/

















































































Текст
справочная
книга сварщика
WELDWORLD.RU
ББК 34.641
К45
УДК 621.791 (031)
Рецензент В. А. Никитенко
Китаев А. М., Китаев Я. А.
К45 Справочная книга сварщика. — М • Машино-
строение, 1985. — 256 с., ил. (Серия справочников
для рабочих).
В пер. 1 р. 2'1 к.
Приведены справочные материалы, охвзтыпаютие большой круг
вопросов: свариваемые wait риалы» свариваемость, сварочные материалы
(электроды. проволоки, флюсы, газы), сварочное и вспомогательное
оборудование, режимы сварки, наплавка металлов, термическая резка
и другие сведепяя# относящиеся к сварочному производству.
Материал изложен в основном в еиде таблиц.
Для рабочих, мастеров и технологов сварочного производства.
„ 2704060000-121
k-U3moW-,2,-S5
ББК 34.641
6П4.3
Лиа гелий Мпхай.чгнпч Китаев, Яков Анатольевич Китаев
СП РА ВО11 НА Я К И И ГЛ СВАРЩ11 КА
Редактор Т. Z-. Черешнею
Художественный редактор Е. А. Ильич
Технический редактор Т. С. Старых
Корректор Л Л. Ггагснег
ЯЕ V 3550
Сдано л набор U5.ik.i5. Подписано в печать 15.1)9.83» Т-1874 4.
t>cptT.3T 84X108*/^. Бумага типографская К- к Гарнитура литературная.
Печать высокая. Усл. псч. л. 13,4 1. Уел. кр.-отт. 11,28- Уч.-изд. л. 15,9.
Тчраж I -0 0 Ос зкз Зак-'?? № 112 Цела ! р. ?0 к.
Ордена Трудового Красною Знамени издательство «-Машиностроение»,
I0707G. Москва. Стромынский пер,. 4
.Пединградекак типография № 6 орден» ГруДоиого Красного Знамени
Ленинградского объединения Техническая книга* нм. Евгении Соколовой
Союзполнграфпромм при Государственном комитете С'/'.СР
1Ю делам издательств, полиграф! н н книжной торговли»
19314*1, г, Ленинград, ул. Моисеенко. 10.
© Издательство ^Машиностроение», 1985 г.
ОГЛАВЛЕНИЕ
11редисловие ................................................ 5
Глава I Общетехинческие сведения .... 6
Единицы измерения и переводные коэффициенты 6
Характеристики механических свойств металлов 8
Средства измерения температуры.................. 12
Свойства химических элементов................... 14
Глава 2. Свариваемые материалы и свариваемость. ... 17
Стали и коррозионно-стойкие, жаростойкие, жа-
ропрочные сплавь; ............................. 17
Чугуны.......................................... 26
Цветные металлы и сплавы........................ 27
Глава 3. Оборудование для дуговой, Mei трошлаковой н
контактной сварки ..................................... . 36
Условные обозначения оборудования для дуго-
вой сварки...................................... 36
Условные обозначения машин для контактной
сварки.......................................... 37
Серийное оборудование для дуговой и электро-
шлаковой снарки .............................. 38
Серийное оборудование для контактной сварки 48
(^нарочные манипуляторы и горизонтальные вра-
iitiiiwiii ................................... 56
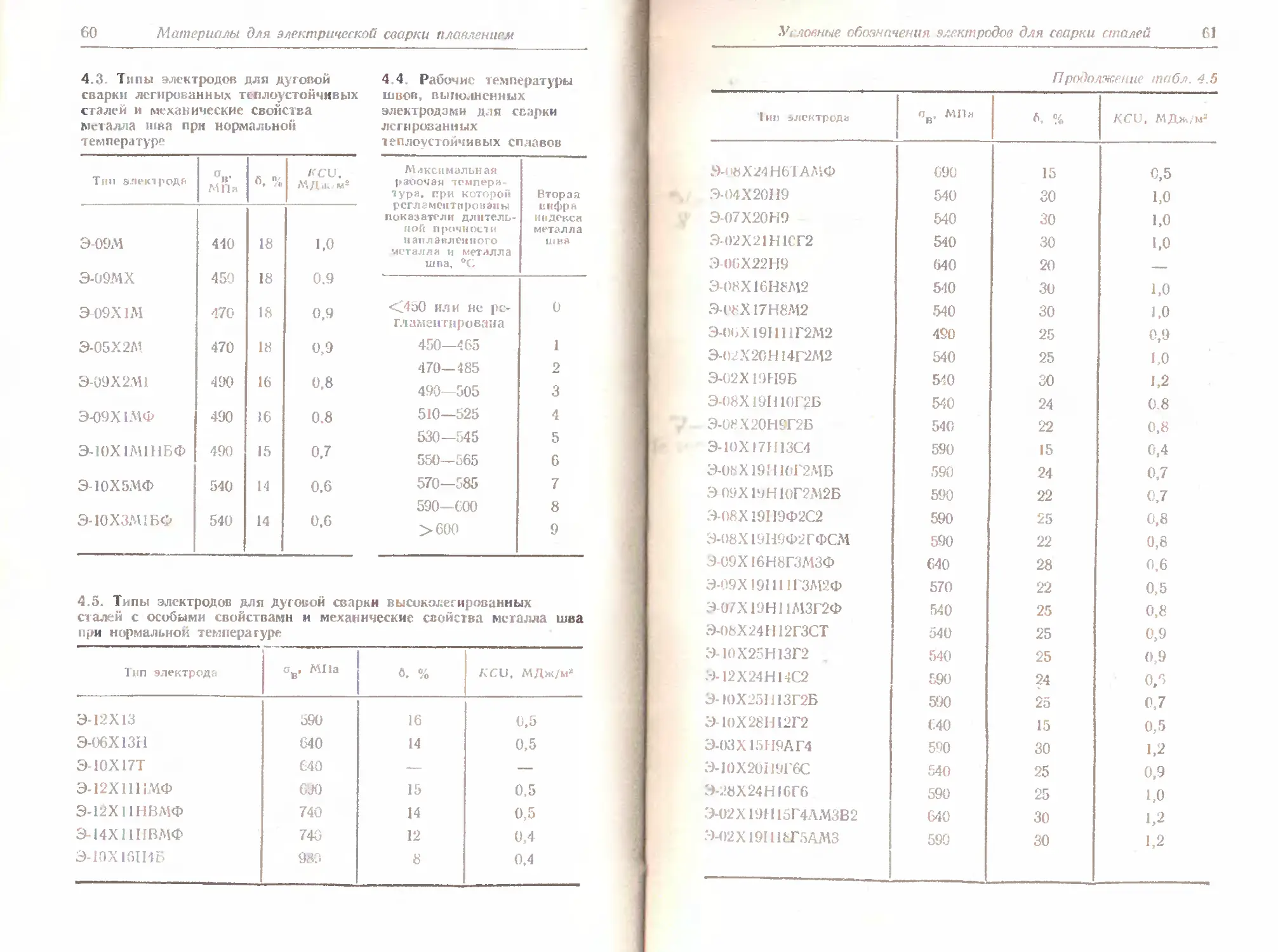
1 лини 4. Материалы для влеюрической сварки плавлением 57
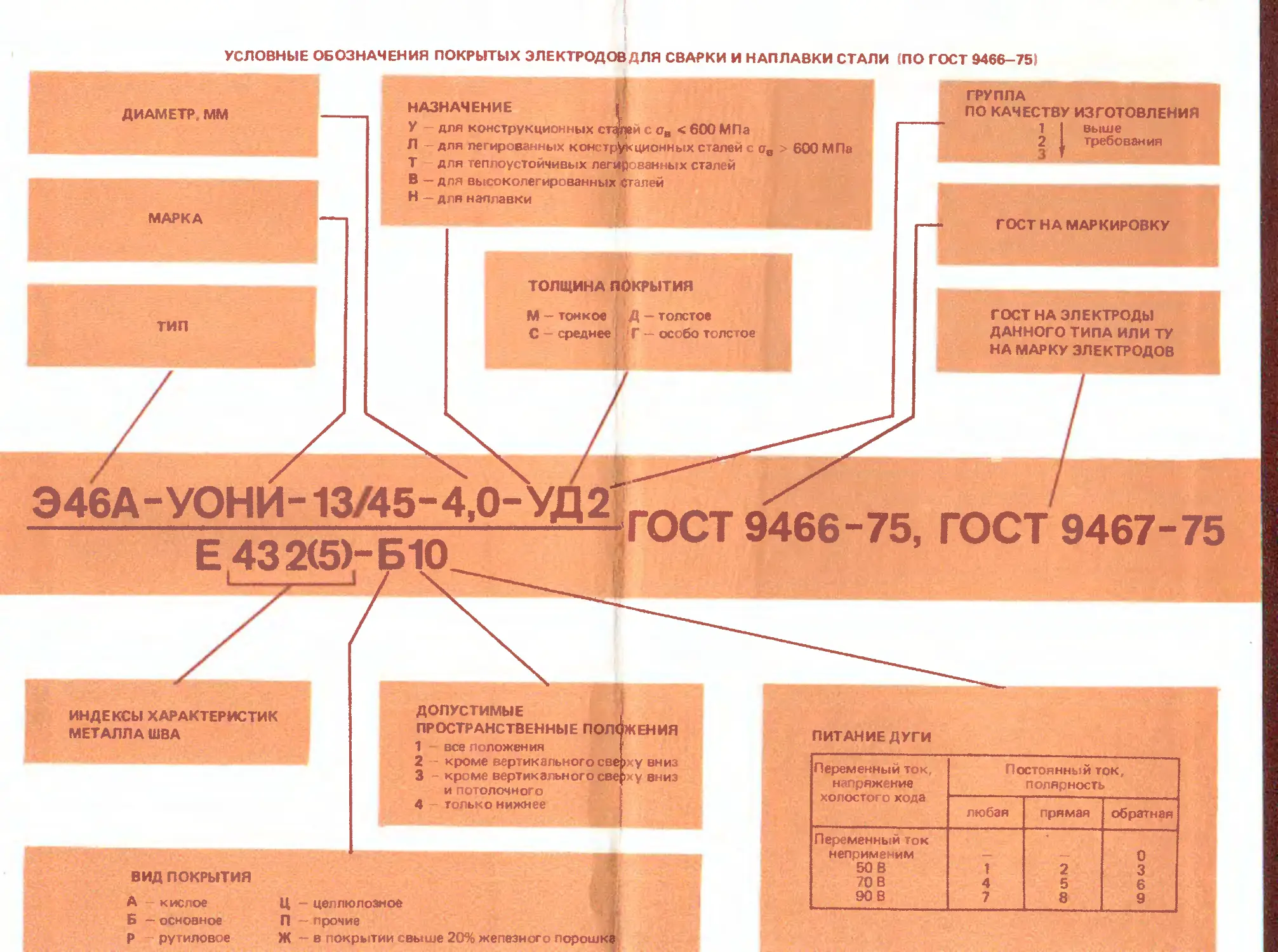
Условные обозначения электродов для ручной
душной снарки сталей........................................ 57
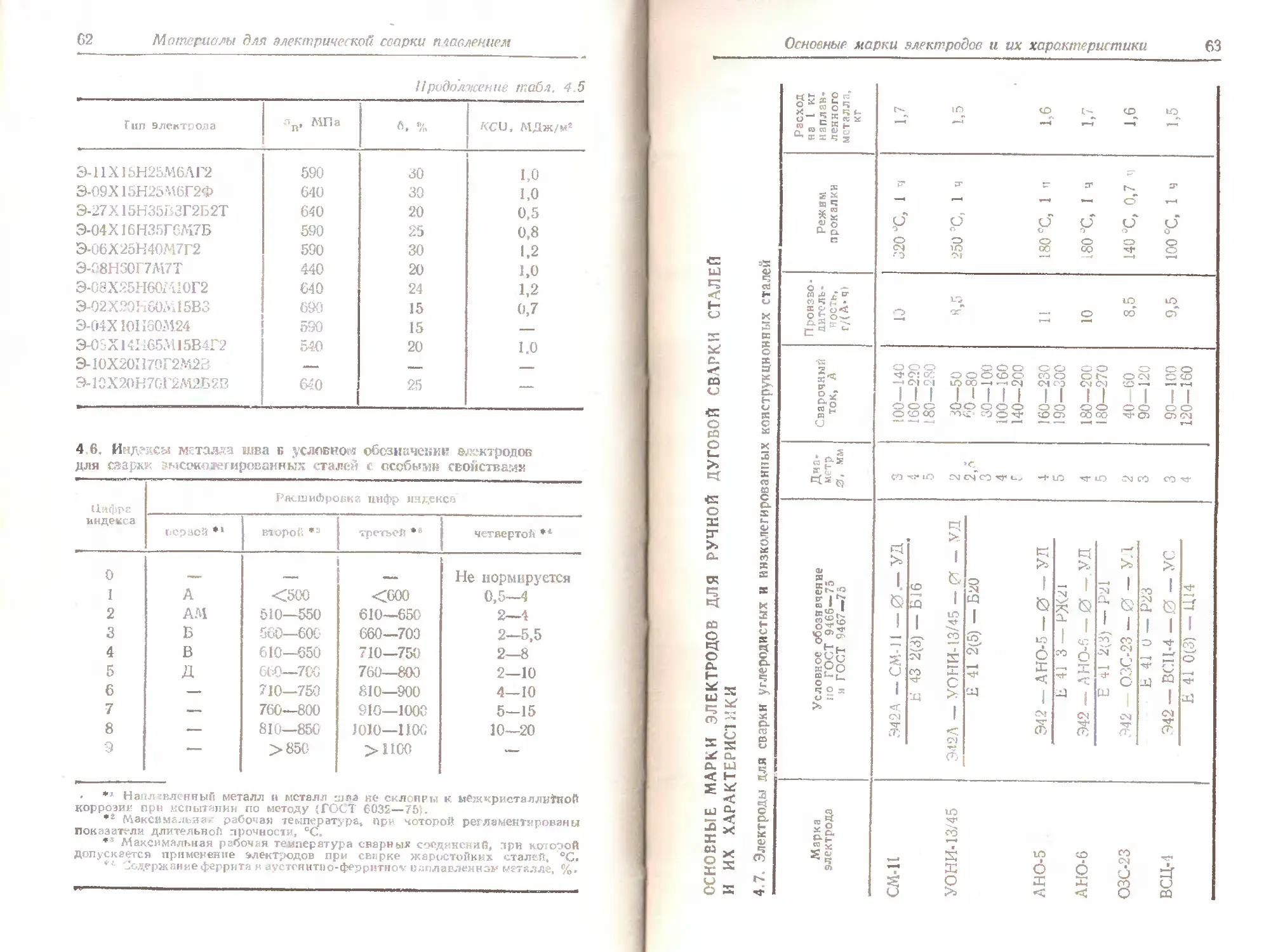
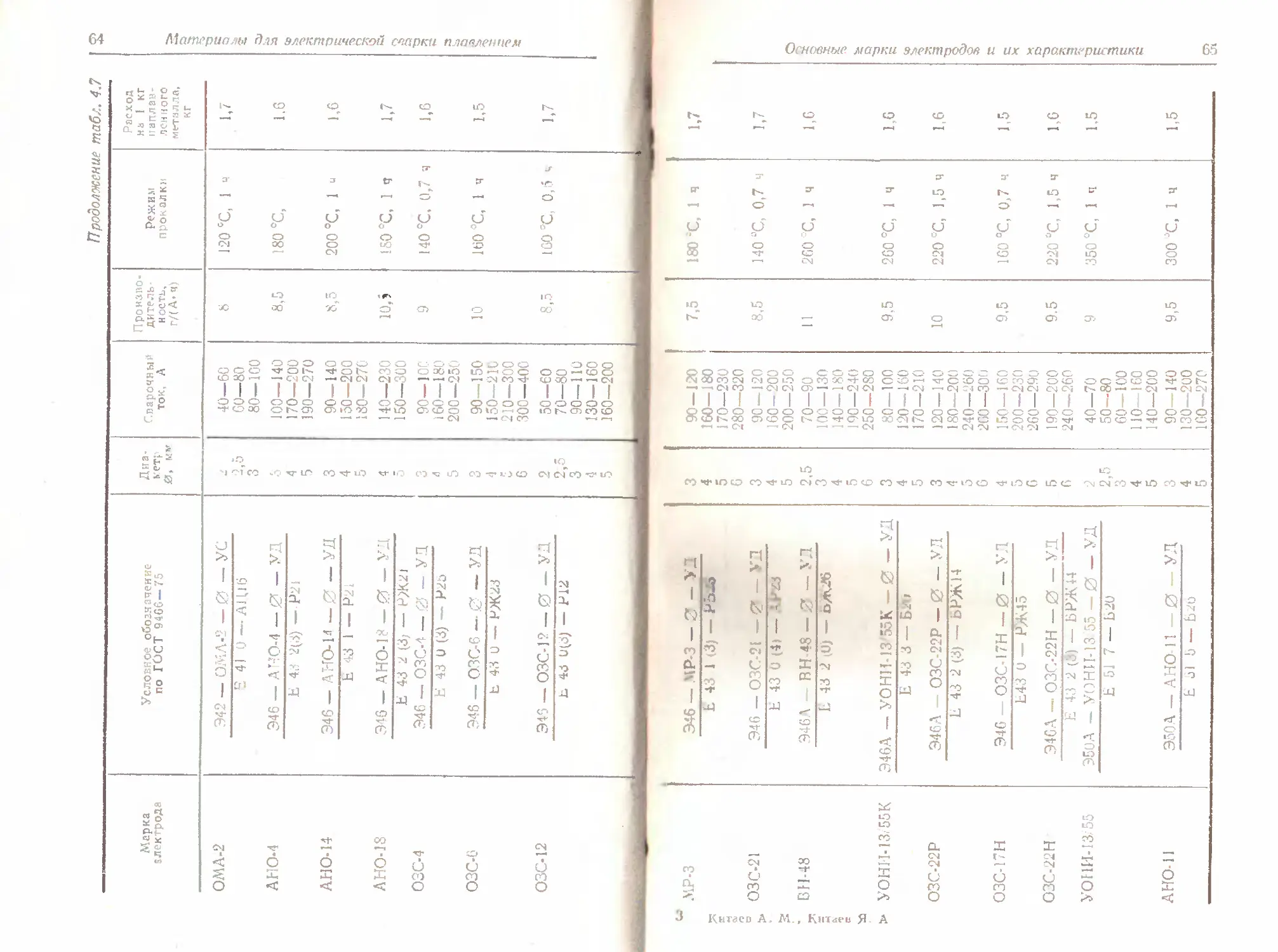
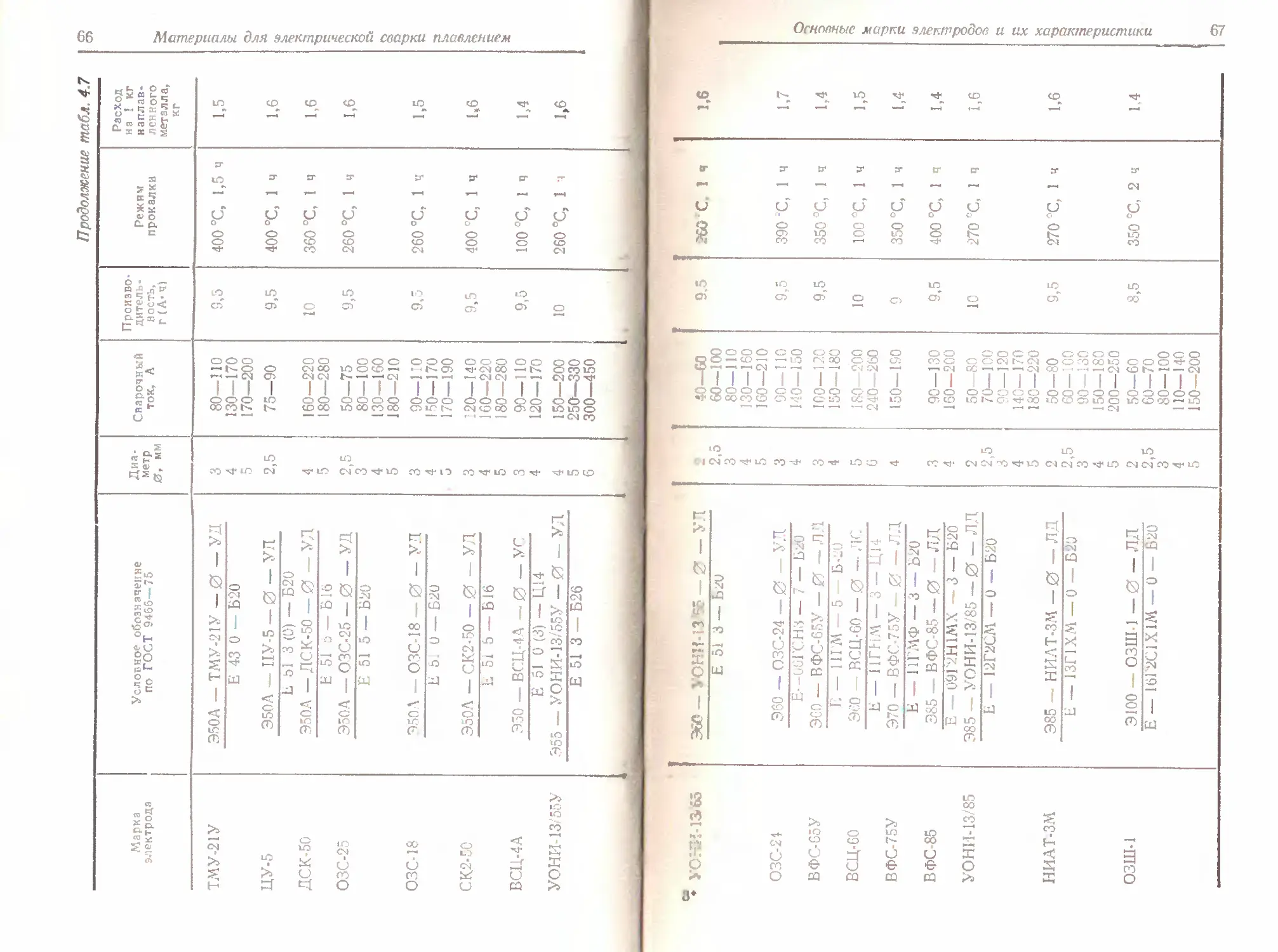
Основные марки электродов для ручной дуговой
сварки сталей и их характеристики .............. 63
Проволоки и флюсы для сварки сталей. ... 75
Электроды и проволоки для сварки чугуна... 87
Электроды, проволоки и флюсы для сварки цвет-
ных металлов ................................... 90
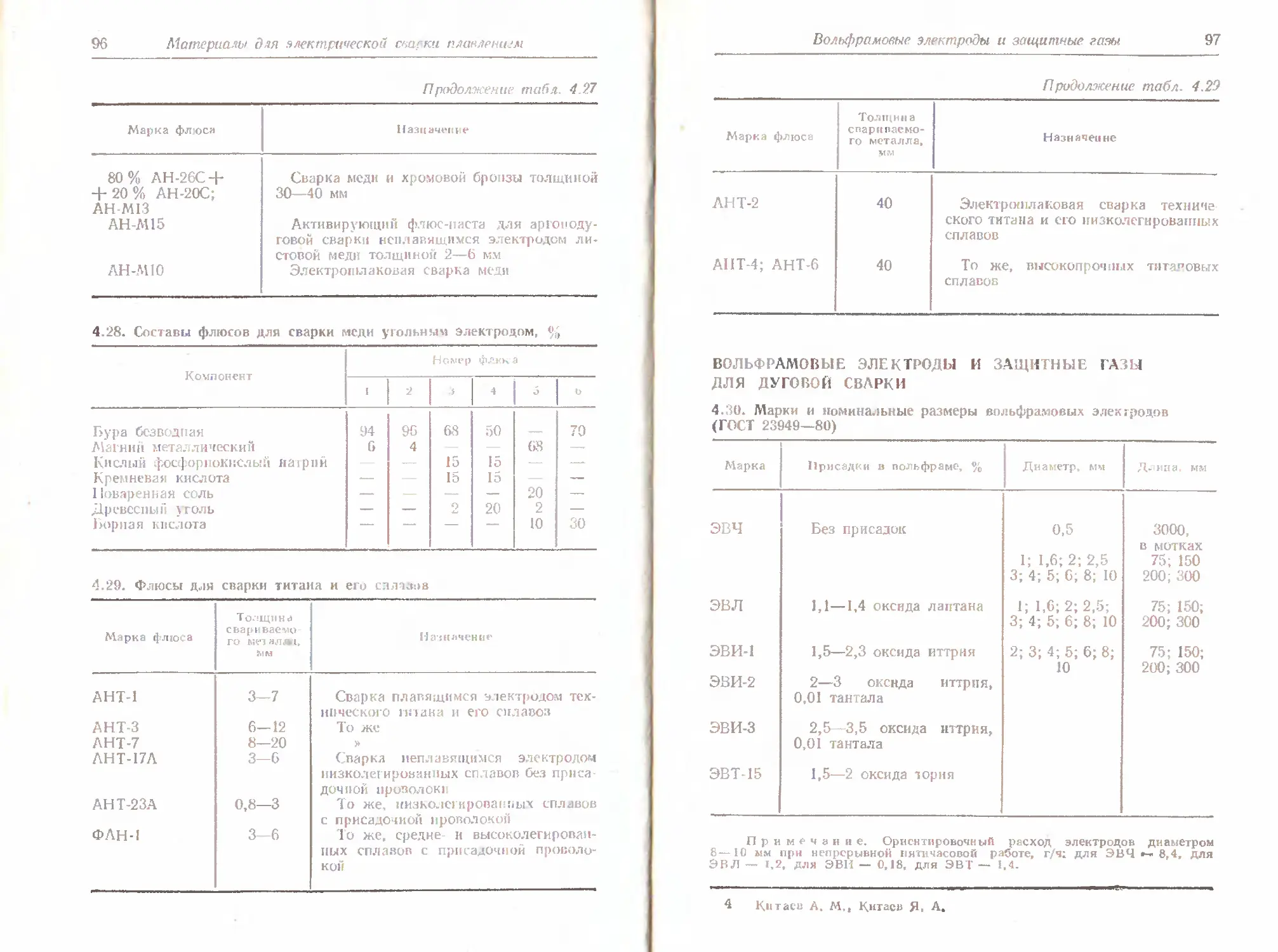
Вольфрамовые электроды и защитные газы для
дуговой сварки ................................. 97
Глава 5. Дуговая и электрошлаковая сварка .... 101
Сварка углеродистых и легированных сталей . . 101
Ручная дуговая сварка .... 103
Сварка наклонным электродом.................. 104
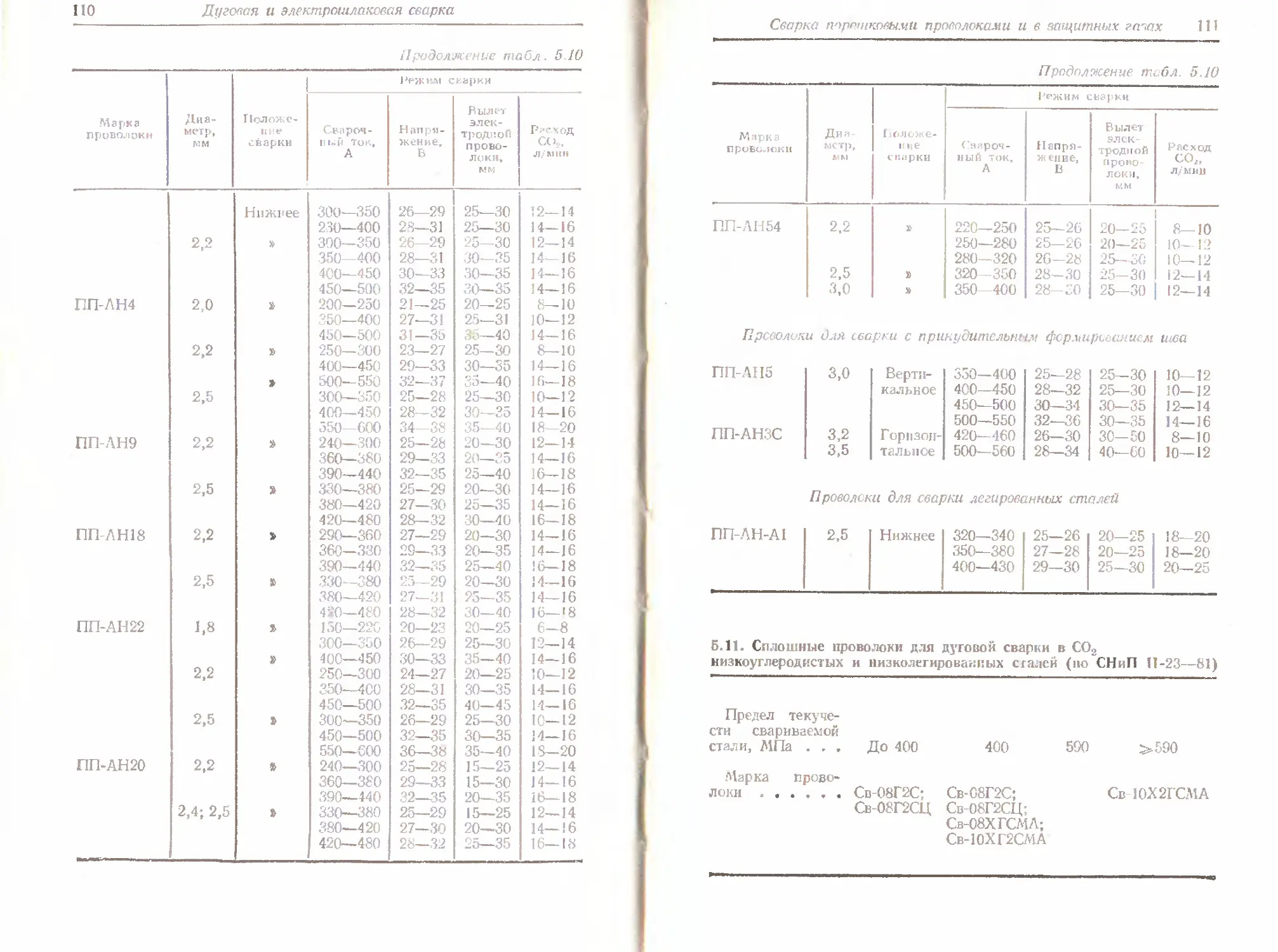
Сварка порошковыми проволоками и в защит-
ных газах.................................... 105
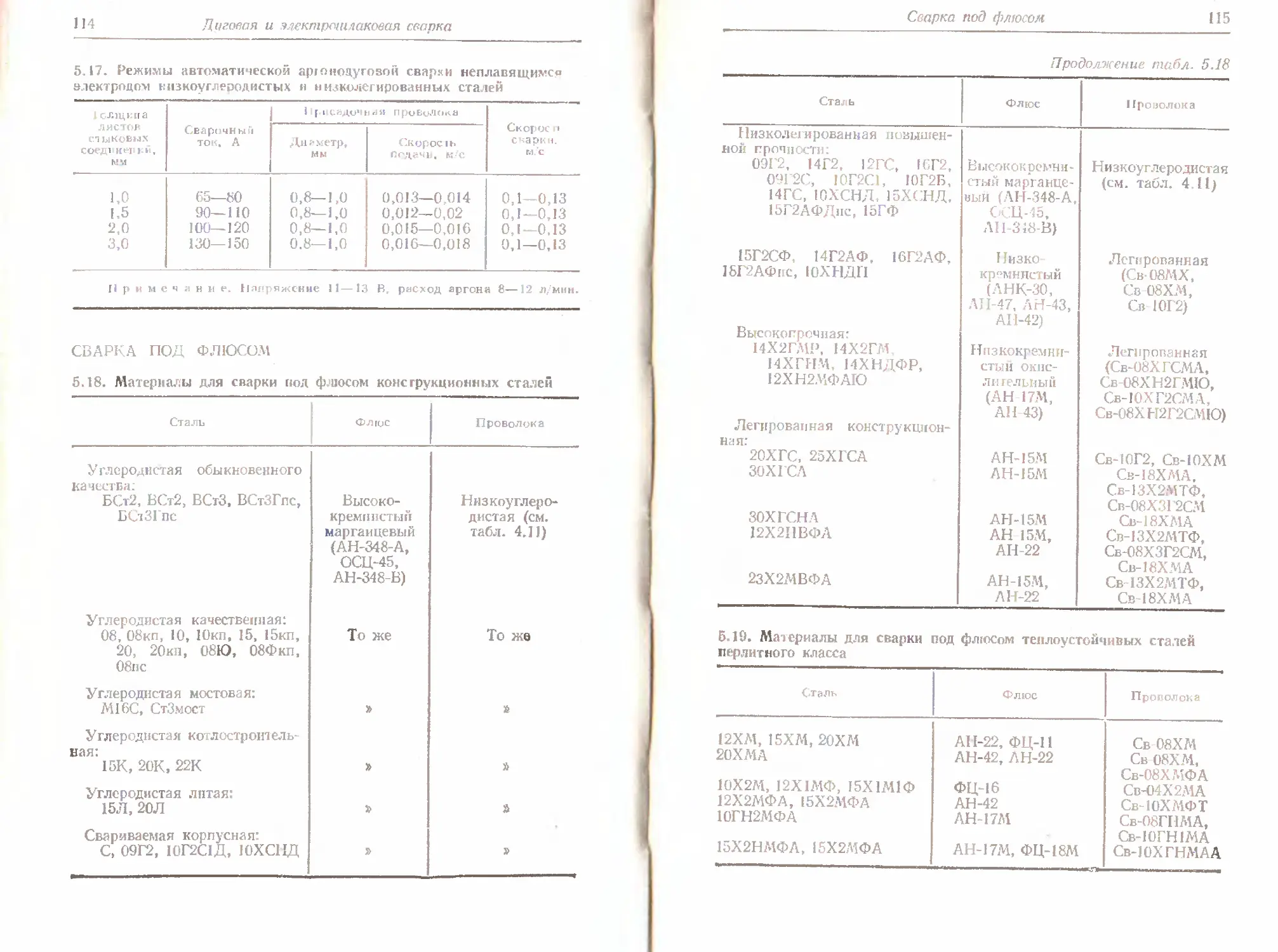
Сварка под флюсом .......................... 114
1*
4
Оглавление
Электрошлаковая сварка .................... 118
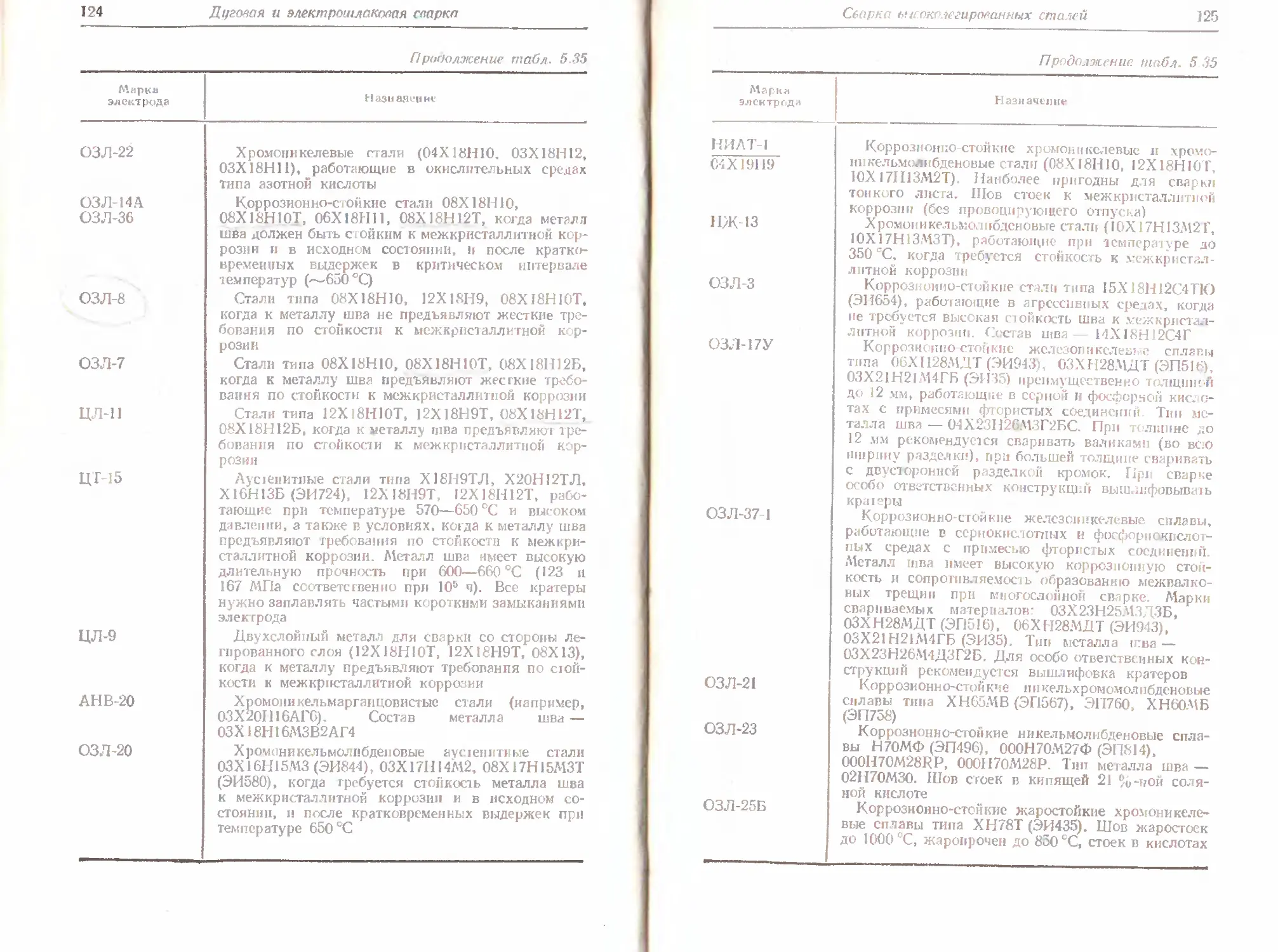
Сварка высоколегированных сталей............. 122
Сварка чугуна.......... . . . ........... 131
Сварка цветных металлов и сплавов........, 134
Алюминий и его сплавы...................., 134
Магний и его сплавы....................... 138
Медь н ее сплавы ....................... . 139
Никель, свинец, цинк, серебро, титан п другие
цветные металлы и сплавы .... 144
Сварка разнородных сплавов................... 149
Глава 6. Контактная сварка................................ 153
Основные способы контактной сварки и их при-
менение ................................ ... 153
Электроды для контактных машин............... 156
Стыковая сварка . ... ............... 159
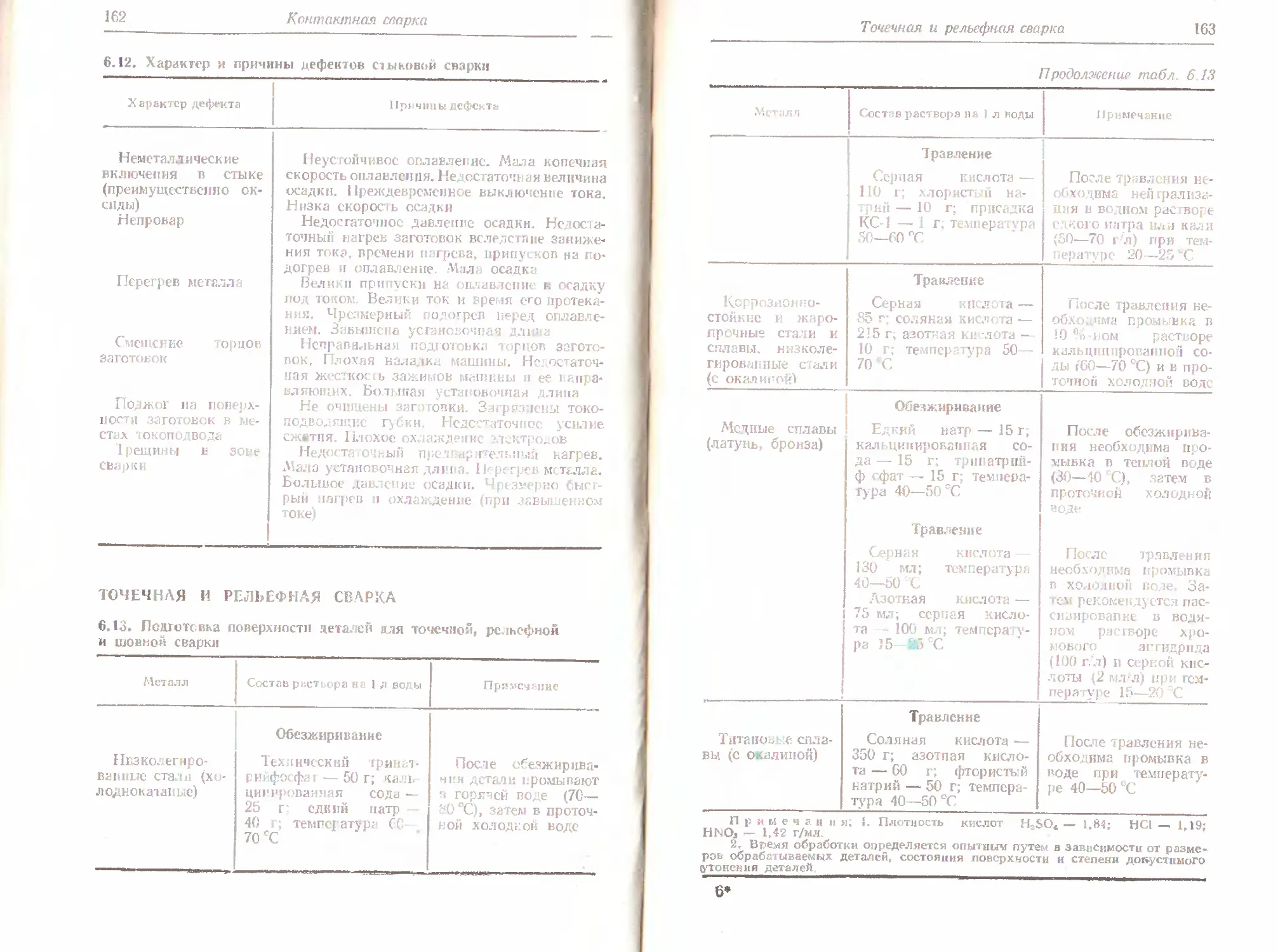
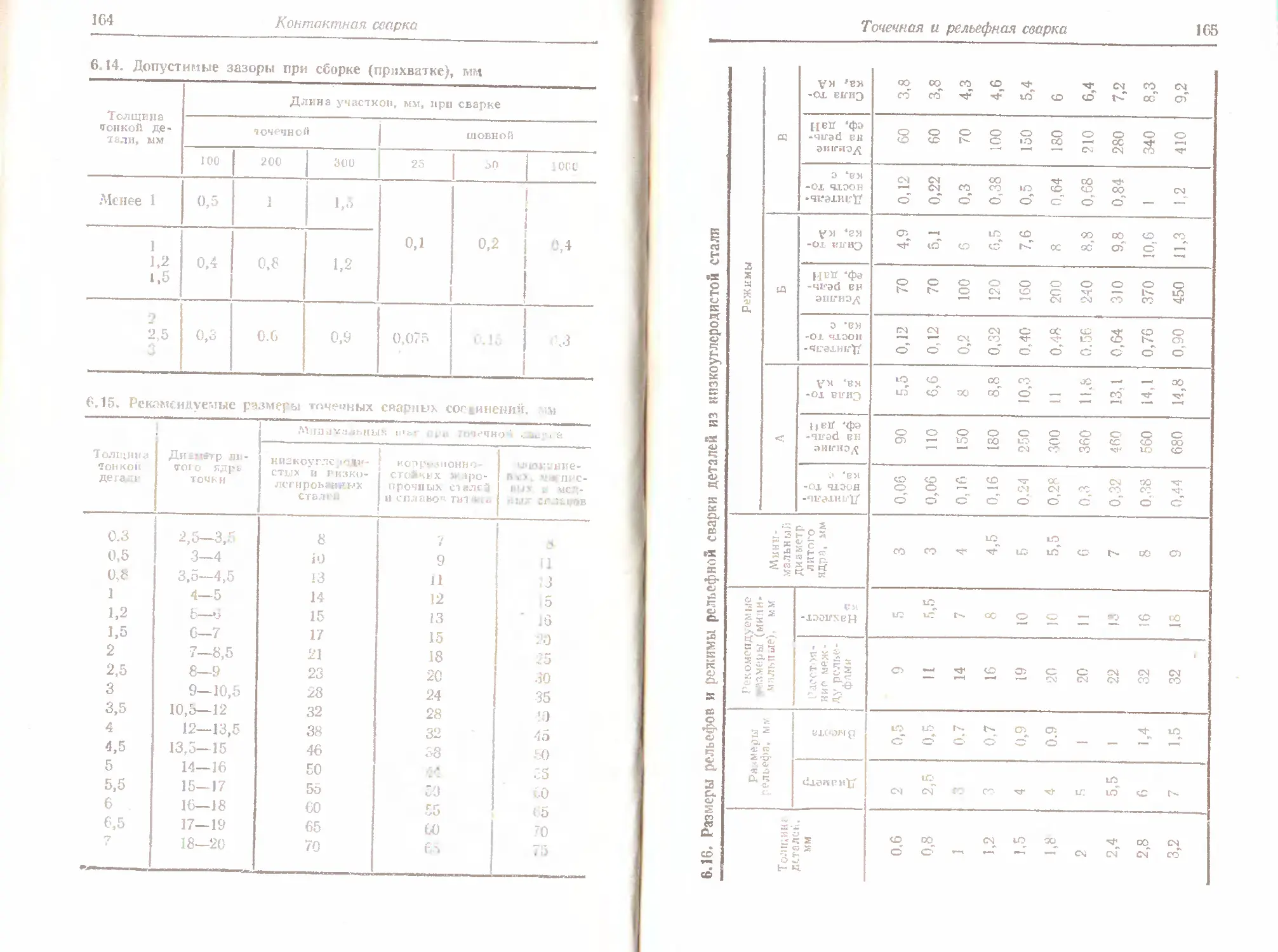
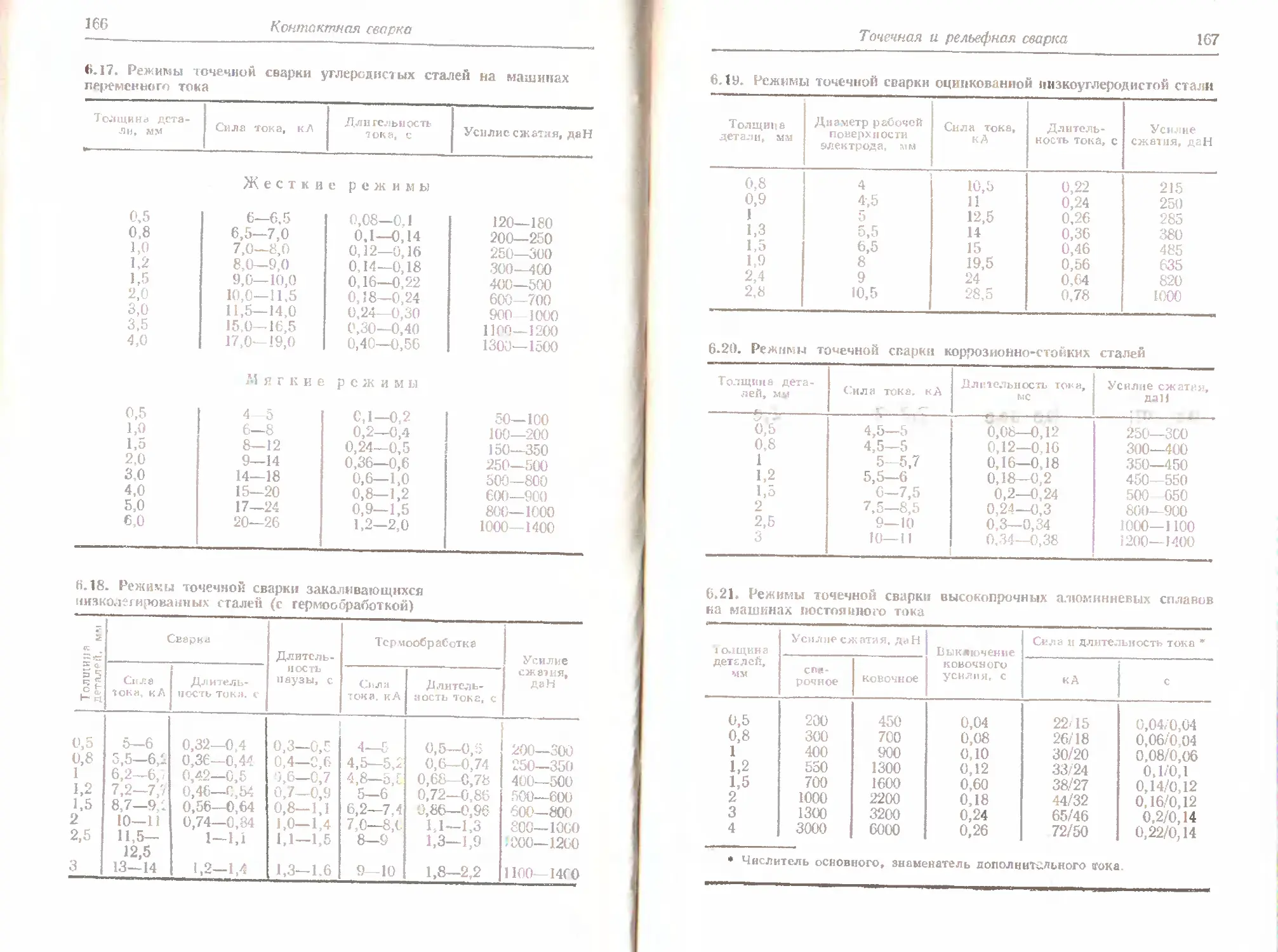
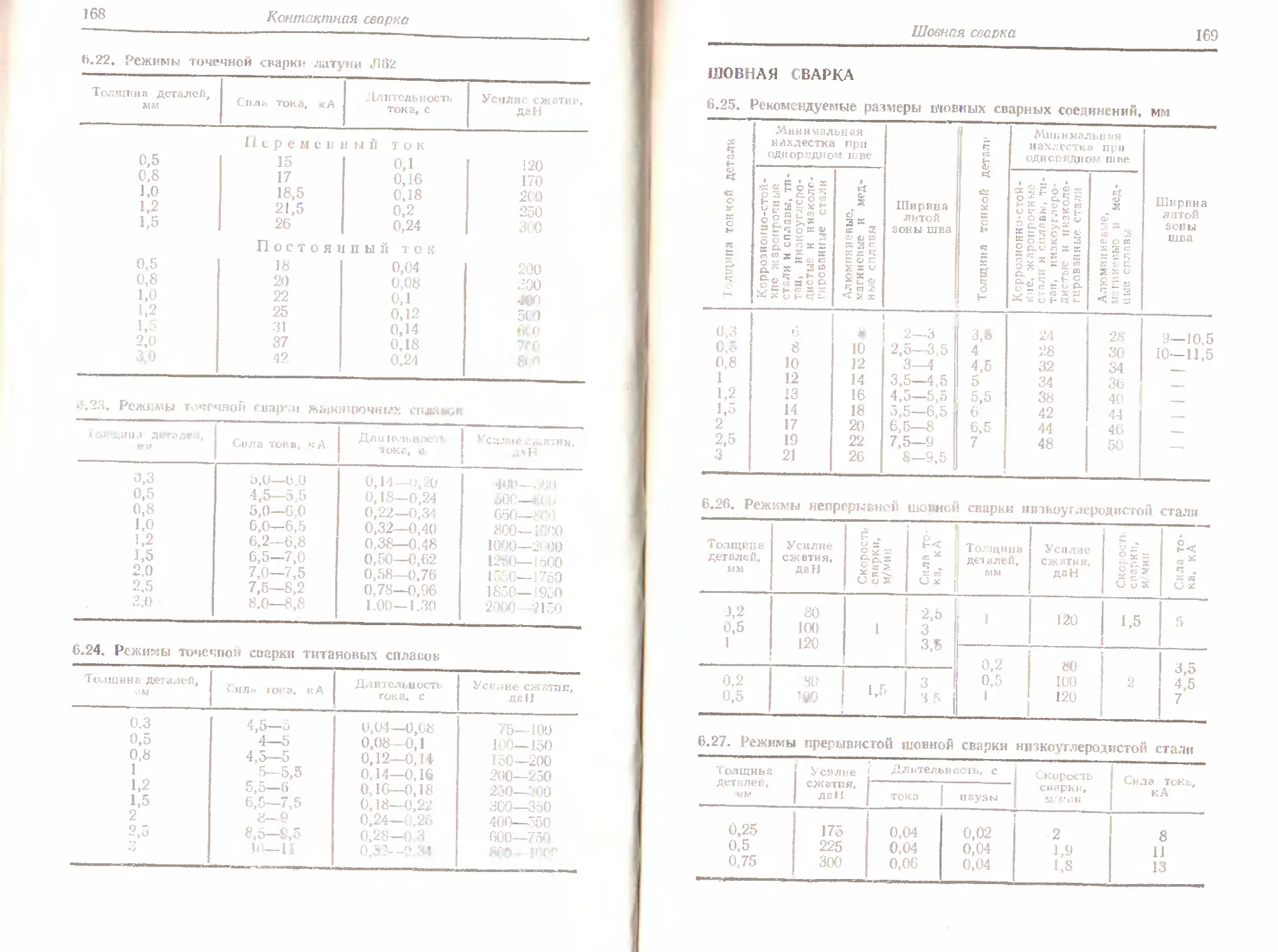
Точечная и рельефная сварка................. 162
Шовная сварка................................ 169
Глава 7. Газовая сварка.............................. 172
Ацетилен и его заменители, кислород.......... 172
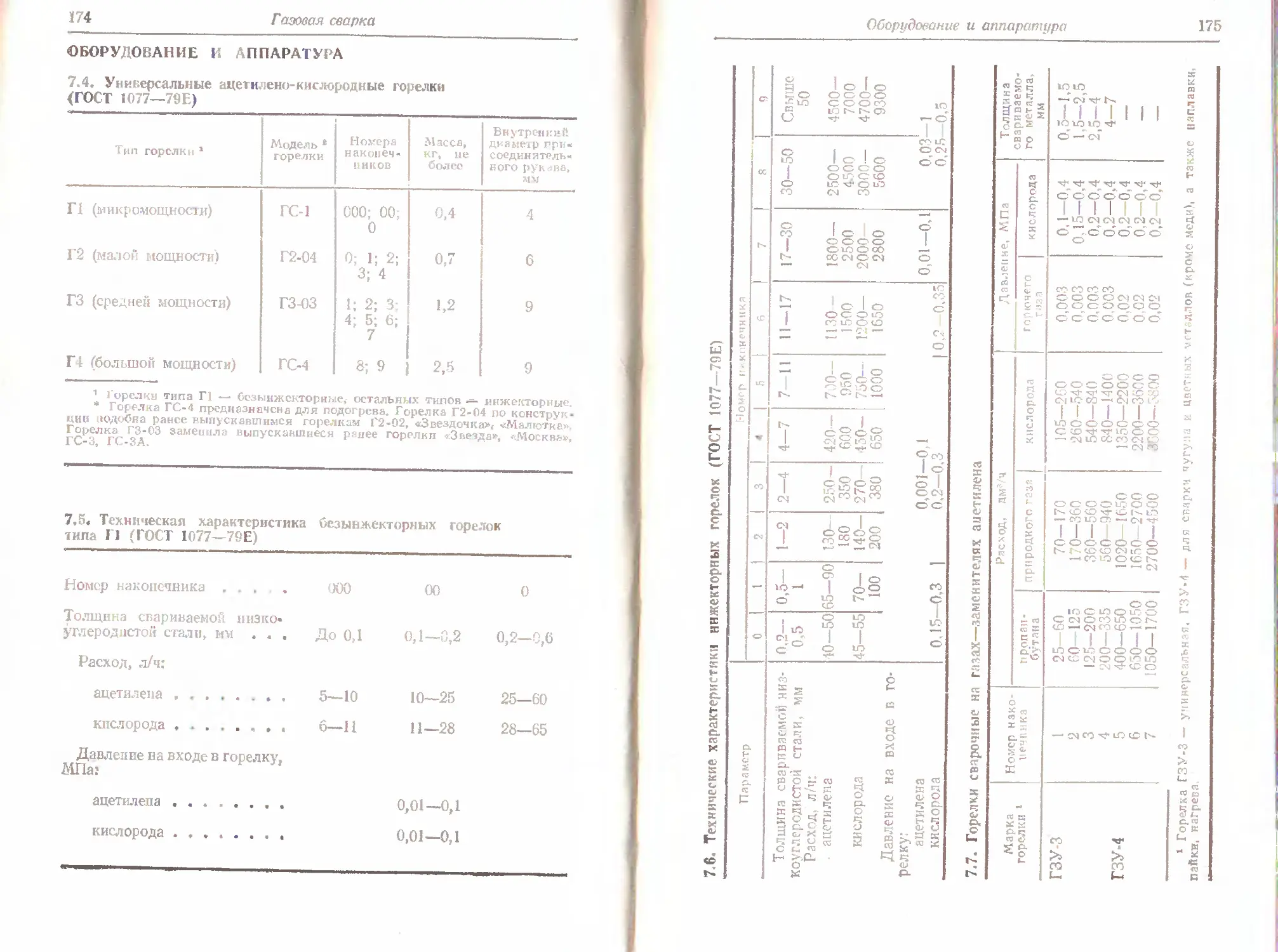
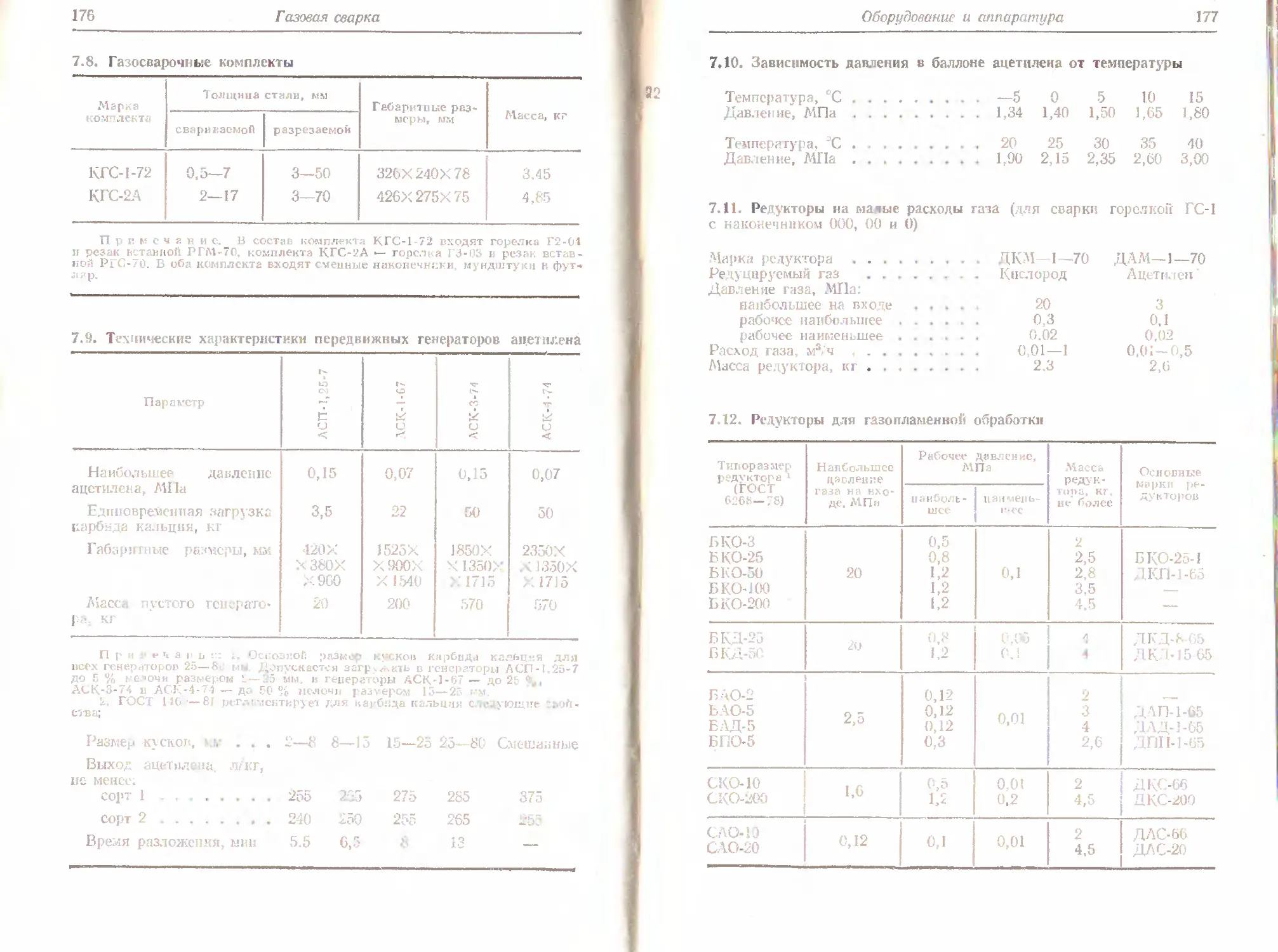
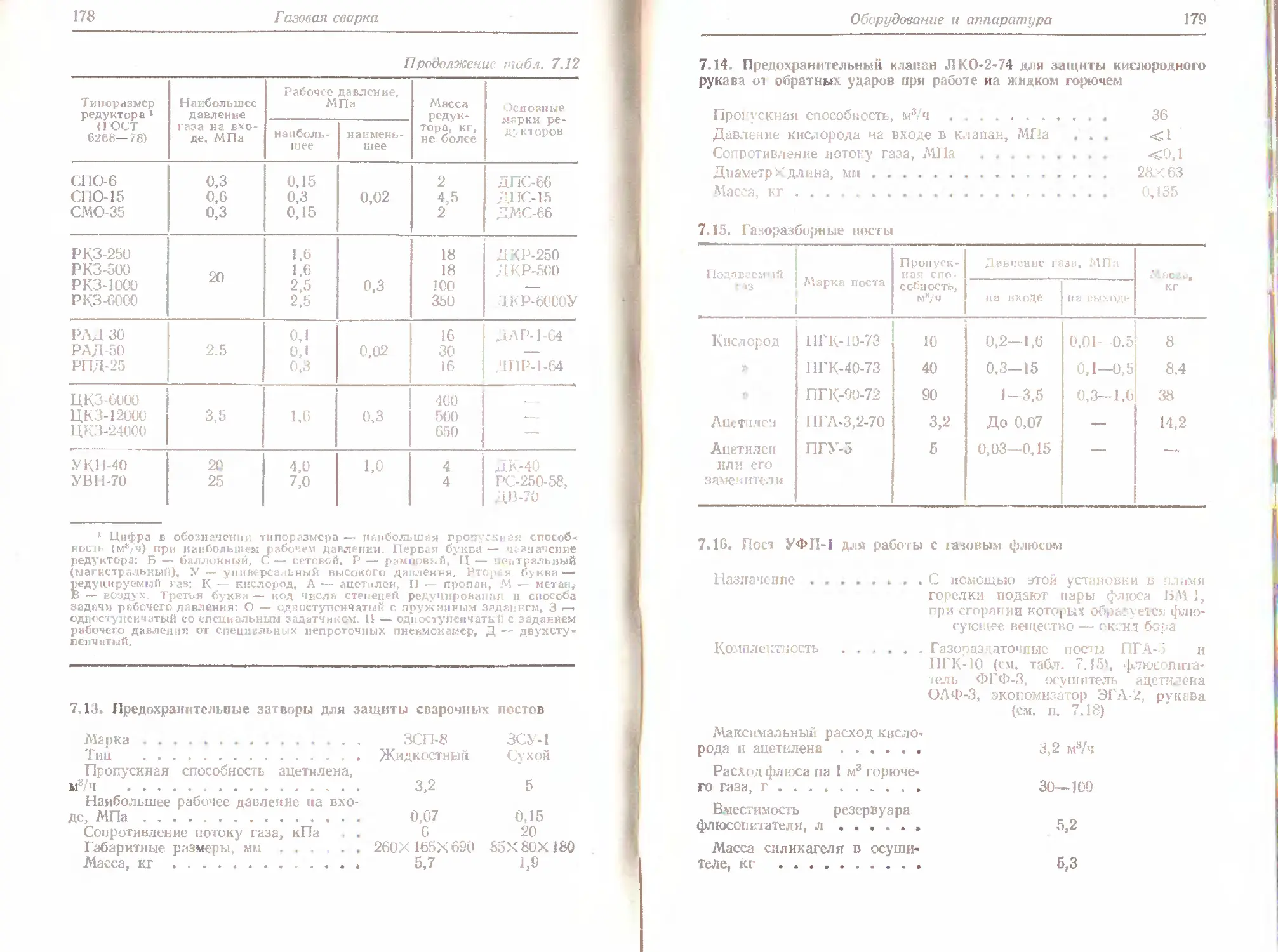
Оборудование и аппаратура .................. 174
Снарка сталей................................ 180
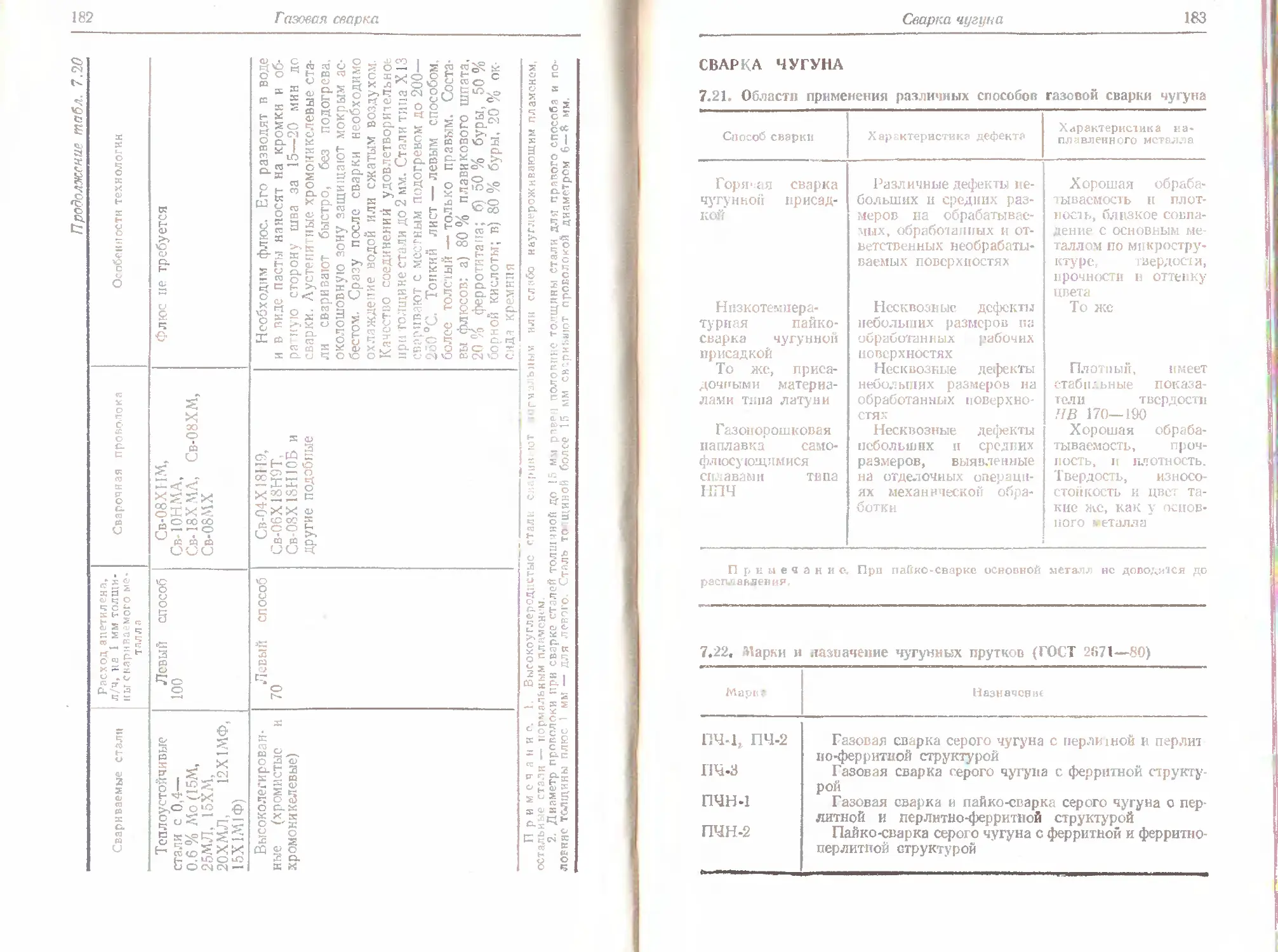
Сварка чугуна ............................... 183
Сварка алюм! пия, магния и их сплавов........ 186
Сварка меди и ее сплавов .................. 189
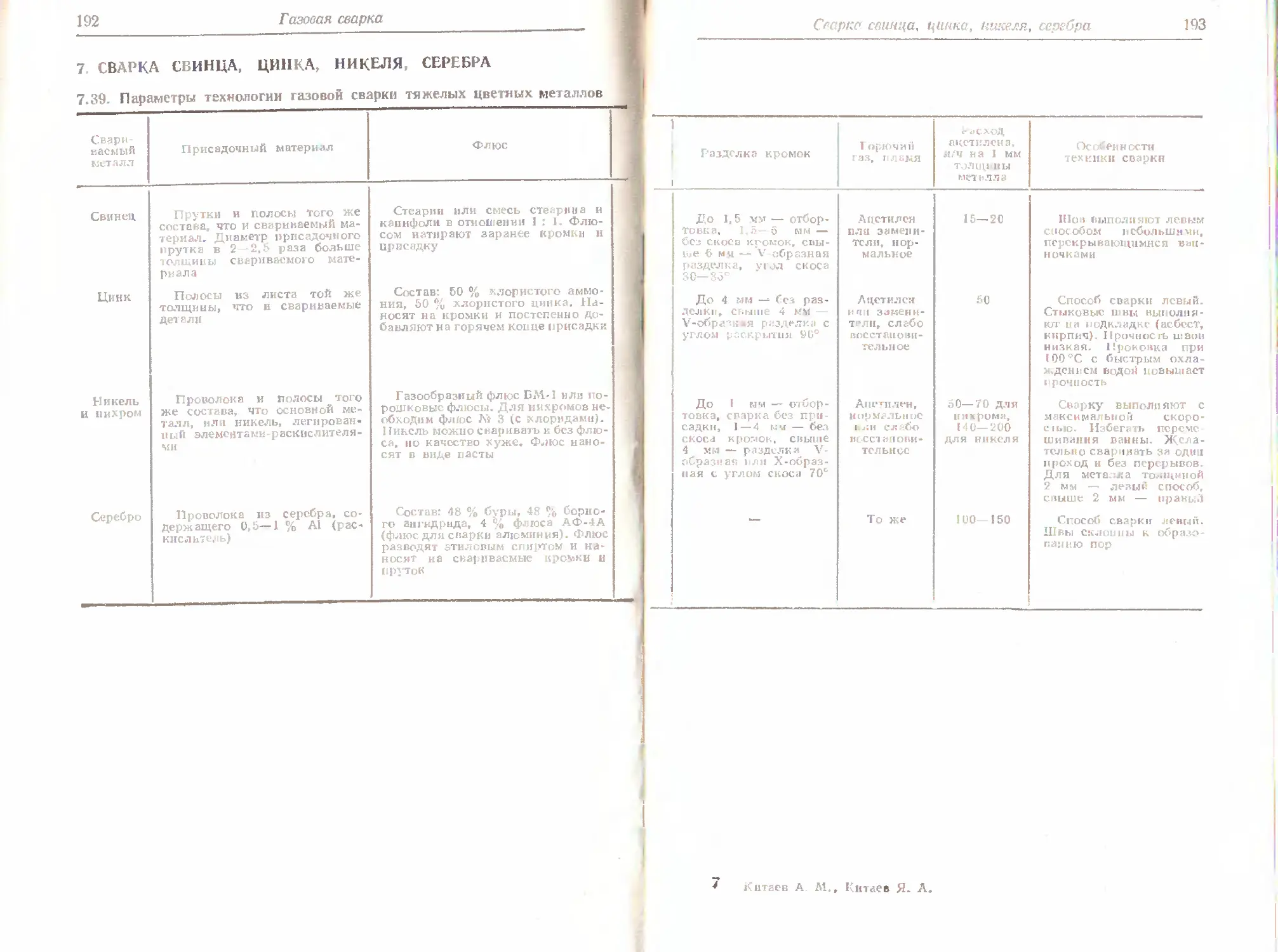
Сварка свинца, цинка, никеля, серебра........ 192
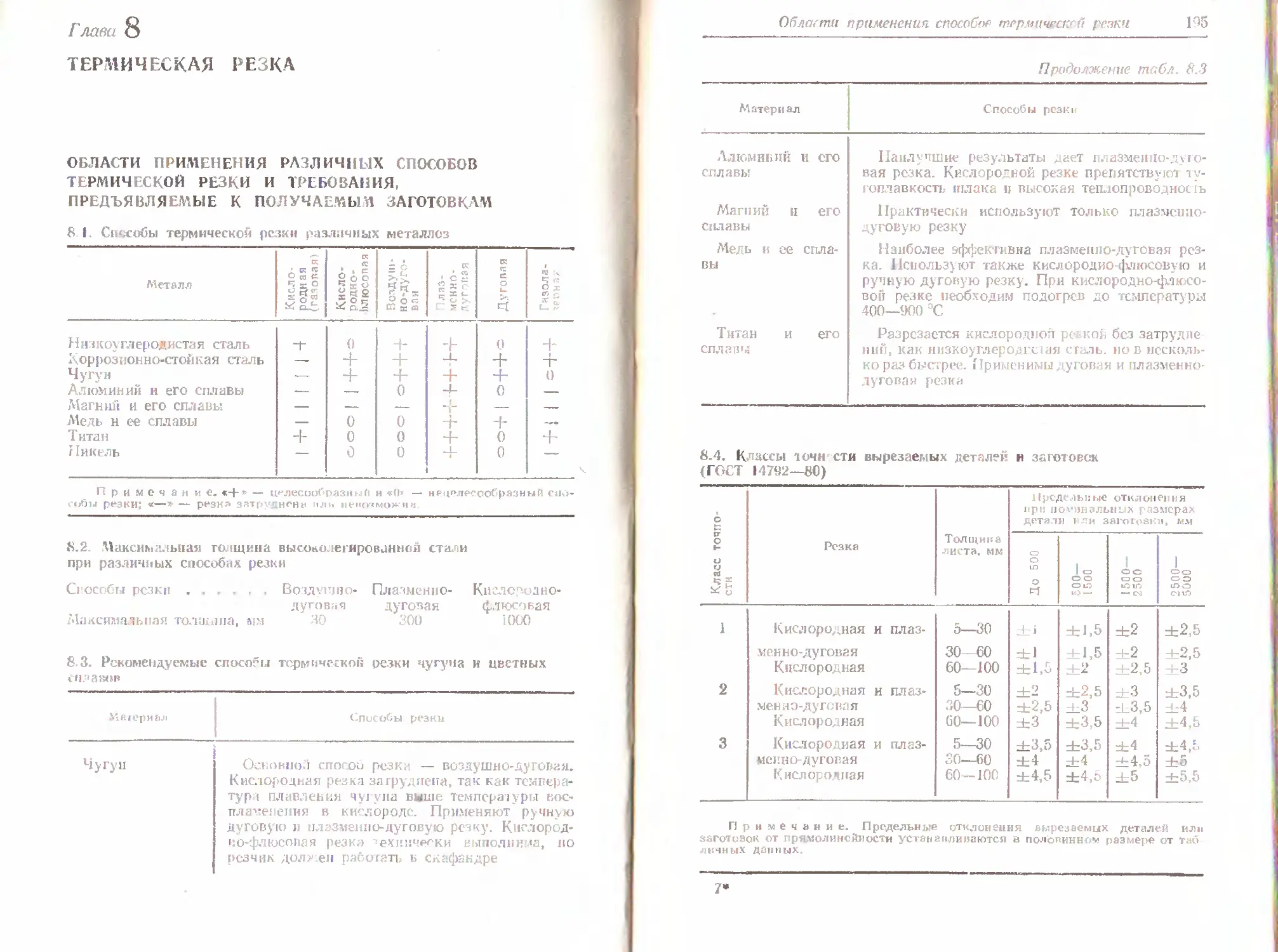
Глава 8. Термическая резка .......................... 194
Области применения различных способов терми-
ческой резки н требования, предъявляемые к по-
лучаемым заготовкам...................... . 14
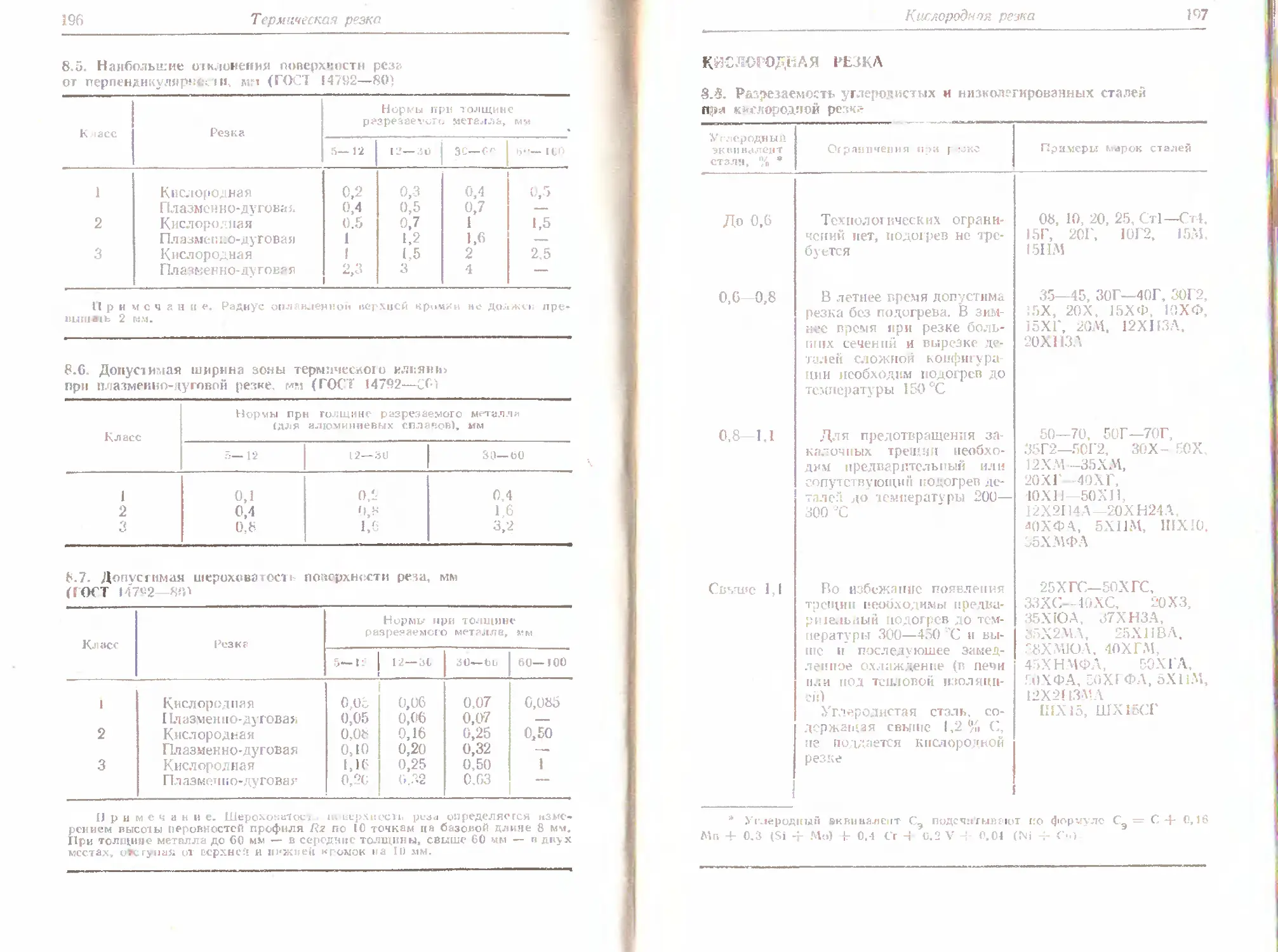
Кислородная резка ........................... 197
Кислородно-флюсовая резка.................... 202
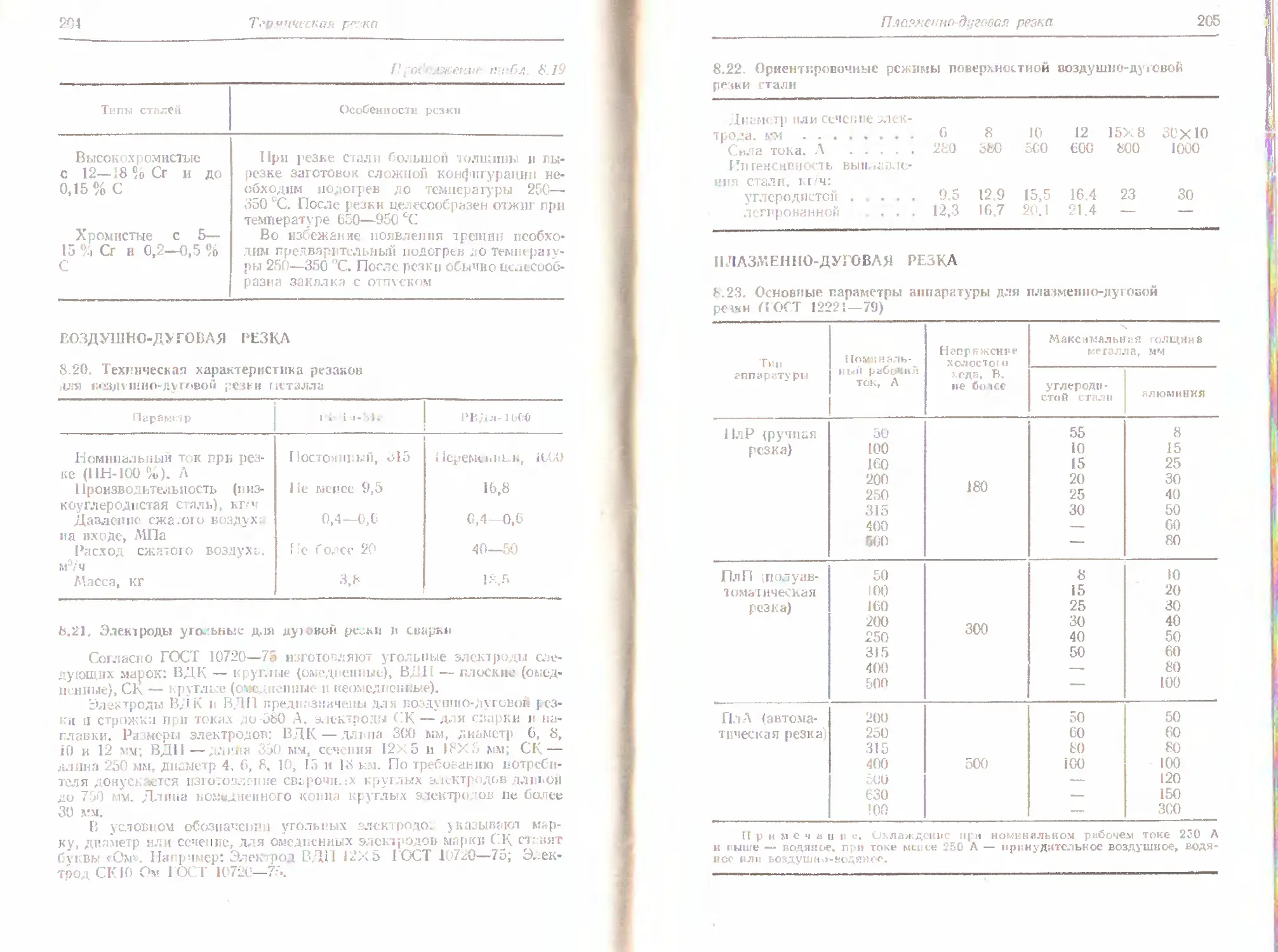
Воздушно-дуговая резка ...................... 204
Плазменно-дуговая резка...................... 205
Ручная дуговая резка ........................ 208
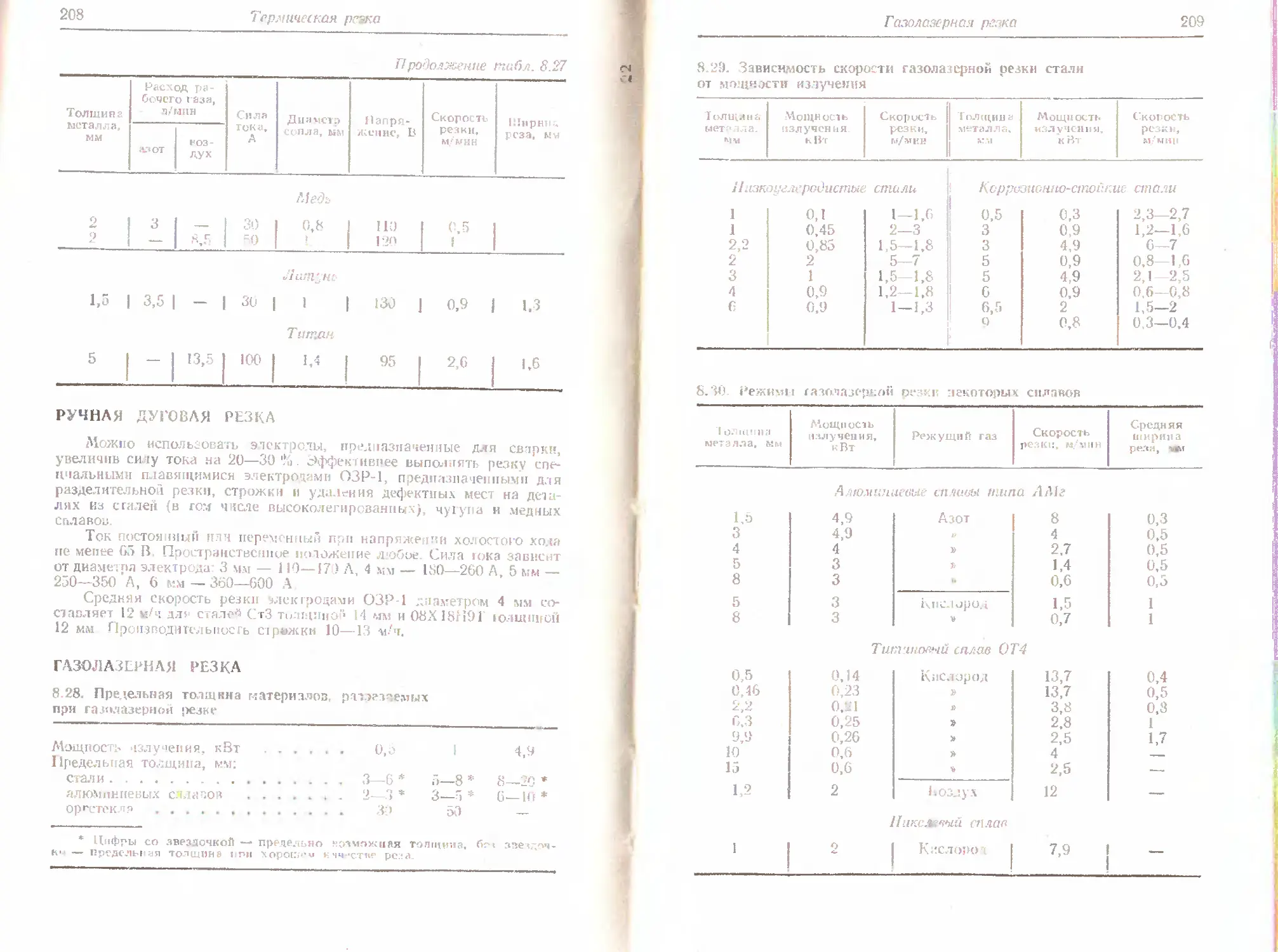
Газолазерная резка .......................... 208
Коньевая резка бетона . 210
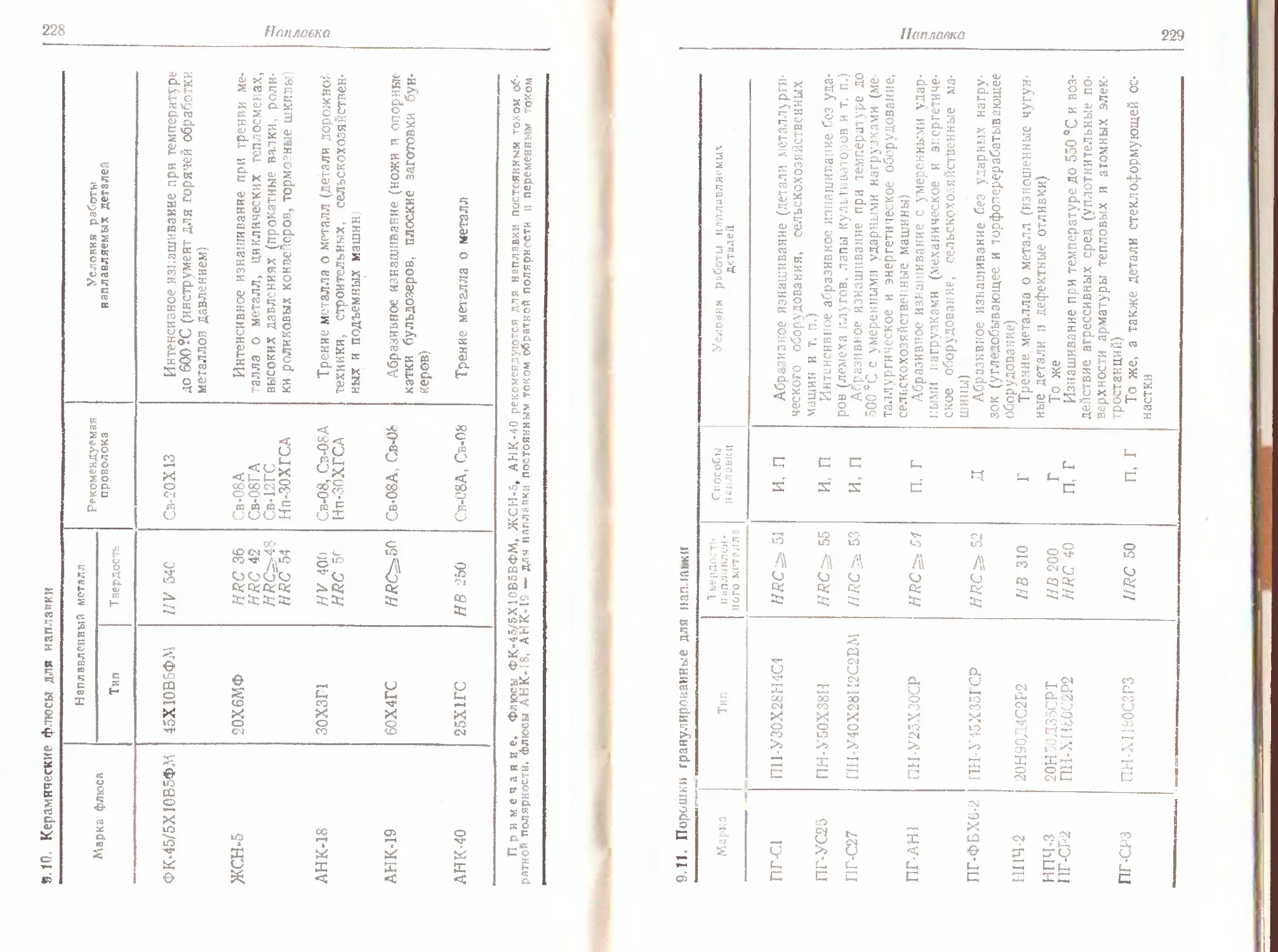
Глава 9. Наплавка . . ....................... 211
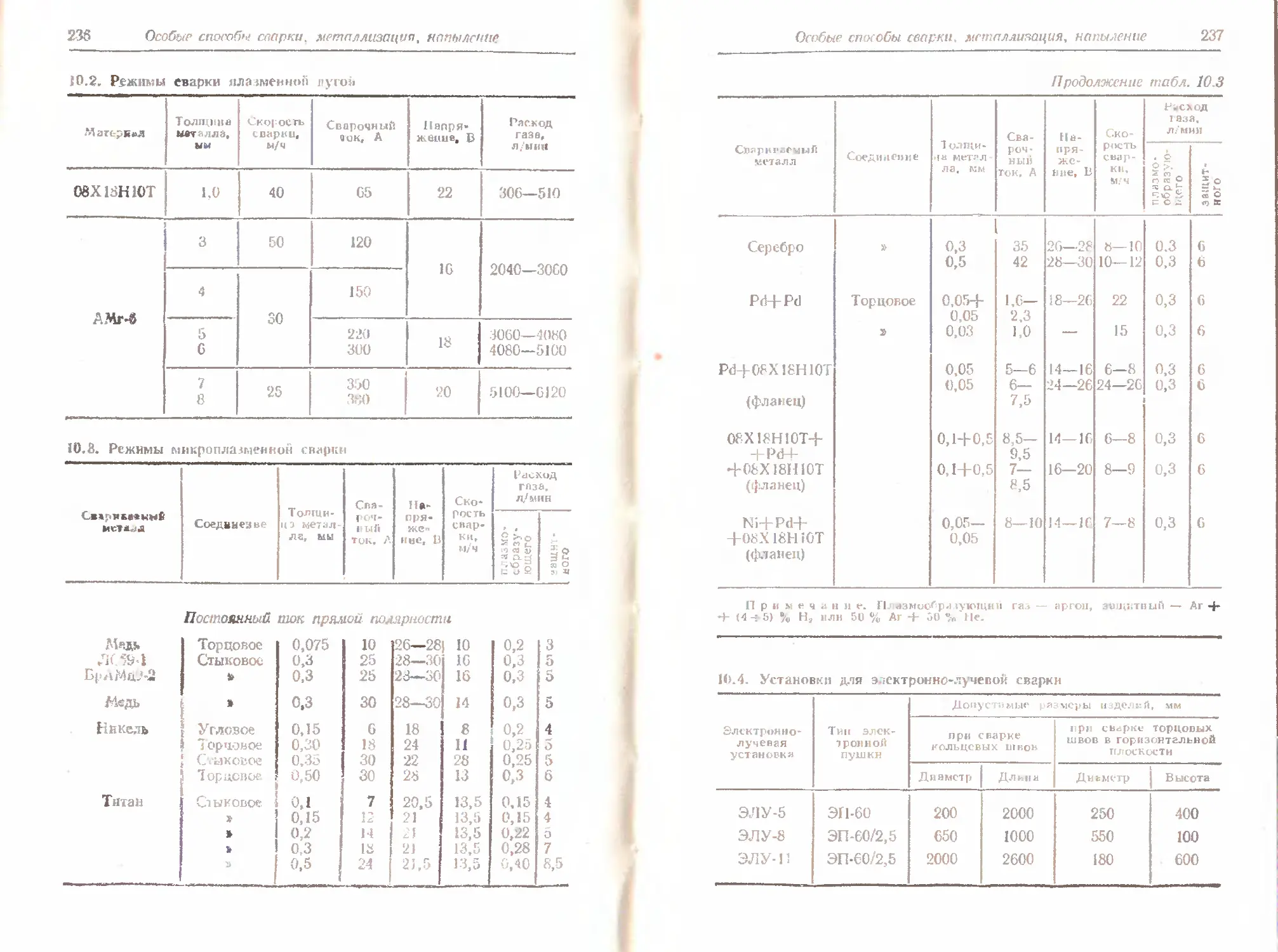
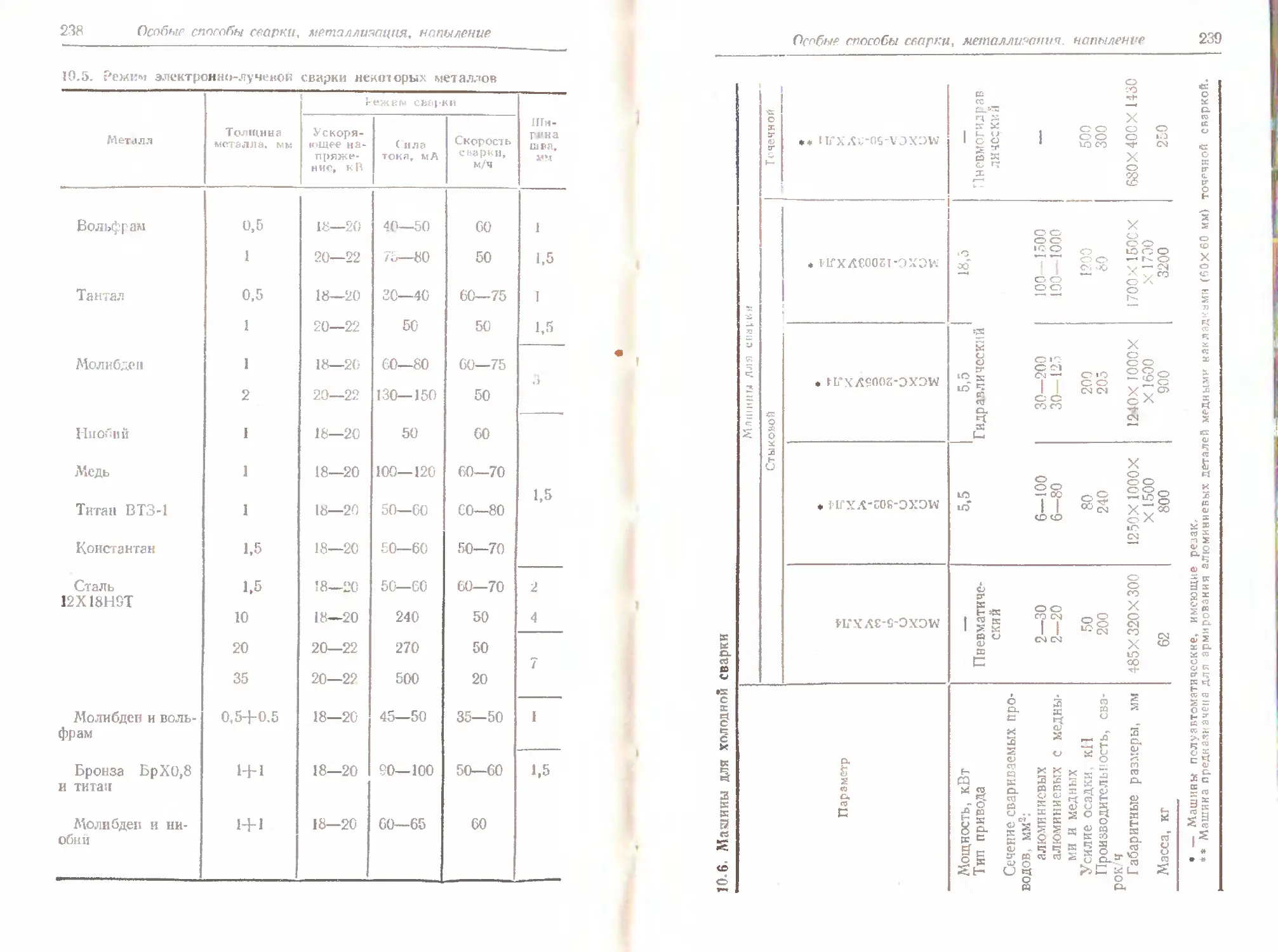
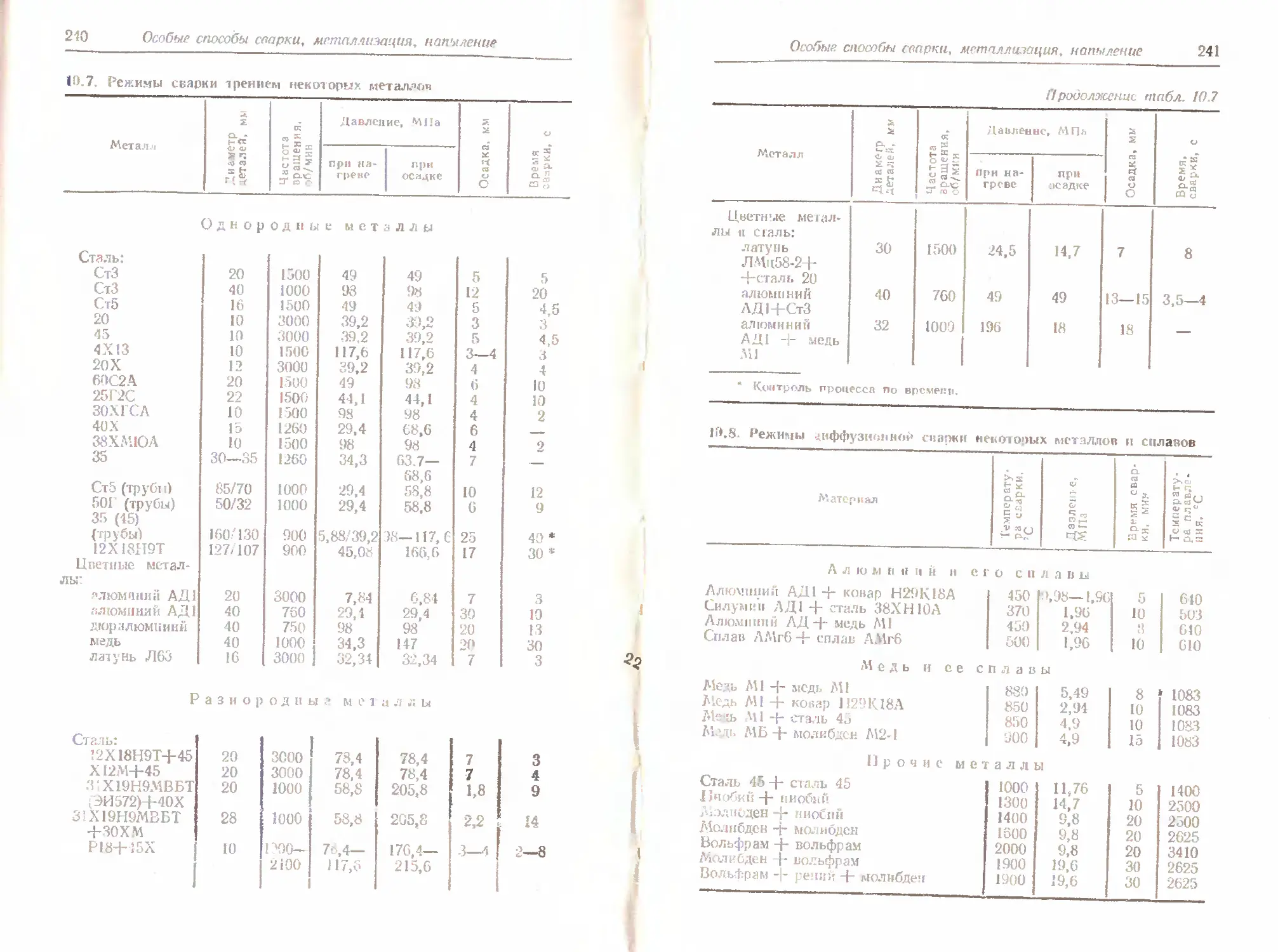
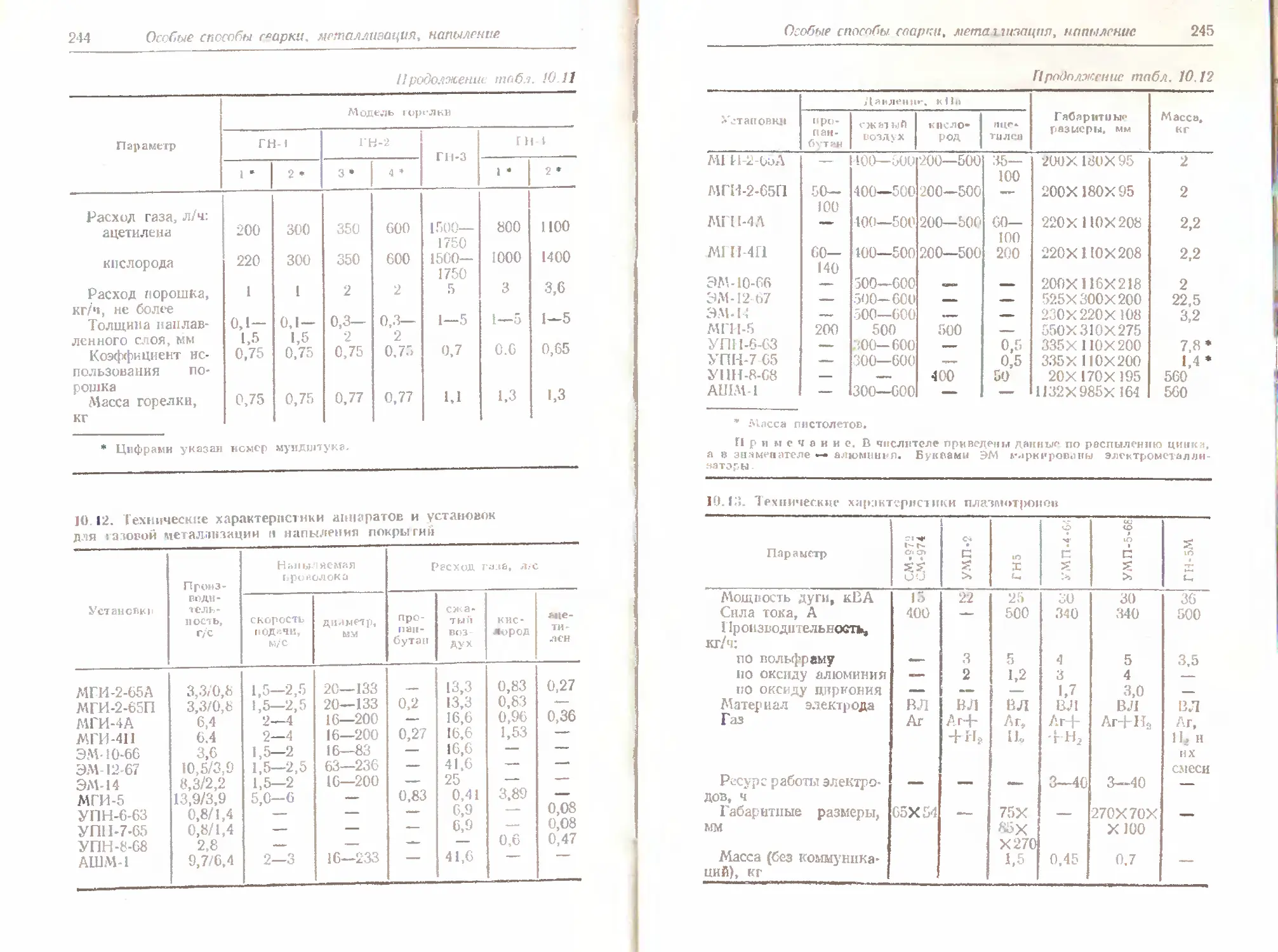
Глава 10. Особые способы сварки, металлизация, напыле-
ние . . 234
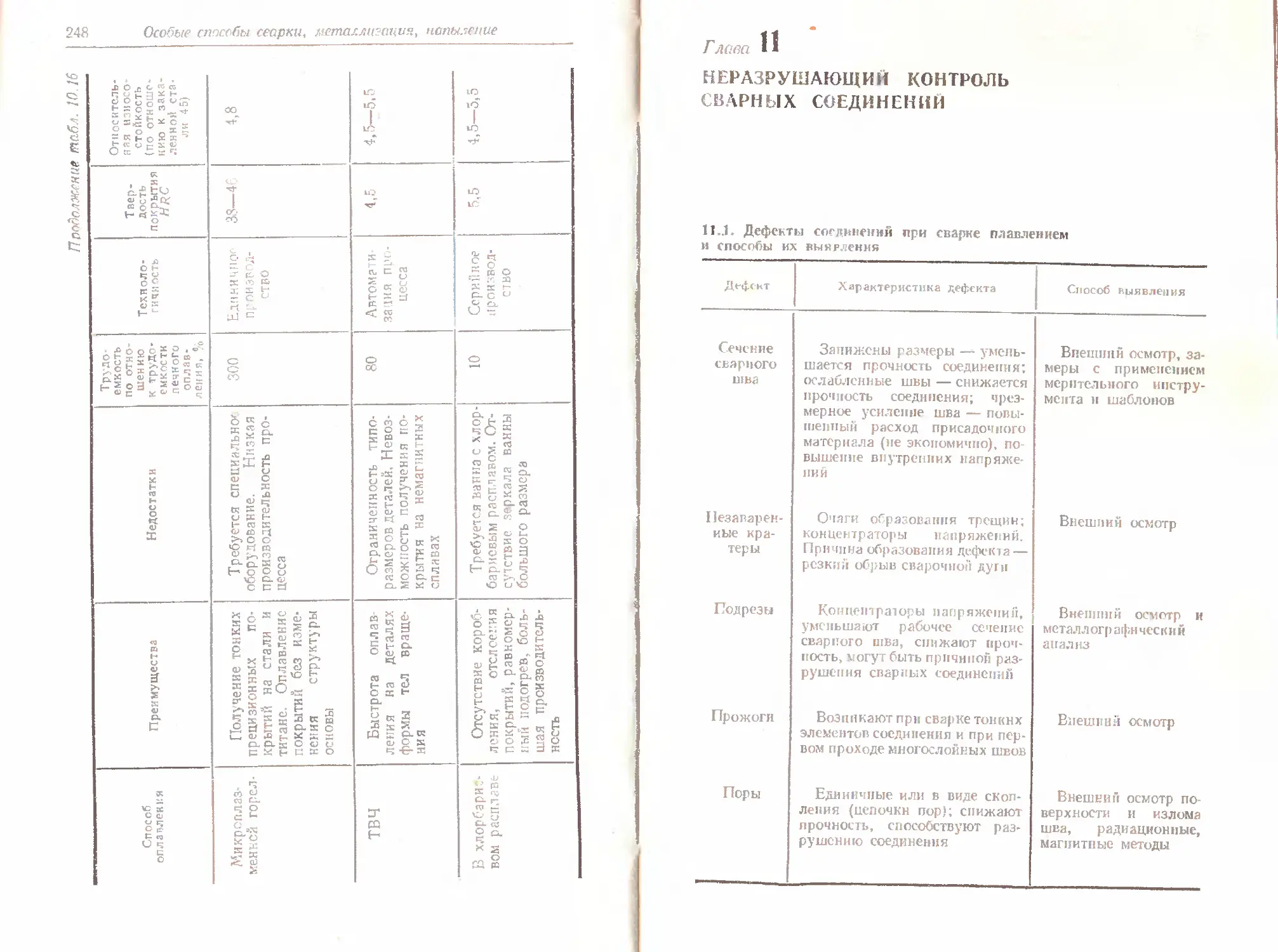
Глава II. Неразрушакнцим контроль сварных соединений . 249
Список литературы....................................... 256
ПРЕДИСЛОВИЕ
В отличие от многочисленных справочников по сварке,
изданных на русском языке за последние 21 лет, настоя-
щая книга рассчитана не на новичка, впервые знакомя-
щегося с ра.ынч |ыми вопросами сварочного производства,
а на читатели, уже знающего существо дела. В ней
приведены фактические данные, необходимые для повсе-
Д| евнон работы. Материал представлен преимущественно
в виде таблиц, которые составлены на основе опубл) кован-
ной в последние годы литература но сварке (справочни-
ков, монографий, ГОСТов, статен г др.).
В книгу включена лишь небольшая часть огромен о
количества справоч) ых данных, нмеюш :.\ся в отечествен
noil литературе. Дополнительную информацию впжю
iiaiiin в публикациях, перечисленных в копне книги. На
отборе справочных сведш пн necowi ei по сказались пред-
ставления авторов о ном чюбо iee всего i еобходнмо и иро-
кому кругу чпыпелсй для практической работы. Этот
шбор бы 1 сопряжен с серьезными затруднениями и в ряде
ийучаен не бесспорен. Авторы с благодарностью примут
сошны и предшъак нпи читателей по содержанию справоч-
ника.
Глава 1
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
ЕДИНИЦЫ ИЗМЕРЕНИЯ И ПЕРЕВОДНЫЕ КОЭФФИЦИЕНТЫ
1.1. Множители и приставки для образования десятичных кратных
и дольных единиц СИ
Множи- тель При- ставка Обоз»’ аченмс пристапни Множи- тель При- ставка Обозначен не приставки
русское между- народное русское между- народное
юч тера т т 10"* дени д d
10» гига г G 10’? санти с О
10е мега м М кг3 милли м in
103 кило к к 10'° микро мк р
103 гекто г h 1Сг“ нано и п
101 дека Да da 10'1- ПИКО п р
1.2. Единицы некоторых физических величин, входящих в СИ,
и их соотношение с единицами, использовавшимися ранее
Величина Единица ( .1 Соотношение единиц
нал мено- вая нс обо- значе- ние
Масса грамм Г 1 ф\ нт = 453,6 г; 1 т * = = 1000 кг
Длина метр м 1 А = IO"'10 м — 0,1 им; 1 юйм — 25,4 мм, 1 фут — 30,48 см
Единицы измерения и переходные коэффициенты
7
Продолжение табл. 1.2
Величина Единица СИ Соотношение единиц
наименова- ние обо- зна- чение
Объем, вмести- мость кубиче- ский метр М3 1 л — 1 дм3
Время секунда * 1 мни * = 60 с; 1 ч * — — 3600 с; 1 сут * = 86 400 с
Частота герц Гц 1 Гц= 1 с*’'
Сила НЬЮТОН Н 1 кге = 9,807 Н
Работа, энер- гии, количество теплоты джоуль Дж 1 Дж — 1 П-м; 1 кгем = = 9,807 Дж; 1 кал = = 4,185 Дж; 1 эВ * = = 1,602- 10~1а Дж
Мощность ватт Вт 1 Вт — 1 Д.ж/с; 1 л. с. = = 735,5 Вт
Давление, на- пряжение, модуль упругости паскаль Па 1 Па = 1 Н''№; 1 кге мм®= = 9,807 -МПа; 1 кге'см2 -- - = 98 07 кП; — 0,09807 МПа; 1 мм вод. ст. = 1 кге/м2 - - = 9 807 Па; 1 мм рт. ст. = = 1 торр --- 133,3 Па
Тс мпсратурп кельвин К /°С= ТК — 273,15; t; /'С= (Т °F — 32)
Разность темпе- ратур кельвин К 1 К - 1 °C * = — ;F
Сила электриче- ского тока ампер А
1Напряжение электрическое вольт В
Ударная вяз- кость — Дж см- I Дж см2 ~ = 0,9807 кге-м/см®
Примечав и с. Коэффициенты соотношении приведены с округле-
нием до четырех значащих цифр, звездочкой отмечены единицы физических
величин, допускаемые к применению наряду с единицами СП.
8
Общетехнические сведения
ХАРАКТЕРИСТИКИ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
1.3. Условные обозначения механических свойств металлов
Икд нспытанкft Услов- ное обо- значен не Ндш । । измере- Н 11 я Тер луны и пояснения услсиэных обозначений
Растяжение при нормальной °Нц Ml la Предел пропорционально» CTII
(ГОСТ 1497—73), not пленных (ГОСТ 11 5—75), повышенных (ГОСТ 9651—73) температурах и температурах —100-5- -269СС (ГОСТ 22706—77) а0,05 МПа Предел упругости (напря- жение, соответствующее оста- точному удлинению 0,05 %). Допускается определять пре- дел упругости с меньшим допуском (до 0,005 %) на величину остаточно! о удли- нения, указывая сто в обо- значении, iiaiipuMej, с0 м, °0,02
Оф МПа 11редел текучести (фв иче- скнй)
^тв МПа Верхний предел текучести (по первому' пику)
°тн МПа Нижний предел текучести
°1>,2 МПа Условный предел текуче- сти, соответствующий оста- точному удлинению (\2 %; допускается определять ус- ловный предел текучести при других остаточных удлине- ниях» указывая их в ин- дексе, например, Of),ls
S|< МПа II тинное сопротивление разрыву
"в МПа Временное сопротивление
6 "6 Относительное удлинен нс после разрыва
Ударный изгиб V % Относительное сужен не после разрыва
ли. Дж Работа удара Вторая б\к-
(ГОСТ 9454—78) KV, лт ва в обозначен ни (U, V. 1) — вид концентратора. 1Следу- ющие числа обозначают ма- ксимальную энергию улара маятника (Дж), глубину концентратора (мм) и ширину образца (мм). Цифры не ука- зывают при использовании копра с максимальной энер- гией удара 300 Дж н об- разцов 1, 11 и 15-г типов
Каракт ригтчки механических свойств металлов
9
Предо чо^нне табл. 1.3
кпд испытаний Услов- ное обо- з« ачен;ч- Единина идоерг- н ш Тг ГМИНЫ Р ПОЯС ИОНИИ ; УС-’Ю ПЫХ 0б03НЯЧ«;П ий
Сж»|н0 А, Л'СТ), A'CV. Л СТ 1с Дж Дж.'см* Лж/см’ Ml Ju Допустимое обозначение работы удара (в тесто при- веденного выше) Л — сим- вол работы, 1— тш образца (см. табл. 1.4) Ударная вязкость (КС — символ ударной вязкости, U, V, Т — вид концентратора). Последующие числа — те же, что и в обозначении работы удара ь их не указывают в тех же случаях Если тем- пература испытаний выше или Hi же нормальной, се ука.чыв; ют индексом вверху после букв. Панрнмер. Л’СТ+10° 150/3/7,5 — обратен с концентратором in а Т, температура -100'С, знер- гпя улара 150 Дж, глубина концентратора 3 мм, ши- рит образца 7,5 мм Допустимое обозначение ударной вязкости (аналогич- но /,). Например, ajf® — ударная вязкость ои| еде. епа при —60 °C на образце 11-го типа и энергии удара 300 Дж Модуль упругости
(Н>СТ М>| ’’пи MI In Предел пропорционально сти
о °0.05 МПа Предел упругости
МПа Физический предел теку- чести
°о,2 МПа Условный предел текучести
0е в МПа Предел прочности
Длительна» прочность (ГОСТ 10145—81) 700 Чооо МПа Предел длительной проч- ности за 1000 ч при 700 *"С (температура и длительность испытания указываются в индексах)
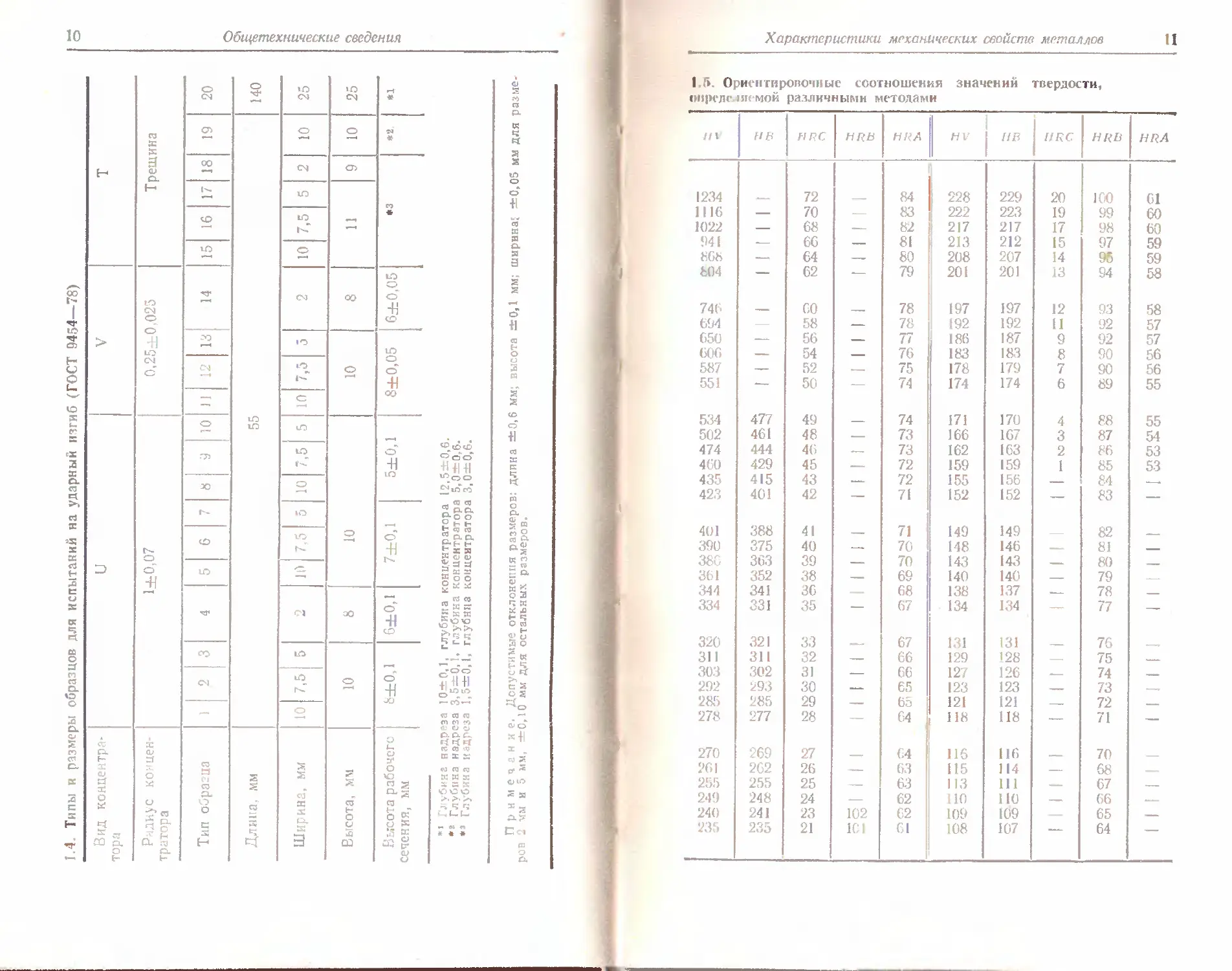
1.4. Типы и размеры образцов для испытаний на ударный изгиб (ГОСТ 9454—78)
Вид концентра тора и Т
Радиус концен- тратора 1±0,07 0,25±0 025 Трещина
Тип образца 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Длина, мм 55 140
Ширина, мм 10 7,5 5 2 10 7,5 5 10 7,5 5 10 7,5 5 2 10 7,5 5 2 10 25
Высота, мм 10 8 10 10 8 11 9 10 25
Высота рабочего сечения, мм 8±0,1 6±0,1 7±0,1 □±0,1 8±0,05 6±0,05 *3 «2 *1
*’ Глубина надреза 10±0,1, глубина концентратора 12,53=0,6.
*г Глубина надреза 3,5 —0,1, глубина концентратора 5,0±0,6.
•’ Глубина надреза 1,5±0,1, глубнпа концентратора 3,03=0,6.
Примечание. Допустимые отклонения размеров длина ±0,6 мм; высота ±0,1 мм ширина; ±0,05 мм для разме-
ров 2 мм и 5 мм, ±0,10 мм для остальных размеров.
сл 240 61'5 255 270 261 *5 X © ел to CO X co g “ CO CO CO CO CO £ X 4* CD X © C Jib О» — о CD •— ft ft ft CO СП G 534 502 474 сл СЛ С! О Ch 4 СЛ X О СП co Ок gggg X х — ND 1234 1116 -
ч о e л. o
1ч5 ND ND Nd ND ND ю К" к-- co co Co CO ^0 CO CO co CO -p,*.
X 4JP О СТ) •kJ Се Ю © — ND СД О СЛ О N OO О — ND Ок CD *4 1 I II | Illi 1 1 'к
Си — се СП ND © си ND — — — — ND X СП X — СЛ © Illi 1 I ft
to ND ND ND to ND Ю СО CO CO CO CO CO CO CO Ok CD cn си СП сн о
X СП 00 — ND CO сл о oo о e - ND X СЛ CD X © ю д о ое о NDOOOC © ND Г)
ft
Г—'з 1 ’ 1 f 1 1 1 1 1 1 1 1 I 1 1 I 1 1 1 1 1 1 1 1 Illi | |
— ND 1 r 1 1 Illi 1 1 ft
е-р. СТ) CD Cb CD CD CD СТ) CD CD CD D D D •'I N •'I *4 -N “4 ”4 *4 -N -Ч *4 *4 -4 X X X X x 5
ND ND С’1 СП CD CD *4 4 ® О О О - —* № ND CO CO O' ел С) -Ч X X CD О — N; to O' >>
ND ND ND ND ND ND
О —— Ь-м ND ND bO ND CO CO X O' O' О* Ок СП СИ СП DON "4 -ч X X © CD О О ±- — Nd to ft
оо О X СП CD X «— X -N © — O> X © CO X © ND Си © ND CD »— X СО CD ND -Ч — X x *0 ND X
. . ND ND ND ND ND ND
Г . Г - кк № ND tO IO X CO Co 0* О» O' Ox СП. СП. СЛ DON •kJ ч ос a cd (О О О “ — ND ND '-K
© о — се — CO CD X — Ok -4 0 co CD CO ND CD © N О O' СО СО -Ч ND *4 -N tCN X CQ1 to
1 1 1 1 1 1 1 1 1 1 1 ft
1 1 1 1 1 1 1 1 1 1 1 ND X O' o> Ч X СО •— № X O' СЛ -4 © CD ci
СТ) О <Т) © “*'2 -4 *4 -4 “'t NN QC CC Cc X X X X X X X tp CD © © © <D © © © © о 3:
ел CD х о ND CO X СЛ CD •N X © © — ND X О* СП ONO © О о ю to СО O' Ol -4 X =0 о '<v
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I a 55 54 53 55 СЛ СЛ СП сл СЛ О) О “Ч -ч X СПСЛОО OD © © G3 61 60 HRA
I
12
Общетехничсские сведения
СРЕДСТВА ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ
1.6. Серийные жидкостно-стеклянные термометры
Лабораторные термометры позволяю»! измерять температуры
в диапазоне от —200 до +600 °C. Цепа деления 0,01—2°C Допустимая
погрешность — плюс-минус одно—четыре деления в зависимости от
диапазона измеряемых температур и цены деления шкалы.
Промышленные термометры выпускают для значения темпера-
туры от —60 до +650 °C с пеной деления 0,5—10 °C.
Элентроконтактные термометры (термокоитакторы) с магнитной
перестановкой контактов позволяют измерять и регулировать темпе-
ратуру в пределах от —30 до +300 °C при цене деления 1—2 °C. Вы-
пускают ряд моделей термоконтакторов с неподвижными контактами.
1.7. Термометры сопротивления
Серийно выпускают термометры сопротивления платиновые для
измерения температур в пределах от —260 до +600°C и медные для
температур от —200 до 200°C Погрешности градуировки термометров
сопротивления зависят от измеряемой температуры. Для термометров
2-го класса они следующие:
Температуре, °C 0 50 100 200 300 400 500
Погрешность, еС:
медный термометр 0,2 0+1 0,5 0.8 — —
платиновый термометр 0,3 — 0,7 и 1,5 1,3 2,2
1.8. Термоиндикаторы
В СССР выпускают серийно:
а) термохимические индикаторные краски (ТУ 133—67) — набор
юзволяет конгра.)нроваib 36 значений температуры в диапазоне 4э—
830“С. И.ЧМ1 теине цвета красок при натр не необратимое;
б) термохимические индикаторные карандаши (ТУ 6-10-1110—71)—
набор нз Boci.Mii штук для значений температуры 130 240, 250, 300,
380, 400 4 И) и 470 °C (марка карандаша — температура изменения цвет
и °C). Изменения цвета при нагреве необратимые;
в) термоиндикаторные краски плавления серии ТП
(ТУ 6-10-1131-71) и серин TH (ТУ 6-09-17-39—73). Набор» красок ТП
состоит из 60 наименований дтя диапазона 36—560 °C. Серия ТИ вклю-
чает 21 наименование па диапазон 30—230°С Точность итмцеиия
температуры этими красками составляет 0,5—1% для температуры
до 2(К)'С и 1 % для более высок >й температуры.
Средства измерения температур
13
1.9. Термопары
Т.рГ.-иОЛСК 1 роды Тип термопары Измеряемая темпе- ратура; °C
мини- мальная максималь- ная *
Платннародий—плаижа ПР 10/0 0 1300 (1600)
Платипародий—ыа.инароднй ПР 30/6 300 1600 (1800)
Хромель—алюмель ХА —50 1000 (1250)
X ромель—конель хк -50 600 (800)
Медь—копель мк —250 350 (500)
ВольфрамрсниЙ—вольфрамре- II мй ВР 5/20 0 2500
То же ВР 10/20 0 2.500
• В скоби ох — при кратковременных измерениях.
II р и меча н н е. Термопары ВР >20, ВР 10/20 применимы только
к среде иодородя или в вакууме. Термопары ПР 30/6 и ПР 10-0 применяют
н <и<нсд1!тслы1||х средах и я вакууме, в нейтральных и восстановительных
средах пни недостаточно стабильны. Термопары МК централизованно ее
и и отонл тот.
1 10 Допу. IHMI.1C <>1кл<>пг11ня покилаиий термопар
Тип Допустимое отклонение, иС, при измерен н пределах до, °C in температуры
Т< рМОП iipi»! зоо 4 00 500 60с яоо 1000 1 гос 1400 1600 1Я 00
ПР 10/0 1,09 1,37 1,53 1,75 2,12 2,44 2,75 3,10 3,70 ——
ПР 30/6 3,12 3 16 3,24 3,26 3.35 3 56 3,75 4,06 4.52 5,08
ХА 3,86 4,26 4,69 5,18 6,34 7,72 9,32 — —
хк 2,38 2,98 3 68 4.32 5,81 — — — —
ВР 5'20 - — — — 5,11 6,01 7,00 8,25 9,74
СВОЙСТВА химических ЭЛЕМЕНТОВ
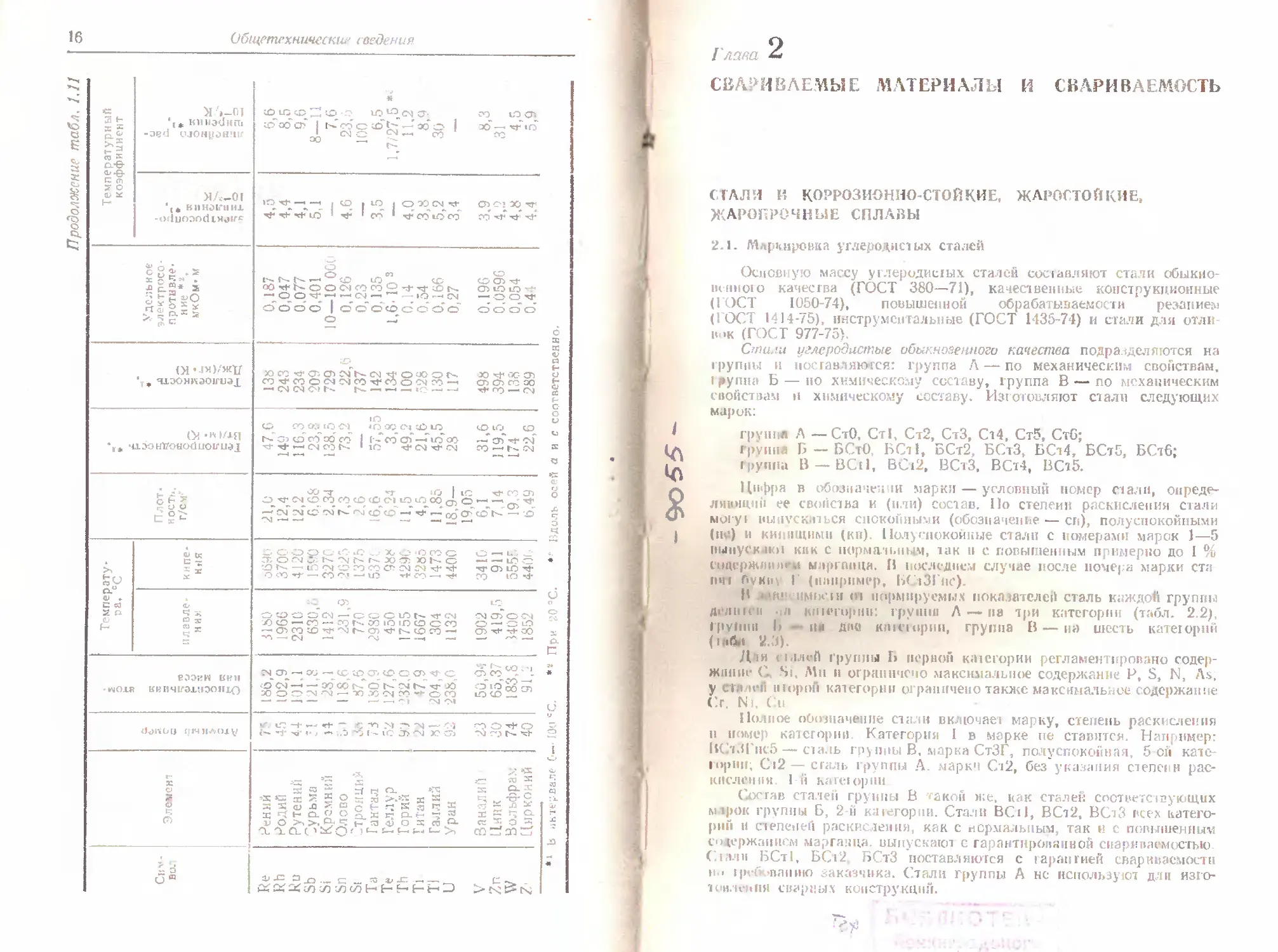
1.11 Физические свойства некоторых химических элементов
Сим- вол Элемент Атомный номер Относительная атомная масса Температу- ра, °C Плот- ность, г/смя Теплопроводность Вт/(м- К) Геплоемкость Дж/(кг- К) Удельное электросо- противле- ние **, мкОм- м Температурный коэффициент
плаиле - НИЯ кипе- ния электросопро- тивления **, 10-3/К линейного рас- ширен и я *1, 10 р/ К
Ай Серебро 47 107,9 960.8 2163 10,5 4255 234 0,0163 4 1 19,1
л; Алюминий 13 27,0 660 2520 2,70 238 917 0,0267 4,5 23,5
Ан Золото 79 197,0 1063 2860 19,3 315,5 130 0,0220 4,0 14,1
Bii Барий 56 137,3 729 2130 3,5 — 285 0,60 18
Вс Бериллий 4 9,01 1287 2470 1,85 194 2052 0,033 9,0 12
Bi Висмут 83 209.0 271 15(54 9,80 9 124,8 11.7 4,6 13,4
Са Кальций 20 40 1 839 1484 1,54 125 624 0,037 4,57 22'
Се ЦериЙ 58 140,1 798 3430 6,75 11,9 188 0,854 8,7 8
Cd Кадмий 48 112,4 32) 767 8,64 103 233,2 0,073 4,3 31
Со Кобальт 27 58,9 1492 2930 8,9 96 427 0,0634 6,6 12,5
Ст Хром 24 52,0 I860 2680 7,1 91,3 161 0,132 2,14 6,5
Cs Цезий 55 132,9 26,5 670 1,87 36.1 234 0,20 4,8 97
Си Медь 29 63,5 1083,4 2560 8,96 397 386 0,0169 4,3 17
F? Железо 26 55,8 1536 2860 7,84 78,2 456 0,101 6,5 12,1
Ga Галлий 31 69,7 29,7 2205 5,91 41,0 377 18,3
Ge Германии 22 72,С 937 2830 5,32 56,4 310 ~890 — 5,75
Прпдолжение табл. 1 11
Си м- вол Элемент Атомный номер Отн осите л ь н ая ато и - имя масса Температу- ра. °C/ Плот- ность. г/см3 Теплопроводность *в, ЗтДм-К) Теплоемкость •1, ДжДкг* К) Удельное электросо- противле- ние *3, мкОМ» м Температурный коэффициент
плавле- ния кипе- ния >1.4-01 'г* КИНЭГШИ. -OduooodxMQirc линейного рас- ширения *>, Н)-’/К
нг Гафний 72 178,5 2227 4600 13,1 22,9 147 0,322 4,4 6,0
Нб Ртуть 80 200,6 -38,87 357 13,55 8,65 138 0,959 1,0 61
In Индий 49 114,8 156,4 2070 7,3 80,0 243 0,088 5,2 24,8
Ir Иридий 77 192,2 2454 4390 32,4 146,5 130,6 0,051 4,5 6,8
К Калий 19 39,1 63,2 759 0,85 104 754 0,068 К 7 83
Li Л итий 3 6,94 181 1342 0,534 76,1 3517 0,0929 4,35 56
Mg .Магний 12 24,3 649 1090 1,74 155,5 1038 0,042 4,25 26,0
Мп Марганец 25 54,9 1244 2960 7,4 7,8 486 16,0(пг) 23
Мо .Молибден 42 95,9 2615 4610 10.2 137 251 0,057 А 5>Л 5,1
Na Натрий 11 23 0 97,8 883 0,97 128 1227 0,047 5,5 71
Nib Ниобий 41 92,9 24(57 4740 8,6 54,1 268 0,160 2,6 7,2
Ni Никель 28 58,7 1455 2915 8,9 88,5 452 0,069 (',8 13,3
Os Осмий 76 190 2 3030 5000 22,5 87.5 130 0,088 4,1 4,57
Pb Свинец 82 207,2 327,4 1750 11,68 34,9 129,8 0 206 .,,2 29 0
Pd Палладии 46 106,4 1552 2960 12,0 75,5 247 0.108 4,2 11,0
Pt Платина 78 195,0 1769 3830 21,45 71,5 134,4 0 1058 3,92 9,0
Ra Радий 88 226 700 1500 5 —
Rb Рубидий 37 85,5 38,8 688 1,53 58,3 356 0,121 4,8 9,0
16
Общетехническиц < ведения
Продолжение табл. 1.11
*
с: 3 Ь р-2 >1 '>-01 *1# KNIJadifiTi -□ed ujOHHdH’iir 5,6 8,5 9,6 8-11 7,6 23,5 100 6,5 727,5 04 О’- —'обо | -*-• со СО ьо СП □0--. ’СТ to
сз X О.-©- <v.q. ГС (Т| х © н *
МА-01 *|й BlIHjli’tlHl -odijoood i ялг$ 4,5 4,4 4,1 5,1 4.6 3,5 О эо сч •ст tF СО lQ СО •3.9 4,2 4,8 1 fr'b
Удельное электросо• ПрОТНВЛС' кие мкОм» м оо * b- О О ОКО C<J О "0 0^7^ ~ 04 — *7 ооо'о 1 со о" О СО о । 0,14 0,54 0,166 0,27 СО 05 хг СГ> lO lQ — О О о о о ГГО
i* (М u^'W Я1эохкао1гидх X) СО rt СП СП 04 Ь- СЧ -М-1 —' OJ OJ СЧ г- г- —< — ООО ОГЧ 991 96» 289 1
*ГФ ч15о Oi -HlW.fi HVoHoduoiru^i 47,6 149 116,3 23,8 138,5 73,2 57,55 3 8 49,2 21,6 45,5 28 31,6 119,5 174 со о! сч
При 20 ЭС. Вдоль осей а и с соответственно.
/ лава
СВАРИВАЕМЫЕ МАТЕРИАЛЫ И СВАРИВАЕМОСТЬ
90 55
СТАЛИ В КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ,
ЖАРОПРОЧНЫЕ СПЛАВЫ
2.1. Млркнровка углеродистых сталей
Основную массу углеродистых сталей составляют стали обыкно-
венно! о качества (ГОСТ 380—71), качественные конструкционные
(ГОСТ 1050-74), повышенной обрабатываемости резанием
(ГОСТ 1414-75), инструментальные (ГОСТ 1435-74) и стали для отли-
вок (ГОСТ 977-75).
Стили углеродистые обыкновенного качества подразделяются на
группы и поставляются: группа А — по механическим свойствам,
I рулив Б — но химическому составу, группа В — по механическим
свойствам н химическому составу. Изготовляют стали следующих
марок:
1 группа А —СтО, СтГ Ст2, СтЗ, Ст4, Ст5, СтС;
группа Б — БСгО ЬСт1, БСт2, БСтЗ, БСт4 БСт5, БСтб;
группа В — BCil, ВС12, ВСтЗ, ВСт4, ВС15.
Цифра в обозначен nt марки — условный номер стали, опреде-
ляющий ее свойства и (или) состав. По степени раскисления стали
могу! выпускаться спокойными (обозначение — ел), полуспокойными
| (пи) и КИН11Щ11М11 (кп). Пату спокойные стали с номерами марок 1—5
цыпуСкаки кик с нормальным, так и с. повышенным примерно до 1 %
ciHU-pmiiiim-n марганца. В последнем случае после номера марки ста
пят fivKin Г (например, БСтЗГнс).
В !<•.«" iiMociii tn нормируемых показателей сталь каждой группы
детпнен чл кшегорин: групп» А — па три категории (табл. 2.2),
rpviHHi l> - и« дно юнсгории, группа В — на шесть категорий
(iii&t 2.3).
Дли силой группы Б нерпой кшегории регламентировано содер-
жпнпе С Si, Мп н ограничено максимальное содержание Р, S, N, As,
у сталей шорой категории ограничено также максимальное содержание
Cr, Ni, Си
Полное обозначение стали включает марку, степень раскисления
в иомер категории Категория I в марке не ставится. Например:
ВСтЗГпсб — сталь группы В, марка СтЗГ, полуспокойвая, 5 ой кате-
гории: С>2 — шаль группы А. марки Ст2, без указа >ия стеле! н рас-
кисления Гн как:!орпи
Состав сталей группы В такой м:е, как сталей соответствующих
млрок группы Б, 2-й категории. Стали BCil, ВСт2, ВСтЗ всех катего-
рий и степеней раскисления, как с нормальным, так и с повышенным
содержанием марганца, выпускают с гарантированной сиаряваемосгыо
Cin-'iii БСт1, БСт2, БСтЗ поставляются с гарантией свариваемости
и., ipefionaiiuio заказчика. Стали группы А нс используют дли изго-
товления сварных конструкций.
16
Общетехническиц < ведения
Продолжение табл. 1.11
*
с: 3 Ь р-2 >1 '>-01 *1# KNIJadifiTi -□ed ujOHHdH’iir 5,6 8,5 9,6 8-11 7,6 23,5 100 6,5 727,5 04 О’- —'обо | -*-• со СО ьО СТ» □0--. ’СТ to
сз X О.-©- <v.q. ГС (Т| х © н *
МА-01 *|й BlIHjli’tlHl -odijoood i ялг$ 4,5 4,4 4,1 5,1 4.6 3,5 О эо сч •ст tF СО lQ СО •3.9 4,2 4,8 1 fr'b
Удельное электросо• ПрОТНВЛС' кие мкОм» м оо * b- О О ОКО C<J О "0 0^7^ ~ 04 — *7 ооо'о 1 со о" О СО о । 0,14 0,54 0,166 0,27 СО 05 хг СГ> lO lQ — О О о о о ГГО
i* (М u^'W Я1эохкао1гидх X) СО rt Ch СЛ 04 Ь- СЧ -М-1 —' OJ OJ СЧ г- г- —< — ООО ОГЧ 991 96» 289 1
*ГФ ч15о Oi -HlW.fi HVoHoduoiru^i 47,6 149 116,3 23,8 138,5 73,2 57,55 3 8 49,2 21,6 45,5 28 31,6 119,5 174 со о! сч
При 20 ЭС. Вдоль осей а и с соответственно.
/ лава
СВАРИВАЕМЫЕ МАТЕРИАЛЫ И СВАРИВАЕМОСТЬ
90 55
СТАЛИ В КОРРОЗИОННО-СТОЙКИЕ, ЖАРОСТОЙКИЕ,
ЖАРОПРОЧНЫЕ СПЛАВЫ
2.1. Млркнровка углеродистых сталей
Основную массу углеродистых сталей составляют стали обыкно-
венно! о качества (ГОСТ 380—71), качественные конструкционные
(ГОСТ 1050-74), повышенной обрабатываемости резанием
(ГОСТ 1414-75), инструментальные (ГОСТ 1435-74) и стали для отли-
вок (ГОСТ 977-75).
Стили углеродистые обыкновенного качества подразделяются на
группы и поставляются: группа А — по механическим свойствам,
I рулив Б — но химическому составу, группа В — по механическим
свойствам н химическому составу. Изготовляют стали следующих
марок:
1 группа А —СтО, СтГ Ст2, СтЗ, Ст4, Ст5, СтС;
группа Б — БСгО ЬСт1, БСт2, БСтЗ, БСт4 БСт5, БСтб;
группа В — BCil, ВС12, ВСтЗ, ВСт4, ВС15.
Цифра в обозначен nt марки — условный номер стали, опреде-
ляющий ее свойства и (или) состав. По степени раскисления стали
могу! выпускаться спокойными (обозначение — ел), полуспокойными
| (пи) и КИН11Щ11М11 (кп). Пату спокойные стали с номерами марок 1—5
цыпуСкаки кик с нормальным, так и с. повышенным примерно до 1 %
ciHU-pmiiiim-n марганца. В последнем случае после номера марки ста
пят fivKin Г (например, БСтЗГнс).
В !<•.«" iiMociii tn нормируемых показателей сталь каждой группы
детпнен чл кшегорин: групп» А — па три категории (табл. 2.2),
rpviHHi l> - и« дно юнсгории, группа В — на шесть категорий
(iii&t 2.3).
Дли силой группы Б нерпой кшегории регламентировано содер-
жпнпе С Si, Мп н ограничено максимальное содержание Р, S, N, As,
у сталей шорой категории ограничено также максимальное содержание
Cr, Ni, Си
Полное обозначение стали включает марку, степень раскисления
в иомер категории Категория I в марке не ставится. Например:
ВСтЗГпсб — сталь группы В, марка СтЗГ, полуспокойвая, 5 ой кате-
гории: С>2 — шаль группы А. марки Ст2, без указа >ия стеле! н рас-
кисления Гн как:!орпи
Состав сталей группы В такой м:е, как сталей соответствующих
млрок группы Б, 2-й категории. Стали BCil, ВСт2, ВСтЗ всех катего-
рий и степеней раскисления, как с нормальным, так и с повышенным
содержанием марганца, выпускают с гарантированной сиаряваемосгыо
Cin-'iii БСт1, БСт2, БСтЗ поставляются с гарантией свариваемости
и., ipefionaiiuio заказчика. Стали группы А нс используют дли изго-
товления сварных конструкций.
18
Свариваемые материалы и свариваемость
Качественную углеродистую конструкционную сталь маркируют
по номинальному содержанию углерода. Наименование марки — со-
держание углерода в сотых процента, например, в стали 45 содержится
0,45 % углерода. Допустимое отклонение по углероду 0,03 - 0,04 %.
Стали с номинальным содержанием углерода до 0,20 % включительно
могут быть кипящими, полу спокойными и спокойными. Остальные
стали — только спокойные. В обозначении кипящих и полуспокой-
ных сталей после цифр ставят буквы «кп» или «пс» Если букв нет —
сталь спокойная. По требованиям, предъявляемым к механическим
свойствам, качественная сталь делится на пять категорий. Опа может
изготовляться без термообработки, термообработанной (шифр—Т)
и иагартованной (шифр—II). Нагартоваппой выпускают только ка-
либрованную сталь и серебрянку. По назначению сталь делится на
подгруппы: а — для горячей обработки давлением, б — для холодной
механической обработки, в — для холодного волочения.
Пример марки: сталь 30-2-а т. е. сталь с 0,30 % С, 2-ой категории,
подгруппы а, пегерыообработаппая. У сталей марок 35, 40 и 45 может
регламентироваться прокаливасмость. Сталь 58 (55пп) — сталь по-
ниженной прокаливаемое™ для изготовления деталей, по условиям
работы которых требуется повышенная вязкость сердцевины.
В качественных конструкционных сталях жестче ограничения
по содержанию вредных примесей, чем в сталях обыкновенного ка-
чества. Однако диапазоны составов низко- и среднеуглеродистых ка-
чественных сталей и сталей обыкновенного качества в значительней
степени перекрываются. Эго позволяет при необходимости осуще-
ствлять их взаимную замену (например, стали 20 и ВСтЗсп) Но стан-
дарт на качественные стали не регламентирует их ударную вязкость при
отрицательных температурах и после механического старения.
Стали повышенной и высокой обрабатываемости резанием (авто-
матные стали) содержат либо 0.15—0,30 % S или РЬ, либооколоО.1 % S
и до 0,1 % Se. Маркируют их аналогично качественным сталям, но
перед цифрами содержания углерода ставят буквы А для сернистых
пли АС для свннецсодержящнх сталей Если сталь содержит селен,
то в конце марки ставится буква Е. Примеры марок: А12, А20, АС14,
А35Е. Для всех марок автоматных сталей регламентирована прочность
при растяжении. Некоторые марки могут поставляться в термообра-
ботаином или нагартованпом состоянии.
Углеродистую инстриментольншс сталь выпускают 16 марок:
У7, У7А, У8, У8А, У9, У9Л, У10.У10А. У11, УНА, У12, У12А,
У13, У13А, УЪГ, У8ГА. Буква «У» означает — сталь углеродистая
инструментальная, цифры — содержание углерода в десятых долях
процента, буква «Г» — сталь с повышенным содержанием марганца
(около 0,5 %). Буква «А» означает, что сталь высококачественная,
т. е. более чистая по сере, фосфору и содержанию случайных примесей.
Сталь поставляют в отожженном состоянии Прокаливаемость ее мо-
жет регламентироваться.
Стали для отливок маркируют по содержанию углерода так же,
как качественные конструкционные, но в конце марки добавляют букву
«Л». Например, сталь 45Л. Для всех марок регламентированы проч-
ноС1ь при растяжении и ударная вязкость.
Коррозионно- и жаростойкие, жаропрочные сплавы
19
2.2. Регламентируемые характеристики сталей группы А
(ГОСТ 380-71)
Категория стали Марка стали °ч 6 Изгиб в холодном состоянии от или о0 2
1 СтО—Стб + +
2 СтО—Стб + + + .—
3 СтЗ—Стб + + + +
При чеч а и и е, «+» — характеристика регламентируется, «—> —*
nt* регламентируется.
2.3. Pei ламентируемые характеристики сталей группы В
(ГОСТ 380- 71)
2.4. Группы технологической свариваемости сталей
Группа Оценка свариваемости X арактер и стнк а свари паем ос тм
1 II Хорошая Удовлетво- рительная Сварные, соединения высокого качества получают без применения особых приемов Для получения высококачественных сварных соединений необходимы строгое соблюдение режимов сварки, специаль- ные присадочные материалы, нормальные температурные условия, в некоторых случаях — подогрев, проковка швов, тер- мообработка
20
Свариваемые ратериллы и сваршаемогть
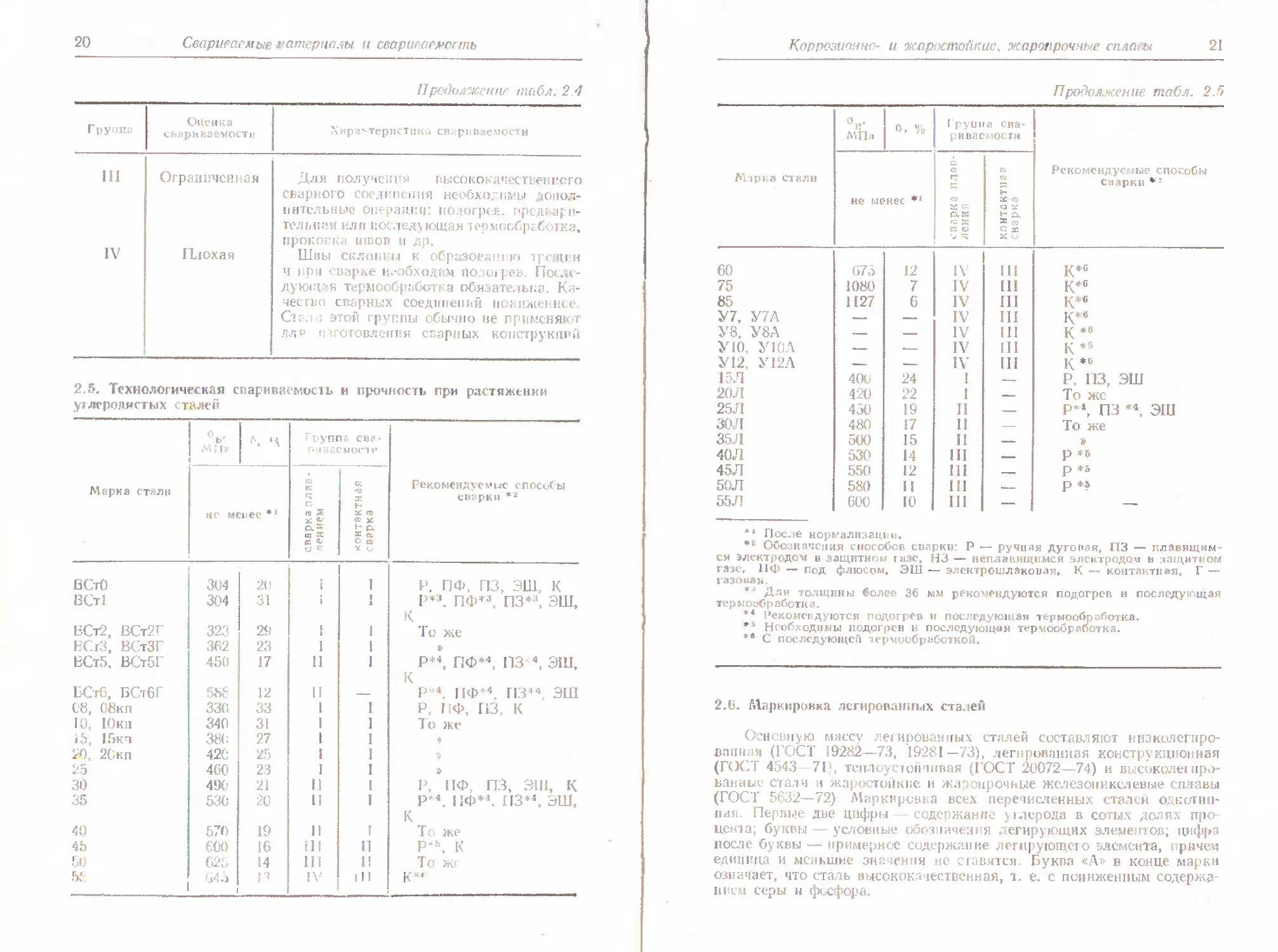
Продолжение табл. 1.4
Г руипа Сцен к а свариваемости Хара'.-герметика свариваемое?в
III Ограниченная Для получения высококачественного сварного соединения необходимы допол- нительные. oiiepaiuifi: подогрел. рредгарп- тельная или послед} иная термообработка, проковка швов и др.
IV Плохая Швы склоптш к образованию трещин ч j рн сварке необходим no о>рев. После- дующая термообработка обязательна. Ка- чество сварных соединений пониженное. Стал;: этой группы обычно не применяют для изготовления сварных конструкций
2.5. Технологическая свариваемость и прочность при растяжении
yi леролистых сталей
Марка стали % мл*- Н ц Группа св?- рнваемост 1’ Рекомендуемые способы свирки *2
II о м< нее *’ сварка плав пен нем контактная сварка
ВСтО 304 20 i I P, ПФ, пз, эш, к
13Ст1 304 31 i I р»:< Пф<зг пз« 3llJi К
ЕСт2, ВСт2Г 323 29 1 То же
ЬСгЗ, ВСтЗГ 362 23 1 1 »
ЕСт5. ВСт5Г 450 17 II I Р*4, ПФ*4, пз-4, эш, к
БСтб, БСтбГ 588 12 II — Р’4. НФ*4, ПЗ*4, эш
С8, 08кп 330 33 1 1 р, НФ, пз, к
10, Юки 340 31 1 1 То же
15, 15кп 38(: 27 1 1 ft
20, 2( кп 42С 25 I 1
25 460 23 I 1 »
30 490 21 11 1 Р, НФ, пз, эш, к
35 530 20 и I Р’4. ПФ*4. ПЗ*4, эш, к
40 570 19 II I То же
45 еоо 16 HI II Р"\ К
50 €25 14 111 I! I о же
5.' G45 Р IV ill К 41
Коррозитию- и жаростойкие, жаропрочны? сплавы
21
Продолжение табл. 2Л
Марка стали О . МПа 0, % I Гуина сва- риваемости Рекомендуемые способы сварки
не менее ** г* Б. и a ед контактна я сварка
60 67а 12 IV III к*а
75 1080 7 IV 111 К*6
85 1127 6 IV III к*®
У7, У7А — .— IV III к*®
У8, У8А —— — IV Ill К *’
УК), У ЮЛ — -— IV III К *5
У12, У12А — — IV HI к *®
15Л 400 24 1 —— Р, пз, эш
20Л 420 22 1 — То же
25Л 450 19 II — Р’\ ПЗ *4, эш
ЗОЛ 480 17 II — То же
35Л 500 15 II — »
40Л 530 14 III р »б
45Л 550 12 111 — р *3
50Л 580 II 111 -— Р *»
55Л 600 10 III — —
“ После норь'ализац! и.
*s Обозначения способов сварки: Р — ручная дуговая, ПЗ — плавящим-
ся электродом в защитном газе, НЗ — неплавящпмея электродом в защитном
газе, НФ — под флюсом, ЭШ — электрошлаковая, К — контактная, Г —
газовая.
Для толщины более 36 мм рекомендуются подогрев н последующая
тер мообр аботк а.
*4 Рекомендуются подогрев и последующая термообработка,
* Необходимы подогрев и последующая термообработка.
*в С последующей термообработкой.
2.6. ЙАаркировка легированных сталей
Основную массу легированных сталей составляют низколегиро-
ванная (ГОСТ 19282—73, 19281—73), легированная конструкционная
(ГОСТ 4543—71), теплоустойчивая (ГОСТ 20072—74) и высоколегиро-
ванные стали и жаростойкие и жаропрочные железоникслевые сплавы
(ГОСТ 5632—/2) Маркировка всех перечисленных сталей однотип-
ная Первые две цифры -содержание уiлерода в сотых долях про-
цента; буквы — условные обозначения легирующих элементов; цифра
после буквы — примерное содержание лепц ующего элемента, причем
единица и меньшие значения не ставятся. Буква «А» в конце марки
означает, что стать высококачественная, т. е. с пониженным содержа-
нием серы и фосфора.
22
Свариваемые материалы и свариваемость
Условные обозначения ле!ирующих элементов следующие:
Элемент , . , . . N Nb W Мп Си Se Со Мо
Обозначение . . А* Б В Г д Ц к м
Элемент Ni Р В Si Ti V Сг zr AI
Обозначение . . н п Р С т ф X и Ю
* Обозначение азота ставится в середине марки.
Все легированные стали спокойные; исключение составляют только
две марки низколегированной стали, выпускаемые полуспокойкыми.
Маленькие буквы «пс» в конце марки означают, что ааль полуснокоп-
ная Пример: сталь 15Г2АФДпс— содержит 0,15 % С, 2 % Мп, азот,
ванадий, медь, полуспокойвая.
В зависимости от набора регламентироваипых характеристик
низколегированные стали делятся на 15 категорий. Для всех катего-
рий сталей регламентирован химический состав. Могут быть регла-
ментированы также механические свойства при растяжении, изгиб
в холодном состоянии и ударная вязкость при комнатной температуре,
после механического старения и при следующих отрицательных тем-
пературах, °C: —20, —40, —50, —60, —70. Прочностные характе-
ристики дифференцированы в зависимости от вида и толщины проката
и марки стали.
Стали и сплавы, полученные специальными методами, дополни-
тельно обозначают через дефис в конце наименования марки буквами:
ВД — вакуумно-дуговой переплав;
III — элсктроп'лаковый переплав;
ВИ — вакуумно-индукционная выплавка.
Например, — марка 03Х18Н12-ВИ означает, что в стали содер-
жится 0,03 ?о С. 18 % Сг, 12 % Ni и сталь получена в вакуумной индук-
ционной печи.
Сплавы на железоникелевой и никелевой основах маркируются
примерно аналогичным Образом, ио содержание углерода и легирую-
щих элементов не указывается.
2.7. Технологическая свариваемость низколегиреванвых
и легированных конструкиионпых сталей
Марка стали
09Г2, 09Г2С, 10Г2С1, 10ХСПД,
15ХСНД. 16ГС
14ХГС
15Г2СФ, 15Г2СФД. 142АФ,
15Г2АФДпс, 18Г2АФДнс,
12Г2СМФ, 12ГН2МФАЮ,
12ХГН2МФБАЮ
Р, ПФ, из, эш
Р, ПФ, пз
Р, ПФ, из, эш
Рекомендуемые способы
сварки •*
Коррозионное и жаростойкие, жаропрочные сплавы
23
Продолжение табл. 2.7
Марка стали Группа сва- риваемости Рекомендуемые способы сварки
15Х, 20Х 1 P, ПЗ *5
35Х II P *3, ЭШ
40Х, 45Х, 50Х, 50Г, 451'2 ш p44, *5
20Г I P, ИФ, к
ЗОГ, 40Г II p*«, ПФ*0
10Г2 I P, ПФ, эш, к
18ХГТ I p, к
ЗОХГТ II P*3, *6 К
35ХМ II p*4, *5 ПФ*4, *5 *5 ЭШ *5’
ЗОХМ, ЗОХМЛ II p43, Цф*3, #5 ПЗ*8’ *®
15ХМ 1 р*з» *6 ПФ*3» *с К
20ХМ II р*з, *6 ПФ*3’ *с
40ХФА III р*4» 5 К
40X11 III р»«, *г ПФ*4, *s ЭП1*°
45ХН, 45ХН2МФА HI Р*4, *5
12X112, 12ХНЗЛ, 20ХНЗА, J2X2H4A II Р, ПФ
ЗОХНЗА III р*4» *3 ЭШ*5
20Х2Н4А III р*4, *5 ПФ*4' *& ЭШ *6
ЗОХГС, ЗОХГСА II Р *6, ПФ *°, пз эш к
35ХГСА II Р *°, ПФ пз *°
38ХГН, 40X2IIMA, 40Х2Н2МЛ III р*4, *5
18Х2Н4МЛ III р*4, *5_ ПФ*4' *5, ЭШ
40ХФА III р *4, *Б *5
38ХГН, 30ХГСН2А, 40ХН2МА, 40Х2Н2МА III р*4, 45
34ХН1М, 34XH3MA 11 р$4 45 ЭЩ *5
** Обозначения способов сварки см. в табл. 2.5.
При сварке жестких конструкций рекомендуется подогрев
•э Рекомендуется подогрев.
** Необходим подогрев.
* 6 Необходима термо обр аботка.
*" Рекомендуется термообработка.
24
Свариваемые материалы и свариваемость
2.8. Технологическая свариваемость некоторых теплоустойчивых,
высоколегированных, коррозионно-стойких, жаростойких
и жаропрочных сталей и сплавов
Марка стали Группа сва. риваемостн Рекомендуемые способы сварки **
12Х18Н9Т, 12Х18Н10Г. I2X18H12T 1 Р *2, НЗ •*, ПФ *?, ЭШ ♦?, К
04X18H10, 03ХН23МДТ 1 Р
08Х181П0Т, 12Х17Г9АН4 1 Р *2, ИЗ *?, НФ *2, ЭШ *2, к
15Х12ВНМФ, 40X10С2М, 18ХПМНБФ 111 Р *3
15X11МФ п р *я
08X13, 12X13 II I *4, *2 ПФ*4» П3*4, «г/ К
14X17112, 20X23HI3, 08Х22Н6Т 11 р
12X17, 08Х17Т, 15Х25Т Ill P *?, НЗ •*
31Х19Н9МВБТ, 36Х18Н25С2, XI135BT III р '4
12МХ 1 Р *4. ПФ *4, ЭШ
12Х1МФ 11 Р *4, ПФ
20X13 11 Р *э, Н3* \ К*3**э
15Х17АГ14 II Р, НЗ
20Х13Н4Г9 II к
10Х14Г14П4Т II Р, ПФ, НЗ, пз, к
09Х15Н8Ю 11 Р *’, к 45
08Х17Н5МЗ и р нз *, к
07X16Н6 11 р +ь
Х1178ВТ, ХН75М6ТЮ I Р, нз, к
ХН56МГЮ II из
•* Обозначения способов сварки см. в табл. 2.5.
•2 Рекомендуется термообработка.
*-4 Необходим!! подогрев и последующая термообработка.
•4 Рекомендуется подогрев
Необходима термообработка.
Коррозионно- и жаростойкие, жаропрочные, сплавы
25
2.9. Подогрев сталей перед сваркой
Сталь Рекомендуемый режим
подогрепа, СС
Ннзкоуглеродистая (до 0,22 % С)
Среднеуглеродистая (0,23—0,45 % С)
120—150 (на многослой-
ных швах, при сварке
толщин более 40 мм)
150—300
В ысокоу гл ер о диета я
11изколегироВаппая
Легированная конструкционная
Теплоустойчивая
Жаропрочная аусгепнтная
Коррозионно-стойкая неаустеинтного
класса
300—450
200—250
До 400
250—400
Без подогрева
До 400
2.1(1. Термообработка сталей после сварки
Стялт
Углеродистая
Попышсннон
прочности (низко-
легированная)
Легированная
конструкционная
Генлоу стойчи-
пля. 15ХМ,
12Х1МФ;
20X3 МВФ
Ориентировочный режим
термообработки, °C
Отпуск при 650—670 °C для снятия свароч-
ных напряжении, выравнивания структуры и
механических свойств. В некоторых случаях
(например, после ЭШС) нормализация при 920—
940 °C с последующим отпу ском
Отпуск при 670—700 “С для снятия свароч-
ных напряжений, выравнивания структуры и
механических свойств
Отпуск нлн закалка с отпуском в .зависимости
от требований, предъявляемых к сварной кон-
струкции
При толщине стенки более 10 мм отпуск при
700—730 ‘С, а при толщине 3,5 мм — отпуск
при 720—740 %:
26
Свариваемые материалы и свариваемость
Продолжение табл. 2.10
Сталь Ориентировочный режим термообработк и, С
Жаропрочная и коррозионно-стой- кая Сварные соединения сталей аустенитного клас- са. стабилизация при 780—820 °C или аустени- тизация при 1000—1100 °C (нагрев в интервале 500—900 СС со скоростью менее 100сС/ч) для снятия напряжений, выравнивания структуры и свойств. Сварные соединения стали мартен- ситного или ферритного класса — отпуск при 700—800 "С
2.1!, Термообработка и свариваемость деталей из жаропрочных сплагов
Состояние деталей Склонность к образованию трещин
Непосредственно перед сваркой летали упрочне- ны старением Детали, подлежащие сварке, термообработаны на твердый раствор Перед сваркой детали обработаны термически на твердый раствор при медленном нагреве После сварки детали упрочнены старением В таком термическом состоянии детали ис следует сваривать. Это приведет к силь- ному растрескиванию Детали свариваются без трещин, если они термообработаны на твердый раствор После сварки таких деталей наблюда- ется растрескивание. Медленный нагрев при термообработке на твердый раствор и медленное охлаждение недопустимы Непосредственно после сварки детали упрочнять старением не следует. Эго при- ведет к сильному растрескиванию. Перед старением сварные детали следует термо- обработать на твердый раствор, а затем упрочнить старением
ЧУГУНЫ
2.12. Маркировка и свариваемость чугунов
Чугуны для отливок подразделяют на серые, ковкие и высокопроч-
ные в зависимости от формы включений графита в условий его образо-
вания. Маркируют их по механическим свойствам. Примеры марок:
СЧ 20, КЧ 35 10, ВЧ 601,5. Буквы — шифр вида чугуна: СЧ — серый,
КЧ — ковкий, ВЧ — высокопрочный, т. е. с шаровидным графитом.
Числа после букв — гарантируемые временное сопротивление в ки-
лограммах — сила на квадратный миллиметр и относительное удг.!н
нение в процентах (у серых чугунов удлинение не регламентируют).
До 1981 г., когда начал действовать ГОС1 1412- 79, серые чугуны
маркировали но прочности при растяжении и изг .бе. Например,
Цветные металлы и сплавы
27
СЧ 15-32 — серый чугун с временным сопротивлением 15 кгс/мм2
и пределом прочности при изгибе 32 кгс/мм2. Сейчас испытание чугу-
нов на изгиб упразднено.
Свариваемость всех чугунов для отливок плохая. Исключением
является только обезуглероженный ковкий чугун: после отжига он
содержит 0,2—0,3 % углерода, а включения графита в нем отсутствуют.
Таком чугун (нестандартные марки КЧ 40-5, КЧ 30-3 и др.) нсполь-
куют для сварных конструкций; сварочные материалы — такие же,
как для углеродистых сталей.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
2.13. Алюминий и его сплавы (маркировка
и некоторые особенности сварки)
Алюминий и его сплавы подразделяют на деформируемые
(ГОСТ 4784 —74) и литейные (ГОСТ 2686—75). Технически чистый
алюминий выпускают марок АДОО, АДО, АД1, АД (содержание при-
месей до 0,3, 0,5, 0,7 и 1,2 % соответственно). Алюминиевые литейные
сплавы маркируют, как правило, буквами «АЛ» и цифрами (номер
марки), например: АЛ2, АЛ9. Маркировка деформируемых сплавов
не упорядочена.
Для алюминия и его сплавов применяют практически все про-
мышленные способы сварки плавлением, контактную электросварку
и холодную сварку. Наиболее распространенный способ — аргоно-
дуговая сварка пеплавящимся электродом. Равнопрочные сварные
соединения получают при аргонодуговой сварке ненагартованных
алюминия и термически иеупрочпяемых сплавов (типа АМц н АМг).
При сварке высоколегированных термически упрочняемых сплавов,
и также нагартовапных сплавов статическая прочность сварного соеди-
нения составляет 0,5—0,7 от прочности основного металла. Стати-
ческая прочность сварных соединений низколегированных термически
упрочняемых сплавов (типа АД31, 1915, 1201) составляет 0,75—0,9
от прочное! и основного металла. Из числа жаропрочных алюминиевых
сшивов удовлетворительно спариваются АК6, АК8, сплавы АК.4, АК4-1
ограниченно свариваются
При сварке алюминия и низколегированных сплавов бывают
затруднения из-за ноявле) ня кристаллизационных трещин. Наимень-
шей стойкостью к образованию этих трещин обладают алюминий п
сплав АМц. Алюмнниевомагниевые сплавы более стойки к кристалли-
зационным трещинам; сплавы АМг1, АМг2 наименее стойкие из них,
сплавы АМг5, АМгб более стойкие.
При сварке легированных сплавов возможно появление холодных
трещин В сплавах типа В95, 1915, 1925 (самозакаливающихся) они
возникают через некоторое время после сварки. Для предотвращения
появления таких трещин сварное соединение нагревают до 200—220°C,
«беепечпвая перестаривание. Эффективен также предварительный по-
догрев
Для предотвращения образования пор в шве при сварке алюминия
и любых его сплавов необходима тщательная очистка свариваемых
изделий и присадочной проволоки от оксидной пленки и жировых за-
грязнений. Очистку выполняют механически или химически.
Составы указаны по ГОСТ 4784—74; содержание примесей не приведено.
Цветные металлы и сплавы
29
2.15. Технологическая свариваемость некоторых алюминиевых
литейных сплавов
Марка сплава . .
АЛ1, АЯ2
АЛЗ, ЛЛ4, АЛ5,
АЛ7, АЛ8,
AJ110B
ЛЛ9,
АЛ25, АЛ26
Свариваемость . .
Хорошая
Удовлетвори-
тельная
Хорошая
2.16. Магниевые сплавы (маркировка и некоторые
особенности сварки)
Магниевые сплавы маркируют буквами н цифрами. Деформируемые
сплавы (по ГОСТ 14957—76) буквами — МА, литейные (по
ГОСТ 28о6—79)— буквами МД; цифры п марке — номер сплава.
Основной способ сварки магниевых сплавов, плавлением — аргоно-
дуговая неплавящимся электродом па переме: нам токе Стыковые
соединения сваривают обязательно на подкладке (из меди или корро-
зионно-стойкой стали) F3 подкладке делают канавки и выполняют
швы обычно с полным проплавлением для удаления окисных пленок
из металла шва (плотность оксида магния в 2 раза больше плотности
металла). Очень важна очистка кромок под сварку и присадочной
проволоки; ее выполняют механически и химически. Во избежание
холодных трещин сварные узлы обычно отжигают в течение 0,5—
1 ч при 250°C.
Прн оптимальном выборе режима сварки и присадочного мате-
риала отношение прочности сварного соединения к прочности основ-
ною металла составляет 0,85—1 при аргоиодуговой сварке, 0,7—0,8
при дуговой сварке угольным или металлическим электродом с покры-
тием, 0,6—0.75 при газовой сварке.
Магниевые сплавы спаривают также точечной и шовной сваркой.
2.17. Технологическая свариваемость деформируемых магниевых
сплавов
Группа сплавов Марка сплава Свариваемость
11егермоу прочияемые:
низкой прочности МА1 Хорошая
средней прочности МА2, МА2-1, МА8, МА9 Удовлетворительная
30
Свариваемые материалы и свариваемость
Продолжение табл. 2.17
Группа сплавов
Марка сплава
Свариваемость
Термоупрочняемые:
высокой прочности
МА5, МА 14
Плохая
жаропрочные
Tv-lAII, МЛ 13,
ВМД1
Удовлет верительная
2.18. Маркировка меди м ее сплавов
Марин меди перечислены в табл. 2.19.
Марки бронз деформируемых (ГОСТ 5017—74, ГОСТ 18175—78)
состоят из б кв «Бр», начальных букв русских названий ле1 ирующих
элементов и ряда чисел, указывающих содержание этих элементов
в процентах. Например, марка БрАЖМц10-3-1,5 означает, что бронза
содержит 10 % А1, 3 % Fe й 1,5 % Мп. Раньше точно так же маркиро-
вали и литейные бронзы, но с 1980 г. согласно ГОСТ 493—79 и
'ГОСТ 613 -79 цифра содержания элемента ставится сразу после ео-
ответствующей буквы в марке. Например, бронзу БрАЖН 11-6-6 те-
перь маркируют БрАНЖбНб. В конце некоторых марок литейных
бронз ставится буква «Л» — литейная, если из бронзы этой же марки
делают и прокат.
Марки латуней деформируемых (ГОСТ 15527—70) состоят пз
буквы «Л», начальных букв русских названий легирующих элементов,
кроме цинка, и ряда чисел. Первое число — содержание меди, затем
содержания легирующих элементов, перечисленных в марке, в про-
центах, остальное —• цинк. Примеры: Л90 — латунь с 90 % Си, тюталь-
пое — цинк: ЛАЖ60-1-1 — латунь с 60 % Си, I % Al, 1 % Fe, осталь-
ное — цинк. Ранее точно так же маркировали и литейные латуни,
но ГОСТ 17771—80 установил новую маркировку. После буквы «Л»
ставятся обозначения легирующих элементов, начиная с цинка, и сразу
же указывается содержание элемента в процентах. При этом единица
не ставится Например, ЛЦ40МцЗЖ — это латунь с 40 % Zn, 3 % Мп,
1 с Fe, остальное — медь.
Медно-никелевые сплавы (ГОСТ 492—73) маркируют так же,
как деформируемые бронзы, по с буквой «М» в начале марки. Напри-
мер, МНЖМц 30 1-1 — сплав, содержащий 30 % Ni, 1 % Fe, 1 % Мп,
остальное — медь.
Условные обозначения легирующих элементов в медных сплавах
следу ющие:
А — алюминий;
Б — бериллий;
Ж — железо;
К — кремний;
Кд — кадмий;
Mr — магний;
Мц — марганец;
Мш — мышьяк;
Н — никель;
О — олово;
С — свинец;
Ср — серебро;
Су •- сурьма;
Т — ти гаи,
Ф — фосфор;
X — хром;
Ц — ПЕНК.
ра — редкоземельные
Цветные металлы и сплавы
31
2.19. Марки мезя (по ГОСТ 8.59 ”9)
Примечание*. Стандарт регламентирует также содержание ряда примесей и удельное электросопротивление отож-
женной проволоки из меди МОб, М1б и Ml, предназначенной для электротехнических целей.
32
Свариваемые материалы и свариваемость
2.20. Технологическая свариваемость и механические свойства
оловянных литейных бронз
Марк а бронзы %- М П а 6. % НВ Свари вас-
по ГОСТ 613-79 по отмен сил ому ГОСТ С13-65 не менее * мость
БрОЗЦ12С5 БрОЦСЗ-12-5 206/176 5/8 60 УдОВЛСТВО- рнтельпая
БрОЗЦ7С5Н1 БрОЦСНЗ-7-5-1 206 176 176/147 5/8 60 Плохая
ЬрО4Ц7С5 БрОЦСЗ, 5-7-5 4 6 60 »
БрО4Ц4С17 БрОЦС4-4-17 147/147 12/5 60 —
БрО5Ц5С5 БрОЦС5-5-6 176/147 4/6 60 Удовлетво- рительная
БрО5С25 — 137/147 6/5 60/4Г .—
БрОбЦбСЗ — 176/147 4/6 60 —
БрО8Ц4 — 196 10 15 Удовлетво- рительная
БрОЮФ1 —. 245/215 3 90 80 То же
БрОЮЦ2 — 225/215 10 75/65 »
БрОЮСЮ — 916/176 6/7 78/65 Плохая
* Числитель — при литье в кокиль, знаменатель — при Литье в пес-
чаную форму.
2.21. Технологическая свариваемость и механические свойства
безоловяиных литейных бронз
Марка брОНоЫ %’ МН а л. % НЬ Свари- ваемость
по ГОСТ 493-79 ПО Of MCHU1IHOMV ГОСТ 493-34 н 1 менее 4
Бр А9Мц2Л БрАМц9-2Л 392 20 80 Удовле- твори- тельн ая
БрА10Мц2Л Г.рАМцЮ 2 190 12 110 То же
БрА9ЖЗ..Ч Б р АЖ 9-4 Л 490/392 12/10 100 Хор синая
БрАЮЖЗМц2 БрАЖМц 10-3-1,5 490/30*: 12/10 120/100 Удовле- твори- тельная
БрА10Ж4П4Л БрАЖН10-4-1Л 587 6/5 Г 70/1 СО То же
БрАПЖбНб БпЛЖН 11-6-6 Г-87 2 260 »
БрАЭЖ4Н4Мц1 — 587 12 160 V
БрСЗО БрСЗО 59/— 4-/ 25; —
г.рСуЗнзнзсгоФ -— 157/— 2/— 65/—
БрА7Мц15Ж3112Ц2 — —/607 —/18 — —
ппп литье в плеча-
* Числитель — при литье и кокиль, зиаченвте -ь
ную форму.
Цветные металлы и сплавы
33
В 22 I Ьхиологичсч'кая свариваемое:гь деформируемых бронз
< jnnpli- HUVMOCTt. Марка бронзы
Хорошая БрОФ7-и,2; ЬрОФо,5-0,15; БрОФ-1-0,25; БрОФ2-0,25; БрХ1 CpK.4ii.3-J; БрКН1-3 БрБ2*, БрБПТ1,7*. БрБНТ1,9*
Удовлетво- рительная БрАМц9-2; БрАМцЮ-2; БрАЖ9-4; БрАЖМи1С-3 1,5; БрАЖН 10-4-4; БрАЖНМц 9 4 4 1
1 1лохяя БрСр! БрЛ5; БрА7
* Нары бериллия ядовиты, необходимы вмцюя сварщика и усиленная
вентиля н и я.
2.23. Технологическая свариваемость латуней
Свари- ваемость Марка латуни
Хорошая Л96, .'190, Л85, Л80, ЛУО, Л68, ЛО90-1, ЛО70-1 ЛА77-2 Л К80-3; ЛАПКМц75-2-2,5-0,5-0,5
Удовлетво- рительная Плохая Л.МцС58-2, ЛАМш77-2-0,05 Л63; ЛО62-1, ЛОО ЛС59-1; ЛС60-1; ЛМц58-2: ЛМпА57-3-1
2.24. Технологическая свариваемость тигана и его сплавов
А'.пгка по ГОСТ IS8U7—74 Основные элементы, % Свари- ввемость
AI Мо V Прочие
oTl-00 — 5s‘J3,lKJ Ti Хорошая
ВТ 1-0 — — —. ^99,70 Ti »
О Г4-0 0,2—1,4 — — 0,2—1,3 Мп
GT4-1 1—2,5 — .— О,7—2 l.in »
GT4 3,5—5 — -— 0,8—2 Мл Удовлетво- рительная
Китаев A. M.f Китаев Я- А
34
Свариваемые материалы п свариваемость
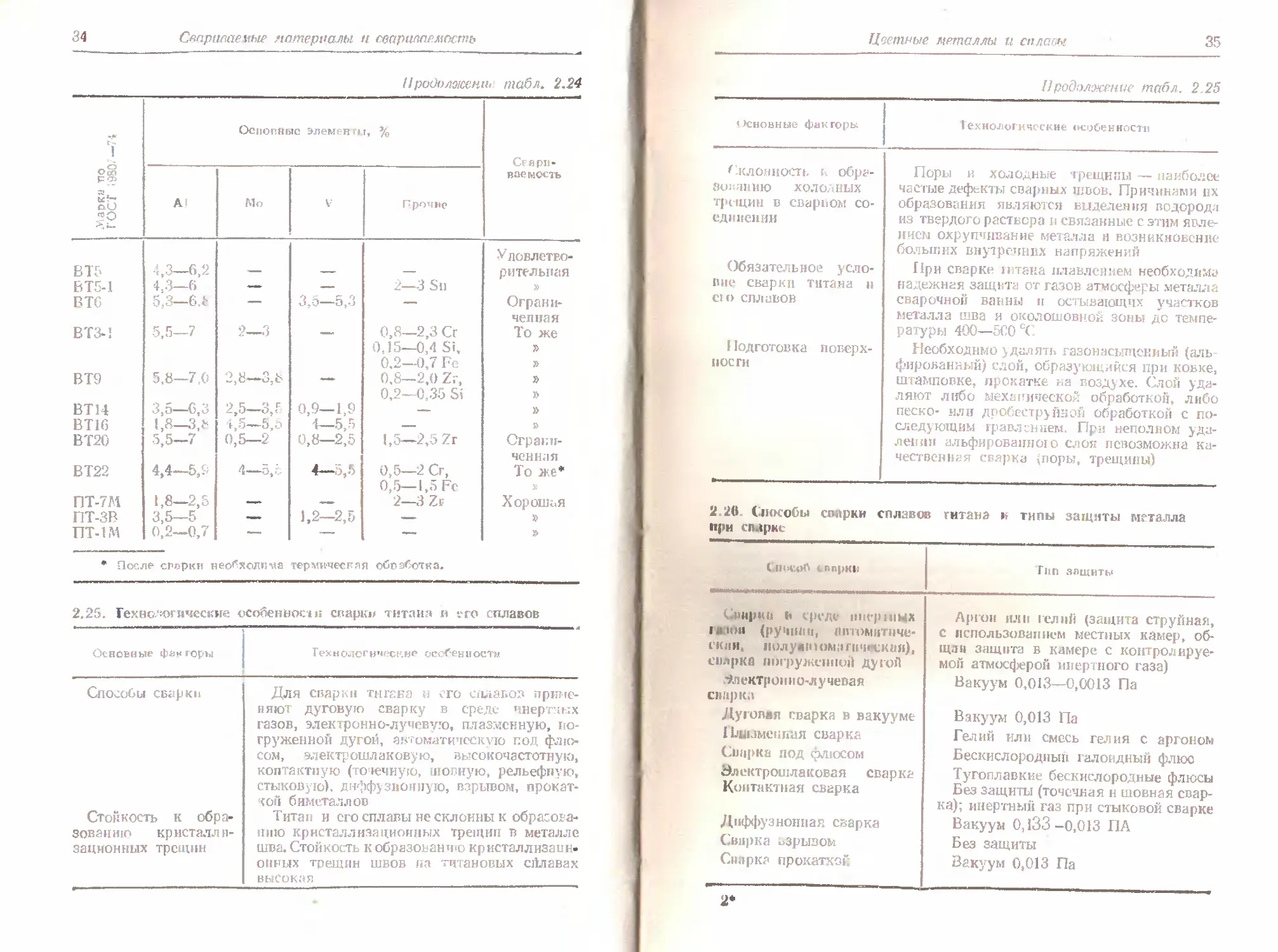
UpoOo/KuceHiii табл. 2.24
.Марка по ГОС Г .930.-74 Основные элемев ги, % Св яри- вае мость
А! Мо V Прочно
В Тб 4,3—6,2 - Удовлетво- рительная
ВТБ-1 4,3—6 — z—3 Si] »
В Тб 5,3—6.£ — 3,5—5,3 — Ограни-
ВТЗ-! 5,5—7 2—3 0,8—2,3 Сг чел на я То же
ВТ9 5.8—7,0 2,8—3.8 0.15—0,4 Si, 0,2—0,7 Fe 0,8—2,0 Z,, » »
ВТ 14 3,5—6,3 2,5—3.5 0,9—1,9 0,2—0,35 Si » »
BT1G 1,8—3,8 4,5—5,5 4^—S Ь —
ВТ20 •5,5—7 0,5—2 0,8—2,5 1,5—2,5 7 г Ограни-
ВТ22 4,4—5,9 4—5,5 4— 5,5 0,5—2 Сг, ченная То д е*
ПТ-7М 1,8—2,5 0,5—1,5 Fc 2—3 Zr » Хорошая
пт-зв 3,5-5 — 1,2—2,5 —— »
ПТ-1М 0,2—0,7 — — —
* После спорки необходима термическая обработка.
2.25. Технологические особенном и сварки титана и его сплавов
Основные факторы
Способы сварки
Стойкость к обра-
зованию кристалли-
зационных трещин
Технологические особенности
Для сварки тигана и его сплавов приме-
няют дуговую сварку в среде инертных
газов, электронно-лучевую, плазменную, по-
груженной дугой, автоматическую под флю-
сом, электрошлаковую, высокочастотную,
контактную (точечную, шовную, рельефную,
стыковую), диффузионную, взрывом, прокат-
кой биметаллов
Титан и его сплавы не склонны к образова-
нию кристаллизационных трещин в металле
шва. Стойкость к образованию кристаллизаг н-
очных трещин швов па титановых ейлавах
высокая
Цветные металлы и сплавы
35
Продолжение табл. 2.25
основные факторы
Склонность к обра-
аоианию холодных
трещин в сварном со-
единении
Обязательное усло-
вие сварки титана и
ск> сплавов
11одготовка поверх-
ности
Технологические особенности
Поры и холодные трещины — наиболее
частые дефекты сварных швов. Причинами их
образования являются выделения водорода
из твердого раствора л связанные с этим явле-
нием охрупчивание металла и возникновение
больших внутренних напряжений
При сварке гитана плавлением необходима
надежная защита от газов атмосферы металла
сварочной ванны и остывающих участков
металла шва и околошовной зоны до темпе-
ратуры 400—500 СС
Необходимо удалять газонасьпценвый (аль
фированный) слой, образующийся при ковке,
штамповке, прокатке на воздухе. Слой уда-
ляют либо механической обработкой, либо
песко- или дробеструйной обработкой с по-
следующим травлением. При неполном уда-
лении альфироваиного слоя невозможна ка-
чественная сварка {поры, трещины)
2 20 Способы сверки сплавов гитана и типы защиты металла
при сварке
Clloeoft cnnpKii Тип защиты
Gmipiui в среде uiiepniMX
к кт (pyiiiiiiu, шномптпче-
ckiih, полувтомагиччекая),
сварке погруженной дугой
Электронно-лучевая
снарка
Дуговая сварка в вакууме
I Бимменпая сварка
Снарка под флюсом
Электрошлаковая сварка
Контактная сварка
Диффузионная сварка
Снарка взрывом
Снарка прокаткой
Аргон или гелий (защита струйная,
С использованием местных камер, об-
щая защита в камере с контролируе-
мой атмосферой инертного газа)
Вакуум 0,013—0,0013 Па
Вакуум 0,013 Па
Гелий или смесь гелия с аргоном
Бескислородный галоидный флюс
Тугоплавкие бескислородные флюсы
Без защиты (точечная н шовная свар-
ка); инертный газ при стыковой сварке
Вакуум 0,133-0,013 ПА
Без защиты
Вакуум 0,013 Па
2*
Г iaea 3
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ.
ЭЛЕКТРОШЛЛКОВОЙ И КОНТАКТНОЙ СВАРКИ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ОБОРУДОВАНИЯ
ДЛЯ ДУГОВОЙ СВАРКИ
Структура условных обозначений некоторых видов электрооборудо-
вания для дуговой сварки стандартизована. D последние годы, как
правило, аналогично маркирую,! и новое оборудование, маркировка
которого не регламентирована ГОСТами. Но для давно выпускаемого
оборудования со:;ранены старые марки.
Стандартизованное условное обозначение состоит пз двух—четы-
рех букв, затем (через дефис) — трех-четырех цифр и потом букв и
цифры. Буквы означают: первые две — вид изделия, третья — сгсссб
защиты зоны дуги (для ручной сварки буква ие ставится), последняя —
исполнение изделия. Цифры обозначают: первые две — поминальный
сварочный ток (в ггкгеамперах —- для автоматов и полуавтоматов,
трансформаторов для сварки под флюсом, выпрямителей для плазмен-
ной резки; в декаамперах—для прочего оборудования), следующие
одна-две — номер модзфидацш'. изделия. Буквы и цифра в конце
марки — это шифр ктниатического исполнения и категории разме-
щения изделия (см. ниже).
Например, марка ТДФЖ-1002УЗ означает: ТД—трансформатор
однофазный для дуговой сварки: Ф— под флюсом, Ж—с жесткой
внешней характеристикой, 10— номинальный сварочный ток 1000 А,
02 — модификация трансформатора, УЗ—климатическое исполнение.
Ниже перечислены установленные ГОСТами условные обозная е-
нпя оборудования для дуговой сварки и его исполнения.
Трансформаторы однофазные однопостовые-. 1) ТД — для ручней
дуговой сварки. Исполнения- М — е механическим, Э — с электри-
ческим (без подвижных частей) регулированием сварочного тока;
2) ТДФ— для автоматической сварки под флюсом. Исполнения:
Ж — с жесткими (поюгопадаюиими), П — с падающими внешними
характеристиками. У — универсальные (с жесткими и падающими ха-
рактеристиками)
Выпрямители 1) ВД — однопостовые с падающими внешними
характеристиками для дуговой сварки; 2) ВПР — для плазменно-
дуговой резки. Исполнения: Р — для ручной, П — для полуавтома-
тической, А — для автоматической резки
/7реобразователи и генераторы сварочные с падающими внешними
характеристиками — ПД п ГД соответственно. Старые обозначения
генераторов ГСО — leneparop сварочный однопостовой, ГСАА — много-
постовой.
Агрегаты сварочные с падающими внешними характеристиками —
АД. Исполнения: Б — с приводом от карбюраторного гб^нзпнового)
двигателя, Д — с приводом от дизеля.
Реостаты балластные — РБ,
Условные обозначения машин для контактной сварки
37
Эзсктрододержатели — ЭД.
Соединители кабеля (на токи 200—630 А) — СК. Исполнения.
II — неразъемные, Р — разъемные.
Полуавтоматы для сварки плавящимся электродом — Г1Д. Испол-
нения по способу защиты зоны дуги. Ф — флюс, Г — активны* газы,
II — инертные газы, У — активные и инертные газы, О — открытой
дугой.
Автоматы для сварки плавящимся электродом — АД. Исполне-
ния но способу защиты зоны дуги: Ф — флюс, Г — защитные газы,
ФГ — как защитные газы, так и флюс.
В соответствии с ГОСТ 15150 —69 и I ОСТ 15543—70 сварочное
оборудование выпускают в следующих климатических исполнениях:
У дач макроклиматического района с умеренным климатом; УХЛ —
дня макроклиматических районов с умеренным и холодным клима-
том; Т — для макроклиматических районов с тропическим клима-
том (табл 3.1).
3.1 Допустимые температуры воздуха при эксплуатации оборудования
Климаты чес кос исполнение "‘орудования Категория размещении /1 oiiyci и м ые 1 емпературы, ‘G
рабочие пределы! ые
у 1; 2; 3 -45 ч- +40 —50 -ь +45
УХЛ 1; 2; 3 —60 -4- +40 —60 4- +45
УХЛ 4 + 1 -4- -4-35 -1-1 -4- +40
Условия размещения изделий при эксплуатации подразделяют
на следующие категории: 1 — ;;а открытом воздухе; 2 — в отсутствие
прямого воздействия солнечного излучения и атмосферных осадков
(и палатках, кузовах, прицепах и т. и.); 3 — в закрытых помещениях
бет искусственно регулируемых климатических условий, где колебания
температуры и влажности воздуха и воздействие пыли, песка суще-
ешеппо меньше, чем на открытом воздухе; 4 — в отапливаемых (или
охлаждаемых) и вентилируемых помещениях; 5 — в помещениях с по-
вышенной влажностью.
Дтя изделий, работающих в воде, вместо обозначения категории
размещения ставят знак « * ».
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ МАШИН ДЛЯ КОНТАКТНОЙ
СВАРКИ
Согласно ГОСТ 297—80 условное обозначение машин для контактной
снарки состоит из буквы «М» и еще двух букв, дефиса, группы цифр
и шифра климатического исполнения. Буквы означают первая буква
«М» — машина контактная; вторая — вид сварки: Т — точечная,
111 — шовная, Р — рельефная, С — стыковая; третья — конструктив-
ин- исполнение: В — с выпрямлением тока во вторичном контуре,
!•' конденсаторная, II — низкочастотная, Р—радиальная, 11 —
подвесная. С—для стыковой сварки сопротивлением, О—для сты-
ковой сварки оплавлением.
Цифры означаю!, первые одна-две—усилие осадки в десятках
ии то пистон дли МСО и наибольший вторичный ток в килоамперах
Д.Ш прочих машин, последние две — номер модификации машин.
Шифры климатического исполнения приведены выше.
СЕРИЙНОЕ ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
Сварочные трансформаторы
Марка трансформатора Сварочный ток, А Напряжение, В Номиналь- ная мощ- ность, кВ-А Габаритн ые размеры, мм Масса, кг
Номиналь- ный Пределы ре- гулирования Номиналь- ное рабочее Холостого хода
Ручная дуговая сварка
ТД-306У2 160 *! 60—175 26 4 70 11.4 570X325X530 38
ТД-306У2 250 *2 ЮО—ЗОС 30 70 17,5 630X365X590 65
ТДМ-251У2 250 « 100—260 30 80 — 420X260X450 49
ТД-500-4У2 500 *3 100 —560 40 60-76 32 570X720X835 210
ТДМ-317У2 315 *а 60—360 32,6 80/62 *6 — 585 X 555 X 818 130
ТДМ-401У2 400 *3 80-460 36 80/64 *е — 585X760X848 160
ТДМ-503У2 500 ♦’ 75—580 40 75 65 135 555Х 585Х 888 175
ТДМ-502УЗ 500 *3 100—560 40 75 26,5 720X845X780 240
Автоматическая дуемая сварка под флюсом
ТДФЖ-1002УЗ 1000 *4 300—1200 56 12.5 1340Х760Х 1220 550
ТДФЖ-2002УЗ 2000 »4 600—2200 76 120 240 1340Х760Х 1220 850
Ручная воздушно-дуговая строжка и режа угольными электродами
ТДР-1601УЗ 1600 *5 J 000—1600 49 76 130 663Х 1053Х 1-'36 1100
•’ пн =» 20 %.
ПН = 25 %.
*’ ПН = 60 %.
•< ПН = R5 %.
ПН = 100 %.
•• В диапазонах
малых и больших токоя соответственно.
3.3. Выпрямителя ыя дуговой свхрп
Марка выпрямителя Смро<№«« ЖЖ. А Напряжение, В Номи- нальная МОЩ- НОСТЬ. кВ-А Габаритные размеры, мм .Мас- са, кг
Номинальямв при ПН 60 % Предел ре- гузжревавяя Номиналь- ное рабочее Холо- стого хода
ВД-201УЗ 200 *! 30-200 •» 28 64-71 15 710X622X775 120
ВД-ЗО6УЗ 315 45—315 *я 32 61-70 24 785X780X830 180
ВД-502-2УЗ 500 50—500 •» 40 80 42 810Х550Х 1077 348
ВДГ-601УЗ 630 100—780 •» 18—36 90 69 1250Х920Х 1155 595
ВДГИ-ЗО1УЗ *1 315 40—325 *» 35 — 13 953 X 1045X748 330
ВДГ-ЗОЗУЗ 315 50—315 *8 40 60 12,6 605X735X950 230
ВДУ-504УХЛЗ 500 100—500 *9 60-500 *8 18—50 *’ 46 *8 75—80 *» 40 1275X816X940 385
ВДУ-505УЗ 500 60—500 *9 50-500 *8 22—46 *8 18—50 *8 85 *8 40 800X700X920 300
ВДУ-1201УЗ 1250 *3 300—1250 *5 300—1250 *« 24—66 ♦» 26—60 •8 90 *» 135 1400Х850Х 1250 850
ВДМ-1001УХЛ4 315 *5 (1000) *« — 60 *9 70 48 88 1100 X 700 X 900 420
ВДМ-1601УЗ 315 *5 (1600) *7 — 60 *8 100 *” 96 1050Х850Х 1650 770
ВДУМ-4Х 401УЗ Импульсный плитуда импульсов 50— 100 Гц. *2 При ПН => 35 •а При ПН =s 10 М Число постов 400 *4 выпрямитель, ма — 100 А, часто! %. 0 %- — 4. 100—400 *« 80—400 *9 кенмальная а.м- па импульсов — 23—46 *Е 20—45 *3 75 48 *' Для ОДП *в Число ri *’ Число п ” При над *" При жес 86 ого поста, остов — 7. остов — 9. аютц!IX хар тких харак 1350Х850Х 1250 актсриетиках. теристинах. 900
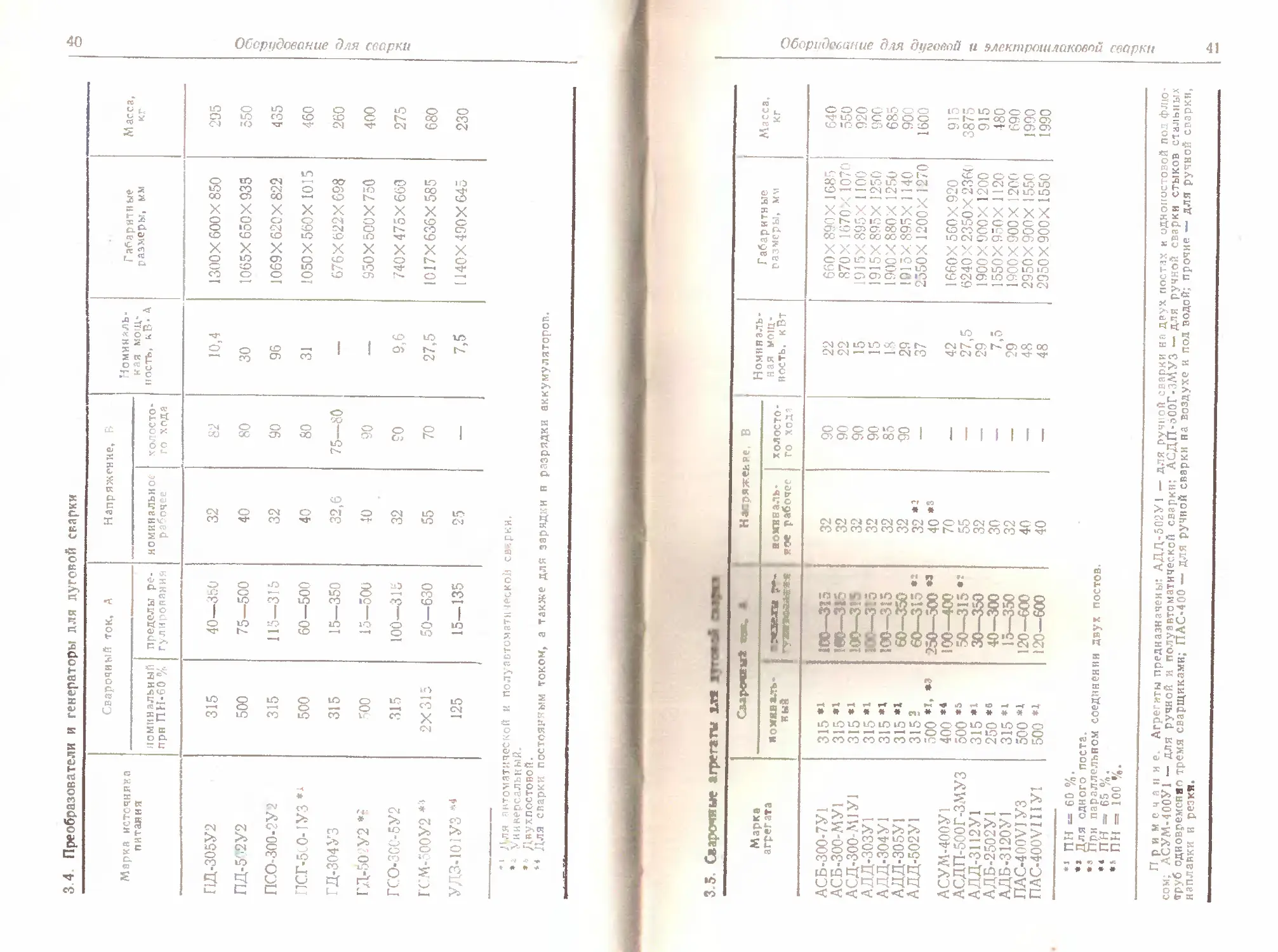
3.4 Преобразователи и генераторы для дуговой сварки
Марка источника питания Сварочный ток, А Напряжение, В Номиналь- ная мощ- ность, кВ* А Габарити ые размеры, мм Масса, кг
номинальный прн ПН-60 % пределы ре- гул иронания номинальное рабочее холосто- го хода
Г1Д-305У2 315 40—350 32 82 10,4 1300X600X850 295
ПД-5Г'2У2 500 75—500 40 80 30 1065X650X933 550
ПСО-300-2У2 315 115—315 32 90 96 1069X620X822 435
ПСГ-5С0-1УЗ 500 60—500 40 80 31 1050Х 560Х 1015 460
ГД-304 УЗ 315 15—350 32,6 75—80 — 676X622X698 260
ГД-50 У2 ** 500 15—500 40 90 — 950X500X750 400
ГСО-ЗОС-5У2 315 100—315 32 20 9,6 740X475X660 275
ГСМ-500У2 *' 2X315 50—630 55 70 27,5 1017X636X585 680
УДЗ-101УЗ м 125 15-135 25 — 7,5 ! 140Х 490Х 645 230
,/ртя автоматической и полуавтоматической сварки.
*г Универсальный.
*s Двухпостовой.
*4 Для сварки постоянным током, а также для зарядки я
разрядки аккумуляторов.
3.5 Сварочные «гретнты us ittom* ем*к>
Марка агрегата ^аровгвЛ । Номиналь- ная мощ- ность, кВт Г абаритн ые размеры, мм Масса, кг
номиналь- ный -жзета у*- аомвналь- яое рабочее холосто- го хода
АСБ-300-7У1 315 *1 10©—315 32 90 22 660 X 890 X 1685 640
АСБ-300-МУ1 315 *! ?№—315 32 90 22 870 X 1670Х 1070 550
АСД-300-М1У1 315 « 100—315 32 90 15 1915Х895Х 1100 920
АДД-303У1 315 *1 1ОС—3’5 32 90 15 I915X895X 1250 900
АДД-304У1 315 ‘1 100—315 32 85 1,8 1900Х880Х 1250 685
АДД-305У1 315 *1 60—.359 32 90 29 1015Х895Х 1140 900
АДД-502У1 315 з 60—315 •= 32 37 2550 XI200 X 1270 1600
500 *’• *’ 250—500 « 40 *’
АСУМ-400У1 400 ’4 100—400 70 л 42 1660X560X920 915
АСДП-500Г-ЗМУЗ 500 *=> 50—315 55 — 27,5 6240 <2350X2360 3875
АДД-3112У1 315 ‘1 30—350 32 — 29 1900Х 900Х 1200 915
АДБ-2502У1 250 *® 40—300 30 7,5 1550Х950Х 1120 480
АДБ-3120У1 315 *1 1 о—ЗоО 32 29 1900Х900Х 1200 690
ПАС-400У1УЗ 500 *1 120—600 40 — 48 2950Х900Х 1550 1990
ПАСЛООУШУ! 500 *1 120—600 40 — 48 2950 X 900 X 1550 1990
•> ПН = 60 %.
** Для одного поста.
*’ При параллельном соединении двух постов.
ПН = 65 %.
♦Л ПН = 100 %.
?ДД,И и е‘ Агрегаты предназначены: АДД-502У1 — для ручной сварки на двух постах и однопостовой под флю-
сом; АСУМ-400У1 —• для ручной и полуавтоматической сварки; АСДП-ЗООГ-ЗМУЗ — для ручной сварки стыков стальных
труб одновременен тремя сварщиками; ПАС-400 — для ручной сварки иа воздухе и под водой: прочие — для ручной сварки,
наплавки и резки.
Оборудование для сварки Оборудование для дуговой и мсктрошлаковой сварки
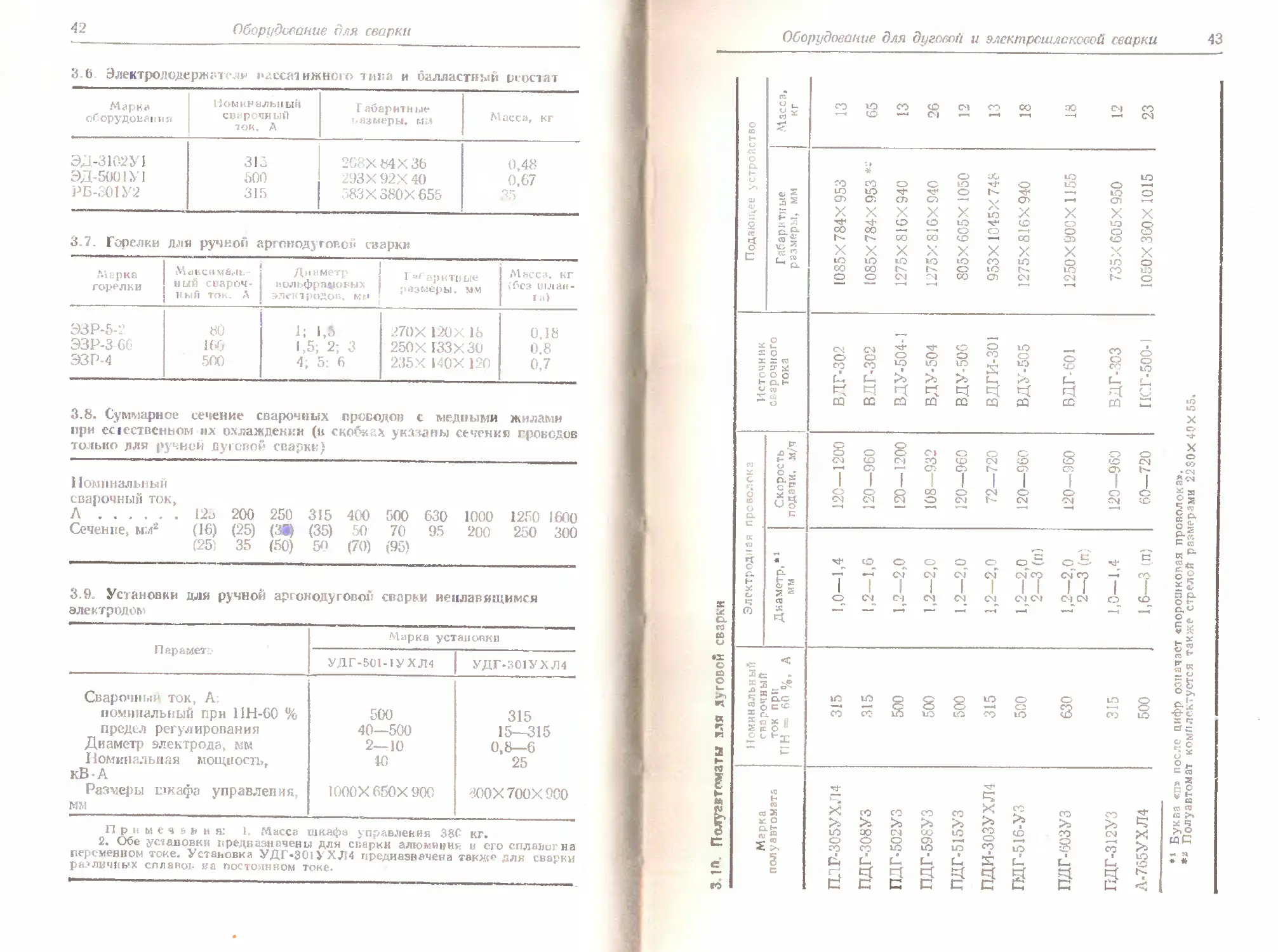
3.1« Полуавтоматы тля луговой сварки
Марка полуавтомата Номинальный сварочный ток при ПН « 60 %, А Электродная проволока Источник сварочного тока Подающее устройство
Диаметр,*1 мм Скорость подачи, м/ч Габарнтн ые размеры, мм Масса» кг
ПДР-305УХЛ4 315 1,0—1,4 120—1200 ВДГ-302 1085X784X953 13
ПДГ-ЗО8УЗ 315 1,2-1,6 120—960 ВДГ-302 1085X784X953 65
ПДГ-502УЗ 500 1,2—2,0 120—1200 ВДУ-504-1 1275X816X940 13
ПДГ-598УЗ 500 1,2—2,0 108—932 ВДУ-504 1275X816X940 26
ПДГ-515УЗ 500 1.2—2,0 120—960 В ДУ-506 805Х605Х 1050 12
ПДИ-303УХЛ4 315 1,2—2,0 72—720 ВДГИ-301 953Х 1045Х 748 13
ПДГ-516-УЗ 500 1,2—2,0 2—3 (и) 120—960 ВДУ-505 1275X816X940 18
пдг-возуз 630 1,2-2,0 2—3 (п) 120—960 ВДГ-601 1250Х900Х 1155 18
ПДГ-312УЗ 315 1,0—1,4 120—969 ВДГ-303 735X605X950 12
А-765УХЛ4 500 1,6—3 (п) 60—720 ПСГ-500-1 1050Х360Х 1015 23
** Буква «ns посла цифр означает «порошковая проволока».
*а Полуавтомат комплектуется также стрелой размерами 22S0X 40X55.
Оборудование для сварки___________________Оборудование для дуговой и электрсшлаювой сварки
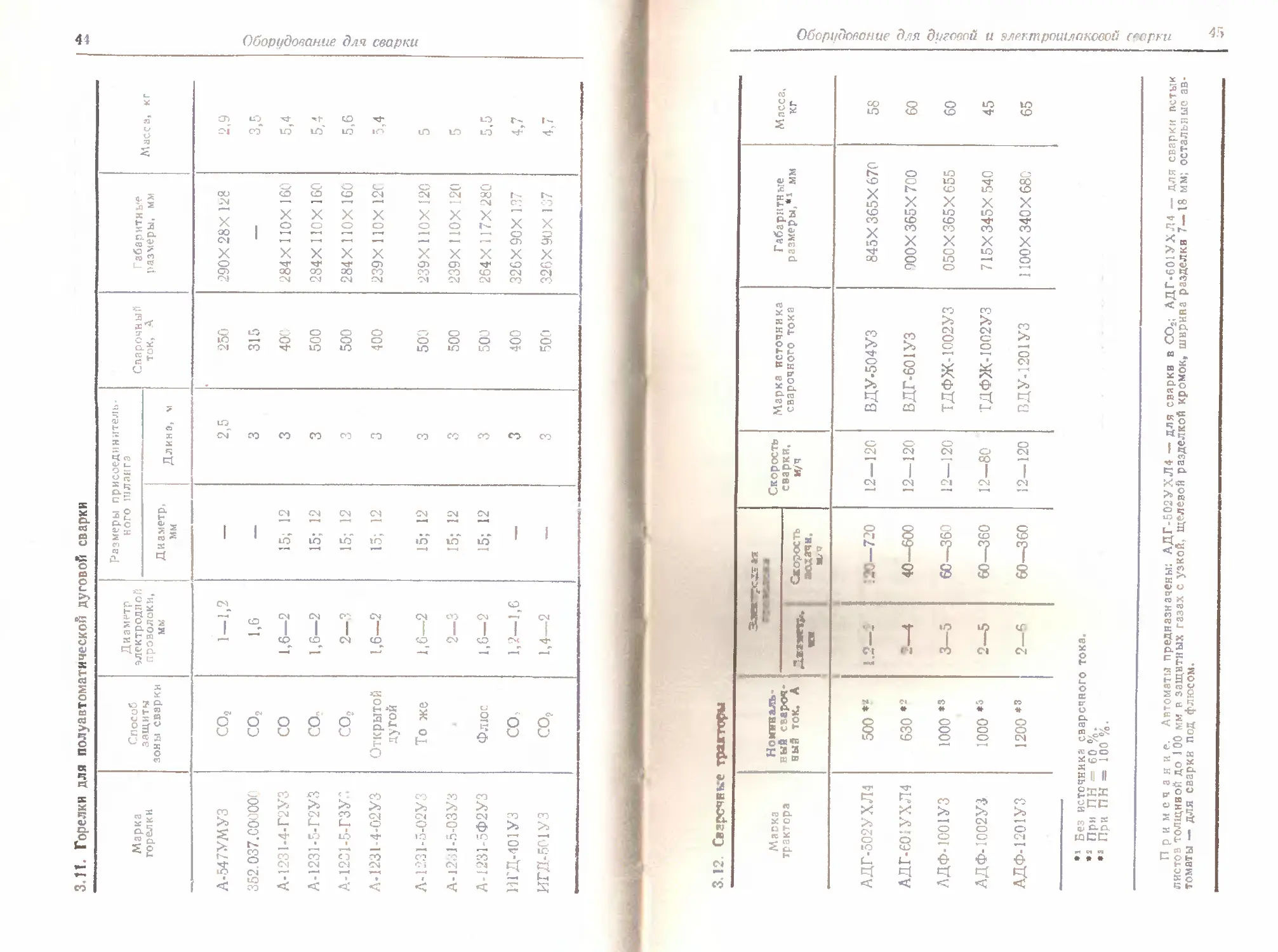
3.11 Горелки для полуавтоматической дуговой сварки
Марка горелки Способ защиты зоны сварки Диаметр электродной проволоки, мм Размеры присоединятель- ного шланга Сварочный ток, А г абаритные размеры, мм Масса, кг
Диаметр, мм Длина, м
А-547УМУЗ со5 1 — 1,2 — 2,5 250 290Х28Х 128 2,9
352.037.СООООГ сог 1,6 — 3 315 — 3,5
А-1231-4-Г2УЗ со 1,6—2 15; 12 3 406 284X 110Х 160 5,4
А-1231-5-Г2У.З СО; 1,6—2 15; 12 3 500 284X 110Х 160 5,4
А-1201-5-ГЗУ'. со., 2—3 15; 12 з 500 284Х 110Х 160 5,6
А-1231-4-02УЗ Открытой дугой 1,6—2 15; 12 3 400 239Х 110Х 126 5,4
А-1231-5-02УЗ То же 1,6—2 15; 12 3 503 239X110Х 120 5
А-1231-.5-ОЗУЗ 2—3 15; 12 3 500 239Х 110Х 120 5
А-1231 5Ф2УЗ Флюс 1,6-2 15; 12 3 500 264X 117X280 5,5
И ГД-401 УЗ со 1,2—1,6 — 3 400 326Х90Х 137 4,7
ИГД-501 УЗ СО, 1,4—2 — 3 500 326Х 90 X 137 4,7
3.12. Сварсчвке триторы
Маска трактора Номиналь- ный свароч- ный ток. А Эявкпрсдв Скорость сварки, И/Ч Марка источника сварочного тока Г абарнтн ые размеры,*1 мм Масса, кг
Скорость аодэтн, М/Ч
АДГ-502УХЛ4 500 « 1.2—. 120—720 12—120 ВДУ-504УЗ 845Х 365Х 670 58
АДГ-601 УХЛ4 630 •’ 2—4 40—600 12—120 ВДГ-601УЗ 900X365X700 60
АДФ-1001УЗ 1000 *’ 3 5 60—360 12—120 ТДФЖ-Ю02УЗ 050X365X655 60
АДФ-1002УЗ 1000 *3 2—5 60—360 12—80 ТДФЖ-Ю02УЗ 715Х345Х 540 45
АДФ-12О1УЗ 1200 *3 2—6 60—360 12—120 ВДУ-1201УЗ 1100X340X686 65
*’ Без источника сварочного тока.
•s При ПН = 60 %.
•= При ПН = 100 %.
Примечая и е. Автоматы предназначены: АДГ-502УХЛ4 — для сварки в СО, АДГ-601УХЛ4 — для сварки встык
листов толщнвоп до 100 мм р защитных газах с узкой, щелевой разделкой кромок, ширина разделка 7—18 мм: остальные ав-
томаты — для сварки под флюсом.
46
Оборудование для сварки
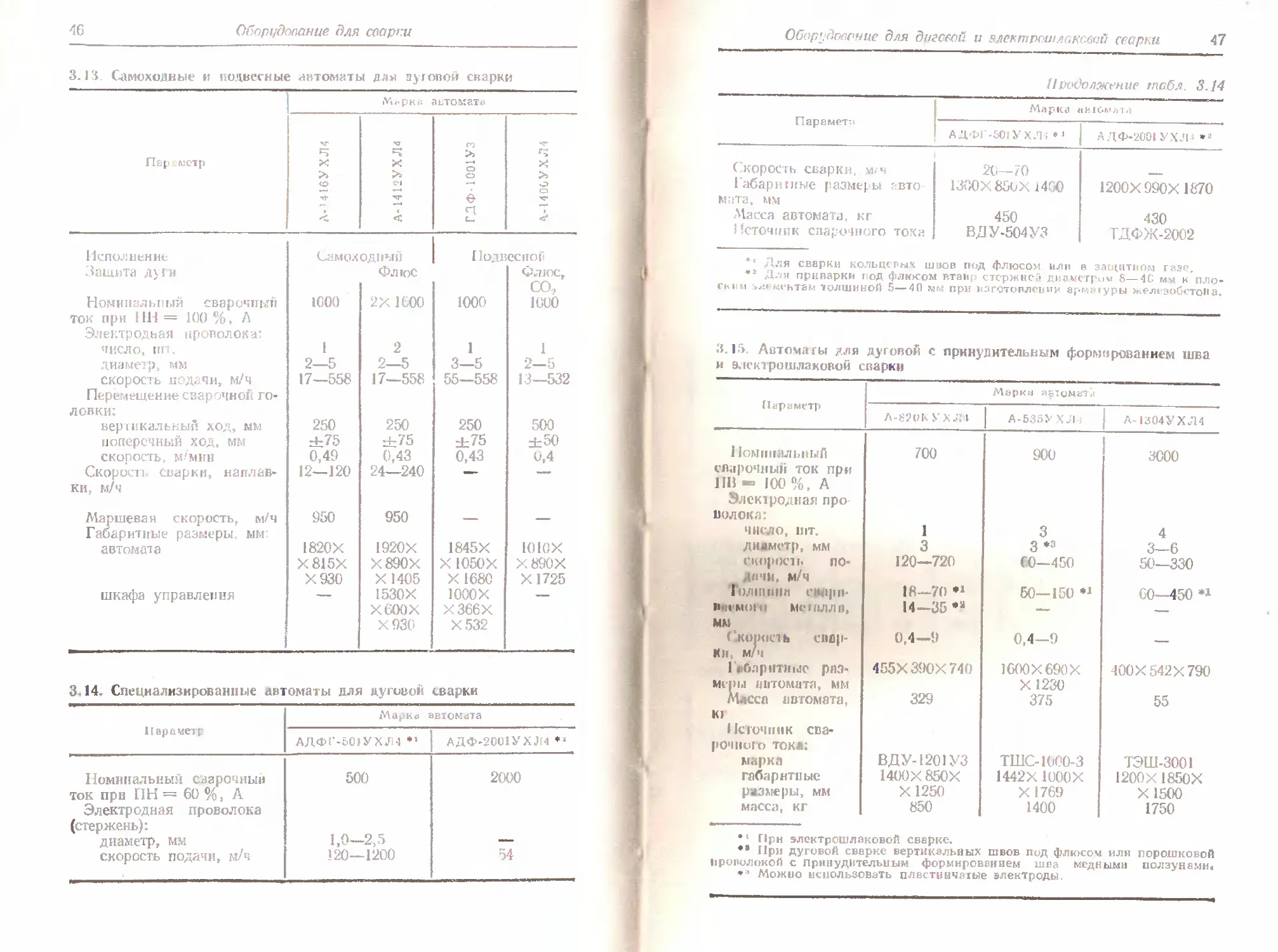
3.13. Самоходные и подвесные автоматы для дуговой сварки
Параметр iVw’PKri автомате!
Ч X 5 5 ±'| < ГДФ-1001УЗ
Исполнение Защита ду i и Самох одный Флюс Поди ecnoi'i Ое?юс, со.
Номинальный сварочный ток при 11Н= 100 %, Л Электродная проволока' 1600 2X1600 1000 1000
число, пн. I 2 1 1
диаметр, мм 2—5 2—5 3—5 2—5
скорость подачи, м/ч Перемещение сварочной го- ловки: 17—558 17—558 55—558 13—532
вертикальный ход, мм 250 250 250 500
поперечный ход, мм ±75 ±75 ±75 ±50
СКОРОСТЬ, м'мнн 0,49 0,43 0,43 0,4
Скорость сварки, наплав- ки, м/ч 12—120 24—240 — —
ЛАаршевая скорость, м/ч Габаритные размеры мм: 950 950 — —
автомата 1820Х Х815Х Х930 1920Х Х890Х X 1405 1845Х X 1050Х X 1680 1010Х Х890Х Х1725
шкафа управления 1530Х Х6О0Х Х930 1000Х Х366Х Х532
3.14. Специализированные автоматы для дуговой сварки
Параметр Марко автомата
АДФГ-601УХД4 *’ АДФ-2001УХЛ-1 *“
Поминальный сварочный ток при ПН= 60%, А Электродная проволока (стержень): 500 2000
диаметр, мм 1,0—2,5 ““
скорость подачи, м/ч 120—1200 А
Оборудование для дигсвой и э мкт рош лаковой сварки
47
Продолжение табл. 3.14
Параметр Марка авюмата
АДФГ-5С1У ХЛ ; • 1 АДФ-2001УХЛ4 •*
Скорость сварки, м/ч 20— 70
1абармгиые размеры йвто мата» мм 1300Х850Х 1400 1200Х990Х 1870
Масса автомата, кг 450 430
1 (сточник сварочного тока ВДУ-504УЗ ТДФЖ-2002
*‘ Для сварки кольцевых швов под флюсом или в заветном газе.
*г Для приварки год флюсом втаир стержней диаметром 8—4G мм к пло-
ским ьлммрьтам толщиной 5—40 мм при изготовлении арматуры железобетона.
3.15. Автоматы для дуговой с принудительным формированием шва
и э.'1сктро шлаковой сварки
Параметр Марка автомат?!
Л-82ОК УХЛ« А-5355 XJIJ А-1304УХЛ4
11омпиалы1ый 700 900 3000
сварочный ток при ЛИ- 100%, А Электродная про Ролока: ЧИСЛО, 1IIT. 1 3 4
диаметр, мм 3 3 *3 3—6
скорость ПО- 120—720 СО—450 50—330
дичи, м/ч Голпиша ciwqin- 1R—70 •» 50—150 *J 60—450 *х
11««>МО1<| МС1НЛЛ1), 14-35 •» — —
мм СК1Ш<1С1Ь спор- 0,4—9 0,4—9 —
Ии, м/ч Гцблрптиыс раз- 455X390X740 1600Х690Х 100 X 542 X 790
Меры Ш1ТОМНТЯ, ММ Мдсса автомата, 329 X 1230 375 55
к> Ис гоч и нк сва- рочного токл: марка ВДУ-1201УЗ ТШС-1000-3 ТЭШ-3001
габаритные 1400Х 850Х 1442Х 1000Х 1200Х 1850Х
размеры, мм X 1250 X 1769 X 1500
масса, кг 850 1400 1750
•1 При электрошлаковой сварке.
•• При дуговой сварке вертикальных швов под флюсом или порошковой
проволокой с принудительным формированием шва медными ползунами»
•э Можно использовать пластинчатые электроды.
4S
Оборудование для ставки
СЕРИЙНОЕ ОБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ СВАРКИ
3.16. Машины 1ля точечной сварки
Марка машины Номиналь- ный ток, к А Номинальные 1олн[.1ши
сварочный длительный зторнчный усилие сжа- тия, даН вылет, мм раствор, мм низкоуглеродистой стали
Манины переменного
МТ-604УХЛ4 6,6 2,8 200 250 150 0,2+0,24-2+2
МТ-1222УХЛ4 12,5 7 630 500 150 0,5+0,54-5+5
МТ-2023УХЛ4 (МТ-1223У4) 12,5 5.6 1600 500 180 0,5+0,54-2,5+2,5
МТ-1818УХЛ4 (МТ-1618У1) 1b 9 630 500 220 0,8+0,84-1,54-1,5
МТ-1927УХЛ4 (МТ-1627УХЛ4) 16 9 630 270 270 0,8+0,84-2,5+2,5
МТ-2102УХЛ4 (МТ-2002У4) 20 9 2000 1200 200 1,0+1,04- 4+4
МТ-2827УХЛ4 (МТ-2527УХЛ4) 25 14 1250 500 210 0,8+0,84-2,5+2,5
МТ-4019УХЛ 4 (МТ-3201 У4) 32 10 1600 500 220 0,5+0,54-5+5
МТ-4218УХЛ4 (МТ-4018УХЛ4 40 18 2500 320 180 2,5+2,54-8+8
Машины подвесные с отдельными и
МТП-803УХЛ4 8 3,6 250 100 — 0,5+0,54-3+3
МТП-1110УХЛ4 (МТП-810УХЛ4) 8 3,6 250/320 205/50 130 0,5+0,54-1,5+1,5
МТП-1111УХЛ4 (МТП-811УХЛ4) 8 3,6 250/320 205/37 130 0,5+0,54-1,5+1,5
К-243ВУХЛ4 ** 16 4,5 800 50 70 14+14 (арматура)
К-264УХЛ4 *2 6,3 2,2 — — 1,2+1,2
Серийное оборудование для контактной сварки
49
tnepitiMOVhix девалей, ям, мл .‘Ааксимал ьная при* и з под и те л ьн ос тъ, сварок в mv'Kvtv Регулигор Г ябвритпыс размеры, мм Мес- са, кг
коррозиинпо- СТш'1к<1Й стили алюмим иев^х сплавов
шока, однофазные
— — 180 РЦС-301 83 IX 435Х X 1237 230
1+1 0,6+0,6 575 РЦС-503 1340X381X X 1900 445
0,5 0,5-ь- -ь2,5+2,5 — 136 БУ-625 I700X 550X X 2250 1110
0,54 0,5-7- +>1,15+1,5 — 230 РЦС-403 2000 Х 450Х X 1470 660
0,5-1 0,5-5- 4-2,54-2,5 — 2>4 РВИ-801 1820Х870Х X 1430 730
14-1-:-14-4 — 136 Б У-625 2600X 600X Х2400 1880
0,Л-| 0 + •ы, н |.г» о,34-0,з-?- 1,5-|-1,5 150 РВИ-801 2300Х I720X XI130 1100
0,5 I -0.5-1- .14 0,34 0..I4- 4-1,54 |,| 136 БУ-625 1620Х 55ОХ X 2400 1320
2+2-14 1 1 — 4Я РВ11-801 27411Х 1650Х X 1200 1450
«стр н иными трансформаторами
— — 180 РЦС-403 675Х 200Х 27
Х250
— 165 PKC-60I .170 X 650 X Х720 300
— — 165 PKC-60I 970Х 750Х Х720 340
— — 60 РВЭ-7-1А 395X345X Х360 90
— — 40 — 629X 292X + 160 230
50
Оборудование для сварки
Марка машины Поминаль- ный ток, кА I (оминальвые Го 'нци па
сварочный длительный вторичный усилие ежа тин, даН вылет, мм раствор, мм н и зк оуглоролистой стали
Машины постоянного тока и
МТВ-8002-1УХЛ4 80 36 220— 7200 1500 600 —
МТВР-4001УХЛ4 40 — 1200 1200 390 0,3+0,34-3+3
МТК-1601УХЛ4 16 — 63 200 55 0,5+0,5--0,8+0,8
МТК-5502УХЛ4 (МТК-5002У4) 50 — 1500 600 300 —
МТК-8004УХЛ4 «0 — 5000 1500 450 —
♦* Для сварки арматуры.
•а Для односторонней сварки двумя электродами.
3.17. Материалы электродов и их характеристики
Материал электрода Твердость НВ Электропроводи- мость по отношению к электропроводи- мости отожженной меди, %
Медь кадмиевая МК 100 80
Медь с серебром МСр 95 90
Бронза:-
БрХЦрО,3-О,О9 110 80
БрХ 120 75
Серийное оборудование для контактной сварки
51
Продолжение табл. 3.16
енлрннасмых деталей, мм, из Максимальная про- изводительность, свирок в минуту Регулятор Габаритные размеры, мм Мас- кг
коррозионно- стойкой стали алюминиевых сплавив
понденсаторнеч (1,84-0,8-5-64-6 0,54-0,5-:- -т-4,54-4,5 со — 3750X 1150Х X 3450 6000
0,34-0,3-4- •4-2,54-2,5 0,34-0,3-7-24-2 60 — 1640Х 3040Х Х900 2640
— 0.54-0,5-ь -т-0,64-0,6 (латунь) со — 980Х940Х Х136О 390
0.3 -1- 0,3-4- -4-1,54-1,5 0,34-0,3-4- -4-1,24-1,2 30 — 2I4OX 1730Х Х840 1350
11,34-0,3-7-24-2 0,54-0,5-4- -4-2,54-2,5 30 1200Х3500Х Х2700 5700
Продолжение табл. 3.17
Мл|«|1нйл ядокцюда Твердость IIН Электропроводи- мость по отношению к электропроводи- мости отожженной меди, %
li|iXH|>0,6-0,05 125 80
ВрПГ.Т 180 45
БрКХКо 180 45
Примечание, Форма и размеры электродов регламентированы
ГОСТ 14111 — 77 и согласуются с ГОСТ SS444—82 на присоединительные раз*
меры элсктрододержателей.
ЗЛЯ. Машины лля шовной сварки
Марка машины Номи- нальный ток. кА Номинальные Толщина свариваемых деталей, мм, из Скорость сварки, мм/мvи Г абарнт. нме. раз- меры, MV Масса, кг
3 I 3" О я и дли гелкиыГ 1 вторичный усилие сжа- тии, даН НЫЛ«Т, мм ci о н tj нвзкоугле- родистой стали КОррОЗИСИНС’ егойкой стали алюмин не вых спла- вов
MU1 1601УХЛ4 16 11 ЬОО 400 50 1.5+ 1,0 — - 0,6—4, 5 И 5ft х X 510Х X 1770 ‘П
МШ-2001-1УХЛ4 20 44 730 800 105 0,5+0,5 4 е 1.8+ 1,8 0,3+0,3-8 «1,5+ 1.5 — 0.4 —4,8 23в5х У 720Х X 229.' 1350
МШ-Э201УХЛ4 32 22 1200 800 100 0.8+0,8 « -5-3+3 0,8+ 0.8 -г *2,5+2.5 — 0,35—4,5 .’395 X X 7 2 0 X X 2296 1700
МШ-3204-1УХЛ4 32 32 125С 400 40 0,8+0,8-г •7 3+ 3 — — 0,5—4,,5 2430Х X 720Х X 24 00 1550
МШК-1602УХЛ4 - >.6 117 20Г; я о 0,05+ 0,05 т «0,4+0,4 0.05+ 0,05 -8 «0,4+0.4 0,05+0,05 « «0,4 + 0,4 0, 1- 1,5 146ОХ X "6 0х X 1580 11С0
МШВ-6301-2УХЛ4 63 36 100— 2450 1200 300 — 0,5+0,5 4- +з+ 3 0,5+0,5« «з+з 0,2—3,0 3510Х X 1165Х X 2955 4 450
МП В-8001 У ХЛ4 86 32 200— 3200 1506 20— 220 1.5- 1,5 ч- -5-6+0 — 0,5+ 0,5 « л-3+3 0,1 —2,0 3700Х х нбОх 3000 7000
3 14 Машины зля рельефной сварки
Ниыкналь-
рый ток, к А
Номинальные
Map ка
мацуцны
МР-3818УХЛ4
(МР-251&У4)
МР-6303УХЛ4
МР-6918УХЛ4
(МР-4018УХЛ4
МРК-3201УХЛ4 «
ПРК-4001УХЛ4 *"
63
40
Рекомендуемое макс(Маль
ное число одновременно
свариваемых рельефов
ори толщине, мм
Г ьбаритиые
размеры, мл'
4,5 1968
28
11.2
3200
2450
400
500
300
300
300
300
450
1 100
4 50
2 150
10
2
1550X550X2560
1550Х 1030X3300
1650X590X2740
11G0X 1080Х 1600
2655Х2165Х 1870
Для герметизации корпусов полупроводниковых приборок с периметром сварного шва 10—40 мм
То же, с периметром сварного t ва 20—50 мм.
1200
3000
1200
750
3000
Оборудование для сварки Серийное оборудование для контактной сварки
3.20. Машины для стыковой сварки сопротивлением и оплавлением
Марка машины Номи- нальный ток, кА Усилие, даН Размеры свариваемых изделий 1 Производитель- ность, сварок в час Г абарнтные размеры, мм Мас- са, кг
сварочный длительный вторичн ый в; в <s м осадки диаметр, мм сечение низкоугле- родкетой стали, мм4
низко* углеро- дистой стали цветных мета л «лов
МС-403УХЛ4 4 0,44 1’3 16 0,5—6 0,4—4,5 — 240 560 X 520 X 1300 80
МС-1602УХЛ4 16 7 7 500 5000 — — 150-1000 60 1ОООХ775Х 1700 760
МСС-1601УХЛ4 16 1,4 250 40 3—10 4—9 — 200 665X615X 1275 192
МС-2008УХЛ4 20 9 10 000 9800 — — До 2000 80 1180Х2050Х 1370 2160
МСС.2501УХЛ4 25 2,8 400 63 5—12 5—14 200 665X615X1275 239
МСС-2502УХЛ4 25 4,5 400 63 5—12 5—14 400 735Х615Х 1170 200
3.21 Специализированное машины для стыковой сварки
Марка машины Вторичный ток, кА Усилие осадки, ns К Скорость осадки, мм/с Скорость оплавления, мм/с Ппонз во- дитель- кость, сварок в час Г абаритныо размер н, мм Масса, кг
номиналь- ный дли- тельный макси- мальный
К-617УХЛ4 *1 9 63,5 15 680 50 0,2—4 30 1966Х 1600Х 1450 4 400
К-607УХЛ4 *? 28 140 63 000 350 0,27—9,2 10—12 3300X2380X3382 14 000
КСО-3201УХЛ4 *э 21,5 53 32 000 15С 0,2—12 — 4685Х 9796X2460 33 000
КСО-1601УХЛ4 »4 2X9 — 16 000 20 0,8—4 500 3165X2655X2675 9 810
К-355УХЛ4 *5 14 70 44 000 20 0,22—1 10 1810X 1050X 1140 2 500
К-584УХЛ4 *в 16 — 49 ОСО 20 0,22—1 15 1846Х 1100Х 1530 2 600
К-190УХЛ4 *’ 16 89 83 000 20 0,2—1 10 320СХ 1060X2500 7 540
•’ Для сварки импульсным оплавлением стальных колец диаметром 300—2000 мм, а также короткомерных изделий се.
чением, мм*: низкоуглеродистая сталь — до 4000, аустенитная — до 1500, жаропрочная — до 1200, алюмиипево-магниевые
сплавы — до 1000; привод гидравлический.
*’ Для сварки колец диаметром 0,00—2000 мм а также короткомеппмх прямых изделий сечением до 4000 мм3.
* * Для сварки стальных полос.
Для сварки круглозвенных цепей калибром 14 — 22 и снятия грата
* • Для сварки рельсов с. площадью сечения до 10 000 мм2.
* • Длл сварки импульсным или непрерывным оплавлением стальных труб сечением до 14 000 мм2; питание установки от
сети переменного тока или от дизель-генератора.
* ’ Для сварки в стационарных условиях рельсов Р18—P7S (площадь сечения рельсов до 10 000 мм!).
Оборудование для сварки Я Серийное оборудование для контактной сварки
56
Оборудование для сеагки
Глава т’
МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРИЧЕСКОЙ
<ВАРКИ ПЛАВЛЕНИЕМ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ
ДУГОВОЙ СВАРКИ СТАЛЕЙ
Согласно ГОСТ 9466—75, условное обозначение электродов для
дуговой сварки и наплавки сталей представляет собой длинную дробь.
Например:
Э42А — УОНИ-13/45 — 5.0 — УДЗ
Е41 2 (5) — Б20
В ее числителе записаны тип электрода (Э42А), его марка (УОНИ),
диаметр (5,0 мм) и группа из двух букв и цифры (УДЗ). Первая буква,
эй н группы (У) указывает назначение электрода, вторая (Д) — тол-
щину покрытия, цифра (3) — группу электродов по качеству изготов-
ления В знаменателе приведены буква «Е» (электрод), группа индек-
сов, характеризующая металл шва [41 2 (5)[ н группа из одной буквы
и двух цифр (Б20), Буква (Б) обозначает вид покрытия, первая цифра
(2) — допустимые пространственные положения при сварке, вторая
цифра (0) — требование к электропитанию дуги.
Типы электродоз и расшифровка индексов металла шва зависят
от группы электродов по назначению (см табл. 4.1—4,6)
Шифры гоунп назначения электродов’ У — для конструкционных
сталей с временным сопротивлением ои< бООМПа (60 кге'мм-), Л —
для легированных конструкционных сталей с оп > 600 МПа (60 кге/мм2),
1 — для теплоустойчивых легированных сталей, В — для высоко-
легир лваипых етглей, Н — для наплавки.
Обозначения гелшкны покрытия: М — тонкое, С— среднее, Д —
толстое, Г — особо толстое.
Нс качеству изготовления электроды подразделяют на группы 1,
2 и 3. ТребеввнаЯ к качеству растут от группы 1 к группе 3.
Обозначения видов покрытия: А—кислое, Б — основное, Р—
рутиловое, Ц— целлюлозное, П — прочие виды, Ж — с содержанием
п покрытии >20% железного порошка, две буквы — покрытие сме-
шливого впда.
Допустимые пространственные положения при сварке обозначают
С!ндуюшч41 образом: 1 — все положения, 2—кроме вертикального
сверху вниз, 3—кроме вертикального сверху ппиз и потолочного,
4 — только нижнее.
Ниже приведены обозначения требований к электропитанию дуги:
Постоянный ток, полярность:
любая .................................
прямая .... , , ' ’ t
<i6ptniia> .................
И|'Пем,'г.1'ьпТ ток, напряжение холо-*
сток» хид|-. В..........................
— 14 7
— 2 5 8
3 6 9
Неприменим 50 70 90
58
Материалы для электрической сварки плавлением
4.1. Типы электродов для дуговой сварки конструкционных сталей
и механические свсйстгд металла шва
'1 HI) электрода *х б, % /<CU *2, МДж/м2 Тип электрода *1 с, % ACU <£. М Дж/м«
Э38 14 0,3 Э55 20 1.2
Э42 18 0 8 ЭСО 18 1,0
Э42А 22 1,5 Э70 14 0.6
Э46 18 0 8 Э85 12 0,5
Э46Л 22 1,4 1 ЭКЮ 10 0,5
Э50 16 0,7 Э125 8 0,4
Э50А 20 1,3 Э150 6 0.4
*1 Число е обозначении типа электрода соответствует св (по ГОСТ 9466—75)
в килогряммах-сила на квадратный миллиметр. Механические свойства для
электродов п<пои ЭЭЙ—Э60 установлены в состоянии после сварки, а для
Электродов ги.поп ЭТО—Э150— после термообработки согласно техническим
условиям на конкретные марки электродов.
*£ /<(?и — ударная вязкость по ГОСТ 9454 — 78.
Электроды для сварки конструкционных сталей согласно
ГОСТ 9467—75 подразделяют на типы по механическим свойствам шва
при нормальной температуре (см табл. 4.1). В индексе металла шва
в условном обозначении электрода для сварки сталей с ов < 600 МПа
(60 кге/мм2) цифры расшифровываются следующим образом. Первые
две — временное сопротивление разрыву оВ1 третья обозначает одно-
временно относительное удлинение 6 и критическую температуру
хрупкости Тх (см. табл 4.2).
Таким образом, приведенное выше условное обозначение электрода
марки УОНИ-13/45 можно расшифровать следующим образом Э42А
тип электрода; УОНИ-13/45 — марка; 5,0 — диаметр, мм; У — элек-
трод для сварки углеродистых сталей с с, < 600 МПа (60 кге/мм2);
Д— покрытие толстое, 3 — третья группа по качеству изготовления;
41 — ов > 410 МПа; 2 — 6^= 22 %;' (5) — Тх = —40°C; Б — по-
крытие основное, 2 — сварка возможна во всех положениях, кроме
вертикального сверху вниз; 0 — сваривать только постоянным током
обратной полярности.
В условном обозначении электродов для сварки легированных кон-
струкционных сталей с сти > 600 МПа (60 кге/мм2) группа индексов
металла шва двойная. Сначала указывается поминальный химический
состав шва (принцип маркировки — как для легированных сталей),
а затем через дефис — цифра, характеризующая Тх так же, как и
третья цифра индекса в табл. 4.2. Например, для электродов марки
ВФС-85 (тина 985), обеспечивающих в наплавке 0,09 % С, 2 % Мп,
10 % Ni, до 1 % Мо п Сг и Тх ~—20 °C, получаем индексы
09Г2Н1МХ-3.
Электроды для снарки легированных теплоустойчивых сталей
согласно ГОСТ 9467—75 подразделяют на типы по химическому со-
ставу. Для электродов каждого типа регламентированы механические
свойства металла шва при нормальной температуре (см. табл. 4 3).
Индекс металла шва для этих электродов двузначный. Первая цифра
Условные обозначения электродов для сварки сталей
59
характеризует Тх так же, как третья цифра — индекс в табл. 4.2.
Вюрая цифра характеризует максимальную рабочую температуру,
при которой регламентированы показатели прочности наплавленного
металла и металла шва (см. табл. 4 4). Например, индексы 27 означают,
что Тх металла шва О °C, а показатели длительной прочности регла-
ментированы до 580 °C
Электроды для сварки высоколегированных сталей с особыми свой-
ствами согласно ГОСТ 10052—75 подразделяют па типы по химическому
составу наплавленного металла. Обозначение их аналогично марки-
ровке высоколегированных сталей. Для электродов каждого типа рег-
ламентированы механические свойства металла шва при нормальней
температуре (см. табл. 4.5). Группа индексов металла шва в условном
сбозпачеппн электродов состоит из четырех цифр для электродов,
Обеспечивающих ауетенптно-феррнтную структуру наплавленного ме-
талла, и из трех цифр — для остальных; электродов. Индексы характе-
ризуют стойкость к межкристаллитной коррозии, жаропрочность, жаро-
стойкость и количество феррита в металле шва (см. табл. 4.6).
4.2. Индексы металла шва, выполненною электродами для сварки
конструкционных сталей с ов < 600 МПа
Показатель механиче- ских СВОЙСТВ Первые две цифры индекса *х Третья цифра индекса *г
0 1 2 3 4 5 6 7
6, % 37 Любое — — — — — —
41 или 43 20 20 22 24 24 24 24 24
51 18 18 18 20 20 20 20 20
тх *3, Сс Любые Нс ре- гламент тирова- но -г 20 0 —20 —30 -40 —50 —60
** Первые две цифры индексе — гремел мое сопротиглеиие в десятках
мегапаскалей, т. е. минимальное 370, 410, 430 и 510 МПа (38, 42, 44 н
52 кге/мм® соответственно).
•2 Цифра характеризует одновременно б и 7 ; если эти показатели соот-
ггтетнуют разным индексам в таблице, то тоетий индекс устанавливают по
0, а затем в скобках приводят четвертый дополнительный индекс, характери-»
.чующий Гх.
?х — минимальная температура, при которой ударная вязкость на
образцах с V-образным надрезом не менее 0,35 МДж/м1 (3,5 кгс«м/см*).
60
Материалы для электрической сварки плавлением
4.3 Типы электродов для дуговой сварки легированных теплоустойчивых сталей и механические свойства металла шва при нормальной температуре 4 4 Рабочие температуры швов, выполненных электродами для сварки легированных теплоустойчивых сплавов
Тип электрода °в- МПа «. % /<си. МД .к м* Максимальная рабочая темпера- тура, при которой Вторая цифра индекса металла in в а
Э-09М Э-09МХ 440 450 18 18 1.0 0.9 показатели длитель- ной прочности наплавлениого металла и металла шва, °C
Э-09Х1М 470 18 0,9 <450 или не ре- гламентирована 0
Э-05Х2М 470 18 0,9 450—465 1
Э-09Х2М1 490 16 0,8 470—485 490 505 2 3
Э-09Х1МФ 490 16 0.8 510—525 4
Э-10Х1М1НБФ 490 15 0,7 530—545 550—565 5 6
Э-10Х5МФ 540 14 0.6 570—585 7
Э-10ХЗМ1БФ 540 14 0,6 590—600 >600 8 9
4.5. Типы электродов для дуговой сварки высоколегированных
сталей с особыми свойствами и механические свойства металла шва
при нормальной температуре
Тип электрода % М11а 6. % KCU, МДж/м*
Э-12Х13 590 16 0,5
Э-06Х13Н 640 14 0,5
Э-10Х17Т 640 — —
Э- 12X1111МФ 690 15 0,5
Э-12Х11НВМФ 740 14 0,5
Э-14ХИНВМФ 740 12 0,4
Э-10Х161ВБ 989 8 0.4
У овные обозначения электродов для сварки сталей
61
Продол'чсение табл. 4.5
I ми электрода о , МПа 6. % /<си, МДж/м«
9-0ВХ24Н6ТАМФ 690 15 0,5
Э-04Х20П9 540 30 1,0
Э-07Х20Н9 540 30 1,0
Э-02Х21Н1СГ2 540 30 1,0
9 06Х22Н9 640 20 —
Э-08Х16Н8М2 540 30 1,0
Э-08Х 17Н8М2 540 30 1,0
Э-06Х19Н11Г2М2 490 25 0,9
Э-02Х20Н 14Г2Л12 540 25 1,0
Э-02Х19Н9Б 540 30 1,2
Э-08Х191110Г2Б 540 24 0.8
Э-08Х20Н9Г2Б 540 22 0,8
Э-1ОХ17Н13С4 590 15 0,4
3-08.Х19Н10Г2МБ 590 24 0,7
ЭО9Х1УН1ОГ2М2Б 590 22 0,7
Э-08Х19П9Ф2С2 590 25 0,8
Э-08Х19Н9Ф2ГФСМ 590 22 0,8
S-09X 16Н8ГЗМЗФ 640 28 0.6
9-09X191111ГЗЛ12Ф 570 22 0,5
9-07Х19Н11МЗГ2Ф 540 25 0,8
9-08Х24Н12ГЗСТ 540 25 0,9
9-10Х25Н13Г2 540 25 0,9
3-12Х24Н14С2 590 24 0,6
9-1ОХ25Н13Г2Б 590 25 0,7
9-10Х28Н12Г2 640 15 0,5
Э-ОЗХ15Н9АГ4 590 30 1,2
Э-10Х20П9Г6С 540 25 0,9
Э-28Х24Н16Г6 590 25 1,0
Э-02Х19Н15Г4АЛ43В2 640 30 1,2
9-02X191118Г5АМЗ 590 30 1,2
ОСНОВНЫЕ МАРКИ ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ ДУГОВОЙ СВ\РКН СТАЛЕЙ
И ИХ ХАРАКТЕРИСТИКИ
4 7. Электроды для сварки углеродистых и низколегированных конструкционных сталей
Марка электрода Условное обозначение по ГОСТ 9466—75 я ГОСТ 9467—75 Дча- метр £3, мм Сварочный ток, А Произво- дитель- ность, Г/( А> ч) Режим прокалки Расход на 1 кг наплав- ленного металла, кг
СМ-11 Э42А — СМ-11 —0,— УД г; 43 2(3) — Б16 3 4 5 100—140 160—220 180—280 10 320 °C, 1 ч 1,7
УОНИ-13/45 Э42Л — УОНИ-13/45 — 0 - УД L 41 2(5) - Б20 2 2,5 3 4 г 30—50 '•0—80 30—100 100—160 140—200 8,5 250 ’С, 1 ч 1,5
АНО-5 Э42 — АНО-5 — 0 — УД Е 41 3 — РЖ21 4 5 160—230 190—300 11 180 °C, 1 ч 1,6
АНО-6 342 — АНО-6 — 0 -УД Е 41 2(3) — Р21 4 5 180—200 180—270 10 180 "С, 1 ч 1,7
O3C-23 342 - O3C-23—0 —УД Е 41 U — Р23 2 3 40-60 90—120 8,5 140 °C, 0,7 ч 1,6
ВСЦ-4 342 —ВСЦ-4—0 — УС Е 41 0(3) — Ц14 3 4 90—100 120—160 9,5 100 °C, 1 ч 1,5
Продолжение табл. 4.7
Мерка «лектрода Условное обозначение по ГОСТ 9466—75 Диа- бет; 0, ММ Сварочный ток, А Произво- дитель- ность, г/( А. ч) Режим прокалки Расход на 1 кг наплав- лен кого металла, кг
ОМА-2 АНО-4 Э42 — ОМА-2 — 0 — УС Е 41 0 — AJ U6 Э46 — А НО-4 — 0 — УД Е 43 2(3) — Р21 2,5 3 4 5 40—60 60—80 80—160 100—140 170—200 190—270 8 8,5 120 °C, 1 ч 180 °C, 1,7 1.6
АНО-14 Э46 — А НО-1-4 — 0 — УД Е 43 1 — Р21 3 4 g 90—140 150—200 180—270 8,5 200 °C, 1 ч 1,6
А НО-18 346 — А НО-18 — 0 — УД Е 43 2 (3; — РЖ21 4 5 140—230 150—300 10,э 150 °C, 1 ч 1,7
ОЗС-4 346 — ОЗС-4 — 0 — УД Е 43 U (3) — Р26 3 /1 5 90—100 160—180 200—250 9 140 °C, 0,7 ч 1,6
ОЗС-6 346 — ОЗС-6 — 0 — УД Е 43 U — РЖ23 3 1 6 90—150 150—2Д 210—300 300—400 10 160 °C, 1 ч 1,5
ОЗС-12 345 — ОЗС-12 — 0 — УД Ь 43 U(3) — Р12 9 2,5 3 4 5 50—60 70—80 90—110 130-160 160—200 8,5 160 °C, 0,5 ч 1,7
Китаев А М.» Китаем Я
МР-3 346 — МР-3 — э — уд 3 90-120 7,5 180-С, 1 ч 1,7
Е 43 1 (3) — Pb'JS 4 160—180
5 170—230
6 280—320
ОЗ С-21 346 — ОЗС 21 — 0 — УД 3 90 — 120 8,5 140 °C, 0,7 ч 1,7
Е 43 0 (4) — .'PZ3 4 160-200
5 200—250
ВН-48 346А - ВН 48 — 0 — УД 2,5 70—90 11 260 °C, 1 ч 1,6
L 43 2 U) — ЬЖ26 3 100—130
4 140—180
5 190—240
6 250—280
УОНИ-13/55К Э46А _ УОНН-13 55К - 0 - УД 3 80—100 9,5 260 °C, 1 ч 1 6
Е 43 3 — Б2М 4 120—160
5 170-210
O3C-22P Э46А - ОЗС-22Р — 0 — УД 3 120 — 140 10 220 °C, 1,5 ч 1,6
Е 43 2 (3) — Б РЖ 14 4 180—200
5 240—260
G 260—30!)
ОЗС-17Н 346 ОЗС-17Н—0 —УД 4 150—160 9,5 160 °C, 0,7 ч 1 5
Е43 0 — Р/К45 5 200—230
6 260—291.)
ОЗС-22Н Э4СА - ОЗС-22Н — 0 — УД 5 190—200 9.5 220 “С, 1,5 ч 1,6
Ё 43 2 (3) — Б РЖ 44 с> 240—260
УОНН 13.55 Э50.А - УОНИ-13. 55 —0 — УД 2 40—70 9 350 °C, 1 ч 1.5
Е 51 7 — Б20 2,5 50—80
3 60—100
4 110—160
5 140—200
АНО-11 Э50 А — АНО 11 — 0 — УД 3 90—140 9,5 300 "С, 1 ч 1,5
Е о! 5 — £)2о 4 130—200
5 160-270
Материалы для электрической сварки плавлением В л . „ л -%
_________________________________* __________М Основные марки электродов и их характеристики
Продолжение табл. 4.7
4 Я. Э.тектрсды атя сварки легированных теплоустойчивых сталей
Марка электрод* Условное обозначение по ГОСТ 9466—73 н ГОСТ 945?— 75 или ТУ Диа- метр 0, М м Свярочи ЫЙ ток, А Прпв.яво* дитель- кость, г(А* ч) Режим прокалки Расход на 1 кг наплав- ленного металла, кг
ТМЛ-1В Э-09Х 1М — ТМЛ-4В - 0 - ТД Е — 14 — Ь20 3 4 5 80—110 30- 70 170—200 .9,5 400 <’С, 1,5 ч 1,6
ТМЛ-11 Э—09Х1М - ТМЛ-1У —0 — ТЛ Е - 04 — Б 20 4 3 80—110 130—170 170-200 9 370 °C, 1,5 ч 1,5
ЦЛ-39 Э—09 X1 МФ — 11Л-39 — 0 — ТЛ Е — 06 — Б21) 2,5 70—90 9,5 400 °C, 1 ч 1,6
ТМЛ-ЗУ >—09Х !.МФ — ТМЛ-ЗУ — 0 - ТЛ Е 06 — 1520 з 4 5 80-110 130—170 170—200 9.5 400 Т, 1,5 ч 1,5
озс и Э-Л9МХ — ОЗС-11 — 0 — ТЛ Е — 03 — РБ23 3 4 5 90—110 130—130 16 —210 с ,5 180 JC, 0,5 ч 1,8
4 9. Электроды для сварки коррозионно-стойких сталей и сплавов
х о — О
Марка электрода Условные обозначения по ГОСТ 94G6—73 и ГОСТ 10052—75 или ТУ Диаметр, 1 Свароч- ный ток, А Производи и ость, г ( А Режим прокалки Расход па иаплаидеи i металла, к
УОНИ 13/НЖ 12X13 „ УОНИ-13/НЖ Dn э 12X13 ]2Х13 0 вд 2 2,5 3 4 5 40—60 60-90 80-100 110—140 140—170 11 200 °C, 1 ч 1,7
Е — 000 - Б20
ОЗЛ-22 Э-02Х21Н10Г2— ОЗЛ-22 -0 - ВД 3 65-85 13 200 °C, 1 ч 1,8
Е — 2006 — ЛЮ 4 110—130
ОЗЛ-14А Э — 04X20119 — ОЗЛ 14А - 0 — ВД 3 50—70 11 320 °C, 1 ч 1,6
Е - 2006 — Р20
03Л-36 Э - 04Х20Н9 - ОЗЛ-36 — 0 — ВД 3 80-90 13,5 200 °C, 1.5 ч 1,5
Е - 2006 — РБ20 4 5 140—160 170 180
ОЗЛ-8 Э-07Х20Н9 - ОЗЛ-8 - 0 - ВД 2 30 -50 1,3 200 °C, 1 ч 1,6
Е — 2004 — B2U 2,5 3 4 5 40—60 50-70 по-130 150-170
Продолжеиие табл. 4.9
Марка электрода Условные обозначения по ГОСТ 9466—75 и ГОСТ 10052—75 или ТУ Диаметр, мм Свароч- ный ток, Л П ромзводмтель- ность, г/(А’Ч) Рож и м прокалки Расход ПЗ 1 кг наплавленного металла, кг
ОЗЛ-7 Э — 08Х20Н9Г2Б — ОЗЛ-7 — 0 — ВД 2 30—50 12 200 °C, 1 ч 1,6
Е—2005 — Б20 2,5 40—50 «
3 60—70
4 110—130
5 140—160
ЦЛ-1! Э — 08Х20Н9Г2Б — ЦЛ-11 — 0 — ВД 2 40—55 11 200 °C, 1 ч 1,7
Е — 2005 — В20 2,5 55—65
3 70—90
4 130—150
5 150—180
ЦТ-15 Э-08Х19Н10Г2Б —ЦТ-15-0 — ВД 2 50—70 10,5 200 °C, 1 ч 1,7
Е - 2453-Б20 2,5 70—90
3 80—100
4 110—140
5 150—180
ЦЛ-9 Э- 10Х25Н13Г2Б - ЦЛ-9 - 0 — ВД у 80—100 11 200’С, 1 ч 1,7
Е - 2005 — Б20 4 130—150
5 150- 170
АНВ-20 АНВ-20 - 0 — ВД 3 80—110 11 200 ’С, 1 ч 1,5
Е — 000 — РБ20 4 110—140
ОЗЛ-20 НИЛТ-1 04 X19149 ИЖ 13 ОЗ Л-3 ОЗЛ-17У 03Л-37-1 ОЗ Л-21 03Л-23 ОЗЛ-25Б Э - 02Х20Н14Г2М2 - ОЗЛ-20 - 0 - ВД Е —2001 — НЮ Э — 08 X17Н8М2 — & — ВС 04Х19Н9 12 — 2005 — DP2U Э — 09Х191110Г2М2Б - НЖ-13 - 0 - ВС Е — 2005 — Б20 ОЗЛ-З — 0 — ВД Е — 0000 — Б 20 ОЗЛ-17У —0-ВД Е — 400 — БР20 ОЗЛ 37-1 - 0 - ВД Е — 400 — ЬР20 Э —02X20HG0M15B3 -ОЗЛ-21 —3.0 — ВД Е—000- 1120 03Л-23 — 3,0- ВД Е —000 —1120 Э—10Х20Н70Г2М2Б2В—ОЗЛ 25Б —3,0 —ВД 3 4 2 2,5 3 4 5 3 4 5 6 3 4 5 3 4 3 4 3 3 3 65—85 110-130 30—г0 40-70 50—80 100—140 130—170 70- 90 1..0 -140 160 -180 180—200 00—80 110—130 140-170 ПО- 130 130 -1С0 110-130 130—160 80-100 80—100 60—80 13,5 10 5 13 12 14 13,5 10 17 14 200 °C, ] ч 200 °C, 1 ч 150 °C, 2 ч 200 °C, 1 ч 200 °C, 1 ч 310 °C, 0,75 ч 200 °C, 1 ч 200 °C, 1 ч 200 °C, 1 ч 1,8 1,6 1,8 1,6 1,7 1,7 1,6 1,6 1,4
Е — 087 — Б20
Материалы для электрической сварки плавлением ' Основные марки электродов и их характеристики
4.10, Электроды для сварки разнородных высоколегированных жаростойких и жаропрочных статей и сплавов /2 Материалы для электрической ссарки плавлением ' Основные марки электродов и их характеристики 73
Марка электрод? Условное обозначение по ГОСТ 9466—75 и ГОСТ 10052 —75 или ТУ Диа- метр, М\1 Сварочный ток, А Произво- дитель- ность, г/(А- ч) Режим прокалки Расход на 1 кг наплав- ленного металла, кг
ОЗ Л-6 КТИ-7Л озл-з1 ОЗЛ-9А ВИ-ИМ-1 ЦТ-23 ИМЕТ-1С 03 Л-2 ОЗЛ-5 ГС-1 03 Л-29 ОЗЛ-25 03Л-35 ОЗЛ-27 ОЗЛ-28 АНЖР-1 Э — 10Х2гН 13Г2 — 03 Л-6 — рд Е — 2975 — Б20 J4—27Х 15Н35ВЗГ2Б2Т— К.ТИ-7А-0 — ВД 3 4 5 3 4 3 4 2,5 3 4 2 2,5 3 + 3 4 2,5 3 3 4 5 3 4 5 3 4 3 4 3 ' 4 2,5 3 2,5 3 3 4 5 60—80 120-140 140—160 80-100 110-130 80—100 100—130 40-70 70—90 110—130 30—60 40-75 60—90 100—130 80—100 110—140 40-75 60-100 60—80 110-130 140—160 60—80 110—130 140-160 70-90 110—130 80—90 100-120 80—100 90-100 120—130 60-90 90-100 60-80 90-100 85—95 110—125 130-145 11,5 10 10 13.5 12 10,5 15 12 12,5 10,5 15,5 11 13 10 10 15 200 °C, 1 ч 200 °C 1 ч 200 °C, 1 ч 190 DC, 1 ч 200 °C, 1 ч 200 °C, 1 ч 200’С, 1 ч 200 °C, 1 ч 200 °C, 1 ч 200 °C, 1 ч 200 °C, 1 ч 200 °C, 1 ч 200 °C, 1 ч 200 °C, 1 ч 200 °C, 1 ч 200 °C, 1 ч 1,6 1,6 1,8 1,7 1,6 1,5 1,3 1.6 1,5 1,7 1,5 1,5 1,6 1,9 1,9 1,7
Е — 096 — Б20 03Л-31 — 0 — ВД Е — 097 — Б20 Э — 28Х24Н16Г6 — ОЗЛ-9А — 0 — ВД Е — 097 - РБ20 ВИ-ИМ-1 — 0-РД Е — ООО — ЬЗО Э — 08Х141 If .5415В4Г2 - ЦТ-28— 0 - ВД
Е - ООО - Ь20 Э—04Х10Н60М24 - ИМЕТ-1Э — 0 — ВД
Е — Одб — БРЗО ОЗЛ-2 - 0 - ВД Е — 5060 — Б20 Э - 12Х24Н14С2 - ОЗЛ-5 — 0 - ВД Е—0075—Б20 ГС-1 -0 - ВД Е — 0077 — Б20 Э- 10Х17Н13С4 — ОЗЛ-29 —0 — ВД Е — 0085 — Б20 Э - 10Х20Н70Г2М2В - ОЗЛ-25 - 0 - ВД
Е — 008 — Б20 ОЗЛ-35-0 - ВД Е- 009—Б20 ОЗЛ-27 — 0 - БД Е - 0000 — РБ25 ОЗЛ-28 — 0 — ВД Е—0000-РБ25 АНЖР 1 - 0 - ВД Е — 001 — Б20
74
Материалы для электрической сварки плавлением
Продолжение табл. 4.10
Проволоки и Ллюгы для сварки сталей
75
ПРОВОЛОКИ И ФЛЮСЫ ДЛЯ СВАРКИ СТАЛЕЙ
4.1!. Стальная проволока для сварки под флюсом (по ГОСТ 2246—70)
Проволока
Низкоугле-
родистая
Легирован-
ная
Высоколе-
гированная
Марка проволоки
Св-08, Св-ОЬА, Св-08АА, СВ-08ГА, Св-ЮГА, Св-10Г2
Св-08ГС. Св-12ГС, Св-08Г2С. Св-ЮГП, Св-08ГСМТ,
Св-15ГСТЮЦА, СВ-20ГСПОА, Св 18ХГС, Св-ЮНМА,
Св-08МХ. Св-08ХМ, CB-18XMA, Св-08ХПМ,
Св-08 X МФ Л, Св-ЮХМФТ, СвО8ХГ2С,
СВ-08ХГСМЛ, СВ-10ХГ2СМА, СВ-08ХГСМФА,
СВ-13Х2МФТ, Св-О4Х2МА, Св-08ХМНФБА,
СВ-08ХН2М. Св 10ХН2ГМТ, Св-08ХЗГ2СМ
СВ-08ХП2ГАПЛ, Сп-08ХН2ГМЮ, Св-08ХП2Г2СМЮ,
Св-06113, Св-10Х5.Ч
Св-12Х11НА>Ф, Св-ЮХННВМФ, Св 12X13, Св-20Х13,
Св-ОбХИ, СВ-10Х17Т, Св-13Х25Т, Св-01 Х19Н9,
Св-04 Х19Н9, С.В-08Х16Н8М2, Св-08Х 18Н8Г2Б,
СВ-07Х18Н9ТЮ, Св-05Х 19Н9ФЗС2, Св-07Х 19Н10Б,
Св-ОЯХ 19Н 10Г2Б.Св-06Х 19И10.МЗГ. Св-08Х191110МЗБ,
Св-04Х 19Н11.МЗ, Св-06Х201 II1МЗТБ, Св-10Х20Ш5,
Св-07Х251112Г2Т, 006X251112ТЮ,
СП-08Х25Н13БТК), Св 13X251118. Св-' Х20П9Г7Т.
Св 08X21Н10Г6, Св 30Х25Н16Г7, Св-ICX16Н25АМ6,
Св-ОЯХ 16Н25М6ЛФ, Св 01Х23Н28МЗДЗТ,
Сн-ЗОХ 151135ВЗБЗТ, Св-08Н50, Св 06Х15HG0MI5,
Св-08Х14ГНТ, СВ-О6Х19Н9Т. Св-04Х19Н9С2,
Сп-08Х 19Н9Ф2С2, 005Х20Н9ФБС
Прим с ч а н и с. В марках проволоки буквы «Си» означают лсвароч-
май», после дефиса указан состав стали (обозначения см. в гл. 2). В прово-
локе Св-08 Л А содержание серы и фосфора еще ниже, чем в Св-08 А.
Пс специальному заказу изготовляют проволоку из стали,, вы 1ланлгн-
мой в вакуумно-индукционных печах (ВИ), подвергнутой электр ош лако-
вому (1ДО и вакуумно-дуговому (ВД) переплаву. Поверхность нмалоуглероди-
стой и легированной проволоки может быть" омедненной (О), Шифры этих
дополнительных требований, иршцыениые в скобках, указывают в марке
Еронолокр после состава стали.
4.12. Стальная проволока для сварки с защитных газах
и без допольительмен защиты
Марка проволоки по ГОСТ 2246—70 ( (ин»стн?1 икча.’.пл :пна Назначение
МПа р, % леи, кД1К/е«г
2П сС — 2(>СС
Св-08ГС Св-12ГС Св-08Г2С Св 08ГСМТ 540 510 690 24 22 23 100 120 86 60 50 Сварка в защитных газах углеродистых и низколегированных кон- струкционных сталей
76
Материалы для электрической сварки плавлением
IIродат/сение табл. 4.12
Марка проволоки по ГОСТ 2246—70 Свойства металла и на Назначен не
МПа о. 0/ Л С U, кДж/Caih
2С=С — ?о с
Св-18ХГС Св-08 ХГ2С 510 630 25 23 120 100 «0 60 Сварка в защитных га- зах низколегированных сталей типа 10ХСНД, 15ХСНД
Св-08ХГСМЛ Св-08 ХГ2СМА 680 670 22 21 100 80 — Сварка в защитных га- зах низколегированных геплоуст ой чн пых сталей типа 30ХГСА 15ХМА. 20ХМА
Св-08ХГСМФА Св-08ХЗГ2СМ 670 1140 21 12 70 48 — Сварка в защитных та- зах низколегированных геилоусгончнпых сталей типа 20Х МФД, 12Х 1МФ 15Х1М1Ф
Св 15ГСТЮЦА Св-20ГСТЮА 500 550 18 16 75 55 — Сварка без дополни тельной 1ащнты низко- углеродистых, средне- углеродистых и иизколе- ги р ова н ных стилей
4.13. Порошковые проволок» для дуговой сварки сталей
Марка проволоки Дна мегр, ММ Свойств я мет икчя шка, не менее Спариваемые стали
°в* МПа 6, % KCU» кДж/ч1, при температуре, 5С .1 —21' —40
Салюмщитиые проволоки общего назначения
ПП-АН1 2,8 490 20 800 600 500 ВСтЗ, ВС14, 10, 15, 20, 09Г2
ПП-1ДСК 2,4 450 22 800 500 400 ВСтЗ, ВСт4. 09Г2
Проволоки и фиаты Аля сварки сталей
77
Продолжение табл. 4.13
Марка проволоки Диа- метр, мм Свойства металла шва, не менее Свариваемые стали
МПа б, Л/ KCU, кДж/м*, при температуре, °C
20 — 20 — 40
ПП-ЛНЗ 2.8; 3,0 500 27 1600 1200 1000 ВСтЗ, ВСтЗГпс, 18Гнс, 09Г2, ЮХСПД, ЮХСПД, 10Г2С1, 14Г2, 17ГС
ПП-Л117 2,0; 2,3 510 25 1700 1300 1000 То же
ПП АНН 2,0; 2.4 520 24 1800 1400 1100 »
ПП-АН2М 1,6; 1,8 490 21 1500 1200 1000 ВСтЗ, БСт5, 091 2, 0912С, 14Г2. 19Г
ПП-АН23 3,0 530 25 1400 1000 600 ВСтЗ. 09Г2, 09Г2С, 14Г2, 25ГС
ПП-2ДСК 2,4 500 22 1400 1200 1000 ВСтЗ, ВСтЗГпс, 18Гпс, 09Г2, 09Г‘, , 10Г2С1
СП 2 2,4; 2,6 540 24 1700 1300 1000 То же
СП-1 1,4; 1,6 550 28 1800 1600 1300 »
ППВ-4 2,4 520 22 1300 — 800 ВСтЗ, ВСтЗГпс, 18Гпс. 09Г2
ППВ-5 2,4 550 21 1300 — 400 ВСтЗ ВСтЗГпс, 18Гпс, 09Г2С, 11Г2
Проволоки общего назначения для сварки в углекислом газе
ПП-ЛН8 2,2; 530 27 1300 1100 800 ВСтЗ, ВСтЗГпс,
2,5; 3,0 18Гпс. 0912, ЮГ2С1, ЮХСПД
ПП-АН10 2,2 550 28 1500 1200 1000 То же
ПП-АН21 1,4; 1,6; 1,8; 2,0; 2,2 550 28 1600 1300 1100
ПП-АН 13 2,2; 2,5 520 30 1700 1500 1000 »
78
Материалы для электрической сварки плавлением
Продолжение табл. 4.13
Марка проволоки Дна- метр, мм Cuufic 11< a юч ал л я iu к». ы е мен ее Свариваемые стали
°в- МПа б, % KCL, кДж/м*, при температуре, °C
?С — ?С — 40
Г1П-АН4 2.0, 2,2; 2,5 510 28 1800 1600 1400 ВСтЗ, ВСтЗГпс, 18Гпс, 09Г2, О9Г2С, 10ХСНД, 15ХСНД, 10Г2С1, 14Г2
ПП-АН9 2,2; 520 28 1700 1500 1300 То же -f- 10, 20, 20Г, 101'2, 16Г2, 12ГС, 16ГС. 17ГС, 17ГС1, 15Г2АФДпс
ПП-АИ18 2,2; 2,5 550 24 1300 1000 900 То же
ПП-АИ22 1,8; 2,2; 2,5 520 27 1800 1400 1200 (при —КО °C) »
ПП-ЛН20 2.2; 2Д; 2,5 600 20 1800 1500 800 16Г2АФ, 18Г2АФ, юхепд, 15ХСНД
fill АН54 2,2; 2.5; 3.0 740 16 1400 1100 1100 14X21 МР, 14Х2ГНМ, 121 Н2.МФА1О, 11X1'1 [.М
Самашщитные приволоки для сварки
с принудительным формированием шва
ПГ1-АН15 3.0 580 24 1000 700 600 ВСтЗсп, С9Г2, 10ХС1 1Д
ПИ АН19 2,3; 3,0; 3,5 570 23 1600 1400 1000 09Г2, 09Г2С, 10Г2С1. 10ХСНД, 15ХСНД, 17ГС 10 X HIM 15ГСТЮ. 17Г1СФ
Г1П-АН I9H 3,0 540 25 1700 1000 900 ВСгЗеп, 09Г2, 10ХСНД
ПП AH I9C 3,0 600 23 1300 700 500 09Г2, 09Г2С, 1ЭХСНД, 15ХСНД. 16Г2АФ. 17ГС, 10X1! IM
Проволоки и флюсы для сварки сталей
79
Продолжение табл. 4.13
Марка проволоки Диа- метр, »‘М Свойства металла ujba. не менее Свариваемые стали
°в- МПа б, % ЛСи, кДж/м2, при температуре, с'С
20 — 20 —-HJ
ПП 2ВДСК 2,4 520 20 1200 800 600 ВСтЗ, ВСтЗГпс, 18Гпс, 09Г2, 10Г2С1, 09Г2С, 10ХС11Д
ПП-АН24 2,3 580 24 1500 1200 1200 17Г1СФ, 17ГС, 17ГС1
Проволоки для сварки в углекислом газе
с принудительным формированием шва
ПП АН 5
ПП АНЗС
520
580
26 1400 1000 800
23 1500 1200 900
ВСтЗ, 09Г2
09Г2, 09Г2С
Приволоки специального назначения
ппс-лш
(для под-
водной
сварки)
ПГ1-ЛН6
(для при-
варки труб
теплообмен-
ников)
400
ВСтЗ, 09Г2,
10ХГС, 14ХГС
10, 15, 20,
09Г2
Проволоки для сварки легированных сталей1
ПП АНВ1 2,6 3,0 620 41 900 800 700 04Х18Н10, 08X18HI0,
ПП-АНВ2 2,6 510 18 1800 12X18119. 08Х 1811 ЮТ, 12XI8H10T 110Г13Л+ ЗОГ,
3,0 45Г17ЮЗ-Г + 45Г17ЮЗ, 45Г17103 "г + ВСтЗсн, 45Г17103 + -|- 12X18HI0T, 12Х18Н10Т + + ВСтЗсп
80
Материалы длч электрической сварки плавлением
Продолжение табл. 4.13
Марка проволоки Диа- метр , мм СвовС1на металла iniia, |.е мен»*е Свариваемые стали
°в- МПл б, % KCV, кДж/м«, при температуре, °C
20 —20 —40
ПП-АНВЗ 2,6 3,0 560 43 1400 — — 06X1128ЧДТ + + низкоугле- родистые. стали
ПП-ПН-А1 2,5 600 48 1700 1400 1200 Высокопроч- ные аустенит- ные. стали
1 Проволока ПП-АН-А1 — для сварки в углекислом газе, остальные —
самозат ( иные.
4 14. Флюсы для дуговой сварки
углеродистых и низколегированных сталей
Марка флюса
Характернее ка
Высококремнистые высокомарганцевые флюсы
ЛН-348-Л,
АН-348-AM
(ГОСТ 9087—81)
АН-348-В,
АН-348-ВМ
(ГОСТ 9087—81)
ОСЦ-45,
ОСЦ-45М
(ГОСТ 9087—81)
АН-60
(ГОСТ 9087—91)
Стекловидный флюс общего назначения с хо-
рошими сварочными свойствами. Широко ис-
пользуется в машиностроении, вагоностроении,
строительстве. Буква «М» в конце марки озпа
чает «мелкиГ»
Флюс немного отличается от флюса АН-348-А
но составу (часть оксида марганца заменена
оксидом титана), а также по технологии вы-
плавки. Это способствует повышению качества
сварных швов
Широко используемый стекловидный флюс
общего назначения отличается от флюса
АН-348-А повышенным содержанием плавико-
вого шпата и вс. едсгвие этого более высокой
стойкостью швов к образованию пор из-за на-
личия ржавчины. Однако устойчивость дуги и
условия труда хуже, чем при работе с флюсом
АН-348-А
Пемзовидный флюс для сварки с большой ско-
ростью, используется при производстве труб и
в строительстве. По сравнению со стекловид-
ными флюсами под ним формируются более ши-
рокие швы с меньшей высотой усиления и до-
пускается вдвое больше ржавчины на свари-
ваемых поверхностях
Проволоки и флюсы для сварки сталей
81
Продолжение табл 4.14
Марка флюса
Характеристика
ФЦ-9
(ГОСТ 9087—81)
ФЦ-6
АНК-35
АНК-3
Стекловидный флюс, при работе с которым
выделяется мало фторидных газов, поэтому его
используют при полуавтоматической сварке
Стекловид! ый флюс, используемый на ко-
тельных заводах для многопроходной сварки
кольцевых швов проволокой диаметром 4—6 мм
Керамический флюс для сварки инзкоуглеро-
днетых сталей, плохо очище шых от ржавчины,
обеспечивает значительно большую стойкость
швов к образованию пор из-за наличия ржав-
чины и других загрязнений, чем стекловидные
плавленые флюсы. Этот флюс не рекомендуется
использовать для сварки низколегированных
сталей, особенно с повышенным содержанием
марганца
Керамический флюс (добавка), подмешивае-
мый к плавленым флюсам в количестве 5—15%
для повышения стойкости швов к образованию
пор из-за наличия ржавчины окалины и дру-
гих загрязнений. Состоит из равных количеств
известняка (или мрамора) и 75%-пого ферро-
силиция, связанных жидким стеклом
Низкокремнистые слабоокислительные флюсы
АН-10, АН-22
(ГОСТ 9087—81)
АН 42
Первые отечественные ннзкокремпистые плав
лепые флюсы для сварки низколегированных
сталей. При использовании АН-10 в шве сни-
жается содержание кремния и повышается со-
держание марганца по сраш ению с их содержа-
нием в основном металле. Прочность и пластич-
ность швов достаточно велики, но ударная
вязкость невысокая. Флюс АН-22 применяют
для дуговой и электрошлаковой сварки низко-
легированных сталей повышенной прочности.
При дуговой сварке ои позволяет получать швы
с малым содержанием неметаллических включе
ннй, требуемыми прочностью п ударной вяз
костью. Однако формирование швов под ним
недостаточно хорошее и велика склонность швов
к пористости
Плавленый флюс с повышенным содержанием
глинозема предназначен для сварки низко- и
средне тегированных сталей, применяемых в су.
достроенни. Сварочные свойства флюса и меха
нические свойства шва удовлетворительные
82
Материалы для электрической сварки плавлением
П родо.псение табл. 4.14
Марка флюса
Характеристика
AIL 15, ЛН-15М
(ГОСТ 9087—81)
ФЦ-19
АН-37П
АН-47
(ГОСТ 9087—81)
AII-65
Плавленый флюс, разработанный для сварки
сталей типа ЗОХГСА, обеспечивает меньшее со-
держание фосфора в шве, чем флюсы АН-42 и
АН-22. При сварке проволокой Св-18ХМА кри-
тическая температура хрупкости шва ниже
—70 °C. Недостатки АН-15: плохое формирова-
ние швов, особенно кольцевых па трубах; .шлак
отделяется с трудом; мала стойкость металла
шва к обогащению водородом. Флюс ЛН-15М
превосходит АН-15 по качеству формирования
шва, стабильности горения дуги, отделимости
шлаковой корки, а также по прочности и удар
ной вязкости металла шва
Плавленый флюс, не содержащий оксидов мар
ганца, предназначен для многослойной сварки
низколегированных безмарганцевых сталей, по-
зволяет получать металл с незначительным ко-
личеством неметаллических включений. Шлако-
вая корка отделяется легко, что важно при
узкой разделке шва. Флюс не склонен к гидра-
тации при хранении па воздухе
Плавленый пемзовидный флюс для односто-
ронней сварки стыков на скользящем водоохла
ждасмом ползуне, обеспечивает хорошее форми-
рование и требуемые механические свойства шва
Стекловидный флюс, содержащий оксиды ти-
тана и циркония, позволяет существенно сни-
зить количество неметаллических включений
в шве, несмотря на довольно большое содержа-
ние кремнезема во флюсе. Поэтому флюс имеет
хорошие сварочные свойства и обеспечивает вы-
сокую хладостойкость металла шва Его исполь-
зуют для сварки поворотных стыков труб боль
того диаметра из дисперсконно-твердсклцих
сталей, а также для сварки конструкционных
низколегированных сталей обычной и повышен-
ной прочности
Стекловидный или полупемзовидный флюс
для сварки труб с большой скоростью. Ои более,
пригоден для сварки узких швов, чем флюс
ЛН-60. При сварке труб узкими швами требо
нации к качеству подготовки кромок выше, чем
при получении широких швов, ко существенно
меньше затраты энергии. Хладостойкость ме-
талла при сварке под флюсом ЛП-65 выше, чем
при использовании флюса АН 60
Проволока и флюсы для сварки сталей
83
Продолжение табл. 4.14
Марка флюса
Характеристика
АНК-30
АПК 16
АНК-47
Керамический флюс, легирующий шов мо-
либденом и кремнием, предназначен для сварки
металлоконструкций из низколегированных вы-
сокопрочных сталей. Пригоден для сварки по-
стоянным и переменным током. Обеспечивает
хорошее формирование шва, легкое отделение
шлака и высокую хладостойкость металла шва
Керамический флюс алюминатного типа, отли-
чается самопроизвольной отделимостью шлако-
вой корки, что важно при сварке в глубокой
разделке. По механическим свойствам шва не
уступает низкокремнистым плавленым флюсам
Керамический флюс алюмннатпо-осиовпого ти-
па ио технологическим свойствам превосходит
АНК-30 и обеспечивает высокую ударную вяз-
кость металла швов при —70 °C. Рекомендуется
использовать вместо АНК-30
Плавленые низкокремнистые окислительные флюсы
АН-17, AII-17M,
АН-43 (все по
ГОСТ 9087—81)
НФ-18,4
Флюсы для сварки низколегированных вы-
сокопрочных сталей, содержат оксиды железа,
препятствующие переходу кремния и марганца
из флюса в шов. Однако при этом интенсивно
окисляется металл сварочной ванны и угар леги-
рующих элементов выше, чем при работе со ела-
боокпелительными флюсами. Поэтому прихо-
дится использовать сварочные проволоки с по-
вышенным содержанием легирующих элемен-
тов. Флюс АН 43 лучше флюса АН-17М ио сва-
рочным свойствам, его окислительное действие
меньше, чем флюсов АН-!7 и АН 17М. Но флюс
АН-17,4 обеспечивает меньшее содержание кис-
лорода п фюсфора в шве, чем АН-13. Поэтому
АН-17,4 чаще применяют для сварки ответ-
ственных конструкций из высокопрочных ста-
лей. Все эти флюсы позволяют получать металл
с очень низким содержанием диффузионного
водорода — до 3 см3 на 100 г
Флюс для сварки корпусов ядерпых реакторов
из стали 15Х2НА1ФА и'других шмколегировап-
пых сталей в энергетическом машиностроении
84
Материалы для злыипричсской сварки плавлением
Марка флюса
Характеристика
4.15. Флюсы для дуговой сварки средне- и высоколегированных
сталей
АН-26
(ГОСТ 9087—81)
АВ-4, АВ-5
AII-30, ОФ «
ОФ 10
ФЦ-17
Плавленый визкокремнистый флюс, широко
применяемый для сварки высоколегированных
сталей, имеет три разновидности: AI126C —
стекловидный; АН-2611 — гемзовидпып,
AH-26CII — смесь зерен стекловидного и пемзо-
видного строения
Плавленые безмарганцсвые флюсы для сварки
средпелегированных высокопрочных сталей
(сЕ > 900 МПа). Флюс АВ-4 — бескрсмнистый,
флюс ЛВ-5 — низкокремнистый слабоокисли-
тельный. Флюс АВ-о превосходит АВ-4 ио сва-
рок I ым свойствам и мало уступает ему по свой-
ствам металла шва. Он пригоден для серийного
производства конструкции из стали 23ХСНВФА.
Перед использованием сто необходимо прокали-
вать при температуре 600—700 °C
Бсскремиистые плавлег ые флюсы разработаны
для наплавки. Но в сочетании с соответствую-
щими проволоками они обеспечивают получение
швов с достаточно высокими механическими свой-
ствами при сварке высоколегированных сталей.
Однако при этом не всегда получаются швы с не-
большим усилением н плавным переходом к ос-
нс иному металлу, что необходимо при сварке
высоко! рочных сгалеп. Стойкость швов к обра-
зованию пор невысокая
Пемзовндныч низкокретршетый Флюс также
разработан для наплавки. Флюс ОФ-10, как и
ОФ-6, применяют для сварки аустенитных ста-
лей в । нжпем положении. При этом обеспечи-
ваются удовлетворительное формирование швов
и высокое их качество. Но выполнение горизон-
тальных швов под этими флюсами затруднено
Пизкокреминсгыи плавленый флюс для сварки
высоколегирован! ых аустенитных сталей, более
технологичный, чем флюсы ОФ 10 и ОФ 6. При
сварке в горизонтальном положении умень-
шается опасность образования горячих трещин
Ппочолскц и флюсы для сворки сталей
85
Пройолтлеиие табл. 4.15
Марка флюса Характеристик*
ФЦК; ФЦК-С ФЦЛ-2 АН-18 ЛН-45 Керамические флюсы па основе плавикового шпата и глинозема, предназначенные для сварки высоколегирован пых аустенитных сталей, содер- жащих легко окисляющиеся элементы. Флюсы практически полностью пассивны по отношению к этим элементам Плавленый пи з ко кремнистый флюс, разрабо- танный для сварки сгалеп аустенитно-феррит* кого класса, применяется и для сварки стали 08Х18Н9Т Силыюокислитель пы й п изкокрем цисты й пл ав леиый флюс предназначен для сварки аустенит пых сталей гепа 0Х23Н28МЗДЗТ проволокой такого же состава, как состав основного ме- талла. Флюс обеспечивает высокую стойкость шва к образованию горячих трещин, поэтому можно вести сварку при увеличенной погонной энергии Низкокрем н11стъгй безмарга пцевыи плз влей ып флюс предназначен для сварки азотосодержа- щнх коррозионно-стойких счален, 1 ригоден и иля сварки высоколегированных хромоннксле- вых сталей
4.16. Флюсы для электрошлаковой сварки деталей
Марке флюса X нракч ер исчнка
АН-8 (ГОСТ 9087—81) АН 318 А, ОС'Ц-45 (ГОСТ 9087—81) Низкокремннстый марганцовистый флюс при- меняют для электрошлаковой сварки углероди стих н низколегированных сталей. По свароч иым свойствам превосходит другие флюсы при сварке этих сталей с применением формирующих ползунов. I [едостаток флюса — прочное удер- жание шлака на поверхности шва и сваривае- мых кромок Высококреминстые марганцовистые флюсы для дуговой сварки пригодны и для электрошлако- вой сварки коротких швов па углеродистых н некоторых низколегированных сталях
Q>
s
о
31
я
и
ЭЛЕКТРОДЫ И ПРОВОЛОКИ ДЛЯ СВАРКИ ЧУГУНА
4.17. Электроды для холодной сварки чугуна
Марка элек- трода Содержание основа ых элементов, % Механические свойства металла шва Расход на 1 кг и ап л яв- ленного металла, кг Назначение
Сд, МПа б, % Твер- дость НВ
МНЧ-2 Ni — 66; Си — осталь- ное 240—260 — 120—160 1,5 Серый, ковкий и высокопрочный чу- гуны. Особо рекомендуется для заварки первого слоя, когда требуется высокая плотность, а также при повышенных тре- бованиях к чистоте обработки поверх- ности
ОЗЧ-2 Си — основа; Fe — 12 100—120 —- 175 1,7 Серый и ковкий чугуны, иногда в соче- тании с МНЧ-2
ЦЧ-4 Fe — основа; V — 9,5 480—510 8 210 1.8 Высокопрочный, серый и ковкий чу- гуны и их сочетания со сталью
ОЗЖН-1 Ni — 48; С — 1, Fe — остальное 490—510 26—30 190 1,3 Высокопрочный и серый чугуны. При заварке крупных дефектов или наплавке больших объемов металла первый и по- следний слои выполняют электродами ОЗЧ-З или МНЧ 2, а промежуточные слои поочередно ОЗЖН-1 и либо ОЗЧ-З, либо МНЧ-2
.. ! Электроды и проволоки для сварки чцгина
Материалы Эля электрической сварки плавлением ] ._________________________________________
П одолжения табл. 4 17
Марк: элек- трода Содержание основных элементов. % Механические свойства металла шва Расход ня I кг наплав- ленного .металла, кг Назначение
о , МПа «, % Твер- дость НВ
ОЗЧ-З N1 > чу 430—480 20-26 160 1,6 Серый и высокопрочный чугуны, осо бенно при повышенных требованиях к чи стотс обрабатываемой поверхности. При заварке крупных дефектов или большом объеме наплавки следует во избежание трещин чередовать слон, наплавляемые ОЗЧ-З и ОЗЖН-1
ОЗЧ-4 Ni - 95; Си — 15 Fe — 1,5 250—320 15—19 175 1,75 Серый и высокопрочный чугуны, осо бенно при работе наплавленной поверх- ности па истирание или при ударных на- грузках. Подслой выполняют электро да ми ОЗЧ-З
ОЗЧ-1 Си — оси.; (Fe, Si, В) >310 >12 200 Серый и высокопрочный чугуны Пред- почтителен для ремонта сквозных дефек- тов, особенно в тонкостенных деталях. Возможна заварка сквозных дефектов с обратным формированием шва на весу
Примечания. !. Электроды ЦЧ-4 предназначены для снарки и в&плаькч только в нижнем положении, МНЧ-2 —
в нижнем, вертикальном и полупотолочном, остальные электроды — в ннжне.м в вертикальном.
2. Все электроды предназначены для сварки постоянным током обратной полярности, но для электродов LIA1-4 приме-
ним и 'переменный ток,
3. Сварочный ток — примерно 25—30 А на 1 мм диаметра электрода. Сварку ведут короткими швами ( — 30 мм) с охла-
ждением на воздухе до 60 ®С
4 18 Порошковые и сплошные провл чоки для сварки чугуна
Марка Диаметр, м.м Н апл а вл он н ы й м етал л Назначение
1 ип ни
ПП-АНЧ2 з Феррнтно-перлит пый серый чугун — Горячая дуговая заварка крупных дефектов на обрабатываемых поверхностях, не подвергающихся поверхностной закалке
ППЧ-3 3 То же — То же
ППЧ-ЗМ 3,5 Перлитный серый чугун — То же, плюс поверхности, подвергающиеся по- верхностной закалке
ППЧ-6 3 То же —• То же
ППЧВ-1 ППАНЧ-5 3,5 Чугун с шаровид пым графитом То же Горячая заварка дефектов жидком, полужидкой ванной или валиками Горячая заварка дефектов валиками или полу- жидкой ванной
ППЧН-7 5 Железом и ко левый сплав 160-180 Холодная заварка сквозных и несквозных де- фектов на обрабат маемых поверхностях
ППЧМН-8 3 То же 140—160 Холодная заварка несквозпых дефектов на обра- батываемых поверхностях
ПАНЧ-11 1 1,2 Высоконнкелевый сплав 170—180 Холодная сварка и заварка дефектов тонкостен- ных дегалей из серого, ковкого и высокопрочного чугунов
Примечание. Проволока ПАНЧ-11 — самозащнтн ая, сплошного сечения, для сварки бе; догюлн ительной зящ itm
постоянным током прямой полярности (100— 140 А), Остальные проволоки — самозащитные, порошковые, для сварки током
300—500 А обратной полярности.
Материалы для электрической сварки плавлением j Электроды и проволоки для сварки чугуна
ЭЛЕКТРОДЫ, ПРОВОЛОКИ И ФЛЮСЫ ДЛЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ
4.19. Основные марки электродов для сварки цветных металлов и сплавов
Марка электрода Диаметр. Мм Сварочный ток, А Г? Л S m 2 “ о 3< £• о- Режим прокалки Расход па 1 кг наплав- лен п ого металл а, кг Свойства металла п: па Назначение и особенности сварки (постоянным током обратной полярности)
пп МПа 6. %
ОЗА-1 (ТУ 14-4-614—75) 4 5 6 100—120 130—ПО 160—180 6,5 170 °C, 1 ч 2 69 — Сварка технического алюми- ния в нижнем и ограниченно вертикальном положениях. Не- обходим предварительный по- догрев до 250—400 °C. Шлак удаляют промывкой горячей водой с помощью стальных щеток
ОЗА-2 (ТУ 14-4 509—74) 4 5 6 100—120 120—150 1G0—180 6 3 180 °C. 1 ч Z 70 Заварка деталей из алюми- ниево-кремнистых сплавов ти па АЛ-4 АЛ-9, АЛ-И и др Положения при сварке — ниж- нее, ограниченно вертикаль- ное. Необходим предваритель- ный подогрев до 250—400 °C. Шлак удаляют горячей водой с помощью стальных щеток
ОЗБ-1 (ТУ 14-4-599—75) 4 120—160 13.7 180 °C, 1 ч 1,6 275 Сварка бронзы, заварка де- фектов бронзовых отливок, на- плавка бронзы на сталь. На- плавляемый металл БрОФ6-0,3.
Сварка возможна в нижнем, горизонтальном и вертикаль- ном положениях
АНЦ/ОЗМ-2 (ТУ 14-168-26—79) 4 5 6 230—300 350—460 440—500 17.6 370 °C, 2 ч 1,6 196 25 Сварка меди, медных спла- вов и меди со сталью в ниж- нем и наклонном положениях. Медь толщиной более 10 мм сваривают с подогревом до 150—350 °C. Электропроводи- мость металла не менее 60 % электропроводимости чиной меди
«Комсомолец 100» (ТУ 14-4-644—75) 3 4 5 90—110 120—140 170-190 14 180 °C, 1 ч 1,6 410 25 5 Сварка меди и меди со сталью в нижнем и наклонном положе- ниях Необходим предваритель- ный подогрев до 300—500 °C. Электропроводимость металла шва до 20 % электропроводи- мости чистой меди
В-56У 3 4 90-110 120—140 11,5 450 °C, 1 ч 1.6 425 — Сварка монель металла и би- металл а утл е р одист а я с таль— бронза в нижнем и полу-верти- кальном положениях
03Л-32 3 4 120-140 150-180 12 200 °C, 2 ч 1,7 475 30 Сварка никеля, биметалла сталь—никель и стали с нике- лем. Положения сварки —ниж- нее, вертикальное. Применяют для наплавки слоев, корро- зионно-стойких в средах, со- держащих хлориды
Материалы для электрической сварки плавление и J Электроды проволоки и флюсы для сварки цветных металлов 91
92
Материалы д гч электрической сварки плавление«
4.20. Проволока для сварки алюминиевых сплавов
Свари ваемы ft wri алл Проволока (ГОСТ 7871 — 75)
АД00, АДО, АД1 Св85Т, СвА97
АМц СвАМц
АМг2, АМгЗ СьА МгЗ, СвАМгб
АМг4, АМг5 СвА -1г5, СвАМгб, Св 1557
AMrti СвАМгб!, Св1557
АД31, ЛДЗЗ, АВ СвАКо, Си 1557
1915 СвАМг5, Св1557
АМг61 СвАМгб!
ЛЛ2, АЛ4, А.П6 СвАКб
В92 СвА КЗ
4.21. Проволока для сварки магниевых сплавов
Свариваемый металл Проволока
MAI МА2, МА2-1, МА8, МА9 МА 13 МАП, МА 14 МА1 MA2-I МА 13 По специальным ТУ
4.22. Проволока и прутки для сварки меди и ее сплавов
П р и г а доч » ыа м атер 1» ал Назначенце
Ml, М1Р Оарка неответственных конструк- ций из меди
MCpl Сварка электротехнических изделий из меди
БрКМцЗ-1 Сварка меди плавлением всеми спо- собами
БрОЦ4-3 Сварка меди в защитных газах, ав- томатическая сварка меди и латуни под флюсом
МН КЖТЗ-1-0,2-0.2 Сварка меди и медно-никелевых сплавов в защитных газах, в том числе в среде азота; сварка меди с латунью, бронзой и сталью; сварка медио-пи- келевых сплавов с латунью, бронзой и сталью
Электроды, проволоки и флюсы для сварки цветных металлов 93
Прис адоч и и й матер и ал
БрЛМц9-2
Бр-ОФ6,5-0,15
БрОФЭ-0,3; БрОФб,5-0,4
БрХ0,7; БрХНТ; БрНЦрТ
БрХ0,7; БрХТ0,6-0,5 *
ЛМ1158-2; ЛЖМ1159-1-1;
ЛОК59-1-0,3; ЛККО-ЗЛ
МРзТБО, 1-0,1-0,08;
МРзТЦрБО, 1-0,1-0,1 *
МРзКМцТ0,3-0,3-0,1-0,3 *
Продолжение табл. 4.22
Назначение
Сварка алюмнниево-марганцсвой
бронзы, мышьяковистой латуни, меди
и медпо-никелевых сплавов с
нисво-марганцевой бронзой
Сварка в защитных газах и
тымн электродами оловянных
вянно фосфористых бронз
Сварка меди угольным или
товым электродом
Сварка бронз в защитных газах
Автоматическая сварка код флюсом
хромистой бронзы
Сварка
алюмп-
нокры-
И 0,ЧО-
графи-
Сварка
ла! уии
меди в защитных газах
Сварка
защищенной дугой
меди толщиной до 10 мм не-
Поставляется но ТУ
4 23. Проволока для сварки титана и его сплавов
Свариваемый металл
Присадочный материал
Сплошная проеолока
Технический титан
Низколегированные сплавы
Высокопробные сплавы
ВТ 1-00
ВТ1-00; ВТ2св; ВТ20-1св
ВТСсв, СНТ-2
Перенимая проволока
1 {язколегнроваппые сплавы
Высоколегированные сплавы
I Г1ПТ-1; ППТ-2
I ППТ-3
1 Для старки н сил а кящимс я электродом за один проход металла тс.т-
iwiioil до 16 мм. Проволока ППТ-1 диаметром 2,2—-2,6 мм позволяет свара
рать металл Толщин*::! 4 —16 мм и получать швы без усиления. Проволоками
ППТ-2 и ППТ-З диаметром 3—3.5 мм сваривают металл толщиной 6—16 мм,
94
Материалы для электрической сварки плавлением
4.24. Проволока и прутки Свинца, цинка, серебра для сварки никеля и его сплавов,
Свариваемым металл Присадочный материал
Никель и его сплавы Проволока марок Н 1; НП-1; НГ1-2; НМц2,5; ИМцАТЗ-1,5-0,6 *; НМцТК.1,5-2,5-0,15 *, а также проволока из нихрома (Х20Н80 и т. п.)
Цинк, свинец н их сплавы Прутки того же состава, что и основной металл
Серебро Проволока из серебра с 0,5—1,0% А1 или проволока, содержащая редкоземель- ные материалы
* Поставляется по ТУ.
4.25. Составь! флюсов для дуговой сварки алюминия
угольным электродом, %
Компонент Movrp флюса
1 9 1 5 6 7
Хлористый натрин — 16 30 8 30 30 25,4
Хлористый калий 50 79 40 65 45 35 45,5
Хлористый литий — — — 27 15 15 12,7
Фтористый литии — — — — —- 3,5 — —
Фтористый натрий — — — — — 3,5 10 7 3
Фтористый калий 50 — — — — — — —
Кислый сер коки слый кали й — 5 — — — 3 — —
Бромистый калий ___ — — — — — 10 —
Криолит — 30—35 30 — — 9,1
Флюс АФ-4А * — — 70—65 — — — —
Состав флюса АФ-4Л см. в табл.
Электроды, проволоки и флюсы для сварки цветных металлов 95
4.26. Составы флюсов для механизированной сварки алюминия
и его сплавов, %
Марка флюса для сварки
по слою флюса
ПОД
флюсом
электро-
шлако-
сой
Комп: нент
< АН-3(Г1,
J АН-302,
АН-304
Й
Хлористый натрий
Хлористый калий
Хлористый литий
Хлористый барий
Фтористый натрий
Фтористый калий
Фтористый литий
Фтористый кальций
Фтористый алюминий
Криолит
Фторцирконаг калия
Песок кварцевый
Оксид хрома
20 -
50 57
— 28
20—60
10—40
5—30
3
43
До 1
11 р и м е ч а н и е. Флюс АН-Al используют как в плавленом, таи и
в пспланлеиом виде для свирки технического алюминия. Матерн илы для не-
плавленого флюса просушивают при температуре 350—4LG "С; AII-A4,
48-АФ-1,МАТЫ-10 — для сварки злюминисво-магнисвых сплавов; МАТИ-1А —
для сварки алюминиево-марганцевых сплавов; ЖА-64, ЖА -64А — керамиче-
ские флюсы для автоматической сварки алюминия толщиной 30 мм и более.
Флюс ЖА 64 загрязняет алюминий АД00 кремнием, флюс ЖА-64Л практи-
чески бескремяистый.
4.27. Флюсы для механизированной сварки меди и ее сплавов
Марка флюса Назначение
ЛН-348-Л, ОСЦ-45, АН-20С, ЛН-26С Сварка меди толщиной до 25 мм, когда до- пустимо снижение теплопроводности и эле к
АН-Ml тропроводлмости Сварка меди; электропроводимость повы- шается в 1,5 раза, а теплопроводность — в 2 раза по сравнению с этими же характе- ристиками при сварке под флюсом AII-348-A
96
Материалы для электрической теки плавленигм
Продолжение тайл. 4.27
Марка флюса Назначение
80% АН-26С + + 20% АН-20С; AH-MI3 АН-М15 Сварка меди и хромовой бронзы толщиной 30—40 мм Активирующий флюс-паста для аргоноду- говой сварки ненлавящимся электродом ли- стовой меди толщиной 2—6 мм
АН-М10 Электрошлаковая сварка меди
4.28. Составы флюсов для сварки меди угольным электродом, %
Компонент Номер ф.р_кк з
I 2 5 4 •> О
Бура безводная Магний металлический Кислый рос] >рпокислый натрий Кремневая кислота I йизаренная соль Древесный уголь Борная кислота 1 1 1 1 1 90 4 68 15 1b 2 50 15 15 20 68 20 9 10 70 30
4.29. Флюсы для сварки титана и его сплавов
Марка флюса Толщина свариваемо- го мет алдц» мм Назначение
АНТ-1 3—7 Сварка плавящимся электродом тех- нического плана и его сплавоз
АНТ-3 6—12 То же
АНТ-7 8—20 »
АНТ-17А 3—6 Сварка неилавящимся электродом ннзколе! ироваиных сплавов без приса- дочной проволок!
АНТ-23А 0,8—3 1о же, низколегированных сплавов с присадочной проволокой
ФАН-1 3—6 1о же, средне и высоколегирован- ных сплавов с присадочной проволо- кой
Вольфрамовые электроды и защитные газы
97
Продолжение табл. 4.29
Марка флюса Толщин а спариваемо- го металла, ум Назначение
АНТ-2 40 Электрошлаковая сварка техниче ского титана и сто низколегированных сплавов
AIIT-4; АНТ-6 40 То же, высокопрочных титздовых сплавов
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ И ЗАЩИТНЫЕ ГАЗЫ
ДЛЯ ДУГОВОЙ СВАРКИ
4.30. Марки и номинальные размеры вольфрамовых электродов
(ГОСТ 23949—80)
Марка Присадки в вольфраме, % Диаметр, мм Длина, мм
эвч Без присадок 0,5 1; 1,6; 2; 2,5 3; 4; 5; 6; 8; 10 3000, в мотках 75; 150 200; 300
ЭВЛ 1,1—1,4 оксида лантана 1; 1,6; 2; 2,5; 3; 4; 5; 6; 8; 10 75; 150; 200; 300
ЭВИ-1 ЭВИ-2 1,5—2,3 оксида иттрия 2—3 оксида иттрия, 0,01 тантала 2; 3; 4; 5; 6; 8; 10 75; 150; 200; 300
ЭВИ-3 2,5—3,5 оксида иттрия, 0,01 тантала
ЭВТ-15 1,5—2 оксида тория
Примечание. Ориентировочный расход электродов диаметром
8—10 мм при непрерывной пятичасовой работе, г/ч; для ЭВЧ 8,4, для
ЭВЛ — 1,2, для ЭВИ — 0,18, для ЭВТ — 1,4.
4 Китаев А. М., Китаев Я, А,
Материалы для электрической сварки плавлением
4.31. Максимальные значения тока для вольфрамовых электродов
рп’чых марок, А
Д t! я метр электрода, мм Постоянны» т< ?к. полярность Переменный ток
прямая обратная
ЭВЛ ЭВИ ЭВТ -=*ВЛ ЭВИ э в т эвч ЭВЛ ЭБИ
2 80 180 120 20 25 25 — -—
3 230 380 300 35 50 30 — 150 180
4 500 620 590 60 70 60 180 170 220
5 720 920 810 — — 70 .— 210 270
6 900 1300 1000 100 120 НО 250 230 340
8 -— — — 1о0 180 160 360 380 480
10 — — — 190 230 220 450 520 650
П р и ме ч а н и е. При работе на постоянном гоке рациональная за-
точка всех электродов на конус; на переменном токе для электродов марок
ЭЕИ и ЭВЛ следует применять плоскую заточку, для электродов ЭВЧ —
заточку 1 од ctjepy.
4.32. Защитные газы и смеси
Наименование, ГОСТ нлн ТУ Марка и сорт Объем- ная ДОЛЯ основно- го веще- ства, %, не менее
Азот газообразный и жид- Особой чистоты, газооб- 99,996
кий, ГОСТ 9293—74 разный и жидкий Технический газообраз- ный, высшего сорта 99,994
Техийческий, газообраз- ный и жидкий:
сорт 1 99,5
сорт 2 99,0
сорт 3 97,0
Азот газообразный и жид- Сорт 1 99,99
кий технический, повышен- ной чистоты, ТУ 6-21-27—77 Сорт 2 99,95
Аргон газообразный и жид- Высший сорт 99,992
кий, ГОСТ 10157—79 Сорт 1 99.987
Вольфрамовые электроды и защитные газы
99
П роОолжение табл. 4.32
Паи ven он ан не, ГОСТ или 1 У Марка и сорт Объем- ная доля основно- го веще- ства, %, пе менее
/Аргон высокой чистоты, ТУ 6-21-12—/9 Жидкий: сорт 1 сорт 2 Газообразный 99,998 99,995 99,995
Аргон сырой, ТУ 6-21 16—75 Жидкий и газообразный 87
Водород технический, ГОСТ 3022—79 Марка А Марка Б: сорт высший сорт 1 Марка В: сорт высший сорт 1 сорт 2 99,99 99,95 99.8 98,5 97,5 95,0
1 ели й газообр азнып, ТУ 51 689—75 Особой чистоты Высокой чистоты Технический 99,995 99/185 99,8
Двуокись углерода газо- образная и жидкая, ГОСТ 8050—76 Сварочная Сварочная повышенного качества Техническая 99,5 99,8 98,5
Смесь аргонокислородная ТУ 6-21-10—74 Кислород Аргон 21—23 79—77
Смесь аргопоззотная (ар- гол технический), ТУ 6-21-20—76 Высший сорт: аргон азот Сорт 1: аргон азот Сорт 2: аргон азот 88—66 12—14 88—66 12—14 88—66 12—14
4«
4.33. Области применения газовых смесей
Состав смеси Назначение Преимущества Недостатки
(70-5-85) % СО,+ 4- (15-5-30) % О, Сварка плавящимся элек (родом н.чзкоуглеродистых и ЕТИЗКОЛСГ ир овинных сталей По сравнению с СО, - умень- шается приварпвасмость брьэг к основному металлу повы шается стойкость швов к обра зованию пор и трещин Повышенно.' ок и еле кие шва, большая жидкотекучесть ме- талла сварочной ван пы
Аг + (2-4- 5) % О»; Аг + (5 : 30) % СО,: 70% Аг + + 5 % О, + -1- 25 % СО, Сварка плавящимся элек- тродом углеродистых и леги- рованных сталей. Наилучшие технологиям: .не свойства обеспечивает тройная смесь По сравнению с аргоном — повышаются устойчивость дуги и стойкость швов к образова нию пор. 11о сравнению с СО, Mei ьше разбрызгивание металла Интенсивное излу чение дуги. Палын видная форма про плавления основной металла
Аг+ (2н-20) % Н2 Ми кроп л а змеи пая св а р к а различных сплавов, кроме легких Высокая концентрация энер- гии. Восстановите, ьная атмо сфера в зоне плавления Баллоны с водоро- ром взрывоопасны
(30-5- 50; % Аг + + (50-5-70)% Не Мнкропла-’меппзя сварка, дуговая сварка плавящимся и нсплавящнмся электродами легких и химически актив- ных металлов и сплавов По сравнению с аргоном — увеличивается глубина про плавления основного металла и повышается плотность швов Высокая стоимость гелия
Материалы для вмк.г рччсской сварки плавлением
5.3. Некоторые формы подготовки кромок при дуговой сварке стали встык
(по ГОСТ 5264—80, ГОСТ 8713-79, ГОСТ 14771-76)__________________________
Тнп сварного шва и разделка кромок Ручная сварка Сварка под флюсом Сверка ч СО,
Толщина ме- талла, мм Зазор, мм Притупление, мм Угол разделки, градус Толщина ме- талла, мм Зазор, мм Притупление, | мм Угол разделки, градус Толщина ме- талла, мм Зазор, мм Притупление, мм Угол разделки, градус
Односторонhi ft: 1,5-3
с отбортовкой 1-4 0 — —- 0—1 — — 0,5—4 оо с м1
без скоса кромок 1 — 4 0—2 — — 2— 12 0— 1 — 0,8 — 6 —
без скоса кромок, на 1-4 0—2 — — 3— 12 1 — 4 — — 0,8—3 -— —
подкладке со скосом одной кром 3—60 0-3 0—2 45 (5 — 20) •' 8-20 * *2 <3—6) “ 1—3 3—5 35—15 3-60 о-з 0—3 4(.'
ки с V-образной раздел- 3—60 0-3 0—2 50 12—30 *’ 0—2 2—6 15—55 9 — 60 0-3 0-3 40
кой Двусторонний: 2-20 0 5-3
без скоса кромок 2— 5 2 — — 0— 1 — — 3— 1? — —
без скоса кромок с по- 6-12 0—3,1 •— — 16—32 0—4 — — — —
следующей строжкой с одним скосом одной 3—60 0—3 0-2 03 14-20 0-1 5—7 33—45 3—60 0-3 0-3 40
кромки с симметричной К-об- 8—100 0—3 0-2 45 20-30 0—1 5-7 40—50 8— 1 00 0—3 0-3 40
разной разделкой с симметричной Х-об- 8— 120 0—3 0-2 50 18-60 0—1 0—5 85—55 6-120 0-3 0-3 40
разной разделкой с симметричной U-об- 30— 175 0—3 1-3 50- 160 0-1 9- 11 20- 24 26— 120 0-3 1-3 20— 28
разной разделкой (с двух сторон)
•> Автоматическая сварка на медном ползуне.
*г Автоматическая сварка ча подкладке.
Примечание. Для сварки вертикальных и потолочных швов силу тока уменьшают на 10—20 %, а электроды применяют диаметром не более 4 мм. О Ф •—> СП го о В Толщина металла, мм , Примечание. Снарка па постоянном токе прямой полярности. 6.5. Ориентировочные режимы ручной луговой сварки низколегированных сталей в нижнем положении
2; 2,5 3; 4 4; 5; 6 5; 6 п Диаметр электрода, мм
35—45; 45—65; 65—85; 800—100 130—150; 170—200; 210—240 170—200; 210—240 Сварочный ток, А
< г се СП со I 4—5 Толщина металле, мм СВАР! 5.8. Р и утло
llCBQJlb: СП Си J*. Диаметр, мм х <? т > > * 1
ч Ч Ц1 b rt> в СП * 525 * 375 375 Длина расплав- ленной части, мм <<Р<)Д | U\ЛОННЫМ ЭЛЕ сварки наклонным лишений иизкоугле|
Ж О Е О п 240—300 210—230 210—230 150—160 Сварочный ток, А
X S со со ее -ч ел о сл ел со о ес ел о сл ел $О со ОС -0 СП о СП сл <О О 00 ел О СП сл Угол наклона, градус м снарк КТГОДОМ электродом т; род истых И HP
О W о to to S S о сл О> С> О *4 О G't СП с NO NO С*3 СО ОСЛОС О СП СП СП Продолжитель- ность горения дуги, с
§ С7Э О 03 *4 О О СЛ СИ СП СП О ел си о О СП Ъ “сп Катет, мм 'В !э X <Ф 0*
>£* 00 00 -ч CN 63 •— СО О СП О О 00 0о --J NO ~ СО N3 О О О О СП Сп Сп Сп эодо о о о о 05 СТ) СИ СП о л о о о о о Длина макси- мальная, мм ILIqf 6 я 3 т
О> СТ) -Ь» Со КЭ О rf* 1,34 1,44 1,60 1,62 1,34 1,44 1,60 1,62 1,34 1,44 1,60 1.62 Отношение дли- ны шва к длине расплавленной части электро- да 1ых сталей
Горизонтальное в потолоч- ное тэ X аз ь 3 I 1ижисе Положение низ в пространстве
4—8 10 61 01 -9 ’.1 01—9 т Толщина стали, мм
20—30 Ofr—07 20—30 llcpi Lift проход Площадь поперечного сечения валика, мм®
20—40 30 40 О о ЕЕ 8 о 09—ОТ 09—Of Вторе,if и последующие проходы
СВАРКА ПОРОШКОВЫМИ ПРОВОЛОКАМИ И В ЗАЩИТНЫХ ГАЗАХ
5.9. Режимы сварки низкоуглеродистых и низколегированных сталей самозащитиыми
порошковыми проволоками
Режим сварки
Марка порошковой проволоки Диаметр, мм Положение сварки Сварочный ток, А Напря- жение, В Вылет электрод ной про- волок и, мм Особенности технологии сварки
ПП-АН1 ПП-1ДСК ПП-АНЗ ПП-АН7 2,8 2,4 3,0 2,8 2,0 2,3 Пра Нижнее i> 5 Горизонтальное Вертикальное Нижнее Горизонтальное далоки общем 220—250 250—280 280—320 180—220 220-250 250—280 280—320 350-400 400—450 450—500 250—300 320-380 400 450 240 300 210-240 150—180 290—340 230—380 250-280 назначен 26-29 27—30 28-31 24—28 26—29 28—31 30—32 24—28 25 30 26—31 22—25 24—28 26—29 23—26 22—24 20-22 25—28 23-26 23—25 11 15—30 20—35 20—40 15—30 15—30 20—40 20-40 30-60 30—60 30 60 20-50 20-50 20—50 15—40 20—40 15—30 20—50 20-50 20-40 Ток постоянный, обратной по лярности. На деталях допускают- ся окалина и ржавчина То же Ток постоянный, обратной по лярности. После долгого храпения прово- локу прокалить при 230 250 °C, 2 ч" То же
хпьог хютпйю&пое в п nvfxntGVGBOdu tnvivfMwnodou пмаов'') I owlv&J п бтюгсц
Продолжение табл. 5.9
Марка порошковой проволоки Диаметр, мм Положение снарки Режим сварки Особен пости технологии сварки
Сварочный ток, А Напря- жение, В Вылет электрид- ной про- волоки, мм
ПП-2ДСК 2,4 Нижнее 280—320 26—29 40—60 Ток постоянный, обратной ПО
.350-380 28-31 40-60 лярmochi
Горизонтальное 180—210 24—27 10—80 То же
ПП-АН2М 1,6 Нижнее 240—300 24—26 20—35
Горизонтальное 200—250 23—25 15—30
Вертикальное 150—180 20—22 15—25
1,8 Нижнее 250—300 24—27 20—30
Горизонтальное 240—320 25—29 25-40
СП-1 1,4 » 110—130 20—24 25-30 а
100—200 20—24 25—30
Вертикальное 80-100 18—22 15—25
Потолочное 120—140 20—24 15-25
150—170 20—24 15—25
СП-2 2,4 Нижнее 280-300 26—30 20—60 То же, допустим небольшой
380—400 28—32 20—60 слой окалины и ржавчины на де-
2,6 9 300—320 26—30 20—60 талях
400—420 28—32 20—60
ППВ-4 2,4 » 180—240 26—32 10—50 Ток постоянный обратной ПО-
280—390 28—34 40—50 лярпости. Перед сваркой прово
Горизонтальное 110—150 22—26 60—90 локу прокалить при 1S0—200 °C.
180—240 25—29 60—90 2 я
Вертикальное 110-140 22—26 60—90
ППВ-5 2,4 Нижнее 130—200 23—27 40-70 То же
270—390 27—32 40—70
иговая и члектрошлаковая сварка
Продолжение табл. 5.9
Марка порошковой проволоки Диаметр, мм Положение сварки Режим сварки Особенности технологии сварки
Сварочный ток, А Напри женке, В Вылет электрод- ной про- волоки, мм
Горизонтальное 160—200 23-27 40—100
Горизонтальное 220—280 24—29 40—100
Вертикальное 110—150 20-26 40—100
140—180 24—27 40—100
ПП-АН11 2,0 Нижнее 230—280 24-26 20—45 Ток постоянный обратной по-
ЛярМОСТИ.
Горизонтальное 220—250 22-25 20—40 Потолочные швы сваривают на
Вертикальное 140—200 20—23 15—30 режимах вертикальной сварки.
2,4 Нижнее 280—340 24-30 20—50 Перед сваркой проволоку прока-
Горизонтальное 240—280 23—26 20—40 лить при 180—200 °C, 2 ч
ПП-АН23 3,0 Нижнее 350—400 25-27 30-40 То же
400—450 26—29 40—50
450—500 27—32 40—50 То же
500-550 29—33 40—50
550—600 31-36 40—60
Проволоки для сварки с принудительным формированием шва
ПП-АН15 3,0 Вертикальное 350—500 26—30 25—3 о То л ок у 2 ч. То лоху 2 ч же. Перед прокалить сваркой прово- при 220—230 °C,
ПП-АН19 3,5 3,0 2,3 Горизонтальное Вертикальное Неповоротный стык труб 400—450 400—500 300—400 27—29 28—32 25—28 30—50 30—50 30—50 же. Перед прокалить сваркой прово- при 230—250 °C,
§
5
5
а
S
ч
0J
Й
108
Днгоппя и электроны окопа я сварка
Сварка порошковыми проволоками и в защитных газах 109
5.10. Режимы сварки порошковыми проволоками в СО
низкоуглеродисгых и низколегированных сталей
Марка проволоки Диа- метр, мм Положе- ние сварки Режим сварки
Свароч- ный ток, Л Напря- жение, В Вылет элек- тродной прово* ЛОКИ, мм Расход СОс, л/мин
Проволоки общего назначения
11П-ЛН8 2,2 Нижнее 150—200 20—25 25—30 6 8
250—300 24—28 25— 0 12—14
350—400 30—33 25— 0 14—16
450—500 32-36 30—35 16-18
2,5 » 150—200 20—24 20—25 8-10
350 -400 26-30 25—30 14—16
-100-450 27—32 30—35 14—16
500 550 34-36 30—35 16—18
3,0 250 300 22—25 25 30 12—14
350—400 27—30 25—30 14—16
400—450 31—34 25—30 16—18
450—500 33—36 30—35 16 18
500—600 34—38 30—35 18—20
ПП-АН10 2,2 » 250—300 22—26 25—30 8—10
350—400 28—32 25—30 10—12
450—500 32—36 35—40 14—16
550 -600 34—38 40—45 16—18
ПП ЛН13 2,2 » 300 320 25—28 — 10—14
380—400 26 30 — 12—16
420—450 28—32 — 15—18
500—550 30—34 —— 15-18
600—650 32—36 — 20—24
2,5 380—400 30—32 — 15—18
450—460 28—32 — 15—18
500—550 30—34 — 20—24
600—650 32—36 .—. 25—30
ПП-АН21 1,4 Верти- 100—150 18—21 15—20 4—6
кальнос 150—200 20—23 20—25 6—8
200 250 20—25 20 25 8—10
Горизон- 250—300 24 27 25—30 10—12
тальное
Нижнее 300—350 26—29 25—30 12—14
1,6 Верти- 150—200 20—29 20—25 6—8
калыюе 200—250 22—25 20—25 8—10
Горизон- 250—300 24—27 25—30 10—12
тальное 300—350 26-29 25—30 12—14
Нижнее 350—400 28—31 25—30 14—16
1,8 Горизон- 200 250 22—25 20—25 8—10
тальное 250—300 24—27 25—30 10—12
по
Дуговая и электрошлаковая сеарка
Продолжение табл. 5 10
Марка приволоки Диа- метр, мм Положе- ние сварки PF/K1UL! с варки
Свароч- I ый ток, А Напря- жение, В Вылет элек- трод !ОЙ прово- локи, мм Рл-ход СО ,
Инин ее 300—350 26—29 25—30 12—14
230—400 28—31 25—30 14—16
2,2 » 300—350 26—29 25—30 12—14
350- 400 28—31 30—35 14—16
400—450 30—33 30—35 14—16
450—500 32—35 30—35 14—16
ПП-ЛН4 2,0 £ 200—250 21—25 20—25 8—10
350—400 27—31 25—31 10—12
450—500 31—35 35—40 14—16
2,2 250—300 23—27 25—30 8—10
400—450 29—33 30—35 14—16
» 500—550 32—37 35—40 16—18
2,5 300—350 25—28 25—30 10—12
400—450 28—32 30—35 14—16
550 600 34-38 35-—40 18- 20
ПП-ЛН9 2,2 » 240—300 25—28 20—30 12—14
360—380 29—33 20—35 14—16
390—440 32—35 25—40 16—18
2,5 » 330—380 25—29 20—30 14—16
380—420 27—30 25—35 14—16
420—480 28—32 30—40 16—18
ПП-АН 18 2,2 5> 290—360 27—29 20—30 14—16
360—330 29—33 20—35 14-16
390—440 32—35 25—40 1(5—18
2,5 х> 330—380 25—29 20—30 14—16
380—420 27—31 25—35 14—16
420—480 28—32 30—40 16—18
ПП-АН 22 1,8 а 150—220 20—23 20—25 6-8
300—350 26—29 25—30 12—14
400—450 30—33 35—40 14—16
2,2 250—300 24—27 20—25 10—12
->30—400 28—31 30—35 14—16
450—500 32—35 40—45 14—16
2,5 300—350 26—29 25—30 10—12
450—500 32—35 30—35 14—16
550—600 36-38 35—40 18—20
ПП-АН 20 2,2 » 240—300 25—28 15—25 12—14
360—380 29—33 15—30 14—16
390—440 32—35 20—35 16—18
2,4; 2,5 330—380 25—29 15—25 12—14
380—420 27—30 20—30 14—16
420—480 28—32 25—35 16—18
Сварка парниковыми проволоками и в защитных газах
111
Продолжение пшбл. 5.10
Марка приБсхлоки Диа- метр, мм Положе- । » е с парки Режим снарки
Свароч- ный ток, А Пяпря- ж ение, 13 Вылет элек- тродной прово- локи, мм Расход со2, л/мим
ПП-ЛН54 2,2 220—250 250—280 280—320 25—26 25—26 26—2# C-j сч ^5 1 1 i ост СЧ 04 04 8—10 10—12 10—12
2,5 » 320 350 28-30 25-30 12—14
3,0 » 350—400 28-30 25—30 12—14
Проволоки дм сворки с принудительным формированием шва
ПП-ЛН5 3,0 Верти- 350—400 25—28 25—30 10—12
кальное 400—450 28—32 25—30 10—12
450—500 30—34 30—35 12—14
500—550 32—36 30—35 14—16
ПП-АНЗС 3,2 Горизон- 420—460 26—30 30—50 8—10
3,5 тальное 500—560 28—34 40—СО 10—12
Проволоки для сварки легированных сталей
ПП-ЛН-А1 2,5 Нижнее 320—340 350—380 400—430 25—26 27—28 29—30 20—25 20—25 25—30 18—20 18—20 20—25
б. 11. Сплошные проволоки для дуговой сварки в СО2
низкоуглеродистых и низколегированных сталей (по СНиП П-23—81)
Предел теку че-
сти свариваемой
стали, МПа ... До 400
Марка прово-
локи ...........Св-08Г2С;
Св-08Г2СЦ
400
590
>590
Св-08Г2С;
Св-08Г2СЦ;
Св-08ХГСМЛ;
Св-ЮХГ2СМА
Св 10Х2ГСМА
112
Дуговая и электрошлаковая сварка
5.12. Режимы автоматической и полуавтоматической сварки в СО
сплошной проволокой угловых соединений углеродистых
и легированных конструкционных сталей
Толщина ме- талла, мм Диаметр про- волоки. мм Катет шва, мм Число слоев И’ва Сварочный ток, А Напряжение, В Скорость свар- ки, м/ч Вылет электро- да. мм Расход газа. Л.'МИН
1 0,5 ] —1,2 1 50—60 13 18—20 7—9 5—6
1 0,6 1,2—2 1 60—70 18 18—20 7—9 5—6
1,5—2 0,8 1,2—2 1 60—75 18—19 16—18 7-9 6—8
1,5—2 0,8 1,5—2 I 70—90 18—20 16—18 7—9 6-8
1,5—2 0,8 1,5—3 1 70—110 19—20 16—18 8—10 6-8
1,5—3 1 1,5—3 1 75—120 18—19 16—18 8—10 8—10
1,5—3 1,2 1,2 2—4 I 90—130 19—21 14—16 10—12 8-10
3—4 3—4 1 120—150 20—22 16—18 12—14 12—16
3—4 1,6 3—4 I 150—180 27—29 20—22 16—18 12—16
5—8 1,6 5—6 1 260—280 27—29 20-26 18—20 16-18
10—12 2 5—6 1 280—300 28—30 26—28 20—22 16—18
Более 2 7—9 1 2 300—350 30—32 28—30 20—24 17—19
12,0 9 9—11 2 300—350 30—32 25 28 20—24 17—19
2 11 — 14 3 300—350 30—32 25—28 20—24 18—20
2 13—16 1—5 300—350 30—32 25—28 20—24 18—20
9 22—24 9 300—350 30—32 24—26 20—24 18—20
2 27—30 12 300—350 30—32 24—26 20—24 18—20
2,5 7—8 1 300—350 30—32 25—28. 20—24 18-20
5.13. Режимы сварки в смесях СО.,-)- О2 сплошной проволокой
углеродистых и низколегированных сталей
Диаметр прово- локи. мм Нопожение снарки
Нижнее Вертикальное Потолочное
Свароч- ный ток. А Напря- жение, В Свароч- ный ток, Л Напря- жение, В Свароч- ный ток, А Напря- жение*, В
0,8 50—110 15—18 50—100 15—17 50—100 14—16
1,0 50—180 17—22 50—160 18—20 60—110 15—18
1,2 120—250 19—26 110—220 19—22 110—170 17—20
1,4 140—300 19—28 120—220 19—22 120—180 18—21
1,6 150—350 20—30 —- — — —
2,0 200—500 25—35 — — — —
Примечание. Полуавтоматическая спарю* п смеси COS -г О2 про-
изводится проволоками диаметром 0,8 1,1 мм — с обычным вылетом во всех
пространственных положениях: диаметром 1,2 — 2 мм — с увеличенным вы-
летом в ннжнем положении, а также в горизонтальном положении стыковых
инюн С разделкой кромок на постоянном токе обратной полярности.
Сварка порошковыми проволоке и и и в защитных газах
ПЗ
5.14. Сварочный ток при повышенном вылете электрода
при сварке в СО2 -| - О2
Ди а ме ч р -ллектрода. мм Сварочный гок» А Длина вылета, мм
допус।имая оптпмальная
1,6 150—250 80; 60 80
250 320 80; 60; 50 70
320—450 50; 40 40
2,0 150—250 100; 80 80
259—350 80; 60 70
350—440 60; 50 60
450 и выше 50; 60 60
5.15. Режимы сварки тавровых швов сверху вниз в С02 и С02 -}• О
углеродистых и низколегированных сталей
1 олщннз металла» мм Защиты ый га л Сварочной ток, А Напряжение. В Скорость сварки, м/ч
9 -J- 9 со. 150—160 19 33
2+2 со2 +' о. 150—160 19 44
з+з со2 220 22—23 38
3+ 3 со, + о. 220 22-23 46
4 + 4 со. 250—260 23 24 37
4+4 СО, | о2 250-260 23-24 50
5 -- 5 со2 250—260 24 30
5+5 со, + о2 250—260 24 42
6+6 со2 250—260 23—21 25
6+ 6 со, + о2 250-260 23—24 33
5.16. Стойкость швов против пор, вызванных ржавчиной,
при сварке под флюсом и в защитных газах
Количество пжапчины на 100 мм шна, г Флюс АН-348-А СОг 70 % со4 + + 30 % о.
0,5 Пег Пет Нет
0,5 Единичные В В
0,7 Много В »
0,8 В Едини :ные в
1,0 » Много в
1,2 в В Единичные
1,3 в в Много
114
Лиговая и электрсшлаковая сварка
5.17. Режимы автоматической арюноцугозой сварки неплавящимся
электродом кизкоуглеводистых и низколегированных сталей
1 с-г.щипа листов СТЫКОВЫХ соединений, мм Сварочный ток. А 11 [.исйдичн riя проВоЛола Скорое п сварки, м/с
Диаметр, мм Скорое lb подачи, м/с
1,0 65—80 0,8—1,0 0,013—0,014 0,1—0,13
1,5 90—110 0,8—1,0 0,012—0,02 0,1—0,13
2 0 100—120 0,8—1,0 0,015—0,016 0,1—0,13
3,0 130—150 0.8—1,0 0,016—0,018 0,1—0,13
Примечав и е. Напряжение 11—13 В, расход аргона 8—12 л/мин.
СВАРКА ПОД ФЛЮСОМ
5.18. Материалы для сварки вод ф носом конструкционных сталей
Сталь Флюс Проволока
У глероднетая обы кновенного качества. БСт2, ВСт2, ВСтЗ, ВСтЗГпс, ВСтЗГпс Высоко- кремнистый марганцевый (АН-348-А, ОСЦ-45, АН-348-В) Низкоуглеро- дистая (см. табл. 4.11)
Углеродистая качественная: 08, 08кп, 10, Юкп, 15, 15кп, 20, 20кп, 08Ю, 08Фкп, 08пс То же То же
Углеродистая мостовая. М16С, СтЗмост &
Углеродистая котлостроитель- ная: I5K, 20К, 22К » »
Углеродистая литая1 15Л, 20Л 3>
Свариваемая корпусная: С> 09Г2, 10Г2С1Д, ЮХСПД в 9
Сварка под флюсом
115
Продолжение табл. 5.18
Сталь Флюс Проволока
Низколегированная повышен- ной прочности:
09Г2, 14Г2, 12ГС, 16Г2, Высококоемни- Низкоуглеродистая
09Г2С, 10Г2С1, 10Г2Б, 14ГС, ЮХСНД, 15ХСНД, 15Г2АФДпс, 15ГФ стый марганце- вый (ЛН-348-А, ОСЦ-45, A1I-318-B) (см. табл. 411)
15Г2СФ 14Г2АФ, 16Г2АФ. Низко- Легированная
1БГ2АФпс, 10ХНДГ1 кремнистый (ЛНК-30, ЛИ-47, АН-43, АН-42) (Св-08МХ, Св 08ХМ, Св 10Г2)
Высокопрочная:
14Х2ГМР, 14Х2ГМ, 14ХГНМ, 14ХНДФР, Нпзкокремни- Легированная
стый окне- (Св-08ХГСМА,
12ХН2МФАЮ ли тельный (АН 17М, АН 43) Св-08ХН2ГМЮ, Св-!0ХГ2СМА, Св-08ХН2Г2СМЮ)
Легированная конструкцион- ная:
20ХГС, 25ХГСА АН-15М Св-10Г2, Cb-IOXM
30X1СА АН-15М CB-I8XMA, Св-13Х2МТФ, Св-08ХЗГ2СМ
ЗОХГСНА АН-15.М Св-18ХМА
12Х2НВФА АН 15М, АН-22 Св-13Х2МТФ, Св-08ХЗГ2СМ, Св-18ХМА
23Х2МВФА АН-15М, ЛН-22 Св-13Х2МТФ, Св-18ХМА
Б. 19. Материалы для сварки под флюсом теплоустойчивых сталей
перлитного класса
Сталь Флюс Проволока
12ХМ, 15ХМ, 20ХМ 20ХМА 10Х2М, 12Х1Л1Ф, 15Х1М1Ф 12Х2МФА, 15Х2МФА 10ГН2МФА 15Х2НМФА, 15Х2МФА АН-22, ФЦ-11 АН-42, АН-22 ФЦ-16 АН-42 АН-17М АН-17М, ФЦ-18М Св 08ХМ Св 08ХМ, Св-08ХМФА СвЧ)4Х2МА Св-ЮХМФТ Св-08ГНМА, Св-10ГН1МА Св-ЮХГНМАА
116 Дуговая и элсктрошлаковая сварка
Сварка под флюсом 1.17
5.20. Режимы автоматической сварки под флюсом стыковых швов
бел подготовки кромок (с одной сифоны за один проход
1>а флюсовой подушке)
К К fcL’L'iJXdK tHHnU'uj. Диаметр проволо- к и, мм Зазор, мм Пг)и*МГ‘Н1’ Ufj ток Постоя и и ы й тек, об р а 1 и и я пол яркость
Сварочный ток, А Напряже- ние, В Скорость сварки, м ч Сварочный ток, А Напряже- ние, В Скорость сварки, м/ч
2 1,6 0—1 — — 180 24-28 45
2 2 0—1 240—260 28—30 28—30 250—280 28—30 45
4 0—2 375—400 28—30 35—40 330—350 29--30 40
( 0—3 465 485 .32—34 30—32 430—450 .32—34 35—40
2 .3 0—1 360—380 20—30 60—65 380—400 30-32 35
4 0—2 500—520 28—32 40—45 450—470 .31—33 40
6 0—3 550—580 30—33 35—40 510—520 31—33 35
8 0—3 600 - 630 32—36 35 40 520— 640 3-1—36 35
4 4 0—2 525—550 28—30 48—50 —. -—
6 0—3 600—650 28—30 40—42 —. — —
8 0—3.5 700—780 32—36 .32—34 — — —
6 £ 5 0,3 0—3,5 800—850 900—930 32—36 36—38 50—55 45-50 — — —
10 3.0—4,0 700 750 .34—30 30—35 — — 41—
12 4,0—5,0 750—800 36 40 25—30 — — —
14 4,0—5,0 850—900 •36-40 20-25 — — —
16 5,0-6,0 900—950 .38-42 15-20 — —, —
6 21 Режимы сварки под флюсом стыковых швов
без разделки кромок по ручной подварке
Толщина металла, м Зязср, мм Свароч- ный ток, А Напряже- ние, В Скорость сварки, М/Ч Скорость по- дачи электрод- ной проволоки диаметром 5 мм, м/ч
6 0—1,5 600 3-1—36 54 54,6
8 0—2 650 35—38 46 60,7
10 750 40 75.5
П pi’должен tie табл. 5.21
Толщина металла, мм Зазор, мм Свароч- ный ток, А Напряже- ние, В Скорость сварки, м/ч Скорость по- дачи электрод- ной проволоки диаметром 5 мм, м/ч
12 14 0—2,5 800 900 36—38 36—40 31 28 83,2 95,2
16 0—3 950 38—40 26 103
5.22. Зависимость сварочного тока, А, от диаметра
электродной проволоки Св-08 п требуемой глубины проплавления
при сварке под флюсом АН-348-Л
Дням ci р яров?» 10k И, h‘M 1 у Он И.’Г 10(»1)Л&ИЛ ГНИЯ. Л!.1?
8 10 12
5 450 500 550 600 725 825 930
4 375 425 500 550 675 800 925
3 300 350 400 500 625 750 875
2 200 300 350 400 500 600 700
5.23. Погонная энергия при сварке под флюсом
строительных сталей с пределом текучести более 600 МПа
с предвари тельным подогревом
Толщина мет алл а. Погонная энергия, кДж/см, при температуре подогрева, °C
•мм 20 100 150 200
6 8 10 12 16 20 6,8—13,4 8,4—16,3 11,7-19,6 16,3—24,2 18—29 23—38 Низкая ударная вязкость околешэв*- ной зоны 13,4—25 | 19—30 13,5— 24 |
25 30 35 40 50 Низкая пла- СТИЧНОСТЬ И СТО! разеванию трет 20—38 22—48 КОС 1Ь К (К) пн 16—29 19—37 21—41 26—50 26-51 13,5—27 17—33 18,5—39 19,5—45
П р и м I ч а н и е. М»| ки сталеЛ — Г2Г2СМФ, 14ГСМФР 14Х2ГМР
1ТХМНДРФ, 14ХГ112М1.
118
Дуговая. и электрошлаковая сварка
5.24. Температура предварительного подогрева при сварке
под флюсом средиелегироваииых сталей высокой прочности
Марка стали Температура, С . ’ . . 20ХГС 150—200 25X1 СА 150—200 ЗОХГСА 250—300
Марка стали 30ХГСНА 12Х2НВФА 23Х2МВФА
Температура, °C ... . 250—300 150—250 200—300
5.25. Температура предвари тельного подогрева
и последующего отпуска при сварке под флюсом
теплоустойчивых сталей перлитного класса
Марка стали . . . 12ХМ 15ХМ 20ХМ
Температура, °C: подогрева отпуска ....... . . . 150—200 . . . 680—700 200—250 700—720 200—300 710—730
Марка стали . . . 12Х1МФ 15Х1М1Ф 15Х2МФБ
Температура, °C: подогрева ...... отпуска . . . 250—350 . . . 730—760 250—350 730—760 300—350 730—760
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
5.26. Проволоки для электрошлаковой сварки (ЭШС)
Марка стали Сварочная проволока
ВСтЗ, 20, 22К, М16С, 25, 10Г2С1, 15К Св-10Г2, Св-10Г2С
12ХМ СВ-04Х2М
16ГС, 20К, 09Г2С Св-10Г2С
20ГС, 25ГС, 20ГСФ, ВСт5, 35, 40 Св-08ХГ2СМ
25ДГСФА, 34ХМ1А, 08ГДНФ, 10ХСНД, 16ГНМА, 20Х2МА, 20ХНМФ Св-08ХН2М
25Х2ГМТ Св-20ХНЗМФ
35НЗМФА Св-20ХНЗМФА
Электрошлаковая спарка
119
5.27. Число электродных проволок и толщина свариваемых деталей
при ЭШС
Число члек трэдов Толщина металла, мм, при сварке
бея колебаний электродов • колебаниями электродов
1 До 60 До 150
2 60—130 До 250
3 110—200 До GOO
5.28. Рекомендуемые размеры пластинчатых электродов ирн ЭШС
Толщина мег алл а, мм Ч лсло электродов Размеры пластины, мм
1 олщииа Ширина
100 1 8-10 100
2 8—10 42—43
200 1 10—12 200
2 10—12 92—94
3 10—12 82—86
400 3 10—12 122—125
500 3 10—12 153—155
800 3 10—12 258—268
5.29. Расчетные и сборочные зазоры при ЭШС углеродистых сталей
Проволокой диаметром 3 мм
Зазор Зазор при сварке листов толщиной, км
50— 70 70— 100 100— 200 200— 500 600— 1000 1009— 2000
Расчетный 18 20 22 25 30 30
Минимальный сбо- рочный 20 22 24 28 36—40 40—42
ГЮ
Ньгоьая и электрошлаковая сварка
5.30. Режимы '4'116 углеродистых налей
Свариваемый металл Электрод»ые проволоки Режим
j, s <У
Марна Марка ь * X
ММ О о* tx CQ
о с к * - " S
О о -L X
ВСтЗ, <100 Св-ЮГ2 (10Г2С) 2 0,90 4t>
20 22К, 25 100—300 Св-10Г2 (10Г2С) 2—3 0,70 46—48
30 300—450 Св 10Г2 (10Г2С) 3 0,60 48—52
450—600 Сп-10Г2 (10Г2С)+ + 10ГХСНЛ (ЮХСНД) 4—5 0,50 45-48
600—800 Св-10Г2 (ЮГ2ОЧ- 4- 10ГХСНЛ (ЮХСНД) 5—7 0,50 48—50
35, 40, <100 Св 10ХГ2СМА 2 0,70 46
45 100—300 Св 10ХГ2СМА 2—3 0,60 46—48
300—450 Св 10ХГ2СМЛ 3 0,50 48-52
450—600 Св 10ХГ2СМ -|- + ЮХСМНД 4—5 0,40 45—48
600—800 Св-10 X Г2СМ -!- 10 X СН Д 5—7 0,35 48-50
5.31. Режимы ЭШС с порошковым присадочным материалом (Г1ПМ)
I опции а металла» мм Диаметр электро- да. мм Скорость подачи электро- да, м/ч Сварочный ток, А Напря- жение В 1\ сли- чен 1ьо ппм. г/мин Скорость сварки, м/ч
30 4 159 900—1000 42—46 300 4,7
60 4 159 900—1000 46—50 300 2,6
30 5 99,5 1000 40—42 290 4,6
60 5 99,5 1100 43—45 290 2,5
Примечание Сварочный зазор 2G—28 мм.
5.32. Материалы для Э111С с НИМ
Мирка стали Марка элоктредкой проволоки Марка проволоки для НПМ
ВСгЗсп 16Г2АФ ЮГ2С1 09Г2С ЮХСНД Св-08ГА Св-ЮНМА Св-101'2, Св-ЮНМА Св-ЮНМА Св 10НМА Св-10Г2, Св-08Г2С, Св-ЮНМА, Св-08Г2С Св-08Г2С Св-ЮНМА, Св-08Г2С Св 08Г2С Св-08ГА
Элвктро'члаковая сварка
121
5.33. Подогрей стали при ЭШС
УглеродннП зднииалент. % Свариваемый металл Температура предвари- тельного подогрева, ''С. но ниже
Марка Голщнп 8, мм
0.5 ВСтЗ, М16С, 20, 16ГС, 09Г2С, 16П1М, 10Г2С1, 25, 22К, 20ГС, 08ГДНФ, 15К, 20К <450 450—1000 Без подо- грева 100
0,51—0,60 ВСт5, 35, 25ГС, ЮХСНД, 25ДГСФА, 20ГСФ, 12ХМ, 16ГНМА, 20Х2МА <250 250—1000 1С0 150
0,61—0,70 40, 20ХНМФ, 25Х2ГМТ <1000 200
0,71 — 1,1 34ХАПА, 34XH3H, 25ХНЗМФА <450 250
П р и v е ч а н и с. Температура сварного соединения перед посадкой
в печь для термообработки нс должка быть ниже температуры предверитель-
пого подогрева.
5.34. Режимы панно-шлаковой сварки арматуры железобетона
Диаметр, им Скорость подачи проволо- ки, м/ч Напря- жение, В Свароч- ный ток, А Время снарки одною стыка, с
свари- ваемых стержней элек- тродной прово- локи приса- дочной прово- локи
16 1.6 Вертит 5 сальны 299 й СТЫК 42—38 380—420 30—50
25 2 6 299 42—38 380—420 60—80
40 3 10 500 45—48 420—500 140-160
Горизонтальный стык
20 1.6 5 299 38—42 360—400 30—40
28 2 8 282 44—40 384—420 60—80
36 3 10 500 45—48 420—500 80—90
Тавровый стык
22 2 6 299 38—42 360—420 35—45
32 2 8 382 40—44 380—460 60—80
40 2 10 382 45—48 420—500 80—100
3 500
Примечание. Шов формируют с помощью накладок, используют
полуавтомат дли дуговой сварки.
J 22
Дуговая и электрошлакппая сварка
СВАРКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
5.35. Применение и технологические особенноеги электродов
для ручном дуговой сварки высоколегированных сталей
Марка
электрода
t J г, значение
ОЗЛ-6
КТИ-7А
O3JI-3I
ОЗЛ-9А
ВИ-ИМ-1
ЦТ-28
ИМЕТ-10
ОЗЛ-2
Жаростойкое стали 20X231113, 20Х23Н18.
15Х25Т, 25Х25Н20С2, работающие в окисли гель-
пых средах ори температурах до 1100 “С
Реакционные грубы в печах конверсии метана,
работающие при температуре до 900°C. Сварку
выполняют узкими валиками, шириной до 2,5 диа-
метра электрода. Кратеры желательно вырубать
или вышлифовывать
Хромоникелькремпистые стали 20Х25Н2СС2
(ЭИ283), 36Х181125С2, работающие в науглерожи-
вающих средах. Тип металла шва —
24X21Н34ВЗБ2Г2С. Шов отличается повышенной
сопротивляемостью хрупкому разрушению лги на-
у глерожн ванни
Жаростойкие стали, работающие в окислительной
атмосфере при температуре до 1030 °C и в наугле-
роживающей атмосфере — до 1000 °C. Сваривае-
мые стали; 12Х25Н16Г7АР (ЭИ835), 45Х25Н20С2,
36Х18Н25С2, 20Х23Н18, 20X231113. Корневой слой
жестких конструкций и толстолистовых сталей сва-
ривать электродами ГС-1. Рекомендуется облицовка
швов, обращенных к рабочей среде в один-два слоя
другими электродами: для окислительных атмо-
сфер — 03Л-35 или O3J1-5, для науглерожива-
ния — 03Л-31
Жаропрочные стали и сплавы марок ЭП202Л,
ГЗЖЛ-8, ВЖ-Ю1 и др. Металл шва — никелевый
сплав типа Х19М14Н63Г2В
Сплавы на никелевой основе типа ХН78Т (ЭИ435),
ХН70ВМЮТ (ЭИ765). Сварку выполняют узкими
валиками шириной до 2,5 диаметра электрода
Жаропрочные и жаростойкие стали и сплавы па
никелевой основе марок 37Х12Н8Г8МФБ (ЭИ481),
ХН67ВМТЮ (ЭИ445Р). ХН75МБТ1О (ЭИ602),
ХН78Т (ЭИ435), ХН77Т1О (ЭИ437Л). Шов стоек
к образованию трещин. Сварку выполняют узкими
валиками — шириной до трех диаметров электрода
Жаростойкие стали типа 20Х23Н13 (ЭИ319), ра-
ботающие при температу ре до 900 °C в окислитель-
ных газах, содержащих сернистые соединения.
Примерный состав шва — 09Х20Н14М2Г2
Сварка высоколегированных сталей
123
Продолжение табл. 5 S5
Мирка
электрод?
Назначен не
ОЗЛ-5
ГС-1
ОЗ.П-29
ОЗЛ-25
ОЗЛ-35
03 Л 19
ПИИ 48F
НИАТ-5
УОНИ-13/НЖ
12X13
Жаростойкие стали 20Х25Н20С2 (ЭИ283),
20Х20Н14С2 (ЭИ211), работающие в окислитель-
ных средах при температуре до 1050 °C
Тонколистовые жаростойкие стали типа
20Х20Н14С2 (ЭИ211), 20Х25Н20С2 (ЭИ283),
45Х25Н20С2, работающие в науглероживающих
средах при температуре до 1000 °C, а также кор-
невой шов и верхний слой, обращенный в сторону
рабочей среды, в конструкциях из металла повы-
шенной толщины. Наплавленный металл имеет вы
сокхю жаростойкость при 1000 °C
Жаростойкие стали тина 20X201114C2 (ЗИ2П),
20Х25Н20С2 (Э14283), 45Х25Н20С2, рабо1аюнще
в окислительных (до 1100°C) и науглероживающих
средах. При сварке жестких конструкций из ста-
лей большой толщины электроды ОЗЛ-29 рекомен-
дуются для наложения плакирующих слоев при
сварке основного сечения электродами ОЗЛ-6 и
ОЗЛ-9А, а корневого слоя — электродами ГС-1
Листовые конструкции толщиной до 6 мм н на-
гревательные элементы из нихромов типа ХН78Т
(ЭИ435), ХН70Ю (ЭИ652), а также облицовочные
швы при сварке пнхромов большой толщины.
Металл шва жаростоек до 1100
Жаростойкие ит-кельхоомоалюмпппсвые сплавы
типа ХН70Ю (ЭИ652), ХН45Ю (ЭП747), а также
сплавы на никелевой основе, работающие при тем-
пературе до 1200 °C. Возможно применение для
плакирования швов, выполненных другими электро-
дами. Металл шва жаростоек до 1200 СС
Сталь типа 1101 13Л. Шов жаростоек до 1000 СС,
имеет повышенную сопротивляемость образованию
горячих трещин, так как проплавление основного
металла малое. Тип металла шва — 09Х23П13Г
Низколегированные и специальные стали. Ме-
талл шва жаростоек до 800 °C
Аустенитные стали, закаленные низко- и средне
легированные стали (например ЗОХГСА, ЗОХГСНА)
без последующей термообработки
Хромистые стали типа 08X13(314496), 12X13,
20X13, а также уплотнительные поверхности сталь-
ной арматуры. Хромистые стали предварительно
подогревать до 200—250 °C
124
Дуговая и электрошлакмая саарка
П рогюлжение табл. 5.35
Марка
электрода
Казн аяение
ОЗЛ-22
03 Л-14 А
ОЗЛ-36
ОЗЛ-8
ОЗЛ-7
ЦЛ-11
ЦГ 15
ЦЛ-9
АН В-20
ОЗЛ-20
Хромоникелевые стали (04Х18Н10. 03Х18Н12,
03Х18Н11), работающие в окислительных средах
типа азотной кислоты
Коррозионно-стойкие стали 08Х18Н10,
08Х18НЮТ, 06X181111, 08Х18Н12Т, когда металл
шва должен быть стойким к межкристаллитной кор-
розии п в исходном состоянии, и после кратко-
временных выдержек в критическом интервале
температур (•—-650 °C)
Стали типа 08X18HI0, 12Х18Н9, 08XI8HI0T,
когда к металлу шва не предъявляют жесткие тре-
бования по стойкости к межкристаллитной кор-
розии
Стали типа 08Х18Н10, 08Х18Н10Т, 08Х18Н12Б,
когда к металлу шва предъявляют жесткие требо-
вания по стойкости к межкристаллитной коррозии
Стали типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т,
08Х18Н12Б, когда к металлу шва предъявляют тре-
бования по стойкости к межкристаллитной кор-
розии
Аустенитные стали типа Х18Н9ТЛ, Х20Н12ТЛ,
Х16Н13Б (ЭИ724), 12XI8H9T, 12Х18Н12Т, рабо-
тающие при температуре 570—650 °C и высоком
давлении, а также в условиях, когда к металлу шва
предъявляют требования по стойкости к межкри-
сталлитной коррозии. Металл шва имеет высокую
длительную прочность при 600—660 °C (123 и
167 МПа соответственно при 105 ч). Все кратеры
нужно заплавлять частыми короткими замыканиями
электрода
Двухслойный металл для сварки со стороны ле-
гированного слоя (12X18HI0T, 12X18I19T, 08X13),
когда к металлу предъявляют требования по стой-
кости к межкристаллитной коррозии
Хромоникельмаргаицовистые стали (например,
03X201116АГ6). Состав металла шва —
ОЗХ18Н16МЗВ2АГ4
Хрошщркельмолибдеповые аустенитные стали
03X16H15M3 (ЭИ844) 03X17HI4M2, 08Х17Н15МЗТ
(ЭИ580), когда требуется стойкость металла шва
к межкристаллитной коррозии и в исходном со-
стоянии, и после кратковременных выдержек при
температуре 650 °C
Сборка нис.окплегироланных сталей
125
Марка
электрода
Продолжение, табл. 5 35
Назначение
НИЛТ-1
(ИХ 19119
НЖ-13
озл-з
ОЗЛ-17У
ОЗ Л-37-1
ОЗЛ-21
ОЗЛ-23
ОЗЛ-25Б
Коррозионно-стойкие хромоин целевые и хромо-
ннкельмолпбденовые стали (08Х18Н10, I2X18Н10 Г,
10ХI7II13M2T). Наиболее пригодны для сварки
тонкого листа. Шов стоек к межкристаллитной
коррозии (без провоцирующего отпуска)
Хромоиикельмолнбдсновые стали (ЮХ17Н13М2Г,
I0X17H13M3T), работающие при температуре до
350 °C, когда требуется стойкость к .межкристал-
литной коррозии
Коррозионно-стойкие стали типа 15Х18Н12С4ТЮ
(ЭИ654), работающие в агрессивных средах, когда
не требуется высокая стойкость шва к межкристал-
литной коррозии. Постав шва- 14Х18Н12С4Г
Коррозионно-стойкие железой и кслев, е сплавы
типа О6Х1128МДТ (ЭИ943), 03ХН28МДТ (ЭП5Ш),
03Х21Н21М4ГБ (31135) преимущественно толщиной
до 12 мм, работающие в серной и фосфорной кисло-
тах с примесями фтористых соединений Тин ме-
талла шва — О4Х23Н26МЗГ2БС. При толщине до
12 мм рекомендуется сваривать валиками (во всю
ширину разделки), при большей толщине сваривать
с двусторонней разделкой кромок. При сварке
особо ответственных конструкций вышлифовывать
кратеры
Коррозионно-стойкие железомпкелевые сплавы,
работающие в сернокислотных и фосфорпокнелот-
пых средах с примесью фтористых соединений.
Металл шва имеет высокую коррозионную стой-
кость и сопротивляемость образованию межвалко-
вых трещин при многостопной сварке. Марки
свариваемых материалов: 03Х23Н25.МЗДЗБ,
03ХН28МДТ (ЭП516), 06ХЫ28МДТ (ЭИ943),
03X21Н21М4ГБ (ЭИ35). Тин металла шва —
ОЗХ23Н26.М4ДЗГ2Б. Для особо ответственных кон-
струкций рекомендуется вышлифовка кратеров
Коррозионно-стойкие ппкельхромомолпбденовые
сплавы типа ХН65Л1В (ЭГ1567), ЭП760, ХН60МБ
(ЭП758)
Коррозионно-стойкие никельмолибденовые спла-
вы Н70МФ (ЭП496), О0ОН7ОМ27Ф (ЭП814),
000H70M28RP, 000П70М28Р. Тип металла шва —
02Н70М30. Шов стоек в кипящей 21 %-ной соля-
ной кислоте
Коррозионно-стойкие жаростойкие хромоникеле-
вые сплавы типа ХН78Т (ЭИ435). Шов жаростоек
до 1000 °C, жаропрочен до 850 СС, стоек в кислотах
Гб
Диговая и члектпошлаковая сворка
5.36. Режимы сварки самозащитшикн порошковыми проволоками
ПП-АНВ1, ПП-АНВ2, ПП-АМВЗ
Диаметр проволоки, мм Сварочный ток, А Напряжение. В Выл ег проколок и, мм
2,6 ]60—380 24—29 20—25
3 280—400 26-30 25—30
Примечание. Положение сварки нижнее. Недопустима сварка пе-
очищеиних кромок и кромок, обработанных газовой или плазменной резкой.
Проволоку перед сваркой просушить при 230—2аОсС, 2 ч.
5.37. Режимы сварки высоколегированных сталей в С0.2
Толщина ые галла, мм Допу- СТИЦЫЙ зазор между кромка- ми, и М Диаметр, проволо- ки, мм Расход СО2, л/мин Свароч- ный ток, А I * апря- жение, В Вылет электро* да, мм
1.0 0,5 5 25—60 16—17 6-8
1,5 — 0,5—0,6 5—6 35—80 16—17 6—8
2,0 — 0,6—0,8 6—8 45—100 16—18 6-9
3,0 0,5 0,8—1,2 7—9 70—120 18—20 8—10
4,5 0,5 1,2—1,6 8—14 110—180 20—24 10—12
6—8 1,0 1,6—2,0 14—18 160—280 25—30 12—14
10 1.0 2,0 16—24 240—400 27—34 12—18
5.38. Режимы аргоиодуговой сварки высоколегированных сталей
Толщина Металла, мм Диаметр, мм Свароч- ный ток, А Расход аргона, дм3/с Число проходов
вольфра- моного электрода присадочном проволоки
2 2 1,6—2 40 0,1—0,13 1—2
3 2—2,5 1,6-2 50—60 0,1—0,13 2
4 2—2,5 1,6—2 60 0,13—0,16 2
5 2,5—3 2-3 70—100 0,16—0,25 2
6 1,5—3 2—3 100—120 0,16—0,33 2—3
Сварка высоколегированных сталей
127
5.39. Требования к сборке стыковых соединений
при аргоиодуговой сварке тонкого металла
Толщин & металла, мм Допустимое смещение кромок, мм Расстояние от прижи- ма до сть'ка. мм
0,4—0,5 0,15 3
0.8—0 1 0,15 4
1,2—1.5 0,30 5-6
1,5—2,0 0.35 6—8
2,0—3,0 0,40 8—10
5.40. Зависимость сварочного тока о г диаметра
вольфрамового электрода при аргонодуговой сварке
Диаметр электрода.
мм ................. 1—2
Сварочный ток, Л:
в аргоне .... 65—150
в гелии .... 50—110
3 4 5 6
140—180 250—340 300—400 350—450
100—200 200 300 250—350 300—400
5.41. Подготовка кромок для аргонодуговой сварки при щелевой
разделке аустенитных и пизкоуглероднетых сталей
Толщина металла, мм Зазор, мм Размеры «гребней», мм
диаметр высота
С о е д и н е и И е ВСТЫК
4—5 3-4
6—10 4—5
10—15 5—6 —
15—20 6—7 .—
20—30 7—8 5—7 1—2
30—45 8—11 7—10 2—3
45—70 10—13 7—10 3—4
>70 12—15 7—10 4—э
С о е Д и в е пне в т а в р
20—30 8—10 5—7 2-3
30—45 10—12 7—10 3-4
45—70 12—14 10—12
>70 15—17 10—12 5—6
128
Дуговая и мектрошлактая сварка
5.42, Режимы ручной аргоноцуговой сварки вольфрамовым электродом
при щелевой разделке кромок
Свариваемый металл Операция сварки Диаметр присадоч- ного прутка, .мм Свароч- ный ток, А
Н изкоуглсроднстые и низколегированные стали толщиной 40-— 100 мм Корневые проходы 4 250—270 300—320
Заполнение разделки в нижнем н вертикаль пом положениях 4 400—420 420—500
То же, в горизонталь- ном и потолочном поло- жениях 4 5 310—3G0 370—390
Сталь 08Х18П9Т толщиной 50 мм Все проходы 4 340—380 380—400
Приугчап и е. Скорость сварки 15—30 емчин.
5.43. Ориентировочные режимы полуавтоматической сварки
в СО? или СО2 -г Аг при щелевой разделке кромок
Режим Свароч- ный ток, А Напря- жение, В Ско- рость Сварки. м/ «I В ылет электро- да, мм Диаметр электро- да, мм
Безымпульсиый 1 Вшульсный или переменный ток 50 гц 400—420 180—200 34—36 20—22 20—23 15—20 30 25—30 2 1,2
5.44 Материалы для сварки под флюсом высоколегированных сгалсй
Сталь Флюс Проволока
Хромистые (13%-пые) коррозионно-стойкие: 08X13, 12X13, 20X13, 30X13, 08X12НД АН-26 СВ-07Х25П13, СВ-08Х20Н9Г7Т, Св-13Х25Н18, СВ-0Х141 НТ
Сварка высоколегированных сталей
129
Продолжение табл. 5.44
Сталь Флюс Проволока
Жаропрочные; 15X11 МФБ, 15Х12ВНМФ (ЭИ802), 15Х12В2МФ (ЭИ756), 18Х12ВМБФР (ЭИ993) АН-17М Э11249, ЭП390
Высокохромистые фер- ритные: 12X17, 08X17Т, 08Х18Т. 08Х17М2Т, 15Х25Т, 15X28 АП-26 СВ-08Х20П9Г7Т, Св-06Х25Н12ТЮ, Св-08Х20Н15ФБЮ (ЭП449), Св-13Х25Н18
Хромоникелевые мар- тенситные и аустснитпо- ыартенситиые; 07Х16Н6, О8Х16Н4Б, 08Х16Н5АМ2 АНФ-5, ОФ-10У CB-0X16H6, СВ-08Х16М4Б, Св-0Х15Н25АМ6 (ЭИ395), Св-ОХ 15Н5АМ2
Хромоникелевые ау- стенитные коррозионно- стойкие, жаропрочные: 12Х18Н9, 08X181 ПО, 04Х18Н10, 08Х18Н10Т, 12Х18П9Т АН-26, АН-45, ОФ-10У СВ-06Х19Н10Т, Св-06Х19Н9Т, Св-07 X18Н9ТЮ, Св-08Х 19П9Ф2С2, Св-04 Х19Н9С2, Св-05Х 19Н9ФЗС2, Св-07Х19Н10Б, СВ-05Х20Н9ФБС1, СВ-04Х22Н10ТБ (ЭП54), Св-08Х20Н9Г7Т
Хромон и кел ьмол ибде- иовые аустенитные: 10Х17Н13М2Т. 10Х17Н13МЗГ, 03Х17Н14М2 Х23Н28МЗДЗТ АН 26, АН-45, ОФ-10У АН-18 Св-04Х19Н11МЗ, CB-06X20II11M3TI, Св-01 Х19Н18Г10АМЧ (ЭП690) ЭП690, ЭП516
5 Китаев А. М., Китаев Я. А,
130
Дцгсцая и электрщилаксвая сварка
Продолссение табл. 5.44
Сталь
Флюс
Проколок а
Хромониксльмаргаице-
выс аустспитпыс Ч
10Х14Г14НЗТ (I),
03Х21Н5АГ7 (2),
06Х17Н5Г9АБ (3),
03Х20Н16АГ6, (4),
07Х13АГ20 (5),
03Х13АГ19 (6),
07Х13Г20АМ5 (7)
Хромоникелевые и
хромониксльмарганцевыс
ферритно-аустенитные:
12X21Н5Т,
08Х22Н6Т
08Х21Н6М2Т
АН-26 (1, 2),
АН-45 (1, 2),
ОФ-10У (1—
7), АНК-45
(6, 7),
АН-26,
АН 45
АН-26,
АН-45
Св-ОбХ 15Н9Г6АМ,
(1, 2, 5-7),
СВ-01Х19Н15Г6М2АВ2
(3, 4),
Св-01Х19Н18Г10АМЧ
(5-7), СВ-08Х18Н10Т
(6, 6)
Св-05Х21Н8БТ,
СВ-07Х19Н1СВ,
Св-05Х20Н9ФБС
CB-G6X20H11МЗТ6,
CB-04XI9H11M3
1 Марки сталей прономерованы. теми же номерами обозначены примеряе-
мые для их сварки флюсы и проволоки.
5.45. Ориентировочные режимы сварки пол флюсом АН-26 стали
12Х18Н1ОТ (диаметр провочоки 3 мм, ток постоянный обратной
полярности)
Толщина ме- талла, мм Зазор между кромками, мм Сварочный 1 ок, А Напряжение, В Скорость сварки, м/ч
Односторонняя сварка на флюсовой подкладке
6* 1,0+0,5 400—460 31—34 25—35
8 2,5-гО, 5 450—550 33—37 21—30
10 3-1 0,5 500—600 35—38 10—27
12 з+о 5 600—700 36—39 14—19
Двусторонняя сварка без разделки кромок
8 1±0,5 400—460 31—33 30—40
10 1±0,5 420—480 32-35 28-35
12 1+0,5 440—500 33-36 23—30
16 2+0,5 500—600 34—37 19-27
20 2±1,0 550 680 36—38 19—25
Режим для проволоки диаметром 2 мм.
Сварка ч"гуаа
1з:
СВАРКА ЧУГУНА
5.46. Области применения различных способов дуговой сварки чугуна
Способ сварки Область применения Характеристика на- •мапленного металла
Горячая ванная ручная чугунными электродами и мета- ннзированная порош- ковой проволокой Различные дефекты крупных размеров па обрабатываемых, об- работанных и ответ- ственных необрабаты- ваемых поверхностях Хорошая обраба- тываемость и плот- ность, близкое совпа- дение с основным ме- таллом по макро- стр у кту р е, твердо- сти, прочностным по- казателям и по цве- товому оттенку
Горячая ванная механизированная по- рошковой проволокой с использованием ке- рамического стержня Различные дефекты небольших и средних размеров на поверх- ностях, не подвер- гающихся поверх- ностной закалке То же
Ручная электрода- ми на медио-никеле- вой основе Несквозные дефек- ты небольших и сред- них размеров на об- работанных поверх- ностях. В отдельных случаях сквозные де- фекты небольшой протяженности Хорошая обраба- тываемость. плот- ность и прочность
Ручпая электродами на железоиикелевоц основе Различные дефекты небольших и средних размеров на различ- ных поверхностях от- ливок н деталей Хорошая обраба- гы в аемость, пл (>т- ность и прочность. Цвет совпадает с иве том основного метал- ла
Ручная электродами на основе низхоугле- родистой стали со спе- циальным покрытием Несквозные дефек- ты небольших разме- ров па обработанных поверхностях Твердость н цвет совпадают с твердо- стью и цветом основ- ного металла
Ручная электродами на медно-сталыюй ос- нове Сквозные дефекты на необрабатываемых повср х н остя X* отл ивок и стенках резервуа- ров Высокая плотность и прочность. Обра- батываемость затруд- нена. Отличается ио цвету
5*
132
Дуговая и электрошлакоеая сварка
Продолжение табл. 5.46
Способ сварки Область применения Характеристика на- плавлен пего металла
Механизированная тонкой проволокой па никелевой основе Переходные слои при многослойном за- плавлении дефектов па обработанных по- верхностях. Различ- ные дефекты на тон- ких стенках детален Минимальное про- плавление основного Металла. Хорошая обрзба гываемость
Механизированная тонкой проволокой на медной основе Неси л ош пости де- тален по жеребейкам, спаям, отверстиям. Переходные слои при мио гос л о й н ой 11 а пл а в - ке. Сквозные дефек- ты на топких стенках деталей То же
Холодная ручная стальными электрода- ми или полуавтомати- ческая сплошной или порошковой проволо- кой Несквозные дсфек- гы па необрабатывае- мых поверхностях от- ливок Высокая твердость^ недостаточная плот- ность п прочность
5.47. Режимы горячей ванной ручной дуговой сварки чугуна
Диаметр электрода, мм Сварочный ток, А Площадь сварочной ванны, см2, не более
14 1200—1300 80— 1С0
16 1300—1400 J00—120
Примечали е. Температура предварительного подогрева оглцвок
600—650 СС, Для особо СЛОЖНЫХ отливок примсв я ют сопутствующий подогрев.
Немедленно после сварки пооаол».г термообработку: быстрый нагрев до 760 СС.
выдержка 1—1,5 ч. охлажДепке с печью ,;о 200—2о6 ЬС.
Сварка чугуна
133
5.48. Режимы горячей ванной механизированной дуговой сварив
порошковой проволокой
Ч пело X диаметр проволок, мм Сварочный ток, А Скорость подачи пропелОКИ, м/ч Площадь ст- рочной панны, см2
1X3 700—900 230—300 До 50
3X3 1300—15С0 180—240 50—150
1X4,5—5,0 1100—1400 230—300 30—150
П р а м е ч а в и я. 1. Вылет проволоки 40—50 мм.
3. В Сварочную панну можно добавлять куски чугуна. Производитель-
гость наплавки тремя проволоками и проволокой большого диаметра — до
60 кг/ч. Режим нагрева — см. примечание к табл 5.47.
5.49. Режимы сварки высокопрочного чугуна
порошковой проволокой ППЛНЧ-5
Способ наплявки Скорость подачи про’юлокв, В ылет электро- да, мм Сварочн ый ток, А Напря- жение, В
Валиками 112 20—25 370—390 32—34
Полужидкой ван- ной 159—210 40—60 400—540 38—42
5.50. Перерывы на охлаждение при холодной дуговой
сварке чугуна
Толщина заваривае-
мой стеики. мм ... . 6
8 10 12 15 20
Площадь, наплавлен-
ная до перерыва *, см?,
не более .......... . 5—8
Ю—12 15—20 20—25 25—30 30—25
Наплавку продолжать после охлаждения до 60—80 °C.
5.53. Режимы сварки в инертных газах вольфрамовым электродом алюминия и его сплавов
Соединение <0 . - £ J5 Диаметр, мм Аргон Гел и й ей О = 3 5g С, Примечание
ЭД С К г'Г-Да прово- локи Ток, А Рас- ход л/мин Ток, А Рас- ход я/мин
Алюминий (ручная сварка}
С отбортовкой кро- мок Встык, без раздел- ки, одностороннее Встык, без раздел- ки, двустороннее Встык, с разделкой кромок Встык, без раздел- ки То же » Встык, без раздел- ки 1,0 2,0 3 0 5,0 10 3,0 6,0 2,0 10 1,0 2,0 .3,0-4,0 4,0—5,0 5,0—6,0 4,0 5,0 2,5 Сп 5,0 2,0—3,0 3,0-4,0 4,0—5,0 Алюмин 2,5 2,5 2,5 лае типе 4,0 40- 50 80—90 100-130 200—240 250—300 j.d (автом 180—200 250—290 520—550 АМг (ав 580—600 4-5 7-8 8-9 8—10 9—12 атичеаса 14—16 16—18 14—16 поматичс 25—28 35-50 65—80 80-110 160—200 240-280 сварка) 250—290 скал сеарь 11-15 20-22 24—30 24—30 27—35 -а) 1 1 1 2 5 1 аов = 18 + 20 м'ч; упп ~ 95 : 100 м/ч; = 12 В; t)on = 17—18 м/ч; - 90+100 м/ч; Уд = 14 В С варка трехфаз- пой дугой в аргоне: у (.в = 7,8 м/ч на подкладке Уд - 16+ 18 В; ссв — 10 м/ч
Цуговая и электрщилаковая сварка Сварка цветных металлов и сплавов
136
Дуговая и электроиыакоеая сварка
5.54. Режимы сварки погруженным вольфрамовым электродом сплава
АМгб
Толщина металла, мм Сварочный 'J ок» А Скорость свар- ки, М-'ч Глубина погружения электрода ниже по- верхности основного металла, мм
К) 350—400 10 2,0—4,5
18 470—500 7 3,0—4,0
Примечая я с Напряжение па дуге II В. расход гелия 22 л/млн.
5.55. Режимы полуавтоматической аргонодуговой сварки алюминия
плавящимся электродом
Соединение Толщина ; металла, мм Диаметр : члектродноЛ проволоки, мм ! Свароч- ный ток, А Напряже- | нис, В ! Скорость снарки, м/ч Расход ар- гона, л/мин Число про- ходов
Встык, без 4—6 1 5—2 140—240 19—22 20—30 6—16 9
разделки кро- 8—10 1 5—2 220—300 22—25 15—25 8—10 2
мок 12 2 280—300 23—25 15—18 10—12 9
Встык, с V- 5—8 1,5—2 220—280, 11—24 20—25 8—10 2—3
образной раз- делкой кромок ла подкладке 10—12 2 260—280 21—25 15—20 8—12 3-4
Встык, с X- 12—16 2 280—360 21—28 20—25 10—1. 2—4
образной раз- 20—25 2 330—360 26—28 18—20 12—15 1—8
дел к ой 30—60 2 330—3(0 26 28 18—20 12—15* 10—40
Тавровое, уг- 4—6 1,5—2 200—2(50 18—22 20—36 6—16 1
новое п на- 8—16 2 270— 130 24—26 20—25 8—12 2—6
хлесточпое 20—30 2 339—3(56 26—28 20—25 12—15 10—40
5.56. Режимы автоматической сварки алюминия по флюсу
одной электродной проволокой
Толщина металла, мм Д»1Эл*ГГр жлектрсдиой проволоки, мм СлапочНЫН Скорость сварки, м/ч Слой <Ьлюса, мм
ток А Высоте Ширина
4 1,0—1,1 140- -160 24—20 7 25
6 1,2—1.3 170- -160 24—26 8 26
1.1— ,5 190- -210 29 -22 9 26
Алюминий и его сплавы
137
Продолжение табл. 5.56
Толщина металла, мм Диаметр электродной проволоки, мм Сварочный ток, А Скорость сварки, м/ч Слой флюса, мм
Высота Ширина
ю 1,6—1,7 220—250 20—22 9 27
12 1,8—1,9 260—280 18—19 10 27
14 2,1—2,3 300—350 17-18 11 29
16 2,5—2,6 350—370 16—17 11 32
18 2,8—2,9 400—450 15—16 12 42
20 3,0—3,1 450—470 14—15 14 40
22 3,2—3,3 470—480 13—14 15 44
25 3,5—3,7 500—550 12—13 16 46
5.57. Режимы автоматической сварки алюминия ио флюсу
расщепленным электродом
Толщина ме- талла, мм Диаметр электрод- ной про- волоки, мм Расстоя- ние меж- ду осями прово- лок, мм Суммар- ны fi ток, А Напря- жение, В Скорость сварки, м/ч Слой флюса, мм
Вы- сота Ши- рина
12 1,6 7—9 320—340 34—36 17—18 30 11
16 2,0 8—10 400—450 38—40 15—16 42 12
20 2,5 9—12 460—500 38—40 12—14 46 16
5.58. Режимы автоматической сварки алюминия под флюсом*
Толщина металла, мм Диаметр элекгродиой проволоки, мм Сварочный ток, А Напря- жение, В Скорость сварки, м/ч Скорость подачи проволоки, м/ч
14 3 550—620 28—34 13 184
34 2,5 1100—1200 32—36 13 476
40 3 1400—1500 34—38 13 496
50 3 1800—1900 36—38 13 624
62 3.6 1900—2100 36—42 8 515
* Флюсы ЖС-tW, ЖС-64А,
138
Дуговая и мвктрошлаковая сварка
МАГНИЙ И ЕГО СПЛАВЫ
5.59. Режимы аргонодуговой сварки пеплавящимся электродом
магниевых сплавов
Соединенно Толщин 2 ИСТЯЛЛ2, ’ГМ Сварочный ток. А Скорость снарки, м/ц i грнсадочная ПроВО-ПСКЛ Расход аргона, л/мин
Дна- метр, мм Скорость подачи, м/ч
Автоматическая сварки
Встык, без раз- 2 S65—175 4 2 120 12—14
делки, один про- 3 180—200 18—26 2,5 95—106 14-16
ход 5 260—270 18 2.5 100—110 16—18
6 280—290 18 2.5 90—100 16—18
Полуавтоматическая. сварка с ручной присадочной проволоки подачей
Встык. без 110—120 1В—26 2,5 — 12—14
разделки, один 3 170—175 18 3 — 14—16
проход 5 240—250 18 3 — 14—16
6 260—270 Ручная с'.с 18 рка 4 — 14—16
Встык, без раз- 2 100—103 — о q — 12—14
делки, один про- 3 180—190 2,5 3-4 — 12—14
ход г 230—240 — 16—18
Встык, с раз- 6 200—220 — 4 — 16—18
делкой, три про- хода 200 — 4 — 16—18
Встык, с раз- делкой, четыре- пять проходов 10 200 — 4 — 16—18
Встык с раз- делкой, много- слойная ЗС 220—230 4 16—18
5.50. Режимы аргонодуговой сварки магниевого сплава
плавящимся электродом
Диаметр элек- тродной про- нолоки. мм Скорость подачи проволоки, м/мнн Сварочный ток, Л Напряжение, В
1,2 20.3—21,6 180—200 24—28
1,62 13,0—14,2 220—265 24—28
2.4 8,13—8,4 325—350 24—28
3,2 7,0—7,62 420—440 26—30
Л1сдь и ре сплмы
139
МЕДЬ И ЕЕ СПЛАВЫ
5.61. Режимы свирки стыковых соединений меди
i; ее склизов угольным электродов
Толщина метал- ММ Диаметр элек- трода, им Длина дуги, мм . Сварочный ток, А
2 6—7 5—8 125—200
8 10—15 200—350
8 10—12 15—20 300—450
13 25—30 500—700
5.62. Режимы сварки меди в среде аргона вольфрамовым электродом
Голщн« ня ме- талла, мм Диаметр, м.м Число прохо- дов (кро- ме подвг- рочиого) Сварочный ток, А Расход аргона, л/мни
элек- трода приса- дочной прово- локи
1,2 2,5—3 1.6 1 120—130 7—8,5
1,5 « 2,5—3 2 1 140—150 7—8,5
2,5 3,5—4 2,5—3 1 220—230 7,5—9,5
3 *1 3,5—4 2,5—3 1 230—240 7,5—9,5
10 •? 4—4,5 3 3 1-й проход 200—350 7—8
4—4.5 5 2-й проход 200—350 7
4—4,5 6 3-й проход 200—400 7
12 *? 4—4,5 3 11одварочиый шов 250—350 7
4—4 5 3 4 1-й проход 250—350 8-10
4—4,5 5 2-й проход 250—400 8—10
4—4,5 6 3-й проход 300—450 8—10
4-4,5 6 4-й проход 300—450
4—4,5 3 Подвзрочный шов 250—350 8—10
19 *3 5—-5,5 3 6 1-й и 2-й проходы 250—400 10—12
5—5,5 5 3-й и 4-й проходы 250—450
25 *3 5—5,5 6 5-й и 6-й проходы 300- 550 10—12
5—5,5 3 8 1-й и 2-й проходы 250-400 12—14
5—5,5 5 3-й и 4-й проходы 300—450 12—14
5—5,5 6 5-й и 6-й проходы 300—550 12—14
5—5,5 6 7-й п 8-й проходы 350—600 12—14
** Нет разделяй кромок.
*2 У’-обргзиан разделка кромок, а = ТО-рЯР'.
*’ Х-обряЗная разделка кромок, а — 7Й-=-90с
140
Дуговая и электрошлаккая сварка
5.63. Режимы механизированной сварки чистой меди плавящимся электродом
в различных инертных газах (нижнее положение)
Медь и ее сплавы
141
5.64. Режимы сварки меди незащищенной дугой проволокой
марки МРзКМцТ0,3-0,3-0,1-0,3
Соединенне Толщи- на ме- талла, мм Диаметр электрод- ной про- волоки, мм Сварочный ток, А4 Напря- жен и е, В Ско- рость сварки, м/ч
Стыковое, на 2 1 160— 70 25—26 20—26
медной подкладке 4 1,2 210—240 29—32 20—24
6 1,2—1,6 300—340 30—32 17—20
Стыковое, ДВУ- 4 1,2 200—240 29—32 10—24
сторонним швом на весу 6 1,2—1,6 300—340 30—32 16—20
Нахлесточное н 2 1 160—200 26—27 18—22
угловое 4 1,2 230—250 30—32 22—25
6 1,2—1,6 300—ЗьО 32—34 16—18
Примечание. Длина вылета электрода 10—15 мм.
5.65. Ориентировочные режимы автоматической сварки меди под
флюсом
Соединение Разделка кромки Толщина метал- ла, мм Сварочный ток, А Напря- жение, В Скорость сварки, м/ч
Стыковое Без разделки 5-6 10—12 16—20 500—550 700—800 850—1000 38—42 40—44 45—50 45—50 20—15 12—8
U-обргз- пая 25—30 35—40 106'0—1100 1200—1400 45—50 48—55 8—6 6—4
142
Дуговая и электрошмковая сварка
Продолжение табл. 5.G5
Соединение Разделка кромки Толщина метал- ла, мм Сварочный гок, А Напря- жение, В Скорость сварки, м/ч
Угловое Односто- ронняя 16—20 25—30 850—1000 1000—1100 45—50 45—50 12—8 8—6
U-образ- ная 35—40 45—60 1200—1400 1400—1600 48—55 48—55 6—4 3—5
Примечание. Для сварки меди толщиной до 10 мм используют те же
плавленые флюсы, что для стали.
5.66. Режимы автоматической сварки латуни (ЛС59-1, ЛС62-1,
J162, ЛМц58-2) под флюсом АН-20 проволокой БрОЦ4-3
Толщина ме- талла, мм Диаметр элек- тридной прово- локи, мм Свароч- ный ТОК, А Напряжение, В Скорость свар ки, м/ч Примечание
3 1.5 160—18.0 24—26 20 Односторонняя сварка
4 1,5 180—200 24—26 20 То же
1,5 140—160 24—26 25 Двусторонняя сварка
8 1,5 360—380 26—28 20 Односторонняя сварка
1 5 260—300 28—30 22 Подварочный шов
1,5 320—340 28—30 24 Второй проход
12 450—470 30—32 25 Односторонняя сварка
2 360—375 30—32 25 Подварочпый шов
о 400—425 30—32 28 Второй проход
18 3 650—700 32—34 30 Подварочпый шов
3 700—750 32—34 30 Второй проход
Медь и ее сплавы
143
5.67. Флюсы и прпво-юки для мсхаиизнропанной сварки алюминиевых бронз
Сварочная проволока ВрАЖМцЮ 3-1,5 БрАМц9-2 БрАЖМцЮ-3-1,5 БрАЖМцЮ-3-1,5
Основной металл Ю 05 LO ’Y iti С ' ? Th Ю М1 О 2 « 2 а 1- ос, 2 5 1 ? т х * S £ К < < < < Ш Й И Й
Состав флюса, % а- о. | см | •*
Z | О> Ю тг
ГеМп 10 20
•а ГС Z Sill
IX 8 111
ВаР« I о I со
NaCI с о с о СМ см (М см
и с с ю с 04 О] О1
NaF 1 О О СО I со -чг СО
Марка лпи Ki ЛПИ-К2 ЛПИ-КЗ ЛПИ-К4
144
Цуговая и ялектрошлаковая сварка
НИКЕЛЬ. СВИНЕЦ, ЦИНК, СЕРЕБРО, ТИТАН
И ДРУГИЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
5.60. Подготовка кромок при сварке встык никеля
и его сплавов покрытыми электродами
Толщина металл а, мм Соединенно Ilpiny. плен не, мм Зазор, мм
2—4 4— > 6—12 Без разделки кромок с V-образ- ной разделкой иод углом 60—70е 0,5—1 1,5—2 1—2 1.5—2 1.5—3
8—12 12—20 С Х-образной двусторонней раз- делкой под углом СО—70° СЧ со 1,5—3 2—4
5.70. Режимы ручной аргоподуговой сварки никеля
и некоторых его сплавов
Толщина металла, мм Разделка кромок Число проходов Диаметр, мм Свароч- ный ток» А Расход аргона, л/ мин
вольфра- мового электро- да приса- дочн о Л проволо- ки
2 Без раз- 1 1,5—2 1—1,5 70—90 8—10
4 делки о 2—2,5 1,5—2 80—160 8—10
4 V-об раз- 2 2—2,5 2—2,5 80—100 8—10
6 лая 3 9 9 5 2,5-3 80—100 10—12
10 4 2,5—3 3 100—120 10—12
6 Х-образ- 2 2—2,5 2,5—3 90—120 10—12
8 пая 4 2,5—3 2,5—3 90—120 10—12
10 4 2,5—3 2,5—3 100—120 10—12
5.71. Режимы дуговой сварки свинца угольным электродом
Тол щи и а металл а, мм Диаметр элек- трода, мм Сварочный ток, А Длина дуги, мм
1—5 6—12 25—40 4—6
5—10 10—15 40— 5 6—8
10—12 15—20 65—95 8—12
15—30 15—20 95—100 8 12
Никем, цинк, серебро, титан и другие металлы
145
5.72. Режимы аргонодуговой сварки тонколистового свинца
вольфрамовым электродом
Положение шва Диаметр S.lBKTpO- ла. мм Свароч- ный ток, А Длина дуги, ММ Расход аргона, линк
Нижнее, встык 1,5 12—15 1.5 1,5-2
Вертикальное и потолоч- ное, встык 1 8—10 1 1.5
Горизонтальное, вна- хлестку 1,5 12—15 1,5 1,5—2
Вертикальное, внахлестку 1 8—10 1 1,5
5.73. Режимы аргонодуговой сварки цинка вольфрамовым электродом
Т олщин з мет а л л а, к м Сварочный ток, А Скорость сварки, м/ч
4 116—120 25
6 140—150 20
8 160—170 15
П р и м е ч а и и е. Расход аргоиа 8—10 л/мин.
5.74. Режимы аргонодуговой сварки серебра вольфрамовым электродом
(ток постоянный прямой полярности)
Толщина металла, мм Условия сварки ’ Диаметр электрода, мм Сварочный ток, А Диаметр присадоч- ной про- волоки. мм Расход аргона, л/мин
1 Встык с отбортов- кой кромок 2 60—70 — 3—4
2 Встык без зазора, на весу 2 120—130 2—3 4—5
3 То же 3 150—160 3 6—7
146
Дуговая и электрошлаковая сварка
5.75. Подготовка кромок при аргонодуговой сварке
титана неплавяпдимся электродом
Стыковое соединение Толщина метал- ла, мм Зазор, мм Приту- пление, мм Угол раздел- ки, мм
Без скоса кромок До 4 До 0,5 — — —
С V-образной разделкой 4—10 0,4—1 1,5—2 70—90
С X образной разделкой 10—25 1—2,5 1,5—2 50—70
С U-образной разделкой >25 >2,5 1,5—2 30
5.76. Режимы ручной сварки титана и его сплавов
неплавящимся электродом в среде аргона
Толщина металла, мм Число проходов Сварочный ток, А Напряжение, В Диаметр приса- дочной просо леки, мм
1 1 40—60 10—14 —
2 1 70—90 10—14 1,5—2
3 2 120—130 10—15 1,5—2
4 2 130—140 11—15 1,5—2
5 2-3 140—160 11 — 15 2—2,5
10 10—14 160 200 11 — 15 2—3
5.77. Режимы автоматической сварки стыковых соединений
из титана по флюсу-пасте АНТ-23А
Толщин а металла, мм Сварочный ток, А Напряженно, В Скорость сварки, см/с Расход аргона в горелку, дм8/с
0,8 18—35 7—8 0,3—0,7 0,04—0,06
1,0 20—40 7—8 0,3—0,7 0.04—0,06
1 5 40—60 7—8 0,3—0 6 0,04—0.06
2,5 80—100 8-9 0,3—0,6 0.06—0,08
3,0 110—130 9—10 0,3—0,4 0,06—0,08
Примечай и е. Расход аргона в насадку 0,0'1 — 0,06 л/с, для защиты
Kopj я шва 0.02—0.04 л/с.
Никель, цинк, серебро, титан и другие металлы
147
5.78. Режимы сварки стыковых соединений из титана
плавящимся электродом в среде инертных газов без разделки кромок
Толщина металла, мм Диаметр электрод- ной про- волоки, мм Свароч- ный ток, А Напря- жение, В Скорость сварки, м/ч Вылет электрод- ной про- волоки, мм Расход защитно- го газа, л/м ни
3—8 1,6 350 450 СО 00 >1 1 1 GD >! 04 04 25—40 20—25 30—40 20—30
10—12 1,6—2 440 -520 38—40 30—34 20—35 20—28 70-90 35—45
15 3 600—650 42—48 30—32 25—30 25—30 70—100 35—50
16—36 5 780—1200 46—52 34—38 15—25 40—55 100—120 50—60
Примечание. В числителе —1 при сварке в гелии; в знаменателе —*
при сварке в аргоне.
5.79. Режимы механизированной сварки тонколистовых сплавов
ванадия, ниобия и тантала неплавящимся электродом в среде аргона
Сил ан Толщин а металла, мм Сварочный ток, А Напряжение, В Скорость CB3D- кн. см.'с
Ванадия 0,5 90 8—9 0,8—1,1
1 140 9—10 1 4
2 320 16—18 1,4
Ниобия 0,5 80 8—10 0,8—0,9
1 160 10 1 1
2 240 10 0,4
Тантала 0,5 80 8—10 0,8—0,9
1 140 10—12 0,7—0,8
1.5 180 12-14 0,7—0,8
СВАРКА РАЗНОРОДНЫХ СПЛАВОВ
5.81. Сварочные материалы дм дуговой сварки разнородных сталей
Оариоаемый стали Сварочный материл лы
Электр оды для ручной снарки Флюсы Проволока для сварки
под Л.носом в защитных газах
Разнородные высокохромистые: мартенситные * 15Х11МФ, 18Х11МНФБ, 11X11Н2В2МФ, 20Х12ВИМФ, 16Х11Н2В2МФ, 20X13 25Х13Н2, 13Х141-13В2ФР ферритные 08X13, 12X17, 08Х17Т, 15XI8CIO мартенситно-ферритиые 15Х6СЮ, 15Х12ВНМФ, 18Х12В1ЧБФР, 12X13, I4X17H2 Типа Э-06Х12Н, Э-12Х11НМФ. Э-10Х16Н4Б, Э-10Х25Н13Г2 АН-26, ОФ-6. АН-17 СВ-0Х14ГТ, 15Х12ГНМВФ (ЭП390), Св 07Х25Н13, Св-08Х20Н9Г7Т Св-ОХ 14ГТ, 15Х12Н1МВБФ (ЭП249), 15Х12ГПМВФ (ЭП390)
Разнородные хромоникелевые: аустенитные 08Х10Н20Т2, 10Х11Н20ТЗР, 09Х14П19В2БР1, ОЗХ16Н15МЗБ, 08Х17Н13М2Т, 12Х18Н9Т 04X181110, 08Х18Н10Т, 03Х18Н11, 08Х18Н12Т, 08Х18Н12Б, 31Х19Н9МБТ, 07Х21Г7АН5, 03Х21Н21М4ГБ, 20Х23Н18, 12Х25Н16Г7АР Типа Э-04Х20Н9, Э-10Х25Н13Г2, Э-06Х19Н11Г2М2, Э-0Х20Н9Г6С, Э-11Х15Н25М6АГ2 АН-26. ОФ-6. АН-18 Св-04 Х19Н9. СВ-07Х25Н13, СВ-04Х19Н11МЗ, CB-08X201-19I7T, Св-ЮХ 16Н25ДМ6 Св-04Х19Н9С2, Св-Х20П9Г7Т
150 Цуговая и змктрошлаковая сварка
Сварка разнородных сплавов
151
5.82. Технологические особенности электродов для ручной дуговой
сварки разнородных сталей и сплавов
Марке
ОЗЛ-6
ВИ-ИМ-1
ЦТ-28
АНЖР-1
АНЖР-2
АИЖР-ЗУ
ОЗ Л-19
НИИ-48Г
ИИАТ-5
Назначение
Конструкции из yiлеродистых и низколегиро-
ванных сталей в соединениях со сталями аустенит-
ного класса
Сочетание разнородных сталей и сплавов. Металл
шва типа Х19М14Н63Г2В
Сварка сталей со сплавами на никелевой основе.
Ширина валиков — до 2,5 диаметра электрода
Конструкции, работающие при 550—600 '’С. из
I азнородпых сталей (высоколегированных жаро-
прочных со средне- и низколегированными тепло-
устойчивыми), а также из закаливаемых сталей.
Тип металла шва—06X24H60MI0I 2Т. Предвари-
тельный подогрев и последующая термообработка
не требуются
Конструкции, работающие при 450—550 °C нз раз-
нородных сталей (высоколегированных жаропроч-
ных со средне- и низколегированными теплоустой-
чивыми), а также из закаливаемых сталей Тип ме-
талла шва — 07Х24Н40М8Г2Т. Предварительный
подогрев и последующая термообработка не требу-
ются
Разнородные стали, длительно работающие при
температурах до 459 °C. Например, 12Х18Ш0ТН
+ БСтЗсн, 12XI8HI0T-; 20К, 10Х17JI13M3T Н-
+ 16ГС, 10Х17H13M3T09Г2С. Предваритель-
ный подогрев п последующая термообработка не
требуются
Марганцовистая сталь в сочетании с другими
сталями, в том числе низкол тированными и угле-
родистыми, например: П0Г13Л— сталь 35,
110Г13Л-|- сталь ЗОХГСА. Шов жаростоек до
1090 *С. Благодаря малому проплавлению основно-
го металла основной п наплавленный металл имеют
повышенную сопротивляемость к образованию о-
рячих трещин. Состав металла шва —09Х23Н13Г
Соединение низколегированных и специальных
сталей с хромоникелевыми сталями ауютснитного
класса. Металл шва жаростоек до 800 °C
Сочетания аустенитных сталей с низко- и средне-
легированными
152 Дуговая и электрошлаковая сварка
Продолжение табл. 5.82
Марка Назначение
ОЗЛ-32 ОЗЛ-25Б АНЦ-ОЗМ-2, «Комсомо- лец- 100» Сварка углеродистой стали с никелем, корро- зионно-стойких сталей с никелем и других разно- родных сплавов. При сварке электрод держать поч- ти вертикально, дугу обрывать медленно, отводя се на наплавленный металл. Сварку вести ниточными валиками (допускаются поперечные колебания элек- трода с амплитудой до двух диаметров) Разнородные стали Сварка меди со сталью. Медь предварительно по- догревают до 150—350 °C и выше в зависимости от толщины
5.83. Присадочные проволоки, рекомендуемые для сварки разноименных алюминиевых сплавов
Сплав 1201 1915 АДЗЗ АД31 АВ
А 99 АД00 АДО АМцС АМгЗ АМгб АА1гб АВ АД31 АДЗЗ 1915 СвАКб СвАКб СвАКб Св1201Пч СвАКб СвАКб СвАКб СвАКб СвАКб СвАКб СвАКб СвАКб СвАКб СвАКб СвАМгб СвАМгб СвАМгб СвАМгб СвА Мгб СвАМгб СвАМгб СвАКб СвА Ко СвАКб СвАКб СвАМгб СвАМгб СвАМгб СвАКб СвАКб СвА Кб СвАКб СвАКб СвАКб СвАМгб СвАМгб СвАМгб СвАКб СвАКб СвАКб СвАКб СвАКб СвАМгб СвАМгб СвАМгб
Сплав АМгб АМг5 АМгЗ АМцО АДО АД 00
А99 АД00 АДО А МцС АМгЗ АМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМгб СвАМц СвАМц СвАМц СвА! СвА1 СвА85Т
Глава 6
КОНТАКТНАЯ СВАРКА
ОСНОВНЫЕ СПОСОБЫ КОНТАКТНОЙ СВАРКИ
И ИХ ПРИМЕНЕНИЕ
6.1. Способы стыковой сварки и их применение
Сварка Спариваемые заготовки
Металл Форма сечения Размеры сечения
Сопроти- влением Сталь, ни- хром, медь, алюминий, сплавы меди» сплавы алю- миния Компактное (круглое, квадратное) Проволока диаме- тром до 6—8 мм, зве- нья цепей диаметром до 20 мм, трубы диа- метром до 40 мм при газовой защите и спе- циальной подготовке кромок
Непрерыв- ным опла- влен нем Сталь, медь, алюминий и их сплавы; заготовки из разнородных материалов Стержни, тру- бы, листы. уголки и дру- гой профиль- ный прокат; поковки, штамповки Стальные стержни и толстостенные тру- бы до 3000 мм2, сталь- ные листы и тонко- стенные трубы до 6000 мм2 и выше, , рельсы
Непрерыв- ным опла- влением па специаль- ных сгы- корых ма- шинах Сталь Рельсы, тру- бы, прокат Большое попереч- ное сечение (40 000— 60 000 мм2 и выше)
Оплавле- нием с по- догревом Сталь неза- каливающаяся Прутки, трубы В мелкосерийном производстве. более 300 мм2, в массовом производстве более 1000 мм2
То же Сталь зака- ливающаяся Прутки, тру- бы рельсы От 20 мм2 и выше
154
Контактная сварка
6.2. Способы точечкой сварка и их применение
Сва.рка Толщина листа, ум X ярактер истина
Одноточечная двусторонняя До 8 Наиболее универсальный способ. Сварка различного проката; штампо- вок из черных н цветных металлов
Двухточечная односторонняя До 2,5 Сварка крупногабаритных изделий; приварка листовой обшивки к кар- касу. Часть тока шунтируется через верхнюю деталь
Двухточечная двусторонняя До 5 Шунтирование тока незначительное. Сварка ответствен пых крупногабарит- ных узлов с повышенной толщиной за- готовок
Многоточечная Односторонняя 1.5—2 В ысоконр он зкодотел ьн ufi сп особ; применяют в массовом производстве
Рельефная 0,5—5 Общий сварочный ток распределяет- ся на все рельефы. Требуется хорошая очистка деталей и точная штамповка рельефов. Применяют в массовом про- изводстве; обеспечивают хорошее ка- чество при сварке топких листов с тол- стыми
Рельефно-точеч- ная 2 и более В местах рельефов разрушается ока- лина, концентрируется выделение теп- лоты и приложенное давление. Сварка неочищенной стали
Основные способы контактной сверки
155
6.3. Способы шовной сварки и их применение
Сварка Сущность способа сварки Толщин г листа, Характеристика
Преры- вистая шовная Прерывистое (импульсное) включение тока при непрерывном вращении роликов До 3 Наиболее распространен- ный способ. Прерывистое включен яс тока уменьшает перегрев поверхностей за- готовок и электродов в кон- тактах между ними, повы- шает стойкость роликов. Улучшает качество сварки. Сварка стали и цветных ме- таллов различных марок
Непре- рывная шовная Непрерывное включение тока при непрерывном вращении роликов До 1 Перегрев заготовок и ро- ликов, относительно низ- кая стойкость роликов, не- высокое качество сварки. Сварка неответственных изделий из ннзкоуглероди- стой стали
Шаговая шовная Вращение роли- ков при выклю- ченном токе, включение тока при нейодвижпых роликах До 3 Наименьший по сравне- нию с другими способами перегрев контактов между заготовками и электрода- ми. Сварка алюминиевых сплавов и плакированных металлов
ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНЫХ МАШИН
6.4. Основные свойства и области применения электродных материалов
Материал Электропро- водимость, % (.медь 1 00 %) Твердость НВ Температура разупрочне- ния, °C Роком?ндуемая механ и че * ская или термомеханическая обработка Основное назначе- ние
Медь АН 97 100-110 250—270 Холодная деформация 10-60% Точечная и шовная сварка легких сплавов
Кадмиевая бронза БрКд1 (МК) 85—95 95—115 350
Хромокадмиевая бронза БрМц5Б (БрХКдО,5-0,3) 85—90 110-120 370 Закалка п роду после вы- держки при 940—960 °C в течение 1 — 1,5 ч, холодная деформация 50—60 %. Ста- рение (отпуск) при 470— 490 °C в течение 4 ч
Хромоциркопиевая бронза БрМц5А 85—87 110—130 500
Хромовая бронза БрХ 80—85 120—140 400—420 Закалка в воду после вы- держки при температуре 980—1000 °C в течение 1— 1,5 ч, холодная деформация 40—-60 %, старение (отпуск) при 470—490 °C в течение 4 ч Точечная и шов- ная сварка угле- листах низколе- гированных ста- лей и титана
Хромоцирконие- вая бронза БрМц5 80—85 130—143 500
Продолжение табл. 6.4
Материал Электронро- водимость, % (медь 100 %) Твердость НВ Температура разупрочне- ния, °C Рекомендуемая механиче- ская или терломехаиичсская обработка Основное назначе- ние
Никельбериллнй— титановая бронза НБТ 50—55 190-230 510 Закалка в воду после вы- держки при 960—980 °C в течение 1,5—2 ч, холодная деформация 40—60 %, ста- рение (отпуск) при 420— 460 °C в течение 4 ч Точечная и шов- ная сварка корро- зионно-стойких сталей, титана; губки стыковых машин
Ннксльбсриллие- вая бронза БрМцЗ 55—60 180—230 490 Закалка в волу после вы- держки при 940—960 °C в течение 1,5—2 ч, холодная деформация 40—60 %, от- пуск при 510—520 °C в те- чение. 5 ч Губки стыко- вых машин
Элкопайт ВЧ 20—25 200 — Элконайт ВМ получают методом порошковой метал- лургии путем пропитки спрессованных заготовок расплавленной медью Вставки в элек- троды точечных, шовных машин и в губки стыковых машин
Контактная аварка Я Основные способы контактной сварки
158
Контактная сварка
6.5. Рекомендуемые размеры электродов в зависимости от толщины
свариваемых заготовок для точечной и шовной сварки, мм
Размеры и форма электродов Толщин а свариваемого металла, мм
0.54- + 0,5 14-1 1,54- 4-1.5 2 4-2 2.5 4- 4- 2,5 3 4-3
Низкоуглсродистые и низколегированные стали
Прямые электроды:
диаметр электрода 12 12 16 20 20 25
Диаметр контактной по- 4 6 6 8 9 10
всрхиости
Ролики:
ширина ролика 6 10 12 15 18 20
ширина рабочей поверх- 4 5 7 8 10 10
пости
Жаростойкие и коррозионно-стойкие стали
Прямые электроды: диаметр электрода 12 12 16 20 20 25
диаметр контактной по- верхности 4 5 7 8 9 10
радиус сферы 25-56 75— 100 100— 150 100— 150 150- 200 200— 250
Ролики: ширина ролика 6 10 12 15 18 20
ширина рабочей поверх НОСТИ 4 5 7 8 10 10
радиус рабочей поверх- ности 25—50 75— 100 100— 150 100— 150 150— 200 ИО
Легкие сплавы
Прямые электроды: диаметр электрода 12 16 20 25 25 30
радиус сферы Ролики: 50 75 100 100 150 150
ширина ролика 12 20 20 20 25 25
радиус рабочей поверх- ности 50 75 75 100 100 150
Стыковая сварка
159
СТЫКОВАЯ СВАРКА
6.6. Давление осадки при сварке оплавлением, МПа
Металл I Еспре- рыпным оплавле- нием Опла- влением с подо- гревом Металл Непре- рывным оплавле- нием Опла- влением с подо- г ревом
Низкоуглеро- 60—80 40—60 Чугун 80—100 40—60
диета я сталь Средпсуглсро- дистая сталь Высокоуглеро- дкетая сталь 80—120 100—120 40—60 40—60 । л Алюм ни ни Алюминиевые сплавы Л1е,ь 120—150 130—200 250—4С0 1 1 1
Низколегиро- ванная сталь Ферритная сталь 100—12С 100—1FC 40—60 60—80 Латунь Бронза Титановые 140—180 140—180 30—100 30—40
Аустенитная 150—220 100—146 сплавы
сгаль
6 7. Припуски при стыковой сварке оплавлением стержней
ив ннзкоуглеродистых и низколегированных сталей, мм
:терж- J Непрерыв- ным опла- Оплавлением с подогревом й Cl Ф Непрерыв- ным опла- Оплавлением с подогревом
вле нисм ПЛС1 нем
С_ — ф 6 ГО Kt Сч- го Kt 6 с£
Ф X о ? v о ГО g го Ф 2 го g *
О с (£ О X о о х о Е й О
го >, х Ф ф СО >1 t И
ri = = Ж и ~ с2 X X «ё К О х 2 х и” Я X
5 5 2 — — — 40 17 5 4 11 4
8 5 2,5 — —- — 50 19 6 5 12 5
10 5 3 2,5 4 3,5 60 — — 6 13 6
15 7 3 4 4 3,5 70 — — 7 14 7
20 9 4 3 7 4 80 — — 8 15 8
25 11 4,5 4 7 4 90 — — 9 15 8
30 12 4,5 4 8 4 100 — — 9 18 9
При м ечан не. Суммарная установочная длина составляет 1,5 диа-
метра стержня при сварке низкоуглерод! стых н 2 -2.4 диаметра стержня при
сварке низколегированных сталей.
2
§
§
i
6.11. Режимы сварки непрерывным оплавлением цветных металлов и сплавов О
Материал, и размер заготовки, к мм 1Ъ , — - У стан о- гочная длина, мм Припуск из опла- вление, мм Длитель- ность oibia оле- ни я, е Средн ГДЕ скорость оплавло- Н 1Я, мм/с Припуск на осадку, мм Скорость осади», мм/с Давле- ние осад- ки, МПа Удельная мощ- ность, кВ- А
об Щ 1 II под током
“ Алюминий, пруток диа- метром; % 20 25 С 30 3 38 8 Сплав алюминия АК6, аз пластина толщиной" ‘ 1 Сплав алюминия АМгбТ, пластина толщиной 4—7 Медь, пруток дрямпт! ом 10 Латунь Л62, пруток диа- метр ом: 6,5 10 Латунь Л59, пруток ячя- метром: 0,5 10 Бронза БрОФ6,5—1,5, полоса толщиной: 1 4 38 43 50 65 12 14 13 20 15 22 18 25 25 40 17 20 22 28 8 10 14 12 8 7 10 15 1,7 1.9 2,8 5 1,2 1,5 5 1.5 2.5 3,5 2 2,2 10 1.1,3 10,3 7,9 5,6 5,8 6,5 2,8 8 2,4 2,3 3,5 4,5 5 2,5 13 13 14 15 7 8.5 12 8 9 13 10 12 11’11 II -М - М-ЮО, 150 150 150 150 150 КО 200 200 25 35 50 65 125 125 16,4 19 12 18-20 20 -22 13 38 45 23 55 27 35 6—13 Стыковая сварка 161 to in LD Illi 1 'р ^Сг. ю сч 'III o'О 1 сч с’~ оЫ o'o'
162
Контактная снарка
6,12. Характер и причины дефектов стыковой сварки
Характер дефекта
Причины дефекта
Неметаллические
включения в стыке
(преимущественно ок-
сиды)
Непровар
Перегрев металла
Смешение торцов
заготовок
Поджог на поверх-
ности заготовок в ме-
стах токоподвода
1 ретины в зоне
сварки
Неустойчивое оплавление. Мала конечная
скорости оплавления. 1 {едостаточная величина
осадки. Преждевременное выключение тока.
Низка скорость осадки
Недостаточное давление осадки. Недоста-
точный нагрев заготовок вследствие заниже-
ния тока, времени нагрева, припусков иа по-
догрев и оплавление. Мала осадка
Велики припуски на оплавление и осадку
под током. Велики ток и время его протека-
ния. Чрезмерный подогрев перед оплавле-
нием. Завышена усгаиовечпач длила
Неправильная подготовка торцов загото-
вок, Плохая наладка машины. Недостаточ-
ная жесткость зажимов машины н ее напра-
вляющих. Большая установочная длина
Не очищены заготовки. Загрязнены токо-
подводящис губки. Недостаточное усилие
сжатия. Плохое охлаждение электродов
Недостаточный пре.твнр ительпый нагрев.
Мала установочная длина. Перегрев металла.
Большое давление осадки. Чрезмерно быст-
рый нагрев п охлаждение (при завышенном
токе)
ТОЧЕЧНАЯ И РЕЛЬЕФНАЯ СВАРКА
6.13. Подготовка поверхности деталей для точечной, рельефной
и шовной сварки
Металл Сое та в р ист ьор а н а 1 л в оды Примечание
Низколегиро- ванные стала (хо- лоднокатаные) Обезжиривание Технический трины- рийфосфаг — 50 г; каль- цинированная сода — 25 г; едкий натр 40 г; температура СО- ТО еС После обезжирива- ния детали промывают в горячей воде (70— ЙО °C), затем в проточ- ной холодной воде
Точечная и рельефная, сварка
163
Продолжение табл. 6.13
Металл Состав раствора на J л коды Примечание
Травление Серная кислота — ПО г; хлористый на- трий — 10 г; присадка КС-1 —- 1 г. температура 50—60 Г. После травления не- обходима нейтрализа- ция в водном растворе едкого натра или кали (50—70 г.'л) при тем- пературе 20—25 “С
Коррозионно- стойкие и жаро- прочные стали и сплавы, низколе- гированные стали (с окалиной^ Травление Серная кислота — 85 г; соляная кислота — 215 г; азотная кислота — 10 г; температура 50— 70’С После травления не- обходима промывка в 10 %-ном растворе кальцинированной со- ды (СО—70 °C) и в про- точной холодной воде
Медные сплавы (латунь, бронза) Обезжиривание Едкий натр — 15 г; кальцинированная со- да — 15 г; трнпатрий- ф с.фат — 15 г; темпера- тура 40—50 °C Травление Серная кислота — 130 мл; температура 40—50 °C Азотная кислота — 75 мл; серная кисло- та — 100 мл; температу- ра 15—К °C После обезжирива- ния необходима про- мывка в теплой воде (30—40 °C), затем в проточной холодной воде После травления необходима промывка в холодной воде, За- тем рекомендуется пас- сивирование в водя- ном растворе хро- мового ангидрида (100 г. л) к серной кис- лоты (2 м.тл) при тем- пературе 15—20 °C
Титановые спла- вы (с окалиной) Травление Соляная кислота — 350 г; азотная кисло- та — 60 г; фтористый натрий — 50 г; темпера- тура 40—50 °C После травления не- обходима промывка в воде при температу- ре 40—50 °C
П р и. И е ч а к м я; I. Плотность кислот H-SO. — 1.84; НС1 — 1.19;
HNOj — 1.42 г/мл.
Й Время обработки определяется опытным путем в зав; спмости от разме-
ров обрабатываемых деталей, состояния поверхности и степени допустимого
(утонения деталей
6»
164
Контактная сварка
6.14. Допустимые зазоры при сборке (прихватке), мм
Толщина тонкой де- тали, мм Длина участков, мм, при сварке
точечной ШОВНОЙ
100 200 300 25 30 JOCP
Менее 1 0,5 1 1,3 о,1 0,2 0,4
1 1,2 1,5 0,4 0,6 1,2
? 2.5 0,3 0.6 0,9 0,075 .3
6.15. Рекомендуемые размеры точечных сварных сочинений. •.»
Мииима-зьный 11«ы точечной гль-р е.
Толщина тонкой де гад г Диаметр ли- TOI о ядрь точки низкоуг.тс ji'W4- стых И НИЗКО- лсгировамш-'х стал tti ! кoppwjпониn- cтонких Wipe- Прочных сэалг.-З и сплавов тит '-’чоу.иние- в . ♦•.< п с- HU* г-, мсп- 5Г *,11 >ТЕ
0.3 8 7 ,ч
0,5 3—4 it) 9 11
0,6 3.5—4,5 13 11 , и
1 4—5 14 12 .5
1,2 .».j 15 13 16
1,5 6—7 17 15 51
2 7—я 5 21 18
2,5 8—9 23 20 .50
3 9—10,5 28 24 35
3,5 10,5—12 32 28 10
4 12—13,5 38 32 чО
4,5 13,5—15 46 38 -50
5 14—16 50 55
5,5 15—17 55 53 со
6 16—18 GO 55 65
6,5 17—19 65 to ?0
18—20 70 63 75
Точечная и рельефная сварка
165
L16. Размеры рельефов и рея:имы рельефной сварки деталей из кизкоуглеродистой стали
166 Контактная сварка
Точечная и рельефная сварка
167
<>.17. Режимы точечной сварки углеродистых сталей на машинах
переменного тока
Толщина дета- ли. мм Сила тока, кА Дли гель и ость, тока, е Усилие сжатия, даН
Жестки е р е Ж и М Ь)
0,5 6—6.5 0,08—0.1 120—180
0 8 6.5—7,0 0,1—0,14 200—250
1,0 7.0—8,0 0,12—0,16 250—300
1.2 8,0—9,0 0 14—0,18 300—400
1.5 9,0—10,0 0,16—0,22 400—500
2.0 10,0—11,5 0,18—0,24 600—700
3,0 11,5—14 0 0,24—0,30 900—1000
3.5 15,0—16,5 0,30—0,40 1100—1200
4,0 17,0—19,0 0,40—0,56 1300—1500
я г к и е режим ы
0,5 4—5 0,1—0,2 50—100
1.0 6—8 0,2—0,4 100—200
1,5 8—12 0,24—0,5 150—350
2.0 9—14 0,36—0,6 250—500
30 14—18 0,6—1,0 500—800
4,0 15—20 0,8—1,2 600—900
5,0 17—24 0,9—1,5 800—1000
6,0 20—26 1,2—2,0 1000—1400
6.1 у. Режимы точечной сварки оцинкованной пизкоуглеродистой стали
Толщина детали, мм Диаметр рабочей поверхности электрода, мм Сила тока, кА Длитель- ность тока, с Усилие сжатия, даН
0,8 4 10,ь 0,22 215
0,9 4,5 11 0,24 250
1 5 12,5 0,26 285
1,3 5,5 14 0,36 380
1,5 6,5 15 0,46 485
1 9 8 19,5 0,t>6 635
2,4 9 24 0,64 820
2,8 10,5 28,5 0,78 1000
6.20. Режимы точечной сварки коррозионно-стойких сталей
Толщина дета- лей, МД! Сила тока. кА Длительность тока, мс Усилие сжатия, даН
ч/ - Т
0,5 4,5—5 0,08—0,12 250—300
0,8 4,5—5 0,12—0.16 300—400
1 5—5,7 0,16—0,18 350—450
1 2 5,5—6 0,18—0,2 450—550
1.5 6—7,5 0,2—0,24 500 650
2 7,5—8,5 0,24—0,3 800—900
25 9—10 0 3—0,34 1000—1100
3 10—11 0,34—0,38 1200—1400
6.18. Режимы точечной сварки закаливающихся
низколегированных сталей (с термообработкой)
Толщина деталей. мм Сварка Длитель- ность паузы, с Тер мообр аботка Усилие сжатия, ДаН
Сила тока, кА Длитель- ность тика, с Сила токи. кА Длитель- ность тока, с
0,5 5—6 0,32—0,4 0.3—0,5 4—5- 0,5—0,:; 200—300
0,8 6,5—6,2 0,36—0.44 0.4—0,6 4,5—5,2 0,6—0,74 250—350
1 6,2—6,7 6,42—0,5 7,6—0,7 4,8—5,5. 0,68—0,78 400—500
1,2 7,2—7,7 0,46—0,54 0,7—0,9 5—6 0,72—0,86 500—600
1.5 8,7—9 . 0,56—0,64 0,8—1,1 6,2—7 4 0,86—0,96 600—800
2 10—11 0,74—0,84 1,0—1,4 7,0—8,0 1,1—1,3 800—1000
2,5 11,5— 1—1,1 1.1—1,5 8—9 1,3—1,9 .'000—1200
12,5
13—14 1,2—1,4- 1,3—1,6 9—10 1,8-2,2 1100—1460
6.21. Режимы точечной сварки высокопрочных алюминиевых сплавов
на машинах постоянного тока
Толщина деталей, мм У см л нс сж ата я, да Н Выключение ковочного усилия, с Сила и длительность тока *
ст- рочное ковочное кА
0,5 200 450 0,04 22/15 0,04,0,04
0,8 300 700 0,08 26/18 0,06/0 04
1 400 900 0,10 30/20 0,08/0,06
1,2 550 1300 0 12 33/24 0 1/0,1
1.5 700 1600 0,60 38/27 0,14/0,12
2 1000 2200 0,18 44/32 0,16/0,12
3 1300 3200 0,24 65/46 0.2/0,14
4 3000 6000 0,26 72/50 0,22/0,14
• Числитель основного, знаменатель дополнительного тока
168
Контактная сварка
6.22. Режимы точечной сварки латуни Л62
Толщина деталей, мм Сила тока, кА Длительность тока, с Усилие сжатия, даН
П е р е м е н л ы Гт т о к
0,5 15 о,1 120
С,8 17 0,16 170
1,0 18,5 0,18 200
1,2 21,5 0,2 2о0
1,5 26 0,24 300
Постоянный ток
0,5 0,8 18 20 0,04 0,08 200 330
1,0 22 0,1 -.00
1,2 25 0,12 500
1,5 31 0,14 ЙСО
2,0 37 0,18 7(6
3,0 42 0,24 810
>'.23. Режимы точечной свархи жаропрочных сплкийя
j | Ццина дет., ,-г , MV Сила тока, «с А Дли гельнАЯ* тока, g Усилие сжатия. ЗН
0,3 5,0—6,0 0,14—0,20 4m1—. ин
0,5 4,5—5,5 0,18—0,24 500—
0,8 5,0—6,0 0,22—0,34 650—
1,0 6,0—6,5 0,32—0,40 8оо— i :со
1,2 6,2—6,8 0,38—0,48 1000—2! <30
1,5 6,5—7,0 0,50—0,62 1250—1500
2 0 7,0—7,5 0,58—0,76 1550—1750
2,5 7,5—8,2 0,78—0,96 1850—1950
3,0 8,0—8,8 1,00—1,30 2000—2150
С.24. Режимы точечной сварки титановых сплавов
Т<мщнн а деталей, *.1М Сила юка, кА Длительность гок а, с Усилие сжатия, даН
0,3 4,5—5 0,04—0,08 75—100
0,5 4—5 0,08—0,1 100—150
0.8 4,5—5 0,12—0,14 150—200
1 5—5,5 0,14—0,16 200—250
1,2 5,5—6 0,16—0,18 250—300
1,5 6,5—7,5 0,18—0,22 300—350
2 8—Р 0,24—0,26 400—550
2,5 8,5-9,5 0,28—0.3 600—750
•J 10—11 0,32—2.34 8(1(1. ГРГ
Шовная сварка
169
ШОВНАЯ СВАРКА
6.25. Рекомендуемые размеры шовных сварных соединений, мм
Ширина
литой
зоны шва
Минимальная
Ширина
литой
зоны
шва
0,3 0,5 1J 8 • 10 Ъ1 ьс 1 1 со СП 3,5 4 24 28 28 30
0,8 10 12 3—4 4,5 32 34
1 12 14 3,5—4 5 а 34 36
1,2 13 16 4,5—5,5 5,5 38 40
1,5 14 18 5,5—6,5 6 42 44
2 17 20 6,5—8 6,5 44 46
2,5 .1 19 21 22 26 7,5—9 8—9,5 7 48 50
9—10,5
10—11,5
6.26. Режимы непрерывней шовной сварки пизкоугиеродистоп стали
Толщина деталей, мм Усилие сжатия. ДаН Скорость сварки, м/мин Сила то- ка, кА Толщина дет алей, мм Усилие сжатия, даН Скорость 1 сварки, м/мин Сила то- ка. кА
3,2 0,5 1 80 100 120 1 2,5 3 3,5 .. 1 120 1,5 5
0,2 0,5 1 «0 100 120 2 3,5 4,5 7
0.2 0,5 80 ;йо 1,5 3 3.5
6.27. Режимы прерывистой шовной сварки низкоуглеродистой стали
Толщина деталей, мм Усилие сжатия, даН Длительность, с Скорость снарки, Сила токь, кА
тока и вузы
0,25 175 0,04 0,02 2 8
0,5 225 0,04 0,04 1,9 И
0,75 300 0,06 0,04 1,8 13
170 Контактная сварка
Шовная сварка 171
Продолжение табл. 6,27
Толщина детален, мм Усилие сжатия, даН Длительность, с Скорость снарки, м/мцн См.;а тоня, к А
тока паузы
1 400 0,05 0,06 1,75 15
1,25 450 0,08 0,08 1,7 16,5
1,5 525 0,08 0,08 1,5 17.5
650 0,12 0,1 1.1 19
6.28. Режимы прерывистой шовной сзаркп
коррозионно-стойких сталей типа 12X1SHI0T
Толщина дем элей, MV Усилие сжатия, даН Длительность, г Скорость снарки, м/мин Сила то- ка, к А
токе паузы
0.3 200—250 0,02 0,04—0,06 0,8—1,4 4,5—7
0,5 300—350 0,02—0,04 0,06—0,08 0,6—1,3 у
0,8 400—500 0,(54—0,06 0,08—0,12 0,5—1 7—9
1 500—650 0,06—0,08 0,12—0,16 0,5—0,8 9—11
1,2 600—700 0,06—0,08 0,14—0,18 0,5—0,8 10—12
1,5 700—900 0,08—0,12 0,16—0,2 0,4—0,7 11,5—13
2 1000—1300 0,12—0 16 0,24—0 32 0,3—0,6 12—16
2,5 и00—1400 0,16—0,2 0,32—0,4 9,3—0,5 13—17
3 1300—1600 0,2—0,3 0,6—0" 0,2—0.4 14—18
6.29. Режимы прерывистой шовной сварки алюминиевых п шво»
Толщина де- талей, мм Ширина контакт- ной по- верхно- сти роли- ков, мм Усилие сжатия, даН Длитель- ность, С Ско- рость свар- ки, м/viin Сила тока, к Л Пример- ный шаг точек, мм
ТОКЕ пау- зы
0,4-00,4 2,3 230 0,02 0+6 0,95 22 1,25
о,ен-о,б 2,8 270 0,04 0,08 0,7 26 1,4
0,8+0,8 3,3 320 0,8 24 1,7
1+1 3,6 340 0,1 0,75 32 2
1,2+1,2 4 390 0,06 0,14 0,6 36
1,5+1,5 4,8 430 0,18 0,65 38 2,6
2+2 6,6 490 0,08 0,24 0,5 41
6.30. Режимы шаговой шовном сварки алюминиевых сплавов
импульсом выпрямленного тока
Тип сплава Толщина деталей, мм Усилие сжатия, ДаН Продол- житель- ность импуль- са, с Макси- мальный ток, кА Шаг точек, мм Скорость сварки, м/мнн
АМц 1 350 0,06 49,6 2,5 0,3—0,38
АМг 1,5 420 0,1 49,6 2,5 0,3—0,38
2 550 0,12 51,4 3,8 0,38—0,46
3 700 0,16 60,6 4,2 0,25—0,34
Д16Т 1 550 0,08 48 2,5 0,3—0 38
В95Т 1,5 850 0 12 48 2,5 0,3—0,38
2 900 0,12 51,4 3,8 0,3-0,38
3 1000 0,14 51,4 4,2 0.25—0,34
3,5 1000 0,16 51,4 4,2 0.25—0,34
6.31. Режимы шовной снарки сплавов гитана
Толщина деталей, мм Усилие ежа- тия, даН Длительность, с. Сила тока, кА Скорость сварки, •ц/мии
тока паузы
0,6 200—250 0.08—0,1 0,1—0,16 6 0,75—0,83
0,8 250—300 0,1—0,12 0,16—0,2 6,5 0,7—0,8
1 300—350 0,12—0,14 0,2—0,28 7,5 0,6—0,7
1 2 350—400 0,14—0 18 0,28—0,36 8,5 0,55—0,65
1 5 400—450 0,14—0,18 0 36—0 48 9 0,5—0,6
1,7 450—500 0,18—0.24 0,36—0,48 10 0.5-0.6
2 500—600 0.2—0,28 0,4—0,56 11,5 0,5—0,6
2,5 650—750 0 28—0,32 0,6—0.8 14 0,33—0,4
Глава I
ГАЗОВАЯ СВАРКА
АЦЕТИЛЕН И ЕГО ЗАМЕНИТЕЛИ, КИСЛОРОД
7.1. Применение ацетилена и его заменителей при газовой сдарке
Свариваемые материалы Аце- тилен Водо- род Природ- ный и го- родской газ Пропан- бутало- вые смеси Керо- син, бензин
Н изкоуглеродист ые стали + 4- 7~t~ “Т" +
Легированные п высо- колегированные стали + + — — —
Чугуны + ± f + -L
Алюминий и его спла- вы Н- ± + "г*
Магниевые сплавы + — ± ч-
Медь + — — — —
Латуни ' 1 "Г ~г
Бронзы Ч- + + J-
Никель, нихром -4- — — —
Свинец 4- + ч-
Цинковые сплавы J. -4- —L --U,
Серебро “Г — — —
Стекло 4- 1- -т-
Примем* пи я: 1. «т », v.—»— использование данного горю*»
чего газ;? цслеспобх*зни, ограинчл^о |{ пецелсссобрезно соотаетс! иенво/
2. Для скаркн используют ос u^jh,тельный кэриемн по ГОСТ С8.
При работе на т; акто ном к. роси не сопрочная аппаратура дибмг. «зте- гу.ум»
стыки всшестмац i.
Ацетилен и его заменители, кислород
173
7.2. Свойства ацетилена и его заменителей
Горючий газ Максимальная тем- пература плаче in. °C Пределы взрываемо- сти (%) газов и па- рен жидкости в сме- си ент заме- тна Соотио шепие объемов кислоро- да и го- рючего газа в нормаль- ном пла- мени
с воз- дух см с кислородом с возду- хом с кисло- родом Коэфф И ЦИ' нм ацегил
Ацетилен 2325 3150 1,5—100 1,5—100 1 1,0в
Водород — 2400—2600 3,3—81,5 2,6—95 5,2 0,4
Метан 1875 2400—2500 * *• 4.5—15 4,5—60 1,6 2
Пропан 1925 2700—2800 * 2—9,5 1—48 0.6 3 5—4
Бутан — 2400—256,0 1,5—10 1.3—47 0,45 3,5—4
Керосин 1930 2400—2450 1,4—5,5 2—28 1,5— 2 1,7—2
Бензин 1970 2500—2000 0,7—( 2,1—28 1.3— 1,7 1,1—1,5
’При 1?лдогреве смеси.
7.3. Кислород жидкий и газообразный (содержание паров вода в
газообразном кислороде не более 0,07 г/м8)
Кислород •
Содсржвиие кислорода, %, не
кем ее
Технический;
сорт 1
сорт 2
сорт 3 * *
Медицинский
99,7
99,5
99.2
99,5
* Газообразной кислород поставляют по ГОСТ 6583—78, жидкий —
по ГОСТ 6331-78.
*• Технический кислород 3-го сорта поставляют только газообразным.
174
Газовая сварка
ОБОРУДОВАНИЕ И АППАРАТУРА
7.4. Универсальные ацетилено-кислородные горелки
(ГОСТ 1077—79 Е)
Тип горелки 1 Модель в горелки Номера наконеч- ников Масса, кг, не более Внутренний диаметр гри« соединитель- ного рукава, M2J
Г1 (микромощности) ГС-1 ООО; 00, 0 0,4 4
Г2 (малой мощности) Г2-04 0; 1; 2; 3; 4 0,7 6
ГЗ (средней мощности) ГЗ-ОЗ 1: 2; 3; 4; 5; 6; 7 1,2 9
Г4 (большой мощности) ГС-4 8; 9 2,5 9
1 1 орелкн типа Г1 — бсзыижскторные, остальных типов — инжекторные.
* Горелка ГС-4 предназначена для подогрева. Горелка Г2-04 по конструк-
ции подобна ранее выпускавшимся горелкам Г2-О2, «Звездочка», «Малютка».
Горелка ГЗ-03 заменила выпускавшиеся ранее горелки «Звезда». «Москва»,
ГС-3, ГС-ЗА.
7,5. Техническая характеристика безын.жекторных горелок
типа П (ГОСТ 1077—79Е)
Номер наконечника .... 000 (X) 0
Толщина свариваемой низко* углеродистой стали, мм . • . До 0,1 0,1—0,2 0,2—0,6
Расход, л/ч:
ацетилена • 5—10 10—25 25—60
кислорода 6—11 11—28 28—65
Давление на входе в горелку. МПа:
ацетилена 0,01—0,1
кислорода 0,01—0,1
Оборудование и аппаратура
175
1 Горелка ГЗУ-З — универсальная. ГЗУ*4 — для сварки чугуна и цветных металлов (кроме меди), а также наплавки,
пайки, нагрева.
176
Газовая сварка
7.8. Газосварочные комплекты
Марка комплекта Толщина стали, мм Габаритные раз- меры, мм Масса, кг
сва риваемой разрезаемой
КГС-1-72 0,5—7 3—50 320X240X78 3.45
КГС-2А 2—17 3—70 426Х 275Х 75 4,85
Примечание. В состав комплекта КГС-1-72 входят горе, ка Г2-С4
и резак вставной РГМ-70, комплекта КГС-2А — горелка ГЗ-ОЗ и резак встав-
ной P1G-/0. В оба комплекта входят сменные наконечники, мундштуки и фут*
лир.
7.9. Технические характеристики передвижных генераторов ацетилена
Параметр г- ю с-1 Ё О ХСК-1-67 Ё и АСК-1-74
Наибольшее давление ацетилена, МПа 0,15 0,07 0,15 0,07
Единовременная .загрузка карбида кальция, кг 3,5 22 50 50
Габаритные размеры, мм 420Х Х380Х X.9G0 J525X Х900Х X 1540 1850Х X 1350Х .'.'1715 2350Х Л J350X Х1715
7siacc< пустого генерато* р«. кг 20 200 570 570
П р и г е ч а । ь х. Основной размер кмеков карбида кальция для
всех генераторов 25—8-3 мы. Допускается загружать в генераторы АСП-1,25-7
до 5 % _ма»очя размером L—25 мм, в генераторы АСК-1-67 — до 25 %,
АСК-3-74 в AGK-4-74 — да 50 % мелочи размером 13—25 гм.
И. ГОСТ 116—81 рег.-.ьментирует для карбида кальция следующие ->>й-
едва;
Размер, кусков, »*• . . . 2—8. 8—15
Выход ацетилена, л/кг,
не менее;
сорт 1 255 235
сорт 2 ................. 240 250
Время разложения, мни 5.5 6,5
15—23 25—80 Смешанные
275 285 375
255 265 255
8 13 —
Оборудование и аппаратура
177
7.10. Зависимость давления в баллоне ацетилена от температуры
Температура, °C
Давление, МПа
Температура, "С
Давление, МПа
20
1,90
—5
1,34
0 1,40 5 1,50 10 1,65 15 1,80
25 30 35 40
2,15 2,35 2,00 3,00
7.11. Ре укторы на малые расходы гача (для сварки
с наконечником ООО, 00 и 0)
Марка редуктора...................ДКМ- 1—70
Ре ьуцируемый газ ................ Кислород
Давление газа, МПа:
наибольшее на входе .................... 20
рабочее наибольшее.................. 0,3
рабочее наименьшее................. 0.02
Расход газа, мАч.................. 0,01—1
Масса редуктора, кг..................... 2.3
горелкой ГС-1
ДАМ—1—70
Ацетг. ш ‘
3
0.1
0,02
0,01-0,5
2,6
7.12. Редукторы для газопламенной обработки
Типоразмер редуктора 1 (ГОСТ 6268—78) Наибольшее давление газа на вхо- де. МП я Рабочее давление, МПа Масса редук- тора, кг, не более Основные марки ре- дукторов
наиболь- шее на <*ыець- „ее
Б КО-3 Б КО-25 Ы 0-50 Б КО-100 Б КО-200 20 0,5 0,8 1,2 1,2 1,2 0,1 2 2,5 2,8 3.5 4.5 Б КО-25-1 ДКП-1-65
Б КД-25 Б КД-50 2о 0,8 1,2 0.06 0.1 /1 4 Д КД-8-65 ДКТ-15 65
Б О-2 ЬАО-5 БАД-5 БПО-5 2,5 0,12 0,12 0,12 0,3 0,01 2 3 4 2,6 ДАЛ-1-65 ДАД-1-65 ДПП-1-65
СКО-Ю СКО-203 1,6 0,5 1,2 0.0! 0,2 2 4,5 Д КС-66 Д КС-200
СЛО-10 САО-20 0,12 0,1 0,01 2 4,5 ДАС-66 ДАС-20
178
Газовая сварка
Продолжение табл. 7.12
Типоразмер редуктора 1 (ГОСТ 6268—78) Наибольшее давление газа на вхо- де, МПа Рабочее давление, МПа Масса редук- тора, кг, не. более Основные марки ре- Д/ кюров
наиболь- шее наимень- шее
СПО-6 0,3 0,15 2 ДПС-66
СПО-15 0,6 0,3 0,02 4,5 ДПС-15
СМО-35 0,3 0,15 2 ДМС-66
Р КЗ-250 1,6 18 ДХ Р-250
РКЗ-500 1,6 18 Д К Р-500
РКЗ-1000 2,5 0,3 100 .—
РКЗ-6000 2,5 350 1КР-6000У
РАД-30 0,1 16 ДАР-1 64
РАД-50 2.5 0,1 0,02 30 —
РПД-25 0,3 16 ДГ1Р-1-64
ЦКЗ-6000 400
ЦКЗ-12000 3,5 1,6 0,3 500
ЦКЗ-24000 650 —
УКИ-40 20 4,0 1,0 4 ДК-40
УВН-70 25 7,0 4 РС-250-58, ДВ-70
1 Цифра в обозначении типоразмера — наибольшая пропускная способ*
ность (М»/Ч) при наибольшем рабочем давлении. Первая буква — назначение
редуктора: Б — баллонный, С — сетевой» Р — рамповый, Ц — ве и тральный
(магистральный), У — универсальный высокого давления. Вторая буква*—
редуцируемый газ: К — кислород» А — ацетилен, П — пропан, М — метан,'
В — воздух. Третья буква — код числа степеней редуцированкя и способа
задачи рабочего давления: О — одноступенчатый с пружинным заданием, 3 =—*
одноступенчатый со специальным задатчиком. II — одноступенчатый с заданием
рабочего давления от Специальных непроточных пневмокамер, Д — двухсту-
пенчатый.
7.13. Предохранительные затворы для защиты сварочных постов
Марка.............................
Тип ........................
Пропускная способность ацетилена,
м ч ................................
Наибольшее рабочее давление па вхо-
де, МПа ...”........................
Сопротивление потоку газа, кПа . .
Габаритные размеры, мм............
Масса, кг.................... . ,
ЗСП-8
Жидкостный
3,2
0,07
С
260Х 165X690
5,7
ЗСУ-1
Сухой
5
0,15
20
85X 80X180
1,9
Оборудование и аппаратура
179
7.14. Предохранительный клапан Л КО-2-74 для защиты кислородного
рукава oi обратных ударов при работе иа жидком горючем
Про: ускная способность, м’/ч ......................... 36
Давление кислорода на входе в клапан, МПа ... <1
Сопротивление потоку газа. Ml 1а ............... , <0,1
Диаметр У длина, мм................................. 28X63
Масса, кг............................................. 0,135
7.15. Газоразборные посты
Подаваемой газ Марка поста Пропуск- ная спо- собность, М11.. Ч Дав пение газа. МПа Мйсвн, кг
на входе на вы.хпде
Кислород НГК-19-73 10 0,2—1,6 0,01—0.5 8
X» Г1ГК-40-73 40 0,3—15 0,1—0,5 8.4
р ПГК-90-72 90 1-3,5 0,3—1,6 38
AueT i.'ien ПГА-3,2-70 3,2 До 0,07 — 14,2
Ацетилен или его заменители ПГУ-5 5 0,03—0,15 —-• —
7.16. Пост УФП-1 для работы с газовым флюсом
Назначение ........ С помощью этой установки в пл.гчя
горелки подают пары флюса ВМ-1,
при сгора: ии коте, ых обргглется флю-
сующее вещество — < ксид бора
Комплектность ............Газораз аточпыс пос u I Га-- и
ПГК-К) (см. табл. 7.15', флюсопита-
тель ФГФ-3, осушитель ацетилена
ОАФ-3, экономизатор ЭГА-2, рукава
(см. п. 7.18)
Максимальный расход кисло-
рода и ацетилена............ 3,2 №/ч
Расход флюса на 1 м3 горюче-
го газа, г.................. 30—100
В.мес.имость резервуара
флюсопитателя, л.......................... 5,2
Масса силикагеля в осуши-
теле, кг ................................. 6,3
7,20. Технологические параметры газовой сварки сталей
Сга.?11ваем1’е стали Расксд ацет плен а, л/ч, на 1 мм толщи* иы свариваемого металла Сварочная проволока Особенности технологии
Низкоуглероди- стые (до 0,25 % С) Левый способ 100—300 Правый способ 120—150 Св-08, Св-08А, Св-08ГА, СВ-10Г2, Св-ЮГА Флюс не требуется. Желательна про- ковка шва в горячем состоянии. При сварке заменителями ацетилена нужны проволоки Св-12ГС, СВ-08Г2С, Св-15ГЮ
Средпсуглероди- стые Левый способ 70—100 Св-18ХС, Св-ОбНЗ Флюс не требуется. При толщине стали свыше 3 мм нужен подогрев1 или общий до 250—350 °C, или местный до 650— Р 700 °C § л
Высоноуглсроди- стые (0,6 % С и бо- лее) Левый способ 75 То же — - ' G Качественную сварку получают при 8 толщине стали до 5—6 мм. Необходим об- § щий подогрев до 250—300 °C в сочетаний с местным до 650—700 °C. При содержа- нии 0,7 % Си более требуется флюс — бура
И изколегированные конструкционные: типа 10ХСНД, 15ХСНД типа 25ХГСА Левый способ 75—100 Правый способ 100—130 Св 08, Св-08А, Св 10Г2 Св-18 X ГС, Св-18ХМА Флюс не требуется 00
182
Газовая сварка
Примечание1. 1, Высокоуглеродистыс стали ся&рин ют |игчальлыч или слабо науглероживающим пламенем,
остальные стали — нормальным пламенем
2. Диаметр проволоки при сварке сталей толщиной до 15 мм равен половине толщины стали для правого способа и по-
логине толщины плюс. 1 мм — для левого. Сталь толщиной более 15 мм свсриьнют проволокой диаметром 6 —Я мм.
Сварка чугуна
183
СВАРКА ЧУГУНА
7.21. Области применения различных способов газовой сварки чугуна
Способ сварки Характеристика дефекта Характеристика на- пл а вл енн ого металл а
Горю < я сварка чугунной присад- кой Низкотемпера- турная пайко- сварка чугунной присадкой То же, приса- дочными материа- лами тана латуни Газопорошковая иаплавка само- флюсующлмися сплавами типа нпч Различные дефекты не- больших и средних раз- меров на обрабатывае- мых, обработанных и от- ветственных необрабаты- ваемых поверхностях Нссквозныс дефекты небольших размеров па обработанных рабочих поверхностях Несквозные дефекта! небольших размеров на обработанных поверхно- стях Несквозные дефекты небольших п средних размеров, выявленные на отделочных операци- ях механической обра- ботки Хорошая обраба- тываемость п плот- ность, близкое совпа- дение с основным ме- таллом по микростру- ктуре, гвердссти, прочности и оттенку цвета То же Пл о Ti । ыи, i г меет стабильные показа- тели твердости НВ 170—190 Хорошая обраба- тываемость, проч- ность, и плотность. Твердость, износо- стойкость и цвет та- кие же, как у основ- ного металла
Приаечание. При пайке-сварке основной металл нс доводятся до
расллавзения
7.22, Марки и назначение чугунных прутков (ГОСТ 2S71—80)
Марк е Назначение
ПЧ-1Л ПЧ-2 Газовая сварка серого чугуна с перли той н перлит но-ферритиой структурой
НЧ-З Газовая сварка серого чугуна с ферритной структу- рой Газовая сварка и пайко-сварка серого чугуна о пер- литной и перлмтно-ферритной структурой
ПЧН-1
ПЧН-2 Пайко-сварка серого чугуна с ферритной и ферритно- перлитной структурой
J 84
Готовая сварка
Продолжение табл. 7.22
Марка Назначение
пчи пчв Износостойкая наплавка серого чугуна Газовая сварка высокопрочного чугуна с шаровидным графитом
Пример условного обоз; ачения прутка марки ПЧ-I диаметром 12 мм;
Пруток 12ПЧ-1 ГОСТ 2671 — 80.
Размеры прутков всех марок, мм;
Диаметр . ........... 4 6 8 10, 12, 14, 16
Длина .... ............... 250 350 450 450. 500. 600. 700
В прутках для дуговой снарки и наплавки недопустим отбел; они должны
иметь покрытие толщиной 1=—1,5 мм.
7.23. Состав чугупых прутков, % (ГОСТ 2671—S0)
Марк» j р- • С S1 Мп 1 i - Прочие
ЛЧ-1 3,3—3,6 1,8—2,2 0,5—0,7 0,02— 0.03 0,02— о.оз —
ПЧ-2 3,3—3 6 3,3—3 6 0,6—0,9 0,01— 0,03 0,01— 0,03 0 1— 0,6 м 2—2,5 Си
ПЧ-3 3,0—3,5 3,5—4 0.5—0,8 — — 0.3—0,5 Р
ПЧН-! 3,8—4,2 1,2—2 0,2—0,6 0.03—0,3 7л
ПЧН-2 3,4—3,7 3,5—3,8 0,4—0,8 0,3—0.9 Ni
ПЧИ 2,5—3 1— Б 0 2—0 6 — — —
ПЧВ 3—3,8 2.4—3,6 0,2—0,5 0,03— 0.15 0,1—3.4 0,03—0,1 Са
7.24 Составы флюсов для патовой сварки и пайко-свтрки чугука, %
Компонент Марка Флюса
ФСЧ-1 ФСЧ-2 1-11Э11Ф ФПСН-2 МАФ-1 БМ.1
Литии углекислый 0,5 25 22,5 __
Кальций углекислый 30 26,5 25 22,5 12 ——
Кислота борная — — 50 45 — —
Бура обезвоженная 50 23 —— — 33 —
Натрий азотнокислый 20 50 — — 27 —
Окись кобальта — — — 7 —
Сварка чугуна
185
Г> 1> к е ч <• н I. е: Нозивчепис факсов: ФСЧ-1 — газовая сварка.
ФСЧ-2 — пайко-свярка чугуном. ФСПН-1 — паПко-снарка бескреычкстыми
ллувямя, ЛПСН-? — пайко-сварка кремнистыми л.«укячи и фъчавом ЛОМИЛ,
МАФ-1 — чугуном и сплавами ца модней основе.БМ-1 — газо-
са':ызнмй <Ьлк>в для газовой сварки.
7.25. Технологические параметры i-опячей газовой сварки чугуна
Наконечник ацетиленовой горелки:
площадь дефекта, ой . . . . До 5
номер наконечника ...... 5
Присадочный пру юк:
площадь дефекта, ем2 ..... До 20
диаметр прутка, мм............ 6—8
Пламя ..........................
Температура предварительного по-
догрева, общего иля частичного . ,
5—2а Свыше 25
6 7 и 8
20—60 Свыше 60
10—12 14—16
Нормальное
650 °C
Примечав и е: Особенности техники сварки: сначала подогревают
основной метали вокруг дефект?, до светло-красного инета. Затем оплавляют
поверхность разделки и вэ-чнычг способом заполняют ее присадочным материал
лом, окуная его во флюс. Охлаждение после сварки вьмедлецное (отвести го-
релку на 50—100 мм, задержать I — 2 мин, затем закрыть деталь асбестом или
загрузить в пемь е температурой «50—*750 °C}.
7.26. 1е.хнологичеекие параметры ианкс-сварки латунью
Йриеадочныс Материалы . . Стандартные латуни ЛО1\59-1-0,3
ЛК.62-0,5, Л62, Л63 н сплав ДОМНА
(латунь ЛОМ11НА49-1 10-4-0,4)
Флюсы.......................... ФНСН-1, ФПСН-2, МАФ-1
Номера наконечников апе-
отлеповпй горелкл .......... 4 и 5
Пламя. ................... Нормальное
186
Газовая сворка
Продолжение табл. 7.26
Максимальная температура
нагрева основного металла . .
Индикатор температуры на-
грева ..................
850—950 СС
Расплавление флюса
При м с ч в н и е. Особенности техники снарки: кромки посыпаю*! ф.т|о-
CG4 и облуживяют участками, натирая прутком латуни Затем о горячей зоне
пламени расплавляют присадочный металл и заполняют разделку. Горячий
ме га. «л riрвковыняют.
СВАРКА АЛЮМИНИЯ, МАГНИЯ И ИХ СПЛАВОВ
7.27. Подготовка кромок при сварке алюминия я его сплавов
Тип шва и форма кромки Толщина металла, мм Р а щел к а к р окон
Приту- пление, мм У гол скоса кромки, градус Зазор, мм
Стыковое, без скоса кро- мок, допускается отбортовка <1,5 — <1
Стыковое, без скоса кро- мок —- — 0,8—2
Стыковое с V -образной разделкой 3,1—5 1,5—1,8 30—35 1,5—1,8
>5 1,6—2 30—35 2—5
Угловое без скоса кро- мок <1.5 — — 0,3—0,5
1,6—3 — —• 0,5—1
Угловое с V-образной разделкой 3,1—5 1—1,2 25—30 0,8—1,5
>5 1,2—1,5 25—30 1—2
Тавровое без скоса кро- мок >1,5 — — 0,3—0,5
1,6—3 — — 0,5—1
Тавровое со скосом одной кромки 3,1—5 1 —1,5 40—60 0,8—1,5
>5 1,5—2 40—60 1—2
Примечание. В угловом соединении при толщине металла 5 мм
кромки вертикального листа можно не скашивать. В тавровом соединении при
толщине металла более 5 мм допускается двусторонний скос кромок.
Сварка алюминия, магния и их сплавов
187
7.28. Присадочные материалы для газовой сварки
алюминиевых и магниевых сплавов
Свариваемый металл П рн са дочи ы й мат ери ал
ЛДО, АД, АД1 СвАК5, СвАМц; допустимо СвА1, СвА85Т, СвА97
АМц АМгЗ ЛМг4, АМг5, АМгб Д16, В95 СвАК5, допустимо СвАМц СвАМгб, СвАМгб, допустимо СвАМгЗ СвАМгб, СвАМг7 СвАМгЗ — при толщине до 1 мм, СвАК5 —
Разнородные алю- миниевые сплавы, не Содержащие магния АМи+А.МгЗ ЛЯ)3+АМгЗ Литые алюминиевые сплавы Магниевые сплавы при толщине свыше 1 мм Св А Ко СвАМгЗ СвАМгЗ СвАК12, СвАК-5 Прутки, проволока или полоски того же состава, что и основной металл. Допускаются МА8 для сварки МЛ1 и МА2 для сварки МА.8
7.29. Диаметр присадочных прутков при газовой заварке
отливок из алюминиевых сплавов
Толщина стенки отли-
вок, мм
Диаметр прутка, мм
8—12 12—14 Свыше 15
6—8 8—10 10—12
7.30. Составы флюсов, рекомендуемых для газовой сварки алюминия и его сплавов. %
Компонент Ф.'НОСЫ
< “Г < X В АМН i № 1 .4 2 № 3
Хлористый натрий Хлористый калин Хлористый литий Хлористый барий Фтористый натрин Фтористый кальций Фтористый литий 1 1 05 1 £ С 0? 1Ё 70 15 11111Sg 20 45 20 15 Illi 1!) 29 48 4 41 51 8
188
Газовая сварка
7.31. Состав флюсов для газовой сварки магниевых сплавов
Компонент Флюсы
по МФ-1 № 13 ВФ-156
Фтор и с 1 ы в кал ьцп й 17,4 25 13 14 8
Фтористый литий 21,2 15 16 19,8
Фтористый магний 26.2 10 19 24,8
Фтористый барий 35,2 30 26 33,0
Криолит — 20 — 4,8
Оксид на пня —- — — 2,8
Фторис 1й кадмий — — 15 —
Кислый фосфорнокислый литий — — 11 —
7.32. Параметры технологии газовой сварки алюминиевых и
магниевых сплавов
Свариваем ы
мета t;,
Алюмин -:е зые
сплавы
Особенности технологии сварки
Пламя нейтральное или слабо восс аиовпгелыюе.
Расход ацетилера — примерно 75 л/ч на 1 мм толщи-
ны сплавов и примерно 150 л/ч на 1 мм толщины
алюминия При толщине до 5 мм способ сварки
левый, свыше 5 мм — правый. Поверхность перед
сваркой тщательно очищают химически или меха-
нически. Флюс наносят в виде па-ты и» кромки и
пруток. Детали жестко не закрепляют Сварку вы-
полняют с возможно большей скоростью. Верти-
калы ые и потолочные швы не допускаются. После
сварки очищают шов и смывают остатки флюса
(вызывают коррозию)
Сварка меди и ее сплавов
189
Продолжение табл. 7.32
Спариваемый
металл
Магниевые
сплавы
Особенности техноло! ни сварки
Подготовка кромок: толщиной до I мм — встык,
с отбортовкой без зазора, 1—3 мы — встык без скоса
кромок, зазор до 2 мм, свыше 3 мм — V-образная
разделка с углом раскрытия 60—70 °C, притупление
1,5—2,5 мм, зазор 1,5—6 мм. Пламя нейтральное.
Расход ацетилена 75—100 л/ч на 1 мм толщины.
Детали малой толщины лучше сваривать замените-
лями ацетилена. Поверхности перед сваркой очи-
щают химически или механически. Присадочный
материал обезжиривают, либо травят 20 %-ной
азотной кислотой, либо очищают металлической
щеткой Зачистка шлифовальными кругами и шкур-
кой не допускав ген. Флюс разводят водой и на-
носят тонким слоем па присадочный м,- терпел. Сва-
ривают быстро и непрерывно. При толщине более
5 мм нужен предварительный подогрев до 300—
350 °C. Шлак удаляют механически. Промывка в во-
де и травление деталей недопустимы
СВАРКА МЕДИ И ЕЕ СПЛАВОВ
7.3 L Присадочные материалы для газовой сварки меди и ее сп isbob
СнвриЕаС№1’ метьла Присадочный материал
Медь толщиной, мм:
До 10
более 10
Простые латуни
(Л62, Л68 и др.)
Латунные изделия,
работ нощие в мор-
ской воде. Лату пь
ЛО62-0,1
Фосфористая медь !до 0,2 % Р)
Медь, содержащая до 0,2 % Р и 0,15—
0,30 % Si. Для неответственных малокагру-
женвых конструкций можно использовать
электротехническую медь марок МО, Ml, для
ответственных конструкций — медь MCpl (с
серебром)
Латунь той же марки, что и основной ме-
талл, в сочетании с газообразным флюсом
БМ-1, кремнистая латунь ЛК62-0.5,
ЛКБО62-0,2-0,04-0,5. Кремний в присадочном
материале предотвращает угар цинка и по-
ристость швов.Латуиь ЛКБО62-6,2-0,04-0,5—
самофлюсующаяся.
ЛО К59-1-0 3, Л КБО62-0,2-0,0^-0,5
190
Газовал сварка
Продолжение табл. 7.33
Свариваемый металл Присадочный материал
Оловянная бронза Бронза, содержащая раскислители, на- пример, фосфор, и на 1—2 % больше олова, чем основной металл
Алюминиевая брон- за Крелп истые бронзы Бронза алюминиевая, содержащая меньше алюминия, чем основной металл (до 5%) Прутки того же состава, что и основной металл
Хромистые и берил- лиевые бронзы Прутки того же состава, что и основной металл
7.34. Диаметры присадочного материала при газовой сварке
меди и латуни
Толщина меди, мм <1,5 1,5—2,5 2,5—4 4—8 8—15 : >15
Диаметр проволоки, мм 1,5 2 3 4—5 6 8
Толщина латуни, мм 1—2 2—3 4—5 6—7 8—10
Диаметр проволоки, мм 2 3 5 7 9
7.35 Составы флюсов для газовой сварки меди и ее сплавов, %
Компонент Номер флюса
! о 3 4 | 5 6
Борная кислота 100 — 50 25 35 — .0
Бура безводная — 100 50 75 50 36 70
Кислый Фосфорнокислый натрий (безвод! ый) — • — — 15 *— —
Углекислый калий—поташ (без- водный) — — — — — 22
Хлористый натрий — — — — — 22 30
Примечай и е. Буру прокаливают при температуре- 4£Ю—4-50 "5.
7.36. Составы флюсов для газовой с₽арч« бронзt %
Компонент Номер флюса
1 2 3
Хлористый натрий 30 45 28
Хлористый калий 45 30 50
Хлористый литий 15 10 14
Фтористый натрий — 8
Фтористый калий 7 15
Кислый фосфат натрия 3 — —
Сварка жди и ее сплавов
191
7.37. Расход ацетилена при сварке меди и ее сплавив,
(.|, ч на 1 мм толщины)
Тип соединения Медь Медные сплавы
Стыковое 150—200 100—120
Нахлесточное 180—250 120—150
Угловое 200-300 140—180
Тавровое 110—150 100—120
7.38. Параметры технологии газовой сварки меди
и медных сплавов
Свариваемый
металл *
Me аЬ
Льтгиь
Оловянные
бронзы
Алюминиевые
бронзы
Кремнистые,
хромистые берил-
лиевые бронзы
Особенности технологии сварки
Пламя нейтральное. Флюсы газовый (см.
табл. 7.24) пли порошковый (см. табл. 7.29).
Способ сварки левый. Сваривают в одни слой,
я!:<.че возможны трещит.!. При толщине болщ
10 мм работают двумя горелками: одной подогре-
вают. другой сваривают. Желательна про-
ковка для .-ювгкненчя прочности и п.частпч! ости
Пламя окне чтельиое, чтобы уменьшить угар
'.пика. Флюс! I тс же, что и для ме. и Проволокой
1КБ062-02-П04-05 можно сваривать без флюса.
Способ свар»: левый. Желательна проковка по-
сле сварки
Пламя строго ! ейтралыюс. Флюсы - е же, что
и для меди. Сквозные дефекты сваривают только
в нижнем положении и на подкладке, так как
металл очень текуч. Желателен предварительный
подогрев до 50б—600 ЬС для устранения свароч-
ных напряжений. Кантовка детали, нагретой свы-
ше 400 С, не допускается. Во избежание ликва-
ции олова и соответствующего резкого снижения
прочности , стали после сварки охлаждать мед-
ленно (в асбюстс пли сухом песке)
11ламя нейтралы ое. Флюсы галоидные (см.
табл. 7.30). Способ сварки левый. Сваривать с
возможно большей скоростью. Желателен предва-
рительный поде рев до 350 400 СС
Приемы сварки те же, что и для ыедп. Кремни-
стые бронзы иногда можно сваривать без флюса,
ак как кремний — раскислитель. Оксиды хро-
ма н особенно берилл ия токсичны, поэтому необ-
ходима усиленная вентиляция
’ Раздел и а кромок для всех материалов такая же, как для стали (см,
таСл. 7.1S).
192
Газовая сварка
1. СВАРКА СВИНЦА, ЦИНКА, НИКЕЛЯ, СЕРЕБРА
7.39. Параметры технологии газовой сварки тяжелых цветных металлов
Свари-
ваемый
металл
Присадочный материал
Флюс
Свинец
Цинк
Прутки и полосы того же
состава, что и свариваемый ма-
териал. Диаметр присадочного
прутка в 2—2,5 раза больше
толщины свариваемого мате-
риала
Полосы из листа той же
толщины, что и свариваемые
детали
Стеарин млн смесь стеарина и
канифоли в отношении 1:1. Флю-
сом натирают заранее кромки и
присадку
Состав: 50 % хлористого аммо-
ния, 50 % хлористого цинка. На-
носят на кромки и постепенно до-
бавляют к а горячем конце присадки
Никель
и нихром
Проволока и полосы того
же состава, что основной ме-
талл, или никель, легирован-
ный элементами - р аскнс л ите л я -
ми
Газообразный флюс БМ-I или по-
рошковые флюсы. Для нихромов не-
обходим флюс № 3 (с хлоридами).
11икслъ можно сваривать к без флю-
са, но качество хуже. Флюс нано-
сят в виде пасты
Серебро
Проволока из серебра, со-
держащего 0,5—1 % А1 (рас-
кислитель)
Состав: 48 % буры, 48 % борно-
го ангидрида, 4 % флюса АФ-4А
(флюс для сварки алюминия). Флюс
разводят этиловым спиртом и на-
носят на свариваемые кротки н
пруток
Сеарка свинца, цинка, никеля, серебра
193
Разделка кромок Горючий газ, пламя *- «>С ход ацетилена, я/ч на I мм толщ ны металла Особенности техники сварки
До 1,5 мм — отбор- товка, 1,5—5 мм — без скоса кромок, свы- Lue б мч — V образная разделка, угол скоса 30—35° Ацетилен или замени- тели. нор- мальное 15—20 Шов выполняют левым способом л сбольш л МИ, перекрывающимися ван- ночками
До 4 мм без раз- делки, свыше 4 мм — V-обравная разделка с углом раскрытия 96° Ацетилен и ни замени- те ли, слабо восстанови- тельное 50 Способ сварки левый. Стыковые швы выполня- ют на подкладке (асбест, кирпич}. Прочность Ц'ВОВ низкая. Проковка при 100 °C с быстрым охла- ждением водой повышает прочность
До 1 мм — отбор- Дне ги лен. 50—70 для Св а р ку в ы п ол и я ют с
товка, сварка без при- нормальное |( н хрома, максимальной скоро-
садки, 1—4 мм — без hjiH слабо 140—200 cibio. Избегать псреме-
скоса кромок, свыше 4 мм — разделка V- образная или Х-образ- иая с углом скоса 70е восстанови- тельное для никеля шивання ванны. Жела- тельно сваривать за один проход и без перерывов. Для металла толщиной 2 мм — левый способ, свыше 2 мм — праны>1
То же 100—150 Способ сварки левый. Швы склонны к образо- ванию пор
4
Китаев А М., Китаев Я. А.
Г лава 8
ТЕРМИЧЕСКАЯ РЕЗКА
ОБЛАСТИ ПРИМЕНЕНИЯ РАЗЛИЧНЫХ СПОСОБОВ
ТЕРМИЧЕСКОЙ РЕЗКИ И ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К ПОЛУЧАЕМЫМ ЗАГОТОВКАМ
8 I, Способы термической резки различных металлсз
Металл Кисло- родиая (газовая) Кисло- родно- Ьлюсопая * St- rega Плаз- мем но- дугогсая Дуговая Газола- ЧР’ОН 7.7
Низкоуглеродистая сталь -г 0 ч- + 0 4-
Коррозионно-стойкая сталь —- 4- 4- —L. 4- +
Чугун — 4- + 4- + 0
Алюминий и его сплавы .— 0 -4— 0 —
Магний и его сплавы — -— — "С — —
Меть н ее сплавы — 0 0 + 4- —— W
Титан + 0 0 + 0 4-
Никель — 0 0 0 —
Примечал не. — целесообразный н «О* — на целесообразный сио-
обы резки; «—» — резка затр цнона иль неипзможна
8.2. Максимальная толщина высоколегированной стали
при различных способах резки
Способы резки...........
Максимальная толи-ила, s я
Воздушно- Пла.зменио-
дугов .я дуговая
30 300
Кпелсродно-
фл юсовая
1000
8.3. Рекомендуемые способы термической резки чугуна и цветных
сплавов
Уайтериал Способы резки
Чугун
Основной спосои резки — воздушно-дуговая.
Кислородная резка затруднена, так как темпера-
тура плавления чут /на вшш температуры вос-
пламенения в кислороде. Применяют ручную
дуговую п плазменно-дуговую резку. Кнслород-
но-флюсопая резка технически выполни <а, по
резчик долх.еи работать в скафандре
Области применения способа» териическлб резки
195
Продолжение табл. 8.3
Материал Способы резк!
Алюминий и его сплавы Паилучшие результаты дает плазмеипо-дио- вая резка. Кислородной резке препятствуют ту- гоплавкость шлака п высокая теплопроводность
Маги ни и его сплавы Практически используют только плазмсиао- дуговую резку
Мель и ее спла- вы Наиболее эффективна плазменно-дуговая рез- ка. Используют также кислородио флюсовую и ручную дуговую резку. При кислородно-флюсо- вой резке необходим подогрев до тсмператуиы 400—900 °C
Титан и его сплавы Разрезается кислородной решкой без затрудпе иий, как нкзкоуглеродЕслая сгаль. нов несколь- ко раз быстрее. Применимы дуговая и плазменно- луговая резка
8.4. К ассы точн сти вырезаемых деталей и заготовок
(ГОСТ 14792—80)
Класс точно сти Розке Тол щи is а листа, мм 11рсде/1Ь>: ые отклонен ня I рн номинальных размерах
детали или 3 ягогоакм, мм
До 500 0091 —00 S 1500— 2500 2500— 5000
1 Кислородная и плаз- 5—30 dzi ±1,5 ±2 ±2,5
МСЕНО-ДУГОВЙЯ 30 60 ±1 + 1,5 +2 -ь2 5
Кислородная 60—100 ±1,5 d 2 —1—2.5 d 3
2 Кислородная и плаз- 5—30 -1-2 d 3 i3t5
мен аэ-дугоиая 30—60 ±2,5 +3 ±3,5 ±4
Кислородная 60—100 ±3 ±3,5 ±4 ±4,5
3 Кислородная и плаз- 5—30 ~4~ 3tO ±3,5 ±4 ±4,5
меино- дуговая 30—60 ±4 ±4 +4.5 -4—п
Кислородная 60—100 ±4,5 ±4,5 — э -t-5,5
Примечание. Предельные отклонения вырезаемых деталей или
заготовок от прямолинейности устанеплипаются в пол инном размере от таб
личных данных.
7»
196
Термическая, резка
8.5. Наибольшие отклонения поверхности реза
от перпендикулярна'Iи, rei (ГОСТ 14792—80)
К race Резка Нормы при толщине разрезаемого металла, мм
5— 12 ,2-3li зс—f'- ij*'-— и Г)
1 2 3 Кислородная Плазменно-дуговая Кислородная Пл азмепко-дуговая Кислородная Плазмеино-дуговая 0,2 0,4 0.5 1 1 0,3 0,5 0,7 1,2 1.5 3 0,4 0,7 1 1,6 2 4 1,5 2.5
U р и меч а н и е. Радиус оплавленной верхней кромки нс должен пре-
пышячь 2 м.м.
8.6. Допустимая ширина зоны термического нлг.янь»
при плазменно-дуговой резке, мм (ГОСТ 14792-—СО)
Класс Нормы при толщине разрезаемого металла (для алюминиевых сплавов), мм
5—12 12—3U за—оо
1 о,1 0,2 0,4
2 0,4 0,8 1.6
з 0.8 1,5 3,2
Ь.7. Допустимая шероховатость поверхности реза, мм
(ГОСТ 14792—ЖИ
Класс Рез к г Нормы’ при толщине разрезаемого металле, мм
5-К 12—31 30— би 60—100
1 Кислородная 0,05 0,06 0,07 0,085
I 1л азменио-дуговая 0,05 0,06 0,07 —
2 Кислородная 0.08 0,16 0,25 0,50
Плазменно-дуговая 0,10 0,20 0,32 •
3 Кислоро; пая 1,16 0,25 0,50 1
Плазменио-дугова}' 0,20 6.32 0.G3
Примечание. Шероховатое,- i ; икр.чиссп реза определяется изме-
рением высоты неровностей профиля Rz по 10 точкам на базовой длине 8 мм.
При толщине металла до 60 мм — в середине толщины, свыше 60 мм — п двух
местах, отступая от верхней и нижней кромок на Hi мм.
Кислородная резка
197
КИСЛОРОДНАЯ PtJKA
3.8. Разрезаемость углеродистых и низколегированных сталей
п м кислородной резк.т
Уг.’ Сродный
эквивалент
стала, % *
Ограничения при | :зкс
Примеры ь арок сталей
До 0,6
Техполо! нческих ограни-
чений нет, подогрев не тре-
бу ется
08, 10, 20, 25, Ст1—Ст-1,
15Г, 20Г, 10Г2, 15М.
I5HM
0,0 0,8
В летнее время допустима
резка без подогрева. В зим-
нее вред я при резке боль-
ших сечений и вырезке пе-
чалей сложной конфигура-
ции необходим подогрев до
температуры 150 °C
35—45, ЗОГ—40Г, 30Г2,
;5Х, 20Х, 15ХФ, 10ХФ
15ХГ, 20,VI. 12XI13A,
20X1Ш
0,8- 1,1
Для предотвращения за-
калочных трещин необхо-
дим предварительный или
сопутствующий подогрев де-
талей до температуры 200—
300 -с
50—70, 50Г—70Г,
35Г2—50Г2, 30Х- 50Х
12ХМ -35ХМ,
20ХГ 40ХГ,
10X11 50X11,
12X21 4А -20ХН24
Щ)ХФА, 5Х11М, 1IIXI0.
35Х.МФА
С BVWC 1, I
Во избежание появления
трещин необходимы нредва-
ршельный подогрев до тем-
пературы 300—450 'С и вы-
ше п последующее э;мед-
ленное охлаждение (в печи
и.:и под тепловой изоляци-
ей)
Углеродистая сталь, со-
держащая свыше 1,2 % С,
не поддается кислородной
резке
25ХГС—50ХГС,
ЗЗХС— 10ХС, 20X3,
35ХЮА, 37XH3A,
S5X2MA, 2SXHBA.
ЗйХ.УООА, 4ОХГМ,
45ХНМФА, 50ХГА,
Г.0ХФА, 50ХГФЛ, ьХНМ,
12Х2ИЗМА
111X15, ШХ15СГ
* 5 г.|е|1С1Дный экви вале гт С, подечнтыве» т ко формуле С =С + е, 16
Мп + 0.3 (Si -г Мо) Ь 0.-1 Сг Ч 0.2 V т В.04 (Ni Ч- С )
198
Термическая резка
8.9. Влияние легирующих элементов на разрезаемссть стали
при кислородной резке
Элемент Разрезаемссть стали
Марганец При содержании до 0,6 % Мп стали разрезаются без затруднений, однако твердость поверхностей реза зна- чительно повышается но сравнению с твердоегыо ос- новного металла
Кремний При малом содержании углерода хорошо разрезается сталь с содержанием до 4 % Si. При содержании свыше 0,2 % С удовлетворительно разрезаются стали, содер- жащие до 2,5 % Si
Хром Хорошо разрезаются стали, содержащие до 0,7 % С и до 1,5 % Ст. При содержании в стали до 0,4 % С и до 5 % Сг необходим предварительный подогрев, ко- торый позволяет избежать закалки, при содержании свыше 6 % Сг сталь не разрезается
Никель При содержании до 0,5 % С удовлетворительно раз- резаются стали, в состав которых входит до 35 % Ni без значительных добавок других элементов
Вольфрам Сталь при содержании до 0,7 % С и до 10 % W раз- резается без затруднений. При содержании 10— 15 % W резка возможна только с предварительным подогревом
Молибден Содержание до 2 % Мо не влияет на процесс резки. При содержании свыше 3.5 % Мо резке поддаются толь- ко стали, которые содержат не более 0,3 % С
Медь Содержание до 0,7 % Си на процесс резки нс влияет
Алюминий Содержание до 0,5 % А1 на процесс резки не влияет. При большем его содержании ухудшается процесс рез- ки. При содержании свыше 10 f.'o А1 сталь не разрезает- ся
Сера и фосфор При общем содержании этих элементов до 0,1 % они на процесс резки влияния не оказывают
Кислородная резка
Ю9
8.10. Типы инжекторных резаков для ручной кислородной
резки (по ГОСТ 5191—79Е)
Тип резака Исполнение резака 1 Толщи на разрезаемой стали, мм Номера сменных мундштуков
Р1 — малой мощности РВ1 — вставной малой мощности А ПГ ПБ 3—100 0; 1; 2; 3; 4
Р2 — средней мощности РВ2 — вставной средней мощности А ПГ ПБ 3—200 0; 1: 2; 3; 4; 5;
РЗ — большой мощности ПГ ПБ 3—300 0; 1; 2; 3; 4; 5; 6
1 Применяемый горючий газ: А — ацетилен, ПГ — природный газ, ОБ —
uponал-бутан
8 11. Серийные ручные резаки для кислородной резки
Марка резака Горючи й г аз или жидкость Толщина разрезае- мой ста- ли, мм При мечание
Р2А—01 Ацетилен 3—200 Резак типа Р2А. Выпуска- ется вместо резака «Маяк 1-02»
РЗП 01 Пропан-бутан, природный газ 3—300 Резак типа РЗ. Выпускает- ся взамен резака «Маяк 2—02»
РГМ-70 Ацетилен 3—50 Вставной резак к горелкам типа Г2
РГС70 » 3—70 Вставной резак к горел- кам типа ГЗ
РЗР-2 Пропан бутан 300 800 Бсэыпжскторпый резак для резки металла больших тол- щин
8.13. Скорости ручной и машинной кисюршной речки чистового проката и ширина реза
Толщи ia металла, мм 3—5 8—10 10-25 25-50 50—100 109—200 200-300
Скорость резки, мм/мин .... 550—500 450—400 400-300 330-250 250-200 200-130 200-300
Ширина реза, мм — 3—4 3—4 4-5 5-5 6—10 8-15
При меч а н н е. Скорости указаны для фигурной реткн по 1-му К«7 яссу кислородом чистотой %. При другом
- - I . А. . ч.- у * « 1 J I I । л м- > •« ч ‘ т J ' » I V I 1 у *- тъ # < I «. г \ >1 _> nvi "VV > О Г’ Т-М '• > ’I ~ 1.1 Ul |J‘I sJ ’ 1 1 > /IJ • J К , XI /«, | 1 V j У Г О
качестве j гза н игг»ользоп?нни кислорода другой чистоты эти значения скорости следует умножить на коэффициенты. праве,
денные в табл. 8.14 и 8.15.
8.<4. Зависимости скорости речки от качества поверхности реза
Класс качества................................................ 1 1 3 Боз оценки
Коэффициент скорости резки ................................... 1 1,2 1,1 2
Термическая резка Кислородная резка
8.15. Зависимость скорости резки от чистоты кислорода
Чистота кислорода, % ............................... 99,8 99,5 99,2 99 98,5 98
Коэффициент скорости резки.......................... 1,19 1 0,92 0,9 0,84 0,74
202
Термическая резка
8. 16. Режимы поверхностной кислородной резки ручным резаком
Г'ПА-2-72
Параметр Номер мундштука
1 2 ч
Давление режущего кислорода, МПа 0,3—0,8 0,3—0,8 0,35—1
Скорость резки, м/мин 1,5—8 1,5—10 1.5—10
Расход, м3,'ч:
кислорода 18—40 20—55 30—75
ацетилена 0,9—1 0,9—1 0,9—1
Размеры канавки, мм:
ширина 15—30 18—35 30—60
глубина 2—12 2—16 2—20
КИСЛОРОДНО-ФЛЮСОВАЯ РЕЗКА
8-17. Флюсы для резки
Резке Состав флюсов, %
Желс:Я1Ы1| порошок 1 Алюмин не- । выЙ поро- шок Алю ми нис- вомагние* вый порошок. i Силико* кальций 1 0И11 чц'иэосазф 2 8 j-e- f ° х- г. Кварцевый песок
Раздели гельная
Поверхностная
Разделительная
Для коррозионно-стойких сталей
Для цветных металлов
Резка:
мели
латуни
бронзы
латуни и брон-
зы
70—14
70-80
70—ЬС
70—81
30—2(1
10—5
10—5
io—:.
1 Для кислоп0дноч1л?пссвой резки применяют железные порошки НЖ1,
ПЖ2. ПЖ4, ПЖ5. ПЖ6 (ГОСТ 9849—74).
Кислородно-флюсовая резка
203
8.18. Ориентировечные режимы кислородно-флюсовой резки
высоколегированных сталей
Толщина металла, мм Режим резки
Скорость резки, м/ч Расход кис- лорода, ма;ч Расход аце- тилена, М8/Ч Расход флюса, кг на 1м реэа
Прямолинейная резка
10 760 0,18 17 0,2
20 575 0,35 24 0,2
30 490 0,5 30 0,3
40 435 0,65 35 0,3
60 370 0 95 45 0,4
80 330 1,2 65 0,45
100 300 1,5 60 0,5
Фигурная резка
10 460 0,3 25 0,25
20 ,145 0,55 40 0,35
30 290 0,8 50 0,45
40 260 1,0 60 0,5
60 225 1,5 75 0,6
80 200 2,0 90 07
100 180 2,35 100 0,75
8.19. Разрезаемость легированных сталей при кислородно-флюсовой
резке
Типы сталей Особенности резки
Хромоникелевые аустепитно ферритные Хромой нкслевые, чисто аустенитные Технологических ограничений нет. Жела- тельно интенсивное охлаждение при резке Необходимы либо интенсивное охлаждение кромок водой во время реза, либо последую- щая термообработка — нагрев до температу- ры 1050—1150 °C и быстрое охлаждение
Еысокохромистые с 16—30 % Сг и до 0,3 % С Разогрев сталей при резке должен быть минимальным во избежание необратимого роста зерна. Поэтому резку следует выпол- нять с максимальной скоростью. После рез- ки рекомендуется нагреть сталь до температу- ры 7М)—850 °C и охладить в воде или етруе сжатого воздуха
204
Тар учческая р”':ка
; п-абл. 6.7.9
Типы сталей Особенности резки
Высокох р омистые с 12—18 % Сг и до 0,15 % С При резке стали большой тлшпшя и вы- резке заготовок сложной коне) ш уранин не- обходим подогрев до температуры 250— 350 °C. После резки целесообразен отжиг при температуре 650—950 сС
Хромистые с 5— 15 % Сг и 0,2—0,5 % С Во избежание появления трептян необхо- дим предварительный подогрев до температу- ры 250—350 °C. После резки обычно целесооб- разна закалка с отпуском
ВОЗДУШНО-ДУГОВАЯ РЕЗКА
8.20. Техническая характеристика резаков
1,чя nail' HiHO-BvroBOii резки металла
Парэмпр гь рвдл-1 оео
Номинальный т к при рез- ке (НН-100 %). А Постоя п ь й, й!5 i 1сремс-ш l.i., it<;0
Производительность 0 из- коуглерод! стая сталь), кг ч Давление сжа.ою воздух па входе, МПа 1 ie менее 9,5 0,4—0,1 16,8 0,4 0,6
Расход сжатого воздуха, М ’Ч Масса, кг I ie Голсс 20 3,8 40—50
8,21. Электроды уго-’ьные для дуювой резки и сварки
Согласно ГОСТ 10720—75 изготовляют угольные электроды сле-
дующих марок: ВДК — круглые (омедненные), ВДН — плоские (оыед-
и иные), СК — руглые (оме, лепные п неомедпечи.'ые),
Электроды В. 11< и ВДН предназначены дл во душно-,дуговой j ел-
ки п строжки при токах до 380 А. электроды СК — для снарки в на-
плавки. Размеры электродов: ВДК — длина 300 мм, диаметр 6, 8,
10 и 12 мм; ВДН—длила 350 мм, сечения 12> 5 и 18X5 мм; СК —
Длина 250 мм, диаметр 4. 6, 8, 10, 13 и 18 мм. По требованию потреби-
теля допускается изготовление сварочных круглых электродов длиной
до 7-50 мм. Длина номедненного копна круглых электро’ов не более
30 мм.
В условном обозначении угольных электродов указывают мар-
ку, диаметр или сечение, для омедненных электродов марки СК ставят
буквы «О». Нищ ч.мер: Электрод ВДН 12X5 1 GCT 10720—75; Элек-
трод СК 10 Ом ГОСТ 1072с—75.
Пламе/ hi дуговая резка
205
8.22. Ориентировочные режимы поверхностной воздушно-дуговой
резви стали
диаметр пли сечение >лек- 7рода, адм Сила тока. Л 6 280 8 380 10 500 12 600 15X8 800 30X10 1000
I !п генснвность выплавле- ния стали» кг/ч: углеродпстсГЕ 9.5 12 9 15.5 16.4 23 30
легированном . , . . 12,3 16,7 20.1 21.4 -— —
ПЛАЗМЕННО-ДУГОВАЯ РЕЗКА
8.23. Основные параметры аппаратуры для плазменно-луговой
реши «ОСТ 12221—79)
Тин Номиналъ- Напряжение ХСЛОСТО1 о Мяксимяльн а я голщнн а глегалла, мм
аппаратурп 11 biii рабомн и ток, А ХОДЕ, В, не более у гл ер од и - стой стали алюминия
11лР (ручная резка) 50 100 160 200 250 315 400 500 180 55 10 15 20 25 30 8 15 25 30 40 50 00 80
ПлП п >луав- томачическая резка) 50 100 160 200 250 315 400 500 300 8 15 25 30 40 50 10 20 30 40 50 60 80 100
П 1А (автома- т| ческая резка 200 250 315 400 500 630 100 500 50 60 80 100 50 60 80 100 120 150 ЗСО
Примечай г е. Охлаи д иве пр 1 homi вальком рабочем токе 2г0 Л
н । ыше — водяное, при токе мы ее 250 А — принудительное воздушное, водя-
ное или воздуш ui-ведявог.
206
Термическая режа
8.24. Рабочие сретп для плавменно дуговой резки
Рабочая среда Разрезаемый металл
Алюминий и его сплавы Медь и ее сплавы Коррозионно- стойкая, 11ИЗКО- углеродчетая сталь
Сжатый воздух Для машинной резки металла толщиной до 70 мм Для машинкой резки металла толщиной до 60 мм
Азот Для ручной резки металла всех толщин
Азот: с воздухом с кислородом с аргоном Для ручной н машинной резки металла всех толщин
Не рекомендуется Для резки металла всех толщин Для машинной резки металла всех толщин Не рекомен- дуется
Аргон с водородом Для ручной н машинной резки металла всех толщин Не рекомен- дуется
8 25. Максимальная толщина разрезаемых металлов
нэп рунной пла’менно-дуговой резке, мм
рабочее напряжение, В Коррозион- но-стойкая сталь Нмзкоугле- родисл ая сталь Алюминий, легкие снл авы Медь Латунь, бронза
70—80 40 30 40 15 30
90—110 70 70 80 50 70
120—140 90 40 100 80 90
Плазменно-диговая резка
207
8.26. Ширина реза и припуски па механическую обработку
после ручной п.чазг«ев1’о-яугсиой резки, мм
Толщина металла, мм Коррозионно-стойкая сталь, латунь, бронза, силумин и другие сплавы алюминия Чугун
Ширина реза Припуск Ширина р ези Припуск
5—10 5—6 2 10— 12 2
10—20 6—7 2 12— 15 2
—4' 7— 3 12— 15 2
40—50 9—12 4 15— 18 3
50—80 12—15 5 15— 18 3
8.27. Режимы машинной гчикроплазменной пгзки металлов
Толщина мет а л ла, мм Расход ра- бочего газа, л/МИ II Сила тока, А Диаметр сопла. мм Напря- жение, В Скорость резки, мин Ширина реза, мм
азот воз- дух
Нипсоуглеродистая сталь (Cm3)
1—3 - 10 30 0.8 130 3—5 1—1,5
3—5 12 F0 2—3 1 6—1.8
5—7 — i -.л 75 I ПО 1,5—2 1,8—2
7—10 — 15 100 1—1,5 2—2,5
Коррозионно-стойкая, сталь (12Х13Н9Т)
6,7 3 2,5 2() 1 120 0,95 0,9 0,7 1.5 0,9
Алюминий и сплавы
1 1,5 — 7 7.5 20 25 0,8 130 4 3 1,1 1,2
8.5 :>0 1 100 2.8 1.6
10 13,5 70 1,4 2,7 1.75
100 10а 1,6 2
208
Термическая резка
Продолжение табл. 8.27
Толщина
металла,
мм
Расход ра-
бочего газа,
я/мпн
воз-
дух
Диаметр
сопла, ым
Напря-
жение, В
Скорость
резки,
м/мин
Ширин.-;
реза, мм
Медь
2 | 3 | — | 30 I 0,8 1 110 I 0.5 |
2 i — I 8,5 | 50 | ! I 120 I ! I
Л тиуне-
1,5 | 3,5 | - | 30 | 1 | 130 | 0,9 | 1.3
TurejiH
5 1—1 13,5 ] 100 I 1,4 I 95 I 2,6 1 |,6
РУЧНАЯ ДУГОВАЯ РЕЗКА
Можно использовать электроды, предназначенные для сварки,
увеличив силу тока на 20—30 %. Эффективнее выполнять резку спе-
циальными плавящимися электродами ОЗР-1, предназначенными для
разделительной резки, строжки и удаления дефектных мест на дета-
лях из сталей (в том числе высоколегированных}, чугуна и медных
сплавов.
Ток постоянный 1!лн переменный при напряжении холостого хода
не менее 65 В Пространственное положение любое. Сила тока зависит
от диаметра электрода 3 мм — 11')—170 Л, 4 мм — ISO—260 А, 5 мм —
250—350 Л, 6 мм—360—600 А
Средняя скорость резки электродами ОЗР-1 диаметром 4 мм со-
ставляет 12 у'ч дл) сталей СтЗ толщиной 14 им И08Х18Н91 юлшпной
12 мм Производительность стражкм 10—13 м/ч.
ГАЗОЛАЗЕРНАЯ РЕЗКА
8 28. Предельная толщина материалов, раз.згзгемых
при газолазерной {тезке
Мощность излучения, кВт ...... 0.5 I 4.9
Предельная толщина, мм:
стали.............................. 3—6 * 5—8 * 8—20 *
алюминиевых сплавов ..... . 2—3 * 3—5 * 6—10 *
Оргстекла .............................. 3:> эО
* Цифры со звездочкой — предельно нозможияя толщина, зэещоч»
К1 — предельная толщине и пи хорош*'и нчч-т-тп? рс?.а.
Газолазерная резка
209
8 29. Зависимость скорости газолазерной резки стали
от мощности излучения
I ОЛЩЯН& мет? лла. Мм Мощность излучен и я кВт Скорость резки, м/мки Толщина металла. A? "il Мощи ость излучения, к Вт (.‘кои ость резки, м/ мин
1 1 изкорглеросистые стала Ксрразиотю-стойкие стали
1 0,1 1—1.6 0,5 0,3 2,3—2,7
1 0.45 2—3 3 0,9 1,2—1,6
2,2 2 0,85 1,5—1,8 3 4,9 6—7
2 5—7 5 0,9 0,8—1 6
3 1 1,5—1,8 5 49 2,1—2,5
4 0,9 1,2—1,8 G 0,9 0.6—0,8
6 0,9 1 — 1,3 6,5 о 2 0.8 1,5—2 0,3—0,4
8.30. Режимы газолазерьой резки некоторых сплавов
I ОЛ|((!ПЫ металла, мм Мощность н.злучения, кВт Режущий газ Скорость резки, м/у.нн Средняя ширин а рела, w
Алюминиевые сплавы типа ЛМг
1,5 4,9 Азот 8 0,3
3 4,9 Я 4 0,5
4 4 У) 2.7 0,5
5 3 1,4 0,5
8 3 № 0,6 0,5
5 3 Кислород 1,5 1
8 3 0,7 1
Тит-малый сплав ОТ4
0,5 0,14 Кислород 13,7 0,4
0,46 0,23 » 13,7 0,5
У 0.21 £ 3,8 0,8
6,3 0,25 2,8 1
9,9 0,26 2,5 1,7
10 0,6 4 —
15 0,6 % 2,5 —
1,2 2 Ьозд} х 12 —
Никелевый сплав
1 2 Кислопоа 7,9 —
?10
Термическая режа
Продолжение табл, б е,0
Толщина металла, мм Мощность излечения. кВт Режущий газ Скорость резки, м/мин Средняя ширина 1 еза4 мм
Молибден
4 4 | Кислород 0.5 1
Вольфрам
3 I Кислород 0,3 1
КОПЬЕВАЯ РЕЗКА БЕТОНА
8 31 Скорость и расход материалов при различных
способах термической резки бетона
Параметр Способ резки
кислород- ным копьем кислородно- флюеоваи кислородно- порошковым копьем
Скорость обработки бето- на. см®/мин Расход материалов на 1 дм3 удаляемого бетона: 167 100 300
трубка, кг 5,8 — 0,5
проволока, кг 0,2 -— —
флюс, кг —. 4,5 2,5
кислород, м8 2,0 5,5 2,5
И р н м е ч а и и е Рекомендуется флюс, состоянии’’ из 85 % железного
и 15 % алюмин не. него порошков, к стальные трубки диаметром 1/4", 3/8"
и 1/2".
8.32. Режим» прожигании отверстий в железобетоне
к недородкофлюсовь*м к оп ьсм
Размеры отверстия, мм Расход кислорода, м*/ч Расход трубки, м/м длины отвер- стия Скорость прожи- гания, мм/ мин
Глубина Диаметр
До 500 50—55 60—to 4 120—180
500—1000 55—60 80—100 1—5 80—120
1000—1500 60—70 100—120 5-6 40—80
Примечая и с» Диаметр копом 5/8"; [ ;-смхп флюса 30 иггч.
Глава J
НАПЛАВКА
9.1. Примерная производительность разных способов наплавки
Наплавка Производитель- ность, кг/ч
Ручная, плавящимися электродами 0,8—3
Автоматическая под флюсом:
одним электродом 2—15
миогоэлектродпая 5—30
электродной лептой 5—30
Автоматическая и полуавтоматическая в углскис- 1,5—8
лом газе Автоматическая и полуавтоматическая самоза- щитой порошковой проволокой: 2—9
одним электродом
двумя электродами 5—20
Автоматическая самозащитной порошковой лен- той:
одним электродом 10—20
двумя электродами Электрошлаковая: До 40
20—60
электродной проволокой
электродом большого сечения До 150
Плазменная: 2—12
с токоведущей присадочной проволокой
плазменно-порошковая До 12
с подачей двух плавящихся электродов До 30
Вибродуговая 1 2—3
Газопламенная До 2
9.2. Условные обозначения электродов для наплавки
Структура условного обозначения электродов для наплавки поверхност-
ных сли*ш с особыми свойствами установлена ГОСТ 9466 — 75 такой же. как
и электродов для сварки сталей (см. гл. 4). Согласно ГОСТ 10051 — 75, напла-
вочные электроды подразделяют на типы по химическому составу наплавлен
иого металла. Обозначения типов аналогичны маркировке легированных ста-
лей. Индексы металла шва в условном обозначении электродов двойные. Пер-
вая группа индексов — средняя твердость наплавленного металла го Вик-
керсу и по Роквеллу (через косую черту). Второй индекс указывает, что твер-
дость наплавленною металла обеспечивается без термообработки (индекс I)
или после термообработки (индекс 2). Если регламентнровяиа твердость в обо-
их случаях, то в скобках приводят вторую группу индексов.
У.а. Основные марки покрытых электродов для наплавки и области их применения
Марка элсктроди Условное обоз л ач с пне. по ГОСТ 9466—73 и ГОСТ 1004-75 или ТУ Няплязляемые изделия
ОЗН 250У Э—10Г2—0311 2Г0.У—0—НД Е-250/25-1-Б-42 Детали, папашиваюшиеся от трения по металлу в сочетании с ударными нагруа- ками
ОЗН-ЗООУ Э- ИГЗ ОЗН-ЗООУ—0—нд Е—300/32—1 — Е42 То же
У34Оп/б Э - 151'3 М—У340п'6—0 —НД Е—300/32—1 БЗО »
ОЗН-350У Э—12Г4—ОВН-350У—0—НД Е—ЗнО/37— 1— Ь42 »
НР-70 Э 30Г2Х М—НР-70—0—НД Е—350/37—1—Б40
ОЗН -400 5 -1 - [ 5Г5—031Т-400У—0— НЛ Е— 4(A),'4 1—1 1342
03111 1 Э- I6I2X.M ОЗШ-1-0-НД.З 1:—ЗлО/57—1 —Б2<.) Штампы мо”отовые и высадочные
ОЗШ-2 * 10ЛМ10Х5В2Ф—ОЗШ-2-0—НД Е— 650/56—1—ИЗО Штампы горячей штамповки, режущий инструмент, детали машин
ОЗШ-3 3—37XQQ2—ОЗШ—3—0—НД Е 630 56—1—БЗО Обрезные и вырубные штампы холод- ной и горячей штамповки
Продолжение табл 9.3
Марка электродг Условное оСслипнен! f’ но ГОСТ 9466—7’ г ГОСТ 1ОО.:И — 75 или ТУ Налла вл яем ь?е «яде л и я
ЭН-60М 9—7СХЗСМ'1 -ЭН— 60М—0 —Н Л Штампы, работающие с нагревом по
Е—650/56-1 2--Б40 верхности до температуры 400 °C, детали ста н очно го обо р удова п и я
УОНИ-ПН'А 20X13 э-гох13- ^Я,('х7?'НЖ -0-нд Штампы холодной и горячей обрезки, детали машин
Е—450/45—2—Б40
ЦН- 12М-67 Э-13Х16Н8М5С5Г4Б—ЦН—12М—67—0-НД Уплотнительные поверхности армату-
Е—450/45—2—Б40 ры энергетических yciaHOBOK, ра&отаю щчх при температуре до 600 °C
ЦН-6Л Э—ОЗХ17НОГ—LIH-бЛ—0—НД Упчотиительиы поверхности армату-
Е—300/32—2—Б40 ры котлов, работающих при температуре до 540 °C и давлении до 80 МПа
ОЗИ-З 9—ОЛХ4.М4ВФ—ОЗИ 3—0—НД Штампы для холодного в горячего де-
Е— /оО/ЬО—2— Ь-»0 формирования, детали машин
ОЗШ-4 Э— 10М9Н8КЯХ2СФ—ОЗШ-4—0—НГ Штампы холодного и горячего дс.фор-
Е—700/58—2—1140 мирования, пресс-формы с нагревом по- верхности до температуры 600 °C, детали машин
ОЗИ-4 3- 10К15В7М5ХЗСФ—ОЗИ-4—0— НГ Штампы горячего деформирования, ра- ботающее в особо тяжелых температурно- силовых условиях, пресс-формы и деталг машин (до 780 °C)
Е—650/56—2—1140
Продолжена/’ табл. 9. ?
Мерка электродь
Условное обозначение по ГОСТ 9466—75
и ГОСТ 10051 — 75 или ТУ
Наплавляемые изделия
ОЗИ-5
ВСН-6
ВСН-8 *
ЭНУ-2 *
УОНИ-13 *
4Х 10ВоМФ
омг-н
ЦНИИН 4
Э—10К18В11М10ХЗСФ—ОЗИ-5—0—НГ
Е—650/62—2—Г140
-5—110Х14В13Ф2—BCII-6—0—НГ
Е—600/53—1—П40
I20B13X7P—ВСН-8—0-НГ
Е—700/58— 1 -Б40
350 X15ГЗР1 — ЭНУ-2—0 - Н Д
1 -700/58—1-1146
^-нд
Е—450/45—1 (550,50—2)—КЗО
Э—65X11 ИЗ—ОМГ-Н—0—НД
Е—300/32—1—Б42
Э— 65Х25ПЗНЗ—ЦНИИН-4—0—ИД
Е—300/32—1—Б40
Металлорежущий инструмент (вместо
стали Р18), штампы и другие детали, ра-
ботающие в особо тяжелых температур-
но-силовых условиях до температуры
850 °C
Детали, подвергающиеся абразивному
изнашиванию при значительных удар-
ных нагрузках
То же при средних ударных нагрузках
То же при умеренных ударных нагруз-
ках
Кузнечно-прессовый инструмент, рабо-
тающий при повышенных температурах
Детали из сталей типа 110Г13Л
То же
Продолжение табл. 9.3
Марка электроде Условное обозначение по ГОСТ 9466—75 и ГОСТ 10051—75 или ТУ Наплавляемые изделия
ВСН-10 * 50Х12Н4М2—Р.СН 10—0—НД Ё—200/41-1—Б40 Детали, работающие при больших кон- тактных и'грузках и абразивном изна- шивании, например сегменты ведущих колес ходовой части бульдозеров
ЖСН-60Р Э-105В6Х 5.МЗФЗ—ЖСН-60Р—0—И Д Е—650/56—1 («50/62—2) —Б40 Me талл ор еж у щи й и 11 стр у мен т
12АН/ЛИВТ ткз-н Э—95Х7Г5С—12АН/ЛИВТ—0—НД Е—300/32—1—Б43 Э—30Х5В2Г2СМ—ТКЗ-Н—0—НД Е—650/56—1 (450/45—2) —Б40 Детали, подвергающиеся интенсивным ударным нагрузкам в сочетании с абра- зивным изнашиванием То же
13КН/ЛИВТ Э—80Х4С—13КН/ЛИВТ—0—НД Е 700/58-1—Б43 Рабочие органы землеройных машин при абразивном изнашивании без значи- тельных ударов
ВСН-9 * 140Х10Н2Г2АР—ВСН-9—0—НГ Е—850/62—1—Б40 Детали, подверженные абразивному изнашиванию и значительным ударным нагрузкам при нормальной и отрицатель- ной температурах
ЦН-16 Э—175Н8Х6СТ—ЦН-16—0—НГ Е—650/56—1—Б40 Рабочие органы землеройных машин, работающих на мерзлых и скальных грунтах
Наплавка Я Наплавка
Нпплаг-ка
i. Условно? обозначение по ГОСТ 9466—75
марка электрод* и рост £0031 — 75 или ТУ Наплавляемые изделия
* Для электродов, выпускаемых по различным TV, в условном обозначения -.'-место типа электрода указав тип нэплпвлрг-
ного металла без буквы Э-
Наплеска
217
9.4. Марки наплавочных проволок (ГОСТ 10343—82)
и основные области их применения
Марка проволоки ТиШЧПЗД твердое гь пвплавленного металла 11 а пл явленные изделия
rln-25, iln-30, lln-3b Еп-40, Нп-45 Нп-50 Нп-65 hn-80 Нп-40Г НВ 160—220 НВ 170-230 UB ISO -240 ИВ 220—300 НВ 260—340 НВ 180—240 детали, работающие б ус- ловиях трепня металла по металлу (оси, валы, шпинде- ли)
Нц-аОГ Нп-65Г Н.1-40Х13 НВ 200—270 IIВ 230—310 HRC 45—52 Натяжные колеса и опор- ные ролики гусеничных ма- шин, крановые колеса, оси опорных роликов
Н11-40Х2Г2М Нп-БОХФА HRC 54—56 после закалки HRC 43—50 Де алп мани и, работаю- щие с динамическими нагруз- ками (шлицевые и коленча- тые валы, поворотные кула- ки и г. п.)
1111-30X1 СА Пп-30Х5 Нп-50ХНМ Нп-бОХбФМС Ни 105Х Нп 45Х2В8Г Нп-бСХЗВЮФ Пп-45Х4ВЗГФ НВ 220—300 HRC 37—42 HRC 40—50 HRC 42—48 HRC 32—38 IIRC 40—46 HRC 42—50 HRC 38—15 Прокатные валки и кузнеч- но-прессовый инструмент
1Й1-40ХЗГ2МФ HRC 38—44 Детали, испытывающие удары и абразивное изнаши- вание
Нп-ПЗА НВ 220—280 Детали из сталей типа 110Г13Л
Ни 20X14 URC 32—38 Упл отв ител ь и ыс поверх- ности задвижек для пара и БОДЫ
Нп 30X13 HRC 38—45 Плунжеры гидропрессов, шейки коленчатых валов, штампы
Нп-ЗОХЮГЮТ НВ 200—220 Лопасти гидротурбин, греб- ные винты, гребные валы мор- ских судов
218
Поплавка
Продолжение табл. 9.4
Марка проволоки Типичная тгердость наплавленного металла Наплавленные изделия
Нп-Х15Н60 НВ 180—220 Детали печей и реторт, ра- ботающие при высокой тем- пературе
Нп-Х20Н80Т И В 1 80—220 Выхлопные клапаны авто- мобильных двигателей
Нп-03Х15Н35Г7М6Б Корпуса сосудов в атомно- энергетическом и химическом машиностроении
9.5. Прополока стальная сварочная (ГОСТ 2246—70),
применяемая для наплавки
Марка проволоки Твердость наплавленного кем алл а Наплавляемые
после иэнлапки после закалки изделия
Св-08 Св-10Г2 Св-08ГС Св-12ГС Св-С8Г2С НВ 120- 160 НВ 180—210 НВ 180—200 HV 190—220 IIV 180—210 IIV 395—411 IIV 395—410 Осн, шпиндели, палы, опорные ро- лики
СВ-18ХГС HV 240—300 IIV 550—560 Опорные роли- ки, натяжные ко- леса гусеничных тракторов, цап- фы, осн катков
Св-20X13 Св-10Х17Т ИКС 42—48 HRC 30—38 — У плотин тель- ные поверхности общепромышлен- ной арматуры, ра- ботающей при тем- пепат' пе до 450 "С
Св-06Х19Н9Т СВ-08Х19Н9Ф2С2 НВ 160—190 НВ 200—230 — Уплотнитель- ные поверхности запорной армату- ры для пара и во- ды
Наплаека
219
тки и лепты для наплавки углеродистых сталей
Условия работы наплавляемых деталей Трение металла о ме- талл (оси, валы, колеса вагонов из конструкци- онных и литых сталей 25Л и 4,5Л) Трение металла о ме- талл (валы, оси и т д.) Трение металла о ме- талл при знакоперемен- ных и ударных нагруз- ках (детали ходовой ча- сти гусеничных машин, коленчатые валы, кре- стовины карданных ва- лов) Повышенные темпера- туры и большие давле- ния (ножи горячей рез- ки металла, прокатные валки, кузнечно-прессо- вый инструмент)
я твердость после тер- мообработки или наклепа с» « С СО со 1 1 <J и О; йг
5 “ и Средня о 5 у К =• g О = § Е = £ г. Ь после о * наплавки * — ° к <Я О 0* я = _ СЧ со О О ю vr* 1Q СЧ 04 ГО (J оз ад йг 5с й: S: to uo in со сч сч сч сч
< ВИПиА<11ЭНОХ} Н1 U III III 1
-эо и№ ‘энной HifH ctaofWHtf о <О' со со СЧ 04 КО сч сч*
Тип наплавленного металла < о о t Oi Н , -8 □ U. ш 1Л U X X X - ь О О ЬЭ — « О) со СЧ
Марка пропил они илв ленты с о — С) сч о ю сч сч сч со OJ — 22 —* ~ X XX X Н < << < С С сс с с с хс с
Продолжение табл. 9.6 й
MtpKn грй’олгки или леи,ты Тип нэилявленного металла Диаметр или се- чение, A-V. Конструкция ’ Расход проволоки из 1 кг ИППЛЛПЛС1- НОГО МСТИЛЛс., Ki Средня после наплавки я твердость после тер- мообработки или наклепа Условия работы наплавл'1С1йых дета^е й
пн-:.0Х4Вюн!ФТ Г1П-АН105 ПП АП 135 ПП АН 125 ПП АН 170 ПП-АН17011 ПП У10Х4Г2Р ПП-АН106 а т — трубчатая; TH 2 Отжиг. ” Отпуск. 51 Наклеп. 20ВЭХ4НИФТ 20Г13Н1 250Х10Б8С2 200X15С1ГРТ 80Х20РЗТ 100Х4Г2Р I0X14T — трубчатая с иахлс 3,0 2.8 3,2 3,2 2,5X0 3,2 2,8 сто.м; П TH TH TH TH TH П T TH - пято 1,3 1,25 1,20 1,15 1,15 1.1 1,3 щенка, J HRC 42 Z/7?C<20 /IRC 54 HRC 54 HRC 62 /Y/?C>5i (7РС>42 — лента. HR С 42 ’ HRC ,?П HRC 30 * Термическая уста- лость и большие давле- ния (ножи горячей рез- ки, металла, прессовый и штамповый инстру- g мент) Я Изнашивание пт и силь- ных удар- х (детали дро- бильно-размольного обо- рудования, железнодо- рожные крестовины, де- тали из сталей типа 110Г13Л) Абразивное изнашива- ние с ударными нагруз- ками (зубья и ковши скальных экскаваторов, рыхлителей) Абразивное изнашива- ние с умеренными удар- ними нагрузками (рабо- чие органы землеройных машин, колосники гро хотов, грунтозацепы, звенья и звездочки ходо- вой части гусеничных ма- шин) Абразивное и гидр ©аб- разивное изнашивание без ударов (рабочие ор- ганы землеройных ма- шин» детали землесосов, работающих на песчаном грунте, детали обогати- тельного оборудования) Абразивное- изнашива* S пне с умеренными уда- S рами (катки и ролики § тракторов) Грение металла о ме- талл в коррозионной сре- де (плунжеры, уплотни- тельные поверхности ар- матуры, штоки гидро- крепей) КЗ ю
9.7. Порошко?ь>е проволоки и ленты для наплавки под флюсом
М арка про вол ок »< или ленты Тил наплавленного металла Марка фл гос а Диаметр или се чипе, «м Ко:п 1 1аехид ироаолоки ня 1 кг наплавлен- нот метил л Я, КГ Средняя твердость Условия работы цапли ил ясмых деталей
после наплавки после термо- обработки или наклепа
ПП-АН12*’ 18Х1Г1М АН-348-А. АН-60 3.0 1 h lb Mil ИБО НВ 200 3 Трение металл? о металл (крановые колеса, шкивы, на- лы, ролики ролико- вых конвейеров)
ПЛ-АН 126 ' 20Х2Г2С1 \H-348-A 20 X 1 Л 1.2.5 HRC 38 — Трение качения с динамическими ка- г р у як а м и (дет а л и х одо вой части г у с е- яичных машин, звеньеп агломеря- дионнпх МИШИН, крановых колес)
ПП-25Х5ФЛ16 35Х5ФМС АН-2С 3,0; 4; 5; 6 тн 1,05 HRC и HRC > 47 ’ HRC С 30 ! Циклические тер- мические нагрузки и интенсивное няна- пиванис (прият- ные валки, штампы, прессовый инстру- мент)
пп-зхгве ЗЗВ9ХЗСФ АН-20 3,6; I; 5; 6 т 1,05 HRC > Н HRC 46 ’ Термическая ус- талость и большие давления (прокат-
ПП-АН132 30Х132М2ФС, АН-20 3,6; 4, 6 6 тн i.03 HRC > 17 — кие валки, нож я го- рячей резки метал- ла, бойки молотов, тормозные шкивы) Циклические тер- мические нагрузки и интенсивное изна- шивание (прокат- ные валки, штампы, прессовый инстру- мент)
ПП-ЛН103 200Х12М АН-20 AH-1SM 1 1,15 HRC 42 HRC 28 ! НЛО50 4 Трение металла о металл н абразивное изнашивание (ножи холодной резки ме- талла, рабочие ор- ганы смесителей, тормозные шкивы, ролики роликовых кои вейеров)
ПП-Л111М 200Х12ВФ АН-15М, А11-20 3,6 г I, 13 HRC 42 HRC 28 ! HRC>.iU 4 HRC 52 » Абразивное изна- шиьчнме с ударны- ми нагрузками (но- жи холодной резки металла, рабочие ор- г? чы сместителей ил углеродистой ста- ли' и стали 110Г13Л)
ПЛ-У25Х25ГЗФ2Р 250Х25ГЗФ1! 11 PC АН-20. АН-15М 4 5 х:: л 1,05 HRC 64 1 Абразивное изна- шивание с yxepej- ными ударными на- грузками (рабочие органы землерой- ных машин)
222 Папмлка К Наплавка
Продолжение табл. 9.7 к5
Марча проволок? или ленты Тип и а гт л s вт ей кого металла Марка Ф-JfOCd Диаметр пли се- чекие, мм Конструкция ' Расход J ).•< г- .. . хи ка ’ кг н апл солен - нт.гс» .мсгг.л.-а, кг Средня? после наплавки твердость посте термо- обработки или наклепа Условия работы наплавляемых деталей
ШЬУйОХЗОГЗТЮ ЗООХЗОГЗТЮ АН-50 15X3 л 1,05 НЛС > 47 — Абр аэи иное и зн а - няйвяние с умерен- ными удзр-лчмн на- грузками (рабочие органы землерой- ных машин, и пеки пневматических на- сосов)
ПЛ-У40Х38ГЗРТЮ ЮОХЗЗГЗР’ГСЮ АН-00 4 > х:: л 1,05 НРС Э 50 — Абразивное изнэ- ди ванне С з удар- ных нагрузок ‘ (ли- пасти глнчомо! л • лок, рабочие органы землеройных м/i- ’иИк)
пл-.ми; 1« IU3X20P4C3F2 М АН-15,4 20У 4 л 1,20 нрс оо Интенсивно* га- зо- и гидр с абразив- ное изнд|.'Ъ<в .'. is* (корпуса и рабочие, колеса землесосon, л ста л и с мгс и телей, рабочие органы зем- леройных ыаш/.н)
ПЛ-АН101«
00
Китаев А. М-, Кнтасв Я»
ПП-ИТС-02’
> ПЛ-АНШ*
ЗООХ2»МЗНЗГ2 АН-1БМ 20Х 4 Л 1,10 HRC 52 Интенсивное аб- разивное изнашива- ние «рн нормальных н высоких темпера- турах (детали дро- билок, ножи бульдо- зеров, засыпные ап- параты домен)
330Х23Р1 НФ-ИТС-02 (намагничи- вающийся) 3,2 TH 1,2 HRC > 5" Интенсивное йб- рвзивпое изнашива- ние ьрн нормальных и повышенных тем- пературах (лопатки смесителей, грунте- иыс и шлаловые на- сосы, кирпичные прессы)
И0Х44Н34ГСР АН-15М АН-20 14x4 Л 1.15 НРС & 54 Абразивное изна- шивание с умерен- ными ударами при повышенных темпе- ратурах (контакт- ные поверхности ко- нусов и чаш домен- ных печей, колосни- ки)
Л — леи та.
1 т — трубчатая; ГН *>- трубчатая с иахлестом,
2 Отжиг.
3 Отпуск.
* Закалка и отпуск.
6 Наклон.
в Можно наплавлять и открытой дугой.
го
to
226
Наплавка
9.8. Лента наплавочная спет иная (ГОСТ 22366—77)
Марка ленты Рскомеиду- «мая марка флюса Назначение-
ЛС-70ХЗНМ (А) АН-60, Однослойная (А! и многослойная
ЛС-70ХЗМ (Б) АН-2011, АН-26П (Б) наплавка деталей, работающих в условиях интенсивного абразив- ного изнашивания с умеренными ударными нагрузками при темпера- турах до 300 °C
ЛС-5Х4ВЗФС ЛС-5Х4В2М2ФС АН-60 Наплавка валков горячей прокат- ки. штампов горячен штамповки, ножей для резки горячего металла и др.
ЛС-О8Х21Н9Р АН-26П Многослойная наплавка коррози- онно-стойкого слоя
ЛС-УЮХ7ГР1 АН-60 Многослойная наплавка при ин- тенсивном абразивном изнашивании с умеренными ударами (катки и ножи бульдозеров, грейдеров И Д| .)
ЛС-1Х14НЗ АН-20П, АН-26П Многослойная наплавка для ус- ловий абразивного изнашивания (до 450 °C) и коррозии Наплавка плунжеров гидравличе- ских прессов
ЛС-20Х10Г10Т АН-26П, АН-20П Наплавка деталей, когда требует- ся высокая стойкость против кави- тации, абразивного и гидроабразив- ного изнашивания. Наплавка плун- жеров гидропрессов
0.9. Плавленья флюсы иля наплавки
Марка Флюса
АН-348-А,
ОСЦ-45, АН-60
АН-8, АНФ-1,
АН-25
Характеристика
Флюсы можно использовать для наплавки уг-
леродистая и низколегированных сталей
Флюсы для электрошлаковой сварки, пригод-
ны также для наплавки: АН-8 для нелегироваи-
иых и низколегированных, АНФ-1 — высоколе-
гированных сталей, АН-25 для возбуждения
электрошлакового процесса без дуги (он элект[ о-
проводен и плавится проходящим током)
Наплавка
227
Продолжение табл.
Марке флюс®
Характеристик а
АН-20
(ГОСТ 9087—61)
АН-70
АН-26
ОФ-10
ОФ-6
АН-30
АН-28
8*
Ннзкокремнистыи оезмар! ыщевый флюс для
дуговой наплавки средне- и низколегированных
сталей имеет три модификации АН-2СС, АН-2ССМ,
АН-20П отличающиеся размером и строением
зерен (С — стекловидный, М — мелкий, П —
пемзовидный) Флюс обеспечивает удовлетвори-
тельное формирование шва и легкое отделение
шлака, когда температура поверхности металла
не превышает 300—400 “С. При более высоких
температурах 1600—850 ’С) шлак отделяется
плохо
Пемзовидный инзкокремнистый безмаргаице
вый флюс для наплавки средне- и высоколе! про-
ванпых сталей имеет низкую окислительную спо-
собность, которая обусловливает слабую зави-
симость состава наплавляемого металла от ре-
жима наплавки. Флюс АН 70 более «короткий»
и тугоплавкий, чем АН-20, поэтому под ним
можно наплавлять цилиндрические поверхности
значительно меньшего диаметра, чем под флю-
сом АН-20 легко отделяется от поверхно-
сти при температуре до 800 “С
Сварочный флюс можно использовать также
для дуговой наплавки аустенитных хронон пкеле-
вых сталей
Пемзовидный иизкокремнистый безмарганпс-
вый флюс с малой окислительной способностью
предназначен для наплавки лентой коррозион-
но-стойких сталей на перлитные стали. Обеспе-
чивает хорошее формирование слоя при ширине
леиты до 100 мм. После прокалки в течение 5 ч
при 950 °C практически не гидратируется в сухом
помещении
Бескремпистый безмарганцевый флюс для
сварки можно использовать и для наплавки сред-
не- и высоколегированных сталей. Гидроскопи-
чен, его нужно прокаливать перед применением
Бескремнистый, безмарганцевый стекловидный
флюс для наплавки средиелсгироваппых сталей.
Содержит глинозема больше, чем флюс ОФ-6,
что «удлиняет» шлак и улучшает форму валиков
Пемзовнднын фиюс низкокреыпистый, безмар-
гапцевын, предназначен для наплавки стальной
и чугунной лептой
9.10. Керамические флюсы для наплавки
Марка флюса Наплавленный металл Рекомендуемая проволока Условия работы наплавляемых деталей
Тип Твердость
ФК-45/5Х10В5ФМ 45Х10В5ФМ IIV 540 Св-20Х13 Интенсивное изнашивание при температуре до 600 ?С (инструмент для горячей обработки металлов давлением)
ЖСН-5 20Х6МФ HRC 36 HRC 42 HRC>?V> HRC М Св-08А Св-08ГА Св-12ГС Нп-ЗОХГСА Интенсивное изнашивание при трении ме- талла о металл, циклических теплосменах, высоких давлениях (прокатные валки, роли- ки роликовых конвейеров, тормозные шкивы)
АНК-18 ЗОХЗГ1 HV 400 HRC 51 Св-08, Св-08А Нп-ЗОХГСА Трение металла о металл (детали дорожнот техники, строительных, сельскохозяйствен- ных и подъемных машин
АН К-19 60Х4ГС HRC^W Св-OSA, Св-08 Абразивное изнашивание (ножи и опорные катки бульдозеров, плоские заготовки бун- керов)
АНК-40 25Х1ГС НВ 250 Св-С8А, Св-08 Трение металла о металл
Примечание. Флюсы ФК-45/5Х 10В5ВФМ, ЖСН-5, АПК-40 рекомендуются для наплавки постоянным током of-
ратной полярности. Флюсы АНК-18, АНК-18 — для наплавки постоянным током обратной полярности и переменным током
9.11 Порошки гранулированные для „аплами
Марка Тил 1 ье рд ость наплавлен - наго мстем.и я Способы л ел лашси Условия рьботы наллапляемых деталей
ПГ-С1 ПГ-УС25 П11 У30Х28Н4С4 HRC^ 51 И. П Абразивное изнашивание (детали металлурги- ческого оборудования, сельскохозяйственных машин и т. п.)
ПН-У50Х38Н ПН-У40Х28И2С2ВМ HRC^s 55 и, п Интенсивное абразивное, изнашивание без уда- ров (лемеха плугов, лапы культиваторов и т. и.)
Г1Г-С27
HRC^ 53 и, п Абразивное изнашивание при температуре до
ПГ-АН1 ПН У25Х30СР 500 °C с умеренными ударными нагрузками (ме- таллургическое и энергетическое оборудование, сельскохозяйственные машины)
HRC^. 51 п, г Абразивное из; ашиваиие с умеренными удар-
ПГ-ФБХС-2 ними нагрузками (механическое и энергетиче- ское оборудование, сельскохозяйственные ма- шины)
ПН У45Х35ГСР HRCzs, 52 д Абразивное изнашивание без ударных нагру-
П11Ч-2 20Н90Д4С2Р2 зок (угледобывающее и торфоперерабатывающее оборудование)
HB 310 г Трение, металла о металл (изношенные чугун- ные детали и дефектные отливки)
НПЧ-3 20Н "0Д35СРТ
HB 200 г То лее
11Г-СР2 ПН-ХН80С2Р2 HRC 40 п, г Изнашивание при температуре до 530 °C и воз- действие агрессивных сред (уплотнительные по- верхности арматуры тепловых и атомных элек-
ПГ-СРЗ ПН-ХН80СЗРЗ HRC 50 п, г тростанций) То же, а также детали стеклоформующей ос-
настки
Наплавка Наплавка 229
Продолжение табл, 9.11
Марка Тип Твердость наплавлен- ного металла Способы наплавки Условия работы наплавляемых деталей
ПГ-СР4 ПН-ХН80С4Р4 HRC 60 п, г Интенсивное изнашивание при температуре до 600 °C, воздействие агрессивных сред, гидроаб- разивное изнашивание (детали насосов для не- фти)
СНГН-50 50H80X13C3P2 HRC 50 г Трение металла о металл, абразивное изнаши- вание с ударными нагрузками при температуре до 600 °C и в агрессивных средах (валы, кулач- ки, направляющие клапанов, золотники, шне- ки)
СНГН-55 70Н20Х 15С4РЗ 11RC 55 г Абразивное изнашивание при температуре до 600 °C, воздействие агрессивных сред (валы, ку- лачки, направляющие клапанов и др.) Абразивное изнашивание при температуре до 550 °C, воздействие агрессивных сред (кулачки, лопатки смесителей, штоки насосов, направляю- щие клапанов)
СНГН-60 100Н80Х16С4Р4 HRC 60 г
ВСНГН 35 280X9II45P2C2B35 HRC 57 г Абразивное изнашивание без ударов при нор- мальных и повышенных температурах и в агрес- сивных средах (лопатки воздуходувок, лопасти мешалок, скребки)
ВСПГН-80 500X31116РСВ75 HRC 60 г То же
Примечания. !. Порошки марок НПЧ-?, НПЧ-3, СНГН-50, СНГП-55, С11ГП-Я0, ВСНГН- 15, БСНГН-SO вы, vi кают
по ►азличным ТУ, остальные, порошки — по ГОСТ 21448 — 76. По гранулометрическому составу порошки подразделяют на
Ч2тыре класса: К — крупный, С — Средний, М — мелкий, ОМ — очень мелкий.
2. И — индукционная наплаэка, П — плазменная, Г — газопорошковая, Д — дуговая неплэвящимся электродом. Для
газопороптковой используют порошки класса ОМ, для плазменной — класса М, индукционной — Ki С, дуговой — С, М, ОМ
9.12. Смеси порошков для наплавки
Марка порошка Наплавленный металл Способ наплавки Условия работы наплавляемых деталей
тип Твердость HRC
C-2M 800Х24Г7С -г54 д Интенсивное абразивное изнашивание с умерен- ными ударными нагрузками (дробильное и размоль- ное оборудование, ножи бульдозеров и грейдеров, стснкн ковшей экскаваторов)
БХ 50Х40Р7С Ss63 д Интенсивное абразивное изнашивание без ударов (лопасти глиномешалок, пресс-формы для кирпича и брикетирования угля и торфа, детали земснаря- дов, лопасти дымососов)
КБХ 450Х45РС 5s 60 д То же
ФБХ6-2 400Х30Г4Р1С ^53 д Интенсивное абразивное изнашивание с умерен- ными ударными нагрузками (детали горнодобываю- щего и торфоперерабатывающего оборудования)
ПС-15-30 ЗООХ28СЗН2ГДР — И Абразивное изнашивание с умеренными ударны- ми нагрузками (лапы культиваторов, лемехи плу- гов и др.)
ПС-14-60 460Х35С2НГДР — И То же
ПС-14-80 620Х49С2НДР и »
Примечания: 1. Механические смеси порошков марок С-2М, БХ, КБХ, ФБХ6-2 выпускают по ГОСТ 1154G- 75,
остальных марок — ио ТУ 43-19=122 — 74.
2. Д — дуговая наплавка ноп.чавящнмся электродом; И — индукционная. Дуговую наплавку рекомендуется выполнять
однослойной при толщине слоя порошка 6—9 мм.
232
Наплавка
Ь. 13. Лише прутки для гадовой и дуговой наплавки
t «плавящимся электродом (ТОСТ 21449—751
Марка 1 иру ГК л Тип Твердость на- плавленного ме- талла HRC Условия работы плпляв- ляемых деталей
Пр-С2 Пр11-У20Х17Н2 >44 Абразивное изнашива- ние с ударными нагруз- ками. Наплавленный ме- талл стоек в среде нефте- продуктов, пара и др.
Пр-С1 ПрП-У30Х27Н4СЗ >50 Абразивное изнашива- ние с небольшими удар- ными нагрузками. На- плавленный металл стоек в среде нефтепродуктов, пара н др.
Пр-С27 ПрН У45Х28Н2СВМ >52 Интенсивное абразив- ное изнашивание с уме- ренными ударными на- грузками и при темпера- туре до 500 °C
Пр ВЗК ПрН-У J0XK63B5 >40 Абразивное н эрозион- ное изнашивание при тем- пературе до 750 °C, воз- действие химически ак- тивных сред и ударных нагрузок, трепне металла о металл Уплотнитель- ные поверхности армату- ры. работающей при тем- пературе до 585 “С и дав- лении до 8 МПа
Пр-ВЗК-Р ПрН—У20ХК57В10 >46 Абразивное и эрозион- ное изнашивание при тем- пературе до 800 °C, воздей- ствие химически актив- ных сред, трение металла по металлу. Зубья дере- ворежущих рамных вил, режущий инструмент
1 Прутки изготовляют днлметроч 4 мм, длиной 300 и 350 мм; диаметром 5
и 6 мм, длиной 350 и 400 мм; диаметром 8 мм, длиной 4 50 и 500 мм.
HanjtafiK'i
233
У. 14 Режимы механизированной дуговой наплавки
цилиндрических поверхностей
Диаметр детали» мм Толщин . нанлеш- лешюга слоя» мм Диаметр проволо- ки, мм Смеще- ние про- БОЛ OKI! с зени- та, мм Сила тока, А Напря- жение. I- Скорость наплаи- KII, м/Ч
40—70 70—100 150—200 200—300 10—15 20—25 30—40 30—40 Бнутрек- 1 ний C=j50 1 Ллруж- | иьш ^>15) Н а г 1,5—2,5 1.5—2,5 2—3 2—3 1 а п л а I 0,8 0,8—1 1 1-1.2 В и б г 0,5—1 1—1,5 1 л а в к а 1,2—2,5 1,2—2,5 1,2—2,5 1,2—2,5 к а в у 0,8 0,8 0,8 1 О Д V Г О 1,6 1,8 под ф 3—8 8—15 20—30 30—40 г л е к и 3,5 5—8 5—10 В 3 Я И 2 ЛЮСОМ 120—210 100—270 230—350 270—380 слом г 70—80 85—90 85—90 95—100 п л а в к 140—160 100—180 26—28 28—30 30—32 30—32 азе 17—18 17—18 17—18 17—18 а 15—17 15—17 16—24 16—30 16—32 16—35 20—25 20—25 20—25 20—30 31—32 31—32
Глпва iO
ОСОБЫЕ СПОСОБЫ СВАРКИ,
МЕТАЛЛИЗАЦИЯ,
НАПЫЛЕНИЕ
10.1. Оборудование для плазменной обработки металлов
Мирна установки Сварочный ток, А Напря- жение, В Потребляемая мо'Ц несть, кВА Топщина свариваемого пли разрезаемого металла, мм
3 сс X пределы ре- гул и а? я - кия 1 ХОЛОСТОГО *033 [ЮМЛМЗЛЬ- рабочее Медь и се спла- вы Алюми- ниевые сплавы Стали
Установки
УПС-301УХЛ-. ** 315 4—315 80 40 25.5 0,5— 1—8 0,5—
УПС-403УХЛ4 * *’ 400 100—40( 90 45 5—10 *:i 5
УПС-404У X 214 *2 400 70—400. ЭД — 45 — 5—10 —
УПС-501УХЛ4 *2 500 100—50С 72— 45 45 з в 5—16 3—6
<80
УПС-804УХЛ4 »? 800 300—800 180 90 105 — — 6—12
Установки
У ПР-201 УЗ *- 200 150—250 180 36 ?0 30 40 1
АПР-404УХД4 *» 400 200—500 320 270 128 100 130 130 1
Установки для
УПП-303УХЛ1 315 50—315 180 70 40 — — —
Установка для плазменно-механической обработки
УПМО401УХЛ4 1400| 20—500)320 |270 | 150 | — | —
** Для ручной сварки (резки).
*4 Для механизированной снарки.
*8 Сваривают продольные швы цилиндрических деталей диаметром 250—1000
** Спаривают продольные швы цилиндрических дета ле! диаметром 250—1200
*г’ Перемещение головки.
*с блок управления.
Скорость сварки или рез- ки, м/ч Плазмо- образу- ющий и защит- ный газ Габаритные размеры, мм Масса, кг
источника питання установки источника питания уста- новки
Оля сварки
4—30 Аргон 900X 700X1100 380Х340Х — 320
X 500 *«
- I. 900Х 700Х 1100 3670Х 1130X 950 —1 — 2800
— 900Х700Х 1100 4900Х3475Х — 4600
Х3000
5—10 1100X 940 X 816 — 400 —
5—100 •* СО 1020Х 1350X850 — 1000 —
для ревки
Воздух 1065 X 816 X 940 - 400
| 6—12 » 1040Х890Х 1706 - 900 —
порошкового напыления
0,2—2 *- Аргон
600Х500Х 1700
750X800X950
3800Х2500Х
Х3500
215+390+
+ 1350
на токарных, карусельных и строгальных станках
| 3600 *5 [ Воздух 11550X 850X12501 675X 160X 325 | 790+1150 |
мм, длиной 300—2070 мм.
мм, длиной 250—2200 мм.
236
Особые способы сварки, металлизация, напыление
10.2. Режимы еварки плазменной лугов
Магс-рв»л Толщина металла, мм Скорость сварки, м/ч Сварочный а ок, А Напря- жение, В Расход газа, л/иик
08Х18Н10Т 1,0 40 65 22 306—510
AMr-S 3 50 120 16 2040—3060
4 30 150
5 6 220 300 18 3060—4080 4080—5100
7 8 25 350 Ж) 20 5100—6120
10.fi. Режимы микроплазнеинон сварен
Свжрнкдекмб металл Соедвиезве Толщи - кз метал- ла, МЫ Сва- роч- ный ток. Л На- пря- жен пне, В Ско- рость свар- ки, м/ч Расход газа, Я7 мин
плазмо» образу- ющего ЗЙ я О 3 *1
Постоянный ток прямой полярности
Ми» Торцовое 0,075 10 6—28 10 0,2 3
ЛС SS-1 Стыковое 0,3 I 25 28—30 16 0,3 5
БрлМа?-2 0,3 25 23**-: С 16 0,3 5
Меда » 0,3 30 28—30 14 0,3 5
Никель Угловое 0,15 6 18 8 0,2 4
7 орцовое 0,30 18 24 11 0,25 5
Силковое 0,35 30 22 28 0,25 5
Торцевое. 0,50 30 28 13 0,3 6
Титан Стыковое 0,1 7 20,5 13,5 0,15 4
» 0,15 t? 21 13,5 0,15 4
> 0,2 н 21 13,5 0,22 5
» 0,3 18 21 13,5 0,28 7
0,5 24 21,5 13,5 0,40 8,5
Особые способы, сварки, металлизация, напыление
237
Продолжение табл. 10.3
СвярквягыыЛ металл Соединение 1 о-тщи- ин метал ла. мм Сва- рен- ным ток. А На- пря- жен ине, В Ско- рость свар- ки, М; Ч РАСХОД 1 аза. л/мия
П л <13 МО • образу 10- щего защит- ного
Серебро » 0,3 0,5 35 42 26—28 28—30 8—10 10—12 0,3 0,3 6 6
Pd+Pd Торцовое 0,05+ 0,05 1,6— 2,3 18—26 22 0,3 6
0,03 1,0 — 15 0,3 6>
Pd+08X!8H10T (фланец) 0,05 0,05 5—6 6— 7,5 14—16 24—26 6—8 24—26 0,3 0,3 6 6
08Х18Н10Т+ -l-Pd-P 0,1+0,5 8,5— 9,5 14—16 6—8 0,3 6
+08X181 ПОТ (фланец) 0,1+0,5 7— 6,5 16—20 8—9 0,3 6
Ni+Pd+ +08Х181-1 iOT (фланец) 0,05— 0,05 8—10 14—16 7—8 0,3 6
Пример а н 11 е. Ллазмиобра гующии газ
4- (4->5> % На нли 50 % Аг 4- 50 % Не.
аргон, защитный — Аг 4-
10.4. Установки для электронно-лучевой сварки
Электронно- лучевая установка Тин элек- тронной пушки Допустимые размеры изделий, мм
ври сварке кольцевых Швон при сварке торцовых швов в горизонтальной плоскости
Диаметр Длина Диаметр Б ысота
ЭЛУ-5 ЭП-60 200 2000 250 400
ЭЛУ-8 ЭП-60/2,5 650 1000 550 100
ЭЛУ-11 ЭП-60/2,5 2000 2600 180 600
КЗ
3D
Й>
10.6. Машины для холодной сварки
Параметр Машины для сварки
Стыковой Точечной
МСХС-5-ЗУХЛ4 МСХС-302-УХЛ4 * • «т й о о и X и £ МСХС-12003УХЛ4 * .. lirXAV-OS-VJXDW
Мощность, кВт Тип привода Сечение свариваемых про- водов, мм3; алюминиевых алюминиевых с медны- ми и медных Усилие осадки, кН Производительность, сва- рок/ч Габаритные размеры, мм Масса, кг Пневматиче- ский 2—30 2—20 50 200 485X320X300 62 5,5 6—100 6—80 80 240 1250Х 1000Х X 1500 800 5,5 Гидравлический 30—200 30—125 200 205 1240Х JOOOX X 1600 900 18,5 100 1500 100 1000 1200 80 1700Х150СХ X 1700 3200 Пневмогидрав лический 500 300 680 Х400Х 1430 250
• — Машины полуавтоматические, имеющие ре^ак,
** Машина предназначена для армирования алюминиевых деталей медными накладками (60X60 мм) точечной сваркой.
210
Особые способы саарки, металлизация, напыление
Ю.7 Режимы снарки трением некоторых металлов
Металл Диаметр деталей, мм ’ Частота вращения, об/мин Давление, МПа Осадка, км ГЯпемя
при на- греве при осадке
)ди ор ОД и Ы е мет а Л л ы
Сталь:
СтЗ 20 1500 49 49 5
СтЗ 40 1000 98 98 12
Ст5 16 1500 49 49 5
20 10 3000 39,2 39,2 3
45 К) 3000 39,2 39,2 5
4X13 10 1500 117,6 117,6 3—4
20 X 12 3000 39,2 39,2 4
60С2А 20 1500 49 98 6
25Г2С 22 1500 44,1 44,1 4
ЗОХГСЛ 10 1500 98 98 4
40 X 15 1260 29,4 68,6 6
38ХМЮА 10 1500 98 98 4
35 30—35 1260 34,3 63.7- 68,6 7 -
Ст5 (труби) 85/70 1000 29,4 58,8 10
501 (трубы) 50/32 1000 29,4 58,8 6
35 (45) 160'130
(трубы) 900 5,88,39,2 98—117, е 25
12Х18Я9Т 127/107 900 45,08 166,6 17
Цветные метал- лы*
алюминий АД1 20 3000 7,84 6,84 7
алюминий АД1 40 750 29,1 29,4 30
дюралюминий 40 750 98 98 20 1
медь 40 1000 34,3 147 20 3
латунь 7163 Р 16 а з н о р 3000 о д н ь 32,34 I ?! м е 1 32,34 а л л ы 1
Стать:
12Х18Н9Т+45 20 3000 78,4 78,4 7
XI2M+45 20 3000 78,4 78,4 7
3‘, Х19Н9МВБТ (ЭИ572)+40Х 20 1000 58,8 205,8 1,8
31Х19Н9МВБТ 28 1000 58,8 205,8 2,2 I
+30ХМ
Р18+15Х 10 РОО- 2100 78,4— 117,6 176,4— 215,6 3—4
Особые способы сварки, металлизация, напыление
241
5
!0
4,5
3
4,5
3
4
О
О
2
2
2
9
О *
10 *
3
о
3
о
3
3
4
9
4
-8
/7родолженш. табл. 10.7
Металл Диаметр деталей, мм Частота аращения, об/мии Давленые, МПа Осадка, мм Время, сварки, с
при на- греве при ис адке
Цветные метал- лы и сталь:
латунь ЛМц58-2+ 4-сталь 20 30 1500 24,5 14.7 7 8
алюминий АДЦ-СтЗ 40 760 49 49 13—15 3,5—4
алюминий АД1 медь Ml 32 1009 196 18 18 —
* Контроль процесса по времен».
1ft.8. Режимы диффузионной снарки некоторых металлов и силанов
Материал Температу- ра сварки, С гэ —, ст 4S Время свар- ки, мим Температу- ра плавле- ния, еС
Л л ю м н и и й и е г О С 11 л а в ы
Алюминий АД1 -j- ковар Н29К18А 450 9,98—1,96 5 610
Силумин АД1 + сталь 38ХН10А 370 1.96 10 503
Алюминий АД + медь Ml 459 2,94 3 640
Сплав АМгб + сплав АМгб 500 1,96 10 610
Медь и ее сплавы
Медь Ml медь Ml 880 5,49 8 1083
Медь Ml + копир U29K18A 850 2.94 10 1083
Медь Ml -f- сталь 45 850 4,9 10 1083
Мздь МБ + молибден М2-1 900 4,9 15 1083
Прочие металлы
Сталь 45 + сталь 45 1000 11,76 5 1400
Ниобий + ниобий 1300 14,7 10 2300
Мэлнбден -J- ниобий 1400 9,8 20 2300
Молибден + молибден 1600 9,8 20 2625
Вольфрам + вольфрам 2000 9,8 20 3410
Молибден + вольфрам 1900 19,6 30 2625
Вольфрам -|- рений + молибден 1900 19,6 30 2625
2-1?
Особые способы спаркч, металлизация, напыление
Ю !). Технически» характеристики машин для улг.1 развуновой сварки
Марка .....................
Мощность преобразователя,
нВт .........................
Частота, кГц...............
I Потребляемая мощность, кВт
1 производи гсльность,
то тек/мин............... .
Толщина свариваемых метал-
лов *, мм:
медь.........................
алюминий...............
Габаритные размеры, мм . .
Масса, кг................>
М ГУ -04-4У X .14 МТУ 1,5-оУ XJ14
0.4
22±1,65
4
1,5
22 ±1,65
5,5
0,2+0,2
0,3+0,3
1300X620X1430
130
770Х 626Х1500
185
1 Можно сваривать также термопластичные полимеры. Их толщина •
висит от свойств полимера и конструкции изделия.
10.10. Режимы ультразвуковой сварки некоторых металлов и их
сплавов
М ei дл-1 Режим сварки 17 Г-КС НОЧНИК
Марка Толщина, мм Контактаое усилие, Н Время сварки, с Ампли- туда ко- лебаний, мкм Материал Твер- дость ИВ
Алюминий в его сплавы
А 0,3—0,7 0,8—1,2 1,3—1,5 0,2—0,3 0,35—0,5 0,5—0,7 0,5—1 1—1,5 1,5—2 14—16
Д1 0,3—0,7 0,3—0,6 0,5—1 Сталь 45 160—180
ЛМ16 AM 13 Д16М 0,3—0,5 0,6—0,8 0,3—0,7 0,3—0,6 0,6—0,8 0,3—0,6 1—1,5 0,5—1 0,5—1 17—19 22—24
0,8—1 1,1—1,3 1,4—1,6 0,7—0,8 0,9—1 1,1-1,2 1—1,5 2—2,5 2,5—3,5 18—20
Д16АТ 0,8—1 0,3—0,7 0,8—1 1,1—1.3 0,50—0,80 0,90—1,10 1,10—1,20 1—2 2—2,5 2,5—3 20—22 Сталь ШХ15 330—350
Д16АТ (аноди- 0,4 0,6 0,5 0,6 1 1,25 22—24
рован- ЕЫЙ) 1,8 1 0,8 1 1 2 24—26
Особые способы сварки, мстолли?пшия. напыление
2-13
Продолжение табл. 10.10
Режим сияркм
Наконечник
1 отщине,
мм
Контактное
усилие, Н
Время,
сварки,
с
Амили*
туда ко*
лебйниА,
мкм
Материал
Твер-
дость
НВ
М е д ь
Ml 0,3—0.6 1 0,3—0,7 1,5—2
0.7—1 | 0,8—1 2—3
1,1—1 I 1—1,3 3—4
16—20 Сталь 45 160—180
'Г и гаи и его с п л г в ы
ОТЗ
ОТ4
ВТ 1—0
0,2
0,25
0,25
0,5
0,65
0,5
0,8
1
0,5
0,4
0,4
0,4
0,6
0,8
0,8
0.9
1.2
0.9
0,3
0,3
1
1
0,25
0,5
1.5
0,25
16—18
22—24
16—18
18—20
22—24
20—22
22—24
18—20
23—25
Нако-
нечник
с твер-
дой на-
плавкой
60*
‘ I пердость II PC.
Примечая и е_ Радиус сфери нексисчИика при сварке алгомпнпя и его
сплавов, титеип в его ссляиов. а также циркония 10 мм, л при сварке меди
10—15 мм.
10.11. Технические характеристики горелок
для газопорошковой наплавки
Параметр Модель горелки
ГН-1 ГН-2 гн-з ГН-4
1 * 2 ♦ 3 ♦ 4 • I • 2*
Давление газа, кПа:
ацетилена, не менее 10 10 10 10 20 10 30
кислорода, ле более 200 300 200 350 400 400 600
244
Особые способы сварки. металлизация, напыление
11 родолжение табл. 10 11
Параметр Модель горt-л ни
ГН-1 ГН-2 гн-з ГН 1
1 • 2 * 3 • 4 * 1 • 2 ♦
Расход газа, л/ч:
ацетилена 200 300 350 G00 1500— 1750 800 1100
кислорода 220 300 350 600 1500— 1750 1000 1400
Расход порошка, кг/ч, не более 1 1 2 2 •> 3 3,6
Толщина наплав- ленного слоя, мм 0,1— 1,5 0,1— 1,5 0,3— 2 0,3— 2 1—5 1—5 1-5
Коэффициент ис- пользования по- рошка 0,75 0,75 0,75 0,73 0,7 0.6 0,65
Масса горелки, кг 0,75 0,75 0,77 0,77 1,1 1,3 1,3
* Цифрами указал номер мундштука.
10.12. Технические характеристики аппаратов и установок
для Iазовой металлизации и напыления покрытий
Установки Произ- р.пдн- тель- н ость, г/с Напыляемая проаолока Расход газа, л/с
скорость подкчн, М/С диаметр, мм про- пан- бутан сжа- тый воз Дух кис- лор од аце- ти- лен
Л1ГИ-2-65А 3,370,8 1,5—2,5 20—133 — 13,3 0,83 0,27
МГИ-2-65П 3,3/0,8 1,5—2,5 20—133 0,2 1.3,3 0,83 —
МГИ-4А 6,4 2—4 16—200 — 16,6 0,96 0,36
МГН-411 6.4 2—4 16—200 0,27 16,6 1,53 ——
ЭМ-10-66 3,6 1,5—2 16—83 — 16,6 —
ЭМ-12-67 10,5/3,9 1,5—2,5 63—236 — 41,6 — ——
ЭМ-14 8,3/2,2 1,5—2 16—200 — 25 —— —
МГИ-5 13,9/3,9 5,0-6 — 0,83 0,41 3,89 —
УПН-6-63 0,8/1,4 — — 6,9 — 0,08
УП11-7-65 0,8/1,4 — — — 6,9 0,08
У ПН-8-68 2,8 — — — 0,6 0,47
АШМ-1 9,7/6,4 2—3 16—233 — 41,6 — —
Особые способы сварки, яетаиитацпл, напыление
245
Продолжение табл. 10.12
Установки Давлен и*-, к 11» Габариты ые размеры, мм Масса, кг
про- пан- бутан с ж ат ь.| fi воздух кисло- род лце- тмлел
MI И-2-ОоЛ — ‘00—500 200—500 35— 100 200Х 180X95 2
МГВ-2-65П 'шо 400—г О 200—500 200Х 180X95 2
Mi [1-4 Л — 400—500 200—506 60— 100 220 X 110X208 2,2
МГИ-4Г1 60— 140 100—500 200—500 200 220X110X208 2,2
ЭМ-10-66 500—600 ^л> — 200X116X218 2
ЭМ-12-67 — 500—600 —. 525X 300X 200 22,5
ЭМ. 14 — 500—600 — 230X220X108 3,2
МП 1-5 200 500 500 — 550X310X275
УП11-6-63 — 00-600 — 0,5 335XII0X200 7,8*
УПН-7 65 —— 300—600 0,5 335Х 110X200 1,4 *
У11Н-8-68 — 1^1 400 50 20Х 170Х 195 560
АШМ-1 — 300—600 — — 1132Х985Х 164 560
* Масса пистолетов»
Примечание. В числителе приведены данные по распылению цинка,
а н знаменателе —• алюминия. Буквами ЭМ маркированы электромсталли-
нзтэры
10.(3. Технические характеристики плазмот{юко»
Параметр СМ.979 СМ-974 Б S ГН5 Е j УМП-5-68 ГН-5М
Мощность дуги, кВА 1.5 22 25 30 30 36
Сила тока, А 1 [роизиодителызость, кг/ч; 400 —— 500 340 340 500
по вольфраму *— 3 5 4 5 3.5
ио оксиду алюминия " - 2 1,2 3 4 —
по оксиду циркония •— — 1,7 3,0 —
Материал электрода вл вл вл ВЛ ВЛ вл
Газ Аг Аг+ +нг Аг, IL, Аг+ г Н, Аг+На Аг, 1L и их смеси
Ресурс работы электро- дов, ч —- •— 3—40 3—40 —
Габаритные размеры, мм Масса (без коммуника- ций), кг 1 65X54 75Х S5X Х270 1,5 0,45 270Х70Х Х100 0.7
щмеся сплавы дена Карбид хрома Самофлюсую- окись кремния Оксид циркония Силицид молиб- CwOwtnwtrtOrEbirxraSn KOsOOOOXSBS'n'Onfl С г ? £ ? ? ТЗ Ф J Я 5 Й S S 5 Я §§SgS§«g S to s S M » » Напыляемый материал
250 350 400 400 ^.bO^4^^>bO^4^W«~«WWWW^ ОСТ>01СЛФО>ОООСЯООСПООСЛ OOOOOOOOOOOOOOO Сила то- ка, А
29 30 Ю W 05 № WOOtOlObOOObOWtsDN5N3WN5WW Cji О MN v)O CO О DOO ЮО 05 СЛ Ui Напря- жение, В
wp> СП CH сл сл СП D5 О> СП СО СП О СЛ-Г4 СИ оо > >>> Расход рабочего газа, 10“* ма/с
0,92 1,0 1,о 0,83 Г" -° ~ -Р мОм° мО-° «Р -° ”-ч о со Ьо о о Id сгАа о Ъ> со сл сл w w юслслосльоооо Расход транспор- тирую- щего га- за, 10“* м8/с
40—63 40—120 40—80 40—80 CTiN5iJ^CT>>UbO4^0b,U(7>i^>.4bbOCT>iD> WOOWOOOWOWOOWWW 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 MO>C7>Ooa>CHl^Qpi— оо сс со оо сс owwowwwoooooooo о о Размер частиц порошка мкм
90 150—180 оо оо ^*ч]ОО*4(£>К>ЬЭк5слГЭ?0СПСлО ССЛООСЛООССОССООО Дистан- ция на- пыления, мм
УМП-4-64 УМП-5-68 У МП 6 УПУ-ЗМ Марка установки
poop b/bOWSO СП СП Расход воды, ма/ч
W 4* W Vi си Производитель- ность, кг/ч
w w w W С’ЮОО Мощность, кВ* А
I СП Сл Сл кпд, %
1 ррр I WWW Давление во- ды, МПа
О Си ся СЛ о о о о о о о о Номинальный ток, А
440 X 350 X 230 400 X 360 X 12G0 1640X1100 X 400 1700X800X1900 Габ арнтные размеры пульта управления, мм
сою — О СЭ W >Ь- О СИ О W Мчсса, кг
10.18. Способы оплавления покрытия из самофлюсующихся сплавов
Способ оплавления Преимущества Недостатки Трудо- емкость по отно- шению к Трудо- емкости печного оплап- тения, % Техноло- гичность Твер- дость покрытие HRC Относитель- ная ИЗНОСО- СТОЙКОСТЬ (по отлета- нию к зака- ленной ста- ли 45)
В печи мало- окислитель- ного нагрева Возможность од- новременного оплав- ления деталей сложной геометриче- ской формы Невозможность оплав- ления тугоплавких ком- позиционных материалов на стали. Сложность кон- троля начала оплавления, изменение структуры ос- новы 100 Возможно серийное производ- ство 35—10 4
Газовым пла- менем Простота оплав- ления деталей в еди- ничном производ- стве Необходим газосвароч- ный пост 180 Единичное производ- ство 4
Плазменной горелкой Получение покры- тия из тугоплавких соединений Требуется специальное оборудование 200 То же 21—45 4,6
Особые способы сварки, металлизация, напыление 1 Особые способы саарки, металлизация, напыление
Пр!у1мжение табл. 10.16
Способ оплавления Преимущества Недостатки Трудо- емкость по отно- шению к трудо- емкости печного опляв- лен и я, % Техноло- гичность Твер- дость ПОКРЫТИЯ HRC Относитель- ная износо- стойкость (по отноше- нию к зака- ленной ста- ли 4 5)
Микроплаз» менней горел- Получение тонких прецизионных по- крытий на стали и титане. Оплавление покрытий без изме- нения структуры основы Требуется специальное оборудование. Низкая производительность про- цесса 300 Едини ЧП по производ- ство 38—46 4,8
твч Быстрота оплав- ления на деталях формы тел враще- ния Ограниченность типо- размеров деталей. Невоз- можность получения по- крытия на немагнитных сплавах 80 Автомати- зация про- цесса 4,5 4,5—5,5
В хлор ба рис* вом расплаве Отсутствие короб- ления', отслоения покрытий, равномер- ный подогрев, боль- шая производитель- несть Требуется ванна с хлор- бариевым расплавом. От- сутствие зеркала ванны большого размера 10 Серийное производ- ство 5,5 4,5—5,5
Особые способы сеарки, металлизация, напыление
250
Вераррршаюший контроль сварных соединений
11 родолжение табл 11.1
Дефект Характсристлка дефекта Способ ВыЯВЛСРИ Я
Шлаковые включения Макроскопические включе- ния вызывают концентрацию напряжений; снижают проч- ность сварных соединений. Ми к рос коп 11 чсс к и с в ключей и я снижают пластические харак- теристики металла шва Внешний осмотр из- лома шва, металлоп а- фичсскне нсслсдомя- ния, рентгеновский и другие методы контро- ля
Непровары Создают концентрацию на- пряжении, снижают прочность соединения Внешний осмотр, реши с поиски й н дру- гие методы контроля
Трещины Могут быть в металле шва и в околошовпой зоне. Резко снижаю/ пластические свой- ства сварных соединений; яв- ляются очагами разрушения свари ы х сое ди пен и й Внешний осмотр, ра- диационные, акусти- ческий и другие мето- ды контроля
Вогнутость корня Уменьшается сечение шва, снижается прочность соедине- ния Внешний осмотр, рентген овскин мет од
Свищи Несквозное углубление в сварочном шве, ослабляют се- чение сварного шва Внешний осмотр
Брызги металла Загрязнение поверхности де- тали в месте сварки; удаляются зачисткой То же
На глывы Являются местами концентра- ции напряжений, снижают проч- ность соединений
Неп л яв- ность Является концентратором на- пряжений в месте перехода »
Неразрушающий контроль сварных соединений
- 25)
11.2. Дефекты соединений при контактной сварке и способы
нх выявления
Дефект Внешние признаки дефекта Способ выявления
Стыковая сварка
Пережог,
перегрев
Чрезмерный разогрев детали
(определяется по зоне цветов
побежалости); оксиды и трещи-
ны на поверхности соединения;
раковины, трещины и крушюзер-
листая структура поверхности
излома
Внешний осмотр
Непровар
Трещины
н рыхлоты
Расслоение в виде полоски
па выдавленном металле; малая
зона нагрева; пленка оксидов
но поверхности изломи стыка
Кольцевые и продольные
трещины, выходящие на по-
верхность и скрытые
Внешний осмотр;
акустически ii метод,
металлографические
исслсдонания
То же н магнитные
методы
Точечная и шовная сварка
Непровар
Отсутствует или слишком ма-
ла зона цветов побежалости,
отсутствует вмятина
Внешний осмотр,
акустический метод,
мета л л огр афи ческие
исследования
Пережог
Большая и глубокая вмяти-
на, значительная зона цветов
побежалости, губчатая поверх-
ность, сильное окисление, крае-
вой наружной выплеск; рако-
вины, трещины, выплески и
укрупненное зерно на поверх-
ности излома
Внешний осмотр,
ультразвуковая и рент-
геновская дефекто-
скопия
Трещины
при сварке
Закалива-
ющихся
сталей
Во вмятине видны трещины,
расходящиеся в виде паутины
или в виде серпа по окруж-
ности точки
Внешней осмотр,
магнитный или акусти-
ческий метод
11.3. Неразрушающие методы контроля качества сварных соединений
Метод контроля Характеристики выявляемых трещин Толщина метал- л а, м м Основные преимущества метода Недостатки метода
Мини мяль- ная глубина Минимальное раскрытие
Рентгенов- ский 2 % тол- щины кон- тролируе- мого из- делия В зависимости от ориентации по отношению к пучку из- лучения от 0,1 мм и Солее До 60 (по стали) для портативных аппаратов; до 100 для ста ционарных аппаратов Высокая чувстви- тельность метода и четкость снимков; воз- можность определен Ji я характера дефектов и их размеров; наличие документа о качестве контролируемого сое- динения Вредность рентгенов ского излучения для ор- ганизма человека; гро- моздкость аппаратуры (за исключением импульсных рентгеновских аппара- тов); зависимость от ис- точников питания; трудо- емкость и высокая стои- мость работ, выполненных этим методом
Радио- активный 3 % тол- щины кон тролируе- мого из- делия До 80 (по стали) для пор гативиых гамма-дефекто- скопов Широкая область применения в связи с портативностью и ма- невренностью аппара- туры, независимость от источников питания. Возможность выявле- ния характера дефек- тов, наличие документа о качестве контролиру- емого соединения Вредность гамма излу- чения для организма че- ловека; ограниченная чув- ствительность при выяв- лении трещин и узких не- проваров; трудоемкость и высокая стоимость ра- бот, выполненных этим методом
Акусти- ческий До 0,1 мм 0,001 мм До 1000 Возможность контро- ля деталей больший Трудность или невоз- можность контроля ау-
голщиибг и определен ния глубины залегания дефектов; отеутстви е вредных излучений стенитнйх сталей и мате- риалов с крупнозернистой и литой структурой; за трудиения при контроле соединения толщиной ме- нее 8—12 мм; трудность определения характера и размеров дефектов; от- сутствие документа о ка- честве контролируемо! с соединения
Магнитогра- фический 5—10 % толщины контроли- руемого ияделия До 16 Высокая производи» гельность и низкая стоимость; хорошая чувствительность при выявлении трещин, уз- ких непроваров и по- верхностных дефектов Малый диапазон кон тролируемых толщин; трудность контроля швов с грубой чешуйчатостью; зависимость выявляемо- сти дефектов от глубины их залегания
Цветной 0.02 № 0,002 мм Высокая чувствитель- ность выявления по- верхностных дефектов, достаточно высокая производительность при использовании материа- лов в аэрозольной упа- ковке Трудность контроля швов с грубой чешуйча- тостью; огнеопасность и токсичность материалов
Примечания: 1. При цветном методе контроля выявляются только наружные дефекты; при остальных методах»
перечисленных в таблице» определяются внутренние и наружные дефекты евзриых соединений.
2. Магнитографическим методом проверяются только магнитные материалы, всеми остальными методами контролируются
магнитные, немагнитные и другие материалы.
Неразрчшающий контроль сварных соединений | Нераврушающий контроль сварных соединений
Нерачрщиачпций контроль спорных соединений
И.4. Основная харачперисгика рентгеновских аппаратов
для просвечивания сеарных соединений в волевых и монтажных,
условиях
Модель 1 гапряжс- Ними* и альный юк труб- ки, мА Коми нильное напряже- ние сети, ‘л Масс а. кг Максн- кал1вая ТОЛ IJU'Hfl просвечи- премий стали» мм
пульта управления блока тран- сформаторе
1'И1 , кВ
РУП-120-5-1 ! — -120 5 220/ЗЫ) 30 45 25
РАП-160-6П 50— 160 6 220 29 46 40
РАП-160-10Н 40— -160 10 220 29 4G 40
РУП-200-5-? До 200 5 220/380 88 60
РУП-300-5Н 100- 300 220 29 70 70
11.5. Характеристика рентгеновских аппаратов фирмы
«Медикор» ''Вепгрчя'г
Модел ь 1 1 ЗПрЙ- жснис, к Г, Но ми« нальИЫЙ ТОК Труб- H. мА Угол растворе пучка, гридус Масса бло- ка трансфор- матора, кг Макси мальл ия толщина iijp- свечмваемий стали, мм
SL-141 50—1 Г' .<i— -о «id 35 40
ВХ-150 10—156 2—5 40 48 40
КХ-160 60—160 2—5 40; 360 55 45
MX-150 30—150 1—5 37 15 40
MX-200 70—200 1—8 40 20 60
11.0. Характеристика портативных импульсных аппарате"
Модель Амплиту- да им- пульса и а трубке, кВ Ч астотй следова- ния им- пульсов, Гц Диаметр фокус- ного пят- на, мм Потреб- ляемая мощность ВА Макси- мальная толщина просве- чиваемой стали, мм Масса аппа- р йта, кг
МИРА-1Д 100 20—25 о 300 10 10
МИРА-2Д 150 10—15 3 400 20 15
МИРА ЗД 200 4—5 3 600 40 22
Примечание. В таблице указана предельная толщина просвечивания
стали при использовании флуоресцирующих экранов.
Нс разрушающий контроль парных соединений
255
11.7. Основная характеристика некоторых унифицированных
гамма-дефсктоскопов
Модель Источпик излучени я Масса, кт Толщина просвеч и ваемой стали, кг
Тип М ощн oci ь ЭКСПОЗИЦИОН- НОЙ лозы ла расстоянии 1 м, Р#с радиаци- ей н ой ГОЛОЬ к и привод» управ- ления
«Гаммар ид-20» 137 5.10- 12±1 2±1 15—60
(взамен «Газпро- ма»! 192 7—60
«Гамм ар п д-2 Ь 137 1,2-Ю- 6±1 2±1 15—40
(взамен РИД-11) 192 1,5-10-
«Гаммарид-22» 137 1,2- 10- 1-Ы 25* 7—40
192 1,5-10-
«Гаммарид-23» 192 5-10“' 12±1 2-СI 15-00
(взамен РИД-21М) 137 5-10-
«Гамм ар ид-24» 137 5-10- 12±1 25 * 7-60
(взамен «Лабирин- та») 192 5-10—
«Гаммарид-25» 192 1,5-10- J5± 1 2±1 15—ГЮ
137 5-10“"
«Гаммарид-26» 137 5-10— 15±1 25 * 7—80
192 Дб-Ю-2
* Электромеханический привод управления, пульт которого вынесен на
10 м.
11.8. Основная характеристика улыоазвуковьп дефектоскопов
Тйг дефекто- скопа Максималь- ная глубина прозвучиBa- il и я, мм Рабочие часто- ты, мГц Иотреб- лнемая МОЩНОСТЬ. Вт Масса, кг
УДМ-1 2500 0,6; 1,8; 2,5; 5 1.30 19
У ДМ-3 2500 0,6; 1,8; 2,5; 5 180 19
ДУК-13-ИМ 250 1,8; 2,5 20 4 (без блока питания)
ДУК-66П 1200 1,25; 2,5; 5; 10 10 9,5
УД-10У 5000 0,5—12 10,5 (со встроенным блоком аккуму- ляторов)
Примечание. Минимальная площадь выявляемых дефектов 1 — 2 мы*.
СПИСОК ЛИТЕРАТУРЫ
1 Гота л ьс кий 10. (I. Сварка разнородных сталей. Киев:
Техника, 19в1. 184 с.
2. Г у р е в и ч С. М. Справочник по сварке цветных металлов.
Киев: Паукова думка, 1981. 608 с.
3. Ж у р а в л е в В. Н., II и к о л а е в а О. И. Машинострои-
тельные стали: Справочник. М.: Машиностроение, 1981. 391 с.
4 3 а р а п и и IO. Л., П о п о в В. Д , Ч и ч е и е в Н. Л. Стали
и сплавы в металлургическом машиностроении. М.: Металлургии,
1980. 114 с.
5. Иванов В. Г., Ж у р а в и ц к и и Ю. И., Л ев цеп-
ко в В. И. Сварка и резка чугуна. М.: Машиностроение, 1977. 207 с.
6. Исае и к о Ю. А., Гуськов В. 11 Справочник газорез-
чика. Донецк: Донбасс, 1983. 159 с.
7. Левченков В. А., Иванов Г>. Г. Сварка и резка при
изготовлении чугунных отливок. М.: ИИИМАШ, 1982. 44 с.
8. И е к р а с о н !О. И. Справочник молодого газосварщика и
газорезчика. М : Высшая школа, 1981. 168 с.
9. II о д г а е ц к и н В, В., Люберец И. И. Сварочные
флосы. Киев, TextiiKa, 1984. 167 с.
К). П о т а н ь е в с к и й Л. Г. Сварка в углекислом газе М.:
Машиностроение, 1984. 80 с.
11. П р о х Л. Ц., [II п а к о в Б. М., Яворская Н. М. Спра-
вочник по сварочному оборудованию. Киев: Техшка, 1982. 207 с.
12. Руссо В. Л. Дуговая сварка в инертных газах. Л : Судо-
строение, 1984. 120 с.
13. Сверкав машиностроении: Справочник в 4-х томах./Редкол.:
Николаев Г. А. (пред.) и др. М.: Машиностроение. Т. 1, 1978, 501 с.
Т. 2, 1978, 462 с. Т. 3, 1979, 567 с. Т 4, 1979, 512 с.
14. С в а р к а в смеси активных газов/Аспис А. Е., Гутман Л. М.,
Покладий В. Р., Юзькив Я. М. Киев: Паукова думка, 1982.
214 с.
15. Сварка и резка в промышленном строительстве: Справоч-
нпк/Под ред. Б. Д. Малышева М.: Стройнздат, 1980 . 784 с.
16. Сварочные материалы для механизированных способов
дуговой сваркп/В. Г. Свеципский, В. И. Галннич, Д. М. Кушнеров,
А М. Суптель М.: Машиностроение, 1983. 102 с.
17. Справочник сварщика/Нод ред. В. В. Степанова. М:
Машиностроение, 1982. 560 с.
18. Температурные измерения: Справочипк/О. А. Гера-
щенко, А. И. Гордов, В. II. Лах и др Киев: Нау нова думка, 1984.
494 с.
19. Т е х н о л о г и я и оборудование контактной сварки/Под
ред. Б. Д. Орлова. М,: Машиностроение, 1975. 536 с.
20. Технология электрической сварки металлов и сплавов
плавлением/Под ред. акад. Б. Е. Патона. М.: (Машиностроение, 1974.
768 с.
21. Чулошников П. Л. Контактная сварка. М.: Машино-
строение, 1977. 144 с.
22. Ш о р ш о р о в М. X., Чернышева Т. А., К р асов-
с кий А. И. Испытания металлов иа свариваемость. И.: Металлур-
гия, 1972. 240 с.
23. Электрошлаковая сварка и наплавка./Под ред.
акад. Б Е. Натоиа. М.; Машпиошроение, 1989. 511 с.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ПОКРЫТЫХ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ И НАПЛАВКИ СТАЛИ (ПО ГОСТ 9466-751
Ж “ в покрытии свыше 20% жепезного порошке
Р рутиловое