/

















Теги: токарные станки
Год: 1987
Текст
МОСКОВСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД «КРАСНЫЙ ПРОЛЕТАРИЙ» им. А. И. Ефремова
СТАНКИ ТОКАРНЫЕ
ЧИСЛОВЫМ ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
МО
ЕЛИ
Chiomaker.ru
€
6К20ФЗС32, 16К2СРФЗС32, -
I6K20TI.02
chipmaker.ru
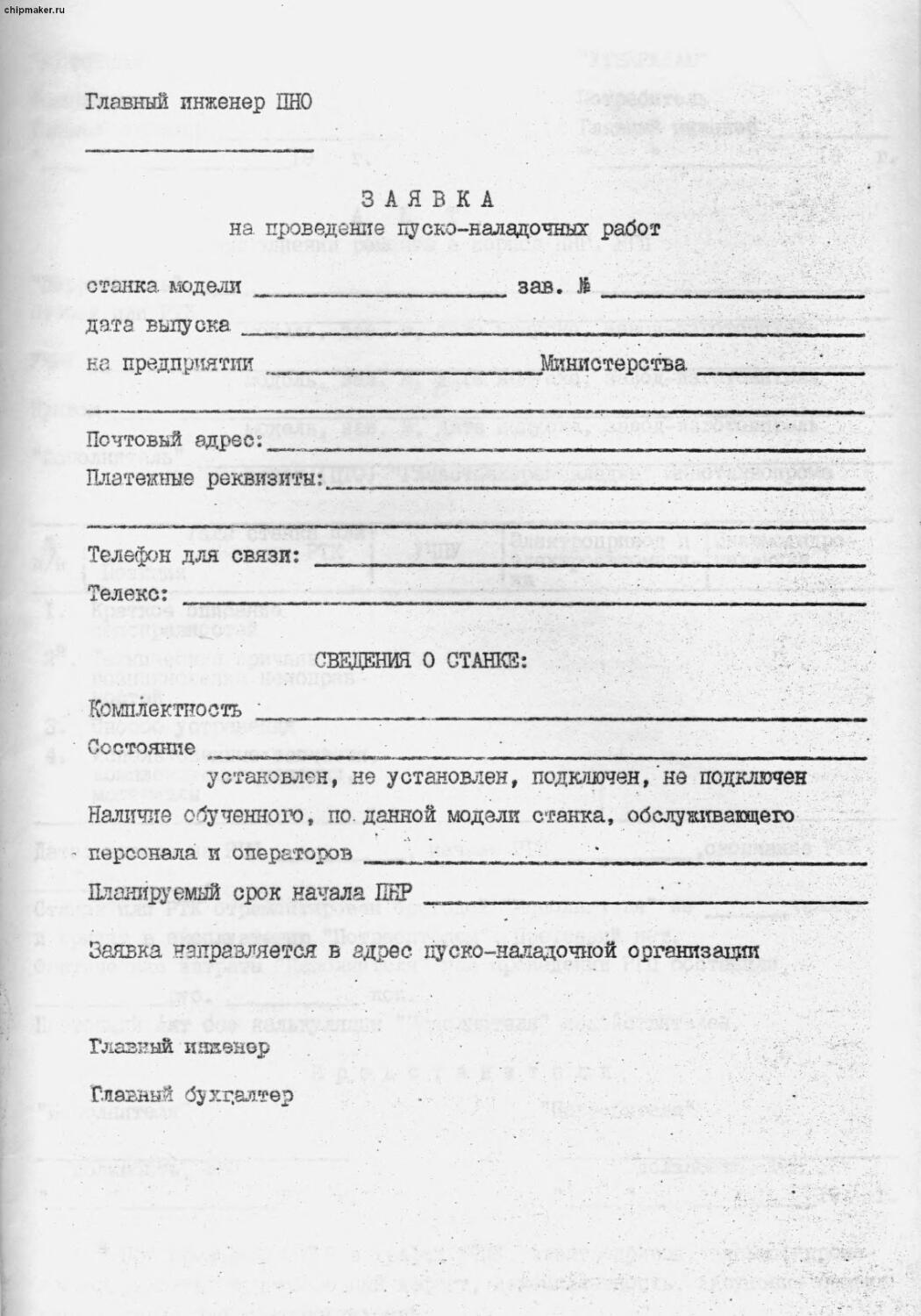
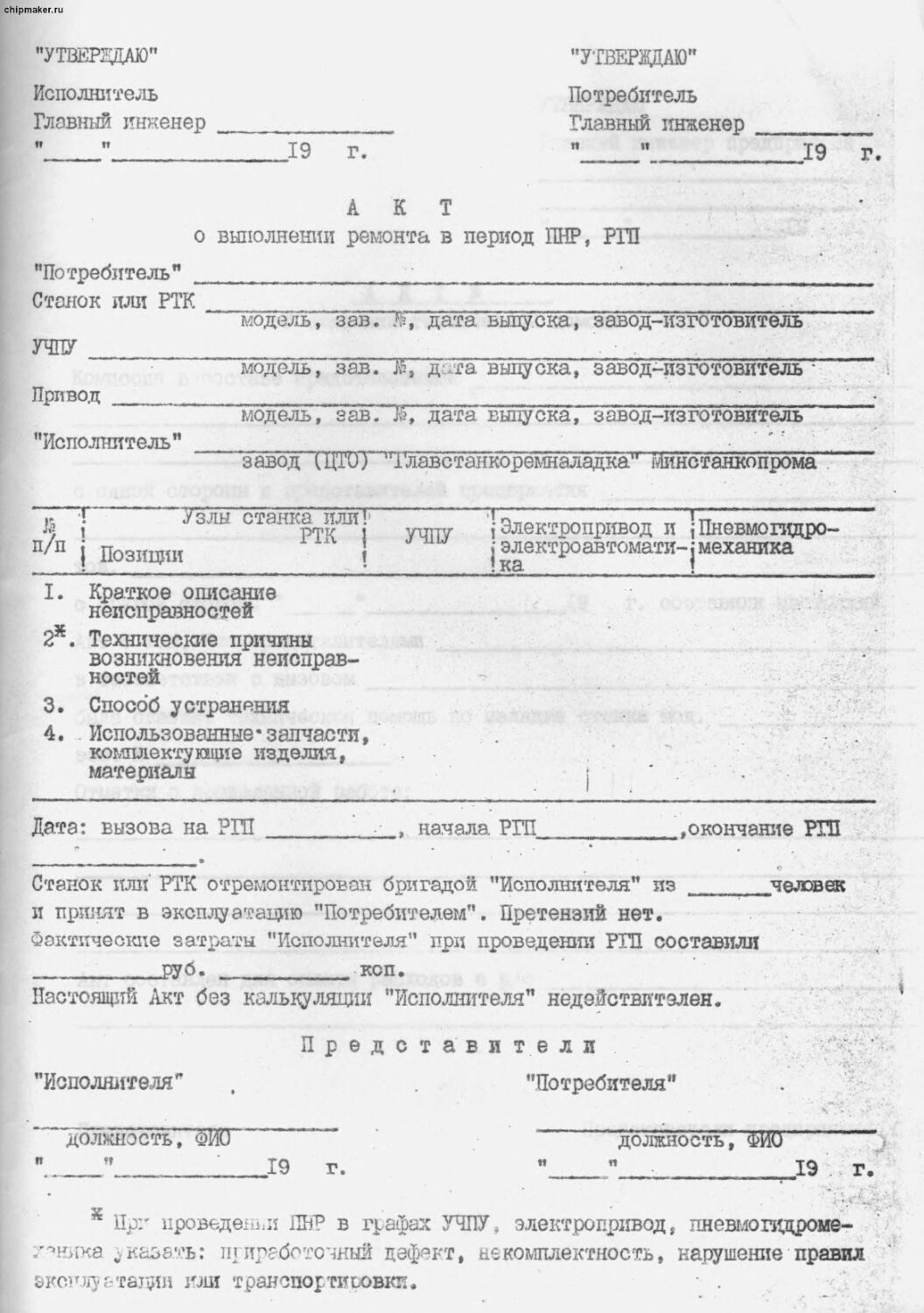
Заявка на проведение пусконаладочных работ (ПНР) заполняется и подписывается представителями загода-но* ребителя станка и высылается в адрес пусконаладочной организации, согласно регаодальши о в мс1.ч(п рас левого деления, после получения аэнка.(см. Перечень организаций Главставкоремналадки)
После окончания ПНР, прсдстл^ятелямн завода-потреб’псля а организации, проводившей ПНР, составляются акт о проведении пусконаладочных работ и Акт для поставки пл гарантийный учет, которые должны быть высланы в адрес МСПО «Красный пролетарий».
В случае прерывакнл ПНJ вследствие неисправностей, устранение которых оказалось иевезможным а условиях заподз-потребителя, представителями организации, * приводившей ПНР и завода-потребителя должны составить Акт о прерывании НИР и выслать сгс в адрес МСПО «Красный пролетарий».
В случае презеденля гарантийного ремонта, представителями пусконаладочной организации, проводившей ПНР к ^аьода-потребнтеля должен составляться и высылаться в адрес МСПО «Красный пролетарий» Акт о проведения гарантийного ремонта.
В случае еказашл технический помощи, представителями пусконаладочной ;рг? низ сини, проводнвше ПНР и взвода-потребителя должен составляться и высылаться в адрес МСПО «Красный пролетарий» Акт с б сказании технической помощи.
Бланк’! заявки н Актов входят в состав сопроводи тельной документация на станок.
Гарантийный ремонт УЧПУ Г2Р22Г, Кинтур~1, электропривода "Ксмек* (НРВ) i«f >^0д уг эазоды:
ПО гКоктур* - 6с'’О34» г. Tovck, ул. Красноармейская, 101 тлн - ‘'Приз* J 28269/2, тел. 99- 70-62
ПО СКЭП 360051, г. Нальчик, ул. Циолковского, 7
тлп - 1.21, Главный инженер А.И.Шевченко, тел. 59-6-20
ПО гИскраг - 2140201 г. Смоленск, ул. Бабушкина, 1
chipmaker.ru
СТАНКИ ТОКАРНЫЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Chiomaker.ru
МОДЕЛИ
16К20ФЗС32, 16К20РФЗС32, I6K20TI.02
chipmaker.ru
МОСКОВСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАЗО
«КРАСНЫЙ ПРОЛЕТАРИЙ» им. А. И. ЕФРЕМОВА
Chinmaker.ru
Г
СТАНКИ ТОКАРНЫЕ
С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
МОДЕЛИ
16К20ФЗС32, 16К20РФЗС32, I6K20TI.02
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИЙ'16К20ФЗ.РЭ, {НА СТАНКИ !сК20=ОЗС32 И 16К20Г 1.02 С НАИБОЛЬШЕЙ ДЛИНОЙ УСТАНАВЛИВ АЕМОГО ИЗДЕЛИЯ 10ОО мм)
всесоюзный НАУЧНО ЧССЛгДСЗАТЕЛьСКИЙ ИНСТИТУТ ИНФОРМАЦИИ
И ТЕХНИКС-ЭКОИСМЧЧССКНХ ИССЙБДОйАНИЙ Пи AVT-UMHOCIPCtHWCi И POaOTOTEX'W’
chipmaker.ru
СОДЕРЖАНИЕ
1. Введение ....................................3
2. Общие сведения об изделиях . . . . 4
3. Основные технические данные я характеристики ......................................... 4
4. Комплект поставки ;..........................о
5. Указания по мерам безопасности . . . 8
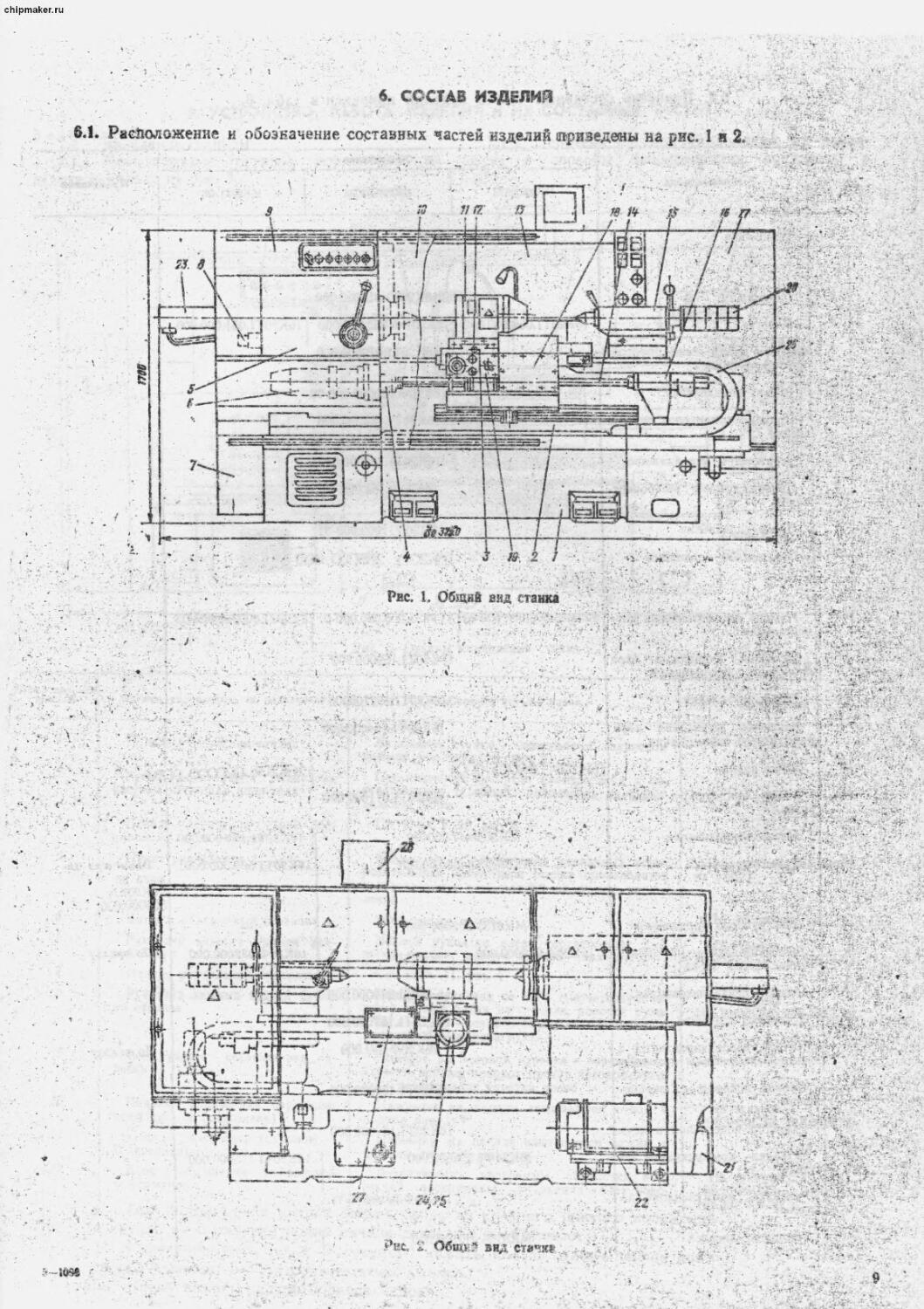
6. Состав изделий . . . •. . 9
. 7. Устройство, работа изделий и их составных
частей . . . .11
8. Пневмосистема к смазочная система . , 21
9. Порядок установки...........................23
Ж Порядок работы i • / . . . . . 27
11. Указания по эксплуатации
12. Характерные неисправности и методы их уст-
ранеигя . . . .•.....................28
13. Особенности разборки и .сборки при ремонте
14. Гарантийные обязательства.................
15. Сведения о ремонте..........................3£
16. Перечень сборочных чертежей .... :33
17. Перечень аятов......................35
18,Регламент профилактических работ . 36i
Приложения:
Ведомость эксплуатционных материалов
Сведения о приемке
Свидетельство о консервации
Свидетельство об упаковке
Руководство по эксплуатации к станку не отражает незначительных конструктивных изменении б станке, внесенных изготовителем после подписания к выпуску в свет данного Руководства, а также изменений по комплектующим изделиям и доку-I ментации, поступающей с ними*
© Ы1ИИТЭ. Р,
chipmaker.ru
Chinmaker.ru
г
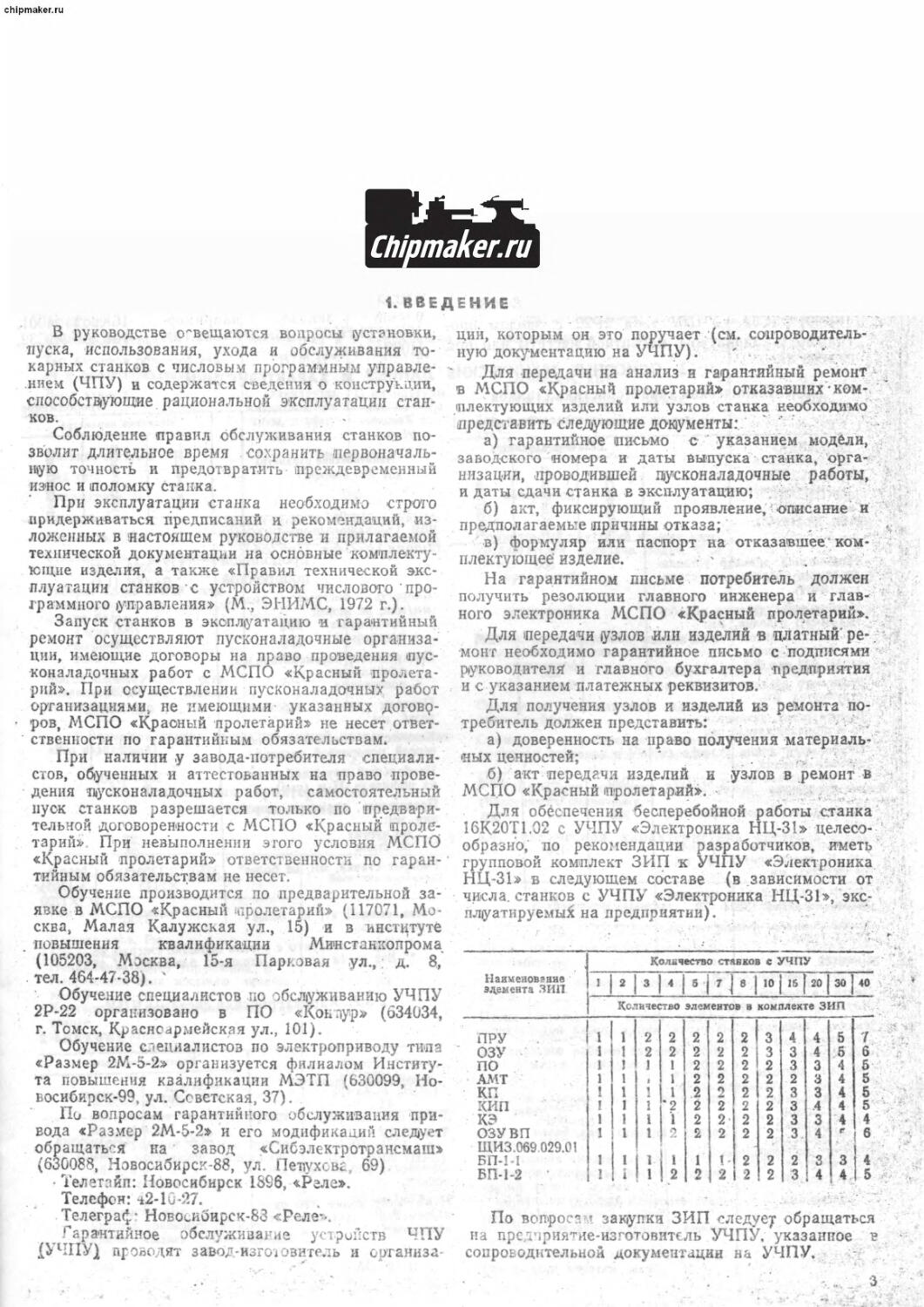
В руководстве освещаются вопросы установки, пуска, использования, ухода и обслуживания токарных станков с числовым программным улравле- -.нием (ЧПУ) и содержатся сведения о конструкции, способствующие рациональной эксплуатации станков.
Соблюдение правил обслуживания станков позволит длительное время сохранить первоначальную точность и предотвратить преждевременный износ и поломку станка.
При эксплуатации станка необходимо строго придерживаться предписаний и рекомендаций, изложенных в настоящем руководстве и прилагаемой технической документации на основные комплектующие изделия, а также «Правил технической эксплуатации станков с устройством числового * программного управления» (М., ЭНИМС, 1972 г.).
Запуск станков в эксплуатацию и гарантийный ремонт осуществляют пусконаладочные организации, имеющие договоры на право проведения пусконаладочных работ с МСПО «Красный пролетарий». При осуществлении пусконаладочных работ организациями, не имеющими указанных договр-• ров, МСПО «Красный пролетарий» не несет ответ-* сгвенности по гарантийным обязательствам*
При наличии .у завода-потребителя специалистов, обученных и аттестованных на право прове-• дения пусконаладочных работ, самостоятельный пуск станков разрешается только по предварительной договоренности с МСПО «Красный пролетарий» При невыполнении этого условия МСПО «Красный пролетарий» ответственности по гаран- * тийным обязательствам не несет.
Обучение производится по предварительной заявке в МСПО «Красный пролетарий» (117071, Москва, Малая Калужская ул., 15) и в институте . повышения квалификации Минстанкопрома (105203, Москва, 15-я Парковая ул.,, д. 8, . тел. 464-47-38). 4
Обучение специалистов по обслуживанию УЧПУ 2Р-22 организовано в ПО «Конаур» (634034, г. Томск, Красноармейская ул., 101).
Обучение специалистов по электроприводу типа «Размер 2М-5-2» организуется филиалом Института повышения квалификации МЭТП (630099, Но-восибирск-99, ул. Советская, 37).
Пи вопросам гарантийного обслуживания привода «Размер 2М-5-2» и его модификаций следует обращаться на' завод «Сибэлектротрансмаш» (630088, Нэвосибирск-88, ул. Пенухсва, 69)
•Телетайп: Новосибирск 1896, «Реле».
Телефон: 12-10-27.
.Телеграф: Новосибирск-83 «Реле’'».
‘Гарантийное обслуживание устройств ЧПУ {УЧПУ} проводят завод-изгоювигель и организа-
«Кок аур» (634034,
и, которым он это поручает (см. сопроводитель ю документацию на УЧПУ). х .. \
ции, которым он это поручает (см. сопроводительную документацию на УЧПУ). ' .. \
Для передачи на анализ и гарантийный ремонт - . в МСПО «Красный пролетарий» отказавших комплектующих изделий или узлов станка необходимо представить следующие документы: * ’ ‘ а) гарантийное письмо с •’ указанием модели, заводского номера и даты выпуска • станка, организации, проводившей пусконаладочные работы, и даты сдачи станка в эксплуатацию;
б) акт, фиксирующий проявление, описание и предполагаемые причины отказа; * /
в) формуляр или паспорт на отказавшее комплектующее* изделие. ' .
На гарантийном письме, потребитель должен получить резолюции главного инженера и главного электроника МСПО «Красный пролетарий». .
Для передачи узлов пли изделий в платный ре-; монт необходимо гарантийное письмо с подписями руководителя и главного бухгалтера предприятия и с указанием платежных реквизитов.
Для получения узлов и изделий из ремонта потребитель должен представить:
а) доверенность на право получения материаль- ~ <ных ценностей;
б) акт передачи изделий и .узлов в ремонт в МСПО «Красный пролетарий». •
Для обеспечения бесперебойной работы станка 16К20Т1.02 с УЧПУ «Электроника НЦ-31» целесо- ' образно, по рекомендации разработчиков, иметь групповой комплект ЗИП к УЧПУ «Электроника НЦ-31» в следующем составе (в зависимости от числа, станков с УЧПУ «Электроника НЦ-31», эксплуатируемый на предприятии).
I
ЗИП с л ед у ер обращаться ! В
По вопросам закупки < на предприятие-изготовитель УЧПУ. указанное сопроводительной документации на УЧПУ.
3
chipmaker.ru
2. ОБЩИЕ СВЕДЕНИЯ Об ИЗДЕЛИЯХ
моделей 16К.20ФЗ
•патронных работ и
16К20Т1.02 предназначены для полуавтомате» типа тел вращения со сту-
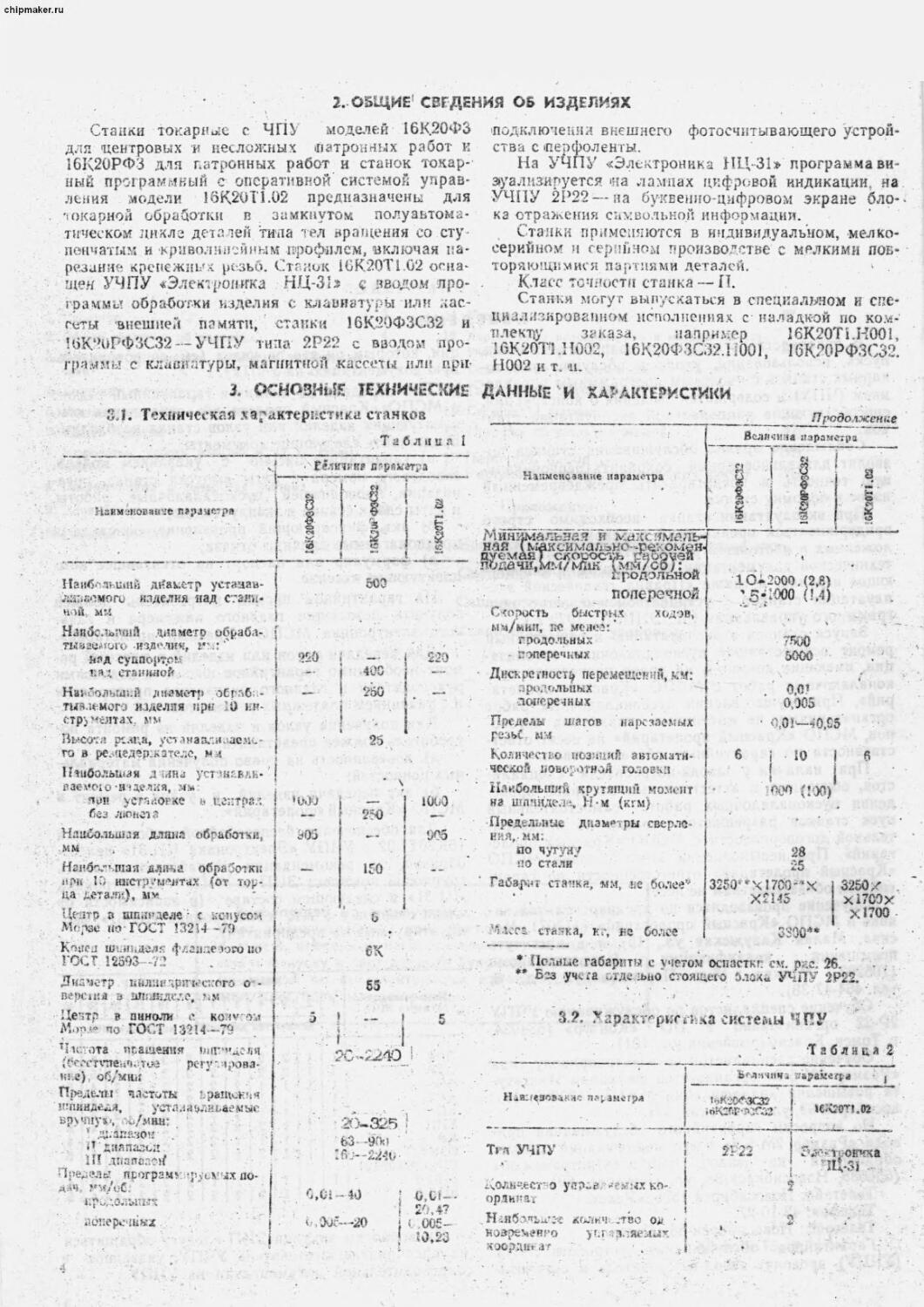
Станки токарные с ЧП У для центровых и несложных 16К20РФЗ для патронных работ и станок токарный программный с оперативной системой управления модели . токарной обработки в замкнутом тическом цикле дета-) ленчатым и криволинейным профилем, включая па-резание крепежных резьб. Станик 16К20Т1.02 оснащен УЧПУ «Электроника НЦ-31э с вводом программы обработки изделия с клавиатуры или кассеты внешней памяти, ст !6К^0РФЗС32--УЧПУ типа 2Р22 граммы с клавиатуры, магнитной кассеты или при
3. ОСНОЗНЫЕ ТЕХНИЧЕСКИЕ
ЗЛ. Техническая характеристика станков
. • V .
ки 16К‘2ОФ.ЗС32 и с вводом Про-
подключении внешнего фотосчитывающего устройства с перфоленты.
На УЧПУ «Электроника НЦ~31> программа визуализируется »на лампах цифровой индикации, на. УЧПУ 2Р22— на буквенно-цифровом экране бло-. ка отражения символьной информации.
Станки применяются в индивидуальном, мелкосерийном и серийном производстве с мелкими повторяющимися партиями деталей. ‘ .
Класс точности станка — И.
Станки могут выпускаться в специальном и специализированном исполнениях с- наладкой по комплекту
16К20Т1.11002, f 1002 и т. и.
ДАННЫЕ И ХАРАКТЕРИСТИКИ
заказа, например
16К20ФЗС32.П001
16K20TLH001, 16К20РФЗС32.
Продолжение
i
величина параметра
t
4
Нгнменовавэд г.эрацелра
-
*
Мамб--тг.ишй дКаиетр устацав-лаьлеыоги изделия над стали-
НО it мм
Наибольший диаметр обрабатываемого ицп'лич, кпд суппортом . ' етаниаой ;
Наибольший диемотр оСгаб; тыялсмого наделяя при 10 ек-. струмелтах. мм
. I
*
- Ч >
то в резцедержателе, м л Птибольшзя д ина уст ш^влк-ваемою'Взделия, мм:
при устяаорке ь централ без люнет а
Наибольшая длана обработки, мм у Hai‘6'’-и ри I«
ша я дли*»а обра бот ki инструментах (от тор
I
<
Гелктгнт л'рякгтра
3
I
’V.XI
305
Наименование параметра
X
I t
МйнйьйЛьна т и \ еглс гшгль- "
ная пйдачи,
<
500
>
400
250
25
250
1
520
поперечной
С<ористь быстрых мм/мип, яе менее:’
ПРОДОЛЬНЫХ
- поперечных
• Дискретное^ перемещений, км: ародильных not перечных
Пределы шагов нарезаемых
10- 2000, (2.Й)
'5-:000 (!.4)
ходов.
7Я00
5000 ’
. 0,0!
0,905 '
• 0,01^-40,95
S «в §
Центр Морзе
*
Kw гост
з шпинделе • с конусом ко ГОСТ 13214 -79
шип,деля флаплевого ио 12593-72
версии в шиш» дел о, мм • - *
Цечтр в пиноли с М.,р <» по ГОСТ 13214—79
. 9 .’ • --
Пилота пгл тения 1иП’ч»доля {бсгстгпеш1<тое рс-гу лрова-
кие), об/мю: • •
Пределы частоты Epaiiv&'t* in пиндеда, уста л а ьлиьае к ыс вручную. оо/мвд: ;
' диапазон' .
KOIV Oal
65
1П дна попел/
2Г7-325
63—900
J--224O
I <
дач, мм/еС
’i»0i — 40
аенерс шхх
t -<
<ьОиг—20
।
>
Количество иозяций автоматической поворотной ГОЛОВЫ!
Наибольший крутящий момент КюО. на шл’шделч Й-м (ктм)
Предельные диаметры сверле-905 .. ния,-мм:
но чугуну •___ ’ по стали
Габарит стачка» мм, ъе более
• 10
6
Чдсса ставка
<Ю0 (’00)
28
25
3800**
3250 X
Х17СЭХ
* (lenriue габариты с учетом оспасткг см. ряс. 26.
*• Б2з учета отдельно стоящего блохд УЧПУ 2Р2
актрис 6-ика системы ЧПУ .
Ь*личпч1 зйрдеегра
И да: гсзова?. не лз^амегра
Тгт УЧПУ
орликах
ко-
ЬКД^-ЗСХ'
•6K2WHCCK
1€а2ОТ!.О2
5 . • /
3
.'^’•трокчха ПЦ-31 .-
I.006-
10,23
повременно коордигаг
кдоич -тво о* • у иг ззляемах.
/ г
chipmaker.ru
• « Наименование параметра /
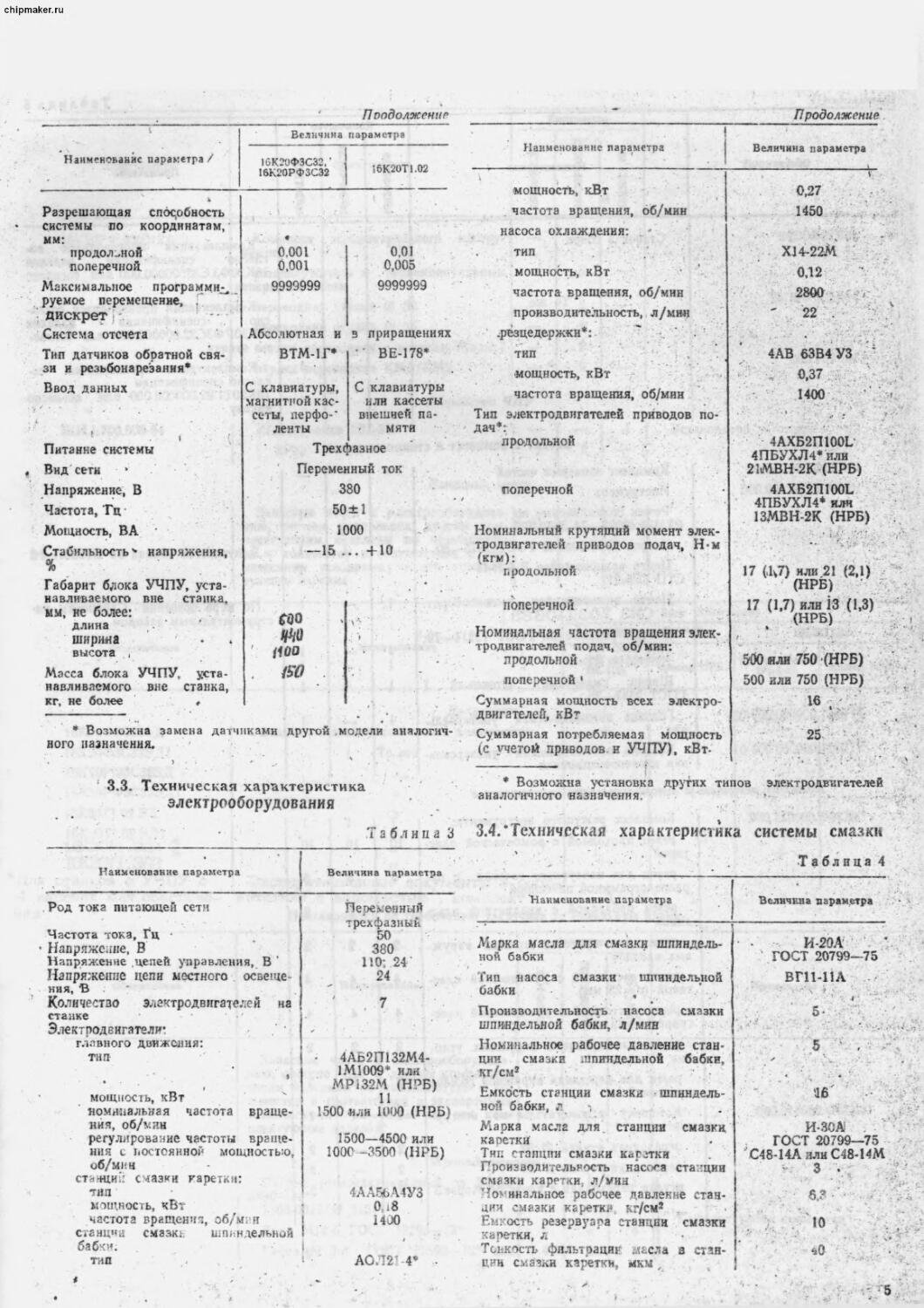
Разрешающая способность системы по координатам, мм:
продольной .
поперечной.
Максимальное программна руемое перемещение, .
jдискрет]' : -
Система отсчета ' ’.
Тип датчиков обратной связи и резьбона ре'зани я* •
Ввод данных
Питание системы
Вид сети ' •
Напряжение, В
Частота, Тц-
Мощность, ВА •
Стабильность4 напряжения, %
Габарит блока УЧПУ, устанавливаемого мм, не бэлее: длина ширина высота , Масса блока навливаемого кг, не более
вне станка,
УЧПУ, уста-вне станка,
Поодолженир
Величина параметра
16К20ФЗС32,*
16К20РФЗС32
16К2ОТ1.О2
Наименование параметра
мощность, кВт
. частота вращения, об/мин насоса охлаждения: *
Продолжение
Величина параметра ---------------- л
I
0,27
1450
0.001
0,001
9999999
Абсолютная
ВТМ-1Г*
И
С клавиатуры, магнитной кассеты, перфо-* ленты
0,01
0,005
9999999
приращениях
•' ВЕ-178*
3
С клавиатуры или кассеты внешней па-* мяти
Трехфазное Переменный ток 380 50± 1 1000 —15 ... +10
«о
/100
150
* Возможна замена датчиками другой ного назначения.
V ’ z * э . \ *
\ *
,модели аналогия-
1 3.3. Техническая характеристика электрооборудования
Наименование параметра
Величина параметра
Род тока питающей сети
Частота тока, Гц •
• Напряжение, В
Напряжение цепей управления, В
Напряжение цепи местного освещения, в
Количество электродвигателей на станке • *
Электродвигатели* главного движения: тип
»
враще
враще-мощностью,
мощность, кВт номинальная частота ния, об/мин регулирование частоты ния с постоянной об/мин
станций смазки каретки: тип' мощность, кВт
частота вращение, об/м: н
станции смазки шпиндельной бабки.
тип
<
Переменный трехфазныь 50 380
ПО; 24* 24
4АЬ2П132М4-1М1009* или
МР132М (НРБ)
1500 млн 1000 (НРБ)
1500—4500 или
1000 -3500 (НРБ)
4АА56А4УЗ 0si8 1400
А0Л2М*
тип . мощность, кВт частота вращения, об/мин производительность, л/мин ‘ .рёзцедержки*:. * ’
тип
мощность, кВт ‘ -
частота вращения, об/мин Тип электродвигателей приводов подач*:
продольной
Х14-22М. ' 0,12 2800; 22 .
4АВ 63В4 УЗ
0,37
1400
А?
I
поперечной
- 4АХБ2П1001/ 4ПБУХЛ4* или 21МВН-2К (НРБ)
4AXB2H100L 4ПБУХЛ4* или 13МВН-2К (НРБ)
Номинальный крутящий момент электродвигателей приводов подач, Н-м (кгм): продольной . • . г* ‘ * • < *
поперечной .
17 (1J) или 21 (2,1) (НРБ)
17 (1,7) или 13 (1,3) (НРБ)
Номинальная частота ' тродвигателей подач, продольной поперечной •
Суммарная мощность двигателей, кВт
Суммарная потребляемая мощность (с учетой приводов, и УЧПУ), кВт-
вращения элек-об/мин:
всех электро-
/
500 или 750 (НРБ)
500 или 750 (НРБ)
16
25
* Возможна установка других типов электродвигателей аналогичного назначения. »• -• -
3.4.’Техническая характеристика системы смазки
Наименование параметра
Величина параметра
Марка масла для смазки шпиндельной бабки
Тип насоса смазки* шпиндельной бабки t
Производительность насоса смазки шпиндельной бабки, л/мин
Номинальное рабочее давление станции смазки шпиндельной бабки. Кг/см2
Емкость станции смазки шпиндельной бабки, л
Марка масла для. станции смазки каоетки /
Тип станции смазки каретки
Производительность насоса станции смазки каретки, л/мин
Номинальное рабочее давление станции смазки карето кг/см2 .
Емкость резервуара станции хапеткя, л
Тонкость фильтрация масла а стан ции смазки каретки, мкм ,
смазки
И-20А .
ГОСТ 20799—75
ВГ11-11А ->
'16
И-ЗОА .
ГОСТ 20799—75 С48-14Аили С48-14М
10
*0
л?
chipmaker.ru
Обозначение
16К20ФЗС32
Сганок в сборе,
16К20РФЭС32
•16К20ГП.02
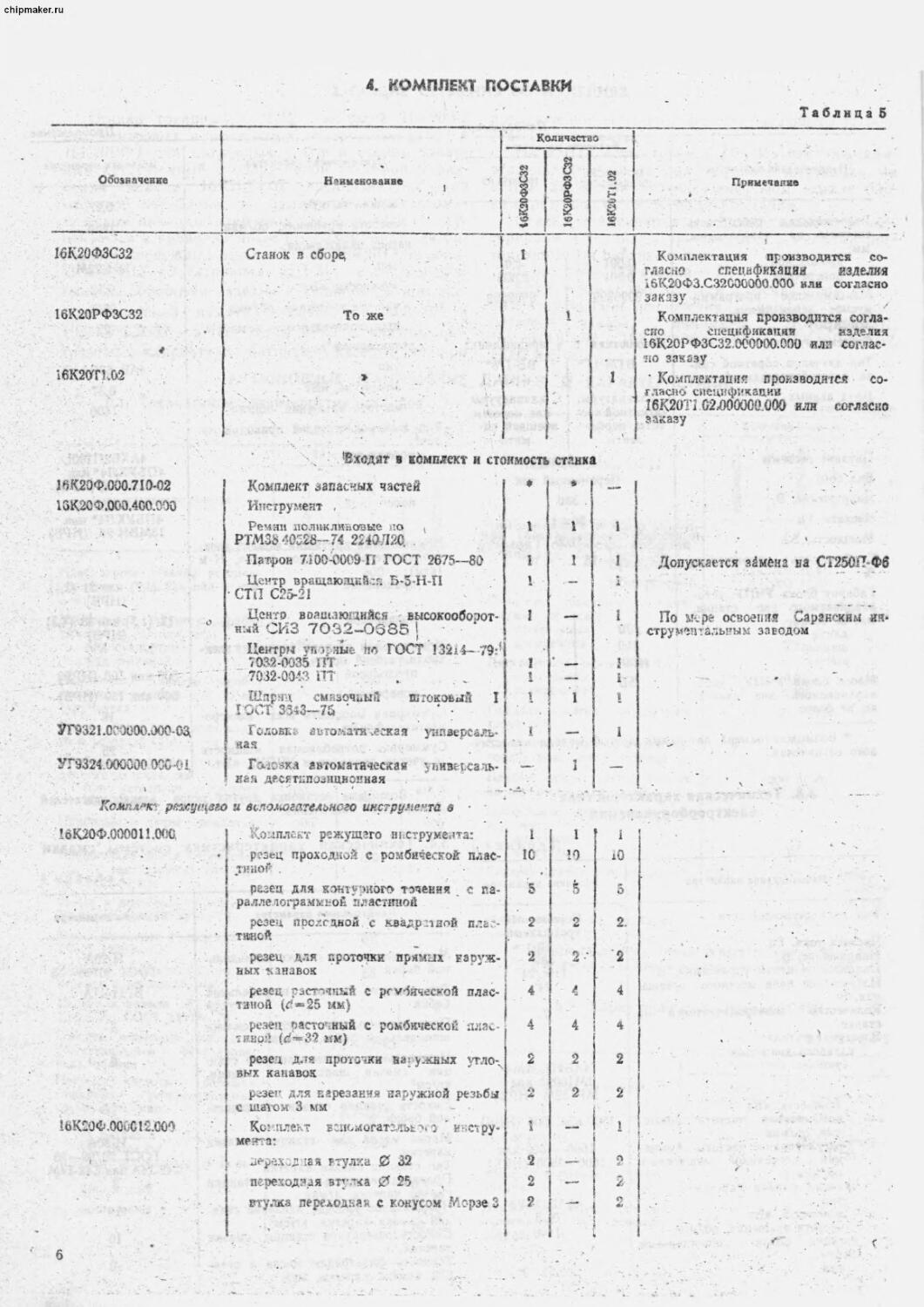
4. КОМПЛЕКТ ПОСТАВКИ
НАимекованве
То же
Количество
Еходйт в комплект и стоимость
ст пн к а
Таблица 5
Примечание
- : —. — — - - - —
Комплектация производится согласно спецификации изделия 16К2ОФЗ.С32СОСОО0 000 или согласно заказу
Комплектация производится согла-I ено спецификация изделия ) 16К20РФЗС32.000000.000 иля согласно заказу
* Комплектация производится согласно спецификации
16К20У1 G2/)00OCt\O0O или согласно заказу .
16К20Ф.000.710-02
13К2СФ.0С>Э.4С0.0')0
Комплект запасных частей
Инструмент , Ренни лоликлнвавые ио (
РТМ38 40S28--74 2240Л2Ц .
Патрон 7.1 00-0009 П ГОСТ 2675—80 • •
Центр вращающийся Б-5-Н-П
• CTtJ С25-21 Центо воашзюгднйся высокообоэот-
ный СИЗ 7032-0385 I *
1
Допускается замена на СТ250П Фб
УГуз21.с?оеоо.доо-оз
УГ9324 000000 0% <4 •
F < I
Центры упэгяые пл ГОСТ 13214-79:4 7032-0035 ПТ ’ 7032-0043 ПТ ‘ ,
< • . •
Шпрзд СМИЗОЧЬЫЙ штоковый I
Головы автоматическая яая
Глюзка автомата ческа я кая десятквавицдотя /
унпверсаль-
$>1итсапь-
4
По мере освоения ^иранским ия струментальным заводом
Комплекс режущего и вспомогательного инструмента а • <
. Комплект режущего инструмента:
резец проходной с ромбической пластиной . .
*
рьзец для кэктуэкого точения с параллелограмм ной пластиной
резец проходной с квадр ?л яой пластиной
1вК20Ф.оооо11.ооа
I
I.
1С
2
2
10
16К20Ф .006612.000
I
плас-
ялас-
утло-.
•*
резец для проточки примах наружных канавок
резец рзстчнкй с ребяческой тиной (г? = 25 мм)
резец ьастог.ный с ромбической твой (/«32 мм)
резец для протоки на; ужных вых канавок
р<зег для карезанчя наружной резьбы
с шагом 3 мм - •
Комплект вспсмогатзльЕЭгО инструмента:
переходная ртулха 0 32
переходная втулка 0 25 ’ ,
втулка пере лодка я с конусом Морзе 3
2
к
I
л.
chipmaker.ru
сч
Количество
Обозначение
Наименование
сч
Продолжение
Примечание
I
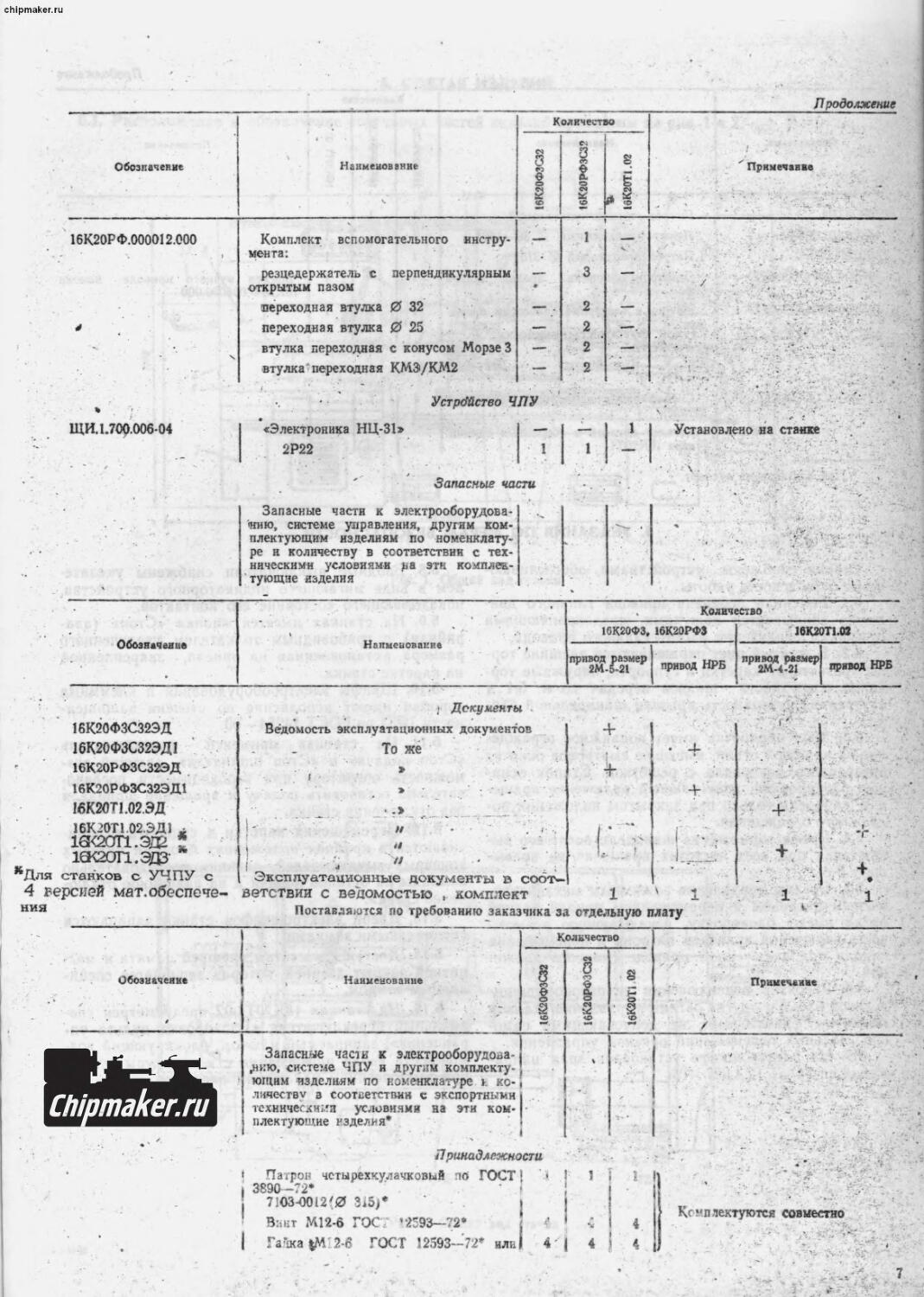
16К20РФ.000012.000
Комплект вспомогательного инструмента: ;
резцедержатель с
открытым пазом переходная втулка переходная втулка втулка переходная
втулка• переходная
* • *
4 • *
перпендикулярным
0 32
г
с конусом Морзе 3
КМЭ/КМ2
Устройство ЧП У
С
♦✓
ЩИ. 1.700.006-04
«Электроника НЦ-31» 2Р22
Установлено на станке
Запасные части
Запасные части к электрооборудованию, системе управления, другим комплектующим изделиям по номенклатуре и количеству в соответствии с техническими условиями pa эти комплектующие изделия
I
Количество *
16К20ФЗ, 16К20РФЗ
' 16К20Т1.02
Обозначение
Наименование
ПрИВ2МЯ.?ТеР ПРИВОД НРБ
привод размер 2М-4-21
привод НРБ
16К20ФЗС32ЭД 16К20ФЗС32ЭД1 16К20РФЗС32ЭД 16К20РФЗС32ЭД1
16К20Т1.02.ЭД
16К20Т1.02.ЭД1
»
*Для станков с УЧПУ с
4 версией мат.обеспече
НИЯ
Обозначение
Chiomaker.ru
F
j Документы .
Ведомость эксплуатационных документов То же
//
7/ '
Эксплуатационные документы в соответствии с ведомостью комплект '
г*
<
4
!
4
Поставляются по требованию заказчика за отдельную плату
Запасные части к электрооборудованию, систе?4е ЧПУ и другим комплектующим изделиям по номенклатуре г ко- л ячеств v з соответствии с экспортными техническими условиями на эти ком- • плектуюихие изделия* ’ I
П ринадлежности
Патрон чстырехкулачковый по ГОСТ | 3890-72* ’ I
7103-0012(0 315)* Винт М12-6 гос ;
Га чка |М12-6 ГОСТ 12593-72* или
Количество
Наименование
) /
Кс«плектуются совместно
Примечание
* *
♦
-
chipmaker.ru
5
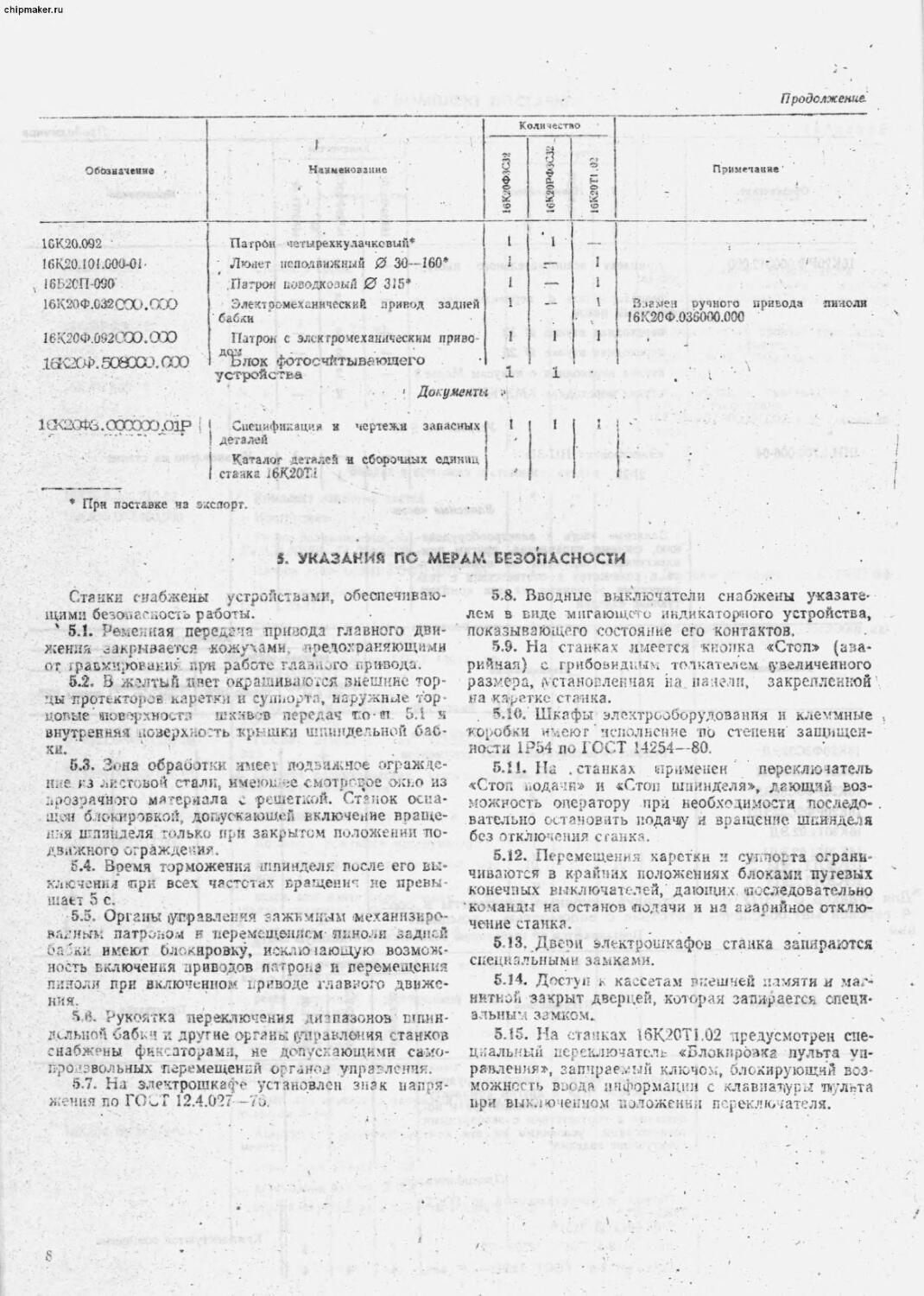
Обозначение
Наименование
Количество
• I
П родслженке
Примечание'
I
1GK20.092 •
16К20.101.00(М)Ь
х 16Б2СП-090 .
16К20Ф.032О9О.ООО
16К20Ф.092СОО.ООО
1Ж2Ы>. 5СШХ>. ОСО
Патрон чегырехкулачкевын* • •
* Люнет неподвижный 0 30—160*
Патрон поводковый 0 315*
Электромеханический привод задней ‘бабки
Патрон с электромеханическим ПРИВО-
ДОМ X * л
Ълок фото считывающего устройства t ! . •
» Документы
1а<2<Ж>.ООООСХ)Х)1Р ! ‘ Спеии ~ ’ I деталей
Каталог деталей и сборочных единиц
I стайка 16К20Т.1
* При поставке на экспорт.
I
Взамен оупного привода 16К20Ф.ОЗБООО.ООО ’
i
ЛИНОЛИ
чертежи запасных
-с
£
5. УКАЗАНИЙ ПС МЕРАМ БЕЗОПАСНОСТИ
Станки снабжены устройствами, обеспечиваю-работы. . •
' 5.1. Ременная передача
жения закрывается кожухами, предохраняющими от гравмироракн/ при работе главного привода.
5.2. В желтый цвет окрашиваются внешние торцы протекторов каретки и суппорта, наружные тор-новые иоворхностз шхэдов передач го in 5.1 н внутренняя поверхность крышки шпиндельной баб-
i . * *
хи.
шими безопасность
указав-
закрепленной
5.3. Зона обработки имеет подвижное ограждение гз листовой стали, имеющее смотровое окно из прозрачного материала о решеткой. Стянок осиа-щон блокировкой, допускающей включение вращенья шпинделя только при закрытом положении подвижного ограждения.
5.4. Время торможения шпинделя после его выключения «при всех частотах вращения не превышает 5 с.
5.5. Органы управления зажимным «механизированным иатрог балки имеют блокировку,
Юм и перемещением пиноли задней исключающую возможность включения приводов патрона и перемещения пиноли при включенном приводе главного движения. ’ * ,
5А Рукоятка переключения диапазонов шпиндельной бабки и другие органы т/правлония станков снабжены фиксаторами, прол’звольных пе
5.7. На электрошкафе установлен знак СТ 12.4.027-75.
5,8. Вводные выключатели снабжены лем в виде мигающего индикаторного устройства, привода главного дви- показывающего состояние его контактов,
5.9. На станках имеется кнопка «Стоп» (аварийная) с грибовидным толкателем увеличенного размера, установленная на надели, на каретке станка.
. 5.10. Шкафы электрооборудования и клеммные . •коробки имеют исполнение по степени защищенности 1Р54 по ГОСТ 14254- 80,
5.11. На .станках применен переключатель «Стоп подачи» и «Стоп шпинделя», дающий возможность оператору при необходимости последе-. вательно остановить подачку и вращение шпинделя без отключения станка.
5.12. Перемещения каретки я суппорта ограничиваются з крайних положениях блоками пугезых конечных выключателей, дающих последовательно команды на останов «подачи и на аварийное отключение станка.
543. Двери электрошкафов станка запираются специальными замками.
каретки и суппорта ограни-
жения по ГС
не допускающими само-еремещеньй органов управления.
напря-
<>-**. доступ г кассетам внешней памяти и магнитной закрыт дверцей, которая запирается специальным замком.
5.15. На станках 16К20Т1.02 предусмотрен специальным переключатель «Блокировка пульта управления*, запираемый ключом, блокирующий возможность ввода информации при выключенном положении
с клавиатуры культа п срекл юч ате л я.
V
1
I
chipmaker.ru
гъэ*
Рис. Г. Общий вид станка
chipmaker.ru
Номер
ПОЗИЦИИ (рис. 1. 2)
8
9
10
18
14
15
16
18
19
26
21
22
24
26
2а
6.2. Перечень составных частей изделий приведен в табл. 6
• X •
Таблица 6
Обозначение
Наименование
Основание
Станина
Каретка
Опора левая винта продольного перемещения .
Бабка шпиндельная
Привод продольного перемещения
Ограждение неподвижное
Привод датчика резьбонаре-зания
Шкаф управления
Ограждение подвижное
Головка автоматическая универсальная
Винтовая шариковая пара поперечного перемещения
Шкаф управления
Винтовая шариковая пара продольного перемещения
• » •
Бабка задняя
Опора продольного правая
Электрооборудование
Пульт управления
16К20ФЗС32
16К20РФЗС32
I6K20T1.02
Примечание
i
г
/
винта
Блок ручного управления
Электромеханический привод
•пиноли задней бабки
Смазка централизованная
Установка моторная
Патрон механизированный с электромеханическим приводом
Привод поперечного перемещения
Редуктор
Разводка станку
Разводка каретке
Установка
16K20T1.0I0000.000
» .
поперечной иодачи
коммуникаций по
коммуникаций па
дисплея
16К20Т1.051.000.000 116К20РФ.053.000.000 16K20Tl.05i.000.000 . 16 К20Т1.070000.000
16К20Ф. 023000.000-02
16K20Tl.483000.000
16К20Т1.264000.000
16К20Ф. 163.000-03 .
ч 16 Д20.211000.000-01
У Г9321.000.000.000-03 УГ9324.000.000.000-01
I
16 К2ОТ 1.153000.000
I16K20T1J1.92700000
16К20Т1.154000.000
. 16К20Т 1.071000.000
16К20Ф447.000000
МК6733 504000.000-01
MK6733.502000.000
16К20Ф.032000.000. ।
'5Х20Т1.240000.000
16K20T1.157000.000
16К20Ф.092.000
16К2ОТ 1 482000.000
16K20T1.152000.000
16К20 Ф 3.222000.С4Ю
16К20Ф.221000.000
МК6733.317000.000
У Г9321.000000.000-03
16К20Т!.!92.000.000
16 К20Т 1.506.000.000*
16К20Ф.032000.000
16К2ОТ1.115000.000
. Возможна за мена на 16К20Т1..
500000.000
По заказу,
По заказу
/
Chinmaker.ru
г
chipmaker.ru
7. УСТРОЙСТВО, РАБОТА ИЗДЕЛИЙ И ИХ СОСТАВНЫХ ЧАСТЕЙ
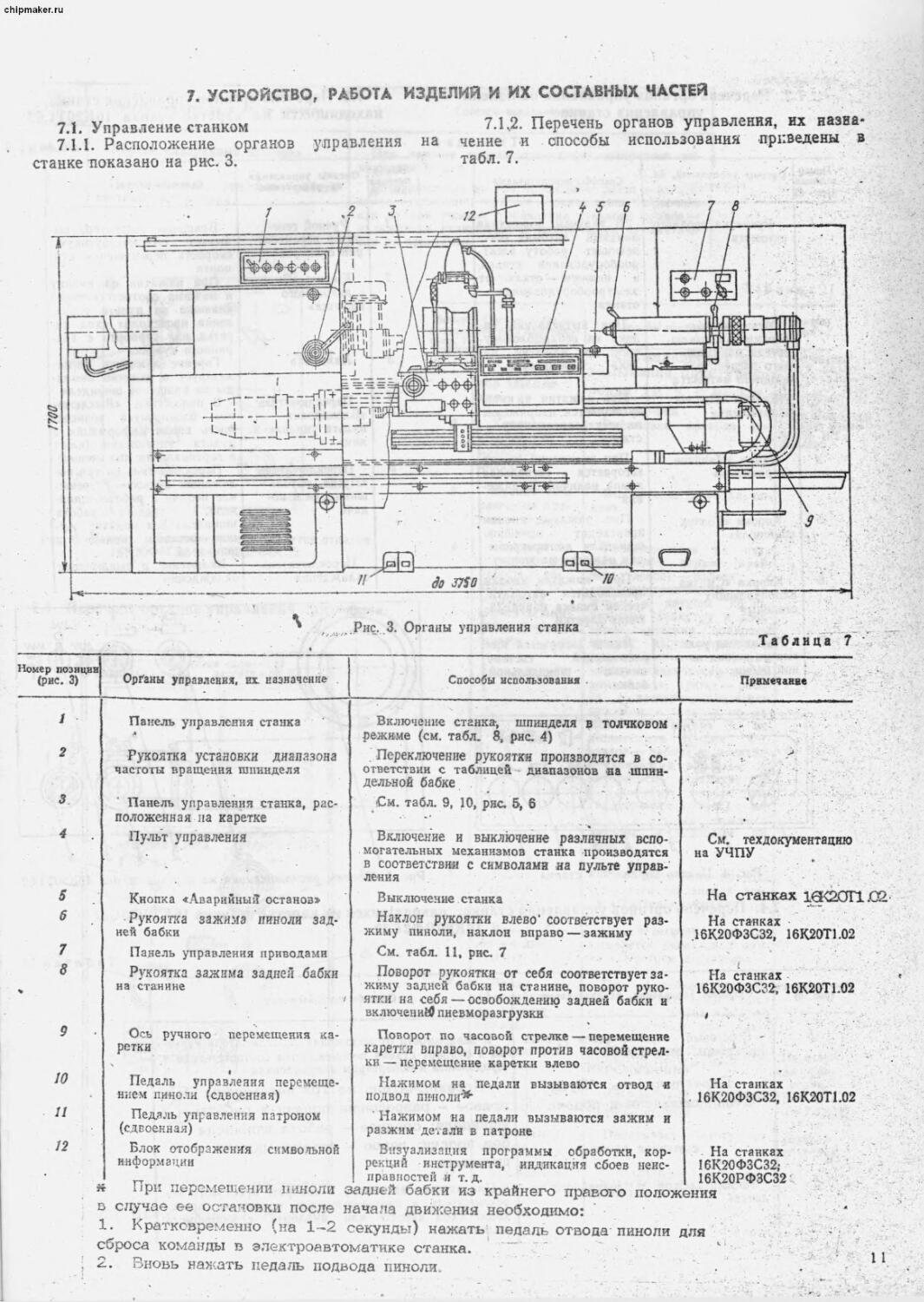
7.1. Управление станком
7.1.1. Расположение органов управления на станке показано на рис. 3.
7.1,2. Перечень органов управления, их назначение и способы использования приведены табл. 7.
A
Рис. 3. Органы управления станка
л
ь
Органы управления, их. назначение .
Примечание
*
I
Способы использования
Номер позн
(рнс. 3)
8
10
12
Панель управления станка
Рукоятка установки диапазона частоты вращения шпинделя
Панель управления станка, расположенная па каретке
Пульт управления
Кнопка «Аварийный останов»
Рукоятка зажима пиноли задней бабки
Панель управления приводами
Рукоятка зажима задней бабки на станине
Ось ручного ретки ♦
перемещения ка-
Педаль управления перемещением пиноли (сдвоенная)
Педаль управления патроном (сдвоенная)
Блок отображения символьной информации
/
Включение станка, шпинделя в толчковом режиме (см. табл. 8, рнс. 4)
. Переключение рукоятки производится в соответствии с таблицей - диапазонов на шпиндельной бабке . ' • .
•См. табл. 9, 10, рис. 5, 6
4'
5
4
»
Включение и выключение различных вспомогательных механизмов станка производятся в соответствии с символами на пульте управления . •
Выключение станка
Наклон рукоятки влево’ соответствует разжиму пиноли, наклон вправо — зажиму
См. табл. 11, рис. 7
Поворот рукоятки от себя соответствует зажиму задней бабки на станине, поворот рукоятки на себя—освобождению задней бабки и включений) пневморазгрузки
Поворот по часовой стрелке — перемещение каретки вправо, поворот против часовой стрелки — перемещение каретки влево
Нажимом на педали вызываются отвод и подвод пиноли*
Нажимом на педали вызываются зажим и разжим детали в патроне
Визуализация программы обработки, коррекций инструмента, индикация сбоев неисправностей и т. д
См. г~ на УЧПУ
техдокументацию
- ‘ Г . • ’ .
На станках 16К20ФЗС32, 16К20Т1.02
На станках • 16К20ФЗС32, 16К20Т1.02
V,
На стайках
. 16К20ФЗС32, 16К20Т1.02
При перемещении пиноли задней бабки из крайнего правого положения
. На станках 16К20ФЗС32; 16К20РФЗС32
< *
в случае се остановки после начала движения необходимо: ’ -
1. Кратковременно (на 1-2 секунды) нажать педаль отвода-пиноли для сброса команды в электроавтоматике станка. * ’ к
Вновь нажать педаль подвода пиноли. - ’ .
Л - h t ft
4 г
I
chipmaker.ru
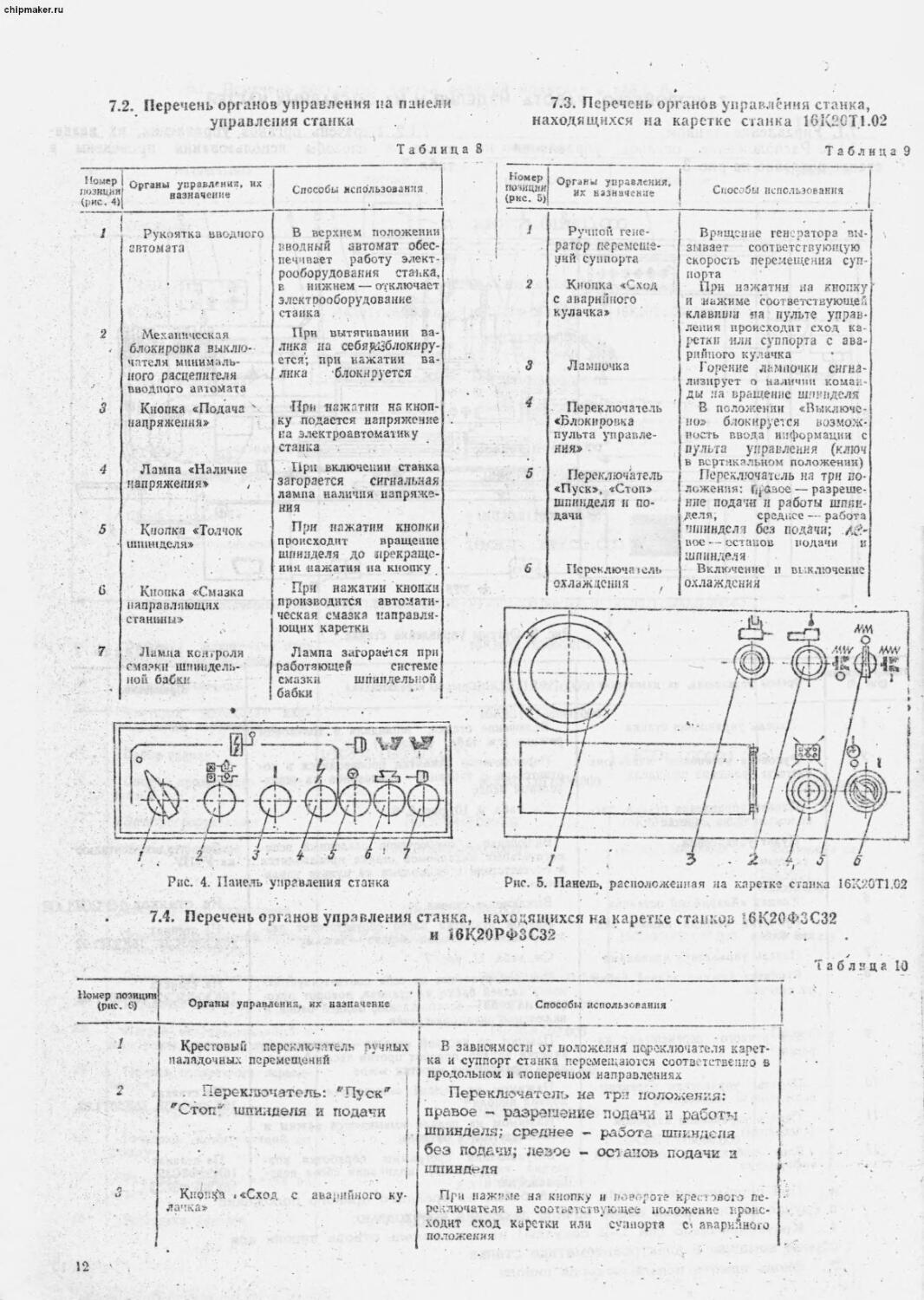
7.2. Перечень органов управления па панели управления станка
7.3. Перечень органов управления станка, находящихся на каретке станка 16К2СТ1.02
I
Таблица
Таблица 9
Способы использования
Способы использования
их назначение
назначение
I
нижнем — отключает
ч
Лампочка
bl .ключейне
/
Ручной генератор перемете унй суппорта
Лампа контроля смазки шпиндельной бабки
Кнопка «Сход с аварийного кулачка»
Кнопка «Смазка направляющих сташши»
Переключатель «Пуск», «Стоп» шпинделя и подачи
Переключатель охлаждения
Кнопка «Толчок шпинделя»
Переключатель «Блокировка пульта управления» -
[ системе шпиндельной
Лампа загорайся при работающей смазки бабки
Лампа «Наличие напряжения»
В верхнем положении вводный автомат обеспечивает работу электрооборудования станка, в
электрооборудование станка ..
При вытягивании валика ла себя ^блокируется; при нажатии валика -блокируется
подачи в
Рукоятка вводного автомата
позади °₽rjB-' т««ния. (рис. 5)
Номер OpraHtj управления, их позиция г (рис. 4)
Рис. 4. Панель управления станка
Механическая блокировка выключателя минимального расцепителя вводного автомата
Кнопка «Подача 4 напряжения»
При нажатии на кнопку подается напряжение на электроавтоматику станка . . ’
• При включении станка загорается сигнальная лампа наличия напряжения
При нажатия кнопки происходит вращение шпинделя до (прекращения нажатия на кнопку
При нажатии кнопки производится автоматическая смазка направляющих каретки
Вращение генератора вы- \ зывает соответствующую скорость перемещения суппорта
При нажатии на кнопку ‘ и нажиме соответствующей клавиши на пульте управления происходят сход каретки или суппорта с аварийного кулачка
Горение лампочки сигнализирует о наличии команды на вращение шпинделя
В положении «Выключено» блокируется возможность ввода информации с пульта управления (ключ в вертикальном положении)
Переключатель на три положения: Г^авое — разрешение подачи и работы шпинделя, среднее — работа шпинделя без подачи; вое — останов шпинделя
Включение и охлаждения
. - 2
* 1
Рис. 5. Панель, расположенная на каретке ставка I6K20T1.02
7.4. Перечень органов управления станка, находящихся на каретке станков 16К20ФЗС32 и 16К20РФЗС32 '
i а б л в ц а 10
Номер позиции (рис. 6)
Органы управления, их назначение
Способы использования
Крестовый переключатель ручных наладочных перемещений
•ереключатель: * Пу ск* п" шпинделя и подачи
В зависимости ог положения переключателя каретка и суппорт станка перемещаются соответственно в продольном и поперечном направлениях
Переключатель на три положения:
правое
шпинделя; среднее без подачи; левое шпинделя
разрешение подачи и работы работа шпинделя останов подачи и
. Knpinj'a
аварийного ку-
При нажиме на кнопку и повороте крестового переключателя в соответствующее положение происходит сход каретки или суппорта 6 аварийного положения . -
ч
«
chipmaker.ru
Продолжение
Номер позиции (рис. 6)
------------——-------
Органы управления и их назначение
————- _________________ ,
Способы использования
4
5
Кнрпкг «Аварийный останов»
Переключатель режимов работы системы охлаждения
При нажиме кнопки происходит экстренное выключение стенка
' Переключатель на три положения: левое — охлаждение отключено; среднее — охлаждение включено при ручном режиме управления станком; правое — охлаждение включается и выключается автоматически по программе
Рис. 6. Панель, расположенная на каретке станков 16К20ФЗС32 и ‘16К20РФЗС32
Таблица 11
7.5. Перечень органов управления приводами
Двигатель вращения шпинделя . нагрузка * юв °/0 частота * wo °/0-
Рис. 7. Панель управления приводами
Органы управления и их назначение
Способы использования
Примечание
Номер позиции
5
6
7
б
9
10
11
Сигнализатор заземле- • НИЯ
Кнопка «Включение приводов подач»
Кнопка «Выключение приводов подач»
Переключатель режимов работы в зависимости от оснащения станка зажимными устройствами
Лампа «Привод включен»
Лампа «Перегрев двигателя»
Лампа «Аварийное отключение привода
Показатель нагрузки
Показатель нагрузки
Показатель частоты
Показатель ньгрузки
Сигнализирует о замыкании цепи управления 110 V с цепью заземления
Включение привода подачи
Выключение привода подачи
Свечение двух ламп -нормальное состояние цепей; свечение однои-вамы кание провода нгг землю
Переключатель на пять положений: первое (крайнее левое) — работа с электромеханическим зажимом в патроне по наружному диаметру и электромеханическим подводом пиноли; второе — работа с ручным зажимом патрона и электромеханическим подводом пиноли; третье — рабо-1 та с электромеханическим] зажимом в патроне по на-ружнему диаметру без использования пнноли; четвертое — работа ,с электромеханическим зажимом по внутреннему диаметру без использования пиноли; пятое (крайнее правое) работа с ручным зажимом патрона и подводом пиноли
При включении привода загорается сигнальная лампа «Привод включен»
При перегреве двигателя загорается сигнальная лампа «Перегрев двигателя»
•
При аварийном отключении привода загорается сигнальная лампа «Аварийное отключение привода»
Показывает нагрузку привода поперечного J перемещения
Показывает нагрузку привода продельного перемещения
Показывает частоту вращений двигателя
Показывает нагрузку двигателя главного J привода
I
*
На станках с приводом
НРБ поз.
11 не устанавливаются
13
chipmaker.ru
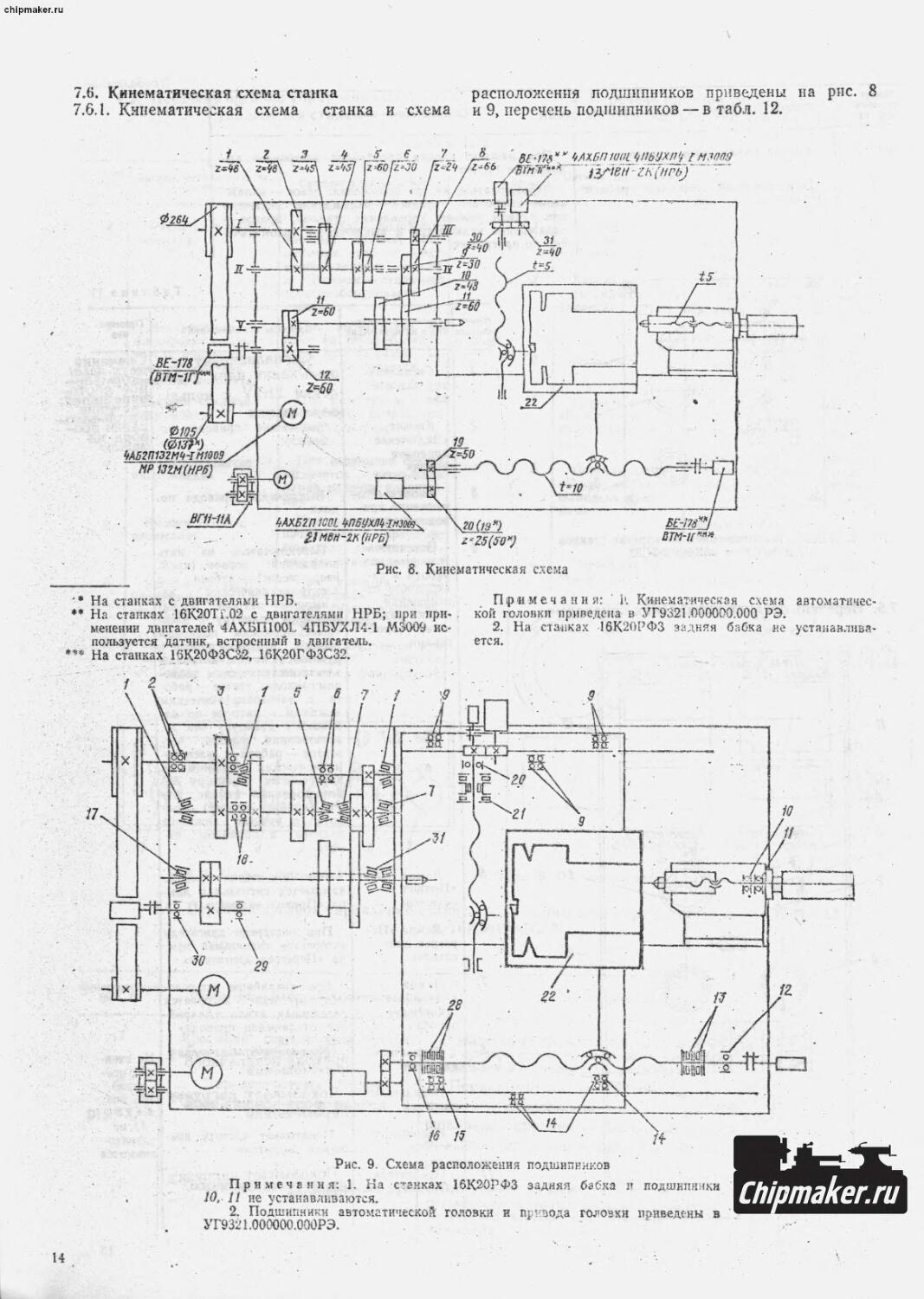
7.6. Кинематическая схема станка
7.6.1. Кинематическая схема станка и схема
расположения подшипников приведены на рис. 8 и 9» перечень подшипников — в табл. 12.
Рис. 8. Кинематическая схема
'* На станках с двигателями НРБ.
♦♦ На станках 16К20ТГ.02 с двигателями НРБ; при при- . менении двигателей 4АХБП100Ь 4ПБУХЛ4-1 М.3009 используется датчик, встроенный в двигатель.
На станках 16К20ФЗС32, 16К20ГФЗС32.
Примечания: 1». Кинематическая схема автоматической головки приведена в УГ9321 .ООООСЮ.ООО РЭ.
2. На станках 16К20РФЗ задняя бабка не устанавливается.
го
2/
М
м
16 13
30
• Рис. 9. Схема расположения подшипников
Примечания: 1. На станках 16К2ОРФЗ задняя бабка в подшипники 10, 11 не устанавливаются.
2. Подшипники автомата
УГ9321.000000.000РЭ.
lecKoft головки и привода головки приведены в
Chiomaker.ru
14
chipmaker.ru
бабка
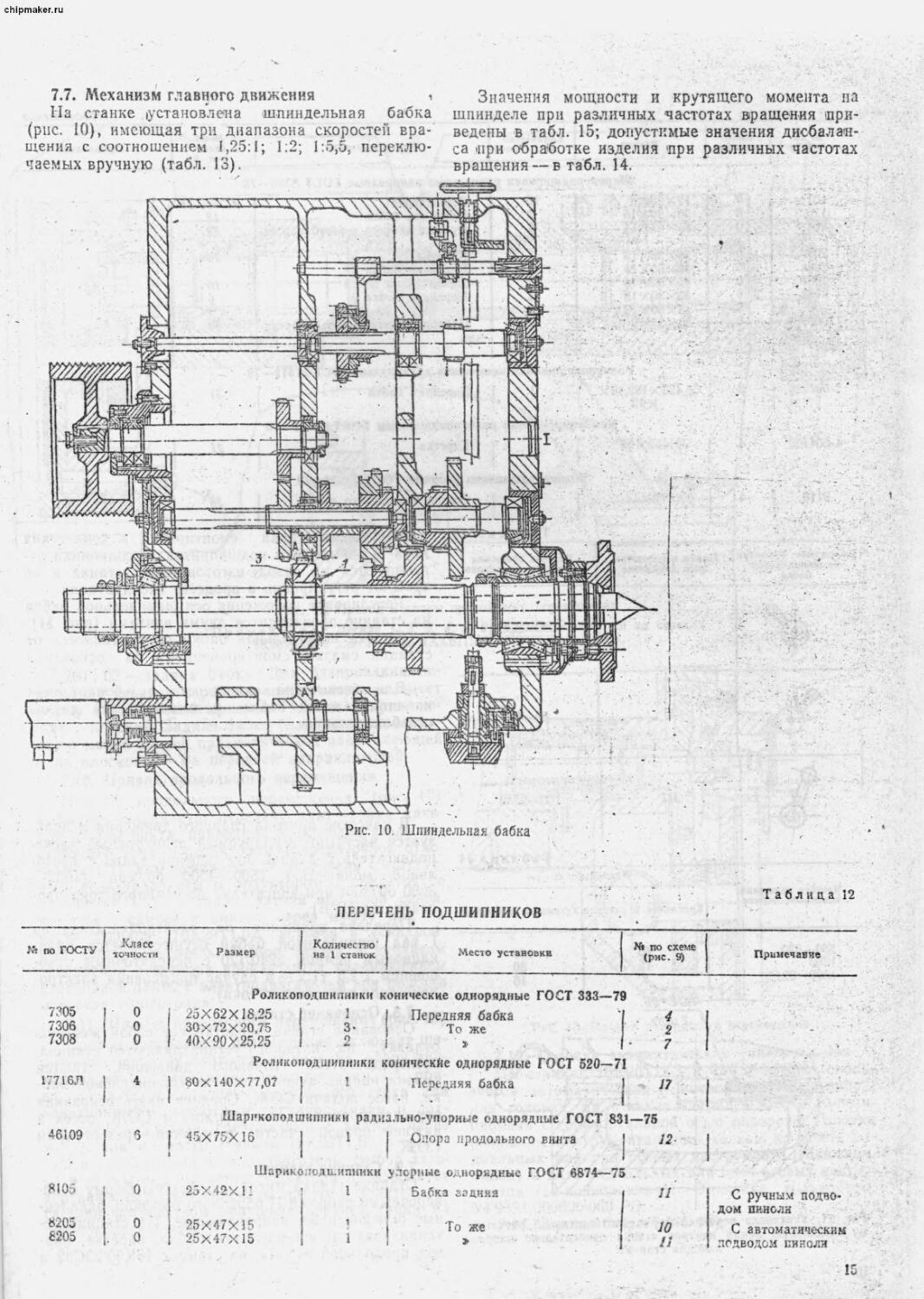
7.7. Механизм главного движения
На станке (установлена шпиндельная (рис. 10), имеющая три диапазона скоростей вращения с соотношением 1,25:1; 1:2; 1:5,5,-переключаемых вручную (табл. 13).
Значения мощности и крутящего момента на шпинделе при различных частотах вращения ’приведены в табл. 15; допустимые значения дисбаланса при обработке изделия вращения — в табл. 14.
при различных частотах
Рис. 10 Шпиндельная бабка
Таблица
12
ПЕРЕЧЕНЬ ПОДШИПНИКОВ
№ по ГОСТУ
Класс
ТОЧНОСТИ
Размер
Количество* на 1 станок
Место установки
№ по схеме (рис. 9)
Примечание
Роликоподшипники конические однорядные ГОСТ 333—79
7305
7306
7308
25X62X18,25
30X72X20,75
40X90X25,25
Передняя бабка То же
17716Л
46109
8105
8205
8205
80X140X77,0?
Роликоподшипники коническйе однорядные ГОСТ 520—71 _______~ W t «г < F ’ а
Передняя бабка I
4 5.Х 75X16
Шарикоподшипники радиально-упорные однорядные ГОСТ 831—75 Опора продольного винта
25X42X1*
Шарикоподшипники упорные однорядные ГОСТ 6874—75 .
I
Бабка задняя
дом
ручным ПИНОЛИ
под во
25X47X15
25X47X15
То же
с автоматическим подводом пиноли
chipmaker.ru
Продолжение
Л? по
ГОСТу
101
НО
204
205 208к 208к
208к
209
1000904
2-697920
4-504706
9110 ,
Класс точности
Размер
Количество ыа I станок
Место установки
К» по схеме (рис. 9)
I _
Примечание
Шарикоподшипники радиальные однорядные ГОСТ 8338—75
12X28X8 50X 80X16 20 X 47X14
25 X 52X15 40X80X18 40X80X1,8 40X80X18 45X85X19 20X37X9
98,425 X152.4ОХ I
Х92. |
30X62X50
I 59X70X14
Положение рукоятки на шпзидельиой бабке
Частота вращения шпинделя, об/мин
Ограждение
Передняя бабка
Привод датчика резьбонареза-ния
Каретка
Передняя бабка
Левая опора винта
Передняя бабка
То же
Привод датчика резобонареза-ния
Роликоподшипники конические двухрядные ГОСТ 21512—76 | Передняя бабка •
Комбинированные роликоподшипники ГОСТ 20531—75
[ 1 I Каретка .|
' Роликоподшипники упорные ГОСТ 23526—79
। Опоры продольного винта j
Шпиндель станка
Таблица 13
Номе; переключаемого диапазона
Частота вращения в каждом диапазоне
63—900
III
160—2240 ••
Таблица 14
Дисбаланс, кг • см
Крепление в патроне Установка в центрах
500—630 1250
1600—2240
55 15
8
мгг*50
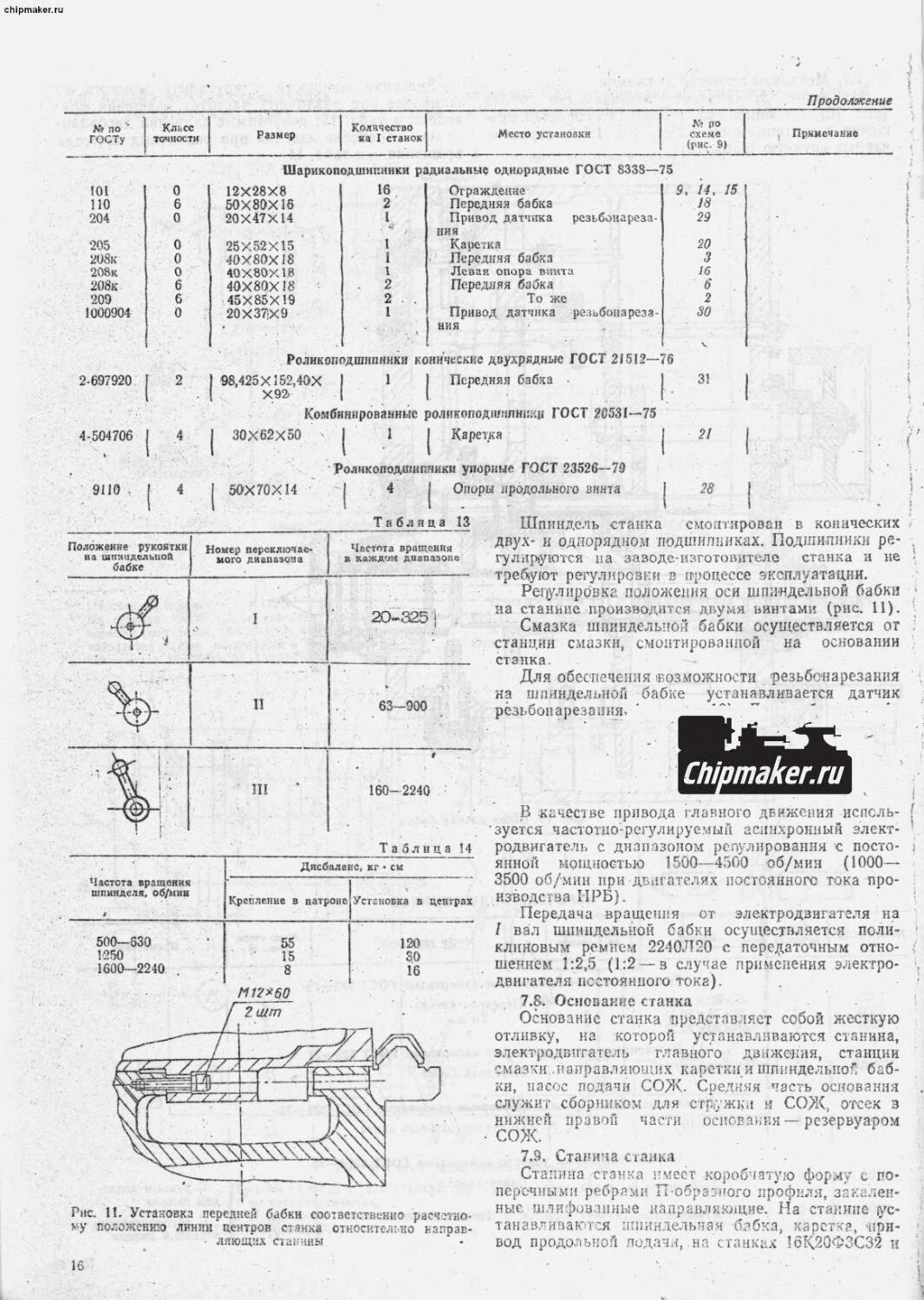
Рис. 11. Установка передней бабки соответственно расчетному положению линии центров станка относительно направ-- ляющих станины »
16
14, 15 I
18
29
смонтирован в конических двух- и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами (рис. 11).
Смазка шпиндельной бабки осуществляется от • станции смазки, смонтированной на основании станка.
Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик рёзьбонарезашиь ' ~ *
Chiomaker.ru
В качестве привода главного движения используется частотно-регулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500—4500 -3500 об/мин при двигателях изводства НРБ).
Передача вращения от I вал шпиндельной бабки клиновым ремнем 2240Л20
об/мин (1000— постоянного тока про-
электро-
жесткую станина, станции
эл ек тр о д в и г а т е л я н а осуществляется поли-с передаточным отношением 1:2,5 (1:2 — в случае применения
. двигателя постоянного тока).
7.8. Основание станка
Основание станка представляет собой отливку, на которой устанавливаются электродвигатель главного движения,
смазки .направляющих каретки и шпиндельной бабки, насос подачи СОЖ. Средняя часть основания служит сборником для стружки и СОЖ, отсек з нижней правой части . СОЖ.
• 7.9. Станина станка
Станина станка имеет коробчатую форму с поперечными ребрами П-образного профиля, закаленные шлифованные направляющие. Па станине устанавливаются шпиндельная бабка, каретка, привод продольной подачи, .на станках 16К20ФЗС32 и
сети?- щ-шя— резервуаром
chipmaker.ru
Chiomaker.ru
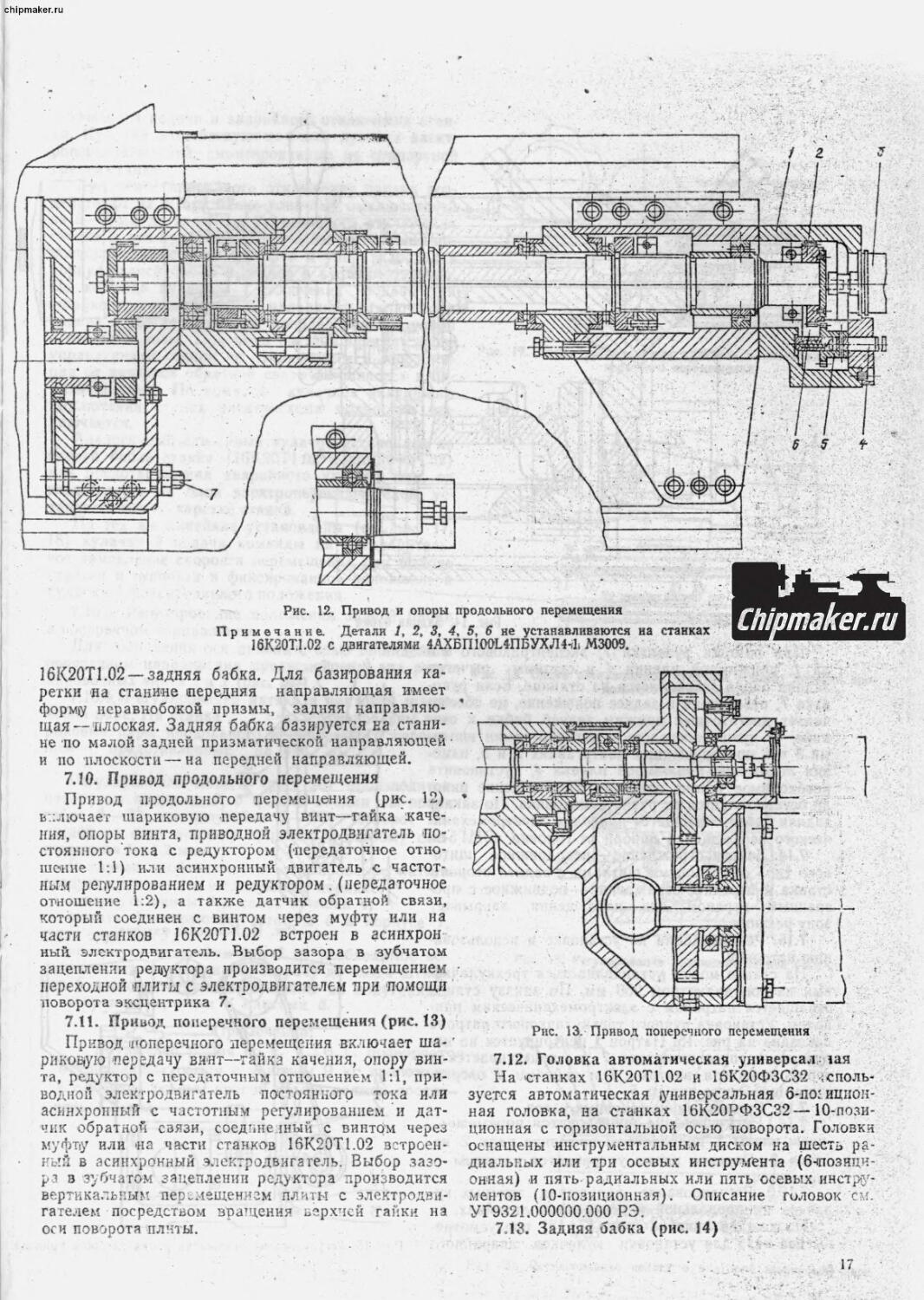
Рис. 12. Привод и опоры продольного перемещения
• . * • • • Примечание. Детали 1, 2, 3, 4, 5, 6 не устанавливаются на станках
16К20Т.1.02 с двигателями 4АХБП1ОО1.4ПБУХЛ4-|]. МЗОО9.
16К20Т 1.02 — задняя бабка. Для базирования каретки на станине передняя направляющая имеет форму нсравнобокой призмы» задняя направляющая — плоская. Задняя бабка базируется на станине по малой задней призматической направляющей • и по плоскости — на передней направляющей.
7.10. Привод продольного перемещения
Привод продольного перемещения (рис. 12) • включает шариковую передачу винт—гайка качения, опоры винта, приводной электродвигатель постоянного тока с редуктором (передаточное отношение 1:1) или асинхронный двигатель с частотным реоулированием и редуктором. (передаточное отношение 1:2), а также датчик обратной связи, который соединен с винтом через муфту или на части станков 16К20Т1.02 встроен в асинхрон ный электродвигатель. Выбор зазора в зубчатом зацеплении редуктора производится перемещением • переходной плиты с электродвигателем при помощи поворота эксцентрика 7.
7.11. Привод поперечного перемещения (рис. 13)
Привод поперечного перемещения включает ша- ’ риковую передачу винт—тайка качения, опору винта, редуктор с передаточным отношением 1:1, приводной электродвигатель
асинхронный с частотным регулированием и датчик обратной связи, соедпне шый с винтом через муфту или на части станков 16К20Т1.02 встроенный в асинхронный электродвигатель. Выбор зазора в зубчатом зацеплении редуктора производится вертикальным перемещением плиты с электродвигателем посредством вращения верхней гайки из оси поворота плиты.
постоянного тока или
Рис. 13. Привод поперечного перемещения
7.12. Головка автоматическая универсал? 1ая
На станках 16К20Т1.02 и 16К20ФЗС32 используется автоматическая универсальная 6-ло:ициок-ная головка, на станках 16К20РФЗС32—10-пози-ционная с горизонтальной осью поворота. Головки оснащены инструментальным диском на шесть радиальных или три осевых инструмента (бчпозици-онная) и пять радиальных или пять осевых инструментов (10-позиционная). Описание У Г9321.000000.000 РЭ. '
7.13. Задняя бабка (рис. 14) - . ~
головок CM
chipmaker.ru
Рис. 14. Задняя бабка
При помощи рукоятки 7, эксцентрикового зала /, ‘прижимной планки 4 и системы рычагов задняя бабка закрепляется на станине. Если рукоятка 7, отведенная б заднее положение, не обеспечивает достаточный прижим задней бабки к станине, то нужно посредством регулирования винтами 3 и 6 при опущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется от ручного маховика. По заказу задняя бабка оснащается приводом электромеханического перемещения пиноли от головки* <ЭМГ51».
7.14. Заднее ограждение — неподвижное щитового типа со съемными щитками с задней стороны станка и переднее ограждение — подвижное с «прозрачным экраном для наблюдения, закрывает зону резания.
7.15. Рекомендации по установке и использованию патронов.
Па станке может устанавливаться трехкулачковый патрон! диаметром 250 мм. По заказу станок оснащается патроном с электромеханическим при-• водом. Установка ручного трехкулачкового патрона показана на рис. 15. Патрон/ центрируется на наружном корпусе шпинделя 2 и ' притягивается к торцу шпинделя винтами 3 и гайками 4 шосрсд-ством шайбового кольца 5.
7.16. Регулирование основных узлов
7.16.1 Регу;шрованиэ производится перемете- | ниеМ плиты 1 посредством вращения гаек 2 на тяге 3. Перекос влиты устраняется упорным винтом 4. »
7.16.2. Регулирование положения путевых ку-1 лачков на продольной и поперечной линейках.
На каждой линейке (рис. 17, 18) предусмотрены два паза для установки кулачков аварийного
Гис. Г5. Установка патрона*
18
chipmaker.ru
отключения подачи и аварийного отключения станка. Кулачки воздействуют на блоки путевых электропереключателей, смонтированные на суппортной группе станка.
Кулачки 1 аварийного отключения подачи воздействуют на штоки блока конечных выключателей за 5—8 мм до кулачков 2 аварийного отключения станка, а эти кулачки — за 5—8 мм до крайних 'положений поперечного суппорта и упора каретки в корпус задней бабки и резцов в кулачки патрона. По команде кулачков отключения подачи при ошибке программиста или наладчика отключается подача.в соответствующем направлении без удара о смежные узлы. При этом система 'программного управления и станок не отключаются и информация от датчиков обратной связи сохраняется в памяти системы. По команде кулачков аварийного выключения станка электросхема полностью вы; ключается.
Аналогичный сдвоенный кулачок установлен на задней бабке станка (16К20Т1.02 и 16К20ФЗС32) для предотвращения аварийного удара в нее, он •воздействует на блок электропереключателей, установленных на каретке станка.
Па тех же линейках установлены (см. рис. 17, 18) кулачки 3 подачи команды на предварительное замедление скорости перемещения при выходе каретки и суппорта в фиксированное положение и кулачки 4 фиксированного положения.
7.16.3. Регулирование положения задней бабки в поперечном направлении.
Для совпадения оси пиноли с осью шпинделя в • поперечном направлении предусмотрены два регулировочных винта 1 и 2 (рис. 19).
7.16.4. Регулирование натяга в винтовой шариковой паре. На станке *;*' : установлены ша-
риковые пары продольного и поперечного переме-тений, представленные- па рис. 20,::: г • ' ' • •? .
Регулирование натяга (рис. 20) производится поворотом полугаек 2, 3 (число впадин на полугайке 2— 57, на полугайке 3 — 58). Поворот по-лугаск га одну впадину приводит к осевому смещению на 1—1,2 мкм. •
В случае необходимости регулирование натяга следует «производить в следующем порядке:
отвернуть винты 8 и снять крышки 4; .
отжать фиксирующие штифты 6 в корпусе I, сжав пружины 7;
повернуть полугайки 2 и 3 на необходимое количество в-падии в нужную сторону до входа штифтов 6 в соответствующие впадины па полугайках;
закрепить крышки 4 винтами S.
Примечание: ,
Натяжение ремня по н. 7.16.1. проверяется оттягиванием ремня с усилием 9 кг приложенным к середине ремня, прогиб ремня должен состав- • пять 12 мм
На станках 1БК20ФЗС32 и 16К20РФЗС32
На станке 16K20TI.0Z
2 1 * 1
Рис.
Рис.
17. Схема расположения кулачков в пазах линейки, перечного перемещения
На станках 16К20ФЗС32 а 16К20РФЗС32
линейки
ПО
про
18. Схема расположения кулачков в пазах дольного перемещения
Рис. 19. Регулирование положения задней
бабки
• i •
Регулирование натяга в винтовой шариковой паре • *. *
” • — . Г • ’
Л • .Г ' 19
Рис
20.
chipmaker.ru
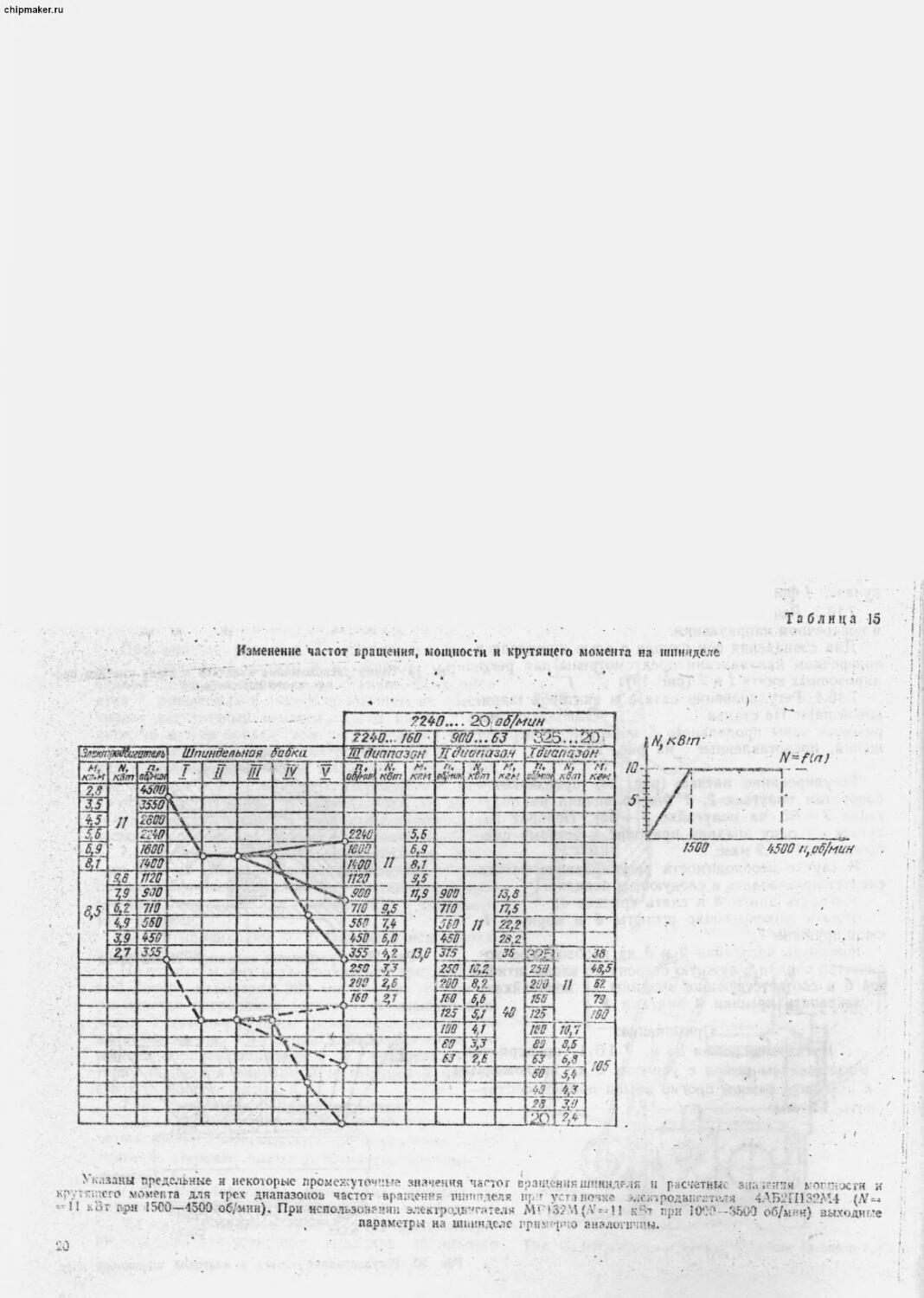
Изменение частот ьращения, мощности и крутящего момента на шпинделе
I
А
• Z240... 160' 9(Ю„. 63 7/ ^i/апазо.ч 558. ..ЙО. Tik/anz зон
шпинпельмин риики. (апаздн
”, 1 * n. Г. // /// /У V п, ХА .Л'. 5 г, /Л 8'1 ЛГ-
|ЛЛХ к Пт кот кг.н кит Л^А/ В^'.Ч квт Лё’>.'
| * 1 мо\ • •
ЕЫ 3550 Ld • • • • •
ЕЯ // 2600 % • • 1
.Лч_ Ziff • • • [2240 5,5
/600 * • % t юоо Г*г9 •
&L ПВО • ООО п % «
3,6 1120 • 1120 5г5 я в
3L. S‘W •* •1 1 1 - ” им? 11t9 /3,6
6,2 но [ • • Т ж 710 7/0 Г7,5
• • М 550 • 550 1L. 560 /7 22,2
3,9 450 1 • • 450 5,0 • 450 28.2
• ^z. 555J 4 LJ55 tifi 315 • 35 S? 1 Л9
— - - -. * ! Л 250 250 250 <3,5
'к • 200 200 s,z 200 7/ 5?
•f, ?»1 150 \ 1 № 15П 79_
• In" 125 s,i" 43 ИГ ООО,
• .- - 150 4.1 №0 10.7
• 1 60 3,3 89 3,5 •
• 1 - 63 !Л€’ 53 1 :о5
« 1 % U * 50 LJ'/? ’
! — _ • *s 43 1А-Т
4« JPS 7 <7
• Л • L2Q. 1?г- —-1
1Н,кв.’п
w<-
/500
Таблица 15
N~fln) iar-v.>o»i| •• —
4500 п9р6/мин
f
i
\* _ * * I
г казаны предельные и некоторые промежуточные значения часто г вращения шпинделя крутящего момента для трех диапазонов частот вращения шпинделя lip т установке >л - II кВт при 15С0—4500 об/мин). При использовании электродв’'гат “ ........*
11 к‘>т при ПУХ4—3500 об/мин) выходные параметры на шпинделе примерно аналогичны.
4
chipmaker.ru
I
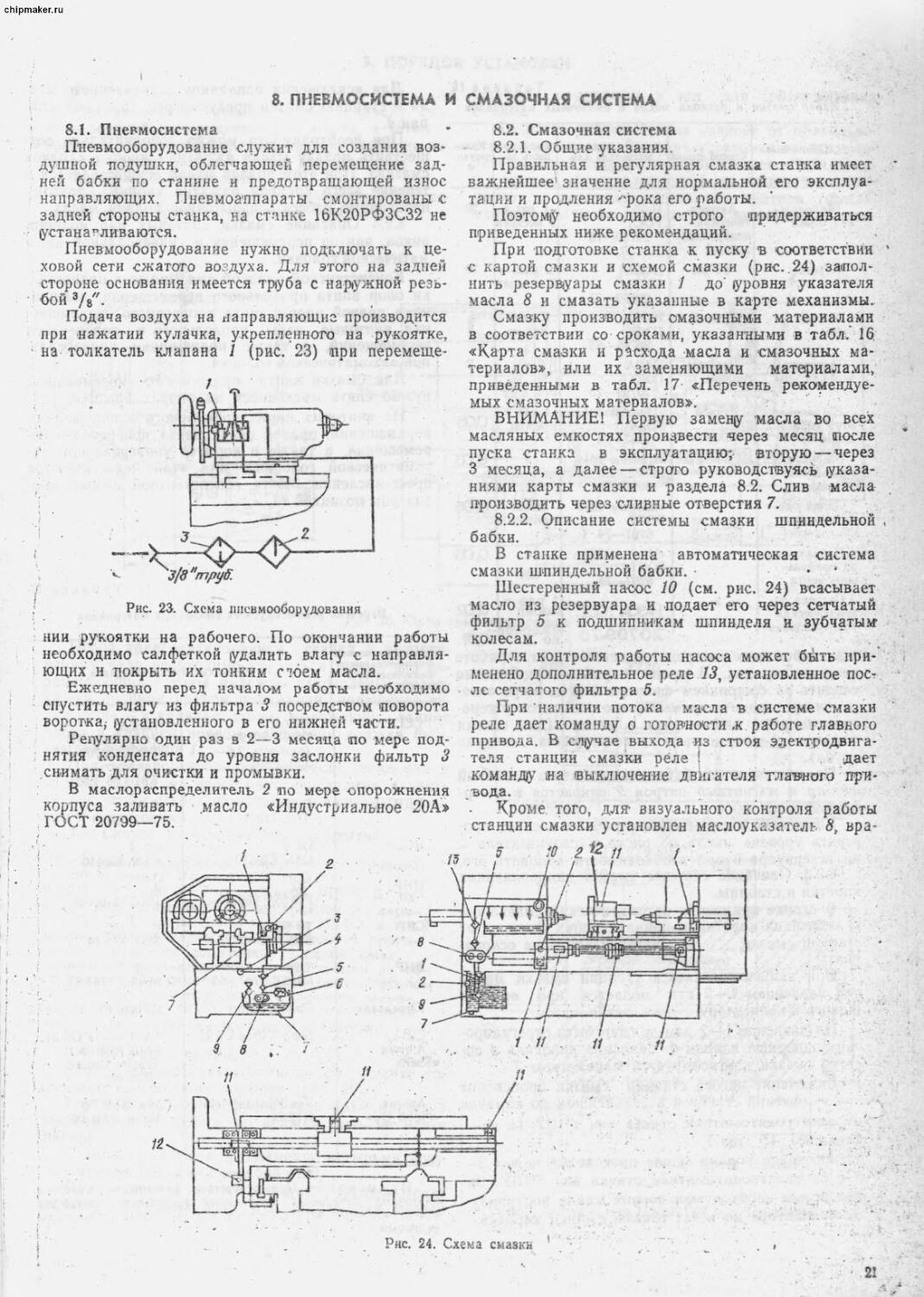
8. ПНЕБМОСИСТЕМА И СМАЗОЧНАЯ СИСТЕМА • 4
8.1. Пневмосистема
Пневмооборудование служит для создания воздушной подушки, облегчающей перемещение задней бабки по станине и предотвращающей износ направляющих. Пневмоаппараты смонтированы с задней стороны станка, на станке 16К20РФЗС32 не устанавливаются.
Пневмооборудование нужно подключать к цеховой сети сжатого воздуха. Для этого на задней стороне основания имеется труба с наружной резьбой 3/8".
Подача воздуха на направляющие производится при нажатии кулачка, укрепленного на -рукоятке, на толкатель клапана 1 (рис. 23) при перемеще-
; Рис. 23. Схема пиевмооборудовання
; нии рукоятки на рабочего. По окончании работы необходимо салфеткой удалить влагу с направля-j ющих и покрыть их тонким слоем масла.
Ежедневно перед началом работы необходимо ; спустить влагу из фильтра 3 посредством поворота воротка, установленного в его нижней части.
Регулярно один раз в 2—3 месяца по мере поднятия конденсата до уровня заслонки фильтр 3
8.2. Смазочная система
8.2.1. Общие указания.
Правильная и регулярная смазка станка имеет важнейшее значение для нормальной его эксплуатации и продления '‘рока его работы.
Поэтому необходимо строго 'придерживаться приведенных ниже рекомендаций.
При подготовке станка к пуску ъ соответствии ' с картой смазки и схемой смазки (рис. 24) заполнить резервуары смазки 1 до' уровня указателя масла 8 и смазать указанные в карте механизмы.
Смазку производить смазочными материалами в соответствии со сроками, указанными в табл. 16. «Карта смазки и расхода масла и смазочных материалов», или их заменяющими материалами, приведенными в табл. 17- «Перечень рекомендуемых смазочных материалов».
ВНИМАНИЕ! Первую замену масла во всех масляных емкостях произвести через месяц после пуска станка в эксплуатацию; вторую — через 3 месяца, а далее — строго руководствуясь указаниями карты смазки и раздела 8.2. Слив масла производить через сливные отверстия 7.
8.2.2. Описание системы смазки шпиндельной , бабки. * . - .
В станке применена’ автоматическая система смазки шпиндельной бабки. • •
Шестеренный насос 10 (см. рис. 24) всасывает масло из резервуара и подает его через сетчатый • фильтр 5 к подшипникам шпинделя и зубчатым колесам.
Для контроля работы насоса может быть применено дополнительное реле /5, установленное после сетчатого фильтра 5.
При наличии потока масла в системе смазки реле дает команду о готовности ,к работе главного привода. В случае выхода из стооя электродвигателя станции смазки реле ! . • дает
снимать для очистки и промывки. команду’ на выключение двигателя тлавного пр*и-
В маслораспределитель 2 по мере опорожнения вода.
корпуса заливать • масло «Индустриальное 20А» . Кроме того, для- визуального контроля работы ГОСТ 20799—75. . станции смазки установлен маслоуказатель 8, вра-
Рис. 24. Схема смазки
2!
chipmaker.ru
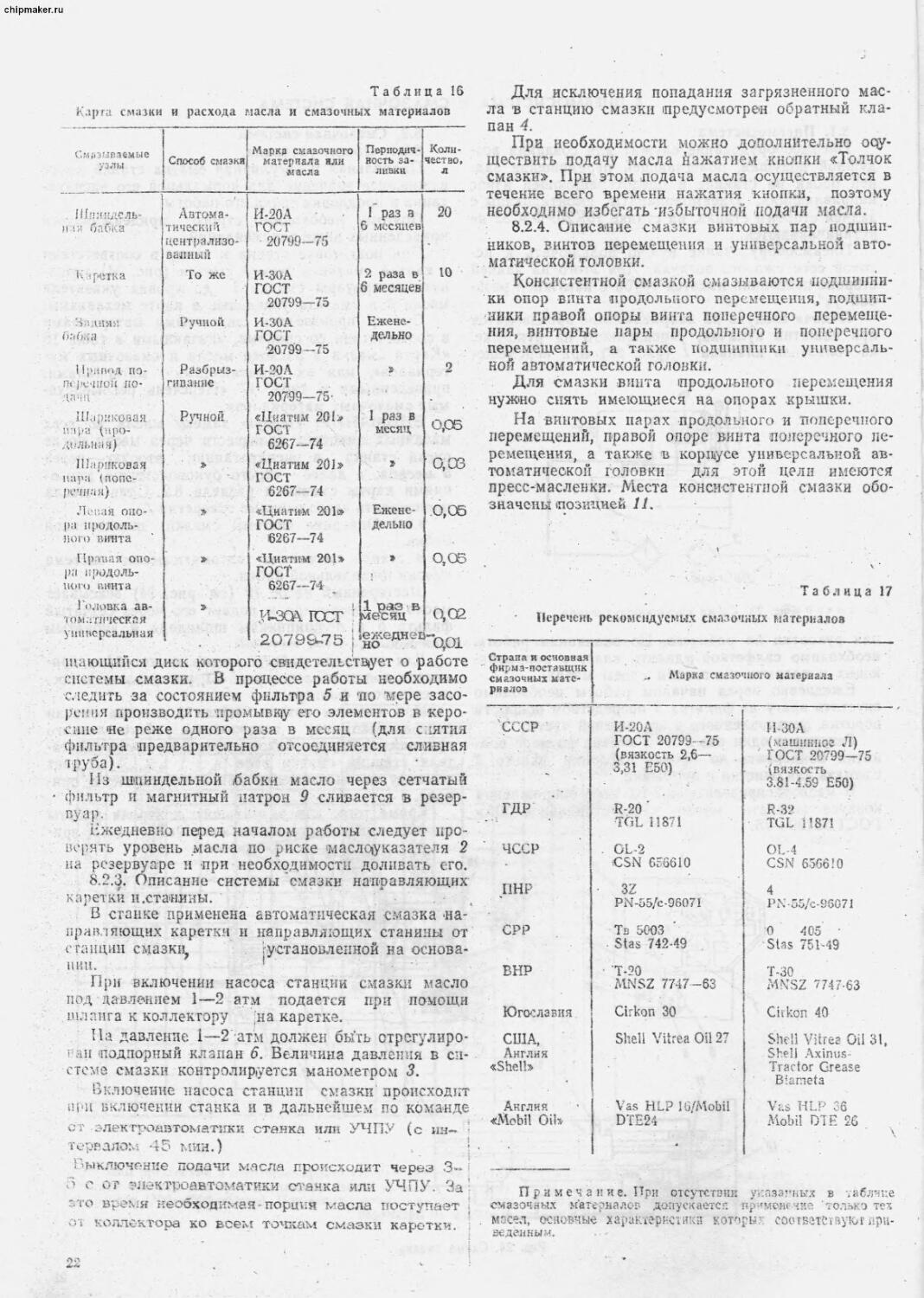
Таблица 16
Карга смазки и расхода масла и смазочных материалов
Смазываемые узлы Способ смаэкя Марка смазочного материала или масла Периодичность заливки Количество, л
20
И-20А
ШпЯНДСЛЬ-
20799-75
Автоматический централизованный
То же
1 раз а
6 месяцев
‘S', ди я я
Привод поперечной по-дачп
Шир.чковая ivipa (нро-
Шариковая пара (попс-
Левая опора продольного винта
Правая опора продольного г. инт а
Головка автоматическая универсальная
Ручной
Разбрызгивание
Ручной
И-ЗО А
ГОСТ 20799—75
И-ЗОА
ГОСТ 20799—75
И-20А ГОСТ ‘ 20799—75-
«Циатим 20 !>
ГОСТ 6267-74
«Циатим 201»
ГОСТ 6267—74
«Циатим 201»»
ГОСТ 6267—74
«Циатим 201»
ГОСТ
6267—74
2 раза в
6 месяцев
10
Еженедельно
I раз в месяц
Еженедельно
1
I
лесяц
20799-75 j‘ноеДНг^О,О1
которого свидстельстй|ует о работе В процессе работы необходимо
щающинся диск , системы смазки.
следить за состоянием фильтра 5 и по мере засорения производить промывку его элементов в керосине *не реже одного раза в месяц (для снятия фильтра предварительно отсоединяется сливная ipy5a).
Из шпиндельной .бабки масло через сетчатый • фильтр и магнитный патрон 9 сливается в резер-
;установленной на основа-
Ежедневно перед началом работы следует проверять уровень масла по риске >маслоуказателя 2 на резервуаре н -при необходимости доливать его.
8.2.3. Описание системы смазки направляющих каретки и.станины. ’
В станке применена автоматическая смазка -направляющих каретки и направляющих станины от станции смазки^ пин.
При включении насоса станции смазки масло подается при помощи на каретке.
1а давление 1—2 атм должен быть отрегулирован подпорный клапан 6. Величина давления в системе смазки контролируется манометром 3.
Включение насоса станции смазки происходит при включении станка и в дальнейшем по команде ст электроавтоматики станка или УЧПУ (с ин
под давлением 1—2 атм шланга к коллектору
т
t i : I
выключение подачи масла происходит через 3- | 5 е ог электроавтоматики станка или УЧПУ. За г.то время необходимая-порция масла поступает си коллектора ко всем то'псам смазки каретки.
I
I
Для исключения попадания загрязненного масла в станцию смазки предусмотрен обратный клапан 4. / , '
При необходимости можно дополнительно осуществить подачу масла йажатием кнопки «Толчок смазки». При этом подача масла осуществляется в течение всего времени нажатия кнопки, поэтому необходимо избегать'избыточной подачи масла.
8.2.4. Описание смазки винтовых пар подшипников, винтов перемещения и универсальной авто-. магической головки.
Консистентной смазкой смазываются подшипники опор винта продольного перемещения, подшипники правой опоры винта поперечного перемещения, винтовые пары продольною и поперечного перемещений, а также подшипники универсальной автоматической головки.
Для смазки винта продольного
нужно снять имеющиеся на опорах крышки.
0,05
перемещения
корпусе универсальной ав-для этой цели имеются консистентной смазки обо-
На винтовых парах продольного и поперечного перемещений, правой опоре винта поперечного перемещения, а также в тематической головки пресс-масленки. Места значены позицией 11.
Таблица 17
Перечень рекомендуемых смазочных материалов
Страна и основная фирма-поставщик смазочных материалов
Марка смазочного материала
И-20А
ГОСТ 20799-75 (вязкость 2,6— 3,31 Е50)
ГДР
• I
R-20
TGL 11871
ГОСТ 20799-75 (вязкость 3.81-4.59 Е50)
TGL 11871
OL-4
CSN 656610
О 405 • Stas 751-49
ЧССР
CSN 656610
ПНР
*
3Z
PN-55/c-96071
СРР
Tb 5003
- Stas 742 49
ВНР
• Т-20
M.NSZ 7747—63
Т-30
MNTSZ 7747-63
Югославия
Cirkon 30
Civ коп 40
США,
Англия «Shell*
Shell Vitrea Oil 27
Shell Vitrea Oil 31, Shell Axinus-Tractor Grease
Англия
«Mobil Oil*
Vas HLP 16/Mobil DTE24
Mobil DTE 26
П ри меч а н ие. При отсутствш смазочных материалов
. мосел, основные характеристики котпрьг ведённым. . '
в уасляпе допускается промене чие только тех соогвететвуюг прц-
4
chipmaker.ru
9. ПОРЯДОК
УСТАНОВКИ
9.1. Распаковка
При распаковке рекомендуется сначала снимать верхний щит упаковочного ящика, а затем — • боковые, Необходимо следить за тем, чтобы не по- . вредить станок распаковочным инструментом.
9.2. Транспортирование
Транспортирование станка Осуществляется согласии схеме транспортирования (рис. 25).
шкафов управления и зон для обслуживания станка.
Точность работы станка зависит от правильности его установки. Выверка установки станка в горизонтальной плоскости осуществляется при „помощи уровня, устанавливаемого iна поперечном суппорте» и перпендикулярно оси центров (фундаментные болты не должны быть затянуты). В каж-
Н--4Ч
200
3230
1025
быть не менее
четырьмя фун- .
Рис. 26. Установочный чертеж станков
в крайнем левохМ (положении; задняя
2ч30
4 230
-550
1100
Ряс. 25. Схема транспортирования - . #
Перед транспортированием станка в распакованном виде необходимо убедиться в том, что перемещающиеся узлы надежно закреплены: каретка— в крайнем правом положении; подвижное ограждение-бабка в -крайнем правом положении должна быть зажата рукояткой 1. ~ ‘
При транспортировании к месту установки, и при опускании на. фундамент необходимо следить -за тем, чтобы станок не подвергался сильным толчкам и сотрясениям. .
9.3. Снятие антикоррозийных покрытий
Консервация наружных поверхностей проводилась по варианту ВЗ-1 ГОСТ 9.014-78
380
3730(0005)*
лась по варианту ВЗ-1 ГОСТ 9.014-78 (НГ-203"А" или К17 с добавкой ПП95/5, пу- • \ точной или солидола Г'О") впутренних-по варианту ВЗ-2 (минеральным маслом И20А и т.п.) Расконсервацию наружных поверхностей производить деревянной лопаточкой и салфетками, смоченными уайт-спиритом.Следы краски на обработанных поверхностях удалять растворителем • №646, очищенные поверхности смазать минеральным маслом '42 ОА или ИЗОА. Внутренние поверхности стачка не расконсервируются.
9.4. Установка станка
Станок следует установить на фундаменте согласно установочному чертежу (рис. 26).
Глубина заложения фундамента принимается в зависимости от грунта, но должна 300 ’мм.
Станок крепится к фундаменту даментными болтами с резьбой М20.
При установке станка следует наличие свободных зон
1500
предусмотреть • ! ' < • .
для открывания дверей ♦ Узлы 1, 2, 3 на станке 16К20Т1.02 не устанавливаются
chipmaker.ru
Пр и м еча н яе.
Рис. 27. Установка патрона с электромеханическим приводом
Детали и переключатели бесконтактные с позиций 10, 11, 12, 13 устанавливаются только на приводе патрона с бесконтактным контролем
на станках, встраиваемых в роботизированные токарные комплексы и модули.
зажима.»
chipmaker.ru
дом положении каретки отклонение уровня не должно превышать 0,04 мм/м.
Систему ЧПУ -станков * 16К20ФЗС32 и 16К20РФЗС32 рекомендуется устанавливать в соответствии с установочным чертежом.
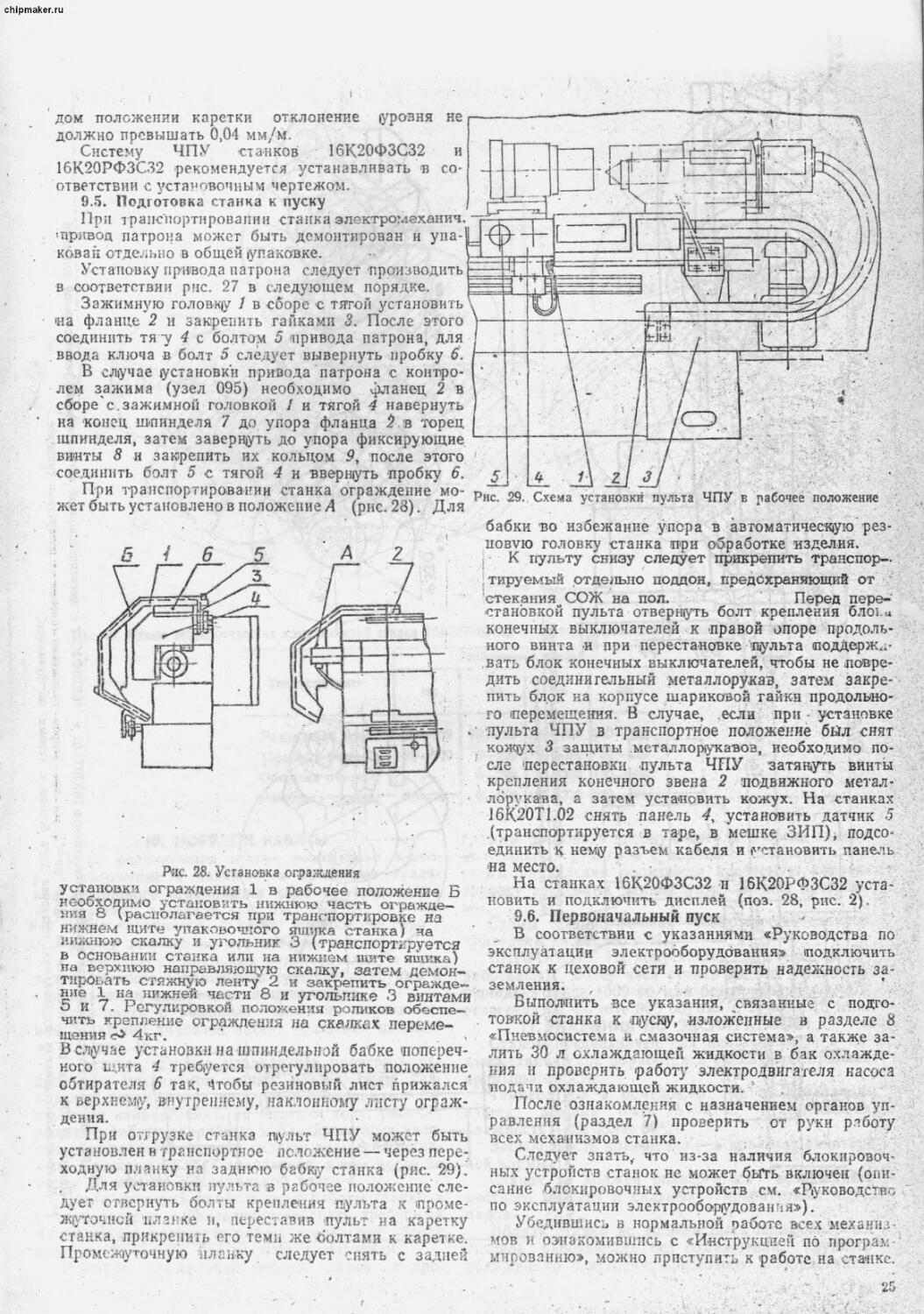
9.5. Подготовка станка к пуску
При транспортировании станка электромеханич. . трлвод патрона может быть демонтирован и упакован отдельно в общей упаковке.
Установку привода патрона следует производить в соответствии рис. 27 в следующем порядке.
Зажимную головку 1 в сборе с тягой установить • 'на фланце 2 и закрепить гайками 3. После этого соединить тя *у 4 с болтом 5 -привода патрона, для . ввода ключа в болт 5 следует вывернуть пробку 6.
В случае установки привода патрона с контролем зажима (узел 095) необходимо фланец 2 в сборе'с.зажимной головкой 1 и тягой 4 навернуть * на конец шпинделя 7 до упора фланца 2 в торец шпинделя, затем завернуть до упора фиксирующие винты 8 и закрепить их кольцом 9, после этого соединить болт 5 с тягой 4 и ввернуть пробку 6.
При транспортировании станка ограждение может быть установлено в положение А (рис. 28). Для
i
A
Рис. 28. Установка ограждения установки ограждения 1 в рабочее положение
необходимо установить нижнюю часть ограждения 8 (располагается при транспортировке на нижнем щите упаковочного ящика станка) на нижнюю скалку и угольник 3 (транспортируется в основании станка или на нижнем щите ящика) на верхнюю направляющую скалку, затем демонтировать стяжную ленту 2 и закрепить ограждение 1 на нижней части 8 и угольнике <3 винтами эи /. Регулировкой положения роликов обеспечить крепление ограждения на скалках перемещения о> 4кг.
В случае установки на шпиндельной бабке поперечного щита 4 требуется отрегулировать положение обтирателя 6 так, Чтобы резиновый лист прижался к верхнему, внутреннему, наклонному листу ограждения. * •
При отгрузке станка пульт ЧПУ может быть установлен в транспортное положение — через пере-, ходную планку на заднюю бабку станка (рис. 29).
Для установки пульта в рабочее положение следует отвернуть болты крепления пульта к промежуточной планке и, переставив пульт на каретку станка, прикрепить его теми же болтами к каретке. Промежуточную 'планку
следует снять с задней
Рис. 29.. Схема установки пульта ЧПУ в рабочее положение ' бабки во избежание упора в автоматическую резцовую головку станка при обработке изделия.
К пульту снизу следует прикрепить транспортируемый отдельно поддон, предохраняющий от ” стекания СОЖ на пол. Перед пере-
становкой пульта отвернуть болт крепления блоки конечных выключателей к правой опоре продольного винта и при перестановке пульта поддерживать блок конечных выключателей, чтобы не повредить соединительный металлорукав, затем закрепить блок на корпусе шариковой гайки продольного теремещения. В случае, .если при •’ установке • пульта ЧПУ в транспортное положение был снят кожух 3 защиты металлорукавов, необходимо после 'перестановки пульта ЧПУ затянуть винты крепления конечного звена 2 подвижного метал-лорукава, а затем установить кожух. На станках 16К20Т1.02 снять панель < установить датчик 5 (транспортируется в таре, в мешке ЗИП), подсоединить к нему разъем кабеля и установить панель на место. . . • *
На станках 16К20ФЗС32 и 16К20РФЗС32 установить и подключить дисплей (поз. 28, рис. 2).
9.6. Первоначальный пуск
В соответствии с указаниями «Руководства по эксплуатации электрооборудования* подключить станок к цеховой сети и проверить надежность заземления.
Выполнить все указания, связанные с подго-. тонкой станка к пуску, изложенные в разделе 8 «Пневмосистема и смазочная система*, а также залить 30 л охлаждающей жидкости в бак охлаждения и проверить 'работу электродвига геля насоса подачи охлаждающей жидкости.
После ознакомления с назначением органов управления (раздел 7) проверить от руки работу всех механизмов станка. .
Следует знать,, что из-за наличия блокировочных устройств станок не может быть включен (описание блокировочных устройств см. «Руководство по эксплуатации электрооборудования*).
Убедившись в нормальной работе всех мех а ни
.мов и ознакомившись с «Инструкцией по программ мированню», можно приступить к работе на станке.
• j ' 1 1:
J
Z = 1000
193.5
119-
Ход 905
пинали.
70
Ьтор О ? ПОЛСЖСНЦ& гор О ?J ки ин-
chipmaker.ru
5310
^20^95 9911925911225 ^лоОки uhct£>l>m.
I
$3lfO**
5330
г 4
16К20ФЗС32 с шестипозиционной автоматической универсальной головкой положении головки на поперечном суппорте.
инструментом.
Рис. 30. Схема технологических возможностей станков 16К20Т1.02 и
* Деталь 0 400 мм обрабатывается на длине до 75 мм при втором ** Максимальный диаметр изделия при установке двух блоков с осевым
ч
chipmaker.ru
!
f
Хед Z5Q
I * J
I !
Рис. 31. Схема технологических возможностей станка 16К20РФЗС32 с десятипозиционной автоматической головкой
Установленный диаметр
2И
Тяе инструмента
200
250
320
400
Радиальный резец Торцовый резец Обгочная оправка Расточная оправка
20—200
20—200
70—250
20—20
0—250
0-250 •
150—320
0—320
20—320
240—320
50—320
130—400
270—400'
t
to. ПОРЯДОК РАБОТЫ
После подключения станка необходимо
прове-кулич-
•i ♦
• рить положение и надежность крепления ков .аварийного ограничения хода на продольной и поперечной линейках (см. рис. 17, 18), iB задней бабке на станине, а также поворот инструментальной головки во все рабочие позиции.
С помощью специальных рукояток следует проверить легкость перемещения суппортной группы в • продольном и поперечном направлениях.
Установить с помощью рукоятки переключения 2 нижний диапазон частот вращения шпинделя (см. рис. 3). ’ *
В режиме «Ручное управление» проверить работу всех механизмов станка; переключение диапазонов; перемещение суппорта в продольном и поперечном направлениях, на быстром ходу, рабочих подачах; работу аварийных и блокировочных элек-ропсреключателей; подачу смазки; вращение шпинделя в каждом из трех диапазонов, в том числе не менее 30 мин на максимальной частоте.
После проверка правильности работы станка в •ручном режиме управления установить требуемый инструмент и проверить работу станка при обходе контура вхолостую без установка заготовки.
с
В случае нормальной работы станка от про-
i
граммы проточить пробную деталь и после замера контрольных размеров с помощью клавиатур л системы управления произвести требуемую коррек- -тировку введенных данных (управляющей программы. . •
Схемы технологических возможностей станков приведены на рис., 30 и 31.
ВНИМАНИЕ! Не допускается включение на неработавшем Солее часа станке частот вращения шпинделя выше 1500 об/мин без предварительного разогрева на частоте 800 об/мин в течение 15 мин.
ft. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ ' t
Станок предназначен для использования в цехах механической обработки в различных отраслях промышленности. . - . ‘
Температура в помещении, где он (устанавливается, должна быть 15—40° С, относительная влажность —не более 80%. • . ’
Запыленность помещения — в пределах санитарной нормы.
Станок не должен подвергаться воздействию >" местного нагрева и сильных температурных пере- - -падов. * _
Вблизи станка не должно быть шлифовальных . станков, работающих без охлаждения, крупного’ , обдирочного и кузнечно-прессового оборудования.
27
chipmaker.ru
Должны быть обеспечены достаточное пространство для удобной уборки станка от стружки и. своевременное ее удаление.
Станок должен быть установлен на фундаменте согласно разделу 9 настоящего руководства.
Смазку станка нужно производить только теми маслами, которые указаны в разделе 8 настоящего Руководства..
Для охлаждения инструмента нельзя применять жидкости с агрессивными примесями. Водородный показатель охлаждающей жидкости должен быть в пределах pH = 84-8,5.
К наладке станка могут допускаться только квалифицированные наладчики. •
К работе на станке с ЧПУ и его обслуживанию должны допускаться тольцо лица, изучившие конструктивные и технологические особенности1 станков и прошедшие специальный инструктаж лю работе на данном станке с данной системой ЧПУ.
Установленные вблизи стайка устройства, работающие с использованием токов высокой частоты, должны иметь защиту от радиопомех.4
В помещениях для установки станка необходима прокладывать шину, соединенную с низкоомным контуром заземления^ для присоединения проводов t контура зазем-
трехфазной че-тока напряжс-
заземления станка. Сопротивление ления не должно превышать 4 Ом.
Станок с ЧПУ подключается к тырехпроводной сети переменного пнем 380 Bi}^ и частотой 50± 1 Гц.
Для защиты от электрических помех, создаваемых работой другого электрооборудования, рекомендуется осуществлять питание устройства ЧПУ • от отдельного мотор-генератора или силового трансформатора, к которым не ’разрешается подключать станки без ЧПУ или другое оборудование.
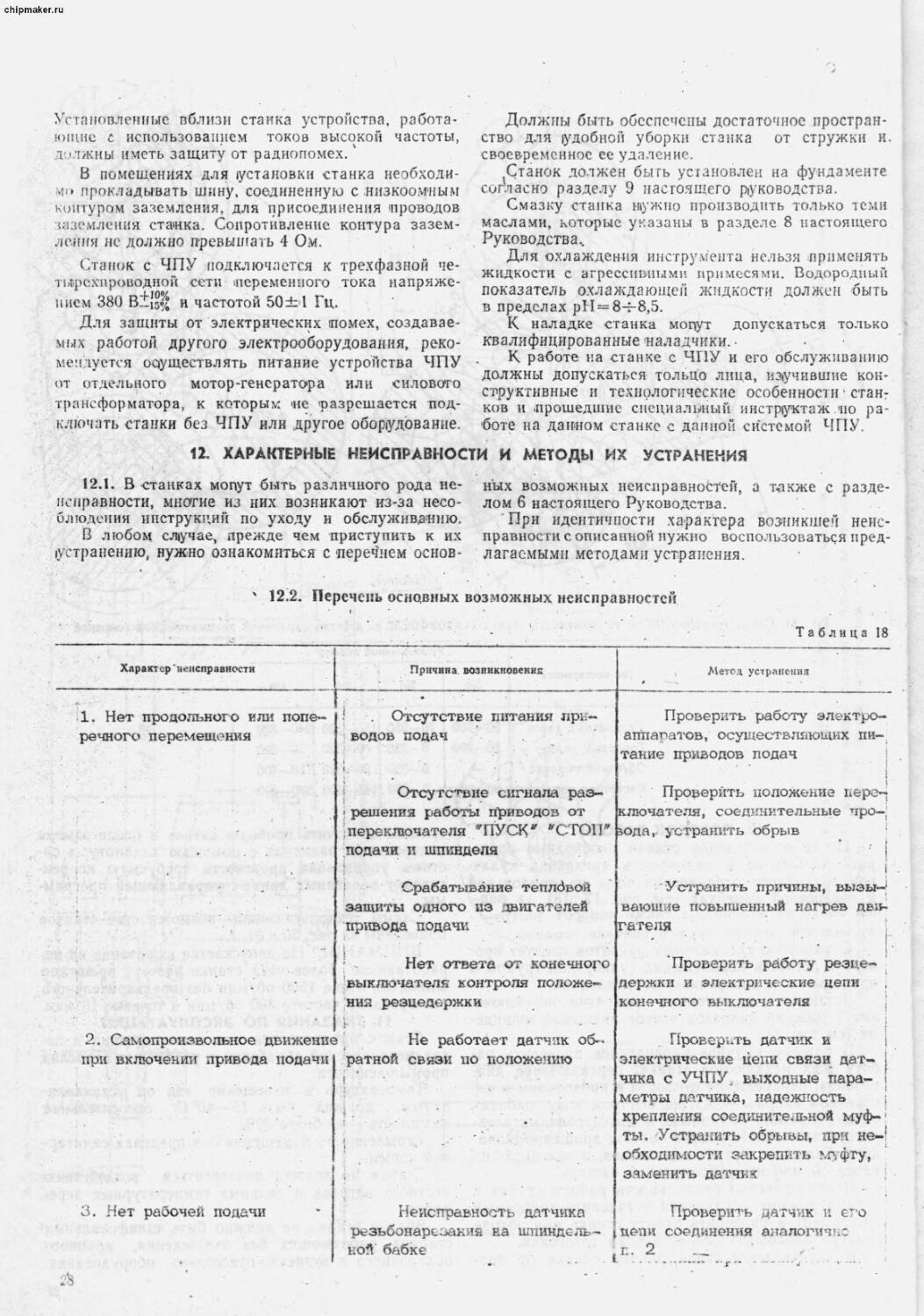
12. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
12.1. В станках мопут быть различного рода не- ных возможных неисправностей, а также с разде-исправности, многие из них возникают из-за несоблюдения инструкций по уходу и обслуживанию.
В любом сл|учае, прежде чем приступить к их устранению, нужно ознакомиться с переч'.чем основ-
• . •
лом 6 настоящего Руководства.
При идентичности характера возникшей неисправности с описанной нужно воспользоваться пред-’ латаемыми методами устранения.
4 12.2. Перечень основных возможных неисправностей • I •
I
Таблица 18
Характер неисправности
Причина возникновения
Метод устранения
1. Нет продольного или поперечного перемещения
‘ Отсутствие питания при-водов подач
Проверить работу электроаппаратов, осуществляющих питание приводов подач ?
л
I
i Отсутствие сигнала раэ-
• решения работы приводов от переключателя 'ПУСК' 'СТОП' подачи и шпинделя
»
! Срабатывание теплдвой защиты одного из двигателей привода подачи
I
• - Нет ответа от конечного
выключателя контроля положе->
ния резцедержки
Проверить положение переключателя, соединительные про-, ^ода, устранить обрыв
Устранить причины, вызывающие повышенный нагрев двигателя * !
Проверить работу держки и электрические конечного выключателя
резце цепи
I
2. Самопроизвольное движение при включении привода подачи
I •
Не работает датчик обратной связи по положению
и
Проверить датчик электрические цепи связи датчика с УЧПУ. выходные параметры датчика, надежность j крепления соедините^гьной муф-' ты. ^Устранить обрывы, при не-1 обходимости закрепить муфту, заменить датчик ‘ !
3. Нет рабочей подачи
Неисправность датчика резьбонарезания на шпиндельной бабке
Проверить датчик и его |цепи соединения аналогично
•*
chipmaker.ru
4. Прерывистая работа приводов подачи с колебаниями, неравномерным шумом, сгоранием элементов в шкафу привода
?
5. He включается главный . двигатель
Неисправность привода или электродвигателей, плохой контакт в клеммах, отсутствие сигналов от тахогенератора
Срабатывание блокировоч ных цепей
Повреждение главного • • * •
двигателя
Неисправность главного привода
Проверить параметры привода и управляющих сигналов И от УЧПУ. в соответствии с указаниями в руководствах по эксплуатации на привод и УЧПУ.’ Проверить * гтакты в клеммных зажима ✓ сое-дт зительные цепи и крепление тахогенератора, состояние об- • моток электродвигателей
Устранить обнаруженные неисправности
Проворить положение подвижного ограждения и переключателя стоп подачи - стоп шпинделя и электрические•цепи блокировки
• ?
Проверить состояние обмоток и контакты клеммных зажимов двигателя и тахогенератора ; . ..
Проверить параметры привода и управляющих сигна лов от УЧПУ в соответствии с указаниями в Руководствах по | эксплуатации на станок и УЧПУ;
Устранить обнаруженные неисправности
>.
.• *
6. Неправильно работает резцовая головка:
- повышенный нагрев и отключение двигателя тепловым реле станка
- сбои индексации в заданную позицию
Повышенная нагрузка при индексации ’ •
Неправильная регулировка или обрыв цепей датчика положения или микропереключателя контроля зажима
I ’ . . ’ к* *
Проверить угловое
поло- • жение резцовой головки. При попадании зуб на зуб торцевых муфт проверить работу фиксаторов, величин радиального зазора между фиксатором и кулачком. Прочистить и смазать головку согласно указаниям в РЭ на головку. •
»
Нарушение заземления экрана соединительного кабеля (на станках 16К20Т1.02)
к
Отрегулировать установку датчика положения и микропе- -реключателя зажима, проверить их электрические цепи. Прове- ’ рить напряжение по 3-м фазам на двигателе. Заземлить экран кабеля по всей длине. Устра нить замеченные неисправности
ВНИМАНИЕ!
Повторное включение привода головки в случае срабатывания теплового реле разрешается только после остывания электродвигателя - не менее чем через 15 мин. после срабатывания теплового реле
• ' ”29 Г
< Т С ’ •
I
chipmaker.ru
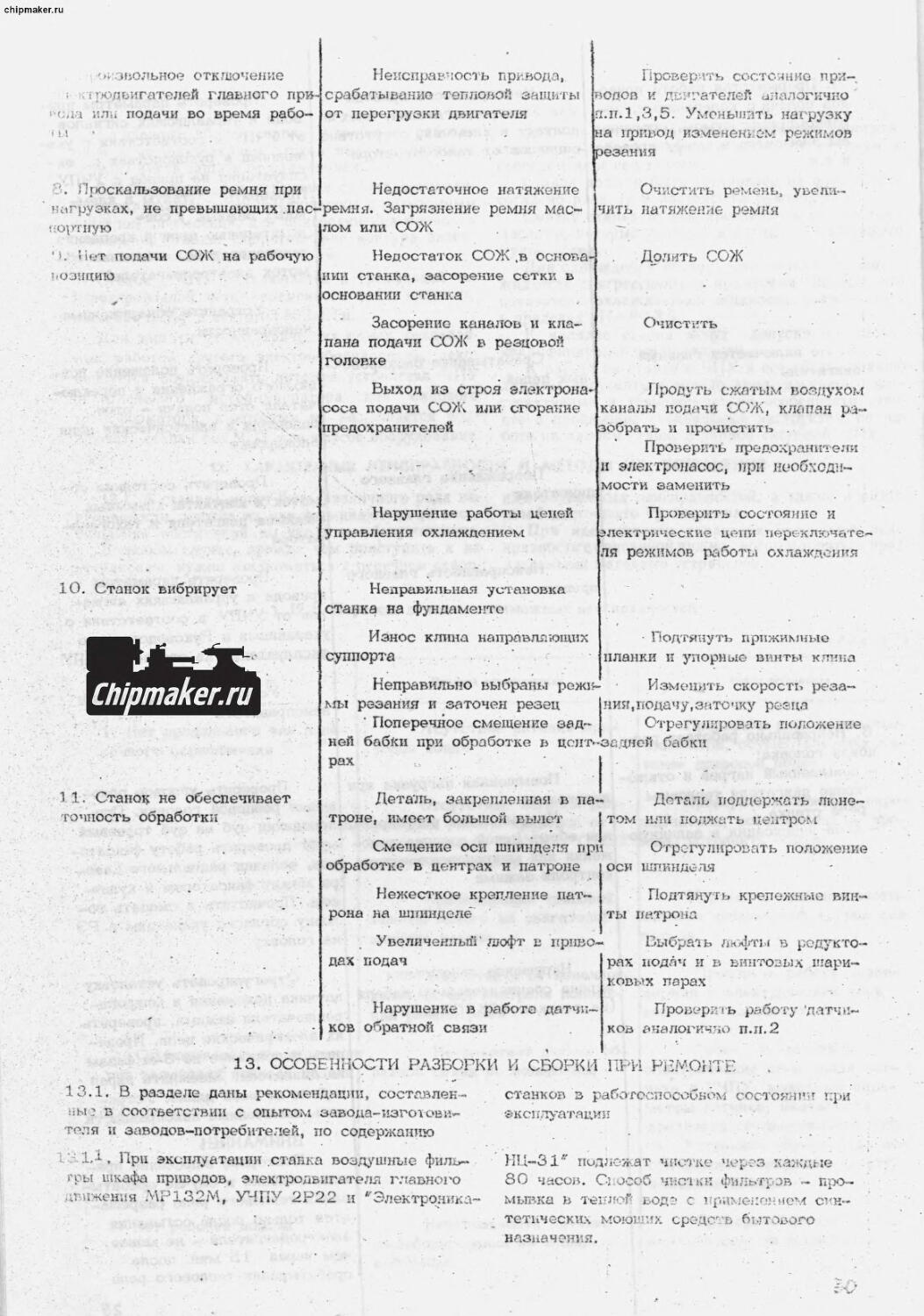
' >; .шольное отключение
j родвигателей главного прияли подачи во время рабо-
Неисправность привода, срабатывание тепловой защиты от перегрузки двигателя
Проверять состояние приводов и двигателей аналогично н.п.1,3,5. Уменьшить нагрузку на привод измененном режимов резания
3. Ягюскальзование ремня при нагрузках, не превышающих паспортную
Недостаточное натяжение ремня. Загрязнение ремня маслом или СОЖ
ичистить ремень, увеличить натяжение ремня
Нет подачи СОЖ на рабочую позицию х
Недостаток СОЖ .в основа нии станка, засорение сетки в основании станка
Долить СОЖ
Засорение каналов и кла-СОЖ в резцовой
пана подачи головке
Выход coca подачи предохранителей
из строя электрона* СОЖ или сгорание
Продуть сжатым воздухом ы подачи СОЖ, клапан ра-
Проверить и электронасос, мости заменить
пре дохранители при необходн-
Нарушение работы целей управления охлаждением
Проверить состояние и электрические цепи переключателя режимов работы охлаждения
10. Станок вибрирует
Chiomaker.ru
Неправильная установка станка на фундаменте . . • t
Износ клина направляющих суппорта • •• < .
Неправильно выбраны режи мы резания и заточен резец ’ Поперечное смещение ней бабки при обработке в pax J < *
• Подтянуть прижимные планки и упорные винты клина
Изменить скорость резания , подач у, зато • псу резца
Отрегулировать положение
зад
цснт2эадаей бабки
1 1. Станоц не обеспечивает точность обработки
Деталь, закрепленная троне, имеет большой вылет
Смещение оси шпинделя при обработке в центрах и патроне
Нежесткое крепление патрона на шпинделе
Увеличенный* люфт в приводах подач
Нарушение в работе датчи ков обратной связи
в па- Деталь поддержать июне-том или поджать центром I
Отрегулировать положение оси шпинделя
Подтянуть крепежные вин ты патрона , •
рах подач ив винтовых шариковых парах
Проверить работу 'датчиков аналогично п.и.2
13. ОСОБЕННОСТИ РАЗБОРКИ
И СБОРКИ ПРИ РЕМОНТЕ'
13.1. В разделе даны рекомендации, составленные в соответствии с опытом завода-изготови-толя и заводов-потребителей, по содержанию
♦ * т 1 if i г •
1Д . При эксплуатации станка воздушные фильтры шкафа приводов, электродвигателя главного движения МР132М, УЧПУ 2Р22 и ^Электроника-
станков в р эксплуатацк
80 чисов. Си о
ри
тетпческих моющих средств бытового
назначения.
ru
I
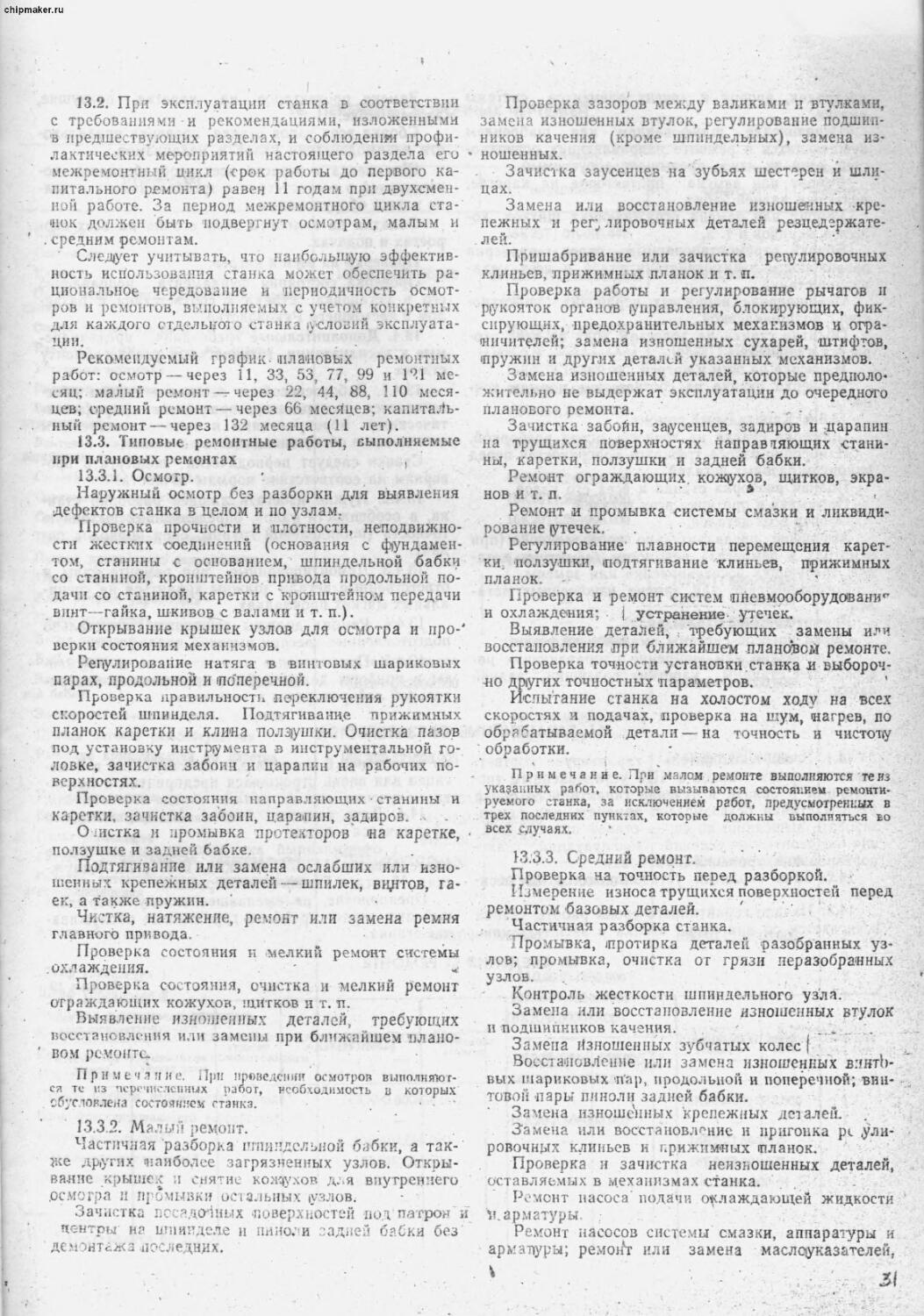
13.2 . При эксплуатации станка в соответствии с требованиями-и рекомендациями, изложенными в предшествующих разделах, и соблюден™ профилактических мероприятий настоящего раздела его межремонтный никл (срок работы до первого капитального ремонта) равен 11 годам при двухсменной работе. За период межремонтного цикла ставок должен быть подвергнут осмотрам, малым и * . средним ремонтам.
Следует учитывать, что наибольшую эффективность использования станка может обеспечить рациональное чередование и периодичность осмотров и ремонтов, выполняемых с учетом конкретных для каждого отдельною станка условий эксплуатации. ’
Рекомендуемый график- «плановых ремонтных работ: осмотр — через 11, 33, 53, 77, 99 и 121 месяц; малый ремонт —через 22, 44, 88, 110 месяцев; средний ремонт — через 66 месяцев; капитальный ремонт — через 132 месяца (11 лет).
13.3 . Типовые ремонтные работы, выполняемые ври плановых ремонтах
13.3.1 . Осмотр.
Наружный осмотр без разборки для выявления дефектов станка в целом и по узлам.
Проверка прочности и плотности, неподвижности жестких соединений (основания с фундаментом, станины с основанием/ шпиндельной бабки со станиной, кронштейнов привода продольной подачи со станиной, каретки с кронштейном передачи винт—гайка, шкивов с валами и т. п.).
Открывание крышек узлов для осмотра и про-* верки состояния механизмов.
Регулирование натяга в винтовых шариковых парах, продольной и шоперечной.
Проверка правильность переключения рукоятки скоростей шпинделя. Подтягивание прижимных планок каретки и клина ползушки. Очистка пазов под установку инструмента в инструментальной головке, зачистка забоин и царапин на рабочих поверхностях.
Проверка состояния направляющих • станины и каретки, зачистка забоин, царапин, задиров. .
Очистка и промывка протекторов на каретке, ползущие и задней бабке.
Подтягивание или замена ослабших или изношенных крепежных деталей — шпилек, вцнтов, гаек, а также пружин. . ’
Чистка, натяжение, ремонт или замена ремня главного привода. -
Проверка состояния и мелкий ремонт системы охлаждения. . ' *
Проверка состояния, очистка и мелкий ремонт ограждающих кожухов, щитков и т. ть . .
Выявление изношенных деталей, требующих восстановления или замены при ближайшем ‘плано-' вом ремонте, с •
Примечание. Ирк проведении осмотров выполняются те из перечисленных работ, необходимость в которых . обусловлена состоянием станка. . • » ’
13.3,2 . Малый ремонт. - . .
Частичная разборка шпиндельной бабки, а так-' ;ке других «наиболее загрязненных узлов. Открывание крышек и снятие кожухов для внутреннего .осмотра и промывки остальных узлов.
Зачистка посадочных поверхностей под патрон и центры на шпинделе и пиноли задней бабки без демонтажа последних.
Проверка зазоров между валиками п втулками, замена изношенных втулок, регулирование подшипников качения (кроме шпиндельных), замена изношенных. Я I
• Зачистка заусенцев на зубьях шестерен и шлицах. . . * .;
Замена или восстановление изношенных кре- пежных и per; лировочных деталей резцедержате-V < • •
.леи.
Пришабривание или зачистка регулировочных клиньев, прижимных планок и т. п.
Проверка работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей; замена изношенных сухарей, штифтов, •пружин и других деталей указанных механизмов.
Замена изношенных деталей, которые предполо* жительно не выдержат эксплуатации до очередного планового ремонта. - •
Зачистка забойн, заусенцев, задиров и царапин на трущихся поверхностях направтяющих станины, каретки, ползушки и задней бабки.
Ремонт ограждающих, кожухов, щитков, экранов и т. п. * •
Ремонт и промывка системы смазки и ликвидирование утечек. .
Регулирование плавности перемещения каретки. ползушки, подтягивание клиньев, прижимных планок. - 4
Проверка и ремонт систем 1пневмооборудо>вание и охлаждения; - | устранение- утечек.
Выявление деталей, ; требующих замены или . восстановления при ближайшем плановом ремонте.
Проверка точности установки.станка и выборочно других точностных параметров. ’
Испытание станка на холостом ходу на всех скоростях и подачах, проверка на шум, «нагрев, по обрабатываемой детали — на точность и чистоту • обработки.
Примечание. При малом ремонте выполняются 'те из указанных работ, которые вызываются состоянием ремонтируемого станка, за исключением работ, предусмотренных в . трех последних пунктах, которые должны выполняться во всех случаях. *,* .
13.3.3 . Средний ремонт.
Проверка на точность перед разборкой.
Измерение износа трущихся поверхностей перед ремонтом базовых деталей. ' ’ . '
Частичная разборка станка.
Промывка, протирка деталей разобранных узлов; промывка, очистка от грязи неразобранных узлов. • . ‘ -
Контроль жесткости шпиндельного узла.
Замена или восстановление изношенных втулок и подшипников качения. - .
Замена Изношенных зубчатых колес | . 4
Восстановление или замена изношенных впнтЬ-вых шариковых пар, продольной и поперечной; винтовой пары пиноли задней бабки.
Замена изношенных крепежных деталей. .
Замена или восстановление и пригонка pt ули-ровочных клиньев и прижимных планок.
Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
Ремонт насоса* подачи охлаждающей жидкости ‘ К арматуры.
Ремонт насосов системы смазки, аппаратуры и арматуры; ремон^т или замена маслсуказателей,
chipmaker.ru
прокладок, пробок и других элементов системы смазки.
Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.
Ремонт или замена протекторов на каретке, нолзушке, задней бабке.
Ремонт или замена ограждающих щитков, кожухов, экранов и т. и.
Сборка отремонтированных узлов, «проверка правильности взаимодействия узлой и всех механизмов станка.
Окрашивание наружных нерабочих поверхностей с подшпаклевкой.
Обкатка станка на холостом ходу на всех скоростях и подачах. . . .
Проверка на шум и нагрев.
Проверка станка на соответствие нормам точности. ’ ' - ’ • ; . -
13.3.4 л Капитальный ремонт.
Проверка станка на точность перед разборкой.
И змерение износа трущихся поверхностей перед ремонтом базовых деталей.
Полная разборка станка и всех его узлов.
Промывка в протирка всех деталей.
Осмотр всех детален. .
Уточнение предварительно составленной (при осмотрах и ремонтах) ведомости дефектных деталей, требующих восстановления или замены.
Восстановление или замена изношенных деталей.
Ремонт систему охлаждения.
Смена насосоь системы смазки, и ее ремонт.
Шлифование или шабрение направляющих поверхностей станины, каретки, ползушки, задней бабки. ’
Замена протекторов на каретке, ползушке, задней бабке.
Сборка всех узлов станка, проверка правильна-, сти взаимодействия узлов и механизмов.
Шпаклевка и окраска всех необработанных поверхностей в соответствии с требованиями к отделке нового оборудования.
Обкатка на холостом ходу станка на всех скоростях и подачах.
Проверка на Шум и нагрев.
Проверка состояния фундамента, исправление его и установка станка в соответствии с разделом 9 настоящего Руководства.
13.4 . Дополнительные требования, предъявляемые к эксплуатации, техническому уходу и ремонту станка
13.4.1 . Работоспособное состояние станка обеспечивается своевременно проводимыми профилактическими мероприятиями и высококачественным ежедневным обслуживанием.
Станки следует периодически, подвергать проверкам на соответствие нормам точности.
13.4.2 . Нужно избегать лишней разборки станка, в особенности узлов, определяющих выходную ТОЧНОСТЬ (шпиндельной группы, опор приводов ПО- дач).
13.4.3 . Демонтированные при ремонте узлы и i ответственные детали должны храниться на специ- ; а л иных мягких 'прокладках. * ’ - •
13.4.4 . Ремонт должны выполнять специально подготовленные слесари высокой квалификации.
13.4.5 . Применяемые измерительные инструменты и приборы должны быть проверены в измерительной лаборатории к аттестованы.
14. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
14.1. Завод-изготовитель гарантирует соответствие токарных станков с ЧПУ установленным требованиям и обязан в течение гарантийного срока работы станка безвозмездно заменять пли ремонтировать вышедший из строя станок при соблюдении потребителем условий эксплуатации, транспортирования, хранения и упаковки.
14.2. Срок гарантии устанавливается- 18 месяцев. • • - /У
14.3. Начало гарантийного срока работы станка исчисляется со дня пуска станка в эксплуатацию,
15. СВЕДЕНИЯ
но нс позднее 6 месяцев для действующих и 9 месяцев для вновь строящихся предприятий с момента 'получения его на складе завода-изготовителя.
14.4. Дата запуска станка вэксплуатацию оформляется актом I
*; оформленный акт неооходимо выслать в адрес завода: 117971, Москва, В-071, М. Калужская, 15, отдел Главного электроника.
Предприятие, не выславшее заводу оформленный акт, теряет право на гарантийное обслуживание станка. - • •
О РЕМОНТЕ
Т а б л н п. а 19
I
Дата
Наименование и обозначение составных частей станка
Основание для сдачи в ремонт
поступ/сияя з ремонт
выхода из ремонта
Категория сложности ремонта
Ремонтный цикл работы стайка, ч
Вид ремонта
Должность, фамилия и под нчсь ответственного лица
производившего ремонт
принявшего ремонт
ru
t
16. ПЕРЕЧЕНЬ СБОРОЧНЫХ ЧЕРТЕЖЕЙ
Таблица 20
Обоевачеии»
Наименование
15К20ФЗС32
16К2СРФЗС32
Станина Основание Каретка Онора левая винта продольного перемещения . .
Опора правая продольного винта 9 •
Разводка коммуникаций по станку Установка моторная
Редуктор поперечной подачи
Винтовая шариковая пара поперечного перемещения • i
Винтовая шариковая пара продольного перемещения г
Смазка централизованная Ограждение подвижное Ограждение неподвижное Привод поперечной подачи Привод продольного перемещения Пульт управления Блок ручного управления Пульт управления Бабка шпиндельная Бабка задняя
Электромеханический привод пиноли за;С-
ееи бзбкн * ; .
Электромеханический привод патрона Привод датчика резьбонарезання Разводка коммуникаций по каретке « - - ' / • ; Установка дисплея "
.Блок ручного управления .
Пульт управления '
Головка автоматическая универсальная Головка автоматическая универсальная десятипознциоиная
16К20Т! 010000.000
16К20Т1.012000.000
16К20ТК051000.000 11Ж2СРФ.05ЭОСХ).000| 16К20Т1..051000.000
16К20Т1.070000'000
16К20Т1.071000.000
111СК20Ф.222003.000 |
16К20Т1.150000.00С 7 16К20Т1Л52000.000 16К20Т 1.153000.000 '
16K20T1.154000.000
•16К2ОТ 1.240000.000 16К20Т 1.265000.000 16K20TL264000.000 16K20T1.482000.000 16К20Т1.483000.000
‘ 16К20Ф.023600.000
I
• f • ф
Электрооборудование
I
Шкаф управления 1 •
Шкаф управления 2 • ’
Комплект инструмента режущего
Комплект инструмента вспомогательного -Комплект инструмента вспомогательного
16К20Ф.ОЗОООО.ООО
16К20Ф.032000.000
16К20Ф.221000.000
16К20Ф.092000.000
16К20Ф.163000.000
МК6733.317000.000
МК6733.502000.000
MK6733.50400Q.000 •
9321.000000.000-03 I
УТ9324.000000.000-01
. 16К20Ф447000
16К20Ф.000012.000
16Д20.211000.000
16К2ОТ 1.192000000
.16К20Ф.000011.000
16К20РФ.000.012.0
16К2ОФ.ООО90О.СОО
Привод ручного перемещения пиноли Блок фотосчитнвающего устройства* Патрон поводковый*
Патрон трехкулачковый*
Люнет подвижный*
16К20Ф.000036.000
16Б20П.090.000
16Б20П.091.СП
16К20.Ю1.000-01
16К2ОФ .508000.000 •
* Поставляется по заказу.
т
Коли-члствп лието»
к - ф «4 '
16K20T1.V2
«
16К20Ф.221000.000
,1
16K20T1.192000.000
s
16К20Ф.000.036.000
4
г
16К20Т1.500000.000
16К20Т1.505000.000
16К20Т1.506000.000
16Б20П.090.000
16Б20П.091.СП
'16К20.101.000-01
• i
— *
УГ9321.00000г,000-03
16К20Ф.000012.000
• •• - •
• — ч?. -а
16К20Ф.ОЗОООО.ООО
•16К20Ф.032000.000
/./• -
I
16К20Т1.115000.000
Chinmaker.ru
F
•Л-.т.
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИИ
измененных
Номер листов (страниц) * *
замененных
новых
аннулированных
Номер документа
Подпись
Дата
Срок введения-изменения
chipmaker.ru
17. ПЕРЕЧЕНЬ АКТОВ
И ТРЕБОВАНИЯ К ИХ ОФОРМЛЕНИЮ • •
I. АКТ "о проведении пуско-наладочных работ”.
Подписывается представителями завода, "потребителя" и представителями пуско-наладочной организации, проводившей ПНР;
высылается в адрес МСПО "Красный пролетарий" после проведения ПНР.
2. АКТ "прерывания пуско-наладочных работ".
Подписывается представителя!® завода "потребителя" и представителями пуско-наладочной организации, проводившей ПНР;
высылается в адрес МСПО "Красный пролетарий" при возникновении ’ • неисправностей при проведении ПНР и устранение которых невозможно в условиях завода, "потребителя".
3. АКТ "для поставки на гарантийный учет". i
Подписывается представителями заводя "потребителя" и представителями пуско-наладочной организации, проводившей ПНР;
высылается в адрес МСПО "Красный пролетарий" после проведения ПНР.
4. ЗАЯВКА "на. проведение пуско-наладочных работ".
Заполняется и подписывается представителями завода, "потребителя"; высылается в адрес пуско-наладочной организации (согласно регионального и межотраслевого деления).
5. АКТ- "о проведении ремонта, в период ПНР, РГП.
Подписывается представителями завода "потребителя" и представителями пуско-наладочной организации, проводившей ПНР;
высылается в адрес МСПО "Красный пролетарий" после проведения гарантийного ремонта.
6. АКТ "об оказании технической помощи". , Подписывается представителями завода "потребителя" и представителями пуско-наладочной организации, проводившей ‘ ПНР;
высылается в адрес МСПО "Красный пролетарий" после проведения - • « л
работ по оказанию технической помощи.
18. РЕГЛАМЕНТ ПРОФИЛАКТИЧЕСКИХ РАБОТ ПО ОБСЛУЖИВАНИЮ СТАНКОВ ТОКАРНЫХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ МОД. I6K20S3C32, . 16К20РФЗС32, -I6K20TI.02
I*
•<
18.I. Общие условия эксплуатации станков.
Работа станка допускается только при условии: напряжения на. зажимах вводного автомата не-более 380 В
£
9 • ••
chipmaker.ru
обслуживания станков закрепленным за. ними специально обученным и аттестованным техническим персоналом;
строгого выполнения профилактических работ, указанных в пункте 18.2. и работ в соответствии с графиком и объемом плановых ремонтов;
регистрации в журнале всех проводимых работ, объем которых приведен в пункте 18.2.
При работе станка электрошкафы должны быть закрыты.
Процесс резания допускается только при закрытом подвижном ограждении . •
При наладке станка на обработку нового изделия необходимо проверить расстановку на продольной и поперечных линейках кулачков аварийного ограничения и фиксированного положения продольной каретки и поперечного суппорта; при необходимости отрегулировать положение кулачков.
Не разрешается обработка, новой заготовки без предварительной обработки программы, без резания.
Непрерывная работа станка по управляющей программе должна быть не более двух смен (16 часов), после чего должны, быть проведены профилактические работы по п. 18.2. '
18.2. Объем профилактических работ включает в себя:
18.2.1. профилактические проверки, которые необходимо производить ежедневно перед запуском станка, в работу по управляющей программе (ун); ’ . Л
18.2.2. профилактические работы, выполняемые после двух смен работы станка;
18.2.3. профилактические работы, выполняемые еженедельно;
18.2.4. профилактические работы, выполняемые ежемесячно.
Нормы гидролизного спирта на проведение профилактических регламентных работ на устройство ЧЛУ и комплектных приводах главною движения и подач приведены в соответствующих руководствах по эксплуатации. Нормы расхода на профилактические работы, по обслуживанию электроавтоматики и разъемных соединений электропанелей станка с УЧПУ, приводами, датчиками и т.д. - ориентировочно 0,25 л/квартал. *
18.3. Перечень профилактических проверок, которые необходимо проводить ежедневно перед запуском станка. в работу по управляющей программе:
chipmaker.ru
проверить отработку электроавтоматикой станка всех технологических команд и работу блокировки включения вращения шпинделя при несоответствии диапазонов частот вращения шпинделя установленных вручную и заданных по программе;
на станкахс УЧПУ ”2Р22" проверить по осям X и 3 величину рассогласования при включенных приводе и УЧПУ (без перемещений). Индицируемая на экране величина не должна превышать 0,05 мм. При превышении следует подрегулировать цифроаналоговый преобразователь в УЧПУ;
проверить индексацию поворотной инструментальной головки во все рабочие позиции; -.1
проверить вращение вентиляторов УЧПУ;.
проверить подачу масла, в шпиндельную бабку по вращению вертуш ки указателя после включения электродвигателя главного привода;
проверить состояние фильтров вентиляторов в УЧПУ.
18.3.1. Перечень профилактических работ, которые необходимо выполнять по окончании каждой смены или двух смен (16 часов) непрерывной работы станка, по управляющей программе:
очистить направляющие станины и суппорта, суппортную группу и
протереть и смазать маслом нэп- •
.'•У . •
инструментальную головку от стружки равняющие;
долить смазочно-охлаждающую жидкость (СОЖ) в основание станка;
смазать станок в соответствии с указаниями в Руководстве по • эксплуатации; ’ •
проверить срабатывание переключателя ’’Стоп подачи деля”; ' ..
проверить работу вентилятора двигателя главного привода; •
проверить блокировку, исключаущую разжим патрона и отвод пино ли при включенном вращении шпинделя;
провести контроль электроавтоматики станка с помощью режима
СТОП ЕЛИН
Л ♦
13.3.2. Перечень профилактических работ, которые должны дроиз водиться еженедельно:
выполнить все работы по разделу 18.3.1.;
заменить,,
долить масло в редукторы и баки смазки, если уровень ниже отме ток по маслоу казателям; ;
Г
У T’ftL
• J- •
при необходимости', СОЖ в резервуаре;
>.*
- - .
•I
S
9
‘ I
chipmaker.ru
проверить точки заземления в соответствии с Руководством по эксплуатации электрооборудования станка;
провести чистку или замену фильтров вентиляторов УЧПУ, электрошкафа привода, двигателя главного привода производства НРБ. Способ очистил фильтра - промывка в теплой воде с синтетическим моющим средством бытового назначения;
произвести очистку фильтров баков смазки шпиндельной бабки и направляющих;
проверить срабатывание путевых переключателей при наезде на них;
проверить состояние блоков отражения символьной информации (БОСИ) (на станках с УЧПУ 2Р-22), контакты разъемов очистить от пыли и грязи гидролизным спиртом;
проверить работу от маховичка приводов подач в ручном режиме;
проверить состояние блока, кассетный накопитель на магнитной ленте (КНМЯ) (на станках с УЧПУ 2Р-22), очистить от пыли, прочистить
магнитные головки гидролизным спиртом;
подтянуть ослабшие крепления шлангов, клеш, жгутов;
• проверить состояние двигателей подач, при обнаружении проникновения СОЖ проверить состояние уплотнительных манжет и прокладок кры-
шек в редукторах подач; удалить СОК;
проверить состоящие записи программы на. магнитной ленте (на станках с УЧПУ 2Р-22), при необходимости восстановить запись. *
18.3.3. Перечень профилактических работ, которые должны проводиться ежемесячно:
провести все работы по разделу I8.3.I.;
провести проверку величины зоны нечувствительности и отработки единичных импульсов, при необходимости провести регулировку клина поперечного суппорта, натяга, подшипников и опор продольного винта, натяга передач "Винт-гайка, качения", затяжку винтов крепления присоединительных муфт датчиков обратной связи по перемещению и т.д.;
проверить состояние клавиатуры УЧПУ, очистить ее от грязи и пыли, протереть контакты клавиш гидролизным спиртом;
проверить состояние контактных соединений и разъемов УЧПУ и стан
ка, очистить от пыли и грязи гидролизным спиртом;
проверить величину фактической максимальной частоты вращения шпинделя в каждом диапазоне, при отклонении более 5%. от нормы провести поднастройку привода или изменить соответствующие параметры, введенные в УЧПУ "Электроника НЦ-31";
провести работы, указанные в Руководствах по эксплуатации на станок, УЧПУ, комплектный привод подач и главного движения.
' к-
chipmaker.ru
ft
ft
Главный инженер предприятия
И
о проведении пуско-наладочных работ .
* g •
Комиссия в составе представителя(ей) тов.
Chiomaker.ru
г
с одной стороны и представителя (ей) предприятия
с другой стороны ”
настоящий акт о том, что представителями в соответствии с договором г., проведены пуско-нала
г. составили
__________от. ______________
дочные работы по станку мо;
ЛИНИЯ- ОТРЕЗА
Отметки о соблюдении потребителем правил распаковки, транспортирования, расконсервации, установки и подготовки станка к пуску
Станок сдан в эксплуатацию ""
Акт составлен для оплаты расходов с р/с .
А'
Работа проводилась с
по
Представители
Представители предприятия
- ‘X
chipmaker.ru
п
УТВЕР.
М.п. - ' г , 7-.
подпись руководителя
АКТ •
прерывания пуско-наладочных работ . .
от 19 г. . •
। । » । шив в. шгв иаэ^мВв^
• • •
4 * >
на станке модели зав. й ,
дата выпуска' ,- 4 '" ' ' ' - ' • "
на предприятии Министерства * -
X — BiiW iQi jb»4<ii>hbi I* —i m вввввв^ва^ X В» и I I I ВII ЛЙЦШ1——B—BlBB
адрес
телекс
го
телефон для связи
и н и я отрыв
пнг проводит:
Наименование ПНО
Начало ПНР
Наладчики Ф.И.О
Договор й
проведения
от
Л
Причина прерывания
<*•
Принятые меры
-
возобновления П
гз
Представители “’Потребителя"
• ; ‘
7ддлшюсть7 Ф.И.О.,
шита-иепугв > ВИМ « пи
ПОДПИСЬ/
chipmaker.ru
I
станок
М.п
ft
и
подпись руководителя
и тл
1
для поставки на гарантийный учет
зав. &
и введен в эксплуатацию на. предприятии
представителями
<1
При этом установлено:
I. Наличие аттестованною л обученного персонала по обслуживанию данного типа станка * •
2. Правильность выполнения заземления не более 0,1 Ом . .
3. Состояние электрической сети
защищенности: подключение станка к • отдельному трансформатору или мотор-генератору . -
помехе
*? • л
—
о
Представители потребителя
Представители пуско-наладочной организации:
/Ф, И. О.,должость, подпись /
— —— ' — 1 ч □ —
должность.подпись/
chipmaker.ru
Главный инженер ПНО
1
•••
• •<
на проведение пуско-наладочных работ
станка, модели
мм
дата выпуска _
на предприятии
ншстерства .
— —
>
< -• * >г*
Почтовый адрес:
Платежные реквизиты
«* О II. И—ШГ ИНЧ» —виг и
Телефон для связи:
—
2 • •' *
тамшомм*
-/••• -
*
—
-
*.<Z
елекс
*—
Комплектность ’
• Состояние ’ _. _ •_ :*
* * ’Я П—I ВИНД II W ИМ 111 III ——— НВ» !<— Я I Я—
установлен, не установлен, подключен, не подключен
Наличие обученного, по. данной модели станка, обслуживающего • * - .• •. ‘ - < * - .
- персонала и операторов : Планируемый срок начала ПЕР_________
Заявка направляется в адрес пуско
Главный инженер
Главный бу хг.алтер
• ’ - Г ?
• *•
л-
.............. —_ »— .
•*
Л • z • •’
•наладочной организации ° в * ‘
* л
• 1
chipmaker.ru
tt
Исполнитель
Главный инженер
W tf
19
"УТВЕРВДАЮ"
Потребитель Главный инженер П II
•Г, ь
И
о выполнении ремонта в период "Потребитель" .
Станок или РТК _________________
модель, зав. №-
дата выпуска, завод-изготовитель
модель,
зав. дата выпуска, завод-изготовитель
Привод
модель,
дата выпуска, завод-изготовитель
"Исполнитель"
завод (ЦТО)’ "Главстанкбремналадка" Минстанкопрома
Узлы станка или!'
П/П j Позиции
{Электропривод и ,Пневмогидро-jэлектроавтомати-jмеханика !ка !
< •*
Краткое описание неисправностей Технические причины возникновения неисправностей
Способ устранения
Использованные*запчасти, комплектующие изделия, материалы
—
I
г
начала
окончание
Станок или РТК отремонтирован бригадой "Исполнителя" из и принят в эксплуатацию "Потребителем". Претензий нет. Фактические затраты "Исполнителя" при проведении РГП составили
;руб. КОП.
Настоящий Акт без калькуляции "Исполнителя" недействителен.
Исполнителя
Потребителя
ДОЛЖНОС'1
п
19
человек
• • <
.1- • f
Ирг проведении ЛИР в графах УЧПУ, электропривод, пневмогвдроме-казать: щиработочный дефект, некомплектность, нарушение правил
• St
«г
Ганика
эксглуаталди или транспортировки
chipmaker.ru
УТВЕРЖДАЮ • г
Главный инженер предприятия
——— —- —— » - * —WI.O.. 141
я
• I
С’
об оказании технической помощи
п .* Л
Комиссия в составе представителей _
'
-------------------_
у- ' -
I ' »»
г !
с одной стороны и представителей предприятия
тов.
» —........
• •4 •’ \г RRW 1 .....— I
1
. 4 * ‘г
с другой стороны
Акт о том, что представителями
11
*
• . X .- <
г. составили настоящий
в соответствии с вызовом
была, оказана, техническая помощь по наладке станка мод
с / -. 47
зав. №
I
Отметки о проделанной работе
ГТ- V .
Акт составлен для оплаты расходов с р/с
—
1
-
Представители
Представители предприятия
ч
chipmaker.ru
ПЕРЕЧЕНЬ Н0И1АТИВН0-ТЕХНИЧЕСКИХ ДОКУМЕНТОВ, ' НА КОТОРЫЕ ДАШ ССЫЛКИ В РЭ
Обозначение
Группа
Номер стр.
ГОСТ 9.014-78 ГОСТ 333-79 ГОСТ 620-71 ГОСТ 831-75 ГОСТ 2675-80 ГОСТ 3643-75 ГОСТ 6267-74 ГОСТ 6874-75 ГОСТ 8338-75 ГОСТ 12593-72 ГОСТ 13214-79
ГОСТ 14254-80 ГОСТ 18097-72 ГОСТ 20531-75 ГОСТ 20799-75 ГОСТ 21512-76 ГОСТ 23525-79
СЭВ 538-77 • СЭВ 539-77 СЭВ 540-77
Chiomaker.ru
Т96
П6
Г16
ГТ 6
Г27 ГТ?
Б32
ГТ6
П6
Г81
Г27
Г81
П6
Б22
ГТ6
П6
Г07
Г07
Г07-
23
15
15
6
; 6
22
15
16
4
4 л
8
Приложение
16 •
5
16
16
' Приложение Приложение Приложение