/





































































































































































































































































































































































Текст
И. Г. КОСМАЧЕВ
СЛЕСАРЬ-
ИНСТРУМЕНТАЛЬЩИК
ЛЕНИЗЛАТ. 1973
6П4»7
К 71
/
В книге рассмотрены конструкции измерительных
и режущих инструментов и приспособлений и описаны
технологические процессы их изготовления и ремонта,
даны рекомендации по выбору материалов для них,
приведены сведения о термической обработке инстру-
ментов, об организации-инструментального производства
и технике безопасности.
Книга написана в соответствии с учебной програм-
мой для подготовки слесарей-инструментальщиков го- .
родских профессионально-технических училищ и может
быть использована в качестве учебного пособия. Кроме
того, она будет полезна рабочим-инструментальщикам
для повышения квалификации,
0316-032
КМ171(03)-7395 73
© Лениздат 1973
Глава I
ОБЩИЕ ПОНЯТИЯ
ОБ ИНСТРУМЕНТАЛЬНОМ
ПРОИЗВОДСТВЕ
На любом машиностроительном заводе имеется ин-
струментальное производство, службы которого заняты
изготовлением, приобретением и эксплуатацией инстру-
мента и оснастки.
Перед инструментальным производством стоят сле-
дующие задачи: своевременно оснащать рабочие места
инструментом, обеспечивать необходимый инструмент и
оснастку для освоения новой продукции и дальнейшего
развития производства, следить за правильной эксплуа-
тацией инструмента и состоянием инструментального хо-
зяйства на предприятии в целом.
Обеспечение предприятия инструментом осуществ-
ляется как путем изготовления его в своих инструмен-
тальных цехах, так и путем покупки. Покупной инстру-
мент, поступающий по фондам от инструментальных
заводов, является стандартным или нормализованным.
Инструментальные цехи предприятия изготовляют, как
правило, специальный инструмент и приспособления.
Необходимое количество стандартного и специального
инструмента определяется типом производства.
При индивидуальном производстве в большинстве
случаев используется стандартный покупной инструмент,
а при серийном и .особенно, крупносерийном — большое
количество специального. При массовом производстве
75% инструмента и приспособлений являются специаль-
ными.
1. СТРУКТУРА ИНСТРУМЕНТАЛЬНОГО
ПРОИЗВОДСТВА
В зависимости от номенклатуры оснастки, технологии
ее изготовления, объема производства и уровня специа-
лизации и кооперирования как внутри данного завода,
так и с другими предприятиями определяются необходи-
1* 3
мость создания самостоятельных инструментальных це-
хов или участков, методы их организации, формы взаимо-
связи и т. д.
Опыт отечественной промышленности показывает, что
при занятости в инструментальном производстве более
70 рабочих целесообразно организовать инструменталь-
ный цех, а при меньшем количестве рабочих — инстру-
ментальные мастерские. На крупных машиностроитель-
ных заводах создается несколько самостоятельных ин-
струментальных цехов, специализирующихся по видам
технологической оснастки (табл. 1).
Таблица 1
Состав инструментальных цехов
Количество рабочих,заня- тых в инстру- ментальном производстве < Состав инструментальных цехов завода
До 250 Единый инструментальный цех, изготовляю- щий всю необходимую для завода, технологиче- скую оснастку
250—400 1. Цех режущего и измерительного инстру- мента 2. Цех приспособлений, штампов, пресс-форм, моделей и вспомогательного инструмента
400-600 1. Цех режущего и измерительного инстру- мента 2. Цех приспособлений и вспомогательного инструмента 3. Цех штампов и пресс-форм 4. Модельный цех
Свыше 600 1. Цех режущего инструмента 2. .Цех измерительного инструмента 3. Цех приспособлений и вспомогательного инструмента 4. Цех штампов и пресс-форм 5. Модельный цех 6. Кузнечно-заготовительный цех (включая тер- мическое отделение)
Средние и крупные инструментальные цехи целесооб-
разно разделить на участки или отделения, при этом они
4
могут специализироваться как по технологическому, так
и по предметному принципу.
В состав инструментального производства машино-
строительных • заводов входят абразивные- мастерские,
а также базы по ремонту приспособлений, штампов и
восстановлению изношенного инструмента.
Так как система управления инструментальным хо-
зяйством зависит от характера изготовляемой продук-
ции, масштаба и типа основного производства, органы
управления могут иметь самую различную структуру.
Обобщая опыт машиностроительных заводов, В. Ф.
Власов1 предложил две типовые схемы управления ин-
струментальным производством. Для крупных заводов
целесообразно создание инструментального отдела
(ИО), который занимается обеспечением всеми видами
технологической оснастки.
Схема управления инструментальным производством
крупного завода приведена на рис. 1. Из этой схемы
видно, что в состав инструментального отдела кроме
цехов и участков входит ряд функциональных подраз-
делений, занимающихся вопросами производства и экс-
плуатации технологической оснастки. К ним относятся:
планово-диспетчерское бюро (ПДБ), которое выяв-
ляет потребность завода в технологической оснастке,
следит за состоянием запасов на центральном инстру-
ментальном складе (ЦИС), планирует изготовление
оснастки и контролирует выполнение плана;
планово-экономическое бюро (ПЭБ) — планирует
технико-экономические показатели работы инструмен-
тальных цехов, составляет калькуляцию технологиче-
ской оснастки, разрабатывает ценники и следит за их
состоянием;
бухгалтерия ИО — занимается учетом технологиче-
ской оснастки на ЦИС и ЦАС (центральном абразив-
ном складе);
бюро труда и заработной платы (БТЗ) — решает во-
просы организации рабочих мест в инструментальных
цехах, нормирования труда, устанавливает штаты и си-
стемы оплаты применительно к конкретным условиям
инструментальных цехов, организует подготовку кадров
и т. д.;
1 См.: В. Ф. Власов. Экономика инструментального произ-
водства. М., «Машиностроение», 1965. ,
5
Производственные отделения'
Рис. I. Схема управления инструментальным производством круп'ного машиностроительного завода.
бюро покупного инструмента (БПИ)—занимается
вопросами обеспечения технологической оснасткой, не
изготовляемой на данном заводе.
Некоторые бюро имеются непосредственно в составе
инструментальных цехов. К ним откосятся планово-рас-
пределительное бюро (ПРБ), которое осуществляет опе-
ративное планирование в цехе, разрабатывает планы-
Рис. 2. Схема управления инструментальным производством
небольшого машиностроительного завода.
графики для участков на месяц и более короткие пе-
риоды времени, уточняет их в процессе работы, контро-
лирует ход производства, готовит задания рабочим и
следит за их выполнением, а также техническое бюро,
занимающееся разработкой процессов изготовления тех-
нологической оснастки и норм времени, внедрением их
в производство, совершенствованием технологии и про-
ектированием технологической оснастки второго поряд-
ка, т. е. инструмента для изготовления инструмента.
7
Экономист цеха осуществляет цеховое технико-эконо-
мическое планирование. В его функции входят: разра-
ботка технико-экономических, показателей для участков,
анализ производственно-хозяйственной деятельности
участков и цеха в целом, расчет экономической эффек-
тивности проводимых в цехе мероприятий, внедрение хо-
зяйственного расчета.
Бухгалтерия цеха ведет учет выработки продукции
рабочими, производит расчеты по заработной плате,
определяет фактическую себестоимость продукции
цеха.
Механик и энергетик цеха следят за эксплуатацией
оборудования, организуют его ремонт. В их распоряже-
нии имеются ремонтная база и штаты рабочих.
Для небольших заводов — с одним инструменталь-
ным цехом — создание инструментального отдела неце-
лесообразно. Вся работа по обеспечению предприятия
технологической оснасткой осуществляется инструмен-
тальным цехом.
Вторая схема управления инструментальным произ-
водством— на небольшом заводе — показана на рис. 2.
Здесь в ПДБ объединяются функции ПРБ и ПДБ ин-
струментального отдела. Функции остальных органов
управления аналогичны приведенным выше.
Проектирование технологической оснастки как на
крупных, так и на небольших заводах целесообразно
осуществлять в конструкторском бюро отдела главного
технолога.
2. РАБОЧЕЕ МЕСТО СЛЕСАРЯ-ИНСТРУМЕНТАЛЬЩИКА
Круг обязанностей слесаря-инструментальщика ве-
лик, так как технологический процесс изготовления ин-
струмента и оснастки состоит из многих сложных и раз-
нообразных слесарных операции. Слесарь-инструмен-
тальщик должен уметь выполнять следующие операции:
разметку, сверление гладких и резьбовых отверстий, вы-
рубку углублений, опиливание открытых и закрытых
поверхностей, шабрение, шлифование ручными и механи-
зированными инструментами, притирку и доводку терми-
чески обработанных поверхностей, полирование рабочих
поверхностей. Кроме того, он должен уметь производить
термическую обработку инструмента и деталей техно-
логической оснастки, а также работать на некоторых
8
металлорежущих станках — изготовлять на них необ-
ходимые специальные инструменты и приспособления.
Высококвалифицированный слесарь-инструменталь-
щик должен уметь работать на плоскошлифовальных и
профилешлифовальных станках, обеспечивающих зна-
чительное Снижение трудоемкости изготовления инстру-
ментов и приспособлений.
<< На этих станках профиль сложного очертания круг-
лых и плоских деталей можно обработать с точностью
0,01—0,02 мм и с шероховатостью поверхности, исклю-
чающей в большинстве случаев необходимость ее даль-
нейшей обработки.
. В настоящее время режущие и измерительные ин-
струменты и штампы оснащают твердыми сплавами.
Обработку твердосплавных инструментов и штампов це-
лёсообразно производить электрофизическими методами.
В инструментальном производстве находят применение
электроэрозионные и электрохимические станки и уль-
тразвуковые установки. Знать устройство этих станков и
установок и уметь работать на них должен каждый ква-
лифицированный слесарь-инструментальщик.
Часть производственной площади с оборудованием,
инструментом и материалами, которые используются ра-
бочим или бригадой рабочих для выполнения производ-
ственного задания, называется рабочим местом.
Производительность труда и все другие показатели
работы слесаря-инструментальщика в значительной сте-
пени зависят от того, как организовано его рабочее
место.
Основным оборудованием рабочего места слесаря-ин-
струментальщика являются верстаки и тиски. Верстак
может быть многоместным и индивидуальным (рис. 3).
Верстаки обычно изготовляют из сосновых брусьев.
Крышки делают из досок и сверху покрывают их лино-
леумом. Высота верстака зависит от роста слесаря. Она
должна быть такой, чтобы нижняя линия правого локтя
работающего находилась на уровне губок тисков. Раз-
меры верстака должны быть достаточными, чтобы раз-
местить все необходимое для работы. Располагать его
желательно у окна.
Посредине верстака укреплены поворотно-параллель-
ные тиски 1 (см. рис. 3). Лампа 6 с двойным шарниром
позволяет освещать любой участок обрабатываемой де-
тали. С правой стороны от верстака расположены кран
9
воздухопровода 8, ящик 9 для хранения мелких инстру-
ментов и технической документации и этажерка 7, а с дет-
вой стороны подведена электросиловая линия 5. На вер-
стаке находится поверочная плита 4. Ящики 2 и 3 пред-
назначены для хранения инструментов.
Инструменты должны располагаться в определенном
порядке, чтобы рабочий привык к нему и мог брать не-
обходимые предметы во время работы, не глядя на них
Рис. 3. Рабочее место слесаря-инструментальщика.
и не тратя на поиски лишнего времени и энергии. Из-
мерительные инструменты должны храниться отдельно:
инструмент для обработки незакаленных деталей — от-
дельно от инструмента для обработки закаленных дета-
лей, а заготовки — отдельно от готовых деталей. Для
определения световой щели между деталью .и контроль-
ным инструментом рекомендуется использовать смотро-
вой фонарь с матовым стеклом, на поверхность которого
кладутся проверяемые на просвет детали.
Рабочее место слесаря по изготовлению штампов и
10
приспособлений состоит из верстака и контрольно-сбо-
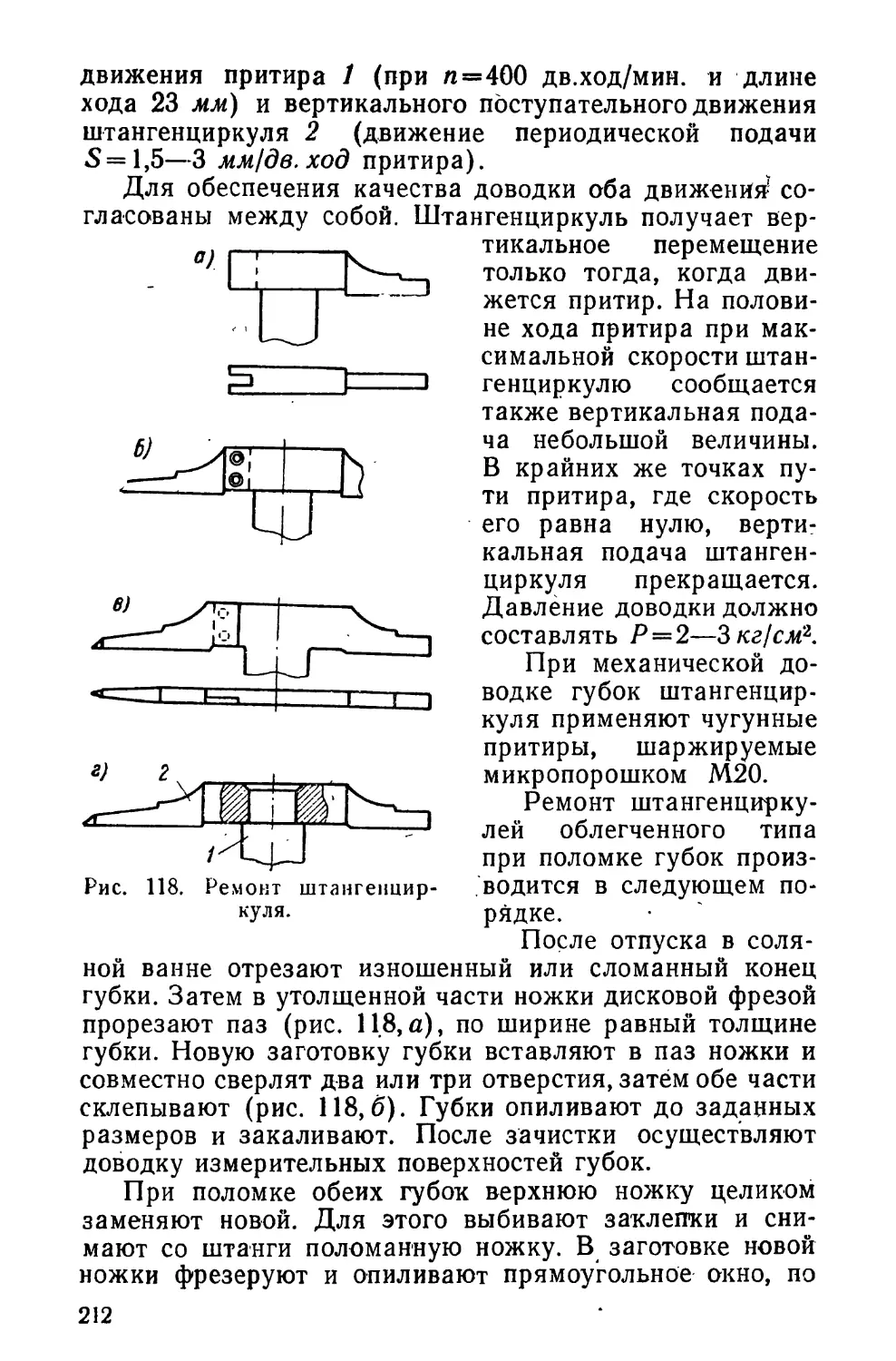
рочной плиты (рис. 4, а), разметочной плиты (рис. 4,6),
трехполочной подставки (рис. 4, в) и подъемной под-
ставки на колесах (рис. 4,г).
Верстак, как правило, должен быть' одноместным
размерами примерно 1400X800 мм. Высота его вместе
с поверочной плитой 13 должна соответствовать росту
работающего. Поверхность верстака 5 покрывают лино-
леумом. Слева под крышкой расположены ящики для
хранения инструментов.
На верстаке (см. рис. 4, а) установлены поворотные
параллельные тиски 14 с ручным винтовым зажимом,
настольная лампа 2, розетки 3 и 4 местного освещения и
тока повышенной частоты для электроинструмента, ре-
зиновый шланг 6 и воздухопровод 7 сжатого воздуха.
Контрольно-сборочная плита 8 установлена на тумбе 10.
Переносная подочка 9 для инструментов закреплена в
кронштейне 11. На плите установлен» кантующаяся мон-
тажная призма 12. Верстак огражден сеткой 1.
Разметочная плита (см. рис. 4,6) располагается
у верстака. Она может быть прямоугольной или круг-
лой. Круглая плита 15 изготовляется из чугуна. Она
установлена на основании 29, где размещены полочки 26
и шкаф 30 для хранения измерительных инструментов и
приспособлений. На плите устанавливают делительную
головку 16, кубик 17, полый цилиндр J8, зажимное
устройство 19, разметочную призму 20, штангенрейсмас
22 с центроискателем 21 и чертилйой 23, установочные
призмы 24, шлифовальные подкладки 25, домкрат 27 и
струбцину 28.
Обрабатываемые детали и узлы размещают на под-
ставках или полочках. Одна из конструкций стационар-
ной трехпдлочной подставки показана на рис. 4, в.
При сборке крупных штампов или приспособлений
удобны передвижные и регулируемые по высоте под-
ставки (см. рис. 4,г), которые Слесарь устанавливает
в нужном ему месте и в наиболее удобном положении.
3. СЛЕСАРНО-СБОРОЧНЫЙ инструмент
Слесарно-сборочные инструменты весьма разнооб-
разны: это и обычные (стандартные) слесарные инстру-
менты, и специальные, предназначенные для обработки
одной конкретной детали.
11
Рис. 4. Оборудование рабочего места слесаря по изготовле-
нию штампов и пресс-форм.
*
12
Несмотря на механизацию слесарных операций, в ин-
струментальном производстве все еще остается большой
объем ручных работ с использованием таких инструмен-
тов, как напильники и надфили (например, при обра-
ботке профильных шаблонов, фасонных деталей штам-
пов, пресс-форм, форм для литья под давлением и др.).
Напильники. С целью придания детали точных раз-
меров, правильной геометрической формы и требуемой
шероховатости поверхности применяется операция опи-
ливания с помощью напидьников.
Слесарные напильники общего назначения приведены
в табл. 2. Они представляют собой стальные, термически
обработанные бруски различной формы с насеченными
на поверхности под определенным углом к оси парал-
лельными зубьями. Режущими зубьями напильник сре-
зает небольшие слои металла в виде стружки (опилок).
Напильники бывают длиной от 150 до 450 мм. Длина
применяемого напильника должна быть больше длины
обрабатываемой поверхности.
Напильники изготовляют из углеродистых инструмен-
тальных сталей (марок У12 и У13), а также из легиро-
ванной хромистой (ШХ6, ШХ9 и ШХ15).
Зубья слесарных напильников имеют твердость
а зубья напильников для заточки пил — HRC31.
Напильники различают по форме поперечного сече-
ния, числу зубьев и их виду.
Формы поперечного сечения напильников показаны
в табл. 2.
По числу зубьев на 1 см длины различают напиль-
ники: др'ачевые— насечка № 1 с числом зубьев от 5 до
11; личные — насечка № 2 с числом зубьев от 13 до 22;
бархатные — насечка № 3 с числом зубьев от 25 до 36;
бархатные — насечка № 4 с числом зубьев от 40 до 50.
Драчевые напильники применяются для чернового
опиливания, когда с обрабатываемой поверхности сни-
мают слой металла толщиной 0,5—1 мм\ личные — для
снятия слоя металла толщиной не более 0,3 мм\ они ис-
пользуются для чистовой обработки; бархатные — для
доводки поверхностей при снятии слоя металла не более
0,05 мм.
По виду и форме зубьев напильники изготовляют
с одинарной или двойной (перекрестной) насечкой.
Напильники с одинарной насечкой служат для об-
работки цветных сплавов, а также дерева, эбонита, тек-
13
Таблица 2
Напильники слесарные общего назначения
Напильники
Плоские
тупоносые
Квадратные
Трехтран-
ные
Круглые
Полу-
круглые
Ромбиче-
ские
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
I
2
3
4
Длина напильника,
мм
2
Примечания. 1. Номер насечки напильника характеризуют числом
основных насечек на 10 мм его длины.
2. Знак X указывает, каких номеров насечки и каких длин изготовляют
напильники каждого типа.
14
столита и других материалов с незначительным сопро-
тивлением резанию. Ими снимают слой материала широ-
кой стружкой, равной длине всей насечки. Одинарную
насечку наносят под углом 70—80° к оси напильника.
Напильники с двойной насечкой применяют при об-
работке чугуна и стали. Эти напильники имеют большое
количество резцов, которые при резании дробят струж-
ку. Нижнюю насечку делают под углом 55°, а верхнюю —
под углом 70° к оси напильника. Угол между насечками
равен +25°. Шаг у нижней насечки больше, чем у верх-
ней. В результате зубья располагаются по прямой, со-
ставляющей некоторый угол с осью напильника. При
движении напильника следы зубьев перекрывают друг
друга, в результате чего шероховатость обрабатываемой
поверхности понижается.
Напильники для обработки сплавов цветных метал-
лов отличаются от стандартных общего назначения угла-
ми наклона нижней и верхней насечек и их шагом. Вы-
пускают их пяти размеров: 150, 200, 250, 300 и 350 мм.
Все напильники изготовляют плоскими тупоносыми с на-
сечкой № 1. Насечку делают более глубокой. *
Надфили. Надфили представляют собой один из ви-
дов мел-ких напильников. Они находят широкое приме-
нение в инструментальном производстве. Ими обрабаты-
вают мелкие точные детали и зачищают отдельный труд-
нодоступные места деталей штампов и пресс-форм.
В конструкции надфилей большую роль играет раз-
мер сечения рабочей части. Надфили тонких сечений
дают возможность зачищать мелкие отверстия, острые
углы и участки профиля, ограниченные короткими Ли-
ниями. -
Надфили имеют насеченную рабочую часть и круг-
лую ручку (вместо хвостовика). Изготовляют их из
инструментальных углеродистых сталей марок У10,
У10А, У12 и У12А.
ГОСТ 1513-67 предусматривает 11 типов надфилей.
Форма сечений, длина рабочей части и номера насечек
для этих типов надфилей приведены в табл. 3.
По числу основных насечек на 1 см длины надфили
делятся на 6 классов.
Машинные напильники. На опиловочных станках
с возвратно-поступательным движением, широко приме-
няющихся в инструментальном производстве при обра-
ботке фасонных отверстий и наружных криволинейных
15
Таблица 3
Типы надфилей
Надфили Форма сечения Длина рабо- чей части, мм 1 Но 2 . мера 3 1 нас 4 :ечек 6
Плоские тупо- носые 80 80 X X XX X X X
Плоские остроносые 60 80 X X XX X X X
Квадратные 60 80 X X XX X, X X
Трехгранные 60 80 X X X X X X X
Трехгранные односторонние 40 60 80 1 1 X 1 1 X XX | XX | I XX I XX
Круглые 60 80 X X X X X X X
Полукруглые 60 80 X X X X X X X
Овальные 40 60 80 X I I X XX 1 I XX X X I XX
Ромбические 60 80 X XX X X X X X
Ножовочные 40 60 80 XI 1 X | 1 I XX XX 1 X X I XX
Пазовые 60 80 XX XX — — — —
Примечания. 1. Номер насечки надфиля характеризуется числом
основных насечек на 10 мм его длины.
2. Знаком X указано, каких номеров насечки и каких длин должны изго-
товляться надфили каждого типа.
16
поверхностей деталей штампов и пресс-форм, используют
специальные стержневые напильники.
Они изготовляются двух типов: без упорного центра
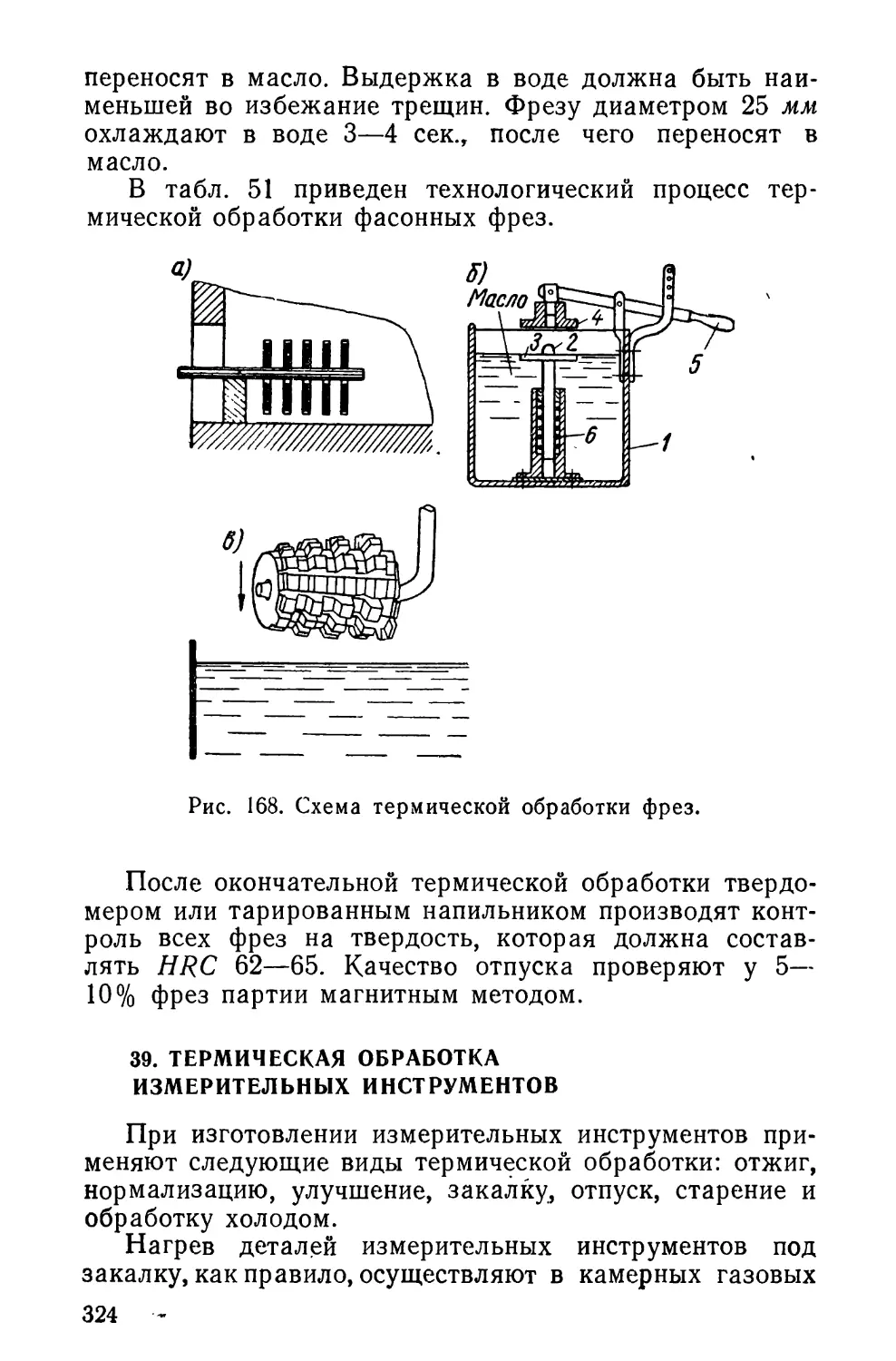
(рис. 5, а) и с упорным центром (рис. 5,6).
Стержневые напильники первого типа имеют с обоих
концов хвостовую часть, за которую напильник закреп-
ляется в движущейся рамке опиловочного станка. Фор-
ма сечения и основные размеры этих напильников при-
ведены в табл. 4.
Рис. 5. Машинные стержневые напильники.
Напильники второго типа — с односторонним закреп-
лением в станке. Один конец такого напильника выпол-
няют в виде хвостовика, равного сечению по длине ра-
бочей части, а другой — в виде центра (рис. 5,6).
Форма сечения и основные размеры машинных на-
пильников второго типа даны в табл. 5.
Насечка машинных напильников — двойная с угла-
ми наклона основной насечки Х = 25° и Х = 35°. Число на-
сечек на 1 см длины напильника составляет от 11 до 60,
в зависимости от его размера и назначения.
Машинные напильники изготовляют из стали марки
У12А или У13А; твердость и острота их зубьев должны
17
00
Таблица 4
Форма сечения и размеры машинных напильников типа I, мм
Напильники \ Форма сечения Длина \
100 125 150 200, .
Плоские 2X1 3X1,5 4X2 5X3 5X2 8X3 8X4 10X5
Квадратные I 2 3 5 . 4 7 8 10
Трехгранные 60° I 2 3 5 4 7 8 10
Круглые 1 2 3 5 4 7 8 10
Полукруглые 1.5x0,5 2X1 3X2 5X3 4X2 8X3 8X4 10X5
/ ' I
о
- Трехгранные — .. .. v 1,5x0,5 2X1 3X2 5X3 4X3 8X3 8X4 10X5
Овальные 1,5х0;5 2X1 3X2 5X3 4X2 6x3 8X4 ЮХ.5
Ножовочные fa. 2X1 3X1 3X2 .5X3 4x2 8X4 7X4 10X5
Плоские с округленными краями L5X0,5 3X1 3X2 5X3 4X2 7X3 8X4 10X5
Каплевидные . f . 2X0,5 2X1 3X2 5X3 4X2 8X3 8X4 10X5
Ромбические 2X1 3X1 3X2 5X3 4x2 8X4 7X4 10X5
Таблица 5
to
о
Форма сечения и размеры машинных напильников типа II, мм
Напильники Форма сечения Длина
150 200 250
Плоские 12x3,5 15X4 15X4 18X5 22x6 18X5 22X6 26X8
Квадратные 5 8 6 8 10 8 10 13
Трехгранные 60° 7 9 9 11 13 11 15 18
Круглые 4 8 6 8. 11 8 11 13
Полукруглые 12X4.0 15X5 15X5 18X6 22x7 18X6 22x7 26X9
Овальные 12X4 15X5 15X5 18X6 22X7 18X6 22x7 26X9
Ножовочные 12x3,5 ' 18X5 12x3,5 18X5 22x6 18X5 22x6 26X7
Плоские с округленными краями 12X3,5 15X4 15X4 / 18X5 22x6 18X5 22X6 26X8
Каплевидные f 12x3,5 18X5 12x3,5 22X5 22X6 18X5 22x6 26X7
Ромбические 12X3,5 18X5 12x3,5 18X5 22x6 18x5 22x6 26X7
Трехгранные 12x3,5 15X4 15X4 18X5 22X6 18X5 22X6 26X8
обеспечивать сцепляемость с контрольной пластинкой из
стали У10 или У12 твердостью не ниже HRC 54.
Борнапильники. В механизированных опиловочных
машинках с вращающимся шпинделем в качестве рабо-
чего инструмента применяются борнапильники различ-
ной формы (рис. 6) диаметром от 1,5 до 25 мм с раз-
ными насечками.
По характеру образования зуба борнапильники могут
быть либо фрезерованными либо насеченными. Напиль-
ники с фрезерованными зубьями называют также бор-
фрезами.
Рис^б. Вращающиеся напильники (борнапильники).
Борнапильники предназначены для обработки фасон-
ных поверхностей и выемок у матриц и пуансонов, пресс-
форм, форм для литья под давлением и т. п. Они ра-
ботают со скоростями резания 80—120 м]мин и обеспе-
чивают шероховатость поверхности до 7-го класса.
Фрезерованные борнапильники изготовляют из бы-
строрежущей стали Р18, а насеченные — из стали У13,
У13А или ШХ15.
Твердость и острота зубьев борнапильников должны,
обеспечивать их сцепляемость с контрольной пластинкой
из стали У10 или У12 твердостью не менее HRC№.
Твердосплавные борнапильники называют фрезами-
шарошками. Изготовляют их монолитными в двух ва-
риантах: инструменты-коронки, закрепляемые на сталь-
ных оправках, и мелкоразмерные инструменты, выпол-
няемые целиком (с хвостовиком) из твердого сплава
(табл. 6).
Для эксплуатаций твердосплавных фрез-шарошек
необходимы быстроходные станки или установки с чис-
лом оборотов от. 10 000 до 100000 в минуту и мощностью
от 0,5 до 1 кет. В настоящее время для опиливания
22
Таблица 6
Твердосплавные фрезы-шарошки для обработки деталей
штампов и приспособлений
Фрезы Диа- метр, мм Шифр Эскиз
Закрепленные на оправках
Сфериче- ские 10 12 15 18 22 ВМ2844—5001 ВМ2844—5002 ВМ2844—5003 ВМ2844—5004 ВМ2844—5005 |~ h
Сфериче- ские эллипсо- видные 10 12 15 18 22 ВМ2844—5101 ВМ2844—5102 ВМ2844—5103 ВМ2844—5104 ВМ2844—5105 fr- Л
Сферо- цилиндри- ческие 10 12 15 18 22 ВМ2844—5201 ВМ2844—5202 ВМ2844—5203 ВМ2844—5204 ВМ2844—5205 ЯН
Сферо- конические 10 12 15 18 22 ВМ2844—5401 ВМ2844—5402 ВМ2844—5403 ВМ2844—5404 ВМ2844—5405
Цилиндри- ческие 10 12 15 18 22 ВМ2844—5301 ВМ2844—5302 ВМ2844—5303 ВМ2844—5304 ВМ2844-5305 —-~я-
Сфериче- ские груше- видные Мел 4 6 8 коразмерн! ВМ2006—5501 ВМ2006—5502 ВМ2006—5503- ые сплошные
Сфериче- ские эллипсо- видные 4 6 8 ВМ2006-5551 ВМ2006—5552 ВМ2006-5553 --
23
Продолжение табл. 6
Фрезы Диа- метр, мм Шифр Эскиз
Сферо- цилиндри- ческие 4 6 8 ВМ2006—5601 ВМ2006—5602 ВМ2006—5603 -^=3
Цилинд- рические 4 6 8 ВМ20С6—5701 ВМ2006г—57.02 ВМ2006—5703
Конические 4 6 8 ВМ2006—5751 ВМ2006—5752 ВМ2006—5753 (Ugg-JT
твердосплавными фрезами-шарошками можно использо-
вать (при соответствующей модернизации) пневматиче-
ские машинки типов ПШ-0,5, ПШМ-0,8 и ШР-16 с числом
оборотов от 12 000 до 16 000 в минуту.
Абразивные инструменты. В процессе изготовления
инструмента и технологической оснастки слесарь-инстру-
ментальщик широко применяет абразивные и алмазные
инструменты.
К абразивным слесарным инструментам относятся
шлифовальные бруски, головки, шкурки и пасты.
Шлифовальные бруски выполняются из белого элек-
трокорунда и зеленого карбида кремния на керамиче-
ской и бакелитовой связках. Зернистость брусков из
электрокорунда — 25, 20, 16, 12, 10, 8, 5, 4, 3, М40, М20,
М14, а из карбида кремния— 16, 12, 10, 8, 6, 5, 4, 3, М40,
М28, М20 и Ml4.
Зерновой состав абразивных материалов для брусков
должен соответствовать требованиям ГОСТа 3647-71.
Бруски изготовляются двух классов: А и Б. Форма
и размеры брусков приведены в табл. 7.
Широкое применение находят шлифовальные головки
(ГОСТ 2447-64), называемые абразивными борголовка-
ми. Они насаживаются на стальную оправку и' закрепля-
ются на ней эпоксидным клеем либо ортофосфорной кис-
лотой с окисью меди. Используются борголовки в тех
же случаях, что и борфрезы, но работают при более вы-
соких скоростях резания.
24
Таблица 7
Форма и размеры шлифовальных брусков^ (по ГОСТу 2456-67)
Виды брусков и
обозначение
Форма бруска
Размеры, мм
D= 13—20;
£=150—200
Полукруглые, 1
БПкр L J
Плоские для
хонингования,
БХ
В
В=2—15;
/7=3-14;
£=40—150
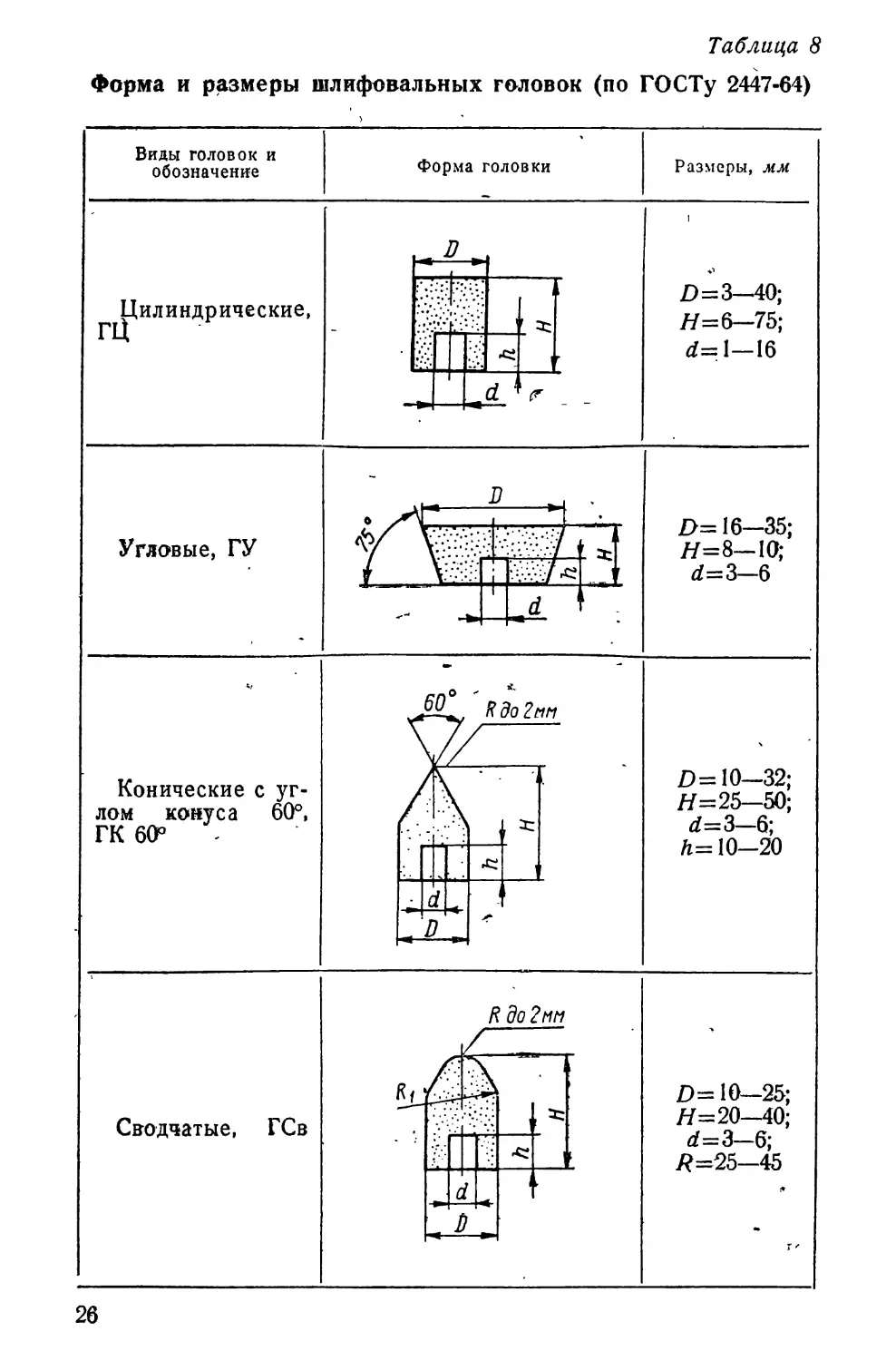
Форма и размеры шлифовальных головок по ГОСТу
2447-64 показаны в табл. 8.
Шкурка-шлифовальная (ГОСТ 10054-62)—водостой-
кая и в зависимости от способа нанесения абразивного
слоя изготовляется двух видов: ЭС и МС — с электро-
статическим и механическим способами нанесения абра-
зивного слоя. В качестве абразивного материала приме-
няется карбид кремния зеленый (КЗ) и черный (КЧ).
25
Таблица 8
Форма и размеры шлифовальных головок (по ГОСТу 2447-64)
Виды головок и обозначение Форма головки Размеры, мм
^Цилиндрические, 27 Я •li; ” з: а ' ^d г сГ со И1 - II II II Q 5; •«
Угловые, ГУ о D 1 ‘v"2/ 3: D= 16—35; //=8—10; d=3—6
J' 1 d
Конические с уг- лом конуса 60°, ГК 60° 60° jib ' Rdo2> мм D= 10—32; //=25—50; d=3—6; h= 10-20
e D ,
Сводчатые, ГСв 1 R до 2 мп D= 10-25; //=20—40; d=3—6; /?=25—45
а г 1 г
26
Продолжение табл, 8
Виды головок и
обозначение
Форма головки
Размеры, мм
Конические с за-
кругленной верши-
ной, ГКЗ
£>=16—35;
Н= 16—75;
d=3—10;
Л=6—32;
Я=2-5
Шаровые, ГШ
d
5=10-20;
d=3—6;
Л=4—8
Шаровые с ци-
линдрической боко-
вой поверхностью,
ГШЦ
D
D=25; /7=25;
d=6; А=10;
/?=0,5О
Шлифовальная шкурка изготовляется в листах раз-
мерами 230X310, 240X310 и 27.5X310 мм и зернисто-
стью от 16 до Ml4.
Абразивные пасты для доводки и полирования со-
стоят из плавких связок и абразивных или полируемых
вместе с добавками поверхностно активных веществ в
виде олеиновой и стеариновой кислот.
По роду абразивного материала пасты делятся на
две группы: из твердых и из мягких материалов. Основ-
ными видами твердых материалов для паст являются
электрокорунд, наждак, карбид кремния, карбид бора,
алмаз, а мягких — окись железа, окись хрома, венская
известь, маршалит, окись алюминия. Зернистость абра-
зивных материалов в пастах бывает от 12 до М5. Мягкие
27
абразивные материалы применяются только в виде тон-
чайшей пыли, а твердые — для предварительной доводки
в виде порошков зернистостью 4—3 и для чистовой до-
водки зернистостью М28—М5.
Пасты на основе карбида бора служат для доводки
режущих инструментов, а на основе окиси хрома — из-
мерительных.
Пасты на основе карбида бора бывают грубые, со-
стоящие из 85% карбида бора М40 и 15% парафина, и
тонкие — 70% карбида бора М10—М14 и 30% пара-
фина.
В настоящее время следует рекомендовать три основ-
ных вида паст (табл. 9) на основе окиси хрома: дово-
дочные пасты ГОИ, притирочные мазеобразные и поли-
ровочные литые в брусках.
Таблица 9
Состав паст на основе окиси хрома (в %)
Материал
Доводочная ГОИ
Окись хрома .............
Силикагель ..............
Стеарин .................
Парафин нефтяной ........
Олеиновая кислота марок
А и'Б..................
Сода двууглекислая . . . .
Керосин .................
82 76
3 2
12 18
74 63
1,8 —
20 20
2 ‘ 12
0,2 —
2 5
66
2
15
10
5
2
Величина съема металла пастами в несколько раз
больше, чем абразивными микропорошками. Так, напри-
мер, паста ГОИ 40 мк обеспечивает шероховатость по-
верхности 11-го класса, при этом она в 4 раза произво-
дительнее корундового микропорошка М10. С помощью
этих паст можно получить поверхности 12—13-го клас-
сов чистоты, чего тонкими абразивами достичь весьма
трудно.
На основе электрокорунда с присадкой титана (ЭБТ)
и с присадкой хрома (ЭБХ) изготовляют пасты для до-
водки сопрягаемых деталей технологической оснастки
(табл. 10),
28
Алмазные инструменты. При механической доводке
в качестве режущих инструментов наряду с абразивны-
ми применяют и алмазные круги различных профилей,
головки, бруски, надфили и пасты.
Таблица 11
Форма и размеры алмазных брусков
Виды брусков и обозначение Форма бруска Размеры, мм
Плоские, АБПл В=6—10; 7=40; А=120
Е—->
Трехгранные, АБТ - л L г Is' т о о coif II II
Полукруглые, АБПк tin В = 6—10; / = 40; L =120
29
Таблица 12
Форма и размеры алмазных надфилей
Виды надфилей и обозначение Форма надфиля Размеры, мм
Прямоугольные, АНПТ В=2,5—5; Н= 1
S1
• -
Квадратные, АНКТ -г В . В=2,5—5
Круглые, АНКрТ £>=1-2,5
Полукруглые, АНПкТ В=2,5—4;, /7=1—2
Овальные, АНОТ' , в , В=2,5^6; /7=1—3 ' К 1
Комбинированные, АНКмТ . в \ - - B=3,S—5; /7=2—3
Трехгранные, АНТТ _ в . В=2,5—5
30
Продолжение табл. 12
Виды надфилей и обозначение Форма надфиля Размеры, мм
Трехгранные, А2НТТ — В _ В=4—6; Я=1—2
Ромбические, АНРТ в В=3,5—5; /7= 1,5—2
Алмазные головки (МН 037-2748) изготовляют на
органической и металлической связках зернистостью А6
или АС6, концентрацией 100% и диаметром от 3 до 16 мм.
Алмазные бруски выполняют преимущественно из
порошков синтетических алмазов на органической и ме-
таллической связках шести размеров (табл., 11).
Алмазные бруски на металлической связке рекомен-
дуется применять зернистостью А8—А4, а бруски на
органической связке — зернистсстью АМ40—АМ10.
Они используются при ручных дсводочных работах
в процессе изготовления твердосглавных штампов,
пресс-форм, режущего и измерительного инструмента.
Приемы работы алмазными брусками те же, что и
абразивными. При засаливании бруски на органической
связке следует чистить пемзой, а бруски на металличе-
ской связке править на плоском бруске из карбида крем-
ния зеленого зернистостью 40—25 средней твердости.
Алмазные надфили изготовляются путем закрепления
зерен алмазного порошка на стальном корпусе гальва-
ническим способом. Этот способ позволяет закреплять
порошки зернистостью А16—А4.
Основные формы и размеры слесарных алмазных
надфилей в соответствии с ГОСТом 1513-67 приведены
в табл. 12.
Набором алмазных надфилей можно обрабатывать
поверхности сложного профиля, выполняя по существу
те же операции, что и стальными надфилями, но на
материалах значительно более твердых — термически
31
обработанных сталях твердостью HRC 60—64 и твердых
сплавах.
Алмазные порошки выпускаются в виде шлифзерна,
шлифпорошков и микропорошков (ГОСТ 9206-70). По-
ставляются они сухими в стеклянных банках весом по 1,
2,3,5,10,15, 25, 35, 50 и 100 каратов. Каждая партия по-
рошка сопровождается сертификатом с анализом зерно-
вого состава.
При доводке алмазными порошками в незакреплен-
ном (свободном) состоянии их смешивают с раститель-
ным маслом в пропорции 5—10 капель масла на 1 ка-
Таблица 13
Концентрация и консистенция пасты в зависимости от
зернистости алмазного порошка
Зернистость (по ГОСТу 9206-70) Концентра- ция алмаза в пасте, % Консис- тенция Зернистость (по ГОСТу 9206-70) Концентра- ция алмаза в пасте, % Консис- тенция
АМС-40 или АМ40 В —60 С —40 Н — 20 т, г г, м м АМС-7 или АМ7 В — 10 . с-8 Н — 6 м, ж м, ж м, ж
АМС-28 или АМ28 В —40 С —20 Н — 10 т, г г, м м АМС-5 или АМ5 В — 10 С —8 Н-6 м, ж м, ж м, ж
АМС-20 или АМ20 В^- 20 С— 10 Н —8 м м м, ж АМС-3 или АМЗ В-8 С-6 Н —5 П —0,5 м, ж м, ж м, ж ж
АМС-14 или АМ14 В —20 С - 10 Н-8 м м, ж м, ж
АМС-1 или АМ1 В-6 С —4 Н —2 П —0,5 ж ж ж ж
АМС-10 или АМ10 В — 10 С —8 Н-6 м, ж м, ж м. ж
32
рат порошка. Норма расхода алмазного порошка на
1 см2 доводимой поверхности составляет 0,008 карата.
Применение алмазных микропорошков обеспечивает по-
лучение поверхностей 12—14-го классов чистоты и со-
кращение длительности процесса в десятки раз.
На основе микропорошков АМ40—АМ1 изготовляются
алмазные пасты четырех концентраций: высокой—В,
средней — С, низкой — Н и пониженной — П. Концен-
трация алмаза в пасте зависит от зернистости алмазного
порошка. По консистенции пасты разделяются на твер-
дые— Т, густые — Г, мазеобразные — М и жидкие — Ж
(табл. 13).
Крупно- и среднезернистые пасты (АМС-40—АМС-10)
при доводке следует наносить на стальные или чугунные
притиры, а мелкозернистые (АМС-7—АМС-1)—на бо-
лее мягкие (текстолитовые или деревянные из сам-
шита).
4. МЕХАНИЗАЦИЯ РУЧНЫХ СЛЕСАРНЫХ РАБОТ
При изготовлении инструмента в условиях неспециа-
лизированного производства процент ручных работ пока
еще велик. Основной задачей каждого инструментально-
го цеха является сокращение трудоемких слесарных
ручных работ в результате применения приспособлений,
установок и станков.
В настоящее время механизированы такие операции,
как разрезание заготовок, опиливание, шабрение, шли-
фование и доводка.
Среди механизированных инструментов для разреза-
ния и рубки наибольшее применение получили пневма-
тические ножовки, электрические ножницы и пневмати-
ческие молотки.
Для опиливания применяют ручные механизирован-
ные инструменты — пневматический напильник, механи-
ческий напильник с приводом от гибкого вала электро-
двигателя, опиловочные насадки к пневматическим
сверлильным машинкам при работе мелкими напильни-
ками и надфилями.
Пневматический напильник (рис. 7) основан на при-
менении пневмодвигателя и кривошипно-шатунного ме-
ханизма. Вращение от ротора 7 пневматического двига-
теля 8 передается через шестерню 9 коленчатому валу 5,
на кривошипе шейки которого насажены два шатуна.
2 И. Г. Космачев 307 33
При вращении вала 5 шатун 4 получает возвратно-
поступательное перемещение,' которое через рабочий
шток передается напильнику 1, закрепленному в голов-
ке 2 штока 3. Чтобы напильник перемещался плавно,
без рывков, особенно в момент перемены направления
движения, он снабжен ползуном-балансиром 6, получаю-
щим движение от второго шатуна.
Механизм пневматического напильника смонтирован
в литом силуминовом корпусе. Скорость движения —
до 1500 двойных ходов в минуту, длина хода напильни-
Рис. 7. Пневматический напильник.
ка^12 мм. Для работы применяют укороченные на-
пильники с прямым хвостовиком.
Станки и установки для механизации слесарных ра-
бот. Особое место занимают специальные опиловочные
станки с возвратно-поступательным движением напиль-
ников, бормашинки с гибким валом и вращающимися
напильниками (борнапильники) или абразивными го-
ловками, установки 2УМД, ЗУМД и 1ПДС.
Опиловочно-выпиловочные станки служат для обра-
ботки штампов и пресс-форм, трудно поддающихся фре-
зерованию и долблению (замкнутых контуров деталей
штампов и приспособлений). На них можно производить
получистовое опиливание по разметке машинными на-
пильниками. При использовании опиловочных станков
время слесарной обработки сокращается на 30—50%.
Принцип работы опиловочного станка модели 873
следующий. Напильник 2 (рис. 8) проходит через отвер-
34
узкого паза,
3
Рис. 8. Схема опиловоч-
ного станка.
стие стола 3 и установленной на нем детали и закреп-
ляется своей хвостовой частью в патроне, расположен-
ном в верхнем кронштейне 1. В нижний кронштейн 4
напильник 2 устанавливается своим центром. В зависи-
мости от длины напильника расстояние между крон-
штейнами регулируется.
Стол станка имеет поворотное устройство, которое
позволяет опиливать поверхности, расположенные под
различными углами. Обрабатываемая деталь 5 подво-
дится к напильнику вручную.
Если на опиловочном станке требуется выполнить
операцию вырезания или прор
устанавливают ножовочное по-
лотно, концы 'которого выпол-
нены так же, как и у напиль-
ников типа I.
Опиловочные станки имеют
от 80 до 340 двойных ходов в
минуту. При опиливании ин-
струментальных углеродистых
сталей и чугуна станок на-
страивают на 80—120 дв.
ход/мин., а при обработке
конструкционных сталей — на
120—180 дв. ход/мин.
Как правило, на этих стан-
ках опиливают детали, пред-
варительно обработанные на металлорежущих станках
(сверлильном, долбежном, фрезерном) с припуском
0,2—0,5 мм на сторону.
Особенностью электрических бормашинок является
наличие гибкого вала, приводимого в движение электро-
двигателем. К концу гибкого вала присоединяется пат-
рон, в которОхМ крепят рабочий инструмент — борфрезы,
борнапильникщ абразивные или алмазные головки.
В инструментальных цехах находят применение бор-
машинки передвижного типа, называемые опиловочно-
зачистными станками (ОЗС), настольные модели
Э6101М и облегченные электрические шлифовальные
бормашинки модели ШБМ-3.
Переносный опиловочно-зачистной станок ОЗС
(рис.* 9) предназначен для механизации ручных сле-
сарных операций. Станок состоит из стойки 1 и голов-
ки 2, укрепленных на вилке 3 болтами 4. Такое
35
устройство головки позволяет ей вращаться в вертикаль-
ной плоскости. Станок приводится в действие электро-
двигателем 5. Инструмент закрепляется на конце гибкого
вала 6, приводимого во вращение электродвигателем.
Для удержания рабочего инструмента станок ком-
плектуется двумя прямыми цанговыми патронами. При
необходимости вместо гибкого вала к электродвигателю
подключается универсальная
шлифовальная головка. В цан-
говом патроне можно закре-
пить рабочий инструмент и,
держа в руках обрабатывае-
мую деталь, осуществлять за-
чистку, шлифование, полиро-
вание и другие операции.
Операции шлифования и
полирования деталей штампов
Рис. 9. Опиловочно-заточный станок.
и приспособлений выполняются на электрических и пнев-
матических шлифовальных машинках, где в качестве ра-
бочих инструментов применяются шлифовальные круги,
головки, диски, щетки и т. п. (табл. 14 и 15).
Пневматические машинки распространены более ши-
роко, чем электрические, так как они менее чувствитель-
ны к перегрузкам и безопаснее в работе. Имея большое
число оборотов шпинделя (30 000—35 000 об/мин.), они
позволяют работать при скорости резания 20—25 м/сек
головками диаметром 3—5 мм.
Шлифовальными пневматическими машинками мож-
но обрабатывать детали штампов и пресс-форм, закреп-
ленные в тисках, или перемещать рабочий инструмент
относительно обрабатываемой поверхности вручную.
36
Таблица 14
Технические характеристики электрошлифовальных
машинок
Наименование и тип машинки Диаметр рабоче- го круга, мм Номинальное число оборотов шпинделя в ми- нуту Электродвигатель асин- хронный трехфазный
рабочее напряже- ние, в мощность, вт частота тока, гц вес, кг
Электрошлифоваль- но-полировальная уг- ловая типа ШПУ-6 . . 150 4700 220 580 180 8,0
Электрошлифоваль- ная типа С-499 .... 200 23*20 36 800 180 5,5
Электрошлифов а ль- ная типа С-475 с гиб- ким валом и с прямой шлифовальной голов- кой 175—200 2750 220 850 50 26,5
То же, с угловой шлифовальной голов- кой 125—180 3900 220 850 50 25,7
Электрошлифоваль- ная типа И-138А . . . 100 2800 220 380 50 7,7
Таблица 15
Технические характеристики пневматических
шлифовальных машинок
Тип машинки Диаметр ра- бочего круга, мм Число оборо- тов шпинделя в минуту Мощность, л. с., при да- влений возду- ха 5 кГ/см? Расход воз- духа, м31мин Диаметр шланга в све- ту, мм Длина машин- ки, мм Вес, кг
шпт ...... До 15 30000 0,05 0,2 9 188 0,44'
ШМ25-50 .... 25—50 8 000 0,25 0,4 9 250 0,9
ШР-06 60 6 000 0,3 0,7 13 426 2,1
И-44А (торцовая) 125 5000 1,4 1,8 12 411 5,1
ШР-2 150 3000 1,4 1,7 16 585 6,9
ШРТ (торцовая) 150 4000 1,5 1,7 16 250 (высо- та) 8,6
37
В последнем случае операция шлифования удлиняется,
кроме того, усложняется контроль обработанных поверх-
ностей.
Приведенное на рис. 10 настольное приспособление
для шлифования пневматической машинкой позволяет
сократить время обработки и упростить контроль по-
верхностей. В основание 1 приспособления впрессована
колонна 2 с рейкой 3, служащей одновременно шпонкой.
Последняя предотвращает поворот кронштейна 4 при
Рис. 10. Настольное приспособление для
шлифования пневматической машинкой.
перемещении его по колонне с помощью валика 6, закан-
чивающегося зубчатым колесом. Пневматическая голов-
ка 11 крепится вертикально в откидных зажимах 10 и 12.
Благодаря держателю 8, расположенному в верхней
части кронштейна 7, гайкой 9 можно регулировать от-
клонение пневматической головки (а следовательно, и
шлифовального круга) от вертикальной оси или уста-
навливать головку под некоторым углом к плоскости
основания 1 приспособления. Это позволяет обрабаты-
вать вертикальные поверхности отверстий в матрицах
штампов и пресс-форм с уклоном до 3—4°.
В Т-образныи паз 14 основания 1 приспособления
вставляют стойку с алмазом для правки шлифовального
круга. Правят круг путем подъема и опускания крон-
83
штейна 4 с помощью штурвала, надетого на валик 6.
Установку станины с пневматической головкой на тре-
буемом уровне фиксируют винтом 13. Вся система стопо-
рится винтом 5.
При шлифовании уклона на детали отклонение пнев-
матической головки от вертикали можно устанавливать
только после правки круга. Для удобства перемещения
детали относительно шлифовального круга приспособле-
ние имеет упорную планку 15, передвигающуюся с по-
мсйдью винта 16.
При обработке прямолинейных поверхностей деталь
вручную перемещают вдоль упорной планки, используя
ее'как базу. На шлифовальный круг деталь подают по-
воротом винта 16.
Притирочно-доводочный станок 2ПДС предназначен
для доводки фасонных отверстий и наружных поверх-
ностей деталей технологической оснастки, составленных
из прямых участков и дуг окружностей. Устройство его
такое же, как и опиловочного станка, но доводочные ин-
струменты типа головок могут совершать не только
возвратно-поступательное, но и вращатёльное дви-
жение.
Доводка на станке обеспечивает точность обработки
Д-го класса и шероховатость поверхностей до 13-го клас-
са. Рабочим инструментом служат алмазные бруски.
В качестве охлаждающей жидкости применяется масло-
керосиновая смесь с подачей до 1 л)мин.
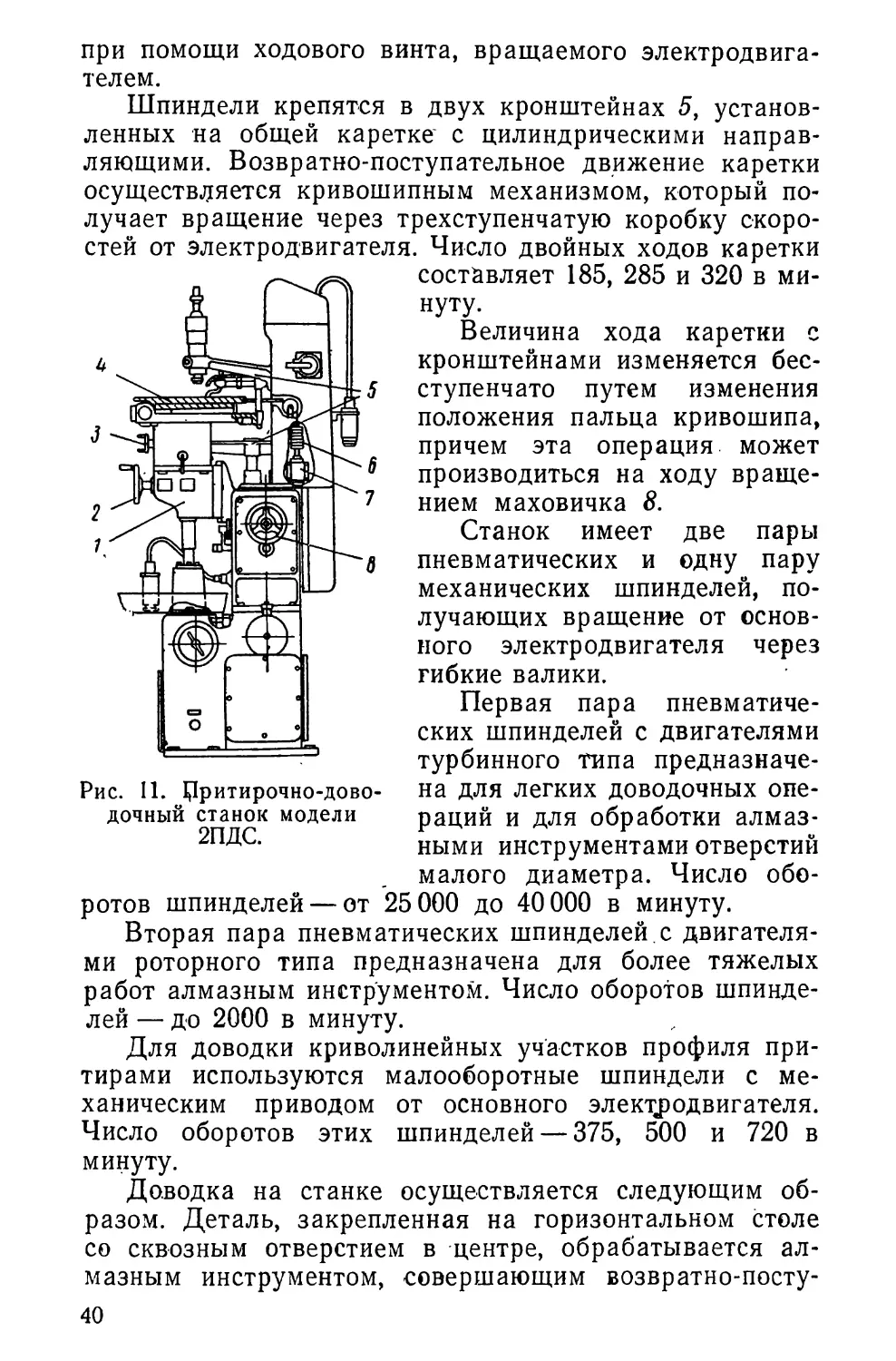
Станок модели 2ПДС показан на рис. И. Основание
стола 1 установлено на вертикально расположенных на-
правляющих -станины и может ч перемещаться вверх и
вниз вращением маховичка 2. На верхней части осно-
вания находится координатный стол 4. Обе каретки сто-
ла лежат в одной плоскости и перемещаются по шари-
ковым направляющим. Для доводки поверхностей, рас-
положенных под углом к базовой поверхности обрабаты-
ваемой детали, координатный стол может наклоняться,
изменяя угол между рабочей поверхностью стола и
осью шпинделей. Наклон стола производится вращением
маховичка 3.
Перемещение поперечной каретки координатного сто-
ла осуществляется с помощью грузов 6, что обеспечи-
вает постоянное оптимальное давление детали на ин-
струмент. Для устранения возможных вибраций служат
масляные демпферы 7. Продольная каретка перемещается
39
Рис. II. Цритирочно-дово-
дочный станок модели
2ПДС.
при помощи ходового винта, вращаемого электродвига-
телем.
Шпиндели крепятся в двух кронштейнах 5, установ-
ленных на общей каретке с цилиндрическими направ-
ляющими. Возвратно-поступательное движение каретки
осуществляется кривошипным механизмом, который по-
лучает вращение через трехступенчатую коробку скоро-
стей от электродвигателя. Число двойных ходов каретки
составляет 185, 285 и 320 в ми-
нуту.
Величина хода каретки с
кронштейнами изменяется бес-
ступенчато путем изменения
положения пальца кривошипа,
причем эта операция может
производиться на ходу враще-
нием маховичка 8.
Станок имеет две пары
пневматических и одну пару
механических шпинделей, по-
лучающих вращение от основ-
ного электродвигателя через
гибкие валики.
Первая пара пневматиче-
ских шпинделей с двигателями
турбинного типа предназначе-
на для легких доводочных опе-
раций и для обработки алмаз-
ными инструментами отверстий
малого диаметра. Число обо-
ротов шпинделей — от 25 000 до 40 000 в минуту.
Вторая пара пневматических шпинделей.с двигателя-
ми роторного типа предназначена для более тяжелых
работ алмазным инструментом. Число оборотов шпинде-
лей — до 2000 в минуту.
Для доводки криволинейных участков профиля при-
тирами используются малооборотные шпиндели с ме-
ханическим приводом от основного электродвигателя.
Число оборотов этих шпинделей — 375, 500 и 720 в
минуту.
Доводка на станке осуществляется следующим об-
разом. Деталь, закрепленная на горизонтальном столе
со сквозным отверстием в центре, обрабатывается ал-
мазным инструментом, совершающим возвратно-посту-
40
пательное и/ вращательное движение одновременно.
Алмазные инструменты-притиры крепятся в двух верти-
кально расположенных шпинделях, причем верхний
шпиндель находится над столом, а нижний — под сто-
лом. Поперечное перемещение стола (на инструмент)
осуществляется с помощью грузов, а продольное (вдоль
инструмента) — механически с помощью электродвига-
теля и ходового винта.
5?СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ
ИНСТРУМЕНТАЛЬНОГО ПРОИЗВОДСТВА
Большинство деталей штампов, приспособлений,
пресс-форм и форм для литья под давлением обрабаты-
вают на универсальных станках общего назначения —
токарных, фрезерных, строгальных, долбежных, коорди-
натно-расточных, Шлифовальных и др. Однако основные
рабочие детали — матрицы, пуансоны, пуансоно- и мат-
рицедержатели, съемники, пуансон-матрицы и им по-
добные— обрабатывают на специальных станках и уста-
новках.
При изготовлении твердосплавных штампов, пресс-
форм и форм для литья под давлением используются
электроэрозионные, химико-механические и ультразву-
ковые станки. Широко внедрена алмазная обработка
на универсальных и специальных станках. Алмазная об-
работка основных профилей рабочих деталей твердо-
сплавных штампов и пресс-форм производится на специ-
альных станках и установках. Наиболее эффективными
в этом случае являются специальные профилешлифо-
вальные и координатношлифовальные станки.
Профилешлифовальные станки. Все профилешлифо-
вальные станки по методам обработки деталей шлифова-
нием можно разделить на три группы:
1) станки, основанные на принципе копирования кон-
тура чертежа или шаблона, выполненного в увеличен-
ном масштабе. Копирование контура шаблона или чер-
тежа и уменьшение его до натуральных размеров произ-
водится при помощи пантографа;
2) станки, основанные на принципе совмещения об-
рабатываемого профиля с соответствующим йрофилем
чертежа, выполненным в увеличеннохМ масштабе. Про-
филь детали проецируется в процессе обработки на чер-
теж в том же масштабе увеличения;
41
3) станки, основанные на принципе геометрического
построения отдельных участков профиля при помощи
математического расчета и механического определения
координатных размеров этих участков, связанных целым
профилем.
К первой группе относятся оптические профилешли-
фовальные станки с пантографом и микроскопом. В ин-
струментальном производстве широко применяются стан-
Рис. 12. Оптикошлифовальный
станок типа „Людвиг-Леве*.
ки4 модели ЗП95 и зарубеж-
ных фирм «Людвиг-Леве»,
«Модерн», «Микромат» и др.
Основными, узлами оп-
тикошлифовального стан-
ка типа «Людвиг-Леве»
Рис. 13.‘ Кинематическая схема
пантографа.
(рис. 12) являются: оптическое устройство 1 (пантограф
с микроскопом),.шлифовальная головка 2 с механизма-
ми, при помощи которых она может перемещаться по
двум координатным осям и поворачиваться на заданные
углы, координатный стол 3, на верхних салазках кото-
рого прихватами закрепляется обрабатываемая деталь
или приспособление, и подъемный механизм 4.
Измерительной системой оптикошлифовального стан-
ка является микроскоп с пантографом, обеспечивающий
50-критное увеличение.
Кинематическая схема пантографа приведена на
рис. 13. Когда острием иглы 1 пантограф 3 обводит изо-
браженный на чертеже 2 с 50-кратным увеличением
профиль детали, точка пересечения нитей микроскопа 8
бпиСывает такой же, но уменьшенный профиль 7,7явля-
42
ющийся действительным профилем обрабатываемой де-
тали. Таким образом, можно обрабатывать шлифоваль-
ным кругом 4 участки профиля детали 7 до тех пор,
пока увеличенное изображение их не совпадет с пере-
крестием нитей микроскопа 8.
Если квадрат чертежа, увеличенный в 50 раз, имеет
размеры 500X500 мм, то точка пересечения нитей ми-
кроскопа опишет квадрат размерами 10X10 мм. Про-
филь детали, вписывающийся в квадрат 10X10 мм, мо-
жет обрабатываться на этом станке без перемещения
(перестановки) салазок координатного стола.
При шлифовании по увеличенному в 50 раз чертежу
с точностью до 0,5 мм точность обработанной .поверхно-
сти детали составит 0,01 мм.
Микроскоп измерительной системы смонтирован в
гнезде кронштейна станка и обеспечивает примерно
25-кратное увеличение. На пластинке микроскопа имеют-
ся две перекрещивающиеся нити, точка пересечения ко-
торых должна совпадать с оптической и механической
осями микроскопа. Обрабатываемая деталь и шлифо-
вальный круг при пользовании микроскопом освещают-
ся с помощью верхнего и нижнего осветительных прибо-
ров. Верхний прибор освещает деталь, а нижний дает
пучок параллельных лучей зеленого цвета. Благодаря
этому на фоне зеленого поля отчетливо видны темные
силуэты детали и круГа.
Верхняя плоскость детали устанавливается в фокусе
микроскопа путем опускания и поднятия координатного
стола 5 станка. Точка пересечения нитей микроскопа яв-
ляется центром контрольной окружности 6 (см. рис. 13),
которая находится в поле зрения микроскопа.
Ко второй группе относятся оптические профилешли-
фовальные станки с экраном модели 395.4 и фирмы
«Васино».
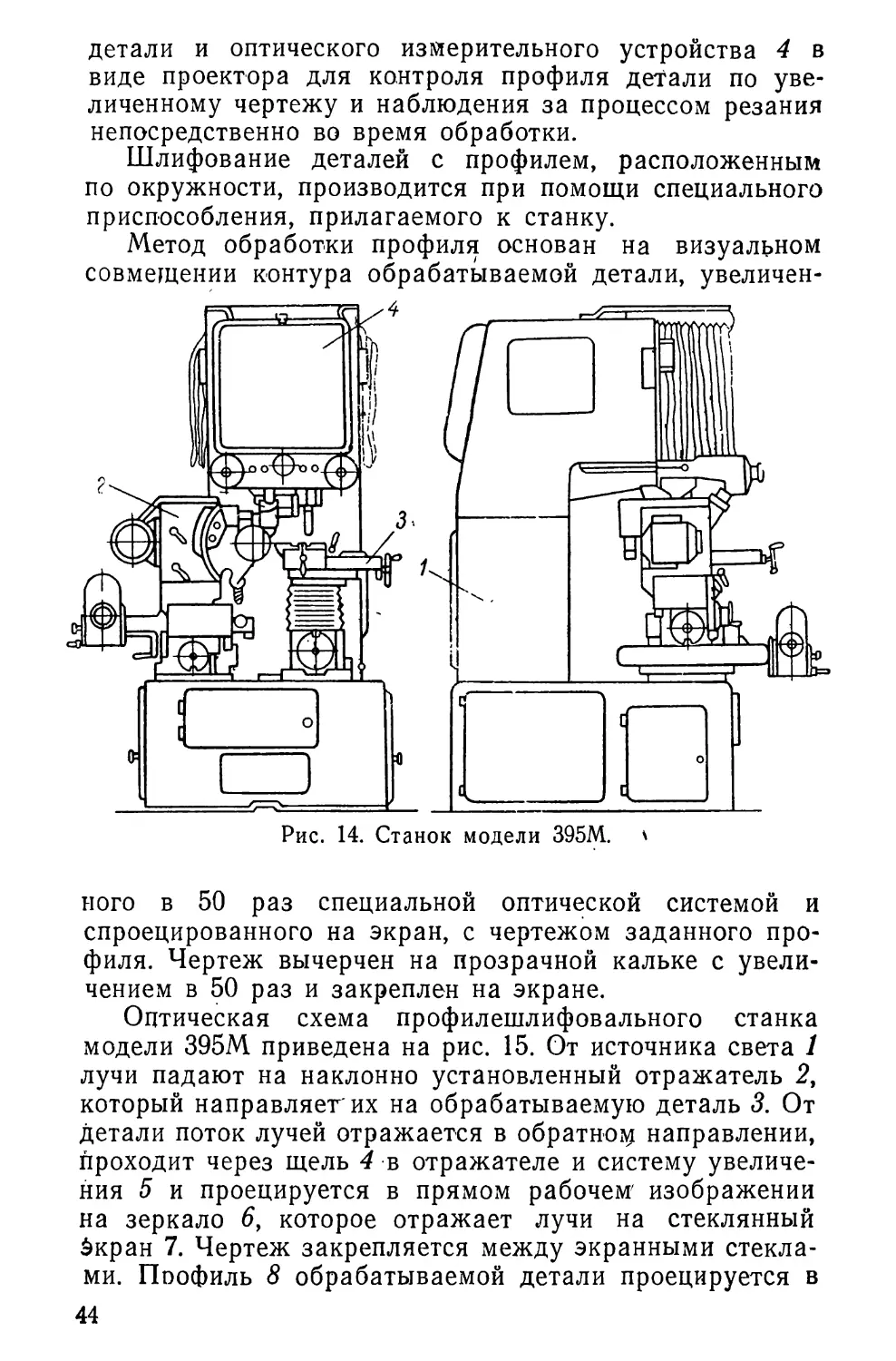
Станок модели 395М предназначен для обработки
сложных наружных профилей паунсонов, составных мат-
риц и других подобных деталей любого профи-
ля. Он состоит из четырех основных узлов: ста-
нины 1 (рис. 14), шлифовальной бабки 2 с устрой-
ствами, позволяющими производить все рабочие и уста-
новочные перемещения шлифовального круга, коорди-
натного столика 3 для закрепления обрабатываемой
детали, установочных перемещений в двух взаимно пер-
пендикулярных направлениях и фокусирования иро'мки
43
детали и оптического измерительного устройства 4 в
виде проектора для контроля профиля детали по уве-
личенному чертежу и наблюдения за процессом резания
непосредственно во время обработки.
Шлифование деталей с профилем, расположенным
по окружности, производится при помощи специального
приспособления, прилагаемого к станку.
Метод обработки профиля основан на визуальном
совмещении контура обрабатываемой детали, увеличен-
Рис. 14. Станок модели 395М. s
ного в 50 раз специальной оптической системой и
спроецированного на экран, с чертежом заданного про-
филя. Чертеж вычерчен на прозрачной кальке с увели-
чением в 50 раз и закреплен на экране.
Оптическая схема профилешлифовального станка
модели 395М приведена на рис. 15. От источника света 1
лучи падают на наклонно установленный отражатель 2,
который направляегих на обрабатываемую деталь 3. От
детали поток лучей отражается в обратном направлении,
проходит через щель 4 в отражателе и систему увеличе-
ния 5 и проецируется в прямом рабочем изображении
на зеркало 6, которое отражает лучи на стеклянный
$кран 7. Чертеж закрепляется между экранными стекла-
ми. Поофиль 8 обрабатываемой детали проецируется в
44
виде резкого темного изображения на ярко освещенном
экране.
Путем снятия припуска А получают профиль детали
с точностью 0,01 мм и шероховатостью обработанной по-
верхности 7-го класса.
Обработка профиля детали осуществляется при пе-
ремещении шлифовального круга по двум взаимно пер-
пендикулярным координатам за счет движения двух суп-
портов шлифовальной головки вручную или механиче-
ски. Помимо вращательного и двух поступательных пе-
ремещений в горизонтальной плоскости шлифовальный
круг имеет возвратно-поступательное движение, что
обеспечивает обработку профиля по всей высоте детали.
Деталь устанавливается на станке так, чтобы по
всему контуру или его части, подлежащей обработке,
оставался припуск. Детали, изображение профиля кото-
рых не помещается на экране, шлифуются по участкам.
Переход от одного участка к другому осуществляется за
счет перемещения суппорта стола, на котором закрепле-
на деталь.
В тех случаях, когда по одному чертежу обрабаты-
вается повторяющийся профиль, перемещение суппортов
стола контролируется с помощью концевых мер длины.
Когда же на соседнем участке шлифуется профиль иной
конфигурации, чем предыдущий, чертеж-калька передви-
45
гается или заменяется, причем на новом участке черте-
жа или на новом чертеже должна быть линия уже обра-
ботанной части профиля, являющаяся началом нового
участка. В этих случаях перемещение суппортов стола
контролируют ‘путем совмещения части контура обрабо-
Рис. 16. Схема обработки профи-
ля детали на станке модели
2СПШ.
тайного участка профиля
с линией чертежа.
Станок позволяет об-
рабатывать детали, не
снимая их со стола, со
значительными размера-
ми профиля, вписываю-
щегося в прямоугольник
размерами 150X60 мм.
К третьей группе отно-
сятся оптические профи-
лешлифовальные станки с
двумя координатными си-
стемами моделей 2СПШ,
ЗР196 и 10ПС.
Станок модели 2СПШ
предназначен для шлифо-
вания с высокой точно-
стью и чистотой поверх-
ности сложных профилей
пуансонов, составных
матриц и других подоб-
ных деталей. Станок поз-
воляет шлифовать профи-
ли, составленные из дуг
окружностей и прямых
линий.
В основе этого метода
обработки профиля ле-
жит поэлементное шлифование отдельных участков, кон-
тур которых является правильной геометрической ли-
нией (дуга окружности или прямая). Положение этих
участков в общем профиле определено размерами чер-
тежа или специально рассчитано при составлении техно-
логического процесса.
Схема обработки профиля детали 2 показана на
рис. 16. Стол станка имеет следующее устройство. На
нижнем крестовом координатном суппорте с осями дви-
жения х и у установлен поворачивающийся на 360°
46
диск 1. На этом диске расположен второй координатный
суппорт с осями движения N и М, на котором установ-
лена плита для крепления детали 2. Выше рабочего
стола на тумбе, жестко закрепленной на станине, поме-
щен микроскоп <?, перекрестие сетки которого постоян-
но зафиксировано.
Поворот диска 1 осуществляется червячной парой
(не показанной на схеме). Нижний суппорт стола с ося-
ми х и у устроен так, что при среднем нулевом положе-
нии его обеих салазок ось вращения поворотного диска
совпадает с оптической осью микроскопа.
Прежде чем установить деталь 2 на столе, необходи-
мо отвести на величину R1 в сторону от шлифовального
круга каретку (так как кривизна профиля выпуклая).
Таким, образом, центр вращения стола устанавливается
на расстоянии R1 от оптической оси микроскопа и центра
перекрестия сетки. Затем на верхней плите стола за-
крепляется деталь 2 так, чтобы центр дуги радиуса
совпал с центром вращения диска, а сторона К была
расположена параллельно движению салазок 5.
Проверив правильность установки детали и равно-
мерность припуска на обработку посредством вращения
диска и перемещения салазок 6 и 7 с одновременным
наблюдением в микроскоп, окончательно закрепляют
деталь. Затем шлифовальный круг подводят до сопри-
косновения с деталью и поворотом диска по часовой
стрелке на заданный угол и обратно — против часовой
стрелки — до выхода во впадину 2 деталь шлифуют по
радиусу 1. Сектор шлифования на заданный угол уста-
навливается по упорам. Шлифовальный круг подается
на врезание до тех пор, пока контур профиля обрабаты-
ваемого радиуса R1 не совпадет с центром перекрестия
сетки микроскопа.
Второй элемент профиля — впадина R2 — обрабаты-
вается следующим образом. Салазки 6 перемещаются на
величину Ь, а салазки 7 — на величину а, тем самым сов-
мещается центр дуги радиуса R2 с осью диска. Затем
диск разворачивается на 90°, и салазки 4 перемещаются
на величину R2 от среднего нулевого положения каретки.
Шлифование второго элемента профиля производится
так же, как и первого (R1).
Прямые участки профиля шлифуются так. Диск раз-
ворачивается на заданный чертежом угол, пересчитан-
ный от принятой базы, а размер устанавливается салаз-
47
ками 4. В рассматриваемом случае для обработки по-
верхности К салазки 6 и 7 нужно установить в перво-
начальное положение (в котором они находились в на-
чале обработки дуги), а салазки 4 и 5 — в среднее ну-
левое положение. Тогда центр дуги R1 совпадет с осью
вращения диска и центром перекрестия сетки микроско-
па. Развернув диск на 180°, переместив салазки 4 на
величину l = L—R1 и придав салазкам 5 возвратно-по-
ступательное движение, обрабатывают поверхность К
до совпадения ее с перекрестием сетки микроскопа. Так
же шлифуют и другие два участка профиля.
Таким же способом можно обработать любой откры-
тый профиль, составленный из дуг окружностей и пря-
мых линий.
Шлифовальный круг помимо вращательного и двух
поступательных движений в горизонтальной плоскости
имеет возвратно-поступательное движение параллельно
вертикальной оси стола, что дает возможность обрабо-
тать профиль детали по всей длине.
Обработка профиля, основанная на законах геоме-
трического построения, обеспечивает получение точных
плавных кривых и прямых участков без микроплощадок
с шероховатостью поверхностей 8-го класса; точность
обработки при этом составляет 0,01 мм, а при особо
точных установках — 0,005 мм.
Станок позволяет обрабатывать за одну установку
детали, ограниченные по всему периметру сложным
замкнутым профилем. Максимальные габариты его опре-
деляются прямоугольником со сторонами 200X100 мм-
и радиусами, указанными в технической характеристике
станка.
При помощи координатных столов и микроскопа воз-
можен контроль обработанного профиля без съема де-
тали со станка.
Электроэрозионные станки. В инструментальном про-
изводстве электроэрозионная обработка находит широ-
кое применение при изготовлении твердосплавных ин-
струментов и технологической оснастки. Электроэрозион-
ным способом обрабатывают круглые и фасонные, глу-
хие и сквозные отверстия, замкнутые контуры и пазы,
фасонные контуры твердосплавных гибочных и выруб-
ных штампов, малые отверстия, а также твердосплавные
детали,
48
Существует два технологических -способа осуществ-
ления электроэр.озионной обработки металлов:- профи-
лированным и непрофилированным электродами-инстру-
ментами. В первом случае обработка происходит при по-
ступательном движении профилированного эл'ектрода-
инструмента, внедряющегося в заготовку по мере уда-
ления металла под воздействием импульсов электриче-
ской энергии.
Точность обработанных поверхностей зависит в ос-
новном от точности изготовления электрода-инструмента
и его износа. Обработка по первому способу производит-
ся на копировально-прошивных станках моделей
ЛКЗ-183, 4723, 4Б722, А207-23, 2ЭПС и др.
Во вторОхМ случае в качестве непрофилированного
электрода применяется проволока. Электродом-проволо-
кой можно разрезать детали и вырезать фасонные про-
фили. Обработка по второму способу производится- на
станках моделей 4531, 453П, 4532, 2ЭФУ-М и др.
Станок модели ЛКЗ-183. Общий вид станка приве-
ден на рис. 17. Основные его узлы следующие: автома-
тический регулятор подачи 1, поперечный суппорт 2,
электрододержатель 3, угловой кронштейн 4, стол 5,
ванна 6, основание 7, панель управления 8, направляю-
щие качения продольного суппорта 9 и поворотный круг
рабочей головки 10.
На этом станке могут выполняться многочисленные
операции, например обработка рабочихг отверстии в
твердосплавных фильерах, изготовление сложных поло-
стей пресс-форм для литья под давлением, профилирова-
ние твердосплавных резцов, обработка рабочих отвер-
стий твердосплавных матриц вырубных штампов, про-
резание узких щелей, изготовление сит и другие опера-
ции. '
К конструктивным особенностям станка модели
ЛКЗ-183, повышающим его эксплуатационные свойства,
относятся:
1) наличие выносного стола, что облегчает доступ к
обрабатываемой детали, измерения и смену электродов-
инструментов;
2) верхнее расположение направляющих, исключаю-
щее их загрязнение рабочей Жидкостью;
3) широкий диапазон режимов, позволяющий произ-
водить разнообразные операции;
49
4) возможность точного отсчета перемещений рабо-
чей головки;
5) возможность обработки относительно крупных
деталей при сравнительно небольшой площади, зани-
маемой станком.
Рис. 17. Электроэрозионный станок модели
, ЛКЗ-183.
Точность взаимного расположения электрода-инстру-
мента и обрабатываемой детали обеспечивается жестко-
стью кинематической цепи стол — угловой кронштейн —
консольный кронштейн — электрод-инструмент. Это до-
стигается благодаря тому, что упомянутые узлы станка,
будучи жестко связаны между собой, подвешены к ста-
нине на шарнире. Подвеска на шарнире исключает воз-
можность влияния каких-либо деформаций станины, ко-
50
торые могут иметь место, например, от перемещения по
ней относительно тяжелой (около 300 кг) ванны с ра-
бочей жидкостью.
Питание станка осуществляется от двухмашинного
агрегата, состоящего из электродвигателя трехфазного
тока 220/380 в и мощностью 4,8 кет. Электродвигатель
и генератор соединены муфтой и установлены на общей
плите. Постоянный ток преобразуется в электрические
импульсы при помощи релаксационного генератора RC,
встроенного в корпус станка и рассчитанного на 5 ос-
новных режимов обработки.
Производительность и качество поверхности при об-
работке на станке модели ЛКЗ-183 приведены в табл. 16.
Таблица 16
Производительность и качество поверхности
при обработке на основных режимах станка
модели ЛКЗ-183
№ ре- жима обра- ботки Площадь электрода- инструмента, см2 Обрабатываемый .материал
сталь твердый сплав
производи- тельность, г1мин класс 'чистоты производи- тельность, г!мик класс чистоты
I 10 0,9 2 0,65 3
II 10 0,5 3 0,35 4
ш 10 0,2 4 ' 0,08 5
IV 1 0,07 5 0,05 6
V 1 0,02 5 0,015 6
Помимо основного встроенного генератора RC, обла-
дающего широкими технологическими возможностями,
но ограниченной производительностью, к станку могут
быть присоединены генераторы узкого диапазона при-
менения, но более высокой производительности. Напри-
мер, для предварительной обработки стали и магнитных
сплавов с производительностью до 1500 мм?! мин служит
машинный генератор импульсов МГИ-2.
При изготовлении твердосплавных штампов малых
размеров могут быть использованы генераторы ГИТ-1М,
ГИТ-2, ВЧИУ и другие, .обеспечивающие производитель-
ность обработки 30 мм31мин при шероховатости поверх-
ности 6-го класса.
51
Станки моделей 4Б722 и 4723 предназначены для
электроэрозионной обработки средних и крупных дета-
лей штампов, пресс-форм, литьевых форм и других дета-
лей сложного профиля. На предварительных операциях
с помощью машинных генераторов импульсов обеспе-
чивается большой съем металла. Чистовая обработка
производится при переключении станка на высокочас-
тотный ламповый- генератор типа ВГ-ЗВ.
Специальный прецизионный координатно-электро-
искровой станок 2ЭПС разработан на основе высокочас-
тотного генератора импульсов 2ВЧИУ-М. Генератор- ра-
ботает на частоте 500 кгц и дает возможность обрабо-
тать поверхности с шероховатостью 9-го класса и точно-
стью 2-го класса.
Станок имеет координатный стол, который переме-
щается в двух взаимно перпендикулярных направлениях
и, кроме того, может поворачиваться на 360°. Цена де-
ления шкал перемещения координатного стола 0,01 мм
с точностью отсчета~поворота стола 5'мк. Наибольшее
перемещение его в продольном направлении составляет
80 мм и в поперечном — 40 мм.
Обработка отверстий на станке модели 2ЭПС про-
изводится профилированным электродом. При обработке
группы отверстий точное расположение их обеспечивает-
ся перемещением каретки координатного стола.
Устанавливают электроды относительно базовых де-
талей или базового отверстия при помощи установочно-
измерительной системы со специальным микроскопом,
имеющим два объектива. Объектив микроскопа распо-
лагают между торцовой поверхностью электродов-ин-
струментов и плоскостью обрабатываемой детали. Через
окуляр одновременно наблюдают профиль или часть
профиля электрода и базового отверстия. Перемещением
кареток координатного стола изображение отверстия де-
тали совмещают с изображением электрода. Координат-
ный стол в сочетании с микроскопом дает возможность
проверять все размеры в процессе обработки или по
окончании ее, не снимая деталь со станка.
Станок модели 4531 (рис. 18) предназначен для вы-
резания по копиру сложноконтурных деталей из твер-
дых сплавов. На станке могут изготовляться детали вы-
рубных и гибочных штампов, фасонные резцы, резьбо-
вые гребенки и другие аналогичные детали.
52
В станке модели 4531 электрооборудование и меха-
низмы объединены. В шкафу 1 расположено электрообо-
рудование, а на его верхней панели — рабочая головка 2
и каретка 3, перемещающиеся во взаимно перпендику-
лярных направлениях по направляющим с канавками, в
которых находятся стальные шарики. На рабочей голов-
ке 2 имеется скоба 4 для направления проволоки. Меха-
низмы для перемотки проволоки
же автоматическое устрой-
ство, выключающее станок при
обрыве проволоки, расположе-
ны внутри корпуса рабочей го-
ловки.
На этом станке из одной
твердосплавной заготовки без
доводочных операций можно
изготовить точно сопрягаемые^
детали, например матрицу и* z
пуансон, со строго параллель-
ными гранями и равномерным
зазором. На станке можно осу-
ществить точное разрезание и
образование весьма узких ще-
лей. Точность обработки со-
ставляет 0,003—0,005 мм, ше-
роховатость обработанных по-
верхностей — 6—8-го классов.
Схема вырезания детали
электродом-проволокой приве-
дена на рис. 19. Проволока 3,
и ее натяжения, а так-
Рис. 18. Электроэрозион-
ный станок модели 4531.
пропущенная через предвари-
тельно образованное в заготов-
ке отверстие, перематывается с катушки 2 через роли-
ки 4 на катушку 7. В это время обрабатываемая заго-
товка 5 перемещается по копиру 6, При перемещении за-
готовки относительно электрода-проволоки последний
вырезает деталь требуемого контура. На станке без при-
менения копира можно вырезать детали прямоугольного
контура, а с помощью приспособления вырезать и шли-
фовать по окружности.
На станке 4531 можно обрабатывать детали разме-
рами 160X120X30 мм. Производительность его —
1—10 мм3!мин.
53
Установка 2ЭФУ-М. Электроэрозионная фотокопиро-
вальная установка с проволочным электродом предназ-
начена для обработки твердосплавных деталей штампов и
пресс-форм размерами 50X50 мм и толщиной до 25 мм.
Точность обработки зависит от точности копира (мас-
штаб I : 1) и может достигать ±0,01 мм. Копирами слу-
жат сопрягаемая деталь, чертеж, сфотографированный
2 - на фотопластинку, или специально
х+ч/ j изготовленный шаблон.
-Z.-i/Js,/'м Схема установки с проволочным
\ !/ 4 электродом показана на рис. 20.
Координатный стол 11 приводится
& в движение двигателями 12 и 10 и
Рис. 19. Схема выре-
зания детали электро-
дом-проволокой.
Рис. 20. Схема установки 2ЭФУ-М.
совмещает в себе жестко связанные рабочий столике за-
готовкой 5 и предметный столик 9 фотокопировальной
системы с копиром. Освещенный копир проецируется че-
рез оптическую систему 6 с 30-кратным увеличением
на фотодатчик 7, преобразующий положение линии ко-
пирования в электрический сигнал, который через элек-
тронное следящее устройство 8 воздействует на элек-
тродвигатель подач так, что копир своим краем непре-
рывно перемещается под объективом.
Эквидистантно обходу копира перемещается относи-
тельно'проволоки-электрода рабочий столик с заготов-
кой. К электроду и заготовке подведен от генератора 2
источник тока. Проволочный электрод 4 непрерывно пе-
рематывается с подающей на приемную бобину электро-
54
двигателем 3. Электродвигатель 1, включенный в затор-
моженном режиме, создает натяжение проволоки.
Установка работает на трех режимах. На мягком ре-
жиме обрабатывают очень сложные сопрягаемые детали
.(пуансон—матрица), узкие щели и пазы.. В этом случае
обработка ведется вольфрамовой проволокой диаметром
0,03—0,08 мм при производительности 3 мм2 {мин и ше-
роховатости поверхности 7—8-го классов.
На среднем режиме обрабатывают сопрягаемые де-
тали медной проволокой диаметром 0,06—0,2 мм.
Производительность при обработке твердого сплава
ВК15 — 4 мм2/мин, а шероховатость поверхности — 7-го
класса.
Грубый режим применяется для обработки деталей,
подвергаемых последующей доводке. Работа произво-
дится медной проволокой диаметром более 0,2 мм. Про-
изводительность—10 мм2!мин, шероховатость поверх-
ности— 7-го класса.
„ Станки для электрохимической обработки. Электро-
химическая обработка основана на принципе локализо-
ванного анодного растворения металла при высоких (до
250 а/см2)- плотностях тока, малых межэлектродных за-
зорах и при интенсивной прокачке в зазор электролита.
Электрод-инструмент при этом соединен с отрицатель-
ным полюсом источника питания, а деталь — с положи-
тельным.
Электрохимическая обработка делится на анодно-
гидравлическую, электрохимикомеханическую и комби-
нированную.
В инструментальном производстве находят примене-
ние все ее разновидности, но при окончательной обра-
ботке инструментов и деталей штампов и пресс-форм ши-
роко применяется электр'охимикомеханическая, или так
называемая электроалмазная обработка.
Для электрохимической обработки промышленность
выпускает станки моделей МА-4423, МА-4427, МА-4429,
4420, 4450, 3623, ЗЭ667, ЗЭ110, ЗЭ730 и др.
Станок модели МА-4423 является анодно-гидравличе-
ским копировально-прошивочным станком. Предназна-
чен он для изготовления полостей ковочных штампов.
Копировально-прошивочные операции осуществляются
при поступательном движении катода-инструмента, фор-
ма которого копируется на детали одновременно по всей
поверхности.
55
Наибольшая производительность, получаемая при
обработке полостей на станке модели МА-4423, состав-
ляет 15 000 ммг)мин при токе 5000 а. Скорость подачи
инструмента в направлении съема металла составляет
0,3—1,5 мм/мин при обработке полостей деталей штам-
пов и пресс-форм и 5—6 мм]мин— при прошивании от-
верстий. Шероховатость обработанных поверхностей —
6—9-го классов, а точность обработки — 0,1—0,3 мм.
Наибольшая площадь обработки равна 300 см2.
Электрохимический станок МА-4429 предназначен
для фасонного вырезания электродом-проволокой или
стержнем по копиру сложноконтурных деталей и фасон-
ных отверстий в деталях штампов и пресс-форм. В каче-
стве источника питания применяется статический крем-
ниевый выпрямитель со ступенчатьш регулированием на-
пряжения.
Наибольшие размеры вырезаемого профиля — 120Х
'X100X30 мм. Точность прямолинейного вырезания со-
ставляет 0,02 мм, а сложноконтурных — 0,06 мм. Шеро-
ховатость обработанных поверхностей — 7—9-го классов;
производительность при толщине заготовки от J6 до
30 мм достигает 40 мм?!мин.
Электроалмазные станки моделей 3623, 3672 и ЗЭ667
служат для заточки твердосплавных инструментов. За-
точка резцов производится на станках моделей 3623 и
3672, а твердосплавных торцовых фрез —на станке
ЗЭ667.
Для электрохимического затачивания инструментов
применяются токопроводящие алмазные круги на метал-
лических связках Ml, М5, МВ1 и МО13; алмазное зерно
марок А, АСП и АСВ, зернистостью 10—12 и концентра-
цией 100%.
При обработке твердых сплавов используются элек-‘
тролиты в виде водных растворов нитритов и нит-
ратов. у
Затачивание твердосплавных инструментов можно
производить на следующих режимах: окружная скорость
круга v = 30 м]сек\ удельное давление Р = 5—15 кг[см2-,
скорость подачи стола S = 1—1,5 м[мин\ рабочее напря-
жение (7 = 6—7 в. Шероховатость обработанных поверх-
ностей — 8—9-го классов.
Плоскошлифовальные станки моделей ЗЭ730 и ЗЭ731
предназначены для электроалмазного шлифования твер-
досплавного инструмента и деталей оснастки. Они имеют
56
прямоугольный или круглый стол и вертикальное распо-
ложение шпинделей.
Производительность электроалмазного шлифования
твердых сплавов по сравнению с обычным алмазным
шлифованием в 2—2,5 раза выше, а износ алмазов —
в 2 раза меньше.
При шлифовании кругом А12М1 100% диаметром
450 мм и высотой 35 мм твердого сплава ВК8 съем со-
ставляет 6 г!мин, удельный износ алмазов — 0,1 —
0,2 л/г/г, а шероховатость обработанных поверхностей —*
9-го класса.
Рекомендуемые режимы обработки: г> = 25—30 м!сек\
5 = 0,2—0,8 м/мин-, глубина шлифования / = 0,01—0,05 мм\
рабочее напряжение £7=6—7 в.
Станки для ультразвуковой обработки. В инструмен-
тальном производстве ультразвуковая обработка приме-
няется редко. Известны лишь отдельные примеры ее ис-
пользования при изготовлении вырубных и вытяж-
ных матриц штампов, ковочно-высадочных и чеканных
твердосплавных матриц, образовании отверстий и па-
зов.
Ультразвуковая обработка твердосплавных выруб-
ных чеканных и высадочных штампов производится сле-
дующим образом. Если площадь обрабатываемой по-
верхности превышает 1500 мм2, то предварительное про-
филирование производится электроэрозионным способом
с оставлением припуска 0,2—0,3 мм на сторону для окон-
чательной ультразвуковой обработки.
В тех случаях, когда площадь обработки находится
в пределах нескольких сот квадратных миллиметров,
предварительное профилирование под ультразвуковую
обработку не производят.
Ультразвуковой прошивочный станок модели 4772А
предназначен для выполнения следующих операций:
прошивания круглых и фасонных отверстий и полостей;
изготовления и доводки вырубных, ковочных, высадоч-
ных и чеканочных твердосплавных матриц; нанесения
рисок и клеймения. Шероховатость обработанных по-
верхностей— 6—9-го классов. Производительность при
обработке твердого сплава — 200 мм21мин, а относитель-
ный износ инструмента — 40—60%.
Станок модели 4Б772 служит для комбинированной
ультразвуковой и электрохимической обработки. Создан
он на базе станков моделей 4772А и 4Б77 и предназначен
57
для обработки фильер и деталей, штампов и пресс-
форм.
Предварительная обработка производится совместно
ультразвуковым и электрохимическим способами. Чи-
стовая обработка осуществляется только ультразвуко-
вым способом. Станок прост в управлении. Компоновка
его узлов обеспечивает необходимые технологические
удобства в обслуживании. Конструктивной особенностью
станка является наличие регулируемого привода подачи
рабочей головки. Координатные перемещения стола бла-
годаря наличию оптических систем могут осуществлять-
ся с точностью ±5 мкм.
Глава II
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
В ИНСТРУМЕНТАЛЬНОМ
ПРОИЗВОДСТВЕ
6. ТРЕБОВАНИЯ К МАТЕРИАЛАМ
В инструментальном производстве применяют сталь
различных марок, металлокерамические твердые сплавы,
минералокерамические пластинки и алмазы. Наиболее
широко используются инструментальные стали, так как
из них делают режущий и измерительный инструмент,
штампы, пресс-формы и приспособления. Инструменталь-
ные стали обладают высокой твердостью, прочностью, из-
носостойкостью и рядом других свойств, необходимых
для обработки материалов резанием и давлением.
Применение тех или иных материалов определяется
требованиями, предъявляемыми к различным инстру-
ментам.
Материалы, из которых изготовляют режущие ин-
струменты, должны обладать следующими свойствами:
высокой прочностью, так как в процессе резания ин-
струменты испытывают большие усилия;
высокой твердостью, потому что процесс резания
можно осуществить только в том случае, если твердость
материала инструмента значительно больше твердости
обрабатываемого материала;
высокой износостойкостью, потому чт© стойкость ин-
струмента зависит от степени истирания режущих кро-
мок;
высокой теплостойкостью, так как в процессе резания
выделяется большое количество тепла, часть которого
идет на нагрев режущих кромок инструмента, а послед-
ний, нагреваясь, теряет первоначальную твердость и бы-
стро выходит из строя.
Инструментальные материалы не одинаково устой-
чивы против действия тепла: одни теряют свои режущие
свойства при нагреве до температуры 200—250° С, а дру-
гие способны резать даже при температуре до 1000° G
и более.
59
Стали для измерительных инструментов и деталей
высокой точности должны обладать высокой износостой-
костью, необходимой для сохранения инструментами
размеров и формы в процессе эксплуатации, а также
хорошей обрабатываемостью для получения высокого
класса чистоты поверхности измерительных инструмен-
тов. -
Требуемая износостойкость обеспечивается закалкой
и отпуском сталей определенных марок, после чего они
приобретают высокую твердость и сохраняют мартен-
ситную структуру.
Постоянство размеров и формы достигается спе-
циальной термической обработкой измерительных инстру-
ментов, во многом отличающейся от обработки режу-
щих инструментов и штампов.
Хорошая обрабатываемость необходима для получе-
ния при доводке поверхностей шероховатости 13—14-го
классов. При изготовлении, например, концевых мер дли-
ны высокий класс чистоты поверхности' обеспечивает
сцепляемость (притираемость) плиток.
При изготовлении штампов для холодного деформи-
рования к сталям предъявляются два основных требо-
вания— высокая прочность и износостойкость. По срав-
нению с режущими инструментами твердость деталей
штампов в зависимости от условий эксплуатации выби-
рают в более широких пределах (HRC 54—66).
Стали, из которых выполняют штампы для горячего
деформирования, должны иметь высокую прочность, не-
обходимую для сохранения формы штампа при высоких
удельных давлениях при деформировании; определен-
ную теплостойкость — для сохранения повышенных проч-
ностных свойств при нагреве; вязкость — для предупре-
ждения поломок и .выкрашивания и получения высокой
разгаростойкости; разгаростойкость — для предупрежде-
ния трещин, возникающих при многократном чередова-
нии нагрева и охлаждения; износостойкость; окалино-
стойкость (^сли поверхностный слой деталей штампа на-
гревается до температуры выше 600°С); теплопровод-
ность— для лучшего отвода тепла, передаваемого заго-
товкой; прокаливаемость, так как многие детали штам-
пов имеют большие размеры и высокие прочност-
ные свойства должны быть получены по всему сече-
нию„
60
7. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Основной группой материалов для изготовления ре-
жущих и измерительных инструментов, приспособлений
и штампов являются инструментальные углеродистые,
легированные и быстрорежущие стали. Кроме того, в
инструментальном производстве применяются и кон-
струкционные стали.
Углеродистые стали. Эти стали обладают высокой
твердостью после окончательной термической обработки
(HRC 62—64) и низкой твердостью в отожженном со-
стоянии (НВ 187—207), что обеспечивает хорошую об-
рабатываемость резанием и давлением. Недостаток уг-
леродистых сталей — низкая теплостойкость (200—
250° С).
Применяется углеродистая высококачественная сталь
марок У7А, У8А, У8ГА, У9А, У10А, У11А, У12А и У13А
и углеродистая качественная сталь марок У7, У8, У8Г,
У9, У10, У11, У12 и У13 (ГОСТ 1435-54).
Буквы и цифры в обозначении марок стали означают:
У — углеродистая, следующие за ней цифры — среднее
содержание углерода (в десятых долях процента), бук-
ва Г — сталь с повышенным содержанием марганца.
Буквой А обозначаются высококачественные стали — бо-
лее чистые, чем качественные, по содержанию серы, фос-
фора и остальных примесей, а также по неметалличе-
ским включениям и с более суженными пределами со-
держания марганца и кремния.
Увеличение в стали содержания углерода повышает
ее твердость, но одновременно увеличивает и хрупкость.
Следовательно, для ударных инструментов применяют
стали с меньшим содержанием углерода (У7 и У8), а
для режущих и измерительных инструментов, требую-
щих высокой твердости и износоустойчивости, — с боль-
шим содержанием углерода (У 10 и У12).
Стали марок У7, У7А, У8, У8А, У8ГА, У9 и У9А слу-
жат для изготовления зубил, ножниц для резки жести,
пил по металлу и дереву, резцов по меди.
Из стали марок У10А, У11, У11А, У12 и У12А выпол-
няют сверла малого диаметра, метчики, развертки,
плашки, фрезы малого диаметра, пилы по металлу, но-
жовочные полотна, измерительные инструменты, зубила
для насечки напильников.
61
Стали марок У13 и У13А служат для изготовления
инструментов особо высокой твердости: резцов, зубил
для насечки напильников, шаберов, напильников и т. п.
Стали марок У8А и У10А применяют для пуансонов,
матриц, ножей и других деталей штампов.
Углеродистые стали поставляются в виде горячека-
таных, кованых или калиброванных прутков различ-
ного сечения или в виде полос.
Легированные стали. В зависимости от назначения и
свойств инструментальные легированные стали (ГОСТ
5950-63) подразделяют на две группы: стали для режу-
щего и измерительного инструмента и стали для штам-
повочного инструмента. Для режущего инструмента наи-
большее применение нашли такие марки, как 7ХФ, ИХ,
13Х, ХВ5, Bl, 9ХС, ХВГ, 9Х5ВФ, ХВСГ и др.
Большое распространение получили стали марок
ХВГ и 9ХС. Из них изготовляют круглые плашки, мет-
чики, сверла и другой инструмент. Сталь ХВГ хорошо
прокаливается и мало деформируется. Сталь 9ХС на-
ряду с хорошей прокаливаемостью отличается и боль-
шей устойчивостью при нагреве. Она сохраняет высокую
твердость и износоустойчивость при нагреве до темпе-
ратуры 250° С. Благодаря равномерному распределению
карбидов сталь 9ХС используют для инструментов с тон-
кой режущей кромкой.
Легированные инструментальные стали находят ши-
рокое применение при изготовлении измерительных ин-
струментов, деталей штампов и некоторых режущих ин-
струментов.
Из сталей марок ХГ, Х09, ХГС, ХВГ и 9ХВГ выпол-
няют калибры, лекала, резьбовые калибры и измери-
тельные инструменты, повышенное коробление которых
при закалке недопустимо.
Стали марок Х12, Х12М, 9Х, 4Х8В2, 4ХВ2С, 5ХВГ и
5ХГМ используются для штампов голодной .штампов-
ки, пробойников, холодновысадочных матриц и пуан-
сонов.
Режущие свойства легированных сталей примерно
такие же, как и углеродистых инструментальных, пото-
му что они имеют низкую теплостойкость (200—250°С).
По сравнению с углеродистыми сталями они обладают
повышенной вязкостью в закаленном состоянии, более
глубокой прокаливаемостью, меньшей склонностью к де-
формациям" и трещинам при закалке.
62
В обозначениях марок сталей первые цифры указы-
вают среднее содержание углерода в десятых долях про-
цента. Qhh могут и не указываться, если содержание
углерода близко к единице или больше единицы. Буквы
за цифрами обозначают: Г — марганец, С — кремний,
X — хром, В — вольфрам, Ф —ванадий, Н — никель,
М — молибден. Цифры, стоящие после букв, указывают
среднее содержание соответствующего элемента в целых
единицах. Отсутствие цифр обозначает, что содержание
этого легирующего элемента равно примерно 1%. В от-
дельных случаях содержание легирующих элементов не
указывается, если оно не превышает 1,8%.
Быстрорежущие стали. Инструментальные быстроре-
жущие стали (ГОСТ 9373-60) приобретают посл'е тер-
мообработки высокую твердость, прочность и износостой-
кость и сохраняют режущие свойства при нагревании во
время работы до 600—650° С. Это позволяет увеличивать
скорости резания инструментами из быстрорежущей стали
в 2—4 раза и повышает их стойкость по сравнению с ин-
струментами из углеродистой или легированной стали.
Преимущества быстрорежущей стали проявляются
главным образом при обработке прочных (сгв =
=±=100 кГ/мм2) и твердых сталей (НВ 200—250) и реза-
нии с повышенной скоростью. "
Основные марки и химический состав быстрорежу-
щих сталей приведены в табл. 17.
Таблица 17
Марки и химический состав быстрорежущих сталей
Марка стали Содержание элементов, %
С Сг W V Со Мо
Р18 .... 0,7—0,8 3,8—4,4 17,5—19,0 1,0—1,4 0,5—1,0
Р12 .... 0,8—0,9 3,2—3,7 12,0—13,0 1,5—1,9 — До 1,0
Р9 0,85—0,95 3,8—4,4 8,5—10,0 2,0—2,6 — . 1.0
Р18Ф2 . . . 0,85—0,95 3,8—4,4 17,5—19,0 1,8—2,4 — 0,5—1,0
Р6МЗ. . . . 0,85—0,95 3,0—3,6 5,5—6,5 2,0—2,5 — 3,0^3,6
Р9Ф5 .... 1,4—1,5 3,8—4,4 9,0—10,5 4,3—5,1 — До 1,0
Р14Ф4 . . , 1,2-1,3 4,0—4,6 13,0-14,5 3,8—4,1 — . 1,0
Р9К5 .... 0,9—1,0' 3,8—4,4 9,0—10,5 2,0—2,6 5,0—2,6 , 1,0
Р9К10 . . . 0,9—1,0 3,8—4,4 9,0—10,5 2,0—2,6 9,5—10,5 • 1,0
Р10К5Ф5 . . 1,45—1,55 4,0—4,6 10,0—11,5 4,3—5,1 5,0-6,0 „ 1.0
Р18К5Ф2 . . 0,7—0,8 3,8—4,4 17,5—19,0 4,3—5,1 5,0—6,0 0,5—1,0
53
Марки быстрорежущей стали обозначают буквами и
цифрами: буква Р означает, что сталь относится к груп-
пе быстрорежущих, а цифра после нее показывает сред-
нее содержание вольфрама (в %). Среднее содержание
ванадия (в %) отмечают цифрой, следующей за буквой
Ф, а кобальта — цифрой за буквой К.
Быстрорежущие стали делятся на стали нормальной
(Р18, Р12, Р6МЗ) и повышенной (Р18Ф2, Р14Ф4, Р9Ф5
и др.) теплостойкости. Для обработки конструкционных
сталей с твердостью до НВ 260—280 и чугунов исполь-
зуют инструменты из стали нормальной теплостойкости.
При обработке более прочных и улучшенных конструк-
ционных сталей необходимы стали ванадиевые марки
Р18Ф2 и для очень тяжелых режимов резания — стали
кобальтовые марок Р18К5Ф2, Р9К5. и Р9К10.
В настоящее время металлургическая промышлен-
ность выпускает новую марку высоковольфрамовой ко-
бальтованадиевой быстрорежущей стали ЭП379
(Р18Ф2К8М). Эту сталь поставляет завод «Электро-
ЧМТУ
сталь» по ВТУ унршТТм 691-62.
По сравнению со стандартными сталями повышенной
теплостойкости сталь ЭП379 содержит больше углерода
и кобальта и меньше молибдена. Она обладает более
высокой разгаростойкостью и теплостойкостью, чем
сталь Р18. Из нее изготовляют инструменты любой фор-
мы для обработки титановых, жаропрочных и закален-
ных сталей с твердостью до HRC 52—55.
Назначение быстрорежущих сталей показано в
табл. 18.
Для оснащения инструментов ГОСТ 2379-67 преду-
сматривает несколько форм пластинок из быстрорежу-
щих сталей.
Конструкционные стали. Для изготовления режущих
и измерительных инструментов, приспособлений и штам-
пов применяют углеродистые инструментальные стали
обыкновенного качества (ГОСТ 380-60), качественные
(ГОСТ 1050-60) и конструкционные легированные
(ГОСТ 4543-61).
В обозначении марки стали две первые цифры с ле-
вой стороны от букв указывают среднее содержание уг-
лерода (в сотых долях процента), а буквы обозначают
соответственно: Г — марганец, С — кремний, X — хром
64
и т. д. Стали улучшенного качества обозначают допол-
нительно буквой А.
Таблица 18
Примерное назначение быстрорежущих сталей
Тип инструмента Рекомендуемая марка стали
Сверла: катаные для обработки металлов твердостью до НВ 260—280 фрезерованные для об- работки металлов твер- достью до НВ 260—280 . то же, для сверления труднообрабатываемых сплавов Р12, Р9, Р6МЗ Р18Ф2, PI2, Р6МЗ Р9Ф5, Р18К5Ф2
Фрезы: резьбовые червячные то же, для резания труднообрабатываемых сплавов ... дисковые концевые Р18, Р18Ф2 Р18Ф2, Р12, Р6МЗ P9KI0, Р9К5, Р9Ф5, Р14Ф4 Р12, Р18 PI8
Долбяки, шеверы .... Протяжки Метчики машинные • . Плашки круглые .... Развертки PI2, Р6МЗ, PI8 PI2, Р6МЗ PI8, Р12, Р18Ф2 Р6МЗ, Р12 Р6МЗ, Р12, Р18
В целях экономии быстрорежущих сталей многие ре-
жущие инструменты изготовляют составными: напри-
мер, режущую часть — из стали Р18, а хвостовик —
из конструкционной стали.
8. МЕТАЛЛОКЕРАМИЧЕСКИЕ ТВЕРДЫЕ СПЛАВЫ
Металлокерамические твердые сплавы благодаря
большой твердости, красностойкости и износостойкости
обладают высокими режущими свойствами.
3 И. Г. Космачев 65
Отечественная промышленность выпускает три груп-
пы металлокерамических сплавов: вольфрамокобальто-
цые, титановольфрамовые й титанотанталовольфрамовые
.(ГОСТ 3882-67).
Сплавы первой группы состоят из карбидов вольфра-
ма и металлического кобальта и обозначаются буквами
ВК и цифрой, показывающей процентное содержание
кобальта.
Сплавы второй группы состоят из карбидов воль-
фрама, карбидов титана и металлического кобальта. Эти
Сплавы обозначают буквами ТК и цифрами. Цифра,
стоящая после буквы Т, указывает на процентное содер-
жание карбидов титаца и карбидов тантала, а циф-
ра после буквы К — на процентное содержание
кобальта.
z Химический состав и физико-механические свойства
металлокерамических твердых сплавов приведены в
табл. 19.
Кроме указанных в этой таблице сплавов, в настоя-
щее время выпускается ряд опытных марок — ТТ7К15,
ТТ10К8А, ТТ20К9 и др.
Твердые сплавы группы ВК предназначены для об-
работки чугунов, цветных сплавов "и неметаллических
материалов; сплавы марок ВК2, ВКЗМ и ВК6М —для
чистовой й получистовой обработки, а В Кб и ВК8=-для
черновой.
Твердые сплавы группы ТК служат для обработки
стадей: сплав марки Т30К4— для чистовой, Т15К6 —
для получистовой, а Т14К8, Т5КЮ и Т15К12 — для чер-
новой обработки.
Твердые сплавы группы ТТК применяют для тяже-
лой черновой обработки поковок, штамповок и отливок
по корке на низких скоростях резания и для чернового
обтачивания труднообрабатываемых материалов, вклю-
чая жаропрочные стали и сплавы.
Московский комбинат твердых сплавов изготовляет
в большом количестве многогранные твердосплавные
пластинки для оснащения резцов и фрез. Они имеют до-
статочно правильную геометрическую форму и шерохо-
ватость рабочих поверхностей в пределах 6—7-го клас-
сов. Перед. использованием их можно ограничиться
только доводкой фасок по периметру со стороны перед-
ней поверхности пластинки и доводкой опорных плоско-
стей пластинок.
66
Таблица 19
Химический состав и физико-механические свойства
металлокерамических твердых сплавов
(по ГОСТу 3882-67)
Группа твердых сплавов Марка сплава Ориентировочный состав смеси, % Удельный вес, г1см? Твердость по Роквеллу, шкала А (не менее)
1 карбид вольфрама кобальт карбид титана карбид тантала* предел прочности при изгибе, к Г (мм2
Вольфра- ВК2 98 2 100 15.0—15,4 90,0
мокобаль- ВКЗ 97 3 — — по 15.0—15,4 90,0
товые (ВК) ВКЗМ 97 3 — — по 15,0—15,3 91,0
ВК4 96 4 — — 130' 14,9—15,1 89,5
ВК4В 96 4 — -- 140 14,9-15,1 88,0
ВК6 94 6 — — 135 14,6—15,0 88,5
ВК6М 94 6 — — 130 14,8—15,0 90,0
ВК6В 94 6 — — 140 14,4—14,8 87,5
ВК8 92 8 — — 140 14,4—14.8 87,5
ВК8В 92 8 — — 155 14,4—14,8 86,5
ВК10 90 10 — — 150 14,2—14,6 : 87,0
ВК15 85 15 — — 165 13,9—14,1 86,0
ВК20 80 20 — — 190 13.4—13,7 85,0
ВК25 75 25 — — 200 12,9—13,2 84,5
Титано- Т30К4 66 4 30 90 9,5-9,8 92,0
вольфра- TI5K6 79 6 15 — ПО 11,0-12,7 90,0
мовые (ТК) Т14К8 78 8 14 — 115 11,2-12,0 89,5
Т5К10 85 9 6 ' 130 12,3-13,2 88,5
Т5К12В 83 12 5 — 150 12,8—13,3 87,0
Титано- ТТ7К12 81 12 4 3 160 13,0-13,3 87,0
тантало- вольфра- ТТ10К8Б . 82 8 3 7 140 13,5—13,8 89,0
мовые
(ТТК)
67
Кроме многогранных пластинок выпускаются также
цельнотвердосплавные фрезы диаметром от 20 до 60 мм,
машинные развертки — от 6 до 12 мм, ручные метчи-
ки— от 2,45 до 10,5 мм, спиральные сверла — от 1,8 до
5,2 мм, конические и цилиндрические борфрезы — диа-
метром от 8 до 32 мм.
Для оснащения рабочих деталей штампов применяют
твердые сплавы вольфрамокобальтовой группы. Выруб-
ные штампы оснащают твердыми сплавами марок ВК15,
ВК20 и ВК25, вытяжные штампы с малым обжатием —
сплавом марок ВК6 и ВК8, а при глубокой вытяжке и
больших обжатиях матрицы — сплавами ВКЮ и ВК15,
при недостаточном натяге при запрессовке матрицы
в обойму — сплавами ВК20 и ВК25.
Твердосплавные заготовки для деталей штампов и
пресс-форм изготовляют в виде стандартных плит, стерж-
ней или по форме детали. Заготовки могут быть пласти-
фицированные, окончательно спеченные, полуспеченные
и выполненные способом горячего прессования.
Наиболее часто применяются пластифицированные
заготовки. Их получают после предварительного спека-
ния спрессованных твердосплавных заготовок при тем-
пературе 600—700° С. В качестве пластификатора ис-
пользуется парафин.
Пластифицированные заготовки легко обрабатыва-
ются твердосплавными режущими инструментами. После
механической обработки детали окончательно спекают
при. температуре 1350—1400°С в атмосфере водорода.
Тдк как при окончательном спекании детали дают зна-
чительную усадку, то при расчете припусков на окон-
чательную обработку необходимо учитывать величину
усадки, которая зависит от марки твердого сплава.
, 9. МИНЕРАЛЬНАЯ КЕРАМИКА И КЕРМЕТЫ
Минеральная керамика. Для оснащения режущих ин-
струментов находит применение минералокерамический
сплав марки ЦМ-332< состоящий в основном из окиси
алюминия AI2O3 и небольших добавок окиси цинка или
кальция, окиси магния или марганца. По своим физико-
механическим свойствам минералокерамика (табл. 20)
значительно отличается от металлокерамических твер-
дых сплавов. Она не уступает твердым сплавам по
твердости и превосходит их по износостойкости. Недо-
68
статками минералокерамики являются ее низкая удар-
ная вязкость и низкое сопротивление изгибу.
Таблица 20
Физико-механические свойства твердых сплавов
и минералокерамики
Наименование материала Твердость (по HRA) Предел прочности, кГ1мм* Теплостой- кость, °C Теплопровод- ность, кал1см*сек-град
при изгибе при сжатии
Сплавы груп- пы ВК . . . . 86—89 100-160 333 800 0,15-0,20
Сплавы груп- пы ТК .... 88,5—91 70—115 400 900 0,05-0,07
ЦМ-332. . . 92—93 30-40 300 1200 0,042
Сплав ЦМ-332 рекомендуется применять для оснаще-
ния резцов и торцовых фрез при обработке углероди-
стых и легированных сталей, медных и алюминиевых
сплавов и чугунов.
Московский комбинат твердых сплавов выпускает
пластинки сплава ЦМ-332 для оснащения режущих ин-
струментов прямоугольной, полукруглой и других форм.
Керметы. Для оснащения инструментов используют
и другие виды минералокерамических материалов, име-
ющих в своем составе кроме основного компонента
А1гО3 добавки металлов или их карбидов. Такие ма-
териалы получили название керметов. Введение в состав
минералокерамики металлов или их карбидов позволило
несколько улучшить ее' физико-механические свойства,
и в первую очередь повысить предел прочности при из-
гибе.
В качестве металлических добавок используются
хром и молибден, которых вводят не более 10%, Так,
кермет марки А10, разработанный в Германской Демо-
кратической Республике, содержит в качестве добавки
10% молибдена. Кермет марки С40, также разработан-
ный в ГДР, имеет 60% AI2O3 и 40% МоС — WC. Твер-
дость его составляет HRA 90, а предел прочности при из-
гибе равен 45 кГ[млР.
69
Существуют и другие направления в создании керме-
тов. Так, например, компания «American Electro Metal»
выпускает тройной борид, содержащий молибден, никель
и бор, а американская фирма «Rand Development» —
двойной карбид титана.
10. АБРАЗИВНЫЕ МАТЕРИАЛЫ
Абразивные материалы делятся на естественные и
искусственные. К естественным относятся кварц, наж-
дак, корунд и алмаз, а к искусственным—электрокорунд,
карбид кремния, карбид бора, кубический нитрид бора
и синтетические алмазы.
Естественные материалы. Кварц (обозначается бук-
вой П)—это минерал, состоящий в основном из кри-
сталлического кремнезема (98,5—99,5% SiO2). Приме-
няется он для изготовления шлифовальных шкурок на
бумажной и тканевой основах в виде'шлифовальных зе-
рен в свободном состоянии.
Наждак (Н)—мелкокристаллическая окись алюми-
ния (25—60% А12О3) темно-серого - и черного цветов
с примесью окиси железа и силикатов. Применяется для
изготовления наждачного полотна и брусков.
Корунд (Е и ЕСБ)—минерал, состоящий в основном
из кристаллической окиси алюминия (80—95% А12О3) и
незначительного количества других минералов, в том
числе химически связанных с А12О3. Зерна корунда твер-
ды и при разрушении образуют раковистый излом с остры-
ми гранями. Цвет корунда может быть розовым, бурым,
синим или серым. Естественный корунд имеет ограничен-
ное применение и используется главным образом в виде
порошков и паст для доводочных операций.
Алмаз (А) — минерал, представляющий собой чи-
стый углерод. Он имеетг наиболее высокую твердость из
всех известных -в природе веществ. Встречается в виде
небольших кристаллов различной формы. Из кристаллов
и их осколков изготовляют однолезвийные режущие ин-
струменты и алмазнометаллические карандаши для
иранки шлифовальных кругов.
Искусственные материалы. Наибольшее распростра-
нение в промышленности находят искусственные абра-
зивные материалы. Благодаря высокой твердости, боль-
шей однородности состава и свойств они являются основ-
70
ными полуфабрикатами для изготовления различных ви-
дов абразивных инструментов.
Электрокорунд нормальный (Э). получают плавкой
из шихты, составленной из естественных пород. В зави-
симости от содержания кристаллической окиси алюми-
ния электрокорунд нормальный выпускается марок Э91,
Э93 и Э95 (цифра показывает содержание А12О3). Леги-
рование абразивного зерна окислами титана (ЭБТ) и
хрома (ЭБХ) повышает режущую способность, инстру-
мента.
Электрокорунд белый (ЭБ) получают при плавке
технического глинозема в электрических печах. В зави-
симости от содержания А12О3 электрокорунд выпускают
двух марок: белый ЭБ99 (обозначение ЭБ9), содержа-
щий в зерне № 40 не менее 98,5% А12О3 и не более 0,45%'
Fe2O3, и белый ЭБ97 (обозначение ЭБ8), содержащий
в зерне № 40 не'менее 96,5% А12О3 и не более 0,5%'
Fe2O3.
Монокорунд (М)—одна из разновидностей электро-
корунда (содержит до 97% кристаллической окиси алю-
миния А1%03) — отличается высокой прочностью.
Карбид кремния — химическое соединение кремния
с углеродом (SiC). Обладает большей твердостью и
хрупкостью, чем электрокорунд. Наиболее известны две
марки карбида кремния: зеленый (КЗ), имеющий цвет
от светло-зеленого. до-темно-зеленого, и черный (КЧ) —•
черного или темно-синего цвета. Карбид кремния выпу-
скают следующих марок: зеленый — шлифзерно К39 и
К38, шлифпорошки К37 и К36, микропорошки К36; чер-
ный — шлифзерно К48 и К47, шлифпорошки КЧ7 и КЧ5.
Цифры в маркировке означают содержание SiC в про-
центах (не более). Например, К39 означает карбид крем*
ния зеленый с содержанием SiC около 99%, К38 — с со-
держанием SiC около 98%.
Карбид бора — химическое соединение бора с угле-
родом, получаемое из технической борной кислоты и
нефтяного кокса в электрической печи. Применяется в
виде порошков и паст для доводки твердых материалов.
Кубический нитрид бора (КНБ)—новый твердый
материал, представляющий собой соединение бора, крем-
ния и углерода. По физико-механическим свойствам не
уступает алмазам, но обладает более высокой темпера-
турной устойчивостью. Служит для изготовления шли-
фовальных кругов для шлифования и доводки инстру-
71
ментов, из быстрорежущих (высокованадиевой и кобаль-
товой) сталей.
Искусственный (синтетический) алмаз (АС) имеет
то же строение и те же физико-механические свойства,
что и естественный. Выпускается он трех марок: АСО —
алмаз синтетический обычной прочности, предназначен-
ный для изготовления инструментов на органической
Таблица 21
Обозначение зернистости абразивных материалов
Наименование группы Для природ- ных алмазных порошков Для абра- зивных порошков Зернистость порошков в дюймовой системе, меш Размер зерен основной фракции, мкм
Шлифзерно 200 10 2500—2000
— 160 12 2000-1600
—. 125 16 1600—1250
— 100 20 1250-1000
— 80 24 1000—800
— 63 30 800-630
А50 50 36 630—500
А 40 40 46 500—400
А32 32 54 400—315
А25 25 60 315—250
А20 . 20 70 250—200
А16 16 80 200—160
Шлифпорош- А12 12 100 160—125
ки А10 10 120 125—100
А8 8 150 100—80
А6 6 180 80—63
А5 5 230 63-50
А4 4 280 50—40
Микропорош- АМ40 М40 М40 40—28
ки АМ28 М28 М28 28—20 '
АМ20 М20 М20 . 20—14
АМ14 М14 М14 14—10
АМ10 мю МЮ 10—7
АМ7 М7 М7 7-5
АМ5 М5 М5 5-3
АМЗ М3 М3 5-1
АМ1 MI Ml Мельче 1
72
связке, а также для паст и порошков; АСП — повышен-
ной прочности для инструментов на металлической и
керамической связках; АСВ — высокой прочности для
инструментов на металлической связке, работающих при
высоких удельных нагрузках.
Качество абразивных материалов определяется фор-
мой и величиной зерен, твердостью и другими физико-
механическими свойствами.
Форма зерен. Зернами называют частицы абразива,
у которых размеры в поперечном сечении не превышают
5 мм. Форма абразивных зерен характеризуется соотно-
шением между их длиной /, высотой h и шириной Ь.
Абразивные зерна, у которых все три измерения близки
или равны, называют изотермическими, или нормаль-
Таблица, 22
Обозначение зернистости порошков из синтетических
алмазов
Обозначение по маркам Зернистость в дюймовой системе, меш Размер зерен основной фракции, мкм
АСВ АСП АСО
Шлифпорошки
АСВ50 / .36 630—500
АСВ40 АСП40 —— 46 500—400
АСВ32 АСП32 — 54 400—315
АСВ25 АСП25 АСО25 60 315—250
АСВ20 АСП20 АСО20 70 250-200
АСВ 16 АСП 16 АСО 16 80 200-160
АСВ 12 АСП 12 АСО12 100 160-125
АСВ10 АСП 10 АСО 10 120 125—100
АСВ8 АСП8 АСО8 150 100-80
АСВ6 АСП6 АСО6 180 80-63
АСВ5 АСП5 АСО5 230 63—50
АСВ4 АСП4 АСО4 280 50—40
Микропорош к и
АСМ40 М40 40-28
— АСМ28 М26 28—20
__ АСМ20 — М20 20-14
АСМ 14 — М14 14—10
АСМ 10 — мю 10-7
АСМ7 М7 7—5
__ АСМ5 М5 5—3
АСМЗ — 3-1
— АСМ1 — — Мельче 1
73
Таблица 23
Физико-механические свойства абразивных материалов
Механические Физические
Наименование материала ' * сопротивление изгибу, кГ1мл? сопротивление сжатию, кГ1мм* модуль упру- [ гости, кГ1мм* температура плавления, °C теплоемкость, ккал/кг • град \ теплопровод- ность при 1000° С, г 1 кал-сек коэффициент линейного рас- ширения при 900° С электропровод- ность при 20° С, omIcm2
Алмаз 30 200 72 000— 93000 — 0,12 0,350 1,4540-6 —
Карбид бора ........ 30 180 29 600 2500 — 4— 4,5-10-7 0,445
Карбид кремния 15,5 186 36 500 2250— 2 500 0,22 0,0150— 0,0200 2,89.10-в •6,58
Электрокорунд 37 100 44000— 60000 2050 / 0,20 0,0080— 0,0055 7,5.10-6 5,11 /
ними. Такие зерна обладают наибольшей прочностью.
Если длина I превышает высоту h, то зерна называются
пластинчатыми, а при большом превышении длины I над
высотой h — мечевидными.
Абразивные зерна имеют закругление вершины с ра-
диусом от 3 до 30 мкм.
Зернистость характеризует крупность зерен — их ли-
нейный размер.
Обозначения зернистости абразивных порошков по
ГОСТу 9206-70 и природных алмазных порошков по
ГОСТу 3647-71 приведены в табл. 21.
Цифры, следующие з.а буквой А, обозначают размер
основной фракции. Верхний предел размера зерна со-
ответствует размеру ячейки сита (в микронах), сквозь
которое зерно основной фракции проходит, а нижний
предел — ячейке сита, на котором зерно основной фрак-
ции задерживается.
Обозначения зернистости порошков из синтетических
алмазов по МРТУ 2-037-04-65 показаны в табл. 22.
Твердость. Абразивные материалы должны иметь бо-
лее высокую твердость, чем обрабатываемый материал.
Установить твердость абразивного материала мож-
но методом вдавливания в него алмазной пирамиды
с углом 136°. В этом случае микротвердость определяют
на приборе ПМТ-3.
Величина микротвердости (в кГ]мм2) некоторых аб-.
разивных материалов следующая:
Алмаз природный.............. 10060
. синтетический ....... 10 100
Кубический нитрид бора.........10 100
Карбид бора....................5 700—4 300
, . кремния................. 2 800—3500
Монокорунд.....................2 100—2 300
Электрокорунд белый............ 2300—2400
, нормальный .... 2 000—2 200
Физико-механические свойства абразивных материа-*
лов приведены в табл, 23.
Глава III
НАНЕСЕНИЕ ЗНАКОВ
И ДЕЛЕНИЙ НА ИНСТРУМЕНТАХ
Все инструменты, штампы и приспособления должны,
иметь маркировку, которая является их кратким паспор-*
том, кроме того, она упрощает хранение, учет и экс-
плуатацию инструментов. Маркировка должна быть чет-
кой, ясной и красивой.
В зависимости от способа нанесения знаков марки-
ровка может быть произведена до или после термиче-
ской обработки.
Нанесение знаков на инструменты и приспособления
осуществляется механическим (клеймение), химически-
ми или электрическими способами.
11. МАРКИРОВКА КЛЕЙМЕНИЕМ
Маркировка клеймением осуществляется, как прави-
ло, при изготовлении режущего инструмента. Знаки на-
носят на концевые инструменты (сверла, зенкеры, раз-
вертки, фрезы, метчики и т. д.) до термической обра-
ботки или на незакаленные места после термической об-
работки.
Маркировку производят вручную или механически
металлическими клеймами или штемпелями, на кото-
рых вырезают буквы, цифры или марку завода, выпу-
скающего инструмент. Величина букв или цифр зави-
сит от размеров инструмента и может колебаться от
0,5 до 20 ‘мм.
Место для маркировочных знаков на инструменте
запиливают или зачищают, и на нем чертилкой прово-
дят две параллельные линии с расстоянием между ними,
равным высоте знака. Инструмент устанавливают на чу-
гунном или стальном постаменте, форма которого зави-
сит от формы инструмента, штампа или приспособления.
При ручной маркировке на место клеймения ставят
штемпель и ударяют по нему молотком. Если знак полу-
76
чился неотчетливо, то штемпель снова устанавливают на
место с небольшим наклоном в сторону неотчетливой
части. После клеймения место маркировки зачищают
личным, а затем бархатным напильником и шкуркой,
чтобы снять заусенцы и сгладить острые места.
Ручное клеймение осуществляют в инструментальных
цехах при изготовлении небольшого^ количества инстру-
ментов. Такая маркировка малопроизводительна, а ка-
чество знаков зависит от опыта работающего.
/ Приспособления для маркировки. Механическая мар-
кировка осуществляется ударным способом, выдавлива-
нием или накатыванием с помощью специальных при-
способлений.
Рис. 21. Приспособление для клеймения цилиндрических деталей
Приспособление, представленное на рис. 21, предназ-
начено для маркировки цилиндрического концевого ин-
струмента накатыванием. На нижней плите смонтиро-
ван механизм передвижения ползуна 9, состоящий из
зубчатого сектора 11 с осью 10, рукоятки 12 и других де-
талей. Ползун 9 перемещается в направляющих плиты 1.
На нем устанавливается подставка с роликами.
В приспособлении имеются две колонки 2 и средняя
плита 3, в которой при помощи оправки 8 и винтов укре-
пляется нижний набор клейм. Винт 6 и гайка 7, запрес-
сованная в верхней плите 5, служат для регулирования
расстояния между клеймом и маркируемым инструмен-
том. После установки положения клейма по отношению
к поверхности инструмента средняя плита 3 закрепляет-
ся винтами 4.
Маркировка накатыванием производится следующим
способом. После закрепления набора клейм в средней
77
приспособление
цилиндрических
Рис. 22. Сменное
длй маркировки
инструментов.
плите инструмент кладут на ролики и вращением руко-
ятки 12 ползун вместе с инструментом перемещают к
клейму. При соприкосновении поверхности инструмента
с клеймом происходит маркировка, после чего поворотом
рычага ползун возвращают в исходное положение.
Маркировку накатыванием можно производить до
или после термической обработки инструмента. Мелкий
инструмент рекомендуется маркировать до термической
обработки. Необходи-
мо только иметь в ви-
ду, что при закалке
возможно искривление
оси инструмента, вслед-
ствие чего при после-
дующем шлифовании
его в центрах иногда
не удается сохрайить
ясного и отчетливого
изображения клейма.
В этом случае следует
накатывать клеймо
глубже, чтобы после
шлифования изображе-
ние осталось отчетли-
вым.
Маркировку нака-
тыванием крупных или
средних размеров ин-
струментов рекоменду-
ется производить после
термической обработки, так как хвостовики, как пра-
вило, остаются незакаленными.
Сменное приспособление для маркировки цилиндри-
ческих инструментов на горизонтально-фрезерном стан-
ке способом накатывания разработал слесарь-новатор
С. П. Григорьев. Приспособление (рис. 22) состоит из
корпуса 6 и роликов 4, которые закреплены скобами 5.
Маркируемый инструмент 3 укладывают между ролика-
ми 4. Сектор 2 с клеймами закреплен на оправке 1 фре-
зерного станка. Вилка 7 предназначена для сбрасыва-
ния инструментов в тару после маркировки.
Диаметры роликов 4 и размеры упорных скоб 5 вы-
бираются в зависимости от диаметра маркируемых инст-
рументов.
78
Съемное приспособление (рис. 23) того же новатора
предназначено для маркировки -инструментов, имеющих
плоскую форму (ножи для «сборного инструмента, резцы,
плашки, расточные пластины и т. п.). Его можно уста-
новить на горизонтально-фрезерном станке.
Оправка 4, на которой закреплен сектор 3 с набором
клейм 10, вставляется в шпиндель станка. На столе
станка смонтировано устройство для маркировки, кото-
рое состоит из основания 1 с лотком 2 для укладыва-
ния инструментов, направляющего валика 8 с возврат-
Рис. 23. Приспособление для маркировки плоских инструментов
ной пружиной 7 и планкой 9 и подвижной плиты 6, ко-
торая на роликах перемещается по направляющему ва-
лику 8. Упор 5, расположенный на подвижной плите,
фиксирует маркируемый инструмент 11 и сохраняет его
параллельность относительно сектора с клеймами.
При вращении сектора 3 со скоростью 16—18 об/мин.
клейма 10, врезайсь в тело инструмента 11, давят на
плиту 6, которая, перемещаясь по роликам, сжимает
пружину 7.
Амортизационная резиновая прокладка 12 позволяет
маркировать инструменты с разницей по высоте до 1 мм.
Укрепленная на заднем торце сектора пружина 13 за-
хватывает замаркированный инструмент 11, перемещает
его по ходу движения стола и сбрасывает в приготов-
ленную тару,
79
Когда процесс маркировки закончен, пружина 7 воз-
вращает плиту 6 в первоначальное положение, и оче-
редной инструмент падает на плиту с лотка 2.
Оборудование для клеймения. На специализирован-
ных инструментальных заводах процесс клеймения ме-
ханизирован и автоматизирован.
Станок модели СИ-01 предназначен для клеймения
резцов размерами от 10X1-6 до 30X45 мм и длиной от
100 до 300 мм. Знаки наносят методом накатывания.
В качестве инструмента применяются клейма, которые
закрепляются в секторном клеймодержателе. Резцы
устанавливаются на каретке до упора как в поперечном,
так и в продольном положениях. Клеймо совершает вра-
щательное движение и, периодически соприкасаясь с
плоскостью резца, увлекает его за собой вместе с ка-
реткой. После нанесения знаков каретка возвращается
в исходное положение. Производительность Станка со-
ставляет 600—700 резцов в час.
Автомат модели МФ110 предназначен для клейме-
ния сверл диаметром от 2 до 12 мм с наибольшей дли-
ной до 120 мм. Сверла укладываются в бункер хвосто-
вой частью до упора в его торцовую стенку. При работе
автомата паз загрузочного барабана забирает одно свер-
ло из бункера и переносит его в паз барабана. Далее
при вращении барабана сверло подходит под прижим-
ную планку рычага, выходит на рабочую цилиндриче-
скую поверхность барабана, а затем проходит под клей-
мом. После клеймения сверло падает на лоток и ска-
тывается по нему в установленную на столике станка
тару. Производительность автомата — 6000—8000 сверл
в час.
Станок модели 36А предназначен для клеймения ме-
тодом обкатывания концевого режущего инструмента
диаметром от 6 до 60 мм, а полуавтомат МФ75 — для
клеймения круглых плашек диаметром от 16 до 60 мм
(рис. 24).
Нанесение знаков на торцовые поверхности круглых
плашек производится набором клейм. Плашки'заклады-
ваются в отверстия поворотного диска, установленного
на столе. Периодические повороты диска осуществляют
подачу плашки в позицию клеймения и к разгрузочному
гнезду. Клеймодержатель закрепляется в ползуне. Полу-
автомат поставляется с комплектом дисков, клеймодер-
80
жателей и выталкивателей. Производительность его —
1200 плашек в час.
Изготовление клейм. Цифровые и буквенные клейма
выполняют из стали У8А. Рабочую часть клейма закали-
вают до твердости HRC 56—59, а хвостовую —
HRC 45—50.
Комплект цифровых клейм состоит из девяти цифр,
с учетом, что шестерка может
быть использована и в качестве
девятки. Комплект буквенных
клейм состоит из 32 букв (от А
до Я).
Клейма изготовляют слесари
с помощью штихелей, пуансонов
(обратников), напильников и над-
филей. Предварительно делают
пуансон, который имеет такую же
форму, как и ударное клеймо
(рис. 25). Разница состоит лишь
в том, что на пуансоне буквы и
цифры имеют изображение не
рельефное, а углубленное и зер-
кальное. Пуансоны, как и клейма,
выполняют из стали У8А. На од-
ном конце заготовки пуансона
опиливают скосы под углом 30°,
оставляя припуск на обработку,
а затем надфилями обрабаты-
вают контур выступов внутри
цифр и букв. Сырые заготовки
пуансонов проверяют на алюми-
ниевой пластинке.
Рис. 24. Полуавтомат
модели МФ75.
Для маркировки стальных деталей клейма делают
с острым контуром букв или цифр с углом конуса 60°.
Заготовку клейма центрируют в пуансоне и слегка
ударяют по нему молотком. Полученный на заготовке
клейма внутренний контур затем углубляют штихелем.
Способ предварительного выдавливания контура пуан-
соном облегчает и упрощает слесарную обработку
клейма.
Лишний металл на торце клейма спиливают, а его
внутренний контур обрабатывают штихелем в обойме
(рис. 26), для чего штихель 1 ставят отвесно в выдавлен-
ное углубление и, нажимая правой рукой на рукоятку
81
штихеля, левой поворачивают клеймо 2 вместе с обой-
мой 3. .Зачистив углубления, гравируют промежутки в
середине цифр или букв и прорезают штихелем углы.
После гравирования внутреннего контура заготовку
клейма оп/иливают с четырех сторон на конус, а затем
подвергают термической обработке.
Механическое гравирование осуществляют после тер-
мической обработки режущих и измерительных инстру-
ментов на окончательно обрабо-
танных поверхностях. Гравирова-
ние производят на станках ^заво-
да «Калибр». На станине станка
(рис. 27) смонтирован пантограф,
с помощью которого наносят зна-
ки с трафарета на инструмент.
\ Станок имеет подвижный' шпин-
дель 3, который рычагами 4
Рис. 25. Пуансоны Рис. 26. Слесарная обработка
(обратники). клейма после выдавливания.
связан с направляющим штифтом 5. Штифт вручную
передвигается по траферетам 6 (букв, цифр, условных
знаков), которые устанавливаются на столе 7. С помо-
щью быстровращающегося инструмента-штихеля 2 бук-
вы, цифры и условные знаки в уменьшенном виде копи-
руются на поверхности инструмента, закрепленного на
столе /. Масштаб копирования может быть уменьшен
или увеличен в пределах от 1 до 'IO мм путем регулиро-
вания положения рычагов А и Б.
Для нанесения знаков на незакаленной части инст-
румента применяют гравировальные фрезы (рис. 28,а).
В зависимости от твердости материала инструмента или
82
приспособления фрезы изготовляют из быстрорежущей
стали или оснащают твердым сплавом.
На лаковом или восковом слое знаки наносят шти-
хелем (рис. 28,6). Он состоит из оправки с конусом
иглы 2, пружины 3 и винта 4. При движении иглы по
Рис. 27. Гравировальный станок.
а) б)
Рис. 28. Инструменты
для гравирования.
лаку необходимое давление обеспечивается пружиной 3,
шпиндель при этом, как правило, не вращается.
После механического гравирования наблюдается не-
большое деформирование инструмента, поэтому точные
инструменты (эталоны, контршаблоны и т. д.) механи-
ческим гравированием маркировать не рекомендуется.
12. ХИМИЧЕСКИЕ СПОСОБЫ МАРКИРОВКИ
Маркировка травлением. В инструментальном произ-
водстве режущие и измерительные инструменты марки-
руют и травлением. Этот способ обладает рядом преи-
муществ по сравнению с маркировкой клеймами: полу-
ченная путем травления маркировка четко выделяется
на поверхности инструмента и не происходит деформа'
ции инструментов, возникающей при ударном клей'
мении.
83
К недостаткам этого способа маркировки надо от-
нести то, что он требует значительной затраты времени.
Технологический процесс маркировки травлением со-
стоит из следующих операций: 1) нанесение лака кистью
на обезжиренную бензином поверхность инструмента;
2) гравирование по лаку на станке или вручную; 3) трав-
ление инструмента в растворе путем погружения или ка-
пельным мётодом.
Продолжительность травления зависит от состава и
концентрации раствора, марки стали, вида ее термиче-
ской обработки, качества поверхности и требуемой глу-
бинь< и ширины рисок.
Протравленные инструменты промывают в проточ-
ной воде, а для нейтрализации остатков кислоты погру-
жают их на 3—5. мин. в 5-процентный раствор едкого
натра. Затем инструменты тщательно промывают в про-
точной воде, насухо вытирают и сушат в сушильном
шкафу.
Для маркировки применяют следующие растворы:
для незакаленной стали — раствор из 40% азотной кис-
лоты, 20% уксусной кислоты и 40% воды; для закален-
ной стали — раствор из 10% азотной кислоты, 30%
уксусной кислоты, 5% спирта и 55% воды.'
В последнее время маркировку режущего и измери-
тельного инструмента стали осуществлять глубоким
травлением в растворе, состоящем из йодистого калия
,(100 г), йода металлического (150 г), спирта этилового
(500 мл) и воды (500 мл).
Раствор приготовляют следующим образом. Сначала
в воде растворяют йодистый калий (при температуре
40—50° С), а затем в этот раствор вливают спирт. Хра-
нить раствор необходимо в темной стеклянной посуде
с притертой пробкой.
Технологический процесс маркировки глубоким трав-
лением состоит из следующих операций:
1) обезжиривание бензином поверхности инструмен-
та, подлежащей маркировке;
2) нанесение кисточкой асфальтобитумного лака;
3) высушивание слоя лака;
4) гравирование по лаку вручную резцом или штихе-
лем на гравировальном станке. Работа на станке ведет-
ся при выключенном электродвигателе и невращающем-
ся шпинделе, а штихель выполняет при этом роль чер-
тилки, соскабливающей лак с поверхности инструмента;
84
5) травление; раствор наносится на поверхность ин-
струмента мягкой кисточкой; время травления—10—*
12 мин.;
6) смывание остатков раствора-проточной холодной
водой в течение 30 сек. и нейтрализация инструмента
в 3-процентном растворе аммиака;
7) растворение и удаление асфальтобитумного лака
с поверхности инструмента в баке с бензином;
8) промывка инструмента во втором баке с чистым
бензином и протирка его чистой тряпкой.
Травление раствором йода исключает возможность
образования коррозии в протравленных местах.
Маркировка штемпелями. На многих машиностроитель-
ных заводах инструменты маркируют штемпелями, сма-
чивая их различными растворами, состав которых за-
висит от марки стали и ее термообработки.
Раствор для маркировки приготовляется следующим
образом. В 130 мл дистиллированной воды растворяют
130 г азотнокислой меди. Отдельно растворяют 0,7 г
микриновой кислоты в 70 г ацетона. Затем первый рас-
твор вливают во второй и тщательно перемешивают.
В полученную смесь вливают 36 г соляной кислоты и
снова все Перемешивают.
В качестве штампа применяется кассовый штемпель,
что дает возможность быстро набирать любые комбина-
ции клейм из букв и цифр и обеспечивает удобство пе-
реналадки. Для смачивания штемпеля используют поду-
шку из сукна или фетра, уложенную в коробку из кис-
лотоупорного материала. Резиновый штемпель не сле-
дует обильно смачивать раствором.
На многих заводах для маркировки инструментов,
изготовленных из углеродистых и легированных сталей,
применяют другой раствор. Он состоит из 50 г висмута
азотнокислого основного, 40 г никеля азотнокислого,
.240 мл азотной кислоты, 10 мл серной кислоты и осталь-
ное— до 1 л — воды дистиллированной.
Раствор приготовляется следующим образом. Азот-
нокислый висмут растворяют в азотной кислоте, а азот-
нокислый никель — в дистиллированной воде. Затем
первый раствор вливают во второй и тщательно переме-
шивают. В этот раствор добавляют серную кислоту и
снова тщательно перемешивают. Раствор необходимо
хранить в стеклянной посуде с неплотно закрытой проб-
кой в прохладном месте.
85
Процесс маркировки состоит из следующих опера-
ций:
1) пропитка штемпельной подушки раствором;
2) смачивание резинового штемпеля;
3) прижатие резинового штемпеля к 'инструменту;
4) сушка инструмента на воздухе, в течение 1—
2 мин.;
5) нейтрализация остатков раствора тампоном, смо-
ченным раствором кальцинированной соды концентра-
ции 50 г/л.
Полученную маркировку покрывают масляной анти-
коррозийной жидкостью, которая после высыхания об;
разует пленку.
13. ЭЛЕКТРОЭРОЗИОННОЕ КЛЕЙМЕНИЕ
Инструменты, штампы, пресс-формы и приспособле-
ния можно маркировать электроэрозионным, способом.
Его используют для клеймения инструментов после тер-
мической обработки и
твердосплавных. Преиму-
щества этого способа —
в его высокой производи-
тельности и четкости
получаемого отпечатка.
Этим, способом мож-
но клеймить черные по-
верхности на'Любую глу-
бину.
Электрограф. Закален-
ные и сырые инструменты
можно маркировать с по-
мощью - электрографа
(рис. 29), который со-
стоит из иглы 1 диа-
Рис. 29. Электрограф.
метром 3—3,5 мм, изго-
товленной из красной меди, подставки 3 и расположен-
ного на ней понижающего трансформатора^. Иглой на-
носят знаки (углубления) на инструменте 4.'
Основной частью электрографа является трансфор-
матор, по первичной обмотке которого проходит ток из
сети. Один конец его вторцчной обмотки присоединен
к плите, на которой лежит инструмент, а другой —к
иЬле,
86
Во вторичной цепи трансформатора наибольшим
электрическим сопротивлением обладает место, где игла
соприкасается с поверхностью инструмента. Здесь выде-
ляется наибольшее количество тепла, идущего на нагре-
вание острия иглы, которое накаливается и выжигает
металл на поверхности инструмента примерно на глуби-
ну 0,25 мм. Стойкость иглы значительно увеличивается,
если знаки делают на хорошо обработанной поверхности.
Электроискровой автомат ЭАК предназначен для
клеймения деталей небольшого размера. Он обеспечи-
Рис. 30. Электроискровой автомат для клейме-
ния.
вает получение четких знаков без деформации деталей
и применяется в тех случаях, ког^а не допускается
ударное или кислотное клеймение, способствующее воз-
никновению коррозии.
Электроискровой автомат ЭАК высокопроизводите-
лен, надежен и удобен в эксплуатации и благодаря ма-
лому весу и компактности может легко переноситься.
Общий вид автомата приведен на рис. 30. Для клей-
мения планку 1 с деталями 2 устанавливают на направ-
ляющие 3 автомата и продвигают вправо так, чтобы пер-
вая деталь оказалась против электрода-инструмента^ 8.
При этом, если автомат включен, т. е. тумблер 7 постав-
лен в положение «включено» и горит плафон 5, то план-
ка с деталями увлекается механизмом подачи 4 и шпин-
87
дельная головка 9 начинает работать —осуществлять
периодическое клеймение деталей, помещенных на
планке.
Стрелка на шкале 10 по мере износа электрода-ин-
струмента перемещается влево. Когда у электрода-ин-
струмента остается малый запас хода, шпиндельную го-
ловку перемещают с помощью рукоятки 6, при этом
стрелка на шкале отклоняется вправо, что указывает на
наличие запаса хода инструмента для маркировки до
400 деталей.
Электроэрозионное клеймение измерительных инстру-
ментов. В настоящее время в инструментальном произ-
водстве находит применение электроэрозионное клейме-
ние с помощью электродов-инструментов из гартовых ти-
пографских шрифтов. Это простой и дешевый способ
Акцидент-гротеск
АБВГДЕЖЗИЙКЛМНОПРСТУФХЦЧШЩЪЫЬЭЮЯ
абвгдежзийклмнопрстуфхцчшщъыьэюя,“)]§*№
1234567890
Узкий гротеск
АБВГДЕЖЗИЙКЛМНОПРСТУФХЦЧШЩЪЫЬЭЮЯ
абвгд еж зий к л мнопр ст у ф х цчшщъыьэюн,,;: !?)]*—§' ‘№1234567890
Рис. 31. Образцы шрифтов.
клеймения, потому что электроды-инструменты можно
получать путем литья на шрифтолитейных машинах или
использования готового типографского набора. Диапа-
зон размеров типографских знаков очень широк, благо-
даря чему практически могут быть удовлетворены лю-
бые требования клеймения.
Недостатком данного способа является малый срок
службы электродов-инструментов— 10—20 отпечатков.
Однако благодаря стандартным размерам гартового
шрифта смена электродов-инструментов проста и при
необходимости может быть автоматизирована.
Использование стандартного гартового шрифта в ка-
честве электродов-инструментов несколько ограничивает
88
возможности электроэрозионного клеймения. Качествен-
ная, резко очерченная маркировка получается только,
на шлифованных плоскостях (на угольниках, меритель-
ных плитах, штангенциркулях,^ скобах микрометров
и т. п.).
Для клеймения (маркировки) инструмента могут быть
рекомендованы следующие гартовые шрифты: акцидент-
гротеск, узкий гротеск
(рис. 31) и коринна полу-
жирный. Они имеют равно-
мерную ширину по всему
контуру знака, что значи-
тельно увеличивает количе-
ство годных отпечатков.
Очень четкими получаются
отпечатки на черных (окси-
дированных) стальных ин-
струментах.
Выбор режимов клейме-
ния зависит от размеров и
формы маркируемого ин-
струмента, а также от про-
должительности процесса
нанесения знака на один
инструмент. Обычно он про-
должается от 1,5 до 15 сек.,
в зависимости от площади и
необходимой глубины эро-
зии. Глубина эрозии 0,01—
0,03 мм вполне достаточна
для получения четкого от-
печатка.
Рис. 32. Станок модели 57М 2
для электроэрозионного клей-
мения инструмента.
Электроэрозионное мар-
кирование производится на обычных копировально-про-
шивочных станках. Для массового клеймения мелкого
инструмента целесообразно использовать специальные
малогабаритные станки с высокочувствительной рабочей
головкой. Такой станок (рис. 32) выпущен Ленинград-
ским карбюраторным заводом им. Куйбышева. Он пред-
назначен для клеймения инструмента, вписывающегося
в периметр ванны с рабочей жидкостью (200X200 мм).
Станок состоит из рабочей головки 1, закрепленной
на сто'йке 8, установленного на основании 5 электродо-
держателя 2, поворотного стола 3, который позволяет
89
производить клеймение по окружности 360°, и ванны 4
с рабочей жидкостью. Ванна поднимается рукояткой 7.
Управление станком вынесено на панель 6. Продольное
и поперечное перемещения винта осуществляются махо-
вичками 9 и 10.
Станок имеет следующую характеристику:
Ток питания............. . . Одно-
фазный
Напряжение питания, в .......... 380
Мощность, кет ............... 0,3
Электрический режим:
емкость, мкф ............. 0,25
ток, а...............'.... 0,25
Количество отпечатков за 1 час при гарто-
вом-- электроде-инструменте, состоящем
из 20 знаков высотой 2—3 мм, со сме-
ной электрода-инструмента после 15 от-
печатков ................................240
14. ГЛУБОКОЕ ЭЛЕКТРОЭРОЗИОННОЕ КЛЕЙМЕНИЕ
Глубокое (глубина отпечатка 0,2—0,3 мм) электро-
эрозионное клеймение черных поверхностей инструмен-
тов и технологической оснастки долгое время не находи-
ло широкого применения из-за отсутствия способа изго-
товления длинных (7=150—250 мм) электродов-инстру-
ментов, несложных-в производстве и обеспечивающих
форму знаков, предусмотренную' ГОСТом 2304-68 на
шрифты.
В настоящее время существует несколько способов
изготовления электродов-инструментов для электроэро-
зионного маркирования.
На Горьковском автомобильном заводе электроды-
инструменты выполняют из латунной или медной ленты
путем протягивания ее через фильеру, имеющую форму
требуемого знака. В этом случае форма знаков, особен-
но букв, отлйчна от принятого стандартного начертания
и не имеет товарного вида. Кроме того, изготовление
электродов-инструментов протягиванием довольно тру-
доемко, и не все знаки могут быть этим способом полу-
чены, если величина их менее 20 мм.
Получают электроды-инструменты и прессованием
из отожженной меди, латуни или алюминия. Этот способ
требует изготовления специальных матриц для электро-
дов-инструментов, на что затрачивается много труда.
90
Кроме того, электроды-инструменты получаются неболь-
шой длины, а это снижает срок их службы.
Значительно эффективнее электроды-инструменты
из гартовых типографских шрифтов. Для глубокого клей-
мения они не годятся, ^так как срок службы их мал*
Технологический процесс изготовления длинных элек-
тродовнинструм'ентов холодным выдавливанием разрабо-
тан И. Г. Космачевым и Е. М. Левинсоном. Он заклю-
чается в выдавливании пластичного металла через мат-
рицы (или фильеры) с требующейся формой рабочего
Рис. 33. Схема холодно- Рис. 34. Комплект электродов для
го выдавливания элект- прошивания матриц,
родов:
1 — пуансон; 2 — втулка;
3 — обойма; 4 — кольцо;
5 — штифт; 6 — матрица;
7 — заготовка; 8 — гайка. .
отверстия. В качестве материала дЯя изготовления элек-
тродов-инструментов холодным выдавливание^ был при-
нят алюминий марки АО или А1.
Схема выдавливания электродов-инструментов на
гидравлических прессах мощностью 50—70 т приведена
на рис. 33. Обойма 3 штампа с матрицей 6 и опорной
плитой прикреплена к верхней плите гидропресса. В пли-
те образовано отверстие для выхода выдавливаемого
электрода-инструмента. Заготовку 7 из алюминия поме-
щают в отверстие обоймы 3 между пуансоном 1 и мат-
рицей 6. Выдавливание происходит, при движении стола
гидропресса вверх.
При такой схеме выдавливания длина получающе-
гося электрода-инструмента ничем не ограничивается.
Одной из главных деталей штампа является матрица.
Она изготовляется из стали марки Х12М с последующей
термической обработкой. Для получения электродов-
91
инструментов в виде цифр в**матрице прошивается
электроэрозионным способом рабочее отверстие, соответ-
ствующее требуемой цифре. Эти отверстия прошива-
ваются электродами, выполненными слесарным спосо-
бом из латуни Л-62. Профильная часть электродов, слу-
жащая для прошивания рабочего отверстия в матрице,
припаивается к латунной оправке диаметром 10 мм.
Оправка предназначена для закрепления электрода в
держателе станка.
Рис. 35. Устройство для выпрямления
электродов-инструментов.
Комплект электродов для прошивания матриц пока-
зан на рис. 34. Как видно из этого рисунка, контуры
цифр 1, 2, 3, 4, 5, 7 и тире имеют законченные очертания,
а цифр б, 8 и 0 не имеют законченных очертаний,
так как в противном случае внутренние части контуров
оказались бы вырезанными и отделенными от матри-
цы. После выдавливания электроды-инструменты цифр
6, 8 и 0, чтобы получить законченный вид, обжимаются
в специальных фильерах протягиванием.
Так как большинство цифр несимметрично в сече-
нии, то при выдавливании электроды-инструменты де-
формируются и приобретают дугообразную форму. Их
выпрямляют путем вытягивания при нагревании электри-
ческим током.
Устройство для выпрямления представлено на
рис. 35. На плите 1 установлены стойки 2 и 7. Выпрям-
ленный электрод-инструмент 3 закрепляют в зажимах
4 и 5. Поворотом^рычага 6 электрод-инструмент натяги-
92
вают и одновременно с помощью выключателя 9 вклю-
чают трансформатор 8. Вторичная обмотка его присоеди-
нена к стойкам 2 и 7, между которыми натянут выпрям-
ленный электрод-инструмент. При прохождении им-
пульсов тока электрод-инструмент нагревается до / =
=250—350° С, приобретает пластичность, вытягивается
и выравнивается. После выравнивания смятые концы
электродов-инструментов отрезают;
Рис. 36. Специальный станок
для клеймения.
Рис. 37. Реле времени.
Специальный электроэрозионный станок предназна-
чен для клеймения круглых инструментов диаметром от
30 до 100 мм. Знаки маркировки расположены по дуге
окружности 110°. Высота знака — 7 мм, ширина — 3,5 мм.
Используется 8 знаков, которые периодически, по мере
надобности, заменяются.
Внешний вид станка показан на рис. 36. На короб-
чатом литом основании установлен корпус, в котором
расположено электрооборудование станка. На правой
стенке корпуса находится панель 4 управления станком.
Для удобства за пределы станка вынесена панель 3,
дублирующая основные операции управления. Электро-
ды-инструменты крепятся в электрододержателях —
восьми рабочих головках 2, расположенных под соответ-
ствующими углами.
Обрабатываемые инструменты крепятся с помощью
электромагнитной призмы 1 на столе 5 станка. Погру-
93
экенне зоны обработки в рабочую жидкость (соляровое
масло) производится подъемом ванны 6. Каждая рабо-
чая головка предназначена для нанесения одного знака.
Для удобства смены деталей они устанавливаются
под углом 30° к зеркалу ванны. Процесс клеймения про-
изводится при следующем электрическом режиме: на-
пряжение на электродах С7н=200—220 в; среднее на-
пряжение £/Ср=110—120 в; ток короткого замыкания
1К=2 а; емкость С=0,5 мкф.
Так как площадь знаков имеет различную величину,
то для получения одинаковой глубины отпечатка тре-
буется разная продолжительность процесса их нане-
сения.
Для установления требуемой длительности процесса
клеймения применяются реле времени (рис. 37). Син-
хронный электродвигатель 8 типа СДС-2 на 2 об/мин.
через повышающую передачу 2:1, состоящую из зубча-
тых колес 7 и 9, вращает валик 10 и жестко соединенное
с ним кольцо 14. Кольца 14 и 15 изготовлены из стали,
разделительное кольцо 13— из немагнитного материала.
При отсутствии тока в намагничивающей обмотке 12
стальной диск б удерживается спиральной пружиной 3.
При включении намагничивающей обмотки магнитный
поток (пунктир на рисунке) замыкается через участки
магнитопровода деталей 11, 14, би 15. Диск б притяги-
вается к деталям 14 и 15, которые являются полюсами,
сцепляется с ними и, преодолевая сопротивление 3, на-
чинает вращаться. Закрепленный на диске 6 через изо-
ляционную втулку 5 контакт 4 сближается с дугообраз-
ным контактом 2.
Синхронный электродвигатель включается одновре-
менно с началом подачи электрода-инструмента, а на-
магничивающая обмотка — при первых разрядах между
электродом-инструментом и обрабатываемой деталью.
Процесс эрозии продолжается до тех по'р, пока подвиж-
ной контакт 4 не войдет в соприкосновение с дугообраз-
ным контактом 2.
Продолжительность обработки определяется длиной
дуги между контактами 4 и 2 и устанавливается пере-
движением контакта 2 в обойме 1 и закреплением в ней.
Электроды-инструменты, изготовленные из алюминия
методом холодного выдавливания, закрепляются в элек-
трод одержателе (рис.-38), который с помощью хомутико-
вого зажима 1 крепится к шпинделю рабочей головки.
94
Для изоляции электрододержателя от корпуса станка
продолжение хомутикового зажима 2 изолировано от де-
тали 4 электрододержателя заливкой 3 эпоксидной смо-
лой, обеспечивающей не только изоляцию, но и необхо-
Рис. 38. Электрододержатель.
димую прочность соединения. К изолированной части
электрододержателя винтами 7 прикреплена деталь 4,
которая может перемещаться вдоль зажима 2 взад и
вперед, что необходимо для получения ровной строчки
маркировки.
В детали 4 имеется окно, в котором находится вкла-
дыш 9. В деталях 4 и 9 есть отверстие, соответствующее
форме знака S. Для закрепления знака служит стопор-
ный винт 10, поворачивающий вкладыш 9, чем осуществ-
ляется заклинивание электрода-клейма. Присоединение
токоподводящего проводника 6 производится с помощью
контактного винта, расположенного на задней стороне
детали 5.
Станок имеет следующую техническую' характери-
стику:
Потребляемая мощность, кет ... 3,5
Род тока питания..............Трехфазный
Напряжение сети, в............380
Источник питания постоянным
током ... *................. . Двухмашинный
агрегат, состо-
ящий из электро-
двигателя трех-
фазного тока
мощностью 7 кет
и генератора
постоянного тока
типа П-51 мощ-
ностью 5 кет
95
Напряжение питания постоянным
током, в......................220
Число рабочих головок.......... 8
Объем рабочей жидкости ванны, л 250
Рабочая жидкость............* . Соляровое масло
15. НАНЕСЕНИЕ ДЕЛЕНИЙ И ЗНАКОВ
Применяемые на измерительных инструментах и при-
борах шкалы делятся на плоские линейные (масштаб-
ные линейки, штангенинструменты и др.); плоские кру-
говые (угломеры, индикаторы, микроскопы) и шкалы,
нанесенные на цилиндрических и конических поверх-
ностях (отсчетные барабаны микрометров, микроскопов
и др.).
По точности различают шкалы обычной точности, по-
вышенной и высокоточные.
При нанесении штрихов (делений) на шкалах необ-
ходимо соблюдать следующие технические требования.
При цене деления шкалы 1 мм ширина штрихов из-
мерительных линеек должна быть 0,20±0,05 мм.
Ширина штрихов штангенинструментов зависит от ве-
личины отсчета по нониусу: при величине отсчета
0,02 мм ширина штрихов должна быть 0,08—0,12 мм;
при 0,05 мм соответственно 0,08—0,12 мм (для штанген-
циркулей 0,08—0,15 мм) и при 0,1 мм — 0,08—0,2. мм.
Разница в ширине штрихов в пределах каждой шкалы,
а также основной шкалы и нониуса не должна превы-
шать в первом случае 0,02 мм, во втором — 0,03 мм и
в третьем — 0,05 мм. Разница в длине соответствующих
штрихов в пределах одной шкалы не должна превышать
0,25 мм. Штрихи должны быть отчетливыми, ровны-
ми и перпендикулярными к направляющей грани ли-
нейки.
Основными способами нанесения штрихов (делений)
и знаков на шкалах являются: 1) механический (на стан-
ках); 2) фотохимический; 3) литографский; 4) способ
штампования, т. е. выдавливание штрихов и знаков на
специальных станках. Эти способы применяют для полу-
чения шкал обычной точности на металле.
Механический способ. С помощью делительных ма-
шин наносят штрихи (деления) на шкалах измеритель-
ных инструментов, а также изготовляют клише для пе-
чатного способа и негативы для фотографирования
штрихов и знаков.
96
В любой делительной машине имеется два механиз-
ма: для нанесения штрихов и для осуществления пода-
чи. Штрихи наносятся резцом 4 (рис. 39), закрепленным
в механизме 1 и совершающим лрямолинейное возврат-
но-поступательное главное движение. Перед началом ре-
зания резец опускается на инструмент 3, а по окончании
поднимается в исходное положение. Механизм подачи 2
периодически подает инструмент 3 на величину интер-
вала между двумя соседними штрихами.
Рис. 39. Схема нанесения штрихов на делительных машинах.
Делительные машины могут быть продольными
(рис. 39, а) и круговыми (рис. 39,6).
Продольные делительные машины предназначены
для нанесения штрихов на плоские линейные шка-
лы, а круговые — на плоские круговые шкалы и кру-
говые шкалы на конических и цилиндрических поверх-
ностях.
В зависимости от типа производства применяют авто-
матические, полуавтоматические и ручные делительные
машины.
В условиях инструментальных цехов использовать
специальные делительные машины нецелесообразно.
Обычно шкалы наносят на координатнорасточных стан-
ках, имеющих устройства для точного отсчета переме-
щений.
4 И. Г. Космачев
97
Более производительна работа с применением спе-
циального приспособления (рис. 40), которое крепится
на шпиндельной бабке координатнорасточного станка.
Способ его крепления зависит от конструкции станка.
Рис. 40. Приспособление для нанесения штрихов на шкалах.
Приспособление для нанесения делений на шкалах
состоит из призмы 1 и направляющей 2, которая может
вращаться на оси 3 и закрепляться гайкой в требуемом
98
положении. На верхней направляющей поверхности по-
мещается ограничитель 4.
Рукояткой 9 передвигается движок 5, несущий на пе-
редней части головку 7, в которой размещаются пиноль 6
и резец 8. Резец.в пиноли закрепляется барашком, а вы-
лет пиноли фиксируется винтом. Ступеньки на ограни-
чителе служат для изменения длины рисок при выделе-
нии пяти- и десятикратных делений шкалы.
Отсчет делений шкалы по шагу Ведется измеритель-
ными устройствами станка при перемещении салазок и
шпиндельной бабки, а также поворотом стола (круговые
шкалы). При нанесении шкал на конусных или.наклон-
ных поверхностях направляющие могут быть повернуты
Рис. 41. Алмазный резец для нанесения штрихов и знаков.
под требуемым углом вплоть до вертикального поло-
жения.
В качестве режущего инструмента применяются рез-
цы из быстрорежущей стали и алмазные. Быстрорежу-
щие резцы имеют угол профиля 40—60°, главный зад-
ний угол а=6° и передний угол у= —3°. Резцы должны
быть доведены пастой карбида бора.
Алмазные резцы (рис. 41) применяются для нанесе-
ния штрихов по воску (рис. 41, а), для строгания их по
металлу и стеклу (рис. 41,б), а также для гравирования
цифр и букв (рис. 41, в). Алмазные резцы для делитель-
ных работ должны быть доведены до 11—12-го класса
чистоты.
Геометрические параметры алмазных резцов для на-
несения шкал по стали следующие: угол в плане <р=40—
50°, передний угол у=04-(10°), главный задний угол
а=0—10°.
Фотохимический способ. Этот способ основан на ис-
пользовании свойств светочувствительной - эмульсии.
99
Рис. 42. Приспособление для нане-
сения цифр на конус барабана
микрометра.
Слой такой эмульсии, нанесенный на металлическую
пластинку, высушенный и подвергнутый действию
яркого света, делается нерастворимым в воде или
спирте.
Поверхность инструмента покрывают светочувстви-
тельной эмульсией и через диапозитив фотографируют
на нее штрихи и надписи. Этот способ дает возможность
получить точные ко-
пии с диапозитива. Сле-
довательно, точность
шкал зависит от точ-
ности изготовления
диапозитивов.
Диапозитивы изго-
товляют на стекле, по-
крытом светочувстви-
тельным слоем. Могут
быть использованы и
фотопластинки. С по-
мощью фотоделитель-
ной машины наносят
штрихи на образцовый
диапозитив. Затем с не-
го изготовляют нега-
тив, на который фото-
графируют и надписи,
имеющиеся на шкале.
С полученного таким
образом негатива изго-
товляют рабочие диа-
позитивы.
Технологический
процесс нанесения
шкал фотохимическим
способом на штанги штангенциркуля состоит из следую-
щих операций:
1) обезжиривание поверхности инструмента;
2) нанесение эмульсии;
3) копирование шкал с диапозитива на штангу;
4) проявление и сушка;
5) термическая обработка штанги (отжиг);
6) ретуширование;
7) травление.
Обезжиривают штанги электролитическим способом
100
в электролите, состоящем из 2 %-кого раствора кальци-
нированной соды в воде.
Литографский способ. Преимуществом литографского
способа нанесения делений является возможность одно-
временного получения на шкале штрихов, цифр и надпи-
сей. Применяется он при массовом изготовлении штан-
генциркулей, масштабных линеек и других инструмен-
тов. Этим способом можно нанести деления как на зака-
ленные, так и на незакаленные инструменты.
Сущность литографского способа заключается в пе-
ренесении изображений шкалы с клише, покрытого
краской, с помощью печатной машины или специальных
приспособлений.
Сначала изготовляют клише, где штрихи, цифры и
буквы имеют форму углублений. Затем поверхность
шкалы покрывают краской, но так как штрихи и буквы
на клише углублены, то они краской не. покрываются.
После этого, прокатывая литографский валик, обтяну-
тый резиной по клише, снимают с него слой краски. По-
лученное на литографском валике зеркальное изображе-
ние шкалы переносят на деталь. Если шкалы плоские, то
валик прокатывают по детали, а если поверхность дета-
ли цилиндрическая, то деталь прокатывают по валику.
Так как литографская- краска не дает достаточно
устойчивого (к кислотам) слоя, его покрывают порош-
ком, состоящим из 70% асфальта и 30% канифоли. На
штрихах и надписях этот порошок не удерживается и
легко удаляется, а вся поверхность шкалы, покрытая ла-
ком, удерживает порошок. После этого деталь поме-
щают в электропечь с температурой 130—160° С, где ас-
фальтовый порошок и краска сплавляются и образуют
кислотоупорный слой. В таком виде деталь поступает на
травление штрихов. После травления деталь промывают,
нейтрализуют и удаляют с нее асфальтовый слой.
Нанесение штрихов давлением. Нанесение штрихов и
знаков на шкалах измерительных инструментов штам-
повкой и накатыванием — самый производительный спо-
соб маркировки. Штрихи наносят с помощью сборного
пуансона. Для шкал с интервалом между делениями
1 мм (для пуансонов) используют негодные концевые
меры длины толщиной 1 мм.
С помощью приспособления, показанного на рис. 42,
наносят цифры на нониусе барабана микрометра. Торец
клина I станка при перемещении упирается в выступ
101
кольца 2 приспособления, в которохМ по окружности рас-
положены квадратные пальцы 3 со скосами. Скосы паль-
цев упираются в торцы клейм 4. Клейма расположены по
окружности корпуса 7, в центре которого запрессован
палец 5. Клин станка, упираясь в выступ наружного
кольца 2 приспособления, с помощью своих квадратных
пальцев 3 передвигает к центру все клейма 4. На па-
лец 5 надевается барабан микрометра 6, на которохм
клейма делают оттиск. Возвращаясь обратно, клин пре-
кращает давление на выступ наружного кольца приспо-
собления, и клейма возвращаются в исходное положе-
ние, освобождая барабан.
'Глава IV
ПРЕДЕЛЬНЫЕ КАЛИБРЫ
И ТЕХНОЛОГИЯ ИХ ИЗГОТОВЛЕНИЯ
16. ТИПЫ КАЛИБРОВ
Калибрами называются бесшкальные измерительные
инструменты, предназначенные для проверки размеров,
форм и взаимного расположения частей деталей. Калиб-
ры не определяют числового значения измеряемой вели-
чины.
В машиностроении, как правило, конструктор задает-
размер с двумя предельными отклонениями (наиболь-
шим и наименьшим), поэтому задача контроля таких
размеров сводится
не к определению
их абсолютных раз-
меров, а лишь к оп-
ределению, находит-
ся ли действитель-
ный размер детали
в пределах отклоне-
ний. Этот контроль
производится пре-
дельными калиб-
рами.
Предельный ка-
либр для контроля
отверстий (рис. 43),
имеет с одного кон-
Рис. 43. Применение двусторонней пре-
дельной пробки.
ца пробку с наимень-
шим предельным размером — проходную сторону
(ПР), а с другого конца — пробку с наибольшим пре-
дельным размером — непроходную сторону (НЕ).
Для контроля деталей типа валов применяется пре-
дельная скоба (рис. 44), которая имеет проходную и не-
проходную стороны.
При контроле предельными калибрами проходная
сторона скобы или непроходная пробки не должна наде-
ваться на вал или входить в отверстие.
103
По назначению калибры разделяются на рабочие,
предназначенные для проверки деталей рабочими и кон-
тролерами ОТК, приемные — для контроля деталей при-
емщиками заказчика и контрольные — для проверки ра-
бочих приемных калибров в процессе их изготовления и
эксплуатации.
Разделение калибров на рабочие и приемные вызва-
Рис. 44. Применение двусто-
ронней предельной скобы.
имеют несколько меньший
ко больший — для скобы.
Непроходные калибры
ли и в процессе контроля износу практически не подвер-
гаются. Поэтому непроходные калибры рабочего, прием-
щика заказчика и контролера ОТК могут быть выпол-
нены одинакового размера.
Предельные калибры должны подвергаться проверке
в процессе их изготовления и периодическому контролю
в процессе эксплуатации. Контроль пробок можно осу-
ществить довольно быстро на горизонтальном оптиметре
или миниметре. Контроль скоб на оптиметре занимает
но тем, что в процессе экс-
плуатации они постепенно
изнашиваются и изменяют
свои размеры. Так как рабо-
чий в процессе работы про-
веряет калибром все детали,
а приемщик несколько из
партии, то рабочие калибры
изнашиваются быстрее.
Следовательно, если в
начальный период контроля
рабочий и приемный калиб-
ры имели одинаковые раз-
меры, то по истечении неко-
торого времени рабочий ка-
либр, предположим пробка,
будет иметь размер мень-
ший, нежели приемный. В ре-
зультате приемный калибр
не будет проходить в отвер-
стие, в которое проходил ра-
бочий калибр. Чтобы избе-
жать подобных недоразуме-
ний, приемные калибры
размер для пробок и несколь-
в процессе изготовления дета-
104
много времени, поэтому окобы проверяют с помощью
контрольных калибров (контркалибров).
В соответствии с ОСТами 1219 и 1220 установлены
следующие буквенные обозначения гладких калибрбв.
Рабочие калибры обозначаются Р—ПР для проходной
и Р—НЕ — для непроходной стороны калибра.
Приемные калибры обозначаются П—ПР и П—НЕ.
Контрольные калибры (контркалибры) обозначают-
ся К—ПР и К—НЕ.
Рабочие калибры, находящиеся в эксплуатации, кон-
тролируются контркалибрами К—И.
В машиностроении широко распространены листовые
калибры, называемые шаблонами. Предельные листо-
вые калибры для измерения длины обозначаются буква-
ми Б и М. Стороны этих калибров, соответствующие
наибольшему предельному размеру детали, обозначают-
ся буквой Б, а соответствующие наименьшему предель-
ному размеру — буквой М.
Контрольные листовые калибры (контршаблоны) ус-
ловно обозначаются К—Б и К—М.
В зависимости от контролируемых элементов деталей
предельные калибры подразделяются на калибры для
контроля: а) отверстий; б) валов; в) наружных и внут-
ренних резьб; г) шлицевых валов и втулок; д) уступов,
длин и высот (плоские шаблоны); е) взаимного распо-
ложения элементов деталей (пространственные калиб-
ры); ж) конусных отверстий и наружных конусов.
Калибры для контроля отверстий и валов являются
наиболее распространенными (табл. 24).
Калибры для контроля резьб. Контроль резьбы в
соответствии с ГОСТом 1623-61 сводится к следую-
щему:
1) проверяют свинчиваемость, наличие которой дока-
зывает, что предельные размеры всех трех диаметров
(di, d2 и ds) резьбы болта не больше, а гайки — не
меньше теоретических и что ошибки шага и угла профи-
ля компенсированы изменением среднего диаметра. Про-
верка свинчиваемости болта выполняется резьбовым
кольцом, которое должно навинчиваться на болт, а про-
верка свинчиваемости гайки — резьбовой пробкой, кото-
рая должна ввинчиваться в гайку. -Таким образом, эти
калибры контролируют одновременно все три диаметра
резьбы и являются комплексными проходными калиб-
рами;
105
Таблица 24
Калибры для контроля отверстий и валов (по ГОСТУ 1175-41)
Наименование калибров Пределы измерения, мм Эскиз калибра
Калибр] Пробки двусторонние с цилиндрическими встав- ками (проволочками) ы для отв 1-3 е р с т и й
Пробки со вставками с конусным хвостовиком: двусторонние проходные и непроходные 1—5
Пробки односторонние двухпредельные со встав- ками с конусным хвосто- виком 6—50
Пробки с насадками: двусторонние проходные и непроходные 30-100
Пробки листовые дву- сторонние 18-100
Пробки листовые одно- сторонние 50-300
Пробки неполные с руч- кой: проходные и непро- ходные — 50—150 ? г,
106
Продолжение табл. 24
Наименование калибров Пределы измерения, мм Эскиз калибра
Пробки неполные с на- кладками: проходные и непроходные 150—300 §
Штихмасы и нутро- меры сферические: про- ходные и непроходные 250—1 000 75—I 000
К а л и б Скобы листовые дву- сторонние р ы для в 1—50 а л о в
Скобы листовые прямо- угольные односторонние 1—70 —!—
Скобы штампованные односторонние 3-50
Скобы литые со встав- ными губками односто- ронние 100—325
Скобы штампованные с ручками из"4 теплоизо- ляционного материала 50—170
107
Продолжение табл. 2g
Наименование калибров Пределы измерения, мм Эскиз калибра
Скобы листовые круг- лые односторонние 1—180
Кали Пробки контрольные со вставками с конусным хвостовиком б р ы для ( 1-18 ‘ к о б
Шайбы полные 18—100 --
Шайбы неполные 100-325 t Ф— л и
2) проверяют качество резьбы, при этом контролиру-
ются вторые предельные размеры диаметров с целью
установления, что их отклонения не превышают допу-
стимых. Качество резьбы проверяется непроходными
калибрами. Так как непроходной калибр может контро-
лировать только один параметр, то для каждого из диа-
метров резьбы требуются отдельные непроходные ка-
либры.
Предельный размер наружного диаметра болта обыч-
но проверяют гладкой скобой (Р—ПР и Р—НЕ) с таки-
ми же отклонениями, как и у скобы для контроля глад-
ких цилиндрических валов 4-го класса точности. Эта ско-
ба должна иметь толщину не менее (2—2,5) s, чтобы не
проваливаться между витками резьбы,
108
Предельные размеры внутреннего диаметра гайки
контролируют обычно гладкой пробкой (Р—ПР и Р—НЕ)
с теми же отклонениями, как и у пробки для контро-
ля гладких цилиндрических отверстий 4-го класса точ:
ности.
Наименьший предельный размер внутреннего диамет-
ра болта и наибольший размер наружного диаметра гай-
ки непроходными калибрами не контролируются. Это
объясняется, во-первых, сложностью подобного контро-
ля и, во-вторых, тем, что эти предельные размеры обес-
печиваются конструкцией режущего инструмента.
Наименьший предельный размер среднего диаметра
болта контролируют непроходным резьбовым кольцом,
которое не должно навинчиваться на болт.
Наибольший предельный размер среднего диаметра
гайки проверяют непроходной резьбовой пробкой, кото-
рая не должна ввинчиваться в гайку.
Таким образом, непроходные резьбовые калибры кон-
тролируют не только средний диаметр резьбы.
Так как первые витки резьбы обычно имеют некото-
рую конусность вследствие недостаточно точного направ-
ления инструмента при ее нарезании, допускается ввин-
чивание до двух витков непроходных калибров (в зави-
симости от назначения резьбы).
Калибры для проверки гаек представляют собой
двухконцевые резьбовые пробки. В проходном калибре
желательно иметь число витков, равное числу витков в
контролируемой гайке (что не всегда возможно). Но-
минальные размеры среднего диаметра, шага и угла про-
филя соответствуют теоретическим размерам этих эле-
ментов в гайке.
Непроходной калибр имеет меньшее число витков
(2—3,5), чем гайка, и профиль, укороченный по сравне-
нию с теоретическим. Малое число витков делается с
целью уменьшить влияние погрешности шага самого
калибра на результаты контроля, а укорочение профи-
ля — с целью уменьшить влияние погрешности угла про-
филя калибра на результаты контроля.
Укороченный профиль у пробок получают путем
уменьшения наружного диаметра и прорезания канавки
произвольного профиля у впадин (по внутреннему диа-
метру резьбы).
Калибры для контроля болтов выполняются в виде
резьбовых колец или роликовых скоб. Резьбовые кольца
109
могут быть регулируемыми (рис. 45, а) и нерегулируе-
мыми (рис. 45,6).
Проходные кольца имеют полный профиль резьбы, а
непроходные — укороченный профиль и малое число вит-
ков. Укороченный профиль у колец и скоб получают пу-
тем увеличения внутреннего диаметра и прорезания ка-
навки у впадин (по наружному диаметру резьбы). Для
внешнего отличия кольцевых калибров непроходное
кольцо имеет на наружной поверхности проточку.
Роликовые скобы (рис. 45,в), состоящие из обоймы 1
и двух пар роликов 2 и 3, хотя и сложнее в изготовле-
нии, однако более удобны для контроля и значительно
ускоряют его.
Приемные калибры (П—ПР) по конструкции анало-
гичны рабочим, изготовляют их только для 2-го и 3-го
классов точности. Они отбираются из числа частично из-
ношенных рабочих проходных калибров.
ПО
Резьбовые детали 1-го класса точности контролируют
с помощью рабочих калибров или универсальных средств
измерения (инструментального микроскопа).
Для контроля резьбовых колец ПР, НЕ и П—ПР
(регулируемых и нерегулируемых) и для установки ре-
гулируемых колец на необходимый размер применяют
контркалибры, представляющие собой резьбовые пробки.
Резьбовые пробки ПР, НЕ и П—ПР контролируют не
контркалибрами, а с помощью универсальных средств
(инструментального микроскопа, метода трех проволо-
чек и др.).
Для контроля и установки резьбовых колец необхо-
димо иметь следующие контркалибры:
1) У—ПР — установочный калибр, предназначенный
для установки размера проходного регулируемого резь-
бового кольца ПР. С резьбовым кольцом У—ПР должен
свинчиваться и поэтому имеет полный профиль;
2) У—НЕ — установочный калибр для установки раз-
мера непроходного регулируемого кольца НЕ. С резьбо-
вым кольцом У—НЕ должен свинчиваться и поэтому
имеет полный профиль;
3) К—ПР-проходная резьбовая пробка с укорочен-
ным профилем;
4) К—НЕ-непроходная резьборая пробка с полным
профилем, так как проверяемое кольцо НЕ имеет укоро-
ченный профиль.
При отсутствии пробок У—ПР регулируемые кольца
ПР могут устанавливаться по рабочим пробкам ПР, из-
ношенным частично или полностью, если их размеры не
выходят за пределы поля допуска У—ПР.
Контркалибры У—ПР и У—НЕ применяются также
и для припасовки к ним нерегулируемых рабочих колец.
В случае сомнений в характере припасовки проверка
колец производится вторыми контркалибрами: пробод-
ных колец — контркалибром К—ПР. и непроходных —
контркалибром К—НЕ.
Контркалибры К—ПР и К—НЕ не должны свинчи-
ваться с проверяемыми ими кольцами. Допускается их
частичное свинчивание, при котором резьба контркалибра
не должна выходить с противоположной ввинчиванию
стороны проверяемых им колец.
Отбор приемных колец П—ПР из числа частично из-
ношенных рабочих калибров и установка на размер ре-
гулируемых колец П—ПР производится по контркалибру
К—П, который должен свинчиваться с частично изно-
шенными кольцами ПР, подлежащими переводу в
П—ПР. Контркалибр К—П имеет укороченный профиль.
Для установки приемных регулируемых колец П—ПР
могут применяться также новые пробки ПР.
Износ рабочих калибров, которые не используются
в качестве приемных, следует допускать в пределах пол-
ной величины износа. Проверка износа рабочих колец
Классы 2иЗ
Калибры для
проверки болта
Калибры для
продерни
гаики
Неточность изготовления
> (ШЛИ Износ
Рис. 46. Графики расположения полей допусков. ’
при ПР и НЕ, а также приемных П—ПР при полном
использовании поля износа производится контркалибра-
ми К—И (для проверки ПР и П—ПР) и КИ—НЕ (для
проверки колец НЕ). Контркалибр К—И имеет укоро-
ченный профиль, а контркалибр КИ—НЕ — полный про-
филь, так как проверяемое им кольцо НЕ имеет укоро-
ченный профиль. .
Эти контркалибры не должны свинчиваться с про-
веряемыми ими кольцами (еще не изношенными полно-
стью). Допускается только частичное их свинчивание,
при котором резьба контркалибра не должна выходить
с противоположной ввинчиванию стороны кольца.
Контркалибр КИ—НЕ может также применяться
вместо пробок К—НЕ при изготовлении нерегулируемь^
•колец НЕ, при этом допускается свинчивание контрка-
либра с новыми кольцами НЕ не более чем на один
оборот.
112
Укороченный профиль контркалибров К—И, К—П и
К—ПР получается путем уменьшения наружного диа-
метра и прорезания канавки у впадин (по внутреннему
диаметру резьбы).
Рис. 47. Шлицевые калибры:
а — пробки; б — кольцо.
Рис. 48. Калибры для конт-
роля: ширины паза (а),
длины (б)» высоты (в и г),
наружных и внутренних
уступов (д и ж), глубины
паза (е), канавок и проре-
зей (з).
Графики расположения полей допусков по среднему
диаметру калибров и контркалибров приведены на рис. 46.
Калибры для контроля шли-
цевых валов и втулок являют-
ся комплексными измеритель-
ными инструментами. Ими од-
новременно контролируются
основные элементы шлицевого
вала и шлицевой втулки: на-
ружный диаметр, внутренний
диаметр, толщина шлица или
ширина паза, а также число
шлицов.
Для контроля шлицевых
Отверстий применяют ком-
плексные пробки (рис. 47,а), а
для контроля шлицевых ва-
лов — комплексные кольца
(рис. 47,б).
Калибры-шаблоны для кон-
троля уступов, глубин и высот.
Для измерения или проверки
уступов, глубин и высот дета-
лей классов точности, начиная
с 4-го и выше, служат пре-
дельные калибры-шаблоны.
Существует много разновидностей калибров-шабло-
нов как по конструкции, так и по назначению. Основные
из них показаны на рис. 48.
113
Листовые калибры с рисками предназначены для из-
мерения различных проточек, канавок и прорезей при
расстоянии между рисками (предельные размеры) не
менее 0,5 мм.
Все калибры-шаблоны проверяются своими контр-
шаблонами или по концевым мерам длины.
Пространственные калибры применяются для кон-
троля взаимного расположения элементов и формы по-
верхностей деталей. В производстве используется боль-
шое количество специальных калибров для контроля рас-
Рис. 49. Типовые пространственные калибры.
стояний между осями (рис. 49, а, бив), расстояний от
края детали до оси (рис. 49, г, д и е) и соосности отвер-
стий (рис. 49,ж).
Калибры для контроля конических деталей. Контроль
или измерение диаметров конусов имеет одну важную
особенность. Измерить диаметры оснований конусов
(большой у отверстий и малый — у пробки) простыми
методами не представляется возможным. Поэтому изме-
нение диаметров конусов (а при обработке конусов из-
меняются именно диаметры) определяют по изменению
базового расстояния при сопряжении проверяемой де-
тали с калибром.
Контроль гладких конических деталей осуществляет-
ся при помощи калибров по их осевому перемещению
относительно детали и направлен на ограничение откло-
нений базовых расстояний.
Калибры для проверки наружных и внутренних ко-
114
нусов представляют собой конические пробки или втул-
ки, имеющие риски или уступы, расстояние между ко-
торыми равняется допустимому отклонению базового
расстояния, (рис. 50).
Если коническая пробка или втулка изготовлена пра-
вильно, то при их сопряжении с соответствующим ка-
либром торец детали должен проходить между рисками.
Кроме проверки осевого положения калибра отно-
сительно детали необходимо произвести еще и про-
Риски.
Рис. 50. Конусные калибры:
а — пробка с рисками; б — пробка с уступом;
в — кольцо с уступом.
верку на прилегание их поверхностей. Для этого калибр
покрывают тонким слоем краски (от 2 до 15 мк), обыч-
но берлинской лазури, растертой на индустриальном
масле, вводят в соединение с проверяемой деталью и
несколько раз проворачивают. О правильности прилега-
ния судят по оставшимся на поверхности детали следам
краски или по характеру стирания краски на калибре.
Контроль наружных конусов по расположению их ба-
зовой поверхности и плотности прилегания поверхностей
может производиться при помощи специальных угловых
скоб по рискам и на просвет одновременно.
17. ИСПОЛНИТЕЛЬНЫЕ РАЗМЕРЫ КАЛИБРОВ
Номинальный размер калибра равен предельному
размеру контролируемой детали. Но калибры, как и все
детали в машиностроении, изготовляются с отклонением
115
от номинального размера. Величина отклонения зависит
от допусков на изготовление и на износ калибра.
Допуски на изготовление и износ и расположение
полей допусков по отношению к номинальным размерам
калибров установлены стандартами и носят название
системы допусков для калибров. Величины этих допусков
построены в зависимости от класса точности и посадки
проверяемой детали и сведены в таблицы, пользуясь ко-
торыми можно легко рассчитать предельные размеры
калибра. Размеры, в пределах которых разрешается U3-
Калибры для
валов
Непроходная
сторона
Калибры для
отбертий
Проходная
сторона
Проходная
Поля допусков на
неточность изо.
пения
- Поля допу скоб
на износ
Рис. 51. Схема расположения полей допусков гладких
калибров.
готовить калибр, называются исполнительными размера-
ми калибра.
Расположение полей допусков гладких калибров для
валов и отверстий 1—За классов точности относительно
границ полей допусков детали устанавливается по схеме
(ГОСТ 7660-55), приведенной на рис. 51. Схема является
только поясняющей иллюстрацией к таблицам допусков
и предельных отклонений размеров калибров по стан-
дартам на допуски калибров для валов и отверстий раз-
личных классов точности (ОСТ 1202—1215). В частности,
расположение полей допусков на износ проходных ка-
либров, помеченных на схеме вертикальной штрихов-
кой, не одинаково для валов и отверстий различных
классов точности и условно показано на схеме симмет-
рично относительно границы поля допуска детали.
В табл. 25—27 даны допуски на изготовление калиб-
ров и контркалибров для валов и отверстий 1-го, 2-го и
116
2а классов точности. Эти таблицы с целью сокращения
их объема построены иначе, чем таблицы стандартов.
В них для пробок дается только верхнее отклонение, а
для скоб — нижнее. Второе отклонение находится по таб-
лицам допусков калибров, которые у пробок направле-
ны в минус, а у скоб — в плюс.
Таблица, 25
Калибры для отверстий и валов 1-го класса точности
(по ОСТам 1202 и 1207)
Для/Отверстия, мк
Для вала; мк
нижнее
отклонение
Номинальный
диаметр, мм
верхнее
отклонение
От 1 до 3 + 1,5 + 1 1 -0,5 1.5 —1
Св. 3 , 6 +2,5 + 1 -0,5 2 —1
• '6 „ 10 +2.5 + 1 —0,5 2 —1
• Ю п 18 +3 4-1 —1 2 —1,5
• 18 , 30 +3 4-1 —1 2 —1,5
• 30 . 50 +4 4-1.5 -1,5 3 —2
а 50 . 80 +4 4-1.5 —1.5 3 —2
» 80 . 120 +5 4-2 —2 4 -3
• 120 „ 180 +6,5 4-2,5 —2 5 -3
—4,5 —2
—5,5— 2,5
Расчет исполнительных размеров калибров произво-
дится в следующей последовательности.
1. Диаметр отверстия 25А. Вначале определяем пре-
дельные размеры отверстий диаметра 25А согласно таб-
лице допусков по ОСТ 1011. Наименьший предельный
размер отверстия будет равен 25 мм, а наибольший —
25,023 мм.
Исполнительные размеры рабочего калибра для
контроля этого отверстия находим из табл. 26:
а) для Р — ПР верхнее отклонение ВО=+5 мк, до-
пуск бк = 4 мк, значит, нижнее отклонение НО= + 1 мк',
следовательно, при проектировании данного калибра
117
его исполнительный размер должен быть указан так:
25+о,оо1 (рис. 52, а) или 25,ОО5_о,оо4;
Таблица 26
Калибры и контркалибры для валов 2-го и 2а классов
точности, кроме X, Л, Ш (по ОСТам 1203, 1208 и 1213)
Номинальный Нижнее откло- нение, мм Допуск, мм 1 Предельное от- клонение износа, мк Верхнее отклонение, мк Допуск, мк
диаметр, м м
Р-ПР Р-НЕ, П-НЕ П-ПР Р-ПР, Р-НЕ, П-НЕ, П-ПР Р-ПР' К-РП S 1 К-НЕ 1 К-РП,ХК-И, К-НЕ
От 1 до 3 —3 — 1 +0,5 2 + 1.5 —2 + 1,5 0 1,5
Св. 3 . 6 —4 —1,5 +1 3 +2 -2,5 +2 0 2
. 6 . 10 —3,5 -1,5 + 1,5 3 +2,5 —2 +2,5 0 2
. ю . 18 —4 -1,5 +1 3 +2 -2,5 +2 0 2
. 18 . 30 -5 —2 +2 4 +3 —4 +3 —1 3
. 30 . 50 -5,5 —2 + 1.5 4 + 3 -4,5 +3 —I 3
. 50 . 80 —6,5 -2,5 + 1.5 5 +3 -6 +3 —2 3
, 80 . 120 -8 з +2 6 +4 —7 +4 —2 4
. 120 . 180 -9 -3,5 +2,5 7 +5 —7 +5 — 1,5 5
. 180 . 260 —И —4,5 +3 9 +6 -8,5 46 —2 6
. 260 . 360 -13 —5,5 +4,5 11 +8 -9.5 +8 -2 7
. 360 . 500 -15 -6,5 +6 13 + 10 — 11 +ю —2,5 8
б) для Р — НЕ верхнее отклонение ВО=+2 мк, до-
пуск 6к=4 мк, значит, нижнее отклонение НО=—2 мк;
следовательно, при проектировании данного, калибра его
исполнительный размер должен быть указан так:
25,023 ± 0,002 (рис, 52, а) или 25,025 -о,оо4.
2. Диаметр вала 25Д. Наименьший предельный раз-
мер вала 24,978 мм, а наибольший — 24,992 мм.
Исполнительные размеры калибров согласно табл. 26
будут составлять:
а) Р —ПР 24,992ig’^ и Р — НЕ 24,978 ± 0,002;
б) Р__ПР 24,987+0>004 и Р — НЕ* 24,976+°<004
(рис. 52, б)..
При расчете исполнительных размеров калибров
учитываются следующие обстоятельства. Предельные
118
Таблица 27
Калибры для отверстий 2-го и 2а классов точности (по ОСТам 1204 и 1208)
Для всех отверстий 2-го точности, кроме X, Л и класса Щ, мк Для отверстия X, мк Для отверстий Л, отверстий 2а класса Ш и всех ТОЧНОСТИ, мк
ф о о s 1 <D Ф ф ф
верхнее отклонение м к ® •в (U верхнее я я А <1> ч sa «а верхнее О S я я А О
Номинальный с ф о о ч о ф м к отклонение о Ф о о S 4 ° отклонение о ч Я «а ф о о ч о
диаметр, мм *=с О. н т Sos О as- п cos о Ф я я си н т cos
X 1 -НЕ, -ПР X । НЕ, -ПР щ X НЕ, -ПР
Е ’ Е * - Е 1 м сиЕ 1 Е 2 с
Ё 1 X 1 Е 1 -ПР, -НЕ CU Е 1 Ё 2 sj X си Е 1 ‘ян- CU Е | Ё 1 □J X си Е । ПР, 1 НЕ, си Е
си си Е CU 2 Е 2е CU 2 Е 1 си
От Св. 1 до 3 +з 4-1 —0,5 —1 2 —1,5 4-2 + 1 —2 2 +4 +2 —2 4 —3
3 „ 6 +4 4-1.5 3 —2 4-3,5 + 1,5 —2,5 3 —3,5 +5 +2 —2 4 —3
От 6 ' » 10 +3,5 4-1,5 —1,5 3 —2,5 4-4 +J.5 —2 3 —3 +5 +2 —2 4
• 10 „ 18 4-4 4-1,5 —1 3 —2 . 4-4,5 + 1,5 —3 3 —4 +6,5 +2,5 —3 5 —4
18 в 30 4-5 4-2 —2 4 —3 4-6 +2 —3 4 4 +8 +3 —3 6
» 30 „ 50 4*5,5 4-2 —1,5 4 —3 4-6,5 +2 -+3,5 4 —5 +9,5 +3,5 —3,5 7 —5
» 50 „ 80 4-6,5 +2,5 —1,5 5 —3 4-8 +2,5 —3,5 5 5 + 11 +4 —3,5 . 8 —5
• 80 „ 120 , 120 4*8 4-3 —2 6 4 4-9,5 +3 —4 6 —6 + 12,5 +4,5 —4 9 —6
» 180 4-9 4-3,5 —2,5 7 —5 4-10,5 +3,5 —5 7 —7,5 + 14,5 +5,5 —5 П —7,5
V 180 ж 260 4-И 4-4,5 —3 9 -6 + 13 +4,5 —5 9 —8 + 17 +6,5 —5 13 —8 ‘
260 , 360 4-13 4-5,5 —4,5 11 —8 +15 + 17 +5,5 —6,5 11 — 10 + 19 +7,5 —6,5 15 —10
360 . • 500 4-15 4-6,5 —6 13 —10 +6,5 —8 13 —12 +22 +9 —8 18 —12
отклонения для калибров берутся всегда из интервала,
в который входит номинальный размер соединения. Так,
для отверстия ЗОА номинальные размеры калибров бу-
дут Р—ПР 30 мм и Р—НЕ 30,023 мм. Отклонения же
калибров Р—ПР и Р—НЕ берутся из интервала «Св. 18
до 30» (см. табл. 25—27).
Допуски на предельные калибры для проверки глу-
бин и высот уступов установлены ГОСТом 2534-67.
Отклонение размеров Б и М калибров отсчитываются
от соответствующих предельных размеров детали. Поля
допусков размеров Б и М калибров располагаются сим-
метрично относительно соответствующих предельных
размеров детали. Предельные отклонения калибров
Рис. 52. Расчет исполнительных размеров.
устанавливаются в зависимости от допуска на детали по
табл. 28. Например, для шаблонов допуск на изготов-
ление принят равным 10% (±5%) от величины допуска
на деталь.
Чтобы определить исполнительные размеры двусто-
роннего предельного шаблона для размера 40X4=40z^5
необходимо:
Д) установить наибольший и наименьший предель-
ные размеры детали, которые будут номинальными раз-
мерами для большей (Б) и меньшей (М) сторон шаб-
лона. Для нашего примера они будут равны 39,92 и
39,75 мм\
2) по разности верхнего и нижнего отклонений раз-
мера детали определить величину допуска. При
ВО=80 мк и НО=250 мк допуск детали будет равен
170 мк;
3) определить предельное отклонение для шаблонов,
равное ±5% от допуска детали, т. е. 170 мк. Оно будет
равно ±0,5 мк\
120
Таблица 28
Предельные отклонения размеров Б и М шаблонов для проверки глубины, высоты и уступов
Номинальные Допуски деталей, мк Предельные отклонения шаблонов, ±мк Допуски деталей, мк Предельные отклонения шаблонов, ±мк Допуски деталей, мк Предельные отклонения шаблонов, ±мк
размеры детали, и
MJ
От 1 ДО 3 Св. 50 до 80 3 Св. 80 до 130 4 Св. 130 до 200 7
Св. 3 . 6 . 60 . 100 4 . 100 . 170 6 . 170 . 250 9
6 . ю . 75 . 125 4 . 125 . 210 7 . 210 . 300 11
10 . 18 . 90 . 150 5 . 150 . 250 9 . 250 . 350 13
18 . 30 . ПО . 180 6 . 180 . 300 10 . 300 . 420 16
30 . 50 . 130 » 210 8 . 210 . 350 12 . 350 . 500 19
50 . 80 . 150 . 250 9 . 250 „ 420 15’ . 420 . 600 23
80 . 120 . 180 . 260 11 . 300 . 480 17 . 480 . 700 27
120 . 180 , 210 , 350 12 . 350 . 550 20 . 550 . 800 31
180 . 260 9 240 . 400 14 . 400 . 625 23 . 625 . 950 36
260 . 360 . 280 . 450 16 . 450 . 700 27 . 700 . 1100 42
360 . 500 . 320 . 500 19 . 500 . 800 31 . 800 . 1300 47
От 1 . з . 200 . 320 12 . 320 . 500 20 . 500 30
Св. 3 , 6 . 250 . 400 15 . 400 . 600 24 . 600 38
6 . ю . 300 . 480 18 . 480' . 750 29 . 750 45
10 , 18 . 350 . 550 21 . 550 . 900 35 . 900 55
18 . 30 . 420 . 700 26 . 700 . 1000 42 . 1100 65
30 . 50 . 500 . 850 31 . 850 . 1300 50 . 1300 80
50 . 80 . 600 . 1000 37 . 1000 . 1500 60 . 1500 95
80 . 120 . 700 . 1100 43 .1100 . 1800 70 . 1800 НО
120 . 180 . 800 „ 1300 50 . 1300 . 2400 80 . 2100 125
9 180 . 260 . 950 . 1500 58 .1500 . 2400 93 . 2400 145
260 , 360 . 1100 . 1800 67 .1800 . 2800 108 . 2800 165
9 360 „ 500 . 1300 . 2100 77 . 2100 . 3200 125 . 3200 190
Примечание. Предельные отклонения шаблонов регламентированы для деталей 4-го и более грубых классов точности.
4) сложить величину предельного отклонения шабло-
на с его соответствующим номинальным размером. Ис-
полнительные размеры шаблона будут равны: Бнаи&=’
= 39,92 + 0,0085 = 39,9285 мм; Бваим=39,92—0,0085 =
= 39,9115 мм; МнаИб = 39,75+0,0085 = 39,7585 мм и
МНаим = 39,75—0,0085 = 39,7415 мм.
18. ИЗГОТОВЛЕНИЕ СКОБ И ШАБЛОНОВ
В машиностроении широко применяют предельные
скобы для измерения валов и наружных размеров дета-
лей, ограниченных плоскими параллельными поверхно-
стями.
Скобы бывают регулируемые и нерегулируемые. По
характеру получения заготовки они разделяются на ли-
стовые, штампованные и литые.
Листовые скобы изготовляют из цементированной
углеродистой стали или из углеродистой стали марки
У8А; штампованные — только из цементированной угле-
родистой стали и литые — из ковкого чугуна, а губки
.(измерительные поверхности) для этих скоб — из стали
марки У10А, X или ХГ.
В инструментальных цехах машиностроительных за-
водов, как правило, изготовляют листовые скобы, а в
специализированных производствах — штампованные и
литые.
Технологический процесс изготовления штампован-
ных скоб в условиях специализированного производства
состоит из следующих операций: 1) шлифования боко-
вых плоскостей; 2) фрезерования рабочих поверхностей;
3) слесарной обработки; 4) термической обработки;
5) шлифования боковых плоскостей; 6) шлифования ра-
бочих поверхностей; 7) доводки рабочих поверхностей;
8) маркировки и 9) окраски скоб.
Шлифование боковых плоскостей производится на
плоскошлифовальном станке с вертикальным шпинделем
'(рис. 53,а), для чего заготовки скоб укладываются на
магнитном столе станка и шлифуются поочередно с двух
сторон.
Рабочие (измерительные) поверхности фрезеруют
на горизонтально-фрезерном станке набором фрез
(рис. 53,6), а разделительную канавку на губке между
проходной и непроходной частями — грибковой
фрезой.
122
После прорезания разделительной канавки, снятия
фасок и зачистки заусенцев производят термическую об-
работку: закалку, отпуск и искусственное старение. За-
тем окончательно шлифуют нерабочие (боковые) по-
верхности скобы.
Шлифование рабочих поверхностей скоб осуществ-
ляется на плоскошлифовальном станке с горизонталь-
ным шпинделем. Рабо-
чие поверхности скоб
большого размера (до
100 мм) шлифуют пери-
ферией чашечного круга
(рис. 54). Когда шлифо-
вальный круг вводят
внутрь раствора скобы
(рис. 54, а), шлифуют
одну • рабочую поверх-
ность, а затем кубик вме-
сте со скобой переворачи-
Рис. 53. Обработка скоб.
вают и устанавливают на плиту противоположной пло-
скостью и шлифуют вторую рабочую поверхность.
Скобы большего размера крепят на кубике или в
тисках таким образом, чтобы верхняя рабочая поверх-
Рис. 54. Шлифование рабочих поверхностей скоб.
ность была расположена от.магнитной плиты на рас-
стоянии, превышающем диаметр круга (рис. 54,6). Шли-
фование производится сначала верхней частью чашеч-
ного круга, а затем нижней. При шлифовании верхней
частью круга отсчет подачи по лимбу ведется в обрат-
ном порядке (90, 85, 80 и т. д.).
123
Скобы размером более 100 мм шлифуют кругом пря-
мого профиля (рис. 54, в). Его вводят внутрь раствора
скобы и последовательным перемещением вверх и вниз
шлифуют рабочие поверхности.
При массовом изготовлении скоб шлифование рабо-
чих поверхностей осуществляется на специальных шли-
Рис. 55. Доводка скоб.
фовально-доводочных стан-
ках. Эти станки имеют по
два горизонтальных шпинде-
ля, па одном из которых
закреплен шлифовальный
круг, а на другом — дово-
дочный диск.
Доводка скоб склады-
вается из предварительной
и окончательной обработки.
Предварительная доводка
производится вручную с помощью плоских чугунных при-
тиров (рис. 55,а), шаржированных корундовым микро-
порошком М20.
При одновременной доводке проходной и непроход-
ной рабочих поверхностей скобы применяют регулируе-
мый притир (рис. 55,6), который состоит из двух чугун-
Рис. 56. Доводка скоб на станке.
ных брусков, закрепленных винтами. Рабочие поверх-
ности брусков смещаются на величину разности между
проходнььм и непроходным рабочими размерами скобы.
Окончательную доводку производят на стеклянных’
притирах с применением тонкой пасты ГОИ (2—4 мк)\
На рис. 56 приведена схема специального станка для
предварительной и окончательной доводки скоб прити-
рами из чугуна. Притиры 1 и 3 предназначены для пред-
варительной доводки/а 4 и 6 =— для окончательной,
124
Дисковые притиры можно установить в соответствии
с размерами скоб. Между дисковыми притирами распо-
ложены пружины 2 и 5, которые прижимают притиры
к обрабатываемым поверхностям скобы. Скоба закреп-
ляется на суппорте станка и во время доводки автома-
тически перемещается вперед и назад в направлении,
перпендикулярном оси диска-притира.
При шлифовании и доводке рабочих поверхностей
скоб измерение производят индикаторным прибором
(рис. 57,а), состоящим из корпуса /, укрепленного на
прочном основании, каретки 3 с хомутиком 2, рычага .4
и индикатора 5.
Настройка индикаторного прибора на размер осу-
ществляется микрометрическим винтом по микрометру
или блоку концевых мер длины. Скобу накладывают на
кнопки 6, боковыми сторонами прижимают к штифту ка-
ретки 3 и повертывают в этой плоскости. При измерении
вторая губка скобы будет отклонять рычаг, который че-
рез плунжер 7 (рис. 57,6) воздействует на индикатор.
Скобы измеряются в нескольких точках с одной и с
другой стороны. По результатам измерения можно су-
дить о взаимной параллельности рабочих поверхностей
125
скобы. При соотношении плеч рычага 5: 1 и точности
отсчета индикатора 0,01 мм цена деления шкалы будет
равна 0,002 мм.
Скобы размером свыше 150 мм измеряются концевы-
ми мерами длины.
Технологический процесс изготовления листовых скоб
в условиях неспециализированного производства состоит
из следующих операций:
1) получение штучной заготовки;
2) правка;
3) шлифование боковых плоскостей заготовки;
4) разметка контура и зева одной заготовки скобы;
z 5) соединение нескольких заготовок с размеченной
в одну пачку при помощи заклепок, пайки или склеи-
вания;
6) фрезерование по размеченной заготовке;
7) разъединение заготовок;
8) слесарная обработка — зачистка заусенцев, скруг-
ление острых углов и снятие фасок;
9) маркировка;
10) термическая обработка;
11) рихтовка;
12) окончательное шлифование двух боковых плос-
костей;
13) соединение нескольких скоб в одну пачку;
14) шлифование рабочих поверхностей с припуском
на доводку от 0,01 до 0,025 мм;
15) предварительная доводка рабочих поверхностей
с припускОхМ на окончательную доводку от 0,003 до
0,005 мм;
16) разъединение скоб;
17) очистка;
18) окончательная доводка* рабочих поверхностей
каждой скобьг отдельно с помощью кубика.
Рассмотрим некоторые операции изготовления листо-
вых скоб, выполнение которых необходимо знать слеса-
рю-инструментальщику.
Получение штучной заготовки. В инструментальных
цехах машиностроительных заводов разделка листового
материала на штучные заготовки производится различ-
ными способами: разрезанием ножовкой, ручными и ме-
ханическими ножницами, электроножницами и др. При
изготовлении большого количества скоб заготовки полу-
126
Рис. 58. Инструмент для точ-
ной разметки:
1 — чертилка; 2— винт; 3 —державка|
4 — закрепленная чертилка; 5 — блок
концевых мер; 6 — основание.
чают путем штамповки из листового материала на экс-
центриковых прессах.
Заготовка из полосовой стали имеет припуск на об-
работку от 1 до 2 мм на длину и ширину и от 0,5 до
1 мм — на толщину.
Правка заготовок. После отрезки изогнутые заготов-
ки проходят операцию ручной правки. Листовые заго-
товки правят молотком на рихтовочной плите, а штампо-
ванные— на прессах.
Разметка заготовок в инструментальных цехах осу-
ществляется с применением
точного измерительного- ин-
струмента. Для нанесения
линий пользуются штанген-
рейсмусом с величиной от-
счета нониуса 0,05 и 0,02 мм.
Еще большую точность
можно получить с помощью
концевых. мер и плоской
чертилки (рис. 58).
Параллельные прямые
линии и дуги окружностей
наносят х штангенциркулем
или аналогичным приспо-
соблением из набора кон-
цевых мер. Наклонные ли-
нии наносят с помощью угло-
меров, угловых плиток и синусных линеек. Устанавли-
вают и выверяют заготовки по индикатору.
Для точной разметки заготовок могут быть исполь-
зованы координатно-расточные станки. На них с высо-
кой точностью осуществляют разметку осевых линий,
центров окружностей, межосевых расстояний и других
размерных линий.
При точной разметке необходимо тщательно подго-
товить размечаемые поверхности. Их покрывают тонким
слоем раствора медного купороса. Применять мел не ре-
комендуется, так как он, попадая на руки разметчика, а
затем и на измерительные инструменты, загрязняет их.
Кроме того, мел сравнительно быстро стирается.
Заготовки листовых скоб размечают после шлифова-
ния боковых плоскостей на плоскошлифовальном станке.
При изготовлении партии листовых скоб размечают
одну из них, а затем небольшими партиями (по 5—
127
10 шт.) склепывают их в отдельные пачки и фрезеруют,
оставляя припуск 0,15—0,2 мм на последующую обра-
ботку. Затем 5—10 заготовок складывают в стопку, сжи-
мают струбцинками и затем по первой размеченной за-
готовке сверлят отверстия под заклепки диаметром
3—4 мм, раззенковывают их, склепывают заклепками
впотай и снимают струбцинки. Очень часто заготовки со-
бирают в пакет путем пайки и склеивания.
Фрезерование. Скобы больших размеров фрезеруют
набором из двух трехсторонних фрез, а скобы меньших
размеров — одной трехсторонней фрезой. Контур скобы
обрабатывают концевой фрезой на вертикально-фрезер-
ном станке.
Рис. 59. Молоток и бабки для рихтовки.
После обработки контура пакет скоб разбирают е
таким расчетом, чтобы после термической обработки их
можно было снова собрать в том же порядке. Для этого
на торцовой поверхности пакета наносят две риски, а
затем пробойником выбивают заклепки, разбирают па-
кет и снимают со скоб заусенцы.
Рихтовка. После термической обработки скобы перед
шлифованием рабочих поверхностей подвергают рих-
товке.
Плоский измерительный инструмент рихтуют пра-
вильными молотками с круглым или угловым бойком.
Широкое применение находят двусторонние молотки с
угловыми бойками, оснащенные твердым сплавом ВК6
или ВК8 (рис. 59,а). Рабочая поверхность бойка зата-
чивается и доводится по радиусу 0,05—0,1 мм.
Рихтовка производится на закаленных правйльных
бабках сЪ сферической поверхностью радиусом R =
128
= 150—200 мм (рис. 59,6) или с цилиндрической поверх-
ностью того же радиуса (рис. 59,в).
Заготовку листовой скобы кладут на сферическую
поверхность бабки (рис. 59, г) вогнутой стороной вверх
и рихтуют равномерными ударами бойка молотка по
всей поверхности впадины, при этом на поверхности за-
готовки образуются отдельные углубления и она не-
сколько растягивается. По мере увеличения растяжения
поверхностного слоя стрела прогиба уменьшается, а с
ее исчезновением длина поверхностей обеих сторон ста-
новится одинаковой и заго-
товка прямолинейной. । f—>. ,—. .—
Рихтовкой можно вос-
становить размеры зева ско-
бы. При увеличенном рас-
стоянии между концами зе-
ва (рис. 60, а) ударами мо-
лотка по задней части ско-
бы сближают концы зева.
При уменьшенном расстоя-
нии между концами зева
ударами по краям выреза
скобы (рис. 60,6) увеличи-
вают его размер. Если ра-
бочие плоскости скобы сбли-
жаются непараллельно друг
ДРУГУ, то ударами молотка
по их внешней части за-
Рис. 60. Порядок рихтования
скоб.
ставляют их сближаться или расходиться (рис. 60, виг),
при этом угол разворота рабочих поверхностей будет
значительно больше, чем при рихтовке, показанной на
рис. 60, а и 6. Таким методом рекомендуется пользо-
ваться при небольших изменениях в размере (0,01 —
0,1 мм).
После рихтовки производят шлифование рабочих по-
верхностей заготовки.
Шлифование рабочих поверхностей. После соедине-
ния нескольких заготовок в одну пачку производят шли-
фование их рабочих поверхностей на плоокошлифоваль-
ном станке. Пачку скоб закрепляют в тисках (рис. 61)
и устанавливают на магнитную плиту или стол станка.
Расположив шлифовальный круг относительно обраба-
тываемой рабочей поверхности скобы, включают станок
и при ручной поперечной подаче стола шлифуют
5 И. Г. Космачев
129
первую поверхность скобы до необходимого класса чис-
тоты. Затем перемещают стол в противоположном на-
правлении и шлифуют вторую поверхность скобы, про-
изводя измерение концевыми мерами длины. Точность
обработки на плоскошлифовальных станках составляет
0,003—0,006 мм. При чистовом шлифовании шерохова-
тость поверхности соответствует 7—9-му, а при отделоч-
ном — 9—11-му классам.
Доводка скоб. В зависимости от размера скоб при-
меняют два способа доводки: скоба перемещается по
неподвижно закреплен-
ному притиру или ско-
ба закреплена непод-
вижно, а движение ре-
зания осуществляется
притиром.
При первом способе
скобу устанавливают
на притире под углом
20—25° к оси и переме-
щают ее в таком поло-
жении не вдоль прити-
ра, а примерно под уг-
лом 5—10°. Для полу-
чения высокого класса
Рис. 61. Шлифование рабочих по-
верхностей скоб.
' чистоты поверхности
необходимо менять направление рабочих движений, т, е.
вести перекрестную доводку.
Доводку скоб выполняют на специальных станкдх
либо вручную. В инструментальных цехах при изготов-
лении небольшого количества листовых скоб доводка
производится вручную.
Для предварительной ручной доводки чугунный при-
тир шаржируется микропорошком М20—М28, смешан-
ным с керосином, а для окончательной — микропорош-
ком М10—Ml4*
При предварительной ручной доводке снимают при-
пуск от 0,007 до 0,02 мм, оставляя на окончательную
доводку от 0,003 до 0,005 мм. Шероховатость поверх-
ности соответствует 9—11-^му классам.
Окончательная отделка поверхностей производится
тонкой пастой ГОИ на стеклянном притире. Правиль-
ность размера контролируют набором концевых мер
длины.
130
которых по-
1
Рис. 62. Доводка листовых скоб.
Доводку осуществляют в следующей последователь-
ности:
- 1) обработка общей (для проходного и непроходного
размеров) измерительной поверхности;
2) доводка непроходной поверхности;
3) обработка проходной поверхности.
Операция делится на три перехода, из
следние два требуют
больших затрат време-
ни и .высококвалифи-
цированного труда
(рис. 62, а).
Применение комби-
нированного притира
(рис. 62,6) значитель-
но упрощает процесс
доводки, так-как при-
тиры 1 и 2 установле-
ны с "помощью конце-
вых мер длины таким образом, что проходная и непро-
ходная поверхности скобы доводятся одновременно, при
этом сокращается количество измерений и на 40—50%
повышается производительность труда.
Рис. 63. Сборка регулируемых скоб.
Установка регулируемых скоб. Регулируемые скобы
(рис. 63) изготовляются с одной неподвижной губкой 6
и двумя вставками 2 (ПР — проходной и НЕ — непро-
ходной), которые устанавливаются на требуемый раз-
мер. Корпус 1 скобы имеет жесткое двутавровое сечение.
131
Неподвижная губка 6 прикреплена к корпусу 1 вин-
тами 7.
Для установки измерительных вставок 2 в корпусе
скобы имеются два гнезда. В резьбовую часть гнезда
ввертываются установочные винты 3, в которые упира-
ются измерительные вставки. С помощью этих винтов
осуществляется уста-
Рис. 64. Установка скоб.
новка скобы на размер.
Вставки фиксируются
(закрепляются) затя-
гиванием втулок 4 вин-
тами 6. Втулки 4 име-
ют лыски, скошенные
под углом 6°, а у вста-
вок 2 лыски наклонены
под углом 1°. Поэтому
при затягивании вин-
тов 5 втулки 4, дей-
ствуя как клинья, за-
жимают вставки 2, Лыска на вставке, кроме того, пред-
отвращает поворот вставки при установке ее на размер
и закреплении, что обеспечивает сохранение параллель-
ности измерительных плоскостей.
Регулируемую скобу устанавливают на размер по
контрольным калибрам или по блоку концевых мер дли-
Рис. 65. Сборка шаблонов в пакет (а) и доводка шаб-
лонов с помощью кубика (d).
ны (рис. 64). После ее установки свободные части- гнезда
заливают сургучом или мастикой и затем клеймят, а на
маркировочной щайбе отмечают посадку и класс точ-
ности установленного размера.
Изготовление шаблонов для проверки длин и высот.
Шаблоны для измерения уступов, глубин и высот изго-
132
товляются почти так же, как и листовые скобы. После
выполнения заготовительных операций, шлифования не-
рабочих поверхностей, фрезерования и термической об-
работки шаблоны окончательно шлифуют и доводят по
рабочим поверхностям.
После термической обработки и окончательного шли-
фования нерабочих поверхностей шаблоны 2 собирают
в пакет с помощью угольника 1 (рис. 65,а), скрепляют
пайкой или клепкой, шлифуют и доводят по рабочим
поверхностям.
В тех случаях, когда длина рабочих поверхностей
равна 2—2,5 мм, доводку пакета шаблонов 2 производя®
с помощью направляющего кубика 4, закрепленного в
тисках 1 (рис. 65,6).
При такой доводке при-
тиром 3 завала корот-
кой рабочей поверхно-
сти шаблона не про-
изойдет.
Рис. 67. Способы проверки шабло-
нов.
Рис. 66. Порядок
ручной доводки шаб-
лона.
Ручную доводку шаблона для измерения уступа
(рис. 66) осуществляют в такой последовательности.
В первую очередь на притирочной плите с помощью ку-
бика доводят торцовую поверхность /, а затем поверх-
ность 2 таким образом, чтобы одна из других поверхно-
стей шаблона (3 или 4) была перпендикулярна поверх-
ности 2. После того как она будет доведена под углом
90° к одной из поверхностей (3 или 4) шаблона, другую
поверхность обрабатывают с таким расчетом, чтобы она
была параллельна первой. Параллельность проверяют
микрометром, а угол — угольником с углом 90°, устанав-
ливаемым по поверхности 2.
Доводку рабочих поверхностей 5 и 6 производят на
плоском притире с помощью кубикЯ.
133
- Шаблоны для длин и высот проверяют концевыми
мерами длины в комбинации с плитой или линейкой.
При контроле рабочих размеров шаблонов можно ис-
пользовать тот же метод покачивания, что и при провер-
ке этими шаблонами деталей машин (рис. 67,а). Срав-
нение размеров шаблонов с блоком концевых мер длины
и лекальной линейкой показано на рис. 67,6, а опреде-
ление размера уступов по разности показателя от допол-
нительной базы — на рис. 67, в.
Проверка расположения рабочих поверхностей шаб-
лонов небольших размеров производится лекальной ли-
нейкой с вырезом (рис. 67,г), анаправления нерабочих
поверхностей шаблонов — с помощью угольника.
19. ИЗГОТОВЛЕНИЕ ПРОФИЛЬНЫХ ШАБЛОНОВ
Профильные шаблоны изготовляют ручным или ме-
ханизированным способом.
В первом случае почти все операции, начиная от за-
готовительных и кончая доводкой, выполняет, высококва-
лифицированный слесарь-инструментальщик. Этот спо-
соб находит применение при единичном изготовлении
шаблонов.
Типовой технологический процесс выполнения про-
фильных шаблонов ручным способом состоит из следую-
щих операций:
1) вырезка штучной заготовки;
2) правка заготовок;
3) шлифование боковых плоскостей;
4) обработка двух базовых поверхностей' шаблона
под углом 90°;
5) разметка;
6) сборка заготовок в пачки;
7) обработка профиля по разметке;
8) опиливание по профилю с образованием пазов в
местах сопряжения отдельных элементов профиля;
9) термическая обработка отдельных заготовок;
10) окончательное шлифование боковых поверхно-
стей;
И) сборка заготовок в пачки;
12) шлифование всех элементов рабочего профиля;
13) доводка всех элементов рабочего профиля;
14) разборка пачки, притупление острых кромок и
маркировка.
134
Как и при изготовлении скоб, операция опиливания
профиля шаблона является одной из ответственных.
Особенно трудоемок процесс опиливания криволинейных
поверхностей.
Наиболее простым и рациональным способом опи-
ливания криволинейных поверхностей является обработ-
ка по копиру или по готовой детали. Однако этот способ
пригоден только при изготовлении большого количества
подобных шаблонов.
Широко распространено опиливание по разметке, но
оно малопроизводительно и неточно.
Криволинейные выпуклые поверхности обрабатывают
плоскими напильниками как вдоль поверхности, так и
поперек ее. При опиливании вдоль поверхности напиль-
ником делают качательные движения в вертикальной
плоскости; при опиливании поперек поверхности напиль-
ник двигают горизонтально и одновременно поворачи-
вают вокруг своей оси. Выпуклую поверхность можно
получить путем запиливания ряда площадок. Постепен-
но удваивая число запиленных площадок, получают кри-
волинейную, поверхность.
Вогнутые криволинейные поверхности обрабатывают
круглыми и полукруглыми напильниками. Чтобы на во-
гнутой поверхности не получилось огранки, напильнику
помимо горизонтального движения вперед придают еще
и боковое движение. По мере обработки деталь пере-
зажимают в тисках, чтобы опиливаемый участок всегда
был под напильником, а не сбоку.
При обработке криволинейных поверхностей наибо-
лее сложным является получение плавного перехода от
кривой к прямой и от дуги к дуге. Рассмотрим процесс
опиливания шаблона, в котором сопрягается дуга
окружности с прямой (рис. 68).
Вначале обрабатывают криволинейную поверхность
с наведением на ней продольных штрихов, а затем —
прямолинейную. Для этого шаблон устанавливают в
приспособлении таким образом, чтобы низшая точка
криволинейной поверхности находилась в одной плос-
кости с направляющей поверхностью. Эту установку
контролируют лекальной линейкой (рис. 68, а). 'Место,
где должно произойти касание дуги прямой, нужно от-
метить. Опиливая прямолинейный участок (поперечны-
ми движениями), необходимо достигнуть такого поло-
135
жения, когда между дугой и прямой просвет оконча-
тельно исчезнет (рис. 68,6 и в).
При правильной обработке в месте их соприкоснове-
ния будет видна четкая граница между продольными
штрихами на криволинейной поверхности и поперечны-
ми— на прямолинейной (рис. 68, е).
’ Наиболее часто встречающимися ошибками при опи-
ливании являются: занижение прямой (рис. 68,6), вре-
Рис. 68. Приемы обработки
и контроля шаблона.
Рис. 69. Приспособление
для опиливания шаблонов.
зание в дуговой участок (рис. 68, г) и перекосы, когда
штрихи сходятся наклонно (рис. 68, е).
Точные криволинейные поверхности обрабатывают
путем опиливания профиля по отдельным его элементам.
Геометрическую форму и расположение этих элементов
измеряют универсальными инструментами.
Сложные и точные профили шаблонов опиливают в
приспособлениях, которые допускают точную установку
обрабатываемой детали под различными углами к опи-
ливаемой поверхности. Одно из таких приспособлений
показано на рис. 69.
В корпусе 1 приспособления имеется вертикальный
паз со сквозной прорезью, в котором перемещается
планка 3, закрепляемая с задней стороны винтом.
В верхней части планки есть отверстие, куда вставляет-
ся цилиндрический калибо. К плоскости корпуса, имею-
136
щего большое количество резьбовых отверстий, прикреп-
ляется угольник 2 с пазами, что позволяет регулировать
его установку и выверку относительно верхней опили-
ваемой плоскости корпуса.
При опиливании шаблонов, имеющих отдельные вы-
пуклые участки в виде дуг полуокружностей, планку 3
устанавливают по блоку мерительных плиток в положе-
ние, при котором центр ее отверстия будет находиться
от верхней плоскости корпуса на расстоянии, равном
радиусу обрабатываемого участка шаблона. Затем шаб-
лон технологическим отверстием надевают на калибр,
вставленный в планку, и, поворачивая его вокруг оси,
обрабатывают дугу полуокружности рабочей части шаб-
лона.
Угольник 2 служит для припиливания прямолиней-
ных и наклонных участков шаблонов и контршаблонов.
Его устанавливают с помощью концевых мер длины или
по угломеру под определенным углом к опиливаемой
плоскости. Шаблон ставят на опорные поверхности
угольника, прижимают к плоскости корпуса приспособ-
ления и в таком положении обрабатывают.
Для удобства опиливания вогнутых полуокружностей
на верхней плоскости приспособления имеются два (или
более) призматических паза, расположенных строго пер-
пендикулярно вертикальной опорной плоскости корпуса.
Направленный по призматическому пазу круглый на-
пильник в процессе опиливания удаляет с обрабатывае-
мого участка шаблона часть металла, образуя в нем
радиусное углубление, расположенное под углом 90° к
его плоскости и торцам.
Кроме угольника к корпусу приспособления можно
прикрепить синусную и опорную линейки и другие ин-
струменты, способствующие более точной установке и
выверке обрабатываемых деталей.
При опиливании плоскостей, расположенных под
прямым углом, выбирают большую плоскость в качестве
базовой, опиливают ее начисто, а затем уже подгоняют
вторую плоскость под прямЫхМ углом к базовой.
Контролируют опиливание второй плоскости уголь-
ником, который прикладывают к базовой плоскости.
При обработке внутренних углов сначала опиливают
наружные поверхности, которые будут базами при раз-
метке внутреннего угла и при контроле в процессе об-
работки.
137
Для опиливания внутренних прямых углов шаблона
применяют угловые рамочные наметки (рис. 70, а), а
при опиливании и доводке прямолинейных плоскостей —
рамочные наметки с зажимными винтами (рис. 70,б).
Плоскости наметки А и Б должны быть тщательно
обработаны под прямым углом. Обрабатываемый шаб-
Рис. 70. Наметки.
лон устанавливают в наметку и прижимают винтами
к плоскости А так, чтобы разметочная риска шаблона
строго совпадала с рабочей кромкой наметки. Затем на-
метку закрепляют в тисках и шаблон опиливают.
Второй ответственной операцией при изготовлении
шаблонов является припасовка — взаимная пригонка
друг к другу ряда поверх-
ностей, сопрягающихся без
зазора при любых перекан-
товках (положениях).
Операцию припасовки
широко применяют при. из-
готовлении профильных
шаблонов, так как к нему
всегда делают контршаблон
(рис. 71).Шаблон является
проверочным инструментом,
Рис. 71. Шаблоны и контр-
шаблоны.
с помощью которого по ме-
тоду световой щели контролируют профиль детали,
а контршаблон необходим для проверки шаблона, ко-
торый в процессе контроля большого количества дета-
лей изнашивается. Профили шаблона и контршаблона
должны точно совпадать при любых положениях.
138
a)
Рис. 72. Резьбовой шаблон (а) и
схема обработки шаблона по вы-
работкам (б).
В зависимости от конфигурации профиля шаблона
слесарь-инструментальщик сам решает, что изготовлять
вначале — шаблон или контршаблон. 6 тех случаях, ко-
гда профиль шаблона (рис. 71, а) легко измерить уни-
версальным инструментом, вначале делают шаблон, а
по нему припасовывают контршаблон. При Изготовле-
нии же радиусного шаблона (рис. 71,6), наоборот, легче
вначале сделать контршаблон, а по нему прйЯЙсбвать
шаблон.
При сложном профиле шаблон и контршаблон изго-
товляют с помощью выработок, являющихся более йро»
стыми по форме шабло-
нами, которые можно из-
мерить универсальным
инструментом. Обычно
сначала делают выработ-
ки, а потом профильные
шаблоны, причем количе-
ство выработок зависит
от точности и сложности
профиля шаблона.
Изготовление резьбо-
вого шаблона. Для за-
точки и установки резца
на токарном станке и
контроля образованной
резьбы широкое приме-
нение находят резьбовые
шаблоны . (рис. 72,а).
К ним предъявляются следующие требования: длинные
боковые поверхности шаблона должны быть параллель-
ны в пределах 0,01—0,02 мм; угол а должен быть распо-
ложен симметрично относительно боковых поверхностей;
осевые линии углов аг и аз перпендикулярны, а осевая
линия угла ai — параллельна боковым поверхностям.
Как видим, изготовить резьбовой шаблон с помощь^
универсальных измерительных инструментов нельзя. На-
пример, наружный угол шаблона а можно было бы сде-
лать по угломеру, но при этом нет гарантии, что осевая
линия угла будет параллельна боковым поверхностям
шаблона. Следовательно, резьбовой шаблон необходимо
изготовлять по выработкам.
Предварительные опёрации выполняются по обычной
схеме технологического процесса, а окончательные
139
(опиливание до термической обработки и доводка после
нее) — по выработкам.
Для изготовления резьбового шаблона требуются три
выработки (рис. 72,6). Выработка 1 предназначена для
прйгонки внутренних углов аг и аз так, чтобы их осевые
Л’инии. были перпендикулярны боковым поверхностям
шаблона. По выработке 1 сначала обрабатывают од-
ну сторону угла, а затем другую. Наружный угол а
шаблона пригоняют от боковых поверхностей по вы-
работке 2.
Для симметричного расположения угла ai относи-
тельно боковых поверхностей шаблона нужно пригнать
его по выработке 3 сначала от одной поверхности, а за-
тем от другой.
Такая обработка (пригонка) называется контровкой
угла относительно боковых поверхностей шаблона.
Так как выработки 1, 2 и 3 трудно изготовить при
помощи универсального инструмента-, их делают по
контрвыработкам. Выработки и контрвыработки выпол-
няют сырыми или термически обработанными, в зави-
симости от количества шаблонов.
С помощью выработок шаблоны изготовляют как до
термической обработки, так и после нее. После термиче-
ской обработки шаблоны пригоняют по новым выра-
боткам.
По вычерченному профилю шаблоны изготовляют в
тех случаях, когда они имеют сложный профиль невы-
сокой точности. Процесс обработки таких шаблонов сле-
дующий.. На чистом листе цинка или нержавеющей ста-
ли вычерчивают профиль шаблона согласно чертежу.
На заготовке шаблона профиль размечают и затем фре-
зеруют, оставляя припуск на дальнейшую слесарную
обработку. Вначале слесарь опиливает участки шаблона,
которые можно легко измерить универсальным инстру-
ментом, а затем остальные участки, пригоняя их по про-
филю к вычерченному на цинковом листе. Пригонку
производят до тех пор, пока профиль шаблона не сой-
дется с вычерченным.
Этот способ получения профильных шаблонов прост
и дешев, так как не требуется выработок, однако точ-
ность обработки при этом не выше ±0,07 мм.
Механизированное изготовление профильных шабло-
нов. Среди механизированных способов изготовления
140
шаблонов самым распространенным является шлифова-
ние на прецизионных плоскошлифовальных станках с
применением лекальных тисков, синусных линеек, маг-
нитных призм и других приспособлений.
Профильное шлифование обеспечивает значительное
повышение производительности труда и относительно
высокую точность обработки. Например, при чистовом
шлифовании можно получить линейные размеры с точ-
ностью до ±0,01 мм, а угловые — в пределах ±30"4- ±2'
с высотой микронеровностей 0,0005—0,001 мм.
При обработке шаблонов средней точности шлифо-
вание профиля является окончательной операцией, а при
обработке шаблонов более высокой точности шлифова-
ние предшествует доводке. Так как после шлифо-
вания на доводку рабочих поверхностей остается рав-
номерный припуск 0,01—0,02 мм, то трудоемкость ее
снижается.
Для обработки профильных шаблонов наиболее ши-
роко применяются плоскошлифовальные станки с гори-
зонтальным шпинделем и магнитной плитой, которая
служит для закрепления деталей.
Шлифование прямолинейных участков профиля. При
шлифовании базовых поверхностей шаблонов, а также
прямолинейных участков профиля применяют лекаль-
ные тиски (рис. 73,а), которые отличаются от станочных
в основном точностью изготовления.
Неподвижная губка лекальных тисков 5 и выступ 6,
в который запрессована гайка для винта 1, составляют
одно целое с корпусом 2.тисков. Подвижная губка 3
перемещается с помощью винта по направляющим,
имеющим форму ласточкина хвоста. Боковые поверх-
ности выполняются строго перпендикулярно основанию
и параллельными между собой, а зажимные плоскости
губок — перпендикулярно боковым поверхностям и
основанию тисков.
Все стороны лекальных тисков обработаны под углом
90°±30", поэтому на шаблонах можно шлифовать вза-
имно перпендикулярные боковые поверхности.
Прямолинейные поверхности шаблонов шлифуют
следующим образом. Блок шаблонов закрепляют в губ-
кйх тисков винтом, а затем устанавливают тиски на маг-
нитной плите сначала основной плоскостью и шлифуют
поверхность 1 (рис. 73,6), потом, повернув тиски на 90°,
шлифуют поверхность 2.
141
В основании тисков имеются резьбовые отверстий,
необходимые для крепления их к различным приспособ-
лениям. Мерный штифт 4 служит для проверки поло-
жения обрабатываемой поверхности шаблона.
При шлифовании наклонных участков профиля шаб-
лонов, расположенных под углами 15, 30, 45, 60 и 75°
Рис. 73. Лекальные тиски (а) и схема шлифования (б).
к базовым поверхностям, используют магнитные призмы
(рис. 74,а). Призма с'остоит из бронзового корпуса 1,
в который впрессованы стальные сердечники 2. Обычно
магнитные призмы применяются вместе с лекальными
тисками.
Пример шлифования одной из сторон шаблона, рас-
положенной под углом .а, приведен на рис. 74, б. Приз-
ма 6 устанавливается на магнитную плиту, а в вырез
призмы помещают тиски 5, в губках которых закреплен
шаблон 4, обрабатываемый шлифовальным кругом 3.
В качестве измерительного инструмента для контро-
ля углов, а также технологического приспособления для
142
шлифования прямолинейных поверхностей, расположен-
ных под углами до 45°, применяется синусная линейка.
Рис. 74. Магнитная призма (а) и схема шлифования (б).
Рис. 75. Синусный
кубик.
При изготовлении угловых шаблонов широко исполь-
зуется синусный кубик (рис. 75), представляющий собой
четырехгранную стальную или чугунную призму, все
плоскости которой прошлифова-
ны точно под углом 90° друг
к Другу. В основной плоскости
кубика растачивается несколько
отверстий, в которые впрессова-
ны втулки. В НИХ' могут встав-
ляться пальцы.
Отверстия расположены в та-
кой комбинации, что если на две
втулки наложить линейку, то она
образует с опорной плоскостью
кубика угол 0, 30 или 45°.
Шлифуемый шаблон базовой
поверхностью опирается' одним
концом на втулку, а другим —
на блок плиток, помещенный ме-
жду шаблоном и вторым пальцем.
Кубик с закрепленным на нем шаблоном устанавли-
вают на магнитную плиту плоскошлифовального станка
«и шаблон шлифуют, при этом углы наклона выдержива-
143
1отся с точностью до ±3', а линейные размеры — до
± (0,01—0,02) мм.
Шлифование радиусных поверхностей. В инструмен-
тальном -производстве применяются приспособления для
шлифования профилированным кругом радиусных по-
верхностей шаблонов, а также выпуклых и вогнутых ци-
линдрических поверхностей.
Приспособление для шлифования выпуклых поверх-
ностей небольшого радиуса показано на рис. 76. На ку-
бике 6 расположен валик 4, который может быть прижат
Рис. 76. Приспособление для шлифования выпуклых цилин-
дрических поверхностей.
к кубику планкой 3. На левом конце валика находятся
тиски 2, а на правом — рукоятка 5, при помощи которой
можно вращать валик 4, тиски 2 и закрепленные в них
шаблоны 1.
Шлифование производится периферией круга. Наи-
больший радиус зависит от величины подъема шлифо-
вального круга над столом станка и обычно равен
200 мм. Точность шлифования составляет 0,01 мм. Про-
веряют радиус индикатором или линейкой, установлен-
ной на блоке -концевых мер длины.
В рассмотренных случаях применения специальных
приспособлений для изготовления профильных шабло-
нов учитывается, что шлифовальный круг имеет цилинд-
рическую форму, а его образующая параллельна рабо-
чей плоскости магнитной плиты. Следовательно, правка
шлифовального круга не вызывает затруднений и про-
144
изводится с помощью съемного приспособления, уста-
навливаемого на магнитной плите станка.
Контроль калибров. При изготовлении калибров с вы-
сокой точностью исполнительных размеров слесарь-ин-
струментальщик должен уметь пользоваться большим
количеством точных измерительных инструментов и при-
боров, такими, как комплект мер длины, комплект угло-
вых плиток, микрометры, универсальные угломеры,
штангенциркули, миниметры, оптиметры и инструмен-
тальные микроскопы.
При изготовлении скоб и шаблонов для контроля ли-
нейных размеров широко применяются концевые меры
длины и оптиметр; для пластин и вкладышей — микро-
метр рычажный, оптиметр или миниметр; для калиб-
ров-пробок — скобы рычажные; для шаблонов со слож-
ным профилем— микроскоп.
Таблица 29
Контроль при изготовлении калибров
Наименование калибров Инструменты или приборы для контроля
Скобы до 500 мм Скобы свыше 500 мм Пластины, вкладыши Высотомеры, глубино- меры Угольники контрольные Эталоны углоз Многогранники Модульные шаблоны Шаблоны для конических впадин (125 мм) Радиусные шаблоны Мерные плитки, горизонтальный оптиметр Мерные плитки, штихмасы, кон- цевая машина Микрометр рычажный, опти- метр, миниметр Мерные плитки, линейка Метод трех угольников Мерные шайбы, микрометр Выработка-накидка, микрометр Угломер, микроскоп Мерные шайбы, мерные плитки Микрометр, микроскоп, мерная шайба
В табл. 29 даны рекомендации по выбору измери-
тельного инструмента или прибора при изготовлении
скоб, шаблонов, вкладышей.
Глава V
УНИВЕРСАЛЬНЫЕ
ИЗМЕРИТЕЛЬНЫЕ
ИНСТРУМЕНТЫ И ПРИБОРЫ
По конструктивному выполнению и принципу дейст-
вия универсальные измерительные инструменты и при-
боры делятся на следующие группы: меры длины; штан-
генинструменты; микрометрические инструменты; ры-
чажно-механические приборы; оптико-механические из-
мерительные приборы; пневматические измерительные
приборы.
20. МЕРЫ ДЛИНЫ
По конструктивным признакам меры длины делят на
штриховые и концевые. У штриховых мер размер, вы-
раженный в заданных единицах, определяется расстоя-
нием между штрихами, а у концевых — между поверх-
ностями.
Штриховые меры длины. Простейшим штриховым ин-
струментом является масштабная линейка. С ее по-
мощью можно производить измерение наружных и внут-
ренних линейных размеров и расстояний.
Линейки изготовляют длиной 150, 300, 500 и 1000 мм
из стальной пружинной термообработанной ленты
(ГОСТ 2614-65). Толщина линеек длиной до 1000 мм
составляет 0,4—0,6 мм, а длиной 1000 мм — 0,8—1,0 жж.
Как правило, линейки выполняются с ценой деления
шкалы 0,5 и 1 жж. Линейки с ценой деления шкалы
0,5 жж делают реже, так как при таком делении затруд-
няется отсчет.
В металлургической промышленности применяют
усадочные металлические линейки для измерения моде-
лей с учетом усадки литья. По конструкции они не отли-
чаются от масштабных измерительных, но интервал ме-
жду соседними штрихами на шкале у них увеличен на
величину усадки, которая может составлять 1 или 2%.
146
Усадочные линейки делают длиной 500 и 1000 услов-
ных миллиметров.
К масштабным линейкам можно отнести и складные
метры, которые состоят из нескольких одинакового раз-
мера линеек (звеньев), шарнирно соединенных между
собой. На звеньях имеется шкала с ценой деления 1 мм;
сантиметровые деления разделяются более длинными и
утолщенными линиями. Длина складных метров равна
1 и реже 2 м, длина звена — 100 мм. Точность измере-
ния складными метрами составляет 1 мм, доли милли-
метров определяются на глаз.
Складные метры изготовляют из холоднокатаной
стальной ленты марки У7 или У8.
Для измерения значительных длин, когда не требует-
ся большая точность, применяются рулетки. Рулетка
представляет собой стальную или матерчатую ленту, по-
мещенную в кожаный или металлический футляр. На
ленте нанесена штриховая шкала с миллиметровыми,
сантиметровыми, дециметровыми и метровыми деле-
ниями.
В машиностроении применяются самосвертывающие-
ся кнопочные рулетки типа РСК длиной 1 и 2 м\ сталь-
ные простые рулетки типа PC длиной 2, 5, 10, 20, 30 и
50 л; желобчатые рулетки типа. РЖ длиной I и 2 м.
Концевые меры длины. Плоскопараллельные конце-
вые меры длины предназначены для передачи размеров
от эталона длины основной световой волны к детали или
к изделию. Это основное назначение концевых мер дли-
ны осуществляется путем применения их для хранения
и передачи единицы длины, для проверки и градуиров-
ки различных мер и приборов* контроля 'калибров,
деталей штампов и приспособлений, для точных разме-
точных и координатнорасточных работ, наладки стан-
ков и т. п.
ГОСТ 9038-59 распространяется на плоскопараллель-
ные концевые меры длины (рис. 77,а), имеющие форму
прямоугольного параллелепипеда или прямого круго-
вого цилиндра с двумя плоскими взаимно параллельны-
ми измерительными поверхностями. Номинальные раз-
меры концевых мер длины имеют градации 0,001, 0,01,
0,1, 0,5, 10, 25, 50, 100 и 1000 мм.
Измерительные поверхности концевых мер всех клас-
сов >с номинальным размером более 0,4 мм должны
иметь чистоту поверхности не -ниже разряда 14а по
147
ГОСТу 2789-59. Высокий класс чистоты измерительных
поверхностей необходим для осуществления их прити-
раемости.
Притираемостью концевых мер называется их свой-
ство прочно сцепляться между собой (рис. 77,6) или с
плоскими кварцевыми и стеклянными пластинами при
надвигании или прикладывании одной меры на другую
или меры на пластину. Пользуясь этим свойством, мож-
но соединить плитки в блоки размера, равного сумме
размеров плиток, входящих в блок.
Рис. 77. Плоскопараллельные концевые меры дли-
ны (а) и притирка двух плиток (6).
Концевые меры длины поставляются в виде наборов
и в виде отдельных плиток всех классов. ГОСТ 9038-59
предусматривает 15 наборов. Наибольшее распростра-
нение в инструментальном производстве нашли наборы
№ 2, 3 и 8 (табл. 30).
По точности изготовления концевые меры длины раз-
деляют на 4 класса: 0-й, 1-й, 2-й и 3-й. Высшим классом
точности является нулевой. Наборы этого класса счита-
ются образцовыми и применяются для проверки конце-
вых мер длины 1-го и 2-го классов точности путем их
сравнения в точных измерительных приборах. Наборами
1-го класса точности пользуются для проверки калибров
и установки измерительных приборов в лабораториях.
Меры 2-го и 3-го классов точности служат для проверки
148
калибров и установки инструментов и приборов в цехо-
вых контрольных пунктах и на рабочем месте.
Таблица 30
Наборы концевых плоскопараллельных мер длины
№
набора
Номинальные размеры .концевых мер, мм
Классы
набора
№ 2,
42 ме-
ры
1
1,01
1,1
2
20
1,02
1,2
3
30
1,03
1,3
4
40
1,04
1,4
5
50
1,005
1,05
1,5
6
60
1,06
1,6
7
70
1,07
1,7
8
80
1,08
1,8
9
90
1,09
1,9
10
100
1,2,3
Две защитные меры с номинальным размером
1 мм\ две защитные меры с номинальным
размером 1,5 мм (или 2 мм)
№ 3,
116
мер
I 1,01 1,02 1,03 1,04 0,5 1,005 1,05 1,06 1,07 1,08 1,
1,11 -1,12 1,13 1,14 1,15 1,16 1,17 1,18 1.
1,21 1,22 Л,23 1,24 1,25 1,26 1,27 1,28 I,
1,31 1,32 1,33 1,34 1,35 1,36 1,37 1,38 1,
1,41 1,42 1,43 1,44 1,45 1,46 1,47 1,48 1,
1,6 1,7 1,8 1,9 2 2,5 3 3,5 4
5 5,5 6 , 6,5 7 7,5 8 8,5 9
10 10,5 11 11,5 12 12,5 13 13,5 14
15 15,5 16 16,5 17 17,5 1*к (8,5 19
20 20,5 21 21,5 22 22,5 23 23,5 24
25 30 40 50 60 70 80 90 100
,09
,19
,29
,39
,49
0, 1,2,
3
1,1
1,2
1,3
1,4
1,5
4,5
9,5
14,5
19,5
24,5
Две защитные меры с номинальным размером
1 мм\ две защитные меры с номинальным
размером 1,5 мм (или 2 мм)
№ 8,
10
мер
125, 150, 175, 200, 250, 300, 400, 500.
Две защитные меры с номинальным размером
50 мм
0, 1,2,
3
Область применения концевых мер может быть рас-
ширена при использовании' специальных наборов при-
надлежностей (державок и боковиков). Принадлеж-
ности (ГОСТ 4119-66) предназначены для закрепления
набранных в блоки концевых мер длины, что обеспечи-
вает удобное пользование ими при измерении и при про-
ведении точных разметочных работ.
149
Чтобы блок заданного размера состоял из возможно
меньшего количества плиток, их подбирают путем вычи-
тания последнего знака. Например, при составлении из
набора № 3 (см. табл. .29) блока размером 93,475 мм
производится следующий4 расчет:
Набираемый размер..............' . . . 93,475 мм
Первая плитка • . . . .............. 1,005 мм
Остаток...........................92,47 мм
Вторая плитка...........................1,47 мм
Остаток...........................91,00 мм
Третья плитка...........................1,00 мм
Остаток......................... 90,00 мм
Четвертая плитка ..................... 90,00 мм
Отобранные для составления блока плитки очищают
от смазки ватой, промывают бензином и затем насухо
вытирают чистой полотняной салфеткой. Плитки соби-
рают по одной, для чего берут две плитки и совмещают'
их мерительными поверхностями с одного угла, плотно
прижимая друг к другу пальцами и перемещая относи-
тельно друг друга до полного контакта рабочих поверх-
ностей. В такой же последовательности притирают к
двум первым третью плитку, а к ней — четвертую.
Обращаться с концевыми мерами длины нужно край-
не осторожно: их нельзя брать руками за измерительные
поверхности, подвергать ударам, нагреванию, царапать.
При работе с блоком концевых мер длины для предо-
хранения их от. быстрого износа и повреждения необхо-
димо применять защитные концевые меры (см. табл. 29).
После работы блок следует разобрать, плитки про-
мыть бензином, тщательно протереть замшей или чистой
тряпкой и положить в соответствующие ячейки футляра
набора. При длительном хранении плитки смазывают
техническим вазелином.
21. ШТАНГЕНИНСТРУМЕНТЫ
Штангенинструменты находят широкое применение
в индивидуальном и мелкосерийном производстве для
измерения деталей с точностью 0,1, ,0,05 и 0,02 мм. Уни-
версальность, простота отсчета, доступность и широкий
диапазон измерения позволяют использовать штанген-
инструменты на разных работах. Относительно высокая
150
точность штангенинструментов достигается за счет спе-
циального устройства — линейного нониуса.
Устройство нониуса. Основными деталями штанген-
инструмента являются линейка-штанга, на которой на-
несена шкала с миллиметровыми делениями, и рамка
с вырезом, на наклонной грани которого сделана нони-
усная (вспомогательная) шкала (рис. 78). В завися-
Основная
шкала
Нониусная
шкала
б)
Основная
шкала
Нониусная
шкала
2
J- 0,1 мн
О
6) О
Основная
шкала
Нониусная ’
шкала
г)
Основная
шкала
О 25 50 \75 100
О 1 2 %
Нониусная I I Т I [ I
шкала I
О
25
7,551
^50
75
100
Рис. 78. Устройство нониуса.
мости от количества делений нониуса действительные
размеры детали можно определять с точностью 0,1—
0,02 мм.
Например, если шкала нониуса (рис. 78, а) длиной
9 мм разделена на 10 равных частей, то, следовательно,
каждое деление нониуса равно 9:10=0,9 мм, т. е. коро-
че деления на линейке на 1,0—0,9=0,1 мм.
При плотно сдвинутых губках штангенинструмента
нулевой штрих нониуса совпадает с нулевым штрихом
штанги, а десятый штрих нониуса — с девятым штрихом
штанги. При такой (так называемой нулевой) установке
штангенинструмента первое деление нониуса не дойдет
151
до первого деления линейки-штанги на 0,1 мм, второе —
на 0,2 мм, третье — на 0,3 мм и т. д. Если передвинуть
рамку таким образом, чтобы первый-штрих нониуса со-
впал с первым штрихом штанги, то зазор между губ-
ками будет равен 0,1 мм. При совпадении, например,
шестого штриха нониуса с любым штрихом штанги за-
зор будет равен 0,6 мм и т. д.
Для отсчета действительного размера по штангенин-
струменту количество целых миллиметров нужно взять
по шкале штанги до нулевого штриха нониуса, а коли-
чество десятых долей миллиметра — по нониусу, опре-
делив, какой штрих нониуса совпадает со штрихом
основной шкалы.
В современных штангенинструментах шкала нониуса
сделана более крупной и имеет длину 19 мм. Такая шка-
ла более удобна для отсчета, так как каждое деление
нониуса равно не 0,9, а 1,9 мм. Принцип определения
размера с точностью 0,1 мм при этом не изменяется
(рис, 78,6).
У штангенинструментов с точностью 0,05 мм шкала
нониуса равна 19 мм и разделена на 20 делений. Каждое
деление нониуса равно 19:20 = 0,95 мм, т. е. короче де-
ления основной шкалы на 1—0,95 = 0,05 мм (рис. 78,в).
В растянутом нониусе его шкала равна 39 мм с 20 деле-
ниями, т. е. каждое деление нониуса будет на 0,05 мм
меньше, чем 2 мм.
У штангенинструментов с точностью 0,02 мм шкала
нониуса равна 49 мм и разделена на 50 делений. В этом
случае каждое деление нониуса составляет 49:50 =
= 0,98 мм, т. е. короче деления основной шкалы на
1—0,98 = 0,02 мм.
Штангенциркули служат для измерения наружных и
внутренних размеров, прочерчивания двух окружностей
и параллельных линий при разметке, для деления окруж-
ностей и прямых линий на части и т. п.
Отечественная промышленность выпускает следую-
щие типы штангенциркулей: ШЦ-1 — с двусторонним
расположением губок для наружных и внутренних изме-
рений и с линейкой для измерения глубин с отсчетом по
нониусу 0,1 мм и с пределами измерения 0—125 мм;
ЩЦ-П-с двусторонним расположением губок для из-
мерения и для разметки с отсчетом по нониусу 0,05 и
0,1 мм и. с пределами измерения 0—200 и 0—320 мм;
ШЦ-Ш— с односторонними губками с отсчетом по но-
152
ниусу 0,05 и 0,1 мм и с пределами измерения 0—500 мм;
с отсчетом по'нониусу 0,1 мм и с пределами измерения
250—710, 320—1000, 500—1400 и 800—2000 мм.
Штангенциркуль с точностью измерения 0,1 мм
(рис. 79, а) состоит из штанги 6, которая представляет
собой линейку с основной шкалой, и двух измерительных
Рис. 79. Штангенциркуль.
губок 1 и 2. Рамка 5 с двумя измерительными губка-
ми 3 и 9 и глубиномером 7 может перемещаться по
штанге. Для закрепления рамки в нужном положении
служит винт 4.
При перемещении рамки вправо на одну и ту же ве-
личину раздвигаются измерительные губки 1 и 9, 2 и 3
и выдвигается стержень 7.
Длинные измерительные губки 1 и 9 предназначены
для измерения наружных размеров, короткие 2 и 3 —
внутренних размеров, а стержнем 7 пользуются при
153
измерении глубин. Нониус 8 штангенциркуля нанесен на
рамке 5.
Штангенциркуль с точностью измерения 0,05 мм
'(рис. 79, б) отличается от рассмотренного выше тем, что
он не имеет стержня для измерения глубин, но для более
точной настройки здесь добавлено установочное приспо-
собление, которое состоит из рамки 3 с зажимным вин-
том 2 и гайкой 5, навернутой на винт 4. Последний жест-
ко закреплен в движке 1 и свободно проходит через от-
верстие в рамке 3. Если закрепить винтом 2 рамку.3 и
Затем вращать гайку 5, то движок штангенциркуля нач-
нет плавно перемещаться вдоль штанги, обеспечивая
более точную установку нониуса. Винт 6 предназначен
для закрепления подвижной рамки в нужном поло-
жении.
При определении штангенциркулем внутренних раз-
меров необходимо к полученным по шкале размерам до-
бавить ширину измерительных губок, которая обычно
на них указана. t
Штангенглубиномер (ГОСТ 162-64) предназначен
для измерения высот и глубин различных деталей. Он
построен по принципу штангенциркуля, но штанга не
имеет губок. Рабочими (мерительными) поверхностями
являются нижняя плоскость рамки А (рис. 80) и торцо-
вая поверхность Б штанги /.На другом конце штанги
имеется третья рабочая поверхность В для измерения
длин в труднодоступных местах. Штангенглубиномер со-
стоит из штанги /, микрометрического устройства 2 для
точной наводки .штанги, винта 3, движка 4 для микро-
154
метрической подачи, винта 5, гайки 6, нониуса 7, винта в
для зажима рамки, основной рамки 9 и основания 10.
Штангенглубиномеры изготовляют с отсчетом по но-
ниусу 0,02, 0,05 и 0,1 мм и с пределами измерения 0—200,
0—300, 0—400 и 0—500 мм.
Штангенрейсмус (рис. 81) применяется для измере-
ния высот, глубин и для разметки деталей. Изготовля-
Рис. 81. Штангенрейсмус,
ются штангенрейсмусы (ГОСТ 164-64) с пределами из-
мерения 0—200, 30—300, 40—500, 50—800 и 60—1000 мм
и точностью измерения 0,1, 0,05 и 0,02 мм.
По конструкции штангенрейсмус в основном повто-
ряет штангенциркуль и штангенглубиномер и имеет из-
мерительные поверхности 1, основание 2, хомутик 3 крон-
штейна, сменную ножку 4, кронштейн 5, винт 6 для за-
жима. хомутика, нониус 7, микрометрическую гайку 8,
винт 9 подачи, штангу 10, основную шкалу 11, рамку 12
155
микрометрической подачи, винт 13 зажима движка, рам-
ку 14 и винт 15 для зажима рамки.
Измерительными поверхностями служат плоскость
разметочной плиты, на которой производятся разметка
и измерение, и измерительная поверхность 1 сменной
ножки. Ножка имеет две измерительные поверхности:
верхнюю — для внутренних измерений и нижнюю — для
наружных. Сменные ножки устанавливают в рамке 12
и зажимают винтом. Для измерения высот и глубин вме-
сто сменных ножек в рамке закрепляют шпильки.
Остро заточенную ножку применяют при разметке.
К штангенрейсмусу прилагается 5 сменных ножек:
одна остроконечная — для разметки, одна — с двумя
измерительными поверхностями и три ножки-шпильки —
для измерения высот и глубин. При измерении внутрен-
них поверхностей к показаниям штангенрейсмуса необ-
ходимо прибавить толщину ножки, которая на ней ука-
зана.
Изготовление штангенинструментов. Точность штан-
генинструментов зависит от технологии изготовления де-
талей и их сборки.
При поточном производстве, когда сборка штанген-
инструментов производится на конвейере, технологиче-
ский процесс механической обработки должен гаранти-
ровать требуемую точность деталей и исключить необхо-
димость их пригонки при сборке. Такой технологиче-
ский процесс предъявляет высокие требования к обо-
рудованию, специальным приспособлениям и инстру-
менту.
В настоящее время передовые инструментальные
заводы внесли в технологию изготовления штангенин-
струментов много новых процессов. Это — штамповка и
сварка заготовок, точное литье, наружное и внутреннее
протягивание, фотохимическое нанесение шкал; механизи-
рованы доводка измерительных поверхностей и зачист-
ные операции; создан высокопроизводительный способ,
изготовления крепежных винтов, сущность которого за-
ключается в том, что на цилиндрический стержень с
резьбой напрессовывается пластмассовая головка.
Рассмотрим технологический процесс изготовления
основных деталей (штанги и рамки) штангенциркуля
ШЦ-П с двусторонним расположением губок (см.
рис. 79,6) с величиной отсчета по нониусу 0,1 мм и
пределом измерения 200 мм,
156
Технологический процесс изготовления штанги со-
стоит из следующих операций.
1. Получение штучной заготовки. Из полосы 5X25 то
(сталь У10А) штампуется неподвижная губка, а затем на
вертикально-протяжном станке протягиваются внутрен-
ний контур, поверхность под сварку и торцовые поверх-
ности в размер 1О7_о,2з мм (рис. 82,а). Из полосы 5Х
Х20 мм (сталь 50) рубят штанги длиной 233-1 мм. На
вертикально-фрезерном станке обрабатывают два ребра
штанги в размер 17—0,12
мм, а на горизонтально-
фрезерном — торцовую
поверхность в размер
292-0,5 мм. После обра-
ботки неподвижной губ-
ки и штанги их свари-
вают встык, отжигают.
правят (по мере надоб-
ности), снимают свароч-
ный шов на ребрах и
снова правят (рис. 82, б),
выдерживая перпендику-
лярность губок к направ-
ляющему ребру штанги.
Допустимое отклонение
составляет 0,2 мм.
2. Шлифование двух
плоскостей в размер
3,82-0,08 мм. На магнит-
Рис. 82. Процесс получения
штучной заготовки.
ной плите плоскошлифовального станка устанавливают
30 заготовок; обрабатывают сначала их первую плос-
кость, а затем вторую. Допустимое отклонение от пря-
молинейности— не более 0,05 мм\ 'класс чистоты — 4-й.
3. Протягивание наружного контура (рис. 83,а).
4. Фрезерование торцовой поверхности в размер
308-1 мм.
5. Прошивание , шейки с двух сторон (рис. 83,6).
6. Предварительное шлифование ребер штанги. На
плоскошлифовальном станке обрабатывают сразу
78 штанг. Вначале шлифуют ребро со стороны разме-
точной губки в размер 16,7_o,i2 мм, а затем ребро^со
стороны мерительной губки в размер 16,5—0,12 мм. Класс
чистоты — 6-й. После шлифования штанги следует раз-
магнитить.
157
Рис. 83. Обработка штанги.
держивании параллельности
7. Фрезерование мерительной губки по радиусу и
канавки шириной 1 мм (рис. 83, в).
8. Термическая обра-
ботка концов губок па
твердость. HR С 58—62.
9. Окончательное шли-
фование ребер штанги
на плоскошлифовальном
станке в количестве 78 шт.
Вначале шлифуют ребра
со стороны разметочной
губки в размер 16,3_о,о7
мм. Класс чистоты — 7-й;
отклонение от парал-
лельности — • не более
0,05 мм.
10. Окончательное про-
шивание шейки в раз-
мер 15,8—0,24 мм (см.
рис. 83, б).
11. Доводка ребер в
размер 16_o,i2 лшпривы-
(0,05 мм) и прямолиней-
ности (0,03 мм). На станке «Линднер» доводится одно-
временно 28 штанг. Класс чистоты — 7—8-й.
12. Шлифование двух плоскостей штанги в размер
3,51_о,о25 мм. Допустимое отклонение от параллельно-
сти—0,02 мм; класс чистоты — 8-й.
13. Накатывание делений и цифр (рис. 84). Техни-
ческие требования: 1) ширина штрихов — 0,08—0,12 мм;
158
2) глубина штрихов —не менее 0,02 мм; 3) разница
в ширине штрихов одной шкалы — не более 0,03 мм;
4) допустимое отклонение расстояний между двумя лю-
быми штрихами на всей длине шкалы ±0,02 мм.
Подвижная рамка состоит из четырех деталей: ме-
рительной и разметочной губок, пластины лицевой и пла-
стины оборотной. Заготовки для деталей получают ме-
тодом штамповки. После фрезерования и шлифования
детали поступают на сборку.
Технологический процесс изготовления подвижной
рамки следующий.
1. Сверление восьми отверстий диаметром 1,9+о,ов мм
под заклепки в лицевой пластине, мерительной губке,
разметочной губке и оборотной пластине (рис. 85,а).
2. Зенкерование фасок 1,1X30° в восьми отверстиях
лицевой и оборотной пластин; с нешлифованной стороны
зенковать фаски 1,5x30°.
3. Клепка деталей подвижной рамки. В отверстия
вставляются заклепки и на прессе типа 2527 расклепы-
ваются в два приема.'
4. Шлифование плоскостей в размер 7»1_о,2 мм
(рис. 85, б).
5. Шлифование выемки (рис. 85, в).
6. Шлифование торцовой поверхности рамки в раз-
мер 6-0,16 мм.
7. Фрезерование ребер рамки на вертикально-фре-
зерном станке (одновременно 20 шт.). Вначале фрезе-
руют ребро со стороны мерительных губок, выдерживая
размеры 12,75_o,ie, 11,7±0>з и /?=10 мм (рис. 85,г), а за-
тем— второе ребро и выступ, выдерживая размеры
34-о,з4, 38—0,62, 11,7—о,з и R —10 мм.
8. Шлифование наклонных ребер.
9. Шлифование двух фасок 1X45°.
10. Протягивание окна (рис. 85, д').
11. Сверление двух отверстий и нарезание в них
резьбы М 2,5 мм.
12. Зачистка поверхностей рамки: а) боковых плос-
костей губок до 7-го класса; б) окна пластины лицевой —
до 5-го класса; в) гнезда под нониус — до 6-го класса.
13. Шлифование мерительных плоскостей губок при
выдерживании размера 7,1-од мм (рис. 85, е).
14. Окончательная зачистка ребра и закругление по
/? = 10 мм с двух сторон продольным штрихом до 6-го
класса.
159
15. Сверление отверстия диаметром 3+1’6 мм на
глубину 2,1+0’1 2 * * мм и диаметром 2,1+0’05 мм на проход.
Нарезание резьбы М 2,5 мм на проход.
Сборку штангенциркулей производят на ленточном
конвейере. При сборке выполняют следующие операции
механической обработки.
Рис. 85. Обработка подвижной рамки.
1. Шлифование измерительных плоскостей губок до
7-го класса чистоты. Просвет между мерительными плос-
костями допустим не более 0,04 мм.
2. Затачивание разметочных губок со стороны плос-
костей и со стороны ребер. При заточке не допускать
отпуска (цветов побежалости).
160
3. Шлифование торцов мерительных губок до 6-го
класса.
4. Предварительная доводка измерительных плоско-
стей губок до 10-го класса. При доводке необходимо
выдержать плоскостность измерительных поверхностей
губок для наружных измерений не более 0,01 мм,
а просвет между измерительными поверхностями — не
более 0,04 мм. Доводка производится на специальном
станке чугунным притиром микропорошком М20.
5. Предварительное шлифование губок по радиусу
/? = 4 мм при выдерживании размера 5,17_о,о5 мм с одной
Рис. 86. Обработка штангенциркуля в сборе.
стороны и 1О,35-о,о5 мм — с другой. Класс чистоты 7-й
(рис. 86, а).
6. Подборка нониуса с тем, чтобы разница в ширине
штрихов на нониусе и штанге не превышала 0,03 мм, а
расстояний между двумя любыми штрихами на штанге
и нониусе — 0,02 мм. Для этого установить и закрепить
нониус двумя винтами (рис. 86,6), выдерживая расстоя-
ния от верхней кромки и края нониуса до шкалы штанги
не более 0,22 мм, и совместить нулевые . штрихи. Затем
вставить пружину подвижной рамки. После этого про-
верить совмещение штрихов нониуса и штанги по всей
длине шкалы с помощью лупы с пятикратным увеличе-
нием.
7. Окончательная доводка мерительных поверхностей
губок до 11-го класса чистоты. Допустимая плоскост-
ность измерительных поверхностей губок для наружных
измерений не должна превышать 0,03 мм.
6 И. Г. Космачев 161
8. Разборка и сборка штангенциркуля (рис. 87)<.
Разобрать штангенциркуль; вставить пружину в под-
вижную рамку СБ2\ ввернуть прижимной винт 2 и на-
деть рамку на штангу. Вставить пружину в заднюю рам-
ку 7, ввернуть прижимной винт 2 и надеть на штангу
рамку СБ1. Проверить зазор между микровинтом 3 и
отверстием задней рамки 1 и выправить перекос. Вло-
жить гайку 4 в паз задней рамки и навернуть ее на ми-
кровинт. Отладить ход рамок СБ2 и СБ1 по штанге.
После предварительной сборки, окончательной до-
водки измерительных поверхностей, разборки, промывки
и окончательной сборки штангенциркуль регулируют:
Рис. 87. Штангенциркуль в сборе.
устраняют обнаруженные'отклонения, правильно уста-
навливают нониус относительно шкалы штанги. При
сомкнутых измерительных губках штангенциркуля нуле-
вой штрих нониуса должен совпадать с нулевым штри-
хом штанги, а при установке между измерительными губ-
ками плоскопараллельной концевой меры нулевой штрих
нониуса должен совпадать со штрихом, соответствую-
щим номинальному размеру концевой меры. Если откло^
нение превышает предельные величины по ГОСТу, то
положение нониуса на рамке штангенциркуля должно
быть соответственно скорректировано.
Контроль плоскостности измерительных поверхностей
для наружных измерений у штангенциркулей с величи-
ной отсчета 0,02 и 0,05 мм осуществляют интерферен-
ционным методом с помощью плоской оптической пла-
стинки.
При наложении пластинки на измерительную поверх-
ность интерференционные полосы могут иметь любую
форму, но они должны обязательно распространяться на
162
всю поверхность губки. Завалы измерительной поверх-
ности, характеризующиеся отсутствием интерференцион-
ных полос, допускаются в пределах 0,2 мм от краев.
Контроль точности показаний штангенциркулей с ве-
личиной отсчета 0,02 и 0,05 мм производится не менее
чем в шести точках, равномерно расположенных в пре-
делах шкалы штанги, а с величиной отсчета 0,1 мм — в
трех точках.
22. ИНСТРУМЕНТЫ ДЛЯ ПРОВЕРКИ УГЛОВ
Угольники. Наиболее распространенным инструмен-
том для проверки и разметки прямых углов и для кон-
троля взаимно перпендикулярного расположения дета-
лей являются стальные угольники с углом 90° (ГОСТ
3749-65).
Угольники изготовляются шести типов и четырех
классов точности, обозначаемых 0-й, 1-й, 2-й и 3-й. Типы
и основные размеры угольников приведены в табл. 31.
Угольники, делают из инструментальной легирован-
ной стали марок ХГ и X (ГОСТ 5950-51), цементирован-
ной углеродистой марок 10, 15 и 20 (ГОСТ 1050-60), ин-
струментальной углеродистой марки У8А (ГОСТ 1435-54)
и углеродистой стали 50 (ГОСТ 1050-60).
Шероховатость поверхностей угольников должна
быть следующей: закругленны^ рабочих поверхностей *—
не ниже 11-го класса; широких рабочих поверхностей
угольников 0-го и 1-го классов точности—10-го класса
чистоты; широких рабочих поверхностей угольников
2-го и 3-го классов точности — 9-го класса чистоты; не-
рабочих поверхностей — 8-го класса.
Твердость рабочих поверхностей угольников 0-го,
1-го и 2-го классов точности должна быть не ниже
HRC 54, а угольников 3-го класса — не ниже HRC 45.
Угольники с размерами Н (см. табл. 31) более 500 мм
могут изготовляться сырыми с твердостью рабочих по-
верхностей не ниже НВ 180.
Рабочие поверхности длинных сторон Н угольников
типов I, II и IV должны быть закруглены; радиус за-
кругления— не выше 0,2 мм.
В зависимости от размера длинной стороны Н
угольника предельные отклонения от взаимной перпен-
дикулярности сторон рабочих углов (а и Р) на длине Н
для угольников 0-го класса должны быть ±3—5л/к, для
/63
Таблица \3]1
Типы и основные размеры угольников
Наименование и типы угольников Эскиз Классы точности Размеры сторон, мм
Плоский лекальный, I 0-й и 1-й /7=500-200; В=32—125
3: Ы 1 в Л
Лекальный с широким основанием, ц ij 0-й и 1-й /7=63—315; В=40—200
II
Цилиндри- ческий, III % ж. 0-й и 1-й \ /7= 125—315; В=80—125 .
Цельный лекальный, IV 0-й и 1-й 77=63—100; В=40—63
5: fl в
Плоский, V * г? В Л ₽ 21 'Ж 1-й, 2-й и 3-й /7= 63—500; В=40—315
С широким основанием, VI А - - 1 .Й 0-й, 1-й, 2-й и 3-й /7=63—315; В=40—200
F се' : и 1-й, 2-й и 3-й /7= 400—1000; В=250—630
'ри'анты чений >4-Л 2-й и 3-й /7= 1250-2000; В=900—1250
164
1-го класса ±6—25 мк\ для 2-го класса ±13—100 мк и
для 3-го класса ±25—220 мк.
Технологический процесс изготовления угольника ле-
кального с широким основанием (тип II, /7=100 мм и
В = 63 мм) в условиях специализированного производ-
ства состоит в основном из фрезерных и шлифовальных
операций. Основание Н и линейка В угольника обраба-
тываются раздельно (см. уабл. 31).
Технологический процесс механической обработки ос-
нования состоит из следующих операций.
1. Получение штучной заготовки из полосовой ста-
лй У8А с помощью механической ножовки. Размеры за-
готовки— 14X25 мм при длине 57± 1 мм.
2. Предварительное шлифование широких рабочих
поверхностей в размер 12,2_од2 мм. На плоскошлифо-
вальном станке обрабатывается одновременно 250 заго-
товок с переустановкой.
3. Фрезерование рабочих поверхностей в размер
2О,7_о,28 мм. На вертикально-фрезерном станке в тисках
обрабатывается одновременно 18 заготовок с переуста-
новкой. Допустимое отклонение от перпендикулярности
рабочих поверхностей к плоскости — не более 0,1 мм.
4. Фрезерование торцовых поверхностей в размер
55,2_о,2 мм. Операция выполняется на горизонтально-фре-
зерном станке набором фрез. Одновременно обрабаты-
вается 9 деталей.
5. Фрезерование паза шириной 3+04 мм на глубину
12,6+0’43 мм (рис. 88,а). Операция выполняется на гори-
зонтально-фрезерном станке дисковой фрезой. Допу-
стимое отклонение от симметричности паза к боковым
плоскостям — не бо^ее 0,1 мм.
6. Термическая обработка на твердость HRC 54—60.
7. Шлифование широких рабочих поверхностей в
размер 12_о,4з мм на плоскошлифовальном станке.
Одновременно обрабатывается 56 деталей с переуста-
новкой.
8. Предварительное шлифование рабочих поверхно-
стей в размер 20,2-0,14^ на плоскошлифовальном стан-
ке. Одновременно шлифуется 40 деталей с переуста-
новкой (рис. 88,6). По окончании процесса детали сле-
дует размагнитить.
9. Шлифование торцовых поверхностей в размер
55-о,4 мм на плоскошлифовальном станке одновременно
у 34 деталей с переустановкой.
165
10. Окончательная обработка паза в размер
3,15+0’048 мм и на глубину 12,5+°’43 мм на универсально-
заточном станке (рис. 88,в). Допустимое отклонение от
перпендикулярности боковых плоскостей паза к рабочим
поверхностям — не более 0,03 мм по всей длине.
11. Окончательное шлифование рабочих поверхностей
в размер 2О_о,28 мм при выдерживании параллельности
0,005 мм. Обрабатывается одновременно 64 детали на
плоскошлифовальном станке с переустановкой. 12 * * * * * * * * * * * * * *
Рис. 88. Обработка основания угольника.
12. Доводка двух рабочих поверхностей одновремен-
но при выдерживании параллельности и плоскостности
±2,5 мк для угольников 1-го класса и ±5 мк — 2-го
класса. Обработка ведется на доводочном станке модели
ТФ18-9. Одновременно доводится 64 детали.
Механическая обработка линейки угольника осу-
ществляется в такой последовательности.
1. Получение штучной заготовки из полосовой стали
У8А методом холодной штамповки. Размеры заготов-
ки— 4X25 мм при длине 102± 1 мм.
2. Предварительное шлифование плоскостей в раз-
мер 3,5_o,i6 мм на плоскошлифовальном станке модели
3756 с переустановкой деталей. Одновременно обрабаты-
вается 150 деталей.
3. Фрезерование рабочих граней линейки в размер
166
20,7-0,28 мм на вертикально-фрезерном станке. В тисках
закрепляется 35 деталей. Обработка ведется с переуста-
новкой. Допустимое отклонение от перпендикулярности
рабочих граней к плоскости линейки должно быть не
более 0,1 мм.
4. Фрезерование торцовых поверхностей и снятие
лыски (рис. 89, а) на горизонтально-фрезерном станке
набором фрез.
5. Термическая об-
работка на твердость
HRC 54—60.
6. Шлифование пло-
скостей в размер
3,2-0,08 мм с переуста-
новкой деталей. Одно-
временно обрабаты-
вается 150 деталей.
7. Предварительное
шлифование рабочих
граней в размер
20,2-0,14 мм. На пло-
скошлифовальном стан-
ке модели 371-Ml од-
новременно обрабаты-
вается 100 деталей с
переустановкой. До-
пустимое отклонение
от прямолинейности к
параллельности рабо-
чих граней — не более
0,05 мм.
8. Шлифование тор-
Рис. 89. Обработка линейки уголь-
ника.
цовых. поверхностей в
размер ЮО-0,46 мм на плоскошлифовальном станке. Од-
новременно шлифуется 216 деталей с переустановкой.
9. Шлифование лыски (рис. 89,6) на плоскошлифо-
вальном станке модели 371-Ml одновременно у 100 де-
талей.
10. Шлифование фасок на рабочих гранях линейки
(рис. 89,в). Одновременно обрабатывается 6 линеек в
магнитном блоке с переустановкой.
11. Клеймение. Набором клейм на специальном при-
способлении наносятся марка завода, размер длинной
стороны угольника и класс точности.
167
12. Окончательное шлифование в размер 2,9_о ,05 ММ
на плоскошлифовальном станке одновременно 20 де-
талей с переустановкой.
13. Окончательное шлифование рабочих граней в раз-
мер 20-0,28 мм. Одновременно обрабатывается 42 де-
тали с переустановкой. После шлифования детали необ-
ходимо размагнитить.
14. Доводка рабочих граней на станке модели ТФ18-9
в размер 20 мм. Допустимые отклонения для угольников
1-го класса 1,5 мк и 2-го класса — 3 мк.
Процесс сборки угольников следующий.
1. Подобрать линейку по пазу основания с зазором
0,09-0,12 мм. Присоединительные поверхности обеих дета-
лей смазать эпоксидньш клеем (ровным тонким слоем).
Закрепить основание в приспособлении. Линейку подо-
брать к основанию по длине. Выбрать просвет между
линейкой и основанием и закрепить в приспособлении.
2. Просушить склеенный угольник при температуре
140° С в течение 50—60 мин. Охладить угольник.
3. Снять угольник с приспособления, зачистить от на-
плывов клея, притупить острые края.
4. Рассортировать угольники по классам точности
согласно ГОСТу 3749-65.
5. Промыть угольник в 10%-ном растворе нитрата
натрия. Упаковать согласно ТУ.
Универсальные угломеры. Для измерения углов де-
талей широко применяются угломеры с нониусом, кото-
рые по ГОСТу 5378-66 выпускаются двух типов
(рис. 90).
Угломер Ленинградского инструментального завода
j(pHC. 90, а), предназначенный для измерения наружных
углов от 0 до 180°, имеет основание /, выполненное в ви-
де полудиска с делениями от 0 до 120° через каждый
градус, с которым жестко соединены линейка 2 и по-
движная линейка 3. Последняя может быть повернута
вокруг оси 5 вместе с сектором 6 и нониусом 8 относи-
сительно основания 1 и линейки 2. Нониусная шкала по-
строена так же, как и нониус штангенинструментов. На-
личие на ней 30 делений обеспечивает точность измере-
ния в 2'. Узел микрометрической подачи 9 повышает
точность измерения угломера.
На подвижной линейке 3 может быть закреплен
угольник 4, которым можно измерять углы от 0 до 90°.
Углы свыше 90° измеряются без угольника, при этом
168
к полученному результату прибавляется 90°. Фиксация
сектора 6 относительно основания угломера осуществ-
ляется стопором 7.
Угломер завода «Калибр» (рис. 90, б) служит для
измерения наружных углов от 0 до 180° и внутренних —
от 40 до 180°. Угломер имеет основание 1 с градусной
шкалой, жестко соединенной с ним линейкой 2. Нониус-
ная шкала 8 нанесена на секторе 3, который переме-
щается по основанию и фиксируется в требуемом поло-
жении стопором 4. С сектором хомутика 7 соединяется
а)
6)
Рис. У0. Угломеры.
угольник 5, а с угольником — линейка 6. Узел микро-
метрической подачи 9 (см. рис. 90, а) повышает точность
измерения.
Для измерения углов от 0 до 50° пользуются угломе-
ром, линейкой и угольником- (см. рис. 90,6). Для изме-
рения углов от 50 до 140° вместо угольника 5 в хомути-
ке 7 устанавливается линейка 6. При измерении углов
от 140 до 230° в хомутик 7 вставляется угольник 5, а вто-
рой хомутик и линейка 6 снимаются. Измерение углов
от 230 до 320° производится при снятом хомутике 7»
т. е. без угольника 5 и линейки 6.
Малки (рис. 91) применяются для проверки углов.
Простая малка (рис. 91, а) состоит из обоймы 1 и ли-
нейки 2, шарнирно закрепленной между двумя планками
обоймы. Шарнирное крепление дает возможность линей-
ке. занимать по отношению к обойме положение под
16»
любым углом. На требуемый угол малку устанавливают
по образцу детали или по 'концевым угловым Виерам.
Требуемый угол фиксируется винтом 3. Простая малка
служит для переноса только одного угла.
Двойная малка (рис. 91,6) состоит из двух линеек /
и 3, соединенных шарнирно с рычагом 2. Конец линей-
ки 1 срезан под углом 45°, а концы линейки 3 срезаны
под углами 30 и 60°. Линейка 3 и рычаг 2 имеют про-
дольные прорези. По э^им прорезям перемещается
винт 4, который закрепляет положение линеек при за-
данных углах. Если требуется проверить сразу два или
три угла, то рычаг также устанавливают под требуемым
углом.
Рис. 91. Малки.
После установки малки на требуемый угол ее накла-
дывают на деталь и просматривают на свет, чтобы про-
верить, совпадают ли грани линеек малки с поверхно-
стями детали. Если между ними заметны косые просве-
ты, то это значит, что деталь изготовлена неправильно.
С помощью малки можно лишь проверить правиль-
ность заданных углов, но судить о величгше отклонений
нельзя.
Примеры измерения малкой приведены, на рис. 91, в.
Угловые меры (ГОСТ 2875-62), имеющие форму пря-
мых призм, предназначены для хранения и передачи еди-
ницы плоского угла,- для проверки и градуировки угло-
мерных приборов и угловых шаблонов, а также для кон-
троля угловых деталей.
Призматические угловые меры изготовляются сле-
дующих типов: I — угловые плитки с одним рабочим
углом со срезанной вершиной; II — угловые плитки с од-
170
ним рабочим углом (остроугольные); III — угловые
плитки с четырьмя рабочими углами; IV — шестигран-
ные призмы с неравномерным угловым шагом; V — мно-
гогранные призмы с неравномерным угловым шагом
двух исполнений: V-8 и V-12.
По точности изготовления угловые меры выпускают-
ся трех классов: 0-го, 1-го и 2-го. Допустимые отклоне-
ния рабочих углов для
0-го класса мер типов I,
II и III составляют ±3",
а для мер типов IV и
V ±5 , для 1-го класса
±10" и для 2-го класса
±30". Измерительные по-
верхности угловых мер,
так же как и концевых,
обладают способностью
притираться. Отклонение
их от плоскости не пре-
вышает 0,0003 мм.
Угловые меры выпус-
каются наборами из 93,
33, 24 и 8 мер. К набо-
рам из 93 и 33 мер при-
лагаются лекальная ли-
нейка, комплект принад-
лежностей для крепления
мер и лекальной линейки,
в блоках и отвертка. Для
большей надежности в
работе блоки угловых
мер при помощи клиньев
Рис. 92. Державки для угловых
мер.
и винтов закрепляются в
державках или на линейках. Для этого плитки имеют
ряд отверстий. Державка для соединения двух угловых
мер приведена на рис. 92, а, а трех — на рис. 92,6.
Державка (рис. 92, в) имеет лекальную линейку, при
помощи которой может быть получен дополнительный
угол, т. е. угол 180° — а, где а —угол самой меры. Про-
верка углов с помощью угловых мер производится на
просвет.
Синусные линейки служат для измерения углов с
точностью до 10", а также для установки лекальных из-
делий на определенный угол перед обработкой. Синусная
171
Рис. 93. Типы синусных ли-
неек:
1 — столик; 2 — ролики; 3 — боковые
планки; 4 — передняя планка; 5— до*
полнительная передняя планка; 6 —
шарниры; 7 — плита; 8 — дополни-
тельная плита; 9 — рамки; 10 — шар-
ниры.
линейка широко применяется для измерения наружных
конусов и профильных углов.
Конструкции синусных линеек, основные размеры их
и технические требования регламентируются ГОСТом
4046-61. Этим же ГОСТом устанавливаются три типа си-
нусных линеек: I — без опорной плиты с одним накло-
ном (рис. 93,а); II — с опорной плитой и с одним на-
клоном (рис. 93,6) и III — с двумя опорными плитами и
с двойным наклоном (рис. 93, в).
Рис. 94. Схема установки синусной линейки:
1 — столик; 2 — ролик; 3 — блок концевых мер длины.
Основным размером синусной линейки является
расстояние между осями роликов, а для линеек типа HI,
кроме того, и расстояние между осями роликов 2
(см. рис. 93,в).
ТСинусные линейки изготовляются двух классов точ-
ности— 1-го и 2-го. Класс точности определяется допу-
скаемой погрешностью угла установки а до 45°. Погреш-
ность не должна превышать следующих значений:
Тип липейки 1-й класс 2-й класс
I ±6" ± Ю"
II ±8" ± 12'
III ±10" ±15"
Схема установки синусной линейки на угол а пока-
зана На рис. 94. Основная формула настройки синусной
линейки следующая:
. л
sin а = -j-,
где а — угол установки;
173
h — размер блока концевых мер длины, мм;
L — расстояние между осями роликов, мм.
Синусные линейки выпускаются следующих разме-
ров, мм (см. рис. 93):
Тип линейки L в Ц
I И II 100 40 —
I и П - 100 80 —
I и И 200 60 —
I. II и III 200 120 100
I и II 300 90 — •
I, II и III 300 180 150
I и II 500 140 —
23. МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
К микрометрическим инструментам относятся микро-
метры для наружных и внутренних измерений, микро-
метрический глубиномер и микрометрический штихмас.
Устройство микрометрических инструментов основано
на использовании принципа винтовой пары (гайка-
винт). В одних инструментах винт вращается по внут-
ренней резьбе неподвижной гайки, а в других гайка
вращается по винту, который остается неподвижным от-
носительно гайки.
Вращательное движение, например, винта связано
одновременно с поступательным перемещением его от-
носительно гайки. При одном полном обороте винта его
продольное перемещение будет равно шагу резьбы. Во
всех микрометрических инструментах шаг резьбы s =
= 0,5 мм. При повертывании винта на-один оборот изме-
рительная поверхность винта переместится на 0,5 мм.
Точность микрометрических инструментов зависит от
точности изготовления резьбы винтовой пары и постоян-
ства шага.
Микрометрические инструменты обеспечивают точ-
ность измерения до 0,01 мм.
ГОСТ 6507-60 устанавливает следующие типы микро-
метров: МК — микрометры гладкие для измерения на-
ружных размеров деталей (рис. 95); МП — микрометры
листовые с циферблатом; МТ — микрометры трубные;
М3 — микрометры зубомерные.
Микрометр для наружных измерений. Устройство
микрометра МК показано на рис. 95. В скобу 1 ми-
крометра запрессованы пятка 2 и стебель 5. Микро-
метрический винт 4 ввинчивается в микрогайку 7. Глад-
174
кое отверстие стебля обеспечивает точное направление
микровинта. Для исключения зазора в резьбе микропа-
ры резьба микрогайки выполнена' на ее разрезанном кон-
це, снабженном наружной резьбой и конусом. На эту
резьбу навинчивают регулировочную гайку 8, которой
стягивают микрогайку до тех пор, пока микровинт не
будет перемещаться в ней без зазоров. На микровинт
надевается барабан 6, закрепляемый установочным
колпачком 9. В колпачке просверлено глухое отверстие
для пружины и зуба И, упирающегося в зубчатую по-
верхность трещотки 10. Последняя отрегулирована так,
что при увеличении измерительного усилия свыше 900 г
она не вращает винт, а проворачивается. Для закрепле-
ния микрометрического винта в определенном положе-
нии' предусмотрено стопорное приспособление, которое
состоит из втулки 13 и -винта 12.
Микрометры с пределами измерения свыше 25 мм
снабжаются установочными мерами 3 для установки
микрометра на нижний предел измерения.
Шкалы микрометра расположены на наружной по-
верхности стебля и на окружности скоса барабана. На
стебле находится основная шкала, представляющая со-
бой продольную риску, вдоль которой (ниже и выше)
175
нанесены миллиметровые штрихи, причем верхние штри-
хи делят нижние пополам. Каждый пятый миллимет-
ровый штрих основной шкалы удлинен, а около
него поставлена соответствующая цифра: 0, 5, 10,
15'и т. д.
Шкала барабана (или круговая шкала) предназна-
чена для отсчета сотых долей делений основной шкалы
и разделена на 50 равных частей. При повороте бара-
бана на одно деление по окружности, т. е. на Vso часть
оборота, измерительная поверхность микрометрического
винта перемещается на Vso шага резьбы винта, т. е. на
0,5:50 = 0,01 мм. Следовательно, цена каждого деления
барабана составляет 0,01 мм.
При измерении микрометром деталь помещают меж-
ду мерительными поверхностями и, вращая трещотку,
прижимают ее шпинделем к пятке. После того как тре-
щотка начнет провертываться, издавая треск/ шпиндель
микрометра закрепляют зажимным кольцом и произво-
дят отсчет показаний. Целое число миллиметров от-
считывают по нижней шкале стебля, половины милли-
метров— по верхней шкале, а сотые доли миллиметра —
по шкале барабана. Число сотых долей миллиметра от-
считывают по делению шкалы барабана, совпадающе-
му с продольной линией на втулке. Например, если на
шкалах микрометра видно, что край барабана перешел
седьмое деление, а сам барабан по отношению к про-
дольной линии на стебле повернулся на 23 деления, зна-
чит 0,01X23 = 0,23 мм. Таким образом, полное показание
шкал микрометра будет 7,23 мм.
Микрометры для наружных измерений изготовляют
с пределами измерения от 0 до 25, от 25 до 50, от 50 до
75 и т. д. до 1000 мм. Увеличение пределов измерения
достигается не за счет хода микрометрического винта, а
за счет увеличения скобы.
Микрометрический нутромер, или, как его иногда на-
зывают, штихмас, применяется для измерения внутрен-
них размеров деталей. Нутромер (рис. 96, а) состоит из
микрометрического винта 5, барабана 6, стебля 3 со сто-
пором 4, установочной гайки 7 и измерительных наконеч-
ников 1 и 8. Гайка 2 предохраняет резьбу на конце стеб-
ля от повреждения.
Как и у микрометра для наружных измерений, шаг
резьбы винта нутромера равен 0,5 мм. Максимальный
ход микрометрического винта составляет 13 мм. -Основ-
176
’ная головка нутромера имеет максимальный предел из-
мерения, равный 50—63 мм.
Для увеличения пределов измерения применяются
удлинители, представляющие собой стержень, заклю-
ченный в цилиндрическую трубку (рис. 96,6). Для со-
единения удлинителя с нутромером на одном конце
удлинителя имеется наружная резьба, а на другом —
внутренняя. Удлинители изготовляются размерами от
500 до 3150 мм.
Рис. 96. Микрометрический нутромер.
Измерение микрометрическим нутромером произво-
дят несколько раз, слегка поворачивая его по окружно-
сти отверстия и отыскивая при этом наибольший размер,
а также вокруг оси, перпендикулярной оси отверстия,
определяя при этом наименьший размер.
Микрометрический глубиномер (рис. 97) служит для
измерения глубин глухих отверстий и полостей. Он со-
стоит из траверсы 3, на которой имеется измерительная
плоскость, и стебля 4. В стебле перпендикулярно изме-
рительной плоскости траверсы перемещается с помощью
гайки 1 микрометрический винт 5 с измерительным
стержнем 2.
Микрометрические глубиномеры изготовляют с пре-
делами измерения от 0 до 100 мм и с рабочим ходом
винта 25 мм. За счет применения сменных удлинителей
пределы измерения могут быть расширены. Сменные
177
удлинители выполнены с разницей в размерах, равной*
25 мм.
При'измерении глубиномер прижимают измеритель-
ной плоскостью траверсы к поверхности детали. Для
плотного прилегания траверсы к детали усилие на-
жатия на глубиномер должно несколько превышать уси-
лие измерения.
Резьбовой микрометр предназначен для измерения
среднего диаметра резьбы винтов. Устройство резьбово-
го микрометра аналогично устройству микрометра для
наружных измерений и отличается от него только кон-
струкцией пяты и наличием отверстия в микрометриче-
Рис. 97. Микрометрический
глубиномер.
ском винте. В отверстие
винта вставляется конус-
ный наконечник, а в про-
резь пяты — призматиче-
ский наконечник. Комплект
наконечников позволяет
измерять метрические резь-
бы с шагом от 0,4 до 6 мм.
Для измерения дюймовых и
трапецеидальных резьб при-
меняются специальные набо-
ры наконечников.
При измерении среднего
диаметра резьбы винтов при-
зматический наконечник сле-
дует установить на один ви-
ток резьбы, а конусный наконечник — на впадину резь-
бы с другой стороны перпендикулярно оси резьбы. Из-
мерение и отсчет производятся так же, как и гладким
микрометром.
По ГОСТу 6507-60 выпускаются микрометры с ценой
деления 0,01 мм следующих типов: МК — гладкие для
измерения наружных размеров деталей; МЛ — листовые
с циферблатом для измерения толщины листов и лент;
МТ — трубные для измерения толщины стенок труб;
М3 — зубомерные для измерения длины общей нормали
зубчатых колес.
В соответствии с ГОСТом 4380-63 изготовляются ми-
крометры с пределами измерения до 350 мм и с ценой
деления 0,01- мм со вставками для измерения метриче-
ских, дюймовых и трапецеидальных резьб, а также
с плоскими и шаровыми вставками,
178
Рычажные микрометры (ГОСТ 4381-68) с пределами
измерения до 2000 мм и ценой деления 0,002, 0,005 и
0,01 мм выпускаются трех типов: МР — со встроенным
в корпус отсчетным устройством; MP3 — со встроенным
в корпус отсчетным устройством для измерения длины
общей нормали зубчатых колес и МРИ — оснащенные
измерительными головками.
Нутромеры микрометрические с ценой деления 0,01 мм
(ГОСТ 10-58) служат для измерения внутренних разме-
ров от 50 до 10 000 мм. Нутромеры с пределами измере-
ния 1250—4000 мм и более изготовляются с двумя го-
ловками— микрометрической и микрометрической с ин-
дикатором.
Глубиномеры микрометрические с ценой деления
0,01 мм (ГОСТ 7470-67) предназначены для измерения
глубины пазов отверстий и высоты уступов до 100 мм.
Глубиномеры изготовляются со сменными измеритель-
ными стержнями для измерения в пределах 0—25, 25—
50, 50—75 и 75—100 мм.
Точность показаний микрометра зависит от точности
выполнения микровинта и микрометрической гайки, точ-
ности делений на барабане, правильности расположе-
ния продольного штриха на стебле, параллельности из-
мерительных поверхностей пятки и микровинта между
собой и перпендикулярности их к оси микровинта,
а также от жесткости скобы и стабильности работы тре-
щотки.
Технические требования. Микрометры изготовляются
в соответствии с требованиями, установленными стан-
дартами и инструкциями,, а также заводскими норма-
лями.
Микрометры должны иметь трещотку или другое
устройство, которое обеспечивало бы постоянство изме-
рительного усилия, и стопорное устройство для закреп-
ления микрометрического винта.
Конструкция микрометров должна обеспечивать
возможность установки их в исходное положение при
соприкосновении измерительных поверхностей между
собой или с установочной мерой. При таком совмещении
(нулевом отсчете) нулевой штрих шкалы стебля
(рис. 98, а) виден целиком, а размер а не превышает
0,1 мм. Ширина штрихов на стебле равна 0,2—0,05 мм,
а на барабане 0,1—0,05 мм. Ширину штрихов проверяют
на инструментальном микроскопе.
179
Перекос плоской измерительной поверхности микро-
метрического винта при зажатии стопора не должен
превышать 1, мк для микрометров с верхним пределом
измерения до 100 мм и 2 мк — более 100 мм.
Скобы микрометров делают жесткими, чтобы, измене-
ние показаний от изгиба при усилии в 1 кГ, направлен-
ном по оси винта, не превышало 2—12 мк (в зависимо-
сти от величины верхнего предела измерения — от 5 до
600 мм).
Погрешность показаний и отклонение от параллель-
ности плоских измерительных поверхностей микрометров
не должны превышать 2—12 мк (в зависимости от пре-
дела измерения —от 5 до 600 мм).
Рис. 98. Нулевой штрих шкалы (а) и трещотка
(tf).
У микрометров с верхним пределом измерения до
100 мм параллельность измерительных поверхностей про-
веряют с помощью плоскопараллельных стеклянных пла-
стин, а свыше 100 мм — с помощью четырех специаль-
ных штихмасов, размеры которых отличаются один от
другого на величину, соответствующую */4 оборота ми-
кровинта.
Плоскостность измерительных поверхностей микро-
метра контролируют с помощью плоских или плоскопа-
раллельных интерференционных стеклянных пластин.
Допускаемое отклонение от плоскостности измеритель-
ных поверхностей микрометров не должно превышать
трех интерференционных полос (0,9 мк). На расстоянии
до 0,5 мм от краев измерительных поверхностей допу-
скаются завалы.
Допускаемое измерительное усилие для микромет-
ров равно 500—90С г. В качестве стабилизатора изме-
рительного усилия микрометров служит пружина 1
180
с зубом 2 трещотки 3 (рис. 98,6). Величину измеритель-
ного усилия можно изменить, регулируя усилие пру-
жины или угол а зуба трещотки. С уменьшением угла а
уменьшается измерительное усилие.
Микрометры изготовляются с термически обработан-
ными или оснащенными твердым сплавом ВК2М или
ВК4М измерительными поверхностями. Шероховатость
стальных измерительных поверхностей должна быть не
ниже 12-го класса, а твердосплавных—11-го класса.
Рассмотренные выше погрешности основных элемен-
тов микрометра в сумме не должны превышать погреш-
ностей, регламентированных ГОСТом 6507-60. Эти по-
грешности находятся в пределах от ±1,5 до ±4,0 мк,
в зависимости от верхних пределов измерения микро-
метров.
Технология сборки. Технологический процесс сборки
на конвейере микрометра с пределами измерения
О—25 мм состоит из следующих операций.
1. Запрессовка пятки и стебля в скобу. Эта операция
выполняется на гидравлическом прессе.
2. Обработка отверстия до диаметра 10+0»03 мм\ вы-
полняется па агрегатном станке с переходами — сверле-
ние, рассверливание, зенкерование и развертывание.
3. Снятие заусенцев в отверстии под стопор и подбор-
ка стопора по диаметру отверстия.
4. Навертывание регулировочной гайки.
5. Предварительное и окончательное нарезание резь-
бы М9ХО,5 в стебле метчиком на настольном токарном
станке.
6. Промывка всех деталей и подборка микровинта по
резьбе и диаметру направляющей.
7. Регулировка хода, установка барабана и узла тре-
щотки.
8. Шлифование измерительных поверхностей пятки и
микровинта; операция выполняется на специальном
плоскошлифовальном станке. Она необходима для того,
чтобы компенсировать погрешности изготовления скобы,
пятки, микровинта, барабана и погрешности нанесения
штрихов на стебле. При шлифовании необходимо полу-
чить строгую параллельность измерительных поверхно-
стей между собой и перпендикулярность их по отноше-
нию к оси микровинта. Базой для установки микрометра
служит направляющая часть микровинта.
9. Разборка, промывка и сборка микрометра.
181
10. Предварительная доводка измерительных поверх-
ностей пятки и микровинта. Эта операция выполняется
на станке, схема которого приведена на рис. 99. От элек-
тродвигателя 1 через клиноременную передачу 2 и ко-
нические шестерни 3 передается вращение вертикально-
му валу 4, а с вала при помощи цилиндрических шесте-
рен 5 двум симметрично расположенным вертикальным
валам 6. На концах этих валов закреплены эксцентри-
ковые кулачки, при помощи которых верхняя плита 7
-Рис. 99. Схема станка для доводки микрометров.
станка получает горизонтальное движение по окружно-
сти, необходимое для вращения и перемещения прити-
ров.
К плите жестко прикреплены пластины с зубчатыми
отверстиями. Зубья пластин входят в зацепление с зубь-
ями венчиков, напрессованных на притиры 8. Обкаты-
ваясь внутри отверстия пластины, притир получает воз-
вратно-поступательное движение по окружности и вра-
щательное относительно своей оси и тем самым доводит
рабочие поверхности скобы 9.
Планетарное движение притиров в процессе доводки
образует петлеобразный след, постоянно смещающийся
на небольшую величину. Такое устройство обеспечивает
равномерный износ притиров. Кроме того, движения
182
притиров направлены на подвертывание микровинтов,
чем обеспечивается постоянное доводочное усилие, обес-
печивающее хорошее качество доводки. Предваритель-
ная доводка производится чугунными притирами, а окон-
чательная — стеклянными.
Процесс доводки следующий. На рабочие поверхно-
сти притиров наносят доводочную пасту, а затем их
вставляют в отверстия пластин верхней плиты и зажи-
мают микровинтом между плоскостями микрометра. Ста-
нок рассчитан на одновременную доводку шести
микрометров. Предварительная доводка осуществ-
ляется микропорошком М28, а окончательная — пас-
той ГОИ 7 мк.
Доводка измерительных поверхностей, оснащенных
твердыми сплавами, производится алмазным микропо-
рошком АМ7 в смеси с оливковым маслом.
11. Установка барабана на нулевое положение. При
соприкосновении измерительных поверхностей пятки и
микровинта скошенный край барабана должен устанав-
ливаться так, чтобы на стебле был полностью виден на-
чальный штрих шкалы,' а нулевой штрих шкалы бара-
бана совпадал с продольным штрихохМ на стебле.
Если микрометр установлен неправильно, то произ-
водят регулировку барабана. Для этого, закрепив сто-
порным устройство^ микровинт и придерживая левой
рукой барабан за кольцевой накатанный выступ, осво-
бождают его поворотом накатанного корпуса трещотки.
Затем устанавливают барабан в правильное (нулевое)
положение и, удерживая его в этом положении, закреп-
ляют поворотом корпуса трещотки в обратном направ-
лении.
24 ИНСТРУМЕНТЫ ДЛЯ КОНТРОЛЯ
ПРЯМОЛИНЕЙНОСТИ И ПЛОСКОСТНОСТИ
Для контроля плоскостности и прямолинейности при-
меняют линейки поверочные, плиты и пластины плоские
стеклянные.
Линейки. Типы и основные размеры поверочных ли-
неек (ГОСТ 8026-64) приведены в табл. 32.
Линейки типов ЛД, ЛТ и ЛЧ изготовляют из стали
марки X или ХГ и термически обрабатывают до твер-
дости HRC58—64; линейки ШП и ШД — из стали У7
с твердостью рабочей поверхности HRC 50; линейки ШМ
183
Таблица 32
Типы и основные размеры поверочных линеек
Типы и классы точности Эскиз Размеры, мм Способ контроля
ЛД — лекаль- ные с двусто- ронним скосом, классы точности 0-й и 1-й £=25—500; /7=20—50; В=5—10 На просвет
ЛТ — лекаль- ные трехгран- ные, классы точ- ности 0-й и 1-й _ L ы £=125—300; а=18—36
ЛЧ—лекальные четырехгранные, классы точности 0-й и 1-й L ж 4 = 175—500; а = 16-35 9
ШП — с широ- кой рабочей по- верхностью пря- моугольного се- чения, классы точности 0-й, 1-й и 2-й о £=300—750; /7=40—55; В=6—12 1. По линей- ным отклоне- ниям 2. На краску
L в
ШД— с широ- кой рабочей по- верхностью дву- таврового сече- ния, классы точ- ности 0-й, 1-й и 2-й £=1000—4000; .7=60—160; В= 16-30
СЭ CZD №
L ЕГ
ШМ — с ши- рокой рабочей поверхностью (мостиками), классы точности 1-й и 2-й £=500—5000; В=40—130
^3 О 4 §
УТ — угловые трехгранные (клинья), классы точности 1-й и 2-й < а 4 = 45 °; 55 °, 60° £=250—1000 На краску
184
и УТ— из серого чугуна марки СЧ18-36 или из высоко-
прочного чугуна марки ВЧ45-5 твердостью НВ 170—229.
Линейки типов ШМ и УТ предназначены для контро-
ля методом на краску.
Рабочие поверхности (ребра) линеек типов ЛД, ЛТ
и ЛЧ должны быть закруглены по радиусу не более
0,2 мм.
В зависимости от точности рабочих поверхностей ли-
нейки разделяются на классы 0-й, 1-й и 2-й.
Рис. 100. Примеры контроля линейками.
Контролируют прямолинейность поверхностей линей-
ками двумя способами: на просвет и на краску.
При контроле на просвет лекальную линейку острым
ребром накладывают на контролируемую поверхность,
а источник света помещают сзади. При отсутствии от-
клонений от прямолинейности и плоскостности свет не
должен нигде пробиваться. Линейное отклонение опре-
деляют на глаз или сравнением с образцом просвета.
Минимальная ширина щели, улавливаемая глазом, со-
ставляет 3—5 мк. Примеры контроля обработанных по-
верхностей лекальными линейками приведены на
рис. 100.
При контроле методом на краску на поверочную
плиту или линейку наносят тонкий слой разведенной
в масле лазури или сажи, а затем накладывают слой
185
на проверяемую поверхность и слегка притирают к ней.
Качество поверхности оценивают равномерностью нане-
сения пятен и их числом, приходящимся на площадь раз-
мерами 25X25 мм, в нескольких местах. Разница в ко-
личестве пятен на соседних площадках должна быть не
более двух-трех.
Поверочные плиты размерами от 100X200 до 1000Х
Х1500 мм изготовляют в соответствии с ОСТом 20149.
Поверочные плиты делятся на три класса точности:
0-й, 1-й и 2-й. Рабочие поверхности их должны быть
шаброваны и представлять точную плоскость. -
Если через профиль ненагруженной поверхности
плиты, лежащей тремя точками на равном основании,
плоскость проходит таким образом, что самая высшая и
самая низшая точки профиля расположены в отношении
ее симметрично, то величина отклонения этих точек от
плоскости в любом месте не должна превышать следую-
щих величин: для плит 0-го класса — от ±3 до ±6 мк;
1-го класса — от ±6 до ±12 мк и 2-го класса — от ±12
до ±25 мк (в зависимости от размеров плит).
При контроле плоскостности и качества рабочих по-
верхностей шаброванных плит методом на краску число
пятен в квадрате со стороной 25 мм должно быть: для
йоверочных плит 1-го класса — не менее 25; 2-го клас-
са— не менее 20; 3-го класса — не менее 12. Плиты 0-го
класса при дополнительной проверке методом на краску
должны иметь количество пятен не меньше, чем плиты
1-го класса точности.
Изготовляют плиты из серого перлитного чугуна
СЧ28-52 без твердых включений и пористости. Твер-
дость рабочей поверхности должна составлять НВ 200—
220. Плоскостность плит достигается шабрением мето-
дом трех плит.
При контроле методом на краску на рабочую по-
верхность плиты (или линейки) наносят тонкий слой
разведенной в масле лазури или сажи, а затем на окра-
шенную поверхность накладывают плиту (или деталь)
с контролируемой поверхностью и слегка притирают.
После притирки выступающие части контролируемой
поверхности окрашиваются. Плоскостность и прямоли-
нейность оценивают равномерностью нанесения пятен
и их числом, приходящимся на площадь размерами
25x25 мм, в нескольких местах. Разница в количестве
186
пятен на соседних площадках должна быть не более
двух-трех.
Плоские стеклянные пластины. Для измерения кон-
цевых мер длины, а также для контроля притираемое™ и
плоскостности измерительных поверхностей концевых
мер длины, калибров, измерительных приборов и инстру-
ментов, применяют плоские стеклянные пластины по
ГОСТу 2923-59 (рис. 101,а).
В зависимости от назначения различают два типа
плоских стеклянных пластин:
1) нижние (опорные) пластины, к которым притира-
ются плоскопараллельные концевые меры длины при
Рис. 101. Плоские стеклянные пластины.
измерении их интерференционным Методом. Эти пла-
стины служат также для проверки притираемое™ и
плоскостности измерительных поверхностей концевых
мер, калибров и т. п. Они выпускаются диаметром 60,
80, 100, 120 мм и толщиной 20, 25 и 30 мм (рис. 101,6);
2) верхние пластины (рис. 101, в) для измерения
плоскопараллельных концевых мер длины интерферен-
ционным методом.
Отклонение от. плоскостности рабочих поверхностей
не должно превышать 0,03—0,05 мк для пластин 1-го
класса и 0,1 мк — для пластин 2-го класса точности.
В соответствии с ГОСТом 1121-54 промышленность
выпускает плоскопараллельные стеклянные пластины и
наборы из них для проверки интерференционным мето-
дом плоскостности и взаимной параллельности измери-
тельных поверхностей микрометров и рычажных скоб.
Наборы состоят из четырех пластин диаметром 30, 40
и 50 мм. По толщине пластины отличаются друг от дру-
га на 0,125 мм. Так, например, в наборе № 1 разряда I
№7
Рис. 102. Схема хода лучей
при интерференционном
способе контроля (л); схе-
ма контроля (d); искривле-
ние полосы при неровной
поверхности (в):
1 — выпуклость 0,25 мк\ 2— во-
гнутость 0,125 мк.
пластины имеют следующие размеры: 15,00, 15,12, 15,25
и 15,37 мм.
Сущность интерференционного метода контроля за-
ключается в следующем. На контролируемую поверх-
ность плотно накладывают плоскую стеклянную пла-
стину (ГОСТ 2923-59) и затем
слегка приподнимают один ее
край до образования угла ме-
нее 1°.
'Между контролируемой по-
верхностью и пластиной со-
здается тонкая воздушная про-
слойка в форме клина. Если на
стеклянную пластину напра-
вить пучок световых лучей, то
каждый луч /, 2 и 3 (рис.
102,а), пройдя через пласти-
ну, отразится от ее нижней
плоскости FH в точке А, а
часть их преломится и упадет
на контролируемую поверх-
ность, отразится .от нее и, пре-
ломившись в точке Ь, выйдет
из клина. Луч 1, например,
будет интерферировать с лу-
чом 2, падающим в точку С.
На поверхности будет наблю-
даться ряд интерференцион-
ных полос. При дневном свете
они окрашены в _ различные
цвета, а если пользоваться
однородным светом, пропус-
кая его через зеленый или
желтый светофильтр; то будет
наблюдаться чередование чер-
ных полос с полосами, ярко
окрашенными в какой-либо
определенный цвет.
Интерференционные полосы
располагаются таким образом, что вдоль каждой из них
расстояние от поверхности пластины до контролируе-
мой поверхности будет одинаково. Расстояние, между
двумя полосами соответствует изменению толщины воз-
душного клина на 0,25 мк. Следовательно, изменение
188
толщины воздушного клина между пластиной и контро-
лируемой поверхностью на 1 мк соответствует появле-
нию четырех полос.
В тех случаях, когда контролируемая поверхность
представляет собой точную плоскость (отклонение от
плоскопараллельности около 0,25 мк), в месте сопри-
косновения двух поверхностей наблюдаемые полосы
будут прямыми и параллельными (рис. 102,6); в тех же
случаях, когда контролируемая поверхность доведена
до точности стеклянной пластины, интерференционные
полосы исчезнут и будет наблюдаться равномерная
окраска одного цвета.
При контроле поверхностей, изготовленных с откло-
нениями, наблюдается искривление интерференционных
полос. По характеру их искривления можно судить о вы-
пуклости или вогнутости поверхности и легко определить
величину этого отступления от плоскостности.
На рис. 102, в показаны две контролируемые поверх-
ности, имеющие выпуклость и вогнутость. Чтобы устано-
вить, имеется ли на поверхности выпуклость или вогну-
тость, нужно определить положение клина, а расшире-
ние его направлено в ту сторону, куда двигаются поло-
сы при легком нажиме на стеклянную пластину. Если
в сторону расширения клина направлена выпуклость ин-
терференционных полос, то поверхность выпуклая, если
же — вогнутость, то поверхность вогнутая. ,
Величину искривления можно определить и следую-
щим образом. Если мысленно провести прямую, каса-
ющуюся полосы в середине (штриховая линия на
рис. 102, в), то увидим, что края'полосы смещены отно-
сительно середины на одну полосу, т. е. расстояние меж-
ду поверхностями детали и пластины изменяется *на
0,25 мк. Следовательно, величина выпуклости, состав-
ляет 0,25 мк. Как видно из $ис. 102, в, контролируемая
поверхность имеет вогнутость в полполосы, т. е. 0,125 мк.
Интерференционный способ применяется для контро-
ля поверхностей размерами до 100X100 мм.
25. ПРИБОРЫ
Измерительные приборы. Контроль инструментов
сложной формы — резьбовых инструментов, фасонных
фрез и т. п. — обычно производится при помощи рычаж-
но-механических или оптико-механических приборов.
189
Рычажно-механические приборы получили широкое
распространение в инструментальном производстве, так
как они надежны в работе, имеют относительно высокую
точность измерения и универсальны.
Принцип действия этих приборов основан на исполь-
зовании специального передаточного механизма, кото-
рый преобразует 'незначительное перемещение измери-
тельного стержня в увеличенные и удобные для отсчета
стержня перемещения стрелки на шкале.
К наиболее известным в практике типам рычажно-
механических приборов относятся индикаторы, рычаж-
ные скобы, рычажн&е микрометры и миниметры.
Индикаторы. По ГОСТу 577-68 индикаторы часового
типа выпускаются двух видов: I — с перемещением из-
мерительного стержня параллельно шкале и II—торцо-
вые с перемещением измерительного стержня перпенди-
кулярно шкале.
Индикаторы типа I имеют пределы измерения 0—5
и 0—10 мм (их размеры указаны на рис. 103, а) и 0—2
и 0—3 мм (размеры приведены на рис. 103,б). Индика-
торы типа II выпускаются с пределами измерения 0—2
и 0—3 мм с размерами, показанными на рис. 103, в.
По ГОСТу 9696-61 изготовляются многооборотные ин-
дикаторы с ценой деления 0,001’ мм и с. пределом изме-
рения не менее 1—2 мм.
Индикатор (рис. 103, а и в) состоит из корпуса 1, сто-
пора 2, циферблата 3, ободка 4, стрелки 5, указателя
чисел оборотов 6, ушка 7, гильзы 8, измерительного
стержня 9 и наконечника 10. Установка шкалы индика-
тора на нуль производится вращением шкалы за обо-
док 4. Крепят индикаторы в стойках или измерительных
приборах за гильзу или за ушко 7, располЬженнре сзади
корпуса 1.
Наибольшее распространение в инструментальном
производстве нашел индикатор часового типа с ценой
деления 0,01 мм, у которого поступательное перемеще-
ние стержня на 0,01 мм соответствует перемещению
большой стрелки на одно деление шкалы. А так как
шкала индикатора имеет 100 делений, то полный обо-
рот центральной стрелки соответствует перемещению
измерительного стержня на 1 мм.
Поскольку пределы измерения индикаторов равны
0—5 и 0—10 мм, то центральная стрелка совершает по
шкале прибора 5 или 10 оборотов. Для фиксации целых
190
кис. 103. Индикатор
191
контроля диаметров наружных
Рис. 104. Индикаторные скобы.
оборотов центральной стрелки на приборе имеется ма-
ленькая стрелка с циферблатом. Одно деление на этом
циферблате соответствует полному обороту центральной
стрелки. Следовательно, цена деления шкалы указателя
оборотов равна 1 мм.
Индикаторная скоба. По ГОСТу 5701-51 выпускают-
ся индикаторные скобы, с ценой деления шкалы 0,01 мм
для измерения наружных диаметров до 1000 мм мето-
дом сравнения.
Индикаторная скоба (рис. Т04), применяемая для
поверхностей деталей,
имеет жесткий корпус 2
с двумя соосными ци-
линдрическими отвер-
стиями, в одном из ко-
торых установлена пе-
реставная измеритель-
ная пятка 3, а в дру-
гом — подвижная пят-
ка 5, находящаяся в
постоянном контакте с
измерительным нако-
нечником индикатора /.
Пятка 3. может свобод-
но передвигаться в пределах 50 мм у скоб малых разме-
ров и в пределах 100 мм — у скоб больших размеров.
После установки скобы на размер положение пятки 3
фиксируют стопором.
Для удобства измерения скоба снабжена упором 4,
который при настройке скобы на размер устанавливает-
ся так, чтобы' линия измерения проходила через ось про-
веряемой детали.
Индикаторные скобы изготовляются с пределами из-
мерения от 0—50 до 900—1000 мм; допустимые погреш-
ности показаний составляют соответственно от ±10 до
±25 мк.
Рычажный микрометр. Устройство хвостовой части
рычажного микрометра такое же, как и обычного микро-
метра, с той лишь разницей, что в ней отсутствует тре-
щотка/
В корпусе 1 рычажного микрометра (рис. 105) поме-
щен измерительный контакт 2, перемещение которого
влево заставляет поворачиваться рычаг 9, зубчатый сек-
тор 5 и зубчатое колесо 6, на оси которого закреплена
192
стрелка 8. Пружина 7 служит для устранения зазора в
зацеплении сектора с колесом и возвращения стрелки и
рычага в первоначальное положение. Для отвода изме-
рительного контакта влево имеется устройство, состоя-
щее из рычага 12, пружинки 10 и кнопки 11. Пружина 13
предназначена для создания нормального мерительного
усилия. Стопор 4 фиксирует микрометрический винт 3
в требуемом положении.
Механизм индикатора смонтирован в скобе и закры-
вается крышкой, в прорези которой помещена шкала с
д
Рис. 105. Рычажный микрометр.
пределами измерения от 0 до 0,020 мм в обе стороны.
Цена каждого деления шкалы равна 0,002 мм.
Перед началом измерений необходимо проверить
нуль-пункт инструменту. Для этого надо соединить кон-
такты так, чтобы нулевой штрих барабана совместился
с продольным штрихом стебля. Показание стрелки шка-
лы индикатора даст погрешность нуль-пункта, которая
должна быть учтена с обратным знаком.
При .измерении, установив деталь между контактами,
вращают барабан до выхода стрелки индикатора за пре-
делы шкалы в диапазоне от 20 мк до 0. После этого до-
полнительным поворотом барабана ближайший штрих
круговой шкалы барабана совмещают с продольной рис-
кой на стебле. Показание шкалы микрометра алгебраи-
чески (с учетом знака) суммируют с показанием шкалы
индикатора.
7 И. Г. Космачез 193
Оптико-механические приборы. Для контроля режу-
щих и измерительных инструментов сложной формы
применяются инструментальные микроскопы, оптиметры
и проекторы. 1
Микроскопы инструментальные (ГОСТ
8074-71) предназначены для измерения линейных разме-
ров по двум прямоугольным координатам, а также
углов, в том числе элементов резьбы.
В инструментальном производстве микроскопы при-
меняются для измерения элементов профиля шаблонов;
'переднего и заднего углов спиральных сверл и зенкеров;
среднего диаметра, угла профиля и шага метчиков; угла
наклона винтовой линии сверл и разверток; угла забор-
ного конуса метчиков и т. п.
Микроскопы выпускаются двух типов: ММИ — ма-
лый микроскоп инструментальный с наклонной окуляр-
ной головкой и БМИ — большой микроскоп инструмен-
тальный.
Инструментальный микроскоп (рис. 106, а) имеет ос-
нование 3, на котором расположен подвижный стол 1,
состоящий из трех частей — нижней, верхней и поворот-
ной. Продольное перемещение нижней части стола осу-
ществляется микрометрической головкой 6, а попереч-
ный ход верхней части стола — микрометрической го-
ловкой 2. Угловое перемещение его поворотной части на
5—6° вправо и влево производится винтом 5. Переме-
щения с помощью головок 2 и 6 ограничиваются в пре-
делах 25 мм. Для увеличения хода стола в продольном
направлении его отводят вправо рычагом 4 еще на 50 мм.
На основании 3 микроскопа установлена колонна 10,
по которой может перемещаться кронштейн 12. Закреп-
ление кронштейна осуществляется винтом 11. Тубус мик-
роскопа 17 укреплен на кронштейне. В нижней части ту-
буса установлен объектив 18, а в верхней — головка
микроскопа, которая состоит из двух окуляров 14 и 15.
Под окулярами (рис. 106,6) при помощи винта 16
вращается стеклянная пластинка с нанесенными на ней
продольными и поперечными штрихами и круговой гра-
дусной шкалой на 360°. Под окуляром 15 расположена
еще одна неподвижная пластинка со шкалой в 60 деле-
ний. Каждое деление соответствует одному повороту
подвижной пластинки. В поле зрения окуляра 14 видно
перекрестие двух взаимно перпендикулярных пунктир-
ных линий и двух сплошных, расположенных под углом
194
Рис. 106. Инструментальный микроскоп.
195
60°. Перекрестие является границей перемещения детали
при отсчете линейных размеров и углов.
Грубая настройка на фокус достигается перемеще-
нием кронштейна микроскопа по колонне, а более точ-
ная— винтом 19 (см. рис. 106). Окончательная нЙЯрой-
ка на фокус производится вращением кольца 13' оку-
ляра 14.
Колонна микроскопа может поворачиваться на не-
большой угол при помощи винтов 8. Для отсчета углов
поворота на винтах 8 имеются деления 7. Шкалы осве-
щаются электрической лампой, установленной в тубусе 9.
Рис. 107. Оптическая схема оптиметра {а) и вертикальный
оптиметр (б).
Оптиметр — измерительный прибор с ценой деления
0,001 мм — служит для линейных измерений методом
сравнения. В соответствии с ГОСТом 5405-64 изготов-
ляют оптиметры вертикальные — с вертикальной осью
для наружных измерений и горизонтальные — с гори-
зонтальной осью для наружных и внутренних 'изме-
рений.
В основу действия оптиметра положены законы от-
ражения и преломления света. Оптическая схема опти-
метра приведена на рис. 107. Свет от постороннего ис-
точника, направленный зеркалом 4 (рис. 107, а) и отра-
женный стеклянной пластинкой 3, падает на шкалу опти-
ческого стекла 2. Отраженный от шкалы луч направ-
ляется через трехгранную призму 5 в объектив 6 и за-
тем отражается от зеркала 7 в обратном направлении в
196
окуляр .4 где. получается изображение отраженной шка-
лы и указателя в виде стрелки.
Так как зеркало 7 связано с измерительным штиф-
том 8, то незначительное перемещение последнего при
дзжрфниц вызывает небольшой поворот зеркала, отчего
происходит сдвиг. изображения отраженной шкалы от-
носительно неподвижного указателя. Это смещение, на-
блюдаемое в окуляре, дает возможность производить
отсчет.
Шкала оптиметра имеет по 100 делений в обе сторо-
ны от нуля. Цена деления — 0,001 мм. Следовательно,
предел измерения по шкале прибора составляет ±0,1 мм.
В инструментальном производстве находит примене-
ние вертикальный оптиметр (рис. 107,6). Он состоит из
основания со стойкой /, кронштейна 2, трубки оптимет-
ра 3, отводки 4, столика 5 и зажимного винта 6.
Измерение деталей производят следующим образом.
Блок концевых мер длины заданного размера разме-
щают на столике 5 и устанавливают оптиметр в нулевое
положение. Грубая установка производится перемеще-
нием от руки кронштейна 2, а точная — подъемом сто-
лика 5 при помощи подъемного винта 7. Столик ставит-
ся так, чтобы измерительный штифт 8 (см. рис. 107, а)
упирался в деталь, а указатель, видимый в окуляре,
точно совпадал с нулевым делением шкалы. После этого
столик закрепляют винтом 6, а блок концевых мер уби-
рают и на его место ставят деталь.
Если деталь имеет некоторое отклонение от величины
блока концевых мер, то это вызовет перемещение изме-
рительного штифта, соответствующие отклонения в поло-
жении зеркала и поднятие или опускание шкалы. Для
определения размера детали необходимо к размеру бло-
ка концевых мер прибавить или отнять показания опти-
метра. Наибольшая высота измеряемой детали на вер-
тикальном оптиметре составляет 180 мм.
Приборы для‘измерения шероховатости поверхности.
Оценка, шероховатости поверхности осуществляется ка-
чественным и количественным методами. Качественный
метод оценки основан на сравнении обработанной по-
верхности с образцами, а количественный — на измере-
нии неровностей специальными приборами.
Качественный метод оценки шероховатости по-
верхности находит широкое применение в промышлен-
ности.
197
Рис. 108. Образцы шерохо-
ватости поверхности.
Образцы шероховатости поверхности (рис. 108) пред-
ставляют собой наборы стальных или чугунных пла-
стин 2 размерами 20X20 мм, закрепленных в оправках/
винтами 3. Плоская или цилиндрическая рабочая по-
верхность образцов обрабатывается различными спосо-
бами при определенных режимах и по результатам из-
мерения неровностей относится к соответствующим клас-
сам ГОСТа 2789-59^ Образцы, обработанные точением,
строганием, фрезерованием и развертыванием, изготов-
ляются незакаленными, а
шлифованием, полирова-
нием или доводкой — зака-
ленными.
Высота неровностей ра-
бочих поверхностей образ-
цов должна соответствовать
0,8/?z данного класса с
допустимым отклонением
±20%.
О бр азцы шер охов атости
поверхности комплектуются
в наборы. Набор № 1 состоит^ из 46 стальных образцов
классов чистоты с 4-го по 13-й; набор № 2 — из 21 сыро-
го стального образца классов чистоты с 4-го по 8-й; на-
бор № 3 — из 25 закаленных стальных образцов клас-
сов чистоты с 6-го по 13-й. Наборы № 2 и 3 вместе соот-
ветствуют набору № 1. Набор № 4 состоит из 30 чугун-
ных образцов классов чистоты с 4-го по 9-й.
В цеховых условиях кроме стандартных образцов
шероховатости поверхности используют образцовые
(эталонные) детали, шероховатость поверхности кото-
рых измеряется количественным методом.
При контроле деталей сравнивают шероховатость их
поверхности с шероховатостью поверхности образца
определенного класса. Сравнение производят визуально
невооруженным глазом или путем осязания, проводя
ногтем поперек следов обработки. Сравнение обеспечи-
вает надежную оценку шероховатости поверхности
4—7-го классов. Качество оценки поверхностей 8—10-го
классов зависит от опыта контролера.
Применение микроскопов сравнения значительно по-
вышает точность оценки шероховатости поверхности.
Микроскопы позволяют одновременно рассматривать
проверяемую деталь и образец, которые в поле зрения
198
микроскопа расположены рядом, одинаково увеличены
и освещены.
Микроскоп сравнения ЛИТМО приведен на рис. 109.
Пучок света от источника 1 (рис. 109, а) проходит через
линзы 2 к светоделительному кубику 3. Один пучок, не
изменяя своего направления, проходит через объектив 4,
диафрагму 5, отражается от поверхности образца 6, сно-
ва проходит диафрагму 5 и объектив 4, отражается в
кубике 3 и проходит через окуляр 7.
, Рис. 109. Микроскоп сравнения ЛИТМО.
Другой пучок, отразившись вниз в кубике 3, прохо-
дит через объектив 4а; диафрагму 5а и, отразившись от
проверяемой поверхности 6а, снова проходит диафраг-
му 5а, объективна, кубик 3 и окуляр 7. Диафрагмы 5
и 5а установлены так, что одна ичз них закрывает пра-
вую половину поля зрения микроскопа, а другая — ле-
вую половину. Таким образом, в окуляр микроскопа
можно наблюдать одновременно поверхности детали и
образца.
Микроскоп ЛИТМО имеет постоянную фокусировку
на поверхностях детали и образца, которая достигается
при закреплении образца винтом в гнезде микроскопа и
при соприкосновении трубки объектива с проверяе-
мой поверхностью, что .упрощает процесс контроля
(рис. 109,6).
199
Микроскоп может быть использован в качестве пере-
носного прибора накладного типа. Он обеспечивает уве-
личение в 70 раз, его поле зрения— 1,7 мм, С его помо-
щью можно надежно оценивать поверхности до 12-го
класса чистоты. ч оцчч
Микроскопы сравнения других типов имеют сменные
объективы и окуляры, что дает возможность осуществ-
лять увеличение от 15 до 200 раз.
Количественный метод. Для определения высоты
микронеровностей существует большое количество
разнообразных приборов. По способу измерения все при-
боры можно разделить на две группы: контактные (щу-
повые) и бесконтактные.
Контактные (щупов ые) приборы. Сущ-
ность действия контактных приборов заключается в
том, что по контролируемой поверхности перемещается
игла (алмазная или стальная). Вертикальные перемеще-
ния ее, соответствующие высоте микронеровностей, уве-
личиваются электрическим, оптическим, пневматическим
или механическим способом и регистрируются отсчетны-
ми устройствами. s '
Контактные приборы делятся на профилометры, осу-
ществляющие количественную оценку шероховатости по-
верхности, и профилографы, предназначенные для полу-
чения профилограммы контролируемой поверхности.
Существуют также комбинированные приборы, выпол-
няющие одновременно функции профилометра и про-
филографа.
Независимо от схемы преобразования осевого пере-
мещения иглы ГОСТ 9504-60 распространяется как на
профилометры, непосредственно показывающие средние
арифметические отклонения профиля поверхности, так
и на профилографы, записывающие профиль поверх-
ности и позволяющие получать профилограмму. По это-
му ГОСТу допускается объединение профилометра и
профилографа в одном приборе при соблюдении всех
требований, относящихся к каждому из приборов в от-
дельности.
Ощупывающие системы приборов должны обеспечи-
вать измерение неровностей с наибольшим шагом
Вшах, соответствующим с точностью до ±10% число-
вым значениям базовых длин, указанных в ГОСТе
2789-59. Величина наименьшего шага неровностей Bmin,
200
учитываемых прибором, должна быть в пределах
2—3 мк.
Приборы могут изготовляться с ощупывающими си-
стемами, имеющими опоры, базирующиеся на контроли-
руемую поверхность или на независимые поверхности.
Приборы должны быть снабжены электродвигате-
лем для перемещения ощупывающей системы.
Профилометр цеховой модели 240 (рис. 110) предна-
значен для определения шероховатости поверхности де-
талей из стали, чугуна, цветных металлов и их сплавов,
а также неметаллических материалов и покрытий в пре-
Рис. ПО. Профилометр цеховой модели 240.
делах 6—12-го классов. Прибор позволяет проверять на-
ружные и внутренние поверхности деталей, сечение ко-
торых в плоскрсти измерения представляет прямую
линию. Действие прибора основано на принципе ощупы-
вания поверхности детали алмазной иглой с радиусом
закругления 10 мк и преобразования ее вертикальных
перемещений в электрическое напряжение.
Основными частями прибора являются датчик 9,
электронный блок с показывающим прибором 6 и
стойка 10.
Датчик состоит из измерительной головки, которая
преобразует вертикальные перемещения иглы в напря-
жение, и привода с электродвигателем, редуктором, хо-
довым винтом и ползуном. Привод обеспечивает пере-
мещение измерительной головки с постоянной скоро-
стью, равной 1,06 мм!сек.
201
Датчик 9 крепится на стойке 10 в кронштейне, ко-
торый может перемещаться в вертикальном направле-
нии и повертываться около горизонтальной оси при
установке датчика параллельно плоскости проверяемой
детали.
На передней панели электронного блока расположе-
ны показывающий 5 и контрольный 2 приборы, тумб-
лер включения сети 8, сигнальная лампа 7 включения
сети,, переключатель пределов измерения 3, ручка двух
потенциометров «Настройка» 4 и кнопка 1 включения
привода датчика.
Прибор применяется в цеховых контрольных Пунк-
тах, а также непосредственно на рабочих местах.
Рис. 111. Профилограф-профилометр модели 201.
Профилограф-профилометр модели 20J (рис. 111)
предназначен для определения шероховатости и волни-
стости поверхности деталей из любых материалов. При-
бор позволяет проверять наружные и внутренние по-
верхности деталей, сечение которых в плоскости измере-
ния представляет прямую линию.
Действие рассматриваемого прибора аналогично
действию прибора модели 240, но он более совершен-
ный. Прибор состоит из двух блоков: электронного из-
мерительного 1 и записывающего 6. На стойке 5 раз-
мещены измерительный столик 2, привод 4 и датчик 3.
Определение величин и профиля микронеровностей
поверхности производится по профилограмме, записан-
ной в прямоугольных координатах. Пределы измерений
при записи профилограмм 5—12-й классы чистоты.
202
По показаниям стрелочного прибора определяется
величина шероховатости поверхности в пределах
5—12-го классов.
Прибор позволяет производить 'измерения шерохо-
ватости поверхности с различными длинами трассы ин-
тегрирования, что значительно расширяет его эксплуа-
тационные возможности. Длина трассы ощупывания до
40 мм дает возможность проверять волнистость поверх-
ности с большим шагом.
\—Ось проецирующего
Прибор укомплектован набором твердосплавных
опор к датчику для различных видов работ, приспособ-
лением для проверки волнистости и диаграммной бума-
гой для записи. *
Бесконтактные (оптические) приборы
делятся на приборы светового сечения и интерференци-
онные.
Принципиальная схема прибора светового сечения
приведена на рис. 112. Освещенная узкая щель проеци-
руется микроскопом на ступенчатую поверхность P\Pz.
Направление падения света показано стрелками. При
таком падении света изображение светящейся щели на
203
ступенчатой поверхности займет положение S2 на ниж-
ней части ступени Рг и положение Si — на верхней части
ступени Рь
В поле зрения микроскопа наблюдения, расположен-
ного под углом 90° к оси проецируемого микроскопа,
изображение щели будет иметь вид, показанный на
рис. 112, б, т. е. в данном случае видна не высота высту-
па Н, измеряемая nd нормали к поверхностям Pi и Рг,
а ее проекция Ь'.
Рис. 113. Оптическая схема Рис. 114. Интерферо-
интерференционного микроскопа грамма и схема изме-
МИИ-4. рения неровностей.
Интерференционный микроскоп МИИ-4 предназна-
чен для измерения шероховатости поверхности 10-го и
14-го классов. На рис. ИЗ приведена его оптическая
схема. От источника белого света 5 световой пучок,
пройдя конденсор 4, попадает на зеркало 3, от которого
через диафрагму 6 и объектив 7 направляется на разде-
ляющую призму 11, склеенную из двух призм.
Диагональная плоскость одной из этих призм посе-
ребрена, что делает ее полупрозрачной. Это необходимо
для разделения пучка света на два пучка. Один из них
проходит через призму без преломления и затем, прой-
дя через объектив 12, попадает на зеркало 13, служа-
204
щее образцовой плоскостью. Отразившись от зеркала 13,
пучок света возвращается на призму 11, отражается ее
диагональной плоскостью и направляется через объек-
тив 10 на зеркало 15.
Второй пучок света отклоняется диагональной пло-
скостью призмы 11 и направляется через клин 8 и объ-
ектив 9 на контролируемую поверхность детали, поме-
щенную в фокусе этого объектива. Отразившись от
контролируемой поверхности, пучок света вновь прохо-
дит через призму 11 и далее через объектив 10 на зер-
кало 15, где интерферируется с первым пучком. Полу-
ченную интерференционную картину наблюдают через
окуляр 14. Компенсационный клин 8 служит для урав-
нивания разности хода лучей в стекле призмы.
При измерении шероховатости поверхности с регу-
лярно расположенными неровностями рекомендуется
работать с монохроматическим светом, при котором ин-
терференционная картина располагается по всему полю
зрения.
Для получения монохроматического света (напри-
мер, зеленого) пользуются ртутной лампой 1 и свето-
фильтром 2. В этом случае зеркало 3 убирается с пути
прохождения монохроматического света.
Когда измеряются беспорядочно расположенные не-
ровности (при доводке или шабрении), целесообразнее
работать с белым светом, при этом в поле зрения мик-
роскопа будет видна белая полоса, а по сторонам от
нее — две темные и несколько цветных полос. Наиболь-
шее число вцдимых в поле зрения полос облегчает при
беспорядочном расположении неровностей оценку сте-
пени их изгиба и, следовательно, повышает надежность
результатов измерения. При измерении в белом свете
обычно ориентируются на черные полосы.
При фотографировании интерференционной картины
контролируемой поверхности зеркало 15 (см. рис. 113)
отводится в сторону, а лучи света от объектива 10 на-
правляются через фотообъектив 16 на зеркало 17 и от
него на матовое стекло или фотопластинку 18.
На приборе можно производить измерение интерфе-
ренционных полос для последующего определения вы-
сот неровностей контролируемой поверхности. В этом
случае окуляр 14 заменяется окулярмикрометром.
Интерферограмма контролируемой поверхности при-
ведена на рис. 114,а, а схема измерения неровностей —
205
на рис. 114,6. Каждая интерференционная полоса яв-
ляется геометрическим местом точек с одинаковой раз-
ностью хода двух лучей от одного источника. Если бы
йбнтролируемая поверхность была идеально гладкой, то
интерференционная картина представляла бы собой ряд
параллельных прямых полос. Искривление полос вызы-
вается микронеровностями контролируемой поверхности.
Высоту микронеровностей определяют по следующей
формуле:
где а — величина искривления интерференционных по-
лос (см. рис. 114,6);
b — интервал между одноименными полосами;
К — длина световой волны (для зеленого света
Х=0,55 мк).
Измерение на микроскопе параметров а и b можно
производить с помощью окулярного микрометра. Отно-
сительные погрешности измеренйя при этом не превы-
шают ±5%,
Глава VI
РЕМОНТ ИЗМЕРИТЕЛЬНЫХ
ИНСТРУМЕНТОВ
Долговечность измерительных инструментов зависит
от условий их эксплуатации, способа хранения и ухода
за ними.
Использование инструмента для измерения грубых
поверхностей, небрежное обращение и неправильное
хранение приводят к преждевременному износу его и
поломкам. Однако и при соблюдении правил эксплуата-
ции измерительные инструменты подвергаются износу:
изнашиваются их рабочие поверхности и детали (напри-
мер, штанги и рамки у штангенинструментов, винт и
гайка — в микрометрах и т. п.).
В круг обязанностей слесаря-инструментальщика
входит ремонт универсально-измерительного инстру-
мента.
Неисправности инструмента определяются предста-
вителем лаборатории измерительной техники, который
составляет на данный инструмент дефектную ведомость.
26. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА РЕМОНТ
ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА
После ремонта и восстановления измерительные ин-
струменты не могут полностью соответствовать техниче-
ским условиям ГОСТа, поэтому для них существуют осо-
бые технические условия, в которых указывается, какие
могут быть, допущены отступления от ГОСТа на новые
инструменты.
На всех измерительных инструментах после ремонта
и восстановления допускаются незначительные забоины,
царапины, вмятины, следы от коррозии и т. п., не -пре-
пятствующие измерению и не превышающие 20% общей
измерительной поверхности. Следы рихтовки должны
быть сняты шлифованием или местной зачисткой с
207
созданием равномерного штриха или декоративного по-
крытия.
Для восстановленных штангенинструментов имеют-
ся и дополнительные условия:
у штангенциркулей с ценой деления 0,02—0,05 мм
зазор между штангой и нониусом должен быть не бо-
лее 0,05 мм;
длина измерительных поверхностей острых губок до-
пускается не менее 7 мм, а наружный диаметр тупых
губок должен быть также не менее 7 мм и, кроме того,
может быть дробным с окончанием на 0,1, 0,2 и т. д.;
у всех восстановленных микрометрических инстру-
ментов зазор между барабаном и стеблем допускается
не более 0,2 мм.
Для микрометрических штихмасов дополнительно
устанавливается предельная величина прогиба удлини-
теля, которая не должна превышать 0,1 мм.
Все остальные требования и нормы точности уни-
версального измерительного инструмента должны со-
ответствовать ГОСТу.
Если в процессе ремонта не удается восстановить
первоначальный класс точности инструмента, то допу-
скается перевод его в следующий класс точности с пе-
реоформлением документов учета и аттестатов на новый
класс.
27. РЕМОНТ ШТАНГЕНИНСТРУМЕНТОВ
Неисправности штангенинструментов и их проверка.
Наиболее характерными неисправностями штангенинст-
рументов, в результате которых нарушается точность по-
казаний, являются: износ измерительных поверхностей
и затупление острых концов губок; износ и деформация
рабочих поверхностей штанг и рамки; перекос рсновной
рамки, неправильная установка нониуса; ослабление
пружины; износ резьбы винта и гайки микрометрической
подачи и т. п.
Показания штангенинструментов с величиной отсче-
та 0,02 и 0,05 мм проверяют при помощи концевых мер
длины 3-го класса точности (6-го разряда), а с величи-
ной отсчета 0,1 мм — концевыми мерами длины 4-го
класса.
Перекос подвижной губки относительно неподвиж-
ной выявляется с помощью концевой меры длины. Уста-
208
новив в двух крайних положениях концевую меру дли-
ны 1 (рис. 115,а), снимают показания; по их разности
можно судить о величине непараллельное™ измеритель-
ных поверхностей, вызванной перекосом подвижной
губ£й; ч ’
Износ измерительных поверхностей определяют по
величине несовпадения нулевых штрихов шкал штанги
и нониуса при плотно сдвинутых губках. Для штанген-
инструментов с величиной отсчета 0,02 и 0,05 мм вели-
чина просвета между измерительными поверхностями
не должна превышать 0,003 мм, а для штангенинстру-
ментов с величиной отсчета 0,1 мм — 0,006 мм.
На рис. 115,6 показано, как на глаз при помощи кон-
цевых мер и лекальной линейки можно определить ве-
личину просвета между измерительными поверхностями.
209
Схема проверки износа измерительных.поверхностей
губки для внутренних измерений приведена на рис, 115, в.
Между губками для наружных измерений помещают
концевую меру, а затем при помощи другого штанген-
инструмента проверяют расстояние между губками для
внутренних измерений; это расстояние должно быть рав-
но размеру'концевФЙ меры.
Износ штанги устанавливают лекальной линейкой на
просвет.
Ремонт штангенинструментов. Износ рабочих поверх-
ностей штангенинструментов устраняется рихтовкой гу-
бок с последующей их доводкой.
Рихтовкой устраняют также неправильность измери-
тельных поверхностей губок (рис. 116) и добиваются
совпадения нулевых
штрихов шкалы и шкалы
нониуса. После рихтовки
приступают к доводке
измерительных поверхно-
стей плоскопараллельны-
ми притирами, для чего
штангенциркуля. штангенциркуль закреп-
ляют в тисках (рис. 117,а),
притир помещают между губками, а рамку сдвигают до
соприкосновения губок с притиром. В этом положении
рамку закрепляют стопорным винтом и, перемещая при-
тир между губками с небольшим усилием, производят
доводку поверхностей, со стороны как острых, так и ту-
пых губок до достижения плоскостности, параллельно-
сти и одинакового размера раствора обеих сторон.
Прямолинейность измерительных поверхностей про-
веряют лекальной линейкой, а параллельность губок
рамки губкам штанги и размеры между ними контро-
лируют концевыми мерами, при этом усилие, с которым
мера вводится между губками, должно быть одинаково
для обеих сторон. Вставив концевую меру не с конца гу-
бок, а сбоку по всей плоскости и одновременно слегка
поворачивая ее, можно определить степень параллель-
ности поверхностей. Если плитка будет задерживаться
концами губок, свободно вращаясь дальше по всей по-
верхности, или будет иметь зазор впереди значит губки
непараллельны.
210
, Наружные поверхности тупых губок доводятся до
получения параллельности. Размер губок должен быть
равен целому числу миллиметров с десятыми долями
(например, 9,8 мм). После доводки губок нониус уста-
навливают на нулевое деление штанги следующим обра-
зом. Губки сдвигают до соприкосновения измеритель-
ных плоскостей и зажимают подвижную рамку, Затем
Рис. 117. Доводка измерительных поверхностей
. штангенциркуля.
нониус передвигают до совпадения первого и последнего
делений, при этом его шкалы должны точно совпасть
с первым и соответствующим делениями штанги. В этом
положении нониус закрепляют.
При ремонте большого количества штангенциркулей
доводку измерительных поверхностей можно механизи-
ровать. Схема механизированной доводки приведена на
рис. 117,6. Сложное зигзагообразное движение при ме-
ханической доводке складывается в результате двух
движений: горизонтального возвратно-поступательного
211
движения притира 1 (при п=400 дв.ход/мин. и длине
хода 23 мм) и вертикального поступательного движения
штангенциркуля 2 (движение периодической подачи
5=1,5—3 мм/дв. ход притира).
Для обеспечения качества доводки оба движения' со-
гласованы между собой. Штангенциркуль получает вер-
тикальное перемещение
только тогда, когда дви-
жется притир. На полови-
не хода притира при мак-
симальной скорости штан-
генциркулю сообщается
также вертикальная пода-
ча небольшой величины.
В крайних же точках пу-
ти притира, где скорость
его равна нулю, верти-
кальная подача штанген-
Рис. 118. Ремонт штангенцир-
куля.
циркуля прекращается.
Давление доводки должно
составлять Р = 2—Зкг/см2.
При механической до-
водке губок штангенцир-
куля применяют чугунные
притиры, шаржируемые
микропорошком М20.
Ремонт штангенцирку-
лей облегченного типа
при поломке губок произ-
водится в следующем по-
рядке.
После отпуска в соля-
ной ванне отрезают изношенный или сломанный конец
губки. Затем в утолщенной части ножки дисковой фрезой
прорезают паз (рис. 118,а), по ширине равный толщине
губки. Новую заготовку губки вставляют в паз ножки и
совместно сверлят два или три отверстия, затем обе части
склепывают (рис. 118,6). Губки опиливают до заданных
размеров и закаливают. После зачистки осуществляют
доводку измерительных поверхностей губок.
При поломке обеих губок верхнюю ножку целиком
заменяют новой. Для этого выбивают заклепки и сни-
мают со штанги поломанную ножку. В заготовке новой
ножки фрезеруют и опиливают прямоугольное окно, по
212
форме и размерам равное торцу штанги; затем наде-
вают на штангу ножку, выверяют перпендикулярность
относительно граней штанги, сверлят в другом месте от-
верстия и приклепывают ножку (рис. 118,в).
>Кубки опиливают так, чтобы их конфигурация и раз-
меры соответствовали форме губок рамки, и затем дово-
дят их.
Поломанные губки рамки заменяют новыми, для
чего, выбив заклепки и сняв негодную губку, на ее
место приклепывают заготовку новой губки, опиливают
ее, закаливают и доводят.
Ремонт поломанных губок штангенциркулей со штам-
пованной штангой несколько сложнее, так как вся штан-
га вместе с губками имеет одинаковую толщину и вре-
зать новую губку невозможно. Приклепывание в на-
кладку не всегда обеспечивает достаточную прочность
соединения. Можно применить сварку, но лучше всего
заменить всю верхнюю часть штанги, установив новую
ножку.
С этой целью после отжига и отрезки губок торец ли-
нейки 1 фрезеруют или опиливают вручную так, чтобы
на гранях линейки образовались заплечики (рис. 118,г),
на которые упирается ножка 2. При опиливании изме-
рительных плоскостей губок ножки необходимо следить
за тем, чтобы нулевое деление нониуса рамки примерно
совпадало с нулевым делением шкалы на линейке, так
как при большом смещении нониуса па его торце при-
дется снимать слишком большой слой металла, что
ухудшит качество ремонта. ,
Деформация штанги может быть вызвана искривле-
нием или неравномерным износом, ее рабочей поверх-
ности. Искривление штанги устраняется правкой, осу-
ществляемой выгибанием в тисках с помощью трех
узких латунных прокладок.
Неравномерный износ штанги устраняют припилива-
нием и доводкой на притирочной плите, контролируя
прямолинейность лекальной линейкой или методом на
краску. ’
Вмятины и забоины зачищают бархатным напильни-
ком, оселком и мелкой шкуркой с маслом.
Для шлифования и припиловки рабочих поверхно-
стей штанги штангенциркуля слесарем-лекальщиком
С. П. Григорьевым разработано приспособление
213
(рис. 119), В паз основания 1 на установочные винты 4
укладывают штангу 2 до упора в штифт 5 и закрепляют
ее с двух сторон и с торца винтами 3, 4 и 6. Затем с по-
мощью индикатора проверяют параллельность поверх-
ностей, после чего приспособление утолщенным торцом
устанавливают на магнитную плиту до упора. Отшли-
фовав поверхности линейки и губки с одной стороны,
поднимают шлифовальный круг и, не изменяя установки
приспособления, переворачивают штангу и шлифуют по-
верхности с другой стороны.
Рис. 119. Приспособление для припиловки штанг.
Для устранения несовмещения нониуса со шкалой
линейки его переставляют. Если торец нониуса упи-
рается в стенку окна рамки и не может быть передви-
нут, его подпиливают. Одновременно распиливают и ,от-
верстия под винты, после чего, переставив нониус, за-
крепляют его в правильном положении.
Ремонт других универсальных измерительных инст-
рументов (угломеров, штангенрейсмусов и штангенглу-
биномеров) аналогичен ремонту штангенциркулей.
Основными дефектами штангенглубиномера могут
быть непрямолинейность опорной поверхности, отсутст-
вие перпендикулярности линейки относительно опорной
плоскости и неправильная установка нониуса.
Для обеспечения прямолинейности опорной плос-
кости корпуса и торца линейки они совместно доводятся
на плите. Выдвинув линейку над плоскостью корпуса,
с помощью лекального угольника проверяют перпенди-
кулярность линейки относительно опорной плоскости.
Установка нониуса производится так же, как и на
штангенциркуле. При установке линейки на определен-
214
ный размер торец ее совмещают с плоскостью глубино-
мера. В этом положении нулевое деление нониуса со-
вмещается с нулевым делением шкалы линейки или с
делением, соответствующим высоте набора концевых
мер, после чего нониус крепят винтами.
28. РЕМОНТ МИКРОМЕТРИЧЕСКИХ
И ИНДИКАТОРНЫХ ИНСТРУМЕНТОВ
Методы проверки микрометрических инструментов.
Проверка точности показаний микрометров осуществ-
ляется концевыми мерами *5-го разряда через каждые
5 мм шкалы и через 0,12 мм, т, е. через четверть оборо-
та микровинта.
Рис. 120. Проверка параллельности измерительных
поверхностей микрометра.
Плоскостность измерительных поверхностей микро-
метра проверяют с помощью плоских или плоскопарал-
лельных интерференционных стеклянных • пластин-. От-
клонение от плоскостности (в зависимости от класса
точности микрометров) колеблется в пределах 0,6—
0,9 мк, или равно трем интерференционным полосам для
белого света без учета расстояния 0,5 мм от краев из-
мерительной поверхности.
Параллельность измерительных поверхностей у мик-
рометров с верхним пределом измерений до 100 мм про-
веряют плоскопараллельными стеклянными пластинами
Хрис. 120,а). Комплект состоит из четырех пластин
215
(ГОСТ 121-54), размеры Н которых отличаются один
от другого на величину перемещения микровинта при
его повороте на V4 оборота, По числу интерференцион-
ных полос на поверхностях контакта и по их взаимному
расположению определяют действительное отклонение
от параллельности.
Для проверки микрометров больших размеров вме-
сто отдельных плоскопараллельных стеклянных пластин
применяют комплект их, составленный в виде блоков,
в каждом из которых имеются две пластины и одна кон-
цевая мера (рис. 120,6).
Микрометры с пределами измерения, превышающи-
ми 100 мм, проверяют с помощью четырех специальных
штихмасов (рис. 120,в), размеры которых также отли-
чаются один от другого на величину, соответствующую
V4 оборота микровинта. Каждым штихмасом производят
проверку в четырех положениях, поворачивая его каж-
дый раз вокруг оси на 90°.
Регулировка и ремонт микрометров. При несовпаде-
нии нулевых штрихов шкалы стебля и шкалы барабана,
а также при ослаблении винта необходима регулировка
микрометров.
При износе измерительных поверхностей микрометра
и микрометрического винта и при ослаблении трещот-
ки производят ремонт инструмента.
При небольшом износе измерительные поверхности
микрометров и пассаметров (от 0 до 100 мм) доводятся
одновременно с помощью мерных цилиндрических при-
тиров (рис. 121,а). Комплект их состоит из четырех при-
тиров, различающихся по толщине на 0,125 мм. Торцо-
вые рабочие плоскости притиров должны быть строго
параллельны.
Последовательность доводки следующая. Вначале
измерительные поверхности доводят притиром 1
(рис. 121,6) до получения взаимопараллельности. В ре-
зультате первой доводки нельзя получить перпендику-
лярность поверхностей к оси шпинделя; скорее всего
они будут несколько наклонены (см. рис. 121,6). Далее
доводку производят притиром 3, который больше^ при-
тира 1 на 0,25 мм, поэтому при зажиме притира 3
шпиндель провернется на пол-оборота, т. е. произойдет
кантовка (рис. 121, в) и перекос уменьшится. Затем по-
верхности микрометра попеременно доводят притира-
ми 2 и 4 (рис. 121,г). После многократной доводки все-
216
ми притирами могут быть достигнуты параллельность и
перпендикулярность поверхностей к оси шпинделя.
В тех случаях, когда в ремонт поступают микромет-
ры с таким износом измерительных поверхностей, кото-
рый ^выявляется с помощью угольника или лекальной
а)________ линейки, применяется раздель-
/ 2^ ная Доводка шпинделя и пят-
ки. Торец шпинделя доводят
в специальном приспособлении
Рис. 121. Ремонт микрометра.
Оно состоит из плиты /, цанги 2, в которую встав-
ляется шпиндель 4 микрометра, и зажимного кольца 3,
предназначенного для закрепления шпинделя в цанге.
Рис. 122. Доводка шпинделя микрометра.
Нижнюю плоскость плиты доводят строго перпендику-
лярно относительно оси отверстия. Шпиндёль микромет-
ра вставляют в цангу так, чтобы его торец возвышался
над плоскостью плиты на 0,03—0,04 мм, и после за-
крепления зажимным кольцом доводят. Обработанный
217
шпиндель ввертывают в микрометр и приступают к до-
водке поверхности пятки.
Пятку доводят в собранном виде с помощью приспо-
собления, представляющего собой диск 1 (рис. 122,б),
выполненный за одно целое с цангой. Диск установлен
по скользящей посадке на шпиндель 3 микрометра и за-
крепляется кольцом 2. Опорная поверхность диска до-
ведена строто перпендикулярно оси отверстия. После
установки и закрепления диска на шпинделе микромет-
ра приступают к доводке пятки, при этом пасту наносят
только на одну рабочую сторону притира, а другую тща-
тельно промывают и смазывают тонким слоем раствора
стеарина в бензине.
Контроль обработанных измерительных поверхностей
осуществляют интерференционным способом с помощью
набора плоскопараллельных стеклянных пластин. Перед
контролем 'инструмент обезжиривают в бензине, тща-
тельно протирают и на доведенную поверхность накла-
дывают стеклянную пластину. Слегка прижав пластину
к поверхности, наблюдают световые полосы, по которым
и судят о качестве доводки.
Для доводки поверхностей микрометрических вин-
тов микрометров с пределом измерения 150—800 мм
слесарь-лекальщик С. П. Григорьев разработал приспо-
собление, показанное на рис. 123.
На основании 1 приспособления имеются три высту-
па с пазами, в которых закреплены хвостовики 2 со стеб-
лями 3. Плоскости основания пазов строго перпендику-
лярны.
Изготовляют приспособление следующим образом.
У бывших в употреблении микрометров с пределом из-
мерения 0—25 мм отрезают скобы и оставляют хвосто-
вики 2 со стеблями 3. Затем хвостовики шлифуют по
месту паза. Установив все три хвостовика и проверив их
поверхности по стеклянной плите 4, в проушинах осно-
вания сверлят по два отверстия и запрессовывают в них
штифты 5.
При обработке микровинтов барабаны 6 устанавли-
вают по нониусам в нулевое положение и осуществляют
предварительную доводку поверхностей микровинтов,
затем их 3—4 раза поворачивают на V4 оборота (на
0,12 мм) и окончательно доводят. После этого микро-
винты снимают с приспособления, устанавливают-в ре-
монтируемые микрометры и производят контроль.
218
При несовмещении нулевого деления на барабане
микрометра с делением шкалы необходимо отвернуть
головку микрометра на 1—2 оборота и, потянув за ба-
рабан в сторону скобы, снять с корпуса шпинделя. Уста-
новив. затем барабан в правильном (нулевом) положе-
нии, поворотом головки микрометра закрепляют его на
шпинделе стопорным винтом.
Плавный ход микрометрического винта характери-
зуется отсутствием люфта и заеданий на некоторых уча-
Рис. 123. Приспособление С. П. Григорьева для
доводки винтов микрометров.
стках. Люфт обычно ощущается рукой, а заедания мож-
но определить, повернув винт за головку трещотки по
всему диапазону шкалы микрометра. Если при этом тре-
ние винта в гайке на некоторых участках будет настоль-
ко велико, что трещотка станет повертываться вхоло-
стую вокруг оси, значит микрометрический винт имеет
неравномерный износ и подлежит замене или исправ-
лению.
Люфт устраняют поворотом конусной гайки, навер-
нутой на гайку винта. При неравномерном износе вин-
та его исправляют доводкой специальным разрезным
резьбовым притиром.
Ослабление пружины 1 трещотки (рис. 124) приво-
дит к уменьшению измерительного усиления, что нару-
шает стабильность показаний микрометра, Для устране-
219
ния.неисправности трещотки ее разбирают и слегка рас-
тягивают пружину. В случае необходимости запиливают
зубцы трещотки и скос собачки, восстанавливая тем са-
мым их контактную поверхность..
Ремонт индикаторных инструментов. К оснодащм де-
фектам индикаторных, инструментов различного, типа от-
носятся заедания в механизме, вызванные его засоре-
Рис. 124. Трещотка микро-
метра:
/—пружина; 2—зубья; 5—собачка.
нием, погнутием стержня,
наличием забоин, неисправ-
ностью пружин и стрелок.
Засорение устраняется
разборкой и тщательной
промывкой механизма. Стер-
жень может быть выправ-
лен с помощью медного мо-
лотка на свинцовой подуш-
ке. Царапины и забоины
зачищают мелкозернистыми
брусками. Погнутый или
сломавшийся волосок заме-
няют новым. Растянутую или лопнувшую пружину так-
же заменяют новой. Погнутые стрелки выправляют.
Следует знать, что в механизме индикатора смазке
подлежат только подпятники осей. Смазкой служит ча-
совое масло. Остальные части механизма должны оста-
ваться сухими.
Ремонт более сложных индикаторных инструментов
типа миниметров и оптико-механических приборов на-
ходится в ведении механика-юстировщика.
29. РЕМОНТ И ВОССТАНОВЛЕНИЕ КАЛИБРОВ
Измерительные инструменты простых геометрических
форм (калибры и кольца гладкие, скобы и некоторые
шаблоны) относительно легко переделываются и восста-
навливаются. Для восстановления гладких калибров и
скоб применяют метод переходных посадок. Так, напри-
мер, если скоба 12Ш3 изношена до размера 11,959 мм,
то, сняв доводкой 0,008 мм с проходной стороны и
0,082 мм с непроходной, получим новую скобу 12Х3 с
размерами 11,968 и 11,926 мм. Если скоба 12Х3 изноше-
на до размера 11,984 мм, то, сняв доводкой 0,0085 мм
с проходной стороны и 0,0325 мм с непроходной, полу-
чим новую скобу 12С3 с размерами 11,9935 и 11,9625мм.
220
Следовательно, в пределах одного класса точности
для калибров и скоб можно получить ряд переходных
посадок, обеспечивающих их полное использование с ми-
нимальными затратами.
Шлифованием и доводкой восстанавливают все виды
калибров. Например, гладкая- пробка диаметром 24 мм
может постепенно переделываться на все размеры от
24 до 18 мм, а скоба на диаметр 30 мм — на все раз-
меры от 30 до 40 мм и т. д.
Когда исчерпаны возможности перешлифования
скоб и калибров на другие размеры, прибегают к рих-
Рис. 125. Приспособление для горячей посадкй
скоб.
тованию или горячей посадке. При износе скоб на
0,03 мм от номинального размера их можно исправить
рихтованием с последующей доводкой измерительных
поверхностей. Для снятия внутренних напряжений после
рихтования скобы подвергают искусственному старению
(выдержке от 20 до 40 час. в масле при температуре
120—140°С). После старения рабочие поверхности ско-
бы шлифуют на плоскошлифовальном станке до устра-
нения следов рихтования и затем доводят.
Горячую посадку скоб можно осуществить с помо-
щью ручного пресса и специального приспособления
(рис: 125).
Восстанавливаемая скоба 1 вставляется в паз ко-
лодки 5 с уплотнительной прокладкой 4. Чтобы достиг-
нуть равномерной посадки на той и другой стороне зева
скобы, устанавливают мерные подкладки 2 и прижи-
221
мают винтом 3 до тех пор, пока измерительные поверх-
ности скобы не упрутся в мерные подкладки 2. Нагрев
восстанавливаемых скоб производится токами высокой
частоты. После горячей посадки скобы подвергают тер-
мообработке (нормализации, закалке и отпуску), а за-
тем шлифуют и доводят.
Некоторые профильные шаблоны, высотомеры и
уступомеры ремонтируют и восстанавливают шлифова-
нием или доводкой их рабочих поверхностей. Ремонт
плоских шаблонов длины производится рихтованием
(растяжкой). Следы рихтования устраняют шлифовани-
ем, после чего шаблоны подвергают искусственному ста-
рению и доводке.
3
Рис. 126. Приспособление для раскатки труб в длину.
Трубчатые высотомеры и штихмасы ремонтируют
раскаткой в приспособлении (рис. 126), которое состоит
из скобы 2, винта с ручкой 4 и роликов 1. Раскатывая
трубу 3 по диаметру, можно увеличить ее линейный раз-
мер до необходимой величины. После раскатки инстру-
менты подвергают искусственному старению и затем до-
водят.
Лучшим способом восстановления измерительного
инструмента является электролитическое хромирование.
Этот способ прост и нашел широкое распространение в
инструментальных цехах. Различают хромирование
обыкновенное, и в размер. Так как после обычного хро-
мирования обрабатывать рабочие поверхности трудно,
многие инструментальные цехи отдают предпочтение бо-
лее сложному размерному хромированию, исключающе-
му дополнительную механическую обработку инстру-
мента.
222
Размерное хромирование производится в ваннах, ос-
нащенных индивидуальными устройствами для контро-
ля. Благодаря применению специальных проволочных
экранов достигается равномерное осаждение хрома на
рабочие поверхности калибра.
Калибры-пробки, износ которых превышает 0,014 мм,
шлифуют на круглошлифовальных станках до диаметра
ниже минимального на 0,02—0,03 мм, Затем наносят
слой хрома с таким расчетом, чтобы при повторном шли-
фовании получить чертежный ^размер с учетом припуска
на доводку.
30. ВОССТАНОВЛЕНИЕ КОНЦЕВЫХ МЕР ДЛИНЫ
На машиностроительных заводах широко исполь-
зуются восстановленные концевые меры длины. В це-
ховых условиях могут быть исправлены такие дефекты
их, как забоины на углах и гранях, незначительная кор^
розия.
Забоины можно устранить с помощью твердого мел-
козернистого бруска. Величина фаски на ребрах при
этом может быть немного увеличена. После удаления
забоин концевая мера должна быть/ доведена для вос-
становления притираемости.
Коррозию на измерительных поверхностях концевых
мер устраняют обезжириванием их в бензине с после-
дующей тонкой доводкой.
В процессе доводки измерительных поверхностей
с целью устранения повреждений и восстановления спо-
собности притираться размер их понижается на 0,2—
0,4 мк. Однако это не отражается на точности концевых
мер длины. Поясним это на следующем примере. Диа-
пазон размеров концевых мер длины 3-го класса точно-
сти от 0,5 до 3 мм имеет допуск на размер плитки
±0,001 мм. Следовательно, концевая мера с минусовым
допуском на размер может быть восстановлена 3 раза,
а с плюсовым допуском — 6 раз.
По условиям контроля допускается замена 10% мер,
вышедших по размерам из данного класса точности.
В этом случае концевые меры пополняются новыми, т. е.
переделанными из старых и забракованных.
Для переделки (или восстановления) на низший раз-
мер (до 1,5 мм) выбирают концевые меры, у которых
размер на 0,05 мм выше заданного. Это необходимо для
223
того, чтобы при шлифовании можно было снять старую
маркировку.
Концевые меры размером более 6 мм восстанавлива-
ются путем равномерного хромирования с одной сторо-
ны. Перед хромированием поверхность уменьшают на
0,01—0,02 мм, а затем на нее наносят слой хрома тол-
щиной 0,04—0,07 мм. После хромирования плитки шли-
фуют и доводят.
Не соответствующие по условиям контроля концевые
меры длины 3-го класса точности переводят в 4-й класс,
где допуск на размер плитки составляет ±0,002 мм.
Величина этого допуска позволяет восстанавливать кон-
цевые меры длины 3 раза.
Доводку концевых мер длины 3-го класса производят
тонкой пастой ГОИ (1—2 мк) чугунными или стеклян-
ными притирочными плитами.
Грубую и окончательную доводку концевых мер
длины до 2,5 мм производят в приспособлении
(рис. 127,а), которое состоит из двух плит (нижней 1
и верхней 3) с наклеенными на них стеклянными листа-
ми толщиной 4—5 мм. Стеклянные листы наклеивают
с помощью менделеевской замазки или свинцового гле-
та, разведенного в глицерине. С боков верхней плиты 3
прикреплены две планки 2, в которые ввернуты четыре
регулировочных винта 4 с контргайками 5. Винты окан-
чиваются соосным со средним диаметром резьбы цент-
ром, который упирается в планки 6 с гнездами, при-
крепленными к нижней плите 1.
Параллельность между рабочими плоскостями двух
плит выдерживается по доводимой плите с помощью ре-
гулировочных винтов 4 и контргаек 5. Доводимая плита
приводится в движение пластиной с рукояткой 7.
На таких же приспособлениях, но без стеклянных
листов, производят грубую обработку мер при переводе
их из одного размера в другой.
Предварительную правку плит со стеклянными ли-
стами осуществляют на чугунных притирочных плитах
размерами 500X500 мм наждачным порошком, а окон-
чательную— пастой ГОИ 20—40 мк. После этого чугун-
ные притирочные плиты протирают и доводят стеклян-
ными листами, которые затем тщательно промывают и
удаляют с них крупные частицы, оставшиеся в порах.
Рабочие поверхности плит необходимо предохранять от
попадания на них крупных частиц наждака или пыли.
224
Микронную пасту для чистовой доводки плит разво-
дят керосином, при этом использовать можно только
верхние слои раствора. Пасту наносят на плиты капля-
ми, разравнивают ее по поверхности гигроскопической
ватой и растирают специальным грибком (рис. 127,б),
рабочая плоскость А которого закалена и доведена.
Рис. 127. Приспособление для доводки концевых мер длины.
Острые кромки грибка удаляют с поверхности плиты
излишнюю пасту и посторонние частицы.
От нагрева (от рук) и прогиба концевая мера дли-
ны предохраняется кожаной накладкой.
При доводке необходимо иметь три таких приспо-
собления: одно из них служит для обдирки при пере-
делке на меньший размер, второе — для чистовой довод-
ки и третье (со стеклянными листами)—для оконча-
тельной ДОВОДКИ.'
Концевые меры размером от 6 до 20 мм доводят на
открытой плите, а размером 20 мм и выше — с помощью
8 И. Г. Космачев 225
обоймы (рис. 127,в), которая состоит из текстолитовой
рамки /, вкладыша 2 и винтов 3.
Контроль восстановленной концевой меры осуще-
ствляется на вертикальном оптиметре. На столик опти-
метра (рис. 127, г) устанавливают подставку на кото-
рой размещают концевую меру 2, контролируемую с по-
мощью наконечника 3 оптиметра.
Опытный слесарь-инструментальщик за 16 час. мо-
жет восстановить набор концевых мер длины из
83 плиток.
Глава VII
РЕЖУЩИЙ ИНСТРУМЕНТ
31. КОНСТРУКЦИИ РЕЖУЩЕГО ИНСТРУМЕНТА
Все инструменты для обработки металлов резанием
(МН-77-59) делят на следующие подгруппы: резцы,
фрезы, сверла, зенкеры и развертки, протяжки и про-
шивки, зуборезный и зубоотделочный инструмент, резь-
бонарезной и абразивный инструмент.
Резцы. К подгруппе резцов относятся токарные, рас-
точные державочные, строгальные и долбежные.
Типы токарных резцов приведены на рис. 128. Они
разделяются:
по виду обработки (рис. 128, а): 1 — проходные; 2—
подрезные; 3 — прорезные и отрезные; 4 — расточные;
5 — канавочные; 6 и 8 — фасонные; 7 — радиусные;
по характеру установки их относительно детали
(рис. 128,6): 9 — тангенциальные; 10 — радиальные;
по направлению подачи (рис. 128,в): 11 — левый;
12 — правый;
по конструкции головки (рис. 128,г): 13— прямой;
14 — отогнутый; 15 — изогнутые; 16 — с оттянутыми го-
ловками.
Типы резцов отличаются друг от друга по конструк-
тивным признакам: по форме сечения державки резца,
роду материала режущей части и способу крепления
режущих пластинок к державке резца.
Наиболее важной^ частью резца является головка
(режущая часть). Форма режущей части резца и углы
заточки определяют геометрию инструмента.
Режущая часть резца (рис. 129, а) состоит из глав-
ной режущей кромки 1, вспомогательной режущей
кромки 2, задней вспомогательной поверхности 3, верши-
ны резца 4, задней главной поверхности 5 и передней
поверхности 6.
У резца различают следующие углы (рис. 129, 6):
передний; <х — задний; cti — задний вспомогательный;
Ф — главный угол в плане; ф1 — вспомогательный угол
227
в плане; д — угол резания; р — угол заострения; е —
угол при вершине. Угол наклона главной режущей
кромки-Л (рис. 129, в) заключен между главной режу-
щей кромкой и линией, проходящей через вершину рез-
ца параллельно к основной плоскости.
Резцы изготовляют цельными, сварными, наплавны-
ми, цельнопаяными и сборными. Широкое применение
Рис. 128. Типы токарных резцов.
находят резцы цельнопаяные, когда режущие пластинки
припаяны непосредственно к державке, и сборные с ме-
ханическим креплением режущих пластинок непосред-
ственно к державке резца. Сборные резцы используются
главным образом для токарных работ и изготовляются
четырех типов:
1) с механическим креплением пластинок твердого
сплава;
228
2) с механическим креплением сменной вставки с на?
паянной на ней пластинкой;
3) с механическим креплением неперетачиваемых
трех-, четырех-, пяти- и шестигранных твердосплавных
пластинок;
о)
Разрез по вс по но •
гатель ной секу-
щей плоскости
б)
Отрицательный Равен нулю
Разрез по главной
секущей плоскости
в)
Положительный
1Л
Рис. 129. Элементы и геометрические параметры
/ резца.
4) с механическим креплением неперетачиваемых
трех-, четырех-, пяти- и шестигранных минералокерами-
ческих пластинок.
Быстрорежущие резцы. Токарные резцы общего на-
значения (ГОСТ 10043-62) изготовляются одиннадцати
типов: I — проходные отогнутые правые и левые; II —
проходные прямые правые и левые с углами ср = 45 и
60°; III — проходные прямые с углом (р=90°; IV — про-
ходные упорные с углом <р=90°; V —подрезные торцо-
вые правые и левые; VI — расточные с углом <р=60°
229
для сквозных отверстий; VII — расточные* для глухих
отверстий; VIII — прорезные; IX — отрезные правые и
левые; X — фасонные двусторонние с углом ф=45°;
XI — фасонные односторонние с углом ф = 45°.
По ГОСТу 10044-62 установлено четыре типа расточ-
ных державочных резцов общего назначения: I — для
прямого крепления; II — упорные для прямого крепле-
ния; III — для косого крепления под углом 45°; IV — для
косого крепления под углом 60°.
Строгальные резцы общего назначения (ГОСТ
10045-62) изготовляются пяти типов: I — проходные
изогнутые с углом ф = 45° правые и левые; II — чистовые
широкие изогнутые; III — подрезные прямые правые и
левые; IV — подрезные изогнутые правые и левые; V —
отрезные и прорезные изогнутые.
ГОСТ 10046-62 предусматривает три типа долбеж-
ных резцов общего назначения: I — проходные двусто-
ронние с углом ф = 45°; II — прорезные; III —для шпо-
ночных пазов.
По ГОСТу 10047-62 режущая часть резца выпол-
няется из быстрорежущей стали марки Р18, Р9 или Р9К5.
Твердость режущей части должна быть у резцов из
стали марок Р18 и Р9 HRC 62—65 и у резцов из стали
марки Р9К5 HRC 63—66.
Державки резцов делаются из стали марки 45, 50
или 40Х.
Твердосплавные резцы. Токарные резцы общего на-
значения (ГОСТ 6743-61) с напаянными пластинками
из твердого сплава изготовляются девяти типов: I —
проходные отогнутые с углом ф = 45°; II — проходные
прямые с углами ф = 45 и 60°; III — проходные упорные
прямые с углом ф = 90°; IV — проходные прямые отогну-
тые с углом ф = 90°; V — подрезные; VI — чистовые
широкие; VII — расточные с углом ф = 60° для сквозных
отверстий; VIII — расточные для глухих отверстий;
IX — отрезные правые и левые.
Расточные державочные резцы общего назначения
с напаянными пластинками из твердого сплава (ГОСТ
9795-61) делаются четырех типов: I—для прямого креп-
ления; II — упорные для прямого крепления; III — для
косого крепления под углом 45°; IV — для косого креп-
ления под углом 60°.
Строгальные резцы общего назначения (ГОСТ
9796-61) изготовляются шести типов: I — проходные
230
изогнутые с углом <p = 45Q правые и левые; II — проход-
ные прямые с углом ф = 45° правые и левые; III — чисто-
вые широкие изогнутые; IV — подрезные изогнутые пра-
вые и левые; V — подрезные прямые правые и левые;
VI —отрезные и прорезные.
По ГОСТу 5688-61 в качестве режущей части резца
должны применяться пластинки твердого сплава. Мар-
ки твердого сплава, форма и размеры пластинок, а также
химический состав, физико-механические свойства и
твердость сплава должны соответствовать требованиям
ГОСТов 3882-67, 2209-65 и 4872-65.
Гнезда под пластинки на державках резцов, за
исключением отрезных, выполняются глубиной, равной:
а) толщине пластинки, если она менее. . 4 мм\
б) 0,4 толщины пластинки при ее размере более 7 мм.
Глубина гнезд отрезных резцов должна быть равной
толщине .пластинки.
Резцы с многогранными пластинками. В настоящее
время находят широкое применение проходные, расточ-
ные и резьбовые резцы, оснащенные неперетачиваемыми
пластинками из твердого сплава.
‘ Проходные резцы с механическим креплением много-
гранных пластинок изготовляют согласно нормам маши-
ностроения МН-3899-62, МН-3914-62 и РТМ-63-62.
Резцы с многогранным,и пластинками (по углам в
плане) не отличаются от цельных напаянных резцов.
Резцами с <р = 45° и <р = 90° можно обтачивать и подре-
зать торцы,
Задние углы а и щ получаются при установке пла-
стинки под соответствующим углом ууст. Для обеспече-
ния положительных значений переднего угла у, а также
для завивки и дробления стружки вдоль каждой из
режущих кромок предусмотрены выкружки, формируе-
мые при прессовании многогранных пластинок.
Проходные резцы (рис. 130) изготовляют без про-
кладки и с прокладкой. Введение в конструкцию резца
сменной твердосплавной прокладки 2 увеличивает стой-
кость державки 4.
Сменную прокладку 2 закрепляют в гнезде державки
штифтом 3. Многогранную пластинку 1 свободно Наде-
вают на штифт 3 и закрепляют с помощью йЛинй 6 и
винта 5.
К каждому резцу завод-изготовитель прилагает ком-
плект многогранных пластинок в количестве 15—20 Шт.
231
После износа одной режущей, кромки пластинку повора-
чивают и работают следующей режущей кромкой, а пос-
ле износа всех кромок пластинку сдают в инструмен-
тальную кладовую для обмена.
Минералокерамичесйие резцы. Для получистовой и
чистовой обработки стали, чугуна и медных сплавов при-
меняют минералокерамические резцы.
Для выбора геометрических параметров этих резцов
можно пользоваться приведенными в ГОСТах рекомен-
дациями для твердосплавных резцов. Так, например, глав-
ный и вспомогательный задние углы а и ai = 8—10°, пе-
редний угол у = 5—15°; при обработке чугуна у = 5°, при
точении стали с ов = 70 кГ!мм2 у=10—15°.
Режущая кромка упрочняется фаской. Ширина фаски
f = 0,2—0,3 мм\ при обработке закаленных сталей она
увеличивается до 2—3 мм. Передний угол на фаске уф
в зависимости от прочности обрабатываемой детали на-
ходится в пределах от 0 до —15°.
При получистовом точении главный угол в плане
ф = 45—60°, при чистовом точении жестких деталей
<р=25—30°. Вспомогательный угол в плане <pi = 5—10°,
а угол наклона главной режущей кромки Х = 0—10°. Ра-
диус при вершине резца г=1,0—1,5 мм.
Минералокерамические резцы делают напайными и
с механическим закреплением пластинок.
. Напайные резцы могут быть с открытым гнездом под
пластинку (рис. 131, а), с закрытым.(рис. 131,6) и с врез-
ным (рис. 131, в).
Резец с механическим закреплением минералокера-
мической пластинки приведен на рис. 132. Закрепление
шестигранной пластинки 6 осуществляется затягиванием
232
болта 5. Прокладка 4 из мягкой латуни исключает вы-
крашивание пластинки при ее закреплении; болтом 1
крепится стружколоматель 2. Прокладка 3 введена для
упрощения формы гнезда под пластинку.
Для чистовой обработки деталей изготовляют резцы
сборные проходные с углами <р=45, 60 и 90° с механи-
ческим креплением трех-, четырех-, пяти- и шестигран-
ных минералокерамических пластинок марки ЦМ-332.
Рис. 131. Напайные ми-
нералокерамические
резцы.
Рис. 132. Механическое
закрепление шестигран-
ной пластинки.
Алмазные резцы различаются по своему назначению
и методам крепления кристалла алмаза к державке
резца. _
Применяют следующие алмазные резцы: проходные
и подрезные с главным углом в плане 30—90 , расточ-
ные с главным углом в плане 45—90°, канавочные и от-
резные, а также резцы для обработки поверхности ме-
тодом врезания.
На рис. 133, а показана конструкция алмазного рез-
ца, кристалл которого запаян в закрытый паз державки,
а на рис. 133» —алмазный резец с механическим креп-
лением кристалла.
При изготовлении малогабаритных резцов^ кристалл
алмаза металлизируют, а затем припаивают к дер-
жавке.
233
С целью уменьшения вибраций и повышения точно-
сти при растачивании более глубоких отверстий дер-
жавку изготовляют из твердого сплава ВК8.
Алмазные резцы предназначены для чистовой обра-
ботки деталей из цветных металлов и их сплавов.
Фрезы. В соответствии с нормалью машиностроения
фрезы подразделяют на следующие виды: цилиндриче-
ские цельные (ГОСТ 3752-71); сборные со вставными
Рис. 133. Алмазные резцы: паяные {а) и с механическим
креплением (б).
ножами (ГОСТ 9926-61); одинарные и составные, осна-
щенные винтовыми пластинками из твердых сплавов
(ГОСТ 8721-69); торцовые с мелким и крупным зубом
'(ГОСТ 9304-69); со вставными ножами из быстрорежу-
щей стали (ГОСТы 1092-69 и 3876-55) и со вставными
ножами, оснащенными твердым сплавом (ГОСТ
9473-71); концевые с режущими кромками на цилиндри-
ческой и торцовой поверхностях (ГОСТ 7025-71); обди-
рочные с затылованным зубом и с коническим хвостови-
ком, оснащенные коронками и винтовыми пластинками
из твердого сплава (ГОСТ 8720-69); шпоночные (ГОСТ
9140-68), оснащенные твердым сплавом (ГОСТ 6396-68),
для пазов сегментных шпонок (ГОСТ-6648-67) и для
Т-образных стальных пазов (ГОСТ 7036-54); дисковые
234
пазовые острозубые (ГОСТ 3964-69) и затылованные
(ГОСТ 8543-71); трехсторонние цельные с параллель-
ными (ГОСТ 3755-69) и разнонаправленными (ГОСТ
9474-60) зубьями; сборные со' вставными ножами из
быстрорежущей стали (ГОСТ 1669-69) и оснащенные
твердым сплавом (ГОСТ 5348-69); двусторонние сбор-
ные со вставными ножами, оснащенные твердым спла-
вом (ГОСТ 6469-60); отрезные и прорезные (ГОСТ
2679-61) и пилы круглые сегментные (ГОСТ 4047-52);
фасонные фрезы полукруглые выпуклые и вогнутые
(ГОСТ 9305-69).
Рис. 134. Части и элементы фрезы:
1 — торцовый зуб; 2 — зуб; 3 — канавка; 4 — ре-
жущая кромка; 5 — задняя поверхность; 6 — за-
тыловочная поверхность; 7 — передняя поверх-
ность; 8 — вставной зуб; 9 — корпус; 10 — тор-
цовый шпоночный паз.
Основные типы фрез приведены в табл. 33.
В инструментальном производстве находят широкое
применение угловые фрезы для обработки прямых й
винтовых стружечных канавок инструмента. Государ-
ственный ст.андарт на угловые фрезы не разработан.
Фрезы данного вида имеют общие части и элементы
(рис. 134).
Поверхности зубьев фрезы, лежащих под определен-
ными углами в пространстве, и значения этих углов, не-
посредственно влияющих на процесс фрезерования, носят
название геометрических параметров режущей части
данного инструмента.
Основными углами, характеризующими режущую
часть зуба фрезы, являются (рис. 135): ап — главный
задний угол; у — передний угол; <р — главный угол в пла-
не; <Р1 — вспомогательный угол в плане; <ро — угол
235
Таблица 33
Форма основных типов фрез
Типы фрез Эскиз
Цилиндрические цельные, сборные со вставными ножами, одинарные и составные, оснащенные винтовыми пластинками из твердых сплавов
Торцовые с мелким и крупным зу- бом, со вставными быстрорежущими и твердосплавными ножами
Концевые с режущими кромками на цилиндрической и торцовой по- верхностях, обдирочные с затылован- ным зубом, оснащенные коронками и винтовыми твердосплавными пла- стинками, шпоночные, для Т-образных пазов
Дисковые пазовые острозубые и затылованные, трехсторонние- цель- ные с параллельными и разнона- правленными зубьями, сборные со вставными ножами, двусторонние сборные со вставными ножами Ж
/ Отрезные и прорезные, пилы круг- лые сегментные
Фасонные (полукруглые выпуклые и вогнутые) ж . .
236
Продолжение табл. 33
Типы фрез
Угловые и для обработки фасон-
ных поверхностей, ограниченных пря-
мыми линиями
Эскиз
переходной кромки; си — задний угол торцовый; К — угол
наклона режущей кромки.
Быстрорежущие фрезы изготовляют в основном из
быстрорежущей стали Р18. Они обеспечивают высокую
Рис. 135. Основные углы режущей части зуба
фрезы.
производительность при обработке сталей ав=90—
100 кГ)мм2 и чугунов твердостью НВ 270—290.
Для обработки жаропрочных сплавов служат фрезы
из кобальтованадиевых сталей Р18Ф2К5, Р10Ф5К5,
Р14Ф4 и Р9Ф4.
Твердость фрез из сталей Р18 и Р9 составляет HRC
62—64, а из кобальтованадиевых — HRC 66—68.
237
Быстрорежущие фрезы бывают цилиндрические, на-
садные торцовые, концевые, шпоночные, дисковые и от-
резные.
Как уже отмечалось, в инструментальном производ-
стве находят широкое применение угловые быстрорежу-
щие фрезы. Наиболее распространенные угловые фрезы
показаны в табл. 34.
Если угловые фрезы работают в комплекте, то но-
минальные размеры их диаметров не должны превы-
шать 0,2 мм, а шпоночный паз для каждой следующей
фрезы в комплекте должен быть смещен на угол
где z — число зубьев;
п — число фрез в комплекте.
Наружный диаметр фрез выполняют с отклонением
по В8 (ОСТ 1010). Биение опорных торцов должно быть
не более 0,02 мм, а торцовое биение режущих кромок —
не более 0,05 мм. У фрез диаметром до 63 мм радиаль-
ное биение двух смежных зубьев должно составлять не
более 0,025 мм, а двух противоположных — 0,04 мм;
для фрез диаметром более 63 мм соответственно 0,03 и
0,05 мм.
Угловые фрезы изготовляют из быстрорежущей стали
Р18 твердостью HR С 62—64.
Твердосплавные фрезы выпускают следующих видов:
цилиндрические с винтовыми пластинками (ГОСТ
8721-69); торцовые насадные со вставными ножами
(ГОСТ 9473-60); концевые, оснащенные коронками
(ГОСТ 8720-69); шпоночные (ГОСТ 6396-68); дисковые
трехсторонние со вставными ножами (ГОСТ 6469-69);
дисковые двусторонние со вставными ножами (ГОСТ
6469-69).
Наибольшее распространение имеют торцовые
фрезы.
Различают насадные и хвостовые торцовые фрезы
с пластинками из твердых сплавов. Зубья у фрез могут
быть с напаянными пластинками, в виде вставных но-
жей с напаянными пластинками и с механическим креп-
лением пластинок. Наиболее прогрессивными являются
фрезы с механическим креплением пластинок.
Торцовые фрезы с механическим креплением пяти-
гранных пластинок (рис. 136, а) изготовляют диаметром
238
Таблица 34
Основные размеры угловых фрез
№ нормали и наименование фрез Эскиз Основные размеры
МН 405-60. Дву угловые симметричные для фрезеро- вания пазов на призмах J в • А Угол конуса <р=40— 100° через каждые 5° до 90°; Z)=63 — 100 мм; В = 10 — 26 мм; z — =20—24
МН 2109-61. Двуугловые несимметрич- ные для фрезерования винтовых канавок у затылован- ных инстру- ментов Kv Гт"1 lr*U—Л >1 1 Угол конуса <р=55 — 100° чере з каждые 5° до 90°; для фрез при <р=55 — 85° Р=15°, при <р=90° р=20°, при «р= = 100° р=25°; £)=40 — 80 мм; В = 6 — 25 мм; 2=12—18
МН 2107-61. Одноугловые для фрезеро- вания прямых канавок на инструментах в . ( - R р Угол конуса ^=45— 100° через каждые 5° до 90°, затем до 100, 105, ПО и 120°; D= =4 — 80 мм; В=8 — 20 мм; 2=12—18
МН 2108-61. Одноугловые для фрезеро- вания стружечных канавок затылованных фрез У -А *в г Угол конуса ф=18, 22, 25, 30 и 40°; Z) = 63 и 80 мм; В=6 — 16 мм; 2=16—18
239
D = 63—200 мм и с числом зубьев z = 5—12 взамен фрез
по ГОСТу 8529-57. Эти фрезы предназначены для обра-
ботки различных сталей при снятии припусков глубиной
/=9 мм.
Торцовые фрезы с механическим креплением круг-
лых пластинок (рис. 136,6) выполняют диаметром D =
= 50—160 мм и с числом зубьев z=0,lD. Они служат
для получистовых и чистовых работ при снятии припу-
ска не более 3—4 мм. Эти фрезы целесообразно приме-
Рис. 136. Торцовые фрезы.
нять для обработки прерывистых поверхностей и для
снятия малых припусков, так как они имеют большое
количество зубьев и малые углы в плане, что обеспечи-
вает повышенную производительность и стойкость.
Торцовая фреза состоит из корпуса /, державок но-
жей 2 с запресованными в них штифтами 3, на котбрые
свободно надеваются сменные пластинки 4, колец 5 и
винтов 6 для закрепления пластинок и одновременно
державок ножей. Пружина 7 предназначена для пред-
варительного прижатия пластинок к базовым поверхно-
стям корпуса.
Геометрия режущей части фрез образуется соответ-
ствующим расположением пластинки относительно ос-
новных координатных осей корпуса.
Принятое расположение опорной поверхности под
пластинку на державке ножа и ее положение в корпусе
240
фрезы обеспечивают задние углы а=8—10°, а передние
у=(—8°) 4-(—10°). Для получения положительных пе-
редних углов пластинку затачивают вдоль лезвия по пе-
редней поверхности.
Торцовые фрезы с шестигранными пластинками
предназначены для обработки деталей с припуском до
6 мм. При обтачивании труднообрабатываемых мате-
риалов целесообразно применять фрезы с главным углом
в плане ф = 40—45° и вспомогательным ф1=15—20°.
Торцовые фрезы с четырехгранными пластинками
могут снимать припуск до 12 мм\ их следует использо-
вать на мощных станках повышенной жесткости.
Дисковые фрезы со вставными ножами бывают трех-
сторонние и двусторонние; первые служат для фрезеро-
вания пазов, а вторые — плоскостей и уступов. Трехсто-
ронние фрезы имеют ножи с попеременно чередующимся
углом наклона 10°, а у двусторонних фрез ножи распо-
лагаются в одном направлении с углом наклона 10°.
Сверла, зенкеры и развертки. Для образования от-
верстий МН-77-59 предусмотрены следующие дырообра-
батывающие инструменты: сверла, зенкеры и развертки.
Сверла. По конструкции сверла классифицируют на
спиральные, кольцевые, для глубокого сверления и цен-
тровочные. Наибольшее распространение получили спи-
ральные сверла с коническими и цилиндрическими хво-
стовиками. Части и элементы спирального сверла при-
ведены на рис. 137. Спиральные сверла изготовляют диа-
мец)ом от 0,25 до 80 мм.
Быстрорежущие сверла изготовляют из стали Р18 или
Р9. Сверла с коническим хвостовиком диаметром от
6 мм и с цилиндрическим диаметром от 8 мм изготовля;
ются сварными. Хвостовики сварных сверл делают из
стали 45 или 40Х. Рабочая часть быстрорежущих сверл
должна иметь твердость HRC 62—64, а лапки у сверл
с коническим хвостовиком — HRC 30—45.
Геометрическими параметрами режущей части свер-
ла являются: задний угол а, передний угол у, углы при
вершине 2ф и 2ф0 и угол наклона поперечной кромки ф
(рис. 138). Величина заднего угла изменяется вдоль ре-
вущей кромки. Наименьшее значение (7—15°) задний
угол имеет в наружной поверхности сверла, а наиболь-
шее (20—26°) —около поперечной режущей кромки.
Величина переднего угла в разных точках режущей
кромки неодинакова: наибольшее значение (25—30°)
241
угол имеет у наружной поверхности сверла, а наимень-
шее— около поперечной кромки, где он может быть и
отрицательным.
Рабочая часть
Шейка
Рис. 137. Части и элементы спирального сверла:
1 — передняя поверхность; 2 —задняя поверхность; 3 — лен-
точка; 4 — поперечная кромка; 5 — канавка; 6 — режущие
кромки; 2<р — угол при вершине; со — угол наклона винто-
вой канавки; ф — угол наклона поперечной кромки.
Конусность режущей части сверла определяется уг-
лом 2ф при его вершине, образуемым главными режу-
щими кромками. От величины угла ф зависят форма ре-
жущей кромки, передний
и задний углы, прочность
сверла у перемычки и си-
ла резания.
При правильной заточ-
ке сверла угол накло-
на поперечной режущей
кромки ф равен 55° (см.
рис. 137). '
Для повышения стой-
кости сверла и скорости
резания. рекомендуется
двойная заточка его под
углами 2ф и 2фо (см.
рис. 138).
Рис. 138. Геометрические пара-
метры спирального сверла.
Спиральные сверла могут быть и твердосплавными.
Сверла диаметром от 1,8 до 5,2 мм изготовляются мо-
нолитными из твердых сплавов марок ВК6 и ВК8М,
а диаметром свыше 6 мм оснащаются пластинками
твердого сплава.
242
Для корпусов твердосплавных сверл используют
сталь марок 40Х и 45Х. Сверла из стали Р9 диаметром
свыше 8 мм должны быть сварными.
Центровочный инструмент предназначен для образо-
вания центровых отверстий (ГОСТ 6694-53). Он выпу-
скается семи типов: 1 — сверла центровочные; II — свер-
ла центровочные комбинированные для центровых от-
верстий 60° без предохранительного конуса; III — сверла
центровочные комбинированные для центровых отвер-
Рис. 139. Части и элементы зенкера:
1 — передняя поверхность; 2 — лезвие; 3 — сердцевина; 4 — задняя поверхность;
5 — ленточка.
стий 60° с предохранительным конусом; IV — зенковки
60° центровочные; V — зенковки центровочные для цен-
тровых отверстий 60° без предохранительного конуса;
VI — зенковки центровочные для центровки отверстий
60° с предохранительным конусом; VII — зенковки 60°
центровочные с коническим хвостовиком.'
Для сверл и зенковок применяют сталь марки Р9 или
Р18. Зенковки типа VII делают сварными, а их хвосто-
вики— из стали марки 45 или МСт. 6.
Твердость сверл и зенковок диаметром до Змм дол-
жна быть HRC 60—62, а свыше 3 мм — HRC 62—65.
Зенкеры изготовляют двух видов: для обработки ци-
линдрических отверстий и для обработки ступенчатых,
фасонных и комбинированных отверстий.
Части и элементы цилиндрического зенкера приведе-
ны на рис. 139.
243
Главные лезвия у зенкеров расположены на забор-
ном конусе под углом <р (угол в плане). При обработке
стали угол в плане ф = 60°, а чугуна <р = 45—60°. У зенке-
ров с пластинками из твердых сплавов угол в плане
Ф=60—75°.
Задний угол а главного лезвия принимается равным
8—10°.
Передние углы выбираются в зависимости от обра-
батываемого материала: для алюминия и латуни у =
= 25—30°; для мягкой стали у=15—20°; для стали
средней твердости «и стального литья у = 8^—12°; для чу-
гуна средней твердости 7 = 6—8° и для твердого чугуна
и твердой стали у=04- (—5)°.
Угол наклона винтовой канавки со у зенкеров универ-
сального назначения равен 10—30°. С увеличением
твердости обрабатываемого материала величина угла
возрастает. Для чугуна (о = 0°.
Величина заднего угла у зенкеров с пластинками из
твердого сплава имеет два значения: а = Ю—12° по пла-
стинке и а=15° по конусу.
При обработке чугуна передний угол у принимают
равным +5°; при обработке стали с ов = 90 кг!мм2 у —0°,
а с ов>90 кг/мм2 у ——5°.
Типы и основные размеры зенкеров приведены в
табл. 35.
Режущая часть сборных зенкеров и зенкеры цельные,
изготовляются из быстрорежущей стали Р18 и Р9, а зен-
керы с коническим хвостовиком — сварными (хвостови-
ки— из стали марки 45). Корпуса зенкеров делают
из стали 40Х или 45.
У зенкеров с коническим хвостовиком 3Л длины .ра-
бочей части, а у насадных вся рабочая часть должны
иметь твердость HRC 62—64. Твердость лапок хвосто-
вых зенкеров и корпусов насадных должна быть HRC
30—45.
Допускаемые отклонения по диаметру для зенкеров,
предназначенных под развертывание: верхнее от —210
до —430 мк и нижнее от —245 до +490 мк для но-
минальных диаметров от 10 до 120 мм. Для зенкеров,
предназначенных для окончательной обработки отвер-
стий по Аа, верхнее отклонение составляет от +70 до
+ 140 мк и нижнее от +25 до +70 мк. Предельные
отклонения общей длины и длины рабочей части уста-
навливаются по 9-му классу точности.
244
Таблица 35
Типы и основные размеры зенкеров
гост Типы и размеры зенкеров, мм Эскиз
1676-53 Зенкеры с кони- ческим хвостови- ком короткие: 0=10—32; £=140 — 250; /=58—130; длинные: £=160 — 290; /=78—170
- / 1♦ « L
12489-71 Зенкеры, осна- щенные пластин- ками твердого сплава короткие: £=14 — 38; £ = = 160 — 290;/=68 — 150; длинные: £=190 — 350; /= = 88 — 210; г=3—4 С: д / г| L г
12489-67 Насадные цель- ные зенкеры: 0= =25—80; £=40—70 / I 1 —- L
2255-71 Насадные зен- керы со вставными ножами: 0=40—100; £ = =45 — 70; z=4 —6 еЕ=?—1 £
3231-67 Насадные зен- керы, оснащенные пластинками твер- дого сплава: 0= =34 — 80; £=40 — 65 с
£
245
Продолжение табл. 35
гост
Типы и размеры
зенкеров, мм
Эскиз
12510-71
Насадные зен-
керы со вставными
ножами, оснащен-
ные пластинкдми
твердого сплава:
£> = 40—100; £ =
=45 — 70; z=4— 6
Технические условия (ГОСТ 12509-67) распростра-
няются на зенкеры с коническим хвостовиком и насад-
ные (оба типа с напаянными пластинками из твердого
сплава).
Зенковки. Получение конических, цилиндрических и
плоских поверхностей, прилегающих к основному отвер-
стию и расположенных концентрично с ним, осуществ-
ляется инструментами, называемыми зенковками.
Для обработки отверстий под конические головки
винтов и заклепок, а также для центрования деталей
применяют конические зенковки. Наибольшее распро-
странение получили конические зенковки с углами ко-
нуса при вершине 30, 60, 90 и 120° (рис. 140,а). Для
обработки отверстий под цилиндрические головки и
шейки, а также для подрезания торцов, плоскостей бо-
бышек, выборки уступов и углов используют цилиндри-
ческие зенковки с торцовыми зубьями (рис. 140,6).
Иногда зенковки с торцовыми зубьями называют цеков-
ками (рис. 140, в).
Развертки бывают цилиндрические, ступенчатые и
конические. Ручная цилиндрическая развертка (рис. 141)
состоит из рабочей части, шейки и хвостовика; рабочая
часть в свою очередь состоит из заборной (режущей)
части, калибрующей части и заднего конуса. Канавки
между зубьями развертки образуют режущие кромки
и предназначены для размещения стружки.
Для повышения качества поверхности при ручной
обработке зубья разверток располагаются по окруж-
• ности с неравномерным шагом.
Машинные развертки изготовляются с равномерным
шагом, причем число зубьев у них должно быть четным.
246
Рабочая часть этих разверток в отличие от ручных бо-
лее короткая. Машинные развертки чаще всего делаются
насадными и регулируемыми.
Геометрические параметры разверток: задний угол а,
передний угол у, главный угол в плане ф и угол на-
клона главной режущей кромки со.
Задний угол а выбирается в зависимости от обраба-
тываемого материала и принимается равным в преде-
лах 6—10°. Передний угол у у чистовых разверток ра-
Рис. 140. Зенковки.
вен 0°, а у черновых 5—10°. Главный угол в плане ф
у ручных разверток равен Г, у машинных при обработ-
ке стали 12—15°, чугуна — 3—5° и при обработке глухих
отверстий 45°. Угол наклона главной режущей кромки со
при обработке твердых металлов составляет 7—8°, а
мягких—14—16°.
По техническим условиям (ГОСТ 1523-65) развертки
должны изготовляться: ручные — из стали 9ХС; машин-
ные цельные и ножи сборных разверток — из быстроре-
жущей стали Р18 или Р9; быстрорежущие развертки —
сварными (хвостовики делают из стали 45). Основные
детали сборных разверток (за исключением ножей) вы-
полняют: корпуса — из стали 40, 45 или 40Х; установоч-
ные, кольца и контргайки — из стали 35 или 45; клинья —
из стали 40Х.
Твердость рабочей части разверток (в зависимости
от марки стали) должна быть HRC 62—66, корпуса
247
насадных разверток — HRC 30—40, клиньев — HRC
45—50, лапок и квадратов хвостовиков — HRC 30—45.
В централизованном порядке развертки выпускаются
в доведенной виде для обработки отверстий с допуска-
ми по А, Ага, Аз и Н и с припуском под доводку в со-
ответствии с ГОСТом 11174-65.
Указанный ГОСТ распространяется на развертки,
изготовляемые из быстрорежущей и легированной ста-
ли, и предусматривает 6 номеров разверток.
Режущая Калибрующий
часть участок
Рис. 141. Части и элементы развертки:
1 — главная режущая кромка; 2 — ленточка: 3 — пе-
редняя поверхность; 4 — затыловочная поверхность;
5 — задняя поверхность.
Зная отклонения и допуски на развертки, можно
легко выбрать инструмент нужного размера. При отсут-
ствии такового берется развертка, размер которой бли-
зок к заданному, и путем шлифования или доводки
обрабатывается до требуемого размера.
По техническим требованиям (ГОСТ 5735-65) в ка-
честве режущей части разверток должны применяться
пластинки из твердого сплава марки ВК6, ВК6М, Т15К6,
Т14К8 или Т14К10. Корпуса разверток изготовляют из
стали 40Х, а корпуса ножей — из стали 40Х, У7 или У8.
В централизованном порядке твердосплавные раз-
вертки выпускаются в доведенном виде для обработки
отверстий с допусками по. А, Ага, А3 и Н и с припуском
под доводку по ГОСТу 11173-65.
248
Развертки конические с цилиндрическим хвостовиком
по техническим требованиям (ГОСТ 11178-65) выполня-
ются из стали 9ХС (по соглашению с потребителем до-
пускается изготовление их из стали Р18). Развертки диа-
метром больше 13 мм должны быть сварными.
Развертки конические с коническим хвостовиком по
техническим требованиям (ГОСТ 10083-62) изготов-
ляются из стали Р18 или Р9. Развертки диаметром боль-
ше 10 мм делают сварными.
Протяжки и прошивки. В соответствии с МН-77-59
в данную . группу инструментов входят:
1) протяжки для внутренних поверхностей с прямо-
линейным относительным движением;
2) протяжки для внутренних поверхностей с винто-
вым относительным движением;
3) прошивки;
4) протяжки для наружных поверхностей с прямо-
линейным относительным движением;
5) протяжки для наружных поверхностей с враща-
тельным относительным движением;
6) протяжки для наружных поверхностей с винто-
вым относительным движением.
Каждый вид протяжек делится на разновидности в
зависимости от формы протягиваемых поверхностей.
Различают протяжки для круглых многогранных, шли-
цевых, шпоночных и фасонных отверстий, плоскостей и
фасонных поверхностей.
Основные части и элементы протяжек приведены на
рис. 142, а. Протяжка состоит из следующих частей:
хвостовика, предназначенного для закрепления протяж-
ки в патроне и передачи ей тягового усилия; передней
направляющей, дающей направление протяжке в начале
протягивания; режущей части, оснащенной зубьями со
стружколомательными канавками, которые выполняют
основную работу по снятию стружки с детали; калибру-
ющей части, придающей обрабатываемой поверхности
окончательные размеры и необходимую чистоту; задней
направляющей части, предохраняющей протяжку от пе-
рекоса при выходе ее из детали.
Размеры хвостовиков шпоночных протяжек регла-
ментированы ГОСТом 4043-70, а хвостовиков круглых
протяжек — ГОСТом 4044-61.
Основными конструктивными элементами протяжки
являются: геометрические параметры режущих и калиб-
249
рующих зубьев, подъем на зуб, шаг зубьев, объем впа-
дин и количество зубьев. Зуб каждой протяжки имеет
главную режущую кромку, переднюю и заднюю поверх-
ности, передние у и задние а углы (рис. 142,6). Неко-
торые протяжки (шпоночные, шлицевые) имеют вспомо-
гательную режущую кромку, заднюю вспомогательную
поверхность, вспомогательный угол в плане <pt и пере-
ходную режущую кромку.
Рис. 142. Части и элементы протяжки:
/—переходная кромка; 2 — вспомогательная задняя поверхность;
3 — вспомогательная режущая кромка; 4 — передняя поверхность;
5 — вершина зуба;' 6 — задняя поверхность; 7 — главная режущая
кромка.
Величину переднего угла режущего зуба выбирают
в зависимости от механических свойств обрабатываемо-
го материала.
У протяжек для обработки внутренних поверхностей
режущие зубья имеют задний угол а от 2° до 3°^0', а ка-
либрующие— от 30' до 1°. Наибольший задний угол бе-
рется для того, чтобы при переточках протяжка не ока-
залась за пределами .заданного размера.
250
Переточка протяжки для обработки наружных по-
верхностей не влияет на ее точность, поэтому задний
угол может быть увеличен до 10°.
Разность высоты двух смежных зубьев протяжки ха-
рактеризует толщину слоя, срезанного последующим зу-
бом, или величину подъема на зуб, зависящую от
свойств обрабатываемого материала, жесткости детали
и формы протягиваемой поверхности.
Для дробления стружки на поверхности режущей ча-
сти зуба наносят канавки. Число их выбирают в зависи-
мости от диаметра протяжки. Например, при диаметре
ее 13—16 мм делают 8 канавок.
По техническим требованиям (ГОСТ 9126-63) про-
тяжки для обработки цилиндрических отверстий 2-го,
2а и 3-го классов точности изготовляют из стали Р18, Р9
или ХВГ, а хвостовик — из стали 40Х. Твердость рабо-
чей части и задней направляющей должна быть HRC
62—64, передней направляющей — HRC 60—62, хвосто-
вика— HRC 40—47.
Прошивки отличаются от протяжек тем, что они ра-
ботают на сжатие и продольный изгиб. Длина прошивки
определяется ходом пресса, на котором производится
обработка отверстия, и не превышает 12—15 поперечных
размеров сечения прошивки, тогда как длина протяжек
достигает 30—40 поперечных размеров. z
Резьбонарезной^ инструмент. К резьбонарезным ин-
струментам относятся:
1) метчики и головки для цилиндрических резьб
(ручные, калибровочные, плашечные, маточные, машин-
но-ручные, гаечные);
2) плашки и головки винторезные для цилиндриче-
ских резьб;
3) резцы и гребенки для цилиндрических резьб;
4) фрезы для цилиндрических резьб;
5) инструмент для конических резьб.
Метчики. Основным инструментом для нарезания
внутренних резьб является метчик (рис. 143), представ-
ляющий собой винт с продольными прямыми или винто-
выми канавками, образующими режущие кромки. Мет-
чик состоит из следующих частей: рабочей части, хво-
стовика, центровых технологических отверстий, режу-
щих перьев и канавок.,
Согласно техническим требованиям (ГОСТ 3449-62)’
метчики изготовляются четырех степеней точности: С,
251
Д, Е и Н (по ГОСТу 7250-60); машинно-ручные и гаеч-
ные метчики степеней точности С и Д, а ручные — Е и Н.
Машинно-ручные и гаечные метчики со шлифован-
ным профилем выполняются из стали Р18, а ручные —
из стали У10А, У11А или У12А. Метчики из стали
Рис. 143. Части метчика (а), поверхности зубьев
и кромок (б), углы зубьев (в):
Ц — рабочая часть; — режущая часть; 13 — калибрующая часть;
1 — задняя поверхность; 2— режущие кромки; 3 — задние кромки;
4 — передняя поверхность.
марки Р18 диаметром более 12 мм изготовляются
сварные. Твердость рабочей части метчиков из стали
Р18 должна быть HRC 62—64, а из сталей У10А, У11А
и У12А — HRC 60—62; твердость хвостовиков из ста-
лей 40, 45 и 40Х — HRC 35—50.
Геометрические параметры метчика состоят из пе-
редних углов у (на заборной части) и yi (на калибрую-
щей части), задних углов а и си и угла наклона забор-
ной части ср.
252
Плашки служат для нарезания вручную или на стан-
ках наружной резьбы на болтах, винтах и шпильках.
Плашка представляет собрй целое или разъемное коль-
цо, снабженное резьбой С соответствующим оформле-
нием режущих элементов.
В зависимости от конструктивных форм и примене-
ния различают два типа плашек: круглые (прогонки и
лерки) и раздвижные (клуппы). Наибольшее распро-
Рис. 144. Части и элементы круглой плашки.
странение получили круглые плашки трех конструкций:
цельные, прорезные (пружинящие) и трубчатые. Основ-
ные части и элементы круглых плашек показаны на
рис. 144.
Количество стружечных отверстий на плашке выби-
рают в зависимости от ее размера (диаметра): для ма-
лых диаметров — 3—4, для больших — 5—7. На наруж-
ной поверхности плашки имеются конические углубле-
ния для крепежных и регулировочных винтов, а также
паз для разжимного винта.
Величина переднего угла плашки у зависит от обра-
батываемого материала. Задний угол а на заборной
части принимается величиной 6—9°. Задний угол в нор-
мальной плоскости ан определяется по формуле:
tg aH=tgacos<p,
где ф — угол наклона заборной части плашки.
Плашки изготовляют из стали ХГСВ или ХГСВФ.
Допускается выполнение их из быстрорежущей стали Р9,
253
Р18 или Р18Ф2М. Плашки по ГОСТу 8860-60 делают
из стали УНА или У12А.
Твердость зубьев должна быть: у плашек из сталей
9ХС, ХГСВ и ХГСВФ — HRC 58—62; из сталей Р9, Р18
и Р18Ф2М — HRC 61—63 и из сталей УНА и У12А —
HRC 60—62.
Резцы и гребенки. Для нарезания наружных и внут-
ренних резьб в условиях единичного и мелкосерийного
производства, а также крупных резьб применяют стерж-
невые, призматические и дисковые резцы (рис. 145,а).
Стержневые резцы служат для нарезания цилиндри-
ческих и конических наружных резьб на токарно-винто-
резных станках. Стержневыми отогнутыми резцами на-
резают внутренние резьбы.
Призматические резцы применяют для нарезания на-
ружных резьб на автоматах и полуавтоматах, а диско-
вые — для' нарезания наружной и внутренней резьб.
Однониточными резьбовыми резцами резьбу наре-
зают за несколько повторных проходов, а многониточ-
ными — за один проход.
Фрезы для нарезания резьбы. По ГОСТу 1336-62 из-
готовляются резьбовые фрезы для нарезания наружной
и внутренней метрических резьб, предусмотренных
ГОСТом 9150-59.
Различают два типа резьбовых фрез: с коническим
хвостовиком (рис. 145, б) и насадные (рис. 145, в) со
степенью точности Е и Н.
Фрезы резьбовые с коническим хвостовиком предна-
значены для нарезания внутренних и наружных резьб
с шагом S=0,5—3 мм. Основные размеры фрез: D =
= 12—32 мм\ /=10—50 мм и L = 90—150 мм.
Насадные резьбовые фрезы изготовляются в четырех
исполнениях: А — без выточек у торцов; Б — с выточка-
ми у обоих торцов; В — праворежущие с выточкой у од-
ного торца; ВЛ — леворежущие с выточкой у одного
торца. Основные размеры насадных фрез: D = 32—100 мм;
£=16—100 мм*, d=13—50 мм*, di=16—52 мм и /=
= 4—10 мм.
По ГОСТу 10142-62 выполняют дисковые фрезы для
нарезания трапецеидальной резьбы с шагом 5 = 2—2Ьмм
Хрис. 145,г). Основные размеры их: 0 = 80—100 мм\ Ь =
= 3—10 мм; В = 5—18 мм и d=22—27 мм.
Резьбовые фрезы изготовляют из стали Р18 или
Р9К5; хвостовик у концевой фрезы — из стали 45 или
254
50. Твердость рабочей части должна быть HRC 62—65,
а торцовой части конического хвостовика — HRC 30—40.
Рис. 145. Резьбовой инструмент.
Абразивные инструменты делятся на следующие
виды: шлифовальные круги общего и специального на-
значения, алмазные круги, шлифовальные и алмазные
головки и сегменты.
Шлифовальные круги характеризуются формой и
геометрическими размерами, видом абразивного мате-
255
риала и его зернистостью, видом связки, твердостью и
структурой.
Форма и размеры круга выбираются в зави-
симости от конструкции станка и обрабатываемой де-
тали.
Рекомендуется применять круги возможно больших
диаметров. Исключение составляет обработка от-
верстий, для чего требуются круги- определенных раз-
меров.
Связка. Абразивные шлифовальные круги изго-
товляют на керамической, силикатной, бакелитовой, вул-
канитовой и шеллачной связках. Инструменты на шел-
лачной связке применяют редко, их заменяют инстру-
ментами на бакелитовой или вулканитовой связке.
Выбор круга по связке производят в зависимости от
способа и вида обработки, допускаемых окружных ско-
ростей, прочности круга и т. п.
Твердостью шлифовального круга принято назы-
вать сопротивление связки вырыванию зерен. Различ-
ная твердость круга при одних и тех же номерах зерна
и структуры достигается количеством применяемой
связки.
Для облегчения подбора абразивного инструмента по
твердости ГОСТ 3751:47 предусматривает шкалу степе-
ней твердости (табл. 36).
Структура. Под структурой понимается строение
абразивного инструмента, характеризуемое количествен-
ным соотношением объема абразивных зерен, связки
и пор. Различают три группы структур: структуры
№ 1—5 называют закрытыми, или плотными; № 6—10 —
средними и № 11—18 — открытыми.
При заточке режущего инструмента применяют кру-
ги со средними или открытыми структурами, так как это
облегчает удаление стружки из зоны резания и умень-
шает возможность образования» дефектов на затачивае-
мом инструменте.
Круги со структурами № 1—^5 изготовляют на баке-
литовой связке, а со структурами № 6—18 — на кера-
мической связку.
Маркировка кругов. Чтобы правильно вы-
брать круг, необходимо знать его характеристику. Эта
характеристика в виде условных обозначений наносится
несмываемой краской на поверхность круга. На рис. 146
показан абразивный круг с такими надписями, т/е. мар-
.256
Таблица 36
Твердость абразивного инструмента
Степень твердости круга Подраз- деление . твердости Вид связки Область применения круга
। Мягкий (М) Ml, М2, М3 к Обработка мине- ралокерамических и твердосплавных инст- рументов
Среднемягкий (СМ) СМ1, СМ2 Обработка твердо- сплавных инструмен- тов
Средний (С) Cl, С2 в Обработка быстро- режущих инструмен- тов
Среднетвердый (СТ) СТ1, СТ2, СТЗ Обработка конструк- ционной стали
Твердый (Т) Tl, Т2
Весьма твердый (ВТ) ВТ1, ВТ2 . Б Для правки кругов
Чрезвычайно твер- дый (ЧТ) ЧТ1, ЧТ2
Примечание. Цифры 1, 2, 3 характеризуют твердость в порядке
ее возрастания.
кировкой, которая, по существу, представляет собой пас-
порт абразивного инструмента.
В целях единообразия все условные обозначения в
паспорте располагают в следующем порядке:
1) одной или двумя буквами обозначается наимено-
вание абразивного материала, а цифрой указывается
маркировка абразива. В нашем случае (см. рис. 146)
ЭБ — электрокорунд белый, а цифра 8 — маркировка
абразива;
2) следующие две или три цифры обозначают зер-
нистость;
257
9 И. Г, Космаче»
Рис. 146. Марки-
ровка шлифоваль-
ного круга.
3) буквы с индексом 1, 2 или 3 (СМ2) означают
твердость;
4) следующая буква (К) определяет материал
связки;
5) последняя цифра (6) обозначает структуру.
Кроме того, проставляются завод-изготовитель
(ЧАЗ), форма (ПП) и основные размеры круга
(450X63X127).
На кругах для скоростного шлифования (Vk₽ =
— 50 м!сек) дополнительно наносят красную полосу или
надпись «Скоростной», а на кругах
для внутреннего шлифования с окруж-
ной скоростью уКр = 65 м)сек—две
красные полосы. На высокопористых
кругах дополнительно обозначают зер-
нистость наполнителя.
Алмазные круги (рис. 147) состоят
из' корпуса 1 и алмазоносного слоя 2.
Корпус изготовляют из дюралюминия
или пластмассы. Алмазоносный слой
состоит из алмазного порошка, связки
и наполнителя.
Алмазные круги характеризуются зернистостью, ви-
дом связки и концентрацией алмаза.
Наиболее распространенными связками являются
металлическая и бакелитовая (органическая).
Отечественная промышленность выпускает круги на
металлических связках Ml, МИ, МК, М5 и др. Основной
является связка Ml (80% меди и 20% олова). На этой
связке изготовляется большинство кругов. Разновидно-
стями ее являются связки МИ и МК.
Круги на металлических связках служат для обра-
ботки стружколомательных канавок и предварительной
заточки твердосплавных инструментов.
Круги на бакелитовых связках (Б1, Б2, БЗ и Б4) при-
меняют на операциях чистого шлифования и для довод-
ки инструментов.
В связке Б1 наполнителем является карбид бора
(29,3%), а в связке Б2 — железо (56,5%).
В последнее время промышленность начала изготов-
лять алмазные круги на керамических связках KI, К2 и
КЗ. Эти круги обладают высокими режущими свойст-
вами и применяются преимущественно для обработки
инструментов из быстрорежущей стали. Кроме того, их
258
можно использовать для одновременной заточки твердо-
сплавной пластинки и стальной державки.
Количество алмазного порошка, содержащееся, в
1 мм3 алмазоносного слоя, называется концентраци-
ей круга. За 100%-ную концентрацию круга принято со-
держание в 1 мм3 алмазоносного слоя 0,878 мг алмаза.
При 50 %-ной концентрации круга алмазного порошка бу<
дет в 2 раза меньше и т. д.
Концентрация круга должна соответствовать связке
и характеру выполняемой операции. Круги на металли-
Рис. 147. Алмазный круг типа АЧК:
1 — корпус; 2 — алмазоносный слой; 3 — место маркировки.
ческих связках бывают только 100%-ной концентрации,
а на бакелитовых — различной концентрации.
Для большинства операций шлифования и доводки
наиболее универсальными являются круги 100%-ной
концентрации на металлической связке и 50%-ной —
на органической.
Крупнозернистые (АС25—АС 12) круги на металличе-
ской и органической связках изготовляют 100%-ной
концентрации.
Заточку резцов малого сечения и доводку фасонных
деталей рекомендуется осуществлять кругами 100%-ной
концентрации.
Форма и типоразмеры алмазных кругов определяют-
ся ГОСТом 9770-61 и нормалями ОН-037-006-62,
ОН-037-031-62 и др.
259
Технические требования к кругам на металлических
связках определяются нормалью ОН-037-018-62, а на ба-
келитовых — нормалью ОН-037-031-62.
Если предприятию требуются круги особой формы,
то они могут быть изготовлены заводами по специаль-
ному заказу.
В маркировке алмазного круга указываются
основные данные, характеризующие его. Например,
маркировка АЧК125 X10 X 3 X 32 — АСО 12-Б1 -50-24-1200-
1964 — ТЗАИ обозначает: АЧК — тип круга — алмаз-
ный чашечный конический; 125 — наружный диаметр, в
мм; 10 — ширина алмазоносного слоя, в мм; 3 — толщи-
на алмазоносного слоя, в мм; 32 — диаметр посадочно-
го отверстия, в мм; АСО — вид алмаза — алмаз синте-
тический обычной прочности; 12 — зернистость; Б1 —
связка бакелитовая; 50 — концентрация, в %; 24 — со-
держание алмаза в алмазоносном слое, в каратах;
1200 — номер круга; 1964 — год изготовления; ТЗАИ —
завод-изготовитель — Томилинский завод алмазных ин-
струментов.
32. ОБРАБОТКА РЕЖУЩИХ ЭЛЕМЕНТОВ ИНСТРУМЕНТА
Быстрорежущие пластинки крепятся к корпусу с по-
мощью пайки, сварки или механическим способом. Хо-
рошо зарекомендовали себя инструменты с запрессован-
ными пластинками. Сестрорецкий инструментальный за-
вод изготовляет в большом количестве дисковые фрезы,
развертки и зенкеры с гладкими запрессованными пла:
стинками.
Крупные фрезы, развертки и зенкеры оснащаются
клиновыми рифлеными ножами из быстрорежущей
стали.
Изготовление пластинок. Режущие пластинки для
резцов и многолезвийного инструмента выполняются из
отходов полосовой быстрорежущей стали методом литья.
Технологический процесс изготовления режущих
пластинок из полосовой стали для дисковых фрез со-
стоит из следующих операций:
1) рубка полос с припуском на механическую обра-
ботку;
2) правка полосы; стрела прогиба должна быть не
более 0,2 мм;
3) обработка плоскостей фрезерованием или шлифо-
260
ванием (рис. 148,а и б); если режущие пластинки имеют
уклон в пределах 1—3°, то шлифуется вся заготовка;
4) разрезка заготовки на отдельные пластинки
(рис. 148, в);
5) термическая обработка режущих пластинок для
получения твердости HRC 62—65;
6) проверка 10% партии пластинок на твердость;
7) пескоструйная очистка.
Технологический процесс изготовления пластинок из
полосовой стали для фасонных или угловых фрез не-
$ V4
Рис. 148. Обработка быстрорежущих пластинок.
значительно отличается от рассмотренного выше. Меха-
ническая обработка пластинок производится до терми-
ческой обработки. После термической обработки и пло-
ского шлифования заготовку разрезают на штучные
пластинки вулканитовыми кругами. Получение на пла-
стинках угла в 1°, а также окончательных размеров осу-
ществляют в приспособлениях, где одновременно обра-
батывают несколько десятков пластинок.
Быстрорежущие инструменты с винтовым зубом из-
готовляются методом скручивания заготовки с запрессо-
ванными в нее пластинками в виде полосы.
Изготовление ножей. Клиновые рифленые ножи на-
ходят большое применение в инструментальном произ-
водстве. Это объясняется тем, что закрепление ножей
в пазах инструмента не требует дополнительных крепеж-
ных деталей. Размеры рифлений и углы клиньев реко-
мендованы ГОСТом 2568-71.
261
Технологический процесс механической обработки
клиновых рифленых ножей для дисковых быстрорежу-
щих фрез состоит из следующих операций.
1. Разрезка заготовки из полосы (на 4 ножа) на аб-
разивноотреэном станке, ленточной пиле или рубка на
эксцентриковом прессе (рис. 149,а),
2. Шлифование двух широких плоскостей на плоско-
шлифовальном станке сегментным шлифовальным кру-
гом; заготовку устанавли-
вают на магнитную пли-
Рис. 149. Процесс изготовления
ножей:
1 — фрезы; 2 — прорезная фреза; 3 — маг-
Житный блок; 4 — магнитная плита.
ту (рис. 149,6).
3. Фрезерование заго-
товок в комбинированном
приспособлении на верти-
кально-фрезерном станке
(рис. 149, в). Вначале
фрезеруют ребра под уг-
лом 25°, а затем заготов-
ки перекладывают в дру-
гое отделение приспособ-
ления и фрезеруют ребра
под углом 90°.
4. Разрезка полосы на
штучные заготовки (рис.
149,г), при этом получа-
ют углы на боковых сто-
ронах ножа. Тремя про-
резными фрезами заго-
товку разрезают на от-
дельные ножи, а двумя дисковыми трехсторонними фре-
зами выравнивают торцы двух крайних ножей.
5. Фрезерование плоскости ножа под углом 5°. Обыч-
но эта операция выполняется на горизонтально-фрезер-
ном станке, а при серийном и крупносерийном производ-
стве— на протяжном станке (рис. 149,6).
6. Фрезерование рифлений на горизонтально-фрезер-
ном станке. При серийном и крупносерийном производ-
стве фрезерование осуществляют на протяжном стан-
ке (рис. 149, е).
7. Термическая обработка.
8. Шлифование передней поверхности (рис. 149,ж).
Заготовку устанавливают на магнитную плиту, накло-
ненную под ..углом 5°.
262
9. Химическое клеймение на передней поверхности
ножа (рис. 149, з).
Размеры ножа до рифлений и после их нанесения
проверяют калибром и микрометром или индикатором.
Подготовка твердосплавных пластинок и коронок к
сборке. Перед напайкой или механическим закреплени-
ем пластинки и коронки проходят подготовительные
операции — очистку, шлифование, доводку и сортировку.
Очистка пластинок. Окалину с твердосплавных пла-
стинок удаляют очисткой их в галтовочном барабане.
Для сокращения времени очистки барабан заполняют
мелкой абразивной крошкой и крупным речным песком.
Очистка производится в такой последовательности:
1) очистка в галтовочном барабане с наполнителем;
2) промывка в горячей воде (температурой70—90°С);
3) химическая очистка в 25 %-ном растворе нитрита
натрия при температуре 50—70° С;
4) промывка горячей водой (температурой70—90°С);
5) промывка холодной проточной водой;
6) пассивирование в 10%-ном растворе нитрита нат-
рия при температуре 50—70° С.
Шлифование пластинок. По техническим требовани-
ям (ГОСТ 4872-65) глубина выкрашивания на рабочих
кромках пластинок не должна превышать 0,2 мм, а на
нерабочих — 0,5 мм. Кроме того, ГОСТ 2209-69 допус-
кает вогнутость и выпуклость по широким опорным по-
верхностям пластинок в пределах 0,05—0,2 мм. ‘
Для многих режущих инструментов такое отклонение
от плоскости недопустимо, и пластинки перед напайкой
или механическим закреплением шлифуют абразивны-
ми или алмазными кругами или доводят карбидом бора.
На некоторых заводах пластинки шлифуют химико-ме-
ханическим способом.
Абразивными КЗ или алмазными кругами пластинки
обрабатывают на плоскошлифовальных станках. Во из-
бежание возникновения на них трещин толщина слоя,
снимаемого за один проход, не должна превышать
0,007 мм.
Пластинки шлифуют в приспособлении-рамке. В нее
одновременно помещают до 100 пластинок и заливают
их сплавом воска с канифолью. Приспособление с пла-
стинками устанавливают на магнитный стол станка.
После шлифования пластинки обезжиривают в кипя-
щем 10—12 %-ном растворе кальцинированной соды,
263
затем промывают , в горячей воде и подвергают песко-
струйной обработке. После этого в течение 10 мин. их
кипятят в 20—25 %-ном растворе смеси буры с фтори-
стым калием. После сушки пластинки покрывают тон-
кой стеклообразной пленкой флюса, которая предохра-
няет их от окисления до и в процессе напайки.
Посадочные поверхности твердосплавных коронок —
коническое отверстие и торец со стороны паза — долж-
ны быть шлифованными. Обработку отверстия коронки
осуществляют химико-механическим способом, исправ-
ляя эллипсность, доходящую в некоторых случаях до
0,5 мм.
Подготовка многогранных пластинок. В настоящее
время на машиностроительных заводах широко приме-
няют режущие инструменты, оснащенные круглыми и
многогранными неперетачиваемыми пластинками. Перед
сборкой эти пластинки проходят операции сортировки и
доводки.
Сортировка пластинок. При изготовлении
торцовых фрез, расточных головок и других многолез-
вийных инструментов, оснащенных многогранными пла-
стинками, необходима предварительная сортировка их
по основным размерам, влияющим на биение инстру-
мента.
Биение главных режущих кромок у торцовых фрез
с шести-, пяти- и четырехгранными пластинками на двух
смежных зубьях должно быть не более 0,12 мм, а сум-
марное биение — не более 0,2 мм. Торцовое биение не
должно превышать 0,2 мм.
Точные многогранные пластинки'для черновых фрез
целесообразно сортировать по схеме, приведенной на
рис. 150. Пятигранная пластинка 2 поджимается двумя
гранями к сторонам угла закрепленного шаблона 3, и
по положению стрелки на шкале индикатора 1 опре-
деляется партия, в которую она должна попасть.
Угол шаблона соответствует углу при вершине пла-
стинки.
Для исключения влияния отдельных факторов на
точность сортировки пластинок их следует поджимать
в угол шаблона средней частью по толщине (см. сече-
ния АА и ББ), а не кромками верхнего или нижнего
торца. Отклонение размера а отсортированных пласти-
нок в пределах одной партии не должно превышать
0,05—0,08 мм.
264
Рис. 150. Схема сортировки
многогранных пластинок.
Сестрорецкий инструментальный завод им. Воскова
рассортировку пластинок на партии производит в пре-
делах 0,05 мм.
Металлизация пластинок. Металлизация
опорных поверхностей минералокерамических пластинок
позволяет напаивать их в открытый паз державок инст-
румента твердыми припоями. Прочность такой напайки
(сопротивление сдвигу) достигает 900 кГ1см2. ,
Процесс металлиза-
ции пластинок заклю-
чается в следующем.
Проверенные дефекто-
скопом пластинки промы- .
вают сначала в мыльной,
а затем в чистой горячей
воде. После просушки их
обезжиривают ацетоном и
покрывают пастой, состоя-
щей из титана (или гид-
рида титана) и 3%-ного
раствора целлулоида в
амилацетате. Пасту нано-
сят на поверхность пластинок кистью. Затем пластинки
в количестве 200—300 шт. укладывают на противни для
просушки. После просушки на пластинки накладывают
кусочки медной фольги толщиной 0,1—0,15 мм и края ее
загибают на торцы пластинки.
Противень с пластинками помещают в баллон, где
создают вакуум примерно 2* 10-2 мм рт. ст. Баллон ста-
вят в электропечь и нагревают до температуры ИЗО—
1150° С, при которой медь сплавляется с титаном.
После охлаждения баллона пластинки выгружают и
подвергают пескоструйной очистке для снятия налета,
образовавшегося в процессе сплавления меди с титаном.
33. ИЗГОТОВЛЕНИЕ ДЕРЖАВОК И КОРПУСОВ
Изготовление державок и ножей. Державки для рез-
цов делают коваными или литыми. Кованые державки
изготовляют по шаблонам, представляющим собой про-
филь головки резца с углами в плане, задними углами и
размерами гнезда под напайку.
Державки резцов с напаянными или механически за-
крепленными пластинками изготовлять сложнее, так как
265
опорные поверхности, гнездо под пластинку, задние и
передние поверхности получают путем механической об-
работки.
Получение штучной заготовки. Исходным материа-
лом для штучных заготовок державок резцов являются
прямоугольные или круглые прутки. Разрезка прутков
на штучные заготовки производится на отрезных стан-
ках ножовочными или дисковыми пилами или на пресс-
ножницах. Рубку круглых или прямоугольных прутков
Рис. 151. Штамп для загибки головки (а) и для загибки
головки и формовки задних поверхностей (б).
сечением до 48x30 мм целесообразно осуществлять в
штампах на кривошипных или эксцентриковых прессах.
Ковочный штамп (рис. 151, а и б) применяется для
загибки головки и формовки задних поверхностей резца.
Матрица 1 и пуансон 2 изготовляются по форме резца
и имеют скосы, соответствующие углам наклона задних
поверхностей. Вертикальная стенка матрицы является
упором для заготовки и предотвращает сдвиг пуансона
во время работы. Штамп рассматриваемой конструкции,
предназначен для державок определенной длины.
Державки сечением до 12X20 мм можно ковать в
холодном -состоянии. При горячей ковке державок боль-
ших сечений целесообразно применять индукционный
нагрев только головки державки; рекомендуется формо-
вать в штампах также и задние поверхности этих дер-
жавок.
При изготовлении большой партии однотипных рез-
цов заготовки рубят по длине на.два резца (кроме от-
резных) на кривошипном прессе с усилием 160 г.
Середину заготовки нагревают токами высокой частоты,
после чего ее помещают в формовочный штамп, где ме-
тодом безоблойной штамповки получают основные углы
резца.
Головки державок отрезных резцов штампуют мето-
дом облойной штамповки по одной штуке с последую-
щим удалением облоя в обрубном штампе.
После медленного остывания заготовки зачищают на
обдирочно-шлифовальном станке, затем очищают от ока-
лины, после чего инструмент направляют на механиче-
скую обработку.
Обработка опорных плоскостей. Первой операцией
механической обработки державок является фрезерова-
ние или шлифование опорных плоскостей на вертикаль-
но-фрезерных станках твердосплавными торцовыми фре-
зами. Одновременно фрезеруется несколько державок,
закрепленных в специальном приспособлении.
При большой партии резцов опорные поверхности
рекомендуется обрабатывать на карусельно-фрезерных
станках непрерывным фрезерованием. Применение тор-
цовых фрез, оснащенных многогранными неперетачивае-
мыми пластинками, позволяет значительно повысить
производительность процесса и обеспечивает получение
поверхностей шероховатостью 5-го класса.
Опорные плоскости можно обрабатывать также на
горизонтально-фрезерных и строгальных станках. Наибо-
лее рациональный способ обработки плоскостей — чер-
новое шлифование сегментными кругами из электроко-
рунда зернистостью 16 и твердостью С1.
Задние поверхности державокv прямых и отогнутых
резцов обрабатывают на вертикально-фрезерных и го-
ризонтально-фрезерных станках. Одновременно фрезе-
руется несколько закрепленных в приспособлении дер-
жавок.
Приспособление для фрезерования задних главных
поверхностей у державок прямых резцов показано на
рис. 152, а. В корпус приспособления 1 вставляется смен-
ный клин 2, позволяющий установить державку резца
под углом, равным заднему углу резца. Получение
главного угла в плане обеспечивается применением вто-
рого сменного клина 6, закрепленного на боковой по-
верхности приспособления.
Крепление державок в приспособлении осуществляет-
ся зажимным устройством 3, 4 и 5, которое может быть
267
использовано при фрезеровании державок резцов с глав-
ным углом в плане <р~30°. При больших значениях угла <р
эту операцию рационально осуществлять на вертикаль-
но-фрезерном станке с помощью поворотного приспособ-
ления (рис. 152,6).
Державка устанавливается на величину заднего угла
наклоном поворотного стола 1 приспособления, а на ве-
Рис. 152. Приспособление для фрезерования
задних поверхностей резцов.
личину главного угла в плане — сменным клином 2, ко-
торый входит своим выступом в соответствующую впа-
дину поворотного стола. Крепится державка болтами 3
передвижной планки 4. По длине державки устанавли-
ваются с помощью регулируемой планки 5, закрепляе-
мой болтами в пазах поворотного стола.
Задние поверхности державок отогнутых резцов об-
рабатывают в тисках на горизонтально-фрезерных стан-
268
ках (рис. 152,в), Необходимая величина заднего угла
обеспечивается поворотом тисков, а главный угол в
плане на державке — фрезой соответствующего про-
филя.
Для обработки поверхностей державок различных
типов резцов широко применяются машинные поворот-
ные тиски, позволяющие установить державку под опре-
деленными углами в трех взаимно перпендикулярных на-
правлениях.
Фрезерование паза под пластинку. Существуют две
основные формы паза (рис. 153) под режущие пластин-
ки: открытый паз, приме-
няемый для большинства . (
резцов, и закрытый или а) '
полузакрытый — для от- к ---------
резных и резьбовых рез- / ’
цов. Г/*1 / и I
Открытый паз наибо- L I —1 -
лее целесообразно обра-
батывать на горизонталь- рис, ]53. Открытый (а) и полу-
но-фрезерных станках в закрытый (6) пазы под пластин-
поворотнам приспособле- ки-
нии, где закрепляется не-
сколько державок. Получение необходимого угла на-
клона паза обеспечивается клином, на котором устанав-
ливаются державки.
Полузакрытые и закрытые пазы фрезеруют на вер-
тикально-фрезерных станках концевой фрезой с крепле-
нием державок в поворотном приспособлении. Диаметр
концевых фрез должен соответствовать радиусу закруг-
ления пластинки.
В серийном и крупносерийном производстве гнезда
под пластинки фрезеруют на полуавтомате модели
ДФ-92, который работает по следующему циклу: руч-
ная установка и пневматический зажим державки в тис-
ках; ускоренный подвод державки к инструменту; рабо-
чая подача; быстрый отвод в исходное положение и
освобождение державки.
На полуавтомате обрабатывают как открытые, так и
закрытые пазы под пластинки. Производительность
фрезерования пазов державок среднего сечения
(16x25 мм) —375 шт. в час.
Поверхности пазов должны быть ровными и глад-
кими — без впадин, выпуклостей, глубоких царапин;
269
шероховатость поверхности должна соответствовать 4—
5-му классам.
После механической обработки паза разрешается
лишь снятие заусенцев личным напильником и запилов-
ка острых кромок. При больших партиях резцов заусен-
цы рекомендуется удалять на вибрационных установках.
Изготовление корпусов концевого инструмента. Кон-
цевые инструменты (сверла, зенкеры, развертки и фре-
зы) изготовляют цельными и сборными. У цельных ин-
струментов рабочая часть выполняется из быстрорежу-
щей стали, а хвостовик — из конструкционной стали 4о
или Ст. 6; хвостовик соединяется с рабочей частью свар-
кой. После сварки и отжига производится механическая
обработка инструмента.
Наиболее ответственными операциями изготовления
корпусов инструмента являются обработка прямых, на-
клонных и винтовых канавок и фрезерование спинки
винтовых зубьев.
Получение заготовок. Разрезка заготовок осуществ-
ляется на прессах и ножницах, дисковыми пилами, на
отрезных и токарных станках или шлифовальными кру-
гами. Выбор того или иного Способа отрезки зависит
от условий производства. В инструментальных цехах ма-
шиностроительных заводов, наибольшее распространение
получил способ отрезки заготовок резцОхМ как наиболее
производительный и не требующий сложного инстру-
мента.
В единичном и мелкосерийном производстве отрезку
заготовок производят на токарных или револьверных
станках, в массовом — на специализированных и специ-
альных токарноотрезных станках, а также на одно- и
многошпиндельных токарных автоматах.
Отрезка заготовок из закаленных сталей осуществ-
ляется на абразивноотрезных автоматах и полуавто-
матах.
Промышленность изготовляет абразивноотрезные по-
луавтоматы модели МФ-332 с размерами круга
400X3X32 мм для отрезки заготовок диаметром 25—
100 мм. Торцовая поверхность отрезанной заготовки
имеет 5—6-й классы чистоты.
Заготовки из труднообрабатываемых материалов
разрезают на анодно-механических станках моделей
МЭ-12, МЭ-13, 4822 или 4А821, а также на других стан-
ках ленточного и дискового типов. На первых трех стан-
270
ках разрезают заготовки с наибольшим диаметром
300 мм, а на станке модели 4А821 разрезают прокат лю-
бого профиля, вписывающегося в квадрат 160X160 мм.
Наиболее производительным способом получения за-
готовок является рубка на Эксцентриковых прессах и
специальных станках.
Сварка заготовок. Сверла, зенкеры, метчики, раз-
вертки, концевые фрезы и протяжки изготовляют со-
ставными: режущую часть — из инструментальных ста-
лей, а хвостовую — из углеродистой конструкционной.
Основным способом получения составного инстру-
мента является контактная стыковая сварка. Для осу-
ществления равномерного нагрева вылет заготовки из
углеродистой стали должен быть в 1,5—2 раза больше
вылета заготовки из быстрорежущей стали.
В последнее время для изготовления составного ин-
струмента применяется сварка трением. Промышлен-
ность выпускает полуавтоматы модели МФ-327, на ко-
торых можно сваривать заготовки диаметром 10—22 мм
из сталей марок Р18 и Р9 с заготовками из сталей 45
и 40Х.
Обработка хвостовиков. Концевые режущие инстру-
менты изготовляют с цилиндрическими или конически-
ми хвостовиками. Рекомендуемые диаметры цилиндри-
ческих хвостовиков режущего инструмента следующие
(в мм): 2; (2,5); 3; (3,5); 4; (4,5); 5; (5,5); 6; (6,5);
7; (7,5); 8; (8,5); 9; (9,5); 10; 11; 12; (13); 14; (15); 18;
20; 22; 24; 26; 28; 30; 32; 34; 36; 38; 40; 42; 45; 50; 55;
60; 65; 70.
Приведенные рекомендации не распространяются на
ручные цилиндрические инструменты — развертки, свер-
ла и др., у которых диаметр хвостовика совпадает с диа-
метром цилиндрической рабочей части.
Обработка цилиндрических хвостовиков осуществ-
ляется на токарных станках или на специальных полу-
автоматах и автоматах. Токарные станки используются
в мелкосерийном, а полуавтоматы и автоматы — в круп-
носерийном и массовом производстве.
В инструментальном производстве наибольшее рас-
пространение получили прутковые автоматы. Хвостовики
разверток, метчиков и тому подобных инструментов диа-
метром до 14 мм обрабатывают на прутковых одно-
шпиндельных автоматах (моделей 1103, МФ-122, 1А10П,
271
in 12 и 1П16), а диаметром 14—18 мм— на прутковых
многошпиндельных. Хвостовики диаметром от 20 до
100 мм изготовляют на многошпиндельных прутковых
автоматах моделей 1А225-6, 1240-4, 1265М-6, 1А290-8
и 1А290-6.
Большую чаСть режущих инструментов — сверла,
зенкеры, развертки, концевые фрезы — выполняют с ко-
ническими хвостовиками типа Морзе от № 0 до № 6.
В единичном и мелкосерийном производстве конические
хвостовики с лапками обрабатывают на токарных стан-
ках, а в серийном и крупносерийном — конические хво-
стовики типов Морзе № 1, 2, 3 и 4 изготовляют на спе-
циальных токарных полуавтоматах с копирными устрой-
ствами.
Обработка квадратов и лапок. Квадраты у развер-
ток, метчиков и других инструментов фрезеруют, про-
тягивают или штампуют. При изготовлении небольшой
партии инструментов квадрат фрезеруют на горизон-
тально-фрезерных станках набором двух трехсторонних
фрез. После фрезерования двух противоположных гра-
ней квадрата заготовку поворачивают в приспособле-
ний на 90° и обрабатывают другие грани. Имеются при-
способления, с помощью которых можно обрабатывать
одновременно несколько заготовок. В крупносерийном
и массовом производстве квадраты обрабатывают на
специальных протяжных станках.
В машинных развертках и сверлах хвостовик окан-
чивается лапкой. Ее‘ обрабатывают на горизонтально-
фрезерных станках двумя трехсторонними фрезами в
условиях мелкосерийного производства и на специаль-
ных автоматах — крупносерийного. Автомат модели
СИ-08 предназначен для фрезерования лапок у спираль-
ных сверл диаметром 6—15,5 мм с цилиндрическим
хвостовиком, а автомат модели ГФ-555 — для обработ-
ки лапок сверл с конусом’Морзе № 1, 2 и 3.
Лапки концевого инструмента можно обрабатывать
методом непрерывного фрезерования на вертикально-
фрезерном станке с применением специального приспо-
собления в виде круглого стола.
Фрезерование канавок. Как уже говорилось, при из-
готовлении концевого инструмента — разверток, зенке-
ров и фрез — наиболее ответственной операцией являет-
ся фрезерование прямых и винтовых канавок. В мелко-
серийном производстве канавки выполняют на горизон-
272
тально- и универ-сально-фрезерных станках в одношпин-
дельной делительной головке.
В серийном производстве прямые канавки у развер-
ток фрезеруют в многошпиндельных делительных голов-
ках преимущественно на продольно-фрезерных станках
модели 6В1-Р (Сестрорецкого инструментального заво-
да им. Воскова). Этот станок предназначен для обра-
ботки разверток диаметром до 40 мм с неравномерным
окружным шагом зубьев.
Рис. 154. Схема установки фрез при обработке
канавок:
1 — угловая фреза; 2 — угольник; 3 — шаблон; 4 — устано-
вочный валик; 5—деталь.
Фрезерование винтовых канавок у зенкеров и кон-
цевых фрез в условиях серийного производства осуще-
ствляется в трехшпиндельных универсальных делитель-
ных головках на универсально-фрезерных станках.
Прямые канавки фрезеруют одно- или двуугловыми
фрезами. Двуугловые фрезы обладают большей стой-
костью и обеспечивают лучшую чистоту обрабатывае-
мой поверхности.
Схемы установки фрез при образовании прямых ка-
навок приведены на рис. 154. Правильность их установ-
ки относительно обрабатываемой детали проверяют
установочными валиками с рисками либо шаблонами
(рис. 154, а и б).
273
После установки фрезы по центру обрабатываемой
детали (рис. 154, в) стол станка перемещают в горизон-
тальной плоскости на’величину Е и поднимают на высо-
ту Н (рис. 154,г), равную глубине фрезерования.
Установка одноугловой* фрезы при фрезеровании
зуба с передним углом, равным нулю, показана на
рис. 154, д и е.
Расчет установочных координат производится на ос-
новании элементов и геометрических параметров обра-
батываемого зуба инструмента. Поэтому в рабочих чер-
тежах инструмента должны быть указаны ширина
пера f, высота зуба А, измеренная в радиальном направ-
лении, угол рабочей фрезы 0, передний угол у и диа-
метр заготовки.
Винтовые канавки фрезеруют только двуугловы-ми
фрезами на универсально-фрезерных станках с примене-
нием делительных головок Н-135 и Н-160.
Для образования на поверхности заготовки винтовых
канавок необходимо, чтобы заготовка получила,два дви-
жения — поступательное и вращательное. Поступатель-
ное движение она получает от стола станка, а враща-
тельное — от шпинделя делительной головки, которая
через сменные шестерни соединена с ходовым винтом
продольной подачи.
Для нарезания винтовой канавки с углом наклона <о
стол станка необходимо развернуть так, чтобы ось вра-
щения заготовки находилась под углом а, равным
90°—со, и подобрать сменные зубчатые колеса таким об-
разом, чтобы поступательное перемещение обрабатывае-
мой детали было равно шагу нарезаемой канавки за
один оборот заготовки (рис. 155).
Если вместо угла наклона винтовой канавки даны
ее шаг и диаметр обрабатываемого корпуса, то угол по-
ворота стола определяется по формуле:
^Ш==7ГГ’
где со — угол поворота стола, град;
л — 3,14;
D — диаметр, корпуса, мм;
Н — шаг винтовой канавки, мм.
При повышенных требованиях к чистоте поверхности
винтовой канавки угол поворота стола, указанный на
274
чертеже детали или определенный по формуле, увеличи-
вается на 1—2°.
При фрезеровании винтовых канавок применяют де-
лительные головки Н-135 и Н-160 (см. рис. 155), пред-
назначенные для вращения обрабатываемого корпуса
со скоростью, согласованной с величиной продольной
подачи стола. Для этого валик привода делительной го-
ловки соединяют с винтом продольной подачи стола
станка.
Рис. 155. Схема настройки станка и делительной головки для
фрезерования винтовых канавок.
Следовательно, настройка делительных головок на
фрезерование винтовых канавок заключается в опреде-
лении передаточного отношения сменных зубчатых ко-
лес 21, 22, 2з и 24, при этом необходимо знать шаг вин-
товой канавки и характеристику станка.
Характеристика А станка определяется пр форму-
ле A=Ns, где W— характеристика делительной голов-
ки, as — шаг винта продольной подачи, мм.
При часто встречающемся шаге винта продольной
подачи стола $ = 6 мм и характеристике делительной го-
ловки Af=40 характеристика станка будет равна 240.
Если фрезерование винтовой канавки на станке с ха-
рактеристикой 240 производится при передаточном
275
отношении сменных зубчатых колес, равном единице, то
шаг обработанной канавки будет получаться равным
240 мм.
При фрезеровании канавки с шагом 120 мм необхо-
димо, чтобы передаточное отношение сменных зубчатых
колес было равно 2/1, т. е. 240/120, а при шаге канавки,
равном 60 мм, это отношение должно составлять 4/1,
т. е. 240/60.
Следовательно, передаточное отношение сменных ко-
лес при фрезеровании винтовых канавок равно частному
от деления характеристики станка на шаг фрезеруемой
канавки, т. е.:
где i — передаточное отношение сменных колес;
240 — характеристика станка;
Н — шаг винтовой канавки, мм.
Например, при фрезеровании винтовой канавки с
шагом 800 мм на станке с характеристикой 240 сменные
колеса определяют по формуле:
240 240 3 3 1 30 40
1 “ П “ 800 " 10 “ 5 ' 2 “ '50 ’ 80 ’
Следовательно, 21 = 30 зубьев; z2=50, г3 = 40 и 24=80.
Открытые винтовые канавки (пазы) под твердо-
сплавные пластинки фрезеруют специальной угловой
фрезой на горизонтально-фрезерном станке (см.
рис. 155). В процессе фрезерования в корпусе фрезы
между дном и боковой стенкой канавки (паза) необхо-
димо получить прямой угол (под пластинку), чтобы не
было завалов опорных поверхностей. Для этого следует
повернуть стол станка не на угол подъема винтовой ли-
нии зуба, а на меньший угол, скорректированный по
формуле:
tga = tgwcose,
где a — угол поворота стола станка;
о — угол подъема винтовой линии зуба фрезы, рас-
считанный по среднему диаметру;
8 — угол, образованный вертикальной плоскостью и
касательной к поверхности резания, проведен-
ный через режущую кромку дисковой фрезы.
276
Угол подъема винтовой линии со определяется по
формуле:
* S
ctg и = -г;--,
Я£/ср. ф
где 5 — шаг спирали винтовой пластинки, мм;
Оср. ф — диаметр окружности, проходящей через се-
редину гнезда под пластинку, мм.
Дисковую угловую фрезу для нарезания винтовых
канавок (пазов) выбирают в зависимости от диаметра
изготовляемой фрезы.
В серийном и массовом производстве винтовые ка-
навки фрезеруют на специальных автоматах и полуавто-
матах.
Обработка корпуса сверла. Технологический процесс
изготовления спиральных сверл с коническим хвостови-
ком состоит из следующих операций:
1) и 2) отрезка заготовок для рабочей и хвостовой
частей;
3) и 4) зачистка концов у рабочей и хвостовой ча-
стей;
5) очистка заготовок;
6) и 7) сварка и отжиг;
8) обдирка наплыва у сварочного шва;
9) правка заготовки после сварки;
10) подрезка торца со стороны хвостовика;
11) сверление и зенкерование центрового отверстия
со стороны хвостовика (рис. 156,а);
12) обточка наружного центра со стороны рабочей
части;
13) предварительная и окончательная обработка ра-
бочей части по диаметру (рис. 156,6);
14) предварительная и окончательная обточка хво-
стовика на конус (рис. 156,в);
15) обработка хвостовика под лапку и подрезка
торца;
16) фрезерование лапки (рис. 156,г);
17) фрезерование спиральных канавок (рис. 156,6);
18) фрезерование спинки зуба (рис. 156, е);
19) термическая обработка и очистка на пескоструй-
ном аппарате.
Затем сверло поступает на шлифование и заточку.
При обработке корпуса сверла базами служат цент-
ры, поэтому на торце хвостовика на первом этапе
277
обработки производятся .сверление и зенкерование цен-
трового отверстия, а со стороны рабочей части — обточка
наружного центра.
Обработка корпуса развертки. В технологический
процесс изготовления цельных разверток входят такие
операции:
1) отрезка или рубка заготовок из пруткового ма-
териала;
Рис. 156. Пресс для обработки корпусов сверл.
2) центрование их с двух сторон;
3) токарная обработка рабочей и хвостовой частей
шейки и торцов;
4) клеймение;
5) фрезерование квадрата у ручных разверток или
лапки у машинных разверток;
6) фрезерование канавок;
7) термическая обработка;
8) зачистка центровых отверстий у хвостовых раз-
верток, шлифование обратных центров у мелких инстру-
ментов или шлифование отверстий у насадных раз-
верток.
После этих операций корпуса разверток затачивают,
шлифуют их хвостовую часть и доводят.
278
Изготовление корпусов насадного инструмента.
К насадным режущим инструментам относится боль-
шинство фрез, имеющих цилиндрические отверстия. Кор-
пуса насадного инструмента можно изготовлять по сле-
дующим типовым технологическим схемам:
1) в условиях мелкосерийного производства насад-
ной инструмент диаметром до 50 мм целесообразно вы-
полнять из горячекатаной прутковой стали на револь-
верных станках;
2) при индивидуальном производстве его изготов-
ляют из штучных заготовок йа токарных или револьвер-
ных ставках.
Отверстия под оправку у насадных инструментов об-
рабатывают по 2-му и 1-му классам точности.
Последовательность обработки отверстий до термиче-
ской обработки: центрование, сверление, подрезка торца
и снятие фаски, растачивание отверстия и выточки, раз-
вертывание.
В крупносерийном производстве развертывание от-
верстий заменяется протягиванием. В условиях индиви-
дуального производства отверстия обрабатывают на ре-
вольверных станках.
Так как отверстия насадного инструмента являются
основной базой при изготовлении и эксплуатации, то их
шлифуют и доводят. Шлифование осуществляют на
внутришлифовальных, станках методом продольных
подач.
Для обеспечения перпендикулярности торца оси об-
рабатываемого корпуса отверстие и торец целесообраз-
но шлифовать с одной установки. В этом случае торец
шлифуют либо чашечным, либо плоским кругом.
Обработка пазов. В зависимости от конструкции ин-
струмента и способа крепления ножей к корпусу пазы
бывают прямые, клиновидные и с рифлением. Пазы ши-
риной 2—2,5 мм обрабатывают прорезными фрезами,
шириной 6—8 мм — пазовыми затылованными фрезами
и шириной до 10 мм — дисковыми трехсторонними фре-
зами. Наибольшую производительность обеспечивают
дисковые трехсторонние фрезы с раскошенными зубья-
ми; они применяются при фрезеровании пазов шириной
свыше 5 мм.
Прямые пазы обрабатывают пазовыми фрезами на
горизонтально-фрезерных станках с применением дели-
тельных головок. Для обработки пазов, имеющих подъем
279
в вертикальной плоскости, делительные головки уста-
навливают на дополнительные столы-плиты, имеющие
угол наклона, равный углу подъема паза в корпусе
фрезы.
Клиновидные пазы (рис. 157) в корпусах торцовых
фрез обрабатывают с помощью специальных делитель-
ных головок с непосредственным делением. Головка
имеет верхнюю плиту, которая может поворачиваться
Рис. 157. Обработка клиновидных пазов.
относительно оси вращения нижней плиты, закреплен-
ной на столе горизонтально-фрезерного станка.
Обработка клиновидных пазов производится в два
перехода. При первом все пазы фрезеруют с одной уста-
новки (рис. 157, а), а при втором делительную головку
(рис. 157,6) поворачивают на задний угол (в данном
случае на угол 5°) и все пазы фрезеруют вторично
(рис. 157,в). Делительные головки с непосредственным
делением предназначены для обработки клиновидных
пазов в корпусах фрез диаметром до 500 мм.
Для фрезерования пазов и скосов в корпусах сбор-
ных фрез предназначен полуавтомат модели 6В1МФ.
280
Наибольший диаметр обрабатываемых корпусов фрез
составляет 200 мм, длина— 10—15 мм; одновременно об-
рабатывается два корпуса.
Образование рифлений в пазах, расположенных па-
раллельно оси или под углом к ней, производится с по-
мощью специальных протяжек на протяжных станках,
а рифлений в клиновидных пазах — с помощью клина.
Если рифление в пазах направлено радиально, то его
обработка осуществляется на долбежных станках спе-
циальными пластинчатыми долбяками. Для направле-
ния дол бяка в паз корпуса вставляют направляющий
клин, соответствующий углу наклона паза. Подача на
каждый ход долбяка осуществляется пятью-шестью
сменными клиньями.
Изготовление круглых плашек. При обработке круг-
лых плашек слесарь-инструментальщик выполняет наи-
большее количество операций. К ним относятся:
1. Сверление стружечных отверстий на йертикально-
сверлильных станках в кондукторе (рис. 158, а), кото-
рый состоит из корпуса 1, кондукторной втулки 2, при-
крепленной к корпусу винтами 3, фиксатора 4 и кли-
на 5. Кондукторная втулка 2 является одновременно и
установочным гнездом для плашек. После установки в
кондуктор двух заготовок фиксатор 4 поджимается вин-
том 6, который расположен в планке 7, прикрепленной
к корпусу винтами 8. Штифт 9 предохраняет фиксатор
от выпадения, а пружина 10 возвращает его в исходное
положение при раскреплении заготовок. Заготовки кре-
пятся клином 5.
В кондукторе обрабатывают все плашки с одинако-
вым наружным диаметром. Втулки 2 — сменные; они
отличаются друг от друга диаметром отверстий под
сверла, диаметром окружности, на которой расположе-
ны эти отверстия, и размерами h и hi, определяемыми
в зависимости от высоты плашек и возможности закреп-
ления их клином.
2. Слесарная обработка перьев. После сверления
стружечных отверстий у перьев получаются острые,
углы, которые должны быть затуплены. Опиловка
острых углов (рис. 158,6) производится вручную круг-
лыми личными напильниками. Передняя поверхность
перьев должна быть обработана чисто и не иметь гру-
бых рисок. При опиловке перьев должны быть обеспе-
чены прямолинейность передней поверхности на длине,
281
равной 1,5—5 глубинам резьбы, и передний угол ве-
личиной 15°. Для проверки переднего угла применяют
шаблон (рис. 158,в), причем для каждого размера пла-
шек должен быть свой шаблон. Плашку устанавливают
в шаблон и повертывают до тех пор, пока режущая
Рис. 158. Приспособление для
изготовления плашек.
кромка не совпадет с плоскостью среза АА. По вели-
чине просвета судят о величине переднего угла.
3. Клеймение. На плашках ставится клеймо со сле-
дующей характеристикой: диаметр и шаг резьбы; марка
материала плашки; марка завода-изготовйтеля.
4. Нарезание резьбы маточным метчиком вручную.
При массовом изготовлении плашек эта операция вы-
полняется на специальных резьбонарезных станках.
5. Сверление отверстий под винты. При осуществле-
нии этой операции следует точно выдержать размер от
282
торца плашки. Сверление отверстий производится в кон-
дукторе (рис. 158,г). В корпусе 1 кондуктора запрессо-
ваны четыре кондукторные втулки 2. Закрепление в
кондукторе плашки 7 производится тягой 3 при завер-
тывании гайки 4'. Наличие откидного крючка 6 и план-
ки 5 дает возможность освобождать и закреплять плаш-
ку полуоборотом гайки 4.
Два отверстия обрабатывают инструментом, заточен-
ным под углом 90°, и два отверстия — инструментом, за-
точенным под .углом 60°.
34. КРЕПЛЕНИЕ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
Напайка твердосплавных пластинок. Подготовка дер-
жавки или корпуса к пайке заключается в качественной
обработке пазов под твердосплавные пластинки. По-
верхности пазов должны иметь ровную плоскость, без
впадин и выпуклостей, 4—5-го классов чистоты.
Фрезерование пазов и затылков на корпусе произво-
дится до напайки пластинок.
При фрезеровании открытых пазов и при небольшой
длине пластинок рекомендуется оставлять перемычку
толщиной 1 —1,5 мм по передней, плоскости паза
(рис. 159, а). В этом случае пластинки можно закреп-
лять путем подчеканки по передней плоскости перемыч-
ки. В процессе заточки инструмента по передней по-
верхности перемычку надо удалить. Ширина паза долж-
на соответствовать толщине пластинки. Зазор между
плоскостями паза и пластинкой должен быть не более
0,05—0,15 мм.
. Расположение дна паза должно обеспечивать при-
пайку пластинок под необходимыми углами, с тем чтобы
режущие пластинки использовались более рационально.
Так, у резцов паз следует располагать под углом, вели-
чина которого больше переднего угла резца на 3—5°.
Угол наклона режущей кромки К также должен
быть учтен при изготовлении паза в корпусе инстру-
мента.
Открытый паз для винтовых пластинок не имеет пе-
ремычки, так как крепление их осуществляется специ-
альными штифтами (рис. 159,6). Для этого перед вин-
товой пластинкой 1 засверливают отверстие 3, в которое
забивается штифт 2, работающий как клин. Диаметр
штифта должен быть не менее 3 мм, так как штифт
283
меньшего диаметра перегревается во время паики, что
вызывает появление трещин на пластинках.
< Процесс пригонки пазов значительно упрощается,
если в паз ввести технологический вкладыш толщиной
1,5—3 мм из углеродистой
крепить путем кернения. В
пластинки устанавливают ;
Рис. 159. Открытый паз с пе-
ремычкой и крепление винто-
вой пластинки перед пайкой.
конструкционной стали и за-
этом случае твердосплавные
j паз без удара.
При напайке инструмен-
та на высокочастотных уста-
новках нельзя крепить пла-
,стинки к корпусу проволо-
кой, так как в местах каса-
ния проволоки^ на пластин-
ках могут возникнуть тре-
щины.
Припои и флюсы. Выбор
припоя зависит от материа-
ла и условий работы инстру-
мента. Наиболее широко в
качестве припоя использует-
ся медь. При обычных тем-
пературах медь обеспечи-
вает прочность паяных сое-
динений твердого сплава со
сталью 16—18 кГ/см2} одна-
ко при температуре 400—
600° С прочность их сни-
жается до 3—4 кГ!см\ Сле-
довательно, медь можно
применять в качестве припоя.для пайки твердосплавных
инструментов, которые работают при малых нагрузках
и невысоком (до 300° С) нагреве.
В процессе пайки флюсы действуют как растворите-
ли и поглотители окислов и грязи, препятствующих
смачиванию поверхности. Кроме того, при нагреве они
предохраняют поверхность от окисления и увеличивают
жидкотекучесть расплавленного припоя.
При пайке твердосплавных инструментов в качестве
флюса используются обезвоженная бура, борный ангид-
рид и их смеси. Эти флюсы растворяют оки-слы многих
металлов, но они недостаточно эффективны при удале-
нии тугоплавких окислов, особенно титана.
При пайке режущих инструментов, оснащенных твер-
дыми сплавами группы ТК или ТТК, для лучшего рас-
284
творения окислов титана во флюс вводят фториды каль-
ция, натрия, калия или лития. Разработан флюс, содер-
жащий 69—73,2% буры, 21—22,8% борного ангидрида
и 5—10% фтористого кальция.
Подготовка припоя и флюса к пайке. К качестве при-
поя, как правило, применяют медную фольгу. Исходя
из нормы расхода припоя 0,35—0,4 г на 1 см2 поверх-
ности соединения, устанавливают размеры кусков фоль-
ги. В этом случае используют флюс в виде порошка.
Норма расхода флюса-—0,15 г на 1 см2 поверхности
соединения.
Для изготовления 1 кг флюса, состоящего из
69—73% буры, 21—22% борной кислоты и 5—10% фто-
ристого кальция, необходимо взять 1,3 кг буры, 0,55—
0,6 кг борной кислоты и 0,1 кг фтористого кальция. Со-
ставленную шихту перемешивают, засыпают в коробку
из окалиностойкой стали Х18Н9 и расплавляют в элект-
рической печи при температуре 850—900° С. После рас-
плавления и тщательного перемешивания расплава его
охлаждают до затвердевания, дробят и размалывают в
шаровых или вибрационных мельницах.
Для улучшения качества пайки и повышения произ-
водительности применяют припой в виде таблеток. Таб-
летированный припой состоит из 75—80% припоя и
20—25% флюса. Технология изготовления таблеток
проста. Приготовленные стружку припоя и флюс в соот-
ношений 4:1 (по весу) засыпают в шаровую или вибра-
ционную мельницу и перемешивают в течение 2—2,5 ча-
са. Таблетки прессуют на автоматическом прессе удар-
ного типа с автоматической подачей порошковой смеси
в матрицу. Размеры таблеток: диаметр—10 и 12,5 мм,
толщина — 2 мм, вес — 0,8—1,25 г. Норма расхода таб-
летированного припоя — 0,5 г на 1 см2 паяемой по-
верхности.
Пайка режущих инструментов производится в печах
и с нагревом токами высокой частоты.
Пайка в печах с безокислительной средой — более
прогрессивный способ. Электрическая печь состоит из
камеры нагрева, где поддерживаете^ температура
1100° С, камеры охлаждения, наружные стенки которой
охлаждаются проточной водой, приемной и выпускной
камер. Для создания в печи безокислительной газовой
среды применяете^ очищенный от примесей водород
либо азот, полученный при диссоциации аммиака. Печь
285
оборудуется контрольной аппаратурой: манометром для
контроля давления газа, расходомерохм для контроля
расхода газа и термопарой с гальванометром для кон-
троля температуры в печи и диссоциаторе.
Подготовка пластинок твердого сплава и корпуса
инструмента для пайки осуществляется следующим об-
разом. Гнездо корпуса посыпают флюсом, кладут фоль-
гу и пластинку твердого сплава и закрепляют их в этом
положении асбестовым шнуром. Подготовленный таким
образом инструмент укладывают на лист окалиностой-
кой стали и ставят в печь, нагретую до температуры
850—900° С. Постепенно температуру в печи повышают
до 1150° С. После 10-минутной выдержки инструмента
при этой температуре ее снижают до 950° С, и инстру-
мент помещают в камеру охлаждения, где юн охлаж-
дается до 200—300° С. Затем его извлекают из камеры.
Пайка с индукционным нагревом на высокочастот-
ных установках — наиболее распространенный и высо-
копроизводительный способ напайки режущих пласти-
нок. При изготовлении большого количества однотип-
ных инструментов осуществляют непрерывную пайку
с подачей инструментов без снятия напряжения с индук-
тора. При этом способе инструменты помещают в мно-
гоместный индуктор один за другим, а по завершении
пайки их извлекают и заменяют новыми.
При изготовлении инструмента небольшими партиями
напайка пластинок производится в одноместных индук-
торах. Форма индуктора зависит от формы и разме-
ров напаиваемого инструмента. Так, например, если
корпус инструмента имеет открытый паз (дисковые фре-
зы, ножи, резцы и т. д.), то пластинки напаиваются в
каждый паз отдельно в петлевых индукторах
(рис. 160, а и б).
В этом случае опорную плоскость паза зуба фрезы
посыпают флюсом и подогревают в индукторе до тем-
пературы 800—850° С. После расплавления флюса, по-
верхность паза очищают от окислов и вновь посыпают
флюсом, на который укладывают припой. Слой припоя
опять посыпают флюсом и сверху кладут режущую пла-
стинку. Затем зуб фрезы вводят в индуктор для окон-
чательного нагрева до температуры плавления припоя.
После расплавления припоя металлическим стержнем
исправляют положение пластинки в пазу и прижимают
ее к опорным плоскостям.
286
. В корпусах инструментов с открытыми и полузакры-
тыми пазами с расстоянием между зубьями более *20 мм
(зенкеры, развертки и фрезы) напайка пластинок про-
изводится в каждый паз отдельно в петлевом или круг-
лом двухвитковом индукторе с эксцентричным располо-
жением корпуса для индивидуального нагрева каждого
зуба (рис. 160,в и г). Ебли расстояние между зубьями
менее 20 мм (зенкеры, развертки, подрезки, фрезы кон-
цевые), то напайка пластинок к корпусу осуществляется
Рис. 160. Типы кондукторов.
одновременно на всех зубьях. Корпус устанавливается
в индукторе в вертикальном положении (рис. 160,5).
После напайки инструменты охлаждают в сухом
песке, нагретом до температуры 150—200° С, или в ка-
мерной печи. Окалина и остатки флюса удаляются
очисткой.
В исключительных случаях напайку пластинки сов-
мещают с термической обработкой корпуса инструмента,
так как повторный нагрев инструмента под закалку сни-
жает прочность паяного шва. Если напайка пластинок
на корпус производится токами высокой частоты, то
сразу Же после окончания напайки рабочую часть инстру-
мента прогревают в индукторе до температуры закалки.
После этого рабочую часть инструмента охлаждают в
расплавленной селитре таким образом, чтобы пластинки
находились на зеркале ванны. При охлаждении рабочей
287
части корпуса до 500° С инструмент полностью погру-
жают в ванну, а затем подвергают отпуску.
При пайке погружением в ванну инструменты сна-
чала подогревают до температуры 350—400° С над зер-
калом стального (окалиностойкого) тигля с расплавлен-
ной бурой, нагретой до 850° С, а затем погружают в него
и выдерживают там до полного прогревания (из расчета
12 сек. на 1 мм среднего сечения инструмента). Нагрев
тигля с бурой осуществляется в ванне с расплавлен-
ным хлористым барием.
После флюсования и нагрева до температуры 850° С
инструменты переносят в другой тигель, в котором нахо-
дится расплавленный припой, нагретый до температуры
1050° С. Инструменты в тигле с припоем выдерживают
из расчета 6 сек. на 1 мм среднего сечения инструмента.
За это время корпус и пластинки должны покрыться
тонким слоем припоя. Затем инструменты медленно вы-
нимают из тигля и охлаждают на воздухе до затверде-
вания припоя. После этого их переносят в печь и выдер-
живают в ней в течение 8 час. при температуре 200—
250° С, а затем медленно охлаждают вместе с печью.
При пайке инструментов погружением в расплавлен-
ный припой необходимо следить за тем, чтобы не было
натеков на их торце и боковой поверхности. Натеки по-
являются при низкой температуре ванны с припоем и
недостаточном ее прогреве, загрязненности припоя же-
лезом, слишком быстром извлечении инструмента из
припоя. Охлажденные инструменты кипятят в 10%-ном
растворе каустической соды, очищают в пескоструйном
аппарате и направляют на дальнейшую механическую
обработку.
Контроль качества пайки осуществляют
внешним осмотром, а также с помощью специальных
инструментов и приборов. Внешним осмотром прове-
ряют правильность расположения пластинки на держав-
ке, отсутствие грубых завалов и забоин на режущих
кромках, выколов и трещин. Мелкие дефекты пайки
трудно обнаружить невооруженным глазом, поэтому
паяные соединения осматривают с помощью микроскопа
КМ-60.
Для выявления трещин используется люминесцент-
ный метод. Применение его основано на способности
свечения некоторых материалов при ультрафиолетовом
облучении в присутствии масел, обладающих способно-
288
стью проникновения в мелкие поры и трещины. Для
проведения люминесцентного контроля инструмент очи-
щают от флюса и излишков припоя, а затем погружают
на 4—5 мин. в раствор следующего состава (в мл)\
Триэтаноламин............ . . • 7
Олеиновая кислота 9
Керосин ................. ... 23
Трансформаторное масло.........6
После извлечения из раствора инструмент промы-
вают в проточной воде и сушат в струе сжатого воздуха.
Затем пластинки твердого сплава покрывают тонким
слоем талька, излишки которого удаляют легким встря-
хиванием инструмента. После этого инструмент подвер-
гают ультрафиолетовому облучению в затемненном по-
мещении. Трещины, имеющиеся на поверхности твердого
сплава и паяного шва, при облучении ярко светятся, что
облегчает отбраковку некачественного инструмента.
Контроль методом цветных красок основан на способ-
ности цветных красителей проникать в мелкие поры и
трещины и, кроме того, изменять цвет других краси-
телей. х
Для выявления трещин в твердосплавном инструмен-
те находят применение красная и белая краски. Красная
краска состоит из 85 мг бензола, 5 мг авиационного
масла МК8 и 1 г темно-красного красителя «Судан-4».
При изготовлении красной краски краситель «Судан-4»
растворяют в масле МК8, затем в раствор вливают
бензол и тщательно размешивают до полного растворе-
ния красителя.
Белая краска состоит из 70 мг коллодия, 10 мг аце-
тона, 20 мг бензола и 5 г густотертых белил. Белую
краску изготовляют следующим образом: белила и бен-
зол тщательно смешивают, и в эту смесь вливают кол-
лодий.
Способ применения метода цветных красок следую-
щий. На обезжиренные поверхности пластинок твердого
сплава наносят красную краску и сушат в течение 1 мин.
Затем наносят второй слой этой краски и сушат до пол-
ного его высыхания. После этого слой красной краски
удаляют тампоном, смоченным в растворе, содержащем
30 мл керосина и 70 мл трансформаторного масла, и на
очищенную поверхность наносят тонкий слой белой
краски. Если пластинка твердого сплава имеет трещины,
94Q
10 И. Г. Космачев ,
то на белой краске появляются красные линии, копи-
рующие их расположение.
Напайка пластинок из быстрорежущей стали к кор-
пусу инструмента осложняется тем, что после напайки
их необходимо термически обработать.
При совмещении процесса напайки с термической
обработкой припой помещается в специальные камеры,
изготовляемые в корпусе инструмента или в пластинке.
После механической обработки корпуса и закрепления
пластинок инструмент подвергают пайке и термической
обработке, предварительно прокипятив его в насыщен-
ном водном растворе буры. Последний, проникая в за-
зоры между -пластинками и корпусом, обеспечивает вне-
сение флюса в зону пайки.
Сплавы-припои. Для изготовления паяных быстроре-
жущих инструментов применяются диффузионные спла-
вььприпои четырех марок: ГФК, ГФ, ГФ1 и ГПФ.
Припой ГФК имеет много преимуществ по сравне-
нию с другими припоями; его можно рекомендовать как
наиболее универсальный для изготовления паяного бы-
строрежущего инструмента. Припои ГФ и ГФ1 можно
использовать для пайки инструмента из сталей Р9 и
Р18. Припой ГПФ ввиду высокой температуры плавле-
ния имеет ограниченное применение — только для пайки
инструментов из стали Р18.
Для изготовления быстрорежущих резцов некоторые
заводы используют сварочный порошок следующего со-
става (в г):
Кальцинированная сода.........100
Стальная стружка .............100
Медная стружка................160
Обезвоженная бура.............320
Ферромарганец.................320
Компоненты порошка дробят и тщательно растирают.
Подготовка поверхности к пайке. Шероховатость
соединяемых поверхностей должна соответствовать 5-му
и 6-му классам. На поверхностях соединения не должно
быть черновин, забоин, надиров, заусенцев, грязи и мас-
ла. Неплоскостность соединяемых поверхностей должна
находиться в пределах 0,04—0,7 мм для инструмента
диаметром 50—300 мм. В случаях конусного соединения
•и внахлестку при косом срезе углы конусности и уклона
у сопрягаемых деталей должны быть одинаковыми. От-
290
клонение от номинального значения углов допускается
не более ±1°.
В зависимости от конструкции инструмента приме-
няются различные типы соединения пластинок из бы-
строрежущей стали с корпусом инструмента (табл. 37).
Сборка инструмента перед пайкой. Крепление пла-
стинок к корпусу перед пайкой — одна из ответственных
операций сборки. Она осуществляется коническими или
цилиндрическими штифтами и соединительными втул-
ками.
К корпусу многолезвийного инструмента пластинки
крепят двумя коническими штифтами, что обеспечивает
надежность крепления. В тех случаях, когда размеры
пластинок не позволяют разместить два штифта, их кре-
пят одним штифтом, расположенным в центре. Крепле-
ние цилиндрическими штифтами осуществляется в неко-
торых однолезвийных и многолезвийных инструментах,
не требующих дальнейшей механической обработки.
В данном случае крепление пластинок к корпусу штиф-
тами необходимо для того, чтобы предотвратить их сме-
щение относительно корпуса в процессе пайки и терми-
ческой обработки.
Типовые узлы сборки инструмента в зависимости от
типа соединения приведены в табл. 38.
Механическое крепление пластинок. К преимуще-
ствам механического крепления режущих пластинок от-
носятся следующие: устраняется операция напайки;
уменьшается расход материала на изготовление дер-
жавок и корпусов в связи с возможностью их много-
кратного использования; уменьшается расход абразив-
ных материалов, так как при заточке пластинки нет
необходимости затачивать державку; пластинки затачи-
ваются- отдельно в специальных приспособлениях по не-
скольку десятков штук одновременно, что упрощает ра-
боту. Существенным недостатком является сложность
изготовления державок и корпусов.
Крепление пластинок у резцов может быть осуществ-
лено двумя способами: при помощи накладных планок,
сухарей, клиньев, болтов, а также силами резания.
В табл. 39 приведены способы механического крепле-
ния пластинок.
Крепление ножей к корпусу фрезы. Слесарю-инстру-
ментальщику чаще всего приходится заниматься сбор-
кой торцовых фрез.
291
Таблица 37
Типы соединений пластинок из быстрорежущей стали
с корпусом инструмента
Типы соединений Эскиз Область применения
Плоские поверхности v/////zwX'Atm'1 Пайка токарных канавочных резцов и долбяков
Соединение внахлестку при косом срезе Дет. 1 При удлинении спиральных сверл, зенкеров, развер- ток, метчиков
Открытый паз Дет 1 Дет.2 Фаска Радиус или фаска Пайка отрезных, канавочных, про- ходных и танген- циальных резцов, расточных пластин, зенкеров, зуборез- ных гребенок, дол- бяков, профильных фрез
Закрытый паз Радиус или фаска Пайка профиль- ных, червячных, резьбовых и диско- вых фрез, метчиков, зенкеров, протяжек
Конусное соединение г—f При удлинении спиральных сверл, зенкеров, развер- ток, метчиков и из- готовлении диско- вых фрез
Цилиндриче- ское соединение 1 о 13 g 2 Пайка резьбовых резцов, пазовых фрез, дисковых и чашечных долбяков, насадных подрезок, круглых плашек
и
292
Таблица 38
Типовые узлы сборки инструмента
Типы соединения и порядок сборки
Плоские поверхности и откры-
тый паз. Пластинка перед пайкой
закрепляется цилиндрическим
штифтом. Во избежание сдвига
рекомендуется раскернить штифт
со стороны торца
Соединение внахлестку при ко-
сом срезе. Втулка 1 обеспечивает
плотное прилегание и соосность
рабочей и хвостовой частей инст-
румента. Для размещения припоя
втулка имеет открытый паз. После
пайки втулка срезается
Закрытый паз. После запрес-
совки пластинок / в корпусе 2 и
закрепления штифтами 3 можно
вести механическую обработку до
пайки. Толщина пластинок должна
обеспечить сопряжение по прес-
совой посадке. Пластинки запрес-
совывают в два приема: вначале
до половины глубины паза, а затем
окончательно
Конусное соединение. При из-
готовлении дисковых фрез с коль-
цом 2 из быстрорежущей стали
применяется конусное соединение
(1:50). На торце корпуса / нано-
сится условный знак Б. После за-
прессовки производится дополни-
тельное «крепление тремя винтами
Цилиндрическое соединение.
В корпусе 2 должно быть отвер-
стие 3 для припоя. Поднутрение
и уступы на торцах Б кольца 1
не допускаются
Эскиз
Место соединения
Место кернения
293
Продолжение табл, 38
Типы соединения и порядок сборки Эскиз
Цилиндрическое соединение. Длина вставки 2 должна быть меньше толщины корпуса 1 на 1,5—2 мм с целью образования кармана для припоя Место соединения
Таблица 39
Способы механического крепления вставок и пластинок
к державкам резцов
Типы резцов Эскиз
J
Проходные и подрезные резцы z-Mw/жЙ’ я i
конструкции ВНИИ: 1 — клино- 1
видная сменная вставка; 2 — дер-
жавка; 3—винт; 4 — стружколом
Резцы с многогранными непере- 3 ♦ «
тачиваемыми пластинками: 1—дер-
жавка; 2—твердосплавная пла-
стинка для упрочнения державки;
3—твердосплавная многогранная
пластинка; 4 — штифт; 5 — клин;
6 — болт
Резьбовые резцы с трехгранными
неперетачиваемыми пластинками: v/7/////z
1 — твердосплавная пластинка, 2 — V/7/7///,
упор; 3 — клин; 4 — болт; 5 — дер-
жавка
294
Продолжение табл. 39
Типы резцов
Проходные резцы с креплением
пластинок накладной планкой: / —
державка; 2 — подкладка; 3— пла-
стинка; 4 — упор; 5—гайка; 6~
шпилька; 7 — шайба; 8— планка-
стружколом
Подрезные резцы с креплением
пластинок клином: / — пластинка;
2—стальная планка; 3—винт; 4 — *
гайка; 5—штифт; 6 — державка
Эскиз
ГОСТами предусмотрены следующие типы крепления
ножей к корпусу фрезы: плоским клином; с помощью
рифлений и плоского клина; рифельно-клиновое (нож
имеет рифли и выполнен в виде клина).
Крепление плоским клином является достаточно про-
стым. Надежное соединение в этом случае достигается
за счет плотного соприкосновения сопряженных поверх-
ностей зуба, клина и паза в корпусе.
Рифельное крепление является одним из самых рас-
пространенных. Рифления позволяют производить пере-
становку зубьев на одно или несколько делений, что
295
дает возможность регулировать их положение. Однако
вследствие неравномерного износа зубьев, особенно
с пластинками из твердого сплава, а также принуди-
тельного выдвижения ножей на одно или несколько де-
лений увеличивается припуск на переточку и усложняет-
ся процесс заточки. Большим недостатком является так-
же то, что основание зуба, опираясь на боковые плос-
кости рифления, не имеет надежной опоры.
Ряд конструкций торцовых фрез (фрезерных голо-
вок), нашедших широкое применение при скоростном
фрезеровании, предусматривает возможность раздель-
ного затачивания вставных ножей с последующей уста-
новкой их в корпусе фрезы, который в некоторых слу-
чаях может и не сниматься со станка. Необходимость
в раздельной заточке ножей торцовых фрез вызывается
отсутствием соответствующих заточных станков.
По мере обеспечения изготовителей и потребителей
фрез специальными заточными станками потребность
в раздельной заточке ножей отпадет.
На рис. 161 изображены торцовые фрезы, получив-
шие широкое распространение при скоростном фрезеро-
вании плоскостей. Надежное крепление ножей в этих
фрезах производится винтами с головкой под ключ (су-
ществуют конструкции и с клиновым креплением).
Ножи можно затачивать индивидуально и потом уста-
навливать их в корпусе с помощью простого приспособ-
ления.
Нож имеет точную призматическую форму. Опорная
и противоположная ей плоскости обрабатываются стро-
ганием. Резцовая державка не должна ^выступать из
корпуса. Ножи крепятся в корпусе фрезы не менее чем
двумя винтами. Высота корпуса принимается такой,
чтобы обеспечивались достаточная опорная поверхность
для ножей и размещение необходимого количества вин-
тов для их крепления. Концы и головки болтов закли-
ниваются.
На рис. 161, а показана фреза открытого типа, у ко-
торой ножи могут вставляться и выниматься в радиаль-
ном и осевом направлениях. У фрезы закрытого типа
(рис. 161,6) вынуть и вставить ножи возможно только
в осевом направлении.
Ножи затачивают в специальном приспособлении,
обеспечивающем требуемое положение режущей кромки
относительно двух взаимно перпендикулярных базовых
296
плоскостей ножа. Устанавливать и регулировать ножи
вдоль их осей можно с помощью шаблона (рис. 161, в)
или индикатора.
Описанная конструкция фрезы обеспечивает вели-
чину биения по угловой режущей кромке не более
0,06 мм, а по торцу — не более 0,08 мм, что соответствует
Рис. 161. Сборные торцовые фрезы.
техническим требованиям к торцовым фрезам со встав-
ными ножами.
Сборка ножей с корпусом производится в приспособ-
лении, которое приведено на рис. 162, а. На основании /5
приспособления закреплены болтами /7 и гайками 16
стойка 18 и колодка 14. Колодка служит направляющей
для губок 12, которые перемещаются вдоль колодки при
повороте винта 13. В губках установлены ролики 11, яв-
ляющиеся подставкой для корпуса фрезы 10. Корпус
297
фрезы с конусной оправкой 4 закрепляется в шпинде-
ле 7 (приспособления с помощью штревеля 1 и конусной
втулки 2. Благодаря наличию подшипников 5 и 8 фреза
легко поворачивается вокруг оси корпуса 6 приспособ-
ления. Подтяжка подшипников производится гайками
3 и 9.
Корпус приспособления с закрепленной фрезой мо-
жет разворачиваться вокруг оси 20 стойки 18 и фикси-
роваться в нужном положении фиксатором 19. Такая
а) б)
Рис. 162. Приспособление для сборки фрез {а} и установка
ножей в корпус (б).
конструкция приспособления позволяет выполнять все
требующиеся при сборке и разборке фрез слесарные
операции, не снимая фрезы с приспособления. Для
облегчения установки фрезы на приспособление корпус 6
со шпинделем 7 необходимо развернуть вокруг оси сто-
ла и закрепить в вертикальном положении.
Данное приспособление можно использовать при
сборке и разборке фрез, а также и при их ремонте.
Развертывание отверстий под сухари, нарезка резь-
бы под винты, установка новых ножей или смена изно-
шенных, крепление их сухарями и винтами производят-
ся при горизонтальном расположении корпуса приспо-
собления (рис. 162,6). Для извлечения сухарей из гнезд
применяют металлический прут с резьбовым концом.
Прут ввертывают в резьбовое отверстие сухаря и уда-
298
рами выколотки по пруту сухарь извлекают, после чего
изношенный нож легко вынимается.
Крепление ножей в корпусе фрезы производится сле-
дующим образом. Нож от руки вставляют в торцовое от-
верстие корпуса на определенную глубину, а затем в эти
же отверстия со стороны образующей корпуса устанав-
ливают сухари, причем так, чтобы рифли сухарей и но-
жей вошли в зацепление между собой. Для обеспечения
надежного крепления ножей сухари досылаются удара-
ми ручника по оправке (см. рис. 162,6). Чтобы в про-
цессе эксплуатации фрез не ослабло крепление ножей,
сухари закрепляют винтами при помощи пневматиче-
ской отвертки.
Разборка фрез производится в обратной последова-
тельности. Корпус приспособления при разборке также
находится в горизонтальном’ положении.
1 35. ЗАТОЧКА И ДОВОДКА РЕЖУЩИХ ИНСТРУМЕНТОВ 1!
Завершающими операциями изготовления режущего
инструмента являются заточка и доводка. Хотя эти опе-
рации выполняются заточниками, слесарь-инструмен-
тальщик должен знать основные способы заточки и
уметь заточить и довести наиболее простые и распро-
страненные инструменты — резец, сверла, развертки.
Выбор основных параметров заточки и доводки. За-
точка и доводка режущих инструментов осуществляются
абразивным, алмазным и электрохимикомеханическим
способами. Основным способом заточки быстрорежущих
инструментов принято считать абразивный, а твердо-
сплавных — абразивно-алмазный.
Схему заточки выбирают в зависимости от конструк-
ции и условий эксплуатации инструмента. Как правило,
сначала затачивают передние, а затем задние поверхно-
сти. Фасонные и мерные инструменты затачивают по
передним поверхностям после заточки задних.
Для более экономного расходования твердого спла-
ва, шлифовальных и доводочных материалов заточку
и доводку следует вести за счет длины пластинки. У рез-
цов, например, основная заточка выполняется по зад-
ним поверхностям, а вспомогательная (как правило, до-
водка) — по передней.
При заточке твердосплавного инструмента основны-
ми операциями могут быть следующие: шлифование
299
державки; предварительная заточка; окончательная
заточка; доводка; точная доводка. Необходимость вы-
полнения каждой из этих операций зависит от каче-
ства пайки (или сборки) инструмента, величины припу-
ска и требуемого класса чистоты рабочих поверхностей
инструмента.
Заточка твердосплавных инструментов может про-
изводиться шлифовальными абразивными кругами из
карбида кремния зеленого (КЗ) или алмазными (АС).
Выбор того или иного круга зависит от требований к ка-
честву поверхности инструмента, возможности обработ-
ки только твердосплавной пластинки или одновременно
пластинки и державки, стоимости операции заточки.
При заточке кругами КЗ можно получить 7—8-й
классы чистоты, в то время как многие поверхности ин-
струмента должны иметь 9-й класс чистоты. Следова-
тельно, абразивные круги КЗ надо применять при чер-
новой (предварительной) заточке, а алмазные — при
окончательной заточке и доводке.
Поэтому при построении технологического процесса
заточки можно принять следующие варианты: предвари-
тельная заточка кругами КЗ одновременно твердосплав-
ной пластинки и державки и окончательная заточка и
доводка алмазными кругами; окончательная заточка и
доводка алмазными кругами; обработка державки кру-
гами ЭБ; предварительная заточка кругами КЗ и окон-
чательная заточка или доводка алмазными кругами; об-
работка державки кругами ЭБ с последующей алмазной
заточкой или доводкой.
Выбор того или иного варианта зависит главным об-
разом от величины припуска, оставленного на заточку.
Заточку твердого сплава кругом КЗ на неавтомати-
зированном оборудовании следует проводить без
охлаждения, а на автоматизированных станках —с охла-
ждением водным раствором нитрата натрия с, расходом
его не менее 5—8 л)мин с подачей обязательно в зону
контакта круга и инструмента.
Алмазные круги изготовляют на бакелитовых и ме-
таллических связках. При снятии наибольших припусков
твердого сплава (до 0,5 мм) используют круги на метал-
лической связке, а при доводке — на бакелитовой.
Качество заточки можно улучшить уменьшением пло-
щади контакта круга с затачиваемой поверхностью ин-
струмента, а также времени контакта, затачиванием
300
инструмента при постоянном значении радиальной силы
и интенсивном отводе возникающего тепла.
Время контакта круга с инструментом можно со-
кратить путем увеличения продольной подачи (до 6—
8 мин.), уменьшения проходов (до 2—4) и применения
кругов с прерывистой рабочей поверхностью. При вибра-
ционном шлифовании значительно снижается темпера-
тура в зоне заточки, что уменьшает опасность прижогов
и трещинообразования. Заточка с подпружиненным суп-
портом позволяет исключить появление трещин и повы-
сить производительность.
Обильное равномерное охлаждение во всех случаях
заточки способствует повышению качества обрабатывае-
мых поверхностей, износостойкости круга и производи-
тельности операции.
Для заточки и доводки режущих инструментов при-
меняют точила, универсальные и специальные станки,
а также кругло-, плоско- и профилешлифовальные
станки.
Точила предназначены в основном для заточки рез-
цов всех типов. При отсутствии специальных заточных
станков на точилах выполняют также заточку сверл.
Передние поверхности резцов затачивают торцом круга,
а задние — периферией круга.
Универсальные станки применяются для заточки и
доводки режущего инструмента всех видов и имеют ком-
плект приспособлений, которые облегчают установку и
закрепление обрабатываемого инструмента.
Специальные заточные станки предназначены, как
правило, для заточки и доводки режущих инструментов
одного вида — резцов, сверл, протяжек, червячных фрез
и т. д.
Заточка и доводка резцов. Как уже отмечалось,
у резцов основную заточку осуществляют по задним по-
верхностям, а вспомогательную — по передней, поэтому
принята заточка двойных углов по передней поверхно-
сти, а тройных — по главной задней поверхности.
Предварительная заточка передней поверхности про-
изводится по всей плоскости под углом напайки пла-
стинки на державку резца (yi), который делается ббль-
шим, чем заданный передний угол (рис. 163,а).
Заданный передний угол у получается чистовой за-
точкой и доводкой передней поверхности, прибегающей
к режущей кромке по узкой фаске f (рис. 163,6).
301
Заточка задней поверхности разделяется на три
операции: заточка по державке под углом а=+5°
(рис. 163, в); чистовая заточка по пластинке твердого
сплава под углом а=+2° (рис. 163,г); получение задан-
ного главного заднего угла а доводкой части задней
поверхности, непосредственно прилегающей к режущей
кромке по узкой фаске (рис. 163, д);
При ручной заточке резец на станке устанавливает-
ся по заданным углам при помощи подручников. Во
избежание захватывания кругом резца его режущая
Рис. 163. Схема заточки резцов.
кромжа должна быть на 1—2 мм выше осевой линии
круга, вращение которого направлено на пластинку.
При ручной заточке необходимо применять охлаждение.
Жидкость должна поступать обильной и непрерывной
струей в количестве не менее 12 л/мин.
Заточку ведут с легким нажимом резца на круг, при
этом резец нужно все время передвигать вдоль рабочей
поверхности круга.
Заточка по державке под углом а=+2° производит-
ся электрокорундовым кругом зернистостью 50—40 и
твердостью СМ1—СМ2 при окружной скорости круга
25 м!сек.
Предварительная заточка по пластинке твердого
сплава осуществляется кругами из зеленого карбида
кремния зернистостью 40—25 и твердостью СМ1—СМ2,
а окончательная — кругами из зеленого карбида крем-
ния зернистостью 25—16 и твердостью М2—М3. Окруж-
ная скорость круга при ручной предварительной и окон-
чательной обработке должна быть в пределах 12—
15 м!сек.
Доводка резцов абразивными пастами производится
на станках модели 3818 в тисках либо в специальных
приспособлениях. В процессе доводки поверхности зер-
302
на абразива размельчаются, выравниваются и, проходя
через режущую кромку инструмента, не производят ско-
лов, а только сглаживают отдельные неровности, полу-
ченные в результате заточки абразивными кругами. Про-
цесс доводки заключается в последовательной притирке
режущих кромок и поверхностей инструмента, начиная
с задних и кончая передней.
Перед началом обработки рабочий торец доводочно-
го диска смачивают керосином, а-затем, медленно пово-
рачивая диск левой рукой, наносят в зигзагообразном
направлении пасту, держа тюбик в правой руке. Паста
состоит из абразивного материала и парафина. Разрав-
нивая пасту на диске, частично шаржируют его чу-
гунным диском диаметром 75—100 мм.
Стол подручника должен быть установлен под задан-
ным углом доводимой поверхности и смещен ниже цен-
тра с таким расчетом, чтобы режущие кромки резца при
их доводке находились на уровне или несколько ниже
центра доводочного диска. Направление вращения диска
должно быть обратным направлению вращения заточ-
ного круга, т. е. от державки к пластинке.
Для ускорения процесса доводки, полного исполь-
зования всей шаржированной поверхности диска и для
равномерного износа его необходимо, чтобы в процессе
доводки резец все время находился в движении вдоль
диска в радиальном направлении по отношению к его
плоскости.
Контроль чистоты поверхности обработанных резцов
осуществляется методом сравнения с резцами-эталона-
ми. Геометрию инструмента проверяют специальными
шаблонами и приборами. В зависимости от конструкции
шаблонов резцы проверяют вручную или на специаль-
ной подставке. В первом случае резец держат в руке и
к проверяемой поверхности прикладывают шаблон, ко-
торый обычно представляет собой стальную каленую
пластинку, имеющую вырезы с главными углами. Сте-
пень точности проверки связана в основном с качеством
изготовления шаблона и квалификацией рабочего.
Доводка разверток. При обработке развертки опера-
ция доводки зуба по заборной части и по наружному
диаметру зачастую выполняется слесарем-инструмен-
тальщиком вручную.
Из ручных способов доводки разверток наиболее
качественной является обработка с помощью разжимного
303
чугунного кольца. Развертка 3 (рис. 164) с надетым
на нее. чугунным кольцом 1 устанавливается в центры 2
и через хомутик 4 получает вращение от шпинделя
станка. На разжимное кольцо наносится доводочная
паста. При вращении развертки и продольном переме-
щении чугунного кольца происходит доводка по наруж-
ному диаметру развертки.
На некоторых заводах доводку или калибровку раз-
верток осуществляют путем продавливания их через ка-
либровочное кольцо. Специальные калибровочные коль-
ца для доводки цилиндрических разверток изготовляют
из стали У12 твердостью HRC 62—64.
Процесс доводки заключается в следующем. Новая
развертка без фасок диаметром, равным номинальному
плюс 0,03—0,06 мм, продавливается под прессом через
калибровочное кольцо соответствующего размера. В ре-
зультате уплотнения материала на цилиндрической части
зубьев образуется фаска шириной 0,03—0,05 мм. Такой
способ доводки благодаря наклепу упрочняет режущие
кромки, обеспечивает равномерность высоты зубьев ка-
либрующей части развертки и повышает производитель-
ность труда слесаря-инструментальщика.
Регулировка разверток. Разжимные ручные разверт-
ки (ГОСТ 3509-71) диаметром от 6 до 50 мм предназна-
чены для обычного развертывания отверстий. Размеры
304
изношенной разжимной развертки можно восстановить
путем ее регулирования, в процессе которого диаметр ин-
струмента может изменяться на 0,15—0,5 мм.
Корпус разжимной развертки (рис. 165, а) изготов-
лен полым, а его рабочая часть имеет от 3 до 6 (через
2—3 зуба) продольных прорезей. Регулировка осуще-
305
ствляется вращением винта 1 (рис. 165,6), который пе-
ремещает шарик 3 вдоль конического отверстия корпу-
са 2 и таким образом разжимает развертку. После регу-
лировки развертка доводится до необходимого размера.
По нормалям завода «Фрезер» изготовляются раз-
движные регулируемые развертки, преимуществом кото-
рых являются значительно большие пределы регулиро-
вания диаметров (0,5—3 мм).
Большинство машинных разверток обладает одним
общим недостатком — по мере износа они не могут регу-
лироваться по диаметру. Чтобы иметь эту возможность,
применяются сборные развертки с различными метода-
ми крепления быстрорежущих и твердосплавных встав-
ных зубьев.
Большой интерес представляют развертки с ме-
ханическим креплением пластинок твердого сплава
(рис. 165,в). В пазы корпуса1// вставляются твердо-
сплавные пластинки 2 и прижимаются к стенке паза
рифленым клином 3. На конце этого клина имеется за-
плечик, которым пластинка удерживается от переме-
щения вдоль оси под действием осевых сил при развер-
тывании. По мере износа пластинка выдвигается по
основанию паза, имеющему подъем в 5°, что компенси-
рует износ по диаметру. Износ торца пластинки компен-
сируется перестановкой клина на одно рифление в осе-
вом направлении.
Приведенная конструкция развертки имеет заднее
направление, которое может обеспечить более точную
обработку отверстий,
Глава VIII
ТЕРМИЧЕСКАЯ обработка
ИНСТРУМЕНТОВ
36. ОСНОВНЫЕ ОПЕРАЦИИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
К основным операциям термической обработки ин-
струментов относятся отжиг, нормализация, закалка и
отпуск.
Отжиг. Эта операция применяется для снятия внут-
ренних напряжений, снижения твердости и изменения
структуры стали. В зависимости от того, какую цель
преследует отжиг, устанавливают различные режимы
его проведения: температуру и скорость нагрева, про-
должительность выдержки и скорость охлаждения. Тем-
пературы отжига углеродистой, легированной и высоко-
легированной сталей принимаются на 30—40° С выше
точки Ас2, потому что при этой температуре, называе-
мой первой критической точкой, происходят основные
структурные изменения. При неполном отжиге, цель ко-
торого состоит в устранении внутренних напряжений,
сталь с любым содержанием углерода нагревают до
температуры 750—760° С. •
Скорость нагрева при отжиге должна обеспечивать
равномерный нагрев всей садки. Для углеродистой и ле-
гированной сталей скорость нагрева недолжна превы-
шать 10° в час, а для быстрорежущих — 50° в час. Вре-
мя выдержки при отжиге в камерных печах обычно со-
ставляет 1—2 часа.
Охлаждение после отжига можно проводить по двум
технологическим схемам:
1) непрерывное охлаждение с печью до 500° С со ско-
ростью 50° в час для углеродистой и 30° в час — для ле-
гированной и быстрорежущей сталей, дальнейшее охла-
ждение проводится на воздухе и скорость его может
быть любой;
2) изотермическая выдержка в интервале перлитно-
го превращения. Изотермическая выдержка часто про-
изводится на 160° С ниже Ас^ практически изометриче-
ская выдержка составляет 1—2 часа для углеродистой
- 307
стали, 3—4 часа — для легированной и 3—8 час. — для
быстрорежущей стали. После изотермической выдержки
инструмент охлаждают до 500° С с печью, а далее—на
воздухе.
Режимы отжига по первой схеме приведены в табл. 40,
а по второй — в табл. 41.
Таблица 40
Режимы отжига углеродистых, легированных и быстрорежущих
сталей
Марки стали Темпера- тура на- грева, °C Способы охлаждения Твердость НВ
УТ, У7А, У8, У8А, У8Г 740—760 С печью со ско- ростью 50—60° в час до 500—600° С, а за- тем на воздухе 187
У9, У9А, У10, У10А, У11, У11А, У12, УГ2А, У13, У13А 750—770 192—217
X 780—800 До 400—500° С с пе- чью по 30° в час, а затем на воздухе 229
Х05 187—241
9Х 179—217
ХГ, 9ХС 197—241
ХВГ 207—255
PI8, Р9 840—860 До 650° С в замазан- ной печи, а затем на воздухе 207—255
Р9Ф5, Р14Ф4, Р18Ф2, Р9К5 207—270
Р9К10, Р10К5Ф5, Р18К2Ф2 255—290
Нормализация. Для повышения режущих свойств фа-
сонных инструментов, предназначенных для обработки
твердых сталей, рекомендуется проводить предвари-
тельное улучшение заготовок по следующей технологии:
закалка в масле с температурой 1280° С для стали Р18
и 1230° С — для стали Р9 (после-предварительной меха-
нической обработки заготовок); нормализация с нагре-
вом до 840—860° С; низкотемпературная закалка с на-
гревом до 920—950° С в масле; отпуск при температуре
670—720° С с выдержкой 2—3 часа для достижения твер-
дости HRC 33—37 и хорошей обрабатываемости при
чистовой механической обработке. Так как процесс улуч-
шения удорожает стоимость инструмента, применять его
следует только для заготовок, забракованных в состоя-
нии поставки по твердости и структуре.
308
Таблица 41
Режимы изотермического отжига инструментальных сталей
Марки стали Первый подогрев Изотермическая выдержка Твердость НВ
температу- ра, °C выдержка, час. температу- ра, °C выдержка, час.
У9, У9А 750—770 1—2 600—650 1—2 170—187
У10, У10А 750—770 1—2 620—660 1—2 179—197
У12, У12А 750—770 1—2 640—680 1—2 ' 187—207
X 770—790 1—2 670—720 3—4 197—228
9ХС 790—810 1—2 700-т-730 3—4 197—241
В1 750—770 1—2 670—700 3—4 187—228
ХВГ 770—790 1—2 680—700 3—4 207—225
Р9, Р18 860—880 1—2 730—750 3—4 207—241
• Р9Ф5 860—880 1—2 740—760 6—8 241
Р10К5Ф5 860—880 1—2 740—760 6—8 255
Р9К10, Р14Ф4 860—880 н ^-2 740—760 6—8 241
Таблица 42
Среды для нагрева стали при термической обработке
Состав среды Вес, % Температу- ра распла- вления, °C Интервал рабочих темпера- тур, °C Область применения
Хлористый барий 100 960 1 000—1 300 Для нагрева быстрорежу- щих сталей
Хлористый барий Поваренная соль 78 22 624 750—900 Для нагрева инструмен- тальных, угле- родистых и ле- гированных сталей
Хлористый калий Поваренная соль 56 22 663 750—900
Кальцинирован- ная сода Поваренная соль Хлористый калий 20 60 20 700 750—900
Натриевая селит- ра Калиевая селитра 50 50 220 300—400 Для нагрева инструмен- тальных сталей при отпуске
Натриевая селит- ра Нитрит калия 50 50 150 160—300
309
со
Таблица 43
Рекомендуемые закалочные среды для термической обработки режущего инструмента
Характеристика инструмента Состав среды, % Темпера- тура пла- вления, °C Интервал рабочих темпера- тур, *с Охлажде- ние до 20° С
Инструмент из углеродистых сталей диа- метром или толщиной менее 3 мм (метчи- ки диаметром менее 12 мм) 55% KNO3 и 45% NaNTO3 137 150—170 * На воздухе
Инструмент из углеродистых сталей диа- метром или толщиной более 8 мм (метчи- ки диаметром более 12 мм) 5—10%-ный водный раствор NaCl — 18—35 См. приме- чание 1
Инструмент из легированных сталей 55 % KNO3 и 45% NaNO3 137 160—180 На воздухе
Инструмент из быстрорежущих сталей 70% KNO3 и 30% NaOH; 21% КС1, 31 % ВаС12 и 48% СаС12 260 300—550 На воздухе
Фасонный крупный инструмент из бы- строрежущих сталей (угловые модульные фрезы диаметром.200—230 мм} Масло цилиндровое легкое Температу- ра вспышки 215 Не более 160 См. приме- чание 2
Длинный инструмент из быстрорежущих сталей Масло индустриаль- ное 45 190 Не более 150 —
Мелкий инструмент из быстрорежущих сталей диаметром или толщиной не бо- лее 3 мм Воздух — 20 —
Прорезные . фрезы из быстрорежущих сталей 33,3% КС1. 33,3% NaCl и 33,3% BaClg 585 600—650 На воздухе в случае правки под прессом
Примечания. 1. Инструмент сложной формы при наличии острых надрезов следует охлаждать в указанном составе до
температуры мартенситного превращения, а затем переносить в подогретое масло.
2. Инструмент нужно охлаждать в горячем масле до температуры ванны, а затем вместе с маслом со скоростью 20—40 град./час.
до 40—50° С и с последующим отпуском при температуре 560°С.
Оо
Закалка — наиболее ответственная . операция терми-
ческой обработки инструмента. Вместе с отпуском она
определяет его стойкость и обеспечивает заданную твер-
дость, износостойкость, теплостойкость и прочность.
Основными условиями, влияющими на результаты за-
калки, являются температура окончательного нагрева и
продолжительность выдержки.
Наиболее широко распространен способ нагрева в
хлорбариевых ваннах, так как он обеспечивает интен-
сивность и равномерность нагрева, возможность местно-
го нагрева инструмента, а также инструмента большой
длины с минимальной деформацией и защиту поверх-
ности от окисления при нагреве.
Составы среды, рекомендуемые режимы нагрева и
окончательного нагрева при закалке инструментов при-
ведены в табл. 42. Выбор среды для охлаждения зави-
сит от марки стали, требуемой твердости, формы и раз-
меров инструмента (табл. 43).
Отпуск. Основная цель отпуска инструмента состоит
в снятии внутренних напряжений и превращении оста-
точного аустенита в стали в мартенсит. Режимы от-
пуска углеродистых и .легированных инструментальных
сталей приведены в табл. 44.
Таблица 44
Режимы отпуска в зависимости от необходимой твердости
Марки стали Твердость HRC после отпуска при температуре нагрева, °C
140-150 . 160-170. 180-200
У10 62—64 60—63 59—61
УН, У12 62—64 61—63 60—62
У13 62—65 61—63 60—62
9ХС 61—65 61—64 60—62
ХВГ 62—64 61—63 60—62
Отпуск инструмента из углеродистой и легированной
стали следует проводить в расплавленных средах
(табл. 45), так как после отпуска в масле необходима
продолжительная операция обезжиривания, а отпуск
в печах с воздушной атмосферой не обеспечивает одно-
родной твердости.
312
Таблица 45
Рекомендуемые среды нагрева при отпуске инструмента
Наименование стали Среды нагрева Темпер плавле- ния ^тура, вспыш- ки Интервал рабочих температур при отпу- ске, °C
Углеродистая и ле- гированная инстру- ментальная 55% KNO3 и 45% NaNO3 Масло индустри- альное 45 Масло цилиндро- вое 52 KNO3 137 337 190 310 150—500 140—170 400—560
Быстрорежущая 85% KNO3 и 15% NaOH NaOH Воздух Перегретый пар 226 328 1 III 400—560 400—600 400—560 500—560
Лучший режим отпуска для быстрорежущих ста-
лей— трехкратный с выдержкой по 1 часу. Если закалка
инструмента проведена при нормальных условиях, то
превращение остаточного аустенита завершается в те-
чение первых двух отпусков, а в процессе третьего от-
пуска происходит снятие напряжений во вновь образо-
Таблица 46
Режимы отпуска быстрорежущих сталей
Марки стали Температура нагрева при закалке, °C Температура отпуска, °C
Р18 1280 560
Р9 1225—1230 560 580 ±5
Р9Ф5 1230—1250 600 ±5 580 ±5
Р14Ф4 1240—1260 600 ±5 580 ±5
Р18Ф2 1280—1290 600±5 580 ±5
Р10К5Ф5 1220—1230 600 ±5 500 ±5
Р8К5Ф2 1280—1285 600 ±5
313
вавшемся мартенсите. После каждого отпуска обяза-
тельно охлаждение инструмента до температуры 20° С.
Рекомендуемые режимы отпуска быстрорежущих ста-
лей приведены в табл. 46.
37. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ИНСТРУМЕНТОВ
Для получения более высокой поверхностной твердо-
сти режущие инструменты, предназначенные для чисто-
вой обработки, подвергают химико-термической обработ-
ке. Это дает возможность получить поверхностную твер-
дость более высокую, чем при закалке и отпуске. Наи-
более распространенным способом химико-термической
обработки в инструментальном производстве является
цианирование.
Процесс цианирования заключается в насыщении по-
верхностного слоя готового режущего инструмента од-
новременно углеродом и азотом при температуре 540—
560° С. В практике находит применение цианирование
в смеси аммйака и природного или генераторного газа.
Цианированию подвергают главным образом сложные
инструменты — фасонные, червячные и резьбовые фрезы.
Цианирование представляет собой последнюю опе-
рацию изготовления режущего инструмента. Очищенные
от окалины, грязи и масла инструменты укладывают на
этажерку в один ряд, чтобы создать наилучшие усло-
вия для прохождения газов, и помещают в контейнер.
Перед загрузкой инструментов контейнер разогревают
до температуры .540—560° С путем подачи науглерожи-
вающего газа без аммиака. После прогрева контейнера
подачу газа прекращают и устанавливают в нем эта-
жерку с инструментом.
Во время прогрева инструмента и доведения его тем-
пературы до требуемой в контейнер для вытеснения на-
ходящегося в нем воздуха подают в течение 15 мин. газ со
скоростью 4 л/мин. Во избежание хлопков в контейнере
и выбрасывания жидкости из манометров в течение пер-
вых 2 мин. газ подается со скоростью не более 1 л!мин.
После прогрева контейнера до заданной температуры
в него подают аммиак в количестве 1,5 л!мин. Газ под-
жигают на выходной трубе сразу же после пуска ам-
миака. Температура цианирования должна быть равна
температуре отпуска инструмента или ниже ее на
5—10°,
314
В табл. 47 приведены режимы цианирования инстру-
мента различных видов. Время выдержки при цианиро-
вании считается с момента пуска в муфель аммиака и
установления в нем избыточного давления.
Таблица 47
Рекомендуемое время выдержки при низкотемпературном
цианировании инструмента из-быстрорежущей стали
Наименование инструмента Диаметр или толщина, мм Выдержка при цианирова- нии, час.
газовом твердом
Сверла, зенкера, разверт- ки 3—5 20—30 30 1,0—1,5 1,5—2,0 2,0—3,0 2,0—2,5 2,5—3,0 3,0—4,0
Метчики 5—8 12—20 30 —1 о СП о О1 1 1 1 О Си о 1,5—2,0 2,0-3,0 3,0—3,5
Резьбонарезные фрезы: со шлифованным зубом с нешлифованным зубом 25—50 50 25—50 75 1,0—1,5 1,0—2,0 1,5—2,0 2,0—2,5 1,5—2,0 2,0—2,5 2,0—2,5 2,5—3,0
Червячные и шлицевые фрезы: со шлифованным зубом с нешлифованным зубом 50—75 75 50—75 75 1,0—1,5 1,5—2,0 1,5—2,0 2,0—2,5 2,0—2.5 2,5—3,0 ' 2,5—3,0 3,0—4,р
После окончания цианирования подачу аммиака
прекращают, выключают печь и в течение 10—15' мин.
пропускают через контейнер природный или генератор-
ный газ для удаления из него цианистых соединений.
Затем прекращают подачу газа и открывают крышку
контейнера. Глубина цианированного слоя должна быть
0,02—0,04 мм.
38. ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ
РЕЖУЩЕГО ИНСТРУМЕНТА
Термическая обработка резцов. Нагрев под закалку
осуществляется в нефтяных или газовых печах. Рабочая
часть печи имеет ряд окон, в которые помещают резцы.
315
Сначала резец подогревают в одном окне до темпера-
туры 860—880° С, а затем переносят в другое окно для
нагрева до 1280° С. Охлаждение резцов производится в
масле или в струе сжатого воздуха. Отпуск их при тем-
пературе 560° С производят ^ соляной ванне или в печи<
В зависимости от профиля и формы сечения резца вре-
мя выдержки при прогреве и при оптимальной темпера-
туре закалки различное.
Процесс закалки наплавных резцов можно сочетать
с их наплавкой, которая производится в печи при тем-
пературе 560—600° С. После наплавки -инструмент извле-
кают из печи и охлаждают на воздухе до 100° С, а за-
тем подвергают двух- или трехкратному отпуску при
температуре 600—625° С.
При изготовлении резцов с паяными быстрорежущи-
ми пластинками закалку совмещают с процессом пайки.
Вначале резец нагревают до температуры 800—850° С,
а затем вынимают из печи и посыпают припоем, сме-
шанным с бурой, и вновь нагревают до температуры за-
калки. После выдержки в печи резец охлаждают на
воздухе до температуры 1000—1050° С, а затем в масле
до 100—150° С. Дальнейшее охлаждение производят на
воздухе.
Технологический процесс термической обработки
резцов из быстрорежущей стали приведен в табл. 48. -
Термическая обработка сверл. Сверла в основном из«
готовляют составными, рабочую часть — из стали Р18
или Р9, а хвостовую — из конструкционной стали. Перед
механической обработкой сваренная встык заготовка
сверла проходит отжиг, а после механической обработки
подвергается закалке и отпуску.
Нагрев сварных быстрорежущих сверл производят
в соляных ваннах (рис. 166, а) или в печах при помощи
приспособлений (рис. 166,6). Удобнее пользоваться со-
ляными ваннами с несколькими тиглями. В первой ван-
не сверла подогревают до температуры 600—650° С, за-
тем их переносят во вторую ванну и нагревают до 800—
850° С. Окончательный нагрев до температуры закалки
(для стали Р18 — до 1280—1290° С) осуществляют в
третьей ванне.
После выдержки при температуре закалки сверла
охлаждают в масле (при 90—140° С) до температуры
200—250° С или в соляной ванне до 500—550° С с после-
дующим охлаждением на воздухе. Отпуск производят
316
Таблица 48
Технологический процесс термической обработки резцов из быстрорежущей стали
Операция Температура нагрева, °C »• Оборудование и среда Время выдержки 7, мин.
Первый подогрев 570—650 Камерные печи на газообразном или жид- ком топливе *“10 21(Н+В)+НВ
Второй подогрев - 850—880 Ванна (78% ВаС12+ +22% NaCl)
Окончательный нагрев 1230—1250 для стали Р9 и 1280—1300 для стали Р18 Ванна (ВаС12) ВН1 21(Н+В)+НВ
Охлаждение: в спокойном воздухе в масле в калиевой селитре 20—40 20—140 400—500 Струя воздуха Масло Расплав солей До температуры масла или воздуха
Трехкратный отпуск 560—570 Ванна или печи для отпуска типа ПН-31 1 час с момента на- грева садки до темпе- ратуры отпуска
Примечание. Приведенные формулы продолжительности нагрева даны при условии применения прокладки между резцами (Z—глубина погружения резца в ванну нагрева, равная длине пластинки плюс0,5/7). При отсутствии прокладок пачку рассматривают как сплошную пластинку; В и Н — соответственно ширина и высота резца.
в шахтных печах с принудительной циркуляцией воз-
духа при температуре 550—570° С.
При термической обработке хвостовика его погру-
жают в соляную ванну температурой 820—740° С, выдер-
живают там, после чего охлаждают в 5%-ном растворе
NaCl до температуры 150—200° С, а затем на воздухе.
После закалки хвостовик отпускают в соляной ванне
при температуре 450—500° С.
Рис. ,166. Схема термической обработки сверл:
1 — приспособление; 2 — втулка; 3 — среда; 4 — плита; 5 — сверло.
Твердость рабочей части сверла диаметром до 5 мм
должна быть HRC 62—64, диаметром более 5 мм —
HRC 62—65; твердость хвостовика — HRC 30—45.
Сверла из легированной и углеродистой стали луч-
ше всего нагревать в соляной ванне и охлаждать в се-
литровой или масляной ванне до температуры 150—
180° С, а затем на воздухе. Отпуск сверл, изготовленных
из различных марок легированных сталей, кроме стали
9ХС, производят в масляной ванне при .температуре
150—180° С в течение 1—2 час.
Сверла из стйли 9ХС отпускают в масляной ванне
или в электропечах при температуре 180—200° С в тече-
ние 1,5—2 час. Сверла из углеродистой стали охлаждают
в воде до температуры 150—200° С, а затем переносят
в масло. Инструменты диаметром до 8—10 мм охлаж-
318
дают в масле, а отпускают в масляной ванне до темпе-
ратуры 150—180° С в течение 1,5—2 час.
Твердость рабочей части сверл из легированной и
углеродистой сталей диаметром до 10 мм должна быть
HRC 59—63, а свыше 10 мм — HRC 61—64.
Термическая обработка метчиков. Метчики изготов*
ляют из углеродистых сталей У12А и У10А, из легиро-
ванных ХВГ, 9ХС и ХГ и из быстрорежущих Р9 и Р18<
Рис. 167. Схема термической об-
работки метчиков:
1 — приспособление; 2 — палец; 3— среда;
4 — метчик.
Нагрев метчиков под закалку производится в соля-
ной ванне. Это необходимо для того, чтобы закалить
поверхностные слои металла, а сердцевину оставить вяз-
кой. При таком способе закалки уменьшается деформа-
ция резьбы и увеличивается стойкость метчика. Инстру-
менты небольших размеров удобно нагревать в при-
способлений (рис. 167, а).
Метчики из быстрорежущей стали нагревают с одним,
а иногда и с двумя подогревами: первый — при темпе-
ратуре 400—500° С, а второй — при 800—850° С. Охла-
ждение производят в селитровой ванне температурой
319
450—400° С или в масле при 150—200° С с последующим
охлаждением на воздухе.
В селитровую или масляную ванну метчики погру-
жают в вертикальном положении, делая при этом дви-
жения по кругу вверх и вниз (рис. 167,6). Можно по-
гружать их в ванну и рабочей частью вверх (рис. 167, в).
Метчики из углеродистой стали диаметром до 8 мм
следует охлаждать в масле, а диаметром свыше 8 мм —
в воде (до потемнения) с последующим переносом
в масло. Отпуск метчиков осуществляется в масляной
ванне при температуре 150—180° С в течение 1—2 час.
Твердость контролируется тарированным напильни-
ком. Твердость режущей части метчиков из быстрорежу-
щей стали должна составлять HRC 61—64, а из углеро-
дистой и легированной диаметром от 1 до 6 мм — HRC
57—60, диаметром от 7 до 15 мм — HRC 58—62 и диа-
метром свыше 15 мм — HRC 59—63.
Термическая обработка зенкеров. Рабочая часть зен-
кера из быстрорежущей стали марок Р18 и Р9 термиче-
ски обрабатывается на твердость HRC&2.—64, а хвосто-
вая часть — на твердость HRC 30—45. Технологический
процесс термической обработки и наименование необ-
ходимого оборудования приведены в табл. 49.
Порядок операций при термической обработке хво-
стовика зенкера, изготовленного из стали 45, следую-
щий:
1) первый подогрев в шахтной печи до температуры
120—130° С с выдержкой при этой температуре в те-
чение 7 мин.;
2) окончательный нагрев , в соляной ванне до темпе-
ратуры 850—880° С с выдержкой в течение 2 мин.;
3) охлаждение в водном растворе, а затем на воз-
духе;
4) нагрев в соляной ванне до температуры отпуска
450—550° С с выдержкой от 3 до 6 сек., в зависимости
от размеров зенкеров.
Термическая обработка сварного хвостовика зенкера,
изготовленного из стали 45, производится в такой по-
следовательности:
1) первый подогрев в шахтной пламенной печи до
120—130° С с выдержкой при этой температуре в тече-
ние 7 мин.;
2) окончательный нагрев в соляной ванне до 850—
880° С с выдержкой 2 мин.;
320
Космачев
Таблица 49
Технологический процесс термической обработки зенкеров из быстрорежущей стали
Операция Температура нагрева, °C Оборудование и среда Время выдержки t, мин.
Первый нагрев 500—600 Камерная электрическая или пламенная печь , ^расч^ jr t = д; для пламенных печей 4Z+D К=30, для электропечей К=35
Второй нагрев. 850—880 Ванна (78% ВаС12 и 22% NaCl)
Окончательный на- грев 1230—1240 для стали Р9 и 1270—1280 для стали Р18 Ванна (ВаС12) -^расч^ t=5 41+D
Охлаждение 450—600 Ванна (расплав солей) Такое же, как и при нагреве, затем на воздухе
9—140 Бак (масло) До температуры 200—250° С, затем на воздухе
20—40 , Спокойный воздух для зен- керов D < 5 мм\ струя возду- ха для зенкеров D > 10 мм До полного охлаждения
Отпуск (двух-, трех- кратный) . 560—570 Соляная ванна или электро- воздушная печь 1 час с момента прогрева садки до температуры отпуска
Примечание. /—глубина погружения зенкера в ванну нагрева, равная величине зоны закалки плюс 0.5D, в см\
Ярасч ““ расчетный диаметр, в см', D^z4—D — h, где h — высота зуба, в см, D — диаметр зенкера, в см.
3) охлаждение в воде;
4) нагрев в шахтной печи или в соляной ванне до
450—550° С; выдержка при этой температуре зависит от
размеров зенкера.
После окончательной термической обработки осуще-
ствляют контроль. Твердость рабочей части зенкера
определяют тарированным напильником. Инструменты
диаметром менее 6 мм контролируются на твердость
в количестве 10% от партии. Твердость хвостовой части
определяется у 5—10% инструментов партии, а кривиз-
на— у 10%. Качество отпуска проверяют магнитным
методом не менее чем у 5—10% инструментов партии.
Допуски на биение концевого инструмента (кроме
метчиков и сверл) после термической обработки приве-
дены в табл. 50. Биение по шейкам инструмента то же,
Таблица 50
Допуски на биение концевого инструмента
(размеры в мм)
Диаметр инструмента Длина инструмента
до 120 120-260 . 260-450 св. 450
рабочая часть хвостовик рабочая часть хвостовик рабочая часть хвостовик рабочая часть | хвостовик
До 10 10—18 18—30 30—50 50—80 Св. 80 Конус Морзе 0.08 0,10 0,12 0,15 0,18 0,20 1 0,20 0,10 0,12 0,15 0,18 0,20 0,25 2 0,22 0,10 0,12 0,18 0,18 0,20 0,23 3 0,25 0,12 0,15 0,18 0,20 0,23 0,27 4 0,27 0,12 0,15 0,18 0,20 0,23 0,25 5 0,27 0,15 0,18 0,20 0,23 0,25 0,28 6 0,30 0,15 0,18 0,20 0,23 0,25 0,28 0,18 0,20 0,23 0,25 0,28 0,30
что и по хвостовикам, а по направляющим такое же, как
и по рабочей части. Допуски на биение одинаковы для
инструментов всех марок стали.
Термическая обработка фрез. Червячные, цилиндри-
ческие, торцовые, дисковые, пазовые, отрезные и фа-
сонные фрезы изготовляются целиком из быстрорежу-
щей стали и проходят" термическую обработку по сле-
дующему режиму:
322
1) первый подогрев до температуры 600—650° С;
2) второй подогрев до 800—850° С;
3) окончательный нагрев до 1270—1290° С;
4) охлаждение в соляной ванне (при 500—550° С)
или в масле (при 90—140° С) до температуры 200—
250° С с последующим охлаждением на воздухе;
5) промывка;
6) трехкратный отпуск при 550—570° С;
7) промывка и пассивирование;
8) контроль твердости (HRC 62—65).
Сборные фрезы (концевые и шпоночные) проходят
термическую .обработку по 'такому же режиму, как и
сварные сверла. При термической обработке фрез из
быстрорежущей стали широко применяются ванны из
расплавленных солей, позволяющие равномерно нагре-
вать или охлаждать инструменты до заданной темпе--
ратуры.
Нагрев прорезных фрез осуществляется при верти-
кальном их положении с помощью приспособления, по-
казанного на рис. 168, а. Для охлаждения их после на-
грева под закалку применяется приспособление
(рис. 168,6) —бак 1 диаметром 300—500 мм и высотой
250—400 мм, который наполняется маслом. Шток 2 с
установленной на нем нагретой фрезой 3 под давлением
верхней плиты 4 от рычага 5 легко опускается вниз бака
и выходит обратно из жидкости под действием пру-
жины 6.
Дисковые фрезы толщиной до 2,5 мм во избежание
деформации охлаждают между закалочными металли-
ческими плитами. Отпуск должен быть двукратным при
температуре 550—570° С. Твердость контролируется
тарированным напильником и должна быть в пределах
HRC 62—65. .
Процесс термической обработки червячных фрез со-
стоит из следующих операций:
1) предварительный нагрев (сначала при температу-
ре 600—650° С, а затем при 800—850° С) в течение
1—2 час.;
2) окончательный нагрев под закалку до 1280° С;
3) закалка в масле при горизонтальном положении
фрез (рис. 168,в);
4) отпуск при температуре 550—560° С.
Фрезы из углеродистой стали после нагрева под
закалку s соляной ванне охлаждают в воде и затем
323
переносят в масло. Выдержка в воде должна быть наи-
меньшей во избежание трещин. Фрезу диаметром 25 мм
охлаждают в воде 3—4 сек., после чего переносят в
масло.
В табл. 51 приведен технологический процесс тер-
мической обработки фасонных фрез.
Рис. 168. Схема термической обработки фрез.
После окончательной термической обработки твердо-
мером или тарированным напильником производят конт-
роль всех фрез на твердость, которая должна состав-
лять HRC 62—65. Качество отпуска проверяют у 5—
10% фрез партии магнитным методом.
39. ТЕРМИЧЕСКАЯ ОБРАБОТКА
ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
При изготовлении измерительных инструментов при-
меняют следующие виды термической обработки: отжиг,
нормализацию, улучшение, закалку, отпуск, старение и
обработку холодом.
Нагрев деталей измерительных инструментов под
закалку, как правило, осуществляют в камерных газовых
324 -
12 И. Г. Космачев
Таблица 51
Технологический процесс термической обработки фрез из быстрорежущей стали
Операция Температура | нагрева, ° С Оборудование и среда | Время выдержки /, мин.
Первый подогрев 500—650 Газовая печь или расплав солей . „ d) 1 t=K , nr*—; для соля- 4Z+2Z)pac4 i ных ванн /<=7, для электропе- чей К=35, для пламенных пе- чей К=30
Второй подогрев 850—880 Ванна (78% ВаС124-22% NaCl) или газовая печь . К (^расч d) 1 , t — -J- ; для соля- 4/н-(£)расч — d) ных' ванн К=10, для пламен- ных печей /<=35
Окончательный на- грев 1230—1240 для стали Р9 и 1270—1280 для стали Р18 Ванна (ВаС12) (/^расч — d) 1 4Z+2 (Орасч—d)
Охлаждение 450—600 90—140 Расплав солей Масло Так же, как и при нагреве, затем на воздухе до темпера- туры 200—250°С
20—40 Спокойный воздух для инст- рументов толщиной менее 5 мм\ струя воздуха для инструмен- тов толщиной менее 10 мм До полного охлаждения i
Отпуск двух-, трех- кратный 560—570 Соляная ванна или электро- воздушная печь 1 час с момента подогрева садки до температуры отпуска
Примечание. Расчетный диаметр ^расч=-° — Л, где & — наружный диаметр фасонной фрезы, в см\ h — глубина стружеч- ной канавки, в см. |
или электрических печах и в соляных ваннах, а
также токами высокой частоты (индукционный нагрев).
Гладкие и резьбовые калибры, калибры для конусов
и многие другие измерительные инструменты нагревают
под закалку в термических печах. На специализирован-
ных заводах нагрев осуществляют токами высокой ча-
стоты.
На некоторых, инструментальных заводах внедрены
термические печи с защитной атмосферой. После нагре-
ва в этих печах измерительные инструменты покрыва-
ются окалиной, не обезуглероживаются и после закалки
имеют чистую поверхность.
Резьбовые кольца, плоскопараллельные концевые
меры и инструменты, не обрабатывающиеся после за-
калки, рекомендуется нагревать в соляных ваннах.
Нагрев в свинцовых ваннах осуществляют в тех
случаях, когда инструменты необходимо закалить ча-
стично и получить резкий переход от закаленной части
к незакаленной. На специализированных заводах этот
Вид нагрева почти полностью заменен нагревом токами
высокой частоты.
Проволочки для измерения резьбы и тонкие детали,
имеющие равномерное сечение, нагревают под закалку
пропусканием электрического тока.
Закалку листовых шаблонов производят в специаль-
ных приспособлениях, которые исключают деформацию
шаблонов при нагреве и охлаждении. ,
Нагрев токами высокой частоты находит все боль-
шее распространение в производстве режущих и изме-
рительных инструментов. Особенно эффективен он при
изготовлении измерительных инструментов, так как по-
верхностная закалка при нагреве токами высокой час-
тоты способствует повышению стабильности их разме-
ров. Это объясняется тем, что толщина закаленного
слоя небольшая (2—3 мм), а незакаленная сердцевина
имеет устойчивую структуру.
Термообработка угольников.' Угольник лекальный
типа II (см. стр. 164) состоит из основания и линейки,
которые подвергают термической обработке раздельно.
Термическую обработку основания угольника осуще-
ствляют следующим образом:
1) в пазы оснований забивают клинья;
2) основания (20 шт.) вставляют в приспособление
пазами вверх, погружают в соляную ванну до паза и
326
нагревают при температуре 770—790° С в течение
15 мин.;
3) нагретые детали переносят по одному из соляной
ванны в воду;
4) сразу же после закалки производят отпуск в се-
литровой ванне при температуре 300° С в течение
30 мин.;
5) основания выверяют и производят 100%-ный
контроль их твердости на приборе Роквелла;
6) детали подвергают старению в термостате при
температуре 120±10°С в течение 12 час.
Технологический процесс термической обработки ли-
нейки угольника состоит из следующих операций:
1) закалка токами высокой частоты. Линейку укла-
дывают таким образов, чтобы ее торцы находились в
центре индуктора. Охлаждение производят в масле, на-
гретом до температуры 70—150° С;
2) очистка линеек в опилках;
3) контроль твердости на приборе Роквелла в трех
точках на каждом ребре у 10% деталей; остальные ли-
нейки контролируют тарированным напильником;
, 4) правка линеек при выдерживании параллельности
с допустимым отклонением не более 0,15 мм;
5) отпуск при температуре 200—220° С в течение
2^2,5 часа с охлаждением на воздухе;
6) контроль твердости на приборе Роквелла в трех
точках на каждом ребре у 80% деталей;
7) старение в термостате при температуре 120±10°С
в течение 12 час.
Термообработка микровинтов. В технологический
процесс термической обработки микровинтов входят
следующие операции:
1) нагрев под закалку нескольких винтов, закреплен-
ных в приспособлении, в соляной ванне при температуре
760—780° С \в течение 6—7 мин. Винты погружают до
зоны закалки;
2) охлаждение в воде при температуре 20—40°С;
3) отпуск в селитровой ванне при температуре 280’С
в течение 1,5 мин. с последующим охлаждением в воде.
Отпуск необходимо производить сразу же после за-
калки;
4) выверка и контроль твердости (HRC 60—64) на
приборе Роквелла у 10% деталей, а у остальных — та-
рированным напильником;
» ‘ 327
5) старение в термостате при температуре 120±10°С
в течение 12 час.
Термообработка скоб и шаблонов. Как правило,
скобы и шаблоны изготовляют из малоуглеродистой
стали и подвергают цементации на глубину 0,3—1,0 мм,
в зависимости от размеров инструмента. После цемента-
ции инструмент закаливают и отпускают (рис. 169).
Нагрев под закалку осуществляют в камерных печах
или в соляных ваннах до температуры 780—800° С.
Охлаждение инструментов
Рис. 169. Глубина погруже-
ния скоб при закалке.
из стали 20 производится в
воде, а из Ст. 2 — в масле.
Отпускают инструменты при
температуре 150—180° С в
течение 2—3 час.
Инструменты сложной
конфигурации из высоко-
углеродистых и легирован-
ных сталей нагревают путем
двух- или трехкратного по-
гружения в расплавленную
соль, а охлаждают в горя-
чем масле или в расплав-
ленной соли, что значительно уменьшает их деформа-
цию.
, Уменьшение поводки достигается закалкой только
рабочих поверхностей инструментов.
Для сохранения размеров измерительных инстру-
ментов на некоторых заводах их подвергают обработке
холодом..
Термообработка калибров. С целью уменьшения де-
формации при закалке отожженные заготовки после
предварительной механической обработки подвергают
улучшению, т. е. закалке с последующим высоким от-
пуском при температуре 650—680° С. После улучшения
калибры окончательно механически обрабатывают,
оставляя припуск на доводку, и затем нагревают до
температуры закалки (820—850° С) с предварительным
подогревом до 600—650° С.
Калибры из стали марки ХГ нагревают в соляных
ваннах. После выдержки при температуре 820—850° С
их охлаждают до 200—150° С.
Калибры повышенной точности после закалки целе-
сообразно обрабатывать холодом. Сразу же после за-
калки (или обработки холодом) они должны подвер-
328
гаться отпуску, режим которого зависит от класса точ-
ности инструмента. Калибры пониженных классов точ-
ности отпускают при температуре 150—180° С в течение
2—3 час., а калибры высоких классов точности — при
125—130° С в течение 24—36 час. После отпуска их шли-
фуют, а затем вторично отпускают при 120—160° С в те-
чение 2—4 час. для снятия напряжений. Твердость ка-
либров после термической обработки должна быть в
пределах HRC 56—64.
Глава IX
СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ
40. КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ
Станочные приспособления являются одним из наи-
более распространенных видов технологической оснаст-
ки. Они предназначаются для установки и закрепления
заготовок в требуемом положении относительно станка
и режущих инструментов при механической обработке,
сборке и других технологических процессах.
По эксплуатационным особенностям станочные при-
способления делятся на следующие основные группы:
1) универсальные, используемые для. обработки раз-
нообразных деталей и не требующие для этого каких-
либо переделок. К таким приспособлениям относятся
токарные патроны, станочные тиски, планшайбы, цент-
ры, оправки и т. д.;
2) универсально-наладочные для обработки разных
по форме и размерам деталей; эти приспособления тре-
буют переналадки на каждый типоразмер детали. Кон-
струкции и типоразмеры приспособлений этой группы
обычно регламентируются нормалями. К универсально-
наладочным приспособлениям относятся патроны со
сменными кулачками, передвижные угольники к токар-
ным станкам, тиски со сменными губками, скальчатые
кондукторы, поворотные стойки, столы и др.;
3) специальные, которые используются для выпол-
нения одной операции при обработке определенной де-
тали или группы однотипных деталей;
4) универсально-сборные приспособления (УСП).
Эти приспособления состоят из нормализованных и вза-
имно заменяемых деталей и узлов, позволяющих компо-
новать различные варианты специальных приспособле-
ний для выполнения тех или иных операций.
Универсальные приспособления. Для установки и
закрепления заготовок на токарных и шлифовальных
станках применяют кулачковые патроны с ручным при-
водом. Особенностью этих патронов является самотор-
330
можение их, которое создается винтовой парой, червяч-
ной передачей, реечной передачей, эксцентриковой и
спирально-реечной парами. Патроны с ручным приво-
дом разделяются на двух-, трех- и четырехкулачковые.
Двух- и трехкулачковые патроны являются самоцентри-
рующими, а четырехкулачковые бывают как с незави-
симым перемещением кулачков, так и самоцентрирую-
щими.
Рис. 170. Универсальный трехкулачковый реечный патрон.
.Двухкулачковые патроны применяются
для закрепления небольших по размерам деталей, име-
ющих сложную форму (арматура, фасонное литье,
штамповки, поковки и т. п.).
Двухкулачковые патроны нормализованы. Они изго-
товляются с наружным диаметром 150, 200, 250, 300 и
375 мм.
В серийном, мелкосерийном и единичном производ-
стве для центрирования и закрепления обрабатываемых
деталей широко используются универсальные трехку-
лачковые патроны с ручным зажимом.
Универсальный трехкулачковый реечный
патрон с винтовой передачей и ручным зажимом
приведен на рис. 170. В радиальных пазах корпуса 1
патрона перемещаются кулачки 2, а в прямоугольных
331
пазах — рейки 3. В выемке корпуса установлен зубча-
тый венец 4, Вращаемый торцовым ключом 7 винт 6
приводит в движение одну из косозубых реек 3, кото-
рая через нижнюю прямозубую рейку 5 вращает зубча-
тый венец 4. Венец, вращаясь, перемещает две нижние
рейки 5, в зацеплении с которыми находятся кулачки 2.
При продольном перемещении реек 3 кулачки 2 дви-
жутся к центру (при закреплении) или от центра (при
раскреплении) патрона. Зубья 8 кулачков 2 своим про-
филем полностью соприкасаются с профилем зубьев
реек, что уменьшает удельное давление на зубья и их
износ. Трехкулачковые реечные патроны изготовляются
шести размеров — от 200 до 630 мм.
Достоинством этих патронов является простота кон-
струкции, большой ход кулачков и достаточное усилие
зажима.
В спирально-реечном патроне с конической переда-
чей крутящий момент, прилагаемый при закреплении де-
тали, не передается на шпиндель станка, поэтому можно
закрепить деталь, не затормаживая шпинделя. Основные
размеры этих патронов стандартизованы.
Четырехкулачковые патроны с независи-
мым перемещением кулачков применяют для закрепле-
ния деталей сложной формы, для которых требуется
высокая точность выверки оси, и тяжелых деталей,
закрепление которых в двух- и трехкулачковых патро-
нах является недостаточно надежным. Каждый из ку-
лачков может перемещаться в радиальном пазу корпуса
независимо от других с помощью установочного винта.
Этот винт имеет только вращательное движение. Его
продольному перемещению препятствуют сухари, запрес-
сованные в корпусе. При применении этих патронов тре-
буется много времени на установку и закрепление, де-
тали. Размеры четырехкулачковых патронов стандар-
тизованы.
В массовом и крупносерийном производстве находят
широкое применение самоцентрирующие двух- и трех-
кулачковые патроны с механическим приводом пнев-
матическим, гидравлическим или от электродвигателя.
Планшайбы. Для установки и закрепления деталей
типа стоек, кронштейнов и подшипников применяют
универсальные и специальные планшайбы с угольника-
ми, на которых монтируются установочные и зажимные
элементы.
332
Конструкция универсальной планшайбы с угольни-
ком приведена на рис. 171, а. На планшайбе 1, уста-
навливаемой на шпинделе станка, сцентрирован и за-
креплен винтами 2 корпус 3, имеющий четыре радиаль-
ных паза. Три из них служат для направления основных
кулачков 7, на которых закрепляют сменные зажимные
Рис. 171. Универсальная планшайба с угольником.
кулачки 3, а в четвертом пазу имеется сухарь 10 с уста-
новленным* на нем угольником 9. Кулачки и угольник
перемещаются индивидуальными винтами 13 с внутрен-
ним четырехгранным отверстием под ключ, а от осевого
перемещения винты удерживаются вилками 12.
При наладке приспособления величина радиального
перемещения угольника определяется по шкале 14, пос-
ле чего угольник закрепляется двумя болтами с гайка-
ми 11.
333
Для закрепления установочных элементов или непо-
средственно обрабатываемых деталей на верхней
плоскости угольника имеются взаимно перпендикуляр-
ные пазы с резьбовыми отверстиями и Т-образные пазы
/рис, 171,6). Кроме того, предусмотрено отверстие под
Рис. 172. Машинные тиски.
центрирующую втулку 8, ось которой должна пересе-
каться с осью шпинделя. Втулка 8 служит для уста-
новки сменных центрирующих пальцев при базировании
обрабатываемых деталей по отверстию. Для устране-
ния дисбаланса служат грузы 5, закрепляемые винта-
ми 4.
При соответствующих наладках на угольниках мож-
но устанавливать и обрабатывать самые разнообразные
детали, для которых обычно приходится проектировать
специальные приспособления.
334
Машинные тиски относятся к группе универсальных
приспособлений, допускающих переналадку. Корпус с са-
лазками и механизм зажима тисков — постоянные. На-
ладка состоит из сменных губок и других установочных
элементов, проектируемых и изготовляемых в соот-
ветствии с формой и размерами обрабатываемых де-
талей.
Машинные тиски с винтовым зажимом требуют по-
вышенных затрат времени на установку, так как для
закрепления или освобождения детали винт приходится
поворачивать на угол больше 180°, для чего вместо ру-
кояток часто используют накладной ключ.
Для многих работ применяют машинные тиски не с
винтовым, а с эксцентриковым зажимом. В эксцентри-
ковых тисках (рис. 172) подвижная губка 1 имеет хво-
стовик, пропущенный сквозь прямоугольный паз корпу-
са 8. На этом хвостовике закреплена ось 5 эксцентри-
ка 6. При повороте рукоятки 12 эксцентрик, упираясь
в упор 4, отталкивает ось 5 вместе с подвижной губкой
вправо по направлению к неподвижной губке 3 и та-
ким образом закрепляет деталь 2. Для освобождения
детали рукоятку 12 поворачивают в обратную сторону,
и пружина 7 возвращает подвижную губку влево в ис-
ходное положение.
При изменении размеров закрепляемой детали рас-
стояние между подвижной и неподвижной губками тис-
ков изменяют, переставляя ось эксцентрика по рифле-
ной поверхности хвостовика.
У рассматриваемых тисков прокладки привернуты
к губкам, а правильность их расположения обеспечи-
вается накрест расположенными выступами 11 и 13.
Корпус тисков крепится к столу при помощи ниж-
него основания 10, которое позволяет поворачивать их
вокруг оси 9 и устанавливать под требуемым углом, от-
считываемым по лимбу.
Применение пневматических или гидравлических тис-
ков значительно уменьшает затраты времени на закреп-
ление и освобождение детали. Для разнообразных кон-
струкций тисков этого вида общим является то, что за-
крепление детали производится действием жидкости или
воздуха, подаваемого под давлением.
Механизация крепления детали не только ускоряет
закрепление и освобождение детали, но и значительно
облегчает труд рабочего.
335
Универсально-наладочные приспособления. На мно-
гих заводах получили распространение агрегатные сбор-
но-разборные приспособления из нормализованных узлов
и базовых деталей многократного применения с универ-
сальными гидравлическими зажимами.
Эти приспособления собираются из готовых взаимо-
заменяемых универсальных узлов на базовых плитах,
угольниках, а часто и непосредственно на столах стан-
ков с применением базовых элементов, нормализован-
ных или специально изготовленных для данной детали.
Из нормализованных и переналаживаемых узлов и
базовых деталей для сверлильных станков часто соби-
рают скальчатые кондукторы консольного и портального
типов. В конструкцию любого скальчатого кондуктора
входят постоянные и сменные узлы (наладки). По-
стоянная часть кондуктора нормализована. Она состоит
из корпуса, двух или трех скалок, несущих кондуктор-
ную плиту, и механизма для перемещения скалок и за-
жима обрабатываемых деталей.
Сменные наладки проектируют в соответствии с кон-
фигурацией обрабатываемых деталей; они состоят из
установочно-зажимных узлов и сменной кондукторной
плиты с комплектом кондукторных втулок. Для базиро-
вания и фиксации сменных наладок в корпусе и кондук-
торной плите предусматриваются установочные поверх-
ности (центрирующие отверстия, установочные пальцы,
Т-образные пазы и т. п.).
Существующие разновидности скальчатых кондукто-
ров позволяют обрабатывать самые разнообразные по
форме и размерам детали, начиная от валиков и кончая
плоскостными деталями.
Устройство и принцип действия скальчатого кондук-
тора несложны. На основании 4 (рис. 173, а) крепят
сменную наладку 5, на которой устанавливают обраба-
тываемую деталь. Одно целое с основанием составляют
стойки 6, в отверстия которых входят скалки 3, присо^
единенные к сменной кондукторной плите 2. Для обра-
ботки каждой детали должна использоваться отдельная
плита, несущая необходимое число кондукторных вту-
лок требуемого размера, расположенных в определен-
ном порядке. При повороте рукоятки 1, на оси которой
находится зубчатое колесо, сцепляющееся с зубчатой
рейкой на скалке 3, кондукторная плита опускается и
прижимает деталь.
336
Несмотря на то что для каждой детали требуются
особая наладка и кондукторная плита, их проектирова-
ние и изготовление занимают меньше времени и обхо-
дятся дешевле, нежели создание всего кондуктора.
В тех случаях, когда закрепление детали должно
быть произведено в направлении, перпендикулярном
сверлению, применяют скальчатые кондукторы консоль-
ного типа (рис. 173,6).
Рлс. 173. Скальчатый кондуктор.
'Портальный скальчатый кондуктор (рис. 173, в)
имеет две отдельные стойки. Расстояние между ними
можно изменить, для чего основание 4, на котором
устанавливают наладку для крепления детали, делают
выдвижным. В нужном положении основание закреп-
ляют поворотом рукоятки 1.
Пневматические скальчатые кондукторы приведены
на рис. 174. В корпус 1 (рис. 174, а) кондуктора встроен
цилиндр 2, где перемещается поршень со штоком 5,
заменяющим собой одну из трех скалок. На скалках
установлена плита 4, в которой непосредственно или
в прикрепляемой к ней сменной плите монтируются кон-
дукторные втулки. Сменная подставка для установки
обрабатываемых деталей базируется по плоскости
337
корпуса и двум установочным штифтам 6. Сменная кон-
дукторная плита базируется по нижней плоскости пли-
ты 4 и двум установочным штифтам 5. Сжатый воздух
поступает в цилиндр через штуцера 7.
Пример базирования и закрепления сменных эле-
ментов для сверления четырех отверстий в детали с ци-
линдрическим . хвостовиком и прямоугольным фланцем
Приведен на рис. 174,6. На плоскости корпуса и уста-
новочных пальцах / смонтирована подставка 2, а на
нижней плоскости плиты 4 с прямоугольным окном на
пальцах 3—сменная кондукторная плита-5, к которой
винтами прикреплены призмы 6, служащие для ориента-
ции и закрепления обрабатываемых деталей. -
Универсально-сборные приспособления. Система уни-
версально-сборных приспособлений возникла в условиях
338
мелкосерийного и единичного производства. Она бази-
руется на создании набора разнообразных нормализо-
ванных и стандартных деталей и узлов, из которых
можно скомпоновать различные варианты станочных
приспособлений. В набор деталей и узлов входят плиты,
опоры, установочные детали, кондукторные втулки й
планки, прихваты, фиксаторы и др.
Рис. 175. Схема универсально-сборного приспособления.
Сборка УСП должна производиться опытным слеса-
рем-сборщиком по карте технологического процесса ме-
ханической обработки детали или по схематическому
чертежу. После использования УСП разбирается на со-
ставные элементы, которые хранятся в специальных кла-
довых.
Монтажная схема универсально-сборного приспособ-
ления для сверления двух отверстий - приведена на
рис. 175. Основанием этого приспособления служит пли-
та /. На ней крепят две опоры 2, на которых устанав-
ливают направляющие планких 3 для кондукторных
339
планок 4 и 5, несущих кондукторные втулки 7. Опора 2,
планки 3 и кондукторные планки 4 и 5 прикрепляют к
плите 1 гайками 6. К боковой поверхности опор 2 при
йомощи болтов 8 и гаек 10 присоединяют планку 9,
В центральное отверстие ее входит втулка И, наружная
Цилиндрическая поверхность которой используется для
центрирования обрабатываемой детали, надеваемой на
Ётулку своим посадочным отверстием4. Втулку закреп-
ляют в рабочем положении гайкой 14. Деталь, надетую
на втулку 11, крепят быстросменной шайбой 12 и гай-
кой 13.
Применение универсально-сборных приспособлений
позволяет резко сократить сроки изготовления техноло-
гической оснастки.
Специальные приспособления предназначаются для
выполнения конкретных операций механической обра-
ботки данной детали, т. е. представляют собой приспо-
собления одноцёлевого назначения. Эти приспособления
находят широкое применение в крупносерийном и мас-
совом производстве.
Специальные приспособления наиболее трудоемки и
дороги в исполнении, так как вследствие разнообразия
их конструкций они изготовляются в условиях единич-
ного производства.
Специальные приспособления различают по видам
обработки, для которых они предназначены.
Токарные приспособления. В зависимости от спо-
соба установки обрабатываемой детали специальные
токарные приспособления могут быть в виде оправки
или патрона.
Оправки применяются, как правило, при обработке
наружных поверхностей. Деталь базируется по внут-
ренней поверхности. Оправки бывают жесткими, салу>-
зажимающими, раздвижными и пружинящими. По фор-
ме установочной поверхности оправки могут быть ци-
линдрическими, коническими, резьбовыми или шлице-
выми.
В крупносерийном и массовом производстве широко
распространены специальные самоцентрирующие двух-
и трехкулачковые патроны с механическим приводом
(пневматическим, гидравлическим, от электродвигате-
ля). По конструкции специальные кулачковые патроны
мало чем отличаются от универсальных патронов.
340
Для обработки отверстий на вертикальных одно-
шпиндельных, радиальносверлильных и многошпиндель-
ных станках применяются различного типа кондукто-
ры: накладные, стационарные, поворотные, ящичные
и Др.
Фрезерные приспособления. Основным назначением
фрезерных приспособлений является правильное базиро-
вание детали и жесткое ее закрепление. Так как при
фрезеровании усилия резания обычно бывают весьма
значительными и направлены иначе, чем при сверлении,
то и применяемые приспособления должны быть более
жесткими по конструкции. Приспособления устанавли-
ваются на станках в строго определенном положении по
отношению к режущему инструменту с помощью на-
правляющих шпонок, установов (габаритов) и устано-
вочных шаблонов.
Простое по конструкции приспособление для фрезе-
рования квадратов у концевого инструмента показано
на рис. 176. Корпус 5 закрепляется на столе горизон-
тально-фрезерного станка. В пазу корпуса 5 закрепле-
на призма 4 с углом 90°. В призму до упора 3 устанав-
ливается заготовка инструмента, на рабочую часть ко-
торой надет хомутик 1. Цилиндрический хвостовик хо-
мутика ложится на левую опорную шпильку 6, и хвосто-
вик обрабатываемой заготовки сверху прижимается
эксцентриком 7 через вращающуюся на оси планку 2.
Набором из двух двусторонних фрез обрабатываются
одновременно две стороны квадрата.
После обработки и вырода заготовки из-под фрезы
ее раскрепляют и поворачивают на 90° таким образом,
чтобы цилиндрический хвостовик хомутика лег на пра-
вую опорную шпильку. Затем, снова закрепив заготов-
ку, фрезеруют две другие стороны квадрата. Упорные
шпильки 6 располагают симметрично относительно оси
угла призмы так, чтобы ось хвостовика хомутика, ле-
жащего на шпильках, составляла с вертикальной осью
угла призмы угол 45±0,5°.
Приспособление с гидрозажимом (рис. 176, б) пред-
назначено для фрезерования лапок на хвостовиках кон-
цевого инструмента. В этом приспособлении ручной за-
жим детали заменен гидравлическим. Сменные угловые
призмы 4 и 6 крепятся к корпусу 1 приспособления вин-
тами 5. Угол наклона боковых плоскостей призм зави-
сит от угла конуса хвостовика детали.
341
Хвостовик укладывается в паз призмы до упора //,
закрепленного на стержне 2/ который фиксируется р
корпусе винтом 3. Сверху хвостовик прижимается рыча-
гом 7, вращающимся на оси шпильки 8, укрепленной в
отверстии стойки 13. В нерабочем положении левый ко-
Рис. 176. Приспособление для фрезерования квадратов.
нец рычага 7 поднят пружиной 10, а, в рабочем опущен
и закрепляет заготовку в угловом пазу призмы 4 с по-
мощью болта 9 со сферической головкой, ввернутой в
шток поршня 12 гидроцилиндра.
При иодаче масла в нижнюю полость гидроцилиндра
через гидропанель, установленную на кронштейне стан-
ка, поршень, поднимаясь вверх, поднимает правый ко-
342
нец рычага 7 и прижимает левым концом деталь. Для
раскрепления детали производят переключение гидро-
панели, чтобы масло из нижней полости гидроцилиндра
перетекало в резервуар и одновременно подавалось в
верхнюю полость ’ гидроцилиндра, при этом поршень
опустится вниз, и вместе с ним под действием пружины 10
опустится правый конец рычага 7, а левый освободит
деталь.
Приспособления для шлифовальных станков.
В крупносерийном и массовом производстве при обра-
Рис. 177. Винтовой мембранный патрон.
ботке на внутришлифовальных станках детали закреп-
ляются с помощью специальных цанговых, мембранных
патронов и других механизированных зажимных
устройств.
Мембранные патроны находят широкое применение,
так как они просты в изготовлении и обеспечивают вы-
сокую точность (0,004—0,005 мм) фиксации детали от-
носительно оси вращения шпинделя.
Винтовой мембранный патрон приведен на рис. 177.
Мембрана 2 изготовлена из пружинной стали 65Г за
одно целое с рожками Б. При помощи винтов мембрана
крепится к планшайбе 1 станка. В рожки мембраны
ввернуты винты 4, которые фиксируются в нужном по-
ложении гайками 6. Положение детали 5 в осевом
343
направлении определяется упорами 3. Когда мембрана со-
брана, винты 4 и упоры шлифуют. Концы винтов шли-
фуют на размер, который был бы меньше окончатель-
ного размера наружного диаметра обрабатываемой де-
тали на величину перемещения рожков или зажимных
винтов, чтобы обеспечить закрепление детали.
Для установки детали в патрон необходимо включить
пневмопривод, тогда шток (на рисунке не показан),
упираясь в мембрану 2, вызовет поворот (разжим) рож-
ков Б на некоторый угол. Зажимные винты 4, закреп-
ленные в рожках, при этом переместятся в радиальном
направлении. Диаметр окружности по вершинам винтов
увеличивается, и обрабатываемая деталь свободно про-
ходит между ними.
Для надежного закрепления детали необходимо, что-
бы наружный диаметр детали был больше диаметра
окружности, образованной вершинами винтов.
41. ОСНОВНЫЕ ЭЛЕМЕНТЫ ПРИСПОСОБЛЕНИЙ
Все станочные приспособления основаны на исполь-
зовании типовых элементов. Основными из них явля-
ются:
установочные, определяющие положение детали в
приспособлении;
зажимные — для крепления деталей или подвиж-
ных частей приспособлений;
направляющие — для направления режущего инстру-
мента и контроля его положения;
силовые устройства — для приведения в действие за-
жимных устройств;
корпуса приспособлений.
Установочные элементы. Для установки обрабаты-
ваемых деталей базирующими поверхностями служат
установочные детали в виде опорных штырей, пластин,
призм и установочных пальцев.
Установочные детали делятся на основные и вспо-
могательные. Основные опоры, предназначенные для ба-
зирования детали, жестко связаны с корпусом приспо-
собления и определяют положение обрабатываемой де-
тали относительно режущего инструмента. Вспомога-
тельные опоры служат для повышения жесткости обра-
батываемой детали в приспособлении.
344
Основные опоры изготовляются в виде штырей, пла-
стин, призм, пальцев и т. п. Опорные штыри для уста-
новки деталей в приспособлении обработанными плоски-
ми поверхностями применяют с плоской головкой
(рис. 178,а), а необработанными плоскими поверхностя-
ми— со сферической. (рис. 178^6) и насеченной
(рис. 178, в) головками. Иногда штыри устанавливают
в переходные втулки, запрессованные в корпус приспо-
собления (рис. 178, г).
Рис. 178. Основные опоры.
Опорные пластины бывают плоские (рис. 178, д) и
с наклонными пазами (рис. 178, е). Крупные детали
устанавливают на пластины обработанными плоскими
поверхностями.
К вспомогательным опорам относятся самоустанав-
ливающиеся и регулируемые. Они применяются вместе
с основными опорами для повышения жесткости и
устойчивости обрабатываемой детали в приспособлении.
Самоустанавливающиеся опоры показаны на рис. 179.
Вертикальный штырь 1, находясь под воздействием
предварительно сжатой пружины 5, выдвигается вверх
до соприкосновения с поверхностью заготовки. Разме-
ры пружины и степень ее предварительного сжатия под-
бираются так, чтобы при подъеме штифта не проис-
ходило смещения заготовки. Затяжкой винта 3 обес-
печивается законтривание опоры в установленном
345
положении. Промежуточный сухарь 2 ограничивает вы-
движение штифта вверх при отвертывании винта. Про-
межуточным стержнем 4 можно изменять расстояния от
маховичка до оси вертикального штыря.
Призмы (рис. 180) являются основными опорами
для установки в приспособлениях деталей типов валов.
Призма, приведенная на рис. 180, а, применяется для
установки коротких деталей или как элемент сборной
Рис. 180. Призмы.
призмы (рис. 180,в). Для длинных деталей используется
призма с выемкой или сборная (рис. 180, бив). При
установке ступенчатых валов рабочие поверхности призм
делают узкими (см. рис. 180,6).
346
Крупные детали устанавливают на чугунные или
сварные призмы со сменными стальными закаленными
пластинками на наклонных поверхностях. Рабочие по-
верхности призм располагаются по отношению друг к
другу под углом, равным 60, 90 и 120°.
При сборке призмы необходимо устанавливать
точно в заданном положении. Поэтому в дополнение к
крепежным винтам 1 (см. рис. 180, а) предусматрива-
ются два контрольных штифта 2.
На рабочем чертеже, кроме размера С; необходимо
указывать размер Н от основания призмы до центра
устанавливаемой детали с номинальным диаметром D.
Размер С необходим для разметки и предварительной
обработки призмы, а размер Н—при контроле после
окончательной обработки.
Установочные пальцы (рис. 181) служат для бази-
рования деталей по обработанной поверхности и пер-
пендикулярным к ней отверстиям. Один из пальцев —
цилиндрический, а второй — срезанный в направлении,
перпендикулярном линии центров\ отверстий.
Постоянные пальцы запрессовываются в корпусе при-
способления по посадке а диаметры их установоч-
ных поверхностей выполняются с отклонениями по Д
или Х3, в зависимости от требуемой точности базиро-
вания.
Сменные установочные пальцы используются при ин-
тенсивной эксплуатации приспособления, когда они бы-
стро изнашиваются и заменяются. Пальцы монтируются
в отверстии втулки по посадке а диаметры их уста-
новочных поверхностей также выполняются с отклоне-
ниями по Д или Х3.
При установке тяжелых деталей, когда неподвижные
пальцы мешают загрузке, их делают выдвижными.
Съемный палец 1 (рис. 181, а) установлен в плунже-
ре 2, управляемом рычагом 3. Иногда для того, чтобы
выдвинуть палец, используют реечный механизм. Ко-
нусные подпружиненные пальцы (рис. 181,6) применяют
при базировании коническим отверстием или необрабо-
танным цилиндрическим.
Зажимные устройства служат для закрепления об-
рабатываемой детали. В зависимости от источника
347
зажимного усилия различают ручные и механизирован-
ные устройства.
Ручные зажимные устройства делятся на простые и
комбинированные. Простые называют зажимами, а ком-
бинированные — прихватами.
Рис. 181. Установочные пальцы.
Наиболее простыми по конструкции являются винто-
вые зажимы. Они используются для непосредственного
зажима или для зажима с помощью прижимной план-
Рис. 182. Винтовые зажимы.
ки. Непосредственный зажим выполняется винтом с не-
подвижной гайкой (рис. 182,а), винтом с рычагом и
самоустанавливающейся пяткой (рис. 182,6) и гайкой
на неподвижной (рис. 182, в) или на подвижной шпиль-
348
ке (рис. 182,г). Винтовые зажимы обеспечивают надеж-
ное закрепление детали, но требуют некоторого време-
ни и усилия.
Широко применяются клиновые зажимы. Они позво-
ляют закреплять деталь непосредственно или через при-
жимные планки и рычаги. Для обеспечения самотормо-
жения угол клина не должен превышать 6°.
Рис. 183. Клиновые зажимы:
1 — клин; 2 — рычаг; 3 — ролик; 4 — шток пневмопривода; 5 — заготовка;
6 — упор; 7 — цанга; 3 — двухскосный рычаг; 9 — рычаг с отжимной пружиной;
10 — заготовка; а — угол клина; Q — сила.
Клиновые зажимы бывают с плоским односкос-
ным клином (рис. 183» а), с двухскосным клином
(рис. 183,6) и с цанговым (рис. 183,в).
Эксцентриковые зажимы являются, разновидностью
клина (криволинейные клинья) и выполняются в виде
секторов, дисков или цилиндров, рабочая поверхность
которых может быть очерчена по окружности, по лога-
рифмической или архимедовой спирали. Наибольшее
распространение получили круглые эксцентриковые за-
жимы.
349
Эксцентриковые зажимы — быстродействующие. Они
широко применяются в тех случаях, когда не требуется
большого усилия зажима (которое у них в 3—4 раза
•меньше, чем у винтового при одинаковой длине руко-
яток) .
Эксцентриковые зажимы не следует применять при
работах, связанных с вибрацией детали.
На рис. 184 показан эксцентрик со спиральным
[(а и в) и с цилиндрическим винтовым (б) кулачками.
Рис. 184. Эксцентриковые зажимы (е — эксцентриситет).
Направляющие элементы. При обработке деталей Ha"
сверлильных и расточных станках направление инстру-
мента обеспечивается кондукторными втулками. Они де-
лятся на постоянные, сменные и быстросменные. •
Постоянные кондукторные втулки (рис. 185) бывают
без буртика (рис. 185, а) и с буртиком (рис. 185,6).
Втулки запрессовывают в отверстия корпуса кондукто-
ра или в кондукторную плиту по посадке -р-.
Сменные втулки, как и постоянные, используют при
обработке отверстия одним инструментом. По мере из-
носа их заменяют новыми. Сменные втулки (рис. 185, в)
изготовляют с буртиками и устанавливают с посадкой
А
•д- в постоянные втулки, запрессованные в отверстие
корпуса иди в кондукторную плиту. Для предохранения
350
от проворачивания и подъема сменные втулки закреп-
ляют винтами.
Быстросменные втулки применяют при обработке
отверстия последовательно несколькими инструментами
различного диаметра. Быстросменные втулки 1
(рис. 185, г) устанавливают с посадкой в постоянные
втулки 2, запрессованные в отверстие корпуса 3 кон-
дуктора. На буртике втулки / имеются две выемки: не-
сквозная 4 для крепления втулки головкой крепежного
винта и сквозная 5 — для прохода головки 6 винта при
смене втулки.
Расстояние от нижнего торца втулки 1 до поверх-
ности обрабатываемой детали 7 принимается равным
от ’/з до одного диаметра отверстия втулки. Отверстия
кондукторных втулок для направления режущего ин-
струмента изготовляются по ходовой посадке 2-го клас-
са точности в системе вала.
Для сверления отверстий в углублении детали 2 или
на цилиндрической поверхности применяются специаль-
ные кондукторные втулки 1 (рис. 185, д и е).
351
Корпуса приспособлений. Форма и размеры корпусов
приспособлений зависят от обрабатываемых деталей, а
также от расположения установочных, зажимных и на-
правляющих элементов и механизмов. В пневматических
и гидравлических приспособлениях корпус иногда слу-
жит одновременно и резервуаром (цилиндром, камерой)
для сжатого воздуха или 'масла, что также влияет на
его форму и размеры.
Корпуса приспособлений делают литыми из чугуна,
сварными из стали или сборными из отдельных элемен-
тов. Корпуса приспособлений для установки мелких и
средних деталей обычно изготовляют из литых стан-
дартных заготовок. При использовании стандартных за-
готовок путем той или иной дополнительной обработки
удается сравнительно быстро и с минимальными затра-
тами труда получить готовый корпус.
Дальнейшим шагом стандартизации явилась конст-
руктивно-размерная нормализация, геометрически про-
стых элементов, из которых без всякой дополнительной
обработки или с минимальной доработкой можно со-
352
брать наиболее типичные корпуса фрезерных и свер-
лильных приспособлений для установки деталей раз-
мерами до 400X400X700 мм.
На элементы корпусов разработаны нормали маши-
ностроения. Все элементы изготовляют из чугуна мар-
ки СЧ12-28, кроме плит (рйс. 186,а), которые делают
из стали марки Ст. 3.
Основной элемент корпуса — стальная или чугун-
ная плита (рис. 186,а,б и в), которая имеет пазы для
крепления приспособления к столу станка.
Корпус типа коробки (рис. 186, г и б) можно уста-
навливать на плите или непосредственно на столе стан-
ка по любой поверхности, так как все 6 поверхностей
обработаны по 5—6-му классам чистоты. При мон-
таже корпуса непосредственно на столе станка к нему
привинчивают лапки (рис. 186, н).
Швеллеры (рис. 186, е), трехгранники (рис. 186, ж)
и четырехгранники (рис. 186,з) монтируют на плите ча-
сто совместно с коробками или другими элементами.
Угольники (рис. 186, и), угольники с ребрами
(рис. 186, к и л) и ребра (рис. 186, м> о и и) исполь-
зуют в качестве элементов жесткости или при монтаже
кондукторов.
42. ИЗГОТОВЛЕНИЕ ПРИСПОСОБЛЕНИЙ
Специальные приспособления изготовляют, как пра-
вило, в инструментальных цехах машиностроительных
заводов в индивидуальном порядке. При широком ис-
пользовании стандартных деталей и узлов может быть
организовано серийное производство их.
Заготовки для деталей приспособлений получают ме-
тодами, свойственными единичному производству, т. е.
литьем и ковкой. Для снятия''внутренних напряжений
литые заготовки типа корпусов после предварительной
черновой обработки подвергают естественному или ис-
кусственному старению, а сварные заготовки нагревают
в течение 1,5—2 час. при температуре 600—650° С. Мел-
кие детали изготовляют из проката; заготовки средних
и крупных размеров, имеющие сложную конфигурацию
(корпуса приспособлений, стойки, кронштейны), полу-
чают сваркой.
Детали специальных приспособлений выполняют с
точностью 2—3-го классов, поэтому механическая
353
обработка их осуществляется рабочими высокой ква-
лификации.
Изготовление корпусов и плит. Корпус является ос-
новной частью приспособления, на которой монтируются
установочные, зажимные, направляющие и другие вспо-
могательные механизмы и детали. Корпус в основном
определяет вес, габариты и конфигурацию приспособ-
ления.
Корпуса приспособлений отличаются большим раз-
нообразием по конструкциям, материалу и способам из-
готовления (в зависимости от размеров и формы обра-
батываемых деталей, величины партии и т. д.). Корпуса
должны удовлетворять следующим требованиям:
1) быть прочными и жесткими;
2) иметь минимальный вес и габариты (особенно
для приспособлений, которые во время работы надо
перемещать вручную, например кондукторов);
3) быть удобными и безопасными в эксплуатации.
Корпуса приспособлений для установки мелких и
средних деталей обычно изготовляют из литых стан-
дартных заготовок. При использовании таких заготовок
путем той или иной дополнительной обработки удается
Сравнительно быстро и с минимальными затратами тру-
да получить готовый корпус.
Для установки средних и крупных деталей корпуса
приспособлений делают сварными.
Механическую обработку корпусов начинают с базо-
вых поверхностей. В этом случае исходной базой яв-
ляется опорная поверхность корпуса. Если опорной
плоскости недостаточно для использования ее в качестве
базы, то создают технологические базы в виде до-
полнительно обрабатываемых поверхностей или от-
верстий.
Обработку базовых поверхностей корпусов осущест-
вляют строганием, фрезерованием, точением и шлифо-
ванием. Наибольшее распространение получил способ
торцового фрезерования.
Плоские базовые поверхности чугунных корпусов об-
рабатывают на плоскошлифовальных станках. Плоское
шлифование осуществляется как при черновой, так и
при чистовой обработке. Преимущества его особенно
ощутимы при обработке прерывистых поверхностей со
сложным контуром, так как фрезерование и строгание
таких поверхностей затруднительно.
354
Основой большинства приспособлений является пли-
та. Рассмотрим технологический процесс механической
обработки базовой плиты универсально-сборного при-
способления, к которой предъявляются высокие требо-
вания в отношении точности форм — плоскостности, па-
раллельности и перпендикулярности поверхностей и
пазов.
Технологический процесс механической обработки
плиты состоит из следующих операций:
1) предварительная обработка базовых поверхностей
и пазов плиты;
2) нормализация;
3) шлифование базовых поверхностей и пазов плиты;
4) искусственное старение;
5) окончательное шлифование поверхностей плиты.
Операция выполняется с охлаждением при большом чис-
ле проходов круга в разных направлениях. Плиты конт-
рольных приспособлений шлифуют в несколько приемов
с перерывом в 5—6 дней;
6) доводка основных поверхностей;
7) контроль. Перпендикулярность^ поверхностей про-
веряют не только обычными контрольными угольника-
ми, но и специальными индикаторными устройствами.
Обработка ^отверстий с высокой точностью их взаим-
ного расположения — необходимое условие при изго-
товлении корпусов приспособлений, плит кондукторов,
дисков делительных устройств и других ответственных
деталей. В зависимости от оснащенности инструменталь-
ного цеха обработка отверстий осуществляется различ-
ными способами. Рассмотрим некоторые из них.
Обработка отверстий по разметке. Разметка не мо-
жет обеспечить требуемой в современном машинострое-
нии точности расстояний между осями, когда допуски
составляют сотые доли миллиметра. Поэтому растачива*
ние по разметке применяется как предварительная опе-
рация в единичном и мелкосерийном производстве. Точ-
ность расстояния между осями при растачивании по
разметке обычно не превышает ± (0,2—0,5) мм. При
тщательном выполнении операции разметки ее точность
может быть доведена до ±0,1 мм.
Обработка отверстий при помощи оправок и конце-
вых мер. Этот способ используется в единичном и мелко-
серийном производстве при обработке деталей со срав-
нительно небольшими расстояниями между осями.
355
На рис. 187 показаны примеры установки шпинделя
расточного станка с применением оправок. Установка
шпинделя станка на расстояние х от нижней плоскости
детали, которой она опирается на стол станка, произво-
дится при помощи оправки А и блока концевых мер С
(рис. 187, а). При заданном расстоянии х до оси отвер-
стия длина концевой меры С будет равна:
d
С — Х 2 ,
где d — диаметр оправки.
Расстояние С может быть измерено также и штан-
генрейсмусом.
Перестановка шпинделя в вертикальном направле-
нии для расточки второго отверстия, которое находится
Рис. 187. Установка шпинделя станка при помощи,
оправок.
на расстоянии концевой меры длины Ci от ранее обрабо-
танного отверстия, показана на рис. 187, б,
В шпиндель станка и в точно обработанное первое
отверстие вставляют оправки*4 и В и измеряют расстоя-
ние Сс
где di — диаметр оправки В.
Высокая точность межосевых расстояний (порядка
±0,02 мм) может быть достигнута только при точном
центрировании оправки В в отверстии (без зазора) и
обработке отверстий с одной стороны.
Координатный метод расточки систем отверстий. Этот
метод является наиболее совершенным и в настоящее
356
время получил широкое распространение как в единич-
ном, так и в серийном производстве. Он применяется
при обработке деталей, имеющих4 несколько отверстий
с параллельными осями, когда относительное положе-
ние оси каждого отверстия может определяться двумя
размерами, связывающими ее с двумя перепендикуляр-
ными плоскостями детали.
Сущность этого метода заключается в том, что сов-
мещение оси шпинделя с осями обрабатываемых отвер-
стий производится перемещением детали или режущего
инструмента во взаимно перпендикулярных направле-
ниях по установленным
концевым мерам, отсчет-
ным системам, шкалам и
индикаторным устройст-
вам с упорами, которые
позволяют отсчитывать
перемещение с точностью
’До 0,01 мм.
Координатное раста-
чивание отверстий можно
производить на токар-
ных, горизонтально-рас-
точных и других станках.
Применение коорди-
натного способа расточки
на токарном станке пока- Рис. 188. Координатный способ
зано на рис. 188. После расточки на токарном станке,
предварительной размет-
ки обрабатываемая деталь 3 (рис. 188, а) крепится на
планшайбе 1 в таком положении, чтобы одна ее базиру-
ющая плоскость плотно прилегала, к угольнику 2. Под
вторую плоскость подкладывается блок концевых мер
длины 4, размер которого должен быть равен с. Затем
сверлится и растачивается первое отверстие детали.
Для последующей обработки деталь 3 передвигается
по угольнику (рис. Г88,б), при этом ранее установлен-
ный блок концевых мер не меняется, а под другую ба-
зовую плоскость подкладывается второй блок концевых
мер, по размеру равный расстоянию Ь между центра-
ми отверстий. При этой установке обрабатывается вто-
рое отверстие.
Растачивание остальных отверстий производится
после перестановки детали на планшайбе, причем в
357
случае, приведенном на рис. 188, в, нижний блок мер сни-
мается и деталь устанавливается прямо на плоскость
угольника, а под вторую базовую плоскость подклады-
вается блок мер, равный чертежному размеру Ь.
Последнее отверстие (рис. 188, г) обрабатывается
в положении, когда под деталь подкладывается блок
189. Схема универсаль-
приспособления для ко-
Рис.
ного
ординатного образования от-
верстий.
мер размером с.
Растачивание отверстий на токарном станке менее
производительно, чем на координатно-расточном, одна-
ко этот способ дает возможность обрабатывать поверх-
ность фасонных сквозных отверстий и, кроме того, при
растачивании точных деталей с отверстиями, глубина
которых превышает 5—
6 диаметров, обеспечивает
большую точность.
Обработка* отвер-
стий при помощи
плит и концевых мер.
Универсальное приспособле-
ние для координатной обра-
ботки отверстий (рис. 189)
состоит из трех точных
плит /, которые скреплены
так, что образуют три взаим-
но перпендикулярные плос-
кости. Деталь 2 устанавли-
вается базовыми поверхностями на плиты и прижимает-
ся к ним специальными прихватами/ Обработка отвер-
стия производится через кондукторную втулку 3, точное
положение которой фиксируется концевыми мерами дли-
ны 4.
Крепление втулок и блока мер осуществляется съем-
ным зажимом, который условно показан стрелками 5.
К приспособлению прилагаются комплект концевых мер
длины и комплект кондукторных втулок для отверстий
диаметром от 0,8 до 12 мм.
В инструментальных цехах обработка отверстий
координатным способом часто производится на горизон-
тально-расточных станках. Совмещение оси шпинделя с
осями обрабатываемых отверстий достигается переме-
щением шпиндельной бабки в вертикальном направле-
нии, а стола — в поперечном горизонтальном направле-
нии в соответствии с заранее рассчитанными координа-
тами оси отверстия.
358
При перемещении стола и шпиндельной бабки отсче-
ты координат производят по шкалам, установленным
на салазках стола и передней стойке станка. Так как
точность -установок по шкалам недостаточно высока,
то используют индикаторные устройства, концевые ме-
ры, штихмасы или другие средства.
При координатном способе обработки точность меж-
осевых расстояний зависит от точности изготовления
мерных стержней или от точности установки размера на
штихмасе или блоке концевых мер и обеспечивается
в пределах 0,02—0,03/jwjw.
Современные горизонтально-расточные станки моде-
лей 2620 и 2622. имеют оптические системы отсчета по
шкалам и обеспечивают точность отсчета ±0,02 мм.
Значительно эффективнее координатное растачива-
ние осуществляется на горизонтально-расточном станке
модели 262ПР с программным управлением. Программ-
ное управление станком позволяет выполнять автомати-
ческую установку по координатам стола в поперечном
направлении и шпиндельной бабки в вертикальном, на-
правлении с точностью ±0,05 мм.
При высоких требованиях к точности расположения
отверстий растачивание производят на координатно-рас-
точных станках. В последних моделях этих станков пре-
дусмотрены современные отсчетно-измерительные си-
стемы— индуктивные а оптические с экранной оптикой,
а также штриховые меры, зубчатые рейки или винты —
якори индуктивных систем, . не имеющие физического
контакта с другими деталями измерительной системы
станка и поэтому не подвергающиеся износу.
Точность установки координат равна 0,004 мм, а рас-
стояний между осями обрабатываемых отверстий
0,006 мм, точность геометрической формы отверстию
некруглость — 0,002 мм, отклонение диаметра в попереч-
ном и продольном направлениях ±0,004 мм. Шерохова-
тость поверхности соответствует 7-му классу чистоты.
Обработка отверстий на универсальных станках. При
изготовлении небольшого количества приспособлений
либо штампов широко применяется сверление и раста-
чивание на инструментальных вертикально-фрезерных
станках, имеющих отсчет продольно-поперечного пере-
мещения стола с точностью до 0,02 мм. В этих случаях
для достижения большей точности обработки сначала
высверливают отверстия на 0,5—0,8 мм меньше номи-
359
нального диаметра, а затем растачивают их резцом до
нужного размера при точном отсчете координат.
Шпиндель вертикально-фрезерного станка может
быть установлен в исходное положение от базовой по-
верхности А по точно калиброванной скалке 1 и мери-
тельной плитке 2 (рис. 190, а). В этом случае для совме-
щения оси шпинделя с плоскостью А потребуется пере-
местить его на величину 0,50 + е (см. рис. 190, а).
&) и
' Начальное
положение
вазового 1 ®
отверстия
Конечное положение
вазового отверстия
Начальное положение
ж стола
стола
Рис. 190. Приемы точного размещения отверстий:
7 — скалка; 2 — концевая мера длины; 3—штихмас; 4 — индика-
тор.
Шпиндель может быть установлен в исходное по-
ложение с помощью центрирующего индикатора по име-
ющемуся отверстию или цапфе (рис. 190, бив). Для это-
го стол с деталью перемещают до тех пор, пока стрелка
индикатора при вращении не будет оставаться не-
подвижной.
• Переход от обработки базового отверстия к растачи-
ванию последующего или для измерения расстояния
между ними выполняют по схеме, приведенной на
рис. 190,г. Перемещать стол можно по штихмасам 3 и
установочным индикаторам 4. Для этого в лоток укла-
360
дывают набор штихмасов и устанавливают индикатор в
нулевое положение. Затем перемещают стол по набору
штихмасов на размер 200 мм, т. е. в положение, при ко-
тором стрелка индикатора вновь окажется на нулевом
делении.
Обработка кондукторных втулок. Втулки небольших
размеров изготовляют из стали У10А или У12А и тер-
мически обрабатывают до твердости HRC 60—64. Втулки
больших размеров выполняют из стали 20 с последую-
щей цементацией и закалкой до такой же твердости.
Кондукторные втулки поступают на сборку в гото-
вом виде после механической обработки.
Технологический процесс механической обработки
втулок несложен: их изготовляют на токарно-револьвер-
ных станках из пруткового материала. Ответственными
операциями после термической обработки являются на-
ружное и внутреннее шлифование. Наружный диаметр
постоянных втулок обрабатывают по 2-му классу точ-
ности, а быстросменных — по 1-му или 2-му классу по
допускам посадки движения. Внутренний диаметр всех
втулок обрабатывают с точностью 2-го класса в системе
вала по допускам посадки движения или ходовой.
Шлифование производят за две операции — предвари-
тельную и окончательную. Вначале на внутришлифо-
вальном станке обрабатывают отверстие втулки, а за-
тем— наружный диаметр. Для получения высокого клас-
са чистоты отверстия втулки доводят медными прити-
рами с помощью паст.
43. СБОРКА ПРИСПОСОБЛЕНИЙ
Технологический процесс сборки станочных приспо-
соблений складывается из операций слесарной и меха-
нической обработки со сложными точными измерения-
ми. Детали, не подлежащие слесарной обработке (вин-
ты, прихваты, гайки, упоры и т. п.), поступают на сборку
в готовом виде. Детали, для которых необходима сле-
сарная обработка, подаются на сборку после механиче-
ской обработки с припуском под доводку,-притирку
и т. п.
Несмотря на разнообразие конструкций приспособле-
ний, можно рекомендовать примерную схему их сборки,
1. Проверка комплектности и качества поступивших
на сборку деталей и узлов.
13 И. Г. Космачев
361
2. Слесарная обработка деталей.
3. Контроль и сборка опорной и базовых поверхно-
стей корпуса.
4. Пригонка поверхностей корпуса под опоры.
5. Установка, крепление и доводка опор, установоч-
ных и направляющих деталей и узлов.
6. Установка, крепление и доводка подвижных уста-
новочных деталей и узлов.
7. Образование гладких и резьбовых отверстий и
сборка зажимных узлов и деталей приспособления с кон-
тролем правильности и надежности закрепления обраба-
тываемых деталей.
8. Маркировка приспособления.
9. Установка и пригонка шпонок.
10. Окончательная проверка эксплуатационных раз-
меров и соответствия приспособления техническим
условиям.
11. Балансировка вращающихся приспособлений.
. 12. Проверка приспособления в работе и сдача его
отк.
Прежде чем приступить к сборке приспособления, не-
обходимо тщательно проверить соответствие размеров
и геометрической формы полученных деталей указанным
в чертежах. Проверка размеров осуществляется микро-
метрами, штангенциркулями, штангенрейсмусами, кон-
цевыми мерами, глубиномерами, угломерами и индика-
торами.
Геометрическая форма прямолинейных деталей про-
веряется с помощью угольников и поверочных линеек,
а фасонные детали^в случае надобности контролируются
шаблонами.
Чтобы избежать непроизводительной затраты време-
ни и улучшить качество сборки, следует добиваться не-
обходимой точности обработки деталей собираемого
приспособления. При этом должны быть выполнены сле-
дующие условия:-
1) базовые плоскости приспособлений должны быть
строго перпендикулярны или параллельны друг другу;
2) плоскости, фиксирующие обрабатываемые детали,
должны быть прямолинейны или точно соответствовать
очертаниям детали;
3) отверстия под кондукторные втулки должны быть
строго перпендикулярны плоскости, в которой они расто-
чены;
362
4) упоры, определяющие положение детали в при-
способлении, должны находиться в одной плоскости или
на одной горизонтальной линии;
5) винтовые, клиновые, рычажные и эксцентриковые
зажимы должны плотно удерживать обрабатываемую
деталь в рабочем положении.
Внутренний и наружный диаметры отверстий кон-
дукторных втулок должны быть строго концентричны.
Для обеспечения надежной посадки наружный диаметр
втулок делается на 0,01—0,012 мм больше диаметра от-
верстий в плите. Для лучшей запрессовки наружные по-
верхности втулок покрывают купоросом или смазывают
машинным маслом.- Легкими ударами молотка втулки
слегка заколачивают в отверстия, а затем винтовым или
рычажным прессом полностью запрессовывают в плиту.
Перпендикулярность стенок отверстий запрессован-
ных втулок относительно плоскости плиты проверяется
с помощью калибра, вставляемого в отверстие втулки,
и лекального угольника. Расстояние между центрами
отверстий контролируется круглыми калибрами и кон-
цевыми мерами, при этом неправильно установленные
втулки выпрессовывают и вновь устанавливают в приспо-
собление.
В заключение сборки все острые углы и кромки при-
способления закругляют или на них снимают фаски ши-
риной 0,5 мм под углом 45°; затем приспособление мар-
кируется и идет на испытание.
Лучшим видом контроля правильности сборки при-
способления является испытание его в работе.
Сборка специальных приспособлений производится
с выполнением ряда пригоночных операций и обработ-
кой по месту. Сопряжения повышенной точности осу-
ществляют с помощью припиливания, пришабривания и
доводки.
Сборку приспособлений целесообразно разделять на
узловую и общую, что значительно сокращает длитель-
ность их изготовления.
В процессе сборки производятся регулировка и точ-
ная выверка взаимного расположения деталей и узлов.
Найденное положение фиксируется контрольными штиф-
тами. Для этой цели собранные на болтах детали при-
способления слесарь-инструментальщик сверлит сов-
местно и полученные отверстия развертывает под на-
пряженную или тугую посадку 2-го класса точности.
363
Подобрав затем штифты, осторожными ударами обычно-
го (или лучше медного) молотка впрессовывает их в от-
верстие. Для соединения двух деталей необходимо ста-
вить два штифта, располагая их возможно дальше друг
от друга.
Места расположения контрольных штифтов выби-
рают так, чтобы отверстия для них были сквозные
(рис. 191,а), а не глухие, иначе при разборке приспо-
соблений выбить штифт будет трудно. Если невозмож-
но получить сквозное отверстие, ставят конические
штифты (рис. 191,6).
Рис. 191. Мес-
та расположе-
ния штифтов.
Рис. 192. Контроль расстоя-
ния между осями кондуктор-
ных втулок.
Для неподвижных соединений деталей и узлов, ра-
ботающих на сжатие и сдвиг, целесообразно применять
вместо механического крепления склеивание.
С целью повышения точности часто практикуют сов-
местную обработку нескольких деталей после их сборки.
Например, для получения строгой соосности отверстий
в нескольких деталях их обработка ведется с одной
установки; для лучшего выравнивания установочных по-
верхностей опор их часто шлифуют совместно после
окончательной установки на корпусе приспособления.
После сборки приспособление должно пройти тща-
тельную проверку.
Контроль точности приспособлений осуществляется
тремя способами:
1) непосредственным измерением тех размеров, от
которых зависит точность работы приспособления;
364
2) пробной обработкой нескольких заготовок с по-
следующим контролем их точности универсальными из-
мерительными средствами;
3) изготовлением Эталонов.
Первый способ контроля трудоемок и выполняется
высококвалифицированными контролерами. Например,
расстояние между осями кондукторных втулок прове-
Рис. 193. Примеры проверки радиального биения деталей.
ряют с помощью калибров или плиток-клиньев (рис. 192)'.
Для определения расстояния L между осями отверстий
необходимо установить размеры А19 А2 и L2 или разме-
ры Af, А2 и Li. Эти размеры определяют с помощью
микрометра, штангенциркуля или микрометрического
штихмаса.
Можно применить координатный метод измерения на
инструментальном или универсальном микроскопе с оку-
лярной головкой двойного изображения.
Примеры проверки радиального биения деталей при-
способлений с помощью индикаторов приведены на
355
рис. 193. Биение наружных поверхностей относительно
оси центров проверяется в цейтрах (рис. 193, а); биение
наружных поверхностей втулки относительно внутрен-
ней контролируется на оправке в центрах (рис. 193,6)
или на консольно закрепленной оправке (рис. 193,в);
биение поверхностей А и .С вала относительно' поверхно-
сти В определяется на призме (рис. 193,а); биение внут-
ренней поверхности выточки валика относительно на-
Рис. 194. Контроль углов между плоскостями и
осями отверстий.
ружной его поверхности — на роликах (рис. 193,6) и
взаимное биение двух отверстий втулки — на оправке
(рис. 193, е).
Контроль углов между плоскостями и осями отвер-
стий проверяют с помощью нормальных или специаль-
ных угольников. Нормальным угольником (90°) можно
также измерить угол между плоскостью 1 (рис. 194, а) и
осью двух соосных отверстий одинакового диаметра.
Для этого на поверочную плиту ставят домкраты, а на
них — проверяемую деталь. С помощью микронного ин-
дикатора, закрепленного на стойке, плоскость 1 устанав-
ливается параллельно плоскости поверочной плиты.
Затем в отверстие вставляют специальный контроль-
366
ный валик 2 и требуемый угол проверяют . угольни-
ком 3,
Схема контроля перпендикулярности осей двух от-
верстий представлена на рис, 194, б. Изменение показа-
ний индикатора при повороте валика 2 на 180° соответ-
ствует отклонению от перпендикулярности осей отвер-
стия на длине /.
Проверка параллельности плоскостей 1 и 3 направля-
ющих (рис. 194,в), а также оси отверстия и плоскости
направляющих осуществляется индикатором на стойке
или индикаторным нутромером. Порядок проверки сле-
дующий. На поверочную плиту ставят домкраты, а на
них — проверяемую деталь и затем выравнивают плос-
кость 1 параллельно плоскости поверочной плиты.
С помощью индикатора проверяют параллельность
плоскости 3 плоскости поверочной плиты и параллель-
ность оси контрольного валика 2, вставленного в отвер-
стие, плоскостям 1 и 3. В отдельных случаях можно
применять контрольные валики совместно со втулками 4
(рис. 194,
Используемые приспособления должны подвергать-
ся периодическим осмотрам и проверкам работниками
ОТК. В условиях серийного производства приспособле-
ния периодически снимаются со станков и сдаются на
склад или хранятся у рабочего места. Это время исполь-
зуется для их осмотра и проверки на точность. В мас-
совом производстве приспособления проверяют на стан-
ке. В этом случае наиболее удобен способ контроля по
эталонам. На крупных машиностроительных заводах пе-
риодическая проверка приспособлений осуществляется
группой работников ОТК. Результаты проверки фикси-
руются в картотеке. По данным проверки выявляется
необходимость профилактического и текущего ремонта
приспособлений, а также замены изношенных деталей и
узлов.
В качестве, конкретного примера рассмотрим сборку
приспособления для фрезерования двух плоскостей, де-
тали (рис. 195, а).
Обрабатываемую деталь 3 устанавливают наклонно
в приспособлении и закрепляют прихватами 4. Для уста-
новки приспособления на столе 6 станка без выверки
служат две направляющие шпонки 5, которые закрепля-
ются в пазу на опорной плоскости корпуса 8. Выступа-
ющая часть шпонки заходит в Т-образный паз стола
367
станка. Ширина паза под шпонку в корпусе приспособ-
ления выполняется обычно с допуском по Аз.
Для настройки на размер фрезы 1 и 2, обрабатыва-
ющие плоскости детали, устанавливают на эталонной
детали, которую закрепляют в приспособлении, и под-
водят стол к фрезам так, чтобы они коснулись обраба-
тываемых поверхностей. Затем стол станка закрепляют
в положении настройки.
При сборке фрезерного приспособления (рис. 195, а)
необходимо обеспечить параллельность гнезда для обра-
батываемой детали по отношению к опорной плоскости
корпуса и направляющим шпонкам и заданный, угол на-
клона гнезда к плоскости корпуса.
Рис. 195. Сборка фрезерного приспособления.
Чтобы обеспечить параллельность гнезда плоскости
корпуса, необходимо осуществить предварительную об-
работку гнезда — до закрепления шпонок на корпусе,
а затем окончательную — после установки приспособле-
ния по ^шпонкам. Угол наклона гнезда можно обрабо-
тать шлифованием с помощью специального приспо-
собления.
Слесарь-инструментальщик получает на сборку окон-
чательно обработанные корпус 7, шпонки с винтами, де-
тали прихвата (шпильку, гайку, шайбу и пружину, план-
ку прихвата 4) и упорный штифт 9, а также эталонную
деталь, проверенную и маркированную ОТК.
Сборка приспособления начинается с зачистки шпо-
ночного паза и пригонки к нему шпонок. Затем на шпон-
ках размечают отверстия для винтов и сверлят их одно-
временно в шпонках и в корпусе, после чего нарезают
резьбу в отверстиях корпуса и рассверливают сквозные
отверстия в шпонках.
368
Эталонную деталь 3 устанавливают в приспособле-
нии, после чего ставят на место планку прихвата 4,
чтобы убедиться в ее горизонтальном положении. Если
планка перекошена, слесарь-инструментальщик опили-
вает либо правый, либо левый ее конец, пока она не
займет горизонтального положения. После этого разме-
чают в корпусе отверстие для шпильки 8, сверлят и на-
резают его. Затем ввертывают наглухо шпильку 8, ста-
вят на место все детали прихвата и шпонки 5. На этом
заканчивается предварительная сборка.
Второй этап сборки — проверка приспособления на
точность — производится на контрольной плите 3
(рис. 195, б) с точными, строго параллельными пазами.
Эталонную деталь, закрепляют в приспособлении, кото-
рое ставят на плиту 3 и прижимают шпонками 4
к стенке ее паза; рядом с приспособлением ставят инди-
каторную стойку 1 с двумя индикаторами (можно по-
ставить один индикатор и придавать ему последователь-
но оба положения — I и //). Передвигая вдоль паза при-
жатую к нему уступом стойку с индикаторами, прове-
ряют параллельность гнезда шпонкам. Обнаруженные
ошибки устраняют повторным шлифованием гнезда на
станке.
После этого проверяют прилегание эталонной детали
к стенкам гнезда: при укладке (без прижима прихва-
том) эталон не должен качаться в гнезде. *Если провер-
ка даст положительный результат, то ставят на место
упорный штифт 9 (см. рис. 195,а), отверстие под кото-
рый было просверлено и развернуто ранее.
Готовое приспособление сдают на проверку, которая
заключается в обработке нескольких заготовок на стан-
ке. Если результаты работы приспособления удовлетво-
рительные, его окрашивают, клеймят и сдают в кла-
довую.
Более сложные задачи приходится решать при сбор-
ке кондукторов, ’ особенно таких, у которых отверстия
расположены в нескольких плоскостях. Здесь очень
большое значение имеет составление .плана пригоноч-
ных и сборочных работ, а также проверка приспособле-
ния на всех этапах сборки; особенно важна проверка в
тех случаях, когда нужная точность обработки не мо-
жет быть обеспечена на станках и получается в процессе
сборки.
И. Г. Космачей
369
Рис. 196. Схема изготовления кон-
дукторной плиты с закреплением
втулок пластмассой:
1 — контрольная плита; 2 — разметочный
угольник; 3 — втулка; 4 и 5 — концевые
меры длины; € — кондукторная плита;
7 — пластмасса.
Применение быстротвердеющих пластмасс при
сборке. Для соединения деталей из металлов, пластиче-
ских масс, резины и других материалов применяют син-
тетические клеи. Некоторые клеи на основе синтетиче-
ских смол позволяют соединять пластмассы с металлом,
металлы друг с другом и резину с пластмассой или ме-
таллом.
Для изготовления клеев широко используется фенол-
формальдегидная смола. На базе ее разработаны клеи
марок БФ-2, БФ-4 и БФ-6. Некоторые из них являются
универсальными и служат
для склеивания самых
различных материалов.
Для окончательного от-
вердения необходимо на-
гревать их до температу-
ры 120° С.
Клеи на основе эпок-
сидных смол обеспечива-
ют высокую прочность
соединения, не требуют
сильного прижатия соеди-
няемых деталей, не вызы-
вают коррозии склеивае-
мых элементов и могут
твердеть как в холодном,
так и в горячем состоя-
нии. При склеивании осо-
бых требований к точно-
сти и шероховатости со-
единяемых поверхностей
не предъявляется. Но
следует учитывать, что
наибольшая прочность со-
единения получается при толщине слоя клея 0,05—
0,10 мм, при этом соединяемые поверхности должны
быть тщательно обезжирены.
Клеевые соединения применяют для сборки дета-
лей, соприкасающихся по цилиндрическим, коническим
и плоским поверхностям. Они во многих случаях заме-
няют винтовые, штифтовые, шпоночные соединения и
соединения, выполняемые запрессовкой. Это позволяет
упростить конструкцию приспособления или штампа,
уменьшить количество входящих в нее крепежных дета*
37Q
лей и снизить точность их изготовления. Собираемые
с помощью клея узлы приспособлений не деформиру-
ются.
Схема изготовления кондукторной плиты с закрепле-
нием втулок пластмассой приведена на рис. 196. Про-
цесс выполнения такой плиты состоит йз установки кон-
дукторных втулок по мерным плиткам и угольнику
(рис. 196, а) и заливки втулок быстротвердеющей пласт-
массой (рис. 196,6).
К поверхности гладкой металлической контрольной
плиты 1 струбциной прижимают разметочный уголь-
ник 2, внутренние полости которого используют как
оси координат, по которым задают горизонтальные и
вертикальные оси расположения кондукторных вту-
лок 3.
Чтобы установить втулку в заданном положении, не-
обходимо точно замерить ее наружный диаметр d и на-
брать блоки мерительных плиток 4 и 5, равные разме-
рам Xi и Г/1.
Для фиксации положения втулки ее торец смазывают
слабым эпоксидным клеем и прижимают к плите.
Остальные кондукторные втулки закрепляют аналогич-
ным способом.
После установки на контрольной плите на втулки
надевают кондукторную плиту 6, Плита должна иметь
отверстия под втулки. Диаметр отверстия должен быть
больше наружного диаметра втулок на 4—6 мм.
Перед надеванием кондукторной плиты на втулки
поверхности контрольной плиты смазывают раздели-
тельным составом, а поверхности втулок и стенки от-
верстий кондукторной плиты обезжиривают бензином
или ацетоном.
При установке кондукторной плиты ее боковые сто-
роны тщательно выверяют по разметочному угольнику,
прижимают к контрольной плите струбцинами и в за-
зоры между стенками отверстия и втулками заливают
пластмассу 7 (рис. 196,6).
После отвердения пластмассы проверяют межосе-
вое расстояние кондукторных втулок, а затем отделяют
кондукторную плиту с втулками от контрольной плиты*
Следы клея смывают с плиты и торцов втулок, а из-
лишки его удаляют с кондукторной плиты слесарным
инструментом.
т
44. РЕМОНТ ПРИСПОСОБЛЕНИЙ
Приспособление подвергают ремонту при его по-
ломке или повреждении и износе, а также при измене-
нии конструкции обрабатываемой детали или техноло-
гического процесса.
Ремонт приспособлений — один из сложных видов
инструментальных работ. Нередко он требует от сле-
саря большего опыта и знаний, чем изготовление нового
приспособления, так как в каждом конкретном случае
слесарю нужно разобраться в причинах получающегося
при обработке брака, наметить пути его устранения при
минимальной переделке приспособления.
В приспособлении могут быть следующие поврежде-
ния:
1) износ или поломка зажимных элементов (износ
или срыв резьбы зажимных винтов и их гаек, поломка
или изгиб винтов, износ эксцентриков и их осей, полом-
ка или деформация планок и пружин и др.);
2) износ отверстий кондукторных втулок, поврежде-
ние втулок сверлом или другими инструментами; износ
посадочных мест в сменных кондукторных втулках и
отверстий, в которые они входят;
3) износ или повреждение установочных элементов
(штырей, пластинок, призм);
4) поломка частей корпуса — ножек, рукояток,
кронштейнов, стоек; износ ножек и штырей; поврежде-
ние контрольных штифтов; взаимное смещение отдель-
ных частей корпуса.
В зависимости от степени и характера износа или
повреждения ремонт приспособления можно свести либо
к простому его регулированию и смене деталей, либо
к замене деталей с пригонкой их и доводкой базовых
размеров. По объему и сложности работ различают те-
кущий и капитальный ремонты.
Текущий ремонт приспособлений сводится к замене
или исправлению одной-двух изношенных или сломан-
ных деталей без разборки и регулировки всего приспо-
собления. Текущий ремонт занимает немного времени
(15—30 мин.) и при наличии запасных частей может
быть выполнен в обеденный перерыв или между сме-
нами, т. е. не вызывает нарушения нормального хода
производства.
Капитальный ремонт характеризуется частичной или
*372
полной разборкой приспособления и его узлов, сменой
изношенных деталей, сборкой, пригонкой и регулирова-
нием приспособления, как это делается при его изготов-
лении. При капитальном ремонте выполняют такие ра-
боты, как восстановление корпусных деталей, смена
установочных элементов, восстановление базовых раз-
меров, смена изношенных кондукторных втулок и пр.
Приспособление подвергают полной проверке на точ-
ность и осматривают все его детали. Обычно капиталь-
ный ремонт занимает несколько дней.
Ремонт вследствие изменений в конструкции детали
или в технологии ее обработки чаще всего относится к
капитальному. Целесообразность переделки старого при-
способления или изготовления нового определяет тех-
нолог. \
Подготовка к капитальному ремонту заключается
в составлении дефектной ведомости и при необходимо-
сти — технологического процесса на ремонтные рабо-
ты (если требуется выполнить значительное количество
станочных операций).
Ремонт начинают с разборки приспособления, при-
чем узлы, которые не будут переделываться, разбирать
не следует. Особенно тщательно надо разбирать детали,
соединенные контрольными штифтами, так как их по-
вреждение не позволит получить после сборки правиль-
ную установку детали. Сначала удаляют крепежные
винты, затем осторожными ударами молотка по мед-
ному или латунному стержню выбивают штифты. Ино-
гда штифты располагаются в местах, откуда их нельзя
удалить описанным способом; тогда в стык соединенных
штифтами деталей заводят с двух сторон тонкие сталь-
ные клинья и осторожными ударами по ним снимают
наружную деталь.
Кондукторные втулки выпрессовывают под прессом,
а в труднодоступных местах — винтовым съемником
(рис. 197). Последний представляет собой скобу 4
с болтом 2, головку которого пропускают через втулку 1
и, затягивая гайку 5, выпрессовывают втулку из гнезда.
Если в приспособлении имеется несколько одинако-
вых деталей, каждая из которых пригнана по месту, то
их при разборке необходимо пронумеровать, чтобы не
перепутать при сборке.
Ремонт легче всего производить при наличии гото-
вых запасных деталей. Поэтому наиболее ходовые детали
. 373
1 2 3
Съемник для
'//////л
Рис. 197.
выпрессовки кондук-
торных втулок.
или изгиб
(прихваты, пружины, гайки, шпонки и пр.) всегда
должны быть в кладовой. Особенно удобны нормализо-
ванные детали, которые взаимозаменяемы с такими же
деталями ремонтируемого приспособления.
Поврежденные детали необходимо внимательно
осмотреть, чтобы решить, ремонтировать их или лучше
заменить новыми. Не следует их выбрасывать, так как
в большинстве случаев их можно переделать (например,
перешлифовать на меньший размер, обрезать поврежден-
ный участок резьбы и наре-
зать ее вновь и т. д.).
При ремонте слесарь дол-
жен анализировать причины
поломок различных деталей,
сообщать о результатах своих
наблюдений конструктору при-
способления. Например, систе-
матический срыв резьбы на
винтах зажимов
планок прихвата свидетель-
ствует о том, что эти детали
недостаточно прочны и разме-
ры их нужно увеличить.
Ремонт установочных элементов обычно заключается
в замене изношенных или поврежденных штырей и пла-
стинок, при этом необходимо сохранить точные базовые
размеры, что достигается шлифованием их до получе-
ния нужного размера. Направляющие пазы простраги-
вают с изношенной "стороны и привинчивают или прива-
ривают к ней планку, которую затем обрабатывают до
восстановления первоначального размера.
Зажимные детали .типа винтов при повреждении
резьбы обычно приходится заменять; при изгибе их ино-
гда удается выправить. Если повреждена резьба в кор-
пусе, то следует рассверлить отверстие на больший диа-
метр и нарезать новую резьбу (при этом придется за-
менить и винт).
Изношенные эксцентрики обычно удается исправить
наваркой или наплавкой с последующей обработкой на-
варенного участка до первоначальных размеров.
Ремонт корпусов приспособлений и их деталей наи-
более сложен. Поломанные корпуса можно сварить, од-
нако после сварки их нужно отжигать, чтобы устранить
вредные напряжения в металле. Кроме того, при сварке
374
обычно наблюдается коробление детали, поэтому ее при-
ходится тщательно проверять и обрабатывать для устра-
нения неточностей.
Поврежденные контрольные штифты % следует уда-
лять и заменять новыми. После удаления старых штиф-
тов и до установки новых тщательно выверяют положе-
ние детали, которую они фиксируют, и крепят ее бол-
тами. Затем, если старые отверстия под штифты не
могут быть использованы, их либо развертывают на боль-
ший диаметр, либо обрабатывают два новых отверстия
в других местах и ставят в них контрольные штифты.
Сборочные работы при ремонте заключаются глав-
ным образом в пригонке частей приспособления (спили-
ванием или шабрением), установке втулок и не отлича-
ются от описанных выше аналогичных работ при изго-
товлении нового приспособления. Однако порядок сбор-
ки меняется в зависимости от объема и содержания ре-
монта.
Приемы выполнения слесарных и контрольных работ
при ремонте аналогичны соответствующим приемам при
изготовлении новых приспособлений. Специфичными для
ремонта будут лишь такие работы, как удаление ржав-
чины с поверхности бывших в употреблении деталей и
отжиг закаленных деталей перед их слесарной или ста-
ночной обработкой, что производится, если деталь в за-
каленном виде не может быть восстановлена.
Покрытые ржавчиной детали отмывают в керосине,
затем, слой ржавчины удаляют проволочными щеткамй,
абразивами или шабрением. Следы коррозии могут быть
сняты травлением в гальванической ванне либо дробе-
струйной обработкой.
Ремонт универсальных приспособлений не отличается
от ремонта специальных.
Глава X
ТЕХНИКА БЕЗОПАСНОСТИ
И МЕРЫ ПОЖАРНОЙ
БЕЗОПАСНОСТИ
45. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ
РУЧНЫХ СЛЕСАРНЫХ ОПЕРАЦИЙ
В инструментальных цехах машиностроительных за-
водов многие операции (такие, как разметка, правка
и рихтовка, рубка, опиливание, разрезка, клеймение
и т. п.) выполняются слесарем-инструментальщиком
вручную.
Несоблюдение правил техники безопасности при вы-
полнении этих операций может привести к травмам.
При разметке, особенно пространственной, слесарь
может забыть об острых концах чертилок и рейсмусов
и в результате серьезно травмировать руки или глаза.
Ё целях безопасности во время работы рекомендуется
надевать .на свободные чертилки и рейсмусы предохра-
нительные пробки.
Применение электрического кернера требует соблю-
дения правил электробезопасности.
При разметке листовых заготовок можно порезать
руки кромками материала. Поэтому укладывать заго-
товки на плиты перед разметкой и снимать их следует
в рукавицах.
При рубке заготовок надо следить за тем, чтобы ре-
жущий и ударный инструменты не имели трещин, заусен-
цев, облоя. При ударах молотком- от неисправного зу-
била может отскочить часть облоя и поранить глаза. Ру-
коятки молотков должны быть без дефектов, молотки на
них должны закрепляться надежно.
При рубке хрупких металлов необходимо применять
защитные сетки и работать в очках.
При заточке зубила нужно работать при опущенном
экране, а расстояние между подручником и кругом дол-
жно быть минимальным.
При правке (рихтовке) листовых заготовок прихо-
дится часто поворачивать и перемещать заготовку на
правильной плите (бабке). Чтобы не поранить руки/
376
рекомендуется работать в брезентовых рукавицах. Прав-
ку надо производить только исправным молотком.
При опиливании, так же как и при рубке, заготовку
следует плотно зажимать в тисках, чтобы в процессе ра-
боты она не могла вырваться, иначе можно не только
испортить заготовки, но и поранить руки.
Если у напильника нет ручки или она неисправна,
есть опасность поранить руку его хвостовиком. При
выполнении операций опиливания на голову следует
надевать берет, так как попавшую в волосы стружку
трудно удалить.
Имея дело с кислотой (например, при травлении
шаблонов), следует соблюдать осторожность, так как
кислота, попадая на кожу, вызывает ожоги. После ра-
боты с кислотой или пастой ГОИ нужно тщательно
вымыть руки. Нельзя прикасаться к глазам или тереть
их руками, загрязненными пастой.
46. БЕЗОПАСНАЯ РАБОТА
МЕХАНИЗИРОВАННЫМ ИНСТРУМЕНТОМ
Электрифицированный инструмент. В зависимости
от конструкции и назначения инструмента существуют
различные приемы работы с ним, которые необходимо
предварительно изучить.
Прежде чем приступить к работе с электроинстру-
ментом, следует убедиться в его исправности. Для это-
го проверяют крепление отдельных деталей, легкость и
плавность движения ходовых деталей и узлов, убеж-
даются в наличии смазки. Особенно тщательно прове-
ряют исправность питающего шлангового шнура, изо-
ляция которого не должна иметь повреждений.
Перед тем как включить инструмент, необходимо
проверить соответствие напряжения и частоты тока в
сети номинальным данным электродвигателя инстру-
мента и наличие заземления (или зануления), если ра-
бочее напряжение свыше 65 в.
Выключатель сначала проверяют, многократным
включением и выключением вхолостую, а затем к элек-
тросети присоединяют инструмент и несколько раз
включают и выключают его.
При работе необходимо следить за тем, чтобы элек-
троинструмент не перегревался. Степень нагрева
377
считается допустимой, если к поверхности корпуса ин-
струмента можно прикасаться рукой.
Применяемый режущий инструмент должен соответ-
ствовать размерам и назначению электроинструмента.
К работе можно приступать только после того, как сле-
сарь убедится в полной исправности режущего инстру-
мента и надежном его закреплении в патроне.
При включении электроинструмента запрещается ре-
гулировать его, устранять неисправности и т. д. При
всяком ремонте необходимо отключать питающий шнур
электроинструмента от сети.
Включать электродвигатель следует только перед
самым началом работы, а в перерывах он должен быть
выключен.
Необходимо постоянно оберегать питающий шнур
от повреждений и не допускать его перекручивания. При
переходе с электроинструментом с одного места работы
на другое не допускается натяжение шнура.
После окончания работы нужно отключить от сети
питающий шнур, протереть его сухой тряпкой и акку-
ратно смотать, затем очистить от пыли, грязи, стружки
и масла электроинструмент.
Хранить электроинструмент необходимо в закрытых
ящиках. При длительных перерывах в работе электро-
инструмент следует сдавать в кладовую для проверки,
смазки, профилактического ремонта и хранения.
Слесарю-инструментальщику не разрешается само-
стоятельно разбирать и ремонтировать электроин-
струмент.
Пневматический инструмент. Перед началом работы
шланг подачи сжатого воздуха необходимо тщательно
продуть сжатым воздухом, чтобы удалить из него пыль
и грязь, а затем присоединить его к пневматическому
инструменту.
Пневматический инструмент должен быть хорошо
смазан специальным минеральным маслом. Ударные
пневмоинструменты, не имеющие специальных масле-
нок, следует смазывать не реже двух раз в смену.
Необходимо следить за тем, чтобы масло не попада-
ло в глубь шланга и на его поверхность, так как оно
разрушает резину.
Коленчатый валик и зубчатую передачу в сверлиль-
ных машинках надо смазывать густой смазкой.
378
Резиновый шланг присоединяют к пневмоинструмен-
ту до подачи сжатого воздуха. После подключения ин-
струмента к сети и закрепления наконечника вклю-
чают сжатый воздух.
По окончании работы сначала закрывают доступ
бжатого воздуха в питающий шланг пневмоинструмен-
та, а затем уже отсоединяют шланг от трубопровода и
пневмоинструмента.
Нельзя отсоединять пневмоинструмент от шланга
при невыключенном сжатом воздухе, так как под. его
давлением шланг может вырваться из рук и нанести
удары работающим рядом.
Слесарям-инструментальщикам, пользующимся руч-
ным пневматическим инструментом, запрещается раз-
бирать и ремонтировать его.
47. ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ РАБОТЕ НА СТАНКАХ
Слесарю-инструментальщику приходится работать
на станках с абразивным инструментом — шлифоваль-
ным, заточным, доводочным.
Одной из частых причин травматизма при рабо-
те с абразивным инструментом является разрыв шли-
фовального круга. Причинами этого могут быть непра-
вильный выбор режимов резания или наличие на круге
дефектов — трещин, выбоин и т. п. При разрыве шлифо-
вального круга возможны случаи тяжелого травмиро-
вания отлетающими осколками. Во избежание этого
должны тщательно выполняться все требования, преду-
смотренные ГОСТом 3881-65 по транспортировке и хра-
нению кругов, их испытанию и балансировке, огражде-
нию предохранительными приспособлениями, а также
использоваться рекомендуемые скорости резания.
При перевозках шлифовальные круги должны ле-
жать на подушках из песка, опилок или древесной
стружки. Транспортировка кругов вместе с металличе-
скими деталями запрещается.
Хранить круги целесообразно в помещениях на пер-
вом этаже вблизи испытательной станции. Температура
в' помещении должна быть не ниже 5° С при относитель-
ной влажности воздуха не более 65%, так как абразив-
ный инструмент чувствителен к воздействию мороза
и влаги.
379
Круги диаметром свыше 300 мм хранятся на ниж-
них полках стеллажа, менее 300 мм — на средних, широ-
кие круги следует -хранить на ребре, а тонкие — стопка-
ми с прокладками между ними.
Перед установкой на станках шлифовальные круги
должны быть подвергнуты предварительному испыта-
нию — внешнему осмотру и простукиванию. При осмот-
ре выявляются трещины, выбоины и другие дефекты.
Затем круг без усилий надевают на деревянный или ме-
таллический стержень и слегка простукивают по торцу
деревянным молотком для обнаружения внутренних
пороков по звуку. Если при простукивании круг издает
дребезжащий звук, то он бракуется.
Шлифовальные круги диаметром 150 мм и более, а
также скоростные диаметром 30 мм должны быть ис-
пытаны на прочность при скорости, превышающей ра-
бочую на 50%. Продолжительность этих испытаний для
кругов диаметром от 150 до 475 мм составляет 5 мин.,
500 мм и более — 7 мин., а для скоростных кругов диа-
метром от 30 до 90 мм — 3 мин. Круги, подвергшиеся
дополнительной механической или химической обработ-
ке, испытываются в течение 10 мин. при скорости, пре-
вышающей рабрчую на 60%.
При установке на испытательный станок круг за-
крепляют фланцами, размеры которых выбирают по
ГОСТу 3881-65.
Выдержавшие испытание круги должны иметь бирки
с порядковым номером круга по книге, датой испытания
и их условиями, знаком или подписью ответственного
лица.
Шлифовальные круги работают с большими окруж-
ными скоростями, поэтому динамическое давление, воз-
никающее в круге из-за неуравновешенности его массы,
достигает большой величины. Для устранения вредного
влияния динамического давления необходимо уравнове-
сить все части шлифовального круга. Неуравновешен-
ный круг в процессе работы может разорваться.
Процесс уравновешивания круга называется балан-
сированием, а неуравновешенность его — дисбалансом.
Балансирование кругов производится на специаль-
ных приспособлениях с двумя горизонтальными устано-
вочными ножами (рис. 198, а) или с четырьмя вращаю-
щимися дисками (рис. 198,6).
Балансирование осуществляют следующим образом:
380
1) шлифовальный круг правят, а затем закрепляют
на специальной оправке;
2) круг с оправкой устанавливают на балансировоч-
ном, приспособлении строго перпендикулярно к осям ва-
ликов или ножей (см. рис. 198,а).
3) слегка толкнув круг, дают ему возможность кач-
нуться, при этом наиболее тяжелая часть его займет
нижнее положение. Наиболее легкую часть круга, заняв-
шую верхнее положение, отмечают мелом;
РиС. 198. Схема балансировки кругов.
4) устанавливают и закрепляют первый балансиро-
вочный круг в том месте фланца, которое соответст-
вует наиболее легкой части круга;
5) по обе стороны первого груза на одинаковом
расстоянии закрепляют два груза, которые равномерно
передвигают в соответствующую сторону до достиже-
ния окончательного уравновешивания круга.
> Если указанным способом круг отбалансировать не-
возможно, то его исправляют следующим образом: сни-
мают с фланцев, в наиболее легкой части его высвер-
ливают несколько углублений и заливают в них свинец.
Исправленные таким образом круги вторично испы-
тывают на механическую прочность.
Для обеспечения безопасной работы шлифовальные
круги следует ограждать защитными кожухами. Рас-
положение и наибольший допустимый угол раскрытия
381
защитного кожуха выбираются в зависимости от типа
станка по ГОСТу 3881-65. Зазор между периферией
шлифовального круга и внутренней поверхностью за-
щитного кожуха должен быть в пределах 5—20 мм, а
зазор между боковой поверхностью круга и боковой
стенкой кожуха — в пределах 5—10 мм.
Защитные кожухи, применяемые при скоростном
шлифовании, следует изготовлять сварными при условии
обеспечения прочности, предусмотренной ГОСТом
3881-65. Кожух должен прочно прикрепляться к ста-
нине.
Для предупреждения разбрызгивания охлаждающей
жидкости при скоростном шлифовании следует умень-
шить зазор между стенками кожуха и абразивным кру-
гом.
Перед началом работы круг, устанавливаемый на
шпинделе станка, 1—2 мин. должен вращаться вхоло-
стую на рабочей скорости (обязательно с защитным
кожухом). Окружная скорость его не должна превы-
шать допустимую для данного круга, обозначенную на
его торце. Подача детали на круг илй круга на деталь
должна осуществляться плавно, без рывков и резкого
нажима.
При уменьшении диаметра круга в процессе износа
число оборотов его может быть соответственно увели-
чено в пределах установленных скоростей. Предельно
допустимое уменьшение диаметра круга при разных ти-
пах крепления указано в ГОСТе 3881-65.
48. ПЕРВАЯ ПОМОЩЬ ПРИ НЕСЧАСТНЫХ СЛУЧАЯХ
И ТРАВМАТИЗМЕ
Соблюдение правил техники безопасности в значи-
тельной степени способствует предотвращению несчаст-
ных случаев. Однако различное стечение обстоятельств
все же может привести к ним. Поэтому всем работаю-
щим необходимо знать основные правила первой меди-
цинской помощи до прихода врача, так как даже ми-
нутная задержка в ее оказании может оказаться
роковой.
При поражении электрическим током пострадавшего
необходимо отсоединить от проводов или оборудования,
находящегося под током. При этом надо соблюдать осто-
рожность, так как, пока пострадавший находится нод
382
напряжением, прикосновение к нему без предохранитель-
ных мер опасно.
Для освобождения пострадавшего от токоведущих
частей необходимо:
1) выключить ток рубильником, вывернуть предо-
хранительную пробку, перерубить или оборвать подво-
дящие ток провода, причем каждый провод необходимо
рубить или рвать отдельно;
2) заземлить или замкнуть провода накоротко, что-
бы расплавились плавкие вставки предохранителей;
для $того на голые провода надо набросить проволоку
или мокрую тряпку;
3) схватить пострадавшего за одежду и отсоединить
его от проводника; оказывающий помощь должен на-
деть резиновые рукавицы, галоши или стать на рези-
новый коврик;
4) если изолировать Ч?ебя от пострадавшего невоз-
можно, то надо выбить провод из его рук сухой дере-
вянной палкой или доской.
Если пострадавший находится без сознания, сле-
дует немедленно применить искусственное дыхание.
Для этого необходимо:
1) обеспечить доступ чистого воздуха к пострадав-
шему;
2) расстегнуть у него воротник, ремень и освободить
от стесняющей его одежды; -
3) разжать зубы и удалить изо рта слизь и кровь;
4) чтобы язык не запал в гортань, привязать его к
нижней челюсти;
5) положить пострадавшего на - живот, подложив
скатанную одежду или подушку под подложечную об-
ласть, вытянуть вперед его руки и повернуть голову в
сторону, чтобы рот и нос не касались пола;
6) стать над пострадавшим на колени так, чтобы
между ними находились его бедра; обхватив руками
бока нижнего края грудной клетки, постепенно сдавли-
вать ее, чтобы вытеснить из легких наибольшее коли-
чество воздуха; через 2—5 сек. сдавливание прекра-
тить, при этом грудная клетка пострадавшего расши-
рится и наполнится воздухом.
Такие приемы повторять 16—20 раз в минуту. Ис-
кусственное дыхание не прерывать до прибытия врача
или до восстановления у пострадавшего нормального
дыхания.
383
При ранении надо взять из цеховой аптечки индиви-
дуальный пакет, вскрыть его и перевязать рану. Нельзя
обливать, мазать или присыпать рану, а также прикла-
дывать к ней необеззараженные материалы. Если в рану
попали осколки металла, частицы ткани и другие ино-
родные тела; то извлекать их не следует, так как при
этом можно еще больше загрязнить рану. При сильном
кровотечении надо наложить выше раны тугую повязку
в виде жгута.
После перевязки раненной части тела необходимо
придать удобное и спокойное положение. Если постра-
давший жалуется на слабость и головокружение, то его
следует уложить и вызвать медицинскую помощь.
Первая помощь при кровотечениях. Каждая травма
сопровождается наружным (при ранении) или внутрен-
ним (при ушибах) кровотечением. Признаком внутрен-
него кровотечения являются бледность лица (прежде
всего губ), частый пульс, потливость, одышка, зевота,
похолодание конечностей, головокружение, обморочное
состояние.
Небольшое кровотечение на конечностях можно оста-
новить, подняв их вверх и прижав кровоточащие места
давящей повязкой. Если повязка пропиталась кровью,
то менять ее не следует, а надо поверх нее наложить
марлевую подушечку или вату и забинтовать вторично.
Если в ране находится острое инородное тело или она
расположена над сломанной костью, то накладывать да-
вящую повязку нельзя.
Сильное кровотечение можно временно остановить,
прижав соответствующую артерию выше раны кончика-
ми сложенных вместе пальцев, располагая их поперек
артерии. Наиболее надежным способом остановки силь-
ного кровотечения при ранении крупных сосудов конеч-
ностей является наложение жгута. Во избежание омерт-
вления конечностей жгут накладывают на 1,5—2 часа ле-
том и не более чем на 1 час зимой.
При наложении жгута необходимо соблюдать сле-
дующие правила:
прежде чем накладывать жгут, надо поднять вверх
раненную руку или ногу;
накладывать ж?^т выше рады без особого усилия,
добиваясь лишь остановки кровотечения; под жгут под-
ложить мягкую прокладку или накладывать его поверх
одежды;
384
если есть переломы, то накладывать жгут следует
выше и по возможности дальше от места перелома.
При кровотечении из носа пострадавшего посадить,
откинуть его голову назад, заставить дышать ртом и по-
ложить на нос холодный компресс или кусочек льда,
завернутый в чистую ткань.
При кровотечении из уха ушную раковину следует
прикрыть стерильным перевязочным материалом и за-
бинтовать ухо.
Первая помощь при ушибах. Для уменьшения боли
и кровоизлияния на ушибленное место надо положить
резиновый пузырь или бутылку с песком, льдом или
холодной водой, предварительно смазав его йодом и
перевязав ссадины. Ушибленную часть тела надо при-
поднять и обеспечить ей полный покой.
При ушибе головы или грудной клетки пострадав-
шего надо уложить на носилки и доставить в медпункт
или вызвать скорую помощь.
Первая помощь при переломах. Ощупывать повреж-
денное место, производить вправление костей и выви-
хов категорически запрещается.
При закрытых переломах костей конечностей для
предотвращения дополнительных травм на них наклады-
вают неподвижные повязки-шины. Шины должны быть
хорошо прижаты и плотно прибинтованы к конечности.
Накладывают шину поверх одежды или кладут под -нее
что-нибудь мягкое.
При открытом переломе одежду на поврежденной
конечности надо разрезать, рану перевязать и затем на-
ложить шину.
Укладывать и переносить пострадавшего следует
очень осторожно.
При подозрении на перелом позвоночника пострадав-
шего необходимо уложить на носилки с негнущимся
ложем (щит, дверь, доска).
Первая помощь при ожогах. Обожженные места надо
смазать спиртом илй марганцовокислым калием. Пере-
вязывать их до осмотра ^врачом нельзя. Если при ожоге
образуется открытая рана, то ее следует немедленно
закрыть стерильной повязкой и обратиться к врачу.
Первая помощь при тепловых и солнечных ударах.
При тепловом или солнечном ударе пострадавшего надо
перенести в прохладное место, раздеть, придать ему
полусидячее положение, смочить голову и грудь водой.
385
При потере сознания дать вдыхать нашатырный спирт.
Если пострадавший не подает признаков жизни, надо
производить искусственное дыхание.
Первая помощь при засорении глаз. При попадании
в глаз инородного тела тереть его нельзя. Глаз следует
промыть борной кислотой (1 чайная ложка на стакан
воды) или чистой кипяченой водой, оттянув нижнее
веко. Если инородное тело извлечь таким образом не
удается, необходимо обратиться к врачу.
При ранении глаза надо наложить на него повязку
и срочно отправить пострадавшего в медпункт.
49. МЕРЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
Пожары на производстве могут возникнуть по раз-
личным причинам: от случайной искры, попавшей на
горючие производственные отходы, от неаккуратного
обращения курящих с огнем, вследствие короткого за-
мыкания неисправных проводов, в результате самовоз-
горания.
При механической обработке металлов режущий ин-
струмент охлаждается смазочно-охлаждающими жидко-
стями, содержащими минеральное масло, керосин, соду,
мыльный раствор. Нередко применяются огнеопасные
эмульсии, бензин, растворители и моющие средства.
При работе с огнеопасными жидкостями возникает опас-
ность отравления, загораний и даже взрывов.
Для предупреждения пожаров необходимо строго
выполнять правила противопожарной безопасности.
Рабочее место следует содержать в чистоте и поряд-
ке, надо осторожно обращаться с огнем, нагреватель-
ными приборами и различными легковоспламеняющи-
мися материалами.
Технические масла и обтирочные материалы, в осо-
бенности промасленные, легко самовозгораются. Осо-
бенно быстро может самовозгораться тряпье, пропитан-
ное растительными маслами. Поэтому обтирочные ма-
териалы нужно хранить в железных ящиках с плотными
крышками, а тряпки, пропитанные растительными мас-
лами, заливать водой и ежедневно удалять из цеха. Со-
вместное хранение обтирочных материалов с маслами
не допускается.
Масла необходимо хранить в бочках или в бидонах
в цеховых кладовых, а при небольших запасах (в коли-
386
честве не более суточной потребности) — в пределах
цеха в железных шкафах. Так же хранятся отработан-
ные масла.
Цеховые кладовые масел нужно размещать у на-
ружных стен с непосредственным выходом наружу и
отделять от цеха несгораемыми или трудносгораемыми
стенами.
Мелкие стружки и пыль, образующиеся при обра-
ботке магниевых сплавов, могут легко загореться от
искр или трения. Поэтому обработка магниевых спла-
вов должна вестись острозаточенным инструментом с
малым трением. Зону резания необходимо охлаждать
маслом или струей сжатого воздуха. Станки должны
быть оборудованы взрывобезопасными электродвигате-
лями, аппаратурой и арматурой.
Запас магниевых заготовок около рабочего места
ограничивается 2—3-часовой потребностью.
Особую опасность представляет обработка целлулои-
да. Он легко загорается при температуре 150—ISKFC,
а продукты его разложения в смеси с воздухом при
концентрации от 4 до 9% образуют взрывчатую смесь.
Горит целлулоид очень быстро — примерно в 5 раз
быстрее бумаги, а тушение его представляет большие
трудности.
При обработке пластмасс и целлулоида необходимо
устройства вентиляции, причем наиболее эффективно
применение местных отсосов от каждого рабочего места
и станка. Во избежание загорания отсасываемой струж-
ки или пыли перед вентилятором целесообразно уста-
навливать мокрые фильтры.
По окончании работы следует проверить, выключены
ли электрорубильники, электроприборы и осветительные
точки.
Для тушения пожара до прибытия пожарной коман-
ды могут использоваться пожарные краны с рукавами,
насосы и огнетушители. Огнеопасные жидкости следует
тушить пенными огнетушителями.
Во время пожара^ чрезвычайно важно соблюдать
полное спокойствие и беспрекословно выполнять распо-
ряжения руководителей производства.
ЛИТЕРАТУРА
Ансеров М. А. Приспособления для металлорежущих станков.
М„ «Машиностроение», 1966.
Владимиров В. М. Изготовление штампов пресс-форм и при-
способлений. «Высшая школа», 1970.
Геллер Ю. А. Инструментальные стали. «Металлургия», 1968.
Городецкий Ю. Г. Конструкции, расчет и эксплуатация из-
мерительных инструментов и приборов. «Машиностроение», 1971.
Григорьев С. П. Практика слесарно-инструментальных ра-
бот. М., «Машиностроение», 1969.
Кизельштейн В. Я. Химико-механическая обработка метал-
лов. Л., «Судостроение», 1964.
«Клеймение и маркирование деталей электрофизическими и
электрохимическими методами». Сб. под ред. Й. Г. Космачева,
ЛДНТП, 1971.
К о с м а ч е в И. Г. Основы слесарного дела в инструменталь-
ном производстве. «Высшая школа», 1965.
Космачев И. Г. Справочное пособие слесаря-инструменталь-
щика. Лениздат, 1967.
Космачев И. Г. Карманный справочник технолога-инструмен-
тальщика. «Машиностроение», 1970.
Космачев И. Г. Технология машиностроения. Лениздат, 1970.
Космачев И., Г., Вайнтрауб Д. О. Слесарь-инструмен-
тальщик по штампам и приспособлениям. «Машиностроение», 1971.
Левинсон Е. М., Лев В. С. Справочное пособие по элек-
тротехнологии. Лениздат, 1972.
Малкин Б. М. Профилешлифовальные станки. «Машинострое-
ние», 1967.
Палей М. М. Технология производства приспособлений, пресс-
форм и штампов. «Машиностроение», 1971.
Сергейчев И. М., Печковский А. М. Термическая обра-
ботка режущего и измерительного инструмента. М., «Машинострое-
ние», 1967.
388
ОГЛАВЛЕНИЕ
Г лава I. Общие понятия об инструментальном производстве . 3
1. Структура инструментального производства . , , . 3
2. Рабочее место слесаря-инструментальщика .... 8
3. Слесарно-сбор*очный инструмент...................11
4. Механизация ручных слесарных работ ...... 33
5. Специальное оборудование инструментального произ-
водства ................................ , . , . 41
Глава II. Материалы, применяемые в инструментальном про-
изводстве ..................................................59
6. Требования к материалам............... ’.........59
7. Инструментальные стали.......................... 61
8. Металлокерамические твердые сплавы...............65
9. Минеральная керамика и керметы ........ 68
10. Абразивные материалы.......................» . 70
Глава III* Нанесение знаков и делений на инструментах .... 76
11. Маркировка клеймением ..........................76
12. Химические способы маркировки.................. 83
13. Электроэрозионное клеймение . . . . .............86
14. Глубокое электроэрозионное клеймение ...... 90
15. Нанесение делений и знаков.......................96
Глава IV. Предельные калибры и технология их изготовления 103
16. Типы калибров................................ ч 103
17. Исполнительные размеры калибров • ..............115
18. Изготовление скоб и шаблонов....................122
19. Изготовление профильных шаблонов................134
Глава V. Универсальные измерительные инструменты и приборы 146
20. Меры длины......................................146
21. Штангенинструменты ........................... 150
22. Инструменты для проверки углов................163
23. Микрометрические инструменты....................174
24. Инструменты для контроля прямолинейности и
плоскостности ..................................... 183
25. Приборы ...................................... 189
389
Глава VI. Ремонт измерительных инструментов.................207
26. Технические условия на ремонт измерительного ин-
струмента .............................................207
27. Ремонт штангенинструментов...................... 208
28. Ремонт микрометрических и индикаторных инстру-
ментов ................................................215
29. Ремонт и восстановление калибров..................220
30. Восстановление концевых мер длины.................223
Глава VII. Режущий инструмент............................. 227
31. Конструкции режущего инструмента..................227
32. Обработка режущих элементов инструмента .... 260
33. Изготовление державок и корпусов ....... 265
34. Крепление режущей части инструмента...............283
35. Заточка и доводка режущих инструментов .... 299
Г лава VIII. Термическая обработка инструментов ...... 307
36. Основные операции термической обработки .... 307
37. Химико-термическая обработка инструментов . ... 314
38. Практика термической Обработки режущего инстру-
мента .................................................315
39. Термическая обработка измерительных инструментов 324
Глава IX. Станочные приспособления..........................330
40. Классификация приспособлений......................330
41. Основные элементы приспособлений ....... 344
42. Изготовление приспособлений.......................353
43. Сборка приспособлений . ..........Л .... 361
44. Ремонт приспособлений.............................372
Глава X. Техника безопасности и меры пржарной безопасности 376
45. Техника безопасности при выполнении ручных слесар-
ных операций.........................'.................376
46. Безопасная работа механизированным инструментом . 377
47. Техника безопасности при работе на станках . . . 379
48. Первая помощь при несчастных случаях и травма-
тизме . ...............................................382
49. Меры пожарной безопасности........................386
Литература................................................» 388
Иван Георгиевич Космачев
СЛЕСАРЬ-ИНСТРУМЕНТАЛЬЩИК
Редактор М. С. Червова
Технический редактор В. И. Демьяненко
Корректор В. М. Альфимова
Сдано в набор 22/XI 1972 г.
Подписано к печати 9/VII 1973 г. М-16112
Формат 84Х1081/з2« Бумага тип. № 3. Усл. печ . л. 20,58
Уч.-изд. ч. 19,19. Тираж 100 000 экз.
Заказ № 957. Цена 91 коп.
Лениздат, Ленинград,
Фонтанка, 59.
Ордена Трудового Красного Знамени
типография им. Володарского
Лениздата, Фонтанка, 57.