/










































































Автор: Леонидов Л.
Теги: технология древесины справочник сельское хозяйство бондарное дело
ISBN: 5-88475-438-8
Год: 2001




Текст
В ПОМОЩЬ ФЕРМЕРУ
БОНДАРНОЕ
ДЕЛО
Бондарное дело
в мастерских и на дому
Ростов-на-Дону
«Проф-пресс»
2001 J
ИЗГОТОВЛЕНИЕ БОЧЕК
В БОНДАРНЫХ
МАСТЕРСКИХ
Используемое сырье
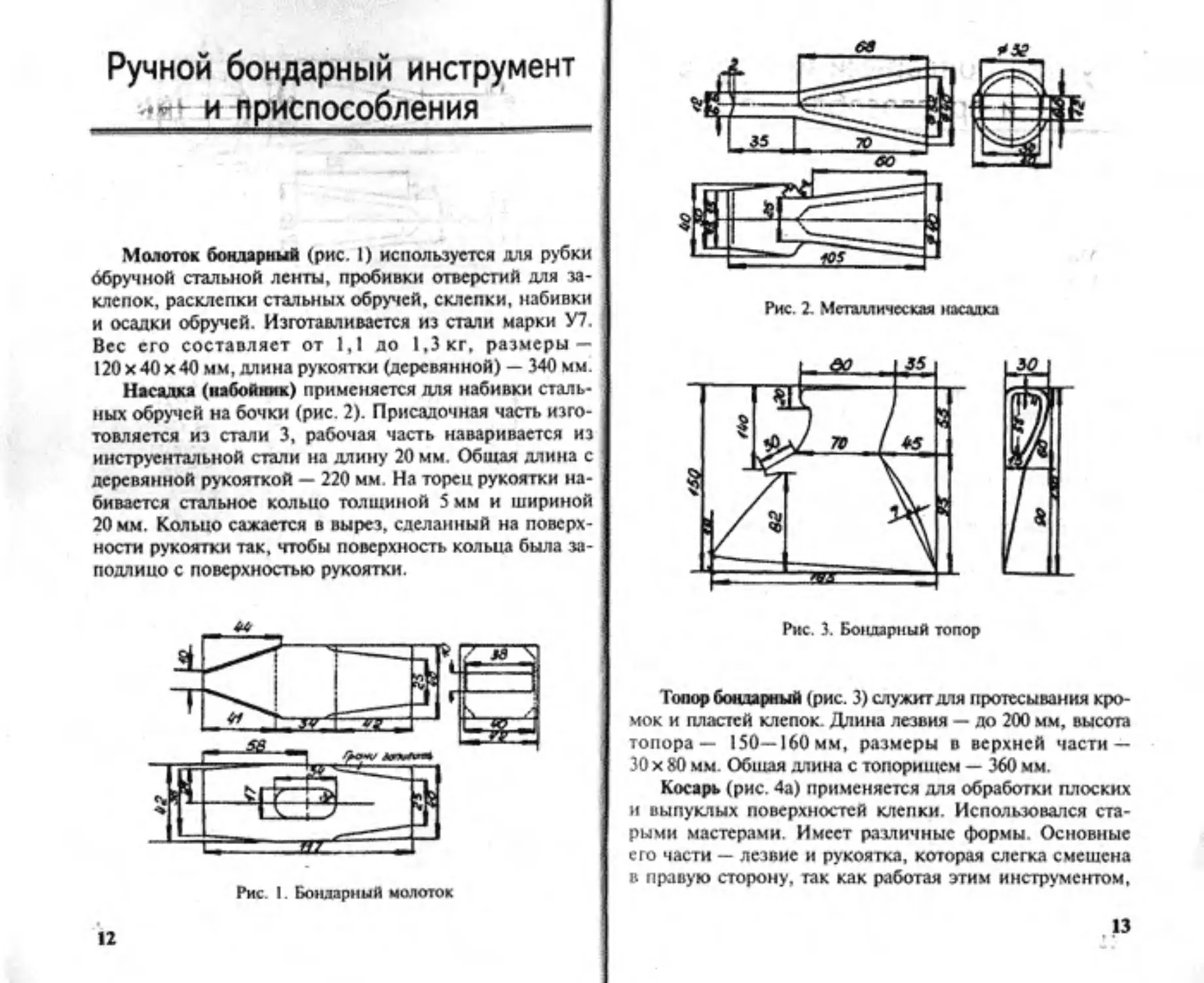
Ручной бондарный инструмент
и приспособления
Молоток бондарный (рис. I) используется для рубки
клепок, расклепки стальных обручей, склепки, набивки
и hi
ЗОх 80 мм. Общая длина с топорищем — 360 мм.
Косарь (рис. 4а) применяется для обработки пл
If?
t 1
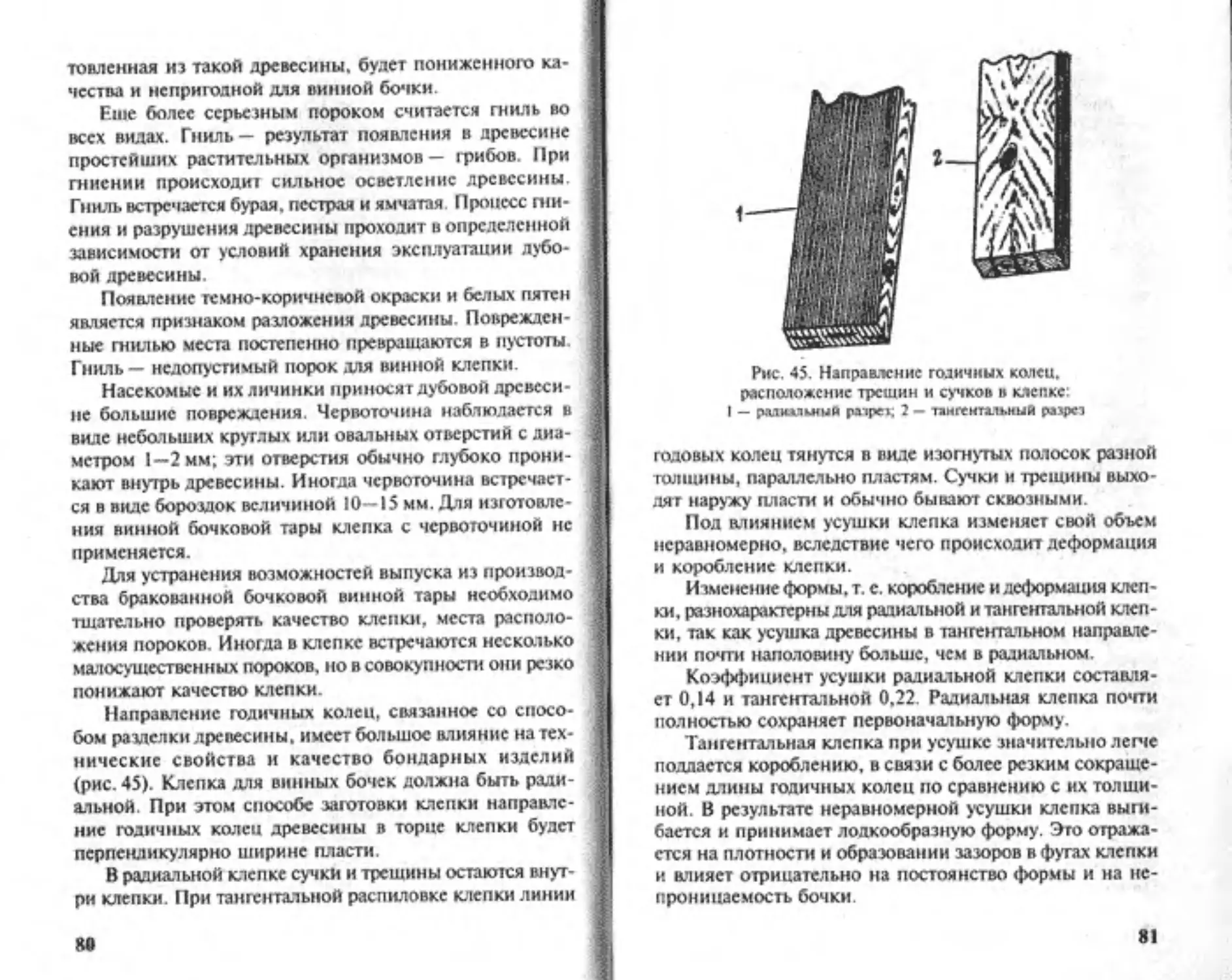
Таким образом, в радиальной клепке все сучки и тре шины остаются внутри между широкими сторонами, а тангентальной — располагаются перпендикулярно *п< Пиленая клепка делится на два вида: прямую и чи-
для некоторых жидких товаров.
продуктов должны быть особенно плотными. Такие бочк ших лесопильных рамах путем распиловки кряжиков.
внутреннюю их поверхность покрывают специальным составами (эмалируют) для придания стенкам больше Если кряжики распиливаются на круглопильныхетан-
шины, такая клепка плохо держит эмалировку. чается только из середины распиливаемого кряжа; вся
рабатывают с лицевой стороны. прической пиле, которая представляет собой полый ци-
по рельсам движется каретка с укрепленным на ней сек-
прической) клепки производится из секторов (четверти!
нож ставят лезвием по годичным слоям и, ударяя по нет киянкой, от четвертины откалывают клепку. Из такой жслобообразной колотой кленки изгото! ри). т. с. такую кривизну, какую прямая пиленая или колотая радиальная клепка получает лишь в процессе обработки при производстве бочек. Псреддальисйшей обработкой клепка подвергается суш-
течение нескольких суток; влага же. которую поглощает 2—4 часов камерной сушки. Кроме того, при сушке клепки в остовах затрудни пухлой формы вся средняя часть внутренней пласта клеп- ки делается тоньше, чем у торцов. Утончение клепки в средней (пуковой) части выпуклых остовов необходимо для уменьшения сопротивления изгибу при стяжке ос-
шильных камер (количество клепки, загружаемой в ка клепки, которое возможно загрузить в ту же камеру I собранном виде — в остовах). Таким образом, основ тесывают различным образом. При выпуклом остове их стесывают от середины к копой) части получается больше, чем в торцах. Стесыва-
нал сушка древесины должна производиться в начале обработки клепки, а дополнительная — после сборкт При коническом остове коомки клепки стесывают
ного количества клепки. Ее длина и толщина должнт от одного торна до другого так, чтобы ОЛИН из концов ние толщины клепки в средней (пуковой) части выпол- няются в определенной последовательности. Сначала
соте и толщине его стенок. всего клепку обрезают, чтобы придать ей требуемую дли
образовались во время сушки. Если их нет, го клепк торцуют с одной стороны. Обрезка производится обыч затесов) к одному концу клепки, затем ее переворачива- ют отесанным концом вверх и протесывают кромки про- тивоположного конца. После этого, отступив от торца к
тесывать внутреннюю пласть, постепенно углубляя про- тес по мере продвижения к середине клепки. Дойдя по-
пукло-вогнугую форму. В черновом виде такую форм встречу сделанному протёсу так, чтобы они сошлись на
этого с пласги. которая должна быть обращена на на
древесины по краям клепки, нс трогая ее середину. ) противоположной пласги, которая будет обращена внутр остова, вынимается (также по всей длине) средняя част ослабляют клепку в середине и делают ее совершенно непригодной, так как она сломается при стяжке остова. Протесанная кленка является черновой заготовкой — болванкой. Окончательную форму и точные размеры она
В одну .котелку» обычно укладывают 40 обручей, по- этому она имеет шесть рядов по шесть обручей и четыре обруча, заложенных внутри. Закончив укладку обручей, .котелку» в месте распо- обруче клепкам ставят следующие клепки. Когда внут- ренняя поверхность обруча заполнена прижатыми к ней клепками, их начннакут уплотнять. Для этого к одной
поженил концов крепко перевязывают, а затем вынима- поступают со всеми клепками. Чтобы при необходимо-
Свсжезаготовленные обручи можно загибать в коль- ца вокруг вбитых в землю кольев. Чтобы согнутый об- руч не распрямлялся, его концы заводят за колья. Для того, чтобы обручи легче сгибались, нс ломаясь при этом, иногда пользуются мялкой или скобой, вби- той в стену. При длительном хранении обручей в согнутом виде реиней пластях. Когда при окончании сборки необхо- димо поставить в остов последнюю, замыкающую на-
(.котелками») древесина их постепенно высыхает, вслед- Перед надеванием на бочку в бондарной мастерской ких случаях вынимают одну или две стоящие рядом широкие клепки и на их место ставят более узкие с
ная строжка, увлажнение, пропарка, зарезка замков и т. д. Сборка остова Сборку осуществляют на рабочем обруче при помо- щи металлических зажимов. Рабочий обруч представля- ет собой металлическое кольцо из круглого или полосо- вого железа толщиной 10—15 мм. Диаметр его должен быть несколько больше диаметра торцового обруча со- бираемого остова. Поэтому в мастерской, выпускающей достаточный для установки последней клепки. Если подобрать клепки нужным образом почему-либо не уда- стся. одну или две из них профуговывают. После того чий обруч (шейный), который осаживают к'пуку МО- Торцовый обруч после насадки шейного несколько осаживают, предварительно сняв с него зажимы и вы- ровняв ударами молотка концы клепок. Представление об остове после описанного процесса дает рис. 39. Следующей операцией является стяжка расходяших-
имеется набор обручей разных размеров. представляют собой согнутые из металлических плас- тинок пружинящие захваты, которые, будучи надеты- ми на торец клепки и рабочий обруч, удерживают их вместе. После того, как торцы первых трех-четырех клепок прижаты зажимами к разным местам внутрсн чтобы обруч был сверху. Затем вплотную к зажатым на остова. При этой операции клепка в своей средней (пу- ховой) части получает некоторый изгиб. Для того, что- бы во время гнутья она не ломалась, остов прогревают. податливой и гнется значительно легче. Для предотвра- щения образования в клепке надломов, перекосов и ару- Несса гнутья — он должен быть медленным и равномер- ным по окружности остова.
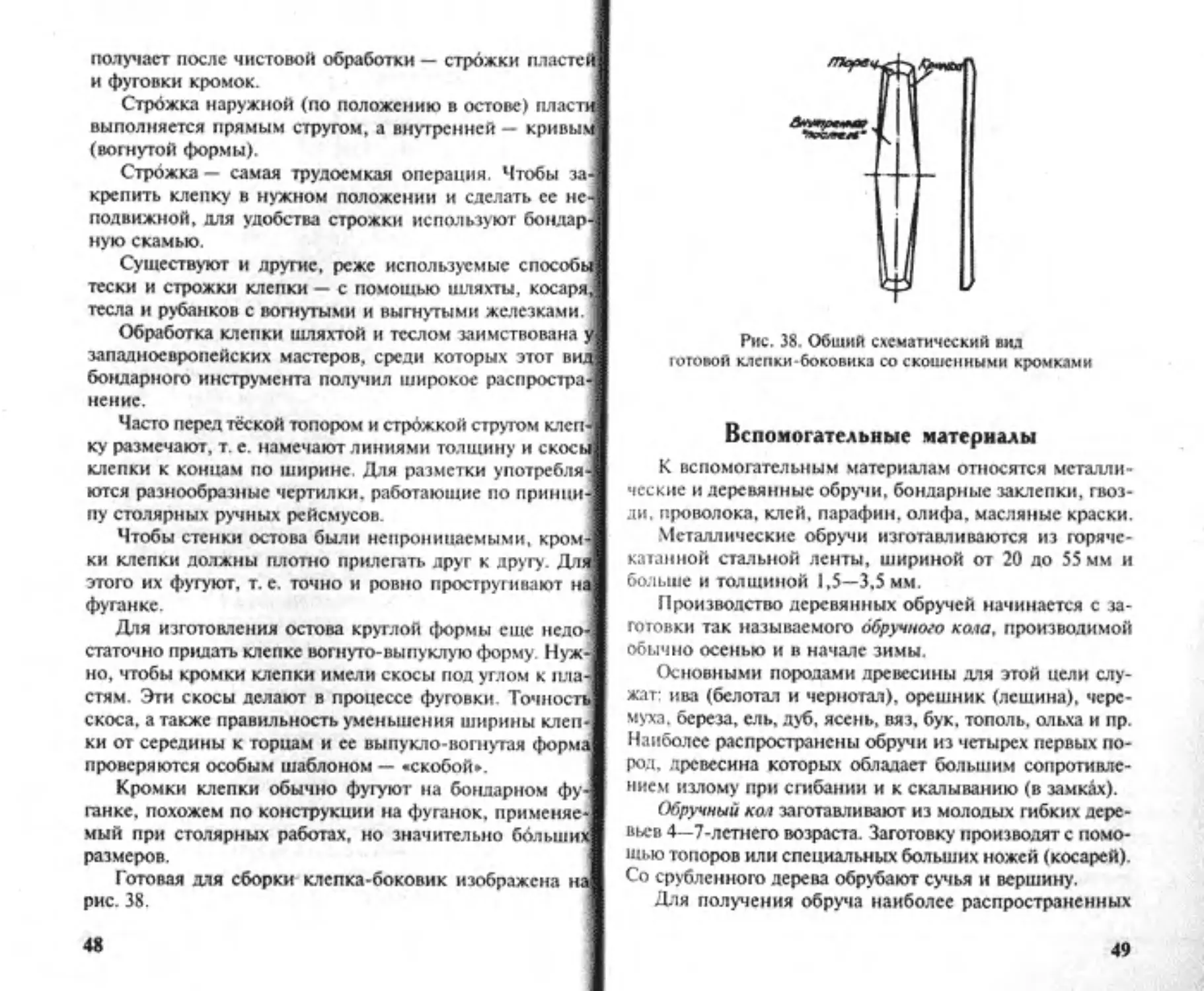
57
Наружная обычно о два раза </хл внутренней. Часто при изготовлении нестандартных бочек снима- ют фаску только с одной стороны края дна. Такой способ утончения краев дна уменьшает их прочность на излом в вывают. Для этого, положив его на металлическую под- краю как бы растягивают этот край по сравнению с верх-
Обработка обручей то прежде всего от стальной ленты требуемого профиля отрубают части нужной длины. Чтобы определить длину этих частей, измеряют длину окружности остова в мсс- кую форму. сваренных вместе. ратот необходимое их количество требуемой длины и се- При наличии прямых обручей с исстроганными «по-
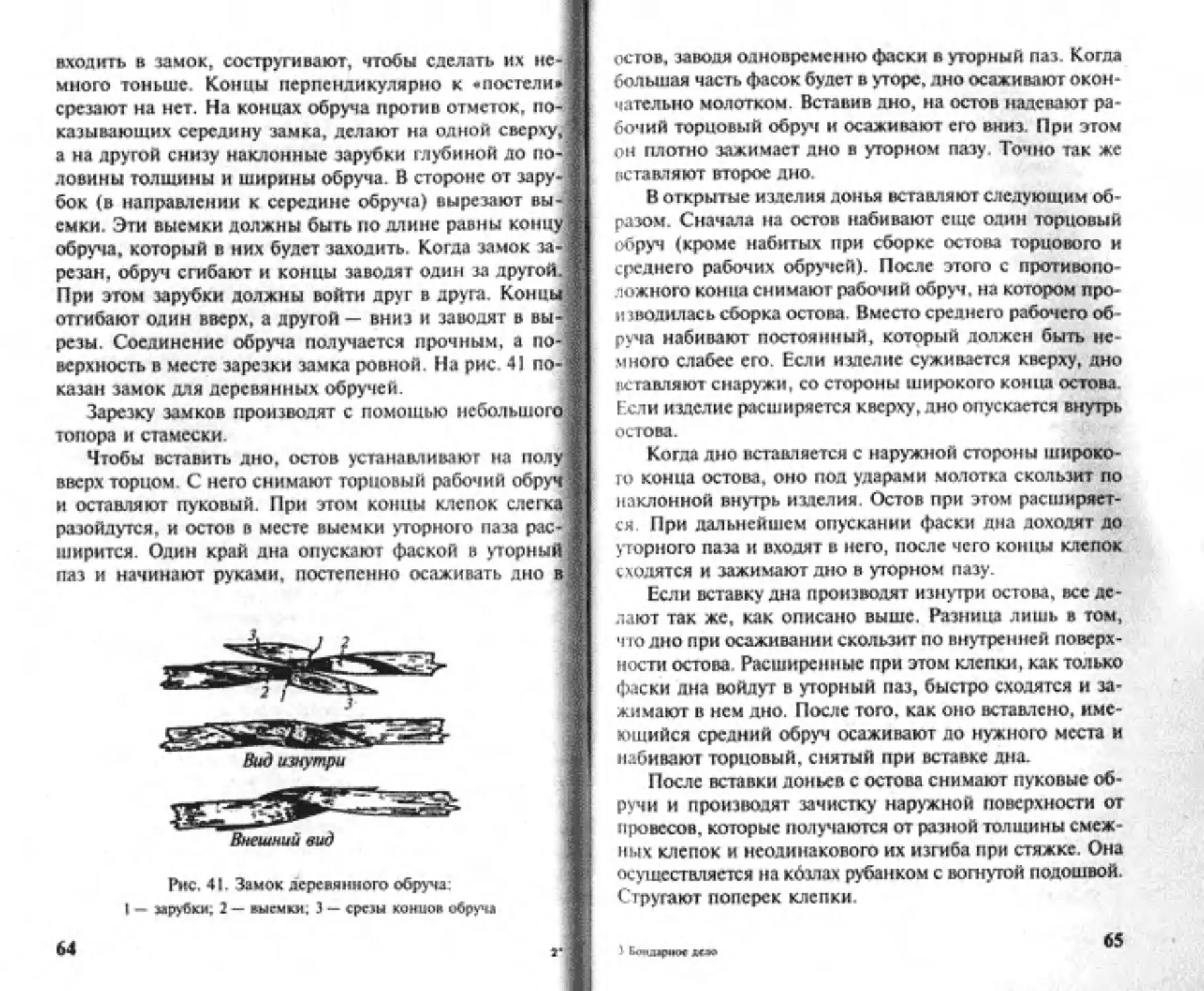
на накладку концов один на другой для склепки. При
стая для заклепок. Для этого конец ленты кладут на не- равном ее ширине. Углы кошта ленты с отверстиями осуществлять на солнце (для лучшего подогрева воды).
ИВ ills Hi! d I { i I! ii li I них длину и середину замка. При этом следят, чтобы
h 1 ph rhi If h i h 1 1 дует, излишки обрубают по сделанным отметкам. За- -постели» концов обруча в той части, где они будут
Производство
винодельческой тары
к
продолжается до 120—200 лег, а по диаметру — в про-
13%-ой влажности) — 700 кг и в абсолютно сухом состоя-
нии — 660 кг. Соотастствено коэффициент крепости при
сжатии вдоль волокон составляет 635 кг/см‘ (коэфици-
4 до.6%. Количество дубильных и других пахучих эфир*
в частности, при отборке дубовой клепки для производ-
» или нескольких рядов
хов с заостренными концами или в виде чечевицеобраз-
ных полосок, расположенных вдоль волокон.
Процесс образования ядра в дубе заключается в от-
НШШП Н Ин’
Производство винодельческой
бочковой тары вручную
1Ю.1ИГСЯ вручную бондарным фуганком-шмыгоП (рис. 48).
-ox Hdu *Хн<1офа<1Г1МхоаХня1ги«ЫиосХнки<1инкнх1
xmnrHdu OHHVoxgo»< xonog хпнниа axiogodgo Hdu
-Xdio otXnhXda rumAwtHodu хэьод guouhts irexxXdr и
ига» ‘ииоошХ hoi Hdu uodaHtvd xKiXdir HHouXdgo ннхион
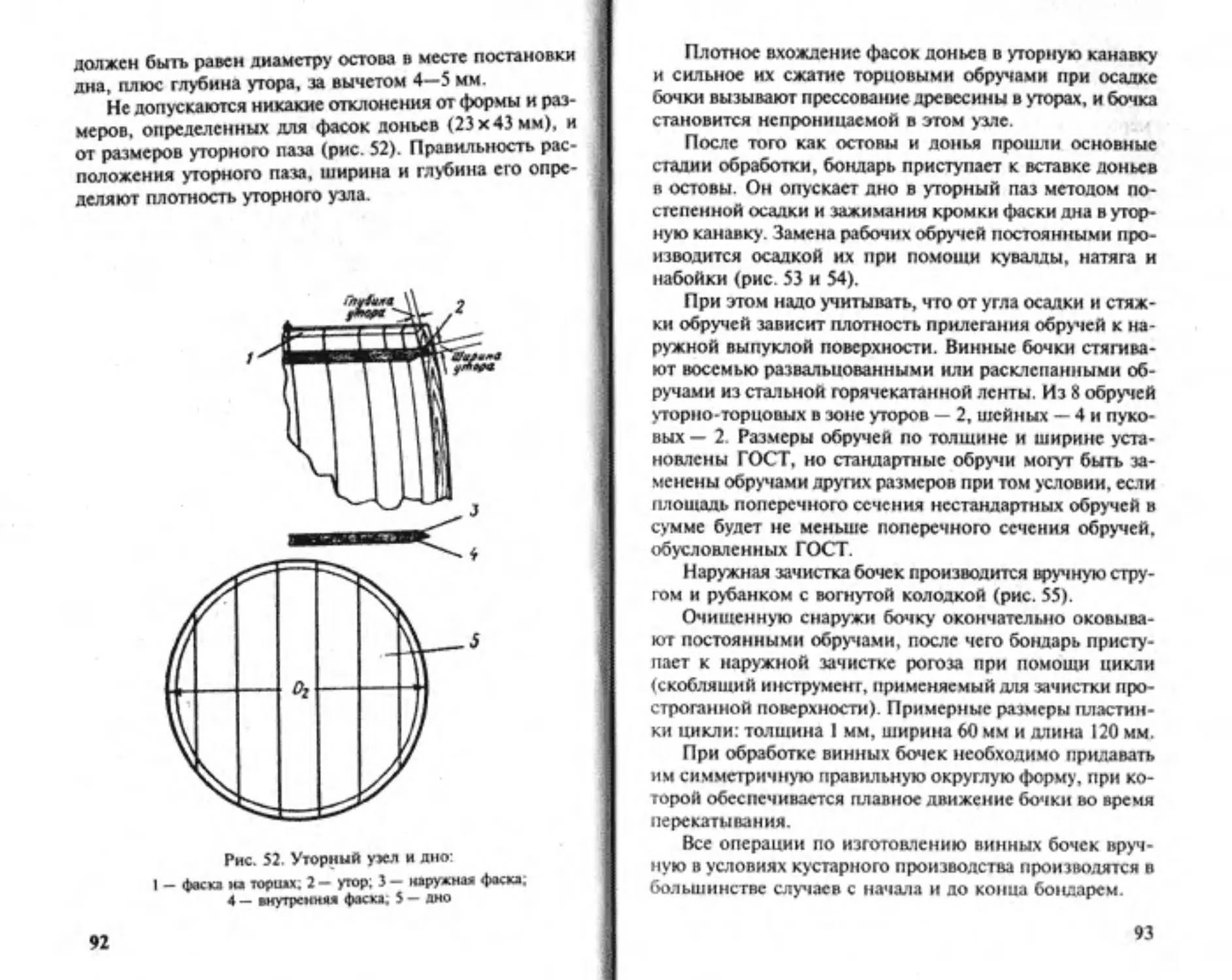
Бочковая тара
для коньячных изделий
30 мм и длине 100 мм.
Заготовка бутовой клепки
четырьмя болтами. Головки болтов внутри бута должны
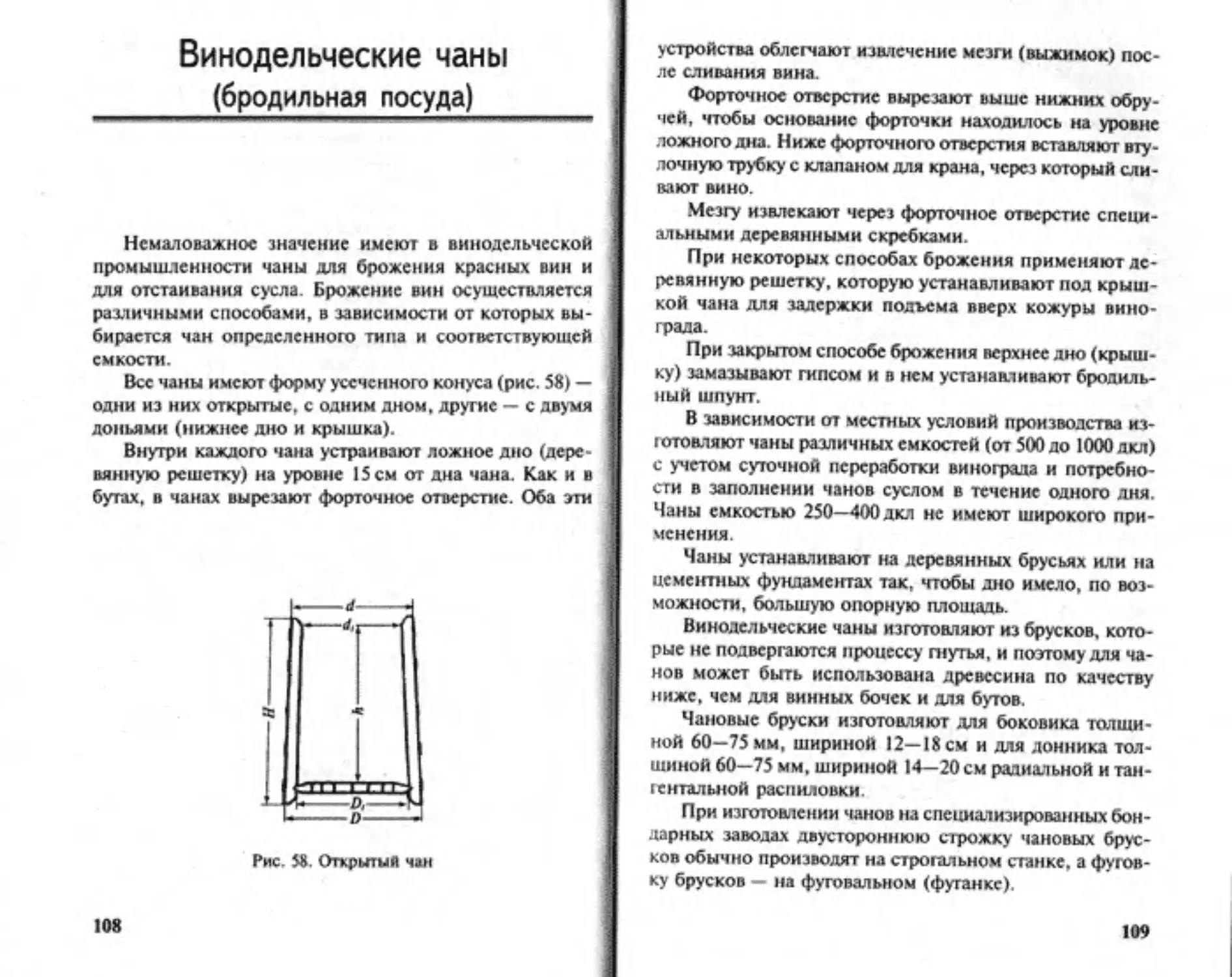
Винодельческие чаны
(бродильная посуда)
готовляют чаны различных емкостей (от 300 до 1000 дкл)
1m
, шириной 14—20 см радиальной и тан-
1 чанов на специализированных бон-
нис расходуют г—i шипа.
Фанерно-прессованная бочка
Транспортировка и эксплуатация винных бочек Собранная обычная винная бочка может сохранять- ся лишь в определенных условиях. Прежде всего, отри- стремится выйти из напряженного состояния и принять клепки, смещение уторов, расшатывание и разрушение
Перед транспортировкой бочка проходит все стадии нарезки уторной канавки, прокладки рогоза и оковки остова постоянными обручами. Собранный остов дол- Донья лолжны быть опилены соответственно размерам головного диаметра остова. Совершенно обязательна нумерация несмываемой краской клепчин в комплекте. Донья укладывают в остовы, окованные обручами; с обе- их сторон остов закрывают шитками, которые скрепля- ются металлической лентой. Диаметр щитков должен быть равен головному диаметру бочки; собирают щитки из тонких дощечек. Для лучшего сохранения деталей от рекомендуется увязывать в пачки. Укладывают клепчи- ны в пачки очень плотно и оковывают их мегалличес- j Перевозка бочек в разобранном виде (комплектами) дает очень большую экономию в объеме, однако она не- сколько усложняет изготовление дубовых бочек из-за не- обходимости дважды производить сборку. Известно, что чек. Поэтому транспортировка этих бочек в разобран- ном виде наиболее рентабельна. Перевозка бочек в разобранном виде приведет к уде- шевлению ее стоимости, к-сокращению потребности в товарных вагонах >< увеличению их оборачиваемости. железа для оковки винных бочек полным комплектом производства и перейти на изготовление винных бочко- помещениях при постоянной температуре и влажности или под закрытыми, хорошо проветриваемыми навеса- они покрываются плесенью и портятся. Продолжитель- ность службы таких бочек не может превысить шести- восьми лет. Укладывать бочки рекомендуется так. чтобы втулоч- ное отверстие было направлено вверх. стоя при заполнении их вином. Бочки, заполненные вином, укладывают ярусами на продольных брусьях, которые имеют сечение 140х 180 мм. ребляются «клинообразные, подкладки, «подкуски.. Их
116 117
ИЗГОТОВЛЕНИЕ
ДЕРЕВЯННОЙ ПОСУДЫ
С КОНИЧЕСКИМ И
ПАРАБОЛИЧЕСКИМ ОСТОВОМ
(из опыта народных умельцев)
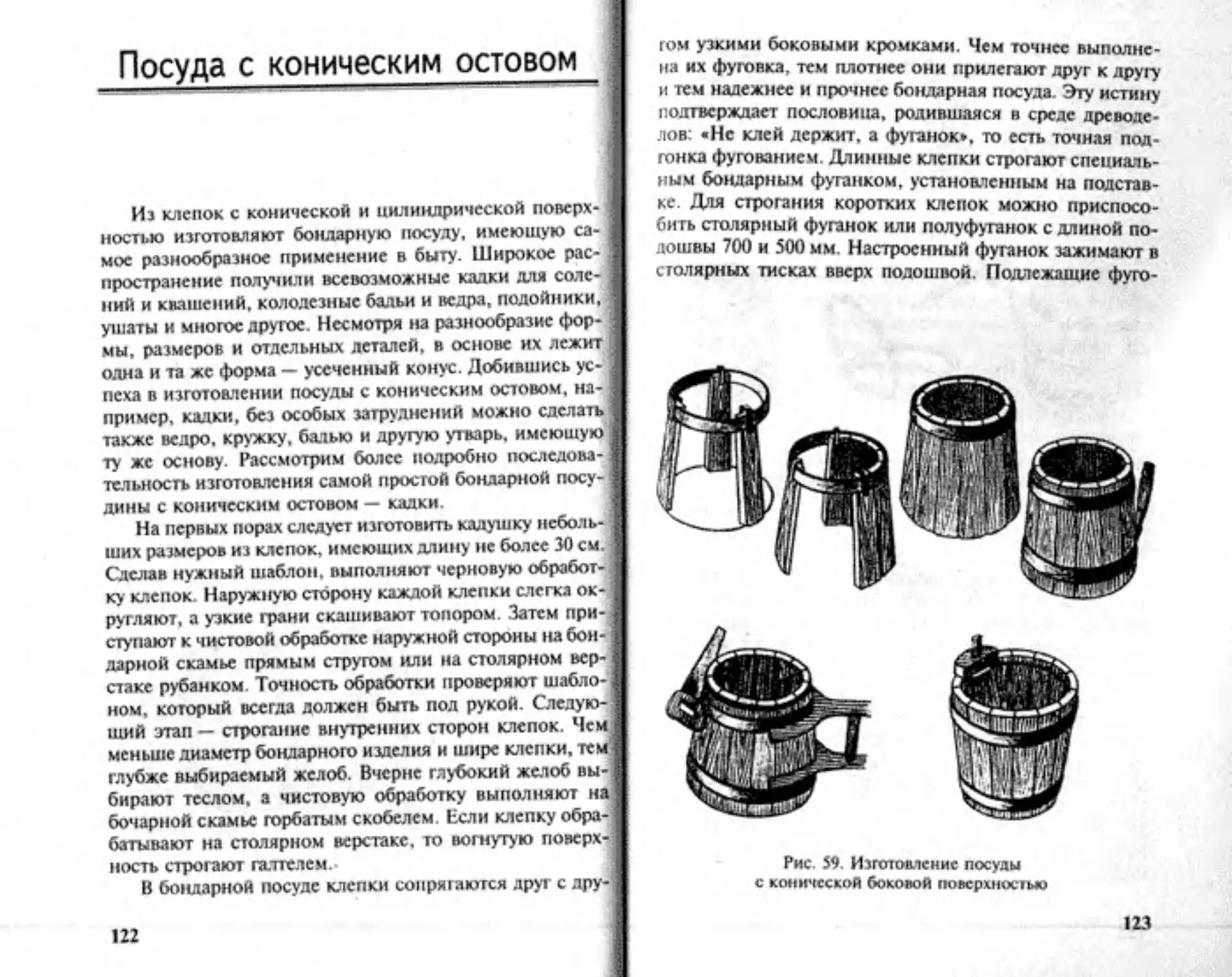
Посуда с коническим остовом
еяохэо esdogQ
onlOOHKdHOU ВОЯОЯО9 ИОЯММШОЯ 5
nvftou ЭИНМЯОКМСИ 09 3t4
s Is
! sm
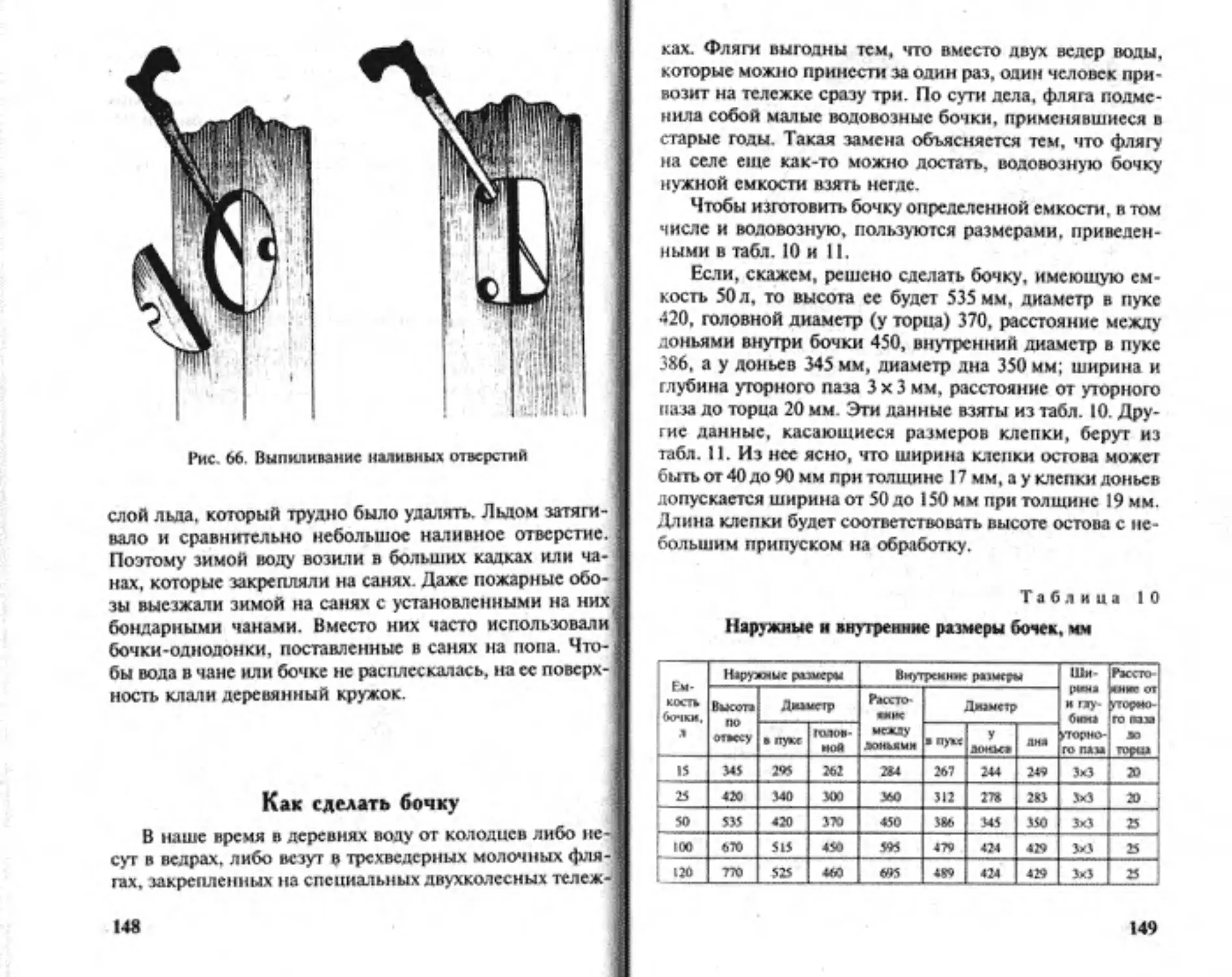
если деревянными — то из древесины ивы, рябины или '"'’вверхием донце кадки сверлят также дм отверстия, в которые вставляют пробки (гвозди). Если одно из от- верстий используется для наливания и выливания жид- кости. то второе служит в это время для свободного мо- да и выхода воздуха. Именно благодаря этому жидкость затыкают отверстой, имеют сверху небольшие бооыш- ки, позволяющие легко вставлять и вынимать их. Порой Изготовление бочек Наливные бочки Наливные бочки имеют дм дна и втулку (наливное холящаяся в бочке жидкость не вылилась, втулку заты- кают гвоздем (так бондари называют пробку). Именно
ной бочкой. наливные бочки, предназначенные для хранения и пе- ранними бондарными сосудами, изображения которых исслсдомтели обнаружили на колонне Траяна, соору- генных источниках Древней Руси содержится в «Пер- относящейся к 1204 году: «А из бочек гвоыы вынимаша, и видеше воду тскушуь. 0 размерах наливных бочек ста- кам древнего Новгорода. По клепкам было установлено, сятиведерная дубовая бочка. Ее размены, пропорции и лер жидкости, а сороковая, или мерная, — 40 ведер. Само Если для хранения и перевозки напитков исполь- кии нельзя было обойтись без другой бондарной по-
ШШШ
ружносгью и центры малых окружностей проводят пря- мые линии. В местах пересечения этих линий с лучами малых окружностей будут находиться так называемые точки сопряжения. Их соединяют с помощью циркуля большими дугами. Центры этих луг будут находиться на пересечении горизонтальной осевой липни и большой дуги вспомогательной окружности. Руководствуясь вычерченным на бумаге овалом, из- готовляют два шаблона. Контуры одного из них должны соответствовать малой луге овала, а другого - большой Для того чтобы точно установить, сколько клепок релолнть его периметр. Он будет равен сумме длины болы шик и малых дуг. Длину каждой дуги находят следую щие овал. Периметры устанавливают по формуле 2яВ гас я равно 3,14. Затем, разделив периметр малой ок ружиости на три части, получают длину малой дуги. I иышко, сделав припуск на угоры. Так же размечают и второе донышко. Донышки со снятыми фасками встав- ляют в остов и обычном порядке. На готовый бочонок набивают два уторных и два пу- ховых металлических обруча. С помощью заклепок к пу- ют проволочную лужку деревянной ручки. Небольшими порциями напитки из бочонка извлекают ливером. По- этому необходимо втулку сделать такой, чтобы его труб- ку вытачивают из мягкой липовой древесины. Естественно, что для изготовления первого экземп- ляра приходится потратить достаточно много времени. кая работа будет позади, в довольно короткий срок можно изготовить нс один, а сразу несколько бочонков.
свою очередь периметр большой окружности делят н шесть частей и определяют длину большой дуги. Сум парную длину двух луг удваивают и получают псричетт овала. Руководствуясь полученными данными, заодно из гоговляют нз полосок металла рабочие обручи. На столе или верстаке откладывают расстояние, рав ное периметру овала, и делят его на четыре части, рав последовательности, как и у круглого бочонка. Нареза угоры, приступают к изготовлению донышка. Остов ста вят на шит. который является заготовкой донышка, обводят его внутри карандашом. На остове и щите про поляг одновременно черту, с помощью которой можн будет легко совместить донышко с остовом. Из щитка Кухля В южных и западных |уберниях России для перенос- полачи их на стол использовали так называемую кухлю. Благодаря ножкам тулово бочонка находилось в гори- зонтальном положении. Вверху располагалась втулка, ручка и сливной носик. Втулку использовали только для заливки напитков в бочонок. При переноске кухли сс закрывали пробкой (гвоздем). Сливной ноенк служил для разливки напитков по кружкам и кубкам. Чтобы они лились свободно, пробку из втулки вынимали и, взяв кухлю за горизонтальную ручку, наклоняли вперед как обычный кувшин или чайник. Собирают кухлю из клепок, имеющих одинаковый радиус скругления. Вес клепки обычные, кроме трех.
1S6 157
M W-a
Изготовление ушатов
воду, К готовому лагуниу притирают пробку, выточен-
ную на токарном станке или вырезанную ножом и ста-
Ремонт бондарных изделий
Использование старых бочек
СОДЕРЖАНИЕ
ИЗГОТОВЛЕНИЕ БОЧЕК
В БОНДАРНЫХ МАСТЕРСКИХ
ИЗГОТОВЛЕНИЕ ДЕРЕВЯННОЙ
ПОСУДЫ С КОНИЧЕСКИМ И
ПАРАБОЛИЧЕСКИМ ОСТОВОМ