/





















































































































Текст
ОСНОВЫ ТЕХНОЛОГИИ
РЕМОНТА САМОЛЕТОВ
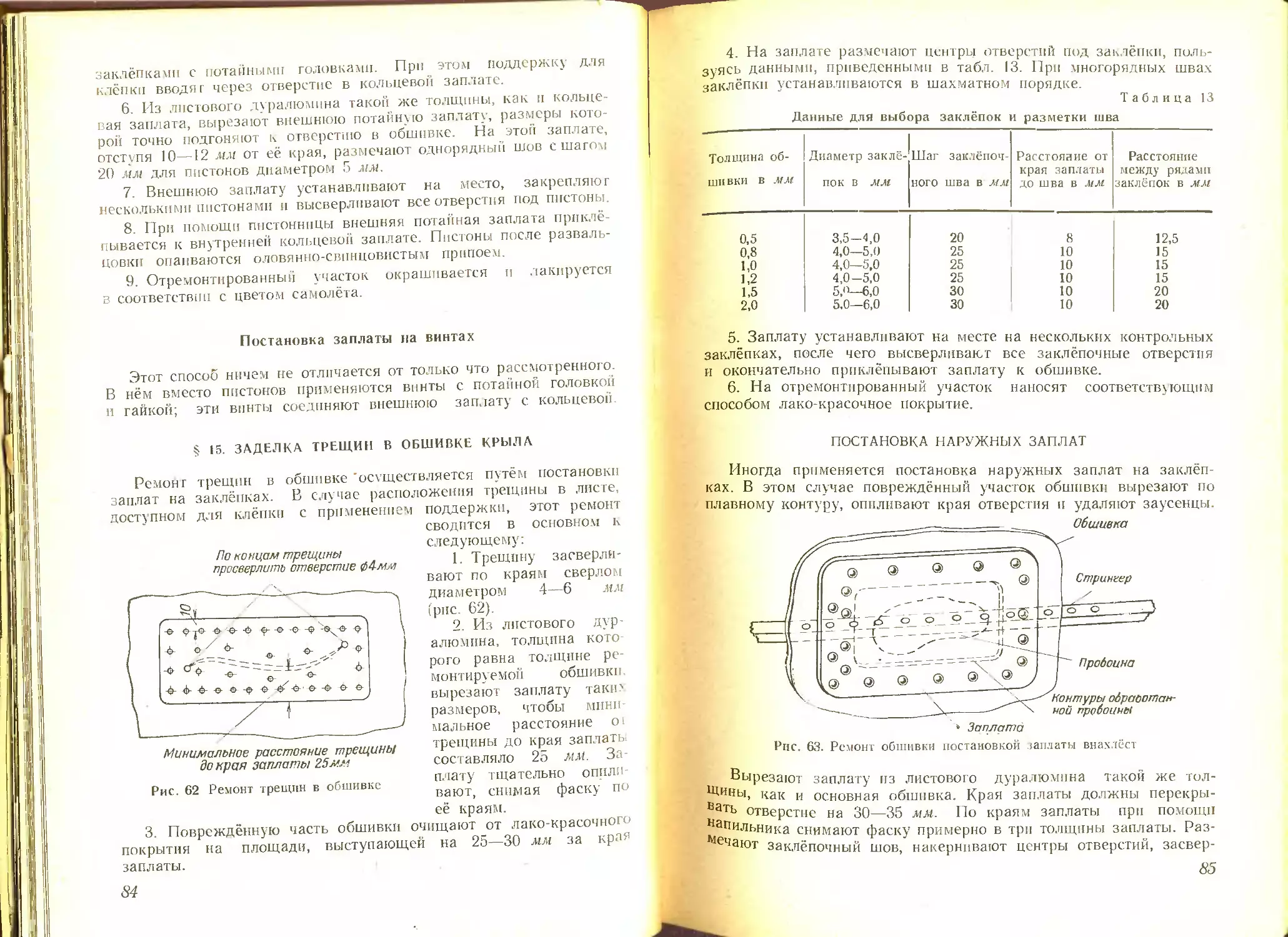
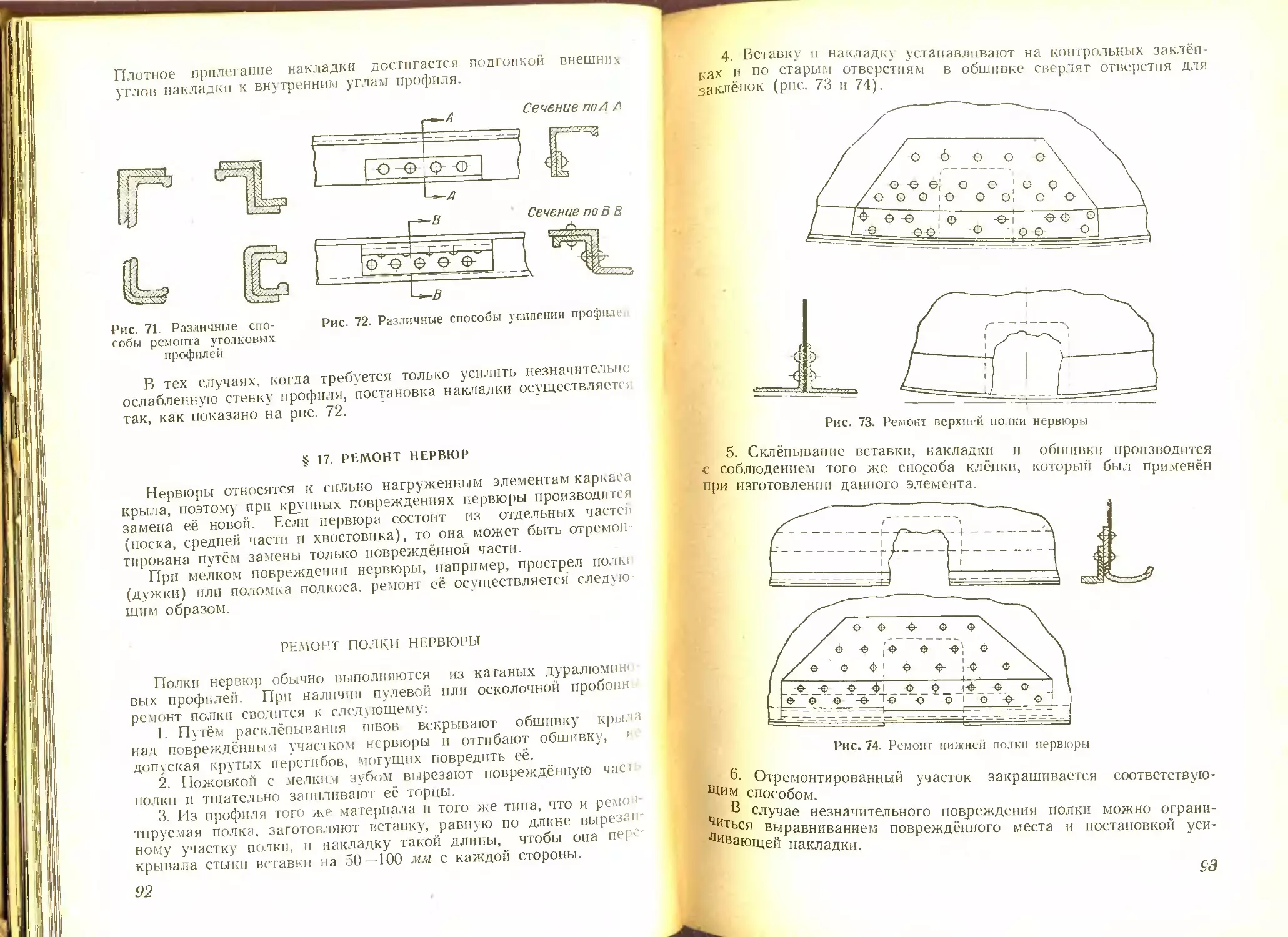
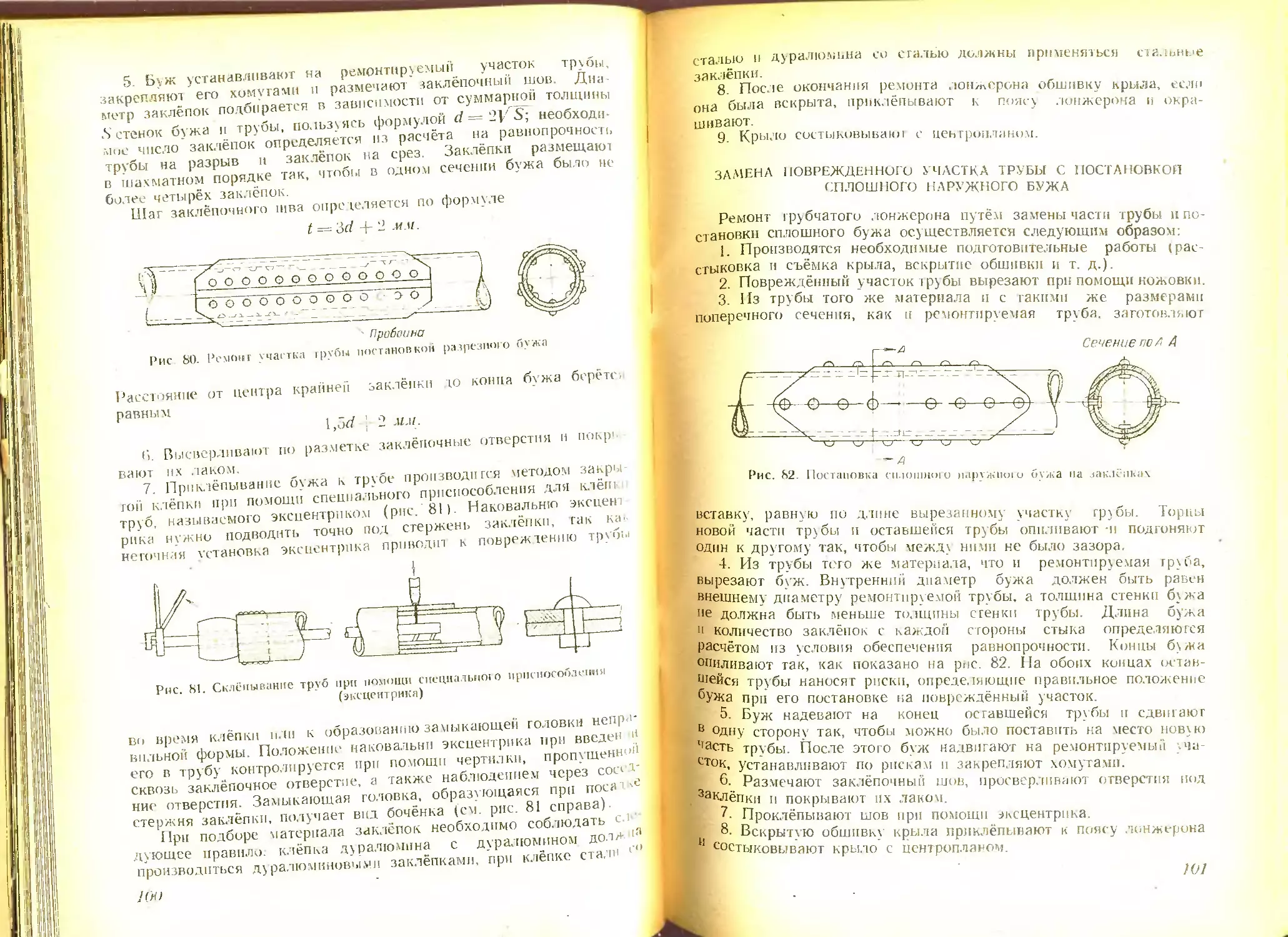
в полевых условиях
1948
1961
ИНЖЕНЕР-ПОЛКОВНИК
П. Г. БЫКОВ
ОСНОВЫ ТЕХНОЛОГИИ
РЕМОНТА САМОЛЕТОВ
В ПОЛЕВЫХ УСЛОВИЯХ
Читальный зал
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ВООРУЖЁННЫХ СИЛ СОЮЗА ССР
МОСКВА 1 о л а
П. Г. Быков
ОСНОВЫ ТЕХНОЛОГИИ РЕМОНТА САМОЛЁТОВ
В ПОЛЕВЫХ УСЛОВИЯХ
В книге рассмотрены вопросы ремонта самолётов
в полевых условиях с использованием средств войско-
вого ремонта, имеющихся в строевых частях.
Книга предназначена в качестве учебного пособия
для авиационно-технтческих училищ ВВС ВС СССР.
I ; Институт ГВФ
SJbJHOlEKA
ГЛАВА I
ОБЯЗАННОСТИ ТЕХНИЧЕСКОГО СОСТАВА В ОРГАНИЗАЦИИ
ВОЙСКОВОГО РЕМОНТА САМОЛЁТОВ. ВИДЫ РЕМОНТА
САМОЛЁТОВ ВВС. СРЕДСТВА ВОЙСКОВОГО РЕМОНТА
САМОЛЁТОВ
§ 1. ОБЯЗАННОСТИ ТЕХНИЧЕСКОГО СОСТАВА В ОРГАНИЗАЦИИ
ВОЙСКОВОГО РЕМОНТА САМОЛЁТОВ
Авиационный механик самолёта отвечает за постоянную бое-
вую готовность и безотказность в работе на земле и в воздухе
вверенного ему самолёта, за уход, эксплоатацию, содержание
и сбережение его.
Являясь лицом, непосредственно выполняющим все работы на
материальной части, он отвечает за самолёт в целом, за сроч-
ность и качество выполненных работ. Он обязан непосредственно
выполнять все работы по уходу, сбережению, сборке, разборке
и ремонту самолёта в полевых условиях.
Чтобы выполнить свои обязанности, авиамеханик должен знать
технологически правильные способы и приёмь/ ремонта деталей •
и агрегатов самолёта. Кроме того, он должен иметь ясное пред-
ставление о том, какое влияние может оказать ремонт на аэроди-
намические качества и прочность самолёта. Это важно потому,
что неправильно или неряшливо выполненный ремонт приведет
к снижению лётно-тактических данных самолёта, что в свою оче-
редь снизит его боевые качества и поставит лётчика в менее вы-
годные условия по отношению к воздушному противнику. Сниже-
ние же прочности в результате ремонта может привести к аварии
или к катастрофе.
Одной из основных обязанностей авиамеханика следует счи-
тать умение ремонтировать самолёт в полевых условиях, соблю-
дая установленный технологич£ский процесс, так, чтобы в резуль-
тате ремонта самолёт не потерял своих лётных данных и проч-
ности.
Для успешного решения этой основной задачи авиамеханик
должен уметь:
1) определить степень повреждения детали и составить дефект-
ную ведомость;
2) установить перечень расходных материалов, инструментов,
приспособлений и правильно использовать их;
3
3) организовать рабочее место в любой затруднительной об
становие, используя подручные материалы и средства;
4) произвести технологически правильно, быстро и качественно
ремонт повреждённой детали или агрегата.
Изложенное выше приводит к выводу, что авиамеханику, не-
редко выполняющему ремонт самолёта в полевых условиях, необ-
ходимо тщательно изучать существующие способы и методы
ремонта, а также и технологию их.
Авиационный техник (механик) звена отвечает за постоянную
боевую готовность самолётов своего звена, за уход, эксплоатацню
и сбережение их. Он должен уметь производить текущий ремонт
материальной части, изучать элементарные технологические про-
цессы слесарного дела, автогенной сварки, пайки и клепки.
Он должен уметь обучать технический состав звена правиль-
ным и рациональным методам и приёмам работы: по ремонту
самолётов, их содержанию и сбережению в процессе эксплоатацин.
От авиатехника (авиамеханика) звена требуется умение пра
вильно разрешать все те задачи, которые выполняются авиамеха
никами самолётов, и, кроме того, на его обязанности лежит:
1) обучение технического состава звена правильным методам
и приёмам ремонта самолётов н их агрегатов;
2) организация процесса ремонта и контроль качества ремонт-
ных работ.
В вопросах организации и выполнения войскового ремонта
техник (механик) звена должен уметь находить выход из любого
трудного положения, которое может возникнуть в условиях боевой
деятельности звена. Он должен тщательно изучать и анализиро-
вать опыт ремонта самолётов и моторов в фронтовой обстановке
в короткие сроки для того, чтобы постоянно сохранять материаль-
ную часть исправной и в боевой готовности.
Старший техник (инженер) эскадрильи является ответствен
ным техническим руководителем подразделения и поэтому обязан
с исчерпывающей полнотой знать технологические процессы
войскового ремонта материальной части. Эти знания ему необхо-
димы для того, чтобы технически грамотно организовать произ-
водство ремонта и проверку7 выполнения ремонтных работ, а также
уметь дать исчерпывающее заключение о возможности дальнейшей
эксплоатацин самолёта после ремонта; ои должен знать, какой
именно метод ремонта материальной части в том нлп ином слу-
чае наиболее выгоден и рационален. Все организуемые им ремонт-
ные работы на самолёте должны основываться на правильном
технологическом процессе, обеспечивающем сохранение аэродина-
мических качеств и прочности самолёта.
Для осуществления технически правильной организации вой-
скового ремонта самолётов и для успешного руководства ремонт-
ными работами старший техник (инженер) эскадрильи обязан:
1) знать с исчерпывающей полнотой конструкцию самолёта
и материалы, из которых он изготовлен;
4
2) знать технологические процессы ремонта самолёта (до ава-
рийного включительно) в полевых условиях;
3) знать все инструкции и указания по ремонту материальной
части и уметь пользоваться ими;
4) уметь оценить степень повреждения самолёта, выбрать наи-
более рациональный метод его устранения, составить план и уста-
новить сроки ремонта;
5) уметь контролировать выполненные работы и дать заклю-
чение об их качестве.
§ 2. ВИДЫ РЕМОНТОВ САМОЛЕТОВ
Необходимость ремонта самолётов может быть вызвана раз-
личными причинами: естественным износом деталей или агрегатов,
повреждениями, полученными в результате боевых действий, ава-
рий или поломок, недоброкачественностью деталей и т. п.
Все перечисленные причины выводят самолёт из строя и тре-
буют выполнения ремонтных работ на нём. Ремонтные работы,
в зависимости от степени повреждения, различаются по трудоём-
кости и по тем средствам, при помощи которых они выполняются.
Обычно принята следующая классификация ремонта самолётов,
учитывающая трудоёмкость и средства, при помощи которых
выполняется ремонт:
1. Восстановительны и р е м о нт. Самолёт отработал
положенный для него ресурс времени и нуждается в полной раз-
борке с дефектацией всех деталей. Ремонт этот выполняется, как
правило, в стационарных ремонтных органах.
2. А в а р и й н ы й ремонт. Самолёт потерпел аварию, при
которой оказались повреждены основные агрегаты крыло, фюзе-
ляж, шасси и т. д.), при этом степень повреждения такова, что
требует замены повреждённого агрегата новым пли же ремонта
его в стационарных мастерских с применением специального обо-
рудования и в течение продолжительного времени. Этот ремонт
обычно выполняется в стационарных мастерских и только в осо-
бых, исключительных случаях можег быть выполнен силами под-
вижных ремонтных органов и технического состава лётных частей.
3. Текущий ремонт. Этот вид ремонта производится в лю-
бых условиях базирования части. Трудоёмкость текущего ремонта
самолёта в человеко-часах не превышает 20—30% от трудоёмко-
сти восстановительного ремонта. Так например, для самолётов-
бомбардировщиков 1 100—1 600 человеко-часов, для штурмовиков
и истребителей не более 700 человеко-часов и для учебных само-
лётов в пределах 50—300 человеко-часов.
4. Мел к и й ремонт. Этот вид ремонта производится также
в любых условиях. Он включает в себя главным образом ремонт
незначительных повреждений в отдельных деталях. Его трудоём-
кость не превышает 50 человеко-часов.
Кроме того, в полевых условиях ремонтируются воздушные
винты, как металлические, так и деревянные. В войсковых ремонт,
5
пых органах предусмотрены специальные средства по ремонту
винтов, имеющие специальное оборудование и приспособления,
позволяющие производить как холодную, так и горячую правку
югнутых лопастей металлических винтов с последующим контро
тем их после ремонта.
§ 3. войсковой ремонт и его назначение
Ремонтные работы, выполняемые на самолёте в полевых
(аэродромных) условиях силами н средствами подвижных ремонт-
ных органов и техническим составом частей, входят в так назы-
ваемый войсковой ремонт.
В войсковой ремонт входит не только ремонт самолётов, но
также ремонт авиамоторов, воздушных винтов, электроспецобору-
дования и вооружения.
Для осуществления такого ремонта в ремонтных органах вой-
сковой сети имеются специальные средства, приспособленные для
использования их в полевых и ангарных условиях, и квалифи-
цированные специалисты необходимых профессий, могущие
выполнить любую работу, входящую в войсковой ремонт.
К наиболее характерным ремонтным работам, подлежащим
выполнению силами органов войскового ремонта и технического
состава частей, относится:
1. Ремонт пулевых и осколочных пробоин на металлической
и деревянной обшивке крыла и фюзеляжа самолёта.
2. Ремонт нервюр, стрингеров, шпангоутов и других силовых
элементов каркаса крыла и фюзеляжа.
3. Ремонт самолётных баков (бензиновых п масляных), если
степень повреждения допускает ремонт их в полевых условиях.
4 Ремонт масло- и водорадиаторов.
5 . Ремонт воздушных винтов (деревянных и металлических).
6 . Ремонт полотняной обшивки самолёта.
7 Ремонт деталей сведем питания и управления самолётсм.
§ 4. ВОЙСКОВОЙ РЕМОНТ — ОСНОВНОЕ СРЕДСТВО ВОССТАНОВЛЕНИЯ
МАТЕРИАЛЬНОЙ ЧАСТИ ВВС
Опыт Великой Отечественной войны советского народа с фа
шистской Германией показал, что авиация занимает в системе
Вооружённых Сил одно из первых мест. Все операции по разгрому
фашистских полчищ проводились при непосредственном и актив-
нейшем участии Военно-воздушных сил, сражавшихся в тесном
взаимодействии с наземными войсками. Интенсивность боевой
деятельности авиации в условиях современной войны чрезвычайно
велика.
Части ВВС, не считаясь с трудным! метеорологическими усло-
виями и с неблагоприятными условиями полевых аэродромов,
совершают боевые вылеты, содействуя и помогая наземным вой
скам выполнять возложенные на них задачи.
b
Авиация, как никакой другой род войск, насыщена сложнейшей
боевой техникой.
Исключительно большая интенсивность боевой работы самоле-
тов неизбежно приводит к их ускоренному износу.
Помимо естественного износа, самолётный парк несёт потери
в результате боевых вылетов, поэтому вопрос о сохранении про-
юлжительности жизни самолётов имеет чрезвычайно важное го-
ст царственное значение.
Чем дольше сохраняют самолёты боеспособность, тем меньше
их относительная стоимость и тем успешнее осуществляется бое-
вая деятельность частей ВВС.
Продолжительность боевой службы самолёта зависит от сле-
дующих основных факторов:
__интенсивности боевой работы;
—правильной и технически грамотной эксплоатации самолета
на земле и в воздухе;
— правильного хранения самолёта как в закрытых поме-
щениях. так и под открытым небом, в условиях полевого базиро-
вания,
— своевременных профилактических осмотров, выполнения
регламентных работ;
_____ качества ремонтов, которым подвергается самолёт в про-
цессе его эксплоатации.
Последний фактор имеет очень важное значение для увеличе-
ния продолжительности жизни самолёта
Своевременный осмотр самолёта, предписанный техническими
нормами, тоже имеет не меньшее значение, так как позволяет во-
время обнаружить и устранить тот или иной дефект. Всякое же
промедление в устранении хотя бы незначительного на первый
взгляд повреждения может повлечь за собой более крупные раз-
рушения, которые выводят самолёт из строя на более продолжи-
тельное время.
В ходе войны вопросам ремонта самолётов и особенно войско-
вому ремонту, т. е. ремонту материальной части на месте её бази-
рования в полевых \ словиях, уделяется исключительно большое
внимание.
Этот вид ремонта позволяет быстро восстановить боеспособ-
ность машины без вывода её из строя на продолжительное время
Кроме того, войсковой ремонт не требует перевозки повреждён-
ных самолётов на ремонтные базы и, следовательно, не связан
с необходимостью загружать транспортные средства, чго также
имеет большое значение в военное время.
Текущий и мелкий ремонты (а в отдельных случаях и аварий-
ный) обычно входят в войсковой ремонт, который организуется
непосредственно на аэродромах.
Все неисправности самолёта, если они не связаны с значитель-
ными повреждениями его силовых элементов, восстановление ко-
торых требует полной разборки самолёта и применения специаль-
ных приспособлении и оборудования, могут быть в сравнительно
короткие сроки устранены на аэродроме.
Опыт войны показал, что такой ремонт материальной части
оказывается весьма эффективным.
Таким образом, войсковой ремонт является основным сред-
ством восстановления материальной части ВВС в условиях воен-
ного времени.
Его важность и необходимость неопровержимо доказаны на
опыте боевой деятельности авиации на фронтах Великой Отече-
ственной войны.
§ 5 СРЕДСТВА ВОЙСКОВОГО РЕМОНТА. ПАРМ, АВТОМАШИНЫ
ТИПА «КОУЗ», ИХ ОБОРУДОВАНИЕ
ПОДВИЖНЫЕ СРЕДСТВА ПАРМ
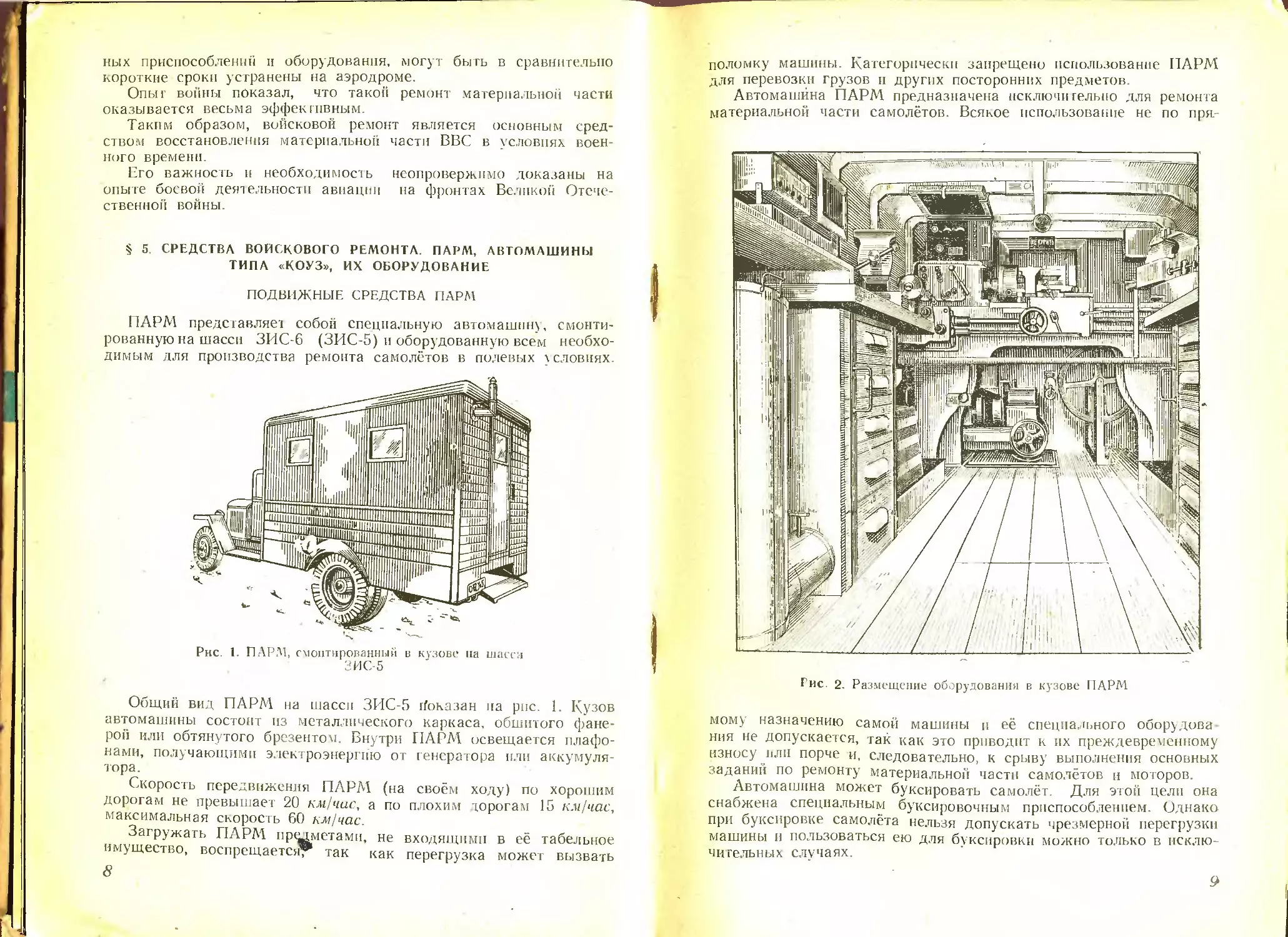
ПАРМ представляет собой специальную автомашину, смонти-
рованную на шасси ЗИС-6 (ЗИС-5) и оборудованную всем необхо-
димым для производства ремонта самолётов в полевых условиях.
Рис. 1. ПАРМ, смонтированный в кузове па шасси
ЭИ С-5
Общий вид ПАРМ на шасси ЗИС-5 Доказан иа рас. 1. Кузов
автомашины состоит из металлического каркаса, обшитого фане-
рой или обтянутого брезентом. Внутри ПАРМ освещается плафо-
нами, получающими электроэнергию от генератора пли аккумуля-
тора.
Скорость передвижения ПАРМ (на своём ходу) по хорошим
дорогам не превышает 20 км/час, а по плохим дорогам 15 км/час,
максимальная скорость 60 км/час.
Загружать ПАРМ предметами, не входящими в её табельное
имущество, воспрещается, так как перегрузка может вызвать
8
поломку машины. Категорически запрещено использование ПАРМ
для перевозки грузов и других посторонних предметов.
Автомашйна ПАРМ предназначена исключительно для ремонта
материальной части самолётов. Всякое использование не по пря-
Гис. 2. Размещение оборудования в кузове ПАРМ
мому назначению самой машины и её специального оборудова-
ния не допускается, так как это приводит к их преждевременному
износу пли порче и, следовательно, к срыву выполнения основных
заданий по ремонту материальной части самолётов и моторов.
Автомашина может буксировать самолёт. Для этой цели она
снабжена специальным буксировочным приспособлением. Однако
при буксировке самолёта нельзя допускать чрезмерной перегрузки
машины и пользоваться ею для буксировки можно только в исклю-
чительных случаях.
9
На шасси машины установлен воздушный компрессор для на-
качивания пневматиков как самой машины, так и ремонтируемого
самолёта. Для этой цели в комплекте оборудования ПАРМ имеет-
ся шланг с манометром.
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ПЛРМ
Автомашина ПАРМ снабжена весьма разнообразным оборудо-
занием и инструментом, позволяющими при грамотном и рацио-
нальном использовании выполнять разнохарактерные работы боль-
шой сложности и трудоёмкости.
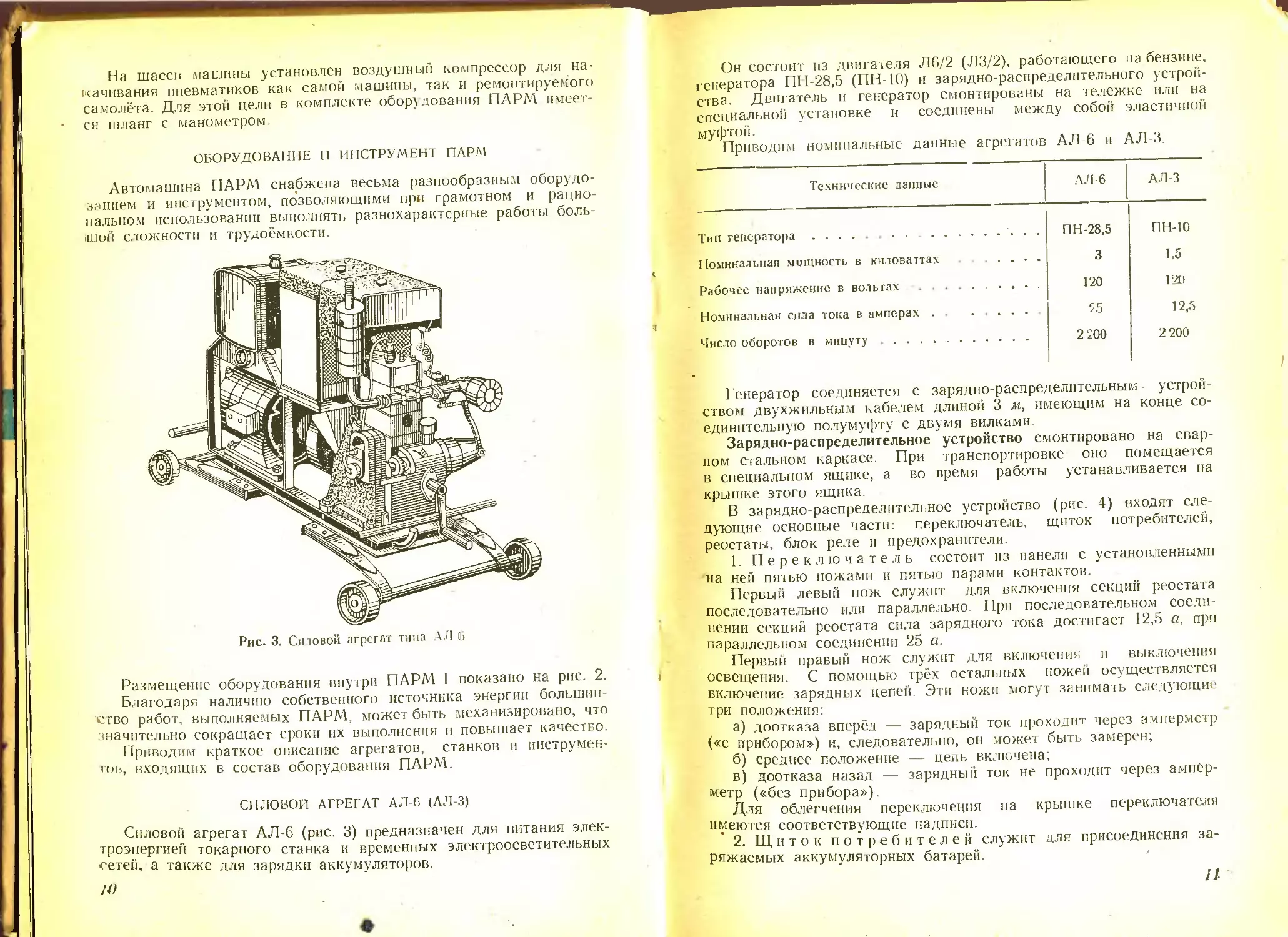
Рис. 3. Силовой агрегат типа АЛ 6
Размещение оборудования внутри ПАРМ 1 показано на рис. 2.
Благодаря наличию собственного источника энергии большин-
ство работ, выполняемых ПАРМ, может быть механизировано, что
значительно сокращает сроки их выполнения и повышает качество.
Приводим краткое описание агрегатов, станков и инструмен-
тов, входящих в состав оборудования ПАРМ.
СИЛОВОЙ АГРЕГАТ АЛ-6 (АЛ-3)
Силовой агрегат АЛ-6 (рис. 3) предназначен для питания элек-
троэнергией токарного станка и временных электроосветительных
сетей, а также для зарядки аккумуляторов.
1(1
Он состоит из двигателя Л6/2 (ЛЗ/2), работающего па бензине,
генератора П11-28,5 (ПН-10) н зарядно-распределительного устрой-
ства. Двигатель и генератор смонтированы на тележке или на
специальной установке и соединены между собой эластичной
муфтой.
Приводим номинальные данные агрегатов АЛ-6 п АЛ-3.
Технические данные АЛ-6 АЛ-3
Тип генератора ... ПН-28,5 ПН-10
Номинальная мощность в киловаттах 3 1,5
Рабочее напряжение в вольтах 120 120
Номинальная сила тока в амперах 25 12,5
Число оборотов в минуту 2 200 2 200
Генератор соединяется с зарядно-распределительным- устрой-
ством двухжильным кабелем длиной 3 м, имеющим на конце со-
единительную полумуфту с двумя вилками.
Зарядно-распределительное устройство смонтировано на свар-
ном стальном каркасе. При транспортировке оно помещается
в специальном ящике, а во время работы устанавливается на
крышке этого ящика.
В зарядно-распределительное устройство (рис. 4) входят сле-
дующие основные части: переключатель, щиток потребителей,
реостаты, блок реле и предохранители.
1. Переключатель состоит из панели с установленными
на ней пятью ножами и пятью парами контактов.
Первый левый нож служит для включения секций реостата
последовательно или параллельно. При последовательном соеди-
нении секций реостата сила зарядного тока достигает 12,5 а, при
параллельном соединении 25 а
Первый правый нож служит для включения и выключения
освещения. С помощью трёх остальных ножей осуществляется
включение зарядных цепей. Эти ножи могут занимать следующие
три положения:
а) доотказа вперёд — зарядный ток проходит через амперметр
(«с прибором») и, следовательно, он может быть замерен;
б) среднее положение — цепь включена;
в) доотказа назад — зарядный ток не проходит через ампер-
метр («без прибора»).
Для облегчения переключения на крышке переключателя
имеются соответствующие надписи.
2, Щиток потребителей служит для присоединения за-
ряжаемых аккумуляторных батареи.
И <
3. Реостаты предназначены для регулирования режима
работы генератора (всего имеется три реостата).
4. Блок реле установлен для того, чтобы не допустить об-
ратного тока от заряжаемой аккумуляторной батареи в генератор.
5. Предохранители служат для защиты зарядно-распре-
делительного устройства от повреждений при ненормально боль-
шой силе тока.
Рис. 4. Зарядии-распределнтельное устройство:
1 — реле сетей зарядки (блок реле); 2— рубильники включения
сети зарядки, реостатов и сети освещения ПАРМ; 3 — вольтампер-
метр; 4 — переключатель вольтамперметра; 5 — плавкие предохра
кители; 6 — расходные силовые клеммы; 7 — штепсельные гнезда
для включения аккумулятора на зарядку; 6’•—расходная штешель-
ная розетка; —розетка включения жгута проводников от динамо-
машины; ТО—силовые нагрузочные реостаты
При обслуживании силового агрегата во время работы необхо-
димо соблюдать следующие правила:
1. После запуска агрегата дать ему проработать без нагрузки
при 700—1 000 об!мин в течение 5—10 минут (зимой 12—15 минут),
после чего постепенно давать нагрузку.
2. Шунтовым реостатом установить напряжение нужной вели-
чины и в дальнейшем его поддерживать.
3. Нагрузка не должна быть выше установленной для данного
агрегата.
12.
4. Не допускать обгорания штепсельных соединений. Включать
штепсели следует при выключенной цепи.
5. Включение той или иной зарядной цепи осуществлять путём
включения соответствующего ножа.
6. Следить за тем, чтобы не происходило искрения щёток гене-
ратора, и не допускать его перегрева.
7. Внимательно прислушиваться к работе агрегата и при
появлении посторонних шумов и стуков немедленно останавливать
двигатель. Стуки могут появиться в результате ослабления кре-
плений и вследствие нарушения центровки генератора и двигателя.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ВУ-162
Па автомашинах ПАРМ последних выпусков устанавли-
ваются станки типа ВУ-162 (рис. 5).
Станок снабжён электромотором напряжением 120 в постоян-
ного тока и пусковым реостатом.
Основные данные станка:
Высота центров ...........................150 лы/
Расстояние между центрами ......................... 750 мм
Наибольший диаметр точения:
at над станиной . . ........................... 300 мм
б) над кареткой ................................ 200 мм
Диаметр отверстий шпинделя......................... 35 мм
Число скоростей . . ............•................8
Число оборотов приёмного шкива................ 430 в минуту
Число оборотов шпинделя... 24—39—59—97—117—193—293- 48i
в минуту
Количество продольных подач.............................152
Величина продольных подач............• ... от 0,056 до 2,5 м
Количество поперечных по ач............................152
Величина поперечных подач ................ от 0.023 до 1,0 м
Количеств • нарезаемых резьб:
а) с шагом, заданным числом ниток на 1".............42
б) с шагом в миллиметрах ...........................30
в) с шагом в модулях................................19
Высота резца.........................................20 мм
Наибольшее допустимое давление на резец............ 600 кг
Приводим перечень основных деталей станка с указанием их
назначения.
Коробка скоростей служит для передачи движения от мотора
или от трансмиссии посредством ременной передачи.
Стальной . пустотелый шпиндель, получающий вращение or
коробки скоростей, покоится в регулируемых подшипниках. Осе-
вая нагрузка на шпиндель воспринимается упорным подшипником.
Коробка подач позволяет при помощи 17 сменных шестерёнок
нарезать 42 резьбы Витворта от 1,75 до 60 ниток на 1": 30 милли-
метровых резьб с шагом от 0,5 до 19 мм и 19 модульных резьб.
Супорт имеет верхнюю поворотную часть с градуированной
шкалой. Ходовой вин г. п ходовой валик сблокированы во избежа-
ние одновременного включения.
13
Задняя бабка имеет винты поперечного перемещения для уста-
новки при точении на конус.
Станок снабжён следующими приспособлениями и принадлеж-
ностями:
1920
—330
винт смазывать еже -
дневно
------- 1235 -------
Рис. 5. Токарно-винторезный станок типа ВУ-162:
—маховичок для ручной продольной подачи; 2 — репка; 3 — рукоятка
для ручной поперечной подачи; 4— рукоятка для включения самохода;
5 — рукоятка для включения поперечного самохода; 6—поворотная
часть супорта; 7 — винты поперечного смещения задней бабки; 8 — гайка
для закрепления задней бабки; 9 — маховичок для перемещения шпин-
деля; 10—рукоятка для закрепления шпинделя; 11 — рукоятка включе-
ния ходового валика; 12—рукоятка включения ходового винта; 13 — хо-
довой валик; 14 — ходовой винт; 15 — маслоуказатель; 16, 17, 18
рукоятки для изменения чисел оборотов; 19— рукоятка для включения
прямого и обратного хода; 20 — рукоятка для перемены направления
хода; 21—рукоятка для укрепления супорта; 22—рукоятка для вклю-
чения гайки ходового вин га
1. Копировальная линейка с двумя шкалами, из которых одна
разградуирована на градусы (от 0 до 6°), а другая — на конус-
ность (от 0 до '/Л-
2. Шлифовальное приспособление, позволяющее производит >
внутреннюю и наружную цилиндрическую, коническую и торцовую
шлифовку. Это приспособление крепится в верхней части супорта.
Шлифовальный круг получает вращение от электромотора.
3. Люнет неподвижный с наибольшим диаметром обхвата
68 мм.
14
Ct- диаметр в мм
Рис. 6. Номограмма использования станка
t время Обработки 10 мм длины в мин
/5
4. Люнет подвижный с наибольшим диаметром обхвата 68 .ил/.
5. Две конусные переходные втулки Морзе № 5 и № 3.
6. Два центра Морзе № 3.
7. Насос для охлаждения.
8. Планшайба поводковая.
9. Сменные шестерни (17 штук).
10. Ключи разные (6 штук).
11. Конусная линейка.
Токарно-винторезный станок по своей конструкции позволяет
(производить много разнообразных работ и обеспечивать вполне
достаточную точность.
Приводим краткие указания по эксплоатацин станка.
Прежде чем приступить к работе, нужно хорошо изучить упра-
вление станком, скорости шпинделя, продольные и поперечные
подачи.
При обнаружении ослабления связи между частями станка,
неисправностей или неполадок необходимо немедленно их устра-
нить.
Нельзя наносить удары по станку и его деталям, так как это
приводит к снижению точности изделий, изготовляемых на этом
станке.
Если станок пускается в работу впервые после установки, необ-
ходимо принять следующие меры:
1) смазать все подшипники;
2) во все отверстия для смазки и в маслёнки набить смазку;
3) в коробку скоростей залить машинное масло до половины
высоты стекла маслоуказателя;
4) дать станку проработать некоторое время вхолостую.
Перед началом и после окончания работы необходимо тща-
тельно очистить станок от пыли, стружек и грязи и аккуратно
смазать маслом все трущиеся части.
На рис. 6 показана номограмма использования станка.
СВАРОЧНАЯ АППАРАТУРА
Автомашина ПАРМ снабжена сварочной аппаратурой, в состав
.которой входят:
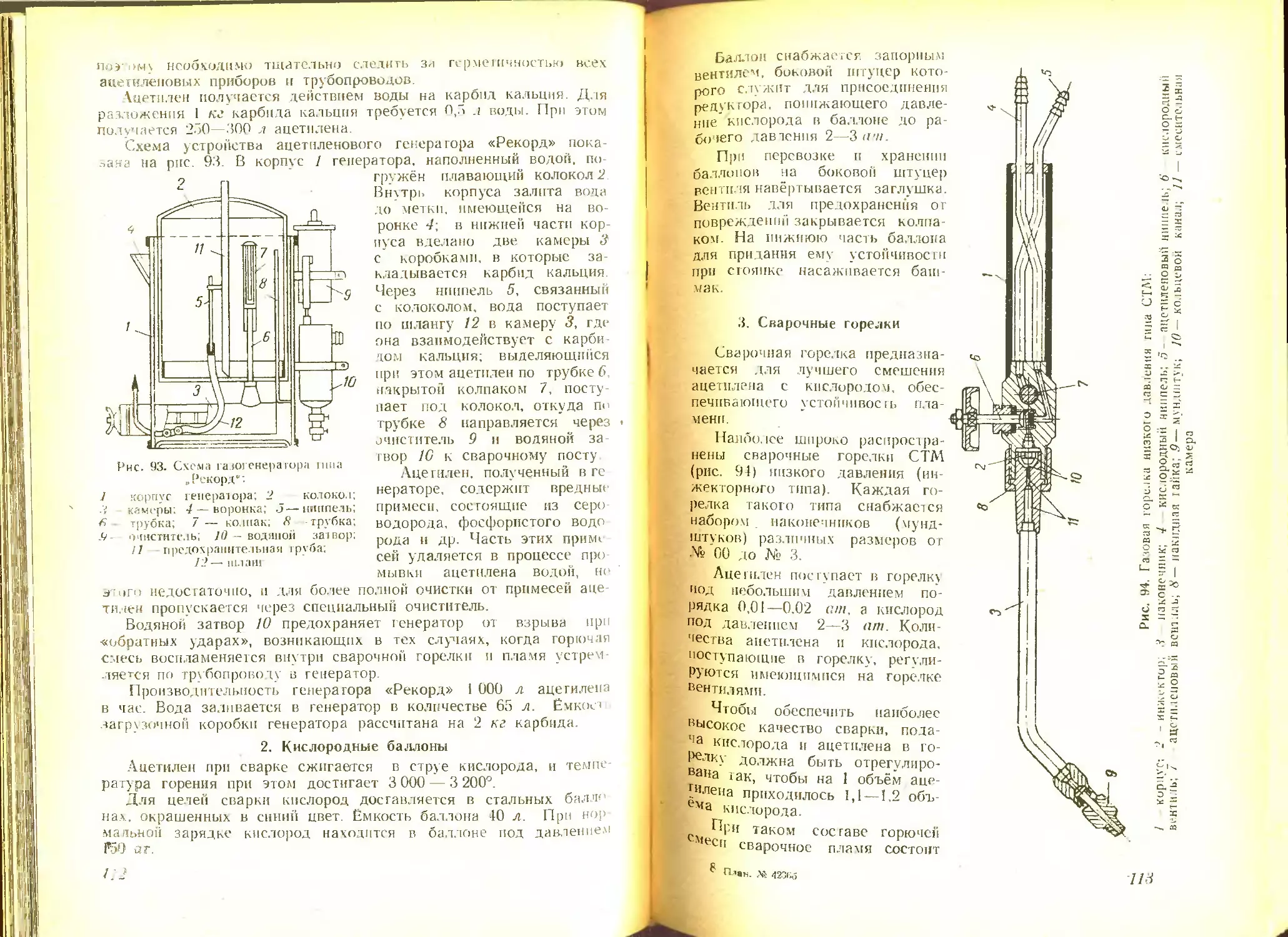
1. Передвижной ацетиленовый газогенератор «Рекорд» (рис. 7)
'производительностью 1 000 л ацетилена в час.
2. Кислородный редуктор с двумя манометрами на 30 п 250 ат.
3. Сварочная горелка с набором мундштуков разных номеров
и шлангом длиной 9 м.
4. Кислородный баллон ёмкостью 40 л.
Аппаратура позволяет производить сварочные работы не только
.непосредственно у сварочного аппарата, но и на расстоянии о
него за счёт девятнметрового шланга.
Пост сварщика располагается вдали от самолёта, а также о1
мест курения и пользования открытым огнём.
16
В набор инструмента ПАРМ входит электро дрель типа
Ср-Д-100 с патроном (рис. 8), установленная на специальном
штативе. Она может быть снята со штатива и использована как
1 переносная.
Кроме того, имеются две другие электродрели (малые) типа
Ф-9. Наличие шнуров и розеток позволяет пользоваться этими дре-
лями для выполнения сверлении непосредственно на самолёте.
Рис. 7. Схема ацетиленовзго laioierejarcpa тика „Рекорд":
1— корпус; 2 плавающий колокол, 3 зарядная камера; 4—-загру-
зочная коробка; 5—очиститель; б—водяной затвор; 7—воронка,
6—предохранительная груба; 9—ниппель; 10 — резиновый шланг;
11 ;• 12—крапы подачи воды; 13— колпачок; 14 и 13—газоотводящне
трубки; 16— перекрывноп крап: /7 и 16 — продувочные краны
ПНЕВМАТИЧЕСКИЙ ИНСТРУМЕНТ
Набор пневматического инструмента состоит из двух пневмо
дрелей и одного пневмомолотка. Одна из дрелей угловая
(СД-4-8) — служит для выполнения сверлений в труднодоступных
местах ремонтируемого самолёта.
При использовании аэродромных баллонов для питания письмо
инструментов сжагым воздухом в
тор, понижающий давление с 1'20—150
давления 7- 8 ат. 1
Н.1:,н. ,\: ЫТСб
пневмосеть включается редук-
тг в баллоне до рабочего
—__
ЛЬ й рр .
ЦЕНТРАТОР С КАМНЕМ
Центратор, приводимый в движение электромотором, служит
для заточки режущего инструмента Он устанавливается путём
присоединения его к штативу электродрели.
Остальной инструмент, входящий в комплект инструмента
ПАРМ, перечислен ниже.
Перечень основного оборудования и инструмента ПАРМ:
Рис. 8. Электродрель типа Ср-Д-100
Наименование оборудо-
вания и инструмента
1 , Силовой агрегат А.1-6
2 Верстак с 10 ящиками . .
•3 Тиски параллельные 96—
120-м м
4 I азогенератор ацетилено-
вый производите 1
иостыо 1 000 д
Баллон для кислорода на
40 л................
Блок .Мозерса ’ . . .
Верстак складной для двух
тисков . . . . .
1
1
2
1
1
1
1
8
9
10
11
12
13
14
Точило-центратор с ipt-мя
камнями ..... 1
Домкрат механический на
3 5 т.................1
Наковальня весом до 32 кг 1
Гори кузнечный переносный ' 1
Железная печка с трубами 1
Плита проверочная ... 1
Банка для карбида 1
Кроме 10 ящиков, в слесарном верстаке с набором слесарного
и монтажного инструмента имеется ещё 2—3 ящика с набором
различных приспособлений и сменных деталей для станка.
Набор инструмента и приспособлений позволяет производить
токарные, сверлильные, слесарные, сварочные, жестяницко-мед-
ницкие, клепальные, столярные, обойные, малярные и другие
работы.
Таким образом, оборудование автомашины ПАРМ полностью
отвечает тем требованиям, которые предъявляются к ней как
к основному техническому средству, необходимому для выполне-
ния войскового ремонта самолётов.
Компактность и подвижность автомашины ПАРМ позволяю!
быстро приступать к ремонту и производить его непосредственно
на самолёте с соблюдением всех технических требовании.
18
лекшрисиловой
azpppam
Шлифовальный Воздушный
станок '* компрессор
I не 9 Расположение .<i ргг.ч к»в в к\ юнг машины типа W фирмы „Кпк '<
американская полевая авиаремонтная мастерская
ФИРМЫ «КОУЗ»
Мастерская размещена в двух кузовах автомашин Студебекер,
м з тех случаях, когда необходимо использовать полностью техно
логические возможности этой мастерской, она может применяться
как комплект двух автомашин. Вместе с тем каждая из машин
имеет своё специальное назначение и может применяться от-
дельно, независимо от другой.
Машина типа W (рис. 9). Основное назначение этой машины
состоит в обеспечении электродуговых и автогенно-сварочных
Рис. 10. y.ieKipocii.ioBoii aipeiar машины типа W
фирмы „Коуз"
работ, кузнечных работ и металлизацпонного покрытия. Для этих
целей машина снабжена электросиловым агрегатом (рис. 10) мощ-
ностью 12 кет, смонтированным в стальном футляре, стенки кото-
рого использованы для размещения контрольных щитков управле-
ния агрегатом. Генератор силового агрегата имеет две обмотки
на одном якоре, позволяющие получать переменный ток 110—120 в
и постоянный 40 в. Приводится генератор о г двигателя автома-
шины при помощи шкива. Переменный ток используется для осве
щения и приведения в действие оборудования, а постоянный
для электросварки и зарядки аккумуляторов. Мощность renejja-
трра позволяет получить ток силой до 300 а. Электросиловой
агрегат может питаться от тока городской сети напряжением
140; 380; 220 н 208 в.
20
Для автогенно-сварочных работ машина снабжена газогенера-
тором типа 12М8Р (рис. 11), работающим но принципу «карбид на
воду». Газогенератор, помимо сварочных работ, может быть по-
пользован н для целей освещения в случае отсутствия другого
источника освещения. В машине установлен воздушный компрес-
сор, способный сжимать воздух до давления 50 ла'с.ч-’.
Рефлрктпр освещения
Рис. 11. Газогенератор для ацетн.тено-кнгло-
родной сварки
Сзади кузова укреплён 100-гонный пресс с гидравлическим
приводом.
На крыше кузова помещается универсальное подъёмное при-
способление (рис. 12), которое может быть использовано для мно-
гих целей: в качестве крана, лебёдки, подвесной тачки и г. п.
Машина снабжена набором всевозможного инструмента и при-
способлений, позволяющим выполнять разнообразные работы.
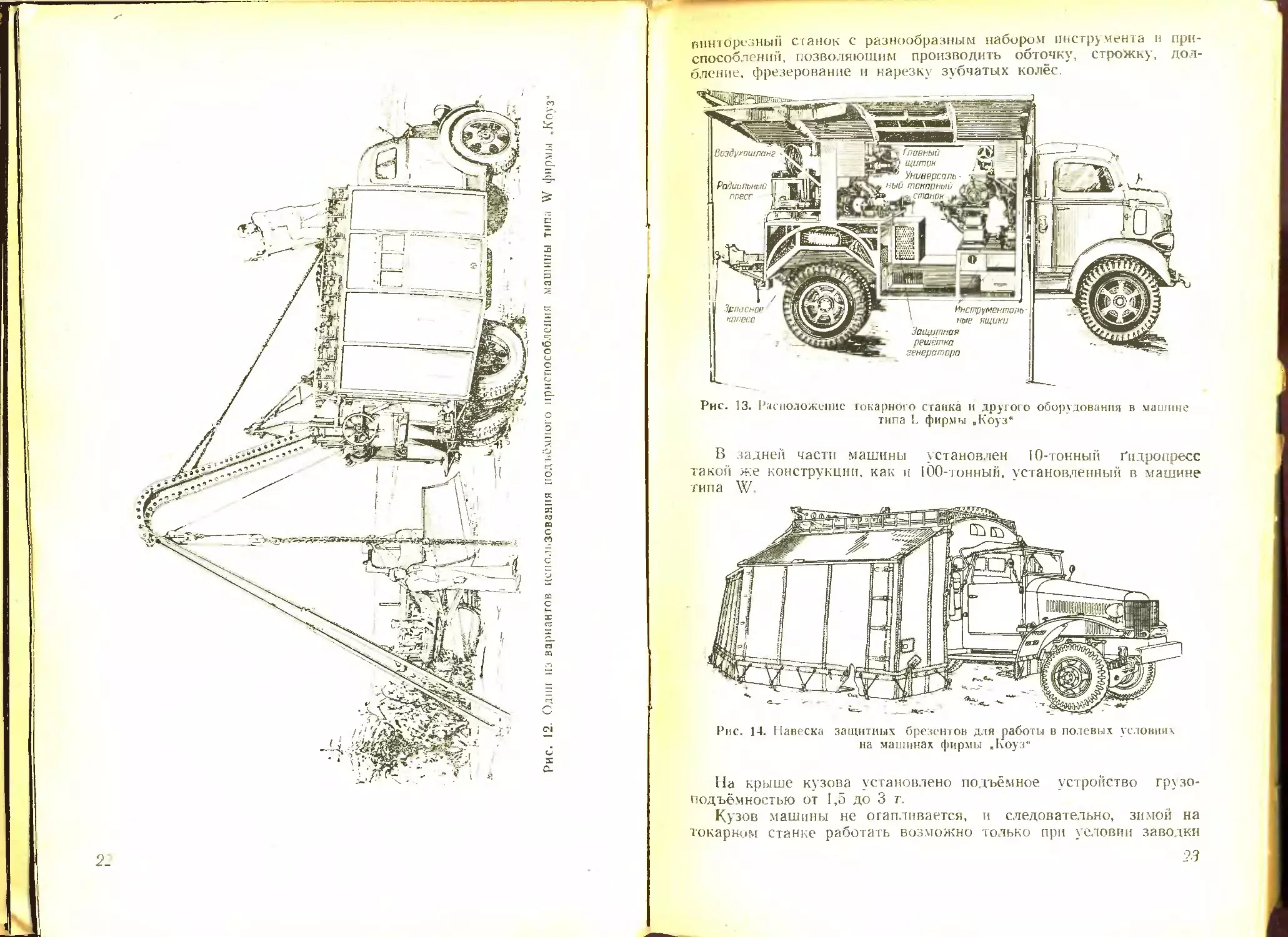
Машина типа L (рис. 13) по существу является слесарни-меха-
нической мастерской. В ней установлен универсальный токарво-
.2/
Рис. 12. Один из вариантов использования подъёмного приспособления машины типа W фирмы „Коуз"
винторезный станок с разнообразным набором инструмента н при-
способлений, позволяющим производить обточку, строжку, дол-
бление, фрезерование и нарезку зубчатых колёс.
Рис. 13. Расположение гокарнОго с ганка и другого оборудования в .машине
типа L фирмы „Коуз”
В задней части машины установлен [0-тонный Гидропресс
такой же конструкции, как и 100-тонный, установленный в машине
типа W
Рис. 14. Навеска защитных брезентов для работы в полевых условиях
на машинах фирмы „Коуз”
На крыше кузова установлено подъёмное устройство грузо-
подъёмностью от 1,3 до 3 т.
Кузов машины не отапливается, и следовательно, зимой на
токарном станке работать возможно только при условии заводки
машины в отеплённые палатки или другие отапливаемые помеще-
ния.
Обе машины, типа W и типа L, снабжены полотнищами бре-
зента (рис. 14), которые, будучи подвешены к откидным бортам
кузова, защищают работающего и оборудование от ветра и пыли
и создают более благоприятные условия для работы.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ДЛЯ РЕМОНТНЫХ РАБОТ
В ПОЛЕВЫХ УСЛОВИЯХ
Мелкий п текущий ремонт самолётов, получивших повреждения
в процессе их эксплоатации или же при выполнении боевых зада-
ний, осуществляется силами ПАРМ, а при её отсутствии или боль-
шой загруженности — силами технического состава части.
В условиях боевой деятельности авиации работы по устране-
нию неисправностей самолётов протекают в такой обстановке,
которая зачастую оказывается чрезвычайно неблагоприятной для
выполнения ремонтных работ. В этих случаях большое значение
приобретает умение технического состава организовать рабочее
место с таким расчётом, чтобы никакие обстоятельства не могли
повлиять на сроки и качество выполняемого ремонта.
Рассмотрим два характерных вида организации ремонта мате-
риальной части в полевых условиях, отличающихся требованиями
к выбору и оборудованию рабочего места, а именно: организация
работ по устранению мелких повреждений самолёта и органи-
зация работ, связанных с устранением серьёзных повреждений.
Организация рабочего места при ремонтных работах
по устранению мелких повреждений самолёта
При наличии мелких повреждений самолёта, например, пуле-
вых или осколочных пробоин в обшивке крыла или фюзеляжа без
повреждения их силовых элементов, трещин и царапин на лако-
красочном покрытии, повреждений троса и г. п., ремонтные работы
проводятся обычно на самом самолёте с использованием простей-
шего аэродромно-ангарного оборудования (стремянка, козелок
и т. п.).
Такой ремонт осуществляется на стоянке самолёта в капонире,
ангаре или просто на площадке. Во всех случаях необходимо
строго соблюдать правила маскировки самолёта как при дневных,
так и особенно при ночных работах.
Следует заранее определить перечень необходимых инструмен-
тов, приспособлений и расходных материалов и поднести их
к самолёту, разложив в таком порядке, чтобы удобно было поль-
зоваться ими и чтобы они были защищены от песка, пыли и т. и.
Предварительные работы, как, например, закалка заклёпок,
вырезка и опиловка заплат, подготовка лако-красочных материа-
лов, клеевых растворов и т. д.. должны быть выполнены в зем-
лянке или сарае, где имеется верстак, теки и другое необходимое
оборудование
24
Обеспечив таким образом предстоящие ремонтные работы, сле-
дует приступить к их выполнению с строгим соблюдением устано-
вленной технологии ремонта.
Надо иметь в виду, что продуманное выполнение подготови
тельных работ и заблаговременное обеспечение ремонта всеми
необходимыми материалами и инструментами способствуют зна-
чительному сокращению сроков ремонта п повышению его каче-
ства.
Организация рабочего места при ремонте самолёта с крупными
повреждениями
Если самолёт получил серьёзные повреждения, устранение
которых связано с трудоёмкими работами, обусловленными необ-
ходимостью съёмки крупных деталей с самолёта или частичной
разборки его, то вопрос организации рабочего места для ремонтных
работ приобретает особенно важное значение.
Если самолёт получил крупные повреждения при посадке
вдали ог своего аэродрома, то в этом случае организация рабо-
чего места и выполнение ремонта значительно у сложняются. В пер-
вую очередь потребуется решить вопрос, можно ли произвести
ремонт на месте посадки самолёта или необходимо перевезти его
в другое место, более удобное для ремонта.
При решении этого вопроса следует прежде всего уста-
новить:
а) возможна ли доставка к самолёту всех материалов, необхо-
димых для ремонта, может ли пройти автомашина ПАРМ к месту
посадки самолёта, а также имеются ли возможности размещения
ремонтных бригад;
б) возможен ли взлёт самолёта после ремонта и возвращение-
его лётом к месту базирования.
Во всех случаях, когда это возможно, целесообразно отбукси-
ровать самолёт с места вынужденной поса ткп на один из близле-
жащих аэродромов, где н организовать его ремонт.
Если самолёт получил крупные повреждения при посадке на
свой аэродром и характер этих повреждений допускает букси-
ровку самолёта, следует немедленно отбуксировать его к хи-сту
стоянки, где и приступить к выполнению ремонта.
Рассмотрим типичные примеры организации рабочего места
в случае крупных повреждений самолёта. При этом предпола-
гается, что самолёт совершил посадку на свой аэродром п нахо-
дится на месте своей стоянки.
1. Повреждён бензобак. Ремонт связан с необходимостью
съёмки бака с самолёта. Подготовительную к ремонту работу сле-
дует начать с тщательного осмотра бензобака, определить степень
его повреждения и избрать наиболее рациональный способ ремонта
(пайкой, сваркой или постановкой заглушки), а также наиболее
целесообразный метод испытания бензобака после ремонта.
25
В случае принятия решения о ремонте бензобака путём сварки
нужно сообщить об этом на сварочный пост ПАРМ и затем:
1) подготовить в землянке, в сарае или под открытым небом
вдали от самолёта рабочее место, на котором предполагается
выполнять ремонтные работы;
2) на выбранном месте подготовить инструменты, расходные
материалы и приспособления, необходимые для съёмки бака
с самолёта, его ремонта и последующего испытания на герметич-
ность;
3) заготовить соответствующую тару для слива горючего из
бака, подлежащего ремонту;
4) принять соответствующие меры безопасности, предохраняю-
щие от случайного воспламенения горючего при хранении в таре
после слива его из бака.
Подготовив таким образом рабочее место и предусмотрев всё
необходимое для ремонта, можно приступить к его выполнению
с соблюдением установленных технических требований.
2. Прострелены две лопасти трёхлопастного металлического
винта. Осмотром винта установлено, что повреждённые лопасти
поддаются ремонту. Подготовку рабочего места и организацию
ремонта нужно проводить в такой последовательности:
1) Выбрать и подготовить место, где будет осуществляться
ремонт; удобнее всего воспользоваться закрытым помещением,
где бы можно было установить верстак, стол, стеллаж и т.п.; если
такого помещения нет, то при выборе места для ремонта следует
предотвратить всякую возможность утери или загрязнения детален
винта и инструмента, применяемого при его разборке.
2) Приготовить инструменты и материалы, необходимые для
производства ремонта и контроля его качества.
3) Приготовить оборудование, необходимое для проверки винта
после ремонта
Рассмотренные случаи далеко не исчерпывают тех разнообраз-
ных условии, при которых приходится осуществлять войсковой
ремонт самолётов.
Только наличие опыта в этом деле позволяет правильно вы-
брать способ ремонта и организовать рабочее место так, чтобы
обеспечить наиболее быстрый и качественный ремонт самолёта
в любой обстановке при любых условиях.
ГЛАВ \
СОХРАНЕНИЕ АЭРОДИНАМИЧЕСКИХ ФОРМ И ПРОЧНОСТИ
САМОЛЁТА ПРИ ЕГО РЕМОНТЕ
J 6. СОХРАНЕНИЕ АЭРОДИНАМИЧЕСКИХ ФОРМ САМОЛЕТА
Повреждения обшивки крыла и фюзеляжа, полученные при
выполнении боевых заданий, как правило, ремонтируются на месте
стоянки самолёта способом наложения заплат. Качеству ремонта
Рис. 15. Нарушение обтекания крыла, вызванное
плохой подгснкой заплаты и постановкой заклё-
пок с непотайной ю.ювкой
обычны не уделяется должное внимание, а плохо поставленная
заплата, даже при малых размерах, может значительно увеличить
вредное сопротивление и тем самым снизить скорость полёта. При
Рис. 16. Нарушение обтекания крыта, вызванное
небрежной подгонкой заплаты и небрежной по-
становкой заклёпок
ремонте обшивки самолётов в полевых условиях способом поста-
новки заплат могут встретиться следующие дефекты ремонта:
1. Заплата дуралюминовая толщиной 0,8—1,0 .им поставлена
внахлёс! на обычных заклёпках с полукруглой головкой. Шов
в два ряда с шагом ио размаху 3 диаметра, а по хорде — 2,5 диа-
метра (рис. 15).
27
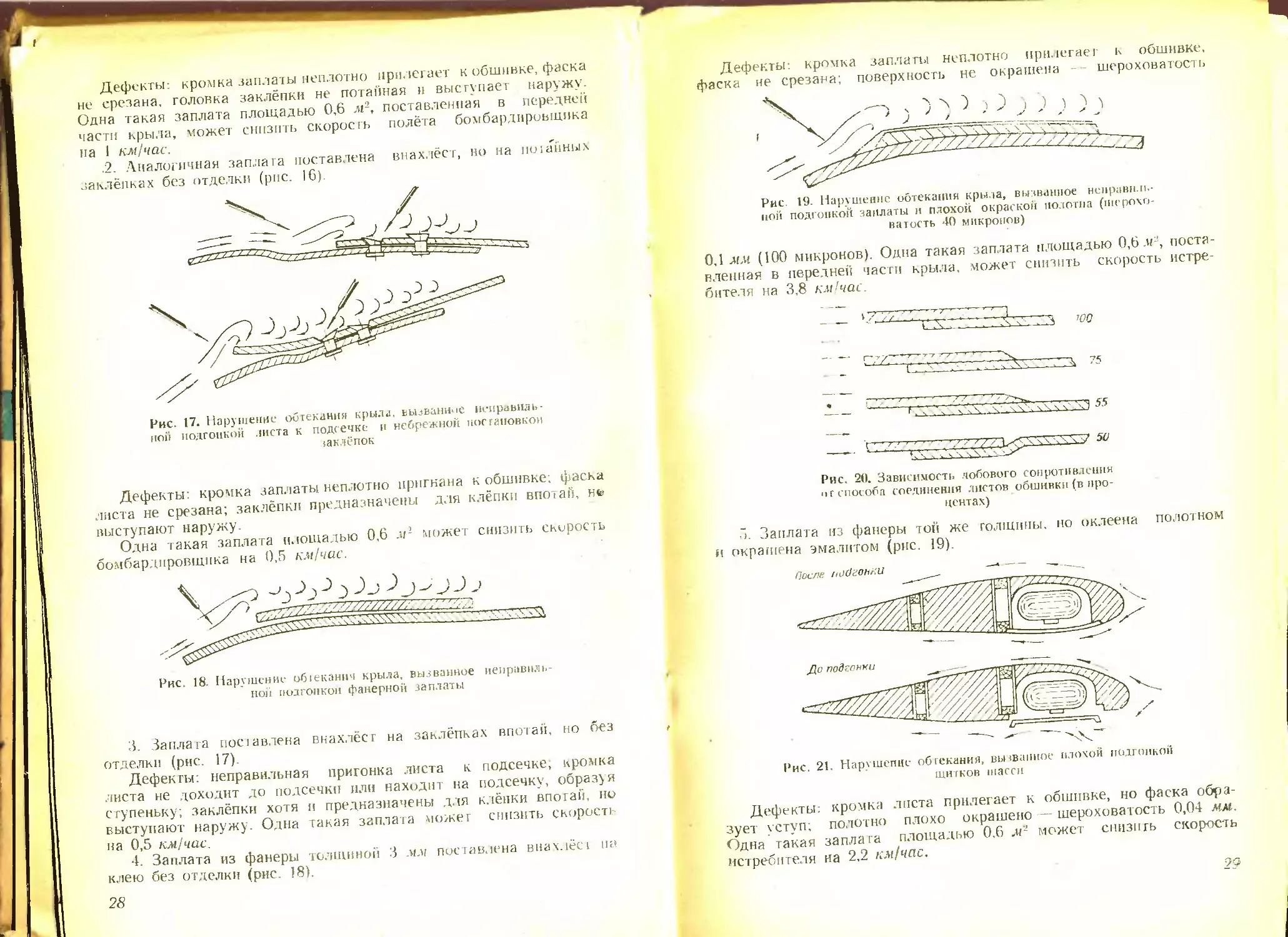
Дефекты: кромка заплаты неплотно прилегает к обшивке, фаска
не срезана, головка заклёпки не потайная и выступает наружу.
Одна такая заплата площадью 0,6 м2, поставленная в передней
части крыла, может снизить скорость полёта бомбардировщика
на 1 км/час.
.2. Аналогичная заплата поставлена внахлёст, но на потайных
заклёпках без отделки (рис. 16).
Рис. 17. Нарушение обтекания крыла, вызванное неправиль-
ной подгонкой листа к подсечке и небрежной постановкой
таклёпок
Дефекты: кромка заплаты неплотно пригнана к обшивке; фаска
листа не срезана; заклёпки предназначены для клёпки впотай, но
выступают наружу.
Одна такая заплата площадью 0,6 м1 может снизить скорость
бомбардировщика на 0,5 км/час.
Рис. 18. Нарушение обтекания крыла, вызванное неправиль-
ной подгонкой фанерной заплаты
3. Заплата поставлена внахлёст на заклёпках впотай, но без
отделки (рис. 17).
Дефекты: неправильная пригонка листа к подсечке, кромка
листа не доходит до подсечки пли находит на подсечку, образуя
ступеньку; заклёпки хотя и предназначены для клёпки впотай, но
выступают наружу. Одна такая заплата может снизить скорость
на 0,5 км/час.
4. Заплата из фанеры толщиной 3 мм поставлена внахлёст па
клею без отделки (рис. 18).
28
Дефекты: кромка заплаты неплотно прилегает к обшивке,
фаска не срезана; поверхность не окрашена - шероховатость
Рис. 19. Нарушение обтекания крыла, вызванное неправиль-
ной подгонкой заплаты и плохой окраской полотна (шерохо-
ватость 40 микронов)
0,1 мм (100 микронов). Одна такая заплата площадью 0,6 я', поста-
вленная в передней части крыла, может снизить скорость истре-
бителя на 3,8 км; час.
Рис, 20. Зависимость лобового сопротивления
о г способа соединения листов обшивки (в про-
центах)
О. Заплата из фанеры топ же толщины, но оклеена полотном
и окрашена эмалптом (рис. !9).
Рис. 21. Нарушение обтекания, вызванное плохой подгонкой
щитков шасси
Дефекты: кромка листа прилегает к обшивке, но фаска обра-
зует уступ; полотно плохо окрашено — шероховатость 0,04 мм.
Одна такая заплата площадью 0,6 лг может снизить скорость
истребителя на 2,2 км/час.
Наглядное представление о зависимости лобового сопротивле-
ния от способа соединения листов обшивки показано на рис. 20.
При эксплоатации самолётов металлической и деревянной кон-
струкций наиболее часты следующие хефекты каркаса и обшивки:
1) неправильная форма каркаса, вызывающая волнистость (.мор-
щинистость) обшивки, которая может снизить скорость самолёта
на 5—6 км/час:.
2) неправильная заделка зализов, что может снизить скорость
самолёта на 2—3 км/час.
3) при длительной эксплоатации нарушается подгонка лючков
и больших люков (входные лючки, бомболюки, смотровые лючки
и т. п.), что даёт дополни тельное сопротивление.
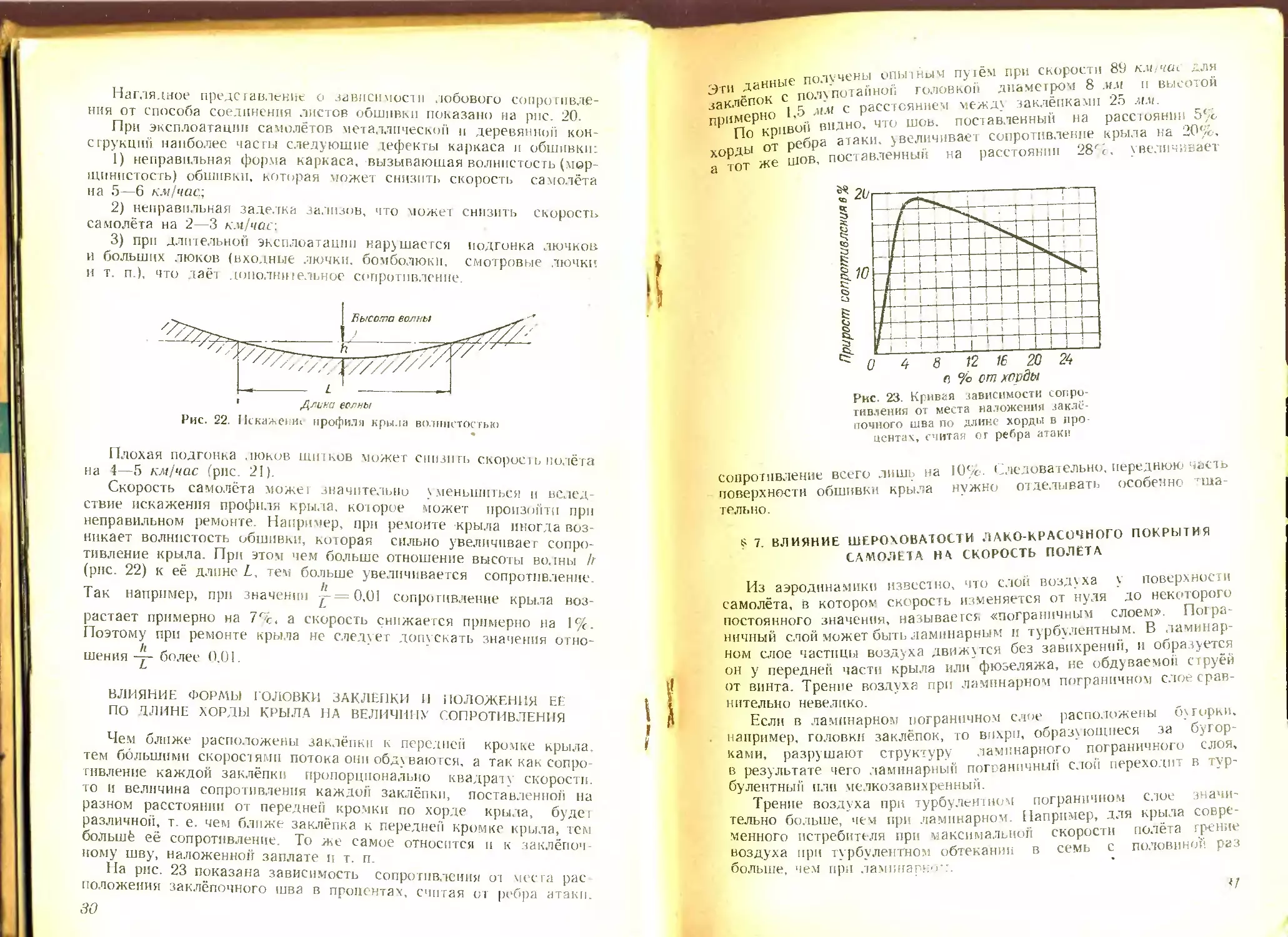
Рис. 22. Искаженна профиля крыла волнистостью
Плохая подгонка люков шитков может снизить скорость полёта
на 4—5 км/час (рис. 21).
Скорость самолёта может значительно уменьшиться и вслед-
ствие искажения профиля крыла, которое может произойти при
неправильном ремонте. Например, при ремонте крыла иногда воз-
никает волнистость обшивки, которая сильно увеличивает сопро-
тивление крыла При этом чем больше отношение высоты волны //
(рис. 22) к её длине L, тем больше увеличивается сопротивление.
Так например, при значении ~=0,01 сопротивление крыла воз-
растает примерно на 7%. а скорость снижается примерно на 1%
Поэтому при ремонте крыла не следует допускать значения отно-
шения ~ более 0.01.
ВЛИЯНИЕ ФОРМЫ ГОЛОВКИ ЗАКЛЕПКИ 1) ПОЛОЖЕНИЯ ЕЕ
ПО ДЛИНЕ ХОРДЫ КРЫЛА НА ВЕЛИЧИНУ СОПРОТИВЛЕНИЯ
Чем ближе расположены заклёпки к передней кромке крыла,
тем большими скоростями потока они обду ваюгея, а так как сопро
тивление каждой заклёпки пропорционально квадрате скорости,
то и величина сопротивления каждой заклёпки, поставленной на
разном расстоянии от передней кромки по хорде крыла, будет
различной, т. е. чем ближе заклёпка к передней кромке крыла, тем
большё её сопротивление. То же самое относится и к заклёпоч
ному шву, наложенной заплате п т. п.
На рис. 23 показана зависимость сопротивления от места рас
положения заклёпочного шва в процентах, считая от ребра атаки.
30
Эти данные получены опытным путём при скорости 89 км.-чси для
заклёпок с полу потайной головкой диаметром 8 им и высотой
примерно 1.5 -w.w с расстоянием между заклёпками 25 мм.
По кривой видно, что шов. поставленным на расстоянии 5%
хорды от ребра атаки, увеличивает сопротивление крыла на °0%
а тот же шов, поставленный на расстоянии 28%, увеличивает
Рис. 23. Кривая зависимости сопро-
тивления от места наложения заклё-
почного шва по длине хорды в про
центах, считая о г ребра атаки
сопротивление всего лишь на 10%. Следовательно, переднюю часть
поверхности обшивки крыла нужно отделывать особенно тша-
тельно.
S 7. ВЛИЯНИЕ ШЕРОХОВАТОСТИ ЛАКО-КРАСОЧНОГО ПОКРЫТИЯ
САМОЛЕТА НА СКОРОСТЬ ПОЛЁТА
Из аэродинамики известно, что слой воздуха у поверхности
самолёта, в котором скорость изменяется от нуля до некоторого
постоянного значения, называется «пограничным слоем». Погра-
ничный слой может быть ламинарным и турбулентным. В ламинар-
ном слое частицы воздуха движутся без завихрений, и образуется
он у передней части крыла или фюзеляжа, не обдуваемой струёй
от винта. Трение воздуха при ламинарном пограничном слое срав-
нительно невелико.
Если в ламинарном пограничном слое расположены бугорки,
например, головки заклёпок, то вихри, образующиеся за бугор-
ками, разрушают структуру ламинарного пограничного слоя,
в результате чего ламинарный пограничный слой переходит в тур-
булентный пли мелкозавихренный.
Трение воздуха при турбулентном пограничном слое значи-
тельно больше, чем при ламинарном. Например, для крыла совре-
менного истребителя при максимальной скорости полёта трение
воздуха при турбулентном обтекании в семь с половиной раз
больше, чем при лампнап!?,--.
<7
Шероховатость лако-красочного покрытия увеличивает сопро-
тивление самолёта вследствие того, что при этом:
1. Нарушается лампнарность пограничного слоя у передней
части крыла (обтекание становится турбулентным), от чего повы-
шается трение воздуха о поверхность.
2 Вообще .при турбулентном обтекании поверхности увелнчп
дается трение воздуха о поверхность.
Невозмущенный
поток
Турбулентный
пограничный
слой
Шероховатость не изменяет
величину трения
Рис. 24. Каршна обтекания при чалой шероховатости
обтекаемой поверхности
При шероховатости менее 5 микронов (0,005 мм) ламинарный
пограничный слой у передней части крыла не разрушается (рис. 24).
При шероховатости более 5, но менее 15 микронов (0,015 мм)
ламинарный слой разрушается, по каждый отдельный бугорок не
создаёт дополнительного сопротивления.
——--------г- 1 Невозмущент.
----—•—— I поток
т
Турбулентный
? пограничный
слой
Шероховатость увеличивает трение
Рис 25. Каргина обтекания при больший шероховатости
обтекаемой поверхности
те
тп
то
pa
pa
бо.
НО!
по;
30
При шероховатости более 15 микронов весьма значительно уве-
личивается сопротивление та счёт образования вихрей за отдель-
ными бугорками (рис. 25).
Шорохова юс ть покрытия в значительной степени зависит от
техн логин нанесения лако-красочной плёнки. Так например,
нитролаковые покрытия, выполненные согласно заводской техно-
логии пульверизационным способом, у деревянной обшивки соз-
дай г шероховатость до 10 микронов, у металлической обшивки -
до 15 микронов, у тканьевой- до 25 микронов (за счё] высту
пающих нитей ткани).
При окраске деталей самолётов излишнюю шероховатость
могут вызвать следующие упущения:
1. Поверхность, подлежащая окраске, не была предварительно
подготовлена к нанесению лако-красочного покрытия.
2. Свежеокрашенная поверхность находилась на открытом воз-
духе и не была достаточно защищена от попадания на неё пыли
Особенная тщательность требуется при нанесении краски кисте-
вым способом, так как при небрежном нанесении краски кистью
Рис. 26. Зависимость потери скорости самолёта от
степени шероховатости (величины бугорков) лако-
красочною покрытия
Ьероховатость может значительно увеличиться. На рис. 26 пока-
ин график зависимости потери скорости самолёта от степени
вероховатости покрытия крыла для двух различных типов само-
етов.
I Из всего изложенного выше вытекают следующие правила,
юторые должны соблюдаться при выполнении ремонта:
1. Ремонт должен производиться в строгом соответствии с тре-
ованиями принятой технологии.
2. Все люки должны тщательно подгоняться к поверхности
ршивки. Нельзя допускать их отгибания, особенно по кромкам.
3. Срез фаски листа при наложении заплаты должен равняться
Рём толщинам листа (рис. 27).
। 3 план № 1236б 33
4. При ремонт металлической обшивки заплата должна ста-
виться впотай и на заклёпках с потайной головкой. Кромка листа
должна вплотную прилегать к подсечке fpiic. 28) и шпатле-
ваться.
5. При ремонте деревянной обшивки заплата должна ставиться
на-ус на клею и с гделываться в строгом соответствии с требова-
ниями технологии
Рис 27. Правильн ш постановка танлаты внахлёст
6 Перед окраской поверхность, подлежащая окраске, должна
быть тщательно подготовлена путём зачистки, шпатлёвки и удало
ня с неё пыли.
Рис. 28. Гравилып i постановка заплаты с подсечкой
7. При нанесении краск кистевым способом кистью н\жн<
ходить вдоль -направления воздушного потока, обтекающего само
:ёт, а не поперёк потока.
8. Не допуска! попадания пыли па свежеокрашенною поверх
кость, так как эт< может вызвать снижение скорости полёта н.
20—25 км/час
; 8. ВЛИЯНИЕ ПРОСОСОВ ВОЗДУХА ЧЕРЕЗ ЩЕЛИ НА СКОРОСТЬ
САМОЛЁТА
При обтекании воздухом крыльев, капотов мотора, фюзеляжа
тоннелей водо- и маслорадиаторов очень часто образуется рас
ность давлений воздуха, находящегося внутри самолёта, и во.,
уха, обтекающего самолёт снаружи. Такая разность давлении
при наличии щелей приводи г к прососу воздуха п нарушении
плавности обтекания самолёта, вследствие чего максимальная ско
рость полёта значительно снижается.
На рис. показано течение воздуха через капот мотора воз
шного охлаждения при наличии шелеп в капоте. Практически
^становлено, что если самолёт имеет щель в капоте в месте, обоз-
наченном буквой А, то его максимальная скорость снизится на
25 км/час. При наличия же дополнительных щелей Б и В \ мень-
шение максимальной скорости может достигнуть 40 км'час.
Рис. 29. П|т г воздуха через капот мотора воздуш-
ного охлая. тения
В процессе эксплоаташш и ремонта самолёта его макси ia
йая скорость может быть сохранена при условии строгого соблю-
дения герметизации, е. устранения вредных прососов воздух
через щели в обшивке крыла и фюзеляжа, моторных капотов н тон-
нелей радиаторов путём заделки всех ненужных отверстий, чере
которые может просасываться воз ту х.
СПОСОБЫ ГБ.РМЕТП JAHI1II < АЛЮ.11ТА
Для плотного закрытия излишне вырезанных отверстий, чере
которые проходят неподвижно закреплённые элементы оборудова-
ния (электропровода, трубопроводы и др.), применяются гермети-
зирующие фланцы (рис. 30), изготовленные из листового алюминия
толщиной 0,5—0,8 мм или из фанеры толщиной 1,5—2 мм.
Фланцы делаются разъёмными или с разрезом по радиусу
и крепятся к перегородкам винтами. Острые кромки фланцев, со-
прикасающиеся с проходящими через отверстие де (алями, должны
оыть облицованы кожаными или суконными кантиками или
отбортованы.
Если крепление герметизирующих фланцев затруднено пли
постановка фланцев на винтах ослабляет прочность элементов кон
^трукцип, то герметизация производится авиационным полотном
аэролаке (рис. 31). Полоса склепки полотна с поверхностью
регородкц должна быть шириной от 20 до 40 лыт, в зависимости
допВеЛ11Ч'3НЫ отвеРс'|(,я. При заклепке отверстия всё полотно
шаю^и0- ®Ыть промазано аэролаком. Отверстия площа дью, превы-
возл'^' См2’ необходимо заклеивать со стороны движения
c.iienv а' ^СЛ1! направление течения воздуха неизвестно, отверстие
Дует заклеивать с обеих сторон.
3*
35
Отверстия, через которые проходяi подвижные детали кос
струкцни или оборудования (тяги управления, амортизаторы и др.),
герметизируются при помощи матерчатых «чулок» (рис. 32), изго
Рис. 30. Герметизация проходов тяг управления фланцами
товляемых из парусины, прорезиненного полотна, полусукна, льня
ного авиационного полотна и других тканей, слабо пропускающих
воздух.
Рис. 31. Герметизация способом заклейки полотном
на атролаке (эмалите)
Один конец чулка крепится по краям отверстия при помощи
алюминиевой или фанерной накладки, а другой конец плотно
завязывается вокруг подвижного стержня (рис. 32). Если через
одно и то же отверстие проходит сразу несколько элементов про
водки, второй конец чулка прошивается так, чтобы можно было
плотно обвязать в отдельности каждый стержень, проходящш
через отверстие
36
Для герметизации кромок люков, каркасов капотов и i. п.
применяются уплотняющие прокладки в виде лент из листвой или
губчатой резины толщиной 0,5—1 мм, фетра толщиной 2—3 мм,
технического сукна, асбестового полотна или асбестового шнура.
Эти прокладки крепятся при помощи мягкой проволоки диаметром
0 з—0,5 мм с шагом от 30 до 40 мм непосредственно к каркасу
или к кромке лючка. Крепление прокладок к деревянным деталям
может быть осуществлено приклеиванием.
До г е с уч (- • з а и и и
После г е р л-1 тиза . .
Рис 32.
Дс г ецметизации После г ермети за i
Герметизация установкой чулок
Для
кладки,
ления к
ваются
герметизации
изготовленные
кромкам герметизируемой щели трубка или жгут обши-
полотном с, таким расчётом, чтобы кромок полотна хватило
ДЛя крепленцр.
При заделке больших щелей или установке новых перегородок
следует применять фанеру. Места соединения фанеры с конструк-
ей крыла или фюзеляжа необходимо проклеивать полотном на
аэРолаке.
торцовых соединений применяются про-
из резиновых трубок или жгутов. Для креп-
37
j 9. ВЛИЯНИЕ ИЗМЕНЕНИЯ ВЕСА САМОЛЁТА НА ЕГО ЛЕТНЫГ
КАЧЕСТВА
В результате ремонта самолёта может увеличится его вес, чп<
непременно скажется на его лётных качествах, маневренности,
скороподъёмносш, времени взлёта » т. т. Максимальная скорость
полёта современных самолётов зависти от величины лобового
сопротивления, а при изменении веса самолёта изменяется незна
чительно. Например, увеличение веегт истребителя на 300 ас ухуч
тает его лёгные качества, но в пределах высотности мотора ш
снижает скорости самолёта даже на 5 км/час На высотах болыш
расчётной высоты мотора уменьшение максимальной скорост г
более значительное
Незначительное влияние изменения веса самолёта на макси
нальную скорость полёта не даёт основания относиться с преие
брожением к увеличению веса отдельных агрегатов и всего само
лёта в целом при его ремонте. Увеличение полётного веса истре-
бителя ухудшает его главнейшие качества: маневренность, скоро-
подъёмность и управляемость.
Увеличение веса бомбардировочного самолёта ухудшав! еп
взлётные качества, скороподъёмность и уменьшает потолок.
§ 10. СОХРАНЕНИЕ ПРОЧНОСТИ САМОЛЁТА ПРИ РЕМОНТЕ ЕГО
В наставлениях и инструкциях по ремонту самолётов обычно
приводятся схемы агрегатов и усилия, приходящиеся на нх сило
ьые элементы. Этими данными надлежит руководствоваться при
расчёте стыковых бужей (трубчатых пли уголковых), а такжт
и числа болтов или заклёпок, потребных для стыковки ремонти-
руемых элементов.
В случае ремонта элементов, для которых не указаны вели
чины приходящихся на них усилии, их можно определить при
помощи расчёта по способу обеспечения равнопрочности соедиш
пня ремонтируемого места.
Равпопрочность стыковочного бужа с ремонтируемыми элемен
гами обеспечивается в том случае, если разрушающее усилие н.
разрыв, приходящееся на буж, равно разрушающему усилию н<
срез заклёпок (или болтов), расположенных по одну сторон^
стыка.
Разрушающее усилие на разрыв ремонтируемого элеменiа ил.
бужа может быть определено из условия:
P = ^-F,
где Р — разрушающее усилие в кг; •
ар., разрушающее напряжение на разрыв в кг см2 н.п
в кг/мм2;
F площадь поперечного сечения ремонтируемого элемен,.
или бужа в см2 или мм2.
<3й
Если известно разрушающее усилие Р, то ле можно опредл
пить необходимое число заклёпок или болте из следующего
выражения:
Р = °ср
гче зср — разру шающее напряжение на срез (при расчёге с доста
точной точностью оно может быть принято как опре/п
лённая доля от cpaJ; обычно считают о-р — 0,7 сраз);
у -—площадь поперечного сечения одной заклёпки (болта);
п — количество заклёпок (или болтов).
Диаметр заклёпки с достаточной точностью >жет быть опре
делён из выражения
rf = 2 \ S .
где S — суммарная толщина склёпываемых листов.
Длина стыковочного бужа определяется и.’, выоажения
А = а-|-2/,
где и —длина вырезанной части повреждённой трофиля:
I — длина стыка с одной стороны.
Ниже приводятся типовые примеры расчёта ь , равнопрочность
стыков отдельных силовых элементов при ремонте их в тех слу
чаях, когда усилия, приходящиеся на эти элементы, неизвестны.
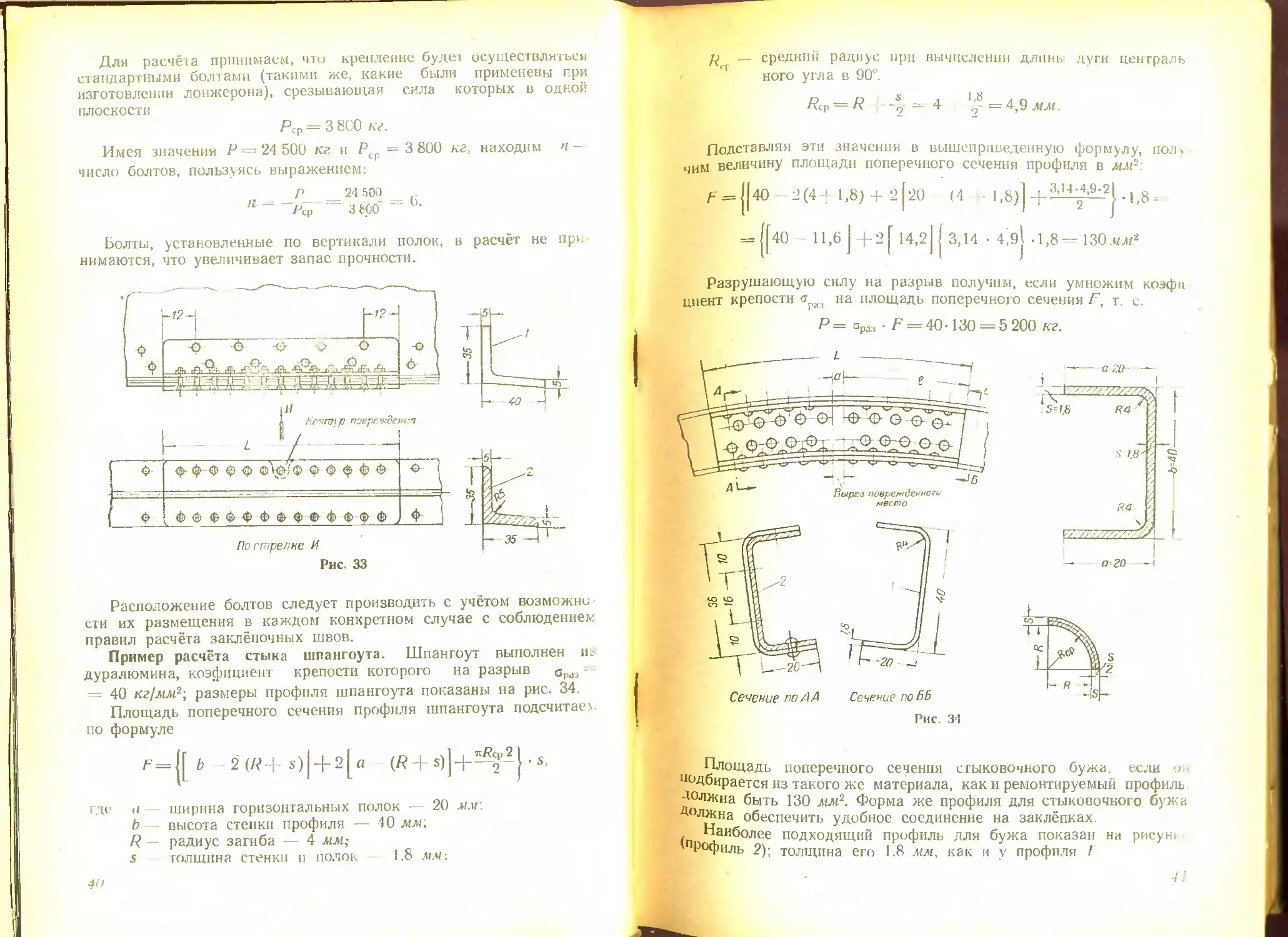
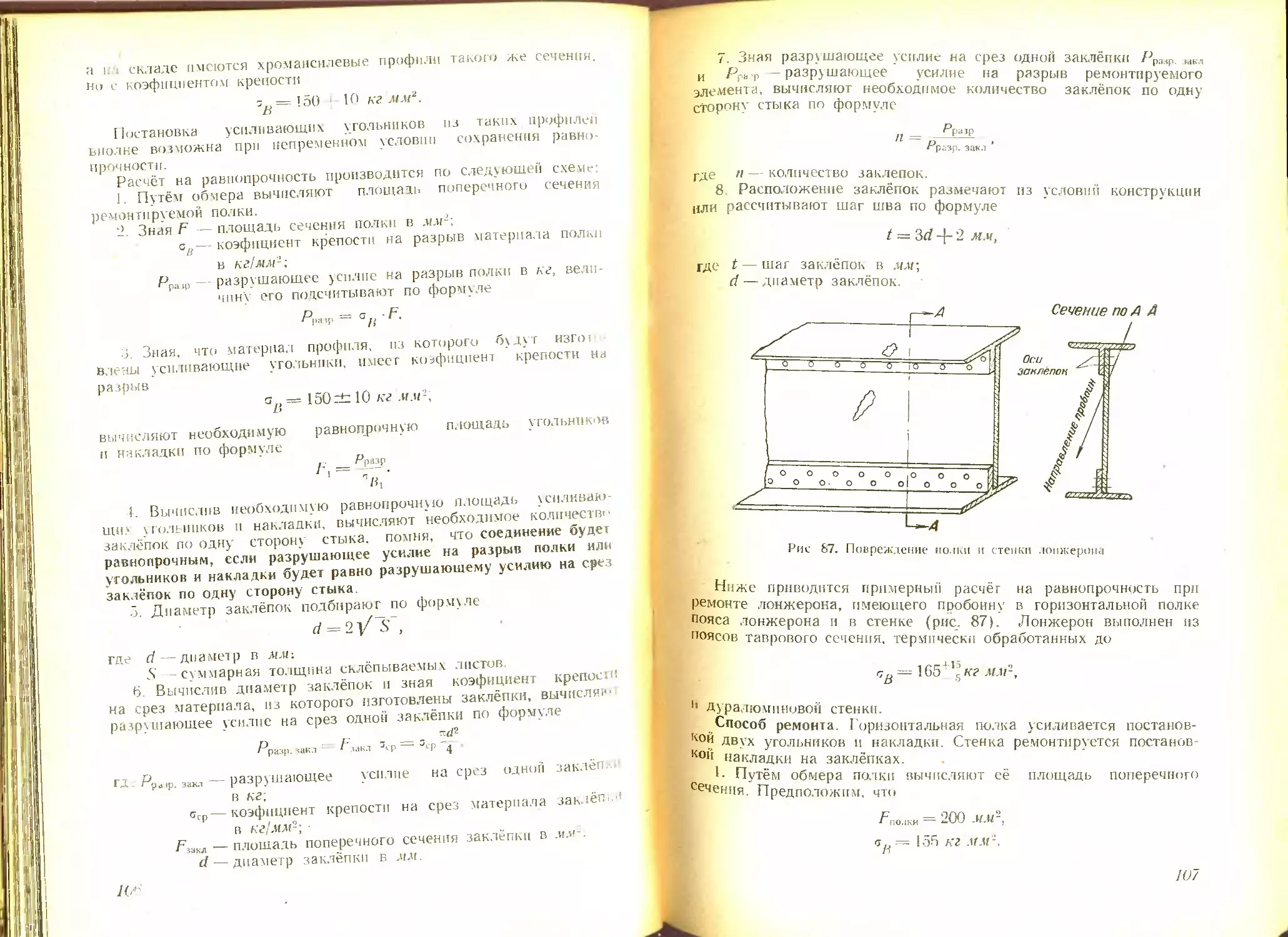
Пример расчёта стыка нижнего пояса лонжерона. В этом при
мере рассматривается случай усиления горизонтальной полки
одного угольника пояса. Материал угольника 1 (р-с. 33) обладает
крепостью па разр и;
ра, = 150 rtz 10 кг мм2.
1. Определим площадь поперечного семени повреждённой
полки, размеры которой приведены на рис. 33:
F = (40 — 5) • 5 = 175 мм-
2. Зная площадь F и разрушающее напряж- не на разрыв
"ваз, находим разрушающую силу Р из условия
р = Ор;13. F = 140 • 175 = 24 500 кг.
принимая Ораз равным 140 кг/мм-.
Для усиления полки выбираем стыковочный уголок 2, размеры
которого 35 X 35 X 5 мм, а материал по механическим качествам
полностью соответствует материалу ремонтируемой полки.
Определив разрушающее усилие и выбрав уголок для стыке
в°чного бужа, переходим к определению количества болтов по
°Дну сторону стыка для обеспечения равнопрочного соединения
РеМонтируемой горизонтальной полки.
j 9. ВЛИЯНИЕ ИЗМЕНЕНИЯ ВЕСА САМОЛЕТА НА ЕГО ЛЁТНЫЕ
КАЧЕСТВА
В резульгаю ремонта самолёта може! увеличится его вес, то
непременно скажется на его лётных качествах, маневренности
скороподъёмност, времени взлёта и г. д. Максимальная скоросп
полёта современных самолётов зависит от величины лобовоп
сопротивления, а при изменении веса самолёта изменяется незна
чительно. Например, увеличение веса истребителя на 300 кг ухуд-
шает его лётные качества, но в пределах высотности мотора nt
снижает скорости самолёта даже на 5 км/час. На высотах больше
расчётной высоты мотора \меньшеипе максимальной скорости
более значительное.
Незначительное влияние изменения веса самолёта па макси
альную скорость полёта не даёт основания относиться с прети
брожением к увеличению веса отдельных агрегатов и всего само
лёта в целом при его ремонте. Увеличение полётного веса истре
бителя ухудшает его главнейшие качества: маневренность, скоро
подъёмность и управляемость.
Увеличение веса бомбардировочного самолёта ухудшае! ег*.
взлётные качества, скороподъёмность и уменьшает потолок.
§ 10. СОХРАНЕНИЕ ПРОЧНОСТИ САМОЛЁТА ПРИ РЕМОНТЕ ЕГО
В наставлениях н инструкциях по ремошу самолётов обычно
приводятся схемы агрегатов и усилия, приходящиеся на их сило
ьые элементы. Этими данными надлежит руководствоваться прт
расчёте стыковых бужен (трубчатых или уголковых), а также
числа болтов или заклёпок, потребных для стыковки ремонти-
руемых элементов.
В случае ремонта элементов, для которых не указаны вели
чипы приходящихся на них усилии, их можно определить npi
помощи расчёта по способу обеспечения равнопрочности соедини
идя ремонтируемого места.
Равнопрочности стыковочного бужа с ремонтируемыми элемен
гамп обеспечивается в том случае, если разрушающее усилие н.
разрыв, приходящееся на буж, равно разрушающему усилию н<
срез заклёпок (или болтов), расположенных по одну сторону
стыка.
Разрушающее усилие на разрыв ремош пру емого элемента ИЛ1
б\’жа может быть определено из условия:
P=^-F,
где Р разрушающее усилие в кг; •
ара разрушающее напряженно на разрыв в кг/см- н.п
в кг/мм'-;
Л -площадь поперечного сечения ремонтируемого элемент
или бужа в см2 или мм-.
Ж
Если известно разру тающее усилие Р, то ле можно опреде
нить необходимое число заклёпок пли болте из следующего
выражения:
Д = °еР
________разрушающее напряжение на срез (при расчёте с доста-
Л Р точной точностью оно может быть принято как опред<
денная ДОЛЯ от араз; обычно считают агр = 0,7 сраз);
t __площадь поперечного сечения одной заклёпки (болта):
„ ___ количество заклёпок (или болтов).
Диаметр заклёпки с достаточной точностью м >жет быть опре
делён из выражения
(1 = 2 \ S .
где -S — суммарная толщина склёпываемых листов.
Длина стыковочного бужа определяется из выражения
Z. = a+2/,
где а — длина вырезанной части повреждённой профиля;
I —длина стыка с одной стороны.
Ниже приводятся типовые примеры расчёта а равнопрочноегь
стыков отдельных силовых элементов при ремонте их в тех слу
чаях, когда усилия, приходящиеся на эти элементы, неизвестны.
Пример расчёта стыка нижнего пояса лонжерона. В этом при
мере рассматривается случаи усиления горизонтальной полки
одного угольника пояса. Материал угольника 1 (р; с. 33) обладает
крепостью па разрыв
=ра.! = 150 m 10 кг мм2.
1. Определим площадь поперечного семени повреждённой
полки, размеры которой приведены на рис. 33:
F = (40 — 5) • 5 = 175 мм -
2. Зная площадь F и разрушающее напрял не на разрыв
Зраз, находим разрушающую силу Р из условия
р=Ораз./т = 140-175 = 24 500 ю-
принимая араз равным 140 кг/'л/лЕ.
Для усиления полки выбираем стыковочный угялок 2, размерь
которого 35X35 X5 льи, а материал по мехаш тескнм качествам
полностью соответствует материалу ремонтируемой полки.
Определив разрушающее усилие и выбрав утолок для стыко
вечного бужа, переходим к определенйю количества болтов по
одну сторону стыка для обеспечения равнопро-того соединения
Ремонтируемой горизонтальной полки.
Для расчёта принимаем, чти крепление будет осуществляться
стандартными болтами (такими же, какие были применены при
изготовлении лонжерона), срезывающая сила которых в одной
плоскости
Яр = 3 800 кг.
Имея значения Р = 24 500 кг и Рс = 3 800 кг, находим ч —
число болтов, пользуясь выражением:
Р _ 24 500
Рср — 3 800' ~ °
в расчёт не прт
Болты, установленные по вертикали полок,
нимаются, что увеличивает запас прочности.
Го спрелке Г
Рис. 33
Расположение болтов следует производить с учётом возможно-
сти их размещения в каждом конкретном случае с соблюдением
правил расчёта заклёпочных швов.
Пример расчёта стыка шпангоута. Шпангоут выполнен и.
дуралюмина, коэфициент крепости которого на разрыв Ор<13 -
= 40 кг/мм2-, размеры профиля шпангоута показаны на рис. 34.
Площадь поперечного сечения профиля шпангоута подсчитаем
по формуле
b
2 (/?+ $)| + 2 [ a (R 4- J •
где и ширина горизонтальных полок — 20 м.и;
b— высота стенки профиля — 40 мм;
R — радиус загиба — 4 мм;
s толщина стенки и полок 1.8 мм:
40
ц — средний радиус при вычислении длины дуги централь
ного угла в 90°.
/?ср = /? — 4 ^-=4,9лмт.
Подставляя эти значения в вышеприведенную формулу, полу
чим величину площади поперечного сечения профиля в мм2:
2(4-' 1,8) + 2 20 (4
3,14-4,9-2
•1,8-
40- 11,6
2
| 3,14 • 4^1 1,8= 130 «л/2
Разрушающую силу на разрыв получим, если умножим коэфи
циент крепости « на площадь поперечного сечения F, т. с.
Р = °раз - Р = 40 • 130 = 5 200 кг.
Сечение по А А
Сечение по 6Б
Рис. 34
Площадь поперечного сечения стыковочного бужа, если о
подбирается из такого же материала, как и ремонтируемый профиль
Должна быть 130 мм2. Форма же профиля для стыковочного бужа
Должна обеспечить удобное соединение на заклёпках.
Наиболее подходящий профиль для бужа показан на рису hi
Рофиль 2); толщина его 1.8 мм, как и у профиля /
Зная толщину склёпываемых профилен, находим диаметр за
клёпки по формуле
61 = 2 ]/ S = 21 3,6 ~ 4 мм.
Для заклёпок, изготовленных из дуралюмпна тиаметром 4 л/л
срезывающая сила в одной плоскости /\р 275 кг. Количестве,
заклёпок по одну сторону аыка будет
Р 5 200 _
275 — К ’
II = -f
шаг заклёпок и их расположение на каждой стороне стыка пока
заны на рис. 34.
Пример расчёта стыка стрингера Z-образной формы (рис. 35)
Стрингер выполнен из Z-образного профиля, материал, из кот-
рого изготовлен профиль, обладает коэфициентом крепос
=40 кг мм2. Площадь поперечного сечения подсчитываем л<
размерам сечения. Площадь эта F — 152 мм2.
Рис. 35
Разрушающее усилие на разрыв стрингера будет
F= 40-152 = 6080 кг.
В данном случае невозможно установить стыковочный буж
с одной стороны равнопрочный по площади, так как форма про
фпля не допускает этого; поэтому устанавливаем два бужа 1 и
пз материала с таким же коэфициентом крепости, как и основной
профиль. Общая площадь бужей 1 и 2, подсчитанная по размерах,
поперечного сечения, будет равна 180 мм2. Разность площаде
(180- 152 - 28 д(Л(2) увеличит запас прочности.
Полагаем, что толщина материала профилей 2 .ил/, тогда дна
метр заклёпок будет
d 2 | S = 2| 6 =^4,88лыл
Так как ширина полок стрингера недостаточна для заклёпо
такого большого диаметра и, кроме того, их труднее клепать, г
выбираем заклёпки диаметром 4 мм из материала, срезывающа
сила для которого в одной плоскости
Р.р = 275 кг.
42
в рассматриваемом нами случае заклепки работают на двои
ной срез, н, следовательно, количество их по одну сторону стыки
будет
п — 2Рср
_ 6080
~ 2 • 275 ~ *1
Шаг и расположение заклёпок показаны на рие. 35.
Пример расчёта стыка стрингера, выполненного из профиля
уголковой формы. Материал стрингера дуралюмин, коэфициен!
крепости GCp = 40 кг/мм2. Размеры профиля даны на рис. 36
Площадь поперечного сечения, вычисленная по этим размерам,
f = 65 лиг2.
Зная площадь поперечного сечения и коэфициенг крепости,
определим разрушающее усилие на разрыв ремонтируемогострин
гера:
P=ovp.F = 40-65 = 2600 кг.
Так как площадь поперечного сечения стыковочного буж.
должна быть, по условию равнопрочности, равной 65 3i.ii, то изго-
товляем буж коробчатой формы из листового материала толщиной
2 мм. Находим, что диаметр заклёпок
d = 2V~S = 2/Т = 4 мм.
Срезывающая сила принятых заклёпок в о дной г плоское ! т
ЛР = 275 кг, и, следовательно, количество заклёпок будет
Шаг заклёпок и размещение их показаны на рис. 36.
Рассмотрим ниже расчёт стыка способом равнопрочности npi
ремонте трубчатой тяги постановкой наружного бужа на заклёпках
Материал, из которого изготовлена тяга, — дуралюмин.
-раз = 40 кг/мм2, размер трубы 22X16 мм (рис. 37). Площадь
поперечного сечения трубы определим из выражения
гЩ 3,14 27'-
1 ~ 4
3.11-162 ,й(.
, — -i 180.iz.w-.
4
Разрушающее усилие на разрыв трубы определим по формуле
р. г ар„, /• =- 40 -180 = 7200 кг.
буж подберём из трубы того же материала, что и гага
внутренним диаметром 22 мм и наружным 27 мм. Площадь по
перечного сечения бужа будет
F =д14р^-а.> _ 192 11М1
Разница по сравнению с площадью сечения ремонтируемой
гаги, составляющая 12 мм-, увеличит запас прочности.
Рис 37
По условиям ремонта, выбираем заклёпки марки ДЗП, срезы
вающая сила по одной плоскости среза Рср =430 кг, d =5 мм.
Зная Р и Рср , определим число заклёпок по одну сторону стыка:
Р 7 200 , _
" ~ Л р “ 430 ~ '
Заклёпки располагаем так, как показано на рис. 36, в четыре
ряда под углом 90° по окружности трубы.
Аналогично способом обеспечения равнопрочное™ можно рас-
считать стыки и других силовых элементов самолёта. Следуег
иметь в виду, что при этом не учитывается ослабление элемента
и бужа, которое происходит вследствие уменьшения площадь
поперечного сечения их за счёт высверливания заклёпочных
отверстий. Это ослабление невелико и обычно не превышает 10%,
но при разметке шва надо заклёпки располагать в шахматном
порядке и с соблюдением определённого шага в зависимости сг
диаметра их.
ГЛАВА
РЕМОНТ АГРЕГАТОВ МЕТАЛЛИЧЕСКИХ САМОЛЕТОВ
КЛЕПКОЙ
§ 11 ОСНОВНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ
Согласно каталогу
материалов, применяе-
мых при ремонте само-
лётов, в табл. 1 приве-
дены данные о самолё-
тостроительных алюми-
ниевых сплавах с ука-
занием их основных ха-
рактеристик, назначе-
ния и допускаемых за-
менителей.
Широкое примене-
ние при выполнении
ремонта металлических
самолётов имеют дур-
алюминовые прессован-
ные и катаные профи-
ли различной конфи-
гурации. Прессованные
и Д6, основные данные
САМОЛЕТОВ
Рис. 38. Образцы прессованных профилей, при-
меняемых в самолётостроении:
1 и2— угольники; Зн4 — бульбопрофили; 5—ко
робчатый пр..фпль; 6 и 7 — профили; 8— Z-образ
ный профиль
профили изготовляются из сплавов Д16
которых приводятся в табл. 2. Катаные
профили изготовляются из спла-
вов Д17 и Д6, их основные дан
ные приводятся в табл. 3. Образ
цы конфигураций прессованных и
катаных профилей приведены на
рис. 38 и 39.
В табл. 4 приведены данные
сплавов, полученных на основе
меди, наиболее часто применяв
мых при ремонте самолётов.
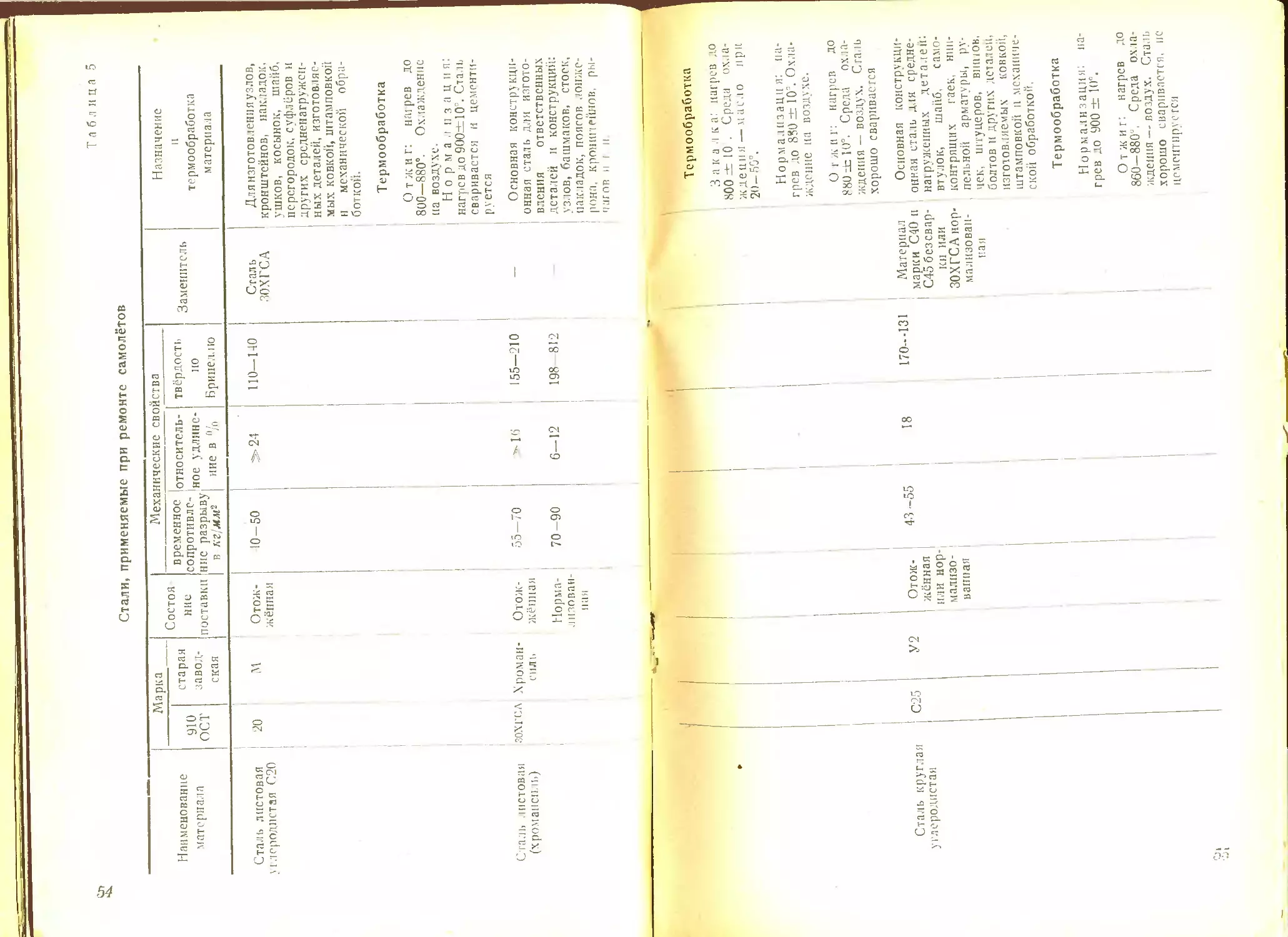
В табл. 5 приводится перечень
применяемых при ремонте само
лётов углеродистых и специаль-
ных сталей с указанием их меха
нических свойств и назначения
з
Рис. 39. Образцы катаных профилей,
применяемых в самолётостроении:
{ и 2—коробчатые профили с ото-
'Нутыми полками; 3 и 4—Л-образ-
ные профили
В табл. 6 указаны данные о проволоках из углеродистой стали,
применяемых для изготовления пружин и контровки.
45
1 а и 1 и ц а 1
Алюминиевые сплавы, применяемые при ремонте самолётов
1 1апмспо- вапие материала Марка Состояние Механические свойства Замешпсль материала Назначение п режимы термообработки
спла- ва из;ц - ЛИЯ юлщипа изделия в мм временное сопротивле- ние раз- рыву в кг мм'1 оти СИ- тельное удлине- ние в V
Х.помппий листовом А'19,0 AM АТ Отожжён- ный Нагартовап- пый 0,3 0,8 1—10,0 0,3 —0,8 1,0- 10,0 7,5-11 7,5-11 и и 20 25 6 6 Листовой ма- териал марки АМц или АМг соответствую- щего размера по толщине Для изготовления неответственных деталей глубокой штамповкой зали- зов, обтска'елей, патрубков, бачков, шайб, прокладок, трубок и т. д. Термообработка Отжиг: нагрев до 360+20°. Среда охлаждения — воздух
Дура люмин л и с ТС вой ДИ Д2 ДЗ Отожжён- ный Закалённый 0,3-1,5 1,6- 3,0 3,1 0,3—6 0 6,1-10,0 22 23 1 .45 3 1 12 10 13 12 Материал мар- ки Д4 или Д16, соответствую- щий по толщи- не Для изготовления профилей, гофра, клепаных баков, нервюр, рам, стрин- геров, накладок, щелевых лент, ка- потов наружной обшивки и детален каркасов самолётов. Ма ерпал Д2 позволяет изготовлять детали глубокой штамповкой. Детали, изготовленные из этого материала, после закалки принимают механические свойст а материала ДЗ. Материал ДЗ допускает изготовле- ние деталей лубокой штамповкой только немедленно пос ie закалки или отжига.
Продолжение
Марка Механические свойства
Наимено- вание материала спла- ва изде- лия Состояние толщина изделия в мм временное Сопротивле- ние раз- рыву в кг!мм'1 относи- тельное удлине- ние в "/о Заменитель материала Назначение и режимы термообработки
Термообработка
Ду рал юм ии листовой Д(5 Д4М Отожжён- ный 0,3-3,0 3,1 23 24 12 10 Материал мар- ки Д16Г1 пли Д16 соответ- ствующего раз- мера по тол типе 3 а к а л к а: нагрев до 491- 505°. Среда охлаждения—вода при ЗОп Старение в течение 1—5 суток ( при комнатной температуре. От ж и г нагрев до 340—370 Среда охлаждения — воздух Для изготовления силовых элемен- тов деталей каркаса: шпангоутов, нервюр лонжеронов, стоек, профи- лен; для наружной обшивки и дру- гих ответственных деталей, не 'ре- бующпх штамповки или допускающих штамповку прямо m закале и ,ix листов без повторной термообра- ботки. Мат риал Д4М после закалки при- нимает свойства материала Д4.
*
.' ipOOOjlMliHllc.
Со Наимено- вание материала Марка Состояние Механические свойства Назначение и режимы термообработки
спла- ва изде- лия 1 толщина изделия в мм , 1 1 временное сопротивле- ние разрыву в кг; мм* о носи- тельное удлине- ние в % Заменитель материала
Термообработка
> Для профилей
Д1 и Д4В 3 акалённый 2,6—4,0 4,1-6,0 39 38 15 13 Отжиг: нагрев до 335—350° Среда охлаждения во дух. За кал к.,: на: рев до 498-503°. Старени- при ко ватной гемпщ агуре в те ение 4—5 суток. Для наружной обшивки Закалка: нагрев до 418-503°. Старение при комнат ой температуре в течение 4-5 суюк
Дуралюмин листовой Д16 Д СП Отожжён- ный 0,3 - 6,0 6,1-10,0 21,5 21,5 12 10 Для наружной обшивки и изгото- влен:! наружных деталей тех же, что и из Maiepiiaaa Д8. Отожжённый материал позволяет выполни1 глу- бокую штамповку, после закалки, эют материал принимает механиче- ские свойства материала Д16Т.
Термообработка
Д16 и Д16Т Д’6- тн Закалённый Н агартован ный 0,3—3,0 3,1—4,0 4.1-6,0 6,1-10,0 I 0,3—1,2 40 39 38 36 43 15 15 13 11 8 Отжиг: нагрев до 340+10°. Среда охлаждения—воздух. Закалка: нагрев до 498+5°. Среда охлаждения—вода при 30° Старение при комнатной темпера туре в течение 1—0 суток
План. № I2.3G6
Наимено- вание материала Марка 1 сила- изда- на дня 1 Состояние Механические свойства временное 1 относи 1 толщина сопротивле- тельное изделия 1 ние раз- удлине- в ш рыву | НИС Заменитель материала _________ Продолжение Назначение и режимы термообработки
в кг/мм- в %
Дуралюмин АМц АМцМ Отожжён- 0,3-3,0 3,1-6,0 И-14,5 Н 14,5 20 18
листовой ЛМцП ный Полунагар Материал мар- ки АМг соот- ветствующего размера по тол- Для изготовления сварных баков тоннелей, обтекателей п других цета- не» глубокой штамповкой.
тованный 0,3—3 0 14,5 I 6 щине и по со- стоянию по- Термообработка
А.МцН Нагартован- ставки Отжиг; нагрев до 350—410°. охиаждения — воздух. Материал хорошо сваривается
Трубы из А99.0 ДМ ный 0,3-3.0 20 О
Отожжён-
алюминиево- го сплава ные 20 7,5 20 Из материала марки AM и Д1 Для трубопроводов воздушной и во- дяной систем
АН Нагартован Термообработка
1 рубы из^ АМт АМгМ ные 20 12 6
Отжиг: нагрев до 360+20 ^реда охлаждения — воздух. оакалку не принимает
Отожжён-
алюмиинево го сплава (алюминие- во магние- вого) АМгН ныс Нагартован- ные 6 000 6 000 22 23 ] Вособокрай- ~~ них случаях /ю-1 .пускается ма- гериал марки Д1 j Для трубопроводов бензо-, .масло- и гидросистем. Материал обладает хорошей поо- тнвокоррозийной стойкостью и сва- риваемостью.
Термообработка
О г ж и г: нагрев до 350- 410”
50
Таблица 2
Дуралюмин Д16 и Д6 для прессованных профилей
Марка Г’ 0.) Механические свойства Термообра- Назначение
времен- ное со- С ть по л у
£ “ Против,IC- о <и ботка профиля
— в о о нне раз- рыву О ® о S хо = rt Ш GJ О
'-J к О с в кг/мм" И СЦ
Д16
н
ДО
I
Д16М Отож-
жён
Д6М ные
Д16Т1
ДОТ Зака-
лён-
ные
I
I
I
50 То же, что и
' для листового
материала соот-
ветствующего
сплава
Для изготовле-
ния: каркасов кон-
струкции и агрега-
тов самолётов
стоек с гонок лон-
жеронов крыла,
стабил из а то ров,
центропланов, эле-
I роков, щитков и
рулен управления;
полок нервюр цен-
. троила на, крыла и
стабилизатора и
других детален
Таблица 3
Дуралюмин Д17 и Д6 для катаных профилей
Марка Состояние нос л авки Механические свойства Термообработка
сплава изделия времен- ное со- противле- ние раз- рыву в кг'мм- относи- тельное удлине- ние в % твер- дое гь но Роквеллу
Д17 дз Закалённые -35 : 15 То же самое, что и для листового материа- ла из соответствующе-
Д(5 Д4 Закалённые - ш 2 15 го сплава
4*
51
1 a 6 i и на 4
Медные сплавы, применяемые при ремонте самолётов
Наименова- ние материала Марка Состоя- ние поставки Механические свойства Замени гель Назначение и термообработка материала
сплава 1 изделия толщина изделия в мм временное сопротивле- ние разрыву в кг! мм- относитель- ное удлине- ние в о/п
Латунь листовая Л62 Мягкая Полу- твёрдая Твёрдая 0,6-1,0 0,8-1,0 0.6 —1.0 >30 >35 40 >30 >20 >. 10 Материал марки АМц соответству- ющего размера по толщине и по со- стоянию поставки Для изготовления де- талей электромоторного оборудования, уплотни- тельных прокладок об жимных колец.
Медь
листовая
(троила
круглая
(оловянно-
цинковая) ।
15рОЦ
10-2
Латунь
круглая
ЛС-59-1
Мягкая > 0,5 .> 20
Твёрдая । > 0,5 30
1
Твёрдая 1 6-12 12-25 и 38 ► 10 ~ 1 5
25-36 36—75 >32 3d , 18 18
Тянут ая 6- 28 10 > 15
Прессе,- 6- 30 > 40 >15
ванная 30- 50 50—200 п— LO СО СО А А >17 >20
i Катаная 30—100 > 10 >12
Материат марки
АМц соответству-
ющей толщины
Материал марки
ВрАЖМ
Антифрикцион-
ный чугун и мало-
углеродистая сталь
Термообработка
При повторных обра-
ботках в холодном со-
стоянии отмщать при
2<0—250° с медленным
охлаждением на воздухе.
Закалку в целях по-
вышения твёрдости про-
изводить. при 700—900°
с быстрым охлаждением
в воде. Латунь хорошо
сваривается и паяется
Для изготовления де-
тален электромоторного
I оборудования: шайб,
I уплотнительных прокла-
док, колец, пзглушек
и т. д.
Термообработка
О т ж и г: для устране-
ния наклёпа и придания
материалу пластичности
При малом наклёпе на-
грев до 350—400°. При
более сильном наклёпе
нагрев до 200—250°
Для изготовления вту-
лок arpeiaTOB, приводов,
дисков уплотнения, ше-
стерней и т. и.
Для деталей, изгото-
вляемых резанием и го-
рячей штамповкой: вту-
лок, пробок, стопоров,
шпилек, муфт, гаек, ко-
лец, кранов, сухарей,
тройников, винтов,
штифтов, ниппелей,
угольников и других
деталей.
Дли штамповки реко-
мендуется нагрев до 720°.
Хорошо сваривается и
паяется
'«о
Таблиц а 5
Стали, применяемые при ремонте самолётов
Наименование материала Марка Состоя НИС поставки Механические свойства Заменитель Назначение и термообработка матери a.ia
910 ОСТ старая завод- ская временное сопротивле- ние разрыву в кг/мж2 ’ относитель- ное удлине- ние в % твёрдость ио Бринеллю
Сталь листовая углеродистая С20 20 м Отож- жённая 10-50 >24 110-140 Сталь ЗОХГСА Для изготовления узлов, кронштейнов, накладок, ушков, косынок, шайб, перегородок, суфлёров и других срсдненагружсп- ных деталей, изготовляе- мых ковкой, штамповкой н механической обра- боткой.
Термообработка
О т ж и г: наг рев до 800—880°. Ох гажденпс на воздухе. Но риал н з а ц и я: нагрев до 900±10”. Сталь сваривается и цементи- руется
С та п> ।истовая (хромаиспль) зохгел Xроман- гиль Отож- жённая Норма- лизован- ная 55—70 70-90 >16 6-12 155-210 198 812 Основная конструкци- онная сталь для изгото- вления ответственных деталей и конструкций: узлов, башмаков, стоек, накладок, поясов лонже- рона, кронштейнов, ры- чагов И 1 II
Сталь круглая
углеродистая
С25
Отож- 1
жённая
ИЛИ нор
мализо-
вапная I
43 —55
18
170--131 Материал
। марки С40 и
1 С45 без св ар-
ки или
ЗОХ ГС А нор-
мализован-
ная
Термообработка
3 а к а л к а: нагрев до
800 ±10. Среда охла-
ждения— масло при
20-50°.
Нормализация: на-
грев до 880 ± 10 . Охла-
ждение на воздухе.
О г ж и 1 нагрев до
880 ±10°. Среда охла-
ждения — воздух. Сталь
хорошо сваривается
Основная конструкци-
онная сталь для средне-
натруженных деталей:
втулок, шайб, само-
контрящих гаек, нип-
пельной арматуры, ру-
чек, штуцеров, винтов,
болтов и других детален,
изготовляемых ковкой,
штамповкой и механиче-
ской обработкой.
Термообработка
Нормализация: на-
грев до 900 ± 10”.
Отжиг: нагрев до
860—880'. Среда охла-
ждения— воздух. Сталь
хорошо сваривается, нс
цсмснтируе гея
У 2
)
Продолжение
Наименование материала Марка Состоя- ние поставки Механические свойства Заменитель Назначение и термообработка материала
1 1 910 ОСТ старая завод- ская временное сопротивле- ние разрыву в хг/жлС относитель- ное удлине- ние в % твёрдость по Бринеллю
Сталь круглая углеродистая сш сс Норма- лизован' пая 55-70 17 180-197 Сталь мар- ки С45 без сварки или ЗОХГСА нормализо- ванная Для изготовления кре- пёжных деталей: болтов гаек,наконечников и дру- гих деталей, работаю- щих без трения и испы- тывающих малое давле- ние. Термообработка Нормализация: нагрев до 820—840°. Сре да охлаждения — воздух. Сталь не сваривается и не цементируется
Сталь круглая углеродистая J i С45 V 4 Норма- лизован- ная 60 — 75 13 1 180—229 Сталь мар- ки ЗОХГСА нормализо- ванная Для изготовления тен- деров, болтов, гаек, вин- тов, валиков и других деталей, изготовляемых механической обработ кой. Термообработка Закалка: нагрев до 830’. Среда охлажде- ния— масло ити вода. Но р м а л и з а ц и я: нагрев до550—600°. Стал:, ие сваривается и не це- ментируется
Сталь круглая хромансилевая j ЗОХГСА । X роман- еи ль Отож- жённая или от- I пущен- ная 1 10 10
7рубы стальные углеродистые С20А 1 । М Огож- жённые 40-50 -> 20
363
110- J 10
Допускается
сталь марки
ЗОХМА (хро-
момолибде-
новая) соот-
ветствующе-
го диамет-
ра
Сталь марки
С25.С40,С45
без сварки и
цементации.
Сталь марки
ЗОХГСА при
необходимо-
сти сварки
Основная конструкци-
онная сталь для изгото-
вления высокоиагружен-
ных ответственных дета-
лен: стыковых болтов
втулок, узлов, муфт,
стоек шасси, полуосей,
подкосов, цилиндров,
штоков, поршней, стана
нов, рычагов и т. д.
Термообработка
Зака । к а: нагрев до
880±10°. Среда охлажде-
ния — масло.
Отпуск: нагрев до
510—570°. Среда охла-
ждения — масло.
Норм а л и з а ц и я:
нагревдо870- 890°.Сталь
хорошо сваривается
Основная конструкци-
онная сталь для раско
сов, тяг управления, вту-
лок. трубчатых заклёпок,
масло- и воздухопрово-
дов.
Термообработка
О т ж и I: нагрев до
860—880". Среда охла-
ждения — воздух. Сталь
сваривается и цементи-
руется
ся Со Продоллсени!
1 ^именование материала М цжа Сое юн- IJI1C юс гавки Механические свойства ! Заменитель 11азначение н термообработка материалов
910 ост старая завод- ская временное 1 юпротнвле-1 ше разрыву, в кг/мм2 эгноептсль- юс удлине- ние в U/(J 1 вердос гь по Бринеллю
'Грубы стальные хромансилевые ЗОХГСА (норма- лизованные) ЗОХГСА 1 Хром ац- ен ль 11орма- лмзован- ныо 70-95 и 1 1 197—270 Основная конструкци- онная сталь для высоко- нагруженных ответствен- ных дета гей: сварных узлов муфт, деталей шас- си, полуосей, амортиза- ционных стоек, цилин- дров, поршней, лонжеро- нов, подмоториых рам и г. л.
Термообработка
1 1 Закалка: нагрев до 880±10°. Среда ох 1аждс- иия — масло. Отпуск: нагрев до 510—570°. Среда охла- ждения — масло. Н о р м a i и з а ц и я: нагрев до 870—890°. Сре- да охлаждения — воз- дух. Сталь хорошо сва- ривается
Трубы оааьпые хромансилевые (закалённые) зохгс ' Хроман- Cll.’lb Зака- лённые 140—160 о 1 Для поясов лонжеро- нов самолётов. Термической обработ- ке ие подвергаются
1 а б лица 6
Проволока из углеродистой стали К
Наимено- вание ма- териала Состоя- Марка пне но ставки Механические свойства Диаметр по сор- таменту У ТС в мм Назпачение
число скручива- ний на 360°
временное сопро- тивление разрыве в кг!мм- число загибов витков на 180°
светлой оцинко- ванной светлой оцинко- ванной светлой оцинко- ванной
Прово- лока уг- лероди- стая К Светлая или оцин- кованная 46- 18 45 7—2! 6—21 13-4.3 10—35 Oi до 0,5 3,0 Для контровки тендеров, пробок и болтов; д,ля нзю- товления кулонов и других деталей
Прово- лока углеро- дистая I'.C Светлая или оцин- кованная 110-190 100- 170 5-32 3-27 8.-101 6—73 От .то 0,5 3,0 Для изготовления спираль- ных пружин и ограничите- лей амортизационных цепей лыж. Сваривается плохо. Температура отпуска пру- жин после навивки 260—300
Прово- лока угле ро- дне гая овс Све гл а я или оцин- ковании я 1 10—220 130 - 200 4— 10 3-32 8 — 119 6-101 От до 0,5 4,0 Для из1 отов,гения спи- ральных пружин высокого сопротивления и расчалок ответственного назначения. Сваривается плохо. Темпе- ратура отпуска пружины после навивки 260—300"
§ 12. ИНСТРУМЕНТЫ
Прежде чем приступить к ремонт}' самолёта, нужно подгото-
вить весь необходимый инструмент. При этом следует использовать
не только специальные наборы монтажных инструментов, прила-
гаемые к самолёту, но также получить и инструмент, имеющийся
в расходной кладовой полка пли эскадрильи (слесарный, медниц-
кий и другой инструмент общего пользования), который может
понадобиться в процессе выполнения ремонтных работ.
Все слесарно-сборочные инструменты, применяемые при ремонте
самолётов металлической конструкции, делятся на рабочие и кон-
1 рольно-измерительные, причём рабочие инструменты в свою оче-
редь подразделяются на разметочно-измерительные, режущие,
ударные и другие типы в зависимости от их назначения.
§ 13. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ДЛЯ РЕМОНТА САМОЛЕТОВ
В ПОЛЕВЫХ УСЛОВИЯХ
Качество ремонта самолётов металлической конструкции
в полевых условиях и срок выполнения в большой мере зависят
от организации работ и подготовки рабочего места. Во всех слу-
чаях при организации работ и подготовке рабочего места необхо
дпмо выполнять следующее;
1. Принять решение о месте ремонта самолёта (па стоянке или
на месте посадки). После этого заготовить все материалы, пнегру
менты и приспособления, необходимые тля ремонта
2. Если по ходу выполнения ремонта необходимы лако-красоч-
ные работы, следует принять все меры к недопущению загрязне-
ния пылью свежеокрашенной поверхности.
3. Постараться по возможности использовать все подручные
средства для обеспечения качественного ремонта.
4. В зимнее и осеннее время целесообразнее отдельные детали,
подлежащие ремонту, снимать с самолёта и ремонтировать их
в приспособленном и отеплённом помещении. В ночное время при
выполнении ремонтных работ на самолёте в боевой обстановке
соблюдать строжайшую светомаскировку.
< 14. СПОСОБЫ РЕМОНТА МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ КРЫЛА
И ФЮЗЕЛЯЖА
ЗАКЛЕПКИ. ПРИМЕНЯЕМЫЕ В САМОЛЕТОСТРОЕНИИ.
И ИХ ТЕРМИЧЕСКАЯ ОБРАБОТКА
Несмотря на то гго сварные сое ишемия по сравнению с клё
панымп имеют много преимуществ, клёпка и до настоящего в[л
меня широко применяется на заводах, а также при ремонте метал
лических деталей самолётов. Это обстоятельство объясняется те1,
ч го основной самолётостроительный материал — дуралюмин — не
позволяет обеспечить достаточно прочной сварки
В табл. 7 приведены данные о дуралюминовых и стальных
заклёпках, применяемых в металлическом самолётостроении и при
ремонтных работах.
60
Продажи ение
11аимецованпе Обозначение Форма головки заклёпки К оз фп цп еп т крепости на срез одностеп- ною шва в лгг/.л/л/2 Замени tc.ii. 11азпачепис
1 1 старое новое
Заклёпки дур- аамминовые для клёпки в по- тай ЗУ (утоп- Д18-ЗУ 859А 90 0^ 7,5—20,0 Заклепки 863А Дли клёпки впитай швов нормальной проч- ности из материала тол- щиной нс менее 1 мм
ле,шью) АМц-ЗУ 86 2А 7,5 Для клёпки unoiiiii не- ответственных соедине- ний
Заклёпки дур- алюмиповые I in клёпки впо- тай ЗУ (утоп- ленные) Д18-ЗУ ДЗП-ЗУ । 863А S64A 17,5-20,0 20,0-22,0 861А 855А Для клёпки BHOTdll швов нормальной проч- ности из материала не тоньше 1 лм. Заклёпки ставит ь: 863А после 1 суток старения, 864А— не позже 2 часов после закалки Для клёпки впоган швов повышенной проч- ности. Ставить не позже 1 часа после закалки
Д16-ЗУ 865 А 24,5 25,0 864А (с увели- чением диамет- ра но расчету)
Обозначение
Наименование
с гарое
новое
Заклёпки дур-
а.иомшювые
с бочкообраз-
ной головкой
ЗБ
|
I
___!_
।
I
Д18-ЗГ. 850А I
Заклёпки дур-
ил ю мп новые
с потайной го-
ловкой для
1 ।адкой обшив-
ки ЗБ
Д18-ЗБ
ДЗП 31
Д16-ЗБ
Продолжение.
Форма головки заклёпки Коэфициент крепости на срез одностен- ного шва в л-а/л/л2 Заменитель 1 Означение
— 7,5-20,0 — Для прочно-плотных швов клёпаных самолёт- ных баков
17,5-20,0 20,0-22,0 24,5-25,0 — Для клёпки впотай гладкой обшивки
Наименование Обозначение Форма головки <аклёпки
(тарое новое
Заклёпки лур- алюминовые взрывные с по- лукруглой го- ловкой ЗК Д18-ЗК 1 м
Заклёпки из углеродистой стали с полу- круглой голов- кой ЗК С15А 871А
11рт)о.ин.ени к
Коэфициент крепости на срез одностеп- ного шва в кг,млП 1 Заменитель Назначение
17 5—20,0 — Для клёпки неответ- ственных швов в трудно- доступных местах при небольших толщинах склёпываемых листов
35,5—41,5 873А Для клёпки стальных конструкций и швов нор- мальной прочности
План, № 42366
Продолжении
Наименование Обозначение Форма головки заклепки Коэфициент крепости на срез одностен- ного шва в кг/мм"1 Заменитель Назначение
старое новое
Заклёпки из углеродистой стали для клёп- ки впотай ЗУ С15А-ЗУ 875А V 2 35,5-41,5 — Для клёпки впотай стальных конструкций и швов нормальной проч- ности
Заклёпки хро момолибдено- вые с полукруг- лой головкой ЗК ЗОХМАЗК 873А 0=1 51,5-63.0 Заклёпки из стали марки ЗОХГСА Для клёпки стальных конструкций и швов вы- сокой прочности
Дуралюмпновые заклёпки из сплавов ДЗП, Д16 и Д18 приме-
няются во всех случаях, когда дуралюмин склёпывается с дур-
алюмином.
Стальные заклёпки из стали С15А, ЗОХМА и ЗОХГСА приме-
няются при клёпке стали со сталью и дуралюмина со сталью
Исключением из этого правила является клёпка дуралюминовой
обшивки по поясам стальных лонжеронов центроплана и крыльев
самолёта. В этих случаях должны применяться дуралюмпновые
заклёпки.
Дуралюмпновые заклёпки из сплавов ДЗП и Д16 должны при-
меняться в свежезакаленном состоянии. При этом заклёпки ДЗП
следует употреблять для клёпки не позже 2 часов, а заклёпки из
материала Д16 — не позже 1 часа после закалки.
Закалка дуралюмиповых заклёпок должна производиться
в селитровых ваннах, составленных из смеси калиевой и натриевой
селитр. Заклёпки перед погружением в расплавленную селитру
необходимо отмыть от масла и насухо протереть, так как мокрые
заклёпки могут вызвать взрыв ванны. Температура ванны должна
строго регулироваться в пределах 498—503 .
Заклёпки перед погружением в ванну укладываются в желез-
ную коробку размером 50X70X80 мм, 100; 150X200 мм или
90X1'50X300 мм. Коробки изготовляются из железа толщиной
1 —1;5 мм с отверстиями диаметром 2—3 мм <по 2 отверстия на
каждый квадратный сантиметр). Коробки должны иметь крышки
Выдержка заклёпок при нагреве в селитровой ванне продол-
жается для коробки весом 2 кг — 10 мин., более 2 кг — 20 мин.
После нагрева коробку осторожно, без рывка, вынимают из ванны,
несколько секунд (не более 10) выдерживают над зеркалом ванны,
чтобы стекла селитра, и быстро переносят в бак с холодной
водой; при этом коробку хорошо встряхивают, чтобы отмыть
селитру. Затем коробку ещё раз прополаскивают в тёплой воде
с температурой не выше 60 в течение 1—2 минут, после чего
заклёпки насухо протирают тряпками.
В полевых условиях в случае отсутствия селитровой ванны
производи 1ся отжиг заклёпок на пламени паяльной лампы при
температуре 360д 10е. В результате отжига пластичность заклёпок
повышается, но снижается их крепость па срез. Для контроля тем-
пературы отжига заклёпки покрывают слоем солидола, масляногс
лака № 17 или слоем технического мыла и нагревают пламене
паяльной лампы. После сгорания солидола или масляного лака
№ 17 или после побурения слоя технического мыла заклёпкам
дают остыть на воздухе, затем промывают их в тёплой воде до
полного удаления нагара.
При ремонте самолётов в полевых условиях очень удобны
заклёпки из сплава Д18, которые после термической обработки
(закалки и старения) способны сохранять достаточную пластин
ность и допускают расклёпывание в любое время после закалки.
Заклёпки из сплава Д18 поступают в ремонтные органы в терми
6b
чески обработанном виде и не нуждаются в повторной закалке
перед постановкой на место.
ЬЗаклёпки из сплава АМц термической обработке не подвер-
гаются.
Стальные заклепки для полевого ремонта поставляются ооычно
термически обработанные и имеющие соответствующую крепость.
МЕТОДЫ КЛЕПКИ
В самолётостроении применяются следующие основные методы
клёпки.
Открытая клёпка
При открытой клёпке удары молотком наносятся со стороны
замыкающей головки. При этом закладная головка опирается
на поддержку. Перед склёпыванием листов производится осадка
их при помощи натяжки. Окончательное формирование замыкаю-
щей головки осуществляется посредством обжимки. Последова-
тельность операций клёпки открытым способом показана на рис. 40.
Закрытая клёпка
Закрытая клёпка применяется при постановке заклёпок в труд-
нодоступных местах. Заклёпки вставляются снаружи соединяемых
элементов. Удары молотком наносятся по обжимке, установленной
Обжимка
> iuuuc
Рис. 41. Закрытый способ клёпки
закладную головку. При этом замыкающая головка образуется
Дегг3УЛЬТате Расклёпывания стержня заклепки о специальную под-
Р^кку. Последовательность операции клёпки закрытым способом
ПОказана на рис. 41.
5*
67
Клёпка впотай
Потайные утопленные заклёпки широко применяются при
клёпке наружной дуралюминовой обшивки самолётов, так как при
этом методе клёпки сохраняется гладкая поверхность обшивки и,
следовательно, лучше обеспечиваются аэродинамические качества
самолёта.
Склепываемые
листы
Рис. 42. Погайизя клейка с применением пуансона и матрицы
Закладная
головка
Замыкающая
головка
При клёпке впотай в соединяемых элементах необходимо под-
готовить гнёзда, форма которых соответствует форме закладных
головок заклёпок. Эти гнёзда могут быть получены одним из сле-
дующих способов:
Рис. 43. Клёпка впотай без пуансона и матрицы. Гнездо
для закладной головки образуется вдавливанием её
а) Штамповкой при помощи пуансона в матрицы (рис. 42).
Этот способ применяется при склёпывании тонких листов, когда
малая толщина наружного листа не допускает зенковки отверстия
под заклёпку, а общая толщина склёпываемых листов настолько
Рис. 44. Потайная клёпка с зенковкой и штамповкой
значительна, что не позволяет штамповать гнездо закладной
головкой самой заклёпки.
б) Вдавливанием закладной головки в склёпываемые листы
(рис. 43). Этот способ не требует применения пуансона и матрицы.
Общая толщина склёпываемых листов не должна превышать
1,5—2 мм.
в) Штамповкой в тонком листе и зенковкой в каркасе
(рис. 44). Этот способ применяется для соединения тонких
листов обшивки самолёта, не допускающих зенковки, с толстыми
6S
нтами каркаса (стрингерами или поясами лонжеронов). Про-
элем®нтедЬНОсть этого способа ниже, чем двух ранее рассмотрен-
как он требует выполнения двух операции — штамповки
и зенковки.
г) Зенковкой в наружном листе (рис. 45); толщина листа
с этом случае должна быть не менее 0,8—1 льк. В более тонком
Рис. 45. Потайная клёпка с зенковкой
листе зенковка невозможна. Этот способ даёт наиболее гладкую
поверхность обшивки.
Клёпка впотай может осуществляться как открытым, так н за-
крытым' методом клёпки.
ПОДБОР ЗАКЛЕПОК ПО ДИАМЕТРУ II ПО ДЛИНЕ
Диаметр дуралюмнновых заклёпок подбирают в строгом соот-
ветствии с толщиной приклёпываемого листа, пользуясь данными,
указанными в табл. 8.
I а бл и ца 8
Данные для подбора диаметра заклёпок в зависимости от толщины
приклёпываемого листа
Тол- щина листа в мм 0,6 1,0 1.5 2,0 2,5 3,0 3,5 4.0 4,5 5,0 5,5 6,0
Диа- метр заклё- пок в мм 2,0— —2,5 2,5 2,5 2,5- -3,0 3,0— -3,5 3,5 3,5- -4,0 4.0- — 4,5 4,5- -5,0 5,0- —6,0 5.0- -6,0 6,0- -8,0
При подборе длины стержня заклёпки необходимо учитывать
что для образования замыкающей
должен выступать над поверх-
ностью листа на длину I = 1,5г/
(рис. 46) Таким образом, общая
Длина стержня заклёпки подсчи-
тывается по формуле
= S ф-1,5г/,
где L ~ длина стержня заклёпки;
— суммарная толщина скле-
пываемых листов^ 4 S„);
d— диаметр заклёпки.
головки стержень заклёпки
Рис. 46. Заклёпочное соединение:
1—закладная головка; 2— стержень
заклёпки; 3—замыкающая головка
69
ПОДБОР ИНСТРУМЕНТА ДЛЯ КЛЁПКИ
Подбор молотка
Вес молотка для склёпывания дуралюмина выбирается в зави-
симости от диаметра заклёпки, руководствуясь данными, указан-
ными в табл. 9.
Т а б ,1 и ц а ч
Данные для подбора веса молотка в зависимости от диаметра заклёпки
Диаметр
заклёпки
в мм
2.0
2,5
3,0
3,5
1,0
5,0
6,0 - 8,0
Вес мо-
лотка
в г
100—150 150-200
200 - 300
' 300-350
350
100 400—450 45О—5О0
Подбор сверла
Диаметр сверла для сверления заклёпочных отверстии должет
быть на 0,1—0,2 мм больше диаметра заклёпки (см. табл. 10). Это
необходимо потому, что при расклёпывании стержня заклёпки
она осаживается н увеличивается в диаметре. При наличии ука
занного зазора стержень заклёпки заполняет отверстие без возник
новения напряжений пли образования трещин по периметр}
отверстия.
Таблица 1
Данные для подбора диаметра сверла в зависимости
от диаметра заклёпки
Диаметр заклёпки в мм 3,0 3,5 4,0 5,0 6,0 7,0
Диаметр сверла в мм 2,1 2,7 3,1 3,6 4,1 5,2 6.2 7, -
73
Подбор натяжки
Натяжки, применяемые для осадки листов перед клёпкой от-
способом, подбираются с таким расчётом, чтобы диаметр
КРЬ1 Н11Я натяжки был на 0,2 м.м больше диаметра стержня
СВе„'ёпки. Глубина этого сверления должна быть больше длины
Здержня заклёпки, выступающей над поверхностью листа.
Подбор обжимки
Обжимки, предназначенные для придания формы замыкающей
готовке при закрытой клёпке и для нанесения ударов по заклад-
ной головке при открытой клёпке, подбираются гак, чтобы головка
заклёпки не полное>ью входила в лунку обжимки. Нижний обрез
головки должен выступать из лунки на 0,1 мм. Такой подбор
обжимки исключает возможность подрезывания металла соединяе-
мых элементов при клёпке и ооес-
печивает получение головки пра-
вильной формы.
Подбор поддержки при
закрытой клёпке
При выполнении закрытой клёпки
применяются поддержки различных
размеров и формы в зависимости
от места их использования.
Вес поддержки подбирается в
зависимости от диаметра заклёпки
при помощи графика (рис. 47).
Рис. 47. График для подбора под-
держки (по весу) в зависимости
от диамюра заклёпки
ПОДГОТОВКА ДЕТАЛЕЙ К РЕМОНТУ клепкой
Удаление старых заклёпок
Обычно старые заклёпки удаляются путём высверливания их
головок. Эта операция не сложная, но неправильные приёмы
высверливания головки могут привести к повреждению обшивки
н даже каркаса крыла или фюзеляжа.
Чтобы избежать этих повреждений, необходимо предвари-
тельно при помощи кернера наметить центр в вершине головки
Удаляемой заклёпки. По этому центру высверливается головка на
глубину, не превышающую её; размера по высоте. После этого
головка сбивается зубилом путём нанесения молотком лёгких
УДаров
Оставшийся в отверстии стержень заклёпки удаляется при
помощи бородка, по которому наносят молотком лёгкие удары.
Диаметр стержня бородка должен быть немного меньше диаметра
заклёпочного отверстия. При удалении стержня заклёпки следует
7/
с обратной стороны подставлять пустотелую поддержку, чтобы
материал не прогибался под действием ударов молотка.
Во избежание повреждения заклс-
I
ночного отверстия в результате чрез-
мерно глубокого высверливания го-
ловки целесообразно надеть на сверло
предохранительную деревянную проб-
ку так, чтобы конец сверла выступал
из пробкп на 3—4 мм (рис. 48).
При наличии удобного подхода
к закладной головке следует высвер-
ливать именно эту головку заклёпки,
так как замыкающая головка может
быть смещена в процессе клёпки; при
наличии смещения головки при вы-
сверливании её возможно поврежде-
Рис 48. Надевание предохрани- ние листа.
тельной бобышки на сверло На рис. 49 и 50 показаны реко-
мендуемые методы удаления старых
заклёпок. Потайные заклепки удаляются путём высверливания
утопленной головки, после чего она отламывается бородком.
вставленным в высверленное
углубление.
Рис. 49. Высверливание
обычных заклёпок
Рис. 50. Удаление потайных
заклёпок
Удаление рваных краёв повреждённого участка
При повреждении обшивки самолёта пулей или осколком
отверстие обычно имеет рваные края. Перед ремонтом обшивки
эти рваные края удаляют одним из следующих способов:
а) Обрезают края пробоины ножницами по заранее намечен-
ному контуру. Эта работа должна производиться осторожно
чтобы избежать образования хлопхнов. Если удаляемый участок
имеет криволинейное очертание, следует пользоваться кривым!
ножницами. Все неровности после обрезки опиливают личных
напильником.
б) Вырубают рваные края пробоины тонким острым зубилом
а затем обрезают ножницами края контура и опиливают их лич-
ным напильником.
в) Размечают контур удаляемого участка и, отступив на 2—
3 мм. внутрь от его краёв, наносят другой контур, "по которому
Прц помощи кернера намечают центры с шагом 4 мм (рис. 51). По
этим центрам высверливают отверстия сверлом диаметром 3,5 мм.
После этого участок, очерченный сверлениями, выбивают лёгкими
ударами молотка, и края контура опиливают личным наппльнп-
участок слесарной ножёвкой
---- -----J применяется при
.111]
Рис. 51. Удаление повреждённого участка
обшивки способом высверливания
ком.
г) Вырезают повреждённый
с мелким зубом (1 мм). Обычно этот способ
ремонте труб, профилей и
других элементов каркаса
самолёта.
В толстом материале вы-
резку повреждённых участ-
ков можно производить
вертикальным или диско-
вым фрезом, закреплённым
в штоке пневматической
или электрической дрели.
При удалении повре-
ждённого участка обшивки
самолёта следует восполь-
зоваться образовавшимся отверстием для тщательного осмотра
всех соседних элементов конструкции, чтобы убедиться в том,
что у них нет каких-либо повреждений. Только после этого
осмотра можно приступить к ремонту обшивки.
Разметочные работы при ремонте клёпкой
Качество ремонта клёпкой в значительной степени определяется:
правильностью производства разметочных работ, которые должны
быть выполнены так, чтобы обеспечить точное совмещение отвер-
стий под заклёпки в ремонтируемых деталях.
Рассмотрим три случая выполнения разметки, наиболее часто-
встречающиеся в практике ремонта самолётов:
1. Склёпываемые детали устанавливаются вновь, и поэтому они
не имеют заклёпочных отверстий. В этом случае разметка отвер-
стии выполняется обычными приёмами и не представляет каких-
либо затруднений.
2- Заплата приклёпывается к сохранившемуся элементу кон-
струкции, отверстия в котором не закрываются при наложении
На него заплаты. В этом случае приклёпывание осуществить
легко, так как отверстия в заплате можно сверлить по отверстиям.,
веющимся в элементе конструкции, как по кондуктору.
ц Заплата при наложении на сохранившийся элемент конструк-
1 закрывает отверстия, имеющиеся в этом элементе. Такой сл\-
Koi ВстРечается> например, при постановке заплаты на обшивку
яла поверх сохранившихся стрингеров и полок нервюр, Раз-
73
метка отверстии в лом случае является наиболее трудно выпол-
нимой и производится при помощи специальных кернеров.
Эта работа осуществляется следующим образом:
а) Хорошо пригнанную заилагу приклёпывают несколькими
заклёпками к основной детали конструкции.
б) Штифт I кернера (рис. 52) вводят в отверстие, имеющееся
в основной детали, причём кернер 2 остаётся над поверхностью
.заплаты
в) Легким ударом молотка по кернеру намечают центр
на заплате. Отверстие, высверленное в заплате по этому центру,
будет точно совпадав с отверстием в основной детали кон-
2 ГрукЦПИ.
Рис. 52. Приспособление для разметки по старым отверстиям .типов
п труб:
I — штифт кернера; 2 — кернер
Молено также при помощи бумаги перенести расположение
старых отверстий на приклёпываемую заплату пли накладку. Для
этого на имеющиеся отверстия кладут чистый лист бумаги и про-
водят пальцем несколько раз по этим отверстиям. Полученные
на бумаге отпечатки отверстий переносят на приклёпываемую
деталь.
При выполнении клёпки по старым отверстиям, из которых
предварительно были удалены заклёпки, следует учитывать неко-
торое увеличение диаметра этих отверстий, имевшее, место при
первоначальной постановке заклёпок. В это.м случае необхо-
димо для сверления заклёпочных отверстий брать сверло следую-
щего по величине диаметра и уже по нему подбирать тпампр
заклёпок.
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КЛЕПАЛЬНЫМ РАБОТАМ.
ВИДЫ КЛЕПКИ, КОНТРОЛЬ КАЧЕСТВА ВЫПОЛНЕНИЯ
КЛЕПАЛЬНЫХ РАБОТ
Для получения прочного заклепочного соединения необходимо
соблюдать при клепальных работах следующие основные правила
1. Тщательно подбирать инструмент, соответствующий по
своим размерам и весу размерам и материалу заклёпок.
2. Точно размечать склёпываемые детали, избегая пользования
химическим карандашом пли чертилкой при разметке дуралюмп-
74
новых деталей. В этих случаях разметку нужно производить
нитью, натёртой мелом, пли простым карандашом.
3. Тщательно подогнать одну к другой склёпываемые детали,
предварительно удалив все заусенцы с краёв отверстий.
4. Отверстия сверлить точно по намеченным центрам, держа
рель перпендикулярно к поверхности детали, чтобы избежать
перекашивания отверстия.
5 Диаметр и длину заклёпок подбирать в строгом соответствии
с толщиной склёпываемых деталей.
6. Перед клёпкой термически обработать заклёпки, соблюдая
остановленный режим.
7. Не наносить сильных ударов по закладной головке заклёпки,
чтобы не разбить её.
Основные, наиболее часто встречающиеся дефекты клёпки
показаны на рис. 53. Для выявления этих дефектов и своевремен-
ного их устранения в практике выполнения ремонтных работ
применяются следующие методы контроля заклёпочных соеди-
нений:
ио заклёпки
Рис. 53. Дефекты при клёпке
1 Внешний осмотр, который даёт возможность легко обнару-
жить дефекты, имеющиеся в закладной пли замыкающей головке
заклёпки, зарубку листа и т. д.
2. Простукивание заклёпочного шва маленьким молотком,
позволяющее выявить неплотную посадку заклёпки по издавае-
мому ею дребезжащему звуку. В этом случае необходимо за-
клёпку подтянуть.
3. Проверка заклёпочного шва наошу пь, что позволяет выявить
неплотно посаженные заклёпки.
КЛЕПКА ПИСТОНАМИ
В труднодоступных местах самолёта иногда невозможно осу-
ществить склёпывание обычными заклёпками. В таких случаях
используют пустотелые стальные заклёпки (пистоны), размеры
к°торых приведены в табл. II.
75
Таблица 11
Пустотелые (пистонные и трубчатые) заклёпки
Наименова- ние Форма Номенкла- турный № по УТС ВВС Размеры в мм 1 !азначение
Заклёпки пистонные Н185 to [Г* 55/261 55/262 55/263 55/264 55/265 4 х 4 4X6 5X6 5X8 6X6 Для швов неответственного назначения при наложении за- плат Для дренажных отверстий, пистонов под шнуровку чехлов и щелевых фартуков
Заклёпки трубчатые ЗГ стальные (материал С20) - 55/260А 55/261А 55/2 62 А 55/263А 55/264 А 3X4 4X4 4 .5 5X5 5X8 Для соединения труб жёст- кого управления с наконечни- ками, для клёпки в труднодо- ступных местах При стыковке труб при помощи бужей
Примечание. Учитывать, что прочность пистонных соединений ниже,
чем у заклёпочных швов, выполненных с применением обыкновенных
заклёпок, поэтому пистонами можно пользоваться для склёпывания только
таких элементов, которые испытывают сравнительно небольшие пагрузкп.
Пистонница, при помощи которой производится развальцовка
пистонов, дол/кна быть обязательно отрегулирована болтом
(рис. 54) на необходимую высоту замыкающей головки. Крючок 2,
развальцовывающий край пистона, смазывается маслом и вво-
дится в пистон под углом к его оси. Шпинделю 4 при помощи
рукоятки 3 придают медленное вращение и сжимают ручку 5 пистон-
ницы до тех пор, пока она не упрётся в ограничительный болт /.
Рис. 54. Пистонница для развальцовки пу-
стотелых заклёпок (пистонов):
1 — болт; 2—крючок; 3—рукоятка для
вращения; 4—шпиндель; 5—ручка
Рис. 55. Наиболее
выгодная форма
крючка ппстонницы
76
Наиболее рациональная форма крючка, установленная опытным
путём, показана на рис. 55. Такой крючок обеспечивает гладкую
развальцовку края пистона и плотное его прилегание к склёпы-
ваемым деталям.
Сверление отверстии пот пистоны производится обыкновенным
сверлом, диаметр которого должен быть на 0,1—0,2 мм больше
диаметра пистона. Длина стержня пистона определяется по фор-
муле
L = S f-З м.if,
где L — общая длина пистона;
S — суммарная толщина склёпываемых деталей.
Если длина пистона слишком велика, то его стержень спили-
вают до получения нужного размера.
Шаг пистонного соединения рекомендуется брать в пределах
15—20 мм и устанавливать пистоны на расстоянии l,5rf от края
листа (d — диаметр пистона).
Для сохранения лётных данных самолёта и для устранения
возможности попадания влаги внутрь его детален пистоны заглу-
шаются деревянными пли асбестовыми пробками и запаиваются
мягким припоем. При этом крепость пистона на срез увеличивается
на 20—25%. После запайки пистонов необходимо во избежание
коррозии металла тщательно удалить остатки флюса и зачистить
припой.
КЛЕПКА ВЗРЫВНЫМИ ЗАКЛЁПКАМИ
Данные о дуралюминовых взрывных заклёпках (пирозаклёпках)
приведены в табл. 7 Эти заклёпки применяются для склёпывания
До взрыва
Рис. 56. Взрывные заклёпки
Деталей в труднодоступных местах, где постановка обыкновенных
заклёпок невозможна. Взрывные заклёпки по сравнению с обыкно-
77
венными имеют пониженную прочность на срез и особенно на
отрыв со стороны замыкающей головки.
Закладная головка взрывной заклёпки имеет обычную полу
круглую форму. Замыкающая головка образуется в результате
взрыва специальной массы, помещённой в углубление, высверлен-
ное в стержне заклёпки. На рис. 56 показаны два вида взрывных
заклёпок — до и после взрыва.
Процесс клёпки взрывными заклёпка мп осуществляется сле-
дующим образом:
1. На склёпываемых деталях размечают центры отверстий по.)
заклёпки.
2. Отверстия высверливают сверлом, диаметр которого на 1 мм
.меньше диаметра заклёпки. Отверстия тщательно зачищают от
заусенцев, чтобы склёпываемые детали плотно прилегали одна
к другой.
3. Приклёпываемый элемент скрепляют с основным элементом
специальными зажимами (фиксаторами), устанавливая их через
одно отверстие пли на несколько болтиков подходящего диаметра.
4. Отверстия, свободные от фиксаторов, развёртывают специ-
альной развёрткой, диаметр которой подбирают с таким расчётом,
чтобы стержень заклёпки входил в отверстие с натягом 0,01--
0.02 мм.
В табл. 12 приведены тайные для подбора диаметра развёртки’
в зависимости от диаметра заклёпки.
Таблица 12'
Данные для подбора диаметра развёртки по диаметру заклёпки
Диаметр заклёпки В ЛМ 2,6 3,0 3,5 4,0 5,0 6,0
Диаметр развёртки в мм 2,54 2,60 2,54-3,00 3,42 -3,50 3,92 4,0 1,00—5,00 5,90-6,00
5. Заклёпки подбирают по диаметру и по длине в зависимост)
от толщины склёпываемых деталей. Для облегчения подбора
заклёпок им придают различную расцветку в зависимости от их
длины.
6. После постановки заклёпок в отверстия производят клёпку
взрывом при помощи электроприбора или обыкновенного паяль-
ника, нагретого до 130 С. Нагревательный прибор включается
в сеть с напряжением 24 в и нагревается до нужной температуры
в течение 30—40 минут. Разогретый прибор ставится на головку
заклёпки перпендикулярно к поверхности склёпываемой детали
78
так. чтобы прибор не соприкасался с самой деталью. Через 30—4G
секунд происходит взрыв.
7. Выполнив взрывную клёпку всех установленных заклёпок,
снимают фиксаторы, развёртывают освободившиеся отверстия,
вставляют в них заклёпки и производят их клёпку взрывным спо-
собом.
Необходимо иметь в виду, что при взрывной клёпке возникает
пламя, которое может повредить близко расположенные детали,
а также вызвать взрыв паров бензина, скапливающихся в местах
расположения бензобаков. Поэтому для предохранения деталей от
повреждений их следует защищать листовым асбестом пли другим
материалом, а места, в которых возможно скопление паров бен-
зина, необходимо перед клёпкой тщательно проветривать путём
открывания лючков или продувки сжатым воздухом.
КЛЕПКА СПЕЦИАЛЬНЫМИ ЗАКЛЕПКАМИ
Кроме взрывных заклёпок, применяют ешё специальные
заклёпки Шоберта п ЦАГП. У заклёпок Шоберта замыкающая
головка образуется посредством протягивания через пустотелую-
заклёпку конической оправки (рис. 57).
До протяжки оправки
Рис. 57. Заклёпки Шоберта
После протяжки
оправки
До постановки
Пробоанак
После постановки
Рис. 58. Заклёпки ЦАГП
Заклёпки ЦАГИ (их называют силовыми пистонами) изгото-
вляют из стали ЗОХГСА и подвергают закалке. Для получения
замыкающей головки в стержень заклёпки вбивается пробойник
(рис. 58), который раздвигает заплечики заклёпки и тем самым
ьоразует замыкающую головку (пробойник остаётся в заклёпке).
1акие заклёпки применяются для соединения силовых стальных
элементов.
РЕМОНТ МЕТАЛЛИЧЕСКОЙ ОБШИВКИ КРЫЛА
Основные требования, предъявляемые к качеству работы по
Ремонту обшивки крыла, заключаются в том, чтобы отремонтиро-
анный участок обладал достаточной прочностью и чтобы аэродн-
79
нампческие данные самолёта не ухудшились в результате ремонта.
Эти требования могут быть выполнены только при условии стро-
гого соблюдения установленных технологических процессов ремон-
та, в основу которых положены технически правильные и прове-
ренные на практике приёмы работы.
.Характерными повреждениями дуралюмпновой обшивки крыла,
которые могут возникнуть в процессе эксплоатацин самолёта пли
его боевой работы, являются:
1. Осколочные пли пулевые пробоины и трещдны с небольшой
площадью повреждения, которые можно отремонтировать поста-
новкой заплат пли накладок.
2. Повреждение целого участка (отсека) обшивки, требующее
:амены этого участка новым листом.
Рассмотрим выработанные в практике полевого ремонта наи-
более рациональные методы устранения указанных повреждений.
Постановка потайной штампованной заплаты
Штампованные заплаты применяются для заделки небольших
пробоин, расположенных в местах, удобных для клёпки с приме-
нением поддержки.
Для изготовления штампованных заплат необходимо иметь два
или три штампа-шаблона различных размеров. Штамп-шаблон
представляет собой кусок листовой стали, толщина которого равна
толщине ремонтируемой обшивки. В этом штампе вырезано отвер
стие круглой пли овальной формы по размеру заплаты, края
отверстия гладко опилены и зашлифованы.
Изготовление заплаты и заделку пробоины в обшивке выпол-
няют следующим образом.
1. На повреждённый участок обшивки накладывается штамп-
шаблон, отверстие которого должно иметь такие размеры, чтобы
рваные края пробоины располагались внутри очертания этого
отверстия.
2. Вокруг пробоины по установленному штампу-шаблону наме-
чают простым карандашом контур участка обшивки, подлежащего
удалению.
3. Отмеченный карандашом контур удаляют тем или иным спо-
собом (вырезкой ножницами, вырубкой зубилом или высверлива-
нием). Края отверстия тщательно опиливают личным напильником.
4. При помощи смывкп-растворптеля и деревянной лопаточки
снимают лако-красочное покрытие обшивки на ширине 35—40 мм
по всему очертанию отверстия.
5. Для штамповки заплаты заготовляют кусок отожжённого
листового дуралюмпна, равного по толщине ремонтируемой об-
шивке и перекрывающего отверстие штампа-шаблона на 25—30 мм
по всему очертанию отверстия. Эту заготовку укладывают на
штамп-шаблон, положенный на металлическую плиту. Ударами
деревянного молотка (киянки) подсекают заплату внутрь отвер-
80
(Я штампа-шаблона на всю его толщину, после чего заплату
тщательно выравнивают.
6 На заплате, изготовленной указанным способом, размечают
двухрядный шов с расположением заклёпок в шахматном порядке.
Щаг заклёпочного шва берётся равным 20—25 мм (рис. 59).
Внешний ряд заклёпок располагается на расстоянии 8—10 мм от
края заплаты. Центры отверстии под заклёпки намечаются керне-
ром.
7. Заплату накладывают на отверстие, вырезанное в обшивке,
н приклёпывают несколькими контрольными заклёпками. После
этого высверливают все заклёпочные отверстия сверлом, диаметр
которого подбирается в соответствии с диаметром заклёпок.
Рис. 59. Постановка штампованной заплаты на обшивку
8. Приклёпывание заплаты к обшивке производится потайными
заклёпками. Гнёзда под закладные головки заклёпок получают
тем или иным способом в зависимости от толщины склёпываемых
листов (зенковкой, штамповкой или выдавливанием закладной
головкой).
9. Отремонтированный участок тщательно очищают наждачным
полотном № 0 или № 00 и протирают ветошью, смоченной чистым
бензином.
Ю. Соблюдая установленные технологические правила, на отре-
монтированный участок наносят лако-красочное покрытие, одина-
ковое по составу п цвету с покрытием всей обшивки крыла.
Постановка потайных заплат
Этот способ ремонта обшивки применяется при заделке пуле-
Или осколочных пробоин и может быть осуществлён при
Мощи потайных заклёпок, заклёпок и пистонов или заклёпок
и винтов.
Постановка таких заплат производится несколькими способами,
данными ниже.
План. № 423Гб 67
Постановка заплаты на заклёпках
1. Рваные края обрезаются. Отверстию придаётся круглая или
овальная форма.
2. Личным напильником тщательно опиливаются края, зачи
щаются заусенцы и удаляется лако-красочное покрытие вокруч
отверстия на ширине 35—40 мм.
3. При наличии удобного подхода, при котором возможно при
менение поддержки, вырезается подкладка и на заклёпках Biioxai
Сечение по АД подмаЗна
Оси заклёпок
Рис. 60. I Остановка заплаты впотай
на подкладке
приклёпывается с внутренней стороны к основной обшивт
(рис. 60).
4. По форме отверстия в обшивке вырезается внешняя запла
(заполнитель), тщательно подгоняется к отверстию и на заклёпк;
впотай приклёпывается к подкладке.
Постановка заплаты на заклёпках и пистонах (рис. 61)
Этот способ применяется в тех случаях, когда подход к ремо.
тируемому месту затруднён и применять поддержку не предс ’
вляется возможным.
82
1. Обрабатывают повреждённый участок так же, как и в слу-
чае постановки заплаты на заклёпках.
2. Из дуралюминового листа, имеющего такую же толщину, как
и ремонтируемая обшивка, вырезают по форме отверстия
в обшивке заплату так, чтобы она перекрывала это отверстие на
20—25 мм во все стороны. В центре заплаты вырезают отверстие
с таким расчётом, чтобы можно было через него вводить под-
держку, необходимую для выполнения клёпки. Вместе с тем это
Рис. 61. Постановка заплаты впотай
на зак(ёпках и пистонах
отверстие должно иметь такие размеры, чтобы его края при нало-
жении заплаты на повреждённый участок перекрывали отверстие,
вырезанное в обшивке на 20—25 мм по направлению к его центру.
Полученную кольцевую заплату распиливают с одной стороны
по радиусу.
3. ^ На обшивке, отступя на 10—12 мм от края вырезанного
в ней отверстия, размечают однорядный заклёпочный шов с шагом
‘б—-20 мм.
4. Пользуясь разрезом, вводят в отверстие в обшивке внутрен-
заплату, устанавливают её по разметке и изнутри
обшивке несколькими контрольными заклёпками.
---------г,..„ают все размеченные заклёпочные отверстия, уда-
Я10т заусенцы и приклёпывают кольцевую заплату к обшивке
6* 83
кольцевую
пРиклёпывают i
5- Высврппш
заклёпками с потайными головками. При этом поддержку для
клёпки вводят через отверстие в кольцевой заплате.
6. Из листового дуралюмина такой же толщины, как и кольце-
вая заплата, вырезают внешнюю потайную заплату, размеры кото-
рой точно подгоняют к отверстию в обшивке. На этой заплате,
отступя 10 12 мм от её края, размечают однорядный шов с шагом
20 мм для пистонов диаметром 5 зон.
7. Внешнюю заплату' устанавливают на место, закрепляют
несколькими пистонами и высверливают все отверстия под пистоны.
8. При помощи ппстоннпцы внешняя потайная заплата приклё-
пывается к внутренней кольцевой заплате. Пистоны после разваль-
цовки опаиваются оловянно-свинцовистым припоем.
9. Отремонтированный участок окрашивается и лакируется
в соответствии с цветом самолёта.
Постановка заплаты на винтах
Этот способ ничем не отличается от только что рассмотренного.
В нём вместо пистонов применяются винты с потайной головкой
и гайкой; эти винты соединяют внешнюю заплату с кольцевой.
§ 15. ЗАДЕЛКА ТРЕЩИН В ОБШИВКЕ КРЫЛА
По концам трещины
просверлить отверстие ф4-мм
Минимальное расстояние трещины
до края заплаты 25мм
Рис. 62 Ремонт трещин в обшивке
Ремонт трещин в обшивке ’осуществляется путём постановки
заплат на заклёпках. В случае расположения трещины в листе,
доступном для клёпки с применением поддержки, этот ремонт
сводится в основном к
следующему:
1. Трещину засверлн-
вают по краям сверлом
диаметром 4—6 мм
[рис. 62).
2. Из листового дур-
алюмина, толщина кото-
рого равна толщине ре-
монтируемой обшивки,
вырезают заплату таки-'
размеров, чтобы мини-
мальное расстояние oi
трещины до края заплаты
составляло 25 мм. За-
плату тщательно опили-
вают, снимая фаску по
её краям.
3. Повреждённую часть обшивки очищают от лако-красочного
покрытия на площади, выступающей на 25—30 мм за края
заплаты.
84
4. На заплате размечают центры отверстий под заклёпки, поль-
зуясь данными, приведенными в табл. 13. При .многорядных швах
заклёпки устанавливаются в шахматном порядке.
Таблица 13
Данные для выбора заклёпок и разметки шва
Толщина об- Диаметр заклё- Шаг заклёпоч- Расстояние от Расстояние
края заплаты между рядами
шивки в мм ПО К в мм кого шва в мм до шва в мм заклёпок в мм
0,5 3,5-4,0 20 8 12,5
0,8 4,0—5,0 25 10 15
1,0 4,0—5,0 25 10 15
1,2 4,0-5,0 25 10 15
1,5 5/1—6,0 30 10 20
2,0 5.0—6,0 30 10 20
5. Заплату устанавливают на месте на нескольких контрольных
заклёпках, после чего высверливают все заклёпочные отверстия
и окончательно приклёпывают заплату к обшивке.
6. На отремонтированный участок наносят соответствующим
способом лако-красочное покрытие.
ПОСТАНОВКА НАРУЖНЫХ ЗАПЛАТ
Иногда применяется постановка наружных заплат на заклёп-
ках. В этом случае повреждённый участок обшивки вырезают по
Рис. 63. Ремонт обшивки постановкой заплаты внахлёст
Вырезают заплату из листового дуралюмина такой же тол-
щины, как и основная обшивка. Края заплаты должны перекры-
вать отверстие на 30—35 мм. По краям заплаты при помощи
напильника снимают фаску примерно в три толщины заплаты. Раз-
дают заклёпочный шов, накерннвают центры отверстий, засвер-
85
ливают отверстия и приклёпывают заплагу на место. Поверхность
заплаты отделывают по правилам технологии.
В тех случаях, когда повреждённая часть обшивки оказывается
непосредственно над стрингером, необходимо между заплатой
п стрингером установить прокладку толщиной, равной толщине
основной обшивки (рис. 63). Заклёпки ставить по старым отвер-
стиям. Шаг соблюдать по старому заклёпочному шву.
ЗАМЕНА ОТСЕКА ОБШИВКИ
При наличии значительных повреждении обшивки, занимающих
большую площадь, а также в случае поражения её внтеркрнстал-
литной коррозией ремонт повреждённого участка осуществляется
путём замены всего отсека обшивки, расположенного между сило-
выми элементами каркаса крыла. Необходимо учитывать, что
Встречный потоп
\ Осьполки
нервюры
& II
С <Я|
Засверлить
\ сверлом Ф2мм
Передняя кромка
заплаты
Ось стрингера
Рис. 61. Ремонт обшивки при наличии большого повреждения
А
< II
_£___г_» i <г ~<r g <>__i । А ।
<13 1.<.1^1.<СА$ГЖД1<1Е1:Г <
1 А- <1 Ф а. 1С _ < vi Yfe- <г
лонжеронов
в полевых условиях такой ремонт возможен только при наличии
удобного подхода, позволяющего пользоваться поддержкой при
постановке заклёпок.
Важнейшее требование, которое предъявляется в данном слу-
чае к качеству ремонтных работ, заключается в том, что прочность
силовых элементов крыла не должна быть нарушена. Поэтому
необходимо всемерно избегать сверления новых заклёпочных
отверстий в профилях каркаса (стрингерах, полках нервюр и т. д.)
и для постановки заклёпок псполь_зовать старые отверстия.
Если повреждение обшивки не доходит до профилей каркаса
и имеется возможность приклепать новый лист с кромками сохра-
нившейся обшивки, то ремонт производится следующим образом:
1. Повреждённый участок вырезают, оставляя в передней части
обшивки кромку шириной не менее 35 мм, считая от края профиля,
а в остальных частях не менее 25 мм. Края отверстия опиливают
личным напильником, после чего на обшивке производят разметку,
как показано на рис. 64.
86
2. В точках /I и D пересечения разметочных линий высверли-
вают два отверстия сверлом диаметром 2 мм и распиливают
обшивку на участках ЛИ и CI) при помощи ножовки.
3. Из листового дуралю.мина такой же марки и толщины, как
и ремонтируемая обшивка, вырезают заплату по контуру, разме-
ренному на обшивке. На краях заплаты запиливают фаски.
4. Переднюю по полёг} кромке заплаты вводят через прорезы
под обшивку, как показано на рис. 62, и приклёпывают заплати
контрольными заклепками.
5. На передней кромке обшивки размечают двухрядный заклё-
почный шов с расположением заклёпок в шахматном порядке.
На боковых кромках и задней вдомке заплаты размечают одно-
рядные швы. Разметка производится в соответствии с данными,
указанными в табл. 13.
6. Высверливают все заклёпочные отверстия и окончательно
приклёпывают заплагу к обшивке.
7. На отремонтнруемый участок наносят соответствующим спо-
собом лако-красочное покрытие.
Рассмотренный способ ремонта обшивки имеет то преимуще-
ство, что передний край заплаты убирается под обшивку, поэтомх
он не создаёт дополнительного сопротивления потоку воздуха.
Если обшивка повреждена на площади, располагающейся над
силовыми элементами каркаса крыла, то замена повреждённого
листа новым производится следующим образом:
L Повреждённый лист отклёпывают путём высверливания
п удаления головок заклёпок так. чтобы можно было вырезать
и снять повреждённый участок обшивки по всей его длине
и ширине.
2. Новый лист вырезают из дуралюмина такой же марки и тол-
щины, как и заменяемый лист. Размеры нового листа должны
быть таковы, чтобы можно было приклепать его внахлёстку
к кромкам оставшейся обшивки и к полкам профилей каркаса
с использованием старых заклёпочных отверстий. При этом надо
учитывать, что передний край нового листа должен быть приклё-
пан двухрядным швом, а остальные края — однорядным.
3. Пригнанный по размерам лист устанавливают на место, при-
чем его переднюю кромку и одну боковую (к фюзеляжу) вводят
под соседние края обшивки, после чего лист закрепляют контроль-
ными заклёпками.
4- Размечают швы, учитывая необходимость использования ста-
рых заклёпочных отверстий, имеющихся в обшивке и в профилях
Каркаса.
5. Высверливают все заклёпочные отверстия, пользуясь ста-
чист11 отвеРстиямн как кондуктором, и окончательно приклёпывают
сПос' ^^Ремонтированный участок окрашивают соответствующим
87
Полотняная заплата Обшивка
Пробоина Ьахоома
ЗАДЕЛКА ПРОБОИН В МЕТАЛЛИЧЕСКОЕ! ОБШИВКЕ
ПОЛОТНЯНЫМИ ЗАПЛАТАМИ
Если диаметр пулевой или осколочной пробовны не превышает
15—зо дьи, то заделка её может быть осуществлена при помощ|
полотняной заплаты, поставленной на аэролаке.
В этом случае ремонт пробоины выполняется следующим обра-
зом:
1. Удаляют лако-красочное покрытие вокруг пробоины на
ширине 40—50 мм, считая от её краев.
2. Тщательно выравнивают загнутые края пробоины заподлицо
с поверхностью обшивки. Выравнивание производится деревянным
молотком на поддержке
(деревянном брурке пли
гладилке).
3. Из авиационного полот-
на вырезают заплату таких
размеров, чтобы она перс
крывала края пробоины на
25—30 мм во все стороны
(рис. 65). По краям заплаты
выдёргивают нити для обра-
зования бахромы ширинок
5 мм.
4. Зачищенную на обшив
ке поверхность покрывают
слоем аэролака первого по-
крытия и накладывают за-
плату, тщательно разглажи-
Рис. 65. Заделка пробоины полотняной вая её; края заплаты обидь-
заплатой на аэролаке но смазывают аэролаком
и расправляют бахрому.
5. Заплату просушивают в течение 30—35 минут, покрывают
вторым слоем аэролака первого покрытия и снова просушивают
6. На просушенную заплату наносят один за другим два слоя
аэролака второго покрытия соответствующего цвета. При этом
второй слой цветного аэролака наносится после полного высыхания
первого слоя.
§ 16. РЕМОНТ СТРИНГЕРОВ
Стрингеры каркаса крыла обычно выполняются пз прессован-
ных пли катаных дуралюминовых профилей различной конфигу
рации. Необходимо помнить, что стрингеры являются силовыми
элементами крыла, испытывающими значительные нагрузки пр
полёте самолёта и его посадке, и поэтому в случае необходимости
ремонта повреждённого стрингера в полевых условиях работу эту
нужно выполнять с особой тщательностью и в строгом соответ
ствпп с установленным технологическим процессом, чтобы не допу
стпть понижения прочности каркаса.
Рассмотрим несколько примеров выполнения такого ремонта.
88
РЕМОНТ СТРИНГЕРОВ S-ОБРАЗНОГО СЕЧЕНИЯ
] Повреждённый участок освобождают от обшивки, расклёпы-
вая шов.
2. Ножовкой вырезают повреждённую часть стрингера и тща-
тельно опиливают её торцы.
3. Из профиля, имеющего такую же конфигурацию и площадь
сечения, как и ремонтируемый стрингер, заготовляют вставку
(рис. 66), равную по длине вырезанному участку стрингера,
и точно пригоняют эту вставку к торцам стрингера.
4. Из того же материала, из которого изготовляется вставка,
вырезают накладку' такой длины, чтобы она перекрывала повре-
Рис, 66. Ремонт стрингера S-образного сечения постановкой
накладки на заклёпках
ждённый участок и допускала размещение заклёпок с соблюде-
нием определённого шага, величина которого выбирается в зави-
симости от диаметра заклёпок.
В случае если вставка, пригнанная к торцам стрингера, имеет
значительную длину, то стыковка её осуществляется при помощи-
Двух коротких накладок, устанавливаемых на концах повреждён-
ного участка. Диаметр заклёпок подбирается в зависимости от
толщины склёпываемых профилей, а число заклёпок определяется
расчётом, из условия обеспечения равнопрочностп стрингера на
Растяжение и заклёпок — на срез.
5- Накладку устанавливают на стрингер так, чтобы её загнутые
кРая не заходили под обшивку крыла, а располагались с наруж-
ной стороны стрингера.
6. Накладку приклёпывают к стрингеру и к вставке. При этом
°бшивка крыла крепится к загнутым краям стрингера и накладки
°0Щими заклёпками.
7. После окончания клёпки отремонтированный участок закра-
ивается соответствующим способом.
59
РЕМОНТ СТРИНГЕРОВ УГОЛКОВОГО СЕЧЕНИЯ
На рис. 67, 68, 69 и 70 показаны различные случаи ремонта
клёпкой стрингеров, выполненных пз прессованных профилей
уголкового сечения (уголков).
Прессованные у вопни
Вставха
Основной
профиль
Подкрепляющий
профиль
Повреждённый у часто н
профиля обрезать настолько,
чтобы разместилось необходимое
для прочности количество заклепок
Количество рядов заклепок определяется
шириной полок профиля
Рис. 67. Ремонт стрингера из прессованного уголка постанов-
кой вставки и усиливающего уголка
Во всех этих случаях ремонт стрингера производится с соблю-
дением следующих правил:
Прессованные уголки
Площздь сечения тдкрепляю-
Рис. 68. Ремонт стрингера постановкой вставки
и усиливающих уголков на стыках
1. Материал, конфигурация н площадь сечения вставок и на
-ладок должны быть такие же, как и у ремонтируемого стрингера
2. Диаметр заклёпок определяется по эмпирической формул'
d = 2/7T,
где S — суммарная толщина склёпываемых профилей в мм.
30
3. Число заклёпок определяется расчётом, из условия обеспе-
чения равнопрочное™ стрингера на растяжение п заклёпок на
Старый профиль
Рис. ЬУ. Ремонт стрингера постановкой длинной
вставки и двух подкрепляющих уголков
4. Шаг заклёпочного соединения определяется по формуле
t = id L 2 мм.
5. Расстояние от центра крайней заклёпки до кромки накладки
берётся, равным l,5d 2 мм.
) нутые уголки
Новый уголок
Стык
Вставка
должна быть не меньше
площади сечения основного ® //
профиля /
Заклёпки распределяются /
равномерно по обеим сторонам
стыка
Количество рядов заклёпок
определяется шириной пилок профиля
Рис. 70 Ремонт стрингера из гнутого уголка
Заклёпки устанавливаются в один пли в два ряда, в зависи-
мости от ширины полки профиля.
РЕМОНТ СТРИНГЕРОВ ПРИ ПОМОЩИ НАКЛАДОК. УСТАНОВЛЕННЫХ
ВНУТРИ ПРОФИЛЯ
п !^а Рис 71 показаны способы ремонта прессованных профилей
тем приклёпывания накладки, установленной внутри профиля.
91
Плотное прилегание накладки достигается подгонкой внешних
углов накладки к внутренним углам профиля.
Рис. 71. Различные спо-
собы ремонта уголковых
профилей
Рис. 72. Различные способы усиления профиле
В тех случаях, когда требуется только усилить незначительно
ослабленную стенку профиля, постановка накладки осуществляется
так, как показано на рис. 72.
§ 17. РЕМОНТ НЕРВЮР
Нервюры относятся к сильно нагруженным элементам каркаса
крыла, поэтому при крупных повреждениях нервюры производится
замена её новой. Если нервюра состоит из отдельных частей
(носка, средней части и хвостовика), то она может быть отремон-
тирована путём замены только повреждённой! части.
При мелком повреждении нервюры, например, прострел полю
(дужки) или поломка подкоса, ремонт её осуществляется следую-
щим образом.
РЕМОНТ ПОЛКИ НЕРВЮРЫ
Полки нервюр обычно выполняются из катаных дуралюмин!
вых профилей. При наличии пулевой пли осколочной пробоин
ремонт полки сводится к следующему-.
1. Путём расклёпывания швов вскрывают обшивку крыла
над повреждённым участком нервюры и отгибают обшивку, '
допуская крутых перегибов, могущих повредить её.
2. Ножовкой с мелким зубом вырезают повреждённую naci
полки и тщательно запиливают её торцы.
3. Из профиля того же материала и того же типа, что и ремон-
тируемая полка, заготовляют вставку-, равную по длине вырезан-
ному участку полки, и накладку такой длины, чтобы она пере-
крывала стыки вставки на 50—100 мм с каждой стороны.
92
4. Вставку и накладку устанавливают на контрольных заклёп-
ках и по старым отверстиям в обшивке сверлят отверстия для
заклёпок (рпс. 73 и 74).
Рис. 73. Ремонт верхней полки нервюры
5. Склёпывание вставки, накладки и обшивки производится
с соблюдением того же способа клёпки, который был применён
при изготовлении данного элемента.
Рис. 74. Ремонт нижней полки нервюры
6. Отремонтированный участок закрашивается соответствую-
щим способом.
В случае незначительного повреждения полки можно ограни-
чься выравниванием повреждённого места и постановкой уси-
ивающей накладки.
S3
ЗАМЕНА ПОДКОСА ФЕРМЕННОЙ НЕРВЮРЫ
Если габариты крыла позволяют ремонтировать нервюру, не
вскрывая
обшивки, то замена подкоса
Рис. 75. Ремонт подкоса носка ферменной
нервюры
производится следующим
образом:
1. Расклёпывают швы.
крепящие повреждённый
подкос к концам узла,
и выводят подкос из
гнёзд. Иногда для выво-
да подкоса необходимо
расклепать и снять одн\
из книц. В этом случае
ремонт нервюр значитель-
но усложняется.
2. По размерам старо-
го подкоса вырезают но
вый подкос из трубы
соответствующего диа-
метра или из профиля
соответствующего типа.
3. Трубчатый подкос
устанавливают по месте
на трубчатых заклёпках.
Если подкос выполнен и,:
профиля, то его приклё-
пывают обыкновенными
заклёпками.
4. После окончания
клёпки отремонтирован-
ный участок закрашивают соответствующим способом.
В случае повреждения подкоса, выполненного из профиля,
ремонт его можно осуществить так, как показано на рис. 75.
§ (8. РЕМОНТ ШПАНГОУТОВ ФЮЗЕЛЯЖА
РЕМОНТ ШПАНГОУТОВ П-ОБРАЗНОГО СЕЧЕНИЯ
Шпангоуты П-образного сечения изготовляются штамповкой и
листового дуралюмина. В случае необходимости заменить поврс
ждённый участок такого шпангоута ремонт его осуществляете
следующим образом:
1. Путём расклёпывания шва вскрывают обшивку фюзеляя •
над повреждёнными участками
2. Ножовкой вырезают повреждённую часть шпангоута.
3. Из профиля того же материала и той же конфигурации, чн-
и ремонтируемый шпангоут, заготовляют вставку длиной ‘
(рис. 76), равную вырезанному участку, и тщательно пригоняю-
её по месту установки.
94
4. Заготовляют две накладки соответствующей конфигурации..
Необходимая длина и толщина накладок определяются по>
Рис. 76. Ремонт шпангоута П-образного сечения
табл. 14 в зависимости от толщины профиля ремонтируемого
шпангоута.
Таблица 14
Толщина про- филя В мм Толщина кладки в на- ММ Длина накладки в мм Диаметр заклё- пок в мм Шаг заклёпоч- ного шва в мм
0,5 0,8
0,8 - 1,0 9,0 3,5 14
1,0 1,5
—
1,3 1,8
1.6 2,0 1,0 4,0 16
1.8 2,5
95
5. Вставку и накладки устанавливают на контрольных заклёп-
ках и размечают отверстия под заклёпки, крепящие вставке •
1 накладки к шпангоуту. Необходимые для разметки данные при-
ведены в табл. 14.
6. Сверлят заклёпочные отверстия по разметке. Сверление
отверстий для заклёпок, крепящих
Рис. 77. Ремонт шпангоута постановкой на-
кладки (при незначительном повреждении)
обшивку к заменённому уча-
стку шпангоута, пропзве
дится по имеющимся в об-
шивке старым отверстиям
7. После окончания клёп-
ки отремонтированный уча
сток закрашивают соответ-
ствующим способом.
Если шпангоут имеет не-
значительное повреждение,
не требующее замены, ре-
монт можно осуществит-,
постановкой накладки, как
показано на рис. 77. В это
случае необходимость в от-
клёпывании обшивки отпа-
дает.
РЕМОНТ ШПАНГОУТОВ, ВЫ-
ПОЛНЕННЫХ ИЗ ПРОФИЛЕЙ
И УСИЛЕННЫХ В НИЖНЕЙ
ЧАСТИ УГОЛКАМИ
Конструкция шпангоута
этого типа представлена на
рис. 78 слева. В случае не-
обходимости ремонт произ-
водится так, как показано
на рис. 78 справа, с приме-
нением верхней накладки и
накладки, п риклёпываемоп
к стенке шпангоута. Кроме накладок, устанавливаются подкреп-
ляющие уголки, приклёпываемые к стенке шпангоута со сто-
роны, обратной тон стороне, на которой расположены усили-
вающие прессованные уголки.
РЕМОНТ ШПАНГОУТОВ. ВЫПОЛНЕННЫХ ИЗ КАТАНЫХ
ПРОФИЛЕЙ
В случае незначительного повреждения шпангоута, выполнен-
ного из катаных профилей, ремонт его осуществляется путё)
приклёпывания накладки и подкрепляющего уголка, как показано
на рис. 79.
97
19. РЕМОНТ ТР>БЧАТЫХ -ЭЛЕМЕНТОВ КАРКАСА КРЫЛА
И ФЮЗЕЛЯЖА
В силовой схеме каркаса крыла лонжерон является одной из
ответственных детатей и испытывает большие нагрузки и в полёте
и при посадке самолёта. Поэтому ремонт лон/керонов относится
к числу наиболее серьёзных ремонтных работ, особенно если он
выполняется в полевых условиях.
В большинстве случаев исправлению повреждённого лонже-
рона предшествует ряд подготовительных работ, связанных со
съёмкой крыла, расклёпыванием его обшивки, а иногда и с демон-
тажем узлов. Выполнение этих предварительных работ и после-
дующий ремонт лонжерона возможны лишь при наличии необхо-
димого инструмента, специальных приспособлений и ремонтных
материалов.
Только строгое соблюдение \станов тонных технологических
процессов ремонта может обеспечить сохранение первоначального
веса лонжерона без понижения его прочности; последнее условие
особенно важно.
Рассмотрим наиболее часто встречающиеся случаи ремонта
элементов лонжерона трубчатой конструкции, когда ремонт может
быть осуществлён в потевых условиях силами органов войскового
ремонта.
РЕМОНТ ПОВРЕЖДЁННОГО УЧАСТКА ТРУБЫ ПУТЁМ ПОСТАНОВКИ
РАЗРЕЗНОГО БУЖ'А (НАКЛАДКИ)
Постановка разрезного бужа применяется при заделке пале-
вых или осколочных пробоин в трубчатых элементах лонжерона.
Этот способ ремонта сравнительно несложен и не связан с необ-
ходимостью применения специальных приспособлении. Он ос\ше-
ствляется следующим образом-
1. Если крыло разъёмное, его снимают, разъединив \злы по
месту стыка крыла с центропланом.
2. В случае необходимости расклёпывают шов крепления
крыла к поясу лонжерона и вскрывают обшивку.
3. Предварительно обрабатывают повреждённый участок
тРУбы. Если в трубе имеется трещина, на её концах насверливают
отверстия диаметром 1,5—2 мм. Пулевую или осколочную про-
оину опиливают для удаления её рваных краёв. Опиловка краёв
пРобоины должна производиться так, чтобы конечные размеры
отверстия были по возможности минимальными.
4. Из трубы того же материала, что и ремонтируемая тр’.ба,
уготовляют буж-накладку. Внутренний диаметр бужа должен
Ь1ТЬ равен внешнему диаметру ремонтируемой трубы. Толщина
тенки бужа должна быть не меньше толщины стенки ремонти-
.емой трубы. Длина бужа берётся с таким расчётом, чь,бы
>КНо было разместить заклёпки с сохранением их шага. Концы
Иц а опиливают так, как показано на рис. 80, и разрезают б ж
Две части.по диаметральной плоскости.
7- (/(/
5. Буж устанавливают на ремонтируемый участок трубы,
закрепляют его хомутами и размечают заклёпочный шов. Дна
метр заклёпок подбирается в зависимости от суммарной толщины
.S стенок бужа п трубы, пользуясь формулой d — 2|/ S; необходи-
мое число заклёпок определяется из расчёта на равнопрочности
трубы на разрыв и заклёпок на срез. Заклёпки размещают
в шахматном порядке так, чтобы в одном сечении бужа было не
более четырёх заклёпок.
Шаг заклёпочного шва определяется по формуле
t = 3d -ф 2 мм.
' Пробоина
Рис 80. Ремонт участка грубы постановкой разрезного бужа
Расстояние от центра крайней заклёпки до конца бужа берёте
равным
1,3*7 ’ 2 мм.
б. Высверливают по разметке заклёпочные отверстия и покрг
вают их лаком.
7. Приклёпывание бужа к трубе производится методом закры
гон клёпки при помощи специального приспособления для клёш-
труб, называемого эксцентриком (рис.'81). Наковальню эксцент
рика нужно подводить точно под стержень заклёпки, гак ка.
неточная установка эксцентрика приводит к повреждению трубы
Рис. 81. Склёпывание труб при помощи специального приспособления
(эксцентрика)
во время клёпки пли к образованию замыкающей головки непра-
вильной формы. Положение наковальни эксцентрика при введен и
его в трубу контролируется при помощи чертилки, пропущенноп
сквозь заклёпочное отверстие, а также наблюдением через сосед-
ние отверстия. Замыкающая головка, образующаяся при посат.*6
стержня заклёпки, получает вид бочёнка (см. рис. 81 справа).
При подборе материала заклёпок необходимо соблюдать с-1*'
дующее правило, клёпка дуралюмпна с дуралюмином доля-. |Я
производиться дуралюмнновымп заклёпками, при клёпке стали с°
j(H)
сталью и дуралюлшна со сгалью должны применяться стальные
заклёпки.
8. После окончания ремонта лонжерона обшивку крыла, если
она была вскрыта, приклёпывают к поясу лонжерона и окра-
шивают.
9. Крыло состыковываю! с центропланом.
ЗАМЕНА ПОВРЕЖДЕННОГО УЧАСТКА ТРУБЫ С ПОСТАНОВКОЙ
СПЛОШНОГО НАРУЖНОГО БУЖА
Ремонт трубчатого лонжерона путём замены части трубы и по-
становки сплошного бужа осуществляется следующим образом:
1. Производятся необходимые подготовительные работы (рас-
стыковка и съёмка крыла, вскрытие обшивки и т. д.).
2. Повреждённый участок трубы вырезают при помощи ножовки.
3. Из трубы того же материала и с такими же размерами
поперечного сечения, как и ремонтируемая труба, заготовляют
вставку, равную по длине вырезанному участку грубы. Торны
новой части трубы и оставшейся трубы опиливают -и подгоняют
один к другому так, чтобы между ними не было зазора.
4. Из трубы того же материала, что и ремонтируемая груба,
вырезают буж. Внутренний диаметр бужа должен быть равен
внешнему диаметру ремонтируемой трубы, а толщина стенки бужа
че должна быть меньше толщины сгенки трубы. Длина бужа
и количество заклёпок с каждой стороны стыка определяются
расчётом из условия обеспечения равнопрочности. Концы бужа
опиливают так, как показано на рис. 82. На обоих концах остав-
шейся трубы наносят риски, определяющие правильное положение
бужа при его постановке на повреждённый участок.
5. Буж надевают на конец оставшейся трубы и сдвигают
в одну сторону так, чтобы можно было поставить на место новую
часть трубы. После этого беж надвигают на ремонтируемый! .чи-
сток, устанавливают по рискам и закрепляют хомутами.
6. Размечают заклёпочный шов, просверливают отверстия иод
3аКлёпки и покрывают их лаком.
Проклёпывают шов при помощи эксцентрика.
I 8. Вскрытую обшивке крыла приклёпывают к поясу лонжерона
состыковывают крыло с центропланом.
7Р/
9. Отремонтированный участок окрашивают соответствующим
способом.
Если при удалении повреждённого участка трубы оказы-
вается необходимым один конец этого участка отрезать, а другой
конец вынуть из узла, удалив заклёпки, то новая часть трубы
крепится с одной стороны к оставшейся части трубы при помощи
сплошного бужа, а другой её конец вклёпывается в узел.
ЗАМЕНА ПОВРЕЖДЕННОГО УЧАСТКА ТРУБЫ С ПРИМЕНЕНИЕМ
ЦИЛИНДРИЧЕСКИХ БОЛТОВ НЛП КОНИЧЕСКИХ ШПИЛЕК
Этот способ ремонта элементов лонжеронов трубчатой кон-
струкции применяется при замене повреждённых подкосов лонже-
ронов в местах, труднодоступных для клёпки (рис. 83). Чаще
всего этим способом ремонтируются змейки лонжеронов, а также
Рис. 83. Постановка ova,а па
конических шпильках
сварные трубчатые лонжероны, когда ремонт их осуществляете
без применения сварки.
Если крепление нового раскоса, установленного взамен повре-
ждённого, производится цилиндрическими болтами, необходимо
забить в трубу ясеневый буж, чтобы предотвратить её смятие при
затяжке болтов. Под головки и гайки болтов и шпилек нужно
ставить выравнивающие- шайбы с опорными поверхностями, опи-
ленными по радиусу трубы. Концы болтов и шпилек следует
раскерннвать или расклёпывать во избежание отвёртывания гаек.
РЕМОНТ ПОСТАНОВКОЙ МУФТЫ
Некоторые элементы трубчатой конструкции можно ремонтиро-
вать способом постановки муфты, выполненной из двух половин-
Такой ремонт осуществляется следующим образом:
1. Из листовой стали изготовляют две половины муфты так,
чтобы они плотно обхватывали ремонтиру емую трубу. Для склёпы-
102
ванн обеих половин между собой им даются припуски 14—15 мм
на сторону.
2. Муфту пригоняют по месту и склёпывают несколькими
контрольными заклёпками (рис. 84).
Рис. 84. Ремонт грубы постановкой муфты
3 Размечают отверстия для конусных шпилек и заклёпок.
4. Устанавливают конусные шпильки на место и затягивают их.
5. Склёпывают обе половины муфты стальными заклёпками.
Повреждение
Рис. 85. Ремонт
вмятин (пробоин) на трубе постановкой
накладок на заклёпках
На рис. 85 показан способ ремонта трубы
док при наличии на ней вмятин или пробоин.
постановкой накла-
Рис 86. Ремонт одиночной пробоины постановкой односторонней накладки
на заклёпках
Одиночные вмятины и пробоины диаметром не более 20 мм
ожно ремонтировать способом постановки односторонней на-
ладки, как показано на рнс. 86.
103
§ 20. ВЫПРАВЛЕНИЕ ВМЯТИН НА ТРУБЧАТЫХ ЭЛЕМЕНТАХ
Незначительные вмятины труб на стойках, раскосах и лонже-
ронах, глубина которых не превышает 1,5 мм, а диаметр 8 мм,
можно оставлять без каких-либо исправлений. Трубы с вмятинами,
глубина которых более 1,5 мм, при отсутствии деформации на
остальной части трубы могут быть усилены способом наложения
накладки из листовой стали.
В некоторых случаях выправление вмятин осуществляется
путём прогонки по трубе конусной оправки, внешний тиаме гр
которой в цилиндрической части её равен внутреннему диаметру
трубы. Обычно после выправления такая труба усиливается поста-
новкой на заклёпках внутреннего бужа.
Нагрев трубы при прогонке сквозь неё конусной оправки не
допускается, так как трубчатые элементы в силовом каркасе тер
мически обработаны для получения нужных механических свойств,
и нагрев может резко снизить эти механические свойства и умень
шить прочность всей конструкции. Наплавка металла в места'
вмятин тоже не допускается по причине нагрева, неизбежного пр>
таком способе ремонта.
Трубы, имеющие вмятины глубиной более половины диаметра,
с трещиной вдоль трубы до трёх диаметров или с поперечной тр<
щиной до половины диаметра (при незначительной деформани
самой трубы) надо усиливать бужами, сваренными из двух пол<
вин, о чём будет сказано ниже.
§ 21. ОСОБЕННОСТИ РЕМОНТА ПОЛУСФЕРИЧЕСКИХ ПОВЕРХНОСТЕН
ОБШИВКИ САМОЛЕТА
Отличительной особенностью ремонта выпуклых поверхнос
является несколько усложненная пригонка заплаты к ремонтиру
мой поверхности. Так, например, ремонт поверхности кока вины,
капотов мотора, обтекателей п других частей обшивки, котор>
имеют более сложную конфигурацию, нежели обшивка крыла,
связан с необходимостью выколоточных работ (пригонка заплаты
по месту).
Если заплаты небольшие, то их лучше всего изготовлял из
алюминия, так как он хорошо тянется и позволяет придать месту
сложную форму.
В тех же случаях, когда при наложении заплаты требуе ся
обеспечить прочность ремонтируемой детали, её следует иэго о
влять из листового дуралюмина, предварительно термически iJ-
боданного (отожжённого), так как неотожжённыи дуралюмин ”е
поддаётся выколоточной обработке.
Выколоточные работы производятся обычно при помощи 'Ре'
винного молотка (киянки) и деревянной подставки-выколотки.
Выколотка (вытяжка) заплаты для придания ей формы, сио1'
ветствующей ремонтируемой поверхности, осуществляется удар*411
молотка по заплате, уложенной на подставке-выколотке. ;i ' '
104
щую полусферическое углубление. Удары наносят до тех »р,
пока заплата не примет нужной формы
Заплаты могут быть установлены на заклёпках, на пистонах
и на винтах, в зависимости от удобства подхода к ремонтируе-
мому участку.
§ 22. СПОСОБЫ РЕМОНТА УЗЛОВ
Ремонт узлов (клёпаных .тли сварных) ошостся к числу
сложных ремонтных работ, требующих большого практического
опыта if знаний. Как правило, конструкционный узел является
и силовым узлом. Силовые элементы узла распределяют усилия
по всей конструкции II направление осп элемента, и его крепле-
ние имеют существенное значение в нагружении узла. Смешение
оси элемента в результате ремонта может вызвать перераспреде
ление усилий, при этом некоторые элементы могут оказаться пере-
груженными, что может привести к появлению трещин, вмятин
или срезу заклёпок. В сварных узлах в таких случаях чаще всего
возникают трещины по сварным швам, как местам, более ослаб-
ленным в результате нагрева их при сварке.
Следовательно, надо учитывать, что при ремонте узлов свар-
ных или клёпаных не исключена возможность нарушения распре-
деления усилий, передаваемых элементами в результате смеще-
ния оси элементов, и поэтому ремонт узлов нужно выполнять
с большой тщатечьностью и осторожностью, строго соблюдая
заводскую технологию.
§ 23. СПОСОБЫ РЕМОНТА КЛЕПАНЫХ ЛОНЖЕРОНОВ
РЕМОНТ ПОЯСОВ ЛОНЖЕРОНОВ
В практике возможны следующие повреждения поясов л.яе-
РОНОВ:
а) полное разрушение пояса;
б) разрушение вертикального ребра пояса;
в) частичное разрушение горизонтальной полки пояса.
Ремонт поясов с такими повреждениями может быть осущест-
влён путём постановки усиливающих угольников и накладок Раз-
меры угольников и накладок выбирают в соответствии с разме-
рами повреждённого участка пояса. Материал по своим механи-
ческим качествам также должен соответствовать материалу, из
которого изготовлены ремонтируемые элементы. Если же механи-
ческие качества применяемого материала не соответствуют меха-
ническим качествам ремонтируемых элементов, то, прежде чем
приступить к ремонту, следует подобрать необходимые сечения
Угольников ц накладки расчётом на равнопрочность.
Например, пояса лонжеронов изготовлены из хромансилевых
Р°филей с коэфиниентом прочное in на разрыв
, -г+15
□ = 1Ь5_ - кг им-,
L
a l i складе имеются хроманснлевые профили такого же сечения.
Но с коэфициентом крепости
з„= 150 1 Ю кг мм2.
В
Постановка усиливающих угольников из таких профилен
вполне возможна при непременном условии сохранения равно-
прочности.
Расчёт на равиопрочность производится по следующей схеме:
1. Путём обмера вычисляют площадь поперечного сечения
ремонтируемой полки.
2. Зная F площадь сечения полки в ,и.и2:
сй-— коэфициент крепости на разрыв материала полки
в кг/мм'1;
Рра,р— разрушающее усилие на разрыв полки в кг, вели-
чину его подсчитывают по формуле
^paip = °F.
j. Зная, что материал профиля, из которого будут изго<
влены усиливающие угольники, имеет коэфициент крепости на
разрыв
^L> — 150 10 кг мм1,
вычисляют необходимую равнопрочную площадь угольников
н накладки по формуле
р _ Рразр
1. Вычислив необходимую равнопрочную площадь усиливаю-
щих угольников п накладки, вычисляют необходимое количество
заклёпок по одну' сторону стыка, помня, что соединение будет
равнопрочным, если разрушающее усилие на разрыв полки или
угольников и накладки будет равно разрушающему усилию на срез
заклёпок по одну сторону стыка.
3. Диаметр заклёпок подбирают по формуле
d = 2 V ~S ,
где d— диаметр в мм-.
S -суммарная толщина склёпываемых листов.
6. Вычислив диаметр заклёпок и зная коэфициент крепости
на срез материала, из которого изготовлены заклёпки, вычисляй-
разрушающее усилие на срез одной заклёпки по формуле
Р F з — о --
1 разр. чакл 1 мкл Ар —• Ар
гд. ДРй)р. закл — разрушающее усилие на срез одной заклеим
в кг;
егср—коэфициент крепости на срез материала заклёгн.и
в кг/мм2;
Дззкл — плоша.ть поперечного сечения заклёпки в мм-,
d — диаметр заклёпки в мм.
7. Зная разрешающее усилие на срез одной заклёпки Рр;нр. ,db-.q
и Рра р — разрешающее усилие на разрыв ремонтируемого
элемента, вычисляют необходимое количество заклёпок по одну
сторону стыка по формуле
/г = _рр-"р
^разР. закл '
где Г1 — количество заклепок.
8 Расположение заклёпок размечают из условий конструкции
или рассчитывают шаг шва по формуле
t — Зт/ -J- 2 мм,
где t — шаг заклёпок в мм;
d — диаметр заклёпок,
Рис 87. Повреждение колки и стенки лонжерона
Ниже приводится примерный расчёт на равнопрочность при
ремонте лонжерона, имеющего пробоину в горизонтальной полке
пояса лонжерона и в стенке (рис. 87). Лонжерон выполнен из
поясов таврового сечения, термически обработанных до
<7„— 165+1г’я? ММ1,
D °
11 Дуралюминовон стенки.
Способ ремонта. Горизонтальная полка усиливается постанов-
кой двух угольников и накладки. Стенка ремонтируется постанов-
кой накладки на заклёпках.
I- Путём обмера полки вычисляют её площадь поперечного
сеченпя. Предположим, что
Л10.,ки = 20(3 мм-,
а„== 155 кг мм1.
10/
2. Зная /’’полки и сй, вычисляют разрушающее усилие на
разрыв полки:
/•’ра-.р = Л.олкц --= 155-200 = 31 ООО кг.
3. Из числа имеющихся профилей и листовой стали подбирают
усиливающие угольники и накладку с коэфициентом крепости
□В1 = 140 кг/мм2, и, следовательно, равнопрочная площадь уси-
ливающих угольников и накладки будет
р _ /’разр _ 31 000 922 .
Г' ~ — 140 “zz •
4. Листовую сталь берут толщиной 2 мм, а ширину накладки
5Р мм, следовательно, площадь сечения накладки 2 X 50 — 100 лт.и-
Горизонтальная полка каждого угольника имеет площадь
31X2 — 62 мм, а двух угольников 2x62=124 мм2. Общая пло-
щадь подобранных угольников и накладки будет
= 100 i 124 = 224 мм2,
разность площадей 224—222 = 2 мм увеличит запас прочности.
5. Стальные заклёпки выбирают диаметром d = 4 мм с коэ-
фициентом крепости на срез <дР = 120 кг/мм2; тогда разрушаю-
щее усилие на срез одной заклёпки в одной плоскости опрете-
лится из формулы
,, г-‘/2 ,.3.14-16 ,-<<->
Ираф. на Срез — Зср —— 1-0 - -- 1 о1_ К?.
Необходимое количество заклёпок вычисляют по формуле
/у,., я. 31 000
/I- 1 = - ).
jp. зак.1 1 512
6. После определения числа заклёпок размечают шов, прини-
мая шаг заклёпок t — '6d-\-2 мм. После расчёта шва легк
определить длину угольников и накладки по формуле
Д = п J-2Z,
где I. — длина угольника в мм-.
а — длина вырезанной части полки в мм;
/ —длина конца угольника по одну сторону от вырезанной
части полки.
Произведя такой расчёт на равпопрочность, приступают к вы-
полнению ремонтных работ, придерживаясь следующего порял
1. Вскрывается обшивка крыла (рис. 88) с таким расчёл
чтобы обеспечить удобный подход для работы.
2. Ножовкой с мелким зубом вырезают повреждённый учасю..
так, чтобы все трещины и рваные края были удалены. Торпы ни.
тельно запиливаются напильником.
3. Изготовляется вкладыш и тщательно подгоняется но мес:
вырезанного участка.
108
4 Изготовляются угольники и накладка соответствующей
дпины и конфигурации и тщательно прппплнваются по месту.
Рис 88. Ремонт лонжерона
5. Размечается заклёпочный шов, намечаются кернером центры
отверстий и высверливается несколько отверстий. Заусенцы сни-
маются напильником.
Сеченое по/ /
Рис. 89. Ремонт вертикальной полки пояса лонжерона
6. Угольники и накладку крепят контрольными заклёпками,
после чего высверливают все отверстия по намеченным центрам.
7. Весь стык проклёпывается по высверленным отверстиям.
Сечение по А А
Рис. 90 Ремонт горизонтальной полки пояса лонжерона
После окончания клёпки весь отремонтированный участок про-
веряется и лакируется, как и весь лонжерон.
8. Вскрытая обшивка ставится на место п приклёпывается по
тарым отверстиям.
]()У
9. Поверхность обшивки зачищается и закрашивается в местах
нарушения лако-красочного покрытия.
Ремонт пояса лонжерона в случае разрушения вертикального
ребра его показан на рис. 89; ремонт горизонтальной потки
в случае частичного повреждения её показан на рис. 90.
РЕМОНТ СТЕНОК ЛОНЖЕРОНОВ
При наличии пробоины в стенке лонжерона порядок pt «онга
сводится к следующему:
1. Повреждённое место стенки тщательно обрезается так, чтоб'
все трещины и рваные края были удалены.
Сечение пол 4
- 15---
---15 -4,8.
Рис. 91. Ремонт стенки лонжерона
2. Высверливаются заклёпки, которыми стенка крепится к поп
3. Из листового материала такой же толщины, как п citi
вырезается заплата соответствующих размеров и подгоняе
к месту.
4. Размечается заклёпочный шов, согласно установлена
нормам.
5. Заплата приклёпывается к месту (рис. 91).
6. Отремонтированный участок закрашивается так же
и весь лонжерон.
110
Ha pitc. 92 показан способ ремонта сгенкп лонжерона элерона.
Порядок работы в этом случае ничем не отличается от рассмот-
ренного выше порядка при ремонте стенки лонжерона крыла. Про-
кладка между стенкой лонжерона и угольником может быть
выполнена из балинита или из дуралюмина. Заклёпки в местах
приклёпывания стенки к угольнику устанавливаются с шайбами
под замыкающими головками. После окончания ремонта отремон-
тированная часть закрашивается так же, как и весь лонжерон.
§ 24. СПОСОБЫ РЕМОНТА АГРЕГАТОВ СВАРНОЙ КОНСТРУКЦИИ
МЕТОДОМ СВАРКИ
ПРИМЕНЕНИЕ СВАРКИ В САМОЛЕТОСТРОЕНИИ
II В РЕМОНТНОМ ДЕЛЕ
В современном самолётостроении сварные конструкции детален
и агрегатов самолётов имеют такое же широкое распространение,
как и клёпаные. Основное преимущество сварных конструкции,
выполненных из лёгких стальных труб, заключается в том, что они
при сравнительно малом весе обладают значительной прочностью.
В зависимости от источников тепла, используемых при сварке,
различают газовую (автогенную) сварку, электросварку' и ато.м-
новодородную сварку. Электросварка в свою очередь делится на
дуговую, точечную и роликовую. При любом виде сварки нагрев
металла до сварочной температуры вызывает образование крупно-
зернистой структуры как в самом шве, так и в прилегающих
к нему зонах основного металла. Эти структурные изменения ока
зывают заметное влияние на механические качества сварного
соединения.
Электросварка выгодно отличается от газовой сварки тем. чю
она в меньшей степени ухудшает структуру металла свариваемых
частей п не сопровождается их значительным короблением, свя-
занным с опасностью образования трещин.
На самолётостроительных заводах при изготовлении сварных
деталей и агрегатов применяют все основные виды сварки (газо-
вую, электрическую и атомноводородную); в условиях полевого
ремонта самолётов наиболее широкое применение имеет автоген-
ная сварка. Для этой цели ПАРМ снабжается автогенносварочной
аппаратурой и имеет в штаге специалиста-сварщика.
ОБОРУДОВАНИЕ СВАРОЧНОГО ПОСТА ПАРМ
Оборудование сварочного поста ПАРМ состоит из следующей
аппаратуры.
1. Ацетиленовый генератор тина «Рекорд»
Ацетилен (С,Н.,) — горючий газ с резким запахом чеснока,
способный гореть на воздухе коптящим пламенем. Взрывная
опасность смесей ацетилена с воздухом чрезвычайно велика.
..//
поэ' омх нсооходимо тщательно следить за герметичностью всех
ацетиленовых приборов и трубопроводов.
Хцетилен получается действием воды на карбид кальция. Для
разложения 1 кг карбида кальция требуется 0,5 л воды. При этом
получается 250—300 л ацетилена.
Схема устройства ацетиленового генератора «Рекорд» пока-
зана на рис. 93. В корпус 1 генератора, наполненный водой, по-
о „ гружён плавающий колокол 2
Рис. 93. Схема газогенератора шпа
„Рекорд1".
1 корпус генератора; 2 колокол;
.? камеры; 4— воронка; .5—ниппель;
К трубка; 7 — колпак; 8 -трубка;
.9- очиститель; 10 — водяной затвор;
И предохранительная груба;
12—ныаш
этого недостаточно, и для более
Внутрь корпуса залита вода
до метки, имеющейся на во-
ронке 4; в нижней части кор-
пуса вделано две камеры 3
с коробками, в которые за-
кладывается карбид кальция.
Через ниппель 5, связанный
с колоколом, вода поступает
по шлангу 12 в камеру 3, где
она взаимодействует с карби-
дом кальция; выделяющийся
при этом ацетилен по трубке б.
накрытой колпаком 7, посту-
пает под колокол, откуда по
трубке 8 направляется через
очиститель 9 и водяной за
гвор 10 к сварочному посту
Ацетилен, полученный в ге
нераторе, содержит вредные
примеси, состоящие из серо
водорода, фосфористого водо
рода и др. Часть этих приме
сей удаляется в процессе про
мывки ацетилена водой, но
мной очистки от примесей аце-
тилен пропускается через специальный очиститель.
Водяной затвор 10 предохраняет генератор от взрыва при
«обратных ударах», возникающих в тех случаях, когда горючая
смесь воспламеняется внутри сварочной горелки и пламя устрем-
ляется по трубопроводу в генератор.
Производительность генератора «Рекорд» 1 000 л ацетилена
в час. Вода заливается в генератор в количестве 65 л. Емкое!
загрузочной коробки генератора рассчитана на 2 кг карбида.
2, Кислородные баллоны
Ацетилен при сварке сжигается в струе кислорода, и темпе-
ратура горения при этом достигает 3 000 — 3 200°.
Для целей сварки кислород доставляется в стальных балле
нах. окрашенных в синий цвет. Ёмкость баллона 40 л. При нор
мальной зарядке кислород находится в баллоне под давлением
Г50 аг.
Баллон снабжается запорным
вентилем, боковой штуцер кото-
рого служит для присоединения
редуктора, понижающего давле-
ние' кислорода в баллоне до ра-
бочего давления 2—3 ат.
При перевозке и хранении
баллонов на боковой штуцер
вентиля навёртывается заглушка.
Вентиль для предохранения от
повреждении закрывается колпа-
ком. На нижнюю часть баллона
для придания ему устойчивости
при стоянке насаживается баш-
мак.
3. Сварочные горелки
Сварочная горелка предназна-
чается для лучшего смешения
ацетилена с кислородом, обес-
печивающего устойчивость пла-
мени.
Наиболее широко распростра-
нены сварочные горелки СТМ
(рис. 94) низкого давления (ин-
жекторного типа). Каждая го-
релка такого типа снабжается
набором наконечников (мунд-
штуков) различных размеров от
Vs 00 до № 3.
Ацетилен поступает в горелку
иод небольшим давлением по-
рядка 0,01—0,02 ат, а кислород
иод давлением 2—3 ат. Коли-
чества ацетилена и кислорода,
поступающие в горелку, регули-
руются имеющимися на горелке
вентилями.
Чтобы обеспечить наиболее
высокое качество сварки, пода-
ча кислорода и ацетилена в го-
релку должна быть отрегулиро-
вана так, чтобы на 1 объём аце-
тилена приходилось 1,1 —1,2 объ-
ема кислорода.
При таком составе горючей
',есп сварочное пламя состоит
П.’»ц. №
7/3
из трёх зон (рис. 9о), из которых первая зона, имеющая ярко-
белую светящуюся окраску, называется ядром, вторая зона,
окружающая ядро и имеющая фиолетовый оттенок, называется
восстановительной зоной, и третья зона, называемая оболочкой,
имеет вид длинного факела жёлто-красного цвета. Сварку произ-
Рис. 95. Строение сварочного пламени:
7 - первая зона (ядро); 2 — вторая (восста-
новительная! зона; 3—третья зона (обо-
лочка)
водят нагреванием металла
восстановительной зоной
пламени, гак как эта зона
имеет наиболее высокую
температуру и, кроме п го,
содержит окись углерода,
которая восстанавливает оки-
сли, образующиеся на по-
верхности расплавленного
металла.
СТАЛИ, ПРИМЕНЯЕМЫЕ Д 1Я
СВАРНЫХ САМОЛЁТНЫХ
КОНСТРУКЦИИ
Хорошая сваривав щз.
наряду с высокой прочно-
стью — наиболее ван-
требование, предъявляв,
к сталям, применяющимся для изготовления сварных самолётных
конструкций. Марки сталей и области их применения в самолёте
строении указаны в табл. 15.
Т а б л н ц ..
Стали, применяемые для сварных самолётных конструкций
Марка стали Область применения X ара к।ер сва риваем< >с i
Мало- углеро- дистая сгаль 20А Для сварных деталей с преде- лом прочности до 40 к. /л/.вЯ а также для косынок, накладок и рёбер жёсткости сварных конст- рукций из сталей 25ХГСА и ЗОХГСА Хорошо сваривается .ту । "if । сваркой и у аовлетворигслььо газовой. При газовой св,>р> деталей малой толщины с жч кнм контуром ИЛИ СЛОЖИ" конфигурации появляются т щниы
Марган- цови- стая сталь 12Г1А Для сварки конструкций с пре- делом прочности до 70 1.г,мч- Хорошо сваривается вег видами сварки. При гатос сварке не даёт трещин
Хроман- силь . ЗОХГСА Для всех самолётных конструк- ций с пределом прочности 180 кг .им- Хорошо сваривается дую1 сваркой и удовлетворительно газовой При газовой свар топких изделий сложной к' фигурации ноявляо гея
шипы
114
Марка
стали
| Область применении
I
Характер сваривае мости
Хроман-
силь
25ХГСА
Нержа-
веющая
сталь
ЭИ юо
Нержа-
веющая
сталь
эя1т
Для сварных конструкции i
пределом прочности не более
I 10 кг 'м и2
Для ki iicipyKUiiii, термически
не обрабатываемых после сварки,
с пределом прочности НО кг/мС-
и для изделий, требующих приме-
нения немагнитной стали
Для конструкций с высокой
жаростойкостью (выхлопная си
стема) и для изделий, где тре-
буется глубокая высадка из т;с-
Mai нчтной стали
Хер "'О сваривается дуговой
сваркой и удовлетворительно —
газовой. Обладает мевтыли и
склонностью к образованию
трещин по сравнению со статью
ЗОХГСА. При газовой сварке
сложных конструкций появля-
ются трещины
Газовая и дуговая сварка нс
применимы Хорошо свари-
вается точечной и роликовой
I варкой
Хорошо сваривается всеми
вилами сварки
ПР1 [САДОЧНЫЕ М-МЕР!IАЛЫ
Присадочные материалы, применяемые в виде проволок при
газовой сварке, служат для заполнения паза между хромками
свариваемых частей. Присадочная проволока должна удовлетво-
рять следующим основным требованиям:
1. Поверхность проволоки должна быть чистой, без ржавчины
и окалины.
2. Присадочный металл должен плавиться спокойно, без раз-
брызгивания.
3. Наплавленный металл после затвердевания должен давать
плотный шов, без раковин и пузырей.
При газовой сварке сталей марок 20А. 12ПА. 25ХГСХ
и ЗОХГСА присадочную проволоку следует выбирать, руковод-
ствуясь табл. 16.
Т а с п п а ’(>
Присадочная пр сволока
Присадочная ирово.и>1с
•чарка ОСНОВНОГО материала Времени е сопротивле- ние разрыву основного материала в кг мм- ' марка номенкла- турный номер по У ТС ам е гр проволок г: в и .и
20А 12Г1Д 25ХГСА ЗОХГСА 25ХГСА ЗОХГСА До 50 Малоугле- родистая До 70 сталь 10А } До 90 Свыше ! 0 Хромомо- 1 либденовая гталь20ХМА 53 262 53 .63 53/264 53 265 53/266 53/267 53/269 53/271А 53/270 53/271 1.0 1.5 2,0 2,5 3,0 4.0 1,0 1,5 2,0 •3.0
8*
При сварке жароупорной нержавеющей стали ЭЯ1Т в каче-
стве присадочного материала применяется проволока из стали
лого же состава, что и основной материал, но с несколько пони-
женным содержанием углерода. Допускается также применение
полосок квадратного сечения 1,-> 1,0 и.и, нарезанных из листов
основного .магерпа.ia.
ПОДГОТОВКА ДЕТАЛЕН К РЕМОНТУ ГАЗОВОЙ СВАРКОЙ
Сварные швы могут быть выполнены втавр, встык н ВНа-
ХЛё'ТКу.
Подготовка кромок у свариваемых деталей должна быт
равномерной по всей длине шва, заусенцы и другие неровности
необходимо удалить запиловкой.
При газовой! сварке подготовка кромок производится в соит
ьетствпч с данными, приведёнными в табл. 17.
Т 30.n1 и а 17
Подготовка кромок и допуски на зазоры
для газовой сварки
' Подголовка | Д-™ газовой и атомно-
Вид Толщина материала в мм кромок водородной сварки раз-
меры в мм
а б
I
/М
, Толщина материала в мм
Вид I
сварки । .
I А’ 5, | ЛЧ
11олл отовжа
кромок
Для газовой и аюынч-
волороднон сварки
размеры в зги
Сварка
втавр
Места, подлежащие сварке, необходимо тщательно зачищать
металлической щёткой или наждачным полотном на расстоянии
не менее 10 мм от шва. Для очистки свариваемых деталей от
грязи и масла рекомендуется пользоваться раствором следхю-
щего состава (в % по весу):
Сода бельевая . 2,0
Мыло зелёное . . 0.9
С текло жидкое . . 0,7
Вода . ... . . 96,4
Перед очисткой свариваемых деталей этот раствор необходи-
мо подогреть до температуры 60—70". Детали выдерживаются
в ванне с раствором в течение 30—35 минут, после чего они
Должны быть тщательно промыты горячей водой.
ВЫБОР РЕЖИМА ДЛЯ ГАЗОВОЙ СВАРКИ
Качество газовой сварки в значительной мере зависит от пра-
вильного выбора номера наконечника сварочной горелки, диа-
метра присадочной проволоки и рабочего давления кислорода.
Поступающего в горелке.
Режим сварки выбирается в зависимости от толщины свари-
ваемого материала, при этом принимаются во внимание данные,
Приведенные в табл. 18.
117
Таблица j.4
Режим газовой сварки
Режим (.варки Сочетание толщины стенок свариваемых деталей в жн
0.5-1 0.5|о,»-р0,8 0,5+1,0 0,8 -f-I,5 1+1', 1+2| 1+3 1,5+1,5 1,5+3,0 24-2 2+3 2,04-4,0 2,5+2,5 2,5 4'5.0 3-е 3+3
Н^м -р наконечника . . 00-0 0 <>1 I 1 1 1-2 2 CaJ
Давление ки*хлороаа в ат .... 1,5 1,5 1.5 ') 2,5 2,5 3 3
Диаметр । рисадочной Прово IOK-Ц В -И.И . 1 1 1.51 1,5 2 2 2,5 3
Особенно важное значение имеет правильный выбор номер,
наконечника горелки. При пользовании наконечником меньшей
номера, чем это необходимо. расплавление металла требует более
длительного времени, применение же наконечника слишком вью
кого номера может вызвать брак вследствие пережога металл,
ОБЩИЕ ПРУВПДА ВЫПОЛНЕН!^ СВУРОЧНЫл РАБОТ 11 КОН1РО. 1и
1!.\ КАЧЕСТВА
Наиболее типичными повреждениями трубчатых сварных кон-
струкций самолётов являются вмятины, пробоины, склад
и наплывы \ труб и трещины в сварных узлах.
Ремонтные работы с применением сварки должны произво-
диться шшь после тша,единого осмотра дефектного меш
п \становления причин, вызвавших то или иное поврежден
Наиболее надёжный способ точного определения размеров и par
положения трещин в сварных соединениях травление дефе
ного места ЮН водным раствором азотной кислоты путём на лу-
жения тампона из ваты, смоченной этим раствором. Травлен
продолжается в течение 2 -3 минут, после чего програвленн ю
поверхность плательно осматривают через лупу с 10—20-краги г'
увеличением. После просмотра дефектного места его промыва!"
денатурированным спиртом для удаления остатков раство;
азотной кислоты и зачищают наждачным полотном. При травле н
необходимо следить за тем, чтобы раствор не попадал на сое
пне части, особенно на дуралюмпновыс.
После осмотра повреждённого участка принимается решен। <
о возможности его ремонта с применением сварки и выбирает
наиболее рациональный способ ремонта, обеспечивающий сохр
пенне необходимой прочности ремонтируемой детали. При эт
необходимо учитывать, что газовую сварку можно применяй’
только для ремонта деталей с временным сопротивлением ра <ры
до 100 кг-мм-. При ремонте элементов и узлов, закалённых
получения временного сопротивления разрыву выше 100/г •' ' ’
рекомендуется применять луговую сварку.
После окончания сварки все швы и прилегающий к ним основ-
ной металл должны быть тщательно очищены металлической
щёткой от окалины, окислов. ржавчины и т. и.
Контроль качества сварного шва при ремонте в полевых усло-
виях сводится к внешнем} осмотру. Шов должен иметь ровную
чешуйчатую поверхность, причём каждая последующая чешхйка
должна перекрывать нс менее чем на три четверти предыдущую.
Сварной шов не должен иметь трещин, пор, свищей, подрезов
основного металла, непровара и пережога. Признаком непровара
служит отсутствие сплавления между основным п присадочным
материалом. На, шчпе окалины и бугровагость поверхности металла
свидетельствуют о его пережоге.
РЕМОНТ ГРУБ СВАРНЫХ САМОЛЕТНЫХ КОНСТРУКЦИИ
Вмятины на трубах самолётных конструкций допчетпмы, если
глуб па их не превышает 1,5 .им, а диаметр 8 льи. Требы с вмя-
тинами глубиной свыше 1,о ,ч.п, при условии отсутствия деформа-
Рис. !>6. Ремонт греби наложением разрезного бужа или накладки
Сечение по/1*
Щш на остальной части трубы, можно усиливать наложением раз-
резного бужа (рис. 96, сверху) или накладки (рис. 96, снизу;,
изготовленной из листовой стали такой же толщины, как и стейка
ремонт!। ру емой грубы.
Установка разрезного бужа производится следующим обра-
зом ;
1. Ремонтируемый участок трубы очищают от грязи, жировых
пятен и лако-красочного покрытия.
2. Нз трубы того же материала и той же толщины, что и ремон-
тируемая труба, заготовляют буж с внутренним диаметром,
равным внешнему диаметру ремонтируемой трубы. Удлинение
сварного шва и, следовательно, увеличение его прочности дости-
гаются применением фигурных вырезов на концах бужа. Буж
разрезают по диаметральной плоскости на две части.
7/Р
3. Обе половины бужа устанавливают на ремонтируемый уча-
сток трубы, прихватывают (сваривают) в нескольких точках.
Размер берется от конца
гпреицинь/ или вмятины
Рис. 97. Ремонт трубы приваркой двусторонней
накладки
а затем приваривают окончательно. Во избежание перегрева
соседних участков трубы их обкладывают мокрым листовым
асбестом.
Рис. 98. Зтмспа участка грубы с постановкой двух наружных буж.
4. Отремонтированный участок очищают от окалины и окислив,
после чего покрывают бесцветным масляным лаком, что даёт
Рис. 99. Замена участка трубы с постановкой двух внутрении
бужей
возможность вести наблюдение за состоянием наложенных швов
в процессе эксплоатации самолёта.
Ремонт трубы, имеющей трещину, приваркой к ней двусторон-
ней накладки производится аналогично и показан на рис. 97
120
Постановкой разрезного бужа можно усиливать трубы. имею-
щие вмятину глубиной не более половины диаметра повреждён-
ной трубы, а также продольные трещины длиной не более трёх
диаметров и поперечные трещины длиной не более половины
Рис. 100. Ремонт трубчатых элементов постановкой бужен
Диаметра при условии, что на остальной части трубы имеются
лишь незначительные деформации.
Если же труба имеет более значительную по глубине вмятину,
более длинную трещину или пулевую пробоину, необходимо уда-
лить повреждённый участок трубы и заменить его новым, поста-
427
Г JI АВА 4
РЕМОНТ ЛАКО-КРАСОЧНЫХ ПОКРЫТИЙ АГРЕГАТОВ
САМОЛЁТОВ. СПОСОБЫ УСТРАНЕНИЯ КОРРОЗИИ
§ 25. ОСНОВНЫЕ ЛАКО-КРАСОЧНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ПРИ РЕМОНТЕ ПОКРЫТИЙ МЕТАЛЛИЧЕСКИХ ОБШИВОК САМОЛЕТОВ
Таблиц а 1 >
don он ох Наименование материалов Марка при кисте- 'S? 3 вом спосо- ° § § бе окраски ° _ g при пульве- = 7. — ризацнон- | п а' “ НОМ СПОСО- о О бе окраски1 о £ 1Зазначен-те
1 Грмп лако-масля- иый АЛГ-1 50 60 Для грунтования дуралюмнновых и электронных обшивок
2 Грунт эмаль лако- масляная АЛ Г-5 50 60 Для грунтовать стальных идуралюмн новых поверхностей
3 Грунт г.шфталевый 138-А 45 55 Для грунтовании головок заклёпок дур- алюминовых поверх костей, покрываемых нитроэмалями
4 Эмаль масляная зе- лёная А 24 Г 60 80 Для окраски метал лнческой обшивки с внешней стороны
5 Эмаль масляная алюминиевая АЭ-8 — 70 То же
6 Эмаль масляная го- лубая А28Г 80 100 То же
7 Эмаль масляная тёмносерая А32М 70 90 То же t
124
Продолм ение
। 11<»рма расхода
па 1 .и- в г
(на один сдой)
I № но пор. 11анмепование материалов Марка 1 ' ' с [ 1 О О g С_» О £? (1 рн пульве- ризацией- 1 ном спосо- бе окраски 1 Назначение <
при кн вом си б1 о
8 Эмаль масляная светлосерая АЗЗМ 1 80 100 То же
9 Эмаль масляная го- лу <5 а я А28М 80 но Для окраски метал- лических обшивок с внешней стороны
10 Эмаль глнфталсвая красная А13Ф 80 100 Для нанесения оно знавателъиых знаков на поверхностях, окра- шиваемых по масля- ному варианту
11 Эмаль лако-масля- ная белая А-11 90 • 100 То же
12 11нтроклей А К-20 150 Для приклеивания ткани н изготовле- ния ннтрошпатлёв- кн ПП1 1
13 Аэролак второго по- крытия алюминиевый » АП Ал 150 180 Для окрашивания металлической об- шивки с внешней сто- роны, окрашиваемой но нитроварнапту
14 Аэролак второго по- крытия зелёный (глян- цевый) АГ'Т-4 160 220 1 О /КС
15 Аэролак второго по- крытия голубой (глян- цевый) АГТ-7 1 220 250 и
16 । Аэролак второгопо- крытия красный АП-Кр 1 190 200 Для нанесения опо- знавательных знаков на поверхностях, окра- шиваемых по иитро варианту
/25
Продолжена
о Е О Наименование материалов Марка Норма расхода на 1 .и*- в i (на один слой) Назначение
при кисте- вом спосо- бе окраски при пульве- ризацион- ном спосо- бе окраски|
17 Аэролак второго по- крытия белый АП-БеЩк; 230 — То же
18 Нитрошпатлёвка АШ-32 300 — Шпатлёвка наносит- ся для выравнивания структуры гкани по местам, зашпатлёван- пым пробковой шпат- лёвкой
19 Разжижитель РДВ — — Для разжижения нитроэмалей
20 Смывка сиецнааь- I ая СД си. 150 Для удаления ста- рого лако-красочного покрытия
21 Смывка обыкновен- ная СД об. 1 250 — Го же
§ 28. ОБЩИЕ УКАЗАНИЯ
ПО РЕМОНТУ ЛАКО-КРАСОЧНЫХ ПОКРЫТИИ
Все работы по окраске следует проводить в закрытых помеще-
ниях (ангарах или палатках). В сухую и безветренную погодх
разрешается производить окраску под навесом.
При окраске нитроэмалями относительная влажность воздхх
должна быть не более 70%. Сушку следует производить при тем-
пературе 12—35.
После окраски выводить самолёты из ангаров (закрытых
помещений) в случае дождя, снега или тумана можно не ранее
чем через 12 часов после высушивания покрытия.
Все лако-красочные материалы должны удовлетворять техни-
ческим требованиям. Самолёты, окрашенные глянцевыми эма-
лями, перекрашиваются только глянцевыми эмалями.
В практике эксплоатации металлических самолётов возможны
следующие характерные случаи изменений и разрушений покры-
тия на внешних поверхностях обшивок-
1. Незначительное омеление и появление на поверхности серо-
ватого налёта.
2. Значительное омеление и выцветание внешнего слоя покры-
тия.
71-6
3. Значительное омеление и выветривание покрытия с просве-
чиванием грунтовочного слоя.
4. Растрескивание, незначительные механические повреж те-
ния и отслаивание покрытия в местах размещения заклёпок.
5. Шелушение покрытия с отслаиванием от металла, значи-
тельные механические повреждения.
6. Омеление, выцветание и разрушение покрытия преимуще-
ственно в местах размещения заклёпок на самолётах, окрашенных
нитроэмалевыми красками.
7. Разрушение покрытия на участках, зашпатлёванных проб-
ковой шпатлёвкой и оклеенных тканью.
В соответствии с характером повреждений должен быть при-
менён один из следующих способов ремонта.
§ 27. ТЕХНОЛОГИЯ РЕМОНТА ЛАКО-КРАСОЧНОГО ПОКРЫТИЯ
НА ВНЕШНИХ ПОВЕРХНОСТЯХ
Незначительное омеление и появление на поверхности серова-
того налёта:
1. Промыть поверхность, подлежащую ремонту, ветошью, смо-
ченной тёплым 3% водным раствором зелёного мыла, после чего
протереть ветошью, смоченной в чистой воде.
2. Протереть всю поверхность ветошью, смоченной составом
№ 1, состоящим из одной части полировочной пасты № 290, дв\х
частей уайт-спирта и семи частей воды (состав № 1 изготовляется
на месте путём смешения и взбалтывания указанных компонентов
до получения однородной эмульсии).
Примечание. В весеннее и летнее время рабой, i могут производи и.ся
на открытом воздухе
Значительное омеление и выцветание внешнего слоя покрытия:
1. Промыть поверхность чистой ветошью, смоченной тёплым
3% водным раствором зелёного мыла, а затем протереть ветошью,
смоченной в чистой воде.
2. Просушить в течение 2—4 часов.
3. Зачистить поверхность последовательно деревянными скреб-
ками и наждачным полотном № 140—170. '
4. Удалить образовавшуюся пыль сухой кистью и тщательно
протереть ветошью, смоченной чистым бензином или уайт-сппр-
том.
5. Нанести кистью пли пульверизатором укрывистый слой
Масляных эмалей соответствующего цвета.
6. Просушить покрытие в течение 36—48 часов.
7. Нанести опознавательные знаки масляными эмалями (допу-
скается наносить их через 16—18 часов после окончания основной
икраски). Просушить одновременно с основным покрытием.
Значительное омеление и выветривание покрытия с просвечива-
нием грунтовочного слоя:
1- Подготовить поверхность, подлежащую ремонту, точно так
как указано было в предыдущем случае (пункты 1—4).
127
2. Нанести кистью или пульверизатором первый слой масля-
ш: эмалей нужных цветов.
3. Просинить покрытие в течение 24- 36 часов.
4. Слегка зачистить наждачным полотном № 170 и удалить
образовавшуюся при этом пыль.
3. Нанести кистью пли пульверизатором второй слой масляных
эмалей iex же цветов.
6. Просушить покрытие в течение 36 48 часов.
7. Нанести опознавательные знаки масляными эмалями (допу
скается наносить их через 16 -18 часов после окончания основной
окраски; при нанесении кистями — наносить после высушивания
первого основного слоя эмали). Просушить одновременно с основ-
ным покрытием.
Растрескивание, незначительные механические повреждения
и отслаивание покрытия в местах размещения заклёпок:
1. Подготовить подлежащую ремонту поверхность точно так
же. как указано бы.'чо в предыдущих случаях (пункты 1—4).
Зачистке в местах повреждений разрешается производить наж-
дачным полотном № 120.
2. Нанести кистью или пхльверпзатором по местам разруше-
ния покрытия первый слон масляных эмалей нежных цветов.
3. Просушить покрытие в течение 24—36 часов.
4. Тщательно зачистить наждачным полотном № 140—170 все
участки ремонтируемой поверхности покрытия и удалить образо-
вавшуюся при этом пыль.
5. Нанести кистью или пульверизатором второй плотный укры-
впегый слой масляных эмалей тех же цветов.
6. Просушить покрытие в течение 36 18 часов.
7. Нанести опознавательные знаки п просешить их так же.
как указано в предыдущих случаях.
Шелушение покрытия с отслаиванием от металла, значитель-
ные механические повреждения:
1. Очистить поверхность, подлежащую ремонту, от пыли н грязи
ветошью, смоченной тёплым Зс< водным раствором зелёного
мыла, а затем протереть ветошью, смоченной в чистой воде.
2. Просушить в течение 2—4 часов.
3. Подрытие, имеющее плохое сцепление с поверхностью (<ч-
слапг. пощееся), удалить пои помощи деревянных скребков.
4. На повреждённые поверхности покрытия нанести кистью
смывку СД обыкновенную и выдержать до полного разрушения
покрытия.
Примечание. При употреблении смывки необходимо соблюдать еле"
дующие правила:
а) подыревать смывку СД то 30—35', окуная бидоп со смывкои
в горячую воду;
б) не доческать нагревания смывки на огне, так как опа огнеопасна.
в) смывку наносить при помощи смоченных опилок или ветсчич, не
допуская попадания смывки па внутренние поверхности агрегата, чтО
вэ (ывает рагрушенне покрытия;
г) при отсутствии смывки СД обыкновенной разрешается примени'’’
СД специальную (СДсп).
5. Удалить с поверхности разрыхлённую массу краски дере-
вянной лопатой или волосяной кистью.
Протереть очищенную от краски поверхность начисто ветошью,
смоченной в специальной смывке (жидкой, без парафина)
О. Тщательно зачистить всю поверхность наждачным полотном
№ 140 170. Края неповреждённого, прочно держащегося покры-
тия можно зачищать наждачным полотном № 120. Продукты кор-
розии металла должны быть удалены наждачным полотном №170.
7. Сухой кистью удалить с поверхности образовавшуюся пыль
и тщательно протереть ветошью, смоченной в чистом бензине или
хайт-спирте.
8. Нанести при помощи кисти или пульверизатора тонкий слой
грунта АЛ Г-5 пли АЛГ-1 в местах оголения металла.
9. Просушить покрытие в течение 24—36 часов.
10. Нанести первый слой масляных эмалей соответствующего
цвета.
11. Просушить в течение 24—36 часов.
12. Слегка зачистить поверхность наждачным полотном
№ 140 -470 и удалить образовавшуюся при этом пыль.
13. Нанести второй слой масляных эмалей тех же цветов.
14. Просушить в течение 36 18 часов.
15. Нанести опознавательные знаки масляными эмалями (допу-
скается наносить их через 16 18 часов после окончания основной
окраски). Просушить одновременно с основным покрытием.
Омеление, выцветание и разрушение покрытия, преимущест-
венно в местах размещения заклёпок, на самолётах, окрашенных
нитроэмалевыми красками:
1. Подготовить поверхность точно так же, как указано было
в предыдущих случаях (пункты 1—4).
Для сглаживания отдельных переходов допускается размывать
покрытие ветошью, смоченной смесью, состоящей из разжижи-
теля РДВ и воды, взятых в равных количествах, после чего про-
сушить в течение 2 часов.
2. Кистью или пульверизатором в повреждённых местах
и в местах размещения заклёпок положить грунт (138-А) и про-
сушить в течение 6—12 часов.
3. Нанести пульверизатором первый слой аэролака второго
покрытия соответствующего цвета и просушить его в течение
2— 2'1': часов.
4. Зачистить поверхность наждачным полотном № 140—170
11 удалить образовавшуюся при этом пыль сухой щёткой пли
петошью.
а. Нанести пульверизатором второй слой аэролака второго
п°крытия того же цвета. Просушить в течение 5 часов.
6. По истечении двух часов после нанесения второго слоя
Нанести опознавательные знаки аэролаками АН красным и АП
cobip.t Просушить в течение 3 часов.
И,ии. № . 72Р
Разрушение покрытия на отдельных участках, зашпатлёванных
пробковой шпатлёвкой и оклеенных тканью:
1. Ткань на поверхности с крупными трещинами, а также
имеющую плохое сцепление с пробковой шпатлёвкой удалить.
Края прочно приклеенной ткани обрезать прямолинейно, при-
меняя для этого острый нож. Если на поверхности металла проб-
ковая шпатлёвка плохо держится, её также следует удалить
Основное покрытие на 25—30 мм вокруг ремонтируемого участка
размыть до ткани при помощи эмульсии, состоящей из 100 частей
аэролака А1Н и 10 частей воды. Эмульсия наносится кистью на
поверхность и затем покрывается листом пергамента, восковки
или старой лакированной ткани.
После истечения 10—15 минут шпатлёвка размягчается и легко
удаляется деревянным шпателем. Этим достигается возможность
постепенного сведения толщины покрытия на-нет.
2. Если после удаления пробковой шпатлёвки будет устано-
влено, что на металлической обшивке нет грунтовочного покры-
тия, то участок этот следует обезжирить разжижителем ЕДЕ
и после этого кистью или пульверизатором нанести слой грунта
I38-A и просушить его в течение 6—8 часов. Недостаточная
и чрезмерная сушка грунта 138-А не допускается.
3. На плёнку грунта шпателем нанести тонкий слой ни'ро-
шпатлёвки АШ-30, который просушивать в течение 4 часов.
4. Выровнять поверхность до оклеечной ткани пробковой
шпатлёвкой, которую следует наносить тонкими слоями в не
сколько операций. Каждый слой просушивать в течение 3 чаш
Примечание. Пробковая шпатлёвка изготовляется па месте её при
менения путём механического смешивания пробковой крошки, пром
дящей через сито № 50, имеющее 400 отверстий на 1 сл/8, в колпж
стве 12—15ч/0 и нитроклея АК-20 — 85—88"/0.
5. Зачистить зашпатлёванную поверхность наждачным полог
ном № 80—100 и удалить образовавшуюся при этом пыль сухой
щёткой или кистью.
6. На всю оклеиваемую поверхность (включая и размыто
края основного покрытия) нанести плотный слой нитроклея АК-20
и немедленно наложить на него специальную оклеенную ткань
марки АОД. Ткань разровнять руками, покрыть сверху нитро-
клеем АК-20 и плотно притереть тряпичным тампоном. Просу-
шить в течение 8 часов и зачистить наждачным полотном № 140.
7. Нанести плотный слой нитроклея АК-20 и просушить в тече-
ние 2 часов.
8. Зашпатлевать оклеенную поверхность тонким слоем нитро-
шпатлёвки АШ-30, просушить в течение 2—21/2 часов и зачистить
наждачным полотном № 120. Удалить образовавшуюся при эт"М
пыль.
9. Повторить операцию, указанную в пункте 8.
Примечания: I. Суммарная толшина слоёв шпатлёвки, нанесённая
на ткань, должна быть в пределах 0,15—0,2 мм, но с обязательно
укрытием структуры ткани.
2. Наносить шпатлёвку следует обязательно в две операции.
Узо
I г А
10. Загрунтовать зашпатлёванную поверхность слоем алюми-
ниевого аэролака марки АПАл, просушить в течение 2 часов
п слегка зачистить наждачным полотном № 140, удалив обра-
зовавшуюся При этом пыль.
11. Окрасить поверхность при помощи кисти или пульвериза-
тора одновременно с остальной ремонтируемой поверхностью.
§ 28. ОКРАСКА BHJTPEHHHX ПОВЕРХНОСТЕЙ
I Удалить повреждённое покрытие (трешнны, шелушение
н т. п.) смывкой СДоб, подогретой до 40
2. Протереть поверхность металла ветошью, смоченной в бен-
зине.
3. Нанести слой эмали А14 стального цвета или смеси эмали
А14 с грунтом АЛГ-1 в равных объёмах.
ОКРАСКА АРМАТУРЫ САМОЛЕТА
Порядок возобновления окраски следующий:
1. Отстающую старую окраску удалить металлическим скреб-
ком пли при помощи смывки.
2. Протереть поверхность чистой ветошью, смоченной в бен-
зине.
3. Нанести слой лако-масляной эмали соответствующего цвета.
§ 29. ВИДЫ КОРРОЗИИ И СПОСОБЫ ЕЕ ОБНАРУЖЕНИЯ
В условиях эксплоатацип самолёта ег<* металлические части
могут подвергаться коррозии, приводящей к более пли менее зна-
чительному снижению прочности материала.
Коррозией металла называется разъедание его в результате
химических и электрохимических процессов, которые оказывают
разрушающее влияние на структуру металла, особенно дуралю-
мина. Эти процессы возникают под действием влаги, содержа-
щей в себе хотя бы следы солей, кислот или щелочей, при нали-
чии которых вода становится электролитом. Причиной коррозии
может послужить непосредственное соприкосновение двух разно-
родных металлов или сплавов, смоченных электролитом.
Внешним признаком начала коррозии дуралюмина служит по-
тускнение его поверхности и образование мельчайших пятен,
а в дальнейшем и раковин, которые, постепенно разрастаясь
и увеличиваясь в размере и в количестве, проникают в глубь
металла.
Поражение стальных деталей коррозией сопровождается появ-
лением коричневато-красного налёта — ржавчины, продукта раз-
рушения металла.
При поражении коррозией лёгких алюминиевых сплавов типа
Дуралюмин наблюдается три основных вида коррозии: поверхно-
стная, точечная и интеркристаллитная.
Поверхностная коррозия • образуен'я в виде лёгкого налёта
из отдельных, но смежных одно с другим серовато-белых пятен,
ле имеющих изъязвлённой раковинами поверхности, но местами
слегка шероховатых.
Точечная коррозия появляется в виде отдельных, изолирован-
ных одна от другой раковин, имеющих иногда вид чёрных ямок.
Интеркристаллитная коррозия проникает в глубь металла,
проходя по граням его зёрен (кристаллов). При этом коррозия
нарушает спайку между зёрнами и тем самым ослабляет металл,
в результате чего деталь самолёта может быть разрушена под
действием нагрузки в полёте пли при посадке. Интеркрпсталлит-
ная коррозия дуралюмина может возникнет!» в следующих слу-
чаях:
а) если деталь подвергается коррозии, находясь под напряжением;
б) если материал подвергался искусственному старению:
в) если материал подвергался наклёпх.
Следовательно, пнтеркрнсталлитноп коррозии могу г подвер-
гаться силовые узлы, лонжероны, испытывающие значительные
нагрузки, листы, подвергающиеся нагартовке и отпуску.
Все виды коррозии имеют внешние признаки, по которым их
можно определить и принять меры к устранению.
В случае поражения детали поверхностной коррозией её легко
можно определить по сероватому налёту на поражённом участке.
Если коррозия появилась под лако-красочной плёнкой, то первым
признаком её будет вспучивание и шелушение лако-красочной
плёнки.
Точечная коррозия обнаруживается по наличию чёрных точек
на поверхности коррознрыощего металла. Если поверхность окра-
шена. то, протирая её сухой вегошыо, можно обнаружить разруше
нпе лако-красочной плёнки и тёмные пятна в тех местах, где
были следы коррозии
Ингеркристаллитная коррозия выявляется иугём приготовле-
ния шлифа и исследования его под микроскопом с увеличением
в 100—200 раз. Следует иметь в виду, что тонкий листовой
металл, сильно поражённый интеркрнсталл-итной коррозией, мо-
жет быть продавлен нажимом пальца.
Основным защитным средством от поражения коррозией слу
жит покрытие дуралю миновых деталей самолёта лако-красочным
слоем. В практике эксплоатации следует особо тщательно сохра
нить лако-красочную плёнку, не допуская её повреждения, очи-
щая её от грязи, масла и бензина и своевременно ремонтируя.
Исправное состояние лако-красочного слоя служит лучшей гаран
тией от возникновения коррозии на деталях самолёта
§ 30. СПОСОБЫ УСТРАНЕНИЯ КОРРОЗИИ
Если коррозия дуралюмина носит местный характер, допусти-
мость эксплоатации детали определяется глубиной проникания
коррозии (глубиной кратера). В табл. 20 приводятся данные
о максимально допустимой глубине коррозийных кратеров для
различных толщин металла.
132
Таблица 20
Нормы допустимой глубины коррозийных кратеров
Плакированный дуралюмин Неплакированным тура.иомин
толщина листа (или стенки) в мм максимально допусти- мая глубина кратера толщина листа (стен- ки) В .ЧМ максимально допустимая глубина кратера
в мм в % к тол- щине листа в мм в % к толщи- не листа
0,5 о.оз 6 0.8 0.06 7,5
0,8 0,06 7,5 1.0 0,08 8
1.0 0,10 10 1.5 0,12 8
1,2 0,12 10 2.0 - 0,16 8
1.5 0,15 10 2.5 0.2 8
2,0 0,20 10 3,0 0,24 8
Если поражение коррозией выходит за пределы норм, указан-
ных в табл. 20, то вопрос о замене детали должен решаться
в зависимости от того, насколько местное понижение прочности
материала в прокоррознровавшем участке снижает общую проч-
ность детали
Детали самолёта, поражённые поверхностной коррозией в виде
белого налёта с шероховатой поверхностью, подлежат зачистке,
которая производится в следующем порядке:
1. Участок металла, поражённый коррозией, очистить от лако-
красочного покрытия при помощи специальной смывки СДсп,
а при отсутствии её — при помощи ацетона. Набухшую лако-
красочную плёнку счищать с поверхности деревянным скребком.
Если счищается окраска с верхней поверхности крыла, го,
чтобы избежать попадания смывки внутрь крыла, рекомендуется
применять древесные опилки, смоченные в смывке, накладывая
их на участки поверхности, подлежащие очистке от краски
2. Поверхность, очищенную от лако-красочного покрытия, про-
тереть сухой чистой ветошью, после этого зачистить наждачным
полотном № 00 н отполировать пемзой. Если зачистка произво-
дится наждачным полотном более крупных номеров, то полотно
следует смазать маслом или вазелином.
3. Отполированную поверхность тщательно протереть сухой
ветошью и затем смоченной в чистом бензине или уайт-сппрте.
4. Произвести контрольный осмотр поражённого участка при
помощи лупы не менее 10-кратного увеличения.
5. Если при осмотре будет установлено, что нет раковин или
точечных образований, свидетельствующих о распространении
коррозии в глубь металла, то поверхность закрашивается с соблю-
дением правил технологии.
6. В случае, если после зачистки на поверхности всё же оста-
нутся пятна тёмного цвета с шероховатой поверхностью, это сви-
133
детельствует о том, что деталь поражена пнтеркристаллитной кор-
розией, проникшей в глубь металла, и поэтому деталь подлежит
замене.
7. В зимних условиях участок, с которого удалена коррозия,
невозможно- закрасить из-за низкой температуры воздуха. В та-
ком случае оголённую поверхность следует смазать тонким слоем
вазелинового масла, предварительно подогретого до 20 -25.
Наносить подогретое масло следует мягкой щетинной кистью.
В практике эксплоатацин самолётов необходимо особенно
тщательно следить за состоянием заклёпочных швов. Заклёпки
чрезвычайно подвержены коррозии.
При обнаружении на головках заклёпок лёгкого шерохова-
того налёта, поддающегося зачистке, заклёпки зачищаются
ц оставляются на месте, но при обнаружении раковин заклёпка
должна быть заменена новой.
ГЛАВ Л 5
РЕМОНТ ЭЛЕМЕНТОВ СИСТЕМ УПРАВЛЕНИЯ
САМОЛЁТОМ
§ 31 РЕМОНТ ТЯГ УПРАВЛЕНИЯ
Рис. 104 Способы ремонта наконечников тяг
управления способом сварки
Тяги жёсткого управления состоят из стальных или дуралю-
мпновых тр\ б, в концы которых вварены или вклёпаны стальные
наконечники с ушками, вилками или муфтами, имеющими нарезку
для ввёртывания стержня регулирующего ушка.
Типичными повреждениями тяг управления являются:
I) отрыв или поломка наконечника;
2) забоины, вмя-
тины, трещины и
пробоины в трубах:
3) прогиб тяги;
4) овализация от-
верстии в \шках и
вилках наконечни-
ков;
5) протирай и е
грубы на участке её
прохождения через
роликовые напра-
вляющие.
В случае поломки
наконечника, вва-
ренного в стальную
трубу, ремонт тяги
осуществляется путём
выполнять в такой последовательности:
1- Удалить повреждённый наконечник.
2. Запилить старый сварной шов и очистить конец трубы от
грязи и краски
3. Пригнать новый наконечник по месту и приварить его
к трубе одним из способов, показанных на рис. 104.
4. В ушке или вилке нового наконечника высверлить и развер-
нуть отверстие по диаметру болта, соблюдая установленные
ремонтные допуски.
замены наконечника. Этот ремонт нужно
135
5. Зачистить сварные швы и окрасить отремонтированный уча-
сток так, как он был окрашен до ремонта.
В случае появления вмятин на тягах тяги могут быть уси-
лены наложением накладок.
При наличии на трубчатых тягах вмятин глубиной не более
1 мм и без трещин разрешается оставлять тяги без ремонта. При
наличии вмятин глубиной более I мм, пробоин (пулевых или
осколочных), трешин, занимающих не более ‘Л окружности
трубы, ремонт может быть выполнен следующим образом:
1. Из листового дуралюмина ДЗ или листовой стали C2G тол-
щиной 1,5 мм вырезается накладка.
2. Повреждённое место тщательно запиливается, рваные края
обрезаются.
3. Накладка плотно подгоняется по месту к трубе.
4. Накладка устанавливается на место и закрепляется хом\
том и кернером размечаются центры отверстий для болтов.
5. При помощи дрели сверлом 06 мм сверлятся отверстия.
6. Накладка закрепляется болтами, как показано на рис. 105.
7. Под головки и гайки болтов необходимо поставить про-
кладки 1 —1,5 мм толщиной. Болты затянуть туго, но с таким рас-
чётом, чтобы не помять трубы.
136
При обнаружении в тягах пробоин площадью больше '/з
сечения их ремонтировать следует гак, как показано на рис. 106,
в такой последовательности:
1. Повреждённый участок тяги удалить, вырезав его ножов-
кой с мелким зубом. При этом все трещины п рваные края отвер-
стия должны быть удалены. Напильником запиливаются торцы
и снимаются заусенцы как по внешнему, так и по внутреннем}
диаметрам трубы.
2. Из трубы того же материала, что и ремонтируемая тяга,
вырезается соединительная втулка, которая подгоняется так,
чтобы она плотно надевалась на концы трубы.
3. Из сухого соснового бруска заготавливают буж диаметром
на 0,5 мм больше внутреннего диаметра ремонтируемой тяги
и забивают его в один из концов трубы тяги.
4. Соединительная втулка надевается на трубу тяги и они
склёпываются вместе д\ ралюминовымн заклёпками диаметром
5 мм.
5. Во втулку вставляется конец трубы с деревянным бужем.
После этого просверливаются отверстия диаметром 6,1 мм, вста-
вляются болты и затягиваются. Под головки и гайки болтов обя-
зательно устанавливаются стальные или дуралюминовые шайбы
толщиной 1—1,5 мм. Болты после затяжки кернятся.
В некоторых случаях применяется аналогичный способ ремонта
Тяг> с той только разницей, что оба конца бужа скрепляются
с тягой болтами, проходящими сквозь буж.
137
Следует, однако, иметь в виду, что рассмотренные способы
ремонта тяг применимы только в исключительных случаях при
ремонте в полевых условиях при необходимости срочного выпуска
самолёта в воздух. При нормальных условиях эксплоатации
ремонт тяг необходимо производить в такой последовательности:
1. Вырезать повреждённое место трубы так, чтобы были уда-
лены все рваные края и трещины, заусенцы по внешнему диа-
метру торцов трубы тщательно опилить напильником.
2. Высверлить заклёпки крепления наконечника тяги (втулка
регулируемого болта с ушком или вилкой) к трубе.
3. Подогнать наружную соединительную втулку или внутрен-
ний буж из материала ДЗ так, чтобы он имел плотную посадку.
4. Подогнать втулку или буж к одному из концов трубы
и склепать дуралюминовыми заклёпками диаметром 5 мм.
5. Вставить заполнители.
Рис. 107. Ремонт промежуточной качалки
приваркой накладок
затем соединить второй ко-
нец тяги, с которой был
спят наконечник, и, поль-
зуясь поддержкой, прикле-
пать второй конец втулки
с трубой к тяге.
6. Поставить наконеч-
ник на место и соединить
его с грубой заклёпками.
В практике эксплоатации
нередки случаи прогиба тяг
управления. Допускаемая
стрела прогиба 2 льи. При большем прогибе тяга подлежит
замене.
От трения поверхности тяги но роликам в направляющих на
ней появляются продольные риски. Если глубина риски не пре-
вышает 0,3 лы(, тяга допускается к эксп юатации, но во избежа-
ние дальнейшего углубления рисок тягу следует повернуть на
180 по отношению к её продольной оси так, чтобы ролики ката-
лись по неповреждённым местам тяги. При вторичном появлении
рисок глубиной более 0,3 мм тяг\ следует заменить.
Иногда повреждёнными оказываются промежуточные качалки
управления. Их ремонт производится в следующем порядке: '
I. Повреждённое место обрабатывается, часть трубы выре-
зается так,’чтобы были удалены трещины и рваные края повре-
ждённой тяги.
2. Из листовой стали толщиной 1 —1,5 мм вырезаются две
накладки (рис. 107) и тщательно подгоняются к повреждённому
месту.
3. Подогнанные накладки привариваются продольным швом
электродуговой пли газовой сваркой. Термообработка после про-
верки накладок не производится.
136
§ 32. РЕМОНТ ШАРНИРНЫХ СОЕДИНЕНИЙ
Ремонт деталей шарнирных соединений в большинстве случаев
может быть осуществлён в полевых условиях силами специали-
стов ПАРМ.
В зависимости от степени износа шарнира и объёма работы
ремонт делится на частичный и полный.
Частичный ремонт обычно применяется при износе отверстий
11 болтов (овализацпи их). При частичном ремонте отверстия
в зависимости от формы их развёртываются конусной или цилин-
дрической развёрткой в пределах ремонтных допусков или зачи-
щаются наждачной бумагой № 0 или № 00.
При частичном ремонте болтов они зачищаются наждачной
бумагой № 0 или № 00 в пределах ремонтных допусков, а резьба
их прогоняется плашкой.
При полном ремонте цилиндрические и конические отверстия
также развёртываются развёртками в пределах допусков. В слу-
чае. если развёртыванием не удаётся устранить дефекта, деталь
заменяется новой.
Ремонтируемые отверстия сначала развёртываются черновыми
развёртками с переходными размерами 0,2 мм и окончательно-
чистовыми и переходными размерами ОД мм.
После развёртывания чистовой (последней) развёрткой раз-
меры отверстий не должны выходить из пределов допусков.
Болты при ремонте заменяются новыми из запасного ком-
плекта или же изготовляются из соответствующего материала на
токарном станке.
Обработка болтов и отверстий при ремонте должна соответ-
ствовать «Техническим условиям на отверстия и болты», т. е.:
а) точность обработки отверстий в подвижных соединениях
должна соответствовать двум треугольникам (уу) и неподвиж-
ных — одному треугольнику (у);
б) для неподвижных соединений при длине отверстия до 5 мм
включительно риски и царапины после развёртки допускаются
глубиной до 0,1 мм, шириной до 0,2 мм, не более двух на одно
отверстие;
в) для неподвижных соединений при глубине отверстий свыше
5 мм после развёртки риски и царапины допускаются глубиной
До 0,1 з(Л1, шириной до 0,2 мм. не более трёх на одно отверстие;
г) для подвижных соединений при глубине отверстий до 5 мм
включительно риски и царапины допускаются глубиной до 0,05 мм
и Шириной до 0,1 мм, не более одной на одно отверстие; для
отверстий глубиной свыше 5 мм — глубиной до 0,05 мм, шириной
До 0,2 мм, не более двух на одно отверстие.
Под длиной отверстия понимают длину поверхности отверстия,
сопрпкасающх юся с болтом в рабочем положении.
139
Допускаемая эллипсное гь (овальность) для цилиндрических
отверстий:
Диаметром до 6 .w.w... . 0,03 мм
От 6 до Ю мм ........... 005 мм
От 10 до 18 мм ........... 0,08 мм
При 18 мм . ... .0,10 мм
Дтя конусных отверстий . ... . 0,10 мм
§ 33. РЕМОНТ РЫЧАГОВ УПРАВЛЕНИЯ
Сварные детали систем управления тоже могут подвергаться
ремонту в полевых условиях, причём ремонт в большинстве слу -
чаев сопровождается подваркой. Так, например, деформации дета-
лей систем управления устраняются путём выправки деформиро-
ванных участков, подварки, а в случае необходимости и усиления
путём постановки стальной накладки, изготовленной по размерам
повреждённого участка из листовой стали. Точно так же выпол-
няется ремонт деталей, имеющих трещины.
Если детали выполнены из стали ЗОХГСА и термически обра-
ботаны, то подварку трещин следует производить с соблюдением
следующих правил.
Трещины вдоль трубы длиной до 15 мм и в поперечном напра-
влении длиной не более 6 мм могут быть подварены с примене-
нием электродуговой сварки, причём должны быть приняты меры
к уменьшению зоны отжига окружающего металла. Концы тре-
щин обязательно засверливаются. Последующую термообработку
производить не следует.
Если по сварному шву образовались трещины длиной в сумме
не более 10% всей длины шва, то их можно подваривать бет
применения термообработки.
Во всех случаях, когда суммарная длина трещины больше
10% всей длины шва, деталь подлежит термообработке перед
сваркой и после неё.
§ 34. ЗАМЕНА ТРОСОВ УПРАВЛЕНИЯ
КЛАССИФИКАЦИЯ ТРОСОВ
.Авиационные тросы изготовляются из стальных проволок
путём их свивки и подразделяются на тросы.- простого и двойного
плетения, правого и левого кручения.
Тросы простого плетения (ПП) состоят из стальных проволок,
завитых в одну спиральную прядь. Обычно эти тросы устанавли-
ваются в боуденовских оболочках. »
Тросы двойного плетения, применяемые в системах управле-
ния самолётом, состоят из нескольких прядей простого плетения,
завитых вокруг одной центральной пряди, называемой сердеч-
ником.
Все тросы двойного плетения, в зависимости от числа прово-
лок в прядях и от материала сердечника, делятся на тросы гиб-
кие, особо гибкие и тросы с мягким сердечником.
140
Тросы гибкие (ТГ) обычно состоят из семи проволочных пря-
дей, из которых одна прядь служит сердечником. Каждая прядь
состоит из семи проволок. Таким образом, общее число проволок
в тросе марки ТГ равно 7X7 =49.
Тросы особо гибкие (ТОГ), так же, как и тросы ТГ, состоят
из семи проволочных прядей, но отличаются от них тем, что каж-
дая прядь свита не из семи, а из девятнадцати более тонких
проволок. Общее число проволок в тросе марки ТОГ равно
7Х 19 = 133.
Тросы с мягким сердечником (ТМ) состоят из шести прово-
лочных прядей, завитых вокруг сердечника из хлопчатобумажной
или льняной пряжи.
В зависимости от диаметра троса число проволок в пряди
может быть 7, 19 или 37. В настоящее время тросы с мягким
сердечником заменяются тросами марки ТОГ.
Данные о разрывающих нагрузках и назначении тросов марок
ПП, ТГ, ТОГ и ТМ различных диаметров приведены в табл. 21.
Таблица 21
Авиационные тросы
Марка троса Номенклатур- 1 ими номер | по УТС Диаметр в мм Разрываю- щая нагруз- ка в кг Назначение
Грос про- стого плете- ния ПИ 55/107 55/1 OR 55/109 1.0 1.5 2,0 по 225 325 Основное применение для расчалок. Трос диаметром 1 мм н 1,5 мм разрешается при- менять для управления агре- (атами самолёта
Трос гиб- кий ТГ 55/101 55/102 55/103 55/105 55 106 3,06 3,60 4,50 8,10 9,0 760 1 050 1 550 4 750 5850 Предназначен для упра- вления самолётом и его агрегатами в тех случаях, когда нет большого числа резких перегибов и установ- лены ролики большого диа- метра. Применяется также и для расчалок
Трос особо гибкий ТОГ (7x19) 55/101А 55/102А 55/103А 55/105А 55/109А 2,16 2,52 3,06 3,60 4,20 360 480 750 900 1 270 Предназначен для управ- ления самолётом и его агре- гатами в тех случаях, когда проводка имеет много рез- ких перегибов и установ- лены ролики малого диа- метра
1рос с мяг- ким сердеч- ником ТМ 55/92 55,93 55/94 55/95 55/96 55/97 5о 98 55/100 2,16 2,52 3,06 4,05 4,65 5,04 6,0 10.0 340 160 640 910 1080 1 470 1 810 2 400 Заменяется тросами марки ТОГ, назначение то же самое
141
ВОЗМОЖНЫЕ ПОВРЕЖДЕНИЯ И НЕИСПРАВНОСТИ ТРОСОВ
УПРАВЛЕНИЯ
В эксплоатационной практике наиболее часто встречаются сле-
дующие неисправности тросов, вызывающие необходимость их
замены:
1. Обрыв отдельных проволок в результате их истирания.
2. Обрыв троса вследствие повреждения пулен или осколком.
3. Коррозия троса.
Замена тросов управления относится к текущему ремонту
самолёта и не представляет каких-либо трудностей. Однако сле-
дует иметь в виду, что эта работа очень ответственна и требует
знаний и практических навыков в её выполнении.
Неправильно заплетённый трос может оказаться недостаточно
прочным, что приведёт к обрыву его в процессе эксплоатацип.
Неправильная регулировка тросов управления после замены их
может послужить причиной аварии или поломки самолёта и даже
катастрофы.
Кроме того, всякая неправильность или неточность регули-
ровки системы тросового управления неизбежно затрудняет лёт-
чику управление самолётом.
Из сказанного следует, что все работы по замене тросов тре-
буют особого внимания и тщательного выполнения (особенно
регулировочные работы)
ПРОВЕРКА ТРОСА И ПРЕДВАРИТЕЛЬНАЯ ВЫТЯЖКХ ЕГО ПЕРЕД
УСТАНОВКОЙ НА САМОЛЁТ
Тросы, получаемые со склада для установки на самолёт,
должны обязательно тщательно осматриваться. Трос бракуется
и не допускается к установке, если на нём будет обнаружен
какой-либо из следующих дефектов:
1) налёт ржавчины;
2) порванность нитей;
3) наличие нитей чёрного цвета;
4) наличие спайки отдельных нитей:
5) резкие перегибы троса, не уничтожаемые вытяжкой.
Трос, признанный годным для установки на самолёт, необхо
димо подвергнуть предварительной вытяжке под нагрузкой, рав
ной 30% от его разрывающего усилия, приведённого в табл. 21.
Так, например, трос марки ТГ диаметром 3,6 мм, разрывающее
усилие которого равно 1 050 кг, должен вытягиваться под
нагрузкой
1 050 30
~Тоб~=315 кг-
На рис. 108 показаны приспособления простейшей конструк-
ции, применяемые для вытяжки тросов.
Ш
После вытяжки трос должен быть снова проверен по всей
длине, чтобы убедиться в том. что на нём нет каких-либо
повреждений.
Рис. 108. Приспособление ч ч выгяжки ipoea
ПОРЯДОК ЗАМЕНЫ ТРОСОВ
Работу по замене троса нужно производить в следующем
порядке:
1. Орган управления (руль, элерон или триммер), на котором
производится замена троса, необходимо зажать в определённом
положении, предусмотренном соответствующей инструкцией.
2. Ослабить тендеры заменяемого троса.
3. Если позволяют условия, необходимо снять подлежащий
замене трос с заплетёнными концами, не перекусывая его. если
же этого сделать не удается, перекусить трос кусачками.
4. Отмерить новый трос по размерам снятого троса с припу-
ском на заплётку и отрезать его.
5. Заплести оба конца троса на коуши.
6. Установить новый трос на место, пропустив его по роликам
и сквозь направляющие муфты.
7. Затянуть тендеры, соблюдая установленные технические
требования (резьба хвостовика тендера не должна выходить из
мУфты).
8. Отрегулировать натяжение троса и законтрить тендеры.
9. Проверить правильность работы органа управления, у кото-
рого заменялся-трос.
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ
ПРИ ЗАП ЛЕТКЕ ТРОСОВ
Обычный инструмент
1. Тиски слесарные.
2. Плоскогубцы.
3. Кусачки универсальные.
4. Молоток деревянный.
5. Тиски ручные.
6. Молоток слесарный.
Специальный инструмент и приспособления
I. Станок для предварительной вытяжки троса.
2. Зажимная машинка дли обжатия троса на коуше.
3. Шило плоское с канавкой.
4 Приспособление для заделки конца троса на шарик.
необходимо перевязать его
расстояние между вязками
60 мм (рис. 109) Кбн
цы вязальной проволоки
крепко закрутить плоско-
губцами. Перекусить трос
кусачками на середине
между
< 2.
пампы
гроса
(рис. 110), чтобы прово-
локи прядей не
чивались во время
плётки.
в виде трех тельника для
постановки коуша (рис. 111). Расстояние места изгиба от конца
троса выбирается тем
большим, чем больше
диаметр троса. Это рас-
стояние должно обеспе-
чить достаточную длину
заплётки троса.
4. Подобрать коуш в
соответствии с диаметро,м п ,.п
троса. Правильный и не- Рис’ 1,0 Отжш ко,,цов гр<ка
правильный подборы коуша показаны на рис. 112.
о. Вложить в треугольник коуш и обогнуть вокруг него трос.
144
ТЕХНОЛОГИЯ ЗАПЛЕТКИ ТРОСОВ
(трос правого кручения, особо гибкий)
!. Перед отрезыванием троса 1
вязальной проволокой в двух местах;
Рис. 109. Обмогка троса перед перекусы-
ванием его кусачками
Плоскогубцами изогнуть трос
на
вязками.
Пламенем паяльной
отжечь
на длине
конец
20 мя
раскру-
за
6 Установить трос с коушем в зажимное приспособление и,
проворачивая его винт, полностью устранить люфт между коу-
шем, тросом и губками приспособления. *
7 Расплести плоскогубцами пряди, отделяя их одну от другой
в стороны, после чего отогнуть их от коуша в виде паука.
8 Зажать приспособление с тросом в тиски пауком вверх.
9 Найти первую крайнюю прядь, расположенную ближе
остальных к коушу, приложить её к тросу в ближний желобок,
затем через этот желобок отделить шилом три пряди, пропустить
в образовавшееся отверстие первую прядь и крепко затянуть её
плоскогубцами.
Рис. 111. Перегиб троса для постановки коуша
10. Через тот же желобок отделить шилом две пряди и пропу-
стить через полученное отверстие вторую прядь.
11. Установив шило в тот же желобок, поднять одну прядь
и в полученное отверстие пропустить третью прядь.
Правильно
Неправильно
Рис 112. Постановка коуша
12. Разъединить шилом пряди троса и пропустить сердечник
так, чтобы он был спрятан внутри прядей. Конец сердечника,
выходящий наружу, обрезать заподлицо.
13. Поднять шилом четвёртую прядь троса и пропустить под
неё четвёртую прядь паука.
14. Пропустить пятую прядь паука под пятую прядь троса.
15. Пропустить шестую прядь паука под шестую прядь троса.
Примечание. Каждую прядь паука после её пропускания под прядь
троса необходимо крепко затянуть перед тем, как пропускать следующую
прядь.
16. После того как все пряди паука будут пропущены под
Ряди троса, каждую из них вторично затянуть плоскогубцами.
17 Первую и вторую пряди для второго круга пропустить через
°4ну под две.
1® План. № 42366 7
18. Такую же операцию, как со второй прядью, проделать
и с остальными прядями.
19. В последующих кругах пропускать первую и шестую пряди
вместе, как одну прядь, а остальные — поодиночке через одну под
две. Сделать таким образом несколько кругов.
Примечание. Сделать полный круг — значит, пропустить по одному
разу все пряди паука под пряди троса.
20. Выполнив заплётку
пряди плоскогубцами.
нужной длины, крепко затянуть все
Рис. 113. Законченная заплётка троса
21. Для получения равномерных и гладких витков на всей
заплётке обить её деревянным молотком на стальной наковальне
или стальным молотком на деревянной подкладке.
22. Откусить кусачками заподлицо все пряди (рис. 113).
23. Обмотать места заплётки шпагатом пли проволокой (медной
или стальной). Для этого необходимо: отступя на 5 мм от конца
Рис. 114. Оплётка заплетённой части троса
проволокой
заплётки, пропустить конец шпагата под две пряди троса и обо-
гнуть его два раза вокруг этих прядей. Затем обмотать шпагат
вокруг троса. Конец шпагата также пропустить под две пряди
троса и дважды обогнуть его вокруг этих прядей.
Готовая обмотка покрывается бесцветным масляным лаком.
Обмотанный участок заплётки показан на рис. 114.
Обмотка медной или стальной проволокой производится так же,
как и шпагатом.
ДЕФЕКТЫ ЗАПЛЁТКИ
Заплётка троса считается недоброкачественной, если она имеет
следующие дефекты:
1. Недостаточная длина заплётки.
2. Неплотная затяжка коуша (наличие люфта между коушем
и тросом).
3. Недостаточная прочность заплётки, вызванная неправильной
последовательностью пропускания прядей троса.
При наличии какого-либо из указанных дефектов трос не может
быть установлен на самолёт.
146
§ 35. РЕГУЛИРОВКА УПРАВЛЕНИЯ ПОСЛЕ РЕМОНТА
Каждая из систем управления самолётом (управление рулём
ты или поворота, элероном, щитками или триммерами) после
ВЬ'бого ремонта, связанного со съёмкой тяг или с заменой тросов,
чательно должна быть отрегулирована в соответствии с регу-
лировочными данными, указанными в техническом описании или
инструкции по эксплоатацин для данного типа самолёта.
регулировочные работы на самолёте относятся к числу слож-
ных и весьма ответственных работ.
В -целях соблюдения строгой последовательности в регулиро-
вочных работах рекомендуется придерживаться следующего
порядка.
регулируется управление рулём высоты:
1. Ручка устанавливается и зажимается в определённом (чаще
всего нейтральном) положении.
2. Рули высоты устанавливаются в нейтральное положение (по
стабилизатору) и зажимаются струбцинами.
3. Соединяются тросы с тягами и рычагами и создаётся нор-
мальная затяжка их. Тяги и тендеры тросов не контрятся.
4. По величинам отклонений, выраженным в градусах или
в миллиметрах, проверяется отклонение рулей высоты вверх
и вниз при помощи нивелира и линейки.
5. Добившись при помощи тендеров (а у тяг — при помощи
хвостовиков) отклонения руля вверх и г.нпз на величину, соот-
ветствующую регулировочным данным, контрят тендеры (хвосто-
вики) и все те детали, которые разъединялись для хдобства
регулировки.
6. После окончательной сборки системы управления ещё раз
убеждаются в правильности отклонения рулей и в лёгкости хода
деталей управления по направляющим и роликам.
7. Все трущиеся детали системы управления подлежат смазке
согласно инструкции по технической эксплоатацин данного типа
самолёта.
Если производилась замена тросов управления, то необходимо
после первого же полёта проверить их натяжение. Обычно тросы,
вновь установленные, даже проходившие предварительную
вытяжку, несколько вытягиваются после первого полёта, что вызы-
вает ослабление натяжения их. При обнаружении ослабления
тросов следует при помощи затяжки тендеров довести их натяже-
ние до нормального.
10*
ГЛАВА 6
РЕМОНТ САМОЛЕТОВ ДЕРЕВЯННОЙ КОНСТРУКЦИИ
§ 36. ОСОБЕННОСТИ РЕМОНТА САМОЛЁТОВ ДЕРЕВЯННОЙ
КОНСТРУКЦИИ В ЗАВИСИМОСТИ ОТ ВНЕШНИХ АТМОСФЕРНЫХ
УСЛОВИЙ
Склеивать деревянные части самолёта казеиновым клеем сле-
дует при температуре окружающего воздуха не ниже 12° G.
В случае применения смоляных клеев температура воздуха
должна быть не ниже —Н 17°С. Клеевые работы под открытым
Рис. 115. Разборный передвижной тепляк
небом можно производить только в тёплые и сухие дни, выбирая
для выполнения ремонта площадку, защищённую от ветра и пылк-
В осенне-зимних условиях ремонт деревянных деталей само-
лётов следует выполнять в приспособленных для этой цели поме-
щениях (отеплённых сараях, землянках, каменных или кирпичных
постройках).
При выборе помещения необходимо учитывать:
а) наличие достаточной площади, допускающей ремонт круп-
ных агрегатов, снятых с самолёта (крыла, стабилизатора и др )
б) возможность отепления помещения;
в) возможность соблюдения требований пожарной безопасно-
сти и маскировки;
148
возможность организации рабочих мест столяра, маляра
„Мойщика;
" ° V возможность хранения лаков, красок, клеев и других рас-
IX легковоспламеняющихся материалов.
х°д!!ь луЧае отсутствия подходящего помещения можно восполь-
ться разборным тепляком (рис. 115) или обыкновенной палат-
3°^а (рис. 116 и 117), внутрь которой заводится ремонтируемая
К°сть самолёта (консоль крыла или хвостовая часть фюзеляжа);
43 же самолёт остаётся под открытым небом. В палатке на рас-
Стоян!Ш 1—1,5 м от ремонтируемой части самолёта устанавли-
вается печь для обогрева. Особенное внимание должно быть обра-
щено на соблюдение правил пожарной безопасности. В случае
применения электропечи или лампы АПЛ-1 необходимо на элек-
тропечь надеть специальную сетку, а на лампу АПЛ-1 крышку.
ПРИМЕНЕНИЕ ПРИСПОСОБЛЕНИЙ ДЛЯ МЕСТНОГО ОБОГРЕВА
СКЛЕИВАЕМЫХ ДЕТАЛЕЙ
В случае необходимости производить ремонт деревянных
частей самолёта под открытым небом в ненастную погоду клеевые
Работы можно выполнять, применяя местный обогрев склеивае-
мых деталей.
Если детали склеиваются казеиновым клеем, то местный обо-
грев склейки должен производиться при температуре не выше
6 С. В случае применения смоляных клеев температура нагре-
149
вания не должна превышать 70'С. Более высокий нагрев приво-
дит к снижению прочности клеевого шва. Контроль температуры
нагрева следует осуществлять при помощи обыкновенного термо-
метра со шкалой до 100' С.
В практике полевого ремонта самолётов деревянной конструк-
ции находят применение следующие способы местного обогрева
склеиваемых деталей.
Обогрев при помощи горячего песка
Песок, насыпанный на железный противень, нагревают пламе-
нем паяльной лампы, на горне или просто на костре. Нагретый
песок насыпают совком в полотняные мешки, вмещающие по
Рис. 118. Местный обогрев при помощи мешков с песком
3—5 кг песка, и укладывают (рис. 118) на ремонтируемый уча-
сток (например, на заплатку, поставленную на фанерную обшивку
крыла).
При этом горячий песок служит как для обогрева места
склейки, так и для создания дополнительного давления на склеи-
ваемые детали.
Для более длительного сохранения тепла мешки с песком сле-
дует покрывать войлоком пли чехлами.
Печь
Рис. 119. Местный обогрев при помощи тёплого
воздуха от лампы ADJI-1 или печи Кузнецова
150
Обогрев тёплым воздухом при помощи лампы АПЛ-1,
печи Кузнецова или электропечи
Тёплый воздух подводится к обогреваемому участку от лампы
АПЛ-1 (рис 119), печи Кузнецова или электропечи.
Во избежание пожара входной конец рукава должен иметь
н ю манжету с заглушкой из тонкой металлической сетки,
стал у конец рукава снабжается манжетой с заслонкой для
регулирования количества тёплого воздуха, поступающего к месту
обогрева.
Обогрев при помощи электролампы с рефлектором
В качестве источника тепла для обогрева места склейки может
быть использована автомобильная фара мощностью 300—500 вт
с рефлектором. Для уменьшения потери тепла на фару надевают
брезентовый конус с вшитыми в него металлическими кольцами.
Лампа питается током от самолётного аккумулятора типа
J2-A-55 или 12-А-60.
При помощи рефлекторной лампы можно осуществлять обо-
грев ремонтируемого участка на значительной площади.
§ 37. ОСНОВНЫЕ МАТЕРИАЛЫ И ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ
ПРИ РЕМОНТЕ САМОЛЁТОВ ДЕРЕВЯННОЙ КОНСТРУКЦИИ
Авиационная древесина. Авиационная древесина, поступающая
для ремонта деревянных деталей самолётов, должна быть по
внешнему виду прямослойной, без сучков, завитков, трещин,
повышенной смолистости, червоточины и признаков загнивания.
Влажность древесины не должна превышать 12%.
В таблице приведены данные о сортах авиадревесины с ука-
занием их целевого назначения.
Таблица 22
Авиационная древесина
Номенкла- турный но- мер по У ТС Наименование материала Размеры в мм Назначение
56/985 56/986 Авиабруски сосновые ДРС Авиалафет сосновый От 40 у 50 X 2000 н более От 40 X 120 X 2000 и более Для изготовления лон • жеронов фюзеляжа, по- лок лонжеронов крыла, центроплана и оперения, стрингеров, нервюр, бо- бышек, накладок, стоек, подкосов, распорок, де- талей заполнения и кре- пления внутреннего обо- рудования фюзеляжа
151
I
Продолжение
Номенкла- турный но- мер по УТС Наименование материала Размеры в мм Назначение
56/991 Авиабруски липовые ДРЛ От 40 X 50 X 1500 и более Для изготовления бо- бышек, сухарей, вклады- шей, уголков, диафрагм, полок, стоек, носков и распорок нервюр, борто- вых брусьев, шпангоутов и деталей крепления внутреннего оборудова- ния кабин
56'993 Лиственница (доски) От ’ 40X 150 X 2000 н бо iee Для изготовления ки- левых балок, стрингеров полозов лыж, поясов, шпангоутов, дужек рам фюзеляжа, ободов кабин и других деталей
56/989 Дуб (доски) От 40 X 50 X 2000 и более Для изготовления гну- тых частей и деталей фю- зеляжа, крыла, киля, по- лоза лыж и прокладок в местах крепления ме- таллических деталей
56/997 Дельта-древесина ДСП 10 16 X ЮО X 1600 19ХЮ0Х 1600 Для изготовления си- ловых деталей: лонжеро- нов, усиленных шпангоу- тов и др.
56/998 Бук — Для изготовления рас- порок, стрингеров, дета- лей шпангоута, ободов кабин, дужек, рам фюзе- ляжа и других деталей
Авиационная фанера и шпон. Для изготовления и ремонта раз-
личных деталей самолётов деревянной конструкции применяется
берёзовый шпон н берёзовая фанера, склеенная на бакелитовой
плёнке, а также на альбуминовом и казеиновом клеях. Влаж-
ность фанеры при ремонте деталей должна быть не выше 9%,
влажность шпона — не выше 10%.
Данные о берёзовой авиационной фанере п березовом шпоне
приведены в табл. 23.
]52
Таблица 2Я
Фанера авиационная ФА и березовый авиационный шпон
Номенкла- турный номер по У тс Толщи- на в мм Число слоёв шпона Назначение
56/1001 1,0 3 Для силовой обшивкн крыла и центроплана
56/1002 1,5 3-5 Для изготовления стенок лонжеронов, рам
56/ЮОЗ 2,0 3-5 фюзеляжа, нервюр, панелей, накладок и дру-
56/1001 2,5 3-5 гих детален самолётов деревянной кон-
56/1005 3,0 3-5 струкции
56/1006 4,0 3-5
56/1007 5,0 3—5
56/1608 6,0 5-7
56/1010 8,0 5-7
56/1012 10,0 7—9
56/1014 12,0 7-9
Шпон •
56/977 берёзо- вый авиа- ционный — Для изготовления скорлупы фюзеляжа и обтекателей
Инструменты и приспособления. Для выполнения ремонта дере-
вянных деталей самолётов в полевых условиях необходимо иметь
комплект инструментов, указанный в табл. 24.
Таблица 24
Комплект инструментов и приспособлений для выполнения
ремонта деревянных деталей самолётов
№ Коли- чество №
ПО пор. Наименование НО пор. Наименование Коли- чество
1 Поперечная пила . . . 1 9 Шерхебель 1
2 Топор 1 10 Рубанок одинарный . . 1
3 Лучковая пила с круп- 11 Рубанок двойной . . . 1
4 ным зубом Лучковая пила с мел- ким 3V6OM . . . 1 1 12 13 Фуганок Цннубиль 1 1
5 Л 2 чковая выкружная пила . . 1 1 14 Рубанок для обработки дельта-древесины . . 1
6 Ножовка с широким по- лотном 15 16 Стружок Цикли 1 2
7 Ножовка с узким по- 17 Стамески шириной от 10
лотном ... 1 до 40 мм
8 Ножовка для распилов- 18 Напильник драчёвый . . 1
ки дельта-древесины . 1 19 Напильник личной . . 1
153
№ по Пор. Наименование Коли- чество
20 Свёрла разные 10
21 Коловорот или ручная
дрель . . 1
22 Электродрель 1
23 Кусачки 1
24 Клещи 1
25 Молоток 200 и 500 г 2
26 Отвёртка 1
27 Шило 1
28 Циркуль 1
29 Рейсмус 1
-50 Угольник . 1
31 Метр 1
32 Брусок для точки . . . 1
33 Оселок для правки . . . 1
№ по пор. Наименование Коли- чество
34 Струбцины металличе-
ские до 15) мм . . . 20
35 Струбцины деревянные
до 300 мм 20
36 Киянка 1
37 Кружка для клея . . . 2
38 Шнур амортизационный
от 10 до 16 мм . . . 12 м
39 Установка для подогрева 1
40 Верстак (можно сделать
на месте) 1
41 Козелки (сделать на
месте) 2
42 Гвозди гладкие для за-
прессовки 1 кг
43 Мешки для песка . . . 6
44 Наждачная бумага раз-
личных номеров. . . 1
Для обработки дельта-древесины применяются режущие
инструменты, изготовленные из стали повышенной твёрдости. Для
распиловки дельта-древесины служат лучковые пилы и ножовки
с мелким зубом. Рубанки для строгания дельта-древесины приме-
няются с углом установки железки, равным 801, вместо обычных
45—47'. Ширина железки 40—45 мм, угол её заточки 35—40 .
•Угол заточки стамесок 25—30
§ 38. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА В ПОЛЕВЫХ УСЛОВИЯХ
Особенностью ремонта деталей и агрегатов самолётов деревян-
ной конструкции является зависимость основных ремонтных работ
от внешних температурных условий. Следовательно, наиболее
важный элемент в организации рабочего места для производства
ремонта в полевых условиях заключается в подыскании подходя-
щего помещения, которое позволило бы производить клеевые
н малярные работы, независимо от внешних атмосферных усло-
вий. Под такое помещение может быть приспособлен любой
сарай, конюшня, амбар или какие-либо другие вспомогательные
хозяйственные постройки, допускающие отепление их при помоЩ»
обыкновенных печей с топкой, выведенной наружу.
Разумеется, эти помещения необходимо соответствующим обра-
зом приспособить для выполнения в них предполагающихся работ.
Однако надо иметь в виду, что в большинстве случаев приспосо-
бить помещение легче и быстрее, нежели отрыть землянку пли
установить разборный домик.
Основные требования, предъявляемые к таким помещениям,
указаны в § 36.
154
§ 39. ПРИГОТОВЛЕНИЕ КЛЕЕВ (КЛЕЕВЫХ РАСТВОРОВ)
КАЗЕИНОВЫЙ КЛЕЙ
Казеиновый клей В-105 и В-107 применяется для склеивания
епевянных деталей самолётов, для выклеивания обшивки из
шпона и для склейки дельта-древесины и фибры. В сухом виде он
представляет собой порошкообразную массу, состоящую из ка-
зеина, гашёной извести и минеральных солей.
Клей не должен иметь гнилостного запаха, следов плесени
или влажности и не должен содержать твёрдых комков, не распа-
дающихся при растирании между пальцами. Хранить клеевой
порошок нужно в сухом и хорошо вентилируемом помещении при
температуре плюс 12 18 С.
Для приготовления клеевого раствора порошок казеинового
клея разводят в чистой воде, не содержащей мути и каких-либо
примесей. Температура воды должна быть от 10 до 25° С. Заме-,
шивать клей водой нужно в чистой стеклянной посуде — фарфо-
ровой или железной эмалированной. Медную, алюминиевую пли
железную неэмалированную посуду применять нельзя.
Если клеевой раствор предназначается для склейки поверхно-
стей древесины и фанеры, пропитанных смоляным клеем, или для
склейки дельта-древесины, то к одной весовой части сухого клея
следует добавлять 1,7 весовой части воды. Для остальных видов
склейки необходимо добавлять к одной весовой части сухого клея
две весовые части воды.
Для предохранения древесины от загнивания рекомендуется
в клеевой раствор во время его размешивания добавлять антисеп-
тик ОДФ или ВИАМ-1. Антисептик ОДФ вводится в количестве
30 г на 1 кг сухого клея; антисептик ВИАМ-1 добавляется в коли-
честве 1—1,5 г на 1 кг сухого клея.
Приготовление клеевого раствора производится следующим
образом.
В чистую посуду наливают необходимое количество воды, при-
чем из этого же количества часть воды берут для растворения
антисептика ОДФ или ВИАМ-1. Приготовленный антисептик
Добавляют к воде, налитой в посуду для разведения клея, и пере-
мешивают. После этого засыпают клеевой порошок небольшими
Порциями, непрерывно перемешивая раствор. Перемешивать рас-
твор следует в течение 30—40 минут, пока не будет получен одно-
родно окрашенный раствор без комков.
После этого клеевому раствору необходимо дать отстояться
течение 5—Ю минут и затем осторожно снять пену с его
поверхности.
в Казеиновый Клеевой раствор пригоден к употреблению только
в табвН1^ определённого промежутка времени, указанного
155
Таблица 25
Сроки пригодности казеинового клея к употреблению
Соотношение весо- вых частей сухого клея и воды в клее- вом растворе Жизнеспособность клеевого раствора при окружаю- щей температуре
12—20°С 20 —25°С 25—30°С
1 :1,7 1 час 45 минут 30 минут
1 :2 3 часа 2 часа 1 час
Загустевший клей не пригоден к употреблению; разбавлять
его водой или добавлять к нему свежего клея не разрешается.
При применении казеинового клея необходимо иметь в виду,
что он недостаточно водоупорен и склонен к загниванию.
СМОЛЯНОЙ КЛЕЙ ВИАМ-БЗ
Смоляной клей ВИАМ-БЗ, в отличие от казеинового клея,
обладает абсолютной водоупорностью и грибостойкостью. Его
склеивающая способность превышает на 30% склеивающую спо-
собность казеинового клея.
Клей ВИАМ-БЗ приготовляется на месте потребления путём
смешения следующих трёх составных частей:
а) основной части — жидкой феноло-боритовой смолы марки
ВИАМ-Б;
б) растворителя — технически чистого ацетона;
в) отвердителя — керосинового контакта № 1.
Клеевую смесь составлять, исходя из следующего расчёта:
Смслл ВИАМ-Б . ................ 100 вес. частей
Ацетона.........................10 вес. частей
Керосинового контакта...........20 вес. частей
При приготовлении клея в полевых условиях допускается
вместо отвешивания составных частей отмеривать их при помощи
мерной посуды, пользуясь данными, приведенными в табл. 26.
Таблица 26
Необходимое количество составных частей для
клея ВИА/Ц-БЗ
Заданное коли- чество клея в г Смола ВИАМ-Б в см3 Ацетон в см3 Керосино- вый контакт 1 в СМ3
100 65 9 14
200 130 18 28
310 195 27 42
400 260 36 56
500 325 45 70
153
I
I
Для отмеривания ацетона и керосинового контакта можно поль-
зоваться одной мензуркой, а смолу отмеривать отдельной мен-
зуркой или протарированной кружкой.
Порядок приготовления клеевой смеси следующий:
1. Налить необходимое количество смолы в стеклянную, алю-
миниевую или железную эмалированную посуду.
2. Добавить необходимое количество ацетона и тщательно
перемешивать его со смолой в течение 3—5 минут.
3. В смесь смолы с ацетоном долить керосиновый контакт,
непрерывно перемешивая смесь в течение 5—10 минут.
Температура клеевой смеси при перемешивании её составных
частей быстро повышается, в результате чего клей может мгно-
венно затвердеть. Поэтому в жаркую погоду посуду с клеем необ-
ходимо для охлаждения ставить в воду, чтобы температура смеси
не поднималась выше 25° С. В холодное время года применять
специальное охлаждение не следует, так как нельзя допускать,
чтобы температура клеевой смеси опускалась ниже плюс 15 С.
При соблюдении этих условий клей ВИАМ-БЗ можно приме-
нять для склеивания деталей в течение 1—3 часов после его изго-
товления. Загустевший клей к употреблению не пригоден и сме-
шивать его со свежим клеем не разрешается.
Необходимо иметь в виду, что клей ВИАМ-БЗ более вреден
по сравнению с казеиновым клеем и раздражающе действует на
кожу; поэтому при работе с этим клеем необходимо надевать
резиновые перчатки и комбинезон из плотного материала. Поме-
щение, в котором производится работа, должно иметь хорошую
вентиляцию.
СМОЛЯНОЙ КЛЕЙ КБ-3
Клей КБ-3 приготовляется путем смешения двух составных
частей:
а) жидкой фенольно-формальдегидной смеси марки Б в коли-
честве 100 весовых частей;
б) керосинового контакта № 1 в количестве 30 весовых частей.
Смола Б по сравнению со смолой ВИАМ-Б содержит меньше
свободного фенола, благодаря чему клей КБ-3 менее вреден, чем
клей ВИАМ-БЗ.
Таблица 27
Необходимое количество составных частей для
клея КБ-3
Заданное количе- ство клен в г Смола Б в слА Керосиновый контакт в сл«3
100 65 20
200 130 40
300 195 69
400 260 30
500 325 100
/57
При приготовлении клеевой смеси необходимо в смолу Б
непрерывно вливать керосиновый контакт, тщательно перемеши-
вая смесь в течение 15—20 минут.
В полевых условиях разрешается составные части клея не
отвешивать, а отмеривать мерной посудой по данным, указанным
в табл. 27. Клей КБ-3 пригоден к употреблению в течение
2—3 часов после его приготовления.
СТОЛЯРНЫЙ КЛЕЙ
Столярный клей, вырабатываемый из отходов кожевенного
производства, имеет вид пластин жёлтого или коричневого цвета
Отрицательное свойство этого клея — очень малая водоупор
ность, поэтому применение его при ремонте самолётных деталей
может быть допущено только в крайнем случае, при отсутствии
казеинового и смоляных клеев.
Для приготовления клеевого раствора столярный клей сна-
чала размельчают и размачивают в холодной воде в течение
полусуток. Затем набухший клей нагревают до 75—80 С в клеянке
с двойными стенками, между которыми наливается вода При
нагреве клеевого раствора не следует доводить его до кипения,
иначе склеивающая способность столярного клея понижается
Температура клеевого раствора при склеивании должна быть
50—60 С. Крупные деревянные детали при склейке также необ-
ходимо подогревать до 50" С.
ТЕХНОЛОГИЯ СКЛЕИВАНИЯ КАЗЕИНОВЫМ И СМОЛЯНЫМ КЛЕЯМИ
Подготовка деталей к склеиванию
Деревянные планки и заготовки, подлежащие склеиванию, не
должны иметь коробления ни в поперечном, ни в продольном
направлении. Склеиваемые поверхности должны быть тщательно
выстроганы, плотно прифугованы одна к другой и очищены от
масляных или каких-либо лако-красочных пятен.
Поверхности, ранее пропитанные казеиновым клеем или смо-
ляными клеями ВИАМ-БЗ и КБ-3, склеиваются после тщательной
зачистки их наждачным полотном № 0-2 или циклей. Нельзя
допускать склейки смоляными клеями деталей, ранее пропитанных
или склеенных казеиновым клеем, так как при этом благодаря
кислотной основе смоляных клеев происходит распад казеина,
имеющего в своей основе щелочь.
Поверхности, пропитанные клеем ВИАМ-БЗ или КБ-3, допу-
скают приклейку к ним деталей казеиновым клеем.
При склейке дельта-древесины её поверхности после прифу-
говки должны быть зачищены наждачным полотном № 0-2 до
получения равномерной шероховатости. Перед склейкой пыль
с поверхностей должна быть удалена щёткой. При наличии грязи
или масляных пятен поверхность протирают ветошью, смоченной
в бензине или ацетоне.
158
фанеру, имеющую глянцевую поверхность, необходимо в мес-
тах склейки слегка зачистить циклей до получения равномерной
шероховатости. При этом толщина снимаемого слоя не должна
быть больше 0,1 мм.
При склейке древесных материалов на-ус поверхности скосов-
должны быть гладкими, без выемок и завалов. Концы скосов не
должны иметь вырывов. , ____io*25d___ 1
Длина стыка на-ус должна г_______________________________
быть в 10—25 раз больше J------хХ.
толщины склеиваемых де- рис. Склейка на-ус бруска
талей (рис. 120). Для фа-
неры размеры стыка на-ус характеризуются следующими отноше-
ниями: от 1 : 10 до 1 : 12; для древесины всех пород — от 1:12
до 1 : 15; для дельта-древесины — от 1 : 20 до 1 : 25.
Расстояние между стыками в соседних рейках должно быть,
не менее полуторной длины уса (рис. 121). При трёхреечиой
Рис. 121. Расположение стыков в соседних рейках
склейке нельзя допускать более одного стыка в одном сечении.
В многореечной склейке число стыков, расположенных в одном
сечении, не должно превышать одной четверти общего числа
реек (рис. 122).
i_____
Рис. 122. Расположение стыков в многореечных брусках
Во всех случаях выполнения клеевых работ необходимо по
возможности избегать склейки вторец, так как из всех клеевых
соединений торцовая склейка является наименее прочной. Приме-
ром неправильной склейки может служить клеевое соединение,
1;
Направление волокон б
Рис. 123. Расположение волокон брусков при склеивании
Показанное на рис. 123, а, в котором стыкуемые концы полки неза-
Усованы и склеены вторец, а соединение полки с бобышками осу
Ществлено торцовой склейкой вследствие неправильного располо-
ения волокон древесины бобышек. Правильное выполнение
адеики показано на рис. '123, б.
159
Нанесение клеевого раствора на склеиваемые
детали, их запрессовка и выдержка
Клеевой раствор наносят на склеиваемые поверхности чис-
тыми щетинными или лубяными кистями при движении их в одну
-сторону (во избежание вспенивания клея). Подтёки клея нужно
снимать в сыром виде, а не после их высыхания. Ни в коем случае
не допускается намазывание клеем сырых поверхностей.
Шов бумаги
Рис 124. Запрессовка склеиваемых деталей при
помощи струбцин
Клеевой раствор наносится обязательно на обе склеиваемые
поверхности (двусторонняя намазка). При этом необходимо сле-
дить, чтобы подлежащие склеиванию поверхности были равно-
мерно покрыты тонким слоем клеевого раствора.
При склеивании казеиновым клеем время открытой пропитки
^выдержки перед сборкой намазанных клеем поверхностей)
Выравнивающие бруски
Рис. 125. Запрессовка склеиваемых деталей
при помощи клиновых прижимов
должно быть не менее 2 и не более 6 минут. Время закрытой
пропитки (от момента сборки до окончательной запрессовки)
должно быть от 4 до 18 минут.
В случае применения смоляных клеев продолжительность
открытой пропитки должна б.ыть не менее 4 и не более 15 минут;
продолжительность закрытой пропитки — не менее 5 и не более
25 минут.
Запрессовка намазанных клеем деталей после их сборки
si выдержки может быть осуществлена:
— струбцинами (рис. 124);
— клиновыми прижимами (рис. 125);
— мешками с песком (рис. 118);
— гвоздями через фанерные пояса (рис. 126).
160
Дзя изготовления фанерных поясов применяется фанера тол-
од 2___4 мм. Запрессовка производится гладкими неоцинко-
ианными гвоздями размером 1,2X20; 1,2X25; 1,2X30 и 1,2X40.
Плина гвоздей должна быть несколько меньше обшей толщины
банерного пояса и склеиваемого материала (рис. 126).
4 После необходимой выдержки гвозди следует обязательно уда-
лять из конструкции.
В процессе запрессовки необходимо добиваться равномерного
1аспределения давлений по всей склеиваемой площади, о чём
можно судить по равномерности вытекания избытка клея При
этом нельзя допускать перекоса и сдвига склеиваемых элементов.
Величина удельного давления при запрессовке должна быть
в пределах от 0,3 до 5 кг/см2, причём более высокие давления
применяются при склеивании дельта-древесины, твёрдых листвен-
ных пород и широких поверхностей. Для отдельных деталей реко-
мендуются следующие величины удельных давлений:
Неправильно
Правильно. Фанерный,
/ пояс
Рис. 126. Запрессовка склеиваемых деталей гвоздями через
фанерные пояса
1. При склеивании полок лонжеронов крыла, широких стрин-
геров и бобышек:
— из хвойных пород — от 2 до 3 кг/см1-,
— из твёрдых лиственных пород — от 3 до 4 кг+и-;
— из дельта-древесины — от 4 до 5 к.г!см-.
2. Прн приклеивании березовой фанеры:
— к каркасу лонжерона из обычной древесины - от 2 до
3 кг/см2-, из дельта-древесины — от 4 до 5 кг!см2\
— к каркасам шпангоутов, нервюр и других дета лей ма лого
сечения — от 1 до 1,5 иг'см2;
— к каркасам крыла и оперения в зависимости от жёсткости
и ширины элементов каркаса от 0,3 до 9 кг/см2.
В случае применения струбцин для запрессовки склеиваемых
деталей необходимо учитывать, что обычная деревянная струб-
цина с винтом 25—30 мм без рычага позволяет получить усилие
в о50—gQQ кг j-jpH заПрессовке струбцинами необходимо приме-
НЯ1У прокладки во избежание порчи деталей.
Минимальная продолжительность выдержки под давлением
талей, склеиваемых без местного подогрева, зависит от мате-
'ала деталей, их конструкции и температуры окружающего воз-
а‘ При температуре воздуха не ниже +12" продолжитель-
Ть выдержки под давлением должна быть не менее 6 часов
’ ’ П.цн. № 42366
для древесины и фанеры и не менее 12 часов—для дельта-
древесины.
Применение подогрева склеиваемых деталей тёплым возду-
хом, рефлекторной лампой позволяет значительно сократить время
выдержки деталей под давлением. Продолжительность подогрева
устанавливается опытным путём и в случае применения казеино-
вого клея контролируется по степени твёрдости подтёков клея.
После подогрева подтёки клея ВИАМ-БЗ должны иметь розовый
или красноватый цвет, а подтёки клея КБ-3 — розоватый цвет
с коричневым оттенком. Нагревать детали до приобретения под-
тёками клея тёмнокрасного или бурого цвета не разрешается.
Все склеенные детали с момента распрессовки и до начала
ручной или механической обработки должны выдерживаться при
температуре окружающего воздуха не ниже 4-12°. Продолжи-
тельность выдержки для древесины и фанеры должна быть не
менее 6 часов; для дельта-древесины — не менее 12 часов.
§ 40. РЕМОНТ ФАНЕРНОЙ ОБШИВКИ КРЫЛА И ФЮЗЕЛЯЖА
ЗАДЕЛКА НЕЗНАЧИТЕЛЬНЫХ ПРОБОИН И ВМЯТИН
Обшивка с небольшими пробоинами или вмятинами приотс\1-
ствии повреждений внутреннего набора крыла ремонтируется
путём постановки внутренней накладки и заплаты. Если имеете,!
Рис. 127. Ремонт пробоины в фанерной обшивке (обработка
пробоины и заплата на-ус)
свободный подход изнутри, ремонт производится следующим
образом:
I. Вырезают повреждённый участок, придав отверстию оваль-
ную или четырехугольную форму BCDE (рис. 127).
Я- Кромки отверстия заделывают на-ус 1 : 10 или 1 : 12.
3. Из фанеры такой же толщины, как и обшивка ремонтирУ6'
мого участка, вырезают заплату по форме отверстия в обшивке
и внутреннюю накладку прямоугольной формы. Накладка должна
перекрывать отверстие на 40—50 мм.
162
O6.wuexa Накладка
Сеченые по А А
4. Тщательно подгоняют
заплагу по месту.
5. Приклеивают на казеи-
новом клею В-105 внутреннюю
накладку к обшивке (рис. 128),
запрессовывают гвоздями че-
рез фанерные пояса и дают
выдержку для высыхания клея.
6. Приклеивают к обшивке
заплату, запрессовав её сна-
ружи гвоздями через фанерные
пояса. После выдержки для
высыхания клея снимают все
фанерные пояса и зачищают
Рис. 128. Ремонт фанерной обшивки 'по- поверхность заплаты.
стаиовкой заплаты и усиливающей на- 7 Отремонтированный уча-
•KiajlK*1 сток оклеивают тканью и окра-
шивают в соответствии с технологией, предусмотренной для ре-
монта лако-красочных покрытий деревянных конструкций.
В случае отсутствия
подхода изнутри вместо
внутренней накладки уста-
навливают разрезную фа-
нерную окантовку шири-
ной 25—30 мм, которую
заводят в отверстие и
приклеивают к кромкам
обшивки.
Запрессовка окантовки
осуществляется при по-
мощи струбцин. Наложе-
ние заплаты на отверстие
производится тем же спо-
собом, как в предыду-
щем случае.
РЕМОНТ ОБШИВКИ
ПРИ ЗНАЧИТЕЛЬНОМ
РАЗРУШЕНИИ ЕЕ
При значительных раз-
рушениях фанерной об-
ивки ремонт её осуще-
Разом6ТСЯ СЛедующим об"
еток ДовРежДённый уча
бы Урезается так, что-
^Чнь^щ'Г Края “ тре'
были удалены.
Рис. 129. Ремонт фанерной обшивки
при значительном повреждении её
11»
/65’
Длина I по месту
100 — Непроклей^ Joo
Рис. 130. Ремонт обшивки при отставании её
от каркаса (непроклей):
1 — лента; 2 — шурупы
2. Края отверстия срезать на-ус 1 15.
3. Из фанеры такой же толщины, как л основная обшивка,
вырезать накладку, края её обрезать на-ус 1 ; 15. Накладку тща
тельно подогнать по месту.
Стык заплаты с основной обшивкой необходимо расположить
на силовых элементах, т. е. нервюрах, стрингерах или лонжеро
нах (рис. 129). Направление
волокон фанеры должно
быть под углом 45° к осям
нервюр.
4. Мягкой кистью на скле-
иваемые поверхности нане-
сти клеевой раствор и да>'
ему открытую пропитку в тс
чение 2—6 минут, после чег.
наложить накладку на место
и дать закрытую пропитке.
5. Запрессовать накладк
пользуясь одним из ране,
разобранных способов.
6. Дать просохнуть скле-
иваемому участку в те
ние 4—6 часов (до полного
высыхания клея), после
го зачистить склеешп'".
участок н отремонтирова I.
внешнее покрытие способом,
указанным в ремонте лако-
красочных покрытий дере-
вянных самолётов.
При обнаружении мест
отставания обшивки (непро-
клея) от каркаса ремонт
производится следующим
образом.
)) устанавливают шурупы
2,3X12 или 2,6x12, выдерживая шаг 30—40 мм. После поста-
новки шурупов все места непроклея заклеиваются лентами из
полотна ACT-100 и закрашиваются.
В случае значительного участка непроклея обшивки ремонт
производят нижеописанным способом:
1. При помощи стамески и узкой ножовки вырезают отклеив-
шийся участок обшивки (рис. 131) с таким расчётом, чтобы стык
новой обшивки со старой приходился на нервюрах и стрингерах-
2. Для увеличения площади склейки к нервюрам приклеивают I
сосновые угольники размером 15 X 15 мм (сечения ВВ и СС)
3. Из фанеры вырезают новый участок обшивки и состыковы
вают его на-ус 1 : 10 со старой обшивкой. Толщина и направдени
волокон нового участка обшивки должны соответствовать тоП '
В местах
/
164
не п направлению волокон вырезанного участка. При наклады-
ь'нпи обшивки на каркас должно быть соблюдено точное совме-
Ба„нПе промазанных клеевых швов, иначе каркас может попасть
я лакированную поверхность обшивки и склеивания не произой-
11.. ' Для точного совмещения на обшивку наносят писки, при-
чём на °Дн°й стсРоне Делается на одну риску больше или же
одна риска проводится наклонно.
4 На внутренней поверхности нового участка обшивки произ-
водят разметку, для чего обшивку накладывают на каркас и об-
водят карандашом контур склейки, пользуясь каркасом как тра-
фаретом.
Рис. 131. Ремонт обшивки при отставании её на значительном
участке крыла
5. После разметки внутреннюю поверхность новой обшивки,
кроме мест, подлежащих промазыванию клеем, покрывают двумя
слоями нитрогрунтовки ДД-113 или любого аэролака второго
покрытия, отступя от границы клеевого шва на 5—7 мм. Для
яысыхания лака дают выдержку в I1/2—2 часа после нанесения
хаждого слоя.
6- Изготовляют фанерные пояса для запрессовки обшивки и вбн
®а10т в них гвозди размером 1,4X20 или 2 20. Гвозди распола-
Ют в шахматном порядке в два ряда на расстоянии 20 мм один
т Другого.
? Промазывают клеем каркас крыла и новую часть обшивки.
К • Накладывают на каркас обшивку, совмещая риски, и прп-
лают её гвоздями через фанерные пояса.
(Ья Дают выдержку для высыхания клея, после чего снимают
верные пояса.
165
боин в одной ячейке (между рамами
трёх таких пробоин в одной
Накладка усиления
плоскости
'С/:/О
Рис. 132. Ремонт пробоины в скорлупе диа-
метром до 150 мм
10. Если обшивка имеет толщину переменную по размах^
крыла, то на новый участок обшивки для получения плавной
поверхности наклеивают выравнивающую накладку.
II. Отремонтированный участок оклеивают тканью и окра
шивают.
Одиночные пробоины в обшивке крыла ц фюзеляжа размером
до 10 мм в полевых условиях разрешается заделывать двумя
слоями полотна на нитроклее АК-20 или аэролаке первого покры
тия А1Н.
В случае наличия в обшивке фюзеляжа более двух таких про-
п стрингерами) или более
сечения фюзеляжа заделка
их полотном категориче
ски воспрещается.
При наличии в скор
лупе пробоины диаметром
до 150 мм заделка её
производится следующим
образом:
1. Обрезаются и за-
кругляются края пробои
ны (рис. 132). Кромки
отверстия обстрагиваются
на-ус 1:10.
2. Из фанеры толщи-
ной, равной толщине
скорлупы, заготавливает
ся заплата по размерам
отверстия, заделывается
на-ус 1 : 10 и тщательно
подгоняется по месту.
Ус 1:10
Запол
цитель
3. Из фанеры толщиной 3 мм заготавливается внутренняя
усиливающая накладка. Размеры накладки должны быть такими,
чтобы перекрыть на 30—50 мм кромки отверстия.
4. Заплата и внутренняя накладка ставятся на казеиновом
клею концентрации 1 : 1,7 и запрессовываются гладкими гвоздями
через фанерную сулажку толщиной 3—4 мм.
5. После 4—6-часовой выдержки отремонтированный участок
распрессовывается и подготавливается к оклейке тканью и окра
ске.
Ремонт пробоин в обшивке фюзеляжа размером до 200 мм
производится следующим способом:
1. Вокруг пробоины (рис. 133) снимают полотно и удаляют
шпатлёвку.
2. Обрезают пробоину по плавному контуру, края срезаю
на-ус 1 : 15.
3. С внутренней стороны скорлупы по размерам ячейки, зачи-
стив предварительно поверхность, ставят на клею и гвоздях на
166
, из 3-мм фанеры с габаритами, перекрывающими края
Пробоин на 150 мм.
* 1 4 Подгоняется на-ус фанерный заполнитель и приклеивается
казеиновом клею. В случае если толщина обшивки велика, то
Нргче подогнать заполнитель в виде двух тонких листов фанеры,
наклеивая их один на другой.
5. После должной просушки участок распрессовывается, зачи-
щается, оклеивается полотном и окрашивается согласно завод-
ской технологии.
Рис. 133 Ремонт пробоин в скорлупе диаметром до 200 мм
Если скорлупа в место повреждения имеет значительную кри-
визну, то заплата изготовляется из тонких листов фанеры, кото-
рые^ наклеиваются на повреждённое место один за другим так.
чтобы направления волокон двух смежных листов были взаимно
черпендикулярны.
Ремонт скорлупы шпоном производится при наличии больших
пробоин в фюзеляжах с редко расположенными шпангоутами
11 стрингерами. При выполнении этого ремонта работа произво-
дится в следующем порядке:
Е Вырезают повреждённую скорлупу на участке между шпаи-
1°'^дМи 11 стрингерами. Кромки отверстия обрабатывают на-ус
2. Между шпангоутами и стрингерами подгоняют внутреннюю
акладку из фанеры толщиной 2,5—3 мм. Накладка должна
Рекрывать отверстия в скорлупе не менее чем на 100 мм.
167
3. Внутреннюю накладку приклеивают к кромкам отверстия s
казеиновым клеем. Запрессовка производится при помощи гвоз-
дей, фанерных поясов и сосновых реек.
4. После 4—6-часовой выдержки удаляют гвозди п снимают
запрессовку.
5. Из фанеры толщиной 1,5—2 мм вырезают заплату в соот-
ветствии с размерами отверстия в скорлупе и подгоняют её на-ус
1 : 10 к кромкам отверстия.
6. Приклеивают заплату к кромкам отверстия, запрессовав её
гвоздями через фанерные пояса.
7. Дают выдержку в течение 4—6 часов, после чего снимают
запрессовку и зачищают поверхность заплаты.
8. Из берёзового шпона вырезают ленты шириной 60—80 .ил/
п заготовляют фанерные пояса для их запрессовки.
9. Промазывают клеевым раствором ленты шпона первого
слоя и всю поверхность ремонтируемого участка, после чего
накладывают ленты в один слой, располагая их под углом 45
к оси фюзеляжа. Наружную поверхность первого слоя снова
покрывают клеевым раствором и накладывают промазанные клеем
ленты второго слоя под углом 90' к лентам первого. Тщательно
притирают гладилкой слои шпона н запрессовывают их гвоздями
через фанерные пояса.
10. Дают выдержку в течение 6—8 часов, после чего снимают
запрессовку и проверяют качество склейки. Шпон в местах отста-
вания вырезают и подклеивают.
11. В том же порядке ставят на клею следующие два слоя
шпона и так далее до тех пор, пока не будет достигнута необхо-
димая толщина скорлупы.
12. Отремонтированный участок после просушки зачищаю .
оклеивают тканью и окрашивают.
§ 41. РЕМОНТ СТРИНГЕРОВ И НЕРВЮР
В случае повреждения пли поломки стрингера фюзеляжа про-
изводится частичная замена дефектного участка. Ремонт стрин-
гера (рис. 134) осуществляется в следующем порядке:
1. Вскрывают обшивку фюзеляжа на ремонтируемом участке.
2. Вырезают повреждённую часть стрингера и оставшиеся
концы его обстрагивают на-ус I : 15.
3. Изготовляют сосновый вкладыш такого же сечения, как
и вырезанный участок стрингера, обрабатывают его на-ус и под-
гоняют по месту.
4. Приклеивают вкладыш к оставшимся концам стрингера
и обматывают его перкалевой лентой, промазанной казеиновым
клеем.
5. Покрывают лаком отремонтированный участок.
168
ремонта следующий:
। Тудаляют повреждённую часть полки и фанерной стенки.
1 : 15, распо-
па рис. 135 показан ремонт усиленного стрингера коробчатого
ечсни'я при наличии трещины или пробоины в его полке. Поря-
док ремонта следующий
2. | Оставшиеся концы полки обрабатывают на-ус 1
,,агач ус так, как показано на рис. 135.
ус так, как показано на рис. 135.
30-40 Перкалевая
лента
стрингер
• Рис 134. Ремонт стрингера постановкой вкладыша и обмоткой
перкалевой лентой на аэролаке
3 Изготовляют из сосны и подгоняют новую часть полки и две
бобы НКН для постановки в местах стыка новой полки со старой.
Бобь ика должна перекрывать стык на 50—70 мм.
минимум
! Рис. 135. Ремонт усиленного стрингера коробчатого сечения
4. Подготовленные детали собирают на клею и запрессовы-
вают струбцинами.
5. Дают положенную выдержку для высыхания клея, после
чего зачищают ремонтируемый участок.
6. Заготавливают новую часть фанерной стенки п сисшковы-
аЮт её со старой на-ус 1 : 10 с таким расчётом, чтобы стык рас-
катался на бобышке.
' Приклеивают новую фанерную стенку к стрингеру.
I °- Изготовляют и приклеивают фанерные накладки.
Зачищают и покрывают лаком отремонтированный участок.
169
На рис. 136 показан ремонт стрингера сплошного сечения
постановкой вкладыша и фанерных накладок. Ремонт осущест-
г. шется в следующем порядке:
1. Повреждённый стрингер разрезают ножовкой поперёк
волокон древесины пропилами на расстоянии 50—60 мм один от
другого и при помощи острой стамески повреждённую часть
стрингера удаляют.
2. Концы стрингера обрабатывают на-ус 1 : 12 или 1 : 15,ремон-
тируют обшивку фюзеляжа и очищают её от остатков клея.
Клеить В-1С5. прибить
оцилноеаяными гвоздями
Рнс 136. Ремонт стрингера постановкой вкладыша и фанерных
накладок:
1 — накладка из 3-м и фанеры; 2— накладка из 5-Jf.ir фанеры
3. Из соснового бруска выстрагивают вкладыш и точно под-
гоняют его по месту.
4. Приклеивают вкладыш на казеиновом клею и запрессовы-
вают его.
5. Просушлвтют 6—8 часов, снимают запрессовку и зачищают
склеенные места.
Рнс. 137. Ремонт стрингера носiаповкон вкладыша и дуралюмпновой
накладки:
/ —профиль (материал ДЗ-Л1); 2 - лента (материал ДЗ-Л1.2)
6. Заготовляют боковые усиливающие накладки из фанеры
толщиной 5 мм, а верхнюю — из фанеры толщиной 3 мм, при*
клеивают зги накладки на клею и прибивают их оцинкованным'1
гвоздями. Накладки по длине должны быть равны участку стрин-
гера между рамами.
В полевых условиях, не позволяющих выполнять клеевые ра-
боты, ремонт стрингера можно производить постановкой вкла-
дыша it прибиванием его оцинкованными гвоздями одновременно
с постановкой на стрингер дуралюмпновой накладки (рис. 137)
из материала ДЗ-Л1; накладка приклеивается к обшивке дуралЮ-
миновыми заклёпками. При этом с наружной стороны ставится
дуралюминовая накладка из материала ДЗЛ1,2.
170
Мелкие трещины на стрингере (рис. 138) заделываются сле-
пеЮШИМ СПОСОбоМ:
I. В трещину вводят казеиновый клей, разведённый в соотно-
шении 1 : 2,2.
2. Из соснового бруска изготовляется усиливающая рейка, по
гсшне перекрывающая трещину с обоих концов на 50—60 мм.
3. Рейка тщательно пригоняется по месту и приклеивается на
казеиновом клею.
Рис. 138. Заделка мелких трещин стрингера:
1 — миткалевая лента; 2— сосновая планка
4. Стрингер вместе с усиливающей накладкой обматывается
перкалевой лентой на аэролаке А1Н.
При наличии на стрингерах забоин и защепов, глубиной не
превышающих 1 3 высоты стрингера, ремонт производят (рис. 139)
Рис. 139. Ремонт забоин:
1— сосновый вкладыш; 2—перкалевая лента; 3 стрингер
путём заделки повреждённого участка на-ус, постановкой запол-
нителя на казеиновом клею и обмоткой перкалевой лентой на
аэролаке А1Н.
РЕМОНТ ПОЛОК II СТЕНОК НЕРВЮРЫ
При любой поломке нервюр допускается ремонт ее в полевых
условиях. Если у нервюры повреждены только отдельные эле-
енты ее, например, верхняя полка пли стенка, то ремонт
РИс 140) осуществляется следующим образом;
С Снимают часть обшивки крыла на участке ремонтируемой
НеРвюры. ‘
н 2- При помощи стамески удаляют поломанную часть полки
ес!?В10РЬ1> по возможности сохраняя при этом фанерные стенки
3 111 °\*И Не нмеют повреждений (повреждённая стенка подлежит
171
3. Зачищают следы клея на фанерных стенках нервюры
4. Изготовляют из сосны новую часть полки, подгоняют её пи
месту и состыковывают с концами старой полки на-ус 1:15.
5. Приклеивают новую часть полки к заусованным концам ста-
рой полки п к фанерным стенкам, запрессовав стыки струбцинами.
Рис, 140. Ремонт верхней полки нервюры
Рис. 141. Ремонт верхней полки и стенки нервюры:
1 — прокладка фанерная; "2 — сосновая рейка для усиления; 3 — со
новая рейка 12 X 12; 4 — обшивка нервюры; 5 — накладка фане-
ная (ФАБ-ЛЗ); 6 — гвозди оцинкованные
772
6. Дают выдержку в течение 3—4 часов для высыхания клея,
после чего производят распрессовку.
7. Зачищают и покрывают лаком отремонтированный участок.
Дальнейший ремонт сводится к восстановлению стрингеров
, обшивки крыла в области отремонтированной нервюры.
1 При изломе полки нервюры непосредственно у лонжерона
с ыковка на-ус нового участка производится над лонже-
роном.
В случае повреждения фанерной стенки нервюры дефектная
1асть её вырезается и вклеивается подогнанный на-ус новый кусок
фанеры, по толщине равный стенке. Стык усиливается рейкой или
фанерной накладкой.
На рис. 141 показан ремонт полки п стенки нервюры. Порядок
такого ремонта следующий:
1. Вырезают часть обшивки нервюры (стенка) у повреждённого
хчастка полки.
2. Удаляют повреждённую часть полки между стрингерами.
Стенку нервюры вырезают по величине повреждения- стенки,
повреждённые в значительной! мере, заменяют новыми.
3. Из сосновой рейки, обработанной на-ус 1:15, подгоняют
новый участок полки. Вырез стенок у нервюр с двусторонней
обшивкой окантовывают сосновыми рейками, устанавливая их
вплотную к стенкам.
4. Фанерную накладку, по толщине равную ремонтируемой
стенке нервюры, устанавливают на клею и прошивают гвоздями
с шагом 30 мм. Накладка должна перекрывать вырез в стенке на
30—40 мм.
Ремонт одного из участков разрезанной полки нервюры показан
на рис. 142. Порядок ремонта следующий:
1. Повреждённую часть полки вместе с бобышками удаляют.
При наличии повреждения в стенке нервюры её также вырезают
2. По размерам заготовляют из сосны новую часть полки
(вкладыш) и вспомогательную рейку длиной на 100 мм больше
Удалённой части полки.
3. Заготовленные детали собирают на клею и запрессовывают
В места стыка стенки устанавливают дополнительную стойку.
Нервюры, имеющие значительные повреждения, не подлежащие
Ремонту, заменяют новыми, которые могут быть готовыми, т. е. изго-
товленными заранее в мастерских или на заводе, а также и изго
тавливатьсд на месте с использованием старой нервюры вместо
Шаблона или по чертежам.
Порядок замены нервюры следующий:
В Для обеспечения удобного подхода к нервюре снимают
^’ошивку крыла с соблюдением большой осторожности, не допуская
овреждения соседних элементов, скреплённых с_ обшивкой.
. Если нервюра скреплена-с силовыми элементами при помощи
./ВРУ1108 или гвоздей, последние удаляют и отделяют детали
еРвюры от крыла.
7/3
3. В местах приклейки старый клей удаляют по всему контур}.
4. Устанавливают новую нервюру и закрепляют её тем же
способом, который был применён для крепления старой нервюры,
используя наиболее удобный тип запрессовки.
Рис. 142. Ремонт разрезной полки нервюры
5. Нервюру покрывают тем же лаком, каким была покры а
старая нервюра.
6. Заделывают снятую часть обшивки, оклеивают её полоти > i
и закрашивают под цвет крыла, соблюдая установленную техно-
логию нанесения лако-красочного покрытия.
ЗАМЕНА НОСКА НЕРВЮРЫ
Если нервюра сильно повреждена, то ремонт сводится к замене
её отдельной части (цоска, средней части или хвостовика) пли
к замене всей нервюры целиком. В случае поломки носовой части
нервюры замена носка производится следующим образом:
1. Вскрывают обшивку лобовой части крыла.
2. Обрезают и удаляют повреждённые стрингеры каркаса крыла.
3. Удаляют повреждённый носок нервюры и зачищают от
старого клея предполагаемые места склейки.
4. Кромки оставшейся части обшивки обрабатывают на-ус так.
чтобы ус приходился над лонжероном и неповреждённый1!
нервюрами.
5. Обрабатывают на-ус концы сохранившихся частей стрингеров-
6. Изготовляют новый носок нервюры и подгоняют его к сохра-
нившимся частям нервюры и к переднему лонжерону. При это'[
носок подгоняется к переднему лонжерону плотно впритык, а п°Л'
ки носка должны состыковываться на-ус с полками сохранившей 1
части нервюры. Фиксацию носка на лонжероне производят пр11
174
помощи больших деревянных струбцин и проверяют правильность
подгонки при помощи линейки.
7. Размечают по линейке вырезы в носке для стрингеров, после*
цего снимают носок с лонжерона и делают в нём вырезы по
оазметке.
1 8. Промазывают клеем все поверхности, подлежащие склеива-
нию, устанавливают носок и приклеивают его к переднему лонже-
рону и к сохранившимся частям нервюры.
г 9. Крепление носка нервюры к лонжерону усиливают вклейкой
угольников.
10. Проверяют при помощи линейки правильность приклейки
носка и прострагивают его, если он выходит за контур каркаса.
11. Восстанавливают стрингеры путём вставки новых частей
на-ус и приклейки фанерных накладок.
12. Восстанавливают обшивку крыла, оклеивая её тканью
и окрашивая после этого.
Рис. 143. Замена хвостовика нервюры:
1- вкладыш; 2—рейка; 3— фанерная накладка:
4 — прокладка
Разрешается замена повреждённого хвостовика ' нервюры.
Замена производится в следующем порядке:
1 Вскрывают обшивку и зачищают место повреждения
2. По старому хвостовику, как по образцу, изготавливают
НОВЫЙ хвостовик с припуском 3—4 .мм по контуру для пристрожки
по месту,
3. Новый хвостовик закрепляют по месту на казеиновом клею
с Установкой уголков. Уголки пришивают оцинкованными гвоздями.
4. После выдержки и просушки производят зачистку, лаки-
ровку, подгонку и приклейку обшивки.
При частичном повреждении хвостовика нервюры его ремон
Ут°т. как показано на рис. 143.
§ 42. РЕМОНТ ШПАНГОУТОВ
Ремонт шпангоутов сплошного сечения (рис. 144).
। °РяДок ремонта следующий:
Част’ “скРЬ1вают обшивку фюзеляжа и удаляют повреждённую
1Ь шпангоута.
2 Из фанеры толщиной, равной толщине ремонтируемого шпан-
гоута, вырезают новый участок шпангоута и состыковывают его
на-vc 1 15 с кромками оставшейся части шпангоута.
Рис. 144. Ремонт шпангоутов сплошного сечения
3 Новый участок шпангоута устанавливают на казеинош,
склею, соблюдая правила технологии склеивания.
Рис. 145. Заделка пробоины
диаметром до 15 мм) пробкой
от
р<-11-
4. Места стыков усиливаю! о-
становкой на клею фанерных наг ia-
док, перекрывающих ус с
сторон на 50—100 мм.
Толщина накладок берёт,
4 до 12 мм, в зависимости о
меров сечения шпангоута.
5. Зачищают и покрывают лаком
отремонтированный участок.
6. Восстанавливают обшивку фю-
зеляжа.
Отдельные пробоины шпангоу ia
диаметром до 15 мм заделывают
деревянной пробкой на клею. За-
делка производится следующим
образом.
Рассверливают пробоину, затем
изготовляют пробку из сосны с та-
ким расчётом, чтобы волок"3
древесины совпадали с осью пр0'
боины и сама пробка входила в
пробоину при лёгких ударах м°'
просушки пробки поверхность рам1,1
и наклеивают фанерные усиливаю"111®
лотка. После вклейки и
зачищают с обеих сторон .. ___________________________
накладки толщиной со стороны входа пули 3 мм, а со сторон1
выхода 6 мм (рис. 145).
176
МОНТ ШПАН1ОУТОВ С ПРОБОИНАМИ ДИАМЕТРОМ БОЛЕЕ 15лл<
Ремонт выполняется следующим образом:
। Срезают края пробоины с обеих сторон на укороченный ус
пиной не менее 20 мм.
2 Изготовляют два сосновых вкладыша, тщательно пригоняют
и приклеивают на казеиновом клею.
Рис 146. Заделка пробоины в шпангоуте диаметром более 15 мм:
—сосновый вкладыш; 2— фанерные накладки
Эй,,3’ После
ачИЩают и
Фанеры
?°ЛЖны
просушки и снятия запрессовки поверхность рамы
с обеих сторон наклеивают усиливающие накладки
толщиной 3 .мм, по три слоя в каждой. Накладки
cToontIT перекрывать вкладыш не менее чем на 60 мм с каждой
i^Hbi (рис. Н6)
Рикрепляют обшивку к шпангоуту.
П'1ан № 42366
177
РЕМОНТ ШПАНГОУТОВ КОРОБЧАТОГО СЕЧЕНИЯ
Шпангоуты коробчатого сечения могут иметь следующие
повреждения:
1. Отставание фанерных стенок от полок.
2. Разрушение фанерных стенок.
3. Разрушение полок шпангоутов.
4. Разрушение участка шпангоута.
Обычно в практике эксплоатации в случае отставания фанерных
стенок от полок шпангоута ремонт выполняют путём подклейки
их казеиновым клеем, для чего-.
1. Зачищают стенки и полки от старого клея.
Рис. 147. Восстановление перебитых шпангоутов:
1 — участок полки; 2—вкладыш; 3—накладка
2. Очищенные стенки и полки намазывают клеем и струбцинами,
прижимают стенки к полкам и дают просохнуть склеенным
деталям.
Повреждённые фанерные стенки и участки полок восстанавли-
вают (рис. 147) следующим способом:
1. Удаляют с повреждённой фанерной стенки участок Раз'
мерами на 100 мм больше, нежели повреждённая часть, концы
стенок срезают на-ус 1 : 10.
2. Удаляют повреждённую часть полки и концы её обрабаты-
вают на-ус 1 : 10. i
3. Заготовляют и тщательно пригоняют по месту новь
вкладыш полки и фанерные стенки (в местах большой кривизн
гнутые части полок изготовляются путём склейки из отдельны
сосновых реек толщиной 2—3 мм). р
4. Собирают на клею заготовленные части полки, устано
между ними вкладыши; при небольшом участке повреждения I
178
яЛину, при значительном участке — в местах стыка. Склейку
вС1°оессовывают одним из известных способов.
заП5 После просушки полок приклеивают к ним фанерные стенки,
„спрессовывая их при помощи струбцин.
3 6 Просушивают, зачищают и покрывают лаком отремонтиро-
ванный участок.
РЕМОНТ ГАРГРОТОВ
При поломке
При поломке верхнего или нижнего
(пис И8) вырезают поврежденный участок
предварительно обработав его на-ус длиной
Стенку рамки тоже срезают на-ус длиной
гаргрота фюзеляжа
и вклеивают новый,
100 мм.
_____ 20 мм. Новую стенку
ставят такой же толщины, как и старая. С другой стороны рамки
накладывают фанерную косынку толщиной 2 мм.
.3 &
Рис. 148. Ремонт гаргротов:
1 — фанерная накладка; 2 — < бшивка рамки; 3 — сосновая
планка; 4 — фанерная косынка; 5 — обод
В случае значительных повреждений гаргрота устанавливают
новый гаргрот, детали которого изготовляют по шаблонам, снятым
с повреждённого гаргрота другого самолёта. Для измерения
размеров сечений деталей гаргрота используют повреждённые
Детали ремонтируемого гаргрота. Ремонт фанерной обшивки
ргротов производят аналогично ремонту обшивки крыла.
ОБОДА КРЫЛА
концевого обода крыла
производить в следующем
§ 43. РЕМОНТ КОНЦЕВОГО
Г)
(рис ?Лучае частичног° повреждения
Пордд 49) ремонт его рекомендуется
в чп, ^Нимак>т нижнюю и верхнюю фанерные обшивки крыла
2 е повреждения обода.
°Ставшп^Ре3аЮТ Дефектную часть обода и обрабатывают на-ус её
К Кон1^аГ°ТОвЛЯЮТ • РейкУ (вкладыш) и пригоняют её по месту
нам обода, обработанным на-ус.
12*
J79
4. Приклеивают заготовленную рейку и выдерживают её
в струбцинах в течение 4 часов.
5. С внутренней стороны обода приклеивают накладку, усили-
вающую рейку, запрессовывают её струбцинами и дают выдержку
в течение 4 часов.
6. Снимают струбцины и после 1'Л—2-часовой выдержки
застрагивают обод по контуру-крыла.
7. Зачищают и покрывают лаком отремонтированный участок
8. Восстанавливают фанерную обшивку, оклеивая её тканью
и окрашивая.
Рис. 149. Ремонт концевого обода крыла
При наличии значительных повреждений у концевого обода
ремонт его производится следующим образом:
1. На участке, подлежащем ремонту; снимают обшивку,
обрезая её у нервюр и стрингеров, оставляя края в 20—30 мм ДлЯ
обработки обшивки на-ус, и после склейки прибивают её гвоздям!
по нервюрам и стрингерам.
2. Выклеивают участок обода из сосновых реек с одновремен-
ным выгибанием его по контуру обода крыла.
3. Выклеенный участок обода подгоняют на-ус по месту
и врезают стрингеры, собирают на казеиновом клею, запрессов
вают и дают соответствующую выдержку.
4. Накладывают обшивку и подгоняют её на-ус 1:15;
склейке прошивают оцинкованными гвоздями с шагом 30 мм
стрингерам, нервюрам и ободу.
.180
РЕМОНТ НОСКА КРЫЛА
(рис. 150)
В случае повреждения фанерной обшивки на носке крыла
емонт её может быть осуществлён следующим образом:
Р 1. Вырезают повреждённую часть обшивки между ближайшими
неповреждёнными нервюрами и лонжероном или усиленным
стрингером.
Усиление неповреждён-
ного стрингера
, Полотно
Установка усиленного
стрингера
Рис. I50. Ремонт носка крыла
шаблон
данного
2. Из сосновых брусков (просто бревна) изготовляют
рого по форме носка крыла (геометрический обвод его)
.. 3 фанеры (толщины И сорта, соответствующих ДЛЯ tt<innviu
Шагу"1613) изготовляют новую часть обшивки, выгибая её на
РазЛ°Не (болванке). Для лёгкости изгиба фанеру перед выгибом
°о а^1,вают в горячей или холодной воде. Затем плотно огибают
каК(] аблону, укрепляют на нём при помощи гвоздей, струбцин или
До х"Л1,бо других приспособлений и в таком состоянии оставляют
обцц;)ЛНог° высыхания. Заготовленную таким образом новую часть
Вки носка обрезают согласно требуемым размерам. Края её
181
обрабатывают на-ус 1 10, тщательно пригоняют по месту и разме-
чают.
4. После пригонки и разметки обшивку окрашивают с внутрен-
ней стороны так, как окрашено всё крыло, намазывают её
согласно разметке казеиновым клеем и собирают. Запрессовку
производят гладкими гвоздями через фанерные пояса.
5. После выдержки в течение 4—(6 часов запрессовку снимают,
весь склеиваемый участок зачищают и крепят гвоздями и шуру.
пами, после чего грунтуют, оклеивают полотном, шпатлюют
и окрашивают под цвет крыла красками и лаками различных
марок и цветов в соответствии с заводской технологией.
Если для обшивки носка крыла используется фанера толщиной
не более 1,5—2 мм, то предварительный выгиб на болванке не
требуется. Фанеру такой толщины легко можно ставить на носки
нервюр, смачивая водой только внешнюю их сторону.
Если обшивка носка крыла выполнена из шпона, её ремонти-
руют при помощи шпона или тонкой фанеры (1—1,5 мм).
Для увеличения площади склеивания новой части обшивки по
переднему стрингеру приклеивают дополнительный сосновый
брусок.
При замене большого участка фанерной (шпоновой) обшивки
носка крыла необходимо для усиления клеевогр шва прошивать
его оцинкованными . гвоздями или шурупами с шагом 30 мм по
нервюрам и стрингерам; гвозди и шурупы тщательно зачистить
вместе с обшивкой и зашпатлевать.
§ 44. СПОСОБЫ РЕМОНТА ЛОНЖЕРОНОВ КРЫЛА И ФЮЗЕЛЯЖА
РЕМОНТ СОСНОВЫХ полок ЛОНЖЕРОНА,
ИМЕЮЩИХ ТРЕЩИНЫ
Появление трещин в полках лонжеронов может быть вызвано
повышенной влажностью древесины, температурными колебаниями
или механическими повреждениями.
Выборка планки с трещиной
Рис. 151. Ремонт лонжерона
182
Ремонт полки лонжерона, склеенной из сосновых планок,
опускается только в том случае, если трещина проходит вдоль
ЛСи лонжерона, имеет в длину не более 500 мм и проникает в глу-
бину не более чем на толщину одной планки. Порядок ремонта
следующий:
1 Вырубают стамеской из полки лонжерона поврежденную
планку и тщательно очищают стенки смежных планок от остатков
клея.
2. Заготавливают из сосны вставку и подгоняют её по месту
(рис. 151) со стыком на-ус 1 : 15. Длина вставки определяется дли-
ной трещины и положением стыков смежных планок. Новый стык
располагают не ближе полуторной длины уса от смежных стыков.
3. Промазывают клеевым раствором склеиваемые поверхности
и дают необходимую выдержку для открытой пропитки клеем.
4. Вкладывают вставку в выемку лонжерона и зажимают
струбцинами с подкладками под винты.
5. Дают выдержку в течение 6—8 часов для высыхания клея,
после чего снимают струбцины.
6. Зачищают место повреждения и покрывают лаком.
РЕМОНТ БОБЫШЕК ЛОНЖЕРОНА, ИМЕЮЩИХ ТРЕЩИНЫ
могут быть обнаружены
Рис. 152. Ремонт бобышки лонжерона:
1 — трещина у одной из планок; 2 — трещина
у нескольких планок; 3—торцовая трещина
у одной из планок; 4 — торцовая трещина
у нескольких планок
Трещины в бобышках лонжерона
только при его вскрытии. Технология ремонта бобышки устанавли-
вается в зависимости от
вида трещины (продоль-
ная или торцовая трещи-
на) и размеров её.
При наличии незначи-
тельной торцовой трещи-
ны, длиной не более
15 мм и глубиной не бо
лее 30 мм, не выходя-
щей за пределы одной
планки, ремонт бобышки
лонжерона (рис. 152) до-
пускается путём местной
заделки трещины. Если
Же торцовая трещина пе-
Ресекает несколько пла-
°к или её размеры пре-
Ышают указанные выше
Монтные допуски, то бобышка должна быть заменена целиком.
К Местная заделка трещины, выходящей на торец бобышки,
УЩествляется следующим образом:
1- Стамеской расчищают трещину по всей её длине и глубине
Во Заготовляют и подгоняют сосновую вставку с направлением
Пла°К°Н’ соответствУющим направлению волокон ремонтируемой
183
3. Промазывают клеем разделанную трещину и вставку.
4. Лёгкими ударами молотка осторожно вводят встав'
в трещину.
5. Дают выдержку для высыхания клея, после чего зачищап
и покрывают лаком торец бобышки.
При обнаружении в бобышке лонжерона продольной трещин
пересекающей несколько боковых планок, бобышку необходим'
заменить целиком. Если же продольная трещина расположен,
в пределах одной боковой планки, то ремонт бобышки может бы
осуществлён путём замены повреждённой планки. В этом слу"
поступают следующим образом:
1. При помощи стамески выбирают из бобышки дефектах
планку и тщательно зачищают стенки смежных планок от оста
ков старого клея.
Рис. 153. Замена бобышек лонжерона
2. Заготовляют новую планку с сохранением направления воло-
кон старой планки и тщательно прифуговывают все три стор< чы
новой планки к выемке в бобышке.
3. Промазывают клеевым раствором склеиваемые поверхности
и дают выдержку на открытую пропитку клеем.
4. Вкладывают новую планку вместо заделки, соблюдая выдер'
жку на закрытую пропитку, после чего прижимают планку струо-
циной.
5. После выдержки для высыхания клея снимают струбцину,
зачищают отремонтированные места и покрывают их лаком.
Если размеры торцовой или боковой трещины в бобышке юн;
жерона превышают ремонтные допуски, бобышку заменяют н<>воИ
(рис. 153), соблюдая следующий порядок ремонта:
1. При помощи стамески и ножовки выбирают повреждение .
бобышку из лонжерона и зачищают циклей и рубанком места е
приклейки к полкам. При зачистке полки допускается ciui'liirb
слой толщиной не более 0,5 мм. ,
184
2. Подгоняют нов>ю бобышку, проверив плотность её прилета-
нИя к полкам щупом. Неплотность прилегания не должна прев:
тать 0,2 мм.
3. Промазывают клеевым раствором поверхность склейки полок
п бобышки, после чего дают выдержку 5—10 минут для открытой
пропитки древесины клеем.
н 4. Вставляют бобышку между полками и дают выдержку в тече-
ние 5 минут для закрытой пропитки
5. Равномерно при помощи двух струбцин прижимают бобышк'
к полкам, подложив прокладки под винты струбцин.
6. Просушивают в течение 6-—8 часов, после чего снимают
струбцины.
7. Зачищают и покрывают боковые поверхности и торцы
бобышки.
Если в сосновых полках лонжерона длина трещины не более
100 мм и глубина не превышает '/з толщины планки, то их разре-
шается ремонтировать постановкой на клею фанерных накладок
толщиной 4—5 мм и шириной, равной ширине полки.
Если в полках, склеенных смоляным клеем, появились неболь-
шие трещины, их можно заливать клеем ВИАМ-БЗ и КБ-3. Заливка
производится следующим образом:
1. Трещину расчищают на всю глубину, а ширину её доводят
до 1—2 мм.
2. В расчищенную трещину заливают жидкий клей, дают 10—
15 минут на усадку и снова заливают клей до краёв трещины.
3. Дают выдержку в течение 12 часов при температуре —J—17' Сг
и на этом ремонт заканчивается.
ЗАДЕЛКА ПУЛЕВЫХ II ОСКОЛОЧНЫХ ПРОБОИН В ПОЛКАХ
ЛОНЖЕРОНОВ
При наличии в полке лонжерона на участке между двумя1
соседними нервюрами одной гладкой пулевой пробоины диаметром!
до 10 мм)
18S
до 10 мм ремонт (рис. 154) лонжерона производится путём поста-
новки на клею двух сосновых накладок с обеих сторон повреждён-
ной полки. Пулевые пробоины диаметром от 10 до 20 мм с неболь-
шими трещинами (рис. 155)
ремонтируются постановкой
пробок с наклейкой по сто-
ронам накладок или следу-
ющим способом:
1. Вырезают поврежден-
ный участок, не затрагивая
стенок. Концы полок обра-
батывают на-ус 1 : 16.
2. Заготовляют и тща-
тельно пригоняют по ме-
сту сосновый заполнитель.
После пригонки заполнитель
приклеивают на казеиновом
клею.
3. С боков приклеивают
фанерные накладки толщи-
ной, равной толщине с гении;
мами
Рис. 155. Заделка пробоин в полках лон- накладки по длине пере-
жеронов (диаметром от Ю до 20 мм) крывают заполнитель на
70—80 мм в обе стороны.
При наличии в полке пробоины диаметром более 20 мм ремонт
(рис. 156) производится следующим образом:
1. Вскрывают стенку между двумя бобышками или диафраг-
Рис. 156. Заделка пробоин в полках лонжерона
(диаметром более 20 мм)
2. Повреждённую часть полки удаляют, а на её место npi,KJie
вают сосновый вкладыш со стыковкой на-ус 1 : 15.
186
3 С внутренней стороны приклеивают усиливающую сосновую
сейку- Стенку приклеивают по месту.
4. С каждой стороны устанавливают усиливающую фанерную
накладку.
5. Отремонтированный участок отделывают и покрывают
лаком.
углом 45° н оси лонжерон?
Рис. 157. Наращивание полок лонжерона
Полки лонжеронов толщиной более 30 мм наращивают (рис. 157)
на-ус 1 : 12 или 1:15. Запрессовку осуществляют при помощи
струбцин или клиновых зажимов.
При наличии пробоин в стенках лонжеронов ремонт их (рис. 158)
производится следующими способами:
д0 наличии в стенке гладкой пулевой пробоины диаметром
Hen, МЛ1 11 не более одной на участке между двумя соседними
фан Ю₽ами стенку не ремонтируют совсем или заделывают её
тцруРНЬ1Ми накладками толщиной, равной толщине стенки в ремон-
187
2. При наличии пробоины диаметром более 15 мм применяют
другой способ ремонта:
а) Обрабатывают отверстие, придавая ему определённую
форму и удаляя все трещины. Стенку по всей высоте и по обе
стороны пробоины тщательно очищают от лаковой плёнки и обез-
жиривают.
б) Изготовляют на каждую сторону стенки накладки из фа.
неры, по толщине равные толщине стенки в ремонтируемом месте
Накладки по длине должны перекрывать пробоину в каждую
сторону на 70—80 мм, а по высоте должны быть равны высоте
стенки.
в) Накладки собирают на клею и запрессовывают. Затем дают
просохнуть склеенному участку, зачищают его и покрывают лаком
или краской.
РЕМОНТ ЛОНЖЕРОНА С ПОЛКАМИ, ИЗГОТОВЛЕННЫМИ
ИЗ ДЕЛЬТА-ДРЕВЕСИНЫ
При ремонте полок из дельта-древесины надо учитывать, что
дельта-древесина значительно труднее обрабатывается и, кроме
того, требует особого инструмента (с особой заточкой). Поломан-
ные полки из дельта-древесины наращивают как из дельта-древе-
Ус обшивки 1:Ю
Рис. 159. Ремонт лонжерона с полками из дсльта-дрсвесины
сины, так и из обыкновенной сосны, в зависимости от степени
повреждения.
Порядок ремонта лонжерона следующий:
1. Вскрывают обшивку до 10-й нервюры (рис. 159).
2. Удаляют повреждённые нервюры.
3. Осторожно отрезают от лонжерона всю повреждённу1
часть.
4. Размечают полки и обрабатывают их на-ус 1 ; 15.
5. Между полками лонжеронов, в местах склейки на-ус,УC1 1
навливают изготовленные заранее сосновые бобышки. Бобин11
должны плотно входить между стенками, но не распирать их-
188
6 Изготовляют сосновые секции для наращивания полок лонже-
нов и обрабатывают их на-ус.
Р 7 Изготовляют фанерные стенки с направлением волокон
.-о к оси лонжерона.
8. Из сосны или 3—-4-лои фанеры изготовляют внешние усили-
аЮщне накладки для установки их в местах стыков секций полок
лонжерона. Размер усиливающих внешних накладок должен пере
оывать ус не менее чем на 100 мм.
9. Все склеиваемые поверхности зачищают стеклянной бума-
гой, удаляя пыль и обезжиривая их путём протирания чистой вето-
шью. смоченной в денатурированном спирте или ацетоне.
10. Собирают на клею все изготовленные и подогнанные по
месту детали и запрессовывают их при помощи струбцин.
Ц. После 6—8-часовой выдержки под прессом и полного высы-
хания мест склейки обрабатывают отремонтированную часть по
шаблону.
12. Размечают положение нервюр на лонжеронах.
Дальнейшие работы сводятся к установке нервюр и стрингеров,
скреплению их и восстановлению обшивки.
РЕМОНТ ЛОНЖЕРОНОВ ФЮЗЕЛЯЖА
В лонжеронах фюзеляжа могут возникать трещины по тем же
причинам, что и в лонжеронах крыла. При этом расположение
и направление трещин может быть самое разнообразное
Рис. 160. Заделка трещин в лпнжепонах с постановкой
накладки и угольника:
1 — сосновый угольник; 2— фанерная накладка:
3— лонжерон
п
Da ° зависимости от размеров трещины могут быть применены
зличные способы ремонта.
Сли глубина трещины не более 8 мм и длина менее 150 мм.
ДолаДелывают постановкой накладок на клею, при этом накладка
ior^Ha ПеРекрывать трещину не менее чем на 50 мм.- Накладки
РелиТ быть фанерные и сосновые. На рис. 160 показан способ
Та стенки лонжерона, при котором к стенке, имеющей тре-
189
щину, приклеивают 3-мм фанерную накладку и сосновый угольник.
Иногда ограничиваются установкой на клею только накладки и?
3-мм фанеры (рис. 161).
Рис. 161. Заделка трещин в лонжеронах с поста-
новкой накладки:
1 — 3-мм фанерная накладка; 2 — лонжерон
Применяется и другой способ ремонта, показанный на рис. 162,
при котором вырезается часть стенки, включающая в себя трещину,
Рис. 162. Ремонт лонжерона с забоинами (защепами)
а на вырезанное место пригоняется на-ус 1 : 15 сосновый вкладыш.
Для усиления стенки с двух сторон ставят 3-мм фанерные
Сечение по А А
накладна
Сосновые
накладки
Рис. 163. Ремонт лонжерона с трещиной длиной более
150 мм и глубиной более 8 мм
190
кладки. При всех случаях ремонта фанерные накладки, кроме-
на,тКлейки, ещё усиливают пришивкой оцинкованными гвоздями.
ПР если глубина трещины в лонжероне более 8 мм, а длина более
150 мм, то ремонт
фанерных накладок
йостановки
фанеры и наклейкой на них сосновых
(рис. 163) осуществляют путём
из 3-мм
Рис. 164. Ремонт лонжерона с трещиной, проходящей
под шпангоутом
накладок, перекрывающих трещину не менее чем на 50 мм. Концы
сосновых накладок срезают на-ус 1 5. При наличии трещины
в лонжероне, проходящей под шпангоутом, ремонт производят так.,
как показано на рис 164.
Рис. 165. Ремонт лонжерона с защепами или забоинами
глубиной более 4 мм и длиной до 200 мм
И
Ценного у
1 : 15
Гладки,
аЩепы и забоины в лонжеронах глубиной не более 4 мм
Д° 200 мм устраняют (рис. 165) путём выемки повре-
" участка лонжерона и вставки соснового заполнителя
— Затем для усиления ставят сосновые или фанерные
перекрывающие заполнитель не менее чем на 50 мм.
19Т
РЕМОНТ СТРИНГЕРОВ ФЮЗЕЛЯЖА
Ремонт стрингеров фюзеляжа разрешается при наличии повре-
ждения в любом месте. Порядок ремонта следующий:
1. Повреждённую часть осторожно, так, чтобы не повредить
эбшивки, удаляют стамеской.
2. Концы стрингера обрабатывают на-ус 1 : 15 и с поверхности
обшивки удаляют остатки старого клея.
Сечение по А А
Обшивка
2-2,5 мм
Фанерные
накладна
Рис. 166. Ремонт стрингера фюзеляжа
3. Из соснового бруска заготовляют новую часть Стрингера
(рис. 166), тщательно подгоняя её по месту и приклеивая.
4. Места стыков усиливают фанерными накладками из фанеры
толщиной 2—2,5 мм по всему пролёту между шпангоутами.
§ 45. РЕМОНТ ЛАКО-КРАСОЧНЫХ ПОКРЫТИЙ НА ДЕРЕВЯННЫХ
АГРЕГАТАХ САМОЛЕТОВ
Таблица 28
Перечень лако-красочных материалов, применяемых при ремонте
покрытий на деревянных и тканевых обшивках
* Норма расхо- да на 1 л/2 площади на один слой в ?
№ по пор. 1 Наименование материала Марка при окрас- ке кистью при окрас- ке пульве- ризатором Назначение
1 2 Аэролак первого покрытия (бесцвет- ный) Нитро-клей А1Н АК-20 170 150— 200 — Для лакировки ткане- вых обшивок Для грунтования ДРС®®_ сины, приклеивания т ни и разжижения Hl’r5jo шпатлёвки АП (АШ-32)
192
Продолжение
по пор.
Наименование
материала
Марка Норма расхо- да на 1л2 пло- щади на один слой, в г Назначение
при окрас- ке кистью при окрас- ке пульве- ризатором
3 Аэролак второго по- крытия алюминиевый АИАл 150 180 Для промежуточных покрытий под цветные аэролаки второго покры- тия тканевых и дере- вянных обшивок самолё- тов. Для второго покры- тия внешних поверхно- стей деревянной и тка- невой обшивок учебных, транспортных и тяжёлых самолётов; для окраски внутренних поверхностей деревянных самолётов
4 Аэролак второго по- крытия зелёный (глян- цевый) АГТ-4 160 220 Для окраски внешней верхней поверхности де- ревянной и тканевой об- шивки и агрегатов само- лётов (истребителей и штурмовиков)
5 Аэролак второгопо- крытия серо-голубой (матовый) АМТ-11 220 250
6 Аэролак второгопо- крытия тёмносерый (матовый) АМТ-12 ’ 160 220
7 Аэролак второго покрытия голубой (глянцевый) АГТ-7 220 250 Для окраски внешней нижней поверхности де- ревянной и тканевой об- шивки самолётов всех типов
8 Аэролак второго по- крытия голубой (ма- товый) АМТ-7 220 250
9 Ю и Аэролак второго по- КРЬ!ТИЯ красный Кп'5:,ро‘1ак второ опо- крытня белый ^вгрошпатлёвка АН кр АН бел (к) АШ-30 или АШ-32 190 230 Норм: хода д 200 рас- о 300 г Для нанесения опозна- вательных знаков Для окантовки опозна- вательных знаков Для шпатлёвки древе- сины и поверхности на- клеенной ткани
13
План- № 42366 193
‘1 родолжение
по пор.
Наименование материала Марка Норма да на 1 щади н слой i 2 S. м о о а я « & S при окрас- и “ ке пульве- § 2 ризатором s ? ?
Назначение
12 Грунт глифталевый 1S8A 30 — Для подгрунтовки де- ревянных обшивок на местах выхода смоляно- го клея ВИАМ-БЗ
13 Грунт нитроцеллю- лозный ДД-113 180 — Для грунтования внут- ренних поверхностей де- ревянных самолётов
11 Смоляной клей ВИАМ-БЗ 60 — Для лакировки внут- ренних поверхностей де- ревянных самолёгов
15 Эмаль масляная А-14 80 — Для окраски внутрен- ней поверхности дере- вянных самолёгов
16 Эмаль хлорвинило- вая ДД-118Б 200 — То же
17 Разжижитель РДВ — — Для обезжиривания древесины, разжижения аэролаков, глифталевого грунта и нитроклея
18 Смывка СД спсци- а.ч ьная 150 — Для удаления старого покрытия на деревянных деталях самолёта в обез- жиривания поверхности
Примечание. При н т несении аэролаков второго покрытия при помои!
кисти применять аэролаки со значками (к), при нанесении пульвер»3
тором — со значками (и).
РЕМОНТ ЛАКО-КРАСОЧНЫХ ПОКРЫТИЙ НА ДЕРЕВЯННЫХ
И ТКАНЕВЫХ ОБШИВКАХ
Общие указания
Малярные работы следует производить в закрытых помеШеНЙ^10
при относительной влажности не более 70%. В безветренную СУ
погоду разрешается работать под навесами. Как правило, наи (
нне лако-красочных покрытий и сушку нужно производить F]
194
мпературе 12—35 С. После окраски самолётов в плохую погоду
Т тводить самолёты под открытое небо не ранее чем через 24 часа
после нанесения последнего слоя покрытия. Влажную и загнившую
оевесину окрашивать нельзя. Все лако-красочные материалы
должны удовлетворять определённым техническим требованиям.
В практике эксплоатации самолётов деревянной конструкции
наиболее часто встречаются следующие нарушения и разрушения
лако-красочного покрытия.
Случай А. Омеление и выцветание внешнего слоя покрытия.
Случай Б. Единичные трещины в покрытии.
Случай В. Механические повреждения покрытия растре-
скивание слоя аэролака и шпатлёвки без разрушения ткани,
а также появление мелких отверстий (свищей).
Случай Г. Глубокое растрескивание покрытия с поврежде-
нием или отставанием оклеенной ткани.
Случай Д. Растрескивание покрытия и разрыв ткани на
торцовых поверхностях древесины.
В зависимости от характера повреждения и состояния его при-
меняется та или иная технология ремонта. Виды технологии
и приёмы при устранении характерных повреждений, перечислен-
ных выше, рассматриваются для каждого случая в отдельности.
Ниже указана технология ремонта внешней поверхности дере-
вянной обшивки самолёта для всех случаев разрушения лако-кра-
сочного покрытия.
Случай А. Омеление и выцветание внешнего слоя
1. Повреждённую поверхность, подлежащую перекраске, тща-
тельно промывают при помощи чистой ветоши, смоченной в 3%
растворе мыла, с последующим протиранием ветошью, смоченной
чистой водой. Дают просушку в течение 2 часов. Если на поверх-
ности обнаружены масляные пятна, их удаляют ветошью, смочен-
ной в чистом бензине.
2. Для снятия старого внешнего слоя покрытия ремонтируемую
поверхность зачищают сухим стеклянным полотном № 140, смочен-
ным уайт-спиртом, после чего ветошью, слегка смоченной в бен-
зине, удаляют с поверхности образовавшуюся пыль.
3. При помощи пульверизатора или мягкой кисти наносят два
Сл°я разжижителя марки РДВ. Каждый слой просушивают в тече-
ние 1 часа.
ла Пульверизатором или мягкой кистью наносят два слоя аэро-
НиКаг соответствующего цвета и просушивают каждый слой в тече-
Ие г часов.
Случай Б. Единичные трещины в покры гии
н Способ заделки трещин применяется в зависимости от размеров
2 Сл Пчества их. Если обнаружены трещины покрытия длиной 1—
1 и без разрыва ткани, то их устраняют следующим способом:
1 195
.1. Вокруг трещины на 20 мм вовсе стороны при помощи цикд1(
зачищают покрытие до ткани, соблюдая осторожность, чтобы не
разрушить ткань. Если древесина около трещины увлажнена, её
.необходимо просушить.
2. Подклеивают основную ткань, если она отстала на месте
трещины, для чего прокалывают её шилом, поднимают, подпускают
под неё нитроклей АК-20 и плотно притирают это место пальцем.
Дают просушку в течение часа.
3. Зачищенную поверхность загрунтовывают жирным слоем
нитроклея АК-20 и просушивают в течение часа.
4. Зачищенный участок поверхности зашпатлёвывают двумя
тонкими слоями нитрошпатлёвки АШ-30 (АШ-32), давая просушку
после каждого слоя в течение 2 часов.
5. Зашпатлёванную поверхность зачищают стеклянным полот-
ном № 140, после чего удаляют образовавшуюся пыль чистой
ветошью.
6. Наносят слой алюминиевого аэролака АПАл и просушивают
его в течение 2 часов, после чего зачищают стеклянным полотном
Кв 170 и удаляют образовавшуюся пыль чистой ветошью.
7. На поверхность, подготовленную таким образом, наносят
мягкой кистью два слоя аэролака соответствующего цвета, про-
сушивая каждый слой в течение 2 1 , часов.
Случай В. Растрескивание слоя аэролака и нитрошпатлёвки,
механические повреждения покрытия без разрушения ткани,
а также наличие мелких отверстий (свищей) в покрытии
1. Удаляют старый слой лако-красочного покрытия, для чего
при помощи кисти на повреждённый участок наносят слой с еси,
состоящей из 100 частей аэролака All! и 10 частей воды. Закры-
вают весь участок, покрытый этой смесью, куском восковк , кле-
ёнки, чистой бумаги или стацой лакированной ткани, чтобы атр\Д-
нить испарения растворителей. Через 10 минут повторяют >т\ опе-
рацию, выдерживают 10 минут, после чего размягчённый слои
старого лако-красочного покрытия соскрёбывают деревянной лопа-
точкой до ткани.
2. Очищенный участок тщательно протирают чистой ветошью,
смоченной разжижителем РДВ, и просушивают в течение часа.
3. Очищенный участок загрунтовывают плотным слоем ннтр0^
клея АК-20, просушивают в течение 1’/г часов и зачищаю! стеК
лянным полотном № 170.
4. После просушки в течение 2 часов накладывают два тоН1'!1
слоя нитрошпатлёвки АШ-30 так, чтобы ткань полностью закры ’
Зачищают стеклянным полотном № 140 и удаляют образов
шуюся пыль. •
5. Ремонтируемый участок покрывают слоем алюмП!||,е® к.
аэролака АПАл, просушивают в течение 2 часов, зачитают с I
лянным полотном № 170 и удаляют образовавшуюся пыль-
196
g При помощи пульверизатора или мягкой кисти покрывают
]0Нтируемый участок двумя слоями аэролака соответствующего
цвета просушивая каждый слой в течение 21 2 часов.
Случай Г. Глубокое растрескивание покрытий
с повреждением или отставанием оклеенной ткани
от поверхности
1 При наличии крупных трещин или плохого сцепления с древе-
синой необходимую часть ткани удаляют при помощи ножа (ста-
мески). Края прочно приклеенной ткани обрезают прямолинейно.
При этом отпадающую от древесины старую шпатлёвку удаляют.
Основное лако-красочное покрытие по контуру обрезанного участка
с перекрытием на 25—30 мм по краям рдзмывают до ткани, приме-
няя смесь из 100 частей аэролака А1Н и 10 частей воды. Через
Ю—15 минут после нанесения смеси краска размокает, и её уда-
ляют деревянным шпателем, постепенно сводя края покрытия на-
нет. Всю ремонтируемую поверхность протирают чистой ветошью,
смоченной разжижителем РДВ, и просушивают в течение часа.
Примечание. Если на поверхности древесины встречаются пятна клея
ВИАМ-БЗ, их следует протереть ветошью, смоченной разжижителем РДВ
и загрунтовать глифталевым грунтом 138-А, разжиженным тем же разжи-
жителем, после чего дать просушить в течение 8 часов.
2. Весь ремонтируемый участок загрунтовывают нитроклеем
АК-20 и просушивают в течение 1—1’/а часов, после чего повторяют
вновь всю операцию и зачищают стеклянным полотном № 140.
3. Накладывают в тех мест'ах, где требуется, нитрошпатлёвку
АШ-30, просушивают в течение 2—2’/2 часов, зачищают стеклян-
ным полотном № 120 и удаляют образующуюся пыль.
4. Наносят плотный слой нитроклея АК-20 и накладывают
специальную оклеенную ткань марки АОД. Ткань разравнивают
Руками, не допуская морщин, покрывают сверху слоем нитроклея
АК-20 и плотно притирают тряпичным тампоном. Просушивают
в течение 8 часов, после чего зачищают стеклянным полот-
ном № 140.
5. Наносят плотный слой ннтроклея АК-20 и просушивают
его в течение 2 часов.
6. Двумя слоями толщиной 0,15—0,2 мм згшпатлёвывают весь
Участок шпатлёвкой АШ-30 с просушкой после каждого слоя
и течение 2—2'Д часов, зачищают стеклянным полотном № 120
Удаляют образующуюся пыль.
„ Зашпатлёванную поверхность покрывают слоем алюминиевого
' а Марки АПАл, просушивают в течение 2 часов, затем слегка
ПЬ1ЧИЦ*ают стеклянным полотном № 170 и удаляют образующуюся
Соот ^Ульвернзатором или кистью наносят два слоя аэролака
чествующего цвета, просушивая каждый слой в течение
2 /2 часов.
197
Случай Д. Растрескивание покрытия и разрывы ткани
на торцовых поверхностях древесины
1. Отступив от торца 40 мм, обрезают прямолинейно края
оклеенной ткани основного покрытия и удаляют ткань на участке,
подлежащем ремонту. Шпатлёвку, плохо держащуюся, тоже
следует удалить.
2. Край основного покрытия на 30 мм по всему контуру
вырезанного участка размывают, пользуясь смесью, приготовленной
из 100 частей аэролака А1Н и 10 частей воды. Очищенную от
старого покрытия поверхность протирают чистой ветошью, смочен-
ной разжижителем РДВ, и просушивают в течение часа.
3. Если на поверхности древесины имеются красно-бурые пятна
клея ВИАМ-БЗ, то их удаляют чистой ветошью, смоченной раз-
жижителем РДВ. После удаления поверхность грунтуют глифта-
левым грунтом 138А и просушивают в течение 8 часов.
4. Размытые края основного покрытия и оголённую древесину
покрывают слоем нитроклея АК-20, после чего просушивают их
в течение 1 — I1/2 часов.
5. Зачищают размытые края основного покрытия и древесины
и накладывают второй слой нитроклея АК-20 с последующей
просушкой в течение 1 — 1'Д часов.
6. На весь участок наносят плотный слой клея АК-20 и тотчас
же накладывают на него кусок полотна марки АОД, вырезанный
по форме участка так, чтобы края его ложились встык с основным
покрытием. Полотно разравнивают и плотно притирают к поверхно-
сти руками, покрывают сверху слоем клея АК-20 и снова прити-
рают руками. Просушивают в течение не менее 6 часов и зачищают
стеклянным полотном № 140.
7. Наносят при помощи кисти укрывистый слой клея АК-20
и просушивают в течение 1 —l'/z часов.
8. На вновь приклеенную ткань и размытый участок основного
покрытия наносят плотный слой нитроклея АК-20 и накладывают
кусок ткани АОД соответствующих размеров с перекрытием на
размытые края 20 мм. Притирают ткань руками, накладывают
сверху слой АК-20 и притирают тряпичным тампоном, смоченным
разжижителем РДВ Просушивают в течение 6 часов и зачищают
отремонтированное место стеклянным полотном № 140.
9. Наносят поочерёдно два слоя клея АК-20 с просуши01
каждого слоя в течение 1 — I1/2 часов и зачисткой после этого
стеклянным полотном № 140.
10. Пользуясь шпателем, наносят плотный слой шпатлёвК
АШ-30 так, чтобы свести края ткани на-нет. Просушивают в течеН!л
2—21/2 часов и после этого зачищают стеклянным полотном №
11. Л1ягкой кистью наносят на весь отремонтированный УчасТ°м
последовательно три слоя алюминиевого аэролака с интерва
для просушивания в 2 часа после нанесения каждого сЛ
198
Последний слой зачищают стеклянным полотном № 170 и удаляют
образующуюся при этом пыль.
12. Кистью или пульверизатором наносят два слоя аэролака
соответствующего цвета с интервалом для просушивания в 2—
2'/г часа после нанесения каждого слоя.
РЕМОНТ ЛАКО-КРАСОЧНОГО ПОКРЫТИЯ НА ВНУТРЕННИХ
ПОВЕРХНОСТЯХ ДЕРЕВЯННЫХ АГРЕГАТОВ
Подготовка поверхности
При помощи цикли с того участка, на котором старый слой
покрытия имеет плохое сцепление с древесиной, удаляют лако-
красочное покрытие. Ветошью, смоченной в бензине, очищают
поверхность от масляных пятен и грязи.
Окраска нитрокрасками
Поверхность, подлежащую ремонту, загрунтовывают слоем
грунта ДД-113, просушивают его в течение 2 часов. Наносят два
слоя алюминиевого аэролака АПАл с интервалом в 2 часа для про-
сушивания после каждого слоя.
Окраска хлорвиниловой эмалью
При помощи мягкой кисти последовательно, с интервалом для
просушивания в 2—3 часа, наносят два слоя хлорвиниловой эмали
марки ДД-118Б.
Окраска масляной эмалью
Наносят кистью последовательно два слоя масло-эмали серого
Цвета марки А-14 с интервалами для сушки каждого слоя в зави-
симости от температуры по следующей норме: 12—20 С в течение
*6 часов.
Покрытие смоляным клеем ВИАМ-БЗ
Наносят кистью один слой смоляного клея ВИАМ-БЗ и просу-
Цвают при температуре не ниже 16 С в течение 2 часов.
При ремонте лако-красочных покрытий следует всегда иметь
виду; загнившую и увлажнённую древесину окрашивать нельзя.
1олян°й клей ВИАМ-БЗ может быть нанесён только на старое
Ни°Лян°е покрытие или на чистую древесину при температуре не
Же 16 С. При более низких температурах плёнка ВИАМ-БЗ не
На еТ ВЬ1СЬ1хать- На древесину со следами казеинового клея
сение смоляного клея не разрешается.
199
При отсутствии клея ВИАМ-БЗ на смоляное покрытие можно
наносить масляную эмаль А-14, нельзя наносить нитролаки на
масляные и хлорвиниловые покрытия. Хлорвиниловые эмали
нельзя наносить на масляные и нитролаковые покрытия. Эмаль
Л-14 можно наносить на любое покрытие.
Наиболее грибо- и водостойкое покрытие — эмаль ДД-Н8Б
и смоляной клей ВИАМ-БЗ.
§ 46. ЗАГНИВАНИЕ ДЕРЕВЯННЫХ ДЕТАЛЕЙ САМОЛЕТА
И МЕТОДЫ МЕСТНОГО АНТИСЕПТИРОВАНИЯ
При недостаточно тщательном уходе за самолётом деревянной
конструкции в условиях его эксплоатации возможны случаи
поражения деревянных деталей самолёта грибками. Отсутствие
хорошего дренажа и проветривания внутренних частей самолёта,
а также несвоевременное подновление неисправного лакового
покрытия приводят к повышению влажности деревянных деталей
Эти условия способствуют интенсивному развитию грибков
и появлению на поверхности детали синевы и плесени, в резуль-
тате чего деталь становится непригодной для эксплоатации.
Различают три стадии заражения древесины грибками:
1. Первая стадия выражается в изменении окраски древесины
и разрушении её лакового покрытия.
2. Вторая стадия заражения характеризуется появлением на
поверхности древесины грибков в небольшом количестве в виде
ваДообразных налётов.
3. Третья стадия заражения отличается сильным изменением
окраски древесины, полным разрушением её лакового покрытия,
появлением большого количества грибков и резким понижением
прочности (размягчением) древесины.
Простейшим способом проверки состояния древесины является
прокол её шилом: в увлажнённую п поражённую грибками древе-
сину шило входит легко, при накалывании же сухой и здоровой
древесины шило входит в неё с усилием.
В случае своевременного обнаружения загнивания той или инои
деревянной детали самолёта дальнейшее разрушение её можно
предотвратить путём местного антисептнрования.
Протравка антисептиком заражённого места допускается в том
случае, если загнивание проникает в древесину на глубин) не
более 1 — 1,5 мм, так как действие антисептика обеспечивается
только до указанной глубины. Антисептирование фанеры возможно
лишь в тех случаях, когда загнивание не проникает глубже с
первого клеевого слоя.
Прежде чем приступить к антисептированию, необходим^
тщательно просушить заражённую деталь, чтобы влажность ее н
превышала 15%. Местное антисептирование заключается в
женин на заражённое место компресса из ваты, пропитание»,
2% раствором в ацетоне или спирте антисептика ОДФ или 0. '
спиртовым раствором антисептика ВИАМ-1. Площадь, занимаем
200
оМпрессом, должна быть вдвое больше заражённой площади.
Подготовку поверхности детали к антисептированию и наложение
омпресса производят в следующем порядке:
к 1. Зачищают лако-красочное покрытие стеклянным полотном на
участке с площадью, вдвое большей площади заражённого
участка, и тщательно протирают зачищенное место чистой
ветошью.
2. На зачищенную поверхность накладывают слой ваты,
смоченной антисептиком, покрывают её клеёнкой или целлофаном
и слегка укрепляют компресс при помощи груза, струбцины или
шпагата, не допуская выдавливания раствора из компресса.
3. Выдерживают компресс на заражённом участке в течение
18 часов, следя за тем, чтобы вата не высыхала, т.. е. периоди-
чески смачивая компресс раствором антисептика.
4. Через 3—4 часа после снятия компресса приступают к нане-
сению Лако-красочного покрытия.
Необходимо помнить, что антисептики, особенно ВИАМ-1,
вредны для организма, поэтому во время работы с ними надо
надевать резиновые перчатки. При составлении раствора антисеп-
тик следует брать только совком.
ГЛАВА 7
РЕМОНТ ВОЗДУШНЫХ винтов
§ 47. РЕМОНТ ЛОПАСТЕЙ ВИНТОВ, ИЗГОТОВЛЕННЫХ
ИЗ АЛЮМИНИЕВОГО СПЛАВА
УСЛОВИЯ НА РЕМОНТ И ЗАДЕЛКА ПУЛЕВЫХ
И ОСКОЛОЧНЫХ ПРОБОИН
К ремонту допускаются лопасти, имеющие не более десяти
пробоин, включая и выбоины от пуль или осколков, не пробивших
лопасть насквозь. При этом число и расположение пробоин по
участкам лопасти не должны выходить за пределы, указанные на
рис. 167, а именно:
а) на участке до сечения 1 не должно быть ни одной пробоины;
б) на участке от сечения 1 до сечения <3 допускается не более
двух пробоин;
в) на участке от сечения 3 до сечения 6 допускается не более
четырёх пробоин;
г) на участке от сечения 6 до конца лопасти не должно быть
более шести пробоин.
Лопасть допускается к ремонту, если по её ширине:
а) в полосе /, примыкающей к передней кромке (рис 167),
имеется не более одной пробоины в каждом сечении;
б) в полосе II — не более двух пробоин в каждом сечении;
при этом в одном и том же сечении, проходящем по всей ширине
лопасти, допускается не более двух пробоин.
Наибольшие размеры отверстий под пробки, устанавливаемые
при заделке пробоин (рис. 168), не должны превышать:
а) для цилиндрической пробки диаметр отверстия допускается
не больше 30 мм;
б) для конической пробки диаметр d должен быть не более
30 мм, диаметр d берётся равным от 0,5 до 0,8 d,
в) для эллиптического отверстия размер а допускается |,е
больше 30 мм, размер b — не больше 40 мм.
О'верстия под пробки допускаются на расстоянии не меньше
чем:
а) 30 мм от передней кромки до края ближайшего отверстия,
б) 15 мм от задней кромки до края ближайшего отверстия,
202
Ч г 3 4 5 6 7 8
г-----I------Н/0 пробоин^------!-----•--—-
ЧОО—550^700^850 -^1000-^1Г50~~Ч300^+1Ь50^~
Рис. 167. Технические условия на ремонт металлической лопасти
воздушного винта
Передняя нрамна
Рис. 168. Расположение и размеры пробоин,
при наличии которых разрешается ремонт винта
203
в) 30 мм по длине лопасти между линиями, проведёнными по
краям отверстий.
Лопасти, не удовлетворяющие перечисленным выше требо-
ваниям, к ремонту не допускаются. Если повреждённая лопасть
допускается к эксплоатацин, то пробоины должны быть немедленно
заделаны, так как открытая пробоина и мелкие трещины вокруг
неё способствуют уменьшению прочности лопасти, особенно
в процессе эксплоатацин её. Пулевые и осколочные пробоины
заделываются пробками, вырезанными из комлевой части лопасти
забракованного винта. Цилиндрические и эллиптические пробки
зачеканиваются впотай с обеих сторон; конические пробки заче-
каниваются с одной стороны. Заделывать пробоины пробками на
резьбе (ввёртышами) не разрешается, так как прочность лопасти
после такого ремонта ниже, чем при заделке гладкой пробкой.
Выбоины от пуль, не пробивших лопасть насквозь, высверливаются
и заделываются так же, как и сквозные пробоины.
Ремонт пробоин рекомендуется производить в следующем
порядке.
ПОДГОТОВКА ВИНТА К РЕМОНТУ
Осмотреть повреждённую лопасть и выбрать способ её ремонта.
Снять винт с мотора.
В случае необходимости разобрать винт (вынуть повреждённую
лопасть из втулки).
Протереть повреждённый участок лопасти сухой чистой
ветошью.
Осмотреть края пробоины через лупу и наметить контуры
отверстия так, чтобы все трещины и разрывы были удалены
Продефектировать лопасть по техническим условиям, определив
пригодность её к ремонту.
ВЫПОЛНЕНИЕ РЕМОНТА
Засверлить пробоину сверлом или опилить круглым напиль-
ником, сняв по краям фаску, как показано на рис. 168. При
обработке отверстия под пробку следует спиливать как можно
меньше металла лопасти, однако так, чтобы все трещины и ра3'
рывы были удалены.
Выпилить из комлевой части лопасти забракованного винта
пробку по размерам отверстия с припусками по диаметру на
0,005 диаметра заглушки для натяга и по высоте на 4—5 -Ч-1'
больше толщины лопасти для зачеканки пробки.
Ударами молотка туго посадить пробку в отверстие так, чтобы
•она выступала из отверстия на 2—2,5 мм с каждой стороны-
Осмотреть края отверстия через лупу и убедиться в том, что
нет новых трещин вокруг пробки, могущих появиться в резуль
тате натяга.' н
Зачеканить пробку, равномерно, осаживая металл, чтобы °
плотно заполнил отверстие и фаску.
204
Опилить пробку личным напильником и зашлифовать её
наждачной бумагой заподлицо с поверхностью лопасти.
Покрывать отремонтированный участок рекомендуется бесцвет-
ным лаком 17 А для удобства наблюдения за лопастью в про-
цессе эксплоатацин. Отремонтированную лопасть необходимо при
первой возможности заменить, не допуская превышения следующих
предельных сроков её службы:
а) с пробоинами в полосе I—30 часов;
б) с пробоинами на участке от сечения 1 до сечения <3—
30 часов;
в) с двумя пробоинами в одном сечении в полосе // на участке
от сечения 3 до сечения 6—50 часов;
г) с двумя пробоинами в одном сечении на участке от сечения
G до конца лопасти —.75 часов;
д) с пробоинами только в полосе II и расположенными так, что
в одном и том же сечении не больше одной пробоины, — 100 часов
В случае появления в месте постановки пробки волосовин, тре-
щин и разрывов лопасть немедленно заменяется.
РЕМОНТ ЗАБОИН
Зачистка забоин на лопастях винта, выполненных из алюминие-
вого сплава, допускается с обязательным соблюдением следующих
правил:
1. При выборке забоины сужение лопасти по ширине должно
быть не больше 10 мм по задней кромке и не больше 5 мм по
передней кромке с плавным разгоном по всей лопасти. При этом
разница в ширине всех лопастей винта должна быть не больше
2 мм .
2. Уменьшение толщины лрпасги допускается не больше 1,5 мм
на участке от /? = 300 мм до /?=1 С00 мм п не больше 1,0
на участке от R ~ 1 000 мм до конца лопасти.
3. На участке от комля до R = 800 мм допускается местная
зачистка глубиной не больше 3 мм, а на участке от /?=800 мм
До конца лопасти — не больше 2 мм. Независимо от глубины
забоины её зачистка не допускается, если она расположена в таком
сечении, где имеются две пулевые пробоины.
При повреждении конца лопасти допускается её опиловка с уко-
рочением радиуса лопасти пе более чем на 100 мм. При этом
остальные лопасти винта должны быть также укорочены, чтобы
балансировка винта не была нарушена. При снятии металла с конца
Допасти необходимо делать плавные переходы к кромкам для
'-охранения нормальной работы винта.
Порядок укорочения лопастей следующий:
1- Вырезают из фанеры или из листа картона шаблон по кон-
ТУРУ повреждённого конца лопасти.
2. Точно по шаблону очерчивают простым карандашом контур па
|а>кдой лопасти, по которому должна быть произведена опиловка.
205
3. По намеченным контурам опиливают концы всех лопастей
с плавными переходами к кромкам.
4. Опиленные кромки зашлифовывают наждачным полотном'.
5. После этого обязательно проверяют балансировку винта на
эквилибраторе.
Следует иметь в виду, что в результате уменьшения диаметра
винта на 100 мм он может оказаться «лёгким». В этом случае сле-
Рис. 169. График необходимого увеличения уста-
новочного угла лопастей винта при укорочении их:
1 _ ДБ-1-2,8; 2 —ВИШ-61П; АВ-5-110-123;
ВИШ-61Б; АВ-5-189; 4 - ВИШ-2; ВИШ-22;
ВИШ-3; ВИШ-23; 5 —ВИШ-21; ВИШ-22-1;
6— ВИШ-21
дует увеличить установочный угол лопастей винта, чтобы не допус-
тить возможности его раскрутки при работе. Угол, на который сле-
дует увеличить установочный угол лопастей, чтобы компенсиро-
вать уменьшение диаметра винта, определяется по графику, пред-
ставленному на рис. 169.
§ 48. ПРАВКА ПОГНУТЫХ ЛОПАСТЕЙ ХОЛОДНЫМ
И ГОРЯЧИМ СПОСОБАМИ
ЛОПАСТИ, ДОПУСКАЕМЫЕ К ПРАВКЕ ХОЛОДНЫМ СПОСОБОМ
Правка погнутых лопастей холодным способом является чРез"
вычайно ответственной операцией, так как изгиб лопасти Ре31'
влияет на её прочность. Ввиду этого к правке допускаются тольк~
те лопасти, состояние которых удовлетворяет следующим техни
ским требованиям: ’
а) Показатель прогиба о (отношение стрелы прогиба, измер
ной на хорде в 150 мм, к длине этой хорды) ни в одном сече
лопасти не должен превышать предельно допустимой вели41
установленной для винта данного типа.
206
б) Участок лопасти, требующий правки, должен отстоять от
комля не ближе чем на половину радиуса лопасти.
в) Лопасть не должна иметь трещин в погнутых местах.
Лопасти, не удовлетворяющие указанным требованиям, к правке
холодным способом не допускаются.
ОПРЕДЕЛЕНИЕ ВОЗМОЖНОСТИ РЕМОНТА ЛОПАСТИ
Чтобы установить возможность ремонта погнутой лопасти, необ-
ходимо тщательно продефектировать её. Порядок дефектации сле-
дующий:
1. Удалить лако-красочное покрытие на погнутом участке лопа-
сти, пользуясь смывкой и ветошью.
2 Через лупу с 15—20-кратным увеличением тщательно осмо-т-
реть место изгиба, чтобы убедиться в том, что у лопасти нет
трещин.
При наличии трещин лопасть к правке не допускается. Наиболее
надёжным способом обнаружения трещин служит травление погну-
того участка лопасти 15—20% водным раствором каустической
соды (NaOHl. Травление производится в течение 5—10 минут,
после чего образовавшийся тёмный налёт нейтрализуют 5% водным
раствором азотной кислоты. Затем протравленную поверхность
промывают тёплой водой и протирают сухой ветошью. Трещины
после травления хорошо заметны в виде тёмных полосок.
В некоторых случаях, даже при помощи лупы, трудно отличить
царапину от трещины, тогда рекомендуется применить простую
карандашную резинку. Если резинкой потереть подозрительные
места, то при наличии царапины дно её после протирки резинкой
будет блестеть, что свидетельствует о том, что трещины нет При
наличии трещины на лопасти дно блестеть не будет, а мелкие
частицы резинки забьются в трещину, что и будет служить призна-
ком трещины.
3. Определить показатели прогиба 8 в различных сечениях
лопасти путём измерения стрелы прогиба на участках длиной
150 мм каждый. Для этого необходимо иметь линейку длиной
150 мм и измерение производить в следующем порядке:
а) погнутую часть лопасти разбить на участки длиной 150 мм
и отметить границы участков мелом или простым карандашом;
б) приложить линейку концами к отмеченным границам участка
ч измерить стрелу прогиба между линейкой и лопастью посредине
линейки; такое измерение произвести на каждом участке.
Примечание. Для измерения стрелы прогиба полезно иметь специаль-
ный прибор типа глубиномера, изображённый иа рис. 170.
Величина показателя прогиба о в различных сечениях лопасти вычис-
ляется по формуле S=jgg> где h—стрела прогиба в миллиметрах, из-
меренная на хорде длиной 150 мм. Лопасть может быть допущена
к холодной правке, если показатель прогиба ни в одном сечении не
превышает предельно допустимых значений, определяемых для винтов
Различных типов по графику, приведенному на том же рисунке.
207
Рнс. 170. График предельно донуыимых значений прогиба и замер величчн
прогиба лопасти
208
На этом графике масштаб по вертикали выбран таким, что
показателю прогиба в 0,001 соответствует 1 мм. По горизонтали
расстояние от конца лопасти в 10 мм соответствует сечению,
отстоящему на 75 мм от конца лопасти. Это сечение можно опреде-
лить, если линейку, применяемую для измерения стрелы прогиба,
приложить одним концом к самому концу лопасти.
ПРИЕМЫ холодной ПРАВКИ ЛОПАСТИ
погнутой лопасти следует производить осторожно
Правку
и постепенно, чтобы не повредить её поверхности и не допустить
образования трещины.
В полевых условиях МОЖНО Место приложения
силы
рекомендовать править лопа-
сти между деревянными вал-
ками, покрытыми войлоком или
материей (рис. 171). На рис. 172
показано простейшее приспо-
собление для правки лопастей
при помощи автомобильного
домкрата пли козелка для
подъёма самолёта. При такой
правке лопасть зажимается ,, ,,
между деревянными брусками Рис *71’ Правка 10riacTC,i в валках
или железными балками с деревянными прокладками.
Второе приспособление для правки винтов в холодном
нии с использованием домкрата показано на рис. 173. Во
состоя-
избежа-
домкрата
14 № 4236б 209
ние повреждения поверхности и кромок винта в процессе правки
нижняя часть металлического козелка обвёртывается Мягкой вето-
шью (или просто верёвкой).
Рис. 173. Пример правки лопасти с применением металлического
козелка и домкрата
Специализированные по ремонту винтов ПАРМ и стационар, ,е
мастерские снабжены специальными винтовыми прессами для
правки винтов в холодном состоянии. Такой пресс и работ? на
нём показаны на рис. 174.
Рис. 174. Правка лопасти в винтовом прессе
Поверхность лопасти после выправления необходимо тщат* ’ .
осматривать при помощи лупы. Сомнительные места следует
травливать для выявления трещин.
210
После правки лопасти необходимо произвести также обмер её
дним 'из следующих способов.
°Д j Приложить линейку к рабочей поверхности лопасти и прове-
рь совпадение точек недеформированной части лопасти и её
Р ,правленной части. Если имеется возможность, изготовить из
фанеры шаблон по профилю кондиционной лопасти (рис. 175).
Рис 175. Шаблон для проверки угла наклона лопасти
2. При наличии монтажной плиты проверку выправленной лопа-
сти можно производить руководствуясь высотами и углами, кото-
рые приводятся в таблицах для лопастей винтов различных типов.
На рис. 176 показан наиболее простой способ проверки выправлен-
ной лопасти по высотам (сравнением с кондиционной лопастью).
Установочный угол лопасти можно проверить при помощи универ-
сального угломера.
Рис. 176. Проверка лопасти после правки
биё ,,^ос‘1е установки винта на самолёт необходимо проверить
ВодН ° заДнеи кромки выправленной лопасти. Замер биения произ-
Превь^ Па Рад,1Усе ^'= । ^00 мм. Величина биения не должна
Жны'(у113113 ММ' Лопасти, выправленные холодным способом, дол-
РабОт ЫТЬ заменены новыми при первой возможности. Допускается
а) ^с.ВЬ1ПРавленной лопасти не больше;
в одно часов Для лопастей с прогибом, превосходящим хотя бы
Эн,Гп сеченин половину предельного значения прогиба для
сечения;
14*
211
б) 50 часов для лопастей с прогибом, не превосходящим ни
в одном сечении одной трети предельного значения прогиба для
этого сечения.
В процессе эксплоатации винтов с выправленными лопастями
необходимо периодически осматривать отремонтированные места
при помощи лупы, чтобы своевременно обнаружить появление
волосовин, трещин и разрывов. В случае их обнаружения лопасть
должна быть немедленно заменена новой.
Погнутые лопасти, выправленные холодным способом, особенно
чувствительны к вибрациям. В связи с этим целесообразно, если
это оказывается возможным, винты с выправленными холодным
способом лопастями устанавливать на бомбардировщики, но йена
истребители, так как в отношении вибраций работа винта на
истребителе протекает в значительно более тяжёлых условиях, чем
на бомбардировщике.
ПРАВКА ПОГНУТЫХ ЛОПАСТЕЙ ГОРЯЧИМ СПОСОБОМ i
Правка горячим способом погнутых лопастей, выполненных из
сплава АК-1 типа дуралюмина, основана на свойстве этого сплава
приобретать хорошую пластичность. непосредственно после закалки
ив дальнейшем постепенно повышать твёрдость и крепость
в процессе старения. Правка лопастей сразу после закалки произ-
водится легко п не вызывает в материале больших внутренних
напряжений. Благодаря этому преимуществу горячей правки перед
холодной к правке горячим способом могут быть допущены
лопасти, имеющие любую погнутость, но при условии, что участок,
требующий правки, отстоит от комля не ближе чем на 0,3 радиуса
лопасти п не имеет трещин, волосовин и других "дефектов.
В практике ремонта винтов применяется два способа горячей
правки погнутпя лопастей: путём закалки с высоких температур
и закалки с низких температур.
Закалка лопастей с высоких темпсрагу р состоит из следующих
операций; нагрева лопасти до температуры 500+ 10 в селитро-
вой ванне, выдержки при этой температуре в течение 20—30
минут и охлаждения в холодной воде. Этот способ закалки
требует применения селитровой ванны, поэтому он может
осуществляться только в условиях стационарных авиационных
мастерских.
Закалка лопастей с низких температур вполне применима
в полевых условиях и может быть осуществлена силами ПА"* •
Этот способ основан на,свойстве прокованного и термически
обработанного дуралюмина разупрочняться при нагреве до сРа®
нительно низкой температуры в пределах 200—250' С с поел
дующим резким охлаждением в холодной воде. При эТ0
в дуралюмине наступает явление «возврата» пластическ
свойств, близких к свойствам , материала в отожжённом и*'
свежезакаленном состоянии...... . fO
, Последующий процесс , естественного или искусствеин
старения вновь упрочняет материал.
2/2
Для проведения закалки лопастей с низких температур нгоб-
димо изготовить из кровельного железа ванну (рис. 177) раз-
мером 500 X 500 X 1 600 мм и отбортовать её края на ширину
0О--1ОО мм. Швы ванны должны быть заварены для обеспечения
её герметичности. Ванну заполняют свежим авиационным маслом
или МЗС и перед погружением лопасти нагревают лампами
дПЛ Д° температуры 200—250" С. Наилучшие результаты даёт
закалка при температуре 230° С. Масло, нагретое до этой темпе-
ратуры, дымит, но не вспыхивает, если пламя лампы не
касается его.
Рис. 177 Ванна для опкига лопасти при горячей правке
Для контроля температуры нагрева масляной ванны рекомен:
Д\ется пользоваться пирометром ТЦТ-5 или же применять легко-
плавкие металлы или сплавы с температурой плавления 200—
250" С. Так, например, если положить кусок чистого олова
весом 100—150 г в жестяную банку и погрузить её в масло, то
можно замерить температуру в 232° С, так как олово плавится
при этой температуре. Можно также составить сплав из 91'< олова
и 9% цинка, температура плавления которого равна 200 С.
Закалку лопасти с низких температур и последующую правку
осуществляют следующим образом4:
1- Устанавливают железную ванну на кирпичи или на земля-
ную насыпь так, чтобы можно было поместить под днище ванны
нс менее двух ламп АПЛ.
2- Укладывают в пустую ванну' погнутую лопасть и отмечают
На стенке ванны уровень, до которого надо налить масло,
чтобы полностью покрыть им лопасть. После этого вынимают
лопасть из ванны.
д, 3- Наполняют ванну до метки свежим авиационным маслом
АПТ]ИЛИ ЭДЗС и подогревают его до температуры 230' лампами
213
4. Погружают в нагретое масло лопасть так, чтобы все
погнутые части её находились в масле. Выдерживают лопасть
в ванне в течение 5 минут при температуре 230° С.
5. Вынимают лопасть из масла и обливают её тремя-пятью
вёдрами холодной воды до полного остывания. В зимних
условиях лопасть можно охлаждать снегом.
6. После этого немедленно приступают к правке лопасти,
применяя одно из ранее описанных приспособлений.
7. Поверхность выпрямленной лопасти ещё раз тщательно
осматривают при помощи лупы с целью выявчения трещин
которые могли появиться при правке. При обнаружении трещин
лопасть бракуется и не допускается к эксплоатации. Все царапины,
риски и, тому подобные изъяны, образовавшиеся при правке, зачи-
щают личным напильником и зашлифовывают стеклянным полотном.
Рис. 178. Проверка статической урав-
новешенности винта на эквн.шбраторе
после ремонта
технических описаниях винтов
ведут начиная от контрольного
всем сечениям.
8. Выправленную лопасть для
повышения прочности её подвер-
гают искусственному старению.
Для этой цели наполняют зака-
лочную ванну водой и нагре-
вают до кипения, после чего
отремонтированную лопасть по
гружают в ванну и выдер? i
ваюг в кипящей воде не ме ее
2!Л часов.
9. Производят обмер лопа и
на плите при помощи угольнг к1
или' шаблонов
КОНТРОЛЬ ВИНТОВ
ПОСЛЕ РЕМОНТА
Все отремонтированные п но-
вые детали винта перед сборкой
осматриваются по отдельности-
У собранного винта проверяются
геометрические размеры, статиче*
ская уравновешенность и герме
гпчность гидросистемы. Геометр11'
ческне размеры винта провс
ряют на монтажной плите с°'
гласно данным, приведённым р
соответствующих типов. Проверку
сечения лопасти к её концу п<)
Отклонения параметров винта не должны вых°
дить за пределы установленных ремонтных допусков.
Статическую (весовую) балансировку винта проверяют нг
эквилибраторе, центрируя винт на конусах (рис. 178).
214
3 49. КОНСТРУКЦИЯ СТАЛЬНЫХ ПУСТОТЕЛЫХ ЛОПАСТЕЙ
РЕМОНТ СТАЛЬНЫХ ПУСТОТЕЛЫХ ЛОПАСТЕЙ
Пустотелые лбпасти изготовляются из листовой хромованадие-
гт------------- ... ДБуХ штампованных половин
вОй стали Лопасть состоит из
, 11С. 179), соединенных между
собой сварными швами. При
сварке лопастей в качестве при-
садочного материала применяют-
ся прутки из хромованадпевой
стали. Сварные швы внутри ло-
пасти пропаяны медным припоем.
В комле лопасти (рис. 180) за-
прессован балансирный стакан,
полость которого залита легко-
плавким металлом для баланси-
ровки винта. Внутри этого ста-
кана установлена пробка, кото-
рая служит для крепления ба-
лансирных шайб и для закрытия
внутренней полости лопасти.
Пропаика меЗью
Сварочный шов
Рис. 179. Конструкция стальной
лопасти:
I — верхняя часть лопасти; 2 — ниж-
няя часть лопасти; 3—сечение сва-
ренной лопасти
СПОСОБЫ ОБНАРУЖЕНИЯ ТРЕЩИН
В СТАЛЬНЫХ ЛОПАСТЯХ
Стальная лопасть перед ре-
монтом тщательно осматривается
с целью обнаружения трещин в
с целью обнаружения трещин в местах изгиба, вокруг пулевых
пробоин и вмятин и в местах других повреждений. После ремонта
Рис. 180. Балансирный стакан лопасти
215
лопасть ещё раз осматривают, чтобы убедиться в том, что на ней
нет трещин, которые могут образоваться во время правки или
сварки лопасти. Перед осмотром повреждённой лопасти её поверх,
ность очищают от лакового покрытия при помощи наждачного
полотна или разжижителя РДВ и затем подвергают травлению.
Травление стальной лопасти производится 15—20% водным раст-
вором серной кислоты. После травления кислоту смывают водой,
затем поверхность промывают бензином и осматривают при
помощи лупы. В случае отсутствия серной кислоты можно приме-
нять следующий способ выявления трещин: промыть бензином
исследуемую поверхность, нанести на неё слой масла и насухо
протереть. При этом трещины, заполненные маслбм, будут выде-
ляться в виде тёмных чёрточек. Для более отчётливого выявле-
ния трещин рекомендуется лопасть, покрытую слоем масла,
насухо протёртую, покрыть мелом, который будет впитывать в себя
масло из трещин.
ПРАВКА ПОГНУТЫХ СТАЛЬНЫХ ЛОПАСТЕЙ
К правке могут быть допущены лопасти, имеющие несколько
перегибов (рис. 181), но при условии, что в местах изгибов ш
трещин. Перед правкой необходимо произвести разборку лопасти
в следующем порядке:
1. Сдвинуть радиальноупорные подшипники и гайку в сторон'
Рис. 182. Специальная
душка для правки лопасти
Рис. 181. Погнутая стальная
лопасть
2. При помощи специального съёмника выпрессовать шпильку,
фиксирующую шестерню относительно лопасти. В случае смятия
или среза шпильки высверлить её.
3. Отвернуть шестерню и снять все детали с наружной чапй
лопасти.
4. При помощи паяльной лампы расплавить залитый в балан-
сирный стакан легкоплавкий металл или вырубить его крейцмей-
селем в местах соединения с лопастью.
5. Специальным торцовым ключом отвернуть пробку, крепя-
щую балансирные шайбы.
216
б Снять балансирные шайбы, вынуть пробку и балансирно й
стакан, применяя специальные приспособления для выпресссвчн
Рис. 183. Правка стальной лопасти в винтовом прессе
7. Для защиты резьбы комлевой части от повреждений
нуть внутрь комля специальную
Правку стальных пустотелых
лопастей производят только в хо-
лодном состоянии, так как после
горячей правки требуется терми-
ческая обработка, которая не-
избежно вызывает коробление
лопасти. Правку лопасти выпол-
няют следующим образом:
1. Концевую часть лопасти
укладывают между опорами и
правят вручную. Чтобы не помять
профиля лопасти, применяют спе-
циальные подушки (рис. 182), благодаря который! усилие при
правке передаётся непосредственно на сварные кромки лопасти.
2. Плавно нажи-
мая на комлевую
часть, разгибают ло-
пасть. Эту операцию
надо проводить осто-
рожно и как можно
медленнее, так как
быстрый рывок мо-
жет вызвать повре-
ждение лопасти.
3. После предва-
рительной правки
•*С- 185 Устранение незначи ге.чьных дефектов
ударами .молотка
лопасть зажимают в винтовой пресс (рис. 183) и правят оконча-
тельно, пользуясь набором подушек. В процессе правки лопасть
несколько перегибают по сравнению с её нормальной формой
учитывая, что после правки лопасть несколько спружинят ц при
мет необходимую форму.
4. Кромки лопасти выправляют под прессом (рис. 184). Незна-
чительные местные дефекты устраняют при помощи ручной нако-
вальни и молотка (рис. 185)..
5. Вмятины и выпуклости, остающиеся в местах перегибов
лопасти, выправляют одним из способов, указанных ниже.
ПРАВКА ВМЯТИН И ВЫПУКЛОСТЕЙ
ПРИ ПОМОЩИ КЛИНЬЕВ
Клинья для правки вмятин и выпуклостей изготовляют по
форме профиля лопасти из мягкого металла, например, дуралю-
мина или латуни. Клин крепятся заклёпками на стальном стерж-
не с наконечником, по которому ударяют молотком при ввод
клина внутрь лопасти. Наконечник служит и для извлечения
клина из лопасти после её правки. Для правки местных вмяти^
комлевую часть лопасти зажимают в тиски при помощи спешил
ных подушек или укрепляют лопасть в двухвинтовом пРес .
(рис. 186). Затем выбирают клин, соответствующий внутре»н*
размерам лопасти в том сечении, где имеется вмятина, 11 за
няют его в лопасть через комлевое отверстие. В процессе пра! е
вокруг вмятины простукивают металлическим молотком. МесП
218
выпу клости выправляют, зажимая лопасть в двухвинтовом прессе.
Перед правкой внутрь лопасти вводят клин, который в данном
случае служит оправкой. Выправляют выпуклость, простукивая
лопасть металлическим молотком.
Для облегчения правки вмятин и выпуклостей в исключитель-
ных случаях разрешается применять местный нагрев лопасти до
температуры 600—630° С, что соответствует тёмнокрасному кале-
нию. Нагрев выше этой температуры не допускается, так как при
этом значительно снижается прочность стали. Для контроля пре-
дельной температуры нагрева можно пользоваться куском сурьмы,
которая имеет температуру плавления 630" С.
ПРАВКА ВМЯТИН ПРИ ПОМОЩИ СЖАТОГО ВОЗДУХА
Вмятины в средней части лопасти можно выправлять путем
создания давления внутри лопасти сжатым воздухом. Давление
свыше 25—30 ат не допускается
во избежание больших деформа-
ций лопасти. Чтобы не допустить
выпучивания и разрыва тонких
стенок в концевых сечениях ло-
пасти. её часть от конца до вмя-
тины помещают в деревянные
формы, соответствующие профи-
лю лопасти, п стягивают их бол-
Липаспь
Рис. 187. Зажим лопасти для правки
вмятин при помощи сжатого воздуха
таг.ш (рпс. 187). В комлевую часть
лопасти ввёртывают заглущкх
со штуцером и присоединяют
к нему баллон со сжатым воздухом, снабжённый редукционным
клапаном. В процессе правки вмятины давление повышают посте-
пенно и одновременно простукивают свинцовым молотком вокруг
Слой олово для ycrnva-
пения вмятины
Рис. 188. Устранение небольших вмятин путём наплавления припоя
Вч,ятин. Если холодной правкой не удаётся выправить вмятину,
её нагревают до тёмнокрасного каления (600—630 С), после
ег° производят правку, повышая давление воздуха. После правки
Рофнль лопасти проверяют по шаблонам в различных сечениях
213
Г |
j
г _ I
п устраняют оставшиеся деформации простукиванием свинцовым
молотком. Для получения правильного профиля небольшие вмя-
тины устраняют напаиванием оловянно-свимцового припоя
(рис. 188).
ЗАДЕЛКА ПРОБОИН
Лопасть с пулевыми пробоинами допускается к ремонту при
условии, если в любом её сечении имеется не более одной про-
боины. В большинстве случаев пуля пробивает только одну стенку
лопасти, а затем под действием центробежной силы перемещается
Рис. 189. Искажение профиля
лопасти ог пулевой пробоины
в концевую часть лопасти и дефор-
мирует её тонкие стенки (рис. 189).
В результате искажается профиль
лопасти, уменьшается её прочность
п нарушается балансировка винта.
Заделку пробоины нужно произво-
дить в следующем порядке:
1. Осмотреть лопасть и удалим,
пу ли.
2. Рассверлить пли опилить пробои-
ну так, чтобы края отверстия были
чистыми, гладкими и не имели трещин
(рис. 190).
3. Из листовой хромованадиевой стали марки 40ХФА (замени-
тель — хромансиль 25ХГСА) или из негодной для ремонта ло. а-
сти вырезать заплату, толщина которой должна быть равна тол-
щине стенки лопасти в месте пробоины.
4. Подогнать заплату к отвер-
стию. Приварить к заплате прово-
локу для поддерживания заплаты
во время прихватки её к кромкам
отверстия.
5. Прихватить и заварить запла-
ту электродуговой сваркой, приме-
няя в качестве присадочного мате-
риала проволоку марки 40ХФА
или 10А с обмазкой ВИАМ-25. При
заварке заплаты предохранять от на-
Рис. 190. Обработка пробоины к<я
ремонта наложением заплаты > вар-
кой
грева поверхность лопасти вокруг пробоины мокрым асбесчоя
Сварка должна производиться высококвалифицированным сварш11'
ком под наблюдением инженера. При отсутствии аппарат) Рь1
для электродуговой сварки допускается в исключительных сл)
чаях применять газовую сварку.
6. После заделки пробоины тщательно проконтролировать
качество сварки.
7. Зачистить шов личным напильником и наждачным полотном
заподлицо с поверхностью лопасти, после чего протравить и701’
и ещё раз тщательно осмотреть его
220
Рис. 191. Заделка пулевой
пробоины в стальной лопа-
сти постановкой заглушки
п отсутствии оборудования для сварки допускается заде-
ть пробоины пробками. Постановка пробки производится
„ЬсВпеДУЮШем п°Рядке:
в I Засверлить или опилить пробоину
191) до получения в обеих стен-
<р,'С’ №пасти цилиндрических отверстий.
Отверстия в стенках должны отличаться
одно от другого по диаметру на 1 —
15 мм- По краям отверстии снять фаски.
’ 2 Из дуралюмина или из стали мар-
ки 10А или 20А изготовить пробку с
натягом в 0,003 диаметра. Концы проб-
ки должны выходить из отверстий на
1 5_2,0 мм по обеим сторонам для
запеканки.
3. Зачеканить пробку, запилить её личным напильником и за-
чистить наждачным полотном, после чего тщательно осмотреть
отремонтированное место с целью выявления трещин.
РЕМОНТ ЛОПАСТЕЙ С ЗАБОИНАМИ, ЦАРАПИНАМИ
И ТРЕЩИНАМИ
Устранение забоин и царапин
К ремонту допускаются лопасти, имеющие поперечные
забоины и царапины глубиной не более 10% от толщины стенки
лопасти. Глубина продольных забоин и царапин допускается
до 30$-, от толщины стенки. Забоины глубиной до 1О'> устраня-
ются путём запиловки напильником и зачисгки наждачным полот-
ном. Более глубокие забоины заделывают напаиванием латунного
припоя или наплавкой металла электросваркой. Лопасти с забои-
нами на кромках допускаются к ремонту при условии, если глубина
забоины не превышает 2 мм. Забоина на кромке устраняется путём
снятия металла напильником по плавному контуру. При наличии
рваных краёв у отверстия на конце лопасти разрешается укороче-
ние её на 10 мм.
Заварка трещин
том же
сечении
лопасти
К ремонту допускаются лопасти, имеющие в одном и
сечении не более одной продольной трещины, если в этом
Нет пулевой пробоины. При наличии поперечных трещин
к ремонту не допускаются.
Заварка трещины производится следующим образом.-
1 • Зачистить наждачным полотном и протравить поверхность
°к°ло трещины, чтобы установить её размеры.
3. Выпилить канавку вдоль трещины на всю её глубину и за-
Верлить по концам трещины отверстия диаметром 3 мм.
, Заварить трещину электродуговой сваркой, применяя пруток
стали 40ХФА или ЮА п обмазку ВИАМ-25. Вовремя заварки
221
лопасть вокруг трещины предохранять от нагрева мокрым асбе-
стом. Допускается как исключение применять газовую сварку.
4. После заварки тщательно осмотреть шов.
5. Опилить шов напильником, зачистить наждачным полотном
п протравить, после чего ещё раз просмотреть место заварки.
После каждого полёта отремонтированную лопасть необхо-
димо тщательно осматривать для своевременного обнаружения
новых трещин.
§50. РЕМОНТ ВИНТОВ С ДЕРЕВЯННЫМИ ЛОПАСТЯМИ
КОНСТРУКЦИЯ ДЕРЕВЯННЫХ ЛОПАСТЕЙ
Комлевая часть деревянной лопасти изготовляется из дельта -
древесины (рис.
192),
Фанеровка
Сосна
Полотно -
-рединка
Дельта
древесина
Стальной
Латунная
оковка
Медная
сетка
целлулоидная
пленка
Рис. 192. Конструкция де-
ревянной лопасти
а перо — из авиационной сосны, склеенной
с дельта-древесиной на длинный ус Ло
пасть оклеена полотном и покрыта латун-
ной сеткой. В концевых сечениях лопасть
фанерована на расстоянии 600—700 мм oi
конца пера Поверхность лопасти покрыт,
целлулоидной плёнкой. Комлевая часп
лопасти закреплена в стальном стакане н.
специальной резьбе. Зазоры между ста-
ном п лопастью заполнены особым упло.
няющпм цементом, который предохраняет
лопасть от вывёртывания. В месте сое
нения стакана с лопастью положена т< к-
столитовая прокладка в виде кольца дга
прокладка предохраняет уплотняк-ьшн
цемент от выкрашивания и npennicit i
прониканию внутрь комля влаги п мае
УСТРАНЕНИЕ ДЕФЕКТОВ ТВЕРДО!
ПОКРЫТИЯ ЛОПАСТИ •
На твёрдой целлулоидной плёнке со-
крывающей деревянную лопасть, мы.'1
образоваться мелкие забоины, выщербины
и вмятины вследствие попадания на рабо-
тающий винт песка, частиц гравия, кусоч-
ков льда и пр. Ремонт твёрдого покрытия
производится путем многократного нанесе-
ния на повреждённый участок целлулоид-
ного клея или нитроклея АК-20 до полу
чения плёнки требуемой толщины. Сушка каждого слоя проД°*
жается в течение часа. Целлулоидный клей приготовтяется пУте
растворения мелких кусков целлулоида в ацетоне или в разжп_ж
теле РДВ в закрытом сосуде в течение суток. Через сутки Ра,
ший целлулоид легко растворяется. Вязкость целлулоидного к.
222
пжна соответствовать вязкости нптроклея АК-20. Вместо много-
^оатного нанесения целлулоидного клея повреждённое покрытие
лУоЖНО ремонтировать путём наложения на первый слой целлу-
лоидного клея куска размягчённого целлулоида. Размягчение
цечлулоида выполняется следующим образом
' Кусок целлулоида размером на 20—25% меньше ремонтируе-
мого участка (после размягчения целлулоид легко вытягивается)
погружается на 1 — 2 минуты в ацетон, затем выдерживается
в течение 15—20 минут на металлической сетке в парах ацетона
над его поверхностью в закрытом сосуде. Появление морщин на
поверхности целлулоида свидетельствует о его размягчении
Ремонт целлулоидного покрытия производится следующим
образом:
1. Циклей или личным напильником зачищают повреждённый
участок и протирают его наждачной бумагой. Если повреждена
латунная сетка, закрепляют её оцинкованными гвоздями.
2. Удаляют пыль, промазывают повреждённый участок цел-
лулоидным клеем и накладывают размягчённый кусок целлу-
лоида.
3. Наложенный кусок целлулоида тщательно притирают
к поверхности лопасти тампоном, слегка смоченным в ацетоне или
разжижителе РДВ, до полного удаления из-под целлулоида
пузырьков воздуха и неплотностей.
4. Для лучшего прилегания целлулоида на ремонтируемый
участок накладывают груз через резиновую или фанерную про-
кладку. Удельное давление, создаваемое грузом, должно быть
равно 2—3 кг/см2.
5. После выдержки в течение 48 часов груз снимают, срезают
образовавшиеся неровности и зачищают место ремонта циклей
или .личным напильником.
6 Зашпатлёвывают ремонтируемый участок нитрошпатлёвкой
АШ-32, покрывают его нитролаком под цвет лопасти и отполиро-
вывают полировочной пастой.
7. Образовавшиеся на отремонтированном участке (обычно
на конце лопасти) в покровном слое лака мелкие трещины чёр-
ного цвета зачищают циклей и наждачной бумагой, после чего
заново окрашивают' и отполировывают.
Шероховатость и мелкие механические повреждения плёнки
твердого покрытия лопасти устраняют накладыванием нитрошлат-
левки АШ-32 с последующим покрытием всей лопасти нитролаком
РЕМОНТ ОКОВКИ ЛОПАСТИ
Шероховатость латунной оковки, образовавшаяся
ПаДания на работающий винт песка, мелких частичек гравия
т‘ п-> Устраняется путём зачистки оковки наждачной бумагой.
Ь Местные вмятины и пробоины оковки, если они не сопрюво-
Ются разрывом латунной сетки, устраняют пропайкон повре
вследствие
Исправление вмятины Постановка новой секции
Регент поврежденной оковки пайкой
Рнс. 193. Ремонт оковки способом папки:
7 — повреждение: 2 — пайка: .?—зачистка
жденного места оловян-
но-свинцовым припоем
(рис. 193). Слой припоя
накладывают по поверх
ностп оковки и зачищают
под общий профиль ло-
пасти.
При крупных повре-
ждениях оковки дефект-
ную часть её удаляют и
заменяют новой. Новую
часть оковки крепят на
заклёпках или шурупах,
которые устанавливают в
заново высверленные от-
верстия; старые отверстия
заделывают деревянными
пробками на клею.
ЗАДЕЛКА ПУЛЕВЫХ ПРОБОИН И ТРЕЩИН
Ремонт деревянных лопастей, имеющих пулевые пробоины.
допускается при следующих условиях:
а) диаметр про-
боины должен быть
не более 20 мм;
б) в отном сече-
нии толжно быть не
более двух пробоин;
в) общее число
пробоин в одной
.лопасть не должно
превышать 20.
Лопасть. имею-
щая пулевую пробои-
ну в комлевой ча-
сти. к ремонту не
допускается. Задел
ка пробвнны (рис.
194; производится
путём засверловки
отверстия и вклеи-
вания деревянной
пробки, изготовлен-
ной из сосны. Допу-
скается также за-
делка пробоины без
предварительной за-
сверловки её, путём
224
Рис. 195. Ремонт винта е трещиной
однения отверстия шпатлёвкой, приготовленной смешением
’а„пяного клея ВИАМ-БЗ с мелкими пробковыми или древес-
‘ |Ми опилками. Сквозные трещины в концевой части лопасти,
превышающие 100 мм,
заделывают путём вклеи-
вания вставки (рис. 195)
с предварительной раз-
делкой трещины пропи-
лом её. Направление во-
локон древесины вставки
должно совпадать с направлением волокон древесины лопасти.
Несквозные трещины глубиной не более 5 мм можно устранять
путём заполнения трещин смоляным клеем ВИАМ-БЗ.
РЕМОНТ КРОМКИ ЛОПАСТИ
Нерабочая кромка (горбушка) деревянной лопасти ремонти-
руется путём наклеивания щитка на-ус, как показано на рис. 196.
Ремонт кромки производится в следующем порядке:
1. Вырезают повреждён-
ную часть кромки и обра-
батывают её на-ус 1 : 20.
2. Удаляют твёрдое по-
крытие лопасти вокруг усо-
Д- вого соединения на 40—
50 мм.
3. Заготавливают щиток
из реек, склеенных казеино-
вым или смоляным клеем.
Для изготовления щитка
У- можно использовать выбра-
кованную лопасть.
4. Обрабатывают щиток
на-ус и пригоняют его по
Рис. 196. Ремонт кромок деревянных
лопастей
месту.
5. Промазывают клеем
обе склеиваемые поверхно-
сти, устанавливают щиток
на место и после выдержки
для закрытой пропитки за-
прессовывают его струб-
цинами.
6 Дают выдержку в течение 6—8 часов для высыхания клея,
уЧа‘^е чего снимают запрессовку и зачищают отремонтированный
8 ? Восстанавливают твёрдое целлулоидное покрытие и покры-
т отремонтированный участок нитролаком под пнет лопасти.
'° План. № 42366 225
§ 51. ПРОВЕРКА ВИНТОВ ПОСЛЕ РЕМОНТА
Все отремонтированные и новые детали винта перед сборкой
тщательно осматриваются по отдельности и по узлам. У собран-
ного винта обязательно проверяются геометрические размеры,
статическая уравновешенность и герметичность гидросистемы.
Геометрические размеры винта проверяются на монтажной
плите согласно данным, приведённым в технических описаниях
винтов соответствующих типов. Проверку ведут, начиная <>т
контрольного сечения лопасти к её концу по всем сечениям.
Отклонения параметров винта не должны выходить за пределы,
установленные ремонтными допусками. Статическую (весовую)
балансировку винта проверяют на эквилибраторе, центрируя винт
на конусах. Биение эквилибраторного валика не должно превы-
шать 0,015 мм. Трёхлопастный винт балансируется в шесть поло-
жениях, чтобы каждая из лопастей проходила через вертикальное
положение, двигаясь сначала вверх, а затем вниз. Балансиров.а
винтов с диапазоном изменения установочного угла лопатой
до 20 производится в положении большого шага.
Балансировку винтов с диапазоном изменения’ шага бол
20° производят в положениях большого и малого шага.
Статическую неуравновешенность винта определяют ри
помощи разновесов и доводят до допустимой величины, указан <«и
в таблице ремонтных допусков для вшпа данного типа. Устра-
нение статической неуравновешенности винта может быть осуще-
ствлено опиловкой и полировкой горбушки лопасти, заливкой
свинца в более лёгкую лопасть либо изменением количества
балансирных шайб.
Герметичность гидросистемы винта проверяют на специалы. й
установке, применяя масло МС с температурой 70—80° С . при
давлении 15—20 ат в течение 20 минут. При этом винт переклю-
чают не менее 20 раз с большого шага на малый и обратит
ГЛАВА 8
РЕМОНТ САМОЛЁТНЫХ БАКОВ
$ 52. ВОЗМОЖНЫЕ ПОВРЕЖДЕНИЯ БАкОВ
И СПОСОБЫ ИХ РЕМОНТА
В практике встречаются следующие повреждения-
1. Пулевые и осколочные пробоины.
2. Вмятины и трещины.
3. Течь из-под заклёпок и по сварным швам.
4. Разрушение протектора.
5. Разрушение арматуры.
Ремонт баков производится как путём постановки специаль-
ных заглушек, так и пайкой, заваркой и клёпкой, в зависимости
от места, величины и характера повреждений. Клёпаные баки
способом заварки не ремонтируются.
К выполнению ремонтных работ следует относиться очень
внимательно, так как опилки и стружки, попадающие при обра-
ботке повреждённого участка, могут при работе мотора проник-
нуть в карбюратор и нарушить нормальную работу мотора
РЕМОНТ БАКОВ ЗАГЛУШКАМИ
Заглушка Воробьёва (рис. 197). Заглушка, предназна-
ченная
кольца
к с конусом для развальцовки уплотнительного
. для быстрой заделки пулевых пробоин в самолётных
баках, состоит из следующих деталей: железного уплотнительного
кольца /, стержня с нарезкой 2 для навинчивания гайки
и с конусом для развальцовки уплотнительного кольца, гайки
J Для затягивания заглушки и шайбы 4. Порядок постановки
Заглушки следующий:
1 Пробоину в стенке бака обрабатывают строго по диаметру
Заглушки при помощи ножниц, ножовки и напильников. Кромки
верстия тщательно выравнивают.
2 . Собранную заглушку вводят в отверстие до упора у плот-
Ительного кольца в стенку бака.
По ^деРживая стержень заглушки от проворачивания при
Ст„К1ОЦ1и специального ключа (отвёртки), навинчивают гайку на
РЖень обыкновенным гаечным ключом. При затягивании гайки
15* 227
стержень своим конусом развальцовывает уплотнительное кольцо,
благодаря чему создаётся необходимая герметичность в месте
у стаиовки заглушки.
Заглушка Фир.
сова (рис. 198). Заглущ.
ка состоит из следующих
трёх деталей: фланца,
разрезанного на две части’
для возможности ввода
его в заглушаемое отвер-
стие, прокладки из бен-
зиностойкой резины для
/
вь/рез обеспечивающий
свой грибка внутрь бпко
Стенки
Рис. 197. Заглушка Воробьева:
1 — железное уплотнительное кольцо; 2 — стер
жень с нарезкой; 3 —гайка; 4 шайба
5. Надевают на фланец резиновую
крышку на несколько ниток резьбы.
создания герметичности
заглушки и крышки.
Порядок постановки
заглушки следующий:
1. Подготовляют за-
глушку и проверяют сво-
бодное вращение её кры-
шки на нарезанной час in
фланца.
2. Тщательно обраба
тывают и выравнивают
края пробоины.
3. Вводят • через от-
верстие в бак на вязаль-
ной проволоке обе поло-
винки разрезного фланца.
4. Подтягивают за про-
волоку сначала одну, а
затем другую половинку
фланца так, чтобы оое
половинки вошли своей
нарезанной частью в от-
верстие. и совместились
одна с другой.
прокладку и навёртываю!
после чего удаляют
вязальную проволоку.
6. Окончательно затя-
гиваю г крышку.
Резиновые за-
глушки. Резиновые за-
глушки рекомендуется
применять для заделки
Рис. 198. Заглушка Фирсова
пулевых пробоин диамет-
ром до 40 мм. Устройство заглушки показано на рис. __
кладка заглушки вырезается из резины толщиной 12—’,э^,'^0-гки
форме отверстия, полученного после предварительной эбра
199. ПР°'
по
2?8
юбиины. Прокладка должна входить в отверстие с небольшим
натягом. На центре прокладки делается отверстие, диаметр
которого должен быть несколько меньше диаметра болта.
РЕМОНТ БАКОВ СЛЕСАРНЫМ СПОСОБОМ
и
Рис. 199. Резиновая заглушка
Заделка пробоины слесарным способом заключается в поста-
новке на болтах стальной заплаты с резиновой прокладкой. Этот
способ даёт возможность надел
заделать большую осколочную про-
боину в баке.
Для выполнения слесарного ре-
монта пробоин требуются следую-
щие материалы;
1. Сталь листовая толщиной
1,5—2 мм.
2. Бензостойкая листовая рези-
на толщиной 1,5—2 мм.
3. Болтики стандартные диамет-
ром 4 мм и длиной 12—15 мм.
4. Припой п флюс для облужп-
вания заплаты и припаивания к ней
болтиков.
Ремонт производится при помо-
щи следующего набора инструмен-
тов: молоток слесарный; дрель
ручная или элекфическая с набором
свёрл; паяльная лампа; паяль-
ник; напильники слесарные; ножницы по металлу; зубило слесар-
ное; нож или ножницы по полотну; кернер; гаечный ключ.
Слесарный ремонт пробоин осуществляется следующим
образом:
1. Пробоине придают овальную форму для удобства ввода
заплаты внутрь бака. Края отверстия тщательно выравнивают.
2. Из листовой стали толщиной 1,5—2 мм вырезают заплату
по форме отверстия в баке с припуском 15—20 мм по сторонам.
3. Отступя на 7 -10 мм от края заплаты, по направлению
к центру её размечают отверстия под болты с шагом 12 мм и по
Размеченным центрам сверлят отверстия сверлом диамет-
ром 4,2 мм.
4. На подготовленную к заделке пробоину в баке накладывают
заплату так, чтобы она равномерно перекрывала пробоину,
и сверлят отверстия в баке по отверстиям в заплате, как по
кондуктору.
5. Стальную заплату облуживают с двух сторон и с её
внешней стороны припаивают ручку из полоски стали для
Удобства ввода заплаты в пробоину.
6. В отверстия заплаты вставляют болты диаметром 4 мм
11 Длиной 12—15 мм и припаивают их головки с внутренней
Ст°роны заплаты.
229
7. Из листа бензостойкой резины толщиной 1,5—2 мм выре-
зают кольцевую прокладку и пробивают в ней бородком или
прожигают раскалённым прутком отверстия соответствующего
диаметра под болты.
8. Резиновую прокладку надевают на болты, припаянные
к заплате, ставят заплату на место и затягивают её гайками
9. После затяжки гаек концы болтов спиливают заподлиц >
с гайками и раскернивают.
При ремонте баков и обработке пробоин необходимо соблю-
дать осторожность, чтобы не допустить попадания в бак
металлических стружек, которые могут засорить магистраль
§ 53. РЕМОНТ БАКОВ СВАРКОИ
В табл. 29 приведены данные об основных материалах, приме-
няемых для изготовления сварных и клёпаных самолётных баков.
Этими данными следует руководствоваться при выполнен-
ремонта баков сваркой.
Т а б л и ц а 1
Материалы, применяемые для изготовления самолётных баков
Наименование iет а л ей хМарка материала Тол шипа материя ia в м.ч Примечани
Обечайки Перегородки Днища Профили Арматура Заклёпки: АМцП АМг Д17 Д17Т АМцП АМцМ Д17Т АМц: АК 0,8—1,5 0,6—1,0 1,0-2,0 0,8-1,0 1'олщииа материала зависит от габарит тв бака Арматура может ы штампованной (АМц) н ы литой (АК)
а) для клёпки внутренних деталей бака б) для клёпки наружных деталей бака дзп АМц 2,5-3,0 3,0—4,0 Заклёпки ДЗП ст.ыят- ся в закалённом ГО* тоя- шш
Присадочная проволока:
а) для сварных швов б) для заварки заклёпок АМц: А К А К 3,0 4.0 2,6-3,5
В качестве присадочного материала
изготовленных из сплава АМц, применяется
Допускается также применение полосок
нарезанных из основного материала.
при заварке баков,
проволока марки А
шириной 2—3
230
Прихватка и сварка баков,
сплавов, производятся только
флюсов, состав и марки которых
изготовленных из алюминиевых
с применением специальных
указаны в табл. 30.
Таблица 30
Флюсы для газовой сварки алюминия и его сплавов
— Содержание в %
флюс Ф1 флюс ФЗ флюс ВИАМ-5
Хлористый натрий 49,0 36,5 35,0
Хлористый калий 44,0 45,0 48,0
Хлористый литий — 14.0 9,0
Фтористый натрий — — 8,0
Фтористый калий . . — 3,0 —
Фтористый литий ... 6,0 — —
Пиросернокислый накрик . . 0.5 — —
Кислый фтористый натрии — 1,5 —
Сернокислый калий .... 0.5 — —
Флюс для сварки } потребляют в сухом порошкообразном виле
или разводят в чистой воде до получения жидкого состояния
пасты, которую наносят на свариваемые кромки или на слегка
подогретую присадочную проволоку.
Заплаты для заделки пробоин в баках изготовляют из того
же материала и такой же толщины, как и ремонтируем ata стенка
бака. Разрешается изготовление заплат из листового алюминия
с увеличением толщины заплаты на 0,5—0,8 мм. Заплаты из
дуралюмина для сварки не допускаются.
ПРОМЫВКА БАКОВ ПЕРЕД ЗАВАРКОЙ
При ремонте бензиновых баков сваркой или пайкой необходимо
соблюдать особую осторожность во избежание взрыва паров
бензина. Категорически запрещается заваривать или запаивать
бензиновые баки, не удалив из них бензина и его паров. После
слива остатков бензина необходимо тщательно промыть бак три
Раза горячей водой с температурой 70—80° С. В первый раз бак
заливают полностью горячей водой и выдерживают в течение
30—40 минут. При этом все отверстия в верхней части бака
Должны быть открыты. Во второй и третий раз бак заполняют
горячей водой на три четверти объёма, заменяя воду через
15—20 минут после заполнения. При этом производится пропола-
скивание бака. После каждого слива воды бак просушивают при
J3Z
открытой арматуре в течение 10—15 минут горячим воздухом
с температурой 70—80° С или сухим паром при давлении 1.5 ат.
При наличии ванны с горячей водой рекомендуется погрузить
бак полностью в воду на 24 часа, после чего просушить его сухим
паром или горячим воздухом. При подготовке масляных баков
к ремонту сваркой или пайкой достаточно промыть бак один раз
горячей водой. В тех случаях, когда масло не удаётся удалить
промывкой, можно растворить его керосином или бензином.
После растворения масла необходимо промыть бак три раза
горячей водой так же, как и бензиновые баки.
ПОДГОТОВКА БАКОВ К ЗАВАРКЕ
При ремонте протектированного бензинового бака протектор
должен быть вырезан вокруг повреждённого участка бака
с таким расчётом, чтобы края протектора отстояли от места
заварки на расстоянии не менее 70—80 мм. При вырезании
протектора нужно следить за тем, чтобы не повредить ножом
металл бака. Для облегчения разрезания резины нож нужно
смачивать водой.
Для облегчения отслаивания вырезанного участка протектора
от стенки бака между баком и протектором нужно подливать
бензин, который растворяет резиновый клей. После вырезания
протектора место, подлежащее заварке, должно быть очищено
от лако-красочного покрытия, грязи и жировых пятен при помощи
авиационной смывки. В тех местах, где предполагается наложить
сварные швы, необходимо удалить с поверхности основном
металла окисную плёнку, применяя для этого металлическую
щётку, шабер или наждачную бумагу.
МЕТОДЫ ЗАВАРКИ ТРЕЩИН II ПРОБОИН
Трещины длиной до 8 мм как в основном металле,
и в сварных швах допускаются к подварке без предварительной
засверловки по концам. Трещины длиной более 8 мм. должны
Рис. 200. Поиотовка к зателке пробоины сваркой
быть засверлены по концам сверлом диаметром 2—3 мм. Если
трещина проходит от сварного шва в основной металл. иа
подлежит засверловке только со стороны основного металла.
Пробоины площадью до 25 мм2 разрешается ремонтировать
только подваркой без применения заплат. Пробоины плошадью
больше 25 мм2 заделываются путём постановки заплат. Размеры
заплаты должны обеспечить перекрытие краёв пробоины яа
15 мм. Если пробоина ремонтируется ввариванием лючка, то ьраЯ
232
сварочисй горелки с небольшим избытком ацетилена. Перед
наложением шва участок, подлежащий заварке, подогревается
дО температуры 80—100° С. Шаг прихватки при соединении
внахлёстку7 должен быть равен 12—15 мм, при соединении встык
20—30 мм. После заварки бак промывают горячей водой как
снаружи, так и внутри для удаления флюса и затем испытывают
герметичность бака.
РЕМОНТ БАКОВ ПАЙКОЙ
Пайка баков производится припоями П1 пли П2, зав
которых приведён в табл. 31.
Табл н ц а 31
Припои для алюминия и его сплавов
। Содержание в
Компоненты припоя
ГН 112
Олово.................. . 71 —
Цинк ..... . . . 23 60
Алюминий .... . . 6 —
Кадмии . . . 41
При пайке этими припоями применяется флюс мар. , Ф2,
состав которого указан в табл. 32.
Г а б .т н ц а 3'2
Сое гав флюса Ф2
Компоненты флюса Содержание
в /г
Хлористый натрин
Хлористый калий
Фтористый литий . . .
Пиросернокис.тын калий .
Сернокислый калий . . .
49.0
44,0
6,0
0,5
0,5
ip Флюс Ф2 следует применять только в виде сухого порошка,
азводить его в каких-либо растворителях категорически воспре-
шается. Для пайки баков, кроме припоев П1 и П2, применяется
акже припой и флюс марки ОГК-34А.
2335
Предварительная промывка бака перед ремонтом его пайкой
и подготовка дефектного участка производятся теми же
способами, как и при ремонте сваркой. Трещины длиной до 8 мм
запаивают без предварительной засверловки по концам. Трещины
длиной более 8 мм засверливают по концам сверлом диамет-
ром 2—3 .или
Ч>ЛКИ
Г'-------'"^17 ; ; ; г! ’ - ' ;
Рис. 201 Ремонт баков пайкой. Нанесение флюса
на место спая
Баки, имеющие пробоины диаметром больше 8 мм, ремонти-
руют наложением заплат. В случае применения припоя П1 или П2
подготовка заплаты и её припаивание производятся следующим
образом.
Размеры заплаты выбирают такие, чтобы она перекрывала
по хтовленное отверстие пробоины в подготовленном для
Рис. 202. Отбортовка заплаты и отверстий в баке
при ремонте пайкой
ПОД
край
ремонта состоянии на 2—3 лпи. Края заплаты скашивают
углом 30—60'. Перед пайкой тщательно зачищают заплату и
пробоины до металлического блеска и наносят порошкообразны
флюс Ф2 так, чтобы он покрывал всю нахлёстку и окружал кР2л
заплаты (рис. 201). Припаивание заплаты припоем П1 или 1
производится при помощи паяльника, лезвие которого пРедВ,е
ригельно облуживается оловянно-свинцовым припоем. 6 качес'г
флюса при облсживанйи паяльника применяют травле .
232
34
соляную кислот} или нашатырь. После окончания пайки остатки
флюса удаляют с поверхности бака стальной щёткой, а изнутри
двух- или трёхкратной промывкой бака горячей водой. Наплывы
припоя в местах спая зачищают шабером, напильником и окон-
чательно — стальной щёткой.
В случае применения припоя ОГК-34А края отверстия в баке
отбортовываются для фиксации заплаты в определённом поло-
жении. Отбортовка делается внутрь бака под углом 70—80° при
помощи бородка К отбортованному отверстию (рис. 202) подго-
няют заплату. Если размеры заплаты превышают 100 мм, то
вокруг пробоины и на самой заплате делают зиговку для
придания жёсткости отремонтированному участку.
Пайка припоем ОГК-34 А производится следующим образом.
Края пробоины и заплаты тщательно зачищают стальной
щёткой или шабером, после чего заплату ставят на место.
Кокен палочки припоя нагревают до оплавления и обмазывают
его флюсом. Дальнейшую пайку ведут аналогично сварке,
применяя ацетиленовую горелку (№1 или №0) или паяльную
лампу. После окончания пайки зачищают шов и промывают бак
для удаления остатков флюса.
ИСПЫТАНИЕ МЕТАЛЛИЧЕСКИХ БАКОВ НА ГЕРМЕТИЧНОСТЬ
После ремонта бак должен быть обязательно испытан на
герметичность одним из нижеописанных способов.
1. Испытание сжатым воздухом
Все отверстия в баке, кроме одного, заглушают временными
пробками. Через открытое отверстие в бак шлангом подводят
сжатый воздух и создают в нём избыточное давление от 0,2 до
0,3 ат (для маслобака до 2,5 ат, для расширительных бачков
До 4 ат). Величину давления в баке контролируют по манометру
После этого бак погружают вводу. В случае появления пузырь-
ков, свидетельствующих о негерметичности бака, места утечки
воздуха очерчивают карандашом. Эти места запаивают или
заваривают, после чего снова испытывают герметичность бака.
Проверку герметичности баков, имеющих большой объём, можно
производить путём создания в нём давления и смачивания мыль-
ным раствором проверяемых мест. Образование пузырьков па
Местах, смоченных мыльным раствором, свидетельствует о негер-
метичности бака.
2. Испытание керосином
Места, подлежащие проверке, обмазывают с наружной сторо-
ны мелом, после чего бак наполняют керосином. В случае негер-
метичности бака на слое мела обнаружатся следы течи керосина
в виде жёлтых пятен.
235
§ 54. РЕМОНТ ФИБРОВЫХ БАКОВ
СКЛЕИВАНИЕ ФИБРЫ КАЗЕИНОВЫМ КЛЕЕМ
Склеивание фибры казеиновым клеем производится след ю-
щим образом: к
1. При склеивании фибры на-ус длину, уса берут равной 35—
40 мм. Поверхность фибры, зачищенной на-ус, не должна иметь
местных вмятин и выбоин.
2. Поверхности, подлежащие склейке, тщательно очищаюi
от пыли, грязи и масла.
3. Раствор казеинового клея концентрации 1 :2 пли 1 :2,2
наносят на обе склеиваемые поверхности щетинной кистью дви-
жением её в одну сторону. Ширину кисти подбирают в соответ-
ствии с шириной склеиваемых поверхностей.
4. После нанесения клея дают выдержку в течение 2-
минут для открытой пропитки. Затем склеиваемые поверхности
складывают и дают закрытую пропитку в течение 15 минут,
после чего производят запрессовку.
5. Запрессовкой обеспечивают равномерное давление по всей
склеиваемой поверхности в пределах от 2 до 5 кг/см2. ,
6. Детали выдерживают под прессом не менее 2 часов при
температуре 12—30° С. Если температура ниже 12' С, то время
выдержки должно быть у величено.
РЕМОНТ ФИБРОВЫХ БАКОВ, ИМЕЮЩИХ ПРОКОЛЫ И ПРОБОИНЫ
Для заделки проколов и пробоин
няются листовая фибра толщиной
Рис. 203. Ремонт фибровых баков наклейкой
пергамента на казеиновом клею:
1 — пергаментный лист; 2— контур пробоины;
3 — стенка бака
в фибровых баках приме-
1,5—2,0 мм, пергаментная
бумага и казеиновый
клей В-105 или В-107. Под-
готовка бака к ремонту
заключается в следую-
щем:
1. При ремонте про-
тсктированного бака с по
врождённого участка спи
чают протектор обычным
способом. Края вырезан-
ного участка протектора
должны отстоять от мес га
повреждения на расстоя-
нии 70—80 мм.
2. Удаляют из бака
куски фибры.
3. Обнажённую
верхность бака тш,ателЬ^
но зачищают стамеской
или циклей.
236
Если площадь повреждения не превышает 5 см-, то заделку
пробоины осуществляют наложением заплаты, состоящей из
Ю-—15 листов пергаментной бумаги, вырезанных по форме зачи-
щенного участка.
Наклеивание пер-
гаментной бумаги
производится следу-
ющим образом:
i) на зачищен-
ную поверхность ба-
ка (рис. 203) кистью
наносят раствор ка-
зеинового клея, на-
кладывают лист пер-
гаментной бумаги и
разглаживают его
гладилкой для уда-
ления излишка клея
и пузырьков воз-
духа;
2) таким же спо-
собом наклеивают и
остальные листы
пергаментной бума-
ги, после чего дают
выдержку от 2 до
24 часов для высы-
хания клея (степень
просушки опреде-
ляют внешним ос-
мотром);
3) после высыха-
ния клея отремонти-
рованный участок
зачищают стеклян-
ной бумагой и окра
шивают под цвет
бака.
Если площадь
пробоины больше
° ел2, то заделку её
производят следую-
Рис. 204. Ремонт пробоин в фибровых баках при
помощи пергамента и вкладыша из фибры:
7 — пергаментный лист; 2—фибровый вкладыш;
.?— контур пробоины; 4 — листы пергамента
*Цим образом:
1) из листовой фибры или из старого забракованного бак-а
заготовляют по размерам пробоины кусок фибры и зачищают
ег° с двух сторон;
2) из пергаментной бумаги вырезают 10—15 листов таких
Размеров, чтобы каждый лист перекрывал заготовленный кусок
Фнбры на 60—70 мм;
237
3) на повреждённый участок накладывают первый слой пер-
гаментной бумаги, смазанной клеем (рис. 204);
4) приклеенный первый слой пергамента промазывают кле-
евым раствором, после чего накладывают подготовленный
и подогнанный кусок фибры; сверху фибровой заплаты при-
клеивают второй слой пергаментной бумаги;
5) приклеивание слоёв пергамента повторяют последова-
тельно 10—15 раз; при этом каждый последующий лист бум'аги
несколько смещают относительно предыдущего листа, чтобы
избежать образования выступов и складок; каждый слой при-
клеиваемой бумаги тщательно разглаживают;
6) после приклейки всех листов пергаментной бумаги осто-
рожно протирают поверхность увлажнённой ветошью для удале
ния избытка клея;
7) дают выдержку для высыхания клея в пределах 20-
24 часов, в зависимости от температуры и влажности окружаю-
щего воздуха; время высыхания определяют в каждом отдел!
ном случае внешним осмотром отремонтированного участка;
8) после окончательного высыхания клея зачищают стеклян-
ной бумагой отремонтированный участок и окрашивают его пол
цвет бака.
ИСПЫТАНИЕ ОТРЕМОНТИРОВАННОГО БАКА НА ГЕРМЕТИЧНОСТ!
1. Перед испытанием герметичности бака тщательно промы
вают его бензином и подвергают наружному осмотру.
2. Все имеющиеся в баке отверстия, кроме одного, глушат
временными заглушками
3. К оставшемуся свободному отверстию присоединяю!
шланг для подвода сжатого воздуха и создают в баке изб1
точное давление 0,15—0,20 ат, регулируя его по манометру.
4. Погружают бак в ванну с водой и наблюдают за появле-
нием пузырьков воздуха. Бак считается выдержавшим ист
тание, если в течение 5 минут не появляются пузырьки воздух^.
5. В случае появления пузырьков воздуха на поверхности
бака эти места очерчивают простым карандашом и ремонтирую!
бак, после чего вновь его испытывают.
ОКРАСКА ВНЕШНИХ ПОВЕРХНОСТЕЙ ФИБРОВЫХ БАКОВ
Для окраски внешних поверхностей фибровых баков приме-
няется нитроклей АК-20 и алюминиевый аэролак второго покры-
тия АПАл. Окраска производится следующим образом:
1. Циклей и стеклянной бумагой тщательно удаляют с поверх-
ности бака остатки казеинового клея.
2. Зачищают поверхность стеклянной бумагой № 0 или полот-
няной № 000 и обтирают её сухой ветошью для удаления обра
зующейся пыли.
238
3. Удаляют масляные и жирные пятна, протирая поверхность
ветошью, смоченной разжижителем РДВ или специальной смыв-
кой.
4. Наносят кистью первый слой нитроклея АК-20 и просуши-
вают в течение l’/г часов.
5. Наносят кистью второй слой нитроклея АК-20 и просуши-
вают в течение Г/г часов.
6. Наносят первый слой алюминиевого аэролака АПАл и про-
сушивают в течение 1 '/г часов.
7. Наносят второй слой алюминиевого аэролака АПАл и про-
сушивают в течение 20 часов.
Примечание. Сроки сушки указаны применительно к температуре не
ниже 12° С и при относительной влажности воздуха до 70”
§ 55. РЕМОНТ МЯГКИХ БАКОВ
РЕМОНТ ВНУТРЕННЕГО СЛОЯ ОБОЛОЧКИ БАКА
(по инструкции БИАМ)
В процессе эксплоатации мягких бензиновых баков наблю-
даются случаи повреждения внутренних слоев оболочки бака по
причине разрушающего действия, которое оказывают некоторые
сорта бензина на набухающий слой оболочки. Временная защита
внутренних слоёв оболочки бака от дальнейшего разрушения
может быть осуществлена одним из следующих дв\ х сп< лбов.
СПОСОБ ШПАТЛЕВКИ
Для ремонта бака приготовляется шпатлёвка, состав • ки.рой
указан в табл. 33.
Таблица 33
Компоненты шпатлёвки Количество весовых частей
Столярный клей, измельченный в порошок 100
Вода ...... . 100
Глицерин 1 .... . . 250
Глицерин смешивается с водой и подогревается до 70- 75° С
в сосуде, опущенном в другой сосуд с водой (водяной бане),
после чего добавляется порошок клея при непрерывном пере-
вешивании смеси.
*В случае отсутствия глицерина можно взять (вместо 250 весовых частей
вцерина) 150 весовых частей этиленгликоля марки „Престон".
239
Ремонт бака производится следующим образом.
Из бака сливают горючее и просушивают бак. Приготовлен-
ную шпатлёвку подогревают до 100’ С и наносят при помощи
лопатки (через горловину бака) на повреждённое место внутрен-
ней поверхности бака. Наложение шпатлёвки следует произ-
водить быстро, во избежание её преждевременного затвердева-
ния. Необходимо иметь в виду, что указанное покрытие чувстви-
тельно к влиянию воды, поэтому его нельзя наносить в местах,
близко расположенных к бензоотстойникам.
СПОСОБ ОПОЛАСКИВАНИЯ
Этот способ заключается в нанесении на повреждённое
место защитной плёнки путём ополаскивания бака клеевым рас-
твором, обладающим достаточной бензо- и морозостойкостью.
Для ополаскивания бака применяются клеевые растворы № 1
и № 2, состав которых приведён в табл. 34. Нанесение защит-
ной плёнки производится следующим образом.
Т » б л и ц а 34
Компоненты клеевого раствора
-
Животный ИЛИ рыбный К.1СЙ . I
I
Казеин ...
I лнцерин...........
Аммиак ................
Мочевина ....
Хромпик ....
Вода ....
Количество весовых
частей
№ 1 | №2
100
— , 100
90 25
90
50
5 5
600 | 650
Клеевой раствор подогревают до 40—50'' С и заливают на
одну пятую его высоты, после чего бак несколько раз переворИ'
чивают. Остаток раствора сливают через горловину бака. После
высыхания нанесенной плёнки в течение 24 часов ополаскивание
повторяется снова до получения на стенках бака плотной
плёнки.
Если снять бак с самолёта невозможно, то ополаскивание
заменяется полной заливкой бака на короткое время клеевым
раствором непосредственно на самолёте. Этот способ требуеТ
большого расхода клеевого раствора
249
ЗАДЕЛКА ПУЛЕВЫХ ПРОБОИН В МЯГКИХ БАКАХ
(по инструкции ВИАМ)
1. Пулевой или осколочной пробоине придают форм) окружно-
сти и срезают её края на-ус шириной 20—25 мм.
2. Из совпреновой вулканизированной резины вырезают круг-
лую заплату диаметром 80—90 мм и кольцо с наружным диамет-
ром НО мм и внутренним диаметром 25—30 мм. Заплата и кольцо
служат для восстановления внутреннего бензостойкого слоя бака.
3. Через вырезанное отверстие наносят кистью на внутреннюю
стенку бака слой совпренового клея № 4 (полоса шириной 100—
110 мм) и, дав просохнуть клею в течение 20—25 минут при тем-
пературе 18—20 С, наносят второй слой. Одновременно дважды
промазывают тем же клеем совпреновое кольцо с одной стороны.
После высыхания второго клеевого слоя вводят кольцо через про-
боину в бак. При этом особое внимание обращают на то,
чтобы кольцо плотно прилегало к стенке бака и не образовыва-
лось складок.
4. Круглую заплагу из совпреновой резины дважды намазы-
вают клеем № 4 с просушкой каждого слоя в течение 20—25 ми-
нут, после чего накладывают заплату на уплотнительное кольцо
с таким расчётом, чтобы её края легли на 4—6 мм на ус среза.
5. Для восстановления набухающего слоя оболочки бака выре-
зают из набухающей резины № 16ФК три кружка диаметром
80. НО и 120 мм.
На наружную сторону восстановленного бензостойкого слоя
бака наносят дважды клей Ке 4 и накладывают на него сначала
кружок диаметром 80 мм, затем кружок диаметром НО мм и, на-
конец, третий с таким расчётом, чтобы он закрыл ту часть среза,
которую составляет набухающий слой резины.
6. На восстановленный набухающий слой накладывают два
слоя корда, смазанных предварительно совпреновым клеем № 4;
затем поверх корда наклеивают слой резины любого сорта тол-
щиной 0,5—0,8 мм. Для повышения бензостойкости заплаты реко-
мендуется нанести на неё кистью (через одну из горловин) или
методом ополаскивания два слоя животного клея, состав которого
приведён в табл. 35.
Таблица 35
Компоненты клея Количество весовых частей
Ж ивотный клей 100
Глицерин 50
Мочевина 50
Хромпик 5
Вода . . 300 -
° План. № 42 6о 741
Для приготовления клея необходимо размельчить животный
клей, залить его холодной водой из расчёта 200 ел;3 воды на 100 г
клея и оставить набухать в течение 12—14 часов. Затем клей
нужно подогреть в водяной бане до температуры 45—50° С
и к полученной таким образом густой вязкой жидкости добавить
50 г глицерина и 95 сл«3 5%> раствора хромпика, в котором раство-
рено 50 г мочевины. После перемешивания клей готов к употреб-
лению. Для нанесения клеевой плёнки на стенку бака клей необ-
ходимо подогреть до температуры 50—55° С.
§ 56. РЕМОНТ ПРОТЕКТОРОВ БЕНЗОБАКОВ
КОНСТРУКЦИЯ ПРОТЕКТОРА
Протектор состоит из следующих слоёв:
1. Вулканизированная морозостойкая резина № 1738 толщине
1 мм или № 2651 толщиной 1,5 мм.
2. Бензонабухающая резина № 16ФК толщиной 3 мм.
3. Первый защитный слой прорезиненного корда № 829 или
№ 830.
4. Второй защитный слой прорезиненного корда № 829 пл
№ 830.
5. Наружный слой вулканизированной морозостойкой резинь,
№ 2561 толщиной 1,5 мм.
Протектор крепится к металлической стенке бака термопреш.
вым клеем, а резиновые слои склеиваются между собой резине
вым клеем 4508. Для крепления протектора к металлу и склеива-
ния казеиновых слоёв применяется также совпреновый клей № I
ПРИГОТОВЛЕНИЕ КЛЕЕВ ДЛЯ РЕМОНТА МЯГКИХ БАКОВ
Приготовление термопренового клея
Термопрен растворяется в грозненском бензине в отношении
1 : 1 (по весу). Для этого мелко раскрошенный термопрен поме-
щают в тару, в которую наливают грозненский бензин, и переме-
шивают смесь в течение 30—50 мин. до полного растворения тер-
мопрена. Приготовленный клей после отстаивания необходим^
слить в другую тару, пропустив его через мелкое сито.
Приготовление совпрснового клея № 4
Совпреновый клей разводят в бензоле пли дихлорэтане в два
приёма; сначала приготовляют густой клей, а затем перед самым
употреблением разбавляют его до рабочей концентрации. Д‘пЯ
получения густого клея совпрен нарезают мелкими кусочкам»,
кладут в тару и заливают бензолом или дихлорэтаном из расчет
1 часть совпрена на 1,5 части растворителя (по весу). Поо
этого дают кусочкам клея набухнуть в растворителе в течеЩ
242
g__24 часов и тщательно перемешивают деревянной лопаткой
30—60 минут до полного исчезновения отдельных крупинок. Полу-
ченный густой клей можно хранить около 30 суток.
Для получения жидкого клея рабочей концентрации нужно:
а) тщательно перемешать густой клей;
б) положить в чистую тару требуемое количество густого клея;
в) залить бензол или дихлорэтан при постоянном перемешива-
нии.
Количество растворителя при разведении густого клея следует
взять в отношении 1:1 по весу пли 1 1,5 по объёму.
Приготовление резинового клея 4508
1. Сухой клей 4508 разрезают на мелкие куски, затем кладут
одну весовую часть клея в тару, наливают две весовые части
грозненского бензина и размешивают смесь до получения одно-
родной массы.
2. Вливают ещё четыре весовые части бензина и размешивают.
3. Вливают ещё десять весовых частей бензина и размешивают
смесь до получения однородной массы.
РЕМОНТ ПРОТЕКТОРА ПО ИНСТРУКЦИИ УПРАВЛЕНИЯ ВВС ВС СССР,
(рис. 205)
1. Повреждённый участок протектора вырезают на-ус острым
ножом, часто смачивая его в воде. Для облегчения отслаивания
вырезанного куска протектора между стенкой бака и протектором
вводится бензин.
Рис. 205. Ремонт протектора по инструкции Управлении ВВС
2. Освобождённый от протектора металл бака тщательно
зачищают шабером и наждачной бумагой, после чего промывают
бензином и просушивают в течение 20—25 минут.
3. Заготовляют заплату, набранную из следующих отдельных'
слоёв: первого слоя морозостойкой резины, слоя набухающей
Резины, двух слоёв прорезиненного корда и наружного слой
морозостойкой резины. Каждый слой заплаты тщательно подго-
няют по месту и срезают на-ус под Тем же углом, что и срез'
16* 243
у основного протектора. Последний слой заплаты и морозостойкой
резины должен перекрывать предыдущий слой корда на 30—40 мм.
4. Зачищенную и обезжиренную бензином поверхность бака
промазывают в два слоя термопреновым клеем с просушкой
каждого слоя в течение 20—30 минут. На второй слой термо-
пренового клея наносят один слой резинового клея 4508 и про-
сушивают смазанную поверхность бака в течение 20—25 минут
5. Одновременно зачищают каждый слой заплаты наждачным
полотном, обезжиривают бензином, промазывают один раз
клеем 4508 и просушивают в течение 25—30 минут.
6. После высыхания клея на ремонтируемый участок наклады-
вают последовательно один за другим слои заплаты и каждый
слой после наложения прикатывают роликом. При этом нити
обоих слоёв корда располагают взаимно перпендикулярно. Края
наружного слоя резины после просушки срезают на-ус
и зачитают наждачным полотном.
РЕМОНТ ПРОТЕКТОРА ПО СПОСОБУ НИЭИРП
(рис. 206)
1. Повреждённый участок протектора вырезают слоями в виде
ступенек. Срез протектора производят в следующем порядке:
а) срезают на-ус наружный слой резины, наложенный на
корд; контур среза должен отстоять на 60 мм от краёв обнажен-
ной металлической поверхности бака;
Резина 255
Корд
Резана Ч>ФК
Резина 1753
заварки
Рис. 206. Ремонт протектора по способу НИЭИРП
б) удаляют верхний слой корда, отступя на 20 мм о г
срезанных краёв наружного слоя резины;
в) отступив на 20 мм от краёв верхнего слоя корда, удаляют
второй слой корда вместе с лежащей под ним резиной и сре-
зают её края на-ус.
Срез каждого слоя протектора нужно производить осторожно,
чтобы не прорезать лежащего за ним слоя.
2. После вырезки слоёв протектора зачищают поверхности
ступенчатого выреза обнажённой части бака и верхнего слоя
протектора на расстоянии 30—35 мм от краёв выреза. Зачищен-
ные места протирают сначала сухой, а затем смоченной
в бензине ветошью.
3. Подготовляют заплату, состоящую из следующих слоёв-
первого слоя морозостойкой резины № 1738, слоя набухающей
244
резины № 16ФК, двух слоёв корда № 830 или № 829 и наружного
слоя резины № 2651. Каждый слой заплаты подгоняют по месту,
зачищают наждачным полотном и промывают бензином. Края
наружного слоя резины № 2651 должны' перекрывать всю
заплату на 20—30 мм.
4. Обнажённую металлическую поверхность бака и все слои
заплаты покрывают два раза совпреновым клеем № 4 с просуш-
кой каждого нанесённого слоя в течение 10 15 минут.
5. После высыхания клея на ремонтируемый участок накла-
дывают последовательно один за другим слои заплаты и каждый
слой после наложения плотно прикатывают роликом.
При этом нити обоих слоёв корда заплаты следует располагать
взаимноперпендикулярно и параллельно нитям соответствующего
слоя корда протектора. Края наружного слоя резины № 2651
после просушки срезают на-ус и зачищают наждачным полотном
РЕМОНТ ТРУБОПРОВОДОВ БЕНЗОСИСТЕМЫ
Повреждённые гибкие шланги бензосистемы, как правило,
ремонту не подлежат, а целиком заменяются новыми. Небольшие
вмятины v шлангов величиной 20—30 мм и глубиной до 5 мм,
хомут
Дюритаеий шланг
Рис. 207. Ремонт трубопровода дюритом
если их не более двух-трёх на' одном шланге (без проколов
дерматина), могут быть оставлены невыправленнымп и шланги
разрешается эксплоатировать в таком состоянии.
В случаях повреждения дуралюминовых трубопроводов они
подлежат ремонту. При этом ремонт сводится к вырезанию
повреждённой части трубы и соединению её на дюрите (рис. 207).
На трубопроводы питания устанавливают по четыре хомута
на каждое соединение, а на дренажные трубопроводы по два.
Дюрит устанавливают только бензостойкий, перед соединением
из трубы удаляют все стружки и опилки и тщательно промывают
бензином оба соединяемых участка трубы.
ГЛАВА 9
РЕМОНТ АВИАЦИОННЫХ РАДИАТОРОВ
§ 57 ВОЗМОЖНЫЕ ПОВРЕЖДЕНИЯ (НЕИСПРАВНОСТИ)
РАДИАТОРОВ
В практике зксплоатацпи радиаторов возможны следующие
повреждения:
1. Вмятины обечайки радиатора.
2. Пулевые и осколочные пробоины, трещины в обечайке.
3. Течь по зеркалу сот.
4. Течь по швам спайки.
5. Разрушение арматуры.
6. Засорение воздушных каналов радиатора пылью и грязью
7. Образование накипи во внутренних полостях радиатора.
8. Повреждение деталей крепления радиатора.
Все повреждения, не требующие полной переборки радиатора,
могут быть устранены и обычно устраняются в полевых условиях
силами и средствами технического состава, обслуживающего
самолёт, и силами специалистов ПАРМ. Специализированные по
ремонту радиаторов ПАРМ способны выполнять все виды ремонта
радиатора. Всякий ремонт радиатора требует обязательной про-
верки его после ремонта на герметичность. Без проверки ратиа-
тор не может быть установлен на самолёт. Способы проверки
радиаторов на герметичность приведены ниже.
§ 58. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ДЛЯ РЕМОНТА
РАДИАТОРОВ В ПОЛЕВЫХ УСЛОВИЯХ
Большинство работ по ремонту радиаторов связано с пайкой
и требует определённой организации рабочего места, которая
позволяла бы произвести ремонт с соблюдением всех требовании
технологии. Обычно для пайки радиатор снимается с самолета
и относится от него на расстояние не ближе 25—50 м, т. е. на рас-
стояние, где можно безопасно разжигать паяльную лампу, необхо-
димую при пайке. Для розжига паяльной лампы и удобства пайки
выбирается закрытое место (сарай, землянка, забор или ДрУг°е
какое-либо укрытие). Надо учитывать, что на открытом месте при
ветре (или зимой) на морозе паяльник быстро охлаждается, чт0
246
затрудняет выполнение ремонта. Для ремонта радиатора приспо-
собляют настил (стол, верстак или просто щит); чтобы не помять
соты, под него при ремонте подкладывают мягкую ветошь или
ещё что-либо (можно использовать для этой цели протектор, сня-
тый с забракованного бензобака).
При организации рабочего места следует предусмотреть воз-
можность испытания герметичности радиатора. Если нет спе-
циальной установки для проверки, можно использовать имеющуюся
ёмкость, насос со шлангами или баллон с сжатым воздухом и при
помощи их испытать герметичность радиатора
§ 59. ЗАМЕНА АМОРТИЗАЦИОННЫХ ЭЛЕМЕНТОВ В ТРУБЧАТЫХ
И ТРУБЧАТО-ПЛАСТИНЧАТЫХ РАДИАТОРАХ
Амортизационными элементами трубчатых радиаторов (рис. 208)
могут служить резиновые полосы толщиной 5 мм, подкладываемые
Сечение по А А
Амортизационная
прокладка
Рис. 208. Амортизационные элементы трубчатых радиаторов
под стальные ленты. В случае износа или повреждения резиновой
прокладки её заменяют новой. Прокладка должна полностью, без
надставок, облегать контур радиатора, стягиваемый стальной лен-
той. При отсутствии листовой резины достаточной длины разре-
247
шается применять амортизационные прокладки, состоящие из
отдельных частей, концы которых срезаны на-ус и склеены рези-
новым клеем.
Амортизационными элементами трубчато-пластинчатых ради-
аторов (рис. 209) служат резиновые втулки или набор резиновых
колец толщиной 8—10 мм с проложенными между ними металлщ
ческими шайбами. Изношенные или повреждённые резиновые
втулки целесообразно заменять только запасными, так как
Рис. 209. Амортизационные элементы пластинчатых
радиаторов
вырубка их ручным способом не обеспечивает удовлетворительного
качества. В случае износа или повреждения амортизационных
резиновых колец они . заменяются новыми, вырубленными из
листовой резины толщиной 8—10 мм. Вырубка производится при
помощи двух оправок, соответствующих наружному .и внутрен-
нему контурам кольца.
§ 60. ОЧИСТКА ОТ ПЫЛИ И ЗЕМЛИ ВОЗДУШНЫХ КАНАЛОВ
РАДИАТОРА
Засорение пылью или землёй воздушных каналов радиатора
вызывает значительное снижение теплоотдачи охлаждаемой жидко-
сти. Поэтому необходимо регулярно очищать воздушные каналы
радиатора промывкой их струёй воды под напором. После про-
мывки радиатор просушивают струёй сжатого воздуха и проти-
рают ветошью.
Промывку радиатора можно выполнять без съёмки радиатора
с самолёта, если смежные с радиатором детали и агрегаты
можно предохранить от попадания на них воды. Если промывкой
не удаётся удалить приставшую к стенкам каналов грязь,
следует прочистить каналы тампонами из пакли или тонкой
ветоши, намотанной на деревянные шпильки. Тампон должен
свободно проходить в канал во избежание смятия его стенок.
248
ОЧИСТКА ОТ НАКИПИ ВОДЯНЫХ РАДИАТОРОВ,
ОБЕЗЖИРИВАНИЕ МАСЛОРАДИАТОРОВ
Удаление накипи из водяного радиатора, трубопроводов
и зарубашечного пространства блоков мотора осуществляется
заливкой системы охлаждения 6% раствором молочной кислоты.
Процесс растворения накипи молочной кислотой сопровождается
бурным выделением пузырьков углекислого газа. В зависимости
от количества . и плотности накипи реакция продолжается
от 30 минут до 3 часов. Для ускорения процесса растворения
накипи рекомендуется предварительно подогреть раствор молоч-
ной кислоты до 30—40'' С. С той же целью перед заливкой
раствора нужно пропустить горячую воду через систему
охлаждения в течение 5—10 минут. При большом слое накипи
выделение пузырьков углекислого газа может прекратиться
и при наличии остатков накипи вследствие нейтрализации молоч-
ной кислоты, залитой в систему охлаждения.
Для проверки кислотности раствора нужно опустить в него
лакмусовую бумажку. Если она останется синей, это свидетель-
ствует о том, что раствор нейтрален. В этом случае раствор
нужно слить и заменить свежим. Если же лакмусовая бумажка
примет розовую окраску, — это означает, что раствор ещё
активен и выделение пузырьков прекратилось вследствие полного
растворения накипи. После удаления накипи необходимо слить
раствор и промыть систему охлаждения горячей водой. В случае
отсутствия молочной кислоты очистка водяных радиаторов от
накипи может быть осуществлена заливкой в систему охла-
ждения 2% раствора хромового ангидрида.
В этом случае удаление накипи производится следующим
образом:
1. В систему охлаждения мотора заливают 2% раствор
хромового ангидрида
2. После заливки запускают мотор и прогревают его до
температуры 80—90’ С.
3. Останавливают мотор и плотно закрывают его тёплыми
чехлами, а радиатор подушками.
4. Выдерживают раствор в таком состоянии в течение 8 часов,
наблюдая за тем, чтобы температура раствора не опускалась
ниже 50° С.
5. При падении температуры ниже 50'С чехлы снимают
и повторяют операции, указанные в пп. 2 и 3.
6. После промывки системы охлаждения сливают раствор
и заливают воду с нормальной присадкой хромпика.
Внутренние полости масляных радиаторов обезжиривают
в ванне, наполненной бензином или керосином, которые легко
растворяют масло, оставшееся на стенках трубок. После обез-
жиривания масляный бак тщательно промывают три раза горячей
®°дой и просушивают сжатым воздухом.
249
§ 61. ИСПЫТАНИЕ РАДИАТОРОВ НА ГЕРМЕТИЧНОСТЬ
ДО И ПОСЛЕ РЕМОНТА
Радиаторы, поступившие для ремонта, предварительно испы-
тывают на герметичность сжатым воздухом, чтобы установить
места повреждений. После выполнения ремонта радиаторы снова
«испытывают под давлением для проверки качества ремонта.
Уис. 210. Установка для испытания радиаторов на герметичность и типы
заглушек
Для испытания герметичности радиаторов необходимо иметь
'ванну таких размеров, чтобы зеркало сот ремонтируемого
радиатора полностью покрывалось водой. Борта ванны обивают
резиной для предохранения погружаемых радиаторов от забоин
и царапин. Установка для испытания герметичности радиаторов
и типы заглушек показаны на рис. 210.
250
Перед испытанием герметичности радиатора все штуцеры
и патрубки его должны быть заглушены специальными заглуш-
ками, имеющимися в комплекте ремонтного набора. Одна из
заглушек должна иметь трубку для присоединения резинового
шланга, по которому сжатый воздух из баллона подаётся
в радиатор. Между радиатором и баллоном рекомендуется
включать бачок с редукционным клапаном.
При наличии такого бачка наполнение радиатора сжатым
воздухом происходит без резких колебаний давления. Радиатор
полностью погружают в ванну и плавным открытием крана
впускают сжатый воздух под давлением до 2 ат. Появление
пузырьков воздуха указывает на негерметичность радиатора.
Места течи отмечают цветным карандашом, после чего из
радиатора выпускают сжатый воздух и отъединяют шланг'.
Категорически воспрещается производить пайку радиатора
с присоединённым к нему шлангом, подводящим воздух. После
ремонта радиатора, перед постановкой на самолёт, необходимо
ещё раз проверить его герметичность.
, ? 62. УСТРАНЕНИЕ ТЕЧИ ВО ФЛАНЦЕВЫХ СОЕДИНЕНИЯХ
И У СЛИВНЫХ ПРОБОК РАДИАТОРА
При появлении течи во фланцевых соединениях радиатор
снимают с самолёта, полностью погружают в ванну с водой
и наполняют сжатым воздухом под давлением до 2 ат. Выхо-
дящие из фланцевого соединения пузырьки воздуха указывают
места течи. В этом случае, не вынимая радиатора из ванны,
подтягивают болты, крепящие фланцы, гаечным ключом до
полного прекращения выхода пузырьков из-под фланцев. После
этого радиатор вынимают из ванны, выпускают из него сжатый
воздух и просушивают снаружи сжатым воздухом. Подтяжкой
болтов фланцевого соединения не всегда удаётся устранить течь.
В этом случае необходимо снять крышки фланцев радиатора
и заменить их прокладки. Новые прокладки изготовляют из листо-
вой резины толщиной 4 мм. Прокладки вырезают ножом по кон-
туру фланца снятой крышки, как по шаблону. Края подкладки
подравнивают, не допуская надрезов.
Отверстия в подкладке под болты пробивают стержнями
болтов фланцевого соединения. После свинчивания крышек
радиатор вновь испытывают на герметичность. Если обнаружи-
вается течь, нужно попытаться устранить её подтяжкой болтов.
Течь у сливных пробок возникает главным образом вследствие
износа их прокладок. Для устранения течи необходимо вывернуть
пробку, снять изношенную прокладку и поставить на её место
новую. Форма и размеры прокладок сливных пробок для
радиаторов всех типов одинаковы. Внешний диаметр их 35 мм,
внутренний 8,5 мм, толщина 2 мм. Если нет запасных прокладок,
их вырубают из листовой фибры марки КГФ при помощи оправки.
25/
Вместо фибровых прокладок можно применять прокладки, изго-
товленные из паронита. Для масляных радиаторов рекомен-
дуется паронит марки УВ, а для водяных — марки У. Категори-
чески воспрещается устранять течь у сливных пробок затяги-
ванием их ключом с удлинённой ручкой, так как это может
привести к разрушению сливных штуцеров,
УСТРАНЕНИЕ ТЕЧИ ИЗ ЕДИНИЧНЫХ ТРУБОК РАДИАТОРА
II ПО ЗЕРКАЛУ СОТ
Течь по единичным трубкам трубчатого радиатора можег
быть устранена следующими тремя способами.
Первый способ заключается в замене дефектных трубок
запасными. Такой ремонт осуществляется следующим образом:
1. Радиатор снимают с самолёта и испытывают его герме-
тичность. Обнаруженные места течи трубок отмечают деревян-
ными шпильками-заглушками, после чего радиатор устанавли-
вают на подставки (козлы) так, чтобы имелся доступ к обоим
торцам трубок.
Рис. 211. Выпаивание неисправной сотовой трубки
2. С обеих сторон дефектной трубки плотно вставляют нагре-
тые штыковые паяльники и слегка покачивают их до тех пор,
пока дефектная трубка не отпаяется от соседних с ней исправ-
ных трубок (рис. 211). Отпаявшуюся трубку вынимают вместе
с одним из двух штыковых паяльников.
3. На место отпаянной трубки вставляют запасную трубку
или трубку, вынутую из другого забракованного радиатора-
Концы трубки предварительно облуживают припоем ПО -40
и обмакивают в растворе хлористого цинка.
4. Новую трубку припаивают обычным паяльником, прогре-
вая им место спая,
5 Радиатор с заменёнными и запаянными трубками вторично
испытывают на герметичность, после чего промывают горячен
водой от остатков флюса и просушивают сжатым воздухом.
Дефектные трубки в масляных радиаторах заменяют таким
же способом после обезжиривания внутренней полости радиатора-
Второй способ устранения течи трубок заключается в том.
что дефектную трубку запаивают с торцов припоем ПОС-40
252
(рис. 212). Предварительно конец трубки очищают от грязи
" смачивают флюсом. После этого в трубку закладывают дере-
вянную или металлическую заглушку, чтобы не залить трубку
припоем на всю её длину, а получить при запайке толщину спая
только в 6—10 мм по торцам пробки.
Этот способ уступает по качеству ремонта первому способу,
Рис. 212. Заглушка сот запайкой
ио позволяет устранять течь при отсутствии запасных трубок.
Третий способ устранения течи трубок заключается в том,
что дефектная трубка закрывается с обоих торцов резиновыми
заглушками, которые стяги
ваются болтом, как показано
на рис. 213. Этот способ ре
монта допускается как вре-
менное мероприятие только
при полном отсутствии
средств для пайки. При за-
пайке или заглушке трубок
уменьшается охлаждающая
поверхность радиатора, по-
этому число заглушенных
трубок у водяных радиато-
ров не должно превышать
15. Необходимо помнить, что
вода, накопляющаяся в полости заглушенной трубки, может в зим-
ний период замёрзнуть, вследствие чего трубка разрушится, что
может вызвать повреждение соседних трубок. Поэтому заглушен-
ные трубки радиатора необходимо при первой возможности заме-
нить новыми.
Рис. 21 Заглушка сот резиновой прокладкой
(слесарный способ ремонта)
Течь по зеркалу сот возникает вследствие нарушения спая
Между трубками. Этот дефект устраняют путём подпайки тру-
бок припоем ПОС-40. Предварительно место течи должно быть
Хорошо очищено от грязи, тщательно обезжирено и покрыто
флюсом (хлористым цинком). В тех случаях, когда место спая
Не может быть достаточно хорошо зачищено, трубки, между кото-
рыми обнаружена течь, вынимают штыковыми паяльниками и за-
меняют новыми.
253
УСТРАНЕНИЕ ТЕЧИ ИЗ ГРУППЫ ТРУБОК
И ПО ЗЕРКАЛУ СОТ
Течь у радиатора из группы трубок и по зеркалу сот возникает
главным образом в результате механических повреждений торцов
радиаторных трубок. Ремонт таких повреждении производится
в следующем порядке:
1. Для выяснения размера повреждения радиатор испытывают
сжатым воздухом в ванне с водой и отмечают контур места повре-
ждения деревянными шпильками-заглушками.
2. Вынимают радиатор из ванны и устанавливают его на под
ставки (козлы) так, чтобы имелся доступ к обоим торцам трубо
3. Трубки, расположенные по контуру, включающему в себя
все места повреждения, вынимают штыковыми паяльниками
после чего удаляют внутреннюю нераспаянную часть трубок.
4. Отверстия, образовавшиеся в сотах, заполняют новыми
запасными трубками с облуженнымп концами. Помятые при вые"-
ке торцы трубок выправляют специальными пуансонами.
5. Место спая смачивают флюсом при помощи щетинной
кисти и нагревают паяльником. Для более интенсивного прогрева
следует применять паяльник весом 2—3 кг, хорошо очищенный
окислов и облуженный. Паяльник должен касаться торцов тру-
бок не остриём, а боковой гранью, что значительно ускоряет пайку
и повышает её качество
6. После ремонта радиатор снова подвергают испытанию на
герметичность и высушивают сжатым воздухом.
Масляные радиаторы перед пайкой должны быть обезжирены,
тщательно промыты водой и просушены.
УСТРАНЕНИЕ ТЕЧИ ПО КЛЁПАНЫМ, ПАЯНЫМ
И СВАРНЫМ ШВАМ
Для обнаружения мест течи по клёпаным, паяным и свар-
ным швам радиатор подвергают испытанию на герметичность,
и места течи отмечают цветным карандашом. Течь устраняю ю-
дующим образом:
1 Отмеченную зону очищают от краски специальной смывкой
СДсп. Не позднее чем через 3 минуты после нанесения смывки
слой краски набухает, морщится и легко снимается ветошью пли
паклей.
2. Очищенное от краски место течи дополнительно зачищают
шабером или наждачной бумагой. Очищать шабером с.тедУеТ
осторожно, чтобы не нанести на поверхность глубокие царапины-
3. Очищенное место смачивают раствором хлористого цинка
и наносят припой ПОС-40 нагретым и облуженным паяльником-
При пайке паяльник медленно перемешают по спаиваемому меС'
ту для получения ровного шва. Расплавленные наплывы снимают
паклей или ветошью
254
4. После пайки радиатор вторично испытывают на герметич-
ность, место спая обмывают горячей водой для удаления флюса,.
н радиатор просушивают сжатым воздухом.
Необходимо иметь в виду, что заливкой припоя ПОС-40 мож
но устранить лишь пористость сварных швов, но заделывать этим,
способом трещины в сварных швах нельзя.
ВЫПРАВЛЕНИЕ МЕСТНЫХ ВМЯТИН У ОБЕЧАЕК II КРЫШЕК
Рис. 214. Выправление вмятин
на обечайке радиатора
Вмятины устраняются путём вытягивания их до восстановле-
ния первоначальной формы при помощи специальных приспособ-
лений. Выправление вмятин производится следующим образом:
1. Поверхность вмятин очи-
щают смывкой СДсп от крас-
ки. При большой поверхности
вмятины и при плавной её
форме можно очищать вмяти-
ну шабером.
2. К зачищенной поверхно
сти припаивают стальную или
латунную ленту в виде петли
(рис. 214).
3. В отверстие петли вста-
вляют стальной круглый стер-
жень и, поддерживая один ко-
нец его левой рукой, наносят
правой рукой снизу удар мо-
лотком по другому концу стержня. Эта работа значительно
ускоряется, если предварительно внутреннюю полость радиатора!
наполнить сжатым воздухом под давлением до 2 лт.
Рис. 215. Выправление вмятин в местах установки
арматуры
4. После вытяжки вмятины отпаивают петлю, очищают шабе-
ром наплывы припоя и закрашивают отремонтированный участок
под цвет радиатора. Вмятины на крышках трубчато-пластинчатых
255
радиаторов устраняют так же, как и у обечаек, или выправляют
вмятину, предварительно сняв крышку с радиатора. В этом слу-
чае крышку кладут смятым местом на гладкую металлическую
или деревянную доску и, ударяя с внутренней стороны киянкой,
выправляют вмятины. Если вмятины на обечайке радиатора обра-
зуются в местах установки арматуры и если арматура не теряет
при этом своей геометрической формы, то устраняют этот дефект
следующим образом:
1. К запасной детали, свинчиваемой со штуцером радиатора,
припаивают стальную или латунную ленту в виде петли, как
показано на рис. 215. Припаивание ленты производится серебря-
ным припоем ПСр-25 или латунью.
2. В отверстие петли вставляют стальной стержень, по кото-
рому снизу ударяют молотком до тех пор, пока штуцер вместе
с обечайкой не встанет на своё место.
3. После выправления вмятин радиатор испытывают на гер-
метичность для проверки шва, соединяющего штуцер с обе-
чайкой.
4. Радиатор, выдержавший испытание на герметичность, про-
сушивают сжатым воздухом и устанавливают на самолёт.
§ 63. РЕМОНТ СМЯТЫХ ПАТРУБКОВ
Смятые патрубки выправляют при помощи слесарного молотка
и стальных оправок. Оправки изготовляют из круглой стали
диаметром, позволяющим свободно ввести оправку внутрь повре-
ждённого патрубка.
Один конец оправки закругляют, тщательно запиливают
напильником и зачищают наждачной бумагой.
Рис. 216. Оправка для ремонта смятых патрубков
Выправление вмятины производится следующим образом:
1. Оправку вставляют гладким концом внутрь патрубка
(рис. 216) и прижимают к выступающей части вмятины.
2. Придерживая оправку левой рукой, правой ударяют молот-
ком по концу оправки, выступающему из патрубка.
3. Окончательное выправление вмятины производят лёгкими
ударами молотка по наружной поверхности смятой части пат-
рубка, не вынимая оправки. Значительные вмятины или сплющи-
256
ванне патрубка исправляют сначала малыми оправками л по мере
выправления патрубка переходят на оправки более значительных
размеров.
В результате исправления вмятины в местах острых переги-
бов могут образоваться трещины. Место, где появилась трещина,
очищают от окраски и окислов, вырезают из латуни пластину
размером больше трещины на 10 мм во всех направлениях
и тщательно пригоняют пластину к месту. После этого пластину
смачивают флюсом и припаивают к патрубку. Наплывы припоя
счищают шабером и место спая промывают горячей водой для
удаления остатков флюса. 'После припайки заплаты к патрубку
радиатор испытывают на герметичность.
1 < План. JSs Т.Зйб
ГЛАВА 10
РЕМОНТ ПОЛОТНА И ТКАНЕВОЙ ОБШИВКИ САМОЛЕТОВ
§ 64. АВИАЦИОННОЕ ПОЛОТНО, ЛЕНТЫ, НИТКИ
И ИХ НАЗНАЧЕНИЕ
Сорта и марки полотна, лент и ниток, применяемых три
ремонте обшивки самолётов, приведены в табл. 36.
Таблиц а
Авиационные полота, ленты и нитки
Номенкла- турный но- мер по У ТС Наименование и мар- ка материала Ширина в мм Назначение
43 1 Хлопчатобумаж- ное самолётное по- лотно АМ-93 1350—1390 Для обтяжки крыльев и оперения нескоростных само лётов. Взаимозаменяемо < льняным полотном марки АЛЛ
43,2 Хлопчатобумаж- ное самолётное по- лотно АСТ-100 1320-1360 Для обтяжки крыльев и оперения высокоскоростных самолётов. Взаимозаменяемо с льняным полотном марки АЛВК
43'12 Бязь суровая узкая • — Для обмотки нервюр, стрин- геров, ободов, узлов И других деталей самолётов перед по- лотняным покрытием
43 150 Фланель двусто- ронняя — Для усиливающих лент пр'1 пришивке полотняной обшив' кн крыла к нервюрам ।
258
Номенкла- турный но- мер по У ТС Наименование и мар- ка материала Ширина В .U.W Назначение
43,53 Ленты для заклей- ки швов по нервюрам 50 Для наложения отделоч- ных лент по швам пришивки полотна к нервюрам н ободам
43 54 Ленты хлопчаго- :о Для наложения усиливаю-
43 56 43/57 43,53 13/60 43'61 бумажные кнперные 20 30 40 50 щих лент поверх полотняной обшивки при её пришивке к нервюрам
43 87 Нитки хлопчато- бумажные № 0 — Для ручной обшивки крыль- ев и оперения
43,98 Льняные шики Моккен № 9.5/6 — Для ручной пришивки по- лотна к нервюрам крыльев и
43/99 То же, № 9,5'8 (во- щеные) оперения
В процессе выполнения ремонта полотняной обшивки самоле-
тов может возникнуть необходимость определить, из какой ткани
выполнена ремонтируемая обшивка. Для этого нужно руковод-
ствоваться следующими признаками:
1. По цвету ткани на обратно!! стороне обшивки: льняная
ткань имеет серебристо- или /келтовато-серый цвет, хлопчатобу-
мажная — красновато-белый.
2. По плотности ткани, т. е. по числу нитей на длине 1 см
в направлении основы или утка: из льняных тканей — ткань
АЛВК имеет 19—21 нить; ткань АЛЛ — соответственно
24—25 нитей; из хлопчатобумажных тканей ткань АСТ-100 имеет
21—23 инти, ткань АМ-93 — соответственно 31—34 нити.
§ 65. ИНСТРУМЕНТЫ И ПОДСОБНЫЕ МАТЕРИАЛЫ
Для выполнения ремонта полотняной
и оперения самолётов необходимо иметь следующий
инструментов и подсобных материалов:
1. Иглы сбытые швейные № 9 с со-
гнутыми концами (рис. 217).
обшивки крыльев
комплект
Рис. 21". Игла с согнутым концом
17*
Рис. 218. Полукруглая игла
2,5.9
2. Иглы полукруглые толщиной 1,75 мм с радиусом кривизны
20 .иж (рис. 218)..
3. Ножницы по полотну.
4. Кисти «ручники» щетинные № 20- 26 с щетиной длиной
5—5,5 см для нанесения лако-красочных покрытий.
5. Кисти плоские щетинные № 16—18 для промазки лаком
заплат небольшого размера.
6. Стеклянная бумага № 00 или № ООО.
7. Мягкая ветошь или концы.
8. Воск натуральный пчелиный для подващпванпя ниток.
§ 66. РЕМОНТ ПОЛОТНЯНОЙ ОБШИВКИ САМОЛЁТОВ, ИМЕЮЩЕЙ
ПРОБОИНЫ И РАЗРЕЗЫ ОБЩЕЙ ПЛОЩАДЬЮ ДО 150 ок-
При наличии в полотняной обшивке пробоины площадью
до 1 см2 или разреза длиной до 2 см ремонт производится сле-
дующим образом:
1. Ножницами аккуратно подравнивают края пробоины.
2. Очищают поверхность обшивки от пыли, масла и грязи
мягкой ветошью, смоченной в мыльной воде, после чего ветошь
промывают в чистой воде и протирают поверхность насухо.
3. На расстоянии 70—80 мм от краёв отверстия размывают
поверхностный слон аэролака второго покрытия следующим
образом.
На размываемый участок наносят плоской кистью жирный
слой аэролака первого покрытия А1Н и через 5—10 минут
удаляют размягчённый лаковый слой ветошью, шпателем или
тупой стороной лезвия ножа. При размывке нельзя допускать
просачивания капель лака на изнанку обшивки во избежание
образования на ней вспучивания^ При снятии размягченного
покрытия следует избегать сильных нажимов Да обшивку, чтобы
не вытянуть её.
4. После сушки г. течение часа зачищают размытый участ
стеклянной бумагой № 00 пли № 000.
5. Подготовляют заплату следующим образом.
Вырезают заплату из хлопчатобумажной ткани ACT-100 ил"
АМ-93 (можно также использовать лакированное полотно
обшивки, снятой с нижней поверхности повреждённого забр<
кованного самолёта). При ремонте необходимо ставить зачла:
лицевой стороной наружу (лицевая сторона отличается от изнан
отсутствием ворса).
Ткань для заплаты натянуть на рамку. В случае применения
нелакированной ткани её наружную сторону покрывают тремя
слоями аэролака первого покрытия А1Н и внутреннюю сторону
одним слоем того же лака. Между нанесением двух последов
тельных слоёв лака дают сушку в течение 30—45 минут. Поел
нанесения последнего слоя сушку продолжают ешё 2—3 часа
Высушенный лаковый слой на наружной стороне ткани слегка
зачищают стеклянной бумагой № 00 и покрывают одним слоем
26(1
аэролака второго покрытия под цвет обшивки. В случае примене-
ния старого лакированного полотна достаточно нанести на его
внутреннюю поверхность один слой аэролака первого покрытия.
На ткань, подготовленную указанным способом, накладывают
контур размытого участка обшивки, вырезают ножницами
заплату н продёргивают по её краям бахрому шириной 4—5 лью
Углы прямоугольной заплаты закругляют.
6 После подготовки заплаты наносят плоской кистью на
размытый участок обшивки и на изнанку заплаты слой аэролака
первого покрытия. Накладывают заплату на пробоину и тампоном
из ткани тщательно разглаживают её • поверхность, особенно
края. Выступающий из-под заплаты изтишек аэролака вытирают
сухой ветошью
7 . Дают просушку в течение часа.
Рис. 219. Нормальные размеры шва „безбо.тл"
8 . Отремонтированный участок окрашивают кистью одним
слоем аэролака второго покрытия иод цвет обшивки самолёта.
9 Дают просушку в течение часа.
Если в обшивке обнаружена прибоина или разрез длиной
более 2 см с краями, позволяющими производить зашивку отвер-
стия без вшивания в него заплаты, то ремонт осуществляется
следующим образом:
1. Подравнивают края повреждённого участка ножницами
только для устранения торчащих ниток, сохраняя форму узкого
разреза.
2 Тем же способом, что и в предыдущем случае, размывают
старое аэролаковое покрытие на ширину 40 л/л/ от краёв разреза
(пробоины)
3. Размытую мягкую, но невытянутую ткань разреза зашивают
нитками № 0, подвощёнными натуральным пчелиным воском.
Для зашивки применяют шов «безболл», нормальные разрезы
которого показаны на рис. 219. Узел начала прошивки распола-
гают на изнанке, узел конца заправляют в зашиваемый разрез.
При угловом разрезе прошивку начинают из вершины угла Во
время шитья ткань слегка смачивают разжижителем РДВ, чтобы
не перерезать ниткой кромки ткани, и стягивают шов для восста-
новления натяжения обшивки
267
4. Геми же способами, что и в предыдущем случае, изготов-
ляют из ткани ACT-100 заплату, наклеивают её на размытый
участок и покрывают лаком под цвет обшивки.
Если пробоина в обшивке имеет рваные края и после обре-
зайия краёв образуется отверстие площадью не более 150 см’,
то в отверстие необходимо вшить заплату. В этом случае ремонт
производится в следующем порядке,-
1. Рваные края пробоины обрезают ножницами так, чтобы
края отверстия располагались параллельно нитям ткани обшивки
2. Тем же способом, как и в предыду щих случаях, размывают
старое аэролаковое покрытие на ширину 40 мм от краёв отверстия.
3. Определяют марку полотна ремонтируемой обшивки и из
такого же полотна заготовляют заплату по форме отверстия
с припуском по 10 мм на каждую сторону. Полотно должно быть
предварительно покрыто четырьмя слоями аэролака первого
покрытия А111.
4. Подгибают края заплаты на 10 мм внутрь разрыва и при-
шивают её к кромкам отверстия так, чтобы края заплаты
располагались встык с краями отверстия. Пришивку производят
подвощёнными нитками № 0 швом «безболл».
5 На пришитую заплату и на размытый участок аэролакового
покрытия приклеивают заплату из ткани ACT-100 с бахромой по
краям, применяя ранее указанный способ предварительной лаки-
ровки заплаты и её приклейки.
6. Покрывают лаком отремонтированный участок под цвет
обшивки.
§ 67. РЕМОНТ ПОЛОТНЯНОЙ ОБШИВКИ ПРИ БОЛЬШИХ
ПОВРЕЖДЕНИЯХ ТКАНИ (ПЛОЩАДЬЮ БОЛЕЕ 150 с.ц-’)
В случае если в обшивке имеется большая пробоина с рваными
краями или группа пробоин, расположенных в одном и том же
промежутке между нервюрами, ремонт обшивки осуществляется
путём замены повреждённой ткани на всём участке между
нервюрами. Порядок работы следующий:
I. Удаляют поверхностные ленты, расположенные по нервю-
рам (рис 220), прилегающим к повреждённому участку обшивки,
и по задней кромке крыла между этими нервюрами.
2. Если по носку крыла наклеена поверхностная тканевая
накладка (обтекатель». размывают разжижителем РДВ место её
соприкосновения с основной обшивкой и осторожно снизу
(чтобы не разрезать нижележащий слой ткани) вырезают нз
накладки полосу по верхней и по нижней поверхностям носка.
Ширина вырезанной полосы должна быть на 60 мм больше
расстояния между центрами нервюр.
3. Если носок отделан пробковой шпатлёвкой, её удаляют
острым ножом тоже на ширину 60 мм При этом ткань старой
обшивки и её крепление по зигам должны быть сохранены так.
262
чтобы металл носка оголился на ширине, не большей, чем рас,
стояние между нервюрами минус 20 мм.
4. Распарывают полотно обшивки на задней кромке крыла по
пистонам или по роликовому шву (через край), соединяющему
верхнее и нижнее полотнища.
5. Вырезают полотнище старой обшивки по всей . ширине
крыла от задней кромки до роликового шва на передней кромке
носка, оставляя у полок нервюр, лежащих по сторонам выреза,
полоски старой обшивки шириной 8—10 мм. Если ткань на носке
приклеена к фанере,-то подрезают и отдирают её на такой же
ширине, как и на участке между нервюрами.
6. Распарывают нитки роликового шва на носке крыла
п хдаляют повреждённое полотнище. В случае отсутствия шва на
носке крыла отрезают повреждённое полотнище по ребру носка,
оставляя полоску шириной 10—15 мм для прошивки нового
полотнища.
7. Из ткани той же марки, что и ткань ремонтируемой
обшивки, вырезают новое полотнище вдоль основы или под
углом 45 к её направлению в соответствии с расположением
нитей ткани ремонтируемой обшивки. Новое полотнище должно
быть такой длины, чтобы оно перекрывало крыло от носка до
задней кромки с припуском на 10 мм на обоих концах для под-
вёртывания ткани. Ширина нового полотнища должна быть взята
с таким расчётом, чтобы обеспечить перекрытие полотнищем
с подвёрнутыми на 10 мм краями полок нервюр и усилительных
лент, прилегающих к ремонтируемому участку. Необходимо
также обеспечить возможность пришивки через край нового
полотнища к старой обшивке за нервюрами в пролётах, смежных
с ремонтируемым.
8. Размывают лако-красочное_ покрытие старой обшивки на
полках нервюр и по усилительным лентам.
263
9. Закрепляют новое полотнище по пистонам задней кромки
или на носке в зависимости от конструкции крыла и удобства
работы. Закрепление на носке нового полотнища производя!
путём пришивки его подвощённой ниткой № 0 роликовым швоч
к краю старого полотнища на противоположной поверхности
крыла. Нормальные размеры роликового шва показаны щ>
рис. 221. В случае если заменяемая ткань была приклеена
к фанерному носку, закрепление нового полотнища на носи
производят путём приклейки его к фанере нитроклеем АК-20 или
аэролаком первого покрытия А1Н.
10 Пришивают новое полотнище по зигам поверх полосо
старой ткани таким же швом, каким была пришита старая ткаш
Пришивка производится нитками Моккей и полукруглой иглой
11 Накладывают новое полотнище с подвёрнутым на 10 л/л
Рис. 221. Нормальные размеры роликового шва
краем на одну из нервюр и пришивают его через край ролиы
вым швом к старой размытой обшивке непосредственно
полкой нервюры и за усилительной лентой. Новое полотншш
пришивают полукруглой иглой подвощённой ниткой .V? О
В процессе шитья необходимо всё время смачивать старук
обшивку разжижителем РДВ во избежание её перерезыванп
ниткой.
12. Пришитое у нервюры полотнище натягивают через прол* ч
на другую нервюру и прикалывают булавками край полотнища
подвёрнутый на 10 мм, к размытой старой обшивке непосред
ственно за нервюрой и усилительной лентой. Край полотнищ*
к старой обшивке пришивают так же, как и к первой нервюре.
13. Натягивают и закрепляют полотнища на носке или заднс,
кромке, смотря по тому, какая сторона полотнища был<
закреплена.
14. Пришивают новое полотнище по нервюрам иолу кры ло
иглой вточным швом.
15. Покрывают лаком вшитое полотно.
В случае, если пробоины площадью свыше 150 c.wL распел
жены в двух промежутках между нервюрами, разделённых
между собой не более чем двумя неповреждёнными промеж) !-
ками, обшивка повреждённых и лежащих между ними неповре-
ждённых промежутков удаляется и заменяется новой Замен-
264
обшивки производил в гом >ке порядке, что и в предыдущем
случае. При этом новое полотнище пришивают по полкам
крайних нервюр поверх старой обшивки. На промеж)точных,
нервюрах старое крепление удаляют, и ткань крепят щ^.во
тем же способом, каким была закреплена старая ткань.
$ 68. ВСКРЫТИЕ полотняной оьшивки в связи
С УСТРАНЕНИЕМ ДЕФЕКТОВ ОСНОВНОЙ КОНСТРУКЦИИ
Вскрытие обшивки с разрезыванием её только по швам
Если повреждение основной конструкции крыла не со-.р.шо-
ждается разрывом полотняной обшивки, то вскрытие её произ-
водится путём распарывания по швам без разрезывания no-
целой ткани. При этом соблюдают следующий порядок ремонта г
1. Намечают участок обшивки, подлежащий вскрытию,
с учётом обеспечения удобства выполнения ремонта внутренних
деталей.
2. Удаляют поверхностные ленты с тех швов, которые пред*
стоит распороть
3 Намеченный участок обшивки размывают разжижителем
РДВ или аэролаком А1Н. Особенно тщательно должна быть
размыта ткань на швах, чтобы она не перерезывалась ниткой при
возобновлении прошивки
4. Осторожно, чтобы не повредить ткани, разрезают острым
ножом или бритвой нити швов по краям крыла и по нервюрам.
5. После окончания ремонта внутренних деталей конструкции
отогнутую ткань обшивки верхней поверхности крыла размачи-
вают разжижителем, натягивают её на старое место и закалывают
прямыми булавками по лентам обтекателя, смоченным раз-
жижителем.
6. Если пришивка к верхним полкам нервюр была распорота
её восстанавливают, применяя те же нитки и такой же шов. как
это было сделано ранее
7. Натягивают отогнутый участок нижней обшивки и заламы-
вают его по обтекателю булавками.
8. Восстанавливают крепление ткань по нижним полкам нер-
вюр так, как это было сделано ранее.
9. Сшивают верхнее и нижнее полотнища ткани по к;->мке
крыла ниткой № 0 по старому шву.
10. Покрывают лаком, приклеивают новые поверхн шьц
ленты п окрашивают отремонтированный участок.
Вскрытие обшивки с разрезыванием по целой ткани
Для осмотра внутренней конструкции можно разрезать ог-
няную обшивку по целой ткани, без нарушения её крепленш по
нервюрам При таком ремонте соблюдают следующий порядок
Обшивку вскрывают угловым разрезом, крестообразно или
трёхсторонним разрезом.
Направление разрезов выбирают такое, чтобы оно совпадало
с направлением основы или утка нитей ткани.
Ремонт разрезов производят способами, указанными выше.
Вскрытие обшивки с разрезыванием по швам
и по целой ткани
В некоторых случаях для выполнения ремонта деталей вну -
трепней конструкции крыла (нервюр, стрингеров и др.) бывает
необходимо, кроме распарывания полотна по шву, сделать раз-
резы по целому месту.
Рис. 222 Крепление ткани к нервюре (прошивкой №21):
с — усилительная тесьма: б — ткань: в — тесьма, укреплённая к нервюре
При сквозной пришивке ткани на крыле нижняя обшивка при-
шивается к нижним полкам нервюр поперечными стежками нит-
кой Моккеп, которая проходит с верхней поверхности крыла
сквозь всю его толщину, огибает нижнюю полку поверх полотна
п усилительной ленты и возвращается на верхнюю поверхность.
В этом случае ткань разрезают и ремонтируют следующим
образом:
1. Удаляют поверхностные ленты с верхней и нижней полок
нервюры, подлежащей ремонту.
2. Разрезают каждую поперечную нитку прошивки на нижней
полке этой нервюры, протаскивают все разрезанные нитки на
верхнюю поверхность и удаляют их.
3. Снимают усилительную ленту с нижней полки нервюры
(на верхней полке ленту оставляютV
4 Размывают обшивку по нижней полке и по прилегающим
к ней пролётам между соседними нервюрами.
5. Распарывают шов по задней кромке крыла между нервю-
ра.мн, расположенными с обеих сторон от ремонтируемой
26г>
45. Разрезают обшивку острым ножом точно посредине ниж-
ней полки ремонтируемой нервюры.
7. После окончания ремонта внутренней конструкции заши-
вают полотно по задней кромке крыла (по старому шву).
8. Сшивают по нижней полке нервюры края разрезанной
ткани ниткой № 0 нормальным швом «безболл» гак, чтобы края
ткани сошлись вплотную.
9 Наклеивают на зашитый разрез усилительную лентуг и при-
шивают ткань насквозь вощёной ниткой Моккей в восемь сложе-
ний (так же, как и раньше), стараясь попадать в старые отвер-
стия на верхней обшивке.
10. Покрывают лаком, приклеивают новые поверхностные
ленты и окрашивают отремонтированный участок.
В случае крепления ткани нижней обшивки за усилительную
ленту, которой обмотана нижняя полка нервюры (прошивки №21
и № 14, изображённые на рис. 222 н 223), обшивка разрезается
и ремонтируется следующим образом:
1. Удаляют поверхностные ленты на нижней полке нервюры
и на задней кромке крыла до соседних нервюр.
2. Разрезают и удаляют нитки, которыми ткань пришита
к ленте на нижней полке.
3. Удаляют усилительную ленту с поверхности ткани.
4. Размывают лако-красочное покрытие на нижней полке и по
прилегающим к ней пролётам между нервюрами.
5. Распарывают шов по задней кромке крыла до соседних
нервюр.
6. Разрезают ткань острым ножом точно посредине нижней
полки нервюры.
267
7. После окончания ремонта внутренней конструкции нижнюю
полку нервюры обматывают усилительной лентой (рис. 224) так,
чтобы каждый последующий виток перекрывал предыдущий нс
менее чем на половину его ширины.
8. Зашивают полотно по задней кромке крыла (по старому
шву).
9. Сшивают по нижней полке нервюры разрезанную ткань
ниткой № 0 в два конца нормальным швом «безболл» так, чтобы
края ткани сошлись вплотную.
Рис. 224. Обматывание нижней полки нервюры усилительной
лентой
10. Наклеивают поверх шва «безболл» новую усилительную
тесьму.
11. Пришивают обшивку вточным швом через усилительную
тесьму к ленте, которой обмотана полка. Пришивку производят
в две строчки с шагом 15 мм ниткой Моккей в восемь сложений
(прошивка № 21).
12. Покрывают лаком, приклеивают новые поверхностны
ленты н окрашивают отремонтированный у часток.
§ 69. ЛАКИРОВАНИЕ ПОЛОТНА И РЕМОНТ ЛАКО-КРАСОЧНЫХ
ПОКРЫТИЙ НА ТКАНЕВЫХ ОБШИВКАХ
Нанесение аэролака первого покрытия А1Н Покрытие лаком
тканевой обшивки производится следующим образом:
1. Очищают обшивку мягкой волосяной щёткой от обрывши,
нитей, пыли и т. п.
2. Наносят кистью первый слой аэролака первого покрытия
А1Н и просушивают его в течение часа при температуре 12
17° С или 3 4 часа при температуре 18—35° С.
3. Наносят второй слой аэролака А1Н и просушивают его
в течение часа при температуре 12—17° С или 3 4 часа при тем-
пературе 18—35° С.
4. Наклеивают поверхностные ленты, накладки или заплаты
с одновременным нанесением третьего слоя аэролака А1Н
При наклейке лент, накладок или заплат по месту приклеива-
ния наносят слой аэролака А1Н, затем накладывают на эти
место ленту, накладку или заплату и покрывают сверху слоем
268
аэролака А1Н, тщательно разглаживая их кистью и не допуская
образования пузырей и складок.
После нанесения слоя аэролака AIH дают просохнуть аэро-
лаку в течение 2 часов при температуре 12- 17 С или 1' ? часа
при температуре 18—35'С.
5. Наносят четвёртый слой аэролака А1Н и дают просохнуть
ему не менее часа при температуре 12—35" С.
6. Наносят пятый слой аэролака А1Н и перед последующим
нанесением аэролаков второго покрытия просушивают в течение
8 часов при температуре 12 —17 С пли 7 часов при температуре
18-35 С.
7. Слегка зачищают всю поверхность стеклянной бумагой
№ 00 пли № ООО п удаляют пыль чистой сухой ветошью или
волосяной щёткой.
Нанесение промежуточного слоя алюминиевого аэролака
АПАл. Нанесение промежуточного слоя алюминиевого лака
выполняют следующим образом.•
1. Наносят кпегыо на верхнюю и нижнюю поверхности плот-
ный слой алюминиевого аэролака АПАл и просушивают его
в течение 2' „ часов при температуре 12—17'С или 2 часов при
температуре 18—35'С.
2. Слегка зачищают всю поверхность стеклянной бумагой
№ 00 и удаляют пыль сухой ветошью пли волосяной щёткой.
Окраска цветными аэролаками. Окраска цветными аэролаками
выполняется в следующем порядке-
1. Наносят кистью первый слой зелёного аэролака второго
покрытия па верхнюю поверхность или голубого аэролака на
нижнюю поверхность и просушивают его в течение 2'/2 часов при
температуре 12—17” С или 2 часов при температуре 18—35’С.
2. Наносят кистью второй слой аэролака второго покрытия,
в соответствии с выбранной конфигурацией камуфляжа: на верх-
нюю поверхность - слой чёрного аэролака; на нижнюю поверх-
ность — слой голубого аэролака. Просушивают в течение 6 часов
при температуре 12—17° С пли 5 часов при температуре 18—35е С.
3. Но истечении 2 часов после нанесения второго слоя цвет-
ного аэролака наносят опознавательные знаки двумя слоями
аэролака красного цвета с последующей окантовкой в два слоя
нитроэмалью белого цвета. Просушивают в течение 4 часов при
температуре 12—17° G или 3 часов при температуре 18—35° С.
Ремонт лако-красочных покрытий на тканевой обшивке. Спо-
соб ремонта лако-красочного покрытия тканевой обшивки зави-
сит от характера повреждения.
Омеление и выцветание внешнего слоя покры-
т и я. При таком характере повреждения поверхность, подлежа-
щую перекраске, протирают сначала ветошью, смоченной в тёп-
лом 3% растворе мыла, а затем промывают чистой водой и просу-
шивают в течение 2 часов. Масляные пятна удаляют чистой ве-
тошью, смоченной в бензине. Затем зачищают всю поверхность
стеклянной бумагой №140 и удаляют образовавшуюся пыль чистой
269
ветошью или мягкой кистью. На очищенную поверхность наносят
слой разжижителя марки РДВ и просушивают его в течение 11 >
часов. Пульверизатором пли кистью наносят два слоя аэролака
нужного цвета, просушивая каждый слой в течение 2' часов.
Потеря натяжения тканевой обшивки и рас-
трескивание слоёв а э р о л а к о в о г о покрытия.
В случае потери натяжения обшивки пли растрескивания аэро-
лакового покрытия ремонтируемый участок покрывают смесью-
из 100 частей аэролака AlH и 10 частей воды, что делают для
размягчения старого слоя аэролака. Затем этот участок закры-
вают куском брезента, восковки, плотной бумаги и т. д. и через
10—15 минут деревянным шпателем снимают размягчённый слой
старого лако-красочного покрытия. Ткань, очищенную от лако-
красочного покрытия, тщательно протирают чистой ветошью,
смоченной разжижителем РДВ. Затем просушивают её в течение
1 — 1 1 « часов. Очищенный таким образом участок обшивки
последовательно покрывают четырьмя слоями аэролака первого
покрытия А1Н с интервалами в 45 минут для просушивания
каждого слоя: четвёртый слой просушивают в течение 6 часов.
После просушивания ремонтируемое место слегка зачищай л
стеклянной бумагой № 170 и удаляют образовавшуюся пыль.
Кистью или пульверизатором наносят один слой алюминиевого
аэролака АП Ал и просушивают его в течение 2—2* , часов
Слегка зачищают стеклянной бумагой № 170 и окончательно
наносят два слоя аэролака под цвет основной поверхности, про-
сушивая каждый слой в течение 2—2* .. часов.
ГЛАВА 11
РЕМОНТ ПЛЕКСИГЛАСА
§70. ТЕХНОЛОГИЯ СКЛЕИВАНИЯ ПЛЕКСИГЛАСА.
РУЧНАЯ ПОЛИРОВКА ПЛЕКСИГЛАСА
Очистку поверхности плексигласа производят путём промывки
его водой с мылом, с использованием совершенно чистой мягкой
ветоши, замши нлн гмбки. Масляные н жировые пятна удаляют
ватой, смоченной в керосине или лигроине. Ацетон, авиацион-
ный бензин, смывки и аэролаки размягчают поверхность плекси-
гласа и вызывают появление на нём так называемого серебра.
Поэтому в процессе эксплоагацнп и ремонта необходимо обере-
гать плексиглас от попадания на него этих жидкостей и не приме
няхь их для очистки плексигласа Наэлектризованная поверхность
усиленно притягивает из воздуха пыль. Плексиглас рекомендуется
протирать только слегка влажной чистой ветошью или замшей.
Мелкие царапины на поверхности плексигласа можно устранить
ручной полировкой. Для полировки следует применять полиро-
вальную пасту ВИАМ-2. Пасту наносят тонким ровным слоем на
поверхность плексигласа и затем тщательно отполировывают
материал сухой, мягкой и чистой ветошью, замшей или фланелью.
Необходимо помнить, что плексиглас — материал термопла-
стичный, т е. при нагревании легко размягчается. Поэтому при
полировке плексигласа не следует долго тереть его на одном
каком-либо небольшом участке, особенно с сильным нажимом.
При такой обработке легко разогреть материал и нарушить его
форму. Поэтому полировку плексигласа следует производить сво-
бодными круговыми движениями, захватывая большую поверх-
ность. После того как в результате полировки пастой царапины
будут выведены или значительно уменьшены, начинают полиро-
вать плексиглас с применением воска или сала, а затем наводя!
окончательный глянец сухой и чистой мягкой ветошью или
замшей.
СКЛЕИВАНИЕ ПЛЕКСИГЛАСА
Плексиглас хорошо склеивается внахлёстку, встык и на-ус
специальными клеями. Клей для склеивания плексигласа при-
готовляется путём растворения опилок плексигласа в одном из
271
следующих растворителей а) метиловый эфир метакриловой
кислоты, б) чедяная хксусная кислота, в) уксусный ангидрид,
г) дихлорэтан; д) муравьиная кислота
Опилки плексигласа растворяют в количестве 2—3% (макси-
мум 5'т) в одном из перечисленных растворителей при комнатной
температуре до получения густого сиропа. Наилучший результат
склеивания даёт клей, изготовленный на муравьиной кислоте.
Клеи из опилок плексигласа быстро испаряются и загустевают,
поэтому их следует хранить в закрытых клеянках при темпера-
Рис 225. При ин-
ка элементов »ь
плексигласа с кри-
вой поверхность!*
для с к н‘нк.1
Рис. 226. Соединение
внахлёстку кривых
поверхностей
Рис 227. Пружинные за
жимы (щемилкн) для за-
прессовки склеенных де-
тален
т\ре 18—20 С Загустевший клей можно разбавлять растворите-
лем до получения нужной густоты. Склеиваемые поверхности
должны быть чисто обработаны, тщательно пригнаны одна к дру-
гой (рис. 225) и протёрты древесных! спиртом для очистки от
жира и пыли.
Плоские поверхности склеиваются прочнее, чем кривые, по-
этому целесообразно с кривой поверхности снять фаску, чтобы
увеличить площадь склейки. Кривые поверхности, соединяемые
внахлёстку (рис. 226), должны быть обработаны по одному и тому
же радиусу.
При нанесении клеевого раствора поверхность плексигласа
размягчается, поэтому крайне необходимо наносить клей только
на склеиваемые поверхности. Плексиглас следует склеивать
в специальных приспособлениях, обеспечивающих правильное поло-
жение склеиваемых частей и создающих нужное давление.
В большинстве случаев \спех склейки зависит от того, насколько
жёстко закреплены детали, пока клен не затвердеет.
Сильной запрессовки при склеивании рекомендуется избегать,
так как создаётся опасность появления напряжений в клеевом
шве. Чрезмерно слабое и неравномерное давление приводит
к образованию пузырей и даёт непрочное и непрозрачное соеди-
нение. Хорошие результаты склеивания получаются в том случае,
если для запрессовки применяют простые пружинные зажимы
(рис. 227). Зажимы обычно размещают на расстоянии 50 мм один
ст другого. В тех случаях, когда размеры склеиваемых деталей
не позволяют применить
для запрессовки пружинные
зажимы, нужное давление
может быть осуществлено
при помощи груза (рис. 228).
Клеевой раствор наносят
гонким слоем кистью иа
обе склеиваемые поверхно-
сти, после чего клеевое
соединение помещают в при-
способление для запрессов-
ки и выдерживают под
давлением в течение 4—6 часов
при комнатной температуре
Подтёки клея тщательно удаляют при помощи лезвия от безо-
пасной бритвы через несколько минут после запрессовки. Меха-
ническую обработку плексигласа можно начинать не ранее, как
через 24 часа после распрессовки изделия. При склеивании
плексигласа необходимо строго соблюдать следующие правила
техники безопасности:
1) надевать противогаз и резиновые перчатки;
2) не разбрызгивать клей п обращаться с ням осторожно.
§ 71. РЕМОНТ ПЛЕКСИГЛАСА С ТРЕЩИНАМИ И ПРОБОИНАМИ
При обнаружении на плексигласе трещины необходимо
сейчас же засверлить её концы сверлом диаметром 3—5 мм,
чтобы приостановить её дальнейшее распространение (рис. 229).
Если трещина очень велика, то полезно зашнуровать её стальной
проволокой (рис. 230), просверлив ряд небольших отверстий на
расстоянии 12 мм от края трещины. Такой ремонт следует рассма-
тривать как временный до наложения нормальной заплаты.
Заплату для заделки трещины вырезают из куска плексигласа
и спиливают её края под углом 45 . Заплату накладывают сверху
на клею и запрессовывают, применяя небольшое давление. Очер-
тания заплаты не должны иметь острых углов, при наличии
которых трудно осуществить равномерную запрессовку. При
обнаружении в плексигласе пробоин нужно высверлить или выре-
зать повреждённое место, чтобы предотвратить развитие радиаль-
ных трещин и максимально ограничить площадь повреждения.
На сделанное таким образом отверстие можно очень быстро
18 План. № 42366 ^73
наклеить временную заплату из старого авиационного полотна.
Для этого из полотна вырезают два кружка и наклеивают их
аэролаком первого покрытия по обе стороны отверстия. Такой
способ заделки пробоин допускается применять лишь в крайнем
случае, так как аэролак способствует появлению трещин на
Рис. 229. Засверливанис трещины Рис. 230. Шнурование трещины
сверлом 3 — Г мм проволокой
поверхности плексигласа. Поэтому, если представляется возмож-
ным, лучше вместо наклеивания полотняной заплаты закрыть
отверстие временной пробкой из
Рис. 231. Постановка заглушки
Края заплаты нагревают над
плексигласа или даже из дерева
до постановки нормальной за-
платы. Чтобы поставить на про-
боину заплату из плексигласа,
отверстию придают правиль-
ную круглую или овальную
форму со слегка скошенными
краями. Заплату вырезают из
плексигласа несколько боль-
шей толщины, чем ремонти-
руемый, и края заплаты скаши-
вают под более острым углом,
чем края отверстия (рис. 231).
печью или над спиртовкой до тех
пор, пока они не станут мягкими и пластичными. Затем заплату
с силой вдавливают в отверстие и держат так, пока она не
остынет. После этого заплату вынимают из отверстия, промазы-
вают склеиваемые поверхности клеем и вновь вкладывают за-
плату в отверстие. Запрессовка заплаты производится грузом.
Держать заплату под давлением нужно не менее 24—36 часов.
После такой выдержки заплату опиливают, шлифуют и полируют.
ГЛАВА 12
РЕМОНТ И ВОССТАНОВЛЕНИЕ МЕТАЛЛИЗАЦИИ
САМОЛЕТА
§ 72. ВЫПОЛНЕНИЕ МЕТАЛЛИЗАЦИИ НА СОВРЕМЕННЫХ САМОЛЕТАХ
. _ Трубопровод
!--
7J—
________J~
Медная
перемычка
-----
Хомут
Трубопровод
Рис. 232. Металлизация дренажных
АСАЛу/77
Металлизацией называется электрическое соединение близ-
лежащих металлических деталей самолёта, изолированных одна
от другой или имеющих непостоянный электрический контакт.
Эти детали соединяют между собой медными перемычками
с малым сопротивлением, благодаря чему металлизированные
детали представляют собой один
сплошной металлический про-
водник. Б качестве перемычек
применяют медную оплётку,
состоящую из луженых прово-
лок, концы которых припаяны
к медным шайбам или запрессо-
ваны в специальные обжимки.
Кроме оплётки, применяют мед-
ный многожильный провод, к кон-
цам которого припаивают медные
шайбы.
Для металлизации подвижных деталей длина перемычек
выбирается с таким расчётом, чтобы перемычка не препятство-
вала перемещению детали и в то же время не подвергалась
чрезмерным перегибам. Металлизация неподвижных деталей
выполняется при помощи медных или латунных пластин толщиной
1—1,5 мм и шириной 10 мм. На самолётах с деревянными фюзе-
ляжами и крыльями металлизация осуществляется при помощи
специальных сеток из медных лент шириной 6—7 мм и толщиной
0,4—0,5 мм. Эти сетки служат связью между отдельными метал-
лическими деталями. После ремонта самолёта нарушенная
металлизация его должна быть обязательно восстановлена,
поэтому работники ремонтных органов и технический персонал,
обслуживающий самолёт, должны в совершенстве знать схему
металлизации самолёта данного типа.
Рассмотрим наиболее характерные схемы металлизации раз-
личных узлов самолёта.
18*
275
а) Фюзеляж. В фюзеляже металлизируют элементы органов
управления, баки, приборные
электросети и радиоаппаратуру,
металлизации не подвергаются.
доски, трубопроводы, экраны.
Цельнометаллические фюзеляжи
На рис. 232 показана металли-
зация дренажных трубопро-
Рис. 233. Металлизация посадочного
щитка
крепления перемычек на трубах
водов.
б) Крыло. В крыле ме-
таллизируют тяги управле-
ния, экраны, элероны, за-
крылки, баки и трубопро-
воды.
Металлизация посадоч-
ного щитка и элерона пока-
зана на рис. 233 и 234.. Для
устранения искрообразова-
ния при вибрации крыла
рекомендуется наклеивать
вдоль задней кромки крыла
через каждый метр длины
фетровые кружочки диамс г-
ром 10—15 мм и толщине,';
2—3 мм. Крыло металличе-
ской конструкции металли-
зации не подвергается.
в) Хвостовое оперение.
Рули высоты н направления
соединяются с массой киля
и стабилизатора у шарни-
ров подвески.
г) Органы управления.
Колонка управления метал-
лизируется перемычкой в
нижней точке. Педали сое-
диняют перемычками у осей
их вращения. Тяги управле-
ния жёсткого типа соеди-
няются с массой самолёта
перемычками (рис. 235). Для
можно использовать отверстия
трубчатых заклёпок, предварительно зачистив их, чтобы обеспе-
чить лучший контакт.
д) Баки и трубопроводы. Бензиновые баки и трубопроводы
необходимо металлизировать особенно тщательно. Каждый бак
должен быть электрически соединён с прилегающими к нему
основными частями самолёта не меньше чем в двух точках. Для
присоединения перемычек металлизации на баках имеются
специально приваренные или приклёпанные ушки. Трубопроводы
соединяются с основной массой самолёта при помощи деталей
их крепления (хомутов, кронштейнов и т. п.).
276
Перед постановкой хомутов крепления поверхность трубы,
соприкасающаяся с хомутом, должна быть тщательно очищена
от лако-красочного покрытия. После установки хомутов места,
с которых было удалено лако-красочное покрытие, должны быть
Элерон
Рис. 234. Металлизация элерона
снова покрыты лаком. При наличии дюритовых шлангов или
петрофлексов трубопроводы соединяются между собой метал-
лическими лентами или металлизирующими перемычками (рис. 236).
•Тяга
Тяга
Рис. 235. Металлизация тяг управления
Качество металлизации самолёта характеризуется величиной
переходного сопротивления между двумя соединёнными деталями
и ближайшей точкой металлической конструкции самолёта. По
техническим условиям ве-
личина переходных со-
противлений не должна
превышать:
1. Между основной
массой самолёта и бензо-
баками, трубопроводами,
тягами, тросами и ручкой
управления — 0,002 ом.
2. Между основной
массой самолёта и мото-
ром, моторной рамой,
противопожарной перегородкой, элеронами, закрылками, при-
борной доской, рулём высоты и поворота —0,0015 ом.
Величина переходных сопротивлений замеряется микрооммет-
ром с точностью до одной тысячной доли ома. Измерение следует
277
производить тщательно, добиваясь полного контакта между
концами проводов микроомметра и деталями самолёта, иначе
показания прибора будут неточными.
§ 73. СПОСОБЫ РЕМОНТА МЕТАЛЛИЗАЦИИ
При снятии рулей, элеронов, консоли крыла, бензобаков
и деталей управления металлизирующие перемычки должны отъ-
единяться от основных деталей, к которым крепятся съёмные
наконечники перемычек металлизации. Отъединение их должно
быть сделано прежде, нежели разъединение узлов крепления де-
талей (шарниров), в противном случае возможен обрыв перемычки
при съёмке детали. Обычно металлизация разъемных подвижных
деталей осуществляется канатиковоп (оплёточной) перемычкой,
причём один конец её, обычно присоединённый к съёмной детали,
может быть приклёпан на заклёпке, другой же конец должен
быть заделан в специальный наконечник и крепиться при помощи
болта с гайкой и шайбой. При выполнении ремонтных работ
съёмку отъёмных частей производить в следующем порядке:
I. Отъединить электропровод (если он есть).
2. Отъединить тот конец перемычки, который имеет разъёмный
узел крепления.
3. Разъединить тяги (тросы) управления.
4. Демонтировать узлы крепления деталей, не вынимая соеди-
нительных элементов.
5. Подготовить место укладки снимаемой детали. Снять деталь
и уложить на место.
Такой порядок обеспечивает сохранность металлизирующих
перемычек при выполнении любых работ на самолёте. При поста-
новке снятых деталей (агрегатов) самолёта на место, для восста-
новления металлизации и получения надёжного электрического
контакта съёмной детали с основной, перед постановкой снятой
детали рекомендуется:
I. Тщательно осмотреть узлы крепления перемычек к снятой
детали. При этом нужно обратить внимание на надёжность креп-
линия и проверить, нет ли люфта между наконечниками оплёток.
При наличии этих дефектов их необходимо устранить путём под-
тяжки болта или приклёпывания (смотря по тому, как осу-
ществлено крепление).
2. Так как металлизирующие перемычки подвижных деталей
имеют перегибы, то при осмотре их необходимо убеждаться
в том, что у них нет повреждённых нитей или признаков разру-
шения перемычки.
При обнаружении повреждений перемычку нужно заменить
новой.
3. Второй конец перемычек должен быть тщательно зачищен
до металлического блеска, очищен от лака и жировых пятен.
278
4. Место крепления второго конца перемычек должно быть
также зачищено до металлического блеска, масляные и жировые
пятна удалены.
Подготовив таким образом узлы крепления металлизирующих
перемычек, приступают к монтажу снятой детали. После соедине-
ния металлизирующих перемычек узлы их и перемычки покры-
вают бесцветным лаком.
50 55
Линия изгиба
Рис. 237. Заготовка пластинчатого на-
конечника перемычки и подготовка
к заделке конца перемычки
РЕМОНТ МЕТАЛЛИЗАЦИИ
В случае обрыва металлизирующих перемычек они подлежат
замене новыми или изготовленными из такого же материала.
Изготовление новой перемыч-
ки из плетёного канатика (оплёт-
ки) выполняется следующим об-
разом:
I. Из листовой латуни тол-
щиной 0,5—0,7 мм по разметке
согласно данным, приведённым
на рис. 237, вырезают наконеч-
ники перемычек.
2. Собрав в стопку 6—8 нако-
нечников, их зажимают в тиски
и опиливают напильником. Один
конец опиливают под полуокруж-
ность.
3. На конце, опиленном под
полуокружность, кернером наме-
чают центр и во всей стопке сра-
зу или в каждом по отдельности
наконечнике сверлят отверстие
сверлом диаметром 4 мм.
4. У всех наконечников сни-
мают заусенцы и зачищают нх
мелкой наждачной бумагой до
получения металлического блеска.
5. Из медной оплётки нарезают
лизирующих перемычек нужной длины (по длине старых перемы-
чек).
6. Для обеспечения лучшего электрического контакта концы
перемычек, подлежащие заделке в наконечники, слегка зачи-
щают наждачной бумагой и обезжиривают, протирая их чистой
ветошью, смоченной в бензине.
Подготовив таким образом перемычки и наконечники, их со-
единяют вместе; процесс заделки (рис. 238) выполняется по опе-
рациям.
Операция 1-я:
1. Прямоугольный конец наконечника длиной 6 мм подгибают
на угол 90° и укладывают в образовавшийся угол конец пере-
мычки.
необходимое количество метал-
27У
2. Отогнутый конец наконечника загибают ударом молотка на
наковальне, плотно прижимая конец перемычки.
Операция 2-я:
Перемычку перегибают под углом 180° с таким расчётом,
чтобы она перекрыла подогнутый конец наконечника.
Операция 3-я:
1. Подогнутый конец наконечника перегибают под углом 180^
в сторону конца с отверстием и вторично зажимают перемычку.
Вид по стрелке А
после подгиба и зажима
конца перемычки
•2 я операция
3 я операция, заделки конца пе-
перемычку
перегнуть на
угол 180°
Гис. 233. Заделка конца перемычки в наконечник
2. Вторично подогнутый конец наконечника перегибают на 180
в сторону (закатать) конца с отверстием и плотно осаживают
ударом молотка весь закатанный конец наконечника с зажатым
в нём концом перемычки.
3. После осадки кернером наносят по два углубления с каж-
дой стороны закатанного наконечника.
Заделав таким образом один конец перемычки в наконечник,
заделывают её второй конец, соблюдая последовательность опе-
раций. В случае если один конец перемычки по условиям соеди-
нения с деталью должен быть заделан в крючкообразный нако-
нечник, то поступают следующим образом:
1. Из листовой латуни толщиной 1,0—1,2 мм по предваритель-
ной разметке в соответствии с данными, приведёнными на
рис. 239, вырезают нужное количество заготовок.
280
2. Заготовки собирают в стопку,
опиливают по разметочным линиям,
намечают центр и высверливают
отверстие диаметром 4—5 мм (в за-
висимости от диаметра болта кре-
пления наконечника к детали).
3. Ножовкой или зубилом де-
лают прорезь в головке для обра-
зования крючка, как показано на
рис 239.
4. Наконечники зачищают сте-
клянной бумагой и снимают за-
усенцы.
Заготовив необходимое коли-
чество таких наконечников, заде-
лывают концы перемычки в нако-
нечники, выполняя работу по опе-
рациям:
1. Мягким припоем облужи-
вают наконечник с обеих сторон;
конец перемычки облуживают на
длине 15—18 мм.
зажимают в тиски и точно-
В головке крючка кернером
Просверлить #4-5 мм
Заготовка для изготдвления
наконечника
Латунь
W - мм
Изготовленный крюукообраз-
ныи наконечник
Рис. 239. Заготовка и изготовле-
ние крючкообразного наконеч-
ника металлизирующей перемычки
2. Плечики крючкообразного наконечника загибают так, чтобы
образовался желобок по диаметру облуженного конца пере-
мычки.
Загнуть, зажать конец |
перемычки и запаять
Рис. 240. Заделка конца перемычки в крючко-
образном наконечнике
3 Облуженный конец перемычки укладывают в желобок
и зажимают его, сжимая плечики наконечника (рис. 240).
281
4. Впаивают конец перемычки в наконечник. Изготовленные
таким образом металлизирующие перемычки показаны па
Зэис. 241.
Дальнейшая работа
перемычек на места
«о тщательной очистке
сводится к постановке изготовленных
При постановке необходимо помнить
соединяющихся мест для обеспечения
надежного контакта.
Рис 241 Металлизирующие перемывки
Трубопроводы масло-, бензо- и водосистем при дюритовых сое-
динениях металлизируются медными пластинами-перемычками
((рис. 236).
При демонтаже и монтаже дюритового соединения трубопро-
вода необходимо восстанавливать металлизацию, причем осо-
бенно внимательно подготовлять места соединения пластинчатой
перемычки с массой трубопроводов для обеспечения надежного
электрического контакта
ОГЛАВЛЕНИЕ
Глава 1
Обязанности технического состава в организации войскового
ремонта самолётов. Виды ремонта самолётов ВВС. Средства
войскового ремонта самолётов
Стр.
§ 1. Обязанности технического состава в организации войскового ремонта
самолётов.......................................... ................ 3
§ 2. Виды ремонтов самолётов ...................................... 5
§ 3. Войсковой ремонт и его назначение ............................ 6
§ 4. Войсковой ремонт — основное средство восстановления материаль-
ной части ВВС . ... ... ......................... —
§ 5. Средства войскового ремонта. ПАРМ, автомашины типа ,Коуз“,
их оборудование .................................................... 8
Подвижные средства ПАРМ......................•................ —
Оборудование и инструмент ПАРМ............................... 10
Силовой агрегат АЛ-6 (АЛ-3) —
Токарно-винторезный станок ВУ-162............................ 13
Сварочная аппаратура......................................... 16
Пневматический инструмент.................................... 17
Центратор с камнем . . ..........- ................. 18
Американская нолевая авиаремонтная мастерская фирмы .Коуз" 20
Организация рабочего места для ремонтных работ в полевых
условиях..................................................... 21
Глава 2
Сохранение аэродинамических форм и прочности самолёта
при его ремонте
§ 6. Сохранение аэродинамических форм самолёта.................... 27
Влияние формы головки заклёпки и положения её по длине хорды
крыла на величину сопротивления . . . . . • . . . 30
§ 7. Влияние шероховатости лако-красочного покрытия самолёта на
скорость полёта.............. ................................ 31
§ 8. Влияние прососов воздуха через щели на скорость самолёта . . 34
Способы герметизации самолёта............................. 35
§ 9. Влияние изменения веса самолёта на его лётные качества..... 38
§ 10. Сохранение прочности самолёта при ремонте его................ —
Глава 3
Ремонт агрегатов металлических самолётов клёпкой
§ 11. Основные материалы, применяемые при ремонте самолётов .... 45
Алюминиевые сплавы, применяемые при ремонте самолетов .... 46
Медные сплавы, применяемые при ремонте самолётов............. 52
Стали, применяемые прн ремонте самолётов..................... 54
Проволока из углеродистой стали.............................. 59
283
§ 12.
§ 13.
§ И.
§ 15.
§ 16-
§ 17-
§ 18-
§ 19.
§ 20.
§ 21.
§ 22.
§ 23.
§ 24.
Стр.
Инструменты................................................... 60
Организация рабочего места для ремонта самолётов в полевых
условиях ...................................................... —
Способы ремонта металлического покрытия крыла и фюзеляжа . . —
Заклёпки, применяемые в самолётостроении, и их термическая
обработка ...................................................... —
Методы клёпки............................................ . 67
Подбор заклёпок по диаметру и по длине ........................ 69
Подбор инструмента для клёпки ... ....................... 70
Подготовка деталей к ремонту клёпкой........................... 71
Технологические требования к клепальным работам, виды клёпки,
контроль качества выполнения клепальных работ.................. 74
Клёпка пистонами . . ................................. 75
Клёпка взрывными заклёпками................................. 77
Клёпка специальными заклёпками................................. 79
Ремонт металлической обшивки крыла • .......................... —
Заделка трещин в обшивке крыла................................. 84
Постановка наружных заплат .................................... 85
Замена отсека обшивки ......................................... 86
Заделка пробоин в металлической обшивке полотняными заплатами 88
Ремонт стрингеров .............................................. —
Ремонт стрингеров S-образного сечения ......................... 89
Ремонт стрингеров уголкового сеченш............................ 90
Ремонт стрингеров при помощи накладок, установленных внутри
профиля........................................................ 91
Ремонт нервюр.................................................. 92
Ремонт полки нервюры............................................ —
Замена подкоса ферменной нервюры............................... 94
Ремонт шпангоутов фюзеляжа...................................... —
Ремонт шпангоутов П-образного сечения........................... —
Ремонт шпангоутов, выполненных из профилей и усиленных
в нижней части уголками ....................................... £6
Ремонт шпангоутов, выполненных из катаных профилей............. —
Ремонт трубчатых элементов каркаса крыла и фюзеляжа............ 99
Ремонт повреждённого участка трубы путём постановки разрез-
ного бужа (накладки)................................... ...
Замена повреждённого участка трубы с постановкой сплошного
наружного бужа............................................. 101
Замена п< врождённого участка трубы с применением цилиндрических
болтов или конических шпилек....................•............. 102
Ремонт постановкой муфты......................................... —
Выправление вмятин на трубчатых элементах.................... 104-
Особенности ремонта полусферических поверхностей обшивки
самолёта....................................................... —
Способы ремонта узлов........................................... 105
Способы ремонта клёпаных лонжеронов........................
Ремонт поясов лонжеронов ..................................
Ремонт стенок лонжеронов.....................•................ ПО
Способы ремонта агрегатов сварной конструкции методом сварки 111
Применение сварки в самолётостроении и в ремонтном деле . . .
Оборудование сварочного поста ПАРМ............................. —
Стали, применяемые для сварных самолётных конструкций ... 1Н
Присадочные материалы......................................... По
Подготовка деталей к ремонту газовой сваркой.................. П6
Выбор режима для газовой сварки............................... П7
Общие правила выполнения сварочных работ и контроль их каче-
ства .....................................................
Ремонт труб сварных самолётных конструкций.................... П9
Ремонт сварных узлов, имеющих трещины........................ 122
284
Глава 4
Ремонт лако-красочных покрытий агрегатов самолётов.
Способы устранения коррозии
§ 25. Основные лако-красочные материалы, применяемые при ремонте
покрытий металлических обшивок самолётов............................ 124
§ 26. Общие указания по ремонту лако-красочных покрытий............ 126
§ 27. Технология ремонта лако-красочного покрытия па внешних поверх-
ностях ..........................•...........................- . . 127
§ 28. Окраска внутренних поверхностей.............................. 131
Окраска арматуры самолёта....................................... —
§ 29. Виды коррозии и способы её обнаружения......................... —
§ 30. Способы устранения коррозии............................ . . 132
Г л а в а 5
Ремонт элементов систем управления самолётом
§ 31. Ремонт тяг управления ............................ 135
§ 32. Ремонт шарнирных соединений.................................. 139
§ 33. Ремонт рычагов управления.................................... 140
§ 3'1 . Замена тросов управления ................................... —
Классификация тросов............................................ —
Возможные повреждения и неисправности тросов управ тения • . . 142
Проверка троса и предварительная вытяжка его перед тстанов-
кой на самолёт................................................. —
Порядок замены тросов........................................ 143
Инструменты и приспособления, применяемые при заплётке тросов 144
Технология заплётки тросов ..................................... —
Дефекты заплетки ........................................... 146
§ 35. Регулировка управления после ремонта......................... 147
Глава 6
Ремонт самолётов деревянной конструкции
§ 36. Особенности ремонта самолетов деревянной конструкции в зависи-
мости от внешних атмосферных условий................................ 148
Применение приспособлений для местного обогрева склеиваемых
деталей...................................................... 149
§ 37. Основные материалы и инструменты, применяемые при ремонте
самолётов деревянной конструкции ................................... 151
$ 38. Организация рабочего места в полевых условиях ............... 154
§ 39. Приготовление клеев (клеевых растворов)...................... 155
Казеиновый клей................................................. —
Смоляной клей ВИАМ-БЗ........................................ 156
Смоляной клей КБ-3 . . . .................................... 157
Столярный клей............................................. 158
Технология склеивания казеиновым и смоляным клеями............... —
§ 40 Ремонт фанерной обшивки крыла и фюзеляжа..................... 162
Заделка незначительных пробоин и вмятин ......................... —
Ремонт обшивки при значительном разрушении её................. 163
§ 41. Ремонт стрингеров и нервюр................................... 168
Ремонт полок и стенок нервюры................................. 171
Замена носка нервюры ....................... -....-........... 174
§ 42. Ремонт шпангоутов........................................... 175
Ремонт шпангоутов с пробоинами диаметром более 15 мм .... 177
Ремонт шпангоутов коробчатого сечения...................... 178
Ремонт гаргротов ........................................... 179
§ 43. Ремонт концевого обода крыта................................. —
Ремонт носка крыла .... ............................ 1®1
§ 44. Способы ремонта лонжеронов крыла и фюзеляжа.................. 182
Ремонт сосновых полок лонжерона, имеющих трещины.............
285
Стр.
Ремонт бобышек лонжерона, имеющих трещины................... 183
Заделка пулевых и осколочных пробоин в полках лонжеронов . . . 185
Ремонт лонжерона с полками, изготовленными из дельта-древесины 188
Ремонт лонжеронов фюзеляжа.................................. 189
Ремонт стрингеров фюзеляжа . . •...........................- 192
§ 45. Ремонт лако-красочных покрытий на деревянных агрегатах самолётов —
Ремонт лако-красочных покрытий на деревянных и тканевых
обшивках............................................ .... 194
Ремонт лако-красочного покрытия на внутренних поверхностях
деревянных агрегатов........................................ 199
§ 46. Загнивание деревянных деталей самолёта и методы местного
антисептнровання................................................. 209
Глава 7
Ремонт воздушных винтоз
§ 47. Ремонт лопастей винтов, изготовленных из алюминиевого сплава 202
Условия на ремонт и заделка пулевых и осколочных пробоин . . —
Подготовка винта к ремонту.................................. 204
Выполнение ремонта ..........................• . •........... —
Ремонт забоин .............................................. 205
§ 48. Правка погнутых лопастей холдным и горячим способами .... 206
Лопасти, допускаемые к правке холодным способом............... —
Определение возможности ремонта лопасти..................... 207
Приёмы холодной правки ло тастн............................. 209
Правка погнутых лопастей горячим способом................... 212
Контроль винтов после ремонта............................... 214
§ 49. Конструкция стальных пустотелых лопастей.................... 215
Ремонт стальных пустотелых лопастей.......................... —
Способы обнаружения трещин в стальных лопастях................ —
Правка погнутых стальных лопастей ................. 216
Правка вмятин и выпуклостей при помощи клиньев.............. 218
Правка вмятин при помощи сжатого воздуха.................... 219
Заделка пробоин . . . . .................... 220
Ремонт лопастей с забоинами, царапинами и трещинами......... 221
§ 50. Ремонт винтов с деревянными лопастями....................... 222
Конструкция деревянных лопастей .............................. —
Устранение дефектов твёрдого покрытия лопасти................. —
Ремонт оковки лопасти ............................• .... 223
Заделка пулевых пробоин и трещин............................ 224
Ремонт кромки лопасти ...................................... 225
§ 51. Проверка винтов после ремонта............................... 226
Глава 8
Ремонт самолётных баков
§ 52. Возможные повреждения баков и способы их ремонта............ 227
Ремонт баков заглушками.................................. . —
Ремонт баков слесарным способом............................. 229
§ 53. Ремонт баков свайкой........................................ 230
Промывка баков перед заваркой............................... 231
Подготовка баков к заварке.................................. 232
Методы заварки трещин и пробоин............................... —
Ремонт баков пайкой ............................... 233
Испытание металлических баков на герметичность.............. 235
§ 54. Ремонт фибровых баков....................................... 236
Склеивание фибры казеиновым клеем............................. —
Испытание отремонтированного бака на герметичность............. 238
Окраска внешних поверхностей фибровых баков...................... —
286
Стр_
§ 55. Ремонт мягких баков........................................... 239
Ремонт внутреннего слоя оболочки бака.......................... —
Способ шпатлёвки................................................ —
Способ ополаскивания.......................................... 240
Заделка пулевых пробоин в мягких баках ........................ 241
§ 55 - Ремонт протекторов бензобаков................................ 242
Конструкция протектора....................................... —
Приготовление клеев для ремонта мягких баков ... .... —
Ремонт протектора по инструкции управления ВВС ВС СССР . . 243
Ремонт протектора по спос бу НИЭИРП.......................... 244
Ремонт трубопроводов бензосистемы......................... . 245
Г 1 а в а 9
Ремонт авиационных радиаторов
§ 57. Возможные повреждения (неисправности) радиаторов............. 24€>
§ 58. Организация рабочего места для ремонта радиаторов в полевых
условиях .......................................................... —
§ 59. Замена амортизационных элементов в трубчатых и трубчато-пластин-
чатых радиаторах ... -.............................................. 247
§ 60. Очистка от пыли и земли воздушных каналов радиатора........... 248
Очистка от накипи водяных радиаторов, обезжиривание маслора-
диаторов ..................................................... 249
§ 61. Испытание радиаторов на герметичность до и после ремонта . . . 250
§ 62. Устранение течи во фланцевых соединениях и у сливных пробок
радиатора........................................................... 251
Устранение течи из единичных трубок радиатора и по зер-
калу сот...................................................... 252
Устранение течи из группы трубок и по зеркалу сот............. 254
Устранение течи по клёпаным, паяным и сварным швам.............. —
Выправление местных вмятин у обечаек н крышек................ 255-
§ 63. Ремонт смятых патрубков....................................... 256
Глава 10
Ремонт полотна й тканевой обшивки самолетов
§ 64. Авиационное полотно, ленты, нитки и их назначение............ 258
§ 65. Инструменты и подсобные материалы............................ 259
§ 66. Ремонт полотняной обшивки самолётов, имеющей пробоины и раз-
резы общей площадью до 150 см2 . . ................. 260
§ 67. Ремонт полотняной обшивки при больших повреждениях ткани
(площадью более 150 см2)........................................... 262
§ 68. Вскрытие полотняной обшивки в связи с устранением дефектов
основной конструкции .............................................. 265
§ 69. Лакирование полотна и ремонт лако-красочных покрытий на тка-
невых обшивках..................................................... 268
Глава 11
Ремонт плексигласа
§ 70. Технология склеивания плексигласа. Ручная полировка плексигласа 271
Склеивание плексигласа .............................................. —
§ 71. Ремонт плексигласа с трещинами и пробоинами................. 273-
Глава 12
Ремонт и восстановление металлизации самолёта
§ 72. Выполнение металлизации на современных самолётах
§ 73. Способы ремонта металлизации . . Г“~" ....
Ремонт металлизации.............I и
278
278
279
Редактор
инженер-подполковник Я. А. НОВАК
Технический редактор Г. Н. НИКИТИН
Корректор Н. П. БУРАНОВА
Г782ОО Подписано к печати 3.3.48
Объем 18 печ. л. 17,8 уч.-изд. л.
В печ. листе 47.00Э тип. зп.
Изд. № 5/4236. Зак. 418
9-я типогра |)пя
Управления Военного Издательства
МВС СССР