании обработки очеред-
ной детали специальный механизм освобождает цанговый патрон
н подает пруток вперед на требуемую длину до упора, после чего
вновь закрепляет пруток в шпинделе станка.
Весь необходимый для данной операции режущий инструмент
закрепляется в шестнпознцнонной револьверной головке и даух
резцедержателях поперечного суппорта. В револьверной головке
устанавливается инструмент для обработки отверстий, нарезания
резьбы н продольного точения. В переднем резцедержателе попе-
речного суппорта закрепляются подрезные, каиавочиые, фасонные
н другие резцы, а в заднем резцедержателе обычно устанавливает-
ся отрезной резец.
После окончания каждого перехода револьверный суппорт
быстро отводится иазвд, а револьверная головка автоматически
устанавливается в новую позицию
Конструктивные особенности. Одной нз наиболее важных осо-
бенностей станка модели 1П326 является автоматическое пере-
ключение чисел оборотов шпинделя н величин подач револьверно-
го н поперечного суппортов. Для каждой позиции револьверной
головки может быть выбрана Ъдна нз шести скоростей вращения
шпинделя н одна из трех величин подач суппортов.
Установленный на станке командоаппарат дает возможность
производить быструю переналадку прн переходе с обработки од-
ной детали на другую, кто позволяет успешно использовать ста-
нок модели 111326 даже в условиях мелкосерийного производства.
Для сокращения вспомогательного временн на станке преду-
смотрены специальный привод быстрого отвода револьверного суп-
порта после выполнения очередного перехода и механизм автома-
тического освобождения, поворота, фиксации и закрепления ре-
вольверной головки.
Рис. 35. Общий вид токарио-ревотьверного стайка модели 111326
Кинематика станка модели 1П326
Движение резания. Вал / коробкн скоростей (рнс. 36, о) свя-
зан с главным электродвигателем мощностью 4.5 кет эластичной
муфтой. На валу / жестко закреплены колеса 23 н 58. На валу И
три колеса 40. 57 н 27 также закреплены жестко, а шестерни 31 и
66 установлены свободно н могут быть связаны с валом 11 посред-
ством электромагнитных дисковых фрикционных муфт M,t и M,t.
Вал III получает вращение от вала II в зависимости от включе-
ния одной нз электромагнитных муфт М„ , Af„ или М^., , через
передачу 27—89, колеса 57—59 или шестерни 40—76. Вал III име-
ет шесть различных скоростей вращения, которые посредством
клнноременной передачи 201—155 сообщаются шпинделю IV.
Из графика скоростей (рнс. 36.6) видно, что шпиндель может
иметь от 200 до 3350 об/мин Максимальное число оборотов
шпинделя л в„ определяется нз выражения
">«= ‘«off'Z'S °-985 =3350 об/мин.
ч>1 мУ
Движения подач. Эти движения заимствуются от вала 111 н
передаются валу V коробкн. подач клнвоременной передачей
98—153. Коробка подач двухваловая. Нв валу V все три колеса
35, 23 и 49 закреплены наглухо. На аалу VI, наборот. колеса 49.
61 и 35 установлены свободно и могут быть связаны с валом дву-
сторонней н односторонней электромагнитными муфтамн М*.
и М Структура коробкн подач внднв нз графика (рнс. 36,в).
От вала VI вращение передается валу VII либо непосредствен-
но колесами 23—61, когда двусторонняя электромагнитная муф-
та М,, включена влево, либо через передачу с паразитным ко-
лесом 21—29—56, когда муфта М,, включена вправо, что обе-
спечивает возможность реверсирования подвчн.
Валы VII и VIII соосны и связаны друг с другом жесткой сое-
динительной муфтой. Подача поперечного суппорта осуществляет-
ся ходовым винтом XI. который получает вращение от вала VIII
через червячную передачу I—38. кулачковую муфту Л1Ь шестерни
52—55, вал X и колеса 74—20. Муфта Mi служит для включения
и выключения подачн поперечного суппорта.
Максимальная подача поперечного суппорта на одни
оборот днпнндсля определяется нз выражения
ЯГ 0.985 ”й985^”;^74и4 = 0,095 мм/об.
Подача револьверного суппорта производится реечным меха-
низмом. Реечная шестерня 18 приводится во вращение валом VIII
посредством жесткой соединительной муфты, вала XII. колес
30—60, шестерен 30—60. электромагнитной муфты М*, вала XIV.
червячной передачи 1—38, кулачковой муфты М». шестерен 52—52.
предохранительной муфты М, н ввла XVI.
Минимальная подача револьверного суппорта sf шп опреде-
ляется
। Я?0-985 $0,985 18-3,14-2=0,05 мм/об.
Вспомогательные движения. Быстрый отвод- револь-
верного суппорта осуществляется электродвигателем мощ-
ностью 0.25 кет по цепи: вал ХШ. колеса 45—45, электромагнит-
ная муфта М* , вал XIV. червячная передача 1—38. кулачковая
муфта Mt, шестерни 52—52. предохранительная муфта Л4, , вал
XVI и реечная передача 18 —рейка ш=2 мм. Скорость быстрого
отвода револьверного суппорта з„ может быть определена нз вы-
ражения
it = 2800 18-3,14-2 =8300 мм/мин.
Ручное перемещение револьверного суппорта
производится штурвалом Ш, когда кулачковая муфта М9 вклю-
чена, а связанная с ней рычагом Pi кулачковая муфта М> выклю-
чена. Движение штурвала передается колесами 67—30 и 38—35
валу XVI и далее через реечную передачу револьверному суп-
порту.
Автоматический*поворот револьверной голов-
к и происходит в конце обратного хода револьверного суппорта с
помощью специального механизма. Ось револьверной головки по-
средством конических колес 38—38 и вала XIX связана с пово-
ротным барабаном Б,, который несет на себе шесть регулируемых
упоров Уз. Эти упоры служат для автоматического выключения по-
дачн револьверного суппорта прн достижении упора Уь который
воздействует на конечный выключатель B„t . Барабан Б» коман-
доаппарата с кулачками К приводится в движение от вала XIX
через шестерни 38—19. вал XX н передачу 25—50.
Подача н зажим пруткового м а тер н а л а осущест-
вляется от отдельного электродвигателя мощностью 0.6 кет. ко-
торый через червячную передачу 1—50 приводит во вращение вал
XXII с двумя профилированными барабанами Бг и Б<. Барабан Бз
посредством рычага Р>. шариковой муфты М, и трубы Гз уп-
равляет освобождением и зажимом' пруткового материала, а ба-
рабан Б, прн помощи рычага ₽з. ползунка П и трубы Т, произво-
дит подачу прутка. После поворота вала XXII на один оборот
кулачок Ki нажимает на конечный выключатель В . отключает
электродвигатель и посредством электромагнитного дискового
тормоза Т, быстро останавливает весь механизм подачн и за-
жима материала.
Рчс 36. Кинематическая схема токарио-револьвериого стайка модели 1П326
Узлы станка модели 1П326
Механизм подачи и зажима пруткового материала. Централь-
ный вал 17 (рнс. 37. о) приводится во вращение от отдельного
электродвигателя посредством червяка 19 и червячного колеса 18.
Барабан 21 прн помощи рычага 20 связан с ползушкой 4. ко-
торая может перемешаться по круглой направляющей 3. В кор-
пусе ползушкн 4 на шариковом подшипнике 6 смонтирована по-
дающая труба 5. Последняя на своем переднем конце несет смен-
ную подающую цангу 12.
Ползушка 4 при помощи стального тросика 2 н ролика 15 свя-
зана с пружиной 1. которая всегда стремится переместить пол-
эушку 4 с подающей трубой 5 в крайнее переднее положение.
Барабан 16 посредством двуплечего рычага 14 управляет
муфтой 9. При перемещении влево муфта нажимает на шарики 8
и заставляет фланец 7 совместно с зажимной трубой 11 н цан-
гой 13 также переместиться влево.
Наличие у цанги 13 конической поверхности а. которая сколь-
зит по внутренней конической поверхности шпинделя, заставляет
се сжаться н прочно закрепить пруток в шшшделе 10 станка.
Подача н зажим пруткового материала происходит в следую-
щем порядке. Вначале под действием барабана 21 ползушка 4
совместно с подающей трубой 5. преодолевая сопротивление пру-
жины /, перемещается влево. Так как пруток в это время зажат,
то подаюшвя цанга 12 прн своем ncpcMcmeiiuii влево скользит по
нему, оставляя его неподвижным. В конце отхода ползушкн 4
барабан 16 перемещает муфту 9 вправо н тем самым освобождает
пруток. Затем ползушка 4 под действием пружины / начинает
перемешаться вправо, увлекая за собой пруток и подавая его
вперед до упора, отрегулированного в соответствии с длиной об-
рабатываемой детали.
По окончании подачн прутка муфта 9 перемещается влево,
возвращаясь в свое первоначальное положение, и вновь закрепля-
ет пруток в шпинделе станка, а кулачок 22. воздействуя на конеч-
ный выключатель, отключает электродвигатель механизма пода-
чн н зажима материала.
Револьверный суппорт. Прн движении назад каретки 5
(рнс. 37,6) по направляющим станниы 2 сектор 17 своей выем-
кой доходит до неподвижного упора 16 н поворачивает эксцент-
риковую ось /5. Последняя разжимает стяжной хомут 6. осво-
бождая револьверную головку в. Затем ролик 19 двуллечсвого
рычага 20. скользя но скосу неподвижного кулачка 18, поворачи-
вает рычаг 20 против часовой стрелки н посредством бобышки в
вытягивает фиксатор 3 из конического гнезда 7 револьверной го-
ловки 8. Прн дальнейшем движении каретки 5 одна из шести
цевок II. закрепленных а корпусе револьверной головки, упирает-
ся в выемку б рычага 12, сидящего на осн 13. н заставляет по-
вернуться револьверную головку на /« оборота относительно
осп 9. Чтобы голоака по инерции нс повернулась ни (ют.шин
угол, у рычага 12 имеется уступ а. в который упирается следую-
щая цевка револьверной головки. При данженнн револьверного
суппорта вперед ролик 19 сходит со скоса кулачка 18, н фикса-
тор ,7 под действием пружины 4 входит в новое гнездо револьвер-
ной головки, обеспечивая се фиксацию точно в определенном по-
ложении относительно осн шпинделя станка. Сектор 17, подойдя
к упору 16 с другой стороны, повернет эксцентриковую ось 15 а
первоначальное положение н затянет хомут 6, надежно закрепив
револьверную голоаку на каретке суппорта.
Револьверная головка посредством конических колес 10 и I
связана с аалом 14. ив котором закреплен барабан с упорами (на
рисунке не видны) для автоматического выключения подачи ре-
вольверной головки в каждой из шести ее позиций.
Командоаппарат. Шестнпознцнонпын барабан 4 командоаппа-
рата (рнс. 37. в) кинематически связан с револьверной головкой
(см. рнс. 36. о). Каждой позиции револьверной головки соответ-
ствует определенная позиция барабана комацдоаппарата. В Т-об-
разных пазах барабана 4 устанавливаются переставные кулачки 5,
которые фиксируются в нужном положении шариками 6. Кулачки
5 воздействуют через ролики 3 н рычаги 2 на конечные выключа-
тели /. Последние управляют включением электромагнитных муфт
коробки скоростей н коробки подач.
Различными комбинациями расположения кулачков 5 на бара-
бане в соответствии с технологической картой обработки детали
прн повороте револьверной голоакн автоматически осуществля-
ются переключения скоростей шпинделя н величин подач суп-
портов.
Фартук револьверного суппорта. Рукоятки I (рис. 37, а) позво-
ляют производить ручное перемещение и включение механической
подачн револьверного суппорта. В показанном на чертеже поло-
жении кулачковая муфта включена, а кулачковая муфта Мг
выключена. В этом случае прн вращении штурвала с рукоятками
1 будет происходить ручное продольное перемещение револьверно-
го суппорта с револьверной головкой.
Движение реечному колесу 15 от штурвала передается коле-
сом 9. блоком 10. шестерней II и предохранительной муфтой М„
состоящей нз полумуфты 12 со скошенными кулачками, пружины
13 и регулировочной гайки 14.
Для включения механической подачн револьверного суппорта
рукоятки I отводятся от себя. Прн этом атулка 2 отходит налево
и расцепляет муфту М>. Одновременно посредством двуплечевого
рычага 8 муфта 3 перемешается вправо н при помощи шарнкоа 4
смещает вправо шестерню 5, обеспечивая включение муфты М*
Выключение муфты Мг осуществляется толкателями 7 под дей-
ствием пружин 6.
W|
ю
13
11
б)
15
V777Z
11
15
15
16
III
z/zz/^zzzzzzzz/zzz/zzz/zzzz
«сох»
iXWNXX'i
лххххххххххххххххххххххххх
'///M
m
12 13 Ш
'/<? '7
Рис. 37. Узлы токарно-револьверного станка модели 1П326
идеи*
'/////'"""’ '""""Я
н
•h
л
лххххх>ххх\хх\«хх\\л
ни г* «г«|»
;mw;
\\\Х\\\Х\Х'
22
20 19
10
18
17
mf/,.vf/w/. jT. л «/]
) Г ''
(ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК МОДЕЛИ 1П365
Общая характеристика станка
Назначение стайка. Станок предназначен для обработки ин-
струментами из твердых сплавов н быстрорежущей стали детален
нз штучных заготовок (поковок, штамповок, отливок и т. п.) диа-
метром до 500 мм н нз прутка диаметром до 80 мм, изготовление
которых требует выполнения ряда последовательных переходов:
обтачивания, сверления, растачивания, развертывания, нарезания
резьбы н др. Станок модели 1П365 рассчитан на применение в ус-
ловиях серийного производства
Тсхявческда ххрактеряствжа стаях*
Наибольший диаметр обрабатываемой детали в лм-
нал станиной ................................. 500
над ионерсчным суппортом 320
Диаметр отверстия шпинделя I о . НЗ
Пределы расстояний от торца шпинделя до плоскости ре
вольяерноА головки а мж............................. 275 ЮМ
Наибольшее поперечное перемещение поперечного суппор-
та в мм ... 205
Число скоростей вращения шпинделя . . 12
Пределы чисел оборотов шпинделя в минуту 34—1500
Количество величин подач суппортов.................. 11
Пределы величин продольник подач револьверного и по-
перечного суппортов В мм/об ................... 0,09—2,7
Пределы величии поперечных подач поперечного суппоп
та а мм/об .............................................. 0.045-1.35
Скорость быстрого продольного исрсмсщенпя суппортов
в д/дши ..................................................... к
Млоцюсть главного электродвигателя в кет ....... 14
Основные умы станка (рис. 38). А — станина; Б- коробка
подач; В — передняя бабка; Г—суппорт с фартуком; Д — револь-
верный суппорт.
Органы управления. I, 2 — руковткн управления коробкой по-
дач; 3. 4 — рукоятки управления коробкой скоростей: 5 — рукоят-
ка включения продольной подачн суппорта; 6 — маховичок ручно-
го продольного перемещения суппорте; 7 — рукоятка включения
быстрых продольных перемещений суппорта; 8 — маховичок ручно-
го поперечного перемещении суппорта; 9 — рукоятка включения по-
перечной подачи суппорта; 10 — рукоятка изменения направления
подач суппорта; II—рукоятка включения быстрых перемещений
револьверного суппорта; 12 — рукоятка включения подачи револь-
верного суппорта; 13 — махоанчок ручного перемешенця револь-
верного суппорта; 14 — рукоятка изменения направления подачн
револьверного суппорта.
Движения в стайке. Движение резании — вращение
шпинделя с обрабатываемой деталью. Движения подач —
прямолинейные поступательные движения суппорта в продольном
и поперечном направлениях н поступательное движение револьвер-
ного суппорта только в продольном направлении. Вспомога-
тельные движения — быстрые перемещения обоих суппортов
в продольном напрапленнн н поворот револьверной головки.
Принция работы. Обрабатываемая деталь закрепляется в обыч-
ном самоцентрнрующем нлн пневматическом патроне. Весь необ-
ходимый для данной операции комплект режущих инструментов
устанавливается в шсстипознцнонной револьверной головке н а
четырехстороннем резцедержателе суппорта.
Инструменты н ограничители хода суппортов (упоры) уствиаа-
лпваются с таким расчетом, чтобы обрабатываемая деталь полу-
чила после обработки заданные размеры.
Деталь может быть обработана максимально в шести пози-
циях. На станке 1П365 возможна параллельная работа ннстру-
ментоэ. установленных в револьверной головке, н инструментов,
установленных в резцедержателе суппорта.
Конструктивные особенности. Станок имеет гндрофнцнрован-
ное управление с нрсселсктнвным изменением чисел оборотов
шпинделя п подач суппортов, причем величина подачн суппорта н
величина подачн револьверного суппорта в одно н то же время
могут быть различными.
Особенностью привода движения резания является располо-
жение перебора вблизи приводного шкива, а не вблизи шпинделя,
как принято обычно. Эта особенность позволяет производить пе-
реключение скоростей <па ходу», нс останавливая вращение
шпинделя, так как перед каждым переключением скорости вклю-
чается перебор, который снижает скорость вращения аалов короб-
ки скоростей до величины, позволяющей безопасно переключать
подвижные блоки шестерен.
В приводе движения резания установлен дисковый тормоз для
быстрой остановки станка н для притормаживания системы перед
переключением скоростей. Включение тормоза сблокировано '
управлением и переключением перебора.
В приводе подач установлена синхронная мелкозубчатая муф-
та. позволяющая производить переключение подач суппортов, не
выключая вращение шпинделя, даже если последний работает па
максимальных числах оборотов в минуту.
Оба суппорта имеют быстрые перемещения п продольном на-
правлении.
Система смазки станка — централизованная.
Рис.
38
Общий ВИД
токарно-револьверного
станка
модели 1П365
-м
•о
8 Кинематика станка модели 1П365
Движение резания. Шпиндель VI (рнс. 39. а) получает вра-
щение от электродвигатели мощность» 14 кет через клпноремеи-
ную передачу 144—262. При включении муфты М, вправо шппн-
дель получает прямое вращение, прн включении муфтц вле-
во—обратное. Управление перебором осуществляется муфтами
Мг и Мз, работающими одновременно. Прн перемещении блока
вправо кулачковая муфта Мг входит в зацепление с кулачками
колеса 86, и тогда вращение от вала II валу IV передается через
колеса 20—86, муфту Мг. аал 111 и шестерни 23—43—25. Муфта
Мг находится при этом в выключенном положении. При переме-
щении блока муфт -влево многодисковая муфта сцепляется с
шестерней 43. В этом случае вращение валу /V передается от ва-
ла II непосредственно., шестернями 43—25. минуя вал III. В это
время муфта Мг находится в выключенном положении.
Вал IV связан с валом V тройным подвижным блоком Бг. а
вал V со шпинделем VI— двухскоростным механизмом с кулач-
ковой муфтой AU Всего шпиндель может иметь 12 прямых н 12
обратных скоростей вращения (рнс. 39. в).
Минимальное число оборотов шпинделя nato при прямом на-
правлении вращения может быть определено из выражения
«и..- -33.5 об/мнн.
Движения подач. Вначале привод подач суппорта я револьвер-
ной головки явлвется общим, а затем разветвляется на две неза-
висимые кинематические цепи, что обеспечивает возможность со-
общать суппорту н револьверной голонке в одно и то же время
рпхтнчные величины подач.
Движения подач заимствуются от шпинделя н через шестерни
58—58 передаются аалу VII и далее, через двойной блок шестерен
Бг. авл VIII. шестерни 30—60. колеса 26—62—65. синхронную
фрикинонпо-зубчатую муфту М» — валу XI коробки подач.
От вала XI движение подач разветвляется. Суппорт получает
движение через тройной блок шестерен Б3. аал XII, тройной блок
Б,, вал XIII, ходовой валик XIV н механизм подачн фартука.
Револьверной головке движение подач сообщается от аала
XI тройным блоком Бг. валсм XX. тройным блоком £«. валом XX/.
ходовым валиком XXII и механизмом подач фартука револьвер-
ной головки.
Обе ветви коробки подач совершенно идентичны н обеспечива-
ют по девять скоростей вращения. Подвижный блок шестерен Бг.
находящийся на валу VII. увеличивает количество подач суппор-
та н револьверной головки до 18. Однако, как видно нз графика
(рис. 39, б), часть скоростей совпадает, и фактически может быть
получено только 11 различных величин подач.
Механизм подач фартука состоит из реверса для изменения
наяравлення подач, кулачковых муфт для включения подач и
механизмов преобразования вращательного движения в прямоли-
нейное поступательное.
Вращение от ходового аала XIV через направляющую шпонку
передается блоку шестерен 30. 30 и далее валу XV. в зависимости
от положения передвижной шестерни 46, либо непосредственно
шестернями 30—46. либо через паразитное колесо 30. Вал XV со-
общает вращение через червячную передачу 3—30 колесам 42 н
42. свободно сидящим на валах XVI и XVIII.
Для сообщения суппорту продольной подачн включается муф-
та Мг. Тогда вращение от червячного колеса 30 передается коле-
сами 21—60 реечной шестерне 12. находящейся е зацеплении с
неподвижно закрепленной на станке рейкой, модуль которой ра-
вен 4 мм. Максимальная продольная подача суппорта s В|1 опре-
деляется выражением
М-39-Э0 И М 42 Э0 3-21 ,2 . Э 4^2? мл!ев
,”‘1 1 ГЛ-ЗЙ-ВО-Об-аП-ЭО-Св-ЗО ВО U 4 J.I4=4.7 MMIO0.
Для сообщения суппорту поперечной подачн включают муфту
Mr. В этом случае вращение от червячного колеса 30 передается
колесами 42—42. муфтой Мг, колесами 48—26—18 поперечному
даухзаходному винту XIX. имеющему ход /= 10 мм.
Продольная подача револьверной головки заимствуется от хо-
дового валика XXII. вращение от которого передается реечной
шестерне 12 через колесо 30 с направляющей шпонкой, колеса ре-
верса 30—30 н 30—46 (прн другом направлении подачн — непос-
редственно через зубчатые колеса 30—46). вал XX///. червячную
передачу 3—30. кулачковую муфту AU шестерни 21—60 п вал
Вспомогательные движения. Быстрые перемещения суппорта и
револьверной головки производятся от электродвигателя мощно-
стью I кет. вращение от которого передастся колесами 18—27, ва-
лом XXVI. червячной передачей 3—27. предохранительной муфтой
М„ , валом XXVII. цепной передачей 14- 19 валу XXVIII н жестко
связанному с ним ходовому валу XXIX.
Далее привод быстрых перемещений разветвляется на две со-
вершенно идентичные непн, одна нз которых размешается в фар-
туке суппорта, а другая — а фартуке револьверной головки. В обе-
их пенях вращения от ходового вала XXIX колесами 38—38. кони-
ческими реверсами 36—36—36 и колесами 42—60 передается ре-
ечным шестерням 12.
Прн пбаороте вручную револьверной головки через кониче-
скую передачу 24—24 приводится во вращение аал XXXIII с на-
саженным ив нем барабаном с продольными упорами.
Рнс. 39. Кинематическая схема токарно-револьверного стайка модели 1П365
в Схема преселективного гидравлического управления станком
модели 1П365
Масло в систему подается насосом Н (рис. 40). проходит через
напорный золотник 3„ фильтр Фн поступает в «ран К. управле-
ния подачами, в кран Kf управления фрикционами. к золотнику
3 г тормоза и золотнику Зг, управления перебором.
В среднем положении 2 крана масло поступает в обе по-
лости цилиндра переключения фрикционов и заставляет муф-
ту Mi встать в нейтральное положение.
Если рукоятку₽| крана К* поставить а положение 1. то масло
под давлением будет поступать только в правую полость цилинд-
ра Ц „ что заставит шток с вилкой переместиться влево н обеспе-
чит включение фрикциона обратного хода. Для включения пря-
мого вращения шпинделя рукоятку Pi крана /Составят а положе-
ние 3. В этом случае масло поступает в левую полость цилиндра
а из правой идет на слив.
В нейтральном положении фрикционов вилка переключения
своим выступом приподнимает золотник Зг тормоза, и масло из
магистрали через канавки золотника поступает в правую полость
тормозного цилиндра Hr, заставляя поршень со штоком переме-
ститься влево и включить дисковый тормоз Т.
Прн включении фрикционов анлка освобождает золотник Зг и
последний под действием пружины перемешается в нижнее край-
нее положение. В этом случае полость тормозного цилиндра от-
ключается от напорной магистрали и соединяется со сливом. Тор-
моз Т под действием пружины выключается.
Переключение скоростей производится рабочими цилиндрами.
В коробке скоростей тройной блок шестерен Б| переводится ци-
линдром Ut. а кулачковая муфта Mt управляется цилиндром Ц».
Переключение скоростей производится рукояткой Рз. связанной с
кулачком К. Последний воздействует на золотник Зг, управления
скоростями и золотник 3,а управления перебором.
В показанном на схеме положении перебор включен на высо-
кий ряд чисел оборотов шпинделя. Рабочие цилиндры Из н Ut за-
кончили переключение скоростей н все полости соединены со
сливом.
Для перехода на низкий ряд чисел оборотов шпинделя руко-
ятка Р> устанавливается а среднее положение 2. В этом случае,
как видно из профиля кулачка К. положение штока золотника 3 г,
остается неизменным, а шток золотинка 3„ смешается влево.
Правая полость цилиндра Ut через правую выточку штока золот-
ника Зг„ соединяется со сливом, а масло нз напорной магистрали
через левую выточку золотника 3,а пойдет а левые полости цилин-
дров th и Цг. причем в левую полость цилиндра Ui масло посту-
пит через центральную выточку поршня fh н отверстие а, а в ле-
вую полость цилиндра Ut — уже через цилиндр Ut.
Вначале перемещение поршней fli и fit на пути в 5 мл в пе-
риод выключения муфты Mt происходит быстро. Затем поршень
/7| перекроет канал Свободной подачн масла н оно будет посту-
пать в левые полости цилиндров только через дроссель Д. Пере-
мещение поршня fit станет медленным. Одновременно ооршень fit
откроет напорный канал, откуда масло через выточки цилиндра
поступит в заднюю полость золотинка Зг тормоза н включит тор-
моз. Торможение привода буд(т происходить в течение прохожде-
ния поршнем fit пути. равногф 14 juju. Это время может быть от-
регулировано дросселем Д. При дальнейшем перемещении поршня
fit откроется канал, связывающий левую полость цилиндра Ut с
напорной магистралью и перемещение поршня вновь станет быст-
рым. Одновременно канал от золотника Зг тормоза соединится
через левую выточку поршня fit со сливом и привод растормознт-
ся. После этого произойдет включение муфты Ма перебора.
Прн переходе с низкого ряда чисел оборотов шпинделя на вы-
сокий торможения привода не происходит, так как в этом случае,
как показано на схеме, правая полость цилиндра Ut через левую
выточку штока золотника 3ja непосредственно соединяется с на-
порной магистралью н на всем пути перемещения поршня fit
масло в заднюю полость золотника Зг тормоза не поступает.
Дтя включения требуемой скорости вращения шпинделя после
установки крана Кш в соответствующее положение рукоятку Pi
переводят а положение /. При этом кулачок К переместит шток
золотника 3fr в правое положение, а шток золотника Зга в левое
положение, что приведет к переключению перебора на низкий ряд
чисел оборотов, и поршень flt займет крайнее правое положение.
Тогда масло через левую выточку штока золотинка Зга н правую
выточку поршня fit поступит в золотник Зг, н далее через выточ-
ку его штока — в кран установки чисел оборотов шпинделя. Из
крана. мвсло направится в соответствующие полости рабочих
цилиндров Ut н Hi, производя необходимые переключения шес-
терен.
Для включения требуемой величины подачи сначала устанав-
ливают в нужное положение краны Кг и а затем рукоятку Pt
перепелят в позицию 2. Масло нз магистрали через кран К, посту-
пит в полость цилиндра U, и выключит в цепи подач синхронную
мелкозубчатую муфту Mt. Через открывшийся канал масло нз ци-
линдра U, Пойдет а краны К, и Кгн далее в соответствующие по-
лости рабочих цилиндров, благодаря чему осуществятся необходи-
мые переключения блоков шестерен коробки подач. По окончании
переключения рукоятка Pt возвращается в положение 1. Полость
цилиндра U. соединяется краном К. со сливом, а пружннв цилин-
дра включает синхронную муфту Ms.
Рис. 40 Схема преселективного гидравлического управления станком модели 1П365
g(fМНОГОРЕЗЦОВЫЙ ПОЛУАВТОМАТ МОДЕЛИ 1730
Общая характеристика станка
Назначенве стайка. Полуавтомат предназначен для многорез-
цовой токарной обработки ступенчатых валнкоа. барабанов н дру-
гих подобных деталей. Наличие специальной копнриой линейкн
обеспечивает возможность обточки фасонных поверхностей. Наи-
более рационально применение станка а условиях серийного и
крупносерийного производства.
Технически характеристика ашуаатамата
Наибольшие диаметр обрабатываемой летали в мае
. над станиной .......................... 410
над кареткой ...................... . . 360
над суппортом ....................................... 300
I |анбольк>аи длина той суппорта в лл:
переднего ........................................... 250
заднего |35
Расстовнне между центрами в мл:
наибольшее .......................................... 500
наименьшее ................... ...... 300
Наибольши длина обработки а мл . . . 460
Число скоростей вращении шпиндели . . . IS
Пределы чисел оборотов шпиндели в минуту 40—500
Количество величин подач переднего суппорта- .... 8
Пределы величин продольных подач переднего суппорта
в т-л/об ...............................................0.12—1.38
Количество величин поперечных подач заднего суппорта
ив каждую продольную подачу........................... 12
Пределы величин поперечных подач заднего суппорта
•в юи/об ..............................................0.016-2.37
Скорость быстрого перемещении переднего суппорта
в мм!лш .......................................... . . 2330
Мощность главного электродвигателя а кот .... 10
Основные узлы станка (рнс. 41). А — передняя бабка с меха-
низмом движения резания; Б — гитара сменных колес движения
резания; В — задний суппорт; Г — передний суппорт; Д — задняя
бабка. Е — станина: Ж — коробка подач и узел аатоматнкн; 3 —
гитара сменных колес продольной подачн переднего суппорта.
Органы управления. / — рукоятка включения насоса; 2 — кно-
почная станция; 3 — рукоятка зажима пннолн задней бабкн; 4 —
махоанчок ручного поперечного перемещения переднего суппорта;
5 — маховичок перемещения пннолн задней бабкн; 6 — маховичок
ручного продольного перемещения салазок переднего суппорта:
7 — рукоятка управления станком.
Движения в станке. Движение реэвння —вращение
шпинделя с заготовкой. Движения подач: продольной пода-
чей является прямолинейное поступательное перемещение перед-
него суппорта вдоль осн изделия; поперечная подача — также пря-
нелинейное поступательное перемещение заднего суппорта в ра-
диальном направлении. Вспомогательными движениями
являются ручные установочные перемещения переднего суппорта
а продольном и поперечном направлениях, заднего суппорта в по-
перечном нвправленин, пннолн задней бабкн а осевом направле-
нии, а также быстрое перемещение суппортов от отдельного
электродвигателя.
Принцип работы. Заготовка, укрепленная в центрах между пе-
редней н задней бабками, обрабатывается комплектами резцов,
закрепленными в переднем и заднем суппортах.
В переднем суппорте закрепляется комплект проходных рез-
цов. необходимых для обточки цилиндрических, конических и фа-
сонных поверхностей. Обработки конических н фасонных поверх-
ностей пронзподится с помощью копнрной лннейкн. В заднем суп-
порте устанавливается комплект подрезных, каяавочных. галтель-
ных и фасонных резцов, необходимых для подрезки торцов де-
тали. для аыточки канвпок. обточки галтелей снятия фасок и об-
работки небольших по ширине фасонных поверхностей.
Станок работает по замкнутому полуавтоматическому циклу.
Включение станка производится рукояткой 7; прн этом вначале
суппорты быстро подаодятся к обрабатываемой заготовке, после
чего станок автоматически переключается на рабочую подачу.
Первым в работу вступает передний суппорт, который произ-
водит обработку поверхностей детали с продольной подачей.
Задний суппорт в зависимости от технологических задач вступаете
работу либо по окончании работы переднего суппорта, либо не-
задолго до окончания обработки детали передним суппортом.
По окончании работы суппортов автоматически включается
электродвигатель быстрых ходов н суппорты отводятся в исходное
положение, после чего станок останавливается.
Конструктивные особенности. Конструкция полуавтомата 1730,
по сравнению с ранее выпускавшимися московским заводом
«Красный пролетарий», усовершенствована. Сменные колеса при-
вода движения резания выведены на наружную стенку станка, что
в значительной степени упрощает и ускоряет наладку. Вращение
шпинделя осуществляется коническими шестернями с криволиней-
ными зубьями, что позволило увеличить быстроходность полуавто-
мата. В станке модели 1730 отсутствует распределительный вал с
кулачками; управление суппортами осуществляется узлом автома-
тики, монтированным в коробке подач.
Рнс. 41. Общий вид токарного многорезцового полуавтомата модели 1730
Кинематика станка модели 1730
Движение резании. Шпиндель станка III (рнс. 42) приводится
в движение от электродаигвтсля мощностью 10 кет через клнноре-
менную передачу 120—274, вал /, сменные шестерни А—В; вал II
и конические шестерни 18—80.
Уравнение кинематической цепи привода движения резания
имеет вид
и-. 1455 ^ 0,985 об/мин.
Сменные колеса А—В подбираются в зависимости от заданно-
го числа оборотов шпинделя по формуле
А я
т = те-
Комплект сменных зубчатых колес, прилагаемых к станку, с
числами зубьеа 19. 23, 27. 32, 37, 41, 45, 49, 54, 59. 63 и 67 позво-
ляет сообщать шпинделю двенадцать различных чисел оборотов в
минуту, в зависимости от заданной скорости резания.
Движения подач. Передний суппорт получает продольную по-
дачу от шестерни 76, укрепленной на левом конце шпинделя, че-
рез шестерни 76, ввл IV, эубчвтые колеса 22—68—73. вал VI.
сменные колеса C—D. вал VII, предохранительную муфту М, .ку-
лачковую муфту рабочей подачн М,. цилиндрические шестерни
28—64. обгонную муфту М„ , вал VIII. зубчатые колеса 20—78, вал
IX, ходовой винт X н гайку Г, удерживаемую от вращения двух-
сторонней муфтой торможения М, , расположенной в фартуке суп-
порта.
Уравнение кинематической цепи подач - продольного суппорта
имеет вид
76-22 С 28 20 =|2ли/об
1 76-73 0 64-78
Сменные колеса С—D подбираются в эванснмости от выбран-
ной продольной подачн з по формуле
С _ »____
ТГ — "ОК
Комплект сменных колес гитары подач, состоящий нз четырех
пар колес с числами зубьеа 20, 26. 32. 40. 48, 56, 62, 68, позволяет
получить восемь различных подач продольного суппорта.
Движение подачн заднего суппорта заимствуется от зубчатой
рейки т —3.5 мм, прикрепленной к переднему суппорту.
Прн даиженнн переднего суппорта приводится в движение ре-
ечная шестерня 15, расположенная в коробке подач, аал XII, кони-
ческие шестерик 25—25, вал XIII, конические шестерни 28—22. аал
XIV. сменные колеса Е—F, вал XV и бврабан Б*.
Прн вращении барабана Б, по его винтовой канавке катит-
ся ролик Р, связанный тягой и гайкой Г с ходовым винтом XV/
поперечных салазок заднего суппорта. Шесть пар сменных колес
обеспечивают получение 12 различных поперечных подач на каж-
дую продольную подвчу переднего суппорта.
Величина поперечной подачи s, при известной продольной по-
даче определяется нз зависимости
25-286 „
AJ» ЛЛ'г" Л
где Н— шаг винтовой канавки барабанв Б,, равный 72 мм.
Передаточное отношение сменных колес E—F определяют по
формуле
£ >.
Т = И.4Й5.3 ’
Из кинематической схемы андно, что общая длина хода попе-
речного суппорта зависит от величины перемещения переднего
суппорта н от скорости подачн заднего суппорта. Последняя зави-
симость объясняется тем. что с изменением передаточного отноше-
ния сменных колес E—F, определяющих скорость подачн заднего
суппорта, изменяется величина поворота барабана Б,н соответ-
ственно путь перемещения заднего суппорта. Это обстоятельство
приводит к необходимости при-изменении скорости подачн заднего
суппорта одновременно переставлять его маховичком М„,.
Вспомогательные движения. Быстрые холостые перемещения
суппортов в исходное положение по окончании обработки осущест-
вляются отдельным реверсивным электродвигателем мощностью
I кат через шестерни 34—64 н обгонную двухстороннюю муфту М„
которая дает возможность включать быстрые движения суппортов
в обе стороны без отключения рабочей подачн. Скорость быстрого
перемещения переднего суппорта st может быть определена нз вы-
ражения
«л—1425 12=2330мм мин
Продольное ручное перемещение переднего суппорта осущест-
вляется маховичком A4ri, арашенне которого передается через ко-
нические шестерни 35—42 гайке Г; это перемещение возможно
как при неподвижном, так н при вращающемся ходовом винте.
Для поперечных установочных перемещений салазок продольного
суппорта служит маховичок M,s.
Ручные установочные перемещения поперечного суппорта про-
изводятся поворотом маховичка М,г.
Рис. 42. Кинематическая схема токарного многорезцового полуавтомата модели 1730
8 Узлы полуавтомата модели 1730
Шпиндельный узел. На ряде заводов полуавтоматы модели
1730 были подвергнуты модернизации; до модернизации шпиндель
2 (рис. 43, о) устанавливался в цельных металлических втулках
I и 3. Осевые нагрузки воспринимались одинарным упорным шари-
коподшипником 4. После модернизации новый шпиндель 7 был
установлен в передней опоре иа двух конических роликовых под-
шипниках 5 серин 7520А и а задней опоре на двух цилиндриче-
ских -роликовых подшипниках 8 серии 2218АВ. Регулирование под-
шипников в передней опоре осуществлялось гайкой 6. Повышение
жесткости и быстроходности позволило после модернизации повы-
сить скорость резания иа 40% и увеличить количество одновремен-
но работавших резцов.
Узел автоматики. Включение и выключение станка производит-
ся рукояткой 9 (рнс. 43, б), установленной с правой стороны люль-
ки 14. При подьеые рукоятки 9 люлька 14 поворачивается совмест-
но с валом 13 вокруг его осн н удерживается фиксатором в рабо-
чем положении. На противоположном конце валика 13 находится
вилка, управляющая муфтой рабочей подачи (М( иа рнс. 42).
После включения главного электродвигателя передний суппорт
получает продольное перемещение н с поыошью прикрепленной к
нему рейки т=3.5 мм (см. рнс. 43. б) приводит в движение рей-
ку о узла автоматики, которая движется в вертикальном направле-
нии по направляющим в коробке. На рейке 6 расположены упоры
5. 7 и 8, которые в процессе работы воздействуют иа электриче-
ские конечные выключатели 1.2 и 3.
Конечный выключатель 1 служит для одновременного включе-
ния всех электродвигателей -при пуске ствика с помощью рукоят-
ки 9 и для выключения электродвигателя быстрых ходов по окон-
чании быстрого подвода суппортов. Конечный выключатель 2
предназначен для включения электродвигателя быстрых ходов при
отводе суппортов в исходное положение. Конечным выключателем
3 осуществляется выключение всех электродвигателей по оконча-
нии цикла обработки.
После включения станка люлька автоматики 14 поднимается и
впит 15 нажимает иа конечный выключатель /. включая главный
электродвигатель и электродвигатель быстрых ходоа.
Рейка 6 в это время движется вниз, а суппорты быстро подво
дятся к заготовке. При опускании рейки упор 5 отходит от рычага
4. последний поворачивается и размыкает конечный выключатель
3: упор 8 подходит к ролику // и. нажимая на него, поворачивает
рычаг с винтом 15. вследствие чего срабатывает конечный выклю-
чатель I. включая электродвигатель быстрых ходов.
По окончании быстрого подвода суппорта станок автоматиче-
ски переключается на рабочую подачу, а рейка 6 продолжает
опускаться. В конце рабочей подачн упор 7 подходит к ролику //
и дополнительно поворачивает рычаг с винтом /5. выводя из гнез-
да фиксатор, удерживающий люльку а рабочем положении. Люль-
ка поворачивается вокруг осн валика 13 и, расцепляя муфту М(
(см. рнс. 42) в коробке подач, выключает этим рабочую подачу.
При дальнейшем повороте люльки упор 16 нажимает иа проме-
жуточный штырь 17, заставляя сработать конечный выключатель
2. который включает электродвигатель быстрых ходов, отводпщнй
суппорты в исходное положение; рейка узла автоматики в это вре-
мя движется вверх.
После отвода суппортов упор 5 нажимает иа рычаг, замыкает
конечный выключатель' 3. выключающий главный электродвига-
тель и электродвигатель быстрых ходов; станок останавливается
и цикл работы прекращается.
Ограничение падения люльки осуществляется регулируемым
винтом 12. Положение рукоятки 9 фиксируется шариком 10. На-
стройка механизма автоматики на требуеыую длину хода суппор-
та производится соответствующей установкой кулачков 5 и 7, за-
крепляемых на рейке 6 иа требуемом расстоянии. Длина быстрого
хода,суппортов определяется расстоянием ыежду кулачкаын 5 и 8.
Фартук. В фартуке станка (рнс. 43, а) расположена маточная
гвйка 3. которая коническими колесами 2—I и двойной обгонной
муфтой £ связана с маховичком 9.
При механической подаче суппорта как в правую, так и а ле-
вуй сторону двойная обгонная ыуфта заклинивается, связыаая
ступицу конического колеса I с фланцеы 5 корпуса фартука и со-
ответственно через конические колеса 1—2 обеспечивает непод-
вижность маточной гайкн 3.
В то же аремя при перемещении суппорта вручную махович-
ком 9 двойная обгонная муфта не препятствует вращению кониче-
ской шестерни 1 н маточной гайкн 3.
Обгонная муфта Б состоит нз звездочки 7, жестко связанной
со ступицей конического колеса /. наружной обоймы 6. закреплен-
ной в корпусе неподвижного фланца $. четырех роликов 12. плун-
жеров II, пружин 10 и втулки в. закрепленной на валике махович-
ка 9. Торцовые выступы о втулки в входят в вырезы звездочки 7.
В процессе рабочей- подачи гайка ходового винта удерживается от
проворачивания вследствие того, что одна лара противоположно
расположенных роликов заклинивается.
Благодаря наличию второй пары роликов гайка ходового вин-
та заклинивается при обратном ходе суппорта. При ручном пере-
мещении суппортов маховичком 9 а процессе наладки станка тор-
цовые выступы о втулки в ударяют по заклнненныы роликам 12
и прижимают их к выступам звездочки 7.
В зтрм случае вращение от маховичка 9 через конические шес-
терни 1—2 передается маточной гайке 3. а ходовой викт 4 остает-
ся неподвижным.
Рис. 43. Узлы токарного многорезцового полуавтомата модели 1730
ТОКАРНЫЙ ГИДРОКОПИРОВАЛЬНЫЙ ПОЛУАВТОМАТ
МОДЕЛИ 1722
Общая характеристика станка
Назначение станка. Станок нрсгназпачсн для обработки и
центрах сложных фасонных конуспих и ступенчатых деталей клас-
са UUJOH метолом КО*1|!|ЮНШН1Я но шаблону нлн по эталонной Де-
тали.
Тгямячгсяам яара«тержт*яа полуавтомата
>lai«<MLiGiiiiie липметр ибрлОптиаасмим летели в мм:
нал стапн1м»й 4W
над гуиноргим 200
PiKVTuNiiifc между титрпмн в мм КЙ
Пределы чжст оборотов innmuwM в минуту . . . 71-1410
° I laitfio-ibtiiiifi хил к<М1||ровл.1Мино суппорта п мм:
продольны II . . . ИЮ
ШН1Г|К-Ч11|4Й . . . . . IЮ
11л1(бол1>шн» поперечный ход пил|мл1ыт суппортов пял 100
Пределы гллрвк.1ичсттсня подач суппортов в мм/мим:
Кеи । мровл-iLiioco ........................... 20 700
пилреэпых . 1в—400
Мощность глаштиги жтскгроДтггатсла в кот 28
Основные узлы станка (рис. 44). А — передняя бабка с короб-
кой скоростей; £ — направляющая копировального суппорта; В —
станина; Г — гпдрокоиироаальный суппорт; Д — балочка с бабка-
ми для установки эталона; £ — задняя бабка; Ж — гидропривод.
Органы управления. / — маховичок для установки золотнико-
вого устройства копировального суппорта; 2 — маховичок ограни-
чителя движения шуна; 3—маховичок настройки белочки с эта-
лоном; 4 — рукоятка включения станка.
Движения в станке. Движение резания — арашенне
шпинделя с заготовкой. Движение подач — неремещепня ко-
провального подрезных суппортов.
Принцип работы. Обрабатываемая заготовка устанавливается
в центрах передней задней бабок. Режущие инструменты закреп-
ляются в копировальном подрезных суппортах, приводимых а
движение гидроприводом.
Копировальный суппорт снабжен следящей системой, воспроиз-
водящей форму обрабатываемой заготовки ио эталону нлн шабло-
ну. установленному а бабках на балочке.
Подрезные суппорты предназначены хпя прорезания глубоких
канавок подрезания торцов.
Управление гидросистемой осуществляется панелями, в каждой
нз которых паходятсн распределительные золотники, дроссель,
автоматический регулятор т. д.
Конструктивные'особенности. Полуавтомат 1722, обладая вы-
сокой жесткостью, быстроходностью достаточной мощностью
приводного электродвигателя, нрнменнетеп для высокопроизводи-
тельной обработки изделий твердосплавным нструмеитом в усло-
виях серийного н массового производства.
Пропятая компоновка копировального подрезных суппортов
обеспечивает удобный доступ к обрабатываемой заготовке и ин-
струментам.
Применение гидропривода обсспечппает дистанционное Элскт-
(«гидравлическое управление рабочими органами станка.
Полуавтомат обеспечивает независимый цикл работы каждого
суппорта, осуществляемый гндронанелями электрической аппа-
ратурой управления. Матос количество режущих ниструментов и
применение производительных режимов резания значительно со-
кращает время па наладку н контроль, повышая этим производи-
тельность станка. Станок работает на полуавтоматическом и нала-
дочном режимах.
Модификации гидроконироввльных полуавтоматов. Наряду с
описанным полуавтоматом модели 1722, широкое распространение
получили полуавтоматы моделей 1712. 1731. 1731 С, 1732 и др., а
также станок MP10I.
Полуавтомат 1712 обеспечивает автоматическую обработку де-
талей как за один, так н за несколько проходов с применением не-
скольких шаблонов, а также обработку с проходом на быстром
ходе необрабатываемых участков детали.
Полуавтомат 1731 снабжен электродвигателем мощностью
40 лаг и предназначается для обработки крупногабаритных дета-
лей диаметром до 585 мм.
Характерной особенностью полуавтомата модели 1731С явлвет-
ся наличие верхнего копировального н инжиего подрезного суп-
портов н возможность установки в случае необходимости дополни-
тельно сше двух подрезных суппортов.
Предназначается полу птомат для обработки деталей диамет-
ром до 310 лом н длиной до 760 мм.
Станок модели МР101 относиУся к токарно-копировальным с
автоматической загрузкой разгрузкой деталей, повышающей
производительность в 1.5—2 раза. Автоматический цикл работы
включает загрузку заготовок, крепление и освобождение детали
выдачу готового изделия.
Рис. 44. Общий вид токарного гидрокопировальиого полуавтомата модели 1722
Кинематика станка модели 1722
Движение резания. Шпиндель станка IV (рис. 45. а) приподпт-
ся в движение электродингагелем мощностью 28 кет через клиио-
ремсиптю передачу I-IO—280. вал /. сменные колеса А—Б. вал II
и два двойных подвижных блока шестерен Z>( п Б* Без учета
сменных колес шпиндель имеет четыре скорости вращения (рис.
45.6). которые могут переключаться п процессе работы станка.
Наибольшее число оборотов шпинделя нш„ опрсделнется из вы-
ражения
1450^0.985 4^7 о61мин-
К станку прилагается пять пир сменных колес.
Гидронрм»од рабочих органов станка. Гидросистема обслужи-
вается двумя насос и МП — ВЫСОКОГО ДЦПЛС1111Я //| н низкого двнле-
мня И3.
Линия высокого давлении предназначена дти работы следя*
щей системы продольной подачн копировального суппорта, подачн
подрезных суппортов и зажима пннолн задней бабки: линия низ-
кого давления — дли быстрых перемещений кон провального суп-
порта и пиноли задней бабин.
Рабочий цилиндр ilt копировальмоп» суппорта непосредствен-
но связан с поперечными салазками. Шток поршня жестко закреп-
лен на продольных салазках копировального суппорта. Корну с зо-
лотникового устройства установлен на рабочем цилиндре Иг и
может перемешаться в небольших пределах с помощью маховичка
Mva. шестерен 18—12 н ходовою вннга. Эго перемещении необхо-
димо для первоначальной установки конпропильного суппорта в
поперечном пн правлен пн относительно обрабатываемой детали и
шаблона.
Золотник имеет три пояска. Средний поясок управляет под-
водом жидкости в полости рабочего цилиндра ZZa. Крайние попеки
обеспечивают возможность слива жидкости пл верхней или ниж-
ней полости цилиндра Пг.
Положение золотника устанавливает сн поворотом рычага ту па
Ш. скользящего в процессе работы по шаблону или по образую-
щей эталонной детали. Поворот рычага щупа ограничивается упо-
ром У. который устанавливается в соответствующем положении
маховичком Мг( через юсе терпи 12—18 и винт VI.
Наличие у норл щупа позволяет производить обработку дета-
лен в несколько проходов.
Для правильной установки шаблона имеете с белочками отно-
сительно обрабатываемой детали на станке предусмотрено у строн-
ет во. состоящее нз маховичка Мх3. конических шестерен 12—24 и
вала К имеющего на нравом конце двухза.ходную резьбу с шагом
/*=4 .ч.н. связанную с маточкой гайкой балочкн шаблона
" Работа гндроконпровального суппорта происходит следующим
образом. Продольные салазки суппорта получают непрерывную н
равномерную подачу вдоль осн изделия. Скорость н направление
неремешепня поперечных салазок, определяющих конфигурацию
обрабатываемой детали, зависят от положения золотника -Зк
управляемого щупом Ш Последний, скользя по шаблону, повора-
чивает рычаг в ту нлн иную сторону, заставляя золотник Зв псре-
м статье я вши или пиер.х. При смещении золотника Зк ппиз (как
показано на схеме> жидкость от насоса поступает в верхнюю по-
лость цилиндра U*. в результате чего поперечные салазки пере-
мешаются вверх» Жидкость, и в холящаяся в нижней полости ци-
линдра Uf »рп этом сливается в бак.
При смещении золотника Зк вверх поперечные салазки суппор-
та будут перемешаться вниз. Когда золотник Зк займет среднее
положение, поперечные салазки перемешаться не будут, н в
этом случае происходит обтачивание цилиндрнческих участков
детали.
Продольная подачи копировального суппорта осуществляется
при посту плен ин жидкости в правую полость рабочего цилиндра
Hi. Дли быстрого отвода копировального суппорта масло нагне-
тается в левую полость цилиндра Дь Управление движением про-
дольного суппорт» производится от панели копировального суп-
порта.
Подачн подрезных суппортов в поперечном Направлении произ-
водится гидроприводом, а их поперечное установочное перемеще-
ние осуществляется вручную. При подводе жидкости в левую по-
лость цилиндра /1« происходит поперечная людачв подрезных суп-
портов В этом случае поршень перемещается вправо, увлекая за
собой винт VII н копиры, к которым прижимаются ролики, за-
крепленные в суппортах.
Отвод подрезных суппортов достигается нагнетанием жидко-
сти в правую полость цилиндра Щ.
Управление движением подрезных суппортов осуществляется
от отдельной панели.
Установочные перемещении нод|н-л1ых суппортов производится
посредством поворота квадратных хвостовиков волнков, которые
через конические колеса 26—26 передают вращение поперечным
ходовым винтам с шагом /в2 мм.
>. Задняя бабка перемещается в продольном направлении вруч-
ную ходовым винтом, имеющим квадратный хвостовик. Поджим
обрабатываемой детали задним центром осуществляется переме-
щением пннолн с поршнем влево? В это время жидкость нагнетает-
ся в правую полость цилиндра Lit.
Для закрепления пннолн задняя бабка снабжена двумя гид-
равлическими зажимами 3. У правлен нс движением пннолн н ее
зажимом сосредоточено в оглелыюй напели.
Рис. 45. Кинематическая схема токарного гидрокоппровального полуавтомата модели 1722
Узлы станка модели 1722
Гидрокопировальный суппорт. Установочное перемещение гпд-
рокоиировального суппорта в радиальном направлении произво-
дится вручную с.помощью маховичка 5 (рис. 46. а), который уста-
новлен иа шпонке иа полом валике 6. Вращение от маховичка 5
передается через полый валик £ н конические шестерни 8 и 10 хо-
довому винту //. Последний связан с неподвижной маточной гай-
кой 13 при своем вращении перемещает гидрокоппровальный
суппорт.
После установки в требуемое положение гидрокппировальиый
суппорт закрепляетси поворотом валика 7 эксцентрика 9 посред-
ством рукоятки 4.
При наладке станка необходимо ограничивать ход щупа гидро-
цилиндра. Это ограничение обеспечивается перестановкой упора
12. Упор 12 жестко связан с ходовым впитом 15. находящимся в
контакте с маточной гайкой 14, выполисииой за одно целое с кони-
ческим колесом. Вращение гайки 14. а соответственно и перемеще-
ние упора 12 достигается поворотом маховичка 3, который связан
с гайкой 14 валиком / и коническим колесом 16.
Величина перемещения упора определяется ио лимбу 2.
Поперечные суппорты. Для быстрой наладки станка в момент
его Настройки для подналадки в процессе обработки партии де-
талей поперечные суппорты, кроме радиальной подачи от копиров,
имеют ручные установочные перемещения.
На рис. 46. б показана конструкция поперечных суппортов
станка модели 1722. По направляющим станины 2 перемещаются
нижние продольные салазки 9. которые в требуемом иатоженпп
закрепляются болтами 7 прижимами 8. С продольными салазка-
ми связана плита 10 с радиальными направляющими. по которым
перемешаются юиеречные салазки II суппорта. Последние имеют
два тавровых паза для закрепления резцов.
Подача каждого из поперечных суппортов в процессе обработ-
ки детали по полуавтоматическому циклу осуществляется копиром
3. Ручное перемещение суппорта производится рукояткой, надевае-
мой на квадратный конец вала I/. который через комические ко-
леса 18 и 19 передает вращение ходовому винту 16.
Последний связан с планкой 5, имеющей резьбовое отверстие.
Перед ручным перемещением суппорта нужно освободить болты
15. а посре регулировки суппорта затянуть их вновь, соединив тем
самым поперечные салазки II с ползуном 14. в котором на пальце
13 установлен ролик 12. Этот ролик находится в контакте с копи-
ром 3. Постоянный прижим ролика 12 к копиру 3 осуществляет-
ся пружиной 21. установленной в гильзе 20. Последняя имеет от-
верстие. в которое входит выстун планки 5. связанной с ползуном
14. Пружина стремится оттолкнуть гильзу 20 назад и через планку
5 п ползун 14 прижимает ролик к копиру.
Регулировка положения копира относительно фодольных сала-
зок суппорта обеспечивается гайками / и 4. которые навин-
чены на резьбовую тягу 22. Клип 6 служит для направления ко-
пира 3.
Задняя бабка. В станке модели 1722 задняя бабка гидрофици-
рована. С помощью гидравлики осуществляется быстрый отвод н.
подвод ноли, поджим заднего центра и закрепление пиноли в
корпус!; задней бабки.
Установочное перемещение задней бабкн по направляющим
станины производится вручную посредством ходового впита 21
(рис. 46. к) и маточной гайки 20, закрепленной о корпусе I бабки.
Закрепление задней бабки на направляющих станины осущест-
вляется болтами 30 прижимными планками 22.
Вращающийся шпиндель 6 задней бабкн смонтирован на под-
шипниках качения в ннполи 12. В передней опоре установлены
двойной цилиндрический регулируемый роликовый полшинник 4
и два шариковых упорных подшипника 5 и 7. Задняя опора шпин-
деля состоит нз двух однорядных шариковых подшипников 10 н
//. Регулировка роликового подшипника 4 с внутренним кониче-
ским кольцом ос цсст! ятя гайкой 3. •
В конус шпинделя задней бабкн вставляется центр 2, который
вынимается с помощью клина, вставляемого в окно б Клип нажи-
мает па стержень 9. а последний выталкивает центр.
Пиноль 12 может перемещаться в отверстии корпуса I. В ин-
ноли нрофрезерооан продольный паз а, в который входит шпонка
8. нс допускающая поворота нннолн относительно своей осн.
Для перемещения нполн используется гнлроцнлиндр. который
состоит из крышки 18. гильзы 16 и фланца 14. Цилиндр присоеди-
няется к корпусу задней бабки. Поршень 17 закреплен иа штоке
15. который посредством диска 13 связан с пинолью 12.
При подаче масла нз напорной магистрали через фланец 14
с левой стороны поршня пиноль с центром быстро отводится па-
зах Подвод iihiio-ui к изделию поджим центра происходят, когда
масло подводится по каналам крышки 18 в правую полость гидро-
цплпндра.
После поджима центра пиноль должна быть закреплена в кор-
пусе бабки. Это закрепление осуществляется двумя плавающими
гидравлическими зажимами, каждый нз которых состоит из двух
втулок 23 28. поршня 26. штока 25 и пружины 29. Как поршень,
так и шток имеют по два уплотнительных кольца 24 н 27.
Для зажима скалки масло пол давлением подается ио трубо-
проводам 19 н 31 п полость между поршнем 26 н втулкой 23. ilpn
этом поршень 26 перемещается влево н через шток 25 тянет втул-
ку 28, прижимая ее к пиноли с правой стороны. В то же время
масло давит иа втулку 23. прижимая ее к пиноли с левой сторо-
ны. Освобождается пиноль пруяршой 29 после того как рабочие
полости зажимов отключаются от напорной магистрали.
» ТОКАРНО-РЕВОЛЬВЕРНЫЙ АВТОМАТ МОДЕЛИ IAI36
Общая характеристика станка
Назначение станка. Автомат предназначен для токарной обра-
ботки сложных по форме деталей, требующих применен и я несколь-
ких последовательно работающих инструментов: резцов, сверл,
зенкеров, разверток н метчиков. Наиболее характерным для авто-
мата IA136 является изготовлен не частей арматуры, крепежных и
резьбовых изделий л других подобных деталей в условиях крупно-
серийного производства. В качестве заготовки используется прут-
ковый материал круглого, квадратного н шестигранного сечении.
Тгкикч«ская ха^аятгрвстмка автомата
Намвильвик разысри ибраАатммсмиго прутка в мм:
круглого (диаметр) .................................. 36
квадрапюго (сторон а | ....... 25
иконгратюто (расстошнк межау темами | 30
ПппОольиня длина пилами прутка в ям . . . 60
II нОольшиЙ диаметр нарезаемой резъби в мм:
ни стали 22
пи латуни 27
Числи гнезд револьверной гилиокп 6
Наибольшее перемсшсипе ревельвериий голивкп и мм НО
Число суппортов.................................. . 3
Наибольшее иинсрсчлис кс реме тес не суппортов а мм 40
Пределы чисел ибиритив шшш.теля в ой!мим . 100 2000
Время изготовлении илюй детали в гек 11,6—477
Мощность главного мектродвигателя а тот 4.2
Основные узлы станка (рис 47) А — направляющая труба с
поддерживающими стойками; Б — механизм подачи пруткового
материала; В — шпиндельная бабка; Г — кулачковый распредели-
тельный механизм; Д — поперечные суппорты; Е—револьверная
головка; Ж. — станина.
Органы управления. / — рукоятка включен ни; 2 — маховичок
ручного поворота вспомогательного вала.
Движения а станке. Движение резан ни — вращение
шпинделя с прутком; в случае установки приспособления для бы-
строго сверления движение резания сообщается также инструмен-
тальному шпинделю. Дан жен и я подач: продольная подача —
перемещение суппорта револьверной головки; поперечная пода-
ча — перемещение поперечных суппортов в радиальном направле-
нии. Вспомогательные дан жен и я — подача и зажим
пруткового материала, быстрые подводы к отводы суппорта ре-
вольверной головки, а твкже поворот се вокруг своей осн для
установки очередного инструмента в рабочую позицию.
Принцип работы. Обрабатываемый пруток закладывается в
направляющую трубу и закрепляется в шпинделе станка цанго-
вым зажимом. Комплект режущего инструмента закрепляется в
револьверной головке и на поперечных суппортах. Револьверная
гол on к а служит для обточки резцами, обработки отверстий н на-
резания резьбы метчнкимн и плашками. Поперечные суппорты
предназначены для обработки фасонными резцами, для осущест-
вления подрезных переходов н отрезки готовой детали
После включения станка все рабочие вспомогательные движе-
ния выполняются автоматически при помощи специальных кулач-
ков. профили которых обеспечивают необходимую скорость дви-
жения инструментов, требуемую длину обработки и чередование
переходов. Наличие регулировочных устройств и соответствующая
установка инструментов устраняют необходимость а промерах
каждой детали.
Конструктивные особенноегн. В автомате модели 1А136 в от-
личие от прежних моделей для привода движения резания исполь-
зуется электродвигатель постоянного тока, который питается от
электромашинкою усилителя. Это позволяет, во-первых, в доста-
точно широком диапазоне бесстуиепчато изменять число оборотов
шпинделя, а. во-вторых, благодаря электрическому переключателю
скоростей устанавливать оптимальную скорость вращения шипи
деля для каждой позиции револьверной головки. Легко также ре-
шается вопрос реверсирования вращения шпинделя прн нарезании
резьбы. В совокупности это обеспечивает существен ное повышение
производительности автомата.
Второй особенностью автомата модели 1А136 является приме-
нение отдельного электродвигателя для привода механизма пода-
чи зажима пруткового материала, вспомогательного п распреде-
лительных валон н поворота револьверной голоакя.
Приводкой вал соединен со вспомогательным валом предо-
хранительной муфтой со срезающейся шпилькой, что нредохра
ияег все механизмы подач и вспомогательных движений от по-
ломок.
Механизм мальтийского креста поворота револьверной голов
кн позволяет посредством установки второго ролика производить
поворот револьверной головки через позицию, что сокращает рас
ход времени на холостые ходы прн изготовлении простых деталей,
требующих для своей обработки нс более трех комплектов режу-
щих инструментов, которые в этом случае устанввлнваются в ре-
вольверной голоакс через гнездо.
«о
Рис 47. Общий вид ток ар ио-револьверного автомата модели 1А136
а Кинематика автомата модели IAI36
Движение резании. Шпиндель III (рис. 48) автомата приводит-
ся в движение реверсивным электродвигателем постоянного тока
мощностью 4.2 кет. с регулируемым числом оборотов от 275 до
2750 в минуту через двухступенчатую коробку скоростей н клино-
ременную передачу 190—190. Источником питания электродвигате-
ля постоянного тока является агрегат, состоящий из генератора
постоянного тока (электромашниного усилителя ЭМУ) и асин-
хронного электродвигателя трехфазного тока мощностью 4.5 кет.
Бесступенчатое изменение чисел оборотов шпинделя в пределах
от MX) до 2000 в минуту осуществляется электроприводом совме-
стно с двухступенчатой коробкой скоростей.
Максимальное число оборотов шпинделя в минуту па„ опреде-
ляется, выражением
2750 0,985 = 2000 об/мин.
Принципиально иначе решена конструкция привода движения
резания в аналогичном автомате более позднего выпуска модели
1Б136, где применен привод с асинхронным электродвигателем,
реверсивной трехступенчатой коробкой скоростей с электромагнит-
ными муфтвмн н гитарой сменных колес с шестью парами смен-
ных шестерен. Диапазон изменения чисел оборотов шпинделя уве-
личен до 40, в пределы чисел оборотов шпинделя составляют для
прямого вращения от 64 до 2500 в минуту.
Система упрввлення автоматом модели IAI36 состоит нз
вспомогательного аала К распределительных валов IX и X. бара-
банов. управляющих муфтвмн М> и М», и рабочих кулачков, управ-
ляющими перемещениями поперечных суппортов н револьверной
головки.
Движения подач. В автомате модели IAI36 подачн рабочих
органов осуществляются от кулачков, специально изготовленных
для обработки данной группы однотипных деталей. Кулачки К, и
Аз. управляющие движениями поперечных суппортов, устанавли-
ваются ив распределительном валу X. в кулачок Кз. сообщающий
продольное перемещение револьверному суппорту,— иа валу IX.
Валы IX н X получают вращение от электродвигателя мощно-
стью I кет через червячную передачу 2—24. вал IV. кулачковую
муфту М|. предохранительную соединительную муфту М , , вал V.
шестерни 29—79. вал VI. сменные колесв о—Ь и с—d, вал VIII и
червячную передачу 1—40.
Сменные колесв гитары подбираются пз условия, чтобы за
время обработки одной детали распределительный вал сделал
одни оборот.
Уравнение кинематической цепи имеет вид:
1440-2-29-Д-С-1 1
60-24-79 Ь-а-40 " I •
где 1 — время обработки одной детали в сек.
Отсюда подбор сменных зубчатых колес гитары подвч может
быть произведен по формуле
а с 5С5
а Т“ I •
Вспомогательные двнжения. Эти движения заимствуются от
пала V. вращающегося с постоянной угловой скоростью, равной
я, = 1440 - jj- = 120 об/мин.
На вспомогательном валу V свободно сидят зубчатое коле-
со 36. приводящее в действие механизм подачн п зажиме прутка,
и шестерня 57 для привода в действие механизма поворота ре-
вольверной головки.
Зажим н подача пруткового материала осуществляется от ба-
рабанов с криволинейными пазами, установленных на валу XI. ив
правом конце которого закреплено колесо 72. находящееся в по-
стоянном зацеплении с шестерней 36. свободно сидящей иа вспо-
могательном валу V.
По окончании обработки очередной детали барабан управле-
ния включает кулачковую муфту Мг. поворачивающую шестер-
ню 36 ровно на один оборот, в течение которого и происходит за-
жим и подача материала.
Поворот револьверной головки производится включением ку-
лачковой муфты М3. которая связывает со вспомогательным ва-
лом V шестерню 57, от последней через паразитное колесо 76 п
широкую шестерню 38 приводится во вращение вал XII. кониче-
ские шестерни 23—46 п вал XIII. несущий на себе кривошипный
диск с роликом. При вращении вела XIII диск будет поворачи-
вать мвльтпйскнй крест, а вместе с ним и вал XIV. на котором
закреплена револьверная головка.
Повороту револьверной головки предшествует отвод фиксато-
ра при помощи кулачкового выступа на торце конической шестер-
ни 46.
Муфте Л1з включается по окончании каждого перехода после
отвода револьверной головки в крайнее заднее положение. Вклю-
чение муфт Мз п Мг вропзваантся по команде барабанов управ-
ления. находящихся на распределительном валу X.
Пусковая муфта М( связана с механизмом автоматического
останова автомата после израсходования прутка.
При наладке автомата муфта М( выключается рукояткой Р. н
привод вспомогательного н распределительного валов осуществ-
ляется вручную мвховнчком Мх, закрепленным на конце вала V.
Рис. 48. Кинематическая схема токарно-револьверного автомата модели 1А136
8 Узлы токарно-револьверного автомата IAI36
Револьверный суппорт. На ввтомвте модели 1А136 для после-
довательной установки режущих инструментов в рабочую пози-
цию применена шестипозиционная револьверная головке с гори-
зонтальной осью вращения, расположенной- перпендикулярно осн
шпинделя.
На рнс. 49 представлена конструктивная схема револьвер-
ного суппорта, который состоит нз салазок, шестнпозицноииой
револьверной головки, механизма фиксации револьверной головки,
механизма поворота револьверной головки, механизма быстрого
отвода револьверного суппорте, мехвинзма рабочей подачн револь-
верного суппорта и приводной части.
Привод всех механизмов револьверного суппорте осуществ-
ляется от заднего вспомогательного ввлв V (см. рис. 48) через
муфту Мз и шестерню 57. Последняя через паразитное колесо 15
(рнс. 49). широкую шестерню 13. валнк 14 и конические колеса 12
н 9 приводит в движение кривошипный вал 23. который делает
полный оборот за 1.33 оборота вспомогательного вала.
Механизм фиксации револьверной головки состоит нз
фиксатора 2. пружины 3. кулвчка 25 н двуплечего рычага 4 с ро-
ликом 24. Когда кулачок 25, связанный с кривошипным валом 23.
нажимает на ролик 24. двуплечий рычаг 4 поворачивается на
своей осн 6 и. преодолевая сопротивление пружины 3. вытягивает
фиксатор 2 из гнезда револьверной головки АдЛосле п ворота ре-
вольверной головки в новую позицию Профиль кулвчка 25 позво-
ляет фиксатору 2 под действием пружины 3 войти в очередное
гнездо револьверной головки и зафиксировать ее в новом положе-
нии. Рукоятке 5 служит для ручного отводе фиксатора.
Для периодического поворота револьверной головки
нз позиции в позицию используется механизм мальтийского кре-
ста, который состоит нз ведущего диска 8. закрепленного на кри-
вошипном валу 23. мальтийского поводка 7 с шестью радиальны-
ми пазвмн а. установленного на конце осн револьверной голов-
ки I, и ролика 10. Последний пальцем II связан с ведущим дис-
ком 8. Прн вращении кривошипного ввлв 23 ролик 10 входит в
очередной пвз мальтийского поводка 7 и поворачивает его па '/<.
часть оборота совместно с револьверной головкой. <
Если по технологии обработки детали используется только три
гнезда револьверной головки, то последняя поворачивается не на
.*/«, в на */з оборота. С этой целью на ведущем диске предусмотре-
но второе отверстие для установки еше одного ролике.
Профиль кулачка 25 выполнен с твкнм расчетом, чтобы пово-
рот револьверной головки начинался только тоща, когда фикса-
тор полностью выйдет нз гнезда револьверной головки, н звкапчн-
вался до того, квк фиксатор начнет входить в новое гнездо.
Чтобы прн повороте револьверной головки в новую позицию не
повредить режущие инструменты и обрабатываемую деталь, не-
обходимо перед каждым поворотом головки быстро отвести весь
револьверный суппорт назад, а после повороте вернуть его в ра-
бочее положение. Для этой цели служит механизм быстрого
отводе револьверного суппорта. Он состоит из криво-
шипного вале 23. шатуна 22 и тяги 21. Последняя жестко связана
с ползуном-рейкой 18. который может свободно перемешаться в
продольном пазу салазок суппорте.
Ползун-рейка находится в зацеплении с зубчатым сектором 20.
который сильной пружиной 17 прижимается к рабочему профилю
дискового кулачка 19.
Прн вращении кривошипного ввлв 23, еще до того как ро-
лик 10 дойдет до радиального паза а мальтийского поводка 7 и
начнется поворот револьверной головки, револьверный суппорт под
действием кривошипа К и шатуна 22 быстро отойдет назад, так
квк в это время ползун-рейка 18. связанный с зубчатым сектором
20. не может перемешаться вперед. По окончаний поворота голов-
ки револьверный суппорт над действием того же кривошипа К
займет первоначальное рабочее положение, при котором криво-
шип находится в мертвой точке н весь кривошипно-шатунный ме-
ханизм представляет собой одну жесткую систему.
Прн этом положении крнеошнпно-шатунного механизма осу-
ществляется рабочая подвча револьверного суппорта, которяя
производится кулачком 19 через зубчатый сектор 20 и ползун-
рейку 18. Дисковый кулачок 19 имеет шесть рабочих участков
(в соответствии с количеством позиций револьверной головки).
На участках спаде дискового кулвчка 19 револьверный суппорт
под действием пружины 17 отходит назад.
Положение револьверного суппорта относительно торца шпин-
деля может быть изменено ив величину до 36 мм зв счет измене-
ния положения тяги 21 в ползуне-рейке 18. что достигается ввин-
чиванием пли вывинчиванием резьбовой втулки 16. Втулка, связа-
на с тягой 21.
Поперечные супнорты. 4<а станке имеется два основных попе-
речных суппорта (передний н задний) н одни дополнительный
верхний суппорт. Последний предназначен в основном для отрез-
ки готовой детали и устанавливается ив станке только в тех слу-
чаях. когда основные суппорты заняты другими резцами.
Дополнительные узлы и приспособления. Для расширения тех-
нологических возможностей автомата заводом предусмотрен вы-
пуск дополнительных узлов и приспособлений. На станке могут
быть установлены быстросверлнлыюе и шлнцовочное приспособ-
ления, лоток для отделения деталей от стружки, транспортер для
удаления стружки нз зоны станка, приспособление для заправки
пруткового материала, устройство для наружной подачн материа-
ла. диаметр которого превышает предельно допустимый для дан-
ного типоразмера станка, н узел качающегося упора.
Рис. 49. Схема револьверной головки автомата модели 1А136
§ ЧЕТЫРЕХШПИНДЕЛЬНЫИ ТОКАРНЫЙ АВТОМАТ
МОДЕЛИ 1265-4
Общая характеристика станка
Назначение станка. Автомат предназначен для токарной обра-
ботки из пруткового материала крепежных деталей, частей арма-
туры и сравнительно небольших фасонных деталей в условиях
крупносерийного и массового производства.
Техническая характеристика стайка
Наибольший размер обрабатываемого прутка в мм: ' /
круглого (диаметр) ........................... ' 80
квадратного (сторона).............................. 56
шестигранного (расстояние между сторонами) . 68
Количество шпинделей ................................... 4
Число скоростей вращения шпинделей .................... 26
Пределы чисел оборотов шпинделей в минуту........ 60—1000
Наибольшая длина подачн прутка в мм.................... 200
Наибольшая длина обработки прутка в jkjk......... 175
Расстояние между осями смежных шпинделей в мм 275,8
Число продольных суппортов ...................... 1
Число поперечных суппортов....................... 4
Величина хода продольного суппорта в мм ... 180
Величина хода-поперечных суппортов в мм:
верхних .......................................... 90
пижпнх ............................................ 80
Число оборотов распределительного вала на холостом хо-
ду в минуту ................................... 10
Время холостого хода в сек ............................ 3,5
Мощность главного электродвигателя в кет .............. 28
Основные узлы станка (рис. 50). А — направляющие трубы с
поддерживающими стойками; Б — шпиндельный блок; В — стани-
на; Г—радиальные суппорты; Д — резьбонарезной шпиндель;
*? — привод станка; Ж — продольный суппорт.
Органы управления. 1 — кнопка включения подачи прутка;
2 — рукоятка выключения поворота блока шпинделей; 3 — руко-
ятка включения подачи; 4—кнопочная станция наладочного при-
вода; 5 — хвостовик для ручного проворота распределительного
вала; 6 — рукоятка включения транспортера для отвода стружки;
7 — передний пульт управления.
Движения в станке. Движения резания — вращение ос-
новных шпинделей совместно с обрабатываемыми прутками, а
также инструментальных шпинделей — быстросверлильного и
резьбонарезного. Движения подач — поступательное движе-
ние четырех радиальных суппортов, прямолинейное поступатель-
ное движение продольного суппорта и осевое перемещение инстру-
ментальных шпинделей. Вспомогательные движения —
поворот шпиндельного блока и направляющих труб, подача и за-
’жим пруткового материала, отвод фиксатора шпиндельного бло-
ка, вращение шнека транспортера для удаления стружки, быст-
рые холостые перемещения рабочих органов, замедленные пере-
мещения рабочих органов для наладки станка.
Принцип работы. Прутковый материал закладывается в направ-
ляющие трубы и закрепляется в цанговых патронах шпинделей.
Каждый нз шпинделей получает вращение совместно с прутками,
из которых изготавливаются детали.
Обработка детали производится последовательно в четырех
позициях шпиндельного блока Б. В каждой позиции для обра-
ботки детали служит отдельный радиальный суппорт Г, оснащен-
ный необходимым комплектом резцов. Кроме того, имеется один,
общий для всех позиций продольный суппорт Ж, на каждой из
четырех граней которого устанавливается комплект инструментов,
требующихся для обработки детали в данной позиции.
па грани продольного суппорта, обслуживающей позицию ///,
может быть установлен быстросверлильный шпиндель, а на гра-
ни, обслуживающей позицию IV,— резьбонарезное приспособле-
ние.
Радиальные суппорты служат для обточки фасонными резца-
ми и для осуществления прорезных и отрезных переходов. Про-
дольный суппорт служит для обточки проходными и подрезными
резцами, растачивания отверстий, нарезания резьбы метчиками и
плашками, а также для выполнения сверлильных переходов.
Конструктивные особенности. Для передних опор шпинд< пей
применены двухрядные цилиндрические роликовые подшипнике се-
рии 3182100, благодаря чему увеличена жесткость шпиндельных
узлов и точность вращения шпинделей.
Шпиндельный блок выполнен массивным и имеет двойное фик-
сирование, которое обеспечивает ппижим блока к нижней опоре
во время работы станка.
На станке модели 1265-4 предусмотрен механизм подъема
шпиндельного блока перед его поворотом. Для улучшения условий
периодического поворота шпиндельного блока механизм мальтий-
ского креста вынесен на прО1ъ ежуточный вал, который связан со
шпиндельным блоком постоянной зубчатой передачей.
Для уменьшения нагрузки на шпиндельный блок и для повы-
шения точности его работы в станке модели 1265-4 поворот катуш-
ки с трубами и прутками производится не самим блоком, а при-
нудительно, посредством зубчатых передач.
Рнс. 50. Общий вид четырехшпиндельного токарного автомата модели 1265-4
о
W
е Кинематика станка модели 1265-4
Движения резания. Основные шпиндели VI (рнс. 51) получают
вращение от электродвигателя мощностью 28 кет через клнноре-
менную передачу 190—308, вал /. цилиндрические колеса 30—60.
вал //, сменные колеса А—Б и В—Г. центральные валы IV и V,
связанные друг с другом шлицевым соединением, и косоэубые ко-
леса 45—45. Числа оборотов шпинделей в минуту пш могут быть
определены из выражения
"--‘450га°-985®4т^ об/л"к-
Наличие в комплекте станка 18 сменных колес позволяет со-
общать шпинделю 26 различных скоростей вращения в пределах
от 60 до 1000 об/мин.
В третьей позиции шпиндельного блока суппорта может быть
установлен быстросверлвпьный шпиндель, который кинематически
связан с центральным валом IV. посредством промежуточных зуб-
чатых передач.
Нарезание резьбы метчиками и плашками может производить-
ся в четвертой позиции шпиндельного блока с помощью специ-
ального реверсивного резьбонарезного приспособления, которое
также заимствует движение от центрального вала IV. Реверсиро-
вание вращения шпинделя резьбонарезного приспособления осу-
ществляется двумя электромагнитными дисковыми фрнкцн иными
муфтами.
Двкженм подач. Подача всех рабочих органов станка осуще-
ствляется кулачковыми механизмами, непосредственно установ-
ленными ив главном распределительном веду нлн иа валах, имею-
щих с ним постоянную кинематическую связь. Отсюда ясно, что
скорость перемещения суппортов н инструментальных шпинделей
зависит от скорости вращения главного распределительного ва-
ла XIII. Последний получает вращение от центрального вала IV
через червячную передачу 3—24. вал VII, сменные колеса И—К и
Д—Е, ввл IX, обгонную муфту М вал X. конические колеса
30—30. вал XI, электромагнитную дисковую муфту Mi. колеса
38—53. ввл XII и червячную передачу*/—40.
Верхние радиальные суппорты, продольный суппорт п инстру-
ментальные шпиндели заимствуют подачи от кулачковых меха-
низмов, установленных на главном распределительном валу XIII.
Ннжнне радиальные суппорты подаются кулачками, получаю-
щими вращение от главного распределительного вела XIII с той
же угловой скоростью через шестерни 44—44—44 и две коннче-
скяе передачи 30—30 и 30—30.
Скорости подачи рабочих органов могут дополнительно регу-
лироваться, независимо одна от другой, за счет изменения плеч
соответствующих рычагов кулачково-рычажных механизмов по-
дач.
Вспомогательные движения. Поворот шпиндельного
блока осуществляется с вомощью механизме с мальтийским
крестом, который получает движение от главного распределитель-
ного вела XIII через кулачковую муфту Mt и вал XX. От маль-
тийского крсств. установленного на валу XXI. через колеса 72—48
и 90—135 врвшеине передается шпиндельному блоку, жестко свя-
занному с колесом /35.
В четырехшпиндельном токарном автомате модели 1265-4 по-
ворот блока направляющих труб осуществляется прину-
дительно от шпиндельного блоке колесами 135—20, валом XXII и
колесами 20—/35.
Механизмы подачн н зажнмв пруткового мате-
риала приводятся в действие кривыми барабанов Б , н Б ,. ус-
тановленных на валу XX. Бврвбан подачи Б , двуплечим рыча-
гом Pi связан с поводком, который в позиции / шпиндельного
блока входит в контакт с подающей трубой данного шпиндельно-
го узла. Одновременно в этой же позиции барабан Б , посредст-
вом рычага Pi управляет механизмом освобождения н зажнмв
прутка.
Отвод фиксаторе шпиндельного блока осущест-
вляется отдельным кулачком, закрепленным на главном распре-
делительном валу XIII. Для осуществления холостых быстрых
перемещений рвбочнх органов станка распределительные ввлы по-
лучают вращение со скоростью 10 об/мин от вала / через кониче-
ские шестерни 21—33, электромагнитную дисковую муфту Mi. ввл
XI. муфту Mi. колеса 38—53, вал XII и червячную передачу /—40.
Наличие обгонной муфты М , позволяет при быстрых перемеще-
ниях рабочих органов станка не отключать механизмы их рабочих
подач.
Для быстрого притормаживания системы в момент пе-
рехода с холостых на рабочие ходы на копие вала XI установлен
автоматически действующий ленточный тормоз Г'.
Для наладки станка предусмотрен специальный при-
вод от отдельного электродвигателя мощностью 1.7 кет. При на-
ладке станка муфта М> выключается, а подвижная шестерня 24.
сидящая ив валу XXIII. вводится в зацепление с колесом 38. Тог-
да вращение от электродвигателя передается распределительному
валу XIII через шестерню 19, колесо 74 с внутренним зацеплени-
ем, ввл XXIII. шестерни 24—38—53, вал XII и червячную переда-
чу I—40.
Для ручного привода станка в процессе наладкн иа
квадратный конец вала XII нвдеввется специальная рукоятке.
Шнековый транспортер для отвода стружки из эоны
резания приводится в движение от ввлв II через винтовые колеса'
23—23, ввл XXIV. червячную передачу 1—50. вал XXV. кулачко-
вую муфту М« и цепную передачу 16—16.
* Узлы и дополнительные приспособления автомата модели 1265*4
Дополнительные прясоособлеяяя. Инструментальный
быстросверл ильный шп надел ь XXXII (рис. 52, а) полу-
чает вращение от центрального вала IV через постоянно закреп-
ленную на нем шестерню 17. паразитное колесо 22 и сменное ко-
лесо Р.
Основной и сверлильный шпиндели вращаются в разные сто-
роны. В этих условиях значение скорости резания при сверлении
определяется относительной скоростью вращения быстросверлнль-
ного шпинделя п, , которая определяется для.данного случая квк
сумма абсолютных скоростей вращения основного и быстросвер-
лильного шпинделей, т. е.
В зависимости от заданных скоростей вращения п, «п, чис-
ло зубьев сменного колеса Р подбирают по формуле
Р- ^Ди .
Инструментальный реэьбоиврезиой шпиндель
XXXI также заимствует движение от центрального вала IV.
При нарезании резьбы включается электромагнитная дисковая
муфтв М» и вращение резьбонарезному шпинделю передается от
центрального вала IV шестернями 11—11. валом XXVII. сменны-
ми колесами С—Т, валом XXVIII, муфтой М». валом XXX и коле-
сами 31—52.
В этом случае направление врвщеиня шпинделей, основного и
резьбонарезного, совпадает и относительная скорость вращения
резьбонарезного шпинделя определяется как разность нх абсо-
лютных скоростей, т. е.
Числа зубьев сменных колес С и Г в зависимости от заданных
скоростей вращения п, н пи определяются по формуле
Для свинчивания резьбонарезного инструмен-
та выключается муфта Mt н включается электромагнитная дис-
ковая муфта М*. В этом случае резьбонарезной шпиндель получа-
ет вращение от центрального вала IV через более длинную кине-
матическую цепь: шестерни 11—11. вал XXVII. сменные колеса
С—Г и Н—П. вал XXIX. шестерни 17—17, муфту М,. вал XXX н
колеса 31—52.
Так как основной н резьбонарезной шпиндели вращаются в
одну сторону, то для обеспечения свинчивания резьбонарезного
инструмента сменные колеса Н и П должны быть подобраны так.
чтобы абсолютное число оборотов в минуту резьбонарезного шпин-
деля было значительно больше числа оборотов в минуту основно-
го шпинделя.
Относительное число оборотов в минуту резьбонарезного шпин-
деля при свинчивании п* можно определить по формуле
"»«="-(№Т7Г_| ) ’
Шпиндельный блок. В блоке 6 (рис. 52,6) смонтировано че-
тыре совершенно идентичных шпиндельных узла. Механизм пода-
чи и звжнма пруткового материала каждого узла состоит из по-
дающей трубы I с цангой 1. зажимной трубы 3 с цангой 5 в ры-
чажной зажимной муфты 2. Подача н зажим материала происхо-
дит только тогда, когда шпиндельный узел находится в позиции /.
В это время вилка 7 входит а паз а муфты 2 и при своем движе-
нии вдоль осн шпинделя освобождает н зажимает пруток. Анало-
гично срабатывает и механизм подачи.
Фиксатор шпиндельного блока. На центральном распредели-
тельном валу 9 (рис. 52, а) установлен диск 10 с торцовым кри-
волинейным пазом а. в который входит ролик коромысла в. Коро-
мысло в посредством регулируемой тяги 7 и рычага 6 соединено с
поводком 5. который пвльцем 3 шарнирно связан с левым танген-
циальным фиксатором 2. а пальцем / — с тягой II. Второй конец
тяги II соединен с правым тангенциальным фиксатором 13.
Когда ролик коромысла попадает в паз а диска 10. коромыс-
ло поворачивается по часовой стрелке и через тягу 7 и рычвг 6
поворачивает поводок 5 в том же направленна. При этом левый
фиксвтор 2 отводится в сторону от шпиндельного блока 15 непо-
средственно поводком 5. а правый — прн помощи тяги II.
Шпиндельный блок 15 имеет четыре фиксаторных гнезда И в
соответствии с количеством его позиций. Фиксация шпиндельного
блока происходит в момент выхода ролика ив удаленную часть
криволинейного паза а.
Пружины 1 н 12 служат для компенсации неточностей монта-
жа узла и для постоянного прижима шпиндельного блока к ниж-
ней опоре после его фиксации.
Механизм подъема шпиндельного блока. Для легкости хода
шпиндельный блок Z (рис. 52, е) перед поворотом в новую пози-
цию несколько приподнимается с помощью люнета 8. Подъем
шпиндельного блока Z осуществляется выступом б кулачка 5, ус-
тановленного на центральном распределительном валу 1. Выступ
кулачка 5 в соответствующий момент нажимает на ролик 6 рыча-
га 3 н через тягу 2 приподнимает на небольшую величину коро-
мысло / С люнетом 8.
Рис. 52. Узлы четырехшпнндельиого токарного автомата модели 1265-4
« ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ
Общая характеристика станка
Назиачеине ставка. Ставок предназначен дан сверлении, рас-
сверливания. эенкероаания и разаертмваиия отверстий в различных
деталях, а также для торцевания а нарезания резьб машинными
метчиками в условиях индивидуального и серийного производст-
ва. На ставке модели 2AI35 обрабатываются детели сравнительно
небольших размеров и веса.
Таампасааа хаваатфкпаа спаи
НаиОааыпй ди»мчр смрлоим в жа ................. Зв
Расставим ст оса мваалма ао жаиаой стомам стаав
вм в *ж........................................ 300
НааЛпмама расставим ст тараа вввлаля во стаивав ПО
НаиОоаыпй ил аимима в ла....................... 225
НавЛсиама устаимочтаа варааиааим иаииаваммО баб-
клала ......................................... 300
Размеры рабочей воеарявоств стаи в лис
мма 600
парии .................................... «Ю
Headовале мртагапам верааниааж стаи а ла . . . 335
Чаем сиростей вравший ивиеавая .................... О
Прелым мкы оборотов амаииля в калугу ... 03—1100
Колвчеспо вызвав водач......................... II
Предкам вшивав вомча а ла/об................... <IIS—1J6
Нежность глеевого авипроиатыв о кат............ 4fi
Основные узлы станка (рис. 53). А — стол; £ —шпинельная
бабка с коробкой подач я подъемным механизмом; В — коробка
скоростей; Г — стЗиииа (колонна); Д — основание станины.
Органы управления. / — рукоятка перемещения стола;
2—штурвал для подъема и опускания шпинделя я для включе-
ния механической подачн.
Движения а стайке. Двнженне резания —вращение
шпинделя с режущим инструментом. Двнженне подачн —
осевое перемещение шпинделя с режущим инструментом Вспо-
могательные движения—ручные перемещения стола я
шпиндельной бабки в вертикальном направлении и быстрое руч-
ное перемещение шпинделя вдоль его осн.
Примния работы. Обрабатываемая деталь устанавливается на
столе ставка к закрепляется в машинвых тасках иля в специаль-
ных приспособлениях. Совмещение оси будущего отверстия с осью
шпинделя осуществляется перемещением приспособления с обра-
батываемой деталью на столе ставка.
СТАНОК МОДЕЛИ 2AI35 J
Режущий инструмент в зависимости от рок_.. его хвостови-
ка закрепляется в шпинделе станка при помощи патрона пли пе-
реходных втулок. В соответствии с высотой обрабатываемой де-
тали и длиной режущего инструмента производится установке сто-
ла и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещевкем
шяннделя, так я механической подачей.
Коиструпиааые особенности. Станок обладает высокой жест-
костью, прочностью рабочих механизмов, мощностью привода и
широким диапазоном скоростей резаняя я «юдач. позволяющим
использовать режущий инструмент, осиащеииый твердым сплавом.
Наличие злеггрореверса, управляемого как автоматически, так к
вручную, обеспечивает возможность иарезвиня резьбы яри руч-
ном подводе и отводе метчика.
В конструкции вертпкааьво-сверлильаого станка модели 2А135
предусмотрено автоматическое включение движения подачн после
быстрого подвода режущего инструмента к обрабатываемой детали
я автоматическое выключение подачн при достижении заданной
глубины сверления.
Заданная глубина сверления весквозиых отверстий обеспечи-
вается специальным механизмом останова с упором. Этот меха-
низм является одновременно предохранительным устройством,
предохраняющим механизм подач от поломок при перегрузках.
Шпиндель стайка смоитироеаи на прецизионных подшипниках
качения. Нижняя опора состоят из радиального шарикового под-
шипника класса АВ. В верхней опоре установлен одни шариковый
подшипник класса В.
Заводом предусмотрена возможность смены приводных шки-
вов клшюременной передачи, что позволяет устанавливать преде-
лы чисел оборота шпинделя а соответствия с технологическими
задачами.
Для сокращения вспомогательного времени па станке модели
2AI35 обеспечена возможность включении к выключении подачи
тем же штурвалом, который осуществляет ручное быстрое пере-
мещение шпинделя.
Меделя вертикально-сверлильных станков. На машинострои-
тельных заподах получали распространение следующие модели
вертикальио-сверлильвых станков: 2118, 2II8A, 2Б118 для сверле
вин отверстий в мягкой стали диаметром до 18 мм; 2125 и 2AI25
для сверления отверстий диаметром ю 25 мм; 2135, 2AI35 для
сверления отверстий диаметром Ж> 35 мм; 2160, 2AI50 и 2170 для
сверления отверстий диаметром соответственно до 50 и 70 мм.
Выиутен станок модели 2Н135А.
Рис. 53. Общий вид вертикально-сверлильного станка модели
2AI35
109
з Кинематика станка модели 2А135
Движение резания. Шпиндель V (рис. 55, а) приводится в дви-
жение электродвигателем мощностью 4,5 кет через клиноременную
передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижной
блок шестерен Бь обеспечивающий валу 11 три скорости враще-
ния. От вала // через шестерни 34—48 вращение передается ва-
лу 111, на котором расположен тройной подвижной блок шесте-
рен Бг. приводящий в движение полый вал IV, связанный шлице-
вым соединением со шпинделем V. Как видно из графика
(рис. 55,6), шпиндель V имеет девять скоростей вращения. Наи-
большее число оборотов шпинделя п1Ла, с учетом упругого сколь-
жения ремня определяется из выражения
1440^ 0,985 = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинде-
ля V. Движение передается через шестерни 27—50 и 27—50, ко-
робку подач с выдвижными шпонками, предохранительную муф-
гу ЛЬ, вал IX, червячную передачу /—47, зубчатую муфгу Л42,
вал X и реечную передачу гильзе шпинделя
В коробке подач расположены трех- н четырехступенчатый ме-
ханизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на
котором жестко закреплены шестерни 60. 56, 51, 35 и 21. От ва-
ла VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей враще-
ния, однако, как видно нз графика (рис. 54), одна из них повто-
ряющаяся, поэтому станок модели 2А135 имеет только 11 различ-
ных величин подач.
От вала VIII через кулачковую муфту ЛЬ движение сообщает-
ся валу IX, на котором закреплен червяк. Червячное колесо 47
расположено на одном валу с реечной шестерней 14, находящейся
в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта Mt
служит для предохранения механизма подач от поломок при пере-
грузках, а также для автоматического выключения подачи при ра-
боте по упорам.
Наибольшая величина подачи $тах определяется из выражения
•~>-1 3J4'3-5'l4=l,6-^/e6.
Вспомогательные движения. Перемещение шпиндельной бабки
осущсс шляется от рукоятки Pi через червячную передачу /—32 и
реечную шестерню 18, сцепляющуюся с рейкой т = 2 мм, закреп-
ленной па станине.
Вертикальное перемещение стола достигается поворотом ру-
коятки Р2 через вал XI, конические шестерни 16—43 и ходовой
винт XII
Быстрое перемещение шпинделя с гильзой производится штур-
валом Ш, связанным специальным замком с валом X. Замок поз-
воляет штурвалу свободно поворачиваться на валу X в пределах
20°, а в дальнейшем связывает их в одно целое.
Ill
Узлы станка модели 2AI35
Коробка подач. Для изменения величины подачи па станке
модели 2Л135 используется коробка, состоящая из двух типовых
механизмов с выдвижными шпонками. Продольный разрез короб-
кн подач показан иа рнс. 56, б.
Из кинематической схемы (рнс. 55. о) видно, что движение по-
дачи заимствуется от шпинделя. Далее через блок шестерен /
(рнс. 56,6). установленный иа осп 2. и зубчатое колесо 3 враще-
ние передается полому валу 4 с прорезью о. На последнем свобод-
но установлены три шестерни 16. имеющие шпоночные пазы б.
Между шестернями 16 находятся промежуточные кольца. Внутри
полого вала 4 перемещается штанга 14. представляющая в ниж-
ней своей части круглую рейку. В верхней части штаигн 14 имеет-
ся сквозное окно, в котором па осн установлена выдвижная шпон-
ка /5. Эта шпонка под действием пружины 17 стремится войти
в шпоночный паз одной нз шестерен 16.
Перемещая штангу 14 с выдвижной шпонкой /5 внутри вала 4,
можно соединить последний с любой нз шестерен 16. Промежу-
точные кольца, которые не имеют шпоночных пазов, утапливают
выдвижную шпонку в момент переключения скорости. Это необ-
ходимо для предупреждения поломки, которая могла бы иметь
место в случае заклинивания иа валу одновременно двух шесте-
рен.
Аналогичный механизм, состоящий из четырех шестерен 10
с пазами а, выдвижной шпонки в, пластинчатой пружины 9 н
штанги 7. устаноален иа полом палу 11.
На валу 12 закреплен конус шестерен 13. состоящий нз пяти
колес. Трн верхних колеса конуса находятся в постоянном зацеп-
лении с шестернями 16. а, кроме того, верхнее и трн иижннх — о
постоянном зацеплении с шестернями 10 вола И. Перемещение
штанг 7 н 14 с выдвижными шпонками 8 н 15 для переключения
величины нодачп шпинделя осуществляется рукоятками, располо-
женными иа левой стороне корпуса шпиндельной бабки.
Плунжерный насос 6 приводится в действие эксцентриком 5.
Механизм подач. Включение н выключение механической нодв-
чн, а также подвод и отвод шпинделя рсушесталиется штурваль-
ным механизмом подач, изображенным иа рнс. 56. а. Механизм
подач шпинделя вертикально-саерлильного станка модели 2А>35
состоит нз червячной передачи, реечной 1ередачи. рукояток управ-
ления н ряда муфт включения. Привод механизма подач осущест-
вляется от коробкн подач через кулачковую муфту 16. предназ-
наченную для автоматического выключения движения подачи по
достижении заданной глубины сверления и являющуюся одновре-
менно предохранительным устройством, отключающим цепь дви-
жения подачн при перегрузках. Предельная величина нагрузки
иа механизм подвч регулируется винтом /5. который осуществляет
предварительное сжатие пружины 14.
Для включения механической, подачи штурвал 3 и соединенную
с ним кулачковую муфту 22 поворачивают на себя. Угол поворо-
та штурвала и муфты ровен 20’ п ограничивается прорезью а иа
муфте и штифтом 21. закрепленным на конце ввла J. При поворо-
те штурвала 3 зубья муфты 22. имеющие скосы, сдвигают кулач-
ковую обойму 4 вправо н. входя торцом иа торец зубьев обоймы,
фиксируют это смешение. К обойме 4 прикреплен двусторонний
храповой диск 6, связанный с обоймой 4 подпружиненными собач-
ками 5. При смешении обоймы зубья храпового диске 6 зацепля-
ются с зубьями диска 9. прикрепленного к червячному колесу 7 и
связывают последнее, с валом /. Таким образом, вращение от ко-
робки подвч через муфту 16 сообщается червяку' 13. червячному
колесу 7 н палу 1. задний конец которого представляет собой ре-
ечную шестерню. Последняя находится в зацеплении с рейкой,
нарезанной на гильзе 10 шпинделя /1 станка.
Быстрый подвод инструмента к заготовке обеспечивается даль-
нейшим поворотом штурвала 3 при включенной подаче. В этом
случае собачки 5 проскакивают по зубьям внутренней стороны
диска 6. опережая механическую подачу.
Выключение механической подвчи в любой момент осущест-
вляется поворотом штурвала 3 от себя на 20’. ири этом зубья
муфты 22 ствнут напротив впадин обоймы 4. последняя иод дейст-
вием пружины в сместится влево, зубья храпового диска 6 рас-
цепятся с зубьями днека 9. вследствие чего червячное колесо 7
будет свободно поворачиваться на валу 1 н механическая подачп
шпинделя прекратится.
При быстром подъеме шпинделя механическая подачв также
автоматически выключается.
Конструкция механизма подачи вертиколы1о-сверлнлыюго стан-
ка модели 2AI35 допускает также медленное ручное перемещение
штурвала 3. гильзы 10 со шпинделем. Для этого необходимо
выключить штурввлом 3 механическую подачу, после чего переме-
стить кольцо 2 цдоль оси -вала 1 вправо; при этом штифт 20 за-
блокирует штифт 21 н при повороте штурвала 3 иа себя не будет
включаться механическая подача.
Настройка механизма подачи для сверления отверстий задан-
ной глубины осуществляется кулачком 18. который устанавли-
вается иа требуемый размер по шкале лимба 19.
При настройке станка на нарезание резьб метчиками реверси-
рование шпинделя для вывода режущего инструмента может быть
осуществлено автоматически или вручную. При автоматическом
реверсе нестройна иа глубину нарезания н переключение шпинде-
ля производится кулачком 17. который заранее устанавливается
па лимбе 19. При ручном управлении реверсом, когда достигнута
требуемвя глубина нарезания, изменение направления вращения
шпинделя осуществляется рукояткой 12.
f
РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2В56
Общая характеристика станка
Назначение станка. Станок предназначен для сверления, зевке-
роваиия и развертывания отверстий и для нареэакия резьб в из-
делиях крупных и средних размеров значительного веса в услови-
ях индивидуального и серийного производства.
Техапкаая харитерастаи спаи
Наибольший диаиетр сверленая а ля ................ 60
Вылет шпинделя в ям .............. 1500
Наабольшай ход штихеля я ил 360
Конус отверстая шпинделя........................... . Морзе М Б
Число саоросте* вращения шпинделя ....................... 10
Пределы Чисел оборотоя шпиндели в минуту . 65—1650
Количество величин подач шпинделя 9
Пределы величин подач а мя!о6 . . ............... 0,15—1,2
Скорость вертихальных перемещений траверсы в яя/яия 900
Мощность в кет.*
аяектродвнтатела перемещения траверсы .... U
главного электродвигателя БЛ
Основные узлы станка (рис. 57). А —основание; Б —неподвиж-
ная колонна; В — механизм зажима -поворотной колонны; Г — по-
лая поворотная колонна; Д — механизм подъема, опускания и
зажима траверсы; Е — траверса; Ж — шпиндельная бабкв с ко-
робкой, скоростей и коробкой подач; 3 —приставной стол.
Органы управления: / — рукоятка переключения коробки по-
дач; 2— рукоятка быстрого ручного перемещения шпинделя и
включения автоматической подачи; 3 — рукоятка установки авто-
матического выключения подачи: 4 — мвховнчок ручного медленно-
го перемещения шпинделя; 5 — маховичок ручного радиального
перемещения шпиндельной бабки; 6— маховичок переключения
коробки скоростей; 7 — рукоятка включения.' выключения и ре-
версирования главного электродвигателя.
Движения в стаине. Движение резания — вращение
шпинделя. Д в и ж е« неподачи — вертикальное осевое перемеще-
ние шпинделя. Вспомогательные движения: ручное* го-
ризонтальное перемещение шпиндельной бабкп по траверсе: ме-
ханическое вертикальное перемешениетраверсы по поворотной ко-
лонне и зажим траверсы на поворотной колонне; ручной поворот
траверсы с колонной и механическое закрепление поворотной ко-
лонны.
Принцип работы. Обрабатываемая деталь устанавливается на
основании А станка или на приставном столе 3. Режущий инсгр)-
мент укрепляется в шпинделе станка. Для совмещения осн ин-
струмента с осью будущего отверстия шпиндельную бабку Ж не-
обходимо вручную перемещать во направляющим траверсы £. ко-
торая в свою очередь может быть яовернута вместе с полой по-
воротной колонной Г.
Установка траверсы по высоте в зависимости от размера обра-
батываемой детали обеспечивается перемещением траверсы отно-
сительно поворотной колонны.
Для сверления несквозных отверстий станок снабжен механиз-
мом автоматического останове подач.
Конструктивные особенности. Изменение чисел оборотов шпин-
деля н подач обеспечивается коробками скоростей и подач с од-
норукояточным управлением. Станок снабжен механизмом авто-
матического выключения подачи по достижении требуемой глуби-
ны сверления.
Подъем н опускание траверсы осуществляется самостоятель-
ным электродвигателем, приводящим в движение специальный
механизм, смонтированный в траверсе. Зажим траверсы па по-
лой поворотной колонке происходит автоматически после прекра-
щения подъема или опускания траверсы.
Модификации радиально-сверлильных станков. Значительное
распространение получили различные модели радиольно-сверлнль-
ных станков, предназначенные для сверления отверстий диаметром
от 35,50, 75 до 100 мм.
Наиболее распространенными являются модели 2А53, 2А55,
2П56, 257. 258 н др.
Станок 2А53 рассчитан на наибольший диаметр сверления
35 мм в мягкой стали. Наличие в нем электромеханического уст-
ройства для предварительного выбора скоростей и концентрация
всех органов управления в нижней части шпиндельной головки
обеспечивает простоту н легкость управления. Повышенная жест-
кость допускает обработку детолей с высокой производительно-
стью н точностью. Закрепление шпиндельной головки на траверсе
производится механизмом, двюшнм команду гидравлическому за-
жиму. В настоящее время выпушен аналогичный станок модели
2Н53. Радиольно-сверлнлыше станин моделей 2А55 н 2Н55 уст-
роены аналогично и в основном отличаются размером обрабаты-
ваемых отверстий (до 50 ми). Станок модели 2П56 по конструк-
ции значительно отличается от предыдущих. Он допускает' сверле-
ние как вертикальных, горизонтальных, так и наклонных отверстий
в крупногабаритных деталях.
Рис. 57. Общий вид радиально-сверлильного станка модели 2В56
115
г Кинематика станка модели 2В56
Движение резания. Шпиндель станка VII (рис. 58, а) приво-
дится в движение электродвигателем мощностью 5,5 кет через по-
лужесткую муфту, цилиндрические колесв 31—49 и коробку ско-
ростей. В коробке расположены тройной подвижной блок шесте-
рен Si. сменные колеса А—В и два двойных подвижных блока
шестерен Б3 и Б* Коробка скоростей, кек видно нэ графика
(рис. 58.6). дает только 10 различных скоростей вращения шпин-
деля. Две скорости врашення совпадают.
Обычно к станку прилагаются два сменных колеса (по же-
ланию потребителя число их может быть увеличено) с числом
зубьев 4=40 н В=33. Эти колеса можно менять местами. Мак-
симальное чнело оборотов шпинделя netI определяется из выра-
жения
=1660 °б1*ии
Движение подачи. Движение подачи шпинделя заимствуется
от полого вала VI. связанного шлицевым соединением со шпинде-
лем VII, и передается через шестерни 31—41, девятнекоростную
коробку подач, колеса 22—55. вал л/. червячную передачу 1—60
реечной шестерне 13, закрепленной на полом валу XII и находя-
щейся в зацеплении с рейкой т=3 мм гильзы шпинделя.
В коробке подач находится два тройных подвижных блока ше-
стерен о« и Bj. График на рис. 58. впоказыва т структуру короб-
ки подач.
Минимальная подача шпинделя За,). определяется нэ выраже-
ния
4-Г^гаО3'Н'3-,3=0-15
Включение и выключение механической попаян осуществляет-
ся фрикционной муфтой М3, которая управляется рукоятками Р.
При перемещении рукояток на себя фрикционная муфта М> сцеп-
ляет червячное колесо 60 с полым валом XII. включая механиче-
скую подачу.
Вспомогательные движения. При перемеикини рукояток Р от
себя муфта М3 выключает я в этом случае поворотом рукояток Р
относительно осн полого вала XII можно производить вручную
быстрые перемещения шпинделя.
Ручное точное перемещение (подача) шпинделя осуществляет-
ся маховичком Мх. закрепленным на полом валу XIII орн вклю-
ченной муфте М| и нейтральном 'положении тройного подвижного
блока шестерен Б» коробки подач. Перемещение шпиндельной баб-
ки по направляющим траверсы производится вращением махович-
ка Мх,. закрепленного на валу XIV. который проходит внутри
полых волов XII и XIII, расположенных соосно. На другом конце
вала XIV, условно изображенного на схеме изогнутым, установле-
на реечная шестерня 13. находящаяся в зацеплении с рейкой
ш=3 мм. Рейка закреплена на траверсе.
Вертикальное перемещение н эажнм траверсы на полой пово-
ротной. колонне осуществляются электродвигателем мощностью
1.3 кет От электродвигателя через шестерни 23—66, вал XV н зуб-
чатые колеса 16—54 приводится в движение вертикальный ходо-
вой винт XVI. Нв винте находятся две гайки, расположенные
внутри траверсы. Из них верхняя — гайка Г1 подъема — может
свободно вращаться с ходоаым винтом XVI, но вдоль винта онв
двигается только вместе с траверсой. На нижнем конце гайки Г।
подъема имеются зубья, которыми она может соединяться с
внутренними эубьямн гайки Г3, т. е. гайки зажима. Эта гайка вра-
щаться с ходовым винтом не может- так как она связана с тра-
версой направляющей шпонкой Ш. При вращении ходового вин-
та гайка Г1 перемещается вдоль его осн.
На нижнем конце гайки Г3 зажима имеется кольцевая проточ-
ка. в которую входит вилка рычажно-зажимного устройства тра-
версы.
При вращении ходового винта XVI вначале гайкв Г। подъема
будет свободно вращаться, а гайка Г3 зажима будет перемещать-
ся вдоль ходового винта, освобождая эажнмиое устройство тра-
версы. После некоторого перемещения гайки Г3 зажима ее зубья
войдут в зацепление с эубьямн гайки Г। подъема. Гайка Г। не
сможет больше вращаться вместе с ходовым винтом, вследствие
чего она начнет перемешаться вдоль винта вместе с траверсой,
перемещая ее вверх нлн вниз б зависимости от направления вра-
шення электродвигателя н ходового винта.
После перемещення траверсы до требуемой высоты кнопку пус-
ка электродвигателя освобождают; благодаря соответствующей
электрической схеме электродвигатель получит вращение в об-
ратном направлении. Вследствие этого гайка зажима Г3 будет
двигаться в противоположном направлении, выйдет из зацепления
с гайкой Г। подъема, дойдет до нейтрального положения н зв-
клнннт зажимное устройство траверсы.
Зажим полой поворотной колонны производится электродвига-
телем мощностью 0.52 кет. при вращении которого через червяч-
ную передачу 2—60 приводится в движение винт XvH. стягиваю-
щий хомут, который связывает поворотную и неподвижную ко-
лонны.
Винт имеет дифференциальную резьбу с шагом 5.5 н 6 мм; при
каждом обороте внита хомут сжимается нлн расходится на раз-
ность шагов, т. е нв 0.5 мм. Червячное колесо связано с хвосто-
виком внита шлицевым соединением.
По окончании зажима хомута электродвигатель автоматически
останавливается.
Рис. 58. Кинематическая схема раднально-сверчильного станка модели
2В56
г Узлы станка модели 2В56
Механизм переключения скоростей. Рукоятка / (рис. 59, а)
укреплена на валу, на котором находятся кулачковые муфты 2.
3. 4 н 9 н свободно вращающаяся гильза 6. несущая иа себе шес-
терню 7. На переднем торце гильзы имеется кулачковая полу-
муфта 5.
Шестерня 7 с помощью промежуточных колес 13 н 23 связана
с зубчатым колесом 16, которое жестко соединено с ведущим дис-
ком 17 мальтийского механизма, несущим на себе три пальца о
для периодического поворота мальтийского креста 19. укреплен-
ного на валу 20. На переднем конце вала 20 находится ведущий
диск 21 второго мальтийского механизма, обеспечивающий перио-
дический поворот крестовины 22. На ведущих дисках 17 н 21 и
на крестовине 22 закреплены кривошипные пальцы, соответствен-
но связанные с тремя тягами 18. 15 н 14, соединенными с тремя
подвижными блоками шестерен в коробке скоростей.
Настройка коробки скоростей иа требуемые числа оборотов
шпинделя производится перемещением рукоятки 1 на себя для
сцепления муфты 9 с тори вымн кулачками шестерни 7. При по-
вороте рукоятки поворачивается шестерня 7. промежуточные зуб-
чатые колеса 13 и 23. колесо 16 н мальтийские механизмы. Число
зубьев шестерен 7 н 16 н расположение пальцев иа ведущих дис-
ках 17 и 21 рассчитаны так, что получение нового числа оборотов
шпинделя обеспечивается попоротом рукоятки 1 на '/> оборота.
При попороте рукоятки, шестерен и мальтийских механизмов сме-
шаются тяги 14. 15 и 18. устанавливая подвижные блоки шесте-
рен коробкн скоростей в требуемое положение, обеспечивающее
нужное число оборотов шпинделя. Так как число зубьев зубчато-
го колеса 23 в четыре раза больше числа зубьев шестерни 7. то
указатель 24. закрепленный на одном валу с колесом 23. при каж-
дой переключении скорости будет поворачиваться на ‘/и часть
оборота, показывая в одной нз двенадцати рамок d, на какое чис-
ло оборотов шпинделя настроена коробка скоростей. Механизм
переключения скоростей фиксируется собачкой 8 с роликом 10.
который входит в выемку диска 12. Для пуска радналыю-свер-
лнлыюго станка модели 2В56 рукоятка 1 перемещается от
себя, при этом кулачковая муфта 9 выключается, фиксируя поло-
жение ведущей шестерни 7 с валом рукоятки 1 н мальтийских ме-
ханизмов.
Одновременно включается муфта 2. которая обеспечивает пе-
ремещение тяги 25 при повороте рукоятки 1. включая пусковые
кнопки электродвигателя. Наличие блокировочного устройства
Обеспечивает возможность включения электродвигателя только
после полного переключения скорости и ввода а заиепленн зубча-
тых колес на всю длину зубьев.
Механизм переключения подач. Настройка коробкн подач на
требуемую величину подачи шпинделя производится поворотом
рукоятки 15 (рис. 59.6). Вместе с рукояткой 15 поворачивается
ведущий диск 5 мальтийского механизма, имеющего пальцы б для
периодического попорота крестовины 14. На обратных сторонах
ведущего диска 5 и крестовины 14 соответственно закреплены кри-
вошипные пальцы 7 и 9, связанные с тягами 8 н 12. Тяги с по-
мощью поводковых устройств соединены с двумя тройными бло-
ками шестерен коробкн подач £< н Бь
Число прорезей а на крестовине 14, их расположение, а также
число пальцев 6 на диске 5 обеспечивают поворот крестовины 14
за каждый оборот рукоятки 15 на '/> оборота. Следовательно, пе-
ремещение блока Б» в три различных положения вдоль его шлице-
вого вала наступит после того, как блок Б« поочередно переместит-
ся в одно- нз трех положений. При настройке коробки подач на
требуемую величину подачн поворотом рукоятки 15 одновременно
через шестерни 4. 3 и 2 приводится в движение указатель 1. сидя-
щий на одном валу с шестерней 2. показывая в одной нз девяти
рамок б, на какую подачу настроена коробка.
Для ручного точного перемещения шпинделя тройной блок Бе
устанавливается а нейтральное положение, а кулачковая муфта 10
вподнтся в зацепление. Это достигается соответствующей установ-
кой рукоятки 15, при которой с помощью рычвга 13 сообщается
осевое перемещение валику II. связанному поводком с кулачко-
вой муфтой 10.
Механизм зажима траверсы. На рис. 59, в изображен механизм
зажима траверсы ив колонне
Рычажно-зажнмное устройство траверсы состоит нз подвижной
гайки Г. вилки 3. толкателя 2. двуплечего рычага 1 с коромыс-
лом 9 и двух рычагов 8. После включения электродвигателя подъ-
ема н опускания траверсы мощностью 1,3 каг (см. рис. 58. а) на-
чинает вращаться вертикальный ходопой винт 4. вдоль осн кото-
рого перемещается гайка Г, поворачивающая вилку 3. упираю-
щуюся задним концом в толкатель 2. Толкатель 2 находится в
контакте с рычагом I.
При перемещении гайкн ваерх нлн вниз вилка 3 поворачивает-
ся на своей осн и благодаря наличию скосов на ее заднем конце
освобождает толкатель 2. Толкатель, получает возможность пере-
мещаться вдоль своей осн. что. а свою очередь, обеспечивает пово-
рот рычага 1 с коромыслом 9.
Отход коромысла от рычагов 8 освобождает траверсу, создавая
необходимый зазор между траверсой н поворотной колонной.
После установки траверсы б на требуемой высоте электродви-
гатель и ходовой винт 4 переключаются на обратное вращение,
при котором внлка 3 поворачивается в противоположном направ-
лении. Зажим траверсы б иа колонне 5 прекращается, когда внл-
ка 3 устанавливается в горизонтальное положение. Механизм за-
жима траверсы регулируется болтами 7.
Рис. 59. Узлы радиально-сверлильного станка модели 2В56
S РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 257
Общая характеристика станка
Назначение станка. Станок предназначен для обработки отвер-
стий диаметром до 75 мм. главным образом в крупногабаритных
и тяжелых деталях, в условиях индивидуального н серийного про-
изводства.
Техшчески хаяамтеркстаи станка
НапболыивВ манат? сверления стали в мм . . 75
Пределы вылета оси шпинделя от колонии в мм ... 500—2000
Пределы расстояния от тория шпинделя до плиты в мм 600—1750
Наибольшее осевое переиеиаеииа шпинделя л мм ... 450
Число скоростей вращении шпинделе 22
Пределы чисел оборотов шпинделя в шшуту .... 11,2—1400
Количество величин подач ................. ... 18
Пределы величии подач шпинделе в мм/ofi . 0,04—2
Мощность главного влектродакгателв в кат ............ 7
Основные узлы станка (рис. 60). А — неподвижная колонна;
Б — полая поворотная колонна; В — привод гндроэажныа колон-
ны н шпиндельной бабки; Г — привод подъема, опускания н за-
жина траверсы; Д — шпиндельная бабка; £ — траверса; Ж —
стол; 3 — основание.
Органы управления. / — кнопка освобождения гидравлических
зажимов колонны и шпиндельной бабки; 2 — грибок точной наст-
ройки глубины сверления: 3 — кнопка включения гидравлических
зажимов колонны и шпиндельной бабки; < — рукоятка переключе-
ния с механического на точное ручное перемещение шпинделя;
5 — рычаг управления пусковыми фрикционами, тормозом н гид-
равлическим механизмом переключения скоростей и подач; 6 — кре-
стовой переключатель; 7 — маховичок ручного перемещения шпин-
дельной бабкн по трвверсе; 8 — маховичок осевого точного ручно-
го перемещения шпинделя: 9 — флажок включения н отключения
лнмба настройки глубины сверления; 10 — рукоятка быстрого
ручного перемещения Щйннделя н включения механической подачи
шпинделя; II — диск предварительного выбора величины подачи;
12— диск предварительного выбора числа оборотов шпинделя.
Движения в станке. Движение феэ а и ия — вращение шпин-
деля. Движем не иодачн—прямолннейноелоступательноепе-
ремещенне шпинделя вдоль оси. Вспомогательные дв име-
ни я: ручное горизонтальное поступательное перемещение шпин-
дельной бабки по траверсе: механическое вертикальное поступа-
тельное перемещение траверсы по колонне и механический зажим
траверсы на колонне; ручное вращение траверсы с колонной и
шпиндельной бабкой относительно осн колонны; гидравлический
зажим поворотной колонны и шпиндельной бабкн на траверсе;
гидравлическое управление станком.
Принцип работы. Обрабатываемая деталь или узел устанавли-
ваются в зависимости от размеров либо на столе, либо на осно-
вании станка. Режущий инструмент закрепляется непосредственно
в конусе шпинделя или при помощи патронов, оправок и других
приспособлений.
В процессе обработки всего комплекса отверстий с параллель-
ными осями деталь остается неподвижной, а совмещение осн ре-
ифц го инструмента с осями обрабатываемых отверстий дости-
гается поворотом траверсы с колонной и перемещением шпин-
дельной бабки вдоль траверсы. После совмещения осей произво-
дится зажим колонны и шпиндельной бабкн на траверсе.
Для каждого перехода с помощью преселектнввого гидрофн-
цнрованного механизма устанавливаются ианвыгоднейшне ско-
рость вращения шпинделя и величина подачи. Затем шпиндель
вручную быстро подводится к обрабатываемому отверстию, после
чего включается механическая подача, которая может быть авто-
матически отключена по достижении установленной глубины об-
работки.
Конструктивные особенности, в приводе движения резання
имеется двусторонняя многодисковая фрикционная муфта для вклю-
чения, выключения н реверсирования вращения шпинделя, что
облегчает управление станком, защищает привод станка от пере-
грузки при высоких числах оборотов шпинделя и улучшает дина-
мику привода при нврезанни резьбы метчиками.
Для предохранения привода резання от поломок при низких
числах оборотов шпинделя на переборном валу коробки ркоростей
установлена вторая многодисковая фрикционная муфта.
Станок имеет преселеитнвное гндрофнцнрованное управление
коробкой скоростей и коробкой подач. Это позволяет предвари-
тельно устанавливать режимы обработки, т. е. во время выполне-
ния квкого-ннбудь перехода предварительно, без остановки стан-
ка. настроить механизм переключения на число оборотов шпин-
деля н величину подачи, которые требуются для выполнения сле-
дующего перехода. После остановки шпинделя для смены режу-
щего инструмента н последующего включения пускового фрик-
циона станок автоматически перестпанвается на выбранный ре-
жим.
В целях предохранения от поломок и нерегрузок механизма
подъема и опускания траверсы в приводе зтого механизма уста-
новлена шариковая предохранительная муфта.
Рис. 60. Общий вид радиально-сверлильного стайка модели 257
121
с
Кинематика станка модели 257
Движение резання. Вращение от электродвигателя мощностью
7 кат (рис. 61.о) передается зубчатыми колесами 43—37 валу I.
На валу / свободно установлены шестерни 40 и 30, которые мо-
гут быть соединены с валом соответственно фрикционными муфта-
ми Л1#| н Mfi. Со ступицей шестерни 30 nntcmo связан барабан
колодочного тормоза Тв .
При включении муфты М*г вал II получает вращение через
шестерни 30—39—59 (прямое вращение шпинделя), а при вклю-
чении муфты М*, — через колеса 40—56 (обратное вращение
шпинделя). Валу 111 данженне передается при выключенной муф-
те М, (как показано на схеме) шестернями 16—45. а при вклю-
ченной — колесами 35—26.
Далее вращение последовательно передается двойными по-
движными (блокамн шестерен Б|. Бг и Б» переборному валику VI,
который связен с сидящими на нем приводными шестернями 47 и
34 предохранительной фрикционной муфтой Ма1.
При выключенной кулачковой муфте Мг полый вал VII н соот-
ветственно шпиндель VIII получают высокий ряд чисел оборотов
через колеса 47—37, минуя предохранительную муфту M,i . При
включении муфты Л4» колеса 47 н 37 выходят из зацепления, н
вал VII н шпиндель VIII получают низкий ряд чисел оборотов че-
рез предохранительную муфту M,t и шестерни 14—70.
Как видно из графика скоростей (рис. 61.6), вследствие сов-
падения ряда чисел оборотов шпиндель имеет только 22 различ-
ные скорости вращения. При прямом ходе максимальное число
оборотов шпинделя в минуту пш„ определяется нэ выражения
= 1440 об/мин.
Движение подачи. Вращение от полого вала VII передается
валу IX коробки подач колесами 43—52. Два тройных подвиж-
ных блока шестерен Б* н Бе позволяют получить на валу XI ко-
робки подач 9 скоростей вращения. Далее движение передается
валу XIII либо непосредственно, когда включена кулачковая муф-
та Мг. либо через перебор колесами 21—61 и 17—49.
Соосные валы XIII и XIV соединены кулачковой муфтой Л4Й,
являющейся одновременно предохранительной. От вала X1V через
червячную передачу 1—50 вращение получает полый вал XV. па
конце его закреплена шестерня 12, находящаяся в зацеплении с
рейкой мм, нарезанной на шпиндельной гильзе Гв.
Червячное колесо 50 сидит на валу XV свободно н соединяется
с ним фрикционно-зубчатой муфтой Мг. которая управляется ру-
кояткой Р. При -перегрузке механизма подач колесо 50 останавли-
вается. а червяк, продолжая вращаться, перемещается с валом
XIV вниз и посредством шайбы, закрепленной на верхнем торце
вала XIV. расцепляет предохранительную муфту М,г. В исходное
положение червяк возвращается под действием пружины П.
Как видно из графика подач (рис. 61,в), шпиндель имеет 18
различных величин подач от 0.04 до 2 мм/об.
Вспомогательные движения. Быстрые ручные перемещения
шпинделя вдоль осн осуществляются рукоятками Р при выключен-
ной муфте Мг. Для этого рукоятки Р оттягивают на себя н пово-
рачнпают совместно с валом XV. от которого движение через
реечную передачу сообщается гильзе со шпинделем. Точное ручное
перемещение шпинделя вдоль осн производится маховиком Мх,.
когда отключена кулачковая предохранительная муфта Мл.
Автоматическое выключение механической подачи по дости-
жении заданной глубины обработки производится упором У. ко-
торый расцепляет фрикционно-зубчатую муфту Mt. Грубая уста-
новка упора У на заданную глубину обработки осуществляется
по делениям лимба Л. Тонкая установка производится по нониусу
грибком Гр через червячную передачу 1—53.
Перемещение шпиндельной бабкн ио направляющим траверсы
осуществляется вручную маховичком Мхг. вращение от которого
через вал XVI (на схеме условно изогнут) и шестерню 12 пере-
дается реечному колесу 19. Последнее находится в зацеплении с за-
крепленной на.траверсе рейкой т=3 мм.
Вертикальное перемещение и звжнм траверсы на поворотной
колонне производится электродвигателем мощностью 2.8 кет.
Вертикальный ходовой винт XV1I1 с шагом 8 мм получает вра-
щение от электродвигателя через редуктор с колесами 22—80 и
16—68. Шариковая предохранительная муфта М„, ограничивает
предельную нагрузку на механизм подъема траверсы.
Закрепление поворотной колонны н шпиндельной бабкн произ-
водится от отдельного гидромеханического привода. При включе-
нии установленного на колонне электродвигателя мощностью
ОД кет связанный с ним гидронасос Н подает масло в зависи-
мости от направления вращения электродвигателя в правую пли
левую полость гндроцилнцдра И. Для зажима масло подается в
левую полость цилиндра. Тогда плунжер П, с рейкой перемещает-
ся «право и через колесо 32. вал XIX и шестерню 20 поворачи-
вает зубчатый сектор С> с кулачками К. Последние, воздействуя
на рычаги Р„ заклинивают трапеценаальные полукольца П,
между поворотной и неподвижной колоннами.
Одновременно с поворотом вала XIX посредством конической
передачи 17—17 приводится во вращение вал XX и эксцентрико-
вая втулка Э. связанная с валом скользящей шпонкой.
При повороте эксцентриковой втулки башмак Б. опускается
вниз и, упираясь в направляющую траверсы, закрепляет шпин-
дельную бабку на траверсе.
a)
Рис. 61. Кинематическая схема радиально-сверлильного станка модели 257
Преселективное управление станком модели 257
Предварительный выбор режимов обработки производится
механизмом настройки во время работы станка. Для установки
нужного числа оборотов шпинделя'вращают диск Дг (рис. 62),
который связан с избирателем скоростей коническими передачами
19—19 н 19—38. Нужное положение золотника избирателя ско-
ростей определяют по лнмбу Л;, связанному с диском Д ко-
ническими колесами 19—19 и двумя цилиндрическими передачами
56—16 и 9—63.
Аналогично по лнмбу Л, устанавливается диском Д, задан-
ная величина подачи шпинделя. От диска Д„ вращение передает-
ся золотнику избирателя подач через тройную коническую пере-
дачу 29—29—29 и конические колеса 29—29. а лнмбу Л,— не-
посредственно коническими колесами 29—29.
Гидропривод состоит из шестеренчатого насоса Н, предохрани-
тельного клапана и аккумулятора. Насос иодвет масло из бака в
аккумулятор, который накапливает необходимое количество мас-
ла для повышенных расходов и поддерживает с помощью пру-
жины постоянное давление в системе около 12 аги. От аккуму-
лятора М|сло поступает в главный золотник и на смазку элемен-
тов приводе шпиндельной бабки.
Переключение блоков шестерен н кулачковых муфт коробки
скоростей н коробки подач осуществляется рабочими гидравли-
ческими цилиндрами. Двойные блоки шестерни Si и £>, а также
кулачковые муфты Afj, Mt и Mi управляются двухпоэнцноннымн
цилиндрами соответственно U>, Ut, Hi и Ut- Тройные блоки
шестерен Б, и St управляются трехпоэнциоиными цилиндрами
нД,.
Двойной подвижный блок шестерен Б, в коробке скоростей
хотя имеет только два рабочих положения, но управляется также
трехпознционным цилиндром Ц>. Это нужно для получения нейт-
рального положения блоке, при котором шпиндель отключен от
коробки скоростей и может вращаться от руки, что необходимо
для выверки положения шпинделя при расточных операциях, при
смене режущего инструмента и т. д.
Цилиндр Ц,. как и все остальные двухпоэнинонные цилиндры,
состоит из собственно цилиндра, поршня П, , штока Ш и вил-
ки В, . Трехпоэнцнонные цилиндры имеют более сложную конст-
рукцию и питаются не от двух, а от четырех маслопроводов.
Переключение скоростей и подач, а также включение фрик-
ционных муфт M^iH М„ осуществляется одним рычагом Р ме-
ханизма управления. При наклоне из положения Стол в направ-
ление стрелки а происходит переключение скоростей в соответст-
вии с предварительным выбором. Поворотом рычага Р вниз (по
стрелке в) включается фрикционная муфта Mg, н шпиндель полу?
чает правое вращение; поворотом рычага Р вверх включается
муфта Mg, в шпиндель получает левое вращение. Схема гилроуп-
равлеиня ствнка на рнс. 62 показывает момент окончания пере-
ключения скоростей.
Рычаг Р из положения Стоп наклонен в направлении стрел-
ки а. При наклоне рычаг Р через кулнсу К повернет зубчатый
сектор Ci и находящуюся в зацелленнн с ним шестерню 34 со
штангой Шт. Последняя посредством зубчатого сектора С, н рей-
ки т-1 мм переместила наружный плунжер Пг главного золот-
нике в правое положение.
Как видно из схемы, при данном положеннн главного зо-
лотинка масло из аккумулятора по маслопроводу 3 через отвер-
стия в наружном плунжере П, , центральную выточку внутрен-
него плунжера П, и маслопровод 2 поступает в избиратель ско-
ростей и из него в избиратель подач. В соответствии с заранее
выбранными скоростями масло от избирателей направляется в ра-
бочие цилиндры для переключения блоков и муфт.
Масло из тормозного цилиндра через Центральную широкую
выточку наружного плунжера Пг и маслопровод 5 поступает на
слив. Тормоз при этом освобождается. Масло, находящееся в за-
медлителе и трубопроводе 6, отсечено.
При повороте рычага Р вверх или вниз для включения фрик-
ционов связанная с валом рычага шестерня 28 через рейку
ш—1Д мм, гильзу Г и пружину П перемещает вдоль своей осн
штангу Мт , которая вилкой В, и производит включение фрик-
ционных муфт.
Вначале штанга Шт, связанная с поршнем П, замедлителя,
перемешается медленно, так как масло из одной полости главного
цилиндра замедлителя в другую протекает по канавке г с малым
поперечным сечением. Это необходимо для медленного вращения
привода в момент окончания переключения блоков и кулачковых
муфт.
При дальнейшем перемещении штанги вилка В, своим скосом
нажмет на рычаг Р, н переместит внутренний плунжер П, вле-
во. Тогда масло из маслопровода 3 через правую выточку плун-
жера П , н маслопровод 6 поступит к золотнику 3, н перемес-
тит его в верхнее крайнее положение, соединив обе полости ци-
линдра замедлителя. Это позволит быстро закончить включение
фрнкциона.
При установке рычага Р в положение Стоп наружный и внут-
ренний плунжеры главного золотинка передвинутся совместно
влево на величину В. Тогда масло от аккумулятора по маслопро-
воду-5 через центральную широкую выточку наружного плунже-
ра П , поступит в тормозной цилиндр Ur , в через маслопро-
вод 4—е избиратель скоростей и от него только пойдет в одни
трехпознционный рабочий цилиндр Ц», установив блок Si
в среднее нейтральное положение. В этоыположенни привод будет
заторможен, а шпиндель отключен от коробки скоростей.
Рнс. 62. Схема управления станком модели 257
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК МОДЕЛИ 262Г
Общая характеристика станка
Назначение станка. Станок предназначен для сверления, рас-
тачивания. зеикероеання н развертывания точных н взаимосвязан-
ных отверстий, подрезания торцов радиальным суппортом, фрезе-
рования плоскостей н нарезания гзезьб расточным шпинделем в
условиях индивидуального и серийного производства.
Техшпкхая ханхтеямтхка гпи|
Диаметр расточюго шлиялела в мм..................... 85
Размеры рабочей поверхности стола в мл . . 800—1000
Нанболына* вес обрабатываемо* детели в ы . < . SOOO
Расстоаиве от оси шпмнмля до поверхности стола в мм:
наименьшее .............................................. 43
наибольшее .......................................... 800
Число схоросте* вращения швм|кля ... 18
Прелым чисел оборотов шлпиделя а минуту 20—>000
Число пороете* вращения планшайбы ... >4
Прелым чисел оборотов планшайбы в минуту . 10—200
Количество величин подач рабочих органов ................ 18
Пределы величии продольных и полеретоых подач стола
иа одвп оборот шпинделя в ммЗоб..................... 0,025—в
Предали величин осевых подач шпиндели a MMlet . . ОЮЗ—>6
Пределы величии вертикальных подач шпипдедьио* бабкн
иа один оборот шпинделе в мм!о6..................... 0025—8
Прелый величин подач радиального суппорта иа один
оборот планшайбы в мм]о6............................ 0025—8
Пределы величин продольных и поперечных подач стола
иа один оборот планшайбы в мм]о6.................... 0.06—16
Пределы вертикальных подач шпиндельной бабки пр один
оборот планшайбы а мм!об............................ 0.05—16
Мощность главного ялектродаигвтын в кет GJaff
Число метрических резьб .................., 16
Пределы шагов метрических резьб л мм 1—10
Число дюймовых резьб................ 14
Пределы чисел ниток ив I*. . 4—20
Основные узлы стоика (рис. 63). А—задняя стойка; Б — лю-
нет с опорным полтинником; В — шпиндельная бабка с коробкой
скоростей н коробкой подач; Г — передняя стойка; Д — продоль-
ные салазкн; £— поперечные салазки стола; Ж— стол; 3 — ста-
нина; И — радиальный суппорт; К — планшайба.
Органы управлении. 1 — кнопочная станция; 2 — маховичок
точного ручного перемещения шпинделя, суппорта, планшайбы,
шпиндельной бабкн и стола; 3 — рукоятка управления коробкой
скоростей; 8 — рукоятка зажима шпинделя; о — маховичок ручно-
го перемещения радиального суппорта; 6 — штурвал ручного пе-
ремещения шпинделя; 7 — рукоятка включения механической по-
дачи шпиндельной бвбки и стола; 8 — рукоятка ручного попереч-
ного перемещения стола; 9 — рукоятка ручного продольного пере-
мещения стола.
Движения а стайке. Движения резания —вращение
шпинделя или шпинделя и планшайбы. Движения подач:
осевое поступательное перемещение шпинделя, продольное пере-
мещение стола, поперечное перемещение стола, вертикальное пе-
ремещение шпиндельной бобки и радиальное перемещение суп-
порта планшайбы. Взаимосвязанное движение — посту-
пательное перемещение расточного шпинделя при «врезании внут-
ренней резьбы резцом. Вспомогательные движем и я: пере-
мещение задней стойки в продольном направлении; быстрые пере-
мещения стола, шпиндельной бабкн и шпинделя: ручное перемеще-
ние шпиндельной бабкн, стола, шпинделя, радиального суппорта
и точное установочное перемещение опорного люнета.
Лрпнцни работы. Обрабатываемая деталь закрепляется непо-
средственно на столе станке или в соответствующем приспособле-
нии. Режущие инструменты устанавливаются в шпинделе на
планшайбе или па радиальном суппорте.
При растачивании коротких отверстий Подаче сообщается
шпинделю; при обработке длинных и соосных отверстий с по-
мощью борштанги, второй конец которой вводится во втулку
опорного подшипника люнета, подача, как правило, сообщается
столу в продольном направлении. В случае нарезания резьбы
шпинделю сообщается за один его оборот осевое поступательное
перемещение, равное шагу нарезаемой резьбы.
При фрезеровании движение подачи сообщается столу в попе-
речном направлении или шпиндельной бабке в вертикальном на-
правлении.
При подрезании торцов и растачивании канавок движение ре-
зання сообщается планшайбе с радиальным суппортом,'а его пе-
ремещение в радиальном направлении является подачей.
Конструктивные особенности. Применено лреселектнаное одио-
рукояточное управление коробками скоростей и подач. Установ-
лен привод быстрых перемещений рабочих органов стенка. Имеет-
ся специальный механизм точных ручных перемещений рабочих
органов станка.
Рис. 63. Общий вид горизонтально-расточного станка модели 262Г
Кинематика станка модели 262Г
Движения резания Шпиндель и планшайба станка приводятся
п движение Лвухскорисгним электродвигателем мощностью
6.5/7 кит (рис 64.о) через клмноременпую передачу 90—270 и
коробкч скоростей. Последняя имеет два тройных блока шестерен
Г| и Б?, обеспечивающих девять передач, что в совокупности с
двухскоростным электродвигателем позволяет сообщить шпинде-
лю VII через колеса 43—58 восемнадцать различных чисел оборо-
тов в минуту (рис. 64 б).
Наибольшее число оборотов шпинделя nw„ в минуту с уче-
том упругого скольжения ремня one редел яется из выражения
-2ЯУ0 2^0.985 =1000 об1ш,и
Для планшайбы л, определяется из выражения
IW 2>935 = 10об/хшл.
Движения подач. Эти движения заимствуются от вала
IV. Вращение передается через шестерни 35—56, вал VIII. колеса
42—42. вал IX. блок шестерен Б3. вал X. блок шестерен Б., вал XI.
блок шестерен Б3, полый вал XII. блок шестерен Б» и вал XIV.
От аала XIV через предохранительную муфту М„. цилиндрически?
шестерни 39—45 и конические колеса 21—42 приводится во вра-
щение вертикальный вал XVI. Структура коробки подач аидна из
графика (рис. 64, о).
Осеаая подача шпинделя осуществляется от вала XVI через
червячную передачу 4—29, вал XVII. конический реверс 47—47—
47 с муфтой Ms. шестерни 33—24, вал XVIII. колеса 48—33. вал
XIX. муфту М«. шестерни 50—69 и трехзаходный винт XX, гайка
которого соединена поводком со шпинделем. Максимальная осевая
подача шпинделя д„ а„ определяется кз выражения
. Ы-35«-34-34-$0-$0-50-39-21-4-М-<В-50 - я -
3“""’ 43-56-42-34-34-1в-1В-42-43 42-29-24-ЗЗ.Г>9 4 MMIOO.
При настройке станка для нарезания резьбы муфта М, сни-
мается. а вал XIX соединяется с .ходовым винтом XX гитарой
сменных колес а. Ь. с и d.
Вертикальная подача шпиндельной бабки, а также продоль-
ная н поперечная подачи стола осуществляются от вертикального
вала XVI, вращение от которого через конические шестерни
19—27. вал XXV, колеса 22—44. вал XXVI и конический реверс
36—36—36 с муфтой М. передается валу XXVII. При сцеплении
кулачковой муфты М3 с колесом 36 вращение через конические
колеса 36—36, вал XXX. шестерни 33—29 сообщается валу XXXI-
Последний приводит а движение с одинаковой скоростью шпин-
дельную бабку и люнет задней стойки. Шпиндельная бабка полу-
чает движение от аала XXX! через конические колеса 18—48 и
двухзаходный винт XXXII с шагом 8 мм. Опорному люнету дви-
жение сообщается от вала XXXI конической передачей 22—44 и
двухзаходким винтом XXXIV с шагом 6 мм.
Для включения продольной подачи муфта Ms сцепляется с
шестерней 48; при этом через червячную передачу 2—52 получает
вращение реечная шестерня //. сцепляющаяся с косоэубой рейкой,
которая закреплена на станине станка.
Для включения поперечной подачи муфта Ms устанавливается
в нейтральное положение, а муфта М> включается, вследствие че-
го от вала XXVII приводится в движение пара цилиндрических
шестерен 33—29 и поперечный ходовой винт XXVIII с шагом 6 мм.
Радиальная подача суппорта планшайбы заимствуется от гиль-
зы V планшайбы н осуществляется через дифференциальный ме-
ханизм. С одной стороны корпус дифференциала получает вра-
щение непосредственно от гильзы V через шестерни 58—22. С дру-
гой стороны солнечная шестерня 20 дифференциала приводится в
движение от гильзы V через шестерни 58—22. кулачковую муфту
М|. вал IV. шестерни 35—56. коробку подач, вертикальный вал
XVI. червячную передачу 4—29. вел XVII, кулачковую муфту Mt.
шестерни 57—43 и вал XXI. Дифференциал, суммируя оба эти
движения, сообщает вращение валу XXII и далее через шестерки
24—116—22. червячную передачу 1—22 н реечную передачу 16 ра-
диальному суппорту планшайбы.
Вспомогательные движения. Быстрые перемещения всех рабо-
чих органов станка осуществляются от отдельного электродвига-
теля мощностью 2.8 кет. вращение от которого через предохрани-
тельную муфту Мя и редуктор с колесами 31—58 и 45—51 пере-
дается валу XXV н далее по ранее рассмотренным кинематиче-
ским цепям к рабочим органам станка.
Для ручного перемещения шпиндельной бабкн и опорного лю-
нета задней стойки служит рукоятк Ръ установленная на конце
вала XXXIII.
Ручное перемещение стола в продольном направлении произ-
водится рукояткой Pt. установленной на валу XXIX. при нейтраль-
ном положении муфты Ms. через шестерни 42—48. червячную пе-
редачу 2—52 и косозубую реечную передачу.
Задняя стойка перемещается в продольном направлении руко-
яткой Pt, установленной на валу XXXV, через винтовые колеса
11—34. вал XXXV! и реечную передачу.
Точная установка опорного люнета для обеспечения его стро-
гой соосности со шпинделем производится маховичком Мх через
червячную передачу 1—44.
s, мм/мин
/30:270
5018
1440
55=38
Т&49
>351
50:18
47=30,
Ф90
42=41
14=34
26:40,
>2.05
2-зах,
t=6MM
18=50
1,03 рейка т-Змм
Ф270
22 M.
242820
IV 55\
18:50
\пш
3-зах.
18:50
IMM
58 | t=8MM
2-зах.
~22=58
12,5
44 [1-зах
III /V VluVIl
XXX/I'
XXXV
I 44
XXXIII
XXXI
t-бмм
XXX
XXXVI
7 3Ch
Рейка т=5мм
XXV
XXVI
XXIX
XXXVII
I I 1|иЛ|| 36 44
1 оборот
шпинделя
N=6,5/7 квт
1440/2890 об/мин
N= 2,8 квт
п= 1440 об/мин
XXVIII XXVII
V! IV VIII IX X XI XI/ XIII VII
п,об/мин
Т7-\3200
-•*-2500
-1-2000
-1-1600
1250
1000
,500
\400
58:43 35-56 34:34
об/мин
2890 Г
MAVM.fA'KS»-»
LiWiV/AW
JjWAW1
Ktwmv
Рис. 64. Кинематическая схема горизонтально-расточного станка модели 262Г
м
о
2 Узлы станка модели 262Г
Штурвальное устройство. Ручные перемещения и управление
механическими подачами радиального суппорта выполняются ру-
кояткой 24 (рнс. 65. о). Рукоятками / осуществляются управле-
ние механическими подачами шпинделя и одновременно его руч-
ные быстрые перемещения.
Рукоятка 24 при повороте относительно осн 25 своей секторной
частью зацепляется с круглой рейкой а штанги 26 н перемешает
последнюю вдоль ее осн. На нравом конце штанги 26 нарезана
рейка г. находящаяся в зацеплении с шестерней гз, изготовленной
за одно целое с валом 20 и шестерней zt. Перемещение штанги 26
вызывает вращение вала 20 с шестернями гг и г,. Шестерня z3.
находясь в зацеплении с круглой рейкой д штанги 8. перемещает
ее вдоль осн н управляет выдвижной.шпонкой //. Когда шпонка 8
занимает среднее обложение (как показано на рисунке), хвосто-
вик выдвижной шпонки II находптсп в углублении ж штанги 8.
а шпонка иод действием пружины 13 входит в шпоночный паз з
ступицы колесв 10. связывая последнее с полым валом 12.
Смещение штанги 8 из среднего положения в том или ином
направлении выводит выдвижную шпонку из паза шестерни 10.
расцепляя его с полым валом 12. Колесо 10 находится в постоян-
ном заценленнн с шестерней 57 на валу XVH (рнс. 64. о), свя-
занной с кинематической цепью подач радиального суппорта
планшайбы.
В то же время шестерня Zt вала 20 (рнс. 65. о) через сектор
17 и сухарь 14 управляет положением шестерни 57 на валу XVII
(рнс. 64. а). При нейтральном положении рукоятки 24 выдвиж-
ная шпонка // включена, а шестерня 57 на валу XVII (рис. 64, о)
находится в среднем положении. В этом случае вращением руко-
ятки 24 (рнс. 65. о) относительно осн О производится ручное пе-
ремещение радиального суппорта. Поворотом рукоятки 24 относи-
тельно оси 25 нв себя или от себя выключается выдвижная шпон-
ка // н одновременно включается подача суппорта к центру или
от центра планшайбы.
Поворотом рукояток / относительно осей 22 через полую
штангу 4 с рейками бив. ввл 23 с шестернями д( и г», сектор 27
и вилку 19 производится включение, выключение и реверсирова-
ние подачн шпинделя. Вилка 19 перемещает шестерню 33 на валу
XVII (рнс. 64. о). Одновременно шестерня Zi (рис. 65. о) посредст-
вом штанги 7 с круглой рейкой е включает н выключает выдвиж-
ную шпонку 16.
В среднем положении рукояток / выдвижная шпонка 16 вхо-
дит в шпоночный паз шестерни 15. соединяя ее с полым валом 18.
Механическая подача шпинделя в этот момент выключена. В этом
положении рукояток I путем их вращения относительно осн О
производится ручное перемещение шпинделя. Вращение от рукоя-
ток I передается через втулку 3. коническую передачу 5—21. по-
лый вал 18. выдвижную шпонку 16. шестерню 15 и остальные эле-
менты кинематической цени подачи шпинделя.
Механизм зажима шпни ельиой бабки. Шпиндельная бабка
закрепляется на направляющих стойки двумя прижимами А н Б
(рнс. 65. б). Зажим производится рукояткой /. насаженной иа
втулку 23, имеющую торцовые кулачки а. которыми втулка за-
цепляется с кулачковой иолумуфтой 22. Последняя закреплена па
валу-винте 21. При вращении рукоятки I винтовая часть вала 21
перемещает тягу 19, которая при помощи пальца 18 связана с
двуплечим рычагом 13. Перемещение тяги 19 вызывает поворот
рычага 13 относительно оси звжнма. Второй конец рычага 13
соединен пальцем 12 с коромыслом //. Пальцы 10 н 14 связыва-
ют коромысло с рычагами 9 и 17 зажимов А я Б. Поэтому пово-
рот рычага 13 вызывает одновременный поворот рычагов 9 н 17.
Рычаг 9, поворачиваясь па резьбовой полой осн 4. одновремен-
но перемещается вниз, увлекая за собой зубчатый диск 8. грибок
7. толкатель 5 и прижим 3. воздействующий на клип 2.
Действие прижима Б аналогично, только рычаг 17 воздейству-
ет не непосредственно иа зубчатый диск, а через полый шлицевый
цилиндр 16. Втулка 20, насаженная нв вал 21. упираясь в торец
тяги 19. фиксирует окончание зажима бабкн. Сила затягивания
прижимов регулируется зубчатыми дисками 8. Для этого снимают
фиксаторные планки 15 н шлицевые кольца 6. в затем подвинчи-
ввют зубчатые диски 8.
Механизм зажима поперечных салазок. Поперечные салазки
2 (рис. 65. в) закрепляются на направляющих продольных салв-
эок / в четырех точках зажимами А, Б, В, Г.
Каждый нз зажимов состоит нз рычагв //. шлицевого велика
12. имеющего на обоих концах резьбу, прижимной планки 13 и ре-
гулировочных гаек 10. Прн повороте рычага II вращается шли-
цевый валик 12 и. ввинчиваясь в прижимную планку 13. прижи-
мает поперечные салазкн к направляющим продольных салазок.
Зажим салазок производится рукояткой, надеваемой на конец
вала 26. Последний коническими шестернями 25—24 связан с ва-
лом 23. который смонтирован на двух упорных* шарикоподшипни-
ках 22 н 6 в поперечине 5: последняя пальцами 4 н 19 связана с
рычагами 3 н 20 зажимов А и Г. Между упорными подшипника-
ми установлена пружина 21. Втулка 7 навинчена на резьбовой ко-
нец вилки 17. связанной пальцем 16 с косынкой 15. Косынка со-
единена тягами 8. и 14 с рычвгвмн 9 и // прижимов Б и В.
Механизм зажима стола. Поворотный стол 3 (рис. 65. е) за-
крепляется иа поперечных салазках 2 в трех точках с помощью
клиновых колодок. Поворотом рукоятки I вилки 4. 6 и 7. связан-
ные одной центральной косынкой 5. стягивают в радиальном на-
правлении одновременно все три колодки 8. Зазор между колод-
ками и поясками а и б регулируется гайками 9.
Рис. 65. Узлы горизонтально-расточного станка модели 262Г
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК МОДЕЛИ 2620А
Общая характеристика станка
Назначение станка. Станок предназначен для сверления, рас-
тачивания. зенксрования. развертывания и зенкования отверстий,
подрезання торцов радиальным суппортом, фрезерования плоско-
стей торцовыми фрезами, фрезерования низов хвостовыми фреза-
ми н для нарезания внутренних резьб расточным шпинделем в
условиях индивидуального п серийного производства.
нов и их установочных перемещений; 12—руковтка централизо-
ванного селективного механизма переключения скоростей враще-
ния шпинделя н планшайбы; 13 — рукоятка расточного шпинде-
ля; 14 — рукоятка закрепления шпиндельной бабкн на направляю-
щих передней стойки; 15 — место рукоятки ручного перемещения
шпиндельной бабкн и опорного люнета; /6 — место для рукоятки
рхчиого продольного перемещения с
пня и ыключеиня механических
Тсхмкчссмаи карактермспжа станка
Диаметр расточного шпинделя а мх ....
Наибольшее перемещение шпинделя я мм:
осевое
вертикальное
Рабочая поверхность стола а мм .
Наибольший вес обрабатываемой детали в «г
Наибольшее перемешен пс радиального суппорта
Число скоростей вращения расточного шпинделя
Пределы чисел оборотов шпинделя в минуту
Число скоростей врашсиия планшайбы
Пределы чисел оротов планшайбы в минуту .
Пределы скоростс(\осевых подач шпиндели в
Пределы «орс
в мм/мину^
Пределы ск<фи
Мощность глв1
ятка включс-
й стола:
механи-
юречном
рргоятка закрепления продольных увлазок
— кнопочная станция управления быстрым
нем стола; 21 — место для рукоятки ручного
ння стола; 22 — место для рукоятки руч-
одольиых перемы
/б — р^сояткавключения, в
ючепня и ревсренрованя
пий Ш1пя(1слы|ой бабкн и стола в и
ческнх ереме
направлен и и; I
------ танине;
ым уиерем
пероне
кого поворота стола.
Движен в станке,
го шпинделя или и __________ ___________ ...
иател ре перемещение расточного шпинделя вдоль __
тельное дельное перемещение стола; пос ту па тел ып
ное иереме не стола. nocix иательн
пне шпиндельной бабкн
планшайбы. Взаимосвязан»
осевое перемещение расточно
ней резьбы резцом. В с п о
и ручные иеремещепп
суппорта и шпннд
лсмин задней стойки и точное установочное перемещение опорно-
го люнета.
Конструктивные особенности. Станок модели 2620А имеет не-
зависимый привод перемещений рабочих органов станка с бес-
ступенчатым изменением скорости перемещения в весьма широком
диапазоне (I 800). что избавляет от необходимости в отдельном
приводе быстрых перемещений.
Благодаря ряду усовершенствований (увеличению ширины ста-
нины и всех направляющих рабочих органов, увеличению сече-
ний несущих элементов, радиальному расположению ребер жест-
кости, увеличению диаметра расточного шяинделя. применению
для расточного шпинделя особо точных подшипников качения,
монтированных с предварительным натягом, применению высоко-
90
710
столв I
леречпо
суппорта в
сгида п шп1»мслы1<м
900X
2000
170
23
12,5-2000
15
8 200
2.2—1760
120
^аика (fac 66). А — задняя стойка; Б — опор-
фодольные салазки стола; Д — по-
воротный стол; Ж — планшайба;
шдсльная бабка; К — передняя
ння; М — электромаш нниый
0.88
7,5/10
в и ж с и н я резання — вращение рас-
ишайбы. Движен ия иод
\Ос*кГм^еузлы
ныв люнетГо^схац
перечные салазки ст<
3 —радиальный супповтхИ — ш
'стойкк Л — шкаф эле&трдцбору;
к /-мё^
!СТО ДЛЯ pyi
посту-
постума -
«юпереч-
вертикальнее перемете-
ное перемещение суппорта
движение- поступательное
нинделя при нарезании внутреи-
г а тельные движения: быстрые
ола. шпиндельной бабкн. радиального
. ручное перемещение в продольном на прав-
ам
лрегат.
\Орг\
задней ’
люнете;
лення\
речных
7 — рукоя1
чеокнх подачХпаднальносо суппорта, а также ручного перемещения
суяпорта; 5 — рукоятка включения, выключения н реверсирова-
рукояткн перемещении
(тки т ой установки опорного
1 — рукоятка закреп-
рукоятка закрепления иопе-
рукоятка закрепления поворотного стола;
1ны улравлеш
дгойкн; 2 —а
¥—переносной пульт управления; 4
вдйей стойкн|па станине; 5 — рукоятк;
О^дазок; 6
включения, выключения и реверсирования мехаин-
иия механических осевых подач шпинделя, а также ручного пере-
мещения шпинделя; 9 — основной яульт управления; 10—рукоят-
ка включении и кыключення вращения плашиаАбы; II — грибок
электроварн.пира для выбора величин подач всех рабочих орга-
точиого электрооствнова для установки по заданным координатам
шпиндельной бабкн и поперечных салвзок стола н т. д.) станок
модели 2620А имеет повышение жесткость, внброустойчнвость
и точность работы по сравнению со станком модели 262Г»
VJ
VJ
Рис. 66 Общим Bin горпл ят.иыю-расточного станка модели 2620А
Кинематика станка модели 2620А
Движения резания. Нланшаиба с валом VII (рис. 67. о) полу-
ет вращение от вала IV через косозубые колеса 21—92 при
включенной кулачковой муфте М|. Расточный шпиндель VI н
гильза V получают вращение от вала IV либо через шестерни
30—86. когда муфта Л13 выключена, либо через косозубые колеса
47—41, когда муфта включена. Как видно из графика скоро-
С1сй (рис. 67.6). вследствие совмещения скоростей шпиндель име-
ет 23 различные скорости вращения, а планшайба 15 скоростей.
Движения нодач. Движения подач всех рабочих органов стай-
ка осуществляются от электромашинного агрегата. Вращение от
электродвигателя через ионижнющую передачу 16-Г-77 и предохра-
нительную муфту At, передается распределительному валу IX. Or
аалв IX движение подач разветвляется. ,
Осевая подвча шпинделя заимствуется от раенредели-
Движение образования винтовой поверхности. Осевое переме-
щение шшГ(иеля при нарезании резьбы резцом осуществляется от
>ала IV чецез шестерни 67—94. сменные колеса а — Ь н с — d, ко-
мическую 1*редачу 18—35, вертикальный ходовой вал XXVIII.
ервячпую Передачу 4—29. вал XXIX. кулачковую муфту Мы ше-
ервячиую передачу 4—29. вал XXIX. кулачковую муфту
тернп 35-f-pt. вал XXXIV. шестерни 21—£0^ и 40—35.
инт XXX
и иолугайку Г.
тельные движения. Быстрые перемещения всех рабо-
их о в станка, получающих рабочую подачу, осуществляют-
я от .того же электродвигателя и по тем же кинематическим це-
ям. но при высших числах оборотов ротора электродвигателя.
Вертикальное перемещение опорного люнета совершается од-
. _ 7 ' 1 от ходового винта XXIV. свя-
в------с ходовым винтом XXVU шпиндельной бабки конической
. ходовым валиком XXII, шестернями 22—44 и
кинической передачей 17—34.
уТочиая корректировка положения опорного люнета в верти-
кальном направлении относительно осн шпинделя осуществляется
рукояткой Р» через червячную передачу I—60.
Ручное неремег
Pt посредством ш
ни II. suieiuiBiyiae
Для gjacjj
бщност!
:редачу
Кредачч
у стси
*7 Вертикальное перемещение опор
' царем нно со шпиндельной бабкой
г/7 жиного с ходовых
тельного вала IX через конические шестерни 45—36 н передается Л] Жредвчей 80—15.
через вертикальный ходовой вал XXVIII. червячную передачу конической пепели
4—29. вал XXIX, кулачковую муфту Мь шестерни 35—37, вал
XXXIV. двухступенчатую зубчатую передачу 21—48 и 40—35 хо- ()
довому винту XXXVI. Последний посредством полугайки Г сооб-
щает осевое перемещение шпинделю. X.
Радиальная подача суппорта осуществляется через^р
дифференциальный механизм. С одной стороны корпус В„ днффе-
ренцналв получает вращение от гильзы VII планшайбы через К)
косозубые колеса 92—21. С другой стороны солнечная шестерня -J'
16 дифференциала приводится во вращение от вала XXIX через (Л
кулачковую муфту Мз. шестерни 64—50 и вал XXX. Дифферент!- X
ал. суммируя оба эти движения, сообщает вращение валу XXXII
и через шестерни 35—100—23, вал ХХХ1Н. конические шестерни
17—17 и червячно-реечную передачу обеспечивает перемещение
радиального суппорта.
Продольная подача стола включается кулачковой муф-
i >й Мг. Вращение от распределительного вала IX передается ше-
lepiinuH 26—65 и 16—40 продольному ходовому винту XIV.
Поперечная подача стола включается, выключается и
реверсируется двусторонней кулачковой муфтой Mt, управляющей
коническим реверсом 45—36—45. Ходовой вал XV получает вра-
щение или непосредственно от распределительного вала IX. когда
кулачковая муфта А1( включена вправо, млн через конический ре-
верс 45—36—-45, когда муфта At, включена влево. От ходового
ввлв XV вращение передается поперечному ходовому винту XVII
шестернями 22—34—37 и конической передачей 22—23.
Вертикальная подача шпиндельной бабки произ-
водится вертикальным ходовым винтом XXVII, который получает
вращение от вала IX через конический реверс 42—40—42 с дву-
сторонней кулачковой муфтой Mt. вал XI н коническую передачу
15—80.
двпгате.
ременш
чу 2-у!
ся ш
1ГО II
TH I
ipOTHi
К п гер *НО1
'продольной
ней РУ iff
tei
тЬедвЧу 2—25. kv.
с*н подачи. Б] *
сджгакже рук<
ииуй'
В эЧ|
стер!
и дал*
рние задней ст|
I оческой nej
ся срейкоу
|ворот^кт<
ар 2Лгквт.
У&155, х<
tJT внутреН
1кн осуществляется рукояткой
Гни 13—26 и реечной шестер-
fii *>3 мм.
л/f установлен отдельный электро-
пащенпе от которого через клино-
Ковой вал XIX, черапчную переда-
ши зацеплением 13—188 сообщает-
стал перемешается рукояткой Pt.
11а11равлеН1|1 г ,
рукояткой!Pt- Рукоятка Р> служит для вертп-
перемещ*
точное пе^
Ра через полый
[Ю
IKOB'
Дя шпиндельной бвбкп и опорного
яещеипе шпинделя осуществляется
1вал В|. шестерни 60—68. червячную
муфту Mt и далее по целя механнче-
п перемещение шпинделя производит-
»и нейтральном положении тестер-
люй шпонке конической шестерни 51.
акоятки Pt передается валом В,, те-
«•«дачей 51—38, шестернями 35—27
всех случаях осевого перемещения
[камп Vt
> и вклеенной bL
iM слугае вращений
дци/о—68. «ониче|
_____wio цепи подач. _ ,
ц^пиндетя лимб получает вращение от вала XXXVIII через
шестерни 35—24 и червячную передачу 4—60.
Установочные перемещения радиального суппорта осущест-
вляются рукояткой А через вал В>, коническую передачу 26—41,
шестерни 28—64 и далее по иепн подач суппорта. Перемещение
суппорта связан шестернями 35—35 н червячной передачей 2—35
с лимбом Л|.
Io
1301\
2890о5/нин
1990о6/нин
II
т iv
13 188
п, об/мин
3150
2500
2000
1600
1250
1000
800
630
500
900
315
250
200
160
125
100
80
63
50
90
31,5
25
20
16
12.5
10
8
V VI
I
₽7
0155
XXV
t=6MM 2-за> зев.
XXIV
Pt
XXI~E
XX
11 . Рейка т-Змм
• Х1Х\
XXI! } 95
XIV {ъ-8нм |
9 75
п-1990 at/мин XXII
XV
2.8 кВт
Th 33
р 98
XVI
Рис. 67. Кинематическая схема горизонтально-расточного станка модели
XVIII
Pt
XXVIII
XL!
XXVI!
XXIX
9заг
III
% t-вмн 2-301 зев.
19
Б
ш
К
М}
Рейка t-16
1*20нн 3 зах
nt
Z-зак.
XXXIV
XX'III
Рг
t-10nM 2-зах лев.
Wn
95
6 **
Я=й
XXIX
У
91
XXXVI
98
32
XXX
=ххх
2-301
SXXXV
90
в
23 16 м
65 80
VIII
XIII 90Ц1М,
VII_______
V
351
' XL
*' 16
3N 1,6к8т пи 1500о6/мин
Узлы станка модели 2620А
Электровариатор. Дли выбора величины подачи и скорости
установочных перемещений подвижных рабочих органов станка
предусмотрен двухрядный многоступенчатый ползунковый пере-
ключатель— электровариатор (рис. 68. о). Положение ползунков
6 определяет число оборотов электродвигателя привода подач, ко-
торый питается постоянным током от электромашпнкого агрегата.
Установки скорости подачи производятся поворотом грибка /.
закрепленного нв осн It. Вместе с грибком вращаются ползунки б.
установленные на валике 7. фиксатор 8 с шариком 9 н лимб 2 с
указателями 3 н 4. Визуально величина скорости подачи опреде-
ляется по положению указателей 3 и 4 относительно шкалы 5
Поскольку движение лодачн заимствуется не от привода ре-
зания. в от отдельного электродвигателя, то скорость подачи долж-
на была бы выражаться в мм/мин. Однвко на шкале 5 величины
подвч указаны в мм/об шпинделя нлн плвишайбы. Это достигает-
ся тем. что шкала 5 кинематически связана с селективным меха-
низмом переключения скоростей вращения шпинделя и план-
шайбы.
Как видно из надписей лимбв 2. указатель 3 определяет вели-
чину подач бабки н стола на один оборот шпинделя и величину
подачи радиального суппорта на один оборот планшайбы, в ука-
затель 4 определяет величину подачи бабки и стола на один обо-
рот планшайбы и величину осевого перемещения шпинделя иа
один его оборот
Грибок / с ползунками б и вся связанная с ним система за
одни оборот имеют 30 фиксированных положений. Па лимбе ука-
заны только 23 скорости подач от 0,056 до 9 мм/об. которые могут
быть получены при любой скорости вращения шпинделя пли план-
шайбы. На станке могут быть также получены скорости переме-
щения рабочих органов менее 0.056 мм/об и более 9 мм!об. но не
при всех числах оборотов шпинделя или планшайбы. В этих слу-
чаях указатели 3 и 4 встанут против надяпсей: * Подача менее
0.05г или чПодача более 9г.
Связь механизма переключения скоростей с электроварпато-
ром осуществляется посредством зубчатого колеса 10.
Когда происходит переключение скоростей вращения шпинделя
или планшайбы, то через премежуточные шестерни получает вра-
щение колесо 10 электроварнатора. Вместе с колесом 10 повора-
чивается вся подвижная система электроварнатора, так как с од-
ной стороны колесо 10 через втулку 12 вращает шкалу 5, а с дру-
гой стороны через фиксатор 8 с шариком 9 с той же угловой
скоростью поворачивает валик 7 с ползунками б и ось II с гриб-
ком I и указателями 3 и 4.
Передаточное отношение кинематической цепи, связывающей
механизм переключения скоростей с электровариатором. таково,
что поворот ползунков б вызывает изменение скорости перемеще-
ния рабочих органов во столько же раз, во «сколько нзмеинтся ско-
рость вращения шпинделя нлн планшайбы. Благодаря этому
подача на один оборот шпинделя или планшайбы остается неиз-
менной.
Электроостанов. Для автоматической остановки шпиндельной
бабкн по высоте н стола в поперечном направлении согласно за-
данным координатам на станке модели 2620А предусмотрены два
механизма точного электроостановв (рис. 68. б). Одни механизм
смонтирован на корпусе шпиндельной бабкн. а другой — на попе-
речных салазках стола. Соответственно штвнгн / с подвижными
упорами 2 установлены на передней стойке н на продольных са-
азках стола.
При движении рабочего органа совместно с ним перемещается
механизм электрооствнова. Когда к тврелке 3 упора подойдет
флажок 4. он остановится н прА дальнейшем движении рабочего
органа через втулку 15 и пружину 14 нажмет на поперечину 8 с
пластинчатой пружиной 7. Последняя отойдет от микропереключа-
теля б, благодаря чему произойдет переключение, и скорость дви-
жения рабочего органа уменьшится до 30 мм/мин. Когда пластин*
чвтая пружина 9 нажмет на штырь 10 микропереключателя //.
подача прекратится и рабочий орган остановится. Погрешность
остановки составляет 0,03—0.04 мм. Точность остановки рабочего
органа можно контролировать по индикатору 12. нв который воз-
действует толкатель 5. Пружина 13 возвращает механизм элек-
троостанова в первоначальное положение.
Механизм закрепления шпиндельной бабкн. На ствнке модели
2620А шпиндельная бабка I (рнс. 68, в) закрепляется на перед-
ней стойке 9 с помощью эксцеитрнко-клпиового механизма, по-
казанного иа схеме в зажатом положении. При повороте рукоятки
2 против часовой стрелки на 180° эксцентрик 3. обкатываясь по
ролику 4, позволит тяге 5 с коромыслом 7 отойти вправо н осво-
бодить клиновые роликовые зажимы б н 8.
Механизм закрепления задней стойки. Задняя стойка закреп-
ляется ив направляющих станины в трех точках зажимами В. Г и
А (рнс. 68. г). Механизм показан в положении I «зажато». При
повороте рукоятки / в положение II «отжато» эксцентрик 5. сидя-
щий на одной оси с рукояткой I. отведет влево коромысло 4 н че-
рез тяги 3. б н поперечину 8 одновременно повернет рычвги 2. 7. 9
зажимов В. Г, Д. Зажим В — винтовой, а зажимы Г и Д — клн-
новинтовые. Однако действие их всех принципиально одинаково,
поэтому достаточно рассмотреть работу одного зажима Д.
При повороте рычага 9 вращается связанный с ннм шлицами
резьбовой палец 13. который переместит вниз клиновой прижим
14. У каждого нз трех зажимов В. Г и Д имеется зубчатая гай-
ка 10. фнксаторивя планка II и болт 12 предназначены для пред-
варительной их регулировки.
Рис. 68. Узлы горизонтально-расточного станка модели 2620А
2 ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ МОДЕЛИ 262ПР1
Общая характеристика станка
Назначение станка. Станок предназначен для автоматической
и полуавтоматической обработки корпусных деталей весом до
2000 кг, имеющих точные отверстия с точными межосевымн рас-
стояниями.
Тсхяач«ская характ«рмстака стхмка
Диаметр выдамжяого шпмнделя в жж ...................
Размеры стала в жж .................................
Наибольшие перемеаеяия стола шпмвалмо* бабки а жж
Наибольшее осевое переметеяве шпииделя а жж
Число скоростей враиниия шпиидели ...................
Пределы чисел оборотов кидела в мшуту................
Пределы скоростей прокольиых подач стола в жж/жмя
Пределы скоростей иоаач шпиндела а жж/жжя ....
Мощность электродвигателя двмжеявя резания а клт . .
ПО
900ХИЯ0
1000
710
22
12,5—1600
2,2—1 ЯСЮ
7.5/10
Специфические умы станка (рис. 69). А —приводы попереч-
ного перемещения стола н вертикального перемещения шпиндель-
ной бабкн; Б —датчик с экраном сотых долей миллиметра попе-
речного перемещения стола; В-—датчик с экраном сотых долей
миллиметра вертикального перемещения шпиндельной бабки; Г —
программное устройство осевого перемещении -шпинделя; Д — про-
читывающее устройство осевого перемещения шпинделя; Е — про-
читывающее устройство вертикального перемещения шпиндельной
бвбкн; Ж — привод продольного перемещения стола н осевого
перемещения шпинделя; 3 — программное устройство продольно-
го перемещения стола; И — привод зажимного устройства про-
дольных свлаэок стола; Б —датчик целых миллиметров попереч-
ного перемещения стола; Л — датчик целых миллиметров верти-
кального перемещения шпиндельной бабкн; М — привод зажим-
ного устройства шпиндельной бабки: Н — электромашннный агре-
гат; О — прочитывающее устройство продольного перемещении
стола; П — привод зажимного устройства поперечных салазок
стола; Р — прочитывающее устройство поперечных перемещений
стола.
Органы управления. / — место установки рукоятки для коррек-
тировки положения люнета; 2— место установки рукоятки для
ручного перемещения задней стойки; 3 — рукоятка зажима сала-
зок задней стойки; 4 — кнопочная станция приводе быстрого по-
ворота стола; 5 — рукоятка звжнма поворотного стола; 6—пульт
управления; 7— рукоятки ручного осевого перемещения шпинде-
ля; 8 — грибок выбора величины подачи кодовым вариатором для
шпинделя вдоль осн и стола в продольном направлении; 9 — руко-
ятка переключения скоростей шпинделя; 10 — грибок выбора ве-
личины подачи кодовый вариатором для шпиндельной бабкн в
вертикальной направлении и стола в поперечном направлении;
II — кнопочная станция управления влектромашннным агрегатом;
12— пульт настройки стола; 13 — место установки рукоятки для
ручного поперечного перемещения стола; 14 — место установки
рукоятки для ручного поворота стола.
Движения в стайке. Станок модели 262ПР1 имеет те же основ-
име и вспомогательные движения, что и станки моделей 262Г и
2620А. У этого станка нет вращения планшайбы и подачи ради-
ального суппорта ввиду отсутствия этих механизмов.
Принцип работы. Программа работ записывается иа перфокар-
тах с помощью настольного перфоратора. Готовые перфокарты
вставляют в кассеты и устанавливают в прочитывающие устрой-
ства станка. Затем рукоятки прочитывающих устройств устанав-
ливают в положение «Работа по циклу, и включают станок.
Технологические возможности станка. Станок модели 262ПР1
благодаря наличию программирующих устройств повволяет осуще-
ствлять большое количество переходов по автоматическому циклу.
К ним относятся следующие переходы.
I. Автоматическая установка стола в поперечном направлении
и шпиндельной бабкн в вертикальном направлении в пределах их
полного хода по заданным точным координатам.
2. Автоматическое сверление, эенкерованне и растачивание от-
верстий одинакового диаметра подачей шпинделя или стола в про-
дольном направлении.
3. Автоматическое растачивание методом продольной подачи
стола соосных или параллельных отверстий разных диаметров с
точным подрезанием их торнов. Подрезание торцов н изменение
диаметра расточки производятся методом выдвижения резца в
специальной расточной головке, которая позволяет изменять вылет
резца на 40 мм при движеинн Подачи шпинделя.
4. Автоматическое растачнввнне глухих отверстий и подреза-
ние торцов широким резцом при продольной подвче стола.
б. Автоматическое нарезание резном внутренней резьбы мет-
рической с шагом 1—10 мм и дюймовой от 20 до 4 ниток на
1 дюйм.
6. Автоматическое фрезерование торцовых поверхностей (пло-
скостей) в одни или несколько проходов с точной периодической
продольной подачей стола перед каждым проходом.
Рнс. 69 Общий вид горизонтально-расточного станка с программным управлением модели 252ПР1
S Кинематика станка модели 262ПР1
Движение резания. Привод вращения шпинделя, как и у ствнка
модели 2620А. состоит из двухскЬростного электродвигателя,
двух тройных блоков шестерен Б| и 6» и перебора с муфтой
(рнс. 70, а). Планшайба и ее привод в станке модели 262ПР1 от-
сутствуют
Как видно нэ графика (рис. 70, б), вследствие совпадения ря-
да скоростей шпиндель получает только 22 различных числа обо-
ротов от 12.5 до 1600 в минуту. Высшвя скорость вращения шпин-
деля (2000 об/мин} иа стайке модели 262ПР1 не включается.
Движения подач и установочных перемещений. Механизмы
подач рабочих органов стоика имеют три самостоятельные цепи
с отдельными приводами, обеспечнаающнми бесступенчатое из-
менение рабочих скоростей иодач иа всем диапазоне, а - также
быстрые перемещеияя рабочих органов. Все электродвигатели
приводов подач питаются постоянным током от электромашинно-
го агрегата ЭМА (рис. 70,'п).
Подача шпинделя вдоль осн и стола в продольном направле-
нии осуществляется от одного электродвигателя мощностью
1,6 кет. расположенного с правой стороны станка. От электродви-
гателя .вращение передается через эластичную муфту, шестерни
К—77 и кулачковую предохранительную муфту М„ валу VIII.
При перегрузке предохранительная муфта расцепляется н, нажи-
мая на конечный выключатель Вл. отключает влектродвигатель.
От вала VIII движение разветвляется Шпинделю VI движение
подачи сообщается от вале VIII конической передачей 45—36, ва-
лом IX. червячной передачей 4—29, муфтой Мг. валом X. шестер-
нями 44—31, ходовым винтом XI и полугайкой Г,, которая двумя
упорными шарикоподшипниками связапа со шпинделем VI.
Для управления перемещениями шпинделя в осевом направ-
лении по программе ходовой винт XI с помощью жесткой муфты
связан с блоком датчиков ДПШ целых и сотых долей миллиметра.
Стол получает продольную подачу от ходового винта XIX. ко-
торый связан с винтом VIII электромагнитной муфтой М, и двух-
ступенчатым редуктором 26—65 и 16—40.
Программное управление продольными перемещениями стола
осуществляется своим блоком датчиком ПСП. который так же, как
и шпиндельный блок ДПШ. состоит из датчика сотых долей мил-
лиметра и датчика целых миллиметров. Блок датчиков ПСП свя-
зан с ходовым винтом XIX конической передачей 56—56 и жест-
кой муфтой. Для устранения зазоров в передаче 56—56 одно из
колес сделано составным, причем одна половина колеса может
смещаться относительно другой до полного устранения зазора в»
зацеплении и в таком положении закрепляется «а валу.
Вертикальное перемещение шпиндельной бабки н соответст-
венно люнета задней стойки производится от электродвигателя
мощностью 1.6 кет, расположенного с левой стороны станины.
Вращение от электродвигателя через предохранительную муфту
М,а с конечным выключателем Вл и понижающую передачу
21—96 передается ходовому валику XXIV. Вертикальный ходовой
книг XXV перемещения шпиндельной бабки связан с ходовым ва-
ликом XXIV конической передачей 15—80, а вертикальный ходо-
вой внит XX VII люнета задней стойки получает вращение от хо-
дового -валика XXIV через шестерни 22—44 и коническую переда-
чу 17—34. Для корректировки положения люнета относительно
осн шпинделя предусмотрена возможность ручного поворота гай-
ки Г л люнета посредством червячной передачи 1—60. Контроль
корректировки положения люнета производится с помощью мик-
роскопической оптики.
Для программного управления вертикальными перемещениями
шпиндельной бабкн иа последней установлен датчик целых мил-
лиметров ДПБ. в нв передней стойке согласоеатель СПБ и внит-
червяк Вл, который связан с приводом согласователя жесткой
муфтой. С винтом-червяком Ве находится в постоянном зацепле-
нии червячное колесо Ч( датчика ДПБ.
Прочитывающее устройство я датчик сотых долей миллимет-
ра на схеме не показаны.
Поперечное перемещение стола осуществляется электродвига-
телем мощностью 1.6 кет. также расположенным с левой стороны
станины. Привод поперечных перемещений стола, как н другие
приводы подач, имеет свою предохранительную муфту Мл с ко-
нечным выключателем В„ и понижающую передачу 21—101. ко-
торая приводит во вращение ходовой вал XX. Поперечный ходо-
вой винт XXII стола связан с ходовым валом XX шестернями 22—
34—37 н конической передачей 16—36.
Взаимосвязанные движения. При нарезании резьбы резцом
осевое перемещение шпинделя связывается с движением резвния
кинематической цепью: шпиндель, шестерни 41—47, вал IV, ше-
стерни 67—94, вал XV, смеипые колеса а— Ь и c — d, вал XVII,
коническая передвчв 18—16, ходовой вал IX. червячная передача
4—29. муфта Мг, вал X. шестерни 44—3/ и ходовой винт XI.
Вспомогательные движения. Ручное перемещение шпинделя
производится рукояткой Р| при включенной муфте Мг через чер-
вячную передачу 2—24. вал X. шестерни 44—31 я ходовой винт XI.
Поперечное перемещение стола осуществляется рукояткой Рг
посредством шестерен 16—64 и ходового винта XXII.
Быстрый поворот стола осуществляется от отдельного элек-
тродвигателя мощностью 2.6 кет через ременпую передачу 80—160,
червячную передачу 2—35 я передачу с внутренним зацеплением
13—188. Вручную стол поворачивается рукояткой Рг, связанной с
валом XXX шестернями 15—45. Перемещение задней стойки про-
исходит вручную от рукоятки Р, через коническую передачу 13—
26 и реечную шестерню II.
XXV11
MO
оЦмин
'whi 60
П,Об/МиН
3/50
7500
W
1200
юоо
800
630
500
чго
315
250
t-бмм 2-зах. mi.
Н-1,6кВт 1
п-1500о6/тн
XXVI
^2
0/Ы)
2- за к <ХХХя
XXXI
<Ч - <" — — S'
тП XXIX Рейка т-Змм уЖ
i/5 I-------- —
| 'ХХ[У
18 мм 2-зал. оев
П~10квт
п,~ МОоб/мин
П% 28ЭС1о51нин
СогласоВатель
СПб
?9п
'-зох.
XIX it>
ЭМА АД
XIV
080
Датчик
целыхннДПП
N^2.8^m
П- ШОоб/мин
t-Юмм 2-зах.леВ J6I
/6
VII а*
. VIII I
'XXI
3* 45)
блок датчиков
ПСП
гиц-Т
Д-/,вквт
fS00o5/MUH
N-1,6 кВт
п -1500об/мин
СогласоЙатет
-ххш
Рнс. 70. Кинематическая схема горизонтально-расточного станка с программным управлением модели 262ПР1
ков
ДПШ
Узлы системы программного управления станком
модели 262ПР1
Прочитывающее устройство. Перфокарта 15 (рнс. 71. о) вво-
дится в прочитывающее устройство совместно с барабвнной кас-
сетой 22. В момент ввода кассеты с перфокартой рукоятка 24 на-
ходится в положении * Ручной поворот и смена кассеты*. Прн этор
эксцентрик 23 удерживает качающуюся плиту 10 совместно с ощу-
пывающими пальцами 12 в удаленном от кассеты положении.
После установки кассеты с перфокартой и совмещения нуле-
вого деления лимба /7 с контрольной рнской, нанесеипой на кор-
пусе устройства, рукоятку 24 устанавливают в показанное ив схе-
ме положение * Работа по циклу*. Тогда качающаяся плита 10 иод
действием пружин 9 становится в рабочее положение, а фиксатор
8. входя во впадину колеса 7. надежно удерживает квссету от по-
ворота. Одновременно палец 16 входит во впадину а кассеты и
тем самым не допускает ее осевых перемещений.
На нлнте 10 параллельно образующей кассеты установлена
текстолитовая планка И, в отверстиях которой свободно переме-
щаются >ю количеству строк перфокарты 26 ощупывающих паль-
цев 12. Последние под действием пружин // стремятся войтн в
кольцевые выточкн б кассеты 22, однако войтн в свою выточку
каждый палец может только прн наличии отверстия в перфокарте.
Каждый палец имеет свою контактную группу 13. Если в перфо-
карте есть отверстие, то палец войдет в выточку н замкнет свою
контактную группу; если в перфокарте отверстия нет, то контакт-
ная группа остается разомкнутой. Сигналы от контактных групп
13 передаются датчикам рабочих органов станка.
После обработки этой части программы включается электро-
двигатель / типа РД-09. который через редуктор 2 приводит во
вращение кривошип 26. Последний в начале своего движения че-
рез тягу 25 и стойку 3 отводит плиту 10 с пальцами 12 от кассе-
ты. Одновременно из впадины шестерни 7 выводится фиксатор 8.
Прн дальнейшем движении кривошипа 26 тягв 25. действуя как
собачка храпового механизма, поворачивает на одни зуб колесо 7.
Вместе с колесом 7 поворачивается и кассета с перфокартой.
В момент обратного хода тяги 25 плита 10 с фиксатором 8 зани-
мает исходное положение. В конце хода плита 10 через контакт-
ную группу 21 отключает электродвигатель I.
Ощупывающие' пвльцы 12 прочтут программу новой колонки
перфокарты н передадут сигналы датчикам рабочих органов стан-
ка. Так последовательно, колонка за колонкой, будет прочитана
вся программа, записанная иа перфокарте.
Во избежание самопроизвольного поворота кассеты в момент,
когда фиксатор 8 уже вышел нэ впадины колеса 7. а зуб в тягн 25
еще не вошел в зацепление с колесом 7, предусмотрена магнитная
фиксация кассеты. Для этого иа оси 6 неподвижно установлены
магнитная катушка 6 и диск 4 с внутренним зацеплением. Количе-
ство зубьев у колеса 7 н диска 4 одинаково. Прн рабочем поло-
жении кассеты зубья колеса 7 н диска 4 совпадают, яри этом маг-
нитное поле препятствует самопроизвольному повороту кассеты.
По окончаннн обработки изделия по программе нажимают на
пульте кнопку «Сброс программы*. Тогда электродвигатель I
начнет вращаться в обратном направлении и с помощью храпово-
го механизма возвращает кассету с перфокартой в первоначаль-
ное нулевое положение. Отключение электродвигателя при дости-
жении кассетой нулевого положения производится кулачком 18,
который через рычаг 20 размыкает контакты 19.
датчик точной установки. Точная установка бабкн и стола в
поперечном направлении производится посредством фотодатчпка.
срабатывающего от изображения штриха точной металлической
шкалы с ценой деления I мм. Фотодатчнк закреплен на контакт-
ном датчике сотых долей миллиметра (рнс. 71. б). Сигналы от
прочитывающего устройстве поступают на контакты 9 кодовой ли-
нейки 3, по направляющим которой скользит кйретка 4 с фотодат-
чнком 7, установленным в ползунке 6. Положение каретки 4 мож-
но вязуально наблюдать по лниейке 5 с помощью указателя 8.
В зависимости от сигналов электродвигатель 17 начинает вращать-
ся в том нли ином направлении н через червячную передачу 16—
15 н реечную передачу 14—10 устанавливать каретку 4 а требуе-
мое положение. Контакты 7 и 2 ограничивают пределы хода ка-
ретки 4. Установленные на каретке 4 щетки 11 н вмонтированные
в планку 13 контакты 12 служат для управления сервоприводом
согласователя датчика грубых перемещений.
Датчик целых миллиметров. Прн рассогласовании в положени-
ях щеток II (рис. 71,6) и щеток 14 с контактами 15 (рис. 71,в)
включается электродвигатель 16, который через червячную переда-
чу 12—13 н жесткую муфту // вращает еннт 3 н одновременно
щетки 14. пока датчики не придут а согласованное положение.
Вращение от винта 3 через червячное колесо 5 и коническую
передачу 6—7 сообщается кодовому барабану 9 н далее через
цевочно-зубчатую передачу 10—17 кодовому барабану/8. Благо-
даря этому кодовые барабаны 9 н 18 сместятся с точностью до
0.01 мм относительно неподвижных контактов 8 и 19 на то же
число сотых долей миллиметра, что н каретка 4 (рнс. 71, б) дат-
чика точных перемещений.
После этого включается электродвигатель подвЧ. который че-
рез промежуточные передачи и ходовой винт 2 перемещает ио
иапраэляюшнм / салазкн 4. Прн этом движении салазок червяч-
ное колесо 5, обкатывая внит 8. совместно с фотодатчнком обес-
печат остановку рабочего органа станка в заданной точке.
... Л... wwxwwwww,
Рнс. 71 -Программное устройство станка модели 262ПР1
Блок датчиков продольных перемещений. Для приграммпровв-
пня продольных перемещений стола и осевых перемещений шпин-
деля на станке установлены блоки датчиков (рис. 72. а), которые
по своей конструкции существенно отличаются от датчиков попе-
речного перемещения стола и вертикального перемещения шпин-
дельной бабки. В каждом из блоков установлен датчик сотых до-
лей миллиметра и датчик целых долей миллиметра.
При работе ио циклу сигналы от прочитывающего устройства
подаются на контакты 24 секторообразиого датчике 25 сотых до-
лей миллиметра. Одновременно включается электродвигатель 4
tiiiiu РД-09. Вращение от электродвигателя 4 через червячную
передачу 6—5 передается втулке Л. Последняя с одной стороны
связана с планкой 26. в с другой стороны с корпусом 12 кодовых
барабанов.
В нижней части планки 26 установлен ползунок 27 с фото-
датчиком 28 и лампой 30. На верхней части лланкн 26 закреплен
указатель 2. К стенке корпуса 12 привинчен датчик 25 сотых долей
миллиметра. Такны образом, совместно с втулкой 3 приводится во
вращение иланка 26 с фотодатчнкоы 28 н корпус 12 кодовых ба-
рабанов с датчиком 24 сотых долей миллиметра.
На датчике 25 нанесен код сотых долей миллиметра, ощупы-
ваемый контактами 24. В соответствии с эадвниой программой
вращение электродвигателя 4 прекращается, когда датчик 25 зай-
мет положение, соответствующее количеству заданных сотых до-
лей миллиметра. Соответственное положение' займет и фотодатчик
28 Визуально положение фотодатчпка можно upoeepiiTi. на ли-
нейке / ио указателю 2.
При вращении корпуса 12 колесо 8. обкатывая червяк 9, при-
ведет во вращение кодовый барабан 10 и сместит его на заданное
количество сотых долей миллиметра относительно контактов 7.
После установки сотых долей миллиметра включается элект-
родвигатель перемещений рабочего органа, который приводит во
вращение ходовой винт 17 и через коническую передачу 18—14
вал 15. Последний связан жесткой муфтой 14 с валом II блока
датчиков.
Одноаременно с вращением вала //с диском 29 получают
вращение и кодовые барабаны 10 и 13. Кодовый барабан 10 за-
имствует вращение от вала II через червячную передачу 9—8 и
внл 23. Нал кодового барабана 13 фпводнтся в движение от вала
23 посредством цевочно-зубчатой передачи 22—20 и вала 21.
Когда код заданного положения целых миллиметров на бара-
банах 10 и 13 подходит к контактам 7 и 19, включается фотодат-
чик 28. При подходе прорези а диска 29 к прорези фотодатчика 28
(в момент совпадения сотых долей миллиметра) подается команда
на остановку рабочего органа. Точность остановки рабочего ор-
гана ±0.05 мм.
Механизированные зажимы. На станке модели 262ПР1 зажим-
ные устройства подвижных рабочих органов автоматизированы
и работают ио программе.
Электромеханический привод механизма зажнмв шпиндельной
бабкн показан на рис. 72. б. Привод состоит из трех частей: фрик-
ционной муфты, определяющей силу зажима н предохраняющей
привод от перегрузки; винтового механизма, преобразующего вра-
щательное движение электродвигателя в поступательное движение
тяги, и механизма автоматического выключения электродвигате-
ля в конце освобождения зажимов бабкн.
Фрнкинониая муфта состоит из корпуса 3 с внутренними зубь-
ями, трех наружных дисков 5. находящихся в постоянном зацеп-
лении с зубьями корпуса 3. шлицевой втулки 8, четырех внутрен-
них дисков 21. связанных шлицами с втулкой 8. и тарированной
пружины 6 с регул ировочпой шайбой 7.
Корпус 3 установлен на валу электродвигателя / и поддержи-
вается подшипником 2. Шлицевая втулка 8 свободно насажена на
конец валв-вннта 13 и связана с ним подпружиненным шариком
22. Крутящий момент от втулки 8 передается кулачками Ki—Кг
винту 13. На левом конце втулки 8 имеется выточка, в которую
вставлено разрезное пружинное кольцо 4. В это кольцо упираются
фрикционные диски, сжимаемые пружиной 6. силу нажнма ко-
торой можно регулировать изменением толщины упорной
шайбы 7.
Вал-винт 13 смонтирован в корпусе 20 ив одном игольчатом
подшипнике 10 и двух шариковых упорных подшипниках 9 и 11
Регулировка' упорных подшипников производится гайками 12 Нв
валу-винте предусмотрен квадрат К, для повороте валв от руки
и для'удержвния его при регулировке гаек 12.
Принцип работы привода весьма прост. Вращение от электро-
двигателя через фрикционную муфту и кулачки К\—Кг передает-
ся аалу-вннту 13, который начинает перемещать гайку 19. швр-
инрно связанную с тягой /5 зажимного устройства. На рис. 72. б
привод показан в положении сЗажато*.
Для отжима электродвигателю сообщается вращение против
часовой стрелки. Вначале муфта и втулке 8 поворачивается на
валу-винте 13 вхолостую, пока кулачок A'i втулхн не удврнтся в
куличок Кг вала. Под действием этого удара сдвигается с места
гайка 19. заклинивающаяся при зажнме. В дальнейшем гайка 19.
преодолевая сопротивление иружины 18. перемещается с тягой 15
вправо, освобождая бабку. Гайка 19 имеет на верхней чветн ре-
ечные зубьи. которые зацепляются с шестерней, установленной на
одном валу с кулачком 14. Последний поворачивается против ча-
совой стрелки it в конце хода гайки 19 нажимает на ролик 16
конечного выключателя 17. отключая электродвигатель.
Для зажима электродвигателю сообщается вращение ио часо-
вой стрелке. В этом случае гайка 19 с тягой 15 перемешаются
влево, затягивая клинья' зажимного устройства бабкн. По дости-
жении необходимой силы зажима фрикционная муфта начинает
пробуксовывать.
Отключение электродвигателя при зажнме производится с по-
мощью-реле времени.
12 3 ч
Рис. 72. Программное и зажимное устройство станка модели 262ПР1
КООРДИНАТНО-РАСТОЧНЫЙ СТАНОК МОДЕЛИ 2450
Общая характеристика станка
Назначение станка. Станок предназначен для обработки отвер-
стий с точным мсжоссаым расстоянием без применения разметки
н кондукторов. XIя чистового фрсэсроааиня. а также для точного
измерения'расстояний между отверстиями готовых изделий в
условиях 11нд|11н1дуалы|ого и мелкосерийного производства, глав-
ным образом в инструментальных н экспериментальных цехах.
Техническая характеристика стайка
Размеры рлЛочеп поверхности стола а мм:
длина . . . ... 1100
mripjaia ... 630
Цркбажлнис перемещения гтата в мм:
продан л ос 1000
и срочное 600
Наибольшее вертикальное перемещение шпиндели в мм 250
Наибольшее перемещение шшшжелыюА коробки ж 250
Расстояние от торца шпинделя до стола а мм:
наибольшее ........................................... 750
наименьшее . . 230
Расстояние от пси Шикидсла дп стойки а мм. .... 700
Пре дели чисел оборотов |мшшдс.та а минусу 50—1900
Пределы величии осевой ложами шпиижеля я мм}ой 0.04 0.16
Наибольший диаметр в мм:
мри расточке 250
при сверлсиип ... 40
Точность установки стола по координатам в мм ±0.01
Скорости подачи стола в ирадолыюм м поперечном иа-
прлялеипях в мм/мин .... 36
Скорость быстрых ucpeMCiKctuiO стала в лродплышм п
поперечном паирлвлеипях и мм!мим 1000
Мощность в кит:
главного мсктро двигателя . . 2
алсктродвпттеля привода стати 0.4
Основные узлы станка (рнс. 73). А — шпиндельная бабка; Б—
стойка с коробкой скоростей и вариатором подач; В — стол;
Г—поперечные салазки: Д — стаинна; Е — привод перемещений
стола.
Органы управления. I — маховичок для точных ручных переме-
щений стола; 2 — рукоятка включения быстрых и медленных пере-
мещений стола; 3 — рукоятка включения поперечной механической
подачи стола: 4 — рукоятка включения продольной механической
подачи стола; 5 — маховичок для установки стола а продольном
направлении; 6 — маховичок для установки стола в поперечном
направлении; 7 — рукоятка быстрого ручного перемещения н вклю-
чения механической подачи шпинделя: 8—маховичок ручного вер-
тикального перемещения шпинделя; 9 — маховичок переключения
коробки скоростей; 10 — маховичок перемещения шпиндельной
бабки: // — рукоятка для закрепления шпиндельной бабкн.
Дянжения в станке. Движение резания — вращение
шпинделя с инструментом. Движения нодач — осевое пере-
мещение шпинделя, продольное н поперечное перемещение стола.
Вспомогательные движения: ручное вертикальное уста-
новочное перемещение шпиндельной бабкн; установочное пере-
мещение стола в продольном и пояеречном направлениях; ручное
вертикальное перемещение гильзы со шпинделем.
Принцип работы. Обрабатываемая деталь устанавливается на
столе станка. Режущий инструмент укрепляют в шпинделе. Осн
обрабатываемых отверстий совмещают с осью шпинделя переме-
щением стола в продольном и поперечном направлениях в соот-
ветствии с заданными координатами. Отсчет величины перемеще-
ния стола производится с помощью оптических систем. Прн обра-
ботке отверстий подачей является осевое перемещение шпинделя,
при чистовом фрезеровании подача сообщается столу.
Конструктивные особенности. Станок имеет раздельные меха-
низмы привода шпинделя и рабочего стала. Он снабжен универ-
сальным поворотным столом, позволяющим осуществлять обработ-
ку отверстий в полярной системе координат с Отчетом углов по
лимбам, деление окружности на равные части с помощью дели-
тельных дисков, а также обработку наклонных отверстий. Станок
модели 2450 является одноколонным, с вертикальным перемещени-
ем шпиндельной головки н прямоугольным столом, получающим
перемещения в продольном н поперечном направлениях.
Отсчет величины перемещений стола с точностью до 0.01 *.«
производится по точным шкалам оптического устройства.
Скорость вращения шпинделя изменяется бесступенчато от ре-
гулируемого электродвигателя постоянного тока.
Изменение величины подачн шпинделя на станке модели 2450
также производится бесступенчато. Дли этой цели в приводе по-
дач шпинделя установлен вариатор с раздвижными конусами и
стальным кольцом. Для обработки отверстий на заданную глуби-
ну станок снабжен специальным автоматическим выключателем
подачи. Рациональное расположение всех органов управления
обеспечивает удобство работы на стапке.
V
Рис. 73. Общий вид координатно-расточного станка модели 2450
147
Кинематика станка модели 2450
Движение резани*. Привод движении резани* состоит из элект-
родвигателя. плоскоремепной передачи н двойного перебора
(рис. 74).
От электродвигателя постоянного тока мощностью 2 квт с бес-
ступенчатым. изменением скоростей в диапазоне I : 4. через угло-
вую ременную передачу ISO—220 вращение сообщается полому
валу, находящемуся на шпинделе III н несущему на себе шестер-
ню 26.
Верхние числа оборотов сообщаются шпинделю III при вклю-
ченной муфте М|. Две другие ступени скорости осуществляются
прн выключенной муфте Mt через -перебор, имеющий двойной по-
движный блок шестерен 6|.
Для включения первой ступени перебора блок Б, смещаете*
вверх так. что его венец 17 зацепляете* с колесом 69. закреплен-
ным на полом валу //. а муфта Mi выключаете*. Вращение от
приводного шкива 220 передаете* шестерням 26—60, валу / н да-
лее шестернями 17—69 полому валу II. связанному со ш ннделем
шлнцеаым соединением.
Вторая ступень перебора включается прн смещении блока 6|
вниз, когда его венец 44 входит в зацепление с шестерней 42.
Вращение от приводного шкива 220 передается шпинделю шестер-
нями 26—60. валом / н шестернями 44—42. В этом случае муфта
Mi также должна быть выключена.
В пределах каждой ступени числа оборотов шпинделя III
плавно изменяются электродвигателем. Наименьшее число оборо-
тов шпинделя п„|, может быть определено нз аырвженн*
я.,.=700^985 =50 об/аши.
Движения подач. Подача шпинделя заимствуется от полого
вала //. от которого движение передаете* через шестерни 43—86.
вал IV, вариатор с раздвижными конусами н стальным кольпом.
вал V. червячную передачу 2—32. вал VI. конический реверс 28—
28—28. управляемый муфтой М>. вал VII. червячную передачу
1—66, фрикционную муфту Л1а. вал VIII и реечную шестерню 15.
находящуюся в зацеплении с рейкой т=3 мм. закрепленной на
гнльзе шпинделя.
Механический вариатор с раздвижными конусами и стальным
кольцом обеспечивает бесступенчатое изменение скоростей подачи
шпинделя в диапазоне I : 4. Минимальное передаточное отноше-
ние вариатора равно 4s, а максимальное — 2. Наименьшая подача
шпинделя за|ц определяется нз выражения
*-=’ 3,14-3.15=0,04 мм/об.
Механическая подача стола в продольном н поперечном на-
правлениях, используема* прн тонком фрезеровании, осуществ-
ляется реверсивным электродвигателем мощностью 0,4 кет. Движе-
ние передаете* через цепную передачу 16—50, перебор 20—84 и
14—90 (прн правом положении муфты М<). вал X. шестерни 28—
50—50, червячные н реечные передачи.
Для осуществления продольной подачн включается муфта Ми
прн этом вращение сообщается валу XI, червячной передаче I—55.
валу XII н реечной шестерне 14, находящейся в зацеплении с рей-
кой т=2.5 мм. прикрепленной к продольным салазкам стола. По-
перечная подача-стола включается муфтойМи прн этом цепь
движенн* аналогична предыдущей: приводится в движение ввл
XIII. червячная передача I—55. вал XIV н реечная шестерня 14.
зацепляющаяся с рейкой т«2.5 мм. прикрепленной к поперечным
салазкам стола.
Величина s продольной и поперечной подач стола определяется
нз зависимости
»=2800 to 3.14-2Д-14-37 мм/мин.
Вспомогательные движения. Для сообщения столу быстрых пе-
ремещений муфта Ms включаете* влево, прн этом движения пере-
даются столу непосредственно от вала X. минуя перебор. Скорость
быстрых перемещений стола se в -продольном н поперечном на-
правлениях может быть определена из выражения
«,-2800^^-3.14-2.5-14 -1000 мм/мин.
Для ручного установочного перемещения стола в поперечном
направлении служит маховичок Мхи вращение от которого пере-
даете* через шестерни 24—58, вал XV. винтовые колесе 15—21, вал
XIII н червячную передачу 1—55 реечной шестерне 14. Поворотом
маховика Мх> по аналогичной кинематической цепи стол переме-
щается в продольном направлении.
Ручное установочное перемешенне шпиндельной бабкн дости-
гается поворотом маховичка Мх,. через червячную передачу 1—18.
конические колеса 17—17 н реечное колесо 36, находящееся в за-
цеплении с рейкой <п—3 мм. прикрепленной к корпусу бабкн.
Быстрое ручное перемешенне шпинделя достигается вращением
рукояток Р при включенной муфте М>.
Ручное точное перемещение шпинделя осуществляется махо-
вичком Mxi прн нейтральном положении муфты М, через кониче-
ские колеса 17—34. вал VII. червячную передачу 1—56. муфту М,
н реечную передачу.
Рис. 74. Кинематическая схема координатно-расточного станка модели 3450
s Узлы координатно-расточного станка модели 2450
Механизм переключения. На рнс. 75, а изображен механизм пе-
реключения скоростей шпинделя, который состоит из маховичка
II. конической передачи 9—Ю, зубчатых колес /—2. барабана 4 с
двумя криволинейными лазами о и б и рычагов 5 и 8, переклю-
чающих блок шестерен £ч и муфту А1| (рнс. 74)-
Па левых копнах каждого нз рычагов 5 н 8 (рис. 75. а) имеют-
ся пальцы с роликами »?, входящими в соответствующий криволи-
нейный паз а или б барабана 4: на правых концах рычагов, па
эксцентриковых пальцах 7 насажены сухари переключения 6. вхо-
дящие соответственно п кольцевые проточки блока £ч н муфты Mi
(рнс. 74). Наличие эксцентриковых пальцев дает возможность от-
репли ровать положение блока шестерен так. чтобы при его
перемещении зацепление зубчатых венцов с зубья мн шестерен
происходило но всей длине, а ход муфты М| — до полного сиен
лення.
Форма пазов а и б на барабане 4 (рнс. 75. а) н их взаимное
расположение обеспечивают точно определенное положение блока
4 Поворот барабана осуществляется маховичком II. расположен-
ным на левой стенке корпуса коробкн скоростей, через коническую
зубчатую передачу 10—9 н шестерни 1—2.
Маховичок // имеет трн фиксированных положения: одно нз
них соответствует н встройке на самый высокий диапазон чисел
оборотов hi пн и дел п, второе на средний н третье — на низший
диапазон.
При нервом положении маховичка // муфта Af0 (рис. 74)
Включается, а блок находится в нейтральном положении; во
втором н третьем положениях* маховичка II (рнс. 75, а) муфта Mi
(рнс. 74) выключается, а блок Si вводится в зацепление своим
верхним нлн нижним венном соответственно с шестерней 69 нлн
шестерней 42.
Вариатор. На рис. 75, б изображен механизм бесступенчатого
изменения величины вертикальной подачн шпинделя. Механизм
состоит нз фрикционного вариатора с раздвижными конусами и
ствльным кольцом п управляющего устройства. Вариатор заимст-
вует движение от шпинделя станка через цилиндрические шестер-
ни 8—9. Шестерня 9 закреплена на ведущем валике 10 привода
подачн. Фрикционным вариатор выполнен в виде четырех конусов
2. 3. II и 12 и стального кольца 4. Конусы 2 и И. расположенные
но диагонали, жестко закреплены ив валах 6 и 10 н не имеют воз-
можности перемещаться в осевом напрявленип. Конусы 3 н 12
смонтированы на шариковых подшипниках, запрессованных в под-
вижные стаканы 5 н 13. Оба стакана имеют пазы; в паз стакана 5
входит выступ п поводка 7, а в паз стакана 12 — выступ б повод-
ка 14. При пере мешен и и поводков 7 н 14 вдоль оси конусы -7 и 12
также будут перемещаться в осевом направлении, причем при пе-
рсмешеннн поводков вниз конусы 3 н 2 сближаются, а конусы 11
и 12 расходятся. При перемещении ловодкоа вверх конусы 3 и 2
расходятся, а конусы II я 12 сближаются.
При любом положении конусов стальное кольцо 4 всегда на
ходится в контакте с ними, однако при н.х перемещении меняется
место контакта ня образующих конусов, изменяя передаточное от-
ношение привода в пределах от ’/» До 2.
Изменение передаточного отношения вариатора осуществляет-
ся поворотом маховичка 19. а требуемая величина подачи устанав-
ливается по градуированному лимбу 20. кинематически связанно-
му с валом маховичка 19 парой зубчатых колес 18—I. При пово-
роте маховичка 19 через конические шестерни 17 и зубчатое коле-
со 16 приводится во вращение шестерня гайка 15. которая связана
с резьбовом хвостовиком поводка 14; последний при вращении
шестерни-гайки перемещается вместе с поводками 7 н 14 вдоль
своей осн вверх или вниз, н выступы а и б соответственно переме-
щают подвижные конусы 3 н 12 вверх или вниз, изменяя переда
точное отношение вариатора.
Число оборотов шпинделя станка настраивается маховичком 9
((hic. 73) но шкале тахометра 22’ (рнс. 75. б), кинематически свя-
занного с валом 10 винтовой зубчатом передачей 21 Вал 10 при-
водится в движение от шпинделя станка.
Механизм управления. На рис. 75, а изображен механизм вклю-
чения и выключения механической подачн шпинделя. Механизм
состоит из рукояток включения /, реечного стержня 2. муфты с
разрезным кольцом 3 н сухаря 4. Каждая нз рукояток / на утол-
щенной части снабжена зубчатым сектором б, находящимся в по-
стоянном зацеплении с круглой рейкой реечного стержнн 2
При выключенном положении механизма, когда рукоятки /
отведены, червячное колесо 12. приводимое в движение червяком 8.
вращается вхолостую, не сообщая движение аалнку 5 и реечной
шестерне 6.
Для включения механической подачи шпинделя рукоятки I по-
ворачивают па себя, при этом стержень 2 смешается вправо н сво-
им вырезом а вводит сухарь 4 в рвэреэ кольца 3. заклинивая этим
червячное колесо 12 па валу 5. В этом случае червяк 8. вращая
червлчнос колесо 12. вал 5 н^реечную шестерню 6, находящуюся
в эацепленнн с рейкой, прикрепленной к гильзе 7. сообщает шпин-
делю вертикальную механическую подачу.
Ручное точное вертикальное перемещение шпинделя осущест-
вляется поворотом маховичка // через конические шестерни 10—9.
червячную передачу 8—12 н реечный механизм при включенном
положении рукояток /.
Вследствие того, что рукоятки / непосредственно связаны с
валом 5 при выключенной механической подаче, можно быстро
осуществлять ручное перемещение гильзы 7 путем поворота рукоя-
ток I. вала 5 н реечной шестерни 6, связанной с рейкой.
к'ККККСКККСКУ'
S ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6П80Г
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования
различных деталей нз сталн. чугуна н цветных металлов сравни-
тельно небольших размеров. Обработка деталей осуществляется
инлнндрнческнмн, днсковымн, фасонными, углоаымн, модульными
н торцовыми фрезами как встречным, так и попутным фрезерова-
нием. Станок нспользуетсп в условиях индивидуального н серий-
ного производства. Прн наличии делительной головкн можно фре-
зеровать прямозубые шестерни, рейки, канавки и т. п.
Достаточная мощность приводов н широкий диапазон скоростей
и подач позволяют успешно работать па станке, как быстрорежу-
щими фрезами, так н фрезами, оснащенными пластинками твердо-
го сплава.
Тпияческм характертктека стажа
Рабочее поверхность стала в шт . . 200X800
Число саоростеВ apaaihiaa шпмяеля 42
Прелым чисел оборотов шовнаелв в минуту 60—2240
Количество скоростей подач стола ... П
Пределы скоростей подач стола • мм/мт:
продольных ......................................... 22.4—1000
поперечных 16—7Ю
вертикальных .................................. . 8—365
Старость быстрого перемещения стола а лл/лша;
продольного ......................................... 2400
поперечного 1710
вертикального ....................................... 865
Мощность главного алектродаитатела а кот ... 2.8
Основные узлы станка (рйс. 76). А —станина с коробкой ско-
ростей и шпиндельным узлом; Б — хобот с подвеской; В — стол;
Г — дополнительная свпэь консоли с хоботом; Д — поперечные
салазки: Е — консоль с коробкой подач; Ж— основание станка. '
Органы управления. I — рукоятка для переключения коробки
скоростей; 2—рукоятка для переключении перебора шпиндели;
3 - маховичок ручного продольного перемещении стола; 4 — ру-
коятка включения продольной подачн стола; 5 — маховичок руч-
ного поперечного перемещения стола; в — рукоятка ручного вер-
тикального перемещения консоли; 7 — маховичок для переключе-
ния коробки подач; в — рукоятка переключении перебора коробки
подач; 9 - рукоятка для включения н реверсирования поперечной
н вертикальной подач стола.
Движения в станке. Движение рез а н ня — вращение
шпинделя с фрезой. Подачами являются перемещении столв с
обрабатываемой деталью в продольном, поперечном н вертикаль-
ном направлениях. Вспомогательные двнження — быст-
рые перемешення стола в тех же направлениях.
Принцип работы. Обрабатываемые детали устанавливают не-
посредственно на столе, в тисках или специальных приспособле-
ниях. Для обработки деталей о нескольких позициях широко ис-
пользуется универсальная делительная головка, которая позволя-
ет производить делительные повороты детали на требуемое ко-
личество равных частей. Насадные фрезы, цилиндрические, дис-
ковые и др., устанавливают на шпиндельных оправквх, хвосто-
вые — непосредственно в шпинделе нлн в цанговом патроне.
Прн установке фрез на оправках последние одним концом
вставляют в конус шпинделя, а другим —в отверстие подвески.
Торцовые фрезерные головкн закрепляют на торце шпинделя.
Настройка станка в соответствии с конфигурацией и рвзмерамя
обрабатываемой детали производится перемещением стола В. по-
перечных салазок Д н консоли Е.
Конструктивные особенности. Станок имеет разделенный при-
вод двнження резання. т. е. коробка скоростей смонтироиана в
станине в виде отдельного узла, в вращение шпинделю передает-
ся клнновымн ремнямн. Это обеспечивает безвнбрационную рабо-
ту станка даже на самых высоких числах оборотов шпинделя.
Шпиндель смонтирован нв прецизионных двойных роликовых
подшипниках серин 3182100 высокой жесткости. Шпиндель раз-
гружен от изгибающих усилий со стороны ременной передачи, так
как приводной шкив установлен на независимых подшипниках.
Для более равномерного вращении шпинделя его лрнводнвя ше-
стерни сделана массивной, позтому она одновременно выполняет
роль маховика. Быстрая остановка вращении шпинделя обеспечи-
вается наличием тормозе с электромагнитным приводом.
Станок имеет две подвески хобота: одну на подшипниках ка-
чения. предназначенную для скоростных работ; другую на под-
шипниках скольжения, обеспечивающую работу с фрезами диа-
метром менее 75 мм. Дли повышения жесткости системы хобот Б
может быть соединен с консолью Е дополнительной связью Г.
В приводе подач имеется шариковая предохранительная муф-
та. исключающая возможность поломки элементов приводе прн
чрезмерном увеличении нагрузки.
Для фрезерования попутным методом в приводе продольной
подачн стола предусмотрен механизм для п рноднческого устра-
нения зазора между ходовым винтом н гайками.
Рис. 76. Общий вид горизонтальио-фрезериого станка модели 6П80Г
153
х Кинематика станка модели 6П80Г
Движение резани».' Привод движения резання состоит из ко-
робки скоростей, клнноременной передачи с натяжным устройст-
вом н перебора.
Фланцевый электродвигатель мощностью 2.8 кет (рнс. 77. а)
связан с валом I коробки скоростей упругой муфтой. В коробке
скоростей имеется тройной Б, н двойной Бг передвижные блоки
шестерен, обеспечивающие валу III шесть различных скоростей
аращення. которые через шестерни 26—22 натяжного устройства
н клниоременную передачу 210—210 сообщаются полому Вали-
ку V. находящемуся на шпинделе.
От этого валика вращение передается шпинделю VII через пе-
ребор, -когда муфта М, выключена, а блок шестерен Б3 введен в
зацепление с шестернями 31 н 71 (как показано на схеме), нлн
вращение передается непосредственно, когда муфта Mt включена,
а шестерни блока Б3 выведены нз зацепления. Переключения
муфты Й, и блока Б3 сблокированы н осуществляются одной ру-
кояткой. Всего шпинделю сообщается 12 различных скоростей
(рнс. 77,6).
Минимальное число оборотов шпинделя пн)а с учетом упругого
скольжения ремня определяется нэ выражения
1420 IHrlHrfc9851Нг =5° “в/*""
Двмжеввя подач. Привод имеет отдельный электродвигатель н
состоят из двухступенчатого редуктора, шестнскоростной коробки
подач, переборного устройства коробки реверсов и механизмов
продольной, поперечной и вертикальной подач.
Вращение от фланцевого электродвигателя мощностью
0.6 кет (рас. 77. о) передается через шестерни редуктора 21—72
и 32—64 валу X коробки подач н через тройной подвижной блок
шестерен Б. и двойной подвижной блок шестерен Б. валу XII.
От вала XII вращение может быть передано широкой шестер-
не 60, установленной на валу ХШ. через шестерни перебора
18—72 и 30—60—60, когда муфта Mi отключена (как показано
иа схеме), либо непосредственно через шестерни 60—60 прн
включенной муфте М3. В последнем случае шестерня 60, установ-
ленная на валу XII. выводится нэ зацепления с шестерней 30 для
сцепления с кулачками шестерни 45. Структура коробки подач
показана на рис. 77, в.
Широкая шестерня 60 установлена на полом валу н связана с
ним предохранительной муфтой М. . Для осуществления рабочих
нодач должна быть включена кулачковая муфта Ма. тогда враще-
ние от широкой шестерни 60 через предохранительную н кулач-
ковую муфты передается валу XIII и через шестерни 34—40 н
48—52 валу XV, связанному с механнзмамн реверсов продольной,
поперечной и вертикальной подач.
От аала XV через коническую передачу 18—18 н вал XVI при-
водится во вращение конический реверс 28—28—28. При включе-
нии кулачковой муфты М, в ту или иную сторону ходовой вннт
XVII н стол получают движение в соответствующих направле-
ниях. Максимальная скорость продольной подачи стола s„„ оп-
ределяется нэ выражения
21-32-45-45-60-34-48-18-28 .
' 1420 72 64 45 45 60 40-52 18-28 6“980 мм/мин.
На цилиндрической части поперечного ходового винта XVIII
свободно установлены шестерни 54 н 50. которые вращаются в
различные стороны, так как шестерня 54 получает вращение от
вала XV непосредственно через шестерню 38, а шестерня 50— че-
рез шестерню 35 н паразитное колесо 39.
Кулачковой муфтой М« включается, выключается и реверси-
руется поперечная подача, наименьшая скорость которой за
определяется из выражения
,.„,21-32-30-24-18-30-60-34-48 38 с ,, , ,
|42072-64-60-66-72-60-60-40 52-54 6= 16 мм/мин
По аналогичному принципу происходит реверсирование верти-
кальных подач. При включении кулачковой муфты в ту или
иную сторону вращение получает вал XIX. который через шестер-
ни 25—50 н коническую перелечу 24—36 приводит во вращение
вертикальный ходовой вннт XXI. Наименьшая скорость вертикаль
ной подачн s4 on редел лется нз выражения
о « 1 л-32-30-24 18 30-60-34 25-24 mmImuh
М2° 72-64-60-66-72-60-60-40-50 36 6—8 мм!ми*
Вспомогательные двнження. Быстрые перемещения стола и кон-
соли осуществляются включением днскоаой фрикционной муф-
ты Прн этом вал ХШ получает вращение от электродвигате-
ля через шестерик 21—72 и 32—64—26. минуя коробку подач. От
шестерни 34. закрепленной на валу XIII. движение передается, как
прн рабочих подачах. Скорость быстрого перемещения стола в
продольном направлении se определяется нэ выражения
1420 %»%£££ 6=2400 мм/мш-
Ручные установочные перемещения стола в продольном и по-
перечном «аправленнпх осуществляются маховичками, непосред-
ственно установленными на концах ходовых аннтов XVII и XVIII.
Вертикальное установочное перемещение стола производится
рукояткой, находящейся на конце вала XIX.
XVIII
52
XV
P
36
X
fit 37
e X//
• X/
XXI
1=6 MM
26
и ZJi л™
n-WOuBImuh
мз M„
!8
N=0,6K8tn
п~!920о6/мин
28
<Z>Z10
Ш —
gll
IX
28^M7^28
XVII I=6mm
XVI
18
1=6 MM
Б) W20об/мин
5^:98
95:95
30:60
29:6!
26:22
31:83
29:7f
wo
71
50
l H III IV V
п,о6/мин
о 1600
o1120
о 800
о 560
>W0
280
ZOO
fW
50
XX
XIX
Рис. 77. Кинематическая схема горизонтально-фрезерного стайка модели 6П80Г
2 Узлы станка модели 6П80Г
Тормоз и натяжное устройство. На рнс. 78. а показан разрез
коробки скоростей. На конце шлицевого вала II насажен тормоз-
ной диск 5 с пластмассовой фрикционной конической обкладкой 8.
На корпусе коробки неподвижно закреплен фланец 10 с металли-
ческим кольцом 9. С нижней частью фланца 10 соединен качаю-
щийся рычаг 6. второй , конец которого с помощью стяжки 4 свя-
зан с якорем электромагнита 3. В рычаге 3 заложен подпружинен-
ный шарик 7, который через шайбу упирается в торец тормозного
диска 5.
При отключении электродвигателя автоматически включается
электромагнит 3, благодаря чему производится торможение при-
вода движения резания.
Натяжение клиновых ремией 12 осуществляется за счет пово-
рота кронштейна 2 со шкивом I относительно вала II.
Механизм переключения коробкн подач. Однорукояточиое уп-
равление коробкой подвч (рнс. 78, б) состоит нз передающей час-
ти, исполнительного механизма и указателя величины подач.
Вращением мвховнка 14, закрепленного на валу II. движение
колесами Ю—9—8 передается валику /7, на конце которого на
шпонке установлена коническая шестерил 7. Находясь в постоян-
ном зацеплении с эубьямн диска б. шестерня 7 сообщает ему вра-
щательное движение.
Диск 6 имеет трн торцовых криволинейных паза: два нз них а
н Ь расположены с передней стороны, а третий (иа рисунке не
виден) — со стороны зубчатого венца. В криволинейные пазы дис-
ка входят ролики 18, установленные на качающихся рычагах 3.
5 н 19
Этн рычагн при вращении диска 6 поворачиваются на опреде-
ленный угол относительно своих осей в зависимости от кривизны
пазов. Сухари 4. смонтированные на концах рычагов 3. 5 н 19,
входят в кольцевые выточки блоков шестерен и перемещают нх в
требуемое положение для данной величины подачи.
Диск 6 имеет по периферии 12 V-образных канавок с. в кото-
рые входит фиксатор 20. подпираемый пружиной 2. Натяжение
пружины регулируется резьбовой пробкой I. Таким образом,
диск 6 в соответствии с количеством ступеней подач имеет 12 фик-
сированных положений.
Из соотношения чисел зубьев цилиндрических н конической пе-
редач видно, что диск 6 сделает полный оборот за трн оборота
маховика 14. Указатель 12 имеет внутренние зубья, с которыми
зацепляется шестерня 15. закрепленная на валу 16. Передаточное
отношение передачи с внутренним зацеплением также 1:3, следо-
вательно. одному обороту диска 6 соответствует один оборот ука-
зателя 12. на передней стенке которого нанесены цифры величин
продольных подач. Стрелка 13 указывает величину продольной
подачн для данного положения механизма.
Механизм включения вертикальных и поперечных водвч. Вер-
тикальные и поперечные механические подачи включаются одной
рукояткой I (рнс. 78. в) по мнемоническому правилу, т. е. куда
поворачивается рукоятка, в том направлении н будет происходить
подача стола. Рукоятка I закреплена на осн 4 в барабанном ку-
лачке 3. Последний установлен на поворотных цапфах 2 в консо-
ли станка.
Шаровой конец с рукоятки / входит в продольный паз коро-
мысла 5, жестко закрепленного на валу 14. На нижнем конце ва-
ла установлен на шпильке фиксирующий диск 13 с кривошипным
пальцем 9. В диске имеются трн V-образиых углубления, в кото-
рые под действием пружины II заскакивает фиксатор 12. Резьбо-
вая пробка 10 служит для регулирования силы нажима на фикса-
тор. Кривошипный палец 9 аходнт в продолговатый «аз двуплече-
го рычага 8, иа противоположном конце которого расположен
бронзовый сухарь 7. Последний входит в кольцевую выточку дву-
сторонней кулачковой муфты (рнс. 77. а) включения попереч-
ных подач. При нажиме на рукоятку / (рнс. 78. в) в направлении
стрелки А и В поворачивается диск 13 с кривошипным пальцем 9.
Палец поворачивает рычаг 8. включая поперечную подачу в соот-
ветствующем направлении.
Включение вертикальных иодач производится при иажнме на
рукоятку I в направлении стрелок С н D. В этом случае на цап-
фах 2 поворачивается барабанный кулачок 3 я винтовым пазом б.
расположенным на его нижней цилиндрической поверхности, на-
жимает на ролик 15, заставляя поворачиваться двуплечий ры-
чаг 6, несущий на конце бронзовый сухарь. Этот сухарь входит п
кольцевую выточку двусторонней кулачковой муфты Mt (рнс. 77. а)
н включвет вертикальные подачи стола.
Блокировочный механизм включения подвч. Для предохране-
ния рабочего от травмирования маховиком ручного поперечного
перемещения стола нлн рукояткой ручного вертикального переме-
щения консоли предусмотрены блокировочные механизмы.
При нейтральном положении двусторонней кулачковой муф-
ты (рнс. 78. е). когда механическая подача выключена, маховик 5
ручного перемещения может быть сданнут в направлении стрел-
ки а н войти в зацепление своими торцовыми кулачками с полу-
муфтой 4. закрепленной на поперечном ходовом винте 6. благо-
даря чему может производиться ручное поперечное перемещение
стола.
В этом случае верхний конец собачки 2 располагают во внут-
ренней аыточке муфты I. вследствие чего стержень 3 не препят-
ствует осевому смешению маховика 5. Однако при включении ме-
ханической подачи в том нлн ином направлении муфта / нажя-
мает иа собачку 2. а последняя выталкивает вправо стержень 3
I выводит маховичок 5 из зацепления с полумуфтой 4.
Рис. 78. Узлы горизонтально-фрезерного станка модели 6П80Г
УНИВЕРСАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6H8I
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования
различных деталей сравнительно небольших размеров в основном
цилиндрическими, дисковыми, угловыми, фасонными н модульны-
ми фрезами в условиях индивидуального и серийного производ-
ства. Наличие поворотного стола позволяет нарезать винтовые ка-
навки прн изготовлении косозубых колес, фрез, зенкеров, развер-
ток и тому подобных деталей.
Тсдмвчесия ха>ажт<рпствка ставка
Рабочая поверхность стиля а лиг KOXIOOO
Пределы угла поворота стиля я tpad ±45
Наибольшие псрсмсшсиня стиля а мм:
придилыюс ...................... 6S0
поперечное ... 200
вертикальное . . 400
Расстояние от осн шпинделя до стола в мм:
наименьшее . . . 0
наибольшее ......... 400
Расстояние от оси шпиндели до хобота в мм 160
Число скоростей вращения шпинделя 16
Пределы чисел оборотов шпинделя в минуту 65-4800
Мощность главного электродвигателя а квт 5Д
Количество скоростей подач стола 16
Пределы скоростей подач а мм/мим
Продольных . . 35—980
nonepewwx . . 25—76S
вертпальмых ............. 12—380
Скорость быстрого продольного перемещения стола
В мм/мин 2600
Мощность электродвигателя иравида подач а квг 1.7
Основные узлы станка (рис. 79). А — станина с коробкой ско-
ростей и шпиндельным узлом. Б — хобот с подвесками; В — до-
полнительная связь консоли с хоботом; Г — поворотная часть
стола: Д — поперечные салазки; £ — стол; Ж — консоль с ко-
робкой подач. 3- основание с резервуаром для охлаждающей
жидкости
Органы уяравленнв. / — рукоятке переключения коробки ско-
ростей; 2 — рукоятка включения перебора шпинделя; 5—рукоят-
ка ручного продольного перемещения стола; 4 — рукоятка управ-
ления продольной подачей стола; 5 — рукоятке управления попе
речной подачей, 6 — рукоятка управления вертикальной пидачей.
7 —рукоятка ручного вертикального перемещения стола. 5—ма-
ховичок переключения коробки подач; Ю — рукоятка переключе-
ния перебора коробки подач.
Движения в станке. Движение резан ня — вращение
шпинделя с фрезой. Движения подач — продольное, попе-
речное н вертикальное поступательные перемещения стола. Вспо-
могательные движения — все указанные перемещения сто-
ла. выполняемые на быстром ходу нлн вручную
Принцип работы. Обрабатываемые детали закрепляются непо-
средственно и а столе, в машинных тисках нлн специальных при-
способлениях. устанавливаемых на столе станка. Прн необходи-
мости лепить заготовку на несколько равных майей применяют
универсальную делительную ГОЛОВку:-" '
Насадные фрезы Закрепляют нв консольных или опорных оп-
равках Для поддержания шпиндельных оправок применяют хо-
бот с нейтральной и концевой подвесками. Хвостовые фрезы за-
крепляют непосредствен ни в конусе шпинделя или цанговом пат-
роне. Торцовые фрезерные головки устанавливают и закрепляют
на торце шпинделя.
Настройка станка в соответствии с конфигурацией и размера-
ми обрабатываемой детали производится за счет быстрых механи-
ческих нлн ручных перемещений стола Е, поперечных салазок Д
н консоли Ж. Прн нарезании винтовых канавок поворачивают
стол в соответствии с углом наклона фрезеруемой винтовой ка-
навки При работе на тяжелых режимах для повышения жестко-
сти узла консоли устанавливают дополнительную связь В.
Модификация станка. Как известно, на базе универсально-фре-
зерных станков каждого типоразмера обычно выпускают еще две
модификации данного вида оборудования — вертикально- и гори-
зонтально-фрезерные станки. Дмитровский завод фрезерных стан-
ков выпустил на базе станка модели 61181 еще дне модификации
станков — модели 6H8IA и 6HI1КП.
Шнрокоу и и версаль и ый станок мидели 6H8IA пред-
назначен для всех видов фрезерования. Шпиндель в станке может
занимать горизонтальное, вертикальное н наклонное (под любым
углом) положения, шпиндельная головка может перемешаться в
поперечном пи правлении но отношению к среднему пазу стола, что
позволяет обрабатывать изделия без их перестановки.
Вертикальный кон провально-фрезерный станок
модели 6Н11КП имеет программное управление Станок предназ-
начен для обработки криволинейных контуров, кулачков, штампов
н прессформ.
в
159
х Кинематика станка модели 6H8I
Движение резания. От фланцевого электродвигателя мощно-
стью 5Д кет (рис. 80, а) движение передается полужесткой муф-
той валу / коробкн скоростей. На валу / коробки перемещается
ко шлицам двойной подвижной блок шестерен £|. На валу // не-
подвижно закреплены шестерни 34. 31, 28, 24 н 38. По валу III пе-
ремещаются два двойных подвижных блока шестерен £ и £>. В
зависимости от положения блока £1 двнженне передается валу II
через шестерни 38—24 нлн через шестерни 24—38. В зависимости
же от положения блоков £« н £> вращение передается от вала //
аалу III через шестерни 34—28 нлн 31—31. если включен блок £>.
лнбо через шестерни 28—34 нлн 24—38. если включен блок £
Всего таким образом вал /// нмеет восемь скоростей вращения.
Выводной шкнв 140 коробкн скоростей установлен на отдель-
ном валике IV и получает вращение от вала /// через шестер-
ни 20—20.
Долее вращение передается тремя клнновымн ремиями через
шкнв 210 полому валу V, расположенному соосно со шпинделем
ствнка. На противоположном конце вала V имеется шестерня 30.
Прн выключенной кулачковой муфте Mi двнженне шпинделю
VII передается от вала V через шестерни 30—64. переборный ва-
лик VI н шестерни 25—69. Высокие числа оборотов передаются
шпинделю непосредственно от вала V. когда муфта Mt включена,
в шестерни 64 н 25 выведены нэ зацепления соответственно с шес-
тернями 30 н 69.
Перебор удваивает количество скоростей, обеспечивая шпин-
делю шестнадцать различных чисел оборотов в минуту (рнс. 80.6).
Наименьшее число оборотов шпинделя л«|, с учетом упругого
скольжения ремня определяется зависимостью
"-Н- 0-985£тй -<И Об/жпк.
Движения подач. Как при подаче, так н прн быстрых переме-
щениях механизмы консоли получают вращение от фланцевого
электродвигателя мощностью 1.7 кет, непосредственно связанного
полужесткой муфтой с первым ввлом VIII коробки подач. Валу/Х
вращение передвется блоком £< через шестерни 24—38 или шес-
терни 38—24. Вал X получает вращение через блок fit нлн £( н
имеет восемь скоростей. Нв конце вала X закреплепи широкая ше-
стерня 18, которая находится в постоянном зацеплении с шестер-
ней 37 подвижного блока £>. Шестерни блока £? могут зацеплять-
ся с шестернями /5 или 37. жестко закрепленными на валу XII,
обеспечивая этому аалу шестнадцать различных скоростей вра-
щения (рнс. 80.а).
От вала XII вращение передается через червячную передачу
2—36 н обгонную муфту М„ валу XIII. Па противоположном
конце вала XIII закреплена шестерня 22. которая через шестерик
42 к 42 вращает центральный аал XIV коробкн реверсов. Распре-
делительная шестерня 42 связана с валом XIV предохранительной
муфтой М, и зацепляется одновременно с шестерней 30. закреп-
ленной на валу XVII. н с правыми шестернями 42 н 42. свободно
сидящими на валах XV и XVIII. Левая шестерня 30, закрепленная
на валу XVII. находится в постоянном зацеплении с левыми ше-
стернями 42 н 42. свободно сидящими на валах XV н XVIII.
Нетрудно видеть, что левые шестерни 42 н 42 будут вращаться
с такой же скоростью, как н правые шестерни 42 я 42, но в обрат-
ном направлении. Кулачковая муфта М, служит для реверсирова-
ния вертикальной подачн стола, осуществляемой ходовым винтом
XV/, который получает вращение от коробкн реверса через ко-
ническую передачу 15—30. Кулачковая муфта Лц установлена
для реверсирования поперечной подачн, осуществляемой внн-
том XVIII.
Двнженне продольной подачн столв заимствуется от коробкн
реверсов н передается шестерне 33 н далее через шестерни 35—27.
шестеренчатый вал 19. шестерни 19—19, кЬннческую передачу
14—28 и конический реверс 19—19—19 продольному ходовому
вннту XXII. Кулачковая муфта М» служит для реверсирования
продольной подачн.
Скорость наименьшей продольной подачн определяется нз
зависимости
24-28-18-15-2-29-42-30-35-14.19 ,
38.34.37.37.36.49-30-33-19-28-19 6—ЗОмм/жии.
Скорость наибольшей поперечной подачн зааа1может быть оп-
ределена нэ выражения
..„,.38-38-18-2.22-42-30 , ,
“ ,42О24-24-15-38-42-30-42 6 — 750 мм/мин.
Быстрые перемещения стола, поперечных салазок и консоли.
Этн перемещения осуществляются с постоянной скоростью. В этом
случае вращение от электродвигателя, мннуя коробку подач, не-
посредственно передается через ввл VIII. винтовые колеса 12—21
н фрикционную муфту Мг волу X/// и далее рабочим органам
станка. При быстром вращеинн вал XIII благодаря наличию об-
гонной муфты М„ автоматически расцепляется с корпусом чер-
вячной шестерни 36.
Скорость быстрых перемещений стола st в продольном на-
правлении выражается следующим отношением
..„л 12-22 42-30-35-14-19 - ,
««“1420 24.42.30.33.19.23-19 6—2600 мм/мин.
a
a)
Рис. 80. Кинематическая схема универсально-фрезерного станка модели 6Н81
Узлы станка модели 6H8I
Однорукояточное управление коробкой скоростей. На рнс. 81, и
показана схема однорукой точного управления коробкой скоростей.
Маховичок М. расположенный с левой стороны станины, связан с
переключающими кулачками К\ и К» *!< нематической цепью, со-
стоящей из зубчатых винтовых колес 2j—z2. цепной передачи
—2<. шестерен 2$—ze н червячной передачи а—2,. Таким обра-
зом. прн повороте маховичка М начинают вращаться кулачки К(
и Кэ. Кулачок Ki имеет два криволинейных торцовых паза: одни
с правой стороны, а другой — с левой. Кулачок Л имеет только
одни криволинейный торцовый паз. В пазы кулачков входят роли-
ки, насаженные на концы рычажных вилок Bi, и By Каждая
вилка управляет двойным подвижным блоком шестерен. Всего в
коробке скоростей имеется три блока шестерен Bi. Bt и Бз- На
шлицевом валу / перемешается блок Bi. а на шлицевом валу Ш
установлено два подвижных блока шестерен Б2 и Бз.
Кулвчки К|.и сидят на одном ввлу и имеют восемь фикси-
рованных положений. У криволинейных пазов кулачков и
такая конфигурация и они так взаимно расположены, что каж
дому из восьми фиксированных положении к>лачков соответству-
ет своя комбинация включения блоков шестерен и соответственно
своя скорость врвщення шпинделя.
Для визуального наблюдения за установленной скоростью име-
ется указатель У и лимб Л, который так же. как и кулачки Ki и
Кг, кинематически связан с маховичком AI. Лнмб Л получает вра-
щение от маховичка через зубчвтые винтовые колеса 2|—Zj, ше-
стерни г?—г» и шестерни 2f—2W-
Передаточные отношения кинематических цепей кулачков и
лимба одинаковы, поэтому за один оборот кулачков лнмб также
совершает одни полный оборот.
Такая конструкция одноруко я точного управления имеет тог не-
достаток, что для включения заданной скорости необходимо прой-
ти все -промежуточные значения чисел оборотов шпинделя и. кро-
ме того, нет возможности осуществлять предварительный выбор
скорости.
шпиндельный узел с переборным валиком. Передняя шейка
шпинделя (рнс. 81,6) диаметром 75 мм вращается в двух шарико-
вых радиально-упорных подшипниках I. регулируемых гайкой 3.
Задняя шейка шпинделя диаметром 50 мм установлена на одном
шариковом подшипнике. Между опора мн шпинделя на конусе и
шпонке установлен маховик 5. с которым связана прнводная ше-
стерня 4 Шкив 9 установлен нв стуинне шестерни 7. смонтирован-
ной на отдельных шарнкоподшнпннквх 8. благодаря чему шпин-
дель разгружен от натяжения ремней Заодно со шкивом 9 изго-
товлен тормозной барабанчик, охватываемый тормозной лентой 18
При включенном двигателе соленоид /5. преодолевая солротнв
.тонне пружины 17. оттягивает рычаг 16 вниз, растормаживая
шпиндель. В момент отключения двигателя тормозная лента за-
тягивается под действием пружины 17 и шпиндель останавли-
вается.
Ниже шпинделя в станине нв шарикоподшипниках 14 смонти-
рован переборный валик 12. Подвижные шестерни 10 н 13 н ку-
лачковая муфта 6 переключаются одновременно одной рукояткой
прн помощи вилки И. При включенной муфте 6, когда врвщеннс
от шкнвв 9 передается на шпиндель непосредственно, шестерни Ю
и 13 выводятся нз зацепления с шестернями 7 н 4. Такая конст-
рукция перебора улучшает, к. п. д. ствнка н способствует умень-
шению вибраций прн работе на высоких числах оборотов шпин-
деля.
Механизм автоматического устранения задора. В приводе про-
дольной подачи стола установлен механизм для автоматического
устранения зазора между винтом н маточными гайками (рнс, 81. а).
В кронштейне поперечных салазок стола установлены две маточ-
ные гайки 2 и 3, которые могут свободно поворачиваться в под-
шипниках кронштейна.
На гвйках нарезаны зубья 2. которые входят в зацепление с
рейками 4 н 10. связанными между собой шестерней 5. Таким об-
разом. поворот одной нэ гаек в каком-либо направлении вызывает
поворот другой гайки в обратном направлении. Рейки 4 и 10
поджимаются пружинами 6 и 9.
Прн рабочей подаче в зависимости от ее направления, одна нэ
гаек начнет поворачиваться н поворачивать через рейки и ше-
стерни вторую гайку до тех нор, пока последняя не упрется сво-
ими витками в противоположные стороны витков впита и не устра-
нит полностью зазор. По оконченнн подачн действие сил тренпя
между витками гайки н винта прекратится и пружины вернут рей-
ки н гайки в исходное положение, восстановив зазор, необходи-
мый для легкости холостого перемещения стола. Регулируемые
упоры 7 н 8 служат для ограничения величины перемещения ре
ек и соответствен но поворота гаек во избежание создания чрезмер-
ного нвтяга между винтом н гайками.
Подвеска. Па хоботе станка 6H8I для поддержки шпиндельных
оправок можно устанавливать одну нлн две подвески.
Разрез одной из подвесок показан на рис. 81, е. Полый шпин-
дель / смонтирован на двух шариковых радиальных упорных под-
шипниках 6, между наружными кольцами которых установлена
шайба 3.
Предварительный натяг в подшипниках, необходимый для по-
вышения жесткости системы, создается гайкой 5. Крышки 7
закрепляют нар>жные кольца подшипников и служат одновремен-
но для лабиринтного уплотнения. Вкладыш 2 надевается на шпон-
ке на фрезерную оправку н благодаря наружной конической по-
верхности заклинивается в полом шпинделе / подвески 4
г ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6Н12ПБ
Общая характеристика станка
Назначение станка. Станок предназначен для скоростного фре-
зерования разнообразных деталей средних размеров н веса из
черных и цветных металлов, а также из пластмасс.
Обработка деталей но ствнке в основном производится тор-
цовыми. хвостовыми, пальцевыми фрезами н фрезерными голов-
ками в условиях индивидуального и серийного производства.
Техническая хорах тер мсти кв станка
Размеры рабочей поверхности стиля в мм 320X1230
Максимальные перемещения стола в мм:
нродолыюс 700
поперечное 260
вертикальное 370
Пределы поворота шпинделыюй головки в грид ±45
Максимальное перемещена гильзы ишпндсля а мм . 70
Число скоростей вращении шпик дел и 18
Пределы чисел оборотов шпиндели а минуту 63—3150
Мощность главного ьлемтридвигатели в кет . 10
Количество скоростей подач стиля........................... 18
Пределы скоростей подач стола я мм/мин
продольхых . . 40—2000
поперечных 27—1330
вертикальных 13—665
Скорость ‘быстрого продольного перемещения стати
В мм/мим . .................... . 4000
Мощность влектродвягателя привода подач а кет . 1.7
Основные узлы станка (рнс. 62). А — основание; Б — станина;
В — коробка скоростей; Г — шпиндельная головка; Д — стол;
Е — поперечные салазки, Ж — консоль. 3 — корббко подач.
Органы управления, /—пульт пакетных выключателей,2 — ру-
коятка для переключения скоростей шпинделя, 3 — грибок со шка
лой для установки чисел оборотов шпинделя, 4 — кнопочная стан
цня; 5 —рукоятка зажима гнльзы шпинделя; 6 — маховичок руч-
ного установочного перемещения гнльзы шпинделя; 7 — рукоятка
для управления продольными подачами стола; 8 н 9- маховички
ручного продольного перемещения стола; 10— маховичок ручного
поперечного перемещения стола; //-рукоятка ручного верти-
кального перемещения стола; 12 н 15 — рукоятки управления по-
перечными н вертикальными подачами стола; 13 — грибок для
установки н переключения скорости подачн, 14 — рукоятка для
зажнма поперечных салазок.
Движения в станке. Движение резания — вращение
шпинделя с фрезой. Движения подач—прямолинейные по-
ступательные перемещения стола в продольном, поперечном н вер-
тикальном направлениях. Вспомогательными движения-
м н являются все указанные перемещения стола, выполняемые па
быстром ходу нлн вручную, ручное перемещение шпиндельной
гнльзы вдоль осн шпинделя и поворот шпиндельной головки в
правую нлн левую сторону на угол до 45’.
Принцип работы. Крупные детали закрепляются непосредст-
венно на столе станка с помощью прнжнмных устройств. Неболь-
шие детали устанавливаются в тисках нлн специальных приспособ-
лениях. Торцовые, концевые, пальцевые фрезы н фрезерные го-
ловки укрепляются в шпинделе. При обработке небольшой партии
деталей управление продольной подачей н быстрым перемещением
стола производится вручную. В серийном производстве станок
может быть настроен для рвботы по полуавтоматическому, маят-
никовому нлн скачкообразному циклам.
Для этой цели в боковом пвзу стола устанавливаются в опре-
деленной последовательности упоры и кулачки, которые в нуж-
ные моменты воздействуют на звездочку управления продольной
подочи. быстрого перемещения н остановки стол в.
При полуавтоматическом цикле рвботы после вклю-
чения станка стол совместно с обрабатываемой деталью быстро
перемещается, пока обрабатываемая деталь не подойдет к фрезе,
затем включается рабочая подача.
По окончании обработки стол быстро возвращается в исход-
ное положение и автоматически останавливается. Рабочий снимает
обработанную деталь, закрепляет заготовку и вновь включает ста-
нок. Цикл повторяется ,
При маятниковом цикле обрабатываемые детали уста4
навлнваются попеременно то с правой, то с левой стороны стола.
Последний непрерывно совершает эвмкнутый цикл движений —
быстрое перемещение влево, рабочая подача влево, быстрое пере-
мещение вправо, рвбочая подача вправо. Снятие обработанной
детали н закрепление заготовки производятся рабочим во вре-
мя фрезерования детали, расположенной на другой стороне
стола.
Скачкообразный цикл применяется для одновременного
фрезерования комплекта деталей, у которых обрабатываемые по-
верхности расположены нв значительных расстояниях друг от
друга. В этом случае стол автоматически получвет то быстрые, то
медленные перемещения в соответствии с расположением обраба-
тываемых поверхностей деталей.
г
Рнс. 82 Общин вид вертикально-фрезерного стайка модели 6Н12ПБ
165
Кинематика станка модели 6Н12ПБ
Двнженне резання. Электродвигатель мощностью 10 лв)
(рнс. 83. а) связан с палом I коробкн скоростей полужесткой муф-
той. Вал II получает вращение через зубчатую передачу 32—48.
На валу II находится тройной блок шестерен />|. который может
передать вращение вал) Hi с тремя различными скоростями. Трон-
ной блок шестерен Ь2 увеличивает количество возможных скоро-
стей вращения вала IV до девяти. Вал V получает вращение от
вала IV через двойной блок шестерен Б3. благодаря чему количе-
ство скоростей вращения увеличивается до 18. От вала V движе-
ние передается шпинделю VII посредством конической передачи
32—32. вала VI и шестерен 86—58.
Шпиндель VII смонтирован в передвижной гильзе и шлицевым
концом связан с колесом 58 Квк видно нэ графика скоростей
(рнс. 83. л), шпиндель нмеет 18 различных скоростей вращения,
от 63 до 3150 об!мин. Максимальное число оборотов шпинделя
п ««ж определяете я из выражения
-—1440 =308° °<5/-uu«-
Движении подач. Эти двнження осуществляются от электро-
двигателя мощностью 1.7 кет (рнс. 83. о), вращение от которого
через шестерни 26—14 н 24—64 передается коробке подач. На
валу XI коробкн подач находится тройной подвижной блок шесте-
рен Б., сообщающий валу XII три скорости вращения. От ввла
XII. благодаря наличию на валу XIII также тройного подвижного
блока шестерен 6s. последний получает девять различных чисел
оборотов. Когда подвижная шестерня 40 передвинута вправо (как
показано на схеме) и находится в зацеплении с муфтой Mi, вра-
щение от вала XIII передается широкому колесу 40 непосредст-
венно. При перемещении подвижной шестерни 40 влево кулачко-
вая муфта Л1| выключается, а сама шестерня 40 входит в зацеп-
ление с шестерней 18 двухвенцового блока 45. 18. свободно сидя-
щего на валу ХИ. В этом случае широкое колесо 40 приводится
в движение через шестерни 13—45 и 18—40.
Структуре коробки подач ясна из графика, приведенного на
рнс. 83. б.
От широкого колеса 40 через предохранительную муфту М„
при включенной кулачковой Ьуфте Mt. вращение передается валу
XIV. От вала XIV через шестерни 36—27, вал XV. шестерни 18—
33—37. вал XIX, коническую передачу 18—16. вал XX. коническую
передачу 18—18. кулачковую муфту Л(« и ходовой вннт XXI сооб-
щается продольная подача столу, наибольшая скорость которой
* а» определяется нз выражения
,<9П 26-24-36 24-49 36 18 18 Ж ,.
««.ж- <4 64-18 34 40 гГЗПб-Ж ” ММ MUH'
От вала XIV через шестерни 36—27, вал XV. шестерни 18—
33—37—ЗЗ'н ходовой винт XXIII. при включенной муфте Ms столу
сообщается поперечная подача, наименьшая скорость которой
S’. ata определяется из выражения
. . лпг.26-24-18-18-13-18-36-18 , ,
,42O44-64-36-40-4S-4O-27-33 мм!мин.
Вертикальная подача осуществляется от вала XIV через ше-
стерни 36—27. вал XV. шестерни 18—33, муфту М4, вал XVI. ше-
стерни 22—33. вал XVII. коническую передачу 22—44 и ходовой
винт XVIII. Скорость наибольшей вертикальной подачн s. оп-
ределяется из выражения
. 26-24-36-24-40-36-18-22-22 , ,,, .
1420 44-64-18-34-44-27-33-33-44 мм/мин.
Вал ХХ11( служит для привода накладного круглого стола или
делительной головки н связан с ходовым винтом XXI шестернями
30—16.
Вспомогательные движения. Быстрые перемещения стола во
всех направлениях осуществляются при включенной фрикционной
муфте Мэ. В этом случае вращение от электродвигателя мощно-
стью 1.7 кет. минуя коробку подач, передается валу XIV через ше-
стерни 26—44—57—13 и далее по кинематическим цепям рабочих
подач.
Скорость быстрых перемещений стола в продольном направле-
нии з «определяется выражением
. 26-36-18-18-18 с —сл
’о—14-20 43.27 37.u ig 6—3750 мм/мин.
Ручные перемещения стола, поперечных салазок в консоли
производятся соответственно маховичками МГ>.М,, н рукояткой
Р. Для удобства управления в станке модели 6Н12ПБ продольное
перемещение стола может также осуществляться маховичком М ,,,
который связан с продольным ходовым винтом XXI. конической
передачей 23—24, кулачковой муфтой Mi н шестернями 32—16.
Маховичок М ,, (поз. 9 иа рнс. 82) более удобно расположен в
рабочей зоне станка.
Кулачковые муфты Mi н М, сблокированы. Когда вклю-
чена муфта Mt. муфта М» выключена, н наоборот.
Установочное ручное перемещение шпинделя совместно с гиль-
зой производится маховичком Mtl. который через вал VIII и ко-
ническую передачу 31—31 связан с ходовым винтом IX. Послед-
ний сообщает движение гайке Г. жестко закрепленной иа гильзе
шпинделя.
Рис. 83. Кинематическая схема вертикально-фрезерного станка модели 6Н12ПБ
I II Ilf IV V VI VII
Узлы станка модели 6Н12ПБ
Механизм переключения скоростей. Для переключения скоро-
сти необходимо рукоятку 28 (рис. 84. о) повернуть на себя но
стрелке а. При этом сектор 25 передвинет рейку 7, а вместе с нем
пилку 24. полый вал 23 и переключающие диски 21 и 22 вправо.
П;-.: этом переключающие диски выйдут из контакта со стержня-
ми 20, помещенными в отверстиях реек //и 18.
После этого нужно повернуть лимб / до совпадения требуемой
цифры скорости вращения шпинделя, из числа нанесенных на ко-
нической части лимба, со стрелкой в. неподвижно закрепленной
на корпусе 4 механизма. Лимб / соединен с кольцом 2. которое
закреплено на конце валика 6. Последний жестко соединен с ко-
нической шестерней 8. которая находится в зацеплении с кониче-
ским колесом 10, связанным посредством направляющей шпонки
с аалом 23. Следовательно, при вращении лимба / происходит
также вращение переключающих дисков, которые эвймут опреде-
ленное положение относительно стержней 20 реек 11 и 18 в соот-
неси вш: с выбранной скоростью. Шарик 5 под действием пружи-
ны 3 зафиксирует установленное положение переключающих
дисков.
Переключающие диски 21 и 22 имеют отверстия г. расположен-
ные по окружности в определенном порядке. Каждой скорости
пращенпя шпинделя соответствует свое расположение отверстий на
дисках. Прн повороте дисков 21 и 22 происходит выбор необходи-
мой скорости, при этом против стержией 20 реек 18 н II на диске
располагается необходимая для данной скорости комбинация от-
верстий.
Поворот рукоятки 28 ио стрелке б вызовет перемещения пере-
ключающих дисков в направлении стрелки д. Диск 21 упрется а
стержень 20 одной из реек 18 или //. переместит рейки, повернув
при этом зацепляющуюся с ним шестерню /7. Одновременно с ше-
стерней 17 повернется сидящая с ней на одной осп шестерня 16.
в связи с чем переместится рейка с переключающей вилкой 15.
Вилка /5 входит а кольцевой паз блока шестерен /4 и при своем
движении перемешает блок вдоль вала 13. производя переключе-
ние скорости.
Если блок /4. как показано на схеме, находится в крайнем
левом положении, рейка // выдвинется вперед, а рейка 18 будет
находиться в заднем крайнем положении.
Для переключения блока в крайнее правое положение на пере-
ключающих дисках против рейки 18 должно быть расположено
сквозное отверстие, а против рейки // отверстия не будет. Тогда
прн перемещении дисков в направлении стрелки д, торец диска
21 упрется в цилиндрический стержень рейки // и переместит
блок 14 в крайнее заднее положение. При этом стержень 20 рейки
18 войдет в находящиеся против него отверстия в дисках 21 и 22.
Для переключения блока шестерен в среднее положение про-
тив обеих реек должны находиться отверстия диска 21, а диск
22 против стержней реек отверстий иметь не будет. Тогда при пе-
ремещении дисков стержень рейки II сиачала войдет в отверстие
в диске 21 II только при упоре в стенку диска 22 последний начнет
переключение блока. Путь перемещения блока будет меньше, чем
в первом случае, и закончится тогда, когда блок займет среднее
положение.
Если необходимо сохранить положение блока шестерен неиз-
менным. против рейки // в дисках 2! и 22 должны расположиться
сквозные отверстия, а против рейки 18 отверстий не будет. Тогда
прн перемещении дисков стержень рейки // войдет в отверстия и
переключения не произойдет.
Механизм имеет три пары реек. т. е. столько, сколько в короб-
ке скоростей имеется подвижных блоков.
Для облегчения переключения скоростей н смягчения ударов,
особенно в случае попадания торца зуба одной шестерни за тореи
зуба другой, стержни 20 реек передают усилие на рейки через
пружины 19. С этой же целью совместно с сектором 25 изготовлен
кулачок К, который прн переключении блоков шестерен, воздей-
ствуя через грибок 26. палец 27 п толкатель 29 на толчковую
кнопку 30. сообщает кратковременное вращение электродвигате-
лю п соответственно элементам привода движения резания.
Предохранительная муфта. Для предохранения элементов при-
вода подвч от иоломок в станке модели 6Н12ПБ предусмотрена
шариковая предохранительная муфта (рис. 84. б). Приводная
шестерня 3 свободно установлена на втулке 6 И связана с пен
шариками 5.
Пружинами 4 шарнкн 5 прижимаются к отверстиям фланца
втулки 6. Сила прижима шариков регулируется гайкой / через
толкатели 2 так, чтобы при превышении допустимого крутящего
момента шарики отжимались и вращение от шестерни 3 к втулке
6 пе передавалось. Втулка 6 прн рабочей подаче связывается с ва-
лом 9 кулачковой муфтой 7 через промежуточную втулку 8.
Механизм устранения зазора. Как известно, для осуществления
попутного метода фрезерования необходимо, чтобы в паре винт —
гайка привода подачи стола пе было излишнего зазора. В станке
модели 6П12ПБ излишний зазор периодически устраняется с по-
мощью специального механизма, состоящего из дополнительной
маточной гайки-шестерни / и червяка 3 (рис. 84, в).
Для устранения зазора между ходовым впитом 2 и маточной
гайкой снимают крышку 7. ослабляют винты 6 и поворачивают
вал-червяк 3 до тех пор. пока зацепляющаяся с ним гайка-шестер-
ня / не устранит имеющийся в приводе зазор.
После регулирования зазора винтами 6 через шайбу 5 закреп-
ляют стопорное кольцо 4. которое штифтом 8 связано с червяком 8.
Рис. -84. Узлы вертикально-фрезерного станка модели 6Н12ПБ
ШИРОКОУНИВЕРСАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 679
Общая характеристика станка
Назначение станка. Станок предназначен для горизонтального
фрезерования различных изделий сравнительно небольших разме-
ров цилиндрическими, дисковыми и фасонными фрезами, для вер-
тикального фрезерования торцовыми, концевыми н шпоночными
фрезами, а также для выполнения различных сложных инстру-
ментальных работ.
Наличие горизонтального шпинделя и поворотной головкн с
вертикальным шпинделем, а также ряда дополнительных приспо-
соблений (углового универсального стола, делительной головкн.
круглого делительного стола и др.) обеспечивает станку модели
679 широкую универсальность. Его целесообразно использовать
для работы в инструментальных н экспериментальных,цехах при
изготовлении приспособлений, штампов, пуансонов, пресс-форм,
различных инструментов и т. д. На станке могут быть установлены
долбежная головка и копировальное устройства
Техаячкхи харытрастяка стами
Рабочая помрххостъ стола (шхря1еХМ1ме) в tut
Наибольший хоз стола в tut:
продольны* ....
вертикальны*..................................
Наибольшее вертикальное переиешеяие вертикального
шпиндели в ми ................................
Нвибольюее поперемйое переиешенпе шпинаельио* бабки
в ми..........................................
Наибольший угол поворота вертикального шпинделя в гроб
Чисто скоростей вращении шпиндели.............
Пределы чисел оборотов горизонтального шпинделя в ми-
"»ту .........................................
Пределы чисел оборотов вертикального шпинделя в ия-
нуту..........................................
Количество скоростей подач стола ........
Пределы скоростей продольных н вертикальных подач стола
в мм/мин......................................
Мтшикп тлптюп электродвигателя в кет .
Основные узды станка (рнс. 85). А — поворотная головка;
Б — шпиндельная бабка; В — станина с коробкой скоростей н ко-
робкой подач; Г — стол.
Органы управления. / — рукоятка ручного перемещения верти-
кального шпинделя; 2— зажим вертикальной головкн; 3 — зажим
хобота горизонтального шпинделя; 1 — рукоятка реверсирования
подачн шпиндельной бабки; 5 — маховичок ручного перемещения
шпиндельной бабкн; 6 — маховичок ручного проворачивания
260x 700
300
330
80
200
±45
8
110-1230
150-1660
8
25-285
2.8
шпинделей; 7 — ружоятка управления коробкой скоростей; 3 — ру-
коятка управления коробкой пйдач; 9 — кнопочная станция; (0 —
маховичок ручного вертикального перемещения стола; // — руко-
ятка ручного продольного перемещения стола.
Движения в станке. Двнження резан и я — вращение гори-
зонтального нлн вертикального шпинделя. Подачами являются
продольное н вертикальное перемещения стола с обрабатываемой
деталью и горизонтальное перемещение шпиндельной бабкн.
Вспомогательные движения — ручные перемещения сто-
ла н шпиндельной бабки в тех же направлениях, а также переме-
щение вертикального шпинделя.
Принцип работы. Обрабатываемую деталь устанавливают не-
посредственно на столе или в универсальных приспособлениях: тис-
ках. делительной головке нв круглом столе н т. п.
Для выполнения всевозможных работ станок модели 679 снаб-
жается следующими приспособлениями: угловым горизонтальным
столом; делительной головкой с трехкулачковым патроном, серь-
гой и центром; универсальными поворотными тисками н копиро-
вальным приспособлением. Копировальное приспособление меха-
нического типа позволяет производить фрезерование наружных и
внутренних фасонных линейчвтых поверхностей, по жестким шаб-
лонам. Для этой цели на столе устанавливается, с одной стороны
обрабатываемая деталь, а с другой стороны — жесткий шаблон.
Шуп закрепляется посредством кронштейна на станине станка.
Технологические возможности станка могут быть значительно
расширены применением быстроходных сверлильных н долбеж-
ных головок, укрепленных на направляющих бабкн горизонталь-
ного шпинделя.
Режущий инструмент укрепляют в горизонтальном нлн верти-
кальном шпинделе с помощью различных оправок. Настройка
стайка в соответствии с конфигурацией и размерами детали про-
изводится продольным нлн вертикальным перемещением стола,
а также поперечным перемещением шпиндельной бабкн.
Конструктивные особенности станка. В отличие от других ти-
пов универсально-фрезерных станков, у которых поперечная пода-
ча сообщается столу, а станке модели 679 поперечная подача со-
общается шпиндельной бабке, в которой смонтирован горизон-
тальный шпиндель Передней опорой горизонтального шпинделя
является цельная бронзовая втулка, обеспечивающая точную ра-
боту шпинделя; в качестве задней опоры применены радиальный
и упорный шариковые подшипники.
Вертикальный шпиндель смонтирован в передвижной гильзе,
находящейся в корпусе поворотной головкн.
Рис 85 Общий вид широкоуниверсального фрезерного станка модели 679
171
Кинематика станка модели 679
Движения резания. От электродвигателя мощностью 2,8 квт
(рис. 86. о) через клпноременную передачу 85—170 приводится в
движение вал I коробки скоростей, на котором находятся два
двойных передвижных блока шестерен Б| и Бь обеспечивающих
валу 11 при различных включениях четыре различные скорост I
вращения.
При положении блоков Б| и Б» указанном на схеме, движение
от вала / передается ввлу II шестернями 18—39. При смещении
блока Б| вправо аал II приводится в движение через шестерни
22—35. Прн нейтральном положении блока Б| валу // сообщают-
ся еще две скорости вращения блоком Б>: прн левом его включе-
нии через шестерни 32—25. а прн правом включении — шестерня-
ми 27—30. От вала // вращение сообщается валу III через двой-
ной подвижный блок шестерен Бь который удваивает количество
скоростей вала //.
Левый венец блока Ба находится в постоянном заиеЪленнн с
широкой шестерней 38, сидящей на ввлу IV свободно. Эта шестер-
ня выполнена широкой потому, что она должна находиться в по-
стоянном laiicivieiiiiii с зубчатым колесом 54, жестко закреплен-
ным на горизонтальном шпинделе V прн поперечном перемещении
шпиндельной бабкн. Всего, таким образом, как видно нз рис. 86, б,
горизонтальному шпинделю может быть сообщено восемь различ-
ных скоростей вращения.
Максимальное число оборотов горизонтального шпинделя п а|1
с учетом упругости скольжения ремня определяется из выражения
и,,,=1420 Д|01985 -1200 об/мин.
При устаноаке поворотной головки вал конической шестерни
39 соединяется с горизонтальным шпинделем V. Движение верти-
кальному шпинделю VII в этом случае передается через кониче-
скую передачу 39—23, вал VI и пару шестерен 29—35. Минималь-
ное число оборотов вертикального шпинделя па1я с учетом, упру-
гого скольжения ремня определяется нз выражения
_ МЛЛ 18" 18-48-38-29 1СЛ
И20гв0'98539 4б ы а.з6 ~150
Движения подач. От вала / через шестерни 21—53. аал VIII
и шестерни 18—37 приводится во вращение вал /X коробки подач.
На валу /X находятся два двойных подвижных блока шестерен
Б< н Бб. сообщающие валу X четыре различные скорости враще-
ния.
Благодаря наличию двойного подвижного блока шестерен Б*
валу X/ от вала X передается восемь скоростей вращения (рис.
86. а). От вала X/ цепи движений подач разветвляются.
Горизонтальная подача шпиндельной бабкн осуществляется по
веган: цепная передача 10—19. конический реверс 28—21—28.
управляемый муфтой Мг. н шестерни 25—50. Шестерня 50 жестко
соединена с гайкой, сидящей на ходовом винте XIX шпиндельной
бабкн. Величина максимальной горизонтальной подачи шпиндель-
ной бабки с учетом упругого скольжения ремня определяет-
ся из выражения
— 1300 85., оок 21- 18-32-ЭР-10-25 .
1420 j^jO.985 gj-37-28-25-19-50 4“283 мм/мин.
Продольная н вертикальная подачн стола осуществляются от
вале XI через цепную передачу 10—20. вал XII, коническую пере-
дачу 17—25 н вел Х111. От этого вала ходовой винт продольной
подачн столв XV приводится в движение нлн через шестерни
20—23 или через шестерни 20—20—23 в завися мости от положе-
ния муфты М| реверса и коническую передачу 14—24. Величина
максимальной продольной подачн стола зМ| с учетом упругого
скольжения ремня определяется нз выражения:
зол 85ncuc2l-le-32-39-l<l-l7.20-l4 , поп , .
0,985 sara-ss-ao-Taa-M 280 м*1мин
Вертикальная подача столу сообщается от аала XIII через ше-
стерни 20—40 нлн шестерни 20—20—40 в зависимости от положе-
ния муфты Мг реверса и ходовой винт XVI Минимальная величи-
на этой подачн s , в|, с учетом упругого скольжемня ремня может
быть определена пз выражения
зол вЭ,,пос2118-18-18-10-17-20 , ...
*««|«—1420 pjO,985м.37.39.45,а.JJ.4Q 6—26 мм!мин.
Муфты Mi н Мг управляют реверсами, предназначенными для
изменения направления движения подач стола в продольном н вер-
тикальном направлениях.
Вспомогательные движения. Ручное поперечное перемещение
шпиндельной бабки осуществляется маховичком Мхг через кони-
ческий реверс 28—21—28. управляемый муфтой Мг. шестерни
25—50 н ходовой винт XIX с шагом Г=4 мм. Маховичком Мх»,
укрепленным на ходовом винте XV. прн выключенной муфте М|.
столу сообщается ручное продольное перемещение. а маховичком
Мх, через коническую подачу 13—26 прн нейтральном положении
муфты Мг приводится во вращение ходовой вннт XVI вертикаль-
ного перемещения стола. Вертикальное перемещение шпинделя VII
с гильзой производится маховичком Мхг посредством реечной пе*
редачн.
VI 29
liln
Mxs
M
25
xvut
30
lMx2
I H III IV V •
39
XVI
fO
•<&<№
S,
mm/muh
32
IX
14
—|W|
T6)
V420
об/мин
Ш420
об/мин
85-170
27:30
22:35
18-39
40^
13
XVII
t-бмм
P|u
Ж^ Рейха
m=2,5
P|O I
□In —1
32 27
22
ф170
t=6MM
23
23
IV
18 25
Mt,
e б? ЛК-O=об/мин
<1230
> 815
। 605
<445
<308
<210
<150
32:25
XII
20
N=2,8K6m
n= 1420 об/мин
X
85:170
2Ш.
39-25
ЗЙ5
18W,
27:j0_
?2^35\
18:48
285
205
143
100
74
52
36
25
I VIII /X X XI Стол
Рнс. 86. Кинематическая схема широкоуниверсального фрезерного станка модели 679
173
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
Общая характеристика делительных головок
Казначеям делительных головок. Делительные головки в ос-
новном применяются на консольно-фрезерных станках н служат
для закрепления н деления обрабатываемых деталей на равные
части прн фрезеровании квадратов, шестигранников, нарезания
зубчатых колес, звездочек н других подобных работ н для поворо-
та обрабатываемых деталей на заданный угол. Универсальные де-
лительные головки служат также и для сообщения вращения об-
рабатываемой детали прн нарезаннн винтовых канавок ив уни-
версально-фрезерных станках.
Отечественные универсальные делительные голоакн выпуска-
ются разных типов, например УДГ-135 н УДГ-160 с высотой цент-
ров соответственно 135 н 160 мм. Характеристики этих головок
Л/—40. т. е. шпиндель головки поворачивается на полный оборот
за 40 оборотов рукоятки.
Универсальные делительные головки позволяют производить
деления обрабатываемых деталей тремя методами: непосредствен-
ным. простым н дифференциальным.
Основные элементы голоакн (рнс. 87. а). А — кожух зубчатых
передач; Б — основание головки; В — поворотный корпус голоа-
кн; Г — поводок с передним центром: Д| — делительный диск для
непосредственного деления; £ — гитара сменных колес; Ж — на-
правляющие шпонки; И — шпиндель; Д» — делительный -диск для
простого и дифференциального деления.
Органы управления головкой (рнс. 87. а), / — рукоятка для'по-
ворота шпинделя И прн простом и дифференциальном методе де-
ления; 2 — защелка (фиксатор) рукоятки /; 3 — болты для за-
крепления поворотного корпуса В головки; 4 — защелка (фикса-
тор) для непосредственного метода деления; 5 — раздвижные
ножки сектора для ограничения угла поворота рукоятки 1; 6 —
стопор делительного диска А для простого метода деления; 7 —
стопор для закрепления и освобождения шпинделя И голоакн;
8— рукоятка включения и выключения червйка нз зацепления с
червячным колесом.
Конструкция п принцип работы. У делительных головок типов
УДГ-100, УДГ-135 и УДГ-160 делнтеХьные диски Дг для простого
и дифференциального метода деления выполнены двусторонними
с глухими отверстиями; на одной стороне диска имеются окруж-
ности с числами отверстий 16. 17, 19. 21. 23, 29, 30 и 31, а на дру-
гой стороне — 33. 37, 39. 41, 43. 47,. 49 и 54.
Делительный диск Д, для непосредственного деления у совре-
менных головок выполнен градуированным с ценой деления 1е.
Установленный на корпусе Головин ионнус позволяет производить
отсчет угла поворота шпин."еля с точностью до 5'.
К делительным головкам УЙГ-135 н УДГ-160 прилагаются ги-
тара н сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40,
50.55.60. 70. 80.90 и 100.
Для обработки элементов деталей, расположенных на кониче-
ских поверхностях, например прн фрезеровании впадин для обра-
зования зубьев конических колес, зенкеров, зенковок и т. п.. кор-
пус В поворачивается вокруг горизонтальной осн в вертикаль-
ной плоскости на заданный угол относительно основания Б го-
ловки.
Делительные головки обычно выпускаются для установки на
левом конце рабочего стола. Однако отечественные станкострои-
тельные заводы выпускают делительные головкн, рассчитанные на
установку с правой стороны стола.
Оптическая делительная голоака. Принцип работы оптической
делительной головкн (рнс. 87, б) совершенно иной, чем у УДГ.
Деление и поворот обрабатываемой детали на заданный угол
здесь могут производиться только с помощью метода непосредст-
венного деления.
Если деление нс требует высокой точности, то оно может про-
изводиться по градуированному делительному диску 8, закреплен-
ному на переднем конце шпинделя 10.
В этом случае обычно за счет поворота эксцентриковой кор-
пусной втулки 12 червяк 13 выводят нз зацепления с червячным
колесом 6, а шпиндель с обрабатываемой деталью поворачивают
вручную.
Для точного деления, наоборот, червяк 13 вводят в зацепление
с червячным колесом 6 и поворот шпинделя осуществляют пред-
варительно (грубо) маховичком 16 и окончательно (точно) махо-
вичком 15, а отсчет угла поворота в этом случае производят с по-
мощью оптической системы с окуляром 4 по стеклянному дели-
тельному диску 5. также, закрепленному на шпинделе 10. После
поворота шпиндель закрепляется рукояткой /4.
Оптическая система состоит нз микроскопа 3 с окуляром 4. лам-
почки 2, отражающей пластннкн /, на которой нанесена шкала с
60 делениями для отсчета минут, и делительного диска 5 с 360
делениями для отсчета градусов.
Шпиндель 10 смонтирован в поворотном корпусе //. который
может поворачиваться в вертикальной плоскости совместно со
шпинделем относительно основания 7 головкн на +100° и —10°
с точностью отсчета этого поворота ±6'. В установленном поло-
жении корпус закрепляется в подшипниках основания болтами 9.
Направляющие шпонки /7 служат для правильной установки
головкн на столе станка.
Рис. 87. Делительные головки: а -
5
— универсального типа; б — оптическая
Настройка делительных головок для различных
методов деления и работы
Непосредственны* метод деления. Для настройки универсаль-
ной делительной головки для непосредственного метода деления
(рис. 88. а) необходимо вывести червяк а из зацепления с чер-
вячным колесом z». установить защелку 3| против нужного ряде
отверстий (24. 30 и 36) делительного диска Д, закрепленного не-
посредственно на шпинделе /// делительной головкн.
По делительному ряду с 24 отверстиями можно делить обра-
батываемую деталь «а 2, 3. 4. 6, 8, 12 н 24 части, по ряду с 30
отверстиями дополнительно на 5. 10. 18 н 30 честей н по ряду с 36
отверстиями на 9. 18 и 36 частей. Деление на 2, 3 и 6 частей мож-
но выполнить по любому ряду отверстий. Расчет поворота шпин-
деля головкн производится по формуле
*=4 •
где й—число отверстий делительного ряда, на которое надо по-
вернуть делительный диск относительно защелки;
К — полное число отверстий делительного ряда;
г — заданное число делений. ,
Просто* метод деления. Для деления простым методом (рис,
88. б) червяк а должен находиться в зацеплении с червячным ко-
лесом г», гитара сменных колес, связывающая шпиндель III с ва-
лом IV, отключена нлн снята, а делительный диск Дг неподвижно
зафиксирован стопором У.
Деление производится поворотом рукоятки Р с защелкой Зг
относительно неподвижного делительного диска Дг. имеющего не-
сколько окружных делительных рядов отверстий. Простым мето-
дом можно поделить обрабатываемую деталь на любое количест-
во равных частей (до 50). На большее количество частей простым
методом можно точно делить только в том случае, если число де-
лений г при сокращении С характеристикой N делительной голов-
кн дает неправильную дробь, числитель которой не более 50. Так
как числа зубьев колес zt н г» равны, необходимый поворот п ру-
коятки Р определяется по формуле
N
Пример. Для деления на 34 равных части имеем
__40 3
"“ST “'ST _||Г
Это значит, что рукоятку Р надо повернуть на один полный обо-
рот н еще на */> оборота. Эту часть поворота отсчитывают по де-
лительному диску Д>. Защелку Зг устанавливают по кругу с 17
отверстиями.
Дифференциальный метод деления. Для деления дифференци-
альным методом червях а (рис. 88, в) делительной головкн вво-
дится в зацепление с червячным колесом z>, стопор У отводится
назад, освобождая делительный диск Дг. а шпиндель /// связыва-
ется с валиком IV сменными зубчатыми колесами а. Ь. с и d
Число оборотов рукоятки Р определяют так же как и при про-
стом методе, но не для требуемого числа делений г. а для доста-
точно близкого к нему числа делений г„ для которого применимо
простое деление. Для компенсации полученной прн этом погреш-
ности необходимо подобрать также числа зубьев сменных колес
а. Ь. с и d дифференциальной гитары, чтобы диск Дг повернулся
в нужном направлении на величину допущений угловой ошибки
поворота рукоятки Р. Передаточное отношение дифференциаль-
ной гитары определяется по формуле
•ж-
Передаточное отношение i, может быть положительным и тог-
да направления вращения рукоятки Р н диска Дг должны совпа-
дать; оно может быть отрицательным и тогда рукоятка Р и диск
Дг должны вращаться в противоположных направлениях. Нужное
направление вращения днскв Дг обеспечивается установкой в диф-
ференциальной гитаре пвраэнтмых колес.
Нарезание винтовых канавок. Настройка универсальной дели-
тельной головкн и станка для нарезания на обрабатываемой де-
тали z винтовых канавок дисковой фрезой состоит из трех эле-
ментов: настройки винторезной i ели. которая связывает посредст-
вом сменных колес ходовой винт х (рис. 88. г) продольной подачн
универсально-фрезерного станка со шпинделем 111 делительной
головкн; настройки делительной цели простым методом для наре-
зания на детали z канавок н установки стола станка под углом
р, равным углу наклона винтовых канавок. Подбор сменных ко-
лес винторезной цепи производится по формуле
Т J'=NT'
где N — характеристика головкн:
t,— шаг ходового аннта продольной подачн станка в лш;
Г — шаг винтовой линии нарезаемой канавки в мм.
Настройка оптической делительной головки. Установка шпин-
деля головкн в каждую нз заданных позиций производится по гра-
дуированному «а 360 частей диску н шкале, имеющей 60 делений.
В позиции, показанной на рнс. 88. д, шпиндель повернут на
262*33'.
Рис. 88. Кинематические схемы настроек делительной головки для различных методов деления
БЕСКОНСОЛЬНЫИ ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК
МОДЕЛИ 6А54
Общая характеристика станка
Назначение станка. Станок модели 6А54 бес консольного типа
предназначен для скоростного фрезерования крупногабаритных
деталей л основном торцовыми фрезами в условиях индивидуаль-
ного и серийного производства.
Тежмаческаа характеристика станка
Размеры рабочей поверхности стаза в жж:
ширин о 650
длина . . 2209
Максимальные продольное перемещение стола в жж . 2250
Расстояние от осн шпинделя до направляющих стойки в мл 630
Число скоростей вращения шпинделя 16 •
Пределы чисел оборотов шпинделя в минуту 40 1250
Мощность главного мектродвигателя в кит 37
Количество скоростей подач ....... 16
Пределы смфостеЛ подвч стала в мм]мин:
лролольных . . 50—1600
поперечных 25—800
Пределы скорости установочных перемещений шпиндель-
ной бабкн в жж/жнч ............. 16,6—533
•Мощность влсктродвнгатсля привода подач в квт 45
Скорость быстрых перемещений стола в мм/мин
про тальмы х . . 2300
поперечных П50
Скорость быстрого перемещения шпиндельной бабкн
8 жж/ мин ТЮ
Мощность влектродвигатедя привода быстрых перемете
нмй стала и шпиндельной бабкн в квт ........ 6
Основные узлы станка (рнс 89) А — шпиндельная бабка с
коробкой скоростей; Б —стойка. В —стол; Г — поперечные са-
лазки; Д — станина с коробкой подач
Органы управления, / — подвесная кнопочная станция. 2 — ма
ховпчок ручного осевого перемещения шпинделя; 3—штурвал
переключения коробки скоростей; 4 — ограничитель хода шпин-
дельной бабкн; 5—рукоятка включения вертикального перемеще-
ния шпиндельной бабкн; 6— штурвал переключения коробки по-
дач; 7 — маховичок ручного продольного перемещения стола, 8—
маховичок ручного поперечного перемещения стола; 9 — рукоятка
включения продольной подачн стола, 10 — рукоятка включения
поперечной подачн стола
Движения в станке. Движение реэання — вращение
шпинделя с фрезой. Движения подач — прямолинейное посту•
пптвпкил* ппппллкмпр м пппрпечное пеоемешення стола. Вспо-
могательные движения: вертикальное перемещение шпин-
дельной бабкн. быстрые перемещения стола, уста носочные ручные
перемещения стола и гильзы шпинделя
Принцип работы. Обрабатываемая деталь закрепляется и а сто-
ле станка. В шпинделе укрепляется фреза. Настройка на размер
по высоте производится неремешепием шпиндельной бабкн. Окон
ч а тельная точная настроГжа на размер осуществляется перемеще-
нием гильзы шпинделя.
Зажим поперечных салвзок, шпиндельной бабкн и гильзы про
изводится автоматически, в момент пуска станка от гидравличе-
ской системы На станке возможна работа ио полуавтоматическо-
му циклу быстрый подвод, рабочая нодача, быстрый отвод в ис-
ходное положение и «стоп».
При обратном отводе стола с изделием для предохранения об-
работанной поверхности от повреждения фрезой последняя сов
местно с гильзой шпинделя приподнимается на 5 мм.
Конструктивные особенности К специфическим особенностям
конструкции станка модели 6А54, делающим его особо пригодным
для скоростных методов обработки, относятся значительная мощ-
ность и достаточная быстроходность как привода движения реза
и ня, так н привода подачн, массивность станины, стойки и стола;
отсутствие консоли, применение червячно-реечного привода для
продольной подачн стола, обладающего высокой жесткостью; на-
личие тяжелого маховика на шпинделе фрезерной бабкн
Как известно, маховики уменьшают неравномерность враще-
ния шпинделя, что способствует повышению качества обработан-
ной поверхности и стойкости режущего инструмента. Вместе с тем
прн наличии маховиков ударные нагрузки, возникающие в момент
врезания зуба, не передаются зубчатым колесам н валам, что спо-
собствует повышению долговечности детален привода.
Для сокращения вспомогательного времени прн обработке де-
талей на станке предусмотрено автоматически действующее за-
жимное устройство для закрепления поперечных салазок, шпин-
дельной бабкн н гильзы шпинделя, установлен самостоятельный
привод быстрых перемещений всех рабочих органов станка; при-
менены гндрофнцированные с предварительным выбором скорости
однорукояточные механизмы управления коробкой скоростей и
коробкой подач; предусмотрен указатель для точной установки
гильзы со шпинделем по высоте, обеспечено быстрое торможение
привода движения реэання противотоком н автоматизировано
управление подачами стола.
Рнс. 89. Общий вид бесконсольного вертикально-фрезерного станка модели 6А54
179
Кинематика станка модели 6А54
Движение резания. Шпиндель станка нрииодптси ио вращение
фланцевым электродвигателем мощностью 37 кит (рнс. 90. о) че-
рез шестерни 18—53 и коробку скоростей. В коробке скоростей
пл валу // находятся два двойных подвижных блока шестерен
Б, и Б>. Блок шестерен Б| может входить в зацепление с колеса-
ми 48 и 40. закрепленными па валу ///. когда блок шестерен Бу
находится в нейтральном положении. При центральном положении
блока шестерен Б\ блок Б2 может быть иве лен в зацепление или
с колесом 44 или с колесом 36. установленными на аалу ///. Все-
го аал III может иметь четыре различные скорости иращеинн.
Прн передаче движения валу /V через двойной подвижной
блок шестерен Б3 количество возможных скоростей вращения
сдваивается. Валы IV и V связаны постоянной перед а чей 48—48.
11и валу V установлен днонпой подвижной блок Б«. которыи может
вводиться и за цеп л сине с шестернями 30—68. закрепленными на
н рн водной втулке, с вязан нон со шпинделем шлицевым соединени-
ем. Как видно из рис. 90. 6. коробка скоростей обеспечивает шест-
надцать различных чисел оборотов шпинделя Наименьшее число
оборотов шпинделя определяется из выражения
. Ж 24-21 4K 22 ,п л.
Движения подач. Подачн стола осуществляются электродвпга
гелем мощностью 4.2 мт через шестерни 38—57 и коробку подач.
В коробке подач ни валу VIII находятся два двойных подвиж-
ных блока шестерен Б$ и Б>.
На валу IX наглухо закреплены зубчатые колеся .’W, 37. 40. 21
и 44. блоки шестерен Б$ и />’< могут быть включены поочередно,
т е. один нэ них должен быть всегда в нейтральном положении.
Блок шестерен Б3 может сцепляться с шестерней 33 или 37. а
блок шестерен Б« с шестерней 40 нлн 44 Вал X получает враще-
ние от вала IX через двойной блок шестерен Бг. который может
сцепляться с шестернями 40 или 24, установленными на валу IX
Валы X 11 XI связаны постоянной зубчатой передачей 25—50 11л
палу XI имеется двойной подвижной блок шестерен Бу, которыи
может спснляться с шестернями 28 нлн 64. закрепленными ни
втулке, связанной с валом XII предохранительной муфтой М„.
Как можно видеть из рис. 90. в. коробка нодач обеспечивает
ва.т\ XII шестнадцать различных скоростей вращения.
Ьал ХШ получает вращение от коробкн подач через шестерни
43—54. На конце вала ХШ закреплен двухзаходный червяк, на-
ходящийся в зацеплении с червячным колесом 32. закрепленным
на хвостовике правой конической шестерни 36 дифференциала.
Левая коническая шестерня 36 дифференциала закреплена на ва-
лу XV. Конические сателлиты 18 и 18 свободно вращаются на кон
пах Т-образного вала, который через самогормозящую червячную
передачу 1—32 связан с электродвигателем быстрых перемеще-
ний.
От вала XV при включенной муфте Л12 движение сообщается
через кинические шестерни 30—30, вал XVII. зубчатые колеса
22. 44. 22 палу XIX и червяку с осевым модулем 8 мм. Последний
псе ре л с гном червячной рейки сообщает столу продольную подачу
Черник смонтирован па подтип никах качения о корпусе попе-
речных салазок, а червячная рейка жестко закреплена па пнжиен
стороне рабочею стола
Наименьшая скорость продольной подачн smln определяете;
из выражении
14-.. *-22-24-25-20-4T-2 36-Ю-22 .... о
* Г»; 44 1B-50 1М-М-.*2- Й»-.»-22 '** 4 8ММ MUN
Поперечная подача осуществляется при включенной муфте Л1« oi
вала XV через ценную нередких 24—19 и ходовой вннт XV/.
Кап большак скорость поперечной подачн определяете!
из выражения
< U7ii W 31 W 25 Лб 41 2-36-21 ... .
**“ 1 57 .И Л? ¥)-2Я .М 32-.«|-19 7/0 •*Г^Л“Н
Вспомогательное движения. Вертикальное перемещение ши ин
дельной бабкн производится от вала XV при включенной муфт.
Л1| через шестерни 35—44. вал XXIII. червячную передачу 1—32
шестерки 17—30 и рейку ш—6 дмг, прикрепленную к шнин дельно!
бабке.
Быстрые перемещения стола н шпиндельной бабки осу шест
плнютея при включении электродвигателя быстрых неремешенн!
мощностью (> кет: при зтом вря шлется Т-образный вал; с атолл н
ты обкатывают правую коническую шестерню дифференциала
сообщая шестерне 36 и валу XV удвоенное число оборотов.
Скорость быстрых продольных перемещений стола se опреде
лнется нэ выражения
•л I -8 3.14 = 2300 v.ii/jiuh.
Ручное продольное перемещение стола осуществляется махе
личном Мл> при включенной муфте А13. Движение передастся чс
роз червячную передачу 2—ОД'вал XVIII, шестерни 44—22. ва
XIX it червячно-реечную передачу.
Ручное поперечное перемещение стола осуществляется махе
внчком /Мх| через шестерни 28—28. вал XXI. конические колес
36—24. вал XXII. червячною передачу 2—40 и ходовой винт XV
с гайкой Г.
Муфта Mj сблокирована с муфтой А13; прн включении одной и
них другая автоматически выключается.
Рис. 90. Кинематическая схема бесконсольного вертикально-фрезерного станка модели 6А54
Гидравлическая схема управления
Гидравлическая схем» управления и смазки станка (рис. 91. а),
обслуживаемой одним масляным шестеренчатым насосом //. со-
стоит из сети низкого давления 1.6—2 ати и сети высокого давле-
ния 10—12 от« для обеспечении работы автоматизированных за-
жимов и механизма переключения скоростей.
Переключение шестерен коробки скоростей н коробки подач
производится вилками, закрепленными на плунжерах. Плунжеры
вилок могут перемешаться в соответствующих цилиндрах. Прн
установке рукоятки избирателя на требуемую скорость масляные
каналы его золотника соединяют трубки, подводящие масло к ци-
линдрам. таким образом, что в одну из полостей масло поступает
из сети высокого давления, а из другой полости масло отводится
па слив. В зависимости от того, в какой из цилиндров вилки по-
ступит масло, вилка займет крайнее верхнее или крайнее нижнее
положение. В результате произойдет переключение шестерен.
Установленное нри этом число оборотов шпинделя будет соответ-
ствовать показаниям шкалы.
Вилка Во и Вя. а также вз и Вв во избежание одновременного
включения механически сблокированы. В отличие от прочих вилок
эти вилки имеют, кроме двух крайних положений, также среднее
фиксированное положение, которое осуществляется гидравлически
путем одновременного соединения обеих полостей цилиндров ви-
лок с сетью высокого давлении. Плунжеры этих вилок состоит ш
центрального стержня С. па котором собственно и закреплена вил-
ка. н полых поршней П. перемещающихся в цилиндре
При среднем положении вилки сила давления на плунжер в
обеих полостях цилиндра одинакова и. следовательно, по создает-
ся никаких усилий, стремящихся вывести вилку нз среднего поло-
жения. Однако, если иод действием силы тяжести блоков шестерен
или каких-либо иных внешних сил вилка начнет выходить из
среднего положения, то один из поршней П плунжера упрется В
буртик цилиндра н дальше перемещаться не сможет. Прн даль-
нейшем ходе вилки о том же направлении начнется уже переме-
щение стержця С в поршне П. Другой полый поршень, упираясь
в буртик стержня, будет перемещаться вместе с ним. Усилие. при-
ложенное к стержню с одной стороны, будет определяться давле-
нием масла, действующим на площадь поперечного сечения стерж-
ня, а усилие с другой стороны — давлением, действующим на
общую площадь поперечного сечення стержня и полого поршня.
Таким образом, усилие, приложенное к стержню с одной стороны,
будет значительно больше, чем с другой, и стержень с вилкой
вновь займут среднее положение. Избыточное масло из сети вы-
сокого давления поступает в сеть низкого давления через, клапан
Кр. отрегулированный на 8 аги. Отсюда оно идет на смазку
узлов, а через клапан Пл. отрегулированный на 2 ати.— в ре-
зервуар
станка модели 6А54
Для контроля давления в сети установлены два манометра /Мв
и Мн н два реле давления РДП и РДС. В электрической
цени давления смазки имеются две лампы — зеленого и красного
цвета.
Прн наличии достаточного давления о сети смазки горит зе-
леная лампа, а прн отсутствии давления загорается красная
Реле высокого давления включено в электроцепь шпиндельной
бабки и прн отсутствии необходимого давления о сети переклю-
чения скоростей шпинделя не замыкает цепь. Пуск шпинделя при
этом невозможен.
На станке модели 6А54 предусмотрена автоматизация зажим-
ных устройств с применением гидроиласта и гидравлической си-
стемы управления. Шпиндельная бабка и поперечные салазки для
закрепления их на направляющих станины, в период работы стан-
ка имеют но четыре автоматизированных зажима.
Конструкция зажима шпиндельной бабки показана на рис.
91. б. В корпусе зажима 4. закрепленном на корпусе // шпин-
дельной бабкн. имеются два соосных цилиндра, в которых пере-
мешаются поршни 5 и Я Поршень 8 имеет цилиндрический от-
росток. который через отверстие в перегородке входит о полость
другого цилиндра, заполненную гидропласгом 6 Поршень 5 упи-
рается в регулируемый болт 3. находящийся о резьбовом отвер-
стии коромысла 2. Сухарь 10, соединенный с коромыслом 2 двумя
стяжными болтами /. перемешается в Т-образном пазу стани-
ны 12.
При посту ил сини масла нз сети высокого давления но каналу
и иод крышку 9 поршень 8 начнет перемещаться влево, сжимая
пружину 7. Отросток поршня 8 будет прн этом давить на гидро-
пласт, а последний передавать давление на поршень 5.
Вследствие того, что площадь поперечного сечення поршня 8
в 10,6 раза больше площади поперечного сечення его отростка,
получается более чем десятикратный выигрыш в силе. Дав-
ление от поршня 5 передается через регулировочный болт 3. ко-
ромысло 2 и стяжные болты / на сухарь, который, прижимаясь к
пазу станины, производит силовое замыкание зажима.
При давлении масла 12 ати сила каждого прижима составит
3300—3500 к Г. что вполне достаточно для обеспечения жесткого
закрепления шпиндельной бабкн.
Прн выпуске масла поршень 8 под давлением пружины 7 отой-
дет в исходное положение и освободит прижим.
Зажим поперечных салазок стола имеет аналогичную конст-
рукцию. только размеры поршней таковы, что сила прижима со-
ставляет 1300—1400 кГ.
От сети высокого давления действуют также зажимы гнльзы
шпинделя и автоматический подъем гнльзы шпинделя при обрат-
ном быстром перемещении стола.
a)
Рнс. 91. Гидравлическая схема управления станка модели 6А54
s КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ МОДЕЛИ 6441Б
Общая характеристика станка
Назначение станка. Коп крова л ыю*фрезерный полуавтомат
предназначен для обработки штампов, металлических молелен ко-
килей. нрессформ н других деталей, имеющих пространственно
сложную форму, в условиях индивидуального it мелкосерийного
производства.
Техническая характеристика стайка
Размеры рабочей поверхности стола в мм
Размеры обрабатываемых поверхностей в мм
Наибольшее не ре мешен ih* шинк дельной бабкн в мм:
вертикальное . .................. . . .
HtAlCpC'IIIUC ....
Наибольшее горизонтальное перемещение стола а мм .
Число скоростей вращения и.......плела ...
Пределы чисел оборотов шпинделя в минуту . . . .
Мнщнисгь главного электродвигателя в жат ....
Наибольшее установочное осевое перемещен не гилыы си
шпинделем а мм ..........................................
Пределы скоростей рабочих подач в мм/мин прн бсссту
иенчатом изменении скорости нодачк:
вертикальных (шн ни дельной бабкн)
поперечных (ншиндслыюй бабки)
rvpilMMIT».Tb)lUX (СТЧЛЧВ) ..............................
Пределы периодических подач в мм за одни ход . . . .
Мощность к и ж дем о электродвигателя подач я пог
630X1200
500X900
500
350
У00
IB
63 3150
2.6/.I
125
25—315
25-315
25-315
0.15—8
0.37
Основные узлы станка (рис. 92). А—станина; /> —стол;
В — стойка для крепления обрабатываемой детали; Г — стойка
для крепления копира; Д — коннропальная головка; Е — непод-
вижная стойка; Ж — поперечина; 3 — привод горизонтальных пе-
ремещений шпиндельной бабкн; // — шпиндельная бабка с короб*
кой скоростей; К—привод вертикальных перемещении шпин-
дельной бабки.
Органы управления. / — рукоятка зажима шпиндельной гиль-
зы; 2—рукоятка перемещении гнльзы шпинделя; 3 - кнопочная
станция; 4. 5. 6 — рукоятки настройки копировальной головкн.
7 —рукоятка управления коробкой скоростей.
Движения в станке. Движением резания нвлнется вра-
щение шпинделя с фрезой. Движения подач сообщаются сто-
лу в продольном направлении и шпиндельной бабке п вертикаль-
ном и поперечном направлениях. Следящим движением
может быть любое нз движений подач. Вспомогательные
движения — установочное перемещение копировальной головкн
в вертикальном и поперечном направлениях н осевое перемещение
шпинделя с гильзой.
Принцип работы. Обрабатываемая деталь закрепляется на
нижней стойке В: копир, наготовленный нз металла, дерева нлн
других материалов в масштабе 1:1, закрепляется па верхней
стойке Г. Фреза закрепляется в шпинделе.
Во время работы станка щуп при помощи пружины
прижимается к копиру. Прн изменении давления копира на
щуп в процессе движения его но копиру приводятся в действие
электрические приводы, управляющие движениями рабочих узлов
станка.
Сочетанием движений в различных направлениях автоматиче-
ски осуществляется необходимая траектория движения режущего
инструмента. Эта трвекторня соответствует траектории щупа по
отношению к копиру нлн шаблону.
Обработка объемных поверхностей осуществляется горизон-
тальными или вертикальными строчками. Длн этой цели в станке
предусмотрена периодическая подача стола или шпиндельной баб-
кн в плоскости, перпендикулярной осп шшиасля.
При обработке горизонтальными строчками столу сообщается
непрерывная подача. После прохождения щупом пути, равного
длине копира, когда фреза обработает детали одну строчку,
шпиндельная бабка с фрезой и щупом автоматически перемеща-
ется ф вертикальном направлении на ширину строчки. Вслед за
тем столу автоматически сообщается подача в обратном направ-
лении для обработки второй строчки н т. д. до тех пор.
пока щуп не обойдет всю поверхность копира, а фреза не
воспроизведет по строчкам весь рельеф копира на поверх-
ности детали.
Прн обработке вертикальными строчками непрерывная верти-
кальная подача сообщается ш ни и дел иной бабке, фрезерование
строчек происходит в вертикальном направлении, а но окончании
каждого прохода периодическая подача па ширину строчки сооб-
щается столу. Контурные поверхности обрабатываются методом
контурного обхода.
Конфигурация и размеры рабочей части фрезы и щупа должны
быть идентичны.
Конструктивные особенности. Копировально-измерительный
прибор для пространственной и контурной обработки деталей ра
ботает по индуктивному методу, что обеспечивает большую плав-
ность обвода контура и позволяет резко уменьшить рабочее дав-
ление на копировальний палец до 150—185 Г.
Для осуществления встречного и попутного фрезерования в
приводах подач предусмотрены устройства, устраняющие зазор
между ходовыми винтами и гайками.
Рис. 92. Общий вид копировально-фрезерного полуавтомата модели 6441Б
185
Кинематика станка модели 6441Б
Движение резвннв. Шпиндель V (рнс. 94) стенка приводится
во вращение деухскоростным электродвигателем мощностью
2.6—3 кет череэ клиноременную передачу 90—146 н коробку ско-
ростей. В коробке скоростей расположены два тройных подвиж-
ных блока шестерен Б| и Б2.
Вал II получает вращение от вала / в зависимости от положе-
ния тройного подвижного блока шестерен Б, череэ зубчатые ко-
леса 17—37. 23—31 или 20—34.
Тройной подвижной блок шестерен Б, является промежуточ-
ным звеном между валом II и полым валом /кВ показанном на
схеме положении блока шестерен Б2 вращение от вала II пере-
дается полому валу IV через зубчатые передачи 23—46 и 20—63:
в среднем положении блока шестерен Б, в передаче движения
участвуют шестерни 23—46—37. и прн установке блока шестерен
Б, о крайнее правое положение полый вал IV получает вращение
череэ шестерни 46—23 и шестерни 46—37
Как видно нэ рнс. 93, шпинделю сообщается восемнадцать
различных скоростей вращения
Наибольшее число оборотов шпинделя п„„ с учетом упругого
скольжения ремня может быть определено нэ выражения
и.„ = 2Я50 O.9R5IMrS- =3180 об/мин
Движения подач. Продольная подача стола осуществляется ог
двигателя постоянного тока мощностью 0.37 кет через редуктор.
Движение передается череэ шестерни 14—56, пал X///. шестерни
/8—58. вал XIV. шестерни 18—58 и двухэаходный ходовой внит
XV с шагом 6 мм.
Вертикальная подача шпиндельной бабкн осуществляется
электродвигателем постоянного тока мощностью 0.37 кет через
аналогичный редуктор. Движение передается через шестерни
14—56. вал VI. шестерни /8—58. вал VII. конические шестерни
22—71 н двухэаходный .ходовой винт VIII с шагом 6 мм
Поперечная нодача шпиндельной бабки производится также
двигателем постоянного тока мощностью 0,37 кот череэ редуктор,
в котором расположены две пвры цилиндрических колес 14—56 и
18—58. коническую передачу 26—41 и .ходовой впит XII с шагом
6 мм.
Все электродвигатели подач питаются от двух электромашин*
иы.х усилителей и имеют бесступенчатое изменение скорости вра-
щечшя в весьма широких пределах, что позволяет изменять ско-
рости рабочих подач от 25 до 315 мм!мин н величины периодиче-
ских подач от 0.15 по 8 мм!ход.
Следящее движение. Как известно, движение копировальной
головки осуществляется путем геометрического сложения двух
взаимно -перпендикулярных перемещений. Направление одного из
этих перемещений, называемого подачей, неизменно в пределах
заданного участка профиля. Направление второго перемещения
определяется командным импульсом, поступающим от копиро-
вальном головкн, и должно изменяться прн каждом нэменсинн
наклона профиля шаблона.
Это движение, играющее главную роль в процессе копирова-
ния. принято называть следящим.
ВсломО! ательиые движения. Быстрые перемещения всех рабо-
чих органов станка осуществлнются от электродвигателей подач
со скоростью 350 мм! мин. Ручное установочное перемещение
шпиндельной бабкн по высоте производится рукояткой, надевае-
мой на конец вала !Х. Вращение вертикальному ходовому
винту VIII передастся от вала IX коническими колеса-
ми 22-^71.
Установочные перемещения копировальной головкн при на-
стройке станка осуществляются рукоятками н Pi Рукоятка Pi
через винтовые колеса 24—24 и вертикальный ходовой впит из-
меняет положение электрокопнровальной головкн по высоте.
В поперечном направлении головка перемешается рукояткой Рг.
установленной на горизонтальном ходовом винте
о»
Рис. 94. Кинематическая схема копиров ал ьно- фрезер наго полуавтомата модели 644-1Б
s Узлы станка модели 6441Б
Копировальная головка. Разрез копировальной головкн изо-
бражен на рнс. 95.0. схема ее работы — на рнс. 95,6. К корпусу
6 копировальной головкн привинчена несущая трубка 4. В несу-
щей трубке установлены радиально три внита /5 под углом 120°
относительно друг друга. Внутренние торцы винтов 15 выполнены
по сфере н охватывают шарик Z представляющий собой шарнир-
ную опору для шрниделя 8. Шпиндель имеет три широких окна
а. через которые свободно проходят опорные винты 15. Внутри
шпинделя расточено точно по диаметру шарика 2 цилиндрическое
отверстие, которое переходит в коническое гнездо. Шпиндель ци-
линдрической полостью лежит нв шарике, а коническим гнездом
под действием пружины 10 упирается в него.
Такая конструкция шарового шврннра позволяет шпинделю
3 перемешвться при осевом давлении вдоль своей оси. а при ра-
диальном дввлсиин качаться вокруг центра шарика. Точность
работы копировального устройства в большой степени зависит от
качества изготовления шарового шарнира, поэтому дет вл и его
выполняются исключительно тщательно. Шарнк 2 прецизионного
классе имеет отклонения от шарообразности не свыше 0,005 juju
Цилиндрическую внутреннюю поверхность шпинделя, сколь-
зящую но шарику, притирают и она имеет почти безза-
зорную посадку.
На коней шпинделя ивдевается полировальный палец /. рвдиус
закругления которого соответствует рвдиусу фрезы. На противо-
положном конце шпинделя имеется коническое углубление. Такое
же углубление имеется и резьбовой втулке 8, жестко связанной с
якорем 13. Между коническими углублениями шпинделя 3 и втул-
ки 8 расположен шарнк 5. Якорь 13 установлен в корпусе голов-
ки на гибкой подвеске 7. Слева от якоря жестко закреплен непо-
движный сердечник 14. Регулируемый сердечник 12 так же. как и
якорь, смонтирован в корпусе головкн на гибкой подвеске 9. Из-
менение зазора между сердечнике ми и соответственно между яко-
рем и сердечником осуществляется гайкой II.
Работа механической части копировальной головки хорошо
видна на схеме (рнс. 95.6). При отсутствии нагрузки «а копиро-
вальный палец / (поз. I) шпиндель 2 под действием пружины 6
находится' в крайнем переднем положении н располагается пер-
пендикулярно рабочей плоскости стойки копира. Якорь 5 в это
время находится вблизи неподвижного сердечника 8.
Если на копировальный пален / (поз. 2) действует только осе-
ввя сила Ро . то шпиндель 2. сохраняя свое расположение в про-
странстве. смещается назад, и. преодолевая сопротивление пру-
жины 6. отжимает через шарик 4 якорь 5. изменяя зазоры между
ним и сердечниками 7 и 8 дифференциального трансформатора.
Действие радиальной силы Р, на копнроввльный палец I
(поз. 3) .вызывает поворот шпинделя 2 относительно шаровой оно
ры 8. Однако и а этом случае вследствие смещения конического
гнезда Кш шпинделя относительно комического гнезда Кя якоря
шарнк 4 сместит якорь 5 назад, изменив зазоры в дифференциаль-
ном трансформаторе. Позиция 4 показывает одновременное дейст-
вие ив копнроввльный палец осевой н радиальной силы, что вызы-
вает смещение шпинделя 2 назад и его поворот относительно ша
ровой опоры 3. Шарик 4, суммируя эти оба смещения, увеличива-
ет величину отхода якоря 5. Изменение зазора между якорем н
сердечниками приводит к изменению индуктивного сопротивления
квтушек'дифференциального трансформатора, что и является сиг
налом управления следящей системы станка.
Шпиндельная бабка. Шпиндель 2 (рнс. 95. а) смонтирован ия
прецизионных подшипниках качения в гильзе 3. Передняя опора
шпинделя состоит из двух спаренных конических роликовых под-
шипников I класса А, собранных с предварительным натягом. В
задней опоре установлены два шариковых подшипника 5 класса
АВ Шлицевой конец шпинделя связвн с приводной втулкой 6.
Для осевого перемещения гнльзы 3 со шпинделем 2 на гильзе
нарезана рейка, а а корпусе бабки установлена реечная шестер-
ня 4, закрепленная на одном валу со штурвалом ручного устано-
вочного перемещения шпинделя.
Ходовой аинт 9 служит для перемещения шпиндельной бабки
в поперечном направлении. В целях обеспечения необходимой точ-
ности объемного копирования, а также возможности фрезерова-
ния попутным методом в приводе перемещения шпиндельной баб-
ки предусмотрено устройство для периодического устранения за-
зора между витками ходового винта 9 и маточной гайки 10. Уст-
ройство для устранения зазора состоит нз дополнительной маточ-
ной ганки 7, имеющей на копие наружную резьбу, и шестерни-
гайки 8. Поворотом шестери и-гайки 8 на необходимый угол можно
переместить дополнительную маточную гайку 7 и тем самым
устранить зазор между витками ходового внита 9 и маточных га-
ек 7 н 10.
Переключатель хода. Переключатель имеет два конечных вы
ключателя 6 (рис. 95. г) н механизм переключения, закрытые
крышкой 7. На валике 4 механизма переключения слева закреп-
лена рукоятка 3, а справа — поводок 2 с плоской пружиной I.
В конце прохода строчки упор, установленный в пазу подвиж-
ного рабочего органа стайка, наезжает нв рукоятку 3 и поворачи-
вает валик 4 с плоской пружиной I. Последняя нажимает на по-
движной стержень одного из конечных выключателей 6 и произво-
дит необходимые переключения контактов электросхсмы.
После отхода рабочего органа с упором от рукоятки 3 пружи-
на 5 возвращает механизм переключения в среднее положение.
7
8
<ллххчхкчл
^»XVVWXXXWN4xxxxvv4Xxxxx>
У^УЧХХХ*Ж»У^*^
Z/7 V\.\V4WV4KS\\V\\
- ~ ^CC<<WXXXXXXVW^>^>^vxxxwW.-
1
> /77?/777//7/^^>^Л^ЖШ^УЖХ. ?
7 if
Ю
Рис. 95. Узлы копировальню-фрезернюго полуавтомата модели 6441Б
ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ А662
Общая характеристика станка
Назначение стайка. Станок предназначен для фрезерования од-
новременно с двух сторон плоских поверхностей тяжелых деталей
торцовыми, цилиндрическими и концевыми фрезами в условиях
серийного и массового производства. На станке можно одновре-
менно обрабатывать группу деталей средних рвэмеров.
Техпячкш UHinpacnu спаи
Рабочая яомртлосп стола I аи .............. 450X1000
Навбомпй ярояошый ход стола в ли................. 1500
Расстоаааа от оса мпааделя ао яомрхаоста стой • ли:
ааяволыаее........................... . ... 400
яашаяьвае......................................... 115
Расстоанм между головками шляиделл о мм-.
аааОолывее...................................... 650
иапкаывм.......................................... 300
Расстоанае от оса апшииля до хобота в ли ... . 105
Чвело скоростей враоипия каждого шпинделе .... 12
Пределы чисел оборотов штихелей в минуту . . . 30—375
Количество скоростей подач стола........... 12
Пределы скоростей подач стола в лиГлпи . . 365—475
Скорость быстрого перемешеяиа стола в мм/мин . . 3750
Моадаость в кат:
главного электродвигателе......................... б
привода быстрых перемещений стола . . . . 23
привода подач.......................... 1.7
Основные узлы стайка (рис. 96). Станок А662 смонтирован из
отдельных агрегатных узлов: А. Ж — стойки; Б. Е — шпиндельные
бабки; В. Д — хоботы; Г — поперечная балка; 3 — стол; И — ста-
нина.
Органы управления. На станке имеются квадраты 2 и 3 для
ручного перемешення шпиндельных бабок по высоте н квадра-
ты I и 4 для перемешення шпиндельных гильз вдоль своей осн.
в также рукоятка для переключения величии подач стола. В пред-
ставленной проекции общего виде эта ружояткв не видна.
Движения в ставке. Движения резання — вращение каж-
дого нэ двух шпинделей с фрезами. Двнженне подачи — про-
ыогательные двнження — быстрое перемещение стола,
ручные установочные вертикальные перемещения шпиндельных ба-
бок и ручные поступательные перемешення гильз со шпинделями
вдоль оси.
Принцип работы. Обрабатываемые детали закрепляют на столе,
которому сообщается поступательное двнженне только в продоль-
ном направлении.
В двух горизонтальных шпинделях, смонтированных в вы-
движных гильзах, расположенных в шпиндельных бабках, могут
быть закреплены различные типы фрез.
Настройка станке а соответствии с конфигурацией н размера-
ми обрабатываемой детали производится перемещением шпиндель-
ных бабок в вертикальных направлениях н шпиндельных гильз в
горизонтальных направлениях вдоль оси. Станок позволяет рабо-
тать по полуавтоматическому циклу: быстрый подвод — рабочая
нодача — быстрый отвод в исходное положение н остановка; для
этой цели предусмотрел командовппврвт н переставные кулачки,
расположенные а боковом пазу стола.
Конструктивные особенности. Основные узлы и механизмы
станка максимально унифицированы, что обеспечивает удобное
его обслуживание и ремонт.
При соосном расположении бабок хоботы ствнкв соединяют,
что значительно увеличивает жесткость системы. При обработке
высоких деталей хоботы разъединяют.
Шпиндельные бабкн имеют независимые приводы вертикаль-
ных перемещений и в зависимости от конфигурации обрабатывае-
мых заготовок могут быть установлены как на одной высоте, так
н на разных уровнях.
Типы лродольио-фреэермых станков. Широкое распространение
получили продольно-фрезерные станки моделей 6622. 6632. 6642.
6652, 6662. 6682. В настоящее время выпущен продольно-фрезер-
ный станок модели 6610. Ствиок оборудован дистанционным уп-
равлением с подвесного пульта, однорукояточиым гндрофициро-
ваииым механизмом переключения скоростей вращения фрез, ме-
ханизмом бесступенчатого изменения величии подвчи стола и фре-
зерных головок, автоматическим зажимом поперечины, фрезер-
ных головок и пинолей, автоматическим отводом фрез от обрабо-
танных поверхностей с целью предохранения их от повреждения
прн обратном быстром ходе стола, а также приспособлением для
ввтоматического устранения зазоров в направляющих стола н фре-
зерных головок с целью повышения точности обрабатываемых де-
Рис. 96. Общий вид агрегатного продольно-фрезерного станка модели А662
Кинематика станка модели А662
Движения резання. Станок имеет две шпиндельные бабки, кон-
струкции я кинематика которых одинаковы. Для примера доста-
точно рассмотреть кинематику привода правой шпиндельной
бабкн.
Шпиндель X (рнс. 98) с фрезой приводится во вращение элек-
тродвигателем мощностью 6 квг через шестерни 24—72, вал VIII.
сменные колеса С—Д. вал IX и цилиндрические колеса 18—84.
К станку прилагается шесть пар сменных колес, что обеспечи-
вает, как видно из рис. 97, двенадцать различных чисел оборотов
шпинделя.
Движение подачи. Привод подачн стола состоит нэ двухступен-
чатого редуктора, трехступенчатой коробки подач, париосмеииых
колес, червячной передачи, планетарного механизма и коробки
привода стола. Вращение от электродвигателя мощностью 1.7 квг
(рнс. 98) череэ шестерни 24—66 и 31—55, вал II. тройной подвиж-
ной блок шестерен Si, ввл ///. парносменные колеса А—В. вал IV
и червячную передачу 1—32 передается центральному колесу 24
планетарного механизма.
Центральное колесо 24 приводит в движение два сателлита 24
и сидящие с ними на одних валах два сателлита 16. Последние,
обкатывая неподвижное колесо 32, закрепленное яа втулке, свя-
занной с заторможенным червячным колесом 32. приводят в дви-
жение водило Si и связанные с ним валы V н VI. Для данного
случая работы • планетарного мехвннэма его передаточное число
определяется нэ выражения
, =1-^-_________I
1 ТоТЗГ '•
следовательно, ввл VI будет вращаться с тем же числом оборо-
тов. что н червячное колесо 32. но в противоположном направ-
лении.
Вращение от вала VI сообщается колесами 28—19 и 2J—26
двухэаходяой шатомной гайке Г|. Гайка Г| сообщает продольное
поступательное движение ходовому винту VII и связанному с ним
столу. Скорость продольной подачн стола » определяется нэ урав-
нения
'->«<>££,• в. ТяЧЛзКв
К станку прилагаются две пары сменных колес.
Вспомогательные движения. Для быстрых перемещений стола
иа станке установлен отдельный электродвигатель мощностью
£.3 кет, вращение от которого через червячную передачу 2—32.
планетарный механизм н коробку привода стола передается ма-
точной гайке Г|. Передаточное число планетарного механизма зля
двииого случая определяется выражением
, 24-ie t
24-32 = Т
и соответственно передаточное отношение рввио 2.
Скорость быстрых перемещений стола te может быть опреде-
лена из выражения
•в - 145° 2-8-3750 мм/мин.
Рис. 97. График скоростей врашеквя шпинаелв
Установочное ручное перемещение каждой шпиндельной баб-
кн в вертикальном направлении осуществляется поворотом квад-
ратного хвостовика через шестерни 18—54 и конические колеса
15—30. Коническое колесо 30 одновременно является гайкой.
Осевое установочное перемещение каждого шпинделя осуще-
ствляется через червячную передачу 1—21 н косозубую рейку
(ПшЗ ЫЧ UOMiauuvaA иа гмасаж —
Рис. 98. Кинематическая схема агрегатного цродольно-фрезериого станка модели А662
ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6652
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования
крупногабаритных деталей или для одновременной обработки
нескольких деталей средних размеров н веса. Фрезеровать можно
как с одной, так сразу с двух или трех сторон. В работе могут
принимать участие от одной до четырех шпиндельных бабок. Ста-
нок применяется в индивидуальном и серийном производстве для
обработки стали и чугуна твердосплавными, в твкже быстроре-
жущими фрезами.
Техивчеекав характеэветшка стана
* Римеры рабочей поверхности стола в мм . 1260X4260
Максимальный продольный ход сТола л мм 4600
Максянальный вес обрабатываемой детали а кГ . . 0000
Количество оляняельиых бабок.................... 4
- Число скоростей вращении шпинделей . . 12
. Пределы чисел оборотов шпинделей а кнуту........... 37.5—475
Мощность привода каждой и шпиндельных бабок в кат 20
Максимальный диаметр фрезы а мм................... 400
Пределы угла наклона осн шпинделей в град . ±30
• Мощность привода подач а кот............ >0
, Пределы скоростей подач а мм1мил:
шпиндельных бабок.................. ПЛ—690
стола............................................ 23,5— И80
Мощность приводе быстрых перемещений в кет .... 10
Скорость быстрых перемещений ши ин дельных бабок а
mmImmm ........................................... 1800
Скорость быстрого перемещения стола а мм!мим . . 3600
Мощность- правода перемещения траверсы в кат ... >4
Скорость перемещения траверсы а мм/мия . . . (. 800
Основные узлы станка (рнс. 99). А — привод подач и быстрых
перемещений стола н шпиндельных бабок; Б — левая горизон-
тальная шпиндельная бабка; В — левая стойка; Г — механизм пе-
ремещения вертикальных шпиндельных бабок; Д — траверса;
Е— левая вертикальная шпиндельная бабкв; Ж —привод пере-
мещения траверсы; 3—прввая вертикальная шпиндельная баб-
ка; И — портал; К — правая стойка; Л — правая горизонтальная
шпиндельная бабка; М — механизм перемещения горизонтальных
бабок; Н — ст инна, О — стол.
Органы управления. I— рукоятка переключения двойного под-
вижного блока шестерен Б(; 2 — зажимы поворотной части шпин-
дельной бабкн; 3 —маховичок ручного перемещения гильзы со
тликчелпы: 4 — хпжиыы шпиндельной гильзы: 5 — место установ-
ки рукоятки для ручного перемещения шпиндельной бабки:
6 — подвесной пульт управления; 7 — рукоятка управления трой-
ным подвижным блоком шестерен Б»; 8 — центральный пульт уп-
равления; 9 — рукоятка управления двойным подвижным блоком
шестерен Бг- Остальные элементы управления станком гндрофицн-
рованы.
Нв каждой бабке имеются зажимы для ее закрепления, зажим
для закрепления гильзы и фиксатор нулевого положения шпинделя.
. Движения в стайке. Движения резания — вращение каж-
дого из четырех шпинделей с фрезами. Движения подач:
продольное поступательное перемещение стола совместно с обра-
батываемыми деталями; вертикальное поступательное перемеще-
ние правой н левой горизонтальных шпиндельных бабок; горизон-
тальное поступательное перемещение правой и левой вертикаль-
ных шпиндельных бабок. Вспомогательные движения:
быстрые перемешення стола и шпиндельных бабок в тех же на-
правлениях; ручные перемещения шпиндельных бабок; ручные
повороты шпиндельных бабок; ручные поступательные перемеще-
ния гильз со шпинделями; вертикальное поступательное
перемещение траверсы; движение механизма зажима тра-
версы.
ч Лрииция работы. Нв шпиндели обычно устанавливают торцо-
вые фрезы, но могут быть использованы также хвостовые и неко-
торые другие типы фрез. Станок модели 6652 может работать прн
следующих налвдках:
I) обработка деталей с подачей стола; бабки и траверсы при
этом зажаты:
2) обработка деталей с подвчей бабок; стол и траверса при
этом зажаты;
3) фрезерование детали с одновременной подвчей стола и од-
ной из бабок;
4) фрезерование с переходом от подачи стола к подаче баб-
ками.
Конструктивные особенности станка. Станок имеет высокую
мощность привода резания и достаточную быстроходность.
Для бесступенчатого изменения скорости подач применен
электропривод по системе генератор — двигатель с диапа-
зоном изменения скорости при электрическом регулироввнни.
равным 18.
• Управление станком производится с центрального пульта по
электрогндравлнческой системе. Все самостоятельные кинематиче-
ские цепи приводе подач и установочных перемещений снабжены
отдельными предохранительными шариковыми муфтами.
Рис. 99. Общий вид продольно-фрезерного станка модели 6652
i Кинематика станка модели 6652
Дамжеимя резания. Приводы всех четырех шпиндельных бабок
почти одинаковы, поэтому достаточно рассмотреть кинематику од
ной из шпиндельных бабок. Как видно иэ рис. 100, б. привод дви-
жения резания состоит из первой и последней понижающих пере-
дач и 12-ступеичатой коробки скоростей с подвижными блоками
шестерен.
Вращение от электродвигателя мощностью 20 кет через колеса
4Л—78 передается валу / коробки скоростей. Двойной подвижной
блок шестерен Бв сообщает вращение валу II либо шестернями
22—44 (как показано иа схеме), либо шестернями 33—33. Вал III
получает вращение от вала II посредством двойного подвижного
блока Бт через шестерни 20—52 или 44—28. Далее вращение пе-
редается выходному валу IV коробки скоростей тройным подвиж-
ным блоком шестерен Шпиндель V. как видно из графика ско-
ростей (рис. 100.0). получает 12 различных скоростей врвщения
от 37.5 до 475 об!мин через цилиндрическую зубчатую передачу
31—61 Шпиндель смонтирован в подвижной гильзе и связан с
приводной шестерней 61 шлицевым соединением.
От вала I посредством колос 24—54 получает вращение экс-
центрик Э. который приводит в действие масляный насос II я.
Последний обеспечивает смазкой привод движения резания.
Максимальное число оборотов шпинделя п М( определяете я из
выражения
цел40 33 44-32 31
U607s м м в1 —475 об/мин.
Движения подач. Привод подачи (рнс. 100. а) шпиндельных
бабок н стола осуществляется электродвигателем постоянного то-
ка мощностью 10 кет. питаемым от п реобразов втел я. который со-
стоит нз асинхронного электродвигателя мощностью 14 кв г и гене-
ратора постоянного тока мощностью 13.5 кет. Электрическая си-
стема позволяет изменять число оборотов приводного электродви-
гателя от 97 до 1800 об/мин.
Механическая часть привода подач состоит иэ понижающей
передачи, двухступенчатого редуктора, планетарного механизма и
нз промежуточных и винтовых передач.
Вращение от электродвигателя постоянного тока через вал IX.
шестерни 25—95. «ал X. двойной подвижной блок шестерен Би
вал XI, шариковую предохранительную муфту Mnt и червячную
передачу 1—30 сообщается центральной шестерне 30 планетарно-
го механизма. Последняя находится в постоянном зацеплении с
сателлитами 30. установленными иа аалах XII. На противополож-
ных концах этих валов закреплены сателлиты 20. сцепляющиеся
с другим центральным колесом 40.
Прн подаче центральное колесо 40 остается неподвижным. В
этом случае сателлиты 20, обквтывая колесо 40. сообщают вра-
щение водилу Во и связанному с ним валу XIII.
Подача стола заимствуется от распределительного вала Xlll
через шестерни 38- 69—21. вал XV. коническую передачу 24—29.
вал XVI. кулачковую муфту Л1«. шестерни 24—30—24. вал XVII
и червячно-реечную передачу с рейкой т = 12 мм.
Вертикальна^ подача горизонтальных шпиндельных бабок осу-
ществляется ходовыми винтами XVIII и XIX, которые получают
вращение от вала XV посредством комбинированных кулачковых
муфт Mi и Mt с шариковым предохранительным устройством н ко
ннчсскнх передач 17—25.
Горизонтальная подача вертикальных шпиндельных бабок про
изводится ходовыми винтами XXIV и XXV. Последние приводятсн
в движение от распределительного вала XIII шестернями
38—30—24. валом лХ. конической передачей 43—36; валом XXI.
муфтой Мэ. коническими шестернями 34—28. валом XXII и тестер
ням и 57—51—36 Для включения иодачи правой или левой бабки
вводится в зацепление с шестерней 51 соответственно верхнее или
нижнее колесо 36. Для предотвращения поломок каждое из под
внжных колес 36 енвбжено шариковым предохранительным уст-
ройством.
Вспомогательные движения. Быстрые перемещения стола н
шпиндельных бвбок осуществляются но тем же кинематическим
цепям, что и подачи. но от асинхронного электродвигателя мощ-
ностью 10 кет посредством в вл а XIV. червячной передачи 1—30 и
планетарного механизма. В этом случае у планетарного механиз-
ма неподвижной является центральная шестерня 30 и его пере-
даточное отношение возрастает а двое
Перемещение траверсы осуществляется от электродвигателя
мощностью 14 кет через трехступенчатый редуктор с шестернями
21—77. 36—28 и 17—80, вал XXIX. конические передачи 23—40 и
ходовые винты XXX и XXXI.
Ручное установочное перемещение гильзы со шпинделем осу-
ществляется маховичком Mti (рис. 100. б) через валик VI. шестер-
ни 14—16. вал VII. червячную передачу I— 35. вал VIII и реечную
шестерню 13 с рейкой т=4 мм.
Ручные установочные перемещения шпиндельных бабок произ-
водятся маховичками. Например, правая горизонтальная бабка
перемещается маховичком который через вал XXXII. шестер-
ни 21—27. вал XXXIII. шестерни 27—27, вал XXIV и одиозаходный
червяк приводит во вращение червячное колесо-гайку.
Ручной поворот на угол ±30° имеют все шпиндельные бабки.
Для примера механизм поворота показан иа левой вертиквльнои
шпиндельной бабке. Вращением «ала XXXV прн помощи квадра-
та К приводится в движение через колеса 17—29 червяк, который
находится в зацеплении с червячным сектором С>.
Рис. 100. Кинематическая схема продольно-фрезерного стайка модели 6652
2 Узлы станка модели 6652
Механизм ижиц траверсы. Hi станке модели 6652 зажим
траверсы может производиться как вручную, так и механически,
посредством двух рычажно-эксцентриковых механизмов А м Б
(рис. 101. а).
Вручную зажим траверсы / на каждой нзстоек2осуществляет-
ся отдельно поворотом вала /7 с эисцентрнком 18 посредством
квадрата К- При повороте эксцентрик 18 через толкатель 9 на-
жимает на упорный винт 8 двуплечего рычага 3 и, поворачивая
его относительно сферических шайб 6 « 7. прижимает через гай-
ку 4 и шпильку 5 траверсу к стойке.
Упорный вннт 8 служит для регулирования усилия прижима.
Эксцентрик /8 имеет эксцентриситет е, равный 7 мм. Соотноше-
ние плеч рычага 3 составляет 6:0—5.
В результате даже ручным зажимом можно надежно закрепить
траверсу на стойках.
Механическое закрепление траверсы осуществляется от элект-
родвигателя 10 мощностью I кат, связанного эластичной соедини-
тельной муфтой II с валом 12 червячного редуктора. Последний
состоит нз двухзаходвого червяка 15 и червячного колеса 14. име-
ющего 32 зуба. Червячный редуктор обеспечивает уменьшение чис-
ла оборотов колеса 14 по сравнению с числом оборотов электро-
двигателя в 16 раз.
Червячное колесо И является одновременпо пайкой, через ко-
торую проходит тяга 13. В средней части тяга 13 имеет двухза-
ходную резьбу с шагом 10 мм. а но концам—зубья с модулем
4 мм. Реечные частя тяги 13 находятся в постоянном зацеплении
с шестернями 16 зажимов А н Б. При механическом закреплении
траверсы шестерни 16. нмеюиже чю 25 зубьев, с помощью муфтМ,
связаны с валами 17 и соответственно с эксцентриками 18.
При зажиме траверсы вращение электродвигателя происходит
так. что тяга 13 перемещается в направлении стрелки в.
Для освобождения зажимов траверсы направление вращения
электродвигателя изменяется, и тогда тяга 13 перемешается а
направлении стрелки г.
Схема влектрогндроуяравлення станком. В станке модели 6652
все управление, за исключением переключения скоростей враще-
ния шпинделей фрезерных бабок, производится с центрального
пульта. Дистанционное управление станком основано «а приме-
пении nupai ической системы с электромагнитными пилотами.
Как екдио из гидравлической схемы управления (рис. 101,6).
гидронасос Н приводится во вращение от электродвигателя мощ-
ностью I кет при 1460 об/мйк. Насос Н засасывает масло из ба-
ка Б. через приемник П, я подает его под высоким давлением
в систему управления рабочими органами станка, а под низким
давлением — а систему смазки станка.
Высокое давление поддерживается в системе управления на-
порным золотником 3, с дросселем Д\. Величина давления регу-
лируется силой предварительного сжатия пружины аиитом В, и
открытием дросселя Дг Масло от насоса Н поступает через цент-
ральную выточку поршня и через дроссель Д( в верхнюю полость
напорного золотника 3, . стремясь переместить поршень золот-
инка вниз. Когда давление масла превысит расчетное, поршень,
преодолевая сопротивление пружины, сместится вниз н саоей
центральной аыточкой соединит напорную магистраль со сливом.
Визуальный контроль за давлением масла в системе управле-
ния осуществляется по манометру М. Автоматический контроль
обеспечивается наличием в системе реле давления Pt, , которое
может быть с помощью винта В» отрегулировано иа давление от
5 до 50 кГ1см*.
Управление всеми рабочими органами производится двухпози-
цноинымн цилиндрами. Всего иа станке установлено шесть таких
цилиндров. Каждый цилиндр для переключения снабжен
осевым пилотом П модели Г-74-27 с электромагнитом толкающе-
го типа.
Переключение того или иного рабочего органа достигается на-
жимом соответствующей кнопки на центральном щите управления,
что приводит в действие электромагнит, который устанавливает зо-
лотник пилота в нужное положение, и тогда масло из напорной
магистрали поступает в рабочую полость цилиндра, заставляя
сместиться поршень с переключающей вилкой. Масло из другой
полости через золотник пилота поступает иа слив.
Цилиндр Ц, с пилотом /7| служит для переключения кулачко-
вой муфты Mi (здесь и ниже даны обозначения муфт и блоков
шестерен по кинематической схеме рис. 100, а), управляющей
включением подачи и быстрых перемещений левой горизонталь-
ной шпиндельной бабки.
Цилиндр Цг с пилотом Пг управляет кулачковой муфтой Мг
включения подачи и быстрых перемещений правой горизонтальной
шпиндельной бабки.
Цилиндр Ц» с пилотом /73 производит переключение кулачко-
вой муфты Ма управления перемещениями стола.
Цилиндр щ с пилотом /7< переключает двойной подвижкой
блок шестерен 64 а приводе подач стола и шпиндельных бабок.
Цилиндры Ut и Ut с соответствующими пилотами /76 и /7« осу-
ществляют включение подач и быстрых перемещений вертикаль-
ных шпиндельных бабок путем перемешеияя подвижных шестерен
36 иа валах XXIV и XXV.
Цилиндры Ut и Ut установлены на траверсе и перемешаются
вместе с ней. Для подачи масла к этим подвижным цилиндрам
применено телескопическое устройство Т.
В систему смазки масло поступает от насоса Н через золот-
ник 3 с редукционным клапаном Кр типа Г-57-13 н фильтр Ф.
199
Рйс. 101. Узлы продольно-фрезерного станка модели 6652
I РЕЗЬБОФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 561
Общая характеристика станка
Назиачеиве ставка. Станок предназначен для фрезерования
длинных наружных резьб в условиях серийного производства. В
индивидуальном н мелкосерийном производстве станок применяет-
ся также для нарезания коротких резьб, фрезерования шлицевых
валнкоа и нарезания цилиндрических зубчатых колес. Прн нали-
чии дополнительных приспособлений на станке могут быть наре-
заны внутренние резьбы.
Техшнескы характеристика стайка
Высота венгров а ли................................... 200
ианбохкшна диаметр оОраФатнааемо* летали в мм:
нал стааино*......................................... 400
над суппортом............................ 200
Диаметр отверстии полото шпиндели а мм . 82
Наиболывви длина фрезерование в мм . . 700
Наибольшая глубина фрезерование а мм................... 25
Пределы нарезаемых шагов метрвческнх резьб в мм . 1—48
Наибольшие шаг аинтово* канавки а ли............. 700
Пределы нарезаемых шагов дюймовых резьб а дю1мах . ‘/н—1’Л
Наибольший нарезаемый модуль а мм..................... 12
Пределы диаметров применяемы! в станке фрез а мм . 70—115
Количество скоростей вращении шпинделе................ Б
Пределы чисел оборотов шпинделе минуту.............. 55—250
Количество скоростей круговых аодвч обрабатываемой
летали..................................................... 32
Количество велячии продольных подач фрезерной головки 32
Пределы скоростей круговых подач детали об/лни . . 0.014—52
Мощность алектродвигатела в кот....................... 3
Основные узлы стайка (рис. 102). А—передняя бабка; Б —
суппорт; В — фрезерная головка; Г — задняя бабка; Д — коробка
скоростей; £ — станина.
Органы управления. / — рукоятка для настройки станка на
различные виды работ; 2 — рукоятки переключения коробки ско-
ростей; 3— рукоятка управления станком; 4—маховичок ручной
поперечной подачн фрезерной головки; 5 — рукоятка управления
коробкой подач.
Движения в станке. Движение резания — вращение
шпинделя фрезерной головки с фрезой. В зависимости от вида
производимых иа станке работ шпинделю передней бабки и суп-
порту фрезерной головки могут сообщаться движение пода-
чи. даижеиие делания и движение обкатки, либо
движение образования винтовой поверхности.
Вспомогательные движеимя — быстрое вращение шпин-
деля передней бабки, быстрое перемещение суппорта с фрезерной
головкой в продольном направлении, движения механизма управ-
ления и переключения и работа делительного устройства.
Принцип работы. На станке можно производить следующие
основные виды работ: фрезерование однозаходных н многоз ход-
иых резьб различного профиля с нормальным шагом; фрезерова-
ние винтовых канавок с большим шагом; фрезерование продоль-
ных пазов различного профиля и айда; фрезерование миогошлн-
цевых валиков и цилиндрических зубчатых колес методом обкатки.
Для фрезероваиня длинных резьб, винтовых канавок и про-
дольных пазов применяются дисковые фрезы соответствующего
профиля; для фрезероаання коротких крепежных резьб — гребен-
чатые фрезы. Зубчатые колеса н многошлицевые валнки нареза-
ют червячными фрезами. Фрезы устанавливают иа шпинделе фре-
зерной головки, который приводится во вращение а соответствии
с выбранной скоростью резания.
Фрезерная головка сделана поворотной. В процессе настройки
станка ось шпинделя устанавливают так, чтобы плоскость вра-
щения дисковой фрезы совпадала с направлением фрезеруемой
канавки. Гребенчатые резьбовые фрезы располагают параллельно
осн обрабатываемой детали. Чераячиые фрезы устанавливают
так, чтобы направление их витков совпадало с «вправлением впа-
дин нарезаемой детали.
Обрабатываемую деталь закрепляют в шпинделе передней баб-
кн. Для закрепления обрабатываемых деталей применяются по-
водковые. цанговые и кулачковые патроны. Длинные валы под-
держиваются задней бабкой, а в случае необходимости — под-
вижным и неподвижным люнетами.
Прн фрезеровании длинных резьб дисковой фрезе, располо-
женной под углом, равным углу подъема резьбы, сообщается вра-
щение в соответствии с выбранной скоростью реэання. Обрабаты-
ваемой детали, установленной а центрах передней и задней ба-
бок и поддерживаемой люнетами, сообщается медленное враще-
ние в соответствии с заданной скоростью подачн. Движением обра-
зования винтовой поверхности является перемещение суппорта с
фрезерной головкой, увязанное с вращением детали. За каждый
оборот детали фрезеруется одни виток резьбы. Миогозаходные
резьбы фрезеруются последовательно ход за ходом. После фре-
зерования каждого захода производится делительный поворот об-
рабатываемой детали.
Нарезание коротких резьб гребенчатыми фрезами производит-
ся при аналогичном сочетании движений, одиако в атом случае все
витки резьбы фрезеруются за одни оборот детали.
кд
о
Рис 102. Общий вид резьбофрезериого «станка модели 56*1
&
Кинематика станка модели . 561
Движение резание. Шпиндель VI (рнс. 103, а) фрезерной го-
ловки приводится во вращение электродвигателем мощностью
3 кет через плоскоременную передачу 135—260. коробку скорос-
тей. ходовой аал ///, винтовую зубчатую передачу 12—36, вал IV.
конические колеса 30—30, аал V и цилиндрические шестерни
24—91—24.
В коробке скоростей имеется два двойных подвижных блока
шестерен Б| и Б> с торцовыми зубьями ив внутренних сторонах.
Как видно из рис. 103,6. шпиндель имеет пять скоростей враще-
ния. Четыре скорости вращения вала /// и соответственно шпинде-
ля VI получаются за счет обычного переданжения блоков Б« и Бг.
Пятая скорость вращения достигается непосредственным соеди-
нением торцовых зубьев обоих блоков шестерен.
Косозубые шестерни 12 и колесо 36 установлены соответствен-
но иа валах /// и IV на направляющих шпонках. Это позволяет,
не нарушая кинематической цепи движения резания, перемещать
фрезерную головку в продольном и поперечном направлениях.
Коническая передача 30—30 необходима для поворота фре-
зерной головки относительно оси вала IV а соответствии с углом
подъема винтовой линии фрезеруемой резьбы нлн канавки.
Фрезерная головка имеет подвеску для поддержания шпин-
дельных оправок.
Наименьшая скорость -вращения шпинделя фрезерной головки
л mi»c учетом упругого скольжения ремня определяется выраже-
нием
Л-.-Н50^ -54.6О6/ДШ..
Движения мдач. Привод подач состоит из конического ревер-
са. 32-ступеичатой коробки подач, гитары сменных колес и ряда
передаточных механизмов. Коробка подач шестиваловая с пере-
бором.
Расположенные соосно валы IX, XI и XIII несут на себе де-
сять одиночных наглухо закрепленных шестерен. Кроме 'того, иа
валу ХШ находится свободно вращающийся двойной блок шесте-
рен 33. 69.
На валах X. XII и XIV. также расположенных соосно,
установлены двойные подвижные блоки шестерен Б», Б«, Б», Бв и
Бг На валу XIV так же. как и иа валу XIII. находится свободно
вращающийся двойной блок шестерен 33. 70. являющийся пере-
борным устройством.
Нетрудно видеть, что блоки шестерен Б>. Б«. Б5 и Б« позволя-
ют сообщить валу XIII шестнадцать различных скоростей враще-
ния. которые могут сообщаться валу XIV либо непосредственно,
когда блок шесте пен как ппкядмнп мя ггрыр uavnaurra п «»-
цеилеинн с шестерней 51, либо через перебор, когда блок шесте-
рен Б, введен в зацепление с шестерней 33 блока, свободно си-
дящего иа валу XIII. В этом случае вращение от вала XIII пере-
дается валу XIV череэ шестерни 32—70. 33—69 и 33—69.
Коробка подач связана с механизмом переключения коничес-
кой передачей 28—28, валом XV и червячной передачей 3—36. Ме-
ханизм переключения связан также шестернями 32—32 и 32—32
с быстро вращающимся валом VIII. от которого заимствуются
быстрые перемещения рабочих органов станка и движения дели-
тельное н обкатки.
Вспомогательные движения. Механизм переключения состоит
из двусторонних кулачковых муфт Мг и Мг. односторонней кулач-
ковой муфты Mt. управляющего аала XXIII с барабанными кри-
выми и рычажной системы. При включении муфты Мг вниз вра-
щение от червячной шестерни 36 через полый вал XVII и червяч-
ную передачу 4—40 передается шпинделю передней бабкн. сооб-
щая ему круговую подачу. Прн включении муфты Мг вверх шпин-
дель получает быстрое вращение.
Включением муфты аверх нлн вниз можно через вал XV/.
апнтовые шестерни 10—25 и ходовой внит XX сообщить суппорту
с фрезерной головкой соответственно рабочую подачу или быстрое
перемещение.
Муфта Мг связывает кинематическую цепь, соединяющую
шпиндель XVIII с ходовым винтом XX.
Механизм переключения а зависимости от вида работ, выпол-
няемых на станке, предварительно настраивается на определен-
ный цикл работы с помощью штурвала Ш. Для этого последний
оттягивают на себя и поворачивают в положение, руководствуясь
табличкой с соответствующей надписью, после чего движением от
себя ставят штурвал а первоначальное положение. Прн этом
штурвал Ш сцепляется с шестерней 50 посредством цилиндриче-
ского штифта.
В процессе работы переключающий механизм управляется ру-
кояткой Р, которая воздействует на вал XX/// череэ вал XX/, вин-
товые шестерни 18—18. ходовой валик XXII и двойную реечную
передачу 60— рейка — 50.
Продольное ручное перемещение суппорта с фрезерной голов-
кой производится череэ червячную передачу /—40 с помощью ру-
коятки, надеваемой иа квадратный конец вала XX/V. Поперечная
подача и -поперечное установочное перемещение суппорта осуще-
ствляется только вручную маховичком М„ установленным на по-
перечном ходовом винте с шагом 5 мм.
Делительный поворот детали при нарезании многоэаходиых
резьб или многоэаходиых винтовых канавок осуществляется с
плилн>1.1л Ча П|1та исилгл nurk/o /7. кг зашальи
Рис. 103. Кинематическая схема резьбофрезерного стайка модели 561
KI
о
VI
Кинематические цепи станка модели 561
при различных видах работ
Фрезерование резьбы. Прн настройке станка для данного вида
работы (рис. 104. а) включается муфта М«: муфта ЛЬ сцепляется
с червячным колесом 36. а муфта Мз устанавливается в нейтраль-
ное положение.
Круговая подачи шпинделя XVIII осуществляется от ходового
вала III через конический реверс 45—54-S4. вал VII. шестерни
47—47. вал VIII. цепную передачу 18—18. коробку подач, кониче-
ские шестерни 28—28. вал XV. червячную передачу 3—36. кулач-
ковую* муфту Af>. полый вал XVII и червячную передачу 4—40
Истинная величина подачи s„ с учетом подъема винтовой ли-
нии резьбы выражается формулой
м 24-30-36 45 47 111 . 28 3 4 3A4du ... . ...
,И 24 - .Ю-12-54 -47- № *"28 Эб 40 Х с«л« мм!ми*
Зная число оборотов фрезы в минуту п9. диаметр обрабатывае-
мого изделия в мм и угод подъема винтовой линии резьбы и.
можно но Заданной величине подачн su определить требуемое пе-
редаточное отношение коробки подач .
Перемещение суппорта с фрезерном головкой производится от
шпиндели из дел пн через делительный диск Дв. шестерни 108—36.
кулачковую муфту М*. вал XIX н сменные колеси гитары резьбы
Hi—&I и Г|— 4|. За один оборот изделия суппорт должен переме-
ститься ни величину, равную произведению числа заходов К„ иа
швг I ч нарезаемой резьбы, т. е
'•Кг-'2-7- *«'«
Фрезерование винтовых канавок. Ввиду того, что винтовые ка-
навки имеют крупный шаг. в кинематической иеиц шпиндель из-
делия — ходавой винт ведущим приходится делать нс шпиндель,
а ходовой ин нт. Для этого муфта Л!г (рис. 104. 6) ставится в ней
тральное положение, муфта М3 сцепляется с червячным колесом
36. а муфта Л14 остается включеннон. В этом случае движением
подачн является относительное перемещение фрезы вдоль фре-
зеруемой канавки с углом наклона 0 Величина подачи sf опре-
деляется уравнением кинема i пиеской цепи
24 -30 36 45-47 |К . 2Н- 3-|1> . 12.7 .
"• 24 30 12 54 - 47 18 ‘ '* 28-36-2» Х cos> -М-И/Л"«-
Il Ji этим случае перемещение суппорта с фрезерной головкой
должно быть точно согласовано с вращением детали. При пере-
мещении суппорта на шаг Т в ни г с-н канавки деталь должна
повернуться па один оборот, т. е.
7 ift в» 36 .
!2.> с, <Л Юв 1
Фрезерование продольных пазов. В этом случае шпиндель с
обрабатываемой деталью должен оставаться неподвижным. Для
этого муфта Л14 (рис. 104. а) выключается, а шпиндель надежно
фиксируется в определенном положении. Подача суппорта с фре
зерной головкой осуществляется ходовым впитом XX. который по-
лучает вращение от червнчноп шестерни 36 через вил XVI н пин-
товые-колеса 10—25
Для этого, кин п и предыдущем случае, муфта Л13 сцепляется
с червячным колесом '36. а муфта устанавливается и нейтраль-
ное положение.
Продольный иаз можно представить как вантовую канавку
с углом наклона 0=0° В таком случае -выбор лередаточного от-
ношения коробки подач для пол учен ни заданной подачн s мож-
но производить но формуле для фрезерования винтовых Канавок
с учетом того, что cos 0= I.
Фрезерование методом обнаткн. Для осуществлен ни этого ме-
тода необходимо обеспечить определенную кинематическую связь
между вращением фрезы и обрабатываемой детали Суппорт с
фрезерной головкой должен при этом получить ноДачу вдоль оси
детали. Кинематическая связь между шпинделем фрезы и обра-
батываемой деталью обеспечивается гитарой обкатки н деления
со сменными колесами и. Ь. с и d (рис. |04. г).
В этом случае шестерни 47 и 47 снимаются с аалов VII и VIII.
муфта Mi сцепляется с цилиндрической шестерней 32. муфта ЛЬ
сцепляется с червячным колесом 36. а муфта Л14 выключается.
Квк известно, при работе методом обкатки за одни оборот
червячной фрезы деталь должна повернуться на 2* обч>ротои. где
k — число .ходов червячной фрезы, а 2 — число зубьев или число
шлицев детали. В соответствии с этим условием уравнение кинема
тнческой цени от фрезы до щи ин де л я детали должно иметь вид
. 24 30-36-45 « < 32-4 *
1' 24 30-12-54 Ь d 32 40 2
Прн работе методом обкатки видами суппорте s v рассчиты-
вается на один оборот детали. Уравнение кинематической цепи от
шпинделя детали до суппорта имеет вид
40-32.18 t 28 3 IO = t27 „ ,1/об
» 4 32 IH *•« 2B 36-25 .нл/оо.
« РЕЗЬБОФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 563Б
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования ко-
ротких наружных и внутренних резьб гребенчатыми фрезами в
условиях серийного н массового производства.
Тыштскм карактерктш станка
Намболмимй маружмыЙ диаметр обрабатываемой детали
жа ........ . ............... . 460
Наибольшие размеры фрезеруемой резьбы в мм:
диаметр ..... 200
шаг . . ... 3
длина ....-•.......................................... 50
Число скоростей врашёяна инструментального итнкдела 4
Пределы чисел оборотов инструментального шпиндели в
михуту.......................................... . . 190-530
Количество величин круговых подач . . . . 36
Мощность приводного электродвигателя я кмт ... 2J
Основные умы станка (рис. 105). ^ — продольные салазки
бабки изделия; £ — поперечные салазки бабки изделия; в — баб-
ка изделия; Г — шпиндельная бабка; Д — стаиииа.
Органы управления. / — рукоятка ручного продольного пере-
мещения бабки изделия; 2 — квадрат поперечного установочного
перемещения бабкн изделия; 3 — регулируемый упор для точного
подвода бабки в рабочее положение; 1 — кнопочная станция.
Движения в станке. Движение резания — вращение шпин-
деля с фрезой. Движения подач: круговая подача —
медленное вращение шпинделя бабки изделия с заготовкой; по-
перечная пода ча — прямолинейное поступательное переме-
щение шпиндельной бабки с заготовкой в радиальном направле-
нии в период врезания фрезы. Данжениеобразоваиия вин-
товой поверхности — прямолинейное поступательное пере-
мещение шпинделя с заготовкой на величину шага резьбы за
одни оборот заготовки. Вспом-огательиые движения: бы-
стрый отвод бабкн изделия с заготовкой в радиальном направле-
нии; быстрое перемещение шпинделя с заготовкой в исходное по-
ложение; ручные установочные перемещения бабкн изделия в про-
дольном и поперечном направлениях.
Принцип работы. Фрезерование коротких резьб гребенчатыми
фрезами принципиально отличается от других способов иврезаиня
резьбы тем. что все витки резьбы образуются за одни оборот изде-
лия. исключая честь оборота заготовки, затрачиваемого на вре-
зание фрезы на полную глубину резьбы. Необходимо, чтобы длина
гребенчатой фрезы превышала длину резьбовой части заготовки.
Для осуществления процесса фрезерования коротких резьб за-
готовка закрепляется в шпинделе бабкн изделия с помощью цан-
гового патрона. Гребенчатая фреза соответствующего профиля н
шага закрепляется в инструментальном шпинделе иа оправке. Ось
инструментального шпинделя и соответственно фрезы располага-
ют параллельно оси заготовки. Это приводит к незначительным
нскажеиням профиля резьбы с углом подъема винтовой линии до
4—6°. т. е. крепежных резьб. Резьбы с крупным шагом и большим
углом подъема винтовой линии таким методом фрезеровать
нельзя ввиду получающихся недопустимых искажений профиля
резьбы.
Бабка изделия перемешается вручную в осевом направлении
до тех пор, пока фреза перекроет резьбовую часть изделия, затем
поперечным перемещением бабки изделия фрезу и заготовку сбли-
жают до их соприкосновения. После включения злектродвигателя
работа стайка протекает автоматически.
Вначале шпиндель бабки изделия с заготовкой под действием
копиров одновременно перемещается в радиальном и продольном
направлениях. Перемещение в радиальном направлении обеспечи-
вает врезание фрезы в заготовку на глубину резьбы; осевое пе-
ремещение шпинделя с заготовкой, равное величине шага резьбы
за одни оборот заготовки, обеспечивает образование винтовой по-
верхности.
После окончания врезания фрезы в заготовку радиальная по-
дача бабки изделия прекращается, и заготовка с этого момента
совершает один полный оборот для нарезания всех витков резьбы
иа полную глубину.
По окончании фрезерования вначале бабка изделия быстро от-
водится назад иа величину, превышающую высоту резьбы, а затем
шпиндель с заготовкой также быстро перемешается в осевом на-
правлении в исходное положение После этого станок автоматиче-
ски останавливается.
Конструктивные особенности. Изменение скорости вращения
инструментального шпинделя в диапазоне 3: I производится пар-
иосменными колесами, расположенными в непосредственной бли-
зости от приводного электродвигателя, что обеспечивает нх малые
размеры к компактность всего привода.
В приводе подач предусмотрен реверсивный механизм, позво-
ляющий быстро настраивать станок для фрезерования правых или
левых резьб. Для этой же цели в приводе образования винтовой
. поверхности имеется второй реверсивный механизм, обеспечиваю-
щий фрезерование как правых, так и левых резьб одинаковых па-
оаметоов одним и тем же винтовым копипом
Рис. 105. Общий вид резьбофрезерного станка модели 563Б
207
I Кинематика станка модели 563Б
Движение резания. Инструментальный шпиндель И (рнс. 106)
с гребенчатой фрезой приводится во врашенне электродвигателем
мощностью 2.2 кет через парносменные колеса А—В. вал / н пло-
скоременную передачу 138—330. Число оборотов шпинделя фрезы
п может быть определено из выражения
14|01 .^~0'985 ов/-*1"4
Сменные колеса А—В подбираются в зависимости от заданного
числа оборотов фрезы л по формуле
Л я
•в- = ®
В соответствии с заданным режимом резания число оборотов
фрезы л определяется нз зависимости
и. 1000с
где о — заданная скорость резания в м1мин:
d диаметр фрезы в мм.
Движения подач. Круговая подача заготовки S. заимствуется
ог инструментального шпинделя II н передается через винтовую
зубчатую передачу 16—Ю. аал III. сменные шестерни гитары а—Ь
u c—d. вал IV. коническую передачу 32—32. шлнцеаый вал И ко-
нический реверс 36—36—36, управляемый кулачковой муфтой М
шлицевой вал VI н червячную передачу 1—86 шпинделю изделия
Ш , . Число оборотов Лз шпинделя Ш, с заготовкой определяются
из выражения
И» <.<32 36 I б.
J "«1»Л 32 36 86 т'мин-
откуда подбор сменных колес гитары нодач можно производить
по формуле
Т 7 2,5-£
Числа оборотов шпинделя изделия с заготовкой п, определяют-
ся исходя нз величины подачи на зуб фрезы числа зубьев фре-
зы z. числа оборотов фрезы л. угла подъема винтовой лншм резь-
бы а и диаметра заготовки d, и подсчитываются по формуле
и,-= об/мин;
практически прн а<4—6° можно cos n принимать равным 1.
После соответствующих подстановок я Лппиуп.. ----
ных колес получим
7 7=2‘57^
Поперечное перемещение бабкн изделия при врезании осуще-
ствляется эксцентриком Э. закрепленным на шестерне 77. которая
приводятся во вращение от шпинделя изделия че{йз одну нз ше-
стерен 75. подвижную шестерню 25. вал VII и шестерню 22. Прн
правом положении шестерни 25 аал VII получает вращение через
промежуточное зубчатое колесо 27: прн левом ее положении вал
VII получает вращение в противоположную сторону непосредст-
венно через зубчатую пару 75—25.
Реверсирование шестерни 77. эксцентрика 3 и кулачка Б необ-
ходимо для того, чтобы одним н тем же копиром можно было фре-
зеровать как правую, так н левую резьбы.
Прн аращеннн шестерни 77 н эксцентрика Э. воздействующего
на ролик Ра, сообщается через рычаг поворот реечной шестерик
18, которая, перекатываясь по рейке лт=2 мм. сообщает попереч-
ную подачу бабке изделия, благодаря чему происходит врезание
фрезы в заготовку. По окончании обработки под дейстанем пру-
жнны заготовка отводится от фрезы.
Полный цикл обработки заготовки происходит за одни оборот
шестерни 77 и эксцентрика 3: за это время шпиндель нзделня по-
вернется на величину л г :
и, - = 1.167 оборота.
одни полный оборот заготовки затрачивается на формирование
полного профиля резьбы, а 0.167 оборота — на врезание фрезы в
заготовку.
Движение образования винтовой поверхности. Продольное пе-
ремещение шпинделя изделия с обрабатываемой заготовкой отно-
сительно режущего инструмента осуществляется сменным винто-
вым копиром К, , прикрепленным к корпусу бвбкн нзделня. К по-
верхности винтового копира К, прижимается кулачок Б. при-
крепленный к эксцентрику Э. связанному с шестерней 77 При
вращении шестерни 77 н эксцентрика Э кулачок Б смещает шпин-
дель нзделня Ш, с заготовкой влево, в связи с чем обеспечивает-
ся фрезерование на заготовке вннтовых канавок. По окончании
обработки заготовки бабка нзделня отводится в исходное поло-
жение н шпиндель Ш, под действием пружин смешается вправо.
Вспомогательные движения. Ручное установочное перемещение
бабкн нзделня в продольном направлении осуществляется поворо-
том квадрата К, через реечную передачу 16 — рейка т=4 мм. a
в поперечном направлении повооотом «млп»т> К- «
Рис. 106. Кинематическая схема резьбофрезериого станка модели 663Б
Узлы станка модели 563Б
На рнс. 107 изображены продольный к два поперечных разре-
за бабки изделия резьбофрезерного станка модели 563Б.
Бабка изделия состоит из ряда механизмов- привода враще-
ния шпинделя, механизма автоматического н ручного радиального
перемещения бабки, механнэма перемещения н быстрого отвода
шпинделя с заготовкой в осевом направлении, двух реверсивных
механизмов и мехвннзма автоматического выключения станка по
окончании цикла обработки.
Привод вращения шпинделя осуществляется червячной переда-
чей. В соответствующих модификациях станка модели 563Б этот
привод осуществляется в двух вариантах. На рнс. 107 изображен
вариант, при котором червяк получает вращение от ведущего вала
через коническую передачу. Нижнее коническое .колесо связано с
ведущим валом подвижным шлицевым соединением, что обеспечи-
вает возможность радиального перемещения бабки изделия, не на-
рушая кинематической связи шпинделя изделия с инструменталь-
ным шпинделем
В другом варианте, изображенном на кинематической схеме
(рнс. 106) и применяемом в станках более позднего выпуска, чер-
вяк устанавливают непосредственно на аедушем валу, на отдель-
ных подшипниках, и связывают с ведущим валом подвижным шли-
цевым соединением.
Реверсирование направления вращения шпинделя изделия про-
изводится коническим реверсом, муфта которого переключается
рукояткой 13 (рнс. 107). При повороте этой рукоятки поворачива-
ется валик 18, на который падет поводок, соединенный с муфтой
конического реверса.
Заготовку укрепляют па полом шпинделе 7 с помощью цанги
н гайки 10 При необходимости крепления обрабатываемой за-
готовки в трехкулачковом патроне нлн ином зажимном приспо-
соблении последние навинчиваются на резьбовую часть а шпин-
деля 7 и центрируются пояском б.
Механизм осевого перемещения шпинделя состоит из привод-
ной частя и кулачкового мехвннзма. Приводная часть состоит из
двойного блока шестерен 5 и шестерни 2. связанных между собой л
реверсивным механизмом. ')
Двойной блок шестерен 5 установлен в средней части шпиндб-/
ля 7 на скользящей шпонке, что позволяет сообщать шпинделю
осевое перемещение при неподвижном положении этого блока
шестерен. Блок шестерен 5 жестко связан с червячным коле-
сом 6.
Шестерня 2 свободно сидит на шпинделе 7 К шестерне 2 жест-
ко прикреплен кулвчок 3. который входит в контакт с рабочей
частью сменного винтового копира 4, закрепленного на корпусе
пепепней бабкн. Отталкиваясь пои своем воашеннн от винтового
копира 4. кулачок 3 перемешвет шестерню 2. а вместе с ней гай-
ку / и шпиндель 7 влево. Профиль винтового копира рассчитан
так. чтобы осевое перемещение шпинделя за один оборот изделия
составляло величину, равную шагу фрезеруемой резьбы
Отход шпинделя в исходное положение осуществляется пру-
жинами Л "в момент, когдА кулачок Л находится на «исходящем
участке винтового копира 4 Рукоятка 19 н поводок 20 служат для
управления реверсом, который изменяет направление вращения
шестерни 2 с кулачками.
Механизм радиального перемещения н быстрого отвода бабки
изделия состоит из кулачкового н рычажно-реечного устройства.
КуЛачок 24 жестко связан с шестерней 2. При вращении шестерни
2 кулачок 24 своим восходящим участком кривой опускает палец
28 н. воздействуя на рычажок 27. поворачивает валик 12. Правый
конец валика 12 представляет собой реечную шестерню, находя-
щуюся в зацеплении с зубчатой рейкой, нарезанной на гайке II.
Таким образом, при повороте валнка 12 шестерня будет обкаты-
вать неподвижную гайку-рейку II. заставляя бабку изделия пере-
мещаться в поперечном направлении, осуществляя при этом про-
цесс врезания фрезы в заготовку на глубину резьбы. Предвари-
тельная установка бабкн изделия осуществляется винтом 16.
В корпус бабки изделия запрессован палец 15. который своим
выступом входнт а выточку фигурного кольца 14. Между гайкой-
рейкой II н шайбой, упирающейся в фигурное кольцо 14. устаноа-
ленв предварительно сжатая пружина 17. Сила предварительного
сжатия регулируется гайкой, входящей в резьбовое отверстие фи-
гурного кольца 14. При радиальном перемещении шпиндельной
бабкн 25 по салазкам 26 под действием кулачково-рычажного ме-
ханизма палец 15 через кольцо 14 и упорную шайбу сжимает пру-
жину 17. В конце цикла резьбофрезеровання кулачок 24 подходит
к пальцу 28 нисходящим участком кривой. В этот момент бабка
изделия под действием ранее сжатой пружины 17 быстро отводит-
ся назад и возвращает весь рычажно-реечный механизм в исход-
ное положение.
Механизм выключения станка по окончании цикла обработки
состоит из кнопочного выключателя 22 н передающей системы:
выключатель срабатывает от кулачка 23. жестко связанного с
приводной шестерней 2. Регулирование механизма выключения
станка осуществляется винтом 21.
Действие всех механизмов бабкн изделия взаимосвязано н
происходит автоматически. Совместно с вращением шпинделя 7
приходят во вращение ведущая шестерня 2, с которой связаны
кулачки Л. 24 и 23; кулачок Л обеспечивает осевое перемещение
шпинделя, кулачок 24 — радиальное перемещение бабки нзделня н
KVJLaumc 9=9 лтитлоя*т /—гвкзгыг ылына пиммн
Рис. 107. Узлы резьбофрезерного станка модели 563Б
ДВУХСТОЕЧНЫЙ ПРОДОЛЬНО-СТРОГАЛЬНЫЙ СТАНОК
МОДЕЛИ 7231А
Общая характеристика станка
Назначение станка. Станок предназначен для обработки гори-
зонтальных, вертикальных н наклонных плоскостей, а также ли-
нейчатых поверхностей у крупных деталей большой длины. На
станке ногут быть дновременно обработаны детали средних раз-
меров, устанавливаемые рядами на столе.
Тсхмвческая хьракггрвстака ставка
Размеры рабочей поверхности стола мл . 900X3000
Расстояние между стойками лл ... 1100
Длша хода стола ллг
иаимсяьшав 300
наибольшая 3100
Наибольший вес обрабггыаАмоги изделия • кг . . 5000
Расстояние между осями вертикальных суппортоа лл.~
ивныеяьшее.......................................... 290
наибольшее............................................ |7|0
Наибольшие перемещения вертикальных суппортов я лл;
вертакалмое.......................................... 250
горизонт альиое - . ..................... 1420
Наибольшие перемешения бокового суппорта в лл.
вертикальное..................... ................... 880
горизонтальное ..... 280
Наибольший угол поворота суппортов в рад . . 60
Пределы скорости хода стола в м/ммм . . 5—78
Мощность главного влектродангателя в кет . 16Д
Пределы велишш подач вертикальных суппортоа в
мм]дв ход
горизонтальных . . ......................... . . . 0Л—25
вертикальных.................................... 0.125—0,25
Пределы величии вертикальных подач бокового суппорта
в мм!де. ход . . . '........ . ... . 0.25—1X5
Скорость быстрых перемещений в лл/лшн: 2300
вертикальных суппортов в горизонтальном направ-
лении ...................... 590
вертикальных суппортоа а вертикальном направлении
бокового суппорта в вертикальном направлении . . 1180
Мощность влектродвиг«гелей подач в кет ...... -1.7
Наибольшее перемещение траверсы в мм 870
Скорость перемещении траверсы е mmImum . 500
Мощность влектродвигателя траверсы а кет:
привода перемешения ..... 1.7
привода зажима..................................... 1.7
Основные узлы станка (рнс. 108). А — верхние суппорты:
Б — портал; В — коробка подач верхних суппортоа; Г — электри-
ческий привод движения резания: Д — коробка подач бокового суп-
порта; Ё — боковой суппорт; Ж — станина; 3 — стол; И — боко-
вые стойки; К — траверса.
Органы управления. I — квадраты для ручного вертикального
перемещения верхних суппортов; 2 — подвесная кнопочная стан-
ция; 3 — рукоятки для изменения направления подачи верхних
суппортов; 4 — квадраты для ручного горизонтального перемеще-
ния верхних суппортов; 5 — рукоятка включения подач и быстрых
перемещений верхних суппортов; 6 — маховичок для установки
скорости рабочего хода стола; 7 — маховичок для установки ско-
рости холостого хода стола; 8 — рукоятка для изменения направ-
ления вертикальной подачи бокового суппорта; 9 — рукоятка для
включения подачи и быстрого перемещения бокового суппорта;
10 — квадрат для ручного вертикального перемещения бокового
суппорте; II — квадрат для ручного горизонтального перемеще-
ния бокового суппорта; 12 — упоры для установки длины н места
хода стола.
Движения в станке. Движение резания — прямолинейное
возвратно-поступательное движение стола совместно с обрабаты-
ваемой деталью. Движения подач — прерывистые поступа-
тельные перемещения верхних суппортов в поперечном, вертикаль-
ном н наклонном направлениях и бокового суппорта в вертикаль-
ном направлении. Вспомогательные движения: механи-
зированные быстрые и ручные перемещения суппортов в указан-
ных направлениях; ручное горизонтальное перемещение бокового
суппорта; подъем н опускание траверсы; зажим траверсы на стой-
ках н подъем резцовых головок прн обратном ходе стола.
Приицнн работы. Обрабатываемая деталь или ряд одновремен-
но обрабатываемых деталей закрепляются на столе станка. Оди-
ночные резцы или комплекты одновременно работающих резцов
устанаалнваются на верхних н боковом суппортах. Столу совме-
стно с обрабатываемой деталью сообщается прямолинейное воз-
вратно-поступательное движение, причем прн ходе стола вперед
происходит снятие стружки с обрабатываемой детали (рабочий
ход); прн ходе стола назад с повышенной скоростью (холостой
ход) снятие стружки не производится н резцы в это время автома-
тически отводятся от обработанной поверхности. Подача суппор-
тов имеет прерывистый характер н осуществляется за каждый
двойной ход стола.
213
Рис. 1108. Общий вид двухстоечного продольно-строгального станка модели 7231А
Кинематика станка модели 723IA
Движение реванна. Стол получает движение от электродвига-
теля постоянного тока мощностью 16.2 кет (рнс. 109) через соеди-
нительную муфту, вал /. косозубые колеса 20—99. карданный
вал // н червячно-реечную передачу. Максимальная скорость дви-
жения стола v аи определяется выражением:
1000 д-Ю-12-3,14=76000 мм/мин^К м/мин
Скорость обратного хода стола может быть в три раза больше
рабочей, но не выше 76 м/мин.
Движения подач. Подача верхних и боковых суппортов осу-
ществляется от отдельных электродвигателей и независимых ко-
робок подач. При каждом изменении направления вращения глав-
ного электродвигателя происходит также реверсирование элект-
родвигателей подач, причем при рабочем ходе стола осуществля-
ется зарядка коробок подач, а при обратном холостом ходе сто-
ла — подача суппортов. Работа привода подач верхних суппортов
протекает следующим образом. При включении электродвигателя
мощностью 1,7 кет вращение передается через вал III и червяч-
ную передачу 2—34 валу IV. На этом валу жестко закреплен
шкив Ш,. охватываемый подпружиненными тормозными колод-
ками. Последние с помощью пальца связаны с кривошипом Ki.
жестко закрепленным на полом валике, на левом конце которого
на направляющей шпонке сидит храповая полумуфта M>. Следо-
вательно, при вращении вала IV вращаются шкив Шь тормозные
колодки, кривошип Ki и полумуфта ЛЬ. Однако угол поворота
колодок и соответственно кривошипа с полумуфтой Mi ограничен
с одной стороны неподвижным упором У, , а с другой — подвиж-
ным упором У,. в которые тормозные колодки упираются своим
поводком. Последний при подходе к упору разжимает тормозные
колодки, прекращая их вращение.
Для сообщения подачи суппортам включается храповая муф-
та Mi. соединяющая кривошип К, с шнрокой распределительной
шестерней 90. При вращении кривошипа по часовой стрелке (при
обратном ходе стола) храповая муфта Мг передает вращение рас-
пределительной шестерне 90.
При вращении кривошипа против часовой стрелки (при рабо-
чем ходе стола) храповая муфта проскакивает и шестерня 90 ос-
тается неподвижной.
С шестерней 90 в постоянном зацеплении находятся шестер-
ни 42. 42, свободно сидящие на валах V и X. н шестерня 35 пара-
зитного блока. Вторая шестерня 35 паразитного блока находится
в зацеплении с другой парой шестерен 42. 42. также свободно си-
дящих на валах V и X. Левые шестерни 42 и правые шестерни 42
вследствие наличия паразитного блока вращаются а различных
направлениях. Кулачковыми муфтами и М, можно выключать
и изменять направление подач верхних суппортов.
Вал V передает движение подачи правому верхнему суппорту,
а аал X — левому. При включении кулачковой муфты Mt вправо
вращение от вала V через соединительную муфту, ходовой вал.
шестерни 30—46 и кулачковую муфту Mt передается маточной ган-
ке. связанной с ходовым винтом VI. благодаря чему правый верх-
ний суппорт получает горизонтальную подачу.
При включении кулачковой муфты М5 влево вращение от ше-
стерни 46 через конические шестерни 23—23 и 20—20 передается
маточной гайке, связанной с вертикальным ходовым винтом VIII.
н суппорт получает вертикальную подачу.
Муфтой Mt производится включение подач левого верхнего
суппорта. В этом случае движение заимствуется от вала X. Изме-
нение величины подачн достигается перестановкой подвижного
упора У, с помощью маховичка и червячной передачи 1—50. Тре-
буемая величина подачн устанавливается по лимбу Л.
Минимальная подача суппортов будет при установке подвиж-
ного упора К „ нз расчета поворота храповой муфты Ms на один
зуб.
Величина мнинмальной подачн г я)п для горизонтального пере-
мещения верхних суппортов определится нз выражения
2- Ю=0.5 мм/дв. ход.
Привод подач бокового суппорта аналогичен приводу подач
верхних суппортов. Кулачкоавя муфта Л1е служит для включения,
выключения и реверсирования вертикальных подач бокового суп-
порта. Вращение от вала XV через конические шестерни 26—26
передается маточной ганке, связанной с вертикальным ходовым
вннтом XVII.
Вспомогательные движения. Быстрые перемешення верхних и
бокового суппортов происходят при включении соответственно ку-
лачковых муфт М| н Mt. В этом случае вращение от электродви-
гателей подач через червячные передачи 2—34 непосредственно
передается шестерням 90 н далее суппортам, минуя механизм пе-
риодической подачн с храповой муфтой.
Подъем и отпускание траверсы производятся отдельным элект-
родвигателем мощностью 1.7 кет через червячный редуктор 4—38.
вал XX. конические шестерни 24—42 и вертикальные ходовые вин-
ты XXI н XXII.
Зажим траверсы производится через червячную передачу /—60
и рычажно-винтовую систему.
V»
1450 об/мин
XX
t= 6 мм
N-1,7 кВт
t-бмм прав.
XXIII
XXII
ГМОквт
IV
л
N-1,7 кбт
п=1450об/мин
XIX
42
Z-30
30----
l-5mm
XIV
XVIII 9
XV
XVII
м-16,2 пот
10-зах
V
1-зах.
35 35
JA
п-145ОоЬ/мин
35—=35
XV/
Рнс. 109. Кинематическая схема двухстоечного продольно-строгального станка модели 7231А
2 зах.ЫОмм.пеР. I
XXIV
15мм проб
,20
t-5 мм\леВ.
Рейка m 12 мм
t-6 мм net
XXI
26
tjA Н-1,1квт
1-зах.
Узлы станка модели 723IA
Механизм зажима траверсы. Для получения в процессе стро-
гания надлежащей жесткости системы необходимо надежно за-
крепить траверсу на боковых стойках. На продольно-строгальном
станке модели 7231А для этой цели предусмотрен специальный
механизм (рис. 110. о) с отдельным приводом.
Траверса 7 перемещается по направляющим стоек 2 и 15. При-
жимные планки I н 16 предохраняют траверсу от опрокидывания
н обеспечивают надлежащую плавность ее хода. Зажим траверсы
на стойках 2 н 15 производится массивными рычагами 6 и 13.
Электродвигатель 12 монтируется на задней стороне траверсы
и с помощью полужесткой муфты II соединяется с червячным ре-
дуктором 10. Ведомый вал редуктора посредством винтовой пере-
дачи связан с тягой 8. на конце которой установлено упорное
кольцо 17. Положение упорного кольца регулируется прн помощи
сферической шайбы 19 и ганки 18. По окончанию регулировки
гайка 18 шплинтуется.
Рычаги 6 н !3 прикрепляются к траверсе с помощью болтоп
4 н 14. Между головками болтоа н телом рычагов устанавливают
спаренные сферические шайбы 3 н 5. Задние концы рычагов ка-
саются внутренних опорных поверхностей направляющих стоек.
Для зажима траверсы включают электродвигатель 12. кото-
рый через червячную н винтовую передачи заставляет тяги 8 пе-
ремещаться назад. Упорное кольцо 77, связанное с тягой в. пово-
рачивает рычаги 6 н 13 соответственно относительно Точек а и б;
при этом благодаря большой разности плеч создаются значитель-
ные усилия Р. заставляющие траверсу прижаться к лицевым
опорным поверхностям стоек 2 н 15.
После зажима траверсы электродвигатель 12 автоматически
выключается прн помощи максимального реле отрегулированного
на предельную мощность в 0.15 кет.
Регулировка механизма зажима траверсы производится бол-
тами 4 н 14, а также гайкой 18.
Освобождение траверсы осуществляется реверсированием
электродвигателя 12. а выключение электродвигателя после пол-
ного освобождения траверсы — путевым выключателем 9.
Конструкция силовой передачи зажимного механизма травер-
сы приведена на рис. НО. о. Червячное колесо 3 сидит на полом
валу 15 свободно, а диск I закреплен на нем жестко посредством
шпонки II. В корпус колеса н в диск запрессованы пальцы 2 н 10.
Внутри полого вала 15 на призматической шпонке 4 установлена
бронзовая маточная гайка в.
Резьбовой конец тяги 9 связан с маточной гайкой 8. Направ-
ляющие шпонки 12 и 13 позволяют тяге 9 перемещаться вдоль
своей осн, но препятствуют ее вращению, так как шпонки входят
в пазы неподвижного фланца 14.
На резьбовом хвостовике тяги установлен регулируемый упор-
ный конус 7 с контргайкой 6. На крышке редуктора смонтирован
путевой выключатель 5. Вращение от червячного колеса 3 пере-
дается ввлу 15 через пальцы 2—10 н диск 7.
После реверсирования электродвигателя для освобождения
траверсы червячное колесо 3 почти целый оборот совершит вхо-
лостую пока палец 2 не упрется в палец 10. н только после этого
начнут вращаться диск н полый аал 15. Такая система связи нуж-
на для обеспечения достаточного времени разгона электродвигате-
ля и соответственно накопления необходимой кинетической энер-
гии привода для освобождения траверсы.
Вращение полого вала 15 преобразуется посредством маточ-
ной гайки 8 в поступательное двнженне-тягн 9.
Упорный корпус 7 регулируется так. чтобы путевой выключа-
тель 5 остановил электродвигатель привода, как только будет
освобождена траверса.
Механизм изменения величины подачн. На станке модели
7231А для изменения величины подачн применен регулируемый
храповой механизм. На рнс. НО, в показана конструктивная схема
этого механизма. С валом I жестко связан тормозной барабан 16.
который охватывается разрезным хомутом 4. Между колодками
хомута 4 вставлен поводок 7. Хомут под действием стяжки 5. а
также пружин бив плотно охватывает тормозной барабан 16.
Однако, когда при арашеннн аала I с тормозным барабаном н хо-
мутом поводок 7 доходит до регулируемого упора 9 нлн неподвиж-
ного упора 15. он перекашивается и своим нижним концом разжи-
мает хомут, освобождая тормозной барабан. Прн дальнейшем
вращении вала 7 хомут 4 и связанные с ним кривошип 77, втул-
ка 2 и храповая полумуфта 3 остаются неподвижными.
Величина подачн суппортов зависит от угла поворота хому-
та 4. который, в свою очередь, зависит от положения регулируе-
мого упора. Положение упора 9 устанавливается маховичком 10
через червячную передачу 13—14. Стрелка 12 показывает на лим-
бе 77 установленную величину подачн суппорта.
Суппорт. Необходимо, чтобы прн обратном ходе стола резцы
освободились от обрабатываемой детали во избежание поврежде-
ния режущих кромок резца н обработанной поверхности. На стан-
ке модели 7231А для этой цели используется электромеханиче-
ское устройство (рнс. 110. е).
В момент реверсирования движения стола с рабочего на холо-
стой ход включается электромагнит 2. который притягивает к себе
якорь 3. Последний через сердечник 4 и толкатель 7 нажимает на
рычаг 5. Второй конец рычага 5 перемещает вперед стержень 7 н
поворачивает откидную доску 9 с резцом 10 относительно осн 6.
Болт 8 служит для регулировки механизма.
ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОДЕЛИ СПС-01
Общая характеристика станка
Назначение станка. Универсальный поперечно-строгальный
станок модели СПС-01 предназначен для обработки строганием
горизонтальных, вертикальных и наклонных плоскостей лннейчв-
тых фасонных поверхностей, а также пазов различного профиля
у деталей небольших размеров и среднего веса в условиях инди-
видуального и мелкосерийного производства.
Техиичкхаа хавакттрнстяаа спине
Размеры рабочей поверхности стола а мм . . 458X520
Наибольший угол поворота а tpod:
корпуса стола ..... ±180
верхней части стола................ 15
Наибольшее перемешенне стола а мм:
горизонтальное....................................... 680
вертииальаое.......................................... 360
Пределы величины хода ползуна а мм . 100—700
Количество скоростей движения ползуна...................... в
Пределы чисел двойных ходоа ползуна в минуту . 9—102
Количество величин 'подач стола........................... 10
Пределы величин подач стола в мм за один двойной ход
ползуна.......................................... . . ОД—3
Наибольшее перемешеиие суппорта а мм . 100
Пределы поворота суппорта а ероО.......................... ±45
Количество величин подач суппорта.................... 0.125—0.625
Пределы величин подач суппорта мм за один двойной
ход ползуна............................................... 5
Мощность злектродвигатела привода станка в кот . . 10
Основные узлы станка (рис. III). А—поддерживающая стой-
ка;-£— универсальный стол; В — поворотный суппорт; Г—меха-
низм подачи суппорта; Д —ползун; Е — электродвигатель приво-
да станка; Ж — коробка скоростей с кривошипно-кулисным меха-
низмом; 3 — механизм подвч стола; И — поперечина; К — стани-
на; Л — основан нс станины.
Органы управления. / — место установки рукоятки для попе-
речного перемешеиия стояв; 2— рукоятка для изменения напрев
ления подачн стола; 3 — рукоятка для закрепления поперечины
на направляющих станины; 4 — рукоятка пуска и остановки стан-
ка; 5 — рукоятка перемещения суппорта; 6 — место установки ру-
коятки для изменения места ходе ползуна; 1 — кнопочная стан-
ция; в — рукоятка включения подачн и быстрых перемещений сто-
ла; 9 — рукоятка для скрепления ползуна с кулисой; 10—штур-
вал для изменения величины подачи стола; И, 12 — рукоятки
управления коробкой скоростей; /3 — квадрат для установки ру-
коятки изменения величины хода ползуна; 14 — место установки
рукоятки для вертикального перемещения стола; /5 — место уста-
новки рукоятки для поворота корпуса стола.
Движения в станке. Движение резания —прямолинейное
возвратно-поступательное движение ползуна с суппортом н рез-
цом. Движения подач — прерывистое прямолинейное посту-
пательное перемешеиие стола с обрабатываемой деталью в попе-
речном и вертикальном направлениях и прерывистое прямолиней-
ное поступательное перемешеиие суппорта с резцом. Вспомога-
тельные движения — быстрые механизированные н ручные
установочные перемещения стола в поперечном н вертикальном на-
правлениях, ручное перемешенне суппорта, поворот стола в двух
взаимно перпендикулярных направлениях, радиальное перемеше-
нне кулисного камня для изменения длины хода ползуна и по-
ступательное перемещение ползуна относительно кулисы для из-
менения места хода ползуна.
Принцип работы. Обрабатываемая деталь закрепляется ив
верхней плите или иа боковой поверхности корпуса стола. Для
строгания наклонных плоскостей обрабатываемая деталь может
быть путем поворота корпусе и верхней плитыЧстола в двух вза-
имно перпендикулярных направлениях установлена так. чтобы
обрабатываемая плоскость точно заняла горизонтальное полож -
пне.
Резец закрепляется в резцедержателе суппорта В. В зависи-
мости от длины строгания с помощью квадрата /3 устанавливает-
ся необходимая длина ходе ползуна, а в соотв тствин с располо-
жением обрабатываемой детали вращением квадрата 6 устанавли-
вается место хода ползуна.
Ползуну Д с резцом сообщается прямолинейное возвратно-по-
ступательное движение, причем при ходе ползуне вперед (рабочий
ход) происходит снятие стружки с обрабатываемой детали, а прн
ходе назад (холостой ход) снятие стружки не производится.
Во избежание повреждения обработанной поверхности н режу-
щей кромки резца последний совместно с откидной доской не-
сколько приподнимается вверх.
Периодическая подача стола с обрабатываемой деталью про-
изводится в конце холостого хода ползуна. При обработке вер-
тикальных н наклонно расположенных плоскостей подача сооб-
щается суппорту, который поворачивается ив соответствующий
угол относительно головки ползуна. В этом случае поворотная
доска смешается в сторону для обеспечения отвода резца от об-
работанной поверхности прн холостом ходе ползуна.
219
Рис. 111. Общий вид поперечно-строгального станка модели СПС-01
s
Кинематика поперечно-строгального станка модели СПС-01
Движение резания. Вращение от электродвигателя мощностью
10 кет (рнс. 112. о) передается клнноременной передачей 220—4Ю
приводному шкиву, закрепленному на полом валу I. Последний
может быть связан с полым валом // посредством многодискового
фрикциона Ф|. На конце вала // жестко закреплена шестерня 23.
которая через колесо 33 передает врашеиие промежуточному ва-
лу III.
В зависимости от положения подвижного блока Б, вал IV по-
лучает от вала II вращение с четырьмя различными скоростями.
При крайнем иижием (по рисунку) положении блока Б, торцовые
кулачки шестерни 23, закрепленной иа полом валу // посредством
кулачковой муфты Л4|, сцепляются с блоком Б,, и врашеиие от
вала // непосредственно передается валу IV. При двух средних
положениях блока Б( вращение валу IV передается либо шестер-
нями 23—33 и 27—29, либо шестернями 23—33 и 23—33. В верх-
нем положении блок Б> входит в зацепление посредством кулачко-
вой муфты Mi с торцовыми кулачками шестерни 38, и тогда вра-
щение валу IV передается шестернями 23—33 и 18—38. От ва-
ла / V вращение передается валу V посредством двойного подвиж-
ного блока Bt через колеса 37—39 (как показано на схеме) нлн
шестернями 16—60, когда блок Б> переданиут вниз, что в совокуп-
ности обеспечивает валу V врашеиие с восемью различными ско-
ростями.
Кулисное колесо 120 получает вращение от шестерни 25. жест-
ко закрепленной на валу V. По радиальным направляющим ку-
лисного колеса может перемещаться кривошипный палец П, иа
котором установлен кулисный камень К,, скользящий в прорези
кулисы.
При врвщеинн кулисного колеса приходит во вращение кри-
вошипный палец, сообщающий кулисе сложное качательиое
движение. Последняя, будучи связана с ползуном, сообщает ему
прямолинейное возвратно-поступательное движение.
Как видно нз графика скоростей (рис. 112,6). ползун имеет
восемь различных чисел двойных ходоа —от 9 до 100 в минуту.
Конический тормоз Т, служит для быстрой остановки станка.
Движения подач. Движение подачи стола и поперечины заим-
ствуется от эксцентрика К,. жестко закрепленного па полом аа-
лу VI. Эксцентрик Ki через шариковый подшипник воздействует
на рычаг храпового механизма, сообщая ему одно двойное кача-
ние за полный оборот кулисного колеса. При холостом ходе ползу-
на эксцентрик Ki отводит рычаг храпоаого механизма в переднее
крайнее положение, при этом собачка захватывает храповое коле-
со и производит подачу стола. Прн рабочем ходе ползуна рычаг
под действием пружины занимает исходное положение; угол пово-
рота рычаге, а соответственно и величина подачи зависят от поло
жения кулачка К>. устанавливаемого штурвалом Р9.
При включении кулачковой муфты Мэ влево вращение от хра-
пового колеса 60 передается через коническую передачу 32—32,
шарнир Гука, шлицевый валик X и конический реверс 28—28—28
валу XI и далее, а зависимости от положения подвижной шестер-
ни 42, либо ходовому винту XII для сообщения поперечной подвчи
столу, либо через шестерни 42—28. валик XIII, коническую пере-
дачу 20—38 ходовому винту XIV для сообщения вертикальной по-
дачн стола с поперечиной. Изменение направления подачи осуще-
ствляется переключением муфты конического реверса.
Прн наибольшем размахе качания коромысла храповое коле-
со 60 повернется иа Ю зубьев и соответственно максимальная по-
дача стола за один двойной ход ползуна составит 3 мм.
Подача суппорта производится от качающегося сектора С. При
каждом ходе ползуна сектор С вследствие трения о планку, за-
крепленную па станине, поворачивается иа своей оси на некото-
рый угол и через шатун 1В и храповой механизм, валик XVII, ко-
нические передачи 15—15 и 15—15 сообщает вращение маточной
гайке Г, благодаря чему суппорт перемещается на величину, за-
висящую от положения кривошипного пальца сектора С.
Наибольший размах качания сектора С обеспечивает поворог
храпового колеса 40 на 5 зубьеа и соответственно максимальную
подачу суппорта иа одни двойной ход ползуна в 0,625 мм.
Вспомогательные движения Быстрое перемещение стола и по-
перечины осуществляется путем включения кулачковой муфты Mt
вправо. В этом случае шлицевый вал X получает вращение пе ог
храпового механизма, а от вала / через клкноремеииую передачу
205—205. вал VII. червячную передачу 2—40 и вал VIII.
Вал XV и червячная передача /—67 служат для поворота кор-
пуса стола относительно продольной оси. а вал XVI и червячная
передача 1—28 — для поворота верхней плиты стола относительно
поперечной оси.
Величина хода ползуна, зависящая от радиуса кривошипа,
может изменяться вращением рукоятки Pt, которая через валик
XXII. конические шестерни 17—17 и ходовой виит ХХ/П пере-
мещает по направляющим кулисного колеса кривошипный па-
лец П.
Место хода ползуна относительно стола может быть изменено
арашением рукоятки Рг. которая через валик XX. конические ше-
стерни 22—30 и ходовой винт XXI перемещает ползунок А, закреп-
ляемый рукояткой Pj.
Рукоятка Pi служит для ручного перемещения суппорта, а ру
коятка Р»— для переключения муфты М9.
Рис. 1 IS. Кинематическая схема поперечно-строгального станка модели СПС-01
Е Узлы поперечно-строгального станка модели СПС-01
Кривошипно-кулисный механизм. На рнс. 113,6 показана схе-
ма кривошипно-кулисного механизма. Кривошип R получает рав-
номерное вращение против часовой стрелки относительно точки О|.
Кулиса Ка шарнирно саязаиа в точке В с ползуном П. По сред-
ним направляющим кулисы скользит кулисный камень К, , ко-
торый соединен шарниром А с криаошипом R. Нижние направ-
ляющие кулисы охватывают опорный камень £, свободно вращаю-
щийся на иеподаижиой оси Of. ।
Прн равномерном вращении кривошипа R кулиса К, полу-
чает сложное качательиое движение, а ползун П — прямолиней-
ное возвратно-поступательное движение. Как видно из графика
скоростей (рис. ПЗ.о). ползун непрерывно изменяет свою ско-
рость движения от нуля до мвксимума и вновь до нуля. Нулевые
скорости движения ползун имеет при конечных положениях ме-
ханизма, когда шарнир В находится в точках Ь' и Ь", а шарнир А
соответственно в точках о' и а".
За время хода ползуна вперед кривошип R, вращаясь против
часовой стрелки, переместится из положения 0,а' в положение
Oia", т. е. повернется иа угол а. При обратном ходе кривошип R.
продолжая вращаться нз положения Oia", вновь займет положе-
ние 0|«', повернувшись на угол ₽.
Из схемы видно, что угол о всегда больше угла 0 и соответст-
венно время хода ползуна вперед будет больше времени хода на-
зад. Однако путь, проходимый ползуном при ходе вперед и при
ходе назад, остается одинаковым, и. следовательно, средняя ско-
рость рабочего хода будет существенно меньше скорости обратно-
го хода.
Механизм подачи стола. Составной частью привода подач в
стайках строгальной группы является храповой механизм нлн
муфта свободного хода. Изменение величины подачи обеспечива-
ется различными методами. В стайках устаревших конструкций
для этой цели изменяли величину радиуса кривошипа за счет пе-
рестановки пальца кривошипа в радиальном пазу приводного
диска. Такая конструкция привода подач требует сравнительно
большой затраты времени на изменение величины подачи.
Несколько более современной конструкцией привода подач яв-
ляется привод с перекрывающим щитком. В этом случае измене-
ние величины подачи достигается поворотом щитка с таким рас-
четом, чтобы в пределах угла качания храповой собачки зубья
храпового колеса оставались открытыми только в том количестве,
которое, необходимо для осуществления выбранной подачи.
В станке модели СПС-01 применена одна нз наиболее совре-
менных конструкций привода подач (рнс. 113. в). Приводной
вал 12. связанный с кулисным колесом, сообщает непрерывное
арашенне эксцентрику 10, который закреплен на валу 12 шпон-
кой 13. Нажимая на шарикоподшипник 9. эксцентрик 10 приводит
в качательиое движение ось в и двуплечий рычаг 6. закрепленный
иа валу 7. С рычагом 6 связана ось 5. иа которой установлена со-
бачка 4. находящаяся в постоянном зацеплении с храповым ко-
лесом 3. Прн качании рычага 6 в направлении стрелки а собачка,
упираясь в одни нз зубьев храпового колеса 3, увлекает его за со-
бой. поворачивая иа определенный угол. Во время движения ры-
чага 6 в обратном направлении под действием пружины // (по
стрелке б) собачка, скользя по спинкам зубьев, приподнимается
н ие поворачивает храповое колесо. От храпового колеса 3 дви-
жение через вал 2 и коническую шестерню / передается по кине-
матической цепи подач ходовому винту стола.
Заданная подача устанавливается штурвалом 16 путем его по-
ворота до совмещения риски нужной величины подачи с указате-
лем 17. Со штурвальным диском посредством втулки /5 жестко
связан эксцентрик 14. Поворот штурвала вызывает нзмеиеиие по-
ложения эксцентрика 14. против которого на осн в установлен
ролик 18. От положения эксцентрика 14 зависит размах качания
рычага 6. а соответственно и величина подачи.
Механизм подачи суппорта. Для осуществления механических
подач суппорта в станке модели СПС-01 использован механизм,
изображенный на рнс. 113, г. В ползуне / иа эксцентричной
оси 9 установлен секторный кривошип 10. На секторную часть
кривошипа наклепана накладка II из фрикционного материала.
В середине кривошипа имеется радиальный паз о, в котором пе-
ремешается переставной палец 8. • Последний может быть закреп-
лен с помощью гайки 6 и планки 7. Для создания нужной силы
трения кривошип 10 путем поворота эксцентричной оси 9 плотно
прижимается своей секторной частью к продольной планке 12, при-
винченной к станине стайка.
Кривошип 10 вследствие трения между накладкой //и план-
кой 12 при каждом измеиеиии иапраалеиия движения ползуна /
совершает качательиое движение, которое через шатун 5 и па-
лец 13 передается коромыслу 4. В корпусе коромысла имеется
собачка 16, находящаяся в зацеплении с храповым колесом /5.
жестко закрепленным на валу 14. Собачка 16 в своей рабочей ча-
сти с одной стороны имеет прямой срез, а с другой стороны —
скос.
При качании коромысла в иаправлеиии прямого среза собачки
происходит поворот колеса /5 и соответственно подача суппорта.
При обратном качании коромысла собачка благодаря скосу при-
поднимается вверх и. проскакивая по зубьям, не производит пово-
рота колеса /5.
Выключение подачи осуществляется подъемом собачки 16 за
пуговку 3 и поворотом ее иа 90°.
Кулачковая шайба 2 предназиачеиа для фиксации рабочего и
холостого положений собачкн.
5 ПОПЕРЕЧНО-СТРОГАЛЬНЫЙ СТАНОК МОДЕЛИ 737
Общая характеристика станка
Назначение станка. Поперечно-строгальный станок предназна-
чен для обработки строганием горизонтальных, вертикальных н
наклонных плоских и фасонных линейчатых поверхностей и пазов
различного -профиля у деталей малых н средних размеров и сред-
него веса в условиях индивидуального и мелкосерийного производ-
ства. Чаше всего поперечно-строгальный станок модели 737 при-
меняется а инструментальных и ремонтных цехах.
Теияческм харвмттрястакв стайка
Длила хода пол) у* а а жж;
яаОольцпя . . . 900
наименьшая...................................... 160
Размеры рабочей олощадм стола (длтаХширина) в jmjm 900Х<50
Наибольшее перемещение стола в мм:
горизонтальное . . . . . . 850
вертикальное .......... 320
Скорость быстрого перемещения стола в м!мим
горизонтальное . . 2Л8
вертикальное........................................ 0.139
Наибольшее вертикальное перемещение резцовой головкн
• ** • - ... 900
Наибольший угол и о ворота резаовой головкн в град ±60
Пределы скоростей ползуна в м/мим.................... 3—37
Наибольшая величина nonepewoi подачн стола в
мм}дв код . .................................. 6
Мощность в-эектродвигателв гидропривода станка в квт 9.1
Основные умы станка (рис. 114). А — опорная стойка; Б —по-
перечина; В — стол; Г — суппорт; Д — гидропаиель привода дви-
жения реэання; £ — станина; X—ползун; 3 — основание стани-
ны; И — гндроцилиндр привода подач; К — механизм привод; по-
дач и быстрых перемещений стола.
Органы управления, / — рукоятка ручного перемещения суп-
порта; 2 — рукоятка для изменения направления подач и быстрых
перемещений стола и поперечины; 3—маховичок для изменения
величины подач; 4 — упоры для установки места хода и длины
хода -ползуна; 5 — рукоятка для изменения скорости хода ползу-
на; 6 — кнопочная станция.
Движения в станке. Движение резания—прямолинейное
возаратао-поступательиое движение ползуна с суппортом и рез-
цом. Движения подач — прерывистое прямолинейное посту-
пательное перемешеиие стола с обрабатываемой деталью в по-
перечном н вертикальном направлениях и прерывистое прямоли-
нейное поступательное перемещение суппорта с резцом в верти-
кальном направлении. Вспомогательные движения — ме-
ханизированные быстрые и ручные установочные перемещения сто-
ла а поперечном и вертикальном иапраалеииях и ручные переме-
щения суппорта.
Принцип работы. Обрабатываемую деталь закрепляют на сто-
ле станка, который устанавливают в требуемое положение по вы-
соте в зависимости от размера обрабатываемой заготовки.
Резец устанавливают и закрепляют а резцедержателе суппор-
та. Ползуну с суппортом сообщается возвратно-поступательное
движение, причем прн ходе его вперед происходит снятие стружки
с обрабатываемой детали (рабочий ход); при ходе назад с повы-
шенной скоростью (холостой ход) снятие стружки ие произво-
дится.
Во избежание повреждения режущей кромки резца и обрабо-
танной поверхности резец вместе с откидной доской несколько при-
поднимается вверх.
Периодическая подача стола с деталью осуществляется в кон-
це холостого хода ползуна. Прн обработке вертикальных и на-
клонно расположенных поверхностей, а также при строгании пазов
различных профилей подача сообщается ие столу, а суппор-
ту. который может быть поаериут иа соответствующий угол отно-
сительно головки ползуна. В этом случае поворотная доска сме-
шается в сторону для обеспечения отвода резца от обработанной
поверхности при обратном холостом ходе ползуна.
Настройка стайка в соответствии с конфигурацией и размера-
ми обрабатываемой детали производится перемещением стола в
поперечном и вертикальном направлениях и перемещением суп-
порта.
Настройка иа требуемую длину хода и место хода ползуна до-
стигается соответствующей установкой упоров. расположенных иа
ползуне.
Конструктивные особенности. Станок модели 737 оснащен гид-
роприводом для осуществления возвратно-поступательного дви-
жения ползуна (движения резания). Стол стайка имеет гидроме-
ханическую подачу в горизонтальном и вертикальном направлени-
ях. Вертикальная подача суппорта осуществляется только вручную
с отсчетом ее величины по лимбу.
Модели поперечно-строгальных станков. В настоящее время
применяются станки следующих моделей с кулисным приводом
ползуна: 7311. 733. 7Б35. 7А35, 736. Все более широкое распрост-
ранение получают также гидрофицированиые поперечно-строгаль-
ные станки моделей 7М36,737, 7М37 и др.
Рис. 114. Общий вид поперечно-строгального стайка модели 737
ё Кинематика станка модели 737
Движение резания. Возвратно-поступательное перемешенне пол-
зуна (рнс. 115) производится гидроприводом. Питание гид-
росистемы осуществляется двумя насосами, имеющими общий
ввл. Насос Н1 имеет производительность 110 Ммин. а насос
/71 — 50 aImuh.
Золотник переключения 3| позволяет изменять скорость рабо-
чего хода ползуна в пределах от 3 до 37 м!мин Этот золотник
может быть установлен с помощью рукоятки Р в одно из фикси-
рованных положений.
При первом положении золотника переключения Зу (показан-
ном на схеме) масло нагнетается а рабочий цилиндр насосом Н3.
Часть масла через пусковой кран Ку поступает в правые полости
золотинка управления З3 и тормозящего золотника 3*. смещая их
влево (см схему). Основной поток масла через дроссель Д* на
правляется в реверсивный золотник через его правую выточку
попадает в правую выточку золотника и идет в правою полость
рабочего цилиндра, смещая поршень и связанный с ним ползун
влсяо Пэ левой полости цилиндра через левую выточку тормозя-
щего золотинка 3«. левую выточку реверсивного золотинка и
выточкч золотника управления З3 масло сливается в бак Прн
подходе ползуна к левому крайнему положению правый перестав-
ной упор, укрепленный на ползуне, повернет рычаг Ру и сместит
золотник управления З3 вправо; при этом масло нз напорной ма-
гистрали направится в левую полость реверсивного золотника 3.»
и сместит его вправо.
В этом случае масло от насоса Н3 будет направляться через
дроссель Д|, левую выточку реверсивного золотника З3 и левую
выточку тормозящего золотника 3« в левую полость рабочего ци-
линдра. смещая першенье ползуном вправо.
Из правой полости цилиндра через правую выточку тормозя-
щего золотника 3«. правую выточку реверсивного золотинка 3? п
выточку золотника управления З3 масло сливается в бак. В этом
случае насос Ну не подает масла в магистраль движения роза
ния, ио частично нагнетает масло в магистраль движения цо
дачи, и частично через переливной клапан Лл масло слнаается
в бак
Для увеличения скорости движения ползуна золотник 3| пе-
ремещается ао второе положение (среднее), при этом в систему
поступает масло, нагнетаемое насосом /7». а от насоса 77s масло
сливается в резервуар через переливной клапан Пл.
Для получения максимальной скорости хода ползуна дп
37 лОмин золотник 3( смещается в левое крайнее положение, при
котором масло нагнетается в систему обоими насосами
Для остановки движении ползуна нускопон кран попорачи-
щий золотник 3< смешается вправо, перекрывая все каналы, вслед-
ствие чего ползун быстро останавливается.
В пределах каждой ступени скорость рабочего хода ползуна
может плавно изменяться дросселированием масла посредством
дросселя Ду. управляемого рукояткой. Скорость обратного хода
ползуна больше скорости рабочего хода вследствие разности ра-
бочих сечений цилиндра с правой и левой сторон.
Движения подач. При рабочем ходе ползуна часть масла из
напорной магистрали, проходящая через правую выточку ревер-
сивного золотника 31. смешает вправо золотник подачи 3*. В этом
случае масло от насоса Ну. проходя через правую выточку золот-
ника подачн 3s. направляется в верхнюю полость цилиндра при-
вода подачи, перемещая поршень вниз.
На пиноли поршня нарезана рейка, которая при перемещении
вниз приводит во вращение реечное колесо 28. однако муфта об-
гона МО| в этом случае выключается, и вращение от реечной ше-
стерни 28 валу / не передается. Происходит зарядка механизма
подачн. Масло нз нижней полости цилиндра привода подачи вы-
тесняется через левую выточку золотника подачн 3$ в бак.
При холостом обратном .ходе ползуна часть масла, проходя-
щего через реверсивный золотник 3>. смещает золотник 3$ влево,
вследствие чего масло, нагнетаемое насосом Ну. направляется че-
рез правую выточку золотника подачн 35 в нижнюю полость
цилиндра привода подачн. смещая поршень и пиноль с рейкой
вверх.
В этом случае реечная шестерня 28 будет вращаться в протн
воположпую сторону и заклинивать муфту обгона Мо| , вследст
пне чего будет сообщено вращение валу /.
От вяла / (условно показанного изогнутым) приводится в дви-
жение конический реверс 26—27—27. управляемый кулачковон
муфтой М. вал // н шестерня 30 на скользящей шпонке.
Для включения поперечной подачн стола шестерня 30 вводит-
ся п зацепление с шестерней 26. укрепленной на ходовом вин-
те III. Включение вертикальной подачн стола достигается вводом
шестерни 30 в зацепление с шестерней 46. укрепленной на ва-
лу /к: движение через червячную передач) 4—28 сообщается ма-
точной гайке, выполненной заодно с червячным колесом 28
Величина подачн настраивается маховичком Мх.
Подача суппорта в вертикальном напраалеицн производится
только вручную поворотом рукоятки Р.
Вспомогательные движения. Быстрые перемещения стола в го-
ризонтальном и вертикальном направлениях осуществляются
электродвигателем мощностью I квт. от которого движение
передастся через шестерни 16—36. вал VI. шестерни 22—72.
Рис. 115. Кинематическая схема поперечно-строгального, станка модели 737
ДОЛБЕЖНЫЙ СТАНОК МОДЕЛИ 743
Общая характеристика станка
Назначение станка. Станок предназначен для обработки фасон-
ных отверстии (квадратных, шестигранных, ^ногошлпиевых и др.),
прорезки внутренних шпоночных пазов и строгания наружных ко-
ротких линейчатых поверхностей. Долбежный станок модели 743
используется в и ид и в ид у а.льном и мелкосерийном производстве
Техничгскан характеристика стайка
Диаметр круглого стола а мм 610
Хол долбякв в лж:
напмеиьишА 20
паибллыниП 300
((ли6ол|>шес перемещение стати п мм
пролтыюе 600
поперечное....................... 600
Нип6«иьшая высота обраблтиааемоП летали я жж 770
Число скоростеП лплбяка..................................... 4
Пределы чисел лвоПпих ходов долбяка в минуту 20—00
Количество величии подач стола............................. 40
Продольная н поперечная подача столп в мм(дв ход:
наибольшая 2
наименьшая . . . 0.05
Круговая подача стала в грод/дл ход:
наибольшая 2/3
наименьшая . . . 1/60
Мопшостъ приводного электродвигателя в к нт . 5.2
Основные узлы станка (рнс. 116). 4 — стол; Б — долбяк;
В — поперечные салазки; Г — продольные салазки; Д — коробка
скоростей с кривошипно-кулисным механизмом; £ — привод по-
дачи; Ж — станина.
Органы управления. / — маховичок ручного поперечного пере-
мещения стола; 2 — ыаховнчок ручного кругового поворота стола;
•i — маховичок ручного продольного перемещения стола; 4— квад-
рат для нэменення места хода долбяка; 5 — рукоятки переключе-
ния коробки скоростей; 6 — квлдрат для изменения длины хода
долбяк в.
Движения а станке. Д в и же н не резания прямолинейное
возвратно-постулатеЛьиое движение долбяка в вертикальном на-
реремешенне с тол в в продольном и поперечном нвпрввленпях и
периодический поворот стояв относительно своей оси. Вспомо-
гательные движения — ручные уствновочные перемещения
стола, регул и ров вине длины хода долбякв и установке места хо-
де долбяка.
Принцип работы. Резей специальной конструкции закрепляют
в резцедержателе долбяка; обрвбатываемую деталь устанавлива-
ют на круглом столе станка. Движение долбяка вниз является
рабочим ходом, в течение которого происходит снятие стружки
с обраба ты веемой детали. Движение долбякв вверх является
холостым ходом, в конце которого происходит подвча стола с де-
г елью в одном нз возможных направлений Прн обрвботке пло-
скостей столу сообщается продольная пли поперечная подача, а
при обрвботке цилиндрических участков поверхностей — круговая
подач в.
Механизм ручного поворота стол в снабжен устройством, по-
зволяющим делить звготовку нв нужное количество ровных час-
тей пли поворачнввть ее нв звдвнный угол.
Конструктивные особенности. Ствнок модели 743 в отличие от
других типов долбежных станков имеет квчвюшуюся кулису, обе-
спечивающую лучшую работу станке
Для изменения длины ходе долбякв применено устройство с
кривошипным диском, обеспечивающее высокую жесткость кулис-
ного мехвнизма.
Для обработки матриц вырубных штвмпов и подобных дете-
лей с поднутреиными поверхностями напрввляюшис долбяка
могут быть повернуты нв необходимый угол поднутрения с по-
мощью специального стяжного механизма.
Привод подач стол в в ствнке модели 743 осуществляется от
барвбана с криволинейным пвзом.
Изменение величины подвчн производится быстродействующим
устройством, что значительно сокращает время на перенастройку
ствнка. Этому же способствует применение конического реверсе
для изменения направления движения стола вместо перекидной
собачки храпового механизма
Для предохрвнеиия детален механизма подач от иоломок тя-
га. соединяющая приводной рычаг с поводком собачки, имеет
встроенную пружину.
Другие модели долбежных станков. Отечественной станкострои-
тельной промышленностью освоено большое количество типораз-
меров станков с длиной ходв от 100 до 900 мм. Наибольшее рас-
пространение получили станки модели 7412. 7417, 7420. 7А420,
Рис. 116. Общин вид долбежного станка модели 743
229
15
2 Кинематика станка модели 743
Привод движения резания. От электродвигателя мощностью
5,2 кет (рнс. 118) вращение передается плоскоременной передачей
100—320 валу / коробки скоростей. Два двойных подвижных бло-
ка шестерен Б, и Б, позволяют получать на валу //, как видно
нз рнс. 117. четыре различные скорости вращения Полый аал///
с крнвошнпом К получает вращение от коробки скоростей через
шестерни 14—80.
На кривошипном палыте находится кулнсный камень, который
скользит по направляющим кулисы. Прн вращении вала III с
крнвошнпом К кулнсв через тягу сообщает долбяку прямолиней-
ное возвратно-поступательное движение.
Движение иодач. Привод подач состоит нз кулачкового и хра-
пового механизма, реверса н механизмов подач стола. Движение
подачи заимствуется от вала ///. на правом конце которого за-
креплен барабан с кривошипным пазом. В паз входит ролик дву-
плечего рычага Рг. Последний связан тягой с крнвошнпом ва-
ла VI. Нв левом конце вала VI установлен рычаг с двумя собач-
ками, зацепляющимися с храповым колесом 120. Зв каждый обо-
рот вала ///. иначе говоря, за двойной ход долбяка, собачкн по-
ворачивают храповое колесо 120 на определенное количество зубь-
ев. Поворот храпового колеса происходит прн холостом ходе дол-
бяка.
Собачкн смешены относительно друг друге на половину шаге
храпового колеса, благодаря чему возможна подаче на половину
шаги зубьев. Величина подачи регулируется изменением длины
плеча рычага Рг. Прн наименьшей величине подачн храповое ко-
лесо 120 поворачивается на полшага. т. е. на 1/240 часть бборота.
Прн максимальной подаче колесо поворачивается на 20 зубьев,
т. е. на '/« чвсть оборота. Всего стенок имеет 40 величин подач.
От храпового колеса, закрепленного на валу VII. данженне
передается через конический реверс 20—20—20 н шестерни
60—50—30 распределительному валу /X и далее по различным
кинематическим целям подач.
При включении кулачковой муфты Мг врашеиие от распреде-
лительного вала /X передается через винтовые колеса 19—19. муф-
ту Mi. вал X. винтовые колесе IS—20. вал XI. шестерни 24—24.
вал XII н винтовые колеса 16—24 маточной гайке, связанной с
неподвижным ходовым винтом XIII. благодаря чему стол получает
поперечную подачу, минимальная величина которой 3Miaonpeae-
ляется выражением
I- I-00-60-19-15-24-16
2.120-20-30.19-20-24-24
12=0,05 мм/дв. ход.
Продольному ходовому винту XV врашенне передается от рас-
пределительного вала IX винтовыми колесами 19—19. кулачковой
муфтой л/з.-валом XIV и винтовыми колесами 12—24.
Круговая подача стола осуществляется от распределительного
вала /X винтовыми колесами 19—19. кулачковой муфтой Л(«. ва-
лом XV/. коническими шестернями 20—30, валом XV// и червяч-
Рас. 117. График часка двойных ходов доябааз
ной передачей 1—120. Наименьшая величина поворота стола в
градусах s. _ 1а может быть определена из выражения
.. 2-120-20-30-19-30-120 I” _,,
"|" I- 1-20-60-19-20- I SWJ 8J —1
Вспомогательные движения. В центре полого вала III распо-
ложен вспомогательный вал /V. который через шест рнн 46—21—17
н ввл V связан с кривошипным диском Д(. Прн врвшенин вручную
вала IV поворачивается кривошипный диск Д> с эксцентрично
расположенным на нем пальцем К- Благодаря этому изменяется
радиус кривошипа от осн пальца К до центра вала /// п соответ-
ственно изменяется длине хода долбяка. У станка модели 743
величина ходе долбяка может изменяться в пределах от 20 до
300 мм.
Место хода долбяка устанавливается поворотом вала XIX. ко-
торый через конические шестерни 16—16 и вертикальный ходовой
винт XVIII перемешает ползунок, связывающий долбяк с повод-
ком кулисы.
Рис. 118. Кинематическая схема долбежного станка модели 743
231
ДОЛБЕЖНЫЙ СТАНОК МОДЕЛИ 7430
Общая характеристика станка
Назначение станка. Станок предназначен для обработки фа-
сонных отверстий (квадратных, шестигранных, шлицевых н др-),
прорезвння шпоночных пвзов н квнавок в конических н цилиндри-
ческих отверстиях, а твкже для строгания наружных коротких
плоских н фасонных лннейчвтых поверхностей в условиях индиви-
дуального н мелкосерийного производства.
Технвчссмм стм«*
Ход долбака a мм:
манболыпий . • З®0
маименыип*................................ 126
Наибольшая выаэта обрабатываемо* детали а мм . 300
Скорость рабочего хода волбяка а м]мим.
ианбольшаа ...............
наименьшая ................................ 6
Пределы величин подач в мм эа двойной ход долбана:
продольных........................................... 0—1.28
поперечных...........................- О—2JS
Пределы велмчмi круговых иодач в epod >а ддойыо* ход
долбана .......................................... 0—2
Расстояние от рсэаово* головки до станины в мм . . 660
Наибольший хоа стола в мм:
яоаеречиый . . - - 63S
продольный . . 635
Диаметр стола в ми .................................... 660
Наибольший угол поворота ползуна в град . 10
Мощность приводного алеггродавгвтелв в кет.......... 7
Производительность иасосов в л/ммм.................. 100 и 28
Основные узлы станка (рнс. 119). А — стол; Б — долбяк с рез-
цовой головкой; В — станнна; Г — гндропанель управления движе-
нием резания и подачей; Д — привод подач; Е — продольные са-
лазки; Ж — поперечные свлазкн.
Органы управление. / — квадрат ручного продольного переме-
щения стола; 2 — рукоятка делительного устройства поворота сто-
ла; 3 — рукоятка включения к выключения подач; 4 — кнопочная
станция; 5 — рукоятка пуска и остановки станка; 6 — квадрат для
установки места хода долбяка; 7 — рукоятка установки скорости
хода долбяка; в — рукоятка установки величины подачи; 9 — ква-
драт ручного поперечного перемещения стола; 10 — рукоятка ре-
версирования стола; II — маховичок ручных продольных н попе-
речных перемещений стола.
Движения в стайке. Движение рез ан ня — прямолиней-
ное возвратно-поступательное движение долбяка с резцом в вер-
тикальном направления. Движения подач—прерывистое пе-
ремещение стола в продольном и поперечном направлениях, а так-
же периодический поворот стола относительно своей вертикальной
осн. Вспомогательными движениями являются ручны*
установочные и быстрые механизированные перемещения стола,
установка длины хода и места хода долбяка.
Принцип работы. Резец специальной конфигурации закрепля-
ют в резцедержателе долбяка. Обрабатываемую деталь устанав-
ливают на круглом столе станка. Движение долбяка вниз являет-
ся рабочим ходом, в течение которого происходит снятие стружки
с обрабатываемой детали. Движение долбяка вверх представ-
ляет собой холостой ход. в конце которого происходит продоль-
ная или поперечная подача стола с деталью или поворот стола
вокруг вертикальной осн (круговая подача). При обработке плос-
костей столу сообщается продольная или поперечная подача, а
при обработке цилиндрических участков поверхностей — круговая
подача.
Механизм ручного поворота стола снабжен специальным дели-
тельным устройством, позволяющим делить заготовку на любое
нужное количество равных частей или поворачивать стол с заго-
товкой на заданный угол.
Конструктивные особенности. В отлнчне от ряда моделей стан-
ков с кулисным приводом долбяка н механическим приводом по-
дачи в станке модели 7430 возвратно-поступательное двнжеине
долбяку сообщается гидроприводом, а продольные, поперечные
и круговые подачн стола осуществляются гидромеханическим уст-
ройством.
Долбяк соединен с рабочим цилиндром, а скалки поршня ра-
бочего цилиндра закреплены неподвижно. Реверсирование движе-
ния долбяка и настройку на требуемую величину хода осущест-
вляют посредством упоров, находящихся в боковом пазу долбяка.
Место хода долбяка настранввется перемещением долбякв относи-
тельно цилиндра.
Механическая подача стола и перемещение его вручную одно-
временно невозможны благодаря наличию блокировочного меха-
низма. Для обработки матриц, штампов и других подобных дета-
лей с наклонными внутренними поверхностями направляющие
долбяка могут быть повернуты на угол до 10*. На нижнем конце
долбяка имеется отверстие для крепления резцовой головки, кото-
рая может быть повернута вокруг своей оси на 360°.
Рнс. 119. Общий вид долбежного стайка модели 7430
233
Кинематика станка модели 7430
Движение резания. Возвратно-поступательное перемещение дол-
бяка с резцом осуществляется гидроприводом. получающим пита-
ние от сдвоенного насоса Ht н Hi производительностью соответст-
венно 25 и 100 л1мин. Этот насос приводится в движение электро
двигателем мощностью 7 квт через клнноременную передачу
775—255 (рис. 120.6). Масло, нагнетаемое насосами Ht и Hi. по-
переменно поступает в нижнюю нлн верхнюю полость рабочего
цилиндра Ut, жестко связанного с долбяком
Движения подач. Подача стола осуществляется в момент ре-
версирования долбяка с холостого на рабочий ход. а зарядка ме-
ханизма подач происходит прн переключении долбяка с рабочего
хода на холостой. Прн подходе долбяка к верхнему крайнему по-
ложению масло от насоса Hi поступает в рабочую полость ци-
линдра Ui и перемещает вниз поршень со штоком Ш. Последний
связан со стаканом Си. иа котором нерезана рейка. Реечное ко-
лесо 20, находящееся в зацеплении с рейкой, поворачивает вал /,
муфту обгона М„ и шестерню 35, которая зацепляется с коле-
сом 36. установленным иа валу //. От вела И через конический
реверс 27—29—27, управляемый муфтой Af(. приводятся во вра-
щение вал ///, от которого цепи подач разветвляются.
Продольная подвчв стола осуществляется по цепи: шестерни
28—43—30, муфта Mi. ходовой внит /V. Поперечная подача сооб-
щается от шестерни 28 через шестерни 43—40. муфту Мг. шестер-
ни 26—25—39. вал V н винтовую зубчатую передачу 19—19 ходо-
вому винту VI Круговую яодвчу стол получает от шестерни 28
через шестерни 43—40—30. муфту М«. вал VII, цилиндрическую
передачу 23—23, вал VIII н червячную передачу 1—72.
Вспомогательные движения. Ручные продольные п поперечные
перемещения стола осуществляются маховичком Мж) через зуб-
чатую передачу внутреннего зацепления, вал /// и далее но ценим
механических подач. Установочное перемешенне стола в продоль-
ном направлении производится квадратом A'i. в поперечном на-
правлении — квадратами Ki и 7G Поворот стола яри делении за-
готовки на равные части осуществляется рукояткой Р с помощью
делительного диска Д. прикрепленного к столу, прн иключенпн
муфты М« вниз.
Для быстрых перемещений стола предусмотрен электро-
двигатель мощностью 1.7 квт, движение от которого пере-
дается через шестерни /5—35, муфту обгона М„ и по кинемати-
ческим цепям рабочих подач.
Настройка станка на требуемую величину подачи производит-
ся маховичком Mxi. при вращении которого посредством шестерен
30—14—30 поворачивается гайка Г. устанавливающая упор У. ко-
торый опраинчнааст ход стакана Сн с рейкой.
Длина хода долбяка пастранввегся переставными упорами У|
и Уз (рпс. 120.о), место хода его обеиие<Н1ваегси повопотом квад-
рата К, (рнс. 120.6) через конические шестерни 20—30 и верти-
кальный ходовой енпт XI. перемещающий долбяк относительно
цилиндра.
Гидропривод станка. После включении электродвигателя мас-
ло. подаваемое насосом Hi (рпс. 120.а), через дроссель Д посту-
пает в золотник 31.
При положении золотника 31. указанном на схеме, через ле-
вую его выточку масло направляется в левый канал поворотного
сальника С и в верхнюю полость рабочего цилиндра Ut. осуще-
ствляя холостой ход долбяка. Из нижней полости рабочего ци-
линдра через правый канал поворотного сальника С, правую вы-
точку золотника 31 и выточки / и 2 золотника упраяленпя 3, мас-
ло сливается в бак.
В конце холостого хода долбяка нижннй переставной упор
У|, воздействуя на рычаг Р, перемещает золотник 3( влево. В этот
момент часть масли от насоса подач Н, через выточки 3 п 4 п об-
ратный клапан Ок, поступает под правый торец золотинка 3> п
смешает его влево; >прп этом масло от насоса Нг через дроссель
Д и правую выточку золотника 31 будет поступать в правый канал
поворотного сальника С н в нижнюю полость рабочего цилиндра
Ui. осуществляя рабочий ход долбяка. Масло, находящееся в верх-
ней полости цилиндра Ui. через левый канал сальника, левую вы-
точку золотника Зг п выточки 5 и 6 золотника 3| будет сливаться
в бак. По окончании рабочего хода долбяка верхний переставной
упор У» рычагом Р сместит золотник 3, вправо; при этом часть
масла от насоса Hi подач через выточки 7 и в н обратный клапан
Oki поступит иод левый торец золотника Зг и переместит его впра-
во; в этом случае долбяк будет совершать холостой .ход. повторяя
никл работы.
Зарядка цилиндра подач Ui происходит следующим образом.
При ходе долбяка янерх от насоса Ht масло поступает под правый
торец золотинка подачи 3*. смещая его влево; масло, находящееся
слепа от золотника Зэ. проходя но каналам и через выточки 4 и 9,
слипается в бак.
Основной поток масла от насоса подачи // через правую вы-
точку золотника З3 поступает в нерабочую полость цилиндра
подач Hi. Масло из рабочей полости этого цилиндра через левую
выточку- золотинка З3 сливается и бак.
При холе долбяка вниз масло, подаваемое насосом подачи lit.
через выточки .3 и 4 поступит под левый торен золотника З3 и
сместит его вправо, а масли, находящееся справа от золотника 3>.
постунпт в систему. Такое смещение произойдет ввиду разности и
сечеинкх левой и правой полости цилиндра золотника З3. При пра-
вом положении золотника З3 основной поток масла от насоса Ht
пойдет через леную его выточку я рабочую полость цилиндра по-
дач /(«. Ш'\-|1|1Ч*ТПЛЯЯ 11031141
к>
lAj
Рис. 120. Кинематическая схема долбежного станка модели 7430
ГОРИЗОНТАЛЬНО-ПРОТЯЖНОИ станок
МОДЕЛИ 75I0M
Общая характеристика и кинематика станка
Назначение станка. Стенок предназначен для обработки точных
отверстий различных профилей и размеров с помощью специаль-
ных режущих инструментов — протяжек. При нвлнчнн несложных
приспособлений на станке могут быть обработаны короткие наруж-
ные фасонные поверхности. Наибольшее применение протяжной
станок 75IOM получил в массовом н крупносерийном производ-
стве.
Техштсмв харахтервепкв стами
Неввольвж тяговое усилие • 7.......................... 10
Наибольшая скорость протягивание в м1гшк . . 7А
Ход протяжки в лл:
наибольший . . ... 1360
наименьший . ... 130
Основные узлы станка (рис. 121. о). Л —тумба; Б —верхняя
станина с кареткой; В — нижняя станина; Г — золотниковое
устройство; Д — привод станка; Е — рабочий цилиндр.
Органы управления; /— рукоятка управления золотником;
2 — рукоятки для изменения скорости протягивания.
Движения в станке. 'Движение резания — поступательное
движение штока с протяжкой. Движение подачи в протяжных
станках отсутствует. Вспомогательное движение — быст-
рое перемещение штока с захватом в исходное положение.
Принцип работы. Протяжку узкой честью вставляют в предва-
рительно обработанное отверстие заготовки и закрепляют замком
головной части штока. Обрабатываемую деталь упирают в патрон,
установленный на передней стенке верхней станины. Штоку с про-
тяжкой сообщается медленное поступательное движение! Протяж-
ку изготовляют так. что ее каждый последующий рабочий зуб
несколько превышает предыдущий. Благодаря этому, несмотря на
отсутствие подачи, каждый рабочий зуб срезает с обрабатываемой
поверхности стружку небольшой толщины.
У протяжек для обработки фасонных отверстий (шестигранных,
квадратных, шлицевых н др.) каждый последующий рабочий зуб
не только превышает размер предыдущего, но и изменяет свою
конфигурацию постепенно — от круглой формы до окончательной
формы контура обрабатываемого отверстия.
Последние калибрующие зубья протяжки окончательно зачи-
щают отверстие и придают ему требуемые размеры и форму.
После выхода протяжки нз обрабатываемой детали движение
штока прекращается. Обрабатываемую деталь снимают со станка,
протяжку освобождают из замка и шток быстро возвращают в
исходное положение. Далее цикл обработки повторяется.
Движение резания. Продольное поступательное неремеШепне
щтокв с протяжкой осуществляется гидроприводом (рис. 121, б),
состоящим из электродвигатели мощностью 11,8 квг. двух насосов
Hi п 11г производительностью по 70 л/мин каждый, имеющих об-
щий вал, крапа Kt, двух обратных клапанов Ок и Ок(, переливного
клапана Пл, дроссели Д(. золотника управления 31 п рабочего ци-
линдра с поршнем.
Для высоких скоростей протягивания (от 3,75 до 7,5 м/мин)
используется масло, подаваемое обоими насосами, регулирование
скорости достигается изменением количества масла, подаваемого
насосом Нг. В этом случае, как показано на схеме, кран Ki закрыт.
При скоростях протягивания до 3.75 м/мин масло нагнетается
только насосом Нг, а кран открывается, вследствие чего масло,
подаваемое насосом Hi, сливается в бак.
Масло от насоса Нг нагнетается через дроссель Д( в золотник
3|, который имеет три фиксированных положения.
Включение рабочего хода станка обеспечивается установкой зо-
лотника 3| в крайнее левое положение (как показано на схеме),
при котором масло из насоса Нг проходит через дроссель Д|, ле-
вую выточку золотника 3i и поступает а левую полость рабочего
цилиндра.
Масло, нагнетаемое насосом Ht, откроет левый обратный кла-
пан Ок и вместе с потоком масла от ивсоса Нг поступит также в
левую полость рабочего иплппдра; из правой полости масло будет
уходить в бак через правую выточку золотника 3,.
Для остановки поршня со штоком золотник 3, смешают вправо.
При этом масло от насоса Нг. мннуя дроссель Д,. сливается непо-
средственно а бак: масло от насоса Hi открывает оба обратных
клапана Ок и Ок, п тем же путем направляется в бак.
Обратный быстрый ход поршня со штоком в исходное положе-
ние осуществляется смешением золотника 3| в правое крайнее по-
ложение. При этом масло из напорной магпетрвлп получит доступ
в обе полости рабочего цплнндра и ’ вследствие различных пло-
щадей рабочих сечений цилиндра с правой и левой стороны за-
ставит поршень смешаться справа налево.
Масло из левой полости цилиндра будет перетекать в правую
полость, сообщая поршню повышенную скорость движения.
» КРУГЛОШЛИФОВАЛЬНЫИ СТАНОК МОДЕЛИ 3151
Общая характеристика станка
Назначение станка. Станок предназначен дли наружного шли-
фования а центрах цилиндрических, пологих конических и торцо-
вых поверхностей деталей.
Тнннчеснан каваатернсижа спина
Наибольший аиамегр шлифусио* летали а ли ... 900
Наибольшее расстимие иежлу шитраин в ли - ПО
НаиОшшвп исреиевкние стола о ли .... . 780
Наиболыми* угол поворота стола a epod.............. ±5
Наибольшее поперечное исреисшеиве шлифовальной баб-
ам лл ....................................... 900
Число оборотов шлнфовалыюсо круга в минуту . . 1060
Число скоростей вращении патрона бабки ималпа ... 1
Преданы чисел оборотов патрона бабки кмелиа а имуту 15—300
Скорость продольного мршимпм стола в м/лви.
наибольшая......................................... 10
.............................................. 6Д
Предали величии радиашаоб подача шлифовальной бабки
па ход стока в лл..................................(МИ-ОДЗ
Мощность главного алектродвагатела а кат .... 7
Основные умы стайка (рис. 122). Л — бабка изделия; Б — шли-
фовальная бабка; в —задняя бабка; Г —станина; Д — гидропри-
вод стола; £ — стол; Ж — поворотная нлнтв.
Органы управлении. I — маховичок ручного поперечного пере-
мещения шлифовальной бабкн; 2 — рукоятки управления гидро-
приводом стояв; 3 — мвховичо* ручного продольного яеремещенн^
стола; 4 — кнопочная станция.
Движения в стайке. Движение резания- вращение шпин-
деля шлифовальной бабкн с абразивным кругом. Круговая
подача сообщается поводковому патрону, находящемуся на
шпинделе передней бабкн. Продольная подача —прямоли-
нейное возвратно-поступательное движение (тола с деталью.
Поперечная подача представляет собой периодическое пе-
ремещение шлифовальной бабкн в радиальном нвпрааленнн за ход
стола. Вспомогательные движения — ручное продольное
перемещение стола, ручное поперечное перемещение шлифоваль-
ной бабки, а также быстрый отвод шлифовальной бабкн гидропри-
водом.
Прайма работы. Обрабатываемая деталь закрепляется в не-
подвижных центрах передней и задней бабок, установленных на
поворотной плите стола. Прн помощи поводкового патрона шли-
фуемой детали сообщается вращательное движение, окружная
скорость которого соответствует скорости круговой иодачн.
Шлифовальный круг, закрепленный на шпинделе шлифоваль-
ной бабки, вращается с постоянным числом оборотов. При шли-
фовании цилиндрических деталей ось центров бабок устанавли-
вают параллельно наирваляющнм стол в. а мри шлифовании кони-
ческих деталей поворотную «литу располагают так. чтобы ось
центров бабок составляла с направляющими стола угол, равный
половине угла конуса обрвбатываемой детали.
Для обработки деталей на круглошлнфовалыюм станке моде-
ли 3151 применяются следующие способы.
I. Способ продольной иодачн, прн котором за каждый оборот
шлифуемой детали последней сообщаете!) продольное нереме-
Шенне иа величину, составляющую от 0.25 до 0,7 ширины шлифо-
вального круга; для снятия же всего припуска на обработку в кон-
це каждого или двойного хода стола шлифовальной бабке сооб-
щается микрометрическая поперечная подача.
Этот способ применяется только для обработки поверхностей
вращения с прямолинейной образующей; он обеспечнввст макси-
мальную точность обработки.
2. Способ врезания шлифовального круге в деталь прн от-
сутствии продольной подачн; ширина круга должна быть больше
длины шлифуемого участка. Данный способ характеризуется вы-
сокой производительностью; он позволяет шлифовать как ци-
линдрические. так н конические и фасонные поверхности вра-
щения.
3. Способ глубинного шлнфовання, ири котором шлифовальный
круг, имеющий заборную коническую часть, устанавливают на пол-
ную глубину припуска на обработку.
Наиболее часто данный способ шлифования применяется для
обработки жестких валов, не требующих особо высокой точности
изготовления.
Конструктивные особенности. Особенность конструкции боль-
шинства «руглошлифовальных станков, н в частности станка мо-
дели 3151. заключается в наличии двух независимых приводов по-
дач. Одни нз них служит для круговой подачн детали, второй —
для продольной подачн стола и поперечной подачи шлифовальной
бабки.
Другой важной особенностью является применение иеиодвпж-
239
Рис. 122. Общий вид круглошлифовальиого станка модели 3131
S Кинематика станка модели 3151
Дгажешк резании. Шлифоеалыш* круг (рас. 123) приводится
во вращемне влектродвигателем мощностью 7 кет через клиноре-
меииую передачу 110—150.
Двшкеяни подач. Круговая подача осуществляется повод-
новым патроном, приводящим во вращение обрабатываемую де-
таль. Патрон получает движение от мехтродввтателя мощностью
ОД кет через клнноремениую передачу с трехступенчатыма шки-
вами. клиаоремемаую передачу 90—2IO, вал ill и плоскоременную
передачу 115—215.
Ступеичатошкивиы* привод обеспечивает три различных пере-
даточных отношения /л~0.45; 0,75; 1,51.
Зиап диаметр шлифуемо* детали d, в мм можно по заданной
величине кругом* подачи определить требуемое передаточное
Отношение It ременной передачи.
Продольная подача стола осуществляется гидроприво-
дом. Гидравлическим насосом Н произмщительаостъю 35 л!мин
через дроссель Да, изменяющий скорость продольно* подачи, мас-
ло нагнетается в авпориую магистраль. Продольная подача вклю-
чается установкой пускового золотинка 3« в положение, указанное
на схеме. При этом масло, находящееся в валорно* магистрали,
сдвинет вправо эолотипк Зг. поступит в левую выточку золотника
управления Зг н через клапан Ок( попадет в левую полость репер-
сивного золотника 3i. сместив его вправо.
Основной поток масла из иаяориоА магистрали через левую
выточку золотника 3| направляется а левую полость рабочего пи-
лппдра. смещая поршень со столом вправо.
Из право* полости рабочего цилиндра через правую выточку
золотника 3, и среднюю выточку золотинка Зг масло сливается
а бак.
При подходе стола к правому крайнему положению находящий-
ся на столе левый переставной упор У, поворачивает рычаг Р, сме-
щая золотник Зг влево. Масло из напорной магистрали через пра-
вую выточку золотника Зг и дроссель Дг попадет в правую полость
золотинка 3|. сместив его влево, н основной поток маслв поступит
в правую полость рабочего цилиндра, перемещая поршень со сто-
дом влево.
Остановка продольной нодвчн осуществляется смещени-
ем кускового золотинке Зг вниз. При этом напорная магистраль
соединяется со сливным трубопроводом, масло от насоса непосред-
ственно сливается в бак. а золотник Зг под действием пружниц
смещается влево, соединяя обе волости рабочего цилиндра.
Поперечная подача. В момент реверсирования хода стола
при смещении золотника 3t масло из его левой или правой полости
вытесняется н направляется через кран Ki и Кг в золотник З3 пе-
риодической поперечной подачи и далее под поршень Лз. который
связан с собачкой храпового механизма.
Ход поршни, а следовательно, и величина поперечной подачи
регулируется жестким упором (мл схеме не показан). Собачка
приводит во вращение храповое колесо, движение от которого че-
рез ввл V. шестерни 21—36, вал VI. колеса 21—96 и винтовую пе-
редачу сообщается шлифовальной бабке. Когда краны Ki и Кг
открыты, шлифовальной бабке сообщается периодическая подача
за каждый ход стола.
При закрытии крана К| бабка получает периодическую подачу
за двойной ход стола.
Для отключения периодической подачи шлифовальной бабки
звмрывается твкже кран Кг- Краны Ki и Кг управляются одной
рукояткой.
Вспвмегатеаьаые движения. Ручное продольное пере-
мещение сто л а достигается поворотом маховичка Мкг. закреп-
ленного на валу VIII.
Когда вал VIII с шестерней 15 находится в положении, указан-
ном на схеме, движение передается через шестерни /5—60. вал IX.
шестерни 25—15. шестерни внутреннего зацепления 20—90. шес-
терни 90—30 н реечную передачу.
Для быстрого перемещения стола вал VIII с маховичком сме-
щаются а осевом направлении; при атом шестерня 15 сцепляется
с шестерней внутреннего зацепления 90 н передает вращение пос-
леднему непосредственно.
Возможность осуществления ручного продольного перемещения
стола определяется положением поршня Пг- Когда включена про-
дольная подача от гидропривода, часть масла нз напорной маги-
страли поступает в цилиндр; поршень Пг. преодолевая сопротив-
ление пружины, смещается вверх и выводит при помощи вилки ко-
лесо 30 на валу XI из зацеиленнв с колесом 30 нв валу IX, рвэры-
вая цепь ручного перемещения стола. При выключении продольной
подачи, когда эолотипк 3t смещен вниз, давление в цилиндре па-
Двет и поршень Пг под действием пружины смещается вниз, вводя
в зацепление шестерни 30 и 30.
Руч ное по перечное перемещен и ешлнфовальной
бабки осуществляется поворотом маховичка Mxt, закрепленно-
го на валу И Движение передается через шестерни 21—36. вал
VI, тестернп 21—96 н винтовую передачу.
Быстрый отвод шлифовальной бабки производится посредством
цилиндра, поршень Л, которого связан с винтом поперечной по-
дачи.
При перемещении поршня Л( винт движется вдоль своей
осн. увлекая За собой шлифовальную бабку, с которой он связан
гайкой.
Масло дли перемещения поршня Л, поступает в соответствую-
щую полость цилиндра из насоса через золотник быстрых хо-
дов 3,.
Рис. 123. Кинематическая схема круглошляфовального стайка модели 3151
бесцентровый круглошлифовальный станок
МОДЕЛИ 3180
Общая характеристика станка
Назначение стайка. Ставок предиазиачеи для наружного шли-
фоваавя гладких цилиндрических деталей типа валиков, поршне-
вых пвльаев, стержней, колеи, роликов и других подобных деталей
методом прадолыюй подачи и. «роме того, для наружного шлифо-
вания тел вращения фасонного профиля и цилиндрических дета-
лей ступенчатой формы методом радиальной подачн. Станок при-
меняется а условиях серийного и массового «ронэводстза.
Техшпесша каддитаджтшш стми*
Дмамад йжафомнм в jmc
фвДпийив! ........................................ 75
вввадввмй 3
Ндяводмив дмиа пивфовявея в ал . ieo
PiccTOBBBi m**y освав кругов в мм:
вя8о*тс ....... ... 530
ви ви hr кии . 330
НивЛоаваи вирвамаадгае каретка в мм . |20
Ц|<пивп мримиамвве бабка мдушего круга в жж
баа самамж......................................... 80
с салажамк 200
Чжао otopone млей овинного круга в минуту .... 1300
Продолы тосва оборотов водуаиго кругл в минуту про
паравличосаом иритом.............................. 25—225
Прието чисел оборотов аеауииго кругл в минуту нрн
мшвпеском пряном.................................. а1Э—М
Часто оборотов ведувосго кругл в минуту прн провис . 300
Нааболываб угол аоворотл ведущего кругл в град . . 6
Ммаость ваеятролввгатала лироевлеиого круга в киг 14
Основные умы станка (рис. 124). Л — стаиннв; Б — бабка шли-
фующего яруга; В — приспособление для правки шлифующего
круга; Г — опорный «ож; Д — приспособление для правки веду-
щего яруга; £ — бабка ведущего круга; Ж — салазки бабкн веду-
щего круга.
Органы управления. /. 2, 3 — рукоятки управления приспособ-
лением для правки шлифующего круга; 4 — рукоятка управления
измерительным устройством; 5. 6. 7 — рукоятки управления при-
способлением для правки ведущего круга; 8 — грибок для микро-
метрической радиальной ручной подвчи бабки ведущего круга;
9 — маховичок для установочного перемещения бабки ведущего
круга; Ю — рычаг быстрого ручного подвода н отвода бабки ве-
дущего круга.
Движения в стайке. Движение реэання — врвШеине шли-
фующего яруга. Даиження подач — вращение и осевое пере-
мещение обрабатываемо* заготовки и радиальное перемещение
бабкн ведущего круга. Вспомогательные движения — тон-
кое установочное перемещение бабкн ведущего круга, быстрое
вращение шпинделя для правки ведущего' круга и перемещение
приспособлений для правки шлифующего и ведущего кругов.
Примани работы. Обрабатываемую деталь устанавливают меж-
ду шлифующим « ведущим яругами на опорном- ноже Г так. чтобы
центр детали был несколько выше линии центров обоих кругов.
Шлифующему кругу сообщается быстрое вращательное двнжеиие,
окружили скорость которого должна соответствовать принятой для
шлифовальных операций скорости реэання и должна быть направ-
лена в точке касания с деталью в сторону опорного ножа.
Ведущему «ругу также сообщается вращательное движение в
том же направлении, что и шлифующему кругу, ио со значитель-
но меньше* скоростью, соответствующей скорости круговой пода-
чн детали. Система сил, действующая на деталь со стороны
абразивных кругов и опорного ножа, заставляет ее вращать-
сп с окружной скоростью, практически равной окружной скорости
вращения ведущего круга.
Салазки с опорным ножом и бабкой ведущего круга устанав-
ливают так. чтобы расстояние между абразивными кругами точно
соответствовало заданному диаметру обрабатываемой детали.
Прн работе методом продольной подачн ось ведущего круга
устанавливают под небольшим углом (1—6°) к оси детали, в ре-
зультате чего появляется осевая составляющая окружного уси-
лия. под действием которого деталь перемешается вдоль своей
осн.
При работе методом радиальной подачн ось ведущего круга
располагают параллельно оси детали нлн под незначительным
углом наклона (ие более Г). Продольная подача в этом случае
отсутствует. Радиальная подача сообщается бабке ведущего кру-
га. Обработка при этом методе шлифования производится «ю жест-
кому упору, который устанавливают в соответствии с заданным
диаметром обрабатываемой детали. Для восстановления правиль-
ной геометрической форлы абразивных кругов на станке преду-
смотрены два приспособления: для правки шлифующего и ведуще-
го кругов.
Рис. 124. Общий вид бесцентрового круглошлифовального станка модели 3180
g
Кинематика станка модели 3180
Движение резаная. Шлифующий йруг, укрепленный «а шпинде-
ле VI (рис. 125), получает -вращение от электродвигателя мощно-
стью 14 киг через клнноремениую передачу 158—190 и вращается
с постоянным числом оборотов.
Движение подач. Привод механической круговой
подвчи. Ведущий круг, укрепленный на шпинделе III н сооб-
щающий обрабатываемой детали круговую подачу, приводится
в движение электродвигателем мощностью 1 кет через цепную пе-
редачу 17—23, вал I, парносменные колеса А — В. вал II н червяч-
ную пермачу 1—30. приводящую в движение шпиндель ill при
включенной муфте Aft-
Число оборотов ведущего круга п, может быть определено нэ
выражения
Подбор сменных колес А — В производится по формуле
А п,
К станку прилагаются четыре пары сменных колес.
Привод гидравлической круговой подачи. Гидро-
привод круговой подачи состоит из шестеренного насоса Н, приво-
димого а движение электродвигателем мощностью 0.6 кат. гидро-
мотора Гд. дросселя Д|, предохранительного клвпаиа Пр и пере-
ливного клапана Пл. Масло, нагнетаемое насосом, приводит в дви-
жение гндромотор Гд. ведущий вал которого через цепную пере-
дачу z(—г» сообщает вращение шпинделю III ведущего круга.
Число оборотов ведущего круга бесступенчато изменяется в
пределах от 25 до 225 о6!*ин поворотом дросселя Д,.
Продольная подача. Величина продольной подачи дета-
ли определяется углом поворота осн ведущего крута -по отноше-
нию к осн детали и скоростью круговой подачи. Поворот бвбки
ведущего круга осуществляется вручную с помощью механическо-
го устройства (на схеме не показвно).
Необходимая для шлифования фасонных н ступенчатых дета-
лей радиальная подача бабки ведущего круга осуществляется
только вручную с использованием механизмов вспомогательных
движений.
Вспомогательные движения. Радиальное перемещение бабкн ве-
дущего круга производится рычагом Р, или маховичком Mxt. Для
быстрого отвода и подвода бабкн ведущего круга используется
рычаг Р|. жестко звкрепленный непосредственно на поперечном
Тонкое перемещение бабкн ведущего круга осуществляется ма-
ховичком Afxi. Через вал V и червячную передачу 2—21 махови-
чок Л4Х1 передает вращение втулке-гайке Bt , которая смонтирова-
на в бабке на прецизионных шариковых упорных подшипниках.
В этом случае поперечный ходовой винт IV закрепляется в крон-
штейне станины с помощью стопоре Ст.
Отсчет тонких перемещений бабкн ведущего круга производит-
ся по лнмбу Л, свободно установленному на валу V. Нв
лнмбе Л имеется круговой пвз для закрепления переставного
упора Уп.
При обработке партии одннвковых деталей неподвижный упор
Ун ставят, как показано на схеме, в рабочее положение, и тонкое
перемещение (радиальная подача) бабки ведущего круга прекра-
тится тогда, когда переставной упор Уп дойдет до неподвижного
упора Ун.
Для компенсации износа шлифовального круга имеется гри-
бок Гр? который через зубчатую передачу 16—181 связан с лимбом
Л а соответственно с переставным упором Уп. Грибок Гр соедннеи
с маховичком Мя, мелкозубчатой муфтой, нмеющей 22 зуба.
Наименьшая величина перемещения бабки з, для компенсации
износа шлифовального круга при повороте грибка Гр иа одни зуб
составит
’.= йт- б=0-(»2*-
Механизмы правки кругов. Шлифующий круг правится приспо-
соблением, приводимым в движение гидроприводом. С кареткой
приспособления связан шток с поршнем, цилиндр U которого за-
креплен на станине неподвижно. Масло, иагпетвемос мвеосом II,
через реверсивный край /С( поступает-в <uuv из полостей цилиндра,
перемещая поршень н каретку. Дроссель At предназначен для из-
менения скорости движения приспособления. Направление движе-
ния каретки зависит от положения крана Кк поворачиваемого
вручную. Осевое перемещение шпинделя приспособления произво-
дится вручную маховичком Mxt.
Ведущий круг правится отдельным приспособлением. Продоль-
ное и осевое перемещение приспособления производится только
вручную.
Быстрое вращение ведущего круга злк правки осуществляется
от электродвнгвтеля мощностью I кат через цепную передачу
17—23. вал I. пару цилиндрических винтовых колес 16—55. шпин-
дель III. при Выключенной муфте Mt. Прн этом муфта М, выве-
дена нэ зацепления с червячным колесом 30, а косозубос колесо
« .—-------- IK
СП
Рнс. Ii25. Кинематическая схема бесцентрового круглошлифовального станка модели 3180
» ВНУТРИШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ МОДЕЛИ ЗА252
Общая характеристика станка
Назначение стайка. Станок предназначен для высокопроизводи-
тельного шлнфоввиня цилиндрических н конических сквозных и
глухих отверстий, а также для торцового шлифования з условиях
серийного и массового производства.
После установки и закрепления детали обеспечивается автома-
тический цикл шлифования, включая промеры па ходу и выхажи-
вание.
Тпмгнскм xiaunpacnna стаям
Дианегр шлифуемого отверстия в мм:
наибольшая................... 200
наименьшие.......................................... SO
Нанбоаымя длина амифоааана в ли..................... 200
Наибольший диаметр обрабатываемой детали в мм . 620
Расстояние от оси шпинделя до стопа в мл............... 3IS
Пределы чисел оборотов шлифоаальпого шпинделя в ми-
нуту ..................................... ..... 3550-10000
Наибольший диаметр шлифоаалыюго прута в лл . ISO
Ширина шлифовального круга а ли......................... 60
Пределы чисел оборотов шпинделя изделие минуту 140—600
Наибольший ход стала в мм . . .......... 300
Скорость холл стала м!мим
наибольшая...................... ................. 10
наименьшая......................................... (КЗ
Наибольший угол поворота бабки изделия в град . . ±30
Мощность приводного влсятродяигатсдя шлифовального
круга в нет . ........................... 4.5
Основные узлы стайка (рис. 126). А — бабка изделия; Б —
шлифовальная бабка; В —стол; Г — гидравлический привод сто-
ла; Д — станина.
Органы .управления. / — маховичок изменения числа оборотов
шпинделя; 2 — маховичок ручного поперечного перемещения шли-
фовальной бабкн; 3 — грибок включения тонкой радиальной пе-
риодической лодвчи шлифовального круга; 4 — маховичок ручно-
го продольного перемещения столв; 5 — рукоятка включения гид-
ропривода стола; 6 — рукоятки изменения скорости хода стола;
7 — рычаг отвода столв в/иерабочее положение; 8 — кяопочнвя
станция: 9 — квадрат для' поперечного перемещения бабки изде-
лия; /0 —квадрат для поворота бабкн изделия; (/—рукоятка
гидроэажима изделия.
движения а стайке. Движение резания — орвшенне шпин-
деля шлифовальной бабкн с абразивным кругом. Круговая по-
дача сообщается шпинделю бабкн изделия с деталью. Про-
дольной подачей является прямолинейное возвратно-поступа-
тельное движение стола со шлифовальной бабкой. Поперечная
подача — периодическое перемещение шлифовальной бабкн в
радиальном направлении за ход стола. Ручные перемещения сто-
ла, бвбкн изделия и шлифовальной бабкн являются вспомога-
тельными движеинямн.
Принцип работы. Обрабатываемая деталь закрепляется в мем-
бранном или трехкулачковом патроне с помощью гидрозажима,
цнлнндр которого расположен на левом конце шпинделя и вра-
щается вместе с инм.
Освобождение обработанной детали производится специальным
пилотом и возможно только при крайнем правом нерабочем поло-
жении стола.
Шпинделю бабкн изделия сообщается вращение, соответствую-
щее выбранной скорости круговой подачн. Шлифовальный круг,
установленный нв шпинделе шлифовальной бабкн. вращается с
высокими числами оборотов в соответствии с выбранной скоро-
стью реэання. Прн шлифовании цилиндрических отверстий ось
шпинделя бабкн изделия располагают параллельно направляю-
щим стола; прн шлифовании конических отверстий бабку изделия
устанавливают так. чтобы ось се шпинделя составляла с направ-
ляющими стола угол, равный половине угла конуса отверстия.
Бабку изделия А поворачивают относительно своей ‘вертикальной
осн квадратом 10.
Автоматический цикл работы станка состоит в следующем. Вна-
чале обработка ведется на режиме чернового шлнфованпя. После
снятия припуска иа черновое шлифование по команде электроиз-
мерительного прибора стол отводится в правое крайнее положе-
ние, после чего осуществляется правка шлифовального круга. За-
медленная скорость хода стола при правке устанавливается спе-
циальным дросселем.
По окончании правки круга панель автоматики переключает
станок иа режим чистового шлифования.
По окончании чистового шлифования измерительный прибор
подает команду на отключение периодической поперечной подачи
и включает реле времени, которое управляет процессом выхажи-
вания.
По окончании выхаживания стол быстро отводится вправо
и останавливается; в это время обеспечивается возможность осво-
бождения гндрозажнма детали и гидросистема подготовляется к
режиму чернового шлнфоавння следующей детали.
Рис 126. Общий вид внутр и шлифовал иного станка модели ЗА 252
£ Кинематика станка модели ЗА252
Движение резания. Шлифовальный круг (рис. 127) приводится
в движение электродвигателем -мощностью 4,5 квг через повышаю-
щую нлоскоремениую передачу со сменными шкивами.
К станку прилагаются сменные шкивы диаметром 65. 95. 120
и 225 дим.
Движение подач. Шпиндель /// с обрабатываемой деталью
приводится в движение двухскоростным электродвигателем мощ-
ностью 1.2 квг через нлоскоремениую передачу 90—160. клнноре-
менный вариатор с раздвижными конусами, вал // и клнноремен-
иую передачу 100—188 с натяжным роликом.
Продольная подача стола осуществляется гидроприводом, со-
стоящим нз шестеренного насоса Н. пилота Ль реверсивного зо-
лотинка 3. панели автоматики и рабочего цилиндра Ut. поршень
которого посредством штока соединен со столом станка.
Насос Н производительностью 50 л/мин нагнетает масло из
бака в напорную магистраль, направляя его к пилоту Л| гндро-
яанелн и к пилоту П» гндрозажнма детали.
При указанном на схеме положении пилота Л| небольшая
часть масла направляется в цилиндр Ut блокировки механизма
ручного перемещения стола Для вывода нз зацепления реечного
колеса /5 с рейкой т~3 мм, что обеспечивает выключение цепи
ручного перемещения стола.
Основной поток масла от пилота П, поступает в реверсивный
золотник 3 и через его правую выточку направляется в правую
полость рабочего цилиндра Ut. перемещая поршень со столом
влево. Из левой полости рабочего цилиндра через среднюю вы-
точку золотника 3 масло вытесняется в папель автоматики и че-
рез дроссель Д,. настроенный на требуемую скорость хода стола
при черновом шлифовании, сливается в бак.
При подходе стола к левому крайнему положению переставной
упор У» поворачивает рычаг Р. который перемещает. реверсивный
золотник 3 влево. Прн этом масло от пилота Л| через левую вы-
точку золотника 3 поступает в левую полость рабочего цилиндра
Ut, смещая поршень со столом вправо. Мвсло нз правой полости
цилиндре Ut сливается в бак через выточку золотника 3 н па-
нель автоматики.
Длина хода стола настраивается упорами У, н У>. Поперечная
периодическая подача шлифовальной бабкн. в процессе шлифова-
ния осуществляется посредством соленоида СО в момент начала
хода стола влево. Соленоид СО приводит в движение храповой
механизм, поворачивающий храповое колесо 200. Храповое колесо
связано с корпусом К, внутри которого расположена планетарная
передача. Прн повороте храпового колеса с корпусом поворачива-
ется эксцентричный валик VIII. на котором свободно расположен
блок сателлитов 23. 22. Сателлит 25 обкатывает неподвижную
солнечную шестерню 23. втулка которой наглухо закреплена в сто-
ле. Сателлит 22 находится в зацеплении с колесом 24, закреплен-
ным на ходовом винте VII, который связан с маточной гайкой
шлифовальной бабкн. Гайка Г и пружина Л служат для устрв*
пения эвэора в винтовой передаче.
Величина поперечной подачн s, за ход стола определяется но
выражению
».- 3 *•* ход.
где z — число зубьев поворота храпового колеса»
Передаточное отношение планетарного механизма I ял по фор*
муле Виллиса равно
I 23 22 .. J
23 24 -•
тогда минимальная поперечная подача $я прн повороте храпово-
го колеса нв одни зуб определяется выражением
|.-йоП53=О.‘»|25 мм.
Вспомогательные движения. Ручное поперечное перемещение
шлифовальной бабкн осуществляется поворотом махоанчка Л4х».
закрепленного на корпусе К. Прн выключенном планетарном ме-
ханизме замыкатель Зл заходит во,впадину колеса 24. связывая
корпус К с ходовым винтом VII. Вывод сателлитов 23 н 22 нз за-
цепления с колесами 25 н 24 производится поворотом грибка Гр
на 180°.
Ручное продольное перемещение достигается поворотом махо-
вичка Мхь Движение передается через шестерни 18—53. вал IX.
шестерни 18—53. вал X и реечную шестерню 15. входящую в за-
цепление с рейкой т=3 мм. прикрепленной к столу.
Возможность осуществления ручного продольного перемещения
стола определяется положением поршня в цилиндре Ut- Когда
включена продольная подача от гидропривода, поршень цилинд-
ра Ut смещается вниз н выводит из эвцепленнп реечную шестер-
ню 15 с рейкой. Прн выключении гидравлической продольной по-
дачи. когда давление t цилиндре Ut надает, поршень под дейст-
вием пружины П, перемещаетсп вверх, вводя в зацепление шес-
терню 15 с рейкой.
Закрепление обрабатываемой детали осуществляется гндро-
зажимом, поршень которого тягой соединен с зажимным устрой-
ством патрона. При указанном на схеме положении нилота П,
масло от насоса Н поступает в правую полость цилиндра ^.осу-
ществляя зажим детали.
Рис. 127. Кинематическая схема виутришлифовальнюго станка модели ЗА252
X ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК МОДЕЛИ 3724
Общая характеристика станка
Назначение станка. Станок модели 3724 предназначен для шли*
фоваиня плоскостей различных деталей из. стали, чугуна нлн
цветных металлов периферией круга. Высокая жесткость станка и
значительная мощность электродвигателя шлифовальной бабки
обеспечивают возможность использования его как для обдироч-
ных. так и для чистовых операции в условиях пндипидуального и
серийного производства.
T«mwkckm жарвдорястаяа стаям
Наибольшие ратигры обрабатываемыi деталей а мм 2000X4WX600
Продолышс перемещение стола мм.
наибольшее 2300
наииа1ыисс ... ... 300
Раестоимис иг иск шпинделя до столв а мм.
наибольшее 650
наименьшее 167
Наибольшее поперечное церемонен itr 1илифпм.и.11иА баб-
ам в мм:
ручное .... 520
гидравлическое 500
Наибольшее вертикальное нерсмстсиие м1лш)м№ялы1ом
бабкн в мм . .. . 673
Янаметр шлифовального круга в мм:
наибольший . . 500
наименьшим 375
Ширина шлифов ильного круга а мм
наибольшая 100
наммсньшая ..... 60
Числи оборотив шлифов мл ын и о круга в минуту . 1470
Скорость продольного McpeMtfiiicuna rfwia в м/мин.
наибольшая . . . . 33
наименьшая 3
Поперечная подача шлифовальной бабкн та .ход стола
наибольшая........................................... 50
наименьшая 3
Мощность приводного мсктролвнгвтелв шлифовальной
бабкн в кот............................................. 27.5
Проитводктедыюстъ мвсиса гидросистемы в л/лшм:
основного......................................... |00
дополнительного 35
Основные узлы ствмкл (рис. 128). А — станина; Б— стол;
fl — стойка; Г — шлифовальная бабка. Д — гидропривод.
Органы управления. / — маховичок ручного поперечного пере-
мещения шлифовальной бабки. 2 — рукоятка включения и выклю-
чения поперечного перемещения шлифовальной бабкн; 3 — руко-
ятка алмазной правки шлифовального круга; 4 — рукоятка вклю
ченнн поперечной подачн шлифовальной бабкн. 5 — кнопочная
станция; 6 — рукоятка настройки скорости стола; 7 — рукоятка
реверсирования стола; 8—рукоятка пуска и останова стола; 9—
маховичок ручного вертикального перемещения шлифовальной
бабкн; 10—кнопки включения быстрою вертикального перемеще-
ния шлифовальной бабкн; //- рукоятка включения магнитной
плиты.
Движения в ствике. Движение резания — вращение шпин-
деля шлифовальной бабкн с абразивным кругом. Продольная
и о д .1 ч а — прямолинейное возвратно- поступательное движение
стола с деталью По и срочная н вертикальная пода
ч И — периодические поступательные перемещения, сообщаемые
шлифовал ыюн бабке с абразивным кругом. Вспомогатель-
ные движения — установочные и быстрые перемещения шли
фовалыюп бабки а -поперечном и вертикальном направлениях.
Принцип работы. Дисковый абразивный круг закрепляют на
конце шпннделп шлифовальной бабки. Обрабатываемую деталь
н зависимости от формы и размера можно закрепить либо непо-
средственно на столе станка, либо и а магнитной плите.
Стол с деталью получает прямолинейное возвратно поступа-
тельное движение в продольном направлении. Длина и место холи
стола определяются длиной и расположением на столе, шлифуе-
мой детали и ограинчнваютсн переставными упорами, которые
устанавливают в определенных местах к На нужном расстоянии
друг от друга. При шлифовании детален, ширкни которых больше
ширины круга, шлифовальной бабке сообщается периодическая
поперечная подача после каждого нлн двойного хода стола.
После каждого прохода шлифовальной бабке сообщигтсн вер
шкальная подача до полного снятия всего припуска.
Модели плоскошлифовальных ствнков. Неизменный рост выпус-
ка машин высокой точности и высокого класса чистоты обработки
поверхностей привели к необходимости выпуска значительного
количества различных моделей нлоскошлнфов ильных станков.
В настоящее время выпускаются следующие модели плоско
шлифовальных станков, отличающиеся друг от друга главным об-
разом размерами рабочей поверхности стола: 371М. ЗБ71. 3A732.
373. 372Б. 3722. 3740. ЗА756. ЗА544 и др
Рис. .128. Общий вид плоскошлифовальиого станка модели 3724
Кинематика станка модели 3724
Движение резания. Шлифовальный круг (рис. 129) укреплен на
шнннделс шли фон ильной бабки н приводится в движение встро-
енным электродвигателем мощностью 27,5 кет, расположенным
внутри бабки
Движения подач. Продольная «юдача стола Прн по-
ложениях золотников 3) н 32. указанных па схеме, мвело от насо
са Ht через пусковой кран дроссель Д( и правую выточку ре-
версивного золотника 32 направляется в полос гь рабочего цилинд-
ра Нь перемещая плунжер и соединенный с ним стол стенка вле-
во. Из полости рабочего цилиндра Hi через левую выточку ревер-
сивного золотника 3> масло сливается в бак. При подходе стола
к крайнему левому положению укрепленный нв столе упор У;
поворачивает рычаг Р. смещая золотник 3i влево, который пере
мешает вправо реверсивный золотник 32.
При нравом положении реверсивного золотинка 3> масло от на-
соса //, через пусковой крап К\ и дроссель Д| направляется в ле-
вую выточку реверсивного золотинка 3> н далее поступает в по-
лость рабочего нилнндра U>. смещая плунжер со столом вправо.
Из полости рабочего цилиндра Ui масло слнввется в бак.
При подходе стол в к крайнему правому положению рычаг Р
под действием левого переставного упора У|. укрепленного на сто
ле. переместит золотник управления 3| вправо; в этом случае ре-
версивный золотник 3» сместится влево, масло от насоса Ht будет
направляться в полость рабочего цилиндра Hi. н цикл работы по-
вторится
Настрой кв станка па требуемую скорость хода стола осуще-
ствляется дросселем Д| Для выключения продольной нодвчп сто
ла новорвчппают крвн Ki, при этом мвело. нагнетаемое насосом
//ь сливается и бак.
Поперечная лотами бабки осуществляется также гидро-
приводом. ши немым насосом //[. Часть масла от этого насоса на-
правляется в гидравлическую коробку шлифовальной бабки, в ко-
торой находится кран К2 характера подач, дроссели Д% и Дз. зо-
лотник управления З3. распределительный золотник 34 и золотник
Зъ порционной подачи.
В момент реверса стол в золотинк управления 3| направляет
под давлением пораню масла под левый или правый торец пор-
ционного золотника 3». заставлял его перемещаться из одного
крайнего положения е другое. Порционный золотник 3$ может за-
нимать только крайние положения. При его перемещении канал,
подводящий масло от насоса Н». на короткий отрезок времен»
соединится с выводным каналом, вследствие чего порция масла
от насос в Н, через дроссель Д3. центральную выточку золотни-
ка 3$. кран характера подачи Кг и левую выточку распределитель
кого золотника 34 попадает в блокировочный плунжер Пв , прой-
дет через его верхнюю выточку и направится далее в левую по-
лость цилиндра подачи шлифовальной бабки, осуществляя ее по-
перечную подачу. Из правой полости цилиндре подачи шлифо-
вальной бабки через нижнюю выточку плунжера Па и правую
выточку распределительного золотинка 34 масло будет сливаться
в бак.
Величина поперечной подачи изменяется дросселем Д3 и шари-
ковыми кл в на нами, предназначенными для регулирования ско-
рости перебрасывания порционного золотинка 3&. Блокировочный
плунжер Па при включенном соленоиде всегда занимает верх
нее положение (как указано на схеме), обеспечивая соединение
нагнетательных каналов с полостям» гндроцнлпидра подач» шли-
фовальной бабкн. Выключение поперечно» подачи производится
выключением соленоида, при этом плунжер П6 опускается, наг-
нетание отсекается, а полости гидроиплИндра Подач» шлифоваль-
ной бабкн соединяются со сливом, создавая возможность ручного
перемещения
Насос Ht производительностью 35 л!.чин является вспомог а
тельным п служит длп управления движением реверсивного золог
инка 3» » распределительного золотинка 34.
Изменение направлении поперечной чюднчн осуществляется ва-
ликом В. который под действием упоров (на схеме ие показаны)
поднимается вверх или опускается вниз При подъеме валика В
золотник управления З3 под действием пружины сместится влево;
при этом масло от насоса Hi через правую выточку золотинки
управления З3 попадет в правую полость распределительного зо-
лотника 34 и сместит его влево.
При таком положении распределительного золотинка 34 масло
от насоса //< через дроссель Д3. кран характера подачи К2. праву к»
выточку золотника 34 » нижнюю выточку блокировочного плун-
жера Пв при включенном соленоиде будет направляться в пра-
вую полость цилиндра подачи шлифовальной бабки, осуществляя
ее смешение в противоположном направлении.
Слив масла из левой полости цилиндра подачи шлифовальной
бабки произойдет через верхнюю -выточку блокировочного плун-
жера Пв и левую выточку распределительного золотника 34. Для
быстрых перемещений шлифовальной бабки в поперечном направ-
лении от гидропривода кран характера подачи К2 поворачивают
на 90° против часовой стрелки. В этом случае масло от насоса //
проходит через дроссель Д» н кран К2 непрерывным потоком н в
за Виси мости от положения золотника управления З3 ианрввляет-
сп через левую или правую выточку распределительного золотни-
ка 34. верхнюю нлн нижнюю выточку блокировочного плунже-
ра Па соответственно в левую нлн правую полость цилиндра шли-
фовальной бабкн.
VGUnil,
мрнUJ.I >1
Рис. 129. Гидравлическая схема плоскошлифовального станка модели 3724
Узлы станка модели 3724
Механизм кртмыыиа перемечем*. В стайке модели 3724
предусмотрена только рунная периодическая вертикальная пода-
ча шлифовальной бобки, осуществляемая маховичком Мх,
(рис. 130), причем величина иодачи определяется внзуальио по
лимбу Л.
Для обработки партии одинаковых деталей в станке имеется
механизм упоров, ограничивающий величину опускания шлифо-
вальной бабки в процессе ее вертикальной подачи в соответствии
с размером шлифуемых Деталей по высоте. Механизм упо-
ров имеет микрометрическое устройство для компенсации износа
«РУга.
При работе без механизма упоров широкую шестерню 95 уста-
навливают. как показам) ив схеме, в среднее положение так. что-
бы упоры У» и У« налмклиеь в разных плоскостях к не могли
сцепиться друг с другом. Тогда ручная вертикальная подача шли-
фовальной бабки, осуществляемая маховичком Mxt через вал IV.
>ахспры38—95, их» И. коническую передачу 16—51 и вертикаль-
ный ходовой впит III с шагом, равным 8 мм, ничем не ограничи-
вается. и рабочая прекращает подачу, «огдв достигнет требуемой
высоты.
Прн шлифовании партии одинаковых деталей в целях сокра-
щали вспомогательного вранами «а промеры работа ведется по
упорам. В этом случае щирокая шестерня 95 перемещается по ва-
лу II влево с таким расчетом, чтобы упоры У> и У< находились в
одной плоскости.
Упор У> закреплен в ступице червячного колеса 50. которое сво-
бодно установлено иа валу II и находится в постоянном зацепле-
нии с одиозвходпым червяком. Последний так же, как н махови-
чок Mei, закреплен па валу V. Вращением маховичке Mxt упор Уз
устанавливается а требуемое положение, соответствующее задан-
ному размеру по высоте шлифуемой детали. После этого ма-
ховичком Mxj шпиндельной бабке сообщается периодическая вер-
тикальная подача без промежуточных промеров детали до тех пор,
пока упор У< не дойдет до упора Уз-
Время от времени с помощью маховичка Mei и микрометри-
ческого лимба унор У» перемещают по ходу на небольшую величи-
ну для компенсации навоев круга.
Быстрые вертикальные перемещении шлифовальной бвбкк осу-
ществляются переключением широкой шестерни 95 а крайнее пра-
вое положение, при котором винт вертикальной подачн III приво-
дится во вращение от вспомогательного электродвигателя мощно-
стью 1,9 кет через шестерни 20—45. вал I. шестерни 18—95. вал II
н конические шестерив 16—51.
Механизм поперечных перемещений. Ручное поперечное переме-
на Мх,. который укреплен иа аалу VI и для удобства работы вы-
несен на переднюю стенку корпуса шлифовальной бабки.
Вал VI, на левом конце которого наглухо закреплен одноза-
ходный червяк, эксцентрично смонтирован р гильзе, управляемой
рукояткой Рз. Твкап конструкция обеспечивает ввод червяка в
зацепление с шестерней 32. нв которой нарезаны винтовые зубьп,
или вывод его нз зацепления. Смещение осей червяка и гнльзы со-
ставляет более половины высоты зубьев шестерни 32.
Прн повороте рукоятки Р, длп включении червячной передачи
н вращенин махоанчка Мх, данженне передается через червячную
передачу I—32 шестерне 66, укрепленной иа валу VII, н далее
реечной шестерне 21. находящейся в -постоянном зацеплении с
рейкой т-2,5 мм. прикрепленной и корпусу шлифовальной бабкн.
Механизм упоров. Механизм упоров расположен в правой час-
ти станины и предназначен для настройки требуемой величины
хода шлифовальной бабки в поперечном направлении.
Механизм упоров состоит нз зубчатой винтовой передачи
21—21. шестерен 41—72, зубчатого диска г с собачками 3| н Зз.
полых ввлов XI н XII, несущих на себе упоры У> и У,. рукояток Р>
и Р, для настройки механизма нв требуемую длину хода шлифо-
вальной бабки, ролика Р и рычажной системы, воздействующей на
валик В (см. твкже рис. 129).
При поперечном перемещении шлифовальной бабки гидропри-
водом реечная шестерня 21 начинает вращаться, передавал дви-
жение через .промежуточное зубчатое колесо 36 шестерне 40, смон-
тированной в корпусе шлифовальной бабки и перемещающейся
с ним в вертикальном направлении. Шестерня 40 находится на
ходовом валу VHI и прн своем вращении -приводит его в движе-
ние.
От ходового пала VIII движение передается через винтовые
зубчатые колеса 21—21, вал IX и шестерни 41—72 валу X. на пра-
вом конце которого жестко укреплен зубчатый диск Z.
В зубцы диска Z входят собачкн 31 и 3». которые прн враще-
нии диска Z поворачиваются совместно с полыми валами XI и XII
н упорами У| и У». Последние, воздействуя на ролик Р и рычаж-
ную систему (на схеме не показана), перемешают в вертикальном
направлении вверх нлн вниз валик В. который смешвет влево нлн
вправо золотник управления 3> (см. рнс. 129). обеспечивая изме-
нение направления подачн шлифовальной бабкн.
Настройка механизмов упоров на требуемую длину попереч-
ного перемещения шлифовальной бабкн производится после вы-
вода собачек 3, и 3» нз зацепления с зубчатым диском Z поворо-
тами рукояток Р> и Рг- При этом- ^юворвчнваются полые валы XI
— “ 11 — v UO и»1)Лупииыий vr<Nt.
Рис. 130. Кинематическая схема плоскошлифовального станка модели 3724
ДВУХШПИНДЕЛЬНЫИ ПЛОСКОШЛИФОВАЛЬНЫЙ
ПОЛУАВТОМАТ МОДЕЛИ 3772
Общая характеристика станка
Назначение станка. Двухшпниделы1ын илискишлифивальный
полуавтомат модели 3772предназначен для непрерывного однопро-
ходного плоского шлнфовання деталей, устанавливаемых на круг-
лом вращающемся столе, торца мн сегментных или кольцевых аб-
разивных кругов в условиях массового и крупносерийного произ-
водства. с точностью обработки но 2-му классу.
Технически жара* терм та** «таим
Наибольшее расстояние от торца шлифовального круга дн
стола в мм............................ 250
Вылет ося шпннжмя шлифовального круга а мм 34И
Наружный аиаметр стола а мм . (ООО
Наибольший диаметр обрабатываемой детали а мм '200
Наибольшая высота обрабатываемой детали. в мм . 260
Наибольшее вертикальное перемещен!» каждой шлифо-
вальной бабки л мм.................................. 360
Наибольший диаметр шлифов круга а мм 450
Число оборотов шлифовального круга в минуту . 975
Число скоростей ара шея ня стола ... 6
Пределы чисел оборотов стола а минуту . 0,24—1,3
Скорость быстрых перемещений шлифовальных бабок а
mmJmum . . . .......................................... 650
Мощность электродангателей а кет.
приводов быстрых перемещений шлифовальных бабок 2,8
шлифовального круга . . ........ 28
стола ............................................... 2,8
Основные узлы станка (рис. 131). А — станина; Б — привод
вертикального перемещения лёвой шлифовальной бабки; В — ле-
вая шлифовальная бабка, Г — правая шлифовальная бабка;
Д — привод вертикального перемещения правой шлифовальной
бабкн; Е — коробка подач; Ж — стол; 3 — прибор для автомати-
ческого контроля обрабатываемых деталей.
Органы управления. / — лимб привода вертикальных переме-
щений левой шлифовальной бабкн; 2 — маховичок ручного верти-
кального перемещения левой шлифовальной бабкн. 3 — кнопки
привода быстрого вертикального перемещения левой шлифоваль-
ной бабкн; 4 — рукоятки -приборов для правки шлифовальных кру-
гов; 5 — маховичок настройки левого автоматического измеритель-
ного приспособления; 6 — маховичок ручного вертикального пере-
мешеиня лиевой шлифовальной бабкн- 7 — лимб ппмвлля мпты.
кнльмых перемещений право* шлифовальной бабкн; 8—рукоятка
настройки коробки подач стола; 9—центральная кнопочная
станция.
Движения в станке. Движением резания является вра-
щение шпинделей шлифовальных бабок с абразивными кругами
или сегментами. Подачей служит вращение стола с обрабаты-
ваемы ми детали мн. Периодические перемещения шлифовальных
бабок в вертикальном направлении ио мере износа кругов, быстрые
и установочные перемещения шпиндельных бабок являются вспо-
могательными движениями.
Принцип работы. Обрабатываемые детали с помощью специ-
альных приспособлений укрепляются на с голе станка. Обработка
деталей производится за один оборот стола последовательно
торцами двух сегментных нлн кольцевых шлифовальных кругов,
установленных на разных высотах, методом глубинного шлифова-
ния, обеспечивающего снятие слоя металла толщиной до 4 мм.
По особому заказу станок выпускается с электромагнитным
столом.
Конструктивные особенности. Шлифовальный полуавтомат мо-
дели 3772 имеет две вертикально расположенные шлифовальные
бабкн, в каждой из которых смонтирован шпиндель, приводимый
в движение встроенным электродвигателем большой мощности.
Каждая шлифовальная бабка имеет самостоятельный независи-
мый привод быстрых вертикальных перемещений и маховички для
ручных установочных перемещений в процессе наладки станка в
зависимости от высоты шлифуемых деталей.
Для периодического опускания шлифовальных бабок в целях
компенсации износа шлифовальных кругов станок снабжен авто-
матическими иодналадчнкамп. работающими по электроконтактно-
му принципу.
Для быстрой н точной установки шпиндельных бабок но высо
те предусмотрены наглядные лимбы.
При получении « процессе шлифования высоты обработанной
детали свыше допустимой, иодналадчнк автоматически подает
команду на опускание бабки шлифовального круга для снятия
лишнего слоя металла.
Настройка лодивладчика производится ио эталонной детали в
соответствии с нижним предельным размером толщины детали.
Шестнскоростная коробка подач полуавтомата модели 3772
VUuAllMunAnuli» х.
Рис 131. Общий вид двухшпиидельного плоскошлифовальиого стайка модели 3772
Е Кинематика станка модели 3772
Движения резания. Каждый нз двух шлифовальных кругов
(рис. 132). укрепленных на шпинделях левой и правой шлифо-
вальных бабок, приводится во вращение самостоятельными
встроенными электродвигателями мощностью 28 квг каждый, на-
ходящимися внутри шлифовальных бабок.
Движение подачи. Привод подачи стола состоит из электродви-
гателя мощностью 2.8 кат. коробки подач, червячной и цилиндри-
ческой передачи, ведомое зубчатое колесо которой прикреплено
к столу.
Вращение от электродвигателя через коническую зубчатую пе-
редачу /5—45 сообщается валу //. От вала // движение передает-
сл валу /// посредством двойного подвижного блока Б,. связан-
ного с валом /// шлицевым соединением. Прн положении блока £(.
указанном на схеме, вращение передается шестернями 23—37, при
смешении блока £ вправо вал III получает движение через шес-
терни 33—22.
От вала III вращение иередается валу IV через тройной по-
движный блок шестерен £>.
При положении блока £,. указанном на схеме, вал IV получа-
ет движение через шестерни 30—30; при смешении блока £, влево
передача осуществляется шестернями 25—35, а при ирввом край-
нем положении блока £> вал IV приводится во вращение шестер-
нями 20—40
От вала IV движение передается столу через червячную пере-
дачу 1—30, вал V н зубчатую передачу 13—182.
Коробка подач обеспечивает столу шесть различных скоростей
вращения. Наибольшее число оборотов стола п„„может быть оп-
ределено нз выражения
Вспомогательные движения. Периодические вертикальные пере-
мещения шлифовальных бабок по мере износа абразивных кру-
гов осуществляются от вала IV.
Левой шлифовальной бабке движение передастся через кони-
ческие шестерни 30—30. аал VII. конические шестерни 28—28.
вал VIII. червячную передачу 1—100, аал IX. сменные колеса
А—В. вал X, червячную передачу 1—100. электромагнитную дис-
ковую муфту М„ , аал XI, конические шестерни 20—40 и ходовой
винт XII. По аналогичной цепи приводится в движение ходовой
винт XVIII правой шлифовальной бабки. Червячные колеса 100
обеих передач на валах XI и XVII сидят свободно и соединяются
с ними электромагнитными дисковыми муфтами M,i н М^.
Прн увеличении размеров обрабатываемых деталей по высоте
иэ.ю иэилло L-nvma длтпдгтотт. тпвиит* ЛМШЛйЛй-
ванными поверхностями н щупам» н Ша. что вызовет нх пово
рот. При повороте шу<юв » валиков, на которых онн закреплены,
замкнутся контакты К| и Kj микропереключателей н сработают
электромагнитные муфты М,, н В результате муфты свя-
жут свободно-вращающиеся червячные колеса с аалами А/ и XVH.
которые получат вращение. От вала X/ через коническую шестер-
ню 20—40 получает врвщенпе винт XII, от «ала XVII через такую
же передачу получает вращение винт XVIII, керемещая «низ шли-
фовальные бабкн.
Величины вертикальных перемещений шлифовальных бабок за
один оборот стола может быть определена из выражения
11Й-Э0-30-28-1 А | -30
13 -I 30-28 100 в <00-40
6 мм/об.
отсюда формула для подбора колес А — В имеет вид»
А «
т -Ч-
При опускании шлифовальных бабок размеры обрабатываемых
деталей будут сокращаться, трение между обрабатываемыми по-
верхностями н щупами Ш| и щ» уменьшится, щупы иод действием
пружин (на схеме не показаны) повернутся в исходное «сложе-
ние, контакты Ki н Ki микропереключателей разомкнутся, отклю-
чив электромагнитные муфты и М и перемещение шлифо-
вальных бабок прекратится. Изменение величины настройки ав-
томатической подачп шлнфоевльных бабок достигается соответст-
вующим подбором сменных колес А—В и С—Д Настройка щу-
пов Ш| п Uii ио высоте производится соответственно маховичка-
ми Мх9 и Мхф через червпчяые передачи, колеса которых имеют
ганки ft и
Быстрое оеремещенне шлифовальных бабок при наладке стан-
ка осуществляется электродвигателями мощностью 2.8 квт каж-
дый. через цилиндрические шестерни 18—70. конические передачи
30—60 и 20—40 и ходовые винты с шагом <=6 мм
Величина быстрых перемещений шлифовальных бабок может
быть определена из выражения
1420 тНнй-6 =55° мм1мин
Ручные перемещения шлифовальных бабок производятся ма-
ховичками Mxt н Mxi. которые закреплены непосредственно на ва-
лах XI н XVII. Отсчет величин вертикальных перемешеннй бабок
производится по лнмбам Л| н Последние связаны соответст-
венно с аалами XI и XVII коническими передачами 60—30.
Рис. 132. Кинематическая схема даух шпиндельного плоскошлифовального станка модели 3772
* ЗУБОДОЛБЕЖНЫЙ СТАНОК
МОДЕЛИ 514
Общая характеристика станка
Назначение станка. Станок предназначен для нарезания ци-
линдрических колес с прямыми и косыми зубьями как наружного,
так и внутреннего зацепления в условиях индивидуального и глав-
ным образом серийного производства. Станок приспособлен для
нарезания блоков шестерен. При наличии дополнительных приспо-
соблений на станке можно также нарезать рейки. Станок может
быть использован для чернового н чистового нарезания зубьев.
Тсхмкческм терм тмяд стами
На и больший наружный Диаметр обрабатываемых колес
с наружным зацеплением 500
с внутренним зацеплением 560
Наименьший наружный диаметр обрабатываемых колес
• м ..... ..................................... 20
Наибольшая хтина обрабатываемого зуба в мм:
с наружным заиеплемнем................... 105
с внутренним зацеплением .... . .. 75
Пределы модулей зубьев колес, нарезаемых по стали.
• л* . . ........................................ а-6
Преаслы чисел двойных ходов долбяка в минуту 125-359
Наибольший угол наклона аннтивоси зуба в грее» 23
Наибольший хил долбака в мм ... 125
Пределы величии круговых пидач на двойном ход долбя
кв В мм 0,17—0,44
Мощность главного злектроавмгателя в цвт ... 2Д
Основные узлы станма (рис. 133). Анижняя часть станины.
Б — делительная гитара; В — верхняя часть станины; Г -криво-
шппно-шатунный механизм привода шпинделя с долбяком; Д —
шпиндельная головка, Е — механизм радиальной подачи шпин-
дельной головки; Ж — стол.
Органы управления. / — квадрат д^я ручного перемещения
шпиндельной соловки; 2— квадрвт для* ручного поворота долбя
ка и Заготовки; 3 — рычаг для изменения направления арашеппи
долбяка и заготовки; 4—кнопочная станция; 5—рычаг включе-
ния радиальной подачи долбяка; 6 — квадрат для ручного пово-
рота кулачка радиальной подачи долбяка.
Движения в станке. Движение ре з а и и я — прямолинейное
возвратно-поступательное движение шпинделя с долбя ком. Дви-
жения подач - вращение долбяка относительно своей осп
(круговая подача) и радиальное перемещение шпиндельной голов-
ки в период врезания (радиальная подача).
Движением деления и об к а т к и является согласован-
ное движение стола с заготовкой. Вспомогательные дви-
жения — отвод стола с заготовкой от долбяка в момент его об-
ратного хода и быстрое установочное вращение стола с заготов-
кой. К вспомогательным движениям следует отнести также дви-
жение счетного механизма для автоматического выключения
станка.
Принцип работы. Станок модели 514 работает по методу об-
катки. воспроизводя зацепление двух цилиндрических колес, одно
из которых является режущим инструментом (долбяком). а вто-
рое заготовкой. Долбяк закрепляется на конец шпинделя и полу-
чает прямолинейное возвратно-поступательное движение. При дай-
женин вниз долбяк совершает рабочий ход. снимая стружку с за-
готовки. Обратный ход долбяка является холостым; в это время
стол с заготовкой отводится на небольшое расстояние от долбяка.
К моменту начала рабочего хода стол возвращается в исходное
положение.
Обрабатываемая деталь или комплект одновременно обрабаты-
ваемых деталей устанавливается на оправке в шпинделе стола.
Соотношение чисел оборотов долбяка и заготовки обратно пропор-
ционально отношению чисел их зубьев, т. е. они вращаются так.
как будто действительно находятся в зацеплен ин.
До начала обработки долбяк подводится вплотную к наруж-
ной поверхности заготовки. После этого включается радиальная
подача шпиндельной головки для обеспечения врезания долбяка
в заготовку на требуемую глубину. По окончании врезания ради-
альная иодача прекращается, и заготовка а течение полного обо-
рота нарезается только с круговой иодачей.
В зависимости от величины модуля нарезаемого колеса его об
работка осуществляется в один, два и три прохода. При многопро-
ходной обработке процесс «резания повторяется перед каждым
проходом.
При нврезакнп зубчатых колес с косыми зубьями используют
винтовые направляющие и косозубые дол бяки. В этом случае дол-
бяк совершает возврат ио-винтовое движение в соответствии с уг-
лом наклона зубьев нарезаемого колеса. Направление наклона
зубьев долбяка должно быть противоположным направлению на-
клона зубьев нарезаемого колеса.
Станок работает по полуавтоматическому циклу, для чего слу-
жит «специальный храповой счетный механизм, обеспечивающий
автоматическое выключение станка по окончании нарезания зуб-
чатого колеса.
Рис. 133. Общий вид зубодолбежиого стайка модели 514
161
te
Кинематика станка модели 514
Движение резания. Привод движения резания (рнс. 134) состо-
ит нз клниоременной передачи, четырехступенчатой коробки ско-
ростей, кривошипно-шатунного н реечного механизмов. Врашеиие
от электродвигателя мощностью 2,2 кет передается валу / короб-
ки скоростей клнпоремеииой передачей 100—280. На валу / рас-
положены два двойных подвижных блока шестерен £ и £>, бла-
годаря которым вал // может иметь четыре различные скорости
вращения. На левом конце вала 11 закреплен кривошипный диен с
радиальным пазом. В «ем закрепляется переставной кривошипный
паЛец, который посредством шатуна связан с рейкой, находящейся
в постоянном зацеплении с шестерней 26. Последняя закрепленв
на приводном валу 111. При вращении вала // крнвошипио-шатуи-
но-реечный механизм сообщает возвратно-вращательное движе-
ние валу ///. которое с помощью реечной шестерни 26 и рейки,
закрепленной «а гильзе шпинделя, преобразуется в прямолиней-
ное возвратно-поступательное движение шпинделя.
Максимальное число двойных ходов шпинделя в минуту п(гиц
можно определить из выражения
«.= НЮ й§0.985 —359 дв. ход/мин
Движения подач. Эти движения заимствуются от вала 11 ко-
робки скоростей н передаются цепной передачей 28—28 валу IV
распределительной коробки. Далее кинематические цепи подач
разветвляются.
Круговая «тодача шпинделю XII с долбяком сообщается от ва-
ла IV через червячную передачу 2—23. вал V. конический реверс
28—42—42, вал VI, сменные колеса А—В гитары круговых подач,
вал VII. вал XI и червячную передачу 1—100. Величина круговых
подач s,f в мм!дв. ход может быть определена нз выражения
ч-' OT^^.m^b.xoA
где т н z »— соответственно модуль и число зубьев долбяка.
Вращение кулачку /G, сообщающему радиальную подачу шлнн
дельной головке, передается от вала IV валом XIII. сменными ко-
лесами П|—б| и С|—d, гитары радиальных подач, валом XIV. ко-
ническими шестернями 24—48. валом XV. червячной передачей
1—40. муфтой Mt, валом XVI, червячной передачей 2—40 и ва-
лом XVII. Кулачок Ki через ролик Р\ сообщает поступательное
движение ходовому винту XVIII, связанному со шпиндельной го-
ловкой маточной гайкой, выполненной совместно с коническим ко-
лесом 30.
Величина радиальной подачи sr определяется выражением
где Н — шаг подъема архимедовой спирали кулачка Ki в мм.
Подбор смениых колес гитары радиальной подачи производится
по формуле
А с.
X 7Г----------
Движение деления и обкатки. Это движение заимствуется от
вала VII и через конические шестерни 30—30, вал VIII. кониче-
ские шестери 30—30, вал IX, сменные колеса а—Ь и c—d дели-
тельной гитары, вал X и червячную передачу I—240 передается
столу с заготовкой. Для осуществления правильного процесса де-
ления и обкатки необходимо, чтобы числа оборотов nt шпинделя
с долбяком и п, стола с нарезаемым колесом были обратно
пропорциональны их числам зубьев гл ил, , т. е.
"в “ ’
Кинематическая цепь, связывающая вращение шпинделя с вра-
щением стола, имеет ацд
_ юо оо эо а с I
* * 1 30 30 4 а 240 o6l*ult-
Отсюда находим формулу для подбора сменных колес дели-
тельной гитары.
• с 24 ге
Т V =
Вспомогательные движения. Отвод стола с заготовкой прн об-
ратном ходе долбяка производится Кулачково-рычажным механиз-
мом. На правом конце вала II закреплен эксцентрик Э. который
через два взанмосвяэаииых'ролнка и систему рычагов перемешает
стол с заготовкой.
Быстрое установочное вращение стола с заготовкой произво-
дится от отдельного электродвигателя мощностью 0,25 квг, дви-
жение от которого через плоскоремеииую передачу 80—180, вал X
и червячную передачу 1—240 передается столу.
Счетно-выключаюшее устройство приводится о движение от
вала X через кулачок Ki н рычажно-храповой механизм с регули-
руемым упором.
Вал XIX и конические шестерни 15—30 служат для ручного
установочного перемещения шпиндельной головкн.
Рис. 134. Кинематическая схема зубодолбежиого стайка модели 514
о*
Узлы станка модели 514
Крнэошипио-шатунны* механизм. Кривошипный диск 2
(рис. 135.0) с пальцем 3 жестко звкреплен на валу II коробки
скоростей (см. рнс. 134). На палец 3 кривошипного диска надет
шатун 4. в который ввернут винт 5. имеющий справа гладкую ци-
линдрическую шейку. На цилиндрическую часть винта 5 надета
гильза 7 с нарезанной на ней рейкой. Последняя находится в по-
стоянном зацеплении с реечным колесом 10, насаженным на шли-
цевый вал 9
При вращении кривошипного- диска 2 шатун 4 вместе с
винтом 5 и гнльзой-рейкой 7. которая перемешается в ка-
чающейся направляющей 6. сообщают реечной шестерне 10 и ва-
лу 9 возвратно-вращательное движение. На этом валу (см. вал III
на рнс. 134) находится реечное колесо, сообщающее шшшделю
возвратно-поступательное движение.
Настройка на требуемую длину хода шпинделя с долбяком до-
стигается поворотом квадрата а винта /. При повороте этого вин-
та изменяется раднус кривошипного пальца 3, что вызывает изме-
нение длины хода шатуна 4. н рейки 7, которые, в свою очередь,
меняют угол поворота реечного колеса 10. обусловливающего дли-
ну хода долбяка.
Установка заданного места ходе долбяка осуществляется по-
воротом квадрата б при ослабленных гайке 8 н стопоре II; при
этом впит 5 ввинчивается нлн выаннчнаается из .резьбового гнезда
шатуна 4. Гильза 7 с рейкой поворачивает реечное колесо 10 н
вал 9. поднимая или опуская долбяк.
Механизм срвода стола. В момент хода шпинделя с долбяком
вверх эксцентрик б (рис. 135,6; см. также Э на рис. 134), укреп-
ленный на валу 5, сообщает возвратно-поступательное движение
рамке 4 с двумя роликами, плотно прижатыми к поверхности экс-
центрика 6, тяге 3 н хомутику 2. Хомутик 2 связан с коромыслом I.
закрепленным на валике 13. На другом конце валика 13 укреплен
кривошипный диск 12 с пальцем II. на который надет шатун 10.
шарнирно связанный с корпусом 9 стола станка.
При ходе шпинделя с долбяком вверх эксцентрик б перемешает
рамку 4 вниз, поворачивая кривошипный диск 12 и отводя стол с
заготовкой от долбяка.
Для устранения ударов, могущих возникнуть при износе деталей
механизма отвода столв и влияющих на точность нарезаемых зубь-
ев шестерен, служат планка в и упор 7.
Механизм подачи и счетно-выключаюшее устройство. На
рнс. 135, в изображен механизм радиальной подачи шпиндельной
головки и автоматическое устройство для выключения станка по
окончании обработки заготовки.
После быстрого ручного подвода долбяка до соприкосновения
с поверхностью заготовки поворотом рычага // вправо под выступ
фиксатора 10 включается радиальная подача шпиндельной головки
для врезания инструмента на требуемую глубину.
Фиксатор 10 прикреплен к рычажку 12, который покоится сво-
им левым концом на выступе (на рисунке не виден) тыльной
части кулачка 16. удерживая этим рычаг // во включенном по-
ложении.
Вместе с рычагом II перемещается вправо тяга 21. поводок ко-
торой включает торцовую кулачковую муфту Мг. связывающую
червячное колесо 22 с аалом 23. Одновременно при смешении тя-
ги 21 вправо сухарь 18 приподнимает собачку 2 храпового механиз-
ма и удерживает ее от сцепления с храповым колесом 19.
Врезание осуществляется кулачком 16. который приводится ио
вращение от вала 5 через сменные колеса 6. коническую передачу 4,
червячную передачу 7—22, вал 23. червяк 20 н червячное колесо 3.
сидящее на одном валу с кулачком 16. К поверхности кулачка 16
пружиной прижимается ролик 13, укрепленный на ираром конце
винта 17, связанногб со шпиндельной головкой.
В начале рабочего цикла ролик 13 находится во впадине кулач-
ка 16. При врашеннн кулачка ролик квтнтся по его криволинейной
поверхности н перемешает винт 17 н шпиндельную головку вираао,
осуществляя врезание долбяка в заготовку.
Как только врезание закончится н осевое перемещение винта
17 прекратится, выступ на тыльной части «улачка 16 отходит от
левого конца рычага 12 и последний под действием пружины 9
приподнимает фиксатор 10. освобождая рычаг //. который под
действием пружины 8 поворачивается влево, смещая влево вал 2/.
При смешении алево вал 21 выключает муфту Mt, освобождая
червячное колесо в разъединяя цепь вращения кулачка от вала 5.
Одновременно смешается влево н сухарь 18. освобождая собачку
2. Собачка под действием собственного веса опускается и входит
в зацепление с храповым колесом 19. которое начинает поворачи-
ваться вследствие качания сектора I. приводимого в движение от
кулачка Кг. закрепленного на валу X (см. кинематическую схему
рнс. 134).
Прн каждом качатеЛьном движении сектора / и храповой со-
бвчки 2 храповое колесо !9 поворачивается на одни зуб. приводя
в движение через червячную передачу 20—3 кулачок /о; при
этом ролик 13 будет скользить по концентричной части профиля
кулачка, вследствие чего радиальной подачи происходить не бу-
дет. С этого момента стол с заготовкой должен совершить один
поворот для полной обработки заготовки.
По окончании цикла обработки ролик 13 попадает во впадину
кулачка 16, винт 17 под действием пружины (на чертеже не по-
казана) перемещается влево и, нажав упором 14 на конечный
выключатель 15, выключает станок.
Рис. 135. Узлы зубодолбежного станка модели 514
ВЕРТИКАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 5Д32
Общая характеристика станка
Назначение стайка. Станок предназначен для нарезания нм
лнндрнческнх зубчатых колес с прямыми н косыми зубьями и для
нарезания червячных колес как методом* раднвльной. так н ме-
тодом тангенциальной подачн. Прн наличии специальных приспо-
соблений возможно нарезание шестерен внутреннего зацепления
Темяячсскаа характеристик* стайка
Наибольший диаметр нарезаемых колес а лл 000
Пределы модулей зубьеа нарезаемых колес а лл;
по стали ............. В—в
пи иугуну . .... t ..... . в—0
Наибольший угол наклона зуба нарезаемых колес а /рос» ±60
Наибольшая ширина нарезаемых колес а мл . ... 275
Наибольший диаметр фрезы в лл . 120
Пределы чисел оборотов шнинделя минуту . 47,5—192
Пределы подач за оборот стола в лл.
вертикальных ................. ОД—3
радиальных . . . . . . 0,1—1
Мощность главного алсктродвнгателя в квг %8
Основные узлы станка (рис. 136). А — станннд; Б — стол; В —
стойка; Г — поддерживающий кронштейн; Д — поперечина; Е —
фрезерный суппорт; Ж — протяжной суппорт; 3 — подвижная стой-
ка; И — гитары дифференциала и подачн: К — делительная гитара.
Органы управления. / — рукоятка включения и выключения ра-
бочих подач; 2 — рукоятка включения подачи при работе с про-
тяжным суппортом; 3 — кнопочная станция; 4 — рукоятка вклю-
чения вертикальной подачн фрезерного суппорта; 5 — кнадрат для
рунного вертикального перемещения подвижной стойки; 6 — квад-
рат для ручного горизонтального неремешения подвижной стойки;
/ — рукоятка включения радиальной подачи подвижной стойки.
Движения в стаиие. Движение резан ня —вращение шпин-
деля фрезерного суппорта с червячной фрезой. Даиження по-
дач — вертикальное перемещение фрезерного суппорта Е. ради-
альное перемещение подвижной стойки 3 и тангенциальное пере-
мещение протяжного суппорта Ж.
Движением обкатки п деления является непрерывное
вращение стола с заготовкой. Вспомогательные движе-
ния—быстрые механические и ручные установочные перемещения
фрезерного суппорта и подвижной стойки.
Принцип работы. Станок работает ло методу обкатки, т. е. не-
ханическоговоспроизводства зацепления червяка (червячной фре-
зы) с колосом (заготовкой). Червячная фреза соответствующего
модуля и диаметра закрепляется иа оправке в шпинделе фрезер-
ного суппорта.
Обрабатываемая деталь нлн комплект одновременно обраба-
тываемых деталей устанавливается на оправке в шпинделе стола,
а при больших размерах колес — непосредственно иа столе станка.
Червячной фрезе и заготовке >рннудительно сообщают враща-
тельные даиження с такими угловыми скоростями, которые они
шали бы. находясь в действительном зацеплении.
/ Прн нарезании колес с -прямыми зубьями ось шпинделя фрезер-
ного суппорта устанавливается под. углом к горизонтальной пло-
скости, равным углу подъема винтовой линии червячной фрезы.
"Для нарезания колес с косыми зубьями ось шпинделя фрезерной
бабки устанавливается под углом, равным сумме нлн разности
углов наклона зубьев колеса и подъема винтовой линии фрезы в
зависимости от сочетания направлений винтовых линий зубьев н
виукрв фрезы.
/''Нарезание цилиндрических колес производится-с вертикальной
подачей фрезерного суппорта.
Для обеспечения возможности фрезерования колес попутным
методом иа станке модели 5ДЭ2 предусмотрено нагрузочное гид-
равлическое устройство.
Гидравлическое поджимное устройство состоит нз неподвижно-
го штока с поршнем и цилиндра, связанного с салазками фрезер-
ного суппорта. Прн фрезеровании попутным методом масло под-
водится в верхнюю полость цилиндра противовеса н поджимает
противовес вместе с фрезерным суппортом вверх, устраняя воз-
можность произвольного перемещения фрезерной бабкн под дей-
ствием усилия в пределах зазора между резьбой винта вертикаль-
ной подачи и маточной гайки.
Прн нарезании червячных колес методом радиальной подачн
используются цилиндрические червячные фрезы. Движение пода-
чн сообщают подвижной стойке в радиальном направлении до тех
пор, пбка расстояние между осями фрезы и заготовками ие станет
равным межцентровому расстоянию передачи.
В случае нарезания червячных колес методом тангенциальной
подачн применяются червячные фрезы с конической заборной
частью, которые при настройке станка устанавливают сразу на
заданное межцентровое расстояние; подачу при этом сообщают
протяжному суппорту с червячной фрезой вдоль ее оси. Этот метод
нарезания является более точным.
267
Рис. 136. Общий вид зубофрезериого полуавтомата модели 5Д32
Кинематика станка модели 5Д32
Движение резания. Вращение шпинделя (рнс. 137) с фрезой
осуществляется ею цепи: электродвигатель мощностью 2.8 квт.
клиноременная передача 105—224. вал I, шестерни 32—48. вал II.
шестерни 35—35. вал ///, сменные колеса Л,—В,. вал IV, кониче-
ские шестерни 24—24, вал V. конические шестерни 24—24, вал
VI, шестерни 17—17. вал VII, шестерни 16—64. шпиндель VIII.
Для обеспечения равномерности вращения шпинделя с фрезой
на валу VII установлен маховик.
Число оборотов шпинделя фрезерного суппорта п*> определяет-
ся из уравнения кинематической цепи движения резания, имеюще-
го вид
_ __а зол IQSft оде 37-35 At 24-24-17-16 ...
-1420 22^0.985 д ы об/лин.
Прилагаемый комплект сменных колес обеспечивает возмож-
ность получения семи различных чисел оборотов шпинделя.
Движение обкатки и деления заготовки. Это движение заимст-
вуется от ввла IV, вращение от которого передается столу через
косозубые шестерни 46—46, дифференциал, вал XXV. колеса пере- *
ключення Ci—Di. ввл XXVI, сменные колеса а—6 н с—d делитель-
ной гитары, вал XXVII и червячную передачу I—96.
Уравнение кинематической цепи, связывающей вращение за-
готовки с вращением фрезы п0, имеет вид
'Л'-
_ «4-17-24-24-46 .. С, я с 1
' * |«-17-24-24-46 "•*D, Э d 96 ’
Для сообщения столу г заготовкой добавочного вращения, не-
обходимого для нарезания цилиндрических колес с косыми зубья-
ми, червячных колес методом тангенциальной подачи н колес с ко-
личеством зубьев, выраженных простыми числами, для которых
нет соответствующих сменных колес, используют дифференциал,
для чего выключают муфту Мг и включают муфту Mi (как пока-
зано на схеме). Дополнительное движение обкатки получают от
вала XI через гитару сменных колес д>—6» и с»—dj, вал XXIV.
червячную передачу 1—30 н дифференциал.
Движения подач. Эти движения осуществляются от вала
XXVII через червячную передачу 2—24, вал IX. сменные колеса
<it—б| н Ci—d, гитары подач, вал X. ^кулачковую муфту Му. вал
XI, шестерни 45—36, вал XII, конические шестерни 19—19. вал
XIII. конические шестерни 16—16 н вал XIV. От вала XIV движе-
ние подач разветвляется.
Для сообщения вертикальной подачи фрезерному суппорту
включаются кулачковые муфты Л1, н Му Тогда вращение от вала
XIV через червячную передачу 4—20, вал XV и червячную передачу
5—30 сообщается вертикальному ходовому винту Xf(. Величина
вертикальной подачн фрезерной бабки s, за одни оборот стола
с заготовкой может быгь определенв нз уравнения
, 96-2 0, с, 45-IB-16- 4-5 |0 м
* 1-04 Ь, d, 3649-16-20-30 ММ1О°-
Подбор сменных колес гитары подач в зависимости от задан-
ной величины вертикальной подачн производится по формуле
К ^ = 0-3’-
Радиальная подача подвижной стойки обеспечивается прн
включении муфты М, н четырехэаходного падающего червяка.
В этом случае движение от вала XIV сообщается маточной гайке,
связанной с горизонтальным ходовым винтом XIX. через червяч-
ную передачу 4—20, вал XV, шестерни 10—20. вал XVI. червяч-
ную передачу 4—20 (с падающим червяком), вал XVII. шестерни
10—20. вал XVIII и конические шестерни 20—25. Уравнение кине-
матической цепи для определения величины радиальной подачи
по внжной стойки sf имеет внд
»,= 1
96 -2 о, <т 45 -19 П6- 4-10- 4-10-20
1-24 » d, 36-19-16-20-20-20-20-25
10 мм/об.^вг.
В этом случае подбор сменных колес гитары подач произво-
дится по уравнению
Протяжной суппорт, устанавливаемый взамен нормального, по-
лучает движение тангенциальной подачн от вала XIV, через кони-
ческие шестерни 16—16. вал XXI, шестерни 30—35—30. червячную
передачу /—50 н ходовой винт XXIII. Уравнение кинематической
цепи для этого случая имеет вид:
, 96-2 а, с, 45-19 16-16-Х I _ ..
,т= 1-24 a, d, X I9 i6-i6 X-50 5**/o6'
При работе с тангенциальной подачей подбор сменных колес
следует производить по формуле
Вспомогательные движения. Быстрые перемещения всех рабо-
чих органов станка осуществляются от электродвигателя мощно-
стью I квт через винтовые колеса 16—42, аал XI н далее по кине-
матическим цепям подач.
Рис. 137. Кинематическая схема зубофрезерного полуавтомата модели 5Д32
ЗУБОСТРОГАЛЬНЫЙ СТАНОК МОДЕЛИ 526
Общая характеристика станка
Нвзначенме станка. Станок предназначен для чернового н чи-
стового нарезания прямозубых конических колес в условиях инди-
видуального » серийного производства.
Техжическм карнтфкташ стт»
Наибольший диаметр обрабатываемые колес в мм . 610
Модула нарезаемых колес в мм:
наибольший ..... В
нвн меньший . ... ... I
Наибольшее передаточное отношенме нарезаемых колес 10 ; I
Наибольшая длина нарезаемого зуба в мм . . W
Пределы чисел нарезаемых зубьев........................ 10—200
Пределы чисел двойных ходов резцов в минуту М—470
Угол делителыюго конуса:
нвиыеяыояй......................................... б* 42*
наибольший . ........................................ 84* 18*
Мощность электродвигателя в кат................... 2Д
Основные умы станка (рис. 138). Л—станина; Б — люлька;
В — бабка изделия; Г — салазки бабки изделия.
Органы управления. / — маховичок ручного привода станка
прн нветройке; 2 — маховичок ручного перемещения салазок
бабкн.
Движения в станке. Движение резания — возвратно-посту-
пательное движение ползунов с, резцами. Движение пода-
чи — воэврвтно-йращательное движение люльки с ремами. Дви-
жение обкатки — медленное вращение заготовки в процессе
обработки каждого зуба. Вспомогательные движения—
периодический поворот заготовки на одни или два зуба, механиче-
ский отвод салазок бабкн изделия, вращение барабана управления
и ручное установочное перемещение салазок бабкн изделия.
Принцип работы. Работа станка основана на механическом
воспроизводстве зацепления сопряженных конических зубчатых
колес, одно нэ которых является воображаемым производящим
колесом с прямобочным профилем зуба, подобным зубьям рейки.
Режущими инструментами служат два резца ,с прямолинейными
режущими кромками, воспроизводящие боковые грани двух со-
седних зубьев воображаемого производящего колесе.
Резцы закрепляются иа ползупах и совершают возвратно-по-
ступательное движение. Когда одни нз резцов совершает рабочий
ход. второй двигается а олостую. Поворотные направляющие пол-
зунов устанавливаются в соответствии с углом зуба. 1
Обрабатываемая деталь закрепляется на шпинделе бабкн изде-
лия, которую поворачивают так. чтобы образующая конуса впа-
дины была параллельна плоскости, в которой расположены линии
движения вершин резцов, и перемещают вдоль осн до совпадения
вершин конусов нарезаемого колеса н производящего колеса.
В процессе обработки заготовке сообщается обкаточное движение,
строго согласованное с воэвратио-врашательным движением
люльки.
Прн поворотном движении люльки с резцами вниз происходит
получнетовая обработка зуба с оставлением небольшого припуска
(0,5-—0,8 жж), который снимается во время чистового прохода прн
новоротном движении люльки вверх.
По окончаянн обработки каждого зуба салазки с заготовкой
отводятся от резцов, после чего заготовке сообщается делительный
поворот.
Для этой цели в стейке модели 526 предусмотрен дефференцн-
альный механизм. Начало процесса деления совпадает с моментом
подхода люльки с резцами вверх, конец деления происходит в
момент, когдв люлька начинает двигаться вниз. По окончании де-
лительного поворота салазки с заготовкой подводятся к резцам,
и цикл работы повторяется.
Подвод и отвод, салазок с заготовкой осуществляется специ-
альным барабаном отвода салазок н кулисой. Для реверсирова-
ния поворота люльки с резцами н включения дефференциала в
станке предусмотрен барабан управления.
Процесс нарезания с последующими делительными поворотами
многократно повторяется до окончательной обработки всего зубча-
того колеса.
Ручное установочное перемещение салазок бабкн изделия осу-
ществляется маховичком 2 через пару шестерен с внутренним за-
цеплением н реечную передачу.
Станок работает по полуавтоматическому циклу.
Конструктивные особенности. Достоинством станка модели 526
является простоте н жесткость конструкции, что обеспечивает его
широкое применение для выполнения тяжелых работ.
Для устранения зазоров, возникающих в зубчатых колесах при
реверсировании кинематической цепи н могущих вызвать поворот
заготовки относительно резцов, в станке предусмотрено наличие
уравнительной муфты.
Модификация зубострогальиых станков. Помимо подробно опи-
санного эубострогального станка модели 526. для нарезания ко-
нических зубчатых колес с прямыми зубьями выпускаются моде-
ли: 523, 5П23, 5П23А. 5А26. 5284. 5282 н др.
Рис. 138. Общий вид зубострогальиого стайка для конических колес модели 526
Кинематика станка модели 526
Движение реэання. Вращение от электродвигателя мощностью
3 квг (рис 139) передается через конические шестерни /5—45.
вал /. конические колеса 25—25, вал И. конические шестерни
25—25, вал ///. нарносменные колеса Л—В. вал /V, конические ко-
леса 19—43 н вал V кривошипному диску Дь на котором имеется
переставной кривошипный палец.
Кривошипный диск Д1 с помощью шатуна приводит а возврат-
но-качвтельное движение кривошипный диск Дз, последний имеет
два крнаошнпных пальца, связанных шатунами с ползунами
люльки, которые благодаря этому получают прямолинейное воз-
вратно-поступательное данженне
Движение подач. Движение круговой подачн заимствуется от
вала / и передается люльке через гитару сменных колес подач
а>—6i н Ct—dlt конические колеса /5—45, реверсивный механизм,
парносменные колесв е — / угла поворота люльки н цнлнндрнче
скую, коническую н червячную передачи
Кинематическая цель подачн связывает движение ползунов с
медленным вращательным движением люльки. Величина круговой
подачн s. в мм на 1 дв ход резцов определяется уравнением
_. 43 В 25 25 и, со 1Б-42 ' 45 20 1 кяия
*<= 1 19 A QS 25 fr. rfi 45 42 I 36 25 120 slue ’
где zv — число зубьев нарезаемого колеса;
т — модуль нарезаемого колеса;
а — угол делительного конуса нарезаемого колеса
Величина круговой подачн зависит от соотношения чисел зубь-
ев сменных шестерен Oj—6» и с»—dt гитары подач н парносменных
колес e — f. Числа зубьев последних рассчитывают нз условия, что-
бы за время одного оборота барабана управления люлька по-
вернулась в каждую сторону на угол 6°, определяемый степенью
перекрытия
Уравнение кинематической цели поворота люлькн в обе сторо-
ны имеет вид.
2t> 360.
где я — часть оборота распределительного барабана Si. затрачи-
ваемая на переключение муфты Mi н равная для данного
механизма оборота.
Из выражения кинематической цепи подачн выводится формула
для подбора сменных колес гитары подач
Делительный поворот. В конце хода люлькн вверх после отвода
резцоа от заготовки торцовый кулак, расположенный' на барабане
управления Б,, прн помощи рычага включает муфту Мз, конструк-
ция которой обеспечивает поворот корпуса дифференциала точно
на один оборот. Ведущая часть муфты приводится ао вращение
от вела И через шестерни Зв—32—38 и 38—б/, находящиеся а по-
стоянном зацеплении. Поворот заготовки, необходимый для осу-
ществления процесса деления, сообщается от корпус! д фф ен зн-
ала через вал XIII. конические шестерни 32—21, вал XIV. кониче-
ские шестерни 26—26. вал XV, конические шестерни 26—26. теле-
скопический вал XVI. сменные колеса а,—Ь, и с,—d} делительной
гитары, конические шестерни 36—24 и червячную передачу !—120.
Данженне обкатан. Кинематическая цепь движения обкатки
связывает вращение люлькн с вращением нарезаемого колеса так.
чтобы прн повороте люлькн на один зуб воображаемого произ-
водящего колеса заготовка также повернулась иа один зуб. урав-
нение кинематической цепи обкатки имеет вид
1-120-25 я с . 32-26-26 я, с, 36-1 _ I
г. 120 Ь 4 <’•*24-26-26 Ь, 4, 24-120 ~ г, •
где г. — чнслб зубьев воображаемого плоского конического коле-
са. Для данного случая
Формула для определения сменных колес гитары обкатки имеет
вид
* _ z"
Т 4 '. ~К '
С достаточной для практики точностью
____I
• line *
Вспомогательные даиження. Радиальный отвод заготовки после
обработки каждого зуба осуществляется барабаном отвода сала-
зок Б, и регулируемой кулисой. Регулировка кулнсы производит-
ся с помощью винта с полэушкой в соответствии с модулем наре-
заемого колеса. Барабан Б, имеет две канавки, из которых правая
служит для подачн заготовки при черновой обработке, левая —
при чистовой обработке. Он -приводится в движение от вала. VI
через конические шестерни 26—26, вал XVIII н червячную переда-
Барабан Б(< находящийся на валу VII, приводится в движение
от вала VI через червячную передачу 2—34.
Рис. 139. Кинематическая схема зубострогальиого стайка для конических колес модели 526
ЗУБОРЕЗНЫЙ ПОЛУАВТОМАТ МОДЕЛИ 525
Общая характеристика станка
Назначение станка. Станок предназначен для чистового н мер*
нового нарезания -конических зубчатых колес < круговыми зубья*
мн. гипоидных колес н шестерен полуобкатных передач на скорост-
ных режимах с высокой степенью точност» обработки
Наиболее целесообразно применение станка в условиях массо-
вого и серийного производства
Техническая хараатерме така станка
Наибольший диаметр обрабатываемых колес в мм 600
Наибольший модуль обрабатываемых колес в мм 10
Наибольшая ширина обрабатываемых колес в мм 65
Пределы чисел нарезаемых зубьев ................... 4—100
Наибольшее передаточное отношение нарезаемых колес ID: I
Угол делительного конуса:
наименьший 5*30'
наибольший 84*
Наибольшая длина образующей начального конуса в мм 250
Диаметр резцовой голивкн в мм
наименьший 150
наибольшим 300
Пределы чисел оборотов кметрументального шпинделя в
минуту .......... 25—325
Мощность электродвигателя в кчтг 4,5
Основные узлы станка (рнс 140) Л—основание станины,
Б — приводная коробка; В — стойка станины; Г — обкатная люль-
ка, Д • вертикальный суппорт, Е — бабка изделия; Ж — сменные
колеса гитары деления. 3 — поворотная плита; И — стол.
Органы управления. I — счетчик циклов, 2—.рукоятка пере-
ключения привода быстрых перемещений; Л—рукоятка подвода и
отвода стола и зажима заготовки; 4— кнопочная станция; 5 —
главный выключатель станка. 6 — кнопка пуска электродвигателя
гидравлики.
Движения в станке. Движением резания является враше
ине резцовой головки. Движение подачи - перемещение баб
кн с изделием в направлении резцовой головки Движением
обкатки и деления является медленное вращение обрабаты-
ваемой заготовки н поворот обкатной люльки со шпинделем рез-
цовой головки. Механический отвод салазок бабкн изделия являет-
ся вспомогательным движением.
Принцип работы. Станок работает квк по методу обкатки, так
и по методу врезания
Черновое нарезание зубьев производят методом «резания, при
котором образование зубьев осуществляется путем постепенного
приближения заготовки к инструменту. В этом случае величина
обкатки берется очень малой, необходимой только для того, что-
бы после каждого цикла инструмент попадал в соседнюю впадину.
Быстрый подвод стола заменяется медленной рабочей подачей,
при которой режушнй инструмент (резцовая головка) постепенно
врезается в заготовку По достижении полной глубины впадины
стол быстро отводится и обкатная люлька поворачивается в об-
ратную сторону.
Метод обкатки используется при чистовом нарезании При этом
необходимо наличие двух движений; движения резания н движе-
ния обкатки. Обкаточное движение продолжается в течение асего
времени, необходимого для обработки одной впадины. После этого
заготовка отводится от инструмента. а люлька, несущая резцовою
головку с инструментом, быстро поворачивается в обратном на
правлении до исходного -положения Заготовка при этом продол-
жает зрашвться в ту же сторону, что и во время обработки. Бла-
годаря этому за время холостого хода люльки заготовка успевает
повернуться на определенное число зубьев.
Для нарезания на заготовке всех зубьев необходимо, чтобы
они при каждом цикле поворачивались на целое число зубьев, не
имеющее общих множителей с числом зубьев нарезаемого колеса.
При несоблюдении этого условия инструмент после каждого цикла
не будет попадвть в новую впадину.
По окончании обработки всех впадин станок автоматически
останавливается.
Наличие механизма модификации обкатки позволяет произво-
дить нарезание шестерен для полуобкатных передач, а также ше-
стерен с большой длиной образующей начального конуса.
Конструктивные особенности. Отличительной особенностью по
л у автомата 525 является отсутствие реверсирования заготовки,
непрерывный процесс деления заготовки н реверсирование обкат-
ной люльки с помощью составного колеса.
Время холостого хода не зависит от продолжительности никла
обработки.
В станке модели 525 холостой ход может осуществляться с
двумя скоростями; *прн «врезании шестерни с 2 <. 15 продолжи-
тельность холостого хода составляет 5 сек/зуб, при нарезании ше-
стерни с 161— 2,5 сек!зуб
Перемещение стола с обрабатываемой заготовкой, крепление
заготовки на оправке в шпинделе бабкн изделия н переключение
фрикционной муфты осуществляются гидроприводом.
Рис. 140. Общий вид зуборезного полуавтомата для конических колес модели 525
Кинематика станка модели 525
Движение резание. Шпиндель V резцовой головкн (рнс. 141)
приводится в движение электродвигателем мощностью 4,5 квг че-
рез цилиндрические шестерни 16—64, вал /. коническую перелечу
34—34. вал //. сменные колеса а—Ь н с—d гитары скорости реза-
ния, вал ///. шестерни 35—28, вал / V н закрепленную на нем шес-
терню 17. Эта шестерня находится в зацеплении с зубчатым ко-
лесом 85 внутреннего зацепления, закрепленном на шпинделе V
резцовой головки.
Число оборотов шпинделя резцовой головки nt может быть
определено нз выражения
16-34 о с 35-17
"’“2900 ы м td28-e5 об мин.
Движение подачи. Движение от вала / передается барабану
Бн через сменные колеса Д|—б| н с,—dt гитары подач, вал VI.
шестерни 34—68 нрн включенной вниз фрикционной муфте Mt. вал
VII, шестерни 42—56, вал VIII, шестерни 48—55—64, вал IX и
червячную передачу 2—72. Червячное колесо 72 жестко соединено
с барабаном Бн подачи стола, который прн работе методом об-
катки обеспечивает подаод бабкн с обрабатываемой заготовкой в
рабочее положение. Этот же барабан но окончании обработки
каждого зуба отводит бабку с заготовкой. При работе методом
врезания в процессе обработки барабан Бн сообщает медленную
подачу заготовке, обеспечивая постепенное врезание инструмента.
Барабан имеет две канавки Kt н Kt'. одну для чистового нарезания
методом обкатки, другую для чернового нвреэания методом вре-
зания. В каждую из канавок в зависимости от принятого мето-
да работы вводится ролик Pt нлн Pt, хвостовики кот9рых имеют
зубчатые рейки, соединенные между собой реечной шестер-
ней z.
Скорость врашення барабана Бн настраивается так. чтобы он
совершвл один оборот за цикл работы. На валу барабана Бн по-
мешен кулачок К. который в нужный момент включает гидравли-
ческий золотник, переключающий фрикционную муфту Mt с рабо-
чего на холостой ход и наоборот.
Движение обкатки. Медленное вращение заготовки заимствует-
ся от вала IX. Вращение передается через шестерни 64—60—48.
полый вал XI. конические шестерни 23—23, вал XII, свободно про-
ходящий через центральное отверстие составного колесе, шестер-
ни 75—60 или 27—108. вал XIII. конические шестерни 26—26.
вал XIV, конические шестерни 26—26, вал ХК конические шестер-
ни 26—26, телескопический вал XVI. сменные колеса о»—6t и
Ct—dt гитары обкатки, вал XVII. конические шестерни 29—29. аал
XVIII. конические шестерни 30—30. аал XIX, чераячную передачу
4 ВПП — . vvx_*....
Одновременно с заготовкой медленное вращение сообщается
также обкатной люльке Л. Движение заимствуется от аала XI.
связанного шлицевым соединением с валом XXI, и передается че-
рез конические шестерни 16—32, вал XXII, шестерню 14, составное
колесо, зубчатую передачу 252—21—50. вал XXIII, шестерни
20—42, вал XXIV, сменные колеса аг—Ьг и Cj—dj'гитары, вал XX V,
конические шестерни 30—28. аал XXV! и червячную передачу
2—135, червячный венец которой прикреплен к люльке Л. Кониче-
ские шестерни 16—32 н шестерик 14 смонтированы в подвижной
каретке.
По окончании обработки одного зуба заготовка отводится
впрвво н продолжает вращаться в ту же сторону, а обкатная люль-
ка быстро поворачивается в противоположном направлении, воз-
вращаясь в исходное положение. Реверсирование обкатной люльки
Л обеспечивается конструкцией составного колеса и происходит
следующим образом: при зацеплении шестерни 14 с зубчатым сек-
* тором внутреннего зацепления происходит рабочий ход, далее
шестерня 14 входит в зацепление с зубчатым соединяющим участ-
ком. обеспечивая процесс реверсирования; прн зацеплении шестер-
ни 14 с участком внешнего зацепления происходит холостой ход.
Зв одно качение составного реверсивного колеса шестерня 14 со-
вершает
-96+96+2 28. _1=24об
Механизм модификации. Как указывалось выше, прн обработ-
ке зубчатых колес методом врезания величина обкатки берется
очень малой, вследствие чего профиль зубьев получается весьма
близким к профилю зубьев рейки, так как часть металла на го-
ловке и ножке зуба остается несреэанной. Снятие этих утолщений
для придания зубу нормального профиля, достигается дополни-
тельным поворотом обкатной люлькн Л в обе стороны с помощью
особого механизма. На конце вала XX VI закреплена шестерня 26.
приводящая во вращение шестерню 38. сменные колеса гитары
модификации обкатки А— В, вал XXVII. червячную передачу
2—54 н вал XXVIII. На конце этого вала эксцентрично укреплен
палец С. входящий а лаз втулки D вала XXV! и работающий как
кривошип, сообщая -валу ХХ\7! с червяком незначительные переме-
щения вдоль своей осн. вызывая дополнительные повороты
люлькн.
Вспомогательные движения. Отвод салазок бабкн изделия по
окончании обработки заготовки осуществляется переключением
муфты М| вверх, прн котором вал VII н все последующие переда-
чи приводятся в движение непосредственно от вала / с двумя раз-
Рис. 141. Кинематическая схема зуборезного полуавтомата для конических колес модели 525
ЗУБООТДЕЛОЧНЫЙ ТОНКОСТРОГАЛЬНЫЙ
(ШЕВИНГОВАЛЬНЫЙ) СТАНОК МОДЕЛИ 5715
Общая характеристика станка
Назначение станка. Станок предназначен для окончательной
отделки шевингованием зубьев сырых и улучшенных з>бчатых ко
лес с прямыми н винтовыми зубьями как наружного, так н внут-
реннего зацепления в условиях массового н кр>пносернйного про-
изводства При налнчнн дополнительной качающейся плиты воз
можно получение бочкообразных зубьев.
Технически характеристика станка
Наибольший нодуль в жж ... . Я
Диаметр обрабатываемого колеса в мм:
наибольший 450
наименьший .................................... 150
Наибольшая ширина обрабатываемого колеса в мм 120
Расстояние между центрами бабок в мм:
наибольшее 465
наименьшее 180
Диаметр шевера в жж 250
Наибольший угол поворота головки в град 45
Число скоростей вращения шпинделя 5
Пределы чисел оборотов шпинделя в минуту 118—294
Количество величин продольных подач стола 8
Количество двойных ходов стола а минуту
наибольшее ... 250
наименьшее ........................ ... 50
Количество величин радиальных подач 4
Величина радиалыюА подачи на ход стола в мм:
наибольшая 0.08
наиыеньшал 0.02
Мощность главного влсктродвигателя в кет 22
Основные умы станка (рис. 142). Л—стол; Б н Д — бабкн
нзделня; В — поворотная головка шевера: Г — стойка; Е— ста-
нина.
Органы управления. 1 — механизм поворота головки шевера;
2— маховичок для ручного перемещения стойки в радиальном на-
правлении.
Движения в станке. Движением резания в шевннговаль-
ных станках является относительное движение скольжения зубьев
шевера и обрабатываемого колеса, величина которого зависит как
и обрабатываемого колеса. Движениями подач являются
прямолинейное возвратно-поступательное движение стола с заго-
товкой вдоль ее осн н периодическое радиальное перемещение
стойки с шевером в поперечном направлении. Движение об-
катки— свободное вращение шевннгуемого колеса. Вспомо-
гательные движения — ручной поворот головки шевера и
ручной перемещение стойки.
Принцип работы. Шееер закрепляется на шпинделе поворотной
головки, шевннгуемое колесо — на оправке в центрах бабок нз-
делня. Поворотная головка шевера устанавливается так. чтобы
' ось шпинделя составила с осью оправки угол, равный алгебраиче-
ской сумме углов наклона зубьев шевера и обрабатываемого ко-
леса.
В процессе работы шеверу сообщается принудительное враще-
ние. а обрабатываемое колесо, находящееся с ним в постоянном
зацеплении, получает свободное обкатное вращение; прн этом
вследствие наличия бокового скольжения зубьев происходит сня-
тие тонкой стружки с зубьев заготовки.
Длина хода стола в продольном направлении должна быть не-
многим больше ширины шевннгуемого колеса. Дли обеспечения
непрерывности обработки в конце каждого хода стойке сообщает-
ся раднальное перемещение. После снятия всего припуска на об-
работку радиальная подача прекращается, а продольная подачп
стола продолжается еще в течение нескольких проходов для
окончательной зачистки и прикатки боковых поверхностей зубьев.
Конструктивные особенности. Станок модели 5715 в отличие
от некоторых других моделей является бесконсольным, что повы-
шает точность н чистоту обработки боковых зубьев шевннгуемых
зубчатых колес.
Радиальная периодическая подача в станке модели 5715 осу-
ществляется перемещением шевннговальной бабки по горизон-
тальным направляющим станины, имеющей в -плане форму
буквы Т.
Разворот шевннговальной головки на нужный угол произво-
дится относительно горизонтальной осн. расположенной перпен-
дикулярно оси бабок нзделня. что создает более благоприятные
условия наладки и работы станка.
Шпиндель смонтирован в «орпусе поворотной головки шевнн-
говальной бабкн на прецизионных радиально-упорных подшнпни-
1
Рис. 142. Общий вид зубоотделочного шевинговальиого стайка модели 5715
KI
«о
Кинематика станка модели 5715
Движение резания. Шевер лалучает врашеиие от электродвига-
теля мощностью 2,2 квт (рис. 143) по кинематической цепи: клн-
ноременная передача 140—200, вал /, червячная передача 5—22.
вал 11. шестерни 46—50. вал ///, ларпосменные колеса А — В н
шпиндель IV. Число оборотов шевера п„ определяется выраже-
нием
"°1440 '££ьЛоб1мм'
К станку прилагается пять пар сменных колес.
Подбор сменных колес А н В производится в зависимости от
заданной скорости резания о. Прп шевинговании, как известно,
скоростью резания является скорость относительного скольжения
зубьев шевера и обрабатываемого колеса в полюсе зацепления.
Эта скорость на основании геометрических зависимостей может
быть определена по формуле
о= * (соф, tg ₽, ± sin ₽„) м/мин.
таи D и -— диаметр шевера в мм:
п„ — число оборотов шевера в минуту;
₽» и ₽,— углы наклона соответственно зубьев шевера и об-
рабатываемого колеса в град.
Знак плюс ставится в формуле прн однонмепных направлениях
винтовых линий зубьев шевера и обрабатываемого.колеса, а знак
минус — прн их разноименных направлениях.
Формула для подбора сменных колес А н В имеет вид
л |Д в
~В~ “ D»(COS)a lg ± sin
Движение обкатки. В данном случае движением обкатки явля-
ется свободное вращение шевннгуемого колеса с числом оборотов
п ,, которое зависит от чисел эубьеа шевера и колеса г, и числа
оборотов в минуту шевера.
Привод подач. Продольная подача стола осуществляется от
реверсивного электродвигателя мощностью 0.85 квт через червяч-
ную передачу 1—50, вал VI, парносменные колеса C—D. вал VII.
шестерни 25—25 и ходовой вннт VIII с шагом 6 мм. гайка кото-
рого связана со столом. Реверсирование продольной подачн и на-
стройка величины хода стола производится переставными упорамгф
укрепленными в продольном пазу стола. Упоры, воздействуя на
электрический переключатель, изменяют направление вращения
электродвигателя н соответственно направление движения стола.
Скорость продольной подачи стола з зависит от числа зубьев
t
сменных колес C—D н определяется выражением
,ш950ЭТТ^’6жл,/*“и'
К станку прилагаются четыре яары сменных колес С—D.
Однако обычно продольную подачу стола Принято исчислять
в мм зв оВйн оборот шевннгуемого колеса.
Решая совместно уравнения кинематических цепей движения
реэання, обкатки н продольной минутной подачн, получают
‘°^ АЛ b мм1а6-
Расчетная формула для подбора оменных колес цепи продоль-
ной подачн для заданного значения sa примет вид
, Периодическая радиальная подача шевера в конце каждого
Хода стола осуществляется двумя кулачками, установленными на
градунповаином диске Д. и храповым -механизмом. Диск Д полу-
чает вобвратно-вращательное движение от вала VII через червяч-
ную передачу /—30 н ввл IX. Изменение направления вращения
диска Д происходит прн реверсировании продольной подачн
стола.
Угол ф поворота диска зависит от длины хода стола L и опре-
деляется выражением
♦“ бЖЗГ360’-
Упоры У1 н У1 устанавливаются на диске Д под углом а Таким
образом, в Конце каждого хода стола одни нз кулачков, воздей-
ствуя на ролик Р рычажно-храпового механизма, поворачивает
храповое колесо 150. Регулированием храпового механизма мож-
но изменять поворот храпового колеса за ход стола на величину
от одного до четырех зубьев.
' От храпового колеса вращение .передается через вал X и ци-
линдрические зубчатые колеса 18—30 горизонтальному ходовому
винту XI с шагом 5 мм. Наименьшая величина радиальной подачн
шевера s, за один ход стола составляет
»л= ТЙПГ5-0 02
Вспомогательные движения. Разворот головкн шевера произво-
дится с помощью поворотного механизма Установочное переме-
шенне стойки в радиальном направлении достигается поворотом
махоанчка Мх через вал X, цилиндрическую передачу 18—30 н
ходовой аннт XI.
281
Рис. 143. Кинематическая схема зубоотделочного шевннговального станка модели 5715
МОДЕРНИЗАЦИЯ СТАНКОВ
Основные направления модернизации металлорежущих станков 1
Обеспечение наиболее полного использования возможностей
современного режущего инструмента (рнс. 144, о). Возможности
режущего инструмента, изготовленного из высокостойкнх режущих
материалов и имеющего усовершенствованную конструкцию н гео
метрню, могут быть полностью использованы только на быстро-
ходных. мощных достаточно внброустойчнвых и соответствен ио
жестких станках.
Несмотря на то что в период внедрения скоростных режимов
резания была проведена большая работа'по повышению быстро-
ходности. мощности и жесткости станков, модернизация станков с
целью обеспечения наиболее -полного использован ня возможностей
современного режущего инструмента продолжает оставаться акту*
алыюй. Это обусловливается тем. что далеко «е асе станки налич-
ного парка, нуждающиеся в повышении мощности быстроходно-
сти, были -подвергнуты соответствующей модернизации. Кроме то-
го. появление новых материалов для изготовлен ня режущих
инструментов и проводимое инженерами, учеными и новаторами
производства усовершенствование их конструкции создают усло-
вия для дальнейшего повышения скоростей резания и увеличения
подач.
Концентрация операций и переходов (рнс 144. б). В данном
случае модернизация имеет целью обеспечить возможность совме-
щения операций нлн переходов, выполнявшихся ранее после-
довательно (раздельно) на одном и том же или на разных
станках.
Сокращение затрат вспомогательного времени (рнс. 144, в)
При полном использованнн возможностей современиодо режущего
инструмента, когда работа ведется при высоких режимах резания
и при концентрации операций и переходов, основное время во мно-
гих случаях сокращается столь значительно, что составляет лишь
небольшую часть общего штучного времени. В этих условиях
дальнейшая интенсификация режимов резания не дает заметного
повышения производительности. Поэтому модернизация станков
должна обеспечить сокращение времени, затрачиваемого на соот-
ветствующие вспомогательные операции.
Автоматизация цикла обработки. При значительном сокраще-
нии доли основного времени в общем времени обработки повыше-
ния производительности труда можно добиться за счет автомати-
зации никла работы станка. Вследствие этого вопросы автоматн
1 Сформулированы проф И. .4 Кучером
зацнн модернизируемых станков приобретают особую актуаль-
ность.
При автоматизации достигается сокращение вспомогательного
времени, которое на автоматизированных стайках является време-
нем холостых ходов, создаются условия для внедрения многоста-
ночного обслуживания, а в ряде случаев и для повышения ре-
жимов работы.
Возможность повышения режимов работы на автоматнзнро
ванных станках обусловливается тем, что применение высо-
ких режимов резания на не автоматизированных станках огра
ннчнвается условиями ручного управления, которое возможно
только при ограниченной скорости протекания процесса обработки,
а соответственно н более ннзкнх режимах резания.
Расширен»^ технологических возможностей станка. При рас-
ширении технологических возможностей модернизируемый станок
приспосабливают для выполнения более широкого круга работ в
пределах его основного технологического назначения нлн для вы-
полнения ранее не свойственных ему работ.
Изменение основного технологического назначения станка
(рис. 144. г). При измененнн основного технологического назначе-
ния модернизируемый станок перестраивают для выполнения не-
свойственных ему операций н после этого он не может быть ис-
пользован по основному технологическому казна чей ню.
Специализация станка. В условиях мвесового производства,
когда на станке постоянно выполняется одна н та же операция
нлн несколько однотипных операций, модернизируемый станок
целесообразно специализировать для осуществления этих опера
цнй.
Повышение точности станка. Целью модернизации станка яв-
ляется получение точности, превышающей первоначальную точ-
ность станков аналогичного типа. Необходимость в модернизации
этого рода возникает в тех случаях, когда требования к точности
обработки не могут быть удовлетворены при использовании имею-
щегося оборудования. ь
Улучшение условий 'эксплуатации станка. Это направление
объединяет все мероприятия, которые имеют целью снизить расхо-
ды на вспомогательную рабочую силу н материалы, на текущий
и капитальный ремонт модернизированных станков.
Повышение безопасности работы на станке. В условиях социа-
листического производства любая модернизация станка должна
обеспечивать безопасность работающего на станке и людей, нахо-
дящихся вблизи от рабочего места
I.
Рис. 144. Примеры модернизации станков
Модернизация приводов станков
Общие положения. Исследование вопросов, связанных с мо-
дернизацией приводов станков, показывает, что, как правило, мощ-
ность привода можно повысить только при повышении числа обо-
ротов первого вала коробки скоростей. Но и прн этих условиях
мощность может быть повышена только до определенных преде-
лов и не во всех случаях.
На первый взгляд, исходя из формулы для определения крутя-
щих моментов (Л1М=97 300-^-) кажется, что без ущерба для ра-
боты привода его мощность может быть повышена в тех же пре-
делах. что н быстроходность, так как крутящие моменты н соот-
ветственно. усилия, действующие на элементы привода, остаются
постоянными. В действительности, как подтверждают практика н
теоретические расчеты, вначале, повышая угловые скорости всех
элементов привода, можно увеличить мощность электродвигателя.
По мере повышения числа оборотов элементов привода воз-
можности для увеличения мощности электродвигателя уменьша-
ются. Наконец, прн каком-то числе оборотов допустимая мощность
электродвигателя достигает максимума. Если далее повышать чис-
ла оборотов, возникает необходимость уменьшения мощности
электродвигателя во избежание повышенного износа элементов
привода нлн их поломки. Такая зависимость между повышением
быстроходности станка и «мощности электродвигателя объясняет-
ся тем. что на детали привода, кроме рабочих нагрузок, действу-
ют также динамические нагрузки, обусловливаемые многими при-
чинами. в первую очередь ошибками зацепления зубчатых колес.
Динамические нагрузки резко увеличиваются с повышением бы-
строходности привода. Чтобы сохранить неизменными суммарные
нагрузки иа детали привода, приходится уменьшать полезные на-
грузки и соответственно мощность приводного электродвигателя.
Следовательно, повышение быстроходности станка за счет
увеличения передаточного отношения первого эвена целесообраз-
но только в определенных пределах, а которых одновременно
можно повысить н мощность привода, заменяя электродвигатель.
Динамические нагрузки по-разному влияют на работу различ-
ных деталей привода. Например, динамические нагрузки, дейст-
вующие па валы н подшипники качения, незначительны н могут
практически не учитываться. Динамические нагрузки на зубчатые
колеса могут достигать большой величины. Вместе с тем повыше-
ние окружных скоростей зубчатых колес приводит к уменьшению
срока их службы. Поэтому пределы повышения быстроходности
н мощности приводов станков ояределяют на основе поверочных
расчетов зубчатых колес.
Повышение быстроходности станка ограничивается ие только
условиями нагрузки деталей привода, но н допустимыми для них
окружными скоростями и виброустойчивостью станка в целом.
Прн решении вопроса о повышении быстроходности привода
надо иметь в виду н влияние скоростей вращения элементоа при-
вода на к. л. д. станка, который имеет тенденцию к снижению по
мере увеличения быстроходности привода. Уменьшение к. п. д.
зависит от возрастания потерь на трение, часть которых увеличи-
вается пропорционально повышению быстроходности привода, а
часть в большей степени, чем быстроходность.
Выбор оптимального варианта модернизации привода зависит
также от технологических задач, для решения которых модерни-
зируется станок, н от вида производства — индивидуальное, се-
рийное нлн массовое, для которого предназначается модернизиро-
ванный станок.
Таким образом, в зависимости от технологических задач, кон-
струкции привода и запасов прочности н долговечности его дета-
лей следует выбирать варианты модерннзацнн привода движения
резания, являющиеся для данного конкретного случая наиболее
оптимальными.
Ниже рассматриваются основные варианты модерннзацнн при-
водов движения реэання в применении к консольно-фрезерным
станкам.
Варианты модернизации приводов. Первые три вариан-
та модернизации (рнс. 145, а. 6 и а) являются наиболее простыми.
Они предусматривают повышение быстроходности путем пропор-
ционального увеличения чисел оборотов всех элементоа привода.
В первом варианте это достигается упразднением первой пони-
жающей передачи-, во втором варианте — установкой более бы-
строходного электродвигателя, -в третьем — увеличением переда-
точного отношения первой постоянной передачи.
Каждый нз указанных вариантов имеет свои преимущества н
недостатки. В отношении к. о. д. оптимальным является первый
вариант, по объему работ ианлучшим является второй вариант,
третий вариант создает наиболее широкие возможности варьиро-
вания пределов повышения быстроходности станка и соответст-
венно мощности электродвигателя. В отношении других парамет-
ров все три варианта примерно равноценны.
Четвертый аарналт модерннзацнн привода (рнс. 145, г)
применяется в том случае, если окружные скорости промежуточ-
ных элементов привода ивстолько высоки, что дальнейшее повы-
шение нх быстроходности сокращает срок нх службы и может
привести к поломкам. Повышение быстроходности шпинделя до-
стигается увеличением передаточного отношения последней пере-
дачи. Эффективная мощность на шпинделе может даже из-за
увеличения потерь, связанных с увеличением быстроходности, не-
сколько понизиться Данный метод целесообразно применять для
модерннзацнн станков, используемых па чистовых операциях, ко-
торые требуют быстроходности' но небольшой мощности.
Рис. 145. Варианты модернизации приводов станков
28S
Пятый вариант модерннзацнн применяют в случае, когда
окружная скорость зубчатых колес привода уже достаточно вели-
ка н повышение быстроходности в нужных пределах за счет уве-
личения скорости всех звеньев привода оказывается невозможным
(рис. 146. о). Этот вариант предусматривает повышение быстро-
ходности ставка частично за счет увеличения передаточного от-
ношения последнего звена -и частично посредством повышения чис-
ла оборотов первого звена привода движения резания по одному
нз первых трех вариантов.
Повышение быстроходности шпинделя может быть достигнуто
в весьма широких пределах, а увеличение мощности привода не-
значительно, поэтому данный вариант пригоден в тех случаях,
когда модернизированный станок предназначается для получнсто-
вых и чистовых операций, не требующих большой мощности
привода.
В рассмотренных пяти вариантах модернизация приводов
движения резания обычно удается обеспечить прежний диапазон
регулирования скорости и прежнее количество скоростей враще-
ния шпинделя, которые станок имел до модернизации и, следова-
тельно, сохранить его универсальность.
Однако модернизировать станки устаревших конструкций рас-
смотренными методами обычно не удается, так как вся конструк-
ция привода в целом (материал деталей привода, нх термическая
обработка, точность изготовления, система смазки и т. л.) оказы-
вается совершенно не приспособленной для работы на высоких
скоростях и требует при модернизации коренной переделки, что
нерационально.
Модернизацию станков устаревших конструкций, в частности
станков со ступенчато-шкивным приводом, целесообразно вести
в направлении нх специализации, автоматизации и изменения
основного технологического назначения для использования в круп-
носерийном и массовом производстве.
Для станков, используемых в серийном производстве, диапазон
регулирования и количество скоростей могут быть при модерни-
зации существенно сокращены; станки, модернизируемые для мас-
сового производства, могут иметь 1—3 скорости н весьма малый
диапазон регулирования скорости. В этом случае в зависимости
от вида производства и технологических задач можно использо-
вать шестой, седьмой или восьмой варианты модерннзацнн.
Шестой вариант (рнс. 146. б) широко применяется для
станков со ступенчато-шкивным приводом, конструкции которых
ие позволяют рассмотренными выше методами повысить нх быст-
роходность и мощность. При этом методе широко используются
стандартние'нрнставиые коробки скоростей, имеющие от четырех
до девяти передач, или различные варианты для бесступенчатого
изменения скорости, например, тороилные вариаторы конструкции
Светозарова. шарнкового типа, с раздвижными конусами н др. Для
модернизации фрезерных и токарных станков приставные коробки
скоростей иногда применяются совместно с колонкой н натяжными
роликами.
Диапазон регулирования прн этом методе модернизации нахо-
дится в пределах 3—10. Объем работ по модернизации значите-
лен. Однако в этом случае может быть достигнуто весьма сущест-
венное повышение быстроходности и мощности даже для станков
устаревших конструкций.
Этот вариант особенно пригоден для модерннзвцнн группы
аналогичных станков, предназначенных для работы в условиях
серийного производства.
Седьмой вариант модернизации (рнс. 146. а) применяет-
ся для массового производства, где за станком закрепляется опре-
деленная операция н поэтому можно обойтись без изменения ско-
ростей. осуществляя привод шпинделя непосредственно от элект-
родвигателя через ременную передачу.
Для изменения скорости при настройке станка на другую опе-
рацию <можно использовать сменные шкивы, а в ряде случаев —
ступенчатые. Затраты по этому варианту незначительные, а эф-
фект в условиях массового производства весьма большой, так как
быстроходность и мощность привода могут быть повышены в не-
обходимых для осуществления заданной операция пределах.
Восьмой вариант модернизации (рнс. 146, г) предусмат-
ривает установку новой шпиндельной бабки (в большинстве слу-
чаев упрошенной конструкции) с ограниченным диапазоном ре-
гулирования. Этот вариант чаще всего используется для расшире-
ния технологических возможностей станков нлн нэменення нх
основного технологического назначения и одновременно обеспечи-
вает возможность внедрения скоростных методов обработки.
В практике заводов этот метод модерннзацнн широко исполь-
зуется для переоборудования устаревших горизонтально- и уни-
версально-фрезерных станков в вертикально-фрезерные для рабо-
ты на скоростных режимах в условиях с рнйного и крупносерий-
ного производства.
Многошпимельные продольно-фрезерные станкн устаревших
конструкций, имеющие привод всех шпиндельных бабок н привод
подач от одного электродвигателя, при модернизации оснащаются
новыми шпиндельными бабками с индивидуальным приводом от
отдельного электродвигателя и сравнительно небольшим диапазо-
ном изменения скоростей вращения, но зато весьма быстроходны-
ми и достаточно мощными.
Такне же шпиндельные бабкн используются для переоборудо-
вания устаревших продольно-строгальных станков в продольно-
фрезерные. пригодные для скоростных методов работы, а также то-
карно-карусельных станков в станкн для непрерывного фрезеро-
вания.
Установка шлифовальных бабок на продольно-строгальных
станках позволяет расширить нх технологические возможности и
использовать нх как продольно-шлифовальные.
Рис. 146. Варианты модернизации приводов станков (продолжение)
287
е Приставные коробки скоростей
Унифицированные приставные коробки скоростей. ЦКБ Рем-
маштреста разработало гамму приставных коробок скоростей для
использования нх прн модернизации устаревших моделей металло-
режущих станкоа.
Приставные коробки спроектированы двух типов — на четыре
и на девять скоростей. Каждый тип коробки имеет четыре размера
для передачи мощности: 2,8; 4,5; 7 и 10 хот.
Конструкция приставных коробок скоростей является широко-
универсальной. Их можно использовать как самостоятельный узел
или совместно с колонкой (рис. 147, а). Коробки устанавливают
на фундаменте около станка или непосредственно на станке. Воз-
можны 22 варианта установки приставной коробки.
Шпиндель станка получает вращение от приставной коробки
скоростей посредством ременной передачи. Прн использовании ко-
робки с колонкой для этой цели обычно применяется плоскоре-
менная передача с натяжными роликами.
Для сокрашеиня времени на останов станка е приставных ко-
робках скоростей предусмотрено электрическое торможение.
Изменение направления вращения шпинделя осуществляется
реверсированием электродвигателя.
Приставная коробка скоростей для продольно-строгальных
станков. У современных продольно-строгальных станкоа скорость
рабочего хода стола составляет 60—75 м/мин. а у отдельных мо-
делей достигает 100—120 м/мин. В то же время скорость рабочего
хода станкоа устаревших конструкций находится в пределах
8—16 м/мин.
Опыт заводов н теоретические предпосылки показывают, что
при модернизации можно увеличивать скорость хода стола до
25—35 м/мин. Для этой цели существующий ременныйлгрнвод ста-
рых станков заменяют либо приводом,- работающим' по системе
генератор — двигатель с бесступенчатым изменением скорости,
либо приставной коробкой скоростей с реверсивной электромаг-
нитной муфтой. ЦКБ Реммвштресга для модернизации устарев-
ших моделей продольно-строгальных станков разработало типо-
вую унифицированную реверсивную коробку скоростей.
Реверсивные коробки скоростей (рис. 147. б) выполняются
двух типоразмеров: мощностью 4,5—7 квг (тип УСП-5М-22) и
мощностью 10—14 кет. Обе коробки одинаковой конструкции и-
обеспечивают на выходном валу / четыре скорости вращения и
быстрый обратный ход. Реверсирование осуществляется электро-
магнитными, муфтамн 2 и 3. Числе зубьев сменных колес 4 н 5
выбнрвюгся в зависимости от технологических задач модерни-
зации.
Изменение скорости рабочего хода стола осуществляется ру-
коятками А и Б. которые управляют двойными подвижными бло-
подач
Приставная коробка скоростей соединяется с ведущим валом
привода движения резания посредством полужесткой муфты 6.
Приставная коробка подач. Для токарно-аннторезных станков
и ряда других типов металлорежущего оборудования необходимо
иметь тонкое ступенчатое изменение скорости подачи. В станках
устаревших конструкций для этой цели предусматривались гита-
ры. сменных колес, что требовало много времени на изменение ве-
личины подачи или шага нарезаемой резьбы. Применение при-
ставной коробки подач с цилиндро-коническими зубчатыми пере-
дачами (см. кинематическую схему на рис. 147, в) позволяет ре-
шить задачу модернизации привода подвч устаревших станков.
На шлицевом валу / (рис. 147. в) установлена обычная цилин-
дрическая подвижная шестерня 20. На валу //. расположенном
под определенным углом к валу /, закреплен ряд цилиндро-кони-
ческих колес. Количество цилиндро-конических колес соответст-
вует количеству скоростей коробки. На схеме показана коробка
' на II скоростей с конусом цилиндро-конических колес от 26 до
46 зубьев. Вал // связан с валом III обычной конической переда-
чей 30—38. Изменение скорости выходного вала коробкп подач
производится перемещением шестерни 20 по валу / и зацеплением
ее с одним нэ цилиндро-конических колес. Для обеспечения воз-
можности переключения скоростей конус цилиндро-конических ко-
лес собран так, что в одном из его продольных сечений осн эубь-
еа всех колес находятся на одной прямой. Перемещение шестерни
20 вдоль вала / возможно только в тот момент, когда шестерня
находится в зацеплении с зубьями цилиндро-конических колес,
расположенных на одной прямой. В коробке подач имеется спе-
циальный механизм, который производит переключение скоростей
только в соответствующий момент.
Приставная коробка подач с быстрым ходом. Прн переделке
продольно-строг ьных станков устаревших конструкций в про-
дольно-фрезерные необходимо уменьшить скорость хода стола, так
как прн фрезеровании перемещение стола является подачей, а не
движением резания. В то же время желательно увеличить коли-
чество скоростей подач.
Все эти задачи решаются применением прн модернизации до-
полнительной приставной коробки-подач, показанной ив рис. 147. г.
Приводной еикив Ш получает вращение от электродвигателя че-
рез клнноремениую передачу. Выходной вал приставной коробки
соединяется с приводом перемещения стола соединительной муф-
той Ме. Рабочая подача стола осуществляется при включении ку-
лачковой муфты М, вправо через шестерни 20—100. 20—100 и
тройной блок шестерен £ с тремя различными скоростями. Вклю-
чением кулачковой муфты М, влево достигается быстрое переме-
щение столв. Предохранительная мчгЬта М_ слчжит пл«
289
* Вариаторы к модернизируемым станкам
Вариатор с клиновым ремнем. ЭНИМСон разработан н изго-
товлен аврнатор типа ВР1 с широким клиновым ремнем
(рнс. 148,0), который может быть успешно использован при мо-
дерннзацнн.
В нижней части корпуса 6 вариатора установлен фланцевый
электродвигатель 12, на валу которого закреплен полый шлицевый
валик /. С валиком / жестко связан правый конус // Левый ко-
нус 5 совместно с втулкой 4 может перемешаться по шлицам .ва-
лике /. В верхней части корпуса вариатора помещен ведомый ввл 7.
У ведомого вале, наоборот, левый конус 8 закреплен неподвижно,
а правый конус 9 посредством переводной енлкн Ю может пере-
мещаться по шлицам вала 7. Нижние ведущие и аерхине ведомые
конусы соединены шнрояим клиновым зубчатым рением 13. На-
тяжение ремня производится пружиной 3. Сила натяжения регули-
руется гвйкой 2. Пленное изменение скорости вращения ведомого
вала вариатора производится принудительным перемещением ко-
нуса 9. Прн этом клиновой ремень 13 изменяет свое расположение
относительно конусов вврнатора н тем самым изменяет передаточ-
ное отношение передачи.
Нв рнс. 148. б показана схема управления вариатором. От
электродвигателя мощностью 0,18 кет через червячную передачу
1—24 приводится во вращение гайка Г. Последняя сообщает по-
ступательное движение вдоль оси грузовому внкту Вг. который
через рычажную анлку В, перемещает конус К (поз. 9 иа рнс.
148,0).
Тахогенератор Те, установленный иа левом конце ведомого ва-
ла /, позволяет по вольтметру В определить число оборотов в мину-
ту выходного шкива 111.
Торондны* вариатор. Торондные вариаторы системы Светоза-
рова могут быть выполнены иа различную мощность от 2 до
1000 квг с диапазоном изменения скорости до 6.
Принципиальная схема торондного вариатора поквэвнв на рнс.
148. в. Вращение от фланцевого электродвигателя Эд через шари-
ковую муфту М передается валу / н закрепленному на нем ве-
дущему торондному шкнву Т|. Ведомый тороидный шкив 7». ус-
тановленный на ввлу II. связан с выходным шкивом шариковой
муфтой и валиком 111.
Вращение от ведущего торондного шкива Т| ведомому переда-
ется сферическими дисками С, свободно установленными нв пово-
ротных цапфах Ц. Для передачи крутящих моментов необходимо
создать достаточную силу сжатия торондных шкивов и сфериче-
ских дисков. Для этой цели предусмотрены шариковые муфты М„,
и М„., которые автоматически создают необходимую силу сжа-
тия. Следует заметить, что сила сжатия шкивов пропорциональ-
на передаваемому веонЯтооом knvrmnpMv unupuvv
На рис. 148. в показано н действие шариковой муфты. Между
правой н левой полумуфтами, имеющими -клиновые выемки, рас-
полагаются шарики. При передаче вращения шарики заклинива-
ются между плоскостями выемок полумуфт. Нормальная сила Ря
может быть разложена на две составляющие — окружную силу
и осевую РШР,- Нетрудно видеть по расположению клиновых bIi-
емок, что осевые силы Рсот муфт М Ш1 и действуют навстречу
друг другу. Они н создают необходимое сжатие торондных шкивов.
Плавное изменение скорости вращения выходного шкива Ш
достигается за счет поворота цапф Ц со сферическими дисками
С относительно осей О| и Ог. В изображенном на схеме положе-
нии сферических дисков шкив 111 будет иметь в соответствии с
отношением диаметров соприкасающихся поверхностей торондных
шкивов и сферических дисков вдвое меньшее число оборотов, чем
электродвигатель.
При переводе сферических дисков в положение, показанное на
схеме штриховыми линиями, скорость вращения шкива Ш будет,
наоборот, вдвое больше, чем скорость вращения вала электродви-
гателя.
На рис. 148, г показан продольный разрез вврнатора дли бес-
ступенчатого изменения скорости вращения. В корпус 17 вариато-
ра запрессованы два стакана 3 и 22. а которых нв цилиндриче-
ских роликовых подшипниках 8 смонтированы полые валы 9.
На обращенных друг к другу концах авлоа 9 на «опусах и
сегментных шпонках насажены торондные шкнаы II и 14. Проти-
воположные концы валов выполнены в виде раструбов с внутрен-
ними зубьями, в которые вставлены подвижные стаканы 7 и сфе-
рические зубчатые шайбы 6 с углублениями под шарики 5. В по-
лостях полых валов установлены пробки /5 н распорные пружи-
ны 10. С одной стороны корпуса вариатора посредством проме-
жуточного фланца 18 закреплен электродвигатель 19, «а валу ко-
торого на шпонке снднт шариковая полумуфта 21. поддерживае-
мая радиально-упорным подшипником 20. С другой стороны ва-
риатора во внешней части стакана 3 иа радиальном н радиально-
упорном шариковых подшипниках 2 смонтирован аалнк 4. Внутрен-
ний конец последнего выполнен а виде шариковой полумуфты. Нв
наружном'* конце авлика 4 помешен выводной шкив / вариатора.
Между дном и крышкой 16 вариатора иа, поворотных цапфах 12
установлены два промежуточных сферических диска 13, находя-
щихся в контакте с тороиднымн шкивами II и 14. Сферические
диски, вращаясь на цапфах, могут а то же время поворачиваться
совместно с цапфами, занимая различное положение относительно
торондных шкивов.'
Предварительное сжатие шкивов и сферических дисков пронз-
ы
>о
Рис. 148. Вариаторы для бесступенчатого изменения скорости вращения привода движения резаиия
Шпиндельные бабки к модернизированным станкам
Передняя бабка. Многие заводы модернизируют устаревшие
ступенчато-шкивные токарные станкн для использования нх в
услоанях крупносерийного и массового производства путем уста-
новки новой передней бабкн упрощенной конструкции.
Например, на одном из ленинградских заводов была спроек
тирована н изготовлена односкоростнвя шпиндельная бабка
(рнс. 149, а), которая на специальной промежуточной ллнтс мо-
жет устанавливаться на модернизируемых токарных станках раз-
личных конструкций.
Привод передней бабкн осуществляется через клннорсмснную
передачу непосредственно от электродвигателя мощностью 5,fi
или 7 кет. сообщающего шпинделю 15Ю0 обIмин
Передняя бабка состоит нз литого корпуса 20 и крышки 2. ко-
торая присоединяется к корпусу вннтдмн 9 В центре предусмот
реп сапун 5.
Шпиндель / жесткой конструкции смонтирован на высокоточ-
ных подшипниках качения. В передней опоре установлены два
парных конических роликовых подшипника 3 класса А Регулиров-
ка зазора в подшипниках 3, а прн необходимости н создание опре-
деленного нвтяга производится гайками 4 через уплотнительное
кольцо /9
Задняя опора состоит нз двух раднвльных шариковых под
шинников /5 класса АВ. которые закрепляются на шейке шпнндс
ля гайкой /.1 На заднем конце шпинделя установлен на шпонке
14 приводной шкив U н связанный с ним шкнвок 12. Послсдпнк
служит для передачи вращения механизму подач станка
Между опорами иа шпинделе посредством шпонки 6 и стопо-
ра 17 закреплен тормозной шкнвок 16. который охватывается дач-
мя тормозными колодками /О. Управление тормозными колодками
производится рукояткой 18 (показана на чертеже штриховой ли-
нией). расположенной с передней стороны бабкн нхкоятка 13
имеет два фиксированных положения «включено» и «выклю-
чено»
С рукояткой 18 связан дисковый кулачок 7. который воздсйст
пуст на конечный выключатель 8.
Прн переводе рукоятки 18 из положения «включено» в поло-
жение «выключено» сначала происходит отключение электродви-
гателя. а затем торможение шпинделя.
Фрезерная бабка легкого типа. На заводах широко применяет-
ся модернизация горизонтально-фрезерных станков для скорост
ного фрезерования вертикальным шпинделем. В этом случае ис-
пользуются вертикальные фрезерные бабки с ременной передачей
от электродвигателей.
Подобная фрезерная бабка с приводом показана на рис 149. б
Корпус 3 жесткой конструкции прикреплен к зеркалч станины
Шпиндель 2 с маховиком 7 получает вращение через клнноремсн-
ную передачу от вертикального фланцевого электродвигателя,
установленного на кронштейне 8. На валу электродвигателя н на
конце шпинделя сидят ступенчатые шкивы 7 н 4.
Для переброски ремней со ступени на ступень и для натяже
ння нх к рои штейн-салазки 8 с электродвигателем могут переме-
щаться по направляющим балки 6, установленной на станине вме-
сто хобота Для перемещения евлазок 8 служит винт 10 с ган-
кой 9.
Шпиндель монтируется на подшипниках качения; в нижней
опоре его установлены два конических роликовых подшипника, а
а верхней—два шврнковых. Подшипники смазываются н охлаж-
даются -маслом, которое поступает от насоса по трубопроводу 5 и
отводится в резервуар по трубопроводу 11.
Фрезерная бабка тяжелого типа. На ряде машиностроительных
заводов широкое применение получили фрезерные бабкн среднего
и тяжелого типов для модерннзацнн мощных продольно-строгаль-
ных н продольно-фрезерных станков устаревших конструкций в
целях максимального использования свойств соаременного режу-
щего инструмента
На рнс 149. в показана развертка фрезерной бвбкн. Шпин-
дель / смонтирован в выдвижной гнльзе 2 на подшипниках каче-
ния. Закрепление гнльзы производится двумя надежными зажима-
ми 4 Вставка 3 служит для предохранения гнльзы от проворачи-
вания.
Приводная втулка 7 смонтирована на отдельных конусно-
роликовых подшипниках 5 н связана со шпинделем шести шлице
вым соединением; она несет на верхнем своем конце массивный
махоанк 8.
Привод бабкн осуществляется от фланцевого электродвигателя
мощностью 25 квг Коней аала электродвигателя входит на шпон-
ке в полый вал-шестерню 10, передающий вращение через-шестер-
ню 9 валу 22 и далее через сменные колеса 21 н 20 шлицевому ва-
лу 19.
На валу 19 находится подвижной трехскоростной блок ше
стерен 16. управляемый поводком 17. Подвижной блок может
входить в зацепление с шестернями 12. 15 и 18. жестко закреплен-
ными на полом валу 23. От последнего вращение передается при-
водной втулке 7 через шестерни 14—6. Кроме того, от вала ше-
стерни 10 вращение передается ввлнку 11, на конце которого за-
креплен эксцентрик 13. приводящий в действие плунжер масляно-
го насоса
Прн условии изготовления специальной каретки в соответст
вин с размерами направляющих траверсы станка эта фрезерная
бабка может быть использована для модерннзацнн различных ти-
пов продольно-фрезерных станков, а также прн создании специ-
альных торнеф резервы* станков
Рис. 149. Шпиндельные бабки, используемые для модернизации станков
* МОДЕРНИЗИРОВАННЫЙ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК
МОДЕЛИ 1Д62
Общая характеристика модернизируемого станка
Назначен» станка. Станок предназначен для скоростной обра-
ботки деталей в условиях индивидуального, мелкосерийного и се-
рийного производства.
Содержание модернизации. Проект модернизации станка пре-
дусматривает повышение его быстроходности, мощности и жестко-
сти, осиащ ине его устройствами для сокращения вспомогательно-
го времени, затрачиваемого ив обработку деталей и частичную
автоматизацию работы, станка. Проект модернизации решает так-
же задачи улучшения условий эксплуатации станка и повышения
безопасности работы иа нем.
Повышение мощности и быстроходности дости-
гается заменой приводного электродвигателя мощностью 3.7 квг
электродвигателем мощностью 7 кат, установкой клиноремеииой
передачи вместо плоскоременной, а также введением дополнитель-
ной пары косозубых колес и кулачковой муфты, управляемой ру-
кояткой 2 (рнс. 150).
Шпиндельный передний подшипник скольжения заменяется
специальным двойным цилиндрическим роликовым подшипником
с виутренинм коническим кольцом серин 3182116. Усиливается
фрикционная муфта, предназначенная для включения, выключе-
ния и реверсирования станка. В результате количество скоростей
вращения- шпинделя увеличивается с 18 до 21, диапазон скоростей
расширяется вдвое, а верхний предел чисел оборотов шпинделя
повышается до 1200 об/мин. ,
Расширение диапазона подач и доведение верхнего предела
величины подачн до 4,3 мм/об обеспечивается заменой двойного
блока шестерен тройным блоком, который управляется рукоят-
кой /, н установкой иа ведомом валу дополнительной шестерни.
Для повышения жесткости в условиях скоростной об-
работки задняя бабка станка снабжается встроенным вращаю-
щимся центром Е.
Для сокращения вспомогательного времени, за-
трачиваемого на обработку деталей, проектом модерннзацнн пре-
дусматривается установка отдельного привода 3 для быстрых пе-
?смещений суппорта, состоящего из электродвигателя мощностью
кет, клиноремеииой передачи, обгонной муфты М. а также уст-
ройства И для включения продольных и поперечных подач и бы-
стрых перемещений суппорта; замена обычного резцедержателя
быстродействующим н точно фиксируемым четырехпозицнонным
резцедержателем В, установка «а фартуке лимба продольной по-
дачн суппорта н монтаж на крышке передней бабкн электропуль-
та А включения приводов станка.
Мехвинзвцня подачн задней бабкн прн производстве свер-
лильных работ обеспечивается установкой замкового устройст-
ва Ж. позволяющего соединять основание задней бабки с попе-
речными салазками суппорта.
Автоматизация работы станка достигается установкой при
модернизации гндрокопировального суппорта. Автоматический
точный останов суппорта при обработке партии одинаковых дета-
лей обеспечивается изменением конструкции продольного упора Л.
Улучшел-ие условий эксплуатации обеспечивается
введением циркуляционной системы смазки передней бабки станка
и установкой предохранительных щитов К для защиты направ-
ляющих станины от стружки н пыли.
Для повышенна безопасности работы нв станке
установлены предохранительный откидной щиток Г н устройство Б
для предотвращения свмоотвиичивання патрона н применена лам-
па освещения Д от источника низкого напряжения.
Техническая характеристми стами
До модериэим|Я>| Поем мдокпаат)
Высота демтров в мм . . . 200
Расстояние между центрами в мм . 750, 1000, 1500
Число скоростей вращения шпинделя 18
Пределы чисел оборотов шпинделя в
минуту . .......... 12—600
Количество величин подач суппорта 26
Пределы величин продольных подач
суппорте в мм}об 0.12—2.15
Пределы величин поперечных подач
суппорта в мм]о6 ............0.03—ОДО
Мощность главного влектродангате*
ля В-.-ЮТ ........... 3,7
200
750. 1000. 1500
21
12-1200
32
0.12-4.3
ОДО—1,1
7
Скорость быстрого перемещение
суппорта в мм!мим
продольного
поперечного . . .....
Мощность мехтродамгателя привода
быстрых перемещений а клт
2450
600
1
Рис. 150. Общий вид модернизированного токарио-винторезиого станка модели 1Д62
* Кинематика модернизированного станка модели 1Д62
Движение резания. От электродвигателя мощностью 7 кет
(рнс. 151.0) вращение передается через клниоремениую передачу
валу / коробки скоростей. На последнем свободно сидят блок ше-
стерен 5/, 56 и шестерня обратного хода 50. которые могут по-
средством двойной фрикционной муфты Mi поочередно соединяться
с валом /. Прямой ход передается валу // с двумя различными
скоростями через шестерни 56—34 или 51—39. обратный ход —че-
рез шестерни 50—24 н 36—36. По валу III перемещается по шли-
цам тройной блок шестерен Бг. который в зависимости от своего
положения входит в зацепление с шестернями 28, 20 или 36. за-
крепленными на валу //. От аала III вращение передается шпин-
делю либо непосредственно через косозубые шестерни 50—50. ког-
да кулачковая муфта включена влево, либо через два двойных
блока шестерен Б3 н Б< и шестерни постоянного зацепления 32—64.
когда кулачковая муфта Мг вк. ючена вправо. Теоретически ко-
робка скоростей может обеспечить тридцать скоростей вращения
шпинделя. Однако, как это андно нз графика скоростей
(рнс. 151,6), практически имеется только 21 различная скорость
вращения шпинделя.
Максимальное число оборотов шпинделя станка nM1 после его
модернизации можно определить из выражения
я„,= 1455^).985^^g- = H80 об/мин.
Движения подвч. Подачв суппорта может заимствоваться от
вала V через шестерню 50 нлн от вала /// через шестерни 50—50
звена увеличения шагв. В последнем случае прн работе с пере-
бором можно увеличить шаг резьбы нлн скорость подачн в 4 нлн
16 раз. От вала VII вращение передается валу VIII через ревер-
сивный механизм с блоком Б«. который обеспечивает две скорости
прямого н одну скорость обратного ходе суппорта.
Валы VIII н /X связаны между собой Именными зубчатыми ко-
лесами. Прн нарезании дюймовых н метрических резьб вращение
передается колесами 22—15—72. а при нарезании модульных н
пнтчевых резьб сменные колеса устанавливаются в последователь-
ности 72—88 и 72—75.
Коробка подач состоит нз механизма Нортона и множительно-
го механизме, имеющего два подвижных блока шестерен Б? и Б<.
В зависимости от положения накидной шестерни механизма Нор-
тона и блоков множительного механизма, а также в зависимости
от того, включены ли кулачковые муфты Ms н коробка подач
может обеспечить нарезвинс 40 размеров дюймовых. 24 метриче-
ских, 27 питчевых и 13 модульных резьб, а также 32 продольных
н поперечных подач.
Прн левом крайнем положении подвижной шестерни 61 на ва-
лу IX вращение от последнего передается валу X шестернями
61—65—61 и далее через механизм Нортона, шестерни 32—64, вал
XIII. блок шестерен Б? либо ходовому винту XV (когда включена
муфта М«), либо ходовому валику XVI. если шестерня 38 введена
а зацепление с шестерней 54. В первом случае нарезаются дюй-
мовые н пктчевые резьбы, а во втором — производится обточка и
подрезка деталей.
Для нарезания метрических и модульных резьб шестерня 61
устанавливается в среднее положение; тогда вращение от аала IX
шестернями 6/—65 и 37—49 передается валу XI и далее через
тройной подвижной блок шестерен Б», вал X. механизм Нортона,
шестерни 32—64. вал XIII. блок шестерен Б>. вал XIV и муф-
ту М, — ходовому винту.
В случае необходимости нарезания высокоточных резьб по-
движная шестерня 61 устанавливается в крайнее правое положе-
ние. Тогда коробка подач нз работы выключается н вращение от
вала /X передается ходовому винту непосредственно муфтами
М, и М,. В этом случае необходимый шаг резьбы обеспечивает-
ся за счет установки на гитаре специального набора сменных
колес.
Для подачн суппорта движение заимствуется от ходового вали-
ка XVI. вращение от которого передается через шестерни 40—40.
механизм реверса, вал XVIII и червячную передачу 4—30 с па-
дающим червяком 4 валу XIX. Последний в зависимости от поло-
жения подвижной шестерни 24 передает движение либо попереч-
ным салазкам суппорта через шестерни 24—55—20 и ходовой винт
XXII. либо продольным салазкам суппорта через шестерни 24—50.
ввл XX. цилиндрические шестерни 30—69. вал XX/ и реечную шес-
терню 12.
Вспомогательные движения. Ручное продольное перемещение
суппорта осуществляется от маховичке через шестерни 15—69. ввл
XXI и реечную шестерню 12. Лимб продольной подачн приводит-
ся во вращение от вала XX/ шестернями 40—106.
Привод быстрых перемещений суппорта осуществляется от
электродвигателя мощностью I кет, вращение от которого клнио-
ременной передачей 85—150 передается ходовому валику и далее
по обычным кинематическим цепям механизму фартука. Наличие
обгонной муфты Мс позволяет производить'включение быстрых
перемещений суппорта, ие выключая его рабочей подвчн.
Скорость быстрого продольного перемещения суппорта se
определится нз выражения
1410 7^0,985 12-3-3.14-2460 мм/мин
1Л» VJ’Jsf-JU *ии*
Kl
Рис. 151 Кинематическая схема модернизированного токарно-винторезного станка модели 1Д62
a
Узлы модернизированного станка модели 1Д62
Гндрокопирояальный суппорт. Приспособление (рнс. 152, а) со-
стоит из кронштейнов /, балочкн 4. переставных бабок 2 и 7. спе-
циальных поперечных салазок 10 и гидрокопнровального устрой-
ства. Каретка о с резцедержателем перемешается по направляю-
щим. расположенным под углом 45° к осн шпинделя. Рукоятка 3
служит для подвода каретки 6 к заготовке. Маховичок 9 пред-
назначен для радиальных наладочных перемещений каретки.
В качестве копира может быть использован либо шаблон, ли-
бо эталонная деталь. Последняя устанавливается в центрах бабок
2 и 7. Маховичок в служит для продольных смешений эталонной
детали при наладке станка. Шаблон закрепляется непосредствен-
но на балочке 4. Щуп 5 скользит по шаблону пли образующей
эталонной детали, обеспечивая работу следящей системы.
Гидрокопировальное устройство работает следующим обра-
зом. Масло от насоса И (рис. 152.6) поступает в центральное от-
верстие неподвижного штока U1 и оттуда в заднюю полость
подвижного цплпндра Ц. который сделан за одно целое с карет-
кой суппорта н резцедержателя. Из задней полости цилиндра мас-
ло перетекает в переднюю полость через малое калиброванное от-
верстие а в поршне П, а оттуда через золотниковое устройство
идет на слив в бак.
Когда золотник 3 запирает выход маслу из передней полости
инлнплрл. последний вместе с резцом Р вследствие разности ра-
бочих площадей передней и задней полости цилиндра перемещает-
ся вперед на деталь. Когда же-золотник 3 открывает свободный
выход маслу в бак. давление масла а передней полости цилиндра
сильно падает, а в задней полости благодаря малому сечению ка-
либрованного отверстия а остается почти неизменным, вследствие
чего каретка копировального суппорта с резцом отходит назад.
Если золотник приоткрывает выходное отверстие настолько, что
давление в задней полости цилиндра будет вдвое больше давления
в передней, то усилия, действующие на цилиндр, уравновешивают-
ся п квретка с резном остается неподвижной.
Щуп 111. управляющий золотником 3. одним концом связан с
кареткой суппорта, а другим скользит по шаблону, благодаря че-
му обеспечивается автоматическое перемещение копировального
суппорта строго в соответствии с профилем шаблона пли эталон-
ной детали.
Расположение паправлнюшкх Н, i ндрокопнровального суп-
порта под углом 45° к осп станка позволяет с помощью этого
суппорта не только обтачивать цилиндрические, конические н фа-
сонные поверхности, ио и подрезать правые торцы деталей.
Механическое копировальное приспособление. Вместо гпдроко-
пирова.тыюго суппорта возможна также установка приспособления
токаря Семпиского.
Заготовка 5 (рис. 152.а) закрепляется в центрах стайка. Кор-
пус 3 приспособления устанавливается вместо четырехпоэнцнонно-
го резцедержателя п укрепляется центральным болтом 7. В от-
верстии корпуса 3. расположенном под углом 75* к осн стайка,
свободно перемещается штанга 4, несущая резец 6. На хвостовик
штанги 4 надеты пружины 12 и 13. которые поджимаются ган-
кой /4.
Под действием пружин штанга 4 стремится сместиться казах
однако этому препятствует связанный со штангой закаленный
башмак в. упирающийся в копир 1. Последний располагается во
втулках 2 и //. запрессованных в корпус 3. Кроме того, копир 1
с помощью тяги 9 связан с неподвижным кронштейном 10, закреп-
ленным на станине стайка. Вследствие этого при продольном пе-
ремещении суппорта с корпусом приспособления копир остается
неподвижным. В то же время шарнирное соединение копира с
кронштейном !() не препятствует небольшому поперечному пере-
мещению суппорта при настройке станка в процессе обработки
детали на нужные размеры.
Копир I представляет собой круглый стержень, у которого по
стороне, прилегающей к опорному башмаку 8. сняты лыски, обра-
зуя ступенчатую поверхность. Длина ступеней и их глубина долж-
ны соответствовать профилю обрабатываемого валика.
В процессе обработки летали при продольной подаче суппорта
башмпк 8 скользит по рабочей поверхности копира 1. При пере-
ходе с одной ступени на другую штаига 4 с резцом б пол действи-
ем пружин 12 и 13 быстро отходит назад. Так как штанга 4 рас-
положена иод углом 75° к осн детали, то резец одновременно не-
сколько смешается в направлении задней бабки, обеспечивая отход
режушей кромки от торцовых поверхностей уступов обрабатывае-
мого вала.
После обточки обработанная деталь снимается со станка, штан-
га 4 с башмаком 8 посредством рукоятки 17 отводится вперед, и
суппорт возвращается в псхрдиое положение. Рукоятка 17 с экс-
центриком 16 воздействуют на штангу 4 через шврнк 15.
Механизм падающего червяка. Когда суппорт доходит до жест-
кого упора или какого-либо препятствия и дальше перемещаться
нс может, а приводной валик 2 (рис. 152. г) продолжает переда-
вать вращение червяку-.? через кулачковую муфту 5. то последняя,
благодаря скошенйым зубцам, отходит назад, преодолевая сопро-
тивление пружины 8. н нажимает на кронштейн 7. который при
помощи уступа 6 поддерживает червяк 3 в зацеплении с червяч-
ным колесом 4. В определенный момент червяк, не поддерживае-
мый больше уступом 6. под действием собственного веса падает
вниз (рис. 152.8). поворачиваясь относительно осн /. и выходит
из зацепления с червячным колесом 4. Подача выключается.
299
модели 1Д62
z
МОДЕРНИЗИРОВАННЫМ ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК
МОДЕЛИ 6Б12
Общая характеристика модернизированного станка
Назначение станка. Станок предназначен для работы торцо-
выми, хвостовыми и пальцевыми фрезами. После модерннзацнн
нв ствнке могут быть использованы как фрезы из быстрорежущей
стали, так н фрезы, оснащенные пластинками твердых сплавов.
Станок пригоден для индивидуальной и серийной обработки дета-
лей из стали, чугуна н цветных металлов.
Содержание модеринзацпн. Изменен привод движения реэання.
Электродвигатель повышенной мощности (4, 5 нлн 7 квт) установ-
лен ка качающейся плите внутри станины, что обеспечивает про-
стоту натяжения клнноременпой передачи.
Модернизированная коробка скоростей конструктивно перера-
ботана, ио прежние расстояния между осями валов и диаметры
отверстий под подшипники сохранены. Для увеличения к. п. д.
станка нижний короткий валик коробки скоростей н первая зуб-
чатая передача упразднены, в конические роликовые подшипники
валов коробки скоростей заменены шариковыми. Приводной шкив
после модернизации установлен на конце второго удлиненного аа-
ла коробки скоростей.
Блоки шестерен выполнены составными, что делает нх более
технологичными, так как позволяет производить шлифование
зубьев.
Для повышения прочности н долговечности привода зубчатые
колеса коробнн скоростей сделаны более широкими.
Толщина стенок ступицы тройного блока шестерен коробки
скоростей увеличена за счет увеличения числа зубьев малого
колеса.
В связи с реконструкцией коробки скоростей несколько изме-
нена и конструкция коробки переключения Д (ряс. 153). Корпус
коробки переключения сохранен прежний, но подвергнут допол-
нительной обработке. Вилки коробки ереключення поставлены
новые.
У консольно-фрезерных станков серин Б имеется существенный
недостаток, заключающийся в быстром расшатывании крепления
электродвигателя подач и быстрых перемещений. Для устранения
этого недостатка прн модернизации предусмотрена установка
фланцевого электродвигателя В. причем для этой цели в консоли
специально расточено отверстие диаметром 150 мм. С целью обе-
спечения быстрых перемещений стола во всех направлениях с по-
вышенной скоростью вновь устанавливаемый при модернизации
электродвигатель имеет мощность, равную 1.7 кет.
Для улучшения условий эксплуатвцнн в коробке подач введе-
на регулируемая предохранительная муфта. Отсутствие такой
муфты до модерннзацнн приводило к быстрой потере тарирован-
ной величины предельно допустимого крутящего момента а цепи
подвч. Улучшен также механизм иажимв фрикционной муфты
благодаря установке в переключающей вилке шарикового под-
шипника. Это значительно снижает износ механизма.
В дополнение к типовому проекту «а заводах часто прн мо-
дернизации станков модели 6Б12 устанавливают на верхнем кон-
це шпиндели Б маховик А. Как известно, маховик обеспечивает
более равномерное вращение шпннделп, способствуя тем самым
* улучшению качества обработанной поверхности, повышению стой-
кости фрез и увеличению долговечности роботы элементов приво-
да. Для повышении жесткости станка устанавливают дополнитель-
ную связь коисолн с фундаментом в виде цилиндрической стой-
ки Г.
Применяются н другие конструкции дополнительных связей.
Тепшческдя характер*"*** стаяка
Рабочая поверхность стола (лли- uaXntnpMia) 9 мл ...... До (KutepnuMiRH 1250X300 Поел* ммярвяэеамп 1250X300
Число скоростей вращения нм1К|делв 12 12
Пределы чисел оборотов шпинделя а об) мин . 20-425 67-1250
Мощность главного алсктродвягате- ля в квт ........... 3.7 7
Количество скоростей подач стола . 12 12
Пределы скоростей подач стола в лм/мин: продольных 20—770 25-1000
поперечных 21—820 27—1050
вертикальных . . 10-410 125—500
Скорость быстрых продольных пере- мещений стола в мм/мин 2400 3200
Мощность электродвигателя привода подач а квг 1.3 1.7
л.
Рис. 153. Общий вид модернизированного вертикально-фрезерного станка модели 6Б12
301
“ Кинематика модернизированного
модели 6Б12
Привод движения резания. Привод движения резания осуще-
ствляется от электродвигателя мощностью 7 кет, через клнноре-
ценную передачу 170—170 (рис. 154. о) и двенадцатиступенчатую
коробку скоростей. Прн модернизации подвижные блоки шесте-
рен Б| н Бг, все зубчатые колеса, закрепленные на ралу II, и ко-
нические шестерни 17—37 заменяются новыми.
На валу I коробки скоростей установлен тройной подвижной
блок шестерен £. в на валу II жестко закреплены шестерни 23,
35. 27 и 31 В среднем положении блока Б, вращение валу II, как
показано иа схеме, передается шестернями 26—31. При смещении
блока £ вправо в зацепление вводятся шестерни 30—27. Когда
блок Б| находится в крайнем левом положении, вал // получает
вращение через шестерни 22—35.
По валу III перемешается двойной блок шестерен Бг, который
может входить в зацепление с колесом 35 или шестерней 23. за-
крепленными иа валу II.
Вертикальному валу IV вращение передается от вала /// ко-
нической передачей 17—37. На валу IV имеется двойной подвиж-
ной блок шестерен £3. На шпиндел.е V жестко закреплены колеса
26 и 53. Как блок шестерен £3. так н колеса 26 н 53 при модерни-
зации стайка остались неизменными. Блок шестерен £3 передает
вращение шпинделю V колесами 44—26 или 17—53.
Как видно из графика (рис. 154,6). шпиндель после модерни-
зации имеет двенадцать различных скоростей вращения от 67 до
1250 об/мин. Максимальное число оборотов шпинделя пвпс уче-
том упругого скольжения ремня определится из выражения
- 1460™0.985|^|. = 1250об/зш«.
Привод подач. Все подачи — продольная, поперечная и верти-
кальная — заимствуются от фланцевого электродвигателя мощно-
стью 1.7 кет. вращение от которого через шестерни 19—46—42 пе-
редается валу V/ коробки подач.
Повышение скорости иодач и быстрых иеремешенин достигает-
ся эа счет увеличения прн модернизации числа зубьев приводной
шестерни электродвигателя подач с 14 до 19. От вала VI враще-
ние передается тройным подвижным блоком шестерен £< полому
валу VII и далее двойным подвижным блоком шестерен 6$ пало-
му валу VIII
Прн выключенной муфте М> (как показано на схеме) вал X
получает вращение от полого вала VIII через перебор, состоящий
нэ шестерен IS—40, вала IX, проходящего сквозь полый вал VII.
и шестерен 13—45. При включенной муфте М( вращение от вала
станка
VIII передается непосредственно валу X. Коробка подач совмест-
но с переборным устройством обеспечивает валу X двенадцать
различных скоростей вращения (рис. 154.в), которые через про-
межуточные передачи могут быть сообщены продольному, попереч-
ному и вертикальному ходовым винтам. Для сообщения движения
подачи в любом направлении включается кулачковая муфта Mt.
Продольную подачу стол получает при включении кулачковой
муфты Mt. Тргда движение от вала X передается шестернями
12—44. муфтой Mt. шестернями 44—27. валом XII. коническими
шестернями 16—16. валом XV. коническими шестернями 13—20 и
муфтой Л)5 ходовому винту XV/ продольной подачи стола. При
этом максимальная продачьная подача стола з„, определится из
выражения
’,..п I9-24-32-I2-44-I6-I3 с 1гтЛ ,
*440 42-32-26-44-28-16-20 6= '°00 ММ! мин.
При включении кулачковой муфты Л), вращение от аала X пе-
редается поперечному ходовому винту XIV шестернями 12—44.
муфтой Л1,. шестернями 44—27—7S—34—34 и муфтой Л)4. Мини-
мальная поперечная подача стола s, П|„онределпгся из выражения
мп 19-16-18 18 13-12-44 . ,
*«"|п 1440 42-40-40-40-45-44-34 5=-2' *м/мин.
При включении муфты Л|э происходит вертикальная подача
стола. Вращение от вала X через колеса 12—44. муфту Ме, шес-
терни 44—27—78—34. муфту Л)3 и коническую передачу 17—29
передается ходовому винту XVII. Величина вертикальных подач
примерно в два раза меньше, чем продольных.
Быстрые перемещения стола. Эти перемещения во всех направ-
лениях производятся от электродвигателя подач через шестерни
19—46—42, вал VI, колеса 34—44. фрикционную муфту Мг и да-
лее но кинематическим цепям подач. Скорость быстрых переме-
щений стола За в продольном направлении определяется выра-
жением
,.лп 19-31-44-16-13 - Qonn ,
‘‘= 1440 42-44-27-16-20"6=3200 мм1мин-
Изменение направления подач и быстрых перемещений дости-
гается за счет реверсирования электродвигателя.
Ручное установочное перемещение стола в продольном и попе-
речном направлениях осуществляется соответственно маховичками
Mxi н Л1х2. Ручное вертикальное перемещение консоли совместно
со столом производится рукояткой Р через вал XVIII. коническую
передачу 17—29 и ходовой впит XVU с шагом 1=4 мм.
Рис. 154. Кинематическая схема модернизированного вертикально-фрезерного станка модели 6Б12
Узлы модернизированного станка модели 6Б12
Привод движения резания. Одним нз вариантов модерниза-
ции привода движения резания вертикально-фрезерного станка
модели 6Б12 является упразднение ременной передачи к установка
фланцевого электродвигателя повышенной мощности — до 7.8 кет.
На рнс. 155,0 показан привод модернизированного станка.
Вместо кронштейна приводного шкива устанавливается корпус?
привода. Корпус 2 крепится к станине посредством болтов и конт-
рольных шпилек. Кроме того, своим концом корпус входит в вы-
точку. имеющуюся нв промежуточной стенке 7 станины.
В корпусе 2 привода иа двух конических роликовых подшипни-
ках 5 монтируется промежуточный вал 6. Регулировка зазора в
подшипниках 5 осуществляется изменением толщины прокладки
между крышкой Н и корпусом 2. На левом конце вала 6 установ-
лена на шпонке полумуфта 4. а на правом конце — ведущая ше-
стерня 9. Последняя изготовляется из стали I2XH3. цементируется
и закаливается до высокой твердости. Венец шестерик 9 делается
в 1,5 раза шире, чем было до модернизации.
Для надежности работы привода в связи с повышением его
бы трс дно тн вместо подшипника скольжения в промежуточной
стенке 7 станины запрессована закаленная обойма 8 с игольча-
тым подшипником 10. Этот подшипник воспринимает ту часть
радиальной нагрузки, которая возникает на консольном конце ва-
ла 6.
Фланцевый электродвигатель I крепится к корпусу 2 болтам».
Вал электродвигателя связан с валом 6 соединительной муфтой.
Муфта состоит из полумуфт 3. 4 и вкладыша 12. Конструкция
муфты данного типа, обеспечивая необходимую жесткость связи,
позволяет передавать вращение с постоянной угловой скоростью
даже upii некотором смешении геометрических осей валов.
Шпиндельный узел. Имеется ряд вариантов модернизации
шпиндельного узла стайка модели 6Б12. Типовой проект модерни-
зации не предусматривает установку на шпинделе маховика. В то
же время известно, что при скоростных методах фрезерования ма-
ховики играют положительную роль. Они улучшают качество об-
работанной поверхности, повышают стойкость фрез и. что самое
главное, увеличивают долговечность работы привода. Поэтому на
заводах осуществлены варианты модернизации шпиндельного узла
с установкой маховика.
На рнс. 155. б изображен модернизированный шпиндельный
узел станка 6Б12 с маховиком.
Модернизированный шпиндельный узел отличается от обычно-
го удлиненным шпинделем 5. на верхний конец которого насажен
тяжелый маховик / диаметром 450 мм. Маховик установлен иа
верхнем конце шпинделя на двух шпоиках. Шпиндель монтирует-
ся на двух высокоточных конуснороликовых подшипниках 4 при-
чем инжияя опора не изменяется по сравнению с существующей
конструкцией, а верхняя /. смонтированная а стакане 3. несколько
опускается вниз для сокраще1Н1я расстояния между опорами и со-
ответственного повышения жесткости шпинделя. Кроме того, по-
близости от маховика для восприятия радиальных нагрузок до-
полнительно установлены два шарикоподшипника 2 с предвари-
тельным натягом. В нижней опоре в крышке 6 установлено лаби-
ринтное уплотнение. С передней стороны маховик имеет защитный
кожух, который одновременно является крышкой для верхней опо-
ры. Устранение осевого зазора и регулировка величины предвари-
тельного натяга в конуснороликовых подшипниках шпинделя осу-
ществляется посредством гайки 7.
Стойка консоли. Для повышения жесткости узла консоли при
модернизации устанавливают дополнительные связи консоли с ос-
нованием станины пли с фундаментом станка.
Для станка модели 6Б12 применяются два основных вариан-
та дополнительных связей — цилиндрическая центральная стойка
или фигурная раздвижная стойка.
На рнс. 155,в показана цилиндрическая стойка, связывающая
консоль с фундаментом станка.
К передней части консолн вместо защитного кожуха электро-
двигателя подач кренится специальный кронштейн Последний
жестко связан с вертикальной цилиндрической стойкой 2. В фун-
дамент залита плита 6 с защитной трубой 5. На фундаментной
плите установлена направляющая гильза 3. В направляющей
гильзе имеются два зажима 4. посредством которых может быть
зажата цилиндрическая стойка 2. запрессованная в кронштейн /.
Механизм устранения зазора. Для обеспечения возможности
попутного фрезерования на станке модели 6Б12 в природе про-
дольной подачи стола установлен механизм для автоматического
устранения зазора между ходовым впитом и маточной гайкой
(рпс. 155.3). Кроме основной гайки 5, на поперечных салазках 7
установлен дополнительный блок 3, в который ввинчен отрезок
полого винта 4 с внутренней резьбой. Во внутреннюю резьбу вхо-
дит винт 6 продольной подачи. Конец полого винта 4 имеет про-
дольный разрез. На комическую поверхность полого винта надето,
кольцо 2. которое поджимается гайкой I. Прн насаживании коль-
ца 2 происходит обжатие полого винта в зоне продольного разре-
за н создается трение между полым впитом 4 и ходовы>1 винтом 6
продольной подачн. Наружная резьб палого винта имеет направ-
ление. противоположное резьбе впита продольной подачн Поэто-
му ролый аинт стремится перемещаться в сторону, противопо-
ложную движению продольной подачн. Практически полый винт
может переместиться только на величину зазора между винтом 6
и гайкой 5.
Рис. 155. Узлы модернизированного вертикально-фрезерного станка модели 6Б12
ЛИТЕРАТУРА
I Богуславский В Л. Токарные автоматы и полуавтоматы (одно*
шпиндельные). М . Машгнз. 1948
2. Богуславский Б Л. Многошпмндельные токарные автоматы и по-
луавтоматы. М., Машгнз, 1950.
3. Богуславский Б. Л. Токарные автоматы и полуавтоматы. М . Труд-
реэервиэдат. 4964.
4 Богуславский Б. Л. Диализ конструкций и эксплуатационные пока
затми современных токарных многошпиндельных автоматов и полуавтоматов.—
«Станки и инструмент*. 1963. М I и 2.
5. Б о л я и и Л. А. Металлорежущие станки. М.. Машгнз. 1957.
5. Бондарь М. П.. Орликов М. Л. и Лопата А. Я- Наладка то-
карных автоматов и полуавтоматов. Москва — Киев. Машгнз. 1956.
7. Бра а имев В. А.. Гайдар В. И.. Зинин М Б. и Менши-
ков И И Металлорежущие станки. Мч Машгнз. 1965.
8. Гвень Г. А. н яр Четырехшпиндельные токарные автоматы и полу-
автоматы 1290 и ,1490(1 Киев. Машгнз. 1965.
9 Головкн Г. М. Кинема гика станков. Ч. I и II. М-. изд-во МВТУ
им. Баумана, 1949
10. Зайченко И. 3. Современное состояние гидрофиканни станков.—
«Ствпки и инструмент». 1947, М I, 3 и 4.
11. 3 и н и и М Б Станки для обработки зубчатых колес. М, Машгнз. 1963.
12. И катов С. С. Координатно-расточные станки. М., Обороигиэ. 1954.
13. Кашеяава М. Я. Современные координатно-расточные станки. Мч
Mauna. 1961.
14. Кедр мнений В. Н. и П к см в ним К. М. Станки для нарезания
конических зубчатых колес. М, Машгмэ, 1968.
1954^ Кокичев Б Н. и Птииин Г А. Зуборезные станки. М-. Машгнз.
16. Кропивницкий Н Н.. Кучер А. М., Пугачева Р. В и
Шорников Л. Н. Технология металлов. М.—Л.. Машгмз. 1961.
17 Кучер А. М. Немые кинематические схемы металлорежущих станков.
Лч изд-во «Машиностроение», I960.
18. Кучер А. М. Киаатиикий М. М. я Покровсиий А А.
Плакаты кинематических схем Металлорежущих станков. Серии I, II и III.
М.—Л.. Машгнз, 1961.
19 Кучер А. М. и Кнаатмцкн* М М. Металлорежущие станки.
Серни I, II и III. М.—Л.. Машгмз, 196г.
2D. Кучер И М. и Кучер А М Модернизации и автоматизация стан-
ков М — Л.. Машгмз. 1968.
21 Кучер И. М. Станкн с цифровым программным управлением Леи-
пздат. 1961.
22. Кучер И. М я Кучер А. М. Модернизация станков. М—Л.,
Машгнз. >953
23. Кучер И. М. и Кучер А. М- Токарные станки для скоростной
обработки. М —Л., Машгнз. 1953
24. Кучер И. М и Кучер А М. Токарные станкн. нх модернизация
и автоматизация. М.—Л., Машгнз. 1957.
25. Кучер И. М н Кучер А. М Фрезерные станки, их модерн и за
пни п автоматизация Леннздат, 1954
26 Ложкин В. С. Базовый токарио-револьверный станок.— «Станки и
инструмент», 1955. № 6.
27. Локтев Д. А Металлорежущие станки для производства мнетруыем
та. М.. Машгмз. 1953.
28. МерпертМ П. Резьбошлифовальные станки. М. Машгнз. 1955.
29. Мурашкин Л С. и Щеголев А. В. Заточные станки М.—Л.,
. Машгмз. 1949
30. Нал чан А. Г. Металлорежущие станки. М-. Машгнз. 1956.
31. Рабинович И. А. Шлифование плоскостей и шлифовальные станки.
М., Машгнэ. I960.
32. Родионов Е П. Токарные станкн. М. Профтехнэдат, I960.
33. Соболев Н. П. Повышение кинематической точности металлорежу-
щих станков. М.—Л, Машгмз, 1955,
34. Соболев Н. П. Станки точкой индустрии. М.. Оборонгиз, 1953.
35. федотеяок А. А. О кинематической структуре металлорежущих
‘'танков —Исследования в области металлорежущих станков. Выл 3- М, Маш-
пи, 1955.
36. Хаймов и я Е М. Гидравлические приводы металлорежущих стан-
ков. Москва — Киев, Машгнз. 1947
37. Хайыовнч Е М. Гидроавтомат и к в копировальных станков. Моск-
ва—Киев, Гостехнэдат Украины, i960.
38 Ш а ал юга Н. И. Кинематические цели металлорежущих станков.
Л.—М.. Машгнз, 1959
39. Ш а у м я и Г. А. Автоматы. М., Машгнз. 1952
40. Шувалов Ю А. и Веденский В. А Металлорежущие станки.
М„ Машгмз, 1958.
Алексаиар Михайлович Кучу
Михаил Моисеевич Кнватнцмий
Антоний Александрович Понровсии*
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
«АЛЬБОМ ОБЩИХ ВИДОВ
КННЖМАТНЧЕСКНХ СХЖ.М И УЗЛОВ)
Редактор издательств* Л. И« Вожми
Переплет художника Л. И. Чупрамвва
Технически* редактор А. А. Бардина
Корректор А. И. Лаарммамме
Подткаво к вечата 30/1 IWJ г. М-Н4ЭТ
Формат бумаге 90 х 007, Бумага офсета а М 3
Печ. а МЛ Уч.-мзд. а 40Д
Тираж 70 000 ни <2 В завод 15001-70000 »х>.)
Зад. НЭТ U««a Т р OJ я
Лаавиградсжое отмамво
ивдвтмьстм <MJU1JKпостроение»
ЛамагреД. Д-*. У*. Двеуживоюго. W
Отвечатамо в оудееа Лммма тнвогвефии
•Квасам* ироаетаваД»
Мосхм Креежмфолетарсааа, 1*. с длапоеатшое
тмогуефпи мадатальстм гааетм «Коммунар»
г. Туда. уа. Ф. Ввгмма. 1*0